/


































































































































































































Текст
МИНИСТЕРСТВО ТРАНСПОРТНОГО МАШИНОСТРОЕНИЯ СССР
ЗАВОД имени Ф. Э. ДЗЕРЖИНСКОГО
ПАРОВОЗ 9П
РУКОВОДСТВО
ПО ЭКСПЛУАТАЦИИ
ИЗДАНИЕ ВТОРОЕ
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1955
ПРЕДИСЛОВИЕ КО ВТОРОМУ ИЗДАНИЮ
В первом издании «Руководства по эксплуатации паровоза 9П», составленного инженерами Л. П. Кидалинским и И. Е. Кузиным, было приведено краткое описание паровоза 9П, конструкции его основных узлов и деталей, а также указания по эксплуатации паровоза и техническому уходу -за ним.
Руководство предназначалось для паровозных бригад и инженерно-технических работников промышленного транспорта.
За последние пять лет при постройке паровозов введены значительные изменения в конструкции отдельных его узлов и проведены работы по модернизации паровоза, которые потребовали во втором издании соответствующей переработки глав I и II руководства.
Чтобы дать более полный справочный материал по конструкции и эксплуатации паровоза, переработана глава III «Уход за паровозом» и особенно разделы по внутрикотловой обработке воды, смазке, уходу за смазочными приборами и проверке парораспределения. Отражены изменения по ГОСТ и ТУ по состоянию технической документации на 1954 г. Текст книги во втором издании переработан инж. Л. П. Кидалинским.
В настоящем руководстве учтены присланные замечания читателей и приведены все основные сведения, которые необходимы для обеспечения нормальной эксплуатации паровоза, и данные для его изучения.
ГЛАВА I
ОСНОВНЫЕ ДАННЫЕ И ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПАРОВОЗА 9П
Танк-паровоз серии 9П (фиг. 1 и 2) предназначен для работы на путях промышленных предприятий, строительств и на переда
точных коротких ветках.
Техническая характеристика Колея в мм........................................... 1о24
Осевая формула.......................................О—-3—О
Средняя нагрузка на ось в т........................ 18,4
Служебный вес (максимальный сцепной вес) в т .... 56,2
Конструктивная скорость в км1час....................... 35
Наименьший радиус кривой в ж......................... 40
К о т е л
Давление пара в KzjcM2................................. 13
Колосниковая решетка: площадь в ж2 .................................. 1,85
длина в ж....................................... 1,56
ширина в ж...................................... 1,19
Испаряющая поверхность нагрева в ж2: общая..........................................91,56
топки (водяная)................................ 8,36
дымогарных труб (газовая)...................... 83,2
Объем топки вл/3..................................... 2,08
Объем парового пространства котла в ж3............... 1,52
Площадь зеркала испарения котла в ж2................. 5,77
Расстояние между трубными решетками в жж.............. 3250
Дымогарные трубы:
диаметр (наружный/внутренний) в мм................51/46
количество в шт.................................... 160
Живое сечение для прохода газа в трубах в ж2.........0,266
Г! аров а я м а ш и н а Тип.............................................однократного
расширения, двойного действия
Число цилиндров ...............................
Диаметр цилиндра в мм.......................... 500
Ход поршня в мм................................ 500
Диаметр движущих колес в жж.................... 1050
Диаметр поршневого штока в мм.................. 80
Модуль силы тяги в т........................... 15,2
Максимальная сила по штоку в т................. 25,5
Золотники ............. . . . ......... Цилиндри-
ческие
Впуск пара.....................................Внутренний
Выпуск пара....................................Наружный
4
I
1050бгружоном состоянии
g 7
Фиг. 2. Общий вид паровоза 9П. Вид сбоку. Виды спереди и сзади:
1 — угольный ящик; 2 — будка машиниста; 3— турбогенератор; 4 — котел; 5 — песочница; 6—водяной бак; 7 — цилиндр; 8 — рама.
«У
Диаметр золотника в мм............................. 200
Перекрыта впуска в мм............................... 32
Перекрыта выпуска в мм............................... 0
Предварение впуска в мм.............................. 4
Максимальная отсечка............................... 0,75
Длина ведущего дышла в мм.......................... 2650
Габаритные размеры паровоза в мм\ ширина......................................... 2792
высота ..................................... 4050
полная длина паровоза (между плоскостями заце-
пления автосцепок)......................... 9746
длина между буферами........................ 9690
Полная колесная база паровоза в мм................. 2700
Высота оси котла от головки рельса в мм ........ 2620
Порожний вес паровоза в т....................... 42,6
Запасы воды, т о н л и в а и и р.
Емкость: угольного ящика в л3........................ 2,5
водяных баков в м/......................... 6,5
песочницы вл............................... 270
главного воздушного резервуара в л/3...... 0,38
На фиг. 3 изображена расчетная тяговая характеристика паровоза в зависимости от степени наполнения цилиндров и форсировок
котла.
Фиг. 3. Расчетная тяговая характеристика паровоза 9П:
s — наполнение цилиндра; Z — форсировка котла в кг\№шс.
0 10
20 у км/час
Фиг. 4. Расчетная мощность паровоза 9П в зависимости от его форсировок и скорости. Цифры на кривых — форсировки котла в кг}м^ час.
На фиг. 4 изображена расчетная диаграмма мощности паровоза в зависимости от форсировок котла и скорости.
ГЛАВА II
КОНСТРУКЦИЯ ПАРОВОЗА 9П
КОТЕЛ
Общие сведения о конструкции котла. На паровозе установлен паровозный котел обычного паровозного типа с радиальной топкой, вварными связями и анкерными болтами.
На паровозах первых выпусков были установлены паровозные котлы (фиг. 5), у которых соединения кожуха топки с цилиндрической частью котла и барабанов цилиндрической части выполнено внахлестку двухрядным заклепочным швом.
Дымовая коробка приварена к переднему барабану цилиндрической части котла.
С 1951 г. на паровозах устанавливаются цельносварные паровозные котлы, основные размеры которых представлены на фиг. б.
Топка. Конструкция топки паровозного котла представлена на фиг. 7.
Кожух топки и огневая коробка сварные. Кожух топки состоит из ухватного, шинельного и лобового листов, изготовленных из листовой котельной стали ЗК, ГОСТ 399-41.
Огневая коробка состоит из задней решетки и шинельного и дверного листов, изготовленных из листовой топочной котельной стали ЗТ, ГОСТ 399-41.
Для предупреждения отложения накипи потолок огневой коробки имеет выпуклость радиусом 2300 мм. Верхняя часть кожуха топки выполнена по радиусу 674 мм, переходящему на боковых стенках в плоскость.
Дверной лист огневой коробки и лобовой лист кожуха топки в шуровочном отверстии имеют высадки, кромки которых соединены между собой сваркой. К потолку кожуха топки приваривается фланец размером 390 X 193 мм для присоединения предохранительных клапанов и круглый фланец диаметром 230/62 мм для присоединения пароразборной колонки.
На лобовом листе кожуха топки, против верхней кромки потолка огневой коробки, имеется отверстие с нарезкой, в которое вставлен контрольный шуруп, обозначающий «небо топки». Около водомерного стекла прикреплен указатель наинизшего уровня воды и «неба топки». 1
9
Фиг. 5. Общий вид клепаного котла паровоза 9П:
1 — кожух топки; 2 — огневая коробка; 3 — задний барабан; 4 — передний барабан; 5 — паровой колпак: 6 — фланец для вентиля выпуска пара; 7 — дымовая труба; 8—дымовая камера.
2 Z?i~*"
‘ / t i i t ।
Разрез no ДД j Разрез no 65
X
-----3810
<4215+5—
1560x1188
----------1'750
6195
Q-Междц решетками 325014 2160л-----------------
Ы >^'1^ НЖННГННН
Фиг. 6. Общий вид цельносварного котла:
1 — кожух топки; 2 — огневая коробка; 3 — задний барабан; 4 — паровой колпак; 5 — фланец для вентиля выпуска пара; 6—передний барабан; 7 — укрепление передней решетки; 8— дымовая камера.
и» ННгЧ
Разрез по 5ь
1
*г—
। . ।
330\
шп р г t4
j
х:гп
^4i—-X—
и.
if
lU
и Ш4®н
•Э _©- -©. -J®з11-:
Вь-’ф—й*> —(Sr- , ,
.~&2сН0. ообнш Золений около ЮК5_л
; ! i 1 л 1 1 11 1
<§>> “ф—ф“ нф
1‘ф —©' ф^ф)—@~ф ф ©"
—ф’ ф—ф—ф"
*^--^---^)——4>h —{Ер——ф-“@
9
$
• I
11
Г|
I I
г! ш /-1Д
lit—। J
W
i4S 1
</1
г<3
i I Ш ГТ Y ГТ у ITT к т у/' ТТ | р-С0“ ф— ф“ ---------------------Ф—ф -ф’- t
I
1 J
Юй I
। ।
370—
1—иЦ'й
Разрез по ДР
Вид по стрелке К
3/ Зибродных делений j
! пй t'L
[Внутреннийрадиус £ ’
\п^одит с ' 1Т... _ '
.бОппнаЗО-е.^ iQffi ।
-©- -ф-.-ф—ф, -©—ф—@---ф—©—ф—ф—©
“ф—©— ф- • -ф—ф— ф-ф—ф- • -ф—ф' -ф—ф"' -ф-
i '
*-* irt k^y К \ Id
7QK-
ич HW
ЙИ 1Я WWMM
~J5oO
1750—
13
Фиг. 7. Топка паровоза:
- 1020= Ю рабныхрёБенйй "по 102-
-------Ж
X
—10QZ41родных делений около $?4--*4
7 — дверной .чист огневой коробки; 2 — лобовой лист кожуха топки; 3 — шинельный лист кожух; топки; 4 — задняя решетка; 5 — контрольные легкоплавкие пробки; 6 — ухватный лист.
J0
Фиг. 8. Топочная рама.
Кожух топки и огневая коробка в нижней части соединены с топочной рамой (фиг. 8) однорядным заклепочным швом. Для плотности шва кромки кожуха топки и огневой коробки приварены к топочной раме. Топочная рама изготовляется из стального литья.
Примечание. На нескольких паровозах постройки 1948—1949 гг. поставлены кованые топочные рамы, сваренные в четырех местах. В 1950—1951 гг. на 10 паровозах в виде опыта поставлены штампованные топочные рамы из листового проката стали ЗК толщиной 14 мм.
Заклепки топочные
Ст. 2 по ГОСТ 380-50 с
изготовляют из сортового проката стали полупотайными головками со стороны огне-
ф ф ф ф ф ф 0- ф ф ф ф ф -фф ф ффффффффффффффф
^ффф^ффффффффффф
фффф-ффффффффффф /4
, ф фффф.ф.фф^-фф.фф^^
|ф ф ффф-фф фффф- ф ф^Ь ф
]ф ффффф ф фф фф ФФШ ф
i^Al. Z& дК, ZR1 -Д?У jKl jtffiL Zffl, /Av йгш
ITS/ \gr \2Глжг TST TST wy xzTxgr лжГ viz \5gw ффффффффффффффф
’ф- фффффффффффффф
4 & 4 4
Т 1 Т
444
Подвижные связи
ффффффффффффффф ''ч———I—зНА
фффффффффффффф|ф
4 Потолочные связи
< Лапчатые связи
-V Жесткие распорные связи
4>- Отверстия под дымогарные труды
Фиг. 9. Схема расположения связей котла.
вой коробки. Вследствие малого радиуса загиба углов топочной рамы ухватный и лобовой листы кожуха топки укрепляют по углам к топочной раме 12 электрозаклепками потри в каждом углу. До 1951 г. кожух и огневая коробка топки соединялись с топочной рамой двухрядным: заклепочным швом, расположенным в шахматном порядке.
Стенки огневой коробки и кожуха топки укреплены связями (фиг. 9). Боковые стенки, лобовой и ухватный листы укреплены жесткими связями (фиг. 10, а) в количестве 450 шт. Для предупреждения обрыва связей в передних верхних боковых углах и в верхних углах ухватного листа поставлено 12 подвижных связей (фиг. 10,6). Потолок топки укреплен потолочными связями,
13
из которых передние два ряда в количестве 28 шт. подвижные и 182 шт. жесткие (фиг. 10, в).
Связи изготовляются из связевой стали Ст. 2 или Ст. 1 с механическими свойствами по ГОСТ 536-53. Подрешеточная часть топки
[-ГРУБ
I
Фиг. 10. Связи топки:
а — жесткая боковая связь; б—подвижная связь; в—жесткая потолочная связь.
укреплена 10 лапчатыми связями (фиг. 11). Лапки изготовляются из стали Ст. 3 по ГОСТ 380-50.
Верхняя часть лобового листа укреплена шестью продольными тягами (фиг. 12). Одним концом тяги приварены к верхней части
кожуха топки, а другим концом, выполненным в форме вилки, соединены с планками, приваренными к внутренней стенке лобового листа. Тяги изготовляются из стали марки Ст. 3, ГОСТ 380-50.
. Для очистки котла при промывке и осмотре его предусмотрены промывательные пробки, расположенные в следующих местах: 14
одна на лобовом листе кожуха топки над потолком огневой коробки; шесть на загибах лобового листа кожуха топки; две на загибах ухватного листа; семь на шинельном листе кожуха топки, из которых четыре с правой и три с левой стороны; одна в нижней части передней решетки под дымогарными трубами. Промывательная пробка 1 (фиг. 13) состоит из прокладного кольца 2 и штуцера-втулки 3, которая приваривается к стенкам топки с наруж
i
Сечение по В В
Фиг. 12. Продольные тяги котла:
а — общее расположение тяг в котле; б — тяга.
ной, а к передней решетке — и с внутренней стороны. Для улучшения осмотра и очистки котла внутреннее отверстие втулки диаметром 60 мм в месте присоединения имеет уширение.
В пробке 1 сделана выточка, в которой запрессовано медное прокладное кольцо 2. Кольцо изготовляется из проволоки красной меди диаметром 7 мм. В месте стыка кольцо припаивается припоем ПМц-51, затем отжигается и запрессовывается в выточку. Допускается изготовление прокладных колец из свинца или из особого сплава с содержанием 80% свинца, 18,5% красной меди и 1,5% никеля или паронита.
Легкоплавкие пробки. По оси потолка огневой коробки между 2 и 3, 12 и 13 рядами потолочных связей установлены две 15
легкоплавкие пробки. Конструкция легкоплавких пробок показана на фиг. 14.
Изготовление и испытание пробок производится по инструкции, введенной приказом МПС за № 624/а от 11 ноября 1938 г.
Корпус пробки изготовляют из оловянистой бронзы Бр. ОЦС 3-12-5. Пробку заливают легкоплавким сплавом, состоящим из 90% свинца марки С2 или СЗ по ГОСТ 3778-47 и 8—12% олова марки 01 или 02 по ГОСТ 860-41.
Шуровочное отверстие в лобовом листе закрывается раздвижной дверцей (фиг. 15).
Шуровочная дверца состоит из двух раздвижных чугунных створок 1. Для предохранения створок от воздействия огня с внутренней
стороны к ним привернуты предохранительные листы 2 из листового железа толщиной 8 мм. На паровозах последних выпу-
Фиг. 13. Промывательная пробка:
1 — пробка; 2 — прокладочное кольцо; 3 — втулка.
Фиг. 14. Легкоплавкая пробка:
1 — корпус пробки; 2 — заливка из легкоплавкого сплава.
сков предохранительные листы 2 отливают из чугуна СЧ 18-36. На верхней части каждой створки имеются ролики 5, передвигающиеся по планке 4, прикрепленной к рамке 8. Рамку 8 плотно пригоняют к лобовому листу кожуха топки и прикрепляют к нему на шпильках. Раздвигают створки рычагом 5 с рукояткой, связанной системой рычагов 6 со створками. Для предохранения стенки шуровочного отверстия от повреждения и износа в нижней ее части приваривается железный козырек 7.
Кирпичный свод (фиг. 16) в топке выложен специальными фасонными кирпичами. К боковым стенкам огневой коробки приварено по три бобышки 1, на которые ставят опорную полосу 2. Один конец полосы загнут на диаметр 35 мм и надет на заднюю бобышку.
Фасонные кирпичи 3 укладывают на эти полосы и плотно пригоняют к стенкам огневой коробки. Удерживаются кирпичи замком, выполненным в боковых стенках кирпичей. Соединения кирпичей после укладки в огневой коробке промазывают шамотной глиной.
16
При отсутствии фасонных кирпичей свод топки можно выполнять из шамотного кирпича класса А, размером 230 X 113 X65 мм. Опору для этих кирпичей следует делать из чугунного угольника и укреплять на бобышках, приваренных к стенкам огневой коробки.
Колосниковая решетка. На паровозы первых выпусков устанавливали глухую колосниковую решетку (фиг. 17). 36 колосников 2 уложены на балках 1 и 3, установленных поперек топки паровоза.
Фиг. 15. Шуровочная дверца:
1 — створка; 2 — предохранительный лист; 3 — ролик; 4 — направляющая планка; 5 — рычаг с рукояткой; 6 — рычаг; 7 — козырек; 8— рамка.
Передние и задние балки, а также колосники изготовляют из чугуна СЧ 24-44 по ГОСТ 1412-54. Вследствие неудобств при обслуживании глухой колосниковой решетки в настоящее время паровозные топки оборудуют качающимися колосниками.
Колосниковая решетка с качающимися колосниками (фиг. 18) состоит из восьми рядов колосников 1.
Качающиеся колосники лежат на двух продольных балках 2, отливаемых из чугуна СЧ 24-44, прикрепленных четырьмя шпильками к сменкам огневой коробки. Шпильки одновременно служат заклепкдмц, соединяющими листы топки с топочной рамой.
НаАаржозах первых выпусков колосники поворачивались в обе CTonofrgr ияАХб0' от нормального положения. С 1951 г. для лучшего
17
OSH
a)
Фиг. 16. Кирпичный свод:
а — расположение кирпичного свода в топке; б — крепление опорной пластины на бобышке; 1 — бобышка; 2— опорная полоса; 3— фасонные кирпичи.
Фиг. 17. Глухая колосниковая решетка:
1 — крайняя балка; 2 — глухой колосник; 3—средняя балка.
18
взламывания шлака и быстрого удаления его с колосниковой решетки, особенно при отоплении углями, дающими большое золообразование, конструкция колосника изменена. В новой конструкции открытие колосников обеспечивает зазор не менее 50 мм.
Колосники соединены планками 3 в две секции — переднюю и заднюю. Секции при помощи тяг 4 и 5 соединены с нижними концами рычагов 7, выведенных в будку машиниста.
Рычаги 7 удерживаются на общем валу 9, прикрепленном на двух корнштейнах 8 к стенке заднего стяжного ящика. Левый рычаг соединен с задней секцией колосников, правый рычаг — с передней.
Фиг. 18. Колосниковая решетка с качающимися колосниками:
1 — колосник; 2 — продольные балки; 3 — соединительная планка; 4 — тяга передней секции колосников; 5 — тяга задней секции колосников; 6 — ключ; 7 — рычаг;
8 — кронштейн; 9 — вал.
Передвижение колосников производят специальным ключом 6, надеваемым на верхний конец рычага 7. Для прохода воздуха в колосниках имеются два ряда продольных отверстий шириной 14 мм, Длиной 62,5 мм. Для сжигания жирных и спекающихся углей по специальному требованию заказчика изготовляют колосники с отверстиями 8X 60 мм (колосники с «малым живым сечением»).
Зольник (фиг. 19) выполнен сварным из листовой стали и состоит из двух частей. Верхнюю часть зольника 2 посредством четырех кронштейнов 1 прикрепляют к топочной раме. Боковые щели между зольником и боковыми стенками топки, предназначенные для доступа воздуха в топку, закрывают клапанами 8, которые могут открываться и закрываться приводом 9, выведенным в будку машиниста. Нижнюю часть 4 зольника прикрепляют на кронштейнах 3 к раме паровоза.
Вепхн^я часть зольника должна свободно входить в его нижнюю часть 3азормежду стенками предусматривает компенсацию удли-нения паровозного котла ПРИ нагревании. С боковых сторон установленышитки 7. Нижняя часть зольника снабжена откидным клапаном открывающимся посредством системы рычагов 6, и является разгруз'очным бункером. Для тушения золы вдоль оси зольника проложена заливательная трубка, задний конец которой сообщен с трубкой, идущей от крана заливательного прибора из будки машиниста.
Фиг. 19. Зольник:
1 — кронштейн; 2— верхняя часть зольника; 3— кроншейн; 4 — нижняя часть зольника; 5— клапан; 6 — рычаги; 7 — защитный щиток; 8 — боковой клапан; 9 — привод.
Цилиндрическая часть котла и дымогарные трубы.. Продольные швы обечаек цилиндрической части котла сварены встык. В цельносварном котле (см. фиг. 6) сварены также и поперечные швы, что позволяет иметь общий внутренний диаметр барабанов равным 1348 мм.
Обечайки и переднюю решетку изготовляют из котельной стали ЗК. Верхняя часть передней решетки укреплена жесткими планками 7 из листовой стали толщиной 14 мм, приваренными к передней решетке и цилиндрической части котла. Планки приваривают качественными электродами. В верхней части переднего барабана приварен фланец 5 толщиной 22 мм для установки вентиля выпуска пара и сделан вырез для парового колпака. С внутренней стороны вырез усилен кольцом. С боков приварены два фланца для укрепления питательных клапанов инжектора. В нижней части (при клепаной конструкции котла) имеется вырез для подбрюшного люка.
В цельносварном котле подбрюшный люк расположен на заднем барабане. С левой стороны заднего барабана имеется вырез для лаза котла. Против отверстий для питательных коробок к внутренней стенке цилиндрической части котла приварены кожухи из листо-20
вой стали для отвода питательной воды в нижнюю переднюю часть Котла. В паровозном котле поставлено 160 дымогарных труб. Расположение дымогарных труб показано на фиг. 6. Дымогарные, трубы в передней части подняты на 125 мм. Основные размеры и способы крепления дымогарной трубы показаны на фиг. 20.
Диаметр отверстий для дымогарных труб в задней решетке равен 42 + °’4лш? в передней 54 + °*4 мм. Ширина мостиков в передней решетке 26,7+1 мм, а в задней 26,8+1 мм. Все трубы в задней решетке ставят на медные прокладные кольца, изготовленные из
Фиг. 20. Дымогарная труба:
а — общий вид крепления дымогарной трубы; б—вариант крепления дымогарной трубы в задней решетке; 1 — прокладное кольцо; 2 —дымогарная труба.
,труб красной меди диаметром 42/38 мм. После установки в заднюю решетку трубы отбуртовывают с обеих сторон решетки, а со стороны огневой коробки обваривают.
Примечание. В 1954 г. выпущено несколько паровозных котлов с дымогарными трубами, у которых внутренний упор в заднюю решетку выполнен при подготовке труб к установке в котел. После установки трубы вальцевали и отбуртовывали только со стороны огня. Для предохранения от течи концы труб со стороны огневой коробки заваривали (фиг. 20,6).
В передней решетке 113 труб выступают на 10—15 мм\ 47 дымо-
гарных труб для укрепления передней решетки после развальцовки
отбуртовывают.
Для осмотра внутренней части парового котла на заднем барабане с левой стороны имеется лаз.
Лаз котла (фиг. 21) состоит из фланца 1, откованного из стали Ст. 3, обработанного и приваренного к стенкам барабана цилиндрической части котла с наружной и внутренней стороны. Крышку 3, 21
изготовленную из листового проката Ст. 3 толщиной 32 мм, ставят на плоской притирке и прижимают нажимным кольцом 2 при помощи 18 шпилек диаметром LM24.
Для удаления шлама во время промывки паровозного котла внизу на цилиндрической части котла установлен промывательный люк (фиг. 22).
Промывательный люк. Отверстие фланца 1 люка закрыто крышкой 3 толщиной 22 мм на конусной притирке. Конусная поверхность крышки люка наплавляется медью М3 по ГОСТ 859-41 или латунью Л62, ГОСТ 1019-47. Для удобства притирки в середине крышки приварен хвостовик 4 размером 25 X 25 X 50 мм.
Фиг. 21. Лаз котла:
1 — фланец; 2— нажимное кольцо; 3~~ крышка; 4 — шпилька.
Фиг. 22. Круглый люк:
1 фланец; 2 — нажимное кольцо; 3 — крышка;
4 — хвостовик; 5—наплавка красной меди;
6 — шпилька.
Паровой колпак с паросушителем. Отбор пара для паровой машины производится из парового колпака (фиг. 23), установленного на переднем барабане. Паровой колпак приварен с наружной и внутренней стороны к цилиндрической части котла.
Для получения необходимой плотности крышка 8 колпака притирается к кольцу И. С левой стороны парового колпака приварены два фланца: 20 для присоединения свистка, 21 для подвода пара к сифону. Для предупреждения попадания в свисток и сифон воды с внутренней стороны колпака приварен карман 22 из листовой стали. В нижней части кармана имеется отверстие диаметром 5 мм для стока конденсата.
Для отделения частиц воды от пара в паровом колпаке установлен паросушитель, от которого отводятся трубы к регуляторному клапану и пароразборной колонке. При открытом регуляторе пар из котла, делая крутые повороты, как показано стрелками, проходит через нижнюю часть паросушителя в верхнюю полость парового колпака, откуда через отверстие в цилиндре 7 — в верхнюю часть паросушителя. На спиральных лопатках 15 пар получает вихревое движение, которое способствует отделению частиц воды от пара, и поступает в регуляторную трубу. Частицы скопившейся воды в верхней части паросушителя отводятся внутрь парового котла через трубки 19. При сборке паросушителя необходимо следить за тщательностью пригонки уплотняющего кольца 3. Зазор между отвер-22
стиями в стенках деталей паросушителя и регуляторной трубой должен быть не более 3 мм.
Дымовая камера. Обечайка 12 дымовой камеры (фиг. 24) изготовлена из листовой стали и приварена внахлестку к стенкам переднего барабана цилиндрической части котла.
Фиг. 23. Паровой колпак с паросушителем:
а— общий вид паросушителя; б — крепление сливного кармана; 1 — нижняя решетка; 2— нижний цилиндр паросушителя; 3 — уплотнительное кольцо; 4— средний цилиндр; 5— планка крепления паросушителя; 6 — шпилька; 7 — верхний цилиндр; 8 — крышка парового колпака; 9 ~ гайка; -70 — пружинная шайба; И — кольцо парового колпака; 12 — болт; 13— косынка; 14 барабан колпака; 15 — спиральная лопатка; 16 — внутренний цилиндр; 17 — отражательный лист; 18 —-верхняя решетка; 19 — трубка для отвода конденсата; 20 — фланец крепления свистка; 21 — фланец крепления сифона; 22 — карман.
Для предохранения от износа к нижней части обечайки 12 приварен накладной лист 11 толщиной 4 мм. В верхней части дымовой камеры имеется вырез для размещения регулятора, к кромкам его приваривается седалище 2, к которому крепится и дымовая 23 4 ’
труба 1. Для придания дымовой камере жесткости и возможности крепления дверки к обечайке приварен штампованный передний лист 3 в виде кольца из листового проката толщиной 12 мм. Дверца 5 дымовой камеры изготовлена из листовой стали толщиной 10 мм, а для придания жесткости имеет сферическую форму. Для предупреждения коробления от воздействия горячих газов к дверце с внутренней стороны приварен лист 9 с предохранительным щитком 10.
Дверца дымовой камеры подвешена на двух шарнирных петлях 13 и запирается десятью распорками 15, равномерно располо-
Фиг. 24. Дымовая камера:
1—дымовая труба; 2 — седалище трубы; 3 — передний лист дымовой камеры; 4 — раструб; 5— дверца дымовой камеры; 6' — искроудержательная сетка; 7 — насадок конуса; 8 — болт; 9 — лист; 10— предохранительный щиток; 11— накладной лист; 12— обечайка дымовой камеры; 13— шарнирная петля; 14 — поручень; 15— распорка; 16 — конус; 17 — тройник.
женными на переднем листе. Для открывания дверцы с наружной стороны приварен поручень 14. В дымовой камере размещены регулятор, конус, паровые трубы, сифон, искрогасительная сетка и искрогасительная трубка. Для отвода отходящих газов на дымовой камере установлена цельнолитая чугунная дымовая труба 1, которая крепится к седалищу дымовой трубы на асбестовой прокладке. Нижняя часть трубы утоплена внутрь дымовой коробки. К нижнему концу трубы подвешен раструб 4 на четырех болтах М.20, закрепляемых глухими гайками. Диаметр узкой части трубы 340 мм. Общая высота трубы с раструбом 940 мм. Расположение дымовой трубы с раструбом обеспечивает равномерный отбор отходящих газов со всех мест передней решетки котла,
24
Конус. Корпус конуса 16 (фиг. 24) отливается из серого чугуна СЧ 15-32. На верхнем конце корпуса укреплен конусный насадок 7 шестью болтами 8 размером М.12. Насадок 7 — сменный, изготовляется двух размеров: диаметром выходного отверстия 100 и 90 мм. Насадок диаметром 90 мм является запасным. Насадок конуса подбирается в зависимости от рода сжигаемого топлива и условий работы паровоза. Установку конуса и дымовой трубы производят с помощью специального прибора; при этом ось конуса должна совпадать с осью трубы. Корпус конуса после регулировки крепят к тройнику 17, к которому присоединяют паровпускные трубы от паровозных цилиндров. При установке конуса выверяют его положение по высоте. Размер от верхней плоскости конусного насадка 7 до верхней кромки дымовой трубы должен быть 1563 мм. Допуск на отклонение от этого размера +5 мм.
Тройник 17 конуса представляет собой чугунную фасонную отливку с двумя разобщенными камерами. Одна камера заканчивается двумя сообщающимися отростками с квадратными фланцами, к которым присоединены паровыпускные трубы. Другая камера выполнена в приливе тройника с суживающимся книзу на размер 100 мм отверстием. Она служит для удаления мусора из дымовой камеры. Тройник конуса присоединяется к стенкам дымовой коробки. Для создания герметичности между тройником и стенкой дымовой коробки ставят асбестовую прокладку. В верхней части тройник конуса имеет проточку, в которую вставляют корпус конуса.
Для удержания искр и несгоревших частиц топлива в дымовой камере установлена искроудержательная сетка 6. Искроудержатель-ная сетка представляет собой цилиндр, составленный из двух половин, к каркасу которого прикреплена панцырная сетка. Дно искроуловителя охватывает корпус конуса с зазором не более 3 мм. Сетка 6 прикреплена четырьмя болтами к раструбу. Для заливки изгари в переднем конце дымовой камеры установлена искрогасительная трубка, изготовленная из газовой трубы размером 3/4". В трубке веерообразно под углом 30° просверлено 25 отверстий диаметром 3 мм. Трубку устанавливают в дымовой камере так, чтобы выходящие из отверстия струи воды направлялись вниз, назад и на дверцу, т. е. в места наибольшего оседания изгари. Вода к залива-тельной трубке подводится по трубке от заливательного прибора, установленного на левом инжекторе в будке машиниста.
Сифон служит для создания разрежения в дымовой камере при заправке и на стоянках или для увеличения разрежения в дымовой камере во время работы паровоза. На паровозе установлен сифон, конструкция которого изображена на фиг. 25. Сифонное кольцо изготовлено из стальной трубы 1 внутренним диаметром 25 мм. В трубе просверлено 26 отверстий диаметром 3 мм. Сифонное кольцо прикреплено к корпусу конуса тремя поддержками 2. Отогнутый конец кольца сифона присоединен к штуцеру 3, прикрепленному к стенке дымовой камеры. С наружной стороны штуцер 3 имеет два отростка, К одному отростку присоединена трубка от 25
вентиля сифона. Второй отросток, служащий для присоединения шланга от воздушной магистрали при растопке паровоза, во время работы паровоза закрыт глухой гайкой 4.
Для обеспечения нормальной работы сифона плоскость, проходящая через верхние концы отверстий сифонной трубки, должна быть перпендикулярна к оси дымовой трубы, а средняя вертикальная ось должна совпадать с вертикальной осью дымовой трубы. С февраля 1954 г. завод по предложению проф. Шелеста выпускает паровозы, оборудованные усиленным так называемым рациональным сифо-
Фиг. 25. Сифон:
а — общий вид установки сифона; б — нормальный сифон; в—усиленный сифон; 1—труба; 2 — поддержка; 3 — штуцер подвода пара; 4 — глухая гайка; 5 — сопло.
ном. Вместо сверления отверстий диаметром 3 мм на верхней кромке сифонной трубки равномерно установлено шесть расширяющихся сопел Лаваля, которые создают интенсивную струю, обеспечивающую более эффективный забор отходящих газов из дымовой камеры. Рациональный сифон с расширяющимися соплами Лаваля повышает работоспособность струи пара при одинаковом расходе пара примерно в 3—4 раза против существующего, что ведет к сокращению сроков растопки и повышению форсировки котла при его работе.
Регулятор наружного типа предназначен для регулирования подачи пара (из котла в паровые цилиндры). Корпус 1 регулятора (фиг. 26) при помощи шпилек прикреплен на прокладном кольце к передней решетке котла. Внутренняя камера корпуса разобщается от наружной большим клапаном 5 и сообщается с отростками, соединяющимися с паровпускными трубами. Подъем клапанов регулятора производят, поворачивая вал И. В средней части вал имеет квадрат, на котором крепят рычаг 8, а конец его соединен посредством подвесок 7 с малым клапаном 6. При поворачивании вала 26
Фиг. 26. Регулятор:
1— корпус регулятора; 2— уплотняющее кольцо большого клапана; 3 — крышка регулятора; 4— седло большого клапана; 5 — большой клапан; 6 — малый (разгрузочный) клапан; 7 — подвеска; 8— рычаг; 9—левая опора регуляторного вала; 10—крышка; 11 — регуляторный вал; 12 — масленка сальника; 13 — втулка сальника; 14 — гайка; 15—втулка кронштейна; 16 — сальник регуляторного вала; 17 — правая опора регуляторного вала.
Фиг. 27. Регуляторный привод и регуляторная труба:
1 —рычаг; 2—тягаУ 3 “фланец регуляторной трубы; 4 — поддержка регуляторной трубы; 5 — регуляторная труба; 6 — поддержка тяги; 7 — труба к пароразборной колонке; 8—поддержка трубы к пароразборной колонке; 9—поддержка тяги; 10 — фланец; И — стойка регулятора.
27
панов регулятора при ремонте
Фиг. 28. Паровпускная труба:
1 — паровпускная труба; 2 — стягивающий хомут;
3 — обшивка трубы; 4 — приварное опорное кольцо трубы; 5 — уплотняющее чечевичное кольцо.
сначала поднимается на 4—6 мм малый клапан. Пар при этом поступает под нижнюю часть большого клапана 5 и разгружает его от давления пара сверху, после чего для подъема большого клапана не требуется значительного усилия. Для обеспечения осмотра кла-я часть корпуса снабжена крышкой 10. Крышки 3 И 10 регулятора ставят на притирке.
Правый конец регуляторного вала 11 выполнен в форме квадрата 33 X 33 мм, на котором укреплен соединенный с приводом, регулятора (фиг. 27) рычаг 1. Нижний конец рычага 1 соединен с тягой 2, которая, в свою очередь, соединена с рычагом ручки регулятора. Конструкция тяги допускает регулировку ее длины. Регулировку привода регулятора производят таким образом, чтобы был обеспечен подъем большого клапана на 55 мм, а рычаг на горячем паровозе при закрытом положении не доходил до заднего упора на один-два зуба. Рычаг регулятора в открытом положении удерживается на зубчатом секторе.
Паровые трубы. Из паровозного котла пар подводится к регуляторной головке по регуляторной трубе. Верхний конец трубы 5 отогнут и отведен во внутреннюю часть паросушителя, откуда производится забор
пара. Другой конец трубы ввальцован во фланец 3, приваренный к передней решетке, и заварен с наружной стороны. Труба укреплена на котле поддержкой 4. В месте перегиба к регуляторной трубе приварен отросток трубы 7, подводящий пар в пароразборную колонку для питательных приборов вспомогательных устройств паровоза. Труба 7 изготовляется из двух частей, соединяемых муфтой. Задний конец трубы 7 ввальцован во фланец 10 кожуха топки. Труба укреплена на двух поддержках 8, приваренных к стенкам цилиндрической части котла. От регуляторной головки пар подводится К цилиндрам по паровпускным трубам (фиг. 28). изготовляемым из
цельнотянутой трубы 7 размером 108 X 3.75 мм. На концах трубы приваривают опорные кольца 4. Паровыпускные трубы предназначены для отвода пара из паровозных цилиндров к тройнику конуса. Их изготовляют из цельнотянутых труб размером 159X4,5 мм. Концы паровых труб изолируют и закрывают обшивкой 3.
Изоляция котла. С целью уменьшения потерь тепла паровозный котел изолируют. Кожух топки, цилиндрическую часть котла и сухопарник изолируют лекальными плитами размером 500 X 170 X X 30 мм в количестве 230 шт. Плиты укрепляют проволокой. Промежутки между плитами изолируют асбестом.
Обшивка паровозного котла сделана из листового железа толщиной 1,5 мм. Составная обшивка топки укрепляется на шпиль-
ках, приваренных к стенкам котла. При разборке обшивки приборы снимать не требуется. Обшивка цилиндрической части котла укрепляется на поясах, приваренных к стенкам котла; с наружной стороны обшивка стягивается четырьмя поясами. Выступающие части котла (люки, пробки) закрываются фасонными заделками, изготовленными из того же материала. Лаз котла закрыт съемным кожухом, изготовленным из 2-миллиметрового железа, который откидывается на петле и крепится барашком.
АРМАТУРА
Общее расположение арматуры. В будке машиниста размещены пароразборная колонка, паровой манометр, водоуказательные приборы и инжекторы. Общее расположение арматуры в будке машиниста показано на фиг. 29. Снаружи на паровозном котле размещены кран сифона, свисток, вентиль выпуска пара, предохранительные клапаны, питательные коробки и спускные краны котла. В основном арматура присоединена к стенкам котла на конической трубной резьбе. Такой способ крепления дает возможность достигнуть плотности и надежности соединения. Арматура, сообразуясь с ее назначением, скомпонована таким образом, чтобы обеспечить свободный доступ при обслуживании и ее ремонте. Для питания приборов паровоза паром в будке машиниста установлена пароразборная колонка И.
Пароразборная колонка 11 для питания приборов паром присоединена на фланце к котлу. На переднем листе корпуса колонки имеется пять вентилей 7, 8, 9, 12 и 13. Вентили крепят к стенке
корпуса пароразборной колонки на конусной трубной резьбе. Камера, сообщающаяся с вентилями, отделена от котла главным запорным вентилем 10. Устройство вентиля для подвода пара к инжекторам и воздушному насосу показано на фиг. 30. Конструкция клапана и стержня является типовой для всех вентилей. Корпус вентиля 4 изготовляют из стали Ст. 3. Штуцер 3, клапан 7 и седло клапана 8 изготовлены из бронзы Бр. ОЦС 3-12-5. Стержень 2 клапана изготовлен из нержавеющей стали 2X13. Пароразборная колонка в собранном виде испытывается гидравлическим давлением 18 ат.
29
С правой стороны котла к стойке регулятора прикреплен щиток для манометров одностороннего парового (ТОСТ 1011-53) и воздушного (ГОСТ 2405-52). В верхней части стойки водомерного стекла (фиг. 31) поставлен кран 4, от которого отводится трубка к крану 19 (фиг. 29), присоединенному к паровому манометру, на корпусе которого имеется круглый фланец для крепления кон-
Фиг. 29. Общее расположение арматуры, приборов и ручек в будке машиниста:
7 — рычаг привода к продувательным клапанам; 2 — водяной кран для заливки воды, изгари и поливки топлива; 3 — инжектор; 4 —- ручка привода к песочнице; 5—ручка привода свистка; 6— ручка привода к вентилю сифона; 7 — вентиль левого инжектора; 8— вентиль турбогенератора; 9—вентиль для прогрева пресс-масленки; 10 — главный запорный вентиль; 11 — пароразборная колонка; 12—вентиль паро-воздушного насоса; 13 — вентиль подвода пара к правому инжектору; 14 — щиток манометра; 15—воздушный манометр; 16 — паровой манометр; 17 — привод свистка; 18 — кран машиниста; 19—кран манометра; 20— кран для спуска конденсата из парового манометра; 21— водопробные краны; 22 — пароподводящая трубка к манометру; 23 — водомерное стекло.
