/






































































































































































































































Текст
И. А.
канд.
IOXBEU
техн.
наук
ВОЛОЧИЛЬНОЕ
ПРОИЗВОДСТВО
Часть
1
Утверждено
Управлением учебных заведений
Министерства черной металлургии СССР
в качестве учебника дЛя техникумов
по курсу «П рокатно-волочильное производство»
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
.Q°1ИТЕРАТУРЫ
ПО
ЧЕРНОЙ
И
Москва
ЦВЕТНОЙ
1954
МЕТАЛЛУРГИИ
АННОТАЦИЯ
В первой части книги
теории
и
практики
изложены
процесса
основы
волочения,
п::>
казано влияние волочения на свойства стали,
описана
стали
к
технология
подготовки поверхности
волочению;
рассмотрены
также
теория и практика применения смазки и во
лочильного
инструмента.
Книга предназначена в качестве учебника
для техникумов
по
курсу «Волочильное·
производство» и может быть также исполь
зована · инженерно-техническими работника
ми волочильных предприятий и организапий,,
связанных
с волочильным
производством.
ОГЛАВЛЕНИЕ
Стр .
Введение . . . . .. ... . ...
Значение волочения
. ..•.. .. . .. ........• . ..• . .• • .•.•.•.•. . •• . .. , .•
стали ....... . ....... . ... ..... .... . . .. . ..•...
Развитие волочильного
и В· СССР
Гл а в а
производства
в дореволюционной
России
... .. ...... .. ...• .. ... .... .. . .. . • .. .... •. .. . •.... .. . .. .
8
....... , . ...•.••.•• . . . ..• • •••.•
16
Основные понятия, определения и зависимости . • . . , , . , , •..
Деформирующие силы, деформации и напряжения . при
16
•. .. •• ..•..... •.••• ••• •. . , . , . , • ••• • .. .. . .. • •.••
. .••..... . , . ....••..•
Определение усилия волочения .. .• •.••• • . • , •.• •.• . . . • ••.•
Напряжения в волоченом металле ••. . .• . •.•.•• •. .• , .•• .•• . .
20
23
27
I.
1.
2.
Основы процесс а волочен и я
3.
4.
5.
6.
7.
8.
Характер деформации при волочении .
волочении
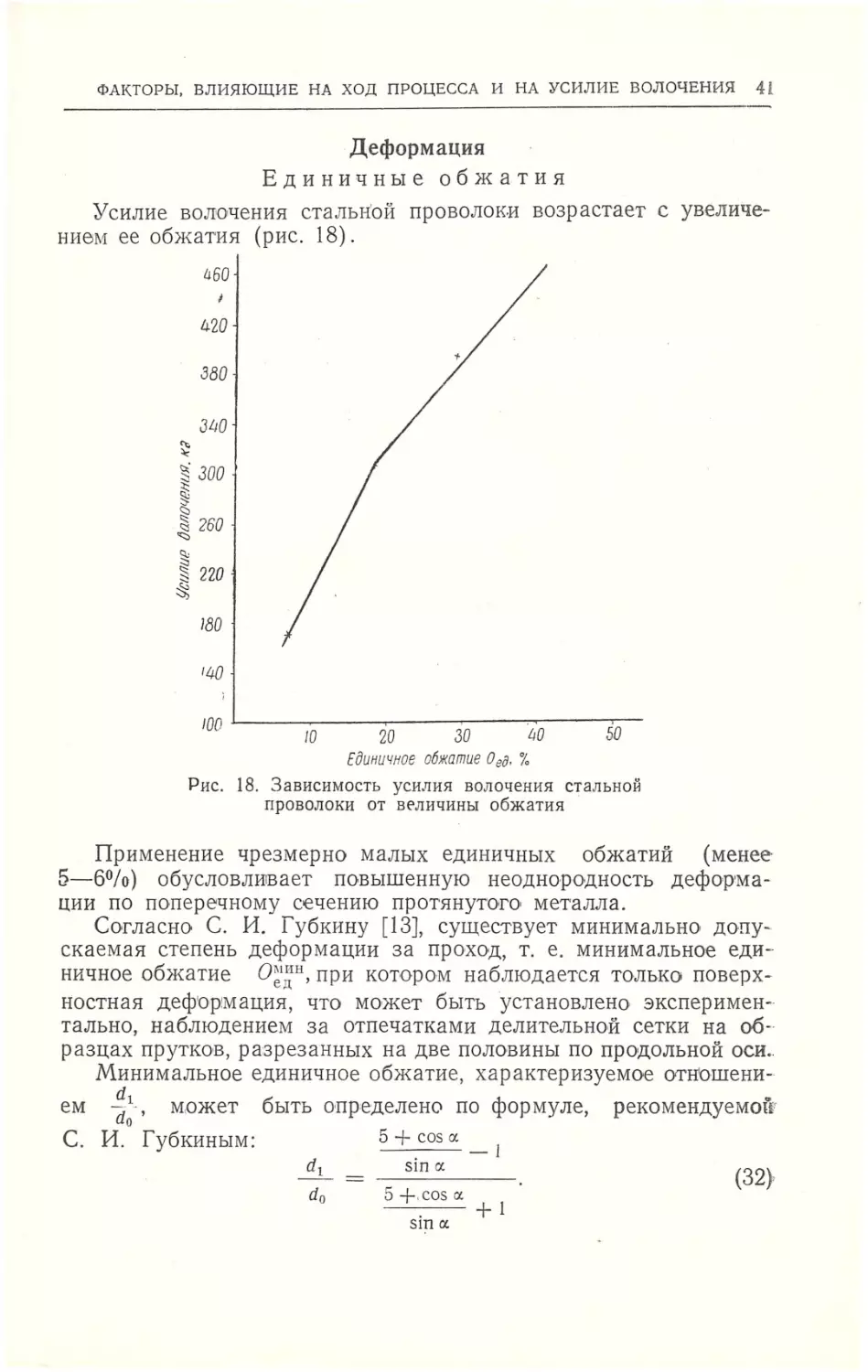
Факторы, влияющие на ход ·процесса и на усилие волочения
Волочение с противонатяжением
. ... . ••.•.•.•.. ... •..• •• •
Ступенчатое волочение (волочение через многосекционную
волоку) .•.. .••..•. . . . .• . ... .. ....•... .. , . • • . .. . , •. , , • •• .
9. Многократное волочение . .••. . , , . , . .• , •• . . . .... . . •.•• • . •
10. ВолоltJение фасонных профилей . .. , •. • , , . .••••• , , .•• • •••••
11. Волочение полых профилей (труб) . " , . " " " . • " . " " . " •
rлава
5
5
35
36
52
55
56
68
74
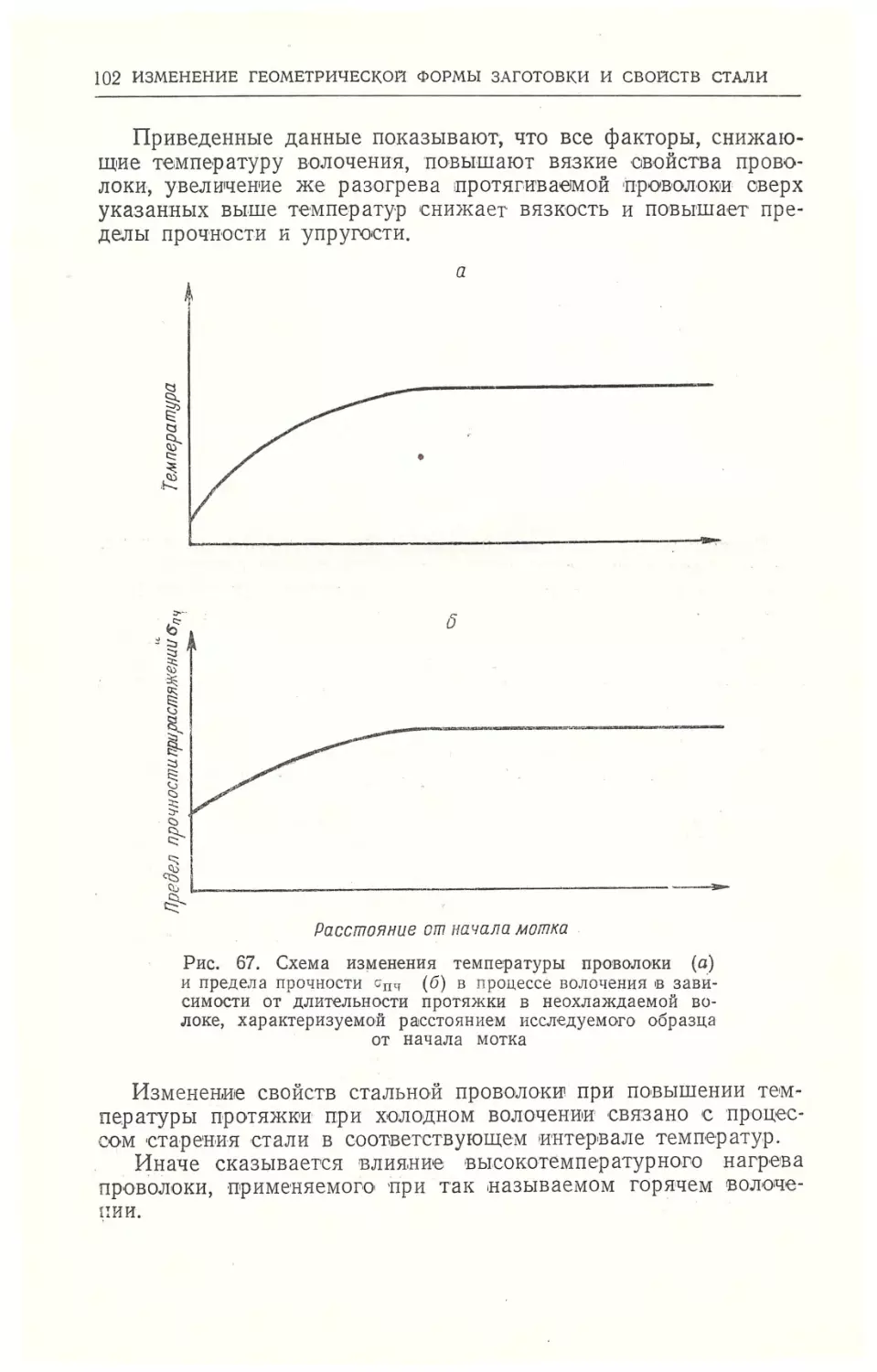
П. Изменение геометрическ их фор м заготовки и свойств стал и
79
при волочении . .. , . , . .•. .. . . .. .. .. .• .•• • .••. ••••• .. •••.•
1. Изменение геометрических форм . . . . . . . . . . . . . . . . . . . . . . . . 79
2. Влияние волочения на свойства стали (наклеп) . . • • • , .• , . 83
rлава
•... .. . ..... • , .... . . . • 117
1. Основные требования к заготовке .•• •. . ••.• .•. . . .• . . • . ••• 117
2. Фа кторы, влияющие на качество сырья ••..• ... . .. .. •. . . . 117
3. Методы контроля м атериала заготовки .• .. ... . • . .. . •. .. • , • 126
Гл а в а
IV.
III.
Исходны й материал для волочения
Удален ие окал и ны и дополнительная подготовка поверх·
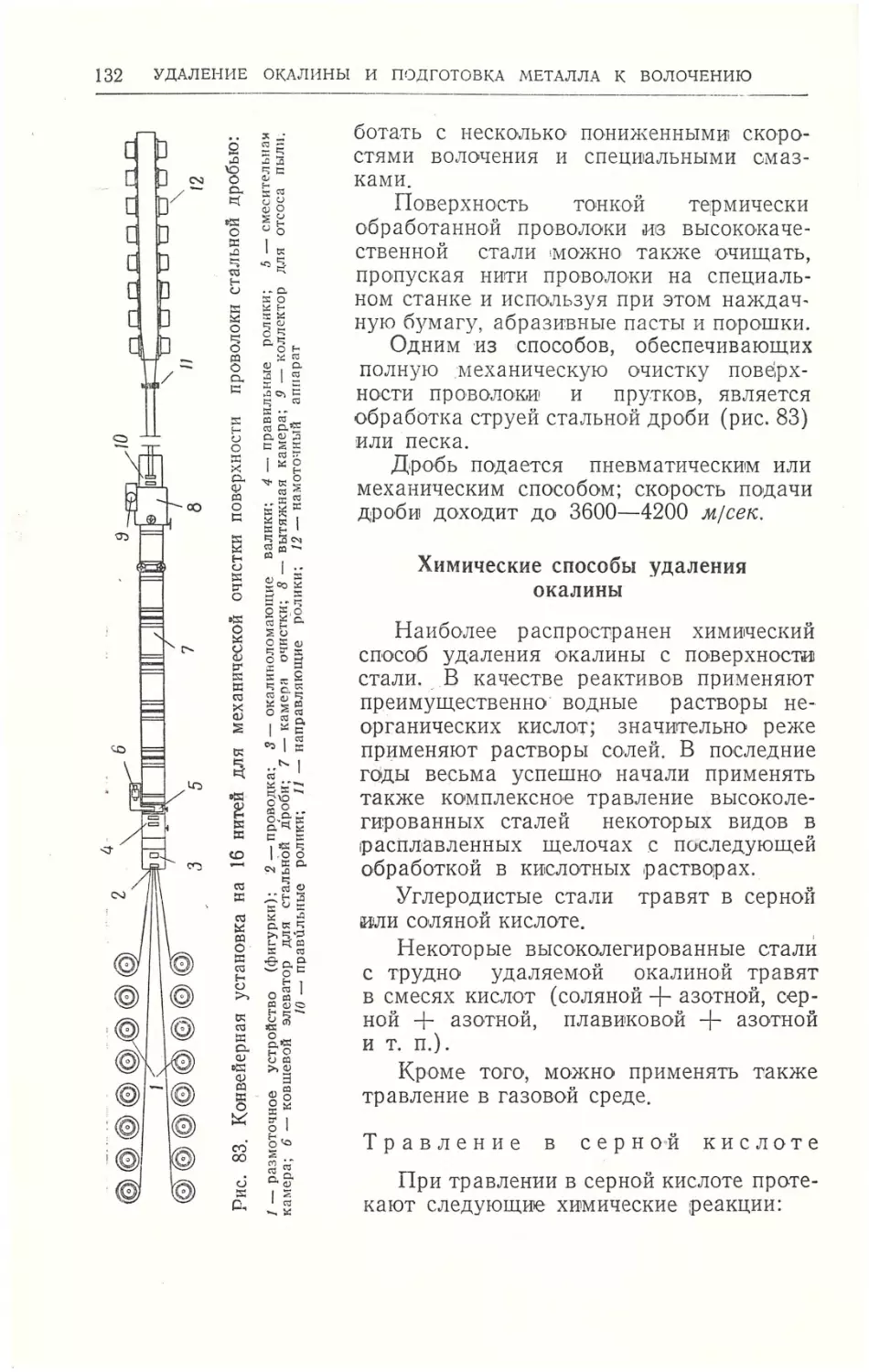
н о сти стал и к волоч ен и ю • . ... .. •.• . •. ... . ..... .. , • . • , , .•
1. Значение подготовки повер х ности стали • , . . , • , .. . , . , . • • • •
2. Способы удаления окалины . •.• •. , .••••• •• • • . . • ... • , •• •••
3. Дополнительная подготовка поверхности металла к волочению (после удаления окалины) . ..• . . • " ", . " •• " .•. • • ,.
4. Особенности обработки проволоки в бунтах и нитью ...• • ,
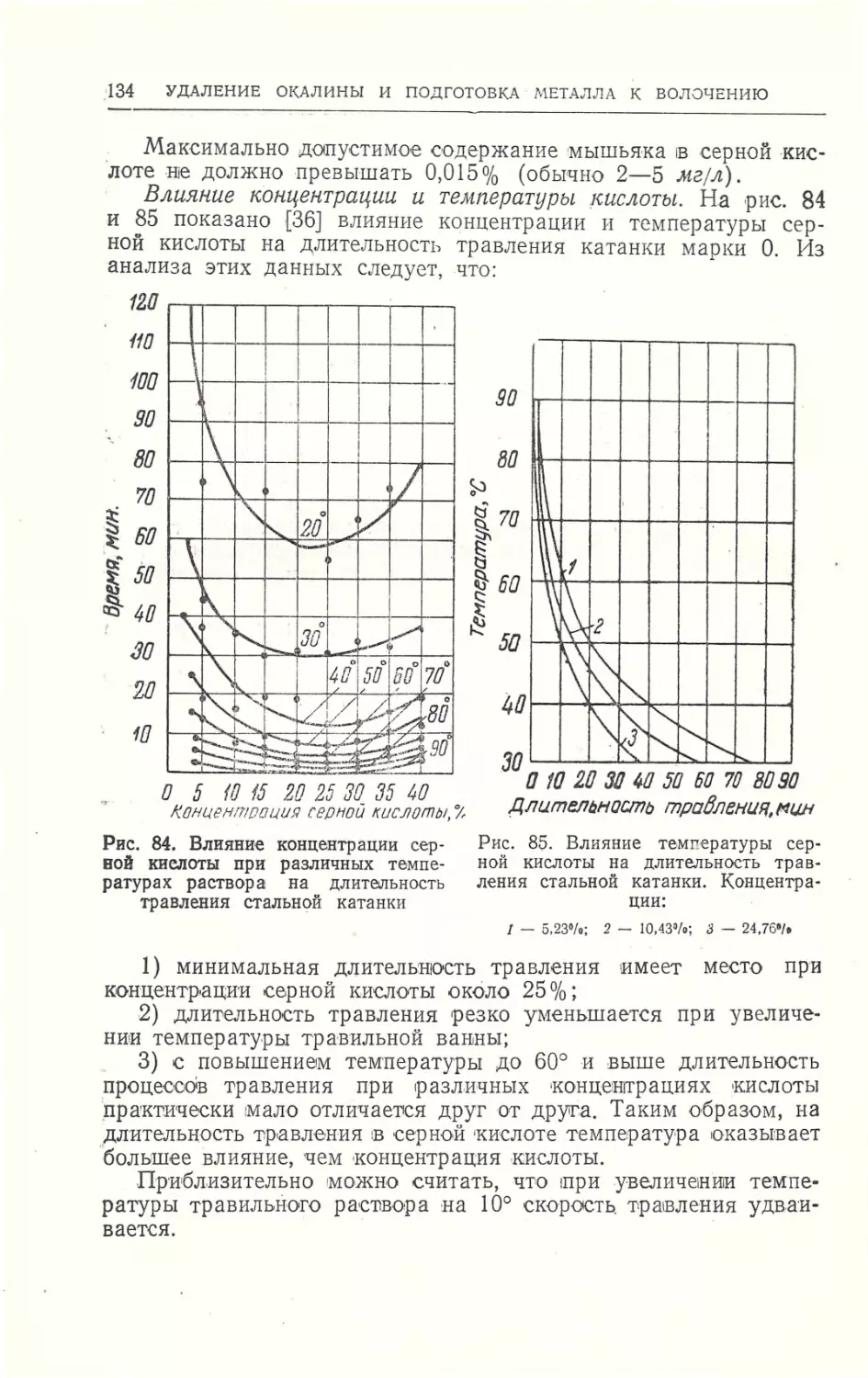
5. К:онтроль операций подготовки поверхности к волочению • • . ,
6. Использование отходов от травления • • • • • • • • • • • • . • . • • . • • • •
7. Оборудование ••.• .• • •. • .•• ••• , •• , •• •• ••• , , ••• , ..• • , • • • • •
129
129
130
157
163
164
164
166
4
ОГЛАВЛЕНИЕ
Гл ав а
V. Смазка • . . . . . . . • • . . . . . . • . . . . . . . . • . . . . • . . . . . . . . . . . . . . . • . . •
1. Значение смазки при волочении .. . . ......• .. . ... .. • .. ... • ..
2. Трение и смазка. Пластическая деформация и смазка (общие
закономерности) . ... . ..• . ... . •. . . .. ..•.•.. . .• .... .• ..• • , •
3. Требования , предъявляемые к смазке для волочения . . .• . .. •
4. Классификация смазок для волочения по их составу . ..... ..
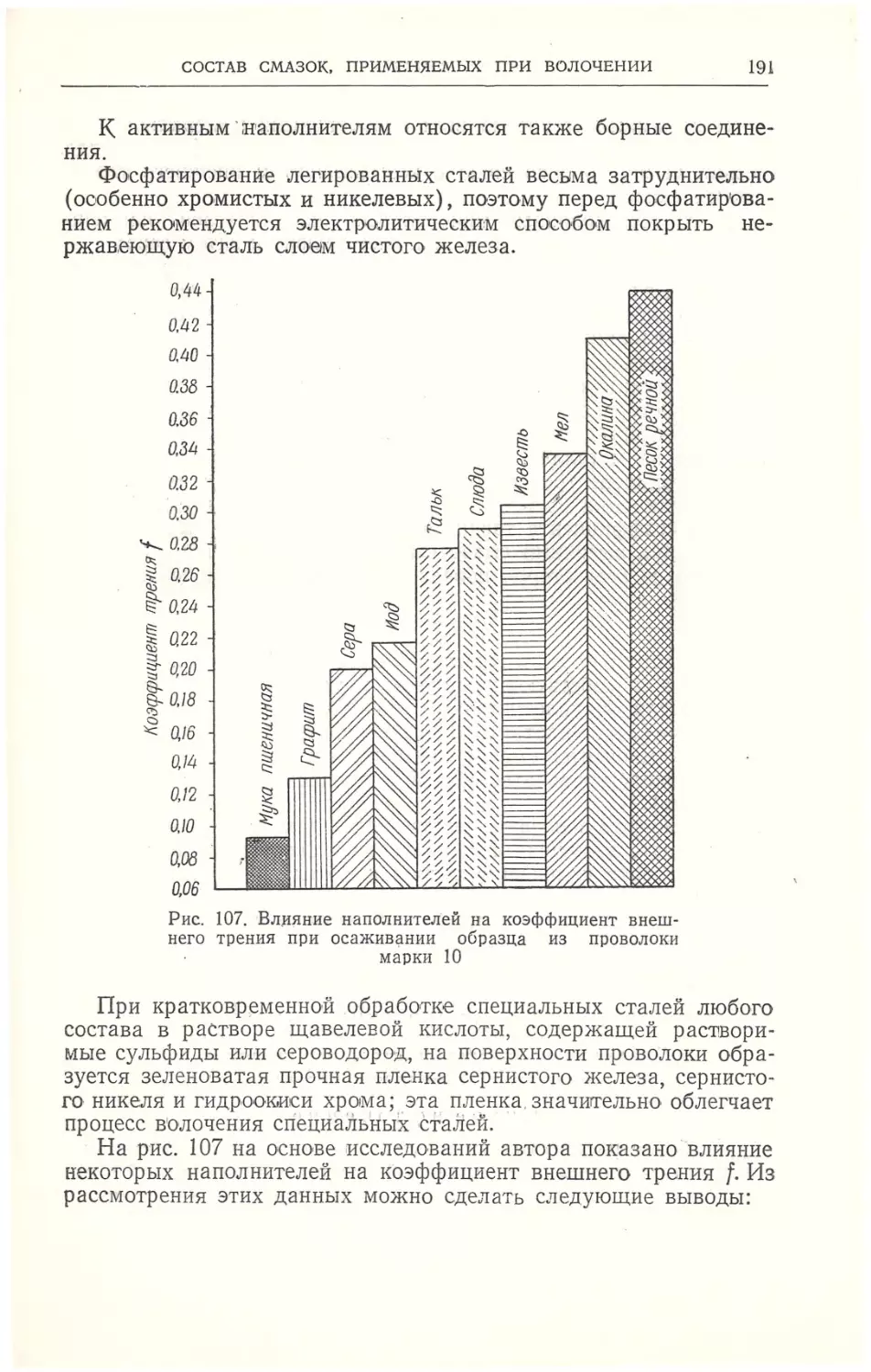
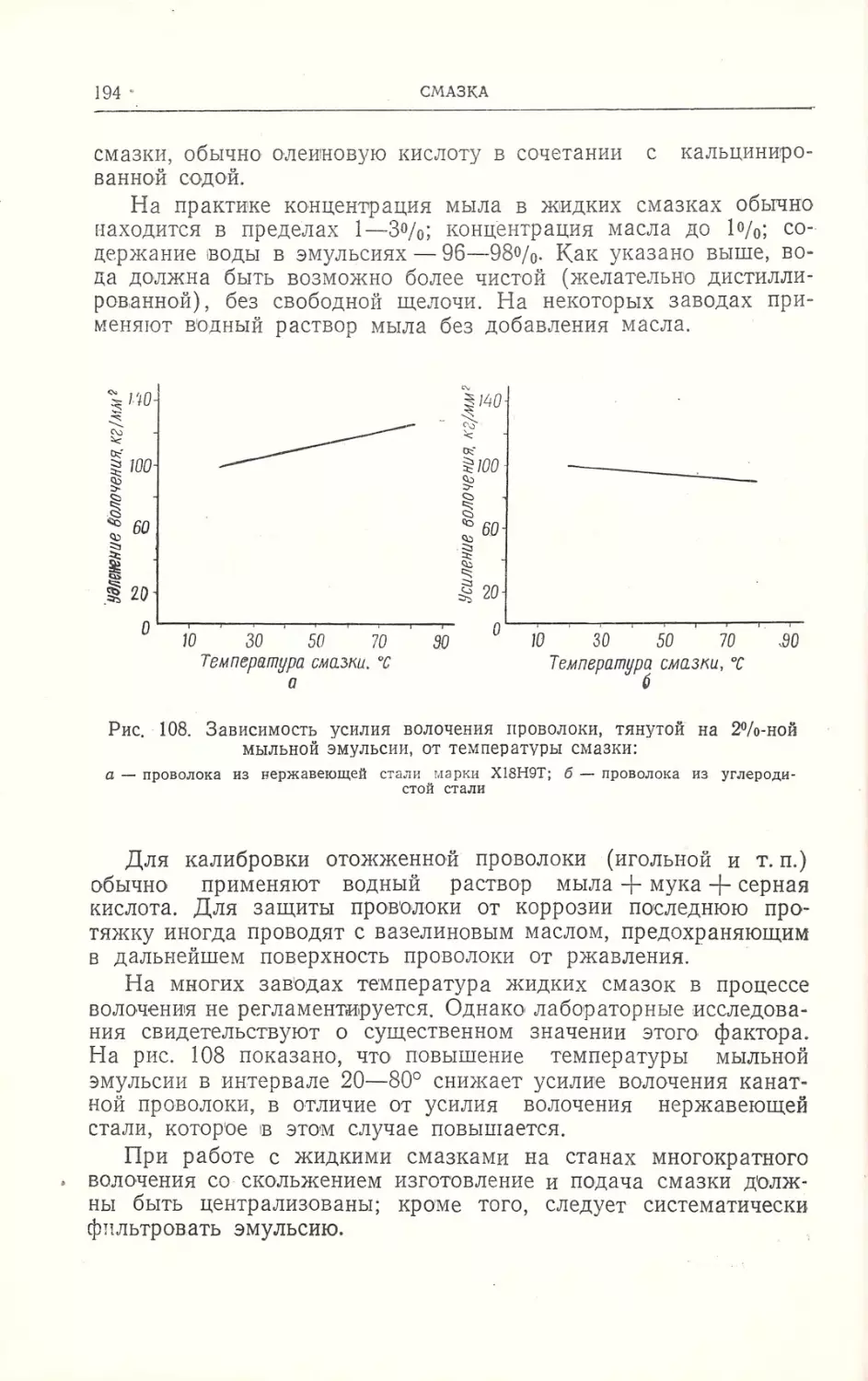
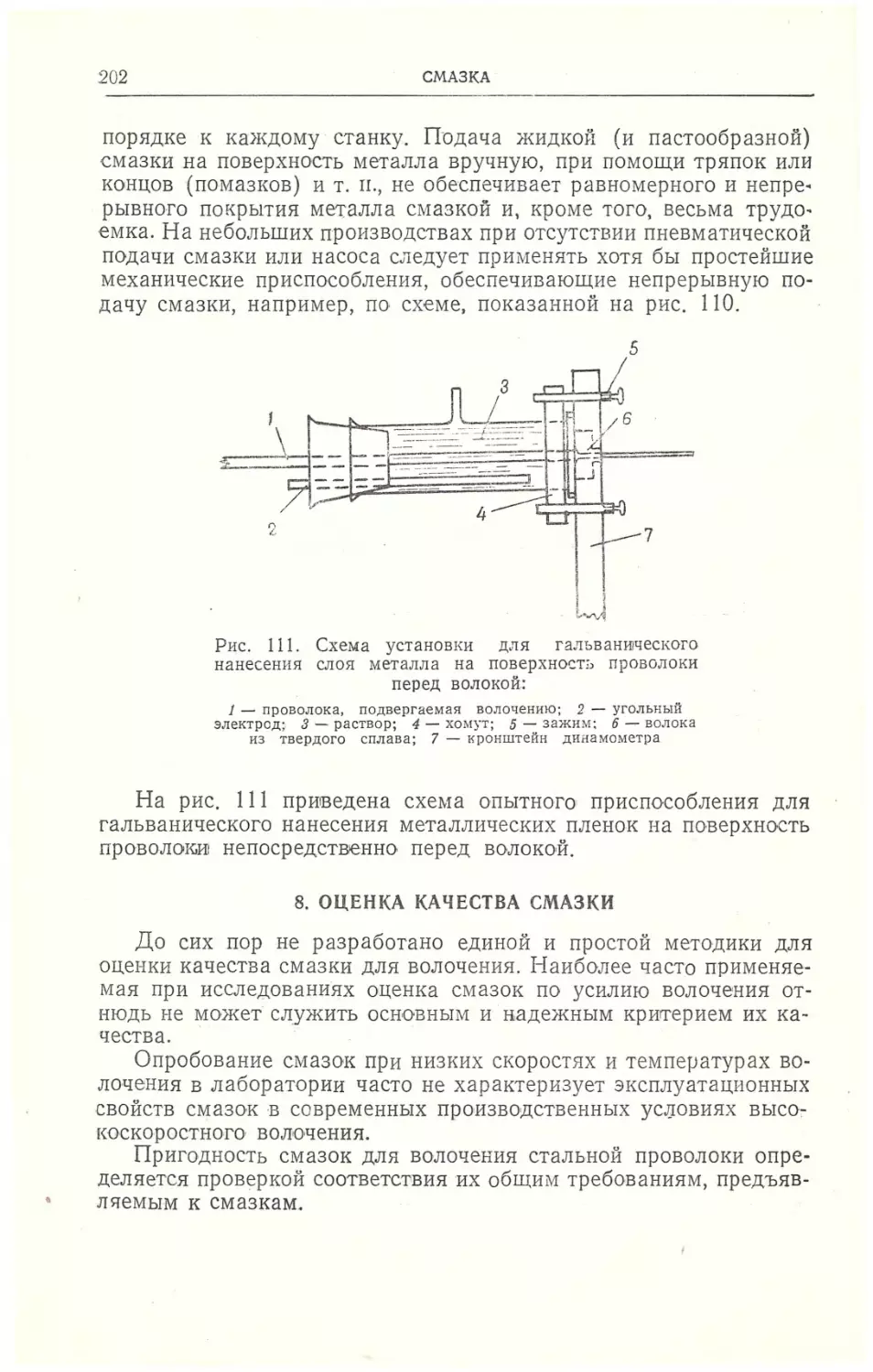
5. Состав смазок, при ме няе м ых при волочении . . . ... . . .. .. .•
6. Смаз ки при волочении проволоки . . . . . . . . . . . . . . . . . . . . . . . . . •
7. Способы нанес е ния смазки на п о верхность протягиваемого
металла . . . . . ...... . .•. . ...•...... . .. . .... . .. . ...... . . . . .
8. Оценка качества смаз ки . • . . . . . . . . . . . . . . . . . . . . . . . . • . . • . • . •
9. Расход смазки ..........•... . .....•. . . . .. . . ... .. . .. . .... .
179
179
180
183
185
186
192
199
202
203
Г л а в а VI. Волочильный инструмент . . . . . . . . . . . . . . . . . . . . • • . . . . . . . . • • 204
1. Основные термины и условные обозначения . . • . . . . . . . . . . • • •
2. Критерии оценки эксплуатационных свойств волочильного
инструмента . • • . . . . • . . . . . . . . . . . . . . . . . . . . • . . . . . . . . . . . . . . . •
3. Материал и свойства волочильного инструмента . . . . . . . . . .
4. Геометрия канала волок (чистовая) . ... .. .. • . .. . . . . ... •••
5. Волоки из твердых металлокерамических сплавов . ..•.. • . . •
6. Алмазные волоки .•.... .. ..••.•. ... ...• . . . .. •. . .. ..•• .. .•
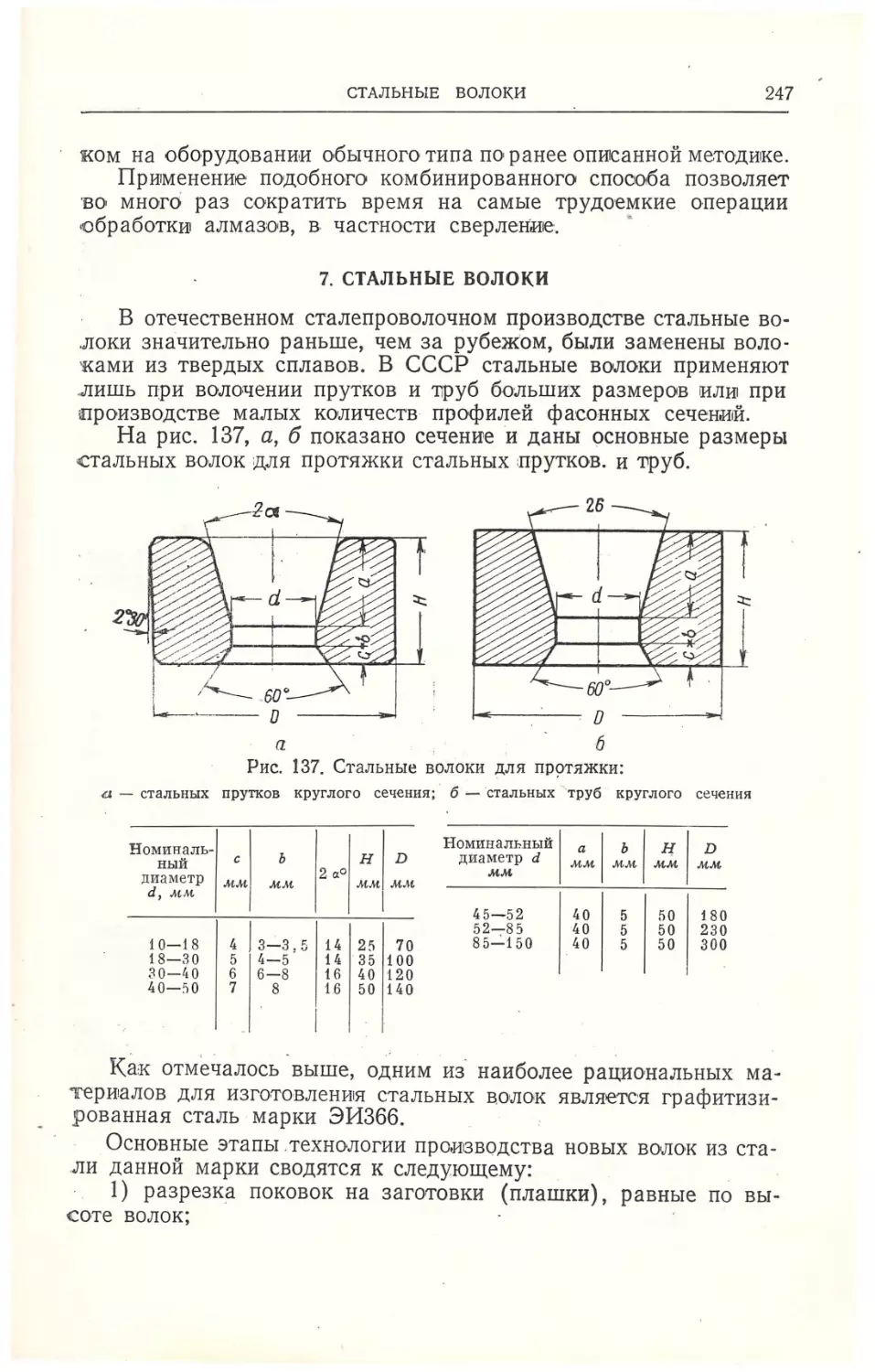
7. Стальные волоки .•. . . ...• . ... . ... . . . . . .... .... ... .. ..• ••
8. Составные волоки . . . . . . . . . . . . . . . . . . • . . . . . . . . . . . . . . . . . . . • •
9. Оправки для воJiочения труб .. . . . ...... . .. . • .. . ..• .. . . .•. ,
10. Контроль качества волочильного инструмента •. ...... .. . . . •
11. Маркировка волок ... . ... . . . . . . .... . . . . . . .. .. . . ...... . • •. •
12. Основные правила эксплуатации волочильного инструмента
13. Оборудование, применяемое при обработке волок . .. • ... .. •
204
205
206
213
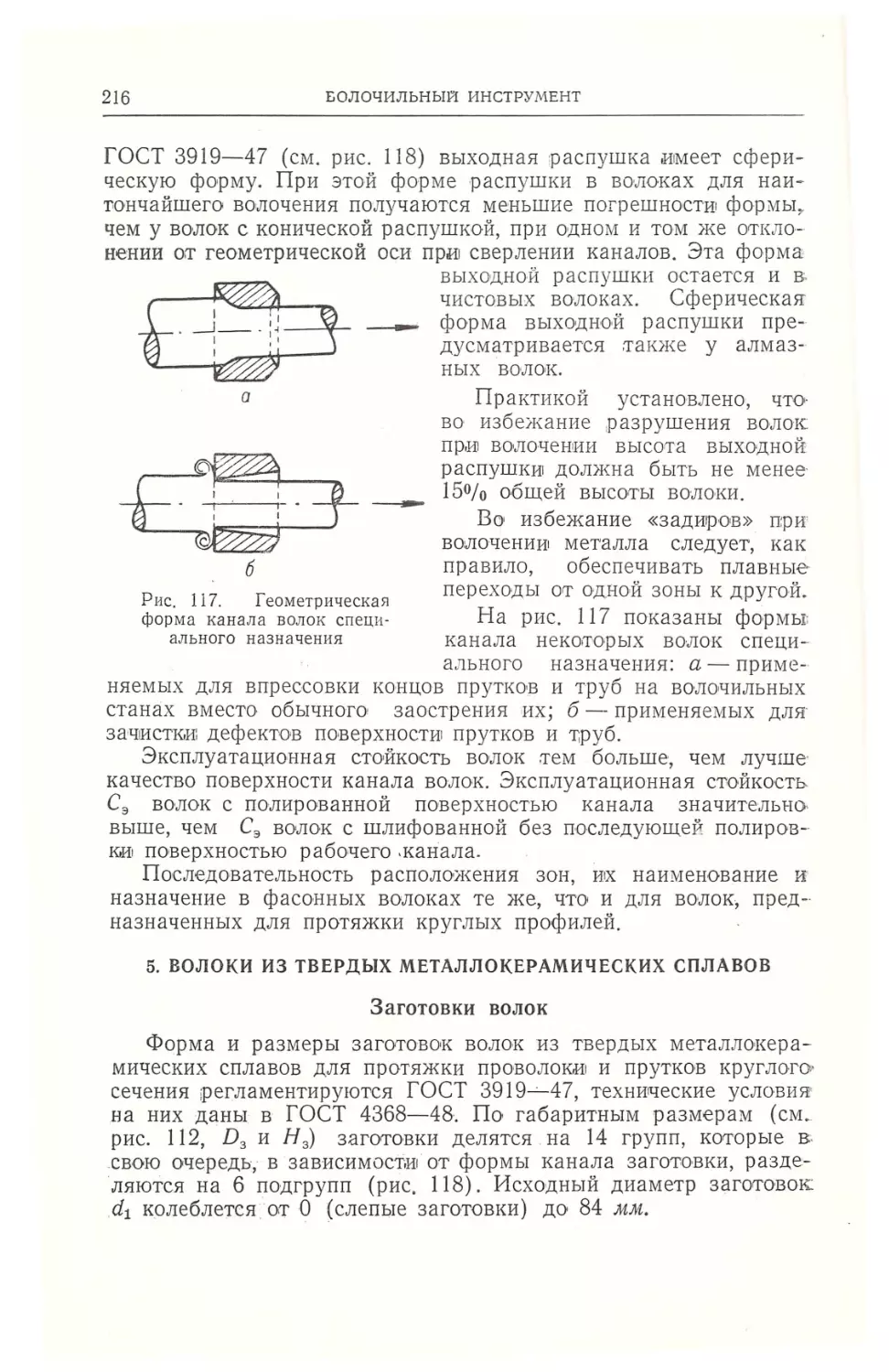
216
241
247
248
249
251
256
256
257
Литература . . . . . . . • • . . . . • . . • . . . . . . . . . . . • . . • • . . . . • . . . . . . . . • . . . . . . • • . . 270
ВlВЕДЕНИЕ
Значение волочения стали
Наряду с прок,аткой, ~ювкой, прессованием и штамповкой во
лочение является одним 1из на,иболее широко распрос11раненных
видов обработки металлов давлен1Ием. Процесс волочения, как
известно,
заключается
вующве отверстие
, (рис . 1).
в
про'nяnивянии
(канал)
металла
'Нолочилъного
через
оооrгветст
инструмента- волоки
Рис . 1.
конуса
Сх ем а процесса волочения :
2а - угол
волоки; .do диаметр
протягиваемой
проволоки до волочения;
d 1 - диаметр после
волочения
На современНJьrх предприя11и. ях воJiачению подвер1г.ают стали
самых , разнообразных ма, рок - от техничеоюи чистого железа до
вьюокоуглерод:истых и высоколегированных сталей ~и прециз1ион
ных сплавов. Волочением получают провоJiоку всех видов , наи
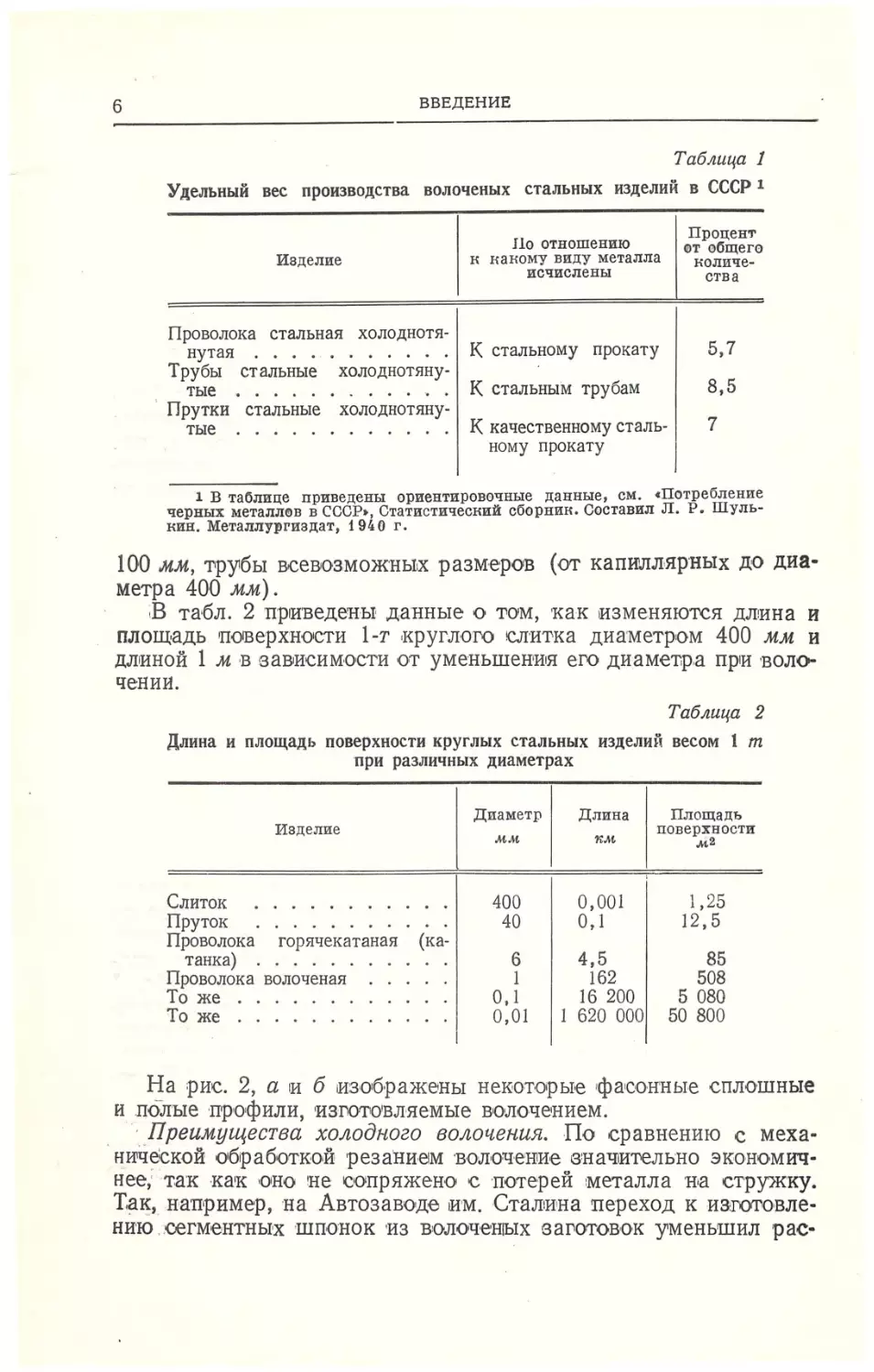
более высо:~юкачественные тру~бы 1и прутки. Данные та,бл. 1
иллюстрируют уделыный ·вес стальной продукции , !Изготовляе
мой в СССР ' волочением (по данным 1940 rr.) . Необход:имо под
черкн уть , что удельный 'Бес продукl1Jи1 и, полученной волочением ,
в общем '6алан 1 се производства ста,льных ' ИЗд:елий в СССР по
степенно
возрастает.
Сортамент современных издел1 ий, 1из. готовляе м ых волочением ,
весьма разнообразен : волочением получают круглую проволоку
диаrметром от
0,002
мм до
20-25
мм 1,
пр~тки
диаметром
до
1 Мы считаем возможным распространить термин «проволока» на все во
лоченые стальные изделия сплошного сечения, поставляемые в бунтах.
ВВЕДЕНИЕ
6
1
Таблица
Удельный вес производства волоченых стальных изделий в СССР 1
11
Изделие
Ilo
Процент
ет 0Ciщero
отношению
наному виду металла
ноличе
исчислены
Проволока
Трубы
тые
Прутки
тые
стальная
холоднотя-
. ....... . . .
нутая
стальные
ства
холоднотяну-
К стальному
8,5
........ . . • ·
К стальным трубам
........... .
К качественному сталь-
стальные
холоднотяну-
5,7
прокату
ному прокату
7
J
1 В таблице приведены ориентировочные данные, см. •Потребление
черных металлl!!в в СССР" Статистичес11ий сборнии. Составил Л. Р. Шуль11ин. Металлурrиадат, 19~ О г.
100
мм, тру~бы осевозможныа{ размеров (от кашrошярных до диа
метра 400 мм).
,в та·бл. 2 П'р1иведены данные о там, скак ~изменяются длина и
площадь rюверхности 1-т .круглого слитка диа·метром 400 мм и
длиной 1 м ·В вависимости от уменьшения его диаметр.а при воло
чений.
Таблица
Длина и площадь поверхности круглых стальных изделий весом
1
2
т
при различных диаметрах
Изделие
Слиток
горячекатаная
.
2,
КА<
Площадь
поверхности
м2
0,001
о, 1
1,25
12,5
4,5
162
16 200
1 620 ООО
85
508
5 080
50 800
(ка-
6
Проволока волоченая
То же
То же
На рис.
Длина
МА<
400
40
Пруток
Проволока
танка)
Диаметр
1
о. 1
0,01
а и б ~изображены нек·оторые фа•оонные сплошные
и лоЛые профили, изrоrо1вляемые волочением .
· Преимущества холодного волочения. По сравнению с меха
ниЧоской обработкой ·резание~м волочение вначитель·но экономич
нееi т.ак ка1к оно не оо:пряжено с лотерей :металла н1а стружку.
T.ai~, например, на Автозаводе 1им. Сталина переход к изготовле
нию . сегментных шпонок из волоченrых ваготовок уменьшил рас-
i
1
[] о
о
Dо
с
"'>,
D
D
vкl)лi> D о о к
[>
D
.
....
,
"
о
D
о
о
[j ' <) о _ О
D
1
!
0
€s
~
о
~
.а
о
{}>
j
1
:1
j
,,
.1
1
1
)
1
'j
.. ....,..."'"·'·"" ·'·'······
""·"·"""""""'''·"'·""·-"····-=-·-'-~"·· ,"~.•"•.
Рис. 2. Поперечные сечения:
а - фасонной стальной холоднотянутой проволоки:
полученных
;1
~
i .• " "."........."" ... ....... ".",, "" .""."...".," ... "."."." ....
холодным
·6 -
волочением
"".~
- ---"
фасонных труб,
8
ВВЕДЕНИЕ
ход металла на 40 %' и одновременно снизил !Себестоимость шпо
нок в 5 раз :по сравнению с ;р.анее применявшимся способом из
готовления этих деталей ·резанием.
По матеР'иалам Любер·ецкого завода оельскоrх:озяйственного··
машиНJостроения им. Ухтомс·кого, птери ;металла на стру~жк}~
при обработке круглых прутков резанием кюлеблются от 10 до
40 %1 в зави·оимости от диаметр.а прутка, маР'КiИ стали и при- ·
пусков ·на о'6ра6отку, в то время как отходы пр·и волочении не
превышают
6-7%
задачи ~их в канал
и состоят из поте·рь на запра•вку концов для·
воvюки
и захвата ·Клещами и потерь
мет0 алJiа
при травлении перед пр.отяlliкой. Около двух третей всех круг
лых заготовок для деталей , из;гоrовляемых на -заводе им . Ухтом
ског-о, подвергаются ·волочению 1 .
По ора·вне1нию t горячей п·рокаткюй холодное волочение имее1
также •р•яд преимуществ: 1) возможность получ•ать самые тонкие
профили (менее 5 мм), однородНJые по своему сечению по 1всеw
длине ~изделия, чerio rоряча1я 'Прокатка обеспеч~ить не может;
2) з•начительно ~большую, чем при прокатке, точность геометр·и
ческих форм •изделия и большую точно1сть ·р ·азмеров профиля н а~
больших длинах; 3) вьюокое ·качество поверхности .волоченых
и·здел~ий; 4) значитель~ное повышение пр·едела прочности метал
ла при холодном волочении (НJаклеп). Наприм ер, горячекат.ана Я'
с11аль, содержащая О,5о/о С, характер.ивуется пределом прочности
сrпч около 70 кг/м1w 2 , .а холодноволоченая
ния - 130- 160 кг/мм 2 •
сталь
того
же сече
Рациональное tиспользование наклепа холодноволоченых из
делий дает огромную 1эконо1м,ию металла и облегчает вес изде
лий 1и машин .
IВлия1н1ие хол·одного •в·олочения стали н1а ее свойства под:робно•
опиtано в гл. II.
Развитие
волочильного производства
в дореволюционной России и в СССР
Волочение - один из наиболее древних сп<Jсобо·в обработки
металлов давлением. Впервые волочение было освоено прибл1и
зительно за 3- 3,5 тыс. лет до нашей эры. Некотор?Iе образuы
проволоюи из цветных металлов, найденные н1а территор1ии Со
ветского Союза, о'rносятся к периоду между 2-:м и 1-м тысячеле
тия•ми до нашей эры. Например, в 1936 году при раскопках
у ~реки Бе1и (М.инуаинская котловина) были найдены спиральные
височные кольца из бронзовой проволоки ,
mносящИlеся к тому
же
периоду,
1 Передовой
опыт экономии
сектор Госснаба СССР, 1952.
черных
металлов ,
Сб.
статей,
Ред.-издат-, ·
ВВЕДЕНИЕ
Ар. хеологиче-ские 1раскопк, и свиде-rелыствуют о том, что 'Воло~
чеНJИе цветных металлов было широко распространено .в древней
Руаи уже ·в Х в. Доказателыством пр·именения лроцеоса в-олоче
пия
при
изготовлении
пронолоки
в то
время
является
наличиР
продольных рисок н.а поверхности : найденных образцов .прово
локи 1 • Сохранившая'Оя до ' Нашего :времени про 1 волока имеет
о:~юло 4 м длины; это за· ставляет предполагать, Ч'Ю вероятнее
всего в· олочение в данн~о'М случае ~было несколько мехаН1изиро
вано, так как вытянуть толстую провол- оку такой длины руками,
чрезвычайно трудно.
Рис.
3.
Заготовка гривен
(из проволоки)
(Киев)
в древней Руси
На рис. 3 показа· на заготовка медного проволочного жгута ,.
найденная в 1 1\!и-еве. Для изготовлеН1ия ,гривен мастер заранее·
свивал толстую провол<0ку 'В W< 1 гут.
Начиная с Х в. волочильщики древнего Киева, Новгорода.
Чернигова и других русских городов, а с XI в. 'И · сельокие ре
месленники производили ~большие для того времени количества
пров·олоки различных ~размеров из цветных ;металлов. Эта про
воло~а
применяла·сь
в соседние
'Не
только
внутри
страны,
но и 'Вывозилась .
·государства.
Волочение проволоки из мягкой стали начал1и применять на
Руси в конце XII и начале XIII в.; повидимому, это было свя
зано с изгоrговлен~ием ·кольчуг. Проволоку iИЗ· :мягкой -кр· ичной ста
ли
·руоские
ра
1,5- 2
1
·ремесленни·ки
того
в·ремен:и
протягивали
до
диамет
мм 1 •
Б. А. Рыб а к о в,
Ремесло древней
Руси, Изд. АН СССР,
1948_
10
ВIЗЕДЕНИЕ
Кру:пньгм шагом вперед :в р.азвит~ии воJючильного произ·вод
rства в Роое~ии являетоя 'Механизация ·волочильных ст:анов путем
: использования энер·rи~и падающей ~воды. В XVII •в. в Роооии было
·уже несколько предприя'Гий с волочильными станами, работаю1щим~и от водяного пр1и вода.
о
5
2
Сажени
()
Nempы
Рис. 4а. Расположение агрегатов в волочиv1ьном цехе Уральских
заводов
(1726
г.), по Н. Б. Бакланову
Среди мастеров-вол·очильщиков XVII в. можно наэ!Вать
·в. Васильева и М. Ванифатьева, изготовлявш111х проволоку из
1620-50 rr.
XVIII в. на за·водах Урала~ работало lб !ВОлоrч·иль
:-цветных металлов и железа в Москве в
В на'Чале
ных станов, дей~твоваВ1ших от •водя~ного п1р·ивода и выпускав.ших
только для нужд ~централыной России 2800 пуд. (45 т) желез ной
тянутой проволоки в год (данные 1726 r.) 1 •
Наиболее крупный волочилыный цех тех лет находил1ся на
'Бкатеринбурrском
железоделательнюм
заводе .
Оборудование
этого цеха состояло иэ1 хвостового молота, десятtи клещевых ста
нов и барабанного волочильного стана.
IB
два подмастерь.я и двенадцать рабочих.
·в двухэтажном вдании. В первом
цехе работали м1астер,
Цех 1 был
этаже (рис.
1 Ю. В. Ш уос о в, «Вестник машиностроения», №
·расположен
4а! 1и 4б)
6. 1948.
были
·~
2-iL
этаж
Насшта6ы
~ ~ ~~~~
0Q
.
~~~~
G
о
о
!""
""
""
~
""
~
4
10
1-йэтаж
Рис. 46. Планировка волочильного цеха
Екатеринбургского железоделательного
завода
(1726
г.)
ВВЕДЕНИЕ
12
у>ет,ановлены
Х'ВОСтовой
во
:волочилыные станы.
втором
водился
-
молот,
горны
и
Вал
вал основного привода "
основН1ого 'Привода
в движение водоналивным колесом.
эт·оrо 'Вала были укреплены деревянные пальцы, 'К{)IГО1рые
Рис.
4в.
Устройство
волочильной
Уральских железоделательных
хvш в.
п1ри
На рабочей части
системы
пере-
на
заводах в начале
давали дви.жение на хвостовой молот и прямые деревя,нные ры
чали клещевых волочильных станов
(рИIС. 4а). Движение рыча
гов передавалось при помощи железных прутков на 1ншюдившие
ся
на полу второго ~этажа деревянные
рые
в
свою
очередь
вызывали
коленчатые рычаги,
перемещен~ие
:волочильных
кото
кле
щей. Таким образом, ·ра:бочее движение совершалось под дейст
вием силы падающей воды, а возвратное - за счет усилия пру
жинящих детал·ей (р~ис . 4в) и С'ИЛЬlt тяжести волочильных кле-·
щей, перемещавших'Оя в ~исходное полож·ение по 1наклонныМ'
направляющим. Клещи зажимались и раз~жимались двтомати·
чески. Длина их .хода была равна 0,5- 0,7 м. Волочильная доска
устан.авливала1сь у основ.ания наклонной плоскос11и .
13
ВВЕДЕНИЕ
Барабанный волочильный стан состоял из рабочего и размо
точного ,барабанов,
между ,кот, орым'И
доска. Рабочий ба1ра6ан приводился
находилась
волочильная
в дв, ижен~ие
от в1 спомога
тельноU"'о водяного привода, вал к·оторого 6ыл соедиНJен с валом
;рабоч· его ,барабана при помощи деревянных шестере'Н.
Исходным материалом для 1изго'Говления проволо1 ки были
·бруски из кр 1 ич:ного железа. ЭТJи 1 бр)l'СК~И, в горячем состоянии IIO·
• В ались под
ХВО'СТ·ОВЫМ
'МОЛО'ЮМ
в
круглые
,обра,батывались на IIOHY'C. Далее прутюи
чильное
отделение,
где
протя,гивались
на
прутки
и
концы
IИХ
переда·вались в во.тю
клещевых,
а
затем
на
1ба 1рабанН1ых станах .
На клещевых ,станах 1 изютовл•ялись прутюи
ди.аметром до 8- 9 .м.м, 'На бар.аба' нном стане ~ проволока диа
метром до 2- 2,5 .м.м (в бунтах) .
К:ачество проволоки определялось по внешнему · виду, весу,
диаметру и испытывалось на двойной перегиб .
Цех работал в одну дневную" омену. Один рабочий выраба
тывал в среднем 80 кг провоvюки в неделю.
~В России ·юго времени проволоку вооюч1ил.и не тольхо на
.Урале, но и в ценТ1раль:ной части страны . Так, н.апр'Имер, на Се
.строрецком оружейном заводе, пр1инадлежавшем ' Казне и являв
шемся одним из самых крупщ,1х предпри. ятий Роосии первой чет
верти XVIII в., наряду с ружьями, пистолетами и шпагами 1Изго
·товляли
гвозди,
проволоку
Значителыную роль
и
другие
в ·развитии
изделия .
волоч:ильного
произ•водства
в э-гот период сьтр.ал мастер II\алин.а Суд1 ин.
В 1801-1820 гг. механик Яснов создал первый клещевой
волоiЧильный стан с литой ста 1 н~иной. В 1838 г. Г. А. Строганов
получил привилегию на многобарабанные проволочно-волочиль
ные
станы .
п . волоченую проволоку 'ИЗгоrювляли на 18 за
водах, из которых три - Московск1ий, Петербургский ~и Истен
ск,ий
{Рязанской
ГУ'бернии) - были
специ.ализированНJыми,
IB 1875- 1878
а
остальные ·имели
отдеЛЬ'НЫе
волочиль'Ные
цехи
или
отделения.
IК:аче, ство проволоюи некото 1рых заводов было достаточно вы
ооким дл1я того времени . Так, например, на ·выставке 1в Фила
цель:фи1и (США) Ипенск,ий завод получил за качество прово
локи
первую
премию.
Технололия производства , стальной низкоу, глеродисrой прово
локи на ур,альски1х заводах в iоамом конце XIX в. описа·НJа вели
ким русским ученым Д. И. Менделеевым и его сотрудниками [1].
1 К:атанка { <«катаЛ'Ка») п еред волочением подвер галась отжигу
и травлению ( «отк•вашиванию»). Отжиг производился в 'К· руг
лых ЧJU"'унных котлах («чанах»), нагрев.авшихся до темно1 крас
fюго цвета. Эта операция длилась окало сут{)К. Т• равлени~е ото
жженной катаНJки про1изво>дилось в слабой се~рной ки, слоте, нагр-еsавшейся паром, и длилось двое-трое суток.
·
14
ВВЕДЕНИЕ
Проволока
протягив.алась
в
волочильных досках.
Сн.ач-ала
катанка диаметром 8,5 .мм протяnивалась на заго-говку диамет
ром 6 .мм; ватем подвер:гала<:ь отжигу, травлению ~и дальнейше
му 1~ю1ючению на з•аданный размер .
Наиболее распрос'Граненными видами проволок,и, изготовшз:в
шейся уральсюими за·вода:ми ·в тот период, 6ьши проволока для
гвоздей, для ·мебель.ных 'Пру:жин, телег·рафн.ая проволока диа
метром
.мм ~и т. п.
2-4
Средн~ие с~корооти
в. не превышали
XIX
В
1г. выпуск в ца·рской Ро<:сии
1912
проволоки
340 ООО
волочен.и1я стальной
.м/.мин.
диаметром
пуд. tо1юло
проволоки
в
конце
30-60
0,5-2
6000
.мм
качественной
составил
с-гальной
пр1иблизительно
т) при общей потребнос11и страны в это w
проволоке 600 ООО .пуд. ( 10 ООО т)
После Великой
Октябрьской
[2].
социалистиЧ'еской революци и
волоч,иль:ное произ:во:П;с,тво 1начало бурно раввиватыся, и •К
выпуск стальной проволоки ·в СОСР п·ревьюил выпу~ск
в три раза [2].
1927
1912
г.
г~
В годы первой пятилетки в ст.алепроволочном праизводстве
был осуществлен переход от гос·подствовавшего повсеме-стно
«мокрого» волочения (волочение с жидким,и смазками, сост.ав
лявшим~ися каждым волочилыщи1юм 1самос11оятельно) НJа сухое:
волочение
проояжку с суХiим :мыльнЬ1м порошком фабричного
-
изготовления.
~роме ·юго, вместо обычного тогда волочильного инструмен
та
-
стальных
верстия
·волочилыных
делались
проволочных
ИНJСтрумент
-
досок,
вручную самими
в
·которых
волочильные
волочилЬ1Щиками,
от
на стале
заводах
стали
прииенять
бал.ее
.совершенный.
воло~и 1из советского твердого с.плава
побед1Ит.
освоенного мооковским Электрозаl!юдом .·
На отечественных сталепровсшочных
заводах
волочильный.
инструмент из твердых сплавов был полностью вне~дрен в пер ;
вой пя'Гилетке.
Эти мероприятия коренным 01бразом ·преобразили отечеа-гвен
ное волочильное производство.
Волочильна1я
промышлеюIJост~>
получLИла :высо1юкачественный волоч;ильный инстру~мент 1и ~стан
дартную <Быоококачественную фа·бричную смазку, что значитель
но ·повысило произ1водиrгельность ст.ан~ов, облегчило условия.
груда ·и улучшило качество ~выпускаемой продукции.
·
Однювременно заводы начали повсеместно перех·одить от пре
обJiадавших в тоrг пер.иод малопроиз1вод1Ителыных станов одно
кратното
волочения
с
кулачковым
1 сцепл·ением,
весьма
опасных
при работе, на безопасные выс,окопроизводительные станы много
кратного волочеНIИ•Я, работающие со скоростями, превышающи-:
ми екпрости 'Волочения на о.днократных 6арабаНJах в 5-12 раз.
ВВЕДЕНИЕ
Выпуск стальной канатной и пружшнноЙI проволо!{jи в.а годы •
первой пят.илетюи вырос •в несколько 1раз . В IЭТО'Г же период ~было·
начато
производство
высококачественной
среднеуглеродистой
стальной проволоки , в частности, кардной и ремизной.
Во второй и третьей пятилетках · интеноивно осваивалось про
изводство высокоуглеродистой и легированной стальной проволо
ки новых •в1идов. Был •внедрен • В П'Р'оизводство р1 яд новых техно
логичеоких
процессов
-
электроотжи!Г ,
з.акалка
в
масле ,
гальва
н·ическое оцинк аваН1ие 1и др. Бурно развивалось движение нова
торов за одновременное обслуживание нескольких
станков по·
примеру т. П . Кобелевской на заводе <~Серп и :молот» и за луч·
шее использование оборудования , ~ инициатором ·которого явилсЯJ
'Гянульщик-новатор т. Чернатюин (Белорецкий завод). Была про
ведена реконструкция действовавших цеJюв 1и зав.адов и развер
нуто строитель·ство новых . Начался специализированный • выпуек
отечественного 1волочиль. н ого оборуд;ования.
3а врем я первой послевоеншой пя11илетки (1946-1950 гг .)
метизное производство сильно •выросло . Объем продукI.IJИи ме
т.изной ·промышленнос11и в 1950 г. у•величшлся почти вдвое по
сравнению с предвоенным 1940 r. ; совершенствовалась техно
логия , модернизировалось оборудование волочильных цехов ..
Директивами XIX съезда КПСС по пятому пяrrилетнему шпа
ну развития СССР на
1951-1955
годы преду, сматривается уве
личение выпу1 ска 1мелкосортН1ой стали и каrганюи в 2,1 р·аза, что·
явится базой для дальнейшего роста волочильного производства.
В ·изучении важнейших вопросов волочильного производства.
на
всех
стащиях
его
разВ1ития
·принимал.и
учас11Ие
многие 1 круп
нейшие ученые стр.аны .
начале
IB
·в . значительный вклад в !Изучение технологи и
XIX
волочения внесли академики В . М. Севергин и Я. Д . Захаров .
IВо второй полов1rrне XIX ·в . изучением 1и совершенствованием
теор· ии и технологии ~волочильного дела за11имались Н . Ф. Лаб
зин, П . А. Афанасьев.
В · самом начале XIX в. известный уче:ный Н. П . Гавриленко.
вывел
1 свою
широко
'Р'аrспрос-граненную
до
последнего
вре~мен1и
форм ул у для определения усилий ,в.олочения. Вопросами вщю
чильного производства занима лись проф . А. А. Бабошин ; член
корр .
АН
СССР
С. С. Штейнберг,
дейст. член АН УССР
П. Т . Емельян енко. В · настоящее ,JЗ'ремя теорией обр.аботки ме
таллов даr влеiНи ем
ного
построения
и
и разработкой
rрасч·е-га
принципов научНJо ()lбоснован
технологических
пр ацесоо•в
занима
ются действ . член АН БССР С. И. Губкин, член - корр. АН СССР
И . М. Павлов, проф. И. Л. Перлин и м ногие другие .
Можно ·считать, что в области разработки теории волочения,
за
последние
годы
совет·СК·ая
наука
заН1имает ведущее
место.
ГЛАВА
ОСНОВЫ
1.
1
ПРОЦЕССА
ВОЛОЧЕНИЯ
ОСНОВНЫЕ ПОНЯТИЯ, ОПРЕДЕЛЕНИЯ И ЗАВИСИМОСТИ
Для характ·ериегики дефор м ации при волоченИ!и обычно при·
.м еняют следующие обозначения:
Fo, Vo, lo
и
do -
площадь поперечного сечения, объем, длина
и диаметр
IF1, V i, l1 и d 1 -
ме11алла до волочения;
площадь поперечного сечения, объем, длина
1и диаметр
металла
после волочения .
Объем металла до волочения ~равен
(1)
:И
нес его
(2)
тде у
-
пло11ность мета.Jiла.
Если подверГНJУТЬ кусок металла во.лочению и уменьшить .при
оэ-юм площадь его 1сечен1Ия с F0 до F1, то неизбежно должна изм~
няться и длина lo, если вес или объем остаю'ГСя без ~изменения.
•Следовательно, ура·внение
( 1)
примет следующий вид:
(3)
где
l 1 должно
быть больше
lo,
если
F1
меньше
Fo.
Изменение геометрических ~размеров в ·резул ьтате процесса
.-волочения назьшается о 6 ж ат 1И е м (или реже - уменьiпением
·Сечения), ·к.огда ~говорят об 1Изменении площад:и ттопере~rного се·
чения Fo, и удлинен •и ем при волочении, когда говорят об из·
менении дJDины l 0 проrrягиваемого металла.
Р азлич1ают .а·бсолютное обжатие
~абс= F" -
(4)
F1
.и отнооительное обtжатие, определяемое
no
формуле
(5)
ОСНОВНЫЕ
пан.яти.я.
ОПРЕДЕЛЕНИЯ
и
Относителыюе обжатие 1 выражается
=
01
F -F
о
1
100
•
=
d2 -d2
о
1
2
Fo
ЗАВИСИМОСТИ
17
в процентах, т. е.
(5а)
. 100, %.
do
Аб>оолютное удлинение при волочении опреде17Jяется
к.ак раз-
ность 1юнечной и ·первонаrчальной длин меrгалл.а:
Лабс =
Относительное
формуле:
удлинение
Л=
(6)
l1 - lo.
при
волочении
определяется
по
(7)
lo
чаще его ·выражают в процент.ах по формуле:
Л 1 = 11 - 10 .' 100%=Л·100 %.
(7а)
lo
Для характериеr!ИКИ ~степеНJи деформащии в волочильной прак
тике весьма частQ по..льзуются к о эф ф и ц и е нто м в ы т я ж
к и,
показывающим, ·во сколько ·р.аз увеличил.ась дл1ина
Величину
протяги-
•
l:!аемото металл.а после волочения.
коэффициента вытяжки определяют
из соотноше
ния:
f1
Между
всеми
указанными
=
~>
(8)
выше завиаимостями существует
связь, дающая возможность переходить от одной зависимости
к другой. Эта свя-зь на ·оеноваН1ии условия постоянства объем.а
обрабатываемого металла выражаетоя •равенствами:
V 0 =F0 10 =F111 = const;
о=
л
d 2 - d2
о
(9)
f1- 1
(1 О)
1
1+л
3
= - - =[1--1;
Л =
u.
=~
1
=
l
о
_d_~_
d2
( 1О):
3=
1 Термины
1
= --
«Относительное
=},+ 1.
(12)
1-3
1
Пр им ер. Проволока ди аметром
Определить 8; 81; Л; Л1; fJ..
По формуле
(11)
1-3
4,0
,11..н протянута
42_22
42
=
обжатие»
и
на
диаметр
2
при
И. А. Юхвец
волочении.
мм.
0,75;
«относительное
удл инение»
волочении в практике обычно заменяются более короткими линение
2,0
при
обжатие и уд
ОСНОВЫ ПРОЦЕССА ВОЛОЧЕНИЯ
18
по формуле (5а):
1>1 = 0,75. 100 = 75%;
по формуле
(11):
0,75
1-0,75
Л=---- =3;
.
'
.
по формуле (7а):
).1
по формуле
= 3. 100 = 300%;
(12):
При волочении ·различают е .д и НJ iИ ч но е об И<: ат и е
ж;атие за одну протя1жку)' обозначаемое о ед, 'И общее
(об
или
с ум мар но е обжатие (за ряд протяжек), обычно обозначае
t'.Юе через О сум . О степени •наклепа металла судят • по суммарно
'му обжат 1 ию. За 1исходJное сеrч· ение, к которому <УРНосят 1 суммар
ное офкатие, принимают сечение после последней протяж.ки 1И
терм1ической обра·ботки. З.а исходное сечен1Ие для определения
Осум П'РИ термически необр·аботанном материал·е принимают се
чение «сырой» катанки или заготовки.
В течение процесса волочения по данному маршруту единич"
ные ·обжат1ия могут быть одJинаrювыми, но чаще ·в производствен
ной практике бывают различщыми . Для удобства расчетов в ря
де случаев
пщ1ьзуются харq,ктеристи1Кой
с р ед нее
един и ч
н о е об :ж г т :и е за данный маршрут волочеаия O~R
.
ЗавИ61i'v1ость · меЖДу сум!Марньrм 01бЖатием О сум, ~ачальным
диаметром do, · конечным диаметром dn, ередним единичным об-
·
жатием О ~R
н ч1ж;л()м прот~жек fl: . может быть предстазлена
следующим обр.азом:
осум =
=
1-
(1 -
оср)п
ед
.
(13)
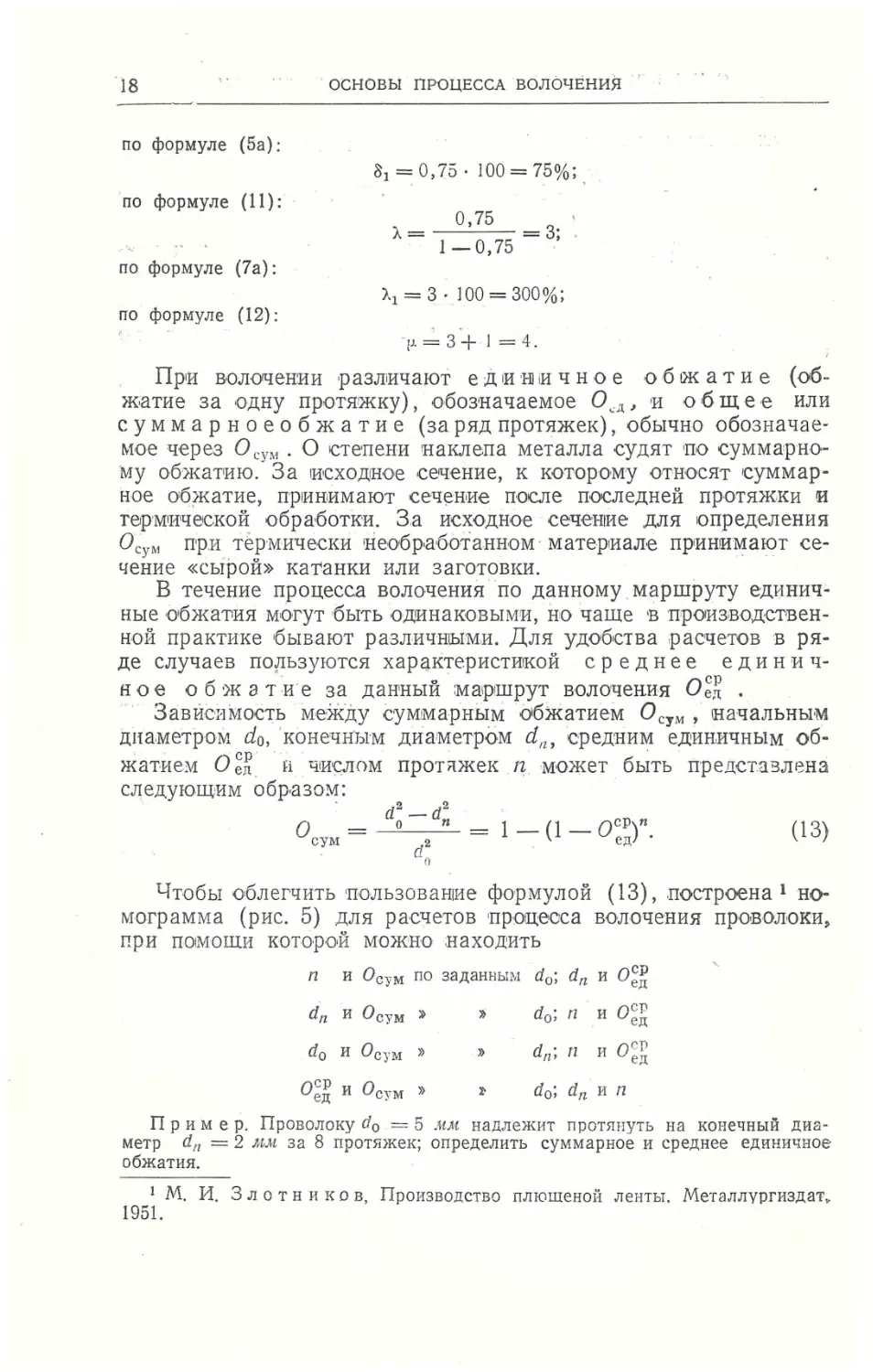
Чтобы облегчить пользоваН1ие формулой ( 13), построена 1 но
мограмма (рис. 5) для ра·счетов проrцеоса волочения проволоки,
при помощи которой можно .находить
п
и Осум по заданным
dn и Осум
}}
»
d0 ;
п
и о~~
do И Осум
))
»
d 11 ; n
И 0сР
))
d 0 ; dn и п
O~R и Осум »
Пр им ер. Проволоку do =
метр
d 11
обжатия.
1
1951.
=
М. И.
2
дм за
da; dn И O~R
8
5
ед
Jtлt надлежит протянуть на конечный диа
протяжек; определить
суммарное и среднее
единичное
3 лот н и к о в, Производство плюшеной ленты, Металлурrиздат.
15
18
9в
f0
g
20 1g 17!6 fl./ !З 12 fl 10
.8
11 ! / / / / / ' 1 /
/ ~ '/ / /1/ / 11 1 J
/ ~ 11; /11 J / ,J / 1 /
1/ ~ ~ ~ J / J )
,/
/
li '1 '~ 1 1, / / J
.
9,5
9.0
J
8,5
8,0
7,5
'l
97
j
1
j
J
95
q5
J
95
j
J1 J
1
J
'/ 1 '/ 1 /
11п 1/,
9а
' ' ,1
N/1 i/ J 1
VJVJ r// /,
r1'if1 1V 1
1'1/. r/lf, 1/ 111i1 j
/
./
------- -
,
'1
1,(/, 'J
1
l/J
1
,•
5
1•
1
1J1
'!
'J/I
1 .,
5
2.0
... .
1
пгт
.
1
1
1
"
,
1
16
1
"'
1
. . .
.
1
1
1
'"
"
-
"
5
:1
1
1
1
v
,v
1/
1./
1/
1./
·"
~
1/ "
1/
v
v
_,
,,..
.
... э
"
/
./
"
L/ 4
1./
1/
..... "
-
l/
1/
1/
~
"
, ,"
"
,V
/
"
5
/
v
1)"
/
'
1/
1/
~
1
"
·
-
1
"
~
1
v
1/
~
1
.
1
[/
б
1
"1
/
v
v
)
""
v
J
,V
'/
1
1/
1
11
,1
/
v·"
11'
11 "
1
"
v
v
1/
1
11
,V
)
~
"
1
1
"
-
,
l/
J
"
l/"
,J
11
/
1
1
v
)
j
1/ 11
,
1
"
1
1
1
1
J
1
1
"
'1
1
1
il
,'
1
'
!1
•
r1
.
"
.
а
11 ; 1
"
"'
.
..
о
"
"
rlJll.
J
1/
1
1 J
• 11 1
' 111
'lи
1
1
1.5
,
r1
J
l.J
,11
'/ 'J 1
я
,
1
1
J
r1
., '1
1
v
,.., '1
1
D
J'
1 1 )
/j fJ•,11 11 ,,_
,, ~-1 ··пll'
'
j
1
1/
1
1
'f}, llJ 1/ '1, 1
fJ'I/ r1 ,11 '1 1/
т
1
1
,J
1
v
1
v
1
J
1
fJll IJ
·1
1
8о
75
2.
') 1/
J 1/ rJ '
85
/
1
J
1
J
1
J
/
)
1/
1
1
J
J
)
1
/
/
J
1
1
1/
1/, J 1 1 1
1
/
J/ /
ll
1/
1
1/
v
/
J
91
/
/
j
'/ '/ J ,/ /
1 'J 'J 11 1 1
'
/ l/J 1/, 1
1 1 1
9z
j
1
J
1
1111 1/ '/ / //
1
93
/
J )
,J
J
1
j !, /1
J
/
/ /J j '/ J / / J
1
/ IJ !' ./ /J
94
J
А! '/ / 11 /
j
7
J
J
1
J
j
J
1
1
7,0
j
J
"
...
