/




























































































































































































































































































































Текст
Н. Н. КРОПИВНИЦКИЙ
ПРИЕМЫ
И ТЕХНОЛОГИЯ
СЛЕСАРНО-
СБОРОЧНЫХ
РАБОТ
ЛЕНИЗДАТ. 1970
В книге изложены основы слесарно-сборочных ра¬
бот и способы выполнения их с помощью механизиро¬
ванного инструмента. Рассмотрены оборудование,
приспособления, инструменты; металлические и неметал¬
лические материалы, применяемые в слесарно-сбороч¬
ном деле. Приведены основные приемы слесарных ра¬
бот. Описана технология сборки разъемных и неразъ¬
емных соединений, сборки и регулировки механизмов
вращательного и поступательного движения и других
видов механизмов. Освещены некоторые вопросы орга¬
низации и экономики производства.
Книга является пособием для рабочих-слесарей. Она
может быть полезной для инструкторов производствен¬
ного обучения рабочих на производстве, для мастеров
и бригадиров слесарных и слесарно-сборочных цехов,
а также для слушателей школ мастеров и учащихся
профтехучилищ.
3—1—6
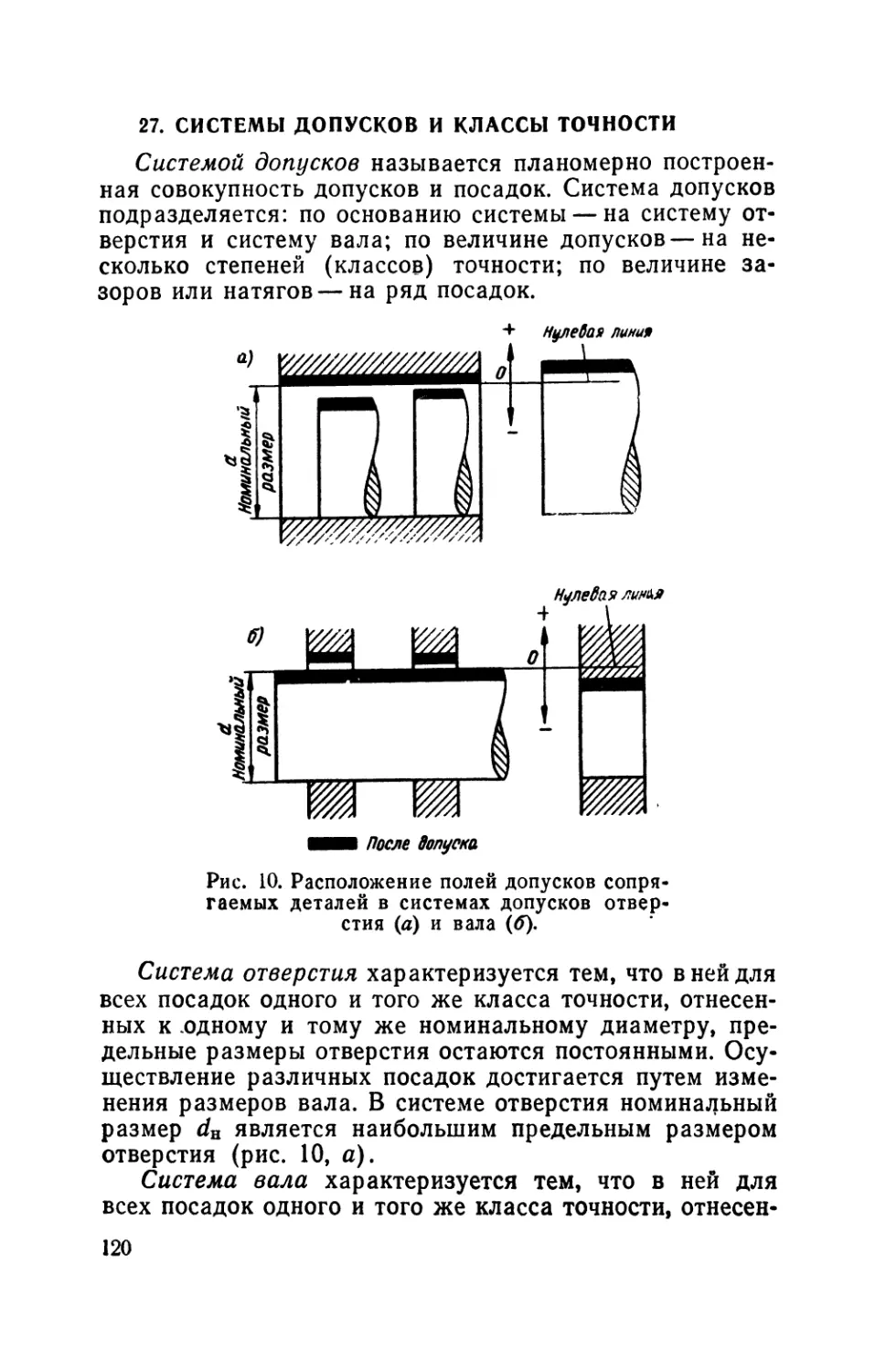
"55=1970»
ВВЕДЕНИЕ
Всякая машина предназначается для облегчения тру¬
да человека и сокращения рабочего времени. Однако в
капиталистическом обществе применение машин, новой,
более совершенной техники идет исключительно на
пользу капиталистам.
Машинная техника в социалистическом государстве
призвана облегчить труд советского человека и сделать
его более производительным, так как в Советском го¬
сударстве рабочие работают не на капиталиста, а на
себя, на свое отечество. В условиах социалистического
общества машинная техника превращается в средство,
облегчающее труд советского человека, в средство, по¬
могающее ему сделать этот труд наиболее производи¬
тельным и эффективным.
Развитие машинной техники, машиностроения мно¬
гим обязано трудам русских изобретателей и ученых.
Современник Петра I — солдат Оренбургского батальо¬
на Я. В. Батищев создал оригинальный станок для од¬
новременной обработки 24 ружейных стволов. Другой
современник Петра I — А. К. Нартов создал станок с
самоходным суппортом. И. И. Ползунов задолго до
Дж. Уатта создал первую в мире паровую машину.
Русские ученые — М. В. Ломоносов, В. В. Петров,
И. А. Тиме, А. Е. Жуковский, Е. О. Патон и другие —
внесли огромный вклад в дело развития отечественного
машиностроения. Они смело брались за разрешение
сложных задач в машиностроении. Однако их ценные
мысли и изобретения чаще всего не получали должного
применения в промышленности дореволюционной Рос¬
сии, так как правящие круги царской России относи¬
лись с пренебрежением к русским изобретениям и пре¬
клонялись лишь перед всем иноземным. Царское пра¬
вительство и его чиновники всячески тормозили претво¬
рение в жизнь ряда ценнейших предложений русских
изобретателей и предпочитали машины и инструменты
ввозить из-за границы. Поэтому промышленность цар¬
ской России отставала в своем развитии.
3
В. И. Ленин указывал, что Россия была оснащена
современными орудиями производства в десять раз ху¬
же Америки, в пять раз хуже Германии, в четыре раза
хуже Англии К Только после Великой Октябрьской со¬
циалистической революции советский народ под руко¬
водством Коммунистической партии ликвидировал веко¬
вую технико-экономическую отсталость нашей страны
и явился организатором величайшего в истории челове¬
чества научно-технического прогресса.
Исторические решения XXIII съезда КПСС воодуше¬
вили всех трудящихся нашей страны на борьбу за даль¬
нейший технический прогресс во всех отраслях народно¬
го хозяйства.
Миллионы советских людей ясно представляют себе,
что в современных условиях, в век атома, электроники,
химии, в век искусственных спутников, победу принесут
передовая наука и высшая техника, открывающие не¬
ограниченные просторы для роста производительности
труда. В этих условиях долгом каждого гражданина
СССР является овладение новейшей техникой и актив¬
ное участие в ее создании, повседневное совершенство¬
вание технологии производства и организации труда.
Современное машиностроительное производство тре¬
бует дальнейшего повышения квалификации и культур¬
но-технического уровня рабочих кадров, способных
управлять автоматизированными процессами. Поэтому
непрерывно растет потребность в рабочих, владеющих
профессиями широкого профиля: слесарях по ремонту
и наладке промышленного оборудования, слесарях-
инструменталыциках по штампам и приспособлениям,
слесарях-сборщиках, наладчиках автоматических линий
и рабочих других профессий-, связанных с механизацией
и автоматизацией производства, имеющих высокую ква¬
лификацию и глубокие знания.
В профессиональной подготовке рабочих кадров зна¬
чительное место занимает обучение слесарей-сборщиков
промышленной продукции, которые в первом^ТТериоде
обучения овладевают умением и навыками в выполне¬
нии основных операций слесарной обработки. Изучение
операций осуществляется путем системы упражнений,
которые помогают учащимся усваивать трудовые при-
1 См. В. И. Ленин. Поли. собр. соч., т. 23, стр. 360.
4
емы выполнения сначала простых случаев применения
данной операции, а затем и более сложных (например,
сверление сквозных и глухих отверстий средних, малых
и больших диаметров как по кондуктору, так и по раз¬
метке и т. д.).
После изучения двух-трех операций учащиеся пере¬
ходят к выполнению простых комплексных учебно¬
производственных работ, требующих применения уже
освоенных операций в различных сочетаниях.
Подобное чередование изучения отдельных операций
и выполнения простых комплексных работ продолжает¬
ся до тех пор, пока учащийся не овладеет всеми опера¬
циями слесарной обработки.
Период чередования операционных и простых комп¬
лексных упражнений завершается сложными комплекс¬
ными работами, задача которых — закрепление и совер¬
шенствование приобретенных учащимися практических
знаний, умения и навыков для достижения определен¬
ной квалификации. Так, например, учащиеся, подготав¬
ливаемые по специальности слесаря-сборщика, сначала
изучают отдельные виды простых сборочных работ
(сборка отдельных узлов и т. п.), а затем более слож¬
ные работы, при выполнении которых они закрепляют
и совершенствуют ранее приобретенные знания, умение
и навыки (например, общая сборка и регулировка всего
станка, агрегата и т. д.).
В ряде случаев слесарям приходится работать совме¬
стно с электриками, наладчиками и рабочими других
профессий. Слесарь должен быть творцом новой тех¬
ники и технологии производства.
Такая система обучения способствует формированию
важных качеств советского рабочего: творческого под¬
хода к выполнению производственных заданий; самосто¬
ятельности в решении производственных задач в самых
разнообразных случаях и условиях; подвижности, необ¬
ходимой квалифицированному рабочему социалистиче¬
ского предприятия, где происходят качественные изме¬
нения в условиях труда в связи с непрерывным совер¬
шенствованием техники и технологии и массовым раз¬
витием новаторства.
Роль квалифицированного слесаря на современном
машиностроительном предприятии чрезвычайно велика.
Ни одна машина, механизм или прибор не могут быть
б
собраны, смонтированы и отрегулированы без участия
слесарей.
Широкое применение находят слесарно-сборочные
работы и в других отраслях промышленности, а также
в строительстве, на транспорте и в сельском хозяйстве.
Поэтому требования к слесарям различных специально¬
стей в связи со сложностью применяемого оборудова¬
ния, средств автоматического регулирования, с исполь¬
зованием в этих целях электронных приборов и счетно¬
решающих машин значительно повысились. Слесарь
должен быстро ориентироваться в неполадках машин,
станков и приборов, с достаточной точностью и знанием
дела устранять их «болезни».
Настоящая книга написана с целью оказания помо¬
щи молодым машиностроителям в овладении ими основ
слесарно-сборочного дела. Сборка машин — не простое
дело. Методы сборки непрерывно совершенствуются.
Это вызывается жизнью, требованиями технического
прогресса. Когда выпуск машин в нашей стране был
незначительным, то и сборка их не вызывала особых
трудностей. Однако в связи с резким увеличением, осо¬
бенно в последние годы, производства разнообразных
машин объем сборочных работ возрос во много раз, а
потому, естественно, и методы их выполнения стали дру¬
гими, более совершенными. •
Наряду с количественным ростом выпуска машин
произошли серьезные качественные изменения конструк¬
ций самих машин и их технических показателей. Совре¬
менные машины работают на высоких скоростях, многие
из них обеспечивают высокую точность производствен¬
ных операций; механизмы таких машин выполняют
сложные функции. Понятно, что в связи с этим повыша¬
ются требования и к качеству их сборки. Работоспособ¬
ность машины в значительной мере зависит от того,
насколько правильно она собрана, при этом неквали¬
фицированная сборка очень часто является главной при¬
чиной преждевременного выхода машины из строя, что
наносит ущерб государству. Поэтому овладение мето¬
дами и приемами слесарно-сборочных работ является
весьма важным фактором в деле повышения качества
изделий машиностроения, повышения производительно¬
сти труда и снижения себестоимости выпускаемой про¬
дукции.
Глава I
ОБЩИЕ СВЕДЕНИЯ ОБ ОРГАНИЗАЦИИ
И ВЫПОЛНЕНИИ СЛЕСАРНО-СБОРОЧНЫХ
РАБОТ НА СОВРЕМЕННОМ
МАШИНОСТРОИТЕЛЬНОМ ЗАВОДЕ
Машиностроение является одной из ведущих отрас¬
лей промышленности нашей страны. Непрерывное со¬
вершенствование машин характеризуется увеличением
мощностей и скоростей, снижением веса, повышением
точности и долговечности. Машины, агрегаты, механиз¬
мы, применяемые в народном хозяйстве, изготовляются
на различных машиностроительных заводах и являются
изделиями этих заводов. Изделия получаются в резуль¬
тате обработки материалов и полуфабрикатов в гото¬
вую продукцию.
Одними из важнейших задач современного машино¬
строительного завода являются: внедрение прогрессив¬
ной технологии, комплексной механизации и автомати¬
зации, обобщение и распространение передового опыта,
рационального использования материально-технических
ресурсов, непрерывного совершенствования процесса
производства на основе использования высокопроизво¬
дительной техники. Создание любой машины, механиз¬
ма и даже отдельных деталей является результатом
сложного производственного процесса.
1. СОВЕТСКОЕ МАШИНОСТРОЕНИЕ И ЕГО РОЛЬ
В СОЦИАЛИСТИЧЕСКОМ НАРОДНОМ ХОЗЯЙСТВЕ
Решающим условием успешного выполнения пяти*
летнего плана является широкое внедрение новой тех¬
ники, комплексной механизации и автоматизации про¬
7
изводственных процессов, специализации и коопериро¬
вания во всех отраслях народного хозяйства, рост ква¬
лификации кадров.
Комплексная механизация означает обеспечение ра¬
ботников промышленности, сельского хозяйства, транс¬
порта машинами, механизмами, аппаратами, заменяю¬
щими ручной труд. В настоящее время трудоемкость
сборочных работ составляет в разных отраслях маши¬
ностроения от 15 до 50% общей трудоемкости изготов¬
ления машин. Еще высок удельный вес ручных операций
на транспортных, погрузочно-разгрузочных и всякого
рода вспомогательных работах, где заняты многие мил¬
лионы рабочих. Задача советского машиностроения за¬
ключается в том, чтобы подготовлять и осуществлять
выпуск комплексных систем машин для каждой отрас¬
ли производства с учетом ее специфики и конкретных
условий развития.
Высший этап механизации — это автоматизация про¬
изводства, которая становится определяющим направ¬
лением технического прогресса нашего народного хозяй¬
ства. Комплексная механизация и автоматизация про¬
изводства коренным образом облегчают и улучшают
условия труда и резко повышают его производитель¬
ность.
Автоматизация является одной из основных тенден¬
ций развития современного машиностроения. Автомати¬
зация производства требует повышения технологическо¬
го и технического уровня на всех этапах производствен¬
ного процесса. Производство новых машин для всех от¬
раслей народного хозяйства в текущем пятилетии
(1966—1970 гг.) осуществляется с учетом перехода к
комплексной механизации и автоматизации, к автома¬
тическим системам машин с применением последних до¬
стижений науки и техники, в частности средств элект¬
роники.
В развитии машиностроения станкостроение зани¬
мает ведущее место. Основной технической тенденцией
в развитии станкостроения на ближайший 15-летний пе¬
риод будет широкая автоматизация самых разнообраз¬
ных производственных процессов машиностроения пу¬
тем внедрения в производство станков-автоматов, агре¬
гатных станков, автоматических станочных линий, а так¬
же станков с цифровым программным управлением, вы¬
пуск которых намечается в значительных количествах.
В результате выполнения пятилетнего плана будет сде¬
лан решающий шаг в создании материально-техниче¬
ской базы коммунизма.
2. ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС И ЕГО СТРУКТУРА
На машиностроительных заводах из материалов и
полуфабрикатов изготовляют машины. Совокупность
всех действий и процессов, в результате которых полу¬
чается готовая продукция, называется производст¬
венным процессом.
Производственный процесс состоит из нескольких
этапов: подготовки производства, изготовления и обра¬
ботки заготовок, сборки узлов и машин, контроля ка¬
чества изготовленных деталей и узлов, испытания гото¬
вой продукции, окраски, упаковки, транспортировки
и т. д.
Понятие «производственный процесс» может быть
отнесено как к изготовлению всей машины в целом, так
и к изготовлению какого-либо узла машины или даже
одной отдельной детали. Современная машина пред¬
ставляет сложное изделие, состоящее из большого ко¬
личества деталей различного назначения, вида, размера
и материалов и, как правило, высокой точности. По¬
этому процесс изготовления машины является сложным
производственным процессом, который расчленяется на
технологические процессы изготовления отдельных де¬
талей, сборки этих деталей в узлы и агрегаты и общей
сборки, отделки и испытания машины.
Производственные процессы, осуществляемые на со¬
циалистическом машиностроительном предприятии,
основаны на применении наиболее совершенных и пе¬
редовых достижений науки и техники. Процесс изготов¬
ления машины требует организации основных, вспомо¬
гательных и обслуживающих процессов.
Основной процесс охватывает собой все техно¬
логические процессы, непосредственно обеспечивающие
изготовление готовой продукции завода. Основной про¬
цесс машиностроительного завода в общем его виде
разделяется на три стадии:
а) заготовительную—изготовление литых, кованых
и штампованных заготовок;
9
б) обрабатывающую — обработка заготовок различ¬
ными методами (например, механическим, термическим,
химическим и др.);
в) сборочную — сборка деталей в узлы и агрегаты,
общая сборка и испытание машин.
Исходной (начальной) стадией основного процесса
в машиностроении является заготовительная — процесс
изготовления заготовок.
Основная задача заготовительной стадии процесса—
придать заготовкам форму, максимально приближаю¬
щуюся к форме готовой детали, и обеспечить этим заго¬
товкам необходимое свойство.
Обрабатывающая стадия в машиностроении харак¬
теризуется главным образом обработкой металлов ре¬
занием. К этой стадии относится также и обработка
деталей без снятия стружки — холодная листовая штам¬
повка, накатывание резьбы, электрические и химико¬
термические способы обработки деталей.
Завершающей стадией производственного процесса
является сборка машин из деталей и узлов, испытание
узлов и готовых машин и их отделка.
Вспомогательный процесс охватывает собой
многообразные процессы производства, цель и назначе¬
ние которых — обеспечить бесперебойное и эффектив¬
ное выполнение основного производственного процесса.
К вспомогательным процессам относятся:
а) изготовление технологической оснастки — инстру¬
ментов и приспособлений, а также ремонт, заточка и
восстановление инструментов и другой технологической
оснастки;
б) обеспечение сохранности и содержание в рабо¬
чем состоянии оборудования, зданий и сооружений, их
ремонт и восстановление;
в) производство и подача на рабочие места различ¬
ных видов энергии — электроэнергии, пара, газа, сжато¬
го воздуха и т. п.
К обслуживающим процессам относятся
складское и транспортное обслуживание производства,
служба уборки и очистки и т. д.
Структура производственного процесса на машино¬
строительном заводе во многом зависит от особенностей
объекта производства, т. е. характера изготовляемой
продукции. Она зависит от количества различных дета-
Ю
лей, узлов, механизмов, агрегатов изготовляемой маши¬
ны, от величины производственного задания, требуемой
точности изготовления деталей и сборки узлов, механиз¬
мов, агрегатов, а также от вида применяемых для про¬
изводства материалов (металл, дерево, резина, кожа,
стекло, пластмассы и др.).
Эти особенности обусловливают применение на ма¬
шиностроительных заводах разнообразного оборудова¬
ния и использование труда различных профессий и спе¬
циальностей.
3. ВИДЫ ПРОИЗВОДСТВА
, Машиностроительные заводы отличаются друг от
друга не только размерами занимаемой ими террито¬
рии, оборудованием, зданиями и масштабом выпуска
продукции. Они отличаются также степенью специали¬
зации производства, т. е. степенью ограничения произ¬
водственной деятельности завода, изготовлением боль¬
шей или меньшей партии (номенклатуры) одинаковых
изделий, большим или меньшим разнообразием техно¬
логических процессов.
Чем выше повторяемость изготовления изделий
определенного вида, чем устойчивее эта номенклатура
в производственной программе и чем больше их выпуск,
тем выше степень специализации завода. Чем выше сте¬
пень специализации завода, тем устойчивее применяе¬
мый в производстве технологический процесс, тем, сле¬
довательно, больше условий, благоприятствующих внед¬
рению наиболее совершенных форм организации произ¬
водства и высокопроизводительной технологии.
В зависимости от степени специализации производст¬
ва машиностроительные заводы относятся к тому или
иному виду производства. Основными признаками, ха¬
рактеризующими вид производства на данном заводе,
являются:
а) повторяемость изготовления изделий определен¬
ного названия, т. е. степень устойчивости номенклатуры
изделий в производственной программе завода;
б) количество выпускаемых изделий данного наиме¬
нования и их трудоемкость.
Различают следующие виды производства, отличаю¬
щиеся друг от друга степенью специализации и связан¬
11
ные с ней формами организации производственного про¬
цесса: массовое, серийное и единичное.
Массовым производством называется произ¬
водство, характеризующееся постоянной номенклатурой
изготовляемых изделий. За заводом массового произ¬
водства обычно закреплено изготовление одного или не¬
скольких названий конструктивно тождественных ма¬
шин-изделий. Для массового производства характерна
высшая форма организации производственного процес¬
са— непрерывный поток. Примером заводов массового
производства являются автомобильные и тракторные за¬
воды.
Серийным производством называется произ¬
водство, характеризующееся изготовлением периодиче¬
ски повторяющихся серий (партий) различных изделий.
За заводом или цехом серийного производства закреп¬
ляется определенное количество типов изделий, изготов¬
ляемых сериями. Примером заводов серийного произ¬
водства являются станкостроительные заводы.
В зависимости от величины серии изделий и частоты
повторения запуска и выпуска этих серий различают
мелкосерийное, серийное и крупносерийное производст¬
во. Крупносерийное производство по своему характеру
близко к массовому производству. Мелкосерийное про¬
изводство по своим особенностям близко к единичному
виду производства.
Единичным производством называется непо¬
вторяющееся производство машин-изделий, изготовляе¬
мых в количестве одной или нескольких штук. К еди¬
ничному виду производства относятся заводы тяжелого
машиностроения, выпускающие уникальные машины
(например, крупные прокатные станы, шагающие экс¬
каваторы, мощные турбины и т. д.). К этому же виду
производства относятся экспериментальные цехи маши¬
ностроительных заводов, изготовляющие опытные об¬
разцы машин, подлежащих внедрению в серийное и
массовое производство, а также цехи, изготовляющие
специальные приспособления и инструмент.
В машиностроительной промышленности Советского
Союза наибольшее развитие получили массовое и круп¬
носерийное производство.
Отнесение завода или цеха к тому или другому виду
производства следует производить в зависимости от
12
того, какой вид производства преобладает на данном
заводе или в данном цехе.
Массовое производство одинаковых изделий создает
наиболее благоприятные условия для повышения тех¬
нического уровня производства, применения высокопро¬
изводительного оборудования, инструментов и приспо¬
соблений. Затраты на внедрение новой высокопроизво¬
дительной техники в условиях массового производства
быстро ^купаются.
Специализированное массовое производство не толь¬
ко способствует созданию и развитию новой техники, но
и служит необходимым условием широкого использо¬
вания уже имеющихся ее достижений.
4. ОСНОВНЫЕ ВИДЫ СЛЕСАРНО-СБОРОЧНЫХ РАБОТ
И ИХ НАЗНАЧЕНИЕ
Слесарно-сборочные работы включают в себя некото¬
рые процессы холодной обработки металлов резанием.
Осуществляются они как вручную, так и с помощью
механизированного инструмента. Целью слесарных ра¬
бот является придание обрабатываемой детали задан¬
ных чертежом формы, размеров и чистоты поверхности.
Качество выполняемых слесарных работ зависит от уме¬
ния и навыков слесаря, применяемого инструмента и об¬
рабатываемого материала.
Технология слесарной обработки содержит ряд опе¬
раций, в которые входят: разметка, рубка, правка и
гибка металлов, резка металлов ножовкой и ножница¬
ми, опиливание, сверление, зенкование и развертывание
отверстий, нарезание резьбы, клепка, шабрение, при¬
тирка и доводка, паяние и лужение, заливка подшип¬
ников, соединение склеиванием и др.
При изготовлении (обработке) металлических дета¬
лей слесарным способом основные слесарные операции
выполняются в определенном порядке, в котором одна
операция предшествует другой.
Сначала производятся слесарные операции по изго¬
товлению или исправлению заготовки: резка, правка,
гибка, которые можно назвать подготовительными. Да¬
лее выполняется основная обработка заготовки. Она в
большинстве случаев заключается в операциях рубки
и опиливания, в результате которых с заготовки сни¬
13
маются лишние слои металла и она получает форму,
размеры и состояние поверхностей, близкие или совпа¬
дающие с указанными на чертеже.
Встречаются и такие детали машин, для обработки
которых требуются еще операции шабрения, притирки,
доводки и др., при которых с изготовляемой детали
снимаются тонкие слои металла. Кроме того, при изго¬
товлении детали она может быть, если это требуется,
соединена с другой деталью, совместно с которой под¬
вергается дальнейшей обработке. Для этого выполняют¬
ся операции сверления, зенкования, нарезания резьбы,
клепки, паяния и пр.
Особое место занимает операция разметки: чаще она
выполняется в начале, а иногда и в конце слесарной
операции.
Все упомянутые виды работ относятся к основным
операциям слесарной обработки.
Слесарно-сборочные работы выполняются при сбор¬
ке узлов из отдельных деталей и при сборке машины
из отдельных узлов. При сборке применяются все основ¬
ные виды слесарных работ, в том числе и пригонка со¬
бираемых деталей в узлы с последующей регулировкой
и проверкой правильности работы механизмов и машин.
Слесарно-ремонтные работы имеют целью поддержание
работоспособности оборудования и заключаются в ис¬
правлении или замене изношенных и поврежденных де¬
талей машин.
На всех фабриках и заводах независимо от типа
производства слесари требуются для изготовления
штампов, приспособлений и инструментов, для выпол¬
нения ремонта и монтажа промышленного оборудова¬
ния, по санитарно-техническим работам, промышленной
вентиляции и др. Без слесарей не обойтись в современ¬
ном сельском хозяйстве, — здесь они осуществляют ре¬
монт тракторов, комбайнов и другой техники.
Глава II
ТЕХНИКА БЕЗОПАСНОСТИ
И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
Техника безопасности и противопожарная техника
являются научной дисциплиной, изучающей теоретиче¬
ские и практические вопросы безопасности и безвредно¬
сти труда, предупреждения производственного травма¬
тизма, профессиональных заболеваний и отравлений,
аварий, шжаров и взрывов и разрабатывающей профи¬
лактические мероприятия.
Техника безопасности является только частью охра¬
ны труда, которая ^рассматривает организационные и
технические методы обеспечения безопасности труда.
Основным содержанием мероприятий по технике безо¬
пасности является профилактика травматизма, т. е. пре¬
дупреждение несчастных случаев на производстве.
Главнейшее направление в обеспечении безопасно¬
сти труда на современном этапе высокомеханизирован¬
ного призводства — это создание таких совершенных по
конструкции машин и механизмов, работа на которых
не представляла бы опасности захвата движущимися
или вращающимися частями, ранения, ушиба и т. п.,
а также рациональная организация производства, кото¬
рая в процессе труда не вызывала бы физического утом¬
ления. Не меньшее значение в возникновении несчаст¬
ных случаев на производстве имеет действие на орга¬
низм человека различных факторов внешней среды,
например таких, как состояние воздушной среды (ее тем¬
пература, влажность, загрязненность пылью, вредными
парами и газами), уровень освещенности рабочих мест,
1$
наличие и интенсивность электромагнитных полей, шу¬
ма и др. Помимо того, что эти факторы при длительном
воздействии на организм человека могут привести к
тем или иным стойким изменениям в нем (профессио¬
нальным заболеваниям), они на любой стадии воздей¬
ствия ослабляют организм, понижают внимание к опас¬
ности и являются сопутствующей причиной возникнове¬
ния многих несчастных случаев на производстве.
Таким образом, условия и безопасность профессио¬
нального труда слесаря, токаря, фрезеровщика и др.
определяются как совершенством применяемых станков,
механизмов, технологии и организации производства, так
и окружающей работающих санитарно-гигиенической
обстановкой. Поэтому другой значительной частью
охраны труда считается производственная санитария,
основным содержанием которой является обеспечение
санитарно-гигиенических условий труда, способствую¬
щих сохранению здоровья работающих, а также преду¬
преждению возникновения профессиональных заболева¬
ний и отравлений.
Наконец, третья часть вопросов охраны труда — это
правовая охрана труда.
Советское трудовое законодательство установлено в
интересах трудящихся и, следовательно, охраняет их
труд.
Основные требования законодательства об охране
труда изложены в разделе «Охрана труда» Кодекса за¬
конов о труде (КЗОТ) союзных республик.
Специальные правила по технике безопасности и
производственной санитарии для отдельных отраслей
народного хозяйства издаются центральными комитета¬
ми профсоюзов по согласованию с заинтересованными
министерствами и ведомствами.
Таковы, например, Правила для работ при холодной
обработке металлов, утвержденные ЦК профсоюза рабо¬
чих машиностроения 19 ноября 1958 г., Правила
техники безопасности и производственной санитарии
при окраске изделий в машиностроении и ряд других
правил. В частности, правила, действующие в машино¬
строительной промышленности, содержат подробные
нормы об устройстве и содержании производственных и
вспомогательных помещений, об ограждении и содержа¬
нии машин, станков и других механизмов, о вентиля-
16
Uии, отоплении и освещении производственных помеще¬
ний, о предотвращении отравлений, об устранении пы¬
ли, производственных шумов и т. д.
В соответствии с этими правилами все рабочие, по¬
ступающие на предприятия машиностроения, проходят
сначала вводный инструктаж по технике безопасности
и производственной санитарии, а затем инструктаж или
обучение безопасным методам работы на своем рабо¬
чем месте. Обязательное обучение правилам техники
безопасности и производственной санитарии распростра¬
няется также и на административно-технический персо¬
нал. В учебных заведениях-профтехобразования изуче¬
ние правил по технике безопасности и производствен¬
ной санитарии проходит на уроках теоретического и
производственного обучения.
Руководствуясь отраслевыми правилами техники
безопасности и производственной санитарии, админист¬
рация предприятия разрабатывает так называемые ин¬
струкции по безопасным способам работы для каждой
профессии с учетом специфических условий данного
производства, работы на данном станке, агрегате и т. п.
Эти инструкции утверждаются главным инженером
предприятия. Они вывешиваются на рабочих местах и
выдаются на руки рабочим. На тех частях механизмов,
которые могут быть опасны для работающего, должны
быть вывешены предупредительные надписи.
Особую заботу Советское государство проявляет об
охране труда женщин и подростков. Поэтому, помимо
общих правил об охране труда, распространяющихся
на всех рабочих и служащих, советское трудовое зако¬
нодательство предусматривает для женщин и несовер¬
шеннолетних ряд специальных дополнительных правил
по охране труда.
Для организации работы по технике безопасности
и производственной санитарии на предприятиях органи¬
зуются отделы или бюро по технике безопасности, под¬
чиненные главному инженеру предприятия; на неболь¬
ших заводах и в крупных цехах предусматривается
должность инженера по технике безопасности.
Техника безопасности органически связана с проти¬
вопожарной техникой. Эта связь исходит из необходи¬
мости защиты здоровья и жизни людей от огня. Случаи
загораний, пожаров и в особенности воспламенений,
2 Н. H. Кропивницкий
[7
сопровождающихся взрывами, как правило, приводили и
приводят к несчастным случаям с людьми. Поэтому
строгое соблюдение противопожарного режима в сле¬
сарных, слесарно-сборочных цехах, в учебных мастер¬
ских, на предприятии, в любых других помещениях и в
особенности в пожаро- и взрывоопасных производст¬
вах — это также важнейшее требование и техники 'безо¬
пасности, а защита зданий, сооружений, машин, обору¬
дования и т. п. от возгорания и распространения огня
служат одновременно средством предупреждения не¬
счастных случаев. Наибольшее место в пожарной безо¬
пасности отводится пожарной профилактике. Задачи по¬
жарной профилактики состоят в изучении причин пожа¬
ров и изыскании наиболее эффективных методов и
средств по их предупреждению, а в случае возникнове¬
ния пожаров — в ликвидации их в кратчайший срок и
с наименьшим ущербом. Контроль за охраной труда ра¬
ботающих в СССР осуществляется профсоюзными и
специальными органами государственного надзора (Гос-
санинспекция, Госи-нспекция по промэнергетике и энер¬
гонадзору и др.).
5. ПРОИЗВОДСТВЕННЫЙ ТРАВМАТИЗМ
И ПРОФЕССИОНАЛЬНЫЕ ЗАБОЛЕВАНИЯ
Производственный травматизм — это внезапное по¬
вреждение организма человека (ранение, ушиб, ожог,
острое отравление), происшедшее в производственной
обстановке.
Физические повреждения или нарушение нормальной
деятельности человеческого организма, возникшее в те¬
чение длительного времени работы во вредных условиях
производства, называются профессиональными заболе¬
ваниями. К ним, например, относятся заболевания лег¬
ких (силикоз) от воздействия пыли кремния, притупле¬
ние слуха (глухота) при работе в шумных цехах, забо¬
левание глаз от воздействия ультрафиолетовых лучей
и т. д.
Несчастные случаи, происшедшие в производствен¬
ной обстановке, рассматриваются как производственные
травмы. На каждый несчастный случай, вызвавший по¬
терю трудоспособности не менее чем на один рабочий
день, начальник цеха (старший мастер профессионалъ-
18
но-технического училища — ПТУ) с участием общест¬
венного инспектора охраны труда должен составить акт
и направить его главному инженеру предприятия (ди¬
ректору ПТУ), который обязан принять немедленные
меры по устранению причин, вызвавших несчастный
случай.
Травмы, вызвавшие потери трудоспосрбности менее
чем на один день, или легкие повреждения регистриру¬
ются в медпункте предприятия (училища).
6. РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ
И БЕЗОПАСНАЯ ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Правильное размещение металлорежущих станков,
верстаков и другого, оборудования в цехах и на участ¬
ках является основным звеном в организации безопас¬
ной работы. При размещении оборудования необходимо
соблюдать установленные минимальные разрывы меж¬
ду верстаками или станками и отдельными элементами
здания, правильно определять ширину проходов и про¬
ездов. Размещение слесарных верстаков или станков и
другого оборудования в мастерских принимается таким,
чтобы расстояния между ними были достаточными для
свободного прохода работающих. Ширина проходов
должна быть не менее 1 м. Расстояние между верста¬
ками при поперечном расположении их к проезду (в за¬
тылок работающих) должно равняться 0,9 м, а при по¬
парном расположении (лицом к лицу работающих)
должно составлять 1,6 м.
Для перевозки грузов автомашинами устраиваются
проезды шириной 3,5 м. Загромождение проходов и про¬
ездов, а также рабочих мест различными предметами
не разрешается. Проходы и проезды должны содер¬
жаться в чистоте и порядке, границы их обычно отме¬
чают белой краской или металлическими светлыми
кнопками.
Ширина рабочей зоны принимается не менее 0,8 м.
Рабочее место, как было сказано выше, организует¬
ся в соответствии с характером выполняемой работы.
От того, насколько правильно и рационально будет ор¬
ганизовано рабочее место, зависит безопасность и про¬
изводительность труда. Как правило, каждое рабочее
место оснащено основным и вспомогательным оборудо-
2*
19
вДнием и соответствующим инструментом. Отсутствие
на рабочем месте удобного вспомогательного оборудо¬
вания или нерациональное его расположение, захлам¬
ленность рабочего места, создают условия для возник¬
новения травматизма. Мероприятия по улучшению ор¬
ганизации рабочих мест заключаются в рационализации
трудовых движений и соответствующем оборудовании
рабочего места. Технологический процесс не должен до¬
пускать непроизводительных и опасных трудовых дви¬
жений и тем более опасных положений тела работаю¬
щего.
7. ПРОИЗВОДСТВЕННАЯ ЭСТЕТИКА
Вопросы правильного размещения верстаков и безо*
пасной организации рабочих мест слесарей, так же как
и вопросы гармоничности форм и тонов окраски машин,
инструментов и другого оборудования, имеют большое
значение для оздоровления и облегчения условий труда.
Основной целью производственной эстетики является
достижение эстетического совершенства трудовой об¬
становки, способствующей безопасности, более высокой
производительности труда и хорошему настроению ра¬
ботающих, Наружная поверхность станков должна
иметь сплошной плавный контур, не иметь острых углов,
впадин, выступов и т. п. Все движущиеся части долж¬
ны быть скрыты в корпусе станка, что делает его очер¬
тания более спокойными и приятными для глаза, а на
гладких, обтекаемых поверхностях нет скапливания
пыли и грязи. Станки должны быть окрашены в свет¬
лые и спокойные тона.
Правильно выбранный цвет снижает утомляемость
и значительно повышает производительность труда. Па¬
нели стен высотой 2,5—3 м от пола рекомендуется окра¬
шивать в светло-зеленый, светло-желтый или бежевый
цвет. Металлорежущие станки и слесарные верстаки
окрашивают светло-зеленой краской, а движущиеся ча¬
сти станка — светло-желтой. Органы управления выде¬
ляются другими, специально подобранными оттенками.
В термических цехах печи окрашивают в светло-серый
цве?. Алюминиевой краской покрывают подъемно-транс¬
портное оборудование: мостовые краны, кран-балки, мо¬
норельсы.
20
Вспомогательное оборудование и оснастку также вы¬
деляют соответствующими тонами: электрокары — жел¬
той, тумбочки, шкафы — светло-коричневой краской.
Трубопроводы окрашивают в зависимости от харак¬
теристики перемещаемых в них веществ и материалов:
для пара — в розовый, для воды — в зеленый, для сжа¬
того воздуха — в голубой, для ' масла — в коричневый
цвет и т. д.
8. ТЕХНИКА БЕЗОПАСНОСТИ
В СЛЕСАРНО-СБОРОЧНОМ ЦЕХЕ
По характеру своей работы слесарь-сборщик выпол¬
няет самые разнообразные работы. Он может работать
совместно с электросварщиком или газосварщиком, за¬
прессовывать детали, охлаждая их в жидком воздухе
или азоте или подогревая в печах, в горячем масле
и т. п. Слесарю-сборщику в процессе работы приходит¬
ся перемещать вручную и при помощи транспортных
средств различные детали и узлы, нередко весьма тяже¬
лые. Он пользуется станками и механизированным ин¬
струментом, например заточными станками (точилами),
сверлильными станками, электрическими и пневматиче¬
скими дрелями, отвертками, гайковертами, молотками,
шлифовальными машинками и т. п. При неосторожном'
или неумелом пользовании оборудованием или инстру¬
ментом легко можно причинить вред себе и окружаю¬
щим. Чтобы избежать этого* слесарь обязан знать пра¬
вила безопасной работы и строго их соблюдать. Сле¬
сарь-сборщик всегда должен помнить, что работать
нужно на хорошо организованном месте, обязательно
исправным инструментом, должен заранее предупреж¬
дать возможные опасности, которые могут встретиться
в процессе работы.
В слесарно-сборочных цехах работают различные
механизмы, станки и машины, которые имеют движу¬
щиеся части — валы, муфты, установочные кольца, шки¬
вы, а также всякого рода передачи — ременные, канат¬
ные, зубчатые, фрикционные, цепные. Особенно опасны
выступающие мелкие детали вращающихся частей, на¬
пример головки шпонок, болтов, винтов на установоч¬
ных кольцах и муфтах, концы валов со шпоночной ка¬
навкой, выступающие за подшипник, и пр. Если рабо-
21
чий хорошо знает правила техники безопасности и стро¬
го их выполняет, возможность несчастного случая ис¬
ключена. При проходе по цеху необходимо внимательно
прислушиваться ко всем подающимся сигналам, усту¬
пать дорогу движущемуся транспорту, не проходить
там, где вывешены запрещающие надписи.
Ходить в цехе следует только по проходам, специ¬
ально для этого предназначенным. При движении крана
с грузом ни в коем случае не проходить и не стоять под
грузом или вблизи его.
Работая на станке, слесарь-сборщик должен по¬
мнить основное правило техники безопасности — это
ограждение движущихся частей защитными приспособ¬
лениями: кожухами, металлическими сетками и т. п.
Чистка и смазка станков и механизмов должны произ¬
водиться только после остановки их. Во избежание по¬
ражения электрическим, током необходимо следить за
тем, чтобы электрические провода были исправными и
изоляция на них не нарушена, а все металлические ча¬
сти были заземлены. При обнаружении неисправности
в электрической части машин или станков необходимо
сообщать об этом электромонтеру и не приступать к
работе до исправления повреждений.
Перед началом работы следует хорошо осмотреть
свою одежду. На рабочем костюме не должно быть
болтающихся концов тесемок, манжеты рукавов следует
завязать или застегнуть на пуговицы, длинные волосы
убрать под головной убор. Только приведя в порядок
себя и свое рабочее место, можно приступить к работе.
В тех случаях, когда слесарю-сборщику приходится
выполнять работу, с которой он недостаточно знаком,
или работать с механизмами, недостаточно им освоен¬
ными, он обязан требовать от своего мастера инструк¬
тажа и до получения его не должен приступать к ра¬
боте.
9. ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
И МЕРЫ ЕЕ ПРЕДУПРЕЖДЕНИЯ
Воздействие электрического тока на организм чело¬
века может иметь серьезные последствия для здоровья.
Действие электрического тока может быть тепловым
(ожог), механическим (разрыв тканей, повреждение ко¬
22
стей) и химическим (электролиз). Кроме того, ток дей¬
ствует биологически, нарушая электрические процессы^
свойственные живой материи, с которыми связана ее
жизнеспособность.
По установившейся практике поражение всего орга¬
низма в целом, вызванное прохождением через него
электрического тока, принято называть электрическим
ударом. В отличие от этого внешние местные поражения
(ожог, металлизация кожи, электрический знак) носят
общее название электротравм.
Характер действия электрических токов неодинаков.
Постоянный ток производит в организме термическое и
электролитическое действие, а переменный — преимуще¬
ственно сокращение мышц, сосудов голосовых связок
и т. д. Установлено, что для напряжений ниже 500 в
переменный ток опаснее равного ему по напряжению
постоянного тока, а при повышении напряжения более
500 в увеличивается опасность от воздействия постоян¬
ного тока.
Среди переменных токов различной частоты наи¬
большую опасность представляют токи промышленной
частоты 40—500 гц. Токи высокой частоты (500 кец и
выше) безопасны с 'точки зрения внутренних пораже¬
ний: они не вызывают электрического удара. Однако
они могут вызвать ожог и этим не менее опасны, чем
постоянные или переменные токи промышленной часто¬
ты. Проходя через организм, ток вызывает паралич ды¬
хательного центра, приводящий к остановке дыхания,
или парализует работу сердца. Нарушение работы серд¬
ца и остановка дыхания бывают одновременно.
Ожоги происходят вследствие теплового действия
тока и образования электрической дуги. Они могут быть
поверхностными (кожные) или глубокими, сопровожда¬
ющимися поражением не только кожи, но и подкожной
ткани, глубоко лежащих мышц, нервов и костей. При
высокой частоте тока могут иметь место ожоги внут¬
реннего характера, даже без заметного повреждения
кожной поверхности.
Электрические знаки тока представляют особые по¬
ражения, обычно возникающие при плотном контакте с
проводником электрического тока. Они представляют со¬
бой отметку или отпечаток той части электроустановки
или проводника, с которой произошло соприкосновение.
23
Металлизация кожи—пропитывание кожи мельчай*
шими частицами металла, разрушающегося и проникаю*
щего в кожу на месте контакта под влиянием механи¬
ческого или химического воздействия электрического
тока. При возникновении электрической дуги металл то¬
коведущей части, где возникла дуга, испаряясь, механи¬
чески заносится в глубь кожи и осаждается в ней, при¬
нимая своеобразную окраску. В большинстве случаев
процесс излечения таких больных проходит успешно.
Все электротехнические установки и сети подразде¬
ляются, исходя из необходимых мероприятий по обеспе¬
чению техники безопасности, на две группы: установки
и сети с номинальным напряжением до 1000 в и выше
1000 в.
Основная масса оборудования в цехах машино¬
строительных заводов питается током напряжением
380/220 в и относится к установкам первой группы. Воз¬
душные и кабельные линии, питающие предприятия
электроэнергией, как правило, высоковольтные, со стан¬
дартным напряжением 3, 6, 12, 35, 120 кв и выше. Кро¬
ме трансформаторных подстанций и распределительных
устройств напряжение свыше 1000 в имеют высокочас¬
тотные установки промышленной электротермии, элект-
роокрасочные установки, установки очистки от пыли и
др. Для безопасности обслуживания электрических
установок большое значение имеет окружающая произ¬
водственная среда. Как уже отмечалось, высокая темпе¬
ратура, влага, пыль, едкие пары и газы, воздействуя на
человека, снижают его сопротивление внешним усло¬
виям. Эти же факторы разрушительно действуют на
электроизоляцию, на одежду и обувь человека, способ¬
ствуют возникновению электропоражений и аварий. По¬
этому все помещения по степени опасности поражения
электрическим током делят на три категории: помеще¬
ния без повышенной опасности, помещения с повышен¬
ной опасностью и особо опасные помещения.
К помещениям без повышенной опасности относятся
сухие, отапливаемые помещения с температурой возду¬
ха не выше 30° С, с полами из дерева или из других
непроводящих ток материалов, например чертежные
залы, учебные кабинеты, классы, конторские помеще¬
ния й др. На предприятиях машиностроительной про¬
мышленности механические, слесарные и сборочные
24
цехи относят к категории помещении с повышенной
опасностью, а литейные, кузнечные, гальванические и
термические цехи зачастую к особо опасным.
Помещениями, опасными в пожарном отношении,
считаются такие, в которых обрабатываются или хра¬
нятся легковоспламеняющиеся предметы и в которых
по условиям производства могут содержаться легковос¬
пламеняющиеся газы, пары, пыль или волокна.
К взрывоопасным относятся помещения, в которых
изготовляются, обрабатываются или хранятся взрывча¬
тые вещества или в которых могут появляться пары #
пыль, образующие взрывчатые смеси. Для того чтобы
исключить возможность непосредственного прикоснове¬
ния человека к токоведущим частям, их тщательно Изо¬
лируют, ограждают кожухами, щитами или располагают
на недоступной высоте. Конструктивное выполнение
электрооборудования предопределяет возможность слу¬
чайного прикосновения к токоведущим ее частям. Поэто¬
му наилучшим конструктивным решением, очевидно,
следует считать такое, при котором все токоведущие
части заключены внутри корпусов и станин или ограж¬
дены сплошными съемными или открывающимися
ограждениями (коробками, щитками и т. п.).
Для защиты людей от поражения электрическим то¬
ком, от действия электрической дуги и искр приме¬
няются следующие защитные средства: а) изолирующие
защитные средства; б) защитные средства от действия
дуги и искр (специальные очки, щитки, брезентовые ру¬
кавицы); в) переносные временные ограждения, зазем¬
ления и предупредительные плакаты; г) переносные ука¬
затели напряжения и тока.
Наиболее совершенным способом защиты от опас¬
ного напряжения на защищаемой установке является
защитное отключение максимально-токовыми реле с
минимальной выдержкой времени. Защитное отключе¬
ние электроустановок производится также при помощи
специальных выключателей автоматически, как только
на ее корпусе появится напряжение определенной ве¬
личины. Важнейшим мероприятием, способствующим
уменьшению опасности воздействия на человека элект¬
рического тока, является применение тока пониженного
напряжения. Это мероприятие приобретает особое зна¬
чение для работающих в помещениях, которые имеют
25
повышенную или особую электрическую опасность. Со¬
гласно правилам техники безопасности пониженное на¬
пряжение, т. е. напряжение до 36 в, должно применять¬
ся для питания ручного и переносного электроинстру¬
мента, для ламп местного освещения у верстаков, стан¬
ков и др., а также для светильников общего освещения,
имеющих высоту подвеса над полом менее 2 м, для по¬
догревания прессформ и т. д. Напряжение ручных пе¬
реносных электрических ламп, применяемых в помеще¬
ниях с повышенной опасностью, должно быть не выше
36 б, а в помещениях особо опасных и вне помеще¬
ний— не выше 12 в.
Человеку, попавшему под напряжение, должна
быть оказана немедленная помощь. Если невозможно
быстро отключить установку, необходимо отделить по¬
страдавшего от токоведущих частей: в установках до
1000 в — сухой доской, палкой, сухой одеждой или ка¬
ким-либо другим сухим непроводником (желательно
производить это в резиновых перчатках и галошах); в
установках выше 1000 в — только изолированной штан¬
гой или клещами (в перчатках и ботах).
Отделение пострадавшего от токоведущих частей ре¬
комендуется производить, по возможности, одной рукой
с применением диэлектрических перчаток, галош или
обмотать руки, шарфом, надеть на руку фетровую шля¬
пу или суконную фуражку. Если пострадавший нахо¬
дится в сознании, но до этого продолжительное время
находился под током или в состоянии обморока, то при
любом самочувствии он не должен подвергаться физи¬
ческим усилиям. До прибытия врача ему необходимо
обеспечить покой и медицинское наблюдение в течение
2—3 часов.
Если пострадавший находится после освобождения
его от электрического тока в бессознательном состоя¬
нии, но с сохранившимся дыханием, то его необходимо
уложить и расстегнуть одежду, создать приток свежего
воздуха или воспользоваться кислородным аппаратом.
Пострадавшему дают нюхать нашатырный спирт, расти¬
рают и согревают его тело и вызывают врача. Если по¬
страдавший дышит очень резко и судорожно, ему де¬
лают искусственное дыхание и массаж сердца. Искус¬
ственное дыхание должно непрерывно проводиться до
тех пор, пока не восстановится нормальное дыхание.
26
10. ПРОМЫШЛЕННОЕ ОСВЕЩЕНИЕ
Организация рационального освещения производст¬
венных помещений и рабочих мест является одним из
основных вопросов охраны труда. При хорошем осве¬
щении устраняется напряжение глаз, облегчается раз¬
личение обрабатываемых деталей, ускоряется темп ра¬
боты. Свет возбуждает деятельность всего органиама,
темнота его угнетает.
Влажнейшей характеристикой освещения является
яркостный контраст между рассматриваемыми деталя¬
ми и фоном. Он определяется процентным соотношени¬
ем разности яркости детали и фона к большей яркости
и оценивается как малый (до 20%), средний (до 50%)
и большой контраст (больше 50%). Способность глаз
различать мелкие предметы называется остротой зрения.
Острота зрения также увеличивается по мере увеличения
освещенности.
При лучшем освещении легче обнаруживаются не¬
достатки, допускаемые при обработке деталей или сбор¬
ке машин, и, следовательно, не только повышается ‘об¬
щее количество вырабатываемой продукции, но и улуч¬
шается ее качество. В свою очередь, недостаточное или
нерациональное освещение способствует увеличению
числа несчастных случаев, так как при недостаточной
освещенности затрудняется различение опасных частей
машины, станков и т. п. Резкие тени, утомляя глаза,
вызывают нарушение их работоспособности и могут быть
непосредственными причинами несчастных случаев.
Причиной многих несчастных случаев является также
ослепление работающих слишком ярким источником
света. Это имеет место при прожекторном освещении
или когда перед глазами работающих — ничем не за¬
щищенные лампы большой яркости. Существует два
вида освещения: естественное и искусственное.
Роль естественного освещения в обеспечении благо¬
приятных условий труда на производстве очень велика.
За счет дневного света в помещениях можно добиться
высокого уровня освещенности на рабочих местах; есте¬
ственный свет наиболее привычен человеку; имеет вы¬
сокую биологическую и гигиеническую ценность; днев¬
ной свет оказывает сильное воздействие на психику
человека.
27
Для искусственного освещения в настоящее время
используют несколько видов источников света. Основ¬
ными из них являются лампы накаливания, люминес¬
центные лампы, специальные лампы с повышенной све¬
товой отдачей (например, ртутные лампы высокого и
сверхвысокого давления), электрические дуги.
В настоящее время искусственное освещение норми-г
руется санитарными нормами проектирования промыш¬
ленных предприятий СН 245-63. Правильная эксплуата¬
ция установок естественного освещения — боковым све¬
том через световые проемы в наружных стенах, верхним
светом через световые проемы и др. — и искусственного
освещения играет исключительно важную роль в созда¬
нии высокого уровня освещенности в помещениях и эко¬
номии электроэнергии, расходуемой на искусственное
электрическое освещение.
Эксплуатация осветительных установок включает в
себя: а) регулярную чистку окон и светильников от за¬
грязнения; б) своевременную замену перегоревших ламп
и контроль за постоянством напряжения в осветительной
сети; в) повышение общего уровня культуры эксплуата¬
ции здания, обеспечивающей в помещениях необходимую
чистоту воздуха и отсутствие выброса в атмосферу пыли,
дыма, копоти и т. д., а также регулярную уборку поме¬
щений, окраску или побелку стен и потолка.
Очистка светильников должна проводиться не реже
трех раз в месяц в литейных, термических, малярных,
деревообрабатывающих, прессовых и холодноштампо¬
вочных цехах и не реже двух раз в месяц в механиче¬
ских, слесарных, сборочных и во всех других цехах.
11. МЕТЕОРОЛОГИЧЕСКИЕ УСЛОВИЯ
НА ПРОИЗВОДСТВЕ
Работы могут производиться при самых разнообраз*
ных температурах воздуха, различном по влажности и
подвижности, а также при воздействии излучений от
нагретого оборудования , и обрабатываемых материалов
и деталей. Все эти условия внешней среды в совокуп¬
ности принято называть метеорологическими условиями.
Метеорологические условия оказывают огромное
влияние на самочувствие и работоспособность человека.
В организме человека непрерывно происходят окисли¬
28
тельные реакции, связанные с образованием тепла. Вме¬
сте с этим также непрерывно происходит и отдача теп¬
ла в окружающую среду.
Совокупность процессов, обеспечивающих теплооб¬
мен между организмом и внешней средой, в результате
которого температура тела поддерживается примерно
на одинаковом уровне, называется терморегуляцией.
Теплоотдача организмом во внешнюю среду зависит от
температуры окружающей среды, от количества влаги
(пота), выделяемой организмом вследствие затрат теп¬
ла на испарение, от тяжести выполняемой работы и фи¬
зического состояния человека. Однако отдача тепла с
поверхности тела путем усиления конвекции и излуче¬
ния может происходить только при внешней темпера¬
туре до 30° С. Если температура воздуха выше этого
предела, большая часть тепла уже отдается путем ис¬
парения влаги с поверхности кожи (пота), а при тем¬
пературе воздуха, близкой к температуре поверхности
тела, теплоотдача происходит только за счет испарения
пота.
Особенно неблагоприятные условия наступают для
терморегуляции организма в том случае, когда наряду
с повышенной влажностью в помещении имеется также
и высокая температура (свыше 30°С), — наступает бы¬
строе утомление, расслабление организма и прекраще¬
ние потовыделения. Нарушение терморегуляции ведет к
тяжелым последствиям: головокружению, тошноте, по¬
тере сознания, тепловому удару.
Для обеспечения нормальных метеорологических
условий в рабочей зоне производственных помещений
установлены нормы метеорологических условий, кото-
" рые включены в санитарные нормы проектирования про¬
мышленных предприятий СН 245-63. Нормы учитывают
сезон года, характер производственного помещения и
степень тяжести выполняемой работы. Так, для поме¬
щений с незначительным избытком тепла рекомендуют¬
ся следующие температуры воздуха, в °С: при выполне¬
нии легких работ 18—20; для работ средней тяжести
16—18 и тяжелых работ 14—16.
К мероприятиям по борьбе с перегреванием орга¬
низма относятся: механизация тяжелых работ, защита
от источников излучения, удаление избыточных тепло¬
выделений при помощи вентиляции, Личная профилак¬
29
тика нарушений водно-солевого обмена и других послед¬
ствий перегревания.
Во избежание ожогов поверхности тела рабочие при
работе с горячими и раскаленными предметами долж¬
ны пользоваться теплозащитной спецодеждой, а ох ожо¬
гов глаз — защитными очками со светофильтрами, под¬
бираемыми в зависимости от температуры нагретых тел.
Для предупреждения чрезмерного охлаждения рабо¬
чих помещений применяют приточную вентиляцию с по¬
дачей теплого воздуха, устраивают тамбуры и воздуш¬
ные тепловые завесы, препятствующие поступлению в
помещение холодных масс воздуха зимой при открыва¬
нии дверей и ворот. Для восстановления водно-солевого
баланса организма рабочие горячих цехов обеспечива¬
ются газированной водой, содержащей до 0,5% поварен¬
ной соли.
12. САНИТАРНОЕ БЛАГОУСТРОЙСТВО ПРЕДПРИЯТИИ
И ЦЕХОВ
Санитарное благоустройство предприятий и надле¬
жащее их содержание являются важнейшими мероприя¬
тиями в борьбе с профессиональными вредностями, за
высокую культуру труда. Они предусматривают также
защиту населения от ядовитых газов, пыли, копоти, шу¬
ма и вредного воздействия сточных вод.
Территория предприятия должна отвечать не только
требованиям производства, но и всем санитарным нор¬
мам. Она должна быть ровной, хорошо освещенной,
иметь проходы и проезды достаточной величины.
Ямы и другие углубления, устраиваемые для техни¬
ческих целей, должны быть плотно и прочно закрыты
или надежно ограждены. Дороги и проходы на террито¬
рии предприятия должны быть, как правило, прямоли¬
нейными. Ширина дорог должна соответствовать при¬
меняемым транспортным средствам, перемещаемым
грузам и интенсивности движения, а также надо учиты¬
вать наличие встречных перевозок. Проезжая часть до¬
рог должна иметь твердое покрытие. Благоустроенный
двор с газонами и цветниками может служить местом
отдыха рабочих во время перерывов.
Санитарными нормами проектирования промышлен¬
ных предприятий установлены объем и площадь произ¬
30
водственного помещения на каждого работающего, они
должны быть соответственно не менее 15 м3 и 4,5 м2.
Помимо соблюдения минимальной кубатуры на одного
работающего имеет также значение минимальная вы¬
сота помещения. В чрезвычайно низких помещениях за¬
труднены их освещение и проветривание. В качестве ми¬
нимальной принимают высоту производственных поме¬
щений 3,2 м от пола до потолка.
Полы, стены и потолки помещений позволяют обес¬
печивать достаточную защиту от влияния холода и сы¬
рости. Полы должны быть теплыми, из эластичного ма¬
териала, плотными, ровными, нескользкими и удобными
для очистки.
В тех помещениях, где по условиям работы пол под¬
вергается смачиванию водой, эмульсиями, кислотой, ще¬
лочью, растворителями и прочими жидкостями, он вы¬
полняется из непроницаемых материалов и с достаточ¬
ным уклоном для быстрого стока. Что касается стен и
потолков, то они должны быть малотеплопроводными.
Гигиена и культура производства предприятий тре¬
буют оборудования их вспомогательными помещениями.
К ним относятся: гардеробные, умывальники и душевые,
комнаты для просушивания спецодежды и т. п. Для свое¬
временного оказания первой помощи пострадавшим на
производстве и заболевшим, а также для проведения
лечебной и санитарно-профилактической работы на
предприятиях организуют здравпункты. Все эти помеще¬
ния и устройства, назначением которых является удов¬
летворение нужд работающих, называются бытовыми
или санитарно-бытовыми.
13. ПОЖАРНАЯ ПРОФИЛАКТИКА
Наибольшее значение в оценке пожарной опасности
горючих веществ имеет температура, при которой го¬
рючее вещество подготовлено к горению. Такими тем¬
пературами являются температура вспышки и темпера¬
тура воспламенения.
Температурой вспышки называется наименьшая тем¬
пература горючего вещества (жидкости), при которой
создается с воздухом смесь газов или паров, способных
воспламеняться при поднесении открытого огня.
Ы
Температура вспышки имеет большое значение в
оценке пожарной опасности жидкостей, которые разде¬
ляются на легковоспламеняющиеся с температурой
вспышки до 45° и горючие — с температурой вспышки
более 45° С.
К легковоспламеняющимся жидкостям относятся бен¬
зин, имеющий температуру вспышки от —50 до +10° С
в зависимости от марки; бензол, имеющий температуру
вспышки —13° С; метиловый спирт с температурой
вспышки —1°С; керосин, имеющий температуру вспыш¬
ки +28° С, и другие жидкости. К горючим жидкостям
относятся льняное масло, имеющее температуру вспыш¬
ки от +205 до +300°С, смазочные масла, каменноуголь¬
ная смола, дизельное топливо, мазут и т. п.
Температурой воспламенения называется наимень¬
шая температура горючего вещества (жидкости), при
которой оно загорается от открытого источника воспла¬
менения (пламени) и продолжает гореть после удаления
этого источника.
Процесс горения, возникающий в результате нагрева
всей горючей смеси при отсутствии внешнего воздейст¬
вия (открытый огонь), называется самовоспламенением.
Температура, при которой медленное окисление перехо¬
дит в самовоспламенение, называтся температурой са¬
мовоспламенения. Она определяется специальными при¬
борами и составляет для горючих жидкостей 400—700° С.
Температура вспышки, воспламенения и самовоспла¬
менения для некоторых пород древесины и других твер¬
дых горючих веществ: сосна имеет температуру вспыш¬
ки 230° С, воспламенения 270° С, самовоспламенения
360° С; древесный уголь, кокс и торф не имеют темпе¬
ратуры вспышки и воспламенения, они характеризуются
только температурой самовоспламенения, которая для
этих веществ соответственно равна 350, 225—280 и
700° С.
Горючие газы, пары и пыль (бензин, ацетилен, ски¬
пидар, водород, каменноугольная пыль и др.) в смеси
с кислородом воздуха способны образовывать взрывча¬
тые смеси.
Взрыв — это чрезвычайно быстрое, определяемое до¬
лями секунды горение, сопровождающееся выделением
большого количества тепла и раскаленных газообраз¬
ных продуктов, а также большим давлением.
82
Пожарная профилактика разрабатывает мероприя¬
тия, направленные на предупреждение пожаров, пресе¬
чение путей распространения огня, обеспечение быстрой
и безопасной эвакуации людей и имущества из поме¬
щений, а также успешное развертывание технических
средств и четкую организацию тактических действий по¬
жарных команд при ликвидации пожаров. Органам
Государственного пожарного надзора предоставлено
право давать предписания о принятии необходимых про¬
тивопожарных мер, налагать штрафы, на нарушителей, а
при наличии непосредственной угрозы возникновения
пожара даже прекращать работу цеха или предприятия,
на которых не выполняются требования пожарной без¬
опасности.
Основными причинами пожаров могут быть: непра¬
вильное устройство промышленных печей, котельных,
неисправность отопительных приборов и нарушение
режимов топки; неисправность, перегрузка или непра¬
вильное устройство электрических установок и сетей; не¬
исправность производственного оборудования; неосто¬
рожное обращение с огнем; самовоспламенение и
самовозгорание материалов при неправильном хранении;
отсутствие или неисправность молниеотводов и др.
Мероприятия, устраняющие причины возникновения
пожаров на предприятии, разделяются на строительно¬
технические, административно-организационные и на¬
правленные на быструю ликвидацию очагов пожара.
К строительно-техническим мероприятиям относятся
надлежащая планировка территории предприятия и раз¬
мещение на ней производственных зданий и сооруже¬
ний; устройство в зданиях специальных преград, пре¬
пятствующих распространению огня; правильное устрой¬
ство и размещение основных и запасных выходов, ава¬
рийного освещения, правильная эксплуатация оборудо¬
вания и т. п.
К административно-организационным мероприятиям
относятся запрещение курения и пользования открытым
огнем при производстве различных работ в пожароопас¬
ных помещениях или около огнеопасных материалов,
ограждение запасов сгораемого сырья, полуфабрикатов,
готовой продукции, организация добровольных пожар¬
ных дружин и ячеек, обучение рабочих и служащих ме¬
рам пожарной безопасности.
3 Н. Н. Кропивницкий
33
К мероприятиям, направленным на быструю ликви¬
дацию очагов пожара, относятся устройство специаль¬
ных дорог и удобных подъездов к зданиям и специаль¬
ных проходов к труднодоступным местам, устройство
противопожарных лестниц, водопровода, сигнализации
и связи, оборудование в цехах первичных пунктов по¬
жаротушения с необходимым набором пожарных
средств и техники, создание на предприятиях пожарной
охраны.
Горение в условиях пожара может быть ликвидиро¬
вано тремя методами: 1) удалением окислителя или сни¬
жением его процентного содержания в зоне горения;
2) удалением горючего вещества из очага пожара (или
снижением процентного содержания его в зоне горения)
или изменением его свойства; 3) снижением температу¬
ры горячей среды до предела, при котором дальнейшее
горение невозможно.
Первый метод состоит в том, что очаг пожара изо¬
лируется от окружающего воздуха, в результате этого
скапливающийся дым постепенно снижает содержание
кислорода в атмосфере изолированного помещения до
предела, при котором горение прекращается. Второй ме¬
тод предусматривает устройство разрывов между зоной
горения и смежными массами горючего вещества, а так¬
же применение аварийных приспособлений для быстро¬
го удаления горючего вещества в безопасное в пожар¬
ном отношении место, например спуск горящей жидко¬
сти из резервуаров в аварийные емкости (в этом случае
пожар прекращается после выгорания остатка жидко¬
сти в резервуаре). Третий метод основан на том, что
температура горящего вещества искусственно становится
ниже температуры воспламенения этого вещества. На¬
пример, при горении жидкостей (особенно в холодное
время года) наблюдается, что вся масса жидкости нагре¬
вается очень медленно и только незначительный верхний
слой ее имеет температуру воспламенения, основной же
объем жидкости имеет начальную температуру. В этом
случае быстрое перемешивание больших масс жидкости
приводит к выравниванию температур, испарение резко
сокращается и горение ликвидируется.
Огнегасительными средствами пожаротушения назы¬
ваются такие вещества и материалы, которые, будучи
введены в зону горения, прекращают его. Тушение при
34
1л>мощи огнегасительных веществ основывается на на¬
рушении условий, необходимых для горения. Огнегаси¬
тельные вещества в момент их применения могут нахо¬
диться в газообразном, жидком, твердом состоянии, а
также в виде смеси жидкости с газом или твердым ве¬
ществом. В практике получили особенно широкое рас¬
пространение следующие огнегасительные вещества и
материалы: вода, водные растворы солей, водяной пар,
химическая и воздушно-механическая пена (для зарядки
огнетушителей), огнегасительные газы (углекислый газ,
четыреххлористый углерод, бромистый метил и др.)»
огнегасительные порошки, песок, земля, различные по¬
крывала и т. д.
К пожарной технике тушения водой относятся руч¬
ные, механизированные и стационарные приборы, аппа¬
раты и машины, при помощи которых вода подается
в зону огня. К ручным приборам относятся гидропульт-
ведро, гидропульт-костыль, стволы и спрыски, рукав¬
ные соединения, рукава, ручные пожарные насосы, т. е.
средства первой помощи, которыми может воспользо¬
ваться всякий человек при возникновении пожара.
К механизированным приборам и машинам относят¬
ся мотопомпы, автонасосы, автоцистерны, пожарные
дрезины, автомобили, катера и т. п., которые находятся
в эксплуатации- и управлении пожарных команд.
К стационарным приборам и устройствам относятся
системы пожарного водопровода с насосными станция¬
ми и другими сооружениями, а также спринклерные и
дренчерные системы, которые оборудуются в период
строительства зданий.
Среди всехN видов автоматического пожарного водо¬
снабжения первое место занимают спринклерные ста¬
ционарные устройства, которые в настоящее время по¬
лучили всеобщее признание. Специальное назначение
и ценность этих устройств состоит в том, что в корот¬
кий промежуток времени, исчисляемый долями минуты,
начинается автоматическое тушение возникшего пожа¬
ра с одновременной автоматической подачей сигнала
пожарной тревоги. Включение устройства осуществ¬
ляется при помощи спринклеров, автоматически откры¬
вающихся под действием тепла, исходящего из очага
поражения. Спринклер — это специальная головка с
металлическим замком, состоящая из запаянной стек¬
3*
35
лянной колбочки, в которой помещена жидкость, обла¬
дающая большим коэффициентом линейного расшире¬
ния. При нагревании колбочка разрывается и вскры¬
вает спринклер. Над очагом горения образуется свое¬
образный водяной душ (дождь), орошающий все горя¬
щие вещества и предметы на площади в 9 м2.
Дренчерные устройства — это те же спринклеры, но
без легкоплавкого замка. Они предназначаются также
для внешней защиты зданий от огня при возможной
его переброске с соседних горящих зданий. С помощью
дренчеров образуется своеобразная завеса.
Каждое промышленное предприятие должно иметь
противопожарное оборудование в зависимости от вида
и характера производства, его огнеопасности, величи¬
ны, типа и конструкции зданий.
Нормы расхода воды на внутреннее пожаротушение
в производственных зданиях принимаются из расчета
двух пожарных струй производительностью не менее
2,5 л/сек каждая.
Глава III
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ ДЕТАЛЕЙ МАШИН И ИНСТРУМЕНТОВ
14. ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛАХ И СПЛАВАХ
Сплавы железа с углеродом и. другими элементами,
к которым относятся марганец, кремний, сера, фосфор
и др., носят название железоуглеродистых, а процессы
получения их называются металлургией.
В металлургии черных металлов чугун занимает осо¬
бо важное место, являясь первичным продуктом для
переработки его в сталь и для производства чугунного
литья.
Теоретической границей, разделяющей эти сплавы,
является содержание углерода, равное 2%. К сталям
относятся сплавы с содержанием углерода до 2%, к чу-
гунам — сплавы с содержанием углерода более 2%.
Практически в выплавляемых сталях содержание уг¬
лерода редко превышает 1,4%. В выплавляемых чугу-
нах содержание углерода находится в пределах 2,5—
4,3%.
Основным способом получения чугуна является до¬
менный процесс. Наибольшее количество выплавляемо¬
го в доменных печах чугуна идет на производство стали.
Некоторая часть доменного чугуна поступает на про¬
изводство чугунных отливок. .
Производство черных металлов включает в себя пять
последовательных взаимосвязанных стадий: добычу
сырья, подготовку его к плавке, выплавку в доменных
печах чугуна, переплавку чугуна в сталь, прокат сталь¬
ных слитков.
37
15. СОСТАВ И СОРТА ВЫПЛАВЛЯЕМЫХ ЧУГУНОВ.
КЛАССИФИКАЦИЯ И МАРКИРОВКА ИХ ПО ГОСТу
Чугун представляет собой многокомпонентный же¬
лезоуглеродистый сплав. Примерный состав чугуна
(в %): железа до 92,0, углерода 2,0—4,3, кремния
0,5—4,25, марганца 0,2—2,0, серы 0,02—0,20, фосфора
0,1—1,20.
Влияние примесей на свойства чугуна очень вели¬
ко, так как примеси определяют структуру, свойства и
сорт чугуна.
Углерод — важнейшая составляющая чугуна. Угле¬
род находится в чугуне в различных состояниях: в виде
химически связанного соединения с железом БезС, на¬
зываемого карбидом железа или цементитом, и в сво¬
бодном состоянии—в виде графита.
Если углерод находится в чугуне в виде цементита,
то чугун имеет в изломе белый цвет. Цементит кристал¬
лизуется непосредственно из жидкого сплава. Чем быст¬
рее идет процесс охлаждения (как при переходе чугу¬
на из жидкого состояния в твердое, так и в твердом со¬
стоянии), тем больше в нем будет находиться химиче¬
ски связанного углерода. -
' Чугун, в котором углерод находится в виде цементи¬
та, называется белым чугуном.
Если углерод находится в чугуне главным образом
в свободном состоянии, в виде графита, то чугун имеет
на изломе серый цвет и называется серым чугуном.
Марганец способствует получению белого чугуна,
так как образует с углеродом карбиды МпзС и этим
препятствует графитизации. Поэтому в белых чугунах
бывает 2—2,5%, а иногда и 3,5% Мп. В сером чугуне
не более 1,3% Мп.
Кремний является важнейшей после углерода при¬
месью в чугуне. Кремний способствует получению серо¬
го чугуна. В сером чугуне кремния от 1,25 до 4,25%, в
белом — от 0,2 до 2,0%.
Сера — вредная примесь в чугуне. Сера ухудшает
механические свойства чугуна, понижая прочность и
увеличивая хрупкость; она придает чугуну густотеку-
честь, пузырчатость, т. е. ухудшает его литейные свой¬
ства. Поэтому содержание серы в чугуне не .должно
превышать 0,08%.
38
Фосфор также понижает прочность и увеличивает
хрупкость чугуна, но, несмотря на это, он бывает и по¬
лезной примесью, так как увеличивает жидкотекучесть
серого чугуна. Это качество крайне ценно при изготов¬
лении художественного и тонкостенного литья. Содер¬
жание фосфора в ответственных отливках допускается
до 0,1%,, в менее ответственных — до L,2%.
В зависимости от содержания в чугуне тех или иных
элементов его подразделяют на несколько сортов. Раз¬
личают три основных сорта чугуна: передельп^й, кото¬
рый идет для передела в сталь; литейный, из которого
отливают заготовки деталей машин; ферросплавы, ко¬
торые используют как раскислители при выплавке стали.
Передельный чугун. Это главным образом белые чу-
гуны. Они отличаются высокой твердостью и хрупко¬
стью. Литейные свойства этих чугунов низкие, они гу¬
стотекучи. Плохо обрабатываются инструментом. По
способу передела они делятся на группы: мартеновские,
бессемеровские, томасовские и высококачественные.
Мартеновские чугуны в зависимости от содержания-
фосфора бывают трех классов: А— не более 0,15% фос¬
фора; Б — до 0,20% фосфора и В — до 0,30% фосфора.
Фосфор в таких количествах не препятствует получению
качественных сталей.
В каждом классе различают две марки чугуна: Ml,
содержащая 0,76—1,25% кремния, и М2, содержащая
до 0,75% кремния. Содержание марганца не превышает
1,0% для маломарганцовистых чугунов. По содержанию
серы каждую марку чугуна делят на три категории:
I — не более 0,03% серы, II — 0,05% серы и III —
0,07% серы.
Бессемеровские чугуны выплавляют двух марок: Б1
(0,6—1,20% марганца) и Б2 (0,5—0,&% марганца), ха¬
рактеризуемых низким содержанием фосфора (не более /
0,07%), так как фосфор кислым бессемеровским процес¬
сом не удаляется. Эти чугуны содержат до 1,75% крем¬
ния, что необходимо для получения тепла при- ведении
процесса в кислом конвертере.
Томасовские чугуны имеют высокое содержание фос¬
фора— до 1,6—2,0%. В основном конвертере фосфор
служит источником тепла. Кремния в томасовском чу¬
гуне содержится не более 0,6%, марганца 1,3% и серы
0,08%.
3»
Так как в последнее время при кислородно-конвер-ч
терном процессе возможна переработка чугунов с раз¬
личным содержанием фосфора, стирается грань между
понятиями бессемеровского и томасовского чугунов.
Высококачественные передельные чугуны классифи¬
цируют так же, как мартеновские. Они имеют пять клас¬
сов по фосфору, внутри каждого класса различают три
марки, отличающиеся одна от другой содержанием
кремния.
Литейный чугун относится к группе серых чугунов.
Углерод в них находится в свободном состоянии, в
виде графита. В серых чугунах большое содержание
кремния — до 4,2%. Они обладают высокими литейны?
ми качествами: жидкотекучестью, обеспечивающей хо¬
рошее заполнение формы в тонких сечениях. Усадка се¬
рого чугуна небольшая. * .
Структура серого чугуна представляет собой чаще
всего ферритную или перлитную основу, в которую
вкраплены пластинки графита. Такая структура спо¬
собствует хорошей обрабатываемости благодаря легко¬
му отделению стружки.
Серый чугун довольно мягок и в то же время хорошо
сопротивляется износу.
Литейные чугуны по содержанию фосфора делятся
на три группы: гематитовые, обыкновенные и фосфори¬
стые.
Гематитовые чугуны с очень низким содержанием
фосфора (до 0,1%). Эти чугуны применяются для ответ¬
ственного литья.
Обыкновенные чугуны содержат фосфора 0,1—0,3%;
применяются для деталей, подверженных ударным на¬
грузкам.
Фосфористые чугуны содержат фосфора от 0,3 до
1,2%. Они хорошо работают на истирание, но боятся
ударов; имеют хорошую жидкотекучесть и применяются
для художественного литья. Качество поверхности этих
чугунов при обработке получается очень высокое.
Каждый класс литейных коксовых чугунов (JIК) со¬
стоит из шести марок (от Л КО до ЛК5). Самое низкое
содержание кремния (Si) в чугуне марки ЛК5— 0,75—
1,25%. Каждая следующая марка отличается от пре¬
дыдущей на 0,5% Si. Лучшим считается чугун марки
ЛК0, он содержит 3,24—3,75% Si. Помимо этого, каж-
40
дую марку чугуна делят на три группы по содержанию
марганца и на три категории по содержанию серы.
Серый чугун поступает в производство в виде отли¬
вок, которые характеризуются по механическим свой¬
ствам.
Согласно ГОСТ 1412-54, установлены следующие мар¬
ки литья из серого чугуна: СЧ 00, СЧ 12-28, СЧ 15-32,
СЧ 18-36, СЧ 21-40, СЧ 24-44, СЧ 28-48, СЧ 32-52,
СЧ 35-56, СЧ 38-60.
Маркировка чугуна включает следующие элементы:
СЧ обозначает серый чугун, первое число показывает
предел прочности при испытании на растяжение, а вто¬
рое— предел прочности на изгиб, в кГ/мм2.
Группа чугуяов, включая марку СЧ 21-40, относится
к чугунам невысокой прочности. Твердость этих чугу-
нов НВ от 143 до 241.
Чугуны марок от СЧ 24-44 и выше относятся к чу¬
гунам повышенной прочности. Их твердость также вы¬
ше— НВ 170—262.
Различные марки серого чугуна применяются для
изделий и деталей следующих назначений:
СЧ 12-28 — деталей, работающих под малым напря¬
жением и без трения: стойки, основания, кожухи, ко¬
робки, изложницы и др.;
СЧ 15-32 и СЧ 18-36 — деталей, работающих под
средним напряжением и на износ при малых удельных
давлениях (/5==5 кГ/см2): тонкостенные отливки в раз¬
личных отраслях машиностроения, трубы, изложницы
и др., антифрикционные отливки;
СЧ 21-40—трубы и фитинги для перекачки нефти,
поршневые кольца;
СЧ 24-44 — станины металлорежущих станков, махо¬
вики, корпуса насосов;
СЧ 28-48 — штампы для холодной высадки, большие
поршневые кольца, детали, работающие под большим
давлением;
СЧ 32-52, СЧ 35-56 и СЧ 38-60 — головки блока, ше¬
стерни, рамы, станины и другие ответственные детали.
Легированные чугуны. Эти чугуны - наряду с обыч¬
ными примесями содержат легирующие элементы: хром,
никель, медь, титан, молибден и др. Легируют главным
образом серые чугуны, а в некоторых случаях и белые.
Легирующие элементы улучшают механические свойства
41
чугуна и придают ему особые физико-химические свой¬
ства. Содержание серы в этих чугунах допускается
не свыше 0,03—0,04%, а фосфора — до 0,30%. Хром по¬
вышает твердость, прочность и износоустойчивость чу¬
гуна; никель улучшает обрабатываемость.
Благодаря высоким механическим и физико-хими¬
ческим свойствам легированные чугуны получили при¬
менение в различных отраслях промышленности. Из них
делают коленчатые валы, детали компрессоров, поршни
двигателей. Чугуны с содержанием хрома 2% и никеля
1% идут на изготовление зубчатых колес, двигателей
автомобилей, дизелей, штампов, так как имеют высо¬
кую прочность. Чугуны с содержанием до 5—6% нике¬
ля и 1—1,5% хрома имеют после закалки высокую твер¬
дость (НВ 400) и износоустойчивость; они идут на из¬
готовление штампов, поршневых колец, блоков цилинд¬
ров.
Легированные чугуны с содержанием 5—6% никеля
и 12—35% хрома обладают очень высокой износоустой¬
чивостью.
Легированные чугуны отличаются высокой коррози¬
онной стойкостью при содержании хрома 12—16%, меди
6—8%, никеля 2—4%, углерода 2,7—3,2%. Широко при¬
меняются немагнитные легированные чугуны, заменив¬
шие в электромашиностроении дорогие цветные ме¬
таллы.
Окалиностойкие чугуны идут на изделия, подвергаю¬
щиеся нагреву до 850—900°. Они применяются для де¬
талей печей, головок судовых дизелей, деталей топок.
Большое применение в настоящее время получили
легированные титановые и титаномедные чугуны.
В нашей стране выплавляется большое количество
природнолегированных чугунов на базе железных руд,
содержащих редкие- элементы.
16. СТАЛЬ
Выше было сказано, что сталь представляет собой
железоуглеродистый сплав с содержанием углерода не
более 2%. Она классифицируется по следующим при¬
знакам: способу выплавки, раскисления, разливки, об¬
работки, химическому составу, назначению и сорта¬
менту.
42
По способу выплавки различают сталь мартеновскую,
конвертерную, электросталь и тигельную.
Большая часть стали выплавляется в мартеновских
печах с основным (магнезитовым или доломитовым) по¬
дом. Это — основная мартеновская сталь.
При выплавке мартеновской стали основной частью
шихты являются чугун и металлический ком (скрап).
В процессе плавки происходит расплавление шихты, а
также окисление и удаление примесей — углерода, крем¬
ния, фосфора и серы.
В основных мартеновских печах получают не только
обычную углеродистую сталь, но и качественную, леги¬
рованную специальными элементами.
Кислая мартеновская сталь выплавляется в печах с
кислым (динасовым) подом. Эта сталь более чистая по
металлическим включениям по сравнению с основной
мартеновской сталью, имеет лучшие пластические свой¬
ства и применяется для специальных целей.
При кислом мартеновском процессе требуются очень
чистые исходные материалы, так как сера и фосфор в
процессе выплавки кислой стали не удаляются.
Бессемеровская (конвертерная) сталь получается
продувкой жидкого высококремнистого чугуна возду¬
хом или воздухом, обогащенным кислородом, в аппара¬
те (конвертере), футерованном кислыми (динасовыми)
огнеупорами. Бессемеровская сталь содержит значитель¬
ное количество азота, фосфора и серы. Повышенное со¬
держание этих элементов снижает качество стали.
Томасовская (конвертерная) сталь получается, так
же как и бессемеровская, продувкой жидкого чугуна
воздухом. Футеровка томасовского конвертера — основ¬
ная, из обожженного доломита. Применяемый для про¬
дувки в томасовском конвертере чугун может иметь вы¬
сокое содержание фосфора (до 2,8%), так как послед¬
ний при этом процессе удаляется в шлак. По свойствам
томасовская сталь мало отличается от бессемеровской,
она также имеет повышенное содержание азота.
В нашей стране в настоящее время томасовскую
сталь не производят.
Кислородно-конвертерная сталь (конвертерная) полу¬
чается продувкой жидкого чугуна кислородом в кон¬
вертере с основной футеровкой. Для продувки исполь¬
зуется мартеновский чугун. Благодаря пониженному
43
содержанию азота и фосфора, кислородно-конвертерная
сталь по своим свойствам является равноценной марте¬
новской стали. Кислородно-конвертерная сталь выплав¬
ляется как углеродистая, так и легированная.
Электросталь выплавляется в электропечах, чаще
всего в основных дуговых печах. Электросталь отли¬
чается чистотой по неметаллическим включениям и ха¬
рактеризуется повышенными механическими свойствами
по сравнению с мартеновской сталью. Она применяется
в основном для выплавки легированных сталей.
Тигельная сталь выплавляется в огнеупорных тиг¬
лях небольшой емкости. Тигельный процесс весьма до¬
рогой и применяется для выплавки особо сложных и вы¬
сокосортных сталей.
Кроме указанных способов сталь может быть вы¬
плавлена комбинированным способом, например дуц-
лекс-процеосом, когда металл подвергается переделу
последовательно в двух сталеплавильных агрегатах
(бессемеровский конвертер — мартеновская печь или
основная мартеновская печь — кислая мартеновская
печь и т. п.). Сталь, выплавляемая этим способом, имеет
свойства, соответствующие стали, выплавляемой в по¬
следнем агрегате.
Классификация стали по способу раскисления. Вы¬
плавленная тем или иным способом сталь содержит зна¬
чительное количество кислорода в виде закиси железа,
поэтому до разливки сталь раскисляют. Для этого в
печь, конвертер или ковш вводят раскислители — эле¬
менты, которые отнимают кислород от закиси железа,
восстанавливая его.
Чаще всего употребляются такие раскислители, как
кремний, алюминий и марганец, которые очищают ме¬
талл также от серы, переводя ее в сернистый марганец.
По степени раскисленности различают сталь спо¬
койную, кипящую и полуспокойную.
Спокойная сталь раскисляется ферросплавами, обыч¬
но содержащими кремний, а также алюминием. Слиток
спокойной стали отличается плотным строением, но
имеет в верхней части усадочную раковину.
Производство спокойной стали дороже, чем кипящей,
в результате дополнительного расхода ферросилиция и
алюминия. При прокатке изделий из спокойной стали
головная часть слитка вместе с усадочными пороками
44
(15—20% от веса слитка) удаляется в отходы. Спокой¬
ная сталь отличается большей однородностью и приме¬
няется для изготовления деталей машин специального
назначения. Содержание кремния в спокойной стали
обычно составляет от 0,12 до 0,35%.
Кипящая сталь раскисляется только марганцем, во
время разливки она кипит вследствие выделения газов.
