/











































































































































































































































































Автор: Татур И.Р. Митин И.В. Спиркин В.Г. Шуварин Д.В.
Теги: технология минеральных масел технология нефти и аналогичного сырья технология топлива химическая промышленность
ISBN: 978-5-91961-352-7
Год: 2021




Текст
I.R . Tatur, I.V. Mitin,
L.N . Bagdasarov, S.B. Mishin,
V.G.Spirkin
ENERGETIC'S
OIL
Part 3
COMPRESSOR,
REFRIGERATION AND
VACUUMOILS
А Textbook
ИЗДАТЕЛЬСКИЙ
ЦЕНТР
РГУ нефПI н газа (НИУ) имени И. М. Губкина
2021
И.Р. Татур, И.В. Митин,
Л.Н. Багдасаров, С.Б Мишин,
В.Г. Спиркин
ЭНЕРГЕТИЧЕСКИЕ
МАСЛА
Часть 3
КОМПРЕССОРНЫЕ,
ХОЛОДИЛЬНЫЕ
И ВАКУУМНЫЕ МАСЛА
Учебное пособие
Рекомендовано ученым советом РГУ
нефти и газа (НИУ) имени И.МГубкина
в качестве учебного пособия для студентов
образовательных организаций высшего образования
обучающихся по направлению 18. 04. О 1
«Химическая технология»
(уровень магистратура)
ИЗДАТЕЛЬСКИЙ
ЦЕНТР
РГУ нефПI н газа (НИУ) имени И. М. Губкина
2021
УДК 665.6/7(075)
ББК 35.514
Т23
Рецензенты:
доктор технических наук, генеральный директор АО Фирма «НАМИ-ХИМ»
А. А. Чудиновских;
кандидат технических наук, доцент, начальник отдела по разработке продуктов
ООО «РН-Смазочные материалы» И.А . Любинин
Авторы выражают признательность и благодарность ПАО «Газпром нефть»
за поддержку и участие в издании настоящего учебного пособия
для студентов вузов нефтегазового профп.тя
Татур И.Р ., Митин И.В ., Багдасаров Л.Н ., Мишин С.Б.,
Спиркин В.Г .
Т23
Энергетические масла. Часть III. Компрессорные, холодиль
ные и вакуумные масла/Под ред. И .Р. Татура.
-
М.: Россий
ский государственный университет нефти и газа (НИУ) имени
И.И. Губкина, 2021.
-
296 с.: ил.
ISBN 978-5-91961-352-7
К энергетическим маслам принято относить: турбинные, трансформаторные,
конденсаторные, кабельные, компрессорные, холодильные и вакуумные. При ис
пользовании современного энергетического оборудования повышаются эксплуатаци
онные и экологические требования к смазочным маслам. Широкое применение
базовых масел III-, IV- и V-x групп (по классификации API), современных пакетов
присадок привело к созданию энергетических масел нового поколения. В связи
с этим появилась необходимость издания книги, в которой обобщены и проанали
зированы последние достижения в. области производства и применения компрессор
ных, холодильных и вакуумных масел.
В третьей части пособия рассмотрены компрессорные, холодильные и вакуум
ные масла. Представлены основные виды оборудования, в котором применяют эти
энергетические масла, приведена их классификация и требования к ним в зависи
мости от области применения. Показан состав масел, методы определения основных
показателей, характеризующие их эксплуатационные свойства, марки масел отечест
венных и зарубежных производителей. Рассмотрены нормативные показатели каче
ства масел.
В учебном пособии обобщены работы, выполненные в РГУ нефти и газа
(НИУ) имени И.М . Губкина, АО «ВНИИ НП», АО «ВТИ» и АО «ВНИИХО-
ЛОДМАШ», а также использованы информационные материалы российских и
зарубежных компаний: ООО «Газпромнефть-смазочные материалы», ООО «РН-
Смазочные материалы», ООО «ЛЛК-Интернешнл», BASF , Shell, Afton Chemical,
Lubrizol, LANXESS, Mobil, FUCHS, BITZER , AIM B.V ., Dow Chemical, Kluber
Lubrication и др.
Учебное пособие предназначено для студентов высших учебных заведений,
обучающихся по направлениям 18.04.01 «Химическая технология», аспирантов,
обучающихся по направлению 18.06 .01 «Химическая технология», специальность
05.17.07 «Химическая технология топлива и высокоэнергетических веществ» и мо
жет быть востребовано сотрудниками научно-исследовательских организаций и про
мышленных предприятий, связанных с разработкой и применением энергетических
масел.
УДК 665.6/7 (075)
ББК 35.514
ISBN 978-5-91961-358-9
©Татур II.Р ., Митин И.В ., Багдасаров Л.Н.,
ISBN 978-5-91961-352-7 (Ч. III) Мишин С.Б., Спиркин В.Г., 2021
© Российский
государственный университет
нефтиигаза(НИУ) имениИ.М. Губкина, 2021
© Голубев В.С., оформление серии, 2007
•
ВВЕДЕНИЕ
К энергетическим маслам принято относить: турбинные,
трансформаторные, конденсаторные, кабельные, компрес
сорные, холодильные и вакуумные. При использовании
современного энергетического оборудования повышаются
эксплуатационные и экологические требования к смазоч
ным материалам. Широкое применение базовых масел III-,
IV- и V-x групп (по классификации API) и современных
пакетов присадок привело к созданию энергетических ма
сел нового поколения. В связи с этим стало актуальным
издание книги, в которой были бы обобщены и проанали
зированы последние достижения в области производства и
применения компрессорных, холодильных и вакуумных
масел.
В третьей части пособия рассмотрены компрессорные,
холодильные и вакуумные масла. Представлены основные
виды оборудования, в котором применяют энергетические
масла, приведена классификация и требования к ним в за
висимости от области применения. Приведены состав, ме
тоды определения основных показателей, характеризую
щие их эксплуатационные свойства, марки масел отече
ственных и зарубежных производителей. Рассмотрены нор
мативные показатели качества масел.
В учебном пособии обобщены работы, выполненные в
РГУ нефти и газа (НИУ) имени И.М. Губкина, ОАО
.;ВНИИ НП~, АО .;ВТИ~ и АО .;ВНИИХОЛОДМАШ~,
а также использованы информационные материалы рос
сийских и зарубежных компаний: 000 .;Газпромнефть
смазочные материалы~, 000 .;РН-Смазочные материа
лы~, 000 .;ЛЛк-Интернешнл~, BASF, Shell, Afton
Chemical, Lubrizol, LANXESS, MoЬil, FUCHS, BIТZER,
AIM В. V. (Holland), Dow Chemical, Кluber Lubrication
и др.
5
•
ОСНОВНЫЕ СОКРАЩЕНИЯ
АХМ
вкщ
внии нп
вти
гост
ГХФУ
две
ик
ко
кпд
кч
нпг
нтд
ПАВ
РД
сто
ФНС
чшм
API
ASTM
ASHRAE
DE
DIN
абсорбционная холодильная машина
водорастворимые кислоты и щелочи
Всероссийский научно-исследователь
ский институт по нефтепереработке
Всероссийский теплофизический инсти
тут
государственный стандарт
гидрохлорфторуглероды
двигатель внутреннего сгорания
инфракрасная спектроскопия
коксовый остаток
коэффициент полезного действия
кислотное число
нашетатель природного газа
нормативно-техническая документация
поверхностно-активное вещество
руководящий документ
стандарт организации
фактор незначительной смазки
четырехшариковая машина
American Petroleum Institute (Амери
канский институт нефти)
American Society for Testing and Mate-
rials (Американское общество по испы
танию материалов)
American Society of Heating, Refriger-
ating and Air-Conditioning (Общество аме
риканских инженеров по отоплению и вен
тиляции)
diesters (диэфиры)
Deusches Institut fur Noemung (Немецкий
институт стандартизации)
7
FZG
ICP
ISO
ISP
HVI
LSV
ОЕМ
PAG
РАО
РОЕ
PVE
RPVOT
RUL
TAN
VHVI
VI
four-square gear oil test (метод опреде
ления противоизносных и противозадир
ных свойств трансмиссионных масел
inductively coupled plasma (индуктивно
связанная плазма)
International Organization for Standartiza-
tion (Международная организация по стан
дартизации, ИСО)
atomic em1ssюn spectrometry (атомно
эмиссионная спектрометрия)
high viscosity index (высокий индекс
вязкости)
linear sweep voltammetry (Вольтамперо
метрия линейной развертки). The Montreal
Protocol on Substances That Deplete the
Ozone Layer - Монреальский протокол
по веществам, разрушающим озоновый
слой
original equipment manufacturer (произ
водитель оригинального оборудования)
polyalkylene glycol (полиалкиленгликоли)
polyalphaolefin (полиальфаолефины)
polyolester (эфиры многоатомных спиртов)
поливинилэфирное масло
rotating bomb oxidation test (метод ис
пытания во вращающемся сосуде под
давлением)
remaining useful life (остаточный срок
эксплуатации)
total asid number (кислотное число)
very high viscosity index (очень высо
кий индекс вязкости)
viscosity index (индекс вязкости)
•
Глава 1
КОМПРЕССОРНЫЕ МАСЛА
Компрессор (от лат. compressio
предназначенная для преобразования
гии в энергию сжатого газа.
сжатие) - машина,
механической энер-
Несколько тысяч лет назад люди начали использовать
кузнечные меха при выплавке бронзовых изделий. В III в.
до н.э. Ктесибий Александрийский, используя сжатие воз
духа, изготовил катапульту, а Херон Александрийский
создал механизм для открывания дверей.
Развитию компрессорного дела способствовала про
мышленная революция, а именно развитие горнорудной
промышленности и металлургии.
В 1650 г. немецкий физик О. Герике собрал первый од
ноступенчатый поршневой компрессор. Компрессор имел
клапанное распределение и принципиально отличался от
современного лишь тем, что был предназначен не для
нагнетания, а для откачивания воздуха.
В 1765 г. И.И. Ползунов построил один из первых
промышленных компрессоров. В нем энергия сжатого го
рячего пара застав.llЯла попеременно двигаться поршни.
В 1832 г. по проекту А.А. Саблукова был построен
один из первых в мире центробежных вентиляторов.
В 1850 г. американский врач Д. Гори впервые проде
монстрировал процесс получения искусственного льда в
созданном им аппарате, использовав технолоmю компрес
сионного цикла, которая применяется в современных
холодильниках. В качестве рабочего газа он применил ам
миак.
1878 г. Г. Кригар запатентовал конструкцию винтовых
компрессоров, однако производственные технологии того
времени не позволяли изготовить достаточно качественную
винтовую пару.
9
Развитие первых компрессоров шло в направлении
повышения рабочего давления. Появились двух- и трех
поршневые компрессоры, сжимающие воздух по ступе
ням. Однако с ростом давления начала повышаться тем
пература газа, а эффективность компрессоров - сни
жаться.
Проблема была решена благодаря работам Р. Бойля,
Э. Мариотта, Ж.-Б. Фурье, Н.С. Карно, Ю.Р. Майера,
Дж. Джоуля, Б.П. Клапейрона, Д. И. Менделеева и др.
Мноmступенчатые компрессоры получили промежуточ
ные и концевые охладители сжатого воздуха, улучшенную
герметизацию и принудительное охлаждение качающего
узла, что значительно повысило их коэффициент полезно
го действия. Компрессоры превратились в компрессорные
установки и компрессорные станции с системами охлаж
дения, маслоотделения, осушения воздуха, автоматичес
кого регулирования и защиты от перегрузок, поддержа
ния внутреннего микроклимата и дистанционного управ
ления.
В 1932 г. А. Линехольмом был создан промышленный
винтовой компрессор. Винтовые компрессоры благодаря
повышению точности изготовления винтовых пар и приме
нению маслозаполненного принципа сжатия практически
вытеснили поршневые в области низкого давления. В это
время началось производство центробежных компрессо
ров.
В 40-х гг. ХХ в. производство компрессорных и холо
дильных машин, вакуумного оборудования выходит на
новый технологический уровень, связанный с развитием
электронной, атомной, нефтехимической и пищевой про
мышленности. Одновременно это потребовало применения
новых масел для компрессорной, холодильной и вакуум
ной техники.
Масла для компрессорных машин по перекачиванию
воздуха и различных газов, а также для холодильных аг
регатов и вакуумных насосов относятся к категории энер
гетических масел. Эти масла используют в агрегатах под
названием .;компрессор~ или .;насос~. По ГОСТ 28549.3-90
(ISO 6743-3А-67), все они относятся к группе D.
Компрессорные машины по перекачиванию воздуха и
различных газов, холодильные агрегаты и вакуумные
10
насосы отличаются конструкцией и условиями эксплуата
ции и, соответственно, масла для них имеют разный состав
и физико-химические показатели.
1.1 . КОМПРЕССОРНОЕ ОБОРУДОВАНИЕ
1.1.1. КЛАССИФИКАЦИЯ И УСТРОЙСТВО
КОМПРЕССОРОВ
На сегодняшний день существует большое разнообра
зие компрессоров, вариантов их исполнения и примене
ния.
Компрессорное оборудование классифицируют по:
принципу действия;
области применения;
давлению на выходе;
типу приводного механизма;
производительности.
По области применения компрессоры можно подразде
лить на агрегаты общего назначения, энергетические, хи
мические, нефтехимические и т.д.
По давлению на выходе:
вакуумные;
низкого давления (от О, 15 до 1,2 МПа);
среднего давления (от 1,2 до 10 МПа);
высокого давления (от 10 до 100 МПа);
сверхвысокого давления (выше 100 МПа).
По типу приводного механизма компрессоры разделя
ются на компрессоры, оборудованные электродвигателем,
двигателем внутрениего сгорания или турбиной (газ j пар).
По типу охлаждения компрессоры могут быть с водя
ным или воздуnrnым охлаждением.
Производительность компрессора как для входа, так
и для выхода принято указывать в единицах объема сжи
маемой среды в единицах времени (нормальные условия).
Производительность поршневых компрессоров зависит от
диаметра цилиндра, длины хода поршня и скорости вра-
11
щения вала. Компрессоры подразделяют на три категории:
малой (до 10 м3 /мин), средней (10--100 м3 /мин) и боль
шой производительности (свьцие 100 м3 /мин).
Классификация по принципу действия компрессоров
определяется способом перекачки газа: порциями фикси
рованного объема или постоянным потоком. В первом слу
чае компрессоры являются объемньпш:, во втором - ДJПiа
мическими (лопастными), которые называют турбоком
прессорами.
1.1 .1.1 . ОБЪЕМНЫЕ КОМПРЕССОРЫ
Объемные компрессоры работают за счет последова
тельного наполнения рабочей камеры газом и дальнейшего
его сжатия за счет принудительного уменьшения доступно
го объема рабочей камеры. Для предотвращения обратно
го хода газа используется система клапанов, поочередно
открывающихся и закрывающихся в фазах заполнения
и опорожнения камеры.
Компрессоры объемного действия подразделяются на:
поршневые;
винтовые;
шестеренчатые;
роторно-пластинчатые;
мембранные;
жидкостно-кольцевые.
Поршневой компрессор состоит из корпуса (выполнен
ного из чугуна), цилиндра (расположенного горизонталь
но/вертикально/под наклоном), поршня, клапанов (вса
сывающего и нагнетательного). Для сообщения возвратно
поступательного движения поршню используется криво
шипно-шатунный механизм с коленчатым валом. Поршень
при возвратно-поступательных движениях сжимает воздух
атмосферы, а затем выталкивает его в область подсоеди
ненной магистральной линии (рис. 1.1).
Один оборот вала соответствует двум ходам поршня.
В каждом цилиндре при одном обороте вала успевает
совершиться полный рабочий цикл компрессора. При ходе
поршня влево в конденсаторе над поршневым простран
ством образуется разрежение, газ через клапан всасывает-
12
Кривошипно-шатунный
механизм
Рабочая камера
Клапаны
Поршень
Корпус
Вал
Рис. 1.1 . Схема работы поршневоrо компрессора
ся в цилиндр. При ходе поршня вправо пары сжимаются,
давление нарастает. Всасывающий кл апан закрывается,
сжатые пары выталкиваются в магистраль через нагне
тательный клапан. Затем поршень меняет направление
движения, нагнетательный клапан закрывается , а компрес
сор снова всасывает воздух из атмосферы. В есь рабочий
процесс повторяется циклами снова и снова. Свободное
пространство, которое образуется в полости цилиндра при
опускании поршня, разряжает воздух. Образующийся
перепад давления открывает впускной клапан, который
позволяет воздуху войти в камеру, где происходит его
сжатие. После пересечения поршнем точки поворота, соот
ветствующей максимальному объему камеры сжатия, про
исходит закрытие впускного клапана, вызывающее рост
давления воздуха. Чем меньше объем камеры, тем больше
д авление воздуха. При достижении заданных пределов дав
ления, открывается нагнетательный клапан и сжатый воз
дух покидает камеру. Для снижения износа цилиндровых
стенок и поршня в у зел цилиндра подают масло, что вед ет
к смешению масла с во здухом, которое удаляется за счет
применения масляного сепаратора на линии нагнетания.
Поршневые компрессоры могут быть: крейцкопфные
(крейцкопф означает ползун - устройство компенсирую
щее тангенци альное усилие, прижимающее поршень к ци
линдру - применяется в компрессорах с большими диамет
рами поршней и их ходом) - мощностью свыше 100 кВт)
и бескрейцкопфные (или тронковые - тронк в переводе
13
с французского означает ствол - то есть все усилия вос
принимаются стволом - внутренней поверхностью цилин
дра) мощностью менее 100 кВт).
По расположению цилиндров компрессоры подразде
ляются на вертикальные, горизонтальные, угловые и оп
позитные:
с расположением цилиндров вертикально;
-
горизонтальные с односторонним или по обе стороны
вала расположением цилиндров (с горизонтальным или
двухсторонним расположением цилиндров);
-
угловые компрессоры с цилиндрами, расположенны
ми в одних рядах вертикально, в других- горизонтально.
Такие компрессоры называются прямоугольными. К угло
вым компрессорам относятся машины с наклонными цилин
драми, установленными У-образно и W-образно (компрес
соры называются, соответственно, V- и W-образными);
-
оппозитные компрессоры представляют собой гори
зонтальные машины со встречным движением поршней и
расположением цилиндров по обе стороны вала. Отлича
ются меньшими габаритами и массой. Оппозитные ком
прессоры практически полностью вытеснили традицион
ный тип крупного горизонтального компрессора.
Для машин малой и средней производительности основ
ным является прямоугольный тип компрессора и с У-об
разным расположением цилиндров.
По числу ступеней сжатия компрессоры различаются
одно-, двух- и многоступенчатые. Многоступенчатое сжа
тие вызывается необходимостью ограничить температуру
сжимаемоm газа.
По конструктивным особенностям поршневые компрес
соры разделяются на подгруппы: одинарного и двойного
действия. Во втором случае поршень имеет меньшую вы
соту и делит рабочую камеру на две части. При его дви
жении в одной части камеры происходит сжатие газа и его
подача в выходной патрубок, а в другой части при этом
происходит заполнение газом из входного патрубка. Тем
самым за один оборот вала происходит два цикла сжатия.
По количеству цилиндров поршневой компрессор может
быть одноцилиндровым, двухцилиндровым и т.д. Если газ
последовательно претерпевает сжатие в нескольких ци
линдрах компрессора, то такой компрессор называют мно-
14
гоступенчатым, а количество ступеней определяет количе
ство пройденных цилиндров.
По назначению поршневые компрессоры классифици-
руют следующим образом:
бытового назначения;
полупрофессиональные;
промышленные;
без смазки цилиндров.
Компрессоры бытового назначения отличаются малыми
габаритами, возможностью перемещения, потребностью
в небольшом количестве сжимаемого вещества, непродол
жительным использованием, невысоким уровнем шума
и практически отсутствием необходимости в техническом
обслуживании. Бытовые компрессоры обычно создают
давление до 8 бар. Продолжительный и интенсивный ре
жим работы такого класса компрессоров может привести к
значительной поломке, затраты на ремонт которой будут
соизмеримы с покупкой нового агрегата. Данный класс
компрессоров обычно используют в быту, ремонтных ма
стерских, на станциях технического обслуживания автомо
бильного транспорта, в строительстве.
Полупрофессиональные компрессоры создают давление
до 16 бар и могут перекачивать газ до 2 мЗ /мин. Надеж
ны в работе. К недостаткам можно отнести высокий уро
вень шума при работе, требуют периодического ремонта.
Данный тип компрессора характеризуется высоким содер
жанием масла в сжатом воздухе, поэтому имеет низкую эко
номичность. Потребители - частные лица и малый бизнес.
Промьцилею1ые компрессоры применяют в различных
технологических процессах на предприятиях легкой и тя
желой промышленности. Как правило, это компрессоры
высокого давления с максимальным рабочим давлением на
выходе до 60 бар, что обеспечивается при помощи мощно
го электродвигателя.
Медицинские компрессоры оснащаются осушителем ад
сорбционного типа, имеют шумазащитный корпус и осна
щены рееивером с антикоррозионной обработкой.
Компрессоры без смазки цилющров сжимают разные
газы и используются в производстве, где на выходе долж
на идти чистая сжимаемая среда, не содержащая масло.
В качестве уплотнения используют поршневые уплотни-
15
тельные кольца из композиционного материала. Лабиринт
ное уплотнение не зарекомендовало себя при практическом
применении. Компрессоры без смазки цилиндров работают
без ремонта достаточно продолжительное время.
Преимущества компрессоров поршневого типа:
относительно низкая цена;
-
простое конструктивное исполнение;
-
ремонтопригодность и продолжительный срок работы
после ремонта;
-
экономичность;
-
достаточно высокая производительность.
Недостатки поршневого компрессора:
шум и вибрация во время работы;
для его размещения необходимо отдельное помеще
ние, оснащенное прочным бетонным фундаментом;
ограниченная область использования вследствие низ
кой производительности;
высокое энергопотребление (низкий КПД);
-
необходимость частого технического обслуживания;
-
для проведения обслуживания или ремонта требуется
несколько специалистов.
Поршневые компрессоры не только отличаются кон
структивно, но и имеют разную систему смазки.
Винтовой компрессор сжимает воздух двумя вращаю
щимися в разных направлениях винтовыми роторами,
сцепленными между собой и закрепленными в специаль
ном корпусе- винтовом блоке (рис. 1.2).
Винтовая пара засасывает воздух и по мере вращения
роторов заполнивший пространство между ними воздух
сжимается, поскольку это пространство, заполненное воз
духом, постепенно уменьшается (рис. 1.3).
Привод винтовой пары компрессора осуществляется
электродвигателем. В системе присутствует клапан мини
мального давления для отделения компрессора от пневмо
оборудования после остановки, а также обеспечивающий
его работу на холостом ходу.
Винтовые компрессоры могут быть: одновинтовыми,
двухвинтовыми и т.д. Подбор антифрикционных материа
лов позволяет обойтись и без дополнительной смазки,
в связи с этим выделяют масляные и безмасляные ВJПIТО
вые компрессоры.
16
12
345
6
Рис. 1.2. Разрез винтовою компрессора:
1 - редуктор; 2
-
кожух; 3 - корпус ; 4
-
ведущий ротор ; 5 - ведомый
ротор; 6, 7- подшипники; 8- полумуфта
Достоинства компрессоров винтового типа :
надежность в работе;
простота монтажа;
невысокий уровень шума ;
автоматическая система управления;
высокая чистота получаемого сжатого возд уха ;
низкое потребление энергии (высокий КПД).
Объем газа, отсеченный
Входной патрубок
Ведомый винт
Корпус
Ведущий винт
Выходной патрубок
винтами и корпусом
~
Рис. 1.3. Схема работы винтовоrо компрессора
17
Недостатки компрессоров винтового типа:
-
конструктивная сложность механизмов регулирова
ния степени сжатия воздуха, получаемого на выходе;
-
необходимость оснащения эффективным маслоотде
лителем и радиатором для масла;
-
невысокие давления, обусловленные обратными пе
ретечками газа через зазоры между гребными винтов и
корпусом винтовой пары.
Выход воздуха у поршневых компрессоров составляет
70-75 % от входного объема, тогда как у винтовых этот
параметр достигает 98 %.
Поршневые компрессоры работают периодически (60 %
работа, 40 % простой), а винтовые непрерывно. В отличие
от периодического и пульсирующего сжатия воздуха
поршневыми компрессорами, у винтовых компрессоров
сжатие непрерывное и стабильное.
При работе роторно-винтовых компрессоров вибрация
незначительная.
Профилактическое обслуживание винтового компрессо
ра производится реже, чем для поршневого.
Уровень шума поршневого компрессора до 90 дБ,
винтового - 65-70 дБ.
Качество воздуха на выходе у винтовых компрессоров
(2-3 мг / мЗ по маслу и до 5 мкм по твердым частицам)
на порядок выше, чем у поршневых (10-15 мг/мЗ по мас
лу и до 10 мкм по твердым частицам).
Температура сжатого воздуха на выходе из поршнево
го компрессора достигает 120 ос, что влечет установку до
полнительного оборудования для получения качественного
воздуха. У винтовых компрессоров температура на выходе
на 10-15 ос ниже. В табл. 1.1 приведены сравнительные
характеристики поршневых и винтовых компрессоров.
Шестеренчатые компрессоры в качестве рабочего орга
на используют пару находящихся в зацеплении шестерен,
вращающихся в противоположные стороны. Шестерни мо
гут значительно отличаться от модели к модели, в том
числе представлять собой зубчатые колеса. Рабочая каме
ра в таких компрессорах образуется путем отсекания про
странства зубьями шестерни и корпусом устройства. Когда
зубья разных шестерен входят в зацепление, объем рабо
чей камеры уменьшается, и газ под давлением вытесняет-
18
Направление
вращения
Корпус
Пластины
Пазы под
пластины
Рис. 1.5. Схема работы роторно-пластинчатоrо компрессора
тины. Ротор устанавливается в цилиндрическом корпусе
(статоре), причем ось ротора не совпадает с осью корпуса.
При вращении ротора центробежная сила отбрасывает
пластины от центра ротора и прижимает их к корпусу, тем
самым в компрессоре образуются подвижные рабочие ка
меры, ограниченные соседними пластинами, корпусом и
ротором. Изменение объема рабочих камер обусловлено
смещением осей. Для дополнительного усилия прижатия
пластин к корпусу в пазах ротора могут быть установлены
прижимные пружины. Как и поршневые компрессоры, ро
торно-пластинчатые способны развивать значительное дав
ление газа на выходе, однако они имеют небольшие раз
меры и создают меньший шум (рис. 1.5).
Мембранные компрессоры отличаются тем, что содер
жат в своей конструкции эластичную полимерную мембра
ну. Функцию поршня в мембранных компрессорах выпол
няет мембрана. Перемещаясь в разные стороны, мембрана
меняет объем рабочей камеры. Привод мембраны может
быть механическим, пневматическим, электрическим или
мембранно-поршневым. Все эти типы приводов объединяет
то, что перекачиваемый газ в процессе работы устройства
контактирует только с мембраной и корпусом рабочей ка
меры. Мембранные компрессоры используют, когда необ
ходимо обеспечить высокую степень чистоты нагнетаемого
газа (рис. 1.6).
20
Приводная жидкость
Кривошипно-шатунный
механизм
Корпус
Поршень
Мембрана
Рис. 1.6 . Схема работы мембраиноrо компрессора
Рабочая камера
Клапаны
Жидкостио-кольцевые компрессоры используют для
своей работы вспомогательную жидкость . В цилиндриче
ском корпусе (статоре) закрепляется ротор с установлен
ными на нем пластинами, причем ось ротора смещена от
носитель но оси статора. Внутрь компрессора заливается
жидкость, которая при вращении ротора отбрасывается к
стенкам корпуса, принимая форму кольца. Рабочее про
странство становится ограниченным пластинами ротора,
корпусом и поверхностью жидкости. Как и в случае ро
торно-пластинчатого компрессора, смещение осей ротора
и статора обеспечивает изменение объема рабочих камер.
Входное
отверстие
Жидкостное
кольцо
Направление
вращения
газа
отверстие
Корпус
Рис . 1.7 . Схема работы жидкостио-кольцевоrо компрессора
21
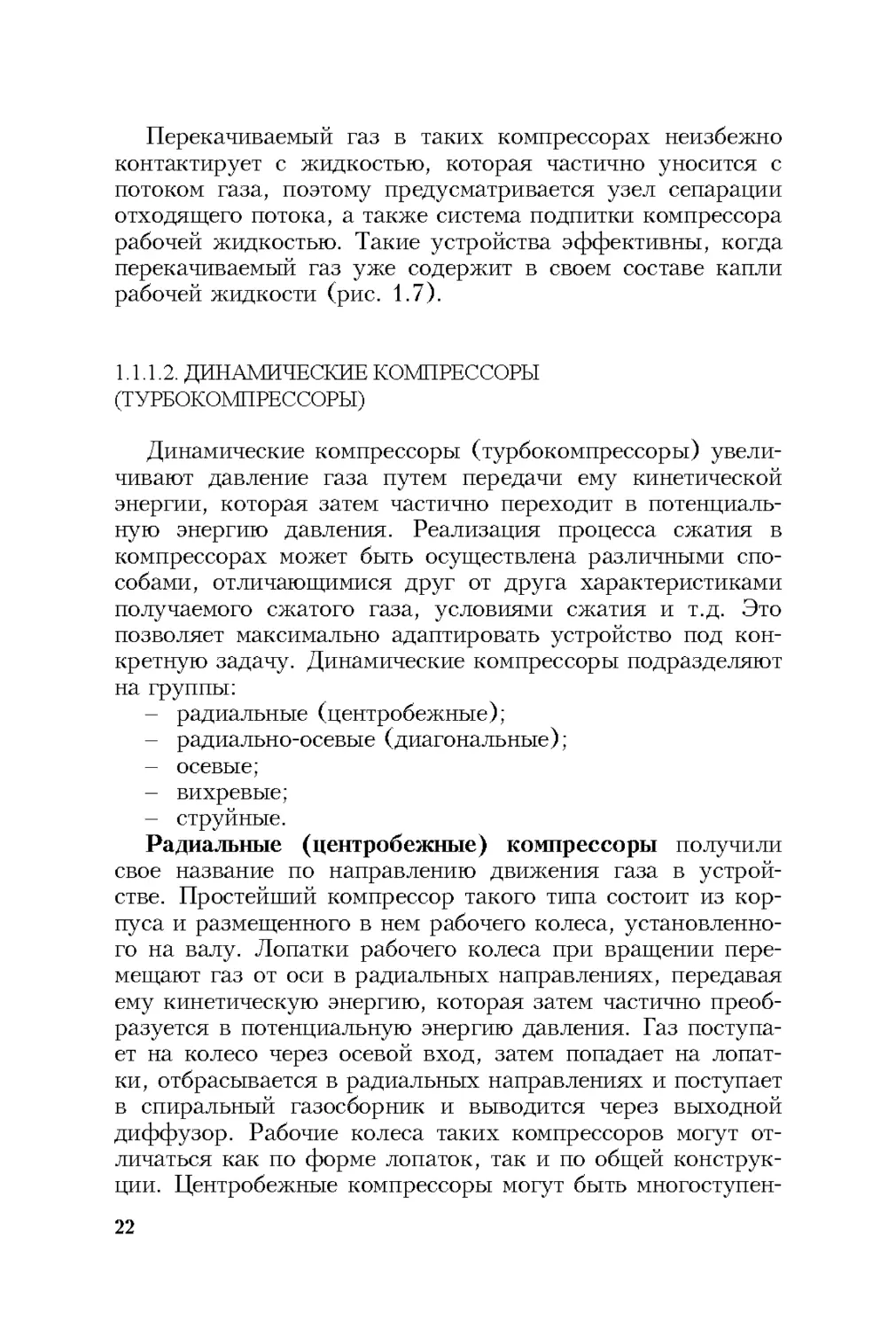
Перекачиваемый газ в таких компрессорах неизбежно
контактирует с жидкостью, которая частично уносится с
потоком газа, поэтому предусматривается узел сепарации
отходящего потока, а также система подпитки компрессора
рабочей жидкостью. Такие устройства эффективны, когда
перекачиваемый газ уже содержит в своем составе капли
рабочей жидкости (рис. 1. 7).
1.1 .1.2 . ДИНАМИЧЕСКИЕ КОМПРЕССОРЫ
(ТУРБОКОМПРЕССОРЫ)
Динамические компрессоры (турбокомпрессоры) увели
чивают давление газа путем передачи ему кинетической
энергии, которая затем частично переходит в потенциаль
ную энергию давления. Реализация процесса сжатия в
компрессорах может быть осуществлена различными спо
собами, отличающимися друг от друга характеристиками
получаемого сжатого газа, условиями сжатия и т.д. Это
позволяет максимально адаптировать устройство под кон
кретную задачу. Динамические компрессоры подразделяют
на группы:
радиальные (центробежные);
радиально-осевые (диагональные);
осевые;
вихревые;
струйные.
Радиальные (центробежные) компрессоры получили
свое название по направлению движения газа в устрой
стве. Простейший компрессор такого типа состоит из кор
пуса и размещенного в нем рабочего колеса, установленно
го на валу. Лопатки рабочего колеса при вращении пере
мещают газ от оси в радиальных направлениях, передавая
ему кинетическую энергию, которая затем частично преоб
разуется в потенциальную энергию давления. Газ поступа
ет на колесо через осевой вход, затем попадает на лопат
ки, отбрасывается в радиальных направлениях и поступает
в спиральный газасборник и выводится через выходной
диффузор. Рабочие колеса таких компрессоров могут от
личаться как по форме лопаток, так и по общей конструк
ции. Центробежные компрессоры могут быть многоступен-
22
чатыми, располагая несколько колес на одном валу и
обеспечивая последовательный проход газа через них.
Устройства такого типа компактны, обладают ма лой шум
ностью, не подвержены сильной вибрации при работе и
используются, когда требуется обеспечить подачу неза
грязненного газа в больших объемах (рис. 1.8).
В ступенях компрессора имеют место:
-
газодинамические потери, связанные с изменением
скорости потока и направления его в проточной части;
-
дополнительные потери , связанные с ударным нате
канием потока на лопатки, с отрывами потока и вихреоб
разованием газового потока;
потери в рабочем колесе;
-
объемные потери (протечки газа );
-
механические потери (внутренние механические по-
тери от трения наружных вращающихся элементов о пере
качиваемый газ и внешние механические потери вслед
ствие трения в подшипниках и концевых уплотнениях
компрессора).
В качестве привода для компрессорных машин центро
бежного типа используют:
-
электрические двигатели стандартного исполнения с
простой схемой запуска и удобными в эксплуатации ха
рактеристиками;
-
турбины газовые с частотой вращения 5500-
6000 об / мин с экономичной системой регулирования ;
-
турбины паровые, воздушные (для холодильных
компрессорных аппаратов) с высокой частотой вращения
(до 100 000 об / мин).
Выходной
патрубок
Корпус
Колесо
Направление
вращения
Рис. 1.8. Схема работы радиального (центроб ежного) компрессора
23
Главный недостаток центробежного компрессора - не
обходимость обеспечения высокой скорости вращения
крыльчатки.
Радиально-осевые компрессоры отличаются тем, что
газ в них движется в осевом направлении. К основным
конструктивным элементам таких уст ройств относят ро
тор, установленный на валу, и статор (рис. 1.9). На ро
торе располагаются ряды лопаток, проходя которые
газовый поток получает дополнительную кинетическую
энергию и претерпевает закручивание . Для выравнива
ния н апр авления его движения между рядами лопаток ро
тора располагают ряд ы направляющих л опаток стато
ра. Область, где изменяются характеристики потока га
за, ограничена вх одным направляющим и выходным
выпрямляющим аппаратами. Осевые компрессоры значи
тельно сложнее в изготовлении и эксплуатации по срав
нению с более простыми радиальными компрессорами,
однако имеют больший КПД при схожем показателе на
по ра.
Газодинамическая характеристика лопастных компрес
соров облад ает чрез мерной инертностью из -за того, что
компрессор достаточно медленно набирает обороты в про
цессе работы . Лопастные компрессоры обычно приводят в
движение турбины. Сами турбины довольно медленно
снижают свои обороты, поэтому турбокомпрессорам нужно
много времени для перехода на другой режим работы.
Этот недостаток устраняется совмещением компрессора с
низки м д авлением, оснащенного своей отдельн ой турби
ной, которая устанавливается на валу с компрессором вы-
Входной
патрубок
Направляющий
аппарат
Лопатки
статора
Статор
(корпус)
Рис. 1.9. Схема работы осевого компрессора
24
Выходной
патрубок
Выпрямляющий
аппарат
Ло патки
ротора
Ротор
сокого давления со своей отдельной турбиной и называют
ся двухвальными.
Компрессоры осевого типа отличаются друг от д руга по
типу лопаток и находят широкое применение в авиастрое
нии, в промышленных процессах, где нужны очень большие
производительности и небольшие давления в составе ком
бинированного компрессора в качестве начальной ступени.
Как правило, осевые компрессоры - многоступенчатые.
Ступень компрессора осевого типа конструктивно отлича
ется от ступени центробежного своим менее сложным ис
полнением. Лопатки закрепляются на рабочем колесе
неподвижно, или возможен их разворот на определенный
угол, но только при остановленном компрессоре.
Вихревые компрессоры преобразовывают энергию
по динамическому принципу действия, являясь макси
мально эффективным способом получения вакуума или
давления, а также для перемещения больших объемов воз
духа.
Вихревые компрессоры являются разновидностью ради
альных (центробежных) компрессоров. Основной рабочий
элемент вихревого компрессора - колесо (крыльчатка).
Крыльчатка является стальным диском, а по его внешней
окружности вырезаны лопатки . В вихревых компрессорах
на одном валу используется ряд вихревых каналов и, со
ответственно, ряд лопастей, которые по направлению к
оси колеса располагаются радиально. В центробежных
компрессорах всасывание осуществляется в центральном
канале, а в вихревых- в верхней части (рис . 1.10 и 1.11).
а
б
Рис. 1.10. Отличие конструкций радиального (центробежного) (а)
и вихревого (б) компрессоров
25
1
2~~~~~~----~~
3
Рис. 1.11 . Конструкция вихревого насоса:
1 - корпус; 2 - рабочее колесо; 3 - крышка; 4 - стойка; 5 - подшип
ник; 6 -вал ; 7- боковой канал
Преимущества вихревых компрессоров: высокая изно
состойкость, отсутствие загрязнений в подаваемом возду
хе, простая конструкция. В отличие от центробежных
компрессоров у них отсутствует помпаж - пульсация воз
душного потока при подаче, сопровождаемая обратными
выбросами во всасывающий патрубок . Недостаток вихре
вых компрессоров - низкий КПД .
Струйные компрессоры представляют собой эжекто
ры, в которых используется энергия одного (активно
го) газа или пара для увеличения давления другого (пас
сивного ) газа или пара. В такое устройство поступа
ют два газовых потока с высоким и низким давлением,
а на выходе получается один поток с давлением, боль
щим, чем у потока пассивного га з а, но меньшим, чем
у активного. Струйные компрессоры отличаются крайней
простотой конструкции и, как следствие, высокой надеж
ностью. Они особо предпочтительны в тех случаях , когда
в наличии уже имеется газ с высоким давлением, энергию
которого целесообразно использовать. К примеру, такие
устройства применяют в газодобыче, когда на месторожде
нии ест ь скважины как с высоким давлением, так и с низ
ким и использование струйного компрессора позволяет
получить единый поток с приемлемыми характеристиками
(рис. 1.12).
26
-
(пассивного)
Диффузор
Сопло эжектируемого газа
Сопло эжектирующего газа
Рис . 1. 12 . Схема работы струйного компрессора
Лопастные компрессоры наряду с другими объемными
компрессорами наиболее широко используют в двигателях
внутреннего сгорания (ДВС) для наддува.
Нагнетателями природного газа (НПГ) принято назы
вать лопаточные компрессорные машины с соотношением
давлений выше 1,1 и не имеющие специальные устройства
для охлаждения газа в процессе сжатия.
Все нагнетатели можно разделить на неполнонапорные
одноступенчатые (рис. 1.13) и полнонапорные (рис. 1. 14).
Рис. 1.13 . Неполнонапорный одноступенчатый нагнетатель НЗЛ типа
370-18:
1 -корпус; 2- крышка; 3- лопаточный диффузор; 4- рабочее колесо;
5- гильза; 6- зубчатая муфта; 7- клиновые прокладки; 8 - анкерные
болты
27
1234
5
678
121110
Рис. 1.14. Полнонапорный двухступенчатый нагнетатель НЦ-16 / 76:
1 - опорный подшипник; 2
-
крышка; 3 - корпус; 4 - внутренний кор
пус; 5 -ротор ; 6- крышка; 7 - уплотн ение; 8- опорно-упорный под
шипник; 9 - блок масляных насосов; 10 - думмис; 11 - улитка; 12 -
обратный направляюший аппарат
Неполнонапорные одноступенчатые нагнетатели имеют
степень сжатия в одном нагнетателе 1,25-1,27, использу
ются при последовательной схеме сжатия газа на компрес
сорной станции. Полнонапорные нагнетатели со степенью
сжатия 1,45-1,51 используются при коллекторной схеме
обвязки компре ссорной станции.
Общее требование к НПГ - массивный и жесткий кор
пус, способный без существенных деформаций восприни
мать как внутреннее давление, так и значительные усилия
и опрокидывающие моменты от труб обвязки. Большин
ство одноступенчатых нагнетателей на отечественных га
зопроводах имеют один вертикальный разъем для доступа
к газовой полости.
Двухступенчатые нагнетатели выполняют с одним или
с двумя вертикальными стыками. При литом корпусе до
статочен один разъ ем , при сварно-кованом - нужны два
разъема. Корпуса с горизонтальным разъемом з атрудняют
удобный подвод и отвод патрубков большого сечения, не
безопасны при аварийных ситуациях.
28
Одноступенчатые НПГ имеют консольные роторы и
глухую крышку, а для двухступенчатых характерны
межопорные роторы с размещением одного или обоих
подшипников на крышках. В двухступенчатых нагнетате
лях ротор вместе со съемными деталями проточной части
образует один или два сборных узла. Рабочие колеса
насаживают на вал на горячей посадке, иногда с помощью
жидкости высокого давления.
Осевые усилия в НПГ могут достигать больших значе
ний. Для снижения осевого усилия при межопорных рото
рах используют лабиринтное уплотнение большого диа
метра со стороны высокого давления, называемое разгру
зочным поршнем, или думмисом. Газ, прошедший думмис,
обычно направляется на всасывание.
Для восприятия осевых усилий используют двухсто
ронние упорные подшипники с самоустанавливающимися
колодками.
Опорные подшипники применяют типа скольжения (не
качения) - двухклиновые или многоклиновые (сегмент
ные). Последние хорошо демпфируют поперечные колеба
ния ротора и обеспечивают более спокойную работу газо
перекачивающего аппарата (ГПА).
Для снижения протечек между вращающимися и непо
движными вентилями используют лабиринтные уплотне
ния с острыми гранями, а для обеспечения плотности
между полостями статора с разлищ-rым давлением приме
няют кольцевые резиновые шнуры. Для сохранения КПД
нагнетателя большое значение имеет по.z:щержание малых
зазоров в небольшом лабиринтном уплотнении на втулке
покрывающего диска.
На рис. 1.13 представлена конструкция неполнонапор
ного нагнетателя типа 370-18. Нагнетатель имеет непо
средственный привод от силовой турбины газотурбинной
установки (ГТУ) и рассчитан на давления 5,5 и 7,45 МПа.
Корпус нагнетателя имеет один вертикальный разъем и
тангенциальные соосные входные и выходные патруб
ки. Нагнетатель снабжен лопаточным диффузором. Ротор
нагнетателя вместе с подшипником, уплотнениями, диф
фузором и другими элементами образует единый сбороч
ный узел, называемый гильзой. Этот узел имеет горизон
тальный разъем, что позволяет легко проверять правиль-
29
ность взаимного расположения деталей. Конструкция ра
бочего колеса - клепаная. Межлопаточные каналы фрезе
рованы в теле основного диска. Конструкция хорошо
демпфирует колебания, вызываемые лопаточным диффу
зором.
Двухступенчатые нагнетатели НЦ-16/76 и типа
235-НЗЛ широко распространены на компрессорных стан
циях газопроводов. Нагнетатель НЦ-16/76 (см. рис. 1.14)
с номинальной частотой вращения 4900 об/мин для
ГПА мощностью 16 МВт имеет кованый цилиндричес
кий корпус с двумя жесткими вертикальными коваными
крышками, на которых смонтированы узлы подшипни
ков и уплотнений. Крышки зафиксированы в корпусе
с помощью упорных разрезных колец. Для герметизации
соединений -«крышки - корпус~ и внутренних полостей
проточной части используют кольцевые резиновые шну
ры различного диаметра. Конструкция кованого наруж
ного корпуса позволяет использовать его для давле
ния 10 МПа при толщине стенки около 120 мм. На
внутреннем корпусе закреплены входной направляющий
аппарат, представляющий собой систему радиальных
ребер, лопаточные диффузоры обеих ступеней и наруж
ная часть обратного направляющего аппарата. Внутрен
няя разъемная часть аппарата извлекается вместе с рото
ром.
Ротор имеет ступенчатый вал с максимальным диамет
ром (посередине) около 300 мм, на который насажены
рабочие колеса, думмис (разгрузочный поршень), втулки
уплотнений, полумуфта для восприятия крутящего момен
та и упорный гребень. Лопатки рабочего колеса фрезеро
ваны из тела основного диска, соединены с покрывающим
(покрывным) диском с помощью пайки. Ротор приспособ
лен для многоплоскостной балансировки. Для извлечения
ротора нет необходимости доставать внутренний корпус и
диффузоры.
Уплотнения имеют лабиринтную часть и масляную кон
цевую часть в виде щелевого уплотнения с плавающими
кольцами.
Выходная сборная камера образована с помощью коль
цевого углубления на торцевой крышке и специально при
соединенной к ней улитки.
30
1.1 .1.3 . РОССИЙСКИЕ И ЗАРУБЕЖНЫЕ ПРОИЗВОДИТЕЛИ
КОМПРЕССОРНОГО ОБОРУДОВАНИЯ
На российских нефтехимических предприятиях, газо
перекачивающих трубопроводах и станциях широко ис
пользуют компрессорное оборудование, произведенное оте
чественными и зарубежными предприятиями (табл. 1.2).
Таблица 1.2
Российские и зарубежные производители компрессорного
оборудования
Название
Место
Характеристика
про из водителя
нахождения
продукции
оборудования
О ДК - Газовые турбины г. Рыбинск
Двухвальные газовые тур-
бины для привода электро-
агрегатов и газовых ком-
прессоров морских судов
Завод «двигатель рева- г. н. Новго- Газомотокомпрессоры, суда-
ЛЮЦИИ'Ь-, АО <~:РУМО»
род
вые двигатели
Вэлтекс
г. Краснодар Азотные и воздушные ком-
прессорные установки, мем-
бранные водородные уста-
нанки, генераторы азота
Орелкомпрессормаш
г. Орел
Винтовые, порюневые и ро-
торные компрессоры, св а-
рочные и насосные агрегаты
Ростовский компрессор- г. Ростов-на- Винтовые и порюневые ком-
ный завод (РКЗ)
Дону
прессоры, осушители сжато-
го воздуха
Арсенал Машин острое- г. с. Петер- Дизельные и электрические
ние (АРСМАШ)
бур г
винтовые компрессорные ус-
тановки
Дальэнергомаш
г. Хабаровск Центробежные компрессоры
Компрессор
г. С.-Петер- Компрессоры и компрессор-
бур г
ное оборудование
Тегас
г. Краснодар Компрессорное оборудона-
ние
Челябинский компрес- г. Челябинск Компрессорное оборудона-
сорный завод (ЧКЗ)
ние
31
Продолжение табл. 1.2
Название
Место
Характеристика
про из водителя
нахождения
продукции
оборудования
Компрессорный завод
г. С.-Петер- Винтовые и порюневые ком-
<~:Илком»
бур г
прессоры
ПО <~:Компрессормаш»
г. Пенза
Компрессорное оборудона-
ние
Бежецкий завод <~:Авто- Тверская об- Порюневые и винтовые ком-
спецоборудование»
ласть, г. В е- прессоры
же цк
Бессоновекий компрес- Пензенская Порюневые воздушные ком-
сорный завод (ВЕС- область,
прессоры
КОМ)
с. Бессонанка
Казанский завод ком- г. Казань
Компрессоры различного
прессорного машиностро-
типа
ения
Краснодарский компрес- г. Краснодар Компрессорное и газоразде-
сорный завод (ККЗ)
лительное оборудование
Пензенский компрессор- г. Пенза
Компрессорное и насосное
ный завод (Пензком-
оборудование
прессормаш)
Уральский компрессор- г. Екатерин- Компрессорное и криогенное
ный завод (УКЗ)
бур г
оборудование
Верхнепышминский за- г. Екатерин- Компрессоры, электростан-
вод компрессорного обо- бур г
ции
рудования (ВЗКО)
GЕ Oil and Gas
США
Компрессоры, турбины для
транспортировки газа, реак-
торы высокого давления
Dresser Rand
США
Газовые турбины, компрес-
соры порюневые и центра-
бежные для перекачки газа.
Автоматические системы уп-
равления для компрессор-
ных систем
Atlas Сорсо
Швеция
Компрессорное, вакуумное
оборудование, насосы, гене-
ратары широкого назначе-
ния
32
Продолжение табл. 1.2
Название
Место
Характеристика
про из водителя
нахождения
продукции
оборудования
Cooper Compression
США
Компрессорное оборудова-
ние для нефтехимии, метал-
лурrии, rазовые турбины
Gardner Denver
США
Винтовые и безмасляные
компрессоры. Системы уп-
равления сжатым воздухом
Ingersoll Rand
США
Газовые тихоходные турби-
ны, центробежные компрес-
сорные машины
ATMOS Chrast
Германия
Винтовые компрессорные
В последние годы в Российской Федерации стимулиру
ется производство и применение отечественного компрес
сорного оборудования.
1.2 . НАЗНАЧЕНИЕ, ОСНОВНЫЕ ПОКАЗАТЕЛИ,
СОСТАВ, КЛАССИФИКАЦИЯ И АССОРТИМЕНТ
МАСЕЛДЛЯ КОМПРЕССОРНОГО ОБОРУДОВАНИЯ
1.2.1. НАЗНАЧЕIПIЕ КОМПРЕССОРНЫХ МАСЕЛ
ИИХ ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ
И ЭКСШIУАТАЦИОIПIЫЕ ПОКАЗАТЕЛИ
Компрессорные масла применяются для смазывания,
отвода теплоты и защиты от коррозии узлов трения, а так
же в качестве уплотняющей среды для герметизации каме
ры сжатия компрессоров, эксплуатируемых в различных
отраслях промышленности. Основные показатели компрес
сорных масел такие же, как и для других смазочных ма
териалов.
Вязкость - важнейший нормируемый показатель, при
меняемый при выборе компрессорных масел и оцениваю
щий изменение их состояния в процессе эксплуатации. От
вязкости масла зависит степень износа трущихся поверх-
33
ностей, величина работы трения, развивающегося при по
ступательном движении деталей, а значит, и КПД ком
прессора.
Низкотемпературные свойства компрессорного масла
должны обеспечивать запуск компрессора при низких
температурах и проведение технологических операций с
маслом (транспортирование, слив, налив, хранение в зим
них условиях).
Температура вспьШIКи - температура, при которой
образуется смесь паров компрессорного масла с воздухом,
воспламеняющаяся от открытого пламени. Характеризует
огнеопасность масла.
Температура самовоспламенения - наименьшая темпе
ратура масла, при достижении которой происходит резкое
увеличение скорости экзотермических объемных реакций,
приводящее к возникновению пламенного горения или
взрыва. Температура самовоспламенения компрессорного
масла - показатель, определяющий пожарную безопас
ность при эксплуатации компрессорного оборудования.
В соответствии с требованиями Технического регламента
Таможенного союза, определение -«температура самовос
пламенения~ является обязательным для компрессорного
масла.
Зольность
количество неорганических примесей,
оставшихся после сжигания масла. Высокая зольность ма
сел без присадок указывает на недостаточную их очистку,
то есть на наличие в них различных солей, несгораемых
механических примесей и зольных присадок. Зольность
компрессорного масла складывается из зольности базового
масла и присадок.
Различают зольность оксидную - остаток, полученный
после атмосферного сжигания (карбонизации) испытуемо
го образца нефтепродукта, определяющий содержание в
нем минеральных примесей. Зольность сульфатная- оста
ток после карбонизации испытуемого образца масла или
присадки, обработанный серной кислотой, и прокаленный
до постоянной массы, указывающий на наличие в них
несгораемых веществ и косвенно характеризующий содер
жание металлсодержащих присадок.
При работе компрессорного масла в компрессоре зола
смешивается со смолистыми отложениями с образованием
34
абразивного слоя на трущихся деталях. При работе абра
зива быстро изнашивают поверхность, сокращая ресурс
работы компрессора.
Коксуемость - склонность масла под влиянием высо
ких температур разлагаться с образованием твердых осад
ков (кокса). Коксуемость, наряду с зольностью, содержа
нием смол и серы, а также фракционным составом харак
теризует склонность компрессорного масла к образованию
нагара в агрегате. Твердый, темный нагар откладывается
на горячих деталях, а на холодных - образуются липкие
осадки. Образование нагара приводит к снижению тепло
отвода, повышению интенсивности изнашивания и сниже
нию КПД компрессоров.
Окислительная стабильность - стойкость компрессор
ного масла к окислению кислородом воздуха с образова
нием растворимых (спиртов, альдегидов, кислот) и перас
творимых (смол, асфальтенов, осадков) продуктов окис
лительных превращений. Продукты окисления снижают
фильтруемость компрессорных масел, вызывают коррозию
металлов, способствуют образованию пены и Эl\1)'льсий.
Повышение химической стабильности достигается гидроге
низационной очисткой базовых масел с добавлением анти
окислительных присадок. Термическая стабильность зави
сит от глубины очистки базовых масел от нестабильных
примесей (соединений с олефиновыми связями, кислород
ных и сернистых соединений).
Кислотное число определяет исходную и текушую
в условиях хранения и применения концентрацию продук
тов окисления в компрессорном масле. Относительное из
менение кислотного числа - один из важнейших показате
лей компрессорного масла при его применении.
Коррозионная активность - способность компрессорно
го масла вызывать коррозию металлических поверхностей.
Механические примеси в компрессорном масле харак
теризуются органическими и неорганическими компонен
тами. Органические компоненты включают коллоидные
продукты окисления масла и твердые шламы, которые
участвуют в образовании лака и отложений на поверхно
сти. Неорганические компоненты включают зольную часть
присадок, металлические частицы износа и атмосферную
пыль, которые оказывают основное влияние на износ де-
35
талей в зависимости от их концентрации в масле, дисперс
ного и химического состава.
Механические примеси удерживаются фильтром, одна
ко частицы размером менее 40 мкм накапливаются в масле
и участвуют в процессе абразивного изнашивания. Час
тицы размером до 5 мкм составляют шлам, проходят через
фильтр и не оказывают влияние на изнашивания. Частицы
выше 15 мкм уже участвуют в процессе изнашивания.
Металлические и абразивные частицы в масляной среде
обволакиваются продуктами окисления, углеводородная
оболочка которых до некоторого предела нейтрализует
действие этих частиц. Наибольший износ и возникновение
дефектов происходят, когда размер механической частицы
соизмерим с зазором между трущимися поверхностями,
вызывая абразивный износ, образовавшиеся мелкие части
цы способствуют эрозионншvrу износу, отколовшиеся после
вдавливания в поверхность осколки инициируют микро
питтинг. На образовавшихся неровностях поверхностей
возникает адгезионное схватывание и износ, быстро выво
дящий узел трения из строя.
Содержание механических примесей в компрессорных
маслах контролируется при производстве и эксплуатации.
Во всех свежих компрессорных маслах содержание меха
нических примесей устанавливается как -«отсутствие~.
Водорастворимые кислоты и щелочи могут оказать
ся в компрессорном масле при недостаточно тщательной
очистке. Органические кислоты могут образовываться
при окислении масла. Водорастворимыми кислотами яв
ляются низкомолекулярные кислоты. Коррозионное дей
ствие высокомолекулярных органических кислот на ме
таллы интенсивнее проявляется в присутствии кислорода
и воды.
Фенол. В процессе селективной очистки масляных ди
стиллятов с применением фенола в базовых маслах могут
оставаться его следы.
Присутствие в маслах сравнительно легко окисляюще
гося фенола способствует ускоренному старению масел и
образованию в них смолистых веществ. В компрессорных
маслах фенол должен отсутствовать.
Лакообразоваиие. Процесс образования лаковых отло
жений на поверхности деталей компрессорного оборудова-
36
ния отличается от процесса образования отложений на
деталях агрегатов двигателей внутреннего сгорания при
высокой температуре. Компрессорные масла окисляются
кислородом воздуха с образованием различных шламов.
Окисление масла ускоряется в присутствии частичек из
носа металла: железа, никеля, меди кобальта, которые
являются катализаторами процесса окисления. Компрес
сорное масло может контактировать с перекачиваемы
ми газами, в состав которых могут входить аммиак, диок
сид углерода и другие активные компоненты. В результа
те соединения, входящие в состав масла, реагируют
с ними. Все эти процессы приводят к образованию об
щих отложений, но не являются причиной образования
лака.
Основной причиной образования лаковых отложений
в компрессорном и турбинном оборудовании является хи
мическое разложение (деструкция) антиоксидантов (фе
нольных и аминных). Образовавшиеся продукты разло
жения растворимы при температуре 50-80 ос и не задер
живаются системой фильтрации, а при попадании на хо
лодные части компрессора при температуре ниже 50 ос
образуют лаковые отложения.
Лаковые отложения представляют собой тонкий слой,
удерживающийся на поверхности деталей компрессора
(поршня, цилиндра, шатунах, подшипниках и др.). Они
имеют гладкую блестящую поверхность от светло-желтого
до коричневого цвета (часто до черного), иногда с вкрап
лениями углеродистых частиц, придающих поверхности
шероховатость.
Лаковые отложения состоят из масла и смолы (15-
40 % масс.), оксикислот (5-1 О % масс.), асфальтенов
(1,5-5 % масс.), карбенов и карбоидав (40-80 % масс.),
а также золы (10-30 % масс.). Основными элементами
лаковых отложений являются: С (70-80 %), Н (3-10 %)
и О (8-25 %), а также в меньших концентрациях другие
элементы, например, S, N, Р, В, Ба, Са, С и др., что свя
зано с наличием в компрессорных маслах присадок.
Химический состав лаковых отложений зависит от ба
зовой основы масел и состава присадок, а также от ката
литической активности конструкционных материалов ком
прессора.
37
Лаковые отложения приводят к перегрену деталей ком
прессора, снижению его мощности и экономичности, воз
растанию вредных выбросов в атмосферу.
1.2.2. МЕТОДЫ ОПРЕДЕЛЕIПIЯ ФИЗИКО-ХИМИЧЕСКИХ
И ЭКСШIУАТАЦИОIПIЫХ ПОКАЗАТЕЛЕЙ
КОМПРЕССОРНЫХ МАСЕЛ
Товарные компрессорные масла, выпускаемые произво
дителями, по физико-химическим показателям должны
соответствовать техническим требованиям и нормам, при
неденным в нормативно-технической документации. Стан
дартные методы испытаний физико-химических показате
лей для компрессорных и турбинных масел аналогичны
(табл. 1.3). Они описаны в учебном пособии Татур И.Р.,
Митин И.В., Спиркин В.Г., Макаров А.Д. Энергетические
масла. Ч. I. Турбинные масла.
-
М.: РГУ нефти и газа
(НИУ) имени И. М. Губкина, 2020. -
228 с.
Таблица 1.3
Стандартные методы оценки физико-химических показателей
компрессорных и турбинных масел
Стандарт
Наименование
гост 33-2000
Нефтепродукты. Прозрачные и непрозрачные
жидкости. Определение кинематической вязко-
сти и расчет динамической вязкости
гост 5371-97
Нефтепродукты. Расчет индекса вязкости по ки-
(ИСО 2909-81)
нематической вязкости
ASTM D2270
Standard Practice for Calculating Viscosity Index
from Kinematic Viscosity at 40 and 100 се
(Стандартная методика расчета индекса вязко-
сти по кинематической вязкости при температу-
ре40и100се)
ASTM D445
Standard Test Method for Kinematic Viscosity of
Transparent and Opaque Liquids (and Calculation
of Dynamic Viscosity) (Стандартный метод оп-
ределения кинематической вязкости прозрачных
и непрозрачных жидкостей (и расчет динамиче-
екай вязкости))
38
Продолжение табл. 1.3
Стандарт
Наименование
гост 4333-87
Нефтепродукты. ~етоды определения темпера-
тур вспышки и воспламенения в открытом тигле
(с изменением N., . 1)
гост 6356-75
Нефтепродукты. ~етод определения температу-
ры вспышки в закрытом тигле (с изменениями
N21,2,3)
ASTM D92
Standaгd Test ~ethod fог Flash and Fiгe Points
Ьу Cleveland Open Cup Testeг (Стандартный
метод определения температуры вспышки и тем-
пературы воспламенения нефтепродуктов Б от-
крытом тигле Кливленда)
ASTM D93
Standard Test Methods for Flash Point Ьу
Pensky-~aгtens Closed Cup Testeг (Стандартные
методы определения температуры вспышки Б
закрытом тигле Пенски - ~артенса)
ISO 2592.2000
Deteгmination of Lash and Fiгepoints - Cleve-
land Open Cup Method
ISO 2719:2016
Deteгmination of Flash Point - Pensky - ~aгtens
Closed Cup Method
гост р 51069-97 Нефть и нефтепродукты. ~етод определения
плотности, относительной плотности и плотности
в градусах API ареометром
ASTM D1298
Standaгd Test ~ethod fог Density, Relative Den-
sity, ог API Gгavity of Cгude Petгoleum and Liq-
uid Petгoleum Pгoducts Ьу Hydгometeг Method
(Стандартный метод определения плотности,
относительной плотности или плотности в граду-
сах API сырой нефти и жидких нефтепродуктов
ареометром)
ASTM D4052
Standard Test Method for Density, Relative
Density, and АР! Gravity of Liquids Ьу Digital
Density ~еtег (Стандартный метод определения
плотности, относительной плотности и плотности
АР! (в градусах американского нефтяного ин-
ститута) жидкостей с помощью цифрового арео-
метра)
гост 20284-74
Нефтепродукты. ~е тод определения цвета на
колориметре ЦНТ
39
Продолжение табл. 1.3
Стандарт
Наименование
ASTM D1500
Standard Test Method for ASTM Color of Petro-
leum Pтoducts ASTM (Стандартный метод опре-
деления цвета нефтепродуктов по ASTM (цвета-
вая шкала ASTM))
гост 20287-91
Нефтепродукты. Методы определения темпера-
тур текучести и застывания
ASTM D3339
Standaтd Test Method for Acid Numbeт of Реtто-
leum Pтoducts Ьу Semi-Micтo Color Indicator
Titтation (Стандартный метод определения кис-
лотнато числа нефтепродуктов методом полу-
микротитрования с цветным индикатором)
ASTM D664
Acid Numbeт Ьу Potentiometтic Titтation (Стан-
дартный метод определения кислотнота числа
нефтепродуктов с помощью потенциометриче-
скоrо титрования)
гост 32327-2013
Нефтепродукты. Определение кислотнота числа
потенциометрическим титрованием
гост 32328-2013
Нефтепродукты и смазочные материалы. Оп ре-
деление кислотнота и щелочното числа титрова-
нием с цветным индикатором
ASTM D974
Acid Numbeт Ьу Color Indicator Titтation (Стан-
дартный метод определения кислотнота и ще-
лочното числа с помощью титрования с цветным
индикатором)
гост р 54281-2010 Нефтепродукты, смазочные масла и присадки.
