/























































































































































Текст
ДОСТИЖЕНИЯ
ОТЕЧЕСТВЕННОГО
МЕТАЛЛОВЕДЕНИЯ
Под общей редакцией
М. Л. БЕРНШТЕИНА, И. И. НОВИКОВА
В. И. ДОБАТКИН,
В. И. ЕЛАГИН
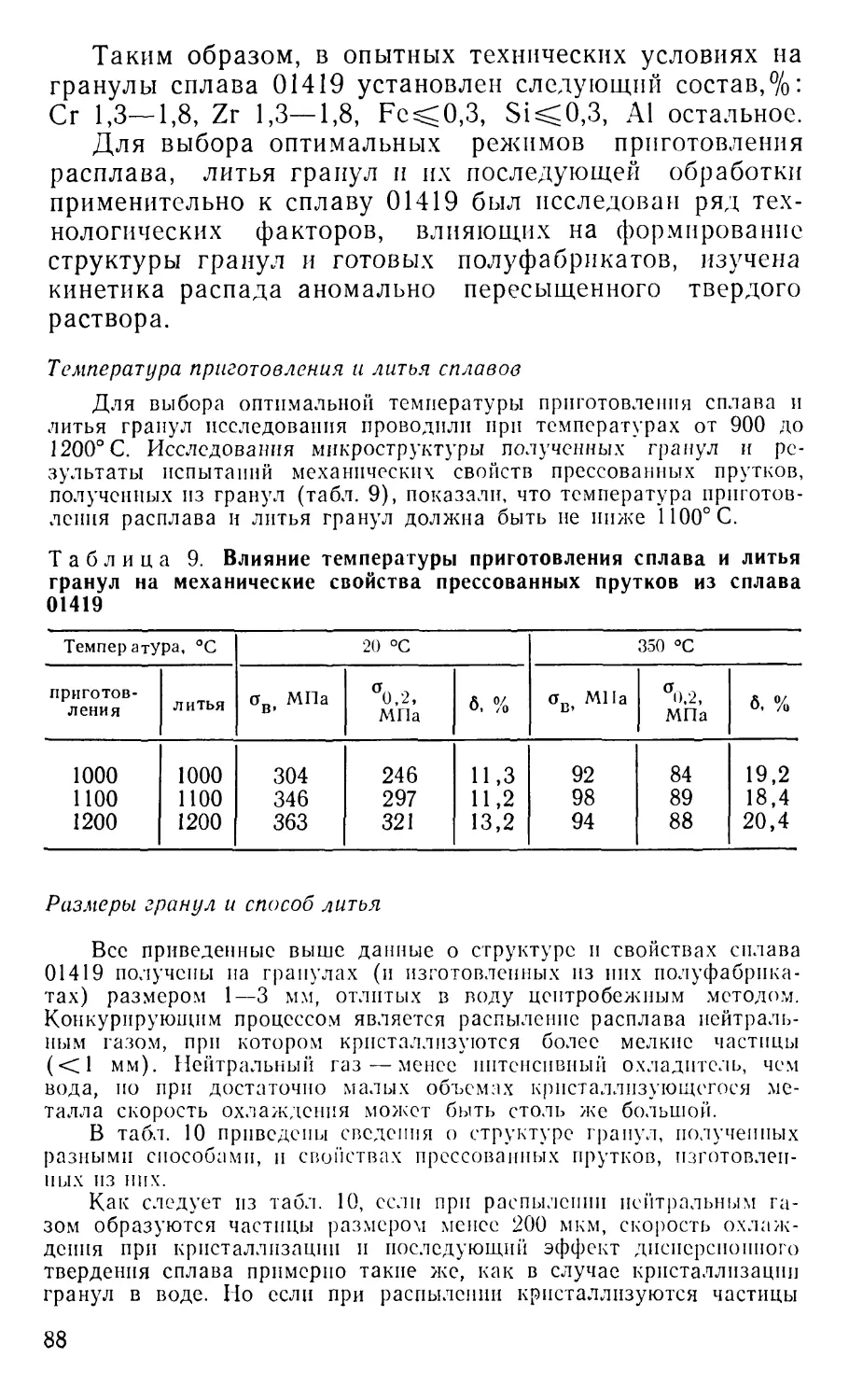
ГРАНУЛИРУЕМЫЕ
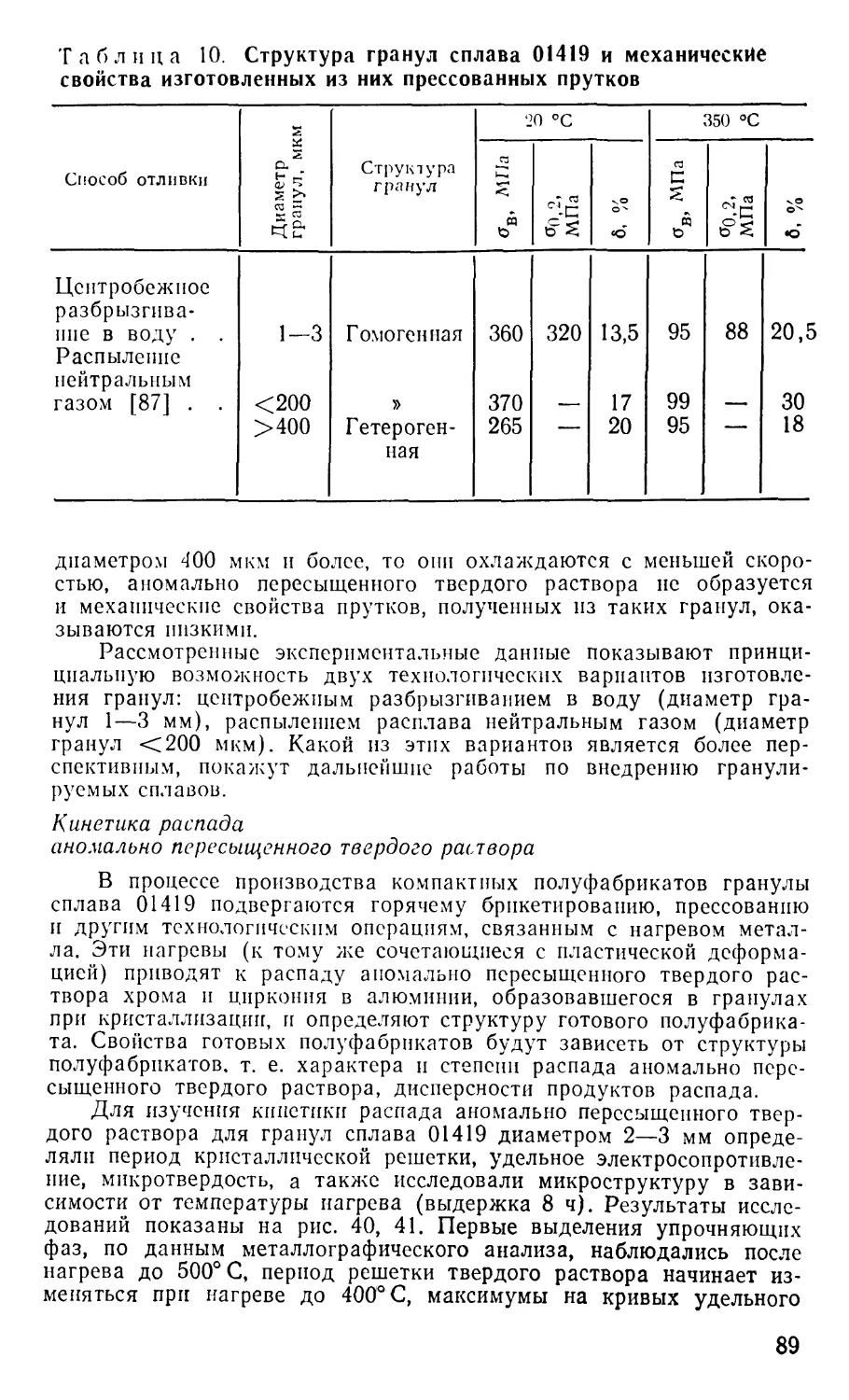
АЛЮМИНИЕВЫЕ
СПЛАВЫ
Москва «МЕТАЛЛУРГИЯ» 1981
УДК 669.715'66.099.2
Рецензент: проф. докт. техн. наук М. В. Пикунов
УДК 669.715*66.099.2
Гранулируемые алюминиевые сплавы. Д о б а т к и н В. И., Ела-
г и п В. И.— (Достижения отечественного металловедения). М.,
«Металлургия», 1981. 176 с.
В книге обобщен большой экспериментальный материал, полу-
ченный авторами, а также другими исследрвателями в Советском
Союзе и за рубежом, по гранулируемым алюминиевым сплавам,
которые кристаллизуются при скоростях охлаждения 103—104°С/с.
Рассмотрены закономерности кристаллизации алюминиевых сплавов
в зависимости от скорости охлаждения. Приведены данные об осо-
бенностях структуры различных алюминиевых сплавов, кристалли-
зующихся при высоких скоростях охлаждения, и о формировании
структуры деформированных полуфабрикатов в процессе компакти-
рования гранул и их последующей деформации.
Книга предназначена для инженеров и научных работников,
специализирующихся в области металловедения и технологии ли-
тейного производства алюминиевых сплавов. Может быть полезна
студентам старших курсов металлургических вузов. Ил. 71. Табл.36.
Библиогр. список: 118 назв.
31101 °24 96_80 2605000000
040@1)—81
© Издательство «Металлургия», 1981
ПРЕДИСЛОВИЕ
Металлургия гранул алюминиевых сплавов начала раз-
виваться сравнительно недавно, но привлекла внимание
многих специалистов. Библиография по металлургии
гранул включает в себя значительное число статей и
несколько монографий. В частности, изданы книги с
описанием общих технологических схем и качества по-
луфабрикатов из гранул, технологии производства и
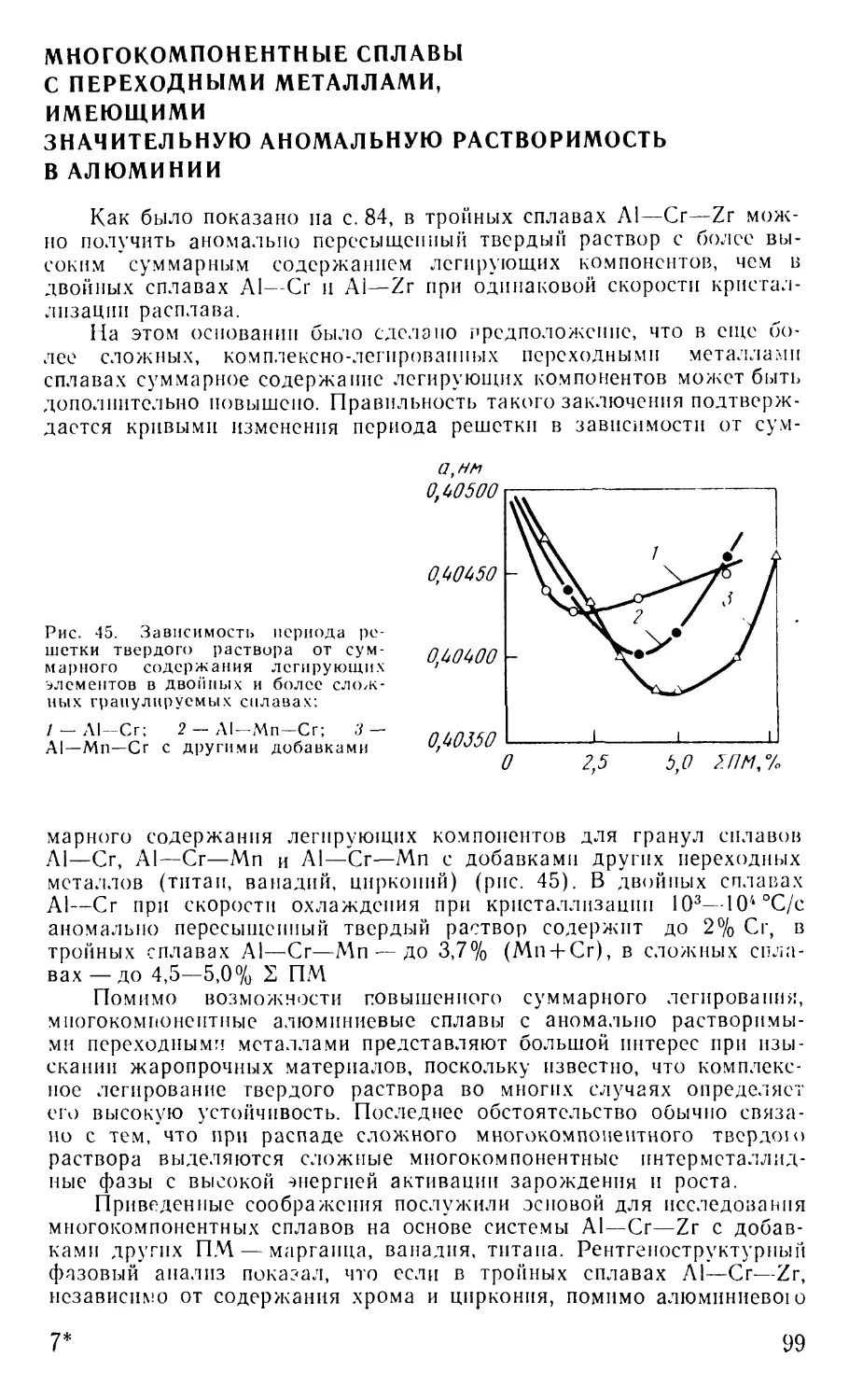
свойств проката и прессованных изделий. Авторам пред-
ставлялось, однако, полезным более глубокое освеще-
ние сущности процессов, протекающих при гранулиро-
вании и последующей обработке гранул, а также систе-
матизация принципов выбора и создания гранулируемых
сплавов. Эти вопросы и являются предметом настояще-
го издания. В первых трех главах книги показаны
закономерности изменения структуры гранулируемых
алюминиевых сплавов в зависимости от состава и ско-
рости охлаждения при кристаллизации, а также зако-
номерности структурных и фазовых превращений, про-
текающих при нагреве гранул и полученных из них
полуфабрикатов. В последующих трех главах приведе-
ны структура и свойства наиболее перспективных групп
гранулируемых сплавов. То обстоятельство, что техно-
логические процессы гранулирования и компактирова-
ния в книге почти не затронуты, вовсе не означает их
недооценки со стороны авторов. Эти процессы наряду
с правильным выбором состава сплава являются реша-
ющими в развитии металлургии гранул. Но, поскольку
они достаточно полно освещены в научной литературе,
авторы не считали возможным включить в книгу ана-
лиз технологических процессов.
Первую и вторую главы книги написал В. И. Добат-
кин, третью, четвертую и пятую —В. И. Елагин, шестая
глава написана совместно.
Авторы выражают искреннюю благодарность проф.
И. И. Новикову за ценные советы и замечания, сделан-
ные при редактировании рукописи, и проф. М. В. Пи-
кунову — при ее рецензировании.
Глава 1
ВЛИЯНИЕ СКОРОСТИ ОХЛАЖДЕНИЯ
НА КРИСТАЛЛИЗАЦИЮ СПЛАВОВ
ОБЩИЕ ПОНЯТИЯ
Настоящая глава не претендует на полноту изложения
весьма многочисленных работ и сделанных из них вы-
водов по влиянию скорости охлаждения на кристалли-
зацию сплавов. Цель ее — способствовать правильному
пониманию излагаемого в последующих главах книги
материала по кристаллизации, структуре и свойствам
гранулируемых деформируемых сплавов. Для такого
понимания, разумееется, необходимо рассмотреть за-
кономерности влияния скорости охлаждения кристал-
лизующегося сплава на структуру металла в значитель-
но более широком диапазоне величин, чем это наблю-
дается при кристаллизации гранул. Представляется так-
же целесообразным кратко остановиться на общих
закономерностях кристаллизации, вне привязки их к
алюминиевым сплавам, уделив при этом, однако, ос-
новное внимание тем аспектам проблемы, которые на-
иболее важны для решения поставленных в книге за-
дач.
В связи с различиями в терминологии, имеющими
место в современной литературе по вопросам кристал-
лизации, ниже дается краткое обоснование некоторых
из основных терминов, которыми пользуются авторы.
1. В книге применяются и различаются понятия
кристаллизация сплава и кристаллизация слитка (от-
ливки, гранулы). Под кристаллизацией сплава пони-
мается формирование кристаллической фазы (фаз) и
сопровождающее его изменение состава, определяе-
мое диаграммой состояния. Кристаллизация сплавов
описывается значениями температурного и концентра-
ционного интервалов кристаллизации и связанными с
ними величинами соответственно темпа кристаллизации
A/°С) и коэффициента распределения; скоростью раз-
делительной диффузии; наличием и условиями протека-
ния эвтектического или перитектического превращения;
величиной предварительного переохлаждения расплава;
скоростью фазового превращения — кристаллизации
A/с); давлением (если оно отлично от атмосферного).
Для характеристики кристаллизации чистого металла
достаточно, видимо, рассмотрения трех последних фак-
торов; однако практически металл всегда содержит
хотя бы ничтожное количество примесей и на него мо-
жет быть распространен термин «кристаллизация спла-
ва». Результаты процесса оцениваются по фазовому
составу сплава, размерам и форме зерна и других
структурных составляющих, степени внутрикристаллит-
ной (дендритной) ликвации сплава.
Для описания кристаллизации слитка необходимо
дополнительно знать направление теплоотвода, отно-
сительную его интенсивность, условия формирования
структуры во всем объеме слитка, в частности разновре-
менность процесса кристаллизации. Кроме характери-
стик кристаллизации сплава, определяющими являются
также фронт кристаллизации, изменение линейной
скорости кристаллизации во времени и в разных участ-
ках слитка; размеры двухфазной области, усадочные
процессы. Результатами процесса кристаллизации слит-
ка, помимо упомянутых для сплава, является также
зональная неоднородность структуры, местная и зональ-
ная ликвации, пористость, усадочные раковины и т. д.
Под кристаллизацией слитка часто понимают рас-
смотренные выше прикладные вопросы формирования
структуры слитка, а вопросы кристаллизации сплавов
относят к общей теории кристаллизации. Аналогичный
смысл придается терминам «кристаллизация отливки»,
«гранулы» и т. д. Иногда предпочитают рассматривать
кристаллизацию сплавов и затвердевание слитков (от-
ливок), относя к последнему преимущественно теплотех-
нические стороны процесса. Такое деление представляет-
ся нелогичным. Во-первых, реально все слитки и отливки
(а для алюминиевых сплавов, если не считать неко-
торых соединений алюминидов, и гранулы) имеют всег-
да кристаллическую структуру. Поэтому в данном случае
затвердевание и кристаллизация — синонимы (именно
так в дальнейшем эти термины используются в настоя-
щей работе). Во-вторых, без теплотехнической стороны
вопроса нельзя понять и процесса кристаллизации спла-
вов, так как во всех случаях кристаллизации без пред-
варительного переохлаждения (а к ним относятся все
промышленные процессы кристаллизации слитков и от-
носительно крупных отливок) скорость кристаллизации
однозначно определяется скоростью теплоотвода.
2. На наш взгляд, часто неправильно применяют как
синонимы неравновесное (нестабильное) и метаста-
бильное состояния и распространяют их на процессы,
связанные с кристаллизацией.
Практически кристаллизация всегда идет неравно-
весно—состав ранее образовавшихся фаз отличается от
состава фаз, находящихся в равновесии при данной тем-
пературе. При малых скоростях охлаждения это отличие
относится к равновесной диаграмме состояния, а для вы-
соких скоростей охлаждения — к метастабильной. Ме-
тастабильная диаграмма состояния отражает метаста-
бильные равновесия фаз в условиях переохлаждения
расплава и, как правило, отличается от равновесной ди-
аграммы расширенными областями твердых растворов
на основе одного из компонентов и (или) изменением
числа и состава промежуточных фаз.
Основной причиной неравновесности является малая
скорость диффузии в твердой фазе, а также между твер-
дой и жидкой фазами. Отсутствие или неполнота диф-
фузии в твердой фазе при выравнивании состава жидкой
фазы и выделении при каждой температуре кристаллов
того состава, который соответствует линии солидуса на
диаграмме состояния, приводит в сплавах, затвердеваю-
щих по типу твердых растворов, к возникновению ден-
дритной ликвации, к обеднению (или к обогащению —
при восходящих линиях ликвидуса и солидуса) среднего
состава твердой фазы вторым компонентом и, как след-
ствие, к расширению температурного интервала кристал-
лизации, т. е. к снижению температуры конца затверде-
вания по сравнению с температурой равновесного соли-
дуса для сплава данного состава. Линию, представляю-
щую собой геометрическое место точек конца неравно-
весной кристаллизации, условно принято называть не-
равновесным солидусом. Для сплавов эвтектического ти-
па с ограниченной растворимостью неравновесная крис-
таллизация приводит к тому, что эвтектика наблюдается
при концентрациях значительно ниже предельного насы-
щения твердого раствора при температуре эвтектики, а
для сплавов перитектического типа наблюдается типич-
ная неоднородность состава твердого раствора и призна-
ки неполноты протекания перитектической реакции (по
наличию ободка на первичных кристаллах второй фазы).
Однако кристаллизация (неравновесная) в соответствии
с равновесной диаграммой состояния может идти лишь
при относительно малых переохлаждениях расплава.
При больших значениях переохлаждения, как это имеет
место, например, при гранулировании, состав выпадаю-
щей твердой фазы определяется не равновесной, а мета-
стабильной диаграммой состояния. Простейшим случаем
метастабильной диаграммы состояния (точнее, се части,
примыкающей к одному из компонентов) является хо-
рошо исследованное продолжение линий ликвидуса и
солидуса, чему соответствует повышение концентрации
второго компонента в твердом растворе и образование
квазиэвтектики. В дальнейшем мы покажем вид мета-
стабильных диаграмм состояния других систем. Следует
подчеркнуть, что все те особенности неравновесной кри-
сталлизации, которые были отмечены применительно к
равновесным системам (неоднородность состава твердо-
го раствора, отклонение среднего состава твердой фазы
от состава, определяемого точкой солидуса, кристалли-
зация при температуре ниже температуры солидуса дан-
ного сплава по диаграмме состояния), равным образом
относятся и к метастабильным диаграммам состояния.
Отклонение среднего состава твердой фазы от состава,
характеризуемого линией солидуса, привело к тому, что
иногда линию среднего состава твердой фазы изобража-
ли на диаграмме состояния как линию неравновесного
солидуса. Такие линии могут быть показаны только как
вспомогательные линии для проведения необходимых
расчетов [1—3].
А. А. Бочвар указал, что линию неравновесного соли-
дуса «... нельзя уподоблять равновесному солидусу, ибо
эта линия не изображает состава твердой фазы, находя-
щейся в равновесии с жидкостью при разных температу-
рах, а только указывает, каков средний состав твердого
раствора в момент окончания кристаллизации» [1]. Та-
ким образом, для описания неравновесной кристаллиза-
ции необходимо знание равновесной диаграммы состоя-
ния и условий прохождения диффузионных процессов.
3. Кристаллизацию с повышенными скоростями
охлаждения иногда называют закалкой из жидкого сос-
тояния. Вряд ли следует применять этот термин, по-
скольку под закалкой обычно понимают не просто быст-
рое охлаждение или охлаждение в воду, а фиксацию од-
нородного по составу твердого раствора определенных
компонентов в сплавах, не претерпевающих аллотропи-
ческого превращения. Применительно к закалке из жид-
кого состояния это должно быть получение или амор-
фного металла, или кристаллического сплава без диф-
фузионного перераспределения компонентов. Получение
аморфного металла или металлического стекла в насто-
ящее время широко исследуется применительно к стали,
никелевым, некоторым алюминиевым сплавам и метал-
лическим соединениям. Что касается бездиффузионной
кристаллизации, то относительно нее, как будет показа-
но ниже, имеются неоднозначные толкования. Учитывая,
что в гранулах деформируемых алюминиевых сплавов
не получено ни структуры металлического стекла, ни
структуры, соответствующей бездиффузионной кристал-
лизации, мы не будем в дальнейшем использовать тер-
мин «закалка из жидкого состояния», а будем указывать
количественную характеристику параметров кристалли-
зации или просто отмечать высокую скорость охлажде-
ния при кристаллизации, или высокую скорость кристал-
лизации (быструю кристаллизацию).
МЕТАСТАБИЛЬНЫЕ ДИАГРАММЫ СОСТОЯНИЯ
Равновесная кристаллизация твердых растворов опи-
сывается следующими процессами [2]:
а) собственно образованием кристаллов твердого
раствора при температуре t, т. е. Жг-^аг,
б) изменением состава кристаллов, образовавшихся
при более высокой температуре t-\-dt, т. е. Ж
Неравновесная кристаллизация, как уже было отме-
чено, предполагает отсутствие или неполноту превраще-
ний, связанных с диффузией в твердом состоянии и меж-
фазной диффузией. В случае отсутствия диффузии в
твердой фазе не может протекать и межфазная диффу-
зия. Второй процесс в этом случае совершенно не осу-
ществляется.
Для описания количества твердой фазы при неравно-
весной кристаллизации с понижением температуры от
ликвидуса до солидуса выведены аналитические зависи-
мости [2, 4, 5]. При температуре равновесного солидуса
сплав содержит еще большое количество жидкой фазы.
Эта часть жидкости в дальнейшем затвердевает с пони-
жением температуры в пределе вплоть до температуры
затвердевания второго компонента. Итак, главными
следствиями неравновесной кристаллизации твердых
8
растворов являются; понижение температуры конца за-
твердевания (и соответственно начала плавления при
последующем нагреве) и сохранение высокой степени
неоднородности состава в твердом состоянии. Неодно-
родность состава твердого раствора обнаруживается раз-
личными методами, в том числе и прямыми методами
микрорентгеноспектрального и авторадиографического
анализов [6].
Для эвтектических систем с ограниченной раствори-
мостью неравновесная кристаллизация сплавов может
быть описана с помощью уравнений, выведенных для
твердых растворов. Разница состоит в том, что если
для составов, ограниченных областью твердых раство-
ров, температура понижается до температуры эвтекти-
ки, то при этой температуре происходит полное затвер-
девание с появлением эвтектической составляющей в
сплавах с содержанием второго компонента значительно
ниже его предельной растворимости [1, 5, 7]. Предпола-
гается, что разделительная диффузия в расплаве эвтек-
тического состава происходит полно при температуре
эвтектики (имеется в виду случай отсутствия заметного
переохлаждения). Неравновесная кристаллизация самой
эвтектики освещена во многих работах, начиная с фунда-
ментального исследования А. А. Бочвара [8].
Неравновесная кристаллизация сплавов перитекти-
ческих систем в области малых концентраций протекает
так же, как для сплавов, образующих твердые растворы
[6, 7]. В некоторых случаях этот механизм относится и
к сплавам, полностью затвердевающим при температуре
перитектики. В отличие от эвтектической реакции, при
которой разделительная диффузия в жидкости проходит
полно, в перитектической системе должно произойти
диффузионное взаимодействие жидкости с выпавшими
кристаллами твердой фазы. Поскольку эта реакция прак-
тически никогда не проходит полностью, оставшаяся
часть жидкости неравновесно кристаллизуется при тем-
пературе ниже температуры перитектики по типу твер-
дых растворов.
Если для объяснения структуры слитка и отливки (во
всяком случае для отливок, кристаллизующихся с oiво-
дом тепла через твердую корочку), достаточно знания
закономерностей неравновесной кристаллизации, то для
быстро охлаждаемых из расплава частиц (гранул, по-
рошка, чешуек эти значения оказываются недоста-
точными.
1
\
г
Мп
°/o (no массе)
658°
\14Mn
i
6
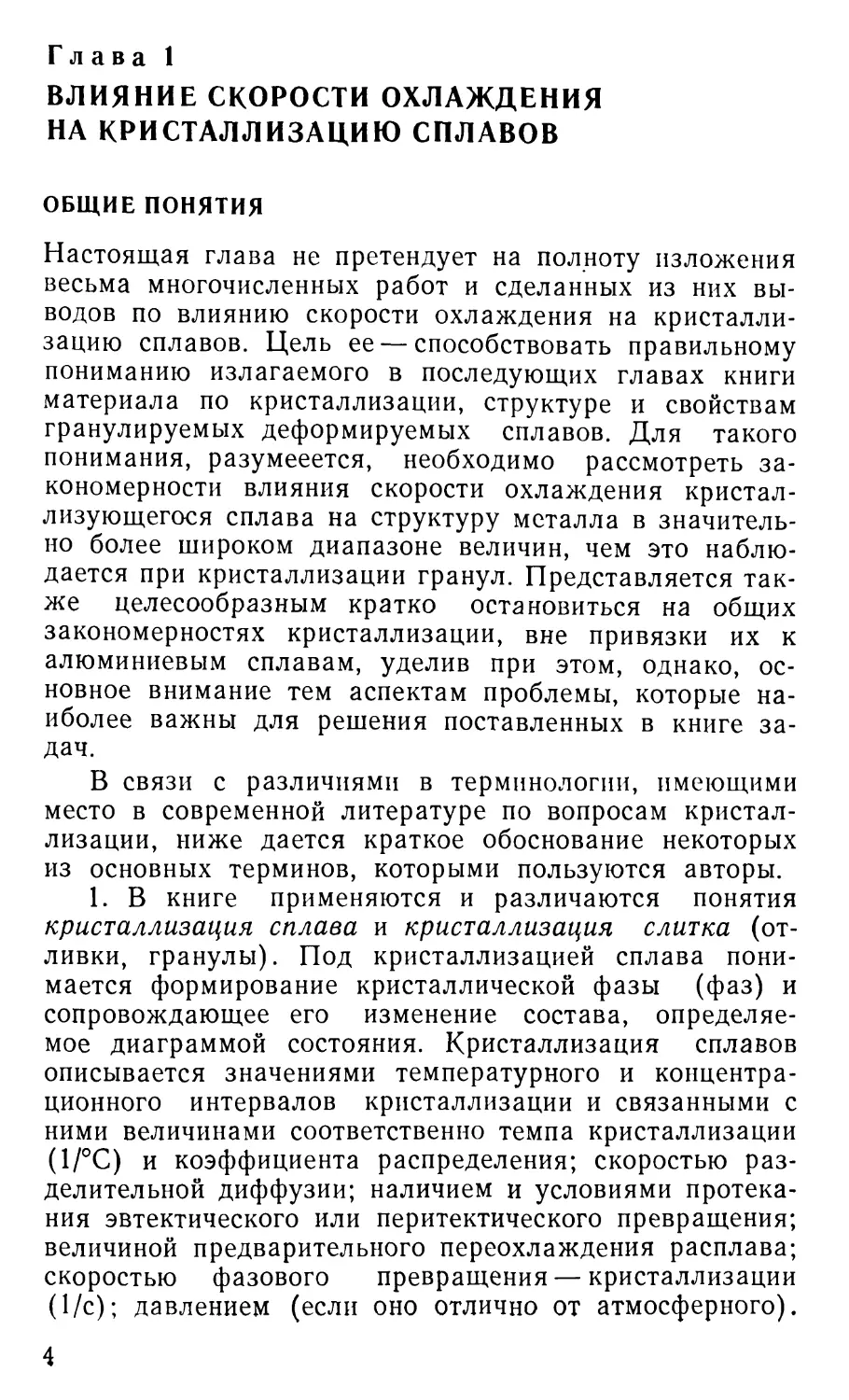
Два фактора — возможное предварительное переох-
лаждение всего объема расплава и резкое возрастание
переохлаждения вблизи фронта растущих кристаллов —
приводят к тому, что состав образующейся твердой фа-
зы определяется линией не равновесного, а метастабиль-
ного солидуса, или в общем
случае — метастабильной
диаграммой состояния. Для
систем с неограниченной
660 (-^«5=^/ 658° растворимостью компонен-
тов равновесный и метаста-
бильный солидусы совпада-
д50\ it »( i ) ют и повышение скорости
охлаждения приводит к из-
менению структуры только
за счет кинетических пара-
Рис. 1. Метастабильная диаграмма .. тплп [/пыртяпшланым Пп
состояния системы А1-Мп [5] МетрОВ крИСТаЛЛИЗаЦИИ. УД-
нако для эвтектических си-
стем с ограниченной раство-
римостью, перитектических систем и систем с одним или
несколькими химическими соединениями метастабильные
диаграммы отличаются от равновесных и помогают более
достоверно описать процесс кристаллизации. К сожале-
нию, метастабильные диаграммы состояния изучены по-
ка крайне недостаточно. Наиболее изученным является
случай быстрой кристаллизации сплавов эвтектических
систем. В качестве примера на рис. 1 приведена примы-
кающая к алюминию часть метастабильной диаграммы
состояния системы алюминий — марганец [5].
В зависимости от скорости охлаждения положение эв-
тектической горизонтали меняется, но во всех случаях
линии ликвидуса и солидуса метастабильной диаграммы
состояния являются продолжением в направлении вто-
рого компонента (в данном случае марганца) линий
ликвидуса и солидуса равновесной системы. Из сравне-
ния равновесной и метастабильных диаграмм состояния
следуют, по крайней мере, два существенных вывода.
Во-первых, при высоких скоростях охлаждения в заэв-
тсктических сплавах можно предотвратить образование
первичных кристаллов второго компонента или его сое-
динения и получить квазнэвтектику или даже квазидо-
эвтектическую структуру сплава [8—10]. Во-вторых, мо-
жет быть повышена концентрация второго компонента в
твердом растворе по сравнению с максимальной раство-
10
римостью по равновесной диаграмме состояния и соот-
ветственно получен твердый раствор для составов, ко-
торые при кристаллизации по равновесной диаграмме
состояния имеют в структуре эвтектику.
Явление повышенной растворимости при быстрой
кристаллизации получило в последнее время название
аномального пересыщения [11]. Оно было впервые ис-
следовано Е. С. Шпичинецким и И. Л. Рогельбергом
[12], Фалькенхагеном и Хофманом [13] и И. Н. Фрид-
ляндером с сотрудниками [14]. Однако первоначально
аномальное пересыщение объяснялось закалкой из жид-
кого состояния или бездиффузионной кристаллизацией,
в то время как в действительности это — результат кри-
сталлизации в соответствии с линиями метастабильной
диаграммы. Разумеется, кристаллизация и в этом случае
обладает всеми признаками неравновесной кристаллиза-
ции, в частности неоднородностью состава, определяемой
линиями ликвидуса и солидуса. Но именно это обстоя-
тельство дает возможность путем исследования неодно-
родности состава дендритов показать, что аномальное
пересыщение не имеет ничего общего с бездиффузионной
кристаллизацией, и получаемый путем рентгенострук-
турного исследования состав твердого раствора являет-
ся результатом усреднения содержания второго компо-
нента, которое повышается от центра к периферии вет-
вей дендритов.
К настоящему времени опубликовано так много ис-
следований, подтверждающих для эвтектических систем
при быстром охлаждении расширение области кристал-
лизации сплавов по типу твердых растворов и образова-
ние квазиэвтектики, что казалось бы вопрос о типе мета-
стабильных диаграмм состояния эвтектических систем с
ограниченной растворимостью можно считать решенным.
Термодинамически такие диаграммы достаточно хорошо
обоснованы. Для практических целей анализа и структур
деформируемых алюминиевых сплавов, состав которых
ограничен областью, примыкающей к алюминию, это
действительно так. С увеличением скорости охлаждения
все в большей мере реализуется кристаллизация по ти-
пу твердых растворов, причем линиями метастабильно-
го ликвидуса и солидуса являются продолжения линий
равновесного ликвидуса и солидуса в область более низ-
ких температур и в направлении второго компонента.
Если скорость охлаждения недостаточна для того, чтобы
11
весь сплав закристаллизовался в виде твердого раство-
ра, то оставшаяся часть сплава затвердевает в виде эв-
тектики при температуре, которая тем ниже температу-
ры равновесной эвтектики, чем выше скорость охлаж-
дения. Соответственно точки максимальной растворимо-
сти п начала выделения второй фазы сдвигаются вправо.
Таким образом, метастабильная диаграмма в облас-
ти, прилегающей к компоненту Л, включает продолжение
линий ликвидуса и солидуса. Эти линии прерываются
эвтектическими горизонталями, каждая из которых со-
ответствует определенной скорости охлаждения. Рассто-
яние между равновесными и метастабильными эвтекти-
ческими горизонталями может быть различным в зависи-
мости от кристаллической структуры компонентов. При
малом расстоянии достигается лишь небольшое пересы-
щение твердого раствора, что некоторые исследователи
истолковывают как несоответствие таких диаграмм пра-
вилу пересыщения.
Однако в общем виде вопрос о метастабильных ди-
аграммах состояния эвтектических систем далеко не
ясен. Ведь рассуждения, приведенные применительно к
компоненту Л, в равной мере могут относиться и к ком-
поненту В. В этом случае возникает вопрос о границах
п критериях, которые дают возможность использовать те
или другие ветви метастабильной диаграммы состояния.
Этот вопрос решался бы сравнительно просто, если бы
были известны значения свободной энергии жидкой и
твердой фаз в равновесном и переохлажденном состоя-
ниях. Однако таких данных нет, как нет и метастабиль-
ных диаграмм, построенных для всего диапазона соста-
вов эвтектической системы. В связи с развитием техники
высоких скоростей охлаждения при кристаллизации та-
кие диаграммы совершенно необходимы.