Кипящая сталь применяется преимущественно как мяг¬
кая малоуглеродистая сталь. Она хорошо сваривается
в горячем состоянии. В кипящей стали кремний не со¬
держится или содержится в небольших количествах (не
более 0,07%).
Полуспокойная сталь по степени раскисленности и
своим свойствам занимает промежуточное место между
спокойной и кипящей сталями. Содержание кремния в
полуспокойной стали составляет около 0,1%.
По способу разливки бывает сталь разлитая в из¬
ложницы сверху или сифоном.
Разливка сверху применяется при отливке крупных
слитков в основном из спокойной стали.
Сифонным способом чаще всего разливают мягкую
кипящую сталь или отливают слитки малого веса.
Классификация стали по способу обработки. Сталь
поставляется в литом, горячедеформированном, холод-
нодеформированном или термически обработанном со¬
стоянии.
Литая сталь поставляется в виде слитков или в ви¬
де фасонного стального литья. По сравнению с катаной
или кованой сталью она имеет пониженные прочност¬
ные и пластические свойства. Особенно пониженные ме¬
ханические свойства (неметаллические включения, рако¬
вины и др.) имеют стальные отливки больших размеров.
Поставка металлургическими заводами фасонного
стального литья на сторону производится довольно
редко.
Большая часть стали поставляется и применяется в
виде горячедеформированного металла. При пластиче¬
ской деформации в горячем состоянии (прокатке и ков¬
ке) грубая литая структура стали разрушается, зерна
измельчаются и вытягиваются, поры и пустоты завари¬
ваются, металл уплотняется. Горячедеформированный
металл имеет лучшие физико-механические свойства по
сравнению с литым.
45
Горячекатаная сталь, получаемая горячей де¬
формацией на прокатных станах, является основной
продукцией черной металлургии. Прокатанная сталь ха¬
рактеризуется постоянным сечением (круглым, квадрат¬
ным, фасонным, прямоугольным) при значительной дли-
н^ изделия. Большое распространение также получают
изделия, изготовленные поперечной и периодической
прокаткой.
Стальные поковки общего назначения имеют
следующие размеры: диаметр не более 750 мм, вес до
50 т. Припуски на механическую обработку и допуски
устанавливаются по соглашению между поставщиками
и потребителями.
Холоднодеформированная сталь получается в резуль¬
тате холодной прокатки, холодного волочения и холод¬
ной штамповки. Сталь разных марок имеет неодинако¬
вую способность к холодной пластической деформации.
Наибольшей пластичностью в холодном состоянии об¬
ладает низкоуглеродистая сталь. С повышением содер¬
жания углерода снижается способность стали к холод¬
ной деформации.
Холоднокатаная сталь получается прокаткой
в холодном состоянии горячекатаного металла. Холод¬
ная прокатка применяется для получения изделий точ¬
ных размеров с гладкой поверхностью, а иногда и с осо¬
быми свойствами. Холодной прокатке подвергается зна¬
чительное количество листовой стали, а также ленточ¬
ной. Этим способом получают листы для автомобиль¬
ной промышленности, ленту инструментальную, пружин¬
ную и пр.
Холоднотянутая сталь получается волочением
через волочильное очко. К ней относятся проволока раз¬
личного назначения из углеродистой и легированной
стали, калиброванная сталь, трубы и др. Холодноде¬
формированная сталь поставляется в наклепанном или
термически обработанном состоянии.
К термически обработанной стали относятся углеро¬
дистая и легированная стали разного назначения в тер¬
мически обработанном состоянии.
Термической обработкой металлов называется теп¬
ловой режим, заключающийся в нагреве до определен¬
ной температуры, выдержке и охлаждении металлов с
целью изменения структуры и свойств в нужном направ¬
4&
лении без изменения химического состава обрабатывае¬
мого материала. Основными факторами, влияющими на
результаты термической обработки, являются скорость
и температура нагрева, а также скорость охлаждения
металла. Наиболее распространенными видами терми¬
ческой обработки являются отжиг и нормализация, за¬
калка и отпуск стали.
Классификация стали по химическому составу и на¬
значению. Химический состав стали является основным
классификационным признаком, определяющим ее мар¬
ку. По химическому составу сталь делится на углеро¬
дистую и легированную.
По применению и назначению как углеродистая, так
и легированная стали разделяются на конструкционные,
инструментальные и стали специального назначения.
Углеродистой сталью называется сталь с содержа¬
нием углерода от 0,01 до 2,0%. Различают сталь низко¬
углеродистую (мягкую) с содержанием углерода до
> 0,25%, среднеуглеродистую с содержанием углерода от
0,25 до 0,6% и высокоуглеродистую (прочную) с содер¬
жанием углерода от 0,6 до 2,0%.
К постоянным примесям в обыкновенной углероди¬
стой стали кроме углерода относятся марганец (до
1,0%), кремний (до 0,4%), а также фосфор и сера.
Существенное влияние на качество стали оказывает
содержание в ней газов — кислорода, азота, водорода.
Конструкционная углеродистая сталь по качествен¬
ным признакам подразделяется' на сталь обыкновенно¬
го качества и качественную сталь. Сталь обыкновенно¬
го качества — сталь широкого потребления, использует¬
ся для строительных конструкций, крепежных деталей,
листового проката, заклепок, труб, арматуры, мостов,
профильного проката.
Качественная сталь идет для деталей, требующих
более высокой пластичности, сопротивления удару, ра¬
ботающих при повышенных давлениях: для зубчатых ко¬
лес, труб, винтов, болтов, для деталей, подлежащих це¬
ментации, для сварных изделий.
На конструкционную углеродистую сталь обыкновен¬
ного качества установлен ГОСТ 380-60. Эта сталь вы¬
плавляется в мартеновских печах (спокойная, кипящая,
полуспокойная) и в бессемеровских конвертерах (спо¬
койная и кипящая).
47
В зависимости от назначения конструкционная угле¬
родистая сталь делится на группы: группа А — постав¬
ляемая по механическим свойствам; группа Б — постав¬
ляемая по химическому свойству; группа В — поставляе¬
мая по механическим свойствам с дополнительными
требованиями по химическому свойству.
Сталь группы А изготовляется следующих марок:
Ст. О, Ст. 1, Ст. 2, Ст. 3, Ст. 4, Ст. 5, Ст. 6, Ст. 7.
В обозначении марок кипящей стали добавляется
индекс «кп», полуспокойной—«пс».
Сталь группы Б изготовляется следующих марок|
мартеновская МСт. О, МСт. 1кп, МСт. 2кп, МСт. Зкп,
МСт. 4кп, МСт. 4, МСт. 5, МСт. 6, МСт. 7;
бессемеровская — БСт. О, БСт. Зкп, БСт. 3, БСт. 4кп,
БСт. 4, БСт. &, БСт. 6.
Сталь группы В выплавляется в мартеновских печах
и маркируется ВСт. 2кп, ВСт. Зкп, ВСт. 3, ВСт. 4кп,
ВСт. 4, ВСт. 5.
Чем больше номер при Ст., тем тверже и прочнее
сталь.
Сталь марок Ст. 1, МСт. 1, Ст. 2, МСт. 2 самая мяг¬
кая, пластичная, с высоким процентом относительного
удлинения и сужения. Ст. 3, Ст. 4 — сталь средней твер¬
дости и прочности, а Ст. 5, Ст. 6 и Ст. 7 — наиболее
твердая и прочная конструкционная сталь.
Ст. О, МСт. О — менее качественная сталь, она приме¬
няется для неответственных изделий, таких, как кро¬
вельное железо, неответственная проволока. Содержа¬
ние углерода в этой стали 0,23% —больше, чем в стали
марки МСт. 1, в которой углерода 0,06—0,12%. Содер¬
жание серы в этой стали 0,06%, фосфора 0,07%, а в
остальных марках группы Б — серы 0,05%, фосфора
0,04%. В бессемеровской стали этой же группы: в стали
БСт. 0 серы 0,07%, фосфора 0,09%, а в остальных —
серы 0,6%, фосфора 0,08%.
В стали подгруппы В содержание серы не более
0,05%.
На конвертерную сталь обыкновенного качества, вы¬
плавляемую в кислородных конвертерах, установлен
ГОСТ 9543-60. Согласно ГОСТу, эта сталь выплавляет¬
ся спокойная, полуспокойная и кипящая. Марки этой
стали: КСт. 0, КСт. 1кп, КСт. 2кп, КСт. Зкп, КСт. 4кп,
48
КСт. 4, КСт. 5, КСт. 6, КСт. 7, ВКСт. 3, ВКСт. 4,
ВКСт. 5 и т. д.
Содержание серы в кислородно-конвертерной стали
не превышает 0,06%, а фосфора 0,05%. В стали, обо¬
значаемой буквой В, серы не более 0,05 %; к этой стали
предъявляются более жесткие требования в отношении
химического состава и механических свойств.
Приведенные данные показывают, что эта сталь по
своему химическому составу не отличается от мартенов¬
ской и намного превосходит бессемеровскую.
Применение отдельных марок обыкновенной конст¬
рукционной углеродистой стали:
Gt. 1, МСт. 1. КСт. 1 — заклепки, листы, котельяа*
сталь;
Ст. 3, БСт. 3, МСт. 3, КСт. 3 — винты, болты, заклеп¬
ки, шпильки;
Ст. 4, МСт. 4, БСт. 4, КСт. 4 — зубчатые колеса,
фланцы;
Ст. 5, МСт. 5, БСт. 5, КСт. 5 — валы, оси, клинья,
пальцы;
Ст. 6, МСт. 6, КСт. 6 — рельсы, бандажи, шпинде¬
ли, кулачки;
Ст. 7, МСт. 7, КСт. 7 — рессоры, пружины.
Качественная конструкционная углеродистая сталь
поставляется по химическому составу и механическим
свойствам (ГОСТ 1050-60). Она выплайляется в марте¬
новских и электропечах.
В зависимости от химического состава сталь делится
на две группы: I — с нормальным содержанием мар¬
ганца; II — с повышенным содержанием марганца.
Марки этой стали:
Группа I — 05кп, 08кп, Юкп, 10, 15кп, 15, 20кп, 20,
25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85.
Группа II — 15Г, 20Г, 25Г, ЗОГ, 35Г, 40Г, 45Г, 50Г,
60Г, 65Г, 70Г.
В марке стали двузначные числа показывают сред¬
нее содержание углерода в сотых долях процента, бук¬
ва Г обозначает повышенное содержание марганца.
Марки кипящей стали имеют индекс «кп». Например,
в стали 15 углерода в среднем 0,15%. Содержание серы
в этой стали 0,04%, фосфора 0,04%. Кроме того, в ка¬
чественной стали содержится хрома до 0,25% и никеля
-до 0,25%.
4 Н. Н. Кропивницкий
49
Содержание марганца в группе I не превышает
0,80%, в группе II —1,2%.
Качественная конструкционная углеродистая сталь
отличается по своим свойствам от обыкновенной стали
большей прочностью, пластичностью и сопротивлением
ударным нагрузкам.
Применение стали различных марок следующее.
Стали марок 05кп и 08кп отличаются очень высокой
пластичностью в холодном состоянии и потому приме¬
няются для глубокой вытяжки при холодной штамповке.
Стали марок 10, 15, 20 отличаются высокой пластич¬
ностью, хорошо свариваются, куются, штампуются. Они
подвергаются цементации (науглероживанию). Проч¬
ность этих сталей недостаточно высока. Из них делают
мелкие детали простой формы, оси, валики, шпильки,
гайки, втулки, трубы.
Сталь марок 25, 30, 35 после соответствующей тер¬
мической обработки применяется для деталей, испыты¬
вающих небольшие нагрузки, например для валиков
осей, шайб, соединительных муфт, болтов, гаек и др.
Сталь марок 40, 45, 50 —среднеуглеродистая. Она
идет для изготовления деталей машин, требующих вы¬
сокой прочности или высокой поверхностной твердости,
а также деталей средненагруженных, не подвергающих¬
ся в работе истиранию. Из нее делают шатуны, тяги,
рычаги и др. Эта сталь подвергается поверхностной за¬
калке. Свариваемость ее невысока. Особенно широкое
применение из этих марок имеет сталь 45. Она идет на
изготовление коленчатых валов, поршневых пальцев,
шатунов, шпинделей станков, втулок и др.
Высокоуглеродистая сталь марок 55, 60, 65, 70 отли¬
чается высокой прочностью и твердостью, она идет на
изготовление валков прокатных станов, штоков, для
проволоки тросов и др. Сталь с повышенным содержа¬
нием марганца отличается более высокой прокаливае-
мостью, более высокой износоустойчивостью. Ее назна¬
чение примерно такое же, как и стали с нормальным со¬
держанием марганца.
Сталь углеродистая специального иазиачеиия. К ста¬
ли углеродистой специального назначения относятся:
сталь для глубокой вытяжки (содержание углерода не
более 0,2%); автоматная сталь (с повышенным содер¬
жанием серы и фосфора). Согласно ГОСТ 1414-54, уста¬
50
новлены марки автоматной стали: А12, А20, АЗО, А40Г.
В стали марки А12 серы содержится 0,08—0,20%, в ста¬
ли марок А20, АЗО — 0,08—0,15%, а я стали марки
А40Г — 0,18—0,30%, фосфора в стали марки А12 содер¬
жится 0,08—0,15%, а в стали остальных марок — 0,06%.
В маркировке этой стали буква А обозначает «авто¬
матная сталь», цифра, следующая за буквой А, показы¬
вает среднее содержание углерода в сотых долях про¬
цента.
Недостатком автоматной стали являются понижен¬
ные механические свойства, поэтому она идет для изго¬
товления малоответственных деталей, главным образом
крепежных (втулки, болты и др.).
При механической обработке автоматной стали на
станках-автоматах образуется короткая ломкая струж¬
ка, что крайне важно для работы скоростных автоматов.
Поверхность обработанных изделий получается чистой
и ровной. Стойкость режущего инструмента при обра¬
ботке автоматных сталей значительно выше, чем при
обработке обыкновенных и качественных конструкцион¬
ных сталей (примерно в 2—3 раза), причем скорость
резания допускается также большая.
К стали углеродистой специального назначения от¬
носится также низколегированная сталь — электротех¬
ническая (содержание углерода не более 0,05%).
Инструментальная углеродистая сталь. Инструмен¬
тальной углеродистой сталью называется сталь с со¬
держанием углерода от 0,05 до 1,35% и марганца до
0,04%. Эта сталь применяется в термически обрабо¬
танном виде (закалка и отпуск).
Инструментальная углеродистая сталь подразделяет¬
ся на качественную и высококачественную стали.
Марки этой стали согласно ГОСТ 1435-54 следую¬
щие: качественная сталь — У7, У8, У8Г, У9, У10, У11,
У12, У13; высококачественная — У7А, У8А, У8ГА, У9А,
У10А, У11А, У12А, У13А.
Цифры, стоящие при букве У, показывают среднее
содержание углерода в десятых долях процента: в ста¬
ли У7 содержится 0,7% С, в стали У10—1,0%, в стали
У12—1,2%. Индекс А в конце марки указывает, что
сталь высококачественная.
Основное различие высококачественной и качествен¬
ной сталей по составу характеризуется меньшим содер¬
4* SI
жанием в высококачественной стали серы, фосфора и
большим содержанием легирующих примесей хрома и
никеля.
Содержание серы в качественной инструментальной
стали 0,03%, а в высококачественной — 0,02%, фосфора
в качественной стали 0,035%, в высококачественной —
0,030%. Буква Г обозначает повышенное содержание
марганца.
Твердость высококачественной стали не выше, чем
твердость качественной, однако высококачественная
сталь прочнее, лучше противостоит действию ударных
нагрузок, дает при закалке меньше брака. Высококаче¬
ственная сталь выплавляется в электрических печах, а
качественная в мартеновских.
Нормы твердости инструментальной закаленной ста¬
лиHRC 62.
Области применения инструментальной углеродистой
стали различных марок следующие:
У7, У7А — для инструментов и изделий, подвергаю¬
щихся толчкам, и ударам и требующих высокой вязко¬
сти при умеренной твердости (зубила, молотки слесар¬
ные и кузнечные, штампы, клейма, масштабные линей¬
ки, инструмент по дереву, центры токарных станков
и т. д.);
У8, У8А, У8Г, У8ГА — для инструментов и изделий,
требующих повышенной твердости и достаточной вязко¬
сти (пробойники, зубила, кернеры, матрицы, пуансоны,
ножи и ножницы по металлу, отвертки, столярный ин¬
струмент, буры средней твердости);
У9, У9А — для инструментов, требующих высокой
твердости при наличии некоторой вязкости (штемпели,
кернеры, зубила по каменным породам и столярный ин¬
струмент) ;
У10, У10А — для инструментов, не подвергающихся
сильным толчкам и ударам и требующих высокой твер¬
дости при незначительной вязкости (строгальные рез¬
цы, фрезы, метчики, развертки, плашки, буры по
твердым породам, ножовочные полотна, фасонные
штампы, зубила для насечки напильников, волочильные
кольца, калибры, напильники, гребенки);
У11, У11А, У12, У12А — для инструментов, требую¬
щих высокой твердости (напильники, шаберы, фрезы,
сверла, метчики, острый хирургический инструмент, раз-
62
йертки, бритвы, плашки, часовой инструмент, пилы по
металлу);
У13, У13А — для инструментов, которые должны
иметь исключительно высокую твердость: бритвы, ша¬
беры, волочильный инструмент, сверла, зубила для на¬
сечки напильников, косы и др.
К недостаткам углеродистой стали относятся:
1) отсутствие сочетания прочности и твердости с
пластичностью;
2) потеря твердости и режущей способности при на¬
гревании до 200° и потеря прочности при высокой тем¬
пературе;
3) низкая коррозионная устойчивость в среде элект¬
ролита, в агрессивных средах, в атмосфере и при вы¬
соких температурах;
4) низкие электротехнические свойства;
5) высокий коэффициент теплового расширения;
6) увеличение веса изделий, удорожание их стоимо¬
сти^ усложнение проектирования вследствие невысокой
прочности этой стали.
Современная техника предъявляет к стали очень вы¬
сокие требования в отношении физико-химических
свойств. - Углеродистая сталь не всегда удовлетворяет
этим требованиям вследствие указанных выше недо¬
статков, поэтому в технике сейчас широко применяются
легированные стали.
Влияние примесей на свойства стали. Углерод (С)
находится в стали обычно в виде химического соедине¬
ния РезС, называемого цементитом. С увеличением со¬
держания углерода до 1,2% твердость, прочность и
упругость стали увеличиваются, но пластичность и со¬
противление удару понижаются, а обрабатываемость и
свариваемость ухудшаются.
Марганец (Мп) содержится в обыкновенной углеро¬
дистой стали до 1,0%. Его вводят при раскислении жид¬
кой стали ферромарганцем. Он повышает прочность
стали.
Марганец, вводимый в жидкую сталь, реагирует
с кислородном и серой, отнимая эти элементы от
железа и образуя соединения, выделяющиеся в виде
включений.
Кремний (Si) вводится в сталь как активный рас-
кислитель, восстанавливающий железо из окислов и спо¬
53
собствующий получению плотного слитка. Содержание
его в мартеновской стали колеблется в пределах 0,12—
0,35%, бессемеровской 0,1—0,35%. Пониженное содер¬
жание кремния указывает на недостаточную раскислен-
ность стали. При повышении содержания кремния зна¬
чительно улучшаются упругие свойства, магнитопрони-
цаемость, сопротивление коррозии и стойкость стали
против окисления при высоких температурах.
Сера (S) является вредной примесью. Она находит¬
ся в стали главным образом в виде сульфида железа
FeS. Это соединение сообщает стали хрупкость при вы*
соких температурах, например при ковке—свойство,
которое называется красноломкостью. Сера увеличивает
истираемость стали, лонижает сопротивление усталости
и уменьшает коррозионную стойкость.
В углеродистой стали допускается не свыше 0,06—
0,07% S.
Увеличение хрупкости стали при повышенном содер¬
жании серы используется иногда для улучшения обра¬
батываемости на станках, благодаря чему повышается
производительность при обработке.
Сталь с повышенным содержанием серы (до 0,15—
0,20%) идет для обработки на станках-автоматах.
Фосфор (Р) также является вредной примесью. Он
образует с железом соединение ЁезР, которое раство¬
ряется в железе. Кристаллы этого химического соедине¬
ния очень хрупки. Обычно они располагаются по грани¬
цам зерен стали, резко ослабляя связь между ними,
вследствие чего сталь приобретает очень высокую хруп¬
кость в холодном состоянии. Фосфор сообщает стали
хладноломкость. Особенно сказывается отрицательное
влияние фосфора на сталь при повышенном со¬
держании углерода. При повышенных температурах
влияние фосфора менее вредно. Наличие фосфора
повышает сопротивление стали коррозии, улучшает
обрабатываемость на станках, делает стружку лом¬
кой.
Содержание фосфора обычно ограничивается 0,04—
0,05% в мартеновской и 0,075—0,085% в бессемеров¬
ской стали.
Газы в стали. Кислород (О), азот (N) и водород
(Н) отрицательно влияют на ее свойства. Так, присут¬
ствие кислорода и азота снижает ударную вязкость
54
л прочность металла, а наличие водорода резко сни¬
жает прочность, относительное удлинение и сужение
хтали.
Естественно, что получение стали с возможно мень-
лним содержанием вредных примесей и газов является
основной задачей металлургов.
Легированные стали. Легированной называют такую
сталь, в которой наряду с обычными примесями содер¬
жатся легирующие элементы: хром, никель, ванадий,
кобальт, вольфрам, молибден, титан, ниобий, алюми¬
ний и др.
Наличие легирующих элементов определяет назва¬
ние легированной стали, например хромистая, никеле¬
вая, ванадиевая, хромоникелевая, хромомарганцевомо¬
либденовая и т. п. Легирование стали специальными
элементами значительно повышает механические, тех¬
нологические и другие свойства стали. Детали машин
м изделия, сделанные из легированной стали, долговеч¬
нее, обладают большей прочностью, высокой произво¬
дительностью, коррозионной стойкостью и др.
Одновременное легирование стали несколькими эле¬
ментами позволяет получить сплавы с определенным со¬
четанием механических, химических и физических
свойств.
При выборе легированных сталей важную роль иг¬
рают экономические соображения. Следует иметь в ви¬
ду, что такие легирующие элементы, как марганец, крем¬
ний и хром, недефицитны и поэтому незначительно'удо¬
рожают сталь; никель уже заметно повышает стоимость
стали; особенно же сильно удорожают сталь такие эле¬
менты, как кобальт, вольфрам, молибден, даже при не¬
значительном содержании их в стали.
В современной технике роль легированных сталей
чрезвычайно велика.
Влияние легирующих элементов на свойства стали.
Хром (Сг) вводится в сталь как легирующая примесь
(1,5—2,5%). Для специальных целей изготовляют стали
с очень высоким (до 30,0%) содержанием хрома. Он
.повышает твердость и прочность, незначительно умень¬
шая пластичность, увеличивает коррозионную стой¬
кость; содержание больших количеств хрома делает
сталь нержавеющей и обеспечивает устойчивость маг¬
нитных сил.
§5
Никель (Ni) сообщает стали коррозионную стой¬
кость, высокую прочность и пластичность, увеличивает
прокаливаемость, повышает сопротивление удару, ока¬
зывает влияние на изменение коэффициента теплового
расширения. Никель — дорогой металл, его стараются
заменить более дешевым.
Ванадий (V) повышает твердость и прочность, из¬
мельчает зерно. Увеличивает плотность стали, так как
является хорошим раскислителем. Он дорог и дефи¬
цитен.
Вольфрам (W) образует в стали очень твердые хи¬
мические соединения — карбиды, резко увеличивающие
твердость и красностойкость стали. Вольфрам препятст¬
вует росту зерен при нагреве, способствует устранению
хрупкости (при отпуске. Это дорогой и дефицитный ме¬
талл.
Кремний (Si) при содержании свыше 1% оказывает
особое влияние на свойства стали. Так, 1—1,5% Si уве¬
личивает прочность, причем вязкость сохраняется. При
большем содержании кремния увеличиваются электро¬
сопротивление и магнитопроницаемость.. Кремний увели¬
чивает также упругость, кислотостойкость, окалиностой-
кость.
Марганец (Мп) при содержании свыше 1% увели¬
чивает твердость, износоустойчивость, стойкость против
удельных нагрузок, не уменьшая пластичности.
Кобальт (Со) повышает жаропрочность, магнитные
свойства, увеличивает сопротивление удару.
Молибден (Мо) увеличивает красностойкость, упру¬
гость, предел прочности на растяжение, антикоррозион¬
ные свойства и сопротивление окислению при высоких
температурах.
Титан (Ti) повышает прочность и плотность стали,
способствует измельчению зерна, является хорошим рас¬
кислителем, улучшает обрабатываемость и сопротивле¬
ние коррозии.
Ниобий (Nb) улучшает кислотостойкость и способ¬
ствует уменьшению коррозии в сварных конструкциях.
Алюминий (А1) повышает жаростойкость и окалино-
стойкость.
Медь (Си) увеличивает антикрррозионные свойст¬
ва, она вводится главным образом в строительную
сталь.
56
В последнее время в сталь вводят редкоземельные
элементы, которые ранее совершенна не использовались
в стали, — церий, цирконий, лантан, неодим, рений и др.
Церий (Се) повышает прочность и особенно пла¬
стичность.
Цирконий (Zr) оказывает особое влияние на величи¬
ну и рост дерна в стали, измельчает зерно и 'позволяет
получать сталь с заранее заданной зернистостью.
Лантан и неодим уменьшают прочность, способст¬
вуют уменьшению содержания серы и стали, улучшают
качество,поверхности, измельчают зерно. Эти примеси
вводятся в нержавеющие, трансформаторные и окалино¬
стойкие стали:
Классификация и маркировка легированной стали.
По назначению легированная сталь делится на три
группы:
1) конструкционная сталь — для ответственных дета¬
лей машин и конструкций;
2) инструмектальная сталь — для режущего, изме¬
рительного и ударно-штампового инструмента;
3) Сталь с особыми физическими и химическими
свойствами — для деталей определенного назначения.
По химическому составу (ГОСТ 5200-50) легирован¬
ная сталь делится на три группы (по процентному со¬
держанию легирующих примесей):
1) низколегированная — не более 2,5% примесей;
2) среднелегированная — 2,5—10%;
3) высоколегированная — свыше 10%.
В ГОСТ приняты следующие буквенные обозначения
легирующих элементов, входящих в состав стали: X —
хром, Н — никель, А—азот, Е — селен, В — вольфрам,
Г — марганец, Т — титан, Д — медь, Б — ниобий, П —
фосфор, Р — бор, Ф — ванадий, Ю — алюминий, С —
кремний, Ц—цирконий, М—молибден. Эти буквы со¬
четаются с цифрами, которые могут стоять либб впере¬
ди букв, либо за ними, например: 12Х, 12Х2Н4А, ХВ5,
9ХС, Г13.
Указанная система маркировки охватывает большин¬
ство существующих, легированных сталей. Исключение
составляют отдельные группы сталей, которые дополни¬
тельно обозначаются определенной буквой: Р — быстро¬
режущие, Е — магнитные, Ш — шарикоподшипниковые,
Э — электротехнические.
57
Опытные марки легированных сталей обозначаются
буквами ЭИ (электросталь исследуемая) и порядковым
номером, например: ЭИ336.
Сочетания букв и цифр дают характеристику леги¬
рованной стали. Если впереди марки стоят две цифры,
они указывают среднее содержание углерода в сотых
долях процента. Одна цифра впереди марки указывает
среднее содержание углерода в десятых долях процента.
Если впереди марки нет цифры, это значит, что угле¬
рода в ней либо !%, либо выше 1%. Цифры, стоящие
за буквами, указывают среднее содержание данного эле¬
мента в процентах, если за буквой отсутствует цифра —
значит, содержание данного элемента около 1%. Буква
А в конце марки, как и в углеродистой, обозначает! вы¬
сококачественную сталь, т. е. сталь, содержащую мень¬
ше серы и фосфора.
Для пояснения расшифруем некоторые марки. На¬
пример, сталь 12Х2Н4А — хромоникелевая высококаче¬
ственная . сталь с содержанием 0,12% С, 2% Сг,
4% Ni. Сталь марки ХВ5 — хромовольфрамовая сталь
с содержанием углерода 1% или выше, хрома около
1%, а вольфрама 5%.
В группе сталей с особыми физическими и химиче¬
скими свойствами есть некоторые отклонения от указан¬
ных правил. О них будет сказано ниже.
Конструкционная легированная сталь делится на ка¬
чественную и высококачественную. В качественной до¬
пускается: S — 0,035%, Р — 0,035%, в высококачествен¬
ной^— 0,025 %, Р — 0,025 %.
Приведем несколько характеристик отдельных групп
этой стали.
Хромистая сталь имеет очень широкое применение.
Хром оказывает положительное влияние и является
сравнительно недорогой ^примесью. Сталь марок 15Х,
20Х, ЗОХ, ЗОХА, ЗОХП используется для деталей авто¬
тракторной и автомобильной промышленности.
Широкое применение получили хромистые борсодер¬
жащие стали марок 15ХР, 15ХРА, 30ХРА и стали, со¬
держащие цирконий, например сталь марки 45ХЦ. Эта
сталь прокаливается гораздо глубже, чем 45Х, она ис¬
пользуется для деталей крупных сечений.
Хромистые стали с высоким содержанием углерода
.(0,9—1,1%) и хрома (0,8—1,65%) идут на изготовле¬
на
ние колец, шариков и роликов шарикоподшипников. Их
марки: ШХ6, ШХ9, ШХ15СГ, ШХ10. Твердость зака¬
ленной шарикоподшипниковой стали HRC 59—62.
Марганцевая сталь после соответствующей термооб¬
работки приобретает высокую твердость, не снижая пла¬
стичности. Обрабатывается лучше, чем углеродистая.
В производстве широко применяется сталь следующих
марок: 15Г, 20Г, ЗОГ и др.
Из марганцевых сталей следует выделить высоко¬
марганцевую сталь марки Г13. В этой стали углерода
содержится 1,0—1,3% и марганца 11—14%. Она обла¬
дает высоким сопротивлением износу и в то же время
пластична. Идет для изготовления стрелок трамвайных
и железнодорожных путей, гусениц тракторов, щек дро¬
билок и т. д.
Хромоникелевая сталь является одной из самых рас¬
пространенных конструкционных сталей, так как после
термообработки приобретает высокую твердость, проч¬
ность, упругость и сопротивление ударным нагрузкам;
ее марки: 20ХНА, 12Х2Н4А.
Предел прочности этой стали колеблется от 75 до
170 кГ/мм2, относительное удлинение — от 7 до 22%,
ударная вязкость — от 5, до 30 кГ/см2.
Хромокремнистая сталь обладает высокой твердо¬
стью и упругостью после термической обработки, при¬
меняется для изготовления рессор и пружин.
Хромомарганцевая сталь частично заменяет хромо-
никеЛевую (в целях экономии никеля). Широко приме¬
няется сталь марок 20ХГ, 20ХГР, 40ХГР, ЗОХГТ, 18ХГТ;
последняя идет для автомобильных деталей.
Хромомарганцевокремнистая сталь (хромансиль) яв¬
ляется заменителем хромомолибденовых сталей. При
малом содержании углерода хорошо штампуется и сва¬
ривается. Марка 25ХГСД.
Хромоникелевольфрамовая и хромоникелемолибдено«
вая стали предназначаются для нагруженных деталей
машин, зубчатых колес, коленчатых валов, высоконагру-
женных шатунов. Марки этой стали: 3QXHBA, 40ХНВА,
40ХНМА, 25Х2Н4ВА и др.
Прогресс в технике создания сложнейших агрегатов,
машин, конструкций, турбин и т. д. требует большого
развития промышленности конструкционных легирован¬
ных сталей, обладающих исключительно высокими
физико-механическими свойствами. Такими являются
стали хромоникелевольфрамованадиевые — марок
30Х4НВФА, 28ХНЗВФА и др., хромоникелемолибдено-
ванадиевые—марки З8ХНЗМФА и др. В новом ГОСТе
предусмотрено применение сталей, легированных цирко¬
нием.
Низколегированная конструкционная сталь. При про¬
изводстве низколегированной стали в качестве легирую¬
щих элементов применяют хром, никель, марганец, крем¬
ний, титан и медь. Эти примеси считаются легирующи¬
ми, если содержание каждой из них не менее 0,4% (мар¬
ганца не менее 0,8%). Эта сталь широко используется
в строительстве гражданских и промышленных соору¬
жений, в судостроении, моторостроении, вагоностроении,
для экскаваторов, газопроводов и т. д. Долговечность
этих сооружений и их качество имеют большое зна¬
чение.
По качеству низколегированная сталь значительно
превосходит углеродистую сталь: она прочнее, хорошо
сваривается и лучше противостоит ударным нагрузкам.
Машины и конструкции из этой стали имеют меньший
вес. Широкое применение низколегированной стали в
нашей стране позволило уменьшить вес строительных
конструкций на 15—30%. Такая замена дает высокий
экономический эффект.
На низколегированные стали введен ГОСТ 5058-57.
Приведем некоторые марки этих сталей: 15ГС, 25Г2С,
10Г2СД, 14ХГСН, 10ХСНД (CXJI4), 12ХГ (БНЛ2), 24Г,
10ХГ2Н, 10ГНД, 10ХНДП и ряд других. В этих сталях
содержится около 0,30% меди, за исключением марок,
3 которых имеется буква Д, в этом случае содержание
меди 0,50—0,80%. Во всех этих сталях, где в .марках
нет букв X и Н, содержание никеля и хрома (каждого
в отдельности) не превышает 0,3%. Содержание серы
и фосфора не превышает 0,055%; если в марке есть
буква П, то фосфора допускается 0,08—0,15%.
Инструментальная легированная сталь входит в
группу-среднелегированных сталей. Она применяется
для изготовления различного инструмента: ударно-
-штампового, измерительного и режущего. Эта сталь
имеет ряд преимуществ перед инструментальной угле¬
родистой сталью. Штампы из углеродистой стали обла¬
дают высокой твердостью и прочностью, неплохо сопро¬
60
тивляются удару. Метчики, развертки и другие длинные
и тонкие инструменты из углеродистой стали при закал¬
ке получаются хрупкими, они ненадежны в работе я
часто ломаются. Режущий инструмент — резцы, фрезы,
сверла из углеродистой стали при незначительном на¬
греве (около 200° С) теряют свою твердость, поэтому
применение их при обработке металла с большой ско¬
ростью резания невозможно. При введении определен¬
ных легирующих примесей сталь приобретает красно¬
стойкость, износоустойчивость, получает глубокую про-
каливаемость, равномерную закалку и значительно
меньше напряжений, чем углеродистая сталь, она имеет
высокую прочность, твердость и хорошо противостоит
ударным нагрузкам.
Важнейшие легирующие примеси инструментальной
легированной стали: хром, вольфрам, молибден, марга¬
нец, кремний. Содержание углерода в этой стали может
быть ниже, чем в углеродистой, и колеблется от 0,35 до
1,8%.
Небольшой процент углерода содержится в стали,
применяемой для штампов и прессформ.
Инструментальные легированные стали приведены в
ГОСТ 5950-63. Из этой группы наиболее распространены
стали следующих марок: для ударно-штамповочного ин¬
струмента используется хромистая сталь марок Х12М и
X — для холодильных штампов, хромовольфрамовая
4ХНВ2 — для горячих штампов, сталь марок 5ХНМ и
5ХНТ — для молотовых штампов, сталь 5ХГМ — для
штампов мощных молотов. Для измерительного инстру¬
мента применяют сталь марок ХГ, Х12 и др., для режу¬
щего инструмента — сталь марок ХВГ, ХВ5, Bl, В2, 9ХС
и др.
Быстрорежущая сталь входит в группу высоколеги¬
рованных сталей. Она используется для изготовления
режущего инструмента — резцов, сверл, фрез. Важней¬
шие свойства этой стали — высокая твердость и красно¬
стойкость до 600?С (такой нагрев вызывается высокой
скоростью, резания). Благодаря применению быстроре¬
жущей стали повышается стойкость инструмента и уве¬
личивается производительность обработки. Высокую
твердость и красностойкость сообщают стали легирую¬
щие элементы, входящие в ее состав, достигается это
также термической обработкой.
61
Важнейшими легирующими элементами являются
вольфрам (в количестве не менее 9%), ванадий (1—
2%), хром (не менее 4%). Кроме того, в быстрорежу¬
щей стали могут находиться молибден, кобальт и в не¬
большом количестве никель. Хром и вольфрам образуют
с углеродом карбиды. Карбиды' вольфрама сообщают
стали высокую твердость и красностойкость, карбиды
хрома повышают прокаливаемость и сообщают твер¬
дость. Ванадий и кобальт повышают красностойкость.
В настоящее время широко применяются марки бы¬
строрежущей стали, утвержденные ГОСТ 9373-60.
К этим маркам относятся: Р18, Р9, Р9Ф5, Р14Ф4,
Р18Ф2, Р9К5, Р9КЮ, Р10К5Ф5, Р18К5Ф2, Р18М, РЭМ.
Буква Р обозначает быстрорежущую сталь. Цифра, стоя¬
щая за буквой Р, показывает среднее содержание воль¬
фрама в процентах; среднее содержание ванадия обо¬
значено цифрой, стоящей за буквой, Ф, а кобальта —
цифрой за буквой К.
Быстрорежущая сталь — это хромовольфрамовая
сталь, содержание хрома в ней в среднем 4%; в сталях
Р9 содержание ванадия (равное 2%) и Р18 (равное
1%) в марках не указывается. В быстрорежущих ста¬
лях содержание углерода 0,7—1,5%, содержание молиб¬
дена 0,3—0,5%, никеля — 0,4%. В стали марок Р18М и
Р&М содержание молибдена увеличено до 1%, но одно¬
временно снижается содержание вольфрама.
Широкое распространение имеет сталь Р18, облада¬
ющая высокими красностойкостью и прочностью. При¬
меняется она для более высоконагруженного инструмен¬
та: резцов, фрез, долбяков и т. д. Сталь марки Р9 усту¬
пает по стойкости стали Р18. Сталь марки Р18Ф2 обла¬
дает повышенной износоустойчивостью, хорошей вязко¬
стью и шлифуемостью, применяется при обработке мяг¬
ких и средней твердости металлов. Она более красно¬
стойка, чем сталь Р18.
Быстрорежущие стали, содержащие повышенный
процент кобальта, обладают очень высокой износоустой¬
чивостью, повышенной твердостью в горячем состоянии
и красчостойкостью; применяются при обра¬
ботке нержавеющих жаропрочных сталей и твердых
материалов, нагревающихся при работе до высоких
температур. Сталь марок Р9Ф5, Р14Ф4, т. е. сталь с
повышенным содержанием ванадия, применяется для
S2
обработки пластмасс, титановых сплавов, эбонита, жа¬
ропрочных сплавов.
Сталь высоколегированная с особыми физическими и
химическими свойствами. Развитие новой техники вы¬
звало необходимость создания специальных сплавов, в
том числе стали, обладающей особыми физическими и
химическими свойствами. В такой стали особенно нуж¬
даются авиационная, электротехническая, энергетиче¬
ская, турбинная, химическая промышленность и другие
отрасли народного хозяйства.
К группе сталей и сплавов с особыми физическими
и химическими свойствами относятся: магнитные и не¬
магнитные, обладающие высоким электрическим сопро¬
тивлением, особыми тепловыми свойствами, нержавею¬
щие жаропрочные и окалиностойкие.
Магнитные сплавы и стали широко применяются в
электротехнике для изготовления постоянных магнитов,
сердечников трансформаторов, электроизмерительных
приборов, электромагнитов. Магнитная сталь делится на
две группы, резко различающиеся по магнитным свой¬
ствам: магнитотвердые и магнитомягкие.
Магнитотвердые сплавы и стали применяются для
изготовления постоянных магнитов. Сталь для постоян¬
ных магнитов обозначается буквой Е. Она содержит вы¬
сокий процент хрома или кобальта.
Согласно ГОСТ 6862-54, установлены следующие
марки этой стали: EX, ЕХЗ, К7136, ЕХ5К5, ЕХ9К15М.
Буква Е характеризует магнитную сталь. В магнитной
стали содержится высокий процент хрома, вольфрама
или кобальта.
Для постоянных магнитов применяются также же¬
лезоникелевоалюминиевые сплавы. Наиболее высокие
магнитные свойства имеют созданные в последние годы
сплавы, которые отражены в ГОСТ 9575-60 под марка¬
ми ЮДНК2£БА, ЮНДК35Т5 (АНКОНи и АНКОТи).
Это сплавы на железоникелевоалюминиевой и алюми¬
ниевоникелевокобальтовой основе.
Магнитомягкие сплавы и стали обладают очень вы¬
сокой магнитопроницаемостью. Из этих сталей и спла¬
вов делают сердечники трансформаторов, электроизме¬
рительных приборов, электромагнитов. Обозначается
магнитная сталь буквой Э, марки ее: Э1, Э2, ЭЗ, Э4,
Э1АА. Она содержит высокий процент кремния.
Стали и сплавы с высоким омическим сопротивле¬
нием получили широкое применение для изготовления
реостатов, элементов нагревательных приборов, про¬
мышленных и лабораторных печей. Согласно ГОСТ
9232-59, установлены следующие марки сталей: Х13Ю4,
0Х23ЮБ, 0Х23ЮБА, 0Х25Ю7А. Содержание углерода в
этих сталях 0,05—0,15%.
Сплавы с высоким омическим сопротивлением со¬
стоят из хрома и .никеля; их марки (согласно ГОСТ):
Х15Н60, Х20Н80, Х20Н80ТЗ.
Немагнитные стали и сплавы являются заменителя¬
ми цветных металлов в электромашиностроении. Наи¬
большее использование имеет сталь марки Н25, содер¬
жащая 22—25% Ni, и марки 55Н9Г9, содержащая 9%
Ni и 8—10% Мп. Немагнитная сталь применяется в при¬
борах, где ферромагнитные материалы могут повлиять
на точность-показаний.
Сталь с особыми тепловыми свойствами применяет¬
ся для точных приборов в тех случаях, когда требуется
совершенно определенный коэффициент линейного рас¬
ширения или это расширение должно быть практически
очень незначительным. Такой сталью является инвар —
сталь, содержащая 36% никеля, ее марка Н36. Инвар
применяется в оптических и геодезических приборах, где
требуется сохранение размеров при нагреве от 0 до
100° С. Сплав железа с 42% Ni называется платинитом
(Н42). Он заменяет платину, коэффициент расширения
которой чрезвычайно мал и равен коэффициенту линей¬
ного расширения стекла. Платинит применяется для
впайки проводов в стекло. Элинвар Х8Н36 применяется
для часовых пружин, камертонов и физических при¬
боров.
Стали и сплавы с особыми химическими свойствами.
К этой группе сталей относятся высоколегированные
коррозионностойкие, жаростойкие и жаропрочные. Со¬
гласно ГОСТ 5632-61, в зависимости от основных
свойств стали и сплавы подразделяются на три группы:
1) коррозионностойкие (нержавеющие), к которым
относятся стали, обладающие стойкостью против элект¬
рохимической коррозии (атмосферной, почвенной, кис¬
лотной, щелочной и др.);
2) жаростойкие (окалиностойкие), обладающие
стойкостью против химического разрушения поверхности
64
в газовых средах при температурах выше 550° С, при
работе изделий в ненагруженном или слабонагружен-
ном состоянии;
3) жаропрочные, работающие в нагруженном состоя¬
нии в течение определенного времени и обладающие
при этом достаточной окалиностойкостью.
Коррозионностойкая сталь является высокохромистой
сталью, она легирована также никелем, титаном и дру¬
гими примесями.
Хромоникелевые нержавеющие стали легированы ти¬
таном, молибденом, ниобием и другими примесями.
Хромоникелевая нержавеющая сталь имеет очень
высокую коррозионную стойкость в любой среде, вклю¬
чая кислоты: концентрированную серную и азотную.
Она также относится к высокохромистой с большим со¬
держанием никеля. Важнейшие марки этой стали:
0Х18Н11, 0Х18Н12Т, 0Х18Н10, Х15Н910, Х17Н13М2Т,
и др.
Области применения некоторых марок нержавеющей
стали в промышленности:
1X13, 2X13, 3X13 — для лопаток турбин, штоков, ва¬
лов, хирургического инструмента, клапанов, гидравли¬
ческих прессов, болтов, пружин, арматуры, крекинг-уста¬
новок и предметов домашнего обихода;
4X13 — для хирургического инструмента, шарикопод¬
шипников, пружин, шестерен;
Х17 — для деталей химической и пищевой промыш¬
ленности, для трубопроводов, нефтяного оборудования,
шарикоподшипников;
Х28 — для аппаратуры, работающей с дымящей¬
ся азотной и фосфорной кислотами, для частей на¬
сосов и деталей, работающих при высокой темпера¬
туре;
0Х18Н9 — для химического машиностроения и в ка¬
честве присадочного металла при газовой и дуговой
сварке нержавеющей стали;
1Х18Н9,. 1Х18Н9Т — для трубо-маслопроводов, свар¬
ной'аппаратуры, деталей самолетов, деталей, работаю¬
щих в условиях пара, воды, азотной кислоты, для по¬
плавков гидросамолетов;
2Х18Н9 — для конструкционного материала и авиа¬
ции;
Х18Н11Б—для кислотоупорных конструкций;
5 Н. Н. Кропивницкий
63
0Х21Н6М2Т — для деталей сварных конструкций, ра¬
ботающих в средах повышенной агрессивности: кипящей
фосфорной, уксусной, муравьиной и других кислот;
0Х18Н10, Х16Н15МЗБ, Х17Г9АН-4 —для деталей,
работающих в среде азотной и органических кислот (ис¬
ключая уксусную, щавелевую).
В марках сталей, имеющих впереди нуль, содер¬
жание углерода не превышает 0,08%, а в марках ста¬
лей, имеющих впереди два нуля, содержание углерода
не превышает 0,04%.
Жаропрочная и окалиностойкая стали применяются
для деталей и механизмов, работающих в условиях дей¬
ствия высоких температур, газов и больших нагрузок.
Обычная углеродистая сталь при нагреве до 400—
500° С, кроме того, что химически разрушается, еще и
теряет прочность.
Окалиностойкостью называется способность металла
сопротивляться окислению при действии высоких темпе¬
ратур и небольших нагрузок.
Жаропрочностью называется способность металла
сохранять прочность и не окисляться под действием вы¬
соких температур при повышенных нагрузках.
Жаропрочность и окалиностойкость связаны между
собой. Жаропрочная сталь должна быть обязательно
окалиностойкой. Камеры сгорания, чехлы к термопарам
делают из окалиностойкой стали, а лопатки газовых и
паровых турбин, детали реактивных двигателей — из
жаропрочных сталей и сплавов.
Важнейшие легирующие примеси в окалиностойкой
стали — алюминий, кремний, хром. -При содержании
10—13% хрома сталь окалиностойка до 750° С, при
15—17% хрома окалиностойкость увеличивается до
800—900°С, а при 25% хрома — до 1000°С.
Широкое применение получили в промышленности
жаростойкие стали следующих марок: 4Х9С2, 1Х12СЮ,
0Х20Н14С2, 4Х14Н14В24, 1Х25Н25ТР, ХН75Л16ТЮ,
Х28, Х23Н13 и многие другие, а также жаропрочные
сплавы марок ХН70ВМТЮ, ХН75МБТЮ и др.
Примерное назначение некоторых марок жаростой¬
ких и жаропрочных сталей и сплавов:
1Х10С2М, 3X13H7C2 — клапаны моторов;
Х25Т, Х28, 0Х18Н10 — трубы, детали печей, муфели;
ХН78Т, ХН60Ю — детали газопроводных систем;
66
1Х12ВНМФ, 1Х12В2МФ, 4Х12Н8Г8, МФБ —диски
турбин, лопатки турбин, роторы;
Х18Н10Т, Х18Н12Т — детали выхлопных систем,
трубы;
ХН70ВМЮТ, ХН80ТБЮ — лопатки турбин.
Кроме жаропрочных и окалиностойких сталей широ¬
ко используются сплавы, обладающие наряду с высокой
окалиностойкостью еще и высоким электросопротивле¬
нием. Эти сплавы получили большое применение в элек¬
тротехнике, так как основой их является не никель, а
железо, и поэтому они очень экономичны. Важнейшие
из этих сплавов — фехраль и хромаль.
Фехраль имеет следующий состав: 0,12% С, 4—5%
Сг, 4—5% А1, остальное — Fe. Хромаль содержит. 25%
Сг, 5% А1, остальное —Fe.
Эти сплавы жаростойки, медленно окисляются при
высоких температурах при длительном нагреве и обла¬
дают высоким электросопротивлением. Рабочая темпе¬
ратура для них 1000—1200° С.
17. ТВЕРДЫЕ СПЛАВЫ
Развитие машиностроения за последние годы в зна¬
чительной степени связано с использованием для режу¬
щего инструмента твердых сплавов вместо быстроре¬
жущих сталей. Если ранее (еще 30—40 лет назад) об¬
работка металла на токарном станке производилась с
максимальной скоростью 15—20 м/мин, то при совре¬
менном уровне техники скорости резания составляют
250—300 м/мин, а в отдельных случаях повышаются до
500—700 м/мин и больше.
Применение высоких скоростей при резании предъ¬
являет новые требования к материалам для режущих
инструментов: они должны обладать более высокими
красностойкостью и стойкостью на истирание, чем бы¬
строрежущая сталь. Этим требованиям удовлетворяют
твердые сплавы, которые не теряют режущих свойств
при нагреве до температуры 1000° С (красностойкость)
и хорошо сопротивляются истиранию. Ввиду этого твер¬
дые сплавы широко используют также для волочильно¬
го инструмента, оборудования, применяемого при буре¬
нии почвы, зубков врубовых машин, электросверл, бу¬
рильных молотков и другого оборудования в нефтяной,
угольной и рудной промышленности.
5
67
Применение твердых сплавов для покрытия рабочих
поверхностей быстроизнашивающихся деталей создает
возможность значительно повысить их стойкость и тем са¬
мым сократить расход металла и объем ремонтных ра¬
бот. Так, например, щеки дробилок, наплавленные твер¬
дым сплавом сталинит, служат в 5—7 раз дольше, чем
ненаплавленные; стойкость центров, токарных станков,
наплавленных сплавом сталинит, повышается в десятки
раз и т. п.
Современные твердые сплавы делятся на две группы.
В первую группу входят металлокерамические твердые
сплавы, полученные методом порошковой металлургии,
во вторую группу — наплавочные сплавы. Советские
твердые сплавы впервые были применены в 1930 г.; они
были быстро внедрены в промышленность, заменив ра¬
нее применявшиеся импортные сплавы.
В настоящее время производство твердых сплавов
в СССР является крупной отраслью промышленности,
полностью удовлетворяющей потребности народного хо¬
зяйства в таких сплавах.
Краткие сведения о карбидах металлов. Основной
частью всех металлокерамических твердых сплавов яв¬
ляются карбиды тугоплавких металлов — вольфрама,
титана и тантала. В качестве связующего материала в
состав твердых сплавов обычно входит кобальт. Кар¬
биды тугоплавких металлов вследствие их высокой твер¬
дости и износоустойчивости применяются в качестве
основной части твердых сплавов.
Карбидами называются химические соединения с уг¬
леродом. Примерами очень устойчивых карбидов могут
служить карбиды железа, вольфрама, титана и других
тугоплавких металлов. Эти карбиды не разлагаются при
Ьбыкновенных температурах ни кислотами, ни щелоча¬
ми. Высокая химическая стойкость карбидов тугоплав¬
ких металлов сочетается с высокой прочностью и твер¬
достью. Твердость карбидов таких металлов, как желе¬
зо, кремний, вольфрам, титан, тантал, ниобий, ванадий,
приближается к твердости алмаза (табл. 1). Карби¬
ды железа сообщают стали твердость и прочность.
Карбид кремния, иначе называемый карборундом,
широко используется в качестве шлифовального ма¬
териала в виде самых разнообразных заточных кругов
и т. п.
68
Таблица I
Свойства карбидов вольфрама и титана, входящих в состав
{твердых сплавов
Показатели
Карбид
вольфрама
Карбид
титана
Температура плавления, °С
Твердость по минералогической шка¬
ле1 . . г
Содержание углерода, %
Удельный вес
2600
Более 9
5,8-6,1
15,5
3140
8-9
19,0—20,0
4,93
1 Твердость алмаза принята за 10.
Сложность изготовления и использования карбидов
тугоплавких металлов привела к тому, что сами карби¬
ды стали получать с помощью методов порошковой ме¬
таллургии в виде очень тонкого и мелкого порошка, а
изделия из них — путем прессования и последующего
спекания при температурах значительно более низких,
чем температура плавления этих веществ. Однако спе¬
кание прессованных порошков одних лишь карбидов
также не давало эффекта, так как спеченные карбиды
оказывались весьма хрупкими. Поэтому, как уже отме¬
чалось, в состав твердых сплавов начали вводить вспо¬
могательный материал — кобальт (более легкоплавкий,
чем карбиды), который в процессе спекания расплав¬
ляется, растекается между зернами карбида и при охла¬
ждении затвердевает, способствуя образованию проч¬
ного сплава.
Исходные материалы для производства твердых
сплавов. Основные исходные материалы для производ¬
ства металлокерамичесвих твердых сплавов — химиче¬
ски чистые окиси металлов: трехокись вольфрама
(вольфрамовый ангидрид) WO3, окись кобальта Со304
и двуокись титана ТЮз. Кроме того, исходным материа¬
лом является чистая сажа — как источник углерода,
входящего в состав твердых сплавов.
Сырьем для производства вольфрамового ангидрида
служат следующие материалы: вольфрамит — минерал
черного или кремово-коричневого цвета, представляю¬
щий собой соединение железа (Fe), марганца (Мп) и
вольфрамовой кислоты (WO4): шеелит — минерал серо¬
го, желтого или бурого цвета, представляющий собой
почта чистый вольфрамит кальция (CaWQ*)..
Вольфрамит и шеелит, как и минералы других ред¬
ких элементов, никогда не образуют больших скопле¬
ний, подобных, например, железным рудам; они бывают
рассеяны в другой горной породе, поэтому руду предва¬
рительно обогащают на обогатительных фабриках. По¬
лученные в результате этого концентраты — вольфрамо¬
вый и шеелитовын — служат обычным сырьем для про¬
изводства вольфрамового ангидрида.
Кобальтовые соединения получают в результате пе¬
реработки кобальтовых руд или руды других металлов,
в которой содержатся примеси кобальта.
Двуокись титана — продукт переработки титановых
минералов. Промышленное значение имеют минералы:
рутил, ильменит и особенно титаномагнетит. Двуокись
титана — наиболее дешевое сырье по сравнению с воль¬
фрамовым ангидридом и окисью кобальта.
Ламповая сажа представляет собой почти чистый
углерод, полученный путем сжигания нефтяных продук¬
тов (солярового дистиллята, лигроина и т. п.) в фи¬
тильных горелках — лампах и в камерах с недостатком
воздуха. Образующаяся при этом копоть и является
ламповой сажей. В результате обогащения вольфрамо¬
вых, кобальтовых и титаномагнетитовых руд получают
металлические концентраты, из которых приготовляют
вольфрамовый ангидрид, двуокись титаиа и окись ко¬
бальта.
Порошок металлического вольфрама получают с по¬
мощью процесса восстановления вольфрамового ангид¬
рида, т. е. окисла металла, углеродом либо водородом.
Металлический кобальт, как и многие другие ме¬
таллы, можно получить восстановлением окислов водо¬
родом. Кроме того, металлический кобальт получают
при реакции водных или аммиачных "растворов кобаль¬
та с порошком металлического цинка. Температура вос¬
становления кобальта значительно ниже температуры
восстановления вольфрама; она не превышает 600° С.
Поскольку порошок металлического титана получить
чрезвычайно трудно, приготовляют двуокись титана та¬
кой чистоты, которая, необходима для производства
70
твердых сплавов. Затем следуют процессы изготовления
порошков карбида вольфрама, карбида титана и дру¬
гих сложных карбидов, являющиеся частью технологии
производства твердых сплавов.
За последние годы на заводах внедрен прогрессив¬
ный метод получения порошка вольфрама путем восста¬
новления трехокиси вольфрама водородом (вместо угле¬
родного способа).
Новый метод позволяет сократить технологический
цикл, в широком диапазоне изменять зернистость по¬
рошков, повысить качество твердых сплавов, вести про¬
цесс при более низких температурах в более стойкой
металлической аппаратуре и автоматизировать его.
Металлокерамические твердые сплавы. Эти сплавы
называются металлокерамическими потому, что состоят
они из металлов, а метод их изготовления напоминает
технологию получения керамических (глиняных, фар¬
форовых и огнеупорных) изделий.
Металлокерамические твердые сплавы по ГОСТ
3882-61 делятся на три группы (табл. 2): вольфрамоко¬
бальтовые (или вольфрамовые), титановольфрамоко¬
бальтовые (или титановые) и титанотанталовольфрамо¬
кобальтовые (или титанотанталовые). Первые состоят
из карбида вольфрама WC и кобальта Со, вторые — из
смеси карбида титана TiC с карбидом вольфрама WC
и кобальта Со. Количество карбида в металлокерамиче¬
ском твердом сплаве колеблется в пределах 81—97%,
составляя основную его часть.
Производство вольфрамовых твердых сплавов схе¬
матически можно представить в следующем виде:
1. Тонкий порошок чистого вольфрама смешивают с
ламповой сажей; полученную смесь прокаливают в элек¬
тропечи при 1350—1400°С в атмосфере Нг или Со; по¬
лучается карбид вольфрама WC в виде порошка, кото¬
рый размалывают и просеивают.
2. Тонкие порошки WC и Со в требуемом соотноше¬
нии (табл. 2) перемешивают в течение 24 часов в ша¬
ровой мельнице. Полученную смесь замешивают клеем
(раствор синтетического каучука в бензине) и подсу¬
шивают. В таком же порядке приготовляют смесь для
титанобольфрамовых сплавов.
3. Приготовленную смесь подвергают прессованию в
прессформах при давлении 10—40 кГ/мм2 (для титано-
71
Таблица 2
Механические свойства металлокерамических твердых сплавов
Основные свойства
Группа сплавов
Марка
сплавов
предел
прочности
при изгибе,
к Г! мм?
средний
удельный вес,
г/слс®
средняя
твердость
HRA
Вольфрамо¬
кобальтовые
ВК2
ВКЗМ
ВК4
ВК6
ВК6М
ВК6В
ВК8
ВК8В
ВК10
ВК15
ВК20
ВК25
ВКЗО
100
но
130
135
130
140
140
155
150
165
190
200
200
15,2
15,1
15.0
14.8
14.9
14,8
14,7
14.5
14,4
14.0
13.6
13.0
12.6
92
92
89.5
89
90
88
87.5
86.5
87
86
85
84.5
82.5
Титановольф¬
рамокобаль¬
товые
Т30К4
Т15К6
Т14К8
Т5К10
Т5К12В
90
110
130
130
150
9,7
11,3
12,8
13.0
13.1
92
90
88,5
88,7
87
Титанотанта¬
ловольфрамо¬
кобальтовые
ТТ7К12
ТТ7К15
155
160
13,2
12,6
87
86,5
вольфрамовых сплавов требуется более высокое давле¬
ние, чем для вольфрамовых).
4. Прессованные пластинки подвергают спеканию в
атмосфере водорода при 1400° С в течение 2 часов
(вольфрамовые сплавы) и при 1500° С в течение 1—3 ча¬
сов (титановые сплавы). В результате спекания твер'
дый сплав дает усадку до 25%, становится чрезвычайно
твердым (HRA 87—91) и приобретает структуру, со¬
стоящую из карбидов, прочно связанных кобальтом;
72
Введение в титановый сплав карбида тантала значи¬
тельно повышает его стойкость против окисления, проч¬
ность, износостойкость и др.
Основная масса изделий из твердых сплавов выпу¬
скается в виде пластинок для оснащения рабочей ча¬
сти металлорежущего инструмента: резцов, сверл, фрез,
разверток и др. путем напайки или механического креп¬
ления к державкам.
Вольфрамовые твердые сплавы ВК применяют при
обработке хрупких материалов: чугуна, бронз, фарфора,
стекла и др.; титановые твердые сплавы ТК — для вяз¬
ких материалов: стали, латуни и др. Титанотанталовые
твердые сплавы ТТК успешно применяются для черно¬
вой обработки материалов, когда сплавы ВК и ТК не¬
пригодна.
Ниже приводятся обычные области применения твер¬
дых вольфрамовых, титановых и титанотанталовых
сплавов различных марок..
Твердые сплавы ВК2, ВК£, ВК8, ВКЮ, ВК15; Т5КЮ,
Т14К8, Т15К6 и Т30К4 (см. табл. 2) длительное время
выпускаются промышленностью и нашли широкое при¬
менение- в машиностроении. Они предназначены для
оснастки режущего инструмента при обработке различ¬
ных материалов:
ВК2 — оснастка резцов и разверток для чистовой об¬
работки чугуна, цветных металлов, неметаллических ма¬
териалов и др.;
ВК6 — оснастка резцов чернового и чистового точе¬
ния, фрез, разверток, зенкеров для получистовой и чи¬
стовой обработки чугуна, цветных металлов и неметал-.
лических материалов;
ВК8—оснастка инструментов для чернового точения,
строгания, фрезерования и сверления чугуна, цветных
металлов и неметаллических материалов. Заменяет ти¬
тановые сплавы при обработке сталей по корке и ока¬
лине; применяется также для труднообрабатываемых
сталей;
ВК10 — оснастка волочильного, высадочного, дыро¬
пробивного и штампового инструмента для легких усло¬
вий работы;
ВК15 — оснастка волочильного инструмента для во¬
лочения прутков и труб из стали при повышенных тем¬
пературах и напряжениях;
73
Т5КЮ — оснастка режущего инструмента для черно¬
вого и фасонного точения, чернового и чистового стро¬
гания углеродистых и легированных сталей (включая
стальные поковки, штампованные заготовки и отливки)
ло корке и окалине;
Т.14К8 — оснастка режущего инструмента для черно¬
вого точения, фрезерования, рассверливания литых от¬
верстий и чернового зенкования углеродистых и легиро¬
ванных сталей;
Т15К6 — получистовое и чистовое точение и т. п.
За последнее время освоен промышленный выпуск
ряда новых марок твердых сплавов (ВК.ЗМ, ВК.4, ВК.6М,
ВК8В, ВК20, ВК25, ВКЗО, Т5К12В, ТТ7К12, ТТ7К15),
которые в 1961 г. введены в ГОСТ 3882-61 и находят
все более широкое применение в машиностроении. При
обработке чугунов, цветных металлов и сплавов на мно¬
гих операциях взамен сплавов ВК6 и ВК8 может быть
использован новый сплав ВК4. При этом стойкость ин¬
струмента возрастает в 1,5—2 раза.
Мелкозернистый сплав ВК6М, обладающий высокой
твердостью и плотностью, находит применение при об¬
работке отбеленных чугунов, некоторых марок нержа¬
веющих сталей и обеспечивает повышение стойкости ин¬
струмента в 2—3 раза.
Титанотанталовый сплав ТТ7К12 и крупнозернистый
сплав Т5К12В успешно применяются при строгании и
при черновом точении, при обработке сварных швов и
.в других случаях, когда наиболее высокопрочные стан¬
дартные сплавы Т5К10 и ВК8 оказываются непригодны¬
ми из-за пониженной стойкости.
Освоение выпуска мелкозернистых и крупнозернистых
высококобальтовых сплавов марок ВК20, ВК25, ВКЗО и
опытных марок ВК15В, ВК20В и ВК25В, обладающих
высокой прочностью и ударной вязкостью, обеспечивает
широкое внедрение в промышленности твердосплавных
штампов, работающих в условиях больших ударных на¬
грузок. Стойкость твердосплавных штампов по сравне¬
нию со стальными возрастает в 30—50 раз, чем обеспе¬
чивается получение большого экономического эффекта.
Наплавочные сплавы и электроды. Наплавочные ма¬
териалы изготовляются в виде порошка, крупки (зерно¬
образные сплавы — сталинит и др.) и в виде электро¬
дов— кусков электродной железной проволоки, обма-
74
занных специальными составами, основу которых состав¬
ляют различные ферросплавы (феррохром, ферромар*
ганец и др.).
Все компоненты, которые вводятся в шихту обмазки
электрода, можно разделить на четыре группы: леги*
рующие, шлакообразующие, связующие, стабилизирую¬
щие.
Легирующие компоненты (ферросплавы) являются
основными. Компоненты остальных трех групп являют¬
ся вспомогательными. Технологический процесс из готов*
ления наплавочных электродов слагается из подготовки
проволоки (выравнивания), дробления и классификации
компонентов, приготовления шихты, нанесения обмазки
на проволоку, сушки и контроля электродов.
Существует несколько видов зернообразных напла¬
вочных сплавов; основные из них сталинит, боридно-
хромистая смесь и др. (табл. 3).
Таблица 3
Основной состав и назначение наплавочных сплавов
Название сплава
Марка
Основной состав
Твердость на¬
плавленного
слоя HRA
Сталинит
Улучшен¬
ный
Хром, марганец, угле¬
род, кремний, железо
75
Боридно-хро-
мистая смесь
КБХ
Хром, бор, кремний,
углерод, железо
78
Боридная
смесь
БХ
Хром, бор, углерод,
железо
80
Литые карби¬
ды вольфрама
ТЗ
Зерна карбида воль*
фрама в железной
трубке
90
То же
3
Зерна карбида воль¬
фрама
90
» •
РФ
Заготовки простой
формы, отлитые из
карбида вольфрама
92
Сталинит применяют в основном для наплавки де¬
талей, подвергающихся грубому износу, например щек
75
камнедробилок, зубьев козырьков ковшей экскаваторов,
буровых долотьев и т. п.
Боридно-хромистая смесь используется для наплав¬
ки новых* и восстановления изношенных деталей строи¬
тельных, дорожных и горнорудных машин. Боридная
смесь применяется для тех же целей, но в более ответ¬
ственных деталях машин.
Технологический процесс изготовления зернообраз¬
ных сплавов типа сталинит заключается в дроблении и
размоле шихтовых, материалов (феррохром, ферромар¬
ганец, нефтяной кокс, чугунная стружка) до порошко¬
образного состояния. Измельченные материалы тща¬
тельно смешивают в следующих пропорциях: 30% фер¬
рохрома, 18—19% ферромарганца, 45%' чугунной
стружки, 7—8% нефтяного кокса. Полученная смесь
подвергается прокаливанию при температуре 400—
500° С в течение 3—4 часов/ Массу выливают на против¬
ни, а когда она застывает — дробят на крупку в щеко-
вой дробилке. Полученный порошок проходит контроль
и расфасовку.
Сталинит наплавляют только электрической дугой по
методу Бенардоса угольным или графитовым электро¬
дом. Наплавку можно производить как постоянным, так
и переменным током, причем постоянный ток обеспечи¬
вает более качественную наплавку из-за большей ста¬
бильности дуги.
Стойкость деталей и инструментов, наплавленных ли¬
тыми твердыми сплавами, повышается в 8—12 раз и
более.
18. МИНЕРАЛОКЕРАМИЧЕСКИЕ СПЛАВЫ
В последние годы советские ученые добились боль¬
ших успехов в получении новых инструментальных ма¬
териалов, которые названы минералокерамическими
сплавами. Исходным материалом для их изготовления
служит минеральное сырье (породы, содержащие окись
алюминия А1г03), т. е. доступный и дешевый материал.
Режущую часть инструмента из высокопрочной мине¬
ральной керамики изготовляют в виде пластинок путем
спекания при температуре 1720—1750®С.
Минеральная керамика обладает высокой твердо¬
стью (HRA 91—93), теплостойкостью (1200° С) и не-
76
окисляемостью, но уступает металлокерамическим спла¬
вам по теплопроводности (0,46 кал!сек*град) и прочно¬
сти на изгиб (35—45 кГ/мм2). Предел прочности при из¬
гибе минеральной керамики в 2—3 раза ниже, чем у
металлокерамических твердых сплавов, и это является
основной причиной ограниченного применения мине¬
ральной керамики.
Пониженная теплопроводность минеральной керами¬
ки предъявляет специфические требования к техноло¬
гии напайки, заточки и эксплуатации режущих инстру¬
ментов. Например, быстрый или неравномерный нагрев
и охлаждение приводят к образованию трещин и раз¬
рушению пластинок.
Московский комбинат твердых сплавов выпу¬
скает минералокерамические пластинки марки ЦМ-332
для оснащения режущих инструментов. Пластинки
изготовляются прямоугольной, полукруглой и других
форм.
Как показывает опыт заводов, минеральная керами¬
ка благодаря повышенной теплостойкости и износостой¬
кости по сравнению с твердосплавным инструментом
позволяет применять более высокие скорости резания,
чем металлокерамика. Хорошее сопротивление истира¬
нию обеспечивает высокую размерную стойкость режу¬
щего инструмента. При одинаковых режимах резания
стойкость минералокерамики значительно выше, чем
мёталлокерамических твердых сплавов. Благодаря вы¬
сокой температуре (1540° С) сваривания ЦМ-332 с обра¬
батываемым материалом -минералокерамический инстру¬
мент обладает меньшей склонностью к слипанию с
обрабатываемым материалом, что особенно ценно при
обработке жаропрочных сплавов.
Инструменты, оснащенные минералокерамикой, в на¬
стоящее время применяют при получистовом и чистовом
точении чугуна, конструкционных и легированных ста¬
лей. ВНИИ разработал многогранные неперетачиваемые
минералокерамическйе пластинки трех-, пяти- и шести¬
гранной формы. Все формы пластинок выполнены в двух
вариантах: плоскими — для обработки закаленных ста¬
лей; с выкружками вдоль всех режущих кромок —для
обработки незакаленных сталей и чугуна с НВ 200.
Размеры' выкружек выбраны с таким расчетом, чтобы
обеспечить удовлетворительный отвод стружки гори глу¬
77
бине резания t= 1—5 мм и подаче $=0,25—0,6 об/мин.,
т. е. в диапазоне получистовых и чистовых работ.
В настоящее время Продолжаются исследовательские
работы по совершенствованию минералокерамических
инструментов — повышению их прочности и снижению
хрупкости. Эти работы имеют большое народнохозяйст¬
венное значение, так как применение режущих инстру¬
ментов, оснащенных пластинками из минералокерами¬
ческих твердых сплавов, устраняет необходимость ис¬
пользования дефицитных и дорогостоящих металлоке¬
рамических сплавов.
Применение в качестве материала для режущих ин¬
струментов твердых сплавов и высокопрочной минераль¬
ной керамики, отличающихся высокой красностойкостью
и износоустойчивостью, позволяет повысить скорости
резания при обработке металлов примерно в 5—8 раз
по сравнению со скоростями резания, допускаемыми для
инструмента из быстрорежущих сталей.
Глава IV
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ ДЛЯ ДЕТАЛЕЙ
И ИЗДЕЛИЯ
В современной технике значительное место отводит¬
ся неметаллическим материалам. Они составляют боль¬
шую группу материалов, идущих на изготовление дета¬
лей и изделий. К неметаллическим материалам относят¬
ся древесина и изделия из нее; пластмасса; клеи; рези¬
новые материалы; лаки, краски и растворители; кожа;
текстильные материалы; асбест и изделия из него; ка¬
менное литье, керамика и фарфор; стекло и изделия из
него; минеральные вяжущие вещества и изделия на их
основе; графит и графитовые изделия.
В машиностроении используются неметаллические
материалы широкой номенклатуры, и им посвящена спе¬
циальная литература. В данной главе мы рассмотрим
пластмассы, масла и смазочно-охлаждающие жидкости.
19. ПЛАСТМАССЫ
Под названием пластические массы, или пластмассы,
в настоящее время объединяют весьма большую группу;
материалов, состоящих полностью или частично из по¬
лимеров и обладающих на некоторой стадии переработ¬
ки свойством пластичности.
Полимеры — это соединения, молекулы которых со¬
ставлены из нескольких тысяч одинаковых небольших
молекул (от греческого слова «нолимерес» — многооб¬
разный, много раз повторяющийся).
79
Характерной особенностью пластмасс является их
способность при определенных температуре и давлении
хорошо формоваться в изделия и сохранять полученную
форму.
Применение пластмасс дает большие выгоды народ¬
ному хозяйству. Так, 1 г пластмассы заменяет 3 т цвет¬
ных металлов, а детали из пластмассы в 10 раз дешев¬
ле бронзовых и в 15 раз дешевле баббитовых. Пласт¬
массовые детали снижают трудоемкость обработки в
7,5—10 раз по сравнению с обработкой металлов реза¬
нием.
Особое значение приобретают пластмассы, обладаю¬
щие высокой прочностью, легкостью, хорошими изоли¬
рующими свойствами, прозрачностью и другими ценны¬
ми качествами.
Пластмассы, или пластики, относятся к числу важ¬
нейших и наиболее прогрессивны* материалов современ¬
ной техники. О темпах и масштабах развития этой от¬
расли химии свидетельствуют такие данные.
Если в 1960 г. в СССР было получено 332 тыс. т
пластиков, то к 1980 г. выпуск пластмаес должен соста¬
вить около 20 млн. т.
Исходные материалы для производства пластмасс.
Источниками сырья для изготовления пластмасс
служат: природный газ, нефть,, уголь, воздух. Эти
источники доступны, дешевы и практически неис¬
черпаемы.
Составными частями пластмасс, как правило, явля<
ются: связующее вещество, наполнитель, часто пласти¬
фикатор и краситель.
Пластмассы могут состоять из одного или несколь¬
ких веществ и в зависимости от этого делятся на про¬
стые и сложные.
Простые пластмассы состоят в основном из одного
вещества, например из чистых связующих смол, без на¬
полнителя. К простым пластмассам относятся акрилат
(органическое стекло), полистирол и др.
В состав сложных пластмасс кроме связующих ве¬
ществ входят наполнители, пластификаторы, смазываю¬
щие вещества, стабилизаторы, красители и специальные
вещества. Наиболее распространенными пластмассами
этой группы являются фенопласты, получаемые на осно¬
ве фенолоформальдегидной смолы, этролы из эфиров
80
целлюлозы и др. Основными составляющими этих пласт¬
масс являются связующие смолы, наполнитель и пла¬
стификатор.
Связующие смолы делятся на искусственные и при¬
родные. К искусственным связующим смолам относятся
фенолоформальдегидная, мочевиноформальдегидная и
др.; связующими смолами природного происхождения
являются янтарь, асфальты, канифоль и т. п.
Наполнители разделяются на органические и мине¬
ральные, а по строению — на порошкообразные, волок¬
нистые и слоистые. Наиболее широко применяется в ка¬
честве наполнителя древесная мука.
Пластификаторы придают пластмассе пластичность
и гибкость и уменьшают ее хрупкость. Наиболее рас¬
пространенными пластификаторами являются камфара,
дибутилфталат и др.
Смазывающие вещества облегчают прессование пла¬
стиков и предотвращают прилипание пластмасс к горя¬
чим стенкам прессформы во время прессования. К ним
относятся стеарин, воск и др.
Стабилизаторы способствуют сохранению пластмас¬
сой всех первоначальных свойств.
Красители придают пластмассам необходимую
окраску.
Соотношение основных составных частей пластмасс
обычно изменяется в следующих пределах: связующая
смола составляет от 30 до 60%, наполнитель — от 40 до
70%, смазывающие вещества — от 1 до 2%, краситель—
от 1 до 1,5%; пластификаторы и другие вещества состав¬
ляют менее 1%.
Высокополимерные (высокомолекулярные) вещества
получают из низкомолекулярных с помощью реакций
уплотнения: полимеризации или поликонденсацюи.
Полимеризация — процесс соединения большого чис¬
ла молекул низкомолекулярных веществ в одну моле¬
кулу. При этом не происходит выделения какого-либо
низкомолекулярного соединения.
Поликонденсация — процесс образования высокомо¬
лекулярного вещества в результате соединения большо¬
го числа молекул низкомолекулярных веществ, происхо¬
дящий с одновременным выделением воды, спирта, ам¬
миака, -хлороводорода или других низкомолекулярных
продуктов.
в Н. Н. Кропивницкий
81
В зависимости от химических свойств применяемых
смол пластмассы, получаемые на их основе, подразде¬
ляют на две основные группы: термопластичные и тер¬
мореактивные.
Термопластичные массы получают на основе поли-
меризационных смол. Они не переходят в неплавкое и
нерастворимое состояние, поэтому их снова можно ис¬
пользовать для прессования. Термопласты обладают вы¬
сокими электроизоляционными' свойствами. Наиболее
распространенными полимеризационными смолами и
пластиками являются полихлорвинил, оргстекло, поли¬
стирол и др.
Полихлорвинил, или полихлорвиниловая смола, пред¬
ставляет собой продукт, получаемый в результате по¬
лимеризации хлористого винила. Полихлорвинил обла¬
дает высокой химической стойкостью и стойкостью про¬
тив истирания, что позволяет употреблять его в произ¬
водстве кожзаменителей и линолеума, а также замени¬
телей каучука и некоторых типов резины. Под действием
температуры и давления обладает способностью свари¬
ваться.
Оргстекло — пластмасса, представляющая собой про¬
дукт полимеризации метилового эфира метакриловой
кислоты. Оргстекло совершенно прозрачно, и потому его
называют также небыощимся стеклом, или «плексигла¬
сом».
Полистирол — продукт полимеризации стирола, об¬
ладает исключительно высокой водостойкостью, элект¬
роизоляционными и оптическими свойствами. Из него
готовят детали радио- и электроаппаратуры, оболочки
высокочастотного кабеля и т. д. Основной метод перера¬
ботки полистирола в изделия — литье под давлением.
Фторопласт, или политрафторэтилен, имеет весьма
широкое практическое применение в народном хозяйст¬
ве. По химической стойкости с ним не может сравнить¬
ся ни одно другое вещество — даже золото и платина.
Он обладает самым низким коэффициентом трения, что
позволяет создавать машины, не требующие смазки. Из
фторопласта получают изделия любых размеров и форм,
в том числе такие, как тончайшее волокно, трубки с
внутренним диаметром 0,3 мм, пленки толщиной 3—
5 мк, стеклоткань, пропитанную фторопластом, и др.
Особой популярностью пользуется фторопласт-4. и- фто¬
82
ропласт-3. Из фторсодержащих каучуков изготовляют
самые теплостойкие, самые химически стойкие и самые
износостойкие резины и т. п.
Пластические массы на основе эфиров целлюлозы.
В основе этих термопластов лежат простые и сложные
эфиры целлюлозы: нитроцеллюлоза, ацетилцеллюлоза и
этилцеллюлоза.
Из нитроцеллюлозы изготовляют различные лаки,
эмали и пластмассы: целлулоид, этролы и др. Целлу¬
лоид представляет собой твердый раствор нитроцеллю¬
лозы в камфаре, которая придает материалу эластич¬
ность. Целлулоид используется для изготовления кино¬
лент, фотопленок, безосколочного стекла триплекс, из¬
делий ширпотреба и т. п.
Ацетилцеллюлоза — сложный эфир целлюлозы и ук¬
сусной кислоты — применяют для изготовления свето¬
стойких, прозрачных и негорючих пленок, кинопленки,
светофильтров, лаков, искусственного шелка и др.
Этилцеллюлоза является простым эфиром и отличает¬
ся лучшей химической стабильностью. Пластмасса на
основе этилцеллюлозы обладает хорошими электроизо¬
лирующими свойствами, высокой атмосфероустойчиво-
стью, стабильностью размеров и стойкостью к ударным
нагрузкам при низких температурах.
Слоистые пластмассы изготовляются из листовых
волокнистых наполнителей, пропитанных различными
смазывающими веществами: фенолоформальдегидными
и другими смолами. Слоистые материалы на тканевой
основе называют текстолитом; на бумажной основе ис¬
пользуются асбест (асботекстолит), стеклянная ткань
(стеклотекстолит), древесный шпон (древеснослоистый
пластик, или дельта-древесина).
Асфальтопековые пластмассы представляют собой
композиционные пластики, в состав которых входят
природные асфальтобитумные материалы, или пеки, и
различные наполнители — хлопковые очесы, асбест
и т."п. Они отличаются низкой температурой размягче¬
ния (около 70°С), но имеют высокую водостойкость и
стойкость к действию кислот и щелочей. Из них изго¬
товляют аккумуляторные баки, кислотоупорные трубы,
изделия для химической промышленности и т. д.
За последнее время советские ученые и инженеры
в содружестве с рабочими-новаторами разработали и
6*
83
внедрили в производство много новых видов пластмасс;
среди них в первую очередь следует отметить гидропла¬
стмассу, пенопласты и капрон.
Гидропластмасса МАТИ 1-4 состоит из полихлорви-
ниловой эмульсионной смолы, дибутилфталата, вакуум¬
ного масла марки ВМ-4 и стеарата кальция. Гидропласт
с большим успехом применяется в станочных приспособ¬
лениях в качестве передатчика зажимного усилия.
Пенопласты, или газонаполнительные пластмассы,
изготовляют на основе полистирола, полихлорвинила,
мочевиноформальдегидных смол и др. Расплавленную
смолу при высоком давлении насыщают газами, в ре¬
зультате чего образуется белоснежная ячеистая пена.
Она может быть твердой, как стекло, и мягкой, как ре¬
зина. Пенопласты имеют объемный вес от 0,02 до
0,8 г/см3, высокие тепло- и электроизолирующие свойст¬
ва, являются прекрасным звукопоглотителем. Применя¬
ются в высокочастотной технике, для изготовления ка¬
мер искусственного климата и т. п.
, Капрон — синтетическое волокно, получаемое из вы¬
сокомолекулярного продукта полимеризации капролак-
тона путем продавливания расплавленной массы через от¬
верстия— фильеры, с последующим водопоглощением и
другими ценными свойствами.
Термореактивные массы получают на основе поли-
конденсационных смол. Они отличаются тем, что в про¬
цессе прессования при действии повышенных темпера¬
тур (150—175° С) претерпевают ряд'внутренних хими¬
ческих изменений и становятся необратимыми, т. е.
неплавкими, практически нерастворимыми и непригод¬
ными к перепрессованию. Важнейшими поликонденса-
ционными смолами являются фенолоформальдегйдные,
мочевиноформальдегидные, глифталевые, кремнийор-
ганические и др. В сочетании с различными наполните¬
лями и другими добавками эти смолы перерабатывают¬
ся в,пластические массы, называемые фенопластами.
Фенопласты — весьма распространенные термореак¬
тивные пластики, изготовляемые на основе фенолоаль¬
дегидных смол, часто называемых бакелитами. Основ¬
ным сырьем для производства фенолоальдегидных смол
служит фенол (карболовая кислота). Фенол выделяют
из каменноугольной смолы, а также получают синтети¬
ческим путем из бензола. Кроме фенола применяют род¬
84
ственное ему соединение — крезол, который получается
также из каменноугольной смолы. Другое вещество, об’
разующее смолу, — альдегид получают путем окисления
метилового спирта. Прессовочные порошки изготовляют
путем смешивания фенолоальдегидных смол с наполни¬
телем, представляющим собой порошкообразное или во¬
локнистое вещество. В качестве порошкообразных на¬
полнителей используют древесную муку, тальк, мел или
асбест, измельченный в порошок. Волокнистым на¬
полнителем служат асбестовые волокна, очесы хлопка
и др.
При изготовлении пресспорошка в смесь кроме смо¬
лы и наполнителя вводятся пластификаторы, красители
и другие добавки.
Аминопласты изготовляются на основе мочевино-
формальдегидных и меламиноформальдегидных смол.
Они обладают более высокой, чем фенопласты, водопо-
глощаемостью, пониженной теплостойкостью и высокой
стойкостью к поверхностным электрическим разрядам.
Прессуются аминопласты в порошкообразном или в таб-
летированном виде при температуре 130—165° и удель¬
ном давлении от 150 до 450 кг/см2.
Глифталь — широко используемая в электропромыш¬
ленности пластмасса, исходными продуктами для полу¬
чения которой являются глицерин и фталевая кислота.
Глифталевые смолы применяются главным образом в
производстве лаков и красок. В машиностроении глиф¬
талевые лаки и эмали используются в качестве защит¬
ных покрытий и пр.
Кремнийорганические смолы отличаются высокими
электроизоляционными свойствами и большой термо¬
стойкостью. Они способны без разрушения выдержи¬
вать температуры 200—350° С и выше. На их основе
можно получать смазки, лаки, высококачественные прес¬
сованные изделия и т. п.
Классификация пластмасс. В зависимости от химиче¬
ской природы применяемой смолы и сырья, используе¬
мого для ее производства, пластмассы разделяются на
четыре класса. В свою очередь классы подразделяются
на группы применительно к химической структуре этих
смол — полимеров. Каждая группа в свою очередь рас¬
пределяется на виды в зависимости от химических и
технических наименований пластмасс.
85
Согласно ГОСТ 5752-51, пластмассы классифициру¬
ются в такой последовательности:
Класс А. Пластмассы на основе высокомолекуляр¬
ных соединений, получаемых цепной полимеризацией.
Пластмассы класса А подразделяются на 9 групп: по¬
лимеры этилена, полимеры галоидопроизводных этиле¬
на, полимеры алкилпроизводных этилена и т. д. Указан¬
ные 9 групп в свою очередь разделяются на 35 видов:
этиленолоид, этиленолит, хлорвинилоид, хлорвинилит,
изобутиленопласт и др.
Класс Б. Пластмассы на основе высокомолекуляр¬
ных соединений, получаемых поликонденсацией и сту¬
пенчатой полимеризацией. Пластмассы класса Б подраз¬
деляются на 7 групп, включающих 32 вида пластмасс:
фенолит, фенодреволит, резорципоасболит, аминоцелло-
лит, глифтальслюдослой и др.
Класс В. Пластмассы на основе природных химиче¬
ски модифицированных полимеров. В класс В входят
3 группы полимеров — пластмассы на основе простых и
сложных эфиров целлюлозы, на основе белковых ве¬
ществ. Три данные группы полимеров разделяются на
7 видов — метилцеллопленка, этилцеллопленка и т. д.
Класс Г. Пластмассы на основе природных и нефтя¬
ных асфальтов, а также смол, получаемых переработ¬
кой различных органических веществ. Этот класс со¬
стоит всего из 3 видов пластмасс: битумоцеллолит, пе-
коасбослой, битуминолит.
В зависимости от применяемого наполнителя пласт¬
массы подразделяют на чистые смолы (без наполните¬
ля), композиционные и слоистые. Композиционные де¬
лятся на порошкообразные, волокнистые и с наполни¬
телем в виде крошки. Системы из смолы и наполните¬
ля, как правило, прочнее самой смолы.
Свойства пластмасс. Широкое использование пласт¬
масс в современной технике объясняется их характер¬
ными физико-химическими и механическими свойства¬
ми. Сравнительно небольшой удельный вес 0,5—
1,8 г/см3у значительная механическая прочность и высо¬
кие фрикционные качества способствуют в отдельных
случаях применению пластмасс в качестве заменителей
металлов и сплавов. Пластики, например, используются
как заменители бронзы, олова и баббита, применяемых
для изготовления подшипников. Высокие электроизоля¬
86
ционные свойства позволили применять пластмассы в
электротехнической и слаботочной промышленности в
качестве диэлектриков. Они отличаются низкой тепло¬
проводностью и хорошей химической стойкостью, рас¬
творяют красители, и поэтому изделиям можно придать
любой цвет.