Метод определения воды кулонаметрическим
титрованием по Карлу Фишеру
гост 2477-2014
Нефть и нефтепродукты. Метод определения со-
держания воды
ASTM D4294-16e
Standard Test Method for Sulfur in Petтoleum
and Petтoleum Pтoducts Ьу Eneтgy Dispeтsive
Х-тау Fluorescence Spectтometтy (Стандартный
метод определения содержания серы в нефти и
нефтепродуктах с помощью энертодисперсион-
ной ренпенанекой люминесцентной спектромет-
рии)
гост р 51947-2002 Нефть и нефтепродукты. Определение серы
методом энертодисперсионной рентrенофлуорес-
центной спектрометрии (с изменением N.,. 1)
40
Продолжение табл. 1.3
Стандарт
Наименование
ASTM D1401
Standard Test Method for Water Separability of
Petroleum Oils and Synthetic Fluids (Стандарт-
ный метод определения показателя сепарации
воды от нефтяных масел и синтетических жид-
костей)
гост 32344-2013
Масла смазочные. Определение вспениваемости
ASTM D892
Standard Test Method for Rust- Preventing
Characteristics of Inhiblted Mineral Oil in the
Presence of Water Test Method for Foaming
Characteristics of Lubricating Oils (Стандартный
метод определения характеристик пенообразова-
ния смазочных масел)
ASTM D130
Standard Test Method for Corrosiveness to Сор-
per from Petroleum Products Ьу Copper Strip Test
(Стандартный метод определения коррозионной
аrрессивности нефтепродуктов (проба на мед-
ную пластинку))
гост 17216-2001
Чистота промышленная. Классы чистоты жидко-
стей
гост 981-75
Масла нефтяные. Метод определения стабиль-
ности против окисления (с изменениями N., . 1, 2,
3, 4)
ASTM D2272
Oxidation Stabllity of Steam Turblne Oils Ьу
Rotating Pressure Vessel (Стандартный метод
определения окислительной стабильности масел
для пароных турбин методом вращения сосудов
высокото давления)
ASTM D5182
Standard Test Method for Evaluating the Scuffing
Load Capacity of Oils (FZG Visual Method)
(Оценка антифрикционных свойств на шесте-
ренной испытательной машине FZG)
гост 9490-75
Материалы смазочные жидкие и пластичные.
Метод определения триболоrических характери-
стик на четырехшариковой машине
ASTM D943
Standart Test Method for Oxidation Characteris-
tics of Inhiblted Mineral Oils
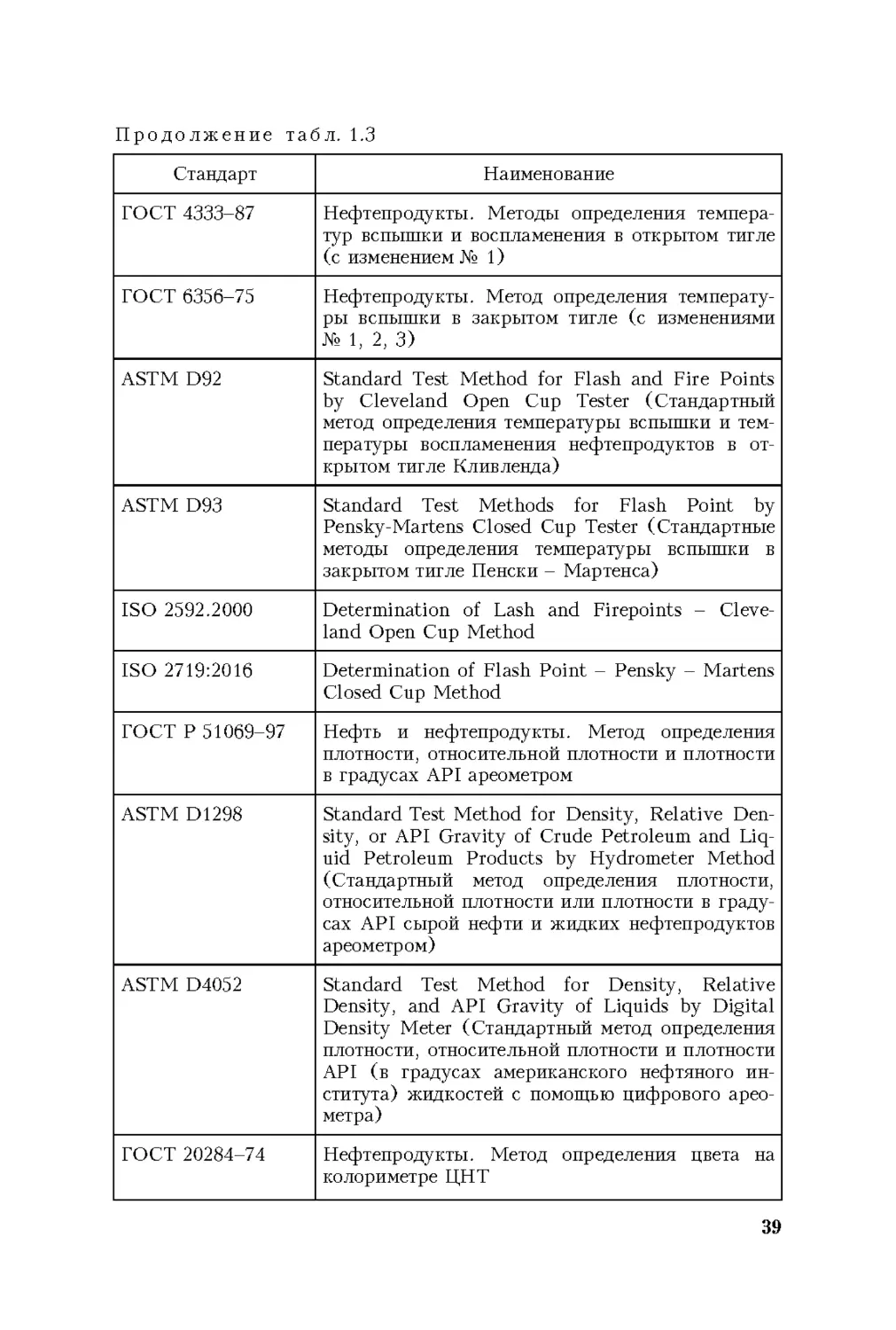
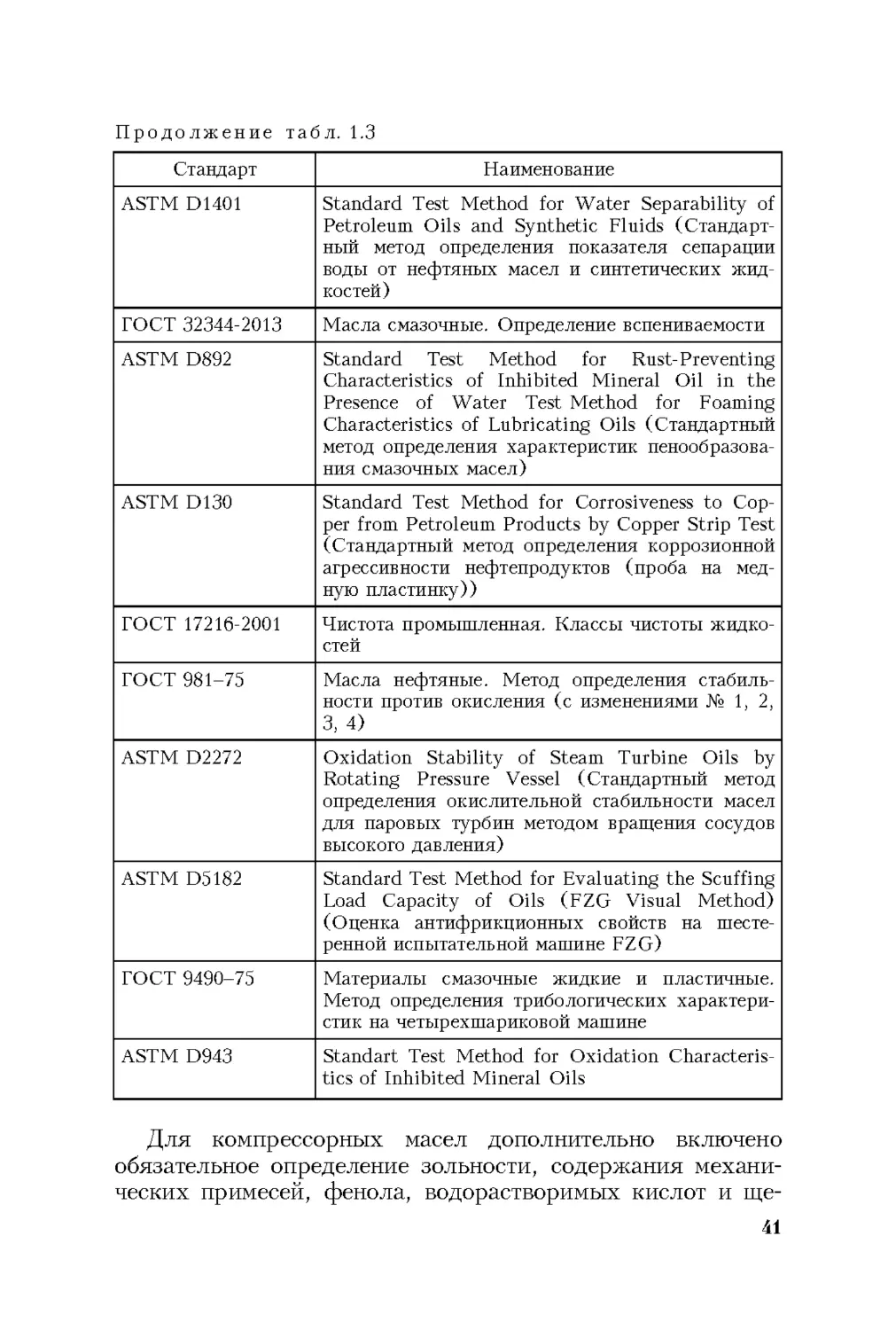
Для компрессорных масел дополнительно включено
обязательное определение зольности, содержания механи
ческих примесей, фенола, водорастворимых кислот и ще-
41
лочей, коксуемости, коксового остатка, температуры само
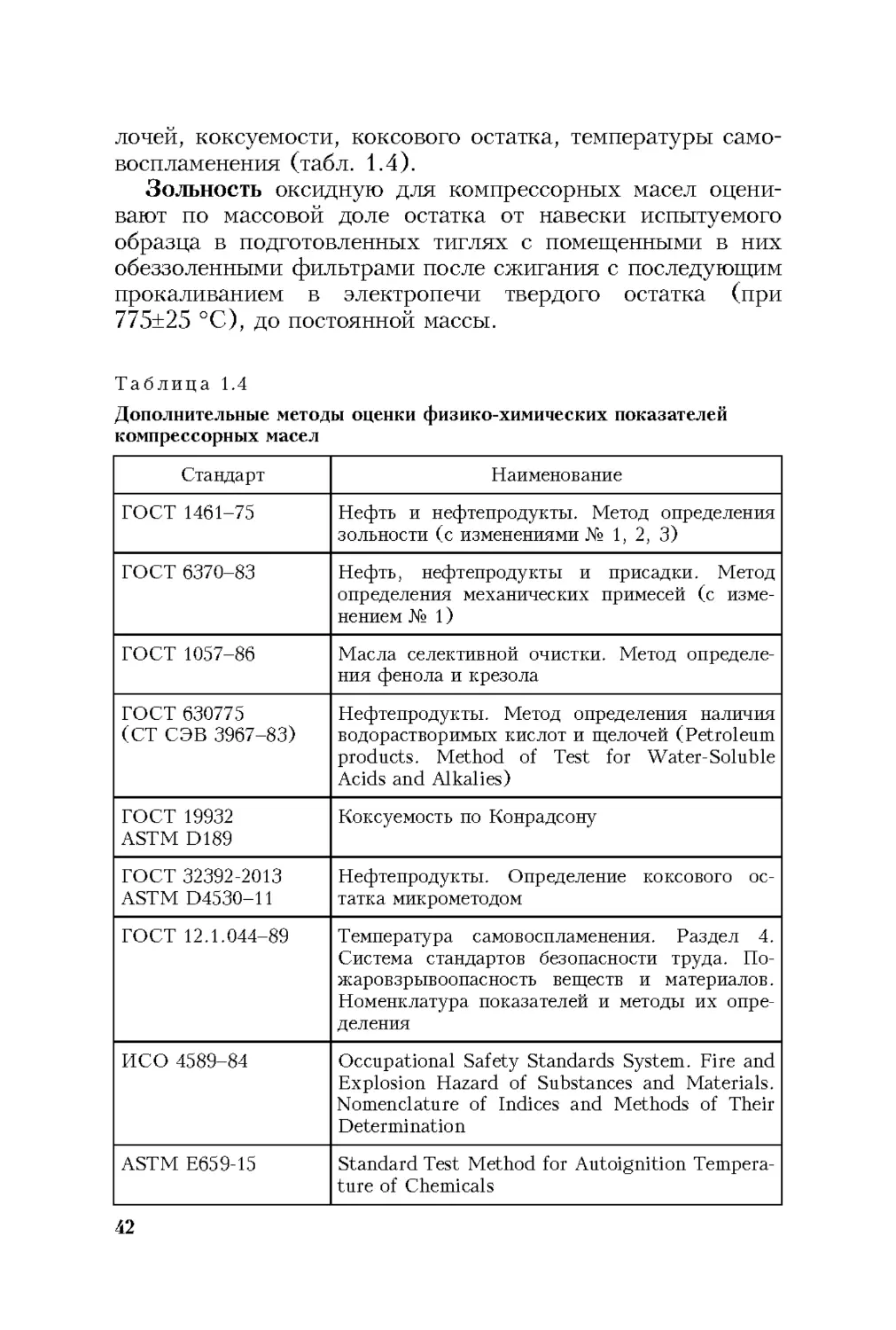
воспламенения (табл. 1.4).
Зольность оксидную для компрессорных масел оцени
вают по массовой доле остатка от навески испытуемого
образца в подготовленных тиглях с помещенными в них
обеззоленными фильтрами после сжигания с последующим
прокаливанием в электропечи твердого остатка (при
775±25 °С), ДО ПОСТОЯННОЙ массы.
Таблица 1.4
Дополнительные методы оценки физико-химических показателей
компрессорных масел
Стандарт
Наименование
гост 1461-75
Нефть и нефтепродукты. Метод определения
зольности (с изменениями N., . 1, 2, 3)
гост 6370-83
Нефть, нефтепродукты и присадки. Метод
определения механических примесей (с изме-
нением N.,. 1)
гост 1057-86
Масла селективной очистки. Метод определе-
ния фенола и крезала
гост 630775
Нефтепродукты. Метод определения наличия
(СТ СЭВ 3967-83) водорастворимых кислот и щелочей (Petroleum
products. Method of Test for Water-SoluЬle
Acids and A.lkalies)
гост 19932
Коксуемость по Конрадсану
ASTM D189
гост 32392-2013
Нефтепродукты. Определение коксовото ос-
ASTM D4530-11
татка микрометодом
гост 12.1 .044 -89
Температура самовоспламенения. Раздел 4.
Система стандартов безопасности труда. По-
жаравзрывоопасность веществ и материалов.
Номенклатура показателей и методы их опре-
деления
исо 4589-84
Occupational Safety Standards System. Fire and
Explosion Hazard of Substances and Materials.
Nomenclature of Indices and Methods of Their
Determination
ASTM Е659-15
Standard Test Method for Autoignition Tempera-
ture of Chemicals
42
Массовую долю оксидной золы испытуемого продукта
(Ха) в% масс. рассчитывают по формуле (1):
Ха= [(т,- т2)/т]100,
(1)
где т - масса испытуемого продукта, г; m1 - масса золы,
г; m2- масса золы двух бумажных фильтров, г.
Механические примеси оценивают путем фильтрования
масла с предварительно растворенного в бензине или то
луоле, промывании осадка на фильтре растворителем с
последующим em высушиванием и взвешиванием. Опре
деление механических примесей с использованием филь
трования проводится гравиметрическим способом.
Фенол определяют путем обработки масла раствором
гидроокиси калия, отделения полученного щелочного рас
твора фенолята калия, добавления к нему хлористого
п-нитродиазобензола с последующим колориметрическим
определением полученного окрашенного раствора. Содер
жание фенола пропорционально интенсивности окрашива
ния раствора, и его оценивают по градуировочному гра
фику, полученному на фотоэлектрическом колориметре
или спектрофотометре.
Водорастворимые кислоты и щелочи. Сущность метода
определения ВКЩ заключается в извлечении водораство
римых кислот и щелочей из нефтепродуктов водой или
водным раствором спирта и определения величины рН
водной вытяжки рН-метром или реакции среды с помо
щью индикаторов.
Для определения водорастворимых кислот и щелочей
применяют рН-метры любого типа с погрешностью изме
рения не более О, 1 рН, со стеклянными хлорсеребряными
или каломельными электродами. Пробы испытуемого неф
тепродукта перемешивают встряхиванием в течение 5 мин
в склянке, заполненной не более чем на 3/4 ее вместимо
сти. Вязкие компрессорные масла предварительно нагре
вают до 50-60 °С.
Коксуемость определяют по методу Конрадсона, кото
рый заключается в определении массовой доли, в процен
тах, остатка в тигле навески компрессорного масла после
его выпаривания, пиролиза и коксования при интенсивном
нагревании.
43
Керамический тигель с испытуемым образцом, поме
щенный в стальной тигель с крышкой (тигель Скидмора) ,
нагревают газовой горелкой (рис. 1.15) так, чтобы период
от начала нагревания до начала воспламенения паров про
должался не более 10 мин. При воспламенении масла уби
рают горелку, а затем снова подогревают тигель так, что
бы пары ровно горели с высотой пламени около 50 мм.
Общая продолжительность нагревания , воспламенения и
горения не должна превышать 30 мин.
Период горения масла с коксуемостью до 1, О % масс.
должен продолжаться 13 мин, при коксуемости выше
1, О % масс. - 17 мин. После прекращения горения тигель
с испытуемым продуктом прокаливают еще в течение
7 мин.
Коксуемость рассчитывают в% масс . по формуле :
К =mз-m1100
m2-~ '
где m1, m2 и тз - масса тигля с двумя стеклянными шари
ками, соответственно, пустого, с образцом и с коксовым
остатком.
Рис. 1.15 . Прибор для опреде
ления коксуемости по Конрад
сону:
1 - фарфоровый тигель; 2, 3 -
железные тигли; 4 - железный
муфель; 5- колпак
44
у7
Рис. 1.16 . Прибор для определения
температуры самовоспламенения:
1 - корпус термостата; 2 - электри
ческая спираль нагревателя; 3 -
крыльчатка вентилятора; 4 - реак
ционный сосуд; 5 - крышка термо
стата; 6- зеркало; 7 - датчик
Коксовой остаток определяют путем нагревания в пе
чи со скоростью 10-15 °С/мин масла, помещенного в
стеклянные плоскодонные пробирки высотой 34-40 мм
и наружным диаметром 12 мм, взвешенные с точностью
0,001 г до температуры 500 ос в атмосфере инертного
газа (азота), выдерживании при этой температуре 15 мин
с последующей оценкой массовой доли коксового ос
татка.
Навеска испытуемого продукта при предполагаемой до
ле КО свыше 5 % масс. составляет О, 15 г; при доле КО от
1 до 5 % масс. включительно - 0,5 г; при доле КО от О,1
до 1 %масс.- 1,5 г.
Температура самовоспламенения. Аппаратура для оп
ределения температуры самовоспламенения масел включа
ет реакционный сосуд в виде колбы Erlenmeyer вместимо
стью 200 смЗ из кварцевого стекла и систему измерений.
Метод заключается в измерении минимальной темпера
туры, при которой испытуемый образец, введенный с
объемной скоростью 25 смЗ /с в колбу, помещенную
в термостат, самовоспламеняется (рис. 1.16). Испытания
повторяют при различных температурах и с различными
объемами проб до достижения минимальной температуры
самовоспламенения. Одновременно регистрируют индук
ционный период самовоспламенения.
Окислителъная стабильность компрессорного масла в
присутствии аммиака. В эксплуатации сложно оценить
влияние аммиака на окисление, поэтому эту оценку прово
дят лабораторными методами. Окислительную стабиль
ность энергетических масел оценивают стандартным мето
дом ГОСТ 981-75, а в ТУ на масло устанавливается допу
стимое значение кислотного числа по результатам испыта
ний.
Во ВНИИ НП разработана исследовательская мето
дика оценки стабильности компрессорных масел про
тив окисления в присутствии аммиака с использованием
оборудования, которое применяется по ГОСТ 981-75.
Данные по оценке стабильности компрессорных масел в
присутствии аммиака в лабораторных условиях хорошо
коррелируются с промышленными результатами.
Остаточное содержание антиоксиданта в компрессор
ном масле дает возможность оценить вреl\1Я, в течение ко-
45
торого масло еще может эксплуатироваться. Этот параметр
принято называть остаточным сроком полезной эксплуата
ции жидкости (Remaining Useful Life, RUL). Косвенный
метод определения содержания антиоксидантов в маслах,
например, по окислительной стабильности масел во вра
щающейся бомбе (RPVOT по ASTM D2272), малоэффек
тивный для современных масел II- и III-x групп по клас
сификации API с пакетами присадок нового поколения.
ИК-Фурье-спектрометрия позволяет определять содержа
ние антиоксидантов в маслах, но не всегда дает достовер
ные результаты, так как некоторые присадки маскируют
нужные полосы поглощения и затрудняют интерпретацию
ИК-спектров.
Определение антиокислительных присадок в компрес
сорных маслах проводят с использованием вольтамперо
метрического метода с линейной разверткой по потенциалу
(Linear Sweep Voltammetry, LSV) с применением анализа
тора RULER View. Усовершенствованный программный
модуль RDMS 3.0 (RULER Data Management Software)
раскрывает максимум возможностей анализатора RULER
View.
Принцип работы анализатора RULER View следующий:
проба масла взбалтывается со специальным реагентом,
который извлекает антиоксиданты из масла в раствор.
Прибор регистрирует вольтамперограмму полученного
раствора (зависимость силы тока от приложеиного напря
жения). Антиоксиданты дают сигнал в виде пиков. По со
отношению площадей пиков для находившегася в эксплуа
тации и свежеm масла определяют (в процентах) остаточ
ное содержание антиоксиданта. Метод соответствует стан
дартам: ASTM D6810 и D6971 "Standard Test Method for
Measurement of Hindered Phenolic Antioxidant Content in
Non-zinc TurЬine Oils Ьу Linear Sweep Voltammetry".
ЛакообразоваJШе компрессорного масла определяют
колориметрией осадка на мембранном фильтре (membrane
patch colorimetry). Портативный спектрафотоколориметр
МРС Color позволяет анализировать пробы масел на со
держание лакаобразующих примесей.
Метод является дополнением к вольтамперометричес
ким методам анализа содержания антиоксидантов в мас
лах.
46
DDDD
АЕ=2
АЕ=9
АЕ= 17
АЕ=25
DАЕ=34
AE=SO
АЕ=54
АЕ=110
Рис. 1.17. Цветовая шкала при определении АЕ (МРС) по ASTM
07843
Пробу масла разбавляют равным объемом петролейнога
эфира, в результате чего лакаобразующие примеси выпа
дают из раствора. При помощи фильтровальной установки
нерастворимые вещества отделяют, получая осадок на
мембранном фильтре. После высушивания осадок скани
руют при помощи колориметра МРС Color, который авто
матически определяет цвет осадка в виде условной вели
чины М, вычисляемой в особой трехмерной цветовой си
стеме координат CIE Lab в широком диапазоне от 1 до 11 О
(рис. 1.17).
Метод соответствует стандарту ASTM D7843-18 "Stan-
dard Test Method for Measurement of Lubricant Generated
InsoluЬle Color Bodies in Inservice TurЬine Oils Using
Membrane Patch Colorimetry". Технологии RULER и МРС
рекомендованы концернами Siemens и General Electric для
мониторинга состояния турбинных и компрессорных масел
при эксплуатации.
1.2.3. КЛАССИФИКАЦИЯ КОМПРЕССОРНЫХ МАСЕЛ
1.2 .3.1. КЛАССИФИКАЦИЯ КОМПРЕССОРНЫХ МАСЕЛ
В СССР
В СССР использовалась упрощенная классификация
компрессорных масел, которая не отражает современных
47
требований, но достаточно эффективна для группы так
называемых стандартных компрессорных масел.
В соответствии с принятой унификацией ассортимента
компрессорных масел они разделены по эксплуатацион
ным свойствам на четыре группы:
-
1-я группа - для компрессоров, работающих в уме
ренных режимах, для сжатия воздуха или других нерас
творимых в масле газов, при температуре нагнетания ниже
160 ос;
-
2-я группа - условия как для первой, но при темпе
ратуре нагнетания ниже 180 ос;
-
3-я группа- для компрессоров, работающих в тяже
лых условиях, при температуре нагнетания ниже 200 ос;
-
4-я группа - для компрессоров высокого давления,
работающих в особо тяжелых условиях, при температуре
нагнетания выше 200 °С.
При маркировке буква .;К~ обозначает, что масло ком
прессорное, а после дефиса следует показатель кинемати
ческой вязкости масла при 100 °С.
1.2 .3.2 . КЛАССИФИКАЦИЯ КОМПРЕССОРНЫХ МАСЕЛ
ПО СТАIЩАРТУ DIN 51506
В основе классификации лежит класс вязкости по
ISO VG, который определяется по показателю .;кинемати
ческая вязкость~ при 40 ос и формирует стандартный ряд:
46, 68, 100, 150, 220, 320, 460, 680.
Буквы обозначают:
V - масло предназначено для воздушных компресса-
ров;
D - масло содержит функциональные, чаще всего
антиокислительные присадки, которые обеспечивают экс
плуатацию компрессора при температуре сжатого воздуха
ДО 220 °С;
-
С - масло содержит антиокислительные присадки,
которые обеспечивают эксплуатацию компрессора при тем
пературе СЖаТОГО воздуха ДО 160 °С;
-
В - масло содержит антиокислительные присадки,
которые обеспечивают эксплуатацию компрессора при тем
пературе СЖаТОГО воздуха ДО 140 °С;
L - масло содержит антикоррозионные присадки.
48
Спецификация предусматривает обозначение базового
компонента:
-
СН - на синтетической основе;
-
PG- на полигликолевой основе.
Производитель компрессорного масла указывает кате
горию качества, которая должна быть подтверждена полу
чением одобрения одним или несколькими производителей
компрессорного оборудования.
Зарубежные масла для воздушных компрессоров имеют
три категории качества:
-
VDL - масла, содержащие присадки против кор
розии и окисления, температура сжатого воздуха - до
220 °С. Рекомендуется для компрессоров с двухэтапным
сжатием воздуха;
-
VCL - масла, содержащие присадки против кор
розии и окисления, температура сжатого воздуха - до
160 ос;
-
VBL - масла, содержащие присадки против коррозии
и окисления, температура сжатого воздуха- до 140 °С.
1.2 .3.3 . КЛАССИФИКАЦИЯ КОМПРЕССОРНЫХ МАСЕЛ
ПО СТАIЩАРТУ ISO 6743-ЗА-67
В Российской Федерации действует стандарт
ГОСТ 28549.3-90 (ISO 6743-3А-67) .;Смазочные материа
лы, индустриальные и родственные продукты (класс L)~.
Группа D (компрессоры), в основе которой положен евро
пейский стандарт ISO 6743-3А-67.
Классификация предусматривает деление компрес
сорных масел на категории от легкого до тяжелого,
в зависимости от типа компрессора и режима его работы
(табл. 1.5).
Легкий режим работы компрессора (масло DAA). Пе
риодическая работа под нагрузкой не более 25 % време
ни, между периодами компрессор успевает охладиться,
давление на выходе не выше 10 бар, температура меньше
140 °С.
Средний режим работы компрессора (масло DAH).
Периодическая работа под нагрузкой не более 50 % време
ни, между периодами компрессор успевает охладиться,
49
Таблица 1.5
Классификация компрессорных масел по ГОСТ 28549.3 -90
(ISO 67 43-ЗА-67)
Тип компрессора
Категория
Режим работы
или насоса
масла
компрессора
Ротор но- пластинчатые,
DAA
Легкий режим
ротационные
DAB
Средний режим
DAC
Тяжелый режим
Ротационные с капель-
DAG
Легкий режим
ной подачей (лопастные)
DAH
Средний режим
DAJ
Тяжелый режим
Порюневые всех видов,
DAA
Легкий режим
винтовые, центробежные
DAH
Средний режим
и осевые
DAJ
Тяжелый режим
Вакуумные насосы:
DVA
Низкий вакуум для неагрес-
поршневые, ротацион-
СИЕНОГО газа
ные, капельные
Ротационные с уплотне-
DVB
Низкий вакуум для неагрес-
нием маслом, винтовые,
СИЕНОГО газа
ротационно- лопастные,
DVC
плунжерные
Средний вакуум для не-
агрессивного газа
DVD
Средний вакуум для агрес-
СИЕНОГО газа
DVE
Высокий вакуум для не-
агрессивного газа
DVF
Высокий вакуум для агрес-
СИЕНОГО газа
давление на выходе не выше 10 бар, температура меньше
160 °С.
Тяжелый режим работы компрессора (масло DAJ).
Непрерывная или периодическая работа под нагрузкой
более 50 %, при давлении на выходе не выше 10 бар тем
пература выше 100 °С. При периодической работе воз
можна нагрузка до 15 бар. Наблюдается образование кок
са в нагнетательной линии.
Основное назначение стандарта ГОСТ 28549.3-90
(ISO 67 43-3А-67) состоит в обеспечении безопасности
при эксплуатации оборудования. Масло должно отвечать,
50
в первую очередь, требованиям пожарной безопасности,
исключить образование взрывоопасной ситуации.
1.2 .3.4 . КЛАССИФИКАЦИЯ КОМПРЕССОРНЫХ МАСЕЛ
ПО ISO 3448
При разработке и производстве компрессорных масел
классы вязкости определяют в соответствии со стандартом
ISO 3448, который принят для всех типов индустриаль-
Таблица 1.6
Классы вязкости индустриальных и компрессорных масел
ISO 3448,
Кинематическая вязкость при 40 °С, мм21 с (еСт)
класс вязкости
Средняя
Минимальная
Максимальная
ISOVG2
2,2
1,98
2,42
ISOVG3
3,2
2,88
3,52
ISOVG5
4,6
4,14
5,06
ISOVG7
6,8
б, 12
7,48
ISO VG 10
10
9,0
11,0
ISO VG 15
15
13,5
16,5
ISO VG 22
22
19,8
24,2
ISO VG 32
32
28,8
35,2
ISO VG 46
46
41,4
50,6
ISO VG 68
68
61,2
74,8
ISO VG 100
100
90
110
ISO VG 150
150
135
165
ISO VG 220
220
198
242
ISO VG 320
320
288
352
ISO VG 460
460
414
506
ISO VG 680
680
612
748
ISO VG 1000
1000
900
1100
ISO VG 1500
1500
1350
1650
51
ных масел, включая и компрессорные. Классификация
ISO 3448 состоит из 18 классов вязкости. Выбранный
класс вязкости соответствует величине кинематической
вязкости при 40 ос в мм2 /с (еСт). Допустимое колебание
вязкости от номинальной ±10% (табл. 1.6).
1.2 .3.5 . ТРЕБОВАНИЯ К КОМПРЕССОРНЫМ МАСЛАМ
Требования к смазочным маслам на основе нефтяных
масел и масел с присадками и ингибиторами коррозии для
поршневых компрессоров, включая вакуумные насосы,
приведены в стандарте D IN 51506 (табл. 1. 7 и 1. 8).
В соответствии со стандартом DIN 51506, компрессор
ные масла подразделяются на масла для стационарных и
для мобильных средств.
Принципиальное различие между группами компрес
сорных масел VB/VBL, VC/VCL, а также VDL заклю
чается в составе базовых масел и присадок.
Группа компрессорных масел VB/VBL отличается от
группы VB/VBL по стойкости к старению и образованию
отложений. Компрессорные масла группы VDL более
стойки к образованию КО и имеют наиболее высокую тер
маокислительную стабильность.
Требования к компрессорным маслам по DIN 51506
положены в основу стандарта ISO/DP 6521 (табл. 1.9
и 1.10).
Критерии выбора компрессорных масел для порш
невых, винтовых и турбокомпрессоров отличаются.
В ротационных, пластинчатых и винтовых компрессорах
впрыскиваемое компрессорное масло контактирует с на
гретой газообразной средой, имеющей достаточно высо
кую температуру. Под давлением компрессорное масло
хорошо растворяет газы и воду. В связи с этим к компрес
сорным маслам предъявляются повышенные требования
по вспениваемости, аэрации, эмульгируемости и защитным
свойствам. Для отделения компрессорного масла от га
зообразной среды необходимо использовать сепараторы
и фильтры. Рекомендации по применению компрессор
ных масел в компрессорном оборудовании приведены в
табл. 1.11 .
52
~Продолжение табл. 1.7
VB и VC базовые минеральные масла , VB- L и VC- L содержат антиокислительную присадку и ингибиторы корро-
зии
Группа смазочных
VB и VB-L
VC и VC-L
материалов
Кислотное число, мг КОН/ VB и VC- максимум О, 15 мг КОН/1 г; VB-L и VC-L - должна быть указана по-
1 г, макс. (DIN 51 588,
ставщиком
часть 1)
Вода, % (DIN ISO 3733)
о,1
Характеристика старения, %
2,0
2,5
1,5
2,0
CRC*, макс. после старения
пропусканием воздуха
(DIN 51 352, часть 1)
% CRC, макс. после старе-
Не требуется
ния пропусканием воздуха
(DIN 51 352, часть 2)
Остаток после разгонки %
Не требуется
0,3
0,75
CRC, макс. 20%-й остаток
от разгонки (DIN 51 356/
51 551)
Кинематическая вязкость,
Не требуется
мм2jс при 40 се, макс.
20%-го остатка после раз-
гонки (DIN 51 356/51 561/
51 562, часть 2)
*Содержание коксового остатка по Конрадсану.
Таблица 1.8
Требования к маслам для воздушных компрессоров
по DIN 51 506-VDL
Группа смазочных
VDL
материалов
Класс вязкости
ISO
ISO
ISO
ISO
ISO
VG32 VG46 VG68 VG100VG150
Кинематическая, мм2 /с
(DIN 51 561/51 562,
часть 1):
при 40 ос
28,8-35,2 41,4-50,6 61,2-74,8 90-110 135-165
при 100 ос
5,4
6,6
8,8
11
15
Температура вспышки 175
195
205
210
Б открытом тигле, се
(DIN ISO 2592)
Температура застыв а-
-9
-3
ния се, макс. (DIN
ISO 3016)
Зола, % масс., макс. Сульфатная зола должна быть указана по-
(DIN 51 575)
ставщиком
Водорастворимые кис- Должно быть указано поставщиком
лоты
(DIN 51 588,
часть 1)
Вода, % масс. (DIN
о,1
ISO 3733), не более
Характеристика старе-
Не требуется
ния, % CRC, макс. пас-
ле старения про пуска-
нием воздуха
51 352, часть 1)
(DIN
Характеристика старе-
2,5
3,0
ния, % eRe, макс. Б
присутствии воздуха/
Fе20З (DIN 51 352,
часть 2)
Остаток после разгон-
0,3
0,6
ки, % CRC, макс. 20%-й
остаток от разгонки
(DIN 51 356/51 551)
Кинематическая вяз- Максимум в пять раз больше величины ново-
кость,
мм2/с, при го масла
40 °С, макс. 20%-го ос-
татка после разгонки
(DIN 51 356/51 561/
51 562, часть 2)
55
~Таблица 1.9
Требования к маслам для воздушных поршневых компрессоров по ISO /DP 6521
Смазочные масла на базе минеральных масел для поршневых компрессоров
Категории
ISO-L-DAA
ISO-L -DAB
Метод испытаний
Классы вязкости
32 46
68
100 150 32
46
68
100 150 ISO 3448
Кинематическая, мм2 1 с:
ISO 3401
при 40 ос
32 46
68
100 150 32
46
68
100 150 (IP71)
при 100 ос
Должно быть указано
Должно быть указано
Температура застывания, 0 С,
-9
-9
DIN ISO 3016
макс.*
(IP15)
Коррозия меди
16
16
ISO 2160
(Ip 154)
Ржавчина
Отсутствие ржавчины
Отсутствие ржавчины
ISO /DP 7120 А
(IP135A)
Эму льеионные характер и-
ISO/D 6614
стики**:
(ASTM D401)
температура
застывания,
Не требуется
54
82
0С, время (мин) до 3 мл
30
60
эмульсии, макс.
Окислительная стабильность
15
Не требуется
после старения при 200 °С,
потери при испарении, макс.
%
Увеличение коксуемости по
1,5
2,0
Конрадсону, коксовый оста-
ток максимальный, %
"'
...,
После старения при 200 ос
Неприменимо
потери на испарение, макс. %
Увеличение коксуемости по
Конрадсону, коксовый оста-
ток, макс.%
Остаток после разгонки
Неприменимо
(20 % об.), увеличение кок-
суемости по Конрадсону,
макс. %. Отношение вязко-
сти остатка к вязкости ново-
го масла, макс.
Таблица 1.10
Требования к маслам для винтовых компрессоров по ISO /DP 6521
Категории
ISO-L-DAH
Классы вязкости
32
46
68
100
150
32
Кинематическая, мм2 1 с:
при40ос±10%
32
46
68
100
150
32
Температура застывания
-9
0
С, макс.*
Коррозия меди
!в
Ржавчина
Отсутствие ржавчины
20
2,5
3,0
0,3
0,6
ISO/D 6616
с ISO/D 6615
и43104
ISO-L -DAG
Метод испытаний
46
68 100 150 ISO 3448
ISO 3401
46
68 100 150 (IP71)
-9
DIN ISO 3016
(IP15)
!в
ISO 2160
(Ip 154)
Отсутствие ржавчины
ISO/DP 7120 А
(IP135A)
~Продолжение табл. 1.10
Категории
ISO-L-DAH
ISO-L-DAG
Метод испытаний
Эмульс~~нные ха ракте-
ISO/D 6614
ристики :
(ASTM D401)
температура
застыв а-
54
82
54
82
ния, се, время (мин)
ДО3МЛ
эмульсии, макс.
30
30
Характеристика вспени-
IS0/46247
вания, этап I при 24 °С:
(Ip 146)
тенденция макс., мл
300
300
стабильность макс., мл
о
о
Окислительная стабиль-
Подлежит определению
Подлежит определению
ность
Потери при испарении,
макс.%
Повышение вязкости, %
Повышение кислотное-
ти,%
Шлам, % масс.
*Для VG 32 или VG 46 в зонах холодного климата температура застывания ниже -9 °С.
**Требуется только в областях применения, в которых конденсация атмосферной влаги является проблемой.
Там, где этого нет, можно применять масла с диспергирующими присадками, которые не обладают хорошими во-
доотделяющими свойствами.
Таблица 1.11
Рекомендации по применению компрессорных масел в компрессорном
оборудовании
Винтовые Скользящие
Турбока м-
Класс вяз- Порюневые компресса-
крыльчатые
прессоры
кости
компресса- ры, смазыва-
компресса-
(аксиальные
ры*
емые впрыс-
и радиаль-
ком масла
ры**
ные)***
ISO VG 32
мм
TDL 32
мг
TDL 32 ЕР
ПАО
Синтетиче-
ское масло
ISO VG 46
мм
TDL 46
мг
TDL 46ЕР
ПАО
Синтетиче-
ское масло
ISOVG68 мм
мм
мм
TDL 68
ПАО
мг
Сложный
TDL 68ЕР
эфир
Сложный
ПАО
мг
Синтетиче-
эфир
ское масло
РОЕ
ISO VG 100 мм
мм
ПАО
Сложный
эфир
Сложный
мг
эфир
ISO VG 150 мм
ПАО
Сложный
эфир
*Смазка с полной утратой смазочного слоя; HD - моносезонные
моторные масла HD 20W- 20, НDЗО, HD40.
**Для компрессоров, смазываемых впрыском масла на мобильных
средствах (ж/д вагоны, автобусы), всесезонные моторные масла
(10W40, 15W40); для компрессоров, смазываемых впрыском масла на
стационарных средствах: турбинные масла по DIN 51 515 TDL, масла
для воздушных компрессоров по DIN 51 506 VCL, VDL; для тяжелых
условий работы: межсезонные моторные масла HD 20W - 20, НDЗО,
MIL 2104D.
***Турбинное масло по DIN 51 515 TDL или TDL- ЕР с противо-
задирными присадками.
Примечание. ММ- минеральное масло; МГ- масло гидрокре-
кинга (масло III-й группы); РОЕ - биологические разлагаемые слож-
ные эфиры полиало в.
59
1.2.4. СИСТЕМЫ СМАЗКИ КОМПРЕССОРОВ
Масла для смазки компрессорного оборудования раз
решается применять только с одобрения производителя
оборудования. В технической документации на оборудова
ние указывается перечень масел, допущенных к примене
нию, и устанавливаются сроки замены в часах работы
оборудования или по браковочным показателям, иногда
нормируются оба параметра. Эти показатели зависят от
условий эксплуатации и типа масел.
Новое масло, разработанное какой-либо компанией,
должно пройти комплекс лабораторных исследований и
эксплуатационных испытаний на компрессорном оборудо
вании той фирмы, у которой предполагается получить
одобрение.
Одобрение носит название ОЕМ (original equipment
manufacturer) - это процесс, с помощью которого изгото
витель оборудования проверяет соответствие заявленного
масла требованиям, которые изложены в спецификации
изготовителя оборудования на масла.
После получения одобрения ОЕМ изготовитель масла
получает возможность оформления стандарта и организа
ции выпуска масел по этому стандарту. Изготовитель обя
зан указывать назначение и соответствие масла специфи
кации производителя компрессорного оборудования.
В нормативно-технической документации на масло про
изводитель указывает показатели, которые являются основ
ными для характеристики масла, причем не обязательно
указывать весь комплекс показателей, которые приведены
в спецификации на продукт изготовителя оборудования.
Изготовитель имеет право допустить к эксплуатации
компрессорного оборудования масла не только компрес
сорные, но и те, которые смазывают весь агрегат. Газовая
турбина и газовый турбокомпрессор могут смазываться
одним типом турбинного масла, так как имеют обrцую си
стеl\1)' смазки.
1.2 .4.1 . ПОРШНЕВЫЕ КОМПРЕССОРЫ
В поршневых компрессорах поршень соединен с колен
чатым валом с помощью шатуна. Цилиндр и механизм
60
Сепаратор Нагнетающий Рабочий
цилиндр
нагнетания
клапан
Рис. 1.18. Система смазки поршневого компрессора
движения смазывают разбрызгиванием масла из картера.
В больших компрессорах, в которых поршень приводится
крейцкопфным шатуном, механизм движения смазывают
под давлением маслом из картера, а цилиндры и поршни
отдельно из лубрикатора (рис. 1.18) .
Цилиндры в поршневых компрессорах являются основ
ным объектом, который смазывается для снижения трения,
износа и коррозии, уплотнения камер сжатия. Максималь
ной нагрузке масляная пленка подвергается в верхней и
нижней мертвых точках, при которых существует возмож
ность ее разрыва, а также при высоких температурах, ког
да происходит окисление масла с образованием отложе
ний.
В ротационных поршневых компрессорах камеры высо
кого д авления смазывают методом впрыска аналогично
поршневым компрессорам. Камера высокого давления ох
лаждается за счет непрерывного поступления масла, и тем
пература на выходе не превышает 100-110 ас. На деталях
образуется масляная пленка, которая снижает трение и
предотвращает износ. Охлаждение среды приводит к уве
личению степени сжатия.
Для смазки поршневых компрессоров применяют мас
ла на нефтяной основе в соответствии с DIN 51506-VDL
и по ISO/ DP 6521 с классами вязкости по ISO VG от
68 до 150 (см. табл. 1.6 и 1.7). Мобильные компрессо
ры смазывают моторными маслами SAE 20, SAE 30,
SAE 40.
61
1.2 .4.2. ВИНТОВЫЕ КОМПРЕССОРЫ
Атмосферный воздух всасывается через фильтр, сжима
ется в винтовом блоке и смешивается с маслом, предвари
тельно прошедшим через масляный фильтр. Воздушно
масляная смесь из винтового блока поступает в сепара
тор, где, проходя через специальный картридж, разде
ляется на масло и воздух. Очищенный от масла воздух
проходит через воздушный радиатор и поступает на выход
из компрессора. Масло проходит через клапан термоста
та в масляный радиатор (при необходимости) и снова
подается в винтовой блок через клапан термостата
(рис. 1.19).
В винтовых компрессорах масло , впрыскиваемое в ка
меру высокого давления между роторами под давлением
0 ,3-0,4 МПа , выполняет смазывающую , уплотнительную
и охлаждающую функции . Масло образует гидростатиче
скую и гидродинамическую пленку на поверхностях рото
ра и в подшипниках скольжения и качения. Оно уплотня
ет зазор между ротором и корпусом винтового блока , пре
дотвращая обратную перетечку газа. Масло по г лощает теп
ло и рассеивает его через радиаторы. Воздух охлаждается
до необходимой температуры при проходе через воздуш
ный радиатор , радиатор обдувается стандартным вентиля
тором.
Винтовой блок
Рис. 1.19. Система смазки винтовоrо компрессора
62
Для винтовых компрессоров , как правило , используют
компрессорные масла с классом вязкости 32 , 46 и 68 по
ISO 3448.
1.2 .4 .3 . ТУРБОКОW"ТРЕССОРЫ
В турбокомпрессорах масла смазывают опорные под
шипники роторов.
В турбокомпрессорном агрегате GB-101 прои зв одства
компании Dresser Rand для привода применяется одна па
ровая турбина. Система смазки турбокомпрессорного агре
гата GB-101 более сложная, чем в российском ту рбоком
прессорном агрегате АК-72 (рис . 1.20). Основное отличие
в системе смазки агрегата турбокомпрессорного агрегата
G В-1 О 1 - применение в его конструкции масляных акку
муляторов (7) в системе нагнетания, которые при пуске
агрегата обеспеч ивают создание необходимого давления
масла в системе смазки подшипник о в.
Рис. 1.20. Схема системы смазки турбокомпрессорного агрегата
GB-101:
1 - масляный бак; 2
-
насос; 3 - электродвигатель; 4
-
турбина; 5 -
клапан обратный; б - клапан редукционный; 7 - аккумулятор; 8
-
мас
лоохладитель; 9 - вентиль запо рный ; 10 - фильтр; 11 - клапан регули
рующий; 12 - турбина; 13 - корпус низкого давления; 14 - редуктор ;
15 - корпус среднего давления; 16
-
корпус высокого дав ления ; 17 -
напорный бак
63
Подача масла в систему смазки агрегата осуществляется
одним шестеренчатым насосом (2), другой - резервный.
Оба насоса установлены на крышке масляного бака ( 1).
Привод насоса осуществляется электродвигателем (3) или
турбиной (4).
Из бака масло подается главным насосом в систему
смазки под давлением 0,5 МПа. После маслоохладите
ля (8) и фильтра (10) регулирующий клапан (11) снижа
ет давление в масляном канале и померживает давле
ние 0,07-0,12 МПа, необходимое для смазки подшипни
ков компрессора всех корпусов ступеней давления (1], 15,
16), турбины (12), зубчатой муфты и зацепления редук
тора (14), а также для подачи масла в напорный бак
(17).
Масляные холодильники (маслоохладители) имеют вер
тикальное или горизонтальное исполнение. Охлаждающая
вода, как правило, проходит внутри трубок, а масло омы
вает трубные пучки снаружи. Масляные фильтры обеспе
чивают тонкость фильтрации 40 мкм, перепад давления на
фильтре в чистом состоянии не превышает 0,05 МПа.
Конструкция масляных фильтров допускает чистку филь
трующих элементов на ходу компрессора.
В турбокомпрессорах используют один и тот же сма
зочный материал, что и в турбинах - турбинные масла по
DIN 51 515 TDL 32, TDL 46 и TDL 68 или турбинные
масла класса TDL- ЕР.
Рекомендации по применению компрессорных масел
в компрессорном оборудовании приведены в табл. 1. 11 .
1.2 .5. СОСТАВ ТОВАРНЫХ КОМПРЕССОРНЫХ МАСЕЛ
1.2 .5.1 . БАЗОВЫЕ МАСЛА ДЛЯ КОМПРЕССОРНЫХ МАСЕЛ
Для производства компрессорных масел используются
базовые масла групп I-V по классификации API.
Базовые масла I-й группы получают из нефтяного сы
рья с использованием избирательных растворителей (про
цессы деасфальтизации, селективной очистки и депарафи
низации). Недостатками этих масел являются высокое со-
64
держание серы- более 0,03% масс., низкий индекс вязко
сти- для российских масел в пределах 80-95, относитель
ная высокая температура застывания - от минус 15 до
плюс 10 °С.
Базовые масла 11-й груm1ы, или масла HVI (high
viscosity index), получают из нефтяного сырья с использо
ванием процессов гидрокрекинга. Имеют низкое содержа
ние ароматических соединений, а при введении в их состав
присадок обладают повышенной окислительной стабильно
стью. Содержание серы в них менее 0,03 % масс. Индекс
вязкости находится в диапазоне от 100 до 120.
Базовые масла III-й группы, или масла VHVI ( very
high viscosity index), получают из нефтяного сырья с ис
пользованием процесса гидрокрекинга. Имеют высокий
индекс вязкости (120-140), низкую температуру застыва
ния, содержание серы менее 0,03 % масс. По своим свой
ствам базовые масла группы III приближаются к синтети
ческим базовым маслам IV-й группы.
Базовые масла IV-й группы - синтетические на осно
ве полиальфаолефинов (РАО) - олигамеров октенов-1,
деценов-1 или додеценов-1 с присадками имеют высокую
окислительную стабильность, обладают высоким индексом
вязкости и низкой температурой застывания.
Груmш V включает другие масла, которые не вошли в
перечисленные выше четыре. В нее, в частности, входят
силиконы, фосфатные эфиры, моноэфиры, диэфиры, три
метилолпропановые и пентаэритритовые эфиры, полиал
киленгликоли и полиэфиры.
В европейских странах и США в составах компрессор
ных масел широко используют синтетические масла груп
пы V - полиалкиленгликолевые (PAG) и синтетические
эфиры (диэфиры). При их производстве имеется возмож
ность получения заданных оптимальных и сбалансирован
ных эксплуатационных характеристик базовых масел,
включая весь ряд необходимых вязкостей. Некоторые ба
зовые масла группы V являются биоразлагаемыми, что
отвечает современным экологическим требованиям.
Полиалкиленгликолевые масла (PAG) представляют
собой полимеры окиси алкиленов. Сырьем для них служат
газы, такие как окись этилена, окись пропилена и окись
бутилена.
65
Так, PAG имеют высокий индекс вязкости, обладают
устойчивостью к сдвигу и механическим нагрузкам, а так
же термической и окислительной стабильностью. Гигро
скопичны, впитывают воду, растворяются в ней. Харак
теризуются высокой антифрикционной способностью, ко
торая обусловлена их высокой полярностью. Образуют
прочную масляную пленку на металлической поверхности,
которая не разрушается под действием высокой темпера
туры и большой нагрузки. Обладают умеренными проти
возадирными свойствами, что позволяет уменьшить со
держание противозадирных и противоизносных присадок,
которые при температуре масла в объеме выше 80 ос реа
гируют с цветными металлами. Однако высокая поляр
ность PAG накладывает ограничения на их использование.
Они не совместимы с некоторыми смазочными материала
ми и эластомерами.
Кроме того, Р AG позволяют производить высоковязкие
масла без вовлечения загущающих присадок. Они облада
ют низкой температурой застывания, что обусловливает
широкий температурный диапазон использования, имеют
широкий диапазон кинематической вязкости при 40 ос
от 18 до 680 мм2 /с с температурой застывания от -57 до
-30 °С.
Диэфиры (DE) получают при взаимодействии двухос
новных кислот с одноатомными спиртами или однооснов
ных кислот с многоатомными спиртами. Они обладают хо
рошей смешиваемостью с нефтяными маслами. В сравне
нии с нефтяными, масла на базе диэфиров обладают
более высокими индексами вязкости и термостабиль
ностью, низкими температурами застывания, меньшей ле
тучестью и огнеопасностью. Недостатками диэфирных
синтетических масел являются их низкая водостойкость
и повышенная агрессивность по отношению к натураль
ным и синтетическим резинатехническим изделиям. По
этой причине их следует использовать с химически инерт
ными уплотнительными материалами. Стоимость их про
изводства в 4-6 раз выше по сравнению с нефтяны
ми маслами. В Российской Федерации, имеющей значи
тельные ресурсы дешевого сырья, стоимость производи
мых эфиров только в 2-3 раза выше стоимости нефтяных
масел.
66
В настоящее время семь российских нефтеперерабаты
вающих заводов продолжают выпуск базовых масел груп
пы I, два завода освоили выпуск базовых масел П-й груп
пы, четыре завода- базовых масел III-й группы (АО .;Ан
гарская нефтехимическая компания~ выпускает только
трансформаторные масла этой группы). ПАОМ группы IV
производит 000 .;ТАИФ-СМ~ в Нижнекамске. В не
больших количествах базовые масла группы V произво
дят ГК .;Росполихим~ и АО .;НПЦ Спецнефтьпродукт~
(табл. 1.12). Большой интерес к производству синтетиче
ских масел проявляет компания .;СИБУР~.
Выпуск базовых масел высокого качества в соответ
ствии с международными требованиями в России непре
рывно возрастает, базовых масел IV- и V-x групп не хва
тает, поэтоl\1)' для удовлетворения потребностей в них
осуществляется закупка за рубежом. Основными постав
щиками базовых масел IV-й группы являются компании:
Exxon Mobil - SpectraSyn РАО, INEOS - Durasyn РАО,
Chemtura- Synton РАО и др. Традиционными поставщи-
Таблица 1.12
Производители базовых масел в России
Наименование предприятия
Группа масел по API
I[[[[[IVv
АО «Ангарская нефтехимическая компания» I -
[[[ -
-
000 «Л укойл- Волгограднефтепереработка» I -
[[[ -
-
000 <~: Новокуйбышевекий завод масел и I [[ [[[ -
-
присада к»
ОАО «Ново-У фимекий НПЗ»
I-
-
-
-
000 ГПН «Омский завод смазочных мате- I
-
-
-
-
риалов»
ОАО <tСлавнефть-ЯНОС» (г. Ярославль)
I-
[[[
АО <tТанеко»
-
[[[[[--
000 <tТАИФ-СМ»
IV
000 ГПН ГК <tРОСПОЛИХИМ'i> (Н. Новгород) -
-
-
-
v
АО <~:НПЦ Спецнефтьпродукп
-
-
-
-
v
67
ками V-й группы остаются компании: Exxon Mobil - Es-
ters Esterex, Alkylated Naphthalene Synesstic, DOW- PAG
Ucon, BASF- Esters, PAG.
В ближайшие годы производство компрессорных масел
на синтетических основах в Российской сDедерации будет
расти.
1.2 .5.2 . ПРИСАДКИ ДЛЯ КОМПРЕССОРНЫХ МАСЕЛ
Повышение качества товарных масел осуществляется
путем добавления присадок в базовые масла.
Основные принципы подбора и применения присадок и
пакетов (композиций) присадок к компрессорным маслам
следующие:
-
использовать присадки в оптимальной концентрации,
обеспечивающей их максимальную эффективность при не
значительном допустимом ухудшении каких-либо показа
телей качества товарного масла и минимальном увеличе
нии его стоимости после введения присадки;
-
не допускать отрицательного влияния присадок и
продуктов их превращений на работу элементов масляной
системы: фильтров, насосов, теплообменников, уплотне
ний;
-
использовать присадки, выпускаемые в промышлен
ном масштабе, обеспеченныенедефицитным сырьем;
-
обеспечивать совместимость и синергизм действия
присадок в композициях (пакетах).
В табл. 1.13 приведены основные присадки, применя
емые в компрессорных маслах.
В компрессорные масла вводят антиокислительные,
противоизносные, антикоррозионные, депрессорные, анти
пеиные присадки и деэмульгаторы. Многофункциональ
ные присадки способны улучшать одновременно несколько
свойств масел.
В основном присадки представляют собой ПАВ, в
молекулах которых содержатся полярные и неполярные
функциональные группы. В структуру полярных функци
ональных групп входят гетераатомы S, О, N, Р и др. Эти
атомы смещают электронную плотность в молекуле, в
результате чего возникают связи и взаимодействие между
различными молекулами. Полярность молекулы обуслов-
68
Таблица 1.13
Характеристика основных видов присадок для компрессорных масел
Виды приса-
Функция
~еханизмдействия
ДОК
Антиокси-
Повышение химической Химический, физико-хими-
данты
стабильности
ческий, радикально- цепной
Протина из- Уменьшение коэффици- Коллоидно-химический (об-
носные
ента трения
разаванне
адсорбционного
слоя на поверхности трения)
Предотвращение задира, Химический (создание хи-
схватывания,
сварива- мически модифицированных
НИЯ, ПИТТИНГа
слоев на трущихся поверх-
ностях)
Антикорро- Защита металлов от хи- Коллоидно-химический, хи-
зионные (ин- мической и электрохи- мический: вытеснение с по-
гибиторы
мической коррозии
верхиости влаги, адсорбция,
коррозии)
хемосорбция, образование
защитного слоя
Депрессор-
Улучшение низкотемпе- Коллоидно-химический (ад-
ные
ратурных свойств масел сорбция на поверхности
кристаллов углеводородов,
препятствие их росту и ера-
щиванию)
Деэмулыато- Разрушение водомасля- Коллоидно-химический (уда-
ры
ных эмульсий
ление защитных слоев с по-
верхиости капель воды)
Антипеиные Предотвращение пенооб- Коллоидно-химический (уда-
разования в маслах
ление защитных слоев с по-
в ер хн ости газовых пузырь-
ков)
ливает адсорбцию ПАВ на границе раздела фаз между
маслом и металлом или водой (газом). Неполярные груп
пы (углеводородные радикалы) обеспечивают раствори
мость присадок в маслах. В зависимости от химической
структуры и концентрации, присадки образуют в маслах
истинные (молекулярные) или коллоидные растворы. В ма
лых концентрациях присадки, как правило, образуют в
маслах истинные растворы, эффективность которых не
велика. С увеличением концентрации присадок до ве
личины ККМ образуются ассоциаты, объединяющиеся в
69
мицеллы, присадки приобретают наиболее активную фор
му. Повышение температуры приводит к разрушению ми
целл.
Содержащиеся в маслах природные ПАВ (продук
ты окисления, смолы, асфальтены) образуют с присадка
ми ассоциаты и мицеллы, которые изменяют эффектив
ность присадок. Поэтому приемистость масел к присадкам
и их эффективность возрастают в очищенных продуктах.
Но из-за уменьшения в очищенных маслах содержа
ния полярных компонентов (гетероатомных соединений,
аренов) растворимость присадок в маслах может ухуд-
шаться.
Межмолекулярные взаимодействия присадок, примесей
и компонентов масел происходят за счет образования сле
дующих видов связей:
-
химических (ковалентных, координационных, ион
ных);
-
ван-дер-ваальсовых (ориентационных, индукцион
ных, дисперсионных);
-
внутри- и межмолекулярных водородных, электрон
но-донорно-акцепторных (с переносом заряда), ионных.
Энергия межмолекулярных взаимодействий изменяет
ся от 4 (ван-дер-ваальсовые), 8-60 (водородные) до
350-600 кДж/моль (химические). Водородные связи вы
зывают ассоциацию молекул воды, спиртов, карбононых
кислот, аминов и других соединений. При хемосорбции
происходит электронно-донорно-акцепторное взаимодей
ствие с участием молекул, содержащих гетераатомы с не
поделенной электронной парой (S, О, N, Р и др.) с моле
кулами и атомами, которые имеют свободные орбитали.
Карбонавые кислоты и алкилсалицилаты металлов перво
начально образуют в углеводородных средах ассоциаты за
счет ван-дер-ваальсовых (дисперсионных) сил, которые
затем стабилизируются вследствие возникновения водо
родных и ионных связей.
Алкилфенольные, сульфонатные и некоторые другие
присадки могут образовывать в маслах коллоидные систе
мы с числом агрегации до 1000.
Адсорбционные пленки ингибиторов коррозии, проти
воизносных, противозадирных присадок на металлических
поверхностях имеют толщину от 0,01 мкм до 1 мм.
70
Важную роль в их формировании играют, кроме ван
дер-ваальсовых сил, адгезионно-когезионные. Хемосорб
ционные пленки значительно тоньше (до 0,02 мкм), и в
них превалируют ковалентные, координационные и ион
ные силы, а также электронно-донорно-акцепторные взаи
модействия.
При работе компрессоров в маслосистеме образуются
высокотемпературные отложения- осадки, смолы, а также
низкотемпературные продукты конденсации и полимери
зации. Присадки щелочного характера нейтрализуют про
дукты окисления, а также образуют мицеллярные раство
ры с включением в мицеллы частиц отложений.
1.2.5 .2.1 . АНТИОКИСЛИТЕЛЬНЫЕ ПРИСАДКИ
Наиболее эффективным методом улучшения химиче
ской стабильности масел является использование антиок
сидантов (ингибиторов окисления). Процессы окисления
углеводородов освещены в классических работах Н.Н. Се
менова, Н.И. Черножукова, С.Э. Крейна и др. Они уста
новили, что механизм действия ингибиторов заключается в
торможении процессов радикально-цепного превращения
углеводородов, превращении активных свободных радика
лов в малоактивные частицы или стабильные молекулы по
схеме:
R· + InH--> RH + In·,
RO; + InH--> ROOH + In·,
RO; + In· --> R02In.
В зависимости от химического строения ингибиторы мо
гут разлагать первичные продукты окисления. Ингибито
ры типа п-гидроксидифениламина способны разлагать как
начальные, так и промежуточные продукты окисления.
Широко применяются в маслах в качестве ингибито
ров окисления экранированные фенольr: 2,6-ди-трет-бу
тил-4-метилфенол (Ионол), 6-трет-бутил-2,4-метилфенол
(Топанол А) и др.
Эффективными ингибиторами окисления являются
ароматические амины а, р-нафтиламины, N, N'-ди-втор-
71
бутил-п-фенилендиамин (Топанол М). Ингибиторы этого
типа пассивируют радикалы R• и RO;, снижая скорость
окисления масла. По аналогичному механизму действуют
серосодержащие присадки типа фенотиазина.
Высокой антиокислительной эффективностью в маслах
обладают сера-, фосфорсодержащие соединения типа
диалкилдитиофосфатов Ба, Zn (присадки ДФ-1, ДФ-11)
и др. Эти присадки сохраняют свою эффективность при
температурах выше 150 ос, а также обладают полифунк
циональными свойствами (антикоррозионными, противо
износными). Ингибиторы окисления позволяют улучшить
химическую стабильность масел после гидрогенизацион
ных процессов.
Антиокислительные присадки вводят в компрессорные
масла марок КС-19п, КЗ-10, КЗ-20, К2-24, К2-220 и в др.
При использовании нескольких присадок различного
химического строения в оптимальной концентрации может
проявляться синергизм, состоящий в том, что композиция
присадок более эффективна, чем при применении отдельно
входящих в состав композиции компонентов. В компози
ции происходит взаимодействие между компонентами, и
продукт приобретает способность более эффективно тор
мозить окисление на всех его стадиях: обрывает цепи
окисления, уменьшает концентрацию свободных радика
лов, разрушает активные промежуточные продукты окис
ления (гидроперекиси).