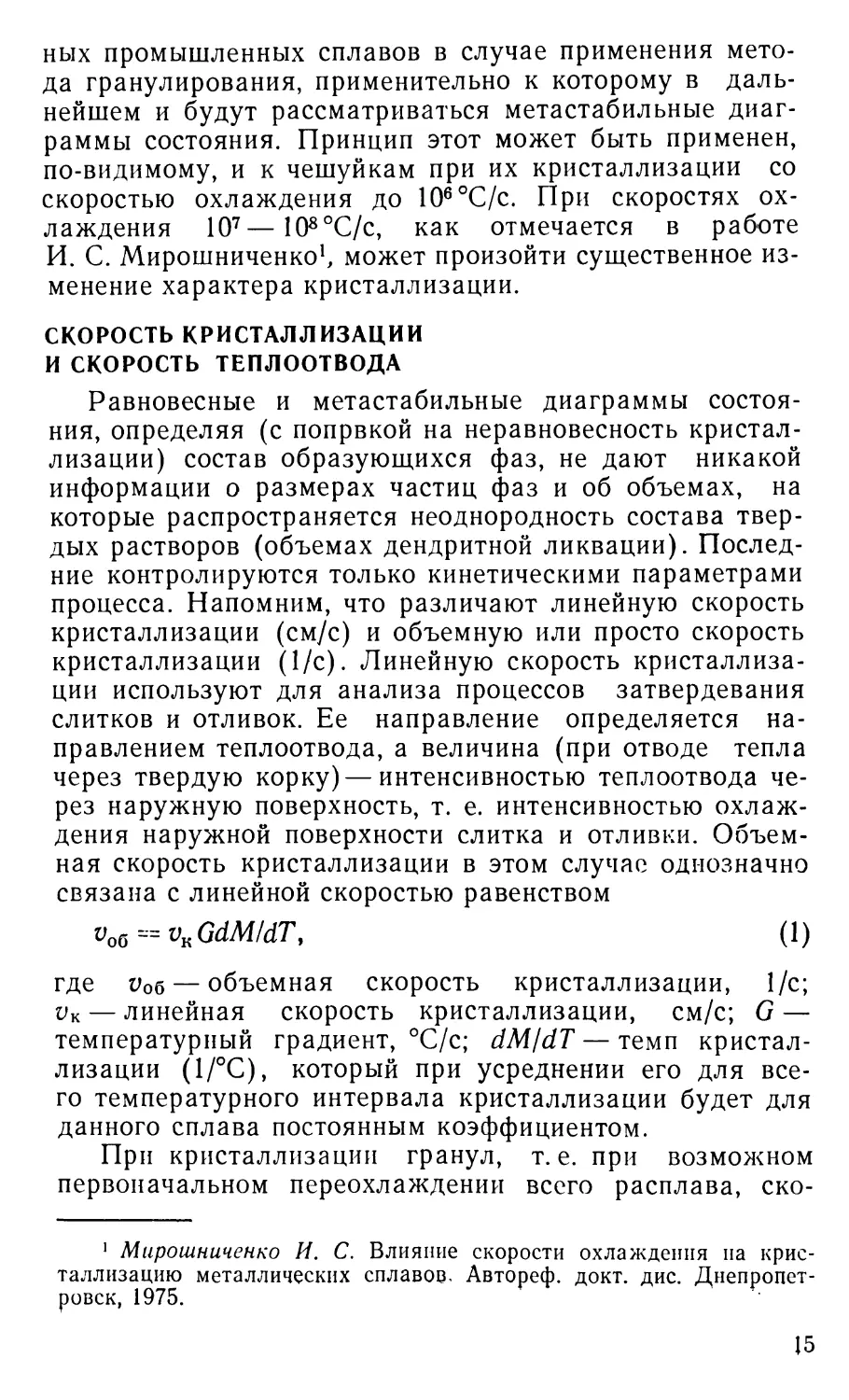
Исследование перитектических систем показало, что
в них при быстрых скоростях охлаждения линии ликви-
дуса и солидуса также могут быть продолжены в на-
правлении второго компонента [15—17]. В этом случае
линии ликвидуса и солидуса продолжаются не вниз, как
в эвтектических системах, а вверх, как это показано на
рис. 2 для системы А1—Zr.
На рис. 2 кривые ликвидуса и солидуса для случая
быстрой кристаллизации являются экспериментальными.
Они получены по кривым охлаждения, снятым с приме-
нением термопар малого диаметра и быстродействующе-
12
го осциллографа. Они подтверждены также исследова-
нием микроструктуры сплавов [17]. Чем больше ско-
рость охлаждения расплава (и достигаемое в результате
этого переохлаждение), тем больше становится кон-
центрационная область, затвердевание в которой идет
по типу твердых растворов. В пределе от перитектичес-
кой системы можно перейти к системе непрерывных твер-
дых растворов (рис. 3). Саму эту трансформацию нельзя
считать невероятной, посколь-
ку для переохлажденного со-
стояния вполне правомерно
допустить, что свободная энер-
гия системы расплав — твер-
V, % (по массе)
20 СО5060 70 60 90
600
/ 2
Zr, % (no массе)
Рис. 2. Метастабильная диаграмма
состояния системы А1—Zr [17]
Рис. 3. Схема метастабильной ди-
аграммы состояния перитектической
системы (с учетом диаграммы [44])
дый раствор во всем диапазоне концентраций будет ни-
же свободной энергии системы расплав — интерметал-
лидная фаза.
Так же, как и в эвтектических системах, быстрая
кристаллизация в перитектических системах приводит к
аномальному пересыщению, поскольку она расширяет
концентрационную область твердых растворов. Твердые
растворы в перитектических системах неоднородны по
составу, как это следует из анализа диаграммы состоя-
ния и экспериментального исследования сплавов большо-
го числа систем. Расширяется также область концентра-
ций, в которой можно получать сплавы без первичных
кристаллов второго компонента (интерметаллического
соединения) и продуктов перитектической реакции.
13
К системам с химическим соединением может быть
применен принцип деления на простые эвтектические или
леритектические системы компонента с интерметалличе-
ским соединением или системы металлических соедине-
ний. Однако могут быть случаи, когда мета-
стабильные линии ликвидуса и солидуса бу-
дут общими для всей системы, при этом диаграм-
ма состояния с химическими соединениями трансформи-
руется, например, в метастабильную диаграмму эвтек-
тического типа (рис. 4) [1].
Могут также образоваться ме-
тастабильные фазы, не свойст-
венные данной равновесной
диаграмме состояния или дан-
ному составу сплава. Так, в
сплавах алюминия с железом
при высокой скорости кристал-
лизации обнаружено образо-
вание интерметаллического со-
единения Al6Fe*, в то время
как в равновесных условиях
образование интерметалличе-
ских фаз в алюминиевом углу
начинается только с соедине-
ния Al3Fe. В сплавах алюминия с марганцем при относи-
тельно невысоких концентрациях марганца (значитель-
но ниже содержания, соответствующего соединению
А16Мп) высокие скорости охлаждения обусловливают
появление соединения АЦМп, свойственного сплавам с
более высоким содержанием марганца [18]. Аналогично
в сплавах алюминия с хромом предполагается образова-
ние соединения АЦСг [19] вместо А17 Сг по равновесной
диаграмме.
Метастабильные диаграммы состояния многокомпо-
нентных систем почти не изучались, но результаты ис-
следований отдельных сплавов не оставляют сомнений в
том, что при повышении скорости охлаждения и для
многокомпонентных сплавов любых систем справедлив
общий принцип увеличения концентрационных областей
кристаллизации сплавов по типу твердых растворов.
Этот принцип успешно может быть использован для
оценки характера изменения структур многокомпонент-
Рис. 4. Возможные виды мета-
стабильных диаграмм для ком-
понентов с химическим соедине-
нием [1]
Пат. (Австралия), № 468234, 1975. Класс 158(С22 с. 21/00).
14
ных промышленных сплавов в случае применения мето-
да гранулирования, применительно к которому в даль-
нейшем и будут рассматриваться метастабильные диаг-
раммы состояния. Принцип этот может быть применен,
по-видимому, и к чешуйкам при их кристаллизации со
скоростью охлаждения до 106°С/с. При скоростях ох-
лаждения 107—108°С/с, как отмечается в работе
И. С. Мирошниченко1, может произойти существенное из-
менение характера кристаллизации.
СКОРОСТЬ КРИСТАЛЛИЗАЦИИ
И СКОРОСТЬ ТЕПЛООТВОДА
Равновесные и метастабильные диаграммы состоя-
ния, определяя (с попрвкой на неравновесность кристал-
лизации) состав образующихся фаз, не дают никакой
информации о размерах частиц фаз и об объемах, на
которые распространяется неоднородность состава твер-
дых растворов (объемах дендритной ликвации). Послед-
ние контролируются только кинетическими параметрами
процесса. Напомним, что различают линейную скорость
кристаллизации (см/с) и объемную или просто скорость
кристаллизации A/с). Линейную скорость кристаллиза-
ции используют для анализа процессов затвердевания
слитков и отливок. Ее направление определяется на-
правлением теплоотвода, а величина (при отводе тепла
через твердую корку) — интенсивностью теплоотвода че-
рез наружную поверхность, т. е. интенсивностью охлаж-
дения наружной поверхности слитка и отливки. Объем-
ная скорость кристаллизации в этом случае однозначно
связана с линейной скоростью равенством
vo6^vKGdM/dT, A)
где Уоб — объемная скорость кристаллизации, 1/с;
vK — линейная скорость кристаллизации, см/с; G —
температурный градиент, °С/с; dM/dT — темп кристал-
лизации A/°С), который при усреднении его для все-
го температурного интервала кристаллизации будет для
данного сплава постоянным коэффициентом.
При кристаллизации гранул, т.е. при возможном
первоначальном переохлаждении всего расплава, ско-
1 Мирошниченко И. С. Влияние скорости охлаждения па крис-
таллизацию металлических сплавов, Автореф. докт. дис. Днепропет-
ровск, 1975.
15
рость кристаллизации будет определяться не только
теплоотводом от наружной поверхности гранул, но и
уменьшением переохлаждания в процессе кристалли-
зации. В этом случае удобнее пользоваться величиной
объемной скорости кристаллизации.. Чаще пользуются
пропорциональной ей величиной скорости охлаждения,
°С/с:
tW=^HG. B)
Вначале рассмотрим зависимость скорости кристал-
лизации и определяемых ею структурных параметров
от скорости теплоотвода при кристаллизации слитков
и отливок (с перемещающимся фронтом). Тепло в
этом случае отводится только через наружную поверх-
ность. Интенсивность теплоотвода, отнесенная к еди-
нице массы сплава, пропорциональна отношению ох-
лаждаемой поверхности к общей массе сплава и нахо-
дится в обратной зависимости от температуры наружной
поверхности. В свою очередь температура наруж-
ной поверхности зависит от условий охлаждения, в
частности от коэффициента теплоотдачи к охладителю,
но она не может быть ниже температуры охлаждаю-
щей среды. Поэтому и интенсивность теплоотвода име-
ет свою верхнюю границу.
Скорость кристаллизации пропорциональна интен-
сивности теплоотвода. Сколько отобрано тепла, столь-
ко и закристаллизовано (и охлаждено до определенной
усредненной температуры) металла. Для каждого спла-
ва скорость кристаллизации зависит от его температу-
ропроводности и скрытой теплоты плавления. Пред-
ложено множество формул для определения толщины
затвердевающей корочки во времени и соответственно
линейной скорости кристаллизации. Они достаточно
близки друг другу [20—22] и, во всяком случае, не про-
тиворечат выводу о предельной (максимально возмож-
ной) скорости кристаллизации, которая для каждого
сплава определяется только размерами отливки. Пре-
дельная скорость кристаллизации для цилиндрических
слитков выражается равенством
^('пл —*нУД, C)
где k — коэффициент, зависящий от физических свойств
сплава; tH — температура наружной поверхности слит-
ка; R — радиус слитка.
16
Для круглых слитков непрерывного литья предель-
ная скорость кристаллизации обратно пропорциональ-
на диаметру слитка, для плоских — толщине, для фа-
сонных отливок — приведенной толщине, т. е. отноше-
нию объема отливки к ее поверхности.
Здесь важно отметить, что если исчерпаны все пу-
ти интенсификации охлаждения поверхности отливки,
то единственным средством дальнейшего повышения
скорости кристаллизации является уменьшение разме-
ров отливки. Именно эта закономерность и положена в
основу металлургии гранул. Переход к литью частиц
малых размеров (микрослитка) приводит к повышению
на несколько порядков скорости кристаллизации.
Влияние скорости кристаллизации на структуру
сплава многогранно. При рассмотрении структуры гра-
нул алюминиевых сплавов в следующей главе будут
отмечены некоторые стороны такого влияния. Здесь
мы остановимся лишь на вопросе о влиянии скорости
кристаллизации на объем разделительной диффузии —
вопросе, на который не может дать ответ диаграмма
состояния. К настоящему времени накоплен очень
большой экспериментальный материал, показывающий,
что расстояние между дендритными ветвями второго
порядка (или, как часто называют эту величину, денд-
ритный параметр) описывается в зависимости от ско-
рости охлаждения равенством
d = a/vn0XJ1, D)
где а и п — постоянные, причем п находится, как пра-
вило, в пределах 7з—7г-
Зависимость C) справедлива, по данным И. С. Ми-
рошниченко, до значений скорости охлаждения 107—
108°С/с, а по данным работы [31]—до 109°С/с и более.
На диаграмме с логарифмическими координатами
равенство D) изображается прямой (рис. 5 и 6); вели-
чина п определяет наклон кривой, а величина а — рас-
стояние от оси абсцисс при уохл~1. В статистическом
аспекте величина d может рассматриваться как вели-
чина, характеризующая объем разделительной диффу-
зии. В самом деле, такая зависимость имеет место не
только при дендритной кристаллизации, но и при обра-
зовании равноосных зерен в случае ультразвуковой об-
работки расплава, содержащего модификаторы. В по-
2-407 J7
следнем случае объем зерна в самом прямом смысле
является объемом разделительной диффузии. С умень-
шением дендритного параметра, или в более общем
случае — объема микроликвации, измельчаются и ча-
стицы вторых фаз эвтектики, поскольку объемы кри-
сталлизующейся эвтектики все более и более локали-
зуются.
В чем суть зависимости объема микроликвации
(разделительной диффузии) от скорости охлаждения?
10' -
/о
КГ2 10
Рис. 5. Зависимость расстояния
между ветвями дендрита второго
порядка (дендритного параметра)
от скорости охлаждения (d = a'un ч
охл
при и =
С/с
Рис. 6. Зависимость расстояния
между ветвями дендрита второго
порядка (дендритного параметра)
от скорости охлаждения при и =
-10~-10!0°С/с [31]
Как было указано ранее, скорость охлаждения для дан-
ного сплава пропорциональна объемной скорости кри-
сталлизации. Следовательно, увеличение скорости ох-
лаждения означает уменьшение времени кристаллизации
данного объема сплава. В то же время при росте твер-
дой фазы процесс идет при сравнительно небольшом пе-
реохлаждении расплава вблизи фронта кристаллизации
и коэффициент диффузии компонентов в расплаве меня-
ется относительно мало. Вывод отсюда может быть толь-
ко один — с уменьшением времени кристаллизации сплава
неизбежно должен уменьшаться объем разделитель-
ной диффузии и, следовательно, диспергироваться струк-
тура. Реальная картина диспергирования структуры за-
висит еще от ряда факторов, в частности от формы рас-
тущих кристаллов [23], но статистически измельчение
структуры определяется уменьшением отношения време-
18
ни фазового превращения к константе, обратной коэффи-
циенту диффузии.
По иному может протекать формирование структуры
для случая первоначального переохлаждения всего объ-
ема расплава.
Экспериментально измеренные величины переохлаж-
дения при кристаллизации гранул (иОхл = Ю3— 104°С/с)
или чешуек (^охл = 106°С/с) различны, однако они до-
стигают значительных величин. Для алюминия приво-
дятся максимальные значения переохлаждения до 100*
и даже до 300° С**, для алюминиевых сплавов до
400° С**. В работе [24] делается вывод, что понижение
температуры кристаллизации достигается не за счет ки-
нетического, а за счет диффузионного переохлаждения
на том основании, что точки, изображающие на диаграм-
ме состояния состав твердого раствора в участках ден-
дритного каркаса, группируются вокруг линии равновес-
ного солидуса или продолжения ее в метастабильную
область. На наш взгляд, это очень интересное наблюде-
ние может быть истолковано по-иному. Конечно, при по-
вышении скорости кристаллизации увеличивается и ки-
нетическое, и концентрационное (диффузионное) пере-
охлаждение на фронте растущих кристаллов; возраста-
ние концентрационного переохлаждения можно вывести
из сравнения равновесной и метастабильной диаграмм
состояния. Однако главным фактором, могущим изме-
нить картину кристаллизации при переходе к быстрой
кристаллизации малых частиц сплава, является первона-
чальное, т. е. докристаллизационное, переохлаждение
всего расплава. Величина его тем больше, чем выше ско-
рость охлаждения и чем меньше расплав содержит взве-
шенных примесей, которые могут служить центрами
кристаллизации. При большом первоначальном переох-
лаждении кристаллизация может вообще не начаться
из-за подавления диффузионных процессов. В этом слу-
чае сохраняется аморфная структура жидкости и в твер-
дом сплаве; при этом прерывается кривая, показанная
* Брехаря Г. Б. Влияние скорости охлаждения на переохлажде-
ние металлических сплавов и структурообразование. Автореф. канд.
дис. Днепропетровск, 1975.
** Гудзенко В. Н. Исследование закономерностей образования
метастабильных фаз при закалке расплавов. Автореф. канд. дис.
Днепропетровск, 1975.
2* 19
на рис. 6. Если же кристаллизация все же началась, то
состав твердой фазы, как это следует из работы [24],
соответствует линии метастабильного солидуса. В даль-
нейшем процесс должен протекать в соответствии с ме-
тастабильной диаграммой состояния с той лишь разни-
цей, что отвод тепла от кристаллизующегося металла
происходит не только охладителем через внешнюю по-
верхность частицы, но и переохлажденным расплавом.
Грубая оценка показывает, что при скоростях охлажде-
ния 104—106°С/с достигаемое переохлаждение недоста-
точно для того, чтобы отвести тепло кристаллизации при
прекращении теплоотвода через наружную поверхность.
Однако в сочетании с последним переохлаждение суще-
ственно повышает скорость начавшегося процесса кри-
сталлизации, особенно в начальный момент, поскольку
по мере затвердевания частицы переохлаждение остав-
шейся в ней части расплава уменьшается до величины,
соответствующей сумме кинетического и концентраци-
онного переохлаждения для данного значения скорости
роста твердой фазы.
На рис. 7 показано значение дендритного параметра
для переохлажденной гранулы, начавшей кристаллизо-
ваться от внедрившейся в нее гранулы меньшего размера
(сплав на основе никеля). В итоге для гранулы опреде-
ленных размеров достигается скорость кристаллизации,
свойственная гранулам значительно меньших размеров.
Дендритный параметр при этом будет соответствовать
фактическим, а не расчетным (по теплоотводу через на-
ружную поверхность) значениям скорости охлаждения в
интервале кристаллизации. Таким образом, первона-
чальное переохлаждение гранул может явиться одним из
важных факторов измельчения структуры сплавов.
Вернемся к зависимости объема разделительной диф-
фузии от скорости охлаждения (кристаллизации). Что
дает экстраполяция кривой (см. рис. 6) в область очень
высоких скоростей охлаждения? Можно сказать, что ес-
ли первоначальное переохлаждение на определенной
скорости охлаждения не приведет к образованию метал-
лического стекла (кривая не прервется), то объемы раз-
делительной диффузии будут уменьшаться до размеров,
соизмеримых сначала с размерами кластеров, а затем с
периодом кристаллической решетки. На наш взгляд, это
и есть основной механизм достижения бездиффузионной
кристаллизации. Правда, более распространена на без-
20
диффузионную кристаллизацию другая точка зрения,
которая исходит из превалирующего значения не кине-
тических, а термодинамических факторов [25—27]. Вряд
ли есть основания возражать против того, что явление
бездиффузионной кристаллизации может быть термоди-
Рис. 7. Структура гранулы зна-
чительно переохлажденной до
начала кристаллизации капли
расплава (сплав ЖС6У, Х200)
(а) и изменение дендритного
параметра по сечению /—/ этой
гранулы (б). Заштрихованы об-
ласти мелкодисперсной струк-
туры
200 /оо о юо гоо
I) гранулы, ним
намически обосновано [26, 27]. При определенных усло-
виях перемещение атомов жидкости к узлам решетки
может оказаться более выгодным, чем разделительная
диффузия даже в небольших объемах [26]. Вместе с тем
21
Можно показать малую вероятность бездиффузионной
кристаллизации. Например, для того, чтобы проходила
бездиффузионная кристаллизация в сплавах двойной
системы с непрерывным рядом твердых растворов надо,
чтобы кривые свободной энергии переохлажденного рас-
сплава и твердого сплава были эквидистантны в боль-
шом диапазоне концентраций. В плане эксперименталь-
ных исследований достаточно указать, что, если получе-
ние аморфных металлов (во всяком случае для сплавов
на основе железа и никеля) переходит в стадию их прак-
тического использования, то получение бездиффузионно
закристаллизовавшихся сплавов показано лишь в отдель-
ных исследованиях. При этом пока нет доказательств
того, что в этих исследованиях превалирующими не ока-
зывались кинетические факторы.
РЕАЛЬНЫЕ СКОРОСТИ ОХЛАЖДЕНИЯ
И КРИСТАЛЛИЗАЦИИ ПРИ ЛИТЬЕ ГРАНУЛ,
СЛИТКОВ И ЗАГОТОВОК ИЗ ДЕФОРМИРУЕМЫХ
АЛЮМИНИЕВЫХ СПЛАВОВ
Накопленные экспериментальные данные и результа-
ты аналитических исследований, по-видимому, дают воз-
можность составить справочник по скоростям охлажде-
ния и кристаллизации с учетом физических свойств спла-
ва, размеров и формы отливки, интенсивности охлажде-
ния. Можно было бы также дифференцировать указан-
ные скорости в температурном интервале в зависимости
от темпа кристаллизации. Но поскольку такого справоч-
ника пока нет и в связи с тем, что для понимания кон-
кретных результатов расчета необходимо иметь пред-
ставление о порядке величин скоростей охлаждения и
кристаллизации применительно к наиболее Типичным
процессам получения слитков, заготовок и гранул, мы
приведем здесь приближенные значения, принимая при
этом следующие допущения.
Если характер кристаллизации специально не огово-
рен в тексте, то имеется в виду кристаллизация алюми-
ниевых сплавов по типу твердых растворов; величина
температурного интервала 50—100° С; темп кристалли-
зации постоянный, усредненный для всего температур-
ного интервала.
Физические свойства сплава, в частности теплота
плавления и температуропроводность, принимаются оди-
22
наковыми, близкими к свойствам алюминия. Погрешно-
сти, связанные с этим допущением, не слишком велики,
так как в области составов деформируемых сплавов
скрытая теплота плавления, теплоемкость и плотность
сплавов отличаются от соответствующих значений для
алюминия максимум на 10%, а теплопроводность, су-
щественно различаясь при комнатной температуре, мало
зависит от состава сплава при повышенных температу-
рах.
Для методов литья слитков и заготовок будут даны
хорошо изученные значения линейной скорости кристал-
лизации, а значения скорости охлаждения и объемной
скорости кристаллизации в некоторых случаях экспери-
ментальные, а в некоторых — расчетные, полученные по
формуле B).
Как известно, слитки алюминиевых сплавов получа-
ются в настоящее время только методом непрерывного
литья. При этом практически нет других приемов, кроме
литья в короткий кристаллизатор с непосредственным ох-
лаждением водой или электромагнитный кристаллиза-
тор. Слитки для проката отливают сечением от 120Х
Х600 до 600X2600 мм, круглые слитки для прессова-
ния и штамповки — диаметром от 70 до 1100 мм. Таким
образом, даже только для слитков изменение скоростей
охлаждения и кристаллизации достаточно велико. Так,
для круглых слитков с уменьшением их сечения линей-
ная скорость кристаллизации увеличивается больше чем
на порядок. Поскольку реальные линейные скорости
кристаллизации близки к предельным, a vk.j1VqJX=KJR,
ТО ик.тах/Ук.т1п« 15.
Объемные скорости кристаллизации будут различать-
ся еще больше. Казалось бы, объемные скорости крис-
таллизации должны различаться более чем на два поряд-
ка, если в равенстве A) температурный градиент изме-
рять в поперечном сечении слитка; однако в действитель-
ности его надо измерять в направлении кристаллизации,
т. е. перпендикулярно фронту кристаллизации, что при
установившейся технологии литья может обусловить не-
которое уменьшение разницы в скоростях охлаждения
против предполагаемой. Вес же различия в объемной ско-
рости кристаллизации для слитков различных размеров
будут близки к двум порядкам.
Заготовки для полуфабрикатов отливаются методом
совмещенного литья и прокатки проволоки, методом сов-
23
мещенного литья и прокатки полосы и методом литья
проволоки, предложенного В. Г. Головкиным.
Совмещенное литье проволочной заготовки предпо-
лагает треугольное или трапециевидное поперечное се-
чение заготовки со стороной треугольника 30—40 мм.
Поскольку охлаждение идет без непосредственной пода-
чи воды на заготовки, значения скоростей охлаждения и
кристаллизации в этом случае не превосходят соответ-
ствующих значений для слитков непрерывного литья ма-
лых размеров. Заготовки для прокатки полосы получа-
ются или в движущихся лентах (толщина заготовки 12—
20 мм), или в валках (толщина заготовки 6—8 мм). Ско-
рости охлаждения здесь, несмотря на теплопередачу
только через стенки формы, несколько выше, чем при
непрерывном литье плоских слитков благодаря малым
толщинам заготовки. Максимальные скорости охлажде-
ния и кристаллизации для группы заготовок достигают-
ся для проволочной заготовки, отливаемой по методу
В. Г. Головкина. В этом случае заготовка малого диа-
метра F—8 мм) вытягивается из расплава и охлажда-
ется водой. Правда, метод не нашел широкого примене-
ния вследствие его низкой производительности.
Переход на гранулирование предопределяет резкое
возрастание скорости охлаждения и кристаллизации
вследствие уменьшения массы охлаждаемого расплава
при сохранении интенсивного охлаждения поверхности
водой. Дополнительным фактором повышения скорости
кристаллизации может явиться возможное в этом случае
предварительное переохлаждение капли расплава. Как
правило, при центробежном или вибрационном разбрыз-
гивании расплава можно в определенных пределах регу-
лировать величину частиц. Наиболее принятыми груп-
пами размеров являются 1—4 и 0,3—0,5 мм.
В случае распыления и охлаждения расплава газом
скорость охлаждения при одинаковых размерах частиц
меньше, чем при центробежном разбрызгивании в воду.
Однако метод распыления позволяет получать частицы
меньших размеров и за счет этого приблизиться к ско-
ростям охлаждения, достигаемым при центробежном
разбрызгивании расплава в воду, или превзойти их.
Методы гранулирования и распыления являются раз-
новидностями одного метода; их принято в настоящее
время называть гранулированием, имея при этом в виду
быструю кристаллизацию любыми приемами из распла-
24
ва частиц, форма которых близка к сферической или
овальной.
Широко применяемый в практике лабораторных ис-
следований и проходящий производственные испытания
способ получения чешуек (плоских небольших пластин
неправильной формы и малой толщины) имеет много
общего с гранулированием, хотя и отличается от послед-
него техникой исполнения.
К наиболее распространенным методам получения
чешуек относятся:
расплющивание капли на поверхности холодной пли-
ты, вращающегося диска пли обода катапультировани-
ем (механическим или пневматическим). Поверхность че-
шуйки, соприкасающаяся с холодной формой, охлажда-
ется быстрее противоположной поверхности; более того,
иногда структура чешуйки по толщине делится на две
отличные одна от другой части [28], что можно объяс-
нить существенным изменением условий кристаллизации
после образования зазора между чешуйкой и плитой;
захлопывание капли между двумя принудительно дви-
жущимися навстречу друг другу холодными плитами (так
называемый метод молота и наковальни); этот метод
имеет преимущество перед методом катапультирования
в том отношении, что охлаждение расплющенной капли
осуществляется с двух сторон, с исключением зазора
между кристаллизующейся чешуйкой и кокилем за счет
приложения давления;
прокатка тонкой струи между валками с очень ма-
лым зазором; в этом случае получается тонкая лента,
прерывистая рваная полоса или чешуйки.
Скорость охлаждения чешуек зависит от их толщины,
которая может меняться от десятых долей до сотен мик-
рометров [28]. Обычно считают, что метод чешуек (при
средней толщине 50—100 мкм) дает возможность достиг-
нуть скорость охлаждения 105— 106°С/с, а для тонких че-
шуек до 108°С/с [25]. Таким образом, по сравнению с
гранулированием метод чешуек позволяет значительно
повысить скорость охлаждения (примерно на два поряд-
ка). Вместе с тем он имеет и серьезные недостатки: не-
однородность структуры, низкую производительность
процесса, малую насыпную массу чешуек и связанные с
этим трудности брикетирования. По-видимому, метод че-
шуек целесообразно применять в том случае, когда гра-
нулирование не обеспечивает для данного сплава необ-
25
ходимых параметров структуры, аналогично тому, как
гранулированием целесообразно заменять литье слит-
ков лишь в том случае, когда структура слитка не дает
возможности получить оптимальную структуру и свойст-
ва изделий из данного сплава.
Исключение представляет получение изделий слож-
ной конфигурации методом горячего изостатического
прессования гранул, который обеспечивает существен-
ную экономическую выгоду вследствие резкого увеличе-
ния выхода годного металла. Однако для алюминиевых
сплавов пока не разработана достаточно надежная тех-
нология получения изделий высокого качества без при-
менения высоких степеней деформации металла из гра-
нул.
Высокие скорости охлаждения при кристаллизации,
свойственные способам получения гранул и чешуек, мо-
гут быть использованы для непосредственного получе-
ния таких изделий, как тонкие ленты (фольги) и микро-
провод.
В табл. 1 приведены приближенные значения линей-
ной скорости кристаллизации, скорости охлаждения,
объемной скорости и времени кристаллизации примени-
тельно к рассмотренным процессам получения отливок.
Таблиц
Тип
отливки
Слитки
Заготовки
Гранулы*
Чешуйки
а 1. Характеристика кристаллизации различных отливок
Размер отливки,
способ охлаждения
d=\000 мм, непрерыв-
ное литье
<i= 100 мм, непрерывное
литье
40 мм, по методу Про-
пдПП IX
ПсрЦИ
Полоса 6 = 8 мм
Проволока d = 6 мм
d= 1ч-4 мм, вода
d = 500 мкм, вода
d = 500 мкм, воздух
d = 50 мкм, воздух
6 = 50-М 00 мкм
6<50 мкм
см/с
0,05
0,4
—
10
—
—
—
—
—
иохл,
°С/с
1
50
5
50
5-102
5-103
5-104
5-102
5-103
5-105
1-106
1/с
0,02
1
0,1
1
10
100
1000
10
100
10000
20000
т „ с
кр>
50
1
10
1
0,1
0,01
0,001
0,1
0,01
0,0001
0,00005
* В дальнейшем экспериментальные данные относятся к гранулам
диаметром 1—4 мкм, охлажденным в воде, если не оговорены специальные
условия.
26
Эта таблица составлена с учетом литературных и собст-
венных экспериментальных данных авторов. Литератур-
ные источники относятся преимущественно к скорости
охлаждения и иногда к линейной скорости кристаллиза-
ции, остальные характеристики даны как расчетные для
сплава с температурным интервалом кристаллизации
50—100° С. Приводимые данные усреднены с довольно
большим огрублением. Так, для слитков непрерывного
литья приводятся скорости охлаждения 0,5—20° С/с [29],
для литья методом Проперци —0,5—10°С/с [29], для
крупного порошка, распыляемого воздухом,—102—
103°С/с [30], а для более тонких чешуек (толщина
-0,2 мкм) —до 107—108 [25] и даже 108—109°С/с [31].
Глава 2
КРИСТАЛЛИЗАЦИЯ И СТРУКТУРА
ГРАНУЛ АЛЮМИНИЕВЫХ СПЛАВОВ
Глава включает наиболее общие экспериментальные дан-
ные по кристаллизации и структуре гранул деформируе-
мых алюминиевых сплавов или близких к ним по соста-
ву модельных сплавов. Для сравнения приводятся также
некоторые исследования, относящиеся к слиткам и заго-
товкам.
В настоящее время более 90% деформируемых полу-
фабрикатов алюминиевых сплавов изготавливается из
слитков. Накоплен чрезвычайно богатый опыт производ-
ства и исследований таких полуфабрикатов. Достаточно
длительное время развивается, хотя и в сравнительно
небольших объемах (несколько процентов), производство
полуфабрикатов, получаемых из проволочных или поло-
совых заготовок непрерывного литья. На начальной про-
мышленной стадии находится производство полуфабри-
катов из гранул и порошков (несколько десятых долей
процента от общего объема производства полуфабрика-
тов деформируемых сплавов). Лабораторные исследова-
ния таких полуфабрикатов уже в настоящее время су-
щественно дополняются накопленным производственным
опытом. Наконец, на лабораторной и начальной опытно-
промышленной стадиях находится получение полуфабри-
катов из чешуек, изготовленных катапультированием, за-
V
хлопыванисм капли между холодными пластинами, про-
каткой тонкой ленты между валками и другими способами.
Ниже будут приведены некоторые результаты иссле-
дований чешуек. В книге не затрагиваются вопросы кри-
сталлизации и структуры пленок, полученных конденса-
цией из газовой фазы, а также структуры поверхностных
слоев заготовок, оплавленных в тонком слое электрон-
ным или лазерным лучом.
Независимо от состава при центробежном разбрыз-
гивании расплава в среде аргона пли гелия гранулы
имеют форму, близкую к шару, причем усадочных ра-
ковин визуально на их поверхности не наблюдается.
Можно предполагать, что усадка кристаллизации приво-
дит лишь к сравнительно небольшому искажению формы
кристаллизующейся капли. Внутренних усадочных рако-
вин при исследовании шлифов также не удается обна-
ружить. О величине пористости можно судить по изме-
нению плотности металла после всестороннего сжатия.
Исследование показывает величину пористости в грану-
лах правильной формы до 0,1% (при 0,2—0,4% в слит-
ке).
В случае распыления расплава азотом частицы по-
рошка получаются неправильной формы. При охлажде-
нии на воздухе на форму гранул начинает оказывать
влияние окисление поверхности капли, а при разбрызги-
вании в воду форма гранул становится настолько слож-
ной, что создается впечатление о возникновении усадоч-
ных раковин на их поверхности. В действительности, это
искажение формы является следствием неравномерно-
сти образования гидратированной окисной пленки при
взаимодействии капли расплава с водой и последующего
искажения формы пленки. Если путь движения капли до
ее соприкосновения с водой удлинить, то гранулы приоб-
ретают правильную веретенообразную форму (хотя
уменьшается скорость охлаждения). Основные дефекты
в гранулах не внутренние, а внешние, в частности обра-
зование на поверхности гранул окисной пленки, а также
такие дефекты в массе гранул, как загрязнение частица-
ми окалины от формы и оснастки, взвешенные частицы
в воздухе помещения и т. д. Получение гранул поэтому
требует более высокой культуры производства, чем про-
изводство слитков и отливок.
СПЛАВЫ С ОГРАНИЧЕННОЙ РАСТВОРИМОСТЬЮ
ЛЕГИРУЮЩИХ КОМПОНЕНТОВ В ТВЕРДОМ АЛЮМИНИИ
Алюминий не образует ни с одним из элементов сис-
тем с неограниченной растворимостью в твердом состоя-
нии. Большинство легирующих элементов промышленных
сплавов алюминия, такие как магний, медь, цинк, крем-
ний образуют с ним (с алюминиевой стороны) эвтекти-
ческие системы с достаточно высокой растворимостью в
твердом состоянии. Переходные металлы образуют с
алюминием, как правило, сложные системы; однако с
алюминиевой стороны это всегда эвтектические или пе-
ритектические системы алюминия с одним из интерметал-
лических соединений с ограниченной растворимостью в
твердом состоянии. Приводимые ниже некоторые наи-
более важные особенности строения гранул относятся к
сплавам систем, которые являются основными примени-
тельно к промышленным деформируемым алюминиевым
сплавам. Ниже будут рассмотрены сплавы эвтектических
систем без заметной растворимости в твердом состоянии
и сплавы монотектических систем, успешное развитие
которых может предопределить металлургия гранул.
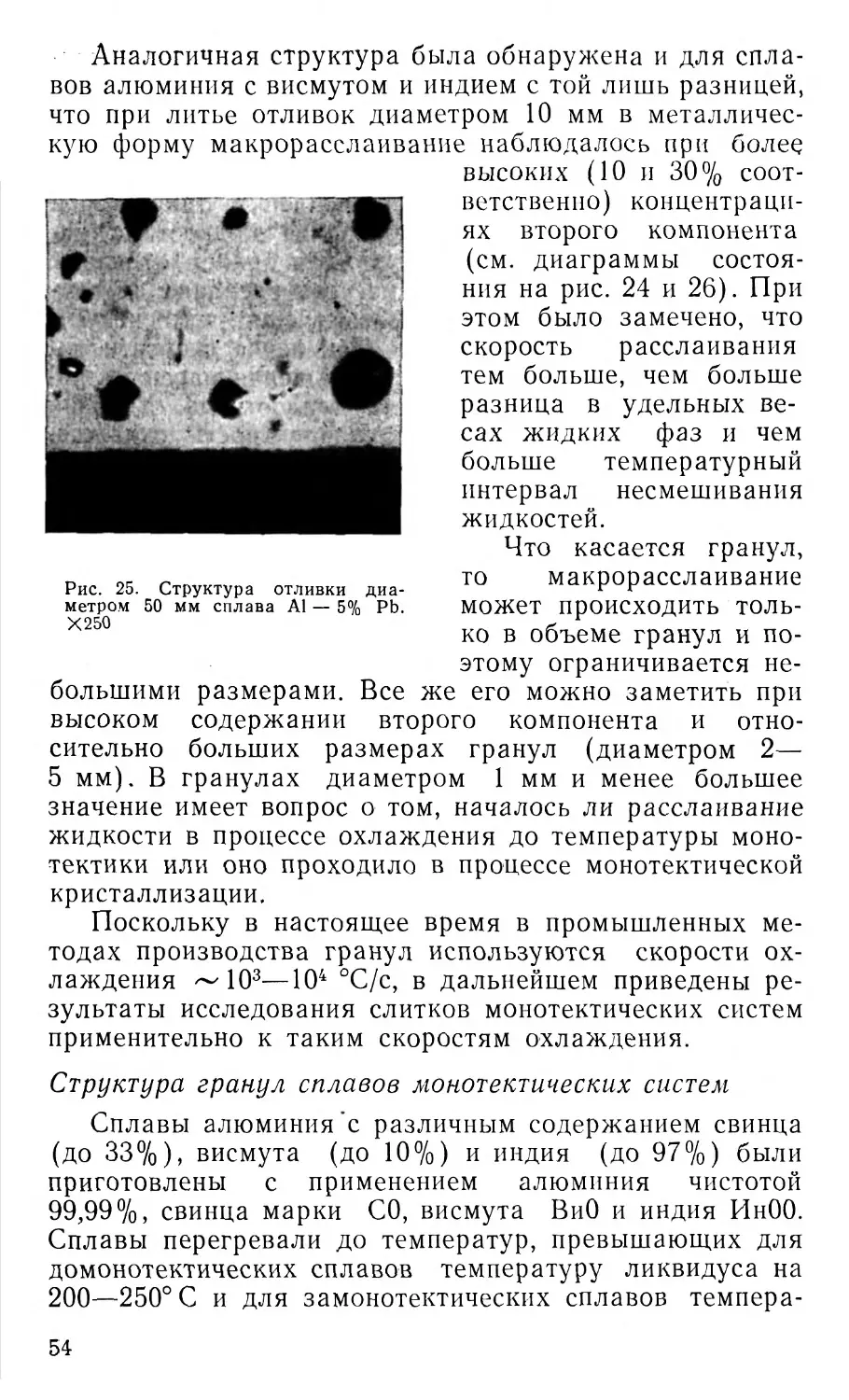
Первичные кристаллы вторых фаз
В деформируемых алюминиевых сплавах первичные
кристаллы вторых фаз, будь-то алюминиды или крис-
таллы легирующих элементов и их соединений, играют,
как правило, отрицательную роль. Поэтому при традици-
онной технологии производства полуфабрикатов обычно
ограничивают легирование концентрациями компонен-
тов, которые еще не приводят к образованию первичных
кристаллов вторых фаз. Между тем, повышение легиро-
вания при сохранении дисперсной структуры позволило
бы в ряде случаев существенно улучшить те или иные
свойства сплавов. В этом отношении процессы, обеспе-
чивающие повышение скорости охлаждения, в частности
гранулирование, расширяют возможности легирования
по двум причинам. Во-первых, концентрация второго
компонента, при которой образуются первичные кристал-
лы второй фазы, значительно возрастает и, во-вторых,
метод гранулирования позволяет отказаться от принципа
неприменимости деформируемых сплавов с наличием
первичных кристаллов второй фазы, поскольку послед-
ние резко измельчаются и перестают оказывать столь
отрицательное влияние на пластичность сплава.