К большим преимуществам пластмасс по сравнению
с другими материалами относится простота получения
из них деталей. Из некоторых пластмасс, поступающих
в производство в виде порошков, путем прессования
можно изготовлять изделия сложной конфигурации; к
тому же пластики хорошо обрабатываются резанием.
Красивый внешний вид, светостойкость и блестящая
поверхность способствуют применению пластмасс для
декоративных целей и в быту.
Способы получения изделий из пластмасс. Основные
способы переработки пластических масс в изделия: прес¬
сование, литье под давлением, отливка в формах, штам¬
повка и др.
Прессование позволяет за одну технологическую
операцию получать готовые изделия сложного профиля.
В качестве основного оборудования для прессования
пластмасс обычно применяют гидравлические или ме¬
ханические прессы и прессформы. В зависимости от
свойств применяемых пресспорошков прессование про¬
изводится в нагретых или холодных прессформах либо
с периодическим подогревом и охлаждением.
Частными случаями прессования являются горячая
штамповка (выдавливание, вытяжка) сравнительно не¬
сложных изделий из листовых термопластичных мате¬
риалов (целлулоид, органическое стекло, ацетат целлю¬
лозы и др.); выдувание или вакуумирование в специ¬
альных формах для получения полых изделий из термо¬
пластичных материалов; формование с помощью шабло¬
нов и струбцин изделий из термореактивных пластмасс
типа фаолита.
Общая схема процесса прессования изделий из тер¬
мопластичных и термореактивных материалов представ¬
лена на рис. 1. Процесс получения изделия термореак¬
тивного материала состоит в следующем (рис. 1, а).
Подготовленные прессматериалы помещаются в полоСть
прессформы. Затем прессформа закрывается; создается
давление, и изделие выдерживают при заданных темпе¬
87
ратурах. Во время выдержки происходит отвердевание,
т. е. переход прессматериала в твердое, практически не¬
растворимое состояние. После этого прессформа раскры¬
вается, и готовое изделие выталкивается специальным
выталкивателем вручную или с помощью сжатого воз¬
духа. Особенность процесса получения изделий из тер¬
мопластичных материалов методом прессования
(рис. 1, б) состоит в том, что отвердевание отформован-
Рис. 1. Схема процессов прессования:
а — термореактивного материала; б — термопластичного материала.
ного изделия происходит с понижением температуры.
Для этих целей прессформа охлаждается.
Основными элементами большинства прессформ
(рис. 2) являются: пуансон — подвижная верхняя часть,
матрица — нижняя часть, оформляющая изделие, и
обойма — внешняя часть прессформы. Обычно прессфор-
мы снабжаются еще выталкивателем, который служит
для выгрузки готового изделия. По устройству пресс-
формы разделяются на открытые, закрытые, для литья
йод давлением, для вытяжки и выдувания.
Сложные прессформы изготовляются из инструмен¬
тальных сталей марок ХВГ, Х12М и др., а несложные —
из углеродистой инструментальной стали марок от
У7А до У10А.
Литье под давлением (пресслитье) — важный про¬
мышленный способ, сочетающий достоинства метода
прессования с весьма большой производительностью.
Современные машины для пресслитья производят
15—20 тыс. изделий за смену. Сущность пресслитья за¬
ключается в следующем: исходный прессматериал в ви¬
де порошка загружается в бункер 1 (рис. 3). Отсюда
Рис. 2. Прессформа
закрытого типа:
1 — пуансон; 2 - обойма;
3 — вставка; 4 — изделие;
5 — матрица; 6 — шпилька
выталкивателя; 7 — вытал¬
киватель; # —шпилька
вставки.
Рис. 3. Схема литья под давле¬
нием термопластичных материа¬
лов:
1 - бункер; 2 - рабочий цилиндр; 3 —
поршень; 4 — выходное отверстие; 5 —
прессформа; 6 — изделие.
масса в' требуемом количестве попадает в полость ци¬
линдра 2 при возвратном ходе поршня. В цилиндре про¬
исходит нагрев массы до требуемой температуры; затем
силой давления поршня 3 через выходное отверстие 4
масса впрыскивается в прессформу 5, охлаждаемую про¬
точной водой. Отформованное изделие быстро отверде¬
вает и извлекается при раскрытии прессформы.
Удельное давление, применяемое при литье под дав¬
лением термопластичных масс, составляет в среднем
500—800 кг/см2. Этим способом можно изготовлять из¬
делия сложной конфигурации с резьбой, тонкостенные
и др.
Частным случаем литья под давлением является не¬
прерывное выдавливание (шприцевание) через мунд¬
штуки с целью получения изделий одинакового попереч¬
ного сечения при значительной длине (рис. 4).
Способ отливки в формах применяют для получения
изделий из связующего вещества без наполнителя. Этим
методом можно производить различные литые терморе¬
89
активные пластмассы на основе феноло- и мочевино-
формальдегидных смол, как, например, литой карболит,
неолейкорит, ризит, а также некоторые термопластич¬
ные материалы — органическое стекло, полистирол и др.
Механическая обработка пластмасс резанием с
целью получения изделий мало отличается от обработ¬
ки металлов. Недостатками метода обработки резанием
Рис. 4. Схема винтового (червячного)
пресса, применяемого для шприцевания:
1 - бункер для загрузки прессматериала; 2 - рабо¬
чий цилиндр пресса; 3 - винт (червяк); 4 - мунд¬
штук; 5- выходное отверстие, соединяемое с мунд¬
штуком; 6 — трубки для отвода пара и охлажда¬
ющей воды.
являются трудоемкость операций и образование боль¬
шого количества отходов. Механическая обработка при¬
меняется в основном для получения изделий из тексто¬
лита, гетинакса, органического стекла и литых смол.
Применение пластмасс для деталей и изделий. Основ¬
ными техническими требованиями, которые определяют
выбор пластмасс, являются: рабочая среда; температу¬
ра, при которой работает деталь; воспринимаемые или
передаваемые этой деталью нагрузки; необходимый ко¬
эффициент трения, если он имеет значение; специфиче¬
ские требования (диэлектрические и теплозвукоизоля¬
ционные свойства, прозрачность, способность пропус¬
кать ультрафиолетовые лучи и др.).
В зависимости от области применения пластмассы
разделяются на следующие группы:
1. Пластмассы общего назначения: фенольные пресс-
порошки, наполненные древесной мукой, типа К* 15-2,
90
К-18-ЦС, монолит и др. Из этих материалов изготовля¬
ются рукоятки, маховички, телефонные аппараты, кор¬
пуса небольших радиоприемников и проигрывателей,
электроустановочная арматура (патроны, розетки, вы¬
ключатели), доколи радиоламп и др.
2. Пластмассы с высокими диэлектрическими свойст¬
вами: фенольные пресспорошки марок К-21-22 и К-211-2,
применяемые для изготовления деталей зажигания ав¬
тотракторных двигателей; К-211-3 и К-211-34 — для ра¬
диотехнических деталей, работающих на установках то¬
ков высокой частоты; прессматериалы К-77-51 и
К-78-51—для дугостойких деталей; электротехнический
текстолит и гетинакс; поливинилхлоридный пластикат
(кабельный); полистирол, полиэтилен и др.
3. Пластмассы с высокими механическими свойства¬
ми: слоистые материалы, изготовляемые на основе хлоп¬
чатобумажной ткани (стеклолит), стеклоткани стеклян¬
ных матов и стеклошпона (стеклотекстолит), асбестовой
ткани (асботекстолит), древесного шпона (различные
марки ДСП), бумаги (гетинакс). Из этих материалов
изготовляют шестерни, подшипники скольжения и дру¬
гие детали машин, лодки, кузова автомашин, фюзеля¬
жи. К этой же группе следует отнести волокнит, приме¬
няемый для изготовления лестниц эскалаторов метро¬
политена и других деталей, работающих на истирание,
и др.
4. Пластмассы, обладающие фрикционными свойст¬
вами: прессматериалы КФ-3, КФ-ЗМ и асботекстолит
ЭТ, применяющиеся для изготовления тормозных коло¬
док вагонов трамвая и метрополитена, автомашин, ле¬
бедок и другого оборудования и машин.
5. Пластмассы, обладающие антифрикционными
свойствами: текстолит, древеснослоистые пластики и
волокнит, полиамиды и фторопласт-4, из которых де¬
лают вкладыши подшипников, втулки и другие анти¬
фрикционные детали.
' 6. Химически стойкие пластмассы: все виды пласт¬
масс, в той или иной степени стойкие к различным аг¬
рессивным средам. Однако к наиболее стойким, приме¬
няющимся для работы в сильно агрессивных средах,
следует отнести фторопласт-4, фторопласт-3, полиэти¬
лен, полипропилен, винипласт, асбовинил, фенолит, ас-
фальтопековую массу, а также специальные кислото¬
91
стойкие древеснослоистые пластмассы. Указанные ма¬
териалы используются для изготовления и футеровки
аппаратов и емкостей, трубопроводов и фитингов к ним,
различных деталей для химической, нефтеперерабаты¬
вающей, лесохимической, текстильной и других отрас¬
лей промышленности.
7. Пластмассы для деталей машин пищевой промыш¬
ленности: карбамидные пластмассы, органическое стек¬
ло, полиэтилен, полипропилен, полистирол и др.
8. Прозрачные пластмассы: органическое стекло,
применяемое для замены бьющегося силикатного стек¬
ла (остекление кабин различных машин, линзы очков,
биноклей и т. п.); полистирол; целон (материал на осно¬
ве ацетилцеллюлозы) для часовых стекол; бесцветный
прозрачный целлулоид, на основе которого изготовляет¬
ся безосколочное многослойное стекло; стеклонаполнен¬
ные полиэфиры для замены силикатного стекла.
9. Пластмассы специального назначения: монолит с
баритовым наполнителем для деталей, задерживающих
рентгеновские лучи, АКР-8 для изготовления светящих¬
ся знаков и др.
10. Теплоизоляционные пластмассы: пенопласты,
мипора, пористые материалы на основе полиэфирных
смол и изоционатов, поропласты на основе полистирола,
поливинилхлорида и др.
11. Пленочные материалы на основе поливинилхло¬
рида, полиэтилена, полиамидов и др.
12. Пластмассы для производства крупногабаритных
изделий: стеклонаполненные полиэфирные, эпоксидные,
фенолоформальдегидные смолы и их модификации.
20. СМАЗОЧНЫЕ МАТЕРИАЛЫ
И ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
Смазочные материалы применяются для уменьшения
трения, возникающего на поверхности соприкасающихся
тел при движении их относительно друг друга. Боль¬
шое трение приводит к нагреву изделий, уменьшает точ¬
ность обработки, увеличивает износ металла^ понижает
производительность обработки, уменьшает срок службы
изделий и увеличивает расход электроэнергии. Смазка
покрывает тонким слоем поверхность металла. Эта плен¬
ка благодаря молекулярному сцеплению с металлом не
92
вытесняется высоким давлением и таким образом пред¬
отвращает трение металла о металл (сухое трение), за¬
меняя его трением смазки. Коэффициент трения смазан¬
ных поверхностей в 50 раз и более ниже, чем несмазан¬
ных; кроме того, смазка предохраняет металл от кор*
розии. Благодаря этому уменьшается износ поверхности
и увеличивается срок службы изделия.
Требования, предъявляемые к смазочным материа¬
лам. Требования эти.заключаются в следующем:
1) вязкость смазки должна быть такова, чтобы мас¬
ло удерживалось на поверхности и в то же время не
создавало дополнительного трения; при повышении или
понижении температуры вязкость не должна значитель¬
но изменяться (смазка не должна стекать и не должна
густеть);
2) температура вспышки масла должна быть воз¬
можно выше, а температура его застывания — возможно
ниже (застывшее масло имеет высокий коэффициент
трения);
3) смазка не должна содержать механических при¬
месей, а также влаги и кислот, способствующих корро¬
зии;
4) смазка не должна испаряться и высыхать.
Виды смазочных материалов. Смазочные материалы
разделяются на жидкие смазочные масла, мази, или кон¬
систентные смазки, уи специальные смазки. Смазочные
масла по происхождению делятся на три группы: мине¬
ральные, растительные и животные.
Минеральные масла являются самыми распростра¬
ненными в промышленности. Они получаются из нефти
или каменного угля. Эти масла имеют различную вяз¬
кость: от самых жидких, с вязкостью 1,7—2,2, до самых
густых — с вязкостью 6—7,5. Масла имеют различную
температуру вспышки и застывания, поэтому могут при¬
меняться в механизмах, работающих в различных тем¬
пературных условиях. Эти масла наиболее дешевые и
экономичные из всех видов смазки.
К минеральным маслам относятся вазелиновое «Т»,
веретенное, машинное, цилиндровое, автол, вапор и
авиационное. Кроме жидких масел применяются густые
смазки, состоящие из минеральных масел, смешанных
с мылом; они имеют вид мазей (например, солидол, тех¬
нический вазелин и др.).
93
Растительные масла — хлопковое, касторовое, льня¬
ное и репейное.
К животным маслам относятся жиры: рыбий, тюле¬
ний и китовый, сало различных животных и др.
Выбор смазочного материала зависит от вели¬
чины давления на трущиеся части, величины трения,
от температурных условий, скорости вращения и от мате¬
риала.
Применение смазочных материалов в промышлен¬
ности.
Вазелиновое масло «Т», ГОСТ 1840-51, имеющее
высокую вязкость (1,4—1,72) и невысокую температуру
вспышки (125°С), применяется для смазки механизмов
с малыми нагрузками и большими числами оборотов
(10—15 тыс. об/мин.), швейных машин, контрольно-из¬
мерительных приборов и др.
Индустриальное масло 12 и 20 (веретенное-2 и 3),
ГОСТ 1707-51, его вязкость 1,8—3,3, применяется для
смазки быстроходных двигателей малой мощности, ша-
рико- и роликоподшипников, шпинделей шлифовальных
станков, подшипников с кольцевой смазкой, электродви¬
гателей мощностью до 100 кет и др.
Индустриальное масло 30, 45 и 50 (машинное «Л»,
«С» и «СУ»), ГОСТ 1707-51, обладает вязкостью от 3,8
до 7,86 и температурой вспышки 180—200° С. Этот вид
масел применяется для смазки машин и станков, рабо¬
тающих с большой нагрузкой и малой скоростью, меха¬
низмов, работающих в помещениях с высокой темпера¬
турой, и пр.
Цилиндровое масло 11 и 24, ГОСТ 1841-51, приме¬
няется для смазки тихоходных механизмов, работающих
с большой нагрузкой, червячных передач с большим мо¬
дулем, цилиндров паровых машин, работающих на на¬
сыщенном паре с давлением от 15 ат, гидравлических
прессов, паровых молотов и др.
Цилиндровое масло 52 (вапор), ГОСТ 6411-52, имеет
высокую температуру вспышки (310° С) и вязкость 6—
8,6 при 100° С; применяется для смазки цилиндров, зо¬
лотников, сальников и других деталей, соприкасающих¬
ся с паром в машинах, работающих с перегревом пара
свыше 300° С, прокатного оборудования и пр.
Автол различных марок идет для смазки автомобиль¬
ных двигателей. В зимних и летних условиях применяет¬
94
ся автол с различной вязкостью и различной темпера¬
турой вспышки и застывания.
Авиационные масла шрименяются для смазки авиа¬
двигателей. Они получаются из лучших видов нефти,
характеризуются высокими температурами вспышки
(200—240° С) и низкими температурами застывания (от
— 14 до —30°С).
Консистентные смазки (мази) применяются для сма¬
зывания различных передач, для механизмов, работаю¬
щих с большой нагрузкой и малой скоростью. Жидкая
смазка в этих случаях невыгодна и неудобна.
Охлаждающе-смазочные жидкости применяются для
отвода тепла с целью повышения стойкости инструмен¬
тов. Охлаждающие жидкости играют важную роль в
процессе обработки металлов резанием. Они способст¬
вуют сохранению красностойкости инструмента, предот¬
вращают появление температурных деформаций деталей,
а также улучшают качество обработанной поверхности;
как смазочные жидкости — уменьшают трение стружки
о рабочую поверхность, позволяют увеличить скорость
резания и уменьшить величину усилия резания. Очень
важное значение имеют охлаждающе-смазочные жидко¬
сти при шлифовании деталей на станках с очень боль¬
шим числом оборотов, так как образующаяся мелкая
стружка, нагреваясь до 2000° С, спекается, налипает на
деталь и на режущий инструмент.
Охлаждающе-смазочные жидкости должны обладать
хорошей смачиваемостью, высокой теплоемкостью и не
вызывать коррозии.
К охлаждающе-смазочным жидкостям относятся во¬
да, водные растворы, мыла, соды, буры (главным обра¬
зом охлаждающие), эмульсии, масла, керосин. Вода и
ее растворы имеют высокую охлаждающую способность,
но их применение не всегда эффективно, так как не до¬
стигается смазывания трущихся поверхностей. Поэтому
самое широкое применение получили эмульсии, масла и
керосин. Из минеральных масел больше всего приме¬
няют веретенное, иногда машинное и осерненные масла.
Реже применяются растительные и животные жиры, а
также компаундированные, представляющие смесь ми¬
неральных, растительных и животных жиров.
Эмульсии представляют собой сложный состав — во¬
да—масло, в котором минеральное масло находится в
95
воде во взвешенном состоянии в виде мельчайших ка¬
пель. К^оме того, в эмульсии вводятся мыло и сода.
Эмульсии оказывают хорошее смазывающее и охлаж¬
дающее действие и поэтому широко применяются в про¬
мышленности.
При обработке материалов на станках-автоматах, по¬
луавтоматах, на зуборезных станках, при нарезании
резьбы и пр. применяются осерненные масла — сульфо-
фрезолы, содержащие 1,7% серы и смолу. Однако при
обработке стали с высокой скоростью резания и обычны¬
ми для автоматов сечениями стружки сульфофрезол ды¬
мит, выделяет вредные сернистые газы и потому не мо¬
жет применяться.
Таблица 4
Применение охлаждающе-смазочных жидкостей
Охлаждающе-смазочные жидкости
Обрабатываемый
материал
обтачивание
нарезание резьбы
шлифование
Углеродистая
Водный
Эмульсия; осер¬
Эмульсия;
сталь
раствор;
ненные масла
осерненные
эмульсия
и керосин
масла
Легированная
Водный рас¬
Эмульсия; осер¬
Водный рас¬
сталь
твор соды
ненные масла
твор соды;
или мыла;
эмульсия
и керосин
эмульсия и
осерненные
масла
Чугунное
Всухую; вод¬
Всухую; керосин;
Всухую; вод¬
литье
ный рас¬
смешанные
ный рас¬
твор соды;
эмульсия
масла 1
твор соды
Бронза, ла¬
Всухую;
Всухую; смешан¬
Эмульсия;
тунь
эмульсия
ные масла
минераль¬
ные масла
Дюралюминий
Всухую; ке¬
Смешанные
Смешанные
росин
масла
масла и ке¬
росин
1 Смешанные масла — минеральное масло в смеси с про¬
дуктом, содержащим жирные кислоты.
96
Большое значение имеют охлаждающие жидкости
при шлифовании. В этом случае широко используются
различные водные растворы, эмульсии и керосин.
Некоторые металлы, как чугун, бронза, латунь, мо¬
гут обрабатываться и всухую, без применения охлаж¬
дающих жидкостей.
Выбор и применение охлаждающе-смазочных жидко¬
стей зависит от обрабатываемого металла, от характе¬
ра технологической операции, вида оборудования и ин¬
струмента.
Рекомендации по применению охлаждающе-смазоч¬
ных жидкостей при некоторых операциях представлены
в табл. 4.
21. АБРАЗИВНЫЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
Абразивные материалы, их виды и характеристика.
Абразивные материалы, применяемые в промышленно¬
сти, делятся на две группы: естественные и искусствен¬
ные. К естественным относятся алмаз, корунд, наждак
и кварц, а к искусственным — электрокорунд, карбид
кремния и карбид бора.
Для изготовления абразивных инструментов долгое
время применялись главным образом искусственные ма¬
териалы. В настоящее время на базе якутских место¬
рождений алмазов создано централизованное производ¬
ство алмазных инструментов.
Корунд (коричневого цвета) является после алмаза
следующим весьма твердым естественным абразивным
материалом. Он состоит из 90—95% окиси алюминия
(А120з — глинозем) и некоторого количества других ми¬
нералов, в том числе химически связанных с AI2O3. Зер¬
на корунда имеют острые режущие кромки. Применяет¬
ся корунд для изготовления паст, абразивных порошков
и шкурок.
Наждак (серого цвета) содержит до 60% окиси алю¬
миния А120з, остальное окись железа РегОз и кремне¬
зем Si02. Наждак применяется в виде порошка для по¬
лирования, изготовления шкурок и неответственных аб¬
разивных инструментов.
Кварц (песчаник желтого цвета) — в его состав вхо¬
дят глинистые и известковые соединения. Твердость его
7 H. H. Кропивницкий
97
невысока, он содержит много посторонних примесей.
Круги из кварца применяются для заточки столярного
инструмента.
Электрокорунд (искусственный корунд) получают
плавлением окиси алюминия в электропечах при тем¬
пературе 1700—2000° С. Он представляет собой кристал¬
лическую окись алюминия (99% AI2O3). Это абразив
высокой твердости. Известны три разновидности элект¬
рокорунда:
1) нормальный электрокорунд (коричневого и серо¬
го цвета) содержит до 94% А120з;
2) белый (белого или розового цвета) электроко¬
рунд очень тверд — тверже нормального, но менее про¬
чен, содержит до 99% AI2O3;
3) монокорунд (красного цвета) получают из более
дешевого сырья, содержит 97% AI2O3. Он тверже и проч¬
нее нормального, но уступает по этим качествам бе¬
лому.
Электрокорунды наряду с большой твердостью обла¬
дают некоторой вязкостью. Благодаря хорошим меха¬
ническим свойствам электрокорунды широко применя¬
ются при обработке как твердых, так и мягких сталей
и других вязких материалов. Поэтому электрокорунд
идет для изготовления абразивных кругов для наруж¬
ного и внутреннего шлифования, отделочных работ, об¬
работки быстрорежущей стали и т. п.
Карбид кремния (карборунд) SiC — химическое со¬
единение углерода с кремнием. Получают карбид крем¬
ния путем электроплавки материалов, богатых кремне¬
земом 5Юг (кварц) и углеродом С (каменный уголь).
Он обладает высокой режущей способностью, значитель¬
но большей, чем электрокорунд, но более, хрупок. По¬
этому, если электрокорунд очень удобен при обработке
вязких материалов, то карбид кремния незаменим при
обработке самых твердых и хрупких металлов.
Известны две разновидности карбида кремния: чер¬
ный КЧ (содержит не менее 95% SiC) и зеленый КЗ
(содержит не менее 97% SiC). Зеленый карбид кремния
тверже черного, но несколько более хрупок. Он приме¬
няется для обработки весьма твердых и хрупких метал¬
лов, твердосплавных инструментов, стекла, идет для из¬
готовления шлифовальных кругов, шлифовальных шку¬
рок и порошков. Черный карбид кремния применяется
98
для шлифования чугуна, бронзы, алюминия и неметал¬
лических материалов.
Карбид бора В*С — химическое соединение бора с уг¬
леродом. Получают его плавкой из шихты, состоящей из
технической борной кислоты (Н3ВО3) и малозольного
углеродистого материала (нефтяной кокс). Изготовляют
карбид бора зернистостью 12 и мельче. Окраска зерен
черная, реже — дымчатая и серая. Твердость карбида
бора высокая, а абразивная способность близка к ал¬
мазу. Зерна карбида бора легко дробятся с образова¬
нием новых режущих граней, что повышает его режу¬
щие свойства. Применяют карбид бора при изготовле¬
нии паст для доводки измерительных и режущих инст¬
рументов, стекла и др.
Область применения абразивных материалов приве¬
дена в табл. 5.
Таблица 5
Область прииенения абразивных материалов
Наименование
Обозна¬
Обрабатываемый материал
материала
чение
или область применения
Электрокорунд:
Углеродистые и легированные
а) нормальный
э
стали (кроме закаленных быстро¬
(алунд)
режущих сталей), чугун ковкий,
бронза
б) белый
ЭБ
Быстрорежущие стали. Заточка
мелких сверл, разверток, долбя-
ков, червячных фрез, резьбовых
резцов и гребенок
в) монокорунд
М
Для точных работ
Карбид кремния
КЗ
Твердые сплавы. Доводка режу¬
зеленый
щего инструмента из инстру¬
ментальных сталей
Карбид кремния
КЧ
Бронза мягкая и медь, латунь, бе¬
черный
лый, отбеленный и серые чугуны
Корунд
Е
Для изготовления микропорошков
и шлифовальных порошков
Наждак
Н
Только для сухой заточки
Основными характеристиками абразивных инстру¬
ментов являются: связка, зернистость, твердость, струк¬
тура и форма.
7* 99
Связка служит для связывания шлифующих зерен
в монолит и удерживания зерен в абразивном инстру¬
менте. Связка должна прочно удерживать зерна в аб¬
разивном инструменте, в противном случае инструмент
затупится («засалится»). Следовательно, связка обеспе¬
чивает одновременно прочность и самозатачиваемость
инструмента. Различают связки двух видов: неоргани¬
ческие и органические.
Неорганическая связка бывает керамическая, магне¬
зитовая и силикатная.
Керамическая связка (К) получается из глины, по¬
левого шпата и талька. Она достаточна прочна, отли¬
чается теплопроводностью, водостойкостью и химиче¬
ской стойкостью. Эта связка обеспечивает высокую про¬
изводительность при шлифовании, поэтому она получи¬
ла широкое применение. Скорость вращения кругов на
керамической связке при шлифовании достигает
50 м/сек. Такие круги 'применяются для всех видов шли¬
фования, кроме разрезания металлов и прорезания
пазов.
Магнезитовая связка (М) состоит из окиси магния
MgO и хлористого магния MgCb. Она значительно де¬
шевле керамической, но не обеспечивает высокой произ¬
водительности и прочности шлифовального круга. На
этой связке изготовляют круги для неответственных руч¬
ных точил.
Силикатная связка (С) получается из кварцевого
песка, соды и глины с окисью цинка. Круги на силикат¬
ной связке имеют высокие механические свойства, но
невысокую водостойкость и применяются преимущест¬
венно для заточки инструмента.
Недостатком неорганической связки является хруп¬
кость кругов, низкая их упругость. Поэтому на неорга¬
нической связке нельзя изготовлять тонкие шлифоваль¬
ные круги.
К органической связке относятся: вулканитовая, ба¬
келитовая и шеллаковая (из искусственных смол).
Вулканитовая связка (В) получается из каучука и
серы при нагревании их до 150—170° С. Каучук приме¬
няется как естественный, так и искусственный. К вулка-
нитовым относится и так называемая эбонитовая связка,
состоящая из 43% каучука, 30% серы и примесей. Шли¬
фовальные круги на вулканитовой связке отливаются
100
высокой упругостью и поэтому изготовляются толщиной
до 1,5 мм, Недостатком их является разрушение при
охлаждении щелочной жидкостью, а также невысокая
окружная скорость (при больших скоростях вращения
шлифовальный круг нагревается и связка ослабевает).
Шлифовальные круги на вулканитовой связке приме¬
няются при шлифовании закаленной стали, при доводке
и шлифовании цилиндров, резьбовых изделий, при фа¬
сонном шлифовании и для заточки инструментов.
Бакелитовая связка (Б) получается из фенолоальде¬
гидных смол при соединении фенола с формалином. Эта
связка менее упруга, чем вулканитовая, но дешевле ее.
Шеллаковая связка применяется редко, по качеству
она не лучше бакелитовой, но дороже ее.
Зернистость шлифовального круга характеризует
размеры зерен круга в поперечнике. От величины зерен
зависят чистота поверхности и точность обработки;
определяется зернистость просеиванием абразивных зе¬
рен через ряд сит с различным числом отверстий, при¬
ходящихся на 1 'см2 или на 1 пог. дюйм сита.
По зернистости абразивные материалы делят на три
группы: 1) шлифовальное зерно, 2) шлифовальные по¬
рошки и 3) микропорошки (табл. 6), ГОСТ 3647-59.
Для групп шлифовальное зерно и шлифовальные по¬
рошки крупность основной фракции определяется раз¬
мерами ячеек двух смежных сит: через одно сито зерна
основной фракции должны проходить, а на втором си¬
те— задерживаться. Для группы микропорошки круп¬
ность основной фракции определяется линейными раз¬
мерами зерен.
Выбор величины зерна, или зернистости абразивно¬
го инструмента, зависит от того, какой материал под¬
вергается обработке и какая требуется чистота обрабо¬
танной поверхности. Так, для обдирки чугунных отливок
выбирают круги с зернистостью 100—125, для предва¬
рительного шлифования стальных заготовок — 80—100,
для чистового шлифования и заточки мелких инструмен¬
тов— 16—20, для предварительных доводочных работ, а
также для изготовления шлифовальных шкурок приме¬
няют шлифовальные порошки, а для доводочных ра¬
бот— микропорошки.
Закаленная инструментальная сталь обрабатывается
кругами средней зернистости, мягкие и вязкие металлы
101
Таблица 6
Характеристика зернистости абразивных материалов
в метрической и дюймовой системах
Номер зернистости
Группа
абразивных
материалов
по Г.ОСТ
3647-59
(в 0,01 мм)
в одно¬
дюймовой
системе
(в мешах)
Величина
зерна, мк
Назначение
200
160
125
100
80
63
10
12
16
20
24
30
2500—2000
2000—1600
1600—1250
1250—1000
1000—800
800—630
Грубое обдирочное
шлифование
Шлифо¬
вальное
зерно
50
40
32
25
36
46
54
60
630—500
500—400
400—315
315—250
Заточка инструмен¬
тов шлифованием
20
16
70
100
250—200
200—160
Чистовое шлифо¬
вание
Шлифо¬
вальные
порошки
12
10
8
6
5
4
3
110
120
150
180
230
280
320
160—125
125—100
100—80
80—63
63—50
50—40
40—28
Резьбошлифование,
доводочные опе¬
рации
Микро¬
порошки
М40
М28
М20
М14
М10
М7
М5
М5
М7
М10
М14
М20
М28
М40
40—28
28—20
20—14
14—10
10—7
7—5
5-3
Тонкие процессы
доводки и притирки
102
(медь, алюминий) — крупнозернистыми. При чистовом
шлифовании круги должны быть более мелкозернисты¬
ми, чем при предварительном шлифовании.
Твердость шлифовального круга определяется не
твердостью абразивного материала, а способностью
связки удерживать зерна в круге в процессе работы,
т. е. сопротивлением связки выкрашиванию зерен. Если
связка очень прочно удерживает зерна в круге, то круг
считается твердым, если слабо — мягким.
По ГОСТ 3751-47 установлены следующие характе¬
ристики твердости кругов: М — мягкий, с подразделе¬
нием (Ml, М2, М3) *; СМ — среднемягкий (СМ1, СМ2);
С — средний (Cl, С2); СТ — среднетвердый (СТ1, СТ2,
СТЗ); Т — твердый (Tl, Т2); ВТ — весьма твердый (ВТ1,
ВТ2); ЧТ — чрезвычайно твердый (ЧТ1, ЧТ2).
При выборе круга руководствуются следующими со¬
ображениями. При обработке твердых сталей и чугунов
применяют мягкие круги, при обработке мягкой стали —
твердые круги. Таким образом, твердость круга нахо¬
дится в обратной зависимости от твердости обрабаты¬
ваемого материала. Вязкие и мягкие цветные металлы
(медь, латунь, алюминий)- обрабатываются мягкими
кругами с крупными зернами, так как твердые круги
быстрее забиваются стружкой — «засаливаются», затруд¬
няя дальнейшее шлифование.
На выбор твердости круга в известной степени влия¬
ет и скорость резания: при большой скорости резания
должен быть выбран более мягкий круг. Твердость кру¬
га зависит и от материала связки: на керамической и
бакелитовой связках изготовляют круги всех марок
твердости, а на вулканитовой — только марок СМ, С,
СТ и Т.
Структура круга. Под структурой подразумевается
внутреннее строение абразивного инструмента, характе¬
ризуемое количественным соотношением абразивных зе¬
рен, связки и пор.
Поры являются приемниками стружки, снимаемой
кругом. Если бы не было пор, то образование стружки
было бы невозможно. Пористость кругов различна, она
в некоторых случаях составляет 50% от объема круга.
1 Цифры 1, 2, 3 характеризуют твердость в порядке ее возрас¬
тания.
103
В зависимости от объема, занимаемого зерном, связкой
и порами, установлено 12 номеров структур, разделен¬
ных на три группы (табл. 7).
Таблица 1
Характеристика структур
Виды структур
Закрытые
или плотные
Средние
Открытые
№ структуры
1
2
3
4
5
6
7
8
9
10
и
12
Объем, занимае¬
мый зерном, %
60
58
56
54
52
50
48
46
44
42
40
38
Тот или иной вид структуры выбирают в зависимо¬
сти от характера обработки. Круги с плотными структу¬
рами применяются при отделочных работах и при фа¬
сонном шлифовании, круги со среднеплотными структу¬
рами— при шлифовании твердых и хрупких материалов,
а круги с открытыми структурами — при обработке вяз¬
ких материалов и при грубых обдирочных работах. Для
круглого наружного и ^плоского шлифования применяют¬
ся преимущественно круги со среднеплотными структу¬
рами для круглого внутреннего шлифования, для отре¬
зания и прорезания — с открытыми структурами.
Изготовление кругов. Технология изготовления шли¬
фовальных кругов слагается из следующих операций:
1) размалывают и измельчают абразивные мате¬
риалы;
2) сортируют по номерам зернистости (просеиванием
через сито);
3) смешивают со связкой и увлажняют;
4) формуют для получения определенной формы и
размеров;
5) подвергают сушке, обжигу (при неорганической
связке) или прессованию (при органической связке).
Маркировка кругов. Шлифовальные круги и другие
абразивные инструменты принято маркировать обозначе¬
ниями, характеризующими абразивный материал, связ¬
ку, зернистость, твердость. По этим данным выбирают
круг для той или иной технологической операции. Мар¬
кировка проставляется краской на абразивном инстру¬
менте. Так, например, ПП450Х50Х1273АЭЭ50С1Б, что
104
означает: ПП — круг плоский прямого профиля; 450—
наружный диаметр круга, мм\ 50 — толщина круга, мм-,
127 — диаметр отверстия круга, мм\ ЗАЗ — Златоустов¬
ский абразивный завод; Э — электрокорунд; 50 — зерни¬
стость; С1—средняя твердость 1; Б—бакелитовая связка.
Абразивные инструменты делятся на следующие
виды: шлифовальные круги общего и специального на¬
значения, шлифовальные головки, шлифовальные сег¬
менты и шкурки.
Шлифовальные круги изготовляют различных форм
и размеров, установленных ГОСТ 2424-60. Выбор формы
Рис. 5. Шлифовальные круги:
а — плоский; б — чашечный; в — тарельча¬
тый; г - дисковый.
и размеров круга зависит от выполняемой работы, от
формы обрабатываемой детали. На рис. 5 приведены
некоторые виды наиболее распространенных кругов:
плоские круги (рис. 5, а) применяются для наружного
и внутреннего шлифования, чашечные (рис. 5, б)—для
шлифования плоскостей, тарельчатые (рис. 5, в)—для
заточки режущих инструментов, для шлифования пазов,
впадин и т. п., дисковые круги (рис. 5, г) — для отреза¬
ния заготовок и прорезания пазов. Для обработки свар¬
ных соединений применяют шлифовальные головки.
Круги бывают диаметром от 3 до 2500 мм.
Бруски шлифовальные изготовляют из белого элект¬
рокорунда и зеленого карбида кремния на керамической
и бакелитовой связках.
Зернистость брусков из электрокорунда — 25, 20, 16,
12, 10, 8, 5, 4, 3, М40, М20 и М14, а из карбида крем¬
ния— 16, 12, 10, 8, 6, 5, 4, 3, М40, М28, М20 и М14.
105
Брускц изготовляют двух классов: А и Б. Формы й
размеры брусков нормированы ГОСТ 2456-60.
Сегменты шлифовальные изготовляются из нормаль¬
ного электрокорунда и черного карбида кремния на ке¬
рамической и бакелитовой связках.
Зернистость сегментов из электрокорунда и карбида
кремния—125, 100, 80, 63, 50, 40, 32, 25, 20, 16 и 10.
Формы и размеры сегментов установлены ГОСТ
2464-60.
Головки шлифовальные изготовляются различных
форм и размеров согласно ГОСТ 2447-60.
Шкурка шлифовальная. В соответствии с ГОСТ
10054-62 водостойкая шкурка в зависимости от способа
нанесения абразивного слоя изготовляется двух видов:
ЭС и МС (с электростатическим и механическим спосо¬
бами нанесения).
В качестве абразивного материала для шкурок при¬
меняется карбид кремния зеленый (КЗ) и черный (КЧ).
Шлифовальная шкурка изготовляется листами разме¬
рами 230X310, 240X310 и 275X310 мм.
Зернистость шлифовальных шкурок — от 16 до М14.
Шлифовальная шкурка представляет собой влаго¬
прочное бумажное полотно с нанесенным и закреплен¬
ным на нем при помощи влагостойкого клеящего веще¬
ства абразивным слоем. Характеристика абразивного
слоя шкурки приведена в табл. 8.
Таблица 8
Марки и номера зернистости шкурок
Наименование
групп зернистости
Номер зернистости
(ГОСТ 3647-59)
Марка абразивного
материала
карбид крем¬
ния зеленый
карбид крем¬
ния черный
Шлифзерно
16
К39, К38
КЧ8, КЧ7
Шлифпорошки
12, 10, 8, 6, 5, 4
КЗ7, К36
КЧ7, КЧ5
Микропорошки
М40, М28, М20,
М14
К36
—
Материалы для притирки и доводки. Для выполне¬
ния притирочных работ, доводки и полирования поль-
106
зуются абразивными порошками и пастами. Притирка
применяется для получения плотных или герметических
соединений. Притирают краны, клапаны, измерительный
инструмент и другие детали. Пастами пользуются для
получения особо качественных поверхностей деталей ма¬
шин и изделий. Абразивные пасты для доводки и поли¬
рования состоят из плавких связок и абразивных или
полирующих веществ с добавками поверхностно актив¬
ных веществ в виде животных жиров, олеиновой и стеа¬
риновой кислот и др.
По роду абразивного материала пасты делятся на
две группы: а) из твердых материалов и б) из мягких
материалов. Основными видами "Твердых материалов
для паст являются электрокорунд, наждак, карбид крем¬
ния, карбид бора, алмаз и др. Основными мягкими ма¬
териалами являются окись хрома, окись железа, вен¬
ская известь, маршалит, окись алюминия и др..
Окись железа ИегОз (крокус) изготовляется из крас¬
ного железняка или пиритных огарков. Крокус содер¬
жит от 75 до 97% окиси железа. Лучший сорт крокуса
имеет фиолетовый оттенок. Применяется он для поли¬
рования благородных металлов, деталей, покрытых эти;
ми металлами или их сплавами, деталей оптических при¬
боров и т. п.
Окись хрома Сг20з получают прокаливанием двухро¬
мовокислого калия серой. Окись хрома применяют для
полирования сталей, гальванических покрытий и др.
Венскую известь получают обжигом доломита или
известняка; она представляет собой окись кальция с
небольшими примесями окиси магния; окиси железа и
др. Применяют венскую известь для полирования ни¬
келя, серебра, латуни, алюминия и других металлов.
Маршалит (пылевидный кварц) используют в пас¬
тах для покрытия шлифовальных кругов в целях увели¬
чения их срока службы, повышения производительности
и улучшения качества отделки.
Окись алюминия получают прокаливанием гидрата
окиси алюминия; применяют ее для полирования ни¬
келя.
Зернистость абразивных материалов в пастах бывает
самая разнообразная, начиная от 12 до М5. Мягкие аб¬
разивные материалы применяются только в виде тон¬
чайшей пыли.
107
Ассортимент паст очень велик и не стандартизован.
Это-объясняется тем, что процесс их изготовления не¬
сложен, и каждый завод в зависимости от конкретных
условий обработки изготовляет нужные ему пасты.
Изготовление абразивных паст производится путем
смешивания отдельных компонентов в заданных весо¬
вых количествах с приведением густых материалов в
жидкое состояние, если это возможно и целесообразно.
Основными характеристиками паст следует считать:
1)' абразивный материал; 2) зернистость; 3) рецептуру
неабразивных материалов; 4) процентное количество аб¬
разивного материала в пасте; 5) концентрацию, т. е.
степень густоты.
Широко применяются в промышленности для довод¬
ки мерительных и режущих инструментов пасты ГОИ.
Паста ГОЙ бывает трех сортов: грубая, средняя и тон¬
кая. Они различаются по величине зерен окиси хрома
и по составу. Паста ГОИ, называемая грубой, дает ма¬
товую поверхность. Среднюю пасту ГОИ применяют по¬
сле обработки грубой пастой, чтобы получить блестя¬
щую поверхность. Тонкой пастой пользуются при вы¬
полнении точных лекальных работ и для придания по¬
верхности изделий зеркального блеска.
22. АЛМАЗНЫЕ ИНСТРУМЕНТЫ, ПОРОШКИ И ПАСТЫ
Алмазные инструменты изготовляются из кристаллов
и порошков естественных алмазов (А) и синтетических
(АС). Из кристаллов естественных алмазов изготовляют
резцы, сверла, стеклорезы, волоки, инструменты для
правки шлифовальных кругов и т. п. Из порошков есте¬
ственных и синтетических (искусственных) алмазов де¬
лают шлифовальные круги, бруски, притиры, отрезные4
круги и др.
Синтетические алмазы дешевле и обладают большей
работоспособностью по сравнению с естественными
(природными). Свыше 70% технических алмазов дробят
в порошки размером от 630 до 1 мк. Для изготовления
алмазных инструментов (круги, притиры, головки, брус¬
ки и др.) расходуют до 80% порошков, а 20% исполь¬
зуют для изготовления паст. Зернистость дробленых по¬
рошков обозначают цифрой, стоящей после буквы А для
естественных алмазов и после АС — для синтетических.
108
Марка зернистости соответствует 0,1 нижнего предела
размера зерна основной фракции. Например, марка зер¬
нистости АС20 означает: алмаз синтетический, размер
зерен 250—200 мк.
Характеристика алмазных порошков (по ГОСТ
9206-59) приведена в табл. 9.
Таблица 9
Обозначение зернистости и пределы крупности зерен
алмазных порошков
Обозначение зерни-
стости порошков
Размер зерна
основной
фракции,
мк
Обозначение зерни¬
стости порошков
Размер зерна
основной
фракции,
мк
естествен¬
ных
синтети¬
ческих
естествен¬
ных
синтети-
ческих
А50
АС50
630—500
А4
АС4
50—40
А40
АС40
500—400
АМ40
АМС40
40—28
А32
АС32
400—315
АМ28
АМС28
28—20
А25
АС25
315—250
АМ20
АМС20
20—14
А20
АС20
250—200
АМ14
АМС14
14—10
А16
АС16
200—160
АМ10
АМС10
10—7
А12
АС12
160—125
АМ7
АМС7
7—5
А10
АСЮ
125—100
АМ5
АМС5
5—3
А8
АС8
100—80
АМЗ
АМСЗ
3—1
А6
АС6
80—63
АМ1
АМС1
1 и мельче
А5
Afc5
63—50
—
—
—
Из алмазных порошков различной зернистости изго¬
товляют алмазный инструмент на органической и метал¬
лической связках. Микропорошки от АМ40 и ниже при¬
меняются в свободном состоянии для доводочных и по¬
лировочных работ.
Алмазные пасты. На основе микропорошков АМ46-
АМ1 изготовляют алмазные пасты.
109
Применяемые в настоящее время алмазные пасты в
зависимости от зернистости содержат синтетические
жирные кислоты, вазелиновое или касторовое масло и
олеиновую кислоту.
При доводке и полировании алмазными пастами на¬
блюдается некоторое влияние на них химических про¬
цессов. Опыты, проведенные с пастами из различных
компонентов связки, показали, что пасты, в состав кото¬
рых входят поверхностно активные вещества (стеарин,
олеиновая кислота и др.), обладают в 20—25 раз боль¬
шей производительностью. Однако решающее влияние
на производительность процесса притирки, доводки и
полирования оказывают физическое состояние алмазно¬
го порошка и форма граней его зерен. В зависимости
от обрабатываемого материала, требований шерохова-
Таблица 10
Классификация алмазных паст
Условное
обозначе¬
ние
алмазной
пасты
Размеры
зерен
основной
фракции, мк
Условная окраска упаковки
Условное
название
группы
АП100
АП80
АГТ60
100—80
80—60
60—40
Красная с черной полоской
Красная с серой полоской
Красная с белой полоской
Крупная
АП40
АП28
АП20
40—28
28—20
20—14
Зеленая с черной полоской
Зеленая с серой полоской
Зеленая с белой полоской
Средняя
АП14
АП10
АП 7
14—10
10—7
7—5
Голубая с черной полоской
Голубая с серой полоской
Голубая с белой полоской
Мелкая
АП5
АПЗ
АП1
5—3
3-1
1 и мельче
Желтая с черной полоской
Желтая с серой полоской
Желтая с белой полоской
Тонкая
110
тости и условий процесса применяются пасты различной
зернистости. Алмазные пасты выпускаются двенадцати
зернистостей, которые условно делятся на четыре груп¬
пы (табл. 10).
По концентрации алмазные пасты подразделяются
на нормальную (Н), повышенную (П) и высокую (В).
Например, марка АП14Н означает: алмазная паста
мелкая с размером зерна 14—10 мк, нормальная.
Алмазные пасты расфасовываются в тюбики весом
20, 40 и 80 г.
23. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К ВЫБОРУ МАТЕРИАЛОВ
Основным требованием правильного выбора материа¬
ла является обеспечение нормальных условий работы
детали на протяжении определенного времени эксплуа¬
тации. Оптимальным решением будет назначение такого
материала, который,, обеспечивая необходимую проч¬
ность, жесткость, износоустойчивость, обрабатываемость
и т. д., одновременно являлся бы недорогим и доступ¬
ным.
Выбор материала (чугун,* стальное литье и прокат,
литье и прокат цветных металлов и их сплавов и т. д.)
тесно связан с конструктивным оформлением деталей,
определяющим методы и способы получения заготовок.
Марку материала следует выбирать на основе тща¬
тельного анализа условий работы деталей, характера
воспринимаемых ими нагрузок, а также вида и харак¬
тера напряжений, имеющих место в нагруженных се¬
чениях и на отдельных поверхностях.
В соответствии с этим анализом надо устанавливать
комплекс требований к механическим и технологическим
свойствам выбираемого материала, с учетом термиче¬
ской или химико-термической обработки деталей, при¬
чем нужно считаться с экономическими соображениями,
т. е. со стоимостью материала.
В этой связи необходимо очень осторожно подходить
к применению легированной стали. Ее следует назна¬
чать лишь для изготовления деталей, подвергающихся
соответствующей термической или химико-термической
обработке, после которой механические свойства этой
стали-резко возрастают и только тогда в полной мере
Ш
проявляются ее преимущества перед углеродистой ста¬
лью. Использование легированной стали должно быть
обусловлено необходимостью обеспечения определенных
высоких механических характеристик для ответственных
деталей при одновременном стремлении к максимально¬
му сокращению размеров этих деталей.
Назначение легированной стали для изготовления,
например, валов может иметь место в случаях передачи
ими значительных крутящих моментов при сравнитель¬
но небольших поперечных нагрузках. Применение высо¬
кокачественной легированной стали должно иметь место
только в тех случаях, когда от материала детали тре¬
буется наличие каких-либо особых свойств либо необ¬
ходимого комплекса весьма высоких механических и
технологических характеристик. Для ответственных на¬
груженных деталей вопрос выбора материала должен
рассматриваться совместно с вопросом назначения тер¬
мической и химико-термической обработки. При этом
необходимо принимать во внимание размеры деталей.
Следует отметить, что в последние годы все больше рас¬
ширяется номенклатура деталей, изготовляемых из не¬
металлических материалов, в частности из пластмасс.
Это объясняется высокой технологичностью пластмас¬
совых деталей в серийном и массовом производстве и
физико-химическими и механическими свойствами
пластмасс, в ряде случаев удовлетворяющих требова¬
ниям, вытекающим из условий работы деталей.
Целый ряд деталей машин целесообразно выпол¬
нять из железобетона. Это в первую очередь противо¬
весы и контргрузы, а затем различные базовые и опор¬
ные детали: станины, рамы, плиты и т. д. При выборе
материала необходимо руководствоваться данными о
химическом составе, механических, технологических и
других свойствах материалов, а также о влиянии на эти
свойства легирующих элементов, термической и химико¬
термической обработки.
Указанные данные для разнообразной номенклатуры
машиностроительных материалов приводятся в различ¬
ных источниках, которые широко используются при кон¬
струировании. В этих источниках кроме перечисленных
данных даются рекомендации по назначению материала,
которые составляются согласно одному из следующих
принципов: для данной марки или нескольких марок
112
материала рекомендуется определенная номенклатура
деталей; для данного типа деталей рекомендуется опре¬
деленная номенклатура марок материала.
Пользуясь рекомендациями, составленными по пер¬
вому принципу, в случае невозможности найти в спра¬
вочной литературе конкретные указания по выбору ма¬
териала для данной детали всегда можно использовать
соответствующую аналогию.
Для деталей, получаемых неполной механическрй об¬
работкой, при назначении сортамента материала при¬
ходится делать выбор между горячекатаным и калибро¬
ванным прокатом. Учитывая, что стоимость калиброван¬
ного проката значительно выше стоимости такого же
горячекатаного, применять калиброванный материал
следует только в тех случаях, когда к поверхностям де¬
талей, остающимся необработанными, предъявляются
высокие требования качества и (или) точности.
В конструкторских отделах предприятий, выпускаю¬
щих в массовом количестве иди крупными сериями
определенные изделия, с целью унификации устанавли¬
вается своя ограниченная номенклатура марок и сорта¬
мента применяемых материалов.
При конструировании следует выбирать материалы
в первую очередь из этой номенклатуры, и только в слу¬
чаях обоснованной необходимости можно ее не придер¬
живаться.
Глава V
ДОПУСКИ И ПОСАДКИ.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
24. ОСНОВНЫЕ ПОНЯТИЯ О ВЗАИМОЗАМЕНЯЕМОСТИ
И ТОЧНОСТИ ОБРАБОТКИ
Взаимозаменяемость. В условиях современной техни¬
ки станки, автомобили, мотоциклы и другие машины
изготовляются не десятками и сотнями, а тысячами. При
таких размерах производства очень важно, чтобы каж¬
дая деталь машины при сборке подходила к своему ме¬
сту без какой-либо пригонки или подбора. Не менее
важно, чтобы любая деталь, поступающая на сборку,
допускала замену ее другой, одного с ней назначения,
без всякого ущерба для работы всей готовой машины.
Детали, удовлетворяющие таким условиям, называются
взаимозаменяемыми.
Взаимозаменяемость дает возможность:
а) изготовлять не только целые машины, но и запас¬
ные части к ним, что значительно удешевляет и упро¬
щает ремонт машин;
б) сокращать время сборки машин за счет устране¬
ния дополнительных пригоночных работ;
в) осуществлять специализацию заводов и их ши¬
рокое кооперирование по изготовлению отдельных дета¬
лей или узлов машины. Особенно ярко проявляются пре¬
имущества взаимозаменяемости деталей на заводах мас¬
сового производства.
Основной предпосылкой взаимозаменяемости являет¬
ся такой технологический процесс, который обеспечивает
изготовление деталей одинаковых по точности.
114
Точность — это степень приближения фактического
размера детали к размеру, указаннохму на чертеже. Чем
ближе эти размеры, тем выше точность. Но получить
высокую точность при обработке трудно, а получить аб¬
солютно точный размер совсем невозможно.
В любой современной машине и даже в измеритель-,
ных приборах не все размеры деталей требуют высокой
точности обработки. В некоторых деталях имеются по¬
верхности, не требующие механической обработки. За¬
чем, например, точно обрабатывать наружные поверх¬
ности ручек рычагов управления токарными, фрезерны¬
ми и другими станками? Обработка высокой точности
бывает необходима для тех поверхностей деталей, кото¬
рые сопрягаются с поверхностями других деталей маши¬
ны, как, например: наружная поверхность цапфы вала
и внутренняя поверхность подшипника, вал и поверх¬
ность отверстия шестерни или шкива, внутренняя поверх¬
ность гильзы и наружная поверхность поршня, шпонка
и паз и др.
Таким образом, точность обработки той или другой
поверхности зависит от назначения детали, ее роли в
работе машины и характера соединения ее поверхно¬
стей с поверхностями других деталей.
25. ОСНОВНЫЕ СВЕДЕНИЯ О ДОПУСКАХ
И ОТКЛОНЕНИЯХ
С какой бы точностью детали ни выполнялись, вы¬
держать абсолютно точно их размеры невозможно, по¬
этому для изготовления деталей предусматриваются
допустимые отклонения от номинального размера.
Номинальные и предельные размеры. Размеры дета¬
лей машин устанавливаются конструктором, проектиру¬
ющим машину. Эти размеры указываются на чертеже
детали и называются номинальными размерами.
Известно, что из-за некоторой неточности станка,
приспособления, неточности установки заготовки и ре¬
жущего инструмента, деформации в процессе резания,
износа режущего инструмента и других причин полу¬
чить размеры обрабатываемых деталей с абсолютной
точностью невозможно. Размеры деталей, полученные
после обработки, называются действительными разме¬
рами.
8*
115
Разность между действительными и номинальными
размерами называется отклонением размера. Действи¬
тельные размеры одинаковых деталей даже при одном
и том же способе их обработки не получаются равными
между собой, а колеблются в некоторых пределах. Вви¬
ду этого требуемый характер сопряжения двух деталей
обеспечивается лишь в том случае, если допускаемые
предельные размеры деталей уста¬
новлены заранее опытным или рас¬
четным путем и действительные их
размеры лежат между' предель¬
ными.
Предельными размерами назы¬
ваются такие размеры, между кото¬
рыми может колебаться действи¬
тельный размер. Один из них назы¬
вается наибольшим предельным раз¬
мером, другой — наименьшим пре¬
дельным размером (рис. 6).
Допуски. Разность между наи¬
большим и наименьшем предельным
размером называется допуском.
Допуск показывает неточность, с
которой разрешается выполнять но¬
минальной размер.
Практически величиныч допусков
берутся из таблиц Государственных
стандартов в зависимости от клас¬
сов точности и характера сопряже¬
ния.
Например, требуется изготовить вал, номинальный
размер которого равен 50 мм (см. рис. 6). Наибольший
допустимый размер этого вала может быть равен 50,05 мм,
а наименьший — 49,90 мм. Линия 00, видимая на
рисунке, ограничивает номинальный диаметр детали.
Для данного случая наибольший предельный размер
50,05 мм, а наименьший — 49,90 мм. Разность между
50,05—49,9 = 0,15 мм составляет допуск. Верхнее откло¬
нение равно: 50,05—50,00= +0,05 мм. Знак плюс указы¬
вает, что верхнее отклонение лежит выше линии 00, т. е.
выше линии номинального размера. Нижнее отклоне¬
ние: 49,90—50 = —0,10 мм. Знак минус указывает, что
нижнее отклонение лежит ниже линии номинального
116
Рис. 6 Основные
понятия о допусках.
размера. Таким образом, действительный размер вала
может быть равен 50,05 мм и может иметь любые про¬
межуточные размеры между 50,05 и 49,90 мм и опреде¬
ляется непосредственно измерением.
На машиностроительных чертежах приведенный в
примере номинальный размер и его отклонения обозна-
tr/4+0,05
чаются так: 50_о,ю.
Отклонения, равные нулю, на чертеже не простав¬
ляются. В этом случае наименьший предельный размер
равен номинальному. Так, если на чертеже проставлен
размер 50+0’3, то это значит, что верхнее отклонение
равно +0,3 мм, а нижнее — 0. Наибольший предельный
размер равен 50,3, наименьший предельный размер —
50 мм, допуск 50,3—50=0,3 мм. При одинаковых число¬
вых величинах верхнего и нижнего предельных откло¬
нений проставляется их общая величина со знаками
+ и — Например, вместо 45^2 проставляется 45±0*2.
26. ОСНОВНЫЕ ПОНЯТИЯ О ЗАЗОРАХ И НАТЯГАХ
В любом механизме, как бы он ни был сложен, всег¬
да можно выделить элементарные соединения, представ¬
ляющие собой пару сопряженных поверхностей. Эти по¬
верхности деталей, составляющих узлы и агрегаты, дол¬
жны занимать относительно друг друга то или иное по¬
ложение, которое позволит им* либо совершать относи¬
тельные перемещения, либо сохранять полную непод¬
вижность при определенной прочности соединения. При
сборке двух деталей, входящих одна в другую, различа¬
ют внешнюю (охватывающую) и внутреннюю (охваты¬
ваемую) поверхности. Один из размеров соприкаса¬
ющихся поверхностей называется охватывающим разме¬
ром, а другой — охватываемым (рис. 7).
v Для круглых тел охватывающая поверхность носит
общее наименование отверстия, а охватываемая — вала.
Соответствующие им размеры называют диаметром от¬
верстия и диаметром вала.
Если поверхности образованы двумя параллельными
плоскостями каждая, то соединение называется плос¬
ким с параллельными плоскостями. Характер сопряже¬
ния двух поверхностей называется посадкой. Посадка
характеризует большую или меньшую свободу отноби-
117
тельного перемещения соединяемых деталей или степень
сопротивления их взаимному смещению. Посадки могут
быть с зазором или с натягом.
Зазором называется положительная разность между
размерами отверстия и вала (размер отверстия больше
размера вала).
Рис. 7. Типы поверхностей деталей.
Наибольшим зазором называется разность между
наибольшим предельным размером отверстия и наи¬
меньшим предельным размером вала (рис. 8).
Рис. 8. Зазоры в сопряжении отвер-
стия с валом.
Наименьшим зазором называется разность между
наименьшим предельным размером отверстия и наиболь¬
шим предельным размером вала.
Рассмотрим это на примере. Пусть размер вала равен
30:8$, а размер отверстия 30+0,027. Тогда наибольший
предельный размер вала будет равен 30—0,02=29,98, а
наименьший — 30—0,04=29,96 мм. Допуск в данном слу¬
чае определится следующим образом: 29,98—29,96=
= 0,02 мм. Наибольший предельный размер отверстия ра¬
118
вен 30 + 0,027 = 30,027 мм, наименьший предельный
размер равен 30 мм, а допуск 30,027 — 30,00 = 0,027 мм.
В этом соединении диаметр вала меньше диаметра от¬
верстия и, следовательно, между отверстием и валом
есть зазор. Наибольший зазор: 30,27 — 29,96 = 0,067 мм.
Наименьший зазор: 30 — 29,98 = 0,02 мм.
Натягом называется отрицательная разность между
диаметром отверстия и диаметром вала до сборки де¬
талей, создающая после сборки неподвижное соедине¬
ние.
Наибольшим натягом называется разность между
наибольшим предельным размером вала и наименьшим
предельным размером отверстия (рис. 9).
Рис. 9. Натяги в сопряжении отверстия с ва¬
лом.
Наименьшим натягом называется разность между
наименьшим предельным размером вала и наибольшим
предельным размером отверстия.
Например, диаметр вала 35+о,об; диаметр отверстия
35+0'027. Тогда наибольший предельный размер вала бу¬
дет 35,10, а наименьший — 35,05 мм. Допуск 35,10—
—35,05 = 0,05 мм. Соответственно наибольший предель¬
ный размер отверстия равен 35,027 мм, наименьший —
35 мм. Допуск 35,027—35=0,027 мм. В этом соединении
размер вала больше размера отверстия и, следователь¬
но, существует натяг. Наибольший натяг равен 35,10—
—35=0,10 мм, наименьший — 35,05—35,027=0,023 мм.
Следовательно, степень прочности или подвижности
соединения зависит от величины натяга или за¬
зора, т. е. от характера соединения деталей или их по¬
садки.
119
27. СИСТЕМЫ ДОПУСКОВ И КЛАССЫ ТОЧНОСТИ
Системой допусков называется планомерно построен¬
ная совокупность допусков и посадок. Система допусков
подразделяется: по основанию системы — на систему от¬
верстия и систему вала; по величине допусков—на не¬
сколько степеней (классов) точности; по величине за¬
зоров или натягов — на ряд посадок.
+ Нцлебая лини*
Рис. 10. Расположение полей допусков сопря¬
гаемых деталей в системах допусков отвер¬
стия (а) и вала (б).
Система отверстия характеризуется тем, что в ней для
всех посадок одного и того же класса точности, отнесен¬
ных к .одному и тому же номинальному диаметру, пре¬
дельные размеры отверстия остаются постоянными. Осу¬
ществление различных посадок достигается путем изме¬
нения размеров вала. В системе отверстия номинальный
размер <1Ш является наибольшим предельным размером
отверстия (рис. 10, а).
Система вала характеризуется тем, что в ней для
всех посадок одного и того же класса точности, отнесен¬
120
ных к одному и тому же номинальному диаметру, пре¬
дельные размеры вала остаются постоянными. Осущест¬
вление различных посадок достигается путем измене¬
ния предельных размеров отверстия. В системе вала
номинальный размер dH является наибольшим предель¬
ным размером вала (рис. 10, б).
Обе системы являются несимметричными предельны¬
ми, т. е. такими, у которых поля допусков основных де¬
талей расположены по одну сторону от нулевой линии:
«в плюс» — для отверстия в системе отверстия и «в ми¬
нус»— для вала в системе вала. Очевидно, с точки зре¬
ния взаимодействия сопрягаемых деталей совершенно
безразлично, по какой из систем данная посадка по¬
строена. Однако с точки зрения влияния на производ¬
ство затрат на режущий и мерительный инструмент, а
также на конструкцию изготовляемых машин и меха¬
низмов выбор системы имеет существенное значение.
Валу можно придать различные предельные разме¬
ры на токарном или шлифовальном станке одним и тем
же резцом или шлифовальным кругом. Для придания
же различных предельных размеров отверстиям, кото¬
рые чаще всего получаются при помощи мерного режу¬
щего инструмента (сверло, зенкер, развертка, протяж¬
ка), для каждой посадки требуется отдельный режущий
инструмент. Следовательно, при работе по системе вала
для каждого номинального диаметра сопряжения необ¬
ходимо столько режущих инструментов различных раз¬
меров, сколько имеется посадок.
При работе же по системе постоянного отверстия
для получения любого количества посадок данного но¬
минального размера потребуется мерный режущий ин¬
струмент только одного размера. Таким образом,
система отверстия является более экономичной, чем си¬
стема вала, в индивидуальном и серийном производст¬
ве. В массовом производстве, при наличии большого ко¬
личества обрабатываемых деталей, мерный режущий ин¬
струмент будет использоваться до полного физического
износа и его номенклатура в данном случае не будет
иметь значения.
Бывают, однако, случаи, когда применение системы
отверстия является невыгодным или даже невозможным.
Это, в частности, шарнирные соединения (рис. 11,а), со¬
пряжение шатуна с поршнем при помощи поршневого
121
пальца в тракторных, автомобильных и авиационных Дви¬
гателях (рис. 11, б). Систему вала применяют при мон¬
таже подшипников качения в корпусах и т. д. Таким
образом, и система вала имеет ряд преимуществ, дела¬
ющих ее во многих случаях незаменимой. Поэтому в
ОСТ разработаны посадки как по системе отверстия,
так и по системе вала, и обе системы признаны равно¬
правными.
Следует, однако, помнить, что система отверстия, как
более экономичная, имеет в машиностроении преиму¬
щественное распространение.
В зависимости от величины допусков зазора и натя¬
га при одинаковых посадках и одних и тех же номи¬
нальных диаметрах различают посадки разной степени
точности, группируемые по отдельным классам точно¬
сти. В отечественном машиностроении приняты десять
классов точности: 1, 2, 2а, 3, За, 4, 5, 7, 8 и 9-й.
1-й класс, самый точный, применяется при обработ*
ке особо точных деталей и изделий, например измери¬
тельных инструментов и приборов, колец шарикопод¬
шипников и др.
2-й и 2а классы точности применяют при изготовле¬
нии ответственных деталей металлорежущих станков,
автомобильных и тракторных двигателей, текстильных,
обувных и многих других машин.
3-й и За классы точности широко применяются в об-,
щем машиностроении, дизелестроении, при производст¬
ве турбин, паровых машин и др. ,
Рис. 11. Соединения:
а-шарнирное; б - в системе вала.
122
;4-й класс точности применяется в локомотивострое-
нии, в сельскохозяйственном машиностроении и т. д.
5-й класс точности предназначается для посадок, к
которым не предъявляются высокие требования для со¬
пряжений.
7, 8 и 9-й классы точности применяются при установ¬
лении допусков на свободные (неточные) размеры, на
отливки, поковки, прокат и др.
Наибольшее распространение в машиностроении име¬
ют 2, 3 и 4-й классы. Выбор класса точности пред¬
ставляет собой весьма сложную технико-экономическую
задачу. При ее решении следует учитывать не только
стоимость механической обработки, которая возрастает
быстрее, чем точность, но и стоимость сборки, ко¬
торая с повышением точности обработки понижается,
а также влияние точности на эксплуатационные ха¬
рактеристики и на экономические показатели работы
машины.
Средняя экономическая точность, соответствующая
различным методам обработки, приведена в табл. 11.
28. ВИДЫ ПОСАДОК И ИХ ПРИМЕНЕНИЕ
Посадка определяет характер соединения двух дета¬
лей, вставленных одна в другую, и обеспечивает в той
или иной степени (вследствие разности фактических
размеров) свободу их относительного перемещения или
плотность их неподвижного соединения.
Посадки разделяются на три группы: 1) посадки с
зазором, при которых обеспечивается наличие зазора в
соединении; 2) посадки с натягом, при которых во вре¬
мя работы не должно происходить относительного пе¬
ремещения соединенных деталей; 3) посадки переход¬
ные, при которых возможно получение как натягов, так
и зазоров.
Таким образом, все посадки можно условно разбить
на три основные группы: прессовые, переходные и по¬
движные.
Прессовые посадки предназначены для неподвижных
соединений без дополнительного крепления их винтами,
штифтами, шпонками и тому подобными деталями.
К этой группе относятся посадки: горячая (Гр), прес¬
совая (Пр) и легкопрессовая (Пл).
123
Таблица I!
Средняя экономическая точность при различных методах
обработки деталей машин
Класс
точности
Методы обработки
1-Й
Доводка ручная, отделочная и зеркальная; хонинго-
вание, полирование, притирка — тонкая; суперфини¬
ширование
2-й
Обтачивание и растачивание — тонкие (1—2а); раз¬
вертывание— тонкое (1—2а); протягивание отделоч¬
ное; шлифование — тонкое (1—2а); прошивание — тон¬
кое; калибрование отверстий шариками или оправ¬
кой (1—2-й); притирка — чистовая, полирование, до¬
водка ручная и механическая, хонингование (2—2а)
2а
Развертывание и протягивание чистовое (2—2а);
шлифование (2—3-й); холодная объемная калибровка
в штампах (2—3-й)
3-й
Обтачивание и растачивание — чистовые (2—4-й);
зенкеров ание — чистовое (2а—5-й); тонкое фрезеро¬
вание и строгание; получистовое развертывание и
протягивание (2—4-й)
За
Получистовое шлифование (3—4-й); горячая объем¬
ная штамповка (3—4-й); холодная вытяжка (3—4-й);
литье под давлением
4-й
Сверление до 15 мм и рассверливание (3—5-й);
чистовое фрезерование (За—5-й); чистовое строгание
(4—5-й); подрезка (4—5-й); литье по выплавляемым
моделям (4—5-й); глубокая вытяжка
5-й
Получистовое обтачивание и растачивание (4—5-й);
сверление свыше 15 мм, фрезерование и строгание—
черновое (5—7-й); вырубка в штампах (4—5-й); холод¬
ная объемная формовка в штампах (5—7-й); прессо¬
вание и литье пластмасс (5—8-й)
Обтачивание — обдирочное, черновое растачива¬
ние, разрезание ножницами или пилами (8—9-й);
зенкерование — черновое (5—8-й); горячая штампов¬
ка, горячая вырубка и пробивка, вытяжка в штампах,
фасонное литье в песчаные формы, литье в металли¬
ческие формы (7-й); грубое литье и прессование
пластмасс (7—9-й); сварка небольших деталей (9-й)
124
По натягу все прессовые посадки могут быть разде¬
лены на четыре группы: особо тяжелые (ПрЗ), тяжелые
(Гр и Пр23), средние (Пр21-3,Пр и Пр13) и легкие
(Пр 11 и Пл). Во всех этих посадках всегда обеспечен
натяг. Особо тяжелые и тяжелые посадки предназначе¬
ны главным образом для сборки с предварительным ра¬
зогревом отверстия или охлаждением вала, а остальные
рассчитаны преимуще¬
ственно на холодную сбор¬
ку под прессом.
Переходные посадки
служат для неподвижных
соединений с дополни¬
тельным креплением их
винтами, болтами, штиф¬
тами, шпонками и т. п. и
в основном применяются
как посадки центрирова¬
ния сопрягаемых деталей.
К этой группе относят¬
ся посадки: глухая (Г),
тугая (Т), напряженная
(Н) и плотная (П).
Подвижные посадки
предназначаются для со¬
единений, в которых не¬
обходим гарантирован¬
ный зазор. К этой группе
относятся посадки:,сколь¬
зящая (С), движения (Д),
ходовая (X)-, легкоходовая (Л), широкоходовая (Ш) и
теплоходовая (ТХ).
Схематическое распределение посадок в системах
отверстия и вала показано на рис. 12.
Следует отметить, Зто зазоры и натяги, определяю¬
щие характер соединения деталей, устанавливаются
конструктором в соответствии с эксплуатационными
условиями работы каждого узла.
Несмотря на большое разнообразие этих условий,
технология производства требует ограничения числа по¬
садок.
В соответствии с этим ГОСТ 7713-62 для диаметров
от 1 до 500 мм нормализованы 43 посадки в системе
Рис. 12. Схематическое изображе¬
ние расположения посадок:
а — в системе отверстия; б — в системе
вала.
125
отверстия и 34 посадки в системе вала. Эти посадкирас-
пределены по семи классам точности (с 1-го по 5-й клас¬
сы) и приведены в специальных таблицах ГОСТ.
29. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Поверхности деталей получаются после обработки не
гладкими, а состоящими из чередующихся впадин и вы¬
ступов, т. е. с образованием определенной шероховато¬
сти (микрогеометрии).
Шероховатость поверхности оказывает влияние:
а) на величину силы трения, а следовательно, и на
величину потери энергии на трение в машинах;
б) на сохранение характера посадок, необходимого
для обеспечения требуемой прочности соединения в не¬
подвижных посадках и расчетного зазора в посадках по¬
движных и других факторов.
Очевидно, что обеспечение взаимозаменяемости де¬
талей требует их идентичности не только в размерах и
геометрической форме, но и в шероховатости поверхно¬
стей. В СССР введена и в настоящее время действует
стандартная оценка шероховатости поверхности
(ГОСТ 2789-59).
В основу оценки микрогеометрии ГОСТ 2789-59 кла¬
дет две вполне определенные численные величины, под¬
дающиеся измерению с помощью специальных приборов,
а именно: среднее арифметическое отклонение профиля
Ra — среднее значение расстояний (yit г/г- Уп) точек
измеренного профиля до его средней линии (т), кото¬
рая служит базой для определения числовых значений
шероховатости (рис. 13), и высоту неровностей Rz —
среднее расстояние между находящимися в пределах
базовой длины I пятью высшими и пятью низшими точ¬
ками впадин, измеренное от линии, параллельной сред¬
ней линии (т).
126
Рис. 13. Микропрофиль обработанной поверхности.
Математические значения Ra и выражаются сле¬
дующими формулами:
n h\ 4- h3 + • • • 4- h9 h2 4- h4 4- • • • 4- h\0
i\z ^ 5 ' mu.
Средняя линия профиля неровностей делит профиль
таким образом, что площади по обеим сторонам этой
линии равны между собой. По ГОСТ 2789-59 установле¬
но 14 классов шероховатости поверхности, обозначения
которых и соответствующие им значения Ra или Rz при¬
ведены в табл. 12.
Таблица 12
Классы шероховатости поверхности по ГОСТ 2789-59
Класс
Обозначение
**
**
Базовая длина
U мм
не более, мк
1-й
VI
80
320
2-й
V2
40
160
8
3-й
V3
20
80
4-й
V4
10
40
о к
5-й
V5
5
20
Z, О
6-й
V6
2,5
10
7-й
V7
1,25
6,3
0,8
8-й
V8
0,63
3,2
9-й
V9
0,32
1,6
10-й
V10
0,16
0,8
0,25
11-й
VII
0,08
0,4
12-й
V12
0,04
0,2
13-й
V13
0,02
0,1
14-й
V14
0,01
0,05
U,Uo
127
Для классов 6—12-го основной является шкал«ак/?в,
а для классов 1—5-го и 13—14-го — шкала Rr
Для более мелкой градации степеней шероховатости
поверхности ГОСТ допускает подразделение каждого
из классов — от 6-го по 14-й включительно — на три раз¬
ряда.
В качестве примера приведем некоторые методы об¬
работки, которые обеспечивают следующие классы ше¬
роховатости поверхности по ГОСТ 2789-59:
Классы
шероховатости
Точение, строгание, растачивание:
черновое 1—4-й
чистовое 4-7-й
тонкое 7—9-й
Фрезерование (цилиндрическое):
черновое 2—5-й
чистовое • 5г—7-й
тонкое 6-8-й
Шлифование:
предварительное 6-7-й
чистовое 8—9-й
тонкое 9—10-й
Притирка:
грубая 8—9-й
средняя 9—10-й
тонкая 10—13-й
Контроль шероховатости поверхности производится
с помощью специальных приборов. В цеховых условиях
пользуются также эталонами шероховатости поверхно¬
сти, с помощью которых путем сравнения можно опре¬
делить шероховатости обработанной поверхности с 1-го
до 10-го классов.
30. ОБОЗНАЧЕНИЕ ПРЕДЕЛЬНЫХ РАЗМЕРОВ, ПОСАДОК
И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ НА ЧЕРТЕЖАХ
Обозначение предельных размеров и посадок на чер¬
тежах, согласно ГОСТ 9171-59, производится путем ука¬
зания номинальных размеров деталей с допускаемыми
128
от них отклонениями. Чтобы не указывать на чертежах
полных названий принятой системы допусков, классов
точности и посадок, пользуются их условными обозначе¬
ниями, которые указываются непосредственно после но¬
минального размера. Так, например, надпись на чертеже
отверстия 0 30 А означает, что данное отверстие
должно иметь номинальный размер 30 мм и обрабаты¬
ваться по 2-му классу точности в системе отверстия;
если на чертеже вала указано: 0 30 В3, то это озна¬
чает, что вал должен иметь номинальный диаметр 30 мм
и обрабатываться с предельными отклонениями, соот¬
ветствующими 3-му классу точности системы вала. Пре¬
дельные отклонения на чертежах могут указываться и
численными их величинами (в миллиметрах), например:
0 100 —0^70) что соответствует обозначению вала
0 100 Х5. При этом верхнее отклонение, определяющее
наибольшее допустимое значение размера, всегда ста¬
вится над нижним.
Написание предельных отклонений условными обо¬
значениями обычно применяется при контроле размеров
предельными калибрами, а числовыми величинами —
при контроле универсальными измерительными инстру¬
ментами. В виде исключения допускается наряду с ус¬
ловными обозначениями посадок приводить справа
в скобках численные величины отклонений, например:
0 50 Х3{+о,юо). Отклонение, равное нулю, не указы¬
вается. В этом случае проставляется только одно откло¬
нение — верхнее или нижнее на предназначенном для
него месте, например: 0 100+0,07. Если верхнее и ниж¬
нее отклонения численно равны (симметричны), то ве¬
личина отклонения наносится со знаком ± в строчку
с номинальным размером одинаковым с ним шрифтом,
например: 0 50±0,008.
Предельные отклонения размеров деталей на сбороч¬
ных чертежах указывают в виде дроби: в числителе ука¬
зываются условное обозначение или числовые величины
отклонений отверстия (охватывающей детали), а в зна¬
менателе— условное обозначение или числовые вели¬
чины отклонений вала охватываемой детали (рис. 14,а).
Допускается также вместо одной проводить две раз¬
мерные линии и отдельно указывать отклонения отвер¬
0 H. Н. Кропивницкий
129
стия и вала с надписями, к какой детали эти отклонения
относятся (рис. 14,6).
В случае необходимости указать на сборочном чер¬
теже предельные отклонения одной из сопрягаемых де¬
талей (например, вала), следует пояснить надписью,
к какой детали данное отклонение относится (рис. 14,в).
Шероховатость поверхности (см. табл. 12) указывают на
Рис. 14. Примеры обозначения посадок
на сборочных чертежах.
линиях видимого контура или на вспомогательных ли¬
ниях, являющихся продолжением контура (рис. 15,а).
Цифры, указывающие классы шероховатости, ружно
ставить справа от треугольника в одну сторону с ним,
причем основания цифр располагаются по общим пра¬
вилам обозначения размеров независимо от того, в ка¬
кую сторону обращена вершина треугольника.
Если все поверхности детали должны быть одной и
той же шероховатости, то в верхней части чертежа спра¬
ва следует нанести обозначение соответствующей uiepbi
ховатости, например: V 5. К этому обозначению может
быть добавлена надпись: «кругом» (например: V 5 кру¬
гом).
130
Если большая часть поверхности детали должна
иметь один и тот же класс шероховатости и лишь в от¬
дельных местах требуется другой класс шероховатости,
то допускается обозначение согласно рис. 15,6. На этом
чертеже указано, что некоторые поверхности детали
имеют шероховатость V 5 и V 6, остальные же должны
иметь шероховатость V 4, что и выражено надписью:
V4 остальное. На рис. 15, в показано, что часть поверх¬
ности детали (на длине 90 мм) должна иметь шерохова-
Рис. 15. Примеры обозначения шероховатости поверхности
на чертежах:
а — обработка с одинаковой шероховатостью поверхностей; б и в — обработка
с различной шероховатостью поверхностей.
тость 10-го класса, а остальная часть той же поверхно¬
сти — шероховатость 5-го класса.
Поверхности, шероховатость которых может быть
ниже 1-го класса, обозначаются знаком V, над кото¬
рым указывается высота неровностей Rz в микронах,
509
например: V» Поверхности, к которым не предъяв¬
ляется особых требований в отношении шероховатости
поверхности, разрешается обозначать знаком
Глава VI
ОБОРУДОВАНИЕ, ПРИСПОСОБЛЕНИЯ
И ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЕ
ПРИ ВЫПОЛНЕНИИ
СЛЕСАРНО-СБОРОЧНЫХ РАБОТ
31. ОРГАНИЗАЦИЯ, ОБОРУДОВАНИЕ И ОБСЛУЖИВАНИЕ
РАБОЧЕГО МЕСТА СЛЕСАРЯ-СБОРЩИКА
Рабочее место слесаря-сборщика — это часть произ¬
водственной площади цеха или участка со всем необ¬
ходимым оборудованием, инструментами, приспособле¬
ниями, материалами и принадлежностями, которые при¬
меняются отдельным рабочим или бригадой для выпол¬
нения производственного задания. При выполнении сле¬
сарно-сборочных работ на каждое рабочее место слесаря
отводится площадь 6—10 мв, в зависимости от размеров
собираемой машины (изделия).
Правильная организация рабочего места слесаря-
сборщика заключается прежде всего в его специализа¬
ции, а также в оснащении необходимым высокопроизво¬
дительным оборудованием, инструментом, приспособле¬
ниями, подъемно-транспортными средствами и различ¬
ными вспомогательными устройствами; в наиболее це¬
лесообразной планировке всех элементов рабочего ме¬
ста; в создании здоровых и безопасных условий труда;
в обеспечении чистоты и порядка и бесперебойного об¬
служивания.
Оснащение рабочих мест сборщиков отличается
большим разнообразием и в значительной степени зави¬
сит от характера производства.
132
В условиях единичного производства рабочее место
каждого слесаря-сборщика приспособлено для сборки
разнообразных изделий, поэтому оно оснащается уни¬
версальным оборудованием, приспособлениями и инст¬
рументами.
В условиях серийного производства рабочее место
приспособлено для выполнения определенного количест¬
ва сборочных операций и соответственно оснащается.
При массовом производстве на рабочем месте выпол¬
няются одна-две сборочные операции, оно снабжено спе¬
циализированным оборудованием, оснасткой и инстру¬
ментами. В состав основного оборудования и оснащения
рабочих мест слесарей-сборщиков входят:
1) верстаки и рабочие столы для собираемых узлов
и изделий, а также комплект технологической оснастки
постоянного пользования;
2) стеллажи, столики, подставки и т. п. для разме¬
щения и промежуточного хранения деталей и металлов,
•поступающих на сборку, а также собранных узлов и из¬
делий;
3) комплект ручного рабочего, вспомогательного и
измерительного инструмента постоянного пользования;
4) универсальные и специальные приспособления для
закрепления и установки собираемых деталей, а также
для выполнения отдельных сборочных операций;
5) специальные стенды и кантователи;
6) механизированный инструмент, постоянно нахо¬
дящийся на рабочем месте, а также подвески и специ¬
альные устройства для него;
7) специальное и универсальное оборудование (на¬
пример, гидравлические или пневматические прессы
и т. д.);
8) комплект технической документации, постоянно
находящийся на рабочем месте (инструкции, справочни¬
ки, вспомогательные таблицы и т. д.);
9) местные подъемно-транспортные средства (пово¬
ротные краны, кошки, тельферы и т. п.), закрепленные
за рабочим местом;
10) подножные решетки и стулья;
11) передвижные и подъемные платформы, лестницы
и пр., необходимые при сборке крупных изделий.
Номенклатура, конструкция и размеры основного и
вспомогательного оборудования рабочего места, а также
133
состав комплекта рабочего инструмента и технологи¬
ческой оснастки постоянного пользования зависят в пер¬
вую очередь от специализации рабочего места, типа
производства, принятой системы организации сборочных
работ, размера и веса собираемых деталей и узлов.
Основным оборудованием рабочих мест слесарей-сбор-
щиков являются различного типа верстаки с установ¬
ленными на них тисками и рабочие столы. В ряде слу¬
чаев сборщики пользуются верстаками без тисков.
Конструкция и размеры верстаков для слесарей-сбор-
щиков машиностроительных заводов весьма разнооб¬
разны. Верстаки могут быть одноместными (рис. 16, а)
и многоместными. Наибольшее распространение имеют
двухместные верстаки (рис. 16,6). Верстаки рекомен¬
дуется изготовлять на чугунных массивных литых или
стальных сварных ножках такой конструкции, чтобы
пол под верстаком был доступен для уборки. Это дает
возможность лучше поддерживать чистоту на рабочем
месте.
Верстак должен быть удобен для работы, крышку
верстака (столешницу) делают из досок толщиной 40—
50 лш. Такая крышка не прогибается и не вибрирует во
время работы. Сверху она покрывается кровельным же¬
лезом, линолеумом, текстолитом, резиной и т. п. Спереди
и с боков крышки крепятся деревянные планки — бор¬
тики, препятствующие падению с верстака мелких пред¬
метов. Под крышкой верстака устанавливаются выдвиж¬
ные ящики для хранения в определенном порядке
инструмента и вспомогательных материалов. Высота вер¬
стака для сборки средних деталей 800—900 мм, ши¬
рина 700—800 мм, длина одноместного верстака 1200—
1400 мм, соответственно длина двухместного верстака
составляет 2400—2800 мм. Рабочее место у верстака
должно хорошо освещаться. С этой целью верстаки уста¬
навливают у окон. Для работы в вечернее время рабо¬
чее место освещается электрической лампочкой местно¬
го освещения. Размещать верстаки следует таким обра¬
зом, чтобы проходы между ними были не менее 1,5 м.
При конвейерной сборке верстаки одной стороной при¬
крепляются к каркасу конвейера либо так, чтобы, рабо¬
чий находился между конвейером и верстаком.
У каждого рабочего места предусматривается пло¬
щадка, на которой размещаются; стеллажи, подставки
134
и пирамиды для хранения запаса деталей и узлов. Ко¬
личество и размещение их должно быть таким, чтобы
рабочему не приходилось тратить лишнее зремя на
ходьбу от стеллажа к верстаку или конвейеру. Конст-
Рис. 16. Верстаки для слесарей-сборщиков:
а — одноместный; б — двухместный.
рукция их должна быть такой, чтобы можно было без
труда найти требуемую деталь; нагромождение деталей
на стеллаже не допускается. Стеллажи обычно выпол¬
няются многоярусными. Тяжелые детали кладутся на
нижние полки, более легкие — на верхние.
135
При монтажных и ремонтных работах, выполняемых
на месте установки крупных узлов и агрегатов, приме¬
няются одноместные передвижные верстаки. Для разме¬
щения собираемых узлов и изделий в сборочных цехах
машиностроительных заводов единичного и серийного
производства используют различного типа и размеров
сборочные столы, представляющие собой простые устой¬
чивые конструкции типа упрощенных верстаков, столов,
подставок и стеллажей, соответствующих габаритам и
весу собираемых изделий.
Большое значение для правильной организации ра:
бочего места и достижения высокой производительности
труда имеет правильное размещение на рабочем месте
инструмента и деталей во время работы. Необходимый
инструмент и приспособления следует располагать так,
чтобы можно было быстро и удобно брать нужное. На
рабочем месте должно находиться только то, что тре¬
буется для выполнения данного задания.
Инструменты, детали и документацию следует распо¬
лагать на расстоянии вытянутой руки, при этом предме¬
ты, которыми рабочий пользуется более часто, распола¬
гаются ближе, а предметы, которыми он пользуется
реже, — дальше. Все, что берется левой рукой, распола¬
гается слева. Все, что берется правой,— справа. Все, что
берется обеими руками, должно находиться впереди
(рис. 17). Инструмент и детали следует разложить в
строгой последовательности их применения, а не разбра¬
сывать и не складывать друг на друга. В ящиках вер¬
стака должны находиться наиболее часто употребляемый
инструмент, приспособления и материалы. Все точные
мерительные инструменты необходимо хранить в футля¬
рах. Напильники, сверла, метчики и другие режущие ин¬
струменты следует укладывать на деревянные подставки
так, чтобы они были предохранены от повреждений.
До начала работы каждый рабочий должен ознако¬
миться с заданием, рабочим нарядом, технологическим
процессом и чертежами, подготовить необходимый ин¬
струмент, приспособления, материалы и детали, прове¬
рив предварительно их исправность и годность.
Во время работы слесарь обязан в течение всего ра¬
бочего дня полностью использовать все рабочее время,
не отвлекаясь от работы; пользоваться * инструментом
только по его назначению и предохранять его от по-
136
вреж^ений и загрязнений; строго соблюдать правила
техники безопасности.