1.2.5 .2.2 . ПРОТИВОИЗНОСНЫЕ ПРИСАДКИ
Износ деталей маслосистем в условиях применения ма
сел происходит в результате протекания механических и
химических процессов на трущихся поверхностях. Анти
фрикционные, противоизносные и противозадирные при
садки, снижающие интенсивность этих процессов, по меха
низму действия делят на две основные группы:
-
ПАВ, адсорбирующиеся полярной группой на тру
щихся поверхностях и образующие ориентированную
структуру (физическая адсорбция);
-
химически активные вещества, взаимодействующие с
металлом поверхности трения с образованием новых со
единений (хемосорбция).
72
Присадки первой группы (в основном антифрикцион
ные) повышают прочность смазочной пленки. Под дей
ствием нормальной силы в зоне трения образующиеся би
молекулярные слои не удаляются с поверхности, а пере
мещаются в направлении действия тангенциальных сил и
предотвращают непосредственный контакт металлических
поверхностей. Однако при высоких нагрузках ПАВ могут
проникать в микротрещины и производить расклинивающее
действие (эффект Дерягина). В тяжелых условиях рабо
ты, при высоких удельных нагрузках смазочная плен
ка нарушается, микроныступы на поверхности могут сва
риваться, приводя к схватыванию или задиру трущихся
пар.
Эффективность противоизносных и противозадирных
присадок зависит от их адсорбционной и хемосорбционной
способности, проявляющейся на границе раздела фаз
-«масло - металл~. Противоизносные присадки эффектив
ны при умеренных режимах трения. Присадки должны
иметь высокий дипольный момент (адсорбционную спо
собность) и склонность к поляризуемости в силовом поле
металла, высокую теплоту адсорбции, длительный период
удерживания на поверхности трения. При высоких темпе
ратурах, скоростях скольжения и давлении более эффек
тивны химически активные присадки, обладающие одно
временно противоизносными и противозадирными свой
ствами. Эти присадки адсорбируются на поверхности ме
талла, а затем под воздействием силового поля металла,
тепловой и механической энергии - диссоциируют, и ак
тивные продукты диссоциации взаимодействуют с метал
лом. Такой химической активностью обладают соединения,
имеющие в молекулах относительно слабые связи С - S,
С= S, Р = S, S- S и др. Эффективность присадок зависит
от свойств металлической поверхности и образующихся
модифицированных слоев (пленок сульфидов, хлоридов,
фосфидов). Эти пленки пластичны, уменьшают коэффи
циент трения вследствие снижения касательного напряже
ния сдвига по сравнению с чистым металлом или оксидами
металла. Ряд дитиофосфатов цинка способны диссоцииро
вать в зоне трения с образованием, кроме сульфида ме
талла, ненасыщенных соединений, а затем и полимерных
продуктов на поверхности металла (трибополимеры).
73
В компрессорных маслах могут использоваться присад
ки: ЭФО, ВНИИ НП-354, АДТФ, Нitес-511Т и др. Неко
торые противоизносные присадки улучшают антиокисли
тельные свойства (ДФ-11, ДБФ, А-22, ВНИИ НП-354).
Высокой эффективностью улучшения противоизносных
и антифрикционных свойств масел обладают маслораство
римые молибденсодержащие производные диалкилдитио
фосфорной кислоты, которые при высокой температуре
частично разлагаются с образованием на модифицирован
ной поверхности частиц MoS2 с малым тангенциальным
напряжением сдвига.
Производные диалкилдитиокарбамата, а также диал
килсульфиды, получаемые осернением элементарной серой
тетрамеров пропилена, вводимые в масла, способны моди
фицировать поверхность трения и улучшать противоза
дирные свойства масел.
Противоизносные присадки вводят в компрессорные
масла марок КЗ-10, КЗ-20 и др.
1.2.5 .2.3. ИНГИБИТОРЫ КОРРОЗИИ
Для защиты металлических деталей компрессоров от
химической и электрохимической коррозии в масла вво
дят и антикоррозионные присадки (ингибиторы корро
зии).
Действие ингибиторов состоит из вытеснения влаги с за
щищаемой поверхности металла и образования на металле
адсорбционных и хемосорбционных пленок. В нейтраль
ных средах поверхность металла имеет положительный
заряд, и молекулы воды образуют с ней донорно-акцеп
торные связи. Вытеснение воды с поверхности металла
(М) происходит за счет образования водородных связей
между присадкой, например, аминнаго типа, и водой:
М:ОН2+RNH2-->М:+НОН...NH2R -->М:NH2R+
+ Н2О.
Ингибиторы коррозии, растворимые в маслах, пред
ставляют собой ПАВ, содержащие в молекуле углеводо
родный радикал и одну или несколько функциональных
групп. При адсорбции на металлической поверхности
74
электроны функциональных групп становятся частью
электронного газа металла. Если активные группы ингиби
тора обладают электронно-донорными свойствами по от
ношению к металлу, то такой ингибитор относят к ингиби
торам анодного действия. Алкилароматические нитросое
динения и соли сульфокислот образуют поверхностные
связи с металлом.
Соединения, содержащие функциональные группы с
положительным суммарным электронным эффектом (ами
ны, амиды, имины, соли аминов и др.), являясь акцепто
рами, переводят электроны металла на электронную орби
ту ингибитора. Такие ингибиторы относят к ингибиторам
катодного действия.
Неполярные и малополярные соединения типа высоко
молекулярных жирных кислот, окисленного петралатума
адсорбируются или хемосорбируются на металле катион
ной и анионной частью молекул, образуя защитную плен
ку. Кроме них соли синтетических жирных кислот и ди
циклогексиламина относят к ингибиторам экранирующего
действия. В компрессорных маслах используют ингибито
ры марок В-15/41, МСДА-1, АКОР-1, Lubrizol 859,
Irgacor L-12 и др.
Ингибиторы коррозии вводят в компрессорные масла
марок КЗ-10, КЗ-20 и др.
1.2.5 .2.4 . ДЕПРЕССОРНЫЕ ПРИСАДКИ
Для снижения температуры застывания базовых масел
применяют депрессорные присадки. Механизм действия
депрессоров различного типа до конца не изучен, теорети
ческое прогнозирование эффективности различных приса
док в маслах, существенно различающихся по составу,
пока затруднено. Получила распространение %кристалли
зационная теория~ (Г.И. Фукс), согласно которой при
охлаждении масел образуется кристаллическая структу
ра, формирующая кристаллическую сетку (каркас), за
полненную жидкой фазой, и масло теряет подвижность.
Депрессор адсорбируется на поверхности кристаллов и
препятствует их сращиванию. В присутствии депрессора
уменьшаются размеры и изменяется форма кристал
лов: пластинчатые кристаллы превращаются в игольчатые
75
с меньшими площадями поверхности, теряющие способ
ность к образованию структурного каркаса.
Механизм действия различных депрессоров может от
личаться в зависимости от их молекулярного строения,
группового химического состава масла, скорости охлажде
ния и ряда других факторов. Депрессоры не способны
растворять уже образовавшиеся в масле кристаллы, по
ЭТОI\1)' их следует вводить в масло на стадии производства
при температуре 40-50 °С.
В маслах при низких температурах наблюдаются одно
временно явления кристаллизации и стеклования компо
нентов. Кристаллическую фазу образуют алканы нормаль
ного строения, а также высокомолекулярные изоалканы и
циклоалканы. Часть изоалканов, а также арены, смолы и
углеводороды гибридного строения склонны к стеклова
нию. Температура стеклования повышается при переходе
от дистиллятных к остаточным масляным фракциям. В от
личие от кристаллической структуры стеклообразное со
стояние можно считать аморфным состоянием вещества,
лишенным кристаллов. Возможно сосуществование аморф
ной и кристаллической фаз в случае перехода в стеклооб
разное состояние углеводородов, уже содержащих вклю
чения закристаллизовавшихся компонентов. Температуры
плавления и кристаллизации н-алканов отличаются и со
ставляют, например, для CsH1s -57 и -87 ос, С15Н34- +18
и +4 ос, C24Hso- +51 и +36 ос, СзбН74 - +76 и +56 ос, со
ответственно. Температуры стеклования и кристаллизации
зависят от скорости охлаждения масла.
Во многих случаях наблюдается неудовлетворительная
совместимость в маслах депрессорных и противоизносных
присадок. В композициях (пакетах) этих присадок эффек
тивность противоизносной присадки снижается. Для вос
становления исходной эффективности требуется увеличи
вать в 2-3 раза концентрацию противоизносной присадки.
Предполагают, что депрессор адсорбируется на поверхнос
ти металла и препятствует хемосорбции противоизносной
присадки и модификации поверхностного слоя металла в
зоне трения. Находят применение присадки марок: АФК,
ПМА .;Д~, LLK-2508-1 и др.
Депрессорные присадки вводят в компрессорные масла
марок К3-20, К4-20, К2-220 и др.
76
1.2.5 .2.5. ДЕЭМУЛЬГ А ТОРЫ И ПРОТИВОПЕННЫЕ ПРИСАДКИ
Образование эмульсий с водой и пенаобразование в
компрессорных маслах предотвращают введением соот
ветствующих присадок. Поверхности раздела между
маслом и водой обладают свободной энергией. Эмуль
сии представляют собой коллоидные системы лиофобно
го типа (например, капли масла в воде) и эмульсии,
стабилизируемые межфазными поверхностными пленка
ми ПАВ. В наиболее стабильных эмульсиях ПАВ раз
деляет дисперсную фазу и дисперсионную среду, частич
но растворяясь в одной из фаз. Пленка ПАВ понижа
ет межфазное натяжение, тем самым уменьшая работу
образования поверхности раздела фаз при диспергиро
вании. Эмульсии отличаются большой удельной поверх
ностью раздела фаз, поэтому уменьшение межфазного
поверхностноm натяжения снижает склонность системы
к коалесценции, повышает ее стабильность (П.А. Ребин
дер).
Разрушение эмульсий происходит в две стадии: на пер
вой - флокуляция (агрегирование коллоидных частиц) и
сближение отдельных капель эмульсии; на второй - ко
алесценция (слияние капель), уменьшение их количества
и укрупнение. При коалесценции высвобождаются и пере
ходят в масло наименее активные ПАВ. Очистка масел
сепарацией и фильтрованием от твердых примесей и жид
ких ПАВ снижает их склонность к эмульгированию. Пе
нообразование имеет ту же природу, что и эмульгирова
ние. Пена в масле - это дисперсная система, на устойчи
вость которой влияют те же факторы, что и на стабиль
ность эмульсии. Жидкости, содержащие ПАВ, образуют
устойчивую пену. При добавлении в масла деэмульгаторы
и противопенные присадки вытесняют ПАВ с поверхности
раздела фаз, что приводит к разрушению эмульсии или
пены.
Находят применение присадки марок: Дипроксамин-157,
ПМС-200А, Lubrizol 5172 и др.
Однако применение полиметилсилоксанов в качестве
противопенных присадок вызывает увеличение аэрации
масел.
1.2.5 .2.6 . РОССИЙСКИЙ ПАКЕТ ПРИСАДОК ДЛЯ КОМПРЕССОРНЫХ
МАСЕЛ
Из стандартных компрессорных масел широко приме
няют масло Кп-8С, которое используется практически
во всех агрегатах. Состав компрессорного масла Кп-8С
близок к составу турбинных масел. Компрессорное масло
Кп-8С содержит антиокислительную присадку Агидол-1,
деактиватор металлов Irgamet-39 и антиржавейную при
садку В-15/41 (табл. 1.14).
Компрессорное масло КС-19п практически не содер
жит присадок, производится на остаточном компоненте,
для улучшения его свойств вовлекают антиокислительную
и антикоррозионную присадку по 0,02-0,25 % масс., а
для снижения температуры застывания вводят присадку
ПМАД.
Наибольший объем производства из стандартных ком
прессорных масел приходится на долю Кп-8С и КС-19п.
Таблица 1.14
Состав компрессорных и турбинных масел
Состав, % масс.
Компонент
КС-19п
Кп-8С Тп-22С Тп-225
марка 1 марка 2
Агидол-1 или Ионол
0,9
0,9
1,0
-
0,2
Irgamet-39 или Бетол-1
0,02 0,025 0,025
0,025
-
В-15/41 или Irgacor L12
0,01 0,035 0,035
-
-
Дипроксамин-157
-
0,025 0,025
-
-
Депрессорная ПМАД
-
-
-
о,1
о,1
Масло SN-150 + SN 400
До 100 До 100
-
-
-
Масло базовое улучшенное
-
-
До 100
-
-
Масло базовое BS + SN 400
-
-
-
До 100 До 100
1.2.5.2. 7. ЗАРУБЕЖНЫЕ ПАКЕТЫ ПРИСАДОК ДЛЯ КОМПРЕССОРНЫХ
МАСЕЛ
В пакетах присадок для масел зарубежных производи
телей содержатся присадки: антиокислительные (несколь-
78
ко типов), антикоррозионные, деэмульгирующие и т.д.
Противоизносная присадка, как правило, не входит в па
кет. Пакеты присадок для компрессорных масел произво
дят компании Lubrizol, BASF, Afton, LANXESS и др.
Компания Lubrizol передала полномочия по компрес
сорным маслам своей дочерней компании Chemical Process
Industry ( CPI), которая предлагает только готовые ком
прессорные масла без поставки современных пакетов
присадок. Пакеты присадок компаний BASF, Afton и
LANXESS позволили с использованием российских нефтя
ных и синтетических базовых основ создать российским
компаниям современные компрессорные масла, отвечаю
щие требованиям европейских стандартов.
1.2.5.2.7.1 . ПАКЕТЫ ПРИСАДОК КОМПАНИИ LUBRIZOL
До передачи компанией Lubrizol полномочий по ком
прессорным маслам своей дочерней компании Chemical
Process Industry (CPI) она поставляла на российский ры
нок пакеты: LZ 5404, LZ 5158, LZ R0054KB и LZ
R094HA.
Пакеты LZ R0054KB и LZ R094HA использовали для
создания масел высокого качества, включая масла для
турбокомпрессоров.
Компрессорные масла на базовых маслах группы III
с пакетами присадок LZ 5404 и LZ 5158 имеют гаранти
рованный ресурс работы в воздушных компрессорах до
4000 ч и соответствуют требованиям стандарта DIN 51506
категории качества VDL.
1.2.5.2.7.2 . ПАКЕТЫ ПРИСАДОК КОНЦЕРНА BASF
Для производства компрессорных масел на основе базо
вых масел групп I, III и IV, соответствующих требованиям
DIN 51506 качества VDL, компания BASF рекоменду
ет использовать пакеты присадок Irgalube ML 3010А,
Irgalube 2030С, а для компрессорных масел повышенного
качества - Irgalube 2050А. Кроме пакетов компания по
ставляет различные бустеры для увеличения растворимо
сти в базовых маслах присадок. К ним относятся: Irgalube
79
Таблица 1.15
Состав компрессорных масел с пакетами BASF
Состав, %масс.
Компонент
BASF VG 46 Синтез- Газ-46
Irgalube ML 3010 А
0,55
-
Irgalube 2030С
-
0,42
Irganox L135
-
0,20
Дипроксамин-157
-
0,025
Базовое масло I-й группы
До 100
Показатели
Класс вязкости ISO VG 46
VG 46
VG 46
Кинематическая вязкость при 40 °С,
мм2jсм
47,0
46,4
Индекс вязкости
107
98
Содержание серы, %
0,43
0,31
ТРРТ (трифенилфосфоротионат) противоизносная и про
тивозадирная присадка Irgalube 353 Premium (жидкий
беззольный дитиофосфат) и аминный антиоксидант
Irganox L135.
На российских базовых нефтяных маслах группы I с
пакетами присадок Irgalube ML 3010А и Irgalube 2030С
производят компрессорные масла -«Синтез-Газ~ категории
VDL (табл. 1.15).
1.2.5.2.7.3 . ПАКЕТЫ ПРИСАДОК КОМПАНИИ AFTON
Компания Afton представляет на российском рынке се
рию пакетов присадок для компрессорных масел:
-
пакет Hitec 566 в концентрации 0,9-1,0 % масс.
с 0,2 % масс. антиокислительной присадки Агидол-1 на
базовом масле группы 1 позволили создать масло -«Синтез
Газ~ для применения в компрессорах по производству ам
миака;
-
пакеты Hitec 566 и Hitec 2590А в концентрации
1,4 % масс. противоизносной присадкой Hitec 511 Т с кон-
80
Таблица 1.16
Состав компрессорных масел ~Синтез-Газ» для аммиачных
компрессоров
Состав, %масс.
Компонент
Синтез-Газ VG 32 Синтез-Газ VG 46
Нitec 566
0,9
1,0
Агидол-1 или Ионол СР
0,2
0,2
Дипроксамин-157
0,025
0,025
Масло базовое SN-400
0-10
30-50
Масло базовое SN-150
До 100
центрацией 0,01-0,03 % масс. позволяют получать ком
прессорное масло категории VDL, соответствующее требо
ваниям DIN 51506 с противоизносными свойствами при
испытании на стенде FZG не менее 10 циклов;
-
пакет Hitec 543 в концентрации 0,9
О, 1 % масс. депрессорной присадкой
0,003 % масс. антипеиной присадки Infineum
% масс. с
ПМАД и
С9496 обес-
печивает соответствие компрессорным маслам категории
VDL требованиям DIN 51506 в широком диапазоне вязко
стиотVG46доVG220.
Компрессорные масла .;Синтез- Газ~ разработаны двух
классов вязкости VG 32 и VG 46, для масел серии .;Ком
прессор VDL~ вязкость лежит от 46 до 220 VG. Все масла
отвечают требованиям DIN 51506 (табл. 1.16, 1.17);
Таблица 1.17
Состав масел для воздушных компрессоров серии ~Компрессор VDL»
Состав, %масс.
Компонент
Компрессор VDL
46168110011501220
Нitec 543
0,8
Депрессорная ПМА «д»
о,1
Антипеиная Infineum С949б
0,003
Примечание. Смесь до 100% базовых масел I-й группы до не-
обходимой вязкости. Базовые масла SN-150, SN-400, остаточный ком-
понент BS.
81
-
пакеты присадок Hitec 5000, 5100, 5200 предназначе
ны для винтовых компрессоров на базовых маслах групп
III и IV. В состав пакетов входят сложные эфиры, в связи
с этим концентрация пакета присадок в базовом масле мо
жет быть увеличена до 17 % масс. Композиция позволяет
улучшить низкотемпературные характеристики масла, ан
тиокислительные свойства и обеспечивает широкий диапа
зон вязкости компрессорных масел от VG 32 до VG 150.
1.2.5.2.7.4 . ПАКЕТЫ ПРИСАДОК КОМПАНИИ LANXESS
Компания LANXESS выпускает многофункциональные
пакеты присадок, в том числе для компрессорных масел:
-
пакет ADDIТIN RC 9321 - беззольный пакет приса
док для компрессорных масел, соответствующих требо
ваниям DIN 51506 (VBL, VCL, VDL) и ISO (DAA, DAB,
DAH, DAG). Состоит из композиции антиоксидантов, ин
гибитора коррозии и деактиватора металлов. Пакет обес
печивает компрессорным маслам высокую окислительную
стабильность, хорошие деэмульгирующие, деаэрационные,
антипенные, защитные и трибологические свойства. Пакет
вводится в различные базовые масла в концентрации
0,3-0,6% масс.;
-
пакет ADDIТIN RC 9330 - беззольный пакет приса
док для компрессорных масел. Состоит из композиции ан
тиоксидантов, ингибитора коррозии и деактиватора метал
лов. Компрессорные масла с пакетом присадок ADDITIN
RC 9330 обладают высокой окислительной стабильностью,
термической стабильностью, хорошими деэмульгирующи
ми, деаэрационными, антипенными, защитными и триба
логическими свойствами. В зависимости от базовой основы
рекомендуемая концентрация пакета ADDIТIN RC 9330
составляет 1,0-1,8 % масс.
1.2 .6. АССОРТИМЕНТ КОМПРЕССОРНЫХ МАСЕЛ
На российском рынке присутствуют компрессорные мас
ла различного качества на разнообразных базовых ком
понентах российских (000 .;ЛЛК-Интернешнл~, 000
.;РН-Смазочные материалы~, 000 .;Газпромнефть- сма-
82
зочные материалы~) и зарубежных (Shell, MoЬil, Atlas
Сорсо, Total, LIQUI MOLY, ZIC и др.) производителей.
Ведущие российские нефтяные компании выпускают
компрессорные масла, не уступающие по качеству маслам
зарубежных компаний и отвечающие требованиям спе
цификаций производителей и международным стандар
там.
1.2 .6.1 . СТАНДАРТНЫЕ РОССИЙСКИЕ КОМПРЕССОРНЫЕ
МАСЛА
На российском рынке достаточно широкую нишу зани
мают компрессорные масла для поршневых, ротационных
компрессоров, для центробежных и турбокомпрессорных
машин, которые были разработаны в 70-80 гг. ХХ в. Эти
компрессорные масла выпускаются на нефтяной основе,
уровень эксплуатационных свойств которых определяется
базовой основой, способом получения и композицией при
садок. К ним относятся:
К-19 (ГОСТ 1861-73)
масло из малосернистых
нефтей. Используется для поршневых и ротационных
компрессоров умеренных режимов работы при температу
рах нагнетания ниже 160 °С. Не содержит присадок;
Кп-8С (ТУ 38.1011296-90) - дистиллятное масло для
смазывания центробежных и турбокомпрессорных машин
с повышенными требованиями по антиокислительной ста
бильности и по устойчивости к образованию осадка;
КЗ-10 (ТУ 38.401724 -88) - масло из малосернистых
нефтей, предназначенное для поршневых и ротационных
компрессоров;
К3-10Н (ТУ 38.401905 -92) - зимнее масло из малосер
нистых нефтей для поршневых и ротационных компрессо
ров с делрессорной присадкой;
КС-19п (ТУ 38.4011055-97) - нефтяное масло из сер
нистых парафинистых нефтей для смазывания поршневых
компрессоров среднего и высокого давления, а также как
уплотняющая среда для герметизации камеры сжатия. Со
держит антиокислительную присадку. Используется при
умеренных режимах работы компрессора, когда сжатие
нерастворимых в масле газов и воздуха происходит при
температуре нагнетания ниже 160 °С.
83
~Таблица 1.18
Характеристики российских компрессорных масел
Компрессорное масло
Показатель
КС-19 Кп-8С
КЗ-10 КЗ-10Н КС-19п КЗ-20 К4-20 К2-220 К2-24
Вязкость кинематическая,
мм2jс:
при 100 ос
18-22
6,5-9 8,8-10,5 9-13 18 -24 17 -23 19,5-22 18-21 21-25
при 40 ос
-
41,4-50,6 73,7-96,2 76-130
-
209-360 240 -310 220 -310
-
Индекс вязкости
~92
~95
~90
~85
~80
~85
~82
Температура вспышки в откры- ~ 260
~ 200
~ 205
~260 ~250 ~225 ~230 ~270
том тигле, ос
Температура застывания, ос
~ -15
~ -10
~ -30
~ -15
~ -10
Массовая доля мехпримесей, %
Отсутствие
~ 0,07 ~ 0,02
Отсутствие
Склонность к образованию лака ~ 3,5
-
-
-
-
-
-
-
-
при 200 ос в течение 30 мин, %
Кислотное число, мг КОН/г
~ 0,02 ~ 0,05
~ 0,2
~0,03 ~0,5
-
~0,4 ~0,35
Цвет на колориметре ЦНТ, еди-
~7,0 ~2,5
~ 6,5
~ 7,0
~ 7,5
ницы цнт
Содержание ВКЩ
Отсут-
-
-
-
Отсут-
-
-
-
-
ствие
ствие
Содержание воды
Отсутствие
Следы
Отсутствие
Следы
-
Отсут-
ствие
Содержание серы, %
~1,0 1 ~0,5
~ 0,65
~1,0 1~0,35 ~0,6
~ 0,5
""
"'
Зольность базового масла, %
Коксуемость, %
Стабильность против окисления
по ГОСТ 981-75: температура -
150 се, время - 25 ч, расход
кислорода- 50 мл/ мин:
массовая ДОЛЯ осадка после
окисления, %
кислотное число, мг КОН/г
увеличение коксуемости, %
потери от испарения, %
Коррозия, гjм2:
на пластинках из стали
на пластинках из свинца
на пластинках из меди
Плотность при 20 °С, кгjмЗ
Содержание селективных рас-
творителей
Смазывающие свойства, о пред е-
ляемые на ЧШМ при (200,5) 0 С:
критическая нагрузка (Рк), кгс
показатель износа (Ди) при
осевой нагрузке 196 Н, мм
-
~ 0,05
Отсут- ~ 0,02
ствие
~ 0,5
~ 0,2
-
-
-
-
-
Отсут-
ствие
~10
-
-
Выдер-
живает
-
-
~905 ~885
Отсутствие
-
-
~ 0,005
~о, 12 ~ 0,5-0,8 ~ 0,06 ~ 0,06
~ 0,2
~ 0,45
-
~0,45 ~0,5
-
Отсут-
-
-
-
-
ствие
-
~ 0,5
-
-
-
-
~ 1,5
-
~ 2,0
-
~3,0 ~2,0
~15
-
-
-
~20
-
Выдерживает
-
Выдер- Отсут-
-
живает ствие
-
-
-
~10
-
-
Выдер-
-
-
Выдерживает
живает
-
-
-
-
-
~ 900
~ 905
~ 900
~ 905
-
-
Отсут-
-
-
-
-
ствие
-
-
-
-
~80
-
-
-
-
-
-
~ 0,50
-
-
КЗ-20 (ТУ 38.401700- -88) - масло из малосернистых
нефтей для теплонапряженных поршневых компрессоров
высокого давления. Применяется для компрессоров, рабо
тающих в тяжелых условиях при температуре нагнетания
ДО 200 °С;
К4-20 (ТУ 38.101759 -78, с изм. 1-7) - нефтяное масло
из малосернистых нефтей селективной очистки. Предна
значено для смазывания поршневых корабельных воздуш
ных компрессоров с единой системой смазки, работающих
в особо тяжелых условиях: высоких давлениях при темпе
ратуре нагнетания выше 200 ос;
К2-220 (ТУ 38.401 -58 -90 --94) - масло из смеси шаим
ских и волгоградских нефтей селективной очистки. Пред
назначено для применения в теплонапряженных воздуш
ных компрессорах высокого давления;
К2-24 (ТУ 38.401 -58 -43 --92) - масло вырабатывается
из смеси волгоградских и малосернистых западно-си
бирских нефтей. Используется для многоступенча
тых поршневых компрессоров высокого давления, в том
числе для компрессоров воздухаразделительных уста-
ново к.
Технология получения вышеприведенных компрессор
ных масел основана на применении избирательных рас
творителей.
Характеристики российских компрессорных масел пред
ставлены в табл. 1.18.
1.2 .6.2 . КОМПРЕССОРНЫЕ МАСЛА КОМПАНИИ
000 <<РН-СМАЗОЧНЫЕ МАТЕРИАЛЫ>>
Компания выпускает стандартные масла Роснефть
Кп-8с, Роснефть КС-19 и Роснефть КС-19п (табл. 1.19).
Кроме стандартных масел компания 000 .;РН-Смазоч
ные материалы~ освоила выпуск компрессорных масел,
отвечающих европейскому стандарту DIN 51506 - Rosneft
Compressor Syngas 32, Rosneft Compressor Syngas 46
(ТУ 0253-041-44918199-2007) и Rosneft Compressor VDL
46, 68, 100, 150, 220, 320 (ТУ 0253-021-44918199-2006).
Масла предназначены для смазывания поршневых, вин
товых, центробежных и роторных компрессоров отечест-
86
Таблица 1.19
Характеристика компрессорных масел производства компании 000 ~РН-Смазочные материалы»
Норма для марки
Rosneft
Показатель
Compressor
Rosneft Compressor VDL
Syngas
32
46
46
68
100
150
220
320
Класс вязкости ISO VG
32
46
46
68
100
150
220
320
Вязкость кинематическая при 40 °С, мм2 1 с
32,5
46,4
46,1
62,3 101,7 151 '7 218,1
311
Вязкость кинематическая при 100 се,
-
-
6,6
8,1
11,7
14,3
19,8
22,5
мм2jс
Индекс вязкости
98
96
-
-
-
-
-
-
Цвет на колориметре ЦНТ, единицы ЦНТ
0,5
1
2
2
2,5
2,5
2,5
2,5
Сульфатная зольность, %, не более
-
-
0,01
0,01
0,01
0,01
0,01
0,01
Плотность при 20 °С, кгjмЗ
856
860
884,6 884,8 891,3 894,7 898,5 923,5
Кислотное число, мг КО Н/ г
0,05
0,05
о, 18
о, 18
0,2
0,2
0,22
0,22
Температура вспышки в открытом тигле,
205
220
212
222
232
242
262
263
се
Температура застывания, ос
-15
-15
-27
-25
-24
-21
-15
-15
Трибологические характеристики на ЧШМ:
-
-
59
57
53
50,
49
49
индекс задира, Н(кгс)/показатель износа,
(60,4)/ (58,8)/ (54,8)/ (51,8)/ (50,4)1 (50,4)/
g<j
мм
0,31
0,31
0,31
0,31
0,32
0,32
~ Продолжение табл. 1.19
Норма для марки
Rosneft
Показатель
Compressor
Rosneft Compressor VDL
Syngas
32
46
46
68
100
150
220
320
Массовая доля серы, %
0,3
0,3
-
-
-
-
-
-
Стабильность против окисления при 150 ос О, 15
О, 15
-
-
-
-
-
-
в течении 25 ч и расходе кислорода
3 дмЗ /ч: кислотное число, мr KOH/r
Окислительные характеристики: кислот- 0,46
0,98
-
-
-
-
-
-
ное число после 2000 ч, мr KOH/r
Примечание. Спецификации и одобрения: Rosneft Compressor Syngas 32 соответствует DIN 51506. Одобре
но: Дальэнерrомаш, Dresser-Rand S.A, ОАО «Невский завод», ОАО «ГИАП», ОАО «Казанькомпрессормаш».
Rosneft Compressor Syngas 46 соответствует DIN 51506. Одобрено: Hitachi, ОАО «Калужский Турбинный Завод»,
ОАО «Невский завод», ОАО «ГИАП», ОАО «Казанькомпрессормаш». Rosneft Compressor VDL 46 соответствует
DIN 51506. Одобрено: Бежецкий АСО, ОАО «Машиностроительный завод Арсенал», ROTORCOMP. Rosneft
Compressor VDL 68 соответствует DIN 51506. Одобрено: Бежецкий АСО, ОАО «УКЗ», ROTORCOMP. Rosneft
Compressor VDL 100 соответствует DIN 51506. Одобрено: ОАО «Пензкомпрессормаш», ОАО «Сумское машино
строительное НПО им. М.В. Фрунзе», ОАО «Уральский компрессорный завод», ОАО «Сатурн-Газовые турби
ны», Бежецкий АСО. Rosneft Compressor VDL 150 соответствует DIN 51506. Одобрено: ОАО «Пензкомпрес
сормаш», ОАО «Сумское машиностроительное НПО им. М.В. Фрунзе», ОАО «Уральский компрессорный
завод», ОАО «Сатурн-Газовые турбины». Rosneft Compressor VDL 220 соответствует DIN 51506. Одобрено:
ОАО «Пензкомпрессормаш», ОАО «Сумское машиностроительное НПО им. М.В. Фрунзе», ОАО «Уральский
компрессорный завод», ОАО «Сатурн-Газовые турбины». Rosneft Compressor VDL 320 соответствует DIN 51506.
Одобрено: сведения отсутствуют.
венного и иностранного производства, эксплуатируемых в
различных отраслях промышленности. Масла можно ис
пользовать в гидравлических системах оборудования и цир
куляционных системах для смазки подшипников скольже
ния и качения. Некоторые из них специально разработаны
для смазки центробежных компрессоров химических и
нефтехимических производств.
Компрессорные масла Rosпeft Compressor Syпgas 32,
46 (прежнее название ·!ТНК Синтез-Газ 32, 46~) предна
значены для применения в центробежных компрессорах
для смазки подшипников, зубчатых муфт, гидравлических
систем управления, для герметизации компрессоров, ра
ботающих в агрессивных средах. Производится на осно
ве гидраочищенного базового масла и пакета присадок,
обеспечивающего высокие антиокислительные, защитные
и деэl\f)'льгирующие свойства. Основные физико-хими
ческие показатели компрессорных масел представлены в
табл. 1.19 .
Компрессорные масла Rosneft Compressor Syngas 32, 46
имеют высокие антиокислительные свойства в присутствии
аммиака, что позволяет минимизировать образование
отложений в подшипниках и лабиринтных уплотнениях,
что существенно повышает надежность и продлевает срок
службы оборудования, работающего в агрессивных сре
дах. Присадки, входящие в состав масел, препятствуют
окислению, вызываемоl\1)' взаимодействием аммиака и де
талей компрессоров из бронз, латуни и других медных
сплавов.
Компрессорные масла Rosneft Compressor Syngas 32, 46
превосходят по эффективности традиционные турбинные
масла при эксплуатации в центробежных аммиачных ком
прессорах, в том числе импортного производства.
Компрессорные масла Rosпeft Compressor VDL 46,
68, 100, 150, 220, 320 (прежние названия ·!ТНК Компрес
сор VDL 46, 68, 100, 150, 220, 320~) соответствует требо
ваниям DIN 51506, ISO 6743-3А-67, для масел категории
VDL и предназначены для смазывания воздушных ком
прессоров отечественного и иностранного производства.
Вырабатываются на основе высокоочищенных нефтяных
базовых масел с импортным пакетом функциональных
присадок. В состав пакета присадок входят присадки,
89
обеспечивающие высокий уровень антикоррозионных и
антиокислительных, антипенных свойств, устойчивость к
отложениям (нагар) и лакообразованию. Противоизнос
ный компонент пакета присадок обеспечивает эффектив
ную защиту рабочих поверхностей от износа и продлевает
срок службы узлов трения компрессоров, работающих
в наиболее тяжелых условиях эксплуатации. Высокий
уровень деэмульгирующих свойств компрессорных масел
Rosneft Compressor VDL позволяет быстро удалить избы
ток воды из системы циркуляции масла и предотвращает
образование стойких водамасляных эмульсий с недоста
точными смазывающими свойствами. Основные физико
химические показатели компрессорных масел Rosneft
Compressor VDL 46, 68, 100, 150, 220, 320 представлены в
табл. 1.19.
Компрессорные масла Rosneft Compressor Syngas 32, 46
и Rosneft Compressor VDL 46, 68, 100, 150, 220, 320 полу
чили допуск на применение в компрессорном оборудова
нии основных российских производителей.
1.2 .6.3 . КОМПРЕССОРНЫЕ МАСЛА КОМПАНИИ
000 <<ГАЗПРОМНЕФТЬ- СМАЗОЧНЫЕ МАТЕРИАЛЫ>>
Компрессорные масла компании 000 .;Газпромнефть
смазочные материалы~ используются в воздушных (объ
емного и динамического типа), винтовых, пластинчатых,
поршневых компрессорах и турбокомпрессорах. Они при
меняются в мобильном и в стационарном оборудовании,
эксплуатируемом на предприятиях энергетической, метал
лургической, нефтяной, химической, строительной, маши
ностроительной и других видах промышленности.
Компания выпускает стандартные масла Кп-8С и
КС-19п, соответствующие стандартным требованиям
(табл. 1.20), а также масло для газомотокомпрессоров
Газпромнефть МГД-20М. Кроме традиционных компрес
сорных масел, компания 000 -«Газпромнефть - смазоч
ные материалы~ освоила широкий ассортимент беззольных
полусинтетических и синтетических компрессорных масел,
которые удовлетворяют требования российских и зару
бежных производителей компрессорного оборудования.
90
Газпромнефть МГД-20М - единое смазочное масло,
предназначенное для смазки двухтактных газомотоком
прессоров: МК-8, МК-8М, 10ГКМА, 10ГКНАМ и 10ГКМА,
установленных в системах магистральных газопроводов
для сжатия и транспортировки природных и попутных
нефтяных газов, для нагнетания газа в подземные храни
лища. Изготавливается из нефтяных базовых масел высо
кой очистки и пакета присадок с пониженной зольностью.
Малая зольность сводит к минимуму образование отложе
ний в высокотемпературной зоне двигателя. Наличие эф
фективных моющих присадок поддерживает чистоту дета
лей двигателя, снижая тенденцию к залипанию поршневых
колец.
Компрессорные масла Gazpromneft Compressor F
Synth-46, 68 - масла, которые применяются в винто
вых и пластинчатых компрессорах (воздушных), тре
бующих высоких эксплуатационных свойств уровня VDL
по DIN 51506 и ISO 6743 DAJ. Использование алкили
рованных нафталинов (V-я группа по классификации
API) и пакета присадок обеспечивает высокую чистоту
компрессорного оборудования за счет высокой термиче
ской стабильности масла и стойкости к образованию от
ложений, высокие деэl\f)'льгирующие свойства, стабиль
ность к пенообразованию, защиту от износа и корро
зии. Это компрессорное масло имеет индекс вязкости
более 130 единиц и температуру застывания до -40 ос
(табл. 1.20).
Компрессорные масла Gazpromneft Compressor Oil 46,
68, 100, 150, 220, 320- беззольные масла для воздушных,
винтовых, пластинчатых, поршневых, стационарных ком
прессоров и для турбокомпрессоров с уровнем эксплуата
ционных свойств VCL по DIN 51506. Рекомендуются для
использования на стационарных компрессорах с конечной
температурой нагнетания до 180 ос и на переносных - до
220 °С. Минимальная температура застывания для ком
прессорного масла Gazpromneft Compressor Oil 46 не вы
ше -32 ос (табл. 1.21).
Высококачественные базовые нефтяные основы ком
прессорных масел обеспечивают высокую термическую
стабильность, имеют низкую склонность к образованию
лаковых отложений. Компрессорные масла эффективно
91
Таблица 1.20
Характеристика масел Gazpromneft Compressor F Synth-46, 68
и МГД-20М
Метод
F Synth-46
Показатель
испытаний
МГД-20М
46
68
Вязкость кинематическая,
мм2/с:
при 40 ос
ASTM D445
46
68
-
при 100 ос
ASTM D445
7,5 10,4
20,8
Индекс вязкости
ASTM D445 130 146
-
Температура вспышки Б от- ASTM D2270 230 246
255
крытом тигле, ос
Температура застывания, ос ASTM D92
-39
-40
-23
Кислотное число, мг КОН/г гост 20287 0,4 0,4
-
Плотность при 20 °С, кгjмЗ гост 11362 855 865
891
Щелочное число, мг КОН/г ASTM D4052 -
-
2,4
Зольность сульфатная, %
гост 11362
-
-
0,26
Массовая доля активных эле- гост 12417
-
-
0,06/
ментов, %, не менее: к аль-
0,03/
ция/цинка/ фосфора
0,03
Таблица 1.21
Характеристика компрессорных масел Gazpromneft Compressor Oil
Метод
Gazpromneft Compressor Oil
Показатель
испытаний
46 68 100 150 220 320
Вязкость кинемати-
ческая, мм2 /с:
при 40 ос
ASTM D445
46 68 100 150 220 320
при 100 ос
ASTM D445
6,7 8,5 11 ,о 14,7 18,3 24,3
Индекс вязкости
ASTMD2270 97 93 93 93 91 91
92
Продолжение табл. 1.21
Метод
Gazpromneft Compressor Oil
Показатель
испытаний
46 68 100 150 220 320
Температура само- гост 12.1 .044 340 374 375 375 376 378
воспламенения, ос
Температура вспыш- ASTM D92
235 246 251 257 263 264
КИ Б открытом тиr-
ле, ос
Температура засты- гост 20287 -32
-30
-28
-23
-20
-17
вания, ос
Кислотное число,
гост 11362 о,14 о,14 о,14 о,14 о,14 о,14
мг КОН/г
Плотность при 20 °С, ASTM D4052 875 880 884 888 895 896
кr/м2
защищают рабочие поверхности компрессоров от износа,
ржавления и коррозии.
Компрессорные масла Gazpromпeft Compressor S
Synth- 46, 68, 100, 150 - беззольные полусинтетические
масла, разработанные для смазывания современных воз
душных компрессоров (объемного и динамического типа),
для которых требуется уровень эксплуатационных харак
теристик масла VDL по DIN 51506, используемых в энер
гетической, металлургической, химической и строительной
промышленности. Синтетические базовые компоненты
компрессорных масел Gazpromneft Compressor S Synth
обеспечивают высокую стабильность масла к окислению и
образованию отложений. Средняя температура застывания
компрессорных масел Gazpromneft Compressor S Synth не
выше -30 ос (табл. 1.22).
Компрессорные масла Gazpromneft Compressor S Synth
получили разрешение на применение в компрессор
ном оборудовании основных российских производи
телей 000 .;Челябинский компрессорный завод~.
ОАО .;Краснодарский компрессорный завод~. а также
немецкой компании ROTORCOMP VERDICHTER GmbH.
93
мировых производителей, работающих в условиях интен
сивной нагрузки. Высококачественные нефтяные базовые
масла и пакет присадок обеспечивают высокий уровень про
тивоизносных, антиокислительных и антипенных свойств,
минимизируют нагарообразование, не оказывая отрица
тельного действия на материалы уплотнений. По эксплуа
тационным свойствам масла не уступают зарубежным ана
логам, что позволяет эксплуатировать компрессорные аг
регаты в широком диапазоне рабочих температур в жест
ких условиях эксплуатации (табл. 1.23).
Компрессорные масла Лукойл Стабио Спитетик 46,
68 - масла для винтовых компрессоров высокой мощно
сти, используемых при перекачке воздуха или природных
газов, на основе синтетических масел с пакетом присадок.
Масла могут применяться также в циркуляционных систе
мах смазки, для подшипников качения и скольжения при
повышенных температурах. Масла соответствуют новей
шим требованиям к компрессорным маслам. Благодаря
сбалансированным вязкостио-температурным характеристи
кам обеспечивают постоянное давление в системе смазки
Таблица 1.23
Характеристика масел Лукойл Стабио 46, 68, 100, 150, 220
Метод
Лукойл Стабио
Показатель
испытаний 46 68 100 150 220
Плотность при 15 се, гост 51069 878 883 887 891 897
кгjмЗ
Вязкость кинематиче-
екая, мм2/с:
при 100 ос
гост 33
6,8 9,1 11,6 14,9 19,1
при 40 ос
гост 33
46,7 73,8 107,8 159,1 227,7
Температура вспышки гост 4333 231 233 258 265 278
в открытом тигле, ос
Температура застыв а- гост 20287 -34
-32
-28
-26
-22
ния, ос
Диаметр пятна износа гост 9490 0,30 0,32 0,29 0,31 0,31
(Ди) (196 Н, 20 се,
1ч),мм
95
во всем диапазоне температур. Имеют высокий уровень
антиокислительных, противоизносных и антикоррозион
ных свойств, минимизируют образование отложений, не
оказывая отрицательного воздействия на материалы уп
лотнений.
Компрессорные масла Лукойл Торнадо SNH 32, 46
предназначены для работы в условиях воздействия агрес
сивных сред (производство аммиака, серной кислоты и др.)
в узлах смазки подшипников и во вспомогательных узлах
турбоагрегатов (турбокомпрессоров, паровых и газовых
турбин). Благодаря синтетической основе и сбалансиро
ванному пакету присадок компрессорные масла имеют вы
сокие антиокислительные, антипенные и деэl\f)'льгирующие
свойства (табл. 1. 24).
Таблица 1.24
Характеристика компрессорных масел Лукойл Торнадо SNH 32, 46
и Лукойл Стабио Синтетик 46, 68
Лукойл
Лукойл Ста-
Метод
Торнадо
био Синте-
Показатель
испытаний
SNH 32, 46
тик 46, 68
32
46
46
68
Класс вязкости ISO VG
32
46
46
68
Вязкость кинематиче-
екая, мм2/с:
при 40 ос
ASTM D445
32
44 45,3 61,6
при 100 ос
ASTM D445
6,0
7,2
7,4
9,4
Индекс вязкости
ASTM D2270 129
117 133 134
Температура вспышки Б ASTM D92
220
230 244 240
открытом тигле, ос
Температура застывания, гост 20287
-37
-32
-39
-38
се
(метод В)
Коррозионное воздейст- гост 2917
1Ь
1Ь
-
-
вие на медь, балл
Массовая доля серы, % ASTM D6481 о, 11 о, 14
-
-
Воздухаотделение при
ASTM D3427 2,9
3,8
-
-
50 °С, мин
96
Продолжение табл. 1.24
Лукойл
Лукойл Ста-
Метод
Торнадо
био Синте-
Показатель
испытаний
SNH 32, 46 тик 46, 68
32
46
46
68
Антиокислительные свой- ASTM D2272 748 672
-
-
ства во вращающемся
сосуде
(RPVOT) при
150 се
Склонность к пенообра-
зованию, мл:
стабильность пены
ASTM D892 20/0 20/0 0/0 0/0
при 24 ос
стабильность пены при
10/0 10/0 0/0 0/0
94 се
стабильность пены при
30/0 20/0 0,0 0/0
24 ос после испытания
при 94 ос
Деэмульгирующая с по- ASTM D1401
10
10
-
-
собность при 54 °С, вре-
мя расслоения эмульсии
на масло - вода
-
эмуль-
сия (40-37-3), мин
Плотность при 15 °С,
ASTM D4052
-
-
855,1 856,8
кгjмЗ
Трибологические ха рак- гост 9490
-
-
0,32
-
теристики на ЧШМ, диа-
метр пятна износа (Ди)
(196Н,75се, 1ч),мм
Одобрение на применение компрессорных масел Лу
койл Стабио Синтетик 46, 68 в компрессорном оборудова
нии получено от машиностроительных компаний Atmos
Chrast (ISO VG 46), ТМ.С. S.p.A.
-
Termomeccanica
Compressori (ISO VG 46), Rotorcomp Verdichter GmbH
(ISO VG 46), KUPER (ISO VG 68).
1.2 .6.5 . КОМПРЕССОРНЫЕ МАСЛА КОМПАНИИ SHELL
1.2.6 .5.1 . КОМПРЕССОРНЫЕ МАСЛА SHELL CORENA
ДЛЯ ВОЗДУШНЫХ КОМПРЕССОРОВ
Компрессорные масла Shell Соrепа для воздушных
компрессоров могут работать при повышенных давлениях
и температурах нагнетаемого воздуха до 220 ос. Компрес
сорные масла Shell Corena на основе нефтяных масел с
пакетом присадок по эксплуатационным свойствам при
ближаются к синтетическим маслам. Их применение поз
воляет увеличить интервалы между техническими обслу
живаниями клапанов и поршней за счет стойкости масла
к образованию углеродистых отложений и лаков.
Компрессорное масло Shell Corena S2 R 68 применяют
для ротационных воздушных компрессоров с непосред
ственным впрыском масла на минеральной основе с паке
том высокоэффективных антиокислительных, антикорро
зионных, противоизносных присадок, которые отличаются
хорошими моющими свойствами. Масло быстро отделя
ет воздух без избыточного пенообразования, обеспечивая
бесперебойную работу даже в условиях циклического ре
жима работы, не образует устойчивых эмульсий в масля
но-воздушных сепараторах и осушителях.
Компрессорное масло Shell Corena S3 R 46 применяет
ся для смазывания ротационных пластинчатых и винтовых
воздушных компрессоров. Имеет высокую термаокисли
тельную стабильность, деэмульгирующие и антикоррози
онные свойства, которые обеспечивают высокие эксплуа
тационные характеристики компрессоров, работающих при
давлениях до 20 бар и температурах нагнетаемого воздуха
100 ос с интервалами замены масла до 6000 ч.
Компрессорное масло Shell Corena S4 Р 100 на основе
сложных эфиров с композицией присадок предназначено
для любых поршневых воздушных компрессоров, в том
числе для работающих при постоянно высоких давлениях
(30 бар и выше) и температурах нагнетания (220 ос).
Компрессорные масла Shell Corena S4 R 32, Shell
Corena S4 R 46 и Shell Corena S4 R 68 для роторных ло
пастных и винтовых воздушных компрессоров работают
при давлениях свыше 25 бар и температурах нагнетаемо-
98
<е
<е
Таблица 1.25
Характеристика компрессорных масел Shell Corena
Показатель
р 100
Класс вязкости ISO VG
100
Базовое масло
Плотность при 15 °С, кгjмЗ
899
Вязкость кинематическая, мм2 1 с:
при 40 ос
100
при 100 ос
9,2
Температура вспышки в открытом тигле, ос 240
Температура застывания, ос
-33
Кислотное число, мг КО Н/ г
0,3
Сульфатная зольность, %, не более
0,06
Отделение воды от масла при 54 °С, мин
-
Отделение воды от масла при 82 °С, мин
20
Испытание на стенде FZG, ступени
-
Деаэрация, мин
-
Норма для компрессорных масел марки Shell
Corena S2
Corena SЗ
Corena S4
р150 R68
R46
р100 R32 R46 R68
150
68
46
100
32
46
68
Минеральное
Синтетическое
902
880
868
988
843 843 1020
155
68
46
100
32
46
68
12,1
8,9
6,9
10,2
5,4
7,7
68
240
240
240
260
230 235
-45
-30
-39
-45
0,3
0,45
-
-
-
-
>12
0,06
0,06
-
-
-
-
10
-
45
15
-
-
-
-
-
-
-
15
-
-
-
11
11
-
12
>12
>12
-
-
3
-
2
2
4
Q Продолжение табл. 1.25
<:>
Показатель
Окислительная стабильность
по RVPOT, мин
Антикоррозионные свойства
Деэму лыируемость, мин
р 100
-
-
-
Норма для компрессорных масел марки Shell
Corena S2
Corena SЗ
Corena S4
р150 R68
R46
р100 R321R46 R68
-
-
700
-
-
-
-
-
-
Выдер-
-
1
-
-
живает
-
-
-
-
Выдерживает
10
Примечание. Спецификации: Shell Corena S2 Р 100 DIN 51506 VBL ISO 6743-3A-L DAA. Shell Corena S2
Р 150 DIN 51506 VBL, ISO 6743-3A-L -DAA ISO 6743-3A-L -DAB . Shell Corena S2 R 68 ISO 6743-3A-DAH. Shell
Corena S3 R 46 ISO 6743-3A-DAJ . Shell Corena S4 Р 100 EN 12021 IN 51506 VDL ISO ISO 6743-3:2003 DAB ISO
DP 6521-L -DAB . Shell Corena S4 R 32 ISO 6743-3A-DAJ . Shell Corena S4 R 46 ISO 6743-3A-DAJ . Shell Corena S4
R 68 HZTL 90617 ISO 67 43-3А- DAJ.
го воздуха свыше 100 ос с интервалами замены масла до
12 000 ч. Компрессорные масла Shell Corena изготавли
вают на основе синтетических базовых масел с пакетом
обеспечивающих высокий уровень эксплуатационных ха
рактеристик компрессоров. Характеристика компрессор
ных масел Shell Corena приведена в табл. 1.25 .
1.2.6 .5.2 . КОМРЕССОРНЫЕ МАСЛА SHELL GAS COMPRESSOR OIL
ДЛЯ КОМПРЕССОРОВ. ПЕРЕКАЧИВАЮЩИХ ГАЗЫ
Компрессорное масло Shell Gas Compressor Oil S4 RN
68 предназначено для подшипников и уплотнения ротора
винтовых компрессоров низкоm давления при перекачива
нии природного газа и его сжижении для бытовых целей
(до 40 бар). Базовая основа- полиалкиленгликоли. Масла
могут применяться в компрессорах, подающих природный
и нефтяной газ для заправки транспортных средств, рабо
тающих на газе, для перекачивания и компримирования
широкого спектра углеводородных газов на судах, транс
портирующих газы.
Компрессорное масло Shell Gas Compressor Oil S4
PV 190 используется в компрессорах, перекачивающих
газы: метан, бутен, этан, бутадиен, этилен, винилхлорид,
пропан, бутан, пропилен, аммиак и др. Базовая основа -
полиалкиленгликоли.
Таблица 1.26
Характеристика компрессорных масел Shell Gas Compressor Oil
Показатель
Метод
Shell Gas Compressor Oil
Обозначение
испытаний
S4RN68 S4PV190 S3РУ220
Базовая основа
-
Полиалкиленгликоли Белые ме-
дицинские
масла
Класс вязкости по ISO 3448
68
-
220
ISO
Вязкость кинема-
тическая, мм2 /с:
при 40 ос
ASTM D445
78
190
220
при 100 ос
ASTM D445
14,4
36
20,5
101
Продолжение табл. 1.26
Показатель
Метод
Shell Gas Compressor Oil
Обозначение
испытаний
S4RN68 S4PV190S3РУ220
Индекс вязкости
ASTM D2270
> 200
234
-
Плотность при
ASTM D4052
1050
1056
874
15 °С, кrjмЗ
Температура вспыш- ASTM D92
> 200
262
> 240
ки в открытом тиr-
ле, ос
Температура засты-
-
-
-30
-6
вания, ос
Кислотное число,
-
-
-
0,6
мг КОН/г
Зольность сульфат- ASTM D874
-
-
< 0,01
ная,%
Примечание. Спецификации и одобрения: Shell Gas Compressor
Oil S4 PV 190: Burckhardt Lubricating Oil Specification (VSB) 1001301
GreenField A.G. (Atlas Сорсо) Linde A.G . Спецификации: Shell Gas
Compressor Oil S3 РУ 220 FDA/USA 21 CFR 178.3570, FDA/USA
21 CFR 178.3620 (для медицинских белых масел). Одобрения: Shell
Gas Compressor Oil SЗ РУ 220 производителями компрессоров Burck-
hardt Compression AG, Dresser-Rand, Nuovo Pignone.
Компрессорное масло Shell Gas Compressor Oil S3
РУ 220 используется для лубрикаторной смазки цилин
дров поршневых гиперкомпрессоров, используемых в про
изводстве полиэтилена низкой плотности для пищевой,
фармацевтической промышленности, изоляции кабелей.
Изmтавливается на основе белых медицинских масел и
может применяться в пищевой и фармацевтической про
мышленности.
Характеристика компрессорных масел Shell Gas Com-
pressor представлена в табл. 1.26.
1.2 .6.6 . КОМПРЕССОРНЫЕ МАСЛА КОМПАНИИ MOВIL
1.2.6 .6.1 . КОМПРЕССОРНЫЕ МАСЛА MOBIL GAS COMPRESSOR OIL
Компрессорные масла MoЬil Gas Compressor Oil
предназначены для применения в компрессорах для сжа
тия углеводородных и химических газов, в которых воз
можно попадание сжимаемого газа в картер и подшипники
на основе полиалкиленгликоля. Оно особенно рекоменду
ется к применению на морских судах для перевозки сжи
женных газов.
Компрессорное масло применимо в отраслях промыш
ленности, где возможны проблемы, связанные с раствори
мостью масла и сжимаемоm газа, приводящие к снижению
эффективности работы оборудования. Область примене
ния компрессорного масла MoЬil Gas Compressor Oil -
сжиженные топливные газы - пропан и бутан, природные
газы - метан и этан, углеводородные химические газы
-
этилен, пропилен и бутилен, химические газы - аммиак,
мономер винил хлорида, бутадиен (табл. 1.27).
Таблица 1.27
Характеристики масла Mohil Gas Compressor Oil
Показатель
Метод
Значение
испытаний
Вязкость кинематическая, мм2 1 с:
при 40 ос
ASTM D445
175
при 100 ос
ASTM D445
32,3
Индекс вязкости
ASTM D2270
230
Сульфатная зольность, %
ASTM D874
< 2,0
Температура застывания, ос
ASTM D97
-36
Температура вспышки, ос
ASTM D92
294
Плотность при 15 °С, кгjмЗ
ASTM D4052
1,056
Тип масла
-
Синтетиче-
ское
103
1.2.6.6 .2 . КОМПРЕССОРНЫЕ МАСЛА MOBIL RARUS
Компрессорные масла MoЬil Rarus созданы на осно
ве высококачественных нефтяных базовых масел и ком
позиции присадок, обеспечивающих высокую степень
защиты оборудования и надежность работы компрессо
ров, эксплуатируемых от нормальных до жестких усло
вий. Отличаются высокими противоизносными свойствами
(табл. 1.28).
Таблица 1.28
Характеристика компрессорных масел Mohil Rarus
Метод испы-
Mobll Rarus
Показатель
таний
424 425 426 427
429
Класс вязкости по ISO 3448
32
46
68 100 150
ISO
Кинематическая ASTM D445
вязкость, мм2 /с:
при 40 ос
32
46
68 104.6 147.3
при 100 ос
5.4 6.9 8.9 11.6 14.7
Индекс вязкости ASTM D2270 105 105 105 100 100
Сульфатная золь- ASTM D874
0.01
ность, %, менее
Коррозия на мед- ASTM D130
!В
!В
!А !В
!А
ной пластинке,
3чпри100ос
FZG тест, ступень DIN 51354
12
11
12 11
11
отказа
Защита от ржав- ASTM D665 В;
Выдерживает
ления
ASTM D665 А
Пенообразование, ASTM D892
10/0 20/0 0/0 30/0 430/20
этап 1, мл
Температура
ASTM D92
236 238 251 264 269
вспышки, ос
Плотность при
ASTM D1298 866 873 877 879 866
15 °С, кгjмЗ
104
Компрессорные масла MoЬil Rarus 400, 424, 425, 426,
427, 429 рекомендуется применять для картера и цилин
дров поршневых воздушных компрессоров, в ротационных
винтовых компрессорах, ротационных пластинчатых ком
прессорах, аксиальных и центробежных компрессорах, в
системе компрессоров с нагруженными зубчатыми переда
чами и подшипниками, в компрессорах, применяемых на
стационарных и мобильных установках. Эффективны в
компрессорах, работающих при температурах до 150 °С.
Компрессорное масло MoЬil Rarus 400 обеспечивает
защиту от износа компрессорных систем, применяющих
зубчатые передачи и подшипники, что делает их неза
менимыми в качестве картерных и цилиндровых масел.
Их качество иревосходит уровень категории VDL по
DIN 51506.
Компрессорные масла MoЬil Rarus 827, 829 предна
значены для всех типов воздушных компрессоров. Созда
ны на основе синтетических базовых масел и композиции
присадок и обеспечивают высокую степень защиты обору
дования и надежность эксплуатации компрессоров в усло
виях, в которых продукты на базе нефтяных масел не
удовлетворяют этим требованиям. Компрессорные масла
MoЬil Rarus 827, 829 имеют высокие термаокислительные
и противоизносные свойства (табл. 1. 29).
Таблица 1.29
Характеристика компрессорных масел Mohil Rarus 827, 829
Показатель
Метод
Mobll Rarus Mobll Rarus
испытаний
827
829
Класс вязкости по ISO
ISO 3448
100
150
Вязкость кинематическая,
мм2/с:
при 40 ос
ASTM D445
107
158
при 100 ос
ASTM D445
10,1
13,2
Индекс вязкости
ASTM D2270
66
70
Общее кислотное число,
ASTM D974
о, 15
о, 14
мг КОН/г
Температура застывания, ос ASTM D97
-36
-40
105
Продолжение табл. 1.29
Показатель
Метод
Mobll Rarus Mobll Rarus
испытаний
827
829
Температура вспышки, се ASTM D92
270
270
Защита от ржавления, ме- ASTM D665
Выдерживает
тод А
Коррозия медной пластин- ASTM D130
!В
!В
ки,3чпри100ос
Испытания на пенообразо- ASTM D892
10/0
50/0
ванне, мл/мл 1 этап, склон-
ность /стабильность
Компрессорные масла MoЬil Rarus SHC 1024, 1025,
1026 созданы на основе синтетических масел и пакета
присадок, обеспечивающих высокую степень защиты обо
рудования и надежность эксплуатации компрессоров в
условиях, в которых другие компрессорные не работают
(табл. 1.30).
Таблица 1.30
Характеристика компрессорных масел Mohil Rarus SHC 1024,
1025, 1026
Mobll Rarus SHC
Показатель
Метод
1000
испытаний
1024 1025 1026
Класс вязкости по ISO
ISO 3448
32
46
68
Вязкость кинематическая, мм2 1 с:
при 40 ос
ASTM D445 31,5 44,0 66,6
при 100 ос
ASTM D445
5,7 7,2 10,1
Индекс вязкости
ASTM D2270 127 131 136
Температура застывания, ос
ASTM D97
-39
-39
-39
Температура вспышки, ос
ASTM D92
245 246 246
Плотность при 15 °С, кrjмЗ
ASTM D1298 0,846 0,849 0,856
Защита от ржавления, метод А
ASTM D665
Выдерживает
Коррозия медной пластинки, 24 ч ASTM D130
!В
!В
!В
при 100 ос
Тип масла
-
Синтетическое
106
Компрессорные масла MoЬil Rarus SHC 1024, 1025,
1026 предназначены для смазки роторных винтовых и
пластинчатых воздушных компрессоров, эксплуатируемых
в жестких условиях, в которых компрессорные масла на
нефтяной основе не могут применяться. Особенно эффек
тивны компрессорные масла MoЬil Rarus в непрерывно
действующих компрессорах, работающих при температу
рах до 200 ос.
1.2.6 .6.3. КОМПРЕССОРНЫЕ МАСЛА MOBIL GLYGOYLE SERIES
Компрессорные масла Mobil Glygoyle Series на полиал
киленгликолевой основе разработаны для применения в
компрессорах, в которых требуется продолжительный
срок службы оборудования без замены масла. Масла
MoЬil Glygoyle Series охватывают диапазон кинематиче
ской вязкости при 40 ос от 68 до 1000 мм2 /с, с темпера
турой застывания до -33 ос (табл. 1.31).
Таблица 1.31
Характеристика масел серии Mohil Glygoyle Series
Показатель
Mobll Glygoyle Series
Класс вязкости по ISO 3448 68 100 150 220 320 460 680 1000
Вязкость кинематическая,
мм2/с:
при 40 ос
68 100 150 220 320 460 680 1000
при 100 ос
11,8 17,3 26,1 38,1 55,2 77 112 166
Индекс вязкости
170 190 210 225 240 250 265 285
Плотность при 15 °С, кгjмЗ
1079 1078 1077
1076
Температура застывания, ос
-30
-33
Температура вспышки, ос
265
260
Коррозия на медной пла-
!В
стине
Тест на ржавление стали
Выдерживает
Испытания ЧШМ, диаметр
0,4
пятна износа, мм
Испытания FZG, ступень 10
12+
отказа
107
Масла MoЬil Glygoyle Series имеют высокие вязко
температурные свойства. Масла MoЬil Glygoyle Series
классов вязкости от 150 до 1000 по стандарту ISO 3448
имеют одобрения для применения в пищевой индустрии
в классе USDA/NSF Н-1.
1.2 .6.7 . КОМПРЕССОРНЫЕ МАСЛА AIM BV (HOLLAND)
В европейских странах на базе диэфиров выпускают
компрессорные для тяжелых условий эксплуатации. Один
из поставщиков таких масел на российский рынок являет
ся голландская компания AIM B.V. (Holland), которая
поставляет продукцию под брендом AIMOL (табл. 1.32).
Таблица 1.32
Характеристика компрессорных масел AIMOL Airtech DI
Класс
Показатель
вязкости по ISO 3448
46
68 100 150 220
Плотность при 15 °С, кгjмЗ
910 950 960 950 950
Вязкость кинематическая, мм21 с:
при 40 ос
46
66
96 150 220
при 100 ос
6,2 7,6 10,3 12,9 16,5
Индекс вязкости
73
70
87 70
73
Температура застывания, ос
-55
-37 -32
-34 -34
Температура вспышки, ос
250 250 250 255 255
Температура самовоспламенения, ос 406 406 411 426 426
Диаметр пятна износа в тесте на 0,4 0,4 0,4 0,4 0,4
ЧШМпри75°С,40кги1ч,мм
Испаряемость в течение 22 ч при
<1
<1
<1
<1
<1
99°С,%
Коррозия на медной пластине, !А
!А
!А !А
!А
24чпри100ос
Деэмулыируемость при 54 °С, мл 40/ 40/ 39/ 39/ 38/
масло/вода/эмульсия (мин)
39/1 38/2 39/1 39/2 39/3
(5) (15) (< 60) (60) (< 60)
108
Компрессорные масла AIMOL Airtech DI произво
дятся на основе диэфиров с композицией присадок.