-
А
...
-"
...
~
~
~
-
1 .
о
rt:
t.J '
'"
О-
~
-
5-
о о
"
)~
.,,. """1"'"
"~"""'
_..... ............
-
5
1.о-'
5
loo-'ioo-'
.....
"""'"""
--
.....-
1
1
1
.1
fO
15
20
25
JO
35
40
Ср О/
Deg,
Рис.
d0 И.
диаметр
А.
Юхвеu
проволоки
до
во.почения: d11
-
5.
Номограмма для
расчетов
процесса волочения
10
проволоки:
диаметр проволоки после золочения; OCl'M'._
суммарное обжатие: О с р_ сr-еднее единичное обжатие; п - число протяжек
.
ед
основы nРоцЕссл волочr:ни5!
18
--по
формуле
(5а):
~i=0,75·
ПО
формуле
(11):
по формуле
(7а):
формуле
(12):
л=
0,75
1-0, 75
=
3;
'
= 3. 100 = 300%;
f,1
по
100=75%;
Прй волочении ,различаJОт ед 1ИНJ iичное об~жатие (об
ж;атие за одну протя1жку)' обозначаемое о ед, и общее или
с ум мар но е обжатие (за ряд протяжек), обычно обозначае
l\Юе через О сум . О ~степени наклепа металла судят по суммарно
му 06жат 1ию. За 1 исход1ное сечение, к которому относят 1 суммар
ное обжатие,
принимают сечение
термической обработки.
Осум
З.а
после
последней
протяж,ки
1И
исходное сечеН1ие для определения
П' РИ термически 1необр,абоiанном материале прИН!ИМают се
чение «сьфой» катанки или заготовки.
В течение процесса волочения по данному маршруту единич"
ные обжат1ия могут быть одинаrювыми, но чаше 'В производствен
ной практике бывают различн1Ь1ми. Для удобства расчетов в ря
де случаев поrrьзуются хар<J,ктеристи~кой
с р ед нее
един и ч
н о е об :ж а т :и е за дан1ный :мар1Шрут волочения О~~ .
Завйспi'i1ость · меЖДу суммарнЬrм о~бЖатием О сум, !Начальным
дна, метроr;.1 do, ' конечным дИаметром d", средним единичным об
жат·Ием О ~И
н чи~л(}м протя:жек п может быть предстазлена
следующим обр.азом:
осум =
=
1 - (1 -
оср)п
ед
.
(13)
Чтобы облегчить пользоваН1ие формулой ( 13), построена 1 но
мограмма (рис. 5) для ра·счетов процесса волочения проволоки ,
при по~моши которой можно находить
п
и Осум по заданвы м
do; dn и о~~
dn и Осум »
»
d0 ;
п
и о~~
do и Ос,-м
»
d11;
fl
и O~i
~
d 0 ; d" и п
))
O~R и Ос,-м »
=
Пр им ер. Проволоку do
5 JtM надлежит протянуть на конечный диа
метр
d 11
2 J1i.11 за 8 протяжек ; определить суммарное и среднее единичное
обжатия.
=
1
1951.
М. И.
3 лот
н и к о в, Производство плющеной ленты . Металлургиздат.
ОСНОВНЫЕ
Проводим на
понятия.
ОПi-'ЕДЕЛЕния · и
JJомограмме прямую через точки
ЗАВИСИМОСТИ
19
:.! на шкале dn (диаметр
проволоки . после волочения; см. рис. 5) и 5 на шкале do (диаметр проволоки
до волочения) до пересечения ее со шкалой О сум· Через последнюю точку
проводим прямую, параллельную оси абсцисс до пересечения ее с прямой 8,
соответствующей заданному числу -протяжек. Из точки пересечения опускаем
перпендикуляр на ось абсцисс и на основе этих данных находим Ос) м• равное
приблизительно 840/о и ' o~g-21°/o.
Занисимость •Между начальнЬ1м . поперечным сечеН'ием пр{)ТЯ·
пшае:мого металла Fo и его конечным поперечнЬ!lм сечением f 11,
числом протяжек п и средней вытя~жкой за проход µер •выражает
ся формулами
n=
lg Fo-lg Fп
(14)
lg fl
14
f.Lcp
Пр им еры:
проволоки do
=
=
Ji;
v~
(15)
1, Определить среднюю вытяжку за проход !'ер прн волочении
5
м,и на конечный диаметр
fJ·cp=
V
2
мм за
8
протяжек.
19,635
= 1,257.
3, 14 16
--
2. Определить число протяжек при волочении проволоки do
2 м..н со средней вытяжкой 1,257.
lg 19,635- lg 3, 1416
11 =
= 7, 89 ::::: 8 протяжек.
lg 1,257
конечный диаметр
=
5 м.м на
Внешняя сила, которую ·нужно пр·иложить к пр отягивае:vrом у
металлу для осуществления проце.сса ·волочен1ия, называется
у с ил и е м
в о л о ч е н и я.
Отношение у~силия нолочения Р к площади поперечного сече
ния деформированного изделия ·при выходе его из рабочей зоны
нолочишьного инструмента Fi называется удельным да в л eFI
и ·ем
теч е н и я
но, уд ел ь н ы м
м е т .ал л а
д а в л е н ·и е м
при
волочении
~или,
сокращеН!·
в о л о ч е ни я К:
К=~.
(16)
F1
Для обеспечения нормального хода процесса волочения необ
ходимо, чт·о'6ы удельное давление волочения К ·было больше пре
дела текучести
протягиваемого металла а , 0
при входе его •в очаг
деформации 'Й чтобы К было меРrьше предела текучести протя
НУ'ГОГО металла а 11
пр.и выходе его из очага деформации , т. е.
должны быть ·выполн1ены следующие условия процесоа:
_!S._ > 1 > _!S_.
cr
то
cr
(1 7)
т,
Если удельное да·вление волочения К превысит предел проч
ности :металла в зоне выхода его из очага деформации (а nч 1 ), ·то
2*
ОСНОВЫ
.20
ПРОЦЕССА ВОЛОЧЕНИЯ
процеос во17Iочения нар)Лшится из-за l()lбрывов. Следовательно, для
успешной деформац~и 1 и при волочеН1ии 'Необхо~имо, чтобы
_!S__ < 1.
cr
(18)
ПЧ 1
Для над€ж,ного протекания про цесса необходимо :им€ть неко
торый
запас
прочности
металла
при
волочении
-
коэффициент
запаса прочности
'УJз
сrпч
= __1_
( 19)
к
Запас прочности от обрывов
'l'Ju
обычно определяют по фор-
муле
О"пч
1) 0
- }{
= - -1- О"пч
•
(19а)
100.
1
Пр им ер. При волочении канатн о й п р оволоки do = 3,27 мм на d1 =
2,74 мм замеренное ус илие волочения составИJю 365 кг. Предел прочности
сrпч
проволоки после протяжки (d 1= 2,74 мм) рав ен 111 кг/мм 2 . Оп р еделить
коэффициент запаса прочности ·~э и запас прочности от обрывов 1Jo
при
=
волочении.
1
К=
р
-F1
1Jз
365
= -
5, 9
111
: : : 62
= 52 =
кг/мм2;
1 , 79;
111-62
1Jo= - - - - • 100 = 44, 1%.
111
2.
ДЕФОРМИРУЮЩИЕ
СИЛЫ,
ДЕФОРМАЦИИ
И
НАПРЯЖЕНИЯ
ПРИ ВОЛОЧЕНИИ 1
IB тrроцессе волочения имеет место мзмен€ние формы протяги
ваемого тела - де ф о р м а ц и я его;
деформация может быть
как упругой (06рати 1 мой), та,к и остат, очной, плаоичеоюй (необ
рюимой).
Деформация прм 1 волочении происходит в р,езулыате воздей
стния н,а тело внешних деформирующих сил: а) тянущего ус~ил!Ия
волочильного ~стана; б) давления, возникающего ' В ~ результате
противод€Йств1ия, создаваемого· кан~алом волочильного инстру
М€Нта в
процессе
протяжки, 1и
сопр:и:касающИмися
протягив,аемого
в)
поверхностями
сил
внешнего трения между
волочильного
~инструмента
1и
металла .
Под влиянием внешних оил в протягиваемом металле ' В про
цесс€ его д€формации возн~икают уравновешивающие 1их внутрен1 По С.
И.
Губкину
(131. (14].
ДЕФОРМИРУЮЩИЕ СИЛЫ, ДЕФОРМАUИИ
И НАПРЯЖЕНИЯ ПРИ ВОЛОЧЕНИИ
21
ние аилы. Интен.сивнюсть этих внутренних сил обозначается тер
мином
н а п р я ж е н и е, под коrrорым
понимают
предел отноше
ния · внутренней силы, действующей на весьма малую площадку,
к указанной площадке:
.
др
р
= I Jm-ЛF'
где ЛР
-
р.авнодействующая внутренншх сил на
весl:iма
малой
площадке ЛР.
Любое напря~женное состояние тела можно характер1 из· овать
гремя
напряжениям~и
с
взаимно
.перпендикулярными
ниям•и . Такие напряжения называют
гл а в Н1 ы ми
напра·вле
1 н а пр я же
н и ям и.
Бсл·и одно rиз главных напряжений ~равно нулю, напряженное
С·оrстояние называют
равны ; нулю
же
все три
-
пл о с ·Ким;
если
одно •Ст о р о н н и м,
напряжения
два
!ИЛИ
не равны нулю,
•гла•вных ;НапrряжеНJия
ли н е й 1 н ы м;
е.сли
то ·напряженНlое состоя
ние назыв а ют в rc ест о р он н и м, илrи о б ъ ем н ы .м.
Напря~женное rсост. ояние, при котором все напряжения ра· вны
как по числеНJной велиЧiине, так и по вн.аку, называют р а в н о
м ер н ы м.
Графическое изображение 11рех !Главных напряжений 1И их
знаков (1напrра· вленr ий) .в раосматриваемой 1.10чке или деформируе
мом теле называют rc х е м о й rr л а в н ы х н а n р я ж е :ни й.
Схе~м ы. rшмеющие напряжения одного знака, называются од
н о и м е НJ н ы ми
ных
знаК·ОIВ,
-
схемами,
р аз но и
IM
е
а
схемы,
IH
н ы 'М rи.
rим~ющи·е
•напряжения
раз
Пр1и волочении имеет место разноименная схема объемного
напряженного состоян·ия (ри.с. 6), где а1 - осевое напряжение
(напrряжен1ие ~растяжения под · влиянием тя, нущей силы - уоилия
волочен:ия), а 2 -тангенциальное 1 и а 3 - ·радиальное напря~жение
(напряжение сжаТ1ия, . вызываемое /Воздействием стенок рабочего
канала волочильного 1 инrс11ру.мента).
Напряж ения в деформ• ируемом · волочением металле распре
целяю'Гся неравНJомерно по его · Сечению и объему.
С. И. Губкrин [14] · выдвигает предположение, Ч'Ю разноимен
ная схема ·главных напряжен 1 ий, пр. иведенная на ри.с. 6, имеет
место только в конце очага дефорrма:щии (у выхода • из волоки),
а в начале его (при • входе .металла в волоку), · вероятно, имеет
место
схема
трех•ооного
сжатия,
хотя
и
в
сравн'Ительно
:малом
объеме.
·
АНJалоги· чно ПО1нятию о гла1Вных напряжениях лри волочении
н rих схеме разл1 ичают также и •главные деформации при волоче
ни~и
и
их схему .
Гл а в н ы м 1и де ф о rp м а ц и я ми называют не.обратимые
или пластичесюи е деформащии, возникающие в направлении гла 1в
ных осей.
22
ОСНОВЫ
ПРОЦЕС СА
ВОЛОЧЕНИЯ
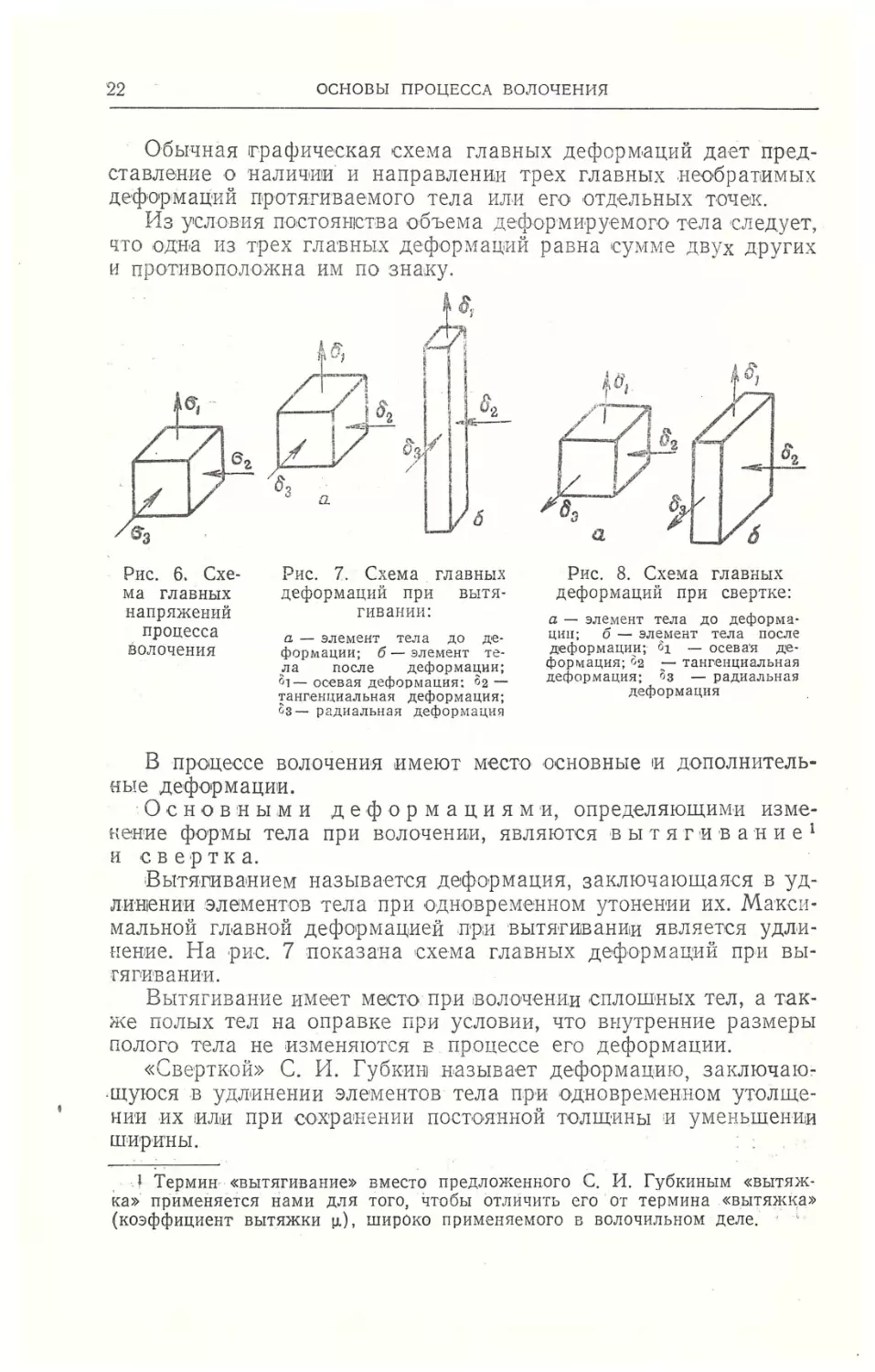
Обычная !Графическая схема гл а вных деформ.аций дает пред
ставлвние о налич,ии и направлении трех гл авн ы х .нео6рали м ых
деформаций протягиваемого тела или его отд·ельных т·оче:к.
Из у~слония постоян1ства объема деформируемого т·ела 1 следует,
чт о одна из тр ех гла·вных деформащrй равна ~сумме двух других
и
противоположна
Рис.
ма
6.
Схе
главных
им
Рис .
процесса
Схема
7.
деформаций
напряжений
вол очения
по з на.ку.
гла вных
при
Рис.
вытя
гивании :
а
-
эле мент
формации;
ла
б
те.па
-
после
а
до
элемент
-
Схем а главных
б
-
деформации;
свертке:
до
элеr..·1еп.т
деформации;
фор мация; 02
деформация;
те·
при
элемент тела
цнн;
де
01- осевая деформация: 02 тангеш.щальная
8.
деформаций
деформа·
тела
после
61 - осева·я де·
- тангенциал ьная
i\3
-
радиальная
деф ормация
деформация;
l: з - р адиальная деформация
В процессе волочения имеют место основные ~и дополн итель
ные деформаци1и .
О с но в :н ы .м и д е фор м а ц и ям я, определяющими изме
нение фор·мы тела при волочеюьи, являюкя ·в ы т яг и ·в ан и е 1
и
с вертка.
Вытяливанием называется де:фо•рмация, з аключающаяс я в уд
лин1ении элементов тела при однов ре менном утонении их. Макс и
мальной главной деформацией лри в ытяп1JВани1и является удли
неН1ие. На ·рис. 7 :по каз а·на схем а главных деформ аций пр и вы
;r яГ<ива н ии.
Вытягив ание имеет мосто при 1волочени.и сплошных тел, а т.ак
же
полых тел
на
оправке
при
условии,
что
внутренние
размеры
полого тела не изменяются в процессе его деформации .
«Св ерткой» С . И. ГубкиНJ называет деформацию, заключаюс
щуюся в удлине нии
элеме нтов
тела
при {)Дновременном
утолще
нии их или при сох'р анении постоянной толщины и умен ьшен-и1и
ширины .
. . ! Термин· «вытягивание» вместо п редложенного С. И. Губки ным «Вытяж·
ка»· применяется нами для того, Что бы отлич и ть его от термина «вытяжi<,а »
(коэффициент вытяжки µ) . широко применяемого в волочильном деле. , '
ХАРАКТЕР
. _ Свертка
ДЕФОРМАЦИИ _ ПРИ
2_3_
ВОЛОЧЕНИИ
имеет место f1РИ волочении полых тел (труб) без ка
ких~л1 ибо внутr,енНJи.х опор (опра1 вок).
На ри~. 8 приведена схема главных деформ_аций при сверт·_
ке. Максим альной главной деформа,цией пр·и С'Верт1ке я~ляется
тангенциальное сжатие.
пра·влениК!
В напра в лениях,
тангенциального
ожатия
ствии с условием постоянства
перпендикулярных на-_
элеменrrа
объем.а
тела,
'В
соответ
воз· н 1икают. деформации
растяжения.
Наличие свертыи 1или вытягива1ния завИ-сит _от соопюшения
главных напряжений _ при данном
процессе ~волочения.
Бели радиальное напряжеН1ие -меньше полусуммы осевого и
rангеНЦИаЛЬНОГО напряжений (СМ. сх ему 1ГЛаВНЫХ напря:женИЙ,
рис.
6),
вание
то все· гда · имеет -место ут01нен1 ие эле1ментов, т~ е . 1 вытя1r~и
их.
Если
рад1 иальное
.напряжение
равно
полус)"iММе
осевого
и
тангенциального напряжений, то утонение элемента равно нуJiю,
т. е. набюсдается промежуточное между сверткой и· .вытяrивани
ем д-еформи1рованное состоян1ие.
Еол 1 и же ·радиальное напряжение больше полусуммы _ осевого
и тангенциального напряжений, то наблюдается уто1Лщение эле
мента,
т.
е.
снертка.
Пр1 и обычном волочеН1И1И ·полых тел на внутренней опоре (ко
роткая 'ИЛИ длинная оправка) имеет -место комбинированная де
формация. Графическая схема главных деформаций во входной
час11И волоки соответствует состоянию деформащDи при свертке,
а ·в · выходной - при · вьпяnива·ни1и.
Дополнительны-ми
де ф 0 1р м а ц и я -м · и
в
процесее
волоч·ения
я·вляются
ного трения
и
с д в и г 1и,
различным
вызыв.аемые
углом
повор;0та
влиянием
отдельных
контакт
элементов
в зоне деформаIJд!lи .
3. ХАР А КТЕР ДЕФОРМАЦИИ ПРИ ВОЛОЧЕНИИ
Механизм де ф орма ци и металла при волочении
и
основные
методы
его изучения
Пластич· еакая деформация частиц протяги-вае м ого м ет а лла в
к анале 1волочил ыного инструмента может ·быть нагляд но изучена
разнообразными м етодами. На1 иболее точен метод измерения ис
кажений , происходящих в рез ультате проце·оса ·волочения прут
ка, по линиям делительной сетки, которая наносится на продоль
ную плоскость ·разреза прутка до его протяжки. Для эт·ого пруток
разр·езают ' Вдоль оси на две половины. Обе половины пр утка
тщательно шлифуют по плоскостям разреза и затем на одну из
,них наносят при помощи специ. ального приспособления
~лмазным резцом) ;:~:елительную сетку.
(обычно
24
ОСНОВЫ ПРОЦЕССА ВОЛОЧЕНИЯ
Обе о·rnшифованНJые плоскости пруг.ка складывают, прочно
с~репляют (.например, винтами), .а затем Та!КОЙ составной пру
rок 1прагягивают. После волочения !Пруток ~разним.ают. Раосмот
рен~ие делительной сетки после волочения показывает, что она
иакажается
по..,разному
в разных
зонах
прутка.
ЭТiи искажения делительной сетки легко измерить . Так, ·на
пример, П. И. Минин исследовал при помощи этого метода х·а
р.актер пластической деформации пр1и волочеН1и.и прутка из стали
ма·р·ки
45
диаметрам
25
1и
30
.~им при различных у1глах рабачего
конуса iВОЛОIКИ 1и р.азличных единичных обжатиях
казал.и, что поперечные
об~разова:в ·выпуклость в
чем 6ли~же была ячейка
рис. 9, и~скаж·ения сетки
конуса
[1.S].
Опыты по
лин~ии делительной сетки вытянулись,
1направлени~и во.:гючения, и тем ~болыше,
сетки к периферии.
Ка~к пок.азывает
тем сильнее, чем ~больше угол рабочего
сrюлок1и .
Анализ х.ар.аюгера искажений лин~ий делительоой сетюи по1ка
вывает, что дефорiмирую11оя частицы металла при волоченни не
равномерно по поперечному сечен~ию:
в то
время:
юа1к
по
оси
прутка ча·СТИIЦЫ толь1ко ра.стягиваются, по периферии он1и под
вергаются еще 1и знач•ительному сдв.игу, т . е . помимо деформ ации
растяжения здесь имеет м есто и дополнителыная .цеформащия
СДВIИГ.а.
Неравномерность деформ ации чаегиц \металла по сечению Нlа
глядно видна также при сопоставлении торцевых плоокост·ей из
делий до и поwе волочения (рис. 10).
Помимо указанных выше наглядных ~методов, .неравномер
ность деформаций 1 по сечению металла tможет 6ыть изучена и при
помощи ряда косвенных методов . В.ажНJейшим.и ·из них явл яются :
1)
после
:метосд определения 11Вердости 1различных вон прутка до ~и
волочения;
2) сравнение величины зерна в ~разных зонах протянутого ме
талла, .в частности после его 1рекр:исталливации;
3)
метод определения величины напряжений в разл~ичНJых зо
нах прутка до и
4)
после волочения ;
1исслед:о'Ва'Н'ие оптичес~шм
при волочении
методом х.а•р .актера напряжений
[15].
Следует учитывать, что если :бы при воло;чении наблюдалась
толыко пласт.ичеокая деформация, то ·геометрическая фор1ма с~
чения протянутого металла точно совпадала бы с геометр•ическо:й
формой :кали6рующего сечения кан.ала волоК'и; если бы вся де
формация была упругой, то металл, как ~резина, выходя из воло
ки, вНJОвь пр1ини1Мал бы авои прежн~ие размеры . На практике ~же
обычно имеются оrгклО1нения размера IВОлоченого изделия от
фактического размера кал~иб~рующего •1юлочильн()IГО 1инстр)11мент.а,
что объ~ясняется сочет.анием пластических и упрулих деформаций.
/lалра{}лвние Joлo1.1f'tlu.ll - - -
Рис. 9. Искажение координатной сетки после воло
чения прутка из стали марки 45 с обжатием 20°/о:
а
-
через
волоку
с
углом
с
углом
конуса
конуса
8°;
-
через
волоку
(j
а
Рис.
б
16°
10. Искривление торцевых плоскостей прутков после
волочения:
а
-
при
волочениJI
с
диаметра
протижек:
б
-
то
5,0
же,
МА!
на
в
трн
диаметр
3,5
протяжю1
мм
D
се мь
26
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
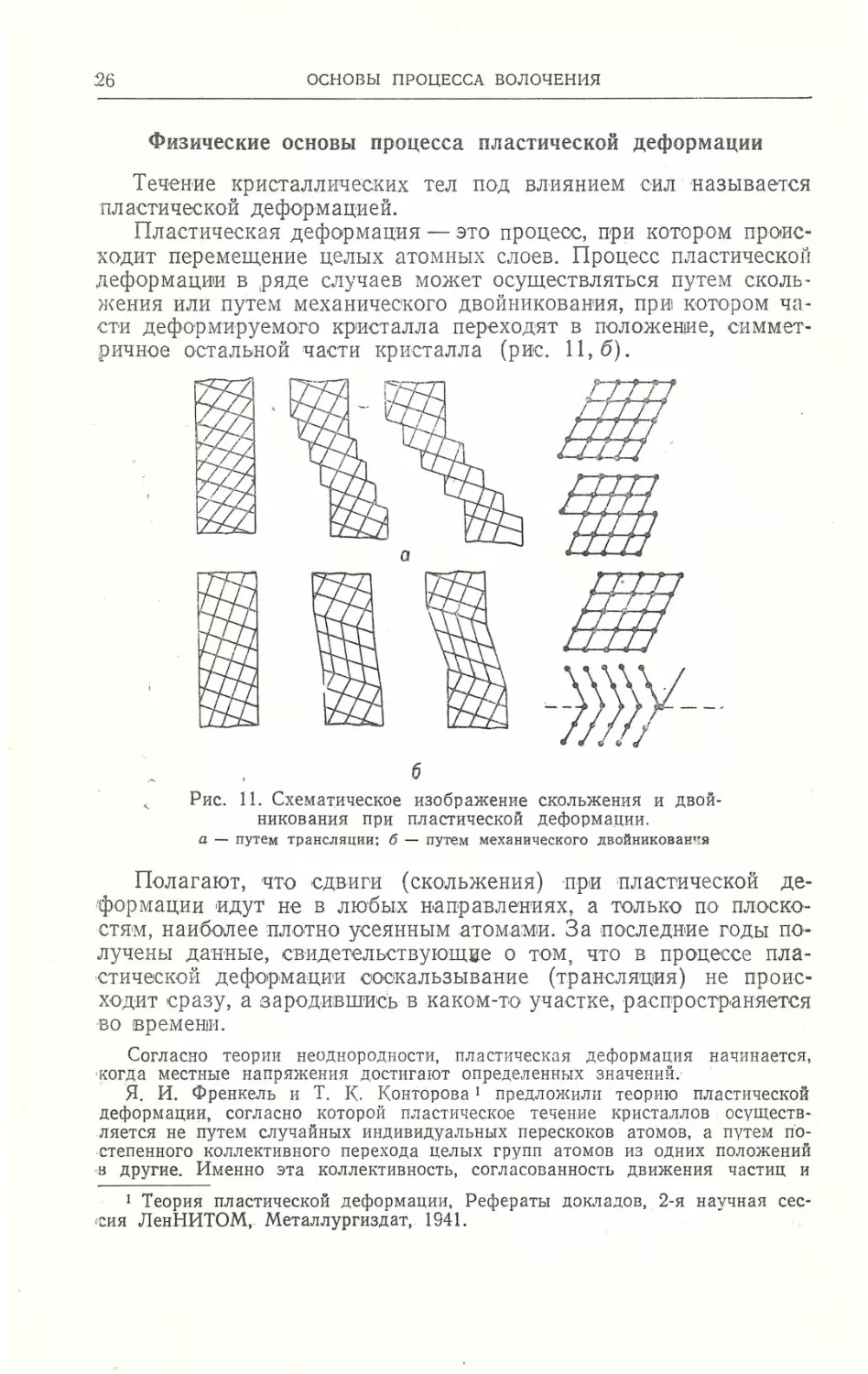
Физические основы процесса пластической деформации
Течение кристалличе'ских тел под влиянием сил называется
пластической деформацией.
Пластическая деформация - это процеос, при котором про1ис
ходит перемещение целых атомных слоев. Процесс пластической
деформации в ,ряде случаев может осуществляться путем сколь
жения или путем механичес1кого двойникования, при~ 1ютором ча
-сти деформируемого кристалла пер€ходят в положеНJИе, симмет
ричное остальной части кристалла
(рис.
11, 6).
а
6
Рис.
11.
Схематическое изображение скольжения и двой
никования
а
-
при
путем трансляции:
пластической
6 -
деформации .
путем механического двоl!никоваю1я
Полагают, что сдвиги (скольжения) при 1пласт1ической де
форма ции идут не в любых нап·равлениях, а только по плоско
стям, наиболее плотно усеянным .атом.а:м~и. За последние годы по
лучены
данные,
свидеrельствующuе
о
<:тической деформации ооокальзыван~ие
том,
что
в
процессе
(транслЯ'ц1ия)
не
пла
проис
ходит сразу, а ва родшзши 1сь в каком-то участке, распростр.аняется
·во !Времен~и.
Согласно теории неоднородности, пл астическая деформация
· когда местные напряжения достигают определенных значений:
Я.
И.
Френкель и Т.
деформации,
согласно
К
Конторова 1 предложили теорию
которой
пластическое
течен.ие
начинается,
пластической
кристаллов
осуществ
ляется не Путем случайных индивидуальных пер.ескоков атомов, а путем п·о
·Степенного коллективного перехода целых групп атомов из одних положений
-в другие. Именно эта коллективность, согласованность движе ния частиц и
1 Теория пластической деформации, Рефераты докладов, 2-я научная сес
•сия ЛенНИТОМ,. Металлургиздат, 1941.
ОПРЕДЕЛЕНИЕ
;является,
no
УСИЛИЯ
ВОЛ0ЧЕНИЯ
27
мнению авторов данной теории, наиболее характер ноif чертой
пластической деформации. Эта черта отличает ее
от обычной диффузии.
При вязком течении атомы nеремещаются независимо · друг о_т' ·друга; то
<ОдИ<н,
то другой атом выскакивает из своего исходного nоложеiшп и пере
ходит в одно из любых соседних положений. Пластическая Дефо р мация, на
оборот, nротекает лишь в определенных кристаллогра фических плоскостях
н
н а правлениях.
Акад. А. А. Бочвар
1
приходи; к выводу о наличии в металлических спла
вах по крайней мере четырех различных механизмов пластичности: 1) сдви
гового, или дислокационного; 2)- аморфно -диффузионного; 3) межфазового
перемещения (через раствор ение и осаждение) и 4) межзеренного перемеще
ния (при наличии рекристаллизации).
При низких температурах (например, обычного холодного волочения) дей
<:твует практически только сдвиговый ыеханизм. При температурах порядка
0,3-0,5 от абсолютной температуры плавления (например, при горячем во
лоч~нии ) становится возможным диффузионное перем ещение атомов и в дей
·С"Гвие вступает аморфно-диффузионный механизм течения. Так как примерно
при
тех
же
температурах
начинается
процесс
рекристаллизации,
то
одновре
менно обеспечивается возможность и межзеренного течения без разрушения
металла.
Для осуществления всех механизмов пластичности, кроме сдвигового,
важнейшую роль играет время или скорость деформирования, так как все
виды
диффузионного
перемещения
атомов
совершаются
сравнительно
мед
ленн о ,
В итоге анализа различных механизмов пластичности А. А. Бочвар при
ходит к выводу, что сдвиговый механизм течения
можно
рассматривать как
ориентированный (и в то же время ускоренный под действИем напряжений)
диффузионный механизм.
Таким образом, согласно теории акад. А. А . Бочвара, все эти виды плас
тического течения теоретически
ниям,
развивающимся
то
могут быть сведены
внутрь
кристалла
по
его
к диффузионным
атомным
явле
плоскостям
{как сдвиг}, то по поверхности кристаллов одной фазы, то, наконец, по по
верхности раздела двух фаз. При этом акад. А . А. Бочвар оговаривает, что
в приведенном им · анализе
не рассматривался еще один механизм обес
печения пластичности при действии поверхностно-активных веществ на де
формируемый металл,
изученный
в
работах
акад.
П.
А.
Ребиндера
{ см. гл. VI).
4.
ОПРЕДЕЛЕНИЕ УСИЛИЯ ВОЛОЧЕНИЯ
Величина усилия волочения
Р имеет чрезвычайно большо:~
значение при процессе волочения. Чем меньше величина Р, тем
меньше и удельное давление волочения К и, следовательно,. тем
меньше опасность обрывов при волочении, ниже расход энергии
на
процесс дефор~1аtщи, меньше удельное давление. протягивае
мого металла на стенки рабочей зоны во·лочилы-юго инструментСJ
и,
как следствие этого, ~меньше износ волок и т. п .
Величину усилия волоче ния Р определяют либо эксперимен
тально при помощи особых приборов (месдоз, силомеров), либо
по мощности, расходуемой на процесс волочения, пересчитывая
ее на ус.алие волочения, либо расчетным. путем по специальны~1
1 Известия
АН СССР,
О. Т. Н.,
1948,
№
5.
28
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
формулам. Приборы, фиксирующие усилие волочения, описаны
во в'Горой части учебника.
,
Усилие волочения Р (в кг) обычно определяют по мощности в.
ки.Лов1аттах, затрачиваемой на деформацию волочения, путем пе
реачета по формуле:
(20)
Отсюда
=
р
Р = Nв;
v
60. 75 .Nв=б114Nв
0,736
где N в -
v
кг,
мощность" расходуемая на волочение, квт (упрощен
но
определяемая
по
да
v-
N х·х
р.азности:
N
процессе волочения
60·75
о, 736
v
полная
мощность
в
iминус мощность холостого хо
) ;
скорость волочения, м/мин;
переводной коэффициент для перевода л. с. в квт.
Эта методика определения величины Р дает несколько завы
шенные
результаты.
Пр им ер. Стальная проволока d 0
= 3,27
мм протянута на d 1
= 3,15
мм
со скоростью 160 1~1/мин через волоку из твердого сп.Лава со смазкой (мыль
ный порошок). Замеренная общая мощность 1V9,0 квт; замеренная мощ
ность холостого хода Nx.x.= 5,2 квт; рабочая мощность Nв =9.0-5.2=3,8 квт.
=
р = 6114
3' 8
160
=
145
кг.
Формулы для определения усилия волочения
при протяжке круглых профилей
Формула
Гавриленко
lllиpoкo распространенная в
мула А. П . Гавриленко, ~как и
формулы, относится к протяжке
ничес~юй формы.
Согласно А. П. Гавриленко,
заводской практике старая фор
приводимые ниже современные
в IЕ.олоках с рабочим каналом ко
усилие волочения Р выражается
следующим р.авенством:
Р =аи
где
аи
-
(F 0 - F 1) (1
+ /ctgrx),
(21 )
удельное давление истечения ~металла, обычно при
равниваемое к среднему значению предела
в очаге деформации
·
аПЧср
=
апч
CJnч
о
ер
:
+ О'пч
2
1
прочности
ОПРЕДЕЛЕНИЕ
(где
О'пчо апч 1 -
УСИЛИЯ
ВОЛОЧЕНИЯ
29
предел прочности проволоки до волочения;
то же
после волочения);
f
коэффициент трения;
а.
угол наклона образующей рабочего ~конуса канала
волоки к его оси (ом. рис. 1) .
Член
сrи (F 0 -F1)
представляет собой усилие, необходимое для осуществления деформации волочения, а члеН'
сrи (F 0 - F1) · ctg а. - усилие, нужное для преодоления внешнего тре
f
ния в конической части волоки Рт.1<·
Вывод формулы А. П. Гавриленко построен на предположе
нии, что на п ряжение
сжатия постоянно
f}a
всем протяжении оча
га деформации, однако э·ю противоречит современным представ
лениям
о
характере
напряженного
состояния
при
процессе
воло
чения. Недостатком этой упрощенной форiмулы является такж~ и
то обС'гоятельство, что в ней ~е учитываются силы внешнего тре
ния в калибрующей част.и ~ канала волоки (пояске).
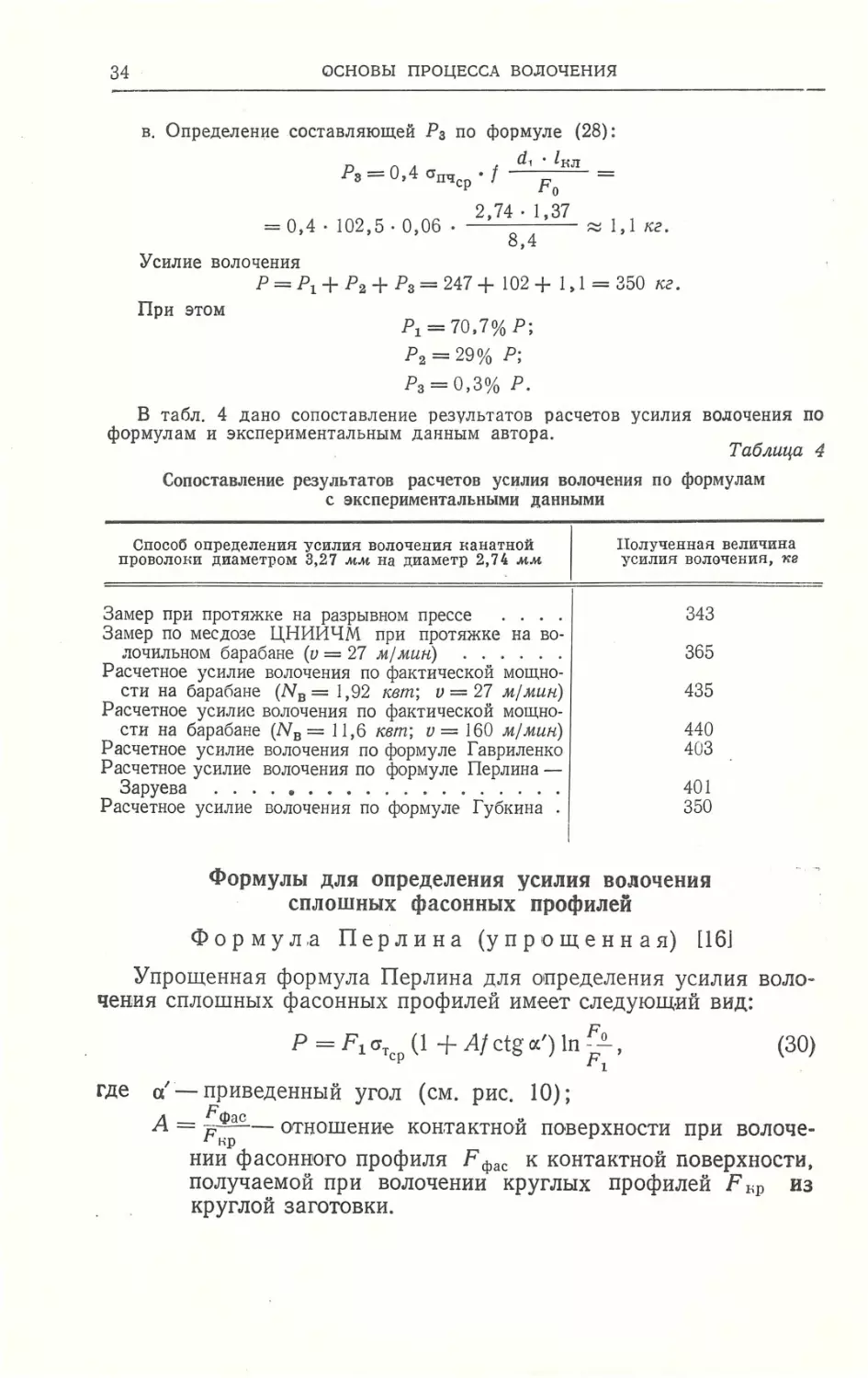
Форм ул а Перл ин а
Зар уев а
-
(упрощенна я) 1
И. Л. Перлин [16] на основе проFеденного им анализа боль
шого числа наиболее известных формул рекомендует применять
для расчетов усилия волочения сплошньЕх круглых профилей сле
дующую упрощенную и откорректированную им формулу, бази
рующуюся на формуле В. М. Заруева:
Р
среднее
= F1
от ер In~
(1
F1
значение
+ f ctgcx.'),
предела
текучести
(22а)
металла
в
оча
ге деформации, обычно приравниваемое к среднему
значению
а. 1
-
предела
г.рочности О'пчср;
приведенный угол
(рис .
12), при котором в дли
ну обжимающего конуса
условно включена
длина
калибрующей части (по
яск а ) волоки .
Угол а.' мож,но определить по
формуле:
tg сх.'
(do - d 1 ) tg CJ.
do - d 1
1
+2
l 1 tg
(22б)
CJ. '
Рис .
12.
Схема
для
приведенного
определения
угла
CJ.'
Данную упр ощенную формулу реко мендуется п рименять при з начениях
:: 1 аруева см . ·[16].
/ ~ 0,1 и а~ 15°. Подробно формулу Перлина -
30
где
ОСНОВЫ ПРОЦЕССА ВОЛОЧЕНИЯ
-"-длина калибрующей части волоки, или по формуле".
!1
t gtx , =
do - d1
2lобщ
(22в)
'
l 06 щ - общая длина очага дефор1мации.
где
Формула
(· 22в)
применяется в тех случаях, когда
l 06 щ или задаться ею.
имеется:
возможность изме,рить дл.ину
В формуле (. 22а) член F 1 ·сrт
ер
- ln
FF~1 представляет собой ус.и-
лие, требующееся для осуществления деформации, а членF 1 ·сrтс р.
· ln~~ f ctg 'IX' -
усилие Ртнп, необходимое для преодоления.
грения . в конической части и в пояске волоки.
Ф о р 1м у л а
Губки н а
Согласно С. И. Губкину· [14], величину усилия волочения Р
при любом процессе волочения можно определять как сумму трех
составляющих:
(23)
где Р1 ~ · составляющая
усилия
· волочения,
необходи1мая
осуществления оеновных деформаций с
него
трения
на
~контактных
поверхностях
-
составляющая усилия
волочения,
осуществления дополнительных
кающих в очаге дефор~мации;
РЗ
-
для
внеш
волочильно.-
···
го инструмента; ·
Р2
учетом
необходимая
деформаций,
для
возни
составляющая усилия волочения, расходуемая на пре
одоление сил трения в калибрующей части (пояске)
волоки .
:Каждая из этих составляющих определяется по соответствую
щей формуле.
а. Формула для определения Р1:
Р1
где
R-
= F R
1
~
а
[1 - ('J'o_ ё.L\)
0
]
(24)
'
истинное сопротивление дефоР'мации;
а = _ 1_
cos (У.
+ cos
t
(У.
-1.
tg (У.
Числовые значения величины а приводятся в табл.
3.
УСИЛИЯ
ОПРЕДЕЛЕНИЕ
3 J,
ВОЛОЧЕНИЯ
Таблица
3
Численные значения величины а
(а
1 +
=-cos сх.
/
cos
• tg сх.
сх.
)
-1
~
0,02
0,04
0,06
0,08
о' 1 о
о' 12
о' 14
2
4
6
8
10
12
14
16
18
20
0,573
0,287
О, 192
о, 145
о, 118
о, 100
0,088
0,080
0,075
0,071
1, 146
0,573
0,383
0,288
0,232
о, 195
0,169
О, 151
,О, 137
о, 127
1,7 19
0,859
0,573
0,431
0,346
0,289
0,250
0,221
О, 199
0,183
2,291
1, 145
0;764
0,573
0,459
0,384
0,331
0,291
0,262
0,239
2,864
1,432
0,954
0,716
0,573
0,479
0,412
0,362
0,324
0,294
3,437
1,718
1, 145
0,858
0,637
0,573
0,492
0,432
0,386
0,350
4,010
2,004
1,336
1,002
0,801
0,667
0,573
0,503
0,449
0,406
о'
16
4,583
2,290
1,526
1, 144
0,915
0,762
0,654
0,573
0,511
0,462
Истинное сопротивление деформации ~ согласно С. И. Губкину,
можно вычислить по следующей формуле :
R,= Ro ~ R1,
где
Ro R1 -
(25}
ис11инное сопротивление растяжению металла при вхо
де в очаг деформации;
истинное сопротивление растяжению металла при вы
ходе его из очага деформации.
Истинные сопротивления растяжению вычисляют путем от~н~с
сения действующего в соответствующий ~момент усилия растяже
ния к фактической в этот же момент площади поперечного сече
ния растягиваемого образца, пользуясь 1кривыrvш растяжения в
координатах действительное напряжение - действительная де
формация.
При расчетном определении сопротивления деформации вмес
то
величины
истинного
сопротивления
растяжению
можно
брать с достаточной для практики точностью величину предела
прочности данного металла при той же степени деформации, т. е.
заменять R величиной crnч
ер
(j
где
ПЧср
= - - - --
(26)
2
сrпч 0 -
предел прочности до волочения;
сrпч 1 -
предел
прочности
после
волочения .
;3 2
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
Величину Р 1 можно определить по формуле:
1
Р1 =Faпчер ~[1-(F
а
Fo )a]·
(26а)
В следующих формулах (27) и (28) значение истинного со
'Противления дефор~мации R для упрощения расчетов также заме
нено средним пределом прочности металла в очаге деформа
ции (апч ) .
ер
б. Формула для определения Р 2 :
P2=0,9F1crnчер (1 +/)-.Vf
Fo - Fi tgix
Fo
(27)
в. Формула для определения Р 3 :
р
з=
о 'сrпч
4
ер
/
d1lнл
--,
(28)
Fo
<rде
lнл длина . калибрующей части волоки.
г. Формула для определения Р (суммирующая формула для
;определения усил.ия волочения сплошных круглых профилей):
Положительная особ енность фор~мулы Губкина состоит в том,
·что она позволяет определять расход усилия на преодоление раз
. личных соnроrг.ивлений при деформации и тем самым дает воз
•можность
лия
регулировать
протяжки и
'Цессов волочения
величины
отдельных
составляющих
а нализировать преимущества
и недостатки
уси
про
.
П р и м е р ы. Стальная кан атная проволока do = 3,27 ,им протянута на
2,74 мм в в олоку из тв ердого спл а ва В К- 6 с угл ом рабочего конуса
.2 а= 12° и пояском шириной 1,37 мм (711 di). Смазка - сухой мыл ьный по
.рошок. Предел прочности сrнч
проволоки диаметром 3,27 мм - 94 кг/Аtм 2 ;
·п редел прочности "п •т проволоки диа метром 2,74 AiM - 111 кг/мАt 2 • Коэффи
щиент трения
при волочении прини м аем равным 0,06.
1. Определение усилия во.1очения по фо рмуле Гавр иленко :
·d1
=
f
Р=сrпч
ер
(Fo-F
1 )(1+/ctgcx.)=
94 + 111 ( rc'3 , 272
п2 ,74 2 )
(1
- 4 - - - 42
=
/
102 . 5 (8, 4 -
5, 9) ( 1
+ о, 06 . 9. 51) =
+ О , Обс tg 60 -) =
102, 5 (2, 5) . ( 1
+ о' 57) ~ 403
кг.
ОПРЕДЕЛЕНИЕ
УСИJIИЯ
ВОJIОЧЕНИЯ
33
При этом составляющая усили5!, затрачИJваемого на деформацию:
Рд
=
сrпчер
кг =
(Fo - F1 ) = 102,5 · 2,5 = 256
63,5%
Р
и составляющая усилия, затрачиваемого на преодоление тр ения в конической
части
волоки:
Ртк = сrпчср
2.
(Fo - F 1 )
(/
ctg а)= 102,5 · 2,5 · 0,57 = 147
Оп ределение усилия
Р
волочения
= F 1 сrпч
Предварительно определяем
(22б):
tg а
или
а=
lп
ер
по
F1
или
Перлина
36,5%
Р.
Заруева:
-
а').
величину приведенного угла
1 ) tg а
= - -(do---d---
3°551
формуле
Fo
- - (1 + / ctg
кг
а1
по
формуле.
(3,27-2,74) tg6°
do - d1+2 lнл tg a
3,27-2,74+2· l,37tg6°
0,53. о. 105
0,0556
- - - -- - = --;::::;0,0685
0, 53 + 2, 74. о, 10.'\ 0,8 177
и
соответственно
ctga. 1 = 14,606.
Подставляя
все численные
значения в формулу, получаем:
Р
При этом
Рд
8,4
(1 + 0,06 · 14,606) =
5,9
=5,9 . 102,5. 0,353(1+0,876);::::; 401 кг.
= 5,9 · 102,5 ·
= 214
!п
кг= 530/о Р и
Ртн+п
кг= 470/о Р.
= 187
Определение усилия волочения по формуле Губкина.
а. Определение составляющей Р 1 по формуле (24):
3.
Р1 =
F 1 сrпч
ер
а+
а
1 [1
-(_!J_)a]·
Fo
Предварительно находим по табл. 3 численн,ую величину а при коэффи
циенте трения 0,06 и половине угла рабочего конуса-6°:
а=
0,573.
Подставляя все численные значения в фо р му,'lу
[i -(
р 1 = 5,9 · 102,5 · 1 ,573
0,573
=
б. Определение
составляющей Р 2
=0,9: 5,9· 102,5(1+0,06)
Юхвец
5,9 )о,
8,4
получаем:
573] =
.
5,9. 102,5. 1,573
о 85 5) 2 7 кг.
о. 573
(1 • 1 ~ 4
по
P 2 =0,9·F 1 crпчcp(l+f)
З И. А.
(24),
формуле
-.f
v
V
(27) :
Fo-F1
Fo
tga.
" / 8,4-5 ,9
о
8,4
tg6 =102 кг.
ОСНОВЫ
34
ПРОЦЕССА ВОЛОЧЕНИЯ
в. Определение составляющей Р 3 по формуле
Рз = 0,4 О"пч
ер
= 0,4·102,5·0,06·
(28):
d, · lнл
•f
Fo
2, 74. 1,37
8,4
=
~l,lкг.
Усилие волочения
Р = Р 1 +Р 2 +Р3 =247+
При этом
102+ l,1=350
кг.
Р1 =70,7% Р;
Р2
=
29%
Р;
Р3 = 0,3% Р.
В табл.
4
дано сопоставление результатов расчетов усилия волочения по
формулам и экспериментальным данным автора.
Таблица
Сопоставление результатов
с
расчетов усилия волочения по формулам
экспериментальными
данными
Полученнан величина
Способ определения усилия волочения нанатной
проволони диаметром 3,2 7 мм на диаметр 2, 7 4 мм
усилин волоченин, 'Ке
Замер при протяжке на разрывном прессе
Замер по месдозе ЦНИИЧМ при протяжке на во:ючильном барабане (и =
27
4
м/мин)
343
365
..... .
Расчетное усилие волочения по фактической мощно
сти на барабане
(Nв
= 1,92
квт;
27
м/мин)
435
160
м/мин)
440
403
и=
Расчетное усилие волочения по фактической мощно
сти на барабане (Nв
= 11,6
квт; и =
Расчетное усилие волочения по формуле Гавриленко
Расчетное усилие волочения по формуле Перлина Заруева
. ...•..•. . .. . .....
Расчетное усилие волочения по формуле Губкина .
401
350
Формулы для определения усилия волочения
сплошных фасонных профилей
Форм ул .а
Перл ин а (упрощенна я)
(16]
Упрощенная формула Перлина для определения усилия воло
чения сплошных фасонных профилей имеет следующий вид:
Р =
где
а.' -
F1 сrт (1
ер
приведенный угол
+А/ ctg· а')
(см. рис.
F
ln . .о.,
(30)
F1
10);
А = FFФас - отн:ошение кон:rактной поверхности при волоченр
нии фасонного профиля
F Фас
получаемой при волочении
круглой заготовки.
к контактной поверхности,
круглых
профилей
F нр
из
НАПРЯЖЕНИЯ
В
ВОЛОЧЕНОМ
МЕТАЛЛЕ
35
При ~волочении фасонных симметричных профилей (квадрат,
равносторонний треугольник, шестигранник) из подобных им по
фор~ме заготовок отношение ~контактных пове:рхностей может быть
заменено отношением периметра протянутого фасонного профи
ля к длине окружности равновеликого круга .
При волочении квадрата из квадрата коэффициент А =
и при волочении шестигранника из шестигранника А = 1,05.
Форм ул а
Губ к ,ин: а
1,35
[141
Формула Губкина имеет следующий вид:
Р=
F1 {crnч ер
·В. а+ 1.
а
·Ф(l+f) -.f
V Fo -FoFi
где ~
[1 - (_f_L)"]
+
Fo
tglX
+0,125crnчер /
0,45,crnч •
ер
FI
Fo
Пl~-л}'
'
(31)
коэффициент, меняющийся в пределах 1+ 1, 155; для
осесимметричных тел ~ = 1;
Ф- коэффициент, учитывающий влияние формы сечения
протягиваемого профиля; для осеси~мметричных профи
лей Ф
2; для сплошных тел прямоугольного сечения
ах+Ьх
-
=
Ф = 2---
f (ах
П
-
и
1,77Vа,.. ь ,..
Ьх
-
стороны прямоугольника) ;
периметр .
Остальные обозначения
аналогичны
приведенным
выше
в
фор:муле Губкина для определения усилия волочения сплошных
круглых профилей .
5.
НАПРЯЖЕНИЯ В ВОЛОЧЕНОМ МЕТАЛЛЕ
По классификации Н . Н. Давиденкова, напряжения, 1 образую
шиеся в холоднотянутом металле, могут бьюъ разбиты на тр.и
группы:
1) напряжения п ервого рода, или зональные, уравновешиваю
щиеся в макроскопических зонах, охватывающих или весь объем
изделия или большую часть его;
возникновение их обусловли
вается неоднородностью деформации по сечению волоченого ме
талла;
2)
напряжения второго рода , уравН1овешивающиеся в микро
скопических зонах, охв атывающих объем одного или нескольких
зерен мет:алла; эти напряжения создаются под влиянием внутрен
них изгибающих сил, действующих в частях зерен
вызывающих изгибы микроскопического порядка
в
кристаллах;
3*
-
блоках и
отдельньтх
ОСНОВЫ
36
3)
ПРОЦЕССА
ВОЛОЧЕНИЯ
напряжения третьего рода 11 уравновешивающиеся в ультра
микроскопических зонах, т. е. в объемах одного порядка с эле-
ментарной ячейкой кристалли~ческой решетки.
.
Остаточные напряжения в волоченом металле обусловлива
ются
не
только
напряжениями
чистого
наклепа,
связанными
с линейной или объемной неоднородностью
процееса пластической деформации. но так
же и в .известной мере
с термич-ес1шми на
пряжениЯJми, образующимися при ~волочении
вследствие
неоднородности
температуры
по
сечению и объему протягиваемого изделия.
Кроме ·юго, полагают,· что при волочении
могут иметь место также и фазовые напря
жения, образующиеся вследствие фазовых и
1 структурных превращений, возникающих в
Диаметр
металле в процессе волочения.
прутка
На прочность изделий
точных
Эпюра оста
напряжений
первого
рода,
Рис.
13.
ка ю щих
при
возни
щественно •напряжения
преиму
тому им главным обрсrзом и уделяется вни
мание в большинстве исследований.
Ввиду наличия трения между протягива
волоче
нии
влияют
пер1вого рода, ,и поэ
емым
том
металлом
и
волочильным
поверхностные
слои
инструмен-
металла
должны
были бы течь с меньшей скоростью, чем централыные слои. Од
нако
ввиду
целостности
протягиваемого
изделия
скорость
тече
ния поверхностных и центральных слоев не можеrг быть различ
ной.
Следствием этого обстоятельства · является возникновение
остаточных растягивающих напряжений первого ро:ца в пов.ерх
ностных слоях и сжимающих
напряжений -- в
центр1 альных.
Эпюра остаточных напряжений первого рода, возника ющих при
волочении, приведена на рис.
6.
13 [13].
ФАl(ТОРЫ, ВЛИЯЮЩИЕ НА ХОД ПРОЦЕССА И НА УСИЛИЕ
ВОЛОЧЕНИЯ 1
Металл
Усилие волочения во зрастает с увеличением предела прочно
сти и предела текуЧJести протягиваемого металла (рис. 14). Хи
мический состав и структура ~металла, 1Р1 лияя на прочность, вызы
вают соответствующие. изменения усилия при волочении. Наибо
л~ легко
подвергаются
растворы,
а также металлы
1 В
настоящем
кономерности,
раЗделе
волочению
чистые
и сплавы с
рассматриваются
металлы
И!
твердые
равномерно распределен-
главным
практические же данные приводятся
в
образом
обшие
за
соответствующих главах.
ФАI<ТОРЫ, ВЛИЯЮЩ И Е НА ХОД ПРОЦЕССА И НА УСИЛИЕ ВОЛОЧЕНИЯ
37
ной однородной структурой. Наихудшей пластичностью обладают
химичеокие соединения и сплавы с неоднородной структурой .
Оптимальными структурами для волочения стальных изделий
являются феррит, аустенит, сорбит 1 и отчасти (в пределах малы~
и средних су:ммарных обжатий) зернистый перлит (мелкий и рав
номерно расп ределенный); сталь ЖJе со структурой грубо пла
стинчатого
п ерлита
цементитной
пригодна
или
с
75
сеткой мало
для
волочения.
Качество поверхности
стали влияет на коэффи
величину
уси~ия
f
ll
, -2
.L 3
f
nиент .трения и тем самым
на
1
1
~1
при
f
волочении.
Волочильный инструмент
/
м а те р и а л в о л 0-
1
/
1
j
ч ильно г о инс т ·р У
11
?
v
11
/
d
1
м е н та
234
Усилие волочени я стали
в
волоках
из
сплавов значительно ниже,
чем
в
стальных
волоках.
Рис .
от
При обыч1но применяе
мом волочении (с жидки
ми смазками) в алмазных
волоках
удельное
56
78910
Усилие Волочения, т
твердых
14.
Зависимость
пред~ла
стальных
1 -
усилия
прочности
при
волочения
растяжении
прутков:
обжатие
10'/о;
2 а ~ обжатие
обжатие
15'/о;
20•/1
давле·
%
1-ше при волочении примерно на 20-30
меньше, чем при про
тяжке той же проволоки в волоках из твердых сплавов.
Различия в уоили.и волочения при протяжке стальных изделий
в волоках из разных материалов
зависят главным
образом от.
различий коэффициентов трения протягиваемого металла и во
локи.
Форма
канала
волоки
Наличие в волочильном очаге цилиндрического пояска вызы
вает
повышение усилия
волочения
остаточными упругими
свойствами,
проволоки,
которое
увеличивает
(рис. 15). Это объясняется
вызьшающими
уширение
трение
между
протяnиваемым .
металлом и стенками цилиндрической части (пояока) в очаге во
лочения. Следует отметить, что увеличение длины пояска вы
:зывает рост
усилия
волочения
лишь
при
малых
и
средних
еди
ничных обжатиях 1.
1
Н. 3. Днестровский и Р_ Р. Блюмкина, Обработка uветных
металлов и сплавов, Гипроuветметобработка, вып.
XIII,
Металлургиэдат,
1952.
38
ОСНОВЫ
Из трех форм канала
ной и вогнутой
-
ПРОЦЕССА ВОЛОЧЕНИЯ
(см. рис. 115) -
наибольшее
конической, радиаль
усилие волочения
при
протяжке
прутковой стали (по дан',ным П . И. Минина и автора) показала
волока с каналом вогнутой формы и наименьшее - волока с 1хо
ническим каналом. При протяжке металлов в волоках с рабочим
коническим каналом усилие волочения Р к
можно условно пред
ставить [13] состоящим из трех компонентов:
Рк = Рд+Рт+Рн,
где Р д -
Рт
усилие, затрачиваемое на сопротивление металла де
-
Рн
формации (эта величина не зависит от угла рабоче
го 1~онуса волоки) ;
усилие, затрачиваемое на преодоление трения;
при
одном и том же коэффициенте внешнего трения
Рт
убывает с уменьшеНIИ~м поверх1юс11И 11рения, т. е.
с увеличением угла рабочего К'онуса (рис. 16);
усилие, затрачиваемое на потери, связанные с нерав
НiОIМерностью деформации. Эта величина тем меньше,
чем меньше угол ра·бочего ·конуса, так ~ак ·В этом слу
чае меньше угол изгиба волокон.
Результирующая кривая Р к имеет минимум при некотором
угле рабочего конуса волоки, называемом оптимальным углом.
Величина оптимального угла рабочего канала волок зависит
как от состава и качеств1а материала волок, таю
свойств и размеров
протягиваемого изделия ,
и
от
состава,
величины единич
н·ых обжатий,, состава см,азки и ряда других факторов .
Оптимальным углом рабочего конуса при волочении стальной
низК"оуглеродистой проволоки диаметром 2,5- 4,0 л>t с единичны
ми обжатиями около 25 % со смазкой, состоящей из смеси сухо
го мыльного порошка с мелом в пропорции 1 : L, является уго·л
2а
=
12°
(рис.
17) ( Л.
А. Шевченко) .
Микрогеометрия
канала
нолоки
Усилие волочения уменьшается при повышении качества по
верхности рабочего канала вюлок.
Пр;и цеховых испытаниях волок из твердых сплавов автором
установлено
падение
усилия
в
начале
волочения,
возраставшее
по ~мере увеличения срока эксплуатации волок (табл. 5) .
Уменьшение усилия tВоJючения в начале работы объясняется
rюлировкой поверхности волоки, протягиваемой проволокой; уве
личение же усилия волочения в конще эксплу,атации волоки свя
заню с появлением колец (небольших углублений кольцеобраз
ной формы) и других дефектов канала волоки, обусловленных
износом
его.
450
"'
"'
""i}j 400
:::i
>
С>
;§
Q:)
"'§
:::i
/
350
--
$;
300
Рис.
/
- -i("'
о
25
15.
Зависимость
75
50
в/d, /о
усилия
волочения
диетой проволоки, тянутой с обжатием
100
стальной
низкоутлеро
18°/о, от отношения
(длины пояска волоки Ь к диаметру волоки
оОО
Ь
d
d)
~
2
:"-.
/
~
v
/
"-l--
/
1/v
--..v
~/
--
з
-
:"-.
"""' ,
200
У'гал рабочего конуса
го
16.
Влияние угла рабоче
кону са
волоки
на
усилие
волочения:
1 ции:
нормальная
2 -
степень
повышенная
форыации
деформа·
степень
4_
-
fO f2 f4
fБ
-
18 20
!fеоп рабочего kануса 8aлaku 2d,гра8.
волоки
Рис.
.......
де
Рис.
17.
Зависимость усилия волоче
ния стальной низкоуглеродистой про
волоки диаметром 2,5- 4,0 MAt от утла рабочего
конуса волоки :
1, 2, 3, 4 ного
ноыера
барабанов
волочильного
многократ
стана
40
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
Таблица
5
Изменение усилия волочения при протяжке низкоуглеродистой стальной проволоки
через волоку из сплава ВК-6
.Циаметр
вол они
Число
Диаметр
мотнов
исходной
проБолони,
проБолони
протянутых
AtM
через БОЛОНУ
Af.J.1.
Вес
ед но го
мот на
проБолоюt
Усилие
волоче-
ния
Хараитеристииа
,
поnерхности проБо-
лони, протянутой
через
хг
данную
БОЛОНУ
хг
шт.
3,97
5,19
1
160
580
3,97
3,97
3,97
3,97
3,97
3,98
3,98
5, 19
5, 15
5, 17
5, 16
5,16
5,IG
5, 17
6
IG
26
56
86
131
161
160
160
160
160
570
560
555
537
577
590
610
У довлетворительная
ню
160
160
То
»
»
»
»
»
же
»
»
»
»
»
Поверхность
до.r.ьными
с прориска-
ми (брнк)
Смазка
В табл.
6 приведена зависимость усилия волочения среднеуг
леродистой стальной проволоки от состав·а смазки. Связь между
усилием волочения и темпераrурой нагрева 20;(}-ной мыльной
эмульсии при во·лочении проволоки показана на рис. 108 (см .
ниже).
Таблица
6
Усилие волочения стальной среднеуглеродистой
проволоки (О,5%С) с диаметра 3,7 мм на диаметр
3,5 мм в зависимости от смазки
Усилие
Смазна
~олоченюr
wг
Натровое мыло обычного состава на базе
натуральных жирных кислот
. . . . .
Натровое мыло на базе синтетических жирных кислот
. . . . . . . . . .
Минеральное масло
. . . . . . . . . . .
+
+
270
280
31 О
Комплексная смазка
(мыло
синтетические
жирные
кислоты
минеральное
масло
+ тальк)
Саломас (растительное
ное)
. . . . . . .
. . . . . .
320
масло гидрирован-
. . . . . .
380
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ХОД ПРОЦЕССА
И
НА УСИЛИЕ ВОЛОЧЕНИЯ
41
Деформация
Единичные
Усилие волочения стальн'ой
обжатия
проволоки возрастает с увеличе
нием ее обжатия (рис. 18).
абО
420
380
340
~
~ 300
.,,
~
~
""
'~"'
~
260
220
180
140
100
30
20
10
40
Единичное обжатие Оеа.
Рис.
18.
Зависимость усилия волочения стальной
проволоки от вЕ'личины обжатия
Применение чрезмерно малых единичных
5 -60/о)
ции
обусловливает
по
so
i'.
поперечному
повышенную
сечению
обжатий
неоднородность
протянутого
(менее-
дефор·ма
металла.
Согласно С. И. Губкину [13], существует минимально допу
скаемая степень деформации за проход, т. е . минимальное еди
ничное обжатие
О ~·;н, при котором наблюдается только повер х
ностная дефор1мация, что может быть установлено эксперимен -
тально, наблюдением за отпечатками делительной сетки на об
разцах прутков, разрезанных на две половины по про:п.ольной оси .
Минимальное единичное обжатие, ха рактеризуемое отН'Ошени-
ем ~>
С.
И.
м,ожет быть определено по формуле, рекомендуемоit'
Губкиным:
5-+
cos !"f.
----]
siп сх
5 +.cos rJ.
- - - +!
sin сх
(32}
42
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
При малых углах рабочего конуса волоки С. И. Губкин вме
сто ф~рмулы (32) считает возможным ограничиться следующим
приближенным выражением:
5
--1
~
(Х
(32а)
6
-+ 1
do
(Х
Так, при небольшом
угле рабочего конуса волоки 2а, рав
ном 8° (угол наклона а = 4° ~ 0,07), минимально допустимая
степень дефор1мации на основании уравнения (32а) может быть
представлена
следующим выражением:
6
---1
_о_,0_1_ _
6
do
=
0,977,
--+!
0,07
т. е.
о мин =
ед
2
2
do -
d1
--''----=- ~
d~
4 ' 501/О•
о
Величина максимального единичного обжатия о~;нс
от пластичности материала, структуры,
па, остаточных напряжений и условий деформации
волочильного
инструмента,
сма~ки,
температуры,
соба волочения и прочих факторов)
зависит
предшествующего
накле
(специфики
скорости,
спо
.
При высокой пластичности металла о:;нс
может доходить
до 520;0 и более (при некоторых специальных способах волоче
ния).
Удельное давление волочения К при больших единичных об
жатиях по величине приближается
к
пределу прочности а пч
металла, и, следовательно, всякие дефекты структуры металла
и технологии волочения пооышают опасность обрывов металла
при больших единичных обжатиях.
Опыт П'оказывает, что удельное давление волочения К с уче
том дополнительных напряжений, возникающих при пуске во.тю
чильных станов, не должно превыша,ть 75О/о от апч
протянуто
го ~металла.
Практически, во избежание образования внутренних трещин
(надрывов перетяжек) в металле, даже при волочении высоко
пластичной, мало наклепанной стали избегают применения еди
ничных обжатий, превышающих 40О/0 •
Абсолютная величина максимально допустимых единичных
· обжатий уменьшается при увеличении общего обжатия, а также
при
увеличении
противонатяжения
при
волочении
стали.
ФАКТОРЫ,
ВЛИЯЮЩИЕ НА ХОД ПРОЦЕССА
И
НА УСИЛИЕ ВОЛОЧЕНИЯ
Оптимальными единичными l)бжатиями
0°~~им
43
следует счи
тать наибольшие единичные обжатия Оед' при которых получают
ся высокие вязкие свойств.а протянутого металла и минимальная
неоднородность деформации (напряжений) в его поперечном се
чении .
В зависимости OJ' требований, предъявляемых к протянутому
металлу,
оценки
для
определения
величины
оптимального
еди
ничного обжатия могут значительно изменяться.
Классификация
единичных
обжатий.
Единичные
обжатия
м ожно условно классифицировать в зависимости от их величины
примерно по следующей схеме:
Оед:=::: 6 9%
Оед:::::: 10-15%
Оед ~ 16-24%
Оед ~ 25-35%
Оед ~ 36-40%
Оед ~ 41-45%
Оед>45%
Весьма малые
Малые
Средние
Повышенные
Большие
Весьма большие
Сверхбольшие .
Практически применяемые единичные обжатия при волочении
важнейших видав пров'Олоки, прутков и труб прив.одятся во вто
р ой части учебника .
Суммарное
Минимальное
суммарное
(общее)
обжатие
обжатие
О~~~
обусловливается
требованиями к качеству холоднотянутоrо ~металла и качеством
исходного металла,
подвергаемого
волочению. Так, например,
при изготовлении проволоки больших сечений, к качеству поверх
ности которой предъявляются высокие требования (пружинная
пров.олока, проволока для шарикоп'одшипников и т. п . ) при не
удовлетворительной поверхности заготовки
v~':~~
берут тем
-больше, чем ниже качество исходного металла .
ляется также требованиями, предъявленнЬ!lми
О~~~~
к
опреде
механическим
свойствам готовой продукции, свойствами исходного материала
н те хнологией процесса волочения (см. часть вторую).
Максимальное
в ыше
пластичность
суммарное обжатие О ~~~:с тем больше,
м еталла,
качество
подготовки
чем
поверхности
протягиваемого металла, доброкачественнее смазка и волочиль
ный инстру~мент и т. п . Максимальное суммарное обжатие увели
чивается при уменьшении величины единичных обжатий, а так
же
с
уменьшением
поперечного
Предел суммарного
снижением
кости) .
сечения
изделия.
обжатия О rу м характеризуется
вязкости протянутого
мета лла
(появлением
резким
хруп·
ОСНОВЫ
44
ПРОЦЕССА ВОЛОЧЕНИЯ
Достижение макс-имальных суммарных обжатий необходим о
щш: уменьшения числа тер~мических
обработок,
применяемых
при обработке волочением, и для получения высокого предела
прочности стальной проволоки и труб.
Применяемые на пра ктике максимальные сум марные обжатия
при тончайшем волочении достигают 95- 960;0 . Превышение Осум
сверх установленных
практикой пределов для соответствующих
размеров каждого металла и сплава приводит обычно к появле
нию местной хрупкости - резкому падению ~вязких свойств про
тянутой проволоки.
Оптимальное суммарное обжатие О~~~;ш
можно характеризовать 1В большинстве случаев как су~ммарное обжатие осум•
при котором сочетаются высокий предел прочности с высокими .
вязкими свойствами и отсутствием хрупкости.
Следует отметить, что до определенных
пределов
О сум
значений
увеличение суммарного обжатия приводит к уменьшению
неравномерности дефQрмации по сечению mздели~я 1И выравнива
нию 'Механических свойств центральных и поверхностных слоеg
изделия, примерно при
Осу м = 60°/о
Практическая величина
О~~~им
[13].
за1висит от ряда факторов,
в частности, от величины единичных обжатий.
Оптимальным1t
суммарными обжатиями следует считать также обжатия пере
дельной заготовки (подтяжки), которые в сочетании с последую
шей соответствующей термической обработкой обеспечивают не
обходимые структуру и свойства готового изделия (например ,
игольная проволока, проволока для пружин механизмов из спла
вов элинвар, викалой и т. п .. см . часть вторую).
Классификация суммарных обжатий. Суммарные обжатия ус
Jювно классифицируются в зависимости от их величины следую
щим образом:
Калибровка
Малые
Средние
Большие
..
Особо большие
Сверхбольшие
Ступени
Осум
<
20%
= 20-40%
Ос~м = 41-65%
Осум = 66-85%
Осv м
О сум =
Осум
.
деформации
>
(маршрут
86- 95%
95%
волочения)
При одном и том же суммарном обжатии например , прово
локи от диаметра
6 мм до диаметра 3 мм, что составляет Осум =
= 750;0 , ступени деформации, т. е. величина единичных обжатий
и
последовательность
их распределения,
а следовательно,
марш
рут волочения и число про'Гяжек могут быть различными:
при
ое~ = 5% - 27 протяжек; при оед = 10% - 13 протяжек; при
оед = 200/о-6 протяжек; при оед = 350/о-3 протяжки.
ФАК:ТОРЫ,
ВЛИЯЮЩИЕ НА ХОД ПРОЦЕССА
И
НА УСИЛИЕ
ВОJIОЧЕНИЯ
45
На рис. 19 показана схема различных
в.ариантов
ступеней
деформации (маршрутов) при больших суммарных деформациях.
Не касаясь здесь других сторон вопроса, освещаемых в со' от
ветствую щих
разделах данного
курса,
отметим лишь следующие
п оложения:
Oeg
2
г·
А
!f /
) .
А13 А<; А 1А
\
1· \
'[4.
/ 1
1
/ \
/ \5 1 \ 1· 1"cl. 1
1
/
\
Li
-~
\
\ /
\ /
х
х
\/
\/
\ / \
\!
\1
,!
~
~
1
1'
1
х
·l
11
1/
~)f----)(11---+K---'*~-!f--)~r-,'f-lf-<! Х М Х У. ~ ~ Х~
Dсум
·- - -·- - Рис.
19.
Схема
различных
вариантов
построения
маршрутов
волочения:
равные (в О/о) весьма малые единичные обжатия; 2 - равные (в 'io)
большие единичные обжа·гия; З - уменьшающиеся единичные обжатия; 4 средние и уменьшающиеся);
единичные обжатия
J -
комбинированные единичные обжатия (малые,
5 - чередующиеся (большие и малые)
1) суммарное усилие волочения при одном и том же суммар
ном обжатии тем выше, чем меньше единичные обжатия, т. е . чем
больше число ступеней деформации;
2) примененИtе ряда последовательных весьм·а малых единич
ных обжатий (маршрут 1) неблагоприятно отражается на рав
номерности течения металла и однородности деформации п о его
сечению;
3) применение ряда последовательных больших единичных
обжатий (маршрут 2) заметно снижает вязкость и допустимое
сум марное обжатие
металла;
при чередовании сначала больших и затем малых посте
пенно уменьшающихся единичных обжатий (маршрут 3) обеспе
4)
чивается удовлетворительное
качество
изделий,
протянутых
с
fiольшим суммарным обжатием .
Из вариантов, схематически изображенных в виде маршру
тов 3, 4 и 5 (рис. 19), наименее целесообразен маршрут 5 (с че
редующимися большими и малыми обжа_тиями) и наиболее эф-
46
ОСНОВЫ
фективен маршрут
4,
ПР ОЦЕССА
ВОЛОЧЕНИЯ
при котором первое
единичное
обжатие
дается пониженным по величине для того, чтобы обеспечить луч
шее закрепление
слоя
смазки на
протягиваемом
ме11алле;
затем
в зоне высокой
пластичности
металла (до Исvм ;::::::: 75 ._,_ 850; 0 )
следуют средние по величине единичные обжатия,
и, наконец,
когда
металл
становится
ным (при О сум >
850;0),
маЛ'опластичным
и
сильно
напряжен
даются только малые, все уменьшающие
(~Я единичные обжатия.
Сказанное относится преимущественно к технологии волоче
ния высокопрочной и вязкой стальной средне- и выс'Окоуглероди
r.той проволоки, причем оед уменьшается с увеличением содержа
ния углерода . Оптимальные практические маршруты в.олочения
для конкретных видов продукции определяются при учете требо
ваний, предъявляемых
к качеству rоrговых изделий. исходной
заготовК!и и особенностей технологии волочения (качества тер
мической обрабоrгки, подготовки поверхности, волочильН'ого обо
рудования и инструмента и т. п.) и прИlводятся во 2-й части учеб
ника .
Скорость волочения
Влияни е скорости волочения
на
усилие
волочения
Согласно исследованиям В. П. Лукина 1, при применяемых
на практике скоро стях протяжки усилие при волочении стальной
среднеуглеродисrой канатной пров.олоки
скорости волочения (рис. 20) .
падает с увеличением
Наибольшее влияние скорости в'Олочения на снижение уси
лия волочения сказывается
практически
.в
диапазоне сравнительно низких ,
мало применяемых скоростей. Так,
увеличении скорости волочения с
уменьшается на
30-400;0,
6 до 50
например,
пр и
м/мuн усилие волочения
в то время как дальнейшее повыше
ние скорости при волочении той же проволоки с 50 до
уменьшает усилие волочения только на 5-100;0.
400
м/мuн
Исследования, проведенные на заводе «Пролетарский Труд»
и автором в
при волоче
в
1944 г. И. М. Павловым и А. А. Ш евченко {19]
1949 г" также показали небольшое падение усилия
нии низкоуглеродистой стальной проволоки с увеличением
рости волочения до 200скоростях !Волочения (до
400 м/мин. Лишь при
6 м/лшн), применяемых
ных исследованиях, усилие волочения
увеличением скорости протяжки
ско
весьма малых
при лаборатор
несколько
возрастает с
[6].
Зависимость удельного давления волочения К от скорости
в начальной стадии волочения (пуск стана) показана на рис.
1
Бюллетень Главметиза
, 1940, No 1.
v
21;
ФАК:ТОРЫ, ВЛИЯЮЩИЕ НА ХОД ПРОЦЕССА И
изменение
удельного
давления
представлено кривыми
1
и
2
волочения
(рис .
47
НА УСИЛИЕ ВОЛОЧЕНИЯ
в
22) [14].
процессе
волочения
Кривая на рис.
21
по
казывает, что в начальный период волочения удельное давление
волочения тем боv~ьше, чем выше скорость
волочения.
При
155
очень больших скоростях волочения
повышение
а,авления волочения в пусковой
период может достигать 1000/о,
:гогда
как
пр!И
весьма
скоростях волочения
удельное давление
135
волочения
в
'-
ff 5
производство
волочения
нарастания
\
f05
1
могут
иметь
место
при
6
в
венно
начинающемся
мгно
Рис.
лие
20.
ление
ный
Влияние
на
бО.
/ -
скорости
волочения
момент
в
~
Рис.
ного
в
22.
2 -
пропессе
п ри
тяжки;
2
на
уси
рабочего
ко
12°,
.'J -
удель
волочения
волочения:
мало/!
скорости
- при большой
рости
18°
t
Изменение
давления
1 -
L;{J(J
волоки:
ВремР
началь-
волочения
скорости
Углы
нуса
высоко
удельное дав
::,...
8олочени>1 , м/нин
Влияние
волочения.
Скорость 'lJ'
21.
N
200
50
Сkодосто
скоростном волочении.
волочения
-,
79
высоких
бы избежать об:рывов, которые
з
,.,.____
1
85
пусковой период, для того что-
Рис.
N ...._
85
постепе!r -
скорости
·- ·- J
~-· ·
'---""-
~
скоростях
r---
,..._
\\
~~
Из р;ассмотрения кривых 1 ~
и 2 на рис. 22 следует сделать ~
gьшод о целес'ообразности при - ~
менения при все более внедря-
ного
1
·'\.2
1\
(м.м,/мин) ~ 125
процесса.
в
'\.
малых
начальный момент
вол:очения ~
только на 5-6 % больше уд ель- ~
ного давления установившегося ~
емых
1\..
145
удельного
про
ско
протяжки
Формулы для определения усилия волочения с учетом IБЛИЯ
ния скор'Ости см. [14].
48
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
Влияние скорости вол 1 очения
на
температуру
волочения
По мере увеличения скорости волочения в интервале приме-
няемых до последнего времени на
практике скоростей
дается
повышение
проrгягиваемого
чильного
изделия
А
волочении,
обработке
Рис.
23.
при
nературы деформации от скорости
волочения
re
зона
К'оторых
однако. что
же
и
при
должна
ка.к
су
весьма
высоких
тем пература
деформации
в
-
в
канале
оча-
воло
ки - стабилизируется
(рис .