По окончании работы слесарь должен убрать свое
рабочее место, инструменты и приспособления, приме¬
нявшиеся при "работе, очистить от грязи и масла; мери¬
тельный инструмент тщательно вычистить, вытереть и
Рис. 17. Рациональное расположение слесарного
инструмента на верстаке.
покрыть тонким слоем вазелина или бескислотного ма¬
сла; готовые узлы и детали разложить или расставить
по отведенным для них местам.
32. ПРИСПОСОБЛЕНИЯ И ПОДЪЕМНО-ТРАНСПОРТНЫЕ
СРЕДСТВА ДЛЯ СЛЕСАРНО-СБОРОЧНЫХ РАБОТ
На сборку машины приходится 10—60% обшей
трудоемкости ее изготовления. В большинстве своем
сборочные работы требуют значительной затраты физи¬
ческих сил слесарей-сборщиков. Поэтому повышение
производительности при выполнении слесарно-сборочных
работ и облегчение труда сборщиков являются важней¬
шими задачами, которые необходимо решать при разра¬
ботке технологии сборки машины.
137
В состав технологического оснащения рабочего ме¬
ста слесаря-сборщика входит комплект различных при¬
способлений и вспомогательных устройств.
Приспособления. По характеру применения все сбо¬
рочные приспособления можно разделить на универсаль¬
ные и специальные.
Как правило, универсальные сборочные приспособле¬
ния применяются при единичном и мелкосерийном про¬
изводстве.
Специальные приспособления при этом виде про¬
изводства применяются редко, в основном же они
используются в серийном и массовом производстве, где
масштабы производства одинаковых машин (изделий)
велики и расходы на их конструирование и изготовле¬
ние окупаются.
Универсальные приспособления находят широкое
применение при выполнении слесарно-сборочных работ.
Они подразделяются на зажимные и установочные при¬
способления.
К зажимным сборочным приспособле¬
ниям относятся тиски и струбцины.
Тиски — наиболее распространенное зажимное при¬
способление для слесарно-сборочных работ. Применяют
тиски стуловые, параллельные и ручные (рис. 18).
Стуловые тиски служат для выполнения тяже¬
лых работ (рубка, гибка, клепка и др.) (рис. 18,а).
Детали стуловых тисков отковывают из конструкцион¬
ной углеродистой стали. На рабочие части губок нава¬
ривается накладка из инструментальной углеродистой
стали марок У7, У8 или укрепляются на винтах специ¬
альные пластины (накладные губки). Стуловые тиски
отличаются простотой конструкции и высокой прочно¬
стью.
Параллельные тиски разделяются на пово¬
ротные и неповоротные (рис. 18,6). В этих тисках под¬
вижная губка при вращении винта перемещается, оста¬
ваясь параллельной неподвижной губке, отчего тиски
получили название параллельных. При выполнении сле-
сарно-сборочных работ широкое распространение имеют
параллельные поворотные тиски. Они состоят из плиты-
основания 1 (р,ис. 18,6) и поворотной части 2, по¬
движной 3 и неподвижной 4 губок. Параллельность пе¬
ремещения подвижной губки обеспечивается направляю¬
138
щей призмой 5 и осуществляется с помощью ходового
винта 6 и гайки 7.
По круговому Т-образному пазу 5 перемещается
болт 11 с гайкой 10\ с помощью рукоятки 12 можно при-
Рис. 18. Тиски:
а — стуловые; б — параллельные поворотные.
жать поворотную часть 2 к плите-основанию 1 тисков
под определенным углом. При освобождении болта 11
поворотную часть можно поворачивать вокруг оси 9 для
установки на требуемый угол.
Губки параллельных тисков отливают из серого чу¬
гуна; ходовой винт, болты и другие детали делают из
139
конструкционной углеродистой, стали. Для продления
срока службы губок и увеличения прочности зажима
деталей (заготовок) в процессе работы рабочие части
(накладные губки) изготовляют из инструментальной
стали марки У8 с крестообразной насечкой, после за¬
калки их прикрепляют к основным губкам винтами.
Тиски на крышке верстака укрепляются болтами че¬
рез отверстия лапок плиты-основания / (рис. 18,6).
Рис. 19. Тиски:
а - ручные: поз. / — с пружиной и шарнирным соединением; поз. //*-
для мелких работ; о — косогубые.
В целях повышения производительности труда и сни¬
жения утомляемости рабочего обычные винтовые тиски
в ряде случаев заменяются пневматическими.
Ручные тиски (их часто называют тисочками)
применяются при сверлении, пригонке, склепывании и т. п.
мелких деталей, которые неудобно или опасно держать
в руках (рис. 19,а). По своему устройству они напоми¬
нают стуловые тиски, только без приспособления для
крепления к верстаку. Согласно ГОСТ 7226-54, ручные
тиски изготовляют двух типов: тиски с пружиной и шар¬
нирным соединением с шириной губок 36, 40 и 45 мм
(рис. 19, а, поз. I) и для мелких работ с шириной гу¬
бок 6, 10 и 15 мм (рис. 19, а, поз. //).
В ряде случаев форма детали не дает возможности
зажать ее в нужном положении, как, например, в слу¬
чае, когда требуется опилить фаску под некоторым уг¬
лом. В таких случаях применяют косогубые тисочки
(рис. 19,6), в которых захватывают деталь и зажимают
в губки параллельных тисков.
140
Ручные тиски изготовляют из качественной конструк¬
ционной углеродистой стали марки 45—50; для пружин
используют инструментальную углеродистую сталь мар¬
ки У7 или сталь марки 65Г. Допускается изготовление
пружин и из стали марки 60—70.
Струбцины применяются в том случае, когда в про¬
цессе сборки необходимо временно закрепить собирае¬
мые детали или узлы. Кроме того, их часто применяют
при выполнении различных слесарных работ или при
сварке, когда необходимо закрепить детали на время
сварки.
Наиболее распространенными являются обычные
струбцины с винтовым зажимом (рис. 20,а,б). Новато¬
141
Рис. 20. Струбцины.
рами производства предложено несколько различных
конструкций специальных быстродействующих струбцин
с винтовым зажимом, применение которых позволяет
значительно сократить затраты вспомогательного вре¬
мени. Струбцина первого типа (рис. 20, в) состоит из
направляющей линейки 3, жестко скрепленной с основа¬
нием 4, и подвижной губки 2 с зажимным винтом 1.
При сжатии собираемых деталей подвижная губка
заклинивается на линейке и удерживается в рабочем
положении силой трения. В свободном состоянии
подвижная часть струбцины легко перемещается по
линейке 3.
Струбцина второго типа (рис. 20, г) состоит из ско¬
бы 5, подвижной рейки 3 с винтом 2, рукоятки 1 и фик¬
сирующей собачки 4.
Для увеличения размера Н рейка с винтом переме¬
щается после расцепления собачки 4 с рейкой, а для
уменьшения этого размера — без расцепления ее с со¬
бачкой; в этом случае собачка будет проскальзывать по
зубьям рейки. Для зажатия деталей, имеющих постоян¬
ные размеры, целесообразно применять струбцины с
эксцентриковым зажимом.
Следует отметить, что при выполнении слесарно-сбо¬
рочных работ наиболее производительными считаются
струбцины и клещи пневматического действия.
К установочным сборочным приспосо¬
блениям относятся: плиты, сборочные балки, призмы
и т. д.
Плиты и сборочные балки (рис. 21 ,а,б) служат для
установки и сборки машин или отдельных узлов. Они
изготовляются из чугуна и имеют Т-образные пазы, ко¬
торые служат для закрепления собираемых изделий.
Установочные поверхности плит и балок должны быть
чисто обработаны. Применение плит и балок обеспечи¬
вает правильное взаимное расположение поверхности
собираемых деталей узлов или машин и дает возмож¬
ность выполнять различные слесарно-пригоночные ра¬
боты. Сборочные балки и плиты устанавливаются на
полу или в специальных подставках. Угольники и при¬
змы (рис. 21, в) служат для установки и закрепления
собираемых деталей и узлов. Они обычно изготовляются
из стали или чугуна и устанавливаются на сборочных
верстаках, столах или плитах.
142
Специальные сборочные приспособления рассчитаны
для закрепления одной детали или узла или же группы
деталей и узлов определенной формы.
Применение специальных приспособлений является
одним из основных путей повышения производительно¬
сти труда в условиях серийного и массового производ¬
ства. Крепление собираемых деталей, узлов и изделий
в специальных приспособлениях позволяет не только со¬
кратить вспомогательное время на установку и выверку
Рис. 21. Установочные сборочные приспособления:
а — плиты; 6 — сборочные балки; в — угольники и призмы.
деталей, но и значительно сократить продолжительность
самого процесса сборки.
При конвейерной сборке приспособления для закре¬
пления собираемых узлов размещают на тележках или
пластинах конвейера. При сборке мелких узлов на лен¬
точном или пластинчатом конвейере нередко такие при¬
способления вместе с узлом снимаются сборщиками с
конвейера для выполнения операции на верстаке, а за¬
тем возвращаются на место.
К группе специальных приспособлений стационар¬
ного типа относятся также стенды и кантователи для
сборки крупных узлов и изделий.
143
Подробное описание приспособлений, применяемых
для сборки различных изделий, приведено в специальной
технической литературе по сборочным работам и при¬
способлениям.
Подъемно-транспортные средства слесарно-сбороч¬
ных цехов и участков. Механизация подъемно-транс-
портных операций при выполнении слесарно-сборочных
работ не только облегчает труд рабочих, но и обеспечи¬
вает значительное повышение производительности.
Детали и узлы весом более 16 кг при сборке, как
правило, должны подниматься и перемещаться с помо¬
щью универсальных или специальных подъемно-транс-
портных средств. По своему назначению они делятся на
две группы: а) подъемные механизмы и б) транспортные
устройства. Необходимо при этом отметить, что значи¬
тельная часть подъемных механизмов (например, мосто¬
вые краны) выполняет одновременно и транспортные
операции, а часть транспортных устройств (например,
монорельсы) снабжается подъемными механизмами
(электроталями). К транспортному оборудованию сле¬
сарно-сборочных цехов кроме ручных и механизирован¬
ных тележек относятся также рольганги и конвейеры.
Подъемными механизмами, применяемыми в слесарно¬
сборочных цехах, являются: мостовые краны, кран-бал¬
ки, консольные краны, электротали, поворотные краны
с ручными талями, электроталями и пневматическими
подъемниками, домкраты и специальные подъемные
устройства.
Тележки ручные служат для транспортировки разно¬
образных грузов внутри слесарно-сборочного цеха, а
также передачи деталей и узлов с одной операции на
другую или на склад. По конструкции и способам пере¬
движения ручные тележки разделяются на безрельсовые
и рельсовые. Грузоподъемность ручных безрельсовых
тележек колеблется от 100 до 3000 кг. В зависимости от
конструкции, определяемой назначением, ручные тележ¬
ки можно разделить на следующие основные группы:
тележки общего назначения для перевозки различных
грузов, тележки с подъемными приспособлениями и ме¬
ханизмами и специальные тележки для сборочных ра¬
бот.
Тележки общего назначения для пере¬
возки различных грузов применяются для пере¬
144
возки заготовок, деталей, узлов и др. на небольшие рас¬
стояния (рис. 22,а).
Ручные безрельсовые тележки с подъем¬
ными приспособлениями и устройствами
позволяют значительно сократить время на погрузочно-
разгрузочные работы. Здесь подъем и опускание пло¬
щадки 1 с грузом (рис. 22,6) осуществляются специаль¬
ным подъемным механизмом, состоящим из рейки 5 и
диска 4, имеющего выпуклую торцовую спираль. При
вращении рукоятки* 3 диск своей спиралью заходит меж¬
ду роликами на осях рейки и поднимает рейку вместе
с грузовой площадкой I. Между грузовой площадкой и
трубами каркаса тележки установлены ролики 2, кото¬
рые уменьшают трение при подъеме площадки. Тележка
обеспечивает подъем грузов весом до 200 кг на высоту
до 1 м.
Специальные тележки для сборочных работ изготов¬
ляют с учетом конфигурации собираемых узлов или из¬
делий, ими пользуются главным образом в условиях
серийного и массового производства. Примером такой
тележки может служить конструкция, показанная на
рис. 22,6. В этой тележке предусматривается подвижная
верхняя часть, дающая возможность устанавливать при
выполнении сборочных операций объект сборки в наибо¬
лее удобное для сборщика положение.
Механизированные (самоходные) те-
леж’ки. Применение ручных тележек оправдывается
экономически и технически только при транспортирова¬
нии небольших грузов на короткие расстояния. При пе¬
ремещении тяжелых грузов, а также любых грузов на
значительные расстояния в современных слесарно-сбо¬
рочных цехах наряду с мостовыми кранами, конвейера¬
ми, рольгангами и т. п. используются механизированные
(самоходные) тележки. Основным видом механизиро¬
ванных (самоходных) безрельсовых тележек для сле¬
сарно-сборочных цехов являются электротележки (элек¬
трокары) (рис. 22, г). Четырехколесные электротележки
могут быть с неподвижной и подъемной платформами.
Управление электротележками производится с помощью
педалей 2 и рукоятки 7, расположенных на специальной
площадке 3. Удобными в эксплуатации являются акку¬
муляторные тележки, имеющие возможность переме¬
щаться как по безрельсовым, так и рельсовым путям.
10 H. H. Кропивницкий
145
146
Рйс. 22. Тележки:
а — общего назначения; б — с подъемным приспособлением; в — для сборочных работ; г — самоходные.
Рольганги. Для перемещения деталей, узлов и изде¬
лий в горизонтальном направлении в слесарно-сбороч¬
ных цехах наряду с другими транспортными устройства¬
ми применяются рольганги (рис. 23).
Рольганги подразделяются на приводные, когда груз
перемещается за счет трения вращающихся от двигателя
роликов, и неприводные, когда это перемещение произ¬
водится под действием приложенной к грузу толкающей
силы.
В слесарно-сборочных цехах чаще используются
неприводные рольганги. Сборка на рольганге аналогич¬
на поточной сборке на тележках. По окончании каждой
операции узел или изделие по роликам перемещается от
одного рабочего места к другому. Для передвижения по
рольгангам грузов, не имеющих плоских опорных по¬
верхностей, применяют специальные поддоны. Большое
удобство рольгангов заключается в том, что при помощи
криволинейных секций можно осуществлять поворот
собираемых узлов на 90 и даже на 180°.
Конвейеры. Для принудительного перемещения соби¬
раемых узлов или изделий при поточной сборке в серий¬
ном и массовом производстве применяются разного типа
напольные и подвесные транспортные устройства, назы¬
ваемые конвейерами. Основные из них ленточные, пла¬
стинчатые, тележные, цепные напольные и подвесные.
Ленточные конвейеры используют при сборке мелких
и легких узлов и изделий. Несущим органом таких кон¬
вейеров служит тканевая прорезиненная лента (ГОСТ
10*
147
Рис. 23. Рольганг.
20-62) шириной от 200 до 800 мм. Рабочая часть ленты
обычно скользит по гладкому или металлическому сто¬
лу, а холостая ветвь опирается на ролики (рис. 24,а).
Обычно эти ленты встраиваются в длинные столы или
верстаки, за которыми сидят сборщики. Простота конст¬
рукции и изготовления ленточных конвейеров делает их
незаменимыми при организации поточной сборки неболь¬
ших легких аппаратов и узлов. Движение ленты обычно
осуществляется со скоростью от 1 до 18 м/мин.
Рис. 24. Ленточный (а) и пластинчатый (б) конве'йеры.
Пластинчатые конвейеры отличаются от ленточных
тем, что в них вместо бесконечной ленты применяет¬
ся настил, состоящий из отдельных деревянных или
металлических пластин, прикрепляемых к звеньям двух
бесконечных пластинчатых втулочно-роликовых це¬
пей, натянутых на две пары звездочек (рис. 24,6). Ско¬
рость пластинчатых конвейеров обычно не превышает
3 м/мин.
Пластинчатые конвейеры используются не только для
сборки мелких и средних узлов и изделий; на Горьков¬
148
ском автозаводе на них собирают кабины и кузова лег¬
ковых машин.
Тележный конвейер представляет собой цепной кон¬
вейер с прикрепленными к его тяговым цепям тележка¬
ми-платформами, на которых устанавливаются собирае¬
мое изделия (рис. 25, а).
Тележки конвейера обеспечивают не только транс¬
портирование собираемого изделия, но и поворот его в
положение, удобное для сборки. Расстояние между те¬
лежками определяется габаритами собираемого изделия,
удобством и ритмом сборки.
В зависимости от формы организации сборки движе¬
ние тележек может быть непрерывным при скорости
0,3—3 м/мин или периодическим при скорости до
6 м/мин.
Цепные напольные конвейеры используют для поточ¬
ной сборки крупных тяжелых узлов и изделий.
Узел или изделие собирают на одной или двух
тележках, катки которых опираются на рельсы или
стальные пластины, вмонтированные в пол. Тележки с
помощью сцепок присоединяют к тяговой цепи, располо¬
женной в канаве ниже уровня пола (рис. 25,6). Осво¬
бодившиеся тележки возвращают по параллельному
пути вручную или с помощью аналогичного, но менее
мощного тягового механизма.
Подвесные конвейеры предназначены для транспор¬
тировки деталей и узлов на сборку и готовых изделий
на испытательные станции или в отделения окраски;
они применяются также в качестве сборочных конвейе¬
ров. Путь подвесного конвейера обычно выполняют в
виде прикрепленного к строительным конструкциям мо¬
норельса 1 (рис. 26,а), по которому движутся каретки 2,
соединенные разборной блЪчной или пластинчатой
цепью 3.
Рабочие каретки предназначены для (крепления
груза, а холостые — для поддержки цепи. К рабочей
тележке прикрепляют подвески (рис. 26,6), на которых
размещают транспортируемые детали и узлы. Тяжелые
грузы подвешивают на две каретки через траверсы
(рис. 26,в).
В требуемых местах эти тележки могут быть останов¬
лены и переведены на другие (отводные) пути, а затем
снова возвращены обратно.
149
Тележка
150
Рис. 25. Тележный {а) и
цепной напольный (б) кон¬
вейеры.
Перемещение подвесок по отводным путям может
производиться вручную, под действием собственного ве¬
са или автоматически.
Переход транспортируемых подвесок с грузами с ос¬
новной ветви конвейера на отводную и обратно осущест¬
вляется с помощью выходных и входных переводных
стрелок. Управление стрелками может производиться
вручную от пневмоцилиндра или с помощью электромаг¬
нита. Ручное управление стрелками невыгодно при
больших грузопотоках и применяется редко.
При автоматическом управлении команда на включе¬
ние электромагнита или пневмоцилиндра, управляющего
работой стрелки, подается при помощи специальных ад¬
ресующих устройств.
Краны. В сборочных цехах машиностроительных за¬
водов, особенно в единичном и мелкосерийном производ¬
стве, наибольшее распространение для различных грузо¬
подъемных и транспортных операций получили краны
мостовые, кран-балки, поворотные краны, настенные пе¬
редвижные краны и т. п.
Мостовые краны — наиболее универсальные и распро¬
страненные механизмы, при помощи которых осущест¬
151
Рис. 26. Подвесные конвейеры:
а - на монорельсе; б — с подвесками; в — с траверсами.
вляются не только подъемные, но и транспортные опера¬
ции. Грузоподъемность мостовых кранов колеблется в
очень широких пределах — от 5 до 250 т и более. Мосто¬
вые краны грузоподъемностью 15 г и более имеют два
крюка — главный и вспомогательный, которые можно
использовать одновременно или независимо один от дру¬
гого. Грузоподъемность вспомогательного крюка в 4—
10 раз меньше грузоподъемности главного. Вспомога¬
тельный крюк на кранах грузоподъемностью более 15 т
служит для подъема легких грузов.
Кран-балки представляют собой легкие мостовые
краны. Подъемным механизмом служит здесь тельфер 1
(рис. 27,а), передвигающийся по нижним полкам дву¬
тавровой балки 2. Кран-балка позволяет поднимать и
перемещать груз вдоль це^а (пролета). В зависимости
от конструкции кран-балки подразделяются на нормаль¬
ные двухопорные и подвесные.
Подкрановые пути подвесных кран-балок, выполнен¬
ные обычно в виде двутавровой балки 3 (см. рис. 27,а),
подвешиваются к перекрытию здания. Перемещение
кран-балки по подкрановым путям может производить¬
152
Рис. 27. Краны:
« — кран-балка подвесная; б — на¬
стенный поворотный кран.
ся вручную или от электродвигателя с пола. Длина под¬
весных кран-балок L от 3 до 12 м, грузоподъемность —
от 0,25 до 5 г. Для передачи груза из одного пролета
в другой применяются кран-балки с выдвижной карет¬
кой. Тельфер в них перемещается не по двутавру, а по
специальной выдвижной балке. Использование таких
кран-балок уменьшает количество транспортных опера¬
ций и ускоряет их.
Настенные передвижные краны весьма удобны для
подъема и перемещения грузов, а также обслуживания
сборочных мест, расположенных вдоль стен и колонн.
Настенный консольный кран устанавливается на под¬
крановом пути и может не только поднимать и переме¬
щать груз вдоль подкрановых путей, но и перемещать
его за счет поворота консоли на угол до 180°
(рис. 27,6). Привод консоли осуществляется от электро¬
двигателя. Грузоподъемность консольных кранов от 3
до 7,5 т при вылете стрелы 2—8 м.
Особенностью настенных и поворотных кранов яв¬
ляется то, что они не мешают выполнять работу одно¬
временно и мостовому крану, расположенному над ними.
Тали, кошки, тельферы. В слесарно-сборочных цехах
среднего и тяжелого машиностроения при выполнении
различных подъемных и транспортных операций широ¬
кое распространение имеют грузоподъемные механизмы,
называемые талями, кошками и тельферами.
Тали ручные подразделяются на тали с червячной
передачей и шестеренчатые. Наибольшее распростране¬
ние получили тали с червячной передачей. При враще¬
нии маховика 3 (рис. 28, а) приводятся во вращение
червяк, червячное колесо 2 и сидящее с ним на одной
оси цепное колесо Л Через цепное колесо перекинута
тяговая цепь 4, концы которой прикреплены к обойме
тали. На цепи ггодвешен подвижный блок 5 с крюком 6
для груза. В зависимости от направления вращения цеп¬
ного колеса цепь укорачивается или удлиняется, а под¬
вижный блок поднимается или опускается.
Червячные тали применяются для подъема грузов
весом от 0,5 до 10 т при высоте подъема до 3, а иногда
и до 10 м. Скорость подъема груза невелика и колеблет¬
ся от 0,25 до 1,2 м/мин.
Значительно выше скорость подъема у шестеренча¬
тых талей (рис. 28,6), которые имеют зубчатую плане¬
153
тарную передачу. Грузоподъемность шестеренчатых та¬
лей достигает 20 г, а высота подъема может доходить
до 12 м.
При сборке выгодно применять ручные малогабарит¬
ные рычажные шестеренчатые тали, которые можно ис¬
пользовать не только для подъема и опускания, но и
для оодтягивания грузов.
Преимуществом шесте¬
ренчатой рычажной тали
является «возможность
точного перемещения гру¬
за.
Рис. 28. Тали ручные:
с червячной передачей; б — шесте¬
ренчатые.
Рис. 29. Кошки с ручным приво¬
дом:
а — без механизма передвижения; б — с
механизмом передвижения» соединенным
с червячным подъемным механизмом.
Тали обоих видов подвешиваются своим верхним
крюком к балке над местом сборки или к специальной
тележке, позволяющей передвигать тали и увеличивать
зону обслуживания. Тали с ручным приводом приме¬
няются главным образом для подъема и перемещения
грузов на небольшие расстояния и выполнения вспомо¬
гательных операций при монтажных работах.
Кошки с ручным приводом применяют для подвеши¬
вания талей и перемещения грузов по монорельсу.
Кошки с ручным
приводом без меха¬
низма передвижения
(рис. 29, а) предназна¬
чены для горизонталь¬
ного перемещения по
подвесному однорель¬
совому пути на неболь¬
шие расстояния грузов
весом до 1 т, а с меха¬
низмом передвиже¬
ния — до 5 т. Груз под¬
вешивается к кошке на
ручных талях. На
рис. 29, б показана кош¬
ка ручная 1 с механиз¬
мом передвижения 3,
соединенная с червячным подъемным механизмом 4.
Кошки этого типа служат для подъема и перемещения
грузов по горизонтальному однорельсовому пути двутав¬
рового сечения 2 и для ручных однобалочных кранов.
Электроталь (тельфер) представляет собой таль
с электроприводом 1 (рис. 30), связанную с тележкой 2,
которая снабжена ручным или электрическим механиз¬
мом передвижения. Тельферы применяются как для вер¬
тикального подъема и спуска грузов, так и для горизон¬
тального их перемещения вдоль монорельсового пути.
Грузозахватные приспособления (средства) приме¬
няются для захвата и удержания поднимаемых и пере¬
мещаемых (транспортируемых) грузов. Они могут быть
универсального и специального назначения.
Универсальные грузозахватные приспособления —
крюки, кольца, серьги, траверсы и стропы — применя¬
ются для грузов различной конфигурации.
159
Рис. 30. Электроталь (тельфер).
Крюки в захватных приспособлениях выполняются
различной конфигурации.
Для нагрузок до 250 кг используют крюки, откован¬
ные из круглого пруткового материала, или крюки пря¬
моугольного сечения (рис. 31,а,б). Для более тяжелых
грузов применяются цельнокованые однорогие и дву¬
рогие крюки (рис. 31,в,г): однорогие — для грузов ве¬
сом до 50 т, двурогие — до 100 г. Во избежание само¬
произвольного срыва каната с крюка грузозахватного
приспособления крюки рекомендуется оборудовать
специальными предохранительными устройствами
(рис. 31, б, (5).
Рис. 31. Крюки:
из круглого пруткового материала; б — прямоугольного сечения;
- однорогий; г — двурогий; д — с предохранительным, устройством.
Кольца, серьги и траверсы служат для соеди¬
нения отдельных элементов грузозахватных приспособле¬
ний, а также для навески последних на крюки подъем¬
ных механизмов. Наиболее широко распространены
кольца овальной, круглой и треугольной формы. Для
подъема и перемещения тяжелых грузов и особенно
длинных изделий часто пользуются так называемыми
траверсами (рис. 32,а).
Стропы. Стропом называют приспособление, служа¬
щее для обвязки, крепления и подвешивания груза к
крюку грузоподъемного механизма. Стропы изготов¬
ляются из пеньковых и стальных канатов и цепей, а так¬
же из капрона. Широко применяются стропы двух типов:
универсальные и облегченные.
Универсальные стропы бывают кольцевые и-одинар¬
ные с петлями. Кольцевой строп имеет форму замкнутой
петли из каната или цепи (рис. 32,6). Одинарные Kafiaff-
156
ные стропы изготовляются с двумя петлями по кон¬
цам (рис. 32, в, г).
Облегченный строп выполняют из отрезков цепей или
канатов, имеющих на концах крюки, кольца или дру¬
гие элементы, служащие для подвешивания груза
(рис. 32, д).
Рис. 32. Траверсы (а):
1 — кольцо; 2 — серьга; 3 — траверса;
стропы:
б — кольцевой; в и г — одинарные; д — облегченный.
Струбцины горизонтальные представляют собой ско¬
бы с зажимными винтами. Грузозахватные струбцины
имеют отверстия для соединительного кольца или кана¬
та стропа. Опорные поверхности струбцин без специаль¬
ных выступов и отгибов должны иметь рифление или
ребристую наплавку сплавом сормайт.
157
Форма струбцин зависит от их назначения. Обык¬
новенные универсальные струбцины (рис. 33, а, б, в)
предназначены для захвата изделий в горизонтальном по¬
ложении. Специальные конструкции струбцин со штиф¬
тами (рис. 33, г, 5) предназначены для захвата деталей
с фланцами в любых положениях, а струбцины, имею¬
щие специальные отгибы—носики (рис. 3, е), для за¬
хвата деталей типа шкивов, шестерен, крышек и пр.
Рис. 33. Струбцины грузозахватные:
а, б ив — универсальные; г, д и е — специальные.
Рымы — это грузовые винты с кольцами, ввертывае¬
мые в детали машин и предназначаемые для подъема их
при сборке и монтаже. Стандартные рымы ставятся
непосредственно на корпусах электродвигателей, редук¬
торов и других машин (рис. 34,а). При использовании
различных переходников с наружной и внутренней резь¬
бами (рис. 34,6) или с фланцем (рис. 34, в) рымы при¬
меняют для подъема разнообразных по конфигурации
изделий.
Штыри грузовые и клещи, как вспомогательные гру¬
зозахватные средства, широко используются в слесарно¬
сборочных цехах при подъеме и перемещении деталей
машин. Как показывает опыт, строповка деталей с при¬
менением штырей обходится дешевле строповки други¬
ми, более сложными грузозахватными средствами.
158
На рис. 35, а, б, в показаны примеры правильного
положения грузовых штырей в поднимаемых деталях.
Клещи состоят из двух изогнутых рычагов, соединен¬
ных шарнирно. В зависимости от формы и веса грузов
Рис. 34. Рымы:
а - стандартный; б — с переходником; в — с фланцем.
существует большое разнообразие конструкций клещей.
Клещи обычного типа удерживают груз острыми цент¬
рами, врезающимися в его тело (рис. 35, г). Захватные
части клещей, предназначенных для подъема деталей
159
Рис. 35. Штыри грузовые (а, б, в); клещи (г, д, е).
круглого сечеяия, должны быть вогнуты и снабжены
специальными пластинками, учитывающими продольный
перекос груза (рис. 35л?). Очень просты по конструк¬
ции и надежны в эксплуатации клещи, употребляемые
для захвата деталей за буртики, выточки и отверстия
(рис. 35, е).
Домкраты. Домкратами называют переносные гру¬
зоподъемные механизмы, предназначенные для подъема
груза на небольшую высоту.
По своим конструктивным особенностям они разде¬
ляются на реечные, винтовые, гидравлические и др.
Реечные домкраты обычно имеют грузоподъемность
не более 20 г. Подъем груза в них производится выдви¬
ганием рейки 1 (рис. 36, а) из корпуса 3 домкрата.
Перемещение рейки осуществляется от шестерни, сце¬
пленной с рейкой и приводимой во вращение рукоят¬
кой 5 непосредственно или через промежуточные зубча¬
тые передачи 2 (при большой грузоподъемности дом¬
крата). На верхнем конце рейки закрепляется вращаю¬
щаяся головка 4, на которую и опирается поднимаемый
груз. В нижней части рейка имеет лапу 6 для подъема
низко расположенных грузов. Грузоподъемность на лапе
обычно равна половине основной грузоподъемности дом¬
крата.
Подъем груза в реечных домкратах производится
вручную. Чтобы не допустить самоопускания рейки и
удержать груз в поднятом положении, имеется храповой
механизм, состоящий из собачки 7 и храпового колеса 8
(рис. 36,6), насаженного на вал рукоятки. При подъеме
груза собачка свободно проскакивает по зубьям хра¬
пового колеса. Но как только рукоятку опускают,
собачка упирается в зуб храповика и удерживает
рейку.
Реечные домкраты применяются в тех случаях, когда
вес поднимаемого груза невелик, не требуется высокая
точность подъема, а скорость его должна быть доста¬
точно большой.
Винтовые домкраты имеют самое широкое распрост¬
ранение. Они просты по кострукции и надежны в рабо¬
те, так кяк обладают свойством самоторможения, т. е.
поднимаемый груз не может опускаться самопроизволь¬
но при опущенной рукоятке. Винтовые домкраты удобны
для применения в узких и тесных местах и обеспечивают
160
высокую точность установки поднимаемого груза по вы¬
соте.
Для увеличения высоты подъема некоторые винто¬
вые домкраты снабжаются специальным телескопическим
Рис. 36. Домкраты:
а — реечный; 6 — храповой механизм; в — винтовой; г — гидрав¬
лический.
винтом. Телескопический винт состоит из двух винтов,
один из которых (малый 1) ввинчен в другой 3
(рис. 36,в), ввернутый в гайку 2 домкрата. При подъ¬
еме груза сначала из большого вывинчивается малый
винт, а затем большой вместе с вывернутым малым вы¬
винчивается из гайки. Высота подъема увеличивается
11 H. H. Кропивницкий
161
почти в 2 раза по сравнению с обычным винтовым дом¬
кратом.
Грузоподъемность винтовых домкратов от 2 до 50 г,
высота подъема от 150 до 400 мм.
Гидравлические домкраты предназначаются для
подъема и опускания деталей и механизмов на неболь¬
шую высоту.
Они выпускаются как со встроенными ручными плун¬
жерными насосами, так и с отдельно расположенными
насосами для группы одновременно работающих дом¬
кратов. Гидравлический домкрат с встроенным насосом
■состоит из цилиндра 1 (рис. 36, г) с поршнем и ручного
плунжерного насоса 5, соединенного с цилиндрами. Коле¬
бательным движением рукоятки 4 плунжеру насоса со¬
общается возвратно-поступательное движение, в резуль¬
тате чего рабочая жидкость (глицерин) "нагнетается в
цилиндр домкрата под поршень, поднимая его вместе
с грузом. Если груз необходимо выдержать* в течение
длительного времени на заданной высоте, то предохра¬
нительную гайку 2 на поршне свинчивают вниз до упора
в корпус домкрата. Для опускания груза ее свинчивают
кверху и затем снимают давление в цилиндре домкрата,
для чего следует открыть кран 3.
Грузоподъемность гидравлических домкратов дости¬
гает 300 и даже 500 т. Небольшие габариты, большая
грузоподъемность и простота обслуживания делают их
незаменимыми при монтаже тяжелых изделий. Однако
ввиду сравнительно невысокой скорости подъема (8—
10 мм/мин) применение их для деталей или узлов весом
менее 10 т нецелесообразно.
Более подробно описание и конструкции подъемно¬
транспортного оборудования и вспомогательных уст¬
ройств рассмотрены в специальной литературе.
33. РАБОЧИЙ И КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ
ИНСТРУМЕНТ
При выполнении слесарных и сборочных работ поль¬
зуются разнообразными инструментами и приспособле¬
ниями. Одной группой инструментов слесарь пользуется
весьма часто. Этот инструмент он получает из инстру¬
ментальной кладовой в постоянное пользование. Другая
группа инструментов, приспособлений и приборов, при¬
162
меняемых сравнительно редко, может находиться в об¬
щем пользовании на слесарно-сборочном участке или
браться слесарем из кладовой на время выполнения им
полученного задания. Рабочий инструмент слесаря под¬
разделяется на ручной и механизированный.
Ручные инструменты. Типовой набор ручного инстру¬
мента делится на:
а) режущие инструменты — зубила, крейцмейсель,
набор нлпильников, ножовка, шаберы, спиральные свер¬
ла, цилиндрические и конические развертки, круглые
плашки, метчики, абразивные инструменты (бруски и
пасты) м др;
б) вспомогательные инструменты — слесарный и рих¬
товальный молотки, керн, чертилка, разметочный цир¬
куль, плашкодержатель, вороток и т. п.;
в) слесарно-сборочные инструменты — отвертки, га¬
ечные ключи, бородок, плоскогубцы, ручные тиски и др.;
г) измерительные и проверочные инструменты —
масштабная линейка, рулетка, кронциркуль, нутромер,
штангенциркуль, микрометр, угольники и малки, угло¬
меры, поверочные линейки и т. п.
Слесарь постоянно должен иметь на своем рабочем
месте: молотки с круглым и квадратным бойками, зуби¬
ла, крейцмейсели, ножницы, кусачки, бородки, напиль¬
ники, отвертки, гаечные ключи, ножовки, ручные тиски
и др.
Молотки слесарные являются наиболее распростра¬
ненным инструментом. Они служат для нанесения уда¬
ров при рубке, пробивании отверстий, клепке, правке и
пр. В слесарном деле применяют молотки двух типов —
с круглыми и квадратными бойками (рис. 37,а). Молот¬
ки с круглым бойком применяют в тех случаях, когда
требуется значительная сила или меткость удара. Мо¬
лотки с квадратным бойком выбирают для более лег¬
ких работ. Молотки изготовляют из сталей марок 50,
40Х или стали У7, их рабочие части — боек и носок —
подвергают закалке на длину не менее 15 мм с после¬
дующей зачисткой и полировкой.
Вес молотков в зависимости от характера выполняе¬
мых работ бывает 50, 100, 200 и 300 г для выполнения
инструментальных работ, 400, 500 и 600 г — для слесар¬
ных работ и 800, 1000 г — для ремонтных работ.
Зубило применяется для разрубания на части металла
11*
163
различного профиля, удаления припуска с поверхности
заготовки, срубания приливов и литников на литых
заготовках, срубания заклепок при ремонте заклепочных
соединений и т. п.
Зубило состоит из трех частей — рабочей, средней и
ударной (рис. 37,6). Рабочая часть зубила имеет форму
клина, углы заточки кото¬
рого изменяются в зави¬
симости от обрабатывае¬
мого материала. Средней
части слесарного зубила
придается овальное или
многограшюе сечение без
острых ребер на боковых
гранях, чтобы не пора¬
нить руки, головке (удар¬
ной части) зубила при¬
дается форма усеченного
конуса.
Материалом для изго¬
товления слесарных зу¬
бил служит углеродистая
инструментальная сталь
У7А и У8А. Рабочая часть
зубила закаливается на
длине 15—30 мм, а удар¬
ная — 10—20 мм.
Крейцмейсель — ин¬
струмент, подобный зуби¬
лу, но с более узкой ре¬
жущей кромкой, приме¬
няется для вырубания уз¬
ких каналов и пазов
(рис. 37,в). Для выруба¬
ния канавок во вклады¬
шах подшипников и других подобных работ применяют
нестандартизированные канавочные крейцмейсели
(рис. 37, г) с остроконечными и полукруглыми кромка¬
ми. Изготовляют крейцмейсели из углеродистой инстру¬
ментальной стали маряи У7А или У8А и закаливают, как
зубило.
Бородок применяется для пробивания отверстий в
тонкой листовой стали для «натяжки» просверленных ат-
Рис. 37. Набор основного
ударного инструмента слеса¬
ря:
а - молоток; 6 — зубило; в - крейц¬
мейсель; г — канавочник; д—бородок.
164
верстий под заклепки, т. е. для установки одного от¬
верстия против другого в соединяемых деталях, для вы¬
бивания забракованных заклепок, штифтов и т. п. Сле¬
сарные бородки (рис. 37, д) изготовляют из стали мар¬
ки У7А или У8А. Рабочая часть бородка закаливается
на всю длину конуса.
Напильники представляют собой режущий инстру¬
мент в виде стальных закаленных брусков различного
профиля с насечкой на их поверхности параллельных
зубьев под определенным углом к оси инструмента. Ма¬
териалом для изготовления напильников служит угле¬
родистая инструментальная сталь марок У13 и У13А, а
также хромистая шарикоподшипниковая сталь ШХ15.
Напильники имеют различные формы поперечного
сечения: плоские, квадратные, трехгранные, круглые
и пр. В зависимости от характера выполняемой работы
применяют напильники разной длины, а также с различ¬
ным числом насечек, приходящимся на 1 пог. см рабо¬
чей части (драчевые, личные и бархатные).
Имеются три типа ручных^ напильников: обыкновен¬
ные, надфили и рашнпли. Обыкновенные напильники
(рис. 38, а) делают из углеродистой инструментальной
стали марок У13 и У13А. Надфили—это те же напиль¬
ники, но меньших размеров с насечкой только на поло¬
вину или три четверти своей длины. Гладкая часть
надфиля служит рукояткой. Надфили изготовляются из
стали У12 и У12А. Они применяются для обработки ма¬
лых поверхностей и доводки деталей небольших разме¬
ров.
Рашпили отличаются от напильников и надфилей
конструкцией насечки. Они применяются для грубой об¬
работки мягких металлов — цинка, свинца и т. п., а
также для опиливания дерева, кости, рога.
Шаберы (рис. 38,6) представляют собой стальные
полосы или стержни определенной длины с тщательно
заточенными рабочими гранями (концами). По конст¬
рукции шаберы разделяются на цельные и составные,
по форме рабочей части — на плоские, трехгранные и
фасонные, а по числу режущих граней — на односторон¬
ние, имеющие обычно деревянные рукоятки, и двусто¬
ронние беа рукояток.
Кроме цельных шаберой в последнее время приме¬
няют и составные, состоящие из державки и вставных
165
Рис. 38. Напильники (а) и шаберы (б).
Рис. 39. Отвертка (а) и гаечные ключи: дву¬
сторонний (б), торцовый (в), разводной (г).
пластин. Режущими лезвиями таких шаберов могут слу¬
жить пластинки инструментальной стали, твердого спла¬
ва и отходы быстрорежущей стали. Шаберы не стандар¬
тизированы. Они изготовляются из инструментальной
углеродистой стали У10А и У12А с последующей закал¬
кой.
Отвертки (рис. 39, а) применяются для завинчивания
и отвинчивания винтов и шурупов, имеющих прорезь
(шлиц) на головке. Они подразделяются на цельноме¬
таллические с деревянными щечками, проволочные, ко-
ловоротные, специальные и механизированные. Отвертка
состоит из трех частей: рабочей части (лопатки), стер¬
жня и ручки. Выбирают отвертку по ширине рабочей
части, которая зависит от размера шлица в головке
шурупа или винта.
Ключи гаечные являются необходимым инструментом
при сборке и разборке болтовых соединений. Головки
ключей стандартизированы и имеют определенный раз¬
мер, который указывается на рукоятке ключа.
Размеры зева (захвата) делаются с таким расчетом,
чтобы зазор между гранями гайки или головки болта и
гранями зева был от 0^1 до 0,3 мм.
Гаечные ключи разделяют на простые одноразмер¬
ные, универсальные (разводные) и ключи специального
назначения.
Простые одноразмерные ключи бывают плоские од¬
носторонние и плоские двусторонние (рис. 39,6); на¬
кладные глухие; для круглых гаек; торцовые изогнутые
и прямые. Торцовые ключи прямые и изогнутые (рис.
39, в) применяются в тех случаях, когда гайку невоз¬
можно завинтить обычным ключом.
Простыми одноразмерными ключами можно завин¬
чивать гайки только одного размера и одной формы.
Раздвижные (разводные) ключи (рис. 39, г) отличаются
от простых ключей тем, что они могут применяться для
отвинчивания или завинчивания гаек различных-разме¬
ров. Они имеют размеры зева от 19 до 50 мм при раз¬
личных длинах рукояток. Специальные ключи носят на¬
звание по роду применения, например ключ под вентиль,
ключ к гайке муфты и т. д., а также для работы в труд¬
нодоступных местах.
Ножовка ручная обычно применяется для разрезания
металла, а также для прорезания пазов и шлицов в
167
головках винтов, обрезки заготовок по контуру и т. п.
Ножовочные станки бывают цельными и раздвижными.
Последние имеют то преимущество, что в них можно
крепить ножовочные полотна различной длины.
* * *
Использование рассмотренного выше ручного инст¬
румента связано с трудоемкой и малопроизводительной
работой, тем не менее до сих пор еще многие слесари
применяют только ручной инструмент, в то время как
значительная доля слесарных работ может быть меха¬
низирована путем использования различных стационар¬
ных и переносных машин, а также электрических и
пневматических инструментов. Применение таких инст¬
рументов позволяет значительно повысить производи¬
тельность труда. Так, например, завертывание болтов и
гаек при помощи механизированного гайковерта произ¬
водится в 4—10 раз быстрее, чем вручную обычным
гаечным ключом; зачистка поверхностей с помощью пе¬
реносных шлифовальных машинок осуществляется в
5—20 раз быстрее, а шабрение механизированным ша¬
бером в 2—3 раза быстрее, чем при ручных операциях
шабрения.
Под механизацией слесарных работ следует пони¬
мать усовершенствование ручного труда путем примене¬
ния различных приспособлений и механизированного ин¬
струмента, значительно облегчающих труд, повышающих
качество продукции и снижающих ее себестоимость.
Механизированные ручные инструменты. Эти инст¬
рументы можно разделить по видам операций, для вы¬
полнения которых они предназначены, — на инструмен¬
ты для рубки и разрезания металлов, опиливания, шли¬
фования и зачистки деталей, обработки отверстий, на¬
резания резьбы, шабрения и притирки, для сборки резь¬
бовых соединений и т. п.
В зависимости от типа двигателя различают инст¬
рументы электрифицированные, питаемые электрическим
током, и пневматические, действующие от сжатого воз¬
духа.
Механизированный ручной инструмент подразделяют
также по характеру движения рабочего органа — щпин-
168
деля — на инструмент с вращательным и с возвратно¬
поступательным движением рабочего органа.
Среди механизированных инструментов электрическо¬
го действия наибольшее применение находят: электро¬
гайковерты, электрошпильковерты, электродрели, шли¬
фовальные и полировальные машины, электронапиль¬
ники, резьбонарезатели; к инструментам пневматическо¬
го действия относятся: гайковерты, механические от¬
вертки, молотки, сверлильные машинки и др.
Рис. 40. Конструктивные формы механизированного
инструмента:
д-с нагрудником; 0-с рукояткой; e-пистолетного типа; г-угловой.
В зависимости от конструкции корпуса различают
ручной механизированный инструмент с нагрудником, с
рукояткой, пистолетного типа и угловой (рис. 40).
Устройство и действие различных видов механизи¬
рованных инструментов рассматриваются при описании
слесарных операций, в которых они применяются.
Контрольно-измерительные инструменты. Правиль¬
ность заданных чертежом размеров и формы деталей п
процессе их изготовления проверяют штриховым (шкаль¬
ным) измерительным инструментом, а также поверочны¬
ми линейками, плитами и пр.
Поэтому кроме типового набора рабочего инструмен¬
та слесарь должен иметь необходимые (ходовые) конт¬
рольно-измерительные инструменты. К ним относятся:
масштабная линейка, рулетка, кронциркуль и нутромер,
штангенциркуль, угольник, малка, транспортир, угломер,
поверочная линейка и т. п.
169
Масштабная линейка имеет штрихи-деления, распо¬
ложенные друг от друга на расстоянии 1 мм, 0,5 мм и
иногда 0,25 мм. Эти деления и составляют измеритель¬
ную шкалу линейки. Для удобства отсчета размеров
каждое полусантиметровое деление шкалы отмечается
удлиненным штрихом, а каждое сантиметровое — еще
более удлиненным штрихом, над которым проставляет¬
ся цифра, указывающая число сантиметров от начала
шкалы. Масштабной линейкой производят измерения
наружных и внутренних размеров и расстояний с точ-
Рис. 41. Масштабные металлические линейки и приемы измере-
' ния ими:
С и б - от нулевого штриха линейки; в — цилиндрических поверхностей и отвер¬
стий; г — при повреждении нулевого штриха линейки.
ностью до 0,5 мм, а при наличии опыта — и до 0,25 мм.
Масштабные линейки изготовляют жесткими или упру¬
гими с длиной шкалы 150, 300, 500 и 1000 мм, шириной
10—25 мм и толщиной 0,3—1,5 мм из углеродистой ин¬
струментальной стали марок У7 или У8.
Приемы измерения масштабной линейкой показаны
на рис. 41.
Рулетка представляет собой стальную ленту, на по¬
верхности которой нанесена шкала с ценой деления
1 мм (рис. 42). Лента заключена в футляр и втягивается
в него либо пружиной (самосвертывающиеся рулетки),
либо вращением рукоятки (простые рулетки), либо
вдвигается вручную (желобчцтые рулетки). Самосвер¬
тывающиеся и желобчатые рулетки изготовляются с
170
длиной шкалы 1 и 2 м, а простые — с длиной шкалы %
5, 10, 20, 30 и 50 м.
Рулетки применяются для измерения линейных раз¬
меров: длины, ширины, высоты деталей и расстояний
между их отдельными частями, а также длин дуг, ок¬
ружностей и кривых. Измеряя окружность цилиндра,
вокруг него плотно обертывают стальную ленту рулетки.
При этом деление шкалы, совпадающее с нулевым деле¬
нием, указывает нам длину измеряемой окружности.
Такими приемами пользуются обычно при необходимо¬
сти определить длину развертки или диаметр большого
цилиндра, если непосредственное измерение е'го затруд¬
нено.
Для переноса размеров на масштабную линейку и
контроля размеров деталей в процессе их изготовления
пользуются кронциркулем и нутромером.
Кронциркуль и нутромер служат для измерения ли¬
нейных размеров. Наружные размеры измеряются крон¬
циркулем (рис. 43, а, б), внутренние — нутромером
(рис. 43,в). Различие между кронциркулем и нутроме¬
ром состоит только в форме их ножек.
При контроле детали этими инструментами послед¬
ние устанавливаются на размер по линейке, а затем по
ним подгоняется размер изготовляемого изделия.
Преимущество пружинных кронциркуля и нутромера
состоит в том, что их ножки разводят с помощью уста¬
Рис. 42. Рулетки:
а — кнопочная самосвертывающаяся; б — простая; в — Же¬
лобчатая, выдвигаемая вручную.
171
новочного винта 2 и гайки 1 (рис. 43,в), при этом рас¬
твор ножек не сбивается в случае неосторожного уда¬
ра. Погрешность измерения деталей с помощью крон¬
циркуля и нутромера примерно равна ±0,5 мм.
Штангенинструменты применяются для линейных из¬
мерений, не требующих особо высокой точности. К штан-
Рис. 43. Кронциркуль и нутромеры:
а — установка кронциркуля it а размер, б — определение раз¬
мера, снятого кронциркулем по измерительной линейке;
в — установка нутромера (простого и пружинного) на размер;
г — прием измерения диаметра отверстия нутромером.
генинструментам относятся: штангенциркуль, штанген-
глубомер, штангенрейсмасс.
Основой штангенинструмента является линейка —
штанга с нанесенными на ней делениями — основная
шкала. По .штанге движется рамка с вырезом, на на¬
клонной грани которой нанесена нониусная шкала.
Штангенциркуль применяется для измерений наруж¬
ных и внутренних размеров гладких изделий (рис. 44).
Он состоит из штанги 8, двух пар губок — неподвижных
2, 3 и подвижных 4, 1, изготовленных заодно с рамкой 6,
172
скользящей по штанге, и с помощью винта 5 может за¬
крепляться в требуемом положении. Нижние губки 1 и
2 служат для наружного измерения деталей, а верхние
3 и 4 — для внутренних измерений. Глубиномер 7 соеди¬
нен с подвижной рамкой 6, передвигается по пазу
штанги 8, служит для измерения глубины детали. Для
отсчета долей миллиметра служит нониус 9, помещен¬
ный в вырезе рамки 6 штангенциркуля. Нониус имеет
десять равных делений на длине 9 мм (рис. 44), т. е.
каждое деление нониуса меньше деления масштаба на
0,1 мм. При измерении детали штангенциркулем отсчи¬
тывают по шкале сначала целое число миллиметров н*
штанге, отысцивая его под первым штрихом нониуса,
а десятые доли Миллиметра определяют с помощью но¬
ниуса, выясняя, какое деление его совпадает с делением
на штанге. Порядковое число этого деления показывает
десятые доли миллиметра, которые прибавляют к цело¬
му числу миллиметров (рис. 44). Кроме нониусов с ве¬
личиной отсчета 0,1 мм применяются нониусы на 0,05 и
0,02 мм.
На нониусе штангенциркуля с точностью измерения
0,05 мм (рис. 45, а) нанесено 20 делений на’длине 19 мм.
Каждое деление нониуса равно 19:20=0,95 мм, т. е.
короче деления основной шкалы на 1—0,95=0,05 мм
(рис. 45, б). В растянутом нониусе его шкала будет
равна 39 делениям основной шкалы (рис. 45, в).
Нониус с величиной отсчета 0,02 мм имеет 50 деле¬
ний на длине 49 мм. В этом случае каждое деление но¬
ниуса равно 49:50=0,98 мм, т. е. короче деления ос¬
новной шкалы на 1 — 0,98=0,02 мм.
Величина отсчета по нониусу 0,1; 0,05 или 0,02 мм
указана на рамке штангенинструмент.а.
Штангенглубомер служит для измерения глубины
несквозных отверстий, выточек, канавок, пазов, уступов
и т. п. (рис. 46,а).
Штангенглубомер состоит из рамки 2 с основанием 3,
которая перемещается по штанге 6. Измерительными
поверхностями штангенглубомера служат плоскость ос¬
нования 3 и торец штанги 6. На штанге нанесены мил¬
лиметровые деления; рамка 2 имеет прорезь, в которой
расположен нониус 5. Так же как и штангенциркуль,
штангенглубомер снабжен винтом 4 для. закрепления
рамки и устройством 1 для микрометрической подачи.
173
Рис. 44. Штангенциркуль с точностью отсчета 0,1 мм.
Рис. 45. Нониусы с точностью отсчета 0,05 мм:
а - штангенциркуль с точностью отсчета 0,05 мм\ б - шкала нониуса
равна 19 делениям основной шкалы; в - шкала нониуса равна 39 деле¬
ниям основной шкалы.
Штангенглубомеры изготовляются с величиной от¬
счета по нониусу 0,1; 0,05; 0,02 мм и с пределами изме¬
рения от 0 до 500 мм. Способ измерения штангенглубо-
мером показан на рис. 46,6.
Правила отсчета показаний по нониусу те же, что
были приведены для штангенциркуля.
Рис. 46. Штангенглубомер (а)
и способ измерения им (<5).
Штангенрейсмасс предназначен для разметки и из¬
мерения высоты изделий до 1000 мм (рис. 47). Измере¬
ние и разметка деталей производятся на разметочных
плитах. Штангенрейсмасс имеет массивное основание 1,
на котором закреплена штанга 5. По штанге переме¬
щается рамка 2 с нониусом 6, закрепляемая винтом 3,
и рамка 4 микрометрической подачи. К рамке 2 хому¬
тиком 7 крепится сменная измерительная ножка 8. Од¬
ной из измерительных поверхностей служит плоскость
175
разметочной плиты, на которую устанавливается штан-
генрейсмасс, а другой — измерительная поверхность
сменной ножки. К штангенрейсмассу обычно прилагается
пять сменных ножек: одна острозаточенная 9 для раз¬
метки; одна с двумя измерительными поверхностями 8
(рис. 47) и три ножки —
шпильки для измерения вы¬
сот и глубин.
Штангенрейсмассы изго¬
товляются с величиной от¬
счета по нониусу 0,1; 0,05 и
0,02 мм и с верхним преде¬
лом измерения до 1000 мм.
При разметке подвижную
ножку устанавливают на не¬
обходимую высоту, а затем
при передвижении по плите
штангенрейсмасса вдоль из¬
делия острием разметочной
ножки прочерчивает линию
(рис. 47).
Микрометр предназначен
для измерений наружных
размеров гладких деталей.
Работа микрометра основа¬
на на использовании принци¬
па винтовой пары (гайка —
винт). Основной несущей
деталью микрометра являет¬
ся скоба 1 (рис. 48), с одной стороны которой имеется
неподвижная измерительная пятка 2 (у микрометров с
пределом измерения свыше 300 мм пятка переставная),
а с другой — гайка 5, в которую ввинчивается шпин¬
дель 3\ шпиндель наглухо скреплен с барабаном 6. При
вращении барабана 6 вращается и шпиндель 5, ввин¬
чиваясь или вывинчиваясь из гайки 5. Для постоянства
измерительного давления служит трещотка 7, которая
соединена с барабаном 6 храповичком, отжимаемым пру¬
жиной. Когда шпиндель 3 упрется в измеряемое изделие,
храповичок начнет щелкать, свободно вращаясь, и бара¬
бан 6 со шпинделем 3 остановятся. Вследствие этого из¬
меряемый предмет всегда зажимается с одинаковой
силой.
Рис. 47. Штангенрейсмасс.
176
, Шпиндель 3 имеет резьбу с шагом 0,5 мм, так что за
один оборот шпинделя его конец перемещается на
0,5 мм. По окружности скошенного конца барабана 6
нанесено 50 делений. Таким образом, при повороте ба¬
рабана на одно деление шпиндель перемещается на
0»5 •'go- = 0,01 мм. Целые деления миллиметров и поло*
вины миллиметров отсчитываются по шкале стебля 4,
а десятые и сотые доли — на скосе барабана 6. Так,
например, если при измерении изделия открылось 18 де¬
лений шкалы на стебле 4 и с продольной чертой стебля
совпало пятое деление на скосе барабана 6 (рис. 48),
то измеренный размер равен 18,05 мм. Величина пере¬
мещения микрометрического винта (шпинделя) обычно
не превышает 25 мм, что объясняется трудностью изго¬
товления винтов большой длины с необходимой точно¬
стью.
Микрометры выпускаются с пределами измерения
0—25, 25—50, 50—75 и т. д. до 275—300 мм (через
25 мм) и др.
Угольники применяются для проверки’(или размет¬
ки) прямых углов. Лекальные угольники типов 1, 2 и 4
(рис. 49) отличаются от других угольников тем, что края
длинной стороны их скошены с обеих сторон. При нали¬
чии скосов удается точнее обработать угольник. Таким
угольником удобнее определять отклонения в углах про¬
веряемой детали по методу световой щели (на просвет).
Простые угольники (тип 5) служат для проверки неточ¬
ных деталей. Такие угольники изготовляются из куска
12 H Н Кропивницкий
177
Рис. 48. Микрометр.
стали и имеют обе стороны одинаковой толщины. Уголь¬
ники с широким основанием (аншлажные типов 2 и 6)
отличаются от лекальных и простых угольников тем, что,
короткая сторона их толще длинной. Ими пользуются
для проверки прямоугольности при установке детали на
разметочной плите. Для этой же цели применяются ци¬
линдрические угольники (тип 3).
Согласно ГОСТ 3749-47, угольники изготовляются
четырех классов точности, обозначаемых {в порядке
убывающей точности) 0-й, 1-й, 2-й и 3-й.
Рис. 50. Малки:
а — простая; б — двойная; в - приемы измерения.
Малки служат для сравнения с образцом и переноса
размеров углов, отмеренных по шаблону или транспор¬
тиру, на деталь (или наоборот, с детали на инструмент).
Простая малка состоит из двух линеек, соединенных
шарнирно (рис. 50,а), а двойная малка — из трех ли¬
неек (рис. 50,6). При ослаблении винтов 1 п 2 линейки
малки можно устанавливать под любыми углами (рис.
50,в). При измерении винты вновь закрепляют.
178
Рис. 49. Угольники 90°.
Угольники и малки изготовляют из углеродистой ин¬
струментальной стали У7 или У8 с последующей закал¬
кой.
Для измерения или разметки углов, для настройки
малок или определения величины перенесенных ими
углов пользуются угломерными инструментами с незави¬
симым углом. К таким инструментам относятся транс¬
портиры и угломеры.
Рис. 51. Угломеры:
а — простой; б — универсальный.
Транспортиры, обычно применяются для измерения и
разметки углов на плоскости.
Угломеры бывают простые и универсальные. Простой
угломер состоит из линейки / и транспортира 2
(рис. 51, а). При измерениях угломер накладывают
на деталь так, чтобы линейка 1 и нижний обрез m полки
транспортира 2 совпадали со сторонами измеряемой де¬
тали 3. Величину угла определяют по указателю 4, пере¬
мещающемуся по шкале транспортира вместе с линей¬
кой. Простым угломером можно измерять величину уг¬
лов с точностью 0,5—1°.
Универсальный угломер. Нониус этого угломера уст¬
роен так, что деления его нанесены от нулевого положе¬
ния в обе стороны (вправо и влево).
По сектору 1 (рис. 51, б), на котором нанесена ос¬
новная градусная шкала, перемещается пластинка 4,
на которой закреплен нониус 2. На пластинке 4 с
12*
179
помощью державки 7 крепится угольник 5 с закреплен¬
ной линейкой 6. Линейка 3 жестко прикреплена к секто¬
ру 1. Основная шкала угломера нанесена на дуге 130°,
С помощью универсального угломера системы Семенова
можно измерять наружные углы от 0 до 180°, а также
внутренние углы от 40 до 180°. Путем различных комби¬
наций в установке деталей угломера диапазон измере¬
ний углов можно расширить до 320°. Величина отсчета
по нониусу составляет 2 мин. Углы измеряют совмеще¬
нием подвижной и неподвижной линеек с плоскостями
измеряемого угла.
Индикаторы применяются для измерения отклонений
от заданного размера, при проверке биения, эксцентрич¬
ности и т. п. Основные достоинства индикатора—удоб¬
ство применения, надежность и быстрота измерения. В
машиностроении применяются следующие индикаторы
часового типа: нормальные, малогабаритные и малога¬
баритные торцовые с ценой деления 0,01 мм.
Шкала нормального индикатора разделена на 100
равных частей (рис. 52,а). Действие индикатора осно¬
вано на преобразовании поступательного перемещения
измерительного стержня во вращательное движение
стрелки, осуществляемом с помощью передаточного ме¬
ханизма (рис. 52,6). Передача в механизме устроена
так, что при перемещении измерительного стержня на
0,01 мм стрелка индикатора отклоняется на одно деле¬
ние шкалы. При полном обороте стрелки измерительный
стержень перемещается на 1 мм. У нормальных индика¬
торов кроме большой стрелки имеется маленькая стрел¬
ка со шкалой для отсчета целых миллиметров. Нормаль¬
ные индикаторы изготовляются с пределами измерений
0—5 и 0—10 мм, а малогабаритные с пределами изме¬
рений 0—2 и 0—3 мм.
Индикатор можно применять как для абсолютных,
так и для относительных (сравнительных) измерений.
Абсолютный метод измерения применяется в том случае,
если размер измеряемых деталей не превышает преде¬
лов измерений по шкале. При относительном методе из¬
меряемая деталь сравнивается с установочной мерой
(блоком плоскопараллельных плиток), по которой уста¬
навливается индикатор. Более точным является относи¬
тельный метод измерения. При любом измерении инди¬
катором (абсолютном или относительном) его нужно
180
установить в некоторое начальное положение. Для этого
измерительный наконечник приводят в соприкосновение
с поверхностью установочной меры (или столика). Ин¬
дикатор подводят так, чтобы стрелка его сделала при¬
мерно один оборот. Таким образом, стержню индикато¬
ра дается «натяг» для того, чтобы в процессе измерения
индикатор мог показать как отрицательные, так и поло¬
жительные отклонения от начального положения или
установочной меры. Стрелка индикатора при этом уста¬
навливается против какого-либо деления шкалы. Даль¬
нейшие отсчеты следует вести от этого показания стрел¬
ки, как от начального. Чтобы облегчить отсчеты, обыч¬
но приводят начальное показание к нулю. Установка
181
Рис. 52. Нормальный ин¬
дикатор часового типа
(д); схема передаточного
механизма (б):
1 - корпус; 2 - стопор обод¬
ка; J- циферблат со шкалой;
4 — ободок; 5 — указатель чи¬
сла оборотов стрелки; 6 —
стрелка; 7 - ушко крепления;
8 — гильза; 9 — измеритель¬
ный стержень; 10 — наконеч¬
ник; И — головка измеритель¬
ного стержня; 12 - большие
зубчатые колеса; 13 — малое
зубчатое колесо; 14 - трибка;
15 - шкала; 16 — пружинный
волосок; 17 - возвратная пру¬
жина.
индикатора на нуль осуществляется поворотом цифер¬
блата или стержня.
Индикаторные скобы, или регулируемые скобы, при¬
меняемые для контроля диаметров наружных поверхно¬
стей деталей, имеют то преимущество, что они позво-
Рис. 53. Индикаторная скоба:
1 — корпус; 2 — пятка переставная; 3 — упор; 4 —
пятка подвижная; 5 — индикатор; 6 — рычаг отвода
подвижной пятки.
Рис. 54. Конструктивные формы лекальных линеек (а):
ЛД — двусторонняя; J1T — трехгранная; ЛЧ — четырехгранная;
прием проверки плоскости (б).
ляют компенсировать износ измерительных поверхностей
путем перемещения измерительных пяток 2 и 4 (рис. 53).
Пятка 2 может свободно передвигаться в пределах 50 мм
у скоб малых размеров и 100 мм у скоб больших разме¬
182
ров. Для удобства измерения скоба снабжена упором 3,
который при настройке скобы на размер устанавли¬
вается так, чтобы линия измерения проходила Через ось
проверяемой детали.
Для контроля прямолинейности, плоскостности и вза¬
имного расположения поверхностей деталей машин при¬
меняют поверочные линейки и плиты, уровни и специ¬
альные приборы.
Поверочные линейки разделяются на два основных
типа — лекальные с острыми рабочими кромками и ли¬
нейки с широкими рабочими поверхностями. Они слу¬
жат для поверки плоскостей на прямолинейность. В про¬
цессе обработки плоскостей чаще всего пользуются ле¬
кальными линейками. Они подразделяются на линейки
лекальные с двусторонним скосом, трехгранные и четы¬
рехгранные (рис. 54, а).
Лекальные линейки изготовляются с высокой точно¬
стью и имеют тонкие ребра с радиусом закругления 0,1 —
0,2 мм, благодаря чему можно точно определить откло¬
нение от прямолинейности по способу щели (на про¬
свет). Для этого линейка своим ребром устанавливается
на проверяемую поверхность детали против света (рис.
54,6). Имеющиеся отклонения от прямолинейности
будут при этом заметны между линейкой и поверх¬
ностью детали. При хорошем освещении можно обнару¬
жить отклонение от прямолинейности величиной
до 0,005—0,002 мм. Лекальные линейки изготовляются
длиной от 25 до 300 мм из углеродистой инструмен¬
тальной или легированной стали с последующей закал¬
кой.
Лекальные линейки с широкой рабочей поверхностью
разделяются на четыре типа: ШП — прямоугольного се¬
чения; ШД — двутаврового сечения; ШМ — мостики и
УТ — угловые трехгранные (клинья).
В зависимости от допустимых отклонений от прямо¬
линейности линейки типов ШП и ШД делят на три
класса: 0-й, 1-й и 2-й, а линейки типа ШМ и УТ — на
два класса: 1-й и 2-й. Линейки 0-го и 1-го классов при¬
меняют для контрольных работ высокой точности, а
линейки 2-го класса—для проверки шабруемых поверх¬
ностей, например направляющих станин, столов метал¬
лорежущих станков, монтажных работ нормальной точ¬
ности и др.
183
Проверка прямолинейности и плоскостности линей¬
ками с широкими рабочими поверхностями производится
по линейным отклонениям и по краске (метод пятен).
При проверке по методу линейных отклонений ли¬
нейку укладывают на проверяемую поверхность-на две
мерные плитки одинакового размера. Величину образо¬
вавшегося просвета между линейкой и контролируемой
поверхностью измеряют щупом (рис. 55,а).
Рис. 55. Проверка плоскостности поверочной линей¬
кой:
а - по методу линейных отклонений; б и в — на краску.
При проверке на краску рабочую поверхность линей¬
ки покрывают тонким слоем краски (рис. 55,б,в). Затем
ее накладывают на проверяемую поверхность. Линейке
сообщают продольное перемещение и определяют плос¬
костность по расположению пятен. При хорошей плоско¬
стности пятна краски располагаются равномерно по
всей поверхности. Чем больше пятен на поверхности
квадрата 25X25 мм, тем плоскостность лучше.
Поверочные плиты применяют главным образом для
поверки широких поверхностей по методу пятен на
краску (рис. 56,а,б).
184
Плиты отливают из серого мелкозернистого чугуна.
По точности рабочей поверхности плиты изготовляют
четырех классов: 0-й, 1-й, 2-й и 3-й.
Первые три класса охватывают поверочные плиты, а
четвертый — разметочные.
Для обеспечения высокой степени плоскостности ра¬
бочая поверхность поверочных плит шабрится или точно
шлифуется. Сами плиты проверяют также на краску
(рис. 56,6). К 0-му и 1-му классам относятся плиты, у
которых число пятен в квадрате 25X25 мм не менее 25,
ко 2-му классу — с числом пятен не менее 20, к 3-му
классу — не менее 12.
Рис. 56. Поверочные плиты:
а — рабочая поверхность; б — проверка
плиты на краску.
Поверочные плиты служат не только для контроля
плоскостности. Их широко используют в качестве базы
для различных контрольных операций с применением
универсальных средств измерений (рейсмассов, индика¬
торных стоек и т. д.).
Уровни применяют для проверки горизонтальности и
вертикальности плоскостей, а также для определения
небольших уклонов при установке деталей и узлов ма¬
шин.
Наиболее распространенными являются брусковые
(рис. 57, а) и рамные (рис. 57,6) уровни с ценой деле¬
ния от 0,02 до 0,2 мм. Под ценой деления уровня сле¬
дует понимать наклон его, соответствующий перемеще¬
нию пузырька основной ампулы на одно деление шкалы.
У всех брусковых уровней на нижней стороне корпуса
сделана призматическая выемка, предназначенная для
установки уровня на наружную цилиндрическую поверх¬
ность. У рамных уровней все четыре рабочие стороны
взаимно перпендикулярны, а три из них имеют призма¬
тические выемки (рис. 57,6). Наиболее универсальными
являются рамные уровни, которыми можно проверять
185
правильность не только горизонтальной, но и вертикаль¬
ной плоскости.
С помощью уровней можно проверять также прямо¬
линейность и плоскостность, причем результаты полу¬
чаются не менее точными, чем при использовании для
этой цели линеек и плит.
Калибры — бесшкальные измерительные инструмен¬
ты для проверки определенных размеров обрабатывае¬
мых деталей. Калибры
для проверки валов
имеют форму скобы и
называются скобами.
Калибры для проверки
отверстий называют ка¬
либрами-пробками. Ка¬
либры подразделяются
на круглые и плоские,
а по способу измере¬
ния — на нормальные
и предельные*
Нормальные калиб¬
ры имеют один рабо¬
чий размер, а предель¬
ные— два рабочих раз¬
мера. Проверка разме¬
ров отверстий произво¬
дится пробкой 2
(рис. 58,а), а проверка
наружных диаметров—
кольцом 1 или ско¬
бой 3.
Предельные калибры служат для контроля деталей:
они дают возможность установить, изготовлены ли дета¬
ли в пределах допуска, т. е. в пределах двух установ¬
ленных размеров — наибольшего и наименьшего. В за¬
висимости от проверяемых элементов изделий предель¬
ные калибры подразделяются на калибры для проверки
отверстий; валов; резьб; шлицевых валиков и втулок;
уступов, длин и высот — плоские шаблоны; пространст¬
венные калибры и т. п.
Предельные скобы и пробки с наименьшим предель¬
ным размером называются приемными и обозначаются
«ПР» (проходная), а с наибольший предельным разме¬
186
Рис. 57. Уровни:
а — брусковые; б — рамные.
ром называются браковочными и обозначаются «НЕ»
(непроходная) (рис. 58,б).
При измерении предельными калибрами проходная
сторона скобы должна надеваться на вал, а пробки —
входить в отверстие. Вторая сторона скобы или проб-
Рис. 58. Калибры:
а - нормальные; б — предельные; в - схема проверки предельными
калибрами.
ки — непроходная — не должна надеваться на вал или
входить в отверстие (рис. 58, в).
Щупы применяются для определения величины зазо¬
ра (с точностью до 0,01 мм) между сопрягаемыми дета¬
лями. Комплект щупов по ГОСТ 882-64 состоит из пла¬
стинок от 0,03 до 1 мм и длиной 50, 100 и 200 мм, выпу>
скаемых в виде наборов, собранных в обойму (рис. 59).
187
При измерении подбирают одну или несколько пласЭтин,
суммарная толщина которых равна измеряемому раз¬
меру.
Более подробное описание различных конструкций
измерительного инструмента и техники измерений «сле¬
дует искать в специальной
технической литературе.
34. ЭТАПЫ РАЗВИТИЯ
МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ
СЛЕСАРНО-СБОРОЧНЫХ
РАБОТ
В нашей стране механи¬
зация и автоматизация про¬
изводственных процессов
направлена на облегчение и
улучшение условий работы,
на повышение производи¬
тельности труда.
Ручные операции производственных процессов все
чаще заменяются машинными, появляется больше и
больше автоматов и полуавтоматов, автоматических ли¬
ний, участков и цехов. Только в машиностроительной
промышленности в настоящее время имеются сотни ав¬
томатических линий, которые охватывают весь комплекс
технологических операций — от изготовления заготовок
и обработки их до сборки, контроля и упаковки, напри¬
мер изготовление и сборка шариковых и роликовых под¬
шипников, поршней двигателей автомобилей и т. п.
На многих предприятиях крупносерийного и массово¬
го .производства нашей страны успешно работают авто¬
матические линии, участки, цехи и ведется широким
фронтом подготовка ввода в эксплуатацию целого ряда
новых автоматических линий.
И все же уровень развития механизации и автомати¬
зации еще недостаточен. Например, на машинострои¬
тельных предприятиях затраты ручного труда в^е еще
составляют много рабочего времени, ряд вспомогатель¬
ных операций остается немеханизированным, а трудо¬
емкие погрузочно-разгрузочные работы часто выпол¬
няются без применения каких-лйбо механизмов.
188
Рис. 59. Набор щупов.
"Особенно отсталыми в механизации и автоматизации
машиностроительных предприятий являются работы в
литейных и кузнечно-прессовых цехах, складские опера¬
ции и операции технического контроля, а также слесар¬
но-сборочные работы. Все это отрицательно сказывается
на повышении производительности труда, сдерживает
развитие технического прогресса в промышленности, на
транспорте, в сельском хозяйстве.
Вот почему в пятилетнем плане развития народного
хозяйства на 1966—1970 гг. и в Программе Коммуни¬
стической партии Советского Союза, принятой на XXII
съезде КПСС, комплексной механизации и автоматиза¬
ции придается очень большое значение.
Комплексная механизация сборки машин позволит
почти в 2 раза увеличить их выпуск с тех же производ¬
ственных площадей при значительно меньшей затрате
труда и времени.
В зависимости от уровня механизации, т. е. от сте¬
пени сокращения ручного труда, различают четыре эта¬
па развития механизации и автоматизации сборочного
производства.
Первый этап— частичная механизация, при которой
механизированные средства применяют лишь на отдель¬
ных сборочных операциях, а большая часть работ вы¬
полняется вручную при помощи немеханизированного
инструмента.
Второй этап — комплексная, т. е. полная, механиза¬
ция. В этом случае ручной труд полностью механизиро¬
ван. Все операции, не только сборочные, но и вспомога¬
тельные, выполняются при помощи различных устройств
и механизмов, которыми управляют сборщики.
Третий этап — частичная автоматизация сборочных
работ. Он характеризуется применением не только
средств механизации, но и полуавтоматизации и автома¬
тических станков для сборки различных узлов и техно¬
логических комплектов. При этом в обязанности слеса¬
ря-сборщика входят управление механизмами, наладка
и контроль работы сборочных автоматов.
Четвертый этап — полная или комплексная автомати¬
зация сборочных работ. При полной автоматизации
сборка выполняется при помощи автоматов системы ав¬
томатических машин. В обязанности работающего вхо¬
дят только наблюдение за автоматическими линиями,
189
контроль за их работой, наладка и подналадка автома¬
тов.
Следует отметить, что автоматизация универсальных
и устаревших машин, т. е. их модернизация, позволяет
эффективно использовать их в мелкосерийном и единич¬
ном производстве. Это осуществляется применением ко¬
пировальных приспособлений программного управления
при помощи кулачков, магнитной и перфорированной
ленты, счетно-решающих устройств и т. п.
Глава VII
ОСНОВЫ ТЕХНОЛОГИИ
СЛЕСАРНО-СБОРОЧНЫХ РАБОТ
35. ОСНОВНЫЕ ПОНЯТИЯ О СБОРКЕ И ЕЕ ЭЛЕМЕНТАХ
Сборочные работы являются заключительным этапом
в производственном процессе. Они могут быть выпол¬
нены различными методами и средствами в зависимо¬
сти от масштаба производства. Индивидуальная сборка
машин выполняется по принципу концентрации опера¬
ций с минимальным количеством технологической осна¬
стки слесарями высокой квалификации. С увеличением
масштаба производства от концентрации операций пере¬
ходят к их широкому дифференцированию (расчлене¬
нию).
Серийная сборка машин производится в основном
дифференцированным методом, при этом из общей сбор¬
ки выделяется сборка узлов, сложные операции раз¬
деляются на более простые, за рабочими местами за¬
крепляют отдельные операции, применяется специальная
оснастка и механизация процессов сборки. Такой метод
производства позволяет организовать сборку машин на
поточной линии, а при увеличении масштаба производ¬
ства перейти к сборке на конвейерных линиях. Для луч¬
шей организации сборочных работ процесс сборки раз¬
личных машин подразделяется на сборку комплектов,
подузловую сборку, сборку узлов и общую сборку.
Стадии сборочного процесса. Первичным элементом
машины (например, автомобиля, трактора, станка и
т. п.) является деталь, представляющая собой отдель¬
ную часть машины, изготовленную из одного куска
191
материала, например, болт, шпилька, кронштейн, гайка,
шайба и др.
Комплект представляет собой соединение двух или
нескольких деталей машин в простейшую сборочную
единицу, например вал с пригнанной шпонкой, зубчатое
колесо со стопорным винтом, крышка с шариковым под¬
шипником.
Подузел представляет собой соединение нескольких
деталей с одним или несколькими комплектами, напри¬
мер вал коробки скоростей токарного станка с наса¬
женными на него зубчатыми колесами, втулками, под¬
шипниками и др.
Узел — соединение нескольких деталей, одного или
нескольких комплектов и подузлов, например для то¬
карного станка это коробка скоростей, коробка подач,
фартук, задняя бабка. Характерной особенностью узла
является его технологическая законченность, позволя¬
ющая производить сборку независимо и отдельно от
других элементов станка.
Узлы при сборке станка или машины комплектуют
в сборочные группы.
Группой называется узел или соединение между со¬
бой узлов и деталей, входящих непосредственно в состав
станка или машины. Узел, входящий непосредственно
в группу, называют подгруппой первого порядка; узел,
входящий непосредственно в подгруппу первого поряд¬
ка, называют подгруппой второго порядка и т. д. со
всеми последующими узлами.
Изделием называется объект основного производ¬
ства, продукт конечной его стадии. Изделиями машино¬
строительных заводов являются разнообразные машины
(например, автомобили, тракторы, станки), отдельные
агрегаты машин (автомобильные или тракторные дви¬
гатели, топливные насосы, карбюраторы, электродвига¬
тели и др.) или детали (поршни, поршневые кольца, ме¬
тизы).
36. СПОСОБЫ СОЕДИНЕНИЯ ДЕТАЛЕЙ
И УЗЛОВ МАШИН ПРИ СБОРКЕ
Взаимное соединение деталей при сборке машин и
механизмов определяется степенями свободы их отно¬
сительного перемещения. Соответственно с этим соеди¬
192
нения разделяют на неподвижные и подвижные, которые
в свою очередь подразделяются на разъемные и неразъ¬
емные (рис. 60).
Рис. 60. Виды соединений деталей машин:
а — схема соединений; б — пример подвижных и неподвижных соединений.
К неразъемным соединениям относятся такие, для
разъединения которых необходимо полное или частич-
ное разрушение деталей, входящих в соединение. Не*
подвижные неразъемные соединения получаются свар*
кой, пайкой, клепкой, развальцовыванием, заливкой де¬
талей металлом, склеиванием, а также соединением
13 Н. Н. Кропивннцкий
193
при помощи горячих и прессовых посадок, т. е. посадок
с натягом. В этом случае процесс разборки является
сложным, и в большей части одна или обе соединя¬
ющиеся детали после их разборки оказываются совер¬
шенно непригодными для вторичной сборки.
Подвижные неразъемные соединения — это отдель¬
ные виды подвижных соединений, собираемых с приме¬
нением клепки или развальцовывания.
К разъемным соединениям относятся такие, которые
могут быть разобраны в случае необходимости без осо¬
бых усилий и без повреждения сопрягающихся и соеди*
няющихся деталей. К этой группе относятся резьбовые,,
шпоночные, шлицевые,- конусные соединения, а также
отдельные соединения с неподвижными посадками
(Г, Т, Н, П).
Подвижные разъемные соединения осуществляются
при помощи подвижных посадок по цилиндрическим, ко¬
ническим, сферическим, винтовым и плоским поверхно¬
стям различными способами. Этот вид соединений име¬
ет наибольшее применение.
37. ИСХОДНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Исходными данными для разработки технологиче¬
ского процесса сборки являются: сборочные чертежи из¬
делия и узлов, а также чертежи деталей; технические
условия и нормы точности на приемку и испытание уз¬
лов и изделий; спецификация деталей и нормалей по
узлам и на изделие в целом; годовой выпуск изделий
(производственная программа).
На чертежах сборочных и общих видов, необходимых
для разработки технологических процессов сборки,
должны быть указаны допуски на размеры, определя¬
ющие взаимное расположение деталей, конструктивные
зазоры, а также особые требования, касающиеся сборки
машины. На чертежах должны быть даны все проекций
и разрезы, необходимые для полного понимания и яс¬
ного представления конструкций собираемых узлов и
целой машины. Технологический контроль сборочных
чертежей имеет целью проверить, содержат ли они все
необходимые для процесса сборки сведения, обеспечи¬
вающие правильность сборки соединений.
194
Кроме этих данных необходимо знать техническою
характеристику сборочного участка или цеха, наличие в
нем подъемно-транспортных средств, оборудования, при¬
способлений и т. п.
При разработке технологического процесса сборки
необходимо: произвести разбивку деталей изделия на
сборочные группы и подгруппы и определить метод сбор¬
ки; определить последовательность сборки и расчлене¬
ние его на операции и переходы; произвести нормирова¬
ние сборочных операций; составить технологические
схемы сборки; установить методы и средства техниче¬
ского контроля сборки; разработать задание на про¬
ектирование специального инструмента и приспособле¬
ний; составить комплектовочные ведомости на узлы,
сборочные группы и подгруппы; составить ведомости
специального нормализованного инструмента; разрабо¬
тать графики сборки узлов и общей сборки изделия.
38. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ
Сборочный процесс, как правило, состоит из следу¬
ющих последовательных стадий:
1. Ручная слесарная обработка и подготовка к сбор¬
ке отдельных деталей: зачистка заусенцев, снятие фа¬
сок и др.; применяется преимущественно в единичном и
мелкосерийном производстве; в серийном производстве
применяется в незначительном размере.
2. Узловая сборка — соединение деталей в комплек¬
ты, подузлы, агрегаты (механизмы).
3. Общая сборка — сборка всей машины.
4. Регулирование — установка и выверка правильно¬
сти взаимодействия частей и испытание машины.
Технологическим процессом сборки называется часть
производственного процесса, непосредственно связанная
с последовательным соединением деталей в узлы, а уз¬
лов и деталей — в машины.
Технологический процесс узловой и окончательной
сборки подразделяется на операции, установки, позиции,
переходы и приемы.
Сборочной операцией называется основная часть тех¬
нологического процесса сборки, выполняемая над опре¬
деленным изделием, группой, узлом, подузлом или ком¬
13*
195
плектом на одном рабочем месте одним слесарем-сбор-
щиком или бригадой.
Установкой называется часть сборочной операции,
выполняемая при неизменном положении собираемого
комплекта, узла, группы или изделия (машины).
Позицией называется каждое из различных положе¬
ний собираемого комплекта, подузла или узла как в
сборочном приспособлении, так и без него.
Переход — часть сборочной операции, выполняемая
над определенным соединением одним и тем же инстру¬
ментом.
Для рациональной организации труда трудовые про¬
цессы работающего расчленяют на приемы, т. е. закон¬
ченные частные действия рабочего, имеющие определен¬
ные целые назначения, например: зажать деталь в
тисках, или взять гаечный ключ, или отложить щуп /
и т. п.
Технологический процесс сборки разрабатывается
по чертежам и схемам сборки. Схемы сборки представ¬
ляют собой условное изображение порядка комплекто¬
вания машины и ее узлов при сборке. Они по сравне¬
нию с другими формами записи имеют достоинства —
наглядность и простоту пользования. При наличии схем
слесарь-сборщик ясно представляет, с чего он должен
начать и чем закончить сборку. Схема сборки является
документом, организующим процесс сборки машины
^изделия).
Таким образом, схема сборки дополняет и поясняет
сборочный чертеж. Кроме того, по схеме сборки можно
196
Рис. 61. Узел станины токарного станка.
определить очередность подачи деталей на сборку. На¬
пример, сборку станины токарного станка следует ве¬
сти в такой последовательности: после установки перед¬
ней-# и задней 7 тумб (рис. 61) устанавливают проклад¬
ку 2, лотки правый 8 и левый 3, а затем станину 9, при¬
жимая ее к тумбам болтами 1. После этого ставят коры¬
то в сборе 10, шайбу 6 и закрепляют болтами 11 и гай¬
ками 5. После сборки станины проверяют прямолиней¬
ность ее направляющих согласно ГОСТу.
Технологическая документация процесса сборки. Тех¬
нологический процесс сборки оформляется в виде карт,
которые являются основными расчетными документами.
Применяемые формы карт имеют различный вид,
но содержание их на всех заводах в основном одина¬
ковое.
Для каждой стадии сборки (сборки узлов, сборки
агрегатов или механизмов, общей сборки всей машины)
разрабатывается комплект технологических карт.
В картах сборочных работ для каждой стадии изла¬
гаются все факторы, составляющие технологический
процесс. Карты должны содержать: наименование ’ма¬
шины, годовой выпуск машин, число машин в партии,
наименование и описание операции и перехода для
каждой стадии сборки, указание рабочего места на ко¬
тором производится сборка, указание, какие требуются
приспособления, инструменты, транспортные устройства,
время на выполнение отдельных операций, общее время
сборки на всех рабочих, выполняющих данную опера¬
цию, разряд работы. В ряде случаев в технологических
картах помещают эскизы, иллюстрирующие сборочные
операции, приспособления, способы закрепления троса
или цепи для подъема и поворачивания изделия и т. п.
39. ФОРМЫ ОРГАНИЗАЦИИ И МЕТОДЫ ВЫПОЛНЕНИЯ
СЛЕСАРНО-СБОРОЧНЫХ РАБОТ
В зависимости от вида производства (массовое, се¬
рийное, единичное), трудоемкости процессов сборки и
других факторов формы организации слесарно-сбороч¬
ных работ могут быть различными. Различают две ос¬
новные организационные формы сборки: стационарную
и подвижную.
197
Стационарная сборка. Стационарная сборка может
выполняться двумя способами: 1) без расчленения про¬
цесса сборки на части; 2) с расчленением процесса
сборки на узловую и общую сборку.
При стационарной сборке без расчле¬
нения процесса сборки на части весь сбороч¬
ный процесс выполняется на одном рабочем месте одной
бригадой. Бригада производит полную сборку всей ма¬
шины — с получения деталей до испытания собранной
машины.
Квалификация слесарей-сборщиков при таком спо¬
собе сборки должна быть высокой, так как каждому из
них приходится выполнять разнообразные работы. К не¬
достаткам способа сборки относится слишком большая
продолжительность процесса и потребность в дополни¬
тельных площадях для размещения всех деталей и про¬
ведения подготовительных сборочных работ. Этот спо¬
соб сборки применяют главным образом при единичном
производстве.
При стационарной сборке с расчлене¬
нием процесс сборки машины расчленяется на узловую
и общую сборку. На узловой сборке одновременно не¬
сколькими рабочими или бригадой производится сборка-
узлов. Собранные узлы подаются на общую сборку, где
уже из них отдельной бригадой производится сборка
всей машины. Этот способ дает возможность одновре¬
менно вести сборку нескольких отдельных узлов или ма¬
шин. В результате этого значительно сокращается дли¬
тельность сборки машины (изделия). Кроме того, при
таком способе слесари-сборщики специализируются на
сборке отдельных узлов, в результате повышается про¬
изводительность труда и улучшается качество изготов¬
ляемой продукции.