29
Кристаллы вторых фаз не только уменьшаются в раз-
мерах, по и меняют форму, в частности приобретают ден-
дритный характер строения. В качестве примера па рис.8
[32] для системы А1—Сг и на рис. 9* для системы А1—
Рис. 8. Дна1рамма кристаллических
структур сплавов алюминия с хро-
мом [32]:
/ — область пересыщенных твердых
растворов; //— область полногран-
ных первичных кристаллов СгАЬ;
/// — область дендритных кристал-
лов СгА17
10
/0е
Рис. У. Диаграмма кристаллических структур сплавов алюминия с марганцем:
/ — область пересыщенных твердых растворов; // — область полногранных
первичных кристаллов МпА16; /// — область дендритных кристаллов МпА1ь
Мп приведены кривые начала выделения вторых фаз
и перехода их в дендриты в зависимости от скорости ох-
лаждения.
Конечно, форма образующихся соединений, так же
как и переход от кристаллизации в виде полногранных
* Тарарышкин В. И. Исследование и разработка способа литья
слитков алюминиевых сплавов с предварительным охлаждением рас-
плава ниже температуры ликвидуса. Автореф. канд. дис. М., 1974.
30
кристаллов к дендритной кристаллизации, зависит еще
и от кристаллографической структуры второй фазы. На
рис. 10 показана микроструктура гранул и слитка спла-
ва алюминия с 2% Сг. В первом случае (рис. 10, а) пер-
вичных кристаллов в структуре нет, во втором
(рис. 10, б) — первичные кристаллы выделились в виде
^Ч \%
1 ч^
Ир ' ¦
щ
Рис 10. Микроструктура гранул (а) и слитка (б) сплава А1 — 2,0% Cr. X500
(а); ХЮ0 (б)
многогранников. На рис. 11 приведена микроструктура
гранул сплавов алюминия с цирконием и марганцем, а
на рис. 12— алюминия с железом и кремнием.
Для сплавов алюминия с цирконием характерно вы-
деление сравнительно компактных кристаллов Al3Zr в
форме звездочек. Для первичных кристаллов алюминия
с марганцем и железом характерно выделение первич-
ных кристаллов А16Мп и Al3Fe в форме пластин, образу-
ющих при достаточно высокой концентрации компонен-
та каркас. В сплавах алюминия с цирконием (а также
ниобием, вольфрамом, танталом) темп кристаллизации
от линии ликвидуса до перитектической горизонтали
значительно меньше, чем в сплавах алюминия с марган-
цем и железом в области от линии ликвидуса до эвтек-
тической горизонтали. При меньшем темпе кристаллиза-
ции и большей компактности частиц труднее получить
структуру каркаса. Изолированные первичные кристал-
лы или грозди таких кристаллов характерны и для сис-
темы А1—Si дже при относительно высоком содержании
второго компонента. Размеры их меньше, чем в систе-
мах, где образуются алюминиды. По-видимому, рост
31
Рис. П. Микроструктура гранул сплавов алюминия с марганцем и цирконием
(Х300):
a —AI —4,4% Мп; б — А1-6,9%Мп; в - А1 — 9,3% Мп; s-Al-l,6%Zr;
д — А1 — 2,2% Zr; е — А1 — 2,8% Zr
32
ш
1
illlil
Г
ш
Siii
1
If
55*
?«
щ
i
I
г
г
«5а
|
Рис. 12. Микроструктура гранул сплавов алюминия с железом и кремнием
(Х300):
а —А1 —1,0% Fe; б — AI — 3,0% Fe; fl-AI —9,0% Fe; г — Al — 12% Si;
д — Al — 17% Si; e — Al — 25% Si
3-407
33
кристаллов, в состав которых не входят атомы матрицу
(алюминия), всегда идет с меньшей скоростью.
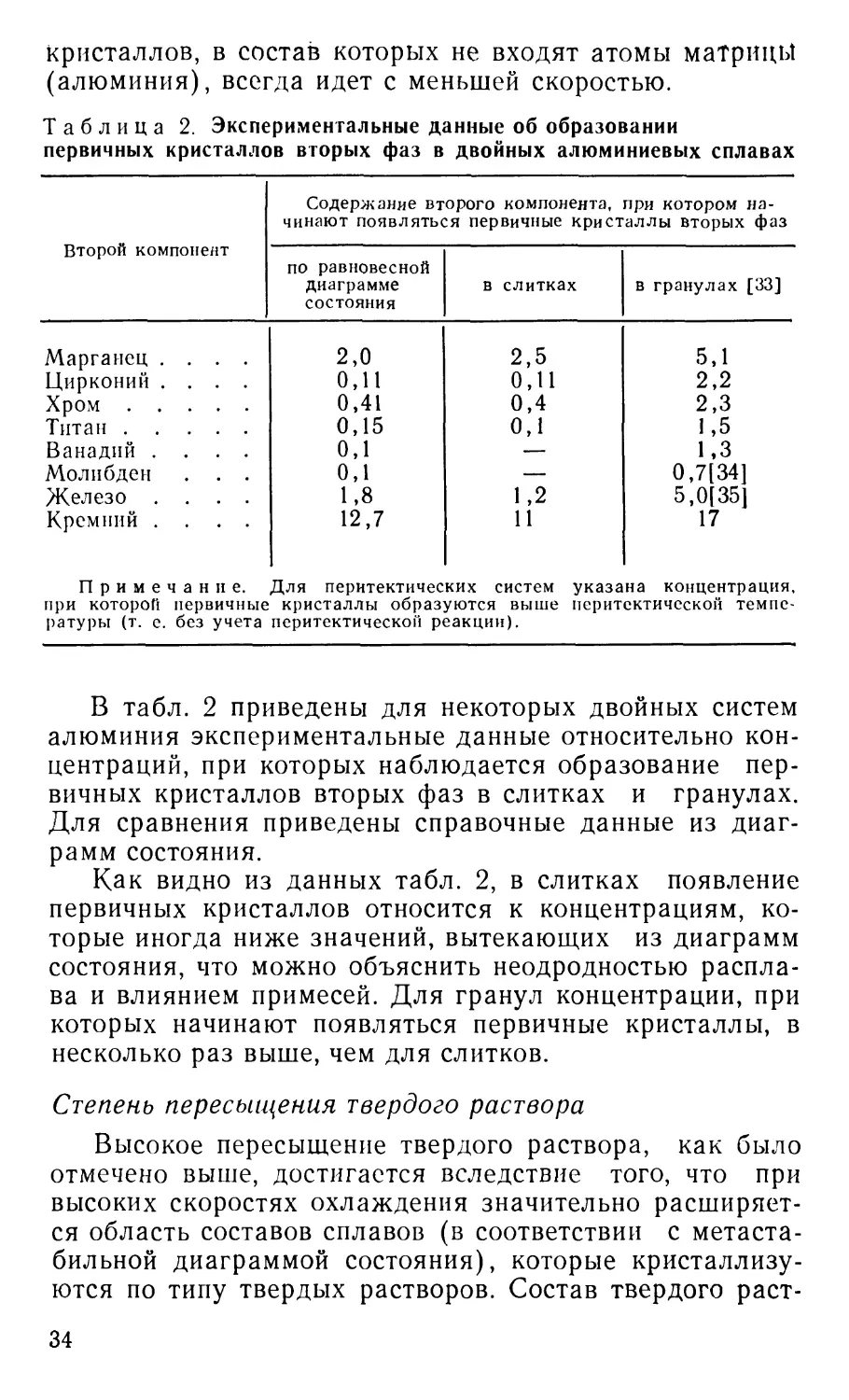
Таблица 2. Экспериментальные данные об образовании
первичных кристаллов вторых фаз в двойных алюминиевых сплавах
Второй компонент
Марганец ....
Цирконий ....
Хром
Титан
Ванадий ....
Молибден . . .
Железо ....
Кремний ....
Содержание второго
чинают появляться пер
по равновесной
диаграмме
состояния
2,0
0,11
0,41
0,15
0,1
0,1
1,8
12,7
в
компонента, при котором на-
вичные кристаллы вторых фаз
слитках
2,5
0,11
0,4
0,1
1,2
И
в гранулах [33]
5,1
2,2
2,3
1,5
1,3
0,7[34]
5,0[35]
17
Примечание. Для перитектических систем указана концентрация,
при которой первичные кристаллы образуются выше перитсктической темпе-
ратуры (т. е. без учета перитектической реакции).
В табл. 2 приведены для некоторых двойных систем
алюминия экспериментальные данные относительно кон-
центраций, при которых наблюдается образование пер-
вичных кристаллов вторых фаз в слитках и гранулах.
Для сравнения приведены справочные данные из диаг-
рамм состояния.
Как видно из данных табл. 2, в слитках появление
первичных кристаллов относится к концентрациям, ко-
торые иногда ниже значений, вытекающих из диаграмм
состояния, что можно объяснить неодродностью распла-
ва и влиянием примесей. Для гранул концентрации, при
которых начинают появляться первичные кристаллы, в
несколько раз выше, чем для слитков.
Степень пересыщения твердого раствора
Высокое пересыщение твердого раствора, как было
отмечено выше, достигается вследствие того, что при
высоких скоростях охлаждения значительно расширяет-
ся область составов сплавов (в соответствии с метаста-
бильной диаграммой состояния), которые кристаллизу-
ются по типу твердых растворов. Состав твердого раст-
34
вора неоднороден вследствие дендритной ликвации. Это
относится и к эвтектическим, и к перитектическим сис-
темам с ограниченной растворимостью. Разница заклю-
чается лишь в том, что в сплавах эвтектических систем
аномальное пересыщение твердого раствора выше на
периферии дендритных ячеек, для перитектических — в
их центре. Комплексное легирование сплавов одновре-
менно перитектическими и эвтектическими добавками
позволяет получить более однородный твердый раствор
[36]. Поскольку размеры дендритных ячеек гранул в
поперечнике составляют обычно только 3—6 мкм, для
них трудно построить кривые изменения состава по се-
Рис. 13. Неоднородность аномаль-
но пересыщенного твердого раство-
ра в образце диаметром 10 мм
сплава А1 — 0,28% Zr, определенная
методом микротвердости (средняя
часть ветвей дендритов обогащена
цирконием) [17]. Х250
чению; однако микроретгеноспектральный анализ позво-
ляет оценить содержание второго компонента в центре и
на границе дендритных ячеек. Так, для сплава алюминия
с 3% Мп содержание марганца в центре дендритной
ячейки составило 1,5%, а вблизи периферии 5%, содер-
жание циркония в сплаве алюминия с 2,0% Zr состави-
ло соответственно 2,8% и 1,4%. Для более крупных яче-
ек (в крупных гранулах или быстро охлажденных прут-
ках небольшого диаметра) неоднородность аномально
пересыщенного твердого раствора можно оценить мето-
дом микротвердости (рис. 13).
Рентгеноструктурное исследование позволяет опре-
делить усредненный период решетки твердого раствора.
Расчеты показывают, что в сплавах перитектических
систем он хорошо коррелирует с общим содержанием
компонента в сплаве вплоть до появления первичных
кристаллов второй фазы. С появлением кристаллов вто-
3* 35
рой фазы период решетки и соответствующая ему сред-
няя концентрация компонента в твердом растворе замет-
но уменьшаются, несмотря на возрастание общей кон-
центрации компонента в сплаве. Это явление можно
объяснить тем, что образование первичных кристаллов
второго компонента или его соединения приводит к
уменьшению переохлаждения остающейся части распла-
ва и снижению скорости охлаждения.
Для эвтектических систем пересыщение также умень-
шается при появлении первичных кристаллов второй
фазы или продуктов эвтектической кристаллизации.
На рис. 14 показны кривые изменения периода крис-
таллической решетки систем алюминия с марганцем,
а,нм
0,40500\
0Ш50
о
0,6 1,2 1,8 2,U Ме,%
Рис. 14. Кривые зависимости периода кристаллической решетки твердого рас-
твора от содержания легирующего компонента в сплавах алюминия с марган-
цем (/), хромом B), титаном C), ванадием D) и цирконием E) [37] (сплош-
ные линии — гранулы диаметром 1,0 мкм; пунктирные — диаметром 4 мкм)
хромом, титаном, ванадием и цирконием [37]. Исследо-
ванию были подвергнуты гранулы диаметром 1—4 мкм,
полученные центробежным разбрызгиванием в воду
(съемка производилась на приборе УРС-60). Микро-
структурные исследования подтвердили, что перегибу
температурных кривых изменения периода решетки в
каждой системе сплавов отвечает появление первичных
кристаллов вторых фаз.
В табл. 3 приведены приближенные данные по степе-
ни достигаемого пересыщения в некоторых двойных сис-
темах для гранул диаметром 1—4 мм и для слитков.
Приводятся также справочные данные по максимальной
растворимости в твердом состоянии в соответствии с
равновесными диаграммами,
36
Таблиц а 3. Концентрация легирующих компонентов в твердых
растворах двойных алюминиевых сплавов
Второй компонент
Медь
Магний ....
Марганец ....
Цирконий
Хром
Титан
Ванадий ....
Молибден ....
Германий ....
Железо ....
Кремний ....
Вольфрам
Максималь-
ная раство-
римость по
диаграмме
состояния, %
5,7D8]
17,4D8]
1.4D8]
0,28D8]
0,77D8]
0,28D8]
0,37A1]
0,2A1]
7,2D8]
0,052A1]
1,65D8]
0,22A1]
Концентрация твердого раствора, %
в слитках
= 1 °С/с
2
3
1.0
0,11
0,2
0,1
0,03
0,5
в гранулах
ПРИ иохл =
=10'-10' °С/с
4,5C7]
2,0C7]
1,2D2]
2,0C7]
1,0C7]
1.0C7]
0,6D1]
1,2D1]
в чешуйках
Г1РИ ^охл^
= 10"—10- °С/с
33D0,60]
34—38C4]
14,5C4]
0,6C9]
5,8C4];
5,7C9]
0,32C4]
0,35C9]
Ц34];
1,2C9]
1,0C9]
17,3D3]
0,17C4];
0,2C9]
10,7C8]
11F1]
1,0C9]
Содержание компонента в твердом растворе опреде-
ляется не только процессом кристаллизации, но и воз-
можным частичным процессом распада при охлаждении
крупных слитков. Поэтому часто в слитках содержание
второго компонента значительно ниже, чем максималь-
ная равновесная растворимость в твердом состоянии.
Все же содержание таких компонентов, как цирконий,
хром и марганец, для которых характерна малая ско-
рость распада твердого раствора, можно и в слитке по-
лучить выше равновесной растворимости. В гранулах
концентрация твердого раствора полностью контролиру-
ется процессом кристаллизации и значительно превосхо-
дит равновесную. Это относится не только к сплавам
двойных систем, но и к многокомпонентным сплавам.
Высокое пересыщение твердого раствора является
одним из наиболее важных факторов повышения свойств
сплавов. Процессы распада аномально пересыщенного
твердого раствора при технологических нагревах и тер-
37
мической обработке, как будет показано в последую-
щих главах, радикально меняют структуру и свойства
сплавов.
Структура гранул
Поскольку структура первичных кристаллов вторых
фаз была кратко рассмотрена выше, здесь мы остано-
вимся на структуре матрицы, дисперсности и характере
распределения продуктов эвтектической кристаллизации,
а также на дефектах.
Матрица (твердый раствор в алюминии) в диапазо-
не свойственных гранулам скоростей охлаждения всегда
имеет дендритную форму. Наиболее устойчивым элемен-
том структуры матрицы является среднее значение раз-
меров ветвей дендритов, соответствующее отрезку на
прямой (рис. 5) при скоростях охлаждения 103— 105°С/с.
Размеры ветвей дендритов зависят от состава сплава,
однако эта зависимость менее значима.
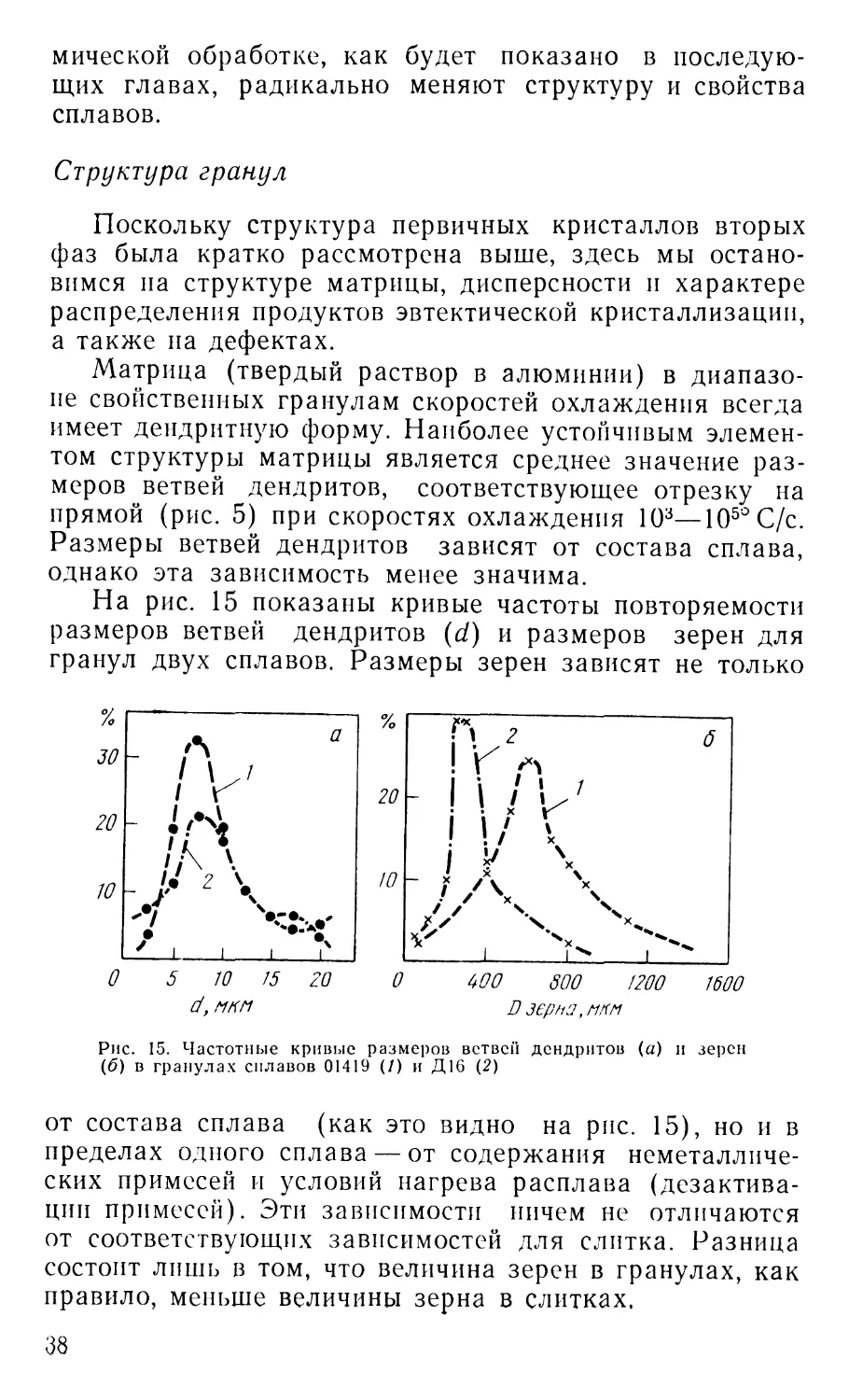
На рис. 15 показаны кривые частоты повторяемости
размеров ветвей дендритов (d) и размеров зерен для
гранул двух сплавов. Размеры зерен зависят не только
%
20
10
Г
1
1
- i
i
i
f
/ j
i'
\ 2
\ V
\i \
? \
As \
5 10 15
го
400 S00 1200
D зерна,мпм
1600
Рис. 15. Частотные кривые размеров ветвей дендритов (а) и зерен
(б) в гранулах сплавов 01419 (/) и Д16 B)
от состава сплава (как это видно на рис. 15), но и в
пределах одного сплава — от содержания неметалличе-
ских примесей и условий нагрева расплава (дезактива-
ции примесей). Эти зависимости ничем не отличаются
от соответствующих зависимостей для слитка. Разница
состоит лишь в том, что величина зерен в гранулах, как
правило, меньше величины зерна в слитках.
Кристаллизация алюминиевых сплавов так же, как и
кристаллизация сплавов других систем, идет от центров,
расположенных как на наружной поверхности гранулы,
так и в ее объеме (рис. 16). Очень редки случаи, когда
гранула составляет одно зерно. Как и в слитках, в грану-
Рис. 16. Центры кристаллизации дендритов в гранулах сплава ЖС6У (Х200):
а — поверхность гранулы; б, в — сечение гранулы
лах иногда может быть получена субдендритная струк-
тура; в этом случае величина зерна может быть найдена
из зависимости величины дендритного параметра от ско-
рости охлаждения.
39
Плотность дислокаций в гранулах обычно несколько
больше, чем в слитках, и составляет около 5-Ю9 см~2.
На рис. 17 показана электронномикроскопическая струк-
тура гранулы сплава типа ЛМц A,5% Мп), закристал-
лизовавшегося по типу твердых растворов. Увеличение
выбрано таким, что в поле зрения попало лишь две ден-
Рис. 17. Электронномикроскоаическая структура (на просвет) сплава А1 —
1,5% Мп:
а — гранулы (Х8000); б — слиток (X10000)
дритные ветви. Блоки, по границам которых преимуще-
ственно расположены дислокации, составляют десятые
доли микрометра. По границам ветвей дендритов плот-
ность дислокаций заметно выше, чем внутри ветви. На
этом же рисунке для сравнения приведена при том же
увеличении структура слитка сплава АМц A,4% Мп).
Если первичными при затвердевании гранул являют-
ся не кристаллы второй фазы, а дендриты а-фазы, то
частицы вторых фаз образуются при эвтектической кри-
сталлизации. (В сплавах перитектических систем в этом
случае кристаллизация идет по типу твердых раство-
ров.) Величина частиц вторых фаз, образующихся в объ-
емах, ограниченных ветвями дендритов, находится в
прямой зависимости от размеров ветвей дендритов. Раз-
мер их меняется от того, кристаллизуются они в виде
нормальной эвтектики или в виде «вырожденной» эвтек-
тики. Но в любом случае размеры частиц вторых фаз
несоизмеримо меньше размеров ветвей дендритов и со-
ставляют сотые или десятые доли микрометра и при ис-
следовании в световом микроскопе не разрешаются. Это
40
обстоятельство приводит к тому, что частицы вторых
фаз могут значительно упрочнить сплав. Если в дефор-
мируемых алюминиевых сплавах упрочнение достигает-
ся, как правило, только легированием твердого раство-
ра, а образование частиц вторых фаз или (по возможно-
сти) подавляется, или служит средством повышения
лишь длительной прочности при повышенных темпера-
турах, то в гранулируемых сплавах частицы вторых фаз
Рис. 18. Микроструктура сплава Д16:
а — гранула (X12000); б — слиток (Х100)
могут служить основным фактором упрочнения и при
комнатной температуре, как это наблюдается в сплавах
алюминия с редкоземельными металлами, растворимость
которых в твердом состоянии ничтожна. Эти сплавы мо-
гут быть получены с пределами прочности и текучести
в 5—10 раз выше пределов прочности и текучести чис-
того алюминия.
На рис. 18 показана структура гранул сплава Д16,
полученная с помощью электронномикроскопического
исследования методом реплик. Для сравнения приведена
структура слитка сплава Д16. Измельчение частиц вто-
рых фаз наблюдается не только в тех случаях, когда ко-
личество эвтектической жидкости невелико и она диспер-
гируется в соответствии с измельчением ветвей дендри-
тов, но и при образовании эвтектики или квазиэвтекти-
ки вследствие существенного влияния величины переох-
лаждения на кинетику кристаллизации эвтектики. По
этой же причине «вырожденная» эвтектика в гранулах
наблюдается реже, чем в слитках.
41
СПЛАВЫ ЭВТЕКТИЧЕСКИХ СИСТЕМ
С МАЛОЙ РАСТВОРИМОСТЬЮ КОМПОНЕНТА В АЛЮМИНИИ
(НА ПРИМЕРЕ СИСТЕМ А1-РЗМ)
В монографии [45] можно найти подробные сведе-
ния о свойствах редкозмельных металлов (РЗМ) и их
сплавов. Часто в группе РЗМ выделяют две подгруп-
пы— цериевую, в которую входят лантан и лантаниды
от церия до европия, и иттриевую, в которую входят ит-
трий и лантаннды от гадолиния до лютеция. Взаимодей-
ствие РЗМ с алюминием описывается диаграммами со-
стояния с несколькими интерметаллическими соедине-
ниями и эвтектическим строением со стороны алюминия.
Только в системе Al—Sc имеет место перитектическое
взаимодействие алюминия и соединения AUSc. Сплавы
алюминия со скандием в настоящей работе рассматри-
ваться не будут. Таким образом, если исключить скан-
дий, то алюминиевый угол диаграмм состояния РЗМ
представляет собой эвтектическую систему алюминия с
наиболее близким к нему по составу интерметалличес-
ким соединением.
Отличительной особенностью диаграмм состояния
алюминия с РЗМ является малая взаимная раствори-
мость элементов в твердом состоянии. М. Е. Дрици
Э. С. Каданер [46] объясняют небольшую растворимость
РЗМ в твердом алюминии неблагоприятностью основных
факторов, определяющих образование твердых раство-
ров,— различием в системах упаковки атомов и атом-
ных радиусах. Атомные радиусы РЗМ, сравнительно ма-
ло отличаясь друг от друга (уменьшение с 0,187 нм для
лантана до ОД73 нм для лютеция), значительно превос-
ходят по величине атомный радиус алюминия @,143 нм).
На рис. 19 в качестве примера и для удобства пользо-
вания в дальнейшем экспериментальными данными при-
ведены диаграммы состояния алюминия с иттрием, лан-
таном, церием и неодимом (до 80% [47]), В системах
алюминия с лантаном и церием (аналогична диаграмма
состояния алюминия с празеодимом) имеются по 4 ин-
терметаллических соединения типа А\4Меу А12Ме, А\Ме
и А12Ме3; в системе алюминий — иттрий — 5 интерметал-
лических соединений. Хотя для некоторых систем алю-
миний— РЗМ диаграммы состояния еще не построены,
можно, по-видимому, считать общей закономерностью
таких диаграмм наличие нескольких интерметалличес-
ких соединений и малую взаимную растворимость эле-
42
ментов в твердом состоянии (по данным работы [47],
растворимость не превышает 0,2%).
Изучению структуры гранул алюминия, легированно-
го РЗМ, предшествовало исследование влияния скоро-
сти охлаждения на структуру отливок, охлажденных в
тигле и изложнице различного сечения. Некоторые из
А1,% (по массе)
10 го 40 60 во
А1,% (по массе)
10 20 40 6080
60 80 100 96,5
Al,% (am.) Al (90)
(\]f%(по массе)
10 20 40 6080
t;c
1400
1200
WOO
800
600
400
5,5
n\
—1 1 1
142
ж s
/
/
P.1?°C 32 / 859°C
4 fjoo
627°С es,
°C
ПЗ
03
I
" I I
4°С
\1222°C
816
03
\ \
64JT\^
97,5
(89,5)
t,°c
1400
1200
WOO
800
600
400
200
I
-
80 5°С I
\ ^
" 14 625 "C^
- W 4,
QJ
I
446
/
825°С
X
CD
О
CD
О
I
4 J250°C
V .
QJ
\660C
A \
6J8°)\}
98
(90)
0 20 40 60 80 100
Се Рк\,°/о(ат.) А)
400
Al 20 40 60 80
Nd, %(по массе) -*-
Рис. 19. Диаграммы состояния сплавов алюминия с иттрием, лантаном
церием, неодимом (до 80%) [45]
результатов этих исследований будут в дальнейшем при-
ведены для сравнения. Здесь же лишь укажем, что ос-
новные изменения в структуре сплавов алюминия с РЗМ
по мере повышения скорости охлаждения отливок своди-
лись к измельчению ветвей дендритов и сдвигу эвтекти-
ческой точки в сторону второго компонента.
Гранулы диаметром 1—5 мм были получены мето-
дом центробежного разбрызгивания в воду. Скорость ох-
43
* -r S-i
, Л/
&
а
. ¦*
¦
1
н
f
1
''full
4
1
!
щ
I
I
Рис. 20. Структура гранул сплавов алюминия с неодимом:
о, 6 — 5% Nd; в, г — 10% Nd; д, е — 15% Nd; ж, з — 20% NdX310 (а, о, д, з);
XI2000 (б, г, е, ж)
44
Рис. 20. ж, 3 — 20% Nd
Рис. 21. Структура гранул сплава алюминия с 10% Y:
а— Х340; 6, в — X 12000, различные участки одной гранулы
45
лаждения, как и для других алюминиевых гранул это-
го размера, составляла 103—104°С/с.
Были получены гранулы алюминия, легированного
иттрием, лантаном, церием, празеодимом, неодимом, са-
марием, диспрозием и эрбием.
Определение периода решетки матрицы методом
рентгеноструктурного анализа показало, что для всех
сплавов он мало отличается от периода решетки алюми-
ния. Так, контрольное значение периода решетки алю-
миния марки А99, использованного для приготовления
сплавов, составляет 0,4049 нм. Для алюминиевых спла-
вов, содержащих 0,5; 1,0 и 3% Y, период решетки равен
0,4050 нм; для сплавов, содержащих 1, 2 и 5% La, пери-
од решетки составляет 0,4050; 0,4049 и 0,4050 нм соот-
ветственно, для сплавов с содержанием 2% Ду, Ег и Sm
период решетки равен 0,4049 нм.
На рис. 20 приведена структура гранул алюминия с
неодимом при увеличении в 340 и 12 000 раз. Как вид-
но, в доэвтектических сплавах выявляется очень тонкое
строение участков эвтектики. Если учесть, что равновес-
ная эвтектика в этой системе относится к сплаву с 14%
Nd, то можно сказать, что в определенной концентраци-
онной области заэвтектических сплавов образуется ква-
зиэвтектика, также имеющая тонкое строение. Область
эта, правда, сравнительно невелика. Уже при 20% Nd
выявляются грубые первичные кристаллы интерметал-
лического соединения. Для сплавов других систем на-
блюдается примерно такое же изменение структуры.
Можно отметить еще, что в доэвтектических сплавах
площадь, занимаемая участками эвтектики, меньше рас-
четной (по диаграмме состояния), а в сплавах эвтекти-
ческого состава имеются участки как эвтектической, так
и (преимущественно) доэвтектической структуры
(рис. 21).
Отжиг гранул при температуре до 350° С не приводит
к заметному изменению их структуры. При нагреве до
400° С наблюдается частичная коагуляция интерметал-
лидных составляющих в эвтектике. При более вы-
соких температурах коагуляция приводит к сильному
укрупнению частиц с изменением структуры (рис.
22,23).
В табл. 4 приведены результаты металлографическо-
го исследования гранул некоторых алюминиевых спла-
вов с РЗМ.
46
Приведенные данные являются приближенными по
ряду причин. Во-первых, сплавы выплавлялись с боль-
шим интервалом по концентрациям (обычно 5, 10, 15,
20%); во-вторых, приведено расчетное содержание вто-
рого компонента по шихте (правда, химический анализ
показывал обычно лишь небольшое отклонение содер-
Рис. 22. Структура сплава алюминия с 10% Nd после нагрева по режимам
(Х12000):
а — 450° С, 2 ч; 6 — 500° С, 2 ч; в — 550° С, 2 ч; г — 590° С, 5 ч
жания элемента от расчетного); наконец, в-третьих, со-
став эвтектик в литературных источниках указан со
значительными округлениями. Все же эти результаты од-
нозначно показывают смещение эвтектической концентра-
ции при высоких скоростях охлаждения расплава в сто-
рону более высокого содержания РЗМ, а следовательно,
возможность расширения области составов алюминие-
47
Таблица 4. Результаты металлографических исследований
гранул сплавов AI—РЗМ
Второй компонент
Иттрий
Лантан
Церий
Неодим ....
Самарий ....
Эрбий
Содержание
РЗМ в эвтек-
тике, %
10[46]
10,5[45]
10D5]
14[45]
15[48]
10[48]
Содержание РЗМ, %, при котором
первичные интерметаллиды
не обнаружены
12
15
15
15
20
15
обнаружены
15
20
20
Рис. 23. Структура сплава алюминия с 10% Y после нагрева в течение 2 ч
пря'температуре, °С (Х12000):
а — 400; б — 450; в — 550; г — 590
48
Таблица 5. Микротвердость гранул сплавов систем А1—РЗМ
Содержание
компонента,
%
1,0
2,0
3,0
5,0
10,0
15,0
Y
307
317
395
447
—
lf МПа, при
La
325
418
—
925
введении второго компонента
Се
322
322
420
—
946
Nd
341
395
447
487
755
Sm
310
360
396
—
466
Ег
381
386
412
1102
вых сплавов с РЗМ без наличия в структуре грубых пер-
вичных кристаллов интерметаллпческих соединений.
В табл. 5 приведены значения микротвердости гра-
нул алюминиевых сплавов с различным содержанием
РЗМ.
Как видно из табл. 6, легирование алюминия РЗМ
приводит к постепенному повышению микротвердости,
причем особенно заметным оно становится при содер-
жании РЗМ 15%, при котором для большинства элемен-
тов, кроме самария, наблюдалась квазпэвтектическая
структура.
Анализ результатов исследования структуры гранул,
легированных РЗМ, позволяет сделать следующие вы-
воды.
1. Сплавы алюминия с редкоземельными металлами
не склонны к образованию аномально пересыщенных
твердых растворов. Это можно объяснить большими раз-
личиями в строении атомов алюминия и РЗМ, что про-
является в очень низкой растворимости РЗМ в алюми-
нии при эвтектической температуре и малом наклоне
кривой солидуса к оси ординат [49]. Этот вывод, по-ви-
димому, не относится к скандию, по сплавам которого с
алюминием нет достаточных экспериментальных данных,
но, судя по диаграмме состояния, для них нет основа-
ний исключать возможность значительного аномального
пересыщения.
2. Высокие скорости охлаждения при кристаллиза-
ции сплавов алюминия с РЗМ дают два заметных эф-
фекта—расширение области доэвтектических структур
и диспергирование входящих в структуру эвтектики ча-
4—407
49
стиц интерметаллических соединений. Сплавы в широ-
ком диапазоне содержаний РЗМ представляют собой
матрицу практически чистого алюминия и пластины ин-
терметаллических соединений толщиной 0,1 мкм, обра-
зующие структуру квазиэвтектики или ее колоний,
3. Закономерности изменения структуры сплавов
алюминия с иттрием, лантаном и лантанидами очень
схожи и количественные изменения структуры при пере-
ходе от одного элемента к другому сравнительно неве-
лики.
СПЛАВЫ МОНОТЕКТИЧЕСКИХ СИСТЕМ
Сплавы монотектических систем недостаточно изуче-
ны, так как получение многих из них в сравнительно
большом объеме традиционными методами литья невоз-
можно из-за расслаивания сплава в процессе его охлаж-
дения и кристаллизации [50]. Между тем двойных моно-
тектических систем алюминия с другими компонентами
достаточно много. Это системы алюминия с натрием, ка-
лием, рубидием, цезием, кадмием, индием, галлием,
свинцом, висмутом [48]. Еще больше тройных и более
сложных систем. Сплавы многих из них представляют
большой практический интерес и в этом отношении гра-
нулирование как средство уменьшения расслаивания яв-
ляется весьма перспективным.
Фазовый состав и структура сплавов
монотектических систем в равновесном состоянии
Для того чтобы понять структуру быстроохлаждае-
мых монотектических сплавов, напомним равновесную
структуру монотектических сплавов. На рис. 24 приведе-
на диаграмма состояния сплавов алюминий — свинец с
нанесенными на нее точками для сплава алюминия с
15% РЬ. Этот сплав взят в качестве примера потому, что
он оказался достаточно хорошей основой выбора грану-
лируемых подшипниковых сплавов с высокими анти-
фрикционными свойствами [51].
При понижении температуры до точки а сплав охлаж-
дается в гомогенном жидком состоянии. При температу-
рах между точками а и b происходит расслаивание спла-
ва на две жидкие фазы Ж\ и Жг, причем состав каждой
из фаз меняется вследствие диффузионного взаимодейст-
вия между ними и к началу монотектической реакции
50
(точка b) фаза Ж\ содержит 1,5% РЬ, а фаза Жч —
0,18% А1. Соотношение фаз по массе примерно 86,6: 13,4.
При температуре 658,5° С происходит монотектическое
превращение Ж1-ХЯ+Ж2, после которого сплав состоит
из двух фаз — твердого раствора свинца в алюминии
(<0,2%РЬ) и фазы Ж2 (-0,18% А1). Фаза Ж2 нахо-
1400 -
1200 -
/
/
^N
ж.
\ \
Z (по массе) \
\
ж, > пи
1000
800
600
ЬОО
200
326]
b 658,5 °C
Al #/ #? 0,3 99,6 99,9 Pb
Pb,% (am.) Pb,% f/w /y^r<p;
(?5(?,JV
AI+^
32 6,8 еС
A! + Pb
Al г77 ^<7 ^77 (W Pb
Pb,% (по массе и am.)
Рис. 21. Диаграмма состояния системы Al—Pb [52]
дится в двух структурных состояниях — в виде частиц,
образовавшихся при расслаивании жидкости и в виде
тонких прослоек жидкости, образовавшихся в процессе
монотектическои реакции. Соотношение а(А1):Ж2 при-
мерно 85,1 : 14,9. При дальнейшем охлаждении сплава
от точки Ь до точки с из жидкой фазы Жг выделяется
небольшое количество сс-фазы в соответствии с измене-
4* 51
нием растворимости по линии ликвидуса, а из а-фазы —
небольшое количество жидкой фазы в соответствии с из-
менением растворимости по ретроградному солидусу.
При температуре 326,8°С происходит эвтектическая ре-
акция, в результате которой образуется твердая фаза C,
содержащая около 0,02% А1. К частицам фазы а, содер-
жащим очень небольшое количество свинца, добавляют-
ся более мелкие частицы такого же состава, образовав-
шиеся в результате эвтектической кристаллизации фазы
Жг- При охлаждении сплава от точки с до комнатной
температуры должно происходить дальнейшее обеднение
Р-твердого раствора алюминием и а-твердого раствора
свинцом и образование третичных частиц соответствую-
щих фаз.
Таким образом, после завершения процесса охлажде-
ния в равновесных условиях фазовый состав сплава алю-
миния с 15% РЬ будет довольно простым: это практичес-
ки чистые алюминий и свинец (а и C) в соотношении
85:15. Структура же сплава окажется довольно слож-
ной. Для фазы, богатой свинцом, это первичные части-
цы и монотектические составляющие; вторичные выде-
ления и продукты эвтектической кристаллизации; тре-
тичные выделения, образовавшиеся при охлаждении
твердого раствора а ниже температуры эвтектики. Для
фазы, богатой алюминием, это эвтектическая составля-
ющая (основа сплава), вторичные выделения при охлаж-
дении от монотектической до эвтектической температу-
ры, продукты эвтектической кристаллизации и третич-
ные выделения вследствие распада а-фазы при
охлаждении ниже температуры 326,8° С.
Если выбрать сплав, содержащий менее 1,5% РЬ, то
в нем в отличие от сплава с 15% А1 не будет первичных
частиц, богатых свинцом, но будут присутствовать пер-
вичные кристаллы фазы а, богатой алюминием.
Макрорасслаивание сплавов монотсктических систем
Экспериментальные исследования относились преиму-
щественно к области диаграммы состояния, примыкаю-
щей к алюминию. По аналогии с терминологией, при-
нятой для сплавов эвтектических систем, структура спла-
вов монотектического сплава, образующаяся в результа-
те монотектической реакции, названа монотектикой.