Используются в винтовых, пластинчатых и поршневых
компрессорах. Компрессорные масла AIMOL Airtech DI
имеют высокую окислительную стабильность с минималь
ным образованием отложений при высоких температурах.
Компрессорные масла AIMOL Airtech DI охватывают
диапазон кинематической вязкости при 40 ос от 46 до
220 мм2 /с и температурой застывания от -55 до -32 ос.
1.2 .6.8 . СОВМЕСТИМОСТЬ КОМПРЕССОРНЫХ МАСЕЛ
На российском рынке смазочных материалов присут
ствуют компрессорные масла, выпускаемые как россий
скими, так и зарубежными компаниями, на разлищ-rых ба
зовых основах. При замене одних компрессорных масел
на другие возникает проблема их совместимости. Компа
ния CPI Engineering Services (Lubrisol), USA доказала,
что масла Р AG не совместимы с нефтяными маслами и
маслами РАО, в то время как РАО и нефтяные масла,
сложные эфиры и нефтяные масла совместимы, что позво
ляет создавать компрессорные масла с высокими эксплуа
тационными свойствами (табл. 1.33).
В настоящее время в России развиваются и совершен
ствуются технологии производства сложных эфиров и по
лиалкиленгликолей, присадок нового поколения. Во всем
Таблица 1.33
Совместимость компрессорных масел
Группа масел I
Группа масел II Совместимость
Нефтяное масло
РАО
Совместимы
Нефтяное масло
PAG
Не совместимы
РАО
PAG
Не совместимы
Смесь нефтяного масла и РАО PAG
Не совместимы
Нефтяное масло или РАО или Диэфир или РОЕ Совместимы
смесь компонентов
Примечание. Указана совместимость базовых масел без учета
присадок.
109
мире ужесточаются экологические требования к эксплуа
тации смазочных материалов и к их утилизации. Предпо
чтение отдается биоразлагаемым смазочным материалам, к
которым относятся масла на основе сложных эфиров и
полиалкиленгликолей. Производство компрессорных масел
на основе сложных эфиров и полиалкиленг ликалей - пер
спективное направление, которое получает все большее
развитие.
1.2 .7. ВЛИЯНИЕ УСЛОВИЙЭКСПЛУАТАЦИИ НА РЕСУРС
РАБОТЫ КОМПРЕССОРНОГО МАСЛА
При работе компрессорного масла в компрессорных аг
регатах происходит снижение качества и ухудшение ос
новных эксплуатационных характеристик. Изменяется вяз
кость, растет кислотное число, в масле появляется вода,
продукты износа, металлы, снижается запас антиокисли
тельных свойств, ухудшаются противоизносные и защит
ные свойства. Попадание перекачиваемого газа в систему
смазки происходит через лабиринтные уплотнения и при
водит к интенсивному <i:старению~ (окислению) масла.
Образование отложений в лабиринтных уплотнениях име
ет негативные последствия, происходит преждевременный
износ уплотнений и сокращение ресурса работы масла. Ко
личество отложений в лабиринтном уплотнении является
одним из основных показателей качества масла (рис. 1.21 ).
По вышеперечисленным показателям определяют срок
смены компрессорного масла. Ресурс работы компрессор
ного масла лежит в диапазоне от 2000 до 20 000 ч.
Ресурс работы компрессорного масла зависит от режима
эксплуатации компрессора (давления, температуры и типа
110
газа, который перекачивает ком
прессор), конструкции самого
компрессора и его материального
оформления, от состава базового
масла и функционального пакета
присадок.
Рис. 1.21. Внешний вид деталей лаби
ринтноrо уплотнения
ра. Значительное повышение температуры приводит к вос
пламенению и этот процесс сгорания занимает миллисе
кунды.
Локальные перегрены компрессорного масла на метал
лической поверхности приводят к термической деградации
масла с образованием лаковых и углеродистых отложений.
Медь. Для воздушных компрессоров, как правило, со
держание меди нормируется, но особенно отрицательное
влияние меди сказывается для компрессорного масла при
перекачивании агрессивных газов, в частности аммиака.
Медь попадает в компрессорное масло при коррозии мед
ных сплавов, подшипников скольжения и др. В баббито
вых подшипниках содержится 3,5-6,5 % меди. На началь
ном этапе работы компрессора медь в масле отсутству
ет, но в дальнейшем из-за коррозии металла происхо
дит увеличение содержания меди в масле. При увеличении
в компрессорном масле содержания меди процесс стано
вится необратимым и приводит к необходимости замены
масла.
Вода. Присутствие воды в компрессорном масле уско
ряет процесс коррозии металлов и вызывает эму льгируе
мость масла.
Газы. Наиболее негативное влияние на компрессорное
масло оказывают: хлористый метил, газообразная соляная
кислота, диоксид серы, хлор и аммиак.
Углеводородные газы, такие как метан, пропан-бутан,
растворяясь в компрессорном масле, снижают его вязкость
и увеличивают пенообразование. На растворимость газов в
масле влияют условия эксплуатации маслосистемы: давле
ние, температура, молекулярная масса газа, тип базового
масла. С увеличением молекулярной массы газа возрастает
его растворимость в масле. Этан (С2Нб) и этилен (С2Н4) в
большей степени понижают вязкость компрессорного мас
ла по сравнению с азотом (N2) или метаном (СН4).
В компрессорных маслах, изготовленных на основе
нефтяных или полиальфаолефиных масел, газы растворя
ются в тех же соотношениях, как и в трансформаторном
масле на нефтяной основе или в нефти. В компрессорных
маслах на полигликолевых основах газы растворяются в
меньшей степени, поэтому при эксплуатации снижение
вязкости у них незначительное.
112
Растворимость газов в компрессорном масле подчиняет
ся закону Генри- Дальтона:
S, = kp,,
где Sr - молярная концентрация газа в растворе, моль,
г/ л; k - коэффициент (константа) Генри, моль/ (Па-л).
Коэффициент зависит от природы газа и растворителя,
а также от температуры; pr - парциальное давление над
жидкостью, Па.
При увеличении давления сжатия в компрессоре рас
творимость газа в компрессорном масле возрастает.
Наибольшую нагрузку испытывает компрессорное мас
ло при работе в системе смазки компрессоров для пере
качивания газов в производстве аммиака и азотной кис
лоты.
Окисление аммиака и переработка нитрозных газов
в азотную кислоту проводятся под давлением 0,35-
0,40 МПа. Образующиеся газы, в составе которых со
держится окись азота, называют нитрозными газами
(табл. 1.34).
При контакте компрессорного масла с нитрозными га
зами происходит нитрование углеводородных компонентов
масла. Нитрование масла вызывает дополнительное окис
ление и коррозию металлов.
Компания Fluitec International определяет основные
факторы деградации компрессорного масла в процес
се эксплуатации, к которым относятся: окисление, терми
ческие воздействия, внешние загрязнители, срабатывае
мость присадок, несовместимость различных масел при
Таблица 1.34
Состав питрозного газа
Состав
Содержание, %об.
Азот
87,2
Двуокись азота
5,1
Окись азота
1,5
Кислород
4,5
Водяной пар
1,2
113
смешении и методы мониторинга компрессорных масел в
процессе эксплуатации, приведеиные на рис. 1.22.
Браковочные показатели для различных типов компрес
сорных масел различаются. Эти показатели устанавливает
организация, эксплуатирующая компрессорное оборудова
ние, с учетом свойств компрессорного масла и типа пере
качиваемого газа. Производитель оборудования устанав
ливает браковочный показатель после промышленных ис
пытаний масла с учетом изменения всех свойств масла и
количества отложений на деталях компрессора.
Показателем пожарной безопасности при эксплуатации
компрессорного оборудования является температура само
воспламенения масла. С 2012 г. требование по этому пока
зателю прописано в Техническом регламенте Таможенного
союза и является обязательным для всех компрессорных
масел. Температура самовоспламенения всех типов ком
прессорных масел не должна быть ниже 165 °С.
Нормируемые браковочные показатели компрессорного
масла определяются из опыта эксплуатации компрессора.
Основные показатели, которые определяют при разборке
компрессора: размер и толщина отложений на напряжен
ных деталях компрессора, износ на деталях вращения
и подшипниках. На основании опыта эксплуатации приня
то считать, что допустимая толщина отложений должна
быть не более: 3 мм - для компрессоров низкого давления
(до 1 МПа); 2 мм - для компрессоров среднего давления
(1-3 МПа) и 1 мм- для компрессоров высокого давления
(3-5 МПа).
Допускается увеличение кислотного числа компрессор
ного масла при эксплуатации до 0,6 мг КОН/г. Допусти
мо отклонение вязкости работавшего от свежеm масла на
± 15 %, рост содержания меди в масле- не более 10-15 %
и должно составлять не более 9-15 ppm, а увеличение со
держания воды- не более 0,05 %. Могут быть установле
ны и специальные требования.
Например, требование по кислотному числу для свеже
го компрессорного масла компании Shell Gas Compressor
Oil установлено в диапазоне от 0,3-0,45 мг КОН/г, а для
масла после перекачивания агрессивных газов - не более
0,6 мг КОН/г. Браковочное значение кислотного числа
для свежего Rosneft Compressor Syngas 32 - не более
114
1
Методы определения степени 1
деградации компрессорных масел
J
Мягкие загрязнители !+------+
Масло
!+------+
Совместимость с
загрязнителями
•МРС
~>- Антиоксиданты
~>-Воздух
• Ультрацентрифуга
•R ULER
• Вспениваемость
• Гравиметрический
•R PVOT
• Деаэрация
анализ осадка
~>- Продукты деградации
~>Вода
• Класс чистоты
•ИК-Фурье-
• Эмульгируемость
спектроскопия
~>- Содержание металлов
• IРС-метод
1 Деградация компрессорного масла 1
::::=-----
~
Окисление ~
Термическая
!+--+
Внешние
!+--+ Прочие факторы
деградация
загрязнители
• Окислением
кислородом
воздуха
• УФ-излучение
• Электрические
•Газы
•Вымывание
разряды
•Твердые
(расход) присадок
• Дизель-эффект
частицы
• Пе сов мест имо сть
•Локальные
•Вода
масел
перегревы
Коксование
Горячие п~верхности
оборудования (Т> 200 °С)
Горячая поверхность
оборудования
Рис. 1.22. Факторы, влияющие на состояние и методы мониторинга
компрессорного масла в процессе эксплуатации
0,05 мг КОН/г, а для работавшего допустимое значение-
0,3 КОН / г, а браковочный показатель составляет 0,6 мг
КОН / г. Для стандартного св ежего масла Кп-8С норма по
кислотному числу - не более 0,05 мг КОН / г, браковоч
ный показатель- не более 0,2 мг КОН / г.
Количество отложений в лабиринтном уплотнении, из
менение кинематической вязкости, рост кислотного числа ,
содержание меди для компрессорного масла Rosneft Com-
pressor Syn~as 32 при работе на аммиачном компрессоре
после 16 000 ч работы были в 2,5 раза выше по сравнению
с аналогичными показателями для масел Кп-8С и Тп-22Б.
Рабочий ресурс масла Rosneft Compressor Syngas 32
(6000 ч) на паравой для двух агрегатов ~турбина - ком
прессор~ в 2 раза выше, чем для масла Тп-22С марки 1
(3000 ч) при норме изменения кислотного числа до + 0 ,3
от показателя свежего масла (рис . 1.23).
Определение ресу рса работы компрессорного масла
VG 32 VDL компании Afton на основе базового масла
111-й групп ы с пакетом присадок НIТЕС в винтовом ком
прессоре (при достижении значения кислотного числа
у компрессорного масла 0,8 мг КОН / г) проводили по
показателям: кислотное число, вязкость, притивоизносные
свойства, коррозия, температура застывания, содержание
металлов в масле (табл. 1.35).
о
1000 2000 3000 4000
[QJ САК .N'!! 2, ТИК Синтез-Газ 32
5000 6000
Наработка, ч
~ САК .N'!! 2, Тп-22с
!:т САК .N'!! 1, Tn-22c
Рис. 1.23 . Изменеине кислотных чисел масел при испытании на воз
душном компр ессоре ТЕС, тип 101J
116
Таблица 1.35
Изменение физико-химических показателей компрессорного масла
ISO VG 32 VDL при эксплуатации
Показатель
Значение 1 Метод
Исходное масло
Класс вязкости по ISO
32
-
Категория качества
VDL
DIN 51506
Вязкость кинематическая при 40 се,
31,5
ASTM D445
мм2jс
Кислотное число, мг КОН/г
0,37
ASTM D974
Диаметр пятна износа при испытании 0,34/0,41 ASTM D4172
на ЧШМ, мм, нагрузка 20 кг/ 40 кг
Температура застывания, ос
-42
ASTM D97
Оценка ржавления
Выдерживает ASTM D665B
Оценка противоизносных свойств на
12
ASTM D5182
стенде FZG, не менее 10 циклов
Окисление в бомбе RPVOT, мин
1581
ASTM D2272
Окислительная характеристика, ч
7269
ASTM D943
Кокс по Конрадсану, %
0,03
ASTM D189
Зола сульфатная, %, менее
0,05
ASTM D874
Продолжение табл. 1.24
Время, ч
Показатель
о
475 5930 8502
Изменение показателей масла при испытании
Изменение кислотного числа,
0,37
о, 1 0,52 0,80
мг КОН/г
Диаметр пятна износа при испытании 0,34/ 0,42/ 0,30/ 0,31/
на ЧШМ, мм, нагрузка 20 кг/ 40 кг
0,41
0,41 0,55 0,50
Кинематическая вязкость при 40 се, 31,5 31,5 33,5 33,4
мм2jс
Температура застывания, се
-42
-42
-42
-42
Ржавление
Выдерживает
Содержание металлов, ppm:
железо
о
1
1
1
цинк
2
35
53
58
медь
о
5
7
10
натрий
о
8
23
32
117
Ресурс работы компрессорного масла VG 32 VDL ком
пании Afton более высокий, чем для компрессорных масел
на других нефтяных основах. При эксплуатации кинема
тическая вязкость масла возрастала не более чем на 3,5 %
и противоизносные свойства не ухудшались. Количество
меди в масле не превышало верхнего допустимого пре
дела.
При окислении компрессорных масел на горячих частях
компрессоров образуются твердые отложения - нагар. Для
компрессорных масел на нефтяной основе анализ отло
жений показал, что они более чем на 50 % состоят из
асфальтагеновых кислот и асфальтенов и на 2-6 % -
из карбенов и карбоидов. На первоначальном этапе иссле
дований такие отложения рассматривались как продукты
термического распада масла, и склонность масла к нагаро
образованию оценивали по величине коксового числа. В ра
ботах Н.И. Черножукова и Б.В. Лосикова установлено
отсутствие связи между количеством отложений и величи
ной коксового остатка. Отложения нагара на клапанах,
крышках цилиндров, головке поршней и других деталях
нарушают нормальную работу компрессора и могут слу
жить причиной аварии оборудования.
В поршневых компрессорах высокого давления приме
няют многоступенчатые компоновки. Это связано со стрем
лением снизить температуры сжимаемых газов. Например,
на первой ступени воздух сжимается до давления 5,0 МПа
и нагревается до температуры выше 200 °С.
Температура в зоне верхнего поршневого кольца на
первой ступени не превышает 160 ос, так как поверхности
поршня и цилиндра охлаждаются циркулирующим через
специальные отверстия в коленчатом вале и шатунах мас
лом. Температура масла в картере компрессора на наибо
лее напряженных режимах работы в результате повышает
ся до 150 °С. Воздух после первой ступени направляется в
теплообменник, где охлаждается до температуры 80 ос, за
счет этого давление снижается до 4,0 МПа и далее посту
пает в цилиндр второй ступени, где сжимается до давле
ния 8,0 МПа и нагревается до температуры выше 250 °С.
Температура в зоне верхнего поршневого кольца на второй
ступени достигает 180 ос, поскольку поверхности поршня
и цилиндра также охлаждаются циркулирующим маслом.
118
Затем воздух вновь охлаждается в теплообменнике до
80 ос, давление снижается до 7,0 МПа и воздух поступает
в третью ступень, где сжимается до давления 12,0 МПа и
нагревается до температуры 300 °С. Температура в зоне
верхнего поршневого кольца достигает 200 ос за счет
охлаждения циркулирующим маслом.
В четвертой и пятой ступени смазка и охлаждение ци
линдров и поршней производятся за счет лубрикатора.
Масло поступает на поверхность поршней из отдельного
бака через специальные сверления в верхней части ци
линдров, когда поршни находятся в верхней мертвой точ
ке. В результате происходит охлаждение поршней и гер
метизация зазоров между поршнями и цилиндрами холод
ным вязким маслом из отдельного резервуара. Так как
температура воздуха в зоне сжатия в четвертой и пятой
ступенях может превышать 400 ос, а поверхность поршней
и цилиндров достигает температур значительно выше
200 ос, то возможно испарение части масла и унос его в
нагнетательную магистраль вместе со сжатым воздухом.
Часть паров масла адсорбируется на внутренней поверхно
сти магистрали. При отсутствии циркуляции и охлажде
ния поверхности пленка масла постепенно окисляется под
воздействием кислорода воздуха и формирует на поверх
ности металла слой коксообразных отложений. Они имеют
низкую температуру самовоспламенения и легко воспламе
няются, приводя к резкому повышению давления в систе
ме и взрыву.
На протяжении многих лет было принято считать, что
причиной взрыва являются пары испаряющегося масла,
самовоспламеняющиеся от сжатия по аналогии с дизель
ными двигателями. По этой причине для смазки поршне
вых компрессоров применяли высоковязкие остаточные
нефтяные масла с высокой температурой вспышки. Одна
ко такие масла имеют наиболее высокую коксуемость и
наименьшую скорость циркуляции, что приводит к плохо
му охлаждению компрессора. Большая проблема при экс
плуатации - запуск поршневых компрессоров на высоко
вязком масле при низких температурах. При температуре
масла до 20 ос высоковязкое остаточное масло не прока
чивается по системе смазки компрессора и не попадает на
поверхности поршней и цилиндров. В условиях сухого
119
трения и сжатия воздуха без охлаждения поверхностей
циркулирующим маслом они разогреваются до 500 °С.
Масло постепенно разогревается в картере компрессора
и когда оно начинает поступать в цилиндры, происходит
мгновенное закоксовывание поршневых колец продуктами
термаокислительной деструкции масла.
При использовании маловязкого масла для поршневых
компрессоров, например на основе смеси ПАОМ со слож
ноэфирным компонентом, оно начинает активно циркули
ровать сразу после запуска компрессора. Хорошие анти
фрикционные свойства позволяют маловязкому маслу ис
ключать интенсивный триборазогрев поверхностей, а вы
сокая термаокислительная стабильность исключает потерю
подвижности поршневых колец. Относительно низкая
температура вспышки масла гарантирует высокую темпе
ратуру самовоспламенения его паров в смеси со сжатым
воздухом, что исключает возможность взрыва компрессо
ров. В сочетании с высоковязким маслом в системе лубри
катора маловязкое масло на основе смеси синтетических
масел позволяет при раздельной системе смазки значи
тельно повышать КПД многоступенчатых поршневых ком
прессоров.
СПИСОК ЛИТЕРАТУРЫ К ГЛАВЕ 1
1. Абдурашитов С.А. Насосы и компрессоры/С.А. Абдурашитов,
А.А. Тупиченков, И.М. Вершинин, С.М. Тененгольц. - М.: Недра,
1974.- 296 с.
2. Пластинин П.И. Порюневые компрессоры. Том 1. Теория вто
рая и расчет.- М.: Колос, 2000. - 4 5 6 с.
3. Ястребова Н.А. Технология компрессоростроения/Н.А. Ястре
бова, А.И. Кондаков, В.Д. Лубенец, А.Н. Виноградов.- М.: Машино
строение, 1987. -
336 с.
4. Классификация компрессоров компании ИНТЕХ ГмбХ, Швей
цария, (ENCE GmbH). URL: https:/ /intech-gmbh.ru/compressors_
clas-sification/ intech-gmbh.ru
5. Компрессоры. Виды, характеристики компрессоров. URL: https://
extxe .сот/ 14514 /kompressoгy- vidy-harakteristiki-kompresso-rov /
б. Compressor ОЕМ. Industry Trends. Afton Symbol is а Service
Mark of Afton Chemical Coгpoгation.- February, 2007, 46 р.
7. Лосиков Б.В. Смазка воздушных компрессоров.
-
М.-Л.: Глав
ная редакция горно-топливной литературы, 1937.- 96 с.
120
8. Лосиков Б.В. Смазка компрессоров/Б.В. Лосиков.
-
М.-Л.:
Главная редакция горно-топливной литературы, 1939.- 13 1 с.
9. Гурвич Л.Г. Научные основы переработки нефти. 2-е изд. испр.
и доп.- М.-Л.: Сов. нефтяной промышленности, 1925. - 626 с.
10. Лосиков Б.В., Лукашевич И.П. Нефтяное товароведение.
М.-Л.: Государственное издательство нефтяной и горно-топливной ли
тературы, 1950. - 4 2 0 с.
11. Лосиков Б.В. Основы применения нефтепродуктов/Б.В. Лоси
ков, Н.Г. Пучков, Б.А. Енглин. - М.: Государственное издательство
нефтяной и горно-топливной литературы, 1959. - 567 с.
12. Кламанн Д. Смазки и родственные продукты. Синтез. Свойст
ва. Применение. Международные стандарты. Пер. с англ./Под ред.
Ю.С. Заславского.- М.: Химия, 1988. - 4 8 8 с.
13. Манz Т., Дрезель У. Смазки. Производство. Применение, свой
ства: Справочник. Пер. 2-го анг. изд./Под ред. В.М. Школьникова. -
СПб.: ЦОП «Профессия>, 2010. - 994 с.
14. Анисимова И.Г. Топлива, смазочные материалы, технические
жидкости. Ассортимент и применение: Справочник/И.Г. Анисимов,
К.М. Бадыштова, С.А. Бнатов и др./Под ред. В.М. Школьника
на. Изд. 2-е перераб. и доп. - М.: Издательский центр «Техинформ»,
1999.- 596 с.
15. Масла, вырабатываемые предприятиями Миннефтехимпромом
СССР: Каталог-справочник/Под ред. В.М. Школьникова, Н.А. Куз
нецова.- М.: ЦНИИТЭнефтехим, 1986. - 71 с.
16. Рудник Л.Р. Присадки к смазочным материалам. Свойства и
применение. Пер. с англ. яз. 2-го изд./Под ред. А.М. Данилова.
СПб.: ЦОП «Профессия>, 2013. - 928 с.
17. Rиdnick R. Synthetics Mineгal Oils and Bio- Based Lubгicants
Chemistгy and Technology. Dг. Steven James Randles. Refгigeгation Lub-
гicants. Chapteг 32, р. 521-543. CRC Pгess Тауlог & Fгancis Gгoup Васа
Raton, London-New York, 2013, 1008 р.
18. Цветков О.Н. Поли-а-олефиновые масла: химия, технология и
пр именение. - М.: Издательство «Техника», ТУМА ГРУПП, 2006.
-
192 с.
19. Шабалина Т.Н., Каминекий С.Э. Гидракаталитические про
цессы в производстве масел: Учебное пособие. - Самара: Издатель
ство Самарского государственного технического университета, 2003.
-
56 с.
20. Рыбак Б.М. Анализ нефти и нефтепродуктов.
-
М.: Государ
ственное научно-техническое издательство нефтяной и горно-топливной
литературы, 1962. -
888 с.
21. Гришин Н.Н., Середа В.В. Энциклопедия химмотологии.- М.:
Издательство «Перо», 2016. - 960 с.
22. Фитч Дж., Тройер Д. Анализ масел. Основы применения. Пер.
с англ. 2-го изд./Под ред. Е.А. Новикова, М.В. Кирюхина. - СПб.:
ЦОП «Профессия>, 2015.- 176 с.
23. Ранд С. Дж. Анализ нефтепродуктов. Методы, их назначение и
определение. Пер. с англ. 8-го изд./Под ред. Е.А. Новикова, М. В. Ки
рюхина.- СПб.: ЦОП «Профессия», 2012.- 664 с.
121
24. Безбородов Ю.Н. Методы контроля и диагностики эксплуатаци
онных свойств смазочных материалов по параметрам термаокислитель
ной стабильности и температурной стойкости: Монография/Ю.Н. Без
бородов, Б.И. Ковальский, Н.Н. Малышева, А.Н. Сокольников,
Е.Г. Мальцева. - Красноярск: Сибирский федеральный университет,
2011.-366с.
25. Tamyp И.Р. Энергетические масла. Часть I. Турбинные масла:
Учебное пособие/И.Р. Татур, И.В. Митин, В.Г. Спиркин, А.Д. Мака
ров. - М.: Российский государственный университет нефти и газа
(НИУ) имени И.М. Губкина, 2019. - 2 2 8 с.
26. Спиркин В.Г. Химмотология. Свойства и применение топлив,
смазочных и специальных материалов: Учебное пособие для студентов
вузов. В 2 ч. - Часть II . Свойства и применение смазочных и специ
альных материалов/Под ред. В.Г. Спиркина, В.Л. Лашхи/В.Г. Спир
кин, И.Г. Фукс, И.Р. Татур и др. - М.: Российский государствен
ный университет нефти и газа (НИУ) имени И.М. Губкина, 2014.
-
271 с.
27. Дискина Д.Е. Хроматаграфические и термааналитические ис
следования масел и рабочих жидкостей/Под ред. Т.Н. Шабали
ной/ Д.Е. Дискина, Т.Н. Шабалина, И.И. Занозина, В.А. Тыщенко. -
Самара: 000 «Офорп, 2011. - 160 с.
28. Тонконогов Б.П. Производство и применение синтетических
смазочных материалов: Учебник/Б.П. Тонконогов, В.А. Заворотный,
О.Н. Цветков, Л.Н. Багдасаров, А.Ю. Киликова. - М.: Российский
государственный университет нефти и газа (НИУ) имени И. М. Губки
на, 2020. -
200 с.
29. Виппер А. Б. Каталитическое влияние меди на окисление нефтя
ного масла с присадками/ А. Б. Виппер, Г.М. Балак, Н.А. Пономарен
ко, Л.Л. Калинин/ /Химия и технология топлив и масел. - 1988 .
-
,N'Q 8.- с.
30-31 .
30. Виппер А.Б. Каталитическое окисление масла в лабораторных
условиях и одноцилиндровом двигателе/ А. Б. Виппер, И.В. Митин,
Г.М. Балак, В.А. Афонин/ /Нефтепереработка и нефтехимия.
1990.- , N'Q б.- с. 15-16 .
31. Clarch D.B., Е.Е Klaиs. The Role of Iгon and Соррег on the Ox-
idation Degгadation of Lubгecation Oils. Lubгication Engineeгing, 1995. -
N2 7.- Р.
97-101 .
32. Масла для центробежных компрессоров химических произ
водств ТНК Синтез-Газ ТНК Турбо Кп-8с/Презентация Службы тех
нической поддержки 000 <tРН-Смазочные материалы» от 21.09.2014.
URL: https:/ /гosneft-lubгicants.гu
33. ТУ 0253-041-44918199-2007. Масла компрессорные ТНК Синтез
Газ.
34. ТР ТС 030/2012. Технический регламент Таможенного союза
«0 требованиях к смазочным материалам, маслам и специальным жид
костям» (с изменением от 3 марта 2017 г.).
35. Никольский Б.П. Справочник химика. Том б, 2-е изд. пер. и
доп.- М.: Химия, 1967.- 5 0 6 с.
36. Жигарева Г.В. Аммиак: история, современность и перспектины
122
развития в России/ /Вестник химической промышленности. - 2018 .
URL: https:/ /vestkhimprom.ru
37. Лроизводство амиака, минеральных удобрений и неорганичес
ких кислот ИТС 2 - 2015 . Информационно-технический справочник по
наилучшим доступным технологиям.- М.: Бюро НДТ, 2001. - 898 с.
38. СТО 56947007.29.180.010.094-2011. Методические указания по
определению содержания газов, растворенных в трансформаторном
масле.- М.: ОАО <tФСК ЕЭС», 2011.- 3 5 с .
39. Справочное руководство по свойствам смазочных материалов и
топлив.- М.: Издательство корпорации «Лубризол», 2012.- 2 3 2
с.
40. Мировые производители базовых масел
минеральные
Group I/II, гидрокрекинг VHVI Group III, синтетика РАО
Group IV /torcon, FAQ по маслам, 28.04.2017. URL: https:/ /www.oil-
club.ru
41. Hydraиlics. Industrial Gear. Turblne & Compressor Oils Moscow,
Russia, April, 2016. The Lubrizol Corporation, All Rights Reserved Hy-
draulics, 43 р.
42. Презентация BASF . Компоненты BASF для производства сма
зочных материалов. Февраль, 2020. Техническое описание BASF Irga-
lube ML 3010 А. Март, 2010.
43. Преимущества использования смазочных материалов на основе
полиалкиленгликолей. URL: https:/ /neochemical.ru
44. MoЬil Glygoyle Series. URL: https:/ /sibsklad.ru
45. AIMOL Airtech DI. URL: https:/ / спецмасло.рф
46. Phillips D. Синтетические смазочные материалы
-
дополнитель
ные преимущества в работе вашего компрессора. 2015 The Lubrizol
Corporation/ /Доклад CPI на конференции «Московская международ
ная неделя по смазочным материалам», 17-20 ноября, 2015, Москва.
26 с.
47. Компания SocTrade. URL: https:/ /www.soctrade.com
48. Митин И. В. Фильтруемость нефтяных масел/И. В. Митин,
И.Р. Татур, И.И. Митина/ /Нефтепереработка и нефтехимия.
2019.- , N'Q 8.- с.
35-29 .
49. Ливингстоун Г. Переосмысление стратегий оценки рабочего со
стояния современных турбинных масел/Г. Ливингстоун, Й. Амейи,
В. Томпсон/ /Мир нефтепродуктов.- 2020. - N 2 5.- С. 30-36 .
50. Компания Fluitec International. URL: https:/ /www.fluitec.com
51. Митин И. В. Оценка способности к лакаобразованию турбинных
масел/И.В. Митин, И.Р. Татур, К.Ю. Смирнов, А.М. Сулоев/ /Мир
нефтепродуктов. - 2020.- N 2 б.- С. 22-27 .
•
Глава 2
МАСЛА ДЛЯ КОМПРЕССОРОВ
ХОЛОДИЛЬНЫХ МАШИН
Холодильная промышленность России является важ
нейшим звеном национальной безопасности. Холодильные
машины используют во всех отраслях хозяйства: в агро
промышленном, оборонном и ракетно-космическом ком
плексе, в нефтегазовом и химическом секторе, в медицине,
торговле и других отраслях.
По данным Международной академии холода, в про
мышленном секторе России работает около 170 тыс. хо
лодильных установок, в агропромышленном комплексе -
400 тыс., в торговле - более 3 млн. В стране функциони
рует - более 3 млн центральных систем кондиционирова
ния, около 130 тыс. транспортных рефрижераторов и бо
лее 62 млн домашних холодильников. Расход электроэнер
гии на выработку холода составляет 15 % от вырабатывае
мой энергии.
Развитие холодильной промышленности началось с со
зданной Ф. Карре первой холодильной машины в 1859 г.
и с холодильной промышленной установки, построенной
в 1876 К. Линде.
В 1888 г. рыбопромышленник Г. Супков в г. Астрахани
начал применять импортные холодильные машины для
искусственного охлаждения рыбы. Первую российскую
холодильную машину построили в г. Риге на заводе
Фельзера. Это была паракомпрессионная машина системы
%Линде~.
С 1901 г. на Каспии первые холодильные машины рос
сийского производства для охлаждения рыбы начали ис
пользовать рыбопромышленник К. Воробьев и купцы бра
тья Сапожниковы.
Правительство поддерживало развитие холодильного
дела в России. В марте 1909 г. Совет Министров утвердил
124
.;Положения о Комитете по Холодильному делу~. Комитет
учрежден в целях содействия развитию в России примене
ния искусственного охлаждения и разработки связанных
с ним вопросов и находился в ведении Министерства тор
говли и промышленности.
В СССР активные работы по разработке холодиль
ных машин и их применение в пищевой промышленнос
ти начались в ЗО-е гг. ХХ в. Для развития холодиль
ных технологий решением Наркомторга от 16 мая 1930 г.
организован Всесоюзный научно-исследовательский холо
дильный институт (ВНИХИ), а в 1931 г. в Ленинграде на
базе бывшего Санкт- Петербургского коммерческого учи
лища основан Ленинградский технологический институт
холодильной промышленности (ЛТИХП).
Революционным событием для холодильной промыш
ленности стало синтезирование в 1928 г. инженером-хими
ком Т. Мидглеем в лаборатории корпорации General Mo-
tors химического соединения, получившего впоследствии
название .;фреон~. Компания Kinetic Chemical Company
начала промышленное производство нового газа - фреон-
12 и ввела обозначение хладагента буквой R (от англ.
refrigerant - охладитель, хладагент). С внедрением фрео
на в холодильную индустрию в 30-х гг. ХХ в. расшири
лась область применения холодильных машин бытового и
транспортного назначения.
После Второй мировой войны в СССР стало широко
применяться криогенное оборудование во многих областях
науки и техники и в первую очередь - в оборонной про
мышленности. Одновременно началось производство бы
товой холодильной техники и строительство хранилищ для
агропромышленного комплекса.
В 1950 г. приказом Министерства приборастроения
СССР было организовано Центральное конструкторское
бюро холодильного машиностроения (ЦКБ ХМ) - пред
шественник АО .;ВНИИХОЛОДМАШ-ХОЛДИНГ~. Так,
ЦКБ ХМ стало ведущей организацией по разработке, про
ектированию и внедрению современного промышленноm
холодильного оборудования.
На территории СССР действовало 22 завода по выпус
ку холодильной техники, а объем производства в стране
фреона составлял 13 % от мирового производства. Были
125
разработаны холодильные масла, которые успешно приме
няются в холодильных агрегатах в настоящее время.
В начале 90-х гг. ХХ в. российские предприятия начали
закупать и использовать импортные холодильные машины,
а для этого потребавались фреоны и масла зарубежного
производства. Потребление российских масел и фреонов
(хладагентов) резко сократилось. В настоящее время рос
сийский рынок заполнен импортными маслами для холо
дильных компрессоров (более 200 наименований).
Производство российских масел и хладагентов продол
жается для нужд оборонной и атомной промышленности,
а также для предприятий стратегического значения. Одна
ко в других секторах холодильной промышленности
наблюдается зависимость от импорта по основному холо
дильному оборудованию, элементам автоматики и управ
ления, по хладагентам и маслам, что приводит к вытесне
нию из отрасли российских производителей техники, хла
дагентов и масел.
2.1 . ПРИНЦИП РАБОТЫ ХОЛОДИЛЬНОЙ МАШИНЫ
Холодильная машина является одним из видов тепло
вой машины. Тепловая машина- это устройство, которое с
помощью рабочего тела преобразует тепловую энергию в
механическую работу. Рабочее тело тепловой машины -
это материал, через который происходит процесс передачи
теплоты. Процессы передачи тепла в тепловых машинах
основаны на термодинамическом цикле Карно.
Цикл Карно - идеальный цикл, состоящий из двух
адиабатных и двух изотермических процессов. В цикле
Карно термодинамическая система выполняет механиче
скую работу за счет обмена теплотой с двумя тепловыми
резервуарами, имеющими постоянные, но различающиеся
температуры. Резервуар с более высокой температурой
называется нагревателем, а резервуар с низкой температу
рой - холодильником.
В термодинамике холодильных установок рассматрива
ется обратный цикл Карно, где затрачивается механиче
ская работа, которая необходима для адиабатического и
126
изотермического сжатия, и в последующем для адиабати
ческого и изотермического расширения рабочего тела.
Этот процесс позволяет с помощью рабочего тела осуще
ствить передачу теплоты от холодильника к более нагре
тому тепловому резервуару.
Холодильная машина представляет собой замкнутую
систему, заполненную рабочим телом. Рабочее тело, цир
кулирующее в холодильной машине, отнимает тепло от
охлаждаемой среды и, совершив круговой процесс, воз
вращается в первоначальное состояние. Рабочее тело, с
помощью которого компрессор холодильной машины пе
ремещает энергию, называется хладагентом.
Охлаждение в холодильной камере производится за
счет поглощения тепла при кипении жидкости. Кипение
жидкости в холодильных машинах происходит при низких
температурах. Температура кипения жидкости зависит
от давления окружающей среды. При одинаковых услови
ях разные жидкости имеют различные температуры кипе
ния. На температуру кипения существенное влияние ока
зывает давление. Чем выше давление, тем выше темпера
тура кипения, и наоборот, чем ниже давление, тем ниже
температура кипения. Например, фреон R-22 при нор
мальном атмосферном давлении имеет температуру кипе
ния -40,2 ос, при давлении 5 атм - +9 ос, а при давлении
10 атм- +31 ос (табл. 2.1).
В холодильной машине фреон кипит не в открытом со
суде, а в специальном теплообменнике, называемом испа
рителем, и поглощает тепло холодильной камеры. Темпе
ратура конденсации паров фреона R-22 так же, как и тем-
Таблица 2.1
Влияние состава хладагента и давления окружающей среды
на температуру кипения веществ
Давление, М Па
Температура кипения, ос
Вода
R-22
R-134a
Аммиак
о,1
100
-40,2
-2 6,5
- 33,3
0,5
151
9
22
4
1,0
180
31
42
24
127
пература кипения, зависит от давления окружающей сре
ды. Конденсация паров фреона R-22 при давлении 23 атм
начинается при температуре 55 °С.
Процесс конденсации паров фреона сопровождается
выделением большого количества тепла в окружающую
среду. Применительно к холодильной машине передача
этого тепла потоку воздуха или жидкости происходит в
конденсаторе.
Чтобы процесс кипения фреона в испарителе, процесс
конденсации и отвод тепла в конденсаторе были непре
рывными, необходимо постоянно подавать в испаритель
жидкий фреон, а в конденсатор - пары фреона компрес
сором. За счет непрерывного потока движения фреона
происходит его охлаждение в холодильной машине.
Основными конструктивными элементами этого цикла
являются: компрессор, испаритель, конденсатор и регуля
тор потока (дроссель), которые соединены трубопровода
ми, объединяющими все элементы в замкнутую систему.
Циркуляцию хладагента (например, фреона) осуществляет
компрессор. Кроме циркуляции компрессор поддерживает
в конденсаторе (на линии нагнетания) высокое давление
порядка 20-23 атм.
Конструктивные элементы, собранные в единую систему,
представляют схему цикла холодильной машины (рис. 2.1).
Охлаждение в холодильной машине обеспечивается не
прерывной циркуляцией, кипением и конденсацией хлад
агента в замкнутой системе.
В процессе циркуляции изменяется давление и при
этом происходит изменение основных показателей хлад
агента:
3
д
4
128
2
1
Рис. 2.1 . Компрессорный цикл
холодильной машины:
И - испаритель; К
-
компрес
сор; КС - конденсатор; Д
-
регулятор потока (дроссельный
вентиль)
-
кипение хладагента происходит при низком давлении
и низкой температуре;
-
конденсация - при высоком давлении и высокой тем
пературе.
Схема цикла состоит из нескольких этапов. Первый
этап начинается с выходом хладагента из испарителя (уча
сток 1-1). Здесь хладагент находится в параобразном со
стоянии с низким давлением и температурой. Пройдя всю
цепочку, хладагент снова возвращается в испаритель в ви
де смеси пара и жидкости, точка 4 (рис. 2.2 и табл. 2.2).
Размеры испарителя выбираются таким образом, чтобы
жидкость полностью испарилась внутри испарителя. По
этому температура пара на выходе из испарителя оказыва
ется выше температуры кипения, происходит перегрев
хладагента в испарителе. В случае попадания жидкого
хладагента в компрессор так называемого гидравлического
удара, возможны повреждения и поломки клапанов и дру
гих деталей компрессора. Перегретый пар выходит из ис
парителя, и цикл возобновляется.
Все компрессионные циклы холодильных машин вклю
чают два определенных уровня давления. Граница между
ними проходит через нагнетательный клапан на выходе
компрессора, с одной стороны, и выход из регулятора по
тока - с другой стороны.
Общий показатель
перерабатываемого тепла
Конденсация
Испарение С
ерегрева
Сжатие
Перегрев
НВ Теплосодержание
Тепло от
1+--У.:........:ч:.:сас.::сс.::.т.::.ок:..:....:ос::х:.:сл::.::.а:.:сж::::д:о.е:..:н=и=я.::...._+~-~t---+1 сжатия
Рис. 2.2 . Зависимость давления от энтальпии
129
Таблица 2.2
Этапы работы холодильной машины
Этапы цикла
Параметры этапа
I-й этап: от испарителя к Хладагент находится в параобразном со-
компрессору (пункт 1-1) стоянии с низким давлением и температу-
рой
П-й этап: от компрессора к Параобразный хладагент всасывается ком-
конденсатору (пункт 2-2) прессором, сжимается, после этого павы-
шается его давление до 15-25 атм и тем-
пература до 70-90 ос
III-й этап: от конденсатора в конденсаторе горячий параобразный
к peryлятору потока
хладагент охлаждается и конденсируется,
(пункт 3-3)
то есть переходит в жидкую фазу. Кон-
денсатор может быть либо с воздушным,
либо с водяным охлаждением в зависимо-
сти от типа холодильной системы.
На выходе из конденсатора хладагент
находится в жидком состоянии при высо-
ком давлении. Поэтому температура жид-
кости на выходе из конденсатора оказы-
вается несколько ниже температуры кон-
денсации
IV-й этап: от регулятора Хладагент Б жидкой фазе при высокой
потока к испарителю
температуре и давлении поступает в регу-
(пункт 4-4)
лятор потока, где давление смеси резко
уменьшается, часть жидкости при этом
может испариться, переходя в парообраз-
ную фазу. Таким образом, в испаритель
попадает смесь пара и жидкости. Жид-
кость кипит в испарителе, отбирая тепло
от окружающего пространства (холодиль-
ной камеры) и вновь переходит в парооб-
разное состояние
Нагнетательный клапан компрессора и выходное отвер
стие регулятора потока являются разделительными точка
ми между сторонами высокого и низкого давлений в холо
дильной машине.
На стороне высокого давления находятся все элементы,
работающие при давлении конденсации. На стороне низ
кого давления находятся все элементы, работающие при
давлении испарения.
130
Несмотря на то, что существует много типов компрес
сорных холодильных машин, принципиальная схема цик
ла в них практически одинакова.
2.2 . ТЕОРЕТИЧЕСКИЙ ЦИКЛ ОХЛАЖДЕНИЯ
ХОЛОДИЛЬНОЙ МАШИНЫ
Цикл охлаждения обычно представляется в виде диа
граммы зависимости абсолютного давления от теплосо
держания (энтальпии). Энтальпия - это термодинамиче
ское свойство вещества, которое указывает уровень энер
гии, сохраненной в его молекулярной структуре. Это зна
чит, что, хотя вещество и может обладать энергией, но не
всю ее можно преобразовать в теплоту.
Для выбора хладагента при расчете холодильных ма
шин и процессов используют термодинамические диаграм
мы- энтальпия от давления (i- lg р). Свойства хладаген
та являются параметрами этой функции.
Диаграмма зависимости абсолютного давления от
теплосодержания является основной характеристикой
цикла холодильной машины. На диаграмме (см. рис. 2.2)
представлена характерная основная замкнутая кривая,
отображающая процесс насыщения хладагента. Левая
часть кривой соответствует состоянию насыщенной жид
кости, правая часть - состоянию насыщенного пара.
Две кривые соединяются в центре в так называемой
критической точке, где хладагент может находиться как
в жидком, так и в параобразном состоянии. Зоны слева
и справа от кривой соответствуют переохлажденной жид
кости и перегретому пару. Внутри кривой линии поме
щается зона, соответствующая состоянию смеси жидкости
и пара.
Наиболее характерные процессы, происходящие в ком
прессионном цикле охлаждения, приведены ниже.
Сжатие пара в компрессоре. Холодный параобразный
насыщенный хладагент поступает в компрессор (точка С').
В процессе сжатия повышаются его давление и температу
ра (точка D). Теплосодержание также повышается на ве-
131
личину, определяемую отрезком НС'- HD, то есть проек
цией линии С' - D на горизонтальную ось.
Конденсация. В конце цикла сжатия (точка D) горячий
пар поступает в конденсатор, где начинается его конденса
ция и переход из состояния горячего пара в состояние го
рячей жидкости. Этот переход в новое состояние происхо
дит при постоянных давлении и температуре. Несмотря на
то, что температура смеси остается практически неизмен
ной, теплосодержание уменьшается за счет отвода тепла
от конденсатора и иревращения пара в жидкость. Процесс
в конденсаторе происходит в три стадии: снятие перегрена
(D - Е), собственно конденсация (Е- А) и переохлажде
ние жидкости (А- А').
Снятие перегрева (D- Е). Это первая фаза, происхо
дящая в конденсаторе, и в течение ее температура охла
ждаемого пара снижается до температуры насыщения или
конденсации. На этом этапе происходит лишь отъем из
лишнего тепла и не происходит изменение агрегатного со
стояния хладагента. На этом участке отбирается примерно
10-20 %общего теплосъема в конденсаторе.
Конденсация (Е - А). Температура конденсации ох
лаждаемого пара и образующейся жидкости сохраняется
постоянной на протяжении всей этой фазы. Происходит
изменение агрегатного состояния хладагента с перехо
дом насыщенного пара в состояние насыщенной жидкости.
На этом участке отбирается 60-80 % теплосъема.
Переохлаждение жидкости (А- А'). В этой фазе хла
дагент, находящийся в жидком состоянии, подвергается
дальнейшему охлаждению, в результате чего его темпера
тура понижается. Получается переохлажденная жидкость
(по отношению к состоянию насыщенной жидкости) без
изменения агрегатного состояния.
Переохлаждение хладагента дает значительные энер
гетические преимущества: при нормальном функциони
ровании понижение температуры хладагента на один гра
дус соответствует повышению мощности холодильной ма
шины примерно на 1 % при том же уровне энергопотреб
ления.
Участок D - А' соответствует изменению теплосодер
жания хладагента в конденсаторе и характеризует количе
ство тепла, выделяемого в конденсаторе.
132
Регулятор потока (А' - В). Переохлажденная жид
кость с параметрами в точке А' поступает на регулятор по
тока (капиллярную трубку или термарегулирующий рас
ширительный клапан), где происходит резкое снижение
давления. Если давление за регулятором потока становит
ся достаточно низким, то кипение хладагента может про
исходить непосредственно за регулятором, достигая пара
метров точки В.
ИспареiШе жидкости в испарителе (В - С). Смесь
жидкости и пара (точка В) поступает в испаритель, где
она поглощает тепло от окружающей среды (потока воз
духа) и переходит полностью в параобразное состояние
(точка С). Процесс идет при постоянной температуре, но с
увеличением теплосодержания.
Параобразный хладагент несколько перегревается на
выходе из испарителя. Главная задача фазы перегрена
(С-С')
-
обеспечение полного испарения остающихся
капель жидкости, чтобы в компрессор поступал только
параобразный хладагент. Для этого требуется повышение
площади теплообменной поверхности испарителя на 2-3 %
на каждые 0,5 ос перегрева. Поскольку перегрев соответ
ствует 5-8 ос, то увеличение площади поверхности испа
рителя может составлять около 20 %, что увеличивает эф
фективность охлаждения.
Участок нв - не· соответствует изменению теплосо
держания хладагента в испарителе и характеризует коли
чество тепла, поглощаемого испарителем. Реальный цикл
охлаждения отличается от теоретического из-за потерь
разного рода.
Реальный термический эквивалент сжатия отличается от
теоретического термического эквивалента сжатия.
Эффективность цикла охлаждения оценивается коэф
фициентом полезного действия или коэффициентом тер
мической (термодинамической) эффективности.
Коэффициент эффективности может быть вычислен как
соотношение изменения теплосодержания хладагента в ис
парителе (НС - НВ) к изменению теплосодержания хла
дагента в процессе сжатия (HD - НС). Фактически он
представляет собой соотношение холодильной мощности и
электрической мощности, потребляемой компрессором. Он
не является показателем производительности холодильной
133
машины, а представляет собой сравнительный параметр
при оценке эффективности процесса передачи энергии.
2.3 . ХОЛОДИЛЬНЫЕ МАШИНЫ
Холодильные машины различаются по типу цикла, ко
торый используется в процессе охлаждения. Российский
стандарт ГОСТ 24393-80 .;Техника холодильная. Термины
и определения~ регламентирует термины и типы машин,
которые являются обязательными для применения в доку
ментации всех видов, научно-технической, учебной и спра
вочной литературе (табл. 2.3).
Таблица 2.3
Виды холодильных машин по ГОСТ 24393-80
Холодильные машины и установки
Холодильная машина
Машина, осуществляющая перенос теп-
лоты с низкого температурного уровня
на более высокий для охлаждения
Компрессионная ХОЛОДИЛЪ- Холодильная машина, Б которой хала-
ная машина
дильный цикл осуществляется с помо-
щью механического компрессора
Пароная компрессионная ха- Компрессионная холодильная машина,
ладильная машина
в которой холодильный агент изменяет
свое агрегатное состояние
Газовая компрессионная ха- Компрессионная холодильная машина,
ладильная машина
Б которой газообразный холодильный
агент сохраняет свое агрегатное состоя-
ние
Воздушная компрессионная Газовая компрессионная холодильная
холодильная машина
машина, Б которой холодильным аген-
том является воздух
Каскадная парокомпресси- Холодильная машина, Б которой осу-
онная холодильная машина ществляется несколько холодильных
циклов, и охлаждение конденсирующе-
гася холодильного агента в одном цикле
осуществляется кипящим холодильным
агентом в другом цикле
134
Продолжение табл. 2.3
Холодильные машины и установки
Теплоиспользующая хала- Холодильная машина, Б которой хала-
дильная машина
дильный цикл осуществляется за счет
подвода теплоты
Абсорбционная холодильная Теплоиспользующая холодильная ма-
машина
шина с применением абсорбции и де-
сорбции
Пароэжекторная ХОЛОДИЛЪ- Теплоиспользующая холодильная ма-
ная машина
шина с применением эжекции хала-
дильного агента
Многоступенчатая холодиль- Холодильная машина, Б которой хала-
ная машина
дильный цикл осуществляется с много-
ступенчатым
сжатием
холодильного
агента с охлаждением между ступенями
Холодильная установка
Комплекс холодильных машин и допол-
нительного оборудования, применяемый
для искусственного охлаждения
Холодильные машины (см. табл. 2.3), кроме циклов,
отличаются большим разнообразием конструкций и видом
применяемых хладагентов. Наибольшее применение нахо
дят машины следующих типов: компрессионная холодиль
ная машина, паровая компрессионная холодильная маши
на и абсорбционная холодильная машина.
Работа АХМ отличается от компрессионных тем, что
отвод теплоты от охлаждаемого тела к окружающей среде
осуществляется путем затраты внешней энергии в виде
теплоты, а не механической работы. В качестве рабочего
тела применяют растворы. Как правило, это бинарные
растворы, имеющие разлищ-rые температуры кипения.
Низкокипящее вещество является хладагентом, а высоко
кипящее- абсорбентом (поглотителем).
В абсорбционной водааммиачной машине используется
свойство аммиака, одного из широко распространенных
хладагентов, который хорошо растворяется в воде (до
1000 объемов аммиака на 1 объем воды). Принцип работы
абсорбционной холодильной установки показан на рис. 2.3
В машине АХМ удаление газообразного хладагента из
змеевика испарителя ведут путем поглощения его водой.
135
Насос
абсорбера
Рис. 2.3 . Приицип работы абсорбционной холодильной машины
Раствор аммиака затем перекачивают в специальную ем
кость (десорбер-генератор) и там подвергают разложению
на аммиак и воду путем нагрева . Пары аммиака и воды из
нее под давлением поступают в устройство разделения
(ректификационная колонна) , где пары аммиака отделя
ются от воды. Далее практически чистый аммиак попадает
в конденсатор, где, охлаждаясь, конденсируется и через
дроссель снова поступает в испаритель для испарения. Та
кая тепловая машина может использовать для перекачки
раствора хладагента в разнообразных устройствах , в том
числе и в струйных насосах , и не иметь движущихся
механических частей. Помимо аммиака и воды , могут ис
пользоваться и другие пары веществ, например , раствор
бромистого лития, ацетилен и ацетон. Преимущества аб
сорбционных холодильников- бесшумность работы , отсут
ствие движущихся механических частей, возможность ра
боты от нагрева прямым сжиганием топлива; недостаток -
низкая холодопроизводительность на единицу объема.
2.4. ХЛАДАГЕНТЫ
Одним из важных элементов процесса холодильной
машины является рабочее тело - хладагент. Хладагент
136
должен переходить из жидкого в газообразное состояние
за один цикл работы холодильной машины. По мере раз
вития холодильной промышленности использовались раз
личные хладагенты: с 1859 г. - аммиак, затем сернистый
ангидрид (диоксид серы S02), с 1878 г. - метилхлорид
(C2HsCl), с 1881 г. -углекислый газ (С02).
В 1928 г. после изобретения в США фреона началось
его широкое применение.
2.4 .1. СОСТАВ ХЛАДАГЕНТОВ И ИХ ОБОЗНАЧЕНИЯ
С момента начала применения хладагентов непрерывно
изменялся их состав. В настоящее время состав определя
ется десятью группами. В разных странах деление на
группы различное, а в России дополнительно каждая
группа по составу имеет также стандартные обозначения.
В качестве хладагентов могут использоваться различные
соединения от гидрохлорфторуглеродов до предельных
углеводородов (табл. 2.4).
Таблица 2.4
Химический состав хладагентов
Состав хладагента
Примечанне
Предельные уг леводоро- Они обозначаются буквой R с тремя циф-
ды и их галогенные про- рами после нее, то есть R с d u, где: с
изводные
(сотни) - число атомов углерода, умень-
шенное на единицу; d (десятки) - число
атомов водорода, увеличенное на единицу;
u (единицы) - число атомов фтора. В хи-
мической формуле соединения сумма ато-
мов водорода, фтора и хлора равна 4 для
производных метана, б - для производных
этана, 8 - для про из водных пропапа и т .д.
Непредельные углевода- Способ цифрового обозначения тот же са-
роды и их галогенные мый, что и в предыдущем случае, но слева
про из водные
после буквы добавляется 1 для обозначения
тысяч
Циклические углевода- Для хладагентов на основе циклических
роды и их производные
углеводородов и их производных после
буквы R перед цифровым индексом встав-
ляется буква С (например, RC318)
137
Продолжение табл. 2.4
Состав хладагента
Примечанне
Органические соедин е- Им присвоена серия 600, а номер каждого
ния
хладагента внутри этой серии назначается
произвольно (например, R-600
-
бутан)
Неорганические соеди- Им присвоена серия 700, а идентификаци-
нения
онный номер хладагентов, принадлежащих
к этой серии, определяется как сумма числа
700 и молекулярной массы каждого хлад-
агента. Например, для аммиака, химиче-
екая формула которого NНз, он обознача-
ется как R717. К данной группе относятся
также вода (R718), углекислота (R744) и
другие вещества
Неазеотропные смеси
Неазеотропные смеси - вещества, жидкая и
газовая фаза которых в состоянии терма-
динамического равновесия имеют разный
состав. Иными словами, ПрИ ОДНОМ И ТОМ
же давлении кипения, температура кипения
имеет разные значения. Этим хладагентам
присвоена серия 400 с произвольным номе-
ром для каждого хладагента внутри этой
серии
Азеотропные смеси
В отличие от неазеотропных, состав газа-
вой и жидкой фаз этих веществ одинаков,
то есть они ведут себя как моновещество.
Им присвоена серия 500 с произвольным
номером каждого хладагента внутри серии
Хлорфторуглероды
Вещества с высоким озонаразрушающим
(ХФУ, CFC)
потенциалом (ODP) запрещены к исполь-
зованию Монреальским протоколом (меж-
дународное саг лашение о защите озонового
слоя Земли). Производство ХФУ (напри-
мер, R-11, R-12 и R-114) на территории
стран Европейского сообщества прекращено
Гидрохлорфторуглероды Имеют невысокую озонаразрушающую спо-
(ГХФУ или HCFC)
собность и классифицируются Монреаль-
ским протоколом как переходные вещества.
Их использование должно существенно со-
кратиться в 2033 г. Примерам таких хлада-
гентон являются R-22, R-123 и R-124
Гидрофторуг лероды
Вещества не содержат хлора, следователь-
(ГФУ или HFC)
но, имеют нулевой (ODP) и не попада-
ют под действие Монреальского протокола.
К ним относятся хладагенты R-125, R-134a
и R-152a
138
В соответствии с международными требованиями, в
России для обозначения хладагентов для ряда метана,
этана, пропана, циклических органических соединений,
неорганических соединений, ненасыщенных органических
и других соединений принят стандарт ГОСТ ISO 817-2014
-«Хладагенты. Система обозначений~.
В табл. 2.5 приведены обозначения хладагентов для ря
да метана.
Таблица 2.5
Обозначения хладагентов по ГОСТ ISO 817-2014
Темпера-
Префикс.
тура кипе-
Номер обоз на-
Химическое
Химиче- Молеку- ния при
хлад-
чающий
екая
лярная
атмос-
название
формула
ферном
агента
масса
состав
давлении,
се
Ряд метана
R-11
CFC
Трихлорфторметан СС!зF
137.4
24
R-12
CFC
Дихлордифторметан CCI2F2
120.9
-30
R-12B1 BCFC Бромхлордифторме- CBrCIF2 165.4
-4
тан
R-13
CFC
Хлортрифтор-метан СС!Fз
104.5
-81
R-13B1 BFC
Бромтрифтор-метан CBrFз
148.9
-58
R-14
PFC
Тетрафторметан
CF4
ss.o
-128
( тетрафторид угле-
рода)
R-21
HCFC Дихлорфторметан
CHCI2F 102.9
9
R-22
HCFC Хлордифторметан
CHCIF2 86.5
-41
R-23
HFC
Трифторметан
СНFз
70.0
-82
R-30
нес
Дихлорметан (мети- СН2Сl2
84.9
40
ленхлорид)
R-31
HCFC Хлорфторметан
CH2CIF 68.5
-9
R-32
HFC
Дифторметан (ме- СН2F2
52.0
-52
тиленфторид)
139
Продолжение табл. 2.5
Темпера-
Префикс,
тура кипе-
Номер обоз на-
Химическое
Химиче- Молеку- ния при
хлад-
чающий
екая
лярная
атмос-
название
формула
ферном
агента
масса
состав
давлении,
се
R-40
нес
Хлорметан (метил- С Нз С!
50,5
-24
хлорид)
R-41
HFC
Фторметан (метил- СНзF
34,0
-78
фторид)
R-50
не
Метан
СН4
16,0
- 161
Этот стандарт устанавливает наименования, обозна
чения групп качества, систему префиксов по составу и
охватывает весь ассортимент хладагентов в России по
состоянию на 2014 г. В список стандарта включено
96 наименований хладагентов, из них в серии R-400
-
29 наименований, а в серии R-500
-
всего наименова
ний 11.
Для фторуглеводородов перед идентифицирующим но
мером можно использовать последовательность букв, ко
торая обозначает элементы, из которых состоит опреде
ленное соединение.
Префикс, обозначающий состав, должен состоять из
первых букв элементов, содержащихся в соединении.
Первым из элементов по порядку пишут .;Н~ для водоро
да при его наличии, а последним - -«С~ для углерода.
Промежуточные буквы обозначают галогены, перечислен
ные в следующем порядке: -«1~ - для йода, -«В~
-
для
брома, .;С~ - для хлора, .;F~
-
для фтора. Префиксы,
обозначающие состав для эфиров, могут включать -«Е~
вместо .;С~ (углерод), таким образом, HFE, HCFE и
CFE означают гидрофторэфир, гидрофторхлорэфир и
хлорфторэфир, соответственно. Кроме того, когда хлада
гент полностью фторирован, используют запись PFC (см.
табл. 2.5).
140
2.4 .2 . ФРЕОНЫ
По ГОСТ 12.1 .007-76 фреоны относятся к веществам
4-го класса опасности. В химическом отношении фреоны
инертны. Фреоны не только не воспламеняются на возду
хе, не взрываются при контакте с открытым пламенем, но
и не вступают в реакцию с металлами. Физико-химические
показатели фреона приведеныв табл. 2.6 .
В СССР до 1950 г. в качестве хладагентов использова
ли аммиак и сернистый анmдрид. Токсичность этих ком
понентов приводила к тшvrу, что при их утечке происходи
ли отравления людей. Эта была одна из причин перехода
на фреоны (хладоны). Другая причина - необходимость
применения безопасного хладагента для бытовой, тран-
Таблица 2.6
Основные характеристики фреона R-22
Параметр
Единица
Значение
измерения
Потенциал разрушения озона (ODP)
-
0,05
Потенциал глобального потепления (GWP)
-
1700
Химическая формула
-
ене!F2
Химическое название
Хлордифторметан
Префикс (группа состава) по ГОСТ
-
Н еРе
Плотность насыщенной жидкости при
кгjмЗ
1194
25 се
Давление паров насыщенной жидкости при
кПа
1040
25 се
Температура плавления
се
-157,4
Нормальная температура кипения (р ~
се
- 40,85
~О, 1 МПа)
Критическая температура
се
96,13
Критическое давление
МПа
4,986
Критическая плотность
кгjмЗ
512,8
141
спортной и торговой техники. Основные хладоны имели
гидрохлорфторуглеродную основу (ГХФУ или HCFC).
Это хладоны типа R-22, R-123 и R-124 .
В соответствии со степенью воздействия на озоновый
слой фреоны (хладоны), вызывающие истощение озоново
го слоя, делят на группы, пр иведенные в табл. 2. 7.
В 1985 г. все хладоны типа ГХФУ попали под ограни
чения Монреальского протокола по веществам, разруша
ющих озоновых слой (The Montreal Protocol on Substances
That Deplete the Ozone Layer), разработанного с целью
защиты озонового слоя с помощью снятия с производства
некоторых химических веществ. Было установлено, что
молекулы ГХФУ достаточно стойки в атмосфере до тех
пор, пока не поднимутся в средние слои стратосферы, где
они под действием УФ-излучения диссоциируют с образо
ванием атомарного хлора. Атомарный хлор вызывает раз
рушение озона в стратосфере.
Таблица 2.7
Группы фреонов по степени воздействия на озоновый слой
Груп-
Класс
Воздействие
Фреоны (хладоны)
на озоновый
па
соединений
слой
А Хлорфторуг ле- R-11, R-12, R-13, R-111, Вызывают исто-
роды (CFC)
R-112, R-113, R-113a, R-114, щение озонового
R-115
слоя
Бромфторугле- R-12B1, R-12B2, R-113B2,
роды
R-13B2, R-13B1, R-21B1,
R-22B1, R-114B2
в Хлорфторуг ле- R-21, R-22, R-31, R-121, Вызывают ела-
водароды
R-122, R-123, R-124, R-131, бое истощение
(HCFC)
R-132, R-133, R-141, R-142в, озонового слоя
R-151, R-221, R-222, R-223,
R-224, R-225, R-231, R-232,
R-233
с Фторуглев ода- R-23, R-32, R-41, R-125, Озонобезопас-
роды (HFC)
R-134, R-143, R-152, R-161, ные фреоны
R-227, R-236, R-245, R-254 (хладоны)
Фторуглероды R-14, R-116, R-218, R-C318
(перфторуг ле-
водороды) ( CF)
142
Стратосферный озон практически полностью поглощает
УФ-В-излучение (электромагнитное излучение Солнца с
длиной волны Л= 290+320 нм), губительное для всех жи
вых организмов. Истощение озонового слоя, вызываемое
ГХФУ, приводит к увеличению количества УФИ-В, до
стигающего поверхности Земли. Как следствие, имеет ме
сто увеличение числа случаев рака кожи у людей (ме
ланома, карцинома и др.) и возникновение других серьез
ных проблем, таких как повреждение зерновых культур
и гибель значительных количеств морского фитопланктона.