Рабочие места оснащаются специальными приспо¬
соблениями, применение которых уменьшает трудоем¬
кость сборки. Этот способ сборки применяется в основ¬
ном при серийном производстве. При увеличении вы¬
пуска машин можно еще больше расчленить процесс
сборки, собирая узлы и машины на определенных рабо¬
чих местах, — расчленяют весь процесс узловой и общей
сборки на отдельные сборочные операции. При этом от¬
дельные рабочие или бригады выполняют только одну
какую-нибудь операцию. Выполнив ее на первом сбороч-
198
ном стенде, переходят ко второму, затем к третьему и
т. д. Этот способ сборки носит название стационар¬
ной сборки с передвижными бригадами.
Особое распространение такой способ имеет при сборке
громоздких, тяжелых машин или в том случае, когда
по условиям сборки не допускается перемещение ма¬
шины.
Подвижная сборка. Подвижная сборка может выпол¬
няться также двумя способами: 1) сборка со свободным
перемещением собираемой машины; 2) сборка с прину¬
дительным перемещением собираемой машиньь
Сборка со свободны^ перемещением
собираемой машины заключается в том, что ра¬
бочий, закончив свою операцию, сам, с помощью меха¬
низирующих средств или вручную, перемещает соби¬
раемую машину (изделие) на следующий сборочный
пост. Машины могут также собираться на тележках на
рельсовом пути, на рольгангах и т. п.
Сборка с принудительным передвиже¬
нием собираемой машины заключается в том,
что машина (изделие) в процессе сборки передвигается
при помощи конвейера или тележек, замкнутых ведо¬
мой цепью. Сборка может выполняться как на самом
конвейере, так и возле него. В последнем случае соби¬
раемая машина снимается с движущегося конвейера
для выполнения сборочной операции, а по окончании ее
снова ставится на конвейер, по которому перемещается
к следующему сборочному посту.
Такая организация сборки, при которой относитель¬
ное движение происходит непрерывно, называется по¬
точной.
При сборке с принудительным передвижением соби¬
раемой машины точно выдерживается темп сборки, ра¬
ционально используется рабочее время, повышается дис¬
циплина труда. Скорость передвижения конвейера зави¬
сит от темпа сборки.
Темпом сборки называется промежуток времени
между выпуском двух последовательно изготовленных
машин с последней операции поточной линии. Например,
с конвейера через каждые 10 мин. сходит один автомо¬
биль, следовательно, темп сборки равен 10 мин.
Подвижная сборка типична для массового и серий¬
ного производства.
199
В условиях социалистического производства переход
на подвижную сборку — сборку непрерывным потоком —
одно из основных условий для повышения производи¬
тельности труда.
Для сборки машин требуемой точности детали, вхо¬
дящие в ее состав, необходимо изгбтовить так, чтобы
при их сборке получить посадки, обеспечивающие ма¬
шине (изделию) заданную точность. Опыт показывает,
что получение абсолютно точных размеров при обра¬
ботке Деталей является невозможным. Поэтому, как уже
отмечалось выше, на номинальные размеры деталей
устанавливают допуски. При этом посадки сопрягаемых
деталей должны соответствовать предъявленным к ним
требованиям, обеспечивающим окончательную точность
машины.
Для получения необходимой точности соединения де¬
талей машин пользуются следующими методами: пол¬
ной взаимозаменяемости, неполной (частичной) взаимо¬
заменяемости, групповой взаимозаменяемости, пригон¬
ки, регулировки с помощью подвижного компенсатора,
регулировки с помощью неподвижного компенсатора.
Метод полной взаимозаменяемости. Этот метод сбор¬
ки является наиболее совершенным, так как детали мож¬
но собирать без пригонки, обеспечивая заданную точ¬
ность сборочной единицы. Здесь детали являются
взаимозаменяемыми. Это качество имеет особое значе¬
ние при массовом и крупносерийном производстве, од¬
нако оно может иметь место и в серийном производстве.
Применение взаимозаменяемых деталей удешевляет
сборку, облегчает использование запасных частей. При¬
менение метода полной взаимозаменяемости опреде¬
ляется экономическими соображениями. Точность дета¬
лей не должна быть выше необходимой.
Метод неполной (частичной) взаимозаменяемости
заключается в том, что допуски на размеры деталей
увеличиваются до экономической точности обработки их
на станках. При этом для деталей, выполненных по
крайним пределам допусков, потребуется некоторая при¬
гонка при сборке или замене одной детали другой.
Метод групповой взаимозаменяемости применяется
в тех случаях, когда по условиям работы соединения
требуемый зазор или натяг настолько мал, что допуски
основных размеров деталей, входящих в соединение, тех¬
200
нологически выполнить трудно. В этом случае детали
изготовляют по размерам с расширенными допусками,
а заданная точность соединения обеспечивается соот¬
ветствующим подбором деталей. Подбор деталей позво¬
ляет получить весьма точные соединения. Этот метод
может быть успешно применен, когда детали изготовля¬
ются большими партиями.
Метод пригонки. Если сборку не экономично решать
способом полной или неполной взаимозаменяемости, то
можно применить способ пригонки (изготовление по ме¬
сту). Для этого расширяют допуски н? отдельные раз¬
меры обрабатываемых деталей. Образующаяся при
этом повышенная неточность будет компенсироваться
замыкающим размером детали, которая будет изготов¬
ляться по месту, т. е. пригоняться. Пригонка является
трудоемкой работой, требующей высококвалифициро¬
ванных рабочих. Метод пригонки применяется в усло¬
виях индивидуального производства, а также при вы¬
полнении экспериментальных работ.
Регулировка с помощью неподвижного компенсатора.
Неподвижный компенсатор — это деталь, дополнительно
вводимая в размерную цепь для устранения погрешно¬
сти (размера) замыкающего звена. Компенсирующий
размер при сборке обычно является замыкающйм цепь.
Для правильной работы узла зазор получается за счет
прокладочного кольца 1 (рис. 62, а), являющегося за¬
мыкающим звеном цепи. Толщина кольца пригоняется
с таким расчетом, чтобы были компенсированы ошибки
входящих в цепь размеров и, кроме того, образовался
бы требуемый зазор.
Регулировка с помощью подвижного компенсатора.
Подвижный компенсатор — это деталь, перемещением
которой устраняется погрешность замыкающего звена.
Сущность способа подвижных компенсаторов заклю¬
чается в следующем: расширяют допуски на неточность
изготовления размеров, входящих в размерную цепь,
отчего конечная точность понижается. Для ее восста¬
новления вводится замыкающий цепь подвижный раз¬
мер— компенсатор. При этом цепь приобретает ценное
свойство — восстанавливать автоматически или путем
систематического регулирования точность, потерянную
в процессе эксплуатации. Способ подвижных компенса¬
торов используется в тех случаях, когда взаимозаменя¬
201
емость затруднена в индивидуальном производстве,
при котором можно с успехом применять пригонку.
Подвижный компенсатор в виде втулки 1 (рис. 62, б)
устанавливается в отверстие стенки корпуса и закреп¬
ляется с соблюдением требуемого зазора с помощью
установочного винта. Компенсатор 1 является подвиж¬
ным вследствие того, что в продольном направлении
его можно установить в нужном положении, зафикси¬
ровав затем это положение стопорным винтом. При этом
не требуется пригоночных работ, что и является ценным
свойством подвижных компенсаторов.
Рис. 62. Виды компенсаторов:
а - неподвижный с прокладочным кольцом; б - подвижный в виде втулки.
Широко распространены компенсаторы в виде мер¬
ных втулок и т. п. Чаще других применяются мерные
шайбы и прокладочные кольца, особенно при регули¬
ровке зазоров в конических шестернях, конических ро¬
ликоподшипниках, в подшипниках скольжения и т. д.
Компенсатором может быть не только специальная
деталь, но и одна из основных деталей, подвергаемая
при сборке дополнительной обработке. Это дает воз¬
можность остальные детали соединения ставить на ме¬
сто без пригонки.
40. ПОТОЧНАЯ СБОРКА
Современные методы организации слесарно-сбороч-
ных работ в социалистической промышленности можно
разделить на три основных вида: поточные, серийные,
или групповые, и единичные. Из них наиболее эффек¬
тивные, отвечающие требованиям передовой организа¬
202
ции производства, — поточные методы. Они получили
большое распространение в различных отраслях про¬
мышленности: в машиностроении и металлообработке, в
металлургии, химии, пищевой промышленности и в ряде
других отраслей.
Основная особенность поточной сборки — последо¬
вательное перемещение собираемой машины или при¬
бора (изделия) от одного рабочего места (сборочного
поста) к другому.
Поточные методы работы обладают характерными
чертами передовой организации производства: специали¬
зацией цехов, участков и рабочих мест, незначительной
номенклатурой продукции, параллельным выполнением
операций, пропорциональностью мощностей, ритмич¬
ностью и непрерывностью. Основное звено поточного
производства — поточная линия. Она представляет собой
совокупность рабочих мест, расположенных в последо¬
вательности технологического процесса и предназна¬
ченных для выполнения закрепленных за ними опера¬
ций.
Поточные линии весьма разнообразны и делятся на
несколько групп: 1) по номенклатуре изготовляемых из¬
делий; 2) по степени непрерывности процесса; 3) по
охвату производства. В частности, по охвату производ¬
ства все поточные линии подразделяются на участковые,
цеховые и сквозные заводские. Наиболее часто встре¬
чаются участковые поточные линии, охватывающие про¬
цесс изготовления отдельных частей и деталей изделий
на производственном участке.
Сборочные конвейеры это обычно цеховые линии,,
Они охватывают процесс производства по цеху в целом.
При наличии межцехового конвейера или безостановоч¬
ного межцехового перемещения изготовляемой продук¬
ции другими транспортными средствами поток пред¬
приятия получает сквозной характер.
При серийном изготовлении громоздких тяжелых ма¬
шин, перемещение которых от одного рабочего места к
другому недопустимо или сопряжено с большими труд¬
ностями и экономически не оправдывается, некоторое
распространение получила стационарная сборка с под-
вижными бригадами. Технологический процесс здесь раз¬
деляется на 4—5 групп сборочных операций, выполня¬
емых специализированными бригадами слесарей-сбор-
203
щиков на неподвижных сборочных стендах. Каждая
бригада производит свою группу операций в пор'ядке
принятого технологического процесса, переходя пооче¬
редно от одного сборочного стенда к другому.
Поточная (подвижная) сборка производится в двух
вариантах: со свободным движением или с принуди¬
тельным перемещением собираемого изделия. В первом
случае изделие передвигается сборщиком вручную по
рольгангам или на тележках, а иногда и посредством
Рис. 63. Схема организации работ при подвижной
поточной сборке.
ленточных транспортеров, на которые сборщик ставит
изделие после выполнения своей операции, при этом сам
процесс сборки, как правило, производится на стацио¬
нарных рабочих местах, а изделие перемещается лишь
между сборочными операциями.
Сборка с принудительным перемещением изделия со¬
вершается непосредственно на конвейере (ленточном
или цепном), на котором неподвижно закрепляется
объект сборки, при этом различают поточную сборку
с непрерывным движением и сборку с периодическим
движением. В последнем случае конвейер периодически
(через равные заданные интервалы времени) переме¬
щает изделие от поста к посту, которые размещены на
равных расстояниях друг от друга.
Принципиальная схема организации сборочных ра¬
бот при поточной сборке показана на рис. 63.
204
Высшую форму организации поточных методов пред¬
ставляют автоматические поточные линии, охватыва¬
ющие участки, цехи и целые заводы. Автоматические по¬
точные линии характеризуются объединением в единый
комплекс технологического и вспомогательного обору¬
дования, транспортных устройств, а также автоматиче¬
ским централизованным управлением процессами обра¬
ботки и перемещения предметов труда. На них все тех¬
нологические, вспомогательные и транспортные процессы
полностью синхронизированы и действуют по единому
такту. Одним из основных условий непрерывной и рит¬
мичной работы поточных линий является организация
межоперационного транспорта. В поточном производ¬
стве транспорт не только средство перемещения сырья,
деталей и узлов машин, но и условие организации про¬
цесса производства и регулирования темпов работы. .
41. НАПРАВЛЕНИЯ УСОВЕРШЕНСТВОВАНИЙ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Строгое выполнение разработанного технологиче¬
ского процесса, оформленного в виде технологических
карт, — основной закон социалистического производства.
Строгая технологическая дисциплина обеспечивает нор¬
мальный ход производства, взаимозаменяемость деталей
машин, уменьшение брака и снижение себестоимости
изделий.
Однако технологический процесс не является чем-то
неизменным незыблемым, он должен непрерывно со¬
вершенствоваться на базе новой техники и передовой
технологии производства. При изготовлении деталей их
обработка и сборка могут производиться различными
способами и инструментами, с помощью самых разно¬
образных механических устройств и приспособлений.
Однако, как бы хорошо и быстро не осуществлялась
та или иная операция, в ряде случаев можно найти и
применить еще лучший, более производительный способ
обработки и сборки, т. е. более передовой, прогрес¬
сивный технологический процесс.
При современном уровне техники особое значение
приобретает творческая связь науки с производством,
роль новаторов, рационализаторов и изобретателей, ко¬
торые многое вносят в дело совершенствования техноло¬
205
гических процессов. Совершенствование технологиче¬
ского процесса сборки — это внесение в предусмотрен¬
ную технологию изменений, обеспечивающих рост про¬
изводительности труда и лучшее качество сборки.
При совершенствовании технологии сборки машин
первостепенное внимание должно уделяться замене руч¬
ного труда машинным, комплексной механизации и ав¬
томатизации технологических процессов/ Совершенство¬
вание конструкции изделий для достижения их макси¬
мальной технологичности при сборке предусматривает
следующие основные этапы работы:
Рис. 64. Узел с закреплением зубчатого колеса от осевых
перемещений стопорным винтом (а) и пружинящим коль¬
цом (б).
1. Проведение анализа всех размеров для улучшения
собираемости деталей, т. е. для сборки изделий с мини¬
мальной затратой времени и средств на пригонку или
подбор деталей. Подобный анализ делается для всех
узлов собираемой машины с целью получения необходи¬
мых зазоров, натягов, перемещений, положений частей
машины, оговоренных'в технических условиях на ее из¬
готовление.
2. Кроме анализа размеров (размерных цепей) на
одной или на различных, примыкающих друг к другу
деталях для повышения технологичности машин необ¬
ходима критическая оценка применяемых соединений,
требующих ручной пригонки при сборке или слесарной
обработки деталей в сборочном цехе (по месту их
работы). Эта оценка необходима для изучения возмож¬
ностей замены нетехнологичных соединений взаимоза¬
меняемыми деталями, что позволяет обойтись без при¬
206
гонки, применять компенсирующие детали или прово¬
дить сборку с использованием группового подбора.
Сборка с групповым подбором возможна без при¬
гонки по месту работы путем подбора заранее изготов¬
ленных деталей. Например, вместо закрепления зубча¬
того колеса стопорным винтом при сборке по месту ра¬
боты (рис. 64, а) вполне возможно применить более
удачную конструкцию стопорения пружинящим кольцом
(рис. 64, б). При этом не требуется производить каких-
либо дополнительных работ на сборке, так как канавки
Рис. 65. Конструкции соединений с примене¬
нием компенсаторов по длине валов.
на валу могут быть сделаны при обработке его на
станке. В этом случае, когда по условиям прочности
вала проточка недопустима, закрепление следует про¬
изводить через распорную втулку и подшипник.
На рис. 65 приведен пример самоустанавливающихся
компенсаторов, позволяющих избежать пригонки дета¬
лей. Отклонения в длине валов компенсируются за счет
зазоров между их торцами в месте соединения. При от¬
сутствии компенсаторов на сборке пришлось бы выпол¬
нять трудоемкие ручные работы либо производить за¬
мену деталей. Для устранения ручных работ на сборке
необходимо также притуплять кромки деталей, сопря¬
гающихся с другими деталями, делать фаски для не¬
подвижных соединений, подлежащих запрессовке.
3. Создание определенных положений деталей в ма¬
шине (правильность базирования). На рис. 66, а изо¬
бражена конструкция сопряжения детали 2 с корпусом
1 на резьбе, при котором нельзя гарантировать соосность
этих деталей. Если такие требования по техническим
условиям предъявляются, то для получения соосности
деталей следует при изготовлении детали 2 сделать цен¬
трирующий буртик (рис. 66, а). Неправильным является
также базирование при сборке на две базы 3 и 4 (рис.
66, б) и по всему профилю деталей (рис. 66, в).
20 7
4. Создание единства баз — сборочных, конструктор¬
ских, технологических и измерения.
Основная, или конструкторская, база — это поверх¬
ность детали, по которой она устанавливается в узел
и в машину и которая определяет положение данной
детали относительно других.
Технологической базой является поверхность, на ко¬
торую деталь устанавливается при механической обра-
о)
Рис. 66. Базирование детали:
а — по резьбе; б — по цилиндрическим поверхностям; в — при слож¬
ном профиле поперечного сечения.
ботке. Базой измерения является поверхность, от кото¬
рой производится измерение того или иного размера.
Когда конструкторская база не совпадает с техно¬
логической и измерительной, обработка и измерение ве¬
дутся от поверхностей, которыми не определяется поло¬
жение детали в машине. В этом случае погрешности
обработки могут складываться неблагоприятно и при¬
ведут к нарушению положения детали в машине если
не по посадочным размерам, то по допускам положе¬
ния, т. е. по правильности расположения детали, по вза¬
имодействию ее с другими деталями. Кроме того, тех¬
208
нологические базы принято обрабатывать с повышенной
точностью размеров и чистотой поверхности, хотя они
могут не являться определяющими в положении детали
в машине.
При совпадении баз не приходится добиваться улуч¬
шенной обработки различных поверхностей. При не¬
совпадении баз в большинстве случаев необходимо при¬
нимать более жесткий допуск на механическую обра¬
ботку деталей, что также требует дополнительных за¬
трат труда при изготовлении детали.
5. Расчленение технологического процесса сборки
всей машины на возможно большее количество отдель¬
ных операций, которые можно выполнять одновременно
и независимо друг от друга, является одним из важней¬
ших направлений усовершенствования технологии
сборки.
6. Унификация и нормализация деталей и узлов иг¬
рают очень важную роль в усовершенствовании процес¬
сов сборки.. Весьма часто производят сборку нескольких
видов машин родственного назначения одновременно
или периодически. В этих случаях для лучшего исполь¬
зования одного и того же оборудования, технологиче¬
ской оснастки и опыта рабочих целесообразна широкая
унификация применительно к нормализованным узлам
и деталям собираемых в данном цехе машин. Если эти
узлы не удается сделать совершенно одинаковыми, то
желательно, чтобы они имели хотя бы часть одинако¬
вых деталей, аналогичных видов посадок, соединений и
др: Нормализованные узлы довольно широко и с до¬
статочной эффективностью применяются в станко¬
строении.
Унификация и нормализация проводятся в таких на¬
правлениях: а) создание в пределах данного вида обо¬
рудования ряда однотипных машин по единой структур¬
ной схеме со специализацией по назначению; б) проек¬
тирование машин данного ряда по принципу сборки из
отдельных законченных нормализованных узлов (бло¬
ков); в) ограничение количества типоразмеров отдель¬
ных узлов с учетом возможности использования их в
машинах другого ряда.
Наиболее полно этот принцип находит свое выра¬
жение в проектировании агрегатных станков. В таких
станках нормализованы основные узлы: агрегатные
14 H. H. Кропивницкий
209
силовые головки, которые включают в себя механизм
главного движения и подачи, корпусные детали станков,
поворотные столы и др. Применение нормализованных
деталей и узлов облегчает широкое распространение ти¬
повых технологических процессов сборки и нормализо¬
ванной технологической оснастки.
Для исключения ручных и пригоночных работ из
сборочного процесса большое значение имеет отработка
чертежей с точки зрения взаимозаменяемости деталей.
Наиболее совершенными являются методы полной и
групповой взаимозаменяемости деталей, создающие
условия для автоматизации сборочного процесса. Усо¬
вершенствование технологии сборки возможно при лю¬
бом типе производства: единичном, серийном, массовом.
Характерной особенностью современного развития
технологии является стремление перенести методы сбор¬
ки массового производства на серийное, а методы се¬
рийного производства — на единичное. Создаются такие
агрегаты и налаживается такая организация производ¬
ства, которые позволяют вести быструю, с минимальны¬
ми затратами труда и времени перестройку процесса
при смене изделий.
Весьма ценен поточный метод сборки; при котором
предусматривается расчленение сборочного процесса на
ряд последовательных операций с закреплением за ними
определенных рабочих или бригад, оборудования и ра¬
бочих мест. Поток на конвейерах с заданным ритмом
(при непрерывном или пульсирующем движении) созда¬
ет условия для производительного труда сборщиков.
Максимальная механизация и автоматизация сбороч¬
ных операций является одной из важнейших задач в усо¬
вершенствовании технологии сборки. В настоящее время
в отечественной и зарубежной промышленности имеется
много примеров частичной и полной автоматизации
сборки' машин. Первым этапом в усовершенствовании
сборочного производства является применение более со¬
вершенных механизированных инструментов, оборудо¬
вания и устройств, таких, как дрели, машины для клеп¬
ки, тарированные ключи, машины для автоматической
сборки, паяния и -склеивания деталей, различные стенды.
Примером комплексной механизации сборочных опе¬
раций может служить конвейер по сборке автомобилей,
мотоциклов и других машин.
210
Автоматизация сборочных операций легче внедряется
при изготовлении нормализованных узлов, например
подшипников и подобных элементов массового произ¬
водства.
Развитие комплексной автоматизации производства
приводит к созданию линий и автоматических станков,
в которых изготовление деталей и их сборка осущест¬
вляются на одном агрегате. Это, в частности, широко
применяется при изготовлении деталей методом штам¬
повки. Обработка деталей и их сборка на одном агре¬
гате очень удобна, так как облегчает ориентацию де¬
талей в момент сбо.рки. Совершенствование технологии
сборки не имеет пределов. При любой стадии механиза¬
ции и автоматизации сборочных работ для слесаря-сбор-
щика имеются большие возможности рационализации
сборочного процесса (более подробно элементы механи¬
зации и автоматизации рассматриваются при изучении
основных операций слесарно-сборочных работ).
42. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ СБОРКИ
При внесении тех или иных усовершенствований в
технологию сборки необходимо производить расчет эко¬
номической целесообразности предлагаемого усовершен¬
ствования, имея в виду важнейшие технико-экономиче¬
ские показатели в цехе: производительность труда; себе¬
стоимость сборочного процесса; трудоемкость сборки;
длительность производственного цикла; выпуск продук¬
ции с квадратного метра площади цеха; соотношение
количества основных и вспомогательных рабочих.
Главными показателями являются производитель¬
ность труда и себестоимость сборочного процесса. Оче¬
видно, что существенное влияние на себестоимость, усо¬
вершенствование технологии имеют характер и масшта¬
бы производства, так как большие затраты на радикаль¬
ное усовершенствование оборудования, переоснащение
производства скорее оправдывают себя при большем
выпуске продукции. Следует помнить, что в себе¬
стоимость входит заработная плата, сумма которой за¬
висит от затрат времени на обработку или сборку дета¬
лей, а затраты времени в свою очередь снижаются по
мере отработки и освоения технологии даже при работе
на одном и том же агрегате.
14*
Глава VIII
СБОРКА РАЗЪЕМНЫХ СОЕДИНЕНИЙ
При выполнении слесарно-сборочных работ все со¬
единения деталей машин подразделяются на разъемные
(разбираемые) и неразъемные (неразбираемые) соеди¬
нения. В группу разъемных соединений деталей машин
входят: резьбовые, шпоночные, бесшпоночные, шлице¬
вые, трубные соединения и соединения с гарантирован¬
ным натягом. Рассмотрим более подробно технологию
сборки разъемных соединений.
43. СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
ДЕТАЛЕЙ МАШИН
Резьбовые соединения относятся к неподвижным
разъемным (разбираемым) соединениям. Этисоединения
имеют наибольшее распространение при сборке машин
вследствие надежной работы, простоты крепления, удоб¬
ства регулирования, затяжки, а также возможности раз¬
борки и повторной сборки без замены деталей.
Резьбовые соединения условно делят на нормальные
и специальные. В нормальных соединениях скрепляющи¬
ми деталями являются болт, винт, шпилька и гайка
(рис. 67). В специальных соединениях резьбу выпол¬
няют на основных деталях машин.
Болт (рис. 67, а) — металлический стержень, име¬
ющий на одном конце головку, а на другом — резьбу.
Головка болта может быть шестигранная, квадратная
и полукруглая.
Чистота отделки головки и стержня болтов зависит
от их назначения. Болты, у которых полностью обра-
212
ботана головка и чисто обточен стержень, называют чи¬
стыми болтами. Такие болты применяют для ответствен¬
ных соединений. Болты, у которых обточены только
опорная поверхность головки и торец стержня, назы¬
вают получистыми болтами. Такие болты используют
для менее ответственных соединений. Для неответствен¬
ных соединений применяют черные болты, у которых
стержень и головка остались необработанными после
штамповки или ковки.
Рис. 67. Виды резьбовых соединений.
Шпилька представляет собой стальной стержень с
резьбой на обоих концах (рис. 67, б). Одним из своих
концов — посадочным концом — шпилька ввинчивается
в тело основной детали. На выступающие свободные
концы шпилек надевается вторая деталь и закрепляется
гайками.
Шпильки применяются в тех случаях, когда нет ме¬
ста для головки болта, когда болт нельзя завести в от¬
верстие или когда болт получается слишком длинным.
Примером может служить крепление крышек ци¬
линдров компрессоров, дизельных двигателей и др.
Шпильки в этих случаях ввинчиваются в тело цилин¬
дров. а крышки надеваются на шпильки и прижимаются
гайками.
Винты по своему назначению можно разделить на
крепежные и установочные. Головки крепежных винтов
(рис. 68, а, б, в) делаются с прорезью под отвертку
и бывают цилиндрические, потайные и полукруглые.
213
При сборке машин крепежные винты используются
в тех случаях, когда к основной детали требуется при¬
крепить какую-либо вспомогательную деталь, например
защитные устройства, таблицы скоростей подач метал¬
лорежущих станков и т. п. Кроме того, крепежные вин¬
ты с потайной головкой часто применяются вместо бол¬
тов в тех случаях, когда выступающие головки обычных
болтов мешают работе механизма.
Установочные винты отличаются от крепежных тем,
что их стержень полностью нарезан и имеет нажимной
конец, который входит в соответствующее углубление
в детали (рис. 68, г, <9).
При сборке машин установочные винты применяются
в тех случаях, когда нужно зафиксировать одну деталь
относительно другой. Чаще всего с помощью винтов
фиксируются детали, насаженные на оси или валы, на¬
пример установочные кольца, дистанционные втулки,
рычаги, рукоятки и др.
Гайки. Гайка — это деталь, навинчивающаяся на резь¬
бу болта и служащая для закрепления одной или не¬
скольких деталей. Гайки являются одним из важнейших
элементов резьбового соединения. Форма гайки должна
Рис. 68. Винты:
а — с цилиндрической головкой; б — с потайной головкой;
в — с полукруглой головкой; гид — установочные.
214
быть удобной для захвата ее гаечным ключом. В зави¬
симости от назначения гайки бывают различной формы
и конструкции: шестигранные, квадратные, корончатые
и др. По чистоте обработки поверхностей гайки, как и
болты, делятся на чистые, получистые и черные. Черные
гайки имеют одну фаску, а чистые и получистые — одну
или две. При сборке чаще всего применяют чистые и
получистые гайки.
Разновидностью шестигранных чистых гаек являются
корончатые гайки, имеющие прорези для шплинтов
Рис. 69. Гайки:
а — шестигранная; б — квадратная; в — круглая устано¬
вочная; г — корончатая; д - гайка-барашек.
(рис. 69, г). Существуют гайки специальной формы:
круглые установочные, гайки-барашки (рис. 69, в, д) и
др. Круглыми установочными гайками крепят на валах
кольца подшипников качения и другие детали, регули¬
руют продольные зазоры между деталями и т. п. Проре¬
зи на боковых поверхностях гаек служат для захвата
их специальными ключами. Гайки-барашки применяют
в соединениях, которые требуют быстрой и частой ре¬
гулировки вручную. Такие гайки можно без ключа
вручную быстро завинчивать и отвинчивать.
Шайбы—металлические кольца, которые подклады-
вают под гайки на поверхность скрепляемой детали
(рис. 70). Наружный диаметр шайбы равен 2,5—3 диа¬
метрам болта, а диаметр отверстия шайбы на 1—2 мм
больше диаметра болта. Они бывают черные без фаски,
штампованные из листа и чистые с фаской, точеные на
станке. Шайбы применяют не только как прокладки, но
и как детали, предотвращающие резьбовые соединения
215
от самоотвинчивания. Шайбы ставят также и тогда, ко¬
гда нужно увеличить опорную поверхность под гайкой,
защитить поверхность детали от задирания ее гранями
гайки или устранить неровности наружной поверхности
детали и перекос гайки.
Штифты. Когда от соединения требуется точное фик¬
сирование положения одной детали относительно другой
и снижение нагрузки болтов от боковых усилий, приме¬
няют установочные детали, называемые штифтами
Рис. 70. Шайбы:
• нормальная; б — пружинная; в — косая; г — с предохранительным выступом.
(рис. 71). Штифты по своей конструкции делятся на ко¬
нические и цилиндрические.
Конические штифты бывают гладкие (рис. 71 а),
разводные и с резьбой на одном конце. Конические
штифты имеют конусность 1 :50 и применяются в соеди¬
нениях, подверженных вибрации или толчкам. Развод¬
ные концы штифта слегка разводят, что предохраняет
штифт от выпадания при толчках. Конический штифт
с резьбой на одном конце устанавливают в тех случаях,
когда вставляют его в глухое отверстие, из которого
его невозможно извлечь. Для извлечения штифта из
гнезда на нарезанный его конец навинчивают гайку.
Цилиндрические штифты могут быть гладкие
и с насечкой. Гладкие штифты (рис. 71, б) удержива¬
ются в отверстии за счет натяга, создаваемого при по¬
садке. Насеченные штифты или с канавками удержива¬
ются в отверстии острыми гранями канавок (рис. 71, в).
216
Недостатком цилиндрических штифтов является то, что
при разборке они теряют свой натяг и не могут быть
вторично использованы.
Подготовка деталей к сборке. На качество выполне¬
ния сборочных соединений в значительной мере влияет
степень их подготовки. ‘Поэтому прежде чем начать
сборку соединений, необходимо тщательно зачистить
плоскость соприкосновения, снять все заусенцы, приту¬
пить острые кромки и углы. Если соединяются детали,
сделанные из проката (из листов, швеллеров, угольни¬
ков), то соприкасающиеся поверхности обычно не обра¬
батываются. Перед сборкой они должны быть очищены
металлической щеткой, а забоины и заусенцы должны
быть запилены.
Если соединяемые детали кованые или литые, то
поверхности их соединения должны быть простроганы
или профрезерованы. Затем уже на сборке плоскости
припиливаются. Качество припиливания проверяется по
контрольному угольнику. Плоскости соединений, требу¬
ющие кроме прочности соединения еще и герметичности
после припиливания, шабрятся или шлифуются. Подгон¬
ка сопрягаемых плоскостей должна быть проведена так,
чтобы при затяжке болтов зазор между соединенными
деталями был не более 0,03—0,05 мм при проверке их
Рис. 71. Штифты:
а — конический; б — цилиндрический; в — с канавками.
217
щупом. Более ответственные соединения, требующие вы¬
сокой точности прилегания сопрягаемых плоскостей,
притираются.
Последующей операцией подготовки резьбовых со¬
единений к сборке является тщательный осмотр и про¬
верка состояния резьб на болтах, шпильках и гайках.
Резьба ла них должна быть плотной, не иметь сорван¬
ных витков и забоин, с сорванной резьбой детали при¬
менять нельзя. При сборке болты и шпильки необходи¬
мо устанавливать строго перпендикулярно к плоскости
разъема свинчиваемых деталей, а головки болтов и гай¬
ки опорными поверхностями должны плотно соприка¬
саться со скрепляемыми деталями. Все навинчиваемые
на болты гайки должны выступать над гайкой на 3—4
шага резьбы, а зазор между соединяемыми деталями
после затяжки гаек должен быть одинаковым.
Сборка болтовых и винтовых соединений. Крепеж¬
ными деталями болтового соединения является пара —
болт 1 и гайка 2 (рис. 67, а). В зависимости от количе¬
ства болтов, скрепляющих детали, соединения условно
делят на одноболтовые и многоболтовые.
Процесс сборки болтовых соединений состоит из сле¬
дующих основных работ: подготовка соприкасающихся
поверхностей скрепляемых деталей, установка деталей
и болта, затяжка гайки. Отверстия под болты сверлят
в каждой детали в отдельности по разметке или по кон¬
дуктору. Оси отверстий собираемых деталей, стяги¬
ваемых болтом, должны совпадать. Смещение их в одно¬
болтовом соединении не должно превышать разности
диаметров отверстия и болта, т. е. диаметрального за¬
зора. Этот зазор зависит от требуемой точности соеди¬
нения и размеров болта. В ответственных сопряжениях
зазор равен 0,10—0,15 мм, а в обычных соединениях —
примерно 0,3—0,4 мм на каждые 10 мм диаметра болта.
Болты при сборке обычно вставляют в отверстия сни¬
зу и, придерживая головку болта левой рукой, правой
рукой завинчивают гайку до соприкосновения с деталью
или шайбой, а затем, поддерживая болт за головку
вторым ключом, предохраняя его от проворачивания,
осторожно завинчивают гайку до полной затяжки гаеч¬
ным ключом. Затягивать гайки не следует подряд одну
за другой, так как при этом затяжка может оказаться
неравномерной и повлечь за'собой перегрузку отдельных
218
гаек, смятие резьбы и даже обрыв болта. Гайки, распо¬
ложенные по кругу, например на фланцах, крышках ци¬
линдров и др., следует затягивать крест-накрест в два-
три приема. На прямоугольных и длинных крышках,
например на крышках блоков автомобильных и трактор¬
ных двигателей и др., затягивать гайки нужно от сере¬
дины к краям. Затягивание гаек от краев к середине
приводит к искривлению крышек; от церавномерной за¬
тяжки гаек в соединяемых деталях возникают внутрен¬
ние напряжения, а иногда даже трещины.
Правильная затяжка соединений зависит не только
от внимания и опытности слесаря-сборщика, но и от
правильно выбранного инструмента, точности изготов¬
ления резьбы, а также состояния торцов болта, винта
или гайки.
В процессе сборки болтовых соединений нужно иметь
в виду конструкцию сборочного инструмента. Длина ру¬
коятки гаечного ключа берется не более 15 диаметров
резьбы. Такая длйна обеспечивает нормальную затяжку
и исключает возможность срыва резьбы. Чтобы полу¬
чить равномерную затяжку всех гаек, пользуются спе¬
циальными предельными ключами, которые отрегулиро¬
ваны на определенную силу затяжки.
Удлинение рукоятки гаечного ключа куском трубы
или приложение больших усилий слесаря-сборщика не¬
избежно приводит к срыву резьбы или поломке болта.
При сборке болтовых соединений повышенной точно¬
сти процесс работы несколько отличается от сборки на
болтах с зазором. Особенно усложняется подготовка от¬
верстий под болты. В ряде случаев сверление отверстий
под болты производят с помощью шаблонов и кондук¬
торов. Возможен и второй способ. Одну из соединяемых
деталей, например крышку редуктора, размечают, затем
с помощью струбцин соединяют с корпусом редуктора и
совместно сверлят. Сначала сверлят отверстия, наиболее
удаленные друг от друга. В эти отверстия вставляют
временные монтажные болты, соединяемые детали сжи¬
мают, струбцйны снимают и сверлят остальные отвер¬
стий. Когда все отверстия просверлены, приступают к их
развертыванию, а затем и к сборке.
В целях более равномерного распределения давления
на большую площадь под торцы гайки подкладывают
плоские шайбы.
219
При применении шайб следует особое внимание об¬
ращать на их чистоту и прямолинейность плоскости, так
как наличие неровностей (изогнутости) или рисок, за¬
усенцев, задиров создает значительное трение между
шайбой и гайкой, не позволяющее завернуть гайку до
конца.
Резьбовые соединения во время работы машины мо¬
гут ослабнуть из-за самопроизвольного отвинчивания
гаек, винтов или болтов. Самоотвинчивание гаек может
происходить при переменных нагрузках (толчках, вибра¬
циях), а также при недостаточной точности рабочих по¬
верхностей крепежных деталей.
Для предохранения гаек от самоотвинчивания их сто¬
порят различными способами. Стопорить гайки можно
относительно болта или же относительно скрепляемой
детали. Наиболее простым и широко распространенным
способом является стопорение контргайкой. Однако сле¬
дует отметить, что его применение вызывает необходи¬
мость увеличивать длину нарезаемой части болта, что в
свою очередь утяжеляет конструкцию. Наиболее надеж¬
но стопорятся разводными Шплинтами корончатые гайки.
При многоболтовых соединениях самоотвинчивание
болтов предупреждается связыванием мягкой проволо¬
кой болтов попарно. Мягкая проволока пропускается
сквозь специальные отверстия в болтах крест-накрест.
Стопорение осуществляется также упругими (пружиня¬
щими) шайбами. Винты, соединяющие детали из мягко¬
го металла, стопорят путем накернивания детали, а для
стопорения винтов в глухих отверстиях рекомендуется
в отверстие закладывать пружину, которая после завин¬
чивания винта, сжимаясь, создает натяг, удерживающий
винт от самоотвинчивания.
Сборка соединений при помощи шпилек. Для соеди¬
нения двух —1,2 или нескольких деталей в ряде слу¬
чаев применяют шпильки (рис. 72, а). Завинчивание
шпилек является одной из наиболее трудоемких опера¬
ций при сборке резьбовых соединений. Основным требо¬
ванием при сборке деталей с помощью шпилек является
достаточная плотность посадки шпильки в деталь. Чтобы
при свинчивании туго навинченной гайки на шпильку она
ке вывинчивалась из детали, необходимо также обеспе¬
чить перпендикулярность оси шпильки к плоскости де¬
тали, в которую она ввинчивается. Выполнение этих тре¬
220
бований может быть достигнуто правильным выбором
способов соединений, посадок, а также приемов сборки.
Перпендикулярность оси шпильки к плоскости детали
достигается при сборке точностью обработки отверстия
и нарезания в нем резьбы. Поэтому, как правило, свер¬
ление отверстий и нарезание резьб под шпильки произ¬
водят на станках с применением кондукторов.
Рис. 72. Сборка резьбовых соединений при помощи шпилек:
а — цилиндрическими шпильками; 6 — дефекты вследствие перекоса шпильки;
в - перекос резьбы шпильки; г - проверка перпендикулярности шпильки.
Несовпадение осей шпилек и отверстий часто имеет
место при сборке групповых резьбовых соединений. Эти
дефекты являются следствием перекосов резьбы шпиль¬
ки или отверстий (рис. 72,6). Установить, какая резьба
имеет погрешности, можно, наблюдая за положением оси
шпильки при ее ввертывании. Если она не смещается, то
перекошена резьба в отверстии, если же шпилька бьет
(рис. 72,в), то перекошена резьба на шпильке.
Перпендикулярность оси шпильки проверяется уголь¬
ником (рис. 72,г). Выше было сказано, что у шпиль¬
ки 3 (см. рис. 72,а), в отличие от болта, нет головки,
резьба нарезана на обоих ее концах. Одним концом
шпильку ввертывают в базовую деталь /, а на другой
(свободный) конец навертывают гайку 4, крепящую со¬
прягаемую деталь 2. При сборке такого соединения вна¬
чале в деталь 1 (см. рис. 72, а) ввертывают шпильку, за¬
тем на нее накладывают деталь 2 и навинчивают гайку 4.
Крутящий момент, прикладываемый к гайке, частично
передается и шпильке. Чтобы она не вращалась с гай¬
кой,^ шпилька должна быть ввернута в деталь 1 плотно
221
и до конца. Поэтому в резьбовом соединении шпиль¬
ки 3 с деталью 1 должен быть натяг, а с гайкой 4 — за¬
зор.
Простейший инструмент для ввертывания шпилек,
часто называемый «солдатиком», представляет собой вы¬
сокую гайку 3 (рис. /б), которую навертывают на сво¬
бодный конец шпильки 4 и стопорят на ней винтом 2.
Этот винт, упираясь в торец шпиль¬
ки, создает необходимый натяг в
резьбе. Захватив ключом 1 наруж¬
ные грани гайки 3, завертывают
шпильку, после чего свинчивают с
нее «солдатик», предварительно от¬
вернув на полоборота винт £
Завертывать длинные шпильки
«солдатиком» неудобно, так как
большое расстояние между ним и
базовой деталью способствует скру¬
чиванию шпильки, особенно при
больших натягах в резьбе. Целесо¬
образно удерживать шпильку за
непарезанную часть возможно бли¬
же к концу, ввертываемому в базо¬
вую деталь.
В таких случаях применяют экс¬
центриковые ключи различных кон¬
струкций. Следует подчеркнуть, что
приемы постановки шпилек вручную
малопроизводительны. Производи¬
тельность труда значительно воз¬
растает за счет применения шпиль-
ковертов электрического и пневма¬
тического действия.
На рис. 74 показан шпильковерт
электрического действия, работа¬
ющий от сети переменного трехфаз¬
ного тока частотой 200 гц и напряжением 36 или 220 в.
Вращение передается шпинделю с помощью редуктора.
Здесь электродвигатель 1 (рис. 74,6) через зубчатре
колесо 12, закрепленное на валу ротора, вращает проме¬
жуточный вал с зубчатыми колесами 2 и 3. Колесо 3
сцеплено одновременно с зубчатыми колесами 9 и <9. Ко¬
лесо 8 внутреннего зацепления установлено свободно на
Рис. 73. Ввинчива¬
ние шпилек вручную
ключом при помощи
застопоренной гайки:
/ — ключ; 2 — стопорный
винт; 3-гайка; 4-шпилька.
222
шпинделе 7. К этому колесу прикреплена кулачковая
муфта 4, а колесо 9 связано с муфтой 10.
На шпинделе 7 имеется две чеки 11 и 5. Чека 5 под
действием пружины 6 находится в зацеплении с кулачко¬
вой муфтой 4. Это положение4 соответствует рабочему
ходу, т. е. периоду завертывания шпильки. При этом вра¬
щение ротора передается через зубчатые колеса 12, 2, 3
и 8 на шпиндель 7. Когда шпилька завернута до отказа,
Рис. 74. Шпильковерт электрического действия:
а — общий вид; б - схема.
скосы на кулачках муфты 4 заставляют ее сработать
(провернуться) относительно чеки 5, что предотвращает
скручивание шпильки и поломку инструмента. При под¬
нятии инструмента муфта 4 и чека 5 размыкаются и од¬
новременно освобождают колесо 8\ муфта же 10 входит
в зацепление с чекой 11 и включает в работу зубчатое
колесо 9, которое заставляет шпиндель 7 вращаться в об¬
ратную сторону с удвоенной скоростью. Головка, удер¬
живающая шпильку, благодаря этому освобождает ее.
Чтобы предотвратить деформацию установленных шпи¬
лек и не повредить их резьбу при выполнении последую¬
щих сборочных работ, на выступающие концы шпилек
во время сборки надевают металлические колпачки или
трубки.
223
Если при ввертывании или отвертывании шпилька
сломалась и конец ее остался в отверстии базовой де¬
тали, оставшуюся часть можно извлечь одним из следую¬
щих способов Запиливают выступающий конец шпильки
под ключ и вывинчивают как обычный болт. Если высту¬
пающий конец шпильки слишком мал, в ней сверлят от¬
верстие, в которое забивают зубчатый бор, а затем, вра¬
щая бор воротком или ключом, отвинчивают шпильку.
В ряде случаев удаление из отверстий сломавшихся шпи¬
лек осуществляют методом электроискрового сверления,
используя предназначенные для этой цели переносные
установки.
Если базовая деталь выполнена из алюминиевого
сплава, конец шпильки можно вытравить азотной кис¬
лотой, которая растворяет сталь, но очень слабо дей¬
ствует на алюминиевый сплав.
Особенности завинчивания болтов, гаек и шпилек
больших размеров. Наиболее сложной и ответственной
операцией сборки резьбовых соединений является завин¬
чивание болтов и гаек с резьбой М40 и более. Обычно
завинчивание гаек с резьбой М120, М140,. М160 произ¬
водится набрасыванием на гайку соответствующего раз¬
мера накидного ключа, который поворачивается путем
ударов кувалды или другим более тяжелым предметом
(металлическим брусом, подвешенным к мостовому кра-
НУ)- Крупные шпильки (диаметром 150—160 мм) завин¬
чиваются на радиально-сверлильных или расточных стан¬
ках вращением их специальным фрикционным патроном
(опыт Ленинградского Металлического завода имени
XXII съезда КПСС), размер которого подбирается по
диаметру шпильки.
Постановка контрольных штифтов. Контрольные
штифты при сборке резьбовых соединений применяются
в целях фиксирования относительного положения соби¬
раемых на болтах различных деталей, которые обеспечи¬
вают полное фиксирование собираемых деталей от вза¬
имного их перемещения. Контрольные штифты не ставят,
если соединение выполнено на чистых или призоцных
болтах.
В зависимости от сложности и размеров собираемых
деталей ставится не менее двух штифтов, причем их рас¬
полагают в противоположных местах на крайних тач¬
224
ках фиксируемых деталей и >на возможно большем рас¬
стоянии друг от друга.
Например, в деталях квадратной, ил и прямоугольной
формы контрольные штифты рекомендуется ставить по
диагонали.
Отверстия под контрольные штифты обычно изготов¬
ляются в процессе сборки, после того как собираемые де¬
тали точно подогнаны друг к другу. Подготовленные де¬
тали леред установкой их на место закрепляются в
2—3 местах струбцинами или зажимами, после чего про¬
изводится разметка, а затем сверление отверстий. От¬
верстия развертываются комплектом разверток (черно¬
вой, промежуточной и чистовой). Контрольные штифты
бывают конические и цилиндрические.
При сверлении отверстий под конические штифты
диаметры сверл подбираются по наименьшему диаметру
конца штифта, а при сверлении отверстий под цилиндри¬
ческие штифты, в зависимости от диаметра штифта, при¬
пуск оставляется от 0,1 до 0,3 мм. Сверление отверстий
производится на сверлильных станках, а развертыва¬
ние— вручную или на станках.
После подготовки отверстий приступают к постановке
штифтов. При постановке конических штифтов удары на¬
носят мягким молотком или через мягкую медную или
свинцовую оправку.
Штифт нужно устанавливать так, чтобы оба конца
немного выступали из деталей.
Пользование метками. Метками называют различные
условные знаки (риски, прорези и т. п.), которые обычно
наносятся на спаренных (подогнаннных одна к другой)
деталях или узлах для того, чтобы зафиксировать их
взаимное положение, когда они лежат в одной плоскости.
При сборке меченые детали устанавливают так, что¬
бы половинки или однородные метки соответственно со¬
впали. Метки на детали наносятся на видных, но не на
рабочих местах, поперек стыков сопрягаемых деталей
при помощи кернера, чертилки и реже — зубила, которое
может вызвать деформацию детали.
На болтах, гайках метки наносятся чертилкой или
кернером на боковых гранях. Кроме того, на некоторых
деталях, входящих в сборочное соединение, наносятся
особые метки, отличающие однотипные детали по разме¬
рами их элементов (резьбы, отверстия и т. д.). При
15 Н. Н. Кропивницкий
22^
сборке некоторых ответственных механизмов и узлов
машин условия установки меток особо указываются в
технологических картах или технических условиях.
Сборка арматурных резьбовых соединений. К группе
арматурных деталей относятся: втулки, заглушки, проб¬
ки, штуцера и другие аналогичные детали, которые обыч¬
но ввертываются в корпус, имеющий внутреннюю резь¬
бу. Для долговечной и надежной работы резьбы необ¬
ходимо, чтобы она, особенно в корпусе, а также на
ввертываемой в корпус детали, не имела сорванных
ниток, заусенцев, царапин или же дробленой поверх¬
ности. Наличие этих недостатков может привести к пор¬
че резьбы в корпусе. В целях предупреждения износа
резьбы в корпусе (а также и в других сложных дета¬
лях) в нем сверлится и развертывается отверстие боль¬
шего диаметра. В это отверстие корпуса запрессовывает¬
ся специальная втулка, которая расчеканивается или
раскернивается. После запрессовки втулки в ней наре¬
зается внутренняя резьба и в нее завертывается винт.
После завертывания винт не должен иметь даже неболь¬
шой качки. В связи с тем что эти соединения многократ¬
но собираются и разбираются, такой плотной посадки,
как в шпильках, в этих соединениях не требуется.
Иногда втулки ввертываются в резьбу детали, когда
к этим соединениям предъявляются требования герме¬
тичности, т. е. плотности резьбы, чтобы она не пропуска¬
ла жидкость (бензин, воду, масло и др.).
Плотность соединения при сборке достигается не
только за счет резьбы, но чаще всего за счет примене¬
ния уплотнения между торцами детали и втулки. При
этом требуется перпендикулярность оси резьбы к тор¬
цам детали и втулки. В целях уплотнения соедине¬
ния под торец детали обычно ставят уплотняющие
.средства.
В качестве уплотняющих средств применяют проклад¬
ки из различных материалов: картона, асбеста, а4 также
мягкого металла — медного или медно-асбестового.
В соединениях, которые разбираются редко, для боль¬
шего уплотнения рекомендуется смазывать резьбу сури¬
ком или белилами. Бывшие в употреблении старые или
же деформированные прокладки^ставить нельзя, поэтому
в ответственных соединениях при разборке и сборке каж¬
дый раз нужно ставить новые прокладки.
226
Качество сборки проверяют жидкостью, нагнетаемой
насосом под давлением, несколько превышающем нор¬
мальное рабочее давление. При правильной сборке в
соединении не должно быть никакой течи. Заглушки
предназначены для предупреждения протекания жид¬
костей. Они изготовляются из стали, бронзы, латуни и
алюминия.
Определение усилий затяжки резьбовых соединений
при сборке. Надежность работы резьбовых соединений
в значительной мере определяется тем, насколько пра¬
вильно будет произведена их затяжка в процессе сборки.
Если детали, соединяемые болтами, шпильками , или
винтами, работают под большим внутренним давлением
или испытывают во время работы переменные нагрузки,
порождающие толчки, то затяжку всех винтов (гаек)
нужно производить равномерно, крутящим моментом
определенной величины. Требования к равномерности
затяжки еще более повышаются, если в соединении не¬
обходимо обеспечить герметичность.
Величина крутящего момента при затяжке опреде¬
ляется по следующей формуле:
^зат = РклА кГм,
где Л13ат — крутящий момент при затяжке, кГм\
Ркл — сила, прилагаемая к рукоятке гаечного клю¬
ча, кГ\
L — плечо затяжки, т. е. расстояние от точки при¬
ложения силы до зева ключа, м (рис. 75).
Следует иметь в виду, что нормальная сила, которую
можно приложить к ключу рукой, не более 20 кГ. Если
при сборке нужно обеспечить большую затяжку, исполь¬
зуют специальные ключи с удлиненной рукояткой. Про¬
извольно увеличивать длину L, надевая на рукоятку гаеч¬
ного ключа отрезок трубы, нельзя.
Крутящие моменты затяжек, выдерживаемые при
сборке, устанавливаются обычно в зависимости от номи¬
нального диаметра резьбы.
Широко распространен способ ограничения крутяще¬
го момента при затяжке гаек (болтов) —это применение
специальных ключей, обеспечивающих определенную, за¬
ранее установленную степень затяжки.
15*
227
Различают два типа таких ключей:
1) предельные (тарированные), автоматически вы¬
ключающиеся при достижении определенного, заранее
заданного момента затяжки (рис. 76,а);
2) динамометрические — с указателем величины при¬
лагаемого момента при затяжке (рис. 76,6).
Кроме указанных известны также и другие способы
обеспечения равномерной затяжки гаек и болтов. Опи¬
санию их посвящена специальная литература по сбороч¬
ным работам.
Рис.-75. Схемы к определению крутящих моментов затяж¬
ки резьбовых соединений гаечными ключами:
а — односторонним открытым прямым; б — односторонним торцовым изо¬
гнутым.
Для затяжки резьбовых соединений, расположенных
в углублениях или окруженных выступающими элемен¬
тами, удобными являются предельные ключи типа тор¬
цовых с удлиненными наконечниками и двухсторонними
воротками. На рис. 76, а представлен один из таких клю¬
чей. Принцип действия его заключается в следующем.
Стержень 6, на одном конце которого закреплена смен¬
ная головка 1, соединен со стаканом 5 посредством
штифта 7. На другом конце стержня расположена голов¬
ка 9 с воротком 8. Головка связана со стаканом 5 тор¬
цовыми зубьями, которые сцеплены друг с другом уси¬
лием пружины 4. Предварительное сжатие пружины ре¬
гулируется гайками 2 и 3.
При достижении определенного крутящего момента
на воротке 8 ключ выключается, а штифт 7 скользит по
наклонной прорези в стакан 5 и отжимает его налево,
вследствие чего нарушается сцепление торцовых зубьев
и головка 9 провертывается вхолостую.
При осевой прорези под штифт 7 торцовые зубья
делают со скосами.
КЛ
228
Динамометрический ключ с прямым стержнем 2
(рис. 76,6) изготовляется из упругой стали. На од¬
ном конце такого стержня укреплена рукоятка 5, а на
другом — головка 1 ключа. На головке закреплена стрел-
Рис. 76. Специальные ключи для затяжки гаек:
а - с регулируемым крутящим моментом; 6 — динамометрический*
ка 3, острие которой подходит к шкале 4. Момент, созда¬
ваемый рукой работающего, будет равен РКЛЬ. Если го¬
ловка вместе с навинчиваемой гайкой будет сопротив¬
ляться вращению, то стержень 2 отогнется на некоторый
угол, пропорциональный прикладываемому моменту. Это
229
и будет тот крутящий момент, который прикладывается
к гайке или винту. Величину этого момента можно от¬
считать по шкале 4. Таким образом слесарь-сборщик мо¬
жет судить о степени затяжки резьбового соединения.
Инструмент и приспособления для сборки резьбовых
соединений. Для сборки и разборки резьбовых соедине¬
ний применяют ручной и механизированный инструмент.
Основным ручным инструментом являются гаечные
ключи, которые делятся на открытые, накидные, торцо¬
вые, специальные ключи (для круглых гаек трещоточ¬
ные, шарнирные, коловоротные) и ключи с регулируе¬
мым крутящим моментом (о них было сказано выше),
а также отвертки различных конструкций.
В современном машиностроительном производстве
при завинчивании гаек, болтов, шпилек и винтов широко
используются электрические и пневматические гайковер¬
ты, шпильковерты, механизированные отвертки и другие
инструменты, обеспечивающие значительное повышение
производительности труда. Так, например, завинчивание
болта М10Х24 торцовым ключом, т. е. одним из наибо¬
лее производительных ручных инструментов, продол¬
жается 7—13 сек., а электрическим гайковертом такой же
болт завинчивается за 2 сек.
Данные показывают, что при рациональном исполь¬
зовании механизированного инструмента производитель¬
ность труда повышается в 3—8 раз. Примерно такие же
соотношения получаются и при замене простых отверток
механизированными. Применение механизированного ин¬
струмента не только обеспечивает повышение произво¬
дительности и облегчает труд рабочего, но и дает воз¬
можность получить более равномерную затяжку резь¬
бовых соединений.
Завинчивание болтов, гаек и винтов с помощью ме¬
ханизированного инструмента осуществляется в следую¬
щем порядке:
1. Завинчиваемые болты (винты или гайки) предва¬
рительно ввертываются вручную на 1—2 нитки.
2. Ключ гайковерта надевается на головку болта (или
гайку), и рукояткой соответствующего пускового устрой¬
ства включается двигатель гайковерта.
3. По окончании завинчивания и затяжки болта (вин¬
та или гайки) гайковерт останавливается и переставляет*
ся на головку следующего болта.
230
Возможность регулирования величины крутящего мо¬
мента является одним из основных требований, предъяв¬
ляемых к гайковертам.
У механизированных инструментов с самоостановом
двигателя сила затяжки зависит от давления сжатого
воздуха и не зависит от времени выдержки. Машинки
этого типа обеспечивают наибольшую точность регули¬
рования момента затяжки резьбовых соединений.
Рис. 77. Гайковерты:
а - электрический: 1 — электродвигатель; 2 и 4 - рукоятки; 3 - курок; 5 —
шпиндель; 6 - сменная головка (торцовый ключ); б — головка для захвата гаек
или болтов; в — пневматический гайковерт И-51А.
По роду привода механизированные инструменты
разделяются на электрические, пневматические и гид¬
равлические, а по числу шпинделей — на одношпиндель¬
ные и многошпиндельные.
Общий вид электрического гайковерта приведен на
рис. 77, а. Гайковерт предназначен для механического
завинчивания болтов и гаек диаметром до 18 мм. Рабо¬
чим инструментом гайковерта являются сменные торцо¬
вые ключи 6 (рис. 77,6) разных размеров. Они крепятся
на квадратном выходном конце шпинделя и фиксируют¬
ся штифтом с пружиной.
В зависимости от размеров и веса гайковерты имеют
различные формы корпусов. Например, малые гайковер¬
ты монтируются в цилиндрическом корпусе без рукоят¬
ки, а модели больших размеров выполняются либо с
231
одной рукояткой пистолетного типа, либо с двумя руко¬
ятками.
Гайковерты, предназначенные только для завинчива¬
ния, имеют лишь правое вращение, гайковерты, исполь¬
зуемые также и для отвинчивания крепежа, снабжаются
реверсивным двигателем или механизмом реверсиро¬
вания.
Электрические гайковерты современных конструкций
рассчитаны на применение переменного тока повышен¬
ной частоты (180—200 гц), что значительно увеличивает
экономичность инструмента.
Пневматические гайковерты отличаются от гайковер¬
тов электрического действия конструкцией привода и
пускового устройства. На рис. 77, в представлен общий
вид серийного пневматического гайковерта И-51А, пред¬
назначенного для завинчивания болтов и гаек диаметром
до 32 мм. Гайковерты пневматического действия, так же
как и электрические, изготовляются пистолетной формы,
прямые и с угловыми насадками.
По типу привода различают пневматические гайко¬
верты с роторным и поршневым приводами. Первые
предназначаются для завинчивания болтов и гаек диа¬
метром до 25—32 мм, а вторые — для завинчивания бол¬
тов и гаек больших размеров.
По сравнению с электрическими пневматические гай¬
коверты более надежны, они безопасны в работе и не
чувствительны к перегрузкам. К недостаткам этих ин¬
струментов относятся сильный шум при работе, а также
сравнительно низкий коэффициент полезного действия.
Многошпиндельные гайковерты. На заводах автомо¬
бильной, тракторной и других отраслях промышленности
широкое распространение получили переносные много¬
шпиндельные гайковерты. Примеры использования мно¬
гошпиндельных гайковертов показаны на рис. 78, а и б.
Преимущество их состоит не только в возможности уве¬
личения производительности, но также и в повышении
качества сборки.
Виды брака при сборке винтовыми соединениями и
способы их устранения. При сборке винтовых соединений
можно наблюдать несовпадение осей шпилек
и отверстий (перекос) устанавливаемой на шпиль¬
ках детали. В этом случае выправлять шпильку не ре¬
комендуется, так как это неизбежно приведет к ее
232
поломке. Для устранения этого недостатка шпильку сле¬
дует вывернуть и дорезать резьбу. При больших переко¬
сах как исключение может быть допущено высверлива¬
ние старой резьбы и нарезание новой, более точной.
\* Для обеспечения ^перпендикулярного расположения
шпилек необходимо избегать сверления отверстий, а так¬
же нарезания резьбы под шпильки без кондуктора.
Шпилька недовернута, т. е. выступающая ее
часть длиннее, чем это требуется, однако дальше в гнез-
Рис. 78. Переносные многошпиндельные гайковерты:
а — четырехшпиндельный; б — одиннадцатишпиндельный.
до она не ввертывается. В этом случае нужно вывер¬
нуть шпильку, прогнать резьбу метчиком и плашкой или
заменить шпильку другой, с меньшим средним диамет¬
ром резьбы. Если выступающая часть шпильки превы¬
шает нормальный размер менее чем на 1—1,5 шага резь¬
бы, то в неответственных соединениях такую интильку
можно оставить, но следует предусмотреть под гайку спе¬
циальную шайбу увеличенной толщины.
В случаях, когда шпилька сидит слишком
глубоко, вывинчивать такую шпильку на несколько
витков для получения должной высоты или совпадения
прорези в гайке с отверстием для шплинта запрещается,
так как этим ослабляется посадка шпильки. Ее следует
осторожно вывернуть, прочистить резьбу метчиком и
ввинтить новую шпильку с большим средним диаметром.
233
Шпилька сидит недостаточно плотно и
при отвинчивании гайки вывертывается из гнезда. В этом
случае следует заменить шпильку, подобрав более точ¬
ную по диаметру. Иногда бывает, что шпилька
имеет нечистую или сорванную резьбу, та¬
кую шпильку целесообразно заменить. Когда по усло¬
виям производства замену произвести нельзя, резьбу
шпильки нужно прогнать плашкой или зачистить над¬
филем поврежденные места, если они не превышают в
сумме половины витка; при больших повреждениях
резьбы шпильку следует заменить. Для удаления сло¬
мавшейся шпильки пользуются одним из способов, опи¬
санных выше.
44. СБОРКА ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпонки представляют собой разновидность клиньев
и служат для закрепления на валах или осях шкивов,
маховиков, зубчатых колес, рычагов, муфт и др. с целью
передачи крутящего момента. Кроме того, шпонки при¬
меняются и в том случае, когда требуется передвигать по
валу зубчатые колеса или шкивы на ходу, не выключая
механизм. В этом случае шпоночная канавка делается на
всю длину той части вала, на которую должна передви¬
гаться деталь.
Для соединения деталей при помощи шпонок на валу
фрезеруют канавку (паз) по форме и размерам шпонки.
Шпоночный паз делают также и в детали, которую наса¬
живают на вал. Шпонка одновременно входит в пазы на
валу и на закрепляемой детали и может передавать кру¬
тящий момент от детали к валу и наоборот.
Основные типы шпоночных соединений и размеры
шпонок и пазов для них стандартизированы. Существу¬
ющие конструкции шпонок можно разделить на четыре
группы: призматические, клиновые, сегментные и танген¬
циальные.
Призматические шпонки воспринимают крутящий мо¬
мент, передаваемый соединением, своими боковымц| гра¬
нями. Поэтому они должны сидеть в пазу с натягом по
боковым (узким) сторонам и с обязательным зазором
между широкой гранью шпонки и дном паза ступицы,
т. е. должны иметь радиальный зазор (рис. 79).
234
Призматические шпонки в сечении имеют вид пря¬
моугольника с взаимно параллельными противополож¬
ными гранями. Они подразделяются: на обыкновенные,
или закладные, без крепления на валу (рис. 79,а), и на¬
правляющие с креплением на валу при помощи винтов
(рис. 79,6).
Обыкновенные шпонки применяются во всех случаях,
когда нужно осуществить неподвижное соединение вала
Рис. 79. Основные типы шпоночных соединений.
Шпонки призматические: а — обыкновенные; б - направляющие. Шпонки клино*
вые: в - без головки; г - с головкой; д - сегментные; е — тангенциальные,
235
с насаженной на нем деталью (например, шкив, махо¬
вик, зубчатое колесо, рычаг и т. п.).
Направляющие шпонки применяются в тех случаях,
когда охватывающие детали должны свободно переме¬
щаться вдоль вала (например, кулачковые муфтьг,
скользящие шестерни, ступицы конусных и дисковых
муфт и т. д.).
Призматические шпонки не имеют уклона, поэтому
они проще в изготовлении и, кроме того, вся обработка
как самих шпонок, так и шпоночных пазов на валах и
ступицах может быть полностью механизирована. Одна¬
ко, если соединение должно быть особенно точным, при¬
ходится прибегать к ручной пригонке. В этом случае при
сборке соединения шпонка прежде всего пригоняется по
пазу на валу, а затем по ней пригоняется шпоночный паз
в ступице. Посадка шпонки в паз вала производится
легкими ударами медного молотка, под прессом или с
помощью струбцин.
Перед началом сборки необходимо снять заусенцы и
зачистить острые края шпонок и пазов.
После того как шпонка будет запрессована в паз на
валу, проверяют щупом отсутствие бокового зазора, за¬
тем насаживают охватывающую деталь (шкив, маховик,
зубчатое колесо) и проверяют наличие радиального за¬
зора. Величина этого зазора стандартизирована. В тех
случаях, когда после сборки радиальный зазор прове¬
рить невозможно, необходимо до сборки тщательно про¬
верить размеры пазов в ступице и на валу с помощью
специальных шаблонов.
Клиновые шпонки изготовляются в виде брусков пря¬
моугольного сечения, они имеют широкие рабочие гра¬
ни. Уклон рабочей грани по длине равен 1 :100
(рис. 79,б,г). Для обыкновенных клиновых шпонок паз
на валу делается без уклона, паз же в ступице Детали,
закрепляемой шпонкой, имеет уклон относительно оси.
Клиновые шпонки создают напряженное соединение, при
этом шпоночное соединение в состоянии передавать не
только крутящий момент, но и осевую силу.
По форме клиновые шпонки бывают в следующих
исполнениях: без головки (рис. 79, в) и с головкой
(рис. 79,г). Длина и другие размеры шпонок приведены:
для шпонок без головок в ГОСТ 8792-58 и для шпонок
клиновых с головками — в ГОСТ 8793-58.
236
Шпонки сегментные имеют вид сегмента (рис. 79,5).
Эти шпонки круглой стороной закладываются в гнездо
вала или втулки. Они, так же как и призматические, пе¬
редают крутящий момент своими боковыми сторонами,
а между верхней узкой гранью шпонки и дном паза сту¬
пицы должен быть обязательно радиальный зазор.
Сегментные шпонки применяются при передаче не¬
больших крутящих моментов и устанавливаются на ва¬
лах диаметром до 55 мм.
• Основным преимуществом соединения с сегментными
шпонками является простота и дешевизна изготовления
как самих шпонок, так и шпоночных пазов. Сегментные
шпонки вытачиваются на токарном станке, пазы на валу
фрезеруются дисковой фрезой, а пазы в ступице выпол¬
няются протягиванием на протяжном станке. Все эти
методы весьма производительны и технологичны. Поря¬
док сборки соединений с сегментными шпонками тот же,
что и для соединения с призматическими шпонками.
Шпонки тангенциальные выполняются составными из
двух клиньев с тем *же уклоном 1 : 100, но общее попе¬
речное сечение шпонки имеет форму прямоугольника
(рис. 79, е). Этот тип шпонок лучше всего приспособлен
для соединения деталей, передающих вращение только
в одном определенном направлении. В тех случаях,
когда вал по условиям работы механизма вращается в
обе стороны, необходимо ставить две тангенциальные
шпонки под углом 120° друг к другу (см. рис. 79, е).
Ослабляя несколько вал, тангенциальная шпонка
вместе с тем дает более надежное крепление, поэтому
с успехом применяется на валах больших диаметров.
Общесоюзным стандартом предусматриваются два
исполнения тангенциальных шпонок: нормальное (для
диаметров от 60 до 1000 мм) и усиленное (для диямрт-
ров~от 100 до 1000 мм).
Сборка шпоночных соединений. Соединение деталей
иашин при помощи шпонок различных конструкций яв¬
ляется одним из наиболее распространенных видов
разъемных соединений, обеспечивающих передачу кру¬
тящих моментов.
Шпоночные соединения могут быть напряженными и
ненапряженными.
Напряженное шпоночное соединение осуществляется
с помощью клиновых шпонок. Клиновые шпонки при
237
сборке забиваются в пазы ступицы и вала ударами мо¬
лотка через мягкую прокладку и своими широкими гра¬
нями упираются в тело соединяемых деталей, создавая
при этом большие усилия распора. Благодаря этому
соединение получается настолько надежным, что может
передавать не только крутящий момент, но и осевые уси¬
лия.
Ненапряженное шпоночное соединение осуществляет¬
ся с помощью призматических шпонок. Призматические
шпонки устанавливаются в пазах ступицы и вала без
зазора по боковым сторонам. По широким же граням
они имеют зазор, поэтому соединение получается нена¬
пряженным и может передавать только крутящий мо¬
мент, но не осевые усилия.
Сборку призматических шпоночных соединений про¬
изводят в такой последовательности. Сначала пригоняют
шпонку к пазу вала, при этом, если необходимо, опили¬
вают боковые поверхности шпонок. Затем медным мо¬
лотком осаживают шпонку на место и кронциркулем,
штангенциркулем или микрометром измеряют размер
t+h на обеих ее концах (рис. 80,а). Поверхность шпон¬
ки должна быть параллельна оси вала, иначе говоря,
размеры t+h на концах шпонки должны быть одинако¬
выми.
Далее штангенциркулем, нутромером или штихмасом
измеряют на втулке размеры t\ с обеих сторон отверстия
(рис. 80,6). Дно шпоночной канавки должно быть па¬
раллельно оси отверстия; это будет достигнуто, если за¬
меры с двух сторон дают одинаковые результаты. Для
обеспечения необходимого зазора размер обязательно
должен быть больше размера t+h. При необходимости
широкую поверхность шпонки следует опилить или обра¬
ботать на шлифовальном или строгальном станке.
После проверки всех размеров шпоночного соедине¬
ния на вал насаживают сопрягаемую деталь. Способ по¬
садки выбирается в зависимости от величины натяга в
соединении. При любом способе (запрессовкой или с на¬
гревом) нужно следить за тем, чтобы шпонка плотно си¬
дела в пазу вала; перекос шпонки может привести к за¬
клиниванию деталей.
Сборку клиновых шпоночных соединений производят
следующим образом. Прежде всего проверяют посадку
шпонки в пазах вала и отверстия по боковым стор$$ам.
238
Шпонка должна перемещаться в пазах свободно, поэто¬
му зазор .между боковыми поверхностями шпонки и сто¬
ронами шпоночных канавок должен быть выдержан в
пределах рекомендованных. Например, для шпонок се¬
чением 10x8 допустим зазор до 0,30 мм\ для шпонок
28X16 — до 0,40 мм; для шпонок 60X32 — до 0,60 мм.
Рис. 80. Приемы сборки основных типов шпоночных соединений:
а - пригонка шпонки по валу; б — измерение шпоночного паза во втулке; в —
проверка посадки шпонки в пазах вала; г — контроль параллельности поверхно¬
стей.
Затем проверяют прилегание широкой плоскости
шпонки ко дну паза во втулке. Обе поверхности должны
иметь одинаковый уклон, что можно проверить, измерив
внутренний размер t (рис. 80,в). Если уклоны одина¬
ковые, то вторая поверхность шпонки, прилегающая
к валу, должна быть параллельна оси отверстия, а разме¬
239
ры t, замеренные с обеих сторон втулки, должны быть
равны. Если такого равенства не получится, то одну ю
широких плоскостей шпонки следует припилить.
В соединениях с большими шпонками (сечением
28X16 мм и более) рекомендуется, кроме того, прове¬
рять взаимное прилегание наклонных поверхностей по
краске.
При надевании втулки на вал клиновую шпонку сле¬
дует устанавливать в канавке вала несколько далее
нужного положения, но так, чтобы она своими боковыми
гранями направляла движение втулки. Сразу же после
посадки охватывающей детали на место следует забить
шпонку.
Если деталь располагается на конце вала и шпонка
устанавливается со стороны торца, то сначала нужно
надеть деталь, а потом забить шпонку. Головка клино¬
вой шпонки в затянутом состоянии должна отстоять от
торца ступицы не ближе чем на 0,8—1,0 высоты шпонки.
Сборка тангенциальных шпонок осуществляется в
той же последовательности, что и клиновых. В каждом
из пазов тангенциального соединения работают две
шпонки (рис. 80,г). Очень важно, чтобы наклонные по¬
верхности шпонок хорошо прилегали друг к другу. При¬
легание поверхностей следует проверять по краске, а не¬
обходимые исправления делать припиливанием.
Во время взаимной пригонки наклонных поверхностей
необходимо проверять параллельность двух других по¬
верхностей, осуществляющих натяг между валом и сту¬
пицей. Проверка производится измерением штангенцир¬
кулем, штангенрейсмассом или микрометром в двух ме¬
стах (рис. 80,г). Оба замера размера А должны быть
одинаковыми.
Следует отметить, что в единичном и мелкосерийном
производстве сборка шпоночных соединений все еще
часто сопровождается пригонкой. Пригонка шпоночных
соединений, особенно при сборке тяжелых и ответствен¬
ных узлов, — одна из наиболее трудоемких сборочных
операций, требующих высокой квалификации рабочих.
В условиях массового производства пригонка шпонок
в процессе сборки обычно не производится. В тех слу¬
чаях, когда к шпоночным соединениям предъявляются
особые требования точности, пригоночные работы допу¬
скаются.
240
Разборка шпоночных соединений (основные способы
извлечения шпонок). При извлечении из пазов призма¬
тических и сегментных шпонок, не имеющих специальных
резьбовых отверстий, пользуются одним из способов,
схематично показанных стрелками на рис. 81, а, б, в, г.
В качестве ^инструмента при этом применяются мягкие
выколотки.
Рис. 81. Способы извлечения призматических и сегментных
шпонок из пазов:
а, б, в и г — с помощью выколоток; д и е — с помощью винтов.
В некоторых случаях в шпонках предусматривают
специальные резьбовые отверстия, при наличии которых
извлечение шпонок из пазов производят путем ввинчива¬
ния винта или же с помощью специального приспособ-
ления (рис. 81,5, е). Это приспособление состоит из
стержня с рукояткой 2, на котором приварено упорное
кольцо 1, груза 3, перемещающегося по стержню, и смен¬
ного наконечника 4 с резьбовым хвостовиком. На конце
стержня предусмотрена резьба для соединения с нако¬
нечником. Перед извлечением призматической шпонки из
гнезда наконечник ввинчивают в резьбовое отверстие
шпонки. Резко ударяя грузом по упорному кольцу, уда¬
ляют шпонку.
'16 Н H Крппивницкий 241
При извлечении клиновых шпонок с головкой пользо¬
ваться молотком и зубилом во всех случаях категориче¬
ски воспрещается, так как такой способ разборки ведет
к искривлению шпонки, порче торцовых поверхностей
деталей узла, а нередко и к деформациям вала.
При наличии доступа к закладной клиновой шпонке
со стороны меньшей высоты ее выталкивают специаль-
Рис. 82. Извлечение клиновых
шпонок из пазов:
а — выколоткой; б и в — рычажными
приспособлениями; г — специальным
приспособлением.
ной выколоткой 1 (рис. 82,а). В других случаях клино¬
вую шпонку извлекают с помощью простейших рычаж¬
ных инструментов (рис. 82, б, в) или же специальных при¬
способлений. Приспособление (рис. 82, г) надевается на
головку шпонки и закрепляется с помощью кольца 1 и
винта 5. Груз 2 может свободно перемещаться вдоль
стержня 3, на конце которого имеется упор 4. Извлече¬
ние шпонок производится ударами груза 2 об упор 4.
В заключение следует отметить, что все шпоночные
соединения обладают одним общим недостатком: проре¬
зание паза в теле вала ослабляет его и уменьшает проч¬
ность соединения. Особенно это относится к врезным и
тангенциальным шпонкам. Кроме того, паз охватываю¬
242
щей детали соединения постепенно разрабатывается, и
шпонка может быть смята, а иногда и срезана. Поэтому
в последнее время все чаще вместо шпоночных соедине¬
ний црименяют шлицевые соединения.
45. СБОРКА ШЛИЦЕВЫХ СОЕДИНЕНИЙ
В современных отраслях машиностроительного про¬
изводства (станкостроении, автотракторном производ¬
стве, сельскохозяйственном машиностроении и др.) вме¬
сто шпоночных широко применяются шлицевые соедине¬
ния, образуемые продольными выступами на валу и
соответствующими впадинами в ступице.
Широкое применение таких соединений оправдывает¬
ся рядом их преимуществ по сравнению со шпоночными:
а) шлицевые соединения дают хорошее центрирование и
гарантируют от провертывания, которое происходит
у врезных шпонок из-за разработки ими паза, что осо¬
бенно вредно сказывается в машинах, работающих
с большими скоростями; б) при шлицевых соединениях
увеличиваются поверхности соприкосновения вала с со¬
единяемой деталью, что способствует уменьшению давле¬
ния на их поверхности; в) при переменных нагрузках
прочность у шлицевых валов выше, чем у валов со шпо¬
ночными соединениями, и др.
Шлицевые соединения бывают подвижными, когда
охватывающие детали могут перемещаться вдоль вала, и
неподвижными (жесткими), когда охватывающие дета¬
ли плотно закреплены на валу.
По форме профиля шлицевые соединения разделяют¬
ся на прямобочные, эвольвентные, трапецеидальные и
треугольные.
В СССР наибольшее распространение имеют прямо¬
бочные и эвольвентные шлицевые соединения.
Прямобочные шлицевые соединения. В зависимости
от способа центрирования охватывающей детали (втул¬
ки) в шлицевых соединениях (рис. 83) различают ряд
случаев:
1) когда точность центрирования не имеет существен¬
ного значения и в то же время необходимо обеспечить до¬
статочную прочность соединения; при этом осуществ¬
ляется центрирование по боковым сторонам зубьев
243
(например, карданное сочленение в автомобилях)
(рис. 83,а);
2) когда в механизмах требуется осуществить кине¬
матическую точность (станки, автомобили и др.), приме¬
няется центрирование по одной из поверхностей зубьев
(наружной или внутренней); центрирование по поверх¬
ности выступов зубьев, как более экономичное (рис. 83,6),
Рис. 83. Сйособы центрирования шлицевых соединений:
/ - прямобочиых: о — по боковым сторонам зубьев; 6 - по окруж¬
ности выступов зубьев; в — по окружности впадин зубьев; г —
фаски и скругления зубьев; II — эвольвентных: д — по боковым
сторонам зубьев; е — по окружности зубьев.
используется для термически необработанных отверстий
или же, если твердость отверстия допускает калибровку
протяжкой после термической обработки; если твердость
отверстия не позволяет производить такую калибровку,
то применяется центрирование по поверхности впадин
зубьев (рис. 83,в). При центрировании по поверхности
выступов на углах зубьев вала, а при центрировании по
поверхности впадин зубьев в углах впадин отверстия де¬
лаются фаски или скругления (рис. 83,г).
Эвольвентные шлицевые соединения. По сравнению
с прямобочными эвольвентные шлицевые соединения
имеют следующие преимущества (рис. 83, д, е): более со-
244
вершенную технологию изготовления шлицевого вала
благодаря нарезанию шлицов червячной фрезой; при об¬
работке шлицевых валов возможность применения ше¬
вингования (способ точной обработки многорезцовым
инструментом — шевером), шлифования зуба по методу
обкатки и др.; повышенную прочность; лучшее центриро¬
вание сопрягаемых элементов; свойство шлицевых вту^
лок самоустанавливаться на валу под нагрузкой.
Центрирование эвольвентных шлицевых соединений
производят, как правило, по боковым сторонам зубьев
(рис. 83,5). В тех случаях, когда необходима особо вы¬
сокая точность вращения деталей, посаженных на шли¬
цевой вал, применяют центрирование по наружному диа¬
метру (рис. 83, е).
ГОСТ 6033-51 предусмотрены эвольвентные шлице¬
вые (зубчатые) соединения ал я диаметров от 12 до
400 мм с модулем oi i до >; лм.
Технология сборки шлицевых соединений.. Перед
сборкой шлицевых соединений необходимо тщательно
осмотреть собираемые детали. На поверхности шлицов
не должно быть забоин, заусенцев, острых краев и дол¬
жны быть обязательно сняты фаски на торцах вала и
ступицы. Это требуется для того, чтобы не произошло
заедания соединения во время сборки. Собираемые по¬
верхности должны быть смазаны.
Подвижные шлицевые соединения обычно имеют
скользящую, ходовую или легкоходовую посадки и со¬
бираются от руки. Неподвижные соединения имеют
глухую, тугую и плотную посадки и собираются напрес¬
совыванием охватывающей детали на вал с помощью
специальных приспособлений или же с подогревом
охватывающей детали перед напрессовкой.
Сборку" неподвижных шлицевых соединений запре¬
щается производить ударами молотка, так как при этом
может получиться перекос насаживаемой детали и даже
задиры на шлицах.
Неподвижные (жесткие) шлицевые соединения после
сборки должны подвергаться проверке на биение, а под¬
вижные шлицевые соединения проверяются на качку.
Эта проверка выполняется вручную покачиванием наса¬
женной детали относительно вала; при эгом не должно,
ощущаться никакого качания. При сборке ответственных
шлицевых соединений дополнительно проверяют приле-
245
гание их сопрягаемых поверхностей на краску. В под¬
вижных соединениях усилие перемещения деталей отно¬
сительно друг друга должно быть равномерным по всей
длине; местные перекосы и заклинивание шлицов не до¬
пускаются.
46. СБОРКА КОНУСНЫХ СОЕДИНЕНИЯ
Конусными соединениями называются такие соедине¬
ния, у которых детали сопрягаются по конической по¬
верхности. Они применяются для посадки на вал зубча¬
тых колес, муфт, маховиков и др.
Конусные соединения собираются с натягом, который
осуществляется за счет напрессовки ступицы детали на
вал. Насаженная на вал деталь дополнительно крепит¬
ся на нем гайкой с шайбой (рис. 84). Для надежной
передачи крутящих моментов конусные соединения в
ряде случаев дополняются шпонками.
Преимуществом конусных соединений перед цилинд¬
рическими является легкость их сборки, так как усилие
для насадки ступицы на вал при конической поверхности
значительно меньше, чем при запрессовке по цилиндриче¬
ской поверхности. Кроме того, при правильно изготов¬
ленных конических поверхностях ступица детали точно
центрируется по валу, благодаря чему в соединении не
может получиться перекоса.
Сборку конусного соединения начинают с подбора
охватывающей детали по конусу вала. Проверку ведут
по краске на качку. Конус охватывающей детали дол-
246
Рис. 84. Конусное соеди¬
нение.
Рис. 85. Типы конических штифтов:
а — гладкий; б — разводной; в — с резьбой.
жен по всей длине плотно соприкасаться с поверхностью
конуса вала. При правильной посадке конусного соеди¬
нения между торцами вала и ступицы должен оставать¬
ся небольшой зазор (см. рис. 84). Запрессовка деталей
при сборке конусных соединений производится с помо¬
щью специальных ударных приспособлений, в которых
сила удара определяется весом бойка и высотой его па¬
дения, либо с помощью тарировочных прессов с опреде¬
ленным усилием на штоке. ^
При сборке необхо¬
димо контролировать
усилие затяжки гайки
или глубину запрессов¬
ки. Эти величины ука¬
зываются в техниче¬
ских условиях на сбор¬
ку соединения, а также
в чертеже или в карте
технологического про¬
цесса. Несоблюдение
этих условий может
вызвать перегрузку со¬
единения и привести к
аварии.
Штифтовка соедине¬
ний коническими штиф¬
тами. Для фиксации
положения соединяе¬
мых деталей, а также
для разгрузки болтов от поперечных усилий служат ко¬
нические штифты. Они бывают гладкие (рис. 85,а), раз¬
водные и с резьбой на одном конце.
Конические штифты имеют конусность 1 :50, что обес¬
печивает их надежное положение в гнезде. В соедине¬
ниях,'подверженных вибрациям или толчкам, применя¬
ются разводные конические штифты. Разрезанные концы
штифта слегка разводятся, чем предохраняют его от вы¬
падения при толчках (рис. 85,6).
В тех случаях, когда конический штифт устанавли¬
вается в глухое отверстие, из которого его нельзя вы¬
бить, рекомендуется использовать штифт с резьбой
(рис. 85,в). Для извлечения его из гнезда на нарезанный
конец навинчивается гайка.
Рис. 86. Приемы постановки кони¬
ческих штифтов:
а — с нормальным натягом; б — с помощью
молотка.
247
Преимущество конических штифтов заключается в
том, что их можно несколько раз ставить в одно и то же
отверстие, не нарушая качества соединения.
Недостатком неподвижных соединений по конусной
поверхности е применением конических штифтов являет¬
ся то, что при сборке, как правило, приходится сверлить
и развертывать в валу отверстие под штифт по отвер¬
стию во втулке, так как при раздельном сверлении
обычно отверстия не совпадают. Доброкачественность
штифтового соединения зависит еще и от того, насколь¬
ко правильно подобран конический штифт к отверстию.
Считается, что нормальный натяг получается тогда,
когда штифт входит в отверстие от руки ^на 70—75% его
длины (рис. 86,а). До конца же штифт забивается уда¬
рами молотка с использованием оправки (рис. 86,6) или
запрессовывается с помощью пресса.
Учитывая, что штифтовые соединения обычно должны
легко разбираться, нужно следить за тем, чтобы тонкий
конец штифта после окончательной посадки несколько
выступал над поверхностью детали. Это создает удоб¬
ство при разборке соединения. Торцы штифта должны
быть чистыми, без забоин и не расклепаны. Изгиб вы¬
ступающей толстой части штифта недопустим. Выбива¬
ние штифтов при разборке производят с помощью спе¬
циальных выколоток с подставками.
47. БЕСШПОНОЧНЫЕ РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
В бесшпоночном соединении детали, например зуб¬
чатое колесо и вал, скрепляются силой трения при по¬
мощи эксцентриковых замков и разжимных конических
колец. Посадочное отверстие бесшпоночного соединения
с эксцентриковым зажимом имеет конический и цилинд¬
рический участки (рис. 87,а), оси которых смещены от¬
носительно друг друга на величину а, мм (в зависи¬
мости от требований). Аналогично имеются коническая
и смещенная цилиндрическая поверхности на валу. Цен¬
трирование происходит по коническим поверхностям на
обеих деталях. Бесшпоночное соединение деталей яв¬
ляется простым и технологичным для сборки, надежным
для работы.
Сборка соединения ведется без какой-либо пригонки
и сводится к посадке охватывающей детали на вал по
248
коническим поверхностям, к провертыванию ее на не¬
большой угол, в результате чего происходят заклинива¬
ние сопряженных деталей и затяжка болта, устанавли¬
ваемого в торец вала. Недостаточно широкое использо¬
вание этого типа соединения объясняется некоторой
сложностью обработки поверхностей деталей и возмож¬
ностью применения его только в нереверсивных пере¬
дачах.
Соединение разжимными коническими кольцами
(рис. 87,6) также является простым и технологичным
для сборки. В отличие от предыдущих типов соединений
Рис. 87. Конструкция бесшпоночного соедине¬
ния:
а — с эксцентриковым зажимом; б — с разжимными кольцами.
оно более герметично и почти полностью устраняет воз¬
можность коррозии сопрягаемых поверхностей. При за¬
креплении с помощью конических колец используются
силы трения, которые увеличиваются при затяжке гаек.