23,
А - В), а при сверхкритических
ско ростях
постепенно
воло
критических с~юростей обработки,
'//'
Схема зависимости тем-
деформации
так
резанием,
ществовать
Скорость волочения
и
инструмента.
Можно полагать
при
наблю
темпера,туры
волочения
темпера.тура
уменьшается.
Влияние скорости в, олочения
прочности
на
запас
при волочении
По данным автора, отношение удельного давления
волоче
ния К к пределу проЧности апч
с увеличением скорости волоче1шя уменьшается (рис. 24), т. е. rЗапас прочности при воJТочении
с повышенным1И скоростями возрастает. Пр1И проrгяжке наклепан
ной стальной низкоуглеродистой
проволоки
падение отношения
_!S.__ проявляется более интенсивно, чем при волочении отожженО"нч
ной проволоки. Исходя из этого, И . М. Павлов и А. А. Шевчен
ко пола,гают возможным, что 1в
некоторых
случаях r:роволока. не
ооддающаяся волочению на малых скоростях,
ваться при повышенных скоростях
будет
протяги·
[19].
Величина скорости волочения
Ан ализ изменения скоростей волочения за истекшие годы по
казывает непрерывный значитель ный рост их как в области про
тяжки проволоки, так и в 'области волочения труб и прутков.
Так, :например , скорости сухого волочения канатной проволоки
на одном из крупнейших сталепроволочных заводов Урала за
последние дв,адцать лет :выросли более чем в четыре раз а 1.
В настоящее время скорости волочения при производстве ря
ца размеров низкоуглер'одистой стальной
900
проволоки доходят до
м/мин при проrгяжке с сухими смазками и до
волочении
1 И.
с жидкими
смазками.
А. Ю х в е ц, Бюллетень ЦИИЧМ,
1945, J'fo 39. ,
1800
м/мин при
ФАКТОРЫ,
ВЛИЯЮЩИЕ
НА ХОД ПРОЦЕССА И НА УСИЛИЕ i3СЛСЧЕНИЯ
49
Скорость волочения во многом зависит от конструкции стана,
технологического
разрешения
вопросов
правильного
регулиро
вания температуры протягиваемого металла и волоки и некото
рых других факторов, возникающих в процессе эксплуатации.
к_о;
G'лt/0
-
:~1
---1
5040
JO
20
10
2;86
3.15
3,27
2.74
2.63
2.49
30
35
42
Диаметр, мм
18,5
7
о
Обжатие/,,
Рис.
24_
Зависимость
к
-%
отношения
сrпq
стальной.
низкоугле
родистой проволоки от скорости волочения при обжатиях
30, 35
Скорости
Абсолютная,
как
правило,
нием
волочения :
1 -
практически
возрастает
содержания
с
160
м/мин.;
в
2 -
27
применяемая
увеличением
углерода
7, 18,5,
и 420/о
стали,
м/мин.
скорость
волочения,
пластичности,
ростом
уменьше
теплопроводности,
уменьшением поперечного сечения протягиваемого металла, улуч
шением подг отовки его поверхности,
повышением качества
смаз
rш и волочильного инструмента, в особенности ~интенсифик ации
охлаждения инструмента волочильных барабанов (шайб), и про
волоки.
Скорости
волочения стальных изделий
и
классификация
их
приводятся ,во второй части.
Приведенные выше экспериментальные данные говорят о це
лесообразности дальнейшего увеличения сК'оростей волочения.
Резервы роста скоростей протяжки стальной проволоки весь
ма велики и возможности интенсификации процесса волочения
при условии, что обеспечен нормальный температурный режим
в очаге деформации, вполне достаточны.
4
И.
А.
Юхвец
ОСНОВЫ
50
ПРОЦЕСС А
В ОЛ О ЧЕНИЯ
Температура волочения
Как отмечалось выше,
ние температуры в
при волочении наблюдается повыше
очаге деформации, которое возникает в ре
зультате сочетания: а) пластической деформации при волочении
и б) трения между поверхностям&11 протягиваемого издели~я и
волочильного
инструмента в зоне их
контакта.
Почти вся механическая энергия, затрачиваемая при волоче
нии, превращается ·в теплоту и л·ишь частично, не более 10°/о ра
боты деформаци~
аккумулируется в
виде потенциальной энергии
про!Гягиваемом
изделии
в
Поэтому при расчетах обычно
[20].
полагают, что вся энергия пластической деформации волочени я
переходит
в
тепловую.
Повышение температуры протягиваемого изделия, обусловли
ваемое деформацией tд, и повышение температуры на поверхно
сти протягиваемого изделия, обусловливаемое трением t.,, мо ж
но определять по формулам, разработанным Е. В. Пальмовы м
и другими исследователями (20].
Расчетным путем может быть также
слоя протягиваемого изделия,
который
определена
толщин а
испытывает влияние
те·
плоты трения При волочении. Толщина этого с л оя ум е ньшается
с
увеличением
скорости
волочения.
Нагрев протягиваемого изделия вследствие трения прекра
щается, как только оно выходит из очага деформации. Аккуму
лирооанная в наружной зоне протянутого и зд елия теп л от а тре
ния передается ·внутренним слоям
нится
температура
Неравномерный
изделия
вызыва ет
противостоят
слоя
по
всему
его. до т ех пор, пока
нагрев поперечного сечения
остаточные
напряжения
протягиваемого
не вырав
сечению.
напря ж ения
сжатия
м енее
протягиваемого
растяжения,
нагретого
которы м
внутреннего
изделия .
Величи н а напряжения растяжения
может быть выражена формулой :
повер х ностного
слоя
cr11
·
(35)
и величина
напряжений
сжатия
вн утреннего
слоя
-
фор м улой:
(36)
где
Е
-
а, ~ tп tc p -
модуль упругости пр'отягиваемого металла, кг/мм2;
К{)эффициент линейного
число Пуассона;
повышение температуры
расширения
на
его;
поверхности проволоки
(при азыходе ее из очага деформации);
повышение температуры в сего п'оперечного
сечения
проволоки после выравнивания Т€мпературы, 0 С.
ФАКТОРЫ,
ВЛИЯЮЩИЕ НА , ХОД ПРОЦЕССА
Величины t п
и
Пример
пряжений
20 ООО кгiАt.м 2 ;
при
помощи
определения
в
сталъной
'1
=
0,3;
НА УСИЛИЕ
можI-Jо определять
tc p
экспериментально,
И
Gt =
путем
специальных
_ остаточных
ВОЛОЧЕНИЯ
51
расчетов или
приборов.
термических
проволоке. Принимаем
1,2. 10-Б .м.м/.мы. град.
для
на-
стали
Е=
Полагаем, что экспериментальное измерение дало следующие результаты
определения lп и lcp.
111 = 1!8°
lcp = 24° .
11
В этом случае:
напряжение
растяжения
поверхностного
20 О ОО
az1 = l-О,З
напряжение
сжатия
cr
проволоки
1,2· 1СГ 5 (IJS-24)=32 кг/ыыz ,
внутреннего
20 ООО
12
слоя
= 1--0,3
слоя
проволоки
1,2 · JСГ 5 · 24 = 8 кг/ымz .
Остаточные напряжения в холод~отянуюй проволоке можно
несколько
у1меньшить,
проведя
последнюю
·проrгяжку
при
пони
женной температуре (уменьшив едиНlичное обжатие в выходной
волоке, интенсифицировав ее охлаждение и т. п.).
Фактическая температура · среднеуглеродистой стальной про
волоки, тянутой из .патентИlрованной заготовки через волоки из
твердых оплавов при скоростях волочения 50-200 м/мuн, после
выхода и з волоки, по
пределах от
рости
50
до
волочения
и
экспериментальным
200°
вида
данным
колеблется в
в зависимости от величины обжатия, ско
смазки.
Температура ~наружного • слоя протягиваемой пронолоки при
многократном волочени:и низкоуглеродистой сталь:ной проволоки
с диа1метра 6,5 мм на 2 мм через ·нолоки . из твердых •сплавов с
сухой ~смазкой из мыль·ного порошка при ·СКОiростях
волочения
до 315 ;>;1, /мин, по экспериментал~ным данным Е. В . Паillьмова •И
М. К. Гурья.нов\Jй, составляла от 260 до 450°.
При
выходной
скорости волочения 480 м/мuн расчетная температура поверхно
сти волоки , соприка•сающейся с ·проволокой, была
равна при
близительно 600°.
Неправильный профиль канала, разрыв пленки · смазюи ч не
удовлетворительн\Jе
охлаждение
нагревы повер х ности сталь. ной
волок
.могут
проволоки,
вызвать
.местные
доходящие даже до
температуры выше критической точки. В этих случаях в резуль
тате
~интенсивного охлаждения
проволоки
при
.выходе
ее
1из
во
локи наблюдаются явления местной поверхностной закалки про
волоки - образование очень твердых и хрупюих мартенситных
уча•стков,
. ных
4*
вызывающих
деформациях.
разрушение
•про.волоки
пр.и
:незначител• -
52
ОСНОВЫ
Л:риведеI-Dные дг.нные
при
ПРОЦЕССА ВОЛОЧЕНЩI
говорят о необходимости
волочен~и.и нормального
температурного
обеспечения
реж;има
1В
оча1ге
де
формации.
В з аключение необходимо отметить, чю температура в зоне
контакта
ттротяг.ива1емою
·изделия
с
волочильным
%Н1струменто1м
значительно влияет на !Величину коэффициента трен1ия, на ·стой
кость .и свой·ства смазки и .качество протянутого металла.
7.
ВОЛОЧЕНИЕ С ПРОТИВОНАТЯЖЕНИЕМ
Обычный способ волочения (см. 1рис.
чения с проти•вонатяжением
Рис.
25.
(рис
25)
1) отличае-гся от воло
rем, ч·ю пр.и втором апо-
Схема волочения с противонатяжением
собе, помимо тянущей оилы Р, прилагаемой к передн ему концу
изделия
в
направлении,
~совпадающем
1С
на1Правлешивм
в1 олоч·е
ния, прилагается еще допол.нrительная еила проти1вонатяжения Р пр•
направление
(см. рис.
которой
противоположно
направлению
~волочения
25).
При обычном ·способе волочен1ия .все деформаци~и., как упру
гие так и остатоЧJные, оообщают.ся
протягивае мому
матер:иалу
непосредственно деформирующим его волочильным 1и~нс~:румен
том. При волочении же с противонатяжением благодаря прило
жению
к
проrrягива1емо1му телу
двух противоположно
1направлеч
ных ра1 стягивающих сил в нем, еще ,цо сопрююсновения со С'I'еН
ками
канала
1Волочильного
~инструмента ,
.возни'кают
формации. При определенном соотношении 1 сил Pnp
жен~ие
протягиваемого
· приближае11ся
пласт·ической
металла
перед
входом
·в
ушругие
де
и Р напря
канал
волоки
к пределу текучести. Поэтому для осуществлен1ия
(остаточной) деформаци~и 1металла в 1канале воло
' ки необходимо приложить лишь сра.внитель·но небольшое допол
нит·ельное давление волочильного ~инструмента.
пр:и 1в0Jючен1ии 1с прот:ивонатяже:нием
испытывает
меньшее
да·вление
Следовательно,
'волочильный
·со стороны
талла, чем пр и обычном опособе !Волочения.
инструмент
nротя·г.иваемо·го
ме
ВОЛОЧЕНИЕ
С
ПРОТИВОНАТЯЖЕНИЕМ
У·меньшенле давления на стенки каiНала
53
волоки
уменьшает
внешнее трение при волочении. При сухом мыльном волочении с
противонатяжением коэффиищент трения
доходит в нек· оторых
случаях до 0,002 вместо 0,06-0,08 при обычном способе ·ВОJЮ
чения.
По данным Е. В . Пальмова, уменьшение удельного давления
ЛJ& на контактной поверхности волоки определяется формулой:
Ла&
rде
cr& -
нашряжение,
а0 -
напряжение
= о0
нор.мальное
(37)
q-;m,
к
стенке
волоки;
противонатяжен:ия;
(/) _ !!.1_ .
, -
do ,
т =~
(/ - коэффициент трения; а -
пстууюл кону-
са ВОЛОК·И).
Так;им образом, уменьшеН1ие уделыного давлен1ия зависит от
велИIЧИJНЫ проrивонатяжения, геометрических фор~м канала воло
ки, коэффищиента rвв:ешнего трения ·и обжатия.
Онижение внешнего трения уменьшает
выделеН1ие
теплоты
при деформации, т. е. снижает нагрев проволоки и волоки при
волоч· ении, обеопечивает большую прочность
пленки смазrои и
меньший :износ нолочиJiьного ~ инструмента. Для повышения · стой
кости волок допускается ·при~мвнен~ие более тонких 1стелок кана
ла, что особен~но .вюкно пр.и 1И1спользова• Н1ии аЛ1мазных .волок.
Суммарное усил:ие волочения при протяжке с проrгивонатяже
нием Ре .возрастает, так как при э-юм способе протяжК!и тягово
му усилию приходится преодолевать не только усилие, необходи
мое для осуще.с11вления плас11ической деформацИIЩ но и 1п:рило
женлое к телу усил:ие противонатяжения
ci:·
Противонатяже·
ние обычно харакгеривуют lНе абсо1Тiютной велич1 иной, а отношеР Р
нием _л_
Ре.
Увеличение усилия ·волочения Ре
натяжением
значителыно
.меньше
при волочении с противо
.величины
пр·отинонатяжен1ия .
Так, например, при протяжке стальной патентированной прово
локи диаметром 1, 77 мм до диаметра 1,58 мм с противонатяже
н.ием
123
кг увеличение уеиm:ия волочения соста 1 в1Ило лишь
52
1кг.
В результате та1юrо .возрастан1ия усилия во1Тiочения увеличивает
ся, :ра_зумеется,
и удельное давление волочеН1ия проволо1ки.
сюда следует [см. формулу
От
(19)] , чю протявонатяже~ние умень
шает коэффициент запаса п:рочно сти 11 - , а тем самым и предел
допустимого обжатия пр. и волочении тем значительнее, чем боmь
ше величина противонатяжени я. Это обстоятельство значитель
но · снюка· ет эффектиняость при~менения про'Dивонатяжения, ибо
для дос11ижения одного и того же суммарного обжатия требует-
ОСНОВЫ
54
ПРОЦЕССА ВОЛОЧЕНИЯ
ся тем большее члсло протяжек (волок), чем больше величина
про11ивонатяжения.
След:овательно,
ПР'именение
ния ·снижает произв-ощпельность волочильного
проти.вонатяже
оборудования и
увеличивает фактический расход .волочильного 'ИН·струмента.
Общий расход энер!iИИ пр·и волоченИ:и с 1прот.ивонатяжением
зависит от
раци·онального
Рис.
26.
тяжения
И·с пользования
Эффективность
при
ее .
применения
многократном
протшзона·
волочении
стальной
патентированной проволоки (С=О,580/о) при протяжке по маршруту 4,0-3,4-2,8-2,4-2 .нм:
-
-
а
работа
волочения;
6 - давление на волоку; в
стойкость волоки; 1 волочение без противонатяжения;
2 - волочение с противонатяжением без использования
его на предыдущем бараб ане; 3 волочение с проти·
nонатяжением
при
использ ован ии
его
на
пр едыдущем
барабане
В современных станах многократного •в олочения противона
тяжение ·создается за 1счет натяга, за ·счет у~силий,
идущих яа
приведен-не ·во вращение ·предыдущего барабана. Бели противо
натяжение -ооздается по:LLв еши1ван ием
груза
к
заднему
ступающей в волоку проволоки 1 или пр.и помощи
концу
[]О
тормоза,
то
ус илие про11инонатяжения .не ~используется, поэтому общий ра·с
ход энергии
увеличива·ется пропорционально
увеличению
ства энергии, расходубмой на протш.вонатяжение
С эффектом
[21]
количе··
(рис.
26).
противонатяжения 1в•олоч1ильщики сталкиваются
в rой или и·ной ·степени 1и в практике обычного нолочения; ·сюда
относятся т0:р1мозящее усилие раз.моточных устрой·ств (фигурок),
влияние
предшес11вующих шкивов станов
ния со СКОЛЬЖеllUИем, . волочение
многократною
волоче
в две •ВОЛОКИ IИ т. д.
Вопрос рациональною лримене.ния
волочения с протинона
тяжени~ем требует еще дополнительных тщательных
ний .
·исследова
СТУПЕНЧАТОЕ
55
ВОЛОЧЕНИЕ
8. СТУПЕНЧАТОЕ ВОЛОЧЕНИЕ
(ВОЛОЧЕНИЕ ЧЕРЕЗ МНОГОСЕКЦИОННУЮ ВОЛОКУ)
В заводской практике ·'И ·июследователь·ских
работах ~и ногда
применяют так .называемое ступенчатое волочение
-
последова
тельное воuючеНJие 1ч:ерез две и более 'волоки (секции) взамен од
ной
по
схеме,
ной на рис.
приведен-
27.
I
Ступенчатое
(]Овышает
волочение
с у:м марное
уси
пие по сравнению с усили
.ем волочения
на одну в'о
тюку при одинаковом
сум
марном
по
обо -
(рис.
28) .
11м
обжатии
варианта1м
Это увеличение тем значи -
тельнее, чем больше сту-
п
2
пеней в' олочения (секuий
волок). Рост усилия воло
чения
при
ступенчатом
.волочении объясняется на
личием
дополнительных
усилий,
необходимых для
преодоления
ных
дополнитель -
деформаций
при
волочении
.ных
секция х
сдвигов
в
·ступенчатом
же
:волочении
меньше,
че м
последовательном
кратном
· ступенчатом
:горого
в
28).
волочении
требуется
волочения
в волоке обычного типа
Р0
-
ступенчатое
проволоки:
(односекционной
волочение
в
волоке
из
секций
усилие
(1 -2-3~4);
волочения прн протю1ще
- !);
четырех
односекционную
Рм
-
усилие
воло<rения
через
волоку;
через
многосекционную
волоку
одно-
волочении
же Еолоках (рис.
при
Схем11
27.
1 1/ -
(волоках).
У~величение усилия при
все
Рис.
отдель
тех
Это можно объяснить возникновением при
проrгивонатя жени я,
дополнительное
усилИ1е,
для
преодоления
меньшее,
однако,
ко
по
.своей абсолютной величине, чем сила приложенн' ого противона
тяжения.
Применение ('.тупенчатого нолочения представляет 11штерес
при протяжке ~некоторых фасонных профилей, так как о~но поз
ноляет
заменять
во.тюки ,с
тр удно
сложного 'профиля !волока.ми -
выполнимым
:({а.налом
с>е!Кци,Яiм·и ( ступеням:и)
в.ес.ьма
с 1ра60-
чим каналом более простой конфигурации. Кроме rого, сту~пенча
тое волочение фаеонtНых профилей :д:олЖJно
облегчать деформа
цию ~изделия, не к:н1ижая
н ого оборудования.
при
этом
произнодительности ·волочи.пь
ОСНОВЫ
56
ПРОЦЕССА ВОЛОЧЕНИЯ
i10
а
Рис .
28.
в
6
3
2
Зависимость
усилия
волочения
от
способа
волочения:
а протяжка
через
волоки
(ступени)
за
одну
один
волоки
1 -
смазка
(100/о),
вода
ло
(100/о) ,
-
wыльная
(90'/о) ;
масло
З
-
волоку;
проход :
за
два
эмульсия;
смазка
веретенr<ое
-
б
в
протяжка
протнжка
-
-
через
через
две
две
пр охода;
2-
смазка
осерненное
(900/о);
4 -
-
эмульгатор
растительное
смазка
-
мас
мыльный
порошок
9.
МНОГОКРАТНОЕ ВОЛОЧЕНИЕ
Многократное волочение без скольжения
Особенность многократного •волочения без с~юльжЕш1ия ' (иног
да 1Называ~емого жестк:им волочением)
заключае11ся в том, что
протягиваемая проволока наматывается на тянущий ее барабан
так же, как при однократном
волочени.и1,
а
не
скользит по нему,
как 1П.ри многок:ратном волочеНIИИI оо •с1кольжением. Барабаны
ста.нов мrногократного волочооия без ·скольжения, за ~и1сключением
выход:ного барабана, iИ1грают двойную роль : а) .собс11венно воло
ч•и~ьного ·барабана и б)
свО'бо~но •снимается
пр1испособл~ния, с которого проволок а
(·специальным У·С'!'ройетвом) •И под:водигся к
волоке следующе:го волочильного барабана.
На ри1с. 29 •иво6ражена схема процесса м11югокра11Ного вола~
чения без скольжения, где d 0 д1иаметр исходной пров.о.локи;
диа.метр ~проволоки после первой протяжюи, ра.вный диа
метру первой волоки; d" - диаметр выходной проволоки; v1 ,
v2" . - окружная скорость первого, второю и т. д. барабаноn
(ра1вная скорости •волочения), м/сек; и к ок,ружная скорость
выходного барабана; и 1 , и 2 ••• С"Корость съема проволокш с
первого, второго и т. д. барабанов, мJсек; п 1 , п 2 ". 11" ~номера
барабанов.
Барабаны станов .мноrократного нолочения без скольжения
могут р·аботать 1неза•нисимо друг orr друга. Однако окружные ско
d1
роош оrг~ельных барабанон
при
ооответствующих
обжа-пиях
должны быть 1ра1ссч~итаны так, чтобы 1На предыдущем барабан~е
пос'ЮЯIННО имелся запа•с проволоки, :несколько превышающий .ко~
личество проволоки, которое может протянуть последующий ба -
57
МНОГОКРАТНОЕ ВОЛОЧЕНИЕ
рабан, т. е. отношенИ'е скоро'стей двух смежных барабанов 1и об
жа1iий проволоки на ни·х должно отвечать следующему уравнеН'ИЮ:
(38)
где F х ;
F х+ 1 -
площади поперечного сечения проволоки после
предыдущей :и. последующей протяжек.
Рис.
Заrменив
в
29.
Схема
F
__
.,._
Рх+1
многократного
волочения
без
скольжения
на 11-х, коэффициент вытяжки можно
написать
виде
(39)
11х > i х '
•
Их+!
где Zx = - Их
-
передаточное числ о
(1юэффициент ускорения) .
Такой процесс может бьпь .наз.ван п :р о ц е с ·с ом 1В о· л о ч е
н и я с н а к оп лен 1и· е ·м з а п а ·С а. Однако во ивбежа:ние чрез
мерного на1юплен:ия проволоки этот запас должен
быть
очень
небольшим .
Идеальным процеосюм многократного во\llочения без сrкольже
н·ия
является лроц:есс,
пр.и
котором
!!- =
х
i '
.х
(40)
т. е. пр о ц е ·С ·С ;в о л о ч е н :и я, 1и д у щи й без увел и ч е ни я
ил ;и
у м е н ь ш е н и я
з а п а с а.
В заводской практике идеальный процесс волочения вследст
вие износа волок неосуществим в течение сколько-нибудь дли
тельного
периода
:времени.
ОСНОВЫ
ПРОЦЕССА
ВОЛОЧЕНИЯ
В о л о ч е н и е ·с а а ,выше .н ~н ы м
х арактеризуе1мым
р а сходом
з а п а с а,
·
отношением
[Lx
<
(41)
ix '
·нежелательно, так как оно влечет за собой 1изра,сходование за
.па,са и последующий обрыв проволоки ·из-за отставания подачи
ее к воvюке. Та·кой процеос может протекать л;ишь временно при
периодических остановках соотве11сттвующего пр.немного бараба
·На для накопления запаса .на подающем 6ара6а!Не.
Нормалыrым ·следу€'!' считать процесс, при 'Котором
1,05 i .
[L =
х
Отношение
(42)
х
_1!_ = Е
v
:называют
к о э ф фи ц и е нто м
с к о р о с ти
съ ем а
•И скорость съема проволоки с данного барабана;
v-
скорость волочения, т. е. скорость
(здесь
подачи проволоки на дан
ный 6а;рабан).
НормалЬ1Ным следует считать процесс, при котором Е
1.
Скорость съема ·и :проволоки можно ~выразить через скорость
вращения ба:рабана v и 'Коэффици·ент вытяжки µ:
<
и]
_
V2
•
---,
fLz
Иz=
Vз
-.f'-з
:и в общем виде для любого бар абана:
Их
1
=Vx+ 1 • - -f'-x
+
(43)
1
Следует подчеркнуть, что i передаточное чи•сло, характе
ризующее коэффиц~и~ент ус:rюрения, является постояннои ~ве
личиной для данного стана при данном 1пр·оцессе волочения, в
то время как µ величина пер еме нная, связ анная с фактической геометр,ической формой канала волок:и в ~каждый данный
момент времени и зависящая от износа волок и от упругой де
:формации проволокш.
Поэтому следует разЛ'ичать номиналь:ное !tн 0 ,.. " 11 и фактиче.ское
' !-'• факт ·
fLФакт
за.в,и{~Ит: а) от ,вел:ичи~ны допускаемых отклоне1ний по
диаметру волок
Лх и б) от разницы в срабатываемости двух
F
.
соседних волок Zx . Вместо 1ix = -F2 - можно брать 011ноwение
±
· 11х
=
d~
-- ,
dx+t
х+ !
то1гда
МНОГОКРАТНОЕ
ВОЛОЧ ЕНИЕ
59
+ (t1x - Zx ))2
(dx + 1 + Лх + 1 )
[dx
~·
==
(44)
2
откуда
(45)
где
числа оборотов соответствующ~го барабана.
nx; nx+ 1 -
1\'\ноrократное волочение со скольж:ением
Схема
процесса
многокра т ного волоч е н ия
приведена на рис. 30, где
метры промежуточных тяговых
скольжением
••••
ПР,иемна я ка туш ка
См оточн(lJI катушха
ii к-•
d1
'di
d,
со
Dx; Dx+t ;.... Dн- 1 - диа
шкивов; D" - диаметр приемного
D 1; D 2 ;
d,
1
D,
Рис.
30.
D,
Схема многократного волочения со скольжением
шкива, катушки, барабана;
скорости
промежуточных
vf;
VZ1···
и~; и~+ 1 ; •••• и~_ 1 -
тяговых
шки.вов;
и~
окружные
скорость
-
приемного шки.ва ба;рабана;d1; d 2 ;""dx; dх+1;".d1,-1-диаметры
проволоки
после
протяжки
ее
через
соответствующие
промежу
точные волоки Ь1 , Ь 2 ". Ьх; Ьх+1 ;". Ьн-1; dк- диаметр выхо:дной про
волоки; и7, и~ .. "
и~, v~+ 1 ""v~_ 1 -
скорости движения проволоки
после соответствующих промежуточных волок Ь 1 , Ь 2 и т. д.; и~
скорость движения
локи
на
приемном
проволоки
после
последней
(выходной)
во
шкиве.
Скорость дв· ижения проволоки
со скольжением зави·сит лишь
при многократном 1волочени1и
от скорости протяжки
ее ч~рез
ходную волоку и диаметра проволоки в данной волоке.
вы
60
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕН ИЯ
Ск·орость дrвИжен1!я проволоки ип определяют,
:исходя
tИЗ
равенства объемов металла,
проходящего ·в едJиницу
времени
qерез каждую
где
:волоку :
F 1 и~ = F 2 и~ = . . . . F х и~ . . . . F" и~ ,
F 2 ."Fx .. "F"_1-площади поперечного сечения
F 1,
ки
по<::Ле
протяжки
ее
в
(46)
проволо ·
соответствую
щих промежуточных вол'оках:
площадь сечения выходной проволоки.
F" Коэффициент
вытяжки µ проволоКJГ
определяекя
~из
ipa-
венств :
р.
1
F
f'-x+ 1 =
где
F0
= -
Fo
F
1
х
· · · · !-'-н-1
(47)
=
площадь поmеречного сечения !Исходной проволоки.
-
Окружная скоР'ость шки1Ва
тт.
Dn
60
где п
-
число оборотов данного шкива в 1Ми1нуту.
Соответственно
vi'1=
'
...
ш
.Vн
7t
Dнnн
(48)
= ----
60
Отношение окружных скоростей двух ооседних
маршруту
шки.вов по
волочения:
•
• • •
"lx + 1
v~-1
(49)
Во время процесса многократного волочения со скольжением
протягиваемую проволоку оборачивают вокруг рабочих шкивов
один
И\J!И
несколыю
рав
в
за~висимос11и
оrг
д иаметра;
лровоЛО!(И ,
конструкции стана и друлих факторов 1ВолочЕшия. При1 этом уеи
лие волочен1ия пре·одолевае'Гся каждым тяговым шкивом благо
даря действию ~сил трения, возникающих между ооприкасающи
М'И'ся поверхностя~ми 'Шкива и прово17Jоки, обхватывающей его в
процессе волочения (см. Lниже).
С корость движения (ноvючения) про1воl7Iоки ~на ;пр1иемном Ш'Ш
ве (катушке, барабане) всегда сов1пада ет с окружной с rюР'остью
данного
шкива :
и~= и~.
(50)
МНОГОКРАТНОЕ
ВОЛОЧЕНИЕ
61
На всех промежуточных тяговых ш~ивах возможны ,следую
щие три вариа,1па зависимостей между скоростью волачен~ия про
'волоrш v 11
и окружной ск оростью шки,ва vш .
1. Проволока движется по шкиву, отста1вая от вращен1ия его
(скольжение):
ип
е = - < 1.
и
Проволока движется по шкиву,
2.
(51)
ш
опережая
его
(опереже
ние):
(52)
3. Прово лока и шкив движутся с одинаковой ско:ростью (без
. скольже ния
и опереж ени я) :
vп
vш= 1.
s=
Отношение € называют
к о э ф ф ·и ц и е нто м
с к о л ь ж е
н .и я ( опереж ен ия).
Нормаль:ным 'следует считать п роцеос волочен~ия по первому
вари·анту,
волоки
неrму;
и
при
О'I'Сюда
лочение
котором
пров ол ока,
со
:и
шкив
~провертывается в1нутр1и 1В1итков
отставая
назва1Ние
от вращения
самого
процесса
шкива,
-
про
скользит
по
в 1 0-
многокра11Ное
с коль жени ем.
Сколько-нибудь длительное волочение по вто р 1 ому 1варианту
с
опережением
шк,ива
-
д Е1ижен1ия
пров ол о ки
по о~нош ени ю
к
В!ращению
невозмоЖ'Но -из -.за тормо з ящего дейст.вия шкива, вызы
вающего обрыв .проволоки.
Третий вариант (ваnочение без скол ьжения и, опережения
« идеал ьный » процесс)
-
неосуществ .mм
практи:чески
-
сколько
нибудь дл:ительно вследств1ие нера·вномерн ого 1из,носа воlТ!'<Ж.
Изно·с по след;ней .волоrш вызывает обр ывы пронолою1· 1п о все
му маршр уту волочения. Из. нос про межуточны х :волок обуслов
ливает ;нарушение
ния
на
«идеального»
последующих
процесса
,и
появление ·скольже
шки,вах.
Величина скольжения . Маршрут ск ольж ени: я
Обычно · Считается [22], чт 1 0 пр>и нормальном процессе ~волоче
ния · на .всех тяговых шкивах, кроме
последнего
(пр1и емного),
должно получаться одинаковое небольшое оюльжен~ие (3-6{)/о,).
Однако на ряд:е заводов это положение не подтвер ждается прак
тикой · волочения стальной !Проволоки разнообра3ных 1 марок (см .
табл. 7).
Необходи мо отметить . ч-го до сих ПОJР принято
определять
лишь
отно сительное
скольжение
Cr.'от н =
в
виде 1 соот1ношекия:
. 100, %.
{54)
ОСНОВЫ
62
ПРОЦЕССА ВОЛОЧЕНИЯ
Между тем, очевидно,
физический смысл имеет лишь
абсо-
лютная :велич·ина сколъ5кения С"абс :
с
"абс = V
ш
-
V
п
(55}
Так, например, прИI налич.ии одной и той же относительной
величины скольжения между проволокой и шкивом равной lOO/~·
и окружной скорости vш= 50 м/мuн абсолютная величина сколь
жения СкаGс = 5 м/мин, а _при окружной скорости шки·ва vш
=
= 500 м/мuн
абсолютная величина сколъженияСкабс =
50 м./мuн"
что, разумеется, должно 's:онсем по иному ·сказываться на стой
кости
шки.вов,
На р'ИС.
качестве
поверхности
проволоки
пр;иведены фактические
31
скольжения (м/мuн)
л т.
'величины
д.
абсолютного
c"afic и относительного скольжения скотн' %.
при волочении стальной проволоки по замерам, проведенным под
руководством
автора
'На
неко1'орых
заводах.
Из этих да.иных •следует, что в·еличины С"о·rн неравномерны и.
при ·многих проходах (обжатиях) .значительно превосходят ве
лич1ины, рекомендованные рядом авторов [5], [22].
Последовательность изменения величины скольжения м ежду·
соответствующей
проволокой и шкивом
может быть
названа.
маршрутом ·скольжения (по аналогии с терми.ном 1ма1ршрут ·во
лочения).
Различные варианты ~маршрутов скольжения
приведены на .
рис.
32.
По даННЫIМ заводской практики ·волочения черных ·и цветных.
металлов, на·и~более рациональным является маршрут скольжения
по крив.ой 1 с постепенным уменъш~шием скольжения по ·м арш
руту волоче:ния. Менее .рашrоналЬ!но волочение по кривой
одинаковым
·скольжением
на 1нсех пром:ежуточных
с
2 -
тяговых
шки
вах. Волочение по кривой 4 с опережением на всех шкивах не-·
возможно вообще из-за обрывов проволоки.
Кривая
скольжения
характеР'изует ~идеальный процесс
3
и
опережения,
.практически
в
волочения
течение
без
длительного .
вр еме ни неосущест.виrмый.
О п р е д е л е н и е у ·С и л и я ·в о л о ч е н ·И я п .р о в о л о к и
п ·Р и
м н о
r
о к р а т н о м :в о л о ч е н и и
с о
с к о л ъ ж е н и е м
Согласно теории гибк·ой ленты, ~натяжение набегающего кон
ца Р (в данном случае - усилt1е волочен·ия, рис. 33) опр·еделя
ется формулой:
(56),
где
Q-
f-
натяжение в сбегающем конце (в данном случае проти-
вонатяжение, возникающее перед ·волокой);
коэффициент трения;
i'
1
/.
il
1
! i 1 1 1
н-1---l-
--,-,
-г->--~- - ,
-
'·
'
"'
- _
Рис .
1
1
"""' "' .......... 2
i
1\-\
"'1'"'
1
~
~
о
1
!>--.._.:::,
f"
~+
\
\
\1
g 10
з
4 5 б 7 8
Номера шkи8о8
2
1
1
;
....
..... ...., ~L--
1
31. Фактические :v1аршруты скольжения
при
многократном
волочении
стальной
пр ово
локи:
скольжение C 1'aG~; 2 -
1 -
скольжение
Снотн
.
~- -30 ,--~,-~--.----·,-q.)
1
~-25 L~--..J__-L_--J--+---+--+---1--t---Г----J
'<)
..... ,
~- 20
~
" ' ,. . _
'r--.._f
<.:.- f5
~
~
'-.. ')-..' 1
'i,-fO
~
~
~
"'-......
-5
~о
~
+S
2
-
-
-
-
-
-
/,;. -
-
-
-
~
-
~
L
............
~ -~~.........-
-
-
__ ,__,__d ___ ~ - г------- -~
- - - - - - l[_ - - . - - -r- - - - - - - _j
1
2
I -1
Х сТ:+1
номера
Рис .
-
---
32.
K-Z
К-1 К
шкu!Зо!З
Схе ма маршрутов скольжения при многократ
ном
волочении
со
скольж ением
ОСНОВЫ
а
-
ПРОЦЕССА
ВОЛОЧЕНИЯ
уrол охвата цилиндр.ической поверхности 'Гибкой лбн
той ,в радианах (в данном случае
(57)
rx=2nm,
~де т - число ви~ков проволоки,
обвивающих тяговый шкив);
е - основ111ние натуральных логарифмов.
-а
Рис.
33.
Схема
усилий,
действующих
волочении
со
при
многократном
скольжением
В момент полного ,сцеплен:ия гибкой ленты с цилиндрической
поверхн,остью шки1ва (в данном случае при 'ИдеалЬIНОIМ процессе
многократною
,волочения
ею
скольжением,
т.
е.
при
отсутствИJИ
сколыкения)
Р0 ,
P-Q =
где Р 0 -
(58)
окружное усилие.
К:ак ·следует из фQр,мулы
(56),
увеличение числа витков про
tзолоки, обвивающих тяговый шкив, снижает величи:ну
про
Q -
тивонатяжение проволоки перед волокой. В то же время ухуд·
шается
скольжение
п роволоки
по
шкиву
ность налипа~ния проволоки на шки1в.
увеличен,ия
проволоки
чи~сла .виrгкав резче
и
увеличивается
Отр ицательное
всего сказывает.ся
при
опас
влия1ние
волочении
тонких 'размеров.
Оптимальное количество витков проволоки, обвивающих тяго
вые
шки,вы,
устанавли1вается на
мера и свойств проволо~и.
и т.
пра'ктике ,
конструкции
в .зависимос11и
волоч~ильного
от
раз
·стана
n.
Для 11щрмальной работы при волочении наиrгончайшей сталь
ной проволо1КJи на станах многократного волочения со скольжени
ем обычно применяют охват ша й бы
полуюра-дву,мя
в1итка1ми
проволоки, при воJiочении провол оки
,. больших диаметров число
в итков
увелич·и1вают.
У1величение диа·меtра шкинов благоприятно
уменьшении ,их и.зноса
(.истирании)
·Сказывае-гся на
и, кроме того, способствует
у меньшению дополнитель·ных напряжений, обусл овл иваемых 1из
rибом протягиваеМ'ОЙ проволоки вокруг шайб .
МНОГОКРАТНОЕ ВОЛОЧЕНИЕ
65
В л ' И я 1Н и е 'И з н о с а ·в о л о 'К
на
проце .с ,с
многократного
с о
волочения
с к ·о л ь ж е н 1 и е ,м
При расчете нормального rмаршрута волочения по · схеме, при1Веденной на рис . 28, ~исходят • из постоянст1ва объема ·металла,
протягиваемою .в еди·н·ицу времени через каждую волоку. В дан
ном случае через волоки Ьх-1; Ьх; rx+1 с соответствующими д.иа
метрамиdх-1 ;dх,dх+1протягивает·ся один и· тот же объем rметалла.
Однако практическ~и
волоК'И
изнашиваются
нера1вномерно.
Раоомотр· И~м влияние износа последующей
( Ьх+1) и предшест
вующей ( Ьх-1) волок на процесс rм.ногократно.го · волочения ·оо
<еколыкением.
При износе последую щей волоки Ьх+1 диаметр (площадь по
перечною сечения) проволоки, протя·ги1ваемой через данную во
.лоху ( Dx+1 ) , становится ·большим, а следовательно, пр1и той же
скорости . волочения объем м~еталла,
:времени
через
данную
Предполагая,
'волоку,
что
протягиваемого в единицу
соотве-гственно
дна.метр
1 ВОЛОI{!И
Dx
у,величивает·ся.
не ИЗ'МеI,I1 ился,
мь~
должны считать объем проволок· и, протягИ1ваемой через эту воло
ку, также .постоянным : и пр1 ито1м м~еньшим, чем объем проволоК't1,
~проходя щей через волоку Ьх+ 1,
после ее износа.
В и-гаге количество меrгалла, подаваемого шкиrвом Шх к во
.лаке Dx +1 со шкива Шх-1 ('в.олоки
llx-1),
недостаточно. ЧТ· О
вы
11
зывает обрыв проволоки .
При износе предшествующей волоки Dx- 1 объем
проволок •~',
проrгяги. ваемой через волоку Dx- 1, ~возрастает, в то
время·
как
объем проволо ки, пропускаемой через . волоку Dx , остается без
изменений , вследствие чего ,на шкиве Ш х-1 накапл1ивается запас
;проволоки.
В результате ~ натяжение витков
ослабляется,
вытягшвание
проволоки шкиво м Шх-1 прио•станавливается. Шкив Шх-1скользит
по проволоке до тех пор, пока шкив Шх не выберет накоп· ивший
~ея излишек и вновь не создаст необходимого натяжения.
М е т о д и к а о п р ед е л е н и я •в е л и ч и н ы с к о л ь ж е н ·и я
Величину скорости волочения проволоки в выходной 1 волоТ<е
v~
(на приемном барабане) определяют по счетчику за вшюд
ной ,воJюкой, пр·и помощи тахомет.ра, 1ил1и по весу проволоки, - прр
тянутой в един1ицу времени·, пер е~считываемому на ее длшну.
СкОiрость движения провоUiоки на промежуточных
(тяговых)
шайбах определяют, исхо,ця из положения, принятого в формуле
п
V1 =
v~ dн
п
Диаметры проволокй
н ого
5
замера
И. А.
Юхвец
проволок~и
v~ dк
Vx = - - - d,~
d1
d 1 ."dx
по
·(59)
и т . д. определяются путе м точ
сооrгrвет.ствующим
.волокам.
ОСНОВЫ ПРОЦЕССА ВОЛОЧЕНИЯ
66
Окружную скорость тяговых шкивов vш определяют при по
мощи счетчика оборотов и за.мера диаметров шкивов и после
дующе~го ~пересчета 1На vш
ственно
укавывающего
или при помощи тахометра, непос:ред
величину ,скорос'Ги
шкива
..
Велич,ина скольжеН!ия определяется путем соот,ветствуюЩего
подсчета по формулам. Форма и пример итоговых записей при
определении вел.и1чин скольжения приведены в табл.
7.
Таблица ·.
i
Волочение стальной среднеуг леродистоii проволтш на стане многократного
волочения со скольжением с диаметра 0,8 на диаметр 0,4 мм
Ступени волочения
Режим волочения
1
11
Диаметр шкива, мм
Число оборотов шкива в минуту
Окружная
Передаточное
чис.~о
VII
VI
1
1
1
72
620
85
620
102
620
115
620
155
620
180
620
140
165
191
224
302
350
200
625
1,205 1, 18 1, 155 1, 175 1,345 1,16
4
1
2
3
5
6
0,71 0,65 0,60 0,55 0,49 0,44
21
16
15
16
20
19
скоростей шкивов
%
= -11-о
Скорость проволоки Vпр•
Vпр
Отношение -Ш
v
392
окружных
Номер волоки
Диаметр волоки, мм
Обжатие о,
µ
1
скорость шкива vш,
М/МUН,
Вытяжка
v
IV
111
1
1
м/мин
100, %
Скольжение, %
Скольжение, м/ мин
1, 12
7
0,39
21
1,265 1, 19 1, 175 1,19
1,26
1,235 1,265
114
142
167
199
250
310
392
80,5
86
87,5
88,7
83
89
100
-19,5 -14 --1 2,5 - 11,3 -17 -11
-26
-23 -24 -25
-521 -40
о
()!
Преимущест 1ва и недостатки
процесса
со
скольжением
Основное преимущест.во данJНого
цростота
волочен 1ия
многократ 1ного
его осущест1Вления:
процеоса
-
станы м1ногократного
сравнительн а511
волочения со
скольжением требуют значительно меньших габари11ов, чем а'на
лоrичные станы многократною волочения без скольжения, конст
рукт11вно менее ·сло1жны и значительно проще 'И удобнее при за ~
правке проволоки. Многократное волочение со скольжением ус
пешно протекает 1В жидкой смазке, 1в которую обычно по·гружают
ШR!Ивы
и проволоку,
а также
воJюки, т.
е. 1в
условиях
.весьма
энергич1Ного отвода тепла, что обеспечивает возможность приме
нения весьма высоких скоростей волочения.
МНОГОКРАТНОЕ
К недостаткам процеоса
67
ВОЛОЧЕНИЕ
многократного волочения со сколь
жением оrгносят~ся :
1) дополнлтельное трение при скольжении проволоки по
ШК'Ивам;
· : · i 11
2) ~износ (проlРезание) рабочей поверхнос11и ШК1ИВа скользя
щей по нему ~проволокой тем больше, чем больше удельное дав
ление проволоки на поверхность шкива;
3) некоторое ухудшение качества по1верхнос11и проволоки при
скольжении ее по поверхности шкива, особенно в !Местах проре
зов
последнего.
Кроме того, недостатком многократного ~волочения со сколь
жением является также значительно большая зависимость ве
л1ичин обжат.ин в отдельных волоках от передаточного числа и
окружных скоростей шкивов (кинематики стана) , чем при млото
кратном ,волочении без скольжения.
В заключение следует отметить, ч·ю на заводах успешно пре
одолевают
тяжки
со
.недостатки,
·связанные
скольжением, . и
скольжением
все шире
станы
с
прл.менением
!Многократного
применяю11ся
для
процесса
про
сrюлочения
со
;высокоскоростного
во
лочения 11онкой стальной проволоки.
Ступени волочелия при многократном
волочении
со скольжением
На·иболее распространена ко· нструкция с равномерными еди
ничными обжатиями проволоки при црименении ступенчатых ба
рабано.в с постоянным сооТ'Ношением окружных скоростей · сосед
них ·ступе ней шкивов.
Для волочения 1Малопластичных металлов ·и оплаsов целесо
образно применять маршрут
едиrничных
обжа11ий,
постепенно
уменьшающихся при увеличении суммарного обжатия (наклепа)
проволоки . Это достигается применением ступенчатых шкивов с
уменьшающимися передаточными числаМ'и окружных скоростей
соседних · ступеней (шкиrвов) .
Большое пракгическое значение 1 имеет отношеНtие окружной
скорости приемного шкива (катушки) V::1 к окружной скорости
предш е ств у ющего
ем у
·последнего
lн
При
=
шкива:
v;~- 1
констр у ировании станов
скольжением рекомендуется
тягового
многократного
применять отношение
ше, ч ем от ношени е скоростей тяговых шкявов .
5*
волочения со
мень-
cs
ОСНОВЫ
ПРОЦЕССА
Ра· счеты маршрутов волочения
вноrвь
проектируемых станов
ВОЛОЧЕНИЯ
для
действующих, а также
мжJгократного
волоче·ния·
со
сколь
жением и без скольж1жия прИ1водят•ся во второй части• учебника .
10.
ВОЛОЧЕНИЕ ФАСОННЫХ ПРОФИЛЕЙ
Принципы калибровки фасонных профилей по А. Я. Хейну 1
При построении калибров отдельных л~ереход! НЫХ •и чистовых
профилей волочильного инструмента следует исходить из необхо
димости:
а) получить . в готовом профиле · все боковые гра'Ни обжатыми;
б) получить возможно более равномерное обжатие отдельных
участков
в)
сечения;
~ избегать слишком ран1Него вда1вливания отдельных высту
пав !Протягиваемого материала 1В ·волочильный инструмент.
При этом надлежит руководствоваться следующими принци
пами.
1.
Поперечные размеры материала, как правило, при вол оче
н·ии 1не увеличиваю'Гся даже в том случае,
если
как·ие-нибудь
уча.стки материала подверглись чрезмерно сильному обжа'ГИЮ.
2. Готовый профиль должен по крайней :мере ·вписывать·ся в
проф~ль заго'Говки. Например, из з·аготовки юруглою профиля
нельзя волочен• ием получ• ить еллип с,
большая
ось которого а
превышала бы диаметр
круга ваготовки
чае,
когда
·намного
(рис.
d, даже 1В том сл1у
площадь
меньше
эллипса
будет
площади
·круга
34).
Если какие -н ибудь участки ра nочей поверхности
канала
во.тrоки
3.
врезаются
в
пруток
раньше
других,
то необжимаемая часть профиля уд-
линяется,
так
удлин~иться
как
она
вынуждена
соответственно
удлине·
нию обжимаемых участков. ПрИI во
лочении · шестигранного
профиля
круглого гранИI волоки касаются
Рис. 34. Неправильная ка
либровка эллипсоидального
· профиля из круглой заготовки
и3
ма
тери1ала раньше, чем ребра, поэтому
материал
в
углах удлиняется
и
вме
сто острых получаются «заваленные»
углы.
4.
Для
п' олучения
,'Хорошо
вы
полненного профиля необходимо, чтобы поперечный размер Про
тя гиваемого материала до волочения был больше размеров гото1
Бюллетень Главметиза,
1940, No 4-5.
(.9
ВОЛОЧЕНИЕ ФАСОННЫХ ПРОФИЛЕУJ
ного протянутого изделия не менее. чем на величину возможной
,j
На рис . 35 показано определение размеров трапецоидальной
вытяжки.
заготовки для трапецоидального профиля
abcd
(рис.
35, !) .
Учи
тывая, что нижняя грань аЬ будет калиброваться при любых ус-
а
l \
1
л
Рис .
I -
35.
Схема
заданный
калибровки
профиль; II и III
JV - пр а вильный
трапецоидальноrо
-
профиля:
неправиль!-!ЫЙ выб·JР заготовки;
выбор заготоокн
~
ловиях, необходимо при выборе размеров загоrговки обеспечить
однов:ременное обжатие граней Ьс; cd и da. На р·и1 с , 35, II, III по·
казаны примеры неправилын.ого выбора -разiМе~ров заrоговюи. В
первом случае (ряс. 35, II), 1не смо'Гря на то, что ПР'едваритель
ный профиJrь толще ·готового, верхняя грань cd .не формируется
вследс'Гвие
того,
что
приходится
снИ1мать
слишком
·много
мате
риала с боковых сторон . Во втором случае
(35, III) не калиб
руются боковые сwроны · В • следствие того, что ·~:rредвар· ительный
профиль слиш1юм полон , а сторона c'd' меньше cd. Построение
по схеме, данной на
Р'ИС. 35, IV. обеспечивает обжатие в·сех
сwрон.
5.
При фасонном
волочении наряду с нормальными напря
жениямл чрезвычайно ответствеш1ую роль играют скалывающие
на1пряжения
ся
в-следствие
неодинаково.
того,
Различная
что
волокна
«етремя'ОСЯ»
уд,линить
степень · Напряженного состояния .в
поперечных сечен·иях будет тем
больше,
чем
·больше раз;ница
между обжатия'М и отдельных полосок, на коrго1 рые профиль мо
жет быть разбит. С этой 'ГОЧКИ зрения не вызывают :никаких опа
сений, например, такие калибровки, как круг - эллипс, эллипс эллипс,
угольник
прямоугольник
-
-
треугольник,
прямоугольник,
ромб
-
круг
-
полукруг,
тре
ромб .
Каждую И!З э11их стераций следует ра. сс1матр•ива.ть как одно
в1ременно протекающие две 01перации с равномер1НЫМ'И обжа'РИЯ-
70
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
ми. НапрiИмер, волочение эллипс
эллипс можно рассматривать
-
как последовательные калибровки
щие·СЯ
в одном ;И том
же
канале
(рис.
36, 1
и
совершаю
2),
в перпендикуля:рных
напра·вле-
ниях.
При
6.
волочении
сложных
профилей необходимо, чтобы заго<.>
товкой служил подобный же про
филь. Для во·лочения
та,врового
профиля без бокового обжатия не9бходимо
значительно
поднять
t:тенку в предварительном профи
ле (рис.
быть
Рис.
36.
37, !) ,
соблюдено
так как
должно
условие
Схема калибровки эллип
соидального профиля из эллипсо
идальной
заготовки
Но такая калибровка при не
которых
соотношениях
размеров
может привести к тому, чrо верхняя грань полки не будет обжи"
маться. Поэтому правильнее совсем не давать припуска по вы::::о-
Рис.
1 -
37.
неправильный
Схема калибровки таврового профиля:
выбор
эаrотовкн;
Il -
правильный
те стенки, а добиться равенства
обжатий
(рис. 37, ll) с таким расчетом, чтобы
ABCD
EFGH
abcd
ef gh
выбор
заrотовкн
утолщением стенка
7. При волоче1Нии1 из простого профиля фа•сонного нельзя до
биться «естественного» рав1ен{;тва обжатий. При проектирован:и1и
предварительноrо профиля необходимо, однако,
стреМ'итыся к
ВОЛОЧЕНИЕ
ФАСОННЫХ ПРОФИЛЕ!'I
71
iВЫПОJr.нению этого условия. Разницу в обжатии отдельных подо
с ок
по
высоте
,можно
отча·сти
обжатием по ширине. На р 1 и1с.
ды
от
пря~моугольН1ика
сечению, постrроенные
к
по
к·омпенсировать
38
неравномерным
пока"ЗаlНы постепенные пере:!(о-
двутавровому
изложенному
принципу.
Ввиду чрезвычайно неравномерного
8.
распределения
напряжений в деформиро
ванном объеме в толстых сечениях всегда
могут
щим
оказаться
влиянием
волокна
с
преобладаю
растягивающих
напряже
ний. Для того чтобы эти волокна дефор
мировались без дефектов, необходимо, что
бы материал обладал достаточным удли
нением . Поэтому при волочении толстого
фасонного материала
каждого
пропуска
приходится
устранять
п'осле
неравномер-
tюсть напряжений путем соответствующей
Рис.
термичесК'Ой обработки.
38. Схема
ровки
l(алибровка фасонных профилей по
калиб-
двутаврового
профиля
В. В. Звереву
Для изготовления 1нолочением заданного фасонного профшля
(рис. 39,а) вначале строят маршрут волочения для
получения
круглого профиля (рис. 39, 6), равновеликого по площади попе
речною оечения заданному фасоНJному (р,ис. 39,а), пр1и количе
с тве
проходов,
устанавливаемых
эмпи.рически,
съемы за каждый проход. На рис.
39,6
и
определяют
показа1Ны
окружности
профилей круглого сечения от И1сходной заготов1ш до выходного
размера за каждый проход; на этом же ри. сунке нанесены л·и1 нии
течен1ия М<еталла пр·и волочени,и. В силу сим~метрии: п:роцеоса во
лочеН'ия ·все лини~и 1 rечеН'ИЯ металла
мыми
(рис.
39,6),
являются радиальны.ми
пря
пересекающими соответсmующие оwружно~сти
·
в определенных точках.
Вторым этапом работы является подбор заrготовки (ри· с. 39,в,
внешний контур !) , ооответствующей сечению заданного профи
ля (рис. 39, в, внутренний конту:р II). Форма заготовки должна
быть достаточно простой 1и обеспечивать
возможно
большую
равномерность вытяжки для различных участков профиля. Ве
личина поперечного сечения заготовки должна
быть такова,
чтобы при последующей протяжке ее
обеспечивались
задан
ные механические свойства и чистота поверхности готового про~
филя.
При выборе величины поперечного сечения заготовки и, глав
ное,
при
определении
количества
проходов
надо
иметь
в
виду,
>,
"'
Q)
""
о..
Q)
"'
('()
о
t::
'=
Q)
-~
-&
о
о..
t::
><
:;;
=
=
о
u
"'
=
-&
~
"'
о
о..
\Q
=
"':.:
о;
::.
"'
Q)
u"'
о;
С')
""
u
=
о..
ВОЛОЧЕНИЕ ФАСОННЫХ ПРОФИЛЕЙ
73:
что единичные вытяжки за проход при волочении круглой прово
локи по в· сему ее •сечению одинаковы благодаря сИlмметрии; при
волочении же фа·сонного профиля вытяж•ка в разных сечениях
его различна. При волочении фасонного профиля : величина 1 вы
тя:жки должна быть ·подобран.а с так·им ра• счетом, чтобы макси"
малыная вытяжка в наиболее невыгодном
·сечеН'ИИI фасонного
профиля не превосходила вытяжки при волочении круглой про
волоки.
После .выбо,ра формы и разме:ров
сечения за 1 готовкч
прИ1сту
пают к графическому проектиро•ванию.
Профили заготовки и: выходного сечен 1 ия вычерчивают ·в круп
ном масштабе (не менее
20 : 1)
•И на общем чертеже располагают
выходной профиль внутри заготовки (рис.
39,
в) таким образом,.
чтобы кратчайшие расстоя~шя rмежду • каждой точкой внутренне
го контура 1 и внешним контуром имели наименьшие колеба· ния
из нсех возможных, а · вытяжки ;различных участко·в m1рофиля ко
лебались бы наименьшим образом.
Затем ·на пер· иметре контура выходного •сечения на1м ечают
точек в зависимости от сложности профиля. Сперва вы
бирают наиболее характерные rочки, для которых вероятны
на 1 иболее простые ЛИIНИИ течения металла. Остальные точк·и раз
40-60
мещают между ними по контуру готового профиля тем
чем больше кривиз·на профиля . Через эти точки (1, рис.
проводят лИlнии
течен·ия
металла
так,
как
они
чаще,
39, в)
п,редставляются
наиболбе вероятными калибровщику (2 , р• ис. 39, в). Э'Ги лиrнии
должны быть ортогональны (перпендикулярны к касательным в
даНiных точках КР'ивой) к обоим контура1:vr и иметь на·именьшую
возможную
длину.
Полученные ЛИJНИИ течения металла разби1вают на части (в
рассматрИJваемом пример.е - на 8 частей), пропорциональные от
резкаrм л 1 иний течен·ия между конту,рами пе,реходов при выюче
нии круглой проволоки (рис.
39, 6).
Точки, полученные в резуль
тате деления линий течения, соединяют плавными ·кривыми, кото
рые • И дадут профили ·промежуточных волок (рис. 39, г). Эти
профИЛ! И должны быть ортоrональны к линиям течения металла.
Если эта ·ортогон аJi ьность нарушается, необх·одимо •И1справить и
уточнить построение
контуров
промежуточных
проходов вторично .
После окончания этой работы определяют площади полученных
контуров
промежуточных
переходов
(шrаниметрированием
или другим способом) и фактически полученные единичные вы
тяжки.
Чюбы иметь представление, •насколько за п роектированный
процесс волочения фасонною профиля ук.frадывается . в нормати
вы, полученные практикой, определяют усилие волочения,
пре
дел прочности и коэффициент запаса при волочен•ии УJз· Под·-
74
ОСНОВЫ
счет
усилия
волочения
ПРОЦЕССА ВОЛОЧЕНИЯ
rможет
быть
произвед;ен,
например,
формуле, 'рекомендованной И . Л . Перл иным [формула
по
ап ч
<О пределяют опытным путем, "1) 3 -
После этого
калибровка
11 ыч,е:р11ить шаблоны для
по формуле ( 19).
считается законченной
(30) ],
каждого
прохода,
за,м еняя
,и
остается
полученные
кривые приближенно дугами окружностей . Радиусы и 1юард'и1на
ты центров дуг, образующих профиль, определя ются графически
и увязываются
анаЛ'иl'ически
для
определен·ия
правютьности
со
пряжения.
Пр•и калибровк;е нельзя допускать незакругленных
углов, а · радиусы закруглений надо делать по возможности мак
'l:Ималыными.
Калибровка ряда сложных профилей по методу, предложен
ному В. В. Зверевым, дала 1впо1Лне удовлетворительный резуль
·т.ат в заводских условиях.
Мы рекомендуем применение ·главомерн~о-·nрафического м~етода
В. В . Зверева для калибровки сложных пр о фил ей;
для
прQ•ивводства п роет ы х
ф а с он н ы х
п р о ф rи л ей
проще
пользоваться
пр:инципами
калибровК'и,
предложенными
А. Я. Хейном.
11 .
ВОЛОЧЕНИЕ ПОЛЫХ ПРОФИЛЕЙ (ТРУБ)
Способы волочения труб
Х'ОЛО!д!Ное волочение труб произ.водят различными способамlИ.
'На рис. 40
приведены
различные
схемы
холодного
воло
чения:
а) без оправки (давлением);
б) на короткой неподвижной оправке (пробке);
в) на длинной подвижной оправке;
г) на плавающей оправке.
К.роме перечисленных выше способов ино.гда применяют так
же волочеiН'ие труб методом раз',IJ.а'Ч'И по двум ;Вариантам (ри1с. 41):
:протяжка конической пробки че:рез трубу, свободно упrирающую
·СЯ •в неподвижный люнет 1Волочиль·ноrо стана; протяжка кони;че
.С'КОЙ пробки чер·ез трубу, закрепленную в люнете волочильного
ста1на .
iВ результате этих процессов волочения меняются не только
'Наружный и _ внутренний диаметры, но также и толщина стенок
трубы (подробнее об этих процессах см.
[11], [12]).
1
Определение удельного давления волочения
и усилия
волочения труб
Для определения удельного да,вления волочения К и усилия
!Волоч~н·ия Р труб предложе~ны и применяются различные фор1мулы.
а
в
г
6
Рис.
40.
Схема волочения труб:
а - без оправки (давлением); б на короткой неподвижной оп
равке (пробке); в на длинной подвижной оправке; г - на пла
вающей оправке; 1 - труба; 2 - волока; 3 - оправка; 4 - .т:юнеr;
5-
стержеt!ь
а
6
Рис.
а
-
Схема
волочения труб с п особом
раздачи кониче ской пробкой:
41.
конец
подвижный
нец
трубы,
трубы,
свободно
упирающейся
в
не
люнет волочильного
стана;
6 - ко·
закрепленной в люнете волочильного
стана
·- - - - - -- - - - - - - -- - - - - - - - - - - - - - - -·- - - -
76
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
Формулы, предложенные С. И. Губкиным, аналогичны при
веденной
выше формуле для
определения усилия
волочения
сплошных сечений
(23):
Р = Р1
+ Р2 + Р3 .
Каждая ·из этих составляющих определяется отдельно по со·
ответствующиlМ формулам.
Пример экспериментального и расчетною определения у!П.ель
ного давления ;волочения при протяжке труб на опра.вке по фор
мулам С. И. Губкина описан 1 •
Подробно методы расчета усилия волочения .при нсевозмож
ных вар'Иантах протяжки труб ·и построенные на их основе фор
мулы разработаны П . Т. Емельяненко и Л. Е. Альшевоким [50].
Критический
анализ важнейших формул для определения·
удельного давления волочения при основных процессах ,ноJiочени я·
труб дан И. Л. Перл.иным [16], предложившим свои формулы .
Вв·иду сложности подробных фор:мул указанных выше а.вто
ров 1на пракгике предпочитают пользоваться упрощенными· фор·
мулами, приведенными .в табл. 8.
Таблица в·
Упрощенные формулы для практических расчетов усилия волочения труб
(по П. Т. Емелы~ненко и Л. Е. Альшевскому [50])
Формулы длн определения
Способ волочения
усилия в нонусе очага
деформации Р н
Давлением без оправки
Форм у лы длFI опред еJ1ениFI
усилия с учетом тр ения
в цишшдричесном пон с!iе
Рп
Р"=~О"пчсрЕF 1 А. (59) P 11 =1,J~crнчcpEF 1 A. (60)
На короткой оправке
Рн= О,85сrпчср E1 F 1 А. (61) Рп= 1 ,05сrпчсрЕ 1 F 1 А. (62)
На длинной оправке
Р"=1,55-сrпчсрЕ 2 F 1 А.(63) 1 Pn= 1, 75cr 11 чcpE2F 1 A. (64 )
В этих формулах:
апчср =
сrпч + сrпч
0
2
1 -
полусумма пределов прочности трубы до и
по еле
волочени1я;
F0
-
площадь начального сечения трубы, мм 2 ;
F1
-
площадь конечного сечения трубы, мм 2 ;
А= Fo-F1 .
Fo
'
1 С . И.
Губ к ин, Известия Академии наук СССР, О.Т . Н., №
2, 1948.
ВОЛОЧЕНИЕ
ПОЛЫХ
~=
ПРОФИЛЕЙ
(l -
tg сх + !
.
t tg сх) tg сх '
__tg~cx_+~f_ _
f tg сх) tg сх
\ 1-
-
+ ~ _!_
r1
tg
сх
радиус оправки, равный внутреннему радиусу протянутой
трубы;
Гт
77
1,1 - 1,15;
е =
(r0
(ТРУБ)
r1
конечный средн:ий радиу,с трубы, рав,ный
-
наружный радиус протянутой трубы);
tg сх + f
(1 -/tg cx)tgcx
sначения
r0
и
r1
приведены
Го
f ,.
--
r1
tgcx
выше.
При обычных условиях волочения труб в стальных нолоках с
углом
2 а=24° при коэффициенте трения f=0,101или 0,15 и отношении !_!!..__ ~ 0,85 - 0,90 'Величины s, s 1 и s 2 определяютс11:
r1
а) при f=0,1:
б) приf=О,15:
е
= 1,76; 1 = 2,35-+- 2,40;
е
е 2 =1,15-+-
1,20.
!\:роме указа нны х 1 в табл. 8 формул П. Т. Емельяне~нко и
Л. Е. Альшевского при.меняю'!1ся также и другие упрощенные
формулы.
Наиболее распространенными из них являются формула Коч·
кина для определения усилия волочения труб на коро"Гкой
о пр а.вке:
(64а)
где
S3
= 1 + ---'--f__ + _f_;
sin
сх
cos сх
tg сх
78
ОСНОВЫ
ПРОЦЕССА ВОЛОЧЕНИЯ
и формула Орра .и Ковалевс·кого (эмпирическая) для определе~
ния усилия при протяжке на короткой оправке труб из мало
углеродистой стали:
р = (F _ F )
о
где
D-
1
1;
372 (58 - D)2
о , 0622
'
диаметр трубы до ~волочения, мм.
Пример практического подсчета усилия волочения
формуле (64) приведен в книге Н. В. Розова [11].
Детальные
сравнение
см .
[50].
(646)
их
примеры
подсчетов
результатов
с
усилия
волочения
ЭК!спериментальными
труб по
труб
и
данными
ГЛАВА
ИЗМЕНЕНИЕ
И
11
ГЕОМЕТРИЧЕСКИХ
СВОЙСТВ
СТАЛИ
ПРИ
ФОРМ
ЗАГОТОВКИ
ВОЛОЧЕНИИ
Волочение вызывает не только изменение геометрической фо1р
мы и размеров заготовки деформацию, но и наклеп, выража
ющийся в шзменении1 стр уктуры, мех ани11еских, физических и тех
н0Jюгичес1<1их свойств металлов . Многие свойства изменяются при
этом
незна"!ит~ельно,
например
изменение
плотности
не
превы
шает 1-20/о, зато другие, например предел 1проч' ности при рас
тяжении, а также ряд магнитных свойств металлов · (rюэрцитив
ная си.ла, ;магнитная проницаемость 1И др.)
могут иэменяться в
несколько раз .
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКИХ ФОРМ
!.
Качество поверхности и точность размеров волоченых изделий
Волочение ,сопровождается изменением качества поверхности
металла . При 'НормалЬ'ном процессе нолочения ·поверхность rвы
равнивается
-
происходит диспергирование
поверхностного слоя .
На рис. 42 приведена профилограмма поверхности сталыно
rо
прутка
до
и
после ;волочения,
·иллюстрирующая
лочения на качество поверхности металла
влияние
во
[15].
Волочением можно получать ,изделия с поrверх'ностью, не
уступающей по чистоте поверхности, обработанной тонкой шли
фовкой и даже полировкой.
Точность размеров
проволоки, прутков и труб,
изготовляе
мых холодным волоч ением. может быть очень высокой. Прутки
rоrовят с допускаемыми отклО1нениями 1по IV, V клаосам точно
с11и (ОСТ НКТП 7128, 7129, 7130), провоJ"юку- от II до V клас
са точности (ГОСТ 2771-47) . Для специальных целей готовят
проволоку и прутки
мыми
со значительно более жесткими
допускае
ОТКЛОНСНИЯМ•И.
Точность размеров волоченых изделий определяется главным
образом: а) качес11в~1 ,волочилыного инструмента
(точностью
иеготовления); 6) 1 величияой упругих деф~рмаций в процессе
волочеJНия и в)
стойкостью волочильного · инструмента .
;8Q
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКИХ ФОРМ ЗА ГОТОВКИ И СВОЙСТВ СТАЛИ
Нмаkс =2,00 µ
11 1/ /
1
1
1
1
1
\\\\,\1\\1 1\ .1
а
Нмаkс= З,25µ
Рис. 42. Профилограмма поверхности прутка из стали м арки
Ст . 45 до волочения и после волочения через волоку 2а; = 16°
(Н мзнс - высота гр ебешков ) :
а
-
до
волочения:
б
-
после
1 5°/о;
г
волочения,
- обжати е
об:жатне
'20°/о
7 6/о:
в
-
обжати е
Отклонения диаметра протянутого изделия от диаметра
калибрующей: зоны волоки
Обычно
.пр1и
1волочен1и•и
факт1ический д~иаметр
ПР'отянуюго
·м еталла (изделия) d м
не совпадает точно с фактическим диа
·метром калибрующей зоны ~волоки d 6 • Большею частью dм не
. с колько превышает d "
(ушУiреН!ие); значителыно р еже наблю
1 меньше d в (:затяж·ка) ·и · только в редк·их слу
дается, ч·ю d м
·чаях d м
d в . Отклонения диаметра ПР'И!нято ·выражать Л'Ибо
=
в абсолют1ных цифрах, либо , что дает более .сра1внимые ·резуль
·таты, в ни1де отношения (в О/о)
~ = 100,
dп
где
Sd = dм-d 0 ;
d 11
-
номинальный диа:метр ·металла и волоки.
Отклонения диаметра dм - d в стальных прутков тем боль
~Ше, чем выше содержание углерода в стали (рис. 43) [23]. При
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ
· ФОРМ
81
больших углах рабочего конуса волоЕи низкоуглеродистая сталь
(0,08% С) дает затяжки, в то время как среднеуглеродистая
(0,43°/о С) и 'вьюокоуглеродистая (0,7 40/oi С) стали дают ушире
ние :при всех углах рабочего конуса
Сталь
ю
8
6
(до 2а
= 36°).
0,74
0,43 %С
0,08 %С
%С
---+--+--г----;
o---t------.r--i
4Ь~~~~
2
~~~E:::8---~2r!
о
....~~--"--'-----'
O;U14
--~~---.--~ ~-~-~~-~
о
ю
20
:зо
40
о
fO
20
30 40
о
1D
2€J
зо
40
!:!гол 8oлoku, ера3
Рис. 43. Влияние содержания углерода в стали на отклонения диаметра
прутка Лd в зависимости от величины суммарного обжатия и угла рабо
чего
1-
конуса
обжатие О•/о; 2 -
стальной
волоки
обжатие 5 8 /о; 3 -
5 -
обжатие
(dв=
обжатие
20'/о
17
мм):
100/о; 4 -
Абсолютная величина отклонения диаметра
обжатие
15'/о;
Лd возрастает с
увеличением диаметра ~протягивае~мого металла; ОТ>Ношение же
дd
1Не меняется 1с изменен1ие:м д~иаметра пр.отЯJнутьrх прутков.
dн
С у•вмич~ни~ем единиrчных обжат.ий при1 волочении средне- и
высокоуглеродистых сталей растет уширение, но очень незначи
тельно. При волочении н.и~зкоуглеродистой стали 08 при малых
единичных обжатиях имеют месте затяжки, с увеличением же
единичных обжатий наблюдаются все возра·стающие уширения.
6
И.
А.
Юхвец
82
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ И СВОЙСТВ СТАЛИ
Эти закономернос11и относятся только к волокам с кониче
ской формой рабочею ка1Нала. Пр·и sолочениш в волоке с ра
диальным 1И вогнутым профилями канала (см. рис.
115)
имеет
место обратная закономерность: величина дd уменьшается с уве~
лиrчением единичных обжатий (рис. 44).
+70
~-
•бО
+50
+ 40
...-
+ЗО
·- ~
+20
• 10
~
7~'<·
о
-40
-20
----
'
--
2
J
·-- ·- ~ - --15%
20%
'~
""'-
~-ЗD
·-40
~ -Ji7
'-.-..
о(
·-..::: .__ __ !f __
......... 5
-бО
~
-70
......
-во
-90
Рис. 44. Влияние величины суммарного обжатия и фор
мы канала волоки на отклонения диаметра Лd; сталь
марки 15, диаметр прутка 30 мм:
J,
2-
2, 3 -
волоки
12°; 3 -
конические
16°); 4 -
волока
(1 - угол
радиальная ;
кoFiyca
5-
волоки
s_o;
волока вогпутая
Соста·в 1и габар1иrгы волоки 1И споооб ее крепления также весь
ма значительно сказываются на величине дd
(ом.
Изменения ·СКQ!{юсти •вюлоче~ния мало сказываюТ'СЯ
Лd стальных прутков И' проволоки.
[23], [24]).
на
величине
Диаметр проволо·кш, протянутой ·с применением про11ивонатя
жения, оказался на 1,5о/о меньше, ч~ем . пр1и ,волочени1 и' ее в ТlеХ
же в-олоках без противонаrгяжения. Э110 обЪя1сняется отсутс11В1ием
(шли значительным уменьшением)
в очаге д:ефор:мап:ии.
упругих
уши~рений
металла
Пр1нменение различных емазок пр1и протяжке стальных прут
ков на велиrчИ'не дd IНе сказалось.
При безоп1равочном волочении стальных труб оrгклонеНIИЯ
диаметра
Лd · растут с увеличением диаметра, толщины стенки
трубы и угла рабочего конуса волоки 1 . Влияние величины еди
Нlичных обжатий т.руб на дd не обlнаруже~но. За:~юномерности,
близкие к указанным, получены и при безоправочном волочении
труб из цветных металлов .
1
А. Луденский и др" «Сталь», №
1, 1947.
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СВОЙСТВА
83'
СТАЛИ
ВЛИЯНИЕ ВОЛОЧЕНИЯ НА СВОЙСТВА СТАЛИ (НАКЛЕП)
2.
Влияние суммарного обжатия
на механические свойства волоченого металла
И з 1м е н е н и е
п ip ед ел а
при
п р о ч но ст ~1
а пч
·волочении
По материала!М большинства исследователей, прочность стали
пр.и ,волочении изменяе11ся .по кривой
мой плавным возрастанием а ч
Суммарное обжаmие Ocq1o1
1
(рис.
45),
ха.рактеР'изуе
в течение первого этапа дефор-
СуММ11f!НОе обжатие Осмм
Рис . 45. Изменение предела прочности
сrпч
стали в зависимости от суммарного обжатия
при волочении (общие закономерности)
мации,
ра1вномер1НЫМ,
уоооряющи:мся возрастанием
сrпч на
дующем этапе деформации и, наконец, при определенной
после
-
кри
тической - величине общего обжатия на последнем этапе дефор
мации - чрезвычайно 1интенсиВiНЬDм ростом а пч ( «свер хнакле
пом») .
Некоторые лоследователи ·наблюдали, что на последнем эта
пе волочения, при определенном критическом участке деформа
ци:и, предел :прочности а пч достигает максимальной величины,
после чего при дальнейшем увеличении суммарного обжа11ия
сrп "
не только не возрастает, но, наоборот, быстро снижается (кри
вая 2 на рис. 45). Для различных сталей этот критический ин
тервал различен . Падени е предела прочности сr 0 ч с увеличением
суммарного обжатия в данном случае можно объяснить появле~
нием
и
последующим
ростом
хрупкости
протягиваемого
металла
при больших суммарных обжатиях.
Влияние химического состава, структуры и свойств
металла на предел прочности а nч
в зависимости от
суммарного обжатия при волочении
Кривые изменения сrпч
в зависимости от суммар ных обжатий
для сталей разны х структур и хими ческого состава приведены на
рис.
6"
46, 4 7
и
48.
'84
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ
Анализируя ' Iфивые (рис.
исследований,
проведенных
ФОРМ ЗАГОТОВКИ И СВОЙСТВ СТАЛИ
46, 47, 48),
автором ,
и
построенные на основе
по
материалам
других
работ, можно ~сделать ,следующие .выводы.
1.
рост
В патентированной проволоке с сорбитной структу:рой при
предела
проч1нос11И
тем
выше,
чем
выше
оодержание
угле
роща н стали; это особенно заметно пр,и увеличении суммарного
обжатия .
2. В ·сплавах с аусrенитной структурой (стали 1Х18Н9,
2Х18Н9, Х18Н9Т) наклеп (пр 1 ирост <1пч) растет 1 С ув>еJ:тчением
оодержания углерода · В металле (р:ис. 47).
К:ривая
прочности
аустениrгных сталей
с
добавкой
титана
идет значительно ниже кри· ВОЙ прочности 'ЮЙ же сталч, ' НО без
титана.
3. В сплавах с ферритной структурой (ри1с. 48) наклеп (прч
рост сr.1 ч ) мало завиоит от химического состава спла! Ва.
На величину наклепа пр.и :волочен1ии: 1в чи1сле Д;ругих факто~
ров влияет также и способ выплавкш стал:и. Так, щщример, пре
дел прочности (:прирост а nч ) опокойной низюоу~глеродистой ста
ли повышае'ГСя больше, чем предел прочнос'!'и ки пящей стаЛ'И
аналогичного ооста1ва (прiИ:МеlР'НО на 30О/о). Различие в упрочне
н1 ии бессемеров.ской и мартеновской , сталей показаJно на р1ис. 49.
Формулы
стальной
для
определения
ми
тянутоа
предела
ЭМ]]Ири.чески.ми
из
прочности
волоченой
заготовки.
Для подсчета а пч наклепанной стальной проволоки, тянутой 1из
патен-гированной углерод, истой стали, довольно широко поль
зуются
проволоки,
патентированной
формулами,
предложенным1и
1разл:ичны
а,вторами .
В этих формулах приняты унифицированные обозначения:
(65)
где а п ч
-
предел
прочности
патентированной
наклепаF!'ной
проволоки;
а пчп
-
предел прочности патентированной проволоки;
а пчн
-
прирост
при
предела
прочности
в
результате
наклепа
волочении .
Формула М. Н. Петрова:
cr ПЧ = cr ПЧn
+
17 )
сrпчп(' l ,7+-0--
(1-lgV
сум
о,1з5V
При суммарных обжатиях Осум
100-Осум)
(66)
1,5оед
50% вместо фор1Мулы (66)
100+
>
М. Н. Петровым предложена формула:
сrпч = С!пчп
1,9 сrпчп (1 - lg V 100 - Осум)
+ ------------0, 135V100- 1,5
Оед
(66а)
2 б0
JOf]
""
""~
!
5_.'
~
t
250
°"~ ...
t80
~
/
.... "'[ /
~щ
~
:i2DD
~
J,"2
/
. /,.-?
з
~
\::.
~
~
~
(:)
100
<::\.
~ 150
с:::: бО о
~
20
бО
40
80
Суммарное обжатие Осу11 ,
~
~ fOD
Рис.
47.
Изменение
предела
roo
%
прочности
проволока с аустенитной структурой в
зависимости
от
марки
(химического
соста,ва) стали и суммарного обжатия :
~
1 -
сталь
50
!Х1 8 Н9;
2 4 - 120ГIЗ;
2Х18Н9; 3
МСМ
-
XISH9T ;
5 -
Рис. 46. Изменение предела прочности сталь
ной углеродистой проволоки и проволоки из
технически
О
fO
20 30 40 50 60
Суммарное
70 80 90 100
оfiжатце Осу11,
%'
чистого
железа
в
зависимости
содержания углерода
от
и суммарного обжатия:
1 проволока
из
техннческ~.r чистого
железа;
2 латейтированная
канатнвя
проволока;
3 - патенти~
рованная
ропльная
проволока
tSO
140
1
130
"~
~
/
!20
~ 110
<
~
~
\Q
:::,
~
~
~
~
:;;
100
90
80
бО
<t::>
50
&-
40
/
v
70 /
,/
~
,.....,....
о
z/
j
1
/
/
)
/
--
v
ш
/V
/
_.V""
.......-
/
'1J
30
v
~
v
/
20
зо
40
1·~:1111
--+--+-
<§ f,D
~
'
11
::i
э
~
(\)
so
во
70
во
go 100
&
7 ""t:::
"'-
§
::i
:::r:
Рис. 48~ Изм енения предела прочности про
волоки в сплавах с ферритной структурой
в зависи мости от марки (химического состава) стали и суммарного обжатия:
фехраль;
2 -
:хромал ь;
чистое
:железо
3 -
технически
.
"
,
' /
<!)
С!Jммарное обжатие Осум , 0/о
/ -
2
:::ii аз
],,. /
_.... .....
ll
i/
\\
\\
\\
./
\
5
б,5 5,0
4,0 3,3
/
....
-
7,
/
1
;"
1 /
1
~
,,,1-- 1--'"
2,б 2,З
2,0 1,8
~б
1.4
Диаметр про8олоkи,пн
Рис. 49. Влияние суммарного обж атия
на механические свойства проволоки:
проволока
отожженная;
из
1-
2 -
проволок а
из
бессемеровской стали,
то
же
о'I'dлок~ен ная;
марте нов ской
не
3 -
стали
-~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~!