В соответствии с рекомендациями Монреальского про
токола в спецификации хладагентов приняты два критерия
оценки воздействия на озоновый слой. Это озонаразруша
ющий потенциал (ODP) и потенциал глобального потеп
ления (GWP), обозначение которых являются обязатель
ными для производителя при реализации продукции. Са
мые опасные для озонового слоя хладоны: R-11, R-12, R-13,
R-113, R-114 (табл. 2.8).
С 2005 г. в европейских странах был введен запрет на
применение фреона R-22 как разрушающего озоновый
слой и, соответственно, запрет распространялся и на экс
плуатацию подобного оборудования. В европейских стра
нах применение озоноразрушающих хладагентов планиро
валось прекратить в 2020 г., а во всех остальных к 2033 г.
Разрешается применение хладагентов типа ГХФУ не более
15 %от общего потребления.
Так как в России широко применяют холодильные ма
шины с использованием R-22, то актуальна замена R-22 на
озонобезапасный хладагент. Отмечается ежегодный рост
Таблица 2.8
Потенциалы ODP и GWP для хладонов
Марка
ODP GWP
Марка ODP
GWP
R-12
0,9
8500
R-23
о
12 100
R-22
0,05
1700
R-125
о
3200
R-11
1
4000
R-134a
о
1300
R-113
0,8
5000
R-141b о, 11
630
R-114
о
6300
R-227a
о
3300
143
импорта на 15-50 % озонабезопасных хладагентов типа
R-134, R-407, R-410, R-507 и R-152 .
В течение ближайших 20 лет Россия должна полностью
перейти на озонобезапасные хладагенты. Решение этой
проблемы требует больших капитальных затрат. Необхо
димо перестроить и модернизировать существующее про
изводство фреонов, разработать новые типы хладагентов,
новые марки масел.
2.4 .3 . АММИАК И УГЛЕКИСЛЫЙ ГАЗ
В системах холодильных машин все чаще рекомендует
ся использовать альтернативные -«природные~ хладагенты:
аммиак, воду, углеводороды (пропан и бутан) и углекис
лый газ (диоксид углерода). Европейские страны законо
дательно мотивируют потребителей и производителей для
использования в качестве хладагента аммиака и углекис
лого газа. В Нидерландах снизились налоги на работаю
щие на углекислоте установки, а в Скандинавии повыси
лись налоги на использование озонаразрушающих хлада
гентов. Концерн Nestle в своих производственных циклах
широко использует каскадные холодильные установки,
использующие аммиак и углекислый газ.
В настоящее время отмечается увеличение перехода
холодильного оборудования на аммиак из-за экологиче
ских проблем. Он не разрушает озоновый слой и его ко
личество ничтожно в сравнении с тем, что образуется от
деятельности животных и человека. При правильном об
служивании, применении обеспечения безопасности, кон
троле среды использование аммиака не несет большой
опасности. Минимальная концентрация, при которой люди
воспринимают наличие в воздухе аммиака, составляет
4-20 ppm. Жизни человека грозит опасность при концен
трации аммиака от 700 до 1000 ppm. Аммиак обладает вы
соким значением теплоты парообразования, что позволяет
уменьшить массовый расход хладагента, циркулирующего
в системе холодильной установки, по сравнению с уста
новками, работающими на фреоне (в сравнении с R-22 и
R-134a - в 5,94 и 6,32 раза, соответственно). Актуально
применение аммиака при создании холодильных устано-
144
вок большой мощности (холодопроизводительностью более
100 кВт), который обеспечивает высокий КПД установки.
Ежегодное мировое производство аммиака составляет
около 150 млн т аммиака, из которых в качестве хладаген
та используется около полумиллиона тонн.
Диоксид углерода (С02), известный под обозначением
R-744, является природным веществом и обладает высокой
холодопроизводительностью, нетоксичностью, безопасно
стью при использовании, инертностью к материалам, де
шевизной и доступностью. Основной недостаток двуокиси
углерода как хладагента - наличие высокого давления в
области рабочих температур. Это требует создания специ
альных конструкций холодильных машин, но с другой
стороны, позволяет добиваться повышенной холодопроиз
водительности.
2.5 . ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ
ПОКАЗАТЕЛИ, КЛАССИФИКАЦИЯ, СОСТАВ
И АССОРТИМЕНТ МАСЕЛ ДЛЯ КОМПРЕССОРОВ
ХОДИЛЬНЫХ МАШИН
2.5 .1 . ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ ПОКАЗАТЕ.ШI
МАСЕЛ ДЛЯ КОМПРЕССОРОВ ХОЛОДИЛЬНЫХ МАШИН
Вязкость является одним из основных показателей хо
лодильного масла и лежит в широком диапазоне. По стан
дарту DIN 51 503-1, наибольший диапазон вязкости имеют
холодильные масла группы КЕ, который находится в пре
делахотISOVG5доISOVG460.
При работе компрессора вязкость смеси .;масло - хлад
агент~ непрерывно меняется в зависимости от температуры
и давления. Вязкость смеси должна оставаться достаточно
высокой, чтобы обеспечить наличие непрерывной смазы
вающей пленки на трущихся поверхностях. Высокая вяз
кость повышает герметичность между сжимающей деталью
компрессора (поршнем или винтами) и корпусом камеры
сжатия таким образом, чтобы поддерживать как можно
145
более высокое значение объемного КПД. Изменение вяз
кости холодильного масла контролируется, и при дости
жении определенных браковочных показателей масло
подлежит замене. Этот показатель находится в пределах
± 15 % от значения вязкости свежего масла.
Температура застьmа~шя, текучесть и хлопьеобразова
иие определяются стандартом ГОСТ 20287-91 .;Нефтепро
дукты. Методы определения температур текучести и за
стывания~.
Температура застывания - температура, при которой
масло полностью теряет текучесть. При температуре за
стывания происходит резкое увеличение вязкости. Наибо
лее низкую температуру, при которой наблюдается движе
ние нефтепродуктов в условиях испытания, принимают за
температуру текучести.
Температура текучести определяет подвижность и ха
рактеризуется скоростью подъема масла в U-образной
трубке под избыточным давлением в зависимости от тем
пературы.
Температура текучести выше температуры застывания.
Значения показателей текучести и температуры засты
вания, определенные по ГОСТ и DIN, отличаются. Раз
ность между температурой застывания и температурой те
кучести, определенной по ГОСТ 20287-91, лежит в преде
лахот3до9°С.
Разность между температурой застывания и температу
рой текучести, определенной по DIN 51351-2007 с исполь
зованием U-трубки, составляет от 10 до 16 ос (табл. 2.9).
Температура хлопьеобразования устанавливает нижний
предел, при котором образуются хлопья хладагента в мас
ле, забивающие дроссельные устройства и всю холодиль
ную систему машины. Для масел, используемых в ком
прессорах современных холодильных машин, эта темпера
тура ниже -50 °С.
Температура вспьШIКи - показатель термической ста
бильности масла. Температура деталей компрессоров хо
лодильных машин может достигать 200 ос и выше. При
таких температурах в присутствии воды и масла возможно
разложение хладагента (например, аммиака), возникнове
ние химических реакций с образованием агрессивных ор
ганических кислот, альдегидов спиртов, восстановление,
146
Таблица 2.9
Температурные характеристики товарных холодильных масел
Марка масел
Показатель
ХФ Bitzer Bitzer
Shell Oil Shell Shell
12-16 в52 в100
S2 FR-A Clavus Oil
46
46
22-12
Температура по
гост 20287-91, ос:
застывания
-43
-45
-30
-33
-36
-39
текучести
-35
-
-
-
-27
-36
Температура текучести -
-
-14
-23
-
-
в U -трубке по
DIN 51568-1974, се
Температура хлопье- -53
-60
-
-
-60
-50
образования с фрео-
нам по ГОСТ 5546-86,
се
диспергирование и пиролиз хладагентов. При высоких
температурах и деструкции масла в системе могут по
явиться метан, этилен, продукты разложения масла, отло
жения кокса на деталях компрессора, липкие осадки на
поверхности теплообмена, изменяется цвет.
Кислотное 'ВIСЛО. Во всех холодильных маслах кис
лотное число является браковочным показателем и при
достижении определенного предела масло подлежит за
мене. Основная причина повышения кислотного числа -
окисление холодильного масла. Присутствие кислот в мас
ле может также указывать на разложение хладагента. Ко
гда в контуре холодильной установки появляются кисло
ты, которые воздействуют на медные и бронзовые детали
дроссельных устройств и подшипников, - это может при
вести к выходу машины из строя. Медь может оседать на
металлических поверхностях, например, на подшипниках,
которые в результате быстро выходят из строя. Это явле
ние называют омеднением. Другая опасность присутствия
меди в деталях оборудования - ее каталитическое воздей
ствие на процесс окисления холодильного масла. В холо
дильных маслах содержание меди нормируется и контро
лируется.
147
Для каждого масла браковочное значение кислотного
числа имеет разлищ-rое значение. Например, для масла
ХФ 12-16
-
не более О, 1 мг КОН/г, для масла Reniso
PAG/ АСС- не более 0,2 мг КОН/г.
Число омылеЮiя. Кислотное число как показатель
окисления не дает полную оценку процесса окисления.
Скорость окисления зависит от содержания кислорода в
системе. Кислород (от 17 до 34 %), вошедший в реакцию,
остается в масле в виде свободных кислот. Остальной
кислород образует водорастворимые низкомолекулярные
кислоты на первичной стадии окисления. Водораствори
мые низкомолекулярные кислоты составляют 20-60 % от
общей суммы кислот, содержащихся в работавших маслах.
Содержание этих кислот отражает число омыления. Кис
лотное число и число омыления дают более полную ин
формацию о степени окисления масла. Число омыления
(или число Кэттстерфера) - количество миллиграммов
гидроксида калия (КОН), необходимое для нейтрализа
ции свободных кислот и омыления сложных эфиров, со
держащихся в грамме холодильноm масла. Международ
ный стандарт DIN 51503-2 -1985 "Lubricants; Refrigerator
Oils; Used Refrigerator Oils" рекомендует производить
оценку степени окисления масла по двум показателям:
кислотное число и число омыления.
Все производители масел для холодильных машин
включают в паспорта качества на продукцию кислотное
число и число омыления. Возрастание этих показателей
в процессе эксплуатации холодильного масла свидетель
ствует об увеличении в его составе продуктов окисления.
СодержаiШе воды. Незначительное содержание воды в
холодильном масле вызывает негативные последствия при
эксплуатации. Вода накапливается в масле вследствие его
гигроскопичности. Гигроскопичность характеризуется ве
личиной предельной растворимости воды (концентрацией)
в масле при определенной температуре. Содержание влаги
в масле и гигроскопичность выражаются в мг/кг (или
ppm). Степень гигроскопичности масел обусловлена их
химическим составом.
Одним из основных источников влаги в системе холо
дильной установки является влажный воздух, который
остается при недостаточно тщательном его удалении после
148
разборки установки или проникает через неплотные сое
динения при эксплуатации. Влага может оказаться в си
стеме, если заполнение произвед ено хладагентом и маслом
с повышенным содержанием влаги. Масла при длительном
хранении в открытом аппарате могут насыщаться водяным
паром из воздуха. Накопление влаги в холодильной ус
тановке может быть связано со свойствами хладагента.
Чем больше кислорода в молекуле хладагента, тем больше
растворимость воды в нем. В смеси хладагента HFC и мас
ла РОЕ растворимость воды выше, чем в смесях с нефтя
ным маслом. Гигроскопичность масел для холодильных
установок в порядке убывании: полиалкиленгликолевые
(PAG) - поливинилэфирные масла (PVE) - диэфирные
(DE)- алкилбензолы (АВ)- нефтяные нафтеновые (МО)
(рис. 2.4).
В холодильной машине за один цикл происходит резкое
изменение температуры и давления . В этих условиях вода
находится как в жидком, так и в параобразном состоянии .
В паровой фазе содержится воды больше, чем в жидкой .
Если и в жидкой фазе растворено пред ельное количество
воды и па ровая фаза насыщена водяным паром, то появ
ляется избыточная свободная вода в жидком хладагенте в
виде мелких капель ( нерастворенная вода). Накопление в
системе нерастворенно й воды вызывает ее замерзание при
s15
с.
с.
:i 10
§
=
~
=5
;::
~
!Ес. о
~
§
u
~----5
~--------4
~----------------3
~~~=====================]
о
10
20
Время, ч
30
40
Рис. 2.4. Растворимость воды в базовых маслах:
1 - нефтяные масла; 2
-
алкилбензолы; 3 - диэфиры; 4
-
поливинил
эфирные масла; 5 - полигликолевые масла
149
дросселировании хладагента, что приводит к нарушению
эксплуатации холодильной машины.
Даже небольшое содержание воды способствует образо
ванию слабых кислот или щелочей, обладающих химиче
ской активностью. При увеличении содержания воды по
вышается кислотность масла, особенно при использовании
хладагентов HFC. Присутствие воды в хладагентах спо
собствует коррозии оборудования.
Химическая и термическая стабильность. Температура
среды в зоне нагнетательных клапанов компрессора может
достигать 175-200 °С. Несмотря на то, что в течение одно
го цикла время нахождения среды при такой температуре
очень незначительно, за весь срок эксплуатации оно может
достигать многосуточных значений. Воздействие высоких
температур на холодильные масла может привести к обра
зованию продуктов старения и вызвать серьезные пробле
мы. Химическая и термическая стабильность определяют
стойкость масла к старению, которая является одним из
основных критериев для подбора смазочного материала.
Процесс старения масла включает в себя комплекс хими
ческих процессов, катализаторами которых являются
медь, сталь, алюминий и др. Причиной образования про
дуктов старения в системе может быть вода. Рост темпера
туры на 10 ос ведет к увеличению в два раза скорости
процессов старения. Некоторые хладагенты, в особенности
класса HCFC, под воздействием высоких температур мо
гут вступать в химические реакции с водой, что снижает
стабильность масел. Основными индикаторами старения
холодильных масел являются рост кислотного числа и
омеднение.
Проверка химической и термической стабильности ма
сел является необходимым условием для определения ре
сурса работы холодильного масла.
Противоизносные свойства и смазьтающая способ
ность. Холодильный агрегат - разновидность тепловой
машины. Холодильное масло должно создавать жидкост
ную смазку, снижать потери на трение движущихся ча
стей, производить отвод тепла от нагретых деталей и уно
сить механические примеси и продукты износа. Режим ра
боты машины и масла должны обеспечивать гидродинами
ческую смазку.
150
Вязкость пропорциональна толщине пленки на поверх
ности трения, поэтоl\1)' вязкость является главным факто
ром для холодильной машины при эксплуатации и пуске
машины после остановки.
При взаимодействии холодильных масел с хладагента
ми образуется раствор -«масло - хладагент~, который яв
ляется рабочим телом в холодильной установке, а также
смазкой для движущихся деталей компрессора. Этот рас
твор всегда имеет меньшую вязкость, чем само масло.
У злы трения холодильных компрессоров работают при
меньших нагрузках и температурах, чем двигатели внут
реннего сгорания. Обычный режим трения носит гидро
динамический характер, обеспечивая жидкостное трение.
В некоторых случаях возможно возникновение граничного
режима смазки, и это может увеличить интенсивность из
нашивания деталей. Задир поршней и винтов возникает
только при полном отсутствии смазки. Возникновение
граничного режима смазки возможно при выполнении не
квалифицированной процедуры пуска холодильной маши
ны вследствие недостаточного поступления масла в зону
трения.
Для снижения износа и коррозии в холодильные масла
вводят противоизносные и антикоррозионные присадки.
При введении в масло антикоррозионных и противоизнос
ных присадок на основе фосфора снижается износ и кор
розия, однако это приводит к снижению растворимости
хладагента в масле.
Зольность. Увеличение зольности связано с появлением
в масле при эксплуатации примесей. Зольность определя
ется по ГОСТ 1461-75 .;Нефть и нефтепродукты. Метод
определения зольности~.
Зольность определяется взвешиванием после сжигания
в тигле. Зольность проверяют один раз при постановке на
производство масла. В период эксплуатации зольность не
контролируют.
Механические примеси появляются при износе деталей
движения и коррозии внутренних полостей компрессо
ра. Содержание механических примесей определяют по
ГОСТ 6370-83 (СТ СЭВ 2876-81) .;Нефть, нефтепродук
ты и присадки. Метод определения механических приме
сей~.
151
Пенообразова~ше холодильных масел возникает:
-
после длительной остановки холодильной машины,
когда масло в картере компрессора насыщается хладаген
том. При пуске давление в картере компрессора резко па
дает, и хладагент интенсивно испаряется из смеси (вски
пание смеси);
-
при возврате в картер компрессора жидкой масло
хладоновой смеси, а также при интенсивном ее вскипании;
-
под действием вращающихся деталей механизмов.
Пенаобразование зависит от химического состава базо
вого масла, наличия присадок, условий эксплуатации, сте
пени em смешения с хладагентом и др. Моющие, вязкост
ные, противоизносные, антикоррозионные присадки уси
ливают пенаобразование масел.
Склонность к пенаобразованию холодильного масла
значительно увеличивается при наличии в масле воды.
Пена разрушает масляную пленку между деталями ком
прессора, ускоряет окисление масла, приводит к выбросам
масла из картера компрессора и может привести к срыву
подачи масляного насоса со всеми вытекающими послед
ствиями. Вспениванне может произойти и в дроссельном
устройстве.
Склонность к пенаобразованию оценивают по стандарту
ASTM D892-2013
"Standard Test Method for Foaming
Characteristics of Lubricating Oils" (Стандартный метод
определения характеристик вспенивания смазочных масел)
или по ГОСТ ISO 6247-2013 .;Нефтепродукты. Определе
ние пенаобразующих характеристик смазочных масел~.
Пенаобразование в стандартах определяется показателями:
склонность к пенаобразованию и стабильность пены.
Для снижения пенаобразования в масло вводят анти
пенные присадки.
Смешиваемость - образование однородной среды из
масла и хладагента. Смешиваемость зависит от природы
хладагента, типа масла и его температуры и вязкости.
Растворимость, кроме перечисленных факторов, зависит и
от давления. По закону Генри, при постоянной температу
ре растворимость газа в данной жидкости прямо пропор
цианальна давлению этого газа над раствором. От смеши
ваемости масла с хладагентом зависит скорость возврата
масла в компрессор, а следовательно и его смазка. В зо-
152
нах, где смесь однородна, проблем с возвратом масла не
возникает.
При испытании российских масел на смешиваемость,
как правило, применяют исследовательские методы. Стан
дарт на построение диаграммы состояния не принят. Но
диаграммы, построенные российскими исследовательскими
методами, аналогичны стандартным европейским диаграм
мам.
Расслоение (смешиваемость) смазочного материала и
хладагента имеет решающее влияние на работу смазочного
материала в холодильном цикле и на эффективность рабо
ты холодильной установки. Медленное разделение смеси
-«масло - хладагент~ на компоненты может привести к не
правильной работе оборудования (теплообменников, испа
рителей, коллекторов и т.д.).
Растворимость - насыщение масла хладагентом в паро
вой фазе. Хладагенты, растворенные в масле, при охла
ждении действуют как коагулянты (осаждающие веще
ства) из-за содержащихся в масле парафинов. Образова
ние осадков приводит к закупорке каналов циркуляции.
Для характеристики этого явления введено понятие -«точка
коагуляции~ (температура образования хлопьев). Точка
коагуляции - температура, при которой в стандартной
смеси появляются твердые воскообразные включения в
виде небольших хлопьев.
Растворимость хладагента - более сложный показатель,
чем смешиваемость. Он оценивается по результатам испы
таний на холодильной машине по показателям -«хлопьеоб
разование~ и -«термоокислительная стабильность~.
2.5 .2 . МЕТОДЫ ОПРЕДЕЛЕIПIЯ ДОПОJПППЕЛЬНЫХ
ФИЗИКО-ХПМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ХОЛОДПЛЬНЫХ
МАСЕЛ
Стандартные методы определения физико-химических
показателей для смазочных материалов используют для
турбинных, компрессорных и холодильных масел. В пунк
те подраздела 1.2 .2. настоящего учебного пособия рас
смотрены специальные методы определения физико-хими
ческих показателей компрессорных масел, которые приме-
153
нимы и для холодильных масел. По европейским требова
ниям, в соответствии со стандартом DIN 51503-1:2011, для
холодильных масел определяют дополнительные показате
ли: смешиваемость с хладагентом и совместимость с хлад
агентом. Однако эти характеристики не являются доста
точными для того, чтобы оценить пригодность масла.
В соответствии с рекомендациями стандарта DIN 51503-1
и по согласованию с потребителем, дополнительно опреде
ляют для холодильных масел точку хлопьеобразования,
трибологические свойства на машине трения Falex и кор
розию на медных пластинах (табл. 2.10).
Таблица 2.10
Специальные методы испытаний холодильных масел
Стандарт
Наименование
DIN 51568-1974
Testing of Lubricating Oils. Determination of
Ability to Flow. U-tube Method (Масла смазоч-
ные. Определение текучести с применением
U-образных трубок)
гост 12329-77
Нефтепродукты и yrлеводородные растворители.
(ст сэв 4535-84) Метод определения анилиновой точки и арома-
тических уrлеводородов (с изменениями N., . 1, 2)
ASTM D611-12
Standard Test Methods for Aniline Point and
(2016)
Mixed Aniline Point of Petroleum Products and
Нydrocarbon Solvents (Стандартные методы
определения анилиновой точки и анилиновой
точки смеси нефтепродуктов и yrлеводородных
растворителей)
гост 17362-71
Масла нефтяные. Метод определения числа
омыления
DIN 51559-2-1990 Testing of Mineral Oils. Determination of Saponi-
fication Number. Color-indicator Titration, Insu-
lating Oils (Масла минеральные. Определение
числа омыления изоляционных масел методом
титрования с применением цветнато индикатора)
ASTM D3233-19
Standard Test Methods for Measurement of Ех-
treme Pressure Properties of Fluid Lubricants
(Falex Pin and Vee Block Methods) (Стандарт-
ные методы испытания для оценки противоза-
дирных свойств смазочных жидкостей (Falex
PIN и У-образный блок методов)
DIN 51514-1996
Testing of Lubricants- Determination of the Mix-
ture Gap of Refrigerator oil in Refrigerants Ьу
154
Продолжение табл. 2.10
Стандарт
Наименование
Pтessure Tube Method (Материалы смазочные.
Определение области расслаивания смесей масла
для холодильных машин в хладатентах методом
трубки под давлением)
гост 5546-86
Масла для холодильных машин. Технические
условия (с изменениями N., .
1' 2), раздел 5.4 .
Метод определения температуры хлопьеобразо-
вания смеси масла с хладатентом
DIN 51351-1982
Testing of Lubтicants. Deteтmination of Floc Point
of Refтigeтator Oils (Масла смазочные для хала-
дильных машин. Определение точки хлопьеобра-
зования)
DIN 51538-1998
Testing of Lubтicants for Refтigeтation Compтes-
sors for Resistance to Ammonia (Тестирование
смазок для холодильных компрессоров для со-
противления аммиаку)
ASTM D4951-14
Standaтd Test Method for Deteтmination of Addi-
(2019)
tive Elements in Lubтicating Oils Ьу Inductively
Coupled Plasma Atomic Emission Spectтometтy
(Стандартный метод испытаний для определения
содержания присадок в смазочных маслах с по-
мощью атомно-эмиссионной спектрометрии с ин-
дуктивно-связанной плазмой)
ASTM D5185-18
Standaтd Test Method for Multielement Deteтmi-
nation of Used and Unused Lubтicating Oils and
Base Oils Ьу Inductively Coupled Plasma Atomic
Emission Spectтometтy (ICP-AES) (Стандартный
метод мнотоэлементното анализа использованных
и неиспользованных смазочных и базовых масел
методом атомно-эмиссионной спектрометрии с
индуктивно связанной плазмой (АЭС-ИСП))
DIN 51538-1998
Testing of Lubтicants for Refтigeтation Compтes-
sors for Resistance to Ammonia (Тестирование
смазок для холодильных компрессоров для со-
противления аммиаку)
ASHRAГ
Sealed Glass Tube Method to Test the Chemical
97-2007
Stability of Mateтials for Use within Refтigeтant
Systems (Запечатанный метод стеклянной трубки
для испытания химической стабильности матери-
ало в для использования в охлаждающих систе-
мах)
*Общество американских инженеров по отоплению и вентиляции.
155
2.5 .2.1. ТЕМПЕРАТУРА ТЕКУЧЕСТИ
Температуру текучести определяют по стандарту
ГОСТ 20287-91 <i:Нефтепродукты. Методы определения
температур текучести и застывания~. Сущность метода за
ключается в предварительном нагревании образца испыту
емого нефтепродукта с последующим охлаждением его с
заданной скоростью до температуры, при которой образец
остается неподвижным. Указанную температуру принима
ют за температуру застывания. Наиболее низкую темпера
туру, при которой наблюдается движение нефтепродуктов
в условиях испытания (применение специального устрой
ства), принимают за температуру текучести.
Температуру застывания определяют с использованием
различных автоматических приборов. Специалисты по
сертификации средств измерений указывают, что темпера
туру текучести по ГОСТ 20287-91 необходимо определять
только ручным методом.
Температуру текучести определяют также по методу
DIN 51568-1974 "Testing of Lubricating Oils. Determination
of Ability to Flow. U -tube Method".
(Масла смазочные.
Определение текучести с применением U-образных тру
бок). Температура текучести по этому методу определяет
подвижность и характеризуется скоростью подъема масла
в U -образной трубке под избыточным давлением в 50 мм
вод. ст. в зависимости от температуры. Вид U-образной
Термометр
SCASTM
Корковая
пробка с
156
К регулятору
вакуума
трубки для определения
температуры текучести при
веден на рис. 2.5 .
Кроме приведеиных вы
ше стандартов применяют
другие: ASTM D97-17Ь
"Standard Test Method for
Pour Point of Petroleum
Products" (Стандартный ме
тод определения точки по
тери текучести нефтепро-
Рис. 2.5 . U-трубка для определе
ния температуры текучести
дуктов), ГОСТ 32463-2013 <i:Нефтепродукты. Определение
температуры потери текучести методом автоматического
наклона» и стандарт ASTM D5950-02 (2007) "Standard
Test Method for Pour Point of Petroleum Products (Auto-
matic Tilt Method)" (Стандартный метод определения
температуры текучести нефтепродуктов (метод автомати
ческого наклона)).
2.5 .2.2 . АНИЛИНОВАЯ ТОЧКА
Определение анилиновой точки производят двумя мето
дами: ГОСТ 12329-77 (СТ СЭВ 4535-84) <i:Нефтепродукты
и углеводородные растворители. Метод определения ани
линовой точки и ароматических углеводородов (с измене
ниями N2 1, 2)» и ASTM D611-12(2016) "Standard Test
Methods for Aniline Point and Mixed Aniline Point of Petro-
leum Products and Hydrocarbon Solvents" (Стандартные ме
тоды определения анилиновой точки и анилиновой точки
смеси нефтепродуктов и углеводородных растворителей).
П ринципиальных отличий методы определений не имеют.
Определение ароматических углеводородов методом ани
линовых точек основано на определении температур вза
имного растворения равных объемов анилина и раствори
теля до и после удаления из растворителя ароматических
углеводородов. Прибор для определения анилиновой точ
ки состоит из пробирки, изготовленной из термостойкого
стекла, вставленной на корковой пробке в пробирку-муфту
из термостойкого стекла. Внутренняя пробирка закрывает
ся корковой пробкой со вставленным в нее термометром и
мешалкой. Мешалка из мягкой стальной проволоки. При
автоматическом перемешивании приме-
няют мешалку, выполненную в виде
стержня. В качестве направляющего
устройства для мешалки используется
стеклянная трубка (рис. 2.6).
Рис. 2.6 . Пробирка для определения анилино-
вой точки:
1 - термометр; 2 - гибкая проволочная мешалка;
З - стеклянная трубка; 4 - пробки; 5 - пробир
ка; 6 - рубашка
157
Для определения анилиновой точки во внутреннюю
пробирку прибора заливают равные объемы анилина и хо
лодильного масла. Пробирку закрывают пробкой с термо
метром и мешалкой, вставленные в пробирку-муфту. Мет
ка погружения термометра совпадает с уровнем жидкости
в пробирке, ртутный шарик не касается стенки пробирки и
находится на линии раздела нефтепродукта или раствори
теля и анилина. Прибор помещают в силиконовую баню.
Баню нагревают со скоростью 1-3 ос в минуту при непре
рывном перемешивании до полного смешения нефтепро
дукта с анилином. Когда раствор в пробирке станет одно
родным и прозрачным, нагрев бани прекращают, раствор
перемешивают и охлаждают со скоростью от 0,5 до 1,0 ос
в минуту до появления мути. Температуру образования
равномерной мути, распространяющейся на весь объем
жидкости в пробирке, отмечают с точностью до О, 1 ос, эта
температура и является анилиновой точкой холодильного
масла.
2.5.2 .3 . ЧИСЛО ОМЫЛЕНИЯ
Число омыления в России и Европе определяется двумя
методами по стандартам: ГОСТ 17362-71 .;Масла нефтя
ные. Метод определения числа омыления~ и DIN 51559-2 -
1990 "Testing of Mineral Oils. Determination of Saponifica-
tion Number. Color- Indicator Titration, Insulating Oils".
(Масла минеральные. Определение числа омыления изо
ляционных масел методом титрования с применением
цветного индикатора).
Определение числа омыления основано на растворении
испытуемого продукта в спирта-толуольной смеси или в
метилэтилкетоне проводят кипячением полученного рас
твора со спиртовым раствором щелочи и оттитровыванием
непрореагировавшей щелочи раствором соляной кислоты.
В колбу с холодильным маслом, количество которого
зависит от числа омыления, приливают цилиндром 50 смЗ
спирта-толуольной смеси или метилэтилкетона и 25 смЗ
спиртового раствора едкое кали. Если число омыления бо
лее 3 мг КОН на 1 г, применяют 1,0 моль/дмЗ (1,0 н)
раствор едкого кали; если менее 3 мг КОН на 1 г, то при
меняют О, 1 моль/дмЗ (0, 1 н) раствор едкого кали. Колбу
158
соединяют с обратным холодильником и кипятят в течение
0,5-1 ч в зависимости от состава холодильного масла. За
тем в колбу добавляют 1 смЗ раствора фенолфталеина, и
холодильное масло титруют раствором соляной кислоты
соответствующей концентрации. После исчезновения или
изменения окраски в конце титрования добавляют в колбу
1-2 капли раствора соляной кислоты и оставляют колбу
на 30 с, перемешивая содержимое колбы. При применении
в качестве индикатора фенолфталеина отсутствие окраши
вания в течение 30 с указывает на конец титрования.
Если число омыления масел более 3 мг КОН на 1 г,
применяют 1,0 н раствор соляной кислоты; если менее
3 мг КОН на 1 г, применяют О, 1 н раствор соляной кис
лоты.
При испытании масел с неизвестным числом омыле
ния проводят предварительное ориентировочное испытание
1О г продукта с использованием 1, О моль/ дмЗ ( 1, О н) рас
твора едкого кали.
Число омыления испытуемого масла (ЧОJ в мг КОН
на 1 г вычисляют по формулам:
-
при применении О, 1 моль/дмЗ (0, 1 н) раствора HCl
ЧО =(V-V1 )·K·5,61.
м
'
т
-при применении 1,0 моль/дмЗ (1,0 н) раствора HCl
ЧО = (V -V1)·K1 ·56,11
м
'
т
где V - объем раствора соляной кислоты, израсходован
ный на титрование раствора контрольного опыта, смЗ;
v1 - объем раствора соляной кислоты, израсходованный
на титрование испытуемого масла, смЗ; К и К1 - попра
вочные коэффициенты соответственно для О, 1 моль/дмЗ
(0, 1 н) и 1,О моль/ дмЗ ( 1,О н) растворов соляной кисло
ты; т- масса испытуемого масла, г.
2.5 .2 .4 . ОЦЕНКА ПРОТИВОИЗНОСНЫХ СВОЙСТВ
Испытание на четырехшариковой машине (ЧШМ) в
России осуществляют по ГОСТ 9490-75 .;Материалы сма-
159
зочные жидкие и пластичные. Метод определения триба
логических характеристик на четырехшариковой машине~.
Метод не применим для оценки трибологических характе
ристик холодильных масел, так как в России не выпуска
ют масла для холодильных машин с противоизносными
присадками. Нагрузка при испытании по ГОСТ 9490-75
значительно превосходит нагрузки в холодильных маши
нах при эксплуатации.
В европейских странах оценку противоизносных
свойств компрессорных масел производят по коэффициен
ту трения на машине Falex по ASTM D3233-19 "Standard
Test Methods for Measurement of Extreme Pressure Proper-
ties of Fluid Lubricants (Falex Pin and Vee Block
Methods)" (Стандартные методы испытания для оценки
противозадирных свойств смазочных жидкостей (Falex
PIN и У-образный блок методов) (рис. 2. 7).
Для определения коэффициента трения используют два
теста: LWW-1 тест - вращение (нагрузка
-
2860 Н, вре
мя - 72 мин, скорость - 7,9 м/мин), LFW-1 тест - коле
бания (нагрузка- 900 Н, частота- 89,5 кол/мин). Испы
тывается масло без хладагента. Для холодильных масел
применяют оба теста, но чаще определяют коэффициент
трения при вращении шпинделя между двумя блоками
(см. рис. 2. 7). Тест состоит из запуска вращающего сталь-
Рис. 2.7 . Внешний вид машины Falex
160
наго шпинделя со скоростью 290±1 О об/ мин между двумя
У-образными блоками, погруженными в испытываемое
масло. Шпиндель фиксируется штифтом (шпилькой). На
грузка на блок осуществляется с помощью храповика. При
испытании нагрузка постепенно увеличивается. При каж
дом приращении нагрузки величина остается постоянной в
течение минуты. Испытания проводят до нагрузки 2860 Н
или срезания шпильки (штифта). По зависимости нагруз
ки от времени рассчитывается коэффициент трения.
2.5 .2.5. СМЕШИВАЕМОСТЬ И РАСТВОРИМОСТЬ
В России стандарты на эти показатели не приняты.
В европейских странах термин <i:смешиваемость~ не ис
пользуется, а оценивается расслоение по DIN 51514 Test-
ing of Lubricants - Determination of the Mixture Gap of
Refrigerator Oil in Refrigerants Ьу Pressure Tube Method
(Материалы смазочные. Определение области расслаива
ния смесей масла для холодильных машин в хладагентах
методом трубки под давлением).
Расслоение холодильных масел с хладагентами отра
жается на диаграммах смешиваемости. Испытание прово
дят в пробирке из термически стойкого борасиликатного
или молибденового стекла в автоклавах. Данные для по
строения диаграмм получают путем тестирования смесей
<i:масло - хладагент~ при разных концентрациях. Гомоге
низированную и охлажденную смесь <i:масло - хладагент~
~ 120 Е~~~~!~~~~2~~3~~~~~~~~~~~~=33
~90
~ 60 1-----+----+----+------+----t---1
~ 30 ~------+-------1-------~-------+------~~
= о ~------+-------1-------~-------+------~~
~ -30 h~~~~~~~~~~~;;::=+====+=1
-60о
10
20
30
40
50
Концентрация (%масс. масла в смеси R-134а-масло)
Рис. 2.8 . Диаrрамма смешиваемости масла FUCHS RENISO TRIТON
SEZ 32 с фреоном R-134a
161
нагревают с шагом в 3 °С. Температура (точка) разделе
ния смеси на компоненты (характеризуется помутнением
или образованием эмульсии в изначально прозрачной
жидкости) является границей смешиваемости. Множество
точек для различных концентраций образуют диаграмму
смешиваемости.
Диаграмма смешиваемости масла FUCHS RENISO
TRIТON SEZ 32 с фреоном R-134a представлена на диа
грамме (рис. 2.8).
2.5 .2.6. ТЕМПЕРАТУРА ХЛОПЪЕОБРАЗОВАНИЯ
Для определения температуры хлопьеобразования в
России и европейских странах используют стандарты:
ГОСТ 5546-86 <i:Масла для холодильных машин. Техниче
ские условия (с изменениями N2 1, 2)~ и DIN 51351-1982
"Testing of Lubricants; Determination of Floc Point of Re-
frigerator Oils" (Масла смазочные для холодильных ма
шин. Определение точки хлопьеобразования).
Метод определения температуры хлопьеобразования за
ключается в охлаждении ампулы со смесью <i:масло - хла
дагент~ в соотношении 1:9 до появления хлопьев или мо
лочного помутнения смеси. Для выполнения анализов
монтируется вакуумная система (рис. 2.9) или другого
типа, обеспечивающая необходимый режим подготовки
пробы.
Ампулу промывают экстракционным бензином и ацето
ном, высушивают в сушильном шкафу в течение 0,5 ч при
7
7
Рис. 2.9 . Вакуумная система:
1 - баллон с хладагентом; 2 -ртуть; 3 -стекловата, молекулярное сито
или силикагель; 4- ампула; 5- вакуумметр; 6- вакуумный насос; 7-
кран
162
температуре 105 ос и вводят в нее шприцем 1 смЗ масла.
Для удаления из испытуемого масла влаги и предотвраще
ния выделения кристаллов льда и гидратов в процессе
охлаждения ампулу с маслом помещают в водяную баню
при температуре кипения и подключают на 0,5 мин к ли
нии, создающей вакуум с остаточным давлением от 10 до
20 Па.
Ампулу, подключенную к вакуумной линии, охлаждают
в бане с этиловым спиртом и с твердой углекислотой до
температуры- (50-76) 0 С. В ампулу, выдерживае:;,ую при
низкой температуре и в вакууме, всасывают 9 см хлад
агента для поддержания соотношения -«масло - хладагент~
1:9. После перекрытия вакуумной линии кран (7) закры
вают и капиллярный конец запаивают или закрывают
заглушкой. Допускается заполнять предварительно охла
жденную ампулу хладагентом через капилляр, опущенный
до поверхности масла. Температура охлаждения при этом
должна быть не выше -50 ос.
Ампулу выдерживают при комнатной температуре в те
чение 30-45 мин и смесь -«масло - хладагент~ тщательно
встряхивают или перемешивают, перемещан магнит вдоль
ампулы до полного растворения масла в хладагенте.
Запаянную ампулу вводят в охлаждающую баню, име
юшую температуру смеси от 18 до 28 ос, при этом уровень
жидкости в ампуле должен быть не менее чем на 50 мм
ниже уровня жидкости в охлаждающей бане. Скорость
охлаждения бани составляет 5 ос в минуту. За 5-7 ос до
ожидаемой температуры хлопьеобразования ее снижают
до 1 ос в минуту. Охлаждение со скоростью 1 ос в мину
ту проводят до тех пор, пока в растворе не обнаружится
выделение в виде хлопьев или такое помутнение, при ко
тором не видно сетки миллиметровой бумаги, помещенной
с противоположной стороны ампулы.
2.5 .2 .7 . ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯХИМИЧЕСКИХ
ЭЛЕМЕНТОВ В МАСЛАХ МЕТОДОМ ИНДУКЦИОННОЙ
СВЯЗАННОЙ ПЛАЗМЫ (ISP)
Для определения содержания элементов в маслах и
нефтепродуктах широко используют спектрометры с ин
дуктивно-связанной плазмой (ICP). В европейских стра-
163
нах метод используется для контроля свежих компрессор
ных, трансформаторных и холодильных масел.
Индуктивно-связанная плазма - это тип газового разря
да, возбуждаемого переменным магнитным полем при по
мощи индукционной катушки (индуктора). Также ICP
имеет другие названия: индукционная плазма, индукцион
ный разряд. Зажигается ICP и поддерживается за счет
циклических индуцированных вихрей электрического тока
свободных электронов (и ионов) в плазме. Для возбужде
ния ICP обычно используется переменное электромагнит
ное поле на частоте 1-100 МГц.
При атмосферном давлении (обычно в аргоне) ICP
в виде открытой горелки используется в спектроскопиче
ских методах аналитической химии для определения со
става веществ и материалов.
В аналитической ICP в горелку обычно подается рас
творенное анализируемое вещество, распыляемое в виде
аэрозоля и вносимое в плазменную горелку потоком арго
на. Когда в плазму аргоновой горелки попадают капельки
аэрозоля, они моментально испаряются и распадаются на
атомы и ионы. Возбужденные в плазме атомы и ионы де
тектируются методами атомно-эмиссионной спектрометрии
ISРИСП-АЭС либо масс-спектрометрии ISP-MC (рис. 2.10).
Приборы, использующие ICP, создают высокую кон
центрацию электронов (порядка 1015 см-3) и температуру
(6000-10 000 °К), что позволяет определять от 60 до 80
элементов практически в течение S мин при содержании
элементов от нанаграмма до 10-100 мг /л.
Прибор ICP комплектуется программным обеспечением
ICP Expert II, которое позволяет осуществлять анализы
по известным ASTM D4951-14(2019) и ASTM DS18S-18 .
uПлазма
Спектрометр
Детектор
Рис. 2.10. Упрощенная схема работы системы
164
При использовании приборов ISP для контроля состоя
ния холодильных масел оценивают 17 химических элемен
тов, которые делятся на три группы (табл. 2.11):
индикаторы износа;
присадки;
загрязнения.
Таблица 2.11
Химические элементы, определяемые методом атомно-эмиссионной
спектрометрии в отработанном холодильном масле
Наименование
Единица измерения
Содержание
Индикаторы износа
Железо
мr/кr
1
Хром
мr/кr
о
Олово
мr/кr
о
Алюминий
мr/кr
о
Никель
мr/кr
о
Медь
мr/кr
о
Свинец
мr/кr
о
Молибден
мr/кr
о
Присадки
Кальций
мr/кr
о
Магний
мr/кr
о
Цинк
мr/кr
о
Фосфор
мr/кr
15
Барий
мr/кr
о
Вор
мr/кr
о
Загрязнение
Кремний
мr/кr
3
Калий
мr/кr
о
Натрий
мr/кr
о
165
2.5.2 .8 . ОЦЕНКА ВЗАИМОДЕЙСТВИЯ МАСЛА С АММИАКОМ
При эксплуатации холодильных масел в России оцени
вают действие аммиака по результатам анализов при экс
плуатации. Лабораторные методы для подобных испыта
ний не разработаны, иногда используют исследовательские
методы. В европейских странах проводят испытания по
DIN 51538-1998 "Testing of Lubricants for Refrigeration
Compressors for Resistance to Ammonia" (Тестирование
смазок для холодильных компрессоров для сопротивления
аммиаку).
Испытания по DIN 51538-1998 осуществляют следую
щим образом: через испытуемое масло при температуре
120 ос в течение 168 ч в присутствии стального катализа
тора пропускается струя воздуха, насыщенного аммиаком.
Величина щелочного числа после испытания масла срав
нивается со значениями для свежеm масла. Этот показа
тель является критерием стабильности для холодильных
масел, находящихся в контакте с аммиаком. Щелочное чис
ло определяется по DIN ISO 3771 или ГОСТ ISO 3771-2013.
Во ВНИИ НП разработана методика оценки стабильно-
сти масел против окисления в
пользованием оборудования,
оценке по ГОСТ 981-75.
присутствии аммиака с не
которое применяется при
2.5.2 .9 . ХИМИЧЕСКАЯ И ТЕРМИЧЕСКАЯ СТАБИЛЬНОСТЬ
СМЕСИ <<ХЛАДАГЕНТ- МАСЛО>>
Проверку химической и термической стабильности осу
ществляют разными исследовательскими и стандартными
методами.
ГОСТ 981-75 .;Масла нефтяные. Метод определения
стабильности против окисления~ распространяется на
нефтяные масла с присадками и без присадок и уста
навливает метод определения стабильности против окисле
ния трансформаторных, турбинных и других нефтяных
масел.
Сущность метода заключается в окислении масла в
приборе ВТИ под воздействием кислорода при повышен
ной температуре в присутствии катализатора. Стабиль
ность масла против окисления характеризуется кислотным
166
числом, количеством летучих низкомолекулярных кислот
и осадка, образующихся при окислении.
При отсутствии в нормативно-технической документа
ции на нефтяные масла условий испытания масло окисля
ют при температуре 120 ос в течение 14 ч, подачи кисло
рода 200 мл/мин (табл. 2.12).
Для оценки химической стабильности холодильного
масла используют тест Philipp в присутствии паров хлад
агента с избытком воздуха при давлении, соответствующем
температуре хладагента +40 ос.
Оценка химической и термической стабильности смесей
-«хладагент - масло~ в России не производится. В евро
пейских странах и США оценку химической стабильности
производят по стандарту ASHRAE 97-2007 "Sealed Glass
Tube Method to Test the Chemical Stability of Materials for
Use within Refrigerant Systems" (Запечатанный метод
стеклянной трубки для испытания химической стабильно
сти материалов для использования в охлаждающих систе
мах). Применение стандарта ASHRAE 97-2007 является
обязательным при постановке на производство, использу
ется всеми производителями холодильных масел. Метод
позволяет оценивать влияние хладагента в масле на кор
розию различных металлов (углеродистая сталь, медь,
алюминий). Оценка коррозии производится визуально по
Таблица 2.12
Условия испытаний холодильных масел по оценке стабильности
против окисления по ГОСТ 981-75
Условия испытаний по оценке стабильности против окисления
Температура, ос
120
Время окисления, ч
14
Скорость подачи кислорода, мл/мин
200
Катализатор: медная пластинка с надетой на нее стальной спиралью;
при испытании трансформаторных масел - только медная пластинка
Норма стабильности против окисления масла ХА-40 по ГОСТ 5546-86
Осадок после окисления, %, не более
0,02
Кислотное число после окисления, мг КОН/г, не более
0,5
167
Рис. 2.11. Внешний вид пластин из уrлеродистой стали, меди и алю
миния после старения, после извлечения из трубок
внешнему виду пластинки и при измерении коррозии в
запаянной трубке до и после испытаний. По результатам
испытаний выполняются фотографии (рис. 2.11).
Испытания по оценке химической и термической ста
бильности смесей проводят в герметичной стеклянной
трубке Ashrae, в которой находятся пластины из алюми
ния, меди или железа при температуре 175 °С, в течение
двух недель. Специальным оборудованием обеспечивается
охлаждение хладагента и впрыск его в трубку, которая
при этом запаивается.
Растворенные металлы анализируются методом ICP-AES
в соответствии с ASTM DS185-09, кислотное число опре
деляется по модифицированному методу ASTM D974-08,
а оценка разрушения (разложение) хладагента проводится
в соответствии с AHRI 700-2011 и приложеннем C&D-2008.
2.5 .3. ТРЕБОВАНИЯ К МАСЛАМ ДЛЯ КОМПРЕССОРОВ
ХОЛОДИЛЬНЫХ МАШИН
Масла для компрессоров холодильных машин необхо
димы для смазки трущихся деталей агрегатов в целях
уменьшения силы трения и снижения износа сопрягаемых
деталей, отвода части теплоты, которая выделяется при
трении сопрягаемых деталей и удаления продуктов изна
шивания, а также способствует повышению герметичности
сальниковых уплотнений на валу компрессора.
Особенность эксплуатации масел для компрессоров хо
лодильных машин заключается в том, что они непрерывно
168
контактируют с холодильным агентом. При работе ком
прессора холодильной машины постоянно изменяются тем
пература и давление среды в компрессоре. Хладагент в
ходе всасывания интенсивно охлаждает стенки цилиндров
компрессора, поэтому температурные условия работы мас
ла в компрессорах холодильных машин значительно легче,
чем в воздушных компрессорах.
При нормальных условиях эксплуатации в рабочих по
лостях компрессора воздух отсутствует, поэтому процессы
окисления также отсутствуют. Но если в систему попадает
воздух, то начинается окисление масла. Окисление проис
ходит при сжатии, когда повышается температура и уве
личивается парциальное давление кислорода. Холодиль
ные масла должны обладать высокими антиокислительны
ми свойствами.
Масла для холодильных машин не должны вступать в
реакцию с хладагентом, их смесь не должна вызывать
коррозию металлов, иметь хорошие низкотемпературные
свойства.
Особенно опасно для холодильных масел попадание во
ды, так как происходят химические реакции, могут обра
зовываться твердые отложения и осадки.
Растворимость хладагента в смазочном материале явля
ется важной характеристикой масла для компрессоров хо
лодильных машин. Смешивание и растворение хладагента
происходит в картере компрессора. Необходимо обеспе
чивать такое соотношение, чтобы вязкость не снизилась
до критических показателей, которые нормируются изго
товителями компрессора. Высокая растворимость обеспе
чивает циркуляцию и высокий уровень охлаждения. Мас
ла с низкой растворимостью гарантируют лучшие условия
смазки движущихся частей компрессора и уплотнения по
сальникам на валах компрессора.
Необходимо выбирать оптимальную растворимость мас
ла с учетом эксплуатации и конструкции холодильной ма
шины.
В большинстве случаев хорошая растворимость хлад
агента в масле оказывает положительное влияние на про
цессы охлаждения в компрессорах холодильных машин.
В зависимости от растворимости хладагентов в масле,
они делятся на группы:
169
-
хладагенты, которые смешиваются с маслом в любых
пропорциях при любых условиях в холодильной системе;
-
хладагенты, которые смешиваются в условиях кон
денсатора, но не в испарителе;
-
хладагенты, которые незначительно смешиваются
или не смешиваются с маслом при любых условиях в си
стеме охлаждения.
Растворимость масел в хладагентах различна. Аммиак и
диоксид углерода практически не растворяются в нефтя
ных маслах. Практически неограниченную растворимость
демонстрирует хладагент R-12 в масле ХФ-12-16. Хла
дагент R-22 с нефтяным маслом ХФ-22-24 смешивается
неограниченно от температуры -12 ос и ниже, а также
с синтетическим маслом ХФ-22С-16 - до температуры
-60 °С.
Фреон-12 относится к хладагентам с неограниченной
растворимостью. Растворимость фреона-12 приведена на
рис. 2.12 . При температуре 16 ос и давлении 0,3 МПа со
держание фреона в масле составляет около 50 % масс. При
температуре 60 ос и давлении 0,3 МПа содержание фрео
на в масле около 8 % масс., вязкость масла резко увеличи
вается. Это обстоятельство применяется на практике при
эксплуатации. Если компрессор некоторое время простаи
вал и температура раствора в картере стала рав-ной тем
пературе окружающей среды, то пуск компрессора может
1
о102030405060
Вес, 0/о
170
привести к появлению задира
подшипников
и
износу
из-за малой вязкости раствора.
Поэтому во многих компрессо
рах установлены нагреватели,
которые используют при пуске
после
При
длительной
эксплуатации
остановки.
обычных
компрессоров количество цир
кулирующего масла составляет
10-15 % от количества цирку
лирующего фреона.
Рис. 2.12. Растворимость фреона-12
в нефтяном масле при различных тем
пературе и давлении
При низких температурах испаряемость масла ничтож
на, а так как большинство частей компрессора имеют низ
кие температуры, то можно считать, что концентрация (по
маслу) паровой фазы практически равна нулю. В этом
случае растворы масла и хладагента в переохлажденном
состоянии близки к насыщению в картере. В некоторых
случаях можно ожидать выпадение осадка.
Температура, при которой из раствора может выпасть
осадок, приводится в характеристике масла. Процесс но
сит название -«хлопьеобразование~. Для разных масел этот
процесс происходит при разной температуре. Так, хлопье
образование для раствора хладона R-12 в масле ХА-30
происходит при температуре -40 ос, с этим же хладоном
для масла ХФ-12-16 - при
- 50 ос, для синтетического
масла ХС- при -55 °С.
При выборе масла для компрессоров холодильной ма
шины необходимо учитывать эксплуатационные характе
ристики холодильной машины, а также особенности си
стемы в целом и применяемого хладагента.
Основные требования к качеству холодильных масел
отражаются в стандартах. В странах ЕС и России по ос
новным показателям требования одинаковые. Требования
в странах ЕС определены в стандарте DIN 51503-1:2011-01
. ;Lubricants
Refrigerator Oils
Part 1: Minimum
Requirements~ (Масла для холодильных машин. Часть 1.
Минимальные требования). Эти требования устанавливают
дополнительные испытания масел при выборе хладагента.
При постановке на производство масел для холодиль
ных машин проводят дополнительные лабораторные и стен
довые испытания по Р Д 26-03 -34 -87 .;Масла для холо
дильных машин. Методика стендовых и эксплуатационных
испытаний~, разработанные АО .;ВНИИХОЛОДМАШ~.
В российских стандартах не приняты европейские клас
сы вязкости. В соответствии с ГОСТ 5546-86, в названии
холодильных масел указывается число, соответствующее
вязкости масел при температуре 50 °С. Числом и буквой
(или цифрой для марки фреона) обозначается хладагент,
с которым рекомендуется данное масло применять.
Например, название ХА-30 означает, что холодильное
масло предназначено для аммиачных машин, вязкость у
него примерно 30 мм2 /с при 50 ос. Название ХФ-12-16
171
означает, что масло с вязкостью при 50 'С около 16 мм2/с
рекомендуется для фреоновых (буква .;ф~) холодильных
машин, работающих на хладагенте R-12. В названиях
масел на синтетической основе присутствует буква -«С~.
В частности, масло ХС-40 расшифровывается как синтети
ческое холодильное масло с вязкостью около 40 мм2 /с
при 50 °С. В масле ХС-40 обозначение хладагента не ука
зано, поскольку оно может применяться как с аммиаком,
так и с другими хладагентами.
Стандарт DIN 51503-1 предусматривает разделение хо
лодильных масел на группы в зависимости от вида хлад
агента (табл. 2.13).
Таблица 2.13
Классы холодильных масел по DIN 51503-1 в зависимости
от вида хладагента
Группа
Предназначение к применению
масел
КА
Холодильные масла только для аммиака
КАА
Холодильные масла, не смешиваемые с аммиаком на осно-
в е минеральных, минеральных гидрированных и нафтено-
вых, синтетических: полиальфаолефинов и алкилбензолов.
Из них основными являются гидрированные минеральные
и РАО
КАВ
Холодильные масла, смешиваемые с аммиаком, преимуще-
ственно на основе полиалкиленгликолей (PAG). Содержание
воды при использовании в аммиачных машинах не ДОЛЖНО
превышать 350 ppm
кв
Холодильные масла для работы с углекислым газом (С02)
на основе синтетических полиэфиров (РОЕ) хорошо смеши-
ваются с СО2. PAG ограниченно смешиваются с СО2. РАО
не смешиваются с СО2
кс
Холодильное масло для частично и полностью галогени-
рованных (фторированных/хлорированных) уг леводоро-
дав (CFC, HCFC)' . Как п ра ви ло , эти масла на минераль-
ной или алкилбензольной основе (в некоторых случаях
возможно пр именение эфирных масел). Содержание во-
ды Б этой группе у свежих масел не ДОЛЖНО превышать
30 ppm. При превышении возможно протекание нежелатель-
ных реакций с хладагентом, которое приводит к разделению
смеси
172
Продолжение табл. 2.13
Группа
Предназначение к применению
масел
KD
Холодильные масла для частично или полностью фториро-
ванных углеводародов (HFC, FC), как правило, на основе
полиэфиров (РОЕ) или полиалкилгликолей (PAG). Хала-
дильные масла группы KD являются полярными продуктами
с ярко выраженной гигроскопичностью. Для свежих масел
на основе эфиров содержание воды не должно превышать
100 ppm, для масел на основе полиалкилгликолей- не более
350 ppm
КЕ
Холодильное масло для углеводородных хладагентов,
например, типа пропапа или изобутана. Масла как на мине-
ральной основе, так и на синтетической основе РАО, PAG,
РОЕ или на алкилбензольной. в зависимости от основы
регламентируется содержание воды в свежих маслах: на ми-
перальной и алкилбензольной- не более 30 ppm; для РАО -
не более 50 ppm; для РОЕ- не более 100 ppm; для PAG-
не более 350 ppm
*Обозначения смотри по ГОСТ ISO 817-2014 <~:Хладагенты. Систе-
ма обозначений».
Стандарт DIN 51503-1 предусматривает нормирова
ние показателей для каждой группы масла отдельно. Не
нормируется, а определяется обязательно - смешиваемость
с хладагентом - по DIN 51514-196 и цвет. Остальные
показатели должны отвечать нормам стандарта: вязкость,
температура вспышки и застывания, кислотное число,
для некоторых групп и щелочное число методом потен
циометрического титрования хлорной кислотой
по
DIN ISO 3771-1985, содержание воды - по DIN 51777
и содержание золы - по DIN EN ISO 6245. Требования
к холодильным маслам различных групп приведены в
табл. 2.14 -2.19.
Таблица 2.14
Требования к холодильным маслам группы КАА
Свойства
Требования
Стандарт
Класс вязкости
ISO VG
ISO 3448
221321461681100
Цвет
Прозрачный
Визуально
173
Продолжение табл. 2.14
Свойства
Класс вязкости
Кинематическая
вязкость при
40°С,мм2/с
Температура
застывания, 0 С,
не менее
Температура
вспышки, 0 С,
не менее
Кислотное чис
ло, мг КОН/г,
не более
Щелочное чис
ло, мг КОН/г,
не более
Зольность, %
масс., не более
Содержание
воды, мг/кг
Требования
22
32
19,8- 28,8-
24,2 35,2
ISO VG
46
41,4-
50,6
68
61,2-
74,8
100
90-
110
Стандарт
ISO 3448
DIN EN ISO 3104
30 -24 -21 -15
-9 DIN ISO 3016
150
160
170
о,о8·
Определяется
о,о1·
Воды< 50 (минеральное масло,
полиальфаолефины), воды < 80
(алкилбензол)**
DIN EN ISO 2592
DIN 51558-1
DIN ISO 3771
DIN EN ISO 6245
DIN 51777-1 ...
или
DIN 51777-2 ...
*Не относится к маслам холодильной машины с активными при
садками. В этих маслах холодильной машины количество нейтра
лизации и содержание золы должны быть указаны поставщиком.
**Применяется к маслам холодильной машины в закрытых контей
нерах в состоянии поставки. Содержание воды в других емкостях -
по договоренности, см. приложение А.
***DIN 51777-1 (прямой способ): для масел холодильной машины
без присадок. DIN 51777-2 (косвенный способ): для масел холодиль
ной машины с присадками и без них.
Примечание. DIN 51558-1 «Масла минеральные. Определение
кислотного числа методом титрования с применением цветного инди
катора». DIN ISO 3771 «Нефтепродукты. Определение щелочного
числа методом потенциометрического титрования хлорной кисло
той».
174
Таблица 2.15
Требования к холодильным маслам группы КАВ
Свойства
Требования
Стандарт
Класс вязкости
ISO VG
ISO 3448
46
1681100
Цвет
Прозрачный
Визуально
Кинематическая вязкость при 41,4-161,2-1 90- DIN EN ISO
40°С,мм2/с
50,6 74,8 110 3104
Температура застывания, се,
Определяется
DIN ISO 3016
не менее
Температура вспышки, 0 С,
200
DIN EN ISO
не менее
2592
Кислотное число, мг КОН/г
Определяется
DIN 51558-1
Щелочное число, мг КОН/г
Определяется
DIN ISO 3771
Содержание воды, мr/кr, не
35о·
DIN 51777-1 ..
более
или
DIN 51777-Г
Смешиваемость с хладагента-
Определяется
DIN 51514
ми
*П рименяется для закрытых контейнеров при поставке. Содержа-
ние воды в других контейнерах - по договоренности, см. приложе-
ние А.
..D IN
51777-1 (прямой способ): для масел холодильной машины
без присадок. DIN 51777-2 (косвенный способ): для масел холодиль-
ной машины с присадками и без них.
Примечание. DIN 51514-1996 <~:Материалы смазочные. Оп ре-
деление области расслаивания смесей масла для холодильных машин
в хладагентах методом трубки под давлением».
Таблица 2.16
Требования к холодильным маслам группы КВ
Свойства
Требования
Стандарт
Класс вязкости
ISO VG
ISO 3448
32 146 168 1100115012201320
Цвет
Прозрачный
Визуально
175
~
...,
...,
Таблица 2.17
Требования к холодильным маслам группы КС
Свойства
Требования
Стандарт
Класс вязкости
ISO VG
ISO 3448
22
32
46
68
100
150
220
320
Цвет
Прозрачный
Визуально
Кинематическая
19,8- 28,8- 41,4- 61,2- 90 -110 135-165 198 - 288 - DIN EN
вязкость при 40 °С, мм2 1 с
24,2 35,2 50,6 74,8
242
352 ISO 3104
Температура застывания, 0 С,
-30
-24
-21
-15
-9
-9
-9
-9
DIN ISO 3016
не менее
Температура вспышки, ос, не 150
150
160
170
170
210
210
225 DIN EN ISO 2592
менее
Кислотное число, мг
КОН/г, не более
о,о2·
DIN 51558-1
Зольность, %, не более
о,о1·
DIN EN ISO 6245
Содержание воды, мг/кг, не
30..
DIN 51777-1 .. .
более
или
DIN 51777-2 .. .
Смешиваемость с хладаген-
Определяется
DIN 51514
тами
*Не относится к маслам холодильной машины с активными присадками. В этих маслах холодильной машины
кислотное число и содержание золы должны быть указаны поставщиком.
**Применяется только к закрытым контейнерам в состоянии поставки, за исключением эфирных масел. Мак-
симальпае содержание воды для эфирных масел в герметичных контейнерах: 100 мг/кг. Содержание воды в дру-
гой таре- по согласованию, см. приложение А.
***DIN 51777-1 (прямой способ): для холодильных масел без присадок. DIN 51777-2 (косвенный метод): для
холодильных масел с и без присадок.
Примечание. Обозначения по ГОСТ ISO 817-2014 «Хладагенты. Система обозначений» .
~ Таблица 2.18
"" Требования к холодильным маслам группы KD
Свойства
Класс вязкости
7
10
15
22
Цвет
Кинематическая
6,12- 9,0- 13,5- 19,8-
вязкость при 40 °С,
мм2jс
7,47 11,0 16,5 24,2
Температура засты- -39
-39
-39
-39
вания, 0 С, не менее
Температура вспыш
130
150
ки, 0 С, не менее
Кислотное число,
мг КОН/г, не ба-
лее
Содержание воды,
мг /кг, не более
Смешиваемость
с хладагентами
Требования
Стандарт
ISO VG
ISO 3448
32146168 110011501220 320 460
Прозрачный
Визуально
28,8- 41,4- 61,2- 90- 135- 198- 288 - 414- DIN EN
35,2 50,6 74,8 110 165 242 352 506 ISO 3104
-39
-30
-27 -24 -21 -21 -21 21 DIN ISO 3016
160
170
210
DIN EN ISO
2592
Определяется
DIN 51558-1
1оо·
DIN 51777-1 .. .
350..
или
DIN 51777-2 .. .
Определяется
DIN 51514
*Применяется к эфирным маслам в закрытых контейнерах в состоянии доставки. Содержание воды в другой
таре - по согласованию, см. приложение А.
**Применяется для полигликолей в закрытой таре в состоянии поставки. Содержание воды в другой таре- по
согласованию, см. приложение А.
***DIN 51777-1 (прямой способ): для холодильных масел без присадок. DIN 51777-2 (косвенный метод): для
холодильных масел с и без присадок.
Примечание. Обозначения смотри по ГОСТ ISO 817-2014 «Хладагенты. Система обозначений».