Гайки вызывают перемещение конических колец вдоль
оси, при этом кольца деформируются в радиальном на¬
правлении, что вызывает увеличение радиального давле¬
ния и силы трения между сопрягаемыми поверхностями.
Кольца могут изготовляться как путем обработки на
токарном станке, так и путем штамповки.
48. СБОРКА ТРУБОПРОВОДОВ
В конструкцию большинства машин входят системы
трубопроводов, предназначенные для подвода к узлам и
агрегатам смазки, сжатого воздуха, воды или жидкого
топлива. Такие системы состоят из прямых или изогну¬
тых отрезков труб и их соединений.
249
Подготовка труб к сборке. При сборке машин приме¬
няют преимущественно металлические трубы. Они бы¬
вают чугунные, стальные, медные и алюминиевые. Из
металлических труб наибольшее распространение имеют
стальные трубы. Чугунные литые трубы с раструбами
применяются не на самих машинах, а для отвода в ка¬
нализационную сеть использованной загрязненной воды
и прочих отходов производства.
Медные и алюминиевые трубы применяются в маши¬
нах обычно для подачи горючих и смазочных материа¬
лов.
Стальные трубы по способу изготовления делятся на
две группы: стальные сварные и стальные бесшовные
или цельнотянутые. Бесшовные трубы бывают холодно¬
тянутые и горячекатаные.
Холоднотянутые трубы выпускаются диаметром от 5
до 133 мм, с толщиной стенок от 0,5 до 12 мм. При тол¬
щине стенок до 3,5 мм эти трубы условно называются
тонкостенными.
Горячекатаные трубы изготовляются с наружным
диаметром от 57 до 426 мм. У труб малых диаметров
толщина стенок бывает от 3,5 до 13 мм, а у труб боль¬
шого диаметра достигает 45 мм.
Для укладки трубопроводов большой длины отдель¬
ные трубы приходится соединять друг с другом. В тех
случаях, когда в дальнейшем трубопровод не требуется
разбирать, трубы сваривают между собой. Если же
соединение труб должно быть разъемным, то приме¬
няют соединение на фланцах или на фитингах.
Фланцами называются кольцевые диски, которые
укрепляются на концах труб и служат для соединения их
между собой. Их делают с отверстиями, в которые при
сборке вставляются болты, стягивающие фланцы двух
соседних соединяемых труб.
Фланцевое соединение по сравнению с другими ви¬
дами разъемных соединений самое надежное и поэтому
применяется на ответственных трубопроводах.
Размеры фланцев и их материал выбираются по
ГОСТу в зависимости от диаметра труб, давления и тем¬
пературы перемещаемых жидкостей или газов.
Существует ряд способов крепления фланцев на тру¬
бах, наиболее употребительными из них являются: при¬
варка к трубам встык (рис. 88,а); соединение на резь¬
250
бе (рис. 88,6); соединение способом развальцовки
(рис. 88,в); соединение с разбортовкой труб (рис. 88,г).
Чтобы соединение труб было плотным, между опор¬
ными плоскостями фланцев укладывают прокладки из
мягкого упругого материала. Такими материалами слу¬
жат: резина, асбест, клингёрит, паронит, картон и др.
Резина применяется для уплотнения трубопрово¬
дов с холодной и теплой водой.
Асбест применяется преимущественно в тех трубо¬
проводах, которые подвергаются действию высоких тем-
Рис. 88. Способы крепления фланцев на трубах:
а — приваркой к трубам встык; б — соединением на резьбе;
в - развальцовкой; г — разбортовкой.
ператур, например в паропроводах с небольшим давле¬
нием, воздухопроводах в горячих цехах и др. Прокладки
делают из листового асбеста толщиной от 1 до 12 мм
или шнура диаметром до 30 мм. Для того чтобы асбе¬
стовая прокладка не присыхала к фланцу, перед уста¬
новкой на место ее смачивают водой, а фланцы нати¬
рают графитом.
Клингерит — это прорезиненный и вулканизиро¬
ванный асбестовый картон. Он служит прокладочным
материалом для особо ответственных соединений на тру¬
бопроводах с высоким давлением.
Паронит представляет собой прессованный картон
из асбеста, каучука, графита, каолина и других мине¬
ральных примесей. Он выпускается двух видов: паро-
251
нит У (унифицированный) используется для уплотнения
пароводопроводных соединений при давлении 50 ат и
температуре до 450° С; паронит УВ (унифицированный
вулканизированный) применяется для уплотнения мест
соединения деталей, соприкасающихся с бензином, ке¬
росином и маслом. Этот паронит выдерживает давление
до 75 ат,
Картон для прокладок может применяться только
высокого качества (тряпичный). Картонные про¬
кладки устанавливают при сборке трубопроводов для по¬
дачи воды и нефти при обычных температурах. Для уп¬
лотнения водопроводных линий низкого давления можно
применять прокладки из парусины, холста или грубого
полотна.
Прокладки из ткани перед постановкой на место сма¬
зывают замазкой из свинцового сурика, разведенного на
олифе. Прокладки из ткани, пропитанной суриком, при¬
меняют в тех случаях, когда фланцевое соединение не
должно часто разбираться.
При больших давлениях и высоких температурах для -
уплотнения фланцевых соединений применяются метал¬
лические прокладки из свинца, меди или мягкой стали.
Соединение труб на фитингах. Для соединения между
собой стальных труб с резьбой на концах применяют
фасонные соединительные части — фитинги, изготовляе¬
мые из стали или ковкого чугуна (рис. 89). Применение
фитингов при сборке трубопроводов позволяет соединять
трубы под разными углами, устраивать ответвления, пе¬
реходы с одного диаметра на другой и т. п. Выпуска¬
ются фитинги согласно ГОСТу; наиболее употребитель¬
ные из них показаны на рис. 89.
Арматура при сборке является неотъемлемой частью
трубопроводных соединений, т. е. предназначается для
включения, отключения и регулирования потока пара,
газа или жидкости.
Трубопроводная арматура необходима при сборке
паропроводов, воздухопроводов или установке насосов,
при сборке централизованных смазочных систем и т. п.
По своему назначению арматура подразделяется на сле¬
дующие группы:
1) запорная, предназначенная для включения или от¬
ключения потока жидкости или газа; сюда относятся
краны, вентили, задвижки и др.;
252
2) предохранительная — всевозможные клапаны, пре¬
дохраняющие трубопроводы и резервуары от опасного
повышения давления;
3) регулирующая — для регулирования давления и
количества подаваемого газа или жидкости;
4) указатели уровня жидкости — различные водомер¬
ные стекла, маслоуказатели и т. д.
Краны обычно изготовляют литыми из чугуна, брон¬
зы и алюминиевых сплавов. Основные части крана —
корпус и пробка. Коническая пробка плотно притирает¬
ся к соответствующему гнезду в корпусе.
Рис. 89. Фйтинги.
а — колено; б — тройник; в — крестовина; г — муфта пря¬
мая; д - муфта переходная; е — ниппель; ж - контргайка.
Краны присоединяются к трубам на резьбе или с по¬
мощью фланцев. Вентили по сравнению с кранами имеют
значительные Ьреимущества. Они проще в изготовлении
и ремонте, так как в данном случае притирать приходит¬
ся узкие кольцевые поверхности вместо широких кони¬
ческих поверхностей в кранах. Для открывания и закры¬
вания вентилей не требуется прикладывать больших уси¬
лий. Притертые поверхности вентилей не трутся при за¬
крывании и открывании, как в кране, и поэтому меньше
изнашиваются.
К трубам вентили, так же как и краны, присоединя¬
ются либо на резьбе, либо на фланцах.
К подготовительным операциям для сборки трубных
соединений относятся также резка и гибка труб.
253
Приспособления и инструменты, применяемые при
сборке трубных соединений. При большом объеме ра¬
бот по сборке фланцевых соединений много времени за¬
трачивается на изготовление прокладок. Кроме того, вы¬
рубленные вручную зубилом прокладки имеют неровные,
рваные края. Для ускорения процесса вырубки прокла¬
док применяют просечки (рис. 90), с помощью которых
Рис. 90. Приспособления для изготовления про¬
кладок.
а, б — просечками; в — с помощью приспособлений.
прокладку вырубают из листа целиком. Для вырубки
внутреннего диаметра прокладки служит просечка, изо¬
браженная на рис 90, а, для вырубки отверстий под бол¬
ты — просечка (рис. 90, б) соответствующего диаметра.
Просечки обычна изготовляются из отрезков труб, у ко¬
торых затачивается нижняя кромка.
При больших размерах прокладок их вырезка про¬
изводится на сверлильном станке с помощью приспособ¬
ления, изображенного на рис. 90, в. Хвостовик 4, укреп¬
ленный в шпинделе сверлильного станка, жестко соеди¬
нен с поперечиной 3, на которой в любом положении
254
могут быть закреплены дисковые ножи 2. При вращении
шпинделя прокладка вырезается одновременно по на¬
ружному и внутреннему диаметрам. Центровой стер¬
жень 1 удерживает заготовку на месте.
Паронитовые прокладки стандартных размеров выпу¬
скаются специальными заводами, и поэтому при сборке
(монтаже) трубопроводов их обычно изготовлять не при¬
ходится. '
В практике сборки и разборки трубных соединений
широко применяются приспособления для механического
разжатия и зачистки фланцев; для очистки внешней и
внутренней поверхностей труб; приспособления для
опрессовки и врезки трубопроводов и т. п.
Следует отметить, что применение приспособлений
при сборке трубных соединений значительно сокращает
затраты рабочего времени и повышает качество работ.
При выполнении трубных соединений на фланцах
пользуются гаечными ключами, описанными выше.
При сборке трубопроводов на резьбе применяются
специальные трубные ключи, которые подразделяются
на рычажные, цепные и накидные.
Трубные рычажные ключи имеют два рыча¬
га: неподвижный 1 и подвижный 2 (рис. 91,а). Захват¬
ная губка 3 подвижного рычага позволяет произвольно
менять в определенных пределах размер зева для за¬
хвата трубы. Со стороны насечек захватные губки имеют
незначительный изгиб, позволяющий зажимать трубу
одновременно во многих точках. Неподвижный и под¬
вижный рычаги 1 и 2 изготовляются из стали мар¬
ки 45—50. Материал для остальных деталей не норми¬
руется. Рабочие поверхности губок обязательно закали¬
ваются (с отпуском). Ключи этого вида разделяются по
номерам от № 1 до № 5 в зависимости от диаметра труб,
для отвинчивания которых они применяются (от lU
до 4").
Трубные цепные ключи имеют цепь, прижи¬
мающую трубу к зубьям щек (рис. 91,6).
Трубные накидные ключи с резьбовой регу¬
лировкой имеют подвижный рычаг, позволяющий менять
в определенных пределах размер зева для захвата трубы
(рис. 91,в).
Простым в изготовлении, удобным для работы, мень¬
шего веса, чем все остальные ключи, применяемые при
255
сборке трубопроводов с резьбовыми соединениями, яв¬
ляется нестандартизованный трубный ключ, изображен¬
ный на рис. 91, г. Этот ключ отличается тем, что не
имеет резьбы на рычаге и гайке. Ключ имеет два рыча¬
га — подвижный 1 и неподвижный 2. На неподвижном
Рис. 91. Трубные ключи:
а — рычажный; б - цепной; в — накидной; г — с регулиро¬
ванием на разные диаметры труб; д — разводной.
рычаге имеется три выреза, в которые закладывается
штифт 3 подвижного рычага. Изменение размера ключа
производится перестановкой подвижного рычага из од¬
ного положения в другое. Этим ключом можно собирать
трубы диаметром V2, ZU и 1". Такого же типа ключи мо¬
гут быть изготовлены и для труб больших диаметров.
При работе описанным ключом рабочий одной рукой
устанавливает штифт 3 подвижного рычага 1 на нужный
256
размер, а другой — нажимает на неподвижный рычаг 2,
тем самым прочно зажимая трубу.
При сборке трубопроводов применяется еще и труб¬
ный* разводной ключ (рис. 91,(9). Конструкция такого
ключа с самозатягивающей подвижной губкой обеспечи¬
вает его надежное сцепление с поверхностью трубы.
Трубный разводной ключ надежно захватывает и осо¬
бенно удобен в работе.
Существенным недостатком трубных ключей является
то, что они оставляют на поверхности труб следы насе¬
чек от зажимных губок. Это часто приводит к дополни¬
тельной зачистке труб напильником. Устранение этого
недостатка должно стать одной из задач рационализа-
торов-сборщиков.
Технология сборки трубопроводов. Рассмотрим бо¬
лее подробно последовательность сборки трубных со¬
единений на фланцах, на резьбе и сборку арматуры тру¬
бопроводов.
При сборке труб на фланцах необходимо сле¬
дить за тем, чтобы соединительные поверхности фланце»
были чисто обработаны и не имели забоин, вмятин, за¬
усенцев и т. д. Крепление фланцев на концах труб дол¬
жно быть строго перпендикулярным к оси трубы. Пра¬
вильность установки фланцев проверяется до затяжки
болтов с помощью щупа или мерного клина. Следует
помнить, что от качества сборки зависит* плотность со¬
единения и надежность работы всего трубопровода.
Прокладки, устанавливаемые между фланцами, дол¬
жны быть выполнены из' материалов, соответствующих
условиям работы, т. е. давлению, температуре и свой¬
ствам той жидкости или газа, которые перемещаются по*
данному трубопроводу. Толщину прокладок следует
брать строго по чертежу, а внутренний диаметр их дол¬
жен быть на 2—3 мм больше, чём внутренний диаметр
трубы. Для того чтобы прокладки не прилипали к флан¬
цам, они перед постановкой на место тщательно подго¬
тавливаются, как было указано выше.
После установки прокладок производится постановка
болтов или шпилек. Затяжку гаек нужно производить
так, .что^ы не получалось перекоса фланцев. Все гайки
следует затягивать одним и тем же ключом и с одинако¬
вым усилием. В ответственных соединениях рекомен¬
дуется пользоваться тарированными предельными клю-
17 Н Н. Кропивницкий
257
чами. Затяжка гаек при сборке фланцевого соединения
производится не подряд, а крест-накрест* Во время за¬
тяжки болтов нужно проверять щупом, не получается ли
перекос фланцев, и вовремя его исправлять.
Если трубопровод предназначен для работы при вы¬
сокой температуре, то рекомендуется перед сборкой про¬
тереть графитом резьбу на болтах и гайках для того,
чтобы в дальнейшем можно было легко разобрать со¬
единение.
Рис. 92. Трубные соединения на резьбе:
а — короткая; б — длинная (для сгона); / — труба;
2 — муфта; 3 — сбег резьбы; 4 — контргайка; 5 —
буртик.
Сборка труб на резьбе начинается с осмотра
резьбы собираемых частей. Резьба не должна иметь рва¬
ных витков и забоин. Если резьба на трубе забита, то ее
нужно прогнать трубным клуппом. Внутренняя резьба
прогоняется метчиками с трубной нарезкой.
Чаще всего соединение труб на резьбе осуществляется
с помощью муфт, причем трубы могут иметь короткую
или длинную резьбу.
При соединении труб с короткой резьбой (рис. 92, а)
на каждом конце соединяемых труб нарезается резьба
такой длины, чтобы она не доходила до середины муфты
на 2—3 витка. Сбег в конце резьбы при сборке создает
заклинивание, благодаря чему получается плотное соеди¬
нение.
Короткую резьбу применяют, как правило, для не¬
разъемных соединений труб фасонными частями. Разъ-
258
единить такое соединение на смонтированном трубопро¬
воде можно только разрезав трубы.
В тех случаях, когда по условиям работы соединение
нужно разобрать, применяется соединение с длинной
резьбой, или так называемое соединение на сгоне. В этом
случае одна из соединяемых труб имеет короткую резь¬
бу, а другая — длинную (рис. 92,6). Участок трубы с
длинной резьбой и называется сгоном. Его длина должна
быть такой, чтобы на нем поместилась муфта, контргай¬
ка и до начала сбега оставалось бы не менее двух вит¬
ков резьбы.
Соединение труб при помощи сгонов выполняют в та¬
кой последовательности. Контргайку и муфту навинчи¬
вают на длинную резьбу без уплотнения и без промазки
суриком или белилами. Короткую резьбу у второй трубы
подготавливают с уплотнением и промазкой суриком или
белилами, после чего муфту свинчивают (сгоняют) с длин¬
ной резьбы на короткую и завинчивают до упора в сб.ег
резьбы.
Однако если оставить соединение в том виде, в ка¬
ком оно получилось, то оно неизбежно будет давать течь,
так как со стороны длинной резьбы муфта не имеет
уплотнения и не заклинена на сбеге резьбы. Следова¬
тельно, в этом месте необходимо также создать уплотне¬
ние. Его выполняют при помощи льняной пряди, но не
рассученной, а приготовленной в виде жгутика, пропитан¬
ного суриком или белилами. Жгутик кольцом наверты¬
вают на трубу у края муфты и контргайкой сильно при¬
жимают к муфте: прядь попадает в фаску, специально
выточенную в контргайке. Если между муфтой и контр¬
гайкой нет перекоса и их торцы плотно прилегают друг
к другу, соединение получается достаточно непроницае¬
мым. х
Сгон можно выполнять только при цилиндрической
резьбе на трубах, в муфте и контргайке. Сборка трубных
соединений на резьбе выполняется не только посред¬
ством сгонов, но и при помощи специальных соедини¬
тельных гаек.
Выше подчеркивалось, что одно из основных условии
получения плотного соединения — это надежное закли¬
нивание фасонной части или арматуры на сбеге резьбы
трубы. Следовательно, ни в коем случае нельзя подавать
назад (свинчивать) ввинченную фасонную часть. Если
17*
259
же при выполнении соединения случилось так, что ввин¬
ченные тройник или крестовина, угольник или кран не
заняли требуемого'положения, то исправить это можно,
сделав дополнительно неполный оборот по ходу ре&ьбы.
Сборка арматуры. По типу соединений арматур а» тру¬
бопроводов— краны, вентили, клапаны и т. п. — подраз¬
деляется на фланцевую (соединение на болтах) и муф¬
товую (соединение на резьбе).
При подготовке кранов к сборке проверяют качество
притирки пробки к корпусу и, если требуется, то произ¬
водят дополнительную притирку. При проверке венти¬
лей, также в случае необходимости, производят притир¬
ку клапана по гнезду.
При подготовке кранов и вентилей к сборке необхо¬
димо тщательно проверить сальниковую набивку, запол¬
няющую кольцевой зазор между вращающимся шпин¬
делем и крышкой.'Если сальник пропускает жидкость
иди газ и подтягивание гаек не улучшает его работы, не¬
обходимо сменить набивку.
Для сальниковой набивки применяется шнур, спле¬
тенный из просаленной пеньки или асбеста, пропитанно¬
го маслом и графитом. Рекомендуется применять шнур
квадратного сечения, так как круглый шнур неплотно
заполняет сальниковую коробку. Пропитка шнура мас¬
лом и графитом делается для того, чтобы уменьшить тре¬
ние при повороте шпинделя.
Для того чтобы сальниковая набивка работала на¬
дежно, нужно при ее установке или замене соблюдать
следующие правила. Набивка должна состоять из от¬
дельных колец, причем стыки колец обрезаются не пря¬
мо, а под углом 45° к торцу. При укладке набивки нужно
следить за тем, чтобы стыки колец не^приходились друг
против друга, а были бы смещены на 90°. Нарезанные
кольца укладываются обязательно по одному и уплотня¬
ются специальной деревянной трамбовкой или нажимной
втулкой. Сальниковые болты не рекомендуется затяги¬
вать слишком сильно, так как при этом можно выдавить
из набивки смазочные вещества, что повлечет за собой
увеличение трения и ускорит износ набивки. Новая на¬
бивка в первые дни эксплуатации обычно дает большую
усадку, поэтому за арматурой необходимо следить и во¬
время подтягивать сальники.
Как краны, так и вентили должны быть установлены
260
таким образом, чтобы они были доступны для обслужи¬
вания, ремонта или замены. Лучше всего запорная арма¬
тура работает в тех случаях, когда ее шпиндель установ¬
лен вертикально вверх. Устанавливать арматуру шпин¬
делей вниз не рекомендуется.
Испытание собранного трубопровода производится на
плотность и прочность (опрессовка). Испытание на плот¬
ность и прочность выполняется в такой последователь¬
ности. Трубопровод постепенно наполняют водой и отме¬
чают мелом все места, где появляется течь. После этого
воду выпускают и устраняют обнаруженные неплотности.
Затем производится гидравлическое испытание трубо¬
провода. Здесь проверяется прочность всех, элементов —
отсутствие трещин, пор, раковин и т. п., а также про¬
веряется герметичность всех соединений под давлением,
предусмотренным техническими условиями. Дефектные
детали подлежат замене, соединения подтягиваются или
собираются заново, после чего гидравлические испыта¬
ния повторяются.
Для паровой арматуры кроме гидравлических испы¬
таний производится испытание паром того же давления
и температуры, при которых она будет работать в пе¬
риод эксплуатации.
49. СОЕДИНЕНИЯ ДЕТАЛЕЙ
С НАТЯГОМ ПУТЕМ ЗАПРЕССОВКИ
Соединением с натягом называется неподвижное
разъемное соединение двух деталей, полученное запрес¬
совкой одна в другую и обеспечивающее прочное соеди¬
нение их без дополнительного крепления.
Сущность этого метода заключается в том, что одна
из двух деталей — охватывающая — должна иметь мень¬
ший диаметр, чем охватываемая, для того чтобы при
посадке получился требуемый натяг. Процесс соединения
таких деталей заключается в том, что к одной из этих
деталей прикладывается осевое усилие, под^ действием
которого вторая деталь насаживается на другую.
Величина натяга прессовых посадок зависит от раз¬
ности диаметров соединяемых деталей. На величину на¬
тяга влияет также шероховатость сопрягаемых поверх¬
ностей. Чем больше шероховатость на поверхностях де¬
талей, тем меньше будет натяг, так как оставшиеся
261
после обработки неровности (гребешки) при запрессовке
ломаются, снимаются и тем самым уменьшается натяг,
и наоборот, чем меньше гребешки (т. е. чище обработан¬
ная поверхность деталей), тем больше натяг.
Применение смазки сопрягаемых поверхностей зна¬
чительно уменьшает трение, предупреждает возможные
задиры и облегчает процесс запрессовки. При запрессов¬
ке стальных деталей в качестве смазки следует приме¬
нять бараний жир или минеральные масла.
Существуют следующие четыре основных способа'
соединения деталей с натягом путем запрессовки: 1) уда¬
рами молотка и кувалды; 2) давлением, развиваемым
прессами или специальными приспособлениями; 3) го¬
рячей посадкой деталей; 4) посадкой с охлаждением де¬
талей.
В крупном машиностроении кроме указанных спосо¬
бов иногда применяется оригинальный способ запрессов¬
ки с использованием усилий, развиваемых мостовыми
кранами.
Определение усилий запрессовки. Выбору способа за¬
прессовки и необходимого для этого оборудования дол¬
жно предшествовать определение величины усилия, по¬
требного для запрессовки.
На рис. 93 изображена схема запрессовки, для осу¬
ществления которой необходимо затратить усилие Р. Оно
определяется по формуле:
P-fpdU кГ,
где /—коэффициент трения при запрессовке;
р — напряжение (удельное давление на сопрягаемых
поверхностях), кГ/мм2\
d — наружный диаметр запрессованной детали, мм;
I — длина сопряжения, мм.
Значения коэффициента трения f и величины напря¬
жения р зависят от характера материала сопрягаемых
деталей и выбираются из справочной литературы. -Чаще
всего величина усилия Р, оборудование и приспособле¬
ния для соединения деталей запрессовкой указываются
в технологическом процессе или технических условиях.
Соединения деталей запрессовкой без температурных
изменений осуществляются вручную с помощью молотка
или кувалды, а также переносного механизированного
262
инструмента и подвесных приспособлений и на стацио¬
нарных прессах.
Запрессовка вручную молотком. Запрес¬
совка деталей с помощью молотка или кувалды — наи¬
более примитивный и наименее производительный спо¬
соб, требующий значительных физических усилий рабо¬
чего. В настоящее время этот способ применяется только
при запрессовке небольших деталей типа штифтов уда¬
рами молотка весом 0,2—1,0 кг. Как исключение, он
используется при запрессовке более
крупных деталей в ремонтных и сбо¬
рочных цехах индивидуального про-
изводства*
Если деталь запрессовывают
вручную молотком, то во избежание
перекоса сначала следует наносить
легкие удары до тех пор, пока де¬
таль не будет надежно направлена в
отверстие, а более сильные удары
допускаются лишь в конце запрес¬
совки. Удары наносят не по детали
(это категорически запрещается), а
по выколотке 1 (рис. 94, а) и таким
образом, чтобы создаваемая сила
совпадала с осью запрессовываемой
детали.
Основные данцые о молотках и других инструментах,
применяемых при сборочных работах, см. в гл. VI.
Запрессовка с помощью переносного
механизированного инструмента и подвес¬
ных приспособлений. Запрессовку небольших де¬
талей в крупногабаритные узлы, которые неудобно или
невозможно устанавливать на стационарные прессы,
довольно часто производят с помощью различного рода
переносных механизированных инструментов и подвес¬
ных приспособлений с винтовым, пневматическим, гид¬
равлическим или пневмогидравлическим приводом.
Большое распространение имеют переносные при¬
способления с винтовым приводом. Они отличаются про¬
стотой конструкции и требуют сравнительно небольшой
энергии, которую должен затрачивать рабочий для созда¬
ния значительных усилий запрессовки. Примером может
служить винтовая струбцина (рис. 94,6), с помощью
Рис, 93. Схема к опре¬
делению усилия за¬
прессовки.
263
которой осуществляется запрессовка втулки в зубчатое
колесо. На рис. 94, в изображено приспособление, при¬
меняемое для запрессовки оси 2 в отверстие, располо¬
женное в труднодоступном месте стенки крупной стани¬
ны 3. Оно состоит из скобы 4, винта 5, обоймы 1 сонор¬
ным шарикоподшипником и трещоточного ключа 6.
Наибольшие усилия запрессовки могут быть созданы
при использовании переносных и подвесных приспособ¬
лений с пневмогидравлическим приводом. Общий вид
Рис. 94. Запрессовка деталей:
а - молотком; б - с помощью винтовой струбцины; в — приспособле¬
нием с винтовым приводом.
подвесной установки пневмогидравлического действия
для запрессовки втулки поворотного кулака в переднюю
ось грузового автомобиля показан на рис. 95. Основные
части этой установки — пневмогидравлический усили¬
тель 1 и подвесное приспособление 2 запрессовки, свя¬
занные с гибким шлангом высокого давления. Усилитель
обычно укрепляется на высоте 3—4 м над рабочим ме¬
стом, а приспособление подвешивается на прижимном
264
балансире 3. В пневмогидравлическом усилителе сжатый
воздух, действуя на поршень, резко повышает давление
масла, поступающего в рабочий цилиндр приспособления.
При диаметрах поршня пневматического цилиндра
300 мм и плунжера 50 мм степень усилия равна 36. Это
значит, что при давлении сжатого воздуха 5 кГ/см2, по¬
ступающего в усилитель от цеховой сети, давление масла,
Рис. 95. Подвесное приспособление с пневмогидравличе-
ским приводом.
подающегося по гибкому шлангу в подвесное приспособ¬
ление для запрессовки, составляет 180 кГ/см2. При диа¬
метре поршня гидроцилиндра подвесного приспособле¬
ния 60 мм величина усилия запрессовки составляет
5000 кГ.
Применение переносных приспособлений с пневмати¬
ческим, гидравлическим и пневмогидравлическим приво¬
дами значительно облегчает труд рабочего и повышает
его производительность.
Запрессовка деталей на стационарных
прессах. Наиболее производительной является за¬
прессовка деталей с помощью различного типа прессов:
26 5
ручных (винтовых, реечных, маятниковых, эксцентрико¬
вых); приводных механических (винтовых, реечных);
пневматических; гидравлических; .электромагнитных и
вибрационных. В крупносерийном и массовом производ¬
стве соединение деталей с натягом производится на спе¬
циальных прессах — установках полуавтоматического и
автоматического действия.
Тип пресса и величина развиваемого им давления вы¬
бираются в зависимости от конструкции и размеров со¬
прягаемых деталей и расчетным усилием запрессовки.
При выборе пресса коэффициент запаса усилия запрес¬
совки принимается вг пределах от 1,5 до 2.
Ручные прессы применяются в единичном и мелко¬
серийном производстве при запрессовке и выпрессовке
небольших деталей (штифтов, мелких валиков, втулок,
пальцев и т. п.). Максимальное рабочее давление, раз¬
виваемое ими, обычно не превышает 1000—1500 кГ. Из
ручных прессов наиболее распространены винтовые
(рис. 96, а) и реечно-рычажные (рис. 96,6), последние
развивают примерно такое же усилие, как и винтовые,
но работать на них легче.
Силу запрессовки до 15 т при одном рабочем цилинд¬
ре получают на пневматических прессах рычажного дей¬
ствия. В данном прессе 1 шток 4 (рис. 96, б) поршня
соединен с рычагом 5, второй конец которого действует
на ползун 2. Пневматический цилиндр 5 качается на
оси 6 пресса. Сила, развиваемая прессом, равна давле¬
нию сжатого воздуха, умноженному на площадь пор¬
шня, соотношение плеч рычага 3 и к. п. д. механизма
(обычно равного 0,8).
Перед запрессовкой обе детали тщательно осматри¬
вают, удаляют заусенцы, царапины, забоины, а также
приставшую к ним стружку, песчинки и т. п. Чтобы не
повредить поверхности, запрессовываемую деталь ино¬
гда слегка смазывают чистым машинным маслом. Гид¬
равлические прессы развивают силы запрессовки от 2 до
200 т и выше. Большим преимуществом гидравлических
прессов является простота контроля процесса запрессов¬
ки деталей,' сводящегося к фиксированию давления по
манометру или показаний самопишущего прибора.
На рис. 96,2 изображен общий вид гидравлического
пресса, создающего при запрессовке усилие 2—3 г.
Пресс применяется в автомобильной промышленности
266
(взамен ручных прессов) на операциях по монтажу ша¬
рикоподшипников, запрессовке штифтов и пальцев в ма¬
логабаритных узлах и т. п. В этих прессах гидронасос,
распределительный золотник и электродвигатель I
(рис. 96, г) обычно компонуются на одной панели и ук¬
репляются на станине 7, имеющей специальную полость
для рабочей жидкости гидросистемы.
Управление работой пресса осуществляется рукоят¬
кой 6 или ножной педалью Р, связанными между собой
Рис. 96. Прессы для запрессовки деталей:
а - винтовой; 6 - реечно-рычажный; ь - пневматический рычажного действия
г - гидравлический.
267
тягой 8. Возврат поршня гидроцилиндра 3 со штоком 5
в исходное верхнее положение после запрессовки проис¬
ходит автрматически. Регулирование величины усилия
2—3 т осуществляется винтом 2. Давление масла b jвд-
росистеме проверяется по манометру 4.
Горячая посадка деталей применяется в тех случаях,
когда необходимо создать значительные натяги и повы¬
сить прочность соединения. Сущность процесса горячей
посадки заключается в том, что охватывающая деталь
нагревается до такой температуры, при которой она за
счет теплового расширения раздается настолько, что ее
можно свободно насадить на охватываемую деталь. Не¬
обходимая температура нагрева определяется в зависи¬
мости от размеров сопрягаемых деталей и требуемого
натяга.
При тепловых (горячих) посадках создаются натяги,
средняя величина которых в 2 раза больше натягов при
прессовых посадках. При сборке детали нагревают часто
и при сравнительно небольших натягах для облегчения
процесса сборки и сохранения качества поверхностей со¬
прягаемых деталей. Прочность тепловых посадок при
передаче крутящего момента в 2—3 раза выше, чем
обычных прессовых. Это объясняется тем, что при тепло¬
вых посадках гребешки (неровности) на сопрягаемых
поверхностях не сглаживаются, как при ходовых, а как
бы сцепляются друг с другом, усиливая прочность со¬
единения.
Нагрев соединяемой детали может производиться
в кипящей *воде или паром, в горячем масле, бен¬
зиновыми лампами и газовыми горелками, в газовых или
электронагревательных печах, электрическим током по
методу сопротивления или индукции. В тех случаях,
когда требуется соблюдение равномерности нагрева, це¬
лесообразно применять нагрев в жидкости (воде, масле).
Наиболее простым и дешевым способом нагрева
деталей является нагрев в кипящей воде или па¬
ром. При этом способе нагрев детали происходит равно¬
мерно, чем предупреждаются дефекты, являющиеся след¬
ствием неравномерности нагрева.
При нагреве в воде детали укладываются на смонти¬
рованные в баке металлические подставки, а после этого
через специальные водопроводные устройства подводит¬
ся вода, которой наполняется бак до тех пор, пока нагре¬
268
в&емые детали не покроются водой. В верхней части бака
остается свободное пространство для конденсирования
пара.
Нагрев воды в баке до температуры ее кипения про¬
изводится путем пропускания пара при плотно закры¬
той крышке бака. Нагреваемые детали выдерживаются
в кипящей воде от 20 до 50 мин. в зависимости от их раз¬
меров. Небольшие детали можно нагревать в специаль¬
ных ваннах (без воды) путем пропускания пара.
В тех случаях, когда нагреваемые для посадки дета¬
ли имеют большие размеры и для нагрева необходима
высокая температура, нагрев можно производить в элек¬
трических масляных ваннах. Нагрев крупных деталей
часто производится газовыми горелками или бензиновы¬
ми лампами. Несмотря на простоту этого способа и воз¬
можность получения большого количества тепла, допу¬
скающего быстрый нагрев детали, он имеет существен¬
ный недостаток, заключающийся в том, что действие
пламени сосредоточивается только в одном месте и на¬
грев детали получается неравномерным. Наиболее удоб¬
ным и эффективным способом является нагрев детали в
газовых или электрических печах, допускающих возмож¬
ность регулирования температуры, а отсюда более рав¬
номерный нагрев детали. В таких печах можно нагре¬
вать одновременно несколько деталей. Нагревание боль¬
ших деталей вышеуказанным методом является трудоем¬
кой операцией, где требуется специальное оборудование.
Поэтому во всех случаях, когда охватывающая деталь
имеет большие размеры и нагревать ее нецелесообразно,
а охватываемая деталь имеет небольшие размеры, лучше
всего пользоваться обратным методом, т. е. охлаждением
охватываемой детали.
Посадка с охлаждением деталей. Посадка путем
охлаждения запрессованной детали значительно эффек¬
тивнее, чем нагревание другой детали, так как она обес¬
печивает высокую прочность соединяемых деталей, не
вызывает коробления детали, изменения структуры ме¬
талла и деформации, которые возникают при нагреве,
а вместе с этим увеличивает производительность труда
в 4—5 раз. Применение холода позволяет значительно
упростить сборку крупногабаритных деталей, длинных
тонкостенных втулок, а особенно посадку мелких дета¬
лей (осей, штифтов и т. п.).
269
Сущность способа посадки с охлаждением заклю¬
чается в том, что для временного уменьшения размеров
запрессовываемой детали ее охлаждают до весьма низ¬
кой температуры (—80° С и ниже), вследствие чего она
сжимается и свободно входит в отверстие охватывающей
детали. При постепенном естественном нагревании до
температуры окружающего воздуха происходит оконча¬
тельное фиксирование плотности соединения.
Охлаждение детали достигается обычно с помощью
твердой углекислоты (сухого льда), обеспечивающей
разность температур 100° С, или жидкого азота и возду¬
ха, дающих разность температур 200—220° С. При тем¬
пературе воздуха в производственных цехах 20° С об¬
щее падение температуры охлаждаемой детали при
использовании твердой углекислоты достигает 100° С, что
для мягкой стали соответствует усадке 0,1 мм на каж¬
дые 100 мм. Этого обычно достаточно для получения
нужного натяга в соединениях.
При посадках с большими натягами применяют ком¬
бинированный способ: охватывающую деталь нагревают,
а охватываемую — охлаждают. К такому способу соеди¬
нения прибегают и в тех случаях, когда сопрягаемые де¬
тали изготовлены из материалов, имеющих различные
коэффициенты линейного расширения, а узел работает
в условиях повышенных температур.
Охлаждение деталей производится в холодильных ка¬
мерах и специальных установках. Охлаждаемые детали
полностью или же только посадочной частью опуска¬
ются в рабочее пространство камеры так, чтобы уровень
жидкого азота был на 80—100 мм выше детали.
Время охлаждения деталей зависит от их размера.
Для охлаждения тонкостенных втулок с толщиной сте¬
нок 5—8 мм с помощью твердой углекислоты требуется
примерно 12—25 мин. Для охлаждения втулок с толщи¬
ной стенок 5—10 мм в жидком азоте требуется от 6 до
10 мин., а для втулок с толщиной стенок 20—30 мм тре¬
буется от 20 до 30 мин.
Описание конструкций различного рода холодиль¬
ных камер и установок для охлаждения деталей, а также
работы с ними приведено в специальной литературе.
Распрессовка (разборка) соединений с натягом. Для
разборки соединений, выполненных с натягом путем за¬
прессовки, применяют специальное оборудование и спе¬
270
циальные переносные приспособления — винтовые съем¬
ники, а также съемники с пневматическим, гидравличе¬
ским ил.и пневмогидравлическим приводом.
Наиболее распространены винтовые съемники. Основ¬
ная деталь этого приспособления — силовой винт 1
(рис. 97,а), взернутый в траверсу 2, связанную посред¬
ством лапок 3 с демонтируемой деталью 4. Ввертывае¬
мый винт упирается в торец сопряженной детали 5 и пе¬
ремещает траверсу съемника, раопрессовывая детали. На
рис. 97,6 показана выпрессовка кольца 6 съемником.
Рис. 97. Винтовые съемники:
д — с наружным захватом; б — с внутренним захватом; / — силовой
винт: 2 — траверса; 3 — лапки; 4 — демонтируемая деталь; 5 - ба¬
зовая деталь; кольцо.
Другая конструкция винтового съемника, закрепляе¬
мого на шпильках или болтах, ввернутых в снимаемую
деталь, показана на рис. 98. Съемники этого типа при¬
меняются для сйятия деталей, имеющих несколько резь¬
бовых отверстий для шпилек или болтов. Он представ¬
ляет собой тр'аверсу или кольцо 2 с силовым винтом 3,
На траверсе имеются отверстия — пазы, через которые
проходят шпильки 4, завинчиваемые в снимаемую де¬
таль 5. Гайки U навинчиваемые на концы шпилек 4, пе¬
редают детали через траверсу или кольцо 2 тяговое уси¬
лие, развиваемое силовым винтом 3.
Переносные пневматические, гидравлические и пнев-
могидравлические съемники служат для выпрессовки
271
деталей из больших и громоздких узлов; выпрессовка же
деталей из небольших узлов осуществляется на пневма¬
тических и гидравлических прессах.
Пневматические съемники по конструктив¬
ным схемам не отличаются от винтовых, но усилие для
распрессовки создается в этом случае сжатым воздухом
посредством пневмоцилиндров. Следует отметить, что из-
Рис. 98. Съемники:
а — винтовой» закрепляемый на шпильках или болтах, ввернутых в сни¬
маемую деталь; б - насос для подачи масла в соединение с натягом.
за громоздкости и большого веса широкого применения
такие съемники не получили.
Гидравлические съемники обеспечивают
значительно большие усилия, чем пневматические. Они
распространены более широко.
При сборке и рехмонте машин нередко приходится вы-
прессовывать детали в особо стесненных условиях. Для
облегчения и ускорения процесса распрессовки в такич
случаях применяются переносные ручные гидравличе¬
ские прессы различных конструкций.
Съемники с пне.вмогидравл ическим при¬
водом отличаются от гидравлических тем, что давле¬
ние масла в гидроцилиндре создается не насосом, а сжа¬
272
тым воздухом, поступающим из цеховой сети в специаль¬
ный пневмоцилиндр.
В последние годы получил некоторое распростране¬
ние новый способ разборки соединений с натягом — пу¬
тем подачи в соединение масла под большим давлением.
Сущность этого способа заключается в создании между
сопрягающимися поверхностями запрессованных втулки
и вала масляной прослойки, находящейся под высоким
давлением {иногда до 200 ати).
Благодаря высокому давлению происходят упругие
деформации втулки и вала, в результате чего непосред¬
ственный контакт сопрягающихся поверхностей полно¬
стью устраняется. Создание масляной пленки обеспечи¬
вает также жидкостное трение сопрягаемых поверхно¬
стей, что уменьшает усилие распрессовки в сотни раз.
ПоДача масла в соединение осуществляется с помощью
насосов, обеспечивающих давление до 2000 ати. Наибо¬
лее простая конструкция такого насоса приведена на
рис. 98,6.
Основными деталями насоса являются: корпус 5,
плунжер 9, муфта 10, сухарь 1 и тройник 2. Насос соеди¬
няется с распрессовываемым соединением (втулка 5 и
вал 6) посредством муфты 4. Давление масла, подавае¬
мого в соединение, контролируется манометром 3, при¬
соединенным к тройнику насоса 2.
Процесс распрессовки протекает в следующем по¬
рядке. После соединения насоса и детали с помощью
втулки 5 муфта 10 свинчивается с резьбы корпуса 8, вы¬
нимается плунжер 9, и в канал корпуса насоса нали¬
вается масло до такого уровня, чтобы муфту 10 можно
было навернуть на резьбу корпуса насоса не менее чем
на 10—15 ниток, прежде чем сферический торец плун¬
жера упрется в сухарь 1 и начнет подниматься давление
масла. На этом подготовка насоса для распрессовки за¬
канчивается.
При вращении рукоятки по часовой стрелке муфта 10
навертывается на корпус и сухарь 1 начнет давить на
масло, находящееся в канале'корпуса насоса. При даль¬
нейшем вращении муфты давление' масла в канале уве¬
личивается, открывается обратный клапан 7, и мас¬
ло поступает в канал муфты 4 и далее через отверстие
во втулке 5 в маслораспределительную канавку дета¬
ли 6.
18 Н. Н. Кропивницкий
‘273
Когда давление масла превысит сопротивление, ока¬
зываемое кромками маслораспределительной канавки,
оно начнет проникать между соприкасающимися поверх¬
ностями втулки 5 и вала 6, расширяя втулки и сжимая
вал. Подачу масла в соединение производят до тех пор,
пока давление не поднимается до расчетного или масло
не покажется наружу из-под втулки. После этого произ¬
водят распрессовку с помощью пресса или съемника.
Преимуществом нового способа распрессовки, кроме
уже указанного выше значительного уменьшения потреб¬
ного усилия, является обеспечение сохранности сопря¬
гающихся поверхностей деталей для их повторной за¬
прессовки. Дело в том, что при сухой запрессовке сопря¬
гающиеся поверхности обычно сильно изнашиваются.
Техника безопасности. При сборке соединений с теп¬
ловыми посадками необходимо предохранять руки от
ожогов при нагреве или глубоком охлаждении деталей.
Обязательно пользоваться специальными щипцами и
рукавицами. Запрессовывая детали под прессом, нужно
хорошо устанавливать их, не перекашивать, так как в
этом случае охватывающая деталь может разорваться и
повредить руки осколками. При запрессовке ударами
следует пользоваться только специальными накладками,
предотвращающими деформацию детали. Запрещается
применение случайных предметов, потому что это может
явиться причиной несчастного случая.
Работая на гидропрессе, нужно следить за показания¬
ми манометра, не превышать давления масла, отмечен¬
ного на циферблате манометра красной чертой, не сле¬
дует перегружать пресс.
Глава IX
СБОРКА НЕПОДВИЖНЫХ
НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ
50. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
В современном машиностроении к неподвижным не¬
разъемным соединениям относятся: клепка, сварка,
паяние и склеивание; соединения, осуществляемые раз¬
вальцовкой, штамповкой и армированием.
Клепка. В настоящее время клепка во многих слу¬
чаях заменена более производительной электросваркой.
Однако в ряде отраслей машиностроения она еще широко
применяется, в частности в авиационной технике, для кон¬
струкций, работающих при высоких температурах и дав¬
лениях, в производстве слесарно-монтажного инструмен¬
та, для прочных соединений неметаллических деталей
с металлами и т. д.
Место соединения деталей заклепками называется за-
клепочным швом.
По назначению заклепочные швы делятся на проч¬
ные, от которых требуется только механическая проч¬
ность, и плотно-прочные, от которых помимо механиче¬
ской прочности требуется также герметичность соеди¬
нения.
По способу соединения листов различают заклепоч¬
ные швы двух видов:
а) внахлестку, когда одиц лист накладывают на
другой;
б) с одной или двумя накладками, когда листы под¬
водят встык и соединяют наложенными на них одной
или двумя накладками.
18*
275
Кроме того, по расположению заклепок швы делятся
на однорядные, двухрядные, многорядные, параллельные
и шахматные.
Основные типы заклепок, применяемых в современ¬
ном машиностроении, приведены на рис. 99. Готовая го¬
ловка заклепки называется закладной, а головка, полу¬
чаемая в результате клепки, — замыкающей. Отверстия
для заклепок, как правило, обрабатывают заранее.
Когда требуется зна¬
чительная точность сов¬
падения отверстий, их
сверлят одновременно в
обеих деталях. Выполня¬
ют это обычно по кондук¬
тору.’ Диаметр сверла под
заклепку должен быть на
0,1—0,2 мм больше диа¬
метра заклепки. Отвер¬
стие под потайную голов¬
ку (рис. 99,6) зенкуют с
одной стороны или с обе¬
их сторон.
Клепка разделяется
на холодную, т. е. выпол¬
няемую без нагрева за¬
клепок, и горячую, при
которой стальные заклепки перед постановкой их на ме¬
сто нагревают до 1000—НОСРС. Практикой выработаны
следующие рекомендации по применению холодной и го¬
рячей клепки в зависимости от диаметра’заклепок: а) до
d = 8 мм — только холодная клепка; б) при d=8—
12 мм — как горячая, так и холодная клепка; в) при
d свыше 12 мм — только горячая клепка.
В сборочных цехах и на слесарно-сборочных участках
обычно прибегают только к холодной клепке. Горячая
клепка применяется, как правило, в специализирован¬
ных цехах металлоконструкций.
В зависимости от условий образования замыкающей
головки различают два способа клепки: прямой и обрат-
ный. При свободном подходе к заклепке с обеих сторон
применяется прямой (или открытый) способ клепки, при
котором удары наносятся со стороны стержня; заклад¬
ная головка при этом упирается в поддержку
Рис 99. Типы заклепок:
а - со сферической, (получруглой) голов¬
кой, б — с потайной головкой; в — с пло¬
ской головкой; г — трубчатая; д — полу-
трубчатая; е — специальная.
276-
(рис. 100,.6). Этим способом выполняют соединения по¬
вышенной прочности.
При наличии условий, затрудняющих вставку за¬
клепок со стороны поддержки, используется обратный
(или закрытый) способ клепки. Заклепки вставляются
со стороны рабочего, и удары наносятся по закладной
головке; стержень при этом упирается в поддержку,
а замыкающая головка формируется при помощи под¬
держки (рис. 100,б). Примером может служить клепка
в трубах, клепка фланцев в труднодоступных местах
и т. п.
Для получения качественного заклепочного соедине¬
ния важно выбрать длину заклепки. Выступающая часть
стержня заклепки должна соответствовать техническим
условиям: для образования полукруглой головки она со¬
ставляет 1,5 d и для образования потайной головки —
1,3 d диаметра заклепки.
Рис. 100. Основные способы клеп¬
ки:
а — клепка вручную мелких узлов в ти¬
сках; б — прямой; и в — обратный способы
клепки.
277
Различают два вида клепки: ударную и прессовую.
При ударной клепке замыкающая головка заклепки об¬
разуется под действием произведенного удара (или се¬
рии ударов) со стороны закладной (прямой способ клеп¬
ки) или замыкающей головки (обратный способ клепки).
При прессовой клепке замыкающая головка образуется
путем прессования, т. е. медленного приложения значи¬
тельного усилия.
Рис. 101. Клепка пневматическими молотками:
а — с поддержкой в руках; б — с поддержкой, закрепленной в тисках.
'Наиболее производительной и наименее утомительной
для рабочего является прессовая клепка, осуществляемая
при помощи специальных переносных или стационарных
прессов.
Приемы ручной клепки рассматриваются в общем
курсе слесарного дела, поэтому здесь они не описаны.
В современном машиностроении клепка вручную, как
малопроизводительная, заменяется механизированной.
Одним из наиболее распространенных видов механи¬
зированной клепки является клепка при помощи пневма¬
тических молотков. Клепка пневматическими молотками
осуществляется двумя рабочими. Один из них (подруч¬
ный) при помощи винтовой, рычажной или пневматиче¬
ской поддержки подпирает закладную головку заклепки,
а второй (клепальщик) осаживает с помощью пневма¬
тического молотка стержень заклепки и создает замы¬
кающую головку (рис. 101, а). В ряде случаев, например
при механизированной клепке мелких узлов, поддержка
278
аакрепляется неподвижно в тисках, а склепываемые де¬
тали удерживаются над ней подручным клепальщика
(рис. 101,6).
В серийном производстве для механизированной прес¬
совой клепки крупногабаритных деталей служат спе¬
циальные прессы переносного и подвесного типов с пнев¬
матическим, гидравлическим или пневмогидравлическим
приводом.
Рис. 102. Общий вид (а) и схема пневморычажного стацио¬
нарного клепального пресса (б).
В мелкосерийном и серийном производстве для меха¬
низированной клепки небольших и средних узлов нахо¬
дят широкое применение различного рода универсаль¬
ные и специальные клепальные станки и прессы стацио¬
нарного типа.
Наибольшее распространение при клепке получили
прессы пневматического и пневморычажного действия.
, На рис. 102 показан общий вид и схема действия ста¬
ционарного пневморычажного клепального пресса. Сжа¬
279
тый воздух поступает по трубе в золотниковую короб¬
ку У, откуда направляется в цилиндр 5. Рабочий ход со¬
вершается при движении поршня 3 справа налево.
Шток 4 при этом роликами 2 нажимает рычаг 10, благо¬
даря чему пуансон 8 опускается и давит на головку за¬
клепки. Склепываемый узел устанавливают на под¬
держку 7. Пружина 9 возвращает пуансон 8 при холо¬
стом ходе поршня в верхнее положение. Подачу воздуха
регулируют краном, управляемым педалью 6. На неко¬
торых прессах одновременно расклепывают несколько
заклепок. Такой способ клепки называют групповым.
Требуемое усилие для клепки^в зависимости от диаметра
тела стальной заклепки составляет (в тоннах): для го¬
рячей клепки 10 F\ для холодной — 25 F, где F—пло¬
щадь сечения стержня заклепки, в см2.
51.. СБОРКА СОЕДИНЕНИЙ,
ОСУЩЕСТВЛЯЕМЫХ РАЗВАЛЬЦОВКОЙ
Неразъемные соединения, осуществляемые разваль¬
цовкой, т. е. холодной раскаткой (раздачей) труб и дру¬
гих подобных деталей, встречаются в различных отрас¬
лях машиностроения. К подобным соединениям обычно
предъявляются высокие требования в отношении проч¬
ности, плотности соединения и способности противо¬
стоять нагрузкам, возникающим под действием внешних
или внутренних давлений и тепловых расширений. Это
повышает ответственность слесаря-сборщика за качество
соединения и заставляет его применять наиболее рацио¬
нальные методы развальцовки. Развальцовку произво¬
дят специальными инструментами — вальцовками.
Различают ручные и машинные вальцовки. Ручная
роликовая вальцовка для развальцовки и отбортовки
труб имеет конусные ролики2 (рис. 103,а), насаженные
на стальной стержень, на одном конце которого образо¬
ван конус /, а на другом — квадратная головка 4 для
захвата воротком. Стержень периодически подается впе¬
ред пустотелым винтом 3, ввинчиваемым в резьбу корпу¬
са. Подача производится по мере ослабления давления
роликов на стенку трубы. Винт удерживается от пере¬
мещения установочным кольцом.
В процессе развальцовки на конец трубы 1
(рис. 103,6) надевают фланец 2 с выточенными в его от¬
280
верстии канавками, затем в трубу вставляют вальцовку
с роликами и сообщают ей вращение. При этом роли¬
ки 4, насаженные на конус 3, будут производить раска¬
тывание трубы, вдавливая ее металл в канавки фланца.
При работе ролики вальцовки смазывают минеральным
маслом.
Механизация процесса развальцовки не только дает
возможность повысить производительность труда в 5-
Рис. 103. Развальцовка труб:
а — ручная вальцовка; б — схема развальцовывания трубы;
в — машинная вальцовка.
8 раз, но и освобождает рабочего от выполнения тяже¬
лой физической работы, проводимой иногда в стесненных
условиях.
Механизация развальцовки осуществляется путем
применения специальных машинных вальцовок, приво¬
димых в действие переносными пневматическими ма¬
шинками или переносными приводами.
Одна из конструкций машинных вальцовок показана
на рис. 103,6. До начала работы стержень 3 вывернут,
вследствие чего ролики 2 утопают в прорезях корпуса 1.
Когда стержень 3 вместе с конусом 6 начинает вращаться,
‘281
роликам 2 и корпусу 1 также сообщается медленное вра¬
щательное движение; при этом стержень 3 все время
ввертывается в корпус и раздвигает ролики. Процесс
вальцевания продолжается до тех пор, пока гайка 8 не
соприкоснется своими зубьями на торце с зубьями муф¬
ты 5, поджатой пружиной 4. При этом будет наблюдать¬
ся характерное прощелкивание, свидетельствующее о
том, что процесс вальцевания трубы закончен. Для из¬
влечения вальцовки ее необходимо вращать в обратную
сторону. Натяжение пружины 4 можно регулировать вра¬
щением гайки 8. В требуемом положении она стопорится
контргайкой 7.
Для удобства и облегчения труда развальцовочные
пневматические машинки подвешиваются на специаль¬
ных пружинных противовесах или поворотных устрой¬
ствах с противовесами.
В ряде случаев для механизации развальцовки могут
быть применены обычные переносные машицки пневма¬
тического и электрического действия типа сверлильных
и др.
В качестве привода для механизации развальцовки
могут быть использованы также переносные сверлильные
станки и специальные установки. Более удобны перенос¬
ные и стационарные установки, состоящие из электро¬
двигателя, редуктора, гибкого вала или шарнирной пе¬
редачи.
Описание таких установок приведено в специальной
литературе.
Степень развальцовки обычно выражается не в абсо¬
лютных величинах, а в процентах от первоначального
диаметра отверстия или толщины стенки. Для соедине¬
ний, рассчитываемых на невысокие давление, оптималь¬
ная степень развальцовки находится в пределах от 15
до 20% толщины стенки трубы, а для высоких давле¬
ний—чот 20 до 25%.
52. СОЕДИНЕНИЯ ДЕТАЛЕЙ МЕТОДАМИ ПАЯНИЯ
И СКЛЕИВАНИЯ
Сущность процесса паяния. Паяние — один из спосо¬
бов образования неразъемных соединений, широко рас¬
пространенный в современном приборостроении, аппара-
тостроении и мелком машиностроении.
282
Склеивание — это сравнительно новый и весьма пер¬
спективный метод осуществления неподвижных соедине¬
ний деталей и узлов. Он также широко используется в
приборостроении и аппаратостроении. Как паяние, так и
склеивание относятся к числу операций, выполняемых в
процессе сборки самими сборщиками. В отличие от них
сварка, к которой прибегают для получения прочных и
плотных неразъемных соединений, выполняется, какпра-
еило, не сборщиками, а квалифицированными сварщи¬
ками.
Подробные сведения о сварке приведены ниже.
Паянием называется процесс получения неразъемно¬
го соединения двух или нескольких металлических дета¬
лей, с помощью дополнительно вводимого металла или
сплава, называемого припоем и имеющего меньшую, чем
соединяемые металлы, температуру плавления. Паяние
имеет некоторое сходство со сваркой плавлением. От¬
личие состоит главным образом в том, что при паянии
участвующие в соединении поверхности не расплавля¬
ются. Паяное соединение образуется в результате расте¬
кания расплавленного припоя по нагретым соприкасаю¬
щимся поверхностям и затвердевания его после охлажде¬
ния. Современные способы паяния охватывают широкую
номенклатуру материалов: углеродистые, легированные
и нержавеющие стали; твердые, цветные и специальные
сплавы.
Промежуточный металл, или сплав, применяемый при
паянии, называют припоем.
В зависимости от температуры плавления и механи¬
ческой прочности припоя различают паяние мягкими и
паяние твердыми припоями. Мягкие (обычно оловянно¬
свинцовые) припои имеют температуру плавления ниже
400° С, твердые (медные, медно-цинковые) 600—1100° С.
Мягкие припои обладают небольшим пределом прочно¬
сти — 5—7 кГ/мм2, а твердые — до 50 кГ/мм2 и выше.
Кроме припоя при паянии применяют флюсы, назна¬
чение которых сводится к защите места спая от коррозии
при нагреве, обеспечению лучшей смачиваемости его рас¬
плавленным металлом и растворению металлических
окислов.
Оборудование, инструмент и приспособления для пая¬
ния. При паянии применяют различные нагревательные
приборы и устройства, с помощью которых
283
осуществляется нагрев паяльника или паяние путем по¬
гружения соединяемых деталей в расплавленный припой,
а также паяние с помощью нагрева токами высокой ча¬
стоты (т. в. ч.) и др. К числу таких устройств следует
отнести: паяльные лампы, газовые горелки, печи, ванны,
установки т. в. ч. и т. п.
Основным инструментом, применяемым при паянии
мягкими припоями, является паяльник. Паяльник
(рис. 104, а) служит для расплавления и распределения
Рис. 104. Паяние мягкими припоями:
а — паяльники; б — нагрев паяльника пламенем паяльной лампы; в — залужива-
ние рабочей части паяльника припоем на куске нашатыря; г — прием паяния.
припоя в шве, а также для подогрева самого шва. Паяль¬
ники изготовляются из высококачественной меди марки
Ml.
В зависимости от способа нагрева различают паяль¬
ники периодического нагревания и • непрерывного дей¬
ствия.
Паяльники первого вида можно нагревать в различ¬
ных горнах, паяльными лампами (рис. 104,6) на пла¬
мени газообразного и жидкого топлива и др.
Паяльники непрерывного действия позволяют осу¬
ществлять пайку непрерывно, более равномерно и про¬
изводительно, чем паяльники периодического действия.
284
Наиболее широкое распространение получили электри¬
ческие паяльники мощностью от 10 вт до 1 кет.
При паянии в качестве вспомогательного инструмен¬
та используются шаберы и напильники; ими обрабаты¬
вают скошенные концы рабочей части паяльника, зачи¬
щают места паяния и готовые швы.
Для точной фиксации подлежащих пайке деталей и
для предотвращения в них растягивающих напряжении
в ряде случаев рекомендуется применять такие приспо¬
собления и вспомогательные устройства, как различные
струбцины для предварительного крепления спаиваемых
частей, подставки для паяльников и деталей, клинья
и т. п.
Припои и флюсы. Припои представляют собой ме¬
таллы или сплавы, обладающие способностью сплавлять¬
ся с,материалом соединяемых деталей, создавая неразъ¬
емное соединение.
Чтобы обеспечить качественное паяние, припои дол¬
жны обладать следующими физико-химическими, меха¬
ническими и технологическими свойствами:
1) более низкой температурой плавления, чем спаивае¬
мые металлы;
2) хорошей жидкотекучестью и высокой смачива¬
ющей способностью, что обеспечивает затекание их в
тончайшие зазоры;
3) хорошей диффузионной способностью в паре с со¬
единяемыми металлами, что обеспечивает высокую проч¬
ность и рлотность соединения;
4) малой окисляемостью, коррозионной устойчиво¬
стью и необходимой электропроводностью (если исполь¬
зуются при паянии проводников) и др.
В технике известно много металлов и сплавов, при¬
меняемых в кач.естве мягких и твердых припоев. К основ¬
ным из них могут быть отнесены оловянно-свинцовые
припои, медь, медно-цинковые, серебряные и медно-фос-
фор'истые припои.
Мягкие припои состоят j!3 сплавов, которые в своей
основе содержат олово и свинец и отличаются низкой
температурой плавления — в пределах от 180 до 300°.
Различное соотношение олова и свинца определяет
свойства припоев. Олввянно-свинцовые припои по срав¬
нению с другими обладают рядом преимуществ: высокой
смачивающей способностью, хорошим сопротивлением
285
коррозии и окислению, удобством применения. Поэтому
замена оловянно-свинцовых припоев другими не всегда
дает положительные результаты.
Используемые в практике марки припоев рекомен¬
дуется применять для пайки в следующих случаях:
ПОС-90 — для паяния внутренних швов пищевой по¬
суды и для предметов, к которым предъявляются особые
гигиенические требования;
ПОС-61—для паяния радио- и электроаппаратуры,
деталей счетно-аналитических машин, легкоплавких ме¬
таллических предметов, а также термически обработан¬
ных (закаленных) деталей;
ПОС-50 — для паяния авиационных радиаторов,
электрических счетчиков, деталей из латуни и белой
жести;
ПОС-40 — для паяния радиаторов, электро- и радио¬
аппаратуры, физико-технических приборов, проводов при
электромонтажных работах, оцинкованного и гальвани¬
ческого железа и др.;
ПОС-ЗО — для паяния цинка, оцинкованного желе¬
за, стали, латуни, меди и различных изделий ширпотре¬
ба, а также для лужения подшипников;
ПОС-18 — для паяния свинца, цинка, оцинкованного
железа, стали, латуни и луженой жести при пониженных
требованиях к прочности шва;
ПОС-4-6 — для паяния стали, белой жести, луженой
жести, латуни, меди при пониженных требованиях к проч¬
ности шва.
Мягкие припои изготовляют в виде прутков, кусков
проволоки диаметром 3—5 мм, трубок с внутренней на¬
бивкой флюсом, а также в виде порошка и пасты из по¬
рошка припая с флюсом.
Твердые припои представляют собой тугоплавкие ме¬
таллы и сплавы с температурой плавления от 700 до
1100°. Они применяются в тех случаях, когда необходимо
получить высокую прочность соединений.
В качестве твердых припрев наиболее часто приме¬
няют медно-цинковые и серебряные сплавы.
Медно-цинковые припои обозначают буквами ПМЦ
и цифрой, показывающей содержание в припое меди, на¬
пример, марка ПМЦ-36 обозначает медно-цинковый при¬
пой, в состав которого входит 36% меди, а остальные
64%—цинк. Серебряные припои обозначаются буквами
286
ПСр и цифрой, показывающей содержание в припое се¬
ребра, например, марка ПСр-70 обозначает серебряный
припой, в состав которого входит 70% серебра, осталь¬
ное — медь и цинк.
Эти марки припоев применяются в следующих слу¬
чаях:
ПМЦ-36 — для паяния латуни, содержащей до 68%
меди;
ПМЦ-48 — для паяния медных сплавов, содержащих
меди свыше 68%;
ПМЦ-54 — для паяния меди, латуни, бронзы и стали;
ПСр-12м и ПСр-25 — для паяния латунных и бронзо¬
вых деталей, требующих прочного соединения и чистоты
места спая (патрубки, штуцеры, арматура);
ПСр-45 — для паяния тонкостенных деталей и ниппе¬
лей;
ПСр-65 — для паяния деталей приборов;
ПСр-70 — для паяния проводов и других деталей в
тех случаях, когда место опая не должно уменьшать
электропроводность.
Припой для паяния чугуна из 50% закиси меди и
50% буры применяется в виде пасты, приготовленной на
воде. Пасту наносят на шов спаиваемых частей и деталь
нагревают в горне до плавления меди, выделяющейся
из закиси при высокой температуре.
Кроме описанных применяют припои специального
назначения: для паяния нержавеющих сталей; для на¬
пайки пластинок твердого сплава и пластйнок из быстро¬
режущей стали; припои для паяния алюминия и его
сплавов и др.
Флюсы представляют собой химические вещества, ко¬
торые в процессе паяния предохраняют металл от окис¬
ления.
Флюсы соединяются с окислами и в виде шлака
всплывают на поверхность припоя. Такое действие флю¬
са обеспечивает непрерывное смачивание и растекае-
мость припоя по месту спая и создает условия, необхо¬
димые для получения качественного соединения.
При паянии мягкими припоями в качестве флюсов
применяют хлористый цинк, нашатырь, канифоль, пас¬
ты и др.
Эти флюсы по характеру действия можно разделить
на три группы:
287
1. Кислотные, или активные, флюсы (хлористый
цинк, паста 15—85 и др.), имеющие в своем составе сво¬
бодную соляную кислоту, которая растворяет окисную
пленку. Недостатком этих флюсов является интенсивная
коррозия паяного шва, поэтому после паяния необхо¬
димо нейтрализовать и тщательно промыть места пайки
в проточной воде.
Хлористый цинк, называемый также травленой кис¬
лотой, применяют при паянии черных и цветных метал¬
лов (кроме цинковых и оцинкованных деталей, алюми¬
ния и его сплавов). Получают хлористый цинк раство¬
рением одной части мелко разрубленного цинка в пяти
частях соляной кислоты.
2. Антикоррозионные флюсы, изготовляемые на осно¬
ве фосфорной кислоты с различными добавками органи¬
ческих соединений и растворителей; к ним. относятся
флюс «Прима 1», ФИМ, ВТС, ЛТИ и др.
3. Бескислотные флюсы, к которым относятся раз¬
личные органические вещества: канифоль, парафин, гли¬
церин, жиры и масла.
Приемы паяния. При выполнении слесарно-сборочных
работ слесарю приходится паять мягкими и твердыми
припоями, поэтому он должен хорошо владеть приемами
и знать технологический процесс паяния.
Ручное паяние мягкими припоями осуществляется с
помощью паяльников различных конструкций. Процесс
начинают с подготовки мест спая, затем после припаива-
ния очищают шов.
Подготовка мест спая состоит обычно из механиче¬
ской очистки поверхностей деталей (напильником,
шабером, пескоструйным аппаратом и др.), обезжири¬
вания, травления и сборки под пайку. В ряде случаев
детали перед паянием предварительно подвергают
лужению.
Зазоры между соединяемыми поверхностями при
сборке под пайку должны быть'в пределах 0,05—0,15 лш:
в зазор менее 0,05 мм мягкий припой не проникает, а за¬
зоры более 0,15 мм снижают прочность спая. Сложные
узлы собираются в приспособлениях, фиксирующих вза¬
имное расположение деталей.
Выбор паяльника зависит от формы и размеров со¬
единяемых деталей, а также от характера паяльных ра¬
бот. В большинстве случаев применяют молотковые па¬
288
яльники (рис. 104,г). Торцовые паяльники используют
обычно лишь при паянии в труднодоступных местах.
Подготовка паяльника состоит из заправки его на¬
пильником под углом 30—40°, снятия заусенцев и тща¬
тельного облуживания припоем. Зачищенный паяльник
нагревают в горне или на огне паяльной лампы до
350—400° С, затем его быстро снимают с огня, очищают
от образовавшейся окалины (путем погружения в хло¬
ристый цинк), после чего рабочей частью паяльника за¬
хватывают определенную дозу припоя и несколькими
трущими движениями по кусковому нашатырю
(рис. 104, в) залуживают его конец припоем.
На подготовленное к пайке соединение наносится хло¬
ристый цинк или какой-либо другой флюс, а затем вво¬
дят припой.
Для получения качественного шва необходимо тща¬
тельно растереть паяльником припой по месту пайки до
полного залуживания. Если при этом какая-либо часть
шва не залуживается, то необходимо профлюсовать или
зачистить это место заново.
В процессе пайки рабочая часть паяльника должна
лежать на спае всей поверхностью. Только в этом слу¬
чае обеспечивается быстрый прогрев спая и заполнение
его припоем (рис. 104,г).
В последнее время начали применять весьма произ¬
водительный способ паяния путем погружения соединя¬
емых деталей в ванну с расплавленным припоем или с
расплавленной солью. Для хорошего затекания припоя
в швы соединяемых деталей в состав солей добавляют
4—5% буры. При паянии деталей в расплавленных со¬
лях обычно используют электрические соляные ванны
для термической обработки^инструмента и соляные элек¬
тродные однофазные и трехфазные печи с автоматиче¬
ским регулированием хемпературы.
Паяние твердыми припоями может производиться
различными способами.
При паянии газопламенными горелками места спая
нагревают пламенем паяльных ламп или газовых горе¬
лок. Для нагрева мелких деталей пользуются паяльной
лампой или горелкой, работающей на осветительном газе
или ацетилене. Для нагрева крупных деталей исполь¬
зуют специальные и обычные сварочные кислородно-аце¬
тиленовые горелки.
19 H. H. Кропивницкий
Ж
При паянии погружением деталей в ванну с расплав¬
ленными солями припой предварительно, еще в твердом
виде, прикрепляют к месту спая деталей.
При паянии в печах детали с заранее нанесенным
флюсом и припоем нагревают. В ряде случаев паяние
производят в печах с электрическим обогревом в потоке
защитной атмосферы (водорода или аммиака), предо¬
храняющей металл от окисления. Такой способ паяния в
условиях массового производства деталей позволяет при¬
менять широкую механизацию и автоматизацию процес¬
са и вместе с тем обеспечивает высокое качество паяных
соединений.
Наиболее рациональным способом является паяние с
нагревом токами высокой частоты.
Однако в практике слесарной обработки наибо¬
лее часто паяние твердыми припоями осуществляется
с помощью паяльных ламп, газовых горелок и в
горнах.
Перед паянием соединяемые части детали (изделия)
должны быть тщательно очищены от грязи, окалины,
жира и плотно подогнаны одна к другой. При паянии
твердыми припоями заготовки, в зависимости от назначе¬
ния можно соединять встык, внахлестку и реже — в за¬
мок (рис. 105,а). Затем места спая покрывают флюсом
(бурой), укладывают припой и скрепляют мягкой про¬
волокой, чтобы соединяемые части не сместились (рис.
105,6). После такой подготовки деталь осторожно вво¬
дят в зону пламени паяльной лампы или горелки и сле¬
дят за процессом плавления. Вначале нагрев места спая
следует вести медленно. Когда вздувшаяся бура осядет,
нагрев усиливают и продолжают до тех пор, пока припой
полностью не расплавится и* не зальет место соединяе¬
мых частей детали. Чтобы ускорить растекаемость при¬
поя в зазоры соединения, поступают так: место спая по¬
крывают флюсом и слегка водят по нему куском заост¬
ренной железной проволочки. Спаянным деталям дают
медленно остыть; такое замедленное остывание повы¬
шает прочность соединения.
Паяние можно вести и в такой последовательности:
подготовленную деталь покрывают флюсом и подвер¬
гают нагреву. Когда температура нагрева будет доста¬
точна для расплавления припоя, вводят припой в спай
и следят за его расплавлением и растеканием по шву. По
290
окончании тгайки дают детали охладиться, зачищают шов
от излишка наплавленного припоя, затем промывают и
высушивают деталь.
Паяние с помощью нагрева токами высокой частоты
(т. в. ч.) заключается в том, что участок, подлежащий
нагреву, помещается в быстропеременное электромагнит¬
ное поле, создаваемое индуктором, питаемым от специ¬
ального машинного или лампового генератора. При этом
переменное магнитное поле проводника, по которому
проходит ток, вступает во взаимодействие с полем паяе¬
мого металла. В результате создается тепловой эффект,
обеспечивающий нагрев детали при паянии. При паянии
с помощью т. в. ч. оказывается возможным за несколько
секунд нагреть деталь до температуры плавления припоя.
Окисление и коробление при этом незначительны. Пред¬
ставляется возможным непосредственно вести наблюде¬
ние за ходом процесса паяния. Для паяния с высокоча¬
стотным нагревом чаще всего используют ламповые пла-
вильно-закалочные генераторы с выходной мощностью
10—60 ква и рабочей частотой тока 200—600 кгц. Для
паяния твердосплавного инструмента применяют генера¬
тор с выходной мощностью 6 ква и рабочей частотой
тока 200—250 кгц.
Непосредственный нагрев паяемых частей произво¬
дится в индукторе, который изготовляется из медной
трубки круглого или прямоугольного сечения. Форма и
размеры индуктора зависят от конструкции паяемого из¬
делия (рис. 106). При паянии узкой зоны наиболее ши¬
роко применяются одновитковые индукторы. Многовит-
ковыми индукторами пользуются для нагрева больших
поверхностей. С помощью нагрева т. в. ч. практически
можно паять все металлы. Наиболее универсальным
припоем для паяния т. в. ч. может служить медно-сереб¬
ряный припой с цинком или^ кадмием. Для флюсования
при этом виде пайки используют обычные флюсы: при
паянии мягкими припоями — раствор хлористого цинка
или канифоль, а при паянии твердыми припоями —
буру и др.
Качество паяния с помощью нагрева т. в. ч. во многом
зависит от чистоты подготовки поверхностей. Поэтому
соединяемые части подвергают обезжириванию и меха¬
нической или химической очистке от грязи, окислов, плен
и окалины. Затем места спая покрывают флюсом, укла-
19*
291
292
Рис. 105. Приемы подготовки и пая¬
ние твердыми припоями:
а - способы соединения заготовок; б — при¬
емы паяния твердыми припоями.
Чч
Рис. 106. Индукторы различных типов и примеры
паяния:
а — одновитковый петлевой индуктор для паяния резцов; б —
многовитковы# петлевой индуктор для напайки резцов; в —
пример ручной периодической пайки деталей: J - оправка; 2 -
индуктор; 3 - спаиваемые детали; 4 - припой.
дывают на шов припой и собирают в комплект, после
чего вводят его в индуктор, где и осуществляется пайка.
Все способы паяния с нагревом т. в. ч. можно разде¬
лить на три.основные группы:
1) руч!ная периодическая пайка с фиксацией и без
фиксации детали в индукторе;
2) полуавтоматическая периодическая пайка с фик¬
сацией детали в индукторе;
3) автоматическая непрерывная пайка.
Простейшим методом паяния с нагревом т. в. ч. яв¬
ляется способ, .при котором детали вручную по одной
штуке подаются в индуктор с включением и выключе¬
нием тока ручной или ножной педалью (рис. 106,в).
Клеевые соединения. Склеивание как метод сборки
неподвижных и неразъемных соединений получило в по¬
следнее время большое распространение. Особенно бы¬
стро внедряется склеивание элементов металлических
конструкций самолетов, ракет и др. Склеиваются преиму¬
щественно пластмассы, стекло, керамика, легкие спла¬
вы— алюминиевые, магниевые, реже — стали углероди¬
стые, нержавеющие, титан и др.
Оснобные преимущества склеивания: гладкость на¬
ружных поверхностей склеиваемых элементов; лучшая
герметичность, обеспечиваемая самим клеем; экономия
веса, снижение трудоемкости и стоимости, особенно при
тонкостенных конструкциях; отсутствие ослабления со¬
единяемых элементов отверстиями под заклепки и т. п.
Конструктивно клеевые соединения могут иметь са-~
мое разнообразное оформление (рис. 107). Наиболее
распространены соединения внахлестку и соединения со
стыковым элементом (планкой, втулкой и т. п.). Приме¬
няют и ряд других конструктивных форм.
Склеивание отличается простотой технологии, легко
может быть механизировано и автоматизировано.
Надежное соединение деталей малой толщины с при¬
менением неметаллических материалов во многих слу¬
чаях возможно только склеиванием. В практике выпол¬
нения клеевых соединений широко применяется карби-
нольный клей, в частности для склеивания калибров, сбо¬
рочных приспособлений, при вклейке вставных ножей в
сборные инструменты и др. Вместо заклепки, сварки или
паяния деталей часто применяется клей БФ-2, БФ-4,
ВК-32-ЭМ и др., причем прочность клеевого соединения
293
не уступает прочности других видов соединений. Луч¬
шие результаты по прочности получаются при склеива¬
нии стальных, чугунных и дюралюминиевых деталей.
Хорошо оправдывает себя склеивание вместо приклепы¬
вания облицовочных материалов к колодкам в тормоз¬
ных системах. Приклеивание тормозных накладок к тор¬
мозным колодкам широко применяется в автотракторном
Рис. 107. Рекомендуемые конструктивные
формы клеевых соединений:
а —плоскостные; б — тавровые; в — цилиндрические;
/ - внахлестку; II - врезные (шпунтовые); III - со¬
единения встык.
производстве. С помощью клея марки ВС-10-М склеи¬
вают металлы с пластмассами, дюралюминий, стали раз¬
личных марок со стеклотекстолитом (пластик типов
КАСТ, 911, 911а, 911с и др.). Такие соединения облада¬
ют высокой прочностью и водостойкостью.
Для приклеивания неметаллических материалов к
металлу применяется термостойкий вид клея различных
марок —ИПЭ-9; БФК-9; ЭФ-9; К-Ю; К-105 и др.
Испытания на прочность выполненных соединений
контактной сваркой и склеиванием подтверждают боль¬
шие перспективы применения клеевых соединений дета¬
лей машин. Механическая прочность склеенного соеди¬
нения зависит от вида и качества клея, от качества
294
склеиваемых поверхностей, плотности их прилегания,
толщины слоя клея и равномерности его распределения,
а также от способности соблюдения температурного ре¬
жима.
Технологический процесс клеевого соединения дета¬
лей, назависимо от их конструкции, разнообразия склеи¬
ваемых материалов и марок клеев, состоит из следую¬
щих этапов: подготовки поверхностей к склейке; нанесе¬
ния клея на склеиваемые поверхности; выдержки после
нанесения клея; сборки склеиваемых деталей; склеива¬
ния при определенных температуре и давлении с после¬
дующей выдержкой; очистки шва от подтеков клея и
контроля качества клеевого соединения.
Подготовка поверхностей к склеиванию сводится к
их взаимной подгонке, очистке от пыли и жира и прида¬
нию необходимой шероховатости. Например, алюминие¬
вые сплавы обезжириваются в ацетоне или обрабаты¬
ваются в кислотных ваннах, где одновременно с обезжи¬
риванием происходит процесс травления. Кислотная
ванна, кроме того, придает металлу шероховатую по¬
верхность.
Качество клеевого шва в значительной степени зави¬
сит от приемов нанесения клея. Клеи могут быть жидки¬
ми, пастообразными или в виде клеящей пленки. Наибо¬
лее рациональны клеящие пленки, не требующие приме¬
нения специального приспособления для регулирования
толщины клеевого слоя. Хорошие результаты можно по¬
лучить при нанесении клея с помощью пульверизатора.
Частично клей наносится вручную кистями и шпате¬
лем. Во всех случаях клей следует наносить в одну
-сторону во избежание попадания в него пузырьков воз¬
духа.
Выдержка после нанесения клея, содержащего рас¬
творитель, обязательна. Необходимо до прессования дать
открытую выдержку, во время которой происходит уда¬
ление из клея влаги и летучих веществ; при этом клей
приобретает нужную вязкость, уменьшается усадка кле¬
евого шва, снижаются внутренние напряжения и вероят¬
ность появления внутренних раковин. -
Сборка и склеивание деталей между собой осуществ¬
ляются с помощью специальных приспособлений и обо¬
рудования. В сборочном приспособлении детали с нане¬
сенным клеем должны устанавливаться во взаимно пра¬
295
вильное положение и фиксироваться зажимными устрой¬
ствами.
Основным оборудованием для склеивания являются
гидравлические или пневматические прессы, вакуумные
установки и т. п.
Для затвердевания клея нужны определённый тем¬
пературный режим и повышенное давление в печах. Для
этой цели используют печи с обогревом газами, горел¬
ками, установки с электронагревом, установки т. в. ч.,
установки, обогреваемые инфракрасными лучами, и др.
Температурный режим для различных случаев склеива¬
ния колеблется от 25 до 250° С и выше. Различным для
разных сортов клея и материала склеиваемых деталей
должно быть и время выдержки (от 5 мин. до 30 час.
и выше).
Контролю и испытанию клеевого соединения следует
придавать большое значение. Основной дефект, который
часто имеет место при склеивании, — так называемый
«непроклей» (наличие участков, в которых не произошло
соединения склеиванием). Наиболее совершенным мето¬
дом контроля качества готовой продукции при совре¬
менной технике следует считать использование ультра¬
звуковых установок В ряде случаев проверку качества
склейки производят через лупу, путем контроля специ¬
ально подготовленных образцов и т. п.
Определенный процент из серии склеенных деталей
проходит испытания на разрушение. Качество склейки
считается удовлетворительным, если разрушение произо¬
шло по материалу детали, а не по клею.
53. СОЕДИНЕНИЯ ДЕТАЛЕЙ СВАРКОЙ
Сваркой называется процесс неразъемного соедине¬
ния металлических деталей посредством нагрева свари¬
ваемых мест. Температура нагрева металла в свари¬
ваемых местах должна обеспечить доведение его до
пластического (тестообразного) состояния — сварка
давлением или жидкого состояния — сварка плавле¬
нием.
Соединение сваркой может происходить при непосред¬
ственном соприкосновении соединяемых сваркой метал¬
лических заготовок или с помощью промежуточного ме¬
талла, называемого присадочным.
296
По сравнению с другими видами неразъемных соеди¬
нений сварка имеет более высокие технико-экономиче¬
ские показатели- и нашла широкое применение во всех
отраслях промышленности.
Современными способами сварки получают прочное
соединение элементов металлических конструкций любой
формы при толщине металла от 0,1 до 250 мм.
Пластическая сварка с применением давления осуще¬
ствляется путем' нагрева свариваемых мест до пласти¬
ческого (тестообразного) состояния с последующим при¬
ложением механического усилия, сдавливающего заго¬
товки. К этому виду сварки относятся кузнечная и кон¬
тактная.
Кузнечная сварка является самым старым способом,
имеющим теперь ограниченное применение.
При контактной электросварке металл нагревается
.электрическим током, проходящем через него Для со¬
единения деталей после достижения необходимой темпе¬
ратуры к свариваемым час'Гям прикладывается давле¬
ние. Количество тепла, выделяющегося в месте сварки
(контакта), прямо пропорционально квадрату силы тока,
сопротивлению проводника и времени.
Контактная электросварка широко применяется в се-
рийном и массовом производстве для сварки стальных
деталей различных марок и цветных сплавов; она обес¬
печивает высокое качество сварного шва, большую про¬
изводительность и возможность широкой механизации
процесса.
Наиболее часто применяются три вида контактной
сварки: стыковая, точечная и роликовая. При стыковой
сварке соединение свариваемых мест происходит по всей
поверхности их соприкосновения. Сварка производится
на сварочных машинах ручного или автоматического
действия. Применяются два вида' стыковой сварки:
оплавлением и сопротивлением.
При точечной сварке заготовки (детали) свариваются
в отдельных точках. Машины для точечной сварки бы¬
вают самых разнообразных конструкций: ручные и ав¬
томатические, стационарные и переносные, одноточечные
и многоточечные (одновременно сваривающие до 50 то¬
чек). Точечная сварка широко применяется при массо¬
вом и крупносерийном производстве при изготовлении
цельнометаллических вагонов, кузовов автомобилей и др.
297
При роликовой (или шовной) сварке свариваемые
листы укладываются внахлестку и зажимаются электро¬
дами— роликами, подключенными к сварочному транс¬
форматору. При прохождении тока через ролики в месте
соприкосновения свариваемых частей выделяется тепло,
обеспечивающее сварку.
Дуговая электросварка является наиболее распро¬
страненной из всех существующих способов сварки. Она
основана на использовании тепла электрической дуги,
открытой в 1802 г. крупнейшим русским физиком акаде¬
миком В. В. Петровым.
При электродуговой сварке для местного расплавле¬
ния свариваемых деталей используется тепловой эффект
электрической дуги, возбужденной между электродом и
свариваемым изделием.
Высокая температура дугового пространства (около
6000° С) обеспечивает быстрый и сосредоточенный нагрев
в зане сварки, в результате чего металл нагреваемого
участка расплавляется и сваривается без приложения
внешнего механического усилия.
Сварка может производиться на постоянном и пере¬
менном токе.
Для питания дуги постоянным током применяют
электросварочные генераторы постоянного тока. При
сварке переменным током * применяются сварочные
трансформаторы.
Для закрепления электрода и подвода к нему тока
применяют электрододержатель, имеющий рукоятку из
изолирующего материала.
Для защиты глаз и лица сварщика от действия лучей
электрической дуги и брызг применяют щитки и шлемы,
снабженные специальными стеклами, поглощающими ин¬
фракрасные и ультрафиолетовые лучи. Щитки приме¬
няют при работе сварщика одной рукой, а шлемы — ко¬
гда работа выполняется обеими руками.
Для дуговой сварки применяют угольные и металли¬
ческие электроды. Угольные электроды изготовляются в
виде стержней диаметром 8—30 мм и длиной 200—
300 мм, ими пользуются при сварке сплавов цветных ме¬
таллов, наплавке твердых сплавов и сварке малой тол¬
щины, главным образом для получения бортовых соеди¬
нений тонкостенных стальных деталей, где не требуется
присадочный материал.
298
Металлические электроды изготовляются в виде прут¬
ков диаметром 1—12 мм и длиной до 500 мм для ручной
сварки или в виде мотков проволоки для автоматической
сварки.
Выбор того или иного вида сварочного соединения
определяется толщиной свариваемых частей, видом свар¬
ной конструкции, видом сварки и др. (рис. 108).
Рис. 108. Сварные соединения:
/ - бортовое; 2 — стыковое без скосов; 3 — стыковое V-
образное; 4 — стыковое Х-образное; 5 - стыковое чашеоб¬
разное; 6 — стыковое двойное чашеобразное; 7 — внахлест*
ку; 8 — угловое; 9 — тавровое.
Для получения высококачественного сварного шва
нужно правильно выбрать силу тока, определяемую
в зависимости от толщины свариваемого материала,
диаметра электрода, химического состава металла, вида
сварного шва, характера тока (постоянный или перемен¬
ный). В зависимости от диаметра электрода сила свароч¬
ного тока может быть выбрана по формуле:
i = kdy.
где i — сила сварочного тока, а;
d — диаметр электрода, мм;
k — коэффициент, равный при нормальных режимах
работы 35—46, а при повышенных режимах,
применяемых сварщиками-новаторами, — 50—
60.
299
Перед сваркой свариваемые части должны быть тща¬
тельно очищены от грязи, окислов и т. п. При сварке ме¬
таллическим электродом сварщик касается электродом
места сварки и быстро отводит его на расстояние 2—4мм
от места касания. Возбужденная дуга должна быть ко¬
роткой для уменьшения поглощения расплавленным ме¬
таллом .кислорода и азота воздуха.
При работе угольным электродом применяется посто¬
янный ток, и длина дуги колеблется в пределах б—15 лш.
В целях механизации процесса дуговой электросвар¬
ки институт электросварки АН УССР имени акад. Е. О.
Патона разработал способ дуговой автоматической свар¬
ки голым электродом под слоем флюса, преимуществами
которого по сравнению с ручной сваркой являются: вы¬
сокая производительность (в 7—10 раз больше по срав¬
нению с ручной сваркой); более однородное и высокое
качество наплавленного металла; экономия электроэнер¬
гии за счет лучшего использования тепла дуги; отсутст¬
вие надобности в защитных приспособлениях для свар¬
щика (дуга горит под слоем флюса).
В нашей стране созданы и применяются разнообраз¬
ные автоматы для дуговой сварки, в том числе шланговые
автоматы и полуавтоматы, позволяющие производить
сварку криволинейных швов, недоступных для сварки
обычными автоматами.