трольного манометра. Для спуска конденсата из паровой трубки в нижний конец присоединен спускной кран 20.
Для определения уровня воды в котле на лобовом листе кожуха топки установлены водомерное стекло и три водопробных крана. Нижний корпус 12 (фиг. 31) водомерного стекла снабжен двумя вентилями: запорным 8 и продувочным 11. Верхний корпус 2 стекла, ввернутый в стойку 5, снабжен запорным вентилем 1. В сальниковые соединения верхнего и нижнего корпусов вставлен корпус водомерного’ стекла 6 со стеклом Клингера 7.
30
Водопробный кран (фиг. 32) состоит из корпуса крана 2, костылика 1, отливаемых из бронзы Бр.ОЦС 3-12-5 и трубки 3. Водопробные краны установлены от потолка топки — нижний на 100, средний 175 и верхний 250 мм. Вода из кранов отводится по трубе 3 в желобок, укрепленный на обшивке лобового листа.
Инжектор. Питание котла водой производится двумя инжекто рами В-78 по ГОСТ 5035-49 производительностью 78—83 л/мин при рабочем давлении пара 11 —13 ат. Принципиальная схема работы инжектора следующая: к паровой камере корпуса инжектора (фиг. 33) от пароразборной колонки по пароподводящей трубе через отросток А подводится пар, который после открытия закачи-
------------160------------,
Фиг. 30. Вентиль угловой:
1 — маховичок (ручка); 2 — стержень; 3 — штуцер; 4 — корпус; 5 — гайка клапана; 6 — замочная пластина; 7 — клапан; 8 — седло клапана; 9— шайба сальника; 10 — набивка сальника; 11 — втулка сальника; 12—накидная гайка.
вающего клапана 2 посредством маховичка 1 или ручки поступает в паровой конус 5. Паровой конус 5 состоит из двух сопел — центрового и кольцевого, собранных на резбе.
При протекании пара по паровому конусу создается разрежение в водяной камере II корпуса инжектора. Вода из водяного бака поступает по водоприемной трубе через отросток Б к камере делительной пробки 19 и через делительную пробку в водяную камеру II. Для задержания грязи и посторонних предметов, поступающих с водой, в камере делительной пробки установлена латунная водоочистительная сетка 18. Поворачивая ручку 20 делительной пробки /Р, можно регулировать подачу воды. Поворот ручки ограничивается упорами в корпусе инжектора.
Вода, подсасываемая из камеры II, в заборном сопле 7 смешивается с паром, поступающим из парового конуса 5. При этом поступающий пар конденсируется, и освободившаяся скрытая теплота парообразования преобразуется в энергию движения воды.
Заборное сопло 7 имеет кольцевые щели, через которые соединяется с вестовой камерой III корпуса инжектора. При закачивании излишек воды с паром собирается в вестовой камере /// и через вестовой клапан 16, отросток Г и вестовую трубу удаляется
31
наружу. пз заоорного сопла 7 вода через промежуточное сопло 8, которое предназначено для контроля над работой инжектора, и нагнетательное сопло 9 поступает в нагнетательную камеру IV.
Нагнетательная камера IV через питательный клапан 10 и отросток В корпуса инжектора соединена с нагнетательной трубой,
Фиг. 31. Водомерное стекло:
1 — верхний запорный вентиль; 2— верхний корпус; 3 — верхний штуцер; 4 — кран паровой трубки манометра; 5 — стойка; 6—корпус водомерного стекла; 7 — стекло Клингера; 8—нижний запорный вентиль; 9—накидная гайка; 10 — нижний штуцер; 11 — продувочный^вентиль; 12— нижний корпус.
по которой вода поступает в питательный клапан и далее в котел паровоза.
Хвостовик питательного клапана инжектора должен иметь нарезку, которая способствует устранению заедания клапана при работе инжектора.
В случае необходимости, для обеспечения подачи в котел большего количества воды вместо инжектора В-78 после небольшой переделки можно установить более мощный инжектор В-170. При 32
этом должны быть поставлены инжекторные трубы и питательный клапан котла с условным проходом 44 мм. Питательная труба
Фиг. 32. Водопробный кран:
7 — костылик; 2 — корпус; 3 — трубка.
инжектора вторым своим концом присоединяется к питательному клапану, укрепленному на переднем барабане котла.
Питательный клапан (фиг. 34) состоит из литого или сварного корпуса 1, который имеет два отростка с квадратными фланцами.
Фиг. 33. Инжектор:
1 — маховичок закачивающего клапана; 2— закачивающий клапан; 5’— накидная гайка пароподводящей трубы; 4— муфта пароподводящей трубы; 5 — паровой конус; 6 — уплотнительное свинцовое кольцо заборного сопла; 7 — заборное сопло; 8 — промежуточное сопло; Р — нагнетательное сопло; 10—питательный клапан; 11 — пробка питательного клапана; 12— штифт вестового клапана; 13 — корпус инжектора; 14 — колпачок конусов; 15 — крышка вестового клапана; 16 — вестовой клапан; 17 — стержень вестового клапана; 18 — водоочистительная сетка; 19 — делительная пробка; 20 — ручка делительной пробки.
Одним из них корпус крепится к цилиндрической части котла, а ко второму на чечевичном прокладном кольце присоединена нагнетательная труба. Хвостовик клапана 3 входит в углубление пробки 4, 33
3 Парвооз 9П 2469
Фиг. 34. Питательный клапан:
/ — корпус; 2 — гнездо нагнетательного клапана; 3 — нагнетательный клапан; 4 — пробка; 5 — гнездо запорного клапана; 6 — шарик; 7— запорный клапан; 8 — стержень вентиля; 9 — штуцер; /0 — сальник; 11 — маховичок.
Фиг. 35. Расположение инжекторных труб:
1 —труба к заливательной трубке зольника; 2— всасывающая труба; 3—спускной краник; 4 — вестовая труба; 5—заливной кран; 6 — труба к рукаву для поливки топлива; 7 — паровая труба; 8— нагнетательная труба; 9 — пожарный отросток; 10 — глухая гайка; 11 — труба к искрогасительной трубке.
34
Фиг. 36. Предохранительный клапан котла:
/ — штуцер; 2 — седло клапана;
3 — стопорный винт; 4 — шарик;
5 — стакан; 6 — штифт; 7 — контрольная скоба; 8—контргайка;
9 — нажимной винт; 10 — пружина; 11 — стержень; 12 — клапан;
13 — регулировочное кольцо.
к седлу 2 пружиной 10
в которой для обеспечения посадки клапана имеется четыре отверстия диаметром 5 мм, сообщающие камеру с пространством под хвостовиком клапана. Подъем клапана 12 мм ограничивается и регулируется нижней частью пробки 4. Клапан 7 укреплен на стержне вентиля 8 посредством пяти стальных шариков 6 диаметром 5 мм, закрепленных шурупом. Сварной корпус клапана после сварки подвергают отжигу и после обработки испытывают гидравлическим давлением 18 ат.
Инжекторные трубы и кран для заливки. Расположение инжекторных труб показано на фиг. 35. Вестовая труба 4 и всасывающая труба 2 изготовлены из цельнотянутых труб размером 44 X X 2,5 мм по ГОСТ 301-50. Паровая труба 7 и нагнетательная труба 8 изготовлены из цельнотянутых труб размером 38 X 2,5 мм. Нагнетательная труба 8 в нижней части имеет спускной краник 3 для спуска воды. В питательной трубе приварен пожарный отросток 9 с резьбой М52 X 3, отверстие которого1 закрыто глухой гайкой 10. Вестовая и нагнетательная трубы прикреплены скобами. К левому инжектору присоединен кран 5 с тремя отростками. К одному отростку присоединена труба 11, подводящая воду к искрогасительной трубке в дымовой коробке, ко второму — труба 1, подводящая воду к трубе для заливки зольника, и к третьему — труба 6 для поливки топлива. К концу трубы 6 присоединен гибкий резиновый рукав с наконечником.
Предохранительный клапан. На котле установлено два пружинных предохранительных клапана (фиг. 36), штуцеры 1 которых ввернуты в стенку котла на конической резьбе. Клапан 12 прижимаете
через стержень И. Для предотвращения перекоса клапана в нижнюю часть стержня 11 свободно вставлен стальной шарик 4 диаметром 8 мм. Верхним концом стержень И клапана проходит в отверстие нажимного винта 9, которым можно отрегулировать нажатие пружины и этим установить давление пара, при котором поднимается клапан. Нажимной винт удерживается от самопроизвольного отворачивания контргайкой 8. В промежуток между контргайкой 8 и головкой нажимного винта вставляется контрольная скоба 7, которая не дает возможности подтянуть пружину отрегулированного клапана. С тем чтобы исключить произвольное регулирование пру-
35
жины, сквозь отверстие в контрольной скобе 7 и штифт 6, ввер-нутый в стакан 5, продевается проволока и концы ее скрепляются пломбой.
На седло 2 клапана навинчено регулировочное кольцо' 13, с помощью которого регулируется величина зазора между клапаном 12 и седлом 2 клапана. От величины зазора зависит падение давления пара в котле, при котором клапан садится на место. Это падение давления не должно быть более 0.5 ат. Регулировка кольца 13 производится через отверстие А в стакане и фиксируется винтом 3.
Фиг. 37. Спускной кран:
1 — корпус; 2 — крышка; 3 — рычаг заслонки; 4 — заслонка; 5 — пружина заслонки; 6 — штуцер;
7— стержень; 8 — шплинт; 9 — гайка; 10 — гайка накидная; 11 — втулка сальника; 12 — набивка;
13— прокладка; 14 — болт; 15 — гайка.
Собранные клапаны испытывают на испытательном стенде и предварительно регулируют на 10—11 ат. Окончательную регулировку производят на горячем паровозе по контрольному манометру. Один клапан регулируется так, чтобы он начинал выпуск пара при давлении 13,2 ат, а второй—при давлении 13,4 ат.
Спускной кран топки предназначен для продувки котла, для спуска воды из котла и для наполнения водой при заправке. На котле установлены два спускных крана: на лобовом и на ухватном листах. Спускной кран по ГОСТ 2157-47 (фиг. 37). К ручке крана присоединен рычаг, конец которого удерживается в направляющей планке. Для предупреждения самопроизвольного открывания крана рычаг в закрытом положении удерживается болтом.
Вентиль для выпуска пара из котла укреплен на фланце 6 (см. фиг. 5), приваренном к цилиндрической части котла.
36
Вентиль сифона укреплен на фланце 21 (фиг. 23), приваренном к паровому колпаку.
Приводной вал к вентилю сифона выведен в будку машиниста. Вал пропущен в трубке привода песочницы. Открытие вентиля сифона производится поворотом ручки 6 (фиг. 29) вокруг оси по направлению часовой стрелки.
Фиг. 38. Свисток:
1 — подставка; 2 — разобщительный клапан; 3 — стержень разобщительного клапана; 4 — корпус свистка; 5 — клапан; 6 — диск; 7 —- стержень; 8 — резонатор; 9 — гайка; 10 — рычаг; 11— седло разобщительного клапана.
Свисток паровоза (фиг. 38) помещен с левой стороны котла и укреплен на паровом колпаке. Свисток может быть отключен от котла разобщительным клапаном 2. Для выпуска пара в свисток рычагом 10 поднимается клапан 5. Рычаг 10 соединен с двумя ручками 5 (фиг. 29) и приводом 17, расположенными в будке машиниста с левой и правой стороны.
МАШ И НА
Общий вид машины паровоза показан на фиг. 39.
Цилиндры машины расположены горизонтально, причем ось цилиндров поднята над линией центров движущих колес на 50 мм. Такое положение цилиндров объясняется необходимостью разме-37
щения в габарите подвижного состава нижней части цилиндров и продувательных клапанов. Превышение оси цилиндров вызвало незначительное несоответствие мертвых положений кривошипов и крайних положений поршней. Цилиндры (фиг. 40) отлиты из серого чугуна СЧ 24-44.
По конструкции цилиндры являются симметричными для левой и правой стороны и отливаются по одной модели. Цилиндры прикрепляют к рамному листу привалочным фланцем 28 коническими болтами. Цилиндровые болты (фиг. 41) изготовляются из стали Ст. 5. Для разгрузки цилиндровых болтов от действия сил паровой машины применяют разгружающие клинья (фиг. 42). После при-
Фиг. 39. Общий вид машины.
гонки к отверстиям в рамных листах 3 и к выступам привалочного фланца клинья 1 приваривают к упорным скобам 2, укрепленным на рамных листах электросваркой.
Окончательно обработанные цилиндры с привернутыми к ним цилиндровыми и золотниковыми крышками подвергают гидравлическому испытанию давлением 18 аг в течение 5 мин. На окончательно собранном паровозе цилиндры и крышки изолируют снаружи асбестовой массой и закрывают обшивкой из листовой стали толщиной 2 мм.
Передние и задние крышки цилиндров отлиты из чугуна СЧ 24-44.
В целях облегчения притирки, необходимой для получения герметичности, на крышках и торцевых поверхностях цилиндра имеются выступы — притирочные ленты. Каждая крышка крепится к цилиндру 18 шпильками. В нижней части передних и задних крышек имеются утолщения с резьбовыми отверстиями для установки цилиндровых предохранительных клапанов. На задней крышке (фиг. 43) сделан прилив с горизонтальной полкой, к которой крепится передний конец параллели.
В отверстии прилива размещается сальник поршневого- штока. Передние крышки (фиг. 44) и задние крышки (фиг. 43) правой и левой стороны взаимозаменяемы.
38
Фиг. 40. Цилиндр паровой.
Передние золотниковые крышки 1 (фиг. 45), отлитые из чугуна СЧ 24-44, взаимозаменяемы для обеих сторон. Крышка крепится к шиберной коробке цилиндра восемью шпильками 3. Герметичность достигается притиркой крышек к торцам золотниковой коробки
МЗОхЗ.5
Фиг. 41. Цилиндровый болт.
цилиндра.
Для направления контрштока золотника в крышку впрессовывается втулка 2, изготовляемая или из бронзы, или из серого чугуна СЧ 18-36. Смазка контрштока золотника производится от пресс-масленки через смазочный угловой штуцер 4.
Задние золотниковые крышки 1 (фиг. 46) отлиты из стали Л25. Обе крышки отливают по одной модели, но после механической обработки они перестают быть
взаимозаменяемыми из-за
разного расположения отверстий для масленок сальников. Крышки отлиты вместе с кронштейном для направляющих золотникового кулачка. Чугунные направляющие кулачка 3 крепят к кронштейнам четырьмя болтами 4. Крышку крепят к золотниковой коробке
Фиг. 42. Цилиндровый клий:
1 — клин; 2— упорная скоба; 3 — рамный лист.
восемью шпильками 5. Фланец сальника золотникового штока крепят к крышке двумя шпильками 2. Паровая машина паровоза имеет четыре сальника: два поршневых и два для золотниковых штоков. Уплотнение в этих сальниках достигается металлическим разрезным кольцом, которое автоматически уплотняется при износе.
Сальник поршневого штока. Уплотняющее кольцо 4 (фиг 47), сделанное из двух частей с косыми разрезами по дугам круга, входит конической поверхностью в расточку нажимного кольца 5.
40
Фиг. 43. Задняя цилиндровая крышка.
Фиг. 44. Передняя цилиндровая крышка.
гЯк
л
—“N jT"\
4 ^И/;*
Фиг. 45. Передняя золотниковая крышка:
1—крышка; 2 — втулка; о — шпилька; 4 — смазочный штуцер.
MfMtil
ииК.1 ни
Нажимное кольцо 5 сделано из чугуна СЧ 18-36 и разрезано на две части для облегчения надевания его на шток. Отверстие обечайки 6 сделано с расчетом возможности надевания ее на шток через конусную головку. Обечайка торцом упирается в направляю-
Фиг. 46. Задняя золотниковая крышка:
1 — крышка; 2 — шпилька; 3 — направляющая кулачка; 4 — болт; 5 — шпилька; 6 — направляющая подкладка.
щую 7, внутри которой помещается нажимная пружина 8. Уплотняющее кольцо 4 торцом упирается в торец чугунного упорного кольца 3, который с одной стороны притирается к уплотняющему
Фиг. 47. Сальник поршневого штока: 1 — фланец; 2— прокладное кольцо; 3 — упорное кольцо; 4— уплотняющее кольцо;5 — нажимное кольцо; 6 — обечайка; 7 — направляющая пружины; 8— пружина; 9 — стягивающая пружина; 10 — шайбы; 11 — шпилька;
12—крышка; 13 — набивка.
кольцу, а с другой — к фланцу 1 сальника. Упорное кольцо 3 разрезано на две равные части и стянуто по окружности стягивающей пружиной 9.
Для плотности прилегания фланца сальника к крышке между ними проложено кольцо 2 из медной проволоки. Фланец крепится шестью шпильками диаметром М.20. У фланца 1 сальника с наружной стороны сделано углубление, в котором помещается набивка 13 из асбестового шнура. Назначение набивки — очищать поршневой шток и предупреждать попадание в саль-
ник песка, изгари и т. п.
Уплотняющая набивка удерживается двумя металлическими шайбами 10 с крышкой 12, привернутой к фланцу сальника на четырех шпильках 11. Смазка в поршневой сальник подводится из фитильной масленки, привернутой к кронштейну задней золотниковой крышки. Под действием давления пара и пружины 8 направляющая втулка 7 пружины упирается в обечайку 6 и кольцо 5.
42
Давлением через конические поверхности сжимается уплотняющее кольцо, которое плотно прилегает к поршневому штоку. По мере износа обе половины уплотняющего кольца 4 по косым срезам перемещаются одна относительно другой и под давлением, передающимся конической поверхностью нажимного кольца 5, постоянно плотно охватывают поршневой шток. Уплотняющие кольца отлиты из специального сплава ОН60-2,5 по ГОСТ 493-54, состоящего из 60% свинца, 2,5% никеля и меди (остальное). Нажимная и стягивающая пружины изготовлены из пружинной проволоки марки 65Г или из жаропрочной хромованадиевой стали 50ХФА.
Фиг. 48. Золотниковый сальник:
1 — фланец; 2— прокладное кольцо; 5 — упорное кольцо; 4 — нажимное кольцо;
5 — уплотняющее кольцо; 6 — упорное кольцо; 7 — пружина; 8 — шайбы;
9 — крышка; 10 — шпилька; 11 — набивка.
Сальник золотникового штока (фиг. 48) по конструкции аналогичен сальнику поршневого штока. Ввиду отсутствия уширенной конусной головки на золотниковом штоке конструкция сальника золотникового штока проще, чем поршневого. Упорное кольцо 3 и нажимное кольцо 4 сделаны неразрезными, в связи с чем отпадает необходимость в обечайке и стягивающей пружине. Так как температура отработавшего пара мала, нажимная пружина сделана из углеродистой стали. Смазка золотникового штока производится от фитильной масленки, сделанной в приливе фланца сальника. В 1955 г. заводом подвод смазки к сальнику поршневого и золотникового штоков производится от пресс-масленки через смазочный штуцер.
Поршни паровой машины (фиг. 49) сделаны без контрштоков, поэтому на передних крышках нет сальников, в связи с чем удешевляется стоимость постройки и ремонта паровозов и устраняется утечка пара. Выработка цилиндра при этом не должна превышать < 43
допустимую величину, если обеспечить внимательный уход за сальниками, вкладышами кулака, смазкой цилиндров и своевременную смену поршневых колец. Диск 2 поршня отлит из чугуна СЧ 24-44. На ободе диска имеются две канавки, в которые закладывают поршневые кольца 1. Тумбу диска притирают к конусу штока <3, после чего диск запрессовывают на шток усилием 15—25 т. Кроме запрессовки, диск крепят гайкой 4, навертывающейся на хвостовик штока.
Фиг. 49. Поршень:
а — поршень с секционными кольцами; б — сечение секционных колец; в —общий вид поршня с обычными пружинящими кольцами; 1 — кольцо; 2 диск;
3 — шток; 4 — гайка; 5 — заклепка.
Для предотвращения самоотвинчивания гайки сквозь нее и хвостовик штока пропускают заклепку 5 диаметром 12 мм. Штоки изготовлены из стали Ст. 5. После отковки штоки подвергают термообработке. На заднем конце штока имеется конусная головка для соединения с кулаком.
Замки-торцы разрезов поршневых колец в ручьях диска поршня располагаются под углом 60° и в таком положении удерживаются резьбовыми штифтами Ml6X2.
Твердость чугуна поршневых паровозных колец по ГОСТ 2250-54 по Бринелю должна быть в пределах 170—229. Разница в твердости цилиндра и поршневых колец не должна превышать Нв + 10.
44
Микроструктура чугуна должна удовлетворять следующим требованиям: средний графит прямолинейной или завихренной формы, равномерного распределения; средне- или мелкопластинчатый перлит, феррита не более 5% в виде зерен; мелкая фосфидная эвтектика в виде отдельных включений. Свободный цементит в структуре не допускается.
С 1955 г. на паровозах ставятся секционные поршневые кольца по ГОСТ 2521-54. Типовая конструкция секционных поршневых колец изображена на фиг. 49. Набор колец состоит из 10 секций. Для предупреждения утечки пара стыки колец смещены наполовину длины секции. Пружины секционных колец изготовлены из пружинной стали 50ХФА по ГОСТ 2052-53. Для создания равно-
5
Фиг. 50. Параллель:
/-*-5болты; 2—4— прокладка; 3 — параллель; 6 — передняя предохранительная планка; 7 — задняя предохранительная планка.
мерного нажатия пружина в свободном состоянии имеет форму, приближающуюся к эллипсу. Сборку секционных колец и установку собранного поршня производят при помощи специального приспособления.
Параллель (фиг. 50) изготовляют из стали Ст. 5 с закалкой рабочей части параллели до твердости не менее Нв— 179 или же из стали Ст. 2 с последующей цементацией рабочих друщихся поверхностей на глубину 1,25—2,0 мм и закалкой их до HR = = 42-ч- 52. Параллель 3 передним концом крепят к горизонтальной полке задней цилиндровой крышки двумя болтами 5, а задним — к полке параллельной рамы болтом /. Между параллелью и опорными полками при заводской сборке укладываются не более пяти и не менее трех прокладок 2 и 4 толщиной 0,25; 0,5; 1,0; 3,0 мм. Этими прокладками регулируют положение параллели относительно оси цилиндра.
Кулак и крышка кулака (фиг. 51) отлиты из стали Л25 по ГОСТ 977-53. Кулак 6 через валик 8 кулака соединяет шток поршня с поршневым ведущим дышлом и передает усилие от поршня на палец кривошипа ведущей колесной пары. Между щеками кулака закладывают чугуные вкладыши 4 и 5 и крепят их болтами 2. Чугунные вкладыши 4 и 5 имеют косые колодцы глубиной 4 мм, залитые баббитом.
Вкладыш кулака охватывают параллель. Крышку 3 кулака крепят к щекам кулака четырьмя призонными болтами 14. Конусную 45
поверхность дула кулака притирают к головке поршневого Штока и соединяют с ней клином 12. При этом кромка большого диаметра головки поршневого штока должна не доходить до торца дула кулака на 4—5 мм. Валик 8 кулака изготовляют из стали Ст. 2. Средняя часть валика, соприкасающаяся с подшипником поршневого дышла, цементуется на глубину 0,75—1,25 мм и калится до Н$с = 45 -н- 48.
По концам валик имеет конические опорные поверхности с конусностью 1 : 10, которые входят в расточку нижних щек кулака. Эти поверхности являются продолжением одна другой. Валик за-
I
Конус Г-15 по калибру
.Конус Г-10 по калибру
Фиг. 51. Кулак:
I — крышка масленки; 2 — болт; 3 — крышка кулака; 4 — верхний вкладыш; 5 — нижний вкладыш; б—кулак; 7 ™ предохранительные шайбы; 8 — валик: 9 — палец для поводка маятника;
10 “Планка; 11 — шпилька; 12 — клин; 13 — смазочная трубка; 14 ™ болт.
500
Не менее 4- 5мм
т
кладывают в кулак снаружи и прижимают стальной планкой 10, прикрепленной к щеке четырьмя шпильками 11. От проворачивания валик удерживается шпонкой, поставленной на большом опорном конусе.
Для предохранения от износа внутренних поверхностей щек кулака и боковых поверхностей головки поршневого дышла в щеках кулака сделаны выточки, в которые заложены стальные предохранительные шайбы 7 толщиной 4 мм.
Щеки кулака снизу соединены перемычкой, в которой сделано отверстие для пальца 9 поводка маятника. Перемычка используется также при установке и выемке валика кулака, так как на нее может быть положена головка поршневого дышла.
Смазка верхнего и нижнего вкладышей кулака и валика производится от фитильных масленок, помещающихся в трех коробках крышки 3 кулака. Из средней коробки смазывается верхний
46
вкладыш, а из двух боковых — нижний вкладыш и валик. Смазка к боковым коробкам поступает по трубке 13. Кроме того, в теле
кулака сделано отверстие диаметром 22 мм для смазки валика вручную из масленки.
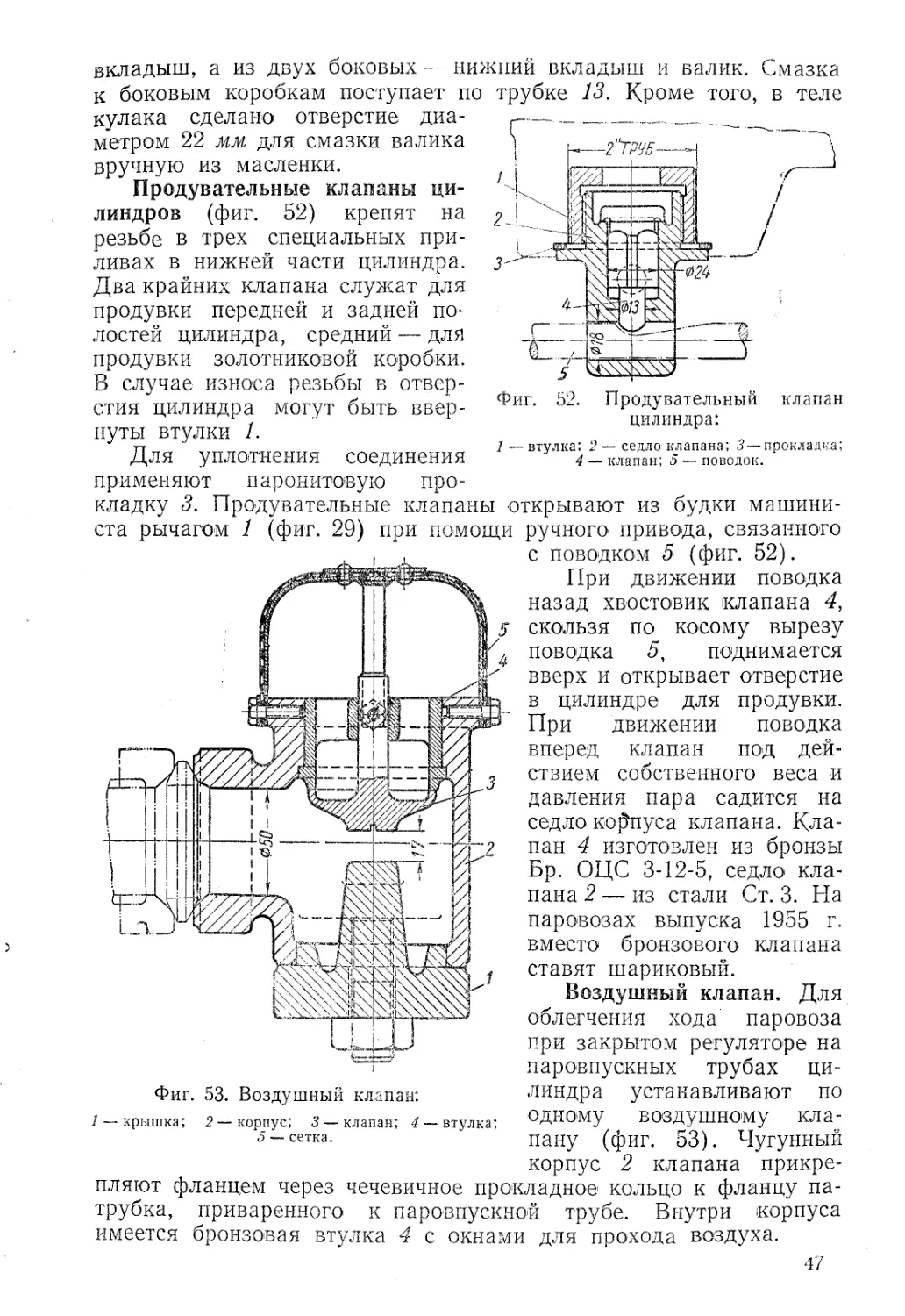
Продувательные клапаны цилиндров (фиг. 52) крепят на резьбе в трех специальных приливах в нижней части цилиндра. Два крайних клапана служат для продувки передней и задней полостей цилиндра, средний — для продувки золотниковой коробки. В случае износа резьбы в отверстия цилиндра могут быть ввернуты втулки 1.
Для уплотнения соединения
Фиг. 52. Продувательный клапан цилиндра:
1 — втулка; 2 — седло клапана; 3 —прокладка;
4 — клапан; 5 — поводок.
применяют паронитовую про-
кладку 3. Продувательные клапаны открывают из будки машиниста рычагом 1 (фиг. 29) при помощи ручного привода, связанного
Фиг. 53. Воздушный клапан:
1 — крышка; 2 —корпус; 3—клапан; 4 — втулка;
5 — сетка.
с поводком 5 (фиг. 52).
При движении поводка назад хвостовик клапана 4, скользя по косому вырезу поводка 5, поднимается вверх и открывает отверстие в цилиндре для продувки. При движении поводка вперед клапан под действием собственного веса и давления пара садится на седло корпуса клапана. Клапан 4 изготовлен из бронзы Бр. ОЦС 3-12-5, седло клапана 2 — из стали Ст. 3. На паровозах выпуска 1955 г. вместо бронзового клапана ставят шариковый.
Воздушный клапан. Для облегчения хода паровоза при закрытом регуляторе на паровпускных трубах ци-
линдра устанавливают по
оды ом у в оз душ ному к л а -
пану (фиг. 53). Чугунный корпус 2 клапана прикрепляют фланцем через чечевичное прокладное кольцо к фланцу патрубка, приваренного к паровпускной трубе. Внутри корпуса имеется бронзовая втулка 4 с окнами для прохода воздуха.
47
Клапан 3 изготовляют из стали Ст. 3 по ГОСТ 380-50. При открытии регулятора под действием давления пара на нижнюю поверхность клапана последний прижимается к торцу втулки и закрывает собой отверстие. При закрытом регуляторе под действием собственного веса и давления атмосферного воздуха клапан опускается на стойку крышки 1 и открывает отверстие для доступа воздуха в паровпускную трубу, золотниковую коробку и цилиндр, откуда при обратном ходе поршня воздух выталкивается через паровпускные трубы и конус в трубу.
Для предохранения от засасывания с атмосферным воздухом пыли и изгари, могущих вызвать преждевременный износ поршневых и золотниковых колец, поверхностей золотниковой втулки и цилиндра, сверху на корпусе клапана прикреплен колпак из сетки 5.
Парораспределительный механизм заключает в себе:
1. Золотниковые втулки с окнами и золотники, которые попеременно сообщают передние и задние полости цилиндра с золотниковой коробкой.
2. Звенья парораспределительного механизма, связывающие движение золотника с движением поршня и обеспечивающие своевременное открытие и закрытие окон для впуска и выпуска пара.
3. Переводный механизм, при помощи которого устанавливается нижняя величина открытия паровпускного окна (отсечка).
Схема парораспределительного механизма с указанием размеров основных элементов представлена на фиг. 54.
Сводные данные парораспределения с указанием номинальной и действительной величины отсечки, открытия окон, хода золотника и игры камня кулисы представлены в табл. 1.
Таблица 1 Сводные данные парораспределения
Отсечка
Максимальное открытие окон в мм
Хол золотника в мм
Игра камня в мм
заднего
переднего
0,3 10 9 83
0,5 17 14 95 9
0,75 39 35 138 14
X о д и а р о в о з а н л з а д
0,3 8 9 81 4
0,5 16 17 97 8
0,75 37 38 139 17
Золотники и золотниковые втулки. Паровоз оборудован золотниками (фиг. 55) жесткой конструкции. Впуск пара осуществляется между дисками золотника (так называемый внутренний впуск),
48
Паровоз 9П 2469
950—
f
—1685,8
\ 1100,5
------.—«-----766,5—— льишй код камня кулисы при отсёике 0,75
^цилиндра-
Середина золотника
Фиг. 54. Схема парораспределительного механизма.
30,6
Ход кулака 500,090
-^2399,88----
ЪбО,О85\250,085 —865,538
' -1600,52—
----------1350,875
------1100,83 1300--
ч
J.
J
а выпуск пара — снаружи золотниковых дисков. Золотниковую втулку 1 запрессовывают в золотниковую коробку цилиндра под действием 8—10 т и укрепляют двумя стопорными болтами 4.
Золотник состоит из штока 3, изготовляемого из стали Ст. 5, на который плотно насажены два диска 6 и закреплены корончатыми гайками 8 со шпильками 7. На каждом диске имеется четыре ручья шириной 6 мм, в которых помещаются золотниковые кольца 5. Между дисками установлена распорная трубка 2, фикси-
Фиг. 55. Золотник:
1 — золотниковая втулка: 2 — распорная^трубка;у3 — шток; 4 — стопорный болт; 5 — золотниковое кольцо; 6—диск; 7—шпилька; 8 — гайка.
рующая основной размер 222 + 0,5 мм между внутренними гранями золотниковых колец.
Диски золотника, кольца и золотниковая втулка отливаются из серого чугуна СЧ 24-44, причем у отливок золотниковой втулки и золотниковых колец проверяют микроструктуру.
Разность между твердостью уплотняющих золотниковых колец и втулки должна быть не более Нв = 10-4-12.
Золотниковая втулка может быть изготовлена цельной (фиг. 55) или из двух частей (фиг. 56). При цельной втулке цилиндры правой и левой стороны машины невзаимозаменяемы.
Средние круглые отверстия во втулке служат для впуска свежего пара внутрь втулки, крайние (ромбической формы) служат для впуска и выпуска пара из передней и задней полостей цилиндра.
Кулачок 1 золотникового штока (фиг. 57) двигается в направляющих задней золотниковой крышки. Золотниковый шток .зад-50
Фиг, 56. Золотниковая втулка из двух половин:
1 золотниковая втулка; 2 — цилиндр.
Фиг. 57. Кулачок золотникового штока:
1 — кулачок; 2 — втулка; 3 — клин; 4 — шплинт.
ним конусным концом входит в отверстие дула кулачка и закрепляется клином 3. Кулачок изготовлен из стали Ст. 5, клин — из стали Ст. 3, цементованной на глубину 0,75—1,2 мм и закаленной
до Яд>с = 35 -^48.
В отверстия щек кулачка запрессовывают втулки 2, изготовляемые из стали 45 и закаленные до Н р ~ 39 -ь- 52. Во втулках 2
Фиг. 58. Маятник:
1 — ушко для поводка к рычагу пресс-масленки: 2 — втулка; 3 — валик; 4 — маятник; 5 — конический валик; 6 — шпилька.
вращается валик, соединяющий кулачок с маятником. Для предотвращения задиров направляющих кулачков по торцам закаленных втулок последние со стороны направляющих утоплены в отверстия кулачка на 1 мм, а со стороны маятника выступают на 1 мм. Этим обеспечивается необходимый зазор между маятником и кулачком. Смазка кулачка и направляющих производится из фитильных масленок, прикрепленных к направляющим кулачка.
Маятник 4 (фиг. 58) при работе машины ствляет предварение пара. Он изготовлен ли Ст. 5. Верхним маятник соединен
ством валика, проходящего через втулку 2, с кулисной тягой. На правом маятнике к верхнему торцу приварено' ушко 1 для соединения с тягой поводка пресс-масленки. В среднем отверстии маятника укрепляют конусной шпилькой 6 цилиндрический валик 3 для соеди-
о суще-впуска из ста-концом посред-
нения
кового штока.
Нижний конец
с кулачком
золотаи-
маятника соединяется коническим
валиком 5 с поводком маятника, который другим концом соединен с пальцем кулака. Валики и втулки в соединениях маятника с кулисной тягой и поводком изготовляют из стали 45 и закаливают втулки до Н₽ =>45-н- 52 и валики до Нр = 39 м- 56.
Кулиса паровоза (фиг. 59) закрытого типа, состоит из трех частей: самой кулисы 1 и двух боковых щек 2 и 3. Щеки кулисы и кулиса скреплены сверху и снизу четырьмя конусными бол-
Фиг. 59. Кулиса:
М20 *2,5
1 — кулиса; 2 и 2 — щеки; 4 ~ кулисный камень; 5 — втулка; 6 — болт; 7 — втулка цапфы кулисы.
53
тами 6. В середине щек имеются цапфы, на которые напрессованы для предохранения цапф от износа стальные закаленные до Н„ == 39 <- 52 втулки 7. Снизу в хвостовике кулака имеется отверстие с запрессованной в него стальной закаленной втулкой 5. В этом отверстии вращается валик, соединяющий кулису с золотниковой тягой. В средней части кулиса имеет прорезь, в которой движется кулисный камень 4.
Кулису и кулисный камень изготовляют из стали Ст. 2. Трущиеся поверхности прорези кулисы и кулисный камень цементируют, закаливают до Нр = 45 <-50 и затем шлифуют. Зазор между кулисой и кулисным камнем после шлифования должен быть не
Разрез по АД
Конусность !;50
Конусность Г-20
Конусность 1:20
Фиг. 60. Кулисная тяга:
1 и 3 —- конические валики; 2--кулисная тяга; 4—штифт; 5 — крышка масленки; 6 — камень;
7 — планки; 8 — болт.
-300
МОО-
более 0,2 мм. Смазку кулисного камня производят от фитильной масленки, сделанной в виде углубления в самом камне. Смазку цапф кулисных щек производят от фитильных масленок, ввернутых в корпусы подшипников.
Кулисная тяга (фиг. 60) паровоза изготовлена из стали Ст. 5. Передний конец тяги соединен с маятником коническим валиком 3. В средней части тяги имеется глухая развилка с коническими отверстиями, через которые проходит валик 1, соединяющий кулисную тягу с кулисным камнем. Валик крепится в отверстиях щек развилки двумя коническими штифтами 4. К заднему концу тяги крепят тремя болтами 8 с потайными головками стальные цементованные на глубину 0,75—1,25 мм и закаленные до HR =39 <-56 планки 7. Планки 7 служат для направления движения камня 6 рычага переводного вала. Смазку рычага производят из приваренной к тяге фитильной масленки с крышкой 5. Ввиду того что ось золотника не совпадает с осью, проходящей через середину пальца контркривошипа на 30 мм, кулисные тяги и золотниковые оси для правой и левой стороны машины паровоза невзаимозаменяемы.
54
Эксцентриковая тяга 2 (фиг. 61) соединяет кулису с пальцем контркривошипа. Передний конец тяги соединен с хвостовиком кулисы коническим валиком 4. В головке заднего конца тяги запрессована бронзовая втулка-подшипник 3 пальца контркривошипа. Для предотвращения втулки от провертывания через тело головки в смазочной коробке ввернута втулка 1 смазочного фитиля. Гладкий конец трубки входит в отверстие втулки.
Контркривошип 1 (фиг. 62) укрепляют на ведущем пальце двумя болтами 5, проходящими через отверстие, просверленное
Фиг. 61. Эксцентриковая тяга:
1 — втулка смазочного фитиля; 2— эксцентриковая тяга; 3 — бронзовая втулка; ^ — конический валик.
одновременно в головке контркривошипа и хвостовике пальца. Для правильной посадки контркривошипа сделана шпонка 6. На палец контркривошипа надевают эксцентриковую тягу и шайбу 2 со шпонкой и закрепляют корончатой гайкой 3, зафиксированной штифтом 4.
Переводный вал (фиг. 63) служит для установки необходимой величины открытия паровпускного окна путем перемещения кулисного камня в кулисе. На валу 5 имеются рычаги 2, соединенные с кулисными тягами, и рычаг 3 по правую сторону вала, соединенный с тягой переводного винта. Два крайних рычага 2 напрессовывают на вал и фиксируют шпонками 7. Рычаг, соединяющийся с тягой переводного винта, приваривают к валу электросваркой.
Для облегчения поворота переводного вала и разгрузки гайки переводного винта установлены две уравновешивающие пружины. Смазку подшипников переводного вала производят из фитильных масленок, сделанных в крышках подшипников. Кронштейны 4 подшипников переводного вала, отлитые из стали, крепят к рамным ;55
Фиг. 62. Контркривошип:
1 — контркривошип; 2 — шайба; 3 — гайка; 4—штифт; 5 — болт; б—шпонка.