Сплавы алюминия с содержанием второго компонента
меньше, чем в монотектпческой точке, т.е. левее этой
52
точки, названы домонотектическнми, а правее этой точ-
ки— замонотектпческимн. В домопотектических сплавах
первично кристаллизуется алюминиевый а-твердый рас-
твор, в замонотектнчсских сплавах выделяются частицы
жидкости, богатой вторым компонентом.
Для определения скорости охлаждения, при которой
не успевает происходить расслаивание жидкости, спла-
вы алюминия со свинцом, висмутом и индием отливали
различными способами после нагрева расплава до тем-
ператур, превышающих соответствующие температуры
расслаивания на 100—200° С. Изменение скорости ох-
лаждения достигалось за счет уменьшения массы отлив-
ки и увеличения интенсивности теплоотвода. Условия
литья и приближенно рассчитанная скорость охлажде-
ния приведены ниже.
Масса от- Способ литья и охлаждения Скорость охлажде-
ливкн, г ния, °С/с
50 В графитовом тигле диаметром МО-1
50 мм, на воздухе
12 В виде цилиндрического стержня 1-102
диаметром 10 мм, в металлической
изложнице
0,1 Центробежное разбрызгивание в во- МО3—1-Ю4
ду гранул диаметром 1—5 мм
Исследование структуры отливок показало, что ох-
лаждение сплавов в графитовом тигле приводит к прак-
тически полному расслаиванию жидкости до начала мо-
потектической кристаллизации.
На рис. 25 на примере сплава алюминия с 5% РЬ по-
казано, как в донной части отливки накапливается слой
свинца в результате осаждения сравнительно крупных
капель. При охлаждении образцов диаметром 10 мм в
металлической изложнице удается предотвратить макро-
расслаивание при таком и даже несколько более высо-
ком (до 7%) содержании свинца. Но уже при содержа-
нии 10% РЬ и тем более при дальнейшем повышении со-
держания свинца наблюдается его скопление в нижней
части отливки. Отливки диаметром 10 мм имели следу-
ющую структуру: в сплаве алюминия с 4,69% РЬ уста-
новлено равномерное его содержание по высоте отливки,
в сплавах алюминия с 10 и 15% РЬ в верхней части от-
ливки содержится 7—8% РЬ с достаточно равномерным
его распределением, в нижней части отливки наблюда-
ется сегрегация свинца.
53
Рис. 25. Структура отливки диа-
метром 50 мм сплава А1 — 5% РЬ.
Х250
Аналогичная структура была обнаружена и для спла-
вов алюминия с висмутом и индием с той лишь разницей,
что при литье отливок диаметром 10 мм в металличес-
кую форму макрорасслаивание наблюдалось при более
высоких A0 и 30% соот-
ветственно) концентраци-
ях второго компонента
(см. диаграммы состоя-
, ния на рис. 24 и 26). При
к ' этом было замечено, что
•^^ скорость расслаивания
I "^ ^^ ^^ ¦В' тем больше, чем больше
разница в удельных ве-
сах жидких фаз и чем
больше температурный
интервал несмешивания
жидкостей.
Что касается гранул,
то макрорасслаивание
может происходить толь-
ко в объеме гранул и по-
этому ограничивается не-
большими размерами. Все же его можно заметить при
высоком содержании второго компонента и отно-
сительно больших размерах гранул (диаметром 2—
5 мм). В гранулах диаметром 1 мм и менее большее
значение имеет вопрос о том, началось ли расслаивание
жидкости в процессе охлаждения до температуры моно-
тектики или оно проходило в процессе монотектической
кристаллизации.
Поскольку в настоящее время в промышленных ме-
тодах производства гранул используются скорости ох-
лаждения ~ 103—104 °С/с, в дальнейшем приведены ре-
зультаты исследования слитков монотектических систем
применительно к таким скоростям охлаждения.
Структура гранул сплавов монотектических систем
Сплавы алюминия "с различным содержанием свинца
(до 33%), висмута (до 10%) и индия (до 97%) были
приготовлены с применением алюминия чистотой
99,99%, свинца марки СО, висмута ВиО и индия ИнОО.
Сплавы перегревали до температур, превышающих для
домонотектических сплавов температуру ликвидуса на
200—250° С и для замонотектических сплавов темпера-
54
t:c
800U
660°C
600
uoo
200
-
о
ti\,/o(/70 кассе)
0 60 70 80 85 90
i i i i ii I
Две жидкости
<5C,U) 657°C
271 °С
i i i
95
1
1
\
\
i
1
\
\
1
|
271 "С
0 20 bO 60 80 100
Al Bi,% (am.) Bi
\x\,°/o(no массе)
20 UO 50 60 70 75 80 85 90 92 9b 96, 98
660°С
600
200
Две жидкости
637±3°С
680
660
- ~155°C
620
0
А1
20
40
1Л Л
60
Уо (am.)
80
100
In
Рис. 26. Диаграммы состояния [441 систем
н Al—In
Al—Bi
туру несмешнсапия на 150—200° С. Затем расплав раз-
брызгивали на центробежной установке со временем
пробега капель до зоны охлаждения водой в пределах
0,1 с. Размер гранул 1—5 мм, средняя скорость их ох-
лаждения в температурном интервале кристаллизации
около 103°С/с,
55
Представление о процессе охлаждения капли могут
дать кривые охлаждения (рис. 27), полученные для кап-
ли сплава алюминия с 10% РЬ. Кривые записаны на ос-
циллографе Н-700 при быстром переносе капли диамет-
ром 5 мм из тигля в воду на спае термопары диаметром
0,1 мм.
Структуру гранул исследовали с применением свето-
вой и электронной микроскопии и рентгеноструктуриого
ofiг, с
Рис. 27. Кривые охлаждения двух
образцов (/, 2) сплава Л1 — 10%
РЬ, снятые при скорости охлажде-
ния ~ 1О'°С/с
анализа. Химическую неоднородность в микрообъемах
определяли методом микрорентгеноспектрального ана-
лиза.
Несмотря на ярко выраженный неравновесный про-
цесс кристаллизации гранул сплавов, богатых алюмини-
ем, удавалось достаточно четко различить частицы вто-
рой фазы, образовавшиеся выше монотсктической темпе-
ратуры, в процессе мопотектической реакции и ниже
монотектической температуры. Критерием служило рез-
кое различие в размерах частиц этих трех видов и отно-
сительное постоянство частиц одного вида.
Наиболее общие результаты исследования представ-
лены в табл. 6. Справочные данные, полученные из диа-
грамм состояния, приближенные, так как значения рас-
сматриваемых величин из разных литературных источ-
ников отличаются друг от друга.
На рис. 28 показана структура гранул сплавов алю-
миния со свинцом. При рассмотрении структуры необ-
ходимо иметь в виду, что в сплавах, богатых алюмини-
ем, жидкие частицы второй фазы ниже температуры мо-
нотектического превращения, будучи изолированы в
твердой матрице, не могут переместиться па значитель-
ные расстояния. Поэтому наблюдаемая структура (если
учесть, что те изменения, которые происходят при более
56
Т а б л и Ц а 6 Характеристика сплавов и структуры гранул
[44, 52, 53]
Параметр
Справочные данные
[44, 52, 53]
Моиотектическая температура,
°с .
Растворимость второго компо-
нента в алюминии при моио-
тектической температуре, %
(по массе)
Растворимость алюминия в
расплаве второго компонента
при температуре мопотектики,
% (по массе)
Содержание второго компонен-
та в монотектической точке, %
(по массе)
Эвтектическая температура, °С
Характеристика структуры
гранул
Размер крупных первичных ча-
стиц второй фазы в сплавах,
находящихся в концентраци-
онной области расслаивания
жидкости алюминием, мкм . .
Размер частиц, образующихся
(предположительно) при моно-
тектической реакции, мкм . .
Размер мелких частиц, декори-
рующих дислокаций, мкм . ,
Содержание компонента, при
котором еще не наблюдается
первичных (крупных) частиц
второй фазы, %:
размер гранул 3 мм . . .
размер гранул <1 мм . .
Система
Л1-РЬ
658,5
0,2
0,18
1,5
327
10-70*
1-2
0,1-0,2
8
15
Al-Bi
657
0,2
1,5
3,4 '
271
10—50*
1—2
0,1—0,2
20
—
Л1-1п
634
0,11
2,8
15
155
20—100*
1-2
0,1—0,2
30
—
* Размеры частиц увеличиваются с повышением содержания второго ком-
понента в сплаве и с увеличением диаметра гранул.
низких температурах, не разрешаются при использова-
нии светового микроскопа) соответствует структуре,
сформировавшейся при неравновесном монотектическом
превращении. Сравнение рис. 28, а и 28, б не оставляет
сомнений в том, что в гранулах диаметром около 5 мм
сплавов с 7—8% РЬ образовалась квазимонотектика, а в
57
сплавах с большим содержанием свинца, кроме квази-
монотектики, имеются крупные сферические частицы
свинцовой фазы, которые могли образоваться только
при температуре выше температуры монотектического
превращения, т. е. в результате расслаивания жидкой
...'{•••.
р
i
I
Ш
Рис. 28. Микроструктура сплавов алюминия со свинцом:
а—1,68% РЬ; 6 — 7,3% РЬ; в — 15% РЬ; г — 15% РЬ; а—в — гранулы диамет-
ром 5 мм; г —диаметром 0,3 мм. Х500 (а, б, г); Х250 (в)
фазы. При кристаллизации более мелких гранул
@,3 мм) удается предотвратить появление первичных
выделений свинца и при его содержании до 15% (рис.
28, г).
В домонотектических сплавах выделение частиц жид-
кой фазы наблюдалось по границам ветвей дендритов,
причем размеры таких частиц были несколько больше
размеров частиц в сплавах монотектического состава.
58
Электронномикроскопическое исследование было про-
ведено на сплавах при относительно низком содержа-
нии второго компонента. На рис. 29, а показана структу-
ра гранул с 0,21% Bi, а на рис. 29, б —с 1,68% РЬ. Для
сплава алюминия со свинцом выбраны участки без отно-
сительно крупных частиц (<1 мкм), образовавшихся
Рис. 29. Электронномикроскопичес-
кая структура гранул алюминия со
свинцом и висмутом (Х16000):
а — А1 — 0,21% Bi, литое состояние;
б — AI — 1,68% РЬ, литог состоя-
ние; в — А1 — 1,68% РЬ, отжиг при
400° С, 3 ч
при монотектическом превращении. Как видно на рис. 29,
по границам блоков дислокации декорированы мелкими
частицами размером около 0,1 мкм. Такие частицы, ве-
роятно, выделились при охлаждении от температуры
монотектики до температуры эвтектики, так как в этих
системах все же имеется, хотя и небольшое, уменьше-
ние растворимости второго компонента в а-фазе при по-
нижении температуры. В сплаве алюминия со свинцом
было также обнаружено появление частиц примерно та-
59
кого же размера @,05—0,1 мкм) внутри блоков при на-
греве сплава (рис. 29, в), что могло быть следствием
распада пересыщенного при быстром охлаждении твер-
дого раствора алюминия.
В соответствии с диаграммой состояния жидкая фа-
за, в каком бы виде она ни находилась (первичные вы-
деления, частицы, образовавшиеся при температуре мо-
нотектики, вторичные выделения при температуре ниже
монотектики), должна претерпевать эвтектическое прев-
ращение. Исследованиями не удалось обнаружить ти-
пичной эвтектической структуры в сплавах. Связано это,
по-видимому, с тем обстоятельством, что состав жидкой
фазы при температуре эвтектики весьма близок к соста-
ву одной из образующихся твердых фаз (Ррь> Pbi. Pin)
и поэтому выделяющаяся при эвтектической реакции
а-фаза кристаллизуется па уже имеющихся частицах
твердой фазы, как это часто наблюдается и в других
сплавах, т.е. образуется «вырожденная» эвтектика. По
этой же схеме происходит кристаллизация а-фазы при
изменении растворимости алюминия в жидкой фазе от
температуры монотектики до температуры эвтектики.
Подтверждением этому служит выделение а-фазы на
границе первичных выделений второй фазы.
На рис. 30 в качестве примера показана структура
образца диаметром 10 мм сплава алюминия с 50% Inn
изменение состава в пограничной зоне. Образование
ободка с очень низким содержанием индия происходит
при температурах ниже монотектической, хотя он струк-
турно связан с а-фазой в монотектике.
Исследование структуры сплавов системы А1—РЬ,
А1—Bi, Al—In дает основание отметить следующие ос-
новные закономерности кристаллизации сплавов моно-
тектических систем при высоких скоростях охлаждения
расплава A03—104 °С/с).
1. Выделение первичных частиц жидкой фазы при
расслаивании расплава в процессе охлаждения проис-
ходит аналогично образованию первичных кристаллов и
определяется механизмом разделительной диффузии.
В отличие от твердых частиц, выделения жидкой фазы
имеют сферическую форму. При сравнительно не-
большой скорости охлаждения до температуры монотек-
тики капли первичных выделений сливаются и происхо-
дит расслаивание сплава в макрообъемах. Скорость рас-
слаивания находится в прямой зависимости от разницы
60
плотностей двух жидких фаз и от величины температур-
ного интервала области несмешиваемости сплава в жид-
ком состоянии.
2. Частицы жидкой фазы, образующиеся по монотек-
тической реакции, имеют также сферическую форму, но
размер их (линейный) ва 1—2 порядка меньше размера
Рис. 30. Структура сплава алюминия с 50% In (X500) (а) и относительное со-
держание индия при переходе от первичной частицы . структуре, образовав-
шейся при мопотектическом превращении (б)
частиц первичных выделений. В сплавах домонотекти-
ческого состава частицы жидкой фазы располагаются по
границам ветвей дендритов а-твердого раствора. В спла-
вах монотектического состава частицы распределены до-
статочно равномерно, возможная коагуляция частиц
жидкой фазы, образующейся по монотектической реак-
ции, не приводит к расслаиванию сплава в макрообъ-
емах.
3. Об изменениях в структуре сплава ниже монотек-
тической температуры можно судить по двум обнаружен-
ным особенностям структуры: образованию ободка обед-
ненного состава вокруг первичных выделений индия и
61
наличию в структуре, преимущественно по местам скоп-
ления дислокаций, мелких выделений второй фазы с ли-
нейными размерами частиц примерно на порядок мень-
ше размеров частиц второй фазы в монотектике. Появ-
ление таких частиц наблюдается также при нагреве
сплава до температуры выше эв-тектической. Эти наблю-
дения позволяют считать, что кристаллизация сплавов
ЬЬО о
600
10
РЬ;% (но часе с)
Рис. 31. Сдвиг лшии диаграммы состояния Л1—РЬ при повы-
шенных скоростях охлаждения (схема), °С/с:
/ — 102; 2 — 103; 3 — Ю5
ниже температуры монотектики идет в соответствии с
изменением растворимости компонентов по диаграмме
состояния, но с частичным или полным подавлением диф-
фузионных процессов при повышенных скоростях ох-
лаждения. При эвтектической температуре благодаря
близости состава эвтектики составу второй фазы имеет
место образование «вырожденной» эвтектики.
На рис. 31 для системы А1—РЬ схематично изобра-
жен сдвиг линий по мере повышения скоростей охлаж-
дения при кристаллизации с учетом описанных выше осо-
бенностей структуры сплавов и некоторых данных тер-
мического анализа.
62
Глава 3
ИЗМЕНЕНИЯ СТРУКТУРЫ И СВОЙСТВ ГРАНУЛ
ПРИ ИХ ПОСЛЕДУЮЩЕЙ ОБРАБОТКЕ
Технология получения деформированных полуфабрика-
тов из гранул может быть различной, но во всех случа-
ях она включает нагревы гранул, их горячую деформа-
цию, нагревы брикетов, горячую и холодную деформа-
цию брикетов или изготовленных из них полуфабрикатов.
Эти операции вызывают, как правило, изменения
неравновесной структуры гранул, от которых зависят
структура и свойства готовых полуфабрикатов. Очевид-
но, что изменение структуры гранул при доследующих
нагревах во всех случаях будет происходить в одном на-
правлении— в направлении приближения неравновес-
ной системы к равновесию, т. е. во всех случаях будут
происходить процессы распада аномально пересыщенных
твердых растворов и коагуляции дисперсных интерме-
таллидных фаз. Однако степень развития этих процес-
сов в разных сплавах может быть очень различной в за-
висимости от диффузионной подвижности атомов леги-
рующих элементов в алюминии при температурах нагре-
ва под деформацию и при горячей деформации (при
400—500° С).
Значения коэффициента диффузии ряда наиболее
важных легирующих компонентов б алюминии при тем-
пературе 500° С, приведенные ниже, позволяют сделать
относительную оценку диффузионной подвижности (ско-
рости диффузии) различных элементов в алюминиевых
сплавах.
D, см2/с
5-10-9 [54]; 9-10-ю [551
10-9 [55]
7-10-10 [55]
2-10-9 [55]
8.10-W [55]
7-10-13 [56]
5-10-12 [56]
2-10-12 [56]
7-10-14 [55]
Как видно из этих данных, основные легирующие
компоненты промышленных алюминиевых сплавов —
цинк, магний, медь и кремний — резко отличаются по
63
Легирующий
компонент
Zn
Mg
Си
Si
Мл
Fe
Со
Ni
Cr
'пл
легирующего
компонента, °С
419,5
651
1083
1423
1245
1536
1490
1455
1845
коэффициенту диффузии от группы переходных метал-
лов (марганца, железа, кобальта, никеля и хрома). Для
основных легирующих компонентов коэффициент диффу-
зии при 500° С колеблется около значения 10~9 см-/с,для
переходных металлов он на 3—4 порядка меньше, т.е.
диффузия цинка, магния, меди и кремния в алюминии
идет во много раз быстрее, чем марганца, хрома и дру-
гих переходных металлов (ПМ). Сравнительно неболь-
шая выдержка сплавов алюминия с цинком, магнием и
кремнием при 350—450° С (температура нормального от-
жига) приводит к равновесному фазовому состоянию и
значительной коагуляции интерметаллидных фаз. Таким
образом, для сплавов алюминия с основными, традици-
онными легирующими компонентами (медь, магний,
цинк, кремний) структурные эффекты, обусловленные
высокими скоростями охлаждения при кристаллизации,
не могут быть сохранены в процессе изготовления из
гранул полуфабрикатов. Более того, и их наследствен-
ное влияние, по-видимому, очень невелико. Отсюда сле-
дует, что для алюминиевых сплавов, легированных толь-
ко цинком, магнием, медью и кремнием порознь или
совместно, технология производства полуфабрикатов, ос-
нованная на высоких скоростях охлаждения при кри-
сталлизации, не может привести к существенному улуч-
шению свойств по сравнению с обычной технологией
производства полуфабрикатов из слитков.
В гранулах из сплавов систем А1—Си, Al—Mg, A1—
ZnnAl—Si (скорость охлаждения 103— 104°С/с) не было
получено аномально пересыщенных твердых раство-
ров. При более высоких скоростях охлаждения при кри-
сталлизации (>>106°С/с) установлены факты образова-
ния сильно пересыщенных твердых растворов, содержа-
щих в сплавах Al—Mg до 37% Mg [33, 57J, Al—Си до
33% Си [58], Al—Si до 11,7% Si [59]. Однако, учиты-
вая изложенные выше соображения, сохранить такие
твердые растворы в полуфабрикатах без изменения
или на начальных стадиях распада не представляется
возможным. Сплавы алюминия с цинком, магнием,
медью и кремнием даже при использовании сверхвысо-
ких скоростей охлаждения при кристаллизации
для получения высоких эксплуатационных свойств в по-
луфабрикатах не представляют большого интереса.
Делая такое заключение, мы исходим из существую-
щей в настоящее время технологии компактированияи
64
переработки гранул в полуфабрикаты. Если в будущем
удастся осуществить компактирование при низкой тем-
пературе, сохранив, хотя бы не полностью эффект ано-
мального пересыщения, от быстро закристаллизованных
сплавов алюминия с медью, магнием, цинком и кремни-
ем можно будет ожидать особых свойств.
Для сплавов алюминия с переходными металлами,
как было показано в гл. 2, при литье гранул (скорость
охлаждения 103—104°С/с) образуются аномально пере-
сыщенные твердые растворы (в сплавах с титаном, ва-
надием, хромом, марганцем, цирконием и др.) или гете-
рогенная структура с очень дисперсными включениями
интерметаллидных фаз (в сплавах с никелем, РЗМ).
Структура гранул из алюминиевых сплавов с переход-
ными металлами при изготовлении из них полуфабрика-
тов тоже претерпевает изменения, но в связи с малыми
коэффициентами диффузии переходных металлов в алю-
минии она гораздо более устойчива и для некоторых
сплавов при определенных режимах обработки (нагрев,
брикетирование, деформация брикетов) оказывается воз-
можным получение в готовых полуфабрикатах аномаль-
но пересыщенных твердых растворов с начальными ста-
диями распада, гетерогенных структур с дисперсным
распределением алюминидов переходных металлов. Эта
возможность создает предпосылки для изготовления из
гранул полуфабрикатов с особыми свойствами (высо-
кой прочностью, жаропрочностью, коррозионной стойко-
стью и т.д.).
Многочисленные исследования изменений структуры
быстро закристаллизованных сплавов с переходными
металлами при нагревах показывают, что устойчивость
аномально пересыщенных твердых растворов, кинетика
их распада, кинетика коагуляции интерметаллидных фаз
в сплавах с разными переходными металлами сущест-
венно различаются. Наиболее характерные изменения
структуры и свойств гранул (скорость охлаждения 103—
104°С/с) и некоторых других образцов, например чешуек
(скорость охлаждения >106°С/с), в процессе нагревов
при последующей обработке, а также особенности струк-
туры деформированных полуфабрикатов из гранул опи-
саны ниже.
5-407 65
РАСПАД АНОМАЛЬНО ПЕРЕСЫЩЕННЫХ
ТВЕРДЫХ РАСТВОРОВ
Вопрос практического использования эффекта обра-
зования аномально пересыщенных твердых растворов ле-
гирующих компонентов в алюминии при высоких скоро-
стях кристаллизации определяется устойчивостью этих
твердых растворов. Только при высокой устойчивости
твердых растворов в гранулах или других быстро закри-
сталлизованных частицах можно рассчитывать на полу-
чение в готовых полуфабрикатах, если не исходного твер-
дого раствора, то хотя бы твердого раствора с дисперс-
ными продуктами распада.
Фактические данные об аномально пересыщенных
твердых растворах меди, магния и кремния в алюминии
показывают в полном соответствии с приведенными вы-
ше рассуждениями, что их устойчивость мала. Следует
подчеркнуть, что в гранулах, кристаллизующихся при
скоростях охлаждения 103—104°С/с, аномально пересы-
щенные твердые растворы меди, магния и кремния не
образуются. Речь идет об устойчивости аномально пере-
сыщенных твердых растворах, полученных при более вы-
соких скоростях охлаждения при кристаллизации
(>10б°С/с).
Так, в работе [60] изучалась кинетика распада твер-
дого раствора А1—17% (ат.) Си, закристаллизованного
со скоростью охлаждения 108°С/с. Зоны Гинье — Престо-
на (ГП) обнаружены через несколько суток естественно-
го старения, выделения фазы 6" отмечены после 15-мин
выдержки при 80° С; после 30-мин выдержки при 200° С
образовались выделения равновесной фазы 0.
В работе [61] получены твердые растворы кремния
в алюминии, содержащие до 11% (ат.) Si (скорость ох-
лаждения при кристаллизации 107— 109°С/с). Выдержка
аномально пересыщенного кремния твердого раствора с
11% (ат.) Si при 125° С в течение 30 мин приводит к рас-
паду с максимальной плотностью выделений.
Устойчивость, а также кинетика распада аномально
пересыщенных твердых растворов переходных металлов
в алюминии, полученных в гранулах двойных сплавов,
изучалась в работах [11,62]. Гранулы диаметром 1 —
2 мм отливали центробежным способом, при котором
капли расплава кристаллизуются в воде (скорость ох-
лаждения ~104°С/е). Для исследования были выбраны
66
двойные сплавы алюминия с титаном, ванадием, хромом,
марганцем, цирконием, вольфрамом, ниобием и молиб-
деном, содержание легирующих компонентов в которых
было близко к предельной аномальной растворимости
для скорости охлаждения 104°С/с.
Для определения температуры начала распада твер-
дого раствора изучали изменение структуры, микротвер-
дости, периода решетки, электросопротивления гранул в
и, нм
Рис. 32. Изменение микротвер-
дости (Нц), периода решетки
твердого раствора (а) и удель-
ного элктросопротивления ({>)
гранул сплава Л1Ч-1,6% Zr в
зависимости от температуры от-
жига
500
О 200 30U 400 ЬОО t°C
зависимости от температуры нагрева (при выдержке
2 ч). За температуру начала распада твердого раствора
принимали температуру нагрева, после которого или об-
наруживаются первые выделения пнтерметаллидной фа-
зы под электронным микроскопом, пли начинают изме-
няться микротвердость, период решетки, пли достигает-
ся максимум электросопротивления (рис. 32).
Состав исследованных сплавов и температура нача-
ла распада /1)асп аномально пересыщенных твердых рас-
творов (выдержка 2 ч), определенная с учетом всех по-
лученных результатов, приведены ниже:
Состав сплава
(твердый раствор)
Al-f-4,4% Mn
Al + 1,26% Ti
Al + 1,2% Cr
Al+1,6% Zr
Al + 1,0% V
Al+0,75% Nb
Al+0,6% Mo
Al+1,2% W
/пл легирующего компо-
нента, °C
1245
1672
1845
1855
1919
2468
2622
3395
pscn»
300—350
300—400
450—500
400—450
500—550
600
600—630
650-670
67
Основной вывод, который можно сделать, анализи-
руя эти данные, состоит в том, что оценка устойчивости
твердых растворов переходных металлов в алюминии,
сделанная по значениям коэффициентов диффузии, под-
тверждается экспериментально. Твердый раствор любо-
го переходного металла в алюминии резко отличается по
устойчивости от пересыщенных твердых растворов ме-
ди, магния, цинка и кремния в алюминии. В пересыщен-
ных твердых растворах основных легирующих компонен-
тов в алюминии подготовительные стадии распада про-
исходят уже при комнатной температуре, тогда как на-
чальные стадии распада твердых растворов переходных
металлов в алюминии проходят при температурах выше
300° С. Высокая устойчивость аномально пересыщенных
твердых растворов переходных металлов в алюминии
объясняется прочными spd-связями между атомами алю-
миния и переходных металлов в кристаллах твердого
раствора.
Приведенные данные показывают, что между темпе-
ратурой плавления легирующих компонентов и темпера-
турой начала распада твердых растворов наблюдается
связь: чем выше температура плавления легирующего
компонента, тем выше температура начала распада
твердого раствора этого компонента в алюминии. Ис-
ключение составляет сплав А1+1,2% Сг, твердый рас-
твор в котором более устойчив, чем твердый раствор в
сплаве Al+1,6% Zr, хотя температура плавления хрома
несколько ниже температуры плавления циркония. Это
отклонение можно объяснить меньшей пересыщенностью
твердого раствора в первом сплаве, чем во втором.
В работах [63—66] распад твердых растворов мар-
ганца, хрома, циркония, молибдена и вольфрама в алю-
минии изучали на образцах другого состава, полученных
при более высоких скоростях охлаждения при кристал-
лизации (>106°С/с). Значения температур начала рас-
пада пересыщенных твердых растворов, полученные в
этих работах, несколько выше, однако относительное
расположение сплавов по устойчивости твердых раство-
ров такое же, как и показанное выше, за исключением
сплава А1—Zr, твердый раствор в котором в соответст-
вии с теоретическими предпосылками оказался более
устойчивым, чем в сплаве А1—Сг.
Связь устойчивости аномально пересыщенных твер-
дых растворов переходных металлов в алюминии с тем-
6?
пературой плавления легирующих компонентов проявля-
ется и в более сложных сплавах. При изучении распада
аномально пересыщенных твердых растворов в тройных
сплавах А1—Mn—V(Mo, W) и А1—Cr—V(Mo, W) [67]
установлено, что сначала (при более низких температу-
рах) из твердого раствора выделяются А1—Мп- и соот-
ветственно А1—Cr-фазы, а затем (при более высоких
температурах) А1—V-, А1—W-, А1—Мо-фазы.
Кинетика и механизм распада аномально пересыщен-
ных твердых растворов переходных металлов в алюми-
нии, эффект дисперсионного твердения при распаде изу-
чены еще недостаточно, хотя все эти вопросы имеют
первостепенное значение для использования на практи-
ке быстро закристаллизованных сплавов с повышенным
содержанием тугоплавких компонентов. По этим вопро-
сам в литературе имеются лишь отдельные сведения.
Рассмотрим сначала имеющиеся данные о дисперси-
онном твердении аномально пересыщенных твердых рас-
творов различных переходных металлов в алюминии.
Исследования изменения микротвердости твердого рас-
твора в гранулах в зависимости от температуры старе-
ния [11, 62] показали, что кривые микротвердости име-
ют типичный вид кривых искусственного старения с мак-
симумом (см. рис. 32). При определенной температуре
старения тем более высокой, чем выше устойчивость
твердого раствора, достигается максимум на кривой
твердости и дальнейшее повышение температуры приво-
дит к снижению твердости. Имеющиеся данные о вели-
чине эффекта дисперсионного твердения аномально пе-
ресыщенных твердых растворов переходных металлов в
алюминии, образовавшихся при кристаллизации гранул,
приведены ниже.
Сплав
А1+4,4% Мп
Al+1,26% Ti
Al+1,2% Cr
Al+1,6% Zr
Al+1,0% V
Al+!,5%Cr+l,5% Zr
Н раствора в литых
гранулах, МПа
740
340
450
530
370
540
Ятах после
старения, МПа
900
470
500
820
430
1250
АН, °,
22
28
11
54
16
131
Для всех исследованных сплавов на определенной
стадии распада твердого раствора наблюдается повыше-
ние твердости, причем величина эффекта дисперсионного
твердения разных сплавов различается очень сильно.
69
Из изученных двойных сплавов наибольшее упрочне-
ние при старении быстро закристаллизованных гранул
наблюдается для сплавов системы Al—Zr. Исследование
структуры гранул сплава Al—Zr после старения на мак-
симальную твердость под электронным микроскопом по-
казало наличие точечных выделений интерметаллидной
фазы диаметром 8—10 нм (рис. 33), повышение темпе-
ратуры старения приво-
дит к укрупнению этих
выделений, которые пос-
ле нагрева сплава при
500° С и выше имеют пла-
стинчатую форму. При
исследовании структуры
состаренных гранул спла-
вов Al+2,5% Mn; A1 +
+ 1% V и Al + 1,2% Cr
/' i у',' (i,'''. ¦ i • самые дисперсные выде-
< •''j ¦;:¦/'' ления упрочняющих фаз
1 , /-, f vj5 имели диаметр не менее
30—40 нм.
Как видно из приве-
денных выше данных,
наиболее высокий эффект
дисперсионного твердения
литых гранул наблюда-
ется у тройного сплава А1+1,5% Сг+1,5% Zr. Гра-
нулируемые сплавы системы Al—Cr—Zr обладают
ценным комплексом эксплуатационных свойств, поэтому
эту систему мы рассматриваем как основу для создания
дисперсионно твердеющих сплавов нового типа [68].
О механизме распада аномально пересыщенных твер-
дых растворов переходных металлов в алюминии в на-
стоящее время имеются следующие сведения:
1. Ни в одном сплаве алюминия с переходными ме-
таллами не обнаружено образование зон ГП на началь-
ных стадиях распада аномально пересыщенных твердых
растворов.
2. В ряде сплавов, в частности в сплавах, для кото-
рых установлен значительный эффект дисперсионного
твердения аномально пересыщенных твердых растворов,
обнаружено выделение на ранних стадиях распада про-
межуточных метастабильных интерметаллидных фаз,
предшествующее выделение равновесных фаз,
70
Рис. 33. Структура гранулы сплава
А1 + 1,6% Zr после старения при 400° С,
2 ч. Х20000
При распаде твердого раствора марганца в алюми-
нии при температуре <550°С установлено [69] выделе-
ние двух метастабильных фаз: G\ состава Ali2Mn с о. ц. к.
решеткой и G2 состава А17Мп с ромбической решеткой.
В работе [70] при изучении распада твердого раствора
-марганца в алюминии в сплаве А1—Мп обнаружены
три метастабильные фазы, выделяющиеся при темпера-
турах ниже 550° С: G с о. ц. к. решеткой, G' с простой ку-
бической решеткой и G" с гексагональной решеткой.
Распад твердого раствора циркония в алюминии на-
чинается с выделения сферических частиц промежуточ-
ной фазы Al3Zr с кубической решеткой, период которой
близок к периоду решетки матрицы [42, 71]. Фаза ко-
герентна с матрицей, растет очень медленно в опреде-
ленных кристаллографических направлениях. При изуче-
нии распада пересыщенного твердого раствора гафния в
алюминии найдена аналогичная метастабильная фаза
Al3Hf с кубической решеткой [72]. В зависимости от
температуры и продолжительности старения образова-
ние выделений этой фазы происходит путем непрерывно-
го или прерывистого распада.
3. При распаде твердого раствора титана в алюминии
(Al+0,6% Ti) никаких промежуточных фаз не наблюда-
лось [73].
Среди сплавов алюминия с переходными металлами
особое место занимают сплавы алюминия с железом. До
недавнего времени было широко распространено мне-
ние, основанное на результатах работ Г. Фалкенхагена
и В. Гофмана [13] и Н. И. Варича с сотрудниками [39],
что в сплавах Al—Fe при высоких скоростях кристалли-
зации (скорость охлаждения 104—105°С/с) наблюдается
некоторое пересыщение твердого раствора железом, но
концентрация железа в аномально пересыщенных твер-
дых растворах невелика (около 0,2%).
В последние годы опубликован ряд работ, в которых
при очень высоких скоростях охлаждения при кристалли-
зации (>106°С/с) в образцах сплавов Al—Fe, содержа-
щих 1,7; 2,0 [74], 6,3 [75], 8% Fe [76, 77], получены об-
ласти, свободные от выделений.
В понимании природы этих областей нет единства,
но некоторые исследователи принимают их за области
гомогенного твердого раствора железа в алюминии. Так,
в работе [75] утверждается, что в быстро закристалли-
зованных пленках толщиной 20 мкм получен твердый
71
раствор, содержащий 6,3% Fe*. В работе [76] в зернах,
свободных от выделений, методом микрорентгеноспект-
рального анализа определено 8,3±0,5% Fe в твердом
растворе. Для областей, свободных от выделений, в упо-
мянутых выше сплавах характерна очень высокая мик-
ротвердость (для сплавов с 6—9% Fe микротвердость
составляет 3000—3500 МПа), которая объясняется обра-
зованием в твердом растворе при быстрой его кристалли-
зации многочисленных кластеров атомов железа с час-
тично ковалентными связями [75].
В работе [76] не обнаружено дисперсионного тверде-
ния быстро закристаллизованного сплава Al+8% Fe при
последующих нагревах, при нагревах до 300° С микро-
твердость не меняется, нагрев до более высоких темпе-
ратур приводит к снижению микротвердости. Такой ха-
рактер изменения твердости свидетельствует о решающей
роли в упрочнении сплава Al—Fe дисперсных вклю-
чений интерметаллидных фаз, образующихся в структу-
ре непосредственно после кристаллизации. Более де-
тально вопросы структуры и свойств быстро закристал-
лизованных сплавов Al—Fe будут обсуждены в следующей
главе с учетом экспериментальных данных авторов.
ОСОБЕННОСТИ СТРУКТУРЫ
ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ГРАНУЛ
Как уже указывалось выше, при изготовлении из гра-
нул полуфабрикатов гранулы нагревают перед брикети-
рованием и последующими горячей и холодной деформа-
циями в процессе обработки брикета. Нагревы осущест-
вляются обычно в интервале температур 400—450° С, а
суммарная выдержка составляет несколько часов. Такая
обработка вызывает различные изменения в исходной
структуре гранул в зависимости от природы сплава. Для
сплавов алюминия с наиболее распространенными в про-
мышленных сплавах компонентами (медь, магний, цинк,
кремний) она приводит практически к равновесному фа-
зовому состоянию со значительной коагуляцией интерме-
таллидных фаз. В аномально пересыщенных твердых
растворах марганца, хрома, циркония и титана в алю-
минии при этих температурах наблюдаются лишь началь-
ные, упрочняющие стадии распада. Аномально пересы-
* Эти данные не приведены в табл. 3 (гл. II), поскольку они
являются дискуссионными.
72
щенные твердые растворы таких тугоплавких компонен-
тов, как молибден, ниобий и вольфрам, полученные при
кристаллизации, могут быть сохранены в деформирован-
ном полуфабрикате. Для сплавов, легированных мало-
растворимыми в твердом алюминии компонентами (же-
лезо, никель, кобальт, РЗМ) и имеющих в гранулах ге-
терогенную структуру с дисперсной интерметаллидной
фазой, в процессе производства из гранул компактных
полуфабрикатов размеры включений вторых фаз прак-
тически не изменяются.
Таким образом, технология производства деформиро-
ванных полуфабрикатов из гранул или других закри-
сталлизованных при сверхвысоких скоростях охлаждения
частиц определяет возможность получения в дефор-
мированном полуфабрикате при соответствующем леги-
ровании сплава наиболее благоприятной для обеспече-
ния хорошего комплекса эксплуатационных свойств
структуры — пластичной алюминиевой матрицы с дис-
персными включениями очень твердых, термически ста-
бильных интерметаллидных фаз, объемная доля которых
может варьироваться в широких пределах.
Деформированные полуфабрикаты любого термичес-
ки упрочняемого сплава, изготовленные из слитка, так-
же имеют гетерогенную структуру с включениями дис-
персных интерметаллидных фаз. Сущность упрочняющей
термообработки алюминиевых сплавов и заключается
в диспергировании интерметаллидных фаз путем раство-
рения грубых включений (при нагреве под закалку) в
алюминии и последующего выделения при таких услови-
ях (при старении), которые обусловливают их дисперс-
ность. Однако применительно к обычной технологии про-
изводства полуфабрикатов (из слитка) такому диспер-
гированию поддаются лишь немногие фазы [А12Си,
Al2CuMg, MgZn2, Mg2Si, Г(А1—Zn—Mg) и еще несколь-
ко фаз, образуемых этими же компонентами с алюмини-
ем], а именно те, которые могут быть растворены в алю-
минии при нагреве сплава в твердом состоянии. Эти ин-
терметаллидные фазы обычно называют упрочняющими,
хотя, помимо упрочнения они оказывают влияние и на
многие другие свойства сплавов.
Технология производства полуфабрикатов из гранул
почти неограниченно расширяет круг интерметаллпдных
фаз, которые могут рассматриваться как упрочняющие.
Сюда относятся: I) Al6Mn, Al7Cr, AlnV, AI3Zr, AI3Ti и
73
другие двойные соединения алюминия с переходными
металлами, тройные и более сложные интерметаллидные
фазы, образуемые алюминием с различными переходны-
ми и обычными металлами, т.е. фазы, которые могут
быть получены в очень дисперсной форме, как продукты
распада аномально пересыщенных твердых растворов,
образующихся при кристаллизации; 2) Al3Fe, Al3Ni,
AI9C02, AlgFeNi и другие соединения железа, никеля, ко-
бальта, а также Al4La, АЦСе и другие соединения РЗМ,
т.е. фазы, практически не растворимые в твердом алю-
минии в равновесных условиях и имеющие относитель-
но малую аномальную растворимость при высоких ско-
ростях охлаждения, которые могут быть получены в дис-
персной форме уже в грануле, при кристаллизации.