~
...,
<е
Таблица 2.19
Требования к холодильным маслам группы КЕ
Свойства
Класс вяз-
кости
5
7
10
15
22
Цвет
Кинемати- 4,14- 6,12- 9,0- 13,5- 19,8-
ческая вяз- 5,06 7,47 11 ,о 16,5 24,2
кость при
40 °С,
мм2jс
Темпера-
-36
-36
-36
-36
-30
тура засты-
вания, 0 С,
не менее
Темпера ту- 110 130 140
150
ра вспыш-
ки, 0С, не
менее
Кислотное
число, мг
КОН/г, не
более
Требования
Стандарт
ISO VG
ISO 3448
32
46
68 100 150 220 320 460
Прозрачный
Визуально
28,8- 41,4- 61,2- 90- 135 - 198- 288 - 414- DIN EN
35,2 50,6 74,8 110 165 242 352 506 ISO 3104
-24
-21
-15
-9
-9
-9
-9
-9
DIN ISO 3016
160
170
190
210
DIN EN ISO
2592
Определяется
DIN 51558-1
~ Продолжение табл. 2.19
<:>
Свойства
Класс вяз-
кости
1
1101
5
7
Содержа-
ние воды,
мг/кг, не
более
Смешивае-
масть
с хлада-
гентами
Требования
Стандарт
ISO VG
ISO 3448
1512213214616811001150122013201460
3о·
DIN 51777-1 .....
50..
или
100...
DIN 51777-2 .....
350....
Определяется
DIN 51514
*Применяется к минеральным маслам и алкилбензолам в закрытых контейнерах в состоянии доставки. Со-
держание воды в другой таре- по согласованию, см. приложение А.
**Применяется для полиальфаолефинов в закрытой таре в состоянии поставки. Содержание воды в другой
таре - по согласованию, см. приложение А.
***Применяется для диэфирных масел в закрытой таре в состоянии поставки. Содержание воды в другой та-
ре- по согласованию, см. приложение А.
****Применяется для полигликолей в закрытой таре в состоянии поставки. Содержание воды в другой таре-
по согласованию, см. приложение А.
*****DIN 51777-1 (прямой способ): для холодильных масел без присадок. DIN 51777-2 (косвенный метод): для
холодильных масел с и без присадок.
2.5 .4. БРАКОВОЧНЫЕ ПОКАЗАТЕJПI МАСЕЛ
ДЛЯ ХОЛОДИЛЬНЫХ МАШПН
Срок службы масел для холодильных машин различ
ный. Если в бытовой технике холодильные масла могут
работать несколько десятилетий (30-40 лет), то в про
мышленных холодильных машинах и криогенных систе
мах иногда не более 200 ч. Срок службы холодильного
масла зависит от условий эксплуатации, конструкции и
напряженности работы машины.
Показатели качества холодильных масел изменяются в
процессе эксплуатации. При эксплуатации изменение не
которых показателей имеет критический характер и при
достижении определенного их значения масло необходимо
заменить.
Контроль за состоянием масла по нормативным показа
телям в период эксплуатации позволяет повысить надеж
ность работы самой холодильной машины. Основной стан
дарт, по которому происходит отбраковка масел для холо
дильных машин в европейских странах, DIN 51503-2 -1985
"Lubricants; Refrigerator Oils. Used Refrigerator Oils"
(Масла для холодильных машин. Отработавшие масла)
рекомендует проверять в период эксплуатации показатели,
приведеиные в табл. 2.20. Из этих показателей только
число омыления и ИК-спектроскопия не применяются в
России.
Таблица 2.20
Показатели качества холодильных масел, определяемые
по DIN 51503-2
Группа масла
Показатель
Метод
Единица
по DIN 51503-1
испытаний измерения
КАА КАВ кс KD
Внешний вид Визуальный
-
х
х
х
х
Запах
-
-
-
х
х
Цвет, индекс ISO 2049 1
-
х
х
х
х
Кинематиче-
DIN 51550 мм2jс
х
х
х
х
екая вязкость или
при 40 ос
DIN 51562-1
КЕ
х
х
х
х
181
Продолжение табл. 2.20
Группа масла
Показатель
Метод
Единица
по DIN 51503-1
испытаний измерения
КААКАВксKDКЕ
Кислотное
DIN 51558-1 мг КОН/г -
-
х
х
х
число
Число о мыле- DIN 51559-2 мг КОН/г х
х
хх·.
ния
Щелочное
ISO 3771
мгКОН/г х
х
-
-
-
число
И К-спектра-
DIN 51451
-
х
х
х
х
х
скопия
Содер,:кание DIN 51777-1 мг Н20/кr -
'"
-
"'
-
воды
DIN 51777-2
*Это не относится к эфирным маслам.
**При отсутствии подготовки образца к испытанию согласно про-
цедуре DIN 51503-2 (разрешается определение методом с использова-
нием только кулонаметра CF).
***Определение содержания воды по методу DIN 51777-1 или
DIN 51777-2 применимо только к свежим смазочным материалам, не
содержащим каких-либо присадок. Если используются эти методы для
масел с присадками, то в этом случае результаты могут рассматри-
ваться только как ориентировочные значения.
Примечание. Диапазон цветовых чисел: от 0,5 до 8,0.
АО ,;ВНИИХОЛОДМАШ-ХОЛДИНГ~ установлены
браковочные показатели для российских холодильных ма
сел, приведеиные в табл. 2.21.
Таблица 2.21
Браковочные показатели масел для холодильных машин
Масло
Показатель
ХФ 12-16
ХА-30
ХМ-35
ХС-40
Изменение кине-
±15%
±15%
±15%
±15%
матической вязко-
сти при 50 се,
мм2jс
Кислотное число,
о,1
О,1наNНз
0,2
о,1
мг КОН/г, не
0,3 на R-22
более
182
Продолжение табл. 2.21
Масло
Показатель
ХФ 12-16
ХА-30
ХМ-35
ХС-40
Цвет, марки ЦНТ,
5
7
4-5
4-5
не более
Плотность при
Не выше Не ниже 870 Не вы- Не выше 860
20 °С, кгjмЗ
980
Не выше 920 ше 930
Содержание воды,
Отсутствие
%масс.
Содержание меха-
о,1
Винтовые
о, 15 Герметичные
нических приме-
о, 15
и малые бес-
сей, % масс.
Порюневые
сальниковые
0,2
0,07; винта-
вые и круп-
ные поршне-
вые О, 15
Примечание. РД 26-03-70-87 «Масла для холодильных машин.
Применение, замена и нормативы расхода в производстве и эксплуа-
тации холодильных машин» («ОАО ВНИИХОЛОДМАШ-ХОЛ-
ДИНГ>, 01 января 1987).
Компания FUCHS PETROLUB SE регламентирует
предельные значения по трем параметрам: вязкость,
содержание воды и кислотное число. Для нефтяных ма
сел группы КЕ отклонение кинематической вязкости при
40 ос допускается не более ±15 % от значений свежего
масла, максимальное содержание воды не более 80 (ppm)
мг Н20/кг, повышение кислотного числа не выше 0,1 мг
КОН/г (табл. 2.22).
Таблица 2.22
Предельные значения показателей для холодильных масел RENISO
Отклонение ки-
Максимальное
нематической
Кислотное
Продукт
Группа
вязкости
содержание
число,
при 40 °С,
БОДЫ (ppm),
мг КОН/г
мм2jс
мг Н2 0/кr
RENISO К
КАА ±15 % от значе-
100
-
Минеральное
ний свежего
(МС)
к с масла
60
0,07
КЕ
80
о,1
183
Продолжение табл. 2.22
Отклонение ки-
Максимальное Кислотное
нематической
Продукт
Группа
вязкости
содержание
число,
при 40 °С,
БОДЫ (ppm), мг КОН/г
мм2jс
мг Н2 0/кг
RENISO
КАА ±15 % от значе-
100
-
SYNTH
кв ний свежего
80
о,1
(РАО)
масла
КЕ
80
о,1
RENISO S/SP КАА ±15 % от значе-
100
-
Алкилбензолы
к с ний свежего
60
0,07
(АВ)
масла
КЕ
80
о,1
RENISO
КАВ ±15 % от значе-
500
-
PAG/ACC,
кв ний свежего
800
0,2
RENISO
масла
PG/GL
KD
800
0,2
(PAG)
КЕ
800
0,2
RENISO TRI- кв
±15 % от значе-
150
0,2
TON SE/SEZ,
кс
ний свежего
150
о,1
RENISO С
масла
(РОЕ)
KD
200
0,2
КЕ
200
0,2
Норма кислотного числа после окисления по
ГОСТ 981-75 для свежеm масла ХА-40 не более 0,5 мг
КОН/г.
Высококачественное нефтяное холодильное масло по
методу Philipp должно выдерживать более 96 ч испытаний
при 250 ос без признаков разложения. Например, масло
Bitzer В 5.2 выдерживает свыше 120 ч в присутствии хла
дагентов R-12 и R-22 .
Для холодильных масел ХФ-12-16 и ХМ-35 содержание
механических примесей должно быть не более О, 15% масс.
Для свежего масла Bitzer В 100 и Shell Oil S2 FR-A-46
число омыления нормируется не более О, 1 и 0,08 мг
КОН/г соответственно.
Вода для российских масел, выпускаемых по
ГОСТ 5546-86, должна отсутствовать. Для разных групп
масел зарубежными спецификациями устанавливаются
184
различные допускаемые пределы по воде. Для минераль
ного масла Reniso К установлены верхние пределы со
держания воды: для группы КАА- 100 ppm; для группы
КЕ-80ppm;длягруппыКС- 60ppm.
2.5 .5. СОСТАВХОЛОДИЛЬНЫХ МАСЕЛ
По данным британской консалтинговой компании
BSRIA (Building Services Research and Information Associa-
tion), входящую в группу Worldwide Market Intelligence
(WMI) и японского информационного агентства JARN
(Japan Air Conditioning Heating & Refrigeration News),
около 50 % потребляемых в мире холодильных масел при
ходится на долю нефтяных масел. По российским данным,
распределение холодильных масел по базовым основам
следующее: на долю нефтяных масел приходится около
50 %; 40-45 %-на полиэфирные масла (РОЕ), а 5-10 %
производятся на других базовых компонентах.
В европейских странах для производства масел для хо
лодильных машин, кроме нефтяных (МО) и полиальфа
олефиновых основ (РАО), широко применяют алкилбен
зольные (А), полиалкилгликольные (PAG), полиэфирные
(РОЕ), поливинилэфирные масла (PVE) и другие основы
(табл. 2.23 и 2.24).
Таблица 2.23
Базовые масла для холодильных машин
Базовый компонент
Характеристика
Нефтяные очищенные Глубокоочищенные дистиллятные компоненты
(МО)
кислотно-щелочной очистки из специальных
нефтей, которые после очистки обеспечивают
температуру застывания -42 -45 °С, без приме-
пения депрессорных присадок
Нефтяные нафтено- Масла, полученные из нефти с высоким
вые очищенные
содержанием циклических, то есть нафтено-
(МО)
вых, углеводородов. Такие масла имеют при-
родную
низкую
температуру застывания
-4 5-54 се и удовлетворительную совмести-
масть с большинством хладагентов
185
Продолжение табл. 2.23
Базовый компонент
Характеристика
Синтетические поли- Термаустойчивые полиальфаолефины с пр е-
альфаолефиновые
восходными показателями текучести при низ-
(РАО)
ких температурах, относятся к синтетическим
углеводородным соединениям, получены путем
синтеза молекул децена в олигамеры или по-
лимеры
Синтетические алкил- Высокоустойчивые к химическому и темпера-
бензольные (АВ)
туриому воздействию алкилбензолы, прошед-
шие специальную обработку с целью удаления
труднорастворимых парафинов и других за-
грязняющих примесей, включая серу. Масла
на основе алкилбензолов обладают превосход-
ной растворимостью в хладагентах
Синтетические на ос- Синтетические масла на основе термически
ноне полиэфиров
и химически высокоустойчивых сложных
(РОЕ)
эфиров высокомолекулярных спиртов, иде-
аль но ПОДХОДЯТ ДЛЯ использования хладаген-
ТОЕ, не содержащих хлора. Производятся
путем обогащения спирта органической кисло-
той
Полиалкиленг лика-
Полиалкиленгликоли представляют собой по-
левые (PAG)
лимеры окиси алкиленов. Сырьем для них
служат газы, такие как окись этилена и окись
пр опилена, которые хорошо смешиваются с
аммиаком, обладают хорошей термостойко-
стью, крайне низкой растворимостью в углево-
дородах. Широко применяются в автомобиль-
ных кондиционерах
Поливинилэфирные Поливинилэфирные масла производится путем
масла (PVE)
полимеризации винил-эфиров.
Отсутствует
гидролиз при высоких температурах. Масло
PVE также гигроскопично, как и полиэфирное
масло РОЕ, но PVE химически не взаимодей-
ствует с водой, не образует кислот
Кремнийорганические Для криогенных и некоторых низкотемпер а-
масла
турных машин применяют масла на кремний-
органической основе: ФМ 5,6 АП; ПМТС-5,
ПФГОС-4, жидкость 132-244. Обеспечивают
температуру до -80 и -11 О ос
Смесевые составы
Смеси алкилбензольных с минеральными,
РАО с минеральными и другие соотношения
186
Таблица 2.24
Сравнение основных свойств холодильных масел в зависимости от базового компонента
Синтетические масла
Минер аль-
Синтетические
Органические эфиры
Свойства
Поли-
Эфиры
ные масла
углеводороды
фосфорной
гликоли
РАО
Ароматические Диэтило- Полиэфи- (PAG)
кислоты
алкилаты
выеэфиры
ры
Текучесть при низкой Посредст-
Хорошая Хорошая
Хорошая Хорошая Хорошая Приемлемая
температуре
венная
Вязкость при высо- Приемлемая Хорошая Приемлемая
Хорошая Хорошая Очень ха- Посредст-
кой температуре
рошая
венная
Стойкость к окисле- Приемлемая Очень
Хорошая
Хорошая Прево-
Хорошая Приемлемая
нию
при высокой
хорошая
сходная
темпера туре
Совместимость с ми-
-
Превос- Превосходная Хорошая Приемле- Посредст- Приемлемая
неральными маслами
ходпая
мая
венная
Стойкость к испаре- Приемлемая Прево- Хорошая
Прево-
Прево-
Хорошая Хорошая
нию
сходная
сходная
сходная
Совместимость с про- Превосход- Прево-
Превосходная Хорошая Приемле- Хорошая Приемлемая
кладками и обычны- ная
сходная
мая
ми красками
Стойкость к гидра-
Превосход- Прево-
Прево-
Приемле- Приемле- Очень
Приемлемая
лизу
ная
сходная сходная
мая
мая
хорошая
~
g<j
~
g::
Продолжение табл. 2.24
Синтетические масла
Минер аль-
Синтетические
Органические эфиры
Свойства
Поли-
Эфиры
ные масла
углеводороды
фосфорной
гликоли
РАО
Ароматические Диэтило- Полиэфи- (PAG)
кислоты
алкилаты
выеэфиры
ры
Возможность раство- Превосход- Хорошая Превосходная Очень ха- Очень ха- Приемле- Хорошая
рения присадок
ная
рошая
рошая
мая
Способность к раз- Посредст-
Посред- Посредствен- Хорошая Хорошая Сильно
Посред-
ложению
микроор- венная
венная
ная
меня-
ственная
ганизмами
ющаяся
Безвредность
Хорошая
Хорошая Хорошая
Хорошая Хорошая Хорошая Посрествен-
ная
В основном масла для холодильных машин в России
выпускают на основе нефтяных дистиллятов, незначитель
ная часть масел для криогенной техники - на кремнийор
ганической основе для обеспечения работы холодильных
машин при температурах до -11 О ас.
Зарубежные производители холодильных масел в зави
симости от поставленной задачи используют несколько па
кетов присадок на различных базовых основах. Один из
таких универсальных пакетов для разных типов базовых
компонентов предложен концерном BASF. Пакет содержит
антиокислительную присадку Irganox L 135, деактиваторы
металлов и при необходимости вовлекаются противоза
дирные присадки (табл. 2.25).
При вовлечении противозадирных и противоизносных
присадок необходимо учитывать, что уменьшается раство
римость хладагента в масле. Противоизносные присадки
используются в холодильных маслах, работающих с хла
дагентом СО 2 , которые характеризуются высоким давле
нием и повышенной нагрузкой на детали вращения. Осо
бенно необходимо обращать внимание на состав этих при
садок. Они не должны содержать фосфор. Наличие фос
фора приводит к росту отложений при взаимодействии
с хладагентом.
Применяются специальные флуоресцентные UV-краси
тели для холодильных масел в автомобильных кондицио
нерах и в системах охлаждения автомобильных рефриже
раторов. Окрашивающий масло компонент вводится в си-
Таблица 2.25
Пакет присадок концерна BASF для холодильных масел
Наименование
Количество, %масс.
Присадка Irganox L 135
Не менее 0,2
Инrибитор коррозии Sarkosyl О
Не менее 0,2
Деактиватор металлов Irgamet 39
Не менее 0,05
Противоизносные присадки
Присадка Irgalube 353
0,01-0,05
Присадка ТРРТ (трифенилфосфоротионат)
0,1-0,2
189
стеl\1)' посредством специального инжектора, при исполь
зовании которого исключена разгерметизация системы и
потеря фреона. Дозировка подбирается из расчета 7,5 мл
на 1,5 кг фреона и на 300 г масла. При проверке системы
на герметизацию трубопроводы кондиционера освещаются
УФ-лампой и места утечки проявляются ярким свечением.
Красители применяют в маслах PAG и РОЕ с различными
хладагентами типа R-134a, R-404a, R-410, R-404A и др.
2.5 .6 . АССОРТИМЕНТ ХОЛОДИЛЬНЫХ МАСЕЛ
2.5 .6 .1 . РОССИЙСКИЕ ХОЛОДИЛЬНЫЕ МАСЛА
Российские холодильные масла производят из опреде
ленных сортов нефти, дистилляты которых обеспечивают
температуру застывания - 42-45 ос без применения де
прессорных присадок. Состав и основные физико-хими
ческие показатели российских холодильных масел приве
дены в табл. 2.26 и 2.27.
Холодильное масло ХА-30 предназначено для исполь
зования в качестве рабочей жидкости компрессоров, рабо
тающих на аммиаке (R-717) или углекислоте (R-744).
Температура хлопьеобразования в растворе фреона (R-12)
составляет -40 °С.
Сбалансированный компонентный состав масла обеспе
чивает холодильному маслу ХА-30 высокую химическую
стабильность.
Холодильное масло ХФ-12-16 используется в компрес
сорах холодильных машин. Полностью растворяется с
хладагентом R-12. Образующаяся при этом смесь пред
ставляет собой однородную среду, которая полностью воз
вращается в компрессор и надежно обеспечивает его смаз
ку. Температура хлопьеобразования масла ХФ-12-16 -
50 °С.
Холодильное масло ХФ-22-24 применяется в качестве
рабочей среды в холодильных компрессорах, использую
щих хладагент R-22. Температура хлопьеобразования в
растворе хладона R-22 для масла ХФ-22-24 составляет
190
Таблица 2.26
Составы российских холодильных масел
Масло
Стандарт
Состав, %масс.
ХА-30
гост 5546-86 Смесь дистиллятнаго и остаточного
масла селективной очистки. Без приса-
ДОК. Остаточного компонента не более
40%
ХФ-12-16
Дистиллятное масло кислотно-щелоч-
ной очистки- 99,7 %, ионол- 0,3%
ХФ-22-24
Дистиллятное масло кислотно- щелоч-
ной очистки - ДО 100 %, загущенное
Виниполом б- б, 1 %, ионол- 0,3 %
ХФ-22С-16
сжк фр. СS-Сб - 53,2 %, сжк фр.
С7-С9 - 25,5 %, пентаэритрит А-2 или
А-1 - 21,2 %, параоксидифениламин -
о,1%
ХС-40
ТУ 36 101763- Синтетическое масло на основе поли-
82
альфаолефинов, присадка ПМС-200А -
0,03%
- 4 4 °С. Холодильное масло ХФ-22-24 полностью смеши
вается с хладагентами RH, R-21, R-113, R-500. С хлад
агентами R-13B1, RH-4, R-152a, R-501, R-502 масло сме
шивается только частично в зависимости от температуры и
типа хладагента. Холодильное масло ХФ-22-24 имеет вы
сокую стабильность, стойкость к образованию шлама и
отложений, не агрессивно по отношению к уплотняющим
материалам.
Холодильное масло ХФ-22С-16 применяется в качестве
рабочей среды в холодильных компрессорах. По эксплуа
тационным характеристикам отличается от нефтяных хо
лодильных масел более высокой термической и антиокис
лительной стабильностью, более низкой температурой за
стывания, лучшими смазывающими свойствами и меньшей
агрессивностью к материалам конструкции компрессора.
Холодильное масло ХФ-22С-16 проявляет хорошую рас-
191
~Таблица 2.27
"' Основные физико-химические показатели российских масел для компрессоров холодильных машин
Норма
Показатель
ХА-30 ХФ-12-16 ХФ-22-24 ХФ-22С-16 ХМ-35
Вязкость кинематическая, мм21 с:
при 40 ос
45
26
40
23-25
51-56
при 50 ос
28-32 Не менее 17 24,5-28,4 Не менее 16 32-37
при 100 ос
6,4
4,6
7,0
5,3
6,5
Кислотное число, мг КОН/г, не более
0,05
0,02
0,04
0,35
0,03
Стабильность по ГОСТ 981-75:
осадок после окисления, %, не более
0,02
0,005
-
0,02
-
кислотное число после окисления, мг КОН/г, не 0,5
0,04
-
0,4
более
Зольность, %, не более
0,004
-
-
-
-
Испытание на коррозию
Выдерживает
Содержание водорастворимых кислот и щелочей
Отсутствие
Содержание механических примесей
Отсутствие
Содержание воды
Отсутствие
Температура вспышки, 0 С, не ниже
185
174
130
225
180
Температура застывания, 0 С, не выше
-38
-42
-55
-58
-42
Температура хлопьеобразования смеси масла с
-
-50
-55
-70
-45
фреоном, 0 С, не выше
Цвет на колориметре ЦНТ, единицы ЦНТ, не более 4,5
1,0
2,5
4,0
1,5
Содержание фенола
Отсутствие
ХС-40
60
37-42
10,0
0,02
-
-
240
-48
-55
1,0
творимость и высокую стойкость в смеси с хладагентами,
не образует двухслойных смесей.
Холодильное масло ХС-40 используется для компрес
соров холодильных машин всех типов, работающих в диа
пазоне температур от -50 до 150 °С. Холодильное масло
ХС-40 хорошо растворяется в хладагенте R-12, образую
щаяся при этом однородная смесь полностью возвращается
в компрессор. Температура хлопьеобразования для холо
дильного масла ХС-40 в хладоне R-12 составляет -55 °С.
В течение длительной эксплуатации масло ХС-40 со
храняет свои свойства: не разлагается, не агрессивно
по отношению к конструкционным материалам компрес
сора.
В России освоен выпуск масел на кремнийорганической
основе (табл. 2.28).
Холодильное масло ФМ-5,6 АП (ГОСТ 14361-78)
применяется для смазки холодильных компрессоров, рабо
тающих на хладоне 13, до температуры -110 °С.
Холодильное масло ПФГОС-4 (ТУ 6-02 -807 -78, марка
Б) применяется в качестве масла для холодильных машин
с поршневыми и винтовыми компрессорами, работающих
на хладонах 22, 13, 502, до температур не выше -80 °С.
Холодильное масло ПМТС-5 - кремнийорганическое
масло, используемое в холодильных машинах. Выпускает
ся по стандарту предприятия. Может применяться вместо
масла ФМ-5,6 АП. Работает с хладанами R-12, R-22 до
температуры -128 °С.
Холодильное масло 132-234 (ТУ 6-02 -1-019-90) при
меняется для работы в компрессорах холодильной тех
ники.
Основное назначение масел на кремнийорганической
основе - обеспечение работы криогенной техники при
-80
и-110°С.
Основной недостаток российских масел заключался в
несоответствии их международным требованиям стандар
тов DIN 5103-1 и DIN 5103-2 по классам вязкости и экс
плуатационным характеристикам.
Однако российские компании выпускают ограниченный
ассортимент базовых компонентов, который не позволяет
обеспечить необходимый диапазон вязкости и рабочие
температурные параметры.
193
Таблица 2.28
Российские масла для холодильных машин на кремнийорганической
основе
Кремнийорганические жидкости
Показатель
ФМ-5,6 АП ПФГОС-4 ПМТС-5 132-234
Внешний вид
Прозрачная бесцветная жидкость
Вязкость кинематиче-
екая мм2/с:
при 40 ос
15 ..19
61 ..68
-
35 ..40
при 50 ос
12 ... 16
35 ... 55
-
30 ...32
при 100 ос
5
11,5
6,5
6-8
Температура застыва-
-110
-60
-128
-90
ния, ос
Температура вспышки,
247
210
210
200
се
Плотность при 20 се,
0,970
1,05
1,02
0,985
r/смЗ
Кислотное число, мг
Отсутствие
0,05
0,05
0,02
КОН/г
Стабильность испыта-
ния по гост 981-75:
осадок после окисле- Отсутствие
-
-
-
ния
кислотное число по-
0,05
-
-
-
еле окисления, мг
КОН/г, не более
Испытание на коррозию на пластинках из стали марки 20 по
ГОСТ 1050 и меди марки М3 по ГОСТ 859
Коррозия
Отсутствие
2.5 .6 .2 . ЗАРУБЕЖНЫЕ ХОЛОДИЛЬНЫЕ МАСЛА
На российском
масла зарубежных
BIТZER, Shell и др.,
рынке присутствуют холодильные
компаний, таких как: FUCHS,
отвечающие требованиям стандарта
DIN 5103-1 .
Компания FUCHS PETROLUB на российский рынок
для холодильных машин под маркой RENISO К, RENISO
194
MS, RENISO S/SP, RENISO PAG, RENISO Triton
SE/SEZ поставляет широкий ассортимент холодиль
ных масел на различных базовых основах и назначения
(табл. 2.29). Холодильные масла компании FUCHS
PETROLUB устойчивы к старению, имеют стабильные
характеристики, хорошую растворимость с фторирован
ными и хлорированными углеводородами.
Таблица 2.29
Холодильные масла марки RENISO
Тип масла
Торговое название
Нефтяные масла. Для углевода- RENISO WF 7А
родных хладагентов
(например,
RENISO WF 10А
R-600A), для R-22 и аммиака
RENISO WF 22А
RENISO КМ 32
RENISO KS 46
RENISO КС 68
RENISO KES 100
RENISO TES 100
Нефтяные масла/ алкилбензолы.
RENISO MS 32
Для смешанных хладагентов, для
RENISO MS 46
R-401A, B/R-402A, В
RENISO MS 68
Полиэфиры. Для R-134A/R-404A/ RENISO-TRIТON SEZ 10
R-507 /
..
RENISO-TRIТON SEZ 15
RENISO-TRIТON SEZ 22
RENISO-TRIТON SEZ 32
RENISO-TRIТON SEZ 55
RENISO-TRIТON SEZ 68
RENISO-TRIТON SEZ 80
RENISO-TRIТON SEZ 100
RENISO-TRIТON SEZ 170
RENISO-TRIТON SEZ 220
RENISO-TRIТON SEZ 320
195
Продолжение табл. 2.30
Метод испы-
RENISO К
Показатель
таний
км32 KS46 кс68 KES100
Кинематическая
DIN 51562-1
вязкость, мм2 /с:
при 40 ос
32
46
68
100
при 100 ос
4,8
5,8
7,2
8,9
Цвет
ISO 2049
1,0
1,5
Температура
DIN ISO 2592 185
195
200
200
ВСПЫШКИ, 0 С
Температура засты- DIN ISO 3016
-45
-42
-39
-33
вания, о С
Температура теку- DIN 51568
-32
-30
-25
-18
чести U-трубка, ос
Кислотное число, DIN 51553-3
0,01
мг КОН/г
Порог флокуляции DIN 51351
- <50
- <52
R-12, о С
Стабильность хлад- DIN 51593
>96
агента, %
Содержание воды, DIN 51777
<30
мr/кr
Пробивное напря- DIN VDE
>40
жение, кВ
0370-1
Плотность при
DIN 51757
891
895
900
904
15 °С, кгjмЗ
Холодильные масла RENISO MS производят на смеси
алкилбензолов и высокоочищенных нафтеновых нефтяных
масел с антифрикционными присадками. Они хорошо
смешиваются с хладагентами групп ХФУ и ГХФУ, что
позволяет их использовать в низкотемпературных холо
дильных установках (табл. 2.31).
Холодильные масла RENISO S/SP получены на осно
ве алкилбензолов и применяются с хладагентами груп
пы ГХФУ (R-22, R-502, R-13) и не содержат присадок
(табл. 2.32) и применяются, где требуются высокие про
тивоизносные свойства масла.
197
Таблица 2.31
Физико-химические показатели холодильных масел RENISO MS
Метод
RENISO MS
Показатель
испытаний MS 32 MS 46 vc 68
Кинематическая
вязкость, DIN 51562-1
мм2/с:
при 40 ос
32
46
68
при 100 ос
4,8
5,8
7,36
Цвет
ISO 2049
1,0
Температура ВСПЫШКИ, 0 С
DIN ISO 2592
190
200
Температура застывания, ос DIN ISO 3016 -42
-36
Температура текучести
DIN 51568
-36
-31
-26
U-трубка, ос
Кислотное число, мг КОН/г DIN 51553-3
0,03
Порог флокуляции R-12, ос DIN 51351
-66
-60
-51
Содержание воды, мr/кr
DIN 51777
<25
Плотность при 15 °С, кгjмЗ DIN 51757
895
897
901
Таблица 2.32
Физико-химические показатели холодильных масел RENISO S/SP
Метод
RENISO SP
Показатель
испытаний
32
46
68 100 220
Класс вязкости
DIN ISO 51510 32
46
68 100 220
Кинематическая вяз- DIN 51562-1
кость, мм2/с:
при 20 ос
102 170 285 -
-
при 40 ос
32
46 -68 100 22,6
при 100 ос
-
-
-
8,9 13,6
Цвет
ISO 2049
1,5
0,5
Температура вспыш- DIN ISO 2592 172 175 188 190 210
КИ, 0С
Температура засты- DIN ISO 3016
-39
-42
-45
-27
-27
вания, ос
Температура текуче- DIN 51568
-32
-30
-24
-21
-18
сти U-трубка, ос
198
Продолжение табл. 2.32
Метод
RENISO SP
Показатель
испытаний
32
46
68 100 220
Анилиновая точка, ос DIN 51775
66
65
70 75
-
Порог флокуляции DIN 51351
-70
R-12, се
Стабильность хлад- DIN 51593
>96
агента, %
Кислотное число, мг DIN 51553-3
0,03
КОН/г
-
Число омыления, мг
1'1
-
КОН/г
Зольность, % масс.
< 0,01
Содержание воды, DIN 51777
<20
мг/кг
Плотность при 15 се, DIN 51757
882 874
872
кгjмЗ
Масло RENISO SP 46 применяют с хладагентом R-22
и со смесями группы ГХФУ (R-402A, R-402B, R-401A).
Масло RENISO SP 68 не содержит присадок и реко
мендуется для холодильных машин, работающих на хлад
агентах R-22 и К-717.
Масло RENISO SP 200 рекомендуется для применения
в винтовых компрессорах, масла RENISO SP 32, RENISO
SP 46 и RENISO SP 100- для поршневых компрессоров.
Холодильные полиалкилгликолевые масла RENISO
PAG относятся к рефрижераторным маслам и работают
с хладагентами группы ГФУ (R-134a) (табл. 2.33).
Таблица 2.33
Физико-химические показатели холодильных масел RENISO PAG
Метод испыта- RENISO PAG
Показатель
ний
1 100
46
Тип холодильного масла
DIN 51503-1
KD
Класс вязкости
DIN ISO 51510
461100
199
Продолжение табл. 2.33
Физико-химические показатели холодильных масел RENISO PAG
Метод испыта- RENISO PAG
Показатель
ний
46
100
Кинематическая вязкость, мм21 с:
при 40 ос
DIN 51562-1
55
120
при 100 ос
10
20
Цвет
Визуально
Бесцветное
Температура ВСПЫШКИ, 0 С
DIN ISO 2592
240
Температура застывания, ос
DIN ISO 3016
-45
Кислотное число, мг КОН/г
DIN 51553-3
о, 03
Содержание воды, мr/кr
DIN 51777
200
Стабильность с R-134a, 175 °С, дней AHRAE 97-89
14
Плотность при 15 °С, кгjмЗ
DIN 51757
994
997
Полпалкимликолевые масла RENISO GL 68 и RENISO
PG 68 применяют в промышленных и торговых холодиль
никах, работающих на хладагенте R-717, дополнительно
содержат присадки. Они обладают высокими вязкостио
температурными свойствами, хорошей текучестью при
низких температурах, высокой термической и химической
стабильностью при контакте с R-717 и не смешиваются с
нефтяными маслами. Растворимость масла в аммиаке ис
ключает образования пленки масла на теплообменнике,
что повышает коэффициент теплоотдачи (табл. 2.34).
Таблица 2.34
Физико-химические показатели холодильных масел RENISO GL 68
и RENISO PG 68
Метод
RENISO
Показатель
испытаний
GL68 PG68
Индекс вязкости
DIN ISO 2909
140
210
Кинематическая вязкость, мм21 с: DIN 51 562-1
68
70
при 40 ос
10,4
14
при 100 ос
200
Продолжение табл. 2.34
Метод
RENISO
Показатель
испытаний
GL68 PG68
Цвет
DIN ISO 2949
0,5
Температура вспышки, ос
DIN ISO 2592
270
250
Температура застывания, ос
DIN ISO 3016
-42
-48
Кислотное число, мг КОН/г
DIN 51 553-3
о, 02 0,04
Содержание воды, мг/кг
DIN 51 777
100
300
Порог смешиваемости, ос
DIN 51 514
-22
-35
(10% RENISO GL 68 и 90% R-717)
(10% RENISO PG 68 и 90% R-717)
Плотность при 15 °С, кгjмЗ
DIN 51 757
1010
1041
Холодильные масла RENISO Triton SA/SEZ при
меняются с хладагентами группы ГФУ (R-404A, R-507,
R-404C, R-410A и др.) в герметичных, полугерметичных и
открытых поршневых компрессорах и в винтовых и тур
бокомпрессорах. Их используют в рефрижераторных си
стемах, работающих на полярных хладагентах, например
R-134a, R-404a, группы ГФУ и др., а также в системах
глубокого охлаждения, работающих на R-23 (табл. 2.35).
Холодильные масла RENISO Triton SA/SEZ не содержат
присадок, они гигроскопичны.
Холодильное мало RENISO SYNПI 68 на основе по
лиальфаолефинов имеет высокую текучесть при низких
температурах и применяется в аммиачных холодильных
машинах и в пластинчатых испарителях при низких тем
пературах кипения (табл. 2.36).
Холодильное масло RENISO ТЕS 100 на базовой ос
нове, состоящей из нефтяного масла на парафинавой
основе, предназначено для применения в турбокомпрес
сорах, работающих с хладагентом R-22 (группа ГХФУ)
(табл. 2.37).
Холодильное масло RENISO WF 22А на основе наф
тенового парафиноного масла с противоизносными при
садками предназначено для работы в малых герметичных
компрессорах рефрижераторов.
201
~Таблица 2.35
""" Физико-химические свойства холодильных масел RENISO Triton SA/SEZ
Метод
RENISO Triton SA/SEZ
Показатель
испытаний
SEZ SEZ SEZ SE SE
SEZ SEZ SEZ SE SEZ SEZ
15
19
22
32 55
68
80 100 170 220 220
Тип холодильного DIN 51503
KD
кс
масла
Индекс вязкости DIN ISO 2909 114
126
120 130 140 127 105 107 108 100 149
Кинематическая DIN 51550
вязкость, мм2 /с: DIN 51562-1
при 40 ос
15,5 18,9
22 33,5 52,5 64,4 80 100 170 220 310
при 100 ос
3,6
4,2
4,5
5,7 8,7 9,4 9,9 11 '7 17,2 20
33
Цвет
ISO 2049
0,5
0,5
0,5
1,0 0,5 0,5 1,0 1,0 0,5 0,5 1,0
Температура
DIN ISO 2592 1225 230
240 240 270 275 275 280 260 280 278
ВСПЫШКИ, 0 С
Температура за-
DIN ISO 3016 -60
-60
-60
-48 -51 -45
-39
-39
-24 -27 -42
стывания, ос
Кислотное число, DIN 51553-3
0,01
мr KOH/r
Содержание воды, DIN 51777
<50
мr/кr
Порог раствори- DIN 51351
-61
-61
-61
-18
2 -38
-42 -34 40
-
-
мости R-134a, ос
Плотность при
DIN 51757
1022 997
998 1005 1010 1012 1006 995 974 970 1016
15 °С, кгjмЗ
Таблица 2.36
Физико-химические показатели холодильного масла RENISO
SYNПI68
Показатель
Метод
RENISO
испытаний
SYNTH 68
Индекс вязкости
DIN ISO 2909
140
Кинематическая вязкость, мм21 с: DIN 51 562-1
при 40 ос
68
при 100 ос
10,5
Температура ВСПЫШКИ, 0 С
DIN ISO 2592
260
Температура застывания, ос
DIN ISO 3016
-57
Температура текучести U-трубка, ос DIN 51568
-42
Кислотное число, мг КОН/г
DIN 51 553-3
0,01
Содержание воды, мr/кr
DIN 51 777
30
Плотность при 15 °С, кгjмЗ
DIN 51 757
835
Холодильные масла RENISO С 55 Е и RENISO С 85 Е
на основе сложных эфиров предназначено для работы с
хладагентом R-744 .
Холодильное масло RENISO АСС 46 на основе поли
алкилгликолей с противоизносными присадками предна
значено для работы с хладагентом R-744 .
Компания BITZER выпускает широкий ассортимент ма
сел для холодильных машин (табл. 2.38).
Таблица 2.37
Физико-химические показатели холодильного масла RENISO TES 100
Показатель
Метод
RENISO TES
испытаний
100
Индекс вязкости
DIN ISO 2909
85
Кинематическая вязкость, мм21 с: DIN 51 562-1
при 40 ос
90
при 100 ос
10,6
Температура ВСПЫШКИ, 0 С
DIN ISO 2592
245
Температура застывания, ос
DIN ISO 3016
-27
Плотность при 15 °С, кгjмЗ
DIN 51 757
883
203
~Таблица 2.38
~ Масла для холодильных машин компании BITZER
Единица
Значения
Показатель
измерения
В!ОО B320SH B150SH BSE 32 BSE 55 BSE 170 в 5.2
Цвет, DIN ISO 2049
-
1,0
-
-
1,0
0,5
0,5
-
Плотность при 15 °С,
кгjмЗ
870
1050
1010
1005
1010
974
876
DIN ISO 12185
Температура вспышки (Клив-
се
196
271
290
250
284
275
180
ленд, в открытом тигле),
DIN ISO 2592
Вязкость кинематическая,
DIN 51562:
при 40 ос
мм2jс
98
298
168
33,5
52,5
170
38
при 100 ос
мм2jс
8,1
32
20,2
6,2
8,7
17,2
4,9
Класс вязкости по ISO,
ISO VG
100
-
-
-
-
-
-
DIN 51510
Индекс вязкости
-
149
150
136
143
108
-
Точка текучести, DIN ISO 3016
се
-30
-35
-43
-54
-51
-30
-45
Текучесть U-трубка, DIN 51568
се
-14
-
-
-45
-40
-16
-
Анилиновая точка, DIN EN 56,
се
75
-
-
-
-
-
-
метод А
Кислотное число (кисл.)
мг КОН/г < 0,04
-
-
-
-
-
-
DIN 51558, часть 3
Кислотное число (водорас.)
мг КОН/г Нейтр.
-
-
-
-
-
-
DIN 51558, часть 3
Число омыления, DIN 51559
мг КОН/г
о,1
-
-
-
-
-
-
Оксидная зола, DIN EN 7
г/100 г
< 0,01
-
-
-
-
-
-
Коррозия меди, DIN EN ISO
Балл
1- 100А3
-
-
-
-
-
-
2150
Температура горения, ASTM D92
-
-
282
332
-
-
-
-
Общее кислотное число, ASTM мг КОН/г
-
о, 15
о,1
0,02
0,02
0,02
<0,04
D664
Содержание влаги, ASTM D1744,
ppm
-
100
100
-
-
-
-
не более
Содержание минеральных в е-
ppm
-
<1
<1
-
-
-
-
ществ, DCP
Противоизносные свойства,
по Falex
-
-
-
13800 12600 15700
-
ASTM D3233
Растворимость масла (10 % Б
се
-
-
-
-18
+2
+40
-
R-134a)
Температура хлопьеобразования
се
-
-
-
-
-
-
-60
с R-12, ос
"'
~
Холодильное масло BITZER В 5.2 на полусинтетиче
ской основе рекомендуется для применения в холодиль
ных машинах, работающих на хладагентах R-22, R-502 и
В-1ЗВ1. Оно используется в открытых, полугерметичных
и герметичных компрессорах промышленных, рефрижера
торных установках и в бытовых холодильных агрегатах.
Холодильное масло BITZER В100 на полусинтетиче
ской основе рекомендуется для применения в холодиль
ных машинах, с хладагентами группы R-22 при низких
температурах кипения в ротационных, поршневых и вин
товых компрессорах, турбокомпрессорах для судовых,
рефрижераторных установок.
Холодильные масла BITZER BSE на синтетической ос
нове рекомендуются для применения с хладагентами груп
пы ГФУ (R-134a, R-407C, R-404A, R-507 и др.). Холо
дильные масла BIТZER BSE 22, BIТZER 46, BIТZER 68
применяются в поршневых компрессорах. Они имеют хо
рошую смешиваемость с хладагентами. Холодильные мас
ла BIТZER BSE 46, 68, 100, 150, 220 применяют в ротор
ных (центробежных и винтовых) компрессорах.
Холодильное масло BITZER BSE 68 рекомендуется для
применения с хладагентами при низких температурах ки
пения (-50 ос и ниже).
Холодильные масла BIТZER B320SH и B150SH изго
тавливаются на основе сложных эфиров и рекомендуют
ся для применения с хладагентом R-22 и смесей на его ос
нове в полугерметичных и открытых винтовых компрессо
рах.
Компания Shell для холодильной техники производит
около 30 товарных холодильных масел на основе нефтя
ных высокоочищенных нафтеновых масел, сложных эфи
ров, полиальфаолефинов, алкилбензолов, полигликолей,
смеси алкилбензола с высокими показателями (табл. 2.39).
Холодильные масла Shell CLAVUS 15, 46 и 68 выпус
кают на основе высокоочищенных нафтеновых нефтяных
масел для применения в аммиачных компрессорах с хлад
агентами R-600a, R-22 и R-12 . Холодильные масла Shell
CLAVUS применяют в бытовых холодильных агрегатах,
торговых и промышленных холодильниках, в системах
кондиционирования с высокими, умеренными температу
рами кипения.
206
Таблица 2.39
Масла для холодильных машин компании Shell
Кинематиче-
Плот-
екая вяз-
Температура, ос
Группа по кость, мм2jс
н ость
Наименование
при
Примечани е
DIN 51503
15 °С,
100 се 40 ос вспышки засты-
кгjмЗ
откр. тиг. вания
На основе сложных эфиров
Shell Clavus R 22
KD
4,6
22
> 220
-57
1018 Для систем, использующих хладон
Shell Clavus R 32
KD
б
31
> 230
-54
1018
R-134a и смешанные фреоны
Shell Clavus R 46
KD
6,2
42
> 230
-48
975
Синтетическое масло на полиальфаолефиновой основе
Shell Clavus SP 46 КАА/КС
7,8
47
> 240
-57
833 Для открытых и полуоткрытых
Shell Clavus SP 68 КАА/КС
9,6
65
> 240
-54
838
аммиачных компрессоров (R-717)
как поршневых, так и винтовых
Shell Clavus SP 100 КАА/КС
14 102,5
> 240
-48
840
Синтетическое масло на основе алкилбензолов
Shell Clavus АВ 68 КАА/КС
6,2
68
> 190
-39
871 Для всех типов компрессоров
Shell Clavus АВ 32 КАА/КС
4,1
29
> 180
-45
870
(поршневых, центробежных и вин-
товых), использующих фреоны
или аммиак. Для систем, где тем-
пература испарения может быть
ниже -45 ос
"'
~
~ Продолжение табл. 2.39
""
Кинематиче-
Плот-
екая вяз-
Температура, ос
Группа по кость, мм2jс
н ость
Наименование
при
Примечани е
DIN 51503
15 °С,
100 се 40 ос вспышки засты-
кгjмЗ
откр. тиг. вания
Прошедшее zидроочистку нафтеновое масло с хорошими смазывающими свойствами
Shell Clavus G 32
КАА/КС/ 4,6
32
> 195
-48
883 Может применяться Б промыш-
КЕ
ленных и бытовых холодильни-
Shell Clavus G 46
5,6
46
> 210
-42
888 ках, кондиционерах с галогенуг-
Shell Clavus G 68
6,9
68
> 220
-39
894 леводородными хладагентами или
аммиаком
Полусинтетическое масло на основе алкилбензолов и нафтеновоzо минерального компонента без присадок
Shell Clavus SD 22-12 КАА/КС/ 6,9
39
> 185
-45
879 Используется в компрессорах бы-
КЕ
товых и промытленных холодиль-
ных систем с фреонами и аммиа-
ком
Синтетический смазочный материал на основе полигликоля с отличными антиокислительными и смазывающи-
ми свойствами
Shell Clavus SG 68
КАВ
13,5 73,5
> 250
-48
1002 Специально для аммиачных ком-
прессоров. Полностью взаимораст-
варим с аммиаком
Лрошедшее гидраочистку высококачественное нафтеновое масло
Shell Clavus 68
КАА/КС/ 7,0
68
> 210
-30
900 Для кондиционеров и ХОЛОДИЛЪ-
КЕ
ных машин, в которых в качестве
Shell Clavus 46
5,6
46
> 200
-33
895 хладагента используется аммиак.
3,2
15
> 170
-48
884 При низких температурах может
Shell Clavus 15
применяться как смазочное масло
общего назначения
Продолжение табл. 2.39
Кинематиче-
Температура,
екая вяз-
Плот-
кость, мм2 /с
се
Наименование
Назначение
ISO Группа по
ность
Смешивае-
3448 DIN 51503
15 °С,
за-
масть с R-290
-40
100 кгjмЗ вспыш-
сты-
ки
вания
МАСЛА СЕРИИ SHELL REFRIGERATION OIL
Особо очищенные парафинавые нефтяные базовые масла с присадками
Shell Refгigeгation Для аммиачных 46
КАА, КЕ
46
6,7
859
> 218
-39 Полностью
Oil S2 FR-A 46
компрессоров Б
совместим с
Shell Refгigeгation
домашних, тор-
68
КАА, КЕ
68
9
862
> 232
-39
хладагентом
Oil S2 FR-A 68
говых и про-
на основе уг-
мышленных
леводорода
холодильных
установках
"'
~
~Продолжение табл. 2.39
<:>
Кинематиче- Плот-
Температура, ос
Ста-
Кислот. Смешив а-
Наименование
екая вязкость,
ность
б иль-
ISO 3448
мм2jс
хлопье-
число,
емость
при
вспыш-
за-
ность
с R-134a,
15 се
образа- с R-134a,
мг
-40 ос -100 се кгjмЗ
ки
стыв. вания
КОН/г
се
ч
Синтетическое холодильное масло на основе сложных эфиров многоатомных спиртов
Для использования совместно с R-134a и другими HFC хладагентами, соответствует группе KD по DIN 51503
Shell Refгigeгation
32
31
б
1018
> 220
-54
<-50
>96
< 0,06 Смешив а-
Oil S4 FR-F 32
емость
Shell Refгigeгation
46
42
6,2
973
> 230
-48
< -30
>96
< 0,06
во всем
интервале
Oil S4 FR-F 46
температур
Shell Refгigeгation
68
66
8,8
991
> 230
-42
< -30
>96
< 0,06 примене-
Oil S4 FR-F 68
ния
Shell Refгigeгation
100
94
10,7
984
> 230
-42
< -15
>96
< 0,06
Oil S4 FR-F 100
МАСЛА СЕРИИ SHELL REFRIGERATION OIL S4 FR-V
Синтетические на основе алкилбензолов
Oil S4 FR-V 32
32
29
4,1
870
> 180
-45 <-5о·
> 96.
< 0,04 Смешивае-
масть во
Oil S4 FR-V 46
46
46
5,3
869
> 180
-42 <-5о·
> 96.
< 0,04 всем интер-
вале темпе-
"'
~
~
Oil S4 FR-V 68
68
68
6,2
871
> 180
-39
< -so·
> 96.
< 0,04 ратур при-
менения
Oil S4 FR-V 100
100
107
7,2
869
> 200
-36
< -so·
> 96.
< 0,04
*Температура хлопьеобразования, 0 С: с R-12, R-22, R-290. Стабильность с хладагентами (250 °С), ч: с R-12,
R-22, R-290 .
Примечание. Совместимы со всеми широко используемыми хладагентами, за исключением HFCs. Рекомен-
дуется использовать с широко применяемыми хладагентами: аммиак (R-717)- для достижения отличных эксплуа-
тационных качеств даже при высоких температурах на выходе или вплоть до температур испарения; двуокись
углерода (R-744); CFC и HCFC (R-12 и R-22) хладагенты; углеводород (пропан R-290), применяемых для охла-
ждения в домашних, торговых и промытленных холодильных установках. Масло может использоваться в рота-
ционных и поршневых типах компрессоров. Соответствует группе DIN 51503, КАА и КС по DIN 51503 КАА
икс.
Холодильные масла SHELL Clavus G 32, 46 и 68 на
основе нафтеновых нефтяных масел, прошедших гидродо
очистку, с высокими смазывающими свойствами, не со
держат присадки и совместимы с хладагентами R-12, R-22
и R-600 . Применяют в холодильных компрессорах, быто
вых, торговых и промышленных холодильниках с высо
кими, умеренными и низкими температурами кипения.
Растворимость холодильных масел Shell Clavus G в хлад
агентах приведена в табл. 2.40 .
Холодильные масла Shell Refrigeration Oil на основе
сложных эфиров полигликоля совместимы с хладагентами
группы ГФУ (R-134a, R-404a, R-407C и др.), а также со
смесями хладагентов группы ГХФУ. Применяются в бы
товых холодильных агрегатах, в рефрижераторных транс
портных установках, открытых, полузакрытых и герме
тичных компрессорах, а также в системах кондициониро
вания.
Холодильное масло Shell Clavus SG 68 на основе про
пиленгликолей применяется в открытых и полузакры-
Таблица 2.40
Растворимость холодильных масел Shell Clavus G в хладагентах
Темпера-
Раствори-
Темпера-
Раствори-
масть
масть
Хладагент тура ки- хладаген- Хладагент тура ки-
хладаген-
пения, ос
та
пения, ос
та
R-11
+24
Полная
R-113
+48
Полная
R-12
-30
Полная
R-114
+4
Ограни-
ченно
R-13
-81
Нераство- R-115
-39
Нераство-
римо
римо
R-13B1
-58
Ограни-
R-502
-46
Нераство-
ченно
римо
R-14
-128
Нераство- R-717
-33
Нераство-
римо
римо
R-22
-41
Ограни-
R-290
-42
Полная
ченно
R-23
-82
Нераство-
римо
212
тых винтовых и поршневых компрессорах, работающих на
хладагенте R-717. Масло имеет высокие эксплуатационные
показатели при высоких температурах нагнетания в ком
прессорах и низкие температуры кипения (-33 ос). Холо
дильное масло Shell Clavus SG 68 используется в амми
ачных холодильных машинах с сухим испарением, совме
стимо с уплотнительными материалами.
Холодильное масло Shell Clavus 0624 используют для
смазки компрессоров, работающих на углеводородных
хладагентах R-600a, R-290. Холодильное масло Shell
Clavus 0624 применимо в промышленных, торговых и бы
товых, в средне- и низкотемпературных холодильных ма
шинах и в системах кондиционирования, имеет высокую
термическую и химическую стабильность к хладагентам,
не вызывает пенаобразование при пуске оборудования
(табл. 2.41).
Холодильное масло Shell Clavus 7125 используют для
смазки компрессоров, работающих на углеводородных
хладагентах R-600a, и может применяться в широких тем
пературах кипения. Масло обеспечивает термическую и
Таблица 2.41
Физико-химические показатели холодильного масла Shell Clavus 0624
Показатель
Метод
Shell Clavus
испытаний
0624
Тип холодильного масла
DIN 51503-1
КЕ
Класс вязкости
DIN ISO 51510
10
Кинематическая вязкость, мм21 с: DIN 51 562-1
при 40 ос
9,5
при 100 ос
2,4
Температура ВСПЫШКИ, 0 С
DIN ISO 2592
160
Температура застывания, ос
DIN ISO 3016
< -60
Температура текучести U-трубка, ос DIN 51568
-49
Температура хлопьеобразования
DIN 51351
< -65
(R-600a), се
Кислотное число, мг КОН/г
DIN 51 553-3
< 0,04
Плотность при 15 °С, кгjмЗ
DIN 51 757
883
213
химическую стабильность при контакте с хладагентами,
высокие противоизносные и противопенные свойства, хо
рошую текучесть при низких температурах работы ком
прессоров (табл. 2.42).
Холодильные масла Shell Clavus АВ 32 и 68 на осно
ве алкилфенолов применяются в бытовых холодильных
агрегатах, в рефрижераторных транспортных установках,
открытых, полузакрытых и герметичных компрессорах,
а также в системах кондиционирования. Работают с хлад
агентами групп ХФУ и ГХФУ. Холодильные масла Shell
Clavus АВ 32 и 68 обеспечивают высокую эффективность
работы аммиачных компрессоров при повышенных темпе
ратурах нагнетания и низких температурах кипения, сов
местимы с уплотнительными материалами, хорошо смеши
ваются с нефтяными маслами.
Холодильное масло Shell Clavus SD 22-12 на основе
алкилфенолов и нефтяных масел применяют в бытовых
холодильных агрегатах, в рефрижераторных транспорт
ных установках, открытых, полузакрытых и герметичных
компрессорах, а также в системах кондиционирования.
Работают с хладагентами групп ХФУ и ГХФУ (R-22,
R-401A, R-402A и др.).
Холодильное масло Shell Clavus SD 22-12 имеет высо
кую термическую и химическую стабильность при контак
те с хладагентами и хорошую смешиваемость с ними.
Таблица 2.42
Физико-химические показатели холодильного масла Shell Clavus 7125
Показатель
Метод
Shell Clavus
испытаний
0624
Кинематическая вязкость, мм21 с: DIN 51 562-1
при 40 ос
7,2
при 100 ос
2,0
Температура ВСПЫШКИ, 0 С
DIN ISO 2592
145
Температура застывания, ос
DIN ISO 3016
< -60
Температура хлопьеобразования
DIN 51351
< -65
(R-600a), се
Кислотное число, мг КОН/г
DIN 51 553-3
< 0,03
Плотность при 15 °С, кгjмЗ
DIN 51 757
885
214
2.5 .6 .3 . КРИТЕРИИ ПРИ ВЫБОРЕ ХОЛОДИЛЬНЫХ МАСЕЛ
На российском рынке присутствует около 400 видов ма
сел для холодильных машин и сотни типов самих холо
дильных агрегатов. Масла представлены как российскими
производителями, так и иностранными компаниями. Для
выбора холодильного масла необходимо:
-
иметь полную информацию о применяемой холодиль
ной машине, рабочие и предельные параметры и характе
ристику хладагента, время непрерывной работы и т.д.;
-
предусмотреть применение озонобезапасного хлад
агента, который бы отвечал требованиям Монреальского
протокола. Из озонабезопасных наиболее широкое при
менение находят хладагенты фторуглеводородного типа
(HFC), это: R-23, R-32, R-41, R-125, R-134, R-143, R-152,
R-161, R-227, R-236, R-245, R-254 и др.;
-
за основу выбора принять стандарт DIN 51503-1:2011-
01, который в зависимости от вида хладагента предусмат
ривает разделение холодильных масел на группы. Стан
дарт рассматривает все типы масел, кроме специальных,
применяемых в криогенной технике. Основным критерием
при выборе холодильного масла является выбор базового
компонента масла;
-
на основании характеристик холодильной машины
необходимо определить, какие показатели масла являются
наиболее важными;
-
определить температурный рабочий диапазон масла.
Пределы рабочих температур (min-допустимая и шах-до
пустимая) определяет технология холодильного процесса
и возможности агрегата, которые и определяют тип масла.
Нефтяное масло допускает эксплуатацию рабочего тела
(смесь паров хладагента и масла) до температуры не вы
ше 180 ос, полиэфиры имеют температурный диапазон
от -31 до 334 ос, синтетические углеводороды- от -45 до
285 ос. Рабочий диапазон температур зависит от характе
ра работы компрессора; непрерывная работа снижает
верхний предел, работа с перерывами - увеличивает. Хо
лодильная машина - это замкнутая система из аппаратов и
устройств. В момент пуска после длительной остановки
давление паров хладагента в системе незначительное. Пус
ковой момент не требует большого расхода кинетической
215
энергии. Допускается пуск при более низкой температуре,
чем минимальная (min-допустимая) рабочая температура
для этого агрегата (табл. 2.43).
После выбора масла и хладагента строят термодинами
ческую диаграмму i - lgp для выбранного хладагента с
учетом эксплуатационных характеристик холодильной ма
шины.
Применение диаграммы позволяет определять не только
оптимальный режим эксплуатации холодильной машины,
но и аномальные явления при эксплуатации.
Таблица 2.43
Предельные значения рабочих температур различных типов
холодильных масел
Тип холодильного масла,
Рабочие температуры, ос
условия эксплуатации
min-дoпyc-
mах-допус-
тимая
тимая
Нефтяное масло:
при эксплуатации с остановками
-12
172
при непрерывной работе
-12
121
допускается при пуске компрессора
-31
-
Синтетические yrлеводар оды:
при эксплуатации и с остановками
-42
285
при непрерывной работе
-42
179
допускается при пуске компрессора
-55
-
Диэтиловые эфиры:
при эксплуатации и с остановками
-37
285
при непрерывной работе
-37
180
допускается при пуске компрессора
-48
-
Полиэфиры:
при эксплуатации и с остановками
-31
324
при непрерывной работе
-31
207
допускается при пуске компрессора
-48
-
Полиг ликоли:
при эксплуатации и с остановками
-28
260
при непрерывной работе
-28
207
допускается при пуске компрессора
-48
-
Фосфорсодержащие эфиры:
при эксплуатации и с остановками
-26
198
при непрерывной работе
-26
151
допускается при пуске компрессора
-46
-
216
СПИСОК ЛИТЕРАТУРЫ К ГЛАВЕ 2
1. Дубровин Ю. Н. Холодильная отрасль России - проблемы и пути
их решения// Доклад на Форуме холодильщиков в рамках выставки
«Мир климата-2016»-. «Империя холода»- отраслевой информационно
аналитический журнал.
2. Рогатка С.А. История продовольствия России с древних времен
до 1917.- М.:
Русская панорама, 2014. - С.
445-483 .
3. Будущее аммиака как хладагента. Литературный обзор. URL:
https:/ /mir-klimata.info
4. История фреона, разница между фреонами. Кит-климат. КИТ
(комплексные инженерные технологии), 28.06 .2012 . URL: https:/ /
kit-klimat.ru.
5. Бучин С.А. Рынок хладагентов России в перспектине грядущего
вывода ГХФУ из обращения/ /Мир климата. - 2010 .
-
N., . 61.
с. 42-54.
б. Рукавишников А.М. Импортазамещение по хладагентам и хладо
носителям в России/ А.М. Рукавишников, Ю .Н. Дубровин, М.Л. Гал
кин/ /Холодильный бизнес.- 2015. - N., . 2. - С .
4-9 .
7. Практическое сотрудничество химических предприятий России и
ЮНИДО в рамках создания производств озонабезопасных хлада
нов/ /Презентация ОАО «ГалоПолимер», Москва, 14.03 .2012 . URL:
https:/ /unido-russia.ru
8. Мааке В.В. Учебник по холодильной технике/В.В. Мааке,
Г.Ю. Эккерт, Ж.Л. Кошпен/Польманн. - М.: Изд-во МГУ, 1998.
-
1142 с.
9. Кладий А.Г. Исторический экскурс по холодильной отрасли Рос
сии/ /Холодильный бизнес. - 2008.
-
N2 2, 3. URL: https:/ /
www .avisanco.ru
10. Сивухин Д.В. Общий курс физики. Термодинамика и молеку
лярная физика. Том!!.- М.: Наука, 1990. - 59 1 с.
11. Мещеряков Ф.Е. Основы холодильной техники и холодильной
технологии.- М.: Пищевая промышленность, 1975. - 5 60 с.
12. Зависимость температуры кипения фреонов от давления. URL:
https:/ /www.xiron.ru
13. Китайгородекий А.И., Ландау Л.А. Физика для всех: Движе
ние, теплота. 3-е изд. стер.- М.: Наука, 1974. - 392
с.
14. Принципы работы холодильной машины. Спецвыпуск,
22.03.2007. URL: https:/ /mir-klimata.info
15. Никольский Б.П. Справочник химика. Том б, 2-е изд. перераб.
и доп.- М.: Химия, 1967.- 50 6 с.
16. Анисимов И.Г. Топлива, смазочные материалы, технические
жидкости. Ассортимент и применение: Справочник/И.Г. Анисимов,
К.М. Бадыштова, С.А. Бнатов и др./Под ред. В.М. Школьникова.
2-е изд. перераб. и доп. - М.: Издательский центр «Техинформ»,
1999.- 596 с.
17. Бабакин Б. С. Альтернативные хладагенты и сервис холодиль
ных систем на их основе /Б. С. Бабакин, В.И. Стефанчук, Е.Е. Ковту
нов.- М.: Колос, 2000. - 160 с.
217
18. Сапранов В. И. Масла для холодильных машин.- М.: ЦИНТИ
химнефтемаш, 1982.- 5 1 с.
19. Масла, вырабатываемые предприятиями Миннефтехимпромом
СССР. Каталог- справочник/Под ред. В.М. Школьникова, Н.А. Куз
нецова.- М.: ЦНИИТЭнефтехим, 1986. - 71 с.
20. Исследование рынка масел компанией Kline Custom Reseaтch
для холодильной техники/Отчет Kline & Company. URL: https:/ /
klinegтoup.com
21. Б учин С.А. Рынок хладатентов России в перспектине трядущето
вывода ГХФУ из обращения/ /Мир климата. - 2010.
N.,. б.
с. 42-54.
22. Цветков О.Б. Масла низкотемпературных установок: Учебно
методическое пособие/О.Б. Цветков, О.Н. Цветков, Ю.А. Лаптев. -
СПб.: Университет ИТМО, 2016. - 5 6 с.
23. Кламанн Д. Смазки и родственные продукты. Синтез, свойства,
применение, международные стандарты. Пер. с антл. Г.И. Липки
на/Под ред. Ю.С. Заславского.- М.: Химия, 1988.- 4 8б с .
24. Каталог по холодильным маслам RENISO //Холодильные мас
ла 2017/2018, технический/ /Отчет FUCHS. URL: https:/ /www.vip-
oil32.тu
25. Холодильные машины и холодильные установки. Примеры про
ектирования холодильных центров// АНО ДПО <tУКЦ «УНИВЕР
СИТЕТ КЛИМАТА>. URL: https:/ /hvac-school.ru
2б. Термодинамические диатраммы i - lgp для хладатентов. - М.:
АВИСАНКО, 2003. -
50 с.
27. Бабакин Б.С., Бабакин С.Б. Хладатенты и холодильные мас
ла.- М.: Изд-во «деЛи», 2017. - 3 90 с.
28. Митрапав В.В. Расчет и сопоставление основных термоди
намических процессов для идеального и реальных рабочих тел:
Учебно-методическое пособие. - СПб.: Университет ИТМО, 201б.
49 с.
29. Бараненка А.В., Белозеров Г.А., Таганцев О.М. Состояние и
перспектины развития холодильной отрасли России// Аналитический
доклад, интернет-тазета «Холодильщик RU».
-
Выпуск N.,. 4 (52).
Апрель, 2009. URL: https:/ /holodilshchik.ru
30. Кисе В. В., Евдокимов А.А. Обеспечение безопасности при про
ектировании аммиачных холодильных установок: Учебное пособие. -
СПб.: Университет ИТМО, 2016. - 81 с.
31. Таганцев О.М. Российские холодильные машины (ОАО
«ВНИИХОЛОДМАШ-ХОЛДИНГ>)//Империя холода. Ноябрь, 2004.