с/,7 У
Фиг. 63. Переводной вал:
1 — цапфа; 2 и 3 — рычаги; 4 — кронштейн подшипников; 5 — вал; 6 — вкладыш; 7 — шпонка.
листам шестью болтами и двумя шпильками диаметром М24. В кронштейны поставлены чугунные вкладыши 6, отлитые из чугуна СЧ 18-36, в которых вращаются шейки переводного вала.
Фиг. 64. Узел соединения переводного вала с кулисой:
1 — кулиса; 2— кулисная тяга; 3 — рычаг переводного вала;
4 ™ эксцентриковая тяга.
На фиг. 64 показан узел соединения тяги 2 с кулисой 1 и рычагом 3 переводного вала, а также кулисы с эксцентриковой тягой 4.
Фиг. 65. Переводной винт:
1 — маховик;
2—храповое колесо; 3—собачка; 4 — подшипники переводного винта; 6 — переводной винт; 7 —
переводного винта; 5—гайка станина.
Переводный винт (фиг. 65). Станина 7 переводного винта прикрепляется на пяти шпильках М20 к шинельному листу кожуха топки в будке машиниста. Гайка переводного винта изготовлена из бронзы Бр. ОСЦН 4-4-17-2 и состоит из двух половин — передней 57
и задней, соединенных между собой двумя болтами диаметром 16 мм. Для того чтобы по мере износа винта и гайки ликвидировать зазоры, между половинами гайки заложен набор прокладок. Выемкой прокладок и стягиванием половин гайки болтами достигается устранение люфта по резьбе. На задней половине гайки укреплен указатель, показывающий на рейке величину наполнения цилиндра паро.м — отсечку. Переводный винт изготовлен из стали Ст. 5. Он имеет четырехходовую трапецеидальную нарезку. Положение гайки 5 на винте фиксируется собачкой 3 на храповом колесе 2. Смазка подшипников переводного винта осуществляется от ручной масленки через отверстия в подшипниках.
ДВИЖУЩИЙ МЕХАНИЗМ
Ведущее дышло (фиг. 66) изготовляется из стали Ст. 5. Стебель штанги дышла имеет двутавровое сечение. В заднюю головку дышла 1 запрессована стальная втулка 11 под давлением 7—12 т. Втулки изготовляют из стали Ст. 5. От проворачивания втулка
Фиг. 66. Ведущее дышло:
1 — дышло; 2—втулка-штифт; 3 — сухарь; 4 —прокладка; 5 — задняя половина подшипника кулака'; 6—передняя' половина подшипника кулака; 7 — болт; 8 — клин; 9 — гайки; 10 — бронзовая плавающая втулка; // — стальная втулка.
фиксируется втулкой-штифтом 2, запрессованной через смазочное отверстие. В запрессованную втулку вставляют с зазором 0,3— 0,46 мм плавающую втулку 10, изготовленную из бронзы Бр. ОЦСН 4-4-17-2. В верхней части задней головки дышла установлена масленка для твердой смазки. Для прохода твердой смазки на внутреннюю поверхность плавающей втулки по ее поверхности просверлено 60 отверстий в шесть рядов (по 10 отверстий в ряду). В передней головке дышла помещаются подшипник валика кулака,
.58
состоящий из двух половин 5 и 6, и натяжной механизм. Подшипник валика кулака биметаллический армированный бронзой Бр. ОЦСН 4-4-17-2.
Конус Г-5 по калибру
Штанга ое общего дышла /7777^/777777777777
Фиг. 67. Переднее сцепное дышло:
7 — стальная втулка; 2— бронзовая плавающая втулка; 3 — латунная наплавка; 4 *— коническая разрезная втулка; 5 — валик; 6 — хвостовик; 7 — вилка.
При подтягивании гайкой 9 болта 7 давление клина 8 передается на подшипник сухарем 3, который имеет выступы для направления его движения в рамке дышла. Между сухарем и задней
Фиг. 68. Заднее сцепное дышло:
7 — стальная втулка; 2 — плавающая втулка; 3 — латунная наплавка; 4 — хвостовик;
5 — вилка»
половиной 5 подшипника проложена прокладка 4 для предохранения подшипника от выработки при нажатии.
Сцепные дышла. В головки сцепных дышел (фиг. 67 и 68) запрессованы стальные втулки / (фиг. 67), и в них вставлены брон-59
зовые плавающие втулки 2. Для предохранения плоскости ступицы кривошипа от износа на торцах стальной втулки сделана наплавка 3 из латуни ЛО 60-1. Разбег головки по пальцу равен 1 мм на сторону.
Вилку 7 переднего сцепного дышла с хвостовиком 6 заднего сцепного дышда соединяют валиком 5. Валик 5 закладывают со стороны рамы? С этой стороны опорная поверхность валика и вилки сделана на конус 1:5. С противоположной стороны опорная поверхность валика сделана цилиндрической и входит в кони-
/44 ДД
306
1
2150 между серединами бед'уищх дыииел
Фиг. 69. Колесная пара:
7 — смазочный штуцер; 2 — колесный центр; 3 — бронзовое кольцо; 4 — ось; 5 — бандаж;
6 — палец кривошипа.
" 1852 между средней штангой сиепных дышел-
---------12^0 между кольцами—
----1050между серединами рессср-
ческую втулку 4. При завертывании гайки на хвостовик валика последний центрируют на двух конических поверхностях; положение гайки фиксируется конусным штифтом через отверстие в хвостовике.
Правое и левое сцепные дышла невзаимозаменяемые, так как оси головок смещены относительно оси штанги. Ведущие и сцепные дышла и пальцы изготовляют из стали Ст. 5.
Колесные пары (фиг. 69). Оси 4 всех трех колесных пар одинаковые: изготовляются по одному чертежу и взаимозаменяемые. Отличие между сцепной и ведущей колесными парами состоит в размерах противовесов и конструкции запрессованных пальцев. Сцепные центры отливают по одной модели для обеих сцепных колесных пар. Материал осей — осевая сталь по ГОСТ 4728-53; колесных центров — литая сталь Л25 по ГОСТ 977-53 с относительным удлинением не менее 22%.
На внутренних поверхностях торцов ступиц колесных центров 2, обращенных к буксам, сделаны выточки, в которых укреплены винтами бронзовые кольца 3, а головки винтов залиты баббитом. Бронзовые кольца воспринимают при прохождении по кри-
60
вым участкам пути боковое давление и предохраняют от износа боковые поверхности букс и торцы ступиц колес. При заводской сборке кольца ставят цельными; при ремонте кольца могут быть сделаны разъемными (из двух половин). На торцах ступиц колес-
ных центров под упорными кольцами сделаны кольцевые канавки для смазки, а на бронзовых кольцах просверлено 12 отверстий смазки к трущимся поверхностям
диаметром 5 мм для прохода кольца и буксы. Смазка этих поверхностей производится солидолом, который запрессовывается прессом через два смазочных штуцера 1. На ободы колесных центров надеты бандажи 5. Для первой и третьей колесных пар применены бандажи шириной 140 мм с ребордами. Для второй колесной пары применен безребордный бандаж шириной 150 мм. Бан-
дажи надевают на колесные центры с натягом от 0,75 до 1,3 мм. Бандажи изготовляют по ТУ согласно ГОСТ 398-41, причем бандажи первой и второй осей выполняют из стали марки I твердостью не менее Яв = 212 и бандажи третьей оси (ведущей) — из стали марки IV твердостью не менее Нв = 255.
Разница в диаметрах всех колесных пар после обточки по кругу катания допускается не более 0,5 мм. Оси запрессо
а}
б)
Фиг. 70. Пальцы колесных пар:
а — палец первой сцепной оси; 1 — палец; 2— шайба; 3 — болт; б—палец второй средней сцепной оси; 1 — палец; 2 — шпонка; 3 — шайба;
4 — гайка.
вывают в ступицы колесных
центров с усилием 110—140 т при колесных центрах с бандажами и 100—130 т при колесных центрах без бандажей. Ориентировочный натяг при запрессовке 0,3—0,35 мм.
Пальцы первой и второй колесных пар отличаются друг от друга способом крепления торцевых шайб.
На пальце 1 передней колесной пары (фиг. 70, а) шайбу 2 ввертывают в отверстие пальца и дополнительно крепят болтом 3, проходящим через шайбу и сквозное отверстие в пальце. Головка болта утоплена в выточку шайбы. Такой способ крепления обусловлен необходимостью обеспечить минимальный размер 15 мм от
торца пальца до кулака.
На второй колесной паре (фиг. 70, б) шайба 3 закрепляется гайкой 4, навертываемой на хвостовик пальца 1, и предохраняется от проворачивания шпонкой 2.
61
Фиг. 71. Палец третьей ведущей колесной пары:
1 — палец; 2 — обратный кривошип.
Палец ведущей колесной пары (фиг. 71) имеет две шейки и хвостовик, на которые надеты заднее сцепное дышло, ведущее дышло и контркривошип. Пальцы сцепных колесных пар запрессовывают в отверстия для пальцев с усилием 50—75 т, палец ведущей колесной пары — с усилием 75—125 т. После изготовления колесных пар проверяют противовесы (балансировку) ; величина балансировочного груза для ведущей колесной пары 123 кг, для сцепной колесной пары 127 кг с допускаемым отклонением от величины этого груза +8%.
Песочницы. В тех случаях,; когда требуется увеличить сцепление колес с рельсами, под колеса подается
песок из песочницы паровоза. До 1954 г. паровозы оборудовались ручной песочницей (фиг. 72). Песочница представляет собой резервуар 7 для песка, связанный с обшивкой парового колпака.
Фиг. 72. Ручная песочница:
1 — наклонные листы; 2— верхняя часть песочницы; 3— рычаг к приводу; 4—крышка; 5 — кольцо; 6 — коробка с сеткой] 7 — резервуар песочницы; <9 —стойка; 9 —вал; 10 — клапан;
И — планка.
Верхняя часть 2 песочницы приварена к ее стенкам. Дно песочницы образовано из трех наклонных листов 1, по которым песок ссыпается к выходным отверстиям, размещенным в боковых стенках резервуара песочницы. С каждой стороны к песочнице присоединены по две песочные трубы, по которым песок подводится под второе сцепное колесо паровоза. В ручной песочнице отверстия перекрываются клапанами 10, плотно пригнанными к планкам 11. Клапаны укреплены шплинтами на общем валу 9.
62
В средней части на валу 9 укреплены четыре стойки 8 для разрыхления песка. На левый конец вала надет рычаг 3, соединенный
с ручкой 4 (фиг. 29) привода, расположенной в будке машиниста.
Фиг. 73. Воздушная песочница:
1 — разрыхлитель; 2 — форсунка; 3 — резервуар.
Для наполнения резервуара песком в верхней части имеется отверстие, вокруг которого приварено кольцо 5. Отверстие закры-ш
Фиг. 74. Воздухораспределительный кран песочницы:
1— корпус; 2— пружина; 3 — шпилька; 4-—золотник; 5—крышка; 6 — винт с барашком; 7 — рукоятка; 8 — ограничитель хода; 9 — штифт; 10 — пружина; 11 — пробка; 12 — прокладка 13 — штуцер.
вается чугунной крышкой 4. Для предупреждения попадания в песочницу влаги крышка имеет выточку, которой она ложится на кольцо. Крышка прикреплена к кожуху песочницы цепочкой. 63
С внутренней стороны к крышке 2 приварена коробка 6 с сеткой, через которую насыпается и просеивается песок.
В 1954 г. завод оборудовал несколько паровозов воздушной песочницей (фиг. 73). Резервуар 3 песочницы изготовлен так же, как и резервуар ручной песочницы. Привод и клапаны песочницы
сняты, а к отверстиям для вывода песка из песочницы присоединено по две форсунки 2. Для разрыхления песка прикреплен разрыхлитель/, представляющий собой трубку, которая проходит над вершиной наклонного листа дна песочницы. В трубке просверлено
Фиг. 75. Форсунка песочницы:
/ — корпус; 2 — сопло; 3, 7 и 8 — пробки; 4 — контргайка; регулирующий винт; 6 — штуцер; 9 ™ песочная труба.
два ряда отверстий по семь в каждом ряду. Оси отверстий параллельны наклонным плоскостям дна песочницы и на-
правлены к отверстиям для выхода песка из резервуара. Воздух к разрыхлителю и форсункам песочницы подводится от крана воздушной песочницы, устанавливаемого в будке машиниста (фиг. 74). Кран пе-
сочницы изготовлен по чертежам Коломенского завода (№ П32-147сб). Воздух к крану песочницы подается из
главного воздушного резервуара. Кран имеет четыре отростка. К отростку Л воздух
подводится из главного резер-
задними форсунками, отросток Б соединен с передними форсунками и отросток В — с
разрыхлителем.
Соответственно этому кран воздушной песочницы имеет пять положений рукоятки. В положении I воздух подводится к передним форсункам; в положении II воздух подается к разрыхлителю; в положении III (центральном положении «закрыто») каналы в кране разобщаются между собой и прекращают подачу воздуха в в песочницу; в положении IV воздух подается к задним форсункам и в положении V воздух подается к передним и задним форсункам. Форсунка песочницы (фиг. 75), которая изготовляется по чертежу паровоза Л (№ П32-149сб), верхним концом присоединена к трубке, подающей песок из песочницы. К нижнему отростку присоединяется труба, подающая песок под колесо паровоза.
ЭКИПАЖ
Рама паровоза (фиг. 76) листовая. Особенностью рамы является сварная конструкция межрамных скреплений. Для возможности осмотра деталей и узлов, находящихся внутри рамы, и в целях 64
Фиг. 76. Рама паровоза:
1 —задняя гибкая опора топки; 2 — рамный лист; 3 передняя гибкая опора топки; 4 — опора цилиндрической части котла; 5—параллельная рама; 6 — межцилиндровое крепление: 7 — упорные угольники автосцепки; 8 — передний буферный брус; р — угольник бруса; 10 — передний стяжной ящик; 11 — буксовая направляющая; 12 — межрамная связь; J3 — задний стяжной ящик; 14 — задний буферный брус.
облегчения ее в рамиЫх листах сделаны вырезы. Параллельная рама 5 паровоза изготовляется сварной из листового проката. Параллельная рама служит для подвески к ней кулис и паралле-лей, кроме того, она является основанием для водяных баков и подбрюшника котла.
Опоры котла. Котел паровоза скреплен с рамой паровоза следующим образом: передняя часть паровозного котла жестко скреплена с междуцилиндровым креплением. Она опирается на тумбу, приваренную к стенкам котла, сваренную из листовой стали. Тумба
соединяется с верхним фланцем межцилиндрового крепления 6 призон-ными болтами. Цилиндрическая часть котла, передняя часть топки и задняя часть топки соединены с гибкими опорами 1, 3, 4. При сборке холодного котла на раме паровоза верхние концы гибких листов опор котла наклонены вперед по ходу паровоза: лист передней опоры 3 топки на 15 мм, а лист задней гибкой опоры 1 на 17 мм от вертикального положения. Лист гибкой опоры 4 цилиндрической части котла при монтаже устанавливается отвесно.
листы скоепляются кооы-
Фиг. 77. Буксовая направляющая:
1 — буксовая струнка; 2 — фланец; 3 — буксовая направляющая; 4 — каблучок.
В местах буксовых вырезов рамные тами буксовых направляющих, которые одновременно являются усилением рамных листов в местах буксовых вырезов. Буксовая направляющая 3 (фиг. 77) штампована из листового проката толщиной 20 мм; по концам ее приварены приваленные фланцы 2 с ребрами жесткости для скрепления корыта с рамными листами. Задняя стенка корыта сделана вертикальной, а передняя — с уклоном на величину уклона буксового клина. К корыту и фланцам его снизу приварены каблучки 4, к которым четырьмя болтами крепится буксовая струнка 7, охватывающая своими опорными поверхностями каблучки корыта и каблучки рамного листа.
Буксовые струнки изготовляют по ТУ ГОСТ 4655-49. После обработки их пригоняют к каблучкам плотно по краске; после пригонки струнок должен быть оставлен натяг 3 мм. К обработанным поверхностям боковых стенок корыта пригоняют по краске лобовые и клиновые буксовые направляющие и привертывают болтами с потайной головкой. Клиновые буксовые направляющие накладки изготовлены из стали Ст. 5, а лобовые накладки и буксовые
66
клинья — из чугуна СЧ 21-40 с соблюдением ТУ по ГОСТ 4656-49. Для фиксирования положения клина при регулировании буксы в буксовых направляющих в нижней части его сделан Т-образный вырез, в котором помещается головка регулирующего болта. Болт проходит через отверстие в буксовой струнке и завинчивается двумя гайками сверху и снизу.
Фиг. 78. Схема рессорного подвешивания.
Рессорное подвешивание паровоза (фиг. 78) состоит из трех групп. Все рессоры каждой группы связаны между собой балансирами (так называемое рессорное подвешивание в трех точках). При
Фиг. 79. Рессора:
1 — нож; 2 — накладка; 3 — хомут; 4 — рессорные листы; о — вкладыш; 6 — валик; 7 — рессорная стойка.
таком соединении рессор заданное заводом распределение нагрузок на рессоры сохраняется в эксплуатации.
Все шесть рессор паровоза (фиг. 79) изготовлены по одному чертежу, причем рессоры задней оси выполнены с фабричной стрелой прогиба 55+6 мм, а передней и средней оси — с фабричной стрелой прогиба 50+6 мм. Рессора состоит из 12 листов 4 рессорной стали 100X13 мм, скрепленных между собой хомутом 3. Четыре верхних коренных листа имеют по концам сквозные овальные про-
рези для прохода вилки рессорной подвески. Рессорные вилки опираются на рессору посредством ножа 1 и накладки 2. Ножи и на-
кладки изготовляют из стали Ст. 2 или Ст. 3,
бину 1,2—1,5 мм и закаливают до HR
цементуют на глу-56. Хомут рессоры
опирается через рессорную стойку на буксу. Для предохранения верхнего торца стойки 7 и хомута рессоры 3 от выработки в хомут рессоры вложены вкладыш 5 и в радиальное углубление торца стойки — валик 6. Опорный вкладыш, опираясь на валик, дает воз
можность рессоре наклоняться в продольном направлении при ходе
Фиг. 80. Букса:
1—войлок; 2 — подбуксовочная коробка; 3 — наличник; 4 — буксовый подшипник; 5 — корпус буксы; 6 — смазочная трубка; 7 — крышка; 8 — соединительный валик; 9— войлочные манжеты.
паровоза. Вкладыш валика изготовлен из стали Ст. 2, цементован на глубину 1,0—1,3 мм и закален до HR = 50 ч- 56, а валик изготовлен из стали 45 и закален т. в. ч. до =50 ч- 56. Продольные балансиры рессорного подвешивания кованные из стали Ст. 5. Стойки рессорных подвесок стальные литые или сварные из стали Ст. 3.
Во всех отверстиях балансиров и рессорных подвесках для соединения звеньев рессорного подвешивания запрессованы стальные втулки из стали 45, закаленные до Н#с = 50 -ч- 56.
Буксы для ведущей и сцепных осей (фиг. 80) все одинаковые и взаимозаменяемые. Корпус буксы 5 отлит из стали Л25 по ГОСТ 977-53. Подшипник 4 буксы изготовлен из свинцовистой бронзы Бр. ОС 5-25 или Бр. ОСЦН 4-4-17-2 и запрессован в корпус с усилием 8—13 т.
К боковым поверхностям букс приварены наличники 3, изготовляемые из стали Ст. 7 или стали 55. Верхняя часть корпуса буксы служит масленкой и закрыта крышкой 7 с откидным клапаном. Смазка к подшипнику буксы подводится из масленки фитилем, 68
помещенным в трубке 6; смазка наличников и буксовых направляющих накладок производится от фитильных масленок, привернутых к рамным листам сверху над каждой буксой. В средней части верха корпуса буксы сделан прилив, на который опирается буксовая стойка; на верхний торец стойки опирается хомут рессоры. Буксовая стойка изготовляется из стали Ст. 5.
В нижней части (внутри) корпус буксы имеет два паза. В эти пазы с внутренней стороны рамы вставлена подбуксовая коробка 2. Подбуксовую коробку изготовляют из чугуна. С буксой она соединена валиками 8. Внутрь коробки закладывают войлок 1 и наливают смазку для смазывания шейки оси. Для предотвращения загрязнения и утечки смазки на шейки оси в пазы буксы ставят войлочные манжеты 9.
Сцепные и ударные приборы. Передний и задний стяжные ящики и буферные брусья оборудованы автосцепной СА-3. С паровозом дается двухзвенная цепь для сцепки с подвижным составом, имеющим упряжные крюки. Буферы паровоза литые стальные изготовляют по чертежу паровоза серии Л № П32-370-4 сб. 1 с тарелкой диаметром 450 мм.
ТОРМОЗ
Паровоз оборудован воздушным и ручным тормозами.
Воздушный тормоз (фиг. 81) состоит из ряда основных узлов, приведенных в табл. 2.
Таблица 2
Перечень узлов воздушного тормоза
№ позиции по фиг. 81
Наименование узлов
Количество на паровоз
№ по каталогу тормозного завода
13
Паро-воздушный насос двойного дей-
ствия ................................
10
И
Регулятор хода насоса ........... Вертикальный тормозной цилиндр 13" Воздухораспределители ........... Концевой кран 1" ................
Рукав соединительный
Ж-1.............. .
тормозной
4
6
Выпускной клапан................
Кран двойной тяги 1" ...........
Разобщительный кран 1/?"........
Тормозной манометр 150 X 12 мм с двумя стрелками ................
Воздухоочиститель (сборник) . . . .
Кран машиниста........... . . .
208М
279
351
217 или 219
339
37
377А
383А В
МТ-150
116У
334/Н
Паро-воздушный насос 12 укреплен на кронштейне дымовой коробки. Пар от пароразборной колонки подводится к насосу через регулятор 13 хода насоса по однодюймовой трубе. Сжатый воздух от насоса подводится к главному воздушному резервуару 9, уста-69
новленному в передней части паровоза. Воздух из главного резервуара 9 через воздухоочиститель 8 и кран двойной тяги 6 подводится к крану 15 машиниста. Кран машиниста укреплен на боковой стенке будки машиниста с правой стороны, около переводного винта. К полу будки прикреплен уравнительный резервуар 7, соединенный трубой 1Л,/ с краном 15 машиниста.
Магистральный отросток крана 15 машиниста соединен с магистральной трубой, проложенной вдоль паровоза. Концы магистральной трубы снабжены концевыми кранами 10 с соединительными
Фиг. 81. Схема воздушного тормоза:
1 — запасной резервуар; 2 —- тормозной цилиндр; 3 — воздухораспределители; 4-- выпускной клапан; 5 — разобщительный кран; 6 — кран двойной тяги; 7— уравнительный резервуар; 8 — воздухоочиститель; 9 — главный воздушный резервуар; 10—концевой кран; 11 — рукав соединительный тормозной; 12— паро-воздушный насос; 13— регулятор хода насоса; 14 — тормозной манометр с двумя стрелками; 15 — кран машиниста.
рукавами И. Под будкой машиниста, с правой и левой сторон, на раме паровоза укреплены воздухораспределители 3 с кронштейнами, сообщающиеся с магистральной трубой через полдюймовый разобщительный кран 5 трубой диаметром ’А"-
Каждый воздухораспределитель соединен полдюймовой трубой с запасными резервуарами 1, подвешенными к полу будки, и полдюймовой трубой с тормозными цилиндрами 2. Для оттормаживания воздух из тормозных цилиндров выпускается в атмосферу по полдюймовой трубе через выпускной клапан 4. Соединение тормозных труб осуществлено на сферических буксах, укрепленных накидными гайками. Трубы крепят посредством поддержек и скоб к отдельным частям паровоза.
В соответствии с требованиями заказчиков с 1955 г. отдельные паровозы начали выпускать с улучшенной тормозной системой
схема которого представлена на фиг. 82. По этой схеме паровозный воздушный тормоз дополнен прямодействующим вспомогательным тормозом, что дало возможность расширить тормозные возможности паровоза.
Улучшенная тормозная схема с прямодействующим тормозом состоит из основных узлов, приведенных в табл. 3.
Кран 4 вспомогательного тормоза, предназначенный для приведения в действие паровозного тормоза, монтируется рядом с кра-
Фиг. 82. Схема улучшенного воздушного тормоза:
1 — паро-воздушный насос; 2— регулятор хода насоса; 3—клапан максимального давления; 4 — кран вспомогательного тормоза; 6 — уравнительный резервуар; 6—тормозной манометр с двумя стрелками; 7 — кран машиниста; 8—одинарный тормозной манометр; 9 — переключательный клапан; 10 — скородействующий тройной клапан; 11 — запасной резервуар; 12—тормозной цилиндр; 13— кран разобщительный трехходовой; 14 — кран двойной тяги; 15—выпускной клапан; 16 — разобщительный кран; 17—фильтр; 18 — воздухоочиститель; 19 — главный воздушный резервуар;
20 — кран концевой; 21 — рукав соединительный тормозной.
ном 7 машиниста и соединен одним концом с тормозным цилиндром
и вторым — с напорной трубой. На отростке между напорной трубой и вспомогательным краном установлен клапан 3 максимального давления, чтобы обеспечить поступление воздуха в тормозные цилиндры под давлением, сниженным до 3,5 ат, и фильтр 17. На тормозном отростке установлен переключательный клапан 9, кото
рый служит для отключения воздухораспределителя от вспомогательного крана при его работе.
В новой тормозной схеме на отростке, соединяющем напорную трубу с тормозной магистралью, смонтированы разобщительный кран 16 и обратный клапан с фильтром, который служит для зарядки главного резервуара паровоза от тормозной магистрали при следовании его в холодном состоянии. Для отключения и включения
’ I- ’
71
"г'
Таблица 3
Перечень узлов улучшенного воздушного тормоза с прямодействующим тормозом
№ позиции на фиг. 82
Наименование узлов
Паро-воздушный насос двойного действия .......................
Количество на паровоз
№ по каталогу тормозного завода
2
12
7
10
20
21
15
14
16
6
18 4
3
9
17
13
8
Регулятор хода насоса ..........
Вертикальный тормозной цилиндр 13"
Кран машиниста.................
Скородействующий тройной клапан
Кран концевой 1"................
Рукав соединительный тормозной
Ж-1...........................
Клапан выпускной ...............
Кран двойной тяги 1" ...........
Кран разобщительный 1lz"........
Тормозной манометр 150 X 12 мм с
двумя стрелками...................
Воздухоочиститель (сборник) . . .
Кран вспомогательного тормоза . .
Клапан максимального давления . .
Переключательный клапан.........
Фильтр..........................
Кран разобщительный трехходовой
Манометр одинарный 0 ЮОХ^жм, цена деления 0,2 ат...............
1 1
2
2
2
2
9
1 э
i
1
1
1 2
1
2
1
208М 279 351
334/ Н 217 или 219 33
37В Р
377А 383АВ
МТ-150
116У 4ВК ЗМД зпк Э-114 Э-220
Т"тt~J _ «_ — - т -| ~~ Г I.J 1 ‘и j J -Г-П
тормоза на отростке, соединяющем тормозную магистраль с воздухораспределителем, введены два разобщительных крана 13. Для контроля давления воздуха в тормозных цилиндрах при действии вспомогательного тормоза установлен одинарный тормозной манометр 8.
При наличии тормозной аппаратуры каждое депо может легко переоборудовать тормоз по улучшенной тормозной схеме.
Главный воздушный резервуар сварной конструкции на кронштейнах прикрепляют к раме паровоза. С правой стороны в центре днища приварен штуцер с пробкой для осмотра и промывки резервуара. В нижней части резервуара имеется спускной краник дл51 выпуска конденсата.
Подвод и отвод воздуха производится по1 воздушным трубам, присоединенным к штуцерам. Рабочее давление в резервуаре 8 ат.
Запасной резервуар емкостью 42 ж3 по ГОСТ 1561-42 прикреплен хомутами к полу будки машиниста. Для присоединения трубки от воздухораспределителя к днищу приварен штуцер. Для выпуска конденсата и промывки резервуара в нижней части приварен штуцер с пробкой. Рабочее давление резервуара 5 ат. Главный и запасной резервуары работают под давлением. Они подлежат контролю со стороны Инспекции Котлонадзора, 72
Уравнительный резервуар прикреплен к полу будки машиниста на двух кронштейнах.
Рычажная передача и ручной тормоз. Усилие от винта ручного
тормоза и рычажной мещается
тормозных цилиндров к тормозным колодкам передается передачей (фиг. 83). При торможении вся система пере-назад. Оттормаживание системы производится пружиной 15, верхний конец которой укреплен на раме паровоза, а нижний соединен с тормозным рычагом 1. Ручное торможение осуществляется ручным приводом, выведенным в будку машиниста.
I !
Фиг. 83. Рычажная тормозная передача:
1 — тормозной рычаг; 2 — контргайка; 3 — тормозной вал; 4 — регулировочная муфта; 5 — главная тормозная тяга; 6— тормозной балансир; 7—тормозная тяга; 8—поперечина; 9 — коническая шестерня; 10 — маховик; 11 — винт ручного тормоза; 12—гайка ручного тормоза; 13 — тормозная тяга ручного тормоза; 14 — тормозной цилиндр; 15 — оттормаживающая пружина; 16—тормозная колодка; 17 — тормозная подвеска; 18 — предохранительная скоба; 19 — рычаг тормозных тяг.
Тормозная тяга 13 продольным вырезом соединена с задним концом левого тормозного рычага. Верхний конец тяги 13 соединен с гайкой 12 тормозного винта И. Вращение винта И осуществляется от маховика 10 через пару конических шестерен 9, укрепленных в кронштейне на задней стенке будки машиниста. Регулируется тормозная система муфтой 4 с правой и левой резьбой, соединяющей концы главной тормозной тяги, и закрепляется контргайками 2. К буксовым направляющим прикреплены предохранительные скобы 18.
В отверстиях соединений тормозной передачи поставлены цементованные втулки из стали Ст. 2, закаленные до =38н-52, или из стали 45 с электрозакалкой поверхности т. в. ч. на глубину 1,0—1,5 мм до — 40 н~50. * V 4
73
ВОДЯНЫЕ БАКИ, УГОЛЬНЫЙ ЯЩИК И БУДКА МАШИНИСТА
Водяные баки сделаны в виде сварных ящиков, расположенных
на кронштейнах по обе стороны вдоль котла. Для жесткости кон
струкции внутри бака сделано восемь перегородок с вырезами (флеры). Для наливания воды на поточном листе сделана горловина со вставленной в нее решеткой. В нижней части баки сообща
ются между собой трубой, и поэтому уровень воды в обоих баках одинаковый. Для промывки баков в днищах сделаны специальные
люки.
. Угольный ящик сделан также сварным. Днище ящика ложится
на опорные планки вертикальных листов заднего стяжного ящика и крепится к ним болтами. Стенки угольного ящика сделаны из листового проката толщиной 4 мм, а днище — 5 мм. В нижней части переднего листа сделана ниша, закрываемая двумя дверцами. Под нишей к днищу ящика прекреплен угольный лоток.
Будка машиниста изготовлена из листового проката толщиной 3 мм. С внутренней стороны стенки будки и потолок общиты деревянной обшивкой. Будку крепят болтами к стенкам бака и угольного ящика. Передняя и задняя стенки с правой и левой сторон имеют ркна с поворачивающимися на 90° рамками. Боковые стенки в передней части имеют неоткрывающиеся окна, а в задней части — ниши для входа в будку. Двери будки сделаны только до половины высоты будки. В зимнее время открытая верхняя часть ниши закрывается подвижной на роликах рамой. В летнее время подвижная рама остается на передних боковых окнах будки.
К дверям будки прикреплены на специальных кронштейнах откидные мягкие сиденья для машиниста и помощника. В потолке будки сделан световой фонарь. Фонарь имеет откидную рамку для проветривания будки.
ЭЛЕКТРООСВЕЩЕНИЕ
На паровозе электрооборудование (фиг. 84) типовое, устанавливаемое на всех магистральных паровозах. Перечень основного электрооборудования, устанавливаемого на паровозе 9П, приведен в табл. 4.
Таб шца 4
Перечень электрооборудования
Наименование
Турбогенератор .................
Кнопочный выключатель...........
Щиток прожектора................
Лобовой прожектор...............
Буферный фонарь.................
Фонарь освещения ходовых частей Фонарь водомерного стекла . . . . Фонарь манометра ...............
Потолочный фонарь ..............
Лампа шарообразная .......
Тип Количество Условное обозначение на схеме (фиг. 84)
ТГ-1М 1 тг
Ку-178-1 1 кв
ДШП-5 1 шп
ПШ-45 лп
ПБ-24 4 БФ
1528 2 ОМ
1598 1 ФВС
1598 1 ФМ
1014 1 ПФ
50X500 1
Продолжение табл. 4
Наименование
Электролампа шарообразная . . . .
Электролампа пальцеобразная . . .
Переносный фонарь ...............
Штепсельная розетка..............
Соединительная коробка четырехконцевая ..........................
То же трехконцевая ..............
Штепсельная вилка: с проводом 6 м ..................
с проводом 1,25 м ........
Тип Количество Условное обозначение на схеме (фиг. 84)
Ж-7, 1181-48 8
Ж-10, 1181-48 1
50 м 10 2 —
1240 т ”
РЗ-8А
7 ШР
СК-12А 2 СК
СК-12Б
9 СК
ШУ-5 А 1 1
/ ЪЧ£г jii С 1
XX -—Ч!*1 WBVKMjl ТМЛ₽Т ВЦ* Ч "F-" * ** •» ! Л *и <4* »:*>*нг<т Ы T'Tw* —*- -*•_— - --- ।------— - - - ।
С целью предохранения электропроводки от повреждений и сырости прокладку проводов производят в газовых трубах диаметром ’/г"- Соединение отдельных частей труб между собой произ
ШР
СК
ШР лп
СК
ом
ФМ
Схема электрооборудования:
ТГ — турбогенератор; О Л! — фонарь
БФ — буферный фонарь; ШР — штепсельная розетка; нарь водомерного стекла; ШП — щиток прожектора;
манометра; ПФ — потолочный фонаре
освещения ходовых частей; КВ — кнопочный выключатель; СК — соединительная коробка; ФВС — фо-ЛП — лобовой прожектор; Ф/И — фонарь
шп
водится при помощи муфт. Проводка электроосвещения выполнена проводом марки ПРГ-500. Провод от турбогенератора до кнопочного выключателя имеет сечение 4 мм2, от кнопочного выключателя до щитка прожектора и от щитка прожектора до лобового прожектора — сечение 2,5 мм2. Вся остальная проводка выполнена проводом сечением 1,5 мм2.
75
КРАТКИЕ СВЕДЕНИЯ О МОДЕРНИЗИРОВАННОМ ПАРОВОЗЕ 91Ш
В соответствии с планом работ по улучшению конструкции отдельных узлов паровоза, с 1 октября 1955 г. завод приступил к серийному выпуску модернизированных паровозов, которым присвоен индекс 9ПМ.
В модернизированных паровозах введены следующие основные улучшения в конструкции отдельных узлов паровоза.
1. Дымогарные трубы изготовлены с внутренним упороным буртиком в заднюю решетку до постановки в котел (см. фиг. 20,6). Этим избегается опрессовка трубы после установки ее в котел, при которой неизбежен подрез стенок трубы.
2. Для обеспечения теплой промывки котла сверху на его цилиндрической части установлен кран. Этот комбинированный кран имеет отросток для выпуска пара в штуцер, для присоединения шланга к установке и для искусственного охлаждения котла.
3. С целью предупреждения замерзания трубки манометра последний отнесен внутрь будки на расстояние 525 мм от вертикальной оси котла.
4. Установлены инжекторы В-170 производительностью 170 л/мин (диаметр нагнетательного сопла равен 9 мм) и питательные клапаны с условным проходом отверстия диаметром 44 мм. При этом размере проходного отверстия не будет резкого снижения производительности инжектора от отложений на его стенках накипи.
5. Установлен рациональный сифон системы Шелеста (см. фиг. 25, в).
6. Для увеличения запаса воды до 8 м* водяные баки расширены на 140 мм с каждой стороны. Соответственно увеличена и ширина будки. При расширенной будке улучшается наблюдение за сигналами во время движения паровоза вагонами вперед.
7. Будка машиниста имеет паровое отопление, а крепление стекол выполнено на резиновом замке. (Эта конструкция крепления стекол осуществлена в троллейбусах и автобусах.)
8. Установлена воздушная песочница (см. фиг. 73).
9. Введена улучшенная тормозная схема паровоза с прямодействующим тормозом (см. фиг. 82).
10. Введена улучшенная смазка паровоза.
11. Поставлены секционные поршневые кольца по ГОСТ 2521-54.
12. В связи с увеличением сцепного веса паровоза в рабочем состоянии до 57,1 т введена усиленная 13-листовая подвесная рессора. Изготовление рессор ведется, согласно ТУ по ГОСТ 1425-53. Стрела прогиба подвесных рессор для первой и второй сцепных осей выполняется размером 50+6 мм, а для третьей сцепной оси размером 55^ мм.
13. Для увеличения долговечности тормозные колодки изготавливаются с твердыми вставками, залитыми в колодку по поверхности прилегания к бандажу.
14. Введен воздушный клапан улучшенной конструкции (по
типу установленных на паровозах серии ФД) для уменьшения случаев поломки хвостовика клапана и снижения расхода бронзы.
15. С целью экономии бронзы и облегчения ремонта бронзовое упорное кольцо со ступицы колеса перенесено на буксу, буксовый подшипник выполнен биметаллическим, армированным по трущейся поверхности бронзой Бр. ОЦСН 4-4-17-2.
Для проверки экономичности паровозов, работающих на подъездных путях, и возможности увеличения плеча обслуживания без дополнительного набора воды намечено выпустить паровоз с пароперегревателем. Пароперегреватель запроектирован на 18 четырехтрубных элементах с поверхностью нагрева пароперегревателя 28,56 м2. Перегревательная коробка предусмотрена сварной конструкции.
В паровозном котле предусмотрено поставить 18 жаровых труб диаметром 133/125 мм с поверхностью нагрева 71,72 м2 и 72 дымогарные трубы диаметром 51/46 мм с поверхностью нагрева 38,88 м2. Полная поверхность нагрева котла с пароперегревателем составляет 147,52 м2.
Кроме того, по требованию заказчиков заводом подготовляются следующие работы по дальнейшей модернизации узлов паровоза.
1. Для обеспечения больших открытий паровпускных окон и увеличения предельной отсечки предусматривается ввести в парораспределительный механизм промежуточный рычаг-ходоувеличи-тель системы инж. Патлых.
2. Чугунный поршень предусматривается заменить стальным, литым.
3. Для увеличения износоустойчивости золотниковых втулок, поршневых и золотниковых колец вводится термообработка отливок.
4. Для улучшения просматривания стенок топочных частей котла при промывке паровоза в нижних боковых углах топки предусматривается постановка двойных (рогачей) промывательных пробок, конструкция которых осуществлена на котлах паровоза серии Л.
5. Для увеличения долговечности колосников и колосниковых балок отливку их намечено производить из жароупорного чугуна марки X или Х-28.
После приработки и проведения испытаний на опытных паровозах указанные улучшения намечается ввести в серийное производство.
ГЛАВА III
УХОД ЗА ПАРОВОЗОМ
От паровозной бригады и обслуживающего персонала требуется знание особенностей конструкции паровоза, правильный уход за ним, умение предупреждать порчу отдельных механизмов и повышать их долговечность.
При умелом и добросовестном обслуживании можно добиться безаварийной работы паровоза, увеличения пробегов между промывками и подъемочными ремонтами, увеличения срока службы основных его узлов, экономного расходования топлива и значительного уменьшения расходов по эксплуатации.
Творческая инициатива передовиков-паровозников железнодорожного транспорта направлена на обеспечение четкой бесперебойной работы паровозного парка при любых условиях.
Машинисты промышленных паровозов, следуя примеру передовиков-паровозников железнодорожного транспорта, должны изучать и использовать их опыт в своей практической работе и обеспечивать бесперебойную работу обслуживаемых предприятий и строек.
В этой главе кратко изложены основные указания об уходе за паровозом, которые необходимо знать каждому машинисту промышленного паровоза для обеспечения нормальной его эксплуатации.
Заправка паровоза. Паровозы, прибывшие с паровозостроительного завода или находящиеся в длительной консервации, перед сдачей в эксплуатацию должны быть подготовлены к работе. У арматуры движущего и парораспределительного механизмов все места, покрытые при консервации смазкой, необходимо тщательно очистить. Все сальниковые набивки, в том числе набивки и арматуры паровоза, должны быть заменены новыми.
Фитили всех смазочных масленок необходимо тщательно промыть в керосине. Из корпуса смазочных масленок удалить старую смазку, очистить их от грязи, после чего поставить фитили и заполнить свежей смазкой. В дышлах тщательно протереть трущиеся части и поставить их на место.