В структуре полуфабриктов, изготовленных из гра-
нул, могут быть получены в дисперсной форме включе-
ния легкоплавких металлов (свинец, индий, висмут), ко-
торые не растворимы ни в твердом, ни в жидком алю-
минии и не образуют с алюминием никаких химических
соединений. Эти включения нельзя назвать упрочняю-
щими фазами, но они оказывают полезное влияние на
некоторые эксплуатационные свойства, например анти-
фрикционные.
Наибольший интерес при выборе конструкционных
материалов различного назначения представляют гра-
нулируемые сплавы, полуфабрикаты из которых имеют
гетерогенную структуру с дисперсными включениями
тугоплавких твердых интерметаллидных фаз. Принципи-
альным отличием их структуры от структуры полуфаб-
рикатов термически упрочняемых сплавов, изготовлен-
ных из слитка, после закалки и старения является высо-
кая термическая стабильность выделений упрочняющих
интерметаллидных фаз. Если в традиционных термичес-
ки упрочняемых сплавах (А1—Си—Mg, Al—Zn—Mg—Си
п др.) оптимальная дисперсность упрочняемых фаз до-
стигается при условии их выделения из пересыщенного
твердого раствора при температурах 20—200° С, то в гра-
нулируемых сплавах, легированных переходными метал-
лами, упрочняющие фазы оптимальной дисперсности вы-
деляются нз пересыщенного твердого раствора при 400—
450° С (А16Мп, Al3Zr, Al7Cr) или образуются при кри-
сталлизации (Al3Fe, AI9CO2, АЦСе). Отсюда следует, что
выделения упрочняющих фаз в традиционных промыш-
ленных термически упрочняемых сплавах уже при на-
74
гревах до 200—250° С значительно укрупняются, что при-
водит к разупрочнению полуфабрикатов. В то же время
гранулируемые сплавы, упрочненные дисперсными
интерметаллидами переходных металлов или РЗМ, име-
ют стабильную структуру даже при нагревах до 300—
350° С, а некоторые и до более высоких температур, что
определяет гораздо более высокую стабильность их
свойств в широком интервале температур.
В настоящее время из огромного числа интерметал-
лидных соединений, которые могут играть роль упрочня-
ющих фаз в гранулируемых сплавах, изучена лишь очень
малая часть, но и в этой малой части найдены очень эф-
фективные упрочнители, например Al3Zr(Cr) в сплавах
А1—Cr—Zr. Необходима очень большая эксперименталь-
ная и теоретическая работа по исследованию гранули-
руемых сплавов с новыми упрочняющими фазами.
Дисперсные включения твердых термически стабиль-
ных интерметаллидных фаз могут оказывать в зависи-
мости от их свойств, дисперсности, характера распреде-
ления в матрице разностороннее влияние на свойства
сплавов: во-первых, они оказывают непосредственное уп-
рочняющее действие, являясь препятствием для движе-
ния дислокаций; во-вторых, они оказывают упрочняющее
действие, влияя на структуру матрицы (препятствуя про-
хождению процессов рекристаллизации и полигониза-
ции, способствуя сохранению в деформированных полу-
фабрикатах нерекристаллизованной полигонизованной
структуры, т.е. повышенной плотности дислокаций);
в-третьих, дисперсные включения интерметаллидов ока-
зывают влияние на кинетику распада твердых растворов
меди, магния, цинка и кремния в алюминии и распреде-
ление продуктов распада и тем самым влияют, напри-
мер, на коррозионную стойкость полуфабрикатов.
Непосредственное упрочняющее действие тех или
иных интерметаллидных фаз, а также их влияние на кор-
розионные и другие свойства сложных гранулируемых
сплавов в сильной степени зависят от индивидуальных
особенностей сплавов и будут рассмотрены при описа-
нии конкретных групп сплавов. Что же касается влия-
ния компонентов, приводящих к образованию в структу-
ре сплавов дисперсных интерметаллидных и других фаз,
на процессе рекристаллизации, то для этого влияния ха-
рактерны некоторые общие закономерности, которые це-
лесообразно рассмотреть предварительно.
75
Рассмотрим зависимость температур начала и койца
рекристаллизации двойных гранулируемых сплавов от
состава. Прутки сплавов А1—V, Al—Ti, A1—Zr, Al—Cr,
Al—Mn с различным содержанием легирующих компо-
нентов были изготовлены из гранул диаметром 1—4 мм
[11]. Брикетирование гранул осуществляли на прессе
усилием 75-105 Н в контейнере диаметром 92 мм при
температуре 380—420° С и давлении 400—450 МПа. По-
лученные брикеты после обточки прессовали на прутки
диаметром 12 мм (степень деформации 98,4%).
Температуры начала и конца рекристаллизации оп-
ределяли с помощью рентгеноструктурного анализа.
Для всех сплавов (рис. 34) при увеличении содержания
Рис. 34. Зависимось температуры начала (пунктирные линии) и конца (сплош-
ные) рекристаллизации прессованных прутков, полученных из гранул сплавов
алюминия с хромом, марганцем, ванадием, титаном, цирконием, от содержания
легирующего компонента
легирующих компонентов сначала наблюдается рост тем-
ператур начала и конца рекристаллизации и при содер-
жаниях, примерно соответствующих предельной ано-
мальной растворимости легирующих компонентов (или
несколько превышающих последнюю), достигаются мак-
симальные значения /Jn /?; дальнейшее увеличение со-
держания легирующих компонентов, не изменяя темпе-
76
ратуру конца рекристаллизации, приводит к резкому
снижению температуры начала рекристаллизации; ис-
ключением являются лишь сплавы А1—Мп. Таким обра-
зом, с увеличением в сплавах объемной доли интерме-
таллидных фаз, являющихся продуктами распада ано-
мально пересыщенных твердых растворов, температуры
начала и конца рекристаллизации повышаются, но ког-
да в структуре сплава появляются включения первичных
интерметаллидов, температура начала рекристаллиза-
ции, как правило, снижается, что было отмечено и для
полуфабрикатов, изготовленных из слитка, и объяснено
неоднородностью деформации таких сплавов [78J. От-
сутствие снижения /? у сплавов А1—Мп за пределами
аномальной растворимости можно объяснить относи-
тельной дисперсностью и равномерностью распределе-
ния эвтектических интерметаллидов.
Наиболее высокие значения /" и t* имеют сплавы
А1—Мп и Al—Zr: температуры начала и конца рекри-
сталлизации прутков из гранул этих сплавов при содер-
жаниях марганца и циркония, соответствующих пре-
дельной аномальной растворимости, приближаются к
температуре солидуса сплавов. Значительно ниже тем-
пературы рекристаллизации сплавов А1—V и Al—Ti.
Как видно из рис. 34, прутки из сплавов А1—Мп, со-
держащих больше 4,4% Мп и из сплавов Al—Zr, содер-
жащих больше 1,2% Zr, рекристаллизуются полностью
только при температуре, очень близкой к температуре
солидуса. Ни один алюминиевый сплав при изготовлении
полуфабрикатов из слитка не показывает таких высоких
значений температуры рекристаллизации. Столь высокая
температура рекристаллизации гранулируемых сплавов
является результатом их особой гетерогенной структуры
с большой объемной долей дисперсных, равномерно рас-
пределенных в алюминиевой матрице и термически ста-
бильных интерметаллидных фаз. Причем между величи-
ной частиц интерметаллидных фаз, расстоянием между
ними и температурой рекристаллизации (/? и t ?) наблю-
дается четкая связь. Наиболее высокую устойчивость
против рекристаллизации показывают сплавы Al—Zr;
именно в прутках из этих сплавов интерметаллидная
фаза (Al3Zr) наиболее дисперсна и расстояния между
частицами наименьшие. Так, для сплава Al+1,6% Zr ве-
личина выделений фазы Al3Zr колеблется в пределах
77
10—50 нм, а расстояния между ними <0,5 мкм. В спла-
вах А1—Мп, для которых также характерна очень высо-
кая температура рекристаллизации, частицы интерме-
таллидных фаз более грубые (от 0,1 до 0,6 мкм), но
плотность их распределения очень большая, поэтому
расстояние между частицами <; 1 мкм. Типичная струк-
тура прессованного прутка из мелких (<0,5 мм) гранул
сплава А1+7,5% Мп показана на рис. 35. Примерно те
Рис. 35. Структура прессованного прутка, полученного из мелких (<! мм)
гранул сплава Л1 + 7,5% Мп. Х500 (а); Х20000 (б)
же температуры рекристаллизации и характеристики
структуры наблюдаются для сплава Al + 1,8% Сг.
Сплавы А1—V и Al—Ti, резко отличающиеся по тем-
пературе рекристаллизации от сплавов А1—Zr и А1—Мп,
значительно отличаются от последних и по структуре.
Выделения интерметаллидных фаз в сплавах Al—V и
А1—Ti менее дисперсны @,2—1,0 мкм) и, главное, рас-
положены друг от друга на большем растоянии
(> 1,5 мкм).
Эти результаты, а также имеющиеся в литературе
данные [79, 80] показывают, что главным образом на
температуру рекристаллизации гетерогенных сплавов
оказывают влияние величина частиц второй фазы и рас-
стояние между частицами. Что касается свойств второй
фазы, то рассмотренные выше эксперименты позволяли
предположить, что они имеют второстепенное значение.
Это предположение было подтверждено при исследова-
нии гранулируемых сплавов алюминия с легкоплавкими,
78
не растворимыми в алюминии и не образующими хими-
ческих соединений компонентами.
Так, из сплава А1 —15% РЬ были отлиты гранулы
диаметром 2—4 мм путем разбрызгивания расплава, на-
гретого до 1200° С, в воду. Из гранул были получены
прессованные полосы сечением 10x50 мм, которые рас-
катали вхолодную до толщины 1,5 мм. Высокая скорость
охлаждения при литье гранул с температуры 1200° С
Рис. 36. Структура листа толщиной 1,5 мм из гранул сплава Л1 + 15% РЬ.
Х250 (а); XI2000 (б)
позволяет получить в гранулах равномерное распреде-
ление свинцовых включений в алюминиевой матрице,
несмотря на широкий интервал температур, в котором в
соответствии с равновесной диаграммой состояния А1 —
РЬ существуют две жидкие фазы.
При изучении структуры прессованных полос и лис-
тов, помимо относительно грубых включений свинца,
видимых в световой микроскоп (рис. 36, а), в алюминие-
вой матрице имеются и мелкие частицы свинца разме-
ром от 0,02 до 0,5 мкм, различимые лишь под электрон-
ным микроскопом (рис. 36, б) Исследование структуры
холоднокатаных листов сплава А1—15% РЬ после от-
жига при различной температуре показало, что отжиг
при 300° С обусловливает лишь полигонизационные про-
цессы. После отжига при 450° С, т. е. при температуре,
при которой свинцовые включения были жидкими, по-
являются первые рекристаллизованные зерна, хотя
структура остается в основном нерекристаллизованной
(рис. 37).
79
Рис. 37. Рентгенограммы листов толщиной 1,5 мм из гранул
в холоднокатаном состоянии (с, б), после отжига в течение
алюминия марки Л99 (а, в, д) и сплава Л1 + 15% РЬ (б, г, е)
3 ч при 300 (а, г) и 450° С (д, е)
6—407
Таким образом, двойной сплав алюминия со свинцом,
закристаллизованный при высоких скоростях охлажде-
ния A03—104°С/с) и имеющий в результате этого рав-
номерное распределение свинца в виде довольно дис-
персных включений, показывает столь же высокую
устойчивость против рекристаллизации, как алюминие-
вые сплавы, легированные тугоплавкими металлами —
эффективными антирекристаллизаторами (титан, хром,
цирконий). Причем очевидно, что дисперсные свинцовые
включения задерживают рекристаллизацию даже буду-
чи в жидком состоянии.
Эти данные позволяют заключить, что процесс ре-
кристаллизации гетерогенных сплавов не зависит от
свойств второй фазы, а определяется только величиной
частиц и средним расстоянием между ними. Отсюда
следует, что все гранулированные алюминиевые сплавы,
имеющие гетерогенную структуру, которую образуют с
алюминием нерастворимые или малорастворимые фазы,
должны обладать очень высокой устойчивостью против
рекристаллизации.
Глава 4
ЖАРОПРОЧНЫЕ СПЛАВЫ АЛЮМИНИЯ
С ПЕРЕХОДНЫМИ МЕТАЛЛАМИ
В этой главе рассмотрены конструкционные алюминие-
вые сплавы, легированные только переходными метал-
лами и предназначенные для работы при комнатной и
повышенных температурах. Это новые сплавы, создание
которых стало возможным при использовании высоких
скоростей охлаждения при кристаллизации. Условием вы-
сокой жаропрочности сплавов является наличие стабиль-
ной гетерогенной структуры, при которой включения
упрочняющей интерметаллидной фазы не взаимодейст-
вуют или очень мало взаимодействуют с матрицей при
повышенных температурах. Исходя из этого положения,
можно понять, что гранулируемые алюминиевые спла-
вы, легированные только переходными металлами, дол-
жны быть гораздо более жаропрочными, чем лучшие
жаропрочные сплавы, содержащие традиционные ком-
поненты (медь, магний). Коэффициенты диффузии, ко-
82
торые могут служить критерием диффузионного взаимо-
действия упрочняющей фазы с матрицей, для переход-
пых металлов на несколько порядков меньше, чем для
меди и магния (см. с. 63).
Стабильная гетерогенная структура гранулируемых
алюминиевых сплавов с переходными металлами, поми-
мо жаропрочности, обеспечивает целый ряд других цен-
ных качеств: достаточно высокую прочность при ком-
натной температуре, хорошую свариваемость, высокую
коррозионную стойкость и др. Поэтому гранулируемые
алюминиевые сплавы, легированные только переходны-
ми металлами, могут найти применение и в качестве
конструкционного материала, работающего при нор-
мальной температуре. Некоторые сплавы с переходными
металлами имеют особые физические свойства, но эти
сплавы будут рассматриваться в гл. 6.
СПЛАВЫ НА ОСНОВЕ СИСТЕМЫ А1—Cr—Zr
В работе [82] впервые было сообщено о гранулируе-
мом сплаве алюминия с хромом и цирконием (А1 +
+ l,5%Cr+l,5%Zr), обладающем очень хорошим комп-
лексом механических свойств при комнатной и повышен-
ных температурах. Дальнейшие исследования гранулиру-
емых сплавов нескольких тройных систем алюминия с
переходными металлами, имеющими наибольшую раство-
римость в твердом алюминии, А1—Мп—Сг, А1—Mn—Ti,
Al—Mn—Cr, Al—Mn—Zr, Al—Cr—Zr [11], показали, что
из всех исследованных сплавов наиболее высокая проч-
ность при удовлетворительной пластичности наблюдает-
ся у сплавов системы Al—Cr—Zr.
Систему Al—Cr—Zr можно рассматривать как осно-
ву для выбора дисперсионно твердеющих сплавов ново-
го типа, для которых пересыщенный твердый раствор
образуется в результате кристаллизации с высокими
скоростями охлаждения, а дисперсная упрочняющая
фаза выделяется из пересыщенного твердого раствора
при высокотемпературных нагревах (при 350—500° С),
которые, как правило, совмещаются с технологическими
нагревами при изготовлении из гранул компактных по-
луфабрикатов.
Для правильного выбора состава и режимов термо-
обработки обычных дисперсионно твердеющих (терми-
чески упрочняемых) алюминиевых сплавов необходимо
6* 83
иметь данные об изменении растворимости легирующих
компонентов в алюминии в зависимости от температу-
ры. Такую информацию содержат двойные и более
сложные равновесные диаграммы состояния. Для пра-
вильного выбора состава, условий кристаллизации и
последующей обработки гранулируемых дисперсионно
твердеющих алюминиевых сплавов с переходными ме-
'flf
0
Al
2
Zr,%
50
А1
2 3
Zr,% —*-
Рис. 38. Расположение фигуратив-
ных точек исследованных сплавов
на концентрационном треугольнике
системы Al—Cr—Zr
Рис. 39. Кривые аномальной раст-
воримости хрома и циркония в
алюминии:
/ — равновесная растворимость при
640° С [4]; 2—аномальная раствори-
мость при 20° С для скорости ох-
лаждения при кристаллизации
10° С/с; 3 — аномальная раствори-
мость при 20° С для скорости ох-
лаждения при кристаллизации
100° С/с
таллами, в частности сплавов системы А1—Сг—Zr, не-
обходимы данные об изменении аномальной растворимо-
сти легирующих компонентов в алюминии в зависимо-
сти от скорости охлаждения при кристаллизации. Такую
информацию может дать метастабильная диаграмма
состояния.
В работе [68] указаны границы аномальной раствори-
мости хрома и циркония в алюминии для двух скоро-
стей охлаждения при кристаллизации: 10 и 100° С/с.
Первая скорость охлаждения была получена при литье
слитков диаметром 55 мм в тонкостенную медную из-
ложницу, вторая — при литье слитков диаметром 8 мм
в толстостенную (холодную) стальную изложницу.
Для определения границы предельной аномальной
растворимости хрома и циркония в алюминии были при-
84
готовлены сплавы, состав которых показан на рис. 38.
Кроме двойных сплавов А1—Сг и Al—Zr, выбраны трой-
ные сплавы, соответствующие четырем вертикальным
разрезам, параллельным стороне А1—Сг концентрацион-
ного треугольника, и одному лучевому разрезу, характе-
ризуемому отношением Cr:Zr=l. Для приготовления
сплавов использовали алюминий марки А99, иодидный
цирконий и хром марки ЭРХ. Температура приготовле-
ния и литья сплавов была на 100—150° С выше темпе-
ратуры ликвидуса и составляла 1000—1250° С.
Для определения границы растворимости хрома и
циркония в алюминии при каждой из исследованных
скоростей охлаждения изучали микроструктуру слитков,
определяли микротвердость твердого раствора (Я), пе-
риод кристаллической решетки твердого раствора (а) и
электропроводность слитков методом вихревых токов
(р). Во всех случаях изучали центральную зону слит-
ков в продольном диаметральном сечении. О предельной
растворимости судили по появлению грубых интерметал-
лидных включений в структуре и по характеру измене-
ния Н, а и р в зависимости от содержания легирующих
компонентов в сплавах.
По изменению микроструктуры, периода решетки
твердого раствора, электропроводности и микротвердо-
сти сплавов в зависимости от состава (использованы на-
иболее вероятные значения предельной аномальной раст-
воримости хрома и циркония в алюминии) построены
кривые, ограничивающие гомогенную область (а-твер-
дого раствора) в системе Al—Cr—Zr для двух A0 и
100° С/с) скоростей охлаждения при кристаллизации
(рис. 39). На этом же рисунке приведены кривые равно-
весной растворимости хрома и циркония в алюминии
при температуре 620° С [83].
Кривая 3 на рис. 39 ограничивает концентрацион-
ную область, в пределах которой все сплавы при усло-
вии кристаллизации со скоростью охлаждения^ 100° С/с
имеют гомогенную структуру. Как видно из рис. 39, кри-
сталлизация сплавов системы А1—Сг—Zr уже при ско-
рости охлаждения 100° С/с обусловливает значительное
увеличение растворимости хрома и циркония в алюми-
нии по сравнению с предельной равновесной раствори-
мостью. Кривая аномальной растворимости для скорости
охлаждения гранул диаметром 1—4 мм при кристалли-
зации A03—104°С/с) не построена. Увеличение скорости
85
охлаждения сплавов Al—Cr—Zr при кристаллизации до
103—104°С/с безусловно определяет дальнейшее повы-
шение аномальной растворимости хрома и циркония в
алюминии, но судя по исследованию структуры гранул
некоторых сплавов Al—Cr—Zr, это увеличение сравни-
тельно невелико. Так, при исследовании структуры гра-
нул диаметром 2—3 мм из сплавов AI + 2,3% Cr+l,4%Zr,
Al4-0,45% Cr+1,98 Zr обнаружена двухфазная структура
с включениями первичных интерметаллидных фаз, в то
время как фигуративная точка первого сплава, хотя и
лежит за пределами области, ограниченной кривой 2
(см. рис. 39), но не далеко от границы, а фигуративная
точка второго сплава находится на кривой 2.
Рис. 39 показывает, что наибольшая аномальная сум-
марная растворимость хрома и циркония в алюминии на-
блюдается в сплавах с соотношением хрома и циркония
1:1. Это обстоятельство объясняет экспериментальные
данные, которые показывают, что наилучшие механи-
ческие свойства имеют сплавы Al—Cr—Zr с соотноше-
нием хрома и циркония 1:1.
Состав сплава А1—1,5% Сг—1,5% Zr в работе [82]
был выбран без обстоятельного теоретического и экспе-
риментального обоснования, но последующие работы по
определению аномальной растворимости хрома и цирко-
ния в алюминии в зависимости от скорости охлаждения
при кристаллизации, а также работы по иследованию
свойств сплавов Al—Cr—Zr в зависимости от состава
[84, 85, 86] показали, что сплав выбран очень удачно.
В табл. 7 приведены механические свойства прутков,
полученных из гранул диаметром 1—3 мм (скорость
охлаждения при кристаллизации 103— 104°С/с) сплавов
Al—Cr—Zr различного состава.
Из семи исследованных сплавов с различным сум-
марным содержанием и соотношением хрома и цирко-
ния наилучшее сочетание прочностных характеристик
при комнатной температуре и при 350° С имеет сплав, в
котором при содержании 3,0—3,5% (Cr + Zr), отношение
хрома к цирконию близко к единице. Этому сплаву бы-
ла присвоена марка 01419 и установлены следующие
пределы содержания компонентов: 1,3—1,8% Сг и 1,3—
1,8% Zr.
Для определения допустимого содержания примесей
железа и кремния были приготовлены шесть сплавов с
постоянным содержанием хрома и циркония (по 1,5%)
86
Таблица 7. Механические свойства прессованных прутков
диаметром 12 мм из гранул трехкомпонентных алюминиевых сплавов
Компонент, %
Сг
4,2
3,3
2,3
1,8
0,45
0,9
1,4
Zr
0,5
1,1
1,4
1,6
2,0
1,6
4,0
20° С
ав, МПа
270
322
375
338
272
295
295
а0,2,
МПа
240
245
310
304
185
215
229
б. %
11,5
10,2
11,0
14,5
16,1
16,3
13,7
350 °С
МПа
62
55
111
96
67
74
84
а0,2,
МПа
54
48
104
90
64
68
78
6, %
46,0
46,0
18,5
21,6
34,1
26,6
28,2
GMffa
22
20
30
45
20
30
35
и различным содержанием примесей железа и кремния.
Значительное повышение содержания железа (до 0,54%)
и кремния (до 0,46%), практически не влияя на меха-
нические свойства при комнатной температуре, несколь-
ко снижает длительную прочность при температуре
350° С (табл. 8). Увеличение содержания железа и крем-
Таблица 8. Влияние содержания примесей железа и кремния
на механические свойства прессованных прутков диаметром 12 мм
из гранулируемого алюминиевого сплава 01419
Компонент, %
Сг
1,47
1,54
1,6
1,4
1,43
1,48
Zr
1,52
1,6
1,58
1,51
1,48
1,52
Fe
0,1
0,28
0,54
0,31
0,13
0,08
Si
0,05
0,1
0,15
0,29
0,30
0,46
20 °С
МПа
362
358
384
351
361
359
<*0,2
МПа
346
349
348
343
347
342
6, %
11,9
12,0
11,6
12,8
12,1
11,8
ав>
МПа
98
96
97
94
94
96
350
а0,2,
МПа
96
90
91
92
91
92
°с
б, %
21,3
25,4
20,0
22,3
21,6
20,8
O"l00'
МПа
45
45
37,5
42,5
45
40
ния в сплаве 01419 до 0,3% каждого не влияет на свой-
ства сплава при комнатной и повышенной температурах.
Следовательно, сплав 01419 не требует очень высокой
чистоты по железу и кремнию, содержание которых мо-
жет быть допущено до 0,3% каждого или даже до 0,5%,
если сплав предназначен для работы при комнатной
температуре.
87
Таким образом, в опытных технических условиях на
гранулы сплава 01419 установлен следующий состав,%:
Сг 1,3—1,8, Zr 1,3—1,8, Fe^0,3, Si^0,3, A1 остальное.
Для выбора оптимальных режимов приготовления
расплава, литья гранул и их последующей обработки
применительно к сплаву 01419 был исследован ряд тех-
нологических факторов, влияющих на формирование
структуры гранул и готовых полуфабрикатов, изучена
кинетика распада аномально пересыщенного твердого
раствора.
Температура приготовления и литья сплавов
Для выбора оптимальной температуры приготовления сплава и
литья гранул исследования проводили при температурах от 900 до
1200° С. Исследования микроструктуры полученных гранул и ре-
зультаты испытаний механических свойств прессованных прутков,
полученных из гранул (табл. 9), показали, что температура приготов-
ления расплава и литья гранул должна быть не ниже 1100° С.
Таблица 9. Влияние температуры приготовления сплава и литья
гранул на механические свойства прессованных прутков из сплава
01419
Температура, °С
приготов-
ления
1000
1100
1200
литья
1000
1100
1200
20 °С
aD МПа
в»
304
346
363
G0,2,
МПа
246
297
321
б, %
11,3
11,2
13,2
350 °С
оВу МПа
92
98
94
°0.2,
МПа
84
89
88
б, %
19,2
18,4
20,4
Размеры гранул и способ литья
Все приведенные выше данные о структуре и свойствах сплава
01419 получены па гранулах (и изготовленных из них полуфабрика-
тах) размером 1—3 мм, отлитых в воду центробежным методом.
Конкурирующим процессом является распыление расплава нейтраль-
ным газом, при котором кристаллизуются более мелкие частицы
(<1 мм). Нейтральный газ—менее интенсивный охладитель, чем
вода, по при достаточно малых объемах кристаллизующегося ме-
талла скорость охлаждения может быть столь же большой.
В табл. 10 приведены сведения о структуре гранул, полученных
разными способами, и свойствах прессованных прутков, изготовлен-
ных пз них.
Как следует пз табл. 10, если при распылении нейтральным га-
зом образуются частицы размером менее 200 мкм, скорость охлаж-
дения при кристаллизации и последующий эффект дисперсионного
твердения сплава примерно такие же, как в случае кристаллизации
гранул в воде. Но если при распылении кристаллизуются частицы
Таблица 10. Структура гранул сплава 01419 и механические
свойства изготовленных из них прессованных прутков
Способ отливки
Центробежное
разбрызгива-
ние в воду . .
Распыление
нейтральным
газом [87] . .
s
cxS
1-3
<200
>400
Структура
гранул
Гомогенная
»
Гетероген-
ная
20 °С
1-4
и
360
370
265
320
—
—
ю
13,5
17
20
МПа
95
99
95
350 °С
88
—
—
о"
20,5
30
18
диаметром 400 мкм и более, то они охлаждаются с меньшей скоро-
стью, аномально пересыщенного твердого раствора не образуется
и механические свойства прутков, полученных из таких гранул, ока-
зываются низкими.
Рассмотренные экспериментальные данные показывают принци-
пиальную возможность двух технологических вариантов изготовле-
ния гранул: центробежным разбрызгиванием в воду (диаметр гра-
нул 1—3 мм), распылением расплава нейтральным газом (диаметр
гранул <200 мкм). Какой из этих вариантов является более пер-
спективным, покажут дальнейшие работы по внедрению гранули-
руемых сплавов.
Кинетика распада
аномально пересыщенного твердого раствора
В процессе производства компактных полуфабрикатов гранулы
сплава 01419 подвергаются горячему брикетированию, прессованию
и другим технологическим операциям, связанным с нагревом метал-
ла. Эти нагревы (к тому же сочетающиеся с пластической деформа-
цией) приводят к распаду аномально пересыщенного твердого рас-
твора хрома и циркония в алюминии, образовавшегося в гранулах
при кристаллизации, и определяют структуру готового полуфабрика-
та. Свойства готовых полуфабрикатов будут зависеть от структуры
полуфабрикатов, т. е. характера и степени распада аномально пере-
сыщенного твердого раствора, дисперсности продуктов распада.
Для изучения кинетики распада аномально пересыщенного твер-
дого раствора для гранул сплава 01419 диаметром 2—3 мм опреде-
ляли период кристаллической решетки, удельное электросопротивле-
ние, микротвердость, а также исследовали микроструктуру в зави-
симости от температуры нагрева (выдержка 8 ч). Результаты иссле-
дований показаны на рис. 40, 41. Первые выделения упрочняющих
фаз, по данным металлографического анализа, наблюдались после
нагрева до 500° С, период решетки твердого раствора начинает из-
меняться при нагреве до 400° С, максимумы на кривых удельного
89
электросопротивления и микротвердости наблюдаются при 450° С.
Можно считать, что температура начала распада твердого раствора
в сплаве 01419 находится в интервале 400-450° С. Нагрев гранул
а,им
UfiObbO
Рис. 40. Зависимость микротвердо-
сти (/^д), периода решетки (й)
и удельного электросопротивления
(р) твердого раствора гранул из
сплава 01419 от температуры нагре-
ва (выдержка 8 ч)
О 200 300 40A 500 t'C
Рис. 41. Микроструктуры гранул
сплава 01419 после выдержки в
течение 8 ч при температуре на-
грева,
С:
а ~ 400; б — 500; а — 600. XI000
90
Таблица 11. Влияние низко-
температурных нагревов гранул
на механические свойства прессо-
ванных прутков из сплава 01419
при указанных температурах обеспечивает максимальный эффект
дисперсионного твердения.
Для ряда стандартных термически упрочняемых сплавов приме-
няются ступенчатые режимы старения, сущность которых заключа-
ется в выдержке закаленного сплава сначала при низкой, а затем
при высокой температуре. Первая низкотемпературная ступень обес-
печивает высокую плотность зародышей выделений упрочняющей
фазы и определяет в конечном счете после полного старения фор-
мирование структуры с более дисперсной и равномерно распреде-
ленной упрочняющей фазой по сравнению со структурой после од-
ноступенчатого старения. Улучшение структуры при ступенчатом
старении позволяет повысить свойства стандартных сплавов.
Для изучения возможности дополнительного повышения прочно-
сти полуфабрикатов из сплава 01419 с использованием ступенчатого
старения гранулы перед брикетированием подвергали низкотемпера-
турным нагревам (при 100—
200° С). Предполагалось, что
низкотемпературный нагрев
гранул будет играть роль низ-
котемпературной ступени ста-
рения, а последующие техно-
логические нагревы при 400—
450°С (перед брикетировани-
ем, перед прессованием и
т. д.) — высокотемпературные
ступени.
Как видно из табл. 11,
очень длительная выдержка
гранул при 100—200° С A00 ч)
обусловливает повышение
предела прочности на 30—
40 МПа при небольшом сни-
жении пластичности, т.е. рас-
пад аномально пересыщенного
твердого раствора хрома и
циркония в алюминии проис-
ходит в соответствии с закономерностями, установленными для
обычных пересыщенных растворов в стандартных сплавах.
Приведенные в табл. 11 результаты не имеют большого практи-
ческого значения (трудно рассчитывать на внедрение в промыш-
ленность столь длительных, как 100 ч, нагревов), но они важны в
принципиальном плане: необходимо продолжать исследования по
выбору низкотемпературной ступени старения, более приемлемой
для практики.
На основе экспериментов, в которых изучались факторы, влияю-
щие на формирование структуры гранул и полуфабрикатов из спла-
ва 01419, установлено, что для обеспечения наиболее высоких меха-
нических свойств прессованных полуфабрикатов необходимо соблю-
дать следующие условия: 1) содержание примесей железа и кремния
не должно превышать 0,3% каждой; 2) температура приготовления
сплавов и литья гранул должна быть не ниже 1100° С; 3) желате-
лен низкотемпературный нагрев гранул перед брикетированием
(при температуре 100—200° С); 4) нагрев гранул перед брикетирова-
нием и прессование брикетов на прутки и профили проводить при
температуре 400—450° С.
Режим на-
грева
гранул
t, °С
100
150
200
200
т, ч
100
50
50
100
V
МПа
346
380
367
376
381
МПа
293
339
302
333
318
б, %
15,8
12,8
11,0
14,1
13,2
91
Для обеспечения высокого качества деформированных полуфаб-
рикатов, в частности высокой пластичности в поперечном направле-
нии, хорошей свариваемости (герметичности сварных соединений)
гранулы перед брикетированием должны подвергаться вакуумному
отжигу при температуре не выше 450° С.
Общее время пребывания сплава при температурах 400—450° С
(в процессе переработки гранул в компактные полуфабрикаты) пе
должно превышать 12—15 ч. Более длительная суммарная выдержка
сплава при указанных температурах обусловливает заметное раз-
упрочнение сплава.
Из гранул сплава 01419 диаметром 1—3 мм, отлитым
центробежным методом с охлаждением в воде, были из-
готовлены прессованные прутки, профили и трубы, ка-
б
Рис. 42. Микроструктура прессован-
ных полуфабрикатов из сплава
01419. Х100 (а); Х500 (б); Х48000
(в)
таные трубы и листы предварительно прессованной за-
готовки.
Структура прессованных изделий нерекристаллизо-
ванная, для нее характерна ориентировка всех элемен-
тов структуры в направлении прессования. Нерекристал-
92
лизованная структура прутков и профилей очень ста-
бильна, она сохраняется при нагревах вплоть до темпе-
ратуры 650° С (выдержка 2 ч). Типичная структура
прессованных полуфабрикатов из сплава 01419 при раз-
личных увеличениях показана на рис. 42. Величина час-
тиц упрочняющих фаз Al3Zr(Cr) и А17Сг колеблется в
пределах 10—100 нм, а расстояние между включения-
ми <1мкм.
Листы, изготовленные из гранул сплава 01419, так-
же имеют весьма стабильную структуру (температура
Рис. 43. Микроструктура листов
толщиной 2 мм из сплава 01419
Х100 (а); Х500 (б); Х26000 (в)
рекристаллизации выше 550°С). Структура листов при-
ведена на рис. 43.
При рассмотрении механических свойств прессован-
ных прутков сплава 01419 в зависимости от температу-
ры испытания (табл. 12) обращает на себя внимание
свойственное сплаву очень удачное сочетание высокой
жаропрочности (при 300—400°С), достаточной прочно-
93
Таблица 12. Маханические свойства прессованных прутков
из сплава 01419 при различных температурах
<исп' °С
— 196
20*
200
250
300
350
400
450
500
Механические
<тв, МП а
625
335
185
152
108
95
78
48
32
свойства при
растяжении
а„,:, МПа
500
300
181
147
102
82
73
35
25
6, %
16,0
14,5
20,6
24,8
16,4
18,4
18,1
17,6
20,8
1>. %
30,5
28,5
51,4
55,1
57,6
56,7
63,8
63,4
64,8
о„н„ МПа
—
90
45
.
—.
15
к Т.ж/ м2
470,4
431,2
—
666,4
—
627,2
—
666,4
* Предел выносливости на базе 107 циклов при комнатной температуре
составляет ПО МПа, а сопротивление повторно статической нагрузке при
Таблица 13. Механические
свойства листов из сплава
01419 при различных
температурах
сти при комнатной и криогенных температурах, высокой
пластичности, ударной вязкости и выносливости. В табл.
13 приведены механические свойства листов из сплава
01419, которые были полу-
чены из гранул по следую-
щей технологии: 1) отлив-
ка гранул диаметром 1 —
3 мм на центробежной уста-
новке с охлаждением в во-
де; 2) вакуумный отжиг;
3) брикетирование непо-
средственно при температу-
ре вакуумнрования; 4) прес-
сование полос сечением 13Х
Х150 мм; 5) горячая про-
катка полос на листы тол-
щиной 2 мм; 6) холодная
прокатка листов до толщи-
ны 0,9 мм.
Листы по сравнению с
прессованными полуфабри-
катами имеют пониженную
пластичность при комнатной
температуре и более низкую
94
'исп' °С
20
МПа
370
МП'а
337
5,0
После отжига при 400° С, 2 ч
250
350
500
327
143
80
17
291
104
50
21,2
35,0*
52,5
МПа.
жаропрочность. Это отличие в свойствах листов может
быть связано с наклепом их при холодной прокатке.
По общей коррозионной стойкости гранулируемый
сплав 01419 мало отличается от технического алюми-
ния, т. е. имеет очень высокую коррозионную стойкость.
Полуфабрикаты из сплава 01419 не подвержены коррози-
онному растрескиванию. Образцы листов, испытанные по
стандартной методике на коррозионное растрескивание
при 0=0,9 ао,2, показали долговечность больше 250 сут.
При исследовании свариваемости листов из сплава
01419 аргонодуговую сварку образцов производили на
установке УСПО-900 с
применением присадоч-
ной проволоки из двух
сплавов — стандартного
сплава Св1557 и специ-
ального гранулируемого
сплава типа 01419.
Склонность к образова-
нию трещин при сварке
определяли по методике
ИЭС им. Б. И. Патона
«рыбий скелет». Сплав
показал полную нечувст-
вительность к кристалли-
зационным трещинам при
сварке. В структуре ме-
талла шва наблюдаются
довольно дисперсные
включения интерметаллпдов, величина дендритных яче-
ек 5—20 мкм (рис. 44), структура плотная, без трещин,
раковин и усадочных рыхлот, обнаруживаются отдель-
ные газовые поры.
По механическим свойствам сварных соединений
сплав 01419 подобен свариваемым алюминиевым спла-
вам, не упрочняемым термообработкой: прочность свар-
ного соединения близка к прочности основного материа-
ла, что является следствием высокой стабильности
гетерогенной структуры сплава. Несмотря на то, что при
сварке листов сплава 01419 использовали А1—Mg-при-
садочную проволоку марки Св1557, сварные соединения
имеют высокую прочность при повышенных температу-
рах. Последнее обстоятельство, очевидно, объясняется
попаданием в металл шва значительного количества
Рис. -14. Микроструктура сварного
соединения листов из сплава 014(9.
Х400
95
расплавленного основного металла, т. е. легированием
металла шва хромом и цирконием.
Ниже приведены механические свойства сварных со-
единений листов сплава 01419 (толщина 0,9 мм) при
различных температурах (присадочная проволока Св
1557).
w °c
20
250
МПа
МПа
297
127
0,9*2
0,94
350
500
72
19
l,0*:
1,0
* Разрыв по основному металлу.
* Угол загиба 98°.
* аюо=35 МПа.
Несмотря на низкую пластичность листов из сплава
01419, штампуемость листового материала 01419 высо-
кая (находится на уровне штампуемости отожженного
САП-1): /(выт=1,47, радиус гиба rmin=0,8 S, где S —
толщина листа.
Прессованные полуфабрикаты и листы из сплава
01419 удовлетворительно обрабатываются резанием.
Гранулируемый жаропрочный свариваемый сплав
01419 имеет уникальный комплекс свойств, который не
может быть получен ни на одном стандартном сплаве.
В табл. 14 приведены типичные свойства прессованных
Таблица 14. Сравнение типичных свойств прессованных
полуфабрикатов из сплава 01419 и ряда стандартных сплавов
Сплав
01419
САП-1
АМгб
1201
АК4-1
Механические свойства
МПа
360
280
350
420
420
при 20 °С
МПа
300
240
170
330
360
б, %
14
7
18
10
10
кДж/м2
441
196
245
294
294
LOOK
СГ Г]
с
Q *¦
? D
45
45
10
30
30
к-*
х%
«?