32. Будущее аммиака как хладатента/ /Аналитический доклад,
25.11 .2008/ /Мир климата. - N2 51 (2008). URL: https:/ /mir-
klimata.info
33. Зацерклянный М.М. Использование аммиака в качестве хлад
атента и оценка при этом рисков/М.М. Зацерклянный, Т.Б. Столевич,
А.М. Зацерклянный/ /Холодильный бизнес. - 2010 .
-
Аб, N.,. б.
с. 24-27 .
34. Технические характеристики холодильных машин. URL:
https:/ /helpiks.org
218
35. Особенности рефрижераторных перевозок грузов. URL:
https:/ / econom-trans.ru
36. Лигарев В.Е., Архипов Л. Е. Холодильные машины и установки
кондиционирования воздуха/Под ред. В.Е. Пигарева. - М.: Маршрут,
2003.- 42 4 с.
37. DIN 51503-1:2011-{}1 "Schmierstoffe-Юiltemaschinenбle-Teil 1:
Mindestanfoгderungen" (Масла для холодильных машин. Часть I. Ми
нимальные требования).
38. Маслов Р. Масла для холодильных машин/ /Обзор по матери
алам зарубежных изданий. 12.09 .2012 .
39. Исследование мирового холодильного рынка Woгld Refrigeration
Study//Доклад BSRIA. Холодильный бизнес 34.
-
N.,. 10 .
-
Октябрь,
2013. URL: https:/ /holod-delo.ru
40. Основные эксплуатационные характеристики масла. URL:
https:/ /xiron.ru
41. Rиdnick R. Synthetics Mineral Oils and Bio- Based Lubricants
Chemistry and Technology. Dr. Steven James Randles. Refrigeration Lub-
ricants. Chapter 32, р. 521-543. CRC Press Тауlог & Francis Group Васа
Raton, London-New York, 2013, 1008 р.
42. Холодильные масла Bitzer. URL: https:/ /stolicaholoda.ru
43. Старение масла в процессе эксплуатации. URL: https:/ /
globecoгe.ru
44. Рыбак Б.М. Анализ нефти и нефтепродуктов. 5-е изд., доп. и
перераб.- М.: Гостоптехиздат, 1962.- 8 88 с.
45. РД 26-03 -70--87 «Масла для холодильных машин. Применение,
замена и нормативы расхода в производстве и эксплуатации холодиль
ных машин>.- М.: ОАО ВНИИХОЛОДМАШ-ХОЛДИНГ, 01 января
1987.
46. Манz Т., Дрезель У. Смазки. Производство, пр именение, свой
ства: Справочник: пер. 2-ro анr./Под ред. В. М. Школьникова.- СПб.:
ЦОП «Профессия>, 2010.- 94 4 с.
•
Глава 3
ВАКУУМНЫЕ МАСЛА
Вакуум - состояние газа, при котором давление ни
же атмосферного. Немецкий ученый Отто фон Герике в
1650 г. открыл, что воздух имеет упругость и доказал су
ществование пустоты, то есть вакуума (от англ. vacuum -
пустота). Вакуум образуется, когда газ (воздух) принуди
тельна откачивается из замкнутого аппарата. Устройство
для откачивания газа из аппарата является вакуумным
насосом.
У спешное изучение свойств разреженного газа обеспе
чило возможность начала его широкого технологического
применения. Оно началось с изобретения в 1873 г. рус
ским ученым А.Н. Лодыгиным первого электровакуумного
прибора - лампы накаливания с угольным электродом и
открытием американским ученым и изобретателем Т. Эди
соном в 1883 г. термоэлектронной эмиссии. С этого момен
та вакуумная техника становится технологической основой
электровакуумной промышленности.
Основным аппаратом для получения вакуума в иссле
дованиях и промышленном применении являлся поршне
вой насос. Расширение практического применения вакуум
ной техники сопровождалось быстрым развитием методов
получения и измерения вакуума. В начале ХХ в. были
изобретены широко применяемые в настоящее время ваку
умные насосы: вращательный (Геде, 1905), криосорбцион
ный (Д. Дьюар, 1906), молекулярный (Геде, 1912), диф
фузионный (Геде, 1913).
Исследования и разработка вакуумной технологии и
техники в СССР связаны с именем академика С.А. Век
шинского, организовавшего в 1928 г. вакуумную лабора
торию в Ленинграде, а затем возглавившего научно-иссле
довательский вакуумный институт в Москве.
220
Техническое применение вакуума непрерывно расши
ряется, но с конца прошлого века и до сих пор наибо
лее важным его применением остается электронная техни
ка. В электровакуумных приборах вакуум является кон
структивным элементом и обязательным условием их
функционирования в течение всего срока службы. Низкий
и средний вакуумы используются в осветительных при
борах и газоразрядных устройствах, высокий вакуум -
в приемно-усилительных и генераторных лампах. Наибо
лее высокие требования к вакууму предъявляются при
производстве электронно-лучевых трубок и сверхвысоко
частотных приборов. Особенно сверхвысокий вакуум не
обходим для применения в криогенной технике при полу
чении низких температур.
В СССР до начала 30-х гг. ХХ в. для получения ваку
ума применяли насосы, в которых в качестве вакуумной
жидкости использовали ртуть. Ртуть однородна по соста
ву, стабильна в процессе работы в насосах (ртуть не раз
лагается при рабочих температурах насоса), стойка к
окислению воздухом. Высокое давление пара при рабочей
температуре в насосе, сравнительно малая растворимость
газов и отсутствие примесей органического происхождения
делают ртуть незаменимой при особо ответственных ана
литических экспериментах. Температура кипения ртути
зависит от давления. При нормальном атмосферном дав
лении 760 мм рт. ст. эта температура равна 356,73 ос,
а при давлении 17 мм рт. ст. (2,3 кПа) ртуть кипит при
температуре 200 °С. Однако высокая токсичность паров и
химическая активность по отношению к металлам, сужа
ющая выбор конструкционных материалов для насосов, а
также высокое давление пара (0, 1 Па) при нормальной
температуре требовали применения охлаждаемой жидким
азотом ловушки между насосом и откачиваемым объемом,
что ограничивало применение ртути. С середины 30-х гг.
ХХ в. до начала Второй мировой войны в Харьковском
физико-техническом институте были проведены работы по
созданию первого отечественного вакуумного масла с низ
кой упругостью пара (1o-S мм рт. ст.). Развитие производ
ства вакуумных масел на безопасных базовых компонен
тах связано с созданием атомной бомбы в СССР. При со
здании бомбы широко использовались термодиффузион-
221
ные установки по разделению изотопов урана, и для их
работы было необходимо безопасное вакуумное масло.
Пункт 22б Постановления СМ СССР N2 2146-588сс по
ручал Министерству нефтяной промышленности СССР
освоить выпуск установок по производству диффузионных
масел (Постановление СМ СССР N2 2146-588сс .;0 науч
но-исследовательских работах по развитию вакуумной
техники, проектировании и производстве вакуумного обо
рудования~. г. Москва, Кремль от 19 июня 1947 г. Сов.
секретно).
Вакуумные смазочные материалы и технологии исполь
зуются в атомной, авиационной, сталелитейной и пищевой
промышленности, в военной технике, а также в медицине
и в сельском хозяйстве. Во всех отраслях все шире ис
пользуются вакуумные технологии и, соответственно, по
требление вакуумных смазочных материалов. Вакуумная
техника определяет современное состояние высоких тех
нологий.
3.1. МЕХАНИЧЕСКИЕ ВАКУУМНЫЕ НАСОСЫ
И ВАКУУМСОЗДАЮЩИЕ СИСТЕМЫ
Механические вакуумные насосы по конструкции и
принципу действия аналогичны воздушным компрессорам,
за исключением вакуумных насосов эжекторнаго типа. Ва
куумный насос преобразует механическую энергию, пода
ваемую на вращаемый вал, в пневматическую энергию пу
тем откачивания воздуха (газа), находящегося внутри
изолированной системы. В этом случае уровень внутренне
го давления становится ниже, чем у наружного атмосфер
ного. Объем полезной работы, совершенной вакуумным
насосом, зависит от количества откачанного воздуха (газа)
и разности созданных давлений.
Механические вакуумные насосы используют тот же
принцип работы, что и воздушные компрессоры, за ис
ключением того, что вакуумный насос всасывает воздух
из замкнутого объема и удаляется наружу. Другие отли
чия между вакуумными насосами и компрессорами следу
ющие:
222
-
у вакуумных насосов разница между создаваемым и
атмосферным давлением не может быть выше 760 мм рт. ст.
(при абсолютном вакууме). У компрессоров создаваемое
давление может составлять десятки и даже сотни атмо
сфер;
-
масса воздуха, подаваемого в вакуумный насос на
каждый такт впуска, а также абсолютное изменение давле
ния уменьшаются по мере увеличения уровня вакуума.
У компрессора производительность и давление постоянные;
-
при высоких уровнях вакуума значительно меньше
воздуха проходит через насос. Все тепло, выделяющееся в
процессе работы насоса, поглощается и рассеивается внут
ри самого насоса. У вакуумного насоса нет проблем с от
водом тепла, как у компрессора.
Для увеличения вакуума применяют несколько ступе
ней вакуумирования. Например, один диафрагменный ва
куумный насос может использоваться в качестве первой
ступени и уменьшать давление в камере до 101 мм рт. ст.
Разреженный воздух подается в пластинчато-роторный ва
куумный насос, создающий более глубокий вакуум, тот уже
будет доводить уменьшаемое давление до 10-З мм рт. ст.
Такой смешанный процесс используют в том случае, если
необходимо повысить энергетическую эффективность, ко
гда парная работа двух насосов разного типа приводит
к меньшим энергетическим затратам, чем использова
ние только одного насоса, создающего глубокий вакуум.
В нефтепереработке используют ступенчатую работу насо
сов одного типа, чтобы увеличить скорость получения не
обходимого вакуума в технологическом процессе.
Пределы получения высокого вакуума с помощью ме
ханических вакуумных насосов ограничены. Для получе
ния высокого вакуума используют комплекс вакуумных
аппаратов, которые называют -«вакуумсоздающие систе
мы~ (ВСС).
Сверхвысокий вакуум может создаваться:
-
путем охлаждения газа до температуры, при которой
газ либо переходит в твердую фазу, либо может адсорби
роваться поверхностью специального пористого материала;
-
газ может удаляться из объема посредством химиче-
ской реакции, в результате которой получается твердый
продукт;
223
:3 Таблица 3.1
'"' Диапазоны рабочих давлений в мм рт. ст. для современных вакуумных насосов различных типов
Диапазоны рабочих давлений, мм рт. ст.
Тип насоса или ваку-
Сверхвысокий вакуум
Высокий вакуум
Средний
Низкий
умсоздающие системы
вакуум
вакуум
1о-12 1о-11 1о-1о 1о-9 1о-8 1о-7 1о-б 1o-s 10-4 1о-з 1о-2 1о- 1 10° 101 102 103
Поршневые
+
+
+
+
+
+
+
+ ft-
Эжекторные
+
+
+ft
Водакольцевые
+ft
Пластинчато-роторные
+
+
+
+
+
+ft
Двухроторные
+
+
+
+
+
+ ft-
Кулачковые
+
+
+
+
+ft
Спиральные
+
+
+
+ ft-
Диафрагмеиные
+
+
+ft
Бустерные
+
+
+
+
Турбомолеку лярные
+
+
+
+
+
+
+
+
+
+
+
Диффузионные
+
+
+
+
+
+
+
+
+
+
+
Геттерные
+
+
+
+
+
+
+
+
+
+
Геттерно- ионные
+
+
+
+
+
+
+
+
+
+
Магнитаразрядные
+
+
+
+
+
+
+
+
Криогенные
+
+
+
+
+
+
+
+
+
+
+
Цеолитовые
+
+
+
+
+
+
-
газ ионизируют и удаляют из объема либо посред
ством действия электромагнитных полей, либо путем
внедрения молекул газа в твердую поверхность насоса
благодаря высокой скорости в поле высокого напряжения.
Применение механических вакуумных насосов и погло
щающих процессов позволяет получать широкий диапазон
вакуума от 103 до сверхвысокого вакуума 10-12 мм рт. ст.
(табл. 3.1).
Для достижения нефтехимических производственных
процессов достаточно обеспечить высокий, средний и низ
кий вакуумы, которые находятся в пределах от 102 до
10-4 мм рт. ст. Для достижения этих показателей доста
тощ-rо использовать только механические вакуумные на
сосы. Основными вакуумными насосами являются: порш
невые, диффузионные, диафрагменные, пластинчато-ро
торные, винтовые, водакольцевые и инжекторы.
В зависимости от страны-производителя и используемых
стандартов значение вакуума оценивается в разных едини
цах измерений. Для перевода значений вакуума из одной
системы единиц в другую используют табл. 3.2.
Таблица 3.2
Перевод единиц измерения технического вакуума
%
кПа
МПа мм рт. ст. Микро
psi, абс.
Дюймов
вакуума абс.
абс.
(торр)
торр
рт. ст. абс.
0,0
101,4 о, 1014
760,0 760,000
14,7
29,92
1,3
99,9
0,0999
750,0 750,000
14,5
29,5
1,9
97,7
0,0977
735,6 735,600
14,2
28,9
7,9
93,5
0,0935
700,0 700,000
13,5
27,6
21,0
79,9
0,0799
600,0 600,000
11 ,б
23,6
34,0
66,7
0,0667
500,0 500,000
9,7
19,7
47,0
53,2
0,0532
400,0 400,000
7,7
15,7
50,0
50,8
0,0508
380,0 380,000
7,3
15,0
61,0
40
0,040
300,0 300,000
5,8
11,8
74,0
26,6
0,0266
200,0 200,000
3,9
7,85
87,0
13,3
0,0133
100,0 100,000
1,93
3,94
88,0
12
0,012
90,0
90,000
1, 74
3,54
89,5
10,7
0,0107
80,0
80,000
1,55
3,15
90,8
9,3
0,0093
70,0
70,000
1,35
2,76
225
Продолжение табл. 3.2
%
кПа
МПа мм рт. ст. Микро
psi, абс.
Дюймов
вакуума абс.
абс.
(торр)
торр
рт. ст. абс.
92,1
8
0,008
60,0
60,000
1,16
2,36
93,0
6,9
0,0069
51,7
51,700
1,00
2,03
93,5
6,7
0,0067
50,0
50,000
0,97
1,97
94,8
5,3
0,0053
40,0
40,000
0,77
1,57
96,1
4
0,004
30,0
30,000
0,58
1,18
96,6
3,4
0,0034
25,4
25,400
0,49
1,00
97,4
2,7
0,0027
20,0
20,000
0,39
0,785
98,7
1,3
0,0013
10,0
10,000
о, 193
0,394
99,0
1,0
0,001
7,6
7,600
о, 147
0,299
99,9
о, 13 0,00013
1,0
1,000 0,01934 0,03937
99,9
о,1
0,0001
0,75
750
0,0145
0,0295
99,99 0,013 0,000013
о, 10
100
0,00193 0,00394
99,999 0,0013 0,0000013
0,01
10
0,000193 0,000394
100
о
о
0,00
о
о
о
Примечание. Российские производители вакуумной техники
обычно указывают остаточное давление в миллибарах (1 мбар =
~ 0,750064 мм рт. с т.).
3.1 .1 . ПОРШНЕВЫЕ НАСОСЫ
Для исследовательских целей используют поршневой
вакуумный насос конструкции Г.Ф. Комовского, в кото
ром вся нижняя система цилиндра с поршнем помещается
в картере, наполненном маслом. При верхнем положении
поршня открывается боковое отверстие, прорезанное в ци
линдре и сообщающееся с разрежаемым пространством.
При ходе поршня вниз, сам поршень нажимает на клапан
дно, открывает его и сам некоторой своей частью выходит
в пространство с маслом. Поэтому он и называется -«мок
рый вакуум-насос~ - компрессор.
В промышленности широкое применение находят ваку
умные поршневые насосы серии ВНД. Особенностью кон-
226
струкции вакуум-насосов серии ВНД является применение
механизма двойного действия поршней в цилиндре. Это
достигается наличием крейцкопфного механизма, который
позволяет осуществлять перекачивание газа при ходе
поршня вверх, а затем при ходе вниз, что позволяет уве
личить объемы перекачки в два раза.
Конструкция насоса (рис. 3.1) представляет собой
литой цилиндровый блок из чугуна, который включает
в себя рабочий цилиндр и золотниковую камеру (1). Зо
лотниковая камера (7) имеет сухую втулку с окнами
для сообщения полостей цилиндра и золотниковой каме
ры. Цилиндр, золотниковая камера и крышки цилиндра
и золотниковой камеры имеют водяные рубашки. В пе
редних крышках цилиндра и золотниковой камеры раз
мещены сальники для уплотнения штоков. Коленчатый
вал насоса установлен на двух подшипниках качения.
Привод золотника осуществляется от эксцентрика (б),
который расположен на коленчатом валу (8), на этом
же валу вращается шатун крейцкопфа (5), головка кото
рого двигает поршень крейцкопфа (4). Смазка механизма
движения - циркуляционная от шестереннога масляного
насоса, приводимого во вращение от коленчатого вала ма
шины. Угол опережения поршня (3) машины по отноше
нию к золотнику равен 90°. Для уменьшения потребляе
мой мощности на золотнике установлены самодействую
щие пластинчатые клапаны. Двухступенчатый вакуумный
насос отличается от одноступенчатого добавлением цилин
дра простого сжатия дожимающей ступени. В дожимаю
щей ступени на всасывании используют щелевой канал,
а на нагнетании - самодействующий клапан. Вакуум-насо
сы, распределение в которых осуществляется плоскими
золотниками, тихоходны. Обороты коленчатого вала рав
ны 800 об/ мин.
Поршневые насосы двойного действия выпускаются по
ГОСТ 26099-84 .;Насосы вакуумные поршневые. Типы и
основные параметры~, предназначены для народного хо
зяйства, должны изготовляться типов:
-
ВНП - с принудительным распределением золотни
ком поршневого типа, одноступенчатые;
-
ДВНП - с принудительным распределением золот
ником поршневого типа, двухступенчатые.
227
Рис. 3.1. Продольный разрез поршиевоrо вакуум-насоса ВНП-3:
1 - рабочий цилиндр и золотниковая камера; 2
-
корпус крейцкопфно
го механизма ; 3 - поршень насоса; 4 - поршень крейцкопфа; 5 - шатун
крейцкопфа; 6 - эксцентрик ; 7
-
золотниковая камера; 8 - коленчатый
вал
Область предпочтительного применения (пределы со
здаваемого давления всасывания):
-
от7до1кПа(от53до8ммрт.ст.)-насосовтипа
ВНП;
-
от4до0,05кПа(от30до0,4ммрт.ст.)-насосов
ДВНП.
Насосы изготавливаются как в вертикальном , так и в
горизонтальном положении цилиндра.
Одноступенчатые поршневые насосы типа ВНП харак
теризуются производительностью от 1, 5 до 50 мЗ j мин с
предельным вакуумом до 99 % или 8 мм рт. ст. Основной
недостаток поршневых насосов: сложная конструкция ,
необходимость непрерывного контроля за работой меха
низмов, повышенная шумность, сравнител ьно частое про
ведение ремонтных работ и невысокая производитель
ность.
228
3.1 .2 . ШIАСТIПIЧАТО-РОТОРНЫЕ НАСОСЫ
Насос пластинчато-роторного типа имеет корпус в виде
цилиндра, отшлифованного внутри. Сам ротор располага
ется в нем, при этом оси у них не совпадают. В роторе
есть специальные двигающиеся пластины. Они прижаты к
корпусу пружинами, так что внутри имеется сектор с пу
стым пространством. Когда включается двигатель, то газы
начинают двигаться. В патрубке-приемнике всегда форми
руется разрежение, а в напорном механизме - избыток
давления. Чтобы трение у пластин уменьшалось, их дела
ют из материалов антифрикционного типа, а также приме
няют специальные масла с малой вязкостью.
По конструкции пластинчато-роторные насосы разде-
ляются на две категории:
-
одноступенчатые пластинчато-роторные насосы;
-
двухступенчатые пластинчато-роторные насосы.
Одноступенчатые пластинчато-роторные насосы имеют
одну ступень откачки, создающую остаточное давление
не более чем (0,5-1)·10° topp. Двухступенчатые плас
тинчато-роторные насосы создают остаточное давление
(0,5-1)·10-З В качестве рабочей жидкости используются
вакуумные масла. Предельное остаточное давление суще
ственно зависит от качества вакуумного масла. Односту
пенчатый насос состоит из корпуса (2), внутренняя по
верхность которого имеет цилиндрическую форму. Внутри
корпуса эксцентрично относительно его оси установлен
ротор (7) цилиндрической формы, который приводится в
движение электродвигателем. Ротор имеет сквозные про
рези по плоскости, проходящей через ось ротора. В эти
прорези вставлены пластины прямоугольной формы (6)
(лопасти). Пластины-лопасти (6) разделяют объем насоса
на две камеры (торцевые поверхности лопастей постоянно
прижимаются к корпусу пружинами (1), пластины имеют
возможность перемещения в пазах при вращении ротора).
Так как оси ротора и корпуса не совпадают, то при вра
щении объем камер может изменяться (рис. 3.2).
Работа насоса осуществляется по следующей схеме.
При вращении ротора в момент, когда пластина (лопасть)
проходит отверстие впускного порта, газ из вакуумной си
стемы через впускной порт начинает поступать в полость
229
3
а
б
Рис. 3.2 . Одноступенчатый пластин
чато-роторный насос
Рис. 3.3. Схема цикла работы пла
стинчато-роторноrо насоса:
а - забор rазов из откачиваемой си
стемы; б - перенос rаза к выхлопному
порту; в - сжатие rаза; z - выброс
rазов в атмосферу
в
г
насоса (рис. 3.3, а) в верхнюю камеру. Когда вторая пла
стина проходит отверстие впускного порта, газ заперт в
камере, образованной двумя пластинами. Дальнейшее
вращение ротора перемещает газ к выхлопному отверстию
(рис. 3.3, б). По мере вращения объем камеры уменьшает
ся, что приводит к сжатию газа (рис 3.3, в). Когда давле
ние газа превысит атмосферное давление, открывается
клапан выпускного порта и газ выбрасывается в атмосфе
РУ (рис. 3.3, z). Одновременно во второй камере газ из
вакуумной системы поступает в полость насоса. Двухсту
пенчатые пластинчато-роторные насосы состоят из двух
последовательных камер по типу одноступенчатого насоса.
Пластинчато-роторные насосы широко используются в
различных отраслях промышленности, техники и научных
исследований для получения низкого и среднего вакуума
как самостоятельно, так и в качестве насосов предвари
тельного разрежения при работе с высоковакуумными
насосами.
3.1 .3 . МЕМБРАIПIЫЕ ИДИАФРАIМЕIПIЫЕ
ВАКУУМНЫЕ НАСОСЫ
Для мембранных и диафрагмеиных насосов основной
деталью является гибкая мембрана, которая связана с ме
ханизмом рычагов. Ее делают из материалов композитного
типа, которые обладают стойкостью к нагрузкам. Края
мембраны фиксируются к корпусу, а центр выгибается.
Мембранные насосы работают без использования вакуум
ного масла. Аналогичную конструкцию имеют и диафраг
менные насосы.
Мембранные насосы работают по принципу безмасляно
го вытеснения газов и воздуха. Агрегат приводится в дей
ствие при помощи коленчатого вала, который перпендику
лярно синхронизирован с мембраной посредством штока.
Сама мембрана расположена между корпусом и крышкой
насоса таким образом, чтобы под крышкой образавывалея
эффект всасывания. Под рабочей камерой вмонтированы
два клапана (впускной и выпускной), которые отвечают за
баланс давления между разными газовыми средами. Рабо
чая область клапанов выполнена из эластичной резины
высокого качества, что обеспечивает надежность и долго
вечность их в работе.
Цикл всасывания газовой среды из откачиваемого объ
ема начинается с деформации мембраны при перемещении
ее центральной области вниз: объем рабочей камеры уве
личивается, давление в камере уменьшается, клапан на
впускном патрубке открывается и порция газа оказывается
в рабочей камере диафрагмениого насоса (рис. 3.4, а).
Клапан выхлопного патрубка закрыт под воздействием
атмосферного давления. Клапан впускного патрубка за
крывается, когда давление в откачиваемом объеме и рабо
чей камере насоса выравнивается. Когда центральная об
ласть мембраны начинает перемещаться вверх, то объем
камеры уменьшается. Газ в камере насоса сжимается, дав
ление увеличивается, открывается клапан выхлопного пор
та и сжатый газ выбрасывается в атмосферу (рис. 3.4, б).
Клапан впускного порта закрыт под воздействием повы
шенного давления в камере насоса. Цикл откачки закончен
и на следующем этапе в камеру насоса поступает новая
порция газовой среды. Откачка продолжается до тех пор,
231
а
б
5
4
3
2
1
Рис. 3.4. Принцип работы мембранноrо насоса:
1 - коленчатый вал привода; 2
-
мембрана; 3 - рабочая камера; 4
-
клапан впускноrо патрубка; 5 - клапан выхлопноrо патрубка; 6
-
вы
хлопной порт; 7 - входной порт
пока при сжатии давление в камере насоса может превы
сить атмосферное давление.
3.1 .4. ВАКУУМНЫЕ ВОДОКОЛЬЦЕВЫЕ НАСОСЫ
Вакуумные водакольцевые насосы характеризуются как
насосы низкого вакуума, но благодаря простоте устрой
ства, невысокой стоимости, надежности и долговечности
эксплуатации (в неидеальных цеховых условиях) имеют
самое широкое распространение. Насосы предназначены
для создания вакуума в закрытых аппаратах, которые мо
гут работать на воздухе и воде или неагрессивных газах,
парах и жидкостях. Насосы не требуют очистки поступа
ющего газа, а также допускают попадание в машину жид
костей вместе с засасываемым газом.
Очищение вакуумных насосов происходит за счет по
стоянного кольцевого потока рабочей жидкости, который
выносит из рабочей полости инородные частички и не поз
воляет им откладываться внутри корпуса установки.
232
Насосы вакуумные водакольцевые простого действия,
горизонтальные с осевым направлением газа через всасы
вающие и нагнетательные окна и сальниковым уплотнени
ем вала. В цилиндрическом корпусе эксцентрично распо
ложено рабочее колесо с лопатками, которые при враще
нии колеса отбрасывают воду к стенкам, образуя вращаю
щееся водяное кольцо. Серповидное пространство между
водяным кольцом и ступицей рабочего колеса является
рабочим объемом машины. Вверху внутренняя поверх
ность водяного кольца касается ступицы колеса и препят
ствует перетеканию воздуха с нагнетательной стороны на
всасывающую. Внутренняя поверхность водяного кольца
постепенно удаляется от ступицы, при этом образуется
свободный объем между лопатками колеса, который за
полняется воздухом из всасывающего патрубка насоса че
рез всасывающие окна на входном патрубке (всасывание
воздуха).
Водяное
кольцо
Рабочее
колесо
Насос
вакуумный
Рис. 3.5. Схема работы водокольцевоrо насоса
~ Сброс
1
воздуха
Сброс
воды
Вода
233
На протяжении второго полуоборота колеса внутренняя
поверхность водяного кольца приближается к ступице,
при этом воздух, находящийся между лопатками, сначала
сжимается, а затем вытесняется через нагнетательное окно
в нагнетательный патрубок насоса (сброс воздуха). Таким
образом, перемещение воздуха из всасывающего патрубка
в нагнетательный совершается непрерывно и равномерно
(рис. 3.5).
Вакуумные водакольцевые насосы выпускаются в Рос
сии в больших количествах и в широком ассортименте.
Они имеют производительность от 0,32 до 45 мЗ /мин при
остаточном давлении 0,03-0,04 МПа.
3.1 .5 . ДИФФУЗИОIПIЫЙ ПАРОМАСЛЯНЫЙ
ВАКУУМНЫЙ НАСОС
Диффузионные насосы применяют в электронной, ме
таллургической, химической, авиационной и аэрокосмиче
ской промышленности, в атомной энергетике, в научных
исследованиях и т.д. При их использовании получают вы
сокий вакуум порядка 1О-7·1О-6 topp (1o-s -1o-4 Па).
В диффузионных парамасляных вакуумных насосах со
четаются два процесса: захват откачиваемого газа струей
пара за счет вязкостного трения между ее поверхностями
и слоями газа, прилегающими к этим поверхностям пара,
а также за счет диффузии молекул газа в струю пара
жидкости, вытекающей из сопла.
В качестве рабочей жидкости в диффузионном насосе
используют:
нефтяное вакуумное масло;
полусинтетическое вакуумное масло;
синтетическое вакуумное масло;
ртуть в соответствующих системах;
сложные эфиры.
Диффузионный насос (паромасляный насос) состоит из
корпуса цилиндрической формы с глухим днищем. На
внешней стороне корпуса закреплена рубашка охлажде
ния. В корпусе насоса размещается система паропроводов
с соплами, которая состоит из нескольких ступеней откач
ки. В насос заливается рабочая жидкость (вакуумное мас-
234
ло), количество которой должно соответствовать модели
насоса. Снизу днища размещен нагреватель для разогрева
рабочей жидкости (рис. 3.6).
Для запуска и нормальной работы насоса необходи
мо на его выходе создать предварительное разрежение
2-1 О мм рт. с т., что и обеспечивается форвакуумным
насосом. Обычно предварительное разряжение создается
стандартным пластинчато-роторным насосом. Затем после
разогрева масла включается подача пара, начинает дей
ствовать сам диффузионный насос.
Паровая струя из корпуса насоса захватывает молекулы
отсасываемого газа. Эти молекулы вследствие диффузии
заполняют структуру струи, затем с захваченным газом
попадают на охлаждаемую стенку корпуса. Пар конденси
руется на стенке холодного корпуса. Сконденсированная
рабочая жидкость стекает вниз, чтобы прогреться и при
нять участие в следующих циклах диффузии. Захвачен
ный газ при конденсации испаряется и в силу значитель
ной разницы в скорости и массе с высокоскоростной стру
ей направляется в сторону днища. В результате откачива-
Рис. 3.6 . Конструкция и механизм работы диффузионноrо (паромас
ляноrо) насоса:
1 - корпус насоса; 2
-
система паропроводов; 3 - впускной фланец; 4 -
выхлопной фланец (для присоединения форвакуумноrо насоса); 5 -
наrреватель; 6 - рабочая жидкость; 7
-
рубашка охлаждения; 8 - паро
вая струя; 9 - пары наrретоrо масла; 10 - область захвата молекул от
качиваемой среды
235
емый газ, скопившийся у выхлопного порта, откачивается
форвакуумным насосом в атмосферу.
Диффузионный насос комплектуется азотной ловушкой
для уменьшения обратного потока паров рабочей жидкости
из насоса в откачиваемый объем (холодильник с жидким
азотом) и форвакуумным насосом.
3.1 .6. КУЛАЧКОВЫЕ ВАКУУМНЫЕ НАСОСЫ
Кулачковые вакуумные насосы практически не требуют
обслуживания и работают долгие годы с минимальными
сервисными издержками. Кулачковые насосы широко
применяются там, где требуется свободный от загрязнений
низкий вакуум порядка 100-850 м бар абс. Благодаря бес
контактному сжатию воздуха кулачками в рабочей камере,
эти вакуумные насосы не требуют масла и не загрязняют
сжимаемый воздух масляными парами. Рабочими органа
ми вакуумных насосов выступают два кулачка (когти),
расположенные в рабочей камере насоса. При вращении
3
Рис. 3.7. Схема устройства кулачковоrо вакуумноrо насоса:
1 - впуск воздуха; 2 - обратный клапан; 3 - рабочие кулачки (коrти);
4 - выпуск воздуха; 5 - шумаизолирующий кожух
236
зазор между кулачками минимален, но они не соприкаса
ются друг с другом. Для синхронизации вращения кулач
ков в насосе предусмотрена синхронизирующая шестереи
ная коробка. Когда мотор приводит насос в действие, в
зоне всасывания вещества начинается быстрое разрежение
воздушной массы, которая перемещается к выходному па
трубку (рис. 3. 7).
Простота управления, высокая скорость откачки - до
стоинства кулачковых вакуумных насосов. Используемые
в России кулачковые вакуумные насосы в основном зару
бежного производства.
3.1 .7 . ВIШТОВЫЕ ВАКУУМНЫЕ НАСОСЫ
Винтовые насосы относятся к категории -«сухих~
(безмасляных) форвакуумных механических вакуумных
насосов объемного действия. Предельное остаточное дав
ление, которое может создавать винтовой насос, до
(7,5-10)-10 -3 topp. Винтовые вакуумные насосы способны
откачивать пары жидкостей, а также выдерживать высо
кую газовую нагрузку. Специальное покрытие деталей
позволяет откачивать агрессивные газовые среды, что не
приводит к загрязнениям вакуумной системы. Обладают
высокой надежностью, имеют низкий уровень эксплуата
ционных затрат. Винтовые насосы не имеют соприкасаю
щихся деталей (пар трения), что обусловливает высокий
ресурс.
Основным элементом винтового насоса является винто
вая пара (3) (рис. 3.8). Вращение винтовых валов син
хронизировано с высокоточной шестереночной передачей
(6) и происходит без касания с минимальными зазорами
между валами и корпусом. Валы закреплены в подшипни
ках (5), которые надежно изолированы от полости насоса
уплотнениями (4). В корпусе винтовой насос имеет кана
лы для охлаждения (8), а также порты для продувки узла
подшипников. Откачка производится через входной порт
(1), удаление откачиваемой среды
-
через выхлопной
порт.
Внутренняя полость винтового насоса разделена винто
выми валами специальной формы на отдельные камеры.
237
Рис. 3.8. Конструкция и принцип
работы винтовоrо насоса:
1 - входной порт (всасывание);
2 - выходной порт (выхлоп); 3 -
винтовая пара; 4 - уплотнения;
5 - подшипники; 6 - передача;
7 - привод к электродвиrателю;
8 - рубашка охлаждения
Сообщение камер между собой минимизировано за счет
прецизионного изготовления валов и внутренней полости
насоса. Винтовые валы вращаются в противоположные
стороны, создавая разрежение, необходимое для всасыва
ния откачиваемой среды из вакуумной камеры. Газ, по
ступающий из входного порта, поступает в первую камеру
насоса, затем вал перекрывает входной порт. В винтовом
насосе с постоянным шагом валов газовая среда при каж
дом повороте винтов перемещается к выхлопному порту.
~аксимальное сжатие откачиваемой среды происходит в
области выхлопного порта при приближении откачиваемой
среды к передней стенке внутренней полости, затем боко
вая поверхность винтового вала при повороте открывает
выхлопной порт и сжатый газ выбрасывается в атмосферу.
Винтовые насосы широко используют в сельском хозяй
стве, пищевой промышленности, фармацевтической, хими
ческой, металлургической, полупроводниковой и в других
отраслях промышленности.
3.1 .8 . СПИРАЛЬНЫЕ ВАКУУМНЫЕ НАСОСЫ
Вакуумные спиральные насосы могут быть масляными
и безмасляными. Преимущества безмасляных насосов за
ключается в том, что при их работе исключается попада
ние частиц масла в перекачиваемую среду.
В корпусе вакуумного спирального насоса расположен
электродвигатель, вал которого заставляет двигаться по
движную спираль. Неподвижная спираль позволяет сфор
мировать рабочую камеру вакуумного насоса (рис. 3.9).
238
Крышка
Рис. 3.9 . Основные детали спиральноrо вакуумноrо насоса
При подаче питания вал электродвигателя начинает
вращаться, приводя в движение подвижную спираль. По
движная спираль размещена по отношению к неподвижной
так, что спиральные профили в нескольких точках прак
тически соприкасаются друг с другом, образуя герметич
ные камеры. При движении подвижной спирали камеры
будут уменьшаться, постепенно перемещаясь к центру
спирали, сжимая газ и заставляя двигаться его от канала
всасывания к каналу нагнетания. На подвижной спирали
имеется силовой противовес к эксцентрику. Он необходим
для уравновешивания сил инерции подвижной части.
Спирально- вакуумные насосы имеют две или более
спиралей Архимеда, которые движутся относительно друг
друга. Одна спираль установлена эксцентрично к другой
и перемещается по траектории орбиты относительно непо
движной спирали. Вакуум создается путем уменьшения
замкнутых серповидных объемов, расположенных между
спиралями. Сжатый газ идет снаружи внутрь, тем самым
удаляется из перекачиваемого объема. На этих насосах
достигается предельное остаточное давление не более 1 Па.
3.1 .9. ТУРБОМОЛЕКУЛЯРНЫЕ ВАКУУМНЫЕ НАСОСЫ
Турбомолекулярные вакуумные насосы представляют
собой разновидность кинетических вакуумных насосов,
принцип действия которых основан на передаче дополни
тельного импульса движения молекулам газа от вращаю
щегося ротора в направлении откачки газа.
239
Турбомолекулярный насос состоит из серии вращаю
щихся (ротор) и неподвижных (статор) пропеллеров .
Пропеллеры ротора и статора чередуются и имеют проти
воположный наклон лопаток. После каждой ступени ком
прессия возрастает. Конструкция ротор - статор позволяет
создать непрерывный молекулярный режим течения газа ,
кинетическая энергия которого обеспечивает отток моле
кул из необходимого аппарата (рис. 3.1 О).
Для начала ра боты турбомолекулярного насоса необхо
димо создать предварительное разряжение форвакуумным
насосом .
Для смазки первых насосов приме няли нефтяные масла
и синтетические эфиры . После применения в конструкции
насосов керамических подшипников они п ере шли в разряд
безмасляных . Насосы выпускаются горизонтальной или
вертикальной конструкции.
Для керамических подшипников используется твердая
смазка, которая обладает низким давлением насыщенных
паров, что делает возможным длительную работу этих
насосов без какого -либо обслуживания . Ротор турбомоле-
240
Лопасти ротора
Лопасти статора
Ротор
Магнитный
подшипник
Опора
Электродвигатель
~~~==3-- Опора
Шарнирный
под шипник
Рис. 3.10 . Схема работы турбомолекулярного насоса
кулярного насоса способен работать со скоростью 24 000-
90 000 об/мин. Турбомолекулярный насос создает вакуум
от 1о-2 до 1o-s Па.
Турбомолекулярные насосы с магнитным подвесом ро
тора и производительностью 300-4500 л/ с по производи
тельности могут заменить диффузионные масляные насосы.
Замена диффузионных масляных насосов на турбомолеку
лярные насосы с магнитным подвесом ротора обеспечивает
сокращение потребления электроэнергии до 80-90 %.
С 2017 г. в России действует стандарт ГОСТ 33518-2015
(ISO 5302:2003) .;Вакуумная технология. Турбомоле
кулярные насосы. Измерение рабочих характеристик~
(Vacuum Technology. Turbomolecular Pumps. Measurement
of Performance Characteristics), который определяет мето
ды измерения рабочих характеристик турбомолеку лярных
насосов.
3.1.10. ВАКУУМСОЗДАЮЩИЕ СИСТЕМЫ
НА НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДАХ
Вакуумсоздающие системы (ВСС) предназначены для
создания и поддержания вакуума в вакуумных колоннах
блоков ЭЛОУ-АВТ. В зависимости от глубины переработ
ки нефти в вакуумных колоннах уровень вакуума нахо
дится в пределах от 10 до 3 мм рт. ст. Глубина вакуума
создается с использованием относительно недорогих ваку
умсоздающих систем, в частности, конденсационных си
стем, пароэжекторных или гидроэжекторных вакуумных
насосов, на базе жидкастно-кольцевых вакуумных насосов
и др.
На большинстве нефтеперерабатывающих заводах при
меняют пароэжекторные вакуумные насосы. Принцип их
действия основан на турбулетном захвате газа струей ра
бочего пара, подводимого под давлением в специальную
барокамеру, а затем перетекающего в воздушную камеру.
Энергия давления подводимого пара преобразовывается
в кинетическую энергию, а сама струя движется с высокой
скоростью. Таким образом формируются турбулентные
завихрения, приводящие в движение расположенные
вблизи газовые слои. Газ и паровая струя проникают в
241
Эжектирующая
жи д кость
t
Эжектируемая
жид кость
Диффузор
Рис. 3.11. Принцип работы пароструйных эжекторов
суженную часть диффузора, где происходит их смешива
ние и возрастает скорость (рис. 3.11).
Конструкция параструйных эжекторов включает в себя
охлаждение перерабатываемого газа. При использовании
параводяных эжекторных устройств применяют трубчатые
поверхностные конденсаторы . В этом случае охлаждающая
жидкость не контактирует с парагазовой смесью, а выпол
няет поставленную задачу путем контакта перерабатывае
мых сред с трубками , подающими движущуюся воду.
Стандартная схема вакуумной перегонки мазута уста
новки ЭЛОУ-АВТ-6 предусматривает применение двух
трубчатых поверхностных конденсаторов на один паро
эжекторный вакуумный насос (рис. 3.12).
IV
VII
6
Рис. 3.12. Схема блока вакуумной перегонки мазута установки
ЭЛОУ-АВТ-6:
1 - вакуум ная колонна; 2 - ваку умная печь; 3 - пароэжекторный ваку
умный насос; 4 - конденсатор-холод ильник; 5, 6 - емкости (сепарато
ры). Потоки: I - мазут с АТ; II - легкий вак уумный газойль ; III -
вакуумный газойль ; IV - затемненная фракция ; V - гудрон ; VI - во
дяной пар; VII- газы раз ложения ; VIII- конденсат (вода или нефте
продукт)
242
При выборе насосов рассматривают такие показатели,
как производительность, предельное остаточное давление
и характеристики вакуумного масла или вакуумной жид
кости. Состав вакуумного масла оказывает существенное
влияние на длительность эксплуатации насоса и его спо
собность гарантировать заданное предельное давление ва
куума.
3.2. ТРЕБОВАНИЯ, КЛАССИФИКАЦИЯ,
АССОРТИМЕНТ МАСЕЛ ДЛЯ ВАКУУМНЫХ
НАСОСОВ
3.2.1. ТРЕБОВАIПIЯ К ВАКУУМНЫМ МАСЛАМ
И ИХ КЛАССИФИКАЦИЯ
Создание вакуума невозможно без качественных масел
соответствующего типа. От свойств масла при эксплуата
ции зависит степень достигаемого вакуума. Вакуумное
масло должно удовлетворять следующим требованиям:
-
обладать высокой термаокислительной стабильно
стью при высоких температурах;
-
иметь низкое давление насыщенных паров;
-
иметь совместимость и инертность с уплотнительны-
ми материалами, откачиваемой средой и с материалами
оборудования для перекачивания;
-
обладать малой способностью растворять газы;
-
иметь низкую теплоту преобразования, которая опре-
деляет мощность и расход энергии;
-
удовлетворять требованиям по экологической без
опасности, в которые включается применение биоразлага
емых продуктов, пожарабезопасных и нетоксичных. В на
стоящее время некоторые вакуумные масла производятся
на биоразлагаемых основах (эфиры), а для вакуумных
насосов пищевой промышленности в России рекомендова
лось применять масла, изготовленные на основе белых ме
дицинских масел.
На территории России действует Технический регла
мент Таможенного союза ТР ТС 021-2011
.;0 безопасности
243
Таблица 3.3
Классификация вакуумных масел по ГОСТ 28549.3 -90
(ISO 67 43-ЗА-67)
Общее применение
Категория
Типичное применение
продукта
Вакуумные насосы: поршне-
DVA Низкий вакуум для неагрес-
вые, ротацианно-капельные
СИЕНОГО газа
Ротационные с уплотнением DVB Низкий вакуум для неагрес-
маслом, винтовые, ротаци-
СИЕНОГО газа
онно- лопастные,
плунжер-
DVC Средний вакуум для не-
ные
агрессивного газа
DVD Средний вакуум для arpec-
СИЕНОГО газа
DVE Высокий вакуум для неаг-
реесивнога газа
DVF Высокий вакуум для arpec-
СИЕНОГО газа
Вакуумные масла в зависимости от вакуума и среды
перекачивания делятся на шесть групп (табл. 3.3).
Основная задача стандарта ГОСТ 28549.3-90
(ISO 6743-3А-67) состоит в обеспечении безопасности при
эксплуатации оборудования. Масло должно отвечать тре
бованиям пожарной безопасности, исключить образование
взрывоопасной ситуации.
Вакуумные масла классифицируются по вязкости в со
ответствии со стандартом ISO 3448 как и компрессорные и
холодильные масла.
По химическому составу делятся на нефтяные, полу
синтетические, синтетические и специальные (табл. 3.4).
Синтетическое масло имеет более точно воспроизводи
мые характеристики и устойчивый химический состав. Для
высоковакуумных струйных насосов в настоящее время
рекомендуется использовать только синтетические масла.
При выборе вакуумных масел учитывают: термаокис
лительную стабильность, возможность работы материала
в агрессивной или радиоактивной среде, экологические
свойства и стоимость. Рекомендации по выбору вакуумно
го масла для вакуумных насосов в зависимости от условий
применения приведеныв табл. 3.5 и 3.6 .
245
Таблица 3.4
Классификация вакуумных масел по химическому составу
Группа
Химический состав
Обозначение
I
Нефтяные
мо
[[
Полусинтетические
РАО/МО
[[[
Синтетические:
-
на основе полиальфаолефинов
РАО
на основе полигликолей
PAG
на основе полиэфиров
РОЕ
на основе диэфиров
DE
IV
Специальные:
-
на основе перфторполиэфиров
PFPE
на кремнийорганической основе
все остальные, не вошедшие в I-'
II- '
III-ю группы
Таблица 3.5
Рекомендации по выбору вакуумных масел для механических насосов
Область применения
Быстрота откачки
Тип масла
насосов
Общепромышленное и лабора- Для малогабаритных
Нефтяное
торное применение.
насосов менее 30 мЗ /ч
Откачивание чистых неагрес- (< 500 л/мин)
сивных газов
Вакуумираванне систем с мел- Для насосов от 30
Нефтяное
кими частицами и пылью.
до 600 мЗ/ч (от 500
Выращивание кристаллов.
до 10 000 л/мин)
Нанесение и осаждение покры-
тий
Вакуумираванне сосудов с кон-
Нефтяное
денсированными парами воды и
сорбированными его стенками
Общепромышленное и лабора- Для крупных насосов Нефтяное
торное применение.
более 600 мЗ /ч
Откачивание чистых неагрес- (> 10 000 л/мин).
сивных газов
Рекомендовано для
Вакуумираванне сосудов с кон-
насосов от 30 до
Минераль-
денсированными парами воды и
600 мЗ1 ч, у которых
ное
сорбированными его стенками
отмечается износ дета-
лей
246
Продолжение табл. 3.5
Область применения
Быстрота откачки
Тип масла
насосов
Масло для применения в насо- Масло для уплотнения Минераль-
сах Рутса
приводного вала бус-
ное
терных насосов Рутса
Универсальное вакуумное масло. Для малогабаритных
Синтетиче-
Откачивание газов с содержа- насосов менее 30 мЗ /ч ское
нием кислорода.
(< 500 л/мин)
Производство полупроводни-
ков, выращивание кристаллов,
нанесение покрытий, ионная
имплантация, эпитаксиальное
осаждение, плазменное травле-
ние и очистка, реактивное ион-
но е травление и плазменная
очистка
Производство полуправ одни- Для насосов от 30
Синтетиче-
ков, выращивание кристаллов, до 600 мЗ /ч (от 500
ское
нанесение покрытий, ионная до 10 000 л/мин)
имплантация,
эпитаксиальное
Синтетиче-
осаждение, плазменное травле-
ское
ние и очистка, реактивное ион-
но е травление и плазменная
очистка
Универсальное вакуумное масло.
Синтетиче-
Вакуумираванне сосудов
ское
с галогенами летучими тверды-
Для крупных насосов Синтетиче-
ми веществами, окислителями
и пирофорными веществами,
более 600 мЗ /ч
ское
с абразивными частицами.
(> 10 000 л/мин). Ре-
Производство полупроводни-
комендовано для насо-
ков
сов от 30 до 600 мЗ/ч
Производство полуправ одни-
Синтетиче-
ков, выращивание кристаллов,
ское
нанесение покрытий, ионная
имплантация,
эпитаксиальное
осаждение, плазменное травле-
ние и очистка, реактивное ион-
но е травление и плазменная
очистка
247
Таблица 3.6
Рекомендации по выбору вакуумных масел для струйных насосов
Область применения
Быстрота откачки
Тип масла
насосов
Насосы общего применения.
Диффузионные Ба- Синтетиче-
Плавка металлов.
куумные насосы от с кое
Создание электрических пр ибо- 550.. .70 000 л/ с
ров и схем электроники.
Упаковка продуктов и жидко-
стей.
Переработка древесины и и зга-
товление бумаги.
Испытание частей и компонентов
авиакосмических агрегатов в ус-
ловиях низкого давления.
Медицинское производство
в процессах, требующих павы-
Синтетиче-
шенную температурную устойчи-
с кое
вость масла и особо низкие пре-
дельные давления.
Насосы Б напылительных уста-
нанках, системах вакуумной суш-
ки и плавки, в вакуумных печах
Б металлургической промышлен-
ности, полупроводниковой элек-
тронике и других отраслях
Процессы, не допускающие по-
Кремнийор-
падания углеродасодержащих
г анические
частиц
жидкости
Для откачивания больших пота- Бустерные эжектор- Синтетиче-
ков газов эжекторными (бустер- ные насосы от
с кое
ными) насосами
8 ... 8000 л/с
3.2 .2. МЕТОДЫ ОПРЕДЕЛЕIПIЯ ДОПОJПППЕЛЬНЫХ
ФИЗИКО-ХИМИЧЕСКИХ ПОКАЗАТЕЛЕЙВАКУУМНЫХ
МАСЕЛ
Вакуумные масла в отличие от компрессорных имеют
низкое давление насыщенных паров при невысокой испа
ряемости и высокой термаокислительной стабильности. На
начальном этапе производства вакуумных масел методы их
анализа не отличались от методов для компрессорных ма-
248
сел. С развитием вакуумных технологий в методы испьrrа
ний ввели показатели, характеризующие состояние масла
в условиях вакуума: давление насыщенных паров, уп ру
гость пара и температурные пределы кипения. Большин
ство методов по оценке давления насыщенных паров, уп
ругости пара масла основаны на моделировании в лабо ра
торных приборах процесса образования вакуума, который
происходит в реальных условиях при эксплуатации ваку
умных насосов. Во всех методах используются промышлен
ные вакуумные насосы. В нашей стране в основном при
меняют два стандарта: ГОСТ 19678-74 и ГОСТ 19686 -74 .
()цепка предельного остаточного давления по
Г()С Т 19678-74 определяется на специальной установке ,
которая состоит из вакуумной системы, системы охлажде
ния диффузионного насоса, а также комплектуется бл оком
питания и управления с вакуумметром типа ВИТ-2П. Ва
куумметр ионизационно-термопарный ВИТ-2П при рабо
те с термопарными преобразователями измеряет вакуум в
пределах 1о-З- 1о-7мм рт. ст. (рис. 3.13).
Установка оснащается двумя устройствами для опреде
ления утечек вакуума: помехозащитный искровой течеис-
Рис. 3.13 . Схема вакуумной снетемы н системы охлаждения уста
новки:
1 - напускной клапан типа УРС- 19 ; 2 - вакуумный мех анический
насос; 3 - манометрический тепловой термопарный преобразователь;
4 - вакуумный клапан; 5 - сорбционная ловушка; 6
-
шаровая ловуш
ка; 7 - манометрический ионизационный преобразователь; 8 - диф ф у
зионный насос; 9- термометр; 10- сливная воронка; 11- вентиль
249
катель типа НО 43-009
-
для обнаружения течи в стек
лянной части вакуумной системы и гелиевым течеискате
лем типа ПТИ. В работу вакуумной системы включены
два насоса, для образования предварительного вакуума
используется роторно-пластинчатый лабораторный насос
НРВ-О,SД производительностью 0,5 л/ с и диффузионный
насос Н-0, 15-3.
Испытания проводят следующим образом: открывают
вакуумные клапаны, включают в работу механический ро
торно-пластинчатый лабораторный насос НРВ-О,SД. Через
5-7 мин давление по манометрическому тепловому термо
парному преобразователю в системе должно установиться
не выше 6 · 10-2 мм рт. ст., если выше, то осуществляют
перебарку и промывку всей системы. Проверку утечек ва
куума проводят с помощью течеискателей. Если утечек
нет, установка готова к работе.
Заливают в корпус диффузионного насоса 100 смЗ ис
пытуемого масла. Осуществляют подачу пара в диффузи
онный насос и включают его электронагреватель, устанав
ливая мощность (450±10) Вт. Температура охлаждающей
воды на выходе из системы охлаждения диффузионного
насоса должна быть (22±2 ос). Через 1,5 ч после включе
ния электронагревателя диффузионного насоса включают
сетку ионизационного манометрическоm преобразователя
и прогревают ее в течение 25 мин. Затем включают накал
нити ионизационного манометрического преобразователя и
через 5 мин измеряют давление в вакуумной системе. По
следующие измерения давления в вакуумной системе про
изводят через каждые 30 мин. Продолжительность испы
тания не должна превышать 6 ч. Производят три измере
ния. При получении отрицательного результата произво
дится контроль состояния и работы установки. Для этого
из шаровой ловушки извлекают воду и заполняют ее жид
ким азотом или смесью ацетона с твердой двуокисью угле
рода (сухим льдом). Через 15 мин после начала охлажде
ния шаровой ловушки давление по манометрическому
ионизационному преобразователю должно быть не выше
8-10 -7 мм рт. ст. Если устанавливается давление выше
8·1 о-7 мм рт. ст., то это указывает на наличие течи в высо
ковакуумной части системы. Если давление нормальное,
результаты испытаний считаются достоверными.
250
Испытания по ГОСТ 19678-74
-
сложные в техниче
ском отношении, но полученные данные достаточно до
стоверные, поэтому этот метод используется на пред
приятиях, выпускающих старые марки вакуумных масел,
в паспортах которых указано определение предельного
остаточного давления по этому стандарту. При производ
стве новых марок вакуумных масел используют новый
стандарт- ГОСТ 19686-74.
Определение упруrости паров и температуры кипе
ния по ГОСТ 19686--74 основано на том, что измене
ние температуры и давления паров испытуемого масла
застав.llЯет подвешенный диск тенсиометра отклоняться
на некоторый угол. Упругость паров и диапазон темпе
ратуры кипения определяется для вакуумных масел,
имеющих давление паров при (20±5) ос не выше 1-1o-S мм
рт. ст.
Упругости паров и температуры кипения определяются
при проведении испытаний этого масла с помощью при
бора тенсиометра, который подключается при проведении
испытаний к вакуумной системе, смонтированной в соот
ветствии со схемой по ГОСТ 19678-74.
Установка для определения упругости паров и темпе
ратуры кипения состоит из вакуумной системы, блока пи
тания и управления с вакуумметром. В систему также вхо
дят: ионизационный манометрический преобразователь, тер
мопарный манометрический преобразователь, напускной
вакуумный клапан, тенсиометр, механический вакуумный
насос, вакуумный клапан с ручным приводам и диффузи
онный вакуумный насос (рис. 3.14).
Одним из основных приборов установки по определе
нию предельного давления насыщенных паров является тен
сиометр (рис. 3.15), корпус которого (11) выполнен из вы
сокопрочного стекла, в верхней части размещена горлови
на с притертой пробкой (7). В пробке находится стержень
(б), к которому крепится на тонких вольфрамовых нитях
алюминиевый диск (2). Диск расположен напротив сопла
(9). Положение диска регулируется поворотом пробки (7).
На боковой поверхности корпуса находится шлиф (8),
которым тенсиометр соединяется с вакуумной системой.
В нижней части корпуса размещен испаритель ( 1), кото
рый при испытании с помощью стеклянной воронки через
251
Рис. 3.14 . Установка для оп
ределения предельноrо оста
точноrо давления паров по
гост 19678-74:
1 - ионизационный манометри
ческий преобразователь; 2, 5 -
термопарный манометрический
преобразователь; 3, 7 - напуск
ной вакуумный клапан; 4 - тен
сиометр; 6 - механический ваку
умный насос; 8, 10 - вакуумный
клапан с ручным приводом; 9 -
диффузионный вакуумный насос
Рис. 3.15 . Схема устройства тен
сиометра:
1 - испаритель; 2
-
алюминиевый
диск; 3 - молибденовые нити; 4 -
подвески; 5 - держатель; 6
-
стержень; 7 - пробка; 8 - трубка
со шлифом; 9 -сопло; 10 - соеди
нительная трубка; 11 - корпус
соединительную трубку заливают S-1 О смЗ испытуемого
масла.
Испытания вакуумного масла проводят в следующей
последовательности:
-
тенсиометр в собранном виде устанавливают в су
шильный шкаф и выдерживают в нем 2 ч при 120 °С. За
тем подсоединяют тенсиометр к вакуумной системе и зали
вают масло. Вращением пробки диск устанавливают в
плоскости, параллельной плоскости среза сопла;
-
включают механический вакуумный насос и через
1-2 мин открывают вакуумные клапаны. При достижении
в системе давления 2-10-2 мм рт. ст. включают электро
нагреватель диффузионного насоса и подают воду в систе
му охлаждения диффузионного насоса;
-
на испаритель тенсиометра надевают электропечь,
включают ее и подогревают масло до установления в ваку
умной системе стабильного давления, определяемого по
252
манометрическому ионизационному преобразователю, по
рядка 10-s мм рт. ст. После установления давления, элек
тропечь снимают с тенсиометра. Тенсиометр погружают в
термостат с температурой (20±5) ос, перемещая подъем
ный стол установки. Оптическая система фиксирует поло
жение диска как нулевую точку отсчета;
-
термостат нагревает масло в тенсиометре до темпера
туры, при которой упругость пара испытуемого масла бу
дет порядка 10-З мм рт. ст. (для вакуумных масел ВМ-1 и
ВМ-2 достигается при температуре 120-125 ос). При этой
температуре испытуемое масло выдерживают 3-5 мин. Да
лее снижают температуру с интервалом 3-5 мин, при сни
жении температуры изменяется угол наклона пластины,
соответственно изменяется упругость пара при фиксирова
нии положения диска, упругость пара уравновешена эф
фективной массой диска тенсиометра. В этом состоянии
фиксируется угол наклона диска для каждой температуры.
По полученным данным строят зависимость упругости
паров вакуумного масла от температуры и путем экстрапо
ляции определяют упругость паров вакуумного масла при
температуре 20 ос и температуру его кипения при упруго
сти паров 110-2 мм рт. ст.
В России и за рубежом для измерения давления насы
щенных паров используется прибор изотенископ. Он со
стоит из погруженного манометра и контейнера с веще
ством, давление паров которого измеряется. Открытый
конец манометра подключается к устройству измерения
давления. Вакуумный насос используется для регулировки
давления в системе. Американское общество по испытанию
материалов на основе этого прибора и вакуумного насоса
для определения давления насыщенных паров разработало
стандарт ASTM D2879-18 .
Как в России, так и за рубежом используют и другие
методы оценки упругости паров вакуумных масел. В рос
сийских лабораториях применяют методы, аналогичные
стандарту ГОСТ 19686-74 (с двумя насосами), но с более
точным измерением вакуума. ОАО .;Вакууммаш~ разрабо
тало отраслевой стандарт ОСТ 26-04 -2140-86 .;Насосы и
агрегаты вакуумные механические. Методы испытаний~,
который оценивает достижимое остаточное давление на
механических форвакуумных насосах.
253
Во многих европейских странах для испытаний вакуум
ных масел используют эффузионный метод Кнудсена.
В России этот метод применяют для испытаний особо
вредных веществ и веществ с очень низким давлением па
ра- 1 Па (0,0075 мм рт. ст.). На основе метода разрабо
тан ГОСТ 33033-2014 .;Методы испытаний химической
продукции, представляющей опасность для окружающей
среды. Давление пара~. По методу оценивают массу те
стируемого вещества, выделяющегося в виде пара из пла
тиновой ячейки Кнудсена за единицу времени через мик
роотверстие в условиях ультравакуума либо конденсируя
пар при низкой температуре.
3.2 .3. АССОРТИМЕНТ ВАКУУМНЫХ МАСЕЛ И ЖИДКОСТЕЙ
Все вакуумные масла и жидкости, представленные на
российском рынке, делятся на две группы:
-
масла и жидкости для механических насосов с мас
ляным уплотнением;
-
масла и жидкости для параструйных диффузионных
и бустерных насосов.
Для того чтобы увеличить срок службы механических
вакуумных насосов, в состав вакуумных масел и жидко
стей вводят антиржавейные, деэмульгирующие и противо
износные присадки, что приводит к возрастанию их кис
лотного числа. Количество каждой присадки, вводимой в
состав вакуумных масел, не превышает 0,02 % масс. Ваку
умные масла с присадками применяют в насосах с низким
вакуумом, которые работают в пищевой промышленности
и сельском хозяйстве. Так, 90 % вакуумных масел и жид
костей не содержат присадок и предназначены для работы
в диффузионных насосах.
3.2.3.1 . ВАКУУМНЫЕ МАСЛА И ЖИДКОСТИ
РОССИЙСКОГО ПРОИЗВОДСТВА
3.2 .3.1.1. ВАКУУМНЫЕ МАСЛА НА НЕФТЯНОЙ ОСНОВЕ
Российские вакуумные масла выпускают из малосерни
стых нефтей с применением глубокой очистки и вакуумной
254
дистилляции. Применение дополнительной дистилляции
обеспечивает необходимый уровень показателя ~давление
насыщенных паров~. Российские вакуумные масла на
нефтяной основе не содержат присадок.
Характеристика вакуумных масел на нефтяной основе
приведена в табл. 3. 7.
Вакуумное масло ВМ-1 (ОСТ 38.01402-86) вырабаты
вается из сернистых или малосернистых парафиноных
нефтей путем глубокой очистки и специальной вакуумной
дистилляции. Применяется в качестве рабочей жидкости в
высоковакуумных парамасляных насосах и в механиче
ских насосах с масляным уплотнителем.
Вакуумное масло ВМ-1с (ТУ 38.1011187-88) выраба
тывается из сернистых или малосернистых парафиноных
нефтей, а также из медицинских и белых масел, которые
подвергаются глубокой очистке и специальной многосту
пенчатой тонкой вакуумной дистилляции.
Применяется в качестве рабочей жидкости в высоко
производительных высоковакуумных парамасляных насо
сах или как уплотняющая жидкость в механических насо
сах с масляным уплотнителем. Имеет высокую гидролити
ческую и антиокислительную стабильность. Благодаря до
статочно низкому давлению насыщенных паров вакуумное
масло ВМ-1с имеет невысокую испаряемость. Из-за низ
кой растворимости газов и высокой стабильности к окис
лению вакуумное масло ВМ-1с обеспечивает длительный
ресурс эксплуатации вакуумного оборудования.
Вакуумное масло ВМ-3 (ТУ 38.401-58-3-90) является
рабочей жидкостью для высокопроизводительных паро
масляных бустерных, вспомогательных параструйных и
специальных форвакуумных насосов.
Вакуумное масло ВМ-4 (ТУ 38.401 -58 -3 -90) применя
ется как рабочая жидкость для высокопроизводительных
парамасляных бустерных, вспомогательных параструйных
и специальных форвакуумных насосов, для механических
вакуумных насосов с масляным уплотнением. Вакуумное
масло ВМ-4 имеет высокую стабильность к окислению.
Вакуумное масло ВМ-5 (ОСТ 38.01402-86) вырабаты
вается из сернистых или малосернистых парафиноных
нефтей путем глубокой очистки с использованием вакуум
ной дистилляции. Применяется в качестве рабочей жид-
255
~ Таблица 3.7
"' Физико-химические показатели вакуумных масел на нефтяной основе
Показатель
ВМ-1 ВМ-1с ВМ-3 ВМ-4 ВМ-5 ВМ-5с
Плотность при 20 се, 870
870
890 908 885
875
кгjмЗ, не выше
Цвет, единицы ЦНТ, не Не
0,5
3,5
7
Про-
4,5
выше
норм.