Котел необходимо тщательно осмотреть и промыть. Если котел был подвергнут консервации мазутом, необходимо произвести щелочение котла раствором кальцинированной соды. Процесс щелочения котла производят следующим образом: в паровозный котел 78
наливают воду до нижнего бодопробного крйна. Затем через одну из верхних промывательных пробок заливают 20 л 50%-ного раствора кальцинированной соды. Промывательную пробку закрывают, и котел наполняют водой до парового колпака, затем через спускной кран топки в котел пускают пар давлением 1,5—2,0 ат и нагревают воду до 60—70°.
Котел следует держать под паром в течение 4 час., после чего воду из котла выпускают до уровня нижнего водопробного крана.
Оставшуюся в котле воду охлаждают до 30—40°, для чего открывают лазовый люк. Охлажденную воду выпускают из котла через все пробки и круглый люк, а котел тщательно промывают чистой водой. После промывки закрывают все люки и пробки и котел наполняют водой до уровня верхнего водопробного крана.
Перед заправкой паровоза необходимо убедиться в исправном состоянии манометра и предохранительных клапанов, обратить внимание на целостность пломб, проверить все соединения питательных приборов и контрольные легкоплавкие пробки.
На колосниковую решетку предварительно забрасывают к стенкам котла небольшой слой смоченного угля, а на среднюю часть колосниковой решетки кладут дрова или щепки и разжигают их промасленными концами. После того как дрова разгорятся, на них забрасывают небольшими порциями сухой уголь.
При достижении давления пара 4 ат проверяют действие питательных приборов. Процесс заправки ведется до тех пор, пока слой раскаленного топлива не достигнет толщины около 100 мм.
Если паровозный котел перед заправкой длительное время не находился в работе, необходимо при помощи контрольного манометра убедиться в исправном состоянии манометра и предохранительных клапанов.
Технический контроль состояния паровоза. Осмотр паровоза перед началом работы, т. е. при смене бригад, можно производить как в депо, так и на путях.
В соответствии с правилами Технической эксплуатации железных дорог СССР, утвержденных МПС;1, запрещается выпускать из депо паровозы со следующими неисправностями:
1) испорченным паровозным свистком;
2) неисправным воздушным насосом, не обеспечивающим нормального нагнетания воздуха в магистральную сеть, или с неисправностями автоматических или ручных тормозов на самом паровозе;
3) неисправным хотя бы одним питательным прибором;
4) неисправными предохранительными клапанами;
5) отсутствующими или неисправными водомерными приборами и водопробными кранами;
6) неисправными или дающими неправильные показания манометрами;
7) течью легкоплавких пробок;
8) неисправным смазочным аппаратом;
1 В дальнейшем эти правила обозначаются ПТЭ.
79
9) неисправной песочницей;
10) при наличии расплавленного или изломанного дышлового подшипника;
11) изгибом или трещиной в дышлах паровоза;
12) наличием изломанных поршневых или золотниковых колец;
13) трещиной и надрывом в рессорных подвесках;
14) неисправными приборами освещения;
15) расплавленным или изломанным осевым подшипником;
16) трещиной в буксовых коробках;
17) ослабевшими болтами во всех соединениях рамы, экипажа и машины (ПТЭ § 194).
Запрещается производить работу на паровозах, имеющих следующие неисправности колесных пар:
1) ослабление оси в ступице колеса;
2) хотя бы одну поперечную трещину в оси;
3) продольные трещины или плены длиной более 25 мм на оси;
4) выработку на оси глубиной более 4 мм. от трения тормозных тяг;
5) трещины в ступице колеса;
6) наличие двух трещин в одном секторе обода колеса;
7) трещины в спице колеса и одновременно наличие трещин в двух смежных со спицей секторах;
8) прокат паровозных бандажей свыше 7 мм;
9) продольные и поперечные трещины в бандажах колес;
10) толщину гребней паровозных бандажей менее 25 мм или более 33 мм при ^измерении на расстоянии 20 мм от вершины гребня;
11) отклонение расстояния между внутренними гранями бандажей в сторону увеличения или уменьшения более 3 мм по сравнению с абсолютными размерами;
12) местные выбоины на поверхности катания колес более 1 мм (ПТЭ, § 191);
13) ослабление бандажа.
Перечисленные недостатки могут быть обнаружены при обычном осмотре во время смены паровозных бригад или в свободное от работы время
ОСМОТР ПАРОВОЗА
Осмотр паровозного котла, гарнитуры и арматуры. Осмотр паровоза, как правило, начинается с огневой коробки. При слабом огне необходимо проверить, не текут ли легкоплавкие пробки в контрольное отверстие или по резьбе. Затем следует осмотреть, нет ли течи в сварных швах, по месту обварки связей и в контрольных отверстиях связей, особенно в углах топки. Места со следами накипи необходимо осмотреть особенно тщательно, так
‘ II UlIMl 11 I II ! 1
1 В гл. IV приведено дополнительно описание проверок, которые могут производиться только при ремонте паровоза или на канаве.
80
как накипь обычно бывает в результате течи. Далее осматривают дымогарные трубы и состояние кирпичного свода. При осмотре огневой коробки нужно проверить исправность колосников и приводов к ним, а также с помощью резака убедиться, хорошо ли очищена колосниковая решетка.
После огневой коробки приступают к осмотру арматуры паровоза в будке машиниста. Необходимо убедиться, нет ли парения сальниковых соединений, мест притирки и установки. Арматуру следует тщательно очистить. Проверяют наличие воды в котле по водопробным кранам и водомерному стеклу и правильность показаний водомерного стекла, для чего продувают стекло через продувочный вентиль. Вода в стекле должна быстро устанавливаться на прежнем уровне. Медленный подъем воды в стекле указывает на сужение отверстий в корпусе водомерного стекла от накипи. Показания водомерного стекла должны соответствовать показаниям водопробных кранов.
При осмотре парового манометра необходимо убедиться в наличии на нем пломбы, в хорошем состоянии ее оттиска и установить, нет ли следов повреждения пломб. Красные контрольные стрелки не должны быть сбиты. Проверяют, не просрочен ли срок проверки манометра. Показания стрелок манометра у двустороннего манометра должны быть одинаковыми. Независимо от этого правильность показаний манометра проверяют следующим образом: перекрывают трехходовой краник, открывают спускной краник на трубке манометра и продувают трубку. Затем открывают трехходовой вентиль и медленно закрывают спускной краник. При этом стрелки манометра должны установиться в прежнее положение.
При осмотре пароразборной колонки необходимо убедиться в полном открытии главного парозапорного вентиля и в исправности остальных вентилей.
Затем проверяют состояние инжекторов. Инжекторы должны присасывать воду и обеспечивать нормальную закачку; при этом не должно обнаруживаться парения и течи в соединениях и потери воды через вестовую трубу. Следует убедиться, нет ли течи в промывательных пробках, спускных кранах и по грязевому кольцу.
При осмотре зольника необходимо убедиться в исправном состоянии колосников и правильности их укладки. Проверить, нет ли признаков поджога. Привод колосников должен быть исправным. Боковые клапаны должны плотно закрывать боковые щели зольника. Нижний клапан зольника должен плотно закрывать нижнее разгрузочное отверстие бункера и не допускать проваливания золы на полотно железной дороги.
В зимнее время необходимо проверить продувкой паром, не замерзли ли трубки заливателы-юго прибора, сифона, насоса, турбогенератора, манометра и инжекторные трубы.
При осмотре наружных частей котла необходимо обратить внимание, нет ли парения из-под обшивки. Места парения необходимо осмотреть со снятой обшивкой и принять меры к устранению
6 Паровоз 9П 2469
81
дефекта. Парение наружной части котла может явиться следствием обрыва связи, трещин сварных швов и расстройства заклепочных соединений.
При осмотре наружных частей котла проверяют состояние предохранительных клапанов, а также наличие и состояние пломб. Проверяют исправность действия свистка и надежность соединения резонатора с корпусом свистка и его привода. Затем проверяют действие вентиля сифона и состояние его привода.
При осмотре песочницы необходимо проверить надежность соединения частей привода песочницы. Перемещая рукоятку привода песочницы, следует убедиться в нормальной работе клапанов и правильности подачи песка под колеса. Проверяют плотность соединений песочных труб во фланцах. Обстукивая молотком песочные трубы, необходимо проверить, не забиты ли они песком. Концы песочных труб не должны быть смяты и должны быть направлены на ось головки рельса. Проверяют исправность сетки песочницы и плотность установки крышки. Проверяют, не проникает ли влага в резервуар песочницы. При наличии влаги в песочнице песок высыпают и тщательно проверяют состояние корпуса и сварных соединений резервуара песочницы. При проверке воздушной песочницы необходимо убедиться в исправности форсунки и крана песочницы.
В резервуар песочницы следует загружать вполне сухой песок, который под действием воздуха от крана песочницы по трубам поступает под крлеса паровоза. Прекращение подачи песка может быть вызвано Засорением трубы, соединяющей резервуар с форсункой, засорением канала форсунки, через который подводится воздух для разрыхления песка в корпусе форсунки или закупоркой трубы, подающей песок от форсунки к колесам паровоза.
Проверяют соединение привода спускных кранов и надежность фиксирующих устройств, предупреждающих самопроизвольное открытие спускных кранов. Для удобства при осмотре дымовой коробки и приборов, расположенных внутри нее, следует слегка приоткрыть сифон. Осматривают дымогарные трубы. Проверяют, нет ли течи в их сварных швах и заливательной трубке. Убеждаются, нет ли парения в соединении регулятора и паровых труб при открытом регуляторе; при этом паровоз должен быть заторможен ручным тормозом, реверс должен быть поставлен на центр, а продувательные краны открыты. Тщательно проверяют герметичность дымовой коробки, особенно в местах присоединения конуса, уплотнений парорабочих труб и в верхней части седалища. Проверяют состояние конуса и соосность его с дымовой трубой и пятикотом. Наличие нагара на стенках дымовой трубы указывает на несоос-ность конуса и дымовой трубы.
Проверяют исправность сифона и положения его по отношению к оси конуса и дымовой трубе. Проверку эту производят слегка открыв сифон. При этом струи пара, выходящие из отверстий трубки, должны выходить концентрично внутренней поверхности дымовой трубы. Затем проверяют состояние искроудержательной 82
сетки. Сетка искроудержательного прибора должна быть исправна и очищена от изгари легким остукиванием молотком.
При осмотре искрогасительной трубки необходимо проверить, нет ли повреждений в теле трубки и расположение в ней отверстий.
Следы подгорания стенок дымовой коробки указывают на нали-чие неплотностей, которые чаще всего обнаруживаются в местах прилегания дверцы дымовой коробки. Неплотность у дверцы проверяют при закрытой дымовой дверце, закрепленной всеми барашками. При действующем сифоне по всему периметру прилегания дверцы подносят зажженный факел; в местах неплотного прилегания пламя факела будет увлекаться через неплотности дверцы в дымовую камеру. Одновременно проверяют плотность прилегания заслонки мусорной трубы. При осмотре гибких опор проверяют плотность посадки скрепляющих болтов остукиванием молотком. Необходимо также проверить состояние обшивки. Обшивка котла должна быть надежно закреплена.
Осмотр движущего механизма. При осмотре движущего механизма проверяют обод, спицы и ступицы колесных центров. Проверяют, нет ли завышенного проката, местных выбоин и подреза гребней бандажей. Проверяют прочность насадки бандажей по контрольным рискам на бандажах и ободах колесных центров и ударами молотка по бандажу.
Проверяют поперечный разбег плавающих втулок. Общий разбег плавающих втулок на всех пальцах при заводской сборке 2 мм. Наибольшее увеличение разбега при эксплуатации допускается не более 5 мм. Износ втулок по диаметру определяется зазором между втулкой и пальцем. Зазор должен быть не более 3 мм. Увеличенный сверх нормы зазор вызывает сильный стук в движущемся механизме и ухудшает работу паровой машины.
Проверяют точрюсть крепления и плотность прилегания шайб к торцам пальцев сцепных осей. Особенно тщательно проверяют плотность шайбы пальца у первой сцепной оси, у которой шайба ввертывается в палец и крепится болтом. Ослабление шайбы может вызвать поломки, так как при движении на прямом участке пути расстояние между боковой поверхностью кулака и шайбой пальца равно 15 мм.
Проверяют наличие шплинтов и шпилек, фиксирующих положение гаек хвостовиков валиков парораспределительного механизма.
Проверяют плотность установки соединительных валиков сцепных дышел. При ослаблении валиков необходимо их подтянуть; в случае, если нет натяга, валик или втулку надо заменить новыми. В резьбовом хвостовике валика проверяют плотность посадки конусной шпильки; фиксирующей положение гайки.
Осматривают пробки для запрессовки твердой смазки и фитильные масленки парораспределительного механизма. Не допускается постановка пробок с сорванной и забитой резьбой.
Осматривают крепление контркривошипа на пальце. Ослабление контркривошипа влечет за собой неправильную работу золот-6* 83
ников и возможность аварии. Проверяют крепление натяжного конуса подшипника валика кулака; при ослаблении необходимо его подтянуть.
Проверяют крепление крышки кулака. Болты крепления вкладышей при ослаблении необходимо закрепить и расшплинтовать, а если нет отверстия для шплинта, то проверить наличие пружинных шайб.
Особенно тщательно надо осмотреть дуло кулака в местах против вырезов для клина, соединяющего кулак с головкой штока, так как в этом месте могут появляться трещины. Проверяют плотность посадки клина и наличие предохранительного шплинта.
Осматривают трущиеся рабочие поверхности параллелей. При нормальной смазке вкладышей кулака, хорошем состоянии фитилей в масленках поверхность параллели должна быть на ощупь чистой и гладкой.
Обращают внимание на сохранность прокладок под параллелью и крепление предохранительных планок, удерживающих прокладки от выпадания.
Проверяют крепление больших и малых фланцев сальников и наличие в них асбестовой набивки.
Гайки и шпильки крепления цилиндровых крышек проверяются остукиванием.
При осмотре цилиндра проверяют исправность продувательных кранов! и приводов к ним.
Проверяют поступление смазки в цилиндр провертыванием ручки пресс-масленки; при этом костылики обратных клапанов слегка отвертываются и смазка выходит наружу через контрольное отверстие.
При осмотре парораспределительного механизма проверяют плотность посадки валиков и наличие натяга. Соединительные валики парораспределительного механизма во время его работы находятся под действием переменных усилий, которые вызывают ослабление их посадки в конусных отверстиях. Износ шарнирных соединений отрицательно влияет на работу механизма, так как при этом нарушается правильное парораспределение. В случае ослабления посадки конического валика необходимо подтянуть гайки и восстановить плотность посадки. Если валик в конусных отверстиях имеет просадку и не может быть натянут, его необходимо сменить.
Осматривают трущиеся поверхности выреза кулисы; поверхность их должна быть чистой и гладкой. Проверяют плотность кулисных цапф в подшипниках боковым покачиванием кулисы, чистоту поверхностей направляющих в золотниковой тяге для камня рычага переводного вала, плотность крепления пальца камня в отверстии рычага и плотность посадки рычагов на вал. Обстукивают крепление кронштейнов подшипников переводного вала.
В золотниковой тяге проверяют плотность посадки конических штифтов, укрепляющих цилиндрический валик камня кулисы.
Проверяют крепление направляющих золотникового кулачка и осматривают трущиеся поверхности направляющих; проверяют 84
плотность соединения золотникового штока и кулачка. Клин должен быть забит до отказа и в таком положении зафиксирован шплинтом через отверстие в нижней части клина.
В случае просадки клин должен быть заменен новым.
Осмотр рамы паровоза. При осмотре особое внимание обращают на буксовые струнки. Точная пригонка и прочное крепление струнки являются первым условием для исправной работы всей рамы. Необходимо систематически крепить болты струнок. Проверяют плотность крепления буксовых направляющих накладок; при ослаблении винтов их необходимо подтянуть.
При осмотре рессорного подвешивания необходимо проверить общее состояние рессор, наличие накладок на рессорах, чек в рессорных подвесках и шплинтов в отверстиях валиков. Проверяют прочность крепления стоек рессорных подвесок и скоб балансиров.
Проверку плотности болтовых соединений производят ударом молотка по головкам болта или гайкам. При проверке молотком нельзя допускать ударов по нарезке болтов.
Осмотр тормоза. Для осмотра рычажной передачи тормоза паровоз должен быть поставлен на канавку. Машинист обязан проверить состояние и взаимодействие частей тормоза и убедиться в том, что повреждений тяг тормозной передачи нет. Соединительные муфты главных тормозных тяг должны быть укреплены контргайками.
Особенно тщательно нужно проверить состояние тормозных колодок. Трещины и другие пороки, которые могут вызвать излом колодок, не допускаются. Толщина колодок должна быть не менее 20 мм и выходить за кромку бандажа не более 5 мм.
Следует проверить наличие зазора между боковыми сторонами гребня бандажа и тормозной колодкой, а также состояние отжимного прибора, исключающего при движении паровоза заклинивание колодки в гребне бандажа.
Нужно убедиться в надежном укреплении тормозных подвесок, поперечин тормозных колодок и предохранительных скоб.
Осмотр и проверка воздушной части тормоза. При осмотре и проверке воздушной части тормоза необходимо проверить действие и производительность паро-воздушного насоса. Для этого необходимо открыть спускные краны парового цилиндра паро-воздушного насоса и воздушного резервуара и медленным открытием вентиля пустить в действие насос. После некоторой прокачки насоса удалить конденсат из резервуара и воздушного насоса.
Открыв спускные краники насоса и воздушного резервуара, довести давление воздуха в магистрали до 2 ат. Перекрыть кран двойной тяги, открыть полностью паровой вентиль насоса и проверить производительность насоса. Давление в магистрали с 2 до 6,5 ат должно быть повышено при котловом давлении 11 ат в течение 70 сек.
Для проверки работы регулятора хода насоса необходимо повысить давление до 8 ат-, при этом давлении регулятор должен автоматически прекратить доступ пара в паро-воздушный насос;
85
при понижении давления не более 0,3 ат регулятор должен возобновить работу насоса. Сальник парового и воздушного цилиндров насоса не должен пропускать пар и воздух. При пропуске необходимо уплотнить или перебить сальники.
Необходимо осмотреть охлаждающие ребра воздушного насоса и очистить их от грязи и масла. Для проверки плотности магистрали необходимо при прикрытом кране двойной тяги довести давление в магистрали до 7 ат и остановить насос. При этом падение давления воздуха не должно превышать 0,5 ат в течение 5 мин. Затем испытывают всю тормозную сеть при включенных воздухораспределителях. Давление в сети доводят до 5,2 ат и перекрывают кран двойной тяги; при этом падение давления в магистрали не должно превышать 0,15 ат в течение 1 мин.
Для испытания тормозных цилиндров с запасными резервуарами и воздухораспределителями необходимо зарядить магистраль до 5,2 ат и торможением снизить давление воздуха в магистрали до нуля.
Давление воздуха в тормозном цилиндре не должно падать в течение 1 мин. более чем на 0,1 ат. Плотность магистрали и всей тормозной сети в соединениях проверяют факелом, после чего устраняют имеющийся пропуск. Осматривают все скобы, крепления воздухопровода и резервуаров и при ослаблении укрепляют.
Для проверки крана машиниста необходимо поставить ручку во второе положение. При этом давление в магистрали должно быть 5—5,2 а§. Если это условие не соблюдается, необходимо отрегулировать золотниковый клапан крана машиниста.
При понижении давления в уравнительном резервуаре на 0,2 ат уравнительный поршень должен подняться и выпустить воздух из магистрали.
При третьем положении ручки крана машиниста уравнительный поршень не должен самопроизвольно подниматься и выпускать воздух из магистрали. Если ручка крана машиниста установлена в третьем положении, давление воздуха в уравнительном резервуаре должно снизиться с 5 до 3 ат в течение не более 30 сек.
При понижении давления воздуха в магистрали на 0,4 ат воздухораспределители должны прийти в действие и тормозная система должна обеспечить полное прилегание колодок к бандажам. Если тормозная система заторможена и ручка крана магистрали установлена в третьем — пятом положениях, отпуска тормозов не должно быть в течение 5 мин. После установки ручки крана машиниста в первое положение приборы должны отпустить тормоз.
При торможении необходимо проверить давление воздуха в тормозных цилиндрах и выход штоков.
В тормозном положении давление воздуха в тормозных цилиндрах должно установиться 3,8—4 ат и выход штоков поршня тормозных цилиндров должен быть в пределах 50—70 мм. Установленный размер выхода штоков тормозных цилиндров регулируется изменением длины главных тормозных тяг.
86
Правильность показаний тормозного манометра проверяется путем зарядки систем. Показания красной и черной стрелок манометра при установке ручки крана машиниста в первое положение должны быть одинаковыми.
На паровозе необходимо' иметь в наличии запасные части тормоза, которые требуются для замены частей, поврежденных при работе. Желательно иметь следующий комплект запасных частей: а) концевой рукав с двумя прокладными резиновыми кольцами; б) разнопоршневой клапан паро-воздушного насоса; в) ходопеременный золотник со стержнем и г) комплект клапанов с гнездами воздушного насоса.
Все неисправности тормоза должны быть устранены до выезда паровоза.
ОТОПЛЕНИЕ ПАРОВОЗНОГО КОТЛА
Одним из важнейших факторов, влияющих на увеличение долговечности паровозного котла, является правильное ведение режима отопления и питания котла водой. Огневая коробка паровозного котла, как описано выше, выполнена стальной с вваренными связями, и за ней требуется тщательный уход и наблюдение. Нельзя допускать резких изменений температуры в топке, так как это ведет к обрыву связей, появлению выпучин, расстройству труб и, как следствие, к преждевременному выходу из строя всего котла.
Отопление паровоза можно производить углем различных сортов, дровами, торфом и другим топливом.
Процесс отопления необходимо вести таким образом, чтобы избежать излишнего охлаждения топки, не допускать резких температурных колебаний, обеспечить необходимое парообразование и экономное сжигание топлива.
Отопление необходимо вести ровным огнем, по всей площади колосниковой решетки, поддерживая слой топлива возможно меньшей толщины.
В зависимости от сорта сжигаемого угля толщину слоя на- колосниковой решетке необходимо держать в пределах 100—250 мм.
Около стенок огневой коробки слой топлива должен быть несколько толще, особенно при сжигании антрацитов и спекающихся углей. Перед завалкой топлива в топку крупные куски необходимо разбить до размера не более 100 мм. Для уменьшения уноса топлива перед загрузкой в топку необходимо смочить его водой и перемешать в лотке. Завалку топлива необходимо вести в промежутках между прокачками воды малыми порциями враструску по две—четыре лопаты. Забрасывать уголь необходимо в первую очередь в места прогаров, чтобы избежать прорыва холодного воздуха. Особенно необходимо избегать прогаров в передней части топки под трубами. Прорыв холодного воздуха в этих местах, помимо того что ухудшает парообразование, может вызвать течь дымогарных труб. При завалке топлива в топку сифон должен быть закрыт.
87
Для отопления тощими углями и антрацитами зазоры между колосниковой балкой и боковыми стенками котла должны быть уплотнены шамотной массой или приваркой по периметру колосниковой решетки железных полос шириной 50 мм. Сжигание тощих углей, смесей с тощими углями, антрацитов, смесей со спекающимися углями следует производить на специальных колосниках с малым живым сечением.
При отоплении антрацитами и тощими углями рекомендуется на паровозе поставить шлакоувлажнитель. Применение шлако-увлажнителя способствует разрыхлению шлака, обеспечивает доступ воздуха в топку и предохраняет колосники от накаливания.
Пар к увлажнительным трубкам может быть подведен от тормозного насоса.
При интенсивных форсировках увлажнителем пользоваться не рекомендуется, так как при этом обеспечивается приток воздуха в количестве, обеспечивающем необходимое охлаждение шлака. Пользоваться шлакоувлажнителем необходимо при езде без пара, с малой форсировкой, на стоянках и при всех случаях обнаружения признаков шлакования.
Во время работы нельзя допускать накопления толстого слоя шлака. Наименьшую толщину шлаковой подушки в зимнее время рекомендуется держать в пределах 60—80 мм, в летнее время 30—40 мм. На стоянках слой топлива должен быть толщиной 70—150 мм, а давление пара в котле — не выше 6 ат.
Унесенную в дымовую коробку изгарь и проваленный в зольник шлак необходимо периодически заливать водой.
ЧИСТКА ДЫМОВОЙ КОРОБКИ и топки
Чистка производится для удаления скопившейся изгари в дымовой коробке и шлака на колосниковой решетке. Перед чисткой топки котел необходимо наполнить водой примерно до 3Д водомерного стекла. Подкачку воды прекращают за несколько минут до чистки. Давление пара в котле перед чисткой постепенно снижают до 5—6 ат.
Воздушные клапаны зольника и шуровочную дверцу следует плотно закрыть, после чего можно приступить к чистке дымовой коробки. После заливки изгари водой от заливательной трубки изгарь удаляют из дымовой коробки лопатой. Прилипшую к искро-держательной сетке изгарь очищают легкими ударами по сетке черенком лопаты. Изгарь, осевшую на приборах, расположенных в дымовой коробке, рекомендуется смести метлой или обдуть воздухом и удалить из дымовой коробки.
Не реже одного раза в сутки следует очищать дымогарные трубки от изгари и сажи специальным прутком, входящим в комплект принадлежностей к паровозу, и продувать специальным прибором, работающим паром или воздухом.
Тщательный уход за дымогарными трубами, своевременная их очистка обеспечивают нормальное горение по всей площади колос-88
никовой решетки и хорошее парообразование. Трубы, занесенные изгарью, перегреваются, в результате чего в них появляется течь, вызывающая преждевременный износ.
При очистке дымовой коробки необходимо осмотреть дымовую трубу. Наличие на дымовой трубе одностороннего нагара указывает на неправильную установку дымовой трубы относительно оси конуса. При первой промывке необходимо проверить установку конуса по прибору. Проверить состояние прокладок и всех уплотнений дымовой коробки, так как при наличии неплотностей в дымовой коробке ухудшается тяга газов из топки, а следовательно и парообразование.
Особенно необходимо предупреждать коробление дымовой дверки своевременной периодической заливкой изгари в дымовой коробке.
Если при работе паровоза был обнаружен шум в топке паровоза, необходимо при очистке тщательно проверить соединение паропровода.
После очистки дверцу дымовой коробки плотно закрывают и приступают к чистке топки. Шлаковой лопатой часть несгоревшего раскаленного угля сгребают на переднюю секцию качающих колосников. Оставшийся на задней секции колосников шлак удаляют с колосниковой решетки путем прокачивания; при этом оставляют необходимый слой шлаковой подушки. Затем раскаленный слой угля скребком сгребают с передней части решетки на заднюю, забрасывают слой свежего топлива и дают ему разгореться. Далее удаляют шлак с передней секции колосников. Разгоревшийся уголь на задней секции колосников разбрасывают по всей решетке и забрасывают свежим.
После того как слой угля по всей решетке достаточно разгорелся, приступают к очистке зольника. Проваленный в бункер зольника шлак заливают водой от заливательного прибора и удаляют наружу через нижний клапан.
Очистку топки необходимо производить быстро в целях предупреждения чрезмерного охлаждения топки. Пользоваться инжекторами при очистке запрещается.
ПИТАНИЕ КОТЛА ВОДОЙ
Питание котла водой необходимо вести при хорошем огне, в промежутках между загрузкой топлива, попеременно правым и левым инжекторами. При каждом закачивании давление пара должно снижаться не более 0,5 ат. Этим обеспечивается в котле незначительное колебание температуры, не влекущее расстройства котл а.
Воду в котле следует держать на уровне половины водомерного стекла. Этим обеспечивается большая сухость пара и уменьшается возможность выбрасывания воды через регуляторную головку в цилиндры. Не допускается питание котла водой, загрязненной маслом. Наличие масла в котле способствует выбрасыванию воды
89
в цилиндры и при осаждении масла на стенках топки ухудшает теплопередачу.
На стоянках подкачивание воды необходимо производить предварительно разогрев топку, усилив горение действием сифона. Запрещается производить питание котла водой при открытых дверцах топки и при прокачивании колосников.
ВОДООБРАБОТКА И РЕЖИМ КОТЛОВОЙ ВОДЫ
Основные сведения. Известно, что природные воды, которые используются для питания паровозных котлов, имеют различные примеси, ухудшающие состояние и работу котла. Питание котла производится водой, которая в большинстве случаев содержит различные соли, механические взвешенные вещества и другие примеси, содержание которых в питательной воде определяет степень жесткости воды.
Наличие в питательной воде накипеобразователей служит причиной отложения накипи на внутренних стенках котла, топки, дымогарных труб и образования шлака, скопляющегося в нижних частях котла. "
Легко растворимые соли, щелочи и взвешенные вещества, близкие по размерам частиц к коллоидам, накапливаясь в котловой воде в количествах, превышающих определенные нормы, вызывает вспенивание и выбрасывание воды.
Повышенное содержание солей, особенно хлоридов и сульфатов, в присутствии свободного кислорода и углекислоты, растворенных в воде, вызывает коррозию котельного железа.
Наиболее ответственные части котла — стенки огневой коробки и дымогарных труб, покрытые накипью, ухудшают теплопередачу и парообразование, увеличивают расход топлива. Стенки огневой коробки перегреваются, происходит расстройство соединений, образуются выпучины, трещины, разъедание стенок котла, что ускоряет преждевременный его износ.
При значительном износе отдельных частей котла ремонт их не всегда возможно произвести средствами депо. В большинстве случаев требуется заводской ремонт с большой затратой рабочей силы и материалов и выходом котла из работы на длительный срок.
Вспенивание и выбрасывание воды снижает мощность паровоза, может повлечь аварию и вызвать длительный его ремонт.
На увеличение расхода металла, объема ремонта котлов и простоя паровозов влияет также коррозия котельного железа.
В целях предупреждения накипеобразования, выбрасывания воды, коррозии металла и получения пара надлежащего качества котловую воду подвергают химической очистке в специальных установках, а при отсутствии их производят внутрикотловую обработку воды, применяют пеногасители, противокоррозионные средства, регулярную продувку котлов, а также контроль состояния паровозных котлов и качества питательной и котловой воды.
90
При правильном применении обработки воды внутри паровозного котла предотвращаются образование накипи, коррозия котельного металла и унос воды из котла. В каждом депо следует применять смеси или отдельные составляющие антинаки-пинных смесей и устанавливать их состав, который определяется качеством питательной и котловой воды, качеством пара, выдаваемого котлом, и состоянием поверхности нагрева котла по накипи и коррозии.
Основным нормативом при установлении способа обработки воды' и режима продувки паровозных котлов являются нормы качества котловой воды и состояние поверхностей нагрева паровозных котлов.
Важнейшими параметрами качества котловой воды являются сухой остаток и щелочность, так как основным фактором, обусловливающим накипеобразование, вспенивание и выбрасывание котловой воды, а также коррозию котельного металла, является количество всех растворимых в котловой воде солей и содержание коллоидных веществ. Все эти примеси вместе со щелочами определяют величину и характер сухого остатка котловой воды, исходя из которого определяют размер продувки.
В настоящее время ГОСТ 6055-51 утверждена единица для измерения жесткости и щелочности воды — миллиграмм-эквивалент на литр (мг-экв/л). Для того чтобы перевести жесткость или щелочность, выраженную в миллиграмм-эквивалентах на литр, в градусы, надо число миллиграмм-эквивалентов на литр умножить на 2,8. Сведения о новых единицах измерения воды даны в приложениях 2 и 3.
Качество котловой воды для паровозов 9П при остаточной жесткости 0,18—2,0 мг-экв!л должно удовлетворять рекомендуемым нормам, приведенным в табл. 5.
Таблица 5
Нормы котловой воды
Характер работы
Сухой остаток 1 в м?1л
Щелочность в мг-экв1л
Маневры . . . Карьеры ветки
3500-4500
5000-7000
Приведенные нормы качества котловой воды рекомендуются для участков с водой среднего качества (средневзвешенная жесткость до 6,5 мг-экв/л и сухим остатком до 400 мг/л). Для вод щелочных, засоленных, с большим количеством кремнезема, взвешенных веществ и т. п. нормы качества котловой воды должны быть установлены опытным путем, после наблюдений со стороны лабораторий химической очистки воды.
1 Сухим остатком называется общее количество в миллиграммах минеральных солей и органических веществ после выпаривания 1 л воды.
91
Нижняя граница щелочности котловой воды при питании котла обычными водами и водами щелочными устанавливается в пределах, обеспечивающих надлежащее состояние котлов по накипи и коррозии. Верхняя граница щелочности устанавливается в соответствии с приведенными выше нормами. При установлении норм следует иметь в виду, что лучшим соотношением является 60%’ гидратной и 40% карбонатной щелочности.
Указанные выше нормы сухого остатка котловой воды установлены для паровозов, которые не используют химических пеногасителей. С применением химического пеногасителя нормы сухого остатка котловой воды могут быть увеличены только после проверки новых норм в течение 4—6 мес. на контрольном паровозе и при отсутствии зашламления котла, увеличения отложений накипи и коррозии котельного железа и утверждаются в качестве повышенных норм.
Ввиду продолжительности определения величины сухого остатка котловой воды производят предварительное определение сухого остатка и хлоридов из проб котловой воды, взятых в разное время года, и по содержанию хлоридов судят о величине сухого остатка.
Для определения оптимального режима внутрикотловой обработки воды и качества пара выделяют опытные паровозы, на которых проводят химико-теплотехнические и эксплуатационные испытания под руководством ответственного представителя депо. Осмотр контрольных паровозов следует производить до и после промывки. Результат осмотра фиксируют актом (форма акта приведена в приложении 4).
Установленный в результате проведенных химико-теплотехнических испытаний режим внутрикотловой обработки воды должен
/ ЦТ
обеспечивать (инструкция МПСр^
а) отсутствие на внутренних поверхностях котла накипи и шлама;
б) предотвращение коррозии котельного железа;
в) надлежащее качество пара (отсутствие вспенивания и выбрасывания воды в котлах).
Установленные нормы качества котловой воды следует строго выполнять в течение всей работы паровоза.
Антинакипины, применяемые для паровозных котлов, — щелочные. Их приготовляют из фосфатов (тринатрийфосфат и динатрийфосфат), щелочей (каустическая сода, кальцинированная сода, едкое кали, поташ) и органических коллоидов (дубовый экстракт, сульфит-целлюлозные щелоки и лишь при отсутствии последних — органические коллоиды из бурых углей и торфа).
При правильном применении антинакипинов получающиеся в котле осадки солей выпадают в виде шлама, легко удаляемого при продувке, и не образуется твердого остатка в виде накипи. При этом вода насыщается хлоридами (хлористым натрием, хлористым калием и др.). По содержанию хлоридов, определяемых лабораторным анализом, устанавливается режим продувок котла, при 92
котором обеспечивается требуемое освежение котловой воды И удаление шлама из котла.
В табл. 6 приведены типовые дозировки антинакипинных смесей в зависимости от общей и некарбонатной средневзвешенной жесткости питательной воды.
Таблица 6
Типовые дозировки антинакипинных смесей
а Единица жесткости воды Наименование и дозировка составных частей антинакипина в г/м3
Каустическая сода Тринатрийфосфат или динатрийфосфат Кальцинированная сода
На 1 мг-экв1л общей средневзвешенной жесткости воды . На 1 мг-экв1л некарбонатной средневзвешенной жесткости воды .... 7,5 льчьи** 5,0 20,0
Пр имечания: 1. Дозировка устанавливается в соответствии с действующими ГОСТ на химикаты (в °/0):
сода каустическая......................92
сода кальцинированная ................ 95
тринатрийфосфат........................95
2. В случае отсутствия одного из компонентов антинакипинной смеси допускается замена его другим, имеющимся в наличии, из расчета эквивалентного соотношения для каустической соды, едкого кали, кальцинированной соды и грамм за грамм для тринатрийфосфата.
Дозировки антинакипинов устанавливают в граммах на тонну воды, набираемой в баки паровоза.
На 1 т воды, окисляемость которой не превышает 10 мг/л кислорода, применяют 5 г коллоидов. При большей окисляемости органические коллоиды не применяют.
При применении антинакипинных смесей в виде брикетов дозировку устанавливают в соотвествии с жесткостью воды по табл. 6 с учетом состава брикетов, в которых содержание каустической соды должно быть не более 12%, тринатрийфосфата не более 30% и органических коллоидов не более 7%; остальная часть брикетов дополняется кальцинированной содой. Указанный процент составных веществ, входящих в брикетированный антинакипин, рассчитан на сухое вещество. Содержание влаги в брикетированном антинакипине должно быть не более 30%.
Лаборатория химической водоочистки ежемесячно на основании анализов проб питательной воды и замеров расхода воды паровозами производит расчет средневзвешенной общей и некарбонатной жесткости воды и по ним устанавливает состав и дозировки антинакипинных смесей.
93
Если при применении составов и дозировок антинакипинов, указанных в табл. 6, и поддержании норм щелочности котловой воды, указанных в табл. 5, наблюдается накипеобразование, вспенивание и унос котловой воды с паром, а также коррозия котельного железа, необходимо после проведения испытаний уточнить:
а) режим продувок котлов, обеспечивающий эффективное удаление шлама и поддержание установленных норм качества котловой воды при минимальных потерях тепла с продувочной водой;
б) нормы качества котловой воды;
в) состав и дозировку антинакипинных смесей.
В местах, где имеются природнощелочные воды и водоумягчи-тельные установки, состав антинакипинных смесей и их дозировки устанавливают после проведения наблюдений на опытном паровозе.
При наличии значительной щелочности питательных вод целесообразно применять только тринатрийфосфат. В местах, где имеются открытые источники водоснабжения, вода которых в период весеннего паводка загрязняется взвешенными веществами, необходимо:
а) изыскать возможность избегать забора воды с большим содержанием взвешенных веществ;
б) усилить продувку котлов паровоза, обеспечив при этом максимальное удаление шлама;
в) установить контроль за выполнением графика промывки паровозных котлов и водяных баков.
Антинакипины применяют в жидком или твердом виде — брикетами. Перед каждым набором воды в сетку люка водяного бака закладывают твердый антинакипин (брикеты) или заливают жидкий антинакипин в количестве, соответствующем установленному дозировкой количеству набираемой воды.
Количество жидкого антинакипина определяют мерной кружкой, а количество воды — рейкой. Жидкий антинакипин следует хранить на паровозе в специальных бидонах. Переносить анти-накипинные смеси в открытых ведрах запрещается.
Твердый антинакипин хранят в специальном железном или деревянном ящике с выдвижной крышкой.
В котел паровоза, выходящего из промывки, следует предварительно ввести такое количество антинакипина, которое обеспечит соблюдение нормальной щелочности в котловой воде при первой поездке.
Повышение качества пара и меры по сокращению уноса воды. Качество пара в основном определяется количественным содержанием и химическим составом присутствующих в нем загрязнений и зависит от степени влажности пара и химического состава котловой воды.
Насыщенный пар хорошего качества характеризуется влажностью не более 0,3—0,5% и солесодержанием 3—5 мг!кг. Для уменьшения содержания влаги в паре необходимо следить за состоянием паросушителя, установленного в сухопарном колпаке. 94
Опорное уплотнительное кольцо паросушителя должно быть плотно пригнано к цилиндрической части котла, а зазор между регуляторной трубой и паросушителем не должен превышать 3 мм. Уровень воды в котле не должен быть больше 3Д водомерного стекла.
С целью получения хорошего пара в котловой воде следует поддерживать определенную концентрацию солей и щелочей. При слишком высокой щелочности котловой воды последняя вспенивается и пена с паром выносится в паропровод.
За последнее время на железнодорожном транспорте для предотвращения образования пены и уноса воды с паром применяют химический пеногаситель. Химический пеногаситель представляет собой высокомолекулярное органическое поверхностноактивное вещество — диамид, получаемое путем соединения гексамети-лендиемена и стеарина или силомаса, удовлетворяющего требованиям ВТУ № 232425-52 МПС.
Химический пеногаситель, располагаясь в котле на границе воды и пара, проникает в пленки пузырьков пара, изменяет состояние и свойство этих пленок таким образом, что пузырьки не задерживаются в котловой воде и на ее поверхности в виде пены, а легко объединяются между собой в крупные пузырьки, которые имеют способность быстро отделяться от воды и разрушаться на поверхности воды не образуя пены.
Химический пеногаситель применяют для внутрикотловой обработки воды независимо от состава и норм дозировок антинакипи-нов и противокоррозионных средств.
Оптимальные дозировки химического пеногасителя устанавливают после проведения соответствующих испытаний, предотвращающих вспенивание и унос котловой воды с паром при соблюдении безопасного наинизшего уровня воды в котле. Первоначальная дозировка устанавливается 0,2—0,4 г/т воды.
Необходимое количество химического пеногасителя взбалтывают в 0,1 л горячей воды и вводят в котел через специальную воронку, устанавливаемую на вестовой камере инжектора, во время питания котла водой. Химический пеногаситель усиленно поглощается шламом, поэтому вводить его следует в котел по частям во время стоянок в начале и в конце смены, после продувки котла. После промывки котла применять химический пеногаситель следует с момента, когда повышение сухого остатка вызывает вспенивание и унос воды с паром.