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СВОЙСТВА
СТАЛИ
87
принимающая при единичных обжатиях 30°/о следующий вид:
О'пч
=
апчп + 1,9 О'пчп
Jg
( 1 -
V
О сум)•
100 -
(66б)
Так как в пр·оцессе волочения единичные обжатия меняются,
то при подсчетах по указанным фор-мулам следует пользов· аться
оредНИМ едИtНИЧНЫМ ОбЖа'ГИеIМ 0~~' опре!П,еля·емы,м ПО НОМОГрам
ме, Приведенной на ·рис. 5.
Зависимость предела прочност.и патентированной и холодно
тянуrой стальной проволок·и '<1 -содержан~и~м 0,5°/о С от суммар
ных и еди1ничных обжатий при подсчете сrпч тю формуле Петро
ва дана на рис. 50.
о
:J04050 60 70
80
90
С!JННарные о6Жатия;/о
Рис .
и
50.
Изменение предела прочности
сrпч
патентированной
волоченой стальной проволоки с О,5о/о С в 1ависимости
от суммарного и единичных обжатиiй
Формула К. Д . Потемкина:
О'пч
= апчu +
60
100 lg
(с + ~
+ о ' о 1 оср
)
40
ед
V 100- Осум + 0,05
Осум
· Осум•
(67)
88
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ И СВОйСТВ СТАЛV.
где С~ содержание углерода, О/о.;
d 11 - диамет,р патенти.ро.ванной заготовки, мм.
На ip1иie.
приведен rграфик пр 1ироста предела прочн10СТи1 -
51
наклеп.а · апчн
-
dп
в зав~иеимости от фактора С+
по формул~е К. Д. Поrге~мки:на
(С
-
Qcp
ф
40
1 ;~
оодержшние углерода в па-
. 200----------------~
/ 1,40
~·
c::s
~
~
170
160
150
1.,и,"'О
//
f90
~ . 1BD
/
" f,20 .
/ ~10
~----------------~1-.f'-+A--~
i _ __ _ __ __ _ _ __ __ ___,."4-,1«4--i,.<::.-1--.,1~
1,00 3-~
1401-----------------.4-+.l<'+--\.G-J-,.4-+.,...q
1/
~
~
'2 130,____ _ _ _ _ _ _ _ _ _ _ _--'--"-"''-'-"'-'-'"-"'-''-'-~'-'-""-'
0,90
'
,
0,80
~ ~ot===================::a:f::ttt:~~~~::t=tz:f
;:)- fOO ~-------- ----':+..1<'~!-Ъ.-""+-И,.+-->"'1--~~f---1
/
1/
~
/
/
,
0,70
0,50
+
-ai~
+
Q
О,JД
~
/
/
~
47J
~
20
fD .___
~
-
"'
~~~ 80
~"~ 70
~~
liO
:J'50
~
v
c::i
зо
_,_.._._._._.ц_u_.цш.Jщ.,_._..ц.ц._,__...._.,_,_'-+-+~._.__._,__,___.___,
Jб 4/J 50 бО 70 75 8tГ 8S
go 91 92 !JЗ 94 95
0'---'----'-'-'--'--'-'-"-'...UШ-LU.U..U.-'-'-L'-'--'-~~-'---'--4-'--'-'--'-~-'-'-'-----1.--'
CyннGfJffOC. · o5$amue Oc!Jl'f,
Рис.
51.
%
График прироста предела прочности наклепа сrич
d
в зависимости от фактора С+____!!_
40
orp
+~
100
гентирован1ной заготовке, О/о.;
готовки, мм; О~~
d 11 - диаметр патентированной за
- среднее единичное обжатие за данный марш
рут волочения, О/о).
Упрощенвые формулы:
uпч = О"пчп
rде 0 -
+ Осум 2 t~ 8,
(68)
уrол наклона кривой л:редела прочнос11и а пч
(см. на·
пример, рис. 46) в начальной прямолинейной части ее;
(68а)
Зна 1чен1ия вел:ичин а пчп -
предела прочJюсти пате1н11щ:юванной
· заготовки, опытные ·и раосчитанные по специальным
даютrся во второй части учебника.
фор,мулам,
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СВОЙСТВА
Анализ всех приведенных формул
для
89
СТАЛИ
оцределения <1пчн ' По
казывает, что эти формулы являются эмпирическиМ!и.
Следует отметить,
что приведенные упрощенные
формулы
(68а) при~мени~мъr ЛIИШЬ при подсчете наклепа при воло
чении проволоки из средн 1 еуглеродистых сталей (0,5-0,60; 0 С) с
(68)
1И
су1ммарными обжаТJиями П,р!И'Мерно до 75О/о
уча,стке кривых ·наклепа cr пч - О сvм ) .
В табл.
9
(на прямо1Линейном
пр! иве1дены пр·имеры определения
<1пчн
1И
<1пч
ПО>
формулам Петрова и Поrгемкина и по экспериментальным дан
•НЫМ.
Таблица
Результаты определения наклепа сrпчн
9
при волочении патентированной
проволоки по формулам Потемкина и Петрова и по экспериментальным данным
(Осуы=78,7% и Оед=22,5%)
Содержание
углерода
в
Фактические
стальной рованной
ваготовки
MAt
ке
О/о
проволо-
0,48
0,48
0,63
0,63
0,83
0,83
3,9
1,8
3,9
1,8
3,9
1,8
Расчетный аПЧн
'К2 /.·И. Лt 2
Диаыетр
патенти-
.
аПЧп
пг/мм'
Диаыетр
тянутой
· проволони
апч
M.<t
тянутой
проволони
96,5
106,5
105,9
114
123,9
129,6
1,8
0,8
1,8
0,8
1,8
0,8
по фор-
аПЧн
муле
Потемки-
tКг/м.м/!
кг/мм'
149,8
159,3
166,3
168,5
209,5
199,0
53,3
52,8
60,4
54,5
85,6
69,4
на
54
50,5
63,8
61,2
79,5
74,0
по
форыуле
Петрова
48
53,4
53
57,2
78,3
84
1
Данные этой таблицы овидетельствуют о том, что формула·
Потемкина дает меньшее ра·схождеrние 1с эксперименталь:ныии
материалами и более .верно ~отражает тенденцию 1ив1менения на1<.J1епа при измерении исходного диаметра патентированной про
ВОJЮI<И, чем формула Петрова.
Сужение
при
разрыве
Зависимость сужения прiИ разрыв·е холоднотя•нугой канатной
проволоки (патенгированной перед волоче1тем) от 1 велич.инь~
с,уммарных и единичных обжатий показана на рис. 52 [25].
Изменения сужения пр~ . разрыве холоднотяыу11ой шарико
подшипниковой проволоки марки ШХ15 (отожженной перед во
JЮ'l.ением н~ зернистый перлит) приведены •в та<бл. 10.
90
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ И СВОЙСТВ СТАЛИ
6
Q
cF-..
001
1 1 1
а4%с
~80
...~ GO
0,7"/DC
~+о
(..)
~
~
1 1 1
1 1 1
20 30
10 20 30 liO JO GO 70 80
Единичное
Сgммарное olf:жamue Осум, 0/о обжатпие Oej, ,О
Рис . 52. Зависимость сужения при разрыве про
волоки .из ста.ли с содержанием 0,4 и 0,7°/о С :
-
а
от
Ос) м ; б -
величины
суммарного
обжатия
от величины единичных
марном
при
в олочении
обжатий О ед ПРИ сум -
обжатии Осум= '15'/о
10
Таблица
Изменения сужения поперечного сечения стальной шарикоподшипниковой
проволоки
при
исqытании
на растяжение в
зависимости
от
суммарного
обжатия ее при волочении
Номер
Сужение
Суммарное
поперечного
обжатие, 0 /0
проТЯЖRИ
Сужение
11
Номе р
Суммарное
протяжи и
с е че ния
поперечного
.,.
обжатие , %
с еч е ния
%
1
56,4
60 ,0
55,0
46,5
39,0
о
о
11,3
22,8
34,5
43,5
1
2
3
4
5
6
7
34,5
33,0
31,0
25,0
51,8
61,0
66,0
74,6
8
Удл.инение
разрыве
при
18
18 i\.
!'f 't
\
~!2
0
Увеличение суммарного обжатия
при волоЧ)ении уменьшает удлинение
\
fO
"'
Cc:i' 8
G
*2
i:. .
о !) г 4
s
при разрыве.
.
жается
--
....
8 10 12 l't 15
Суh!Марное о6:ж:атие Oc!JIW• ~
Рис.
53.
тельного
пнчины
Зависимость
удлинения
суммарного
о
относи
от
ве
обжатия
Осум проволоки из стали с со
держа~нием 0.9°/о С, отожженной на зернистый перлит
Особенно резко сни
удлинение
при
первых
про
тяжках (рис. 53) .
Относительно малое
волоченой
достаточно
стальной
точно
удли~нение
проволоки не
характеризует
ее
пластические свойства; при удлине
нии~ 2010 проволока остается вяз
кой ~и хор1ошо деформируется
при
волочении. Это объясняется тем , что
удлинение
мерно
по
распределяется
длине
н еравно
деформированного
образца и при в,озрастании упроч-
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СВОЙСТВА
91
СТАЛИ
нения, обусловленного деформацией волочения, сосредоточивает
ся главным образом на небольшой длине в шейке образца.
Влиян· ие расчетной длины образца на ~показания удлинения
проволоки при разрыве опи1сано ·во ~·юрой части учебн·ика.
Предел
у 1 пругости
Упругие свойства
холоднотянугого
металла
неу1стойчивы
вследс-nв·ие наличия в .нем значительных ,внугренних напряжений
и заВ'исят от качества металла и условий его производства .
Низкотемпературный
отпуск
знач:ительно
повышает
упругости а 7 п •волоченой стали, tдовосдя его до
и делает а yn значительно более стабильным.
предел
70-800/<i от
сrпч
Твердость
Твердость ·вол оченой
нозра 1 сtает
стали
при
увеличеН'ии
сум
марного обжатия.
51
--
..._ . ')_. >:у
(/
12
60
~
.:.
-
59
,-
.......
·-·- ,_ ·~=~i
._, L
~-- ).
·~
55
54
-.,___
·-'-'
1
~
~U~ffI0987бJ432
vз
1 ' " ·"-·
V'- -~ >·.::~:..:!
1
---~
53
52
51
50
'
~-
О
~
23456789Юffn~~
Расстояние от центра прутка
iJa его паВерхнастц, мм
Рис.
ки
1 -
54. Изменение твердости прутков из волоч-еной стали мар·
45 диаметром 30 мм в зависимости от суммарного обжатия
в волоке с углом рабочего конуса 120:
обжатие
7'/о:
2 -
nбжатне
15'/о;
3 -
обжатие
20'/о;
4 -
исходный
материал
На ри·с .
54
пр•иведены графики иэм~енения твердости по попе
реч,ному сечению стального прутка стали ·марки
45 диаметро~м
30 мм в зав.и•симос11и от ~величины суммарного обжатия [15].
С достаточной надежностью среднюю твердость образца можно
определять по значению предела прочности при растнжении (по
соответствующим переводным коэффиц:иентам).
92
ИЗМЕНЕНИЕ . ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ И
Испытание
Приведенные ·на рис.
95
на
CBOf:[CTB
СТАЛИ
перегиб
К1ривые характеризуют зависимость
числа перегибов проволоки от содержания углерода и сум;мар-
..........
_.... --- ~·-.............
--
r,::~
5
..iEl
--- __
---+---~,./.
-:·-·-·-·~~~
....
3
•...::
-~.:.;
1.о--
'!6
..........
"-.... . . . z
1
0,2 0,3 0,4 0,5 о.в 0.7 о.в
Содержание gглеро8Q, %
0.1
Рис.
55.
Зависимость числа
проволоки
от
содержания
величины
суммарного
перегибов
углерода
обжатия
в
0,9
стальной
стали
проволоки
и от
при
волочении:
1 4-
обжати<'
обжатие
О'/о; 2 - обжатие
590/о; 5 - обжатие
1
20'/•;
670/о;
З - обжатие 480/о;
б - обжатие 70'/•
ного обжатия проволоки 1При волочении
[17].
На ~рис.
56
приве
дены кривые завиС'имости Ч'Исла перегибов от величины суммар
ного обжатия !И вида термической обработки проволоки из ста
ли, содержащей 0,50/о С, волоченой с единичным обжатием 300/о
[26].
Для определения вязкости проволоки при ·испытании! ее на
перег·иб чаще ,всего применяют специальные формулы,
даются во второй части учебника.
коrrорые
На ос.ноне .графиков, изображенных на рис. 55 и 56, данных
Н. В . Комар·ова (27] и1 других ~исследований мqжно одел ать сле
дующие
выводы.
Гибкость проволоки (способность к деформации пр и пере
гибе [27]) увеличивается по ме~ре увеличения суммарного обжа
1.
тия до некоторого максимума, после чего способность к дефор
мадиrи при переГlибе быстро падает. Максимальное (критиче
ское) обжатие проволоки, пр.и .котором начинается резкое па~е
н;ие гибкости ее, уменьшае"Гся при увеличении содержания угле
рода в патентир-ова~нной проволоке (р'Иlс. 57).
2. Увеличение един•ичных обжатий уменьшает гибкость про
волоки.
3. На.иболее •высокую гибкость холоднотя;нутой проволоке
обеспечивает патентирование исходной проволоки . с содержа
нием 0,5010 С. Наиболее низкие результаты показала проволока,
тянутая после отжига.
80
1
~
1
70
'
1
1
1
1
60
,1
,
1
1
1
1
'
1130
20
~
"·-....... ..,
1
'"'"'·-
/.:
··~
-·,
L.---1-
:/
.. -
2
10
о
Рис.
l>:;1\
\'.., ~л.·
,. " '
.........
......
л
з
• , •• --1'
/
1
..
J
4
20
40
60
80
суммарное обжатие Ocflм• %
ЗЗ1Висимость
56.
проволоки
из
стали
числа
с
'-'-
100
перегибо9
содержаюrем
0,5°/о С от величины суммарного обжа·
тия О~ум и от вида термической обра·
ботки:
патентированная;
1 -
воздуха;
З
4 -
...._
t--..
-
2 -
закаленная
в
струе
нормалазованная ;
отожженная
г--.._
t--..
г--..
r-.. r-..
'"'"'-
-
r--._
70 72 74
---
76 78 80 82 84 86 88 90 g2 94
сIJИнарное otfжamue, О су11 , %
Sб
98
Рис. 57. Оптимальное (по
сопротивляемости
изгибанию)
суммарное обжатие стальной проволоки в зависимости
от
содержания
углероца
94
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ
Испытание
ФОРМ
ЗАГОТОВКИ
И
СВОЙСТВ
на
скручивание
СТАЛИ
Испытан·ие 1на скручивание применяют преи мущес11венно для
оценки способнос11и проволоки
к
пластической
дефор;мации
(определяемой главным образом по чиrслу сюручиваний) rпри по
стоянном
ИJiИ
переменном
130
направлении кручения и
120
1!I
110
11
f00
/11
•
1
выявления
длfl
неодно1родности,
а также поверхностных И1 ча
-
стичн о внутренних дефектов
ме11алла
(определяемых по
виду
излома
и
пов е рхности
скрученного .образца)
Особенно
!1 '
чение
при
.
большое
испытан.иш
зна
канат
ной и пружинной проволоки
60
/
,._.""_". o- .L4
'
50
30
20
1_у
'
J
\
"'
\
./,
'',
f(} о
'J--'--
20
числу скручиваний.
.~,,,,,.
""'з>- .,
2)''
придается характерис11Ике по
,.
40
,·
"-' /
1
[26]
тери зуют
суммарного
1
вида
термической
ботки:
чис:1а
величи;1ы
обжатия
и
со
дистой стали, а также вида ·
1
80
90 термической обработки (ста
Dсум 1 о/о
ли марки
срезу
При
обра-
1 - патентированная; 2 - зак'алеиная в струе
воздуха; 3 - нормализованная; 4 - отожжен·
ная
50).
Сопротивление
Рис. 58. Зависимость числа скручИJВа
ний проволоки из стали с содержанием
U,50/0 С от величины суммарного обжа
тия Осум и
от
держания углерода в угТiеро
,'1
Суммарное обжатие
зависимость
скручиваний
/
"..... .... /
60
Приведенные на рис. 58
и 59 {17] кривые харак
испытаниях
двойной
срез
на
установлено,
чrо волочен.ие весьма значительно
повышае.т
сопроrгив-
ление сталей 1и цветных спла
вов срезу (рис.
стых металлов -
и не 1влияет на
меди и кадмия [28].
60)
Ударная
сопротивление
срезу
чи,
вязкость
Ударная вязкость проволоки мало исследована вследствие
трудности проведения этого вида испытаний на образцах с мп ·
лым поперечным сечением. Поэтому большинство определений
ударной ·Вязкости волоченой стали проведено на прутковом ма
териале.
80
·s
-----
~ !JO
~ 50
~ 40
""'
--
~ за
Q
20
~
~
...
.............
7о
~~
1
r- r-~ ,..__
4 " 1.--'"' r--.
v -- ---
'
з
,--- ~'· ~ _ '
\ 2 -- --....
'-~
"'.
-..,
!'-
ro
А
'\ [._.....-
о
.ВО 90 Dсум 1 о/о
fO 20 80 40 50 50 7.0
2
о
J
5
7 9 1216
f<оличест8о протяжек
Рис. 59.
.Зависимость
числа
скручиваний
стальной проволоки от содержания углерода
в
стали
и
от
величины
с умма рного
обжатия Ос у м;
I - содержание 0,030/о С ;
З -
содержание
0.700/о
С;
2 - содержание О,35•/• С.
4 - содержание 0,84'/о С
"'~
~
~ 6,0
~
~10
"'
:::,: 100
•?_.....-1
~ 90
~ 80
v
:::i
1~~
13
с::,_
~
'--'
~
1
/
r-
/
~ 4,5
~
2
--
50 1,>'..,
t;,'< 5,5
~ s,o·
1.1
1---<r
li-r
"
.-о
а;
4,0
§~
3,5
~
40
30
," 10 20 30 40 50 60 70 80
з,а
7
.суммарное обжатиеОсум.%
Рис.
60.
ного
обжатия
нии
на
Влияние
при
суммар·
волоче
сопротивление срезу:
сталь марки 50, предва ри
тельно отпущенная при 6800;
2 - хромоникелевая сталь
1 -
2Х18Н9,
предварительно
"11енная
зак а·
14
21
Оt!жатие, 0/о
Рис .
61.
вязкости
Изменения
прутков
ударной
из
стали
марки 45 в завис имости
от
обжатия при калибровке:
J -
угол
кон уса
конуса
во л оки
волоки
12"; 3 16°
волоки
Во ;
угол
2-
угол
конуса
96
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ И СВОЙСТВ СТАЛИ
По данным больши1нс11ва июследователей, при уве.л:ичен~Ии об
жатия сопротивление удару
обычно
падает
(рис.
61) [15J.
НеобходИJмо, одна1ю, указать на .налич~ие работ, сви:дет€ль
ствующих
о
то.м,
что это
падени€ IИrМеет
рого пред€Ла сум.мар·ною обж а11ия
лиrчени~е обжа11ия 1цр.иводит
ной
1вяз1кос11и
место дишь до ~некото
< 50°/(}.
Далыней:шее же уве
к значительному ув€Л'Иче~нию удар
холоднотянуrой
1стали
после
1патентирования
(табл. 11, по да~нным Т. ЭL11.ема). Поэтому, ~например, для канат
ной проволоки, пр·отянутой с большим суммарньnм обжатием
после патен11и1рования, есть основание отидать з.начительной
ударной вязкости.
Таблица
11
Влияние волочения на ударную вязкость и другие механические свойства
патентированной стали с содержанием 0,46% С; 0,40% Mn; 0,25% Si
Сужение
о
""
t::
о;<:
::
"'
<>:€
:S:a:
На чальный диа-
Rонечный
метр
диаметр
мм
MAt
::r ...
1
2
3
4
5
6
11,7
12,7
11,4
11,4
11,4
11 ,4
11,4
11,4
14,З
17,5
19,0
20,6
Суммарное
обжатие
'/о
5
20
36
57
64
70
0 пч
пг/мм'
У длине-
попереч-
'/о
15,О
по Иsоду
сеченин
при рас-
<1-чVF> тнже%ии
78
93
106
111
117
121
Ударная вявность
ног о
ние
.
36
34
35
35
25
25
11,2
11,9
11,2
10,0
10,0
?<ем/см'
<jl
2, 18-2, 18- 2,30
0,73-0,73- 0,73
1,33-1,41-1,33
3,76-2,79- 3,15
3,03- 3,88-3,38
3,38-4,85-3,52
Для изучения .влияния .наклепа на ударную :вязкость стали
требуются более глубокие исследования.
Хрупкость
О склонности .матер1иала к хрупкос11и ~можно судить по его
поведению при испытаниИI на удар. Обычный метод определен.и1я
хрупкос11и
-
-
к юн·
дающая
низкие
испытан.не на удар надрезанных образцов
кой проволоке мало применим.
На практике хрупкой считается проволока,
показатели по
и перегибов.
характерис11Икам ·вязкости,
числам
скручива1ний
у;становлено, что наиболее чув·ствителыrым методам опреде
ления хрупкости тонкой высоконаклепанной
ся испытание на :разрыв 'С петлей.
.
На рис.
62
приведены
крИJвые,
проволоки
показывающие
предела прочности при испытании с петлей апетл
являет
зависwмость
и предела проч
ности при испытании на растяжение сrпч
от суммарного обжа
тия сильно наклепанной ·к анатной проволоки.
97
ВЛИЯНИЕ !ЗОЛОЧЕНИЯ НА СВОЙСТВА СТАЛИ
К:ривые,
приведенные на рис.
показывают, что в то вре
62,
мя •как С увеЛИ'Чением деформации а nч непрерывно возрастает,
аnетл
при определен.ной :величине суммарного обжатия (крити·
ческом наклепе) начинает резко падать.
Начало падения С1 nетл
к:рю1ическую
350
точку
и
<МОЖНО ~рассматр1ивать как
"пе'l'Л
0 пч
пер·ехода
проволоки
в
~-~-~-~---,
·из
вязкого
состо~н1ы1
хрупкое.
Пок.азанное на рис.
~ ложен.иrе
300
.;
перехода
металла
из_
по-
62
критической
точки
вязкого
~ состояния в хрупкое мо·жет ив
L,О
f80
ЗD
f20
20
.:t:
меняться
для
данного
вида
~
$
tЗ ~
'l)
:::з
с.
:э
.lll
1
;:,
~ ~
;:,
~
1"
50
10 ...., ~
Е:
70
50
80
90
~"'
fOD
Суммарное oбжamLLe Оо;п,
Суммарно~ обжатие Ос!lм,
%
Рис. 62. Зависимость предела прочности
Рис.
при
кости
испытании
на
растяжени-е
с
лей сrпчпет.~т и предела прочности
от величины
1-
предел
на разрыв
прочности
пет
"пч
сумЕ"1арного обжатия Осум
канатнои проволоки:
Прочности; 2 - предел
с петлей;
с
петлей
3 к
Схема зависимости хруп
проволоки
суммарного
факторов
ние
прочности
63.
отношение предела
пределу
прочности
от
обжатия .
влияния
углерода,
ментов,
o/il
вмичины
и
А
других
(содержа
легирующих
величины
эле
еднничных
об-
жатий и т. д.)
проволоки · в. зависимостИ1 от ряда факто1Ров: веJJичины еди нич
ны.-... обжатий, термообработки и др.
Согласно приведенной на рrИс. 63 схеме [26], разлИ'Ча ем rгри
зоны наклепанного волочением •металла: I - зону вязкого ·Со
стояния; II - кри'rическую .зону переходного состояния; III зону
,
хрупкого состояния.
При •изготовлениrИ мало- .и •средненаклепаН!ной проволоки, на
пример, спицевой, некоторых групп канатной rИ т. п., пров·олока
обычно бывает вязкой по всей длияе мотка ·- зона I (разумеет
ся при 011сутстви1и в ней дефектных мест). Пр-и .произ1вод:стве
выооi«dпрочной пров-олоки,
напри мер,
канатной ·высокого
сопро
'ГИ~ления я пруж·инной (11иiia рояльной) приходится применять
особо большие суммарные обжатия, при которых в рЯде случаев
7
И. А. Юхвец
98
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ И СВОЙСТВ СТАЛИ
наблюдается появление так
называемой
мес'ГНОЙ
хрупкости
-
перехода металла из вязкого ·состояния · В х1 рупкое (зона II). В
некоторых · случаях при qрезме·рных обжатиях,
неудовлетво
рительной
тер.мообработке,
а
также
при 1 неудовлетворительном
ка'Честве металла 1 нозн• икает хрупкость, обнаруживаемая по в·сей
длiше мотка
(зона
Ра: зл1ичные факторы технологии произ
III).
водства могут сдвигать зоны, приближая или замедляя
переход
металла из вязкого
как
установлено
в
хрупкое.
Например,
автором, для горячеоцинкованной канатной
локи с вьюокш.м
·Jiа,
состояния
пределом
прочностw улучшение
уменьшение единичных обжатий,
длительности
процесса
оцинкования
ние критической зоны хрупкости
·и
это
прово
качества
метал
снижение температуры и
др.
отодвигают
·наступле
[26], [29].
Усталость
Предел усталости. Пределом усталости или пределом вынос
л1ИiВОС'ГИ называется на•пряжение материала, •ниже 1 которого об
разец не ра:зрушает·ся
при
заданном чи 1 сле
знакопеременных
на
грузок.
Предел усталости пр1и повтоР'но-переменном перегибе холод
но-тянуrой патенти·рованной углеродистой 1 стальной проволоки
возрастает с увеличением су~ммарного обжа'Гия проволоки и со
держания в ней углерода.
На рис. 64 показано изменение предела усталости при ис
пытании
на
ИJзменение
ра1стяжен1ие
предела
-
сжа11ие
прачносТlи
при
а•сим.метричном
при растяжени1и
в
цикле
и
зав 1 иеоимости от
суМJмарного 06жа11ия [17].
Из рассмотрения .графи.ка следует, что предел усталости на
растяжение
-
·сжатие
а уст
1в проведенных ·испытан1иях
30-500/о от соответствующего предела прочности
опч·
·ооставлял
Резуль
таты других нс.следований показали, что предел усталости пр·и
и 1 спытании на .г, иб с перегибом во.лоченой патентированной про
волоки
сrус·rиб
И1опытании
на
•составлял около
0,3
повторно-перемеН'НОе
crnч ~ И предел усталости пр 1и
скручивание
ставлял приблизительно О, 15а о ч [ 17].
Выносливость. Выносливостью .называется
разца
до
выдерживать
разрушения
при
определенное
число
соответствующем
сrvс;·скр"ч
со
-способность
об
переменных
испытании
нагрузо1<
материала.
Исследования волоченого металла подтверждают положитель
ное
вл·ия~1ше волочения на выносливость
металла.
Влияние обжатия и угла рабочего юонуса : волоки при испы
тании :на повторно-переменный :из·nиб волоченых прутков из ста
ли марки 45 показано на рис. 65. [15].
Выносливость канатной проволоки при испытаниях на гиб с
перегибом
вокруг
шкивов
большого
диаметра исследовано
В. Чегиоо:м 1 , устаноВ'ивши1м, что выносливость проволоюи в пре-
ВЛИЯНИЕ
ВОЛОЧЕШ1Я
НА
СВОЙСТВА
СТА.тIИ
99
делах практически применяемых обжатий возрастает с увел1и~че
нием сум~марного обжа11ия (табл. 12).
~
500 000
~ 450000
~
400 ООО
~
~ 350000
:::i
-- ----
__..
..,_..-
-- ---~:....---
10
20
64.
сти
при
лости
С<:)
.-#
300000
250000
~"'
200000
::$'
150000
:::i
~
~
~ 100000
:§.
50000
о
30
40
60
50
Суммарное обжатие Dс 11м,
Рис.
"'
~
0/
0
Изменение предела прочно-
Рис.
65.
растяжении,
на
повторно-переменный
при
растяжении
предела
и
уста-
сжатии
20
15
7
Обжатие, 0/о
при
Изменения выносливости
волоченых
асимметричном
цикле в зависимости от суммарного
обжатия
(на
прутков
из
изгиб
стали
мар-
ки 45 в зависимости от обжатия
и угла рабочего конуса волоки.:
графиках приведены зоны разброса , ·
соответствующих показателей)
L~.·
...
Влияние технолоr:ии волочения
1 - угол конуса волоки 8°; 2 - угол
конуса волоки 12°; 3 - угол
конуса
ВОЛОК!!
Jб"О
на механические свойства
Таблица
Единичные
и
обж 1атия
температура
волочения
На рис.
66
величины ее суммарного обжатия
приведены
вые зависимост.и предела
ности
сrпч
кри
проч
от вел,ичины суммар
1.;уммарное
обжатие
ОСУМ' %
ного обжатия и величины еди
ничных обжатий ( 15 и 300/о)
35
при
75
различных
видах
терми
85
чес1юй
обработки~
проволоки
с содержанием 0,50/о С [26J.
Эти к·ривые показывают,
Оед =
12
Выносливость (число перегибов до раз
рушения) стальной проволоки с содер
жанием 0,4 % С в зависимости от
что
а пч
при
Число
протижеи
2
3
5
Число
перегибов
10230
14220
15095
единичных обжатиях
150/а ниже , чем при единичных обжатшях Оед = 300/(} 'ПРИ
всех ,исходных -структурах и~ в•идах термической обработки, угле1 Сборник технических статей
1938.
7*
по производству проволоки, Роскрелметиэ.
100
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ И СВОЙСТВ СТАЛ!'!
родистой канатной проволоки (патен-"Гировании, 13оздушной за
калке, нормализации и отжиге).
Число перегибов и -скруч:иваний при обжатиях О е 11 = 15°/1
оказалось значительно большим, Ч€М пр и1 обжатиях О ед
30°/о,
=
однако здесь закономерность не так резко выявлена, как на кри
вых 1 рис .
66.
~
2ZO
~2QQl-----+-+--+--+--+---+---!--+-4i
<
~ 1801--+--+--+--+--+--+---!r-----+-+.
ь
1601---+---+--l·---т--.---r--1,.__,.__,....,._,
.;::,
~1401--+-+--+~+--:--+--'г.7-'~"'-~..,,....,.
}
<> tZO
~
1--+-++-i:=~~ o/'"".j.j=F•-1'+-+~
~ 100
~
80
~
F-+-,P..:;;1"-r:-+--t--+-t--+-Т---1
6{) ......"'+-+--+---+--t---+--1--+---т--1
ro zo
за 40 so во 7о
во
Суммарное обжатие Осум, /о
о
Рис.
при
66.
0,5~/о С
Осум
При
2 -
Зависимость
растяжении
обжатии Оед =
в
обжатии Осд
300/о:
струе
зованная;
6 -
100
прочности
из
стали
с
от величины суммарного обжати;я
и от вида термической обраеJотки:
закаленная
При
предела
проволоки
эо
=
4 -
закаленная
патентированна'1;
3 -
нормали·
отожженная
1150/о;
в струе
вапная; 8 -
1-
воздуха;
5 -
патентированиая;
ноздуха;
7-
нормализо·
отожженная
Влияние· величины единичных обжатий канатной проволоки на
ее -свойства · изучалось С. А . Залогиным . В его работе, как 1и , во
многих других,
установлено,
что
увеличение
числа
протяжек
(rил1и,. что то же, уме:ньшение О е л ) уменьшает а п ч 'И! твердость
и повышает вязкие свойства (число перегибов и скручиваний,
относиrгельное удлинение и· сужение при растяжении).
Проведенные автором [29] испытаняя пока'Зали, что авиап;ион
ные тросы, ~свитые ·из лровоJiоки, прQтянутой с единичными об
жатиями 10°/о~ и:мели боJiьшую выносливость, чем тросы, овитые
из
провоJiок,
·протянутых
с
едини~чными
обжатиями
25О/о
(та!бл.
13) .
Зав'иси1мость ~свойств провоJiоки от величины е.диннчных , а·б
жатий м"ожет быть объяонена:
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СТАЛИ
CBOl?JCTBA
101
разницей фак11ической температуры азолочения металла
разных ед:иничных обжатиях (температура тем ~выше, чем
1)
ПР'И
больше ед инич'Н ые обжатия);
2) различ ием в условиях деформации'.
13
Таблица
Выносливость тросов диаметром 3,6 мм,
констр у кции 7Х7, свитых из канатной проволоки
диамет ром
0,40
мм , протянутой с единичными
обжатия ми Оед
в
и
25% [29]
Число перегибов
Единичные
Содер:навие
углерода
10%
до
обжатин ое··
стали
'/о
'/о
0,50
0,50
на
µ,
раарушевин
пробеи;вой
машине
45997
4 i728
10
25
Обычно волочение стали производится при температуре цеха,
однако фаК11ическая температура металла в зоне сопр 1 икоснове
fЧ!я
ею
с
волочильным
1и~не11рументо~м
и
после
~выхода
из
него
значительно превышает .комнатную температуру (см . гл. П).
Чтобы уменьшиrгь этот нагрев гrри волочении, охлаждают воло
ки и волочиль 1 ные барабаны, а ' В . неко11орых случаях охлаждают
также и
проволоку
непосредственно
после
выхода
ее
и:з
волоки
(воздухом при сухом волочении, ·водой или 1ма 1 слом при мокром
во.лочении).
Несмотря 1 на меропР'иятия,
температуры
проволоки
На р.ис .
волоки
в
волочения
предприни;маемые для онижения
проволоки,
полностью
у1 с11ршrить
нагрев
не удается.
67,
а приведена схема
зависимости
от
даемой волоке. На рис.
67,
ности
связанное
по длине
температуры
мотка,
из мененмя температуры про
длительности
протяжки
ее
в
неохлаж
б показано увеличение предела проч
с
постепенным
И1Зменение'1.
проволоки.
Раосмоrгрение э11их рrrсунков 1 свидетельству€'Г о пря~мой за 1ви
оимос1iи предела прочности проволоки от фактической темпер а
туры ее волочения.
На р1 ис. 68 показа.но •изменение пределов прочности, текуче
с11и · И упругос11и · в . зави.симости от , в ел ич 1 ины суммарных обжатий
при
волочении
патентированной
углеродистой
проволоки
(0,840/о С) при температурах 100, 200 и 300°.
Опыт волочения 1сталыной проволоки при пониженных темпе
ратурах с охлажденж~м волок твердой углекислотой показал ,
что число перегибов 1и скручшван·ий проволоки ~повышается по
сравнению с ЧiИслом перегибов ' И скручиваний проволоки' не
охлаждаемой
[17].
102
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕС!<Ой ФОРМЫ ЗАГОТОВКИ
И СВОЙСТВ
СТАЛИ
Приведенные данные показывают; что все факторы, снижаю
щие rемпературу волочения, повышают вязкие овойства прово
локи, увелиrчение же разогрева 1Протяпrваемой 'hроволоwи оверх
указанных
выше
делы прочности
температур
сниж ает
вязкость
и
повышает
пре
п упругости.
а
Расстояние от начала матка
Рис.
67.
Схема
изменения
и предел а проч но сти uпч
температуры
симости от длительности протяжки
локе, характеризуемой расстоянием
от
проволоки
(а)
( 6) в процессе волочения в завИ
начала
в неохлаждаемой во
исследуемого образца
мотка
Изменен,и:;е свойств стальной проволокw при повышении тем
пературы
протяжки
сом ,старения стал и
Иначе
при
в
сказывается
холо>П.ном
волочении связано
с прощес
С·оот.вегствующем 1интер,вале температур.
влия.ние
высокотемпературною
нагрева
проволоки, применяемого ·При так называемом горячем волоrче1 :ии.
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СВОЙСТВА
СТАЛИ
103
Да'Нные К. П . Колчина (табл. 14) евrидетельствуют о ·юм,
чrо при горячем .волочении ~сплава № 2 (не более 0,15°/о С;
23-270/о Cr; 4,5 - 7Q/o А!; остальное Fe) при те1м1ПератУ'ре 600почти не и.меет места у;прочнение данного сплава , в то вре
6500
мя
как
пр1и
холодном
волочени1и
его
предел
р аста ет так же, как и остальных сплавов
вая 2) .
кцммz
(00°
240
рис .
о nч
)
1
}
1
180
1
160
1
/
120
1
100
~
~
)
/
140
"-
/
\
-;•
/
~ ,_ -
3
!У
} _, l.. :i"
60
l.I' 2
/'
, _ ,.
""
?.
.;<
1
-
!
.~
.(
i
" /
!..)!
... ~
/-
3
lГ
'/
.'
"
'
":""
'
J
,.,- "~
--_,f
v
/
"!.
1
./
.,,,..
1,r
~
1/
,!.
'
,_,
40 v
Jv
"
1
J
;
v
1"
1
2
,'
v
v
)'
"
1/
J
j
,;.
1
!!
1
9
J
'
,'- ,_
~
d
р
р
1
?,00
~воз
48 !, кри
300°
200°
220
80
прочности
(см.
-
J
i!
1
!
20
о
40
?.О
~
%
5
/о-
'""'"" 4 """
1 1.о.
-
-О•~
р....
0а
20
м
во
60
ffHlfBlllB
о
40
'20
60
80
о
20
40
60
80 .
С!Jммарнае обжатие Осум, о/о
Рис.
1 -
Влиян и е те м перату ры
вол о ч ен и я и степени
суммарного
обжатия на свойства· угл ер·одистой стал ьно й прово11:юки:
68.
предел
nрочн о сти
при
уп р уг ост и;
ра стя жен и и ;
4-
2 -
удл инен и е ;
С ·к о · ро · сть
предел
5 -
текучести;
3 -
пр едел
сужение
волочения
-
Исследования В . П. Лукина и других по волочению стальной
патентир ованной провожти с содерж а• ни е м 0,45-0,70°/о С 1при
скоростях нолоч ения от
6
до
400
м/м uн и ~различных единичны~
104
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ И С ВОЙСТВ СТАЛИ
Табли(fа
Изменение механических свойств проволоки из сплава
.N"o 2
14
при горячем
волочении (по данным К. П. Колч ина)
Механичесние свойства
Диаметр
п ро во лони,
О бра б от· н а
пр едел пр оч-
Н О СТИ сrПЧ
."и.л.t
nг/л<Аt'
6, 13
5, 80
5, 27
4,98
4,48
3,92
•
Катанка
l-я протяжка
2-я
3- я
4-я
5-я
»
»
»
»
87-97
88-93
88-94
92-97
94-95
94-98
су;не ние
отно си те-
поп ере ч ного
л ьное
се ч ения <Ji
%
18- 53
13- 61
53- 58
12-65
53--56
48
01 0 ,
10
1С
пер е гибов
0 /0•
8- 18
3-14
12-15
2-14
12-15
13- 17
Относительно е удл инение при расче тн ой длине обраеца, равной
обжатиях (от
чи с ло
уд л ипе -
ние
2
0- 2
1- 3
2-3
4-5
4- 6
диаметрам .
до 35°/о) в завИ1Симости от скорости волочения
при ~нормальных У'словиях протяжки не показали сколько-н·ибудь
значительного изменения ~механических свойств. Опыт нолоч ения
Н'Изкоуглеродистой стальной проволоки при скоростях от 138 до
450 м;мuн, дал аналогичный результат.
Направление
волочения
ВЛ,ИЯ'НИе направления IВОЛОЧЕШИЯ ·на •СВОЙСТВа 'Н'ИЗ КОуГлероди
С110Й ·стальной провоJiоки иоследо•валось М. Бонзел ем [30], про
тягивавщим одну и ту же проволоку двумя способами : 1) пр и
затяжке волок использовался
один
и тот ж е
кон ец
бунта
(обычный ме-го!д затяж1ки); 2) для -затяжки попеременно исполь
зовали1сь оба конца бунта.
После 10 протяжек в оди·на ковых условиях никакой :раз~ницы
в механических овойствах проволоки· (пределе прочности , числе
-пере~гв6ов и •скручи1ваний) не обнаружено.
Аналогичные ·результаты ~получ ены и при различных вари ан
тах направления волочения въюокоуглероди•стой стальной про·во
локи в работе, пров-еденной К. П . КоJiч•ины,м •И С. Ф. Бобылевой_
Однако в некоторых 'случаях наблюдается также и· 1ив менение
с·войств проволоки в за·виои1мо,сти от -направления дефор1мации.
Про11иворечивые результаты иоследований объясняю'I'ся ко
лебан•иями фактичеокого температурного режима волочения и
цру.~их усло·вий проведения опы-га!\ ра зличными .иоследовател.я
ми1. При одинаковом температурном \)еЖ·ИМе волочения свой·ств а
проволоки будут оди~наковыми .
Рис. 69. Влияние предварительной
правки перед
щюволоки в прядь на €е искривление при обрыве .
вид оборванных концов проволоки:
а
-
не
подверг нутых
правке;
6-
подвергнутых
св№вкой
Виешннii
правке
1
1
-
- - - - --·-- ·-- --· ---- - - - - - - - · - - - - - - - - -
-------
---~--~---- ----
1
106
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕС!\Ой ФОРМЫ ЗАГОТОВ!\И И СВОЙСТВ СТАЛИ
Дополнительная
деформация
Проволока ·В процессе произ1водства и ·изготовления •ИЗ нее
изделий подвергается дополнительным дефор;мациям, >Чаще в•се
rо изг.ибу (например, при косой уста<Iювке волок, рихrовании,
сrви1вании канатов, нави1вани1и пружин и т. 1п.).
При деформации волоченой проволоки в результате перег.и
бов
несколько изменяю~;ся
ее механические свойства:
умень
шается
предел
прочности
удл.инение. В некоторых
поперечное
сечение
и
предел
~случаях
текучести
нее~юлько
и
увеличивается
1из.меняе-гG-я
также
проволоки.
Чем выше пред~ проч~но'С'Г:И1 проволоки, тем значительнее iИЗ
меняются ее
механические
свойства.
Изменение
механиче
сrоих овойст.в объя~сняе'ГСЯ перrера1 апределением оста11очных на
пряжений по сечению проволоки при добавочной
деформации.
Эrо о6стоятель~ство может ~быть и1спольвооано на пракги.ке для
улучшения качеств·а проволоки и изделий и1з нее, например, спе
циальное Р!ИХтование прути:нной 1Проволоки перед с:в1ивани~ем ее
в
пруж.ины
кручении
несколько
у1меньшает
ра•ослаивание
проволоки
при
[31 ].
Свойства ка•натной п.роволо1ки, деформированной перед сви
ванием ·в канаты, заметно отличаются от свойс'Гв проволоки, не
подвергнутой этой оле:рации. Есл1и· 1п:ри остановке прядевьющей
маши.ны перерезать недефор~миров.анные
сильно
искривятся
(рис.
69,
а),
в
проволоки,
проволоки
зании
~
l'·...
(рис.
~
из
2
~
"
--
з
он1и
при
перере
остаются
прямыми
69, 6).
Выносливость
~
'
то в·се
то время как предвари
тельно деформированные
канатов
предвар,иrгел ьно
леной
проволоки
прав
повы
шается по сравнению с вы
1
носл ивостыо канатов, сви
гых из обычной проволоки.
0.1-10 6
1,0·106
10·/0 6
Число циклов
Рис.
при
70.
Зависимость
переменном
предела
кручении
уст а лости
н о ст и
без до полнител ьной обработки поверхности;
с обработкой поверх н ости дробью ; 3 - с об
работкой п ове рхности квар11евым
песком
п о в е р х
волоч е ного
металла
холоднотянутпй
стальной прово.тrоки от дополнительной обработки ее поверхности:
12-
Допо л нительная
о б р а б о т к ·а
На рис.
кривые
дела
70
·приведены
з ав.исимости
усталости
при
пре
кру
чении
холо:днотянутой
стальной пр.оволоки (диа метр 3,6 м.м, cr 11 ., = 160 кг/:1-tм2) от последующе й обр а ботк.и1 ее
поверхности стальной дробью или струей песка.
ВЛИЯНИЕ
Дробеструйная
ВОЛОЧЕНИЯ
обработка
НА
СВОЙСТВА
создает
СТАЛИ
повышенную
107
прочность
стальных пр· оволо'Ч'ных пружин, ьбе~спечивая -более высо:~юе со
противление
динамическ•ИIМ
наnрузкам,
·и
срок ~ИХ служ-бы [32].
Дополнительная полировка проволоки
дел
усталости
свитых
из
нее
значительно
удлиняет
также повышает пре
канатов.
Волочильный
инструмент
Профиль рабочего канала 1волочи~Ь'ного и.н:с11румента сказы1вается на ~механических свойствах протянутого металла.
Влияние угла pa6oчerio !конуса : воло•к на свой, ст.ва
патентированной проволоки диаметром
стальной
мм ,марок 10, 50 и 90
весьма детально ~ изучено К:. П. Колчиным и1 А. М. Розенблюм
3
при углах рабочего конуса 2а = 6, 12 ·и 24°.
По данным этого : исследования:
1) предел прочности cr пч протянутой проволоки не зависит
.от угла рабочего конуса;
.
2) максимальное сужение поперечног,0 сеч:еrшя и число скру
чиваний дают образцы, протянутые через :волок·и пр·И 2а = 12°,
,и мин.имальные 1пр;и 2а = 24°;
3) максимальное · число перегибов ~показала проволока из
· Стали марки 50, протя 1 нутая через ~волоки при 2а = 24°, и ~Из
.стали марки 90, протянутая через волоки при 2а = 12°;
4) 1 модуль сдвига, предеJI · пропорциональ.Ност:и ·и оста11очные
:(33]
продольные напряжения возрастают при увеличениИ' 2а :
Выносли1вость тян утых прутков 1ив стали марки 45 :возрастает
пропорционально увели чению угла рабочего конуса волоки 2а
'[ 15].
Влияние волочения на остаточные напряжения
Зависимость напряжений 1 - го рода (зональных) в холоднотя
нутой стальной патенти:рованной ~проволоке, ~оодержащей 0,49 :и
·О,79О/о С, от 1 величины единичных обжа11ий изучена Н. М. Лапо
тышкиным [34], устанонившим 1следующее:
1. Пр·и 01дном :и том же общем обжа11ии величина едиНtИ'Ч!НЫХ
·обжат.ий является ~лавным фактором, влияющим на величину 1и
распределение в.нутрен:них напряжений.
2. Малые, средние и повышенные единичные обжатия (до 30350/0) sызывают ~нормальное ра·спределение напряжений; т. е.
:налич·ие напряжений растяжен.ия !В ~поверхностных слоях 'И на
·пряжения сжа11ия - во :внутренних · слоях ка· натной проволоки.
3. Пр:и вел•и~чин:е единичных обжа11ий выше 35О/о иеняе11ся
зна· к напряжен:ия lи ·воз. никает так на:з ываемое «обратное» рас
когда поверхностные ·слои 1и~опытывают
пределение напряжений,
напряжение
сжатия,
а
внутренние
-
напряженИ'.я
~ра·стяжения.
108
ИЗМЕНЕНИЕ
ГЕОМЕТРИЧЕСКИХ ФОРМ ЗАГОТОВКИ
И СВОЙСТВ
СТАЛИ
4. Распределение :напряжений по сечению канатной про'Во1Ло
ки диаметром 3 мм, тянутой при суммарном обжатии 700;0, при
различных единичных обжатиях показано
показывает, что
наибольшее
кг//rtм2 и наибольшее
46,8
на
напряжение
:р·ис.
rьзмм
+50-+------1----i
18,4 кг/АtМ 2 .
5. ИзмененИJе
•4 0
u
в
График
~равно
ФЗ.JАМ--
сжимающее напряжение--
женин
71.
растяжения
напря-"' tЗО
::;;
поверхностны х ~ +ZO
слоях проволоки в зави~си- ~ +1О
мости
от
ма[рНОГО
веЛJИЧИНЫ
обжатия
сум-
°'-
схема- ~
о
тически представлено на ~ +30-----1----.
рис. 72. Из рассмоrгрения ~ +za
графика следует, что .ив- § +10
меняется не только абсо- ::.:::
0
лютная величина напряжения, но и его знак.
Первая перемена знака
-ю
~za
напряжений имеет м~сто
при очень малом общем
обжатИJи -- приблИJзитель
но 1°/о, вторая перемена при общем обжаmш око
ло 600/о.
-за 1,5
Характер
о
1,5
1,5
а
1,5
Расстояние от оси, мм
Рис. 71. Распределение напряЖений по се
чению проволоки при различной вел!'fчине
единичных обжатий:
+
изменения
напряжения
растяжения;
-
напряжения
-
сжатня
напряжений 3-го рода (за
счет искажений кр.исталлической решетки) в холоднотянутой и
патентиров.анной проволоке показан на рис. 73. При увеличении
Осум
до 65°/о напряжения падают
и
лишь после
начинают
Jok;, :??;J
о
Рис.
в
10
72.
30
20
40
50
Сум.1v1арное обжатие Dc1iл-. 'Ус
Изменение напряжений
поверхностных
слоях
симости от суммарного
1-го рода
проволоки
обжатия
60 . 70
в
завИJ
(схема)
Р. И.
Осум >65О/о
расти.
Энтин,
кая
предполагают,
при~ волочении
2)
3.
что
патенти
рованной проволок,ИJ в
результате деформации
в крис11аллической ре
шетке происхо:П.Ят одно
~ременно два процесса:
1)
выделение углеро:да,
уменьшающее
ние решетки, и
Э_
К.аминский, В. К. К.риц
искаже
смещение атомов из равновесного положения,
вызывающее увеJ]ичение искажений
Ход кривой на рис_
73
решетки .
,
можно объясни:ть тем, что в начале,
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СВОЙСТВА
СТАЛИ
IG9
ПJРИ малых степенях обжатия, искажения решетки з1а счет де
формации (смещение атомов) не велики и преобладает эффект
в осстановления нормального положения атомов в решетке бла
годаря
выделению
углерода
(1-ый процесс), затем с уве
личением О сум влияние обо
их
процессов
вается
О сум
и,
уравновеши
наконец
> 60 %
при
преобладаю
щее
влияние
приобретает
2-ой процесс.
Наличие в
патентированной проволоке
значительных
напряжений
3-го рода, превосходящих на
пряжения
в
довольно
1,Э
j (2.21J)
1.8
1·6 о
силь
но деформированной . прово
локе,
связано,
с
что
тем,
ной
в
проволоке
решетка
искажена
растворен
ным
ней углеродом ..
Рис.
рода
смазкой
-
60
во
обжатие ОсулР
40
100
%
мыльным
чении с плохой смазкой
кой, В . А. Ильиной) .
-
73.
в
Изменение
углеродистой
напряжений 3 - го
прово.ло.ке в за
висимости от величины суммарного обжатия:
[I(i I О) : 1( 22 0 ) -
Напряжения 2-го и 3 - го рода
в образцах стальной среднеугле
родистой
проволоки
диаметром
0,95 мм (тянутой из патентиро
ванной
заготовки
диаметром
1,36 мм) при волочении с хорошей
'20
Суммарное
возможно,
патентирован
сильно
в
1----t---+----t----r---r---i
lmoi
отношение
интенсивности
двух рентгеновских линий
(дифракционных).
полученных
от
плоскостей
кристал.:шческой
решетки (ЫО), (220), и служащее мерой величины
искажения
(см.
порошком
-
оказались
напряженt-1й
стр.
3-ro
рода
36)]
меньшими,
чем
при
воло
керосином (по данным И. А. Юхвеца, В. К. Криц
Влияние волочения на технологические свойства стали
Обрабатываемость
Холодное
волочение
резан~ем
rшнструкционно й
стади
удучшает
обрабатываемость ее резанием при содержании угдерода менее
0,3%.
При увелиЧiении содержания углерода
ченая
сталь обрабатывается
от
0,3
р.езани:ем так же,
до
0,4 %
волu
как горячеката
ная. При большем содержании углерода (более 0,4 %) холодно
тянутая углеродистая ст.аль обрабатывается резанием хуже, чем
горячекатаная (по данным С. Б. Футорян).
Свариваемость
Сильно наклепанная сварочная проволока (голые электроды)
пр1и :еварке ею ·стрО1Ительной стали. у.величи1 вает потери ;металла
вследствие разбрызгивания и ухудшает качес'Гво сварною шва.
110
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЗАГОТОВКИ
Это
обстоятельство
ности
и
И
CBOf'!CTB
объяс!Няется изменением
т еплопроводности
~металла
.пр~и
СТАЛИ
эжжтропровод
холодном
:вол()!Че:нши
(возрастает окорость расплавления проволоки и повышается ее
темш~раТiУра), что ,и :приводит к ухудшению качества сварочного
шва.
Так как 1в .настоящее время применяется в основном сварка
обма:занными электродами, то не 'следует преувеличиватъ пра·К
тического значения приведенного здесь факта.
Из нос
Эксплуатационные иослед:ооани:я износа проволоч·ных сеток ИJ
ла'6ораторные 1иоследования \Износа проволочных
~ 0,5080.---..----.-----~
~
~ 0,5080
~"'
1
ез:·
1
1
~D,4054
~
1
\
с:::,0,3048
\
g
~с::>
1
i~
~
. ~D,2032
0,40641---------+---+
Q)
1
~
2
r:::.OfOfб
~
~
~
~
0,2032 г---i-----r----..-1
.
~
@QfOfб 1----+---t----+--~
-......._
-.......
<:>
О 120 141J tбО
O.ЗD48r-----+"<c--+--'<-,.__--;,
1\)
<.:>'
~
::,.
aw 0,50
180 200 220 240
Предел прочностиGпч,kг/ннZ
о,Бо
Рис.
-
74.
0,70
б
Износ стальной холоднотянутой проволоки в зависимости
предела
прочности;
на
аво
соаержание углерода, °!о
а
а
канатов лока-
б
воздухе;
содержания
-
2 -
углерода;
проволока,
1-
проволока,
патентированная
в
orr:
нормализованная
свинце
зали, что 1износ стальной .проволоки тем ~меньше, чем sыше пре
дел прочности ее (рис.
74,
а),
достигаемый за с.чет повышения
содержания углерода в стали (р1и1с. 74, 6) . По данным rex же
исследований, увеличение предела прочности, обусловли1ваемое
деформацией волочения
(наклепом),
мало
сказывается
на
росте износостойкости
тием
наклепа
трения.
под
проволоки,
влиянием
что
нагрева,
можно
объяснить
возникающего
в
сня
зоне
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СВОЙСТВА
СТА ЛИ
11 1
Влияние волочения на физические свойства стали
Плотность
Многими 'Иоследователяrми установлено, чго при .воvrочении ,
ка• к · и при друnих нnдах холодной деформации, плотность стали
с
увеЛ'ичением
А. Е.
наклепа
кривой
наклепа
неско.пько
уменьшается.
Брюханов определил, что
в
(«Критический»
интервал)
плотности:
сменяется
происходящее
возрастанием,
после
некотором
заметно
вначале
чего
падение
плотность
вновь
интервале
цзменение
плотности
начинает
падать .
Практически шзменения плотности стали при волочен~ии не
превышают 1-2°/о, и поэтому их обычно не учитывают.
Электросопротив.пение
Удельное электрооопроти:вление при наклепе металлов обыч
но возрастает. Холодноrгянутая стальная право.пока обладает
электросопротивлением rпочти на 1О/о выше, чем отожженная прrи
600°
(по данным С. А . Погодина).
Удельное электросопротив.пение 1проволоwи 1шз аусте:нитной
стали типа Х18Н8 возрастает при волочени:и почти на 300/о.
Магнитные
с 1 войства
!Волочение зна:ч 1 итель-но сказывается на магнитных свойства·х
проволоки.
Приведенные ·н.а рис. 75 кривые хараrктеризуют заВ1иоимость
остаточной магнитной индукци.и В" коэрцитивной силы Нс в
макоимальнюй магнитной проницаемости µмак с от tВеЛ'Ич1 ины об
жатия волоченой стальной проволоки, •содерж.ащей 0,07% С (по
цанным Б. Г. Лившиц). На рис. 76 пр· иведены кривые зав.ш::• имо
сти µмакс и нс от :вел1ич1ины обжатия и содержания углерода в
проволоке.
По · некоторым исследованиям, в сердцевине !Железной П'рово
поки Нс оказывается больше, а µмакс меньше, чем в ее наружных
слоях.
Стой~ость
против
кор~озии
Несмотря ·На то что холодная деформация, • в частнос-nи; воло
чение, улучшает
качество
поверхНJости
проволоки и тем
самым
несколько повышает стойкость стали про11ив коррозии, тем не ме
нее стойкость
жается.
волоченой стали против
коррозии
обычно
сни"
~ 10000
~ :::... 9000
1
~ z~ вооо
~~
7000
5000
5000
~ §
Е: "1'
~~
1 "
у
"'......
vv
v
1400
1200
1000
800
600
400
2
11-
3
го
о
ьо
40
~
...
1600 "' ::;
~
~
v
~
1800
/
~~
!§ ~
~~
~
~~
:::i
~~
80
Сумм aptfOe обжатие Oc!fM• 0/о
Рис. 75. Зависимость
магнитных свойств про
волоки из стали с содержанием IJ ,07°/o С от ве
личины суммарного обжатия при волочении:
1 -
остаточная
индукция;
3 ~ магнитная
2 - коэрцитивная
проницаемость
сила:
~
~ ~1000 \
~ ~
~~ 800
~~
500
:::i'->
~~ 400
t:i
~ гоо
~ :::t
\
-"
--- ""
'
.....
1
2
....
О
20 ftO 50 80
Суммарное оо:нсат11е OC!JM' ""
Рис.
76.
Зави симость
магнитных
свойств
стальной
проволоки от величи~iы суммарного обжатия
при волочении:
1-
с
содержанием
и
3-
0.070/о
с
С;
2-
с
содержанием
содержанием
о.18'/о С
0,550/о
С
ВЛИЯНИЕ
ВОЛОЧЕНИЯ
НА
СВОЙСТВА
J 13
СТАЛИ
Чем тоньше 1 сечение протянутого металла, тем '6олее его по
верхность подвержена ·1юрроэи1и и тем более необход~имы меро
приятия
путем
по
защите
легирования
и т. п.), нанесения
и
т.
данного
его
металла
и
(нержавеющая
защитных
сплава
сталь,
металлов,
от
коррозии
медистая
спепиальных
сталь
смазок
Д.
Предел усталости наклепанного металла ·в к·ОР'Р'О·з~ионной сре
де
(предел .коР'розиоююй устал.ос11и)
•резко снижается,
силЬ'нее, чем ненаклепанного металла (т.абл.
причем
15).
Табл~ща
15
Предел усталости стали марj(и 50 холоднотянутой и нормализованной
(nри 106 циклах), no данным А. В. Рябченкова
Предел усталости при иаги5е
-кг/лt.и'
Снижение
В 3°/0-НОМ
Состояние стали
предела
растворе
на воздухе
усталости
повар енной
соли в воде
Нормализованная
25,8
10, 1
2 ,5
раза
Холоднотянутая
38,6
7,4
5,2
раза
Травильная
хрупкость
При увеличении наклепа травильная хрупкость стали в про
це•осе ее травлен/Ия в-оврастает. Практическое з1начение это 1и.меет
лишь ,при травлении проволо:ки :перед оцинкованием и лужением .
Влияние волочения на микроструктуру и текстуру стали
На рис.
77
показано ивменение микроструктуры
при волоче
нии отожженной низкоуглерод1истой (0,03 % С) и патентирован
ной средне- и высокоуглеродистой стальной (0,35 и 0,84 % С)
проволоки .
Мик,роструктура
волоченоJ1о металла с увеличением суммар
нюrо обжатия .изменяется все сильнее
-
зерна металла и отделr,
ные стру.ктур·ные соста1Вляющие вытягиваются в
чения мет.алла.
н.ап.ра·влении те-
·
Структура холоднотянутой высоколегированной стальной про
волоки аустенитного кла~еса (~например, нер~жавеющей стали мар
ки Х18Н9) харакrеризуется, помимо обычной для волоченого
8 PI.
А . Юхвец
Оожатие. ~~
()
20
Jfi
.59
79
1
iд4,5
а
Рис.
77.
(J
6
Мнкроструктура волоченой проволоки в
мости от величины сумм арного о бжатия:
а - с содержанием 0,03 1/о С, отожженной, Х 100; б
па·rентированн01!,
Х500;
в - с содержа нием 0,84 1/о
-
с
С,
зависи
содержанием 0,351/о С,
пате нтированноl!,
Х500
ВЛИЯНИЕ
материала
ВОЛОЧЕНИЯ
вытяну,тости
зерен
НА
'ПО
СВОЙСТВА
СТАЛИ
н1аправлению
115
протяжки,
q.a .
стич:ным пр е~нращен:ием у-фазы 1 в а-фазу .в результате дефор:v1а
ции.
При холодной пластическо й де формации м·еталлов ориентация
кристалли
ческой решетки в каждо м зерне из м еняется в сторону, совпадающую с главны
ми направлениями те ч ен ия м ета лла. Т а кая о ри е нти ровка или те кстура дефор
м ац ии зависит от м атериал а и хара кте ра деф ор ма ции. В про в олоке обычно
пол учается так называемая осевая стр укту ра, пр и которой образ уется ориен
т и ровка,
паралл е льн а я
отношению
к
ос и
OctL ~во ло чения; тексту ра
в
это м
случае ои м метрична по
проволок и .
Причины накл епа
при холодной пластической деформа ции волоч ением
На клеп характеризу ется прежде всего упрочнение м , т. е. по
выш е нием
сопрот ивлени я
мет алла
пластической деформаци и
и
р в зр ушению.
Многочисленные современные теории объясняют наклеп глаР
ным образом из1менен~иям 1и (и·скажениями) в кристаллической ре
шетке
:или
структурными
формации
металлов
и
превращениЯ!ми
упрочнение те х нич еских ~металлов
деформации
обусловлено
при
плас11ичео1юй
де
сплавов. По теории С . Т. 1К:и шкина 1,
и сплавов
постепенным
при
'Пластичео~JЙ
выпадением
и' з
:пресы
щенного твердого раствqра мелкодисп ерс•ных структур , блокиру
ющих плос кос11и сдвигов . Такими у прочняющи,ми с11р у кту рами,
по теории С. Т . К:ишкина , моrгут быть: ,а) ~имичоские соедине
ния (карбиды, инт·ерметаллическше 1 включения и т. п.); б) фазы
аромежугочног.о 11ипа - зоны, блиЗ1к·ие по составу к химическим
соединениям, но еще не получившие кристаллографической ин
дивидуальности; в) фазы, представляющие собой твердый рас
тв-ор, отличный от м атр· ицы (осноВ'ной решетки); г)
блоки (или
фр1алменты) решетюи, образующиеся при ее дроблении .
Упроч·нение при RОлодной дефор~м ацаи стали объясняется , в
частност:И, выдел еНJием кар 1 бидов . G. Т . К:ишкин считает, что хо
лодная деформация стали является ·как бы термической обработ
кой , ориентированной по определенны м плоскостЯJм, где образу
ются карбиды , и что теория блокирования позволяет рассмат
ривать упро11тение при пластической деформации так же, .ка1к
упрочнение пр~и термической обра'6011ке и легиров.ании.
Согласно другой, довольно широко ' распространенной тео
рии - теори1и дислокаций - упрочн1 ение обусловлива,еrгся
кон
центрацией дислокаций, т. е. искаженных областей 'Кристалличе
ской ре1Шетки (оrгклонений узлов решетки от идеального поло
жения), количео~во которых увелич.ивается в .процессе пл.ас11иче
ско:й деф<Урмации.
1 Известия
О . Т. Н. АН СССР,
1946,
№
2
и
1948,
№
1.
116
ИЗМЕНЕНИЕ ГЕОМЕТРИЧЕСКОй ФОРМЫ ЗАГОТОВКИ И СВОйСТБ СТАЛИ
Некоrrорые .авторы объясняют ~наклеп ст.али при
волочении
и д'руnих ·видах холодной обра6011ки переходом углерода в твер
дый раство•р и переходом а-железа в у-железо. Они с<читают, что
мгновенное действие на протягиваемый ~металл сил ажатия !В ка
нале
волоки
~и
могут оказ.атыся
тепло,
разв1ивающееся
по
совершен1ню доста'I'очными
плоскостям
сдвиго!!,
для ·м гновенного
ме
стного поднятия темпер.ату~ры. Сочетания Э'I'ИХ двух факторов
-
высокого давлеНlия и высокой температуры - доста11очно с их
точ1~и зрения для того, ~чтобы не толыю содейсгвовать переходу
~ у, но и для того, 'Ч'юбы 1вызвать ра~створение углерода !В же
°'
лезе. Главное явление в процессах холод'ной обработки
воло
чением, ка1к и при закал1ке, - обр.азова ние ау•стенита ·и продук
тоrв его р.а~спада. Сторонники этой теор1ии сЧJитают 1н~а1клеп про
цессом,_ аналогичнЬ!lм процессу закалюи стали
.
.к;роме перечисленных выше те·орий упрочнения металлов и
сплавов
при Jюлодной деформаiЦии, имеет~ся ·ряд других
новых
теорий. На1иболее экспер~имент.ально доказа'Н'ной оо·временной тео
рией, объясняющей упрочне~НJие стали при х·олодн.ой пластической
дефор•мации, в ча1стнос11и, волочением, можно считать теорию
блокн·ров·ания, разрабоrга•нную С. Т. Кишкиным .
ГЛАВА
ИСХОДНЫЙ
1.
111
МАТЕРИАЛ ДЛЯ
ВОЛОЧЕНИЯ
ОСНОВНЫЕ ТРЕБОВАНИЯ К ЗАГОТОВКЕ
Требования к каrчеству заготоВ!\iИ определяю11ся:
1) требованиями и .качеств:у 1гоrговой продукции;
2) технологичеок~ими требованиями основ·ных процеосов (соб
ственно волочение, термическая обр.а~б.011ка, подготовка поверх
Еюст~и и т. д.) ;
экономическими соображениями.
Для 0 1 беспечения вьюок1их ~ качеств заготовки · необхо,Jщмы :мак
3)
симально
1)
возможные:
однородность металла .по хим~ичоскому оост.аву, структуре,
механиче·СК·И>М и физическим свойствам и теаме11р1ическим разме
рам;
2) чистота 1 металла - отсутст.вие неметалличеаюих включений
и . вредных примесей;
3) отсутствие пороков - нарушений сплошности металла,
трещин,
раковин
2.
и
т.
д.
ФАКТОРЫ ,
ВЛИЯЮЩИЕ НА КАЧЕСТВО СЫРЬЯ
Химический состав
Влияние
стали
отдеJJЪНJЫх
детально
химических
изучаются
в
составляющих
курсах
· на
свойства
металловедения,
поэтому
в данном учебнике остановимся л1ишь на некоторых специфиче
ских ·снойегвах металла, важных при волочени: и у~глеродистых
сталей, наиболее широ1ю используемых в современной технике.
Углерод
Углерод являет.ся основным элементом, 1 Н1аиболее резко вл. ия
ющим на овойс-rва · Стали и способность к 1 волочению. Зависи
мость 1механичеошх 1 свойотв тер~м~ически необработанной (сырой)
к1атанки от содержания углерода приводи11ся на составленной ав
тором диаграмме (рис.
ность
однородности
78).
металла
Необходимо отметить особую ·важ
катанки
по
содержанию
так, разница в 0,10°/~ С .вызывает при патентировании
углерода;
. из·мене-
118
ИСХОДНЫЙ
МАТЕРИАЛ ДЛЯ
ВОЛОЧЕНИЯ
аие предела прочности~ при растяжении на 10-12 кг/мм 2 , т. е.
МО!Жет обуслов!ить значиrгель·ные колебания меха-ничесwих 1 свойств
проволоки.
Обычно допу~скаемые
f
обжатия
терми"Iес~и
катанки
zo .------,----,-
необработанной
в
зависиМ1ости
от
содержания в ней углеро
да приводятся в табл. 16.
Следует
по~черкнуть,
что
величина
допустимого
сумма1рного обжатия тер
мически
необрабоrганной
катанки может быть более
и~ли
менее
табл.
16
висит,
кроме .того,
соба
в
от спо
выплавки
стали,
качества
подго~овКiИJ
верхности
ее
чением,
пе[)ед
качества
чилыюго
f,O
указанных
величин. Она за
по
воло
воло
инструмента
и
других факторов.
Марганец
Рис.
78.
Изменение
механических
свойств термически необработанной ка
танки диаметром 5,2 .мм в зависимости
от
/ -
содержания
предел
углерода
2-
прочности crпq;
перечного сечения о/; 3 -
4 -
число
скручиваний;
в
стали:
сужение
удлинение
•шсло
5-
по·
o10d
;
перегибов
Маiрганец
вует
и
парализует
ние
ма,рганца
серы,
ХJИмическое
вредное
образуя
влия
с
ней
ооединение
(сернистый
мар га
появлен.иrе газовых пузырей.
Пюетому
углеродистых сталях может быть выше,
предоrгвращает
содержание
стали
и в значительной степени
MnS
нец)
споообст-
раскислению
в
Таблица
16
Допускаемые суммарные обжатия термически необработанной катанки
в зависимости от содержания в ней углерода
Соцернщние угле
.,,
рода в натанне
О, 1
0,3
0,4
0 ,5
Допуснаемое
суммарное обжатие
%
94
70
65
60
Содержание угле
рода в натанне
'!о
Допуснаемое
суммарное обжатие
'!о
0,6
0,7
50
42
0,85
17
ФАКТОРЫ,
ВЛИЯЮЩИЕ НА КАЧЕСТВО СЫРЬЯ
119
чем содержание других примесей. Марnанец замедляет изотер
мическое превращение ~аустенита, т. е. удлиняет процесс патен
тирования.
155 19
<о
'215..---t-~vd-::..~т:::t-~-t---f
:::r
&
~11..---+---t-~+-~-t=»~~=:;;;-:-l:~---j
~
о
"~ 7
i - ._
_..._
::s: 0,4
0,6
_ ._ __..__
D,8
_ ._ _........._
1,2
1,0
__._ _
r,б
1,4
Содержание марганца,
1.8
%
Рис . 79. Влияние марганца на пред:ел прочности при
растяжении и число
перегибов
проволоки
(О,7°/о С;
диаметр
3
мм;
температуре
Осум = 75°/о),
свинцовой
патентированной
ванны
450, 500
и
прш
550"
IB п руж~инных сталях vодержание ма,р['ан ца доводят до 1 % и
;:~,а1Же несколько выше, так как ма 1 рганеr,т. ~способствует прокали
в.аемости стали 1и повышает ее прочность. В электродно_й низко
углеродистой проволоке унеЛ'ичение , содержаiНJИЯ марганца (0,71.1 %) повышает прочность шва 1 при соХ!ранении высокой :пла
стич ности
металла.
График рис.
79 [7]
показывает, что ма рганец повышает пр•:.
дел прочности при· растяжении холоднотянутой углеродисто11
стальной проволоки, патентированной при~ различных темпера
турах. Содержание марганца в стали до 1,00; 0 влияет на вязкие
свойст.ва провожжи при ,испыта1н1ии
содержания марганца .сверх
проволоки стабилизируются
1%
iee
на перwиб . С увеличением
вязкие ,свойства холоднотянутой
(при О, У" =
750;0).
К:ремн,ий
11\рем~ний с'пособствует получению расК!исленнюй ·стал· и с . плот
ной и однородной егру1ктурой. Присадюи юремния несколько по
вышают предел прочности ·стальной проволоки. Наличие крС'м-
ИСХОДНЫЙ
120
МАТЕРИАЛ
ДЛЯ
ВОЛОЧЕНИЯ
ния в предел.ах 0,3- 0,8 % 1н~е ухудшает плас11ических свойст,в
холоднотянутой патен'Гированной канатной ,и пруж·инной сталь
ной проволоки (0,5 и 0,80/о С) [7]. Кремний повышает предел
упруrопи ст,ал1и, что особенно важно для качества пружинной
про вол.аки.
По литературным ддн1ным, с повышением содержания ~крем
ния ухудшается 'Гра·вление 1окал1ины, ОЬ'разующей~ся на
ности
поверх
ст али.
Кремний, нююдя1 сь в стали в виде скопления окш:лов, разру
ша,ет 'При
сти
:волачен1ии 1канал
волоки и
вызывает
порч:у
поверхно
протягиваемого мет,алла.
Холодное вол,о:ч·ен~ие ст.али, содержащей -более
1 % Si, rве·сьм а
СJЮЖНО.
С ер и
Сера так же, как и марганец, 1кре1М'ний ·и фосфор, относи11ся
К СОПУТСТВУЮЩИМ ~ПрИ'МОСЯМ .
Сера н1е тоvrько !Вызывает краснолоМ~кость,
но
1и
обладает
споообrюстыо усиливать коррозию стали и · препятствов,ать оцин
кованию и л1ужению. Сер.а опасна тлавным образом 1из-за ·повы
шенной способности ее к ликвации . Вредное влияние серы лока
л изуется
м ар ганцем,
д а ющи м
химическое
соединение
-
серни
стый ма1рганец.
В высококачествен,НJых волоченых стальных ~изделиях допу
скается наличие не более О,025О/о S; в обычных - О,05О/о S.
В техн:иrчвских условиях оговаривается 1не толь~ко максималь
ное содержание ~серы или дру~гой 1вредной 1 примеои - фосфора,
но 'И :предельная сумма обоих елементов.
В ка'ч"~стве желатель'НtоЙ :приме·си сера .ввод!ится 1в а·втоrматные
стали для лучшей обрабаты в аемости резвние1м .
Фо ,сфор
Как из1вестно, фосфор ,вызынает хладноломкость стали . Фос
фор повышает предел прочности при р.а,стяженши, пониж ает вяз1юсть ~стали, у1В€Л'ичи вает ее ·жесткость, ~споооб:ствует ~расслаива
н1ию
и
ние
цинка
.порождает
ПР'И
хрупкость
'Нанесении
ст,али,
его
rна
,а
также
ухудшает
поверХJность
пр·илипа
rволочен ого
ме
талла.
!Вследствие рез,ко выр,а~ж1 еН1Ной способности фосфора ·к ликва
ции
нием
·могут 'полу~чаться
е110,
что ·выз ывает
ний и хру~пкость,
углеро:д:а
в
отдельные
:высоким
содержа
неравномерное ра,спределен1ие
на,пряже
возраст,ающую
уча,стки
п~р~и
с
увеличении
.содержания
стали.
Для волочения ,необхо,щим металл с минимальным содер·жа
н:мем фосфора. Однако в некоrорых слу~ч.аях фосфор Я'Вляется
ФАКТОРЫ,
желателыной ·примесью
ВЛИЯЮЩИЕ
в стали,
J:-1A
-
КАЧЕСТВО СЫРЬЯ
121
например, доба:влением
фос
фора :можно улучшить обрабатываемость •ст.ал· и резаН1ием (сталь
для гаек 1) IИЛiИ повысить •К' орровионную . стойкость теле;графной
проволоки, вводя до 0,08 % Р в сочетании с медью (около 0,2 %) .
Хро 1м
Х.ром з1 начительно замедляет процеос изоrгермичес~юго распа
да аусгенита при патентирован~ии ст.альной проволоки, т. е. тре·
бует •или онижения скоросnи .патентирования или уsелИ'Чения
размеров ванн (см. часть вторую книги); поэтому для
п ро1из
водства стальной проволоки желательно, чтобы содержание хро
ма в стали, особенно высокоуглеродистой, было минимальным.
Согл.асно
ГОСТ,
: ма•ксимальное доп~стимое содер~жание Х!рома
в сталях, 'ПО~вергаемых патентированию (для канатщ>й и тт1ру
жинной проволоки) , составляет О, 12 %.
В ка:ч·естве 1специаль:нюй ·присадк·и хром широ1ю использу·ется
rтри производст. ве ст.алей, от · которых требуются повышешные
твердость и прокаливаемость при ·закалке издел,ий (на111ример,
шарикопод1шипни1копз.ая сталь для 11руб, прутков и проволоки).
В оочетаншш с никелем хром широко используется при произ
нодстве нержавеющих iИ жаростойких сталей.
Медь
Медь повышает • Стойкость стали ~против коррозии, поэтому
rост 1686- 46 на ·низкоу;глерод,истую л1 инейную •проволо~ п ре
ду~сматрашает содержание в ней 0,2- 0,4 % :меди.
Содержание >более 0,2 % меди :в · ВЬ!lсокоуглерод· исrой стали за
держивает
скорость
изотермический
~ распад .а 1 устенита,
т.
е.
замедляет
патентир.ования .
Пр. и нагреве проволоыи с содержан1ием меди ~В пределах
О,3- 0,8О/ 0 до темпера.туры от 150° и выше проволока становит
::я х1 рупкой, что связа1но с выделением меди
(диспер1С1ионным
гвердением).
Алюм · иний
Алюминий содержится в уrглеро~и· стой стали в твердом рас
гворе 1или в 'Виде 'Мельчайших, 1 более или !Менее · равномерно р.ас
пределенных в массе металла
часлщ глинозема А12Оз .
Раскисление стали алюминием способствует получению мел
козерн1истой ,стал.и .
Установлено. что иноrгда отдельные вtключения кр· и 1ст•алличе
ского гли1нозема в стали, раски1сленной , алюминием, составляют
до ста тысяч · на 1 .м.м 2 площади шлифа сталь· ной ·проволоки. Эти
включения сильно .изнашивают • волоку, действуя как а6~азив
ная
1
ПЫЛЬ.
И. А. Ю х в е ц , «Вестник металлопромышленности».
1932.
№
7
и
8.
122
ИСХОДНЫЙ МАТЕРИАJI ДЛЯ
ВОЛОЧЕНИЯ
Некоторые исследователи указЬ11вают, что ~применение .алюми
ния в качестве раск1и1СЛ1.wrеля стали при :производстве тоНJкой про
волоки д!Иаметром ог 1,2 до 0,7 мм весьма нежелательно, а при
ижотовлении проволоки ,более тонких сечений дол1жно быть оо
вершенно
запр.ещено.
Отрицательное влияние раскисления алюминием стали для
канатной и пружинной проволокИJ
подтверждается
производ
ственшыми данными.
К: 1ислород
К:ислоро~ц являекя чрез'Вьuчайно ,в ·редной примесью . Обычtю
ОlН прису-оствует в ст.али ·В 'Виде соедиlнений ·с железом (FeO),
окислов дру!lих эл ементов (Si0 2 ; А1 20 3 и MnO) и, наконец, в
виде сложных соединений
(силикаты, фоофорноки·слые соедине
ния) .
!Вредное .щеЙIСтвие окислов кремния и алюм1иния :НJа стойкасть
волок уже отмечалось выше. Вкрапления мельчайших частиц
FeO,
обла~ающих большой 11ВердJостью, также способствуют бы
строму износу 'ВОЛОЧИЛЬНО:ЛО 'ИНС'J)румеJнта.
Включения FeO зна1чит·ельно тюн~ижают электропроводность
стали, в ча,ст1но~сти, проволок1и для линий ~с·вязи (телеграфной) ,
где етот фактор играет ,'Весьма суще~ствен1Ную роль ; 1рез:ко СНJИ
жают уд ар·ную ·вязк~асть, уsел~и·чивают
хрулкость, ~снижают число
СКР'учиваний, ускоряют кор 1роз1ию ·и с1пособствуют ста1рению ста
ли . :Про1tDность и пла~с11ичность ~ст,али за,метно nони1жаются при
содержашrи кислорода выше 0,03-0,04 %.
Водород
Обычно вредное !Влияние оказывает не столько водород, •име
ющийся в само1м ~металле загот>е)lв,ки, сколыю внавь приобретае
мый - поглощаемый при травлении и~ обусловлива ющий появле
ние так н1азыва,емой травильной хрупкости ~стали (подробнее
см. гл . IV).
Азот
Опыты 1 по ·испыт,анию на прочность низкоу~глеродистой сталь
ной пронолоюи ·с со~ержа,нием
и
после
1на1сыщения
повышение предела
нения проволоки
металл.а
прочности
при
0,14%1 С
азо11ом
в нор1малын.ом •состоянии
nО1казал~и
при
растяжении
и снижение от:но1оитель.нi0го удли
увел1ичении со~цержа'ния .азота .
Азот способствует стареНIИю стали. Содержа1ние аз·m,а в ст а
ли и его влия~ние на с~войiства стали в 1большой ,степени з ав'Исят
1
Ж. Р . М. О.,
1913, No 2.