Для защиты наплавляемого металла от окисления и
азотирования при сварке жароупорных, магниевых, алю¬
миниевых сплавов и нержавеющей стали, а также для
получения сварного соединения, обладающего высокой
коррозионной стойкостью, сварку производят в среде
нейтральных газов (аргона, гелия). Поэтому и сварка
этого вида называется аргонной. При аргоно-дуговой
сварке дуга возбуждается между концом вольфрамового
электрода и деталью в защитной среде аргона с по¬
мощью специальной горелки, служащей для подвода
тока к электроду, удержания вольфрамового электрода
и направления струи защитного газа в зону шва. Арго-
но-дуговая сварка не требует обмазки электродов, обес¬
печивает высокие механические свойства шва, легко под¬
дается механизации.
В зависимости от химического состава, физических
свойств и выбранного способа сварки металлы и сплавы
имеют неодинаковую способность свариваться.
300
Чем выше теплопроводность, чем меньше усадка и
коэффициент линейного расширения, тем лучше сварл-
ваемость металлов> Малая теплопроводность, способст¬
вуя концентрации тепла на ограниченном участке, про¬
тиводействует выравниванию температуры по всей мас¬
се изделия и создает внутренние напряжения в металле.
Наилучшей свариваемостью обладает малоуглеро¬
дистая сталь, практически не закаливающаяся и име¬
ющая повышенную теплопроводность. Сварка стали с
содержанием углерода свыше 0,6% создает ряд труд¬
ностей.
Дуговая сварка чугуна применяется для исправления
дефектов в отливках и выполняется двумя способами: го¬
рячим и холодным. При горячей сварке производится
V-образная разделка кромок под углом 60—90°. Сварка
ведется чугунными электродами диаметром 10—20 мм,
имеющими повышенное содержание кремния (3—4%).
Для предупреждения окисления шва место сварки посы¬
пают специальным флюсом или пользуются обмазанны¬
ми электродами. Для предупреждения образования от-
бела и трещин в зоне сварки изделие перед сваркой по¬
догревают до 700® С. Холодная сварка производится без
подогрева. При холодной сварке качество сварного шва
ниже.
Дуговая сварка меди и ее сплавов производится пре¬
имущественно угольными электродами. Присадочным
материалом является основной металл. Для защиты от
окисления металла применяют флюсы.
Газовая сварка. В отличие от электродуговой при га¬
зовой сварке для местного нагревания свариваемых в
расплавленном состоянии металлических частей и доба¬
вочно вводимого присадочного материала используется
тепло, образующееся при сгорании горючих газов в кис¬
лороде с температурой пламени 3100—3200° С. В каче¬
стве горючего газа наибольшее применение имеет ацети¬
лен, дающий наиболее высокую температуру пламени и
наибольшее количество тепла, полезно используемого
при сварке.
Для смешивания горючего газа и получения концент¬
рированного и устойчивого сварочного пламени служат
сварочные горелки. По принципу действия сварочные
горелки делятся на инжекторные (низкого давления) и
безынжекторные (среднего или высокого давления).
301
Газовая сварка деталей большой толщины (до 30 мм)
производится с подогревом свариваемых мест. Наиболее
распространена сварка тонкого металла (0,5—3 мм),
так как производительность газовой сварки при боль¬
шой толщине металла заметно падает по сравнению с
производительностью дуговой сварки.
Газовой сваркой хорошо свариваются малоуглеро¬
дистые и низколегированные стали. Сварка ведется нейт¬
ральным пламенем; не допускается перегрев, понижаю¬
щий прочность шва. Присадочным материалом служит
стальная проволока с содержанием углерода 0,1%.
Для сварки высоколегированных сталей применяется
присадочная проволока того же состава, что и основной
металл. '
Сварка чугуна по сравнению с электродуговой свар¬
кой является более качественной и применяется для ис¬
правления дефектов в отливках ответственного назначе¬
ния. При сварке меди и бронзы пламя горелки должно
быть нормальным, а для латуни слегка окисленным.
В качестве присадочного материала используется основ¬
ной металл, флюсом является смесь борной кислоты,
буры и хлористого натрия. Применяются горелки повы¬
шенной мощности.
Термитная сварка. Термитами называют порошковые
смеси, способные гореть, выделяя большое количество
тепла, и образовывать при сгорании высокую темпера¬
туру. К числу таких смесей, употребляемых для сварки,
относятся алюминиевый и магниевый термиты. В состав
алюминиевого термита входят 78% железной окалины и
22% алюминия. При зажигании термита происходит бур¬
ное горение с выделением большого количества тепла,
при этом температура повышается до 3000° С. Для рас¬
кисления и получения стали требуемого химического со¬
става в металл сварки'перед заливкой добавляют ферро¬
сплавы.
Термитная сварка широко применяется для сварки
рельсов железнодорожных и трамвайных путей, труб и
при ремонте крупных деталей. Перед сваркой стык рель¬
сов очищают от грязи и окалины. Затем на стык 3 рель¬
сов 2 насаживают форму 1 (рис. 109) из огнеупор¬
ного материала, состоящую обычно из двух половин,
соединенных струбцинами. Стык 3 подогревается бензи¬
новым подогревателем или электрической дугой, в тигель
302
насыпают термит 4 и зажигают его. После сгорания тер¬
мита расплавленная масса восстановленного железа
поступает из тигля в форму, расплавляя и сваривая
стык.
Сварку магниевым термитом обычно применяют для
соединения встык стальных проводов на воздушных ли¬
ниях связи.
Новые способы сварки. В последнее время в ряде
производств применяется взрывная сварка, сварка тре¬
нием, ультразвуковая и другие виды сварки.
Сущность взрывной сварки заключается в использо¬
вании для сварки металлов энергии взрыва, осуществ¬
ляемой применением взрывчатки. На соединяемые по¬
верхности мгновенно действует образующаяся при взры¬
ве упругая ударная волна с высоким давлением, под
действием которой происходит прочное соединение сва¬
риваемых частей.
При сварке трением заготовки соприкасаются друг
с другом торцами, и при этом одной из них придается
вращение. Выделяющееся при трении тепло нагревает
торцы до пластического состояния. После разогрева и
прекращения вращения детали сдавливаются и при этом
евариваются.
Ультразвуковая сварка применяется для сварки ли¬
стов из стали, цветных металлов и их сплавов. Поверх¬
ности, подлежащие сварке, обезжириваются, сваривае¬
мые листы укладываются внахлестку на массивное осно¬
вание и прижимаются определенным усилием к специ¬
альному вибратору, с помощью которого один из листов
приводится в колебание с ультразвуковой частотой. При
Рис. 109. Схема термитной сварки.
303
этом вследствие трения одной поверхности о другую в
плоскости контакта выделяется теплота, металл нагре¬
вается до пластического состояния, и происходит сварка.
54. СОЕДИНЕНИЯ ДЕТАЛЕЙ ДАВЛЕНИЕМ
(ШТАМПОВКОЙ)
Неподвижные неразъемные соединения, получаемые
с помощью холодной обработки давлением за счет де¬
формации соединяемых деталей, находят все большее
распространение. Этому способствуют быстрое совер¬
шенствование и перспективность технологии обработки
давлением. В большинстве случаев соединения подобного
типа основаны на обжатии
или деформировании одной
детали другой и осуществ¬
ляются штамповкой, раз¬
вальцовкой, разбортовкой,
образованием швов, отгиба¬
нием и другими операциями.
Поскольку все указанные
операции связаны с пласти¬
ческой деформацией метал¬
лов, технологическим изме¬
нениям в процессе соединения предпочтительно подвер¬
гать детали из металлов, отличающихся более высокой
пластичностью и в местах более тонких стенок, в частно
сти алюминий, его сплавы с медью, а также детали из
меди, никеля, цинка, кадмия и др.
Прочность соединения достигается следующим обра¬
зом: соединяемые поверхности после тщательной очист¬
ки укладываются внахлестку и сжимаются прессом. Про¬
исходят пластическая деформация, упрочнение металла
и размельчение зерен. Металлы прочно связываются бла¬
годаря рекристаллизации Их сращивание происходит
вследствие образования новых крупных кристаллов.
Электроны одних атомов переходят на орбиты других, и
между атомами происходит сцепление.
В последнее время внедряется новый вид штампован¬
ного замка ШЕЗ для стогтбрения осей (рис. 110), кото¬
рый является весьма технологичным и может заменять
в собираемых узлах резьбовые и другие соединения. Фа¬
сонная шайба легко отгибается и загибается, как пока¬
Рис. 110. Замок ШЕЗ.
зано на рисунке при сборке и разборке соединения. Она
не требует дополнительного стопорения и осуществляется
без пригонки по месту сборки.
55. СОЕДИНЕНИЯ АРМИРОВАНИЕМ
В современном машиностроении все шире применя¬
ются легкие сплавы, пластмассы, резиновые изделия, не¬
подвижно соединяемые с металлическими деталями в
процессе заливки или запрессовки методом армирова¬
ния.
Применение легких сплавов (главным образом, спла¬
вов алюминия и магния) вместо черных металлов вы¬
годно прежде всего из-за значительного облегчения веса
машин (в 2—3 раза). Кроме того, оказывается возмож¬
ным значительно упростить и удешевить изготовление
деталей из легких сплавов путем отливки их в металли¬
ческие формы — кокили или под давлением. Таким об¬
разом можно получить детали сложной формы, почти
или совсем не нуждающиеся в механической обработке.
Еще большие преимущества дает применение дета¬
лей из пластмасс, которые могут быть значительно легче
алюминиевых и магниевых сплавов и примерно в 5—
10 раз легче стали. Детали из пластмасс не подверга¬
ются коррозии и не нуждаются в декоративной отделке.
При выполнении деталей с армированием слесарю-
сборщику в ряде случаев приходится заниматься сбор¬
кой и установкой арматуры перед заливкой. Понятие о
соединении армированием необходимо сборщику для
рационализации конструкции деталей и технологии
сборки.
При больших нагрузках, когда прочность отливок из
легких сплавов оказывается недостаточной, их упрочняют
путем армирования деталями из черных металлов, в
большинстве случаев — стальных. Чаще всего упрочняют
места соприкосновения отливки из легкого сплава с дру¬
гими деталями.
На рис. 111, а изображена ступица колеса мотоцикла,
изготовленная из алюминиевого сплава литьем под дав¬
лением. Для соединения ступицы со звездочкой, от ко¬
торой она получает движение, на ступице имеются шли¬
цы 1. Если бы их сделать прямо на алюминиевой отлив¬
ке, то под нагрузкой ступица легко могла бы деформи¬
20 Н. Н. Кропивницкий
305
ровать их или срезать совсем. В процессе отливки сту¬
пицы в прессформу закладывается стальная втулка 2
(рис. 111,а), которая образует одно целое с отлив¬
кой и хорошо воспринимает нагрузки на шлицы. Втулка
также упрочняет и места посадки подшипников, которые
запрессовываются в нее. Алюминиевый сплав недоста¬
точно хорошо сопротивляется истиранию, и на сопрягае-
Рис. 111. Примеры армированных деталей:
а - ступица колеса; б — сальник; в — рычаг коробки передач.
мой с ним поверхности образуются следы задиров и на¬
липания. Поэтому в ступице заармировано чугунное
кольцо 3, с которым при торможении соприкасаются тор¬
мозные накладки. Алюминиевый рычаг коробки передач
(рис. 111, в) для общего упрочнения армирован сталь¬
ным стержнем.
Для аналогичных целей местного или общего упроч¬
нения производится армирование пластмассовых дета¬
лей. Армирование пластмасс может осуществляться и
для укрепления в них металлических проводников элек¬
трического тока и др.
Большое распространение получают в современном
машиностроении резиновые детали и изделия: для раз¬
личных амортизаторов, буферов, уплотнений, для заме¬
306
ны подшипников неполнооборотного вращения, изолиру¬
ющих деталей и т. п.
Во многих случаях соединение резины с металлом
осуществляется в процессе формовки резиновых деталей,
и металлическая арматура оказывается залитой в рези¬
ну. Так, на рис. 111,6 показано армирование сальников
двигателя внутреннего сгорания из бензомаслоустойчи-
вой резины. Эти сальники по наружной поверхности за¬
прессовываются в корпус картера, а по внутреннему диа¬
метру обжимают вращающийся коленчатый вал. Таким
образом создается уплотнение как за счет упругих
свойств резины, так и за счет спиральной пружины, ко¬
торая надевается на канавку в сальнике. Армирование в
этом случае придает сальнику жесткость, необходимую
ему при запрессовке и работе.
Кромки деталей, подготавливаемых для армирования
и заливки резиной, пластмассами и легким сплавом,
должны быть притуплены и очищены от заусенцев, ржав¬
чины и т. п. Для более прочной связи с массой основной
отливки из легкого сплава на армируемых деталях де¬
лаются насечки или небольшие отверстия, в которые при
заливке формы затекает материал, подвергаемый арми¬
рованию.
20*
Глава X
СБОРКА УЗЛОВ, МЕХАНИЗМОВ И МАШИН
56. СБОРКА УЗЛОВ И МЕХАНИЗМОВ
ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
Сборка подшипников скольжения. В большинстве
узлов машин имеются вращающиеся части. В «одних ма¬
шинах вращаются шкивы и барабаны, в других — зубча¬
тые колеса, но во всех машинах вращающиеся детали на¬
саживаются на валы и оси, а валы и оси укладываются
на опоры. Те части валов или осей, которые укладывают¬
ся на опоры, называются шейками, а опоры, на которых
они лежат, называются подшипниками.
По конструкции подшипники подразделяются на две
группы: подшипники скольжения и подшипники качения.
Конструкция подшипника должна быть такой, чтобы
трение шейки вала об опору было наименьшим. В под¬
шипниках скольжения это обеспечивается применением
вкладышей, рабочая поверхность которых залита анти¬
фрикционным сплавом, а также обеспечивается смазкой
поверхностей шейки вала и вкладышей. В последнее вре¬
мя находят себе применение подшипниковые узлы, в ко¬
торых антифрикционный слой наносится непосредствен¬
но на шейку валаГ
Вкладыши подшипников изготовляют из стали.
В ряде случаев вкладыши делают из бронзы, латуни или
чугуна.
Антифрикционный материал, покрывающий внутрен¬
нюю поверхность вкладышей, должен иметь небольшой
коэффициент трения, высокое сопротивление износу и до¬
статочную прочность. Он должен хорошо прирабатывать-
308
ся, т. е. принимать форму шейки вала или оси. Этими
свойствами обладают в той или иной мере такие мате¬
риалы, как баббит, бронза, антифрикционный чугун, ме¬
таллокерамика, древеснослоистые пластики, резина, гра¬
фит и др.
Как известно, в подшипниковой паре рабочие поверх¬
ности подшипника и шейки вала или оси перемещаются
друг относительно друга и создают трение. Если тру¬
щиеся поверхности совершенно не смазаны, такое тре¬
ние называется сухим. Если же движущиеся одна по
другой поверхности разделены слоем масла, то такое
трение называется жидкостным.
В некоторых современных машинах, когда рабочая
скорость вращения измеряется десятками тысяч оборо¬
тов в минуту, используют воздушную подушку. Вместо
масла $десь в зазор подается сжатый воздух под давле¬
нием 3—6 яг, и вал опирается на воздушную прослойку.
Как же возникает в подшипнике жидкостное трение? Ко¬
гда вал не вращается, он опирается непосредственно на
втулку или вкладыш подшипника (рис. 112, а). Если вал
начинает вращаться, его шейка увлекает за собой слой
масла из зазора. В результате между шейкой вала и
вкладышем подшипника возникает масляный клин
(рис. 112,6). В масляном клине создается очень высокое
давление, приподнимающее вал; он уже не касается
втулки или вкладыша, а как бы «плавает» в масле
(рис. 112,в). Масло, протекая через подшипник, отводит
от него тепло, а также уносит^с собой оторвавшиеся ча¬
стицы металла.
Однако масляный клин возникает лишь тогда, когда
подшипниковый узел правильно собран и в нем точно вы¬
держаны требуемые зазоры. Вот почему нормальная ра¬
бота подшипника во многом зависит от качества его
сборки.
Процесс сборки подшипников скольжения состоит из
установки подшипников в корпусе, пригонки их, уклад¬
ки вала в подшипники и регулирования опор.
Порядок установки подшипников в корпусе зависит
прежде всего от их конструкции. Подшипник скольже¬
ния может быть неразъемным (цельным) и разъемным.
В первом случае подшипник представляет собой цельную
втулку, изготовленную из антифрикционного материала
и запрессовываемую в корпус. Во втором случае втулка
309
состоит из двух частей — вкладышей, имеющих разъем
по диаметральной плоскости.
Процесс установки цельной втулки в корпусе
включает запрессовку втулки, закрепление ее от провер¬
тывания и подготовку отверстия.
В зависимости от конструкции узла, натяга в сопря¬
жении и размеров втулки ее запрессовывают в холодном
состоянии, нагревая корпус или охлаждая втулку. За¬
прессовывают втулку под прессом, если габарит узла
позволяет использовать это оборудование, или вручную
&ал Наименьшая толщина Наиболее нагруженная
смазочного слця зона подшипника
Рис. 112. Схема работы подшипника скольжения:
а — в состоянии покоя вал опирается на втулку или вкладыш;
б — образование масляного клина; в — вал .плавает*.
с помощью оправок. В ряде случаев такая запрессовка
втулок осуществляется с помощью специальных приспо¬
соблений (рис. 113). Запрессовываемую втулку точно
центрируют относительно отверстия в корпусе, особенно
при больших натягах (0,08—0,15 мм на 100 мм диа¬
метра).
Простейшее приспособление для запрессовки втулок
состоит из винта 1, оканчивающегося цилиндрическим
хвостовиком с выступом 6, гайки 2 с рукоятками и упор¬
ного стакана 3. Через отверстие корпуса пропускают
винт /, надевают на его хвостовик запрессовываемую
втулку 4. Втулка упирается в шайбу 5 с радиальной про¬
резью 7. Вращая гайку 2, перемещают винт 1 влево и
благодаря этому запрессовывают втулку 4. Когда уста¬
навливают крупные втулки с большим натягом, их часто
310
предварительно охлаждают или нагревают корпус до
100—120° С.
После запрессовки втулку закрепляют от проверты¬
вания. Способов закрепления втулки много, наиболее
Рис. 113. Приспособление для запрессовки
втулок в корпус подшипника.
распространенные из них показаны на рис. 114. При за¬
креплении нарезным стопором во втулке 1 предваритель¬
но засверливают отверстие (рис. 114, а) и после этого
Рис. 114. Способы закрепления втулок от провертывания:
а — нарезным стопором; б — штифтом; в и г — винтом.
ввертывают стопор 2 (как правило, латунный). При
креплении штифтом (рис. 114,6) отверстие засверливают
одновременно и в буртике втулки и в корпусе. При креп¬
лении втулки винтом (рис. 114,в) после ее постановки
вначале сверлят отверстие под резьбу, а затем буртик
втулки рассверливают и зенкуют под винт. После завин¬
311
чивания винта головка его должна быть утоплена отно¬
сительно торца на 0,2—0,3 мм. Резьба под винт во" из¬
бежание самоотвинчивания должна быть тугой. Так же
поступают и при закреплении втулки (рис. 114,г).
После запрессовки цельных тонкостенных втулок
внутренний диаметр их часто уменьшается, поэтому: та¬
кие втулки часто4 в сборе приходится развертывать или
Рио. 115. Промер диаметра отверстия втулки
индикаторным нутромером (а); проверка непер-
пендикулярности оси отверстия втулки базовой
плоскости (б).
растачивать под требуемый размер. Поверхности запрес¬
сованной втулки не должны иметь вмятин, выпуклостей
и забоин, а также заусенцев, трещин, крупных рисок.
Эти дефекты недопустимы. Если вал опирается на не¬
сколько втулок, оси их н§ должны быть смещены или пе¬
рекошены.
Отверстие запрессованной втулки проверяют на
эллипсность индикаторным нутромером (рис. 115, а) в
двух взаимно перпендикулярных направлениях в двух¬
трех поясах. Таким же способом может быть обнаруже¬
на конусность. Отклонение от перпендикулярности оси
отверстия втулки базовой плоскости легко обнаружить
п<ри проверке соединения калибром (рис. 115,6). Если
отверстие перекошено, то между торцовой плоскостью
312
узл^ и одним краем буртика калибра 1 будет зазор, из¬
меряемый щупом 2 или обнаруживаемый проверкой на
краску. Процесс сборки разъемных подшипников сколь¬
жения в значительной степени зависит от конструкции.
Разъемные подшипники бывают с толсто¬
стенными и тонкостенными вкладышами (рис. 116).
Толстостенные вкладыши из¬
готовляют из стали, чугуна, брон¬
зы (рис. 116,а); толщина их сте¬
нок 3—5 мм и более, слой бабби¬
товой заливки 0,7—3,0 мм. Их
устанавливают в корпусе и кры¬
шке с небольшим натягом (0,02—
0,06 мм на 100 мм диаметра).
Установленные вкладыши сто¬
порятся от проворачивания штиф¬
тами (рис. 116,в). Штифты за¬
прессовываются в корпус с по¬
мощью выколотки ударами мо¬
лотка, причем вкладыш своим
отверстием должен насаживать¬
ся на штифте с небольшим зазо¬
ром.
Крышка подшипника фикси¬
руется относительно корпуса на
штифтах, пазах или шипах.
Все сопрягаемые поверхности
перед установкой вкладышей вни¬
мательно осматривают, заусенцы
зачищают шабером. Масляные ка¬
навки в корпусе тщательно про¬
мывают керосином и продувают воздухом. Подшипники
работают нормально, если вкладыши хорошо прилегают
поверхностью трения к шейке вала. Этого добиваются
пришабриванием вкладышей.
Пришабренные или тонко расточенные вкладыши,
крышки и другие детали подшипников маркируют, чтобы
не перепутать при окончательной сборке узла. В процес¬
се пришабривания и укладки тяжелых валов используют
цеховые подъемники и специальные приспособления,
удерживающие вал.
В конструкциях многих машин предусмотрены в ме¬
стах разъема подшипников регулировочные, прокладки 1
Рис. 116. Подшипники
скольжения с вклады¬
шами:
а — толстостенными; б — тон¬
костенными; в — положение
установочного штифта.
313
г(рис. 117,а). Количество и толщина таких прокдадок
указаны на чертеже. С каждой стороны толщина комп¬
лекта прокладок составляет 0,5—5 мм, а их количе¬
ство 5—20 штук. В комплекты входят прокладки толщи¬
ной 0,05; 0,1; 0,5 мм и более.
Когда регулируют масляный зазор подшипника,
часть прокладок одинаковой толщины снимают или до-
Рис. 117. Схема подшипникового узла (а) и толстостен¬
ный вкладыщ (б).
бавляют. Толстые прокладки должны прилегать к осно¬
ванию подшипника, а тонкие—к крышке. Перед оконча¬
тельной сборкой подшипникового узла на вкладышах,
если это требуется техническими условиями, прорезают¬
ся масляные канавки 2 и холодильники 3 (рис. 117,6).
Канавки вырубают крейцмейселем или выбирают фигур¬
ным напильником, приводимым во вращение от опило-
вочного станка. Канавки делают строго по чертежу толь¬
ко в одном из вкладышей и в малонагруженной зоне
подшипника (см. рис. 112). В нагруженной части под¬
шипника канавки могут только повредить, так как по
ним будет вытекать масло, давление в масляном слое
резко падать и масляный клин не образуется. Исключе¬
нием являются тихоходные подшипники, у которых ка¬
навки следует располагать именно на нагруженной ча¬
сти вкладыша для лучшего распределения масла по по¬
верхности трения.
314
Длина маслораспределительных канавок не должна
превышать 4/з длины вкладыша. Холодильники 3
(см. рис. 117, б) представляют собой фаски почти по всей
длйне вкладыша у его торцов. Дело в том, что края под¬
шипника под действием нагрузки стремятся сойтись и
могут защемить шейку вала. Если же часть металла
в виде холодильника снять, защемления не будет.
Холодильники изготовляют личным напильником и
шабером.
Масляный зазор в подшипнике с толстостенными
вкладышами должен быть примерно 0,001D + 0,05 мм,
где D—диаметр шейки вала, в мм. При сборке узла
наиболее точно зазор можно определить, измерив диа¬
метры отверстия (после установки вкладышей в рабо¬
чее положение в корпусе) и шейки вала. Разность этих
размеров будет величиной зазора.
При массовом производстве машин индивидуальная
пригонка вкладышей неудобна. Для таких машин в на¬
стоящее время широко используют взаимозаменяемые
тонкостенные вкладыши, толщину стенок и другие раз¬
меры которых выдерживают с высокой точностью при
изготовлении.
Тонкостенные вкладыши (см. рис. 116,6) изготовляют
из малоуглеродистой стали и заливают слоем свинцови¬
стой бронзы толщиной 0,5—0,7 мм, хорошо противостоя¬
щей истиранию; сверху еще наносят пленку олова или
баббита толщиной 0,1—0,15 мм. В качестве антифрикци¬
онного слоя в настоящее время используют также залив¬
ку из алюминиевого сплава, состоящего из сурьмы, маг¬
ния и алюминия. Толщина стенки залитого вкладыша
обычно составляет 2,5—3,0 мм. Тонкостенные вкладыши
при изготовлении маркируют. На тыльной стороне, торце
или специальной выточке наносят номер и размер вкла¬
дыша. Подгонять вкладыш к гнездам при сборке не
надо, лишь иногда вкладыши подбирают на прилегание
их к гнездам по краске.
Вкладыши и гнезда при окончательной сборке тща¬
тельно промывают и обдувают сжатым воздухом. Даже
мельчайшие посторонние частицы, попавшие между тон¬
костенным вкладышем и гнездом, неизбежно искажают
форму, нарушают нормальную работу, ускоряют выход
из строя подшипника.
315
Масляный зазор в подшипнике с тонкостенными вкла¬
дышами составляет примерно (0,0010—0,0015) D, где
D — диаметр шейки вала, в мм.
Перед окончательной укладкой, вала все масляные
каналы промывают на специальном стенде горячим мас¬
лом или керосином, нагнетаемым под давлением, и про¬
дувают сжатым воздухом. Шейки вала и подшипники
вытирают чистой салфеткой, наносят на них тонкий слой
масла кистью и затем вал окончательно укладывают в
подшипники. Гайки, крепящие крышки подшипников,
равномерно затягивают динамометрическим ключом.
Чтобы избежать перекоса, гайки затягивают поперемен¬
но то народной, то на другой стороне крышек.
Качество сборки обычно контролируют провертыва¬
нием вала определенным крутящим моментом, величина
которого указана в технологической карте сборки. Для
нормальной работы подшипников многоопорного вала
важное значение, как отмечалось, имеет их соосность.
Несоблюдение ее является причиной нарушения масля¬
ного слоя и уменьшения несущей способности подшип¬
ника. Поэтому после установки подшипников многоопор¬
ного вала их промеряют на соосность. Соосность под¬
шипников проверяют контрольной проходной скалкой,
диаметр которой меньше номинального диаметра втулки
на величину допустимой несоосности. Если, например,
наименьший диаметр отверстия втулки 60,05 мм, а допу¬
стимая несоосность 0,05 мм, то диаметр D скалки дол¬
жен быть 60 мм.
Чтобы добиться соосности крупных подшипников, от¬
дельно стоящих на большом расстоянии один от другого,
пользуются струной — стальной проволокой диаметром
0,25—0,50 мм. Один конец проволоки закрепляют, а к
другому концу подвешивают-груз. Стойка с закреплен¬
ной струной и ролик, через который перекидывают вто¬
рой конец струны, устроены так, что их можно переме¬
щать в двух направлениях. Вначале струну устанавли¬
вают параллельно базовой плоскости корпуса, а затем,
перемещая стойку и ролик в горизонтальной плоскости,
добиваются совпадения струны с осями крайних подшип¬
ников. Для этого замеряют штихмасом радиусы /?. Да¬
лее по натянутой струне устанавливают все промежуточ¬
ные опоры. В целях повышения точности измерения в
ряде случаев струну натягивают на изолированных стой¬
316
ках/Ш включают ее в электрическую цепь аккумулятор¬
ной батареи с лампочкой. Если требуется особо точная
установка подшипников, их соосность контролируют при
сборке специальным оптическим прибором.
Сборка узлов с подшипниками качения. По кон*
структивным формам подшипники качения подразделя¬
ются на шариковые и роликовые. Ролики бывают цилин¬
дрические (короткие, длинные и игольчатые), конические
витые, бочкообразные.
В зависимости от направления воспринимаемых на¬
грузок подшипники качения делятгя на три типа: ра-
Рис. 118. Подшипники качения:
а - шариковый однорядный; б - роликовый конический; в — ро¬
ликовый цилиндрический; 1 — тело качения (шарики, кониче¬
ские и цилиндрические ролики); 2 — наружные кольца; 3 —
внутренние кольца; 4 - сепараторы.
диальные подшипники, воспринимающие в основном ра¬
диальные (поперечные) усилия; упорные подшипники,
воспринимающие только осевые (продольные) усилия;
радиально-упорные подшипники, воспринимающий одно¬
временно и радиальные, и осевые усилия.
Подшипники качения могут быть однорядными, двух¬
рядными. и многорядными. Двухрядные подшипники, у
которых внутренняя поверхность наружного кольца сдела¬
на сферической, называются самоустанавливающимися,
так как они могут допускать некоторый перекос оси вала
относительно оси корпуса.
Поступившие на сборку подшипники качения
(рис. 118) должны быть чистыми, без следов ржавчины, за¬
боин и царапин. Сепараторы не должны иметь заусенцев,
317
острых кромок, трещин, отслаивания материала. Под¬
шипники должны вращаться ровно, не заедая, с очень
легким шумом. Характер посадок колец подшипника на
валу и в корпусе зависит от условий работы узла в ма¬
шине. Если нагрузка действует постоянно, вращающееся
кольцо подшипника сочленяют с соответствующей де¬
талью узла неподвижно. Посадка невращающегося коль¬
ца должна быть более слабой, чтобы в ненагруженном
состоянии его можмо было провертывать вручную. Если
оба кольца установить с тугими посадками, наружное
кольцо, запрессовываемое в корпус, сожмется, а внутрен¬
нее, насаживаемое на вал, наоборот, расширится. Это
уменьшит зазор в подшипнике, и шарики или ролики мо¬
гут защемиться.
Основные правила, которые необходимо обязательно
соблюдать при сборке подшипников качения, следую¬
щие: а) ударять молотком непосредственно по кольцам,
а тем более по шарикам, роликам или сепаратору под¬
шипника категорически запрещается; б) напрессовку
подшипников осуществлять по возможности при помо¬
щи прессов; в) перед установкой подшипники должны
быть промыты в жидкости, состоящей из бензина и мине¬
рального масла (6—8%). После промывки подшипник
должен быть уложен на чистую бумагу и просушен;
г) посадочные места на валу и в корпусе перед установ¬
кой подшипника также должны быть тщательно промы¬
ты и просушены.
Сборка узла вал — подшипник осуществляется в сле¬
дующей последовательности. Подшипник, тщательно
промытый, нагревают в масляной ванне с электрическим
подогревом до 70—100° С. Посадку подшипника следует
выполнять исключительно с применением оправок. Это
предотвращает подшипник и вал от повреждения, обес¬
печивает равномерную посадку подшипника и значи¬
тельно ускоряет процесс сборки.
При сборке подшипников качения с помощью опра¬
вок следует руководствоваться общим правилом: уси¬
лие запрессовки должно передаваться непосредственно
на торец сопрягаемого кольца, т. е. внутреннего 2 при
напрессовке на вал (рис. 119, а) и наружного 3 при по¬
становке в корпус 4 (рис. 119, б). Если подшипник одно¬
временно напрессовывается на вал и входит в корпус,
следует применять оправку с буртиком, упирающимся
318
одновременно в торцы обоих колец (рис. 119,в). Исходя
из этого при сборке подшипников качения нужно при¬
менять только те оправки, которые предназначены для
данной операции.
Следует иметь в виду, что в ряде случаев применить
оправки при напрессовке подшипников не представляет¬
ся возможным, например, когда подшипник напрессовы¬
вается на длинный вал, причем посадочная шейка вала
далеко отстоит от его конца. В таких случаях в прак¬
тике часто пользуются медной выколоткой.
Конические роликовые подшипники (рис. 120,6)
монтируют в узле раздельно, т. е. внутреннее кольцо 2
(рис. 120, а) с роликами 3 напрессовывают на вал /,
Рис. 119. Применение оправок при сборке подшипников
качения:
а — напрессовка внутреннего кольца на вал; б — запрессовка наружного
кольца в корпус; в — запрессовка одновременно обоих колец.
а наружное кольцо 4 устанавливают отдельно в корпус.
Особенность этих подшипников — регулируемый ра¬
диальный зазор /. Он зависит от того, насколько близко
придвинуто наружное кольцо 4 к роликам 3.
Радиальный зазор в коническом роликоподшипнике
регулируется путем осевого смещения наружного или
внутреннего кольца. При регулировании зазора путем
смещения наружного кольца поступают следующим об
разом. Из-под крышки 5 (рис. 120,6), в которую упп
рается торец наружного кольца, удаляют все проклад
ки 6, а гайки, крепящие крышку, затягивают до отказа
Зазор в подшипнике при этом будет равен нулю. В та
ком положении замеряют величину К щели между
фланцем крышки 5 и корпусом. Если к полученному раз-
319
меру прибавить величину требуемого зазора в подшип¬
нике (0,3—0,5 мм), то сумма как раз и будет составлять
общую толщину прокладок 6У которые нужно^ подложить
под крышку 5 для обеспечения зазора в подшипнике.
В конструкции, показанной на рис. 120,6, зазор регу¬
лируется так. Винт 9 затягивают до отказа и закрепля¬
ют его гайкой 8. При этом чашка 7 прижмет наружное
кольцо подшипника к роликам, и зазора в подшипнике
не будет. Если после этого винт 9 отвернуть на полобо-
рота или полный оборот (в зависимости от шага резь¬
бы), то чашка 7 отойдет от наружного кольца подшип¬
ника на половину шага или полный шаг резьбы винта 9
Рис. 120. Способы регулирования зазоров в конических роли¬
ковых подшипниках:
а — установка конического роликового подшипника; б — регулирование пу¬
тем смещения наружного кольца; в — регулирование винтом.
и благодаря этому будет обеспечен зазор в подшипнике.
Нужно обратить внимание на следующее общее правило. '
Если вал монтируют на двух подшипниках и один из них
закрепляют от осевых перемещений и на валу, и в кор¬
пусе, то другой подшипник можно закрепить только на
валу. Наружное кольцо второго подшипника должно
быть плавающим, т. е. его смещение в осевом направле¬
нии не ограничивают. Благодаря этому при удлинении
вала от нагрева во время работы машины второй под¬
шипник может переместиться и работать в нормальных
условиях. Работающие подшипники качения изолируют
320
от йыли. Поэтому места выхода валов наружу снабжают
уплотнениями, которые одновременно препятствуют вы¬
биванию из корпуса масла через подшипник.
Распространенным уплотнением является войлочное
или фетровое (рис. 121,а).
Уплотняющие кольца закладывают в канавку крыш¬
ки, используя конусные оправки. Кольцо предварительно
вводят в отверстие крышки, разжимают конусной ча¬
стью оправки, в результате чего оно заполняет канавку.
Во многих узлах часто используют также манжетные
и самоподвижные каркасные уплотнения из кожи, рези¬
ны и других эластичных материалов. Манжетные уплот¬
нения целесообразно устанавливать, используя конусные
наконечники (оггравки), надеваемые на вал (рис. 121,6).
Рис. 121. Приемы установки уплотнений вра¬
щающихся валов:
а — уплотнение войлочным или фетровым кольцом;
6 — установка манжетного уплотнения на вал.
Диаметр конца наконечника должен быть меньше диа¬
метра отверстия манжеты, чтобы ее можно было легко
надеть на наконечник, а затем сдвинуть на вал.
Чтобы не повредить подшипник, снимаемый с вала
или выпрессовываемый из корпуса, нельзя делать это
ударными инструментами, а следует использовать спе¬
циальные съемники.
На рис. 122 показано спрессовывание винтовым
съемником шарикового подшипника. Сила распрессовки
здесь создается вращением винта U Лапки съемника 2
упираются в кольцо подшипника 3, соединенное непод¬
вижно с валом или корпусом. Захватывать подшипник
за свободное кольцо недопустимо, так как в этом случае
21 Н. Н. Кропивницкий
321
сила выпрессовки будет передаваться через шарики и
может повредить их.
Сборка валов, осей, муфт и маховиков. Валы и оси
в машинах служат для передачи вращательного движе¬
ния. Валы бывают гладкие и фасонные. Гладким ва¬
лом называется такой вал, у которого диаметр не ме¬
няется по всей его длине; такие валы применяются срав¬
нительно редко, только в трансмиссиях. Чаще всего при¬
меняются фасонные валы, т. е. валы, имеющие по длине
различные поЛречные сечения.
Рис. 122. Спрессовывание подшипника качения винто¬
вым съемником.
Валы бывают сплошные и пустотелые. Пустотелые
валы делают для уменьшения веса машины, и обычно
они имеют кольцевое сечение. Довольно часто внутрен¬
няя полость вала используется для подачи смазки на
шейки вала. В ряде случаев через полые валы могут
быть пропущены шланги, тяги управления и т. д.
Короткие валы изготовляют из одной заготовки пу¬
тем обточки на токарном станке. Длинные валы дел'ают
составными с последующим соединением друг с другом
с помощью муфт.
Оси служат только для поддержания вращающихся
деталей и вращаются вместе с -ними либо могут быть
закреплены на опоре наглухо. При работе нагрузка, дей¬
322
ствующая на ось, вызывает в ней только напряжение из¬
гиба. Вал, поддерживая вращающиеся детали, вращает¬
ся вместе с ними и, передавая крутящий момент, рабо¬
тает, кроме изгиба, на скручивание.
Муфты применяются для неподвижного или под¬
вижного соединения двух валов различных механизмов,
а также в качестве предохранительных устройств для
защиты механизмов от перегрузки. Кроме того, муфты
применяются для соединения валов с отдельными частя¬
ми, свободно сидящими на них (зубчатыми колесами,
шкивами и др.). Способы соединения зависят от предъ¬
являемых требований, поэтому в зависимости от харак¬
тера соединения муфты бывают самых разнообразных
конструкций.
По конструктивным особенностям муфты можно раз¬
делить на следующие группы:
1) постоянные, или глухие, т. е. неразъемные, которые
служат для соединения валов наглухо. Разъединение ва¬
лов возможно только при остановленной машине;
2) сцепные муфты, которые могут находиться в по¬
стоянном сцеплении, а при необходимости могут разъ¬
единяться или соединяться во время работы без оста¬
новки машины;
3) предохранительные муфты, допускающие передачу
крутящих моментов только до определенного предела.
От работоспособности муфты зависит работа всей ма¬
шины, поэтому муфты должны быть достаточно надеж¬
ны в работе, просты и легки в,управлении и регулировке.
Составные валы, т. е. собранные из двух, трех и бо¬
лее частей, в машинах встречаются часто. На рис. 123
показан, например, коленчатый вал, состоящий из пяти
основных частей.
Основное требование, предъявляемое к этому узлу,
состоит в том, чтобы оси /—/ и II—II были соосны (яв¬
лялись продолжением одна другой) и параллельны оси
III—III цапфы кривошипа. Порядок сборки вала сле¬
дующий. Цапфу 4 кривошипа запрессовывают вначале в
щеку 3 на прессе, пользуясь приспособлением. Щеку
обычно предварительно нагревают в масляной ванне до
100—120° С. После этого на свободный конец цапфы 4
напрессовывают другую щеку 2, также предварительно на¬
гретую. Чтобы обеспечить требуемое расстояние/, между
щеками устанавливают дистанционное полукольцо.
21*
323
Соосность отверстий в щеках под цапфы 1 и 5 обеспечи¬
вает направляющий штырь 6, вставленный в точно обра¬
ботанное отверстие К. Затем в обе щеки запрессовывают
цапфы 1 и 5 с установленными шпонками.
Собранные коленчатые валы контролируют на приз¬
мах или в центрах. Допускаемое биение или несоосность
щек допускается не выше 0,03—0,05 мм. Жесткие соеди¬
нения составных валов выполняют посредством глухих
муфт. Такой вал (рис. 124) собирают, начиная с подбора
полумуфт 1 и 4 к шейкам вала. Затем устанавливают
Рис. 123. Сборный коленчатый вал:
а — общий вид; б — в разрезе.
шпонки 3 и напрессовывают полумуфты. Посадка по-
лумуфты глухая, поэтому при больших диаметрах, что¬
бы облегчить напрессовку валов, полумуфты предвари¬
тельно нагревают. Далее устанавливают центрирующее
кольцо 5 и обе части вала тщательно контролируют в
центрах на перпендикулярность торцов полумуфт осям.
Одновременно проверяют на биение выступающую часть
центрирующей поверхности кольца 5.
Допуск на биение во всех случаях определяют исходя
из назначения вала, размеров деталей, точности обра¬
ботки. После контроля обе половины вала помещают на
призмы и, сдвигая до соприкосновения полумуфт, фик¬
сируют их в таком положении тремя болтами 2. Затем
предварительно собранный вал устанавливают в центрах
и с помощью индикатора проверяют биение всех его
шеек. Если биение допустимое, монтируют -остальные
болты. Чтобы отверстия под болты лучше совпадали, их
совместно обрабатывают разверткой. Когда биение шеек
324
больше нормы, узел разбирают, а затем собирают вновь,
сместив одну половину вала относительно другой на не¬
который угол. Собранный вал еще раз окончательно про¬
веряют на биение в центрах.
На валах паровых машин, компрессоров, многих дви¬
гателей внутреннего сгорания и других машин часто
устанавливают массивные диски — маховики, обладаю¬
щие большими массами и моментами инерции. При из¬
менении угловой скорости
вала кинетическая энергия
(живая сила) становится
другой, и маховик либо от¬
дает часть своей энергии ва¬
лу, либо накапливает ее.
Благодаря этому вал вра¬
щается с более постоянной
скоростью, и машина рабо¬
тает значительно равномер¬
нее.
Маховик 1 (рис. 125)
двигателя крепят к фланцуй
вала болтами 5. Центрируют
его на валу выточкой 6, в
которую фланец входит с за¬
зором около 0,1 мм. В узле — шесть болтов 5 со шлифо¬
ванными стержнями, которые плотно входят в отвер¬
стия 2 маховика и фланца.
Чтобы оси этих отверстий точно совпадали, маховик
вначале крепят временно на трех более тонких бортах,
а остальные три отверстия развертывают. Затем в них
вставляют постоянные болты. После этого временные
болты снимают, освободившиеся отверстия тоже развер^
тывают и монтируют остальные постоянные болты. В за¬
ключение узел маховика с валом проверяют на биение.
Кроме отверстий под болты на маховике обычно имеют¬
ся два резьбовых отверстия 3 (рис. 125) для крепле-
ния съемника при снятии маховика с вала. Иногда махо¬
вик устанавливают не на фланце, а на цилиндрическом
хвостовике вала на шпонке. Тогда маховик напрессо¬
вывают на хвостовик вала с небольшим натягом спе¬
циальным приспособлением.
При напрессовке особое внимание обращают на рас¬
положение шпоночных канавок в ступице маховика и на
325
Рис. 124. Составной вал с жест¬
ким соединением.
хвостовике вала, а также на плотность посадки шпонки
(натяг на ширине до 0,02—0,03 мм). Чтобы шпоночные
канавки вала и ступицы совпадали, часто используют
ложную направляющую шпонку, которую затем выни¬
мают и заменяют настоящей, забиваемой ударами мед¬
ного молотка со стороны торца вала. Если конец вала не
заподлицо со ступицей, он должен быть закрыт предо¬
хранительным колпаком.
Рис. 125. Маховик и коленчатый вал.
Маховики небольших размеров (диаметром до
1000 мм), устанавливаемые на валах быстроходных ма¬
шин, проверяют на радиальное и торцовое биение. При
этом вал помещают на призмах или в центрах. Допусти¬
мое биение маховика по его наружному диаметру D
обычно составляет: радиальное— (0,00025—0,0005)1);
торцовое— (0,0005—0,001 )Z).
Маховики больших размеров в тихоходных машинах
обычно контролируют на биение после монтажа вала в
машине.
При сборке машин часто необходимо достичь соосно¬
сти валов двух разных агрегатов, устанавливаемых на
одной раме.
Известно, что при перекосе или смещении осей со¬
прягаемых валов их подшипники вследствие ненормаль¬
ных условий работы быстро изнашиваются.
В ряде случаев обеспечение соосности — это сложная
операция. Чтобы избежать отрицательного влияния воз¬
можной несоосности валов, их соединяют компенсирую¬
щими муфтами.
326
Для проверки точности совпадения осей валов 1 и 3
(рис. 126) на их концы надевают контрольные кронштей¬
ны 4 и 7, закрепляемые винтами 2. Винтами 5 и 6 уста¬
навливают (по щупу) зазоры а и b между измеритель¬
ными поверхностями.
^ Если оси расположены правильно, зазоры а и b бу¬
дут одинаковы в любом положении кронштейнов при
повороте валов 1 и 3.
Рис. 126. Схема проверки соосности валов при сборке.
Если же при повороте валов на 180° (относительно
положения, показанного на рис. 126) зазор а увеличит¬
ся или уменьшится, значит, вал 3 перекошен, а если за¬
зор а останется таким же, но изменится величина зазо¬
ра 6, значит, оси валов 1 и 3 параллельны (но не сов¬
падают). Аналогично контролируют соосность валов, по¬
следовательно устанавливая кронштейны 4 и 7 в гори¬
зонтальной плоскости. В зависимости от характера обна¬
руженной неточности соответствующим образом изме¬
няют положение валов, а затем повторно контролируют.
Допускаемые отклонения размеров а и Ъ при четы¬
рех положениях кронштейнов зависят от точности и на¬
значения механизма. Эти отклонения указывают в тех¬
нических условиях на сборку.
327
57. СБОРКА МЕХАНИЗМОВ ПЕРЕДАЧИ ДВИЖЕНИЯ
Детали, с помощью которых осуществляется переда¬
ча движения, составляют основную часть машин. Эти де¬
тали служат для сообщения движения от ведущих к ве¬
домым деталям, например шкивы, натяжные ролики^ зуб¬
чатые колеса, червячные колеса, червяки, рейки, гибкие
валы, шарнирные валы, муфты.
Передачи можно разделить на две основные группы:
передачи трением и передачи зацеплением. В первую
группу входят ременные передачи, а во вторую — цеп¬
ные, зубчатые и червячные. Напомним, что вал, от кото¬
рого передается движение, называется ведущим, а вал,
получающий движение, — ведомым.
Сборка ременной передачи (передача гибкой связью).
Ременная передача применяется тогда, когда необходи¬
мо передать вращение от одного вала к другому, распо¬
ложенных параллельно или под углом и на сравнитель¬
но большом расстоянии друг от друга.
В зависимости от расположения валов передачи бы¬
вают открытые, перекрестные и полуперекрестные.
Ременные передачи разделяются на две основные
группы: передачи плоскими ремнями и передачи клино¬
выми ремнями.
Клиноременная передача широко применяется, осо¬
бенно в последнее время. В этом виде передачи гибкой
связью является один или чаще всего несколько ремней
трапецеидального (клиновидного) сечения, которые рас¬
полагаются на шкивах с канавками соответствующего
профиля. Эти ремни делаются бесконечными в виде коль¬
ца и не требуют сшивки. Чтобы ременная передача рабо¬
тала нормально, валы должны быть параллельны, а сред¬
ние плоскости шкивов — совпадать. Ремень должен быть
натянут, чтобы создавать на поверхности шкивов силу
трения, достаточную для передачи ведомому валу задан¬
ной мощности.
Сборка ременной передачи включает установку шки¬
вов на валах, балансировку и регулирование передачи.
В ременных передачах используют разъемные и цель¬
ные шкивы.
Разъемные шкивы, имеющие отъемную ступицу, на¬
чинают собирать с ее установки. Обод шкива целесооб¬
разно опереть торцом на верстак и закрепить в таком
328
положении. Ступицу вначале крепят тремя винтами,
располагаемыми равномерно по окружности. Затем шкив
устанавливают на оправку и проверяют в центрах на
биение с помощью индикатора. Допускаемое биение за¬
висит от назначения передачи и диаметра шкива. Для
передач средней точности и диаметров шкивов 400—
500 мм радиальное биение обода не должно превышать
0,1 мм, торцовое — 0,2 мм. Далее шкив устанавливают
снова на верстак и ступицу закрепляют окончательно
всеми винтами. Под головки винтов, чтобы избежать их
самопроизвольного отвинчивания, подкладывают упругие
шайбы или стопорят другим способом, как указано в сбо¬
рочном чертеже. После этого шкив насаживают на
оправку и балансируют.
Неуравновешенность шкива устраняют путем высвер¬
ливания части металла (как правило, в ободе шкива)
или приклепывая в необходимых местах специальные
грузы. Разъемные шкивы собирают в механическом цехе.
В этом случае наружную поверхность обода обрабаты¬
вают после его закрепления на ступице, это упрощает
процесс и повышает прочность сборки.
Крепление шкивов на валах осуществляется с по¬
мощью призматических шпонок, призматических шпо¬
нок с центрованием по конусу и шлицевых соединений.
Посадки шкивов на шлицах могут быть тугоразъемные и
легко разъемные. При тугоразъемном соединении шкив
напрессовывают обязательно с помощью приспособления.
Пользоваться молотком или другими ударными инстру¬
ментами нельзя, так как можно повредить шкив.
Для нормальной работы ременной передачи, как от¬
мечалось, оси ведущего и ведомого валов должны быть
параллельны. Способ проверки параллельности осей ва¬
лов показан на рис. 127, а. На шкивах 3 и 6 крепят
стрелки 1 и 4, концы которых касаются струны 7 (или
отстоят от нее на расстоянии С, равном 0,5—1,0 мм).
Очевидно, что при повороте валов 2 и 5 на 180° стрел¬
ки 1 и 4 также должны касаться струны или Отстоять от
нее на расстоянии С.
Способ аналогичной проверки линейкой ясен из
рис. 127,6. Расстояние / измеряют щупом. Установка
шкивов по струне недостаточно точна. Этот способ ис¬
пользуют, когда расстояние между осями валов более
2 м.
329
У быстроходных ременных передач контролируют
биение шкивов. Допустимое радиальное биение зависит
от наружного диаметра D шкива и обычно составляет
(0,00025—0,0050)Д а торцовое в 2 раза больше. На ка¬
чество работы ременной передачи очень сильно влияет
характер соединения концов ремней.
На практике применя¬
ют три основных вида
соединения концов: склеи¬
вание, металлические со¬
единения и сшивку. Луч¬
шим способом соединения
концов кожаных и проре¬
зиненных ремней является
склеивание. Кожаные
ремни склеиваются спе¬
циальным быстросохну¬
щим клеем, который по¬
сле высыхания обладает
упругостью, близкой к
упругости ремня.
Прорезиненные ремни
склеиваются сырой рези¬
ной, а затем вулканизиру¬
ются в специальных при¬
способлениях, нагревае¬
мых обычно электриче¬
ским током. В качестве
металлических соедине¬
ний наиболее часто при¬
меняют скобы, крючки и
спирали из стальной про¬
волоки. В качестве оси для соединения крючками и спи¬
ралью используется металлический или жильный стер¬
жень. В ряде случаев применяется соединение концов
ремней сыромятными сшивками.
Лучше всего работают бесконечные ремни фабричной
выработки. Такие ремни изготовляются в нашей про¬
мышленности для комбайнов, молотилок и др.
В конструкциях многих современных машин рас¬
пространены клиноременные передачи. Они позволяют
передавать значительные мощности при малых расстоя¬
ниях между центрами шкивов и меньших натяжениях
Рис. 127. Способы проверки
установки валов и шкивов:
а — при помоши струны и стрелок;
6 - линейкой.
330
ремней. Шкивы клиноременных передач монтируют так
же, как и плоскоременных. Но надо точно проверить сов¬
падение канавок ведущего и ведомого шкивов, поскольку
их смещение усиливает односторонний износ ремня. Сме¬
щение канавок относительно друг друга не должно пре¬
вышать 1 /150—У200 расстояния между центрами шкивов.
Так как мощность передается за счет трения боковых по¬
верхностей ремня о стенки канавки шкива, ремень дол¬
жен заходить в канавку, не выступая и не углубляясь.
Технические требования, предъявляемые к ременной
передаче, состоят в следующем. Ременная передача дол¬
жна работать спокойно, без толчков, что зависит в ос¬
новном от качества соединения концов ремней. Ремень
при набегании на шкив должен располагаться точно по
середине шкива.
Наружная поверхность обода должна быть чисто об¬
работана, без заметных следов обработки.
Шкивы должны быт.ь отбалансированы.
Сборка цепных передач. Цепные передачи широко
используются в металлорежущих станках, сельскохозяй¬
ственных машинах, экскаваторах, мотоциклах, велосипе¬
дах и т. д.
В зависимости от характера работы цепные передачи
делятся на три группы: грузовые — для подъема грузов
на талях, лебедках, блоках; тяговые — для перемещения
грузов (элеваторы, подъемники, эскалаторы, конвейеры
и др.) и приводные — для передачи движения от двига¬
теля к машине или механизму.
В зависимости от назначения в машиностроении при¬
меняют цепи пластинчато-зубчатые, пластинчато-втулоч¬
ные, втулочно-роликовые и фасонно-звенные. Наиболь¬
шее распространение получили-пластинчато-зубчатые и
втулочно-роликовые цепи.
Пластинчато-зубчатые цепи применяются для переда¬
чи больших мощностей при скоростях до 30 м/сек
(рис. 128,а). Достоинства таких цепей заключаются в
плавности, эластичности, быстроте и бесшумности пере¬
дач.
Втулочно-роликовые цепи состоят из пластин 1
(рис. 128,6), которые соединены между собой посред¬
ством валиков 4 и втулок 3, соединяемых со звездочка¬
ми через свободно сидящие на втулке ролики 2. Вту¬
лочно-роликовые цепи изготовляются с большой точно-
331
Рис. 128. Цепные пере¬
дачи:
а — пластинчато-зубчатые;
б — втулочно-роликовые; в »-
фасонно-звенные; г — пример
вращения цепью нескольких
валов.
стью и имеют широкое применение в машиностроении.
Фасонно-звенные цепи применяются для переда¬
чи небольших мощностей *со скоростями 3—5 м/сек
(рис. 128, б).
По способу соединения звеньев между собой эти цепи
разделяются на фасонно-звенные литые крючковые и,фа-
сонно-звенные штыревые. Первые могут быть разъедине¬
ны по любому шарниру, а вторые — лишь по звеньям со
штырем.
В современном машиностроении наибольшее распро¬
странение получили два типа пластинчатых цепей: зуб¬
чатые и втулочно-роликовые.
Цепная передача состоит из двух зубчатых колес-
звездочек 1 и 3 (рис. 128,б), неподвижно укрепленных на
вала* 2 и 4, на которые надета бесконечная цепь 5. Цеп¬
ные передачи используют также и для одновременного
вращения нескольких валов (рис. 128,г). Процесс сбор¬
ки цепной передачи заключается в установке и закрепле¬
нии -звездочек на валах, надевании цепи и регулирова¬
нии. При этом следует подчеркнуть, что самым слабым
местом любой цепной передачи является цепь. Поэтому
требуется особо внимательное отношение к сборке п
тщательный монтаж передачи.
Звездочки цепной передачи изготовляют из чугуна
или стали (рис. 128,а). Форма зубьев звездочек за¬
висит от типа цепи. Звездочки на валах при обычном
креплении с помощью шпонок устанавливаются так же,
как и шкивы и зубчатые колеса. После закрепления звез¬
дочки на валу ее следует проверить на радиальное и тор¬
цовое биение. Величины допускаемого биения зависят от
конструкции, нагруженности и точности передачи. Сред¬
нее биение составляет 0,1 мм на каждые 100 мм диа¬
метра звездочки.
Чтобы цепь правильно набегала на зубья, оси валоз,
на котррые устанавливаются звездочки, должны быть,
как уже отмечалось, строго параллельны. Положение
звездочек можно проконтролировать путем проверки на
параллельность осей валов, на которых эти звездочки
закреплены. Относительное смещение звездочек опреде¬
ляется при помощи шнура, а при межцентровых рас¬
стояниях до 1000 мм — посредством металлической линей¬
ки, прикладываемой ребром к торцу большей звездочки.
Зазор, замеряемый щупом между ребром линейки и тор¬
333
цом другой звездочки, будет характеризовать относи¬
тельное смещение звездочек.
Для устранения смещения звездочек в ряде случаев
конструкцией предусматривается возможность регулиро¬
вания положения одной из звездочек с последующим за¬
креплением ее винтом.
Чтобы получить бесконечную цепь, ее концы соеди¬
няют при помощи особых звеньев — соединительных или
переходных. Эту операцию выполняют либо на верстаке,
либо непосредственно на узле. На верстаке цепь соби¬
рают, когда звездочки расположены на концах валов,
благодаря чему цепь можно надеть на них после соеди¬
нения ее концов. Если звездочки закрыты, концы цепи
соединяют (непосредственно на узле. В таких случаях
концы цепи стягивают специальными стяжками.
Для регулирования провисания и создания нужного
предварительного натяжения, а также для компенсации
вытяжки цепей применяют: а) натяжные устройства в
виде регулирующих натяжных или оттяжных звездочек
или роликов; б) передвижные опоры, регулирующие звез¬
дочки или ролики, которые устанавливаются на ведомой
ветви; натягивая или оттягивая эту- ветвь цепи, опо¬
ры создают необходимое натяжное усилие.
Натяжение цепей в передачах с небольшим расстоя¬
нием можно регулировать с помощью пружинных весов,
которыми контролируется усилие, необходимое для оття¬
гивания ветви цепи на определенную величину. Про¬
гиб цепи и соответствующее ему усилие на пружинных
весах указываются в инструкционной карте сборки
узла.
Окончив сборку передачи, устанавливают масленки
и другие устройства, предусмотренные конструкцией для
смазки цепей.
Сборка передач с цилиндрическими зубчатыми коле¬
сами. Зубчатой передачей называется механизм, состоя¬
щий из двух или нескольких зубчатых колес, служащих
для передачи вращения и мощности с одного вала на
другой. Вал, Передающий вращение, называется веду¬
щим, а вал, получающий вращение, — ведомым.
Зубчатое колесо, сидящее на ведущем валу, также
называется ведущим, а на ведомом валу — ведомым ко¬
лесом. Основными деталями зубчатой передачи являют¬
ся колеса 1 и 4 и валы 2 и 3 (рис. 129,а).
334
По расположению (форме) зубьев различают следую¬
щие основные виды цилиндрических зубчатых колес: с
прямыми, косыми и шевронными зубьями. По характеру
соединения —с наружным и внутренним зацеплением.
При нормально расположенных валах применяют ци¬
линдрические зубчатые колеса; а при валах, располо¬
женных под углом друг к другу, — конические зубчатые
колеса.
Технология сборки зубчатых передач предусматри¬
вает выполнение следующих основных работ: а) сборка
Рис. 129. Передачи цилиндрическими зубчатыми колесами (д);
сборка зубчатого колеса с валом (б).
зубчатых колес (если они по конструкции не цельные);
б) установка зубчатого колеса на валу; в) установка
валов с зубчатыми колесами в корпусе; г) регулирова¬
ние зацепления зубчатых колес.
Основные требования, предъявляемые к зубчатым
передачам: плавность, бесшумность и износостойкость в
работе. Чтобы эти требования выполнялись, оси валов,
на которых установлены зубчатые колеса, должны
быть параллельны, а межцентровое расстояние 4
(рис. 129, а) строго определенным; между зубьями сцеп¬
ляющихся колес должны быть зазоры; зубья ведущего
колеса должны передавать силы зубьям ведомого, сопри¬
335
касаясь по определенной площадке, называемой пятном
контакта. Зубчатые колеса и передачи по точности из¬
готовления и сборки делятся на классы.
В СССР стандартами предусмотрено пять классов
точности зубчатых передач: 1, 2, 3, 4 .и 5-й. По 1-му, вы¬
сокому, классу точности изготовляются колеса и пере¬
дачи, у которых скорость на окружности колес свыше
10 м/сек. 2-й класс установлен для прямозубых колес,
имеющих окружную скорость до 10 м/сек, 3-й — до
6 м/сек, 4-й — до 4 м/сек и 5-й — менее 2 м/сек.
Применяют цельные и составные зубчатые колеса.
Цельные выполняют из одной отливки, поковки или од¬
ного куска металла, пластмассы. В тяжело нагружен¬
ных быстроходных передачах при больших диаметрах
зубчатых колес, чтобы сэкономить легированную сталь,
колеса делают составными. В таких случаях из более
ценного высококачественного материала изготовляют
только зубчатый венец, а мало нагруженной диск со сту¬
пицей— из менее дорогой стали или чугуна. Сборку та¬
ких колес начинают с напрессовки венца на диске сту¬
пицы. Чтобы облегчить процесс напрессовки и избежать
перекосов, зубчатый венец в ряде случаев подвергают
нагреву в масляной ваине или осуществляют нагрев то¬
ками высокой частоты до 120—150° С. После напрессов¬
ки в местах сочленения венца со ступицей сверлят от¬
верстия под стопоры, нарезают в них резьбу и завинчи¬
вают стопоры.
Часто вместо стопоров венец крепят заклепками.
В этом случае, напрессовав венец, сверлят сквозные от¬
верстия, устанавливают в них заклепки и расклепывают
головки.
Составные зубчатые колеса повышенной точности в
ряде случаев собирают в механическом цехе. При этом
иногда на диск ступицы устанавливают предварительно
обработанный венец, а затем уже в сборе нарезают
зубья и окончательно обрабатывают узел.
Собранные быстроходные передачи с зубчатыми ко¬
лесами диаметром свыше 500 мм обычно статически ба¬
лансируют.
В конструкциях машин широко используют также
крепление зубчатых колес на фланца-х валов болтами
(рис. 129,6). Зубчатое колесо 1 предварительно крепят
на фланце 3 вала тремя временными болтами меньшего
336
диаметра. Затем узел устанавливают на призмы и окон¬
чательно крепят зубчатое колесо временными болтами,
чтобы радиальное биение по индикатору не превышало
допустимое. Если в таком положении оставшиеся отвер¬
стия фланца вала 4 и зубчатого колеса не совпадают, их
совместно развертывают и затем вставляют в них нор¬
мальные болты 2. Когда эти болты закреплены, времен¬
ные болты снимают.
Освободившиеся отверстия также развертывают и в
них устанавливают остальные нормальные болты. Окон¬
чательно затягивают болты обычно динамометрическим
ключом.
Собранный узел проверяют на биение в центрах.
Между зубьями помещают цилиндрический калибр, на
который устанавливают ножку индикатора. Повертывая
вал и перекладывая калибр через два-три зуба, записы¬
вают показания индикатора и находят наименьшее и наи¬
большее значения. Разница между ними и характеризует
радиальное биение.
Для передач средней точности допускается радиаль¬
ное биение 0,02—0,05 мм на 100 мм диаметра колеса.
Торцовое биение, контролируемое индикатором, не пре¬
вышает 0,08 мм на 100 мм диаметра колеса. Чтобы ци¬
линдрические зубчатые колеса правильно зацеплялись,
расстояние между осями их валов должно равняться по¬
лусумме диаметров начальных окружностей зацепляю¬
щихся зубчатых колес допуском примерно ±0,16 мм
(для колес средней точности и межцентровом расстоянии
300—500 мм). Требуемое межцентровое расстояние не¬
обходимо выдержать в корпусе, в подшипниках которого
монтируют передачу. Расстояние между осями подшип¬
ников контролируют калибрами, устанавливаемыми в
корпусе. Расстояние определяют либо между калибрами,
либо по их наружной поверхности. В первом случае поль¬
зуются микрометрическим штихмасом и к полученному
размеру прибавляют полусумму диаметров калибров.
Во втором случае применяют штангенциркуль и из полу¬
ченного размера вычитают полусумму диаметров калиб¬
ров.
Измерив одним из указанных выше инструментов раз¬
меры на обеих сторонах, можно также определить непа-
раллельность осей отверстий подшипников. Смещая по¬
следние, добиваются требуемого межцентрового расстоя-
22 Н. Н. Кропивницкий
«ия и параллельности. Следующим процессом является
укладка валов в подшипники (см. п. 56 X главы).
Очень важными приемами сборки являются элементы
проверки зазоров в зацеплении зубьев. Зазор Сп в за¬
цеплении колес контролируют щупом или индикатором
(рис. 130).
Для этого на валу одного из зубчатых колес крепят
поводок 1, конец которого упирается в ножку индика¬
тора 2, установленного на корпусе узла. Другое зубчатое
Рис. 130. Схема проверки боковрго зазора в зацеплении:
а — проверка зазора с помощью индикатора; б — правильное распределение
пятен краски на боковой поверхности зубьев; в - при переносе осей валов
пятна краски оказались сбоку зубьев.
колесо удерживают от вращения. Затем поводок 1 вме¬
сте с валом и колесом слегка повертывают то в одну, то
в другую сторону. Очевидно, это можно сделать Лишь
на величину зазора Сп в зубьях. Указанный зазор вычи¬
сляют по показанию шкалы С индикатора, приведенно¬
му к радиусу R начальной окружности колеса:
Наименьший боковой зазор Сп указывают в техниче¬
ских условиях на сборку узла. Для передач средней точ¬
ности при межцентровом расстоянии 320—500 мм этот
зазор должен быть не менее 0,26 мм. При сборке зубча¬
тых передач с колесами модуля свыше 6 мм эти зазоры
нередко должны быть выдержаны в пределах 0,4—
0,5 мм. В этом случае величину зазора можно найти,
338
прокатывая между зубьями три-четыре отрезка свинцо¬
вой проволоки, устанавливаемые по длине зуба. По тол¬
щине сплющенных проволочек, измеряемой микрометром,
судят о зазоре в зацеплении.
Качество зацепления зубчатых колес проверяют на
краску. Зубья меньшего колеса покрывают тонким слоем
лазури и прокручивают передачу на один оборот. Тогда
на боковых поверхностях зубьев парного колеса появят¬
ся отпечатки краски, которые сравнивают с требуемыми
отпечатками, приведенными в технических условиях на
сборку в соответствии с действующими нормами ГОСТа.
Обычно для передач средней точности пятна краски дол¬
жны покрыть на парном колесе среднюю часть боковой
поверхности зубьев по высЬте не менее 50—60%, а по
длине зубьев — не менее 70—90% (рис. 130,6). При на¬
личии перекоса осей валов пятна краски на йоверхности
зубьев окажутся сбоку (рис. 130, б).
Зубчатые передачи демонтируют (снимают, разби¬
рают), применяя прессы или съемники. Спрессовывать
колеса ударами молотка категорически запрещается.
Сборка передач с коническими зубчатыми колесами.
Конические зубчатые колеса применяются для передачи
вращения и мощности между двумя пересекающимися
валами. В подавляющем большинстве случаев в машино¬
строении применяются передачи, у которых валы пересе¬
каются между собой под углом 90°. Конические зубчатые
колеса выполняются с прямыми и криволинейными зубь¬
ями.
Особенность колес с криволинейными зубьями заклю¬
чается в том, что зацепление у этих зубьев происходит
постепенно по их поверхности, в результате чего умень¬
шаются шум колес и вибрации. Недостаток таких колес
заключается в сложности их изготовления.
Описанное выше о цилиндрических зубчатых колесах
в части технических требований к ним, классов точности,
методов сборки составных колес и установки их на валу
полностью следует отнести и к коническим зубчатым ко¬
лесам.
Особенность сборки передач с коническими зубчаты¬
ми колесами состоит в установке валов с колесами в кор¬
пусе и регулировании зацепления.
Для обеспечения правильной сборки конической пере¬
дачи необходимо выполнение следующих условий:
22*
339
1) зубчатые колеса должны иметь правильный про¬
филь и точную толщину зуба; оси отверстий или шеек
зубчатых колес должны проходить через центр началь¬
ной окружности и не иметь перекоса;
2) оси гнезд в корпусе должны лежать в одной плос¬
кости, пересекаться в определенной точке, под требуе¬
мым углом;
Рис. 131. Схемы:
а — передачи с коническими зубчатыми колесами: D — наруж¬
ный диаметр колеса; Н — высота большого колеса; h — высота
малого колеса; К и к - расстояния от базовых торцов до вер¬
шины начальных конусов колес; <р - угол начального конуса;
6 — проверки взаимного расположения отверстий для валов;
в— проверки перпендикулярности осей валов.
3) прочие детали передач (подшипники, стаканы) не
должны иметь ни смещения, ни перекоса осей.
Чтобы зацепление в передаче коническими зубчатыми
колесами было правильным, необходимо установить оба
колеса в такое положение, при котором образующие /—/
и II—II начальных конусов совместятся (рис, 131,а),
а точка 0\ совпадает с точкой О. Этого можно достичь,
340
если угол зубчатых колес равен углу между осями под¬
шипников в корпусе.
Размеры К и k от базовых торцов колес, которыми
они прилегают к корпусу, до вершин их образующих кор¬
пусов также должны быть строго определенными. Если
не выдержать эти размеры, точки 0{ и О при сборке не
совпадут.
Проверка взаимного расположения отверстий для ва¬
лов конических зубчатых колес производится с помощью
специальных приспособлений, состоящих из двух ка¬
либров / и 2 (рис. 131,6). При правильном расположе¬
нии отверстий для валов хвостовик калибра 1 войдет в
гнездо калибра 2.
При контроле другим приспособлением признаком
перпендикулярности осей будет плотное прилегание лап¬
ки калибра 1 (рис. 131, в) в точках А п Б к поверхности
калибра 2.
Приемы установки и закрепления конических зубча¬
тых колес на валах те же, что и в цилиндрических пере¬
дачах.
Конические колеса, как и цилиндрические, работают
нормально, если имеется боковой зазор, Сп между сцеп¬
ляющимися зубьями. Зазор указывают на чертеже или в
карте сборки. Он зависит от размеров колес и точности
передачи. Гарантированные (выдерживаемые при сбор¬
ке) боковые зазоры в зацеплении конических колес пере¬
дач средней точности примерно 0,08—0,20 мм. '
Если доступ к передаче свободен, зазор проверяют
щупом, вводя его между зубьями с наружной или внут¬
ренней стороны.
В передачах с колесами модуля свыше 10 мм боковой
зазор контролируют также свинцовыми пластинками.
Сжимаясь между зубьями, пластинки расплющиваются.
Измерив микрометром толщину каждой пластинки и вы¬
числив среднее арифметическое трех измерений, полу¬
чают значения бокового зазора. В точных передачах за¬
зор контролируют индикатором. Его устанавливают на
стойке около одного из колес так, чтобы ножка индика¬
тора упиралась в боковую поверхность зуба. По¬
качивая это колесо в обе стороны (второе колесо закреп¬
лено), по отклонению стрелки индикатора находят ве¬
личину зазора. Боковой зазор в конических передачах
можно при сборке изменять. Если, например, колесо
341
сдвигать вдоль оси /—/ (рис. 131, а) в направлении
вершины начального конуса, зазоры в зацеплении умень¬
шатся, так как каждый зуб одного колеса входит между
двумя зубьями другого как клин; наоборот, раздвигая
колеса, боковые зазоры увеличатся. В этом ,н заклю¬
чается принцип регулирования зацепления конических
зубчатых колес.
В ряде случаев регулирование зацепления зубчатых
колес осуществляют с помощью прокладок. Под упорные
плоскости В я Г промежуточных втулок (рис. 131,а),
в которые зубчатые колеса упираются, подкладывают
набор стальных или латунных прокладок. Такие про¬
кладки подаются на сборку толщиной 0,05; 0,1; 0,15; 0,2;
0,5; 0,8; 1,0; 1,5 мм. Требуемые прокладки из этого набо¬
ра сборщик устанавливает в узел.
Для удобства регулирования зацепления прокладки
обычно делают в виде полуколец.
В некоторых конструкциях конических передач зацеп¬
ление регулируют не прокладками, а специальными вин¬
тами.
Установив требуемый зазор в зацеплении колес, про¬
веряют его на краску. Для этого на два зуба каждого
колеса наносят тонкий слой краски. Положение закра¬
шиваемых зубьев выбирают так, чтобы между ними бы¬
ло возможно большее число чистых зубьев. После этого
колеса проворачивают в направлении их рабочего дви¬
жения и по отпечаткам краски (пятну контакта) судят
о зацеплении. Пяцно должно располагаться на боко¬
вой поверхности зуба, не доходя до его краев и ближе
к тонкому концу по длине и высоте, примерно равной
60—70% соответствующих размеров зуба. Для сравне¬
ния правильное пятно контакта приводят в сборбчном
чертеже узла или в технологической карте.
От правильности зацепления цилиндрических и кони¬
ческих зубчатых колес, характеризуемой прежде все'го
величиной зазора и формой пятна контакта, зависит бес¬
шумность работы передачи. Поэтому ifa многих заводах
собранные точные зубчатые передачи обкатывают на
специальных стендах с приводом от электродвигателя и
тормозом для создания нагрузок.
О качестве сборки судят по температуре масла в кор¬
пусах передач. Если масло не перегревается, значит, тре¬
ние в сопряжениях нормальное, они собраны правильно
342
и износ деталей не превышает допустимого. Быстроход¬
ные зубчатые передачи, кроме того, контролируют на
шумность посредством особых звукорегистрирующих
приборов — шумомеров. По интенсивности шума, возни¬
кающего вследствие ударов зубьев друг о друга и вибра¬
ций деталей передачи, судят о качестве ее сборки.
Сборка червячных передач. Червячные передачи при¬
меняются в тех случаях, когда необходимо передать вра-
Рис. 132. Червячные передачи:
а - общий вид червячной пары; б — схема передачи.
щение между двумя валами, перекрещивающимися под
углом 90°, и когда требуется получить большое переда¬
точное число.
Основными деталями червячной передачи являются
червяк / (рис. 132, а), червячное колесо2 и вал 3. Червяч¬
ное колесо имеет вогнутые зубья, которые сцепляются с
винтовыми зубьями или витками червяка. В обычной чер¬
вячной передаче червяк имеет цилиндрическую форму.
В тяжело нагруженных передачах червяку придается
вогнутая форма. Такая червячная передача называется
глобоидальной.
Червячные колеса изготовляют цельными и составны¬
ми. Венцы составных червячных колес отливают из чугу¬
на (для тихоходных передач) и фосфористой бронзы
(для быстроходных передач). Червяк-винт имеет спе¬
циальную, обычно трапецеидальную резьбу. При неболь¬
ших диаметрах червяка его резьбу нарезают на валу, а
при больших диаметрах—на втулке, которую насажи-
343
вают на вал. Червяки закрепляют на ведущем валу, а
червячные колеса — на ведомом.
Червячные передачи в современном машиностроении
имеют широкое распространение. Наибольшее примене¬
ние червячные передачи нашли в металлорежущих стан¬
ках, автомобилях, тракторах и т. д. Большое достоинство
червячных передач заключается также в плавности и бес¬
шумности их работы.
Недостатком червячных передач является низкий
коэффициент полезного действия (к. п. д.).
Сборка червячных передач начинается со сборки чер¬
вячного колеса, т. е. при отдельно выполненном зубча¬
том венце со сборки венца со ступицей. Венец напрессо¬
вывают на ступицу под прессом в холодном или предва¬
рительно нагретом (до 120—150° С) состоянии. Затем за-
сверливают отверстия, нарезают резьбу под стопоры и
ввертывают стопоры с последующим их раскерниванием.
После этого червячное зубчатое колесо проверяют на
биение. Установка червячных зубчатых колес на валах
и проверка их производятся так же, как и при сборке
обычных цилиндрических зубчатых колес.
Существенным при сборке червячных передач являет¬
ся обеспечение правильного зацепления червяка с зубь¬
ями колеса. Для этого необходимо, чтобы угол скрещи¬
вания осей червяка и зубчатого колеса и межцентровое
расстояние Л (рис. 132, б) соответствовали чертежу, сред¬
няя плоскость совпадала с осью червяка, а боковой
зазор в зацеплении соответствовал техническим требо¬
ваниям. Перед установкой червяка и колеса часто необ¬
ходимо проверить положение осей отверстий в корпусе.
Если червяк и вал колеса монтируют в подшипниках
скольжения, вначале устанавливают вкладыши или
втулки этих подшипников, а затем проверяют положение
осей.
Одно из приспособлений для контроля угла скрещи¬
вания осей червяка и червячного колеса состоит из кон¬
трольного валика 1 (рис. 133,а), устанавливаемого вме¬
сто вала червяка, контрольного валика 4, помещаемого
вместо вала колеса, и рычага 2 с индикатором 3. Рычаг
нужно установить так, чтобы ножка индикатора каса-*
лась в точках пит контрольного валика 1. Если угол
скрещивания осей равен 90°, то показания индикатора
в точках пит должны быть одинаковы.
344
Межосевое расстояние можно измерять, используя
эти же контрольные валики и штихмас 5 (рис. 133,6).
В этом случае
A L/ I ^ "f ^
А — п Н 2—» мм.
Допустимый перекос осей устанавливают на размер b
(см. рис. 132, а) ширины колеса в пределах 0,02—0,03 лш
(для передач средней степени точности и модулей 6—
10 мм). Исходя из этих данных вычисляют допустимую
разность показаний индикатора в точках пит, которые
Рис. 133. Способ контроля положения осей червяка и
червячного колеса:
а — общий вид контрольного приспособления; б — схема определе¬
ния расстояния между осями червяка и колеса; Н — расстояние
между контрогьными валиками; п и т — контрольные точки.
заносят в технологическую карту сборки и карту кон¬
троля.
Допустимые отклонения расстояния А указывают на
сборочном чертеже передачи. Для А = 300—600 мм и
средней степени точности этот допуск составляет
±0,05—0,08 мм.
Чтобы червячная передача работала правильно, сред¬
няя плоскость колеса, как уже отмечалось, должна сов¬
падать с осью червяка. В собранной передаче это контро¬
лируют на краску. С этой целью тонкий слой краски на¬
носят на винтовую поверхность червяка и вводят его в
зацепление с колесом. При последующем медленном по¬
вертывании червяка на зубьях колеса остаются отпечат¬
ки. Если передача собрана правильно, краска должна
345
покрывать зуб колеса не менее чем на 50—60% по длине
и высоте. Ненормальные отпечатки получаются, когда
червяк смещен относительно оси черзяка вправо или
влево. В таких случаях колесо сдвигают в соответствую¬
щую сторону и надежно закрепляют.
Важное значение для нормальной работы червячной
передачи имеет зазор Сп в зацеплении червяка с коле¬
сом. Величину этого зазора выдерживают в зависимости
от точности и размеров передачи. Величину бокового за¬
зора указывают в технических условиях на сборку. Для
передач средней точности с А = 320—600 мм зазор дол¬
жен быть 0,13—0,26 мм.
Когда передача .собрана, зазор в зацеплении изме¬
ряют контрольным приспособлением. Результат измере¬
ния сводится к установлению размера пути (мерного хо¬
да) червяка при неподвижном колесе. Собранную червяч¬
ную передачу проверяют на легкость провертывания.
При любом положении червячного колеса крутящий мо¬
мент, необходимый для вращения червяка, должен быть
одинаков.
58. СБОРКА МЕХАНИЗМОВ ПОСТУПАТЕЛЬНОГО
ДВИЖЕНИЯ
В металлорежущих станках, кузнечно-прессовом обо¬
рудовании, текстильных и других механизмах и машинах
одни детали могут перемещаться вдоль других. Такие
детали называются поступательно-движущимися. Посту-
пательно-движущиеся детали, перемещаясь, скользят^по
поверхности других деталей, опираясь на них. Опорные
поверхности, по которым скользят подвижные части, на¬
зываются направляющими.
В зависимости от назначения машины направляющие
могут иметь самую разнообразную форму (профиль).
В современном машиностроении чаще всего применяют¬
ся следующие формы направляющих: плоские или пря¬
моугольного профиля; призматические; V-образные; в
виде ласточкина хвоста или трапециевидного профиля и
круглые. Все эти формы направляющих используются
для поступательного перемещения подвижных частей в
горизонтальном, вертикальном или наклонном направле¬
ниях. Обычно ставится не менее двух направляющих
того или иного профиля.
346
Станины металлорежущих станков, молотов и паро¬
вых машин имеют обычно плоские, призматические или
V-образные направляющие. Направляющие в виде
ласточкина хвоста применяются на суппортах и столах
металлорежущих станков, на ползунах и др.
Направляющие могут быть выполнены за одно целое
со станиной или накладными (съемными). Накладные
направляющие изготовляют отдельно от станины в виде
пластин из стали или из высококачественного чугуна с
последующей термообработкой. Длинные пластины де¬
лают составными из отдельных пластин, короткие — из
Рис. 134. Регулирующие устройства (компенсаторы):
а - прием регулирования зазора; б - виды прямоугольных и косоуголь¬
ных компенсаторов; в и г — регулирование зазора с помощью клиньев.
целого куска и крепят их к предварительно обработан¬
ным местам. После установки на станину направляющие
пластины окончательно отделывают — шлифуют, шабрят
или притирают.
Пригонка направляющих и сопряженных с ними под¬
вижных частей с требуемой точностью — операция тру¬
доемкая. Поэтому для облегчения пригонки и регули¬
рования зазора между трущимися поверхностями как
при сборке машины, так и во время ее рзботы узлы с по-
ступательно-движущимися деталями должны иметь ре¬
гулирующие устройства — компенсаторы.
Компенсаторы бывают прямоугольные или косо¬
угольные с уклоном от 1:40 до 1:100 (рис. 134,6).
Планки 1 для регулирования зазора (рис. 134, а) и
клинья 3 перемещаются в продольном направлении и
закрепляются на установленном месте с помощью вин-
347
тав 2. Регулирующую планку или кли.н (рис. 134,0,г),
как правило, нужно ставить с ненагруженной стороны
подвижной детали.
Сборка узлов с поступательно-движущимися деталя¬
ми в основном сводится к отделке направляющих, прч-
гог{ке по ним деталей и регулировке узла.
На производстве применяют следующие способы от¬
делки поверхностей поступательно-движущихся деталей:
шабрением, тонким строганием широкими резцами и на¬
ведением так называемого «мороза», шлифованием, при¬
тиркой.
В практике слесарно-сборочных работ наиболее часто
применяют шабрение, так как оно обеспечивает точную
поверхность на направляющих любой длины и любой
конструкции.
Перед шабрением направляющие следует установить
по уров>ню при помощи клиньев и специальных подста¬
вок — башмаков, после чего закрепить.
Короткие направляющие шабрят обычными приема¬
ми, а длинные — при помощи плит и линеек по так на¬
зываемым маякам и проверяют контрольно-проверочны¬
ми инструментами и приспособлениями.
Сборка узлов с плоскими направляющими. На при¬
мере сопряжения ползуна с плоскими направляющими
рассмотрим, как собирают такие узлы. Чтобы ползун 1
свободно двигался вдоль направляющих (рис. 135), он
должен опираться на поверхности А и Б. Эти поверх¬
ности направляют ползун в вертикальной плоскости /—/.
а поверхности В и Г — в горизонтальной плоскости//—//.
Опрокидывание ползуна предотвращают планки 2, опи¬
рающиеся на поверхности Д и Е. Очевидно, что ползун
сможет свободно перемещаться, если в сопряжениях по
поверхностям В и Г, а также Д и Е будут зазоры. Эти
зазоры не должны быть большими, иначе ползун под дей¬
ствием сил и моментов будет при движении «опрокиды¬
ваться» на направляющих то в одну, то в другую сторо¬
ну. Зазоры устанавливает конструктор в зависимости ог
назначения, размеров, формы и требуемой точности на¬
правляющих. Зазоры указывают в сборочном чертеже и
технологической карте на сборку узла. Точно зазор мож¬
но выдержать при сборке лишь тогда, когда непарал-
лельиость обработанных поверхностей А и Д или Б и Е
не превышает 0,02 мм на 1 м.
348
Такую точность достигают шлифованием и притиркой
или их тонким строганием. Высокую точность получают
также шабрением направляющих. Однако этот метод
малопроизводителен. Шабрить целесообразнее механизи¬
рованными шаберами. Поверхности плоских направляю¬
щих шабрят в такой последовательности: вначале по¬
верхности А и Б, далее Д и Е и затем В и Г. Качество
1
Рис. 135. Схема расположения ползуна на плоских
направляющих:
а - регулирование зазора прокладками; б - регулирование зазора
планкой; в — регулирование зазора клином; А и Е — направля¬
ющие поверхности.
шабрения характеризуется равномерностью распределе¬
ния пятен краски при контроле поверочной плитой. Их
количество, приходящееся на квадрат со стороной 25мм,
должно быть для соединений: нормальной точности — не
менее 10, повышенной точности— 15, высокой точности —
не менее 20. При этом количество пятен определяют как
среднее арифметическое на площади 100 см2.
При сборке механизмов поступательного движения
систематически производят проверку прямолинейности,
параллельности и перпендикулярности плоскостей.
349
Один из методов проверка прямолинейности — про¬
верка по краске. По краске с помощью поверочной пли-
'ты, контрольной линейки, эталонных или сопрягаемых
деталей проверяют плоскости длиной до 2 м. Проверка
прямолинейности плоскостей осуществляется также с по¬
мощью лекальной линейки; линейки и индикатора; уров¬
ня и специальных шаговых мостиков с уровнем; с по¬
мощью микроскопа и натянутой струны и др.
Параллельность плоскостей часто можно проверить
непосредственным измерением универсальными инстру¬
ментами: штангенциркулем, штихмасом, глубиномером
и т. п. Тип применяемого инструмента, а также способ
пользования им зависит от размеров и расположения
проверяемых плоскостей.
Проверка параллельности плоскостей производится с
помощью универсального индикатора на стойке; с по¬
мощью уровня; с помощью специальных и универсаль¬
ных индикаторных мостиков, оптических приборов и др.
Контроль перпендикулярности плоскостей деталей и
узлов корпусного типа осуществляется чаще всего с по¬
мощью угольников, размеры и конструкция которых за¬
висят от размеров и характера расположения контроли¬
руемых плоскостей.
В тех случаях, когда стандартные угольники не при¬
годны, применяются специальные угольники с выносны¬
ми (расположенными уступом) сторонами. Иногда ока¬
зываются более удобными угольники с регулируемой ли¬
нейкой.
Для количественной оценки отклонений от перпенди¬
кулярности плоскостей применяют щупы или концевые
меры длины. В ряде случаев пользуются специальными
контрольно-измерительными' приспособлениями с инди¬
каторами или измерительными головками других типов.
Проверив одним из указанных выше способов направ¬
ляющие, устанавливают на них ползун 1 (рис. 135).
Как уже отмечалось, в сопряжениях по поверхностям Д
и Е должны быть обеспечены минимальные зазоры. Это
достигается либо шабрением сопрягаемых поверхностей
планок 2, либо установкой набора прокладок 3
(рис. 135,а). Этот узел удобнее собирать, если преду¬
смотрена регулируемая планка 4 (рис. 135,6). В этом
случае планку 4 прижимают до отказа винтом 5, а затем
винт отвертывают на 74 или !/г оборота (в зависимости
350
от шага винта и требуемого зазора) и в таком положе¬
нии стопорят контргайкой. Зазоры в сопряжениях по
поверхностям В и Г регулируют клином 6 (рис. 135,б),
имеющим большой уклон (1:40—1:100). Клин предва¬
рительно -пришабривают по направляющим и стенке пол¬
зуна. Для уменьшения зазора винт 7 клина завертывают,
а для увеличения — отвертывают.