В целях улучшения качества пара необходимо выполнять установленный график продувки котла и систематически поддерживать нормальное количество котловой воды по солесодержанию и шламу и правильно применять пеногаситель.
Коррозии котельного металла и применение противокоррозионных средств. Коррозия — разрушение металла, возникающее на его поверхности, вызванное химическими или электрохимическими воздействиями. Коррозии подвержены в той или иной степени все части паровозного котла, которые соприкасаются с паром или 95
водой внутри котла и топочными газами, атмосферным воздухом и влагой снаружи. Основной причиной коррозии котельного металла внутри котла является питание котла водой, содержащей вредные примеси, главным образом кислород, углекислоту, хлориды, сульфаты, свободные активные кислоты и соли.
Коррозионные повреждения котлов имеют различную форму: в виде точек, каверн, линий, сквозных повреждений и углублений в виде оспин.
Нормальное содержание щелочей в котловой воде полезно, так кака парализует корродирующее воздействие на стенки котла растворенных в воде газов кислорода и углекислоты, но чрезмерная щелочность воды вызывает вспенивание воды и унос ее из котла с паром.
Примечание. Коррозия может возникать под действием микро- и макрогальванопар, в которых железо выполняет роль растворяющего анода. Характерным признаком подобной коррозии является точечное разрушение, которое значительно опаснее равномерного, так как пострадавшая часть котла может оказаться негодной даже при ничтожном повреждении металла.
В местах, где используют коррозионноагрессивные воды, вызывающие разъедание котельного металла, внутрикотловая обработка воды должна способствовать уменьшению агрессивных свойств котловой воды, т. е.:
1) при наличии сухого остатка котловых вод, значительно превышающего установленные нормы, нужно ограничить общее соле-содержание в них соответствующей величиной продувок (выдувая до 15% котловой воды);
2) устранить из состава антинакипинной смеси кальцинирован-\ ную соду, заменив ее тринатрийфосфатом в количестве 2 г три-| натрийфосфата за 1 г воды и частично каустической содой;
j 3) повысить щелочность котловой воды в пределах 5 10—12 мг-экв!л за счет увеличения дозировки антинакипинов;
4) путем соответствующей продувки котла не допускать скопления шлама, особенно по грязевому кольцу;
5) организовать применение противокоррозионных веществ.
Для защиты котельного металла от коррозии применяют нитрит натрия и смесь нитрита натрия с хромпиком. При использова-
нии одного нитрита натрия первоначальная дозировка принимается
65 а/т воды, а при применении смеси нитрита натрия с хромпиком дозировку устанавливают из расчета 40—50 г нитрита натрия и 10—12 г хромпика на 1 т воды. Применять нитрит натрия можно
при воде с любой жесткостью,
а его смесь с хромпиком — при воде
с жесткостью, превышающей 4 мг-экв/л.
Необходимо учесть, что смесь нитрита натрия с хромпиком образует устойчивую защитную пленку на поверхности котельного металла, поэтому применять эту смесь можно периодически. При
увеличении загрязнения котлов накипью применять смесь хромпика с нитритом натрия можно через один межпромывочный пробег, а при слое накипи толщиной 0,5 мм применение смеси можно пре-
кратить.
При применении нитрита натрия и его смеси с хромпиком питание котлов антинакипинами и химическим пеногасителем, а также режим продувок котлов не изменяются.
Нитрита натрия в котловой воде должно содержаться 600—• 1000 мг/л; его смеси с хромпиком должно быть: нитрита натрия — 300—500 мг/л и хромпика в пересчете на хромовый ангидрид 25—35 мг/л. Оптимальное содержание нитрита натрия и хромпика в котловой воде уточняется для каждого депо в зависимости от агрессивности питательной и котловой воды.
Нитрит натрия вводят в антинакипинную смесь:
а) добавлением в бидон с выдаваемой на паровоз антинакипин-ной смесью необходимого количества нитрита натрия в сухом или растворенном виде;
б) введением в раздаточный бак с раствором антинакипина соответствующего количества нитрита натрия. Хромпик выдают на паровоз в сухом виде или в водном растворе в отдельном бидоне.
Продувку паровозных котлов производят для удаления из котла шлама, а с поверхностного слоя воды — пены взвешенного масла и шлама, а также для поддержания установленной нормы качества питательной воды.
На паровозах применяют так называемую нижнюю продувку, а при наличии продувочного крана на цилиндрической части котла производят и верхнюю продувку через этот кран. Точный режим продувок устанавливается опытным путем в зависимости от качества питательной и котловой воды по их сухому остатку в мг/л (обычно выраженного в хлоридах).
Величину потребной продувки определяют по формуле
где Р—величина продувки в % от испаренной котловой воды;
А— сухой остаток питательной воды, выраженный в хлоридах, в мг/л;
В — допустимое содержание сухого остатка котловой воды, выраженное в хлоридах, в мг/л.
Пример. Сухой остаток питательной воды, выраженный в хлоридах, составляет 35 мг/л; допустимое содержание остатка котловой воды 700 м.г/л. Тогда величина продувки от испаоенной воды п 35-100
составит Р ~ 7QQZ35 ~ 0 % •
В этом случае расход воды при продувке в сутки определяется по фоомуле
п С-К-100 „ P-N
Р -------_ .-и л И (> — -гг . ,
где N — величина израсходованной воды за сутки в л;
С — вес воды, который выдувают из котла за сутки, в кг;
К— удельный вес воды при данном котельном давлении (см. приложение 5).
7 Паровоз 9П 2469 97
Пример. Если паровоз израсходовал за сутки 2Ь ООО л воды при среднем котловом давлении 12 ат, при котором удельный вес воды К = 0,870 (см. приложение 5), то при Р = 6%, количество воды, которое должно быть выдуто из котла, будет составлять
6-25000
0,870-100
1725 л.
Обычно контроль количества выдуваемой воды устанавливают во время открытия спускных кранов, для чего в депо должны быть данные о количестве воды, выдуваемой из котла в 1 сек. в зависимости от диаметра отверстия продувочного спускного крана и давления в котле.
Продувку котла осуществляют в соответствии с установленным графиком продувок, исходя из необходимости поддержания установленного режима котловой воды.
Продувку производят в местах, определяемых начальником депо или железнодорожного цеха. Продувку котла надо начинать не ранее чем через 10 мин. после последней подкачки воды. Котел продувают при рабочем котловом давлении попеременным открытием и закрытием кранов; при этом краны каждый раз открывают на 2—3 сек. и закрывают на 10—12 сек. Верхнюю продувку производят на ходу паровоза, при открытом регуляторе и рабочем котловом давлении, однократным открытием кранов на 20—30 сек. не ранее чем через 10 мин. после начала работы паровоза с открытым регулятором.
Нижняя и верхняя продувка может быть начата при любом уровне воды, с тем чтобы к концу продувки в котле оставалось не менее 3 см по водомерному стеклу.
Перед началом продувки машинист должен убедиться в безотказной работе инжекторов, исправности продувочных кранов и водоуказательных приборов.
Запас воды в водяном баке должен быть не менее 2 м3. Во время нижней продувки котла воду в котел подавать заир е-щ а е т с я.
Оценка состояния стенок котла. В процессе работы паровозного котла вода насыщается солями, которые, выпадая в осадок, отлагаются на стенках котла в виде накипи. Наличие накипи вредно отражается на состоянии котла.
Наиболее ответственные части котла — стенки огневой коробки и дымогарных труб, покрытые накипью, ухудшают теплопередачу и парообразование. Стенки котла перегреваются, происходит расстройство соединений, образуются выпучины, трещины, разъедание стенок, что ускоряет преждевременный износ котла. При правильном применении средств обработки воды внутри котла и продувке паровозного котла предупреждается отложение накипи на стенках котла.
Оценку состояния паровозного котла по накипи производят при комиссионных осмотрах и на промывках по шкале, приведенной в табл. 7.
98
taO'Auufl 7
Шкала оцейки состояния паровозного котла по отложению на его стенках накипи
Оценка
Средняя толщина накипи на боковых стенках в полосе горения в мм
Средневзвешенная толщина накипи в мм
на топке на трубах
Отлично (5)............
Хорошо (4).............
Удовлетворительно (3) . .
Неудовлетворительно (2) .
До 0,3
„ 0,4
„ 0,6
Более 0,6
До 0,2
„ 0,4
» 0,6
Более 0,6
Более 1
При оценке состояния котлов учитывают в первую очередь состояние топок, но если окажется, что на трубах средневзвешенная толщина накипи превышает 1 мм, всему котлу дают неудовлетворительную оценку. В этом случае необходимо переводить котел на повышенную дозировку антинакипинов.
Среднюю толщину слоя накипи на боковых стенках топки определяют как среднеарифметическое ряда отдельных замеров толщины накипи.
Средневзвешенную толщину накипи на топке и трубах определяют как сумму произведений частей поверхности нагрева, покрытых накипью, на толщину слоя накипи.
Химический контроль качества питательных и котловых вод накипи и шлама производится в следующем объеме.
По питательным водам
Полный химический анализ пробы питательной воды пунктов водоснабжения производят один раз в квартал в объеме, указанном в приложении 6.
Краткий анализ питательной воды производят ежемесячно. Он должен содержать следующие данные:
а) жесткость (общая, карбонатная и некарбонатная) в мг-экв/л;
б) щелочность (общая, гидратная, карбонатная и бикарбонат-ная) в мг-экв/л',
в) хлориды в мг/л',
г) взвешенные вещества в мг!л\
д) сухой остаток в мг!л\
е) окисляемость Оз в мг/л.
По котловым водам
Для контроля водного режима котла лаборатория должна производить анализ проб котловой воды не менее 2 раз в сутки. Отбор проб котловой воды производят не ранее чем через 10—15 мин. после последней подкачки воды в котел из нижнего водопробного крана. Пробу отбирают в специальный пробоотборник не менее 0,5 л.
99
Анализ каждой отобранной пробы котловой воды должен содержать следующие данные:
а) жесткость в мг-экв/л-,
б) щелочность (общая, гидратная, карбонатная, бикарбонат-ная) в мг-экв/л-,
в) содержание хлоридов в мг]л-,
г) содержание нитрита натрия в мг/л-,
д) содержание хромового ангидрида в мг/л-,
е) сухой остаток в мг/л\
ж) содержание масла в мг/л.
Анализ котловой воды в присутствии машиниста производят только на определение щелочи и содержание хлоридов.
Анализ на содержание нитрита натрия и хромового ангидрида производят в случаях его применения.
Необходимо учитывать то обстоятельство, что отобранная проба будет иметь более высокое содержание солей, чем котловая вода, вследствие частичного ее испарения при отборе. Поэтому полученные результаты анализа должны быть перемножены на поправочный коэффициент (см. приложение 5).
На контрольных паровозах отбирают пробы котловой воды объемом 1 л для дополнительного анализа с целью получения следующих данных о содержании в котловой воде:
а) фосфатов в пересчете на Р2О5 (фосфорный ангидрид), в мг]л\
б) сульфатов в мг/л-,
в) взвешенных веществ в мг]л.
Кроме того, водохимическая лаборатория раз в квартал отбирает пробы накипи с боковых стенок топки в полосе горения, с труб и потолка топки, а также шлама с контрольных паровозов во время промывки их котлов.
При анализе накипи и шлама должно быть определено содержание: окиси кальция СаО; окиси магния MgO; полуторных окис-лов А12О3 Fe2O3; окиси железа Fe2O3; кремнекислоты SiO2; углекислоты СО2; сульфатов SO3; потерь при прокаливании; теплопроводности.
Заводская лаборатория и руководство железнодорожного цеха должны обеспечить соблюдение правил промышленной санитарии и техники безопасности при изготовлении и применении средств внутрикотловой обработки воды.
УХОД ЗА АРМАТУРОЙ И ГАРНИТУРОЙ
Чтобы обеспечить безаварийную работу котла, необходимо тщательно следить за исправностью инжекторов, водоуказательных приборов, предохранительных клапанов и манометра.
Для безотказной работы инжектора необходим тщательный уход за ним во время работы и на промывках. Обслуживающая бригада должна хорошо знать устройство инжектора, причины отказа в работе и способы их устранения. Наибольшее количество 100
случаев отказа инжекторов происходит от отложений накипи на конусах, нарушения плотности соединения инжекторных труб, закипания питательного клапана и засорения сетки делительной пробки.
Неисправности в работе инжекторов паровозная бригада должна исправлять своими силами. В случае обнаружения больших отложений накипи на конусах последние необходимо вынуть из корпуса инжектора, погрузить на 10—15 мин. в соляную кислоту, после чего промыть в холодной воде и поставить на место.
При питании загрязненной водой в инжектор попадают твердые частицы, которые оседают на питательном клапане, повреждают притирочные места и вызывают пропуск воды из котла. Если своевременно не устранить пропуск воды, то может произойти порча инжектора.
Парение сальниковых соединений необходимо устранить затяжкой накидных гаек или перебивкой сальников.
В котле необходимо всегда поддерживать нормальный уровень воды и ни в коем случае не допускать, чтобы он опускался ниже наинизшего. При нормальном действии водомерного стекла вода должна в нем колебаться. Если вода колеблется слабо или установилась на одном уровне, необходимо продуть и устранить засорение каналов в кранах водомерного стекла. Работать без водомерного стекла, пользуясь только водопробными кранами, запрещается. При обнаружении засорения водопробных кранов их необходимо прочистить.
Исправность предохранительных клапанов должна быть обеспечена во всё время работы паровозного котла. Не реже одного раза в сутки необходимо проверить действие клапанов на «сброс» при достижении полного котлового давления.
Во время работы необходимо постоянно вести наблюдение за паровым манометром, периодически производить его проверку при приемке паровоза во время передачи смен.
Боксование паровоза наносит большой вред машине, поэтому песочницу всегда следует держать в исправности, а песок сухим. Основные причины неисправной работы песочницы заключаются в неплотном прилегании клапанов выходных отверстий, засорении песочных труб и влажности песка.
Для исправной работы песочницы надо не допускать образования неплотностей в резервуаре песочницы, через которые может проникнуть внутрь влага. Привод песочницы должен быть в исправном состоянии. Песочные трубы следует очищать каждую смену легкими ударами молотка. Нельзя оставлять открытым резервуар песочницы. Крышка песочницы должна плотно прикрывать верхнее отверстие.
Резервуар песочницы необходимо периодически очищать от мусора. Набор песка производить через сетку. Песок должен быть хорошо просушен и просеян. Величина зерен песка должна быть не более 2,5 мм. Содержание кварца в песке должно быть не менее 70%, а содержание примесей не более 3%. При наличии на
101
паровозе воздушной песочницы необходимо отрегулировать работу форсунок таким образом, чтобы количество подаваемого* по* трубам песка было одинаково.
При пользовании песочницей следует не допускать обильной подачи песка на рельсы, так как это ведет к увеличению расхода песка и к износу бандажей колесных пар.
Для предупреждения сдувания песка с рельсов при сильном ветре на концы труб надевают резиновые наконечники или защитные щитки, которые укрепляют на концах песочных труб шурупами.
СМАЗКА
Смазке трущихся частей паровоза уделяется особое внимание. Уход за смазочными приборами, содержание в исправности смазочных приборов увеличивает срок службы трущихся частей паровоза. Паровозная бригада, обслуживающая паровоз, должна со-
Фиг. 85. Штуцер твердой смазки:
1 — винт; 2 — контргайка;
3 — штуцер; 4 — втулка*штифт.
Фиг. 86. Клапан твердой и полужидкой смазки:
1 — корпус; 2 — пружина;
3 — клапан; 4 — пробка.
держать смазку в условиях, обеспечивающих ее чистоту, так как от этого зависит правильная работа смазочных приборов. Посуда для смазки всегда должна быть чистой.
Плавающие втулки сцепных и поршневых дышел смазывают твердой смазкой 50Д по ТУ МПС ЦОТЭ 1278. Набивку смазки в масленки головок дышел производят вручную. Твердую смазку перед набивкой следует подогреть, чтобы она была мягкой. Запрессовку смазки во втулку производят винтом 1 (фиг. 85), ввернутым в штуцер 3. По окончании запрессовки винты закрепляют контргайкой 2. Приварка штуцеров к головкам дышел запрещается.
Запрессовку твердой смазки во втулки производят до тех пор, пока смазка не займет все свободное пространство между втулкой и пальцем и не покажется через галтели втулок наружу.
Заправку головок дышел твердой смазкой производят при экипировке и в процессе работы паровоза по мере надобности, 102 : , -
Торцевые шайбы центров колесных пар и валики рессорного подвешивания смазывают солидолом. Запрессовку солидола производят вручную винтовым прессом, надевающимся на головку клапанов, ввернутых в штуцеры колесных центров, и валики рессорных подвесок и балансиров (фиг. 86). Всего на паровозе установлен 31 клапан в местах, смазываемых солидолом, из них 19 клапанов на деталях рессорного подвешивания и 12 на ступицах колесных центров.
Запрессовку солидолом клапанов, установленных на колесных центрах, следует производить каждую экипировку при смене бригад, а заправку клапанов для смазки валиков рессорного подвешивания — каждую промывку.
Жидкой смазкой смазывают все остальные трущиеся части движения, а также и параллели. Смазку производят вручную из масленки осевым маслом марки Л и 3.
Шейки колесных пар также смазывают осевым маслом марки Л и 3 от войлочной подбивки в подбуксовых коробках и из масленки в верхней части корпуса буксы.
Заправку смазки в подбуксовке коробки производят при заправке войлочной подбивки.
Поршни и золотники паровой машины получают смазку от восьмиотводной пресс-масленки. Пресс-масленка обычной конструкции, устанавливаемая на магистральных паровозах, должна заправляться маслом вапор или вискозином.
Пресс-масленку (фиг. 87) устанавливают с правой стороны на площадке и приводят в действие от маятника.
Автоматическая смазка подводится к передней золотниковой крышке парового цилиндра, к золотниковой коробке правого цилиндра (от двух отводов), к правому цилиндру, к передней золотниковой крышке левого цилиндра, к золотниковой коробке левого цилиндра (от двух отводов) и к левому цилиндру.
С 1955 г. на паровозах введена улучшенная схема смазки. По этой схеме (фиг. 88) смазка от восьмиотводной пресс-масленки подводится к правому и левому цилиндрам, к правому и левому золотникам (от двух отводов), к заднему цилиндровому сальнику, золотниковому сальнику и передней золотниковой крышке, через четырехотводные маслораспределители 1 с правой и левой стороны.
Четырехотводный маслораспределитель (фиг. 89) предназначен для распределения смазки под давлением к отдельным трущимся частям паровоза. Получая смазку от одного отверстия пресс-масленки, четырехотводный маслораспределитель распределяет и подает ее под давлением к четырем точкам. Маслораспределитель состоит из чугунного корпуса 1, двух плунжеров 2, блокировочного штифта 3, четырех пробок 4 и деталей винтовых соединений труб.
Плунжеры 2 маслораспределителя выполняют роль круглых золотников, распределяя смазку в четыре вывода. Блокированный штифт увязывает последовательность работы плунжеров путем 103
<2)1/2 ШТРУБ
Фиг. 87. Восьмиотводная пресс-масленка:
1 — сальник; 2— обогревательная трубка; 3—планка сетки; 4 — сетка тонкой очистки; 5—подшипник втулки; 6 — стержень; 7 — масломерное стекло; 3 — корпус; 9 — пробка; 10 — пробка спускная; 11 — шариковый ниппель; 12 — распределительный вал; 13 —- насосик; 14 — палец; 15 — пруток; 16 — крышка; 17 — болт зажима; 18 — пробка; 19 — сетка; 20— корпус задерживающих собачек; 21 — ушко; 22 — шпилька; 23 — крышка храпового механизма;
24 — втулка; 25 — корпус толкающих собачек; 26 — храповое колесо; 27 — полукруглая шпонка; 28 — втулка;
29—эксцентриковый вал; 30 — втулка; 31 — сальник; 32 — болт; 33 — рычаг; 34 — рукоятка; 35—сливная пробка;
36 — ось; 37 — собачка; 38 — пружина собачки; 39 — втулка.
зажима одного плунжера при движении другого. Пробки 4 масло-распределителя ограничивают ход плунжеров и, благодаря наличию на их торцах поперечного выступа, позволяют подводить смазку к торцам плунжера в момент нахождения его в крайнем положении.
Маслораспределитель в собранном виде испытывают на выход смазки из отводных каналов в атмосферу и на выход смазки из отводных каналов с преодолением противодавления 20 ат.
При обоих испытаниях смазка должна вытекать из отводных каналов равными порциями с отступлением, не превышающим 5%.
а) 5)
Фиг. 88. Улучшенная
схема смазки:
а — правый цилиндр; б — левый цилиндр; 1 — четырехотводный масляный распределитель; 2— подвод смазки к золотниковым втулкам; 3 — подвод смазки к втулке передней золотниковой крышки; 4 — подвод смазки к цилиндру'; 5 — подвод смазки к заднему золотниковому сальнику;
5—подвод смазки к заднему поршневому сальнику; 7 — восьмиотводная пресс-масленка.
Подачу смазки от пресс-масленки к смазываемым точкам производят через обратные клапаны (фиг. 90).
Для проверки работы пресс-масленки и исправности маслопровода отвинчивают на 1—2 оборота костылик обратного клапана. Если масло при этом пойдет через контрольное отверстие наружу, можно считать, что масляная система в порядке. При установке обратных клапанов после ремонта и осмотра необходимо испытать их на пропуск пара или жидкости в направлении, обратном движению смазки.
Паро-воздушный насос тормоза необходимо смазывать каждую экипировку, а по мере надобности и в процессе работы паровоза. Смазку паровой части насоса следует производить маслом вискозин; смазку воздушной части — компрессорным маслом марки Т. Перед смазкой паровой части тормоза необходимо спустить воду из масленки через специальное отверстие, имеющее костылик, затем открыть пробку и залить масленку смазкой до верха трубки.
105
Фиг. 89. Четырехотводный .маслораспределитель:
Z..корпус: 2 — плунжер; 3 — блокировочный штифт;
4 — пробка»
Фиг. 90. Обратный клапан:
— корпус; 2 — шарик; 3 — гнездо; 4 — пружина; айка; 7 — костылик; 6’—штифт; 9— штуцер;
11 — прокладка.
5 — винт; 6' —
10 — накидная
гайка;
Смазку воздушной части тормоза производят масленками. 3 а-п решается производить смазку от всасывающих клапанов.
Трущиеся части рычажной передачи тормоза и подшипники турбогенератора смазывают турбинным маслом Л и 3.
УХОД ЗА СМАЗОЧНЫМИ ПРИБОРАМИ
Смазку парораспределительного механизма, параллелей, букс и других точек производят фитильными масленками.
Для хорошей работы фитильных масленок и обеспечения непрерывного доступа смазки к трущимся частям необходимо наблюдать, чтобы заливаемая смазка была не густой, так как густую смазку не будет засасывать фитиль.
В зимнее время рекомендуется смазку подогревать до 50—60°, разбавлять керосином или применять зимние сорта масел. Нельзя применять и перегретую смазку, так как такая смазка становится текучей и теряет свои смазочные свойства.
Для правильной работы фитильных масленок необходимо соблюдать следующие правила.
1. Масленки и фитили должны быть чистыми. Промывать их следует в керосине.
2. Не допускать перетягивания фитиля установочной проволокой. Нити фитиля должны быть свободными в петле проволоки; оставшиеся от сплетения нити фитиля должны быть расправлены.
3. Перед установкой в трубку фитиль нужно пропитать смазкой, довести до шейки трущегося валика, затем поднять на 10—12 мм вверх, после чего установочную проволоку перегнуть кольцом, чтобы фитиль не затянуло внутрь.
4. Залитую смазкой масленку плотно завернуть пробкой или закрыть крышкой.
В процессе эксплуатации паровоза необходимо особенно внимательно наблюдать за чистотой верхних смазочных коробок букс. Накапливающуюся в коробках воду надо откачивать спринцовкой. Клапаны и каналы в местах, смазывающихся солидолом, необходимо периодически промывать керосином.
Для обеспечения хорошей работы поршней и золотников необходимо следить за работой пресс-масленок и состоянием маслопроводов. Сетку пресс-масленки нужно периодически промывать горячей водой. Заливаемую в пресс-масленку смазку следует пропустить минимум через три сетки: сетку на ведре, на масленке или на воронке и сетку самой пресс-масленки.
Маслопроводы в соединениях не должны давать течи, а в зимних условиях должны быть хорошо изолированы. Накапливающуюся на дне масленки воду надо периодически и особенно после длительных стоянок спускать через пробку 10 (фиг. 87). После наполнения пресс-масленки смазкой рекомендуется прокачивать смазку по маслопроводу от руки рукояткой 34 трещоточного механизма.
107
Регулировку количества смазки, подаваемой пресс-масленкой, производят путем перестановки валика по отверстиям в маятнике трещоточного механизма.
Регулировку подвода смазки к отдельным точкам производят установочными винтами насосиков 13, определяющим величину хода плунжера. Регулировку подвода смазки к отдельным точкам надо производить в ремонтном депо на специальном стенде; эту работу должен делать квалифицированный слесарь-автоматчик или сам машинист.
Если при работе пресс-масленки смазка к пункту смазывания не подходит, необходимо открыть крышку пресс-масленки и наблюдать за ходом насосика 13 при проворачивании трещоточного механизма. Если насосик 13 не двигается, то нужно несколько отвернуть установочный винт и поставить плунжер в нормальное положение. Полный ход плунжера соответствует 8,5 оборота установочного винта. Если к пункту смазывания поступает чрезмерно много масла, то надо подвернуть установочный винт до нормальной подачи смазки. В обоих случаях при регулировке подвода смазки насосик надо ставить в нижнее положение рукояткой трещоточного механизма. Крышку пресс-масленки после окончания регулировки следует запломбировать. Смазку наливают через верхнюю пробку 18. Исправная работа пресс-масленки и правильно отрегулированная подача смазки являются важнейшей заботой обслуживающей паровоз бригады.
ОСОБЕННОСТИ ОБСЛУЖИВАНИЯ ПАРОВОЗА В ЗИМНИХ УСЛОВИЯХ1
Для обеспечения нормальной и безотказной работы паровоза в зимних условиях необходимо провести соответствующую подготовку.
Подготовка заключается в проведении оздоровительного ремонта, обеспечивающего нормальную работу на весь зимний период (см. гл. IV), и в отеплении наружных паропроводов, водопроводов и воздухопроводов паровоза, подвергающихся замерзанию, а также в проверке и приведении в исправное состояние всех мест, покрытых изоляцией: котла, топки, цилиндров, паро-воздушных труб и т. д.
Подготовительные работы следует производить на очередной промывке примерно за месяц до наступления заморозков.
Во время оздоровительного ремонта особое внимание нужно уделить паровозному котлу. Тщательная подготовка паровозного котла обеспечивает безаварийную работу паровоза в зимних условиях. Котел необходимо тщательно промыть и проверить состояние всех его частей. При скоплении накипи в цилиндрической части рекомендуется вынуть несколько дымогарных труб и тщательно очистить от накипи все дымогарные трубы и стенки котла. Необхо
1 См. инструкцию ЦТ МПС № ЦТ/1507 паровозным бригадам по работе паровозов в зимних условиях.
108
димо проверить состояние боковых стенок топки, особенно в боковых труднодоступных местах, а также связей и анкерных болтов.
Необходимо привести в исправное состояние колосниковую решетку, зольник, кирпичный свод топки и дымовую коробку с расположенными в ней приборами; устранить все неплотности. Насадок конуса очистить от нагара и проверить его положение по отношению к дымовой трубе. Проверить состояние сифонного кольца и его положение по отношению к оси дымовой трубы. У зольника необходимо проверить состояние стенок, клапанов и приводов к ним. Устранить все замеченные неисправности и особенно неплотности в стенках зольника. Проверить состояние изоляции котла, цилиндров, цилиндровых крышек и паровых труб.
Толщина изоляции на цилиндрической части котла должна быть не менее 40, а на кожухе топки — 30 мм. Оголившуюся часть котла необходимо тщательно очистить, закрасить суриком, затем наложить слой изоляционной массы толщиной 10—15 мм, подогреть котел паром и дать возможность первому слою массы подсохнуть, после чего наложить и просушить второй, а затем третий слой до требуемой толщины.
Тщательно осмотреть и отремонтировать инжекторы. Паровые и водяные конусы очистить от накипи и проверить на станке притирочные места всех клапанов. Слабина хвостовика питательного клапана в направляющей пробке не должна превышать 0,5 мм, а размер притирочного пояска у питательного и вестового клапанов должен быть не менее 2 мм. У хвостовика питательного клапана желательно восстановить винтовую нарезку, которая способствует нормальной посадке клапана. Отремонтировать вестовые клапаны инжекторов. Перед установкой на паровоз инжектор нужно проверить на испытательном стенде.
Особенно тщательно следует проверить сечение проходов нагнетательной трубы и питательного клапана, так как в этих местах имеет место отложение накипи, которое уменьшает проходное сечение, что приводит к снижению производительности инжектора.
У всей арматуры паровозного котла надо отремонтировать и притереть клапаны и восстановить все сальниковые соединения.
При подготовке тормозного оборудования необходимо подвергнуть осмотру и ревизии воздушный насос и тормозные приборы, руководствуясь инструкцией МПС за № ЦТ/1104. Паро-воздушный насос необходимо снять с паровоза, разобрать, промыть в керосине и осмотреть. Негодные части следует сменить. Очистить каналы паровых и воздушных цилиндров, промыть их раствором щелочи с горячей водой и обдуть воздухом. Проверить состояние изоляции парового цилиндра. Поврежденную изоляцию необходимо восстановить. Охлаждающие ребра воздушных цилиндров очистить от грязи в целях предупреждения перегрева цилиндров и попадания увлажненного воздуха в тормозную магистраль, что может вызвать замерзание магистрали и воздухораспределителей. Устранить парение сальника парового цилиндра и пропуск сальника воздушного цилиндра низкого давления.
109
-Для предупреждения износа сальниковой набивки и лучшего смазывания штока насоса между гайками сальников рекомендуется на шток надеть свитое асбестовое кольцо 4 (фиг. 91) из асбестового шнура, скрепленное обоймой 2.
Для предупреждения попадания влаги через воздушные клапаны гнезда их необходимо защитить предохранительными козырьками.
Все крутые перегибы, вмятины и соединения воздухопровода, которые создают дополнительные сопротивления и очаги скопления влаги, должны быть устранены. Чаще всего подвержена замораживанию нагнетательная труба в соединении с главным резервуаром. Укладка трубы от насоса к резервуару должна быть выполнена с уклоном 0,01—0,02°. Радиусы загибов должны быть не менее 250 мм. В целях предупреждения замораживания нагнетательную трубу в тех местах, где оседает влага, и на участке длиной около 1 м от главного воздушного резервуара надо отеплить.
У тормозных цилиндров кожаные манжеты следует смазать прожировочным составом № 12 или 40 или смазкой № 4а. Внимательно проверить состояние рычажной части тормоза.
Отеплению подлежат следующие части паровоза: пресс-масленка, маслопроводные
трубы, питательные трубы инжектора, паровые трубы насоса, трубки сифона, турбогенератора, заливательного прибора, спускные краны топки со спускной трубой, трубки манон метра и будка машиниста.
Отепление пресс-масленки. Большое применение в качестве утеплителя получил капот, защищающий весь корпус масленки. Капот
изготовляется из кошмы или войлока, простеганного с брезентом. Капот имеет вырезы для прохода смазочных трубок и механизма подачи смазки. С обеих сторон брезент капота окрашивают суриком или печным лаком. Для заливки масла в масленку верхняя часть капота выполняется откидной, укрепляемой пряжками. Для предупреждения от повреждения капот защищают фанерным ящиком. Такой способ зарекомендовал себя как надежное предохранительное средство от замерзания масла при низких температурах. Отеплить корпус масленки можно железным кожухом, обложенным с внутренней стороны кошмой или войлоком.
Паровую трубочку пресс-масленки необходимо перед отеплением отвернуть, промыть и продуть. Пароотводящие трубочки отвести вниз к передней части паровоза.
Маслопроводные трубки собирают в пучок, внутри которого пропускают прогревательную трубочку пресс-масленки. Чтобы
ПО
Фиг. 91. Смазывающее кольцо штока тормозного насоса:
Z—верхняя гайка; 2 — обойма; 3 — нижняя гайка; 4 — асбестовое кольцо.
избежать перегрева смазки в маслопроводных трубках, прогрева--тельную трубочку отделяют от них распорками. Пучок трубок снаружи обертывают мешковиной или железным кожухом. Ответвления маслопроводных трубок изолируют войлоком, обматывают парусиной, стягивают шпагатом и окрашивают суриком. Для предупреждения проникновения влаги внутрь изоляции трубок рекомендуется покрыть изоляцию гудроном.
Питательные трубы инжектора также изолируют войлоком, обертывают парусиной или мешковиной и обвязывают шпагатом. Изоляцию окрашивают суриком или темной краской. Для преду
Фиг. 92. Отепление спускного крана топки, ft
преждения повреждения изоляцию снаружи защищают железным кожухом, стягиваемым хомутами. Трубы острого пара турбогенератора, сифона, паро-воздушного насоса, манометра, заливательного прибора, трубы спускных кранов изолируют аналогичным способом. Железным кожухом их не покрывают. Изоляцию труб необходимо производить ровным слоем, плотно, не допуская выхода концов из бахромы. Обвязку шпагатом необходимо вести отдельными участками в 300—400 мм. При таком способе обвязки исключается нарушение изоляции при обрыве шпагата.
Спускной кран топки отепляют специальным кожухом (фиг. 92).
Боковые стенки паровозной будки рекомендуется изолировать строительным войлоком и обшить фанерой. Все оконные проемы будки должны быть застеклены. Неплотности необходимо заделать валиками из войлока, обернутого мешковиной, а угольный ящик оборудовать крышкой, откидываемой на петлях.
Уход за паровозным котлом. В зимних условиях необходимо особенно тщательно проводить режим работы котла, чтобы свести к минимуму резкие температурные изменения при чистке топки, отоплении и промывке. Наибольшую опасность
111
в зимних условиях для сохранности котла- представляет чистка топки.
Перед чисткой топки паровоза (ПТР, § 528—-531) последняя должна быть подготовлена к чистке путем:
а) предварительного выжигания слоя топлива;
б) накопления на колосниковой решетке кокса в количестве, достаточном для заправки топки после чистки;
в) постепенного понижения давления пара в котле до 5—6 ат.
Уровень воды в котле должен быть не менее V2—3Д водомерного стекла.
Чистку дымовой коробки производить при плотно закрытых клапанах зольника и дверце шуровочного отверстия. При очистке дымовой коробки необходимо производить продувку труб.
Чистку топки следует производить при плотно закрытых клапанах зольника и дверце дымовой коробки. При чистке топки категорически запрещается открывать сифон и качать воду в котел.
Для предупреждения проникновения в топку холодного воздуха и излишнего падения давления пара при сильных морозах чистку топки рекомендуется производить по частям, в два приема. Очистив одну половину топки, забрасывают уголь и дают возможность разгореться свежезаброшенному углю, после чего производят очистку второй половины. Чистку топки следует производить под наблюдением машиниста. При отоплении нужно избегать чрезмерного проникновения холодного воздуха через шуровочное отверстие и колосниковую решетку. Необходимо умело вести отопление паровозного котла, своевременно прокачивая колосники для удаления золы с колосниковой решетки, поддерживая ровный огонь.
Загрузку топлива необходимо вести «вприхлопку». Приток воздуха через колосниковую решетку регулировать боковыми клапанами зольника. При напряженной работе котла клапаны зольника должны быть открыты полностью. При снижении форсировок котла уменьшить доступ воздуха, прикрыв клапаны зольника. При наличии бокового ветра необходимо прикрыть или закрыть полностью боковой клапан зольника с наветренной стороны. Качать воду в котел нужно при хорошем огне при открытом регуляторе или сифоне. Чистить зольник следует как можно чаще, не допуская в нем скопления золы. Не допускать замораживания разгрузочного клапана бункера от чрезмерной подачи воды в бункер зольника или от пропуска крана заливательного прибора.
Уход за инжекторами и арматурой. Особое внимание в зимнее время паровозная бригада должна уделить питательным приборам — инжекторам и присоединенным к ним трубам. Отказ инжектора может произойти от замораживания вестовой, водоприемной и нагнетательной труб и от примораживания крышки водяного бака.
При пропуске питательного и вестового клапанов скопившаяся в вестовой трубе вода замерзает. В этом случае при открытии 112
закачивающего клапана инжектора пар проходит в бак, а наружу не идет.
Во избежание замораживания инжекторных труб паровозная бригада обязана периодически прокачивать воду в котел попеременно обоими инжекторами и после каждой прокачки ставить инжектор «на прогрев», закрыв вестовой клапан инжектора и открыв закачивающий клапан так, чтобы в баке слышалось легкое пощелкивание.
Резкую продувку паром водоприемной трубы производить не рекомендуется, так как вода не прогреваясь удаляется из нее в водяной бак, а после прекращения продувки холодная вода снова заполняет водоприемные трубы. При малой подаче пара в водоприемную трубу обеспечивается прогрев воды в ней, чем предупреждается ее замерзание. Для смены питательной воды в водоприемных трубах необходимо периодически производить контрольные прокачивания обоими инжекторами в течение 2—3 сек. Для достижения прогрева воды, поступающей в котел, необходимо несколько уменьшить открытие делительной пробки.
Замороженные места труб легко определяют простукиванием молотком. При простукивании замороженные места издают глухой звук.
При обслуживании котла необходимо постоянно следить за действием приборов и особенно за трубкой парового манометра. Необходимо периодически спускать из трубки манометра конденсат, но не до полного удаления, во избежание проникновения пара в пружинную трубку манометра. Показания манометра сличать по силе звука, издаваемого свистком. Тщательно следить за состоянием спускных кранов котла. В зимнее время при ослаблении внимания можно заморозить корпус крана и спускную трубу. Замо‘-раживание крана может вызвать повреждение корпуса крана и обрыв шпилек.
Чтобы не допустить замораживания спускных кранов и спускных труб, необходимо:
а) периодически продувать котел через спускные краны, а в сильные морозы продувать в течение 1—2 сек. через каждые 30—50 мин.;
б) после продувки плотно закрывать заслонку крана;
в) своевременно на промывках устранять течь крана, особенно через заслонку;
г) содержать в исправности отеплительные устройства (фиг. 92).
У водяных баков следует периодически очищать от льда водяные сетки. Для предупреждения примерзания верхних крышек водяных баков надо держать их в приоткрытом положении.
Для предупреждения образования наростов льда на днищах и перегородках водяных баков воду в них необходимо прогревать до 10—15°.
Водяные баки следует содержать в чистоте и полной исправности.
8 Паровоз 9П 2469
113
Паровозная бригада не должна ослаблять своего внимания и в теплые дни зимних месяцев.
Уход за паровой машиной. Большую опасность представляет скопление воды в паровозных цилиндрах. Замораживание воды в цилиндрах может иметь последствием порчу цилиндров, цилиндровых крышек, повреждение движущего механизма и выход паровоза из строя на длительное время. Продувательные краны цилиндров необходимо содержать в исправном состоянии и держать открытыми на стоянках.
При сильных морозах необходимо периодически прогревать цилиндры паром, открывая на небольшую величину регулятор. При этом ручной тормоз должен быть заторможен, реверс поставлен в среднее положение и продувательные краны открыты. При работе паровоза с паром следует производить периодическую продувку цилиндров.
Уход за смазочными устройствами. В зимнее время необходимо особенно внимательно следить за пресс-масленкой и маслопроводами. При недостаточном прогреве корпуса масленки, несвоевременном спуске конденсата может произойти замораживание аппарата и маслопроводной системы с прекращением подачи смазки в механизмы паровоза. Сгущение масла в маслопроводе может вызвать поломку поршеньков пресс-масленки, а прекращение подачи смазки может привести к задирам золотниковых и поршневых втулок, штоков и сальников.
Нельзя также допускать и излишний прогрев масленки, так как при этом смазка в корпусе будет вскипать, что поведет к прекращению подачи смазки или ухудшению ее смазочных свойств. Температуру подогрева следует держать 40—50°, т. е. такой, при которой рука свободно выдерживает прикосновение к стенкам корпуса пресс-масленки.
Во избежание замораживания смазочной системы необходимо:
1) тщательно следить за состоянием корпуса пресс-масленки, нагнетательных трубок и обратных клапанов;
2) установить надлежащий прогрев, регулируя его в зависимости от температуры наружного воздуха и густоты смазки; кроме того, надо следить, чтобы из прогревательной трубки выходил пар, а не вода;
3) своевременно спускать конденсат из пресс-масленки;
4) на длительных стоянках периодически (примерно через час), а также перед работой прокручивать вручную трещотку пресс-масленки.