И
5
5
5
2
2
s
со
S ч
И со
5
1
5
4
2
ч
X О
Ь s
4
4
5
4
3
*1 Принята следующая условная оценка свойств в баллах: 5 — коррози-
онная стойкость (или свариваемость, технологичность) отличная, 4 — хоро-
шая, 3 — удовлетворительная, 2 — плохая.
*2 При аргонодуговой сварке.
*3 При холодной обработке давлением.
96
полуфабрикатов из сплава 01419 и стандартных жаро-
прочных и свариваемых сплавов.
Как видно из табл. 14, сплав 01419 по жаропрочности
при 350° С не уступает САП-1 и превосходит все остальные
стандартные сплавы. Сплав 01419 выгодно отличается
от САП-1 более высокими прочностью, пластичностью,
ударной вязкостью при комнатной температуре; кроме
того, сплав 01419 отлично сваривается, тогда как САП-1
принадлежит к несвариваемым материалам. По корро-
зионной стойкости и свариваемости сплав 01419 не ус-
тупает лучшему свариваемому коррозионностойкому
сплаву АМгб, но обладает при этом высокой жаропроч-
ностью и более высокой прочностью (особенно преде-
лом текучести), чем сплав АМгб. Незначительно уступая
сплавам 1201 и АК4-1 по прочности при комнатной тем-
пературе, сплав 01419 превосходит эти сплавы по плас-
тичности, ударной вязкости (которая служит прибли-
женной оценкой и вязкости разрушения), коррозионной
стойкости, свариваемости и технологичности при холод-
ной обработке давлением.
Анализ табл. 20 позволяет сделать заключение, что
сплав 01419 объединяет положительные качества таких
разных по свойствам и назначению сплавов, как САП-1,
АМгб, 1201. Отсюда следуют перспективы широкого
применения гранулируемого сплава 01419 для различ-
ных областей техники, для различных изделий: 1) вмес-
то САП-1 для деталей, работающих при температурах
до 400° С; 2) для высокопрочных коррозионностойких
сварных конструкций, работающих при нормальной тем-
пературе (вместо АМгб); 3) для ответственных корро-
зионностойких сварных конструкций, работающих при
температурах до 400° С, для которых ни один из стан-
дартных сплавов не может быть применен.
Перспективы использования 01419 в промышленно-
сти могли бы быть еще более значительными, если бы
удалось повысить его прочность при комнатной темпе-
ратуре, хотя бы до уровня прочности сплавов АК4-1 и
1201.
С этой целью нами были проведены исследования, в
которых принимала участие Г. А. Мудренко, направлен-
ные на повышение содержания хрома и циркония в
сплаве 01419. Установленное в сплаве 01419 номиналь-
ное содержание хрома и циркония (по 1,5%) является
оптимальным при условии литья гранул диаметром 1 —
7—407 97
4 мм со скоростью охлаждения при кристаллизации
103—104° С/с. Повышение содержания хрома и циркония
может быть осуществлено только при дальнейшем уве-
личении скорости охлаждения при кристаллизации. Со-
отношение хрома и циркония в сплаве, равное 1:1, как
было показано в начале главы, обеспечивает наиболее
высокую суммарную анамальную растворимость леги-
рующих компонентов в алюминии и поэтому оно долж-
но быть сохранено.
Исходя из описанных предпосылок, методом центро-
бежного разбрызгивания в воду (за счет увеличения
скорости вращения разливочного стакана) были отлиты
гранулы диаметром <500 мкм из сплава, содержащего
2,3% Сг и 2,3% Zr (состав по анализу 2,2% Сг, 2,4% Zr,
остальное—алюминий). Скорость охлаждения таких
гранул при кристаллизации по приблизительной оценке
была 105°С/с. Из гранул по описанной выше методике
были получены прессованные прутки диаметром 12 мм,
механические свойства которых приведены ниже:
"°С МПа МПа ' /о ^' °/о МПа
20 425 406 14,8 36,2
350 115 113 27,7 48,2 50
Увеличение содержания хрома и циркония в сплаве
01419 с одновременным повышением скорости охлаж-
дения при литье гранул (за счет уменьшения величины
гранул кристаллизующегося металла до диаметра
<500 мкм) приводит к значительному росту прочности
при комнатной температуре (на 50—60 МПа) и при по-
вышенной температуре (ав — на 15—20 МПа, ою0— на
5 МПа). При этом повышение прочностных характери-
стик не сопровождается снижением пластичности, кото-
рая остается примерно такой же, как и для обычного
сплава 01419.
При уровне прочности, приведенном выше, гранули-
руемый сплав А1—Сг—Zr может успешно конкурировать
с высокопрочными сплавами АК4-1 и 1201, применяю-
щимися для греющихся конструкций.
Следует указать также, что имеется резерв дополни-
тельного повышения содержания хрома и циркония в
сплаве типа 01419 при условии отливки гранул со ско-
ростями охлаждения больше 105°С/с и за счет этого —
резерв дополнительного повышения прочности.
98
МНОГОКОМПОНЕНТНЫЕ СПЛАВЫ
С ПЕРЕХОДНЫМИ МЕТАЛЛАМИ,
ИМЕЮЩИМИ
ЗНАЧИТЕЛЬНУЮ АНОМАЛЬНУЮ РАСТВОРИМОСТЬ
В АЛЮМИНИИ
Как было показано на с. 84, в тройных сплавах А1—Cr—Zr мож-
но получить аномально пересыщенный твердый раствор с более вы-
соким суммарным содержанием легирующих компонентов, чем в
двойных сплавах AI—Сг и Al—Zr при одинаковой скорости кристал-
лизации расплава.
На этом основании было сделано предположение, что в еще бо-
лее сложных, комплексно-легированных переходными металлами
сплавах суммарное содержание легирующих компонентов может быть
дополнительно повышено. Правильность такого заключения подтверж-
дается кривыми изменения периода решетки в зависимости от сум-
а,нм
ОМ 500
Рис. 45. Зависимость периода ре-
шетки твердого раствора от сум-
марного содержания легирующих
элементов в двойных и более слож-
ных гранулируемых сплавах:
/-Л1-Сг; 2-Л1-Мп-Сг; 3-
AI—Мп—Сг с другими добавками
5,0 ZtlM,°/o
марного содержания легирующих компонентов для гранул сплавов
Л1—Сг, А1—Сг—Мп и А1—Сг—Мп с добавками других переходных
металлов (титан, ванадий, цирконий) (рис. 45). В двойных сплавах
А1—Сг при скорости охлаждения при кристаллизации 103—104°С/с
аномально пересыщенный твердый раствор содержит до 2% Сг, в
тройных сплавах А1—Сг—Мп — до 3,7% (Мп + Сг), в сложных спла-
вах—до 4,5—5,0% 2 ПМ
Помимо возможности повышенного суммарного легирования,
многокомпонентные алюминиевые сплавы с аномально растворимы-
ми переходным:! металлами представляют большой интерес при изы-
скании жаропрочных материалов, поскольку известно, что комплекс-
ное легирование твердого раствора во многих случаях определяет
его высокую устойчивость. Последнее обстоятельство обычно связа-
но с тем, что при распаде сложного многокомпонентного твердой)
раствора выделяются сложные многокомпонентные интерметаллнд-
ные фазы с высокой энергией активации зарождения и роста.
Приведенные соображения послужили основой для исследования
многокомпонентных сплавов на основе системы Al—Cr—Zr с добав-
ками других ПМ — марганца, ванадия, титана. Рентгеноструктурный
фазовый анализ пока?ал, что если в тройных сплавах А1—Cr—Zr,
независимо от содержания хрома и циркония, помимо алюминиевою
99
твердого раствора, образуются только двойные соединения Л17Сг
п AlsZr (причем первая фаза растворяет некоторое количество цир-
кония), ю в многокомпонентном сплаве, кроме этих фаз, обнару-
жена сложная Л'-фаза с решеткой AlGMn. По в состав этой фазы, но
данным мпкрорептгепоспсктралыюго анализа, входят хром, титан и
ванадий.
Образование в многокомпонентном сплаве сложной Л'-фачы
обусловливает повышенную устойчивость аномально пересыщенного
твердого раствора, кристаллизующегося при высокие скоростях
охлаждения этого сплава, и ею повышенную жаропрочность при ус-
ловии правильного выбора суммарного содержания легирующих ком-
понентов. В табл. 15 показана зависимость механических свойств
Таблица 15. Механические свойства прессованных прутков
из многокомпонентного гранулируемого сплава на основе системы
А1—Сг—Zr
2ПМ в спла-
ве, %
3
3,5
4,6
5,0
7,0*
'пси' ^
20
350
20
350
20
350
20
350
20
350
ав, МП a
296
98
313
103
322
122
346
141
283
70
а,.:, МПа
214
90
248
98
268
116
283
135
214
65
б, %
26,8
23,4
19,2
27,7
19,2
21,4
17,1
21,2
4,0
30,4
о, и, МПа
55
60
_
70
—
70
35
* Структура гранул: а-твердьш раствор -j- первичным нптормстал.шд,
всех остальных случаях — а-твердый раствор.
многокомпонентных сплавов от суммарного содержания легирующих
компонентов. Прутки диаметром 1—3 мм из гранул многокомпонент-
ного сплава были получены по описанной выше методике.
Как видно из табл. 15, максимальные прочностные характерис-
тики нмесг сплав, состав которого соответствует границе аномальной
растворимости легирующих компонентов в алюминии. Появление
первичных иптерметаллидов тугоплавких металлов в гранулах при-
водит к снижению как прочностных свойств, так и пластичноегп и,
что самое главное, к резкому снижению жаропрочности, критерием
которой служила длительная прочность при 350° С.
Многокомпонентный сплав при суммарном содержании легирую-
щих компонентов 4,6—5,0% благодаря более высокой устойчивости
аномально пересыщенного твердого раствора и малой скорости коа-
гуляции упрочняющих иптерметаллидных фаз, выделяющихся in пе-
ресыщенного твердого раствора, значительно превосходит сплав
01419 по жаропрочности: для многокомпонентного сплава а =
= 70 МПа, тогда как для сплава 01419 0-^=45 МПа. Прочностные
характеристики многокомпонентного сплава при 20°С несколько ни-
же, чем сплава 01419 (па 20—30 Ml 1а). Возможно, это обстоя голье i-
во объясняется тем, что режимы изготовления полуфабрикатов из
гранул, выбранные для сплава 01419, для многокомпонентных спла-
вов не являются оптимальными. Некоторые данные об эффекте дис-
персионного твердения гранул многокомпонентного сплава в зави-
симости от температуры и времени старения показаны на рис. 46.
Этот рисунок подтверждает обычную для дисперсионно твердеющих
Рис. 46. Зависимое
твердости твердо!о ]
гранулах многокоч
сплава иа основе
Л1—Cr—Zr от длнтсл
грева при темперап
(>), 450 B) п 400° С C)
микро-
¦аствора в
понентпого
системы
иости на-
-урах 500
сплавов закономерность: чем выше температура нагрева (старения),
тем быстрее идут процессы упрочнения, но тем меньше эффект дис-
персионного твердения.
Варьируя длительность пребывания гранул при температуре
400° С в процессе изготовления из них полуфабрикатов, можно, как
это показано в табл. 16, существенно влиять на механические свой-
ства готовых полуфабрикатов. Так, суммарное время пребывания
гранул при температуре 400°С (нагрев перед брикетированием, па-
Т а б л и ц а 16. Влияние длительности пребывания гранул
при 400° С в процессе обработки на механические свойства прутков
многокомпонентного сплава на основе системы AI — Сг—Zr
4
8
17
4
4
С- ^
со Я
CQ Ел
4
10
ав*
МПа
320
370
340
380
350
20° С
МПа
250
310
280
310
300
б, %
16
14
16
15
14
jvflla
120
150
130
160
130
350°
ff,,,..,
MI la
115
140
120
150
120
с
б, %
24
21
25
22
24
а,
МПа
70
70
65
70
70
а*,им
0,40389
0,40393
0,40456
0,40412
0,40420
* Период решетки твердого раствора.
101
грев брикетов перед прессованием) до 4 ч не обеспечивает получения
высоких прочностных характеристик прессованных прутков, по-
скольку распад аномально пересыщенного твердого раствора не до-
стиг оптимальной (для упрочнения) степени. Увеличение общей вы-
держки при 400° С до 8 ч приводит к значительному росту прочно-
сти при комнатной температуре без изменения жаропрочности.
Дальнейшее увеличение суммарного времени пребывания гранул при
температуре 400е С (до 17 ч) обусловливает снижение и прочности,
и жаропрочноегп. Очевидно, что такая длительная выдержка обу-
словливает уже некоторую коагуляцию продуктов распада твердого
раствора, являющуюся причиной разупрочнения.
При недостаточном времени пребывания гранул при повышен-
ной температуре в процессе получения из них прутков выдержка
готовых прутков при относительно низкой температуре C00° С) поз-
воляет повысить их прочность (см. табл 16), т. е. происходит до-
старивание прутков.
Таким образом, многокомпонентный гранулируемый сплав на
основе системы А1—Cr—Zr при оптимальных режимах его обработ-
ки (обеспечивающих оптимальную степень распада аномально пере-
сыщенного твердого раствора) имеет при комнатной температуре
механические свойства, близкие к свойствам сплава 01419: для прес-
сованных полуфабрикатов о*в^340н-370 МПа, ао,2 = 250~300 МПа,
б=г14-М6%. Но по жаропрочности многокомпонентный сплав значи-
тельно превосходит сплав 01419.
Из многокомпонентного гранулированного сплава были изготов-
лены и всесторонне исследованы горяче- и холоднокатаные листы.
По коррозионной стойкости, свариваемости и технологичности
при листовой штамповке многокомпонентный сплав на основе систе-
мы AI—Сг—Zr мало отличается от описанного выше сплава 01419.
Дальнейшее повышение скоростей охлаждения при литье гранул,
очевидно, позволит повысить легированпость многокомпонентных
сплавов и получить еще более высокий уровень прочности при ком-
па riiofi температуре.
СПЛАВЫ, ЛЕГИРОВАННЫЕ ЖЕЛЕЗОМ
И ДРУГИМИ ПЕРЕХОДНЫМИ МЕТАЛЛАМИ,
ПРАКТИЧЕСКИ НЕ РАСТВОРИМЫМИ В АЛЮМИНИИ
В предыдущих главах уже отмечалось, что такие ме-
таллы, как железо, никель, кобальт, практически не
растворимые в алюминии и образующие в слитках алю-
миниевых сплавов грубые интерметаллидные фазы, при
очень высоких скоростях охлаждения при кристаллиза-
ции становятся полезными, эффективно упрочняющими
компонентами алюминиевых сплавов. За последние го-
ды особенно много работ выполнено по исследованию
структуры и свойств сплавов А!—Fe в зависимости от
скорости охлаждения при кристаллизации, поскольку
структура этих сплавов весьма чувствительна к скоро-
сти охлаждения,
102
В табл. 17 приведены имеющиеся в литературе дан-
ные о механических свойствах компактных полуфабри-
катов двойных сплавов Al—Fe, полученных из гранул
пли других частиц, закристаллизованных с высокими
скоростями охлаждения.
Таблица 17. Предел прочности полуфабрикатов из сплавов
А!—Fe, изготовленных из гранул или других частиц, при комнатной
и повышенных температурах
Сплав
Al-8%Fe
Al— 8%Fe
Al-8%Fe
Al—8%Fe
Al—8%Fe
Al-2%Fe
Al-2,5%Fe
Способ
кристал-
лизации
A
В
С
А
D
С
Е
20
570
430
320
310
250
130
430—550
MI la, при температуре
200
320
280
200
—
75
—
30')
230
200
150
150
—
54
—
100
70
100
70
90
80*
33
—
с.
U
о
К
с;
о к
891
90
91
92
88]
[911
П р и м с ч а и II с. Л — кристаллизация капель расплава в виде чешуек
(flake), на врдоохлаждаемом медном цилиндре (^ох1 ~ №" "С/с); В — захло-
пывание капель расплава движущимися медными пластинами (:' ОкЧ ~ 103-г-
-flO6°C/c); С — распыление расплава нейтральным газом (^Охч ~ Ю-'-НО^ С с);
D — литье гранул A—4 мм) методом центробежного разбрызгивания капель
расплава в воду (с ох^ ~ l0J-H04 °С/с); Е — способ не описан, но указывается,
что скорость роста твердой фазы (R) была 2,5 мм/с, а температурным гради-
ент между жидкой и твердой фазами при кристаллизации был 10J С м.
[Пат. (Австралия), № 468231, 1975. Кл. 158 (С22 с 21/00)].
* Температура испытания 350° С.
Анализ данных табл. 17 показывает, что механичес-
кие свойства сплавов Al—Fe сильно зависят от скорости
охлаждения при кристаллизации в диапазоне скоростей
102—106°С/с: чем выше скорость охлаждения, тем выше
прочность при температурах до 400° С. Исключение
составляет сплав, содержащий 8% Fe, исследованный в
работе [92]. Значения прочности, приведенные для этого
сплава в работе [92], в два раза ниже значений прочно-
сти, указанных в работе [89], хотя способ кристаллиза-
ции в обоих случаях был одинаковый.
Этому результату можно дать два объяснения: либо
при одном и том же способе кристаллизации в зависи-
мости от условий его осуществления скорость охлажде-
103
нпя может изменяться в широких пределах, либо в за-
висимости от условий последующей обработки чешуек
их структура (и соответственно свойства компактного
полуфабриката) могут изменяться в большей или мень-
шей степени.
Влияние способа отливки гранул (чешуек) и темпе-
ратуры испытания на прочность сплава Л1—8% Fe по-
казано на рис. 47 [91].
Вопрос о том, с какими структурными особенностями
связано получение наиболее высоких показателей проч-
ности сплавов Al—Fe, в настоящее время не решен. Как
6вуМПа
500
400
300
200
100
О /00 200 300 ^00 t °С
Рис. 47. Зависимость предела проч-
еюсти сплава Л1 — 8% Fe от тем-
пературы испытания для образцов,
полученных из гранул (частиц) за-
кристаллизованных при различны\
скоростях охлаждения, °С/с:
/— 106; Р — 10s—J0e; 3— 102—103;
4— 10; 5 — 1
уже отмечалось в гл. 3, в ряде исследований установ-
лено образование аномально пересыщенных твердых
растворов железа в алюминии высокой концентрации,
но играют ли эти твердые растворы решающую роль в
упрочнении или максимальные достигнутые значения
прочности определяются диспергированием алюминида
железа при кристаллизации, не ясно.
Из приведенных данных следует, что из сплавов сис-
темы Al—Fe можно получить полуфабрикаты, сочетаю-
щие очень высокую прочность (более высокую, чем у
сплавов А1—Cr—Zr) и жаропрочность, но для этого не-
обходимо обеспечить скорость охлаждения при кристал-
лизации не менее 106°С/с, в то время как для сплавов
Al—Cr—Zr типа 01419 A,5% Сг, 1,5% Zr, остальное А1)
достаточно для получения максимального упрочняющего
эффекта от легирующих компонентов иметь при кристал-
104
лизации скорость охлаждения 103— 104°С/с. Таким об-
разом, сплавы А1—Fe (вероятно, и сплавы Al—Ni и
А1—Со) требуют иных технологических приемов, чем
сплавы А1—Cr—Zr и другие рассмотренные выше сплавы
с добавками марганца, хрома циркония и титана. Обыч-
ные процессы гранулирования (получение гранул диа-
метром 1—3 мм путем центробежного разбрызгивания
расплава в воду или гранул диаметром <500 мкм путем
распыления расплава нейтральным газом), которые мо-
гут рассматриваться как промышленные способы отливки
больших масс металла, для сплавов Al—Fe, по-видимо-
му, малоперспективпы. При этих процессах не реализу-
ются все потенциальные положительные качества спла-
вов Al—Fe. Способы кристаллизации, при которых в
работах [89, 90] получены образцы из сплава А1—8% Fe
с очень высокой прочностью (оп до 570 МПа), пока не
могут служить основой для промышленного производ-
ства.
В наших исследованиях, проведенных совместное
Г. А. Мудренко, Ю. Г. Гольдером и Р. М. Сизовой,
ставилась задача изучить возможность повышения ско-
рости кристаллизации сплавов Al—Fc при литье гранул
центробежным методом и соответственно механических
свойств прессованных полуфабрикатов.
Из сплавов А1—Fe с 7—9% путем увеличения ско-
рости вращения разливочного стакана были получены
гранулы диаметром от 50 до 500 мкм.
Исследование микроструктуры показало, что разные
гранулы имеют различную структуру (рис. 48). Типич-
ные разновидности структуры гранул сплава А1—9,4%
Fe (травление смесью кислот) следующие: 1) гетеро-
генная структура, во многих случаях хорошо выявля-
ются сферолиты псевдоэвтектики с игольчатыми включе-
ниями интерметаллидной А1—Fe-фазы; 2) смешанная
структура, в пределах одной гранулы имеются светлые
нетравящиеся области и темные области с гетерогенной
структурой с более дисперсными, чем в первом случае
включениями интерметаллидной фазы (рис. 48, б);
3) светлая гомогенная (при увеличении 320) структура
(рис. 48, в).
Среди гранул диаметром от 200 до 500 мкм преиму-
щественно были гранулы с гетерогенной и смешанной
структурами, чисто «светлых» гранул практически не
было. Среди гранул диаметром 50—100 мкм около 30%
105
Рис. 48. Типичная структура гранул сплава Л1 — 9,1%
а — гетерогенная; б — смешанная; в — светлая
(Х320);
106
гранул имели «светлую», около 20%—чисто гетероген-
ную и остальные 50%—смешанную структуру.
Определение методом микрорентгепспектралыюго
анализа содержания железа по сечению гранул показа-
ло, что состав гранул равномерный, области с разной
структурой в пределах одной гранулы имеют одинаковое
содержание железа.
Микротвердость сплава А1—9,4% Fe в зависимости
от структуры изменяется очень сильно: микротвердость
светлых гранул (рис. 48 в) и светлых областей в неод-
нородных гранулах (рис. 48 б, в) необычно высокая для
алюминиевых сплавов — 3500—4000 МПа, а в гранулах
(и областях) с гетерогенной структурой мпкротвер-
дость колеблется в пределах 900—2000 МПа. Для более
детального изучения особенностей структуры светлых
гранул был определен период решетки разных гранул,
а также изучена структура светлых областей в элек-
тронном микроскопе на просвет. Принимая во внимание
результаты работы [77], можно заключить, что го-
могенность «светлых» гранул кажущаяся, но важно
определить, входит ли часть железа в твердый раствор
и какова дисперсность интерметаллидной фазы. При
определении периода кристаллической решетки твердого
раствора в гранулах получены следующие средние зна-
чения: для гранул диаметром 200—500 мкм с гетеро-
генной и смешанной структурой а = 0,40490 нм; для гра-
нул диаметром 50—100 мкм со светлой структурой а =
= 0,404834-0,40485 нм. Приведенные значения периода
решетки свидетельствуют о том, что в гранулах с гете-
рогенной и смешанной структурой твердый раствор со-
держит 0,1—0,15% Fe, а в гранулах со светлой структу-
рой— 0,35—0,45% Fe. Таким образом, хотя при кристал-
лизации гранул образуются аномально пересыщенные
твердые растворы железа в алюминии, но даже в свет-
лых гранулах, которые по приблизительной оценке ох-
лаждались со скоростью ~106°С/с, лишь небольшая
часть железа из общего содержания в сплаве @,4% от
9,4%) находится в твердом растворе и это, конечно, не
может объяснить очень высоких значений твердости
светлых гранул.
Для определения величины включений и характера
распределения интерметаллидной фазы в светлых зонах
гранул их структуру изучали с помощью электронного
микроскопа па просвет. В связи с тем, что изготовление
107
фолы из гранул диаметром 50—100 мкм представляет;
большие экспериментальные трудности, светлая, нетра-
вящаяся структура, характерная для мелких гранул, бы-
ла получена в тонкой ленте, закристаллизованной из
• >¦¦¦•¦¦ ШШ
¦ • • - • . ' :; ш
- - - ¦¦¦- .,__
Рис. 49. Микроструктура лент из сплава А1 — 9,4% Fo, закристаллизованных
в водоохлаждаем.ых валках. Х200:
а — смешанная структура; б — светлая
расплава в водоохлаждаемых медных валках (рис. 49).
Из светлых зон лент готовили фольгу для изучения
структуры в электронном микроскопе.
108
Тонкая структура зоны ленты представлена на
рис. 50. В литом состоянии светлая зона имеет ячеистое
строение, диаметр дендритной ячейки колеблется в пре-
делах 0,1—0,3 мкм, по границам дендритных ячеек на-
ходятся тонкие ободки А1—Fe-фазы, толщина которых
составляет сотые доли микрона (рис. 50, а). Дисперс-
Рис. 50. Структура светлой зоны лент из сплава Л1 — 9,4% Fe. X20000:
а — литое состояние; б — после отжига при 300° С, 3 ч
ные, равномерно распределенные включения фазы
Al3Fe (или Al6Fe) в алюминиевой матрице и определяют
очень высокую твердость светлых зон в гранулах и лен-
тах. Однако стабильность структуры светлых зон при
нагревах, по-видимому, не столь высока, как указыва-
ется в работе [77]. Выдержка ленты при 300° С в тече-
ние 3 ч уже приводит к заметной коагуляции А1—Fe-
фазы по границам дендритных ячеек (рис. 50, б). О
значительных изменениях структуры светлых зон сви-
детельствует и характер зависимости микротвердости
светлых гранул от температуры отжига (рис. 51). Очень
высокая исходная твердость светлых гранул C750 МПа)
после отжига при 350° С (Зч) снижается до 1000 МПа,
а после отжига при 400° С твердость светлых гранул
становится равной твердости гранул, имеющих в исход-
ном состоянии гетерогенную структуру (при увеличени-
ях светового микроскопа, рис. 48,а).
Таким образом, состояние, которое формируется в
двойных сплавах Al—Fe при очень высоких скоростях
кристаллизации (скорость охлаждения 106°С/с и выше)
109
и которое характеризуется высокой дисперсностью ин-
терметаллидной А1—Fe-фазы (величина частиц сотые
доли микрона), относительно небольшим аномальным
пересыщением твердого раствора (до 0,4% Fc в твердом
растворе), очень высокой твердостью и прочностью,
является не столь устойчивым, как можно было бы по-
лагать, исходя из очень малой равновесной растворимо-
сти железа в алюминии.
Сравнительно невысокая устойчивость субмикро-
гетерегенной структуры светлых зон в гранулах сплавов
Нм,мпа
4ООО
зооо -
о
200
иоо
Рис. 51. Зависимость микротвердо-
стн гетерогенных (/) и светлых B)
гранул от температуры отжига
(выдержка 3 ч)
Рис. 52. Микроструктура прессован-
ного прутка из мелких гранул спла-
ва AI -9,4% Fc. X400
Al—Fe, видимо, связана с рядом обстоятельств: во-пер-
вых, с очень развитой поверхностью раздела между
матрицей и интерметаллидной фазой и в связи с этим
очень высокой поверхностной энергией, как в любой
дисперсной смеси; во-вторых, с наличием некоторой ано-
мальной растворимости железа в алюминии; в-третьих,
с возможным превращением метастабильной фазы
Al6Fe в Al3Fe.
Принимая во внимание сказанное выше, можно объ-
яснить высокую устойчивость структуры и свойств гра-
нул диаметром 200—500 мкм с гетерогенной структурой
и тем более гранул диаметром 1—4 мм (и прутков из
них), которая отмечена в работе [88].
ПО
Приведенные данные показывают, что уникальные
свойства сплавов Al—Fe, которые можно получить при
высоких скоростях кристаллизации (скорость охлажде-
ния ~106°С/с) на образцах малого размера (чешуйки,
мелкие гранулы, фольга) очень нелегко сохранить в
компактных полуфабрикатах (прессованных профилях,
прутках, катаных листах и т. д.), поскольку в процессе
обработки (уже при 350° С) происходят такие измене-
ния структуры, которые приводят к сильному разупроч-
нению. Наши экспериментальные результаты подтверж-
дают одно из тех объяснений, которое было дано выше
значительному различию свойств компактных полуфаб-
рикатов сплава А1—8% Fe, полученных разными авто-
рами из чешуек, изготовленных одним способом
(табл. 17).
Из мелких гранул сплава алюминия с 7—9% Fe бы-
ли изготовлены прессованные полуфабрикаты по следу-
ющей технологии: все гранулы диаметром от 50 до
500 мкм (выделить гранулы со светлой структурой от-
дельно не представлялось возможным) брикетировали
при температуре 350° С (предварительная выдержка
при этой температуре 3 ч), брикеты диаметром 90 мм
после обточки нагревали до 380—400° С и прессовали
на прутки диаметром 12 мм и полосу сечением 6X50 мм
(вытяжка соответственно 31 и 24).
Структура прутков и полос явно гетерогенная, вели-
чина частиц интерметаллидной фазы колеблется в пре-
делах от 0,1 до 2 мкм (рис. 52). Механические свойства
прутков и полос, полученных из мелких гранул, практи-
чески одинаковы, а прочностные характеристики выше,
чем у прутков, изготовленных из крупных гранул (диа-
метр 1—4 мм) [88], но ниже тех, которые получены в ра-
ботах [89, 90].
Ниже приведены механические свойства пресованных
из мелких гранул прутков сплавов Al—Fe.
Сплав ав, МПа \у МПа б, % я|з, %
А1—7% Fe 296 227 17,6 42,4
Al— 9,4%Fe 318/127 266/123 12,1/20,3 23,1/41,0
Примечание. Для сплава AI—9,4% Fe в знаменателе приведены
значения при 350° С.
Структура и свойства пресованных прутков, полу-
ченных из гранул сплавов Al—Fe, термически стабиль-
ill
ны. Отжиг при температуре, не превышающей 450° С,
мало влияет на их прочность и пластичность (рис. 53).
Значения длительной прочности при 350°С получен-
ные в нашей работе, и на более крупных гранулах "и ра-
боте [88], одинаковы if, по-видимому, близки к предель-
ным значениям для гранулируемых двойных сплавов
Л1—Fe. Значительное повышение прочности при комнат-
ной температуре и температурах ниже 300° С за счет
сохранения субмикроскоппческой гетерогенной структу-
40
30
20
10
сТ
66,МПа
400
300
200
100
20 350 400 450 500 t,°C
с. 53 Влччние температуры ог-
ira па механические свойства
юссованных прутков сплава Л! —
% Ре, полученных из мелких
аи у л
ры, свойственной гранулам, закристаллизованным при
скоростях охлаждения 106°С/с и выше, в компактном
полуфабрикате, как это показано в работе [89], не при-
ведет к повышению длительной прочности при темпера-
турах 350°С и выше, так как указанная структура не-
стабильна при этих температурах.
Очевидно, наиболее перспективным путем получения
гранулируемых сплавов А1—Fe с высокой прочностью
и жаропрочностью является дополнительное легирова-
ние этих сплавов другими переходными металлами (в
основном, по-впдпмому, растворимыми в алюминии) с
целью стабилизации субмикроскопической гетерогенной
структуры, присущей быстро закристаллизованным
сплавам Al—Fe.
Некторые данные о влиянии дополнительного леги-
рования имеются в литературе. В работе [92], например,
получены образцы прессованных прутков п полос из че-
шуек, охлажденных при кристаллизации со скоростью
106°С/с, сплава А1—8% Fe п этого же сплава с добав-
ками других компонентов. Установлено, что добавки
хрома и марганца, вводимые отдельно и вместе, сущест-
венно повышают механические свойства сплава А1—8%
Fe (табл. 18).
112
Таблица 18. Механические свойства прутков, изготовленных
из чешуек сплавов на основе системы А1—8% Fe [92]
Сплав
Л1—8%Fe
Al—8%Fe—
0,5%Cr
Al—8%Fc—1%Мп
Al — 8%Fe—
l%Mn—0,5%Cr
oQ, МП;)
306
334
334
367
20е
сг„._, MI Га
271
297
300
324
3 С
б, %
19,3
16,0
17,7
10,7
50
51
48
32
fJOfJ° С
<J^> МПа
158
190
160
180
По величине crj]{J нельзя суверенностью судить о проч-
ности при температурах выше 300° С, но все же замет-
ное повышение of^0 при введении хрома свидетельствует
о замедлении диффузионных процессов взаимодействия
пптерметаллида Al—Fe с матрицей вследствие наличия
в последней хрома.
Примеры влияния добавок марганца, хрома, цирко-
ния и других растворимых в алюминии переходных ме-
таллов на свойства образцов сплава А1—8% Fe, полу-
ченных при высоких скоростях охлаждения, приведены
в обзоре [91].
Как видно из табл. 19, относительно влияния мар-
ганца получены противоречивые данные: в работе [89]
установлено его отрицательное влияние на прочность
при комнатной и повышенных температурах, а в рабо-
те [90] — значительное положительное влияние. При-
чину столь различных результатов, вероятно, следует
искать в различном структурном состоянии исследован-
ных образцов (в различной степени сохранения в об-
разцах неравновесной структуры, образующейся не-
посредственно после кристаллизации).
Некоторое повышение прочности сплава А1—8% Fe
при введении малых количеств ванадия, хрома, титана
п циркония получено при изготовлении гранул путем
распыления расплава нейтральным газом (табл. 19).
Но особенно эффективной добавкой в сплав Al—8%Fe
оказался цирконий [89]. Сравнивая свойства сплавов
Al—8%Fe— 1 % Zr и Al—8% Fe (табл. 19), можно
заключить, что цирконий сильно стабилизирует получен-
ную при высоких скоростях кристаллизации структуру
8-407
ИЗ
Т а б л и ц а 19. Влияние добавок переходных металлов
на прочность быстрозакристаллизованных сплавов Al—Fe [971
Сплав
Al-8%Fe
Al—8%Fe—2%Mn
Al-8%Fe-l%Zr
Al—8%Fe
Al-8%Fe—3%Mn
Al—8%Fe
Al—8%Fe—V(Cr,
Ti, Zr)
Способ крис-
таллизации*
A
A
A
В
В
С
С
GB, MI la, при тем-
пературе, °C
'20
570
550
580
430
530
320
330
200
320
350
470
280
360
;зоо
230
170
290
200
270
150
170
70
50
200
100
120
70
100
Библиог-
рафия
[89]
[89]
[89]
[90]
[90]
191J
[91]
* .1 — кристаллизация капель расплава в виде чешуек на водоохлаждае-
мом медном цилиндре (сохЧ ~10G °С;с); В — захлопывание капель расплава
движущимися медными пластинами U'oxn ~ 105-r 10b °C/c); С — распыление
расплава нейтральным газом (^Ох1 ~ 10--=- 1(Р °С,с).
сплава и за счет этого резко повышает его жаропроч-
ность. Сплав А1—8% Fe— 1 % Zr имеет исключитель-
но высокую прочность при 400°С (ав = 200 МПа), та-
кая прочность при 400° С не получена ни па одном из-
вестном алюминиевом сплаве. Однако сведения о сплаве
А1—8% Fe— 1 % Zr очень скудные, поэтому трудно
судить о возможности получения свойств, приведенных
в табл. 19, на промышленных полуфабрикатах.
В патенте Байнбриджа [ для улучшения структуры
и свойств быстрозакристаллпзованных сплавов А1—
Fe, содержащих от 0,3 до 10% Fe, рекомендуется вве-
дение малых количеств одного или нескольких эле-
ментов (литий, натрий, стронций, барий) по 0,0001 —
0,1% каждого. Малые добавки перечисленных щелоч-
ных и щелочноземельных металлов модифицируют
структуру сплавов Al—Fe, приводят к резкому измель-
чению фазы Al3Fe в эвтектике, а также способствуют
получению при кристаллизации более дисперсной фа-
зы A!6Fe (вместо AI3Fe) при меньших скоростях ох-
лаждения.
Пат. (Австралия), № 468234, 1975. Кл. 158 B2Сс21/00).
114
О других свойствах (помимо механических) грану-
лируемых сплавов на основе системы Al—Fe в литера-
туре имеется очень мало сведений.
В патенте Бапнбрнджа указывается, что коррози-
онная стойкость быстрозакристаллизованных сплавов
Al—-Fe находится на уровне коррозионной стойкости
сплавов серии 6000 (системы Al—Mg—Si). Отмечает-
ся весьма высокая коррозионная стойкость сплавов
Al—Fe—Ni и Al—Fe в горячей воде (выше, чем у
САП). Сплав А1—6—8% Fe по коррозионной стойкости
в морской воде не уступает чистейшему алюминию
(А1 99,99). Быстрозакристаллнзованные сплавы Al—Fe
не подвержены коррозии под напряжением.
Сравнение свойств сплавов на основе системы А1—
Fe со свойствами ранее рассмотренных жаропрочных
сплавов системы А1—Сг—Zr позволяет сделать сле-
дующие выводы:
при кристаллизации сплавов со скоростями охлаж-
дения 103— 104°С/с, т.е. при использовании таких ос-
военных и производительных способов литья гранул,
как распыление расплава нейтральным газом и центро-
бежное разбрызгивание в воду, сплавы Al—Cr—Zr
имеют преимущество перед сплавами на основе систе-
мы А1—Fc — компактные полуфабрикаты из сплавов
А1—Сг—Zr показывают более высокие и стабильные
механические свойства;
при кристаллизации со скоростями охлаждения
106°С/с и выше для сплавов системы Al—Fe получены
более высокие прочностные характеристики (особенно
при комнатной температуре), чем для сплавов А1—
Cr—Zr.
Однако, чтобы определить преимущество той или
иной группы сплавов, необходимо провести тщательное
исследование сплавов при одинаковой технологии изго-
товления образцов и, в частности, изучить стабильность
высоких свойств сплавов системы Al—Fe, полученных
в некоторых работах.
Глава 5
ВЫСОКОПРОЧНЫЕ КОНСТРУКЦИОННЫЕ
СПЛАВЫ
В предыдущих главах показано, что использование вы-
соких скоростей кристаллизации сплавов (при произ-
водстве полуфабрикатов из гранул) позволяет полу-
чить значительный упрочняющий эффект от легирования
алюминиевых сплавов тугоплавкими компонентами, не
растворимыми пли имеющими очень малую раствори-
мость в алюминии (железо, марганец, хром, цирконий
и др.)- Это обстоятельство открывает возможность раз-
работки новых гранулируемых конструкционных спла-
вов повышенной прочности па основе традиционных
систем AI—Си—Mg, Al—Zn—Mg—Си, Al—Mg с допол-
нительным легированием переходными металлами в
большем количестве, чем это применяется для сущест-
вующих сплавов. Повышенная прочность таких сплавов
по сравнению с прочностью существующих сплавов
(термически упрочняемых) определяется сочетанием
двух механизмов упрочнения:
1) дисперсионного твердения, связанного с выделе-
ниями дисперсных упрочняющих фаз, образуемых
медью, магнием, цинком и кремнием, в результате за-
калки и старения готовых полуфабрикатов;
2) дисперсионного твердения, связанного с образо-
ванием аномально пересыщенных твердых растворов
переходных металлов в алюминии при кристаллизации
гранул и выделением из них алюминпдов ПМ при пос-
ледующей обработке гранул или с непосредственным
образованием при кристаллизации дисперсной интср-
металлидпой фазы типа Al3Fc, AUNi и др.
Таким образом, для гранулируемых сплавов па ос-
нове систем А1—Си—Mg, Al—Zn—Mg—Си и Al—Mg—
Si к упрочняющему эффекту от термообработки, кото-
рый свойствен этим сплавам и при изготовлении полу-
фабрикатов из слитка, добавляется упрочняющий эф-
фект от дисперсных включений алюминпдов ПМ, РЗМ
или других малорастворимых в алюминии компонентов,
обусловленный дополнительным легированием и высо-
кой скоростью охлаждения при кристаллизации.