59. СБОРКА И РЕГУЛИРОВКА МЕХАНИЗМОВ
ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ
Механизмы преобразования движения служат для
превращения одного вида движения — вращательного в
другой вид — поступательное, или наоборот.
Механизмы преобразования движения применяются в
винтовых, кривошипно-шатунных, кулисных механизмах,
эксцентриках и др. Винтовые механизмы широко распро¬
странены в металлорежущих станках и прессах; криво¬
шипно-шатунные— в двигателях внутреннего сгорания и
компрессорах; эксцентриковые — в автоматах и паровых
машинах; кулисные — в станках и системах управления
двигателями и др.
Сборка и регулирование винтового механизма. Вин*
товой механизм обычно состоит из двух главных дета¬
лей— винта 1 и гайки 2 (рис. 136,а), образующих вин¬
товую пару. Вращая винт / в ту или другую сторону, до¬
стигают прямолинейно-поступательного перемещения
гайки 2 вместе с ползуном 3, установленным на направ¬
ляющих 4.
Винтовой механизм обеспечивает равномерность и
точность перемещений, а также плавность и бесшум¬
ность работы. Основное требование, предъявляемое к де¬
талям винтового механизма, — высокая точность изго¬
товления. Наряду с этим требуется соблюдать важные
условия при сборке: ось винта 1 должна быть строго
параллельна направляющим 4, что обеспечивается пра¬
вильной установкой концевого подшипника; ось вращае¬
мого винта не должна смещаться и в любом положении
гайки 2 должна совпадать с ее осью; винт не должен
иметь осевых перемещений.
При сборке винтового механизме выполняют следую¬
щие работы: устанавливают винт, собирают гайку, регу¬
лируют и контролируют собранный механизм.
351
Одна из конструкций узла винта приведена на
рис. 136,6. Здесь хвостовик 1 получает вращение от ко-
робки подач. Один конец винта 4 соединяют с этим хво¬
стовиком муфтой 2. Другой конец винта вращается во
втулке 13 концевого подшипника. Винт обычно крепят к
хвостовику коническими штифтами 3 (рис. 136,6).
Для этого муфту 2 снимают с хвостовика 1 и напрессо-
Рис. 136. Схема винтоиого механизма (а); передний и
задний концевые узлы винта (б).
вывают на цилиндрическую заточку винта 4. Затем по
отверстию в муфте сверлят в винте отверстие под штифт
и совместно их развертывают. В отверстие вставляют
штифт 3 (не запрессовывая). Второй конец винта уста¬
навливают в концевом подшипнике.
Шейку винта пригоняют к втулке 13, а затем соби¬
рают упорный узел этого подшипника. На выступающую
из втулки 13 выточку конца винта надевают сферическое
кольцо 12 и упорную шайбу 11 с радиальной прорезью.
В головку 7 запрессовывают штифты 5 и 6 и вводят опор¬
ную пяту 10 так (рис. 136,6), чтобы ее шлиц на на¬
352
ружной поверхности попал на выступающий конец штиф¬
та 6. Головку навинчивают на резьбу корпуса концевого
подшипника. При этом конец штифта 5 должен нахо¬
диться в шлице упорной шайбы 11. Затем в головку за¬
вертывают регулирующий винт 8 с контргайкой 9 и ре¬
гулируют осевое перемещение винта.
Далее собирают узел гайки (рис. 137). Конструкция
этого узла представляет собой две бронзовые втулки 1
и 6 с внутренней резьбой, смонтированные в корпусе 8.
Рис. 137. Узел гайки винтового механизма (а); схемы проверки
установки ходового винта {&).
Собирать такую гайку начинают с пригонки шипа а к
пазу ползуна 3. Шип должен плотно входить в паз, не
качаясь. Далее в корпус 8 (рис. 137, а) запрессовывают
и закрепляют винтами 2 резьбовую втулку 1. Втулку 6
со вставленной в ее паз шпонкой 5 монтируют с другой
стороны корпуса 8. Втулку 6 сажают так, чтобы ее мож¬
но было без качки смещать вдоль оси. Это достигают
хорошей пригонкой шпонки 5 к пазу. Если необходимо,
шпонку 5 пришабривает по краске. На резьбовую часть
втулки' 6 навинчивают круглую гайку 7. После этого
снимают винт 4 (рис. 136,6) и навинчивают на него
собранную гайку и затем запрессовывают штифт 3. В та¬
ком виде гайку устанавливают на место, при этом шипа
(рис. 137, а) корпуса 8 вводят в паз ползуна 3 и кор¬
пус окончательно закрепляют винтами. Концевой под¬
шипник 5 (рис. 136, а) в целях соблюдения парал-
23 Н. Н. Кропивницкий 353
лельносги оси винта направляющим 4 перед окончатель¬
ной установкой регулируют. В данном примере концевой
подшипник предварительно крепят к станине струбци¬
ной. Затем на направляющие станины помещают при¬
способление 1 (рис. 137,6), пользуясь которым устанав¬
ливают винт на требуемом по чертежу расстоянии Н от
направляющих. Универсальное приспособление в виде
мостика 2 с индикаторами 3 и 5 позволяет отрегулиро¬
вать не только расстояние винта 4 по отношению к на¬
правляющим станины и параллельность оси винта на¬
правляющим, но и положение оси винта в горизонталь¬
ной плоскости. Правильно смонтированный винт должен
вращаться без осевого перемещения. Торец конца винта,
нагруженного осевой силой, при правом и левом враще¬
нии не должен смещаться более чем на 0,01—0,03 мм.
Это можно проверить, если отвернуть регулирующий
винт 8 (рис. 136,6) и в отверстие вставить ножку ин¬
дикатора, укрепленного на штативе, до касания центра
торца винта. Проверив регулирующий винт 8, его затяги¬
вают до отказа, а затем отвинчивают на lU оборота, Vro-
бы в упорном подшипнике был необходимый зазор.
В таком положении винт стопорят контргайкой 9
(рис. 136, 6).
Из-за наличия зазоров в сопряжении винта и гайки
винтовые механизмы имеют так называемый мертвый
ход, т. е. при повороте винта -на некоторый угол гайки, а
следовательно, и связанный с ней ползун не перемеща¬
ются. Учитывая, что в большинстве винтовых передач
желательно иметь минимальный мертвый ход, в гайках
часто предусматривают специальные устройства для его
регулирования (сведения к минимуму).
В конструкции узла гайки, показанной на рис. 137, а,
мертвый ход, например, регулируют, подтягивая гайку 7.
Благодаря этому уменьшаются зазоры в сопряжении
винта и втулок 1 и 6.
У многих винтовых механизмов после сборки про¬
веряют расположение осей подшипников4 винта относи¬
тельно направляющих в вертикальной и горизонтальной
плоскостях. Для этого на направляющих устанавливают
мостики с индикаторами. Последние крепят так, чтобы
их измерительные стержни касались наружной поверх¬
ности винта 4 по верхней и боковой образующим
(рис. 137, 6).
354
Замеры производят у переднего подшипника, распо¬
лагая приспособление с индикатором в положении Л, и
у заднего подшипника 5, когда приспособление находит¬
ся в положении Б (рис. 136,а). Погрешность опре¬
деляют как алгебраическую разность показаний А—Б
индикаторов в обоих замерах. Допускаемая погреш¬
ность— 0,1—0,2 мм. Кроме того, проверяют совпадение
оси гайки 2 с осями переднего и заднего 5 подшипников
Рис. 138. Детали кривошипно-шатунного механизма.
и винта 1 (рис., 136,а). В этом случае ползун 3 со
включенной гайкой 2 устанавливают так, чтобы послед¬
няя находилась примерно на одинаковом расстоянии от
переднего и заднего подшипников. Замеры производят
у гайки 2 и у подшипников винта А и Б.
Сборка кривошипно-шатунного механизма. Криво¬
шипно-шатунный механизм применяют для преобразова¬
ния поступательного движения во вращательное, и наобо¬
рот. При сборке кривошипно-шатунного механизма тре¬
буется строго соблюдать предусмотренные чертежом по¬
садки. Детали работающего механизма имеют большие
ускорения, поэтому увеличенные зазоры в сопряжениях
являются причиной возникновения значительных ударов
23*
•355
деталей друг о друга, что вызывает усиленный их износ
и поломку.
Сборка кривошипно-шатунного механизма (рис. 138)
включает: сборку поршня, предварительную сборку ша¬
туна, сочленение поршня с шатуном и установку шатун¬
но-поршневой группы на валу.
Собирать поршни начинают с подбора их по гильзам
цилиндров. В связи с неравномерным нагревом поршне
диаметр его головки (верхней части) несколько меньше
диаметра юбки (нижней части), поэтому величина зазо¬
ров в разных поясах по высоте поршня неодинакова. На¬
именьший зазор в холодном состоянии выдерживают
между цилиндром и юбкой поршня. Эта часть поршня
центрирующая. Зазор здесь назначают такой, чтобы обес¬
печить образование слоя смазки и предотвратить закли¬
нивание нагревшегося поршня. Примерная величина это¬
го зазора 0,001—0,002 диаметра поршня.
Поршни и гильзы (или цилиндры) сортируют на раз¬
мерные группы, а также подбирают их по весу. Во всех
цилиндрах одного двигателя разница в весе поршней не
должна превышать 0,5—1,0%. Поэтому поршни рассор¬
тировывают по весу на три—пять групп и каждый пор¬
шень клеймят (на днище) соответствующей цифрой.
Поршневые кольца устанавливают двух типов: ком¬
прессионные 1 и 2 (рис. 138), препятствующие выхо¬
ду газов из цилиндра, и маслосъемные 3, исключающие
попадание масла в камеру сгорания.
Зазоры между кольцом и канавкой поршня по вы¬
соте обычно составляют 0,06—0,16 мм, а зазор в замке
поршневого кольца — 0,3—0,8 мм.
Подобранное поршневое кольцо должно легко, без
заеданий и качки, прокатываться по всей канавке порш¬
ня, а когда оно установлено в канавке, под нажатием
пальца полностью утопать в ней.
Кольцо должно плотно всей своей боковой поверхно¬
стью прилегать к цилиндру. Перед установкой кольца
осматривают трещины, раковины; следы обработки не
допускаются.
В мелкосерийном производстве кольца устанавливают
на поршень (или снимают) щипцами, ограничивающими
чрезмерный развод кольца.
Поршень 4 (рис. 138) соединяют с шатуном 8 порш¬
невым пальцем 5. Зазор в сопряжении палец—пор¬
356
шень в работающем двигателе должен быть 0,03—*
0,05 мм. Поэтому при обычной температуре детали со¬
прягают либо с очень малым зазором, либо с натягом.
Во втулку 7 верхней головки шатуна поршневой па¬
лец устанавливают с зазором 0,01—0,05 мм. Такого за¬
зора добиваются, сортируя шатуны по диаметру отзер-
стия запрессованной втулки 7 и подбирая шатуны и
пальцы одноименных групп. На пальцах, бобышках
поршня и шатунах, рассортированных на размерные
группы, наносят метки краской различных цветов. Втул¬
ку 7 запрессовывают в верхнюю головку шатуна с натя¬
гом 0,02—0,12 мм. Торцы втулки не должны выступать
за торцы головки шатуна. Тонкие втулки при запрессов¬
ке немного сжимаются, и внутренний диаметр их умень¬
шается. Поэтому отверстие запрессованной втулки раста¬
чивают,'протягивают или калибруют в механическом
цехе. При сборке отверстие в ряде случаев развертывают
по кондуктору двумя-тремя развертками, а кромки за¬
чищают шабером.
Далее подбирают верхний 10 и нижнии 11 вкладыши
по постелям нижней головки шатуна. Следят, чтобы
внутренняя и наружная поверхности вкладышей были
чистыми и гладкими, без царапин, рисок, задиров и вмя¬
тин.
, Тонкостенные вкладыши поступают на сборку комп¬
лектно, клейма нанесены на их торцах или лысках под
болты. Тщательно обтерев салфеткой и обдув сжатым
воздухом поверхности вкладышей, их устанавливают,
монтируют крышку 12 и закрепляют ее/болтами 9 и гай¬
ками 13 (рис. 138). Гайки затягивают предельным
ключом, отрегулированным на заданный момент.
Диаметр отверстия подшипников нижней головки
проверяют индикаторным нутромером в двух-трех ме¬
стах с обеих сторон, чтобы обнаружить" возможную эл-
липсность или конусность. Если отверстие правильной
формы, собранный шатун контролируют на параллель¬
ность осей верхней и нижней головок.
Допускаемые зазоры (непараллельность или перекос
осей) указывают в технологической карте. Затем собран¬
ный шатун соединяют поршневым пальцем с поршнем
(без колец). Для этого поршень нагревают в масляной
ванне до 80—100° С, между бобышками помещают ша¬
тун; палец, слегка смазанный маслом, загоняют в
357
отверстия легкими ударами деревянного молотка или по¬
средством пресса.
Очень важно, чтобы поршень в плоскости оси пальца
не был перекошен в цилиндре, поэтому его образующая
должна быть перпендикулярна оси нижней головки.
После сборки и проверки группы шатуна и поршня
нижнюю головку шатуна разбирают, вставляют поршни
с шатунами в цилиндры и вновь собирают нижние го¬
ловки на шатунных шейках коленчатого вала. Гайки ша¬
тунных болтов затягивают предельным динамометриче¬
ским ключом.
Масляный зазор в подшипнике выдерживают строго
по чертежу. В подшипниках с тонкостенными вкладыша¬
ми при диаметре шейки 80—100 мм -он равен 0,08—
0,14 мм. Этот зазор определяют как разность между
внутренним диаметром вкладышей шатуна в сборе и диа¬
метром шатунной шейки коленчатого вала. Овальность
и конусность отверстия подшипника шатуна более
0,012—0,020 мм не допускается. Шатун не должен сме¬
щаться на шейке вдоль оси более 0,2—0,5 мм.
Подшипник нижней головки шатуна пригоняют, когда
он собран с поршнем без колец. Затем шатун с поршнем
вынимают из цилиндра, в канавки бобышек поршня
вставляют круглогубцами или специальными щипцами
стопорные кольца 6, препятствующие смещению паль¬
ца 5 (рис. 138), и на поршень надевают комплект
поршневых колец.
Для исключения утечки газов поршневые кольца уста¬
навливают в канавках так, чтобы замки соседних колец
были смещены один относительно другого на 0,3—0,5—
0,7 длины окружности поршня. После монтажа шатунно¬
поршневой группы обычно устанавливают головку блока
двигателя. На плоскостях разъема укладывают медно¬
асбестовую прокладку и головку в сборе надевают на
шпильки блока, ставят на них шайбы и навинчивают
гайки.
Сборка эксцентрикового механизма. Эксцентриковый
механизм служит для преобразования вращательного
движения в возвратно-поступательное.
Эксцентриковый механизм обычно используют, когда
нужно создать большие давления при малом ходе пол¬
зуна. Он широко применяется в штамповочных прессах,
в золотниковом и клапанном распределении машин —
358
двигателей. Эксцентриковый механизм представляет со¬
бой разновидность кривошипно-шатунного механизма с
небольшим радиусом кривошипа — R, называемым
эксцентриситетом. Требования, предъявляемые к этому
механизму: обеспечить при сборке правильное неподвиж¬
ное соединение эксцентрика 3 с валом 1 (рис. 139, а), не¬
обходимые масляные зазоры в сопряжении эксцентрика
с бугелем (хомутом) 2, центрирование и надежное креп¬
ление эксцентриковой тяги 4.
Сборка эксцентрикового механизма включает: сборку
эксцентрика на валу, сборку бугеля, установку эксцент¬
риковой тяги и сборку подшипника.
Эксцецтрики бывают цельными, устанавливаемыми
на конце вала, и разъемными (рис. 139,а). Монтаж
эксцентрика на валу начинают с пригонки шпонки.
Шпонка обычно призматическая. У собранного на валу
эксцентрика контролируют торцовое биение, 'которое
допускается не более 0,05—0,07 мм на 100 мм диаметра
эксцентрика.
Бугель 2 начинают собирать на эксцентрике после
шабрения баббитового слоя. Эта операция не отличается
от пригонки подшипников качения.
Следующая операция — сборка эксцентриковой тя¬
ги 4 (рис. 139, а).
Далее собирают подшипник 5 (рис. 139, а, б) эксцент¬
риковой тяги. Затем бугель вместе с тягой окончательно
собирают на эксцентрике и, провертывая вал, контроли¬
руют механизм на плавность хода.
Сборка кулачкового механизма клапанного распреде¬
ления. Клапанное распределение применяется в тех слу¬
чаях, когда необходимо регулировать подачу газов и
жидкостей как по давлению, так и по количеству. Кла¬
панный механизм, как известно, открывает и закрывает
клапаны для впуска в цилиндр воздуха или горючей сме¬
си и выпуска отработавших газов. Клапаны бывают раз¬
личных типов: шариковые, плоские, тарельчатые и др.
Одна из схем механизма распределения с верхним
расположением клапанов тарельчатого типа дана на
рис. 140. Механизм состоит из распределительного вала
с кулачками У, толкателя 2, втулки 5, штанги 4У клапа¬
на 3\ пружины 6, тарелки клапана 7, коромысла 8 и др.
Работает механизм в следующей последовательности.
Кулачок У распределительного вала, набегая на толка¬
359
тель 2, приподнимает его и посредством штанги 4 откло¬
няет правую часть коромысла 5, качающегося на оси;
левая часть коромысла при этом опускается и, сжимая
пружину 6, смещает на несколько миллиметров клапан 5.
Повертываясь далее, кулачок выходит из толкателя 2,
который под действием упругости пружины 6 опускается,
ь весь механизм занимает первоначальное положение.
Клапаны должны открываться и
закрываться строго в соответствии
с положением поршня в цилиндре.
Поэтому коленчатый и распредели¬
тельный валы связаны обычно зуб¬
чатой, реже цепной передачей.
*)
Рис. 139. Схема и узлы эксцентрико¬
вого механизма:
а - эксцентриковый механизм; б — подшипник
эксцентриковой тяги.
Рис. 140. Механизм кла¬
панного распределения.
Основное требование, предъявляемое к механизму
клапанного распределения: при определенных положе¬
ниях поршня открывать и плотно закрывать отверстия
в головке. Это обеспечивается соответствующим распо¬
ложением кулачков распределительного вала и сцепле-
360
нием зубчатых колес его привода, а также притиркой и
регулированием зазоров механизма.
Узел распределительного вала начинают собирать с
запрессовки в блок втулок 3, 4 и 5 (рис. 141), используя
пресс или приспособление. Втулки устанавливают с натя¬
гом 0,02—0,09 мм и от провертывания стопорят винтами.
Канавки на втулках располагают против масляных от¬
верстий в блоке.
Рис. 141. Узел распределительного вала.
Установив втулки, заполняют их масляные каналы
солидолом и развертывают отверстия. Допускаемая
овальность и конусность отверстий — не более 0,04 мм.
Затем в блок запрессовывают втулку 3 (рис. 140)
толкателя (если они предусмотрен^ конструкцией), ко¬
торые обычно ставят с натягом 0,03—0,04 мм. В случае
деформации тонкостенных втулок их отверстия тоже раз¬
вертывают. По втулкам подбирают толкатели 2 так, что¬
бы они свободно, без заеданий, перемещались вдоль оси
и провертывались. Зазор в сопряжении толкатель—втул¬
ка выдерживают обычно 0,02—0,08 мм.
После этого устанавливают упорный фланец 2 и зуб¬
чатое колесо 1 (рис. 141). Упорный фланец 2 ограни¬
чивает смещение распределительного вала вдоль оси под
действием осевых сил, возникающих в зубчатом зацепле¬
нии с косыми зубьями. Упорный фланец 2 должен быть
361
такой толщины, чтобы осевое смещение распределитель¬
ного вала не превышало 0,10—0,25 мм.
Зубчатое колесо устанавливают на валу с зазором
до 0,02 мм или натягом до 0,03 мм. Узел проверяют на
биение. Торцовое биение по наибольшему радиусу допу¬
скается не выше 0,2 мм, а по поверхности головок зубьез
до 0,15 мм.
Собранный распределительный вал с зубчатым ко¬
лесом вводят в подшипники и упорный фланец закреп¬
ляют винтами.
Плотность прилегания клапана к фаске головки или
гнезда на большинстве двигателей достигают притиркой.
Лишь в некоторых современных двигателях плотность
соединения обеспечивают точным шлифованием, фаски
клапана и чистовой обработкой посадочного места в го¬
ловке.
Притирают клапаны, используя шлифпорошки с мел¬
ким зерном или специальные притирочные пасты. При¬
тирают до тех пор, пока по всей окружности фаски кла¬
пана и фаски головки или седла не появятся матовые
полоски шириной 6=1,5—3,0 мм. Оставлять только от¬
дельные притертые места недопустимо, так как через не¬
плотности будут утекать горячие газы, которые вызовут
местные перегревы и быстрое прогорание седла и кла¬
пана.
Притирать клапаны вручную дрелью — операция
очень трудоемкая, поэтому в серийном производстве ее
выполняют на многошпиндельных притирочных станках,
позволяющих притирать одновременно несколько клапа¬
нов.
О качестве притирки судят по состоянию фасок кла¬
пана и посадочного места в головке или седла. Если кла¬
пан притерт хорошо, керосин, налитый в клапанную ко¬
робку головки блока, не просачивается. Однако более
точно качество притирки контролируют специальными
приборами.
Далее собирают пружины со стопорными устройст¬
вами. Следует иметь в виду, что пружина должна обла¬
дать необходимой упругостью, быть прямолинейной, а
опорные поверхности перпендикулярны оси. Проверен¬
ную пружину 6 надевают на стержень клапана, сверху
на нее устанавливают тарелку 7 (рис. 140) и закреп¬
ляют. Затем монтируют коромысло <3, устанавливают
362
штангу толкателя 4 и сцепляют зубчатые колеса, по ко¬
торым распределительный вал приводится во вращение
от коленчатого вала.
Сборка кулисного механизма. Разновидностью кри¬
вошипно-шатунного механизма является кулисный меха¬
низм. Он применяется в тех случаях, когда нужно пре¬
образовать вращательное движение в возвратно-посту¬
пательное, например, в поперечно-строгальных, долбеж-
Рис. 142. Механизм качающейся кулисы поперечно-стро¬
гального станка.
ных станках, в паровых и других машийах. Кулисы мо¬
гут быть качающиеся (в строгальных станках) и вра¬
щающиеся (в долбежных станках).
Основной деталью кулисного механизма является ку¬
лиса 1 (рис. 142), сидящая на оси 12 и качающаяся 6т-
носительно ее. Сзади кулисы насажен кривошипный
диск 4, имеющий радиальный паз, в котором может пе¬
ремещаться палец кривошипа 2 при помощи винта 3, ко¬
торый приводится в движение валиком 5 через кониче¬
ские зубчатые колеса 13 и 14. Диск 4 своим хвостовиком
сидит в стенке станины 9 и приводится во вращение зуб¬
чатым колесом 10 от привода станка.
На пальце 2 насажен камень (сухарь) 15, который
входит в продольный паз кулисы. При вращении криво¬
363
шипного диска камень заставляет кулису качаться око¬
ло своей оси, а сам перемещается вдоль паза кулисы.
Верхний палец кулисы свободно соединяется с ползу¬
ном станка и заставляет его двигаться возвратно-посту¬
пательно по горизонтальным направляющим. Преиму¬
ществом кулисного механизма является большая ско¬
рость обратного хода ползуна. Это особенно важно в
станках, где обратный ход является холостым. Но, с дру¬
гой стороны, кулисный механизм может передавать зна,-
чительно меньшие усилия, чем кривошипно-шатунный.
Детали кулисного механизма, т. е. кулису, кривошип¬
ный диск и камень, делают из чугунного литья. Пальцы,
валики, оси, зубчатые колеса изготовляют из стали. Кри¬
вошипный диск одновременно выполняет и роль махо¬
вика.
Сборку кулисного механизма обычно начинают с со¬
единения кривошипного диска 4 с вкладышем 6, через
который пропускают" валик 5 (рис. 142). На конец
валика на шпанке устанавливают коническое зубчатое
колесо 14. Винт 3 ввинчивают в отверстие пальца криво¬
шипа 2, а на другом конце винта, где нет резьбы, в шпо¬
ночное гнездо устанавливают шпонку. Затем коническое
зубчатое колесо 13 сцепляют с зубчатым колесом 14 и
монтируют в отверстие уступа. Когда палец 2 войдет в
паз кривошипного диска, винт 3 закрепляют гайкой.
После этого весь собранный узел хвостовиком диска 4
вставляют в отверстие станины 9. Затем на ось кули¬
сы 12 надевают втулку 11, а на нее устанавливают кули¬
су 1. Далее на ось 12 на шпонке устанавливают зубча¬
тое колесо 10. В продольный паз кулисы вводят ка¬
мень 15, и весь собранный узел соединяют с кривошип¬
ным диском. При этом ось 12 должна войти в соответст¬
вующее отверстие станины, а головка кулисы — в паз
ползуна (ползун на рисунке не показан). После этого
палец 2 вводят в отверстие камня 15 и закрепляют вин¬
том. На конец хвостовика кривошипного диска надевают
эксцентрик механизма подачи 7, на резьбу валика 5 на¬
винчивают стопорную гайку 8 (рис. 142).
Далее регулируют механизм изменения длины хода
ползуна. Эта регулировка осуществляется за счет из¬
менения радиуса R кривошипного пальца (эксцентриси¬
тета). При вращении валика 5 рукояткой, надеваемой
на его квадратный конец, через конические зубчатые ко¬
364
леса 13 и 14 винт 3 перемещает палец 2 вдоль кривошип¬
ного диска и изменяет эксцентриситет. Наибольшая дли¬
на хода будет при наибольшем эксцентриситете.
J В правильно собранном и установленном станке на¬
правляющие кулисы должны находиться в плоскости,
перпендикулярной оси 12. Эта ось должна занимать го¬
ризонтальное положение, а направляющие кулисы ле¬
жать в вертикальной плоскости. Их перпендикулярность
проверяют рамным уровнем. Кроме того, индикатором
Рис. 143. Храповые механизмы:
а — с переменным радиусом кривошипа; б — со щитком; в — с перекидной
собачкой; г — со скошенными зубьями.
проверяют перпендикулярность торца кривошипного
диска 4 к оси 12.
Сборка храпового механизма. Для автоматической
подачи заготовки в процессе обработки или режущего
инструмента в продольно- и поперечно-строгальных стан¬
ках применяют храповой механизм.
На рис. 143, а показан храповой механизм автомати¬
ческой подачи стола поперечно-строгального станка.
Кривошипный диск подачи 3 надет на ведущий вал 1,
который должен делать одинаковое число оборотов с
кривошипным диском, приводящим в движение кулису
станка. Это необходимо потому, что подача стала осуще¬
365
ствляться один раз за двойной ход ползуна, т. е. во вре¬
мя его обратного хода. Кривошипный диск" подачи имеет
радиальный Т-образный паз, в котором при помощи гай¬
ки закрепляют палец кривошипа 2. Его можно вручную
перемещать вдоль паза, изменяя таким образом радиус
кривошипа. Шатун 4 одним концом шарнирно соединен
с пальцем 2, а другим — с рычагом 7. Этот рычаг сво¬
бодно сидит на валу 5, на котором на штоке установле¬
но храповое колесо 6. На рычаге 7 находится собачка 8,
которая при помощи пружины прижимается к храповику
так, что ее конец входит в одну из впадин храповика.
Радиус рычага 7 больше самого большого радиуса
кривошипа, поэтому при вращении кривошипа подачи
собачка за один его оборот совершает два качания: в ту
и другую сторону. Конец собачки с одной стороны идет
по радиусу храповика, а с другой стороны скошен. При
прямом ходе собачка повернет храповик на некоторый
угол, а при обратном — будет скользить по зубьям хра¬
повика. Вместе с храповиком повернется вал 5, который
непосредственно или через передачу связан с ходовым
винтом стола станка. Таким образом, за каждый оборот
кривошипа стол получит периодическую подачу в одном
направлении. При этом прямой ход собачки должен про¬
исходить во время обратного хода ползуна станка, и на¬
оборот.
Если собачку оттянуть за головку и повернуть на
180°, то подача будет происходить в обратном направле¬
нии, а если на 90°, то она остается в оттянутом положе¬
нии (ее удержит стопорный штифт) и подачи стола не
будет.
В описанной конструкции величину подачи регули¬
руют изменением радиуса кривошипа. При изменении
радиуса кривошипа меняется и угол качания собачки,
т. е. число захватываемых зубьев храповика, а следова¬
тельно, и угол поворота ходового винта. Кроме собачек
с пружиной часто применяют перекидные собачки
(рис. 143, в).
В большинстве поперечно-строгальных станков для
изменения величины подачи применяется другой меха¬
низм. Кривошип такого .механизма имеет постоянный ра¬
диус, что обеспечивает постоянный угол качания собач¬
ки (рис. 143,6). Храповик имеет щиток /, который пово¬
рачивается и закрывает часть зубьев храповика, поэтому
366
собачка частично проскальзывает по щитку и захваты¬
вает различное число зубьев храповика. Вместо криво¬
шипа в ряде случаев применяют эксцентрик. Его уста¬
навливают непосредственно на хвостовик кривошипного
диска.
Если нужна только односторонняя подача, то зубья
храповика делают скошенными, а собачку односторон¬
ней. Такую конструкцию часто применяют как механизм
остановки в лебедках, кранах и других грузоподъемных
машинах.
При вращении в сторону подъема собачка скользит
по зубьям храповика, а при остановке она. упирается в
зуб храповика, и груз не опускается.
Сборка храпового механизма производится в такой
последовательности. Сначала устанавливают валы 1 и 5
в подшипники (рис. 143,а). Далее соединяют рычаг 7
с собачкой S, предварительно поставив в гнездо пружи¬
ну. Затем в отверстие стержня собачки ставят стопорный
штифт и на конец стержня навинчивают головку. После
этого собранный рычаг свободно надевают на вал 5. Да¬
лее на этот же вал насаживают на шпонку храповик 6.
Другой конец рычага 7 при помощи болта шарнирно со¬
единяют с левой половиной шатуна 4, на конец которой
навинчивают соединительную муфту. Затем на вал 1 не¬
подвижно насаживают кривошипный диск 3. Конец ша¬
туна шарнирно соединяют с пальцем 2, головку которого
вводят в Т-образный паз диска и закрепляют гайкой.
Пружину регулируют так, чтобы собачка не проскакива¬
ла по зубьям храповика при подаче стола. Собранный и
отрегулированный храповой механизм станка должен
обеспечить возможность подачи в обоих направлениях
и регулирование подачи в пределах от одного зуба хра¬
повика до числа зубьев, соответствующего максималь¬
ному углу качания собачки.
Сборка гидравлических приводов и передач. Гидрав¬
лическим приводом называют систему механизмов, ко¬
торые посредством жидкости передают усилия и движе¬
ния к рабочим органам машины. В качестве рабочей
жидкости в гидравлических приводах применяют индуст¬
риальное (веретенное или турбинное) масло.
В современном машиностроении наиболее широко
гидравлические приводы и передачи применяются в ме¬
таллорежущих станках.
367
С помощью гидравлического привода можно полу¬
чить как возвратно-поступательное, так и вращательное
движение.
Основными элементами гидравлических приводов яв¬
ляются: насос*. контрольно-регулирующие аппараты (кла-
Рис. 144. Схемы гидравлического привода для возвратно-
поступательного движения.
паны, регуляторы), золотниковые устройства и рабочий
цилиндр.
На рис. 144 приведена схема гидравлического приво¬
да для возвратно-поступательного движения. Принцип
работы такого привода следующий.
Масло из ванны 1 через фи^тр 2 засасывается насо¬
сом 3 и нагнетается к золотнику 11. В зависимости от по¬
ложения золотника 11 масло направляется в определен¬
368
ную часть рабочего цилиндра 6. На схеме масло от на¬
соса поступает в левую часть цилиндра, давит на пор¬
шень с помощью штока 8 и перемещает его слева на¬
право. Из другой части цилиндра масло в это время вы¬
текает также через золотник 11 обратно в ванну 1.
Скорость движения поршня в цилиндре 6 зависит от
быстроты освобождения правой части цилиндра от мас¬
ла. Этим регулируют скорость перемещения стола 7.
У передней части цилиндра на трубе смонтирован дрос¬
сель 10, с помощью которого увеличивают или умень¬
шают проходное отверстие для масла, т. е. изменяют со¬
противление и, следовательно, скорость истечения. Если
масло от насоса направляется в правую часть цилинд¬
ра 6, она м,инует дроссель, проходя через обратный кла¬
пан 9. Он устроен так, что масло протекает через него
только в одном направлении.
Предохранительный клапан 4 поддерживает расчет¬
ное давление масла. Клапан автоматически открывается
при определенном давлении масла и пропускает часть его
обратно в ванну 1. Золотник 11, изменяющий направле¬
ние подачи масла в цилиндр, перемещается автомати¬
чески в результате воздействия на рычаг 5 упоров, за¬
крепленных на столе^ 7. Давление масла в системе уста¬
навливают в зависимости от назначения гидравлическо¬
го привода, оно достигает 100 ат и более.
Гидравлический привод имеет значительные преиму¬
щества перед другими приводами: он обеспечивает плав
ность перемещения в обоих направлениях, удобство регу«
лирования скоростей в широких пределах, бесшумность
и автоматизацию работы механизма.
Благодаря тому что гидравлический привод позволяет
развивать значительные силы при сравнительно неболь¬
ших рабочих цилиндрах, он получается компактным, а
это позволяет уменьшить вес и габариты всей машины.
Процесс сборки гидравлических приводов для воз¬
вратно-поступательного движения, используемых в ме¬
таллорежущих станках, в большинстве своем аналогичен
с технологией сборки гидроприводов других типов. При
сборке данной и любой другой гидросистемы необходимо
прежде всего обеспечить:
а) надежность уплотнения, исключающую попадания
воздуха в трубопроводы, насосы, клапаны и т. д., так
как воздух нарушает работу системы;
24 Н. Н. Кропивницкий
369
б) отсутствие утечки масла через различные соеди¬
нения деталей системы;
в) плавную работу привода в обоих направлениях;
г) чистоту внутренних поверхностей всех деталей си¬
стемы (недопустимы следы грязи, остатки стружек, аб¬
разивного порошка и др.); загрязнение может нарушить
работу элементов системы, имеющих точные сопряже¬
ния (насосы, клапаны и т. п.).
Рабочий цилиндр следует собирать в последователь¬
ности, предусмотренной технологическим процессом. Со¬
бранный рабочий цилиндр подвергают гидравлическим
испытаниям, чтобы проверить уплотняющую способность
поршня и сальника. Если она недостаточна, рабочие по¬
лости цилиндра плохо изолируются друг от друга, про¬
исходит утечка масла, и гидравлическая система рабо¬
тает неустойчиво.
При испытании масло, нагретое до 50° С, нагнетают
в одну полость цилиндра до дазления 50—70 ат, которое
поддерживают во время испытания.
Насосы в гидравлических система^ применяют шесте¬
ренчатые, лопастные и плунжерные.
Шестеренчатые насосы создают давление масла
(жидкости) до 12 ат. Конструкция этого насоса наиболее
проста. Он состоит из одной или двух пар цилиндриче¬
ских зубчатых колес 1 и 9 (рис. 145), установленных в
чугунный корпус 8. При вращении колес масло из всасы¬
вающей полости А попадает между зубьями и стенкой
корпуса и переносится в нагнетательную полость Б.
Сцепляющиеся зубья колес препятствуют возвращению
масла во всасывающую полость.
Чтобы избежать утечки масла, зазоры в сопряже¬
ниях насоса должны быть минимальными, особенно
между зубьями и корпусом, а также по торцам зубчатых
колес.
Шестеренчатый насос начинают собирать с запрес¬
совки во вкладыши 4 к 10 втулок 11 игольчатых подшип¬
ников. Далее левый (по рисунку) вкладыш запрессовы¬
вают в корпус 8, с наружной стороны помещают пропи¬
танную нитролаком бумажную прокладку, устанавлива¬
ют крышку 12 и завертывают винты 13 и 14. В валик за¬
прессовывают штифт 5, а затем устанавливают зубчатое
колесо 9. На валике 3 монтируют на сегментной шпонке
зубчатое колесо 1. Затем на втулки 11 изнутри наносят
370
слой оолидола, устанавливают монтажный валик и в за¬
зор между этим валиком и втулками вводят иглы (ро¬
лики малого диаметра) подшипника. Благодаря вязкости
солидола иглы хорошо прилипают к втулке. Вкладыш
правой стороны насоса привертывают винтами 6 к крыш¬
ке 7. Между крышкой и вкладышами также помещают
бумажную прокладку, пропитанную нитролаком. Во
втулки этих вкладышей тоже устанавливают иглы (на
солидоле) подшипника. После этого в корпус 8 встав¬
ляют зубчатые колеса с валиками. Боковой зазор в за-
Рис. 145. Шестеренчатый насос.
цеплении зубчатых колес устанавливают 0,02 мм при мо¬
дуле до 4 мм и 0,03 мм при модуле 5—7 мм. Высоту ча¬
сти корпуса, выступающей над зубчатыми колесами,
контролируют шаблоном; она должна быть больше вы¬
соты вкладышей с бумажной прокладкой правой стороны
на 0,03—0,04 мм, чтобы при установке между ними и
торцами зубчатых колес был зазор. Радиальный зазор
должен быть в пределах 0,05—0,07 мм.
Проверив зазоры, монтируют крышку 7 (рис. 145)
с вкладышами и сальник 2. Затем контролируют насос
на плавность хода при провертывании вручную (на ва¬
лик 3 можно установить маховичок), а затем на спе¬
циальной установке определяют его производительность
и давление масла.
24*
371
60. ОБЩАЯ СБОРКА, РЕГУЛИРОВКА
И ИСПЫТАНИЕ МАШИН
Технологический процесс общей сборки машин. Вы¬
ше было сказано об основных видах и организационных
формах сборки, а также методах сборки типовых узлов.
Общая сборка следует за узловой сборкой. При общей
сборке из заранее собранных узлов, а также из отдель¬
ных деталей собирается готовая машина, отвечающая
всем требованиям, предъявляемым к ней техническими
условиями.
Общую сборку машин выполняют на основе тех же
принципов, которые положены при организации сборки
ее узлов. Основным из этих принципов является выбор
наиболее эффективной последовательности сборки, ко¬
торая обеспечила бы наименьшую затрату времени на
сборку машины. Такая эффективность технологии сборки
достигается за счет наименьшего объема пригоночных
работ, удобства подхода к собираемому объекту, воз¬
можности полного использования механизированных
приспособлений и инструментов, облегчающих труд
сборщиков.
Наиболее эффективную последовательность сборки на
заводах выбирают технологи по сборочным работам и
заносят в технологическую карту общей сборки. Процесс
общей сборки любой машины можно представить так
же, как и для сборки узлов, т. е. в виде схемы сборки.
Но учитывая, что для сложных машин при большом ко¬
личестве деталей и узлов подробная схема получается
громоздкой для пользования, на производстве часто
пользуются укрупненными схемами, некоторых наносят
только условные обозначения групп и узлов, а также де¬
талей, не входящих в группы и узлы (рис. 146). На этой
же схеме указывают, после каких операций нужно осу¬
ществлять контроль собираемой машины.
Технологический процесс — основа производства, по¬
этому строгое его соблюдение — основной закон совре¬
менного производства.
Несоблюдение технологии, нарушение технологиче¬
ской дисциплины ведет к выпуску недоброкачественной
и нестандартной продукции и наносит ущерб производ¬
ству. Это, конечно, не значит, что рабочему запрещается
улучшать утвержденную технологию. Наоборот, такое
372
улучшение самим наполнителем — одна из важных форм
технического прогресса, но каждое усовершенствование
и рационализацию технологии нельзя внедрять без про¬
верки, утверждения руководством цеха, завода.
Усовершенствование и рационализацию технологиче¬
ских процессов сборки можно осуществлять путем изме¬
нения последовательности операций и переходов, прие¬
мов выполнения работ, конструкции приспособлений, ин¬
струментов и вспомогательного оборудования, организа¬
ции и обслуживания рабочего места и т. п.
Рис. 146. Технологическая (укрупненная) схема обшей сборки
машины.
В ряде случаев рационализация и усовершенствование
процесса сборки бывает связана с конструкцией маши¬
ны. Нередко незначительные изменения в конструкции
намного упрощают сборку, снижают трудоемкость и
стоимость ее, не ухудшая технической характеристики
машины.
Организация общей сборки машин. Сборка машин мо«
жет выполняться без расчленения и с расчленением про*
цесса на составные операции и приемы работ.
При сборке без расчленения процесса машину соби- ч
рают полностью на одном участке цеха, на который по¬
ступают предварительно собранные узлы и отдельные де¬
тали. Такая сборка называется стационарной.
Если машина или механизм несложны, состоят из
небольшого количества деталей, в стационарных услови¬
ях их может собирать полностью один сборщик. Так, на¬
пример, организуют сборку в опытном производстве, ко¬
гда машину собирают впервые.
373
Основным недостатком такой организации является
значительная затрата времени на сборку, что удлиняет
цикл сборки. Он удлиняется потому, что один работаю¬
щий последовательно выполняет все операции по уста¬
новке каждого элемента. Рабочий при этом должен
уметь выполнять разнообразные сборочные операции,
т. е. быть высококвалифицированным, хотя значительная
часть работы в общем цикле не требует такой квалифи¬
кации. В связи с этим стоимость сборки значительно по¬
вышается.
При сборке с расчленением процесса объект тоже мо¬
жет оставаться неподвижным, но собирает его бригада
сборщиков. Каждый из членов бригады специализирует¬
ся на выполнении определенных сборочных работ, на¬
пример, один собирает подшипники, другой монтирует
коробку скоростей и т. д. Цикл сборки машины при этом
значительно ^сокращается^ так как ряд операций члены
бригады выполняют одновременно. Поскольку умень¬
шается цикл сборки, постольку на одном и том же ра¬
бочем месте можно в единицу времени (смену, день, ме¬
сяц) собрать больше машин. Следовательно, для сборки
заданного количества машин требуется ' меньше произ¬
водственных площадей.
Стационарная сборка с частичным расчленением сбо¬
рочного процесса широко применяется в индивидуаль¬
ном и мелкосерийном производстве.
Еще больший эффект получают, расчленив про¬
цесс сборки так, чтобы каждый рабочий выполнял толь¬
ко одну операцию. Правда, когда собирают сложные
машины и много операций, использовать этот принцип
в условиях стационарной сборки нельзя, так как много
рабочих должны одновременно работать на одном уча¬
стке, где они не смогут даже разместиться. В этом слу¬
чае технологический процесс разрабатывают так, чтобы
продолжительность всех операций была примерно оди¬
накова, а количество собираемых объектов было равно
числу операций. Тогда каждый сборщик в любой момент
сможет выполнять свою операцию. Рабочие становятся
вдоль линии сборки, а 'объект через определенный про¬
межуток времени перемещается от одного рабочего ме¬
ста к другому. Здесь к рабочим местам подают детали и
узлы, которые сборщики устанавливают на монтируемую
машину. В отличие от стационарной — это подвижная
374
поточная сборка. Объект сборки может перемещаться
свободно, когда его располагают, например, на тележ¬
ках, движимых самими исполнителями, и принудительно,
когда объекты перемещают различные транспортные
устройства непрерывного или прерывного действия.
При поточной сборке каждую операцию выполняют с
помощью специальных приспособлений и инструментов.
Сборщик, освоивший данную операцию, значительно луч¬
ше использует высокопроизводительные приспособления
и вследствие этого затрачивает на нее меньше времени,
чем сборщик, выполняющий не только данную, но и дру¬
гую работу. Поэтому времени на сборку машины, а сле¬
довательно, и рабочих при расчлененном процессе сбор¬
ки требуется меньше, чем при нерасчлененном.
Поточный метод позволяет увеличить выпуск продук¬
ции, уменьшить брак, снизить себестоимость машины
(изделия), сократить длительность цикла, повысить про¬
изводительность труда, облегчить и улучшить учет и пла¬
нирование, обеспечить технологическую дисциплину,
улучшить условия труда.
В нашей стране поточное производство широко рас¬
пространено.
Для дальнейшего внедрения поточных методов в на¬
стоящее время созданы еще более благоприятные усло¬
вия в связи с большим развитием специализации и ко¬
оперирования в машиностроении. Чтобы поток сборки не
прерывался, время выполнения операций, как отмеча¬
лось, на всех рабочих местах должно быть одно и то же
и равно такту сборки. -
Тактом сборки называют отрезок времени, по истече¬
нию которого должны быть собраны машины. Он зави¬
сит от количества выпускаемых машин в единицу.вре¬
мени, т. е. от заданной программы выпуска. Такт яв¬
ляется основой для расчета поточных линий.
Темпом сборки называется величина, обратная такту,
характеризующая производительность поточной линии и
представляющая собой количество машин (изделий), вы¬
пускаемых с линии в единицу времени. Так, например,
если заданный такт поточной линии равен 15 мин., то
темп работы будет равен 4 изделиям в час.
Поточная уборка со свободным перемещением соби¬
раемого узла (изделия) может выполняться на рольган¬
ге, на рельсовых или безрельсовых тележках и т. д. или
375
посредством различных транспортирующих устройств
(конвейеров, кранов и др.), которые служат исключи¬
тельно для перемещения изделия от одного сборочного
места к другому. Здесь, например, сборка передней баб¬
ки токарно-винторезного станка организована на роль¬
ганге (рис. 147). Закончив очередную операцию, сбор¬
щик толкает поддон с собираемым изделием, и он дви¬
жется к следующему рабочему месту.
Рис. 147. Поточная сборка со свободным движением
изделия на рольганге:
1 — собираемый узел; 2 — поддон; 3 — рольганг.
При сборке с принудительным движением собирае¬
мого изделия последнее перемещается в процессе сборки
при помощи конвейеров различных систем. Конвейер не
только транспортирует изделия, но и организует процесс
сборки, так как его скорость регулирует темп сборки,
обусловливающий равномерность выпуска изделий».
Преимущество принудительного перемещения в срав¬
нении со свободным заключается в более строгом соблю¬
дении темпа сборки.
Конвейерная сборка возможна лишь при высокой
культуре производства. Пригоночные работы, выполняе¬
мые в индивидуальном и мелкосерийном производстве,
на конвейере недопустимы. Лишь в отдельных случаях,
когда, например, обязательна только совместная обра¬
ботка (сверление, нарезание резьбы и др.) нескольких
деталей, в линию . конвейера встраивают специальное
376
оборудование (сверлильный станок или приспособление
и т. п.).
Сборочный конвейер — сложный агрегат, который
должен действовать очень ритмично. Важное условие
бесперебойной сборки — правильное питание конвейера.
Достаточно задержать подачу только одной детали на
какое-либо рабочее место, поток будет нарушен и кон¬
вейер остановится. На рабочие места сборщиков вспомо¬
гательные рабочие подвозят на электрокарах детали и
узлы и укладывают их на столах или стеллажах, рас¬
ставленных вдоль конвейера. Однако скопление громозд¬
ких деталей (валов, колес и др.) около рабочих мест не¬
удобно, поэтому крупные детали подают к рабочим ме¬
стам транспортными подвесными конвейерами. Этот кон¬
вейер представляет собой цепь, прикрепленную к тележ¬
кам на катках, перемещающихся по рельсу, подвешен¬
ному к потолку или фермам перекрытия цеха.
На крючья или полки-этажерки транспортного кон¬
вейера навешивают или укладывают детали и узлы,
транспортируемые к рабочим местам линии сборки. Та¬
кой конвейер приводится в движение от приводной стан¬
ции, длина его достигает иногда нескольких сот метров.
Скорости движения транспортного и сборочного конвей¬
еров сочетают так, чтобы детали и узлы поступали к ра¬
бочим местам ритмично, тогда, когда они требуются
сборщикам.
Технический контроль сборки и испытание машин.
В отношении качества выпускаемых изделий сборочному
цеху принадлежит ведущая роль. Сборочный цех яв¬
ляется заключительной стадией технологического про¬
цесса изготовления машин.
Технический контроль в сборочных цехах имеет целью
установить правильность соединений и взаимодействия
деталей и узлов и правильность сборки всей машины.
Требования, предъявляемые при контроле, должны нахо¬
диться в соответствии с техническими условиями, уста¬
новленными на приемку готовых деталей, узлов и ма¬
шины в целом.
При общей сборке, как правило, сами детали не конт¬
ролируются, а проверяются лишь их соединения и взаим¬
ное положение отдельных узлов, для чего на сборочных
линиях располагаются места для выполнения контроль¬
ных операций. Обязательной проверке подлежит сборка
377
всех ответственных соединений. Для операций менее от¬
ветственных производится выборочный контроль, заклю¬
чающийся в том, что проверка некоторых операций про¬
изводится периодически.
При контроле сборки отдельных соединений и узлов
широко пользуются приспособлениями, которые упро¬
щают выполнение контрольных операций, повышают точ¬
ность проверки, уменьшают время, необходимое на про¬
верку. После проверки правильности соединений деталей
собранные узлы, механизмы, а также целые машины под¬
лежат регулированию и испытанию. Регулирование имеет
целью установить надлежащее взаимодействие частей,
согласованность работы отдельных механизмов. Отрегу¬
лированные узлы, механизмы и машины подвергаются
испытанию в целях определения правильности их рабо¬
ты. Испытание'делится на две стадии: механическое ис¬
пытание (обкатка) и испытание под нагрузкой.
Механическое испытание (обкатка) производится для
проверки правильности взаимодействия движущихся ча¬
стей и приработки трущихся поверхностей деталей. Узлы
устанавливаются в соответствующие приспособления для
испытания, механизмы (агрегаты) и машины — на испы¬
тательные стенды и приводятся в движение электродви¬
гателями. Вначале дается небольшая скорость враще¬
ния. Постепенно увеличивая скорость вращения до пол¬
ного числа оборотов (ходов), продолжают испытание до
тех пор, пока не убедятся, что все части механизма или
машины работают надлежащим образом. При этом ведут
наблюдения за состоянием трущихся поверхностей (под¬
шипников, втулок, направляющих, зубчатых зацеплений
и т. п.), за согласованностью действий частей и механиз¬
мов, за характером шума. После обкатки механизм (аг¬
регат) или машина передается на испытание под на¬
грузкой.
Испытание под нагрузкой производится в соответст¬
вии с техническими условиями. Если испытывается ста¬
нок или другая машина, то при испытании производятся
работа на том режиме и в тех условиях, которые соот¬
ветствуют эксплуатационным. Испытание производится
•на полную мощность в продолжении установленного тех¬
ническими условиями срока.
Если машина представляет собой тепловой двигатель
(двигатель внутреннего сгорания, паровая машина, па-
m
ровая турбина), водяной или электрический, то испита*
ние производится с применением соответствующего вида
энергии (газообразного или жидкого топлива, пара,
воды, электричества). При испытании постепенно увели¬
чивают число оборотов и соответствующую нагрузку.
В течение установленного техническими условиями пе¬
риода двигатель должен развить определенную мощ¬
ность и работать с этой мощностью при надлежащем
числе оборотов.
При испытании измеряют число оборотов, определяют
развиваемую машиной мощность, расход топлива или
другого вида энергии, расход масла, давление в масля-
кой системе, температуру охлаждающей воды и масла
и т. д.; при испытании ведется наблюдение за работой
отдельных механизмов машин, при этом она прослуши¬
вается для выявления шума или стука. Записи всех на¬
блюдений, сделанных во время испытания, вносятся в
журнал испытаний, и на основе их делается заключение
о качестве выпускаемой машины.
В случае обнаружения во время испытаний каких-
либо дефектов последние устраняются или непосредст¬
венно на стенде, или же. в случае необходимости круп¬
ных исправлений, передают машину на специальный ре¬
монтный стенд.
После устранения неполадок машина возвращается
на повторное испытание.
Отрегулированная и проверенная машина сдается
отделу технического контроля (ОТК), а затем поступает
на отделочные операции.
Отделка машины, предохраняющая ее поверхность ох
коррозии и придающая машине красивый внешний вид,
чаще всего состоит в окраске. Подготовка к окраске со¬
стоит в очистке поверхностей от налета коррозии ,и ока¬
лины, а также от масла и грязи.
После очистки поверхности подвергаются грунтовке
и шпаклевке, а в некоторых случаях шлифовке при по¬
мощи шлифовально-полировальных станков, которые в
ряде случаев могут также производить очистку поверх¬
ности. Способ окраски выбирается в зависимости от раз¬
мера выпуска изделий, требований, предъявляемых к ка¬
честву окраски, и характера изделий. Применяют окрас¬
ку вручную пульверизацией (распыливанием) и погру¬
жением изделия в ванну.
379
Ручная окраска применяется при незначительном вы¬
пуске изделйй, а также для изделий сложной формы.
Окраска пульверизацией широко применяется и дает хо¬
рошее покрытие при высокой производительности. Пуль¬
веризация производится с помощью ручных пульвериза¬
торов или в специальных распылительных камерах.
Широко также применяется способ окраски погруже¬
нием изделия в ванну с краской. Этот способ чаще всего
применяется при большом выпуске несложных изделий,
форма и размер которых позволяют погружать ил л
ванну. Окрашенные изделия подвергаются сушке.
Естественная сушка выполняется лишь при неболь¬
шом выпуске изделий. Чаще применяется искусственная
сушка в специальных сушильных камерах, обогреваемых
паром или сухим воздухом. Широко используются каме¬
ры с рефлекторным обогревом при помощи специальных
электрических ламп. Такие установки сильно сокращают
длительность процесса и улучшают качество покрытия.
При поточной сборке окраска и сушка обычно вклю¬
чаются в поток, при этом конвейер проходит через окра¬
сочные камеры или ванны и через сушильные камеры.
Готовые изделия в случае длительного хранения под¬
вергаются консерваций для предохранения от коррозии.
Консервация состоит в покрытии специальной смазкой
всех неокрашенных мест.
Упаковка изделия и его частей производится для пре¬
дохранения изделий от механических повреждений и ат¬
мосферных воздействий. Обычно упаковка производится
в деревянные ящики, обитые внутри водонепроницаемой
бумагой.
Изделия большого габарита отправляются к месту
назначения в разобранном виде.
Монтаж машин на месте постоянной работы осуще¬
ствляется в соответствии с установленными требования¬
ми (монтажная разметка под фундамент, кладка фунда¬
мента, установка машины).
После установки, выверки и закрепления машины
обычно производится регулировка. Обязательно регули¬
руются, например, стационарные двигатели. Для таких
крупных и сложных машин, как гидравлические и паро¬
вые турбины, блюминги, прокатные станы, испытания
производятся на месте их монтажа, а не на заводе-изго-
товителе.
Глава XI
ОСНОВНЫЕ СВЕДЕНИЯ ПО ОРГАНИЗАЦИИ
И ЭКОНОМИКЕ ПРОИЗВОДСТВА
61. ПОНЯТИЕ ОБ ОРГАНИЗАЦИИ ТРУДА
Целью социалистического производства является наи¬
более полное удовлетворение растущих материальных и
культурных потребностей общества путем непрерывного
роста и совершенствования производства.
Основным показателем организации труда на про¬
мышленном предприятии является его производитель¬
ность— количество предметов, изготовляемых в единицу
времени одним рабочим (выработка). Другим показа¬
телем, тесно связанным с первым, является трудоемкость,
т. е. количество рабочего времени, затрачиваемого на
изготовление одного предмета. Для правильной органи¬
зации труда нужно знать, сколько требуется его затра¬
тить на выполнение заданной работы. Ответ на этот во¬
прос дает техническое нормирование — определение
времени, необходимого для выполнения производствен¬
ных операций.
В понятие «организация труда» входят и другие фак¬
торы, как-то: своевременное обеспечение деталями и уз¬
лами рабочих мест и рациональная расстановка на них
оборудования, лэбеспечение сборщиков инструментом,
инструктаж и т. п. Следует иметь в виду, что во всем
этом большую роль играет творческий подход к делу са¬
мого слесаря-сборщика. Как бы хорошо ни была органи¬
зована работа на участке, в бригаде, на рабочем месте,
все равно при творческом подходе каждого слесаря-сбор-
381
щика к порученному делу обязательно появятся предло¬
жения, улучшающие организацию труда. Одной из
основных форм активного участия самих сборщиков в
улучшении организации и повышении производительно¬
сти труда, снижении себестоимости продукции является
социалистическое соревнование.
62. ОРГАНИЗАЦИЯ ТРУДА
ПРИ БРИГАДНОИ СБОРКЕ
В машиностроительной промышленности широко при¬
меняется бригадный метод сборки. Бригада является пер¬
вичным звеном такой организации труда, при которой
все ее члены, выполняя совместно сборку узлов, меха¬
низмов или машин, несут общую ответственность за
качество сборки.
В единичном производстве машину полностью соби¬
рает одна бригада. Возглавляет эту бригаду высококва¬
лифицированный слесарь-сборщик, который получает
производственное задание и техническую документацию,
распределяет работу между членами бригады, органи¬
зует их труд, проводит инструктаж, контролирует каче¬
ство выполнения работы каждым членом бригады, прини¬
мает от них работу и оформляет наряды для оплаты
труда. Каждый член бригады должен быть квалифици¬
рованным слесарем-сборщиком, поскольку ему приходит¬
ся выполнять разнообразную работу, сложность которой
заранее нередко даже нельзя предусмотреть. Бригадир
распределяет работу между членами бригады так, что¬
бы все сборщики могли работать одновременно, не ме¬
шая друг другу. Конечно, при этом учитывают производ¬
ственные навыки, и сложную работу, естественно, пору¬
чают более подготовленным сборщикам.
Очень важное значение имеют планирование и мате¬
риально-техническое обеспечение такой сборки. Чтобы не
допустить простоя сборщиков, детали каждому из них
следует подавать строго в определенное время. Подавать
зсе детали сразу к началу сборки не вызывается необхо¬
димостью, так как многие из них могут еще изготовлять¬
ся и, кроме того, лишние крупные детали занимают мно¬
го места и загромождают участок сборки. Наименования
деталей, необходимых для сборки различных узлов, за¬
носят в комплектовочные ведомости. Перед началом
382
сборки целесообразно установить укрупненную техноло¬
гическую схему сборки.
Общую сборку машины члены бригады обычно ведут
по совмещенному графику, при котором ряд операций
выполняют одновременно. Совмещение операций позво¬
ляет значительно сократить цикл сборки.
Бригады на слесарно-сборочных и ремонтных рабо¬
тах в единичном и мелкосерийном производстве строятся
по одинаковой схеме. Бригады сборщиков машин в це¬
хах единичного производства обычно образуются из че-
тырех-пяти человек во главе с бригадиром. Бригады спе¬
циализируются по видам собираемых машин. Внутри
бригады специализации нет: ее члены выполняют рабо¬
ту, как правило, в соответствии с присвоенными разря¬
дами. В сборочиых цехах серийного производства брига-
ды обычно составляются в количестве трех—пяти человек.
Они специализируются на сборке отдельных узлов ма¬
шин: редукторов, моторов, валов, трансмиссий и т. д.
В цехе мелкосерийного и единичного производства
существуют и сквозные бригады, члены которых рабо¬
тают во всех трех сменах. Такие бригады состоят из
12—15 человек каждая и организуются обычно на рабо¬
тах с длительным циклом сборки и испытания машин.
Слесарные бригады по ремонту оборудования обра¬
зуются в составе трех—семи человек. Они обычно специа¬
лизируются по ремонту определенного вида оборудова¬
ния: станков, прессов, компрессоров, кранов и т. д.
Строгой специализации работ между членами брига¬
ды (нет.
При расчлененном процессе каждый сборщик, как
уже отмечалось, выполняет определенную операцию. Ра¬
боту организуют так, чтобы сборщик укладывался в
определенное время, т. е. соблюдал темп сборки. Если на
поточной сборке один из работающих выполняет свою
операцию медленнее, чем предусмотрено, он задерживает
всю линию, так как следующий сборщик несвоевременно
получит объект и это вызовет у него и на всех после¬
дующих рабочих местах простои. Кроме того, количе¬
ство собираемых на потоке в единицу времени изделий
будет определяться уже не темпом сборки, а длительно¬
стью операции, превышающей темп. Следовательно, вы¬
пуск изделий сократится. Вот почему важно правильно
организовать труд на каждом рабочем месте потока,
383
чтобы обеспечить ритмичную работу всей поточной ли¬
ний.
Если какая-либо операция сложная и сборщик с боль¬
шим напряжением укладывается в темп, следует про¬
думать и рационализировать труд на этом месте. Вно¬
сятся предложения прежде всего сократить вспомогатель¬
ное время, т. е. время, затрачиваемое сборщиком, чтобы
взять, например, деталь со стеллажа, установить в тис¬
ках и закрепить. Для этого бывает целесообразно изме¬
нить расстановку стеллажей на рабочем месте или ис¬
пользовать быстродействующие тиски. Если работают
ручным инструментом, следует перейти на механизиро¬
ванный. Все это позволит выполнять ту же работу за
меньшее время и ликвидировать на линии сборки «узкое
место».
63. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Первым и основным условием существования челове¬
ческого общества является труд. Общественное произ¬
водство основано на разделении общественного труда и
его кооперации.
Количество продукции, создаваемой одним рабочим
в единицу времени, служит показателем производи¬
тельности труда. Уровень производительности труда ха¬
рактеризуется количеством затраченного времени: чем
меньше времени затрачивается на изготовление едини¬
цы продукции, тем выше уровень производительности
труда.
Общественная организация труда требует установле¬
ния количественных норм и пропорций затрат времени
в процессе производства, а это значит — требует норми¬
рования труда.
Таким образом, важнейшим элементом социалистиче¬
ской организации труда является нормирование затрат
рабочего времени, заключающееся в определении вре¬
мени, в течение которого должна быть выполнена задан¬
ная работа.
Нормирование затрат рабочего времени на опреде¬
ленную работу называется техническим нормированием.
Техническое нормирование имеет своей задачей уста-
новление расчетных норм времени на базе анализа и
проверки производственных возможностей, проектировав
384
ния наиболее рационального технологического режима
работы и эффективной организации труда на рабочем
месте.
Технически обоснованные нормы имеют большое
значение для организации социалистического производ¬
ства. Без них не представляется возможным правильно
организовать труд и его оплату, обеспечить равномерную
(ритмичную) работу предприятия, составить калькуля¬
цию и вообще вести плановое хозяйство.
Рис. 148. Состав технической нормы времени.
Технической нормой времени называется время, уста¬
новленное для выполнения определенной работы (опера¬
ции), исходя из полного использования производствен¬
ных возможностей рабочего места с учетом передового
опыта новаторов производства. Техническую норму вре¬
мени устанавливают, учитывая квалификацию исполни¬
теля, полностью овладевшего техникой на данном рабо¬
чем месте, эффективный технологический процесс, макси¬
мальное использование оборудования при наивыгодней¬
ших режимах его работы, а также целесообразные при¬
способления и инструменты, применение наиболее ра¬
циональной организации труда и рабочего места.
Схема состава технической нормы времени приведена
на рис. 148.
Подготовительно-заключительным временем (Гпз) на¬
зывается время, затрачиваемое на подготовку рабочего
места для выполнения определенной работы, а также
время, связанное с ее окончанием. Сюда входят затраты
рабочего времени на ознакомление с заданием, черте¬
25 Н. Н. Кропивницкий
385
жом и технологической картой, время на установку ин¬
струмента и приспособлений и их снятие по окончании
сборки и сдачу готовой продукции ОТК и т. п. Подгото¬
вительно-заключительное время устанавливается на всю
партию собираемых одинаковых узлов (машин) и в
норму штучного времени не входит. Эта норма практи¬
чески не зависит от размера партии.
Норма штучного времени (Тшт) слагается из времени
оперативной работы (см. рис. 148), времени на обслужи¬
вание рабочего места и времени на отдых и естествен¬
ные надобности.
Время оперативной работы (Гоп), затрачиваемое на
сборочную операцию, представляет собой сумму основ-
ново технологического времени (Т0), расходуемого не¬
посредственно на процесс сборки, и вспомогательного
(Гв). Последнее затрачивается сборщиком на ряд дей¬
ствий, связанных с выполнением основной работы — пе¬
реместить инструмент, произвести измерения, установить
и выверить деталь и т. п.
В норму времени на сборочную операцию, кроме того,
входит время на обслуживание рабочего места
(Т'обсл): раскладка инструмента перед началом работы,
уборка рабочего места в процессе работы, замена инст¬
румента, уборка инструмента по окончании работы и пе¬
редача рабочего места сменщику и др., и время на отдых
и естественные надобности (Т0тд) сборщика.
Время обслуживания рабочего места зависит от вида
слесарно-сборочных работ, оно составляет 2—4% от вре¬
мени оперативной работы, а время перерывов на отдых
и естественные надобности—2—6% от времени опера¬
тивной работы.
Норма штучного времени выражается следующей
формулой:
В случае, когда время на обслуживание рабочего ме¬
ста и время перерывов на отдых и естественные надоб¬
ности выражено в процентах, формула примет вид:
или
386
или
где а0бсл и аотд — время на обслуживание рабочего ме¬
ста и на перерывы, выраженное в процентах к опера¬
тивному времени.
Подготовительно-заключительное время нормируется
отдельно, так как затрачивается один раз на всю пар¬
тию. В условиях массового производства оно не вклю¬
чается в расчет времени.*
В серийном производстве в состав нормы времени
включается подготовительно-заключительное время в
той доле, в которой оно приходится на каждую единицу
данной партии деталей. Сумма штучного и подготови¬
тельно-заключительного времени в доле, приходящейся
на единицу выполняемой работы, называется штучно¬
калькуляционным временем (Ттк):
а общая норма времени на партию определяется по фор¬
муле:
где п — количество деталей (узлов, изделий) в партии.
Нормой выработки (Нв) называется количество ра¬
боты, которое должно быть выполнено в единицу вре¬
мени, обычно за смену. Норма выработки устанавливает¬
ся {преимущественно в массовом и крупносерийном про¬
изводстве. .Норма выработки определяется на основе
нормы штучного времени путем следующего расчета:
где Гсм — продолжительность рабочей смены, мин.
Технические нормы времени не предел производитель¬
ности труда. С повышением культурно-технического
уровня рабочих,, усовершенствованием технологических
процессов и механизацией труда, а также с улучшением
организации труда должны меняться и технические
нормы.
387
64. ОСНОВНЫЕ ФОРМЫ И СИСТЕМЫ
ЗАРАБОТНОЙ ПЛАТЫ
Социалистическое государство планирует и регули¬
рует заработную плату в зависимости от народнохозяй¬
ственного значения отраслей промышленности и условий
труда. Основой для правильной организации заработной
платы являются тарифная система, формы и системы за¬
работной платы и техническое нормирование труда.
Тарифная система определяет уровень заработной
платы в различных отраслях народного хозяйства и для
различных категорий работников. Свое конкретное вы¬
ражение она находит в совокупности утвержденных пра¬
вительством нормативов: тарифно-квалификационные
справочники, тарифные сетки и тарифные ставки, а для
инженерно-технических работников и служащих —
должностные оклады. В соответствии с формами и си¬
стемами заработной платы и техническими нормами та¬
рифная система обеспечивает построение заработной
платы в соответствии с принципом распределения по ко¬
личеству и качеству труда.
Тарифно-квалификационные справочники — это сбор¬
ники требований для определения квалификации рабо¬
чих и тарифной группы работ в соответствующей отрас¬
ли промышленности. Справочники содержат полный пе¬
речень профессий, специальностей и квалификаций ра¬
бочих, встречающихся в данной отрасли промышлен¬
ности, с указанием их тарифных разрядов.
По тарифно-квалификационным справочникам каж¬
дому рабочему в зависимости от выполняемой им рабо¬
ты присваивается соответствующий тарифный разряд.
При сдельной оплате труда по этим справочникам опре¬
деляются разряды нормируемых работ.
Под квалификацией следует понимать совокупность
знаний, умений и навыков, т. е. признаков, определяю¬
щих теоретическую и практическую подготовку, а также
приспособленность рабочего качественно выполнять по¬
рученную работу с заданной производительностью.
Сборочные работы в зависимости от требуемой точ¬
ности, назначения и конструкции собираемого объекта,
условий выполнения операции и других факторов мож¬
но условно разделить на простые, средней сложности и
сложные.
388
К простым работам относят слесарно-сборочные ра¬
боты по 3—4 сопрягаемым деталям и не требующие при¬
менения сложного рабочего или точного измерительного
инструмента.
К работам средней сложности относят сборку 5—8 со¬
прягаемых деталей без применения сложного инстру¬
мента.
К сложным работам относят сборку свыше 8 сопря¬
гаемых деталей или сборку, требующую применения
сложного инструмента и точных выверок.
Тарифная сетка представляет собой шкалу разрядов,
каждому из которых присвоен свой тарифный коэффи¬
циент. Тарифные коэффициенты определяют соотноше¬
ние норм оплаты труда рабочих и работ различных раз¬
рядов. Коэффициент I разряда принимается за единицу.
Тарифную сетку характеризуют число разрядов и соот¬
ношение тарифных коэффициентов между последним и
первым разрядами. Такое соотношение называется диа¬
пазоном тарифной сетки.
В машиностроительной промышленности с 1959 г.
применяется шестиразрядная тарифная сетка с диапа¬
зоном 1:2 и относительным возрастанием тарифных-ко-
эффициентов от разряда к разряду примерно на 15%.
Тарифные коэффициенты лЛя разрядов составляют: I —
1,0; II —1,13; III—1,29; IV—1,48; V— 1,72; VI—2.
Сборочные- работы в зависимости от сложности их
выполнения поручают рабочим разной квалификации.
Самые простые работы выполняют сборщики I разряда;
сложные, высокой точности работы — высшего, VI раз¬
ряда.
Тарифная ставка есть норматив, определяющий абсо¬
лютный размер оплаты труда в единицу времени для ра¬
бочих и работ данного разряда. Тарифная ставка часо¬
вой оплаты любого разряда определяется ставкой I раз¬
ряда, умноженной на соответствующий тарифный коэф¬
фициент, присвоенный данному разряду. Следовательно,
размер заработной платы за час, день или месяц работы
устанавливают согласно тарифной ставке, которая зави¬
сит от сложности работ и квалификации, характеризуе¬
мой разрядом.
Если, например, часовая ставка сборщика I разряда
равна 27,5 коп., то часовая ставка сборщика VI разряда
будет 27,5X2 = 55 коп.
389
Формы заработной платы. В машиностроительной
промышленности применяются две формы заработной
платы — сдельная и повременная. При повременной фор¬
ме размер заработной платы определяется тарифной
ставкой данного разряда и отработанным рабочим вре¬
менем. При сдельной форме размер заработной платы
определяется тарифной системой и объемом выполнен¬
ных работ.
Основной и наиболее распространенной формой яв¬
ляется сдельная форма заработной платы. Она в боль¬
шей мере отвечает принципу распределения по количе¬
ству и качеству труда.
Сдельная заработная плата создает личную матери¬
альную заинтересованность работников в повышении
производительности труда и выполнении плановых пока¬
зателей.
Заработок работника находится в прямой зависи¬
мости от результатов его труда.
Повременная форма заработной платы применяется
на работах, не поддающихся нормированию и точному
учету, или в тех случаях, когда требования к качеству
работы не позволяют ускорять темпы труда. Обычно
эта форма применяется в широких масштабах на вспо¬
могательных работах по обслуживанию основного произ¬
водства— текущий ремонт, внутризаводский транспорт,
обеспечение инструментом, технический контроль и т.д.
Повременная форма заработной платы чаще применяет¬
ся в сочетании с премиальной системой.
Обе формы заработной платы находят свое практи¬
ческое выражение в виде различных систем оплаты тру¬
да. Большинство этих систем представляет собой соеди¬
нение одной из форм заработной платы с премировани¬
ем за определенные показатели работы. Премирование
увеличивает материальную заинтересованность работаю-
щих в повышении производительности труда.
Сдельная форма оплаты труда подразделяется по
признаку отношения рабочего к результатам его труда —
на прямую и косвенную, по участию рабочих в трудовом
процессе — на индивидуальную и бригадную, по степени
материального стимулирования за результаты труда —
на простую, премиальную и прогрессивную. Наиболее
распространенными системами оплаты труда являются
прямая индивидуальная сдельная, прямая сдельная
390
бригадная, сдельно-премиальная, сдельно-прогрессивная,
косвенная сдельная, простая повременная, повременно¬
премиальная.
При прямой сдельной оплате труда рабочие получают
за выполненную работу по установленным расценкам за
единицу продукции. Оплата за единицу выработки назы¬
вается сдельной расценкой. Если норма установлена во
времени, то сдельная расценка определяется как произ¬
ведение тарифной ставки разряда, к которому отнесена
данная работа, и нормы времени:
Яш == ^т^шт» КОП.,
где Рш — расценка за единицу продукции;
Ст — тарифная ставка (в час) данного разряда;
Тигг — норма времени.
При установлении задания рабочему в виде нормы
выработки сдельная расценка определяется как частное
от деления часовой тарифйой ставки (Ст), разряда дан¬
ной работы на часовую норму выработки (#в), выра¬
женную в определенных единицах измерения (в штуках,
тоннах, метрах);
Рш = JfB > КОП.
Прямая сдельная оплата Труда может быть индиви¬
дуальной и коллективной (бригадной). Индивидуальная
сдельная оплата' труда применяется во всех случаях, ко¬
гда есть нормы и учет выработки каждого рабочего.
Бригадная, или коллективная, сдельная оплата труда
применяется в тех случаях, когда производственный прб7/
цесс не позволяет определить выработку каждого рабо¬
чего и учет ограничен общими результатами работы всей
бригады.
Сдельно-премиальная система оплаты труда получила
на машиностроительных заводах широкое распростране¬
ние. При этой системе рабочие-сдельщики, работающие
на конвейерах, поточных линиях и агрегатах, дополни¬
тельно к прямой сдельной оплате получают премию в
размере 10% месячной сдельной заработной платы за
выполнение плана производства и до 2% этой платы за
каждый процент перевыполнения плана. Следует считать,
что сдельно-премиальная система — наиболее прогрес¬
сивный вид оплаты труда, способствующий выполнению
391
и перевыполнению плановых заданий по росту произво¬
дительности труда и повышению материальной заинтере¬
сованности в развитии производства.
Сдельно-прогрессивная система оплаты труда обычно
вводится в целях большего стимулирования повышения
производительности труда и наиболее полного исполь¬
зования оборудования на основных участках производ¬
ства с установившимся технологическим процессом. Про¬
грессивная оплата начисляется по результатам работы
за месяц.
Сущность косвенной сдельной системы оплаты труда
заключается в том, что размер заработной платы рабо¬
чего ставится в зависимость от выработанной продук¬
ции другими рабочими, которых он обслуживает. При
этой оплате сдельная расценка определяется путем деле¬
ния тарифной ставки рабочего на норму выработки всех
обслуживаемых сдельщиков.
Повременно-премиальная система оплаты труда пре¬
дусматривает премирование рабочих-повременщиков за
качественное и своевременное выполнение установлен¬
ных им заданий. Вспомогательные рабочие — повремен¬
щики производственных цехов могут премироваться за
качественное и своевременное выполнение работ при
условии выполнения производственного плана обслужи¬
ваемыми. ими участками, сменами, цехами или пред¬
приятием в целом. Например, слесари-ремонтники, заня¬
тые на ремонте технологического оборудования, преми¬
руются за качественное и досрочное выполнение ремонт¬
ных работ.
Премия начисляется по месячным результатам рабо¬
ты за фактически отработанное время. Процент выпол¬
нения плана для начисления премии определяется по
годной продукции установленного качества.
65. ХОЗЯЙСТВЕННЫЙ РАСЧЕТ, РЕНТАБЕЛЬНОСТЬ
И СЕБЕСТОИМОСТЬ ПРОДУКЦИИ
Хозяйственный расчет есть метод планового ведения
хозяйства на социалистических предприятиях, требую¬
щий соизмерения затрат и результатов производства в
денежном выражении, возмещения произведенных пред¬
приятием расходов собственными доходами и обеспечения
рентабельности производства. Затраты предприятия, свя¬
392
занные с его хозяйственной деятельностью, возмещают¬
ся из средств, поступающих от реализации предприятием
своей продукции по ценам, установленным правитель¬
ством.
Хозяйственный расчет является средством осуществ¬
ления требований закона планомерного (пропорциональ¬
ного) развития народного хозяйства. Он призван обес¬
печивать выполнение и перевыполнение государственных
планов при наименьших затратах труда и средств про¬
изводства.
Важнейшим средством осуществления режима эконо¬
мии является хозяйственный расчет. Хозяйственный рас¬
чет строится на материальной заинтересованности пред¬
приятия, всего коллектива работников и руководящего
персонала в выполнении плана', в непрерывном и быст¬
ром росте производства, в экономии и рациональном хо¬
зяйствовании, в обеспечении рентабельности предприя¬
тия.
Рентабельность. Основным источником доходов хоз*
расчетного предприятия является выручка от реализации
продукции. Если выручка от реализации продукции боль-*
ше, чем затраты на ее производство, то предприятие по¬
лучает прибыль. Такое предприятие называется рента¬
бельным.
Рентабельность характеризуется двумя показателями:
суммой прибыли и уровнем рентабельности.
Прибыль в социалистических условиях является од¬
ной из форм денежных накоплений, а следовательно,
одним из источников финансовых ресурсов нашего госу¬
дарства, одним из важнейших условий и стимулов хоз¬
расчетной деятельности предприятий и отраслей, источ¬
ником материального поощрения как коллективов пред¬
приятий, так и отдельных работников.
Различают прибыль, полученную от реализации про¬
дукции (прибыль от реализации), балансовую прибыль
и расчетную прибыль (прибыль к распределению).
Рентабельность в плане утверждается предприятиям
в следующих двух видах: как отношение плановой сум¬
мы балансовой прибыли к среднегодовой стоимости ос¬
новных производственных фондов и нормируемых обо¬
ротных средств в пределах норматива (общая рентабель¬
ность) и как отношение плановой суммы расчетной при¬
были к среднегодовой стоимости основных производст-
393
веяных фондов и нормируемых оборотных средств (рас¬
четная рентабельность). По уровню расчетной рента¬
бельности ведется оценка выполнения плана, определя¬
ются нормативы отчислений в фонды экономического
стимулирования.
Увеличение прибыли и повышение рентабельности в
машиностроении в текущей пятилетке (1966—1970 гг.)
обеспечивается увеличением числа машиностроительных
предприятий, работающих рентабельно, выпуска продук¬
ции с высокими качественными показателями, объема
реализованной продукции, совершенствованием структу¬
ры машиностроительного производства, значительным
улучшением использования оборудования, сборочных
площадей и всех основных производственных фондов, а
также сырья и материалов, и главное — снижением себе¬
стоимости машиностроительной продукции, упорядочени¬
ем системы цен на машиностроительную продукцию.
Себестоимость продукции. Все затраты, связанные с
изготовлением и реализацией выпускаемой продукции,
отнесенные к каждому изделию, представляют собой его
себестоимость для данного предприятия. Себестои¬
мость — обобщающий экономический показатель работы
предприятия. Он характеризует, во что обходится заво¬
ду изготовление изделий и насколько рационально рас¬
ходуются на это государственные средства.
Затраты, из которых складывается себестоимость про¬
дукции (машины), состоят из стоимости материалов, за¬
работной платы, топлива и электроэнергии, расходуемых
на машину, стоимости износившихся инструментов, при¬
способлений и оборудования, отнесенных к одному изде¬
лию, отчислений на социальное страхование и других де¬
нежных расходов.
Как видно из этого, значительный удельный вес в се¬
бестоимости составляют затраты на материалы, топливо,
электроэнергию и восстановление инструмента и обору¬
дования. Отсюда понятно, как важен строжайший режим
экономии, направленный на всемерное снижение расхода
материалов, электроэнергии, топлива, обеспечение со¬
хранности в течение более длительного срока оборудова¬
ния, инструмента и т. д.
ЛИТЕРАТУРА
Креузов И. П. Усовершенствование технологии сборки под¬
шипниковых узлов. Изд. 2-е. Машгиз, М., 1962.
Кропивницкий Н. Н. Инструктаж на производстве. Лен-
издат, 1966.
Кропивницкий Н. Н. Общий курс слесарного дела.
Изд. 3-е, исправленное и дополненное. Машгиз, Л., 1968.
Кропивницкий Н. Н. Технология металлов. Изд. 2-е, пере¬
работанное и дополненное. Машгиз, Л., 1964.
Л акедомский А. В., Хряпин В. Е. Справочник паяль¬
щика. Изд. 2-е, переработанное. Машгиз, Л , 1963.
Марков А. Л., Волосевич Ф. П. Краткий справочник
контрольного мастера машиностроительного завода. Машгиз, Л.,
1961.
«Материалы в машиностроении, выбор и применение». Справоч¬
ник под ред. проф. И. В. Кудрявцева. Машгиз, М., 1967.
Модзелевский А. А. Технология сборки подвижных соеди¬
нений. Машгиз, М, 1961.
Модзелевский А. А. Технология сборки неподвижных со¬
единений. Изд. 2-е. Машгиз, М., 1962.
Новиков М. П. Основы сборки машин. Машгиз, М., 1957.
Полторацкий Н. Г. Справочник приемщика станков. Под
ред. проф. Н. С. Ачеркана. Внешторгиздат, М., 1962.
Рудин С. Н. Монтажные инструменты. Машгиз, М., 1960.
Справочник технолога-машиностроителя (в двух томах). Под
ред. В. М. Кована. Изд. 2-е, исправленное и дополненное. Машгиз,
М., 1963.
Судакович Д. И., Вернадский Г. И. Справочник по
механизированному ручному инструменту. Машгиз, Л., 1961.
Сухопарое А. А., Устинов Ю. Т. Слесарь по монтажу
промышленного оборудования. Изд. 2-е, переработанное и допол¬
ненное. Машгиз, Л., 1963.
ОГЛАВЛЕНИЕ
Введение 3
Глава I. Общие сведения об организации и выполнении слесар¬
но-сборочных работ на современном машинострои¬
тельном заводе 7
1. Советское машиностроение и его роль в социалистиче¬
ском народном хозяйстве 7
2. Производственный процесс и его структура .... 9
3. Виды производства П
4. Основные виды слесарно-сборочных работ и их на¬
значение 13
Глава II. Техника безопасности и противопожарная тех¬
ника 15
5. Производственный травматизм и профессиональные
заболевания 18
6. Размещение оборудования и безопасная организация
рабочего места 19
7. Производственная эстетика 20
8. Техника безопасности в слесарно-сборочном цехе . . 21
9. Опасность поражения электрическим током и меры ее
предупреждения 22
10. Промышленное освещение 27
11. Метеорологические условия на производстве .... 28
12. Санитарное благоустройство предприятий и цехов . . 30
13. Пожарная профилактика 31
Глава III. Материалы, применяемые для деталей машин и ин¬
струментов 3 7
14. Общие сведения о металлах и сплавах 37
15. Состав и сорта выплавляемых чугунов. Классифи¬
кация и маркировка их по ГОСТу 3$
16. Сталь 42
17. Твердые сплавы * qj
18. Минералокерамические сплавы jq
396
Глава IV. Неметаллические материалы, применяемые для де¬
талей и изделий 79
19. Пластмассы 79
20. Смазочные материалы и охлаждающие жидкости . . 92
21. Абразивные материалы и изделия ....... 97
22. Алмазные инструменты, порошки и пасты .... 108
23. Требования, предъявляемые к выбору матери¬
алов 1И
Глава V. Допуски и посадки. Шероховатость поверхности . . 114
24. Основные понятия о взаимозаменяемости и точности
обработки 114
25. Основные сведения о допусках и отклонениях . . . 115
26. Основные понятия о зазорах и натягах 117
27. Системы допусков и классы Точности 120
28. Виды посадок и их применение . . / 123
29. Шероховатость поверхности 126
30. Обозначение предельных размеров, посадок и шеро¬
ховатости поверхности на чертежах 128
Глава VI. Оборудование, приспособления и инструмент, при¬
меняемые при выполнении слесарно-сборочных ра¬
бот ( 132
31. Организация, оборудование и обслуживание рабочего
места слесаря-сборщика 132
32. Приспособления и подъемно-транспортные средства
для слесарно-сборочных работ . . 137
33. Рабочий и контрольно-измерительный инструмент . . 162
34. Этапы развития механизации и автоматизации сле¬
сарно-сборочных работ 188
Глава VII. Основы технологии слесарно-сборочных работ * # 191
35. Основные понятия о сборке и ее элементах . . • • 191
36. Способы соединения деталей и узлов машин при
сборке 192
37. Исходные данные для проектирования технологиче¬
ских процессов , , , 1^4
38. Технологический процесс сборки ,195
39. Формы организации и методы выполнения слесарно¬
сборочных работ # 197
40. Поточная сборка 202
41. Направления усовершенствований технологического
процесса сборки в1* ^05
42. Технико-экономические показатели сборки 211
Глава VIII. Сборка разъемных соединений 212
43. Сборка резьбовых соединений деталей машин * • • 212
44. Сборка шпоночных соединений 234
45. Сборка шлицевых соединений 243
46. Сборка конусных соединений 246
47. Бесшпоночные разъемные соединения 248
48. Сборка трубопроводов 249
49. Соединения деталей с натягом путем запрессовки . . 261
Глава IX. Сборка неподвижных неразъемных соединений . , . 275
50. Заклепочные соединения 275
51. Сборка соединений, осуществляемых развальцов¬
кой 280
52. Соединения деталей методами паяния и склеива-
• ния ^ 282
53. Соединения деталей рваркой 296
54. Соединения деталей давлением (штамповкой) • • • 304
55. Соединения армированием ...»••• * • • 305
Глава X. Сборка узлов, механизмов и машин 308
56. Сборка узлов и механизмов вращательного дви¬
жения 30®
57. Сборка механизмов передачи движения 328
58. Сборка механизмов поступательного движения . . . 346
59. Сборка и регулировка механизмов преобразования
движения 351
60. Общая сборка, регулировка и испытание машин . 372
Глава XI. Основные сведения по организации и экономике
производства 381
61. Понятие об организации труда 381
62. Организация труда при бригадной сборке • . . . 382
63. Техническое нормирование 384
64. Основные формы и системы заработной платы . . . 388
65. Хозяйственный расчет, рентабельность и себесто¬
имость продукции 392
Литература 395
Николай Николаевич Кропивницкий
Приемы и технология
слесарно-сборочных работ
Редактор О. В. Курьянова
Технический редактор В. И. Демьяненко
Корректор А. Г. Ткалин
Сдано в набор 4/V 1970 г.
Подписано к печати 4/VIII 1970 г.
Формат бумаги 84Х1081/**. Бумага тип. № 3.
Уел. иеч. л. 21. Уч.-изд. л. 20,56.
Тираж 100 000 9кз. М-14275. Заказ № 439/л
Цена 87 коп.
Лениздат* Ленинград, Фонтанка, 59
Типография им. Володарского Лениздата,
Фонтанка» 57