Нельзя допускать неисправности обратных клапанов. Следует контролировать их состояние при каждой чистке паровоза.
Проверку смазочных обратных клапанов производить паром, для чего нужно поставить реверс на центр, затормозить ручной тормоз и открыть контрольные костылики. При этом не должен обнаруживаться обратный пропуск пара через притирку обратного клапана. Обнаруженный пропуск необходимо устранить, сменив гнездо клапана или весь обратный клапан. При провертывании 114
масленки степень подачи смазки контролировать через контрольное отверстие обратного клапана.
Заправлять масленку маслом, подогретым до 35—40°, необходимо через сетку.
Трещотку пресс-масленки смазывать маслом, разбавленным керосином до требуемой вязкости.
Для обеспечения в зимнее время нормальной работы движущего и парораспределительного механизма необходимо:
1) установку фитилей делать немного слабее, чем в летнее время;
2) в сильные морозы при жидкой смазке заполнение масленок производить с добавлением в смазку керосина;
3) заливать масленки и буксы прогретой смазкой;
4) запрессовку твердой смазки производить сразу после длительной работы, пока трущиеся части движущего механизма еще не остыли; при этом для облегчения запрессовки и улучшения работы плавающих втулок перед запрессовкой палочку твердой смазки рекомендуется покрывать жидкой смазкой;
5) при постановке паровоза в депо немедленно очищать масленки (особенно буксовые) от льда и снега и после оттаивания своевременно удалять воду;
6) в случае оседания буксовой подбивки и отставания ее от шейки оси производить (на промывках) освежение подбивки или ее взрыхление с дополнением свежей подбивки и смазки.
Уход за песочницей. Для обеспечения исправного действия песочницы необходимо:
1) периодически проверять действие песочницы;
2) своевременно устранять повреждения нижних концов песочных труб;
3) в снежную и сырую погоду предупреждать зарастание песком концов труб, для чего своевременно остукивать трубы молотком, не допуская при этом вмятин;
4) набирать песок только через сетку;
5) крышку песочницы держать плотно закрытой, чтобы в резервуар не могли попасть снег и влага;
6) при постановке паровоза на промывку производить полную очистку резервуара песочницы;
7) держать в исправном состоянии кран и форсунку воздушной песочницы.
Уход за турбогенератором. При невнимательном уходе и несвоевременном устранении пропуска пара через клапан вентиля, от скопления конденсата можно разморозить паровую часть турбогенератора. В дневное время турбогенератор нужно прогревать, пуская на малое число оборотов. Следить за состоянием изоляции спускной трубочки турбогенератора и предупреждать накапливание в ней конденсата периодической продувкой.
Уход за тормозным оборудованием. При невнимательном уходе могут замерзнуть воздушный насос, всасывающие клапаны воздушного насоса, трубка регулятора хода насоса, воздухораспре-8* 115
делители, тормозные цилиндры, резервуары и воздушная магистраль, особенно нагнетательная труба в месте присоединения ее к главному резервуару. Паровозная бригада должна хорошо знать устройство и взаимодействие тормоза, знать места, подвергающиеся замерзанию, и не допускать его.
Необходимо держать все тормозное оборудование в исправном состоянии и не допускать парения. Все оборудование должно быть надежно укреплено.
При ослаблении сальника парового цилиндра его нужно подтянуть и в необходимых случаях набить заново. Следует периодически смазывать маслом кольцо, надетое между сальниками на шток насоса (фиг. 91).
Пускать насос в действие полагается плавно, путем медленного открытия парового вентиля. Одновременно продуть магистральные трубы и воздушный резервуар через спускные краники. На длительных стоянках продувать всю тормозную систему и удалять влагу из воздушного насоса, резервуара и маслоотделителя через спускные краники.
Паропроводную трубу необходимо отъединить от воздушного насоса, отвести в сторону и продуть паром. На коротких стоянках насос должен работать при двух-четырех выхлопах в минуту.
Во время каждой чистки топки необходимо продуть воздушную магистраль через концевые краны. При чистке дымовой коробки и наборе угля в целях предупреждения засасывания пыли и изгари в насос прекращать работу насоса.
В сильные морозы рекомендуется держать немного приоткрытым спускной краник воздушного резервуара для беспрерывного удаления конденсата и предупреждения его замерзания. При этом исключаются случаи примерзания всасывающих клапанов насоса.
Отогревать замороженные части тормоза можно огнем, за исключением тормозных цилиндров и соединительных рукавов, отогревать которые разрешается только паром или горячей водой.
Винт ручного тормоза и все шарнирные соединения тормозной передачи в зимнее время необходимо смазывать маслом, разбавленным керосином до нормальной вязкости.
Не допускать образования льда на деталях тормозной системы и своевременно производить очистку от льда обледеневших частей тормоза.
Предупреждение и устранение случаев примерзания паровоза к рельсам. Попадание в зимнее время воды между сцепными колесами и головкой рельсов приводит к примерзанию паровоза к рельсам. Это может быть вызвано течыо воды из неисправных соединений частей паровоза при длительных стоянках и при неаккуратном наборе воды. Для предупреждения этого явления необходимо принимать своевременные меры к устранению течи. При экипировке необходимо осторожно набирать воду и не допускать переливания ее из водяных баков наружу и попадания под сцепные колеса.
116
Во время стоянки паровоза необходимо периодически передвигать его с одного места на другое. В местах, где рельсы залиты водой, оставлять паровоз на месте нельзя. В сильные морозы при попадании воды под колеса паровоза его необходимо сразу передвинуть с места, залитого водой.
У примерзшего паровоза колеса необходимо освободить от льда киркой, ломом или паром от пожарного рукава. Трогать с места паровоз другим паровозом без предварительной очистки от льда его колес нельзя во избежание повреждения ударных приборов и стяжного ящика.
ГЛАВА IV
ТЕКУЩИЙ РЕМОНТ ПАРОВОЗА
ОБЩИЕ ПОНЯТИЯ
К текущему ремонту паровоза относится ремонт, который производят при промывках и подъемных осмотрах.
Промывочный и подъемочный ремонт следует производить согласно действующим «Правилам текущего ремонта, ухода и содержания паровозов», утвержденным МПС
При промывочном ремонте выполняют все работы, связанные с периодическим осмотром ответственных частей, и устраняют отдельные неисправности в основном силами обслуживающей бригады в порядке текущего содержания паровоза.
При подъемочном ремонте выполняют основную работу — обточку бандажей по кругу катания. Для паровоза 9П подъемочный ремонт назначается при прокате бандажей, равном 7 мм. Одновременно с обточкой производят ремонт всех частей паровоза, получивших предельный износ, влекущий их замену или исправление, согласно допускам износа, приведенным в приложении 1.
Объем работ определяют осмотром по фактическому состоянию частей паровоза. Осмотр производится начальником депо, начальником железнодорожного цеха, старшим машинистом и другими ответственными за состояние внутризаводского транспорта лицами. При ремонте паровозов запрещается производить какие бы то ни было конструктивные изменения паровозных частей.
Периодический осмотр ответственных частей паровоза производится во время промывочного ремонта. Цель периодического осмотра — предупредить внеплановый ремонт, определить, можно ли оставить ту или иную деталь до следующего промывочного или подъемочного ремонта.
Периодический осмотр производят в следующие сроки:
а) топки, труб, дымовой коробки — каждую промывку;
б) водоуказательных приборов — каждую промывку;
в) питательных приборов с очисткой от накипи и притиркой клапанов — каждую промывку;
1 В дальнейшем тексте эти правила обозначаются ПТР.
118
г) искроудержательных и искрогасительных приборов — каждую промывку;
д) песочницы и труб — каждую промывку;
е) предохранительных клапанов котла и цилиндров — не реже раза в 3 мес.;
ж) манометров котлового и воздушного — не реже раза в 3 мес.;
з) регулятора и паросушителя — раз в 3 мес.;
и) поршней, цилиндров, золотников — раз в 3 мес.;
к) дышлового механизма — раз в 3 мес.;
л) колесных пар — каждую промывку; обыкновенное освидетельствование — каждый подъемочный ремонт; обмер проката, толщины бандажей и гребней — раз в месяц;
м) пресс-масленок — каждую промывку;
н) рычажной передачи тормоза — каждую промывку;
о) приборов и частей воздушного тормоза — каждый подъемочный ремонт и ревизию — каждую промывку;
п) паро-воздушного насоса — осмотр раз в 3 мес. и периодический ремонт — раз в 6 мес.
Кроме того, обязательно производить раз в 3 мес. переплавку контрольных пробок топки, промывку и очистку водяных баков.
Промывка котла паровоза имеет целью очистку котла от накипи и шлама. Одновременно с промывкой котла производят периодический осмотр и текущий ремонт частей котла, экипажа, машины и всех вспомогательных устройств паровоза. Промывку паровозного котла следует производить не реже одного раза в месяц, причем выполнение нормы межпромывочного пробега нужно обеспечивать путем соблюдения правил ухода за котлом и высокого качества промывки котлов водой давлением не менее 5 ат с использованием фигурных брандспойтов и применением скребков.
Нормы межпромывочного пробега паровозов устанавливают лица, ответственные за внутризаводской транспорт.
Лучшим паровозным бригадам, которые содержат котел паровоза в хорошем состоянии, работают без внепланового ремонта, приказом по цеху разрешается увеличить норму пробега между промывками на 25% после личного осмотра котла лицом, ответственным за внутризаводской транспорт.
При назначении паровоза на промывку необходимо предварительно провести его подготовку: продуть котел, очистить дымовую коробку и зольник и обмыть весь паровоз; после продувки и очистки довести давление пара до 5—6 ат, уровень — до 3Д водомерного стекла; слой оставшегося раскаленного топлива в топке должен быть не более 50 мм.
После того как паровоз потушен, следует плотно закрыть клапана зольника, шуровочную дверцу, дверцу дымовой коробки и дымовую трубу. Открывать их можно только после охлаждения котла до 50°.
При охлаждении котла строго соблюдать следующий порядок: а) постепенно охлаждать котел до давления пара 2—3 ат-, б) выпустить пар через вентиль выпуска пара и удалить воду
119
из котла через спускные краны до уровня нижнего водопробного крана;
в) открыть лазовый люк и верхние промывательные пробки для постепенного охлаждения котла с водой до 30—40°;
Примечание. Если в депо имеется оборудование для теплой промывки, то к циркуляционному охлаждению паровозного котла следует приступать только после прогрева и заполнения циркуляционной магистрали горячей водой, окончательного спуска пара и выпуска шлама.
г) полностью выпустить воду из котла;
д) постепенно охладить котел до температуры окружающего воздуха и открыть все промывательные пробки и подбрюшный люк.
После охлаждения котел промывают водой, подаваемой насосом. Для промывки применяют фигурные брандспойты, а для очистки — специальные скребки. Ворота промывочного стойла должны быть закрыты. Для въезда паровоза надо иметь изолированный тамбур во избежание сквозняков, вредно влияющих на процесс охлаждения котла.
Промывку котла необходимо производить в следующем порядке (ПТР, § 78): а) промыть топочную раму, б) потолок топки, в) задние концы дымогарных труб, г) боковые стенки огневой коробки и кожуха топки, д) цилиндрическую часть котла и дымогарные трубы, е) ухватный лист и ж) окончательно промыть топочную раму.
После промывки все части котла, на которых может оседать накипь, должны быть чистыми. Это устанавливают осмотром.
Осмотру после промывки подлежат: а) потолок огневой коробки, б) задняя стенка огневой коробки, лобовой лист и шуровка, в) боковые стенки огневой коробки и кожуха топки, г) ухватный лист и топочная рама, д) цилиндрическая часть котла и дымогарные трубы. ч* •*№ 'Д
При осмотре котла надо тщательно проверить плотность соединения фланцев паропровода. При каждой промывке необходимо очищать и обмывать стенки огневой коробки, а также пробивать, очищать ершами и промывать дымогарные трубы.
РЕМОНТ КОТЛА
Огневая коробка. Преждевременный износ и разрушение отдельных частей паровозного котла происходят в основном от неправильных приемов отопления, нарушения режимов чистки топки и дымовой коробки, неправильного питания водой, нарушения режимов применения антинакипина и продувок котла.
Нарушение правил эксплуатации паровозного котла приводит к появлению выпучин, прогаров, обрыва связей, надрывов, трещин в стенках котла и особенно огневой коробки.
Кроме осмотра котла, один раз между подъемочными ремонтами, на промывке, производят обмер стенок огневой коробки. Обмер стенок можно производить и вне этих сроков, при обнаружении выпу-120
чины стенки и расплавлении контрольных пробок. Замер толщины стенок, как правило, производят в каждом случае смены связей; труб — через отверстия для них. При необходимости определить-толщину стенок разрешается просверлить в стенке отверстие диаметром 9—10 мм с последующей установкой на резьбе ввертыша. Наибольшему износу в процессе работы подвергаются задняя решетка и нижние части боковых стенок огневой коробки.
Местный прогиб стенок огневой коробки не более 5 мм на длине трех простенков допускается оставлять без исправления. Выпучины более 5 мм разрешается исправлять с обязательным подогревом выправляемого места. Для правки выпучины следует пользоваться домкратом или кувалдой через гладилку. Связи в местах выпучин перед правкой необходимо удалить.
Устранять течи заклепочных швов разрешается чеканкой; при этом нельзя допускать повреждения стенок котла. После устранения течи заклепочных швов чеканкой допускается их заварка. При подъ-емочных ремонтах обязательно производить обмер линейкой стенок огневой коробки. При наличии выпучин, прогибов дефектные места необходимо осмотреть и со стороны воды.
При ремонте задней решетки разрешается (ПТР, § 248):
а) заваривать трещины борта решетки, перпендикулярные к загибу, с выходом их на кромку сварного шва при условии, если их число не более двух на каждом борту;
б) заваривать трещины в связевых простенках длиной не более пяти простенков и в общем количестве не более восьми простенков;
в) заваривать лучевые надрывы от связевых отверстий с предварительной их раззенковкой до диаметра не более 44 мм, общим количеством не более 30 отверстий;
г) устранять лучевые надрывы разверткой без заварки при условии увеличения диаметра отверстий не свыше 35 лш;
д) восстановить до чертежных размеров связевые отверстия заваркой;
е) заваривать трещины от кромки до заклепки в количестве пяти подряд или общим количеством не более 10 при условии разделения групп трещин двумя простенками; если трещина доходит до головки заклепки, то смена заклепки обязательна; при заварке более двух трещин подряд кромки вдоль шва должны быть обварены
на длину простенка;
ж) наплавлять дефектные места со стороны воды по загибу ре-
шетки и в
трубчатой части глубиной 3
7 мм с обязательной зачист
кой листа;
з) заваривать бортовые вставки в подрешеточной части, причем вставка должна захватывать один ряд связей по ширине; в случае,
если вставка установлена ниже первого ряда связей, она должна быть поставлена со спуском на топочную раму;
и) вваривать две угловые вставки по топочной раме с захватом
не менее одной связи;
к) восстанавливать до чертежного размера не более 25 отверстий дымогарных труб.
121
Разрешается заваривать все надрывы и трещины между отверстиями трубы, за исключением следующих случаев:
а) если трещина образует замкнутый контур;
б) если длина трещины захватывает более четырех простенков;
в) если трещины или надрывы идут в четырех направлениях от отверстия трубы;
г) если здоровых перемычек между трещинами и надрывами менее двух.
Запрещается заваривать (ПТР, § 250):
а) бортовые трещины, параллельные загибу, независимо от размеров;
б) трещины в простенках верхнего ряда труб;
в) трещины между крайним рядом труб и загибом решетки.
При ремонте задней стенки действуют те же правила, что и для задней решетки, причем для задней стенки допускается (ПТР, § 251):
а) заваривать не более двух трещин, перпендикулярных к загибу в шуровочном отверстии;
б) вваривать вставки вокруг шуровочного отверстия при условии, если сварной шов располагается не ближе чем между первым :и вторым рядами связей.
При ремонте стальных боковых стенок разрешается:
а) заваривать трещины в связевых простенках длиной не более 5 мм, общим количеством не более 12 простенков на каждой боковой стенке;
б) заваривать трещины, захватывающие более пяти простенков; трещина по высоте должна не доходить до потолка не менее чем на четыре ряда связей или не менее чем на один ряд связей до шва полустенка;
в) заваривать трещины по сварным швам решетки и задней стенки с обязательной вырубкой дефектного места по размерам сварного шва.
Запрещается вваривать более трех вставок на каждой боковой стенке. При наличии дефектов, обусловливающих четвертую вставку, необходимо удалить дефектное место вместе с вваренными ранее вставками и вварить одну большую вставку или поставить полустенок.
На потолке огневой коробки разрешается при разработке отверстий для контрольных пробок свыше 42 мм (по наружному диаметру со стороны огня) просверлить новое отверстие в переднем или заднем соседнем простенке, а в разработанное отверстие поставить заглушку.
Сварочные работы при ремонте котла следует* производить качественными электродами квалифицированными сварщиками с соблюдением всех правил Котлонадзора.
Дымогарные трубы. В случае незначительной течи труб и наличия хороших буртиков разрешается устранять течь путем обрубки всей заварки, зачистки, развальцовки и заварки вновь. Трубы, имею-122
щие значительную течь, и трубы, протекающие после ремонта, необходимо сменить.
При наличии «сухих» надрывов в буртиках дымогарных труб разрешается оставлять их без исправления при условии, если надрыв заканчивается на огневой поверхности решетки и не заходит в завальцованную часть трубы. Исправление таких буртиков заваркой запрещается (ПТР, § 96 и 97).
При подъемочном ремонте необходимо вынуть из котла из различных мест четыре-пять дымогарных труб и осмотреть их. При удовлетворительном состоянии труб (в отношении износа, коррозии и оседания накипи) дальнейшую выемку труб можно не производить. В противном случае выемку труб произвести в количестве, обеспечивающем тщательную очистку котла от накипи и замену ненадежных, изношенных, протекающих труб.
Допускается использовать при ремонте старые трубы, которые находятся в хорошем состоянии, с приваркой наконечника на задний конец трубы. При смене труб необходимо соблюдать следующие условия (ПТР, § 224—227):
а) отверстия в задней решетке при наличии овальности сверх допускаемой проверить разверткой;
б) решетку вокруг отверстия тщательно зачистить заподлицо с огневой поверхностью, а кромки закруглить радиусом 1,5—2 мм;
в) вставленные в решетку медные кольца после развальцовки не должны доходить до ее огневой поверхности на 1 мм; кольца, бывшие в употреблении, разрешается использовать вновь после предварительного отжига; толщина старого кольца должна быть не менее 1,5 мм;
г) перед установкой в котел трубы, бывшие в употреблении, опрессовать гидравлическим давлением 30 ат; задние концы труб зачистить с торца и обязательно удалить заусенцы;
д) подкатку труб выполнить по чертежу и задние концы отжечь;
е) длина наконечников должна быть не менее 200 мм; наконечники для задних концов изготовлять из новых труб;
ж) наконечники труб разрешается приваривать кузнечным способом, газосваркой и на стыковой машине; наплывы снаружи и внутри трубы обязательно удалить;
з) количество сварных мест по всей длине должно быть не более трех.
Заварку задних концов труб производить с соблюдением следующих основных условий:
а) простенки между бортиками труб решетки и самые буртики перед обваркой тщательно зачистить стальной щеткой и обезжирить 10%-ным раствором каустической соды;
б) обварку труб производить электродами Э-42 диаметром 3 4 мм; котел при этом должен быть наполнен водой, подогретой до 30—40э.
Запрещается: а) производить подвальцовку и чеканку приваренных труб, б) применять ударные проссеры, в) заваривать трещины буртиков труб.
Связи боковые и потолочные. При обнаружении течи и обрыва связей последние должны быть сменены.
В период пробега паровоза между промывками разрешается заглушать не более пяти лопнувших связей на разных стенках огневой коробки и не более двух потолочных связей. Допускается выпуск паровоза с промывки с двумя заглушенными боковыми и двумя заглушенными потолочными связями лишь в том случае, если лопнувшие связи обнаружены в процессе заправки. Заглушка двух рядом расположенных связей ни в коем случае не допускается.
При установке связей во избежание их обрыва необходимо соблюдать следующие условия:
а) ось отверстий под связи должна быть перпендикулярна стенкам топки. Уклон не должен превышать 1/10, а в углах топки — 1/5;
б) место вокруг связи должно быть тщательно очищено и обезжирено;
в) связи следует изготовлять из сортовой стали Ст. 2 или Ст. 1 с механическими свойствами по ГОСТ 536-41;
г) заварку связей должны производить квалифицированные сварщики.
Подвижные связи с признаками течи по резьбе втулок необходимо осмотреть при открытых крышках. Контрольные отверстия связей следует прочистить и проверить. Диаметр гладкой части новой связи и анкерного болта должен соответствовать чертежным размерам. Переход от средней части к привариваемой должен быть плавным, без подрезов, с радиусом не менее 10 мм.
Запрещается:
а) выпускать паровозы из подъемочного ремонта с лопнувшими и протекающими связями;
б) чеканить сварные швы связей.
РЕМОНТ ГАРНИТУРЫ
Паровой колпак и регулятор. При периодическом осмотре и подъемочном ремонте необходимо вскрыть и осмотреть паровой колпак, регуляторную головку, регуляторные клапаны, привод к ним и паросушитель. Регуляторный клапан в случае пропуска пара притереть по месту притирки. При подъемочном ремонте необходимо проверить подъем регуляторного клапана. Выпуск паровозов с подъемом клапана менее 55 мм не допускается.
Осмотреть притирочную кромку крышки корпуса регулятора и крышки парового колпака. При наличии следов парения крышки надо притереть вновь. Паросушитель необходимо очистить, осмотреть, отремонтировать и укрепить.
Дымовая коробка. В дымовой коробке наружные части, передний лист и дверца должны быть плотно пригнаны, чтобы не пропускать воздух. В зависимости от степени коробления перед правкой дверцу можно снимать. В барабане дымовой коробки разрешается устанавливать накладки и вваривать вставки. Заделку их произво-124
дить на асбесте, плотно закрывая отверстие. При ремонте форсового конуса необходимо очистить от нагара насадок конуса и проверить с помощью специального прибора положение конуса по отношению к оси дымовой трубы.
Сифон при подъемочном ремонте надо снять, отжечь и осмотреть. Если трубки или отверстия по кольцу сифона прогорели, сифон следует заменить. Сифон должен быть установлен по оси дымовой трубы. Необходимо осмотреть, исправить или сменить искроудержа-тельную сетку в дымовой коробке и заливательные трубочки в дымовой коробке и зольнике. Размеры ячеек сетки искроудержательного прибора не должны превышать 6X6 мм. Зазор между днищем прибора и корпусом форсового конуса не должен превышать 3 мм.
Колосниковая решетка. При подъемочном ремонте необходимо перебрать колосниковую решетку и сменить негодные колосники и колосниковые балки, обеспечив плотное прилегание колосников и балок к стенкам огневой коробки. Проверить работу привода.
При ремонте колосниковой решетки разрешается заваривать трещины в колосниковых балках и колосниках газовой сваркой. Все покоробленные места зольника необходимо выправить в горячем состоянии, а прогоревшие места исправить, приварив вставки. Закрытые клапаны зольника должны плотно прилегать к своим местам, а привод — плотно удерживать клапан в крайних и промежуточных положениях.
При ремонте паровых труб разрешается:
а) заваривать трещины, вваривать вставки и целые части;
б) приваривать фланцевые кольца паровых труб электрическим и газовым способом с соблюдением чертежного размера трубы в свету.
Паровпускные трубы после ремонта опрессовать под давлением 18 ат. Прокладные чечевичные кольца для соединения труб изготовляют из чугуна или стали.
Запрещается:
а) ставить чечевичные кольца внутренним диаметром менее чертежного;
б) делать условный проход паровпускной трубы диаметром менее 98 мм\
в) крепить паровые трубы с остукиванием фланцев кувалдой.
Песочница. При промывочном и подъемочном ремонте необходимо проверить состояние песочных труб, герметичность корпуса песочницы, плотность прилегания клапанов, исправность сеток, исправность крана и форсунок у воздушной песочницы, а также действие песочницы. Если дефекты нельзя устранить на месте, следует разобрать трубы, отжечь и устранить вмятины. Трубы должны быть установлены так, чтобы они не касались бандажей и тормозных колодок и отстояли на 50—65 мм от головки рельса.
Гибкие опоры топки. В случае ослабления соединений котла с рамой болты следует сменить. Отверстие проверить разверткой и болты приточить по размерам с плотной посадкой.
125
Трещины в гибких листах опоры, кроме трещин по границе приварки сварного шва регулирующей прокладки, разрешается заваривать электросваркой.
РЕМОНТ АРМАТУРЫ
При каждой промывке необходимо заново набить сальниковые уплотнения арматуры. При набивке нужно проверить соответствие конусных заточек сальниковых и упорных колец, выправить погнутые стержни вентилей и проверить их на станке. Сальниковую набивку перед установкой необходимо пропитать в масле.
При ремонте и перезаливке контрольных пробок соблюдать следующие правила:
1. Запрещается заливать пробки не специальным стандартным сплавом.
2. Заливаемую сплавом полость пробки для прочного приставания полуды следует тщательно зачистить.
3. Пробку подогреть до 200° и пролудить третником или легкоплавким сплавом (90% свинца и 10% олова). В последнем случае пробку подогреть до 250°. На пробку надеть ободок из кровельного железа (форму), поставить на штырь и залить канал пробки на 2/з длины. Расплавленный сплав нагревать не более 350°; температура заливки должна быть 310—320°. Залитые пробки охладить на воздухе. После заливки каждую пробку испытать в специальном приборе, после чего поставить соответствующее клеймо, записать в книгу и сделать в ней оттиски клейма. Клеймить пробки имеет право только котельный мастер или начальник депо.
4. Выход пробки над потолком при нормальном положении потолка должен быть 25 мм.
Водоуказательные приборы. Прочистку отверстий водомерного стекла и водопробных кранов необходимо производить каждую промывку. Изношенные притирочные места необходимо восстановить и притереть смесью толченого стекла с олифой. Для обеспечения хорошего открывания кранов необходимо смазать их смесью масла с графитом. После притирки ширина притирочной ленты должна быть 1—2 мм.
При ремонте и установке плоского водомерного стекла соблюдать следующие условия:
а) рамки стекла проверить на плите;
б) стекло устанавливать полированной частью наружу, не допуская вставки стекла с неправильными и кривыми поверхностями;
в) установку стекла производить на клингеритовой или парони-товой прокладке, предварительно пропитанной графитовой пастой;
г) плотность установки стекла в рамке испытать водой или паром при рабочем давлении в котле 13 ат.
Паровые манометры и предохранительные клапаны. Через каждые 3 мес. производят контрольную проверку манометра и одновременно чистят трубку. После истечения годичного срока манометры следует предъявлять для проверки и пломбирования госпо-верителю.
126
Предохранительные клапаны должны быть испытаны и отрегулированы один на 13,2 ат, а второй на 13,4 ат. После проверки и регулировки предохранительные клапаны пломбируют.
Инжектор. При периодическом осмотре и подъемочном ремонте инжекторы нужно заменять заранее отремонтированными и испытанными. Питательные трубы снять и тщательно очистить внутри..
При ремонте соблюдать следующие условия:
а) разобранные части инжектора промыть в кислотной ванне;
б) проверить состояние конусов и клапанов и соответствие их допускаемым размерам;
в) в собранном инжекторе расстояние между конусами должно’ соответствовать чертежным размерам, а их оси совпадать между собой;
г) пожарные отростки должны иметь резьбу стандартного размера по наружному диаметру 52 мм, 8 нит/Г';
д) отремонтированный инжектор должен быть испытан на производительность.
При ремонте инжекторов разрешается:
а) заваривать трещины корпуса инжектора с последующим испытанием при давлении 18 ат и восстанавливать чертежные размеры наплавкой;
б) восстанавливать изношенные гнезда питательных клапанов, наплавкой, запрессовкой втулок или установкой их на резьбе.
Запрещается:
а) устанавливать заделки и скрепляющие кольца корпуса инжектора;
б) устанавливать трубы с уменьшенными по сравнению с чертежом размерами;
в) устанавливать делительную пробку без водоочистительной сетки и с отверстиями в сетке меньше чертежных.
На промывках при производстве мелкого ремонта инжекторы можно не снимать.
Питательный клапан. При промывках клапан следует притирать к седлу. На подъемочном ремонте клапан необходимо снять и тщательно очистить канал в патрубке от накипи, а также трубу, через которую вода от клапана подается в котел.
Спускные краны. При промывках мелкий ремонт разрешается производить не снимая кранов. При подъемочном ремонте краны должны быть сняты с котла, отремонтированы, испытаны или заменены запасными. Незначительные риски устраняют шабровкой и притиркой. Лри значительных дефектах исправление производят на станке. Особенно тщательно проверяют места присоединения к котлу. Поврежденные места следует восстанавливать стальным,,, электродом или бронзой. После ремонта краны подлежат гидравлическому испытанию при давлении 18 ат.
Установка спускных кранов и питательных клапанов на чечевичные кольца с отверстием меньше чертежного запрещается.
Промывательные пробки ставят на медных прокладных кольцах или на кольцах, изготовленных из специального сплава. Допу-127
.скается постановка их на прокладных кольцах из клингерита, паро-нита или асбеста, пропитанного графитовой пастой.
Для содержания промывательных пробок в исправном состоянии
необходимо:
а) открывать и закрывать пробки осторожно, без рывков;
б) для облегчения вывертывания пробок и устранения прикипа-
ния перед завертыванием резьбу необходимо зачистить и смазать
смесью машинного масла с графитом;
в) перед ввертыванием пробки тщательно проверить поверхность под прокладное кольцо и удалить все забоины и риски.
Крепление пробок для устранения парения можно производить при давлении пара в котле не выше 4 ат. Притирочные места лазо-вого и подбрюшного люков необходимо проверить и притереть. Запрещается устанавливать лазовой и подбрюшный люк на прокладках, а также на сурике, белилах и других подобных материалах.
РЕМОНТ ПАРОВОЙ МАШИНЫ
Цилиндры, цилиндровые и золотниковые крышки. Осмотр цилиндров для определения необходимости ремонта производить с вынутыми поршнем и золотником. При ремонте цилиндров ликвидируют трещины, задиры, выработки, сменяют золотниковые втулки и неплотно сидящие цилиндровые болты.
Задиры и выработки в цилиндрах и золотниковых втулках могут образоваться вследствие неправильной регулировки подачи, недостаточного подвода и неудовлетворительного качества смазки, а также неточной сборки машины.
При измерении овальности и конусности цилиндров и золотниковых втулок, а также при наличии задиров и выработки сверх допускаемых размеров следует произвести расточку или шлифование.
Если диаметр цилиндра после расточки будет превышать чертежный размер на 16 мм, цилиндр растачивают под запрессовку цилиндровой втулки. Внутренний диаметр втулки в этом случае делается по чертежу (500 мм). Если диаметр золотниковой втулки после расточки или шлифования будет превышать 208 мм, втулку нужно заменить.
На паровозе 9П в цилиндры запрессовывают золотниковые втулки цельные или состоящие из двух частей. Если золотниковые втулки цельные, то расточку их после запрессовки не производят. При запрессовке втулок, состоящих из двух частей, необходимо выдержать размер 246 мм между внутренними кромками паровпускных окон с допуском +2 мм. В этом случае необходимо за счет соответствующего изменения размера 204 мм у золотника выдержать размер 32 мм внутренней перекрыши впуска пара. Новые золотниковые втулки должны быть твердостью ///• = 170 -:- 229. При смене цилиндровых болтов отверстия для новых болтов обязательно следует проверить разверткой. Новые болты притачивают с натягом и забивают кувалдой весом 5 кг.
После установки новых болтов следует проверить плотность прилегания разгружающих клиньев. Плотность проверяют щупом 128
0,03—0,05 мм. При неплотности разгружающие клинья необходимо снять, вновь пригнать и приварить к рамным листам.
При ремонте цилиндров паровоза разрешается (ПТР, § 318): а) заваривать латунью, монель-металлом и чугуном трещины в местах, доступных без отвалки цилиндров;
б) приваривать отбитые части, вваривать вставки и заваривать трещины холодным способом электросваркой с обязательной постановкой шпилек или литейным способом;
в) заделывать медными шурупами раковины на рабочей поверхности цилиндра;
г) заделывать медными шурупами трещины длиной не более 150 мм',
д) удалять золотниковые втулки при помощи электрической резки с соблюдением мер, предотвращающих повреждение пола цилиндра;
е) ставить цилиндровые шпильки с переходным диаметром до 30 мм.
При ремонте цилиндров запрещается (ПТР, § 319):
а) ставить золотниковые втулки горячим способом;
б) оставлять без расточки вновь запрессованные составные втулки;
в) ставить золотниковые втулки не чертежных размеров и с уменьшенным живым сечением паровпускных окон.
При осмотре цилиндровых и золотниковых крышек необходимо проверить, чтобы разность диаметров крышки и приемной части цилиндра была не более 2 мм. Соответственно та же разность по золотниковым крышкам должна быть не более 1 мм. Высота притирочной ленты крышки должна быть не менее 1 мм. Крышку нужно пришабривать или притирать к притирочным лентам цилиндра.
При ремонте цилиндровых и золотниковых крышек разрешается (ПТР, § 322):
а) заваривать газовым способом трещины в чугунных крышках, в том числе и трещины в опоре для параллели и перемычках в крышках;
б) заваривать трещины в стальных крышках независимо от количества и местоположения;
в) наплавлять места притирки крышек;
г) устранять кольцевой зазор между цилиндровыми, золотниковыми крышками и соответствующими цилиндрами наплавкой на крышке в четырех местах до 50 мм шашек с последующей проточкой на станке.
Ремонт поршня производят в случае ослабления посадки диска на штоке, появления трещины на чугунном диске и при разработке ручьев поршня. Для осмотра поршень необходимо промыть керосином и чисто протереть.
При ослаблении посадки диска поршня на штоке, наличии трещины на диске поршня в любом месте, а также износе ручьев по ширине больше предельного, диск нужно заменить. Появление трещин на диске поршня является следствием гидравлических ударов, 9 Паровоз 9П 2469 1 29
получающихся при работе машины из-за несвоевременной и нерегулярной продувки цилиндров.
При подъемочном ремонте поршень обязательно проверяют на станке. После проточки шток должен быть отшлифован и проверен дефектоскопом для выявления трещин. Во время проверки поршня на станке разрешается производить правку штоков в холодном состоянии, если изгиб не превышает 5 мм\ при большем изгибе правку надо' производить с нагревом.
При ремонте диска поршня разрешается устанавливать стальные закладки в ручьи по всей окружности с последующей приваркой их стыков и проточкой на станке.
При ремонте поршня запрещается (ПТР, § 344):
а) устранять ослабление диска на штоке креплением гайки штока или установкой прокладок и втулок;
б) заваривать какие-либо трещины и забоины в поршневых штоках;
в) производить наплавку клинового отверстия головок поршневых штоков;
г) оставлять острые кромки клинового отверстия в головках поршневых штоков;
д) при проточке штоков подрезать галтели возле головки и делать выкружку радиусом менее чертежного;
е) ставить какие-либо прокладки в ручьи без приварки;
ж) наплавлять переднюю галтель (в переходе от цилиндрической части) головки поршневого штока;
з) наваривать торец головки поршневого штока.
Износ колец происходит главным образом по тем же причинам,, что и износ цилиндров. Причинами поломки колец являются внутренние пороки металла и нагрев колец во время работы при недостаточной подаче смазки.
Поршневые и золотниковые кольца подлежат замене при наличии одного из следующих дефектов (ПТР, § 351): а) предельных размеров зазоров в замках, б) одностороннего износа кольца, в) задира, г) потери упругости кольца, д) трещин в любом месте кольца. При ремонте сальников следует учесть, что парение сальников происходит из-за неправильной сборки и пригонки отдельных частей. Постоянное парение сальников может быть следствием чрезмерного износа вкладышей кулака, выработки параллели, изгиба и задира штока. Для устранения парения необходимо в первую очередь устранить эти неисправности. При смене уплотняющего металлического кольца необходимо приточить его по штоку, а замки пришабрить.
При наличии раковин, рисок, впадин и забоин следует проверить и пригнать друг к другу пришабровкой или притиркой торцевые опорные поверхности нажимных и упорных колец. Зазор между уплотняющим и нажимным кольцами должен быть не менее 0,25— 0,5 мм на сторону.
Если на крышке цилиндра в местах прилегания фланца сальника имеются раковины и вмятины, крышку надо снять и проточить на 130
станке до удаления дефекта. В процессе работы необходимо следить, чтобы сальники регулярно смазывались. Парение сальников вызывает большой расход пара и уменьшение силы тяги паровоза.
Ремонт параллели при наличии изгиба или выработки свыше 1 мм следует производить проверкой параллели на станке с последующим шлифованием рабочих плоскостей. Неплотно сидящие параллельные болты нужно заменить новыми. Перед постановкой новых болтов отверстия нужно проверить разверткой. Болты притачивают по отверстиям с натягом и забивают кувалдой весом 4—5 кг.
При псдъемочном ремонте необходимо проверить положение параллели и кулака относительно геометрической оси цилиндра. При разработке чугунных вкладышей кулака и крышки в продольном и поперечном направлении свыше 0,3 мм производят наплавку заплечика вкладыша бронзой. При этом борта вкладыша не должны иметь трещин. Колодцы на трущихся поверхностях вкладышей вновь заливают баббитом и пришабривают. Если толщина изношенного вкладыша не менее 50% чертежной толщины, разрешается наплавить медные шашки и залить баббитом.
При ремонте кулака и параллели разрешается (ПТР, § 361):
а) заваривать разработанные отверстия для параллельных болтов и наплавлять боковые поверхности параллели;
б) ставить наделки на рабочие поверхности параллели и приваривать их по периметру при условии сохранения толщины параллели без наделки не менее предельной;
в) заваривать трещины и отверстия для параллельных болтов в параллельной раме;
г) заваривать не более двух трещин в кулаке отверстия для валика с усилением наплавкой и трещины от смазочного отверстия в любом направлении;
д) заваривать трещины по кромке кулака в отверстиях для болтов крышки;
е) восстанавливать электронаплавкой разработанные отверстия для валика;
ж) ставить шпильки кулака с переходным диаметром на 5 мм больше чертежного;
з) заваривать трещины по клиновому отверстию горловины кулака с последующей постановкой в горячем состоянии скрепляющего хомута толщиной не менее 15 мм при условии, чтобы хомут не задевал за передний палец кривошипа (с учетом допускаемого разбега оси);
и) заваривать разработанные отверстия под шпильки;
к) при ослаблении головки штока в кулаке восстанавливать чертежный размер натяга штока в кулаке наплавкой отверстия горловины кулака с проверкой на станке и притиркой конуса штока;
л) ставить крышки кулака на сплошных болтах;
м) восстанавливать наплавкой изношенные валики кулака (кроме хвостовиков);
н) заваривать разработанные отверстия в крышке и кулаке;
о) наплавлять клиновое отверстие горловины кулака;
9* 131
п) наплавлять забоины кулака;
р) приваривать наделки на наружную щеку кулака.
При ремонте параллели и кулака з а п р е щ а ется (ПТР, § 362): а) заваривать трещины в параллелях, б) наплавлять ребра клина кулака, в) приваривать шпильки к кулаку.
РЕМОНТ ПАРОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
Износ шарнирных соединений парораспределительного механизма нарушает правильную работу золотников. При подъемочном ремонте необходимо проверить парораспределительный механизм.
Во время ремонта парораспределительного механизма устраняют зазоры, образовавшиеся из-за разработки рабочих поверхностей шарнира. При осмотре и ремонте золотников, шток с насаженными дисками следует проверить на станке. Необходимо проверить плотность крепления дисков на штоке. Запрещается устранять трещины, выработки и другие неисправности чугунных дисков золотников заваркой. Золотниковые диски, имеющие трещины в любом месте, нужно заменить новыми.
Трущиеся части кулисного механизма не должны иметь задиров и забоин. Валики и втулки должны быть цементованными или хромированными.
При ремонте деталей кулисного механизма разрешается (ПТР, § 364):
а) восстанавливать наплавкой разработанные отверстия;
б) заваривать трещины в проушинах и вилках, если трещины не проникают глубже 25% живого сечения с усилением заваренных мест наплавкой;
в) сваривать кузнечным способом или на контактно-сварочной машине кулисные тяги, маятники и поводки;
г) восстанавливать наплавкой изношенные поверхности золотниковых кулачков и их параллелей, а также заваривать трещины в кулачках;
д) удлинять и укорачивать эксцентриковую тягу за счет эксцентричности втулки до 3 мм, а выше — за счет подсадки или протяжки; при этом протяжку производить на длине не менее 500 мм',
е) наплавлять изношенные поверхности и заваривать трещины деталей переводного механизма;
ж) заваривать с усилением трещину в хвостовике кулисы электродами с толстым покрытием или газовой сваркой.