ФАКТОРЫ,
ВЛИЯЮШИЕ НА КАЧЕСТВО СЫРЬЯ
123
от технологии выпла1вки; напр1имер, ~еталь, выплавлен1Ная ' В беiс
семеровском коН1вертере, содер· жит почти вдвое боль1Ше азота,
чем мартеновск· ая сталь 1 •
Величина зерна
Ис~едование 1вл,ияния
нел1ичины зерна
стали,
содержащей
0,53 %, С и О "55 % Mn, на свойства патентирован!Ной проволоки
привели к ·следrующи1м 1ВЬJ1вода1м [7]:
а) предел прочности крупнозернистой стали, чув1ствите11ьной
к ~перегреву, патентирова1Нной от темпе· ратуры 950°, ~выше, чем
МеЛ1IЮЗерНИ1СТОЙ стали, 1патен11иров.а;Н1НОЙ ОТ бoiJiee НИЗIЮЙ (810°)
температур ы;
б) ,к,руrгнозернистая сталь характеризуется более высокой
вяз· костью (число перегибов и скру;чиsание провол<J1юи выше JНа
25%);
IВ) запас пласт ичеоких
начала обры:вО'в)
свой(::11в
(предел
протя· rиваемости до
крупнозернистой ст.али также ~выше.
Неметаллические
Загрязнение стали
большим
включения
количеством
неметаллических
включений резко сН1И1жает ее пластичность, препят~ст· вует р<J.в!Но
мер'Но:сти
течения стали
1в
процессе
волющен1ия,
·ооз~ае т
ю~равно
мерные напряжения в металле, вызывая обрывы и расслоения или
нер·а.вномерность cвoikrв готовых 1 изделий и т. д.
У~ст.ановлено, что неметаллич:ескше : включения обьгч1но обус
ловл~и~вают низкий ·rгредел у~сталости и 1 быстрый выход пружин
ИЗ
СТ•рОЯ.
Исследование технологии
проволоки
сжих
показало,
включ:еiний
вынослив·о<:ть
в
что
произ:водств а и
увеличение
овойств 1Кiа<Н1атной
' кол1ичос11ва
неметалличе
за1 го11овке 1 снижает механи ческие свойства
пронолоки
1и
свитых
•из
нее
и
тросов.
Неметаллические включенИJя по размерам и~ про1исхожден ию
делятся на Дiва 11ипа: 1) 1 мелкие, образующиt~ся IВОО· едствие •реак
ций ~раскисления стали (обычно 1 ра1вномерно распределенные в
стали), и
2)
крупные (обычно единиrчные), попадающие ·в жид
кую ~сталь (шлак, мат1ер1Иал футеровки ·п еч· и . жолоба, "ковша
и т. п.) .
Наиболее вредны включения ВJ\Орого 11ипа. Небольшое коли
чество включ·ений перного типа 1не влияет за.метно 'На поведение
стшл1и ·шри холо,щном волю:чеНlии ·и 1на механические овойства про
воло1ш.
1 Подробнее о влиянии газов на свойства стали см. А . Н. М о р о з о в·,
Водород и азот в стали, Металлургиздат, 1950.
ИСХОДНЫЙ
124
.мАТЕРИАЛ ДЛЯ
ВОЛОЧЕНИЯ
Заuрязнения стали неметалл1и:чеокими включениями ха,р ·акте
ризуются
специальными
шкалами,
1-юму ·поперечному оеченшю
отно.сящимися
к
01пределен-
заготовки.
Так К·а·к немет.алличеокие ~включения несколько дробятся при
обжатии, то для того, чтобы оцем•ить загрязненность металла
проволоки
включениями,
этими
шкалами
пользоватыся нельзя.
Способы выплавки
Волочению подвергают сталь, •выплавляемую .главным обра
зо:м в основ.ной мартеновск•ой печи.
Свойства проволоки, ·выплавляемой скр.ап-процеооом, хуже,
чем .пр оволакш. изгоrювляе.моИ скр.ап-рудным процессом (с боль
шим коли~чееnвом iчyryiнa в шихте) . Объясняется это ~главным
образ.ом
заrгряз1н1е1н~ием
:металла •примесями IПiРИ
:выплавке
его
скрап -процеюсом.
Бессемеровская
сталь
менее
однородна
и
хуже
по
своим
свойствам, чем сталь, ,выпла:вляем.ая сВ .м артеновских печах, по
э11ому он.а пр.имеJНяекя
лишь для прюизво:дства
проволоки 1мало
отве:тственных сортов и дру·гих ~изделий, обычно получаемых во
лочением толыю из низко- и среднеу.глеродистой стали.
Опыт Укра·инсrюго ~института металлов 1 и работы Днепро
петровского института металлов 2 показали пригодность бессе
меровской 'НIИзкау~глеродистой стали ЮIЖIНJЫХ за•водов для ~воло
чения и ·из1готовле1ния из нее
гвоодей, IBИ'HTOiB 'И т. 'П.
проволiQюи, m1редназ1начаемой
для
Сопоставление механическ•их свойств холод1нотннутой прово
локи из -бессеrмеровской и .м.артеновской сталей дано на р1ис. 49.
Обширные исследования свойств конструкционной мартенов
ской лег.и1рованной сталИJ и электростали, пров•:денные Мырцы
мо1вым А. Ф. 3 , уста.нав·или, ~что отда•вать предпочтение ·металлу,
выплавлен~ному в электропечах, следует лишь в тех случаях, ко
гда ют детали требуются IВьюокие меха'Н'ические свойства, в осо
бенноiСт,и уда~рн.ая вяз"Кость и большое поп еречное •сужение или
вьюокая степеНJь чистоты от ·нем.еталЛ'ических 'Включений.
Для изготовления деталей, не требующих высоких механи
ческих свойств на ·поперечных сече~шиях, среднеу~глеродиста я ле
rирован~ная сталь, выплавленная в основной мартенов·СR!ОЙ пе
!JJИ,
может
ffiрименяться
•нара1вне
с
элект~росталью.
Вяз11юсть кан.а11нюй ~проволоки (ч.исло •гибов и кручений), из
готовленной
J С.
2
из
нелегированной
среднеуглер,одистой
Лощилоц, Б. Фастовский, «Сталь», №
В. Ка менский и др., «Сталь», №
мартенов-
1-2, 1940.
8, 1934.
з А. Ф. Мы р ц ы м о в,
Сравнительные свойства мартеновской стали и
электростали, Металлургиздат, 1946.
ФАК:ТОРЫ,
ВЛИЯЮЩИЕ НА К:АЧЕСТВО СЫРЬЯ
125
ской стали, uз некоторых случаях оказывае11ся даже ,более высо
кой, чем вязкость проволоки, изготовленной из стал,и аналогИ:ч
ного х1имrического состава rи выплавлен'ной 'В элеrпропечах.
Эти и другие данные свиде.тельствуют о необходимости д.иф
ференцированного подхода к выбору способа выплавки метал
ла,
преднавначе1ннаго
для
волочения.
При rизготовлении ряда специальных, 'Ilрудно деформируемых
высоколегированных
сплавов,
подлежащих
волочению,
приме
няют ,выплавку стали в электропечах под : ва1куумом; этот способ
гара1нтирует получение металла, с1вободного от rгазов.
Качество шихтовых материалов
Металл,
выплавленный
в · осню1в1нюй мартеновской
•печи
на
шихте, состоящей из дре1веС1ноу~гольного чу~гуна, дает более ,вы
ооко1качесТ!Зенную,
менее
подверженную
переходу
в
хрупкое
со
стоя~ние и знач1ИтелЬ"но более вы11юсливую по~сле овивюи ее в
трос проволоку, чем обычный мартеновский металл, выплавлен
Н!ЫЙ на шихте, состоЯ1rдей из коксового чугуна [29].
!Высокое к,ачест1во скрапа (уменьшая окисление .и загрязнен
ность вредными пр:И1месями) обеспечивает и высокое качество
выплавляемого 1из него металла - лучшие механичосюие с1вой
ства (по вяз1юст1и) и более высокий выход го,rщой ка1натной ПР'О·
волоки [29]. Прово\liока, изготовленная из · стали, 'Выпла· вленной
из губчатого железа, <Ублад,ает лучшими ·вяз·кими свойствами при
испыта:нии на перегиб и скруч1иванrие, чем 1про1волока из стали,
выплавленной на обычной шихте.
Качество слитка
Че,м
нем
больше 1Вес
ликвация
-
(размеры)
сл· итк. а, тем резче ~выражена !В
неоднородность
оост.ава,
а
следо~атель.но,
и
свойств по сечению.
Чтобы получить высокие 1меха1н.И1ческше овойства, в частности,
ударную ,,вязкость, и ивбежать •рааслоенrия rи трещин 1В металле
пр1и волочении, А. Ф. Мыр~цымов рекомендует разливать 1мет.алл
в слитки весом iНе более З т. Сказа: н1ное -выше ютнюдь не ~исклю
чает
•возможности
.использования
хороших
·по
ка1чес11ву
сл!ит1ко1В
весом более З т.
К:ана11ная проволока, :изготовленная 1из средней ча•сти слитка
вооом 760 кг, пок. азал.а, что изтотовленные из нее тросы ,обладают
лучшими механ1ически~ми свойс11вами •И вьшослив1остью, чем щро
волока, ИЗIГотавленная 1из · верхней и Н'ИDКней частей тех же tлrит
ков (1 Н1есмотря 1на то, что предва· р'ительно было удалено 25%
вьюоты rоловной ча.сти и 4 % Х'ВОстовой части ,сл,итка) [29]. Для
наиболее 011ве11с11венных марок стали отрев.аемый объем должен
ИСХОДНЫЙ
126
J';lАТЕРИАЛ
ДЛЯ
соста1влять для прибылыной ч.асТIИ
ка
около
-
2%
ВОЛОЧЕНИЯ
15-20 %,
а для НJиза слит
от объема всего сл1итка.
Прокатка стали
Вопросы рациональной прокатки за1готовI~и
для
волочения
проволоки , пру.тков ,И/ 1lруб освещены в сооrгветствующих курсах
прокатки
ст,али.
З'агоrговка, предназначенная для
волочения, должна
быть
возмож~но ·более одН1ородной по ~своей геометр1Ической форме,
не ·иметь дефектов rпрокатюи (закатов, т1рещин, <<у!СО'В» и т . п .) 1и
удовл етворять ряду дру1г,их требований, обыч•но предъя,вляемых
к любой качесгвен1ной 1з аrоrговке. Кроме ·юго, для успеха ·процес
са
во~ючения большое
знач ение
имеет
получение
З•аготов·ки
с
микрост1руктурой, припюдной для !Волочения без: терм1ической
обраоботки.
Получение катанки .ив ср·едне- и высокоуглеродистой стали
со структу1рой, о·бладающей вовможно большей пластичностью,
дост.игается
ускоре~н1ным
охлаж·дением
катанки
в
:~юнце
прокат
погружеНJивм 1 бу~н'юв прюrволоки в во~ду.
При охлаждении rв rоря'Чей ~воде кат.анки 1и1з 1орещнеуглероди
стой стал·и l)ТдаеТ'Ся устраН!ить одно (первое) патентиро·ва~rие, т.ак
как обра'6отанная таким образом 1катаН'!~а обладает улуч1Шенной
ки
-
макрострукт~рой, поз1воляющей ~волочить ее с общим обжат:ием
ДО 800/о.
Очень важно для уiспеха :волочения высокоуглеродистой ста
ли 1предот~вра'пить образова~ние цеме1нrги1шой оетки в 1горячекат.а
ной за['оrговке . ЦеменТ1Итна.я сетка ·В J(атанке ~успешно у·страняе11ся
путем охлаждения ее после горячей прокатки в воде.
3.
МЕТОДЫ КОНТРОЛЯ МАТЕРИАЛА ЗАГОТОВКИ
Исследование макро- и микроструктуры. Иоследо:вание мак
ро- и микрост.руктуры шиrроко применяеТ1Ся 1при опр·еделении [~а
'Iест1ва за·го11овки для 1вол.очения. Мак,роструктура :Заготовюи дл я
проволоюи про~веряекя на некоторых за1водах по ~с пециальной
шкале, харакге:ризующей пло11ность заютов·юи деред прокат•кой
ее, налич:ие в iН1ей ~наружных и ~глубинных пузырей и в•ключений.
При
пу:зыр1И,
иоследов,ании 1маюр.сж:тр~кту1ры
рыхлость,
выявляю'ГСя
ликвация.
трещины и другие пороки .
Лик·ВаП!ИЯ сталrи ~орошо !Видна на ~поперечном сечении образ
ца загоrговки
(рис.
80, d);
такая резкая неоднородность метал
ла вызывает . надрывы в проволоке прrи волочении ее, особенно
с повышенными обжатиями (рис. 80, 6). Кроме того, ликвация
затрудняет получение при термообрабоrгке однородного !10 струк
туре, а следовательно, иr по свойствам металла.
Рис. ~О. Пороки металла заготовки:
а
-
зона
ликвация
и
и
надрывы
сотовые
в
пузыри
проволоке
Рис.
81.
(поперечное
при
волочении,
Расслоение
сечеаие
проволоки
дефектов
заготовки};
вызванные
катан ки
в
6 -
ликвацией
ликвационна f!
серы
результате
и
углерода
128
ИСХОДНЫЙ
МАТЕРИАЛ
для
волочения
Раковины и рыхлость свидетельствуют о непоЛН{)IМ :удалении
прибыли слитков или о плохом качестве ;исходного металла. На
личие их в заготовке приводит к частым обрывам металла при
волочении и ра·сслоениям проволоки (рис. 81).
Трещины, р~иоrш,
плены, закатанные усы можно 1разлитчить
прlИ исследованиИi макро- или ~микроструктуры
при
помощи
мик
роскопа. Грубые трешлны и волосовины лучше всего выявлять
травлением концов
бухт, тр уб и т. д., а иногда, в особо ответ
ственных случаях , подвергать травлению целые
бухты,
трубы
и т. !П. Глrубину пороков в эт1их ~случаях определяют запилов•кой
проволоюи
нап·и~тРьн1иком,
а
величину
-
замер.ам
микро~ме11ром
ил1и другими ·споооба1ми.
При t1сслеtдовании микроструктуры выя1Вляют:
1. Обезу~глерож.и~вание, которое у~глубляется при
последую
щей термообработке ·и особенно нежелательно 1в сталях для пру
жин и изделий, для которых твердость поверхности имеет
осо
бо важное значение (иглы, сверлы, шарики и rролИIКи для под
шипнrиков и др.). О11р1ицат·ельное влияние 1на качество проволо
rш оказыв.ает та~е .местное обезуглеротивание, чаще всего
окружающее трещину, выходящую иногда на поверхность. Оно
связаrно главным образом с наличием сотовых пузырей и зака
тов.
2.
Неюоответс11вие структуры техниче-сюим
требО'Ваниям,
~на
пример, наличие крупных зерен карбидов в
шарикоподшипни
ков.ой или игольной стал1и, ·к~руп1Нюй цемен'Гитн·ой оетки, егрочеч
ности
и т. [J.
Включения, ~которые обычно кл.а1осифицируются по спе
циаль'Но разработанной шкале, напр·имер, по ГОСТ 801-47 (для
шарикоподшипн1и1ювой 1или других марок сталей).
4. Прочие пороки (микропустоты, раковины,
трещинки
и т. п.).
Простейший метод контроля, даюший ПIРИ !Известном навыке
хорошие результаты, - это контроль по излому, позволяющий
определить величину зерна, величину обезуглероженного слоя,
3.
.
равномерность излома по сечению и наличие в
(раковин, т.рещин и т. п.).
нем
дефектов
ГЛАВА
IV
УДАЛЕНИЕ ОКАЛИНЫ И ДОПОЛНИТЕЛЬ НАЯ
fIОДГОТОВКА
ПОВЕРХНОСТИ
СТАЛИ
К ВОЛОЧЕНИЮ
ЗНАЧЕНИЕ ПОДГОТОВКИ ПОВЕРХНОСТИ CTAJJИ
1.
Поверхность стали, подвергаем ой волочению, должна быть
заранее тщательно подготовлена. Эта подготовка заключается в
июлном удалении окалины с поверхности металла, последующей
-обработке очищенной
от окалины
поверхности
и
нанесении
на
н ее специального дополнительного слоя, играющего обычно дво
якую роль: а) закрепителя смазки, применяемой при волоче нии,
и б) ·изоляции -между поверхностью протя~гиваемО1го иэ.целия и
,рабочей зо~юй 1ВОЛОЧ1ИЛЬНОГО ИНС'{)румент.а.
Удаление окал1ины и ,щополнителыная обработка поверхн<кти
меrталла ·пе.ред волочением необходимы для ,нормального проте
.кания 1Процеоса !Пластичеокой деформации ·Волочения, для полу
чения
tIИЯ
ния,
высокого
качества
при 1волочени1и
уменьшения
и,
поверХ!ности
следовательно,
·расхода
металла,
уменьшения
ОНJИжения
усилия
~волочильного 'инструмент.а
и
тре
волоче
расхода
электроэнергии. !Влияние качества подготовки поверхшости
rкоэффициент треН1ия .сталыной проволокш показано в табл.
на
17.
Таблица
17
.Влияние качества подготовки поверхности на коэффициент трения стальной
проволо1ш (фрикционная пара: проволока nз стали марки 10
и инструментальная сталь)
Подготовна поверхности образцов
r
проволони
Без подготовки поверхности (с окалиной)
ОюJлина удалена механически (строжкой);
нительной
подготовки
;1роизводилось
Травление
1равлен ие
+
омеднение
+желтение
И.
А.
образца
+о бработка
в
Юхвец
0,41
То же
Мыльный
о,зз
не
. . . . . . . .
+известкование
циент
трения
Без смазки
допол
. . . . .
r:оропюк
0,062
~То же
0,037
растворе
............ .
буры
'9
поверхности
l\оf!ффи-
УДАЛ ЕНИЕ
i30
О КАЛИНЫ
И
П ОДГ ОТ ОВКА
М ЕТАЛ ЛА
К
В ОЛ ОЧЕНИЮ
Стр у кт )liр а, tСоста'в и свойства окалины восьм а сложНJы и раз
нообразны.
Они зависят главным
образом
от состава 1и стр у к
туры стал.и 1и у~словий ее нагрева и охлаждения пр1и т ермической;
обрабо-гке и ·горячей .цеформации .
В окалине, образ ующейся при температу ре выше
ся 11ри 'различны х слоя.
iK
кает rнаи м енее окисленный слой окалины
ним слой состоит 1из
Fe 30 4
575°
имеют
·слою ,неокисленшо го ме талла примы
FeO . Следующий за
и, 1НJа•конец, :на1ружный сло й окалин ы
состоит 1из Fе 2 0з .
В леr~ированных qталях ~еа:став окал1ины вначителыно 'СJюжнее .
чем в уrглеродистых: она содер11ип, кроме окислО1в ~железа , окис
лы хрома, никеля и т. п. 1В ва!виоимооти от соста1ва ~етали.
Образование
~слоя
окалины
сопровождает~ся
ино~гда
спека
н_ие~м оюисленных iслоев, приобр1етающих очень твердую ~ете·кло
вищную или емалевИДНJУЮ cтpiy1KT}'IPY· Слой такой окал1И1 НJЫ уда
ляется ·С большим трудом.
2.
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЫ
Различают несколько ·мeT0'1JiCJIB удаления окалИ1ны: 1) 1механи
чесК1 ий; 2) химичес 1 юий; 3) электрохшМ1Ический;
4) смешанный
(химичеоК"ий
ский)
; 5)
+ механический;
~Элекrгрохимический
прочие способы.
+ механиче·
Механические способы удаления окалины
"
1
•1 •• •
Од1н~и.м . из оооообов ·механичеокюй очистки 1пр·оволоки являет-
ё,я 'в,стряхиrВание б~унтов на специальных механизмах, так называе. мых колdтушках [6], (21 ], [30]. !Колотушки при:мен1яют в оочета
, нии с хrимической обр,абот1юй проволоки травлением . В ,настоя
ще.е . ~время
мощи
очист'ка
колотушек
На рис .
пове~рхносrги
применяекя
про 1 волоки
от
окалины
при
по
ачень 1рмко.
82, а показана схема ·п 011оч~ной · механической очистки
поверхности 'н1итей пр01волоюи от окалины 1 при помощи специаль
ного
станка,
уст.ановленнаго
1Н1епосредствеш1но
1 пер·ед
волочиль·
ным станом.
В этом ста1н.ке
(рис.
82, 6) с11альная ~проволока по,п;вер 1rается
периодическим перегибам между ооответствующи:ми роликами ,
после 1чею поС1у пает на завершающу~ю очистку ~быстро вращаю
щим1 1кя износостойкими ст. алыными проволочными щетка~ии. Эт а
конструкция пригодна для очистки поверхности~ мягкой (н.изко
углеродистой) стальной проволоки.
Оонювными недостатками данного способа по сравнению со
сrюообом обычного химичес1юго тра~вления являются повышен
ный износ волок (приблизительно на 1О%) , ;необходимость ра ·
- -----------------·-,
' ''
р
р
щ
а
6
Рис.
82
а - схема устро й ства для
механическ ой очн сткн ок а лины ·· с
в ерхности стальной пр о волоки п ри по м ощи с истемы роликов
и
9*
проволочных · щеток
(Щ ) ;
б
-
общи й
вид
станка
по·
(Р)
132
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
ботать с несколько пониженными~ скоро
стями
волочения
и
специальными
омаз
ками.
Поверхность
тонкой
термически
обработанной проволоки .ив вы со кока че
ственной
стали <можно также очищать,
пр опуская
ниrги
проволоки
на
специаль
ном станке и используя при этом
наждач
ную бумагу, абразивные пасты и пор ошки.
Одним из
полную
ности
способов,
обеспечивающих
механическую
проволок.и
и
очистку
поверх
прутков,
является
обрабьтка струей стальной дроби (рис.
или
83)
песка.
Дробь подается
пневматическим или
механическим способом; скорость подачи
дробИJ ДОХОДИТ ДО
м/сек.
3600-4200
Химические способы удаления
окалины
Наиболее распространен химический
способ удаления окалины с поверхност.и~
стали. В качестве реактивов применяют
преимущественно
органических
водные
кислот;
растворы
значи~тельно
не
реже
применяют растворы солей. В последние
гdды
весьма
также
успешно
комплексное
гированных
сталей
начали
применять
травление
высоколе
некоторых
видов в
расплавленных щелочах с последующей
обработкой в кислотных раствqрах.
Углеродистые стали
IИ!ЛИ соляной кислоте.
травят в серной
Некоторые высоколегированные стали
с трудно
удаляемой
окалиной травят
в смесях кислот (соляной+ азотной, сер
+
ной
азотной,
и т. п.).
плавиковой
+
азотной
Кроме того, можно применять также
травление в газовой среде.
Травление
в
серно~
кислоте
При травлении в серной кислоте проте
кают следующие химические
реакции:
133
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЫ
+
+
+
FeO
н~sо4 = FeS04
Н2О;
Fe 20 3
ЗН 2 SО4 = Fe~(S04) 3
ЗН 2 О;
Fe/\
4H 2 S04 = FeS04
Fe 2 (S04 ) 3
4Н 2 О;
Fe H 2 S04 = FeS04 Н~;
Fe 2 (S04) 3
Н 2 = 2FeS04
H 2S04 ;
Fe 2 0 3
Н 2 = 2Fe0
Н~О;
Fe 3 0 4
Н 2 = ЗFеО
Н 2 О.
+
+
+
+
+
+
ввиду наличия ,пор
и
(70)
+
+
+
+
+
Действие кислоты на окалину ,и
однооременно
+
(69)
металл
трещин
(71)
(72)
(73)
(74)
(75)
начинается ·почти
в окалине.
Легче
всего ра~створяется в.акись железа FeO. Дру;гие окислы (Fe 20 3 и
Fез0 4 ) 1гла 1вным образом от~рываюкя механически водородом,
выделяющимся по :реакции [формула (72)] шри ~взаимодействии
кислоты со сталью (железом), и падают на дно ваннJЫ, ['Де по
степенно
и
восстан.а1Вливаются
химически
растворяются
выделяющимся ~водородом .1в
уже
после
отделения
FeO
окалины
от
стали.
И сходная серная кислота.
серная
кислота,
поступающая
Концентрированная
в
травильные
техническая
отделения
разде
ляется на купоросное масло, башенную (гловерную) и камерную
кислоту;
концентрация
их
указана
18.
в табл.
Таблица
18
Концентрация техничеёкой серной кислоты, поступающеii в травильные
отделения
Наименовани~
Содершанv.е серной нислоты
(моногидрата),
не менее
%
90,5-92,5*
75
Купоросное масло
Башенная (гловерная) кислота
ка~1ерная кислота . .
•
65
В sависимости от м е тода изт·отовления нупоросного масла.
Наиболее вред,ной пр-имесью в серной кислоте является мышь
як и •его произ'Водные. Мышьяк отлатается на по~верхности стали,
тормозя тра·вление в .покрытых ллеН!кой :мышьяка местах. Эта
пленка
затруд;няет
также
:последующее
•нанесение
защитных
покрытий.
Крайне вредно наличие примесей мышьяка 1в серной кислоте
и с точки з~ре.ния условий охраны труда
ниях.
в
травильных отделе
УдАЛЕНИЕ
)34
ОКАЛИНЫ
И
ПОДГОТОВКА · МЕТАЛЛА
К
ВОЛОЧЕНИЮ
Максимально допустимое содержание мышья-ка 1В серной -кис
лоте Нiе должно превышать
0,015 %
(обычно
2- 5
мг/л).
Влияние концентрации и телтературы ;сислоты. На рис. 84
и ~5 показано {36] влияние концентрации и температуры сер
нои
кислоты
на
длительность
анализа этих данных
120
следует,
травления
катанки
марки
О.
Из
что:
r--г~~~~~~~~~
{f0
100
~1+--+--4---'
90
90
80
~
80
70
-~ 60 ~t---t--t--""-;F-=::~+--+--+-!
'а:•
-~
IU
1\
'
f
50
1\~2
!i} 40 ~-+---'<+--+---+--!-+---!--+--"
1
JO
~-Pr--+-"""-~~=-+'-------l'-------1
zo
t----f<--+"..----1.------i-f;,L--~-+'------=i
40
~~
о
5 fо f5 20 25 30 35 40
84. Влияние концентрации сер
ной кие.лоты
ратурах
при
раствора
травления
различных
на
стальной
темпе
длитмьность
"-
30 о 10 20 зо 40 Jo
Бо 70 во зо
д.литt:11ьность тра8ления, f"ll.l.Н
kонцентооциР re1J1toй кислоты,/,
Рис.
""'
1\ <(~ ""' "-.. -........._
10
Рис. 85. Влияние температуры сер
ной кислоты на длительность трав
ления стальной катанки. Концентра-
катанки
ции:
1 -
5,23'/о;
2 -
10,43°/о;
З
-
24,768/t
1) минимальная дцительнJОсть травления IИМеет место при
концентрации серной кислоты около 25 %;
2) дли'I'ельность травления резко уменьшается при увеличе
нии температуры травильной ванны;
3) с повышением температуры до 60° и ,выше длительность
процесоdв 'I'равления при ~различных 1концеilшрациях кислоты
:пра1ктичоски ~мало отличаеТ1Ся друг от дру~г.а. Таким образом, на
длительность тр.авления 1в сер ной 1 кислоте темп ература оказывает
большее влияние, чем ·концентрация кислоты.
Приблизительно ~можно считать, что шри увеличеlНИiи темпе
ратуры травильного рао~вора на 10° скорость 1iра1Вления удв.аивается.
·
i35
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЫ
Применяемые на :пракгике температуры травле~НJия огр.анич:и
s ают пределами 25-70°. При температуре 15° серная кислота.
почти не травит сталь, при температу•рах выше S0° киu~ота силь
но испаряе11Ся из .раствора.
Как показывает рrис . 84, увеличение концент•рации серной
кислоты сверх 25 % удлиняет процеос тра1вления аначал.а до~воль
·но
медленно,
·потом
1в• се
более
,значитеmъно.
Особенню
рез 1 кое
удл.и~нение проuесса наблюдается при низких температурах трав
ления. При 50 % -ной концентрации серной •кислоты длит· елЬlность
травления очень нелика. При больших 'К·онщентрациях
~сер.ной
кислоты железо пра1ктически нера•створи1мо (пассивно), что име
ет большое практическое значение, позволяя применять для
транопортировки и хра•нения канцен'nрирова· нной серной кислоты
шелез1ную та• ру (цистер,ны, 6акш, 11ру60~проводы). ·
Влияние сульфата железа. IB 1Процессе травлеtНJия '111еталла
образу;ется сульфат железа FeS0 4 , количе·ство которого возра
~тает с у;зел1ичением длительности использования данной травя-
1цей •ванны.
При по~вышении содержаНlия сульфата .железа длительность
травления
На рис.
увеличивается.
86
показа1но ~влияние концен11рации железного ·юупо
рооа в 1растноре 10% ~ной .сер~нюй rоислоты на .а1к11ивность травиль
ной ~ванны. Скорость травлен~ия
(аю1ивность)
ванны при увели
qении содержЗ.ния сульфата железа в ванне сначала резко па
дает и достигает минимума
при конJЦе1Нтр.ацИ1и сульфата
80
,г;л.
При дальнейшем же увеличении содержаiН\ия сульфата в ва1нне
.активность •ванны почти .не изменяется .
Пр1ису11ст.вие сульфата
желез·а
осо·бенно
замедляет
процесс
травления при ер а1внительно · неболЬlших · 1юнцентр.ациях юиu~оты
(до
10%).
При повьrшени· и концентращии и те1 м1пературы кисло
ты ·влиянше сульфата !Железа оказывается .знаЧJИтеmьно меньше.
ДостигН1ув определенной конuентра.ции, сульфат железа на
чинает
выкристаJiлизовыв.аться
FeS0 4 · 7Н2О
•В
виде
желез1нО1го
•кушороса
на поверхности стал~и, замедляя деЙIСтвие кислоты,
что •привоl]ит 1 к порче 1поверхносТ1и
мет:алла
из-за мест,ного
недо
трава.
· Растворимость желез,ноrо купороса (FeS0 4 • 7Н 2 0) достигает
65° (при концентрации 700 г/л, рис . 87) (30] .
максимума при
Влияние водорода на процесс травления. Образующий'ся при
вза~имодейст 1 вии серной
кислоты 1с
железом
водоро.д
а1ктивно
влияет на процесс .травления. Водород, бурно выделяющийся при
тр а влении, меха 1нически 1воздеfuствует на окал1ину, отрывая ее 01
поверхности
стали.
Кроме того, действуя 1на окислы Fe20 3 и
Fe~0 4 , 1во;::юрод час11ич:.но во!сстанавл1ивает. их до окисла FeO, лег
ко
р .астворим()IГо 1 в
кислоте.
-j
] :36
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
Прrи тра~влении 1в серной кислоте процесс механического от
рыва о·калиНJы
протекает значительно активнее, чем mри травле
нии в соляной ·~слоте.
\
~800 {i -- - - - - - -_;;--.---
\
"'.с 600
1
§
~
\
~ 40
-~ - -
<о
_ L "i'
35 .
Е::
З~!
34
-~200
1
1
1
'
,,./
О
80 100
З20 350
Железныu kупорос,г/л
Рис.
86.
рацИJИ
на
Влияние
железного
активность
4.0
20
о
80
60
100
Температура, 0С
КQIНцент
Рис.
.ку1Iюроса
Растворимость
87.
купороса
"Гравилыюй
в
зависимости
туры
железного
от
'Гемпера
раствора
ванны с 10°/а-ным раствором серной кислоггы
Пом~имо влияния на процесс собстsенно травления (удалениru
окалины), образующийся .пр:и травлении ~водород ·резко сказы -·
вает'ся н.а свойствах стали, вызывая травильную (:воLдоро;щую )'
хру1пкость.
Влияние перемешивания раствора при травлении. Тра•виль
ный раст.вор ле:ремешив.ается
водородом,
травле.нии, а таюже острым ла·ром
s
выделяющимся
тех случаях,
при'
когда его в·во
.пят в .1вq.~н1ну для подоnр ева кислоты. Перемешив.ание спосо6ствует
лучшему . и ~более 1равномер1ному взаимодействию :к~ислоты с по
Еерхночью
под.>вергае:мого
травлению
металла.
В последние 1ГОды 1весьм.а широко лрrи•меняется механическое
перемешива:щ~е
травиль•ных
ванн
при
~помощи
периощичес коrо•
д;вИ:Женf!.Я ,:рqмы, на которой нахоLдится пrротр.а1влива·емый металл.
Бла1годаря перемешиванию в 1ванну !Непрерьшню вrводятся ~но
вые кол~и чества кислорода воздуха, концен11раЦ1Ия 11ютор0rго (кис
лоро:ца) в трави.~rьнам растворе низка вследствие слабой раство
римости е'Го в серной кислоте. У>Становлено, ll:JTo скоро>Сть ·рас
творения стали ~возрастает 1п:ри перемеши:вании сер:ной 1к:ислоты·
кислородО.м. Значение ·перемеши~вания кислородом тем ~больше •.
чем меньше 1концентрация
вrильного
кислоты 'И
чем
ниже т.емпература тра
раствора.
Из·вестный на практике 1 факт бoJiee 1интен ои вното травл.ения
верхней части обычной ванны можно объяснить акт:иrвизирую
щи~м 1влиянием ки'слоrро\да 'Воздуха, >Сопр·ика>Сающеrо>Ся с 1 верхни
ми слоями раствора травильн·ой ванны.
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЫ
137
Од1нако наиболее эффект:ивное травление достигается не пу
тем
механическоrго
.перемешшзан1ия
·рас'Гвора
или
пермвижения.
изделий, а путем •специального пер емеши1вания раствора .вдувае
мым в него 1на1гретым :воздухом. При вдувании в в.анну ·на·гре
того воздуха продолжительность травления оокращалась на 20О/<У,.
расход 1кислоты снижался на
7,5 % 1и
проволока приобрет.ала по
верхность более гладкую, чем шри об ычном спо1собе тра1вления ..
Для вдув.ания воздуха достаточен компрессор мощностью 1 л. с._
Тру6опровод от
компрессора абыкно:венно устанавл1Ивается
на
высоте 1300-ФОО мм от дна таким обр.азом, чтобы ~воздух посту
пал под 1небоJ1ышим углом 1ю дну :ванны.
Травление струей 1 травилtного раствора (методом разбрызги
вания) [42]. Новым эффекти1вньnм споообом уд!аления окалrины
является способ rгравления еnруей ;горячего
ра, 1 который действует
кислотного ·раство
не тольrко химически, но и меха нически ,.
смывая окалину ,при •малейшем отслаиваняи ее в процессе т·рав
ления. Имеются предположения, что травильная хру\Пкость при
данном способе •Меньше, чем при обычном способе тра:вления,
ибо с11р<уйки 1ра•с'Гвор.а обивают 1пузырьrки водорода и мешают ИМ'
диффундировать в металл.
.
Травильная хрупкость. Выделяющиеся при травлении атомы
водорода частично диффунд1ируют в металл, :вызывая .в нем так
называемую 'Гравильную
ство
,атомов
водорода
растворимые в стали
хrрушкость, подавляющее же большин
немедленно соединяются в
малекул ы,
не
при тра1влен1ии.
Таблица· 19
Зависимость количества водорода, выделившегося при травлениии (Нвыд)
и водорода, диффундировавшего в сталь (Ндиф), от температуры травления
в серной кислоте (концентрация 387 z/ л). Материал - листовая сталь
толщиной 1,2 м.м, величина поверхности 0,594 дм 2
Температура
hвыд•
смЗ/час
ндиФ'
смЗ/час
1
ос
поверхность стали, длt2
20
30
40
50
60
70
80
IB
.та•бл.
13,8
24,4
39,0
62,4
131 ,9
209,7
591,5
19
0,61
0,77
1, 18
1,55
2, 74
3,55
5,58
НдиФ/Нвыд
%
4,42
3, 16
3,03
2,49
2,08
] ,69
0,94
приведены примеры зависимост:и общето количе
С1'Ва выделившегося при 11равлении водорода и количе~ства водо-
138
УДАЛЕНИЕ
рода,
ОК:АЛИНЫ
поглошеннО1Го
И
ПОДГ ОТОВКА
сталью
при
МЕТАЛЛА
различных
К:
ВОЛОЧЕНИЮ
температурах
трав.
Jiения.
Травильная хру1пкость поч-ги не сказывает ся на пределе проч
ности iИ пределе
упругости
стали
(предел
у пругости~
даже
несколько повышается), но очень рооко снижает вязкость стали,
например,
\:.ужение 1Поп еречного сечения 1и
отнюсительное удли
нение ~оильно падают.
Еще лучше 11равильную хрупкость х а рактеризуют
ис п ытаний на скруч1 ивание и особенно на 1Перегиб.
да:нные
Таблиц а
Колинество водорода, выделившегося
в 20%-ном
о
§·
"'=
о
=
·:<: ·
1
"":»"'
t::o
· ~:а
"
е(
s
о:
о"'"'
-
а
!':
'::.:::
О(!)(!)
5'~
""""'CJ
""
после
=
о"'
е( о:
о"'
о."'
°'1!>1"
g~~
е( 1!О1
~ щ ~
61~
е( =о
о,
е( о
о"'
~е~
8
i'1:Q<U
00 !':
i:I
~
""о
о:о""
'-'о,,.
~~:i::e)
1!О1
~~~
-
!':"'о
ot::::::;....~
·~
00"
н р,,::: u
~ s-~~
~
~о
- о
-
~~~~
~ООО
~&::~
20
5
10
20
40
0,40
1,30
2,80
6,00
0,05
о, 15
0,20
0,50
0, 0002
0,0006
40
5
10
20
40
3,50
7,00
13,00
26,00
60
5
10
20
40
5
10
20
40
35,00
75,00
145,00
20
после
сушки
Число перегибов проволони
90°
= 5 ЛtМ)
на
(r
(!)=о
!:!~
Табл.
и
"'о:»
Е-<"
80
проволокой при травлении
"'"'о
"'go
о"';,;;
"
о t::(<:,) ~
травления
'
iS1
iS1
""'
'
!':
поглощенного
растворе серной кислоты и число перегибов той же проволоки до
травления,
· о
и
20
Ot::
1
до
тр а вл е нии
после
нии и
травлении
;::i..~
после
траРлесушни
1
0,0020
20- 21
21-22
20- 21
20- 21
7-8
5- 6
5- 5
3,5- 3,5
20- 21
20-'-21
19- 20
19- 20
о, 10
0,20
0,50
0,60
0,0004
0,0008
0,0020
0,0024
20- 21
20-21
19--21
20- 21
6- 7
5- 6
3,5- 3, 5
3-3
20201920-
9,00
17,00
30,00
42,00
о, 15
0,50
0,70
0,80
О,ОС О 6
19- 20
0,0020· 15-20
0,00?.8 . 20-21
0,0032
20-2 1
16,00
0,30
0,40
0,50
0,60
0,0012
0,0016
0,0020
0,0024
О,ОО С 8
20- 21
20-21
20- 21
20- 21
5- 5
о,5-3,5
3-3
3-3
43,533-
4
3,5
3
3
показывает .изиенение чисел переги'бов, НJа
20
20
20
20
19- 20
18-19
20- 20
20- 20
19- 20
19- 20
19--20
20- 20
90°
об
разцов низкоуглеродистой стал ьной проволоки ~марки О диамет
р ом
1,5
мм (длиной
150
мм) после
травления
и
сушкм1 ее, а
СПОСОБЫ УДАЛЕНИЯ ОК:АЛИНЫ
также количество во:дорода,
139
выделившегося и поглощенного про
волокой в процессе травления [36] .
Сталь с гладкой полированной поверхностью поглощает зна
чительно больше водорода, чем сталь ·С шерохщзатой поверхно
стью. Зависимость скорости
диффузии водоро:да от струк
туры
протравленной
показана на рис.
Носырева).
Наклеп
88
резко
стали
(С. С.
повышае1
т р авильную хрупкость вслед
ствие
наличия
в
наклепан
ной пр<)'волоке значительных
71---+-+--+--+--t-->'t"~-t-~
1:~
61--+-+----!--+----,rf-.~-+---i
~
3
!} 5 !,---+---+---+-..,,_,,"+--+--А~
С'5
~ 4 l--+-+---1-/-:~-+--?"t---,"'f--;
вну.тренних
напряжений
Очень с.шлъно влияет на уве
личение травильной хру п ко
сти
кривизна
б
пр оволоки.
7
На пример, если подвер гнуть
тр авлению в к и слотной ван~
не
два
образца,
од1ин
о
-,.:;~.___.__.___.__.___.___.
fO
· из
другой
истечении
ни
прямой, то
-
некоторого
первый
тогда
как
по
време
стал ь ю
со
ляется
при
из
Рис.
да
88.
при
вторым
этого
травлении,
нее
тем
бО
70 80
Скорость диффузии водоро
различных
структурах
угле
родистой стали:
разрывается,
н.и~когда не случается [ЗОJ.
Водород,
поглощаемый
50
Врвня, час.
которых изогнут в виде ду г и~,
ia
20 ЗО 40
1 3 -
нормализованн"я
сталь;
отожженная сталь;
ментит; 5 троостит; б
структура
4-
изотермического
2 -
сорбит;
зернистый
мартенсн1 ;
распада
це~
7 п рн
200'
уда
быстрее,
чем выше тем пе р аТJ'iра ; су ш ки, пр.а кото,рой выдерживают сталь
после травления. При комнатной температуре этот цроцесс также
протекае.т, но весьма медленно
(tтак называемое вылеживание
после травлеН!ия) .
При длителыной :сушке 1п~роволоюи после тр.авления 11равиль
ная
хрупкость
у~страняется ~полностью.
По материалам П. И. Чуфарова и С. С. iНосьпревой, в,редное
влияние травильной хрупкос-nи, se устраненной пе.ред холодной
обработкой ('прокаткой) низкоуглеродистой стали, не ликвиди
руете.я полностью даже при отжиге стали ~после ее ;юлодной
обработки. Авторы сrчит.ают, что, очевидно, 1при холощной обра
ботке давлеН!ием 1в ~металле с на1пряженной (1 вслед'ствие травиль
ной .хр<упкости) 1 юристаллической р·ешеtкой возн~н<;ают ~Мельчай
шие
•В:НIJТ'ренние
1микро11рещины,
не
уст·раняемые
последующим
отжигом и .понижающие ~механические авойства стали.
Присадки. Для предотвращения перетрава стали и уменьше
ния ее тр.а'Вlильной хрупкости,
а также для улучшения условий
140
УдАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
труда в тра.вильные ванны добавляют небольш ие количества не
так .называемых пр•исадок, или ингибиторов
коrорых вещес11В,
травления, т. е. замедлителей rpeaKl.IiИЙ ~раrвления.
Присадк1и rопоообС'гвуют уменьшению выделеНJия rпар·ов и га
зов, улу~чшая оанит.арно-rигиенические условия работы обслужи
вающего пероонала и уменьшая коррозию оборудования и зда
ний 'Гра:вильных отделений, а также обеспечивают экономию кис
лоты
и
.металла.
Таблица
2!
Потери металла при травлении в серной кислоте с присадкой и без
присадки (средние данные)
Поверхность образца 0,00144 м 2 ; концентрация кислоты 12%;
температура травления 60°; продолжительность травления 1 час
Потери металла, г Аt2-час
Уменьшение потерь
Марна
стали
Ст.
при травленю1
при травлении
без присадни
с присадной
127,7
130,0
25,6
29,0
2
Ст . 6
металла при применении
%
присадни,
80
78
Таблица
Расходы кислоты при травлении
в
серной кислоте
с
22
присадкой и без nрисадк11;
Образцы - горячекатаная сталь марки Ст. 6, диаметром 16 мм;
температура травления 70°; концентрация кислоты J0,4%
Способ травленин
Без присадки
Расход
нислоты 1 Расход 0"~0 ислоты 1
1 r;г металла, г
1 на
. .
С присадкой КС
С присадкой ЧМ
14 ,2
12 ,2
100
86
1 j ,8
83
Таблrща
Влияние
присадок
на
выделение
серной
кислоты (пробы взяты над ванной для
травления nроволо1<и)
Выделение серной нислоты,
без при с адни
1,037
23
мг/л
с приса дной
О,021 -О , С25
Табл .
влияние
металла
кислоты
Э ~юномил
:кислоты,
%
14
17
21
и~
22
показывают
пр исадок
и
на
расход
поrгери
серной
пр.И! травлении
ста.,.
ли (по данным И. М . Черт
кова, И. А. Юхвец и М . Я.
Гендиной); табл. 23 иллю
стрИiрует
влиrяние
присадок
на выделение сеjрной 1шсло
ты
при травлениИJ
проволоки
[421.
стальной
141
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЫ
Следует отметить, что серная кислота пр.исутствует в атмо
сфере травильных отделений в виде тумана, :г. е . в капельно;жищюм •СОСТОЯНИИ . '
Применяемые на практике присадки чрезвычайно многочис
ле.ныы и разнохара·ктерны; · различен и меха1низм действия при
садuк.
Наиболее
широко
ненные представления
црисадок
садки
стали
ку,
сводятся
образуют
тончайшую
причем
вступают
к
распрост:рао действии
тому,
пр.и
присадки
хими1Ческую
не
сталью. а лишь
адсор()ируются
ее поверхностью,
оказывая
либо
чисто механическое, либо электро
кислоты
препятствие
с
реаю.щи
поверхностью
стали .
Адсорбция же присадки на поверх
ности
окал1Ины
зультате
кислоты
чего
с
незначиrгельна,
замедление
окалиной
в
..,
~ га
~
~
реакции
незначительно.
v
1
1
1
0а
~
Рис.
89.
ствие
сти
увеличивается
с
,ростом
J
2
Тормозящее
присадок
от
Замедляющее действ.и1е присадок
резко
1
4
Удельное электросопротиме11ие. ам
ре
црактически
/"
,
реакцию
со
химическое
/
на
поверхности
защитную плен -
молекулы
в
что
та
~
их
в
дей
за1Висимо
электросопротивлеюjя
их
электросопротивления, достигая максимума
(95°/о)
при электро
с оПротивлен~ии
3 ом; при дальнейшем росте Электросопроти1Вле
тqрможение уже практически не изменяется (рис. 89) .
rшя
Торможение скорости растворения, равное 95°/о, как раз
и
с оответствует действию лучших присадок.
Не:~юторьr-е 1лсследователи ~считают, что изм·ерение электро
сопротивленшя слоя присадки можно использовать для у.скорен
НОIГО
(~отя и не совсем простого) определения тормозящего дей
ст.вия
·ее.
Все известные присадки ·можно разделить на
две 1 гру~ппы
{39): 1 ор 1га1нические 1и неор~ганичеокие. Наибольшее .распростране
ние
имеет
первая ,группа .
Хорошая присадка должна:
1) 6ыть стойкой при практиче
с ких (до 70- 80°)
температурах травления;
2) не загрязнять
поверхности травленого ме-:r:алла; 3) облада:гь длительной с11ой
ко:стью ·при хран1ении; 4) не мешать обра.зо1ванию железного ку
пороса 1 и не снижать его качества; 5) обоспечи 1 вать неболыш0€
nенообразов.а1 ние и обволакивание ванны; 6) обеспечивать ги
tиенические
вая
условия
выделения
тру да
вредных
·в
газов
при :волочении ~проволоки;
7)
тр.а.вильном
1и
па·ров,
а
отделении,
также ие
задер!Жи
разлагаться
-быть доступной .по сrтособу своего
142
УдАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
изтотовления и недорогой по -стоимости;
ваться
на
П Оlверхности
стали
при
К
ВОЛОЧЕНИЮ
проч,1ю адсорбиро
8)
перемешивании
травильного
раствора.
Г. И . -чуфа,ров проверил влияние
:перемешивания
траазящей
жидrюсти на действие присадки и установил, что ;некоторые при
садки
при етом mолност.ью
или · Частично теряют свои защитные
свойства, напр!Им ер, антра.
учитыват ь
Это обстоятельство следует
особ о
при .внедрении травл еН1ия с 1Перемешиванием раствора ,
Долгое
время
наиболее
раС:простр.аненными
присадками
в
СССР ~были антра, Жl и К:С [38]. За шослед;ние ~годы в практике
травления стали ши~роко прим еняется при~садка ЧМ (продукт пе
рер.аботки нефти).
Шлам и методы его удаления. При ,об ычных методах тра в
ления ;в серной .кислоте 'Не удается ·получить светлую и чистую
поверхно-сть стали после тр.а'вления; 1Н1а ней обычно остается тем
ный налет
-
шлам
(табл .
24) .
Таблича
24
Химический состав шлама при травлении низкоуглеродистой стали
в серной кислоте
Химичесний состав,
Q
0,03
4,7
Сталь
Шлам
1
1
1
0,32
0,7
s
р
[Mn
1
0,026
0,88
0,012
1, 08
Cu
%
О, 18
0, 40
As
Ni
1
1
0,08
2,36
Fe
1
0,048
3,81
49,56
ИсследованИJями,
которые провели
Ю. П.
Аронсон
и
Л. М. Берм ан, было показано, что . на поверхности низкоуг леро
дистых сталей шлам состоит в основном из магнитной окиси же-
11еза Fe3 0 4 , нерастворимой в серной кислоте, но растворимой
в нагретой соляной кислоте.
Эти ,авторы nредлагают следующий ,раствор для '6есшламного
травления низкоуглеродистой стали:
100-106 г/л (10-15 %)
H2SQ4; 240 г/л .NaCI; 3 г/л присадки
раствора 50- 55°. По мере ослабления
К:С . (сухой). Температура
раствора температуру его
·
следует повышать.
. На поверхности высокоуглеродистой стали ( м арки У9) шла м
содержит значительное количество цементита Fe 3 C, нераствори
мого в серной и соляной кислотах. При необходимости удаления
Fe3 C
его следует окислить, что может быть достигнуто путем по
следующе го
травления
изделий
в
раств оре
HN0 3
или
H 2 Cr0 4
либо путем анодной обработки в растворе кислоты или щелочи .
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЬ!
143
Практические режимы травления. Практические ·варианты .ре
жимов 11ра.вления . стал~и в серной кислоте весьма многочисленны.
В зависимос11и от основных факторов и условий т:р.а:вления эти
режимы
По
мЬ·жно ~подразделить
начальной
на
·ряд
ва:риантО1в.
концентрации травильнюго ,раствора:
а) т~равление с ~высокой начальной концентрацией .кис
лоты (около
15- 20%);
б) травлеНJие
со
средней
начальной
концентрацией
кисло1гь1 (около 10-140/о) :
в) травление с ·низ1кой начальной концентрацией ~кисло
ты (около
5 %) .
По ,темпера1'уре т:равления:
. а)
ление
б)
в)
травление при низкой температуре (холодное трав
дри 35-50°);
тр.авление при средней rгемпературе (50- 65°);
травление urp.и : высокой температуре (70-80°}.
По обновлению состав.а травильного ~раствора:
а) ·без доба~влений новых ·порций кислоты в травильную
1Ва.ННJУ;
б) с доба 1влением · Новых порций кислоты ,в травильную
ва'НJну .
По количеству тра·вильных ра• створов сержJй кислоты, исполь
зуемых
для
процесса
Т>р,а:вления:
а) травление в одном . растворе (.в одной ванне) с оди
на. ковой концентрацией;
б) травление в двух ~И :более .р.ас11варах (·в двух и более
:ва1 Н1нах) 1с различ· ной концентрацией.
По 1Перемешиванию тра 1 вилыюго раствора:
.а) 11равление с механическим передвИ!жением травяще
гося ~металл.а ·в :ванне;
б) · травление с .перемешиванием травильного раствора
паром,
продуктами
нагрева
ванны,
воздухом
1и
механиче
ским ~перемешиванием (перекачи~ванием ·растворов).
Прочие вариа· нты:
а) тра:вле.ние в смеси сернюй 1и соляной ,кислот, а также
в сер.ной 1юислоте с добавкой поваренной соли;
б) 'КОМ'бин·ированные методы
(травление серной кисло
той в .сочетании с мех. аническим удалением окалины);
в) 11раsление путем разбрызгивания.
Один только л;риведен~ный здесь переrчеНJЬ вариантов процесса
травления показывает,
насколько велико разнообразие их:
1 44
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
Не имея возможности остановиться на 1Всех вариант.ах, огра
tшчимся
указанием
особенностей
важнейши х
режимов
травле
ния.
В. А. Карницкий, Т. А. Яковлев, С. С . Колqм ейцев и Л. И. Ли
·саевич [36] рекомендуют для травления низкоуглеродистой стали
·серную кислоту 8-15 %-ной концентрации, так как при более
высоких
концентрациях
потери
металла
несколько
выше,
а
низ
кие концентрации требуют слишком большого повышения тем
пературы и тем самым ослабляют действие присадки. При при
менении растворов средней концентрации
целесообразно
ра
бот.ать с добаВ'ками юи•слоты. И. С. Соловейчик предлагает 1в ка
честве инrгенси1вного 1р·ежима тра1вления способ,
применяют :кислоту вьtсокой 1концентраII!ИИ (150тем~пер.атуре травильнО1го ·ра·створа 60-65°. ,
при
200
1котором
г/м) при
В та~юй ванне ведут тра 1вление, не добавляя кислоты, так как
высокая исхо1дная ~концентрация 1шслоrгы обеспечивает предель
ное накопление .в ванне железного -купороса, а при добавках
кислоты ее не 'Удалось бы полнюстью исполиов.ать. Травление
в подобной 1ванне целеоообразно :преюращать, ~когда ·кислотность
ее падает 1Прибл~из.ительно до 5 г/л (0,5 % свободной H2S04) .
По другим дан1ным, наиболее ~рационалыный апособ травле
•НИЯ - холодное 11ра1вление !В 1концентрирован1ной серной кислоте
без :добавления новой кислоты вплоть до .полнО1Го истощения ван
ны . В
юачестве
исх~дной
рекомендуют
i23- 25 % -ную
концент-
;рацию серной кислоты.
Следует подчер0кнуть, чrо при работе без добавок юислоты
упрощается -конrгроль за ~составом ванн, так как ~плотность 'I'pa.
вилыных ~растворов с определенной исходной ~концентрацией сер
. ной •кислоты определяется на1юплением железного :купороса
в :ванне.
IB зарубежной прак11ике р.аспространен способ травл ения
: в двух ваннах: в ~первой, уже 1 выра·ботан1ной, •со слабой концен
трацией кислоты,
где происходит
разрыхление окалины,
и во
;:Второй, свежей ванне, где происходит окончательное травле
. ние. Этот способ обеспечивает на1именьший ·р.а~сход ·кислоты на
травление, но требует большого числа т;ра.вильных .ванш.
Некоторые
сталецроволочные
коуглеро:дистую
стальную
заводы,
проволоку
изготовляющие
высо-
~наиболее
отве'ГСтвенн-ых
· сортов, тра1вят :проволоку 'В ·растворах ~серной 1ки'слоrгы с низ1кой
и-сходной концентрацией (oкoJio 5%), не да.бавляя к ним новых
количеств кислоты 1 по мере истощения 1ван.Н1ы. Такой ~режим тр.ав
ленИlя
преследует
цель
;И1меть
в
растворе
возможно
малую
концент,рацию сульфата железа и предохранить металл от опас
ности перетрава, т. е. получать максимально чистую и равномер-
!ffую поверхность 1прот~р.авленной проволоки.
СПОСОБЫ У.LtАЛJ::НИЯ
14:)
01\r\.iIHl-!bl
Пр.а·ктически применяемые и рекоменду;е:v1ые •режимы травле
ния сталыных изделий перед волоit!ен1ием mриводятся в табл .
25.
Таблица
25
Режимы травления nр<:волски, прутков и труб в растворах cepнoii ки сJюты
(по материалам заводов и литературным данным)
На<rальнан
Добавле-
~;он цен-
Изделие, подвергаем ое
ние нис-
трацин
лоты
серной
травлению
в процессе
~;ислоты
ее работы
%
Нонечн а н
Иа~;симальнан до-
~;онцен-
П )'С ТИ!\IЭН ПЛОТНОСТЬ
тращ r н
или Rонцентрацин
серной
mе.1!езн о го
в
нпслоты
о
ну[1ороса
т р авилы-НJl\I растворе
• О
Проволока
стальная
средне-
11-13
.10
12-13
углеродистая
Прутки ста.1ьные
То же
Проволока
стальная
стальная
и
стальные
))
2- 3
15-17
Нет
2-4
13-· 14
Да
1
10
»
5
ст;~льная
1
Плотность 1,28
Плотность 1,25
Концентрация
90-1 IU г/л
Плотность
0,5-1
-
Нет
0,5
-
»
0,5
-
»
0,5
-
))
-
низко-
10:-20
среднеуглеродистая
'Грубы
1, 5-2
2- 3
1,40
высоко-
углеродистая
Проволока
))
средне-
уrJ1еродистая
Проволока
Да
низко-
с тальная
углеродистая
П~оволока
1
тонкостен-
20
ныс
Трубы стальные тонкостенные
(готовые размеры)
:;;. 12
!
!
1
Тра'Вление
в соляной
кислоте
При тра·влен1ии ·в соляной кислоте протекают следующие хи
~rические
р·еакции:
+
FeO
2НС\ =-= FeC\ 2 + Н 2 О;
Fe2 0 3 + бНС\ = 2FeC\ 3 + ЗН 2 О;
Fe + 2НС\ = FeC\ 2 + Н 2 ;
2FeC\ 3 + Н 2 = 2FeC\ 2 + 2НС\.
(76
(77)
(78)
(79)
Концентрация и тоtпература соляной кислоты. В табл.
27
26
и
[]Оказано влияние концентраци~и соля.ной кислоты и ее темпе
ратуры на скорость т~р.авления стали. При увеличении концен,тра
ции соля;ной
ки<:Лоты
скоропь тра·вления
непрерывно
и
оч ень
сильно возрастает. ОсСJ!бенно энер.гич.но возрастает скорость трав
ления при увеличении концентращш соляной кислоты от 5 до
IO
И. А
Юхвец
146
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
Пр1и дальнейшем увеличении
10% .
рость
травления
также
растет,
но
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
концентрации 11шслоты око
значительно 'Медленнее.
ТаGл~ща
26
Продолжительность травления стали в зависимости от концентрации
соляной кислоты при температуре
:Концентрация НС!
Продолжитель
в травильном рас
творе, 0 / 0
но с 1·ь
:Концентра ция НС !
травления
в тра вил ьн ом
р ас
Продолжитель
ность травлен ин
тво ре , 0 ,·0
мин.
2
5
lv
18°
90
мин .
15
15
10
20
25
55
i8
9
Таблица
27
Продолжительность травления стали в соляной кислоте
в зависимости от
температуры
:Концентрация НС! в травильном
раствора
Прпдолжительность травления
мин.
при темпера туре
растворе, 0 / 0
40°
5
10
55
18
15
6
5
2
IB отличие СУГ серной, соляная кислота ок,азыва·ет активное
воздействие •При 11равлении в 1Н1ей стали уже при комнатной тем
перат~ре . При использова1нии концентрированных растворов
соляной кислоты (20-25 % по весу) .на 11равление при комнат
ной температуре затра'Чивается ~почти в семь раз меньше •вре м е
ни, чем
при
использов.ан1ии
се~рной кислоты
(25 %
наиболее
эффекти1вных
растворов
1по весу).
При увеличении температуры
скорость
травлеН1ия
соляной
кислоты очень сильно возра·стает. На·грев ·растворов ооляной кис
лоты выше 50° недопусти:м, та•к •как •при етом ~выделяются ·вред
ные газы
(хлор.о·водород и др . ).
Хлористые соли. Образующие.ся при ~;равленИ1и стали в рас
творе соля·ной кислоты хлористые соли ·весьма э.нерги'Чн о раство
ряются в мато'Чном р.астворе. Увеличение их концентрации не
снижает актшзнос11и раствора; наобо1рот, ·образующийся :под
влия~Н1ием юи'Слорода хлорид .FeC1 3 даже несколько ускоряет трав
ление (хотя хлорное ~железо FeCl2 несколько за1медля·ет его).
Хлорное железо также хорошо растворяется в воде, что об
легча ет
промывку проволоки.
Хорошая ·рас11воримость солей при тр.а~влении в растворах
соляной кислоты обеспечивает большую чистоту поверхности
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЫ
147
протравленной 'В ней проволоки, чем при тра:влении такой же
проволоки в серной кислоте.
В табл. 28 приведены сравнительлые данные по тра1влению
П·РОВОЛОКИ в 'сернюй и соляной КИ'СЛОТах.
Таблица
Сравнительные данные
Серная юrслота
Понаsатель
С олннан !iИСлота
HCl
H2S04
+
Действие кислоты на ока
Химическое
~1еханичес
кое (отрыв). Домини
рует механ ический от
лину
28
о трав,1ении в серной и соляно1I кислотах
Хи мическое
рыв
Основной фактор, обуслов
ливающий
активность
Концентрация
Температура
кислоты
Скорость травления стал и
Рабочая температура, 0 С
Малая
Влияние соли кислоты
Сульфаты
скорость
Травильная хрупкость
Прилипание
ления
к
осадка
трав
Большая
(неинrибированная)
(ингибированная)
Хлористые соли увеличи-
20-40
40- 50
50- 80
замедляют
вают скорость травления
травления
Большая
Сильное
Ме1-iьшая
Слабое
Широко утилизируются
Не утилизируются
В железных цистернах
В
Более темная
которых покрыта хими
чески стойкой эмалью и
лаком МХП
Более светлая
поверхности
металла
Утилизация
травильных
отходов
Транспортировка и хране
ние концентрированной
КИСЛО1Ы
резервуарах, выложен
ных резиной, или кера
мических
(неинrибиро
ванная кислота),
В стальных
резервуарах,
внутренняя
Поверхность стали после
поверхност ь
травления
Присадки. Особенности травления в Ингибированной соляноtl
кислоте. На рис .
.90
показ,а'на зависимость скоро~сти :раtтворения
образuов стали в соляной кислоrге без присадки и с присадкой
0,5% уникола М-Н. Из приведенных данных видно, что добавле
ние
0,5 % уникола
5- G%-ной
стали в
М-Н
полню·стью
остана·вливает 'растворение
соJшной ,ки·слоте. Повышение ,конuентрации
соляной ю,клоты сверх
6 % 1вызьгнает
заметное ,растворение стали
и в п·ри,сутствии данной присадки [39].
Соляная 11шслота с присадками, так называемая
ванная соляная кислота,
в
волочильном
Jn*
за
последн:ее :время стал,а
производстве.
ингибиро
применяться
148
УДАЛЕНИЕ
ОКАЛv!НЫ
И
ПОД ГОТ ОВ К А
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
Ингибированная соляная кислота представляет собой раствор,
содержащий 18-25 % хлористого 'Водорода и 0,8-1,0 % ино:иби
тора (присадки) ПБ-5 или ПБ-6.
Опт1имальная темr пература
ной соляной кислоте около
травления пали в
40-50°.
скорость
при
180
из
':=' 160
и:нгибирован
При тем' пературе ниже
травления
температуре
ванны
40°
ншзка,
выше
выделяются
50°
вред
ные пары соляной кислоты.
Т,равление
в
ингибиро
ванной соляной
кислоrге,
сравнению
11равлением
с
по
в серной кислоте, значштель
но
снижает
Х!рупкость
ной
стали,
шает
5 10 15 20 25 30 35 4 0
4-S
50 55
Время, час.
без
присаш<н:
уникола
2 - добавл ена
;V\ -H (0 ..JD/G)
присадка
автомат
также
умень
обрывов
волочении катанк;и1 из
Рис. 90. Растворение железа в 150/о-ной
1-
а
число
разных
соляной кислоте:
травильную
прутков
при
стали
марок.
Потеря веса металла цри
травлении в ингибированной
~:оляной кислоте
примерно
в 1,5 раза меньше, чем при
травленrии в
серной .
По
данным В . И. Ушакова, при травлении в растворе серной кислслы
с присадкой КС потеря веса об:разцов ;из горячекатаной
стали
за время, необход.и:мое для удаления окалины, составила 2,06°/о,
при 'I]равлении же в ингибированной
соляной кислоте потеря
веса равнялась 1,46°/о. Для нормалИ1зованной стали поrгери веса
при травлении в серной кислоте с присадкой КС составили 1,33°/о
и при травлени1и в ингибированной соляной кислоте - 0,957°/о.
Следует подчер'кнуiъ,
чrо отношение диффундирующего во
дорода ко всему количеству водорода,
выделяющегося
при трав
лении в соляной кислоте, значительно мень ш е, чем при Т!равле
нии в серной. Поэтому соляная кислота особен'Но ре~юмендуется
для травления проволоки, чувствительной к травильнюй хруп
кости (на: пример, пружинной и 1 рояльной).
Травление :в rпрочих
кислотах
Для травления кислотоупорных, окалиrностойких,
ших
и
других
высоколегиров 1 анных
сталей
не>р!Жавею
применяют
смеси
азосгной кислоты с соляной кислотой. Основные реакции травле
н1ия стали .в азотной ,кислоте:
СПОСОБЫ УДАЛЕI-IИЯ
ОКАЛИНЫ
149
+ IOHN0 = 3Fe(N0 + NO + 5Н 2 О;
Fe 0 + 6HN0 = 2Fe(N0 + ЗН 2 О;
Fe + 4HN0 = Fe(N0
+ NO + 2Н 2 О.
ЗFеО
2
3
(80)
3) 3
3
(81)
3) 3
3
(82)
3) 3
3
Выделяющиеся 1 при тра.влении
в
азотной
кислоте
(HN0 3)
газы вредно действуют на дыхательные орг.аны .
Азотную кислоту применяют обычно для отбелки поверхно
ст. и ' Нержавеющей стали; ~поверхность становится светлой и не
тускнеет
.на
воздухе.
Ниже приводятся некоторые
легированных сталей:
рецеп.ты
растворов
для
травления
высоко
Травление в двух и более ваннах
Реuепт
№
1
1-ая ванна: 120/о H2S04; 5°/о НС!
2-ая ванна: 100/о H2S04; 70/о НС!; 40/о НNОз
3-я ванна: 120/о НNОз
Рецепт
1-ая ванна: 16- 200/о
2-ая ванна 15-200/о
№
H2S04; 5-70/о НС!;
HN0 3 (отбелка)
2
5- 70/о
HN0 3 ,
После обогащения раствора продуктами травления процесс травления ин
тенсифицируется, но само
нием точечной коррозии .
травление
протекает
неравномерно
с
образова
Травление в оdной ванне
Для травления труб из стали ЭХ18Н9Т научно-исследовательским трубным ·
институтом
весу) [12]:
разработан
и
рекомендован
следующий
Серная кислота коннентрированная
Поваренная соль
Хромпик . . . . . . . . . . . .
Воды
. . . . . . . . . . . . .
рецепт раствора
(О/о
пu .
20
О, 5
3, О
76,5
При травлении горячекатаной заготовки ванны подогревают до 40-50°, а
при травлении труб промежуточных и готовых размеров - до 40- 45°.
Применяют также раствор состава (О/о по объему):
Серная кислота концентрированная
Bo,:ra
. . . . . .
Поваренная соль . . . . . . .
Натриевая селитра . . . . . .
Для
травлен.ия
высоколегированных
няют плавиковую к,и:слоту
1О
86
2
2
сталей
иногда
приме
HF, обычно в омеси с азоrрной (HN0 3 )
кислотой .
Плавиковая кислота растворяет стекло, и для транспортиров
ки ее необходима свинцовая, резиновая или параф.и1 новая футе
ровка
сосудов .
Фтористо-водородная
кислота
весьма
легко
улетучивается
из раствора . Выделения ее крайне вредны для здоровья .
УДАЛЕНИЕ
150
ОКАЛИНЫ
И
ПОДГОТОВКА
Травление
в
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
солях
Ранее применялось .травление в б.и~сульфате натрия NaHS04 •
Бисульфат в водном растворе диссоциирует, в результате чего
имеет
место
следующая
реакция:
(83)
т.
е.
образуется
серная
кислота,
являющаяся травящим
реа
гентом.
К ом б ин и р о ван н ы й щелочно-к и слот н ы й метод
травления
высоколегированных
и
сталей
сплавов
Поверхности изделий из нержавеющей, окалиностойкой и ря
да других
высоколегированных сталей и сплавов в последние
годы предварительно обрабатываются расплавленными щелоча
+
ми NaOH
NaN03 с последующим травлением в соляной или
серной кислотах; в качестве завершающего процесса применяют
пассивирование прово·локи в растворе азотной кислоты.
Обработка в щелочной ванне производится при температуре
около 550°. Состав ванны - едrшй на.тр (80°/о) с добавкой се
литры (200/о).
Окислы хрома под действием щелочи образуют на поверх
ности стали
хромит натрия N а2Сг0 2 , кот:орый под влиянием
кислорода воздуха или сел.итры переходит в легко растворимый
в воде хромат натрия Nа2Сг0 4
Анурова):
+
+
(согласно !Исследованиям проф.
+
+
(84)
Cr ~03
2NaOH = 2NaCr0 2
Н 2 О;
2NaCrO~
3NaN03
2NaOH = 2Na 2 Cr0 4
ЗNaNO~
Н 2 О; (85)
(86)
4NaCr02 302
4NaOH = 4Na~Ci04
2Н 2О.
+
+
+
+
+
Входящие в состав окалины низшие окислы железа
Fез 04)
и :х;ромит железа
лородом
воздуха
!ИЛИ
(FeO · Сr2Оз)
селитры
также о.к.исляются
3
кис
по реакциям:
+ NaN0 = Fe 0 + NaN0
+ NaN0 = Зfе 203 + NaN0
2Fe0C r~0 3 + NaN0 = Fe~0 3 + 2Cr 0 + NaN0
4Fе0Сг 2 03 + 0 = 2fe 0 + 4Сг 2 0 3 •
2Fe0
2Fe3 0 4
(FeO,
2
2
3
Окись железа, взаимодействуя с
(88)
2;
3
2
(87)
2;
3
2
3
3
едким
н атром,
2;
(89)
(90)
образует
феррит натрия:
(9 1)
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЫ
151
Благодаря гидролизу пр.ш промывке феррит натрия образует
бурый налет гидрата, окиси железа:
NaFe0 2
+ 2Н 2 О =
Fe(OH) 3
+ NaOH.
(92)
Вследствие указанных выше химических процессов в окали
не происходят объемные и структурные изменен,ия, и она разру
шается. Разрушенная окалина частично отскакивает еще в ще
лочном
расплаве
и
оседает
в
виде
шлама
на
дне
щелоrчной
sанны, частиrчно смывается водой и паром, образующимся во
время промывки горячего металла в холодной воде после щелоч
ной
ванны.
ляется
в
Оставшаяся
кислотном
(незначительная)
часть
окалины
уда
растворе.
Оптимальной кислотной ванной следует считать 10- 150/о-ный
.раствор соляной кислоты (можно применять и раствор серной
кислоты, но он дает несколько худший результат),
Производительность труда при п:рименении комбинирован
ного метода выше. чем при кислотном травлении (в 1,5-2 раза),
а
потери ~металла
для
большинства
нержавеющих
сталей
-
в
.З-5 раз меньше.
К.роме того, при комбинированном методе
травления устраняется брак (точечная коррозия) и значительно
улучшается
качество
поверхности
металла.
Следует отметить, что потери металла не зависят от дли
:rельности пребывания его в щелочной ванне :и ее температуры.
Для успешной работы щелочной ванны количество расплава
а ней должно. быть достаточно большим.
По опыту завода «Серп и молот» вес расплава к весу загру
жаемого металла должен относиться как 12 : 1.
Нагрев аустенитных сталей в щелочно- селитровом распJiаве
до 600° не изменяет
существенно их механиrческих
свойств
м~ структуры. Ферритные стали, стареющие в интервале темпера
тур 450-500°, следует травить в таком расплаве при темпе:ра
~.гуре
550- 600°
или
(по данным Н. П. Жетвина).
400- 44.0°
Водородисто-натриевый
процесс
удаления
окалины
Водородно-натриевый
окислов
натрия
железа
NaH,
и
щругих
например,
Fe 3 0 4
Образующийся
процесс
металлов
на
восстановлении
помощи
водородистого
по реакции
+ 4NaH =
при
основан
при
этой
ЗFе
+ 4Na0H.
реакции
NaOH
(93)
присоединяется
:к расплавленному NaOH, составляющему основную часть ван
ны. Восстановленная окалина, имеющая в.ид рыхлой губчатой
массы,
остается
на
изделии
и
удаляется
с
ним,
не
загрязняя
~ анны. При этом сталь совершенно не подвергается .травильной
ж рупкости.
152
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К:
ВОЛОЧЕНИЮ
На рис. 91 дан разрез травильной ванны с вмонтированной
в нее установкой для получения INaH - водор одисто-натриевым
генератором.
Водород получают путем диссоциации аммиака
обычным методом. Ванна с :расплавленной щелочью должна
быть обезвожена.
Оптимальная концентрация водородистого
натра
приблизительно 1,5·-20/о.
NaH
91.
Рис.
1 -
бак;
Водородисто-натриевый генератор:
2 -
подача
водорода;
3 -
вентиляционное
от·
верстие;
4 - загрузочное отверстие; 5 - l{У!"КИ натрия
(Перед расп.1авдением): б водороднстый натрий, рас·
творяющнйся в ванне
Т€мпература
температуры
ванны
должна
вызывают
быть
затруднения
370 ± 10°.
при
Более
низк.ие .
эксплуатаuии~
вслед
ствие застывания раствора шелочи на хо·лодно1м изделии. Б олее
высокие
стого
темпера.туры
вызывают
чрезмерные
потери
водород.и
натра.
Время, необходимое для восстановж~ни~я окалины, колеблет
ся от нескольких секунд до 20 мин. в зависимости от состава,
структуры
и
толшины
слоя
окалины.
После восстанов.ительной
ванны
проволоку погружают в
uхлаждающую ванну с водой.
При погружен.и1и в воду нагреюй до 370° проволоки обра
зуется пар, вызываюший отделе1-ше рыхлого слоя восстановлен
ных
окислов.
Поверхность металла
после
охлаждающ€й
ванны
матовая,
так как на ней оста€тся еще некоторое количество восстановлен
ного металла. Окончательно поверхность металла о чишают, по
гружая его на 2-5 мин. в ванну с серной кислотой (5-10°/0'- НОЙ) .
153'.
СПОСОБЫ ;,•ддЛЕНИЯ ОКАЛИНЫ
Чтобы придать поверхности нержавеющих сталей блеск, в ка
честве завершающей операции и пассивировани1я прим€няют
отбелку их путем погружения в 10°/о-ную HN0 3 при 70°, обычно
на 0,5-1 мин. Некоторые сорта нержавеющих сталей требуют
более дл.и~тельной обработки в азотной кислоте, причем иногда
цел€сообразно к раствору азотной кислоты добавить
сто-водородной
Рис.
92.
С хе ма
(плавиковой)
фтори-·
расположения оборудования при водородисто - натриевом
методе
1 -
20/ry
кислоты
удаления
кран: 2 ~ бак для
удаления окал ины;
для промывания
проволоки; 5 и 6
3 -
-
окалины:
бак
баки
для
дл я
охлаждения: 4 n до1ц адка.
п о в е рхности
отбелки
После погружения в кислоту проволоку подвергают тщатель
ной промывке водой из шланга при высоком давлении:, после·
чего
получают
чистую
металлическую
поверхность
и
сушат
изделия обычным методом. При работе по данному методу не
обходимо
принимать
меры,
чтобы
в
ванну
с
расплавленным
едким кали€м (каустиком) не попадала влага, даже в самых
минимальных количествах .
Перед погружением в щелочную
ванну изделия должны быть соверш енно сухими.
Последовательность операц.ий
водородисто- натриевого про
цесса удаления окалины приведена на рис. 92.
Этот процесс
име€Т ряд преимуществ: 1) не выделя ются вредные газы и пары ;
2) в ванне не образ у ется никаки х осадков; 3) 1Процесс травле
ния происходJит при• более низки х тем пературах, чем при трав
лении в расплаве едкой щелоч.и~ и селитры.
Недостаток данного метода состоит в том , что он требует на
личия специальной установки (диссоциатора ам:м.иака) и рас хода
м€таллического натрия, п оэтому более рационально применять
трав ле ни е в смеси расп ла в ле нны х едкой щелочи и сел.иrг-ры .
УДАЛ ЕНИЕ
154
ОКАЛИНЫ
И
ПQДГОТОIЗКА
МЕТАЛ ЛА
К
ВОЛОЧЕН ИЮ
Газовое ;гравле 'ние
Газовое травление применяется главным образом для трав
ления ленты, но может быть
применено и для травления про
волоки.
При
высокой
ристых
взаимодействии
температуре
с
окислы
хлористо-водородным
железа
превращаются
газом
в
пары
при
хло
солей и~ воды.
4
,
К nQгnJ]mumt:лtr
ноц tюшнв
Из kолооца
Рис.
93.
·
Схема установки газового тр а1вления нитью:
тормоз; 2 печь предварительного нагрева; 3 воздушный затвор; 4 печь
1·азово го травления; 5 охладительная зона: ь
натяжные р ол ики; 7 водян~i!
затвор; 8 выхлоп пгра; 9 генератор защитного газа; 10 выхлопной патру·
бок ; 11 перелив
1-
-
На рис. 93 приведена схема конвейерного газового травле
ния нитью.
Травящий газ изготовляют, сжигая углеводороды
в присутстви.и~ хлора и кислорода (воздуха) в специальной ка
мере (хлор подается в ци~стернах в сжиженном виде и испаряет
ся при нагревании).
Горение газа, например, метана, может быть представлено
со ответствующи~м
уравнением:
СН 4 + 2С1 2 + (02 + 4N 2 ) = 4НС! + СО 2 + 4N2 •
(94)
воздух
На практ.и~ке после образования подобного газа его несколько
разбавляют, смешивая с обезвоженным газом , полученным при
сжигании естественного газа (с воздухом ), в результате чего
трави~льный газ имеет следующий состав: 20°/о НС!;
10О/о СО 2
fi 700/о N2.
Тем пература газового травления совпада ет с тем пературо й
:отжига низкоуглеродистой стали, наклепанной холодной обра
боткой, и1 следовательно, при данном методе
можно сочетать
о бе эти операции (термическая обработка и травление).
Эл е ктролитич ес ко е
травл ение
Важнейшие разновидности электролит.иrческого тра вления анодный и катодный способы.
При анодном травлении
(наиболее распространенном)
проволока
и другие издел.и~я,
подвергаемые трав ле нию,
являются
СПОСОБЫ УДАЛЕНИЯ ОКАЛИНЫ
155
.нно:дом. В кач-естве катода приме
няют свинец, медь, железо. Следо
свательно, прИJ данном способе исклю
чается травиvrьная хрупкость (бурно
выделяющийся водород поглощает
ся
катодом).
Анодное :травление
электролитическом
талла
и
основано на
растворении
механическом
отрыве
лов выделящи1Мся кислоро:дом.
в~рхность
хорошо
тием,
получается
сцепляется
но
зато
с
ме
окис
По
шероховатой,
металлопокры
возникае.т
опасность
перетрава.
:К ат од н о е
ходит
за
счет
ханического
талла
травлени~е
отрывания
бурно
проис
восстановления
и
ме
окис.лов
.ме
выделяющимся
во:до
родОlм. В качестве анода используют
свинец
(или сплав свинца с 6100/о S Ь), а также кремнистый чугун
(20-240/о Si). При этом способе
исключается
но зато
не
опасность
уеграняется
образован.ин
так
как
перетрава,
возможность
травильной
проволока
хрупкости,
здесь
является
катодом.
Работа К И. Туленкова показа
ла,
что лучший
тодное
результат дает ка
травление
при~
переменном
токе. При травлении этим способом
получена
хорошая
поверхность
волоки при высокой
про
скорости трав
ления.
На рис.
94
приведена схема ла
бараторr-юй установки для элекwо
литического
травления
проволоки.
Эта установка была опробована на
одном из заводов Г лавметиза.
Травление с в1"лючением
изде
лий в качестве биполярных электро
дов
(41 J.
транлении
При
эл ектрол итиче ском
проволоки и ленты, непре
рывно протягиваемой че~рез травиль- .
ные
и
другИJе
разл.шчного
ванны,
рода
используются
контакты
-
роЛiи-
u
156
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К
ВОЛОЧ:О:НИЮ
ковые, ртутные и щеточные. Нарушение контактов приводит к ·
образова н ию электрической дуги и местному перегреву . Поэтому
при электролиrгическом травлении необходимо обращать особое·
внимание на контактные устройства. Это тем более важно, что·
плотность тока при обрабоrгке проволоки и1 ленты очень высока .
Более целесообразно подводить ток не через металлический
проводник, а через самый элек.тролит. В качестве вспомогатель
ных
электродов,
соединенных
с
внешним
источнJ:11ком
тока,
п ри
меняют аноды из свинца, угля, графита или магнетита, и като
ды
-
из железа.