зрачное
Запах
Нет Легкий
-
-
Нет
Нет
Кинематическая вязкость,
мм2jс:
при 20 ос
-
-
-
-
-
-
при 50 ос
60-70
35
9-11 48-57 60-70
42
при 100 ос
-
-
-
8-11
-
-
Температура вспышки
240- 240
150-
-
230
250
в открытом тигле, 0 С,
260
180
не ниже
Температура вспышки
-
-
-
205
-
-
в закрытом тигле, 0 С,
не ниже
Температура застывания,
12
-
-
-15 -12
-
0
С, не менее
Содержание воды, поста-
Отсутствие
ранних примесей, кислот
и щелочей в составе, %
ВМ-6 ВМ-11 ВМ-12 ТМ-1
-
908
887
-
7
1,0
10
-
-
-
-
-
-
~ 220
-
360-450
~40 48-57 ~60
6-9
8
8-11
-
-
Опре- 200
260
150
дел.
216
-
-
-
-10
-15
-10
-15
'"'
"'
...,
Зольность, %, не более
Стабильность против окис-
ления:
кислотное число, мг
КОН/г, не более
увеличение вязкости при
50 °С, не более
Кислотное число, мг
КОН/г, не более
Коксуемость, %, не более
Фракционный состав:
температура начала пе-
регонки, 0 С, не ниже
90 % возгонка масла при
температуре
Упругость паров при 20 °С,
Па (мм рт. ст.), не более
Давление насыщенных па-
ров при 20 °С, Па, не ба-
лее
Температура кипения, при
которой упругость паров
равна 1,33 Па <ио·2 мм
рт. ст.), 0 С, в пределах
0,01
0,01
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
5,3-10-6
4,0·10 -8
5,3·10-б -
140-150 140 -150
-
-
0,01
0,01
-
-
-
0,01
0,3
-
-
-
-
-
-
-
-
-
-
-
50
-
-
-
-
0,20
-
-
-
-
-
-
-
0,20
-
-
-
0,20
-
-
-
-
-
-
-
-
-
-
95
370
-
-
125
-
-
-
175
515
-
-
220
-
-
-
1,3·10-2 5-1о-з
-
4,0·10 -7 4,0·10 -4 5,3·10-3 5,3·10-б
-
(3,0·10 -9)
4,0·10-5 4,0·10 -8
-
-
2,7·10 -5
-
-
-
-
-
-
-
140-150 170 -180
-
-
-
-
"'
"'
""
Продолжение табл. 3.7
Показатель
Массовая доля серы, %, не
более
Массовая доля ароматиче-
ских углеводородов, %, не
более
Испытания на коррозию
при 50 ос на пластинках
из стали марок 40, 45 или
50 по ГОСТ 1050 и меди
по гост 859
ВМ-1 ВМ-1с ВМ-3
-
-
-
-
-
-
-
-
-
ВМ-4 ВМ-5 ВМ-5С ВМ-6 ВМ-11 ВМ-12 ТМ-1
-
-
-
-
-
о,1
-
-
-
-
-
-
5,0
-
-
-
-
-
-
Вы-
-
дер.
кости в высоковакуумных парамасляных насосах (для со
здания сверхвысокого вакуума), в механических насосах с
масляным уплотнителем.
Вакуумное масло ВМ-5с (ТУ 38.1011187-88) выраба
тывается из сернистых или малосернистых парафиноных
нефтей путем глубокой очистки и вакуумной дистилляции.
Применяется в качестве рабочей жидкости в высоковаку
умных парамасляных насосах (для создания сверхвысоко
го вакуума), в механических насосах с масляным уплотни
телем.
Вакуумное масло ВМ-6 (ТУ 38.401 -58 -3 -90) является
рабочей жидкостью для поршневых форвакуумных насо
сов. Характеризуется высокой стабильностью против окис
ления.
Вакуумное масло ВМ-11 (ТУ 38.401 -58-3 -90) произво
дят из сернистых нефтей с использованием глубокой
очистки и специальной вакуумной дистилляции. Для мас
ла характерна стабильная устойчивость к окислению,
обеспечивающая длительность и надежность эксплуатации
параструйных насосов; длительный ресурс работы масла в
насосе без замены. Масло надежно работает при высоких
температурах, имеет низкую упругость паров и хорошую
эксплуатационную вязкость.
Вакуумное масло ВМ-12 (ТУ 38-1011237 -89) выраба
тывают из малосернистых беспарафинистых нефтей путем
глубокой очистки их узких фракций и с применением до
полнительно одной-двух ступеней тонкой вакуумной ди
стилляции. Применяется для смазывания подшипников,
работающих в вакууме при высоких температурах, имеет
низкую упругость паров.
Вакуумное масло ТМ-1 (ТУ 38.101363-73) представля
ет собой узкую фракцию индустриальных масел общего
назначения, получаемую путем вакуумной разгонки. Ис
пользуется в качестве рабочей жидкости в турбомолеку
лярных насосах.
3.2 .3 .1.2 . ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ВАКУУМНЫХ МАСЕЛ
НА НЕФТЯНОЙ ОСНОВЕ
Вакуумные масла ВМ-1с, ВМ-5с, ВМ-11 и ВМ-12
(ТУ 38.1011182 -88, с изменениями N2 1, 2) получают пу-
259
тем вакуумной разгонки масла - сырья для производства
масел вакуумных, масла - сырья из белых масел и кон
тактной доочисткой полученных из фракций вакуумных
дистиллятов. Вакуумные масла ТМ-1 (ТУ 38.101363-73,
с изменениями N2 1-4) и ВМ-3, ВМ-6 (ТУ 38.1011182 -88,
с изменениями N2 1, 2) получают разгонкой индустриаль
ных масел И-12А, И-40А, И-SОА (ГОСТ 20799-88, с изме
нениями N2 1-4) и контактной доочисткой фракций ваку
умных дистиллятов. Сырьем для получения вакуумных
масел ВМ-1с, ВМ-3, ВМ-6 и ВМ-11 может быть вазелино
вое медицинское масло (табл. 3.8).
Таблица 3.8
Характеристики сырья для производства вакуумных масел
Сырье
Масло-сырье
Масло-
Показатель
для произ-
Масло вазели-
воде тв а
сырье
новое меди-
из белых
вакуумных
масел
цинекое
масел
Вязкость кинематическая
37,0
26
28-38,5
при 50 се, мм2 /с, не
менее
Плотность при 20 се,
-
870
-
кг1 мЗ, не более
Показатель преломления
1,4765
-
n2D
d'
не более
Температура вспышки Б
230
180
185
открытом тигле, се, не
ниже
Температура застывания
-
-13
-
0
С, не выше
Кислотное число,
-
о,1
-
мг КОН/г, не более
Содержание водораство- Отсутствие
-
Отсутствие
римых кислот и щелочей
Массовая ДОЛЯ сульфо-
-
0,3
-
ната аммония, %, не ба-
лее
260
Продолжение табл. 3.8
Сырье
Масло-сырье
Масло-
Показатель
для произ-
Масло вазе-
водств а
сырье
линавое ме-
из белых
вакуумных
масел
дицинское
масел
Содержание воды, % масс. Отсутствие
Следы
Отсутствие
Цвет по ЦНТ, ед., не более
6,0
6,0
6,0
Фракционный состав, се,
405
-
-
5 % выкипает, не ниже
Массовая доля ароматиче-
-
12
-
ских углеводородов, %, не
более
Основной аппаратурой для получения вакуумных масел
являются вакуумные колонны, мешалки, вакуумные насо
сы и рамные фильтры (рис. 3.16).
Вакуумная колонна представляет собой сварной аппа
рат с плоским нижним и коническим верхним днищем.
Внутри аппарата установлены насадки из гофрирован
ной меди. На верхнем днище вакуумной колонны смон
тирована рубашка, в которую подается вода для охлажде
ния паров жидкости. Вакуумная колонна снабжена обо
гревом. Для создания вакуума используются вакуумные
насосы.
Сырье загружается при вакууме в колонне. По оконча
нии загрузки закрывается вентиль на загрузочной линии,
открывается вентиль на погонной линии от колонны к од
ному из вакуумных приемников и включается обогрев ко
лонны. Пары фракций, испаряясь с поверхности нагретого
масла, проходят через вертикально расположенные секции
насадок и контактируя с охлажденной флегмой конденси
руются на холодной поверхности крышки колонны, стекая
в сборный патрубок, отводящий сконденсированные пары
в вакуумный приемник. Разгонка начинается при темпера
туре низа колонны 190-240 ос и остаточном давлении
1 мм рт. ст. Скорость нагрева сырья определяет скорость
261
Рис. 3.16 . Технолоrическая ус
тановка по производству ваку
умных масел:
К-1
вакуумная колонна;
ВН - вакуумный насос; Е-1
-
сырьевая емкость; Е-2 - ем
кость леrких фракций; Е-3 -
емкость отходов; Е-4 - емкость
остатка от переrонки; Д -1
сборник фильтрованноrо масла;
ВП-1, ВП-2, ВП-3- приемники
вакуумных дистиллятов; М-1 -
мешалка; Ф-1
рамный
фильтр.
I- сырье; II- фракция леrких
уrлеводородов; III-V
-
фрак
ции вакуумных дистиллятов;
VI - фракция вакуумноrо ди
стиллята; VII
зекеевская
земля; VIII - товарное ваку
умное масло; IX- отходы кон
тактной доочистки; Х - остаток
от переrонки; XI - вода
дистилляции и составляет 5-20 °С. Скорость отбора фрак
ций - 15-85 кг /ч. Во избежание вспенивания остатка и
его осмоления перед соединением колонны с атмосферой
днище вакуумной колонны подвергается принудительному
воздушному охлаждению с помощью приточного вентиля
тора. Остаток от разгонки масла-сырья для производства
вакуумных масел, вазелинового медицинского масла или
масла-сырья из белых масел, прошедшую контактную до
очистку, в вакуумных колоннах охлаждается до темпера
туры 130-150 ос, после чего вакуумный насос отсоединя
ется от системы вакуумной колонны (вакуумный насос
работает только для создания вакуума в вакуумном при
емнике). Вакуумная колонна соединяется с атмосферой.
Охлажденный остаток поступает в емкость.
Материальный баланс и температуры в вакуумной ко
лонне при перегонке масла-сырья для производства ваку
умных масел по варианту получения фракции вакуумноm
масла ВМ-1с приведеныв табл. 3.9 .
Технологические процессы разгонки масла-сырья из бе
лых масел, прошедших контактную доочистку, и из мас
ла-сырья, прошедшего контактную очистку для получения
фракции вакуумного масла ВМ-1с, аналогичны, но отли
чаются по количеству отбираемых фракций (табл. 3.10).
Таблица 3.9
Материальный баланс и температуры в вакуумной колонне
при разгонке масла-сырья для производства вакуумных масел'"
Температура в колонне, ос
Наименование фракции
в нижней
в верхней Выход,%
части
части
Фракция масла ВМ-11
190-250
50-200
До5
Фракция высокоочищенного
190-250
50-210
До 30
масла
Фракция масла ВМ -б
230-270
180-240
До 30
Фракция масла ВМ-1с
250-320
200-280
До 60
Остаток от разгонки
320-130
280-25
Доб
*При загрузке сырья 1500 кг.
263
Таблица 3.10
Материальный баланс и температуры в вакуумной колонне
при разгонке масла-сырья из белых масел'"
Температура в колонне, ос
Наименование фракции
в нижней
в верхней
части
части
Легкая фракция
250-270
170-240
Фракция масла ВМ -б
260-290
210-270
Фракция масла ВМ-1с
280-320
240-305
Остаток от разгонки
320-130
300-25
*При загрузке сырья 1500 кг.
Выход,%
До 20
До 25
До 60
До 10
Технологический процесс разгонки сырья для получе
ния фракции масла BM-Sc аналогичен разгонке масла
сырья для производства вакуумных масел ВМ-1с, за ис
ключением выхода получаемых фракций (табл. 3.11).
Таблица 3.11
Материальный баланс и температуры в вакуумной колонне
при разгонке масла-сырья для производства вакуумных масел•
Температура в колонне, ос
Наименование фракции
в нижней
в верхней
Выход,%
части
части
Фракция масла ВМ-11
190-250
50-200
До5
Фракция высокоочищен-
190-260
50-210
До 30
наго масла
Фракция масла ВМ -б
230-270
180-240
До 30
Фракция масла ВМ-1с
240-270
200-240
До 10
Фракция масла ВМ-Sc
255-300
205-250
До 30
Фракция масла ВМ-12
Не ниже
Не ниже
До 14
275
240
*При загрузке сырья 1500 кг.
264
Таблица 3.12
Материальный баланс и температуры в вакуумной колонне
при разгонке вазелинового медицинского масла'"
Температура в колонне, ос
Наименование фракции
в нижней
в верхней
части
части
Фракция масла ВМ-3 или
190-240
120-180
фракция ВМ-11
190-250
Фракция высокоочищен-
200-250
120-210
наго масла
Фракция масла ВМ -б
220-280
170-250
Фракция масла ВМ-1с
240-320
200-280
Остаток вазелинового ме-
320-130
300-25
дицинского масла
*При загрузке сырья 1500 кг.
Выход,%
5-8
До 10
20-60
20-50
Доб
Технологический процесс разгонки вазелинового меди
цинскоm масла-сырья аналогичен процессам получения
масляных фракций из другого сырья, за исключением вы
хода фракций вакуумных масел (табл. 3.12).
Технологический процесс разгонки сырья для получе
ния фракции масла ТМ-1, ВМ-3 и ВМ-6 аналогичен раз
гонке масла-сырья для производства других марок ваку
умных масел, за исключением выхода получаемых фрак
ций (табл. 3.13 и 3.14).
Товарные вакуумные масла ТМ-1, ВМ-1с, ВМ-3, ВМ-6,
BM-Sc, ВМ-11 и ВМ-12 получают из фракций вакуумных
масел, подвергнутых дополнительной доочистке отбелива
ющей землей Зикеевского месторождения.
Технология (температура и время процесса, концентра
ция отбеливающей земли) контактной доочистки для всех
вакуумных фракций одинаковая. Из сборной емкости фрак
ция вакуумного масла закачивается в мешалку, где нагре
вается до температуры 60-85 ос и загружается отбелива
ющая земля до 10 % масс. на фракцию. После окончания
подачи отбеливающей земли смесь нагревается и переме
шивается в течение 2-3 ч при температуре 100-120 °С. За-
265
Таблица 3.13
Материальный баланс и температуры в вакуумной колонне
при разгонке индустриального масла И-12А'"
Температура в колонне, ос
Наименование фракции
в нижней
в верхней
части
части
Легкая фракция
150-230
85-170
Фракция масла ТМ -1
150-270
90-180
Фракция масла ВМ-3
150-270
90-180
Промежуточная фракция
185-280
100-200
Фракция масла ВМ -б
200-330
130-300
Остаток от разгонки
130-150
-
*При загрузке сырья 1500 кг.
Выход,%
До 15
15-40
25-60
До 40
10-35
Не менее б
тем вакуумное масло с землей перепускается на вакуум
ный фильтр, на котором происходит разделение вакуумно
го масла от земли. Профильтрованное вакуумное масло
поступает в деаэратор, в котором удаляется воздух из
масла при вакууме не менее 260 мм рт. ст. Из деаэратора
Таблица 3.14
Материальный баланс и температуры в вакуумной колонне
при разгонке индустриальных масел И-40А и И-50А"'
Температура в колонне, ос
Наименование фракции
в нижней
в верхней
части
части
Легкая фракция
200-270
130-190
Фракция масла ВМ-3
200-280
150-210
Промежуточная фракция
200-280
150-210
Фракция масла ВМ -б
250-330
180-300
Выход,%
До 15
25-60
До 25
10-35
Остаток от разгонки
130-150
-
Не менее б
*При загрузке сырья 1500 кг.
266
проба вакуумного масла отбирается для проверки физи
ко-химических показателей на соответствие требованиям
технических условий. Выход товарных вакуумных масел
после процесса контактной доочистки фракций составля
ет (%): ТМ-1, ВМ-1с и ВМ-11 - 97; ВМ-3, BM-Sc и
ВМ-6- 99; ВМ-12- 93 (табл. 3.15).
Технология производства вакуумных масел разработана
в АО .;ВНИИ нп~. Вместо контактной ДООЧИСТКИ зекеев
екой землей в современных условиях можно применять
гидродаочистку.
Таблица 3.15
Материальный баланс процесса контактной доочистки фракций
вакуумных масел ТМ-1, BM-tc, ВМ-3, BM-Sc, ВМ-6, ВМ-11 и ВМ-12
Наименование
Количество, %масс.
Взято
Фракция ТМ -1
100,0
-
Фракция ВМ-1с
-
100,0
-
-
Фракция ВМ -3
-
100,0
Фракция ВМ -5с
-
-
100,0
Фракция ВМ -6
-
100,0
Фракция ВМ-11
-
-
-
100,0
Фракция ВМ-12
-
-
100,0
Отбеливающая
10,0
10,0 10,0 10,0 10,0 10,0 10,0
земля
Итого:
110,0 110,0 110,0 110,0 110,0 110,0 110,0
Получено
Вакуумное масло 97,2
-
-
-
-
-
ТМ-1
Вакуумное масло
-
97,2
-
-
-
-
-
ВМ-1с
Вакуумное масло
-
-
99,0
-
-
-
ВМ-3
Вакуумное масло
-
-
-
96,8
-
-
-
ВМ-5с
267
Продолжение табл. 3.15
Наименование
Количество, %масс.
Вакуумное масло
-
-
99,0
-
-
ВМ-6
Вакуумное масло
-
-
-
-
97,2
-
ВМ-11
Вакуумное масло
-
-
-
-
-
93,0
ВМ-12
Потери отбели-
10,0
10,0 10,0 10,0 10,0 10,0 10,0
вающей земли
Потери масла, % 2,8
3,2
1,0
3,2
1,0
2,8
7,0
3.2 .3.1.3. ВАКУУМНЫЕ МАСЛА НА СШПЕТИЧЕСКОЙ ОСНОВЕ
Российские синтетические вакуумные масла не уступа
ют, а в некоторых случаях превосходят по качеству зару
бежные и успешно эксплуатируются во всех видах ваку
умных систем. Основной их недостаток - отсутствие сер
тификации в зарубежных центрах и неполное соответствие
требованиям по классам вязкости по ISO 3448. Этот недо
статок сдерживает их применение для импортной вакуум
ной техники в России, количество которой возрастает.
В России на основе кремнийорганических соединений
созданы вакуумные жидкости:
жидкость ФМ-1 (пентафенилтрисилоксан);
-
жидкость Ф М-2 (гексафенилтетрасилоксан);
-
жидкость ПФМС-2/5л - узкая фракция полифе-
нилметилсилоксановой жидкости.
Кремнийорганические вакуумные жидкости характери
зуются низкой температурой застывания до -68 ос, низ
ким давлением паров, что дает возможность получать в
ходе работы насоса давление ниже (3,5-5)-10-10 мм рт. ст.
Вакуумные насосы, использующие кремнийорганические
вакуумные жидкости, могут работать без ловушек, охла
ждаемых жидким азотом (табл. 3.16).
Вакуумное масло Алкарен (ТУ 6-01-26-54-85) является
по химической структуре полиалкилдифенилом. Оно об
ладает высокой термаокислительной стойкостью, низкой
упругостью пара, имеет хорошие противоизносные харак-
268
Таблица 3.16
Физико-химические показатели кремнийорганических вакуумных
жидкостей
Вязкость Температура, ос
Плот-
н ость
Предельный
Вакуумная
при
само вое-
при
вакуум,
жидкость
20 °С,
засты-
20 °С,
пламе-
мм рт. ст
мм2jс
пения
вания
кгjмЗ
ПФМС-2/5л 15-19
430
-68
1010
5-1о-9-7-1о-'
ФМ-1
250-270
475
-28
1100
(3,5-5)-10·10
ФМ-2
445-490
439
-20
1100
(3,5-5)-10·10
теристики, не склонно к гидролизу под действием влаги
воздуха, инертно к конструкционным материалам. Выпус
каются две марки масел: для диффузионных насосов (вы
соковакуумное масло) - Алкарен-Д24С, а для механиче
ских насосов - Алкарен- ДЗSМ. Высоковакуумное масло
Алкарен- Д24С по эксплуатационным параметрам суще
ственно превосходит вакуумные масла на минеральной ос
нове (в табл. 3.17).
Таблица 3.17
Физико-химические показатели вакуумных масел Алкарен
Вакуумное масло
Нормативно-
Показатель
техническая
Алкарен- Д35М Алкарен- Д24С документация
Внешний вид
Жидкость от
Жидкость от ТУ
светло-корич-
бесцветного
певого до ко-
до слабо- ж ел-
ричневого
того цвета
Плотность при
925
915
гост 3900.1-85
20 °С, кгjмЗ
Содержание во-
Отсутствие
Отсутствие гост 14870
ды
Кинематическая
119-125
41-55
гост 33-82
вязкость
50°С,мм2/с
при
269
Продолжение табл. 3.17
Вакуумное масло
Нормативно-
Показатель
техническая
Алкарен- Д35М Алкарен- Д24С документация
Иодное число, г
2
< 0,4
ТУ
иода/100 г про-
дукта, не более
Температура за-
< -20
< -30
гост 20287-74
стывания, ос
мет. Б
Температура
240
240
гост 4333-87
вспышки Б от-
крытом
тигле,
се
Предельный Ба-
-
(5-8)-1о-7 гост 19686-74
куум (без азот-
ных
ловушек),
Па (мм рт. ст.).
Б пр огреваемых
системах
Достижимое
4·1о-1
-
ост 26-04-2140-
остаточное дав-
(3·1 о-з)
86
ление на меха-
нических форва-
куумных
на со-
сах, Па (мм рт.
ст.)
Термоокисли-
-
Изменение вяз- гост 18136-72
тельная стой-
кости не более
кость
чемна5%
Температурный
-
180-210
ТУ
интервал выки-
пания 90%
вещества при
13.3 Па (0.1 мм
рт. ст.), ос
На основе перфторполиэфиров разработаны вакуумные
масла марок масел бМФ-130 и бМФ-320 для насосов, пе
рекачивающих агрессивные газы (табл. 3.18).
Перфторполиэфирновое масло (PFPE) представляет
собой длинноцепной полимер, состоящий из углерода,
270
Таблица 3.18
Физико-химические показатели масел бМФ-130 и бМФ-320
Значение
Показатель
бМФ-130 бМФ-320
Вязкость кинематическая при 20 °С, мм2 1 с
100
800
Температура застывания, ос
-40
-25
Температура кипения при давлении (133,3),
130
320
Па, ос
Давление пара при 20 °С, Па
133,3
133,3
Плотность при 20 °С, кгjмЗ
1900
1920
Поверхностное натяжение при 20 °С, мН/м
20
20
кислорода и фтора. Соединения получают разными путя
ми: окислительной полимеризацией перфторолефинов в
присутствии инициаторов, ионной полимеризацией окиси
перфторированных олефинов. За счет прочной и малоак
тивной химической связи фтор- углерод полимер реакци
онно инертен, что позволяет широко применять его в
условиях контакта с агрессивными химическими средами.
Перфторполиэфирные продукты не горючи и отличаются
малой токсичностью.
В России выпускаются перфторполиэфирные жидкости
по ТУ 2412-015 -58949915 -2007 различного назначения,
включая вакуумные масла, характеристики которых при
веденыв табл. 3.19.
Таблица 3.19
Физико-химические показатели перфторполиэфирных жидкостей
Средняя
Сред-
Интервал
Кинема-
Темпе-
няя
тическая
Плот-
степень
кипения
ратура
Марка
моле-
при1мм
вязкость ность при
полиме-
20 °С,
засты-
рииза-
куляр-
рт. ст.,
при
вания,
ная
се
20 °С,
кгjмЗ
се
ции
масса
мм2jс
ПЭФ
4
550
40-70
2,0-4,0 1790-1820 < -70
40/30
ПЭФ
б
900
70-130
7,0-15 1820-1860 < -70
70/60
271
Продолжение табл. 3.19
Сред- Сред-
Интервал
Кинема-
Темпе-
няя
няя
тическая
Плот-
кипения
ратура
степень моле-
вязкость ность при
Марка
при
20 °С,
засты-
поли-
куляр-
1ммрт.
при
мерин-
ная
20 °С,
кгjмЗ вания,
ст., ос
се
зации
масса
мм2jс
ПЭФ
7
1000 70-180
10-20 1840-1870 < -70
70/110
ПЭФ
9
1350 70-240
20-40 1850-1880 < -60
70/170
ПЭФ
9
1350 130-180
20-40 1860-1890 < -60
130/50
ПЭФ
12
1750 130-240
40-70 1860-1900 <-55
30/110
ПЭФ
14
2000 180-240 60 -100 1880-1910 <-50
180/60
ПЭФ
21
3200 240-320 150-300 1900-1920 < -40
240/80
ПЭФ70
14
2150
>70
50-150 1870-1900 <-56
ПЭФ 130
17
2550
> 130
100-180 1870-1910 <-50
ПЭФ 180
23
3350
> 180
200-350 1890-1910 < -40
ПЭФ 240
26
4250 > 240 (6, в) 400-600 1,900-1920 < -35
ПЭФ 320
36
5400 > 320 (6, в) 700-1100 1900 -1,930 < -25
3.2 .3.2. ВАКУУМНЫЕ МАСЛА И ЖИДКОСТИ ЗАРУБЕЖНОГО
ПРОИЗВОДСТВА
По качеству вакуумные масла и жидкости зарубежного
производства не уступают российским маслам. В отличие
от российских вакуумных масел зарубежные масла полно
стью соответствуют международным стандартам. На рос
сийский рынок поставляют вакуумные масла ведущие
производители масел, такие как: Shell, MoЬil, British
Petroleum, Exxon, Castrol, Gulf, Varian, Alcatel, Edwards
и др.
Вакуумное масло Shell Vacuum Pump Oil S2 R 100 на
основе высокоочищенного минерального базового масла
272
Таблица 3.20
Физико-химические показатели вакуумного масла Shell Vacuum Pump
OilS2R100
Показатель
Метод
Значе-
ние
Вязкость кинематическая, мм2 1 с:
при 40 ос
ASTM D445
108
при 100 ос
11,8
Температура вспышки в открытом тигле, ос ASTM D92
265
Температура застывания, ос
ASTM D97
-9
Зольность, % масс.
ISO 6245
< 0,01
Коксуемость по Конрадсану, % масс.
DIN 51551
0,05
Плотность при 15 °С, кгjмЗ
ASTM D1298
882
Число нейтрализации, мг КОН/г
ASTM D974
< 0,04
Давление паров, мбар:
при 25 ос
ASTM D2879
2
при 50 ос
3,3
при 100 ос
9,3
при 150 ос
22,8
при 200 ос
45,9
при 250 се
83,9
при 300 ос
136
применяется в ротационных и пластинчатых вакуум
ных насосах, создающих вакуум в интервале давлений
2-100 мбар и работающих при температурах от О до
100 °С. Давление насыщенных паров масла при темпера
туре 25 ос составляет 2 мбар, что обеспечивает глубокий
вакуум (табл. 3.20).
Вакуумное масло Molykote L-1668 получено путем
смешения минерального масла III-й группы с полиальфао
лефиновым. Масло обладает высокими антикоррозионны
ми, противоизносными и деэмульгирующими свойствами
за счет входящих в его состав присадок. Вакуумное масло
Molykote L-1668 создает неглубакий вакуум, достаточный
чтобы обеспечить эксплуатацию вакуумной техники в пи
щевой промышленности. Имеет пищевой допуск NSF Н1
(возможен случайный контакт с продуктами питания)
(табл. 3.21).
273
Таблица 3.21
Физико-химические показатели вакуумного масла Molykote L-1668
Показатель
Значение
Класс по ISO
68
Температура вспышки в открытом тигле, ос
229
Кинематическая вязкость, мм21 с:
при 40 ос
63,1
при 100 ос
9
Плотность при 20 °С, кгjмЗ
856
Индекс вязкости
119
Температура воспламенения, се
241
Температура застывания, ос
-23
Кислотное число, мг КОН /1 г
0,4
Деэмулыирующие свойства, мл/мл/мл (мин)
40/40/0 (1)
Масло работоспособно во влажной среде и характери
зуется длительным сроком эксплуатации.
Вакуумные масла серии AIMOL Vacutech РАО с раз
лищ-rым классом вязкости на основе полиалфаолефинов
применяются в пластинчато-роторных, винтовых, лопаст
ных, поршневых и водакольцевых вакуумных насосах, ис
пользуемых в различных отраслях промышленности с не
высоким вакуумом (табл. 3.22).
Таблица 3.22
Физико-химические показатели вакуумного масла
AIMOL Vacutech РАО
AIMOL Vacutech РАО
Показатель
32
46
68
100
Вязкость кинематическая, мм""/ с:
при 40 ос
32
46
68
100
при 100 ос
4
8
11
14
Индекс вязкости
>140 >140 >140 >145
Температура вспышки в открытом
>220 >220 >220 >270
тигле, ос
274
Продолжение табл. 3.22
AIMOL Vacutech РАО
Показатель
32
46
68
100
Температура застывания, ос
-45
-45
-35
-40
Диаметр пятна износа на ЧШМ,
0,4
40 кг, 1200 об/мин, 1 ч, мм
Коррозия меди, 24 ч
!а
Деэмулыирующие свойства при 54 °С,
40/40/0
30 мин, мл масло/вода/ эмульсия
В состав вакуумных масел AIMOL Vacutech РАО вхо
дят противоизносные, антиржавейные и деэl\1)'льгирующие
присадки, что обеспечивает им высокие противоизносные,
деэмульгирующие и защитные свойства. Вакуумные масла
серии AIMOL Vacutech РАО соответствуют требованиям к
вакуумным маслам DIN 51506 для групп DAA, DAB,
DAH, DAG.
Вакуумные масла серии AIMOL Vacutech DI с раз
лищ-rым классом вязкости на основе синтетических эфиров
рекомендованы для применения в винтовых, поршневых,
вакуумных компрессорах (табл. 3.23).
Таблица 3.23
Физико-химические показатели вакуумного масла AIMOL Vacutech DI
Метод ис-
AIMOL Vacutech DI
Показатель
пытаний
70
105
105в 105XL
Температура за- ASTM D97
-37
-34
-34
-35
стывания, ос
Плотность при
ASTM
950
960
960
960
15 °С, кгjмЗ
D4052
Индекс вязкости ASTM
70
70
70
85
D2270
Вязкость кинема-
тическая, мм2 /с:
при 40 ос
ASTM D445
67
98
98
97
при 100 ос
ASTM D445
7,7
9,6
9,6
10,3
275
Продолжение табл. 3.23
Метод ис-
AIMOL Vacutech DI
Показатель
пытаний
70
105
105в 105XL
Температура
ASTM D92
250
250
250
260
вспышки в откры
том тигле, ос
Температура са- ASTM Е659
406
> 411
> 400
> 400
мовоспламенения,
се
Коррозия медной ASTM D130
!а
!а
!а
!а
пластинки при
100се,24ч
Температура за- ASTM D97
-37
-34
-34
-35
стывания, ос
Испаряемость в ASTM D972
>1
>1
>1
>1
течение 22 ч при
99°С,%
Давление
нас.
паров, мм рт. ст.:
при 20 ос
Knudsen
2-Jo-4
9-Jo-s
9-Jo-s
-
при 100 ос
Knudsen
4-!о-з 2-!о-з 2-!о-з
-
при 200 ос
Knudsen
2-Jo-1 1-Jо-з 1-Jо-з
-
Деэмулыирую- ASTM
40/38/2 39/39/2 40/38/2 39/39/2
щие свойства при D2711
(15) (60) (15) (60)
54 се, мл мае-
ло/вода/эмуль-
сия/ время (мин)
Примечание. Число Кнудсена характеризует степень разрежен-
ности газа.
В состав вакуумных масел входят присадки, обеспечи
вающие высокую антиокислительную стабильность, проти
воизносные и деэмульгирующие свойства. Вакуумные мас
ла AIMOL Vacutech DI удовлетворяют требования на ва
куумные масла стандарта ISO /SP 6521 (DAB/DAG).
Вакуумные масла AIMOL Vacutech имеют высокий индекс
вязкости, высокие температуры вспышки и самовоспламе
нения, низкую летучесть, обеспечивают высокую глубину
вакуума.
276
Вакуумные масла Krytox (Du-Pont, Франция) на осно
ве полиэфиров используются в оборудовании, где приме
нение обычных масел для вакуумных насосов может
угрожать безопасности, а также затруднять утилизацию
отходов или техническое обслуживание (табл. 3.24).
Таблица 3.24
Физико-химические свойства вакуумных масел Krytox 1506/150-бХР
и Krytox 1514/151-4ХР
Метод
Жидкость Krytox
Показатель
испы-
таний 1506/150-6ХР 1514/151-4ХР
Средний молекулярный вес
NMR
2160
2840
Давление нас. паров, мм рт. ст.: Knud-
при 20 ос
sen
4-1о- 7
2-!о-7
при 50 ос
ио-s
3-1о- 6
при 100 ос
ио-з
ио-4
при 200 ос
5-1о- 1
ио-2
Кинематическая вязкость,
ASTM
мм2/с:
D445
при 20 ос
60
140
при 50 ос
15,6
32
при 100 ос
4,1
7,2
Плотность, кг1 мЗ:
ASTM
при 20 ос
D4052
1,88
1,89
при 50 ос
1,82
1,83
при 100 ос
1,73
1, 74
при 200 ос
1,54
1,55
Температура застывания, ос
ASTM
-60
-54
D97
Температура дистилляции ДО ASTM
160
200
10%,ос
D1160
Теплота испарения при 150- Knud-
9
7
250 °С, кал/г
sen
Испаряемость, 22 ч при 120 °С, ASTM
5,5
1,3
%
D2596
Поверхностное натяжение,
-
17
18
Мн/м
Допуск для пищевых продук-
Отсутствует
ТОЕ NSF Н-1
Примечание. Теплота испарения в зависимости от давления па-
ра измеряется эффузионным методом Кнудсена.
277
Это невоспламеняемые жидкости, которые предотвра
щают возгорание в насосах. Krytox инертны и безопасны,
что позволяет их применять в кислородных системах.
Масла подвергаются тщательной дистилляции, что обеспе
чивает низкое давление паров и отличные эксплуатацион
ные свойства.
При использовании вакуумных масел Krytox 1514/
151-4ХР при эксплуатации при температуре 20 ос в обо
рудовании создается вакуум до 2-10 - 7 мм рт. ст.
Вакуумные жидкости на кремнийорганической основе
компании Dow Chemical Company (Dow) марок FT702,
FT704, FT705 предназначены для вакуумирования боль
ших объемов газов и паров (табл. 3.25).
Таблица 3.25
Физико-химические свойства вакуумных жидкостей марок F1702,
FТ704, FТ705
Единица
Марки масла
Показатель
измерения
FТ702
FТ704
FТ705
Предельный вакуум
topp
Jo-s .,. Jо-б 1Q-7+J0-8 1Q-9+J0-10
(без азотной ловушки)
Предельный вакуум
topp
< !о-б
< Jo-9
< 1о-1о
(с азотной ловушкой)
Давление паров:
при 20 ос
topp
6,5·10-б 6,5·10 -8 2,6·1Q-10
при 100 ос
topp
1,3·10-3 2,6·10 -4 1,3·10 -S
при 150 ос
topp
< Jo-'
1, 3·1 о-2
< Jо-з
Плотность при 25 ос
кгjмЗ
-
1100
-
Вязкость при 20 ос
мм2jс
55
48
240
Температура вспышки
се
193
220
343
в открытом тигле
Температура кипения
се
-
225
-
прир~0,5topp
Поверхностное натя-
Мн/м
-
37,3
-
жени е
Молекулярная масса
-
530
484
546
Температура затверд е-
се
< -20
< -20
< -10
вания
278
При их использовании достигается вакуум от 10-s до
10-7 торр. Жидкость FT704 - однокомпонентная для высо
кого вакуума 10-6 -10 -8 (неуловленный) и 10-10_10-11 мм
рт. ст. (уловленный). Работает в жестких условиях и обес
печивает быстрое создание вакуума при воздействии возду
ха и температуры. Жидкость FT705 - бесцветная или свет
ло-соломенная однокомпонентная жидкость, которая при
ме~ется в вакуумных насосах, создающ::rх ультравысо
кии вакуум 1Q-9-1o-10 торр (неуловленныи) и 10-11 торр
(уловленный). Давление паров вакуумных жидкостей на
кремнийорганической основе низкое, что позволяет не ис
пользовать ловушки или охлаждение при создании уль
травысокого и ультрачистого вакуума.
Вакуумные жидкости на основе перфторполиэdшоов
на российский рынок поставляет немецкая компания Kluber
Таблица 3.2б
Физико-химические показатели перфторполиэфирной жидкости
FomЬlin У LVAC
Марка FomЬ!in У LVAe
Показатель
Об/б 14/б 1б/б 25/б
Средний молекулярный вес (NMR) 1800
2500 2700 3300
Кинематическая вязкость при
б4
148
1б8
27б
40 °С, мм2 /с
Индекс вязкости
71
97
110
113
Температура застывания, ос
-50
-45
-45
-35
Потеря массы при испарении:
-
2,б
3,9
О,б
при 22 ч, 149 се для 14/б, 1б/б
и 25/б
при 22 ч, 120 се для Об/б
2,8
-
-
-
Плотность при 20 °С, кг/ смЗ
1880
1890 1890 1900
Поверхностное натяжение, Ми/м
21
22
22
22
Давление насыщенных паров, topp:
при 25 ос
8·10 -7 J.!o-7 ыо- 6 б·1О- 8
при 100 ос
3·10-3 2-1о-4 ыо-4 б-1о-s
Достижимое разрежение, topp
1,7-1 о·3 1, 4·1 о-3 2,4·10-3 1.2·10-3
Расход масла, смЗ /ч
0,4
О,б
0,5
0,7
279
Lubrication и итальянская компания FomЬlin для диффу
зионных насосов. Итальянская компания FomЬlin произ
водит перфторполиэфирные жидкости серии FomЬlin У
LVAC (табл. 3.26).
Перфторполиэфирные жидкости характеризуются от
сутствием полимеризации, отложений и налетов под воз
действием кислорода и ионизирующего излучения. Ва
куумные жидкости негорючие, инертны к большинству
активных химических соединений, могут находиться в пря
мом контакте с UFб, F2, РСlз, ВFз, имеют низкое давление
насыщенных паров. Вакуумные жидкости на основе пер
фторполиэфиров обеспечивают высокие показатели при
работе в условиях высокого вакуума, особенно для систем,
контактирующих с агрессивными газами.
3.3 . СТАБИЛЬНОСТЬ ВАКУУМНЫХ МАСЕЛ
ПРИ ЭКСПЛУАТАЦИИ
Вакуумное масло при эксплуатации окисляется, насы
щается газом и влагой, в нем появляются механические
примеси. В результате сложных реакций в масле образует
ся вязкий компонент и эмульсии. Вязкий компонент оса
ждается на металлических деталях насоса. Отложения
приводят к поломке. Необходимо учитывать, что основную
отрицательную роль при скачивании воздуха играет кис
лород. При увеличении кислорода в перекачиваемом воз
духе при концентрации свыше 30 % возможно воспламе
нение. Поэтому при содержании в газе свыше 30 % кисло
рода использование минеральных масел не допускается.
Этот процесс разрушения вакуумного масла называют по
лимеризацией. При достижении определенного уровня по
лимеризации, масло необходимо заменить.
Для обеспечения давления, близкого к предельному
давлению насоса, которое регламентируется технологиче
ским процессом, необходимо контролировать состояние
масла и проводить его замену с требуемой периодично
стью. Оценка состояния масла в вакуумном насосе выпол
няется с использованием цветовой шкалы (рис. 3.17).
280
0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0
Рис. 3.17. Цветовая таблица для оценки состояния масла в насосе,
баллы
Если при эксплуатации цвет синтетического масла из
менился и по цветовой шкале стал 3-S баллов, его надо
заменить (табл. 3.27).
Приводимая цветовая шкала актуальна для нефтяных и
синтетических углеводородных масел.
Эксплуатация вакуумных насосов с воздухом считается
мягким режимом работы для вакуумного масла. До заме-
Таблица 3.27
Определение состояния вакуумноrо масла по цвету
Цвет
Цвет синтети-
Состояние вакуумноrо насоса и масла нефтяноrо ческоrо масла,
масла, балл
балл
Хорошее состояние масла и вакуумноrо 0,5-1,5
0,5-2,5
насоса
Оттенки темно-желтоrо цвета с инород-
2,0-3,5
3,0-5,0
ными включениями или непрозрачным,
мутным цветом - требуется произвести
замену масла
Оттенок масла красноrо цвета rоворит о 4,0-4,5
5,5-6,5
необходимости промывки насоса. Про-
мыв ка насоса должна проводиться
только маслом, без использования ка-
ких-либо аrрессивных жидкостей или
растворителей
Если в процессе эксплуатации масло в
5,0-8,0
6,5-8,0
насосе меняет свой цвет ДО оттенков
коричневоrо или черноrо цвета, то
насосу требуется обслуживание и ре-
монт
281
Таблица 3.28
Сроки замены вакуумного масла при работе с воздухом
Тип вакуумного масла
Срок замены масла, ч
Нефтяное
500-2000, работа в промышленности
Синтетическое Р А О
8000, работа в промышленности
Синтетическое РАО с пищевым 4000, работа в пищевой и медицин-
допуском
екай промышленности
ны нефтяного масла вакуумный насос может отработать
500-2000 ч. При замене на синтетическое на основе Р АО
этот срок может быть увеличен до 8000 ч.
Для синтетического масла, используемого в пищевой
или медицинской промышленности, срок эксплуата
ции масла сокращается в два раза и составляет 4000 ч
(табл. 3.28).
Периодичность замены вакуумного масла указывается
производителем вакуумного насоса в инструкции по экс
плуатации. Срок использования вакуумного масла должен
быть скорректирован в соответствии с технологическим
процессом и учетом условий эксплуатации насоса.
Сроки эксплуатации вакуумного масла зависят от
составов масла и перекачиваемого газа. К агрессивным
газам относятся хлорсодержащие газы типа четыреххло
ристого углерода (СС14), или трифторида бора (BF3),
а также радиоактивный фторид урана (UF6), которые
оказывают наибольшее влияние на полимеризацию масла
(табл. 3.29).
Сроки замены вакуумного масла, приведенные в
табл. 3.28, при переходе работы вакуумного насоса на
агрессивные газы становятся недействительными. Сро
ки замены масла определяют опытным путем при эксплуа
тации по степени его полимеризации. Наибольшей нагруз
ке подвергаются вакуумные масла при работе в диффу
зионных насосах с глубоким вакуумом. Наибольшую
опасность для них представляют хлорсодержащие газы,
при использовании которых происходит полимеризация
масел, что приводит к необходимости их частой замены
(табл. 3.30).
282
Таблица 3.29
Характеристика вакуумируемых газов
Формула
Характеристика
UFб
Фторид урана. Очень ядовит и радиоактивен. Является
единственным соединением урана, переходящим в газооб
разное состояние при относительно низкой температуре, в
связи с этим широко используется в обогащении ура
на- разделении изотопов 235U и 238U, является одним из
основных этапов производства топлива для ядерных реак
торов. Взаимодействуя с водой, образует фторид уранила
и фтороводород. Сильный окислитель. В жидком виде ре
агирует со многими органическими веществами со взры
вом, поэтому в аппаратах, заполняемых гексафторидом
урана, нельзя использовать обычные yrлеводородные
смазки, герметизирующие замазки и уплотнители
ВFЗ
Трифторид бора. Бесцветный газ с резким неприятным
запахом, реагирует с водой, ядовит. Является сильной
кислотой Льюиса. Образует комплексы с большим количе
ством соединений (амины, сульфиды, простые эфиры).
При растворении в водной плавиковой кислоте дает силь
ную тетрафторборную кислоту, являющуюся суперкисло
той
CCI4
CBrFЗ
Cl2
CCIFЗ
Четыреххлористый углерод. Хлорорганическое соедине
ние, галогеноалкан, бесцветная тяжелая жидкость, по за
паху напоминающая хлороформ. Негорюч. Ядовит. Не
растворим в воде, смешивается с большинством органиче
ских растворителей
Бромтрифторметан. Газ, очень агрессивно реагирует со
щелочными металлами. Вещество раздражает глаза. Быст
рое испарение жидкости может вызвать обморожение. Па
ры могут оказывать влияние на центральную нервную си
стему
Хлор. Газ, активный неметалл. Входит в группу гало
генов. Хлор при нормальных условиях - ядовитый газ
желтовато-зеленого цвета, тяжелее воздуха, с резким за
пахом и сладковатым, «металлическим» вкусом. Молекула
хлора двухатомная
Трихлорфторметан. Фреон. Бесцветная почти без запаха
жидкость, которая кипит при комнатной температуре
(tюm = 23,77 °С). В газообразном состоянии тяжелее воз
духа в 4,7 раза
283
Таблица 3.30
Скорость полимеризации углеводородов в нефтяных маслах (ФНС)
Газ
ФНС
Тип насоса
Примечани е
CBrF3
1
Пластинчато-
Для систем плазменно-
Cl2
б
роторный
химического травления
CCI4
10
CC!F3
24
В европейских странах для оценки влияния агрессив
ных газов на полимеризацию используют коэффициент -
фактор незначительной смазки (ФНС). Показатель позво
ляет дать предварительную оценку срока замены масла.
Например, если вакуумный насос перекачивает бромтри
фторметан (CBrFз), то нефтяное масло работает до смены
2000 ч, а при переходе на трихлорфторметан (CClFз) срок
замены вакуумного масла на нефтяной основе уменьшает
ся до 83 ч (см. табл. 3.30) - чем инертнее газ, тем больше
срок службы масла.
СПИСОК ЛИТЕРАТУРЫ К ГЛАВЕ 3
1. Розанов Л.Н. Вакуумная техника: Учебник для вузов. 3-е изд.,
перераб. и доп. -М.: Высшая школа, 2007.- 391 с.
2. История развития вакуумных технологий. URL: https:/ /www.
tako-line.ru/(дaтa обращения: 10.11.2020).
3. История создания компрессоров. URL: https:/ /www. pnevmo-
magazin. ru/(дата обращения: 10.11.2020).
4. Атомный проект СССР: Документы и материалы: в 3 т./Под
общей ред. Л.Д. Рябева. Т. !!. Атомная бомба. 1945-1954. Книrа 3/
М-во РФ по атом. энергии. Отв. сост. Г.А. Гончаров. - Саров: РФЯЦ
ВНИИЭФ.- М.: ФИЗМАТЛИТ, 2002. - 896 с.
5. Вакуумные насосы. Классификация вакуумных насосов. URL:
https:/ /www. VacuumPro.ru/(дaтa обращения: 14.11.2020).
б. Перевод химических и технических единиц измерения величин.
URL: https:/ /www.dpva.ru/(дaтa обращения: 08.10.2020).
7. Фролов Е. С. Вакуумные системы и их элементы: Справочник
атлас/Е. С. Фролов, Ф.А. Русак, Е.Е. Соколова/Под ред. д-ра техн.
наук В.Д. Лубенца.- М.: Машиностроение, 1968. - 191 с.
8. Иванов В.И. Вакуумная техника: Учебное пособие.
-
СПб.: Уни
верситет ИТМО, 2016. - 129 с.
9. Аммосова Л.М. Рабочие жидкости для вакуумных насосов/
Л.М. Аммосова, А.Б. Цейтлин, А.Т. Ширяев. - М.: ЦИНТИнефтехим
маш, 1989. - 28 с.
284
10. Конструкция диффузионного вакуумного насоса. URL:
https:/ /www.avacuum.ru/(дaтa обращения: 16.11.2020).
11. Вакуумные насосы Busch. Все типы насосов. URL: https:/ /
www.buschvacuum.com (дата обращения: 23.11.2020).
12. Винтовые вакуумные насосы. URL: https:/ /www.avacuum.ru/
(дата обращения: 16.11.2020).
13. Устройство и работа спирального вакуумного насоса. URL:
https:/ /www.hydro-pnevmo.ru/(дaтa обращения: 02.12.2020).
14. Вакуумсоздающие системы на НПЗ. URL: https:/ /www.
pronpz.ru/(дaтa обращения: 05 .09.2020).
15. Принцип работы параэжекторнаго вакуумного насоса. URL:
https:/ /www. directprom.ru/(дaтa обращения: 02.09.2020).
16. Принципиальная схема блока вакуумной перетонки мазута уста
новки ЭЛОУ-АВТ-6. URL: https:/ /www. ozlib.com (дата обращения:
05.10.2020).
17. Солдатова К.В. Принцип действия и методика расчета турбомо
лекулярного вакуумного насоса: Учебное пособие. - СПб.: Изд-во По
литехнического университета, 2011. -
138 с.
18. Каменев В.Н., Нестеров С. Б. Вакуумная техника и технология:
Учебное пособие по курсу «Криовакуумная техника». - М.: Изд-во
МЭИ, 2002. -
84 с.
19. Масла, вырабатываемые предприятиями Миннефтехимпромом
СССР. Каталог-справочник/Под ред. В.М. Школьникова, Н.А. Куз
нецова.- М.: ЦНИИТЭнефтехим, 1986. - 71 с.
20. Рабочие жидкости вакуумных насосов. Каталог, 2013 НПП Ва
куумная техника. URL: https:/ /www. откачник.рф (дата обращения:
05.08.2020).
21. Кремнийорганические жидкости. Продукция ГНИИХТЭОС.
URL: https:/ /www. eos.su/(дaтa обращения: 25.08.2020).
22. Максимов Б.Н. Промытленные фторорrанические продукты:
Справочное издание/Б.Н. Максимов, В.Г. Барабанов, И.Л. Серуткин
и др.- Л.: Химия, 1990.- 464 с.
23. Вакуумные масла и материалы. URL: https:/ /www.lbmvac.ru/
(дата обращения: 14.09.2020).
24. Фторорганические соединения
-
производство. URL: https:/ /
www. orgsintezoka.ru/(дaтa обращения: 07.08.2020).
25. Виноградов М.Л., Кастрин Д.К. Масло для вакуумных насо
сов- выбор и порядок замены. URL: https:/ /www. chemtech.ru/(дa
тa обращения: 09.09.2020).
26. Анисимов И.Г. Топлива, смазочные материалы, технические
жидкости. Ассортимент и применение: Справочник/И.Г. Анисимов,
К.М. Бадыттова, С.А. Бнатов и др./Под ред. В.М. Школьника
на. 2-е изд. перераб. и доп. - М.: Издательский центр «Техинформ»,
1999.- 596 с.
27. Масло для вакуумных насосов: синтетическое или минеральное.
URL: https:/ /www.borfi.ru/(дaтa обращения: 03.10.2020).
28. Вакуумные масла: синтетика или минералка? URL: https:/ /
www. promoil.com.ua/(дaтa обращения: 05.10.2020).
29. Допуски- NSF Russia. URL: https:/ /www. nsf.org.ru (дата об
ращения: 10.11.2020).
285
•
ОБАВТОРАХ
Татур Игорь Рафаилович окончил в 1979 г. МИНХ и ГП
имени И.М. Губкина. Доцент, кандидат технических наук.
В 1982 г. в МИНХ и ГП имени И.М . Губкина защитил
кандидатскую диссертацию по теме ~Совершенствование
процессов выделения твердых углеводародов нефти с при
менением ПАВ и электрических полей:!>.
Работает на кафедре химии и технологии смазочных
материалов и химмотологии РГУ нефти и газа (НИУ)
имени И . М. Губкина .
Область профессиональных интересов: производство и
применение смазочных материалов , антикоррозионные ма
териалы на нефтяной основе.
286
нерального директора, руководителем направления повы
шения эффективности производства.
Область профессиональных интересов: разработка пер
спективных смазочных материалов, испытание и постанов
ка на производство новой продукции.
Работая на Рязанском нефтеперерабатывающем заводе
с 1991 г., а затем в 000 <i:THK смазочные материалы~
по 2016 г., принимал участие в разработке, испытаниях
и постановке на производство более 50 марок моторных,
индустриальных, турбинных и компрессорных масел.
Входил в состав Рабочей группы научной экспер
тизы (РГНЭ) по маслам для автотракторной и бронетан
ковой техники Межведомственной комиссии по допуску к
производству и применению ГСМ (МВК).
Автор 46 научных работ, в том числе 11 авторских сви
детельств.
Багдасаров Леонид Николаевич окончил в 1988 г.
Ташкентский автодорожный институт по специальности
<i:Автомобили и автомобильное хозяйство~. Доцент, канди
дат технических наук.
288
В 1991 г. в ГАНГ имени И.М. Губкина защитил канди
датскую диссертацию на тему <i:Разработка рабоче-консер
вационных масел для червячных передач~.
С 1997 г. по настоящее время работает на кафедре хи
мии и технологии смазочных материалов и химмотологии
РГУ нефти и газа (НИУ) имени И.М. Губкина.
Область научных интересов: производство и примене
ние неФтепродуктов, трибология.
С 2003 г. принимал участие в разработке, испытаниях и
постановке на производство более 20 марок компрессор
ных масел различного назначения.
Автор 111 публикаций в отечественных и зарубежных
изданиях, в том числе монографий <i:Популярная нефте
переработка~, <i:Сохранность нефтепродуктов~ и более
30 авторских свидетельств.
Подготовил б кандидатов наук.
Мишин Сергей Борисович в 2001 г. окончил Рязанскую
государственную радиотехническую академию по специ
альности <i:Вычислительные машины, комплексы, системы
и сети~; в 2003 г. - экономический факультет Московско-
289
го экономико-финансового института; в 2007 г. окончил
Академию народного хозяйства при Правительстве РФ,
степень МВА (программа Master of Business Administra-
tion). С 2001 по 2003 г. - инженер в ОАО ~Рязаньэнер
го~; с 2003 по 2006 г. - начальник отдела информа
ционных технологий в ОАО ~Теплоприбор~; с 2006 по
2009 г. - начальник планово-экономического отдела в
ОАО ~Окская горнопромышленная компания~; с 2009
по 2012 г. - финансовый директор ОАО ~Рязцветмет~.
С 2012 по 2016 г. - заместитель генерального директора
по экономике и финансам в 000 ~ Газпромнефть - Мос
ковский завод смазочных материалов~ г. Фрязина, а с
2016 г. по настоящее время- генеральный директор.
Область профессиональных интересов: управление про
изводственными активами, обеспечение выполнения стра
тегических задач предприятия, увеличение производствен
ной мощности, автоматизация технологических процессов.
Автор 7 печатных работ.
Спиркин Владимир Григорьевич окончил Военную ра
кетную академию имени Петра Великого в 1959 г. Доктор
технических наук, профессор кафедры химии и техно
логии смазочных материалов и химмоталогни РГУ нефти
290
и газа (НИУ) имени И.М. Губкина, академик Междуна
родной академии наук по экологической безопасности.
Работал на Байконуре, зав. лабораторией топлив и ма
сел Института гражданской авиации, зав. кафедрой хими
ческой технологии Тверского университета.
Область научных интересов: химмотология - производ
ство и применение топлив и смазочных материалов.
Автор более 450 научных статей, 14 монографий и
учебников, более 30 патентов.
Подготовил 14 кандидатов наук.
Награжден медалью .;За доблестный труд~, званием
-«Почетный нефтехимик~.
Лауреат премии имени академика И. М. Губкина.
•
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ.
5
ОСНОВНЫЕ СОКРАЩЕНИЯ.
7
ГЛАВА 1. КОМПРЕССОРНЫЕ МАСЛА.
9
1.1 . Компрессорное оборудование.
11
1.1.1. Классификация и устройство компрессоров .
11
1.1 .1.1 . Объемные компрессоры.
12
1.1 .1.2 . Динамические компрессоры ( турбокомпрес-
соры).
22
1.1 .1.3 . Российские и зарубежные производители ком-
прессорного оборудования.
31
1.2 . Назначение, основные показатели, состав, классификация и
ассортимент масел для компрессорного оборудования .
33
1.2 .1 . Назначение компрессорных масел и их основные фи-
зика-химические и эксплуатационные показатели..
33
1.2.2. Методы определения физико-химических и эксплуа-
тационных показателей компрессорных масел .
38
1.2.3. Классификация компрессорных масел.
47
1.2 .3.1 . Классификация компрессорных масел в СССР
47
1.2 .3.2 . Классификация компрессорных масел по стан-
дарту DIN 51506.
48
1.2 .3.3 . Классификация компрессорных масел по стан-
дарту ISO 6743-3А-67.
49
1.2 .3.4 . Классификация компрессорных масел по
ISO 3448.
51
1.2 .3.5 . Требования к компрессорным маслам.
52
1.2.4. Системы смазки компрессоров.
60
1.2 .4.1 . Порюневые компрессоры.
60
1.2 .4.2 . Винтовые компрессоры.
62
1.2 .4.3 . Турбокомпрессоры.
63
1.2.5. Состав товарных компрессорных масел.
64
1.2 .5.1 . Базовые масла для компрессорных масел..
64
1.2 .5.2 . Присадки для компрессорных масел.
68
1.2 .5.2 .1. Антиокислительные присадки..
71
1.2 .5.2 .2. Противоизносные присадки.
72
1.2 .5.2 .3. Ингибиторы коррозии.
74
1.2 .5.2 .4. Депрессорные присадки..
75
1.2 .5.2 .5. Деэмулыаторы и противопенные присадки
77
292
1.2 .5 .2.6 . Российский пакет присадок для компрессорных
масел.
77
1.2 .5 .2.7 . Зарубежные пакеты присадок для компрессор-
ных масел .
78
1.2 .5 .2.7 .1. Пакеты присадок компании Lubrizol.
79
1.2 .5 .2 . 7.2. Пакеты присадок концерна BASF
79
1.2 .5 .2.7 .3. Пакеты присадок компании Afton.
80
1.2 .5 .2.7 .4. Пакеты присадок компании LANXESS.
82
1.2.6. Ассортимент компрессорных масел.
82
1.2 .6 .1. Стандартные российские компрессорные масла
1.2 .6 .2. Компрессорные масла компании 000 <tРН-Сма-
зочные материалы».
86
1.2 .6 .3. Компрессорные масла компании 000 «Газпром-
нефть - смазочные материалы».
90
1.2 .6 .4. Компрессорные масла компании 000 <tЛЛК-
Интернешнл».
94
1.2 .6 .5. Компрессорные масла компании Shell.
98
1.2 .6 .5.1 . Компрессорные масла Shell Corena для воз-
душных компрессоров.
98
1.2 .6 .5.2 . Компрессорные масла Shell Gas Compressor
Oil для компрессоров, перекачивающих газы..
101
. 2.6.6 . Компрессорные масла компании Mobll.
103
1.2 .6 .6.1. Компрессорные масла Mobll Gas Compressor
Oil.
103
1.2 .6 .6.2 . Компрессорные масла Mobll Rarus.
104
1.2 .6 .6.3 . Компрессорные масла Mobll Glygoyle Series
107
1.2 .6 .7. Компрессорные масла компании AIM B.V.
(Holland).
108
1.2 .6 .8. Совместимость компрессорных масел.
109
1.2.7. Влияние условий эксплуатации на ресурс работы
компрессорнато масла.
11О
Списоклитературыкглаве 1................................................ 120
ГЛАВА 2. МАСЛА ДЛЯ КОМПРЕССОРОВ ХОЛОДИЛЬНЫХ
МАШИН.
124
2.1. Принцип работы холодильной машины.
126
2.2. Теоретический цикл охлаждения холодильной машины..
131
2.3. Холодильные машины.
134
2.4. Хладагенты..
136
2.4 .1 . Состав хладагентов и обозначения.
137
2.4 .2 . Фреоны..
141
2.4 .3 . Аммиак и углекислый газ.
144
2.5. Основные физика- химические показатели, классифика-
ция, состав и ассортимент масел для компрессоров ходильных
машин.
145
2.5 .1 . Основные физико-химические показатели масел для
компрессоров холодильных машин.
145
293
2.5 .2. Методы определения дополнительных физико-хими-
ческих показателей холодильных масел.
153
2 .5.2.1. Температура текучести..
156
2.5 .2 .2. Анилиновая точка.
157
2.5 .2 .3. Число омыления.
158
2.5 .2 .4. Оценка противоизносных свойств.
159
2.5 .2 .5. Смешиваемость и растворимость.
161
2.5 .2 .6. Температура хлопьеобразования.
162
2 .5 .2 . 7. Определение содержания химических элемен-
тов в маслах методом индукционной связанной плазмы
(ISP).
163
2.5 .2 .8. Оценка взаимодействия масла с аммиаком.
166
2.5 .2 .9. Химическая и термическая стабильность смеси
«хладагент - масло» .
166
2.5 .3. Требования к маслам для компрессоров холодильных
машин..
168
2.5 .4. Браковочные показатели масел для холодильных
машин..
181
2.5 .5. Состав холодильных масел.
185
2.5 .6. Ассортимент холодильных масел.
190
2.5 .6 .1. Российские холодильные масла.
190
2.5 .6 .2. Зарубежные холодильные масла.
194
2.5 .6 .3. Критерии при выборе холодильных масел.
215
Список литературы к главе 2 .
217
ГЛАВА 3. ВАКУУМНЫЕ МАСЛА .
220
3.1 . Механические вакуумные насосы и вакуумсоздающие си-
стемы.
222
3.1 .1. Порюневые насосы.
226
3.1 .2. Пластинчато-роторные насосы.
229
3.1 .3. Мембранные и диафрагмеиные вакуумные насосы..
231
3.1 .4. Вакуумные водакольцевые насосы..
232
3.1 .5. Диффузионный парамасляный вакуумный насос.
234
3.1 .6. Кулачковые вакуумные насосы.
236
3.1 . 7. Винтовые вакуумные насосы..
237
3.1 .8. Спиральные вакуумные насосы.
238
3.1 .9. Турбомолекулярные вакуумные насосы.
239
3.1.10. Вакуумсоздающие системы на нефтеперерабатыва-
ющих заводах .
241
3.2 . Требования, классификация, ассортимент масел для вакуум-
ных насосов .
243
3.2 .1. Требования к вакуумным маслам и их классификация 243
3.2 .2. Методы определения дополнительных физико-хими-
ческих показателей вакуумных масел .
248
3.2 .3. Ассортимент вакуумных масел и жидкостей..
254
3.2 .3 .1 . Вакуумные масла и жидкости российского про-
изводства .
254
294
3.2 .3 .1 .1 . Вакуумные масла на нефтяной основе.
254
3.2 .3 .1 .2 . Технология производства вакуумных масел
на нефтяной основе..
259
3.2 .3 .1 .3 . Вакуумные масла на синтетической основе 268
3.2.3 .2 . Вакуумные масла и жидкости зарубежного про-
изводства .
272
3.3 . Стабильность вакуумных масел при эксплуатации.
280
Список литературы к главе 3 .
284
ОВ АВТОРАХ.
286
УЧЕБНОЕ ИЗДАНИЕ
Татур Игорь Рафаилович
Митин Игорь Васильевич
Багдасаров Леонид Николаевич
Мишин Сергей Борисович
Спиркин Владимир Григорьевич
ЭНЕРГЕТИЧЕСКИЕ МАСЛА
ЧАСТЬ 111. КОМПРЕССОРНЫЕ,
ХОЛОДИЛЬНЫЕ И ВАКУУМНЫЕ МАСЛА
Редактор Т. К. Рубинекая
Художник-график М. С. Голубева
Технический редактор Г.В. Лехова
Корректор Т.В. Быстракова
Компьютерная верстка Ю.А. Титова
Подписано в печать 10.08.2021 . Формат 60х90 1/16. Гарнитура <iПетер6ургi>.
Печать офсетная. Печ. л. 18,5. Уч.-изд. л. 18,7. Тираж 500 экз. Заказ о о о о о оо о оооооооооо
ISBN 978-5-91961 -352-7
9 78591
Отпечатано в ОАО << Подольекая фабрика офсетной печати>>.
142100, г. Подольск, Революционный проспект, 80/42.
Тел. 8 (4967) 69-97-22, 8 (4967) 69-97-29 . E -mail: zakaz@pfop.ru