Запрещается (ПТР, § 365):
а) заваривать трещины в кулисной рамке и ее подсадка;
б) заваривать трещины по штанге эксцентриковой тяги, а также маятника, кулисной тяги и поводка;
в) подгибать концы вилок при сборке парораспределительного механизма;
г) заваривать отверстия для штифтов валика кулисного камня, кулисной тяги и маятника.
132
РЕМОНТ ДЫШЛОВОГО МЕХАНИЗМА
При ремонте дышлового механизма должны быть зачищены все забоины на головках дышел и на штангах. Восстанавливать чертежный размер между центрами дышел стальных запрессованных втулок разрешается при подъемочном ремонте за счет эксцентричности расточки до 3 мм.
При ремонте дышлового механизма разрешается (ПТР, § 377): а) восстанавливать наплавкой отверстия под шарнирные валики; б) восстанавливать наплавкой боковые грани дышловых головок, а также борта стальных запрессованных втулок;
в) заваривать трещины в проушинах хвостовиков и вилках сцепных дышел, если надрывы не распространяются глубже 25% живого сечения с усилением заваренного места наплавкой;
г) наплавлять боковые поверхности хвостовиков и вилок дышел;
д) восстанавливать наплавкой натяжные камни подшипника кулака;
е) производить наплавку дышловых валиков (кроме хвостовиков) ;
ж) править погнутые до 5 мм дышла в холодном состоянии и свыше 5 мм — в горячем; при правке ведущих дышел применять фасонные прокладки, обеспечивающие сохранение правильного сечения.
При ремонте дышлового механизма запрещается (ПТР, § 378):
а) уплотнять запрессованные втулки в головках дышел постановкой подкладок;
б) забивать дышловые втулки кувалдой;
в) тянуть или подсаживать поршневые и сцепные дышла;
г) заваривать и наплавлять дышла по штанге;
д) эксцентрично растачивать плавающие втулки;
е) заваривать какие-либо трещины в поршневых дышлах.
РЕМОНТ РАМЫ ПАРОВОЗА
Ремонт рамы паровоза в основном производят при подъемочном ремонте. При промывках ремонтируют лишь повреждения, исправления которых не требуют выкатки колесных пар. Рама, между-рамные скрепления, передний буферный брус и задний стяжной ящик следует очистить от грязи и осмотреть. При осмотре особое внимание обратить на углы буксовых и облегчающих вырезов в рамных листах, на сварные швы и листы междурамных скреплений для выявления трещин. Места сварных швов междурамных скреплений, имеющие трещины, нужно вырубить и заварить вновь.
В случае нарушения плотности посадки болтов, скрепляющих рамные листы с междурамными скреплениями, болты необходимо заменить, предварительно выправив отверстия разверткой. Новые болты притачивают по месту.
Трещины, образовавшиеся на листах междурамных скреплений, следует разделать под заварку и заварить. На заваренные места 133
поставить накладки, равные по толщине 0,8 толщины основного листа. Трещины в рамных листах разделать под заварку и заварить. Заваренные места усилить накладками толщиной 20 мм, поставленными на сварке, заклепках или болтах.
При постановке накладок необходимо учитывать расстояние противовесов от рамы и установленный разбег осей в буксах. Необхо-
-До притирочной плоскости цилиндра 3190 ± 0,5
Фиг. 93. Размещение буксы в вырезе рамы:
1—плоская накладка; 2—болт для крепления накладки; 3— клин; 4 — клиновая накладка; 5 — буксовая направляющая; 6 — струнка; 7 — болт для крепления струнки; 8— болт для регулирования клина.
димо проверить положение буксовых направляющих.
Буксовые накладки и клинья, если износ их более допускаемого, нужно исправить. Трущиеся поверхности буксовых направляющих и клиньев должны быть параллельны между собой, лежать в одной плоскости и быть перпендикулярными к продольной оси рамы. Наружные грани буксовых направляющих и клиньев должны лежать в одних плоскостях, параллельных продольной оси рамы.
Соблюдение расстояния между центрами осей колесных
пар за счет увеличения или уменьшения тол-щины лобовых буксовых направляющих накладок необходимо
увязывать с соблюдением размеров вредного пространства в передней и задней полостях цилиндра.
Для установки положения буксовых направляющих и накладок необходимо брать за основу керны, поставленные на рамных листах по вертикальной оси центра ведущей колесной пары (фиг. 93). При установке буксовых направляющих, накладок и клиньев следует соблюдать следующие чертежные размеры:
а) расстояние от верхней кромки рамы до торца накладки и клина 395 мм\
б) расстояние от вертикальной оси (по кернам) до рабочей плоскости лобовой накладки 170 мм\
в) расстояние от рабочей плоскости накладки буксового выреза ведущей оси до этой же плоскости выреза сцепной оси 1350 + 0,1 мм\
134
г) расстояние от накладки ведущей оси до притирочной плоскости цилиндра 3790 + 0,5 мм-,
д) расстояние от наружной плоскости накладки одной стороны до другой 1288 + 0,2 мм-,
Зазор между стрункой и торцом каблучка буксовой направляющей и рамного листа должен быть не менее 1—1,5 мм. В случае наличия зазора менее 1 мм надо произвести ремонт струнок. Струнки пригоняют к каблучкам по краске. Плотность пригонки проверяют щупом 0,03—0,05 мм.
При ремонте паровозной рамы разрешается (ПТР, § 387):
а) восстанавливать чертежный натяг подбуксовых связей (струнок) наплавкой с последующей обработкой;
б) сваривать лопнувшие подбуксовые связи (струнки) с усилением места заварки.
РЕМОНТ РЕССОРНОГО ПОДВЕШИВАНИЯ
Ремонт рессорного подвешивания заключается в основном в смене рессор и замене валиков и втулок рессорных подвесок. Рессора подлежит замене при ослаблении хомута, сдвиге листов, появлении трещин в хомуте или в одном из листов рессоры, а также при изломе листа рессоры. Валики и втулки рессорных подвесок и балансиров при наличии неустранимой выработки заменяют новыми. Новые валики и втулки должны быть цементованными и закаленными или хромированными. При установке новых рессор и •сборке рессорного подвешивания необходимо, чтобы расстояние от центров осей до верхнего обреза рамы было равно чертежному с допуском +10 мм для всех букс.
При ремонте рессорного подвешивания разрешается (ПТР, § 392):
а) заваривать трещины балансиров и рессорных упоров;
б) сваривать кузнечным или контактным способами рессорные подвески.
Запрещается:
а) заваривать надрывы и трещины в рессорном хомуте;
б) сваривать рессорные листы;
в) устанавливать валики, ножи, втулки и накладки без упрочнения рабочих поверхностей цементацией, закалкой или хромированием.
РЕМОНТ БУКС
При ослаблении буксовых подшипников в корпусе буксы, если подшипники не имеют трещин, восстанавливать плотность посадки можно наплавкой нижних стыковых поверхностей бронзой с последующей обработкой и запрессовкой. Как новые, так и отремонтированные подшипники следует запрессовывать в буксы под давлением 10—15 т. Разрешается заливать баббитом подшипники, изготовленные из бронзы Бр. ОЦСН 4-4-17-2 для устранения несоответствий размеров подшипника и осевой шейки.
135
Трущиеся поверхности наличников букс нужно проверить по линейке и при наличии выработки выпилить или проверить на станке. Положение букс в раме должно соответствовать чертежным размерам. При центровке букс нужно руководствоваться нанесенными на рамном листе керном точками центров вертикальной линии, проходящей через центр ведущей оси; при этом перемещение букс можно производить за счет увеличения или уменьшения толщины буксового наличника.
При ремонте букс разрешается (ПТР, § 406):
а) заваривать трещины в буксах качественными электродами или газовым способом, причем число трещин в рабочих частях букс не должно быть больше трех, а глубина каждой может быть не более 50% от живого сечения; заваривать трещины в бортах буксы — без ограничения;
б) наплавлять изношенные поверхности букс и подбуксовых коробок.
При ремонте букс запрещается (ПТР, § 407):
а) устранять ослабление подшипников в буксах наплавкой баббита и постановкой наделок, а также раздачей подшипников;
б) сваривать буксы и подшипники, лопнувшие на части;
в) заваривать какие-либо трещины в подшипниках, изготовленных из свинцовистой бронзы.
РЕМОНТ КОЛЕСНЫХ ПАР
Осмотр и освидетельствование колесных пар производят в соответствии со специальной инструкцией МПС по освидетельствованию и ремонту колесных пар паровозов № ЦТ/1783.
Производимое при каждой откатке колесной пары из-под паровоза обыкновенное освидетельствование состоит из следующих операций:
а) колесную пару обмывают и очищают от грязи;
б) осматривают, нет ли на бандажах трещин; по чистоте звука от ударов ручным молотком по бандажу и по положению контрольных рисок на бандаже и ободе определяют, нет ли ослабления бандажа на колесном центре;
в) проверяют толщину бандажей и гребней, прокат, выбоины (скользуны), расстояние между внутренними гранями бандажей, а также размеры осевых шеек и пальцев кривошипов;
г) осматривают места соединения колесных центров с осью и пальцами кривошипов: не появилась ли трещина, нет ли признаков сдвига или ослабления; проверяют положение шпонок;
д) осматривают укрепляющие кольца обода, спицы и ступицы колесных центров;
е) проверяют размеры и положение ведущих, сцепных и кулисных подшипников; эту операцию можно не производить, если ось нужно выкатывать только из-за расплавления осевого подшипника или задира осевой шейки;
ж) тщательно исследуют трущиеся поверхности осевых шеек, буртиков и пальцев кривошипов, а также среднюю часть оси;
136
з) особое внимание обращают на состояние галтелей.
Проверку производят дефектоскопом. При отсутствии дефектоскопа осмотр производят при помощи лупы.
Разрешается в условиях депо:
а) оставлять без исправления одну продольную трещину или плену длиной не более 25 мм на средней части оси;
б) оставлять без исправления продольные волосовины, если нет признаков расслоения металла, в соответствии с § 12 ТУ ГОСТ 3281-63;
в) при отсутствии оборудования выпиливать шейки с овальностью и конусностью свыше 1 мм\
г) оставлять без исправления мелкие тупые риски при условии, что подшипник по шейке хорошо приработался;
д) заваривать не более шести трещин в дисках колес при условии установки в облегчающих окнах вварных листовых диафрагм;
е) оставлять без исправления не более трех трещин обода и заваривать не более пяти трещин;
ж) устанавливать втулку на палец контркривошипа, изношенный сверх нормы, но не более 15 мм\
з) устранять наплавкой выбоины (скользуны) слоем свыше 1 мм, изношенные гребни и подрез гребня;
и) оставлять без исправления выбоины до 1 мм между обточками;
к) оставлять без исправления ослабления укрепляющего кольца бандажа суммарно не более 20% длины обода при условии расположения места ослабления не ближе 100 мм от замка кольца.
Производить ремонт колесных пар со сменой каких-либо элементов в депо не разрешается.
РЕМОНТ РЫЧАЖНОЙ ПЕРЕДАЧИ ТОРМОЗА
При промывочном ремонте тормозной винт и гайку ручного тормоза необходимо очистить от грязи, промыть керосином и смазать.
Подвергнуть тщательному осмотру подвески тормозных колодок, рычаги, тяги и предохранительные скобы, проверить их износ и прочность крепления и наличие чек и шайб у валиков. Односторонние зазоры между валиками и отверстиями всех шарнирных соединений не должны превышать 3 мм. При отпущенном тормозе тормозные колодки должны отходить ст бандажей и зазоры должны быть одинаковыми. Выход штоков поршней тормозных цилиндров: должен быть 50—75 мм.
При подъемочном ремонте рычажную передачу полностью разбирают, очищают от грязи и осматривают. Плечи рычагов проверяют и при необходимости размеры их восстанавливают до чертежных заваркой старых и сверловкой новых отверстий. Части рычажной передачи, имеющие трещины, надрывы и надломы, заменяют новыми или сваривают (кузнечным способом или на контактно-сварочной машине с последующим испытанием).
Сработанные места разрешается восстанавливать наплавкой.
137
Односторонние зазоры валиков и цапф в отверстиях допускаются не более 1,5 мм. При больших зазорах требуется ставить валики чертежного размера, а в отверстия запрессовывать втулки с диаметром номинального размера. Ослабление резьбовых концов тяги в регулирующих муфтах допускается не более 1 мм по диаметру.
Тормозные тяги и поперечины, подвергающиеся ремонту сваркой, до установки на паровоз следует испытать на разрывной машине усилием 800 кг! см2 по наименьшему сечению. После сборки рычажную передачу испытывают давлением воздуха в тормозных цилиндрах 6 ат. При зазорах по винту ручного тормоза более 3 мм винт нужно заменить или отремонтировать. При разработке вала ручного тормоза в подшипниках более 4 мм вал исправляют наплавкой с последующей обработкой. Винт ручного тормоза должен свободно поворачиваться и при нажатом положении колодок иметь не менее 10 ниток запаса резьбы. Тормозные колодки не должны выходить за наружную боковую сторону бандажа и должны равномерно отстоять от поверхности бандажа. При сборке все трущиеся места следует смазать. Валики, расположенные вертикально, нужно поставить головками кверху. Предохранительные скобы должны быть опущены ниже предохраняемых деталей не более 25 мм и не выходить из габарита над головкой рельса.
ПРОВЕРКА ПАРОРАСПРЕДЕЛЕНИЯ
Неисправная работа паровой машины влечет за собой потерю мощности и пережог топлива. Для обеспечения хорошей работы паровой машины необходимо иметь правильно собранное и отрегулированное парораспределение. Проверять парораспределение нужно в случае нарушения работы золотников, выражаемого признаками подергивания паровоза, затруднениями при трогании с места и неравномерными выхлопами пара через конус в дымовую трубу. Кроме того, проверять парораспределительный механизм нужно при подъемочном ремонте паровоза.
При промывочном ремонте в случае замеченного нарушения работы парораспределительного механизма необходимо проверить сборку золотников, их установку, ход поршней и золотников и, если такая проверка не улучшит работу парораспределительного механизма, необходимо проверить и отрегулировать весь парораспределительный механизм.
До проверки парораспределительного механизма нужно проверить и привести в соответствии с техническими требованиями: установку золотниковых втулок, правильность сборки золотников, установку золотников в среднее положение, положение плеч контрвала, а также определить крайние положения поршня (удары).
Проверка правильности сборки золотниковых втулок и золотников. Во всех случаях выпрессовки золотниковых втулок и ремонта золотников со сменой основных деталей или их ремонтом, а именно со сменой дисков золотников и распорной трубки, необходимо про-138
верить правильность обработки и установки втулки и сборки золотников.
Цельнолитая золотниковая втулка должна быть обработана по чертежным размерам. Допускаются к установке в цилиндры втулки, у которых размер между внутренними кромками паровпускных окон имеет отклонение от чертежного (£ = 286 мм), не превышающее +2 мм, и ширина паровпускного окна не превышает чертежный размер больше чем на 2 мм. Какое бы ни было расстояние между окнами золотниковой втулки (особенно это относится к золотниковой втулке, выполненной из двух частей), необходимо обеспечить
Фиг. 94. Установка золотниковых втулок и золотников
соответствие размеров золотниковой втулки и золотников таким образом, чтобы при установке золотника в среднее положение иметь величину внутренней перекрыши впуска 32 + 0,2 мм и величину перекрытия выпуска 0 + 0,2 мм (см. фиг. 55).
После обработки золотниковую втулку запрессовывают в цилиндр так, чтобы ось золотниковой втулки (середина между внутренними кромками паровпускных окон) совпадала с серединой цилиндра.
Обычно при проверке проверяют размер Ж (фиг. 94) и 3 от наружной кромки паровпускного окна до притирочной ленты золотниковых крышек с каждой стороны цилиндра. Чертежный размер Ж = 3=192 мм. Неравенство размеров Ж и 3 допускается до 1 мм; при этом расстояние от середины цилиндра до вертикальной оси первой сцепной оси должно быть равно 1300 + 1 мм.
При обработке и сборке золотниковых дисков необходимо выполнить следующие условия:
1. Расстояние между крайними кромками золотниковых колец каждого золотникового диска должно равняться размеру ширины окна плюс размер перекрыши впуска 32 мм, т. е. А = В + 32 мм и Б — Г —[— 32 мм.
139
2. Расстояние между внутренними кромками паровпускных окон Е должно равняться размеру между внутренними поверхностями внутренних колец Д плюс размер удвоенной величины пере-крыши впуска, т. е. Е = Д 4~ 2 X 32 мм.
Установка золотников в среднее положение заключается в том, чтобы с помощью специального крючка К от постоянной точки на задней золотниковой крышке зафиксировать керном О такое положение золотника, при котором наружные кромки золотниковых колец совпадали бы с наружными кромками паровпускных окон.
Процесс установки золотника в среднее положение производится следующим образом. Открыть индикаторные пробки. Сдвинуть золотник вперед так, чтобы внутренняя кромка переднего окна совпала с внутренней кромкой золотникового кольца переднего диска (передняя отсечка). С помощью постоянного крючка К на штоке отметить керном точку б. Затем аналогично сдвинуть золотник назад так, чтобы внутренняя кромка золотникового диска совпала с внутренней кромкой заднего паровпускного окна (задняя отсечка), и затем с помощью постоянного крючка К на штоке отметить керном точку 6i. Расстояние 661, равное удвоенной величине перекрыши впуска (64 мм), разделить пополам и поставить керн О. При установке золотника в среднее положение ножку крючка совместить с керном О. От точек б и бг на расстоянии 4 мм ставят керны в и вь Расстояния бв и 616! представляют собой величины линейных предварений золотника.
Проверка положения плеч контрвала (см. фиг. 64). У собранного механизма отъединяют нижний конец кулисы от переднего конца эксцентриковой тяги с обеих сторон. Ставят с одной стороны кулисный камень в среднее положение, т. е. в такое, при котором при покачивании кулисы не обнаруживается перемещение золотника. При этом с другой стороны кулисный камень также должен находиться в среднем положении кулисы и смещение кулисных камней по вырезу кулисы с обеих сторон не должно превышать 2 мм.
Определение крайних положений поршня (удары) необходимо для проверки вредных пространств в передней и задней полостях цилиндра. Собранный с кулаком поршень не соединяют с ведущим дышлом, продвигают поршень ломиком до удара с передней крышкой в переднее мертвое положение. Затем с помощью постоянного крючка К (фиг. 95) на параллели наносят керн а, кулак с поршнем продвигают до удара в заднее положение и с помощью того же крючка наносят керн (Ц. Размер аа{ должен быть в пределах 523—531 мм.
Примечания: 1. При полной проверке парораспределительного механизма необходимо проверить соответствие радиуса кулисы размеру от центра отверстия для крепления кулисного камня до центра отверстия присоединения к верхнему отверстию маятника. При соответствии этих размеров у кулисы, поставленной в среднее положение, перемещение кулисной тяги сверху вниз не должно обнаруживать перемещения золотника.
2. Необходимо проверить соответствие чертежным размеры плеч маятника и поводка.
140
После сборки всего парораспределительного механизма и машины паровоза производят проверку вредных пространств, длины эксцентриковой тяги, угла насадки кривошипа и установки золотников.
Проверку парораспределения следует производить при соблюдении следующих требований:
1. Путь, на котором производят проверку, должен быть горизонтальным и ровным, проверенным по уровню. Не допускается производить проверку на пути, который деформируется под тяжестью паровоза.
2. Котел паровоза должен быть наполнен водой до ’/2 — 3А водомерного стекла и водяные баки — до V2 или 3Д их емкости.
Фиг. 95. Схема проверки парораспределительного механизма.
Вес паровоза должен соответствовать среднему весу в рабочем состоянии.
3. Рама паровоза должна находиться в горизонтальном положении. Проверку рамы производить путем замеров расстояния от осевых центров крайних колесных пар до верхней кромки буксового выреза рамы или до верхней стенки рамы.
Разность расстояния при замерах должна быть не более 10 мм с обеих сторон паровоза.
В таком положении должны быть подтянуты буксовые клинья и крейцкопфный подшипник.
4. Буксовку паровоза нужно производить только в одну сторону, чтобы избежать влияния холостых ходов в шарнирах звеньев механизма.
Если при буксовке произойдет переход кривошипа за требуемое положение, то паровоз отбуксовывают обратно на такое расстояние, чтобы получить натяжку всего механизма, затем буксуют снова в требуемое положение.
Нахождение мертвых положений поршня. На паровозе 9П ось цилиндров поднята относительно линии осевых центров колесных пар на 50 мм, поэтому мертвые положения поршня не совпадают с мертвыми положениями кривошипов. При переднем мертвом положении поршня центр кривошипа выше центра оси колесной
141
пары на 4,31 мм, а при заднем мертвом положении — ниже на 5,2 мм, поэтому при проверке парораспределительного механизма надо устанавливать в мертвое положение не кривошип, а кулак.
При нахождении мертвого положения поршня паровоз буксуют вперед, пока кулак немного не приблизится к своему мертвому положению. В это время буксовку прекращают и делают засечки на параллели и на бандаже ведущего колеса специальными шаблонами-крючками (фиг. 95). Одним концом крючок К устанавливают в точку, нанесенную керном на заднем торце щеки кулака, а другим концом делают засечку на параллели. Второй крючок Л одним концом устанавливают в точку О, нанесенную керном в произвольной точке паровоза, другим концом делают на бандаже засечку.
Точку пересечения с нанесенной риской концентрично поверхности катания колеса отмечают керном А. После этого продолжают буксовку паровоза вперед, пока кулак, перейдя мертвую точку, вернется в то же положение, при котором ножка крючка К совпадет на параллели с первой засечкой.
Аналогично предыдущему крючком Л отмечают на бандаже вторую засечку, и место ее пересечения с риской, нанесенной концентрично поверхности катания колеса, отмечают керном Б.
Дугу АВ делят циркулем пополам и ее середину отмечают керном В. По керну В, пользуясь крючком Л, поршень устанавливают в переднее мертвое положение. Затем с помощью крючка К от постоянного керна, нанесенного на щеке кулака, делают на параллели засечку и на ней ставят керн б.
Таким же способом находят заднее положение поршня, которое фиксируют на параллели керном бг. Такая операция делается с обеих сторон паровоза.
Проверка вредных пространств. Для проверки вредных пространств в передней и задней полостях цилиндра указанным способом кулак устанавливают в крайние мертвые положения, которые фиксируют на параллели кернами б и
Полученное расстояние между точками а и б характеризует величину вредного пространства передней полости цилиндра, а расстояние ах бг — величину вредного пространства задней полости цилиндра. Величина вредного пространства на холодном паровозе должна быть для переднего положения поршня 11—15 мм, для заднего положения поршня 12—16 мм.
При конструкции подшипника ведущего дышла закрытого типа с плавающей втулкой регулировка вредного пространства за счет подшипника кулака ограничена, поэтому при ремонте паровоза соблюдение вредного пространства следует обеспечивать за счет соблюдения размеров других деталей, влияющих на величину вредного пространства.
Необходимо строго контролировать и увязывать размеры буксовых накладок и наличников, плавающих втулок и подшипников кулака, расстояние от оси поршня до центра крейцкопфного валика. В том случае, если при сумме их износа вредное пространство 142
получается меньше допускаемого, то необходимо произвести их ремонт и замену новыми деталями.
При износе буксовых направляющих накладок и наличников букс получается смещение оси ведущей колесной пары назад, вредное пространство задней полости цилиндра будет уменьшено.
Для измерения и учета отклонений при износе буксовых накладок и наличников необходимо принимать за основу точки, нанесенные кернами на раме, соответствующие чертежному расположению оси ведущей колесной пары (см. фиг. 92).
Восстановление размеров вредного пространства за счет подрезки внутреннего контура цилиндровых крышек не допускается.
Проверку длины эксцентриковой тяги, угла насадки кривошипа и установки золотников производят одновременно с проверкой вредных пространств при нахождении поршня в мертвых положениях.
Если размеры узла парораспределительного механизма соответствуют проектным, то при передвижении кулисного камня сверху вниз золотник должен оставаться неподвижным и открыть окно на величину линейного предварения впуска 4 мм. Если при перемещении кулисного камня от середины вниз, когда поршень находится в заднем мертвом положении, золотник перемещается вперед, — эксцентриковая тяга длинна и, наоборот, если при перемещении кулисного камня золотник идет назад, то эксцентриковая тяга коротка.
Соответственно при нахождении поршня в переднем мертвом положении, если при перемещении кулисного камня от середины вниз золотник также идет вперед, эксцентриковая тяга длинна и, наоборот, если при перемещении кулисного камня золотник идет назад, то эксцентриковая тяга коротка.
Согласно ТУ, при нахождении поршня в мертвом положении во время передвижения камня от середины до упора вниз золотник не должен перемещаться более 0,5 мм.
Если проверкой будет установлено, что при нахождении поршня в переднем и заднем мертвом положениях эксцентриковая тяга в одном положении будет коротка, а в другом длинна или наоборот, это указывает на нарушение размеров радиуса обратного кривошипа и эксцентриситета, т. е. на отклонение в величине угла насадки кривошипа. В этом случае необходимо проверить эти элементы в колесной паре и произвести исправление.
Практически проверку можно производить следующим образом. Установив поршень в одно из мертвых положений крючком произвольной длины М (фиг. 95) от какой-нибудь точки Р на параллельной раме, делают риску на эксцентриковой тяге. Затем перемещением кулисного камня определяют смещение золотника и его положение по отношению паровпускных окон. Если золотник перемещается больше 0,5 мм, паровоз пробуксовывают в требуемом направлении до тех пор, пока кулиса не займет среднего положения, при котором, перемещая кулисный камень в прорезе кулисы, золотник остается неподвижным. Затем крючком от той же
143
постоянной точки Р на параллельной раме на эксцентриковой тяге делают вторую засечку. Если расстояние между рисками, нанесенными на эксцентриковой тяге, больше 1,5 мм, необходимо удлинить или укоротить эксцентриковую тягу или произвести исправления обратного кривошипа.
Удлинять или укорачивать эксцентриковую тягу можно за счет эксцентричности втулки до 3 мм, а выше — за счет подсадки или протяжки. Протяжку надо производить на длине не менее 500 мм.
Если при установке поршня в мертвые положения золотник не занимает своего положения, при котором паровпускное окно не открывается на величину линейного предварения впуска, необходимо диски золотников передвинуть по золотниковой скалке вперед или назад путем регулировки гайками или постановкой прокладных шайб между гайками и золотниковым диском.
После регулировки длины эксцентриковой тяги и установки золотников необходимо произвести контрольную проверку.
ГЛАВА V
ПОРЯДОК ПЕРЕСЫЛКИ ПАРОВОЗОВ
Паровозы пересылают по железной дороге к месту назначения и отправляют в пункты ремонта в холодном состоянии в соответствии с инструкцией ЦТ МПС № ЦТ/1520. При отправке к месту назначения паровоз необходимо привести в состояние, гарантирующее сохранность всех узлов и механизмов и безопасность движения.
Перед заглушкой паровоза необходимо продуть паром инжекторные трубы, трубы от заливательного прибора и манометра, продуть трубы паро-воздушного насоса и плотно закрыть главный запорный вентиль. При продувке воздушного насоса открыть краны воздушных резервуаров и спустить воду. Открытием концевых кранов продуть воздушную магистраль.
Перед выпуском пара из котла очистить топку, зольник и дымовую коробку от изгари и шлака. Из водяных баков через спускные люки слить полностью воду и осушить внутреннюю поверхность водяных баков, а также слить воду из уравнительной трубы через сливную пробку. После выпуска воды котел тщательно промыть, очистить и просушить, /для просушки держать открытыми промывательные пробки. Остатки воды с топочной рамы удалить спринцовками и продуть сжатым воздухом. При следовании паровозов к месту назначения более одного месяца паровозный котел рекомендуется подвергнуть консервации одним из двух способов: негашеной известью или мазутом.
Для следования в холодном состоянии поршневые дышла и эксцентриковые тяги снимают, смазывают антикоррозионным составом или окрашивают белилами и погружают в бункер. Плавающие втулки ведущих дышел оставляют на месте и изолируют деревянными планками. Поршни сдвигают в заднее положение, а открытые поверхности, штоки поршня, параллели и золотниковый шток промазывают солидолом, обертывают плотной бумагой с войлоком или покрывают деревянной обшивкой и обвязывают проволокой. Для предупреждения ржавления движущий и парораспределительный механизм покрывают антикоррозионным составом, а арматуру смазывают солидолом.
Автоматические тормоза должны быть выключены. Кран машиниста устанавливают во второе положение и пломбируют. Кран
10 Паровоз 9П 2169 145
двойной тяги и разобщительный кран перекрывают и пломбируют.
В зимнее время года паровоз оборудуют обогревательной печью. Паровоз отправляют с комплектом инструмента и принадлежностей, а также с запасом смазочных материалов, достаточным для смазывания трущихся частей, до места назначения. Паровоз сопровождает проводник, знакомый с обслуживанием паровоза.
Экипаж, ходовые части и тормозную систему принимают перед отправкой инспекция МПС по действующим правилам. Подготовленность паровоза оформляют актом проверки его технического состояния.
При следовании в составе поезда паровоз ставят или в голову поезда, вслед за локомотивом, или в поезд за четырехосными вагонами.
Скорость движения поезда с пересылаемым паровозом не должна превышать 40 км!час, о чем делают соответствующее предупреждение железнодорожной администрации.
При следовании паровоза в составе поезда проводник в зависимости от времени года должен тщательно подготовить и смазать буксовые и дышловые подшипники и все трущиеся детали.
Проводник паровоза является ответственным лицом за безопасное его следование в пути и должен хорошо знать свои обязанности по уходу и смазке ходовых частей паровоза и сигнализацию на железнодорожном транспорте.
По прибытии к месту назначения проводник обязан сдать администрации по акту паровоз в исправном состоянии со всеми принадлежностями и инструментом.
ГЛАВА VI
ИНСТРУМЕНТ И ПРИНАДЛЕЖНОСТИ
Для содержания всех частей паровоза в исправности, своевременного ухода и производства мелкого ремонта силами обслуживающих паровоз бригад на паровозе всегда должен находиться комплект инструмента и принадлежностей. Паровозная бригада должна иметь этот минимум инструмента в полной исправности и пользоваться им по назначению.
Исправное содержание инструмента, сигнальных принадлежностей, посуды и пр. обеспечивает хороший уход за паровозом, своевременный мелкий ремонт и успешную работу обслуживающей бригады.
Перечень инструмента и принадлежностей паровоза 9П приведен в табл. 8.
Таблица 8
Перечень инструмента и принадлежностей паровоза 9П
Наименование
Сигнальные принадлежности
Сигнальный ручной фонарь ..................................
Буферный керосиновый фонарь................................
Футляр с двумя флажками (желтым и красным).................
Футляр с сигнальными стеклами (желтым и красным) .......
Количество
1
2
1
1
Кочегарный инструмент
j
Скребок............................................... .
Пика ......................................................
Резак .....................................................
Угольная лопата............................................
Шлаковая лопата............................................
Стержень для прочистки дымогарных труб.....................
Цепь для запора кочегарного инструмента ...................
Ключ для качающихся колосников (для паровозов выпуска с 1949 г.)
10*
147
Продолжение табл. 8
Наименование
। * MR I« b i '
С.
.лесарныи инструмент
Молоток слесарный...................................... . .
Кувалда весом 6 кг ........................................
Кувалда с наплавленной медью рабочей частью ...............
Зубило слесарное 25 мм ОСТ/НКТМ 6587-39 ...................
Крейцмессель 15 мм ОСТ/НКТМ 6588-39 .......................
Бородок 6 мм ОСТ/НКТЛ1 6590-39 ............................
Напильник плоский драчевый 350 мм ОСТ 20176-40 ............
Напильник круглый драчевый 350 мм ОСТ 20177-40 ............
Напильник полукруглый личной 350 мм ОСТ 20176-40 ..........
Напильник плоский ОСТ 20167-40 ............................
Отвертка...................................................
Шкаф для инструмента.......................................
Посуда
Ведро для воды ............................................
Масленка емкостью 1л.......................................
Масленка емкостью 2,8 л....................................
Бидон для масла емкостью 11,5 л............................
Бидон для масла емкостью 20 л..............................
Сосуд для растопки сала ...................................
Чайник ....................................................
Ключи
Трещотка для домкрата......................................
Ключ для инжектора и тяги от пальца.................................... Ключ для пальцев переднего и сцепного колес........................ . . Ключ для круглых гаек инжектора........................ Односторонний ключ для пробок к масленкам движущего и паро-
распределительного механизмов . . . . Ключ гаечный 46*.............. . .
41
i
и я м
W
я
я
глухой 35 . . . . . . „ .............*
торцевой 41 .......... ...................................
V/ » • ♦ ф ** .1 • *
130 08300. 55 ............................................
110 08300. 52 . ..........................................
100 08300. 50 ............................................
70 08300. 44 ............................................
65 08300. 43 ............................................
60 08300. 42 ........ . .................................
55 08300. 41 ............................................
19 08300. 11 ............................................
32 08300. 36 ....................................
17 08300. 35 .................. ...... .................
80 08300. 46 . ..........................................
11X14 08301. 46 ..........................................
17X22 09301. 50 ..........................................
27X22 08301. 53 ..........................................
36X41 08301. 56 ..........................................
46X50 08301. 58 ..........................................
Количество
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
* Размеоы в мм
X.
148
Продолжение табл. 8
Наименование
***** — 1 1 ' “ —Illi I .
Вспомогательный инструмент
Факел ......................................................
Спринцовка ..................................................
Пресс для заправки смазки....................................
Домкрат для подъемки паровоза................................
Замок висячий ...............................................
Конусная насадка диаметром 90 мм.............................
Двухзвенная цепь.............................................
Выжимное приспособление для выжимки поршневого штока из кулака .........................................................
Боксовальный лом.............................................
Количество
Противопожарные приборы
Пожарный рукав 20 м с наконечником............ . . .
Брандспойт малый для поливки топлива ...............
Ящик для пожарного рукава...........................
ПРИЛОЖЕНИЕ 1
Допускаемая величина износа деталей 1 (размеры в мм)
Наименование деталей и размеров
Допускаемые размеры при выпуске паровоза из ремонта 1 Предельный размер, влекущий замену частей
капитального среднего подъемоч-ного
Задняя решетка
Толщина решетки в трубчатой части
Толщина подрешеточной части . . .
Общий прогиб огневой решетки в сторону огня или воды ............
Местный прогиб подрешеточной части по длине трех связевых простенков ..............................
Ширина кромки шва от центра заклепки до нижнего обреза..........
Диаметр отверстий для дымогарных труб ..........................о.
Максимальная овальность отверстий в решетке при смене труб..........
Задняя, боковые стенки и потолок
Толщина боковых стенок..........
Толщина задних стенок...........
Толщина потолка.................
Общий прогиб стенок и потолка (числитель — сторона огня, знаменатель — сторона воды)..............
Местный прогиб на длине трех связевых простенков .................
Ширина кромки шва задней стенки от центра заклепки до нижнего обреза
Боковые связи
Допустимое разъедание шейки связи по диаметру ......................
Диаметр контрольного отверстия новой связи ........................
Глубина контрольного отверстия . .
Потолочные связи
Допустимое разъедание связи по диаметру .........................
Диаметр контрольного отверстия новой связи ........................
Утончение продольных и поперечных тяжей по диаметру.............
10
7
10
3
25
44
0,3
7
7
7
6/12
3
25
5-8
40
8 1 7
6 — R» 4
13 ~~ Свыше 15
5 » Свыше 6
2} 21
50 52
0,3 0,3 — ! *
6 4
6 4
6 ч. —
6/15 Свыше 15/20
4 ! Свыше 5
23 21
5-8
Свыше 4
Менее
35
6
6
1 ИЗ „Правил текущего ремонта, ухода и содержания паровозов МПС“. 150
Продолжение прилож. 1
•I
Наименование деталей и размеров
Дымогарные трубы
Износ дымогарных труб по весу в °/0
Высота буртиков (вновь поставленных труб) .......................
Выпуск концов труб для образования буртиков ....................
Выход концов труб в дымовую коробку ...........................
Прочие части котла
Прогиб передней решетки........
Толщина листов кожуха топки . . .
Толщина передней решетки . . . . Минимальная толщина листов зольника ............................
Паровые трубы
Толщина стенки паровпускных . . . Толщина стенки паровыпускных . .
Регулятор
Подъем малого разгрузочного клапана регулятора .................
Подъем большого клапана регулятора ............................
Слабина валиков во втулках регуляторного привода ...............
Зазор между втулкой регуляторного сальника и валом (по диаметру) . . .
Спускные краны котла
Минимальный натяг пробки спускного крана ......................
Минимальная толщина втулки корпуса спускного крана ............
Заход заслонки крана в рычаг . . .
Инжектор
Износ хвостовика парового клапана по диаметру .....................
Цилиндры
Овальность и конусность цилиндра (без расточки) ..................
Максимальная глубина задиров . . .
Максимальная ширина отдельного задира ..........................
Число задиров с предельными размерами ..........................
Допускаемые размеры при выпуске паровоза из ремонта
капитального
среднего
подъемоч-ного
20 1 20 25 1
3-4 3-4 3-4 —
6-8 6-8 6-8 ——_,
10-30 10-30 10—30
15 18 21
7 6 - -И- 5
10 8 — *——
2 2 -
2,5 2,5 мт 1,5
1,5 1,5 1
11-12,5 11-12,5 11-12,5 10
52-55 52-55 52-55 51
0,2 0,2 0,5 1,5
0,5 0,5 —
8 6 4 2
5 4 4 3
6 6 6 4 г
0,25 0,25 0,5 1
1,5 2
II* ЧИ 1 1,5
1 2 3
3 5
151
Продолжение прилож. 1
Наименование деталей и размеров
Допускаемые размеры при выпуске паровоза из ремонта
подъем очного
назница между диаметрами правого и левого цилиндров ................
Увеличение диаметра цилиндра после расточки относительно чертежного размера ...........................
Овальность и конусность цилиндра при расточке . • • ................
Овальность -места в цилиндре под запрессовку золотниковой втулки . .
Овальность или выработка старой золотниковой втулки ...............
Увеличение диаметра старой золотниковой втулки относительно чертежного размера при расточке .........
Глубина задиров золотниковой втулки ............................
Ширина отдельного задира золотниковой втулки ......................
Число задиров с предельными размерами ............................
Отступление от чертежной ширины окна золотниковой втулки ..........
Отступление от чертежного размера между паровпускными окнами при запрессовке золотниковых втулок . . .
То же старых золотниковых втулок Поршни
Боковой зазор между кольцом и стенками ручья ...................
Максимальная толщина новых колец
Зазор в замке нового поршневого кольца по наименьшему диаметру цилиндра ...........................
Уширение клинового отверстия в головке штока против чертежного размера .............................
Уменьшение расстояния от клинового отверстия до торца головки штока против чертежного размера . .
Отклонение линейной величины вредного пространства от чертежного размера ..........................
Износ головки поршневого штока по диаметру ......................
Конусность и овальность поршневого штока при металлической набивке сальников .....................
капитального
среднего
1
2
2
+ 1
Свыше
Д- 4
Свыше 19
4
3
4
Свыше
0,5
152
Наименование деталей и размеров
Продолжение прилож. 1 । ни
*•** > * I 1 . I - - -U ~ . _u-t.--.-_ - . - - . .
Допускаемые размеры при выпуске паровоза из ремонта
капитального
среднего
подъемоч-ного
Конусность и овальность поршневого штока при мягкой набивке . . .
Увеличение ширины ручья в дисках поршня против чертежного размера
Золотники
Увеличение ширины ручья в золотниковых дисках против чертежного размера . ........................
Боковой зазор между кольцом и стенками ручья................ . .
Толщина нового золотникового кольца ...........................
Минимальная величина захода кольца в ручей .......................
Зазор в замке кольца по наименьшему диаметру втулки .............
Овальность и конусность золотникового штока......................
Свыше
Зазор (суммарный) между золотниковой направляющей и золотниковым кулачком: |
по горизонтали ...............
по вертикали .................
Кулак и параллели
Износ валика кулака по цилиндрической части против чертежного размера по диаметру .................
Увеличение отверстия в кулаке для валика по диаметру против чертежного размера .....................
То же для головки штока .....
Запас для натяга валика кулака . . Разработка отверстий в параллели, приливах, крышке и параллельной раме для болтов по сравнению с чертежным размером............... .
Зазор между клином и проушиной кулака на сторону ................
Суммарный зазор между вкладышами кулака и параллелью:
Чертеж
Чертеж
Чертеж
Свыше
по горизонтали ................
Разработка отверстий под болты в кулаке и крышке по диаметру по сравнению с чертежным размером . . . .
Выработка параллелей в средней части ..............................
Свыше 4
153
Продолжение прилож. 1
-**х
Наименование деталей и размеров
капитального
среднего
Допускаемые размеры при выпуске паровоза из ремонта
подъемоч- I кого
ип-^.