По пути от одного электрода к другому ток п роход.иrг также
через изделия, ведущие себя как биполярный электрод. Та сто
рона
изделий, которая обращена к анодам, является катодом,
противоположная
сторона
-
а~-щцом.
Выдержка в течение двух недель бухты проволоки в качестве
промежуточного
электрода
в
подкисленном
растворе
сернокис
лого железа показала, что хоrгя сеч е н.и;е проволоки заметн о умень
шило·сь, но форма ее осталась круглой . Травление со всех сто р он
протекало равномерно без появления
хрупкости,
и,
несмотря
на
столь
признаков
длительную
травильной
выдержку,
прово
лока легко свивалась в канат. Из всех электролитических мето
дов травлен.и1я данный метод проще всего осуществим.
Электролитическое травление в расплавленных щелочах. При
использовании
этого
с расплавленной
скорость
метода
проволоку
ее прохо·ждения должна
волоки в расплавленной щелочи
тока
около
п р оп ускают
щелочью с температурой около
а/мм2.
1000
Наr;рев
обесп ечить
от
до
0,5
через
550°,
нахождение
.2
мин.;
рекомендуется
чем
в
месте
выхода.
иначе
на
п оверхности
про-.
плотность
провод.иrгь
ч.тобы в месте ввода проволоки "Гемпература была на
ше,
ванну
приче\1 .
100°
проволоки
так,
боль
могут
образоваться коричневые пятна.
Так как расплавленная
воды, то в ней
ностью устраняется
Следы
шелочь
не выд.еляется
шелочи
совершенно не содержит
водород,
и,
следовательно,
пол
возможность травильной хрупкости.
остаются
на
поверхности
проволоки
даже
после тщательной промывки, но они до некоторой степени защи
щают поверхность
Сущность
проволоки
от коррози~и.
электролитического
щелочах
заключается · в
полном
окалины
электролитически
травления
или
в
расплавленных
частичном
восстановлении
выделенными
щелочными
иmи
ще
лочно-земельными
металлами
(например,
при
применении
NaOH - металлического натрия, который в свою очеред.ь вос
станавливает окислы железа на ·катоде) . Восстанавливаемое и g
окалины
железо
тонкого
слоя осадка, ко:горый
отлагается
на
поверхности
затем
прово.1юк;и:1
удаляется
в
в
виде
промывной
Д ОП ОЛНИТЕЛЬНАЯ
ПОДГОТОВКА ПОВЕРХНОСТИ N\ЕТАЛЛ А
К
157
ВОЛОЧЕНИЮ
.воде. В некоторых случаях, когда промывка водой оказываетсн
недостаточной, осадок удаляется путем дополните;,11ьной механи
ческой очистки .
Следует учитывать, что высокие температуры расплавленных
щелочей NaOH и КОН, доходящие до 550° и выше, несомненно
оказывают влияние на структуру и свойства обрабатываемой
в ни1 х проволоки. Поэтому такой способ нельзя применять для
· травления
многих
высокоуглеро:дистых
сплавов.
3. ДОПОЛНИТЕЛЬНАЯ ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА
К ВО.ПОЧЕНИЮ (ПОСЛЕ УДАЛЕНИЯ ОКАЛИНЫ)
Промывка
Эта
операция,
следующая
непосредственно за травлением 1,
необходима для удаления с поверхности металла:
t1a
нее
астат.ков
раствора
кислоты,
вызывающих
а)
налипших
коррозию
про
.волоки; б) солей
железа
(обычно сульфата ИLЛИ хлорида);
в) шлама, затрудняющего волочение и вызывающего ржавление.
Для высококачественной очистки поверхности металла, осо
бенно важной при скоростном волочении, промывку рекомен
дуется проводи-гь в два этапа. Сначала в чистой горячей воде
для наиболее интенс.и1вного растворения солей, а затем
ной струе холодной
воды
-
-
в сиVJь
для лучшего удаления шлама.
Практически проволоку промывают обычно в баке с проточ
ной водой с последующей промывкой струей воды из шланга
под давлением около 7 ати и более ИJLи1 в специальном баке
.с СИLЛЬНЫМ душем.
Промывку следует начинать немедленно после выемки про
травленного металла из травильной ванны. Задержка промывки
влечет за
собой
быстрое высыхание
с тали~ травильной ж.и1дкости
лизовываются
трудно
налипшей
на
поверхности
и на поверхности стали выкристал
растворимые
соли
железа.
Рекомендуется производить промывку в баках с разбрызги
вающим устройством, автоматически
пр.иводи1мым в действие
при укладе рамы в бак. Вода для промывки используется мно
гократно до накопления в ней О, 1°/о серной кислоты.
Промывка проводится до тех пор, пока с металла не начи
нает
r
-или
стекать
совершенно
При травлении стальной
щелочей,
прпмывка
прозрачная
проволоки,
до л жна также
вода.
патентированной
предшествов а ть
ления с поверхности проволоки пленки солей
После
травления
о бычной технологии .
проволока,
в
расп л аве
травлению
для
солей
уда
или щелочей.
патентнров а нная
в
сол ях,
промывается
по
158
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
Нанесение подсмазочного слоя
Если проволока предназначается для нескольких последова
тельных
протяжек,
то
после трав л ения
и~
промывк,и1
он а
подвер
гается дополнительным операциям (желт-ению, или омеднению,
или фосфатированию и последующему изв есткован.ню, или бори
рованию),
связанным
с
нанесением
на
поверхность
проволоки
так называемого подсмазочного слоя. Этот слой должен хорошо
и прочно присоединять смазку и~ в сочета~ши с ней обеспечивать
низкий коэффициент трения, а также предотвр а щать прилипание
металла
к рабочей зоне волоки.
:желтен~е
Желтение (или легкое ржавление) проволоки заключается
в пок·рытии поверхности ее (после травления и промывки) тон
ким слоем гидрата окиси железа Fe(OH) 3 желтого (с корич
невым
оттенком)
поJ11нителя
смазки
цвета,
при
играющего вместе
волочении
с
сухим
с иввестью роль
на
м ыло м.
Желтение проводят путем обрызгиван.и:я протравленной про
волоки мелко /Распыленными струями воды в специальной каме
ре
(баке).
Качество желтения зависит от качества воды (лучшие резуль
таты дает мягкая, богатая кислородом вщ:~:а из быстро текущих
водоемов) ~ ее темпер:атуры (лучшие результаты дает подогре
тая вода).
На некоторых заво>Цах в камеру желтения нагнетается также
немного воздуха. При~ желтении проволока . непрерывно должна
быть влажной.
Продолжительность желтения зависит от числа~
протяжек, которым должна . быть
подвергнута проволока при
последующем волочении. По данным одного из заводов, дли
тельность желтения составляет 10 мин. на каждую протяжку.
Обычно в начале желтения проволока покрывается ок.и1слами
зеленого uвета Ре (ОН) 2 , переходящими постепенно в результате
окисляющего воздействия кислорода в окислы Fe (ОН) з желт()
коричневого цвета. При волочении желтеной проволоки поверх
ность ее после протяжк,и1 получается светлой.
Омеднение
Стальная проволока, предназначенная для волочения с боль
шими
суммарными
обжатиями,
подвергается
после
травлени91
н промывки омеднению . Образующаяся при этом на поверхност.и1
стальной
проволоки тонкая пленка меди значительно снижает
коэффициент трения между проволокой и волокой, облегчает
процесс волочен,иrя и обеспечивает получение чистой и гладкой
ДОПОЛНИТЕЛЬНАЯ
ПОДГОТОВКА
ПОВЕРХНОСТИ
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
159
поверхности. Тонкий слой медИ1 наносится путем погружения
металла в подкисленный слабый раствор медного купороса.
Омеднение проводят при кО1мнатной температуре раствора .
Длительность операции
омеднения .и1 концентрация раствор а
медн ого купороса И1 серной кислоты зависят от требуемого каче
ства и толщины медного слоя, в свою очередь обусловливаемых
составом и качеством поверхпост.и1 стали и требованиями к тя
нутой проволоке.
Оnычно рекомендуемая
концентрация
медного купороса 3-4°/о. серной кислоты -- 1-1,5°/о. Продолжительность пребы
вания проволоки в растворе около 1 мин.
Для лучшего омеднения рекомендуется приводить проволоJ:Су
и1 раствор в движение. покачивая раму с проволокой шли пере
мешивая раствор медного купороса струей воздуха.
Омедненную проволоку следует тшательно про~мывать перед
известкованием.
Фосфатирование
Фосфатированием называется химичесrш~й процесс обработки
поверхности стали фосфорнокислыми солями марганца .и1 железа
или цинка, в результате которого на поверхности металла обра
зуется мелкая кристаллическая пленка фосфатов марганца и же
леза
.
'
или
пинка .
Для фосфатирова~шя применяют кислую марганцевую соль
ортофосфорной кислоты с примесью фосфорноrшслых солей же
леза. Эта соль известна под названием соли Мажеф. Состав этой
соли следующий: 46-520/о Р20 5 ; не менее 14О/о Mn; не более
ЗО/о Fe; не более 0,30/о SОз. следы Cl И1 Ni; общая кислотность
не менее 23°/о. Кроме того. с успехом .и~спользуют фосфат цинка.
Фосфатирование проводится после травления.
Применение фосфатного
поверхностного слоя
в
сачетании
со смазкой способствует лучшему и более равном~рному пр.шли
панию
смазки
к
волок и снижен.ню
поверхности
проволоки,
уменьшению
износа
расхода электроэнергии, затрачиваемой при
волочении.
Фосфатная
пленка
обеспечивает
возможность
повышенин
скорости волочения и величины обжатий .
На рис. 95 сопоставлены усилия волочения фосфатированной
и нефосфат.и1рованной проволоки. Влияние фосфатирования осо
бенно
положительно
сказывается
при
первых
протяжках,
снижение усилия волочения доходит до 30°/о.
Фосфатирование проволоки значительно облегчает
где·
процесс
высадки головок болтов и шурупов .
Для правильного ведения
процесса
фосфатирования
между
общей и свободной кислотностью в ванне необходимо соблю
дать
соотношен.и:е
7 : 1 - 8: 1.
Раствор
для
фосфатирования'
160
;,тдлЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К:
ВОЛОЧЕНИЮ
рекомендуется готовить из расчета 30-33 г сол.и~ Мажеф на
воды при температуре раствора 96-98°.
1
л
Кроме ука з анного способа ф осфатирования, и м еется еще ряд
др уги х , КОТО1рые м огут быть IИСПОЛЬ
зова ны
1
.\:
J50
~f
"" "'
~ JOO
с.;"
~:,.
Р....._
250
'
"" 2!10
'f:,
'<:)
Цель этой операции
\,,
2'--.
'\
Шll
ржав ле ния
б ытком
Дианетр про8олоk11,11м
Ри с . 95.
Влияни е фо с фат и
рования
на
11р овол о1< а .
ншiн а я;
2 -
не
наполниrгеля
пол учают
СаС0 3
фосфатиро
n о ово;1 сч< а
важно,
роль
в
мехасмазке
воды:
СаО
порошок) :
1 -
играют
(95)
обжигом
из
вестняка:
прово
мыльный
-
!Извести
СаО"+ Н 2 О = Са (ОН) 2 .
у си
стальной
среднеуглеродистой
провол оки.
что наиболее
( мыльном порошке; см. гл. V).
Известь представляет собой про
ду кт гашения СаО с большим из
2.90 2,50 2,30. 2Д f,80 ·1,50
величину
проволоки и тем са м ым
1·.и1ческого
'{,.
волочения
нейтрали-
-
устранени е
ч астицы
r~
(смазка
[43J.
поверхности
К роме тою,
~~
50
локи
повер х ни
3аt1JИЯ посл едних остатков КИ'слоты на
'
~ .150
::s
лия
п од готовки
Известкование
'\
..,
~
,ИJ для
сти п роволоки к в о лочению
=
СаО
+ СО 2 •
(96)
Большое знаuе н ие имеют качество
исходной из вести и правильность ее
ф ос фа
тир о ваниая
ПОДГОТОВКИ!.
Для волочения проволоки желательно применять чистую от
примесей, жирную и хорошо обожженную, тщательно гашеную
. и1з весть.
Поступающа я обычно на метизные заводы обожженная из
·весть должна быть повышенного качества и содержать не менее
·95°/о СаО, н е более
10/о
MgO (MgO
понижает прилипаемость
. и~з вести к про в олоке); содержан.и~е кремн езема, силикатов и ме
таллических окислов,
а также недообожженных частиц должно
· быть минимальным.
Обожженный известняк гасится вскоре после обж.и1га (пр е
дельный срок
-
неделя), так как, оставаясь долго на воздухе,
, известь (СаО) поглошает СО2 из воздуха и пр евращается в гру
бый порошок.
Гаш е нан из весть должна быть тестообра зной, так как в та
ком
состоянии она
,выдерживается
в
пл астична
отстойных
и д.и~спер с на .
ямах
не
менее
И звестковое
.трех
тесто
недель,
что
ДОПОЛНИТЕЛЬНАЯ: ПОДГОТОВКА ПОВЕРХНОСТИ МЕТАЛЛА К:
ВОJiОЧЕНИЮ
161
обеспечивает полное завершение процесса гашения и придает
.известковому тесту лучшие физические свойства . Гашение из
вести должно быть мехаI-1изировано.
Описание типовой установки Гипромеза для гашения изве
<:ТiИ1 см. [21],
Известкование проволоки проводят в водных растворах :раз
личной концентрации. Растворы большей концентрации следует
применять для
известкования
проволок.и~
крупных
сечений,
а
также проволоки,
предназначенной для больших суммарных
обжатий. Растворы малой концентрации применяют для обра
ботки~ проволок.И! малых сечений, подлежащей малому суммар
lюму обжатию, а также проволоки, предна зна ч е нной для оцин
кования,
лужения
и
т.
п.
В известковом растворе содержится обычно
извеспfl на 8- 12 частей воды.
1
часть гашеной
Известкование прово:дят в кипящем растворе извести, погру
жая изделИ!я в ванну на 1 мин. Слой извести получается тем
толще, чем больше число погрул(lений.
Чтобы известь не оседала на дно, ее необходимо постоянно
перемешивать механическим способом (пропеллером) или вводи
мым для нагрева известкового раствора острым паром. Растворы
извести
большой
концентрации
перемешиваются
при
помощи
насоса.
Заменители
извести
Недостатком извест.и1 в качестве
волочением
является
ее
покрытия
гигроскопичность,
проволоки перед
вследствие
чего
она
может вызывать коррозию. Кроме того, при продолжительном
хранении известкованной пров олоки СаО поглощает из воздуха
СО2 .и1 преврашается в твердый порошок СаСОз, являющийся
абразивом,
способствующим
быстрому
изнашиванию
волок.
Обычно прим еняемое известкование требует значительного рас
хода пара и довольно трудоемкой подготовки извести ,и1 извест
кового раство·ра. Кроме того, коэффициент трения извести как
наполнителя весьма велик. В последние го:ды начали пр.именять
ряд заменителей извести, среди котqрых наибольшее значение
имеет бура.
Пpu;v1eнeнue буры. Известь весьма успешно можно замен.иrгь
бурой (Na 2B 4 01 · lOH20).
Протравленную обычным методdм
проволоку промывают, желтят и погружают в 5-7°/о-ный рас
твор буры при температуре около 85°. После этого проволоку
сушат в течение 2-3 мин. при температуре около 70°.
Раствор подготавливают следующим образом: ванну зали
вают водой и нагревают до 85°, после
чего в нее загружают
1.1
И. А. Юхвец
162
УДАЛЕНИЕ
ОК:АЛИНЫ
50~75 кг буры на
1
И
ПОДГОТОВК:А
МЕТАЛЛА
К:
ВОЛОЧЕНИЮ
м 3 воды. Для лучшей растворимости жела
тельно равномерно перемешать буру в ванне.
Технические
преимущества
замены
буры весьма значиrгельны: 1) проволока,
извести
раствором
обрабоrганная бурой,
в отличие от известкованной п;роволоки может храниться долгое
время, не ржа.вея; 2) менее подвержена ржавлению также и тя
нутая проволок.а; 3) цехи, в которых применяется бура, значи
гельно более чистые, Ч€1М це хи,
рабоrгающи1 е с известкова1шой
проволокой; 4) наличие пленки буры на поверхности проволоки
при
сварке
является
желательным,
так
как
она
играет
роль
ф.JLюса при сварке в отличие от пленки ;извести, которую нужно
удалять перед сваркой. Недостаток этого способа - значитель
ная стоимость буры.
1
Другие заменители извести. В качестве нейтрализатора следов
кисло;гы
на
проволоке
меняют раствор
ряда
лет
вместо .извести
щелочи
применяются
или
при
соды.
в
некоторых
Эти
подготовке
к
случаях
за менители
волочению
в
при
течение
поверхности
прутков углерод.истых сталей. Однако ни щелочи, ни кальцини~
рованная сода не об€спечивают
необходимого качественного
подслоя смазки для волочения пр ов олоки, особенно для ряда
последовательных
проrгяжек.
В качестве заменителей извести применя.ют также специаль
ные растворы, например, тринатр.и1евый фосфат, обеспечив ающи й,
по литературным данным, особо гладкую поверхность проволо
ки,
а
также
некоторые другие
некислого натрия
[30]
составы,
например,
раствор
крем
и др.
Проволоку погружают в неподогретый раствор с перечислен
ными заменителям.и извести обычно на очень короткое время
( 15-30 сек.). Обработка проволоки в этих зюvтенителях извести
позволяет ускорить
волоку
от
процесс
сушки
и
хорошо
предохраняет
про
коррозии.
Сушка
Завершающей операu.ией подготовки поверхности
к· волочению является сушка. Назначение сушки:
1)
2)
3)
удалить влагу с поверхности
воспрепятствовать
удал:Ить
при травлении
Наиболее
менных
водород,
в
проволоки;
ржавлению
поверхности
диффундировавш.и1й
кислоте, т.
совершенные
высокоскоростных
е.
проволоки
проволоки;
внутрь
проволоки
устранить травильную
хрупкость.
результа ты
дает
баковых суш.ил.
применение
Сушка
совре
проволоки
в Этих установках проводится при помощи усиленной циркуля
ции воздуха при температуре около 300- 350° в сушильной ка
~ере. Продукты горения не поступают в сушильную камеру.
163
ОСОБЕННОСТИ ОБРАБОТКИ ПРОВОЛОКИ В БУНТАХ И НИТЬЮ
Ускоренная сушка проволо1ш в баковых сушилах вызывает
ускоренное выделение диффундировавшего в проволоку водорода,
а
также прочное спекание извести, обеспечивающее хорошее
вза.и1модействие проволоки с мыльным порошком
в процессе
волочения.
пары
К:роме
благодаря
(более
тuго,
выделяющиеся
высuкой
температуре
сушке
проволоки
скоростных
сушилах
не осаждаются на поверхности проволоки.
212°)
Помимо конструктивных
сушил,
пр.и~
в
основное
преимуществ
преимущество
их
скоростных
заключается
в
баковых
ускорении
процесса сушки, протекающего за 5-20 мин . (в зависимости от
содержания углерода в стали) вместо 1-5 час. в сушилах ста
рого
т.ипа .
Травильную хрупкость
но
и
длительным
можно устранять
выдерживанием
не только сушкой,
протравленного
металла
при
комнатной температуре.
Влияни·е сушки на устране ние травильной хрупкости показано
выше, в табл. 20.
4.
ОСОБЕННОСТИ ОБРАБОТКИ ПРОВОЛОКИ В БУНТАХ И НИТЬЮ
Обрабоrгка в бунтах д'о с.иос пор является распространенным
способом травления и дополнитель ной подгоrговки поверхности
проволоки к волочению. Основным недостатком этого способа
является то, что он не может обесп ечить равномерности травле
ния и нанесения соответствующего подсмазочного слоя по всей
дл.ине плоrгно уложенных бунтов, особенно бунтов тонкой Про
волоки и большого веса. Доступ р астворов к внутренним виткам
бунтов
несомненно
вн утретших
витков
внешни х,
т.
и
более
.ищет
затруднен,
также
ч ем
к
значительно
наружным,
сушка
медленнее,
чем
д.
Неоднородные результаты, пер етрав и травильная хрупкость
имеют место при обработке бунтов проволоки тонких сечений.
Распускание бунтов (уменьшение уплотнения в.иrгко в) лишь
в небольшой степени~ улучшает качество обрабоrгки прово·локи,
-гак как это весьма трудоемкая операция и тр ебует значитель
ного унЕ'.тшчения ч исла тр авильных J1J других ванн. Кроме того, J
распускиние бунтов при травлении повышает брак из - за перепу- .
тывания
витков.
Обраб отка нитью обеспечивает быстрое .и равномерное трав- .
ление пр оволоки любых сечений и в частности тонких размеров.
За посл еднее время все шире начинают прим енять комплекс
ные конвейерные установки для обработки пр оволок.и~ нитью.
На этих установках проводят: 1) термическую обработку- уда
ление окалины - нанесение
подсмазочного слоя; 2) термиче
скую
обработку
ного металла
11*
-
удаление
окалины
-
нанесение слоя
(обычно цинка .и~и олова).
защит
164
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
Преимущество конвейерной
улучшается
качество
вмкость операций;
вейеров
МЕТАЛЛА
обработки
металла;
кроме
большие
ВОЛОЧЕНИЮ
состоит
того,
недостаток ~ в том,
необходимы
1\
что
в
том,
уменьшается
для
что
трудо
установки
1юн -
площади.
5. КОНТРОЛЬ ОПЕРАЦИИ ПОДГОТОВКИ ПОВЕРХНОСТИ
К ВОЛОЧЕНИЮ
2)
4)
Травильные растворы обычно проверяют:
1) по плотности;
по температуре; 3) по содержанию
свободной
к.и: слоты и
по содержанию железа.
Плотность определяют при помощи ареометра. При опреде
лении плотности следует помнить, что плотность жи}'!,костей ме
няется
при
изменении: температуры
и
что
показания
ареометров
являются верными лишь при температуре их граду.и1ровки
но
15°) .
Температура
травильного раствора
( обыч
определяется тер
мометром.
Упрощенные, прибли:женные определен.и1 я
водят индикатором (метилоранжем)
при
кислотности произ
помощи порошков
с различным, заранее заданным количеством воды, обычно изго
тавливаемых для определения
объектов в 10 см 3 ;шспытуе.мого
травильного раствора 1О, 5, 3 и 1°/о-ной кислоты.
Точно кислотность определяется обычным в химии методом :гитрованием
щелочью.
Содержание железа, растворенного в трав.и1льной ванне, опре
деляется
методом
титрования
раствором
.марганцовокислого
калия KMn04.
Качество извести упрощенно контролируют, погружая в ки
пящую известь стеклянную палочку. Известь считается хорошей,
если на стекле остается толстый, непросвечиваюшийся и несте
кающий слой.
6.
ИСПОЛЬЗОВАНИЕ ОТХОДОВ ОТ ТРАВЛЕНИЯ
Отходы от травления в сернокислых
очень
значительные
количества
ваннах, содержащие
растворенного
сульфата
желе
з·а и свободной серной кислоты, в ряде волочильных цехов почти
не утилизируются .и1 спускаются в канализацию, иногда без ней
трализации~, что ПРИВОдJИТ к загрязнеНИIЮ водоемов.
Между тем, из каждых 100кг серной кислоты
израсходованных
на
травлен.ие,
может
быть
(IООоfо-ной),
получено
около
284 кг железного купороса (FeS04 · 7Н2О), применяемого в сель
ском хозяйстве, красильном деле и для других целей. Желез
ный купорос может быть также использован для регенерации
ив него серной кислоrгы.
ИСПОЛЬЗОВАНИЕ
ОТХОДОВ
ОТ ТРАВЛЕНИЯ
165
За последние годы разработан также метод получен.ин из
травильных отходов феррона (смесь гидрата окиси железа и
гипса),
применяющегося в качестве
ценного
строительного
материала .
Получение железного купороса
Известно очень много способов получения железного · купо
роса
из
трав.ильных
предприятию,
до
отходов
весьма
-
от
простых,
сложных,
доступных
~ребующих
каждому
специальной
аппаратуры.
На.и6олее
купороса
растворов
распространенные
основаны
при
на
способы
выделении
пон.и:женных
его
получения
из
железного
концентрированных
температурах.
Нельзя доводить содержание железного купороса до очень
больших концентраций непосредственно в ~равильном растворе ,
так как из .таких растворов железный купорос будет осаждать
ся на пов ерхности~ стали и мешать травлению.
Поэтому кон
центрац.и:ю маточного
раствора
необходимо
увеличивать вне
травильной
ванны .
Обычно концентрацию увеличивают выпариванием малокон
центриро ванных
растворов
или
увеличенным
испарением
влаги
mз раствора тем или иным методом
(применением вакуума,
распыливанием в воздухе).
Из среднеконцентрированных нагретых растворов железный ·
купорос извлека ется охлаждением (на хо·лодном воздухе, про
точной водой, продувкой
установок).
Иногда
воздухом или с помощью холодильных
сочетают оба
метода
повышения
концент
рации.
При извлечен.ни железного купороса к маточнрму раствору
нередко добавляют серную кислоту, так как растворимость же
лезного купороса падает при; увеличении концентрации серной
кислоты
в
маточном
ра створе .
Получение феррона
феррон получается при взаимодейств.и1и насыщенного раство
ра
железного
купороса
FeS04
и известкового теста
+С
(ОН)~
по
реакции
= Fe(OH) 2 + Cc. S04.
(97)
Феррон успешно применяют в качестве изоляционного материа
ла
на
газохода х
печного
отделения .
Феррон мож но изготовлять в виде разл.иrчных блоков и из
делий.
Свежеприготовленная
65-700/о воды.
паста
феррона
содержит
около
УДАЛЕНИЕ
166
0КАЛ11НЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
При утилизации травильных отходов некоторые предприятия
черной металлург.и1и сорасывают в сутки 150-300 т травильных
отходов, что эквивалентно 125-250 т теплоизоляционного мате~
риала. Этому количеству сухого феррона соответствует 200400 м 3 пастообразного материала.
Если пастообразный осадок феррона подвергнуть прессова
нию с волокнистыми наполнителями (целлюлоза, опил1<.и:), то
после сушки получаются
брикеты с повышенной механической
дрочностью и небольшим весом.
Нейтрализация
и очистка отходов от травления
Перед спуском в реки травильные отходы необход.и1мо нейт~
рализовать
и
очишать.
Травильные отходы обычно проходят через отстойные баки,
бассейны, промывные камеры, фильтры и нейтрализаторы с из
вестковым
раствором.
Раствор подается частично принудительно насосам.и~, частич
но самотеком, при использовании разности
уровней
сливных
и приемных резервуаров.
После нейтрализации~ жидкость
не
должна содержать ни
кислот, ни солей, должна быть светлой и лишенной всяких за
пахов, чтобы ни в коем случае не загрязнять водоемов, в ко
торые
она
попадает.
За последнее время громоздкие отстойники и нейтрализаторы
вполне успешно заменяются значительно более компактным.и
суспензионными
сепараторами .
7.
ОБОРУДОВАНИЕ
Отделения по подготовке поверхности металла к волочению
обычно включают травильные агрегаты, пр.и~ работе на которых .
могут
выделяться
значиrгель ные
количества
вредных
газов,
вы
зывающих корродирование металлических частей здания и обо
рудования и вредных для здор1овья раб очих, поэтому необхо
цимо
размещать
эти
отделения
в
изолированном
пом ещении,
учитывая при этом
преобладающее
направление
ветров,
ИJ,
кроме того, предусматривать ряд специальных мероприятий, обес
печивающих нормальные санитарно-гигиенические условия
[421.
Оборудование травильных отделений
Трав.и~льные ванны
Самым распространенным материалом для изготовления тра
вильных ванн является дерево. Удовлетворительную
показали дуб, сосна, береза и ель.
стойкоста
ОБОРУДСJВАНИЕ
В
] 57
настоящее время широко применяются
с каркасом из
ванного
травильные
ванны
армированного кислwоупорн.ого бетона, футеро
специальными
кислотоупорными
материалами.
На риrс. 96 показаны различные футеровки травильных ванн
с каркасом из арми,роваl:!ного кислотоупорноr10 бе·юна.
1234
1254
1255
1
/
о
1245
34
-~ ··. t)_.~
' .
о о
·о
о
26
1
Q
. о о
·"
~!)LJ ~~ ~о
".о
о
о.
о.
'о~ t~
-..... ..
··;; о
" • о
;
·. ~
о
"t )
:
Q •.
.
(!
.
о
о
u.. o (,
~··.
~о:.~-~
• w·o
Рис.
1 -
96.
я.рмирован ный
кислотоу порн ый
3 -
·о
~-о
(с·лuй
в
ц,
Схемы футеровок травильных ванн:
кислото,, порный
кирпич
кирпича);
(Слой
5 -
в
бетон;
2-
бнтумно-рубе роидн ая
1/, кирпича); 4 -
дна базовая
плита;
6 -
изоляция;
кислотоупорный
кислотоупорный
кирпич
бетон
Весьма успешно .используются ванны с железным каркасом
и железной обшивкой, футерованные кислотоупорными~ ма.териа
лами.
Ванны для раствора серной кислоты футеруются двумя слоя.:
ми диабазовой плитки или кислотоупорного 1шрпича (по
кирпича) или же м-етлахской и диабазовой плиток с кислото
упорным кирпичом. Плиrпш соединяют специальными кислото
1;,
упор н ыми
замазками.
Для ванн с растворами серной, соляной или азотной кислот
и rих солей (за исключением сишьных окислителей) при темпера
туре раствора менее 90° и полном отсутств.и1 и в нем каких-либо
масел футеровка произ водится на серном цементе.
В последнее время в качестве защитной футеровки~ стального
каркаса применяют также листовой фаолит (пластмасса) .иши
цругой кислотостойкий материал - опанол, близкий по своим
физико -химическим свойствам к резине.
Основное преимущество ванн с металли ческим каркасом
состоит в том, что они сборные и их можно устанавливать в го11овом
ны
виде,
ванн
что значштельно
при
упрощает
и
ускоряет
операци~и сме
ремонтах.
Габариты трав.и~льных ванн весьма разнообразны. Применя
ются
ванны,
вмещающие
одну
или две
рамы
проволоки,
и
мно
rорамные ванны. В больших цехах с однородной про;цукrr,и1ей
наиболее целесообразно применять многорамные, близко рас
положенные друг к
Травильные
пола
или
другу ванны.
ванны
частично
располагают или
ниже
уровня
пола,
в
цел.и~ком
над уровнем
специальном
црия1мке.
УДАЛЕНИЕ ОКАЛИНЫ
168
И
ПОДГОТОВКА МЕТАЛЛА
Минимальная высота ванн над уровнем
К:
пола
ВОЛОЧЕНИЮ
должна
быть
700 мм. С точки зрения техник.ш безопасности, удобств осмотра
и чистки предпочтительны первые конструкции. Во всяком слу
чае необходимо, чтобы ванны были полностью доступны наруж
ному осмотру. Расположение травиmьных ванн непосредственно
в
грунте
недопустимо.
Пол пр.иямка должен
крытием
и
иметь
уклон
в
быть защищен кислотоупорным
сторону
канализаuионного
по
жалоба.
Если травильные ванны установлены непосредственно на полу
цеха,
необходимо обеспечить
гравильных
защиrгное
покрытие
пола
вблизи
ванн.
Устройства для нагрева и1 перемешивания
травильных
растворов
Обычно травильный раствор нагревается пароlМ, подаваемым
непосредственно в
раствор
или
в
змеевики,
погруженные
в
кис
лоrгный раствор.
Паровые трубы илИ1 змеевики, по которым вводится пар, де
лаются из свинца, осв.и~нцованной меди или монель - металла .
Хоrгя нагрев травильных растворов имеет ряд крупных не
цостатков (раствор сильно разбавляется за счет конденсирую
щегося пара), этот способ благодаря своей простоте наиболее
распрое11ранен
на
отечественных
заводах.
За последние годы разработан ряд новых способов нагрева
травильных растворов.
При~ применении острого пара успешно используются паро
вые сопла, изготовляемые из кислотоупорного материала. Как
11оказывает рис. 97, пар, выход.я из сопла, совершает круговое
благодаря чему достигается равномерная темпера
движение,
тура
во
всех
На рис.
зонах
98
кулирующим
ванны.
оИIЗображена схема травильной установки с цир
травильным
раствором,
обо~ревае~мым
вне
ванны
специальным нагревателем. Трав.иmьная жидкость непрерывно
перекачи вается по специальному трубопроводу кислотоупорным
насосом; чтобы в насос не попадал шлам, в трубопроводе уста·
навливается фильтр . Преимуществом данного способа нагрева
является то, что травильная ванна свободна от нагревательных
устройств, отпадает необходимость покачивания протравливае
мого изделия .и интенсифицируется процесс травления.
Если травильная ванна не требует подогрева, раствор мож
но перемешивать сжатым воздухом (рис. 99), подаваемым чР.рез
трубы из кислотоупорного ~материала вентилятором или неболь
шим компрессором. Интенсивность поступлени1я воздуха регу
лируется клапанами. Воздух, выходящий из труб, создает в
травильной ванне энергичное вихревое движение раствора, бла-
Рис.
97.
для
Паровое
нагрева
сопло,
травильного
раствора
Рис.
98.
щим
тр авильным раствором. обогреваемым при помо
щи специального нагревателя (вне ванн ы):
J -
Схема травильной
применяемое
травиJ1ьнан
ванна;
2 -
установки
Н<:!сос;
3 -
с
циркулирую
нагреватель
УДАЛЕНИЕ
170
годаря
ОКАЛИНЫ
котором у
окалины и шла м а,
с
И ПОДГОТОВКА МЕТАЛЛА К
поверхности
не отставшие
металла
orr
ВОЛОЧЕНИЮ
смываются
частицы
поверхно с т.и1 п ротравл е нного
м е.талла. Это интенсифи:цирует процесс, так как протравливае
м ое
издел и е
соп ри к аса е тся
с
постоянно
обн овл я ем ой
массоw
кислоты .
11
а
Рис .
99.
За
а
Травильная установка с перемешив а ни~ем раствора кислоты
посредством сжатого воздуха
(а - сжатый воздух)
последние годы широко
пр.и1меняется
способ
обогрева
травильных растворов погруженными в них газовыми горелками.
Кроме того, для нагрева травильных ванн иногда применя
ются трубчатые паровые нагре:ва-rели из тантала. Преимущество
их состо.иrг в том, что они не растворяются в соляной кислоте .
Тантал п ередает тепло значительно быстрее, чем желез о, и, сле
довательно, танталовые нагреватели экономиrчн ее . Обладая вы
сокой химической стойкостью, танталовые
чески
не
нагревател и
практи
изнашиваются.
Устройства для качания изделий в травильных
ваннах
На рис. 100 и 1О1 даны общий вид установки и схема маши
ны для качания прутков , труб и проволоки в тр а вильных рас
творах.
Применен.ие подобных машин способствует интенсификации
травления
благодаря тте:р·емешиванию
травильного
раствора.
Кроме того, на ряде таких установок поверхности прутков и труб
при качании соприкасаются друг с другом. благодаря чему с них
отрывается
ным
и
смывается
окал.и1На,
:разрыхленная
ранее
травиль
раствором.
В новых установках успешно применяется простое по свое~
му
конструктивному
осуществJrению,
но
ве~сьма
эффектИ1Вное
\-- -
--·- - ·- - ----- - - --- -1
1
Рис.
100.
Общий вид установки для травления
в травильной ванне
прщзолоки с качанием
ее
1
1
Рис. 101. Схема установки для качания прутков и труб
в травильной ванне
1
!
1
- - - - ---З ак.
90
- - -· - ---
.---·--------·-·--- ·--------·-
- ·--·--·--·- -
.
-
-
___ _1
172
УдАЛЕНИЕ
ОК:АЛННЫ
И
ПОДГОТОВК:А
М ЕТАЛЛА К:
ВОЛОЧЕНИЮ
травлен и е на цепях (рис. 102). Это уст~ройство действует авто
ма ти чески. Валы с цепными блоками соединены с отдельншvш
редукторами, которые, в свою очередь, соединяются чере з общи й
редуктор с мотором мощностью 5 л. с.
~
/_
1
,,---
z.~
~.
'\\
\\:---- .
.
1
Рис.
102.
Схема установки
для
качания
прутков
в
травильно й
ванне на цепях
Устройства для травления
ра з бры з гивания
методом
Применяемое при травлении методом разбрызгивания обо
рудование (рис. 103) состоит из резервуара с раствором серной
кислоты, нагретым до 60-90°, и расположенного над
жух а, образующего камеру, открыту ю с двух сторон.
ним ко
Изделия, подлежащие травлению, помещают в камеру. Рас
твор кислоты подается из резервуара центробежными кислото
упорными насосами по трубам, расположенным под потолком
камеры , через сопла или отверстия в трубах разбрызгивается в
камер е
и
орошает изделия,
подвергаемые травлению.
!73
ОБОРО<"ДОВЛНИЕ
По такому же принципу построены и конвейерные установки,
состоящие из
конвейеров, проходящих в виде бесконечной лен
ты через герметически закрытую камеру, в которой металл, под
лежащий травлению, орошается 1шслотным раствором. Изделие
обрызг.и1вается через
сопла
насосом,
засасывающим
кислоту
со
дна камеры, причем перед разбрызгиванием кислота фильтрует
сн
для
отделен.и1я
Рис.
103.
осадка
Схема
с
I -
вентилятор;
2 -
грязи
агрегата
и
ока л ины.
для
травления
вентиJJяцнонной
вытяжные
шахты;
разбры згиванием
устан овкой :
проем
3 -
дл я
пропуска
изде.,ий
Благодаря наличию в установке двух фильтров, допускающих
раздельное выключение, очистка их не требует длительных пере
рывов в работе. При пульверизационно- струйном травлении до
стигается производительность 70 т! сутки прутков из низкоуг ле
rодистой стали среднего д.и,аметра
новки
1,2
х
9
38
МАЛ, при габаритах уста
м.
Хранение и транспортирование кислоты
Конuентрированная серная кислота транспортируется в сталь
ных
из
uистернах;
хранят ее в кислотохранилищах
неметалл.и1ческих
кислотоупорных
из
стальных
или
ма териалов.
Ингибированную соляную кислоту можно также перевозить в
стальных сосудах; неингибированную соляную кислоту
лянной
ил.и~ керамической
та ре
или
в
стальных
-
в стек
гумированных
сосудах (т. е. выложенных изн утри специ1альной кислотостойкой
резиной).
174
УДАЛЕНИЕ
ОК:АЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К:
ВОЛОЧЕНИЮ
Кислота подается из хранилищ в трав.шnьные баки сифона
ми,
насосами
из
кислотоупорных
материалов
и
специальными
устройствами, построенными на принципе: а) разност.и уровней
сливного резервуара и приемного бака и б) пневма.тичсской по
дачи к.и~слоты. Последние устройства считаются более рацио
нальными.
Оборудование
по
подготовке
для
дополнительных операций
поверхности
стали
к
волочению
Промывные ванны, а также ванны для желтения и нейтрали
зации должны быть стальные из листового железа.
Ванны для омеднения, содержащие медный купорос и свобод
ную серную кислоту, по конструкции аналогичны
ше травильным
описанным
вы
ваннам.
Ванны для известкования делаются стальными.
Сушильные агрегаты
Суш.И1льные
агрегаты
совре~менного
сталепрово·лочного
цеха
представляют собой баки 1 большой емкости с двойными стен
ками (рис. 104), между которыми установлены друг над дру-
Рис.
104.
Схема агрегата для высокос коростной сушки травленой проволоки
гом U-образные дымогарные трубки (на рисунке не показачы),
соединенные у торцевых сте нок коллекторами. В трубки нагне
таются
эксгаустером
цродукты
сгорания
доменного,
коксового
или других газов; для обогрева используется также мазут и дру
гое топливо, сжигаемое в спец.и.альных топках сушилок. Нагретые
ОБОРУДОВАНИЕ
175
поверхности трубок омываются снаружи воздухом сушильной ка
меры,
который
2,
ром
засасывается
из
нее
специальным
вентилято
установленным под камерой и нагнетающим этот воздух
в зону расположен.и~я нагретых трубок. Нагретый воздух через
отверстия в
шильную
одной ив торцевых стенок нагнетается вновь в су
камеру.
Конструктивное оформление этИJх сушилок довольно разно
образно. Например, на одном заводе сушильная камера имеет
сверху двухстворчатую крышку. Под тяжестью опускаемой в ка
меру навески 3 створки крышки открываются, но как
только
крюк,
на
котором
навешена
подвеска,
занимает
свое
нормаль
ное положение (ложится на чугунные подставки), створки к;рыш
ки закрываются под действием контргрузов. Однако и при за
крытых створках между ними остается щель (100 мм) для вы
хода
влаги.
Горяч1-1:й
4000.
воздух
поступает в
камеру
Подача его регулИ"руется путем
ния и закрывания
с температурой
315-
автомат.ического открыва
клапанов, подающих газ в горелки. Жела
тельный избыток воздуха устанавливают при~ помощи специаль
ного прибора, обеспечивающего автО1матическое регул.и1рование
подачи газа .и~ воздуха в заданной пропорции . Контроль и реги
страция
температур
проводя'Гся
автоматически
пирометрами,
расположенными у выходных стояков дымогарных трубок.
Испытания
сушилок
такой
конструкции
показали,
что дли
тельность сушки катанки д.и1аметром 5 л1м ив низкоуглеродистой
стали при среднем грузе подвески 1380 кг при температуре
сушки 260" составляет 2-4 мин.
Как показали исследования работы травильных отделений
~ридцати1
проволочных
заводов ,
цесс сушки продолжается от
в
1 до 5
сушилках
старого
типа
ч ас. (в средне м около
3
про
час.) .
Конвейерные установки для подготовки поверхности
к
волочению
Механизированные конвейерные уст.ановки для травления и
дополнительной обработки поверхности изделия наиболее ши
роко применяются пр.и~ производстве стальной ленты и
тельно
мало
в
сталепроволочных
сравни
цехах.
Конвейерный способ обеспечивает быстрое и механизирован
ное травление . Особенно важен конве йерный способ при трав
лении тонкой проволоки в бунта х (требуюuшй дл ительных сро
ков пребывания в травильной ванне), когда сушествует опас
ность возшпкновенин местных перетравов и трави льной хрупкости.
· наряду с конвей ер ными установками для обработки
тах существуют конвейерные установки для травления
в бун
нитью .
176
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДi"ОТОВКА
Планировка отделений
к
J-Ia
волоки
рис .
105
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
подгото в ки п о верхно сти ста~в
волочению
дан план отделения подготовки поверхности про
современного
сталепроволочного
uexa .
Р'ис. 105. План отделения подготовки поверхност!i стальной проволокк
к
волочению
Отделение состоит из расположенных в од,и1н ряд многорам
ных травильных ванн 1, пр омывной ванны 2, камеры для желте
ния 3, трех ванн для известкования 4 и трех скоростных баковых
сушил 5. ~\'lотки 1<атанки из горячепрокатного цеха или со скла
да
подаются
монорельсовым,ИJ
тележками
и
опускаются
на
цеп
ной транспортер 6, расположенный перпендикулярно оси ванн.
С транспортера мотки~ проволоки подаются в травильные и по
следующие ванны,
а
затем
в сушильные
камеры
мостовым
элек
трокраном 7. Высушенные м отки подаются этим кра ном на от
водящий транспортер 8.
На рис. 106 показан продольный разрез другого отделения
для
подготовки поверхност.и1 проволоки с устройствами для ка
чания
проволоки
в
травильных
ваннах.
Чтобы и~ме.ть возможность использовать различные варианты
трави.Jiьных растворов в цехах, где обрабатывается много сор
тов проволоки, а также вести бесперебойную ;работу во время
ремонтов,
ных
целесообразно
располагать
ванны
в
два
параллель- ·
ряда .
Пример расчета количеств воды и кислоты,
заливаемых
в
травильную
Размеры ванны: длина 6 .м; шнр ина
твором, 1,5 .м .
Плотность исход ной серной кисл оты
серной кислоты
р
=
15,0°/о .
С = 95, 6°/о.
Заданная
Плотность трявильного
2
ванну
,а; глубина бака , заполняемая рас
·rк
= 1,84.
Концентрация
концентрация · травильного
раствора
у=
1,105.
Емкость
= 6 X 2Xl,5 = 18 .м 3 = 18000 л. Вес травильного раствора
. 1,1 05 = 19890 кг.
нсходной
раствор;~
ванны
V·rp
v
=
= 18000 ·
;::;
- -- --"-
::;;:
~
а
><
"'
""'
~ u
'!j
'С
d
11
d
11~
[1
~il~Ш~
_;,.,1•
// '"
Рис.
1 -
106. Отделение для подготовк и поверхности стальной проволоки (продольный разрез) Чаны :
для
трав.пения;
2-
д.r~я
про мывки;
З
-
для
)Келтения;
4 -
длп
омеднения;
5 -
для
известков ания
1
178
УДАЛЕНИЕ
ОКАЛИНЫ
И
ПОДГОТОВКА
МЕТАЛЛА
К
ВОЛОЧЕНИЮ
Количество исходной кислоты, необходимой для приготовления
150/о-ной серной кислоты:
\1 ур
Объем
вильного
исходной
С
19890. 15
- - -- - - = 3120,8
95,G
кислоты,
необходимой для
Высота,
занимае.маа
исходной
] ,696
-12-
кислотой
= о
'
141
м
л
п р иготовления
= 1'696
в ванне:
= ]4 ' l
см.
Высота, занимаемая водой:
150 - 14, 1 = 135,9
см.
кг
кг.
раствора:
3120,8
3120,8
- - = _· - - = 1696
У1<
1,84
19890
мз.
18
мз
тра
ГЛАВА
V
· СМАЗКА
ЗНАЧЕНИЕ СМАЗКИ ПРИ ВОЛОЧЕНИИ
1.
Современное волочение невозможно без рационального при
менения смазки . Влияние амазки при волочении .весьма разно
образно:
1)
смазка уменьшает внеш нее трение между протягиваемым
металлом
2)
rи
волочильным
инструментом;
смазка предотвращает прилипание металла к волоке, пре
пятствуя непосредственному контакту их в мест:ах отдельных не
ровностей, гребешков и т. п . ; опыты показывают, что поврежде
ния
поверхности
как
волочильного .и~нструмента ,
так
и
проl!'яги
ваемого металла увеличиваются при волочении без смазки
являются налипания, задиры и т. п . );
3)
см азк а
н е только уменьша ет · внешнее трен.и1е,
но и
(по
об
легчает пластическую деформацию металла ; например, добав
ка 0,20/о олеиновой кислоты к минеральному маслу в 5- 10 раз
ускоряет деформацию монокристаллов олова · и цинка; приме
нение улучшенной омазки пр.И! волочении стальных паровозных
т;руб позволило проводить протяжку их в о.дин проход вместо
двух проходов при менее удовлетворительной смазке ;
4)
рациональная смазка ripи волочении высок.олегированной
право.люки
поз воляет
з начитель но
ув еличить
допускаемые
сум
марные обж атия и тем самым уме ньшить число промежуючных
тер мообработок;
5) смазка обеспечивает надлеж ащее качество поверхности
протянутого металла;
6) об еспечива ет однородность размеров поперечного сечения
металла на больших дли нах, не допуская быстрой ра зработки
канала
7)
8)
вол о ки ;
снижает тем ператур у
тери:стики,
12*
деформ ации:;
влияет н а сво йства дефор м ируемого металла, его харак
остаmчные на пряжения и
коррозионную
стойкость.
180
СМАЗКА
ТРЕНИЕ И СМАЗКА. ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ И СМА ЗК А
2.
(ОБЩИЕ ЗАКОНОМЕРНОСТИ)
Проблемы смазки тесно связаны с вопросам и внешнеnо тре
ния. Русские ученые первыми~ начали разрабатывать ряд важ
нейших проблем в области трения и смазки (Н. П. Петров и
П. А. Ребиндер, Б . В . Дерягин и другие) .
Сила трения F, согла~сно Б . В. Дерягину, может быть выра
жена формулой :
f -
где
коэффициент внешнего трения;
N - нормальное давление ;
S - истинная площадь соприкосновения двух поверхностей;
· Ро ~
величина
удельного
сцепления
ш1ы11
удельного
прили
пания.
Коэффициент внешнего трения зависиrг СУГ смазки (табл.
29).
Таблица
.Коэффициент внешнего трения смазок, опробованных
. (фрикционная
пара : проволока из стали марки
10
29
при волочении
и инструментальная сталь)
Коэффициент
Состав смаю;И"
трен ия
(f)
Б.ез смазки; образец с окалиной
. . . . . . . . . .
. . . . . . . . . .
Без с~iазки; образец без окалины
0 ,41
Алюминиевое мыло на гидрированном расти тельном масле
rидрированнос подсолнечное масло . . . . . . . . . .
0,33
О, 125
О, 12
Подсолнечное масло
о. 10
Натровое
мыло
кислот
. . . . . .
синтетических
. ....... .
высокомолекулярных
жирных
.. . . . . • . . . . . .. .. ..
Медное мыло . . . . . • . . . . . . . . . . .
Мыльный порошок (натровое мыло натуральных высокомолеку~ лярных жирных кислот)
.. . .... . .. . .. . .. .
0,09
0 , 09
0,08
· в процессе волочения
велич,и1н ы
нормального давления и
удельного прилипания имеют очень большое зн ачение, влияя на
стойкость ВОЛОЧИЛЫl!ОГО инструмента.
В процессе волочени1я имеет место главным образом гранич
ное трение 'Грение с адсорбционной смазкой 1. «При гранич
..ном
трени:и~ поверхности
1 Сухого трения
•110.ЛНОМ
отсутствии
разделены
слоем
в полном смысле слова,
смазки
между
смазки
настолько
не -
т. е . тренИJя, возникающего при
соприкасающимися
п Оiверхностями,
при
·волочении быть не может, так как на поверхностном сл ое металла и волоки
111,cerдil · адсорбируются различные окислы и другие вещества.
ТРЕНИЕ
И
СМАЗКА.
ПЛАСТИЧЕСКАЯ
значительной толщины (О, 1
µ
ДЕФОРМАЦИЯ
И
] 81
СМАЗКА
и менее), что он обладает особым.И!
свойствами, отличными от объемных свойств смазки и завися~
щими от природы и состояния трущихся поверхностей . Пограничс
ный слой имеет слоистое строение . Ближе к металлу распола
гаются более активные молекулы, юоторые, прикрепляясь своими
активным,ИJ концами к поверхности металла, обр'азуют как бы
«ворс» из молекул смазки . Это распространяется только на два
три слоя молекул . Дальше сила притяжения становится настоль
ко незначительной, что частицы смазки имеют воэможность сво
бодно скользить по поверхност.и1 «ворса». Обычно механизм дей
ствия
слоев
смазки
отождествляют
с
перемещением
сложенных
в стопу листов бумаги, скользящих относительно друг друга» 1 .
Тонкая пленка высококачествеююй смазки способна выдер
живать огромные нормальные давления . Как показали исследо
вания советских ученых 2 при~ толщине пленки меньше 0,2 µдав
JJение,
выдерживаемое
пленкой,
может достичь
нескольких
ты
СЯЧ! кг/см 2 • Пленка смазки является как бы чехлом, покрываю
щим поверхность металла.
Согласно 'Многочисленным ИJСследованиЯ'м акад. П. А . Ребинс
дера и его учеников, наиболее эффективно вл,и:яние смазки ска
зывается n;ри введении в смазочный слой малых добавок поверх
ностно-активных
веществ .
Помимо уменьшения
поверхностях,
внешнею трения
поверхностно-активные
на
соприкасающихся
вещества
смазок
оказы
вают .и1 так назЫваемое внутреннее смазочное действие, облегчая.
деформацию металла .
Воздействие
поверхностно-активных
веществ
на
механизм
деформации металлических кристаллов описано П. А. Ребинде
ром и В. И. Лихтманом [45], [51].
Даже в наиболее хорошо образованных кр.и~сталлах всегда
имеются отдельные слабые места , в которых развиваются мик
рощели.
В
процессе упругой деформации
рованного тела
эти
щели
после разгр узки деформи
самопроизвольно
смыкаются.
При введении в смазку поверхностно-активных веществ моле
кулы их адсорбируются (прилипают п' од влиянием сил сцепле
ния) · в устьях микрощелей, образующихся при деформации , со
здавая в нои1 х дополнительные ра здвигающие усилия, облегчаю
щие процесс деформации тела под влиянием внешIUiх сил . Та
ким образом, процесс пластической деформации протек а ет те м
успешнее, чем больше микрощелей развивается на е~иницу объе
ма деформируемого тела.
1 А. В. К: р а г ел ь с к и й,
вочник, т. 2, Машгиз, 1948.
«Машиностроение».
·
Энциклопедический
спра-
~ Б. В. Дерягин и Е. Пичугин . ДАН · СССР. т. XVIII. № 4, 1945,
182
СМАЗI<А
При действии внешнего деформирующего усилия адсорбцион-
HI:>Ie
слои приводят в движение и те плоскости скольжения,
кото
рые в обычных условиях (в неактивной среде) не получают раз
вития. В результате этого процесса облегчается пластическое
течение металла
и ускоряется
переход
упругих деформаций
в
пластические.
По данным В. И. Лихтмана и других, доба:вка поверхностно
активного вещества
-
олеиновой
кислоты
-
к
неактивному
ва ·
зелиновому маслу сниз.и~ла более чем в два раз·а предел текуче
сти оло·ва.
В процессе смыкания микрощелей адсорбционные слои сма
зочной жидкости выталкиваются из них. Но если процессы раз
вития и 'Обратного смыкания микрощелей в отсутствии адсорби
рующихся
веществ
протекают
весьма
быстро,
,вызЫ1вая
лишь
слабо выраженное упругое последействие, то в присутствии ад
сорб ционных слоев последействия нагрузки и разгрузки становят
ся
ярrю
выраженными.
К:артина, наблюдаемая
при
волочении, отличает.ся тем, ч·ю
смыкание микрощелей в решетке после сдвига происходит, TaJ{
сказать,
по
новым
местам,
и,
следовательно,
не
только
после
разгрузки, но и во время процесса деформаuии.
Наиболее эффективное действие поверхностно-активных ве
ществ при деформации наблюдается в 'области
весьма
малых
концентраuий их. Увеличение концентрации поверхностно-актив
ных веществ в смазке сверх оптимальной величй:ны ослабляет
эффективность их влияния. Это объясняется тем, что при росте
концентраuии молекулы поверхностно-активного вещества соеди
няются друг с другом, в результате чего возникают усло:вия, при
которых слой поверхностно-активного вещества не в сост0tянии
прон.и~кнуть в
микрощели.
Оптимальная концентрация тем меньше, чем больше атомов
углерода в молекуле поверхностно-активного вещества. Так, на
пример,
оптимальная
концентрация
при
применении
валериано
вой кислоты (С4Н 9 СООН) оказалась равной 1,3{)/0 , при примене
нии же олеиновой кислоты (С 17 Н 3 7СООН) концентрация состав
ляла лишь 0,1-0,2{)/о.
При деформации молекулы смазки проникают ,вглубь раскры
вающихся микрощелей деформируемого металла. По относитель
ному уменьшению
электропроводности
удалось, например,
уста
новить, что глубина проникновения молекул пове:рхностно-актив
ного вещества в монокристалл ра·вна 0,1 мм.
Можно полагать, что известное в практике увеличение пла
~тичности проволоки при уменьшении ее диаметра объясняется
не только изменением
ее
с11руктуры,
но и
увеличением
вли1яния
;смазки на пластичность металла при уменьшении ра~мера прово
.Jiоки. К:роме того, чем меньше диаметр проволоки, тем больше,
·
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СМАЗКЕ ДЛЯ ВОЛОЧЕНИЯ
183
по нашему мнению, должна быть величина удельного прилипа
f!Ия (см. гл. VI) между проволокой и волокой и тем большее
значение
ства
должны
иметь
молекулярнq-разъединительные
свой
смазки.
Так как самозамыкание
микрощелей
протекает во
времени,
способ волочения, 'очевидно,. должен сказываться на п:Ластич
ности~ проволоки. В частности, при многократном волоче1-ы:11и~ без
значительного накопления проволоки на барабане (шайбе)часть
ro
микрощелей после предшествующего обжатия, вероятно, не успе
вает еще соrмкнуться к тому времени, когда металл вновь подвер
гается волочению. Следовательно, процесс деформации в этом
случае облегчается по сравнению с процессом одI;Iократного воло
чения или многократного волочения со значительным накоплени
ем
проволоки
на
барабане,
когда
микрощели,
образующиеся
при предшествующей протяжке, успевают полностью сомкну,ться
до последующей протяжки.
3.
ТРЕБОВАНИЯ,
ПРЕДЪЯВЛЯЕМЫЕ К СМАЗКЕ ДЛЯ ВОЛОЧЕНИЯ
Общие требования к смазке для волочения сводятся в основ
ном
к следующему:
1.
Смазка должна хорошо и непрерЫ1вно смачивать трущиеся
поверхности
протягив.аемого
металла
и
волоки
и
прочно
прили
пать к ним. Пленка смазки должна выдерживать, не разрываясь,
значительные удельные давления в зоне соприкосновения
метал
ла и волочильного инструмента. Пленка смазки при многократ
ном волочении должна прочно" без
разрывов,
сохраняться на
поверхности металла в течение ряда послед:овательных протяжек.
Смазка должна маК'симально снижать внешнее трение ме
2.
жду протягиваемым металлом и волокой и,· как следс11вие это
ю, уменьшать усилие волочения и ра,сход
мощности,
затрачивае
мой на волочение, а также облегчать пластическую деформацию
металла
при протяжке.
Смазка должна легко прони~кать во входную часть воJЮ!Ш,
не создавая пробок (спекшихся комков), мешающих поступлению
3.
новых порций смазки, в частности, при больших удельных дав
лениях и
выооки-х скоростях 'Волочения.
Смазка должна быть устойчивой, т. е. не д:олжна расслаи
ваться, резко изменять свои физи~ческде и химические свойства
4.
при
хранении
и
применении
ее
при
повыщенных
температуре
и
давлении в канале волоки. Смазка для сухогQ волочения не дол
жна
расплавляться
5.
Н'ости
6.
в
мыльнице
или
вытекать
!:fЗ
волоки.
Смазка должна обеспечивать требуемое кач.._ество поверх
протщrутого
металла.
Смазка должна обеспечивать минимальный износ_ волок и~
препятствовать
прилипанию
металла
к
волоке.
184
СМАЗКА
7. Смазка должна предотвращать ,сильный разогрев волоки
при протяжке. В частнО:сти, от ж.щцких смаз ок требуются высо
кие охлаждающие свойства.
8. Смазка не должна вызывать корр озии протягиваемого ме
талла И1 волочильного оборудования и должна предохранять ме
талл от rюррозии между 'Отдельными стадиями его обработки.
9. Смазка не должна давать значительного или трудно уда
ляемого осадка :на поверхности металла после термической об
работки, а также оказывать вредного влияния на свойс11ва тер ·
мически обраба,тываемого металла.
1О. Смазка должна воз1Мож1Но меньше загрязнять рабочее ме
сто, руки и одежду ,в'олочильщика .
11. Смазка не должна содержать веществ, отравляющих ок
ружающий воздух ИklЩ вредно влияющих на кожу рабочих, а
также веществ, издающих неприятный запах.
12. Смазка не должна быть ог.неопасной.
13. Смазка должна быть изготовлена из недефициrгных и не
дор'Огих
материалов ·.-
14. Смазка не должна ухудшать эксплуатационных свойс11в
протянутого
металла.
В ряде случаев требования определяются конкретными осо
бенностями процесса волочения, например, смазк'?- на поверхно
сти сварочной проволоки не ,щолжна
смазка
на
поверхности
проволоки
и
мешать
прутков,
процессу сварки,
подвергаемых
хо
лодной высадке, должна облегчать процесс деформац.ии и т. д.
На
практике
конфигурации,
смазку
свойств
выбирают
в
зависимости
от состава.
протягиваемого металла и предъявля ем ых
к нему требований, состава и свойств волочильного инструмен
та, а также особенностей процесса волочения (скорости и тем
пературы волочения, способа волочения - однократное, много
кратное, обжатия и т. п.).
Требования к смазке должны быть тем выше, чем выше тре
бования к качеству поверхности стали, чем тоньше сечение, слож·
нее профиль издеЛ'ия, выше удел ьное давлени е , скорость 'И крат
ность
волочения .
Особенно большое значение для рационального выбора смаз
ки
имеет
на
стенки
произведение
pv,
волочильного
где
р
-
удельное
инструмента;
v-
давление
скорость
металла
волочения .
Необходимо также учитывать температуру волочения
(т. е.
фактическую температуру пр оволоки и волоки в зоне их сопри
косновения).
Таким обIJазом, для волочения сталей нельзя рекомендовать
одну универсальную смазку; необходимо
подбирать
смазку в
каждом сУrДеЛЬНОМ случае, УЧИТЫВаЯ ВСе специфические усЛОВоИJЯ
волочения.
К:ЛАССИФИК:АЦИЯ
СМАЗОК:
ДЛЯ
ВОЛОЧЕНИЯ
ПО
ИХ
СОСТАВУ
J 85
КЛАССИФИКАЦИЯ СМАЗОК для ВОЛОЧЕНИЯ по · их СОСТАВУ
4.
Смазки для волочения классифицируются по составу следую
щи!М образом:
1.
Минеральные масла:
а) минеральные масла и их смеси;
6) компаунды (минеральные масла +растительные масла) .
2.
3.
Твердые углеводороды.
4.
Растительные масла и животные жиры:
а) натуральные растительные масла;
б) гидрированные растительные масла;
в) животные жиры.
Мыла
По составу жирных кислот:
а)
на ба'Зе растительных масел;
6)
на базе жив' отных жиров;
мыла на базе синтетических продуктов.
в)
По
а)
6)
5.
основе:
натровые;
калиевые;
в)
кальциево - натровые;
г)
д)
е)
ж)
з)
и)
бариевые;
медные;
свинцовые;
алюминиевые;
с добавкой специальных присадок;
прочие.
Эмульсии,: <'
<:J.) эму:iiьсИи масло- вода+ эмульгатор
б)
6.
металлической
эмульсии мыло
+
(мыло);
вода.
Консистентные смазки:
а)
минеральные
масла,
загущенные
б) минеральные
масла,
загущенные
мылами;
твердыми
углеводо
родами;
в)
7.
минеральные масла, загущенные прочими присадками .
Смазки с наполнителями 1:
а) смазки с механическими
смазки с активными присадками;
в)
смазки
с
1 В состав смазок,
если
в
разъединителями;
б)
них
имеются
наполнителями и
входящих в пункт
наполнители.
7,
упло~нителями.
включаются все остальные смазки "
СМАЗКА
186
5.
СОСТАВ СМАЗОК, ПРИМЕНЯЕМЫХ ПРИ ВОЛОЧЕНИИ
Минеральные масла
Минеральные масла являются продуктами~ перегонки нефти.
Чистые минеральные масла или вовсе неактивны или обладают
весьма слабой молекулярной акти1вностью вследствие крайне не
достаточного
содержания
в,
них
поверхностно-активных
веществ.
Чем лучше очищены масла 'от активных составляющих (смол,
нафтеновых кислот и т. п.), тем хуже их смазочные свойства.
Пленки из минерального ма1сла выдерживают в три раза меньше
давление,
чем
пленки
смазок
из
растительных
масел.
Повышение чисто смазочных свойс11в минеральных масел мо
жет быть достигнуто при пом'ощи добавки к ним присадок поверх
ностно-активных веществ (высших жи~рных кислот, сернистых
соединений, осерненных масел и т. п.). Охаждающие свойства
как
чистых
минеральных
масел,
так
и
масел
с
активными
при-
садкамИJ весьма малы по цравнен ию с охJ1аждающим эффектом
воды (табл.
30) .
Таблича
30
Характеристика охлаждающего действия воды и масел
Вода
Масла
.
.
540
40-75
0,4-0,5
.
0,0015
Поназатель
Скрытая теплота
парообразова-
ния, кал/г
... .. .. .
Теплоемкость, кал/ г-град . .
Теплопроводность, кал/ см. сек
град
........ . .
]
0,0003- 0,0005
Испытание образцов минеральных масел (ва-з.единового, !Ва
пора, нигрола, автолов и др.) показало непр.и:годносТ& их_ для
применения в качестве смазок при нолочении стальной уrлеро
ди~стой проволоки из-з а загрязнения ими рабочих мест и низких
смазочных свойств .
Твердые углеводороды
Наибольшего внимания заслуживают нефтепродукты, пред
ставляющие собой пластические тела - озокерит (rорный воск),
церезин, а таюке парафин. Озокерит и церезин обычно содержат
примеси
активных
веществ типа
жирных кислот и
смол
и
могут
УПО!llРебляться в качестве смазок в чистом виде . Парафин же, не
содержащий активных веществ, в качестве смазки в чистом виде
применять не рационально. Для улучшения амазочных св'ойств
СОСТАВ
СМАЗОК:,
ПРИМЕНЯЕМЫХ
ПРИ
парафина в него рекомендуют вводить
или животного масла. Обычно сначала
187
ВОЛОЧЕНИИ
растительного
парафин расплавляют,
нагревая его. В горячую ванну погружают проволоку перед пер
в' ой протяжкой. После . выемки проволоки из парафиновой ванны
на ее поверхности остается застывшая пленка парафина.· Этой
смазки хватает на
несколько
5-100;0
протяжек.
Не рекомендуется волочить стальную проволоку со смазкой
из различных тве; рдых углеводородов как без спеr.r,и1альных при
садок, так rи с добавками поверхностно-активных веществ глав
trым образом из-за того, что они загрязняют рабочее ~место, ру
ки и одежду рабочего и имеют низкую температуру плавления ,
хотя смазочные свойства некоторых смазок данной группы до
вольно высоки.
Растительные масла и животные жиры
Растительные масла и животные жиры содержат повер хност
но-активные с'оставляющие
ства
-
жирные кислоты, смазочные свой
которых возрастают при увеличении их молекулrярного веса.
Наиболее целесообраз.но использовать
предельные (насыщен
ные) кислоты типа стеариновой или пальмитиновой. В жив' отных
жирах больше предельных жирных кислот, поэтому они являют
ся
лучшими
смазками,
чем
рщ:тительные
масла
в
натуральном
виде . Для повышения смазочных овойств
растительных
масел
нужно перевести их в твердые и в то же время более насыщен
ные соединения, что и осуществляется гидрогенизацией их (при
соединением водорода) .
Гидрированные растительные масла, .так же как и мыл а, об
ладают пласт.и~чностью и повышенными механи;ческими свойст
вами пленок и образуют пленки большей толщины, чем жидкие
растительные iМасла.
Животные жиры практИ1чески уже не применяются в качестве
смазки при волочении. Растительные м асла до сих пор прИ1меня
ются в качестше смазок при волочении стальных труб, а такж е
прутков и
металлов
проволоки из ~высоколегированны х
на
некоторых
сплавов, и
цветных
заводах.
В последнее время чистые растительные масла успешно за
меняют
компаундам.И!
-
смесями
масел, в которых содержится
минеральных
5-100;0
иr
растительных
растительного масла.
Мыла
Мыла представляют собой соединения металлов н атрия, калия,
кальция и других с жир:ными кислотами. По своим смазочным
свойства~м мыла превосходят чистые жирные кислоты. Пленка
мыла t>блад.ает чрезвычайно ~высокой пластичностью и прочно
стью
при
волочении.
188
СМАЗКА
Исследования показали, что преимущество мыл на металли-.
ческой основе заключается в 11ом, что образуемые ими адсорбци
онные слои обладают коллоидной структурой, высокой прочно
стью, высокими упругими и пластическими свойствами, делаю
щими
их
похожими
на
твердые
тела .
Мыльный порошок, являющийся основной смазкой в стале
проволочных цехах, представляет собой натровое мыло жирвых
кислот на базе растительных масел и оrrчасти животных жиров.
Обычный состав мыльного порошка, применяемого при воло
чении, следующий: не менее 830; 0 солей высших жирных кислот.
до
150;0
не рас11воримого в воде осадка, не более 0,10.°/о свобо;П...:
ной щелочи.
При волочении желательно
с
·
иметь
высокой температурой плавления,
в
качестве
в ча·стности
смазки мыла
кальциевые,
с
возможно большим молекулярным весом (смазочные свойства
жирных кислот тем выше, чем выше их молекулярный вес).
Ж;ирные кислоты более высокю1молекулярные, чем кислоты.
имеющиеся в растительных и животных продуктах, можно полу
чить
синтетически,
например
Мыла,
путем
парафинов.
растворенные
окисления
в
воде,
воздухом
подвергаются
углеводородов,
гидролизу- ча
стично распадаются на свои компоненты, т. е. образуют на по
верхности
лекул
-
металла тончайший слой
coVIeй
предеVIьных
жирных
поверхностно-активных
мо
кисVIот.
Мьша не доVIжны содержать гVIицерина (приводящего к ели·
панию мыльного пор'ошка в куски), а также избытка щелочи,
ухудшающей смазочные свойства и вредно действующей на ко
жу рабочих.
Эмульсии
При мокром волочении тончайшей проволоrш широко приме
няются эмульсии масл'о - вода. Чтобы обеспечить постоянство
смазочных свойств эмульсий, применяемых для волочений, в них
вводят третий компонент - эмульгатор, обычно мыло.
Эмульгатор способствует главным образом образованию на
поверхности капелек масла коллоидно-адсорбированной пленки
с достаточно высокой структуряой вязкостью и механической
прочностью.
Большое значение при применении эмульсий имеет состав во
цы. Наилучший эффект дает дистиллированная вода. Т-IаJrичие
в эмульсии (при жесткой воде) ·Св'ободной щелочи увеличивает
усилие волочения медной проволоки. Очевидно, оно сказывается
аналогично и при волочении стальной проволоки .
Эмульс:и~и, изготовленные с растительными масла м.и~, обла
дают большей устойчивостью на расслоение и лучшими смазочны
ми свойствам~и, чем эмульсии, . составленные
на
минеральных
маслах.
Кроме состава масла, на стойкость · проrгив расслоения
СОСТАВ
СМАЗОК,
ПРИ/\'iЕН.ЯЕiv1.ЫХ
ПРИ
ВОЛОЧЕНИИ
, вли1 яет 1И состав ос11альных компонентов эмульсиu
189
(lво:Цы и мы
ла). Эмульсии, и~зго'ювленные на дистиллированной во:де, менее
склонны к расслоению, чем эмульсищ изготовленные на речной
шли водопроводной воде. Наибольшую стойкость эмульсии при
золочении цветных металлов обеспечивает мыло, изготовленное
из
олеат натрия.
Консистентные смазки
Омазочные масла можно применять в загущеюtом (не теку
счем) состоянии, в виде так называемых консистентных смазок.
Консистентные смазки изго1Говляются введением
в масла с пе
циальных коллоидно - рас11воримых загустителей. Наиболее рас
iflространенные
загустители
-
~мыла
жирных
кислот
и
твердые
· углев' одороды (церезин, петролатум).
Основными консистентными смазками
которые обычно содержат
10- 200/0
являются
солидолы,
кальциевого мыла, 1,5-8о/ 0
воды И1 остальное минеральное масло. К консистентным смазкам,
применяемым
при
вол'очении,
относится
также
тавот.
В волочильном праизво:Цстве ктгсистентные смазки применя
ются глаrвным образо1М при протяжке прутков и труб больших
поперечных сечений, т. е. при высоких удельных давлениях.
Загустители консистентных смазок в известной степени явля:
. ются пластификаторами - !Веществами, повышающими пласти
'Ческие свойства смазок (способность омазок выдерживать высо
кие давления в условиях граничного трения). Кроме того, p.яll
"загустителей обладает также высокими поверхностн'о-активными
свойствами.
Наполнители.
Смазки с наполнителями
Наряду с такими кО1мпонентами смазки, как масла, мыла и
т. п . , которые образуют на поверхности металла активный моле
·кулярный слой, ослабляющий силы
между
поверхностью
являются
протягиваемого
молекулярно-силовыми
молекуля'Рного
~металла
и
сцепления
волоки,
т.
разъединителями, широкое
е.
при
' менение в качестве КОIМП'Оiнентов смазок находят также так назы
ваемые на полнители, например
единять
поверхности
известь. Назначение их
соприкасающихся
тел
-
разъ
протягиваемого
из
делия и волочильного инструмента. Наполнители правильнее бы
ло бы называть механическИ1ми разъединителями.
Наполнители увеличивают толщину слоя смазки, уменьшают
числ'О точек непосредственного
металла
ность
и
волоки
п рилипания
и
тем
контакта
самЫ1м
чистых
значительно
поверхностей
снижают
во·змож
их друг к другу.
Для того чтобы смазка действовала ра1вномерно, наполнитель
должен быть диспергирован (раздроблен до микр'оскопических
частиц).
190
СМАЗКА
Наполнители не должны содержать механических примесей
{песка, золы и т. п.), царапающих поверхность металла, и вред
ных
химически
~активных
В практ.иже
составляющих.
волочения
высоколегированных сталей раньше
широко применяли в качестве наполнителя графит, обладающий
высокой пластичностью и прилипаемостью, а также в,ысокой дис
персностью. К преи1муществам графита относится стойкость его
при высоких температурах,
позволяющая
применять
его
в
каче
стве наполнителя смазки при горячем волочении. При волочении
частицы графита заполняют всев'Озможные
углубления на
по
верхности металла и проникают в поры ~металла. Однако приме
нение в качестве наполнителя
при этом
получается
·черная,
графита
с трудом
нежелательно, так как
осветляемая
повер хность
металла. Кроме того, при в'олочении низкоуглеродистых высоко
легированных сталей с графитом ваблюдается науглерожива
ние металла при некоторых видах термической обработки.
Наполнителям.и~ являются также частицы извести, широко при
меняемой . · в
верхность
сталепроБ'олочном
проволоки
в
производстве,
процессе
покрывающие
известкования,
а
также
по
мелко
дисперсные частицы мела, иногда добавляемого в смазку к мыль
ному порошку, тав'оту и
т. п.
Мягкие высокопластичные металлы
(цинк, свинец, олово)
медь (при омеднении)' наносимые на
и
поверхность проволоки .
также играют роль наполнителей смазки.
Вещес11н, в · 'Гой или иной степени облада:rощих механически
разъединяющими смазочными свойствами, весьм а много. Кроме
уже упомянутых выше материалов, к ниJМ 'относятся бура, тальк.
слюда, бентонитовые глины и др.
Гидроокись, наносимая на поверхность проволоки при жел
тении,
широко применяемом в заводс:к:ой
практике, также
счи
тается одной из разновидностей наполнителей.
Наряду с наполнителя~ми, действующими
как
механические
нее
главным
образом
более
широко начинают
применять химически активные наполнители
(присадки), 'Обра
зующие прочные
разъединители,
химические соединения
с поверхностным
слоем
металла.
Очень хорошим активным наполнителем смазки является се-·
ра,
применяемая
при;
сухом
волочении
в ·виде
мелкощисперсного.
порошка (серного цвета) и при мокром волочении - в виде 1юл
лоидных суспенз.ий. Такая сера образует на поверхности :гончай
ший слой сульфидов, чрезвычайно прочно связанных с металлом
и обладающих замечательными разъединительными свойствами.
Фосфатирование, т. е. 'образование тонкого, весьма прочного
слоя фосфорных соединений на повер хности стальной проволо
ки, также является процессом
пленки активного наполнителя
нанесе ния на поверх ность металла
перед волочением
проволоки .
СОСТАВ
СМАЗО!(,
ПРИМЕНЯЕМЫХ
ПРИ
ВОЛОЧЕНИИ
191
:К активным · ;наполнителям относятся также борные соедине
ния.
Фосфатирование -легированньrх сталей весЬ1ма затруднительно
(особенно хромистых и никелевых), поэтому перед фосфатир'ова
нием рекомендуется электролитическим способом покрыть
не
ржанеющуЮ сталь слоем чистого железа.
0,44
0,42
0,40
0.38
0.36
0,34
0.32
0.30
.....__ 0.28
"'~
(\j
0.26
@-- 0,24
~ 0.22
:g"" 0,20
~О.18
"" 0,16
~
D,14
0,12
0.IO
0,08
0,06
Рис. 107. Вдияние наполнителей на коэффициент внешнего трения при осажив~нии
образца
из
проволоки
марки
10
При кратковр~менной обработке специальных сталей любого
состава в растворе
щавелевой кислоты, содержащей рас11вори
мые сульфиды или сероводоро:д, на поверхности проволоки обра
зуется зеленоватая прочная пленка сернистого железа, сернисто
го никеля и гидр.001шси хрома; эта пленка . значиrrельно облегчает
процесс в'олочения сriециаЛьных ·ста.Лей.
·
На рис. 107 на основе исследований автора показано ··влияние
некоторых наполнителей на коэффициент внешнего трения
Из
f.
рассмотрения этих данных можно сделать следующие выводы:
192
СМ.АЗ КЛ
1) коэффициент трения всех оцробованных минеральных на
полнителей, в том числе и активных
присадок - серы и иода,
весьма высок по срав,нению с коэффициентом внешнего трения
чистых
2)
смазок;
из .и~сследованных ми~неральных
наполнителей
наи~мень
шим коэффициентом ,трен;и:я обладает графит и затем оора;
3) коэффициент трения талька и слюды примерно в два раза
больше коэффициента трения графита; еще выше коэффициент
трения наиболее распространенного
водс:гве наполнителя
-
в сталепроволочном
произ
извести;
4) величины коэффициентов трения, озызываемого окалиной и
речным песком (рис. 107) , показывают, насколько вредны для
волочильного
пр'Оизводства
попадание
песка
на
повер хность
ме
талла, подвергаемого волочению, и недотрав (наличие остатков
окалины ;на металле) .
Коэффициент трения комплексных смазок, куда наполнtИтель
входи11 как один
из
компонентов (мыло+ известь), гораздо
меньше коэффициента трения чистого наполнител~. Эта разниц а
объясняется высокими смазоttными свойс-гвами мыла, обволаки
вающего
со
всех
с-горон
поверхность
частичек
наполн.иrrеля .
Уплотнители
Уплотнителями называются вещества, повышающие вязко,сть
сма:жи и1 ~способствующие равномерному распределению в ней
наполнителя . К: уплотнителям
относятся
крахм ал, желатин и
различные клеи . Уплотнители широко применяются в качестве од
ного из
компонентов смазок, применяемых при1 волочении~ некюто
рых высоколегированных сталей и сплавов (наприм е1р, клей+
+известь) .
При мокром волочении уплоrгнителем может быть и мука, до
вольно часто вх'одящая в
состав
смазочных растворов,
щих некоторое количество серной кислоrгы.
содержа
Выделяющийся
из
муки по~ действием кислоrгы крахмал является главным связую
щим в смазке, придающим ей необходимую клейкость. Как по
казали
опыты,
увеличение
содержания
клея
в
смазке
ухудшает
ее смазочные св 1 ойс11ва.
6. СМАЗКИ ПРИ ВОЛОЧЕНИИ ПРОВОЛОКИ
Смазка при волочении стальной углеродистой
и
низколегированной
проволоки
Сухое волочение
Наиболее распространенной смазкой при волочении стальной
проволоки является сухой мыльный порошок, применяемый и при
однократном
и при
многократном волочении
без скольжения.
СМАЗКИ
ПРИ
ВОЛОЧЕНИИ
193
ПРОВОЛОКИ
При~ подготовке поверхностного смазочного слоя проволоки
к волочению с мыльным пор'Ошком обычно применяют омедне
ние или желтение и известкование. В последние годы применяет
ся также фосфатирование с последующим известкованием, а так
же борирование (нанесение пленки буры) вместо известкования.
При сухом ~ волочении большое значение имеет температура
нагрева пр'Оволоки, доходящая до
возможны
(750
и
местные
перегревы
250°.
до
В некоторых случаях
весьма
высоких
температур
и более), приводящие к образованию мартенсита в холод
нотянутой
проволоке.
Чем выше скорость волочения, чем больше обжатие и предел
прочности cr nч проволоки, т. е . чем больше произведение pv, тем
более важно рациональное охлаждение проволоки (волоки
и
барабана).
Волочение
с
жидкими
смазками
Волочение с жидкими смазками, обычно называемое мокрым
волочением,
применяется
при
многократном ,волочении
со
сколь
жением стальной проволоки
(обычно тончайшей и .наитончай
шей), при так называемой калибровке поверхности светлотяну
той проволоки (игольной, часовой и т. п.), а также при необхо
димости получить светлую, практически свободную от сколько
нибудь значительных количеств смазки проволоку (кардную и
т. п.).