В какой мере упрочнение обычными упрочняющими
фазами, присутствующими в алюминиевых сплавах,
116
после закалки и старения (О', S', т)' и ДР-)» а также
зонами ГП, суммируется с упрочнением алюминидамп
ПМ, РЗМ, кристаллизующимися в дисперсной форме
или выделяющимися при распаде аномально пере-
сыщенных твердых растворов — вопрос сложный,
требующий конкретного изучения для различных групп
сплавов. Попытки получить сплавы, в которых упрочне-
ние термообработкой, т.е. за счет зон ГП и промежу-
точных фаз сочеталось бы с упрочнением дисперсной
окисью алюминия АЬОз, свойственным САП, не дали
положительных результатов [93; 96, с. 286].
Полуфабрикаты из сплавов тина Д16 и В95, изго-
товленные из пудры по технологии САП и содержащие
примерно такое же количество А12О3, как САП (>6%),
имели худшие механические свойства, чем аналогичные
полуфабрикаты, сделанные из слитка. При изготовлении
полуфабрикатов из гранул, как будет показано ниже,
во многих случаях удается термически упрочняемые
сплавы типа Д16, В95 и В96 дополнительно упрочнить
дисперсными частицами алюмпнидов ПМ.
Относительная величина этого упрочнения, по-ви-
димому, все же снижается при увеличении объемной
доли упрочняющих фаз, образующихся при старении,
т. е. при увеличении эффекта старения. Упрочнение от
дисперсных включений алюмпнидов ПМ (будем назы-
вать его «алюминндным» упрочнением), по всей веро-
ятности, наиболее эффективно для сплавов типа твер-
дых растворов, т.е. сплавов, в которых основные ле-
гирующие компоненты входят в твердый раствор. К
таким сплавам относятся, например, сплавы системы
А1—Mg (АМг2, АМгЗ, АМг5, АМгб).
СПЛАВЫ НА ОСНОВЕ СИСТЕМЫ А1—Mg
Гранулируемые термически не упрочняемые сплавы системы А1—
Mg (типа АМг2—АМгб) могут быть значительно упрочнены путем
дополнительного легирования как растворимыми (при условии кри-
сталлизации с высокими скоростями охлаждения, т. с. образующими
аномально пересыщенные твердые растворы на основе алюминия)
переходными металлами (марганец, хром, цирконий), так и мало-
растворпмымп (железо, никель и др.).
Имеющиеся публикации по сплавам этого типа относятся в ос-
новном к сплавам А1—Mg с относительно невысоким содержанием
магния B—6%) и дополнительными добавками марганца, хрома,
циркония, титана, ванадия, железа.
117
В табл. 20 приведены состав и механические свойства некоторых
сплавов системы Л1—Mg. Как видно из этой таблицы, при обычном
для деформируемых алюминиевых сплавов содержании магния B,5—
5,75%) высокое содержание марганца (до 5%), хрома (до 2%) и
особенно железа (8%) позволяет резко повысить прочность, осо-
бенно предел текучести.
Из применяющихся в промышленности сплавов системы Л1—Mg
наиболее прочным является сплав ЛМгб, предел текучести которого
в отожженном состоянии соемавляет 160—200 МПа. Гранулируемые
сплавы, указанные в табл. 20, по пределу текучести превосходят
сплав ЛМгб в 2—2,5 раза. При этом столь высокие значения проч-
ностных характеристик получены без специальной упрочняющей
термообработки, так же как и для сплава АМгб. Высокий уровень проч-
ности определяется наличием в структуре дисперсных частиц пнтер-
мсталлидных фаз, так же как и в промышленных термически упроч-
няемых сплавах, но эти дисперсные интерметаллиды (АЬСг,
Ali2Mg2Cr, Al6Fe или Al^Fc) получены в готовом полуфабрикате не
при термической обработке, а вследствие особых условий кристал-
лизации п последующих технологических нагревов.
Анализ данных табл. 20 показывает, что наиболее высокий уро-
вень прочности может быть получен при легировании сплавов Al—Mg
железом. Сплавы, легированные железом, характеризуются и более
высокой прочностью при умеренно высоких температурах; сплавы
№ 5—8 имеют длительную прочность прп200°С o"ioo = 140-ь 150 МПа.
Вместе с тем следует иметь в виду, что сплавы, легированные желе-
зом, требуют более высоких скоростей охлаждения при кристалли-
зации (>106°С/с), чем сплавы с марганцем, хромом, цирконием,
титаном и к тому же они имеют худшую коррозионную стойкость.
Общим недостатком всех сплавов, приведенных в табл. 20, яв-
ляется низкий уровень пластичности, что, возможно, связано с по-
вышенным содержанием окиспой фазы.
Б. И. Матвеев, Ю. М. Манов и др. [96] предложили порошковый
сплав АД\г4Х на основе сисюмы Al—Mg, прессованные и катаные
полуфабрикаты которого были изготовлены из пульверизата, т. с.
порошка, полученного распылением расплава нейтральным газом,
с пеличиной частиц 0,05—0,2 мм. Сплав содержит около 4% Mg, a
Мп и Сг в большем количестве, чем в стандартных сплавах. Полу-
фабрикаты из сплава АМг4Х при высоком уровне прочности более
пластичны, чем полуфабрикаты из сплавов № 1—4.
Ниже приведены механические свойства полуфабрикатов из
сплава АЛ\г4Х в долевом направлении [96].
МПа
420
430
МПа
320
350
14
12
Прессованная полоса . . .
Горячекатаная полоса
Нагартованпый лист (обжа-
тие на 18%) 500 390 9
Более высокий уровень прочности сплава ЛМг4Х по сравнению
с прочностью сплава АМгб объяснен авторами действием дисперсных
частиц сложных по составу фаз, содержащих марганец и хром, а
также присутствием этих элементов в твердом растворе.
118
Таблица 20. Состав и механические свойства, гранулируемых сплавов на основе системы Ai—Mg,
полученных за рубежом
Номер
сплава
1*1
2*i
3*i
4*2
5*з
б*з
7*з
g*3
Mg, %
5,75
5,75
2,5
2,5
3
3
3
3
им, %
Мп4
Сг2
Мп5
Мп, Сг, Zr, Ti no 0,5 каждого
Fe8
Mnl; Fe8
CrO,5; Fe8
Mnl; CrO,5; Fe8
Вид полуфабриката
Прессованный пруток диа-
метром 6,3 и 4,7 мм
Прессованный пруток диа-
метром 15 мм
Полоса размером 5,5Х
Х38 мм
МПа
490
490
464
505
528
571
573
584
О,, о,
МПа
400
400
330
360
358
391
411
411
б, %
5-6
5-6
7
3,3
8
6,7
8,0
5
Библиогра-
фия
[94]
|94]
194]
]95]
[92]
192]
[92]
[92]
*' Гранулы, полученные распылением нейтральным газом; диаметр 0,15—0,20 мм. *2 Диаметр гранул 0,20 мм.
полученные распылением на медный лист; скорость охлаждения 10ь°С/с.
Таблица 21. Состав и механические свойства сплавов типа АМгП после закалки с 430° С
Чешуйки,
Номер
сплава
1
2
3
Содержание, %
Mo-
ll, 1
11,6
11,2
Мп
2,05
2,18
2,37
Zr
0,6
0,42
Механические свойства в направлении
долевом
ав, МПа
452/486
452/505
445/487
а,,,, МПа
301/261
379/317
368/312
6, %
12/14,1
12,4/13,7
8,3/13,4
поперечном
Св> МПа
403/466
480/494
474/472
о,.,, МПа
282/256
386/313
375/274
6. %
6,7/14,7
6,7/10,1
6,7/11,1
П П р и м е ч а н и е. В числителе приведены значения для прессованной полосы, в знаменателе — для листа.
По жаропрочности сплав ЛМНХ уступает сплавам Al—Mg с же-
лезом. Так, сплав АЛ\г4Х имеет а щ] = 150 МПа по сравнению с
ст'f{JJJ = 150 МПа для сплава A13Mg8Fc и ^%т = 50-^60 МПа.
В работе [97] рассмотрен гранулируемый сплав системы Al—Mg
с высоким содержанием магния A1%)- Известно, что сплавы А1—¦
Mg, содержащие больше 5% Mg, склонны к коррозионному растре-
скиванию, причем эта склонность увеличивается при повышении со-
держания магния. Поэтому в промышленности не находят примене-
ния деформируемые сплавы, содержащие больше 6,8% Mg. В работе
[97] ставилась задача за счет введения в сплав AMrl 1 значительных
количеств марганца B%) и циркония (до 0,6%) получить высо-
кую прочность и уменьшить склонность к коррозионному рас-
трескиванию. Гранулы диаметром 1—4 мм были получены мето-
дом центрифугирования с охлаждением капель жидкого сплава
в воде. Из брикета диаметром 130 мм была отпрессозапа поло-
са сечением 5X100 мм, часть которой раскатали па листы тол-
щиной 3 мм.
Для полученных полуфабрикатов после закалки их с темпера-
туры 430°С характерно сочетание высокой прочности и удовлетво-
рительной пластичности. Наилучшие механические свойства имеет
сплав № 2, содержащий 2,18% Мп и 0,6% Zr. Холоднокатаный лист
несколько уступает прессованной полосе по пределу текучести, но
превосходит последнюю по относительному удлинению (табл. 21).
Снижение предела текучести листа по сравнению с пределом текуче-
сти прессованной полосы можно объяснить огрублением выделений
А1—Mg- и Л1—Zr-фаз, поскольку прокатка листов из полосы была
связана с двумя промежуточными закалками. Специфическая осо-
бенность гранулируемых сплавов, легированных переходными метал-
лами,—очень высокая температура рекристаллизации. Это харак-
терно и для рассматриваемых сплавов типа AMrll. Рсптгепострук-
турный анализ закаленных листов показал, что структура листов из
всех исследованных сплавов нерекристаллпзовапная.
Испытания листов па коррозию под напряжением проводили па
образцах в виде скоб, вырезанных в поперечном направлении, при
напряжении 0,9 сг0J методом переменного погружения в 3%-ный рас-
твор NaCl. Перед испытанием закаленные образцы подвергали ини-
циирующему нагреву при 150° С, 10 ч. Долговечность листов из гра-
нул, закаленных с температуры 430° С, т.е. с температуры (х-состояипя
по диаграмме Al—Mg, увеличилась по сравнению с долговечно-
стью листов, изготовленных из слитков. Листы, изготовленные из
слитка сплава AMrll (с малым содержанием марганца и циркония),
при указанных условиях испытания имеют долговечность не более
1 сут. Исследованные листы из гранул показали долговечность 7—
15 сут, т. е., хотя сопротивление коррозионному растрескиванию и
возросло, но осталось па низком уровне.
Понижение температуры закалки до 380° С, которая по диаграм-
ме состояния Al—Mg соответствует двухфазному состоянию (а+р)
сплава AMrll, позволило получить хорошее сочетание механических
свойств и сопротивления коррозии под напряжением.
Ниже приведены механические свойства листов in гранулиру-
емых сплавов тина AMrll после закалки с 380° С и инициирующего
нагрева при 150° С, 10 ч (в поперечном направлении). Долговечность
листов пз сплавов № 1—3 после указанной выше термообработки со-
ставила более 90 сут.
120
Номер а мПа а д^Пп л о/
сплава1 н' о,2 °- /о
1 448 254 10,3
2 468 282 8,1
3 426 261 8,8
"* Состав сплавов дай в табл. 21.
В заключение следует отметить, что гранулируемые сплавы А1—
Mg с повышенным содержанием ПМ являются наиболее перспектив-
ными конструкционными материалами, хотя в технологическом отно-
шении они более сложны, чем многие другие сплавы.
СПЛАВЫ НА ОСНОВЕ СИСТЕМЫ А1—Си—Mg
К системе Л1—Си—Mg относится ряд очень важных
конструкционных сплавов, нашедших широкое приме-
нение в авиации, таких как дуралюмин (в частности,
сплав Д16), а также жаропрочные сплавы, легирован-
ные дополнительно никелем и железом (в частности,
сплав АК4-1). В связи с этим понятно стремление мно-
гих исследователей улучшить свойства этих сплавов,
прежде всего повысить прочность путем использования
высоких скоростей охлаждения при кристаллизации,
т.е. применения технологии гранулирования с последую-
щим брикетированием и деформацией брикетов.
Анализ приведенного ниже номинального состава
(%) двух упомянутых сплавов показывает, что для
сплава АК4-1 влияние повышения скорости охлаждения
при кристаллизации на структуру и свойства более су-
щественно, чем для сплава Д16.
Сплав Си Mg Mn Fe Ni Fe* Si*
Д16 4,4 1,5 0,6 — — 0,5 0,5
AK4-1 2,2 1,6 — 1,0 1,0 — 0,35
* Содержание примесей не должно превышать указанных значении.
Сплав АК4-1 содержит по l%Fe и Ni, которые
практически не растворимы в твердом алюминии и при-
водят к образованию в сплаве (при кристаллизации)
нерастворимой фазы AlgFeNi. Диспергирование этой
фазы при увеличении скорости охлаждения при крис-
таллизации может привести к упрочнению сплава.
В сплаве Д16 все легирующие компоненты при су-
ществующей технологии производства полуфабрикатов
(из слитка) могут быть переведены в твердый раствор
с последующим выделением из него дисперсных фаз.
121
Так, марганец практически полностью переходит в твер-
дый раствор при кристаллизации слитка, иитсрмстал-
лидиые фазы Al2Cu, Al2CuMg почти полностью раст-
воряются в алюминии при нагреве полуфабрикатов
иод закалку. Поэтому высокая скорость охлаждения
при кристаллизации (при литье гранул в воду пли при
распылении расплава нейтральным газом) не вносит
существенных изменений в структуру готовых полу-
фабрикатов. Небольшой положительный эффект влия-
ния высоких скоростей охлаждения при кристаллизации
можно ожидать только от диспергирования А1—Си—
Мп—Fe-фазы, которая образуется при наличии в спла-
ве примеси железа (до 0,5%).
В работе [98] рассмотрены структура и механические
свойства прессованных прутков, полученных из гранул
стандартного сплава 2024 (Д16) и прутков, отпрессо-
ванных из слитка. Гранулы получали распылением
расплава на медный диск, размер гранул колебался от
150 до 2380 мкм, причем более крупные гранулы
A410—2390 мкм), как показали измерения величины
дендритных ячеек, охлаждались при кристаллизации
с большей скоростью A06°С/с), чем мелкие A04°С/с).
Ниже приведены механические свойства прессованных
и холоднотянутых прутков из сплава 2024 (Д16) после
закалки и естественного старения [98].
Исходная заготовка "ох л- Дв^ ^ Ь ^
Слиток — 471 281 22 37
Гранулы размером, мкм:
150—500 Ю4 498 287 21 34
500—1410 106 522 306 22 40
1410—2380 .... Ю6 551 331 24 39
Повышение прочности (ав и ао,2) прутков из гра-
нул по сравнению с прутком, изготовленным из слитка,
можно объяснить только диспергированием избыточных
фаз — нерастворимой в алюминии А1—Си—Мп—Fe-фа-
зы и нерастворившнхея при нагреве под закалку вклю-
чений S (А12СиМ§)-фазы. Если в стандартном прутке
(из слитка) величина включений избыточных фаз сос-
тавляла 5—20 мкм, то в гранулированных сплавах ве-
личина включений была не более 1 мкм. Все прутки
после закалки имели рскристаллизованпую структуру,
причем в прутках из гранул зерно было более грубое,
чем в стандартном прутке.
122
Отмечается также некоторое преимущество грану-
лированного сплава 2024 (Д16) перед стандартным по
сопротивлению усталости.
А. И. Колпашппков и А. В. Ефремов [99] показали,
что прессованные прутки и листы сплава Д16, получен-
ные из гранул и из слитка, практически не различают-
ся по прочностным характеристикам, если сплав содер-
жит малое количество примесей железа и кремния
@,14% Fe; 0,03% Si). При увеличении содержания при-
месей железа и кремния в сплаве начинает проявлять-
ся положительное влияние высокой скорости охлажде-
ния при кристаллизации, свойственной процессу полу-
чения гранул. Так, для листа из сплава Д16 с 1,0% Fe
и 0,21% Si, полученного из слитка, ав==443 МПа, ао,2 =
= 325 МПа, 6=16%; для листа из этого же сплава, из-
готовленного из гранул, ав = 482 МПа, ао,2 = 35О МПа,
6=17%. Эти данные вполне согласуются с приведен-
ной выше трактовкой положительного влияния грану-
лирования (высокой скорости охлаждения при крис-
таллизации) на механические свойства стандартного
сплава Д16.
Очевидно, что значительное улучшение свойств гра-
нулированного дуралюмпна типа Д16 может быть дос-
тигнуто только при дополнительном легировании его
компонентами, обеспечивающими образование в струк-
туре полуфабриката дисперсных, термически стабиль-
ных фаз.
В работе [99]отмечается, что не удалось улучшить
свойства гранулированного сплава Д16 путем повыше-
ния содержания основных легирующих компонентов, в
том числе меди до 6,22%, мапшя до 4,04%, марганца
до 1,98%: механические свойства прессованных прут-
ков (после закалки и естественного старения) практи-
чески не изменились по сравнению со свойствами прут-
ков стандартного состава. Дело, по-видимому, в том,
что высокое содержание меди и магния в сплаве обус-
ловило образование большого количества избыточных
фаз А12Си и AI2CuMg. Причем даже если эти фазы
после кристаллизации (в гранулах) были дисперсными,
последующая обработка гранул, нагрев под закалку
готового полуфабриката привела к быстрой (в связи со
значительной растворимостью меди и магния в алю-
минии) коагуляции избыточных фаз. Грубые, скоагу-
лироваппые включения избыточных фаз А12Си и
123
AbCuMg в полуфабрикатах сплава типа Д16, полу-
ченных из гранул, не улучшают, а даже ухудшают их
механические свойства.
В наших работах, проведенных совместно с В. М. Фе-
доровым и А. И. Косаревым [100, 101, 102], изучено
влияние добавок хрома и циркония вместо марганца
или в дополнение к марганцу на структуру и свойст-
ва гранулируемых сплавов типа дуралюмин. Высокая
(аномальная) растворимость хрома и циркония в алю-
минии при быстрой кристаллизации позволила вводить
эти компоненты в довольно больших количествах (до
1% каждого). Были исследованы сплавы типов Д16 и
Д1 с добавками хрома и циркония по 1% (табл. 22).
Гранулы из сплава типа Д16 получены двумя спосо-
бами: путем разбрызгивания (центрифугирования) ра-
сплава при температуре 1000—1050° С в воду и путем
распыления расплава нейтральным газом. В первом
случае получаются относительно крупные гранулы диа-
метром 1—4 мм (для исследований были использова-
ны гранулы диаметром 1—2 мм), во втором случае —
мелкие гранулы диаметром от 50 до 400 мкм (поро-
шок). Гранулы перед брикетированием дегазировали
либо продувкой нейтральным газом при температуре
400—450° С, либо путем отжига в вакууме. Горячее
брикетирование проводили при температуре 400—
450° С, далее брикеты прессовали па полосы при этой же
температуре. Некоторые полосы были раскатаны па
листы. Так, из сплава № 1 (табл. 22) отпрессована по-
Т а блица 22. Состав и характеристика гранул некоторых
алюминиевых сплавов
Номер
спла-
ва
1
2
3
4
Тип
спла-
ва
Д16
Д16
Д16
Д1
Содержание компонентов*, %
Си
4,5
5,0
3,8
5,0
1,5
1,5
2,0
0,5
Мп
.
—
0,3
—
Сг
1,0
1,0
0,9
1,0
Размер
гранул,
мм
1-2
1—2
0,05—
0,400
1—2
Способ получения
гранул
Центрифуги-
рование в воду
То же
Распыление
центральным
газом
Центрифуги-
рование в воду
* Все сплавы содержат, кроме указанных компонентов, 1% Zr, осталь-
ное — алюминий.
124
Таблица 23. Механические свойства в долевом направлении
прессованных полуфабрикатов сплавов типа дуралюмин,
изготовленных из гранул
Номер
сплава
2
3
4
Тип
спла-
ва
Д16
Д16
Д1
Полуфаб-
рикат
Полоса
3X50 мм
Полоса
30X200
мм
Полоса
3X50 мм
Термообработка
Без термообработки
Закалка
ствсниос
Закалка
ствешюс
Закалка
шю при
Закалка
ствеппос
с 500° С, сстс-
старсиие
с 510° С, сстс-
старемне
с 500° С, старе-
190° С, 8 ч
с 495° С, есте-
старсние
Без термообработки
Закалка
ствсЕшое
Закалка
ствсниос
Закалка
ствеппос
Закалка
пне при
с 500°С, есте-
старение
с 520° С, сстс-
старенис
с 530°С, ссте-
старепие
с 520° С, старс-
80° С, 18 ч
МПа
439
566
566
559
598
453
526
545
546
485
МПа
362
412
419
436
465
372
355
355
375
351
6,
%
11,7
14,9
15,7
13,9
9,7
13,0
18,5
17,5
17,5
15,7
лоса сечением 105x350 мм, из которой были получены
листы толщиной 6 и 2 мм размерами 1100X3000 мм.
Анализ механических свойств прессованных полу-
фабрикатов из гранулируемых сплавов типов Д16, Д1
(табл. 23) показывает, что гранулируемые сплавы, ле-
гированные хромом и цирконием (по 1%), после обыч-
ной для дуралюминов закалки с 500° С и естественно-
го старения имеют высокий уровень прочности; напри-
мер, для сплава типа Д16 ав=5604-590 МПа, ао,2 =
= 410-^470 МПа. Это на 40—70 МПа превышает'ти-
пичные значения ав и аОJ. Высокая термическая ста-
бильность гранулируемых сплавов выявляется в случае
закалки с повышенных температур. Так, тонкая полоса
из сплава № 4 (табл. 23) сохраняет нерекристаллизо-
вапиую структуру после закалки с 520 и 530° С, что
было показано рентгеиоструктурным методом и что под-
тверждается также уровнем механических свойств.
Сравнение механических свойств прессованных по-
лос из сплава типа Д16 с хромом и цирконием, изготов-
ленных из гранул диаметром 1—2 мм, закристаллизо-
ванных в воде (сплав № 2), и гранул диаметром 50—
400 мкм, полученных путем распыления расплава ней-
тральным газом (сплав № 3), показывает, что проч-
ностные характеристики обоих полуфабрикатов близ-
ки, но пластичность полосы из мелких гранул сущест-
венно ниже. Последнее обстоятельство, по-видимому,
связано с повышением содержания окиси алюминия в
сплаве при использовании мелких гранул.
Приведенные в табл. 23 данные показывают необыч-
ные для стандартных дуралюминов значения механи-
ческих свойств в естественно и искусственно состарен-
ных состояниях. Свойства гранулируемых дуралюмипов
с хромом и цирконием после искусственного старения
или практически не меняются по сравнению с естест-
венно состаренным состоянием (сплав № 2), или даже
снижаются, в частности снижается предел прочности
(сплав № 4). Наличие в структуре гранулируемых
сплавов большого количества дисперсных А1—Сг- и
А1—Zr-фаз изменяет кинетику распада пересыщенного
твердого раствора меди и магния в алюминии, поэтому
для выбора оптимального режима искусственного ста-
рения гранулируемых сплавов необходима специаль-
ная обстоятельная работа.
При рассмотрении табл. 23 следует обратить внима-
ние также на то обстоятельство, что гранулируемые
сплавы с хромом и цирконием имеют очень высокую
прочность непосредственно после прессования, без тер-
мообработки. Прессованные полосы из гранулируемых
сплавов типа Д16, Д1 без термической обработки по
величине ав и ао,2 удовлетворяют требованиям ГОСТ на
прессованные профили соответствующих стандартных
сплавов в закаленном и естественно состаренном со-
стоянии. Высокая прочность прессованных полос без
термообработки показывает большой вклад в упрочне-
ние Al—Zr (Cr) -интерметаллидных фаз, выделившихся
из аномально пересыщенного твердого раствора в про-
цессе обработки гранул и изготовления из них компакт-
ного полуфабриката. Эффект же упрочняющей термо-
обработки (закалки и старения) гранулируемых спла-
вов, легированных переходными металлами, значитель-
но уменьшается по сравнению с термообработкой стан-
дартных сплавов, т. с. уменьшается упрочнение, связан-
ное с растворением меди п магния в алюминии и обра-
зованием при старении А1—Си—Mg-упрочняемых фаз.
Как уже отмечалось, уровень статической прочности
прессованных гранулируемых дуралюминов, дополни-
тельно легированных хромом и цирконием, выше соот-
ветствующего уровня для прессованных полуфабрика-
тов стандартных сплавов (из слитка). Однако тс зна-
чения Оц и 0о,2 прессованных полуфабрикатов, которые
приведены в табл. 23, могут быть получены и па прес-
сованных полуфабрикатах стандартных сплавов, изго-
товленных из слитка при условии повышения содержа-
ния марганца до верхнего предела (по ГОСТу), введе-
ния небольшого количества циркония @,1—0,2%) и оп-
тимальном режиме прессования [109]. Таким образом,
несколько повышенный уровень статической прочности
прессованных полуфабрикатов из гранулируемых ду-
ралюминов, легированных хромом и цирконием, по
сравнению со стандартными сплавами не позволяет еще
определить целесообразность внедрения гранулируемых
дуралюминов (с хромом и цирконием) для прессован-
ных полуфабрикатов. Для того чтобы сделать такое
заключение, необходимо всестороннее исследование по-
луфабрикатов, определение характеристик усталостной
прочности, длительной прочности при повышеных тем-
пературах, поскольку дуралюмины типа Д16 применя-
ются и для греющихся самолетных конструкций, вяз-
кости разрушения.
Результаты испытания прессованной полосы сече-
нием 15X50 мм из гранулируемого сплава типа Д16 с
хромом и цирконием (сплав № 3) на усталость по схе-
ме «изгиб с вращением» на гладких образцах приве-
дены ниже. Здесь же для сравнения приведены типич-
ные значения предела усталости прессованных полу-
фабрикатов из стандартного сплава Д16.
Сплав № 3 Д16
а-1 на базе 2-Ю7 циклов, МПа,
в направлении вырезки образ-
ца:
продольном 200 180
поперечном 180 145
У гранулируемого сплава № 3, содержащего по
1% Сг и Zr, предел усталости значительно выше, чем
у стандартного сплава Д16, особенно в поперечном на-
правлении прессованной полосы.
Эти же полосы сечением 15X50 мм из сплава № 3
после обычной для сплава Д16 термообработки (за-
127
калка и естественное старение) испытывали па дли-
тельную прочность при 135 и 175° С. Зависимость раз-
рушающего напряжения от длительности испытания при
175° С показана на рис. 54.
Значения длительной прочности при 135 и 175°С
прессованной полосы из гранулируемого сплава № 3
и стандартного сплава Д16 приведены ниже:
Сплав № :i Д16
сг,оо, МПа . . . 360/240 —/250
а,ооо, МПа ... 315/160 —/180
П р и м с ч а н н с. В числителе приведены
значения для 135, в знаменателе — для 175° С.
Длительная прочность при 175° С за 100 и 1000 ч
гранулируемого сплава ниже длительной прочности
стандартного сплава Д16. В на-
стоящее время ответить на воп-
рос, обусловлены ли несколько
заниженные значения длитель-
ной прочности гранулируемого
сплава особенностями его струк-
туры (полигонизованная матрица
с включениями дисперсной А1—
2г(Сг)-фазы) пли она связана с
дефектами полуфабрикатов из-за
недостатков (неотработанно-
сти) технологии получения полу-
фабрикатов из гранул, не пред-
ставляется возможным.
Испытания прессованных по-
лос из сплава № 3 на вязкость
разрушения показали существен-
но более низкие значения крити-
ческого коэффициента концентра-
ции напряжений при плоской деформации {К\с), чему
прессованных полуфабрикатов стандартного сплава Д16:
па образцах ДП /Cic = 26,9 МПа-м1/2, на образцах ПД
/AС= 19,7 МПа- м1/2.
Таким образом, несмотря на высокие значения ха-
рактеристик статической прочности прессованных полос
из гранулируемых дуралюмииов, дополнительно легиро-
ванных хромом и цирконием, перспектива использова-
ния таких сплавов для производства прессованных
полуфабрикатов не вполне ясна. При более высокой ста-
тической прочности и усталостной прочности по срав-
10 100 1000
Время до разрушения^
Рис. 54. Длительная проч-
ность и пластичность при
175° С прессованных полос
сечением 15X50 мм из гра-
нулируемого сплава тина
Д16 с добавками хрома и
циркония (№ 3)
128
нению со стандартными дуралюминами эти сплавы в
виде прессованных полуфабрикатов уступают стандарт-
ным дуралюминам по длительной прочности при 175° С
и по вязкости разрушения.
Гранулируемые сплавы типа дуралюмин, легирован-
ные хромом и цирконием, гораздо более перспективны,
по нашему мнению, для производства листов. Механи-
ческие свойства листов из описанных выше гранулируе-
мых сплавов приведены в табл. 24. Горячекатаный лист
Таблица 24.
Механические свойства листов сплавов
дуралюмин, изготовленных из гранул
03
и
спл:
8-
1
1
2
3
4
и
со
и
Тип
Д16
Д16
Д16
Д1
Sea"
Толп
лист
6
6
2
1,5
1,5
2
1,5
1,5
Режим термооб-
работки*
Закалка
с 450° С
Закалка
с 500° С
Закалка
с 500° С
Без термообра-
ботки
Закалка
с 500° С
Закалка
с 495° С
Без термообра-
ботки
Закалка
с 520° С
Механические свойства в
МПа
502
595
511
517
521
516
477
486
долевом
а, 2,
МПа
368
502
394
486
408
396
459
387
б,
%
5,9
5,8
11,7
6,2
13,3
9,6
6,1
19,3
типа
направлении
поперечном
<*В'
МПа
524
552
506
518
538
524
483
467
МПа
385
467
398
496
427
409
461
389
б,
%
6,0
6,9
10,7
7,0
13,6
9,9
6,7
16,4
После закалки листы подвергались естественному старению.
из гранул сплава типа Д16 (№ 1) не уступает по проч-
ности прессованным полуфабрикатам (см. с. 125) и
имеет после обычной термообработки в поперечном на-
правлении (тв=552 МПа, ао,2=467 МПа, 6 = 6,9%; для
холоднокатаных листов сплава типа Д16 (№ 1; 2; 3)
механические свойства колеблются в пределах ав =
= 500-540 МПа, ао,2=4ОО~43О МПа, 6 = 10-f-14%.
Горяче- и холоднокатаные листы из стандартного
сплава Д16 по свойствам практически не различаются
и имеют следующий типичный уровень характеристик
9—407
129
статической прочности: Gв=43(Н-450 МПа, оо 2=320-г
-j-340 МПа, 6 = 15-М8%.
Таким образом, предел прочности и предел текучес-
ти горячекатаных листов из гранулируемого дуралюми-
на, содержащего хром и цирконий, на 100—120 и 120—
140 МПа соответственно выше предела прочности и пре-
дела текучести стандартных листов сплава Д16, а плас-
тичность первых ниже пластичности последних; предел
прочности и предел текучести холоднокатаных листов
гранулируемого сплава также выше аналогичных ха-
рактеристик стандартного сплава на 70—90 и 80—
90 МПа соответственно.
Для гранулируемого сплава типа Д1 столь же зна-
чительное преимущество по прочности по сравнению со
стандартным сплавом Д1 не сопровождается снижением
Рис. 55. Микроструктура закаленных листов толщиной 6 мм из стандартного
сплава Д16 (а) н гранулируемого сплава типа Д16 (№ 1) с хромом и цирко-
нием (б). Х500
пластичности (см. табл. 24). Большое преимущество
листов из гранулируемых дуралюминов по прочности
по сравнению со стандартными дуралюминами опреде-
ляется их особой структурой, резко отличающейся от
структуры листов обычных дуралюминов (рис. 55).
Структура листа из сплава № 1 гетерогенная [a-f-
+А1—Zr(Cr) —дисперсная фаза], границы зерен не вы-
являются. Как показал рентгеноструктурный анализ, не
только горячекатаный лист толщиной 6 мм, но и холод-
нокатаный лист толщиной 2 мм имеет после закалки
нерекристаллизованную структуру (рис. 56).
130
Таким образом, легирование дуралюмина хромом и
цирконием (по 1 %) в сочетании с высокой скоростью
охлаждения при кристаллизации позволяет получить
холоднокатаные листы (после закалки) с нерекристал-
лизованной (полигонизованной) структурой, которая
при использовании в качестве исходной заготовки слит-
ка может быть получена только в прессованных полу-
Рис. 56. Рентгенограммы закаленных с 500" С холоднокатаных листов
толщиной 2 мм:
а — стандартный сплав Д16; б — гранулируемый сплав типа Д16 (№ 1)
фабрикатах при определенных условиях прессования.
Очень высокий уровень прочностных свойств листов из
гранулируемых дуралюминов можно связать, во-первых,
с сохранением в них после закалки нерекристаллизован-
ной структуры, и, во-вторых, непосредственным упроч-
няющим действием дисперсной А1—2г(Сг)-фазы.
На рис. 57 даны прочностные свойства листов
толщиной 2 мм из гранулируемого сплава типа Д16
(№ 1) в зависимости от температуры испытания по
сравнению со свойствами листов, полученных из слитка
стандартного сплава Д16. Во всем исследованном ин-
тервале температур прочность листов из гранулируемо-
го сплава значительно превышает прочность стандарт-
ного сплава Д16. Однако длительная прочность при
175° С листов из гранулируемого сплава оказалась ни-
же, чем листов из сплава Д16 [100]. Дисперсность вы-
делений Al—Zr(Cr)- фазы в полуфабрикатах из грану-
лируемых сплавов зависит от технологического процес-
са получения полуфабриката из гранулы, по-видимому,
главным образом от температуры и суммарного време-
9* 131
320 -
гио
80 120 160 t,°C
ни технологических нагревов (гранул перед брикетиро-
ванием, брикетов перед прессованием, прессованной
заготовки перед горячей прокаткой) и длительности на-
грева профиля или листа под закалку. Все технологи-
ческие нагревы в настоящее время проводятся при тем-
пературе 400—450° С, а суммарная выдержка при этой
температуре составляет 10—15 ч. Такая обработка, как
было показано выше, для аномально пересыщенного
твердого раствора хрома и цир-
кония в алюминии, который
имеется в гранулах, играет
роль старения.
Приведенные в табл. 23 и
24 механические свойства прес-
сованных полос и листов не по-
зволяют судить о том, опти-
мальна ли выбранная техноло-
гия переработки гранул в ком-
пактные полуфабрикаты для
обеспечения максимального
дисперсионного твердения ано-
мально пересыщенного твер-
дого раствора хрома и цирко-
ния в алюминии. Ответ на этот
вопрос можно получить, изу-
чив влияние дополнительных
нагревов листов перед закалкой на их свойства. Если в
процессе обработки гранул аномально пересыщенный
твердый раствор хрома и циркония в алюминии переста-
рился, т.е. началась коагуляция выделений Al—Zr(Cr)-
фазы, то любые нагревы полуфабрикатов могут лишь
привести к дополнительной коагуляции Al—Zr(Cr) -уп-
рочняющей фазы и снижению прочности. Если в процес-
се обработки гранул аномально пересыщенный твердый
раствор хрома и циркония в алюминии недостарился,
т.е. плотность выделений не достигла максимума, до-
полнительные нагревы полос или листов могут привести
к оптимальной степени распада аномально пересыщен-
ного твердого раствора и дополнительному повышению
прочности.
Для проверки этих положений прессованные полосы
и листы гранулируемых дуралюминов (сплавы № 1—4)
нагревали при различных температурах перед закалкой
с 500° С, принятой для дуралюминов. Нагревы при не-
Рис. 57. Зависимость прочности
листов из гранулируемого спла-
ва типа Д16 A) и стандартного
сплава Д16 B) от температуры
испытания.
132
которых температурах вызвали повышение прочности
закаленных полуфабрикатов. Наиболее заметное влия*
ние на прочность оказал нагрев перед закалкой при
400° С в течение 10 ч.
Как видно из табл. 25, для всех исследованных
сплавов нагрев при 400° С в течение 10 ч существенно
Таблица 25. Влияние ступенчатого нагрева под закалку
на механические свойства полуфабрикатов из гранулируемых
сплавов типа дуралюмин с высоким содержанием хрома и циркония
в естественно состаренном состоянии
Номер
сплава
1
2
4
5
Тип
сплава
Д16
Д16
Д1
ВАД1
Полуфабрикат
Лист толщи-
ной 1мм
Пресованная
полоса
ЗХ50мм
То же
» »
Режим нагрева под
закалку
480°С,2ч
400°С, 10ч+
+480°С, ЗОмин
500°С,2ч
400°С, 10ч+
+500°С, ЗОмин
520°С, 2ч
400°С, 10ч+
+ 520°С, ЗОмин
500°С,2ч
400°С,Юч+
+500°С, ЗОмин
МПа
447
508
552
548
523
589
499
503
МПа
362
391
420
467
359
403
377
413
6\
%
8,7
8,6
13
14,5
18,1
16,1
6t8
5,3
повысил предел текучести (на 30—50 МПа), а для
сплавов № 1 и 4 и предел прочности. Таким образом,
указанные режимы переработки гранул в полуфабрика-
ты соответствуют недостаренному состоянию аномаль-
но пересыщенного твердого раствора хрома и циркония
в алюминии. В связи с этим для прессованных и ката-
ных полуфабрикатов из гранулируемых дуралюминов
был рекомендован ступенчатый нагрев под закалку:
400° С, 10 ч+500° С 30 мин.
Сплав АК4-1, содержащий по 1% железа и никеля, как указы-
валось выше, — наиболее перспективный из всех промышленных де-
формируемых сплавов для производства полуфабрикатов из гранул.
Механические свойства прессованных прутков диаметром 12 мм
сплава АКД-1, полученных из слитка и из гранул, по данным работы
[99], приведены ниже. Гранулы диаметром 1—7 мм были получены
вибрационным методом с охлаждением капель расплава в воде.
Пруток из слитка Пруток из гранул
ав,МПа 385—405/93—95 464—498/89—95
б, % 14,0—15,2/27,8—28,4 12,3—21,2/26,8—30,6
Примечание. В числителе приведены значения для 20, в знамена-
теле — для 350° С.
133
Значительное повышение прочности прутков, полученных из
гранул, по сравнению с прутками из слитка обусловлено диспергиро-
ванием А1—Fe—Ni-фазы при быстрой кристаллизации гранул. Же-
лезо и никель в сплаве АК4-1 образуют не растворимую в алюминии
фазу AlgFeNi. В слитке эвтектические включения этой фазы распо-
лагаются по границам дендритных ячеек; при прессовании наиболее
крупные включения разрушаются, но в прутке величина частиц со-
ставляет от 5 до 30 мкм. В прутке, отпрессованном из гранул, ос-
новная доля частиц фазы AlgFeNi имеет размер <Zl мкм. Дисперс-
ная равномерно распределенная в матрице фаза AlgFeNi оказывает
непосредственное упрочняющее действие. Кроме того, обусловливая
повышение температуры рекристаллизации, она обеспечивает сохра-
нение в прутках из гранул после закалки нерекристаллизованной
структуры (с обычной для алюминиевых сплавов текстурой). Послед-
ний фактор играет важную роль в упрочнении прутков, изготовлен-
ных из гранул, поскольку все полуфабрикаты из сплава АК4-1, в том
числе прессованные прутки, получаемые из слитка, при нагреве под
закалку полностью рскрнсталлизуются
" Сохранение в полуфабрикате нерекристаллизованной (полигони-
зованной) структуры, при которой каждое волокно (деформирован-
ное зерно) имеет тонкую субзеренную структуру с повышенной плот-
ностью дислокаций (субграничных и рассеянных), обусловливая зна-
чительное повышение прочности при комнатной температуре,
способствует более интенсивному разупрочнению полуфабрикатов при
повышении температуры по сравнению с полуфабрикатами с рекри-
сталлнзованной структурой. Именно этим обстоятельством можно
объяснить отсутствие различия в прочности прутков из гранул и из
слитка при температуре 350° С. Наличие в прутках из гранул более
дисперсной фазы AlgFeNi должно было бы повысить их жаропроч-
ность, но полигонизованная структура влияет противоположным об-
разом, в результате чего прочность прутков из гранул при 350° С
оказывается примерно такой же, как и прочность прутков из слитка.