Кулисный механизм
Зазор между кулисным камйем и
прорезью кулисы .................
Слабина кулисных цапф во втулках кронштейна.......................
Суммарный боковой разбег цапф кулисы во втулках кронштейна . . .
Боковая игра кулисных тяг в попе-
речном направлении ................
Слабина валиков кулисного меха-
низма во втулках ..................
Боковой разбег эксцентриковой тяги по пальцу контркривошипа...........
Разработка отверстий для валиков и для втулок валиков по диаметру по сравнению с чертежным размером . .
Разработка втулки эксцентриковой тяги по диаметру ..................
Разработка отверстий в маятнике и тягах под штифты по сравнению с чертежным размером ...................
Слабина в подшипниках переводного винта:
по диаметру . . вдоль диаметра
Сальники
Уменьшение (по сравнению с чертежным размером) высоты пружины: поршневого сальника в свободном состоянии ........................
золотникового сальника .......
Разница диаметров поршневого штока и нажимного или упорного кольца одноколейного сальника .......
Углубление набивочного кольца одноколейного сальника в чашке . . . .
Дышловой механизм
Овальность и конусность шеек пальцев кривошипов...................
Эксцентриситет поршневой шейки кривошипа относительно центровой шейки.............................
Отступление от чертежной длины радиуса ведущих и сцепных кривошипов ..............................
То же кулисных кривошипов . . .
2
0,1
0,1
0,2
0,5
0,25
0,2
1
0,1-0,2
2
2
3
0,3
0,3
0,5
0,5
2
2
0,5
2
4
0,5
0,5
0,5
1
4
3
1
5
5
9
4
2
2
4
4
1
2
0,5
15
20
20
30
3
9
Свыше
154
Продолжение прилож. 1
Наименование деталей и размеров
Разработка отверстий в хвостовиках и проушинах дышел для валиков по диаметру .........................
Зазор между дышловым валиком и втулкой хвостовика ...............
Овальность отверстий в проушинах и хвостовиках сцепных дышел . . . .
Износ щек проушин и хвостовиков дышел по толщине против чертежного размера ... ......................
Износ дышловых валиков по цилиндрической части по сравнению с чертежным размером по диаметру . . . .
Овальность отверстий в дышлах под стальные втулки и втулочные подшипники .............................
Увеличение диаметров отверстий головок дышел под стальную втулку и втулочные подшипники..............
Износ стальной втулки по внутреннему диаметру под плавающую втулку по сравнению с чертежным размером
Овальность стальных дышловых втулок под плавающие:
для центровых и поршневых головок . ...........
для головок сцепных дышел . . .
Увеличение разбега плавающих втулок по сравнению с чертежным размером ............................
Натяг конусной втулки дышлового валика ...........................
Минимальный натяг нажимного клина подшипника валика кулака . . . .
Максимальный износ лобовой и клиновой половин подшипника валика кулака:
для цельнобронзовых ..........
для армированных .............
Разница в размерах между центрами головок дышел и центрами соответствующих осей паровоза ........
I * » I 'I иИ — ИЦ I PI !—!
Допускаемые размеры при выпуске паровоза из ремонта Предельный размер, влеку и 1,ий замену частей
капитального среднего подъемоч-?I О Г О
2 3 ► i Е 6
0,1 0,1 0,1 ГД
0,1 0,1 i Ч * 0,5
2 2 4
1 11 3 6
г * 0,5 0,6
3 4 Свыше 6
3 4 6 8
0,2 0,2 0,7 1,5
0,1 0,1 0,7 1
III 1 «wt 1 5
3 3 0,5
Чертеж Чертеж 8 2
III 1» * 5 Свыше 6
* 2 Свыше 3
0,5 0,5 0,5 t 1 Свыше i 0,5
155
Продолжение прилож. 1
Наименование деталей и размеров
Допуски при ремонте экипажной части
Колесные пары
Разность расстояния между внутренними гранями бандажей у одной колесной пары .....................
Минимальная толщина паровозных бандажей при их последней обточке
Овальность бандажа по кругу катания (после обточки) ...............
Разность диаметров бандажей по кругу катания у одной колесной пары и у всего комплекта ...............
в
Максимальная толщина подкладки под перетягиваемый бандаж . .
Припуск для натяга при перетяжке бандажа на 1000 мм диаметра обода
Эксцентричность бандажей по кругу катания относительно осевых шеек . ,
Овальность шеек:
конусность осевых
без обработки .................
после обработки .
Овальность и конусность шеек паль-
цев кривошипов .
Отступление от чертежной длины (радиуса) кривошипа:
ведущих и сцепных колес
кулисных соединений
Износ пальца контркривошипа . . .
Износ шейки ведущей оси.........
Износ шейки сцепной оси.........
Износ поршневой шейки ведущего
Износ сцепной шейки ведущего
ПЗЛЪЦЗ^ .....................* * *
Износ сцепного пальца ..........
ilWMMl__________________________________________|__—л . _ I I- - I_*_ц__
Допускаемые размеры при выпуске паровоза из ремонта ' 1 «1 Предельный размер, вле~ кущий замену частей
капитального среднего подъемоч-ного
1 1 1
55 43 43 1 ~
0,5 0,5 0,5 ———*
1 1 1 —
1 2 2
1-1,5 1 — 1,5 1-1,5
0,5 0,5 0,5
1 Свыше 1
0,2 0,5 0,5 !
0,2 0,5 1 Свыше
+ 0,25 4-0,5 +0,5 4-0 6
+0,5 + 1,0 + 1,0 ±1,2
7 9 — 1 1 II >ЫИ"
25 28 28 30
30 33 33 35
14 16 16 18
15 17 17 19
22 > ь 1ч-' .-1b* ** 24 L 1 I 1 24 26 *1
Продолжение прилож. 1
Наименование деталей и размеров
Буксы, их направляющие и клинья
Износ буксовых направляющих: по ширине (на обе стороны) . . . по толщине (на сторону)........
Местная выработка буксовых направляющих по ширине и толщине . . .
Зазор между подбуксовой коробкой и шейкой оси ....................
Отступление от чертежных размеров между центрами осей .............
Разница между центрами осей правой и левой стороны .............
Минимальная толщина наличников Износ буксовых клиньев против чертежа:
по ширине....................
по толщине....................
Минимальное расстояние от верхней грани клина до выреза рамы.......
Износ буксовых подшипников по толщине против чертежного размера
Рессорное подвешивание
Износ рессорных подвесок по диаметру ...........................
Допускаемые размеры при выпуске паровоза из ремонта £ Предельный размер, влекущий замену частей
капитального среднего подъемоч-ного
6 I 9 12
5 7 10 " >
0,3 0,5 0,5 —ч- —
3 3 5 —
+0,5 +0,5 ±0,5 ~4~ 4
+0,5 + 0,5 +0,5 -"к 0,5
Чертеж Чертеж 5 — -
6 9 12 Я
2 3 5 *——
Чертеж Чертеж 40 15
1 4 10 12
3
ПРИЛОЖЕНИЕ 2
Вес некоторых веществ в миллиграммах, соответствующий 1 мг-&кв}л
Наименование веществ
Формула
Количество веществ в лтг/.-г на 1 мг-эквр
Кали едкое (гидроокись калия) .......
Кальций .............................
Кальций гидроокись ..................
Кальций окись .......................
Кальций бикарбонат ..................
Кальций сульфат (ангидрид) ..........
Кальций сульфат (гипс)...............
Кальций карбонат ....................
Кальций фосфат ......................
Магний ..............................
Магний бикарбонат....................
Магний гидроокись....................
Магний окись.........................
Магний хлористый.....................
Натрий бикарбонат ...................
Натр едкий (гидроокись натрия) ....
Натрий сульфат.......................
Натрий карбонат (кальцинированная сода)
Натрий карбонат (кристаллический) . . .
Натрий фосфат (безводный)............
Натрий фосфат (водный)...............
Натрий хлористый.....................
Серной кислоты анион (сульфатион) . .
Серная кислота ......................
Соляная кислота .....................
Соляной кислоты анион (хлорион) ....
Угольной кислоты анион (карбонатион) .
Угольной кислоты анион (бикарбонатион)
Углерод двуокись.....................
Нитрит натрия (азотистокислый натрий) .
Хромпик калиевый (двухромовокислый ка-
Л И И *»*£*•*** • • • • *
Хромпик натриевый (двухромовокислый натрий)..................................
кон Са2+
Са (ОН)2 СаО Са (НСО3)2
CaSO4 CaSO4-2H2O
СаСО3 Са3 (РО4)2
Mg2+ Mg (НСО3)2
Mg (ОН)2
Mg О MgCl2 NaHCOg
NaOH N a2SO4 Na2CO3 Na2CO3-10H2O N a3PO4 Na3PO4-12H2O
NaCl so2~ H2SO4
HC1 СГ co2-нсог О co2
NaNO2
К2СГ2О7
Na2Cr2O7«2H2O
56,10 20,04 37,05 28,04
81,06
68,07 86,09
50,05 51,70
12,16 73,18
29,17
20,16 47,62
84,00
40,01 71,03
53,00
143,08 54,66
126,72 58,45 48,03 49,04 36,47 35,46 30,01
61,02 22,01
69,00
147,00
149,00
Количество вещества в мг/л, деленное на эквивалентный вес, выражается в мг-экв!л.
Для пересчета количества вещества, выраженного в мг-экв/л, следует умножить его на эквивалентный вес данного вещества.
Количество миллилитров 0,1 Н раствора любого реактива, пошедшее на титрование пробы воды объемом 100 мл, дает результат, выраженный непосредственно в мг-экв!л.
158
ПРИЛОЖЕНИЕ 3
Отношение жесткости и общей щелочности воды, выраженных в мг-экв/л, к жесткости в градусах и натронному числу в мг)л
Жесткость воды в мг-экв/л
Жесткость воды в град.
Общая щелочность в мг-экв1л
Натронное число в м г 1л
5
I
0,1
0,2 0,3 0,4 0,5 0,6
0,7 0,8 0,9 1,0 2,0 3,0
4,0
5,0 6,0 7,0 8,0
9,0
10,0 11,0
12,0 13,0 14,0 15,0
0,28 0,56 0,84 1,12
1,40
1,68 1,96 2,24 2,52 2,80 5,60 8,40
11,20 14,00 16,80 19,60 22,40 25,20 28,00 30,80 33,60 36,40 39,20 42,00
0,1
0,2 0,3 0,4 0,5 0,6
0,7
0,8 0,9
1,0
2,0 3,0
4,0 5,0
6,0 7,0
8,0 9,0
10,0
11,0
12,0
13,0
14,0 15,0
2,87 5,74 8,61
11,48 14,35 17,22 20,09 22,96 25,83 28,70 57,40 86,10
114,80 145,50 172,20 200,90 229,60 258,30 287,00 315,70 344,40 373,10 401,80 430,50
Соотношение общей щелочности в мг-экв/л и натронного числа котловой воды дано при условии, что общая щелочность на 6О°/о состоит из гидратной и на 4О°/о из карбонатной. При других соотношениях величин гидратной и карбонатной щелочности следует пользоваться формулой пересчета щелочности в натронное число.
Для пересчета общей щелочности котловой воды, выраженной в мг-экв}л, в натронное число служит следующая формула:
N = 40NaOH
53КагСО3 4Д
где N — натронное число котловой воды;
NaOH — гидратная щелочность котловой воды в лг-э/ге/л;
40 — коэффициент пересчета мг-экв/л NaOH в мг/л;
Na2CO3 — карбонатная щелочность котловой воды в мг-экв^,
53—коэффициент пересчета мг-экв/л Na2COg в мг-л.
Пример. Общая щелочность котловой воды 10 мг-экв[л, гидратная 7 мг-экв1л. Карбонатная щелочность будет равна
10 — 7 = 3 мг-экв1л.
!
Тогда натронное число выразится величиной
N = 40-7
159
ПРИЛОЖЕНИЕ 4
Акт №—---------
осмотра котла паровоза 9П №._______
Депо —.________________ ______________________________________-—
„-----“ число-----------------месяца 19—— г.
Норма межпромывочного пробега--------- дней {км). Фактический пробег
паровоза от последней промывки-------- дней {км).
Дозировка антинакипина, пеногасителя и противокоррозионных веществ на 1 т воды, набираемой паровозом---:——-----------г-- ----------------
Средние данные химического анализа котловых вод за межпромывочный пробег: хлориды--------------------------------.---------и-----мг/л
жесткость---------------------------------мг-эк в I л
щелочность------------------------------мг-экв[л
Средневзвешенные данные химического анализа питательной воды: хлориды ------------------------------------------ мг)л
жесткость (общая)----------------------— мг-экв1л
жесткость (некарбонатная)---------------мг-экв1л
щелочность------------------------------ мг-экв/л
(для щелочных вод).
Содержание кремнекислоты в накипи в °/0----------
Характер накипи (рыхлая, твердая, плотная, сплошная, пятнистая, легко или трудно смываемая, теплопроводность накипи).
При осмотре котла обнаружено:
Состояние поверхности нагрева котла после промывки
Место осмотра
Толщина накипи в мм
Площадь, докрытая накипью, в %
Огневая коробка: потолок ....................
решетка...................
лобовой лист .............
боковые стенки ........
Дымогарные трубы: верхние ряды................
нижние ряды...............
100
Продолжение прилож. 4
Состояние поверхности нагрева котла после промывки
Место осмотра
Толщина накипи в мм
Площадь, покрытая накипью, в %
Состояние контрольных зачищенных мест:
на огневой коробке ............
на трубах .....................
Грязевое кольцо (высота шлама в мм до промывки).......................
Состояние питательных труб . . . .
Средневзвешенная толщина накипи: на огневой коробке ..............
на трубах .....................
Основные замечания по осмотру котла:
Отметка о течи связей и труб, о ремонте и смене их с указанием
причин, места и количества -----------------------------------
Отметка о завалах, волнистости, выпучинах, трещинах и коррозион
ных разрушениях металла---------------------------------------
Заключение комиссии
О состоянии котла по отложению накипи (по сравнению с предыдущим осмотром)------------------------------------------------------
Об эффективности применения антинакипина, пеногасителя и противокоррозионных веществ------------------------------------------------
Об уходе паровозных бригад за котлом----------------------------
Об общем состоянии котла_________________._____________:--------
Подписи лиц, производивших осмотр:
11 Паровоз 9П 2469
161
ПРИЛОЖЕНИЕ 5
Поправочные коэффициенты для пересчета данных анализа проб котловой воды
5,0
5,5
6,0
6,5
7,0
7,5
8,0
8,5
9,0
9,5
10,0
0,930
0,925
0,920
0,916
0,912
0,908
0,904
0,900
0,895
0,891
0,887
10,5
11,0
11,5
12,0
12,5
13,0
13,5
14,0
14,5
15,0
0,883
0,879
0,874
0,870
0,866
0,862
0,858
0,854
0,849
0,844
Примечание. Р — котловое давление пара по манометру в момент отбора пробы воды;
К — поправочный коэффициент.
162
ПРИЛОЖЕНИЕ 6
Форма полного анализа воды
I. Общие сведения
1. Пункт водоснабжения (завод, город, и т. д.)-----------------
2. Род и название водоисточника----------------------------.---
3. Место отбора пробы воды-------------------------------------
4. Дата отбора пробы-------------------------------------------
5. Фамилия и должность отобравшего пробу-----------------------
6. Дата производства анализа-----------------------------------
II. Физические свойства (в пробе нефильтрованной воды)
7. Прозрачность-----------------------------------------------
8. Осадок-----------------------------------------------------
9. Запах------------------------------------------------------
10. Температура воды при отборе пробы в град
11. Взвешенные вещества при 110° в мг{л------------------------
12. Взвешенные вещества после прокаливания в мг\л--------------
13. Цветность (определяется в фильтрованной пробе)-------------
III. Химический состав (в пробе профильтрованной воды)
Показатели Формула
Размер
Найдено по анализу
Примечание
Сухой остаток при 110е Минеральный остаток Потеря при прокаливании ...................
Окись кальция . . . .
Окись магния.........
Ангидрид серной кислоты ..................
Хлорион .............
Ангидрид азотной кис-
ЛОТЫ
Ангидрид азотистой кислоты ..................
Аммиак...............
Сероводород .........
Окисляемость (по О2)
) Углекислота свободная j Полуторные окисли I (железа и алюминия) . .
Железо окисное . . . .
Железо закисное . . .
Кремнекислота . . . .
СаО
MgO
SO3— Cl
n2o5
N2O3 NH3
H2s
co2
Fe2O3 + A12O8
Fe2O8 FeO
SiO2
мг\л
w
w
*
я
ft
fj n
ft
n
я
163
Продолжение прилож. 6
Показатели'
Формула
Размер
Найдено по анализу
Примечание
Реакция (концентрация
водородных ионов)
Щелочность: общая . . .
pH
мг-экв/л
гидратная . . . карбонатная бикарбонатная
Жесткость: общая . . . . карбонатная некарбонатная
Содержание в 1 л
Содержание в 1 л
Катионы
Анионы
мг-экв/л |
мг-экв1л
nh4+
С1“ SOC
N0;T NOr
НСОГ
о
SiOo “
О
Примечание. Определение свободной углекислоты и кислорода производится на месте при отборе пробы воды. Na+ ч- Кг рассчитывается по разности.
Заключение
Начальник лаборатории---------—
Анализ производил лаборант
Дата
164
ПРИЛОЖЕНИЕ 7
Перечень наиболее изнашивающихся деталей паровоза
9П
№ №
фигуры чертежа для заказа
1аименование детали
Количество на паровоз
Марка материала
Вес одной детали в кг
96
Колосник качающийся
97
98
99
100
101
102
103
104
105
106
107
108
109
110
9П-115Г
с
9П-220А
13
9П-220А
9П-200А
9П-220А
19 9П-220А
9П-220А
9П-220А
9П-220А
9П-330В
Балка качающихся колосников
Колосник
Пружина предохранительного клапана
Седло предохранительного клапана
Клапан предохранительного клапана
Конусы инжектора в сборе
Паровой клапан тора
Центровое тора
Кольцевое тора
Заборное тора
Нагнетательное сопло инжектора
Нагнетательный клапан инжектора
Промежуточное сопло инжектора
Делительная пробка инжектора
Вестовой клапан инжектора
Сетка водоочистительная инжектора
инжек-
i
36
2
сопло
сопло
сопло
То же
Чугун СЧ 24-44
инжек-
инжек-
инжек-
Кольцо регулировочное
Подшипник буксовый
Чугун специальный
Сталь 65Г
Сталь 2X13
Бр. ОЦС 3-12-
»
Я
Я
Латунь Л62 или оцинкованное железо
Бр. ОЦСН
0,42
0,58
0,43
0,325
0,355
0,143
0,363
0,79
0,195
0,050
0,338
0,09
0,048
165
Продолжение прилож. 7
№ фигуры
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
№ чертежа для заказа
Наименование детали
Количество на паровоз ____
Марка материала
9П-ЗЗОВ 2
9П-335В
2 и 3 9П-335В 5 и 6 9П-335В 9 и 10 9П-343А
2 9П-343А
3 9П-343А 4 9П-343А
13
9 П-343А 6
9П-343А 12 9П-355А 3 9П-355А
2 9П-358А 7 9П-358А
4
9П-350А 4
9П-350А 13 9П-401А
3
9П-401А 8
9П-501А 3
Коробка подбуксовая
Прокладка передняя правая и левая
Клин буксовый правый и левый
и
Буксовая накладка правая левая
Подвеска рессорная
То же
Чека рессорная
Втулка рессорная подвесок
Валик рессорных подвесок
То же
Валик продольного балансира
То же
Валик поперечного лансира
Втулка поперечного лансира
Накладка рессорная
Валик под рессору
10
10
ба-
Колодка тормозная (гребневая)
Колодка тормозная (без-гребневая)
ьольшои клапан регулятора
12
СЧ 18-36
СЧ 24-44
То же
Сталь Ст. 3
То же
Сталь 45
То же
W
ЛЛ
Сталь Ст. 2
Сталь 45
СЧ 24-44
То же
СЧ 18-36
Вес одной детали в кг
14,2
28,35
37,3
31,6
5,3
8,2
0,65
0,3
2,6
2,1
1,95
4,0
4,2
0,4
2,0
1,2
25,6
26,6
7,5
1
166
Продолжение прилож. 7
№ фигуры
№ чертежа для заказа
Наименование детали
Количество на паровоз
Марка материала
134
135
136
137
138
139
140
141
142
143
144
145
146
147
148
149
150
151
9П-501А 6
9П-501А 5
9П-620А
3
9П-620А
5
9П-621А
10
9 П-622В 1
9П-622В
2
9П-622В
3
9П-624В
4 и 5
9П-624В
9
9П-625В
2 сб
9П-625В 1 сб
9П-625В 2
9П-625В 3
9П-727В
4
9П-627В
9П-629В 3
9П-629В
Малый клапан регулятора
Пружинное кольцо большого клапана регулятора
Нажимное кольцо поршневого сальника
Уплотняющее кольцо поршневого сальника
Уплотняющее кольцо золотникового сальника
Поршень
Кольцо поршневое
Скалка поршневая
Вкладыш кулака (верхний нижний)
Валик кулака
Подшипник кулака передний
Подшипник кулака задний
Втулка запрессованная ведущего дышла
Плавающая втулка ведущего дышла
Втулка запрессованная сцепных дышел
Валик дышловый
Плавающая втулка сцепного дышла
То же
2
2
4
2
2
4
Сталь 2X13
СЧ 24-44
СЧ 18-36
Бр. СН 60-2,5
То же
СЧ 24-44
То же
Сталь Ст. 5
СЧ 18-36
Сталь Ст. 2
Корпус сталь Ст. 3, заливка Бр. О ЦСН 4-4-17-2
То же
Сталь Ст. 5
Бр. ОЦСН 4-4-17-2
Сталь Ст. 5
То же
Бр. ОЦСН 4-4-17-2
То же
Вес одной детали в кг
0,52
0,14
1,8
1,35
0,35
97,0
3,16
55,0
9,8
8,0
1,1
0,38
2,0
0,38
10,21
13,1
3,97
5,75
10,2
5,0
1*4 м»^******'
167
Продолжение прилож. 7
№ № фигуры чертежа для заказа
Наименование детали
Количество на паровоз
Марка материала
1
Вес одной I детали I
в кг
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
9П-629В
3
9П-640А
9
9П-640А
3
9П-640А
3
9П-646А
4
9П-648А 3
9П-648А
4
9П-648А 5
9П-649А 2
9П-650А 5
9П-651А 3
9П-657А 3 и 4
Втулка запрессованная сцепных дышел
Кольцо упорное колесного центра
Втулка золотниковая
Кольцо золотниковое пру-
жинящее
Золотниковая скалка
Втулка золотникового кулачка
Валик кулисной тяги
То же
Втулка маятника
Валик маятника
То же нижний
Втулка поводка
Втулка кулисы
Втулка эксцентриковой т яги
Вкладыши подшипника переводного вала (верхний и нижний) а и б
2
Бр. ОЦСН
Сталь 45
7?
Сталь 45
Бр. ОЦСН 4-4-17-2
СЧ 18-36
1 i
50,1
0,21
0,215
1,22
1,06
I
J
I
0,29
1,25
0,6
0,075
0,28
1,125
1,54
1,65
168
Продолжение прилож. 7
*Pi-" V*"М’* HIRWt VW->»дЦ|| _U ' V.* * I । *ч-^ЙН"1Ч I -Vv-_i , -j-irv % 1I л h ьЛ -м----u.ч-.* —* b**~ *кв»ЛЛНW ^ЬГТЖU h—2 -V_it>r4 'r. '«^1 I Ч II *J U* 4«W^H ^ЖЯР*****1 ** ^*»*^^»*
30xZO*60Q
011огплийать
Вид по стрелке Л
мД»»<|МП<1гЙ'ПРП№м СИ И "
-°----85—-н
Я7Л
85\
Литейные радиусы 3-6мм
- —7| п ар- — л ! । /?51; /
R20
+Z
-/
///7
Разрез no Ш
Сечение паза
»
*5
Фиг. 96. Колосник качающийся.
паровоза до № 450 колосники изготовляли по размерам в квадрате и условному пунктиру.
Фиг. 97. Балка качающихся колосников.
По размерам в квадрате двухрядном заклепочном
балки изготовляли до 1953 г. При шве балку заказывать по чертежу
-фъ—Г1 ь *ти Т я* т t * <*'
169
я*
170
Продолжение прилож. 7
n»*Tjr ril I *|ЧГ
Фиг. 101. Клапан предохранительного клапана. Эксцентричность углубления диаметром 20 лгл по отношению к поверхности диаметром 65 Мм допускается не более ОД мм.
I f
Фиг. 102. Конусы инжектора в сборе:
1 — паровой клапан (фиг. 103); 2 — центровое сопло (фиг. 104); 3 — кольцевое сопло (фиг. 105);
4— заборное сопло (фиг. 106); 5 — промежуточное сопло (фиг. 109); 5 — нагнетательное сопло (фиг. 107).
Притереть по мести
Конус квадрата Н8
15*45
-205-
Фиг. 103. Паровой клапан инжектора.
17
*
Узел Д
171
Продолжение прилож.
Фиг. 104. Центровое сопло инжектора
Фиг. 105. Кольцевое соп-
ло инжектора.
Фиг. 106. Заборное сопло инжектора.
Продолжение прилож. 7
Фиг. 107. Нагнетательное сопло инжектора.
Фиг 108. Нагнетательный клапан инжектора.
Фиг. 109. Промежуточное сопло инжектора.
Фиг. ПО. Делительная пробка инжектора.
jj-r.ia-.TTT I ч W ы< w
f^^**»**"* w* pjpi' i i~ii|< jrjiyHf Мф|»>||Т|И I-Bj WJfrifLL ч:—'-~ni..T._ ~l - ~T_l ~l ' II n ' 1 l Г~
173
Продолжение прилож. 7
Фиг. 111. Вестовой клапан инжектора. Допускается изгото-влять из нержавеющей стали 1X13,
ГОСТ 5652.51,
Фиг. 112. Сетка водоочистительная инжектора.
Фиг. 113. Кольцо регулировочное предохранительного клапана.
н*-----226 -----Н
Фиг. 114. Подшипник буксовый.
Отверстия 0 10 мм сверлят после запрессовки подшипника в буксу. Приточить подшипник по корпусу буксы с натягом 0,07—0,25 мм.
174
216
\^0 '
Ч Ж 'W ч«Т л>ч I I В ! ВЧМ I | > |
------—266 165±0,5-^
под-
про-
JUf
Разрез
по ДД-6Б
мбЛ
- । » — — •-‘ г
-
Фиг. 115. Коробка буксовая.
Отверстия 0 21 мм в ушинах сверлят по кондуктору.
'Припуск на пригонку
Фиг. 116. Прокладки передние правая и левая.
Разрез по нД
tfQ-0,06
IJU-Oi№s
L---------238----
Припуск на пригонку
Фиг. 117. Клинья буксовые правый и левый.
Изготовление и приемка по ТУ ГОСТ 4656-49.
Продолжение прилож.
iri+Otf J_
RP
Продолжение прилож. 7
1 'W**АХч-1 ** iW**а ашгшxwn rtto**-мt«ъ>Jj*< «S*PW*Ч-^А**111 1
—Н {Q 1^"
Фиг. 118. Буксовые накладки правая и левая.
Изготовление и приемка по ТУ ГОСТ 4656-49
Фиг. 119. Подвеска рессорная.
Цементовать на глубину 1,0—ЦЗ мм.
Калить до //п
*с
Фиг. 120. Подвеска рессорная.
Цементовать на глубину 1,0—1,3 мм. Калить
176
Продолжение прилож. 1
зачистить
Фиг. 122. Втулка рессорных подвесок.
Фиг. 121. Чека рессорная.
Цементовать на глубину 1,2—1,5мм. Закалить до Н п = 50 ч- 56.
Внутреннюю поверхность закалить т. в. ч. на глубину 1,0—1,3 лм г до И р = 50 -г- 56.
Разрез по ДР
Фиг. 123. Валик рессорных подвесок.
Наружную поверхность по 0 50 лм закалить на длину 150 мм. на глубину 0,75- 3,0 мм до ИР — 50 ~~ 56.
Разрез по ДД .________________
Фиг. 124. Валик рессорных подвесок.
Наружную поверхность валика по 0 50 мм закалить на длину 120 мм. на глубину 0,75-3,0 мм
Паровоз 9Г1 2469
177
Фиг. 125. Валик продольного балансира.
Наружную поверхность валика
110 леи, на глубину 0,75—3,0
закалить т. в. ч. на длину мм до Нр ~ 50 -г- 56.
Фиг. 126. Валик продольного балансира.
Наружную поверхность валика по 0 60 мм. закалить т. в. ч. на длину 165 мм, на глубину 0,75—3,0 ми до 7/р = 50 -г- 56.
Вид по
закруглить
Фиг. 127. Валик поперечного балансира.
Наружную поверхность валика по 0 60 мм закалить т. в. ч. на длину 165 ммь на глубину 0 ,75 -г 3,0 мм до // г> - 50 4* 56.
«с
0.5*45°
Фиг. 128. Втулка поперечного балансира.
Внутреннюю поверхность закалить т. в. ч. на глубину 1,0—],3 мм до Н & 50 ч- 56.
Продолжение прилож.
Продолжение прилож. 7
I
Фиг. 129. Накладка рес-
Фиг. 130. Валик под рессору.
сорная.
Цементовать на глубину 1,2—1,5 лил
Калить до 50 56.
Закалить
70 мм
поверхность на глубину
ДО HR<= 5(
т. в. ч. на размере 0.75—1.25 мм
Фиг. 131, Колодка тормозная (гребневая). Приемка по ТУ ГОСТ 963-41. Структура перлитная. Твердость Нв — 170 -г- 241. По дуге 100 мм с трущейся стороны с обоих концов сделать отбеливание на глубину 10 мм по всей ширине, за исключением выемки радиусом 21 мм до Н ~~ 250 ^о0.
Разрез по В В
Сечение по Р.Й
Фиг. 132. Колодка тормозная (безгребневая).
Приемка по ТУ ГОСТ 963-41. Структура перлитная. Твердость == 170-J-241, по дуге 100 мм с трущейся стороны с обоих концов сделать отбеливание на глубину 10 мм по всей ширине, за исключением выемки радиусом 21 мм до II = 250 — 350.
Разрез по РР
"в
1
'l! Я э
4
i"
ii
’i
>1
f
J'
i d
J
1
Фиг. 133. Большой клапан регулятора:
а — развертка окон клапана.
Продолжение прилож.
Продолжение прилож 7
Фиг. 135. Пружинное кольцо большого клапана.
Твердость колец’должна быть Н
Фиг. 136. Нажимное кольцо поршневого сальника.
Фиг. 137. Уплотняющее кольцо поршневого сальника.
Твердость Н $ ~ 140 -н 150. Обрабатывается цельным, затем распиливается на две половины так, что остается припуск 2 мм, как показано на чертеже пунктиром, потом разламывается на две половины
Твердость И
14 Ч* 20.
Кольцо отли-
вают цельным, распиливают на две части по чертежу; места стыков притирают и затем кольцо обрабатывают окончательно. А — линии разъема.
Пригнать покраске
Фиг. 138. Уплотняющее кольцо золотникового сальника.
А — линия распиловки.
181
Продолжение прилож. 7
Фиг. 139. Поршень.
Плоскости, отмеченные знаком сопрягаемые с крышками, проверяют на станке по шаблону с зазором до 1 мм.
Один поооез В оадочеп состоянии
риоен i o мм
Фиг. 140. Кольцо поршневое.
Микроструктура материала кольца должна отвечать ГОСТ 2250-43. Твердость Иа = 170 -j- 229.
182
Продолжение прилож. 7
Фиг. 141. Скалка поршневая. Отверстие 0 12 мм сверлить при сборке.
Разрез по ЕЕ
Фиг. 142. Вкладыши кулака нижний и верхний.
Микроструктура чугуна должна удовлетворять
следующим требованиям: средний графит прямолинейной или завихренной формы равномерного распределения; средне- или мелкопластинчатый перлит; феррита не более 15°/0 в виде зерен; мелкая фосфидная эвтектика в виде отдельных включений. Свободный цементит в структуре не допускается. Отверстия сверлят по кондуктору после заливки колодцев баббитом БК, ГОСТ 1209-50, и развертывают при сборке. Канавки для масла размером 5X3 мм делают после заливки баббитом.
Разрез по ЖЖ
Фиг. 143. Валик кулака.
Цилиндрические поверхности цементовать на глубину 0,75—1,25 мм по всей длине, кроме участков по 8 мм от галтели с обеих сторон, и калить до == 35 д- 48.
Фиг. 144. Подшипник кулака передний.
По 0 90 "Ь^,07 МЛ1 обработку производить в сборе с зад ним подшипником кулака.
Фиг. 145. Подшипник кулака задний.
По 0 90мм обработку производить в сборе с передним подшипником кулака.
Разргз по Р.Д Разрез
Фиг. 146. Втулка запрессованная ведущего дышла.
Отверстие 0 18 мм сверлить после запрессовки. Втулку прессовать под давлением 7—12 т. Ориентировочный натяг 0,07—0,01 мм.
Продолжение прилож.
Продолжение прилож.
Фиг. 147. Плавающая втулка ведущего дышла.
Шесть рядов смазочных отверстий располагаются в шахматном порядке по 10 отверстий в ряду. После окончательной обработки втулки отверстия зачищают от заусенцев.
Фиг. 148. Втулка запрессованная сцепных дышел.
Конус f--5 по калибру
Фиг. 149. Валик дышловый.
Наплавку можно не производить. Сверловку отверстия 0 18 мм производить после запрессовки. Втулку запрессовать в дышло усилием 5—10 т. Ориентировочный натяг 0,04—0,08 мм.
Отверстие под конический штифт 0 8 мм с конусом 1 : 50 сверлить при сборке.
185
Продолжение прилож.
Фиг. 150. Плавающая втулка сцепного дышла.
Три ряда смазочных отверстий располагают в шахматном порядке по восемь отверстий в ряду. После окончательной обработки втулки, отверстия зачищают от заусенцев.
гЗЗ~о,23
Фиг. 151. Плавающая втулка сцепного дышла. Три ряда смазочных отверстий располагают в шахматном порядке по шесть отверстий в ряду. После окончательной обработки втулки отверстия зачищают от заусенцев.
Фиг. 152. Втулка запрессованная сцепных дышел.
Наплавку можно не производить. Втулку запрессовать в дышло под давлением 7— 12 т. Ориентировочный натяг 0,05—0,1 мм. Отверстие 018 мм сверлить после запрессовки.
186
Продолжение прилож. 7
Скосы С сплошном кольце не делать
Сечение по Б Б
Фиг. 153. Кольцо упорное колесного центра.
Кольцо из двух половин ставить при ремонте.
_ Длина окружности
ipu 0290 мм ^753,98мм
а)
Фиг. 154. Втулка золотниковая:
а — развертка втулки.
Микроструктура по ГОСТ 2250-45. Твердость Нп --- 170-г-229. Отверстие 0 ии
сверлить после запрессовки втулки.
187
Продолжение прилож.
Разрез по ДЯ
Фиг. 155. Кольцо золотниковое пружинящее.
Технические условия на отливку маслот по ГОСТ 2250-43. Твердость 7/^ 170 •— 229.
Фиг. 156. Золотниковая скалка.
Фиг. 157. Втулка золотникового кулачка.
Закалить внутреннюю поверхность по 0 40 мл/ т. в. ч. на глубину 0,5—0,75 мм до Н р = 39 52.
I
Конус 1:20 по калибру
135-
Фиг.
да этой длине калить
тШна глубину 0,15-1,25 твердость Нс 39-56
158. Валик кулисной тяги.
Сверлить и раздернуть при сборке R1
a
На зтой длине калить Т. ВЯ
Конус 1-20 по калибру
Фиг. 159. Валик кулисной тяги.
Указанную поверхность на 0 40 мм закалить
т. в. ч. на глубину 0,75—3,0 мм до И о --39 4-56.
J: I
[-705^
Фиг. 160. Втулка маятника.
Внутреннюю поверхность по 0 40 мм закалить т. в. ч. на глубину 0,5— 0,75 мм до Н г> 45 ч- 52.
М10*1.5
Фиг. 161. Валик маятника.
Концы на длине 45 мм закалить т. в. ч. на глубину 0,75 -3,0 мм до Нр =^39-7- 56.
Cj
родолжение прилож.
Продолжение прилож. 7
Фиг. 162. Валик маятника нижнии.
Указанную поверхность закалить т. в. ч. на глубину 0,75—3,0 мм до — 39 -т- 56.
Фиг. 163. Втулка поводка.
Закалить т. в. ч. объемной закалкой до Нр = 39 ч- 52.
Фиг. 164. Втулка кулисы.
Поверхность по 0 40 мм закалить т. в. ч. на глубину 0,5—0,75 мм до Н гу = 39 ч- 56.
% 'ТРУБ Сверлить после
Фиг. 165. Втулка эксцентриковой тяги.
Пппппгк ил ппи-
Фиг. 166. Вкладыши подшипника переводного вала (верхний а и нижний б). Оба вкладыша обрабатывают в сборе.
190
ОГЛАВЛЕНИЕ
Предисловие ко второму изданию................................... 3
Глава I. Основные данные и техническая характеристика паровоза 9П...................................................... 5
Глава II. Конструкция паровоза 9П............................. 9
Котел....................................................... 9
Арматура.................................................. 29
Машина..................................................... 37
Движущий механизм ......................................... 58
Экипаж..................................................... 64
Тормоз..................................................... 69
Водяные баки, угольный ящик и будка машиниста.............. 74
Электроосвещение ......................................... 74
Краткие сведения о модернизированном паровозе 9ПМ.......... 76
Глава III. Уход за паровозом ................................. 78
Осмотр паровоза.......................................... 80
Отопление паровозного котла ............................... 87
Чистка дымовой коробки и топки............................. 88
Питание котла водой ..................................... 89
Водообработка и режим котловой воды........................ 90
Уход за арматурой и гарнитурой ........................... 100
Смазка......... 102
Уход за смазочными приборами.............................. 107
Особенности обслуживания паровоза в зимних условиях....... 108
Глава IV. Текущий ремонт паровозst ................ 11
Общие понятия........................................... 118
Ремонт котла............................................. 120
„ гарнитуры ......................................... 124
„ арматуры.......................................... 126
„ паровой машины........................... ........ 128
„ парораспределительного механизма................... 132
„ дышлового механизма................................ 133
„ рамы паровоза ..................................... 133
, рессорного подвешивания............................ 135
„ букс.............................................. 135
„ колесных пар....................................... 136
„ рычажной передачи тормоза..................... ... 137
191
Проверка парораспределения .............................. 138
Глава V. Порядок пересылки паровозов..................... 145
Глава VI. Инструмент и принадлежности.................... 147
Приложение 1. Допускаемые величины износа деталей........ 150
Приложение 2. Вес некоторых веществ в миллиграммах, соответствующих \мг-Э1св',л................................ 158
Приложение 3. Отношение жесткости и общей щелочности воды, выраженных в мг--исв[л, к жесткости в градусах и натронному числу в мг-1л......................................... 159
Приложение 4. Акт осмотра котла паровоза 9П.............. 160
Приложение 5. Поправочные коэффициенты для пересчета данных анализа проб котловой воды ........................... 162
Приложение 6. Форма полного анализа воды................. 163
Приложение 7. Перечень наиболее изнашивающихся деталей паровоза 9П............................................... 165
Тираж 5000 экз. Печ. л. 12,25. Уч.-изд. л. 13,3. Бум. л. 6,13. Формат 60X92/16. Зак. № 2469.
1-я типография Машгиза, Ленинград, ул. Моисеенко, 10
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Страница
Строка
Напечатано
Должно быть
19
129
145
167
166
166 j
179 /
180
9-я сверху 14-я
7-я снизу Табл. 7, 2-я колонка слева, 4-я снизу 5-я и 6-я снизу 3-я и 4-я снизу • подрисуночной подписи к фиг. 131 ! подрисуночнсй подписи к фиг 132
корнштейнах пола
или покрывают 9П — 727В
4 (гребневая) (безгребневая) (гребневая)
(безгребневая)
кронштейнах тела
, покрывают 9П - 627В
4 (безгребневая) (гребневая) (безгребневая)
(гребневая)
Дополнение: пг стр. 72 в табл. 3 дополнить
№ позиции на фиг. 82
Наименование узлов
Количество на паровоз
№ по каталогу тормозного завоза
Обратный клапан с фильтром
№ ЗОсб-А
Паровоз 9Г1. Заказ Ns 2469.
Составили инженеры Л. П. Кидалинский, И. Е. Кузин
Редактор инж. П. Л. Поливка
Редакция литературы по транспортному, дорожно-строительному и энергетическому машиностроению Зав. редакцией инж. Г. И. ПЕТРОВ