При мокром волочении в качестве смазки применяют
глав
ным образом так называемые мягкие мыла- натровые и калие
вые. Калиевые мыла менее пригодны, чем на тров ые при волоче
нии стали, вследствие их значительной гигросrюпичности, вызы·
вающей коррозию.
Использование жидких смазок позволяет приме нять высоко
скоростное волочение, так как они обеспечивают наиболее ин
тенсивное
станов
охлаждение
многократного
проволоки,
волочения
волок
со
и
волочильных
д!исков
скольжением.
Применение мокрого во·лочения особенно
эффективно
при
волочении проволоки в алмазных волоках. Т ак, усилие волоче
ния стальной среднеуглеродистой проволоки в алмазах прИ1 мок
ром волочении~ на 20О/о
мыльным
При волочении
проволоки
мен ьше, чем пр.и~
протяжке
с
сухим
порошком .
в
с жищшми смазками стальной углеродистой
волоках
из
твердых
сплавов,
как
ют водные эмульсии ми~не1Рального масла и
.
правило,
м ыла ,
применя
играюшего
роль стабилизатора э~мульс,ии~. В качестве 1 мыл используют либо
готовую
мыльную
стружк у
ла, либо про>дукты,
13
И.
А.
Юхвеu
натрового
или
образующие мыло в
натровокалиевого
мы
процессе !Изготовления
194 .
СМАЗКА
смазки, обычно олеи~новую кислоту в сочетании
с
кальциниро
ванной содой.
На практике концен11рация мыла в жидких смазках обычно
находится в пределах 1-ЗО/ 0 ; концентра ция масла до lo/ 0 ; со
держание ~воды в эмульсиях - 96-980/ 0. Как указано выше, во
да должна быть возможно более чистой (желательно дистилли
ровднной) , без свободно й щелочи. На не которых заводах при
меняют в'Одный раст вор мыла без добавления масла.
~
~140
~
<
"'"
~100
~
~
~ 6.0
"'<::;"'"'
~ 20
о
10
50
30
70
Темпервтура смазки.
о
90
30
10
0с
50
~
а
Рис.
а
-
108.
Зависимость усилия волочения проволоки, тянутой
мыльной эмульсии , от температуры смазки:
проволока
из
нержавеющей
ста,1и
марки
стой
Для
калибровки
обычно
кислота.
Х18Н9Т;
6 -
проволока
отожженной
проволоки
поверхность
из
(игольной
применяют водный
раствор
мыла
Для защиты пров'Олоки от коррозии
в дальнейшем
на
2U/о-ной
уrлероди
стали
тяжку иногда проводят с вазелиновым маслом,
На
70
Температура смазки , 0С
проволоки
и
т. п .)
+ мука + серная
последнюю
про
пред охраняющим
от ржавления.
многих зав'одах температура жидких
смазок в
процессе
волочени1я не регламент.ируется. Однако лабораторные исследова
ния
свидетельствуют
На рис .
108
о
существенном
эмульсии в интервале
20- 80°
котоР'ое
1в
этом
случае
ны
быть
скольжением
централизованы ;
фпльтровать эмульсию.
фактора .
мыльной
волочения
н е ржавеющей
повышается.
При работе с жидкими смазками на
волочения со
этого
температуры
снижает усили~е волочения канат
ной пров ол оки , в отличие от усилия
стали,
значении
показано , что повышение
стана х
изготовление
и
подача
кроме того,
следует
многократного
смазки
д:олж
систематически
l:МАЗК:И
Смазка
ПРИ
ВОЛОЧЕНИИ
при волочении
Сухое
1S5
ПРОВОЛОК:И
высоколегированной
проволоки
вол'Очение
Мыльный порошок, применяемый
в качестве основной смаз
ки при сухом волочении стальной углеродистой пр'оволоки, дает
неудовлетворительные
результаты
при
протяжке
проволоки
из
нержавеющей стали и ряда других высоколегированных сталей
и сплавО1в. В этом случае частицы протягиваемого металла бы
стро налипают на стенки канала волоки, и на
поверхности~ прово
локи
появляются многочисленные глубок.не продольные риски.
Сух1ое волочение пров.олоки из высоколегированных хроми
стых и хромоникеле.вых сталей и сплавов успешно осуществляют
путем
применения
чески
активных
высококачественных
механических
или
хими
разъединителей.
Ранее при волочении проволоки из ; нержавеющей стали в ка
честве смазки применяли механический разъединитель графит+
олифовая пленка, позднее - графит
клеевая пленка. , Графит
наносится обычно непосредственно на окисленную
поверхность
проволоки - окалину. Такая проволока удовлетворительно тя
+
нулась, однако допускаемые суммарные обжатия были сра!Зни"
тельно невелики, коррозионная стойкость ее была весьма низкой,
износ волок очень велик, поверхность грязной. Санитарно-гигие
нические
условия
труда
при
волочении
проволоки
с
графитом
были неудовлетворительны.
В дальнейшем при производстве проволоки из нержавеющих
~талей применялись
металличес.кие
в качестве
механических
разъединителей
смазки на свинцовой и Щ1rНковой- основе.
Эти
смазки наносились только на предварительно очищенную 'от окалины
поверхность проволоки.
·
Недостатком металлической смазки на свинцовой основе яв
ляется п' отребность в специальных установках для освинцевания
проволоки, вредность работы со свинцом, Тiрудrюсть
нанесения
прочного слоя - свинца,
необходимость удаления свинца
перед
термической обработкой и т . п. Кроме того, свинец является де
фициrгным металлом . То же в значительной степени~ относится
и к металлическим
смазка1м на цинковой основе.
В настоящее время при производстве проволоки из нержаве
ющей стали применяют специальные смазки [мыльный п'орошок
в смеси с механическими (поваренная соль+ известь, клей
известь) и химическими (сера и др . ) разъединителями].
+
В табл. 31 приведены коэффициенты трения при деформации
нержавеющей стали с некоторыми опробованными в ЦНИИЧМ
смазками. Для сопоставления приведены также данные испыта
ний тех же смазок при деформации углеродистой стали.
13*
196
СМАЗКА
Таблица
31
Коэффициент внешнего трения смазок, опробованных при волочении
Ноэффнциент вн ешнего треш!F!
фрющионнан пара:
сталь Х 1 8Н9Т и
Смази~
Фрющионна н пара:
с таль
инструментэльнан
о,
о,
О,
о,
Мыльный порошок
Графит
Сера . . . .
Мыло+сера
Без смазки .
Вол •очение
и инстру
15
17
0,08
0, 13
19
13
0,34
O, U9
жидкими
L:
1О
ментальная
сталь
сталь
О,2СЭ
0,33
смазками
При волочении с жидкими смазками проволоки из нержаве
ющей стали и сплавов сопротивления применяют
1минераль.ные
масла с добавками химически
активных веществ,
например,
хлора и хлористых соединений, обеспечивающих стойкость сма
зок
при
высоких давлениях.
При пониженных скоростях волочения толстой проволоки из
нержавеющей стали можно использовать некоторые масла, при
меняемые
для
резания
металла,
содержащие
ЖИtрные
кислоты.
Протяжку проволоки из никелевых
сплавов
(в частности,
нихрома) в волоках из твердых сплавов на станах мН'огократно
го волочения
со
скольжением
иногда
производят с
прим енением
масел или водных эмульсий мыл (при предварительном омедне
нии поверхности пр•оволоки).
Следует подчеркнуть, что обычнь~й метод прямого погруже
ния
стального
изделия 1в
раствор
медного
купороса,
подкислен
ный серн'ой кислотой, не обеспечивает покрытия медью повер х
ности изделий из нержавеющей стали и нихрома. Омеднение по
верхности этих изделий
протекает успешно
лишь
при
наличии
рядом с ними изделий и з углеродистой стали.
Наиболее
удовлетворительное качество медного
получается при электролитическом омеднении [12].
покрытия
Рис. 108,а показывает, что при волочении нер-жавеющей ста
ли марки Х18Н9Т и нихрома с м ыльным раствором
наблюда
лось 'повышение усилия волочения при увеличении температуры
смазки в интервале 20-80°.
При волочении высоколегированной пр·оволоки со смазками
на основе масел усилие волочен.ия с ростом темпера.туры либо
падало (смазка состояла из веретенного масла и присадок с хло
ром),
ЛИtбо оставалось более или менее П'О('Тоянным (смазка на
СМАЗК:И
основе
минерального
ПРИ
ВОЛОЧЕНИИ
:часла
и
197
ПРОВОЛОК:И
продуктов,
содержащих
активную
присадку серы).
Исследование влияния различных видов подготовки поверх
ности (омеднения, фосфатирования, борирования и известкова
ния)
на усилие ~ волочения нихромовой проволоки, тянутой
с
мыльно-масляной эмульсией, пока зало:
1) наименьшее усилие волочения наблюдается при протяж
ке ~медненной проволоки;
2) наиболее равномерные усилия ·волочения имели ~место при
протяжке фоофатированной проволоки.
ЗависИ1мость усилия волоч_ения нихромовой пр 1оволоки в во
локах из твердых сплавов от состава смазки и величины обжа
тия приведена 1В табл. 32.
Таблица
32
Зависимость усилия волочения нихромовой проволоки из стали марки Х15Н60
диаметром 0,40 м.м от величины обжатия и состава смазки
(температура опытов 20° )
Обшатие, 0 /,
Смавна
7
20
36
Усилие волочения проволони, кг
Мыльный порошок
. . . . . . .
Мыльно-серная с м азка в порошке
2% -на я водная эмульсия мыла
Водная эмульсия мыло + масло
Осерненное масло + вода
Веретенное масло . . . . . . .
Ос.ерненное хлопко~ое масло+ веретен·
ное
.. .... . . . · · · · · ·
Веретенное масло + присадка с хлором
Керосин . . . . . . . . . . . . . .
6, 1
6, 1
2,2
2,2
4,25
2,75
6,25
7,2
2,5
5,7Б
2.5
3)
4,5
5,2
6,6
6,7
2,6
3,4
(3,4)
4,8
Б
5,5
8,2
6,3
6,6
Обрыв
Обрыв
Мокрое волочение наитончайшей проволоки из высоколегиро
ванны х сталей и сплавов в, алмазных волоках на заводах произ
водится с мыльными водными растворами, обычно с небольшими
л:обавками ~минерального
Смазка
масла.
при
волочении труб
Смазка имеет еще большее значение при волочении труб, чем
при волочении сплошных тел, вследствие увеличенной поверхно
сти трения (с наружной и внутренней сторон трубы, когда воло
чение производится на оправке).
В течение многих лет в качестве смазки при в, олочении труб
использовались
исключительно
растительные
масла,
главным
СМАЗКА
198
образом
сурепное,
льняное"
хлопковое,
отчасти
касторовое
и
подсолнечное.
Ввиду
большой
стали заменять
их
стоимости
растительных
жировыми эмульсиями,
масел
постепенно
содержащими
значи
тельные количества животных жиров и технических мыл. При~ме- ,
нение в некоторых трубоволочильных цехах минеральных масел
не обеспечивает высок·окачественной смазки, особенно при воло
чении тонкостенных конструкционных
труб
из легированной
стали.
Добавка небольших количеств, активизирующих компонентов
(0,2-0,50/о асидола и парафина или 50/о мылонафта) к машин
ному маслу значительн'О
улучшает
эффективность
волочения
стальных труб. Однако они не всегда предохраняют повер хности
стальных труб и волочильного инструмента от соприкоснО1вения
при волочении на оправке ввиду
наличия больших удельных
давлений и высокой температуры в зоне деформации трубы.
Применяются два
1)
вида
битумно-масляной смазки:
600/о .машинного масла
+
350/о б.иrrума №
5+
50/о петрола
тума;
600/о машинного масла +400/о битума № 5.
При волочении труб из нержавеющей стали в качестве смазки
2)
доволыно долго применяли свинец.
Освинцевание осуществлялось следующим образом:
1) травление труб в водном растворе соляной кислоты
( 10-
120/о- ном) и~ азоrгной (5-60/о-ном), промывка, протирка тряпками,
повторное травление
окончательная
в
раствор е
азотной
кислоты
(10°/о-ной) ,
промывка;
2) амальгамирование труб путем погружения их в раствор
азотнокислой ртути ( 40 г на 1 м 3 воды);
3) в расплавленном свинце при 360-380° (после того, как тру
ба предварителыно прошла через слой флюса из хлористого цинка
и поваренной соли).
Свинец удаляется с поверхности труб в водном растворе азот
ной кислоты.
Вместо освинцевания труб из нержавеющих и кислотостойких
сталей на многих заво~ах их покрывают пленками смазок, изго
товленных на базе графита. Чтобы получить эти пленки, на по
верхность труб наносят и затем высушивают соответствующие
водные или масляные смеси . Такие смазки могут иметь следую
щий состав:
1) 500/о серебристого графита +500/о мела;
2) мыло+ графит+ бентонитовая глина;
3) графит+ растительное масло и т. п.
Недостатки свинца и графита, применяемых в качестве смазок
при воJiочении труб, те же, что и при волочении проволоки. От
СПОСОБЫ
НАНЕСЕНИЯ
СМАЗКИ
НА ПОВЕРХН.
ПРОТЯГИВАЕМОГО МЕТАЛЛА
199
применения их в качестве смазки при протяжке .труб необходи
мо
отказаться.
Светлое волочение труб из высоколегированных сталей может
быть успешно осуществлено на смазках, разработанных ЦНИИЧМ
для протяжки высоколегирова;нной проволоки.
Смазка при волочении прутков
На некСУГОрых заводах при воЛ!очении стальных прутков ши
роко применяют жидкие минеральные масла без Добавок акти
визирующих присадок, ' что приводит к большому износу воло
чильною
инструмента
и
плохому
качеству
поверхности
прутков.
Более успешно в качестве смазки при волочении стальных прут
ков применяют сульфофрезол.
Активизация консистентной смазки - солидола присадкой К:С
при протяжке стальных прутков диаметром около 40 jим уменьши
ла из.нос
волок
почти
вдвое.
Применение наполнителей, например извести, также улуч шает
качество
минеральных
Испольвование при
смазок
растительных
масел
для
волочении
масел
и
волочения
прутков.
стальных
прутков
животных
жиров
в
качестве
нерационально.
Переход на сухое волочение в калибровочных цехах впол·не
целесообразен, особенно при прmяжке фасонных профилей.
7.
СПОСОБЫ НАНЕСЕНИЯ СМАЗКИ НА ПОВЕРХНОСТЬ
ПРОТЯГИВАЕМОГО МЕТАЛЛА
Нанесение
подслоя смазки
металла
при
к
подготовке
поверхности
волочению
После удаления с поверхности протягиваемого металла окали
ны на нее наносят подслой смазки, главным образом наполнителей
(извести, буры, фосфатной пленки). К:роме того, в к· ачестве на
полнrителей применяют медь, цинк л некоторые другие покрытия.
Подслой смазюи наносят, погружая металл в ванну с жидким
раствором наполнителя !ИЛИ 13 расплавленный наполнитель
(лег
ко плавкие металлы) .
После выемки металла , подлежаще го волочению, из соответ
ствуюшей ванны его обычно высушивают до тех пор, пока нане
сенное на него покрытие не затвердеет (подробнее см. гл . IV).
Нанесение слоя смазки
при сухом волочении и волочении с пастами
П:Ри сухом волочении смазка обычно наносится при прохож
дении металла через специальное приспособление (мыльницу) ,
уста навливаемое перед воло1юй и заполненное смазкой.
200
СМАЗКА
В некоторых случаях металл полностью погружают в ванну с
расплавленной смазкой (!Например, с расплавленным воском, па
рафином и т. п.). На воздухе слой смазки высыхает, и покрытый
сухой пленкой смазки металл подается к волочильному стану.
Нанесение слоя
смазки
при
мокром
волочении
При мокром волочении слой смазки наносится на повер~ность
протягиваемого
металлн:
а) погружением металла в сосуд с жщдкой смазюой перед
волокой; например, при~ калибровке проволоки на станах о;п:но
кратного волочения ее опускают в кадку с жидкой смазкой;
б) прохождением металла через волоки и ролики, находящие
ся
В ЖИДКОСТИ;
в)
Рис.
1 -
перед входом металла в волоку.
109.
Подача смазки
волока;
2-
к калибровочному стану
воздуха
(пневматически):
калибруемая штанга; 3 - трубка,
4 - трубка, подающая масло; 5
-
при
подающая
фильтр
помощи
сжатый
давления
воздух;
Жидкая смазка обычно наносится на поверхность протягивае
мого металла пневматически (давлением сжатого воздуха).
На рис. 109 приведена схема пневматич.еской подачи смазки к
цепным волочильным станам.
СПОСОБЫ НАНЕСЕНИЯ СМАЗКИ
НА ПОВЕРХН. ПРОТЯГИВАЕМОГО МЕТАЛЛА20 1
При волочении прутков и труб смазка, подаваемая автомати
чески, обычно поступает непрерывно. В настоящее время имеются
приспособления , обеспечивающие подачу смазки только в период
волочения, т. е . только тогда, когда эта подача необходима.
2
2
Рис.
1 -
11 О.
Приспособление для механической смазки
при ·волочении на калибровочны х станах :
ванна со смазкой ;
5 -
•2 -
барабан;
протягиваемые
3 -
мотор;
прутки
4 -·
прутков
козырек;
При автоматической подаче смазочная жидкость циркулирует
из резервуара со смазкой к волочильному инструменту . При этом
смазочная жидкость постепенно загрязняется, поэтому для очистки
от механических примесей смазку пропускают через филыр, иног
да онабженный сJiециальными баками-отстойниками . Смазка по
дается
(и отводится)
в
централизованном
или индивидуальном
202
СМАЗКА
порядке к каждому станку. Подача жидкой
смазки на поверхность металла вручную,
концов (помазков) и т.
(и пастообразной)
при помощи тряпок или
не обеспечивает равномерного и непре·
rr.,
рывного покрытия ме-r:алла смазкой и, кроме того, весьма трудо·
€мка. На небольших производствах при отсутствии пневматической
подачи смазки или насоса следует применять хотя бы простейшие
механические приспособления, обеспечивающие непрерывную по·
дачу смазки, например, по СХ€Ме, показанной на рис.
110.
5
7
111.
Рис.
нанесения
Схема
CJJOЯ
установки
металла
на
для
гальванИJческого
поверхност;,
проволоки
перед волокой:
J-
проволока,
подвергаемая волочению; 2 - угольный
- хомут; 5 - зажим: б - волока
7 - кронштейн динамометра
электрод;
3 - раствор; 4
из твердого сплава;
На рис.
111
приведена схема опытного приспособления для
гальванического нанесения
металлических пленок на поверхность
проволоrш1 непосредственно перед волокой.
8.
ОЦЕНКА КАЧЕСТВА СМАЗКИ
До сих пор не разработано единой и простой методики для
оценки качества смазки для волочения . Наиболее часто применяе
мая при исследованиях оценка смазок по усилию волочения от
нюдь не может служить основным и
надежным критерием их ка
чества.
Опробование смазок при низких скоростях и температурах во
лочения в лаборатории часто не характеризует эксплуатационных
свойств смазок в современных производственных усJJовиях высо~
коскоростного волочения.
Пригодность смазок для волочения стальной проволоки опре
деляется проверкой соответствия их общим требованиям, предъяв
ляемым к смазкам.
РАСХОД
203
СМАЗКИ
В настоящее время качество смазки определяется при помощи
меченых (радиоактивных) атомов, так как при волочении на по
верхности адсорбируется так мало вещества смазки, что его
нельзя
точно
определить
9.
другими
методами.
РАСХОД СМАЗКИ
Расход мыльного порошка при волочении низкоуглеродистой
с11альной проволоки от д.и1аметра 6 111м до диаметра 2,65 мм в че
тыре протяжки ПIРИ
скорости
волочения
200 JrliMUfl составил
350- 400 г;т.
Потребление мыльного порошка при волочении стальной про
волоки можно определить по следующей эмпирической формуле
( Басса А . И.):
А= 2,5а
где А
а
-
Ь
-
-
+ О,15 Ь + 0,24 с"',
(98)
расход мыльного порошка, г/т;
поверхность проволоки, прошедшей травление, после пер
вой протяжки с мыльным порошко м ;
сумма всех поверхностей прово.1юки
после всех после
дующих протяжек с сухим мыльным
порошком
дующего цикла производства
до сле
(термическая обработка
и травлен.не) ;
с
-
сумма
всех
поверхностей
мыльной эмульсией
*
за
Следует отметить, что в формуле
деляется
потерями
весь
(98)
проволоки,
цикл
протянутых
мокрого
расход мыльного
порошка опре
но •!
не только полезно используемым количество~1 его для смазки,
в
процессе
эксплуатации.
с
волочения
ГЛАВА
ВОЛОЧИЛЬНЫЙ
Vl
ИНСТРУМЕНТ
1. ОСНОВНЫЕ ТЕРМИНЫ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Современная волока для протяжки проволоки состоит обычно
из двух деталей: заготовки волоки 1 и обоймы 2 (рис. 112).
Для волочения крупных профилей применяются волоки из ин
струментальной стали без обойм.
Рис.
Разрез волоки:
112.
1 - загvтовка волоки: 2 -
по ниж1rему торцу;
D3
-
Н3 -
диаметр
обойма; D~ - диаметр обоймы
D~
заготовки
-
то же, по верхнему торцу:
волоки;
Н0
высота заготовки волоки; 1 -
-
высота
обоймы;
рабочий конус; 11 -
смазочный конус; 1/1 "'"-поясок; JV - выходная распуш·
ка; V входная распушка; r - радиус закруглений вход
ной распушки; 2а
смазочrrого конуса;
диаметр
Ь1
-
угол
р~бочего
ксшуса; R - угол
угол выходной распушки: di а1 высота
рабочего
конуса;
пояска ; с1 высота
выход>ий распушки;
-
1 -
пояска;
высота
KJ -
высота
смазочного
конуса
. З'аготовка волоки из твердого сплава, закрепляемая в обойме
без предварительной обработки после спекания, называется ч ер
н о в ой з а гот о в к ой, заготовка без отверстия - с л е по й за
r от n~кnй.
ОЦЕНКА
ЭК:СПЛУАТАЦИОННЫХ
CBOl<ICГB
ВОЛОЧИЛЬНОГО
ИНСТРУМЕНТА
205
Заготовка волоки е необработанным каналом, закрепленная' в
обойме, называется ч ер но в ой в о л о к ой; волока с пол:ностью
обработанным
рабочим
каналом
заготовки
чист о в ой
-
в о
л око й.
На рис.
мы
и~
112 дан разрез волоки наиболее распространенной фор
приведены
наименования
отдельных
зон
и~
их
условные
{)бозна чения.
Деформирующая зона
I
обычно имеет коническую форму и на
зывается р а б о ч им
к о ну с ом, угол которого обозначается
через 2а.. Смазочная зона II, предшествующая деформирующей,
называется
с м аз о ч н ы м
к о н 1У с о 1м,
если
она
им·еет
кониче
скую форму. Угол омазочного тюнуса обознача· ется через В· Ка
л·ибрующая зона (поясок) 11! имеет обычно цилиндрическую
форму и называется ~илиндричеокой частью. Выходная зона или
выходная распушка IV также обычно имеет форму кону.са, угол
которого обозначается через у. На пр актике пр именяют также
выходные распушки и сферической формы
(при на·итончайшем
волочении, ом. рис. 118). Входная зона или входная распушка V,
как правило, бывает радиальной формы (см. рис . 115).
Высоты зон в черновой волоке обозначаются соответствующи
ми, указанными на р.ис. 112, буквами с индексом 1. Высота анало
гичных зон в чистовых волоках указывается теми же буквами, но
без индекса 1 внизу.
2.
КРИТЕРИИ ОЦЕНКИ ЭКСПЛУАТАЦИОННЫХ СВОИСТВ
ВОЛОЧИЛЬНОГО ИНСТРУМЕНТА
Наиболее распространенным критерием оценки эксплуатацион
н ых свойств волочильного инструмента
при
является
стойкость его
волочении.
Различается несколько пока зателей стойкости волочильного
инструмента [47]:
1. Стойкость волочильного инструмента до выхода его из строя
вследствие прилипания протягиваемого металла к стенкам рабо
чего канала волоки. Стойкость ДО прилипания
cn
определяется
количеством металла, протянутого через данный волочильный ин
струмент до появления на его поверхности видимых глазом
цара
пин, которые обычно образуются частицами протягиваемого метал
ла, налипающими в виде выступов на о тдельных уч.астках канала
волоки. Количеством металла называется длина металла
(в км)
данного состава, свойств .и1 размеров поперечного сечения, протя
нутого через волоку при определенных условия х проце сса волоче
ния (скорости, температуре и способе волочения, величине обжа
тия, качестве смазки и т. п.) .
2. Средняя (расч етная) стойкость до износа на О , 1; 0,01 или
0,00 1 мм (в зависимости от размера поперечного сечения изде-
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
206
лия и кл асса
точности
его изготовления
определяемая колич€ством металла,
-
Со,1;
Со, 001 ),
Со,01;
протянутого через
волочильный инструм ент, деленным на число
данный
условных
долей
миv:rлиметра износа.
Фактическая стойкость до износа на различных стадиях во
лочения мож ет отличаться от средней расчетной стойкости. Как
и при износе режущего инструмента, можно различать: а) пе
риод сравнительно быстрого, но небольшого износа (приработ
ка) в начале процесса волочения; б) длительный период весь
ма малого дальнейшего износа (нормальный
износ) и в) по~
следний перед выходом из
строя
весьма
интен·сивный износ
(усиленный износ).
Это обстоятельство обычно для
однако
рекомендуется
указывать
упрощения не учитывается,
в
качестве
дополнительного
показателя (в знаменателе), при какой
величине абсолютного
износа подсчитана данная средняя расчетная стойкость (напри
мер, Со,01/0,05).
3.
Стойкость до разрушения
металла,
протянутого
до
определяется
Cr
разрушения
количеством
волочильного
инструмен
та, т. е. до образования на ·рабочей поверхност.и; его выкраши
ваний, колец, трещин и т. п.
4. Стойкость
вом
металла,
та из строя
эксплуатационная Сэ
протянутого
(независимо
до
ост
выхода
определяется
волочильного
количест
инструмен
причин).
Все указанные показатели стойкости волок
можно о преде
лять как для каждой волоки отдельно, так и для
группы
во
лок, одинаковых или близких размеров, при одинаковых (близ
ких) условиях волочения .
При определении групповой
вать не только
среднюю
стойкости
стойкость
для
необходимо учиты~
данной
гру п пы воло
чильного инструмента, 1но также и однородность стойкости.
3. МАТЕРИАЛ и ' СВОЙСТВА •волочильного ИНСТРУМЕНТА
В олоки с заготовками из твердых
металло керамических
сплавов
Используемые в современной волочильной технике твердые
lплавы состоят из карбидов вольфрама или
титана (изредка
тантала, молибдена, ва1надия) и кобальта в
качестве цемента
(связующего) .
Заготовки волок из твердых
металлокерамических сплавов
готовят, как правило, прессованием. Наиболее часто применяет
ся холодное (при комнатной: температуре)
прессование с
по
следующим спеканием порошков твердых сплавов без примене
Юiя давления.
МАТЕРИАЛ
И
СВОЙСТВА
ВОЛОЧИЛЬНОГО
207
ИНСТРУМ!3НТА
Наряду с холодным прессованием
все
шире применяется
горячее прессование (спекание под
давлением),
обеспечиваю
щее получение более плотных заготовок
волочильного инстру
мента, обладающего меньшей растворимостью в кисл'отах и бо
лее высокой твердостью.
Литые волоки из твердых сплавов в настоящее время прак
тически не применяются из-за большой хрупкости. Эти волоки
могут представлять интерес лишь для
наитончайшего волоче
ния, когда стойкость волок до разрушения С Р
вследствие
малых
Волоки
из
удельных
вольфрамокобальтовых
металлокерамических
Твердые сплавы на базе
ляются
весьма велика
давлений протягиваемого
наиболее
карбид
распространенным
металла.
твердых
сплавов
вольфрама+ кобальт яв
материалом
для
изготовле
ния современного волочильного инструмента. Важнейшие свой
ства этих сплавов приведены в табл. 33.
Марки сплава карбид
вольфрама + кобальт для
волок в
технике волочильного производства выбираются:
1) в зависимости от размера протягиваемых изделий;
2) в зависимости от состава проrгягиваемого металла.
Показатели
рис.
стойкост.и1
сделать
следующие
100%
различных
а также данные
113 [47],
100%
волок,
67%
приводимые
на
исследований позволяют
выводы:
100"/.
!
ряда
100%
100%
2
3
8
%хрупких волок вх--вивк--з
Е1
%/feXpynкux ВОЛОК ВК·б
15 су. нехрупких волок ВХ-8
'Z
61%
i '
ВК-6 вк-10 ВК-13
ВК·б вк-10 вк-1з
а
6
-
относительная
ВК-6 вх-з
ВК-6 вк-з
~
Рис.
а
вх-б вк-з
113.
стойкость
Относит~=льная стойкость волок:
до
прилипания
Сп
волок
ФВ - 22
из
сплавов
ВК - 10 и ВК-13 при волочении тонкой стальной канатной проволоrш; 6
тельная стойкость до износа Си
волок ФВ-45 из сп ;1авоn ВК-6, ВК - 10
при
ная
волоче н ии
стойкость
низколегированной
JJ.O
износа
Сп
утолщенной
волок
ФВ -22
из
стальной
сплавов
проволоки :
ВК-6,
ВК -3
в
·-
при
-
ВК-б,
относи
и ВК-13
относитель
волоченин
тонкой и средней канатной проволоки разных диаметров (1 - 0,9 - 1,05 мм: 2 1·,2 мм; 3 - 1,4-1,7 мм); г - относительная хрупкость волок ФВ-42 из сплавов
ВК - 6 и ВК-3 при волочении утолщенной низколегированной ста.чьной проволоки
1) для сухого волочеыия стальной проволоки диаметром не
0,6 мм следует применять волоки из сплава ВК:-6, об
менее
ладающего
наилучшими
эксплуатационными
свойствами;
208
ВОЛОЧИ.А!!оНЫй ИНСТРУМЕНТ
Таблица
Важнейшие своi!ства твердых металлокерамических сплавов юtрбид вольфрама
кобальт (по )1.анным различных исследователей)
33
+
"Условное обозначение марни сплава
Свойства сплава
ВЕ-3•
У дельный вес
1
В:К- 6
В:К- 8
1
14,9
14,Е>
89
88
l
В:К-1 0
ВК - 15
ВК-11
1
1
14,35
14,25
14,2
13,9
87,5
87
87
86
Твердость по НRC
60
(шкала А)
Твердость
по
алмаз-
ной пирамиде Нп
-
1600
-
-
1400
Сопротивление изгибу,
кг/мм 2
100
120
130
135
135
160
-
527,2
-
-
421,8
-
-
-
.
Сопротивление
ежа-
тию, кг/ мм2
Сопротивление у дару,
Модуль
0,951
-
кгм/см 2
упругости,
кг/мм 2
прочности
Предел
при разрыве, кг/ м.м 2
Красностойкость,
.
0С
-
88Х 1С 6
-
-
-
-
-
60- 45
1000
900
900
Теплопршю дн ость,
кал/ см· сек· град
Коэффициент
О,
169
о,
145
о,
141
-
1,359
-
80Х 1С 6
-
-
-
-
о,
-
5,5
-
700
16
о,
168
т ерм и-
ческого расширения
(20-800°), 10-0 .
см./см · град
Удельная
-
5
-
теплоем-
кость, кал/г · град
0,044
0,042
0,040
-
С , 05
0,04
198
0,206
0,207
-
-
о,
У дельное электросопротивление,
OAt · М.М. 2 / .М.
о,
•Цифры в условном обозначении марни сплава указывают содер;нание нобальта.
188
МАТЕРИАЛ
И
СВОйСТВА
ВОЛОЧИЛЬНОГО
2) для протяжки проволоки
рекомендовать волоки из сплава
из цветных
металлов следует
ВК - 3;
при протяжке стальных пр утков
3)
209
ИНСТРУМЕНТА
диаметром
20-30
мм
наилучший результат показали сплавы с повышенным содержа
нием кобальта
(благодаря
уменьшению
хрупкости) - сплав
марки ВК-10;
при волочении наитончайшей стальной проволоки
4)
с жид
кими смазками, содержащими кислоту, целесообра зно при ме
нять загоrговки из горячепрессованвого
сплава
ВК-3, так как
пр.и понижениrи содержания кобальта повышается коррозионная
стойкость твердых сплавов на оанове карбид
воu:Iьфрама +ко
бальт;
5)
горячепрессованные
заготовки
волок и оправки
ставляют значительный интерес при протяжке
больших сечений.
Волохи
из
т в е р д ы х
изделий
пред
особо
т итановольфрамокобальтовых
м е т а л л о к е р .а .м и ч е с ·к и х
Введ:ение ка.рбида титана
·в твердые
с п л а <В о в
·вольфрамокобалыовые
с пл.авы уменьшает прилипание их .к поверхности ·стали и коэф
фициент трения !При с.оприкоС'новении со сталью, повышая стой
кость лрИ: истиранtии. Это делает целесообразным 1ши1рокое опро
бование 11И11анов.ольфрамокобальтовых сплавов ПIРИ волочении
вьюо1юлегированных сплавов, обладающих большой склонностью
к прилипанию, при •Наи11ончайшем волочении .и при вьюокоско
ростной ~протяжке ст·альной проволоки.
!Волоки
из
вольфрамоникеле•вых
м ·еталлокерамических
твердых
сплаво·в
Никелевый цемент, .как связующее в сплавах (карбид воль
фрама+ никель), обладает более ниrзкой 11вердостью, ~чем ко
бальтовый цеменtт
(в опла 1 вах ка,рбид вольфрам.а +·кобальт).
Кроме того, карбид вольфрама +.никель облада·ет пониженной
вязкостью.
Эксплуа11ационная стойкость волок на базе ~никелевого цемен
та,
как связующего при
воJючении
черных
и
л:ветных мет.аллов,
оказалась совершенно неудовлетворительной.
В О Л О !\ И
I<
•М е т а л л о
•И З
IП р О Ч ·И Х
Т В е •Р Д Ы Х
е 1р а •М и ч е с к и х
с п л .а в о :в
Иногда 1Применtяют волоки с .заго'Говками, сделанными из
сплавов с небольшими добанками карбида т~а.нтала вместо кар
бида титана (частично пли полностью) . Имеются указания об
14
И.
А
Юхвец
ВОЛОЧИЛ Ь НЫР! ИНСТРУМЕНТ
210
очень высокой стойкости .их против износа и прилипа ния, а так
же повышенной 'ПО срав· нению с обычными 'Волоками .стой к остью
в
ки·сло11ах.
Алмазные волоки. 1В качес11ве волочильного ,ин;стр ум ента при
Qроизводстве , наи"Гончайшей пронолоки применяют соответствую
щим образом обработанные естес11венные технические . алмазы,
встречающиеся в ~природе ·в виде самородков неправильной 1 фор
мы. На волоки 1расходуе11ся до 20 % 'В'сей мировой добычи тех·ни
ческих
алмазов.
Алм.аз - это минерал, одна . из кристаллических модифнкаций
углерода. Химический состав его чистый углерод с небольшим
количеством примесей (от 0,1 до 5 % Si02; FeO; Fе2Оз; Al20 3 ;
Ti0 2 и др.). Т1ве·рдость ,алмаза по мин~ралогической шкале 10.
Ал1маз является наиболее твердым веществом из · всех известных
естественных и искусственных проду ктов. Алмаз совершенно не
раегворим
в •юисл011ах,
однако
он легко окисляется и
ся •в расплаве соды или юалиевой селитры .
Удельный вес алмаза •колеблется · в
зависит от структуры
камня
пределах
(плотный,
разрушает
.
3,47- 3,56 и
пористый),
характера
включений и колиrчес-r~ва их.
Для 'Изготовления ·волок применяются снетлые .алмазы не
правильной формы, 1НJеоднородные по своей СТ:руктуре, поликри
сталлические,
хрупкие,
легко
раск,алывающиеся
по
плоскостя1м
спаянно'сти.
Алмазы характеризуют по их весу в каратах
дународная единица веса алмазов, равная
0,20
(карат
-
меж
г) .
Для ~волочения наи"Гончайшей стальной проволоки (диаrмет
ром менее 0,2 мм) достаточны алмазы весом в 0,25 карата
при
условии,
ния
их.
что
применяются
рациональные
методы
закрепле
В волоч.ильнюй технике .рекомендуется ~применять прозрачные
алмазы,
,так
·как
отсутствие
mрозр.ачности
сильно
затрудняет
определение внутренних дефектов в алмазе и контроль за обра
бот. кой из. готовляемого в нем волочильного канала. Если приме
няются 1не1прозра 1чные ал.мавы, одну из граней следует отшлифо
вать до бле'ска, после чего можно обн1ар)"жить внутренние де
фекты (в лупу).
Наиболее rвыiсокие требования предъя1 вляются • к ННУГJренней
ча· сти .алмаза для 1 во.Jюк, т. е . ,в зоне ·волочения. В буровой тех
нике и обр.а6011к· е :резанием наибольшее значение имеет качество
наруЖ'ной зоны .алмаза.
Алмазы для волок не долтны иметь трещищ которые могут
вызвать разрушение алмаза 1В процессе ~волочения. Не допускает
ся 'Га"Кже наличие в
алмазах темных «углеродистых» пятен,
~ых ~мягких мест, вкл'ючений и пузырей.
-
рых •
МАТЕРИАЛ
И
СВОЙСТВА
ВОЛОЧИЛЬНОГО
21]
ИНСТРУМЕНТА
Рациональной .формой алмазноrго волочильного к.амня являет
ся такая форма, все три измерения .коrго:рой равны.
Волоки из карбида бора. Тве,рдость ·карбида <бора значитель
но ~выше,
чем твердость
карбида •вольфр.а:ма,
одН1ако стойкость
ДО разрушения СР ВОЛОК ИЗ карбида бора 1ПрИ протяжке В НИХ
ст.альной и ·вольфрамовой ~проволоки значительно ~ниже, чем
СР
обычных ,iзолон: из ·карбидо~в вольфра:ма, поэтому волоки из кар
бида бора не применяются на практике.
Волоки из керамических твердьtх 'сплавов
на базе
мулита.
При волочении цветных металлов и сплавов (в частности, меди
и 6ронвы) хороший результат локазали волоки ·Из керамических
спла1вов на оонюве :мулита (3Al20 3
2Si02). Э1~с'плуатацио!j:ная
стойкость - Сэ и стойкость 1на ~внос - Си ·их в несколько раз
выше, чем обычных ·волок из :металлокерамических твердых
+
сплавО1в. Стоимость волок ·на базе мулита в
10-15 ~раз ниже ~сто~
имости обычных волок 1из вольфрамовых сплавов.
Весьма большое значение для стойкости~ волок ив данных
сплавов имеет способ закрепления их в обоймы. Лучшим спосо
бом я.вляется сплавление при U1омощи низко1пла1вкой эмали .кера
миче·ской з.агоrговыи с на1гретой обоймой из низкоуглеродистой
стали .
Стальные волоки. Одним из наиболее поююдящи х материа
лов для сталыных ~волок является графитизированная сталь •мар·
ки ЭИ366 следующего с.оста1ва: 1,4 % С; 0,4 %1 Мп; 1, 1 % Si;
Р; 0,030% S; 0,3% Ti.
Твердость этой стали в состоянии поставки должна быть
210-300 Нв. После изготовления ·волоки rюдвер•г.аются з.акалке.
Твердоtть волок после за~к.алки составляет 61-65 Н RC.
0,025%
При волочен'Ии 1Прут·ков и труб до сих пор 1В качестве материа
ла для изготовления стальных волок используют ~инс11румен<tаль
ные стали: углерод.истые марок У8-У12, хроми·стые - ШХ15,
хромомолибденовые Х12М и др.
Твердость и качество поверхности рабочего канала стальных
волок часто повышают хромироваНlием, .цементацией или други
ми .аналогич.ными способами обработ.ки, повышающими эwсплуа
тационнvю стойкость стальной ~воvюки.
Иногда при волочении применяют стальные волоки, наплав
ленные в ра'6очем ·ка,нале твердым 1апла1вом
нитом и т. п.) .
(сормайтом, стали
Выбор материала для волочильного инструмента
При волочении круглых и фаоонных rгрофилей обычно приме
няют волоки из твердых сплавов. Алмазные волоки используют
для волоч6ния тончайшей пров·олоки
(менее
0,2
мм). Сталыные
волоки .применяют iIIpИ ·волочении прутков и труб крупных сече-
1 '1*
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
212
ний (50- 100 мм и более), а также
сложных фа•оонных профилей.
лри
волочении
.наиболее
Область применения волок из твердых сплавов практически~
ограничивается дву:мя факто,ра:ми: 1) 1величи·ной •Критич·ос.кого
удельного давления до
тического
Чем
давления до
прилипания Рп· кр и
разрушения Рr-кр
величиной
2)
кри
.
меньше удельное давление прилипания, тем для более
протягиваемого м еталла удается применять во·
тонких сечений
_, ,
.г
~
локи
~
алмазн ых.
"" ~
2v
xf
\
!м
\Тбердь11J
/
1
1
цавлен.и:е разрушения,
!
ных. Эта зависимость графически
изображена на рис. 114, где по
оси абсцисс отложены диаметры
~
сечений п,ротяги
досплавные волоки вместо сталь
§
~ ~
проволокщ по оси
Е: с:;
кривой
~~
удель ных
~~
ординат
на
величИlны кри11ическ,и~х
1-
давлений
а на кривой 2 чески х
из
для
t5
Рис 114. Схема графического
изображения условий, допуска
ющих расширен ие области приволок
тем
ваемого металла применимы твер
Диамеm/] 8олоkи, мм
менения
вместо
с:; <>.J
_§!' ~
!
\
сплава
Чем меньше удельное
более крупных
l\J
Сталь
спла8
на;,
твердого
1~
~;;,, st
~
/
из
удельных
прилипания,
величины крити
давлений
раз
рушения.
Удельное давление можно ив
менить
тв ердых
нескольк,и1ми
способами,
важнейШИ!МИ из которых являют-
сплавов
ся:
1) изменение
коэффициента
трения мате.риала волоки или протягиваемой проволоки; 2) из
менение качества
смазки; 3) изменение .технолог.и~и воi!Iочения
(обжатия, температуры, способа волочени1я); 4) изменение спо
соб а и качества крепле ния заготовки волоки в обойме, влияюще
го на РР ·"Р и др.
Все эти факторы, каждый в отдельности~ и все в совокупности,
могут сдвигать пограничные кривые областей применения твер
дого
сплава
для
изготовления
волок
и
в
частности
определять
возможность замен ы на ряде наитончайших размеров алмазных
волок
волоками
из
твердых
сплавов.
Пр.и1менение волок из твердых сплавов в ряде случаев ог:ра
ничивается
экономическими
соображениями - дороговизной,
трудностями обработки после горячего спекания и крепления за
готовок в обойме. Кроме того, для изгоrrовлен.ия заготовок вo
JlOK из тв ердых сплавов необходимы спецИ1альные С' -цожные пресс
формы, поэтому при небольших заказах на волоченый мета"1л
нестандартных проф,и~лей, обычно фасонных сечений, многие во
лочильщики
предпочитают
применять
стальные
волок,щ
ГЕОМЕТРИЯ
К:АНАЛА
ВОЛОК
(ЧИСТОВАЯ)
213
С улучшением качества крепления твердосплавных заготовок
волок крупных сечений
шения
111 повышением
их стойкости до разру
СР, а также с улучшением качества смазок пр.и~ пригя:жке
прутков и труб больших оечений область применения волок из
твердых сплаtюв будет все больше расширяться, вытесняя менее
с'юйкие на износ стальные волоки.
4.
ГЕОМЕТРИЯ КАНАЛА ВОЛОК (ЧИСТОВАЯ)
До сих пор не существует единого мнен.ия об оптимальной
геометрии канала даже в наиболее изученной его части - рабо
чей деформирующей зоне.
Большая часть исследователей считает оптимальной формой
рабочей зоны волоч1Ильного канала коническую (рис. 115).
Н. 3. Днестровс1шй и Н . .Nl. Богорад [18] счиrгают оптималь
ной формой рабочей
зоны канала
радиальную · (рис. 115, 6).
В. В. Зверев на основе мате~мати~ческих расчетов пришел к вы
воду, что наивыгоднейшая форма профиля рабочей зоны кана
ла
-
вогнутая
(рис.
115,
в).
б
а
Рис.
а
-
115.
в
Формы рабочего канала
коническая;
б
-
ра.циальная;
в
-
волок:
вогнутая
Наиболее рациональной при изготовлении, а также .и• наибо
лее легко контролируемой считается коническая форма рабочего
канала с дополнительной калибрующей зоной цилиндрической
формы - пояском.
На.и1более широко
распр остраненная
показана на рис.
Угол рабочего конуса 2а должен быть тем
112.
форма
канала
волоки
меньше, чем тверже протягиваемый металл, меньше его сечение,
единичное обжатие и коэффициент трения
при
волочении. В
табл. 34 и 35 приведены величины углов рабочего конуса волок,
рекомендуемые при волочении проволоки , прутков и труб.
Часть волоки, соприкасающаяся с проволокой в процессе во
лочения, определяет длину рабочего конуса, которая при нор
мальных условиях должна быть равной
0,5-0,7 d
(д.и1аметра от
верстия волоки); при веспма малой величине трения она может
быть равна
d.
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
214
Таблtща
34 .
Рекомендуемая rео~етрия. канала чистовых волок с заготовками из
твердых сплавов
Геометрин основных зон навала
П ротнгиваемый
Изделин
материал
Низкоуг леро-
Проволока
дистая
Высокоуглеро-
Проволока
дистая
12
0,5
60
О,
15
3-5
10
0,65
60
0,20
20- 60
16
20- 60
24
Нз*)
Нз
сталь
Сталь низкоуг-
Прутки
3-6
сталь
15-0,25
60
6- 8
мм
0,1-0,2
60
5-6
.мм
О,
леродистая
Трубы,
ваемые
протяги на
оп-
То же
равке
Трубы,
в11емые
протяги-
без
оп-
равки
Прутки,
ваемые
))'
))
20-60
12
0,25-0,5
60
5-6
.Mhl
))
))
20-40
10
0,4-0,8
60
4-6
М.1!
протяги-
методом
запрессовки
пе- ·
реднего конца
n
р и м е ч а н и е. Волони для ЩJОТFШШИ проволоюr диаметром ДО
зочную расrrушну , угол ноторой=40°
•)
См. рис .
6
л~м имеют
112.
Таблица
35
Зависимость геометрии канала чистовых волок от
диаметра протягиваемой проволоки из высокоугле
родистой стали (заготовки волок из твердых сплавов)
Отношени~ высоты
Л~метр прово
лони,
.лt~\f..
Угол
2~
град.
поя~на н диаметру
его _ь_1 оо, 0/о
d
0,3-1
1-3
3- 5
5-12
12
6
8
IU
12
14
100
80
65 50
30
с~{а-
ГЕОМЕТРИЯ
1\АНАЛА
ВОЛО!\
(ЧИСТОВАЯ)
215
Данные о длине пояска протяжки проволоки, прутков 1И труб
приведены в табл. 34 и 35. Иногда поясок делают не циJьи:ндри
qеским, а с очень небольшой конусностью 1- 2°.
Некоторые исследQ· ватели считают наличие пояска в канале
11юлоки
нерациональным
:увеличивает
локе
1И
ее
трение
в
нагрев,
и
указывают,
что эта
во-
вызы-
зона
значительно
А
• .r-<,...,....,,....,...,....,...~...
вая повышенный
расход
механической
энерги:и~ !И
др.
[30J.
Однако
автора
исследование
показало
вИVIьность
дения.
такого
Наивысшую
плуатационную
при
непра
утверж
протяжке
экс
стойкость
,
6
а
в
Б
низкоугле.
IРОдистой е;тальной прово
Jюки
показали
волоки
с
высотой пояска Ь, равной
1;2 d, хотя усилие волоче
ния
в
них
усилие
логичных
пояска
и
превышало
волочен.ия
в
волоках
(lb = О)
ана
без
и с мень
шим пояском, когда Ь рав
но 1;4 d (рис. 15).
Рис. 116 ИVIлюстрируе-r
значительно
большую
'{:ТОЙКОСТЬ ВОЛОК С ПОЯС
КОМ
по
сравнению
стойкостью
волок
со
без
==[1;
6
а
Рис.
в
116. Влияние пояска на износ канала
волок из твердых сплавов:
А -
волока-без
80J10Чения;
м; в
22650
45000
пояска:
а
-
профиль канала дс.
профилЪ канаJi:·а по::ле
профиль канала
после
6 ....;...
-
ПРОТЯЖКИ
протяжки
м.
Б - волока с пояском: а - профиль канала до
волочения; б профиль канала посо1те протяжки
А<;
в - профиль канала
после
протяжки
м.
2240G
44700
пояска.
Смазочная зона (рис. 112, 11) конич.еской формы с углом ко
нуса ~ 40- 60° имеется, как правило, в волоках для протяжю1
проволоки. Она облегчает поступление смазки в рабочую зону
r.олоки
в
процессе
волочения
и
является
резервом
расширения
рабочей зоны при постепенной разработке рабочего канала волоки.
'
.
При больших углах рабочего конуса волоки смазочная зона
~:ливаетGЯ с рабочей зоной в общий конус.
Вхi:щ:ная распушка (рис. 112, V) имеется во всех заготовках
волок и обычно не обрабатывается специально при чистовой
~0бработке канала волок.
Выходная распушка (рис. 112, IV) имеет обычно форму ко
60-+- 90°.
В твердос плавных загртовках волок с формой канала 2 по
&Iуса с углом у =
ЕОЛОЧИЛЬНЫй ИНСТРУМЕНТ
216
ГОСТ 3919-47 (см. рис. 118) выходная расп ушка iИ!меет сфери
ческую форму. При этой фор м е распушки в волоках для наи
·юнчайшего волочения получаются меньшие п огрешностИt формы~
чем у волок с конической распушкой, при одном и том же оrгкло
нении оrг геометрической оси прИJ сверлении каналов. Эта форм а
вы х одной расп у шки остается и в.
--
чистовых волоках .
форма
выходной
дусматривается
ны х
Сферическая
распушки
.та кж е
у
пре
алмаз
волок.
Практикой
установлено, что·
во и зб е~ж ани е ,разрушения волок:
а
пр,ИJ волоч е нии
высота
распушrш должна
выход но й
быть не мене е
150/о общей BЫCQIIЪI волоки .
IЗо избежание «задиrров»
б
Рис . 117.
Геометрическа я
фор ма канала волок с пец и ального
н а значения
волочениИt
металла
правило,
обеспечивать
п:р И'
следует,
как
плавные·
переход ы оrг одной зоны к другой .
На рис.
канала
117
пока заны форм ы
н е которых
а л ьного
вол ок
назначения:
а
-
специ-·
приме
няемых для впрес.совки концов прутков и труб на волочильных
станах вместо обычного
заострения их; б -- применяемых для
зач~истr<.и: дефектов поверхностИt прутков и т.р уб.
Эксплуатационная стойкость волок :гем больше, чем лучше
качество поверхности канала волок. Эксплуатационная стойкость.
Сэ волок с полированной поверхностью канала значительно.
выше, чем Сэ волок с шлифованной без последующей полиров
к.и1 поверхностью рабочего .кан·ала.
Последовательность
расположения
зон,
их наименование и·
назначение в фасонных волоках те же, что и для волок, пред
назначенных для протяжки круглых профилей.
5.
ВОЛОКИ ИЗ ТВЕРДЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ СПЛАВОВ
Заготовки волок
Форма и размеры заготовок волок из твердых металлокера
мических
сплавов
для
протяжки
проволок.И!
и
прутков
круглог0>
сечения :регламентируются ГОСТ 3919--'-47, техниrческие услови Я'
на них даны в ГОСТ 4368-48. По габаритным размерам (см _
рис. 112, D 3 и Н 3 ) заготовки делятся на 14 групп, коrгорые в:.
.свою
очередь, в зависимост.И! от формы канала заготовки, разде
ляются на 6 подгрупп (рис. 118). Исходный диаметр заготовок:
d 1 колеблется от{) (слепые заготовки) до 84 мм.
ВОЛОКИ ИЗ ТВЕРДЫХ ~v\ЕТАЛЛОКЕРЛМИЧЕСКИХ СПЛАВОВ
217
Форма и размеры загоrговок для протяжки~ труб установлены
ГОСТ 2330- 49, технические условия - ГОСТ 4368- 48. По га
баритным размерам
загоrговкИI д-елятся
8 групп с наружными диаметрами
от 16 до 120 мм (условные обозначе
ния Т-16 - Т-120). Исходный диаметр
загоrговок di колеблется
от
0,8 до
72 мл-t. Фор·ма и размеры заготовок
на
для
волок
шестигранного
проф.иmя
установлены ГОСТ 5426-50.
Заготовки для других профилей по
ставляются
<;:ким
по
специальным
условиям.
некоторых
на рис.
таких
119,
Крепление
Профили
техниче
канала для
загоrговок
приведены
а, б, в.
заготовок волок
В проц-ессе
в
обойме
волочен.Иlя в заготовке
волоки вознИlкают значительные
жения
растя жения
вледствие
напря
Рис, 118. Формы канала за гото вок
волок
спшшов
для
волоки
и
из
твердых
протяжки
пр утков
про
круглого·
сечения (цифрами обозначе.-
давления
ны номера подгрупп по
гост
Р протягиваемого металла на стеню'!
канала волоки.
Чтобы уменьшить их,
3919_:47)
загоrговки волок закрепляют в металли-
чески х обоймах,
вызывающих в заготовках
воположные по знаку
-
напряжения,
проти
нап,ряжения сжатия, так называ-емое про
:гиводавлен.и; е Р 1.
Прочность крепления волок играет большую роль при воло
чении,
поэтому с ув-ел.и1чением
тягиваемого
металла
размера
закрепление
поперечного сечения
волоки
должно
быть
про
более
надежно, ибо при одинаковом пр еделе прочности crnч
металла
и одинаковом единичном обжати.и1 давление Р 1 на стенки канала
волоки сильно
возрастает.
Большое значение имеют также физико- механические свойст
ва металла обоймы, ее форма и размеры.
Крепление волок. Обойма
прочно (с большим натягом)
должна плотно (без зазора) и
охватывать заготовку, оказывая
на нее сильное сжимающее давление не только по образующей,
но и с торцов заготовки волоки. Плоrгность и прочность сцепле
ния обоймы и загоrговки волоки должны быть обеспечены не толь
ко при обычной температуре, но и, что особенно важно, пр•11
практических температурах волочения, доходящих до 250° rи
выше.
Оси загоrговки волоки
рис. 112).
и
обоймы
должны совпадать
(см.
1
w
1
6
а
Рис.
119.
, Заготовки
волок
из
твердых сплавов для протяжки
фасонных профилей:
а
-
нок;
д.1я
6 -
протяжки
для
электромашин;
деталей
стали
протяжки
в
-
для
для
tJ
шпо
деталей
протяжки
автомобилей
ВОЛОК:И
ИЗ
ТВЕРДЫХ
МЕТАЛЛОК:ЕРАМИЧЕСК:ИХ
219
СПЛАВОВ
Основные требования к материалу обойм. Обоймы ;ивготовля
ются из материала, обладающего высоким модулем упругости Е,
противодействующим
заготовки
волоки,
силам,
стремящимся
а также высок.и~м
увеличить
пределом
размер
текучести
сrт
для
предохранени~я от деформации обоймы под влиянием сил растя
жения
со стороны заготовки
волоки.
Так называемое противодавление обоймы на заготовку во
локи, обозначаемое Р 1 , прямо пропорц.июналыю пределу теку
ний дtиаметр обоймы) .
(99)
где т =
Do
То
(Do -
наружный диаметр обоймы;
внутрен-
d0 -
ний диаметр об1 оймы) .
Сравнение предела текучести различных материалов, из ко
торых изготовляются обоймы волок, приведенное в табл. 36, по
казывает, что применение обойм из цветных металлов, особен
но при волочении стальных
прутков
крупных
сечений,
ме
нее рационально, чем применениrе обойм из стали. В свою оче
редь
установлено,
что
повышение
повышает предел текучести
сrт,
содержания
а
углерода
в
стали
следовательно, iИ1 противодав
ление обоймы на заго11овку волоки Р 1 . Наилучшие результаты
дают обоймы волок, изготовленные из стали~ марки У9 или ШХ6.
Таблица
36
Некоторые механические и физические свойства металлов и сплавов,
применяемых для обойм волок
Сталь ыарни
Понаэате:Jь
l
10
Твердость Н в• кг/ мм 2
Предел прочности
растяжении
<
255
179
35
32
105
73
19
18
85
42
7
10
19800
21000
21500
10800
11000
град .
линей-
расширен ия,
м.м/мм ·град
-
сrт,
Модуль упругости Е,
кг/мм 2
Теплопроводность,
·
52
137
при
кг/ мм 2
но го
1
О'пq,
кг/ мм 2
Предел текучести
кал/см · сек
Коэффициент
Латунь
(Л-88)
Медь
ШХ9
70
0,193
0,161
0,096
0,923
0,265
11,6 . 10- 6 11,6 . lo-6 13,О. lo- 6 16,4 . 10-6 1 9,о. lo-6
Пр и ы е чан и е . По1;аэатели свойств приведены по данным
справочнина •Машиностроение>, т. 3 и 4.
энцинлопеJ;!ичесного
о
С' )
ВОЛОКИ
ИЗ
ТВЕРДЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ
СПЛАВОВ
221
Чтобы уравновесить напряжения в обойме при закреплении
заготовки волоки с
налревом,
желательно замедленно охлаждать
обойму.
Коэффициент линейного расutирения. Коэффициент линейно
го расширения материала обоймы должен соответствовать коэф
фициенту линейного расширения твердого
сплава заготовки во
.лаки во избежание образования зазо1ров между обоймой и волокой при повышен ии
1цессе
те м пературы
воJюки
в
про-
ц;
i....-..,...-1-.....i...i...,._.,...~__.
волочения.
Кроме того, желательно, чтобы ма
·териал обоймы обладал
высокой теп
лопроводностью,
тепло,
rв следствие
•ния,
·.стью
т.
е.
хорошо
выделяющееся
и
по
трения
высокой
в
канале
отводил
волоки
процессе
волоче
коррозионной
стойко
отношению
.няемой при
Цветные
в
к
смазке,
'Р4З
волочении.
металлы можно
приме
·нять в качестве материала для обой:.1
iПри
Ф29
приме
высокоскоростном
тонком
и
тон
чайшем волочении с жидкими смазка
ми, когда важны быстрый отвод тепла
Рис.
Геометрия
121.
обоймы для волок, тре
бующих
интенсивного
охлаждения
В MAt)
коррозионная
стойкость материала
.обоймы.
Важнейшие свойства некоторых материалов, из
готовляются обоймы для волок, приведены в табл.
(размеры
и
которых из
36.
Форма и габаритные размеры обой.м . Как показывает рис.
120,
обоймы охватывают заготовки~ волок по нижнему торцу ил.и~ по
нижнему и верхнему торцам, что обеспечивает большую проч
ность сцепления. Обычно наружная форма обойм - цилиндри
ческая или коническая (как правило, с небольшой конусностью
4-6°)'.
Пр.и необходимости особенно интенсивного охлаждения
волок целесообразно применять обоймы с увеличенной поверх
ностью охлаждения (см. рис. 121) .
Размер нару:жного диаметра обоймы определяется прочно
ст ыо волоки. Из формулы (99) и построенной на основе ее к:ри
вой на рис. 122 видно, что величина Р 1 тем ближе по своему зна
чению к вел.и1чине
сrт , чем больше отношение наружного диа
метра обоймы
=
D 0 к наружному диа;метру заготовки •волоки D 3 •
На передовых предприятиях применяют (см. рис. 122) D 0 = '
2,75+3,5 D3 , что соответствует значениям Р 1 ~ 0,75 -:-О,85 сrт.
При увеличении размера протягиваемог о металла отношен.и1е
. несколько
уменьшается.
Do
-
Dз
222
130ЛОЧИЛЬНЬ!й ИНСТРУМЕНТ
Высота обоймН 0 (см. рис. 112) равна 1 ,5-о-2,О Нз, где Н3 -
высота заготовки волоки. Для улучшения отвода тепла обоймой
увеличивают ее высоту (объем), однако излишняя высота обойм·
крайне нежелательна и не только потому, что увеличивается
расход металла на изготовление обоймы, но главным образом.
из-за
увеличения
отходов
металла
при
заострении
концов
изде
лий в нача ле процесса волочения (при задаче концов).
1 ·~
i
1
0,9
0,85
0,8
0,75
0.7
Р1
6'т ·
0,6
0,5
0,40,3
O,Z
0.1
о
1.5
2.75 з 3.5
m= R_,
2
4
5
7
6
Dз
Рис.
122.
Зависимость отношения величин
D0 -
наружный
Р1
удельное
-
диаметр
давление
обоймы
проволоки
волоки;
на
D 3-
стенки
материала
Dv
от
отношения
величин
LJ3
наружный
канала
диамеrр
волоки;
сrг
заготовки
-
предел
волоки;
текучести
обоймы
В табл. 37 приведены рекомендуемые автором унифиuиро
ванные размеры стальных обойм. Унификация размеров обойм
весьма желательна, для того чтобы на заводах можно
было ·
взаимозаменять
Методы
волоки
и
крепления
их
детали.
заготовок волок в обойме
Штамповка. Внутренний диаметр обоймы должен быть при
близительно на 0,1 - 0,2 мм больше наружного диаметра соот
ветствующей заготовки
волоки.
ВОЛОКИ
ИЗ
ТВЕРДЫХ
223
МЕТАЛЛОКЕРАМИЧЕСКИХ . СПЛАВОВ
Таблица
37
Габаритные размеры обойм для стандартных заготовок волок
Группа заго-
(ГОСТ
391947)
D0
х Н3
D3
ТОВОН ВОЛОR
стандартные
А
6
8
8,5
13
16
22
30
Б
в
г
д
Е
ж
х
х
х
х
х
х
х
Группа эаго-
х Н0
ре1юмендуе-
4
5
7,5
10
14
18
21
мые
25
30
30
30
40
70
80
х
х
х
х
х
х
х
D3
ТОВОН БО ЛО Н
(ГОСТ
39194 7)
35 х
50 х
60 х
75 х
90 х
100 х
140 х
з
12
12
15
20
30
40
50
D0
х н3
и
к
л
м
н
о
х н0
реном ендуе-
стандартные
мые
25
28
35
35
35
40
50
100
100
100
150
175
2CJO
250
х
х
х
х
х
Х
х
50
50
60
70
70
80
100·
D3 - нару:нный диаметр заготовни волони; Н3 - высот а эаго
нар)•жный диаметр обоймы (мансимальный); Н 0 - высота обоймы •.
Пр им е ч а ни е .
D0 -
товни волони;
Заготовки обойм рекомендуется нагревать перед штампов 7
кой в электрических печах с защитной атмосферой, а также то:
ками высокой частоты.
Заготовку нагревают до температуры
ковки сталщ ИJЗ которой она сделан·а. Перед вставко й заготовок
волок в обоймы их следует нагревать приблизительно до 500°,.
чтобы при загрузке холодной заготовки волоки в гор ячую обой
му не образовывались трещины.
За:ютовку запрессовывают в специальных штампах комби
нированного действия, которые за один ход полз уна производят ·
несколько
операций.
матрица
с
(рис.
123) .
чается
из
качество
Важнейшими
выталкивателем
и
частями
штамп а
прижимающи~м
являются•
шrгемпеле1'vt
На некоторых за водах прижимной штемпель исклю
штампа ,
однако
крепления
Пресс должен
это упрощение
конструкции
ухудшает ·
волок.
быть достаточно
м ощным,
чтобы
обеспечить.
плотное и прочное прилегание обоймы к заготовке волоки пр и,
запрессовке . Пр есс должен обеспечивать плавность процесса за
прессовки и точную и надежную работу шта;мпа.
Последователь ность операций: закрепления
волок
следую
щая. Нагретая (приблизительно до 900°) обойма с вставленной·
в нее нагретой (приблизительно до 450°) заготовкой
волоки
подается к прессу и вставляется в матрицу пресса. Штемпель.
прижимает заготовку волоки вплотную ко дну заготовки обой
мы,
при
в
предотвращая
запрессовке
матрице
в
те м
(рис.
самы м
123, 6).
радиальном
сд виг
и
нар ушение
Заготовка
на пр авлении
и
с оосности
обоймы
вплотную
их .
обжимается
охватывает
боковую поверхность заготоuки волоки (рис. 123, 6). Под дав
лением клинообразного кольца бойка некоторая часть металла
в верхней части заготовки обоймы выдавливается и над верхней.
Рис.
и
6 -
1·е
2·е
1-
123.
Закрепление
Зi!rо товок
волок
в
обоймы
nоло:ж.е нне -· начальное; за rотоnкз обоймы с 1rаходп1..не йсn в н ей
положение запрессовка;
в~ 3-е n одо:же ш1 е после око нч ::1 1-1 ш1
выта;1 1пшатеЛь;
2 -
мат'р·нца;
3 - штемn еJн1;
4 -
пуа'псо н ;
заrтрессоокой
в
штампах:
заготов1.::ой волоки
(о ст авлен ы n мптр111.1у шт::~мпо);
заnрессоnкн ~ вытаJ 1 1н1ва~н1е волоки и з матриL1ы
5 - nру;.кн 11 а :
б -
заготопка волоки;
7 -
обойJ1.н1
волоки из 'rВЕРдых ' мЁтлллокЕРАМИЧЕiских спллвав
22&
торцевой плоскостью заготовки волоки образуется ободок, т. е.
за.rо.товка волокиr плотно . и прочно закрепляется обоймой По вер
ти.кали. Одновременно образуются верхняя (входная) и нижняя
(выходная) распушки обоймы.
·
.
·. , 3-авершающей операцией запрессовки являе'ГСя извлечение
волоки из штампа выталкивателем
(рис.
123 в).
Сразу же после окончания запрессовки горЯчую волоку мед
ленно охлаждают (я сухом песке, шлаке,
угольном
порошке
и т. п.). Ускоренное .охлаждение волок водой, сжатым воздухом
и т. . п. недопустимо. После охлаждения волок рекомендуется
удалить обра,зующиеся при запрессовке наплывы металла, обой
мь~, мешающие расшлифовке канала волоки со стороны входной
и вых,адной распушек, а также очистить поверхность обоймы от
окалины пескоструйным аппаратом или, что еще лучше, вGесто
ронней обточкой. Кроме того, поверхность верхней торцевой ча
сти обоймы должна быть ровной и гладкой.
Закреплгние обойм пайкой. Закрепление заготовки . волоки
с обоймой при помощи пайки {6] довольно широко распростра
Неf!о до сих пор в _практике многих предприятий, так к~к этот
метод креп.Ления сравн;Ительно прост: не требуются специальные
Шrампы и пресс, необходимые при запрессовке, или плавильный
агрегат и специальные литейные формы, необходимые при за
крещ1ении заготовок волок литыми обоймами.
, ·закрепление обойм пайкой не обеспечивает
значительной
прочности
рекомендует-
крепления
ся _при изготовлении
заготовок
волок и
потому
не
.
волок.
·.Заливка жидким металлом. Для крепления заготовок волок
применяют также заливку их жидким металлом (чугуном, сталью
или цветными металлами) в специальных формах, обеспечиваю
щих получен.Иlе литых обойм,
плотно охватывающих заготовки.
Наиболее прочное крепление заготовок волок обеспечивае1·
заливка их сталью, близкой по составу к · стали
Сталь рекомендуется расплавлять
Сталь должна быть
тщательно
в
небольшой
марюи
ШХ6.
электропечи.
раскислена в печи перед раз
ливкой. Температура нагрева и разливки стали должна быть
высокой. Формы для заливки должны обеспечивать получение
обойм заданной геометрии и обладать рациональной системой
выпоров, обеспечивающИ1х беспрепятственный выход воздуха.
Остывание залитых волок должно быть медленным, вместе с
формами.
После остывания форму разбирают, поштучно отде
ляют волоки и затем каждую из них зачищают от остатков лит-
ников и наружных дефектов.
Заливка чугуном и цветными
тельно
проще,
чем
заливка
·
металлами, хотя она и значи
сталью,
не
рекомендуется,
так
как
не обеспечивает достаточно прочного крепления заготовок волок
металлом обоймы.
15 И. А. Юneii.
226
ВОЛОЧИЛЬНЫЙ ИНСТР~f'1ЕНТ
Закрепление заготовки в обойме за счет температурных де
формаций. Натяг между з11rотовкой цри прессовых посадках во
локи и обоймой производится за счет температурных деформа
ций, во-первых, путем значительного нагрева обоймы и после
дующего,
вызываемого
во-вторых,
путем
жидким воздухом
охлаждением,
значительного
(-190°)
сжатия
заготовки_
волоки;
охлажде ния
заготовки
волоки
или сухим льдом СО2
(-72°) '
вающими сжатие металла, и последующего расширения
ВЫЗЫ•
заготов
ки в обойме при нормальной температуре.
Кроме
волок, на
перечисленных
выше
способов
крепления
практике применяют и другие способы,
заготовок
в частности
комбинированные: пайка и горячая запрессовка, горячая запрес
совка в два и более кольца, запрессовка в холодном состоянии
и др.
До сих пор заготовки волок закрепляются в обойме на заво
де, применяющем волоки из твердых сплавов. Каждый из этих
заводов вынужден иметь для этого пресс соответствующей мощ
ности или . применять более простые способы крепления (пайку
и др.). В целях экономии расхода волок из твердых сплавов и
штампов, улучшения качества крепления, унификации материа
ла обойм и : форм волок, а также обеспечения рациональной вы
прессовки заготовок волок из обойм необходимо организовать
поставку заготовок волок в обоймах от заводов-изготовителей. ·
Удаление заготовок
волок
из
обойм.
Чтобы
использовать
имеющиеся в з аготовках волок из твердых сплавов вольфрам,
кобальт и другие ценные составляющие, необходимо после окон
чатель ного
выхода
волок
из
строя
вследствие
разруш ения
или
по другим причинам удалять их из обойм.
Если волоки закреплены пайкой или горячей посадкой с пол
ностью открытым верхним торцом, то их удаляют из обоймы
при помощи нагрева . При закреплении заготовок запрессовкой
и заливкой приходится производить обратную выпрессовку.
Обработка канала волок
Чтобы придать каналу волоки надлежащие размеры и фор
му
и
нала,
получить чистую
различные
щей обработке печивающей
зоны
и
глад кую
канала
поверхность
волоки~
волочильного
подвергают
ка
соответствую
сначала черновой и под конец чистовой , обес
получение
зеркальной
повер хности
канала.
!fейшими методами обработки канала волок являются:
а) механическая обработка абра зива ми;
б) электроискровая обработка;
в) анодно-механическая обработка;
г) химико-механическая обработка.
Важ
ВОЛОК!1 ИЗ
ТВЕРДЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ СПЛАВОВ
,2-27
Механическая об.работка
Механическая обработка канала волок абразивными мате~
риалами является до сих пор наиболее распространенным в за
водской практике методом . Она расПадается на ряд операций:
шлифовку, доводку, т. е. точное доведение формы канала до
заданных размеров, и полировку. Последние две операции про
водятся одновременно, и обычно их принято называть полиров
кой.
В слепых заготовках волок, т. е. заготовках, не имеющих от
верстия, перед шлифовкой просверливают отверстия абразивным
инструментом .
Абразивные материалы. Для обработки канала волок из твер
дых сплавов обычно применяют .карбид
бора.
В
качестве за
менителя его при шлифовке иногда применяют порошок из кар
борунда экстра (карбид кремния).
Для успешной шлифовки и полир овки большое значение имеет
не только состав абразивного материала, но и размер его зерен
(зернистость) и их форма . Зернистость обычно принято обозна
чать номерами,
указывающими число отверстий,
приходящихся
на погонный дюйм 1 сита, через которые могут пройти зерна
данного размера (табл. 38).
Для зерен длиной менее 40 µ размерная характеристика уста
навливается микроскопическим методом (табл. 39) .
Таблица
Классификация зерен дробленых абразивных материалов по размерной
характеристике, установленной методом сит
Номер зерна
1
Раэмернапзерна,
хярантеристина
11
fJ.
Номер зерна
150-125
125-105
105- 85
85- 75
220
240
280
320
100
120
150
180
]
Раэмерна11зерна,
харантеристина
fJ.
75-63
63-53
53-42
42- 28
Таблица
Классификация зерен дробленых абразивных материалов no размерной
характеристике, установленной микроскопически
Ном ер зерна
1
Размернаязерна,
харанте~истиliа
,. ,
fJ.
М28
М20
М14
t
15*
1
дюйм равен
28- 20
20-14
14-10
25,4
мм.
Номер зерна
MIO
М7
МБ
38
1
39
Размерна11зерна,
харантеристина
fJ.
10-7
7-5
5-3,5
2_~_8
ВОЛОЧИЛЬНЬ!й· ИНСТРУМ,ЕН1!
Зернистость :- дробленых абразивных материа.iюв проверяется
по
3648- 47.
гост
.
Зер·на абразивного материала должны быть как можно бЬлее
однородными, так ка1К еслrи при обработке каналов волок одно~
временно
испол1;:~зуются
зерна
различной
величины,
то
более
крупные зерна наносят царапины, которые не могут быть уда
лены
мелкими
зернами.
Зерна абразивного материала должны иметь острые гранщ
В процессе работы грани зерен быстро притупляются, вследствие
чего · необходимо периодически добавлять свежий
абразивный
материал.
Чем крупнее зерна, тем Ьольше скорость съема при обра
ботке, но и тем грубее качество обработанной поверхности ка
нала
волоки.
В целях экономии сухой порошок смешивают со связующим
веществом, что предотвращает непроизводительный расход его
при шлифовке и обеспечивает хо,рошее прилипание зерен аб
разива к поверхности иглы и волоки. Связующий материал дол
жен быть вязким, медленно высыхать на воздухе и обладать
' хорошей смачивающей способностью. В качестве связующих
материалов
применяют различные масла;
например,
+
при обра
ботке карбидом бора - веретенное масло
керосин. Все опера
ции . подготовки шлифующих и полирующих паст к применению
должны
проводиться весьма тщательно.
Притиры (иглы). Сверление, шлифовк'а rи полировка канала
волок абразивными порошками производятся при
циального
жимают
инструмента
зерна
верхности
-
помощи спе
металлических притирав, которые при
абразивного
материала
к
обрабатываемой
по
волоки.
Притиры изготовляют из стальных или медных волоченых и
выправленных прутков или проволоки. Концы притирав тщатель
но затачивают под заданным углом, так как от иrх формы за
висит правильность формы канала . Точность угла заточки при
тира проверяют специальными шаблонами-угломерами. На угло
мере должны быть четко выбиты или написаны цифры, обозна
чающие
величину
угла
в
градусах.
Для различных зон канала, отличающихся друг от друга сво
ей конфигурацией, применяют
разл.и1чные
притиры специаль
ной формы.
Углы заточки притирав
для
обработки рабо
чего конуса волок указываются в заводских инструкциях. Для
обработки входной и выходной распушек обычно рекомендуется
применять притиры, заточенные под углом
смазочного конуса
боrгки пояска
-
60°, а для обработки
30-40°. Для обра
заточенные под углом
волок применяют
притиры,
заточенные
большим углом (5- 6°) двух форм: а) цельные
и б) разрезанные (рис. 124).
-
под не
неразрезанные
ВОЛОК:И
ИЗ
ТВЕРДЫХ
МЕТАЛЛОК:ЕРАМИЧЕСК:ИХ
229
СПЛАВОВ
В · процессе обработки 'ВО.Локи рабочая часть притира бьrстро
истирается абразивным материалом. Поэтому во время работы
необходимо систематически проверять угол заточки притира уг- :
ломером. Если исказилась форма заточенного конца или появи
лись царапиr~ы и риски на рабочей пове.рхности, притир ·fi·aдo за-
·
менять исправным.
2fE
1а
Рис.
-
а
неразрезанные
;;
~
)
6
·~
Притирьт для обработки канала волок:
124.
для
диаметра
3
мм;
б
-
. разрезанные
для
диаметра
:;,. g ·.
·мм
Готовые, riровереюi:ые притиры . рекомендуется хранить· 13 от
дельных ячейках (шКафах и т. д. ) в зависимости от ве:Т{и'Чины
угла заточки, назначения
(шлифовка, полировка)
и
ра'Змера
притира .
Общие указания по обработке канала волок. Пер~ед шли
ф о в к о й следует прочно закрепить волоку в патроне Шлифо
вального станка таким об~разом, чтобы ось волочильного канала
строго
совпадала
с
осью
шпинделя
патрона.
При шлифовке необходимо удалить шероховатость и i10роки
поверхности канала волок и обеспечить заданную форму И раз
меры, а также плавные переходьr всех зон канала волок.
Шлифовка абразивной пастой производится притирами, за
точенными под заданным углом.
Вращающийся
притир, 'спу
скаясь
и
поднимаясь,
прижимает
частицы
пасты
к
стенкам
ка
нала, перемешивает их и тем самым обеспечивает качественную
обработку канала .
Необходимо след;иrгь за подачей шлифующего материала в ка
нал волоки, так как даже при кратковременной работе всухую
притиры быстро срабатываются, и при дальнейшей подаче ; аб
разивного материала образуется канал неправильной
формы.
При ручной подаче абразивного материала необходимо перио
дически, через 1-2 мин" добавлять новые порции пасты и сле
дить за тем, чтобы лучше использовались частички абразивов
с острыми гранями. Подачу абразивов рекомендуется механизи
ровать .
В процессе шлифовки необходимо тщательно следить за ка
чеством и износом притирав и своеврем енно менять их. Реко
мендуется
затачивать
фовке · волок (рис.
иглы
125).
на
станке
автоматически
при
шли
230
ВОЛОЧИЛЬНЫЙ И НСТРУМЕНТ
Шлифовка волок подразделяется на ряд последовательных
операций; зоны волоки обрабатываются примерно в следующем
порядке .
Рис.
а
-
притиры
125.
Авто матическая заточка пр итирав
для обработки капала волок:
обр а батыва ют
к а н ал
тирав
волок ;
б
а бр азивн ы м и
-
на
автом атическая
станке.
заточка
при
кр у г 11м и
Волоку з акрепляют в патр о не ста нка вход ной распушкой
вверх и шлифуют рабочий конус волоки п ритиром, заrоченным
под углом, указанным в заводской инструкции. Смазочный ко-
ВОЛОКИ
ИЗ
ТВЕРДЫХ МЕТАЛЛОК:ЕРАМИЧЕСК:ИХ СПЛАВОВ
нус волоки шлифуют притиром, заточенным под углом
входную распушку- притиром, заточенным Под углом
231
30- 40°,
60°.
Затем волоку вынимают из патрона станка, перевертывают
и закрепляют в патроне выходной распушкой вверх. Выходную
распушку шлифуют притиром, заточенным под углом 60°, до
встречи выходной распушки с рабочим конусом. Раз1мер диа
метра при пересечении выходной распушки и рабочего конуса
устанавливается заводской Инструкцией . Калибрующую зону во
локи (поясок) шлифуют притиром , заточенным под углом
5-6°,
до получения
заданного диаметра (минус допуск на после
дующую полировку) . В зависимости от формы канала, разме
ров волок и других факторов последовательность обработки ос
новных
и
переходящих
зон канала
несколько
меняется.
По сле шлифовки и проверки качества обработки волоки по
ступают
на
полировку.
При первоначальной черновой обработке канала слепых_ во
лок без отверстия их обрабатывают со стороны входной рас
пушки
несколькими
притирами:
сначала
приrrирОIМ',
заточенным
под углом 40°, а после удаления шероховатого поверхностного
слоя - притирами, заточенными
последовательно
под
более
острыми углами, до тех пор пока в волоке не образуется отвер
стие.
Перед
ном
и
плотно
п о л и р о в к о й волоку тщательно промьrвают бензи1-
протирают
чистой
закрепляют
отношению
к
в
шпинделю
Полировка,
канала волок ,
помощи более
В качестве
тряпочкой
патроне
станка
или
ватой,
строго
чего
ее
центрированно
после
по
патрона .
т. е. получение зеркальной поверхности рабочего
производится так же, как и шлифовка, но при
тонкого абразивного материала.
полирующего материала применяют карбид бора.
применяют сначала металл ические, под конец - де
р евянные и з твердых пород дерева. Притиры должны изготав
Притиры
ливаться особенно тщатмьно. Углы з аточки притирав должны
быть такими же , как и для шлифовки соответствующих зон ка
нала. При переходах от одного номера пасты к дру гому с по
в е р х ностей рабочего каf!ала и работавшего притира смывают ке
росином
nac'ГiY
ЩJежнего
но~мера
и
только
после
этого
наносят
более мелкую по зернистости пасту для последующей полировки.
Полировка считается удовлетворительной, если появляется
зеркальный блеск и отсутствуют дефекты на поверхности рабо
чего канала волоки. Наивысшее качество полировки необходимо
обеспечить В- калибрующей зоне (пояске) и рабочем конусе .
После полировки волоку Промывают бензином или кероси
ном,
вытирают
микроскопом
ватой
или
в
или
лупу
чистой
степень
тряпочкой
чистоты
форму и размеры рабочего канала.
и
проверяют
поверхности,
а
под
затем
ВОЛОЧИЛЬНЫ-й ·. ИНСТ{'УМЕНТ
232
·
· · Более подробно методика изrотовления · волок с; приближен
ной геометрией канала описана в специальной инструкции Все
союз·ной конто·ры технической ·rюмощи треста твердых сплавов,
разработанной автором. В этой же инструкции описаны основ
нЫе виды брака при механическо~ обработке канала ~волок, при
чиньr их . и способы устранения.
· Методика получения прецизионных волок. с заданной геомет
рией канала 1. Методика получения волок с заданной геометрией
канала (т. е. с заданными углами рабочего конуса и выходной
распушки, а также заданными высотами пояска ~и выходной · рас ,
riушки) рекомендуется в первую очередь для заготовок с фор
мой канала 3 по ГОСТ 3919-47 (см. рис. 118,з) .
Схема тех'
нологии получения заданной геометрии канала волоки приведен а
_на . рис. 126, ! , !!.
п.
. 11. -'~.1. ...:~
. .:...~
.·,··."..··.'.
• --11
б
-ь~
z'Ca .
d
t 11
а
d
-.
f
'
d
2
з
. Рис.
/ -
нала
схема
получения
ri .
....J
126.
волок с заданной геометрi~ей . ка·
формой канала 3 (см . так
I 18, 3); // - последовательность основных опе ·
· обработки волок из з аrотов!<и с формой канал а
8 (см . также рис . 118, 3): а - исходная з аготовка во ·
локи; 6 - р азработка р абочего конуса до диам етра dz:
же
из заготовок волок с
рис.
раций
в
-
г
разработка
- доводка
выходной ра спушки до ди а метра dg ;
пояска до конечно го ди аметра .d;
д
-
чист овая
в олок а
Основные операции обработки канала, определяющие его гео
метрию,
следующие:
а) расточка рабочего конуса черновой заготовки с исходны м
диаметром
d 1 (рис. 126, /) до диаметра d2 (рис. 126, !!, б);
б) расточка
выходной
распушки
до
диаметра
(рис. 126, !!, в) ;
в) шлифовка и доводка пояска (цилиндрической части)
dз
до
заданного диаметра d (рис . 126, !!, г).
При выполнении этих операций пользуются следующими фор
мулами (см. рис. 126, !)
при шлифовке, когда
. .
:
d2 - d1 ~ 0,1 мм . d2 =d-2Лd 1 ;
при - шлифовке, когда d2 -
d1 >О, t · мм . d 2 = d- (2 Л dJ.
2 S) ,'
1
+
(100)
(101)
Формул·ы для расчета составлеиы ав:rором при ..участии О. А . . Ю,х13ец. < 1
ВОЛОКИ
ИЗ
'ГВ:ЕРДЫХ
Лd1
где
МЕТАЛЛОКЕРАJ1.f;!Ч,ЕСКИХ
СПЛАВОВ
233
= (nd + с - k) tg ос;
S=
d3
2 (1
=
+ ctg°')
d-2Лd2 ,
(102)
где
nd
ctg°'+ ctg
После
соответствующих
принимают
подстановок
вид:
d2 = d. - 2 (nd
d'~ =
d
-:- ·
[
f3
2
( d
2 п +с-
+ с- k)
формулы
tg
( 100-102)
ос;
(lOOa)
k) tg (Х + d - d1--; 2 л d1 ];
1·+ ctg °'
(lOla)
.
nd
(102а)
ctg °' + ctg -1._ ·
'
Перед
изготовление~
2
волоки необходимо_
предварительно
проверить пригодность черно'вой заготовки с исходным диамет
ром d 1 для получения из нее .чистовой волоки данного выходного
диам.етgа
d.
Проверка
рис.
может
быть
произведена
dl
формуле
+ (2 с + dl 1 -2
где
по
(см.
126, /) :
п
d~) tg °'·
tg ()(
(103)
d·,.ш~- тот минимальный диаметр чистовой волоки, который
можно
изготовить из данной
отверстием
черновой заготовки с
d 1•
Пр им е Р. Задано изготовить волоку со следующими параметрами (обо-
.
значения см. рис.
= 2,25
.
.
ь
1
126, !): d=2.8 мм, 2CG=10°; S = 300; n=d=T; с=
'\
мм.
Выбор и · измерение исходной заготовки про1iзводятся следующим способом.
ПЬ ТОСТ 3919-47 берут заготовку волоки с черновым диаметром d 1, бли
жайшим, но несколько меньшим диаметра d.
Если в ре_зулыате вычислений по формуле (103) окажется, что из взятой
заготовки сделать заданную волоку невозможно, берут следующую, меньшую.
<:
В данном случае ближайшими заготовка м и , у которых d 1
d, являются за
готовки ГЗ...:....:2,3 мм и ДЗ-2,3 мм. Берем з аготовКу ДЗ--2,3 мм. Для то'чности
расчета измеряем (инструментальным ми R:роскопом и т . п . )
мерь~ d1. и d'1,.
.. .
.. .
·
·
Пусть
d1 ~ 2,1 мм и d'1
== 3,1
M..lf~ тогда
фактические раз-
'
..
3,1-:-2,l ; .·· .
k=
·=О ' 5 мм .
2
' '
234
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
Согласно формуле
(103)
2, 1 + (2. 2,25 + 2, 1 - 3, !) tg 5°
d~шн=
=2,78
1
мм,
1-2. 2tg 5°
г.
е. данная
заготовка
d = 2,8
пригодна для
из го товления
из
нее
волоки с диаметром
.мм и другими заданными параметрами .
ВычИJСление d 2 производится по формуле (100 а):
..
( 1
d 2 =d- 2(nd+c - k)tga=2,8-2
2
· 2,8+2,25-0,5)
'
мм.
= 2,8- 0,55 = 2,25
0.1
В этом случае разность d 2 - d, = 2,25 - 2,10 = 0,15 мм,
т.
,11 •.н, поэтому d2 следует вычислить по уточненной формуле
d 2 = d - [ 2(nd
Вычисление
dз
производится
2
~
ctg /1. + ctg - 22,62
k) tg а+
d-
по формуле
-
nd
или ок р угленно
+с-
d1
-
2Л d 1
t
cga:+I
]
е.
(101
= 2' 8 - 2
1
2
(102
больше
а):
=
2,8-2,1-0,55)
=2,8-(0,55+0,01)=2,2-4
12,43+ 1
=2 8- ( 0,55+
'
d:j = d -
·О,0875_=
/
мм.
а):
. 2 8
'
11 ,43+3,73
= 2' 8 - о' 185 = 2 '6J 8
мм.
Последовательность важнейших операций обработки данной
волоки с заданной геометрией канала приведена на рис. 126, !!.
Экспериментальная проверка автором данной методики пока
зала
вполне
четных и
удовлетворительное
практических
для
практики
совпадение
рас
результатов .
Методика получения волок с заданной геометрией канала из
слепы~ заготовок с формой канала 1 по ГОСТ 3919-47.
Схема тех· нологии получения заданной геометрии канала во
локи из слепой заготовки с каналом формы 1 (см·. рис .
на на рис .
118) ·да
127, !.
Основные операции обработки канала, определяющие его гео
метрию, следующие:
а) расточка рабочего · ктiуса до дробивки сквозного выход
ного отверстия диаметром d 2 ;
б) расточка выходной распушки с доведением ее до диамет
ра в зоне встречи d 3 ;
в) шлифовка и доводка пояска
диаметра d.
(цилиндрической части) до
волоки
из
ТВЕРДЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ сплл"вов
235
Последовательность важнейших операций обработки данной.
волоки приведена на рис. 127, II.
Рис.
127
/ -
схема получения волок с заданной геометриеn
канала из заготовок с формой канала J (см. так
же рис .
118. /); Il - последовательность
основных
операций обрабики волок из заrот,1вок с формоn
канала
1 (см. рис. 118): а
исходная
заготовка
воло><и; б - разработка рабочего конуса до диамет
-
ра d2; в - разработка выходной распушки до диа
метра dз; г - доводка поясt'а до конечного дна мет~
ра ·d ;
д - чистовая
волока
п
д
е
При этих операциях следует пользоваться следующими - фор
м улами:
d2 =
d3
d-2Лd 1
= d - 2 (nd
=d - 2Лd 2
Пр им е Р.
=
10°;
tg ~;
=d-
+
ctg
По формулам
ь
п =-т=
(104)
и
1
2;
(105)
с=
(105)
~
2
Задано изготовить волоку следующих размеров:
s =. 30°;
(104)
2 nd
ctgo:
2а
+с)
d = 2,8
мм;
2,25 .мм.
вычисляем величины:
d 2 = 2, 8- 2 (О, 5 · 2 ,8 + 2, 25) tg 5° = 2, 8 - 0,637 = 2, 163 R:: 2,2
2·0,5·2,8
d 3 = 2,8= 2,8 - О, 185 = 2,615::::; 2,6 мм .
ctg 5° + ctg 15°
мм;
Величину d 2 и d 3 можно также определить при помощи но
мограмм (рис. 128, а и 128, 6), построенных для волок с углом
выходной распушки
30°.
Р.510,! .
40•
' 8,9
8,З 7.5 -
-35°
J8'
.7,0 _:__
з4•
б.35
-32'
),7
за·
28'
26'
'
''
24°
''
22·
' ',
20·
1
!/!"
о
\;S
v...
''
~
0,08
""
''
''
!6°
3~
:i:
0.8
!4'
''
'"
'' '
12·
''
'
!О"
11,:tlJ
0,05
8'
0,75
0,0J
в·
ОJЗ
~
<./
Рис.
128.
;;
~ - номограмма дJ!Я определения ве.пи•iины 2Дd1 (рис: i27, [); б...:. номоrра,,.ма д,пя оhределения- величины 2Дd2 (рис.
127 . {)
ВОЛОКИ
ИЗ
ТВЕРДЫХ . :МЕtд.ЛЛОКЕРАМИЧЕСКИХ
·237-
СПЛАВОВ
Пр и 1 м ер. Заданная геометрия канала во.Лаки:
d = 2,8 мм~ 2а· = 100;
l,4 , мм; · с= 2,4 мм.
при помощи номограммы (рис. 128, а). Определяем сумму
высот цилиндрической Части Ь и выходной распушки с:
30°; ь = 1/2d =
1• . Определить d 2
в=
'
.
'
ь+с=l,4+2,4=3,8 мм.
Проводим прямую линию между точкой
3,8
на левой шкале и точкой
100
на правой шкале (для 2а 0 ). Точка пересечения указанной прямой со средней
шкалой величин 2 Д di (см. рис. 128) определяет ту величину, которую надо
вычесть из d, чтобы получить d2 (см . рис. 127,l). Как показываеТ рис. 128, а,
2дd1 = 0,65 мм и
d 2 = d-
2Лd 1 =2,8-0,65=2,15~
2,2
мм.
2. Определить d 3 при помощи номограммы (р.ис. 128, б). Проводим прЯ'
мую линию между точками 1,4 мм (равной Ь) на левой шкале и точкой 10°
·
на правой шкале.
,
Точка пересечения этой прямой со средней шкалой определяет величину
2дd2·= 0,19 (рис. 128,б) . Это число и следует вычесть из d', чтобы получить
значение d 3 (см. рис. 127, /).
d 3 =d-2Лd 2 =2,8-0,19=2,61~2,6 мм.
Обработка канала фасонных волок. Особенностью технологии
изготовления фасонных волок по аравнению с круглыми является:
· 1) применение станка специальной конструкции, позволяю
щей осуществлять возвратно-поступательное движение притиров;
2) применение при обработке волок фасонных притиров соот-
ветствующих сечений.
На рис.
129
i:
приведена схема обработки канала шестигранных
· волок из заготовок по ГОСТ
5426-50.
Шл.ифовка
пояска
(рис. 129, а) производится
притиром
(рис. 130, а) при помощи соответствующей абразивной массы
(карбид бора зернистостью 220
веретенное масло) . Признаком
контакта между притиром и волокой являются незначительны~
· колебания
волоки (вибрация) при обработке.
Если вибрация
прекратилась, контакт возобновляют, ИЛ'И! увеличив ход или со
+
ответственно подняв волоку.
Поясок шлифуется
в несколько проходов; первый
проход
· дается с припуском приблизительно на 0,3 .мм, второй - прибли
sительно на 0,10 ММ И третий- ДО 0,01 ММ ОТ заданного разме
ра. При шлифовке следят за тем, чтобы одна и та же грань при, rnpa постоянно работала с одной и той же гранью волоки. В_9
время обработки волоки должно быть
обеспечено
постоянное
. равномерное
натяжение
шпинделя
станка
при
помощи
пружин.
Величина натяжения пружИJны завИJсит от размера волоки и тол
щины снимаемого слоя твердого сплава в канале волоки~ (при
пуска) .
Рабочий конус (129, б) и выходная распушка ( рис. 129, в)
шлифуются при помоши сооrгветствующих притиров (рис. 130, б
и в) и абразивов. Необходимо следить за тем, чтобы ·грани во~:ю--
238
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
ки строго совпадали с гранями притира. Ввиду быстрого износа
притирав необходимо часто (не реже чем через 5 мин.) осматри·
вать волоки. При атом тщательно проверяют соответствие обра
зующихся при шлифовке углов рабочего конуса и выходной рас-
mm•m•
а
Рис.
б
в
Последовательность основных операuий обработки канала волок
фасонного профиля (сх ема)
129.
пушки и длины пояска заданным размерам. Грани конусов долж
ны
оставаться
острыми
и совпадать
с граня ми
поясщ1.
Доводка выходной распушки (рис. 129, в) и рабочего конуса
(рис. 129, г) проводится при помощи доводочных металлических
притирав и тонко измельченных абразивов.
-
довести выходную распушку и рабочий
конус до окончательных
Цель, этих операций
размеров и уда.лить царапины, образо
вавшиеся при шлифовке соответствующих поверхностей канала
волоки.
~?/f P
а
в
6
Рис.
130.
Притиры для обработки канала
волок Фасонного профиля :
а
-
притир
конуса;
в
пояска;
-
притир
6 -
притир
выход н ой
рабочего
р а спушки
Скр угление
рабочего
(рис.
переходов от
конуса
к
пояску
129, д) и окончатель
ная полировка р абочего ка
нала
(рис.
ются
вручную,
деревянны х
129,
е)
выполня
при
по мо щи
притирав
иболее
~онких
паст.
Окончательная
делка
канала
конченной
и
на-
полирующих
считается
при
.-отза·
получении
зеркальной повер хности.
Притиры для шлифовки
и доводки различных
зон канала
шестигранных волок показаны на рис. 130.
Притиры рекомен-
ВОЛОКИ
ИЗ
ТВЕРДЫХ
М!;:ТАЛЛ()КЕРАМИЧЕСКИХ
239
СПЛАВОВ
дуется готовить на специальном станке - небольшом шепинге.
Геометрия притирав проверяется специальными калибрами. На
некоторых
заводах
поперечное
сечение
притира
успешно
изме
ряется при помощи отпечатка (оrгверстия), образуемого притиром
в свинцовой пласrгинке (или пластинке из другого
пластичного
материала). Размеры отпечатка сечения прuтира легко опреде
ляются
при
помощи
микроскопа.
Электроискровая
обработка
При электроискровом способе обработки, предложенном лау
реатами Сталинской премИ1и Б. Р. Лазаренко и Н . И . Лазаренко,
на
металл воздействуют электрическими
возникающими
при
определенных
искровыми
разрядами,
условиях.
Во время обработки контакты - волока (анод) и обрабаты
вающий ее притир (к~тод) - включаются в цепь электрического
колебательного контура,
создает искровой разряд.
настроенного таким образом,
При этом металл анода (повер х ность канала волоки)
что он
разру
шается ~и элементарные частицы его переносятся по направлению
к катоду (притиру) . ·
Погружение
электродов
-
волоки
и
притира
-
в
жидкость,
обладающую свойством диэлектрика , наприм е р
масло, зн а чи
тельно облегчает процесс и делает его более устойчивым. Кроме
того,
погружение
электродов
в
жидкость
по з воляет
задержать
тончайшую металлическую пыль,
образующу ю ся при разруше
нии обрабатываемой поверхности канала волоки (анода) во вре ·
мя искрового разряда,
не дав ей осесть на катоде (притире).
Обычно электроды погружают в ра зличные
маловязкие масла,
например трансформаторное, турбинное, веретенное. Для отстоя
и сбора металлической пыли имеются соотв етствующие приспо
собления .
В качестве притирав при разделке круглых отверстий в воло
ках применяют вращающиеся м еталлические трубочки. При св е р
лении и шлифовке волок фасонного сечения притир соответству
ющего профиля совершает поступательное движение, непрерыв
но вибрируя . Вибрацию притирав вызывают мех анически м ил и
электрическим способом.
Размеры притира должны быть не
сколько
меньше
размеров
от в ерстия.
Следует отметить, что при искровом разряде в жидкой среде
температура электродов не повышается . Электроискровым спосо
бом удается прошивать отверстия диаметром от
0,03
мм и более
в м еталлах и сплава х любой твердости.
Электроискровой способ обеспечивает быструю обработку во
лок;
например,
чтобы получить отверстие
диаметром
8
мм в
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ -
сплошной пластинке iИЗ твердого сплава толщиной
5
мм, нео.бхо~
димо затратить 2-3 мин. при силе тока _7 а.
,.
Для нормального хода процесса большую роль играет плав
ность подачи волоки, отсутствие поперечных вибраций и_ боковы1t
перемещений. Незначительная продольная вибрация вращающе
гося iИнструмента
весьма желательна.
Анодно-мех а ни чес к а я
обработка
При анодно-механическом сµособе обработки:~,
предложенном в 1943 г. лауреатом Сталинской премии инж. В. Н. Гусевым,
'электрохимическое и электротермическое воздействие тока соче~
таются с механическим воздействием катода (инструмента) на
анод (изделие). При обработке канала волок из твердых спла
вов это производилось следующим образом. Электроды (волока,
являющаяся анодом, iИ притир- катодом) включают в сеть по
стоянного
тока
и
помещают
состава; напряж1ение цепи
25
в
среду
электролита
специального
в.
При включении цепи под действием электрического тока элек
тр,олит разлагается и вза·имодействует с анодом (волокой). При
этом на волоке образуется защитная пленка iИЗ нерастворимых
веществ, приостанавливающая дальнейший процесс растворения
металла волоки. Вращающийся притир (катод), соприкасаясь под
- некоторым давлением с пове~рхностью канала волоки (анодом),
механически снимает образовавшуюся защитную пленку, оголяя
находящуюся под ней шероховатую поверхность канала. Метал
лы анода и
ческие
катода
замыкания,
ооздается
высокая
соприкасают:ся,
так
возникают короткие электри
называемые
температура
iИ
микродуги,
поверхность
вследствие
канала
чего
волоки
оплавляется в местах соприкосновения с притиром.
Выступаю
щие части шероховатости канала разрушаются, образующаяся
поверхность немедленно омывается свежим электролит9м, и пр~
цесс
продолжается.
Раскаленные
частицы металла
волоки стремятся
переме
ститься к катоду (притиру), но благодаря тому, что они ОЩJуже
ны
электролиrгом,
вступают
в
химическое
соединеНJИе
с
ним
и вс_ледствие вращения притира выбрасываются с большой ско
ростью из рабочей зоны. Таким образом, процесс обработки идет
непрерывно. Ввиду •кратковременности тепловых
воздействий
теплота
концентрируется
только в
поверхностном
слое
канала
волоки на очень небольшой глубине (сотые доли миллиметра) и
не успевает проникнуть в толщу металла волоки, благодаря чему
сохраняется
нормальная структура
металла.
Время шлифовки волок анодно-механическим методом сокра
щается в 10- 15 раз по сравнению со временем шлифовки абра·
зивами
[48;].
АЛМАЗНЫЕ
241
ВОЛОКИ
Хим и ко- мех ан и чес к а я об р а бот к а
Химико - механическая обработка в отличие от анодно-механи
ческой производится без применения электричес.кого тока. Этот
вид обработки канала волок основан на электролитическом спо
собе шлифовки твердых сплавов, разработанном Государствей
ным оптическим институтом под руководством акад. И. В. - Гребенщикова.
·
При химико- механической обработке процесс шлифования аб
разивами
сочетается
с
процессом
химического
разрушения
тон
чайшего поверхностного слоя обрабатываемого изделия.
В результате реакции химически активной среды с металло\1
обрабатываемой волоки на шлифуемой поверхности отлагаетсн
тонкий защитный слой твердых продуктов реакции, после чего
процесс
дальнейшего
химического
разрушения
прекращается .
Практически во время шлифования непрерывно чередуются про
цессы образования тонкого защитного слоя и процессы удаления
этого слоя при помощи абразива. Так как при этом . шлифуется
не твердый основной металл,
а мягкий слой продуктов химиче
ского разрущени.я его, то шлифование можно производить абра
зивами,
твердость
которых
ниже
твердости
сплава
волоки.
Основной причиной химического ,разрушения шлифуемой ·по
верхности твердого сплава является образование гальванических
микропар на обрабатываемой поверхности,
в частности,
зерна
карбида вольфрама являются элек1!роположительными, а участки
:кобальта_:_ электроотриЦатель'ными ·центрами
поверхности.
Очень хQроший результат дало применение шлифующего пре
парата, состоящего из 150; 0 -ного водного раствора медного купо
роса в смес.и с порошкО1м карб~рунда, взятых в соотношении
1 : 1.
К:роме того, для увеличения вязкосТ1И в смесь добавлялся крах
мал. Процесс шлифовки этим препаратом проходил в несколько
раз быстрее, чем чисто механическая шлифовка карбидом бора.
6.
АЛМАЗНЫЕ ВОЛОКИ
Профиль чистового канала алмазных волок, рекомендуемый
при протяжке наите>нчайшей стальной проволоки и проволоки из
сплавов высокого оми'Ческого сопротивления, показан на рис. 131.
Применяемые при волочении алмазы· обязательно должны
быть закреплены в обойме,
так как они слишком мелки и без
обоймы легко теряются, а главное - весьма
хрупки и требуют
прочного закрепления. К:ачество закрепления имеет исключителr,- .
но важное значение для стойкости алмазов. Чем прочнее закреп- ·
ление, тем более мелкие алмазы можно использовать при воло
чении.
!6
И . А.
Юхвец
242
ВОЛОЧИЛЬНЫЙ ИНСТРУ М ЕНТ
Закрепление алмаза в обойме при помощи заливки его спла
вом (баббитом, припоем !И т. п.) показано на ри с. 132. Однаrю·
этот способ устарел, так как он не обеспечивает прочного и бес
пористого закрепления алмаза в обойме.
На рис. 133 показано закрепление алмаза в обойме при по
мощи втулки. Кор_ пус обоймы обычно делают из химически стой
кого сплава, т. е. из монель-металла, латуни и т. п. Втулки пр!~ -·
меняют стальные (чаще всего из мягкой стали) и латунные (бо
лее коррозионностойкие). Алмаз закрепляется во втулке горяче й.
•запрессовкой.
В настояЩее время применяют горячую запрессовку неогра
ненного камня,
ке.
что
позволяет снизить
потери
алмаза
при
огран
После горячей запрессовки алмазные волоки медленно ох
лаждают в меловой пудре и т. п.
Существует способ, при котором алмаз закрепляется в е;бой -·
ме из металлокерамического порошка (вольфрама, никеля ИJ
т. п.)
пу-r1ем запрессовки
при небольшом давлении
в особой :
прес~форме . После прессовки · !И сушки оправка с алмазом под
вергается спеканию. Этот способ крепления позволяет применять.
алмазные заготовки (камни) любой формы и размера в оправ
ках малого веса, что облегчает сверление алмазов малых . разl\1е-·
ров. Недостаток этого
способа - в большой трудоемкости его.
Однако, учитывая большую ценность алмазов, следует широко
внедрять данный метод крепления.
.
Обычно применяют круглые обоймы с наружным диаметром,
15- 25 мм . Высота обоймы около 5 мм (для волок с диаметром.
канала
не более 0,20 мм) . Рекомендуется делать небольшую
фаску на обойме для того, чтобы волока при падении не кати -:" .
лась.
Основные методы обрабетки
алмазных волок
Механический метод
Исходные заготовки
-
алмазные камни
-
представляют собой~
сплошные тела неправильной геометрической формы.
товJrении из
них
волок производят
ряд
При изго
последовательны х
опера
rщй, цель которых: а) просверлить в центре алмаза оrгверстие·
заданных формы и~ размеров (волочильного канала) и б) соот
ветствующим образом обработать поверхность этого канала.
Первая операция - огранка. Для того чтобы камень имеJJ;
две
параллельные
торцевые
плоскости
но х которым !И располагается
-
грани,
перпендикуляр
ось волочильного канала. он
под·
вергается огранке. При этом обрабатывается еще одна неболь
шая
плоскость
параллельным
в
алмазе,
располагаемая
торцевым плоскостям
перпендикулярно
(«окно»),
двум~
через ;юто.рую
l
Рис.
для
131 .
Профиль
протяжки
из
сплавов
канала
стальной
высокого
алмазных
проволоки
и
волок
проволоки
электросопротивления
з
Рис.
132.
ление
а лм аза
помощи
его
Закреп
или
л атунь:
алмазный
16*
монель металла
одо ·
3 -
ка мень
и
втулку
из
мяг-
кой стали:
спл.авом:
1- обойы": 2 во
при
заливки
Рис. 133. Закрепление алмаза ro·
рнчей за прессовкой в обой му из
r -
обойма
из
мон ельметалл·а;
2 втулка; 3 - алмазный камень
стальная
244
В ОЛ ОЧИЛ ЬН ЫЙ И Н СТ РУМ ЕНТ
вследствие прозрачности ал м аза ведут наблюдение за последую
щей обработкой волоки.
Огранку производят на специальном станке с горизонтально
расположенным
чугунным
диском.
В поры чугунного диска при помощи металлической пластин
ки втирают алмазную пудру. Для изменения скорости обработки
алмаза изменяют положение алмаза
на диске,
перемещая
его от
центра к периферии, если хотят увеличить скорость обработю1.
После огранки высота алмаз а пр.ИJ весе около 1/ 8 карата долж
на быть не менее 0,8 мм, алмаза весом: около 1;4 карата - не ме·
1/z
нее 1 мм и алмаза весом
карата - не менее 1,4 мм. На по·
верхности граненой плоско сти алмаза не дол:жно быть urгри
хов .
Во время огранки камни закрепляют в специальных держав
ках.
Вторая операция - центровка. Центровку производят на од
ной из ограненных плоскостей, приблизительно по середине ее .
.Камень прикрепляют шеллаком, воском или вазелином к ш~а стинке, закрепленной в патроне подрезного станка .
Центровку производят вручную при помощи осколка алмаза,
закрепленного плоскогубцами. Глубину центровки доводят при
близительно до Уз высоты камня, угол конуса до 60-70°. Во вре
мя центровки следует соблюдать большую осторожность во из
бежание потери центрирующего осколка алмаза из удерживаю
щих его плоскогvбцев.
Третья операЦия - сверление. Сверление производят на спе
циальных станках.
Угол заточки
На при.тиры накладывают алмазную пудру.
притиров последовательно изменяют,
постепе нно
заостряя конус заточенного притира. Притиры
затачивают па
обычных станках при помощи «быстрика», представляющего со
бой маленькое точило диаметром около 10 мм, закрепленное на
оси, вставленной в железную скобу, и приводимое во вращение
от сверлильного станка. Правильность геометрических форм п р и
тирав проверяют под микроскопом. Камень с.верлят на з;4 тол
щины .
Во время сверления наблюдают за геометрическо й формой
канала алм аза через «окно». Алмазную пудру закладывают н
углубление ·канала алмаза. По мере выработки пудру извлекают
из канала и в канал
Для сверления
закладывают
новую
порцию
пудры.
цилиндрической части Щ)Итиры
конической
формы затачивают под острым углом
и постепенно удлиняют
цилиндрическую зону.
На станках с автоматической заточкой
притиров (см. рис.
125) форм а канала получа ете.я бол ее точной.
С верление илм азов является ч р езв ычайно труд оем кой опера
цией, требующей большой затраты времени (до 150 час. и более
п а один алмаз).
·
АЛМАЗНЫЕ
При сверлении алмаз теряет около
нога веса (до огранки).
Четвертая операция -
245
ВОЛОКИ
0,5-10;0
от первонач;;~ль
подрезка. Сущность этой операции со
стоит в том, что камень · перевертывают , и при помощи осколка
алмаза разд.елывают в не;м выходную распушку. Очень. важно
соблюдать соосность рабочего конуса и конуса выходной распуш
ки, образуемой при подрезке. При подрезке алмаз не пробивают
насквозь, а оставляют в нем небольшую стенку толщиной 3040 µ во избежание выкрашивания алмаза в зоне выхода сверла.
Пятая операция - досверливание. Досверливание алмазного
камня до встречи выходной распушки с рабочим конусом произ
водится со сто,роны выходной распушки на сверлильных станках .
Приемы обработки
те же, что и при операции сверления, с по
-
степенным уменьшением ударов державки алмаза и понижением
нажима
пружины.
Шестая операция
-
от качества сверления.
правильно, т. е. канал
шлифовка.
Шлифовка целиком зависит
Если просверленное отверстие сделано
имеет заданную форму и ось рабочего
конуса совпадает с осью выходной распушки, то вся эта операция
сводится лишь к легкой шлифовке; в противном случае каналу
необходимо при1дать тр.ебуемую форму .и1 размеры .
Во время шлифовки применяют последовательно все более
тонкую алмазную пудру, очищая канал от более крупных зерен
предшествующей пудры водой, лучинкой или сжатым воздухом .
Форма притирав тщательно контролируется под микроскопом.
Се(}ьмая операция - полировка. Цель этой завершающей опе
рации обработка канала--: сделать поверхность рабочих зон ка
нала зеркальной .
Полирующая нить одновременно прщкимается ко всем основ
ным зонам канала, скругляя переходы от одной зоны к другой.
При обработке на станках с притирами полировку производят
раздельно,
по
зонам.
При полировке употребляют самые
пудры,
коrгорая
патроном,
подается
позволяющим
специальным
точнее
тонкие сорта алмазной
шприцем
дозировать
со
стеклянным
алмаза-масляную
смесь . Каждый сорт абразивной смеси имеет особую окраску, и
стеклянный патрон позволяет различать цвет (зернистость) при
меняемой смеси.
Ускоренный комбинированный
эле кт р о и с к р о в о й,
и
механический
э JI е кт р о х им и ч е с к и й
способы . обработки
алмазных
волqк
На рис. 134 показана схема последовательных операций при
изготовлении
алмазных
волок ускоренным
комбинированным
электрическим и механическим способом.
ВОЛОЧИЛ ЬНЫЙ ИНСТРУМЕНТ
246
На рис.
дана схема установки для высоковольтного элек
135
троискрового
предварительного
сверления
в
воздухе
для
прове
дения первой, третьей и пятой операций.
CJ [~] {~ {:2:] s[SZJ
•CZJ 1C\ZJ {SZJ s[ill юСУJ
1
Рис.
134.
Последовательность основных операций обработки канала алмаз-
ных в·олок комбинированным электрическим и механическим методом:
/ -
начальная
ческая
.
разработка
разработка
посл·едующ а я
канала
алмаз ным
операции
разработка
вол оки
порошком
чи стовая
5; 7 -
канала
электроэрозионным
отверстия,
обработка
волоки
методом;
полученного
после
электроэрозионным
механи
2-
операции
алм аз ным
порошком ;
Б -
методс.:.м~
1:
м.г:
ханическая раз р а ботка алмазным порошк·ом отверстия, полученного после операции З;
5 - дальнейшая разработка канала волоки электроэрозионным методом: . б - меха
ническая черновая разработка алмазным порошком отвер стия , полученного
после
8 -
4 -
разрнботка
выход
ного отверстия к анал а вол оки электр олити че с ким м етодом : 9 раз р аботк а выход·
ной р а спушки
эл ектроли ти ч е с ки м
методо м ;
IU завер ш ающая отдел о ч н ая
обр а ботка
( ме ха нич еск а я доводка и полировка ) ал маз ны м порошком .
2
т
Д---7
в
Рис.
135.
7
Схема установки дл я высоковольтного электроискрового свер·
ления
ал м азных
вол ок
на
во здухе:
1 - искрогасящий разрядник; 2 ·- конденсатор; 3 - ам пс р м~р; 4 - автотранс ·
ф о р м атор напряжения; 5 - высоковольтн ый тр ансформатор; б - вертик а.Льный
стержень
со
7-
сверлом:
латунн ая
стойк а;
8 -
колодка
На
------- 4
3
\
/
в
136.
С хем а
че ско го
мощи
Jdf~ }~- /
установки
ал мазных
р ис.
136
устанавки
для
низко
творах
показана
для
низ
LИЗ
при
по
платино
проволоки в рас
соответствующих
эл ектролитов,
для
проведе
ния вось мо й и девятой опе
раций.
·
воло к:
конде нсатор ~
2 - автотрансфо рм ато р на 11ряжения: 3 а м пер метр;
4 - регулируе мый
11оддерживающий
пр ут ок ; 5 винтов а я
п р у
,кина; б стержень со сверлильной
игл ой;
7 - сосуд для раствора; 8 - волока
ал м аз а
электролити
сверл е ния
при11ира
·иридиевой
вольтного элект ролитиче ского св е рл е н ~1я
1-
установки
ковольтн ого
--3111 i~
Рис.
схема
для
ны е
Остальные
пром ежуточ
операции
производятся
при
помощи механической
обработки алмазным пор·ош-
СТАЛЬНЫЕ
ВОЛОК:И
247
ком на оборуД;овании обычного типа по ранее описанной ме.тоди~ке.
Применение подобного комбинированного способа позволяет
·во много раз сократить время на самые трудоемкие операции
<О бработки алмазов, в. частности сверлен.иrе.
•
7.
СТАЛЬНЫЕ ВОЛОКИ
В отечественном сталепроволочном производстве стальные во
.лаки значительно раньше, чем за рубежом, были заменены воло
'Ками из твердых сплавов. В СССР стальные волоки применяют
.лишь при волочении прутков и 11руб больших размеров или~ при
iПроизводстве малых количеств профилей фасонных сеченiИiЙ.
На рис.
137,
а, б показано сечение и даны основные размеры
.стальных волок для протяжки стальных прутков . и 11руб.
о
6
а
Рис.
а
-
ст а льных
Но ми на ль НЫЙ
диаме тр
d,
Ji.t Лt
137.
прутков
с
At.At
Стальные воло ки для ПР<:УГяжки:
кр углого
ь
М Лt
2
а0
се че ния ;
н/D
.Л.t.«.
зо -1,0
40 - :> О
4 13-3 , 5 14
14
5 4- 5
6- 8
16
7
16
8
6
стальны х · труб
кругл ого
сечен ия
Номинальный
1 а 1 ь 1 н 1 D
диа ~::.~р d
лtлt млt .нм млt
.Л.t .At
1
10- 18
18- 30
6 -
2 5 70
35 100
40 120
5 0 140
4 5- 52
5 2-;- 8 5
8 5-150
40
40
40
5
5
5
50
50
50
1 80
230
300
1
К:ак отмечалось выше, одним из· наиболее рациональных ма
териалов для изготовления стальных 1юлок является графитизи
р ованная сталь марки ЭИ366.
Основные этапы .тех нологии про.и~з водства новых волок из ста
.ли данной марки сводятся к следующему:
1) разрезка поковок на заготовки (плашки), равные по вы
с оте
волок ;
248
ВОЛОЧИЛЬНЫЙ ИНСТРУМ ЕНТ
2) механическая обработка
заданной формы;
заготовок
-
изготовление волок
закалка волок струей воды, по·ступающей через рабочий
61-65 НRc .
3)
канал волок. ~вердость после закалки
Шлифовка и полиро вка рабочего канала волоки . В вышедш.и•х
из
строя
стальных
волоках,
п0двергнутых. предварительно
умяг
чающему отжигу, сверлят и перешл~и фовывают каналы на боль
ший размер. Зат6м волоку термически обрабатывают для повы
шения твердости, шлифуют и поли~руют их рабочий канал.
Для осадки на прежний размер вышедшие из строя стальные
воЛ01ш подвергают умягчающей термической обработке, последу,
ющей осадке под молотом и затем механической
обработке на
исходный размер, закалке, шлифовке и полировке.
8.
На рис.
138
СОСТАВНЫЕ ВОЛОКИ
изображена волока, предназначенная для п ротяж
ки прямоугольньiх профилей и составленная из отдельных пла
стинок из твердых сплавов, укрепленных в рамке особой канет-
Рис.
138.
Составные волсжи 1для про
тяжки прямоугольных профилей с крыш
Рис .
для
кой и без нее
139.
Составная волока'
протяжки
трехгранны~
профилей
рукции. Пластинки передвигаются и удерживаются в рамке на
жимными винтами. Обычно рамки составных волок делают пус
тотелыми,
что
позволяет
интенсивно
охлаждать
пластинки.
водой.
Составные волоки соответствующих конструкций из пластичок.
применяют также и для протяжки ряда других простых профи
лей
-
~квадрата, треугольника, шестиугольника и т. п.
На рис,
139 показана составная волока для протяжки тр1:0х
гранных профилей.
ОПРАВКИ ДЛЯ
ВОЛОЧЕНИЯ ТРУБ
249·
Кроме составных волок из пластинок, применяют также со·
ставные волоки из двух валиков или нескольких рол иков с соот
ветствующей конфигурацией рабочих поверхностей , обеспечива
ющей получение волочильного отверстия заданных размеров JФ
профиля .
9. ОПРАВКИ Д.ТIЯ ВОЛОЧЕНИЯ ТРУБ
Чтобы получить трубы с, точными размерами стенки и чисто И·
внутренней повер хностью, а также уменьшить толщину стено к.
труб при волочении, применяют оправки .
""
""
d
D - ----
a
Рис.
а
-
140.
Оправки для волочения труб :
цилиндрическая
без
резьбы;
б
- ·
коническ а я
На рис. 140 изображены пустотелые оправки наиболее рас
пространенных типов, закрепляемые на волочильном болте пр w
помощи гайки или иным способом .
Специальных оправок диаметром менее
готовляют,
5
вместо них используют стальную
.м.м обыч.но не И3 полированную
про
волоку; в последнем случае оправка и болт представляют собой ;
одно
целое.
Рабочей зоной оправок является их наружная поверхность.
Внешняя форма оправок бывает цилиндрической (рис. 140, а )
и конической с - небольшим конусом (рис~ 140, 6). Преимущество.
конических
в
том,
что
оправок
их
по·
сравнению
конусность
с
цилиндрическими
автоматически
создает
зазор
состоит
между
трубой и оправкой . Площадь контакта внутренней поверхности.
трубы и наружной поверхности оцравки при конической оправ
ке меньше, чем при цилиндрической .
·
Оправки изготовляют из стали или твердого сплава. Наибо
ле е целееообразно применять оправки из твердых сплаво в , одн а
ко при обязательном условии,
метрическая форма их,
что обеспечены правильная гео
рациональное IqJепление и правильна w
эксплуатация. При несоблюдении хотя бы одного из этих усло&и~й
:250
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
·оправки из твердых с плавов мало эффективны; они быстро вы
.ходят
из
строя
-
разрушаются,
и
в
зоне
соприкосновения
их
ос трубами наблюдается налипание металла.
В табл. 40 указан предложенный автором сортамент оправок
из твердых сплавов для волочения труб из черных и цветных ме
·таююв, одобренный заводами-изготови.теля1ми.
Таблица
•Сортамент оправок из твердых металлокерамических сплавов для волочения
круглого
. Условное
обозначе:;,ни:е
Диаметр
Высота
отверстин
оправни
групп
мм
01
02
03
04
05
20
25
25
30
35
сечения
Нарушный Условное
диаметр
обозначе-
оправни
оправни
ние
.ltM
.Лt.Л.t
группы
5
7
11- 14
15- 19
20- 24
25- 30
31-40
10
14
18
40
труб
. .и.лt
отверстии
диаметр
оправни
оправни
.ltM
.Лt .М.
40
40
40
40
40
06
07
08
09
010
Наружный
Диаметр
Высота
оправни
41 - 50
51-60
61- 70
71 - 80
81 - 90
25
30
35
35
35
Промежуточные
меры
раз
оправок из твердых
сплавов
рекомендуется
брать· с интервалами через
а
0,5 ~ 1 и
z
з
сти
от
2
.мм: в зависимо
велич11ны
диамет
ров. До сих пор
оправки
из твердых сплавов наибо
лее
й
успешно
лись
.1
при
использова
волочении,
тон
костенных труб. Однако
их следует широко внед
2
рять
при
волочении
всех
видов стальных труб.
Наиболее распростра
способы кре п ле
. ненные
ния оправок
в
э
Рис. 141. Способы закрепцения оправок:
-:i -
оправка
с
отверстием:
1 -
оправка;
2 -
1·айка; 3 - болт; 4 - волочильный ·стержень
1 - оправка; - 2 - цилин.дрический хвостовик: 3 - волочиль!rь•й стержень
·в - винтовая ' головка: 1 - винтовая головка;
:2 ,- рез~~овая часть;. 3 - волочильный стерже~ь
·fj -
изображены
на рис.
наварная оправка:
кости и качества п оверхности
141.
Сортамент
стальных
оправок, применяемых на
некоторых ·трубных
заво-
дах
КНИГ!''
приведен
в
'
~
П : ;И. Орро И Я. С. Осада
[12].
стальные
Для повышения стой-
о п равки обычно хроми.
,руют, иногда цианируют или цементируют.
КОНТРОЛЬ
КАЧЕСТВА
воло~ильного
ИНСТРУМЕНТА
251
Некоторые
заводы
применяют оправки
из стали ЗОХГСА
НRC ) с хромированной поверхностью.
Качество отделки поверхности оправок сильно сказывается
на эксплуатационной стойкости их. Например, стойкость до из
{60 --:-- 65
носа
стальных
вания, на
оправок,
400;0
хорошо отполированных
после хромиро
выше, чем стойкость плохо отполированных.
Очень большое значение
имеет профилактическая подшли
фовка оправок. Оправки, подшлифованные при появлении на них
первых рисок или налипания металла, работают в несколько раз
дольше, чем .неподшлифованные оцравки.
10.
КОНТРОЛЬ КАЧЕСТВА ВОЛОЧИЛЬНОГО ИНСТРУМЕНТА
Систематичеекому конт1ролю должны 1Под:вер~гаться:
1а) фи:зико-механ1ические свойства, излом 1и конфигурация заготовок :волок и оправок;
.
.
1
.
б) форма 1кан.ала волок и наружная форма оправок;
в)
ка'чест.во
обра·ботки
рабочей
•поверхности
волочильного
инс11румента;
ir)
форма обой:м, качество крепления еаготовсж волок ~в обой-
•
мах и опр.а1вках.
Кроме того, периодически оп:ределяется ~и эксплуатационная
стойкость ~волок.
·
Контроль качества заготовок
для
волочильного
инструмента
Определен ие физико-механических свойств,
вида ~излома
з а1готовок ~волок
из
по станда1ртной методике (ГОСТ 4368- 48) .
Качество заготовок алмазо~в определяет·ся
1Гехниче·ским
конфигурации
твердых аплавов
и
~производится
.по специальным
условиям.
Контроль формы канала без разрушения волок
Форм.а канала без разрушеНJия волок контР'олируетсЯ 'ПО отпе
чаткам ~профиля канала двумя способами:
а) по образцам проволоки, протянутым полностью через дан·
ную волоку; этим спосо•бом ОЛ!Ределяют наименьший (калибрую
щий) профиль сечения канала ·Волоки ;
- .б) по образцам !Проволоки, 1Протянутым не до ·конца и сr3ЫТЯ·
нутым
в
ст·о1р·ону,
противоположную
.на:правлению
·волочеНJия.
Этим спооо~бом определяют, ,кроме калибрующего !Профиля сече
ния 1канала волоки, угол конической ~рабочей зоны и ~высоту ци.
линдрической час11и (пояска) .
!Контроль 1по отлисr3кам, фиксирующим профиль канала, про
изводится:
.
ВОЛОЧИ ЛЬНЫЙ ИНСТР УМЕНТ
252
а) ло отливкам из леrкопл.а· вких материалов (воска, 1IJипса ,
па:рафина и т . п . ) 1и апла.в ов (1'ретника - оплава свинца с оло
во м и т. п.), не обладающих значител ьным.и у.пруrю1И ушире
н1и ями
после
остывания;
з
/'
(a=Jn
з
~L_ __.J..,.01----___,Ф
8
Рис.
142.
Автоколлиматорный
контроля
-
и
1 -
геометрии
схе м а профило м етра:
испытываемый профиль ;
автокол.r~иматор;
ния
канала
в
5 -
направлении
-
схема
оси
z;
в
-
щуп
1 -
в
б
из
-ось
микрометр
перемещения_
б
2
профилометр
для
-
то
твердых
рычага;
ж.е
ДJ IЯ
оси
плоскость;
волок
зеркало ;
3 -
вертикального
направлении
автоколлиматора:
окуляр;
2 - фокальная
профилометра
для
сплавов :
4 -
п е ре ме ще ~
горизонтальног о
х
3 -
линза
·б) по отлив.кам, обладающим значительн ыми упруr~ими уши
рениями ~после остыва1 ния . IK таким материалам относятся неко
торые легкоплавкие резинообразные составы .
Канал волоки залквается р асплавленным м.атериалом. За
стывшая
и
овоеВ1р€менно
вынутая отливка
сохраняет
форму и
размеры 'Всех зон канала с достаточной для пра ктики точН1остью.
~ОНТРОЛЬ КАЧЕСТВА ВОЛОЧИЛЬНОГО ИНСТР~'МЕНТА
253
Обр,азцы таких отливок наиболее точно изме,ряются оптиче
ски
-
инс11рументальным
микроско1Пом
или . путем
проектирова
ния о-бразцов на соот.ветст.вующий экран.
Схема прибора для механичоокой за1писи ~профиля ~канала во
локи показана 1на 'РИС. ,142. Один из н,аиболее ранН1их приборов
данной конструкции разработан и описан А. И. Басе [5].
Упрощенная м,етодика массового контроля формы канала
волок приведен.а в т.абл.
41.
Контроль формы
канала
с разрушением
волок
Этот способ рекомендуется и·спользовать для ·выборочной и
периодической проверки точнос11и показа,н1ий других способов
.контроля теометрической формы ·канала без ~разрушения волок.
Хороший результат показ ала раз1резка волок ~из 11вердых
.сплавов
по
продольному
~методом (см. рис.
сечению
канала
электроэрозионным
120). ·,
Контроль качества обработки поверхности рабочего канала
Для тщательной 1п,ров0р'Ки качества шлифовки и ~полировки
:поверхностей отдельных зон ка1 нала применяют способы механ и
ческого кон11роля .при помощи профилометров с иглами
(пр.и
больших диаме11рах кан1ала волок) и способы оптического кон
троля.
.
При 1маосовом контроле на многих заводах ограничиваются
упрощенным
1jизуальным
~инала ~пр.и помощи лу~п
конт·ролем
поверхности
волочильного
и ,вертикальных микроскопов обычного
,типа .
Контроль качества обоймы
ФQрма
ным
обоймы
контролируется
универсальным
измеритель
и~нструменrгом .
Следует ,также контролировать твердость обоймы 1по обычной
ме-годике определения wердост~и !М еталлов. Плотность прилега
лия обоймы к заготовке (отсутствие зазоров) целесообразно кон ·
тролировать выборочно,
путем соотвеТ'Ствующего раз р езания
БОЛОК (см. рис. 120) .
Проч,ность сцепл ения обоймы с заготовкой ~рекомендуется
'Прове.рять выборочно:
а) постепенно разрезая обойму ножовкой до ,р,азрыва ее
(рис. 143), или
б) определяя уоили,е выпрессовки заготовки из обоймы после
то го, ~как предв·арительню •были удале1ны
удержи•вающие
з а го
rов,~<у торцы обойм (рис. 144).
В .табл . 42 приведены р езультаты определения автором ус:и
лия выiпреосовки (выдавливания)
из обойм за.гото:вок волок
•ФВ-3, за'Кiрепленных различными опособ~ами . Чтобы сопоставить
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
254
Таблича
41
Рекомендуемая заводская методика контроля формы канала волок
:h ]Jатная методина нонтр оля
Ивучаемый объент
Фактический калибрующий диа
метр волоки
и
овальность
кали брующему
сечению
Непосредственный ос м отр к анала волок\!' пра
по
помощи
инстр ументал ьного
м ик роскопа
ка
нала
Номинальный калибрующий диа
метр
волоки
ский
(или
диаметр
фактиче
проволоки ,
Измерение фактическо го диаметра протяну
того в волоку образца проволоки , под:Ле
жащей волсчению в данной волоке
протянутой в волоку)
Угол рабочего
метричность
конуса
и
сим
его
1.
2.
Грубое
измерение
тянутой
локу и
не
до
1.
2.
конца через
вытянутой
тивоположном
Высота пояска
конусными
калибрами
Более точно конус измеряется с помоu.iью
м икроскопа на образце проволоки, про
в
данную
направлении,
во
про
волочению
Протяжка, но не до конца, через волоку
образца проволоки из красной меди
Заливка нескольких капель 1 0% - ного сер
нистого натра
в
вы ходную
стороны выхода затянутого в
распушку
волоку
со
об
разца
3.
Вытягивание образца проволоки в направ
лении,
4.
противоположно м
Замер высоrы пояска
-
волочению
длины зоны меж
ду меньшим основани·ем конуса и началом
черной полосы на проволоке
Плавность
переходов
различными зонами
между
1.
Осмотр
канала
в
лупу
или невооружен
ным глазом (для каждой волоки)
канала
2.
Заливка канала волоки легкоплавким ма
териалом (с плавом металлов , воском, се
рой и т. п.). Выемка остывшего стержня,
осмотр и замер ~оответствующих зон
I<ОНТРОЛЬ I<АЧЕСТВА
результаты
испытаний
различных
заготовок
размеров,
определить
усилие
отнесенное к
верхности
1
ВОЛОЧИЛЬНОГО ИНСТРУМЕНТА
следует
выпрессовки,
см2 контактной по
заготовrш
волоки
с
обоймой.
~'
.
Рис.
6
Способ определе
Рис. 143. Способ определения
прочности сцепления обоймы с
ния.
заготовкой
обоймы · с заготовкой путем~
площади
жений-
путем
уменьшения
концентрации
постепенным
напря
разреза-
144.
прочности
определения
прессовки
нием обоймы:
J на
из
обойма
твердого
из
стали
сплава;
марки
усилия
вы
заготовки · волок№
из обоймы:
зона разреза обоймы; 2 зо
разрыва обоймы; 3 - заготовка
волоки
сцеплею1я 1
4 -
а
-
исходная
лока
с
У8
во,1ока ;
б
состроганными
обоймы:
готовки
в
-
волоки
из
Таблица
Усилие вы
nрессовни
1'г/см2
Заливка чугуном
Горячая посадка
Горячая посадка с
молотом
-
ГоряЧая запрессовка
3800
350-2000
уплотнением
под
6500
. . . . . .
6900
во
за-
обоймы
42
Усилие выпрессовки заготовок твердосплавных волок
ФВ-3 из обойм одинакового размера
Способ занрtnл=нип заготовки в обойме
-
торцами•
выпрессовка
25 6
ВОЛОЧИЛЬНЫЙ ИНСТР УМ ЕНТ
Проверка эксплуатационных качеств волок
Для приближенной оценки эксплуатационных
качеств 'Волок
усилие волочения через волоку определяют на разрывных маши
нах
в условиях,
ан.алогичных эксплуатацион•ным.
Однако этот ме-год 1недостаточно надежно
характеризует
эксплуатадИ'uннrую стойкость Сэ волок· и. Поэтому следует перио
дически .проводить .испыта1ния Сэ в цеховых условиях по ·воз
можно унифицированной tМетодике, причем 1 во время этих иопы
таний желательно дифференцировать и ~Выявлять стойкость до
•Износа Сн , стой"Кость до прилипания Сп и стойкость до разру
шения СР , 1а таюке устанавливать средне-статические данные Сэ
волок.
11 . МАРКИРОВКА ВОЛОК
На верхнем торце обоймы
(оо сrороны
входнюй
;рекомендуется наносить (рис. 145) диаметр волоки
угол рабочего конуса 2 а (в град.) "
Рис.
-
со
145.
стороны
(в м,и),
6
а
а
распушки)
D
Рекомендуемая маркировка волок:
входной
распушки;
б
-
со
С1'ороны
выходной
распушки
На нижнем торце обоймы (со стороны выходной распушки)
наносятся условные обозначения формы за.-оrовки волоки .и мар
<КИ твердого сплава (см. рис. 145).
Рекомендуется применять следующие условн1Ые обозначения
основных мегодов закрепления за• готовок волок в обоймы: горя
чая вапрессовка (Г. П.), заливка сталью
ном (3. Ч.), пайка медью (П. М . ).
(3.
С.), зали· вка чугу
12. ОСНОВНЫЕ ПРАВИЛ А ЭКСПЛУАТАЦИИ ВОЛОЧИЛЬНОГО
ИНСТРУМЕНТА
1.
Особое внимание
следует
обратить на предварительную
!Подготовку поверхности м еталла перF;Д волочением. Неудовлет-
ОБОРУДОВАНИЕ,
.ворительная
ПРИМЕНЯЕМОЕ
подготовка
ПРИ
поверхно<:ти
ОБРАБОТК:Е
перед
257
ВОЛОК:
~волочением
·ведет
к быст:рому износу ~волоки и 06разова1нию рисок и на1плывов •на
поверхности протянутого •металла.
2. Только П1р.а·вильно подо6ра1Нная смазка обеопечив1ает нор·
мальный срок <:Лужбы волоки. Необход~имо mостоянно следить,
чтобы сма·зка покрЬ11вала всю · поверхность поступающе~го :в .воло
ку металла. Даже самые небольшие п~рерывы в смазке по1верх
ности изделия могут
испортить поверхность ·кан.ала волоки и про·
тягиваемогО через нее металла.
IВснкие ОТКЛОНJеНИЯ ОТ НОр:М.аЛЬНОГО состава СМа'ЗКИ СНИ:Жают
срок rслужбы •волоки, ,увеличивают 1ра·сход 1энер~и~и из-за повыше·
ния
усилия
волочения
и
ухудшают ,качество
поверхшюсти
1Протя·
rиваемых mрут~ов, проволоки и 11р)'lб.
Необходимо обеспечивать
3.
стана ~и постепенное
плавность
на:растан.ие скорос11и
пусюа волачиль·но1Го
при ·высокоскоростном
волочении.
4. Чрезвычайно важными фактqр.ами, обеспечи~вающими .вы
сокую стойкость волок при 1вьюокоскоростном волочении,
явля
ю11ся охлаждение •волок и nоверJиюсти волочильного 6араба~на 1и
оптИlмальный для применяемой
в зоне рабочего канала волоки.
смазки
температуiРНЫЙ
режим
5. В процессе .волочения необходимо внимательно следить за
состоянием поверхности 1протянутого мет.алла. IB случае . 1по~вле
ния На ПОВерХНОС11И Изделия rфодОЛЬIНЫХ рИСОК ( О6ЫЧНО нследСТ·
вие
прилипания
roro
к
поверхности
канцла
волоки
частичек
пpor.rщi;y
•металла) следует немедленно прочистить 1юанал ~Волоки .
Прилипшие чак:тицы металла уопешно удаляют многогранной
стальной ра~зверткой, .аюку1ратно
,юлоки,
или дерооянным
вращаемой ·в,ручную 1В
притиром
с 1наи11ончайшим
ка~нале
полирую
щим rюрошком (крокусом, з1амешанным 1н1а масл·е) . Канал ·в:оло·
ки .перед последующим применением должен быть 11Iдательно
счищен
от
этих
~материалов.
Кроме тою, tПо.верхность канала волок ~необходимо профилак
тr1чески
СУЧищать,
чтобы
предупредить
прежденременный
~износ
и 1 -за ~прилипания.
13.
ОБОРУДОВАНИЕ, ПРИМЕНЯЕМОЕ
ПРИ ОБРАБОТl(Е ВОЛОI(
При обработке волок применяется ,весьма •разнообразн0€ по
ко. н::трукциям обору дова,НJие.
При шлифовке .1 вол0~к для протяжки проволоки малых и qред·
ню
диаметров
·рекомендуется
шп !'Ндельные ста1нки (1рис.
ща ~·ельного
движения
пр.и1менять
146),
волоки
с
верт1июальные
много·
обеспечивающие ~сочетание 1Вра
nоступательно~воз1JЗратным
дви
жен ием притира. Для ускорения шлифовки желательtНо приме11
и . А.
Юхвец
. --·- -·--- 1
.
-·----
-
----·------ - -- - - - -
__,,__
_
---~------
·-
2
Рис.
146. Вертш\альный многошпиндельный ста но к
длп
1 -
пр итир ;
2 -
шлифовки
державка
волок и ;
притирав;
4 -
волок :·
З ~ рама
мотор
д.1я
крепл е ни я
.[
ОБОРУДОВАНИЕ,
ПРИМЕНЯЕМОЕ
ПРИ
ОВРАВОТ!\Е
259
ВОЛОК
нять стан1ки, обеспечи·вающие вращение и волоки и обрабатываю
щего ее ~притира и притом в противоположных напра;влен.иях.
Обычно
2000
Рис.
1-
1пр•именяемые
с:~юрости
об/мин при шлифовке и
147.
;вращения
1500-3000
волок-
1000-
об/мин при [l?лировке;
Одношпиндельный вертикальный сверлильный станок для шлифовки
волок. Модель ПТ-20:
патрон для притира;
2 -
стол для установки волоки;
3 -~ рукоятка: 4 -
мотор
Для тorio чтобы аб~раз ив·ный материал распределялся при об~
работке пов-ерхности канала ·волоки правильно, притир, mомимо
вращательного,
должен
совершать
и
возвратно-поступательное
осевое движение для подачи и размешивания абразивного мате
риала.
Ч-юбы обе·спечить постоянство рабочих
рекомен дуется
.автома11ически
шлифовки волок
(см. рис.
затачивать
размеров
при11иры
притиров,
rв
процессе
125).
Подачу абразивных •Материалов к обрабатываемой волоке
рекомендуется мех.а.низировать.
17*
r=
v,
Рис.
3
148. Кинематическая
на
1-
1
патрон для · притира;
2-
по д ачи
схема станка, показанного
рис . 147:
волока
смазки;
на столе станка;
4 -
3 -
м отор
,J
tJ
1
1
2
/'
5
Рис .
149.
зонтального
i
~
\]J
Кинематическая
станка
для
схема
гори
полуавтоматиче
ской полировки волок:
1 -
2 - притир; 3
брационная система;
волока ;
-
привод;
5 -
4 -
станина
ви
с х ем а
ОБОРУДОВАНИЕ,
ПРИМЕНЯЕМОЕ
ПРИ
ОБРАБОТRЕ
ВОЛОR
261
При обработке ка'нала волок для 1пр·отя!Жки проволоки боль
ших равмеров, а та, кже прутков л тру~б диаметром до 50 мм
обычно применяют одношпиндельные сверлильные станюи, при
способленные для обрабоТки волок. На рис. 147 и 148 показ,аны
общий , вид и кинематиче· ская схема та:кого с11ан1ка , (ма,рки ПТ-20,
за1вода «Пролет,арсюий труд») .
При разделке ' Волок
дуе'ГСя
волоку
применять
в
патроне
тока,рного
Полировку ;юанала
производить
на
диаметром от
шлифовальные
круги,
за%репив
станка.
волок
мелких
гори:зонталЬ'ных
предназначенных для
мм ,и более ре1юмен
50
абразивные
данной дели .
заводом «Пролетарокий труд».
размеров
рекомендуется
ста1нках-автоматах,
Эти
станюи
Кинематическая
станка щжаза'на на рис. 149 . .
Поли1 ровку 'Волок больших сечений
специально
изготовляются
схема
11а,кого
рекомендуется произво-
дить на токарных ста1нках обычноrо типа.
-
Канал фасонных волок обрабатывают на станках 1епециаль
НIЫХ К!ОНс11рукций. На •рис. 150 изо,бражен станок для шлифовки
фасон· ных •волок ПТ - 25. Это одношпиндельный доЛ'бежный ста
нсж, смонтированный на чугунной стойке. 1 На главном •валу 1
станка, ~приводимом во вращение от электродвигателя мощностью
С.,25 квт типа ТС-1,
1390 об/мин, за~реплеНJ ·регулируемый Эксцен
трик 2.
При вращении эксцентри,к приводит в колебательное движе
ние кулису 3 и 1Вал 4, на который она насажена. На валу наса
жены также два рычага 5, поднимающие шп.и:ндель 6 станка.
При отходе рыч, агов ~вниз шпиндель ·опускается бла. годаря
действию пружин 7. В па11роне шпинщеля 8 закрепляется при
тир 9, который 1 во время возвратно-поступательного движения,
при1Жи м аясь , к обрабатываемой волоке, за.крепленной 1В держате
ле волок 10, .шлифует канал 1при шо:мощи абразивов,
На рис. 151 показан,а •кинематическая
ставленнаго 1на рис. 150.
схема
станка,
пред
Оборудование для обработки алмазов
Ограночные станки. На рис. 152 по·каза1н вертикальн1Ый о~гра
ночный станок конс11рук,ции 1Гипромети: за. Станок 1 состоит из !Вер
тикального шпинд еля
крепится чугунный
двигателя
4.
1,
диск
на ,верхнем
2
.конусном
·с приводом
3
от
ко1нце
,которо1го
оамостоятелыюго
В пов ерХ'ность диска ' Втирают алмазную пуд•РУ для
обработки •граней алмазов. Ше·сть державок 5 прижимают за
крепленные в 'НИХ алмазы к диску. Диск станка вращается со
скорО'стью около 12200 об/мин (на ~некоторых станках аналогич
ной констру1кции скорость •вращения д~кка соста1 вляет 3000-
4000
об/мин).
262
ВОЛОЧЫ!ЛЬНЫй ИНСТР УМЕНТ
7
Рис .
Станок для об
150.
работки
канала
фасон
ных волок:
1 -
главный
центрик;
вал;
дель;
натрон;
вал;
2 -
экс•
.~ -< кулиса;
рычаг;
5 -
7 9 -
держатель
нина;
5 -
4 шпин-
пружина;
притир;
волок;
12 -
11 -
8 10 ста·
мотор
IКиНJематиче-ская схема станк.а показа1на на IРИС. 153.
Подрезные станки. Станки етою типа предназначаются для
подрезки (свбрления) ~ алмазах входной .и выходной 1раопушек.
Подрезка ~производится вруч~ную 1ос11рым оскал.ком алмаз.а, у дер
живаемым
щипца1ми.
Сверлильные станки . .Эти станки <:Лужат для прооверливания
конусной и цил~индричоской зон 1в «·слепой» алмазной волоке .
СверлеНие не закрепленных в оправки алмазных заrоговок
производят обычно
ках. ,
на одношшr.ндельных
горизонтальных стан
ОБОРУДОВАНИЕ,
На рис.
ПРИМЕНЯЕМОЕ
ПРИ
ОБР А БОТК:Е
263
ВОЛОК
изображен оригинальный по овоей конс11рукции
154
четырехшпиндельный станок вертикального :rnпa для сверления
алмазов . Этот ,станок скоН1струирован таким образом, что при
ти ры периодически в продолжение 40-60 сек. сверлят алмазцую
заготовку, 1О сек. авто
матическиr
ся
на
кругах,
на
7
расположенных
том
1О
затачивают
шлифовальны х
же
сек.
станке,
·~
и
находятся
в
во звратно-поступатель
ном
движени~и.
вратно
Воз
3
- поступательное
цви:Жение притиров со
движени~й в м.и~ну
ту . Такая большая ско
1800
рость
достилается
ка,тушек,
так
пользование
ской
1
как
го
-
на
4 б
рис.
2-
З
-
150:
ЭКС·
кулиса;
вал:
5 - рычаг :
шпиндель; 7-,
-
пружина ;
11
схема
показанно
B8JI;
центрик;
при
соленоидных
Кинема
тическая
станка,
вершается со скоростью
помощи
12
2 Рис. 151 .
В
-
пат:
9 - притир;
держатель
во·
.11оки:
11 - станина;
12 - мотор
ран;
10 -
ис
механиче
подаrчи
приrгира
привело бы в данном случае к появлению с~ильной вибрации .
Веюrчина подачи каждого шпинделя, ,в ·кО'Гором за.креплен
притир, регулируется , реостатом. помещенным в ' Коробке, уста
новленной рядо•м
ieo
станком.
Шлифовальные и полировальные станки. Станки для шлифов
ки и 1полиро1вки просверлеНJньrх отвер·с11ий 1в ал:мазах разделяют
ся 1по прИ!НrЦИIПУ раrбО'Гы rна три основные лруппы:
а) станки-,аrвrоматы с притиром;
6) с11а,нки-автоматы с полировочной нитью;
rв) ст.анки ручные.
Эти
ные
станки
или
бывают одно - и~ многошпиндельные,
вертикаль
горизонтальные.
Первая <Группа стаНJков может быть 1ра1з ,бита на несколько
подгрупп, характер~изуемых положением притира:
1) станки
с вертикальным вращающимся притиром; 2) с качающимся при
тиром и
3)
с наклонным неподвижным притиром .
Вторая ~груп1 па станков делится на две основные подrру~ппы:
а)
станки ,с
пат:роном для .волоки, rизменяющиrм угол
и с ~вертикальной rнитью и б) с11анки с наклонной
наклоН1а,
нитью,' изме
няющей уrгол наклона.
Станки третьей лруш пы
няться
(~ ручные)
устарелrи и должны заме
автоматизированшыми станками.
На ри~е.
155
показан досятишпиндельный ~вертикальный ста
но к для шлифовки и полировки алм1а,зных волок .
'f3u{} ctJeJJX.t/
- ----------·-- -- - - - - - - - - - - - -Рис.
/ -
152.
Ог р а н о ч ны й станок :
вертн кал1.)ныi1: шпн ндель : 2 - чугунн ы й дн с!с
при вод; 4 - д1ш 1·атель~ 5 - дер:жаuки
s-
------- --- --- - - --------::-- - - -----
Рис.
153.
Кинематическая
ограночного
J -
вертикальный
гунный
диск;
тель;
Рис.
154.
3 5 -
Четырехшпиндельный сверл ильный ста но к
схема
станка:
шпиндель;
привод;
4 -
2-
чу
двига
державки
(вертикальны й)
~
~
n
1
1 11
дZJjJPJ ПО ;i'-f
~
, .~ , ~~f~~frV/s
~
···.
-~
;, ,
1"'11 ~-
~
..1..
..... ..!...
-Jlii- _,.-а ll'!'Ji-41- ~ ..&. -JJI.\_ ~ IPJ
llW"'Ф'~!
11
11 1
+
-t ••• +
Ш+
~
-~
~
2
' Рис.
I --
<.:танина:
5 -
де ржавка
2 -
f!! i ~IШ"'
~
....L
[+
1
11
et::
+
~'~'~
Десятишпиндельный вертикальный станок:
155.
точило
волоки;
б
д;1я
-
заправки
мотор;
7 -
притирав;
привод
тор
З
-
притира;
шпиндель ;
8
4 -
- · привод
·
за жи м
волоки:
притир а ;
9 -
вибр а ·
•;
ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ
268
Алмазная волока 'В>ращается со скоростью
об/МИ'Н в од·
3600
ном направлении, в то ,время ка,к притир вращается со скоростью
об/мин в противоположном .направлении. Вместо шеллака,
3600
как это часто 1пр,актикуется для закр епления волок,
ке !Mo:t1нro
использовать
елекгрома;rнит,
в
этом стан
1поев-оляющий
очень
быс11ро центрировать алмазные 'волоки, а также часто снимать
волоки для ·измерения 1и прО1верки.
·
:}!(сцентриситеrп !мм
4
5
' Рис.
156.
Кинематическая
схема
десятишпиндельного
вертикального
станка
для ш'лифовки и полировки алмазных волок:
1 -
трансмиссия; 2 11очило для заточки притирав; 3 шпиндель:
5 - державка волоки; б - мотор; · 7 - привод притира; 8 9 - вибратор
тира;
На рис.
156
4 -
зажим при·
водок и;
привод
пока'Зана ,кинем атическая схем,а десятишпиндель
ноrо вертикалыного ст.анка дл я шлифовки и полиро1вки алмазов
конструкции Липр0метиз·а. Ско·рость вращения ~планшайбы, в коалм,а.зные
волоки,
-ооставляет
500:вращения притира 3000~3670 об/мин; чис
ло 'Качаний П1ритира 122-244 в 'МИН!уту; величина амплитуды
кач,аний притира 0- 2 .мм . IK с.танку прилагается специальное
приспособление для заточ,ки 1притиров 1под з,ада1нный угол конуса.
Полировку алмазных волок для протя~ки стальной лрово1юки и про1в-олоки из аплавов ,высокой прочно·сти (оплавов сопро
тивления) наиболее целесообразно произ,водить на станках с по
лировочной нитью (.проволокой), обеспечивающих ·быст.рую обра-
.торой за,крепляют·ся
600 об/мин; ско.рость
ОБОРУДОВАНИЕ,
ПРИМЕНЯЕМОЕ
ботку высоты пояока. ОдНJако
ПРИ
ОБРАБОТКЕ
при полировке
269
ВОЛОК
алмазных
!Волок
для ~протяжки меди и других МЯ'гких цветных ме11аллов с более
короткой цилиндрической частью и более длинным рабочим 'ко
нусом о~птималыный результат дает при:менение станков .с при
тирами.
Для шлифовки алмазов следует применять станки с прити
рам11, так как станки с нитью обычно обеспечивают получение
округленной формы ' канала волоки, т . е . формы 'кан1ала 1 с повы
шенным усилием !Волочения. При полировке же · канала волок
рекомендуется ,применять стан.ки с ~нитью, так как форма канала
практически
не
изменяется
при
полировке,
а
самый
процесс
ускоряется.
Детальное описание с11анков с нитью и ст.а, НJков с при:гирами
друnих конструкций цриведено в книге
«Производство фильер
из твердых сплавов и алмазов» [46] и книге Н .
ского «Волочильный инструмент» [52).
3. Днестров
ЛИТЕРАТУРА
3.
И. М е н деле е в , Работы в области металлургии, Соч. т. ХН.
АН СССР, 1949.
.Сталепроволочное производство в СССР, Труды сталепроволочной комис
сии при Главметалле ВСНХ СССР, под ред. М. П. Голов чанского, изд.
«Техника и производство », Ленинград, 1928.
И. Г. Гинзбург, Изготов ление проволоки · и
проволочных изделнн, .
4.
И. Л. П ер л ин, Волочение цветных металлов и сплавов, Металлургиздат-.
5.
А. И. Б а с с,
Волочение проволоки и· прутков
сплавов), ОНТИ, 1937.
6.
И.
1.
2.
Д.
ОНТВУ,
1932.
1934.
7.
11 .
12.
13.
.
.
(из · цветных
металлов н
А. Ю х в е ц и Г. М. Ал е к с е н к о - С ер 6 и н, Холодное волочение
черных мета .1лов, ОНТИ, 1938.
В. Я . 3 у б о в, Патентировани е и волочение стальной проволоки, Метал
лургиздат,
8.
9.
10.
.
1945.
И. Г. Матвее н к о, Холодное калибрование ст али , ГОНТИ , 1938.
Н. П. Без клубе н к о, Холодная протяжка стальных труб, ОНТИ, 1933~
А. Д. Л ан дн хо в, Волочение изделий из цветных металлов, Металлурr
издат, 1944.
Н . В. Роз о в, Холодное волочение стальных труб , Металлургиздат. 1950~
П. И. Орр о п Я. Е. О с ад а, Производство стальных тонкостенных бес
шовных труб, Металлургиздат, 1951.
С. И. Губ к ин, Теория обработки металлов давлением, Металлургиздат ,.
1947.
14.
С, И. Губ кн н, Теория удельного давления течения металла при волоче
нии, Изв. АН СССР, О. Т. Н., № 12, 1947.
15. П. И. Мин н н, Исследование волочения прут коВ~ стали, Машгиз, 194&.
16. И. Л. Перл и н, Обработка металлов давлением (Сб. статей), Метал
лургиздат, 1952.
17. А. Помп, Штальдрат, Ферлаг Штальайзен, 1941.
18. Н. 3 . Д не стр о в с к и й и Н. М. Бог о рад, Исследование процесса.
волочения
простых
профилей,
обработке цветны х
металлов
Сб .
научно - исследовательских
и сплавов ,
UНИИUВЕТМЕТ,
работ П()
вып .
2.
1941.
19. И. М. Павлов и А. А. Шевченко, « Сталь», № 12, 1947.
20. И. А. 10 х в е ц, Н агревание проволоки и фильер при волочении (литера
турный обзор), «Сталь», № 7- 8, 1946.
21. В. И. Боголюбский, И. М. Голубев, И. И. А ми тин, Проволочные канаты, Металлургиздат, 1950.
22. Я . С. Галл ай, «Сталь», No 5, 1947.
23. В. Люег и А. Помп, «Шталь унд Айзею>, 1941, Н . 52, s. 1169- 1172.
24. Н. И. Шеф тел ь и В. Ф. И с у по в, «Сталь», № 3, 1946.
25. А. Л. Баб о шин, А. В. Смирн о в и И. И. М а с о лов, «Вестник ме
таллопромышленности», № 4 и № 5, 1935.
26. И. А. Ю х в е ц, Стальная проволока
(энциклопедический справочнип
«Машиностроение», т. III), Машгиз, 1947.
27. Н . В. К ом ар о в, «Бюллетень Главметиз2 », № 5-6, 1935.
271
ЛИТЕРАТУРА
28.
29.
30.
31.
32.
33.
С. И. Рат не р, Прочность и пластичность металлов, Оборонгиз,
Н. М. Лап от ы шк ин. «У ральская металлур гня»,
1938, No 6.
Производство
материалы),
лургиздат,
36.
В. А.
Л.
37.
38.
39.
42.
метизов
(технико-информационные
Метал
1951.
К ар ниц к и й,
И.
Ли с а ев и ч,
Т.
А.
Режим
Я к о в лев,
тра Rильных
С.
ванн
С.
и
К о л о м е ц ев
кислотн<:я
11>
коррозия
железа,
Труды Ростовского- на-Дону института
сельхозмашинострое
ния, 1936.
Г. )3 а блик, Основы оцинкования, ОНТИ, 1934.
И. С . С о л овей чик, Практика применения присадок при химической
обработке черных металлов, когиз, 1935.
И. Н . П у т ил о в а,
С. А. Б ал е з ин и В . П. Б ар ан н и~.
металлов
40.
41.
1941 .
К. П. К о л чин, «Бюллетень Главметиза», No 3- 4, 1938, № 4- 5, 1939с
М. В. Б а т а н о в и Н. В. П е т р о в, Стальные пружины, Машгиз, 1950.
К. П. К о JI ч и н и А. М. Р о з е н блюм, «Бюллетень Главметиза », No 5,.
1936.
34.
35.
1949.
И . А. Ю х в е ц, «Бюллетень Главметиза», No 4-5, 1940.
М. Бонзе ль, Производство стальной проволоки, Металлургиздат,
от
разъедания
юн.:.;r отами
(органические·
Защита.
ингибиторы
и
и:<
применение), Госхи миздат, 1945.
К. И. Ту ле li к о в, «Сталь», № 8, 1947.
В. И. Лайнер, Электрол!с\тическая полировка и травление металлоэ,.
Машгиз, 1947. ·
Л. А. Глушко в, Вентиляция травильных мастерских, Металлургиздат,.
1949.
43.
44.
45.
46.
47.
48 .
А. М. Я м пол ь с к и й,
Оксидирование
и фосфатирование
металлов;
Машгиз, 1950.
А. К. Черт а в с к их, Трение и смазка при обработке металлов давле-··
нием, Металлургиздат, 1949.
П. А . Ре б инд ер и В. И. Лих т м ан, Доклады АН СССР , № 7. 1947.
Производство фильер
из твердых сплавов и алмазов
(по материала м
завода им. Орджоникидзе в 1\ольчугине), ГОНТИ, НКТП СССР, 1938.
И. А. Ю х в е u, «Сталь», No 8, 1947.
.М. Л. Ш а х р а й, Пер едовые технологические процессы в машинострое
нии, Машгиз , 1950.
49.
Б. В. Дер яг ин и Н. А. Крот о в а, Адгезия . Исследования в обласш,
прилипания и клеящего действия, АН СССР. 1949.
50.
Л.
51.
52.
Е . Аль ш ев с кий, Тяговые усилия при холодном волочении труб,
Металлургиздат, 1952.
В. И. Лих т м ан. Вт1яние среды на прочность металлов, «З'нание», .
1953 г.
Н. 3. Д н е стр о в с кий,
Волочильный
инструмент. Госэнерrоиздат,.
1954.
Редактор В. И. Боголюбский
Редактор издательства В. Н. Сидоров
Технический редактор Е. Б. Вайнштейн
Сд ано в набор 3/II 1954 г.
Подписано в печать 8/V 1954 г.
Уч.-изд.
л.
16,09. Бумага 60 Х 92 1/ 16 =
= 8,75 бум. л.
Печ. л.
17
1 вкл.
0,50
17,5 п. л.
Т-03617
Тираж 6000
Заказ 90
Цена 7 р. 15 к.
+
=
=
Типоrр афия Металлурrиздата,
Москва, Цветной бульвар, 30
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
t
1
Строна
Напечатано
Р 1 = Fсrпчср
32
2
св.
33
10
св.
33
34
12
5
св.
сн .
50
10
сн .
53
16
(do - d1 ) tg а
tga =
а =
Д олш но
do -
d1
+ 21 1,л tg а
и соответственно
(см. рис . 10);
Е
3°55'
cr1 = - - (tп -
fcp)
1 -У
1
сн.
ctg а 1 =
tga.'
Р1
=
(cl0
-
d
clo - d1
а1 = 3 ° 55 ' и соответственно
(см . рис. 12);
Е
65
5
св .
на
77
1
сн .
80
5
сн.
85
89
144
147
153
155
194
»
219
252
u.= -
'
дd
1-сталь
Рис . 47
9 сн.
13 св.
8 сн .
13 сн .
7 сн.
Рис.
108а
»
1086
св .
Рис. 142
9
+
.
1
на
»
рис .
Аsт.
30
Тип.
F1
д сl
2-2Х1 8 Н9;
"
!-ста ль 2 Х !8Н9;
при
из м е ре нии
+ С (ОН) 2 =
У дленение волочения
Усиление волочения
ний диа метр обо ймы).
Автоколлиматорный профи.11ометр
геометрии каны~а
2- IX18H9;
Добавление
н а трием
FeS0 4
+ Са (ОН) 2 =
Ус ил ие волочения
Ус илие волочения
ч ести материа.11 а обой мы:
Авнж о.11 .11и маторный профи.1юметр дл я
контрош1
г еом етр ии канала
Авт .
»
и зме н е нии
г/л
калием
волок контроля
Корр.
-d . 100.
=100,
Из приведенных данных видно, ч то добав.н ение
FeS04
cl~
d; + 1
'
Ред.
Тип.
tJ.= -
F
Авт.
»
Fп
г/м
1
ctga'=
11·..r = - , , --
28
Fo
сlн
1 ~18Н9;
при
для
Н. А. Юхвец
x
рис.
Авт.
cr1 = - - - Щ Uп - fcp)
1
l-•1
Рпр
f1x= d
- --
tg а
)
+ 211 t ga.
х
сн.
Счит.
F1сrпчс р
d2
1
вин е
1
-- ---
=
пр
58
По чьей
бытъ
вол ок
Счит.
Ред.
Авт.
Тип .
Ред.
))
Тип.
Ред.