Помимо повышенной прочности, прутки из гранулируемого сплава
АК4-1 имеют лучшую устойчивость против межкристаллитной кор-
розии, чем прутки из слитка, а также более высокую усталостную
прочность. Предел усталости, определенный на базе 107 циклов на
образцах с надрезом, для гранулируемого сплава АК4-1 составил
180 МПа, а для прутка из слитка —около 140 МПа.
Для дальнейшего улучшения механических свойств гранулиру-
емого сплава АК4-1 в работе [991 было исследовано влияние допол-
нительных добавок переходных металлов, образующих аномально
пересыщенные твердые растворы с алюминием, па свойства прутков
сплава АК4-1, полученных из гранул. В работе изучены структура
и механические свойства гранулируемого сплава АК4-1 со следую-
щими добавками: хрома до 1,5%, титана до 1,5%, циркония до 0,7%,
а также хрома 0,7—1,0% и дополнительными добавками кремния,
циркония и титана.
Каждый из растворимых в алюминии при быстрой кристаллизации
компонентов (хром, цирконий, титан) при введении его в сплав в ко-
личестве 0,4—0,8% повышает прочность, а при более высоком со-
держании этих добавок и прочность, и пластичность снижаются.
Прирост прочности при оптимальных добавках хрома, титана или
циркония относительно невелик. В присутствии этих добавок на прут-
ках гранулируемого сплава АК4-1 достигается уровень сгв = 499 МПа
при 6=12,1 — 14,7%. Из рассмотренных выше результатов следует,
134
что введение хрома, титана и циркония в гранулируемый сплав
АК4-1 приводит к образованию в структуре дисперсных фаз (хромо-
вых, титановых, циркониевых), являющихся продуктами распада
соответствующих аномально пересыщенных твердых растворов. Од-
нако упрочняющий эффект от этих дисперсных фаз очень невелик,
гораздо меньше, чем в ряде других ранее рассмотренных сплавах.
Сплав АК4-1 уже при стандартном составе имеет гетеро-
генную структуру [в гранулах содержится около 4% (объемн.) дис-
персной фазы AlgFeNi], введение хрома, титана, циркония приводит
к дополнительной гетерогеиизации структуры, а из теории диспсрс-
ноупрочненных материалов следует [103], что эффективное упроч-
нение от дисперсной фазы обеспечивается при содержании этой фа-
зы не выше 5—10% (объемн.). Поэтому при введении хрома (цир-
кония, титана) образуется избыток упрочняющих дисперсных фаз по
отношению к оптимальному их количеству и избыточная часть дис-
персных фаз не оказывает полезного влияния, по крайней мере, на
прочность при комнатной температуре.
Испытания прутков на растяжение при повышенных температу-
рах [99] показали* что добавка хрома (вместе с кремнием) эффек-
тивно повышает прочность гранулируемого сплава АК4-1. Предел
прочности сплава АК4-1, легированного хромом и цирконием, при
температуре 300° С в 1,5 раза, а при температуре 350° С более чем в
2 раза выше, чем у сплава АК4-1 стандартного состава. К сожале-
нию, авторы работы [99] не приводят значений длительной прочно-
сти сплава типа АК4-1 с хромом, которая более полно характери-
зует способность материала работать при повышенных температурах.
Ниже приведены механические свойства закаленных и состарен-
ных прутков из гранулируемого сплава АК4-1 без добавок и с до-
бавками хрома (и кремния):
АК4-1 AK4-l+0,9%Cr+l,l%Si*
о*в, МПа, при температуре, °С:
20 498 474
300 161 274
350 95 183
б, %» при температуре, СС:
20 12,3 8,2
300 18,4 12,8
350 26,8 —
* При 20° С Go,2 =420 МПа.
Гранулируемый сплав типа АК4-1 с хромом был рекомендован
для экспериментального изготовления поршней форсированного дви-
гателя внутреннего сгорания [99, 104].
СПЛАВЫ НА ОСНОВЕ СИСТЕМЫ А1—Zn—Mg— Cu
На основе системы А1—Zn—Mg—Си разработаны
наиболее прочные деформируемые алюминиевые спла-
вы, нашедшие широкое применение в различных отрас-
лях промышленности. Номинальный состав наиболее
135
важных (отечественных и американских) сплавов си-
стем Al—Zn—Mg—Си, которые применяются для изго-
товления деформированных полуфабрикатов по тради-
ционной технологии (из слитка), приведен в табл. 26.
Таблица 26. Номинальный состав высокопрочных
деформируемых сплавов системы Al—Zn—Mg—Cu, %
Сплав
Zn
В95
В96
В96Ц
В93
6,0
8,1
8,5
6,8
7075
7178
7050
5,6
6,8
6,1
* Примечание
Mg
2,3
2,8
2,6
1,9
2,3
2,7
2,3
Си
Мп
СССР
1,7
2,5
2,3
1,0
0,4
0,3
США
1,7
2,0
2,4
. Остальное — алюминий.
Сг
0,17
0,17
0,3
0,3
Другие
ZrO,15
FeO,3
ZrO,12
Как видно из табл. 26, хотя сплавы несколько раз-
личаются по составу (в основном в связи с различным
назначением), по содержанию основных компонентов
(цинк, магний, медь) и в особенности по их соотноше-
нию в сплаве, они очень близки. Таким образом, в ре-
зультате очень тщательных и всесторонних эксперимен-
тальных исследований сплавов А1—Zn—Mg—Си, про-
веденных за последние 35—40 лет в СССР и США, и
детального изучения диаграммы состояния системы
А1—Zn—Mg—Си выбраны оптимальные составы высо-
копрочных сплавов. Типичные значения характеристик
статической прочности высокопрочных сплавов в состо-
янии Tl (T6 по спецификациям США), т. е. после за-
калки и искусственного старения на максимальную
прочность, приведены в табл. 27.
Неоднократные попытки дальнейшего увеличения
прочности сплавов Al—Zn—Mg—Cu за счет повышения
содержания основных легирующих компонентов (в ос-
новном цинка и магния) показали, что при содержании
10% Zn, 4-4,5% Mg, 1,5% Cu, 0,4% Мп и 0,2% Сг
136
Таблица 27. Типичные механические свойства высокопрочных
сплавов системы А1—Zn—Mg—Си в состоянии Т1
Сплав
В95
В96
В96Ц
В93
7075
7178
7050
Прессованные и штампованные
полуфабрикаты
ав, МПа
580
680
680
520
590
620
600
а0,2' МПа
550
650
640
490
540
600
550
6, %
8
7
7
8
8
7
9
Холоднокатаные полуфабри-
ав, МПа
530
—
520
—
каты
°0.2' МШ
480
—
480
—
6, %
И
—
10
1—
предел прочности сплавов можно повысить до 800—
810 МПа [96, с. 143], однако при этом пластичность и
сопротивление коррозионному растрескиванию снижа-
ются столь сильно, что сплавы не могут применяться в
качестве конструкционного материала. Более того, да-
же промышленные сплавы с характеристиками, указан-
ными в табл. 27, применяются в ограниченном объ-
еме в связи с тем, что в состоянии Т1 они очень чувст-
вительны к коррозионному растрескиванию и расслаива-
вающей коррозии. Сплав В95Т1, например, во избежание
коррозионного растрескивания применяют только в
сжатых зонах конструкции. Сплав В96Т1 исполь-
зуется только для деталей, работающих при постоянно
действующем напряжении в отсутствие коррозионно-
активной среды.
Для повышения надежности и долговечности работы
полуфабрикатов из высокопрочных сплавов Al—Zn—
Mg—Си в США в последние годы полуфабрикаты из
сплавов 7075, 7178 и 7050 применяют в основном в пе-
рестаренном состоянии (Т76, Т73). Аналогичные обра-
ботки (смягчающие режимы старения Т2 и ТЗ) приме-
няются для полуфабрикатов из сплавов В95, В93, В96Ц.
Режимы смягчающего старения Т2 (Т76) и ТЗ (Т73)
отличаются от режима старения Т1 более высокой тем-
пературой или большей длительностью старения и вы-
бираются таким образом, чтобы материал перестарился
и начал разупрочняться. После старения по режиму Т2
137
прочность (ств, стоя) снижается на 5—7% по сравнению
с прочностью сплава в состоянии Т1, а после старения
по режиму ТЗ— на 10—15%. Снижение прочности не-
обходимо в связи с тем, что оно связано с такими из-
менениями структуры (нарушение когерентности выде-
лений т{ -фазы с матрицей, некоторая коагуляция вы-
делений по границам зерен), которые приводят к рез-
кому повышению устойчивости сплавов против корро-
зионного растрескивания и расслаивающей коррозии, а
также увеличению вязкости разрушения.
Таким образом, значения прочностных характеристик,
приведенные в табл. 27, следует рассматривать как
предельные, причем полуфабрикаты с таким уровнем
свойств используются сравнительно редко, при соблю-
дении многих ограничивающих условий работы.
Когда открылась возможность дополнительного ле-
гирования алюминиевых сплавов за счет кристаллиза-
ции с высокими скоростями охлаждения, например при
гранулировании, то многие исследователи и исследова-
тельские организации попытались использовать эту воз-
можность для повышения прочности сплавов Al—Zn—
Mg—Си. В качестве основы были взяты алюминиевые
сплавы, содержащие цинк, магний и медь в количест-
вах, соответствующих их содержанию в промышленных
сплавах (табл. 26) или несколько превышающих его
(цинк до 10—12%, магний до 4—4,5%). В качестве
дополнительных легирующих компонентов использова-
лись переходные металлы. При этом наметилось два
направления дополнительного легирования:
1) переходными металлами, образующими при вы-
соких скоростях кристаллизации аномально пересыщен-
ные твердые растворы на основе алюминия, т. е. теми
же металлами, которые содержатся в промышленных
сплавах (марганец, хром, цирконий), но в большей кон-
центрации (это направление в основном развивается в
СССР);
2) переходными металлами, практически не раство-
римыми в твердом алюминии даже при высоких скорос-
тях кристаллизации (железо, никель, кобальт) (это на-
правление в основном развивается в США).
Перед рассмотрением конкретных результатов, полу-
ченных в области высокопрочных гранулируемых спла-
вов системы А1—Zn—Си—Mg, следует подчеркнуть,
что повышение прочности путем дополнительного леги-
138
рования может быть использовано на практике только
при условии сохранения достаточно высокого уровня
пластичности, вязкости разрушения и повышения со-
противления сплавов коррозионному растрескиванию и
расслаивающей коррозии.
Сплавы, дополнительно легированные
переходными металлами, образующими
при высоких скоростях кристаллизации
аномально пересыщенные твердые растворы
на основе алюминия
В работах Робертса [94], Залески [95], И. Н. Фрид-
ляндера, Н. С. Клягиной и др. [105] изучены гранули-
руемые (порошковые) сплавы типа 7178 и В96Ц с по-
вышенным содержанием марганца, хрома и циркония.
Гранулы (порошок) в указанных работах готовили рас-
пылением расплава нейтральным газом. На прессован-
ных прутках получены высокие значения характеристик
статической прочности.
Так, в работах, проведенных под руководством
И. Н. Фридляндера, были изготовлены прессованные
прутки диаметром 14 мм из сплавов типа В96 с добав-
ками 1; 2; 3 и 4% Мп; 1,3% Сг; 1%Мп+1%Сг; 1%Сг+
+3% Мп; 1% Zr. Из всех исследованных сплавов наибо-
лее высокую прочность после закалки и старения пока-
зал сплав, содержащий 1% Мп : ав=790 МПа. Из это-
го же сплава в промышленных условиях был получен
пруток диаметром 60 мм с ав=8104-820 МПа, но отно-
сительное удлинение было всего лишь 1—1,5%.
А. И. Колпашников и А. В. Ефремов [99] изучали
гранулируемые сплавы типа В96Ц, легированные хро-
мом и цирконием по отдельности и совместно (до 1,0—
1,4% каждого компонента). Исследования проведены
на гранулах в виде «лепешек» диаметром 3—7 мм и
толщиной '1—3 мм, которые отливали способом вибра-
ционного литья. Из гранул были получены брикеты
диаметром 85 мм, из которых отпрессованы прутки диа-
метром 13 мм. Испытания прутков на растяжение пос-
ле обычной для сплава В96Ц упрочняющей термообра-
ботки (закалки и искусственного старения) показали,
что наиболее высокую прочность и пластичность имеют
сплавы, содержащие только цирконий в пределах 0,4—
1,0% (aB=764-i-768 МПа, аО2=7274-737 МПа, б =
= 4,34-5,9%).
139
Для промышленного опробования рекомендован гра-
нулируемый сплав типа В96Ц, содержащий 0,4% Zr.
Показана возможность дополнительного повышения
прочности этого сплава путем предварительного нагре-
ва гранул перед брикетированием, который обеспечи-
вает оптимальную степень распада пересыщенного твер-
дого раствора циркония в алюминии. Целесообразность
такой обработки была установлена нами ранее [85]
для тройных сплавов А1—Сг—Zr.
Таким образом, для прессованных полуфабрикатов
из гранулируемого сплава В96Ц с 0,4% Zr получен при-
мерно такой же уровень статической прочности, как для
аналогичных полуфабрикатов из гранулируемого (по-
рошкового) сплава В96 с 1% Мп [105].
В работах авторов были исследованы гранулируе-
мые сплавы системы Al—Zn—Mg—Си с совместными
добавками хрома и циркония, поскольку, во-первых,
именно эти переходные металлы в других сплавах по-
казали наибольший упрочняющий эффект, во-вторых,
присутствие хрома в высоколегированных сплавах си-
стемы А1—Zn—Mg—Си необходимо в связи с его ис-
ключительно эффективным влиянием на повышение
устойчивости сплавов против коррозионного растрески-
вания. Содержание цинка, магния и меди в исследован-
ных сплавах варьировалось в следующих пределах, %:
Zn 8—10; Mg 2,5—3,5; Си 1—3. Хром и цирконий в со-
ответствии с результатами, полученными по тройным
сплавам Al—Cr—Zr, вводили в соотношении 1:1. Гра-
нулы диаметром 1—3 мм получали центробежным ме-
тодом с охлаждением капель расплава в воде. Прутки
диаметром 12 мм были изготовлены путем брикетиро-
вания гранул и последующего прессования брикетов
при температуре 400—430° С.
Исследование структуры и механических свойств 10
плавок различного состава показало, что наилучшее со-
четание прочности и пластичности прессованных прут-
ков достигается при содержании хрома и циркония по
0,6% каждого. Изменения в содержании цинка, магния
и меди в указанных выше пределах мало влияет на
свойства. При увеличении содержания хрома и цирко-
ния до 1% каждого в структуре гранул нет еще первич-
ных интерметаллидных А1—Сг- и А1—Zr-фаз (рис.
58, а), а при более высоком их содержании появляются
включения первичных интерметаллидных фаз.
140
В табл. 28 приведены механические свойства прес-
сованных прутков из гранулируемого сплава в зависи-
мости от режима термической обработки. Ступенчатая
закалка с первой ступенью при 400° С, 10 ч, которая
обеспечивает выделение из аномально пересыщенного
Рис. 58. Структура гранулируемого сплава А1 10 Zn 3,5 Mg 2 Си 0,6 Сг 0,6 Zr:
а — гранула; б— прессованный пруток; в — закаленный прессованный пруток;
г —пруток, закаленный и состаренный в течение 16 ч при 140° С. Х500 (а);
X14000 (б-г)
раствора дисперсной Al—Zr(Cr) -фазы, с последующим
старением по серийному для сплава В95 режиму, по-
зволяет получить такой же уровень прочности, как и
указанный выше (ств~800 МПа) при более высоком
уровне пластичности F~4%).
Листы из сплава аналогичного состава (A19Zn3Mg-
•lCulCrZr) были получены по следующей технологии:
141
Таблица 28. Механические свойства *1 прессованных прутков
из гранулируемого сплава А1 10 Zn 3,5 Mg 2 Си 0,6 Сг 0,6 Zr *2
Режим термообработки
МПа
МПа
б, %
нв,
МПа
Без термообработки
Закалка с 460° С, 30 мин, охлажде-
ние в воде, естественное старение
15 сут
Закалка с 400° С, 10 ч + 460°С,
30 мин, охлаждение в воде, естест-
венное старение 15 сут
Закалка с 460° С, 30 мин, охлажде-
ние в воде, старение при 140° С, 16 ч
Закалка с 400° С, 10 ч + 460°С,
30 мин, охлаждение в воде, старение
при 140° С, 16 ч
420
673
715
734
797
299
552
615
646
782
9,2
5,8
5,2
5,1
3,8
1070
1630
1690
1780
1865
*1 Приведенные в таблице величины являются средним арифметическим
5—6 значений, полученных при испытаниях.
*2 Добаткин В. И., Елагин В. И., Федоров В. М. и др. Авт. свид.
№ 473759. — «Открытия, изобретения, пром. образцы и тов. знаки», 1975, № 22.
Кл. С22 с 21/00.
Таблица 29. Механические свойства листов из гранулируемого
сплава А1 9 Zn 3 Mg 1 Си 1 Сг 1 Zr
Режим термообработки
Без термообработки . . .
Закалка с 470° С, 2 ч, ох-
лаждение в воде, старение
при 140° С, 16 ч
Закалка с 400° С, 10 ч +
-4-470° С, 20 мин, охлажде-
ние в воде, старение при
140° С, 16 ч
Закалка с 400° С, 10 ч +
+470° С, 20 мин, охлажде-
ние в воде, старение при
130° С, 20 ч
Долевое
направление
МПа
479
702
754
731
МПа
441
687
723
702
б, %
5,0
5,4
4,1
4,7
Поперечное
направление
МПа
471
596
748
723
МПа
457
682
710
701
б. %
4,0
4,8
4,0
4,5
гранулы диаметром 1—2 мм подвергали отжигу в ваку-
уме, брикетирование осуществляли непосредственно при
температуре вакуумирования в контейнере диаметром
142
360 мм, из брикета прессовали промежуточный пруток
диаметром 170 мм, который резали на заготовки и прес-
совали полосу сечением 10X120 мм; полосу при темпе-
ратуре 350° С раскатывали на лист толщиной 1,3 мм в
поперечном направлении. Механические свойства лис-
Рис. 59. Микроструктура листов из
гранулируемого сплава
A19Zn3MglCulCrlZr; XI0O (а);
Х500 (б); Х20000 (в)
тов после различной термической обработки приведены
в табл. 29.
Сравнение прочностных характеристик листов из
гранулируемого сплава с прочностными характеристи-
ками наиболее прочных катаных полуфабрикатов, из-
готавливаемых в промышленности (см. табл. 27), по-
казывает, что первые примерно на 50% прочнее послед-
них. Очень высокая прочность листов из гранулируемого
сплава системы Al—Zn—Mg—Си с добавками хрома
и циркония объясняется, во-первых, непосредственным
упрочняющим действием дисперсной А1—2т(Ст)-фазы
на
(микроструктура листов показана на рис. 59), во-вто-
рых, сохранением после закалки нерекристаллизован-
ной структуры (рис. 60), так же как в листах сплава
А1—Си— Mg.
Сплавы системы А1-—Zn—Mg—Си не являются жа-
ропрочными; это относится и к гранулируемым спла-
вам, но характеристики
кратковременной прочности
листов из гранулируемого
сплава A19Zn3MglCulCrlZr
до температуры 175° С ос-
таются очень высокими и
превышают таковые для ли-
стов стандартного сплава
Д16 (табл. 30). И только
при температуре 200° С на-
блюдается резкое снижение
характеристик кратковре-
менной прочности гранули-
руемого сплава.
Как уже отмечалось вы-
ше, полуфабрикаты из спла-
вов системы А1—Zn—Mg—
Си с очень высокой проч-
ностью (crD около 800 МПа) были получены и раньше
(и даже из слитка), но серьезными недостатками та-
ких полуфабрикатов, исключающими возможность их
практического использования, являлись низкая пластич-
ность и, главное, очень сильная подверженность корро-
зионному растрескиванию.
Предложенное в изобретении (см. сноску к табл.
28) легирование гранулируемых сплавов А1—Zn—Mg—
Сг хромом и цирконием в значительных количествах
преследовало цель не только повысить прочность,
но и резко повысить сопротивление коррозионному рас-
трескиванию. В работе [11] показано, что положитель-
ное влияние переходных металлов (марганец, хром,
цирконий) на сопротивление коррозионному растрески-
ванию промышленных сплавов системы Al—Zn—Mg
связано с наличием в структуре деформированных по-
луфабрикатов дисперсных включений алюминидов со-
ответствующих переходных металлов (выделившихся из
твердого раствора в основном при гомогенизации), ко-
торые образуют «готовые поверхности» и способствуют
Рис. 60. Рентгенограмма закален
ного листа из гранулируемого спла-
ва A19Zn3MglCulCrlZr
144
более равномерному распределению продуктов распада
твердого раствора цинка, магния и меди в алюминии
при старении, уменьшению предпочтительного выделе-
ния т]'-фазы по границам зерен и субзерен. Были все
основания ожидать, что высокое содержание хрома и
циркония в гранулируемом сплаве в сочетании с очень
Таблица 30. Механические свойства листов из гранулируемого
сплава A19Zn3MglCulCrlZr и сплава Д16 при повышенных
температурах
исп' С
20
75
100
125
150
175
200
Гранулируемый
сплав
Al9Zn3MglCulCrlZr
ав, МПа
731
714
675
592
540
448
291
а0,2' МШ
702
671
616
559
531
418
269
б, %
4,7
11,1
11,6
14,9
17,5
19,3
20,8
(Ув, МПа
440
420
400
384
375
360
324
Сплав Д16
а02, МПа
290
280
274
268
260
258
256
б, %
19,0
17,0
16,0
18,0
19,0
18,0
11,0
высокой скоростью охлаждения при кристаллизации
приведет к значительному увеличению количества дис-
персных алюминидов (хрома и циркония) в структуре
полуфабрикатов и соответственно усилению их поло-
жительного влияния на стойкость сплавов к коррозион-
ному растрескиванию.
Испытания на коррозионное растрескивание листов
толщиной 2 мм из гранулируемого сплава A19Zn3Mg-
• l,5CuO,6CrO,6Zr подтвердили высказанные выше пред-
положения. Ниже приведены результаты испытаний за-
каленных и состаренных листов, изготовленных из это-
го сплава, на коррозионное растрескивание по ГОСТ
9019—74 при заданной нагрузке. Закалку проводили по
режиму: 350° С, 2ч+460° С, 1 ч, охлаждение в воде.
Старение
140°С, 16 ч
120°С, 5ч+
+ 160°С, Зч
ав, а,, б,
МПа МПа %
670 650 5,8
590 540 8,2
Среднее время до разруше-
ния, сут, при а=О,9ао,2
>240
>240
10-407
145
Как видно из этих данных, гранулируемый сплав с
весьма высоким суммарным содержанием цинка, маг-
ния и меди (9+3+1,5) благодаря легированию хромом
и цирконием (по 0,6% каждого) показывает высокую
устойчивость против коррозионного растрескивания. Ис-
пытания листов гранулируемого сплава A!9Zn3Mg-
• l,5CuO,6CrO,6Zr на расслаивающую коррозию в раство-
ре К2Сг207 B0 г/л)+HC1 C0 г/л) по ГОСТ 9018—74
показали также высокую устойчивость этого сплава
против расслаивающей коррозии B—3 балла).
Сплавы, дополнительно легированные переходными металлами,
практически не растворимыми в алюминии
даже при скоростях охлаждения 103—10^ °С[с
В табл. 31 приведен химический состав экспериментальных спла-
вов, выбранных из 200 исследованных сплавов [106] и рассматри-
ваемых как наиболее перспективные. Сплавы были получены в виде
порошка, величина частиц которого колебалась в пределах от 5 до
Таблица 31. Состав экспериментальных сплавов системы
А1—Zn—Mg—Си с добавками железа, никеля, кобальта и хрома
[Ю6] %
Обозначение
сплава
А
D
Е
G
И
I
К
L
N
Q
R
Zn
6,0
7,5
7,5
8,0
8,0
9,0
8,0
10,0
9,0
6,5
6,5
Mg
2,6
2,5
2,5
2,5
2,5
3,5
2,5
4,0
3,5
2,3
2,3
Си
1,8
1.0
1,0
1,0
1.0
0,5
1.0
0,9
0,5
2,0
2,0
Fe
0,8
1,0
2,2
0,8
3,25
0,4
Ni
0,8
1,0
2,2
0,8
—
5,0
—
0,4
—
Со
—
.—.
1,6
0,75
—
1,5
0^2
0,8
Сг
0,2
0,2
—
—
0,1
—
—
—
При м е ч а н и с. Остальное — алюминий.
500 мкм. Порошок компактировалп вхолодную, брикеты отжигали в
нейтральном газе (аргоне, азоте) или в вакууме и подвергали горя-
чему компактпрованию; после горячего компактирования брикет
подвергали горячей деформации (прессованию пли штамповке). Для
исследования свойств сплавов получали прутки диаметром 50,8 мм
с вытяжкой 10.
Наиболее высокую прочность имеют сплавы К, Е, L и J. Прут-
ки из этих сплавов после закалки и старения при 120° С, 24 ч по-
казали: в долевом направлении orR = 735-^763 МПа, ого,2 = 693ч-
^-742 МПа, 6 = 1—3%; в поперечном направлении о~в=630-^665 МПа,
146
о*о о = 6184-630 МПа, б<1%. Однако прутки, состаренные на макси-
мальную прочность, не устойчивы против коррозионного растрески-
вания. Образцы сплавов К, Еу L и /, вырезанные в поперечном на-
правлении, при испытании методом переменного нагруження при
a = 0t5o*o,2 все разрушились за время меньше 84 сут. И только ста-
рение по режиму 120° С, 6—24 ч+165°С, 8 ч, которое приводит к
снижению о*в сплавов в долевом направлении прутков до 609 —
665 МПа, а о~о,2 — до 560—630 МПа, позволяет повысить устойчи-
вость против коррозионного растрескивания, которая становится вы-
ше, чем у прутков сплава 7075-Т6, полученных из слитка.
Таким образом, порошковые (гранулируемые) сплавы системы
А1—Zn—Mg—Си с высоким суммарным содержанием цинка и маг-
ния (до 14%), и дополнительно легированные кобальтом или желе-
зом и никелем, обладают лучшим сочетанием прочности п стойкости
против коррозионного растрескивания, чем промышленные сплавы
этой системы, изготавливаемые но традиционной технологии. Так,
прутки из порошковых сплавов К, Е, L и /, состаренные примерно
на такую же прочность как сплав 7075-Т6 (В95Т1), более устойчивы
против коррозионного растрескивания, чем прутки из сплава 7075-Т6.
По пределу усталости и вязкости разрушения прутки из порош-
ковых сплавов К, Е, L и /, по крайней мере, не уступают пруткам
стандартного сплава 7075-Т6, причем /<ic порошковых сплавов в по-
перечном направлении выше, чем сплава 7075-Т6. В работе [106]
также показано, что порошковый сплаз G, содержащий кобальт, ме-
нее склонен к расслаивающей коррозии, чем стандартные сплавы
7075 и 7178.
По-видимому, наибольший интерес для практики представляет
комплекс свойств сплавов А1—Zn—Mg—Си, легированных кобаль-
том. Два таких сплава получили специальные марки (а также один
сплав с железом и никелем) и более детально изучаются в исследо-
вательском центре фирмы «Alcoa» (США). Марки и поминальный со-
став, %, экспериментальных порошковых алюминиевых сплавов А!—
Zn—Mg—Си [1071 приведены ниже:
Сплав Zn Mg Си Со Fe N4 Si
МА87 6,5 2,5 1,5 0,4 0,05 — 0,06
МА67 8,0 2,5 1,0 1,5 0,07 — 0,06
МА49 8,0 2,5 1,0 — 0,8 0,8 0,13
Наиболее прочный из приведенных сплавов — сплав МА67, прес-
сованные прутки из которого имеют предел текучести на 50—80 МПа
выше предела текучести прутков из стандартных сплавов 7075 (В95)
и 7050. Порошковый сплав МА87 по уровню предела текучести при-
мерно соответствует стандартггым сплавам. Оба сплава МА67 и МА87
по сопротивлению коррозионному растрескиванию превосходят стан-
дартные сплавы. При испытании прутков на коррозионное растрес-
кивание (на поперечных образцах) при напряжении 175 МПа долго-
вечность образцов сплавов МА87 и МА67 была более 84 сут, а все
образцы сплава 7075-Т6 разрушились в пределах 60 сут. Сплав МА87
при сравнимом уровне предела текучести имеет более высокие зна-
чения AV, чем сплав 7075. Сплав МА67 с более высоким содержа-
нием кобальта при большей прочности и более высокой устойчиво-
сти против коррозионного растрескивания уступает сплаву МА87 по
вязкости разрушения.
10* 147
Сравнение свойств прессованных прутков диаметром 50,8 мм из
порошкового сплава МЛ87 и таких же прутков из стандартных спла-
вов 7075 и 7050 приведено в табл. 32 [108].
Таблица 32. Свойства порошкового и стандартных сплавов
системы А1—Zn—Mg—Cu
Свойство
Сплав
порошковый
МЛ87
из слитка
7075-Т6
из слитка
7050Т7Х
В долевом направлении:
<Тв, МПа
сго,2, МПа '
б, %
¦• %
Kic, МПа-м 72 • • . .
В поперечном направлении:
(Тв, МПа
ао,2, МПа
б, %
¦¦ %
Kic, МПа-м 72 • • • .
Количество образцов, %, вы-
державших испытания на кор-
розию под напряжением в те-
чение 84 сут при а, МПа:
301
245
175
623
595
13
10
45,9
560
511
11
11
24,0
100
100
100
679
616
10
13
39,2
560
490
8
8
24,0
637
602
14
44
51,4
54,6
490
8
10
39,3
0
33
100
Порошковые сплавы типа МЛ87 и МЛ67 системы Л1—Zn—Mg—
Си с добавками практически не растворимых в алюминии переход-
ных металлов представляют, безусловно, практический интерес.
В опытном порядке в исследовательском центре фирмы «Alcoa» для
получения плит, прутков и штамповок из этих сплавов изготавлива-
ют заготовки — брикеты массой до 1500 кг [107].
Обзор работ по выскопрочным гранулируемым (по-
рошковым) сплавам системы А1—Zn—Mg—Си показы-
вает, что очень высокий уровень статической прочности
при удовлетворительной устойчивости против корро-
зии под напряжением может быть получен как на спла-
вах, легированных переходными металлами (марганец,
хром, цирконий), образующими при высокой скорости
кристаллизации аномально пересыщенные твердые рас-
творы, так и на сплавах, легированных практически не
148
растворимыми в алюминии переходными металлами
(железо, никель, кобальт). Для сплавов с добавками
хрома и циркония получены несколько более высокие
значения ав, ао,2 и б» чем для сплавов с кобальтом, ни-
келем и железом. Но это пока недостаточное основание
для того, чтобы делать заключение о преимуществе пер-
вых перед вторыми. Необходимы дальнейшие сравни-
тельные исследования обеих групп гранулируемых спла-
вов для окончательного заключения о преимуществе
той или другой группы.
Глава 6
ГРАНУЛИРУЕМЫЕ СПЛАВЫ С УЛУЧШЕННЫМИ
ФИЗИЧЕСКИМИ СВОЙСТВАМИ
Наряду с рассмотренными возможностями повышения
механических свойств сплавов, получаемых методом ме-
таллургии гранул, иногда целесообразно применить этот
метод для повышения того или иного физического или
химического свойства сплава. Известно, например, что
введение в алюминий свинца повышает антифрикцион-
ные свойства сплава, но сама операция введения свинца
в сплав затруднена из-за быстрого расслаивания сплава
в жидком состоянии. Гранулирование позволяет полу-
чать сплавы с очень высоким содержанием свинца и од-
нородным его распределением в матрице. Можно при-
вести еще многие примеры.
В настоящей главе показано, какой вклад может
внести металлургия гранул в разработку и применение
сплавов с низким коэффициентом линейного расшире-
ния, подшипниковых и проводниковых сплавов на осно-
ве алюминия.
СПЛАВЫ С НИЗКИМ ТЕРМИЧЕСКИМ РАСШИРЕНИЕМ
Величина термического расширения, характеризуемая коэффи-
циентом линейного расширения (КЛР), является важным физиче-
ским свойством сплавов, определяющим возможность их примене-
ния во многих изделиях точною машиностроения и приборостроения.
Алюминий по сравнению с железом, никелем и титаном имеет
высокий коэффициент линейного расширения (табл. 33).
149
Таблица 33. Коэффициент линейного расширения некоторых
элементов [52]
Эле-
мент
AI
Fe
Ni
Co
Cu
Si
Mo
Ge
%-ioooC-loe'1/oc
24,0
12,5—14,0
13,4
12,5—14,0
16,5
4,44
5,1
5,92
Эле-
мент
Ti
Be
Zr
W
Pr
Mg
Mn
Zn
V-ioo- c106' 1/o c
8,2
11,5
5,85
4,44
5,4
26
22
39,5
При легировании алюминия различными элементами коэффици-
ент линейного расширения изменяется, причем о направлении изме-
нения можно судить по значениям коэффициентов линейного рас-
ширения легирующих компонентов. Компоненты, у которых коэф-
фициет линейного расширения больше, чем у алюминия, повышают
коэффициент линейного расширения сплава, а компоненты с мень-
«W6f1/°C
10 15 20 25 30
Элемент, % / по массе)
35
140
Рис. 61. Зависимость коэффициента линейного расширения
двойных алюминиевых сплавов от содержания легирующего
компонента
шим, чем у алюминия, коэффициентом линейного расширения соот-
ветственно снижают КЛР сплава (рис. 6i). Степень снижения или
повышения коэффициента линейного расширения сплава не опреде-
ляется однозначно величиной коэффициента линейного расширения
легирующего компонента, а зависит от характера взаимодействия
последнего с алюминием. Закон аддитивного изменения коэффици-
ента линейного расширения соблюдается только для сплавов алюми-
ния с компонентами, не образующими с ним твердых растворов и
химических соединений и находящимися в сплавах в чистом виде,
например для сплавов алюминия с бериллием и кремнием.
Для большинства алюминиевых сплавов, в которых основными
легирующими компонентами являются медь, магний, цинк и кремний,
коэффициент линейного расширения или практически такой же, как
у алюминия (сплавы Л1—Си—Mg, Al—Mg— Si), нлп незначительно
превышает последний (сплавы А1—Zn—Mg) и только для заэвтек-
тических силуминов с 18—20% Si коэффициент линейного расшире-
ния значительно ниже КЛР алюминия.
Ниже приведены значения коэффициентов линейного расшире-
ния алюминия и некоторых алюминиевых сплавов [96].
Сплав ао_1()()°С-10\ 1/°С
А\ 24,0
А1— Си—Мя(Д1, Д16, ВАД1) 22,9—24,6
Al—Zn—Mg A915, 1911, B92) 24,0—26,4
Al—Mg—Si(AB, АД31) 23,2—23,6
Al—Si (силумины с 18—20%Si) 17,5—19,5
В ряде специальных приборов и машин, особенно когда деталь
из алюминиевого сплава работает в контакте со сталью (например,
поршень из алюминиевого сплава в стальном цилиндре), важно
иметь алюминиевый сплав с возможно более низким коэффициеитом
линейного расширения; оптимальным был бы сплав с таким же коэф-
фициентом линейного расширения, как у стали A2,5—14,0• 10~6 1/°С).
Основой алюминиевых сплавов с низким термичес-
ким расширением служит система Al—Si, поскольку, во-
первых, кремний, сам имеющий очень низкий коэффи-
циент линейного расширения (см. табл. 33), резко умень-
шает термическое расширение алюминиевых сплавов
(см. рис. 61), во-вторых, кремний может быть введен в
алюминиевые сплавы в значительных количествах (эв-
тектическая точка в системе Al—Si соответствует содер-
жанию кремния 12,7%), при этом плотность не только
не повышается, но даже заметно снижается (плотность
кремния 2330 кг/м3). Однако для того чтобы на основе
системы Al—Si получить сплав, близкий по коэффици-
енту линейного расширения к стали, необходимо вводить
очень много кремния C5—40%). При таком содержании
кремния в сплаве при кристаллизации образуются гру-
бые кристаллы первичного кремния, что ведет к резко-
му снижению механических свойств (особенно пластич-
ности) и исключает возможность использовать сплавы
для практических целей.
151
800
600
а'
ЬОО
200
Ж
W /
V
L
1
САС-1
/
/
/
1
V'
/
/ ж+ъ\
cx^Si
i i
557°С
1
О
А1
10
20 J0
Si,% -
W 50 60
Применение высоких скоростей охлаждения при кри-
сталлизации открывает возможность значительного рас-
ширения пределов легирования алюминия кремнием без
катастрофического снижения пластичности, а также до-
полнительного введения в сплавы А1—Si других компо-
нентов, снижающих коэффи-
циент линейного расшире-
ния.
При высоких скоростях
охлаждения при кристалли-
зации A02—104ОС/с) спла-
вы Al—Si кристаллизуются
в соответствии с метаста-
бильной диаграммой состоя-
ния. В сплавах алюминия,
заэвтектических по равно-
весной диаграмме состоя-
ния, при неравновесной
кристаллизации в соответст-
вии с метастабильной диаг-
раммой формируется эвтек-
тическая или даже доэвтек-
тическая структура (рис.
62). Как показали исследо-
вания, гранулы диамет-
ром 1—3 мм из сплавов Al—Si, закристаллизованные со
скоростью охлаждения 103—104°С/с, при содержании в
сплавах до 17% Si имеют доэвтектическую структуру с
довольно дисперсной кремниевой фазой (величина эв-
тектических кристаллов кремния колеблется в пределах
от 1 до 5 мкм). При содержании кремния >17% в спла-
вах появляются первичные кристаллы кремния, но вели-
чина их не превышает 15 мкм. (рис. 63). Заметного ано-
мального пересыщения алюминиевого твердого раствора
кремнием при скоростях охлаждения до 104°С/с не обна-
ружено. Прессованные прутки сплавов Al—Si с высоким
содержанием кремния характеризуются сочетанием до-
статочно высокой прочности и удовлетворительной пла-
стичности. Так, пруток из гранул сплава Al+27% Si име-
ет ав=220 МПа, aOt2 = 17O МПа и 6 = 5%. Коэффициент
линейного расширения, как показано в работе [96,
с. 298], для порошковых сплавов Al—Si по мере повы-
шения содержания кремния снижается более интенсив-
но, чем следует из закона аддитивности и чем наблюда-
Рис. 62. Метастабильная диаграмма
состояния системы Al—Si (пунктир)
и равновесная диаграмма состоя-
ния (сплошные линии) (схема)
152
ется для литых сплавов. Это обстоятельство объяснено
более развитой поверхностью кремниевой фазы в по-
рошковых сплавах и более активным ее воздействием на
матрицу (при развитой поверхности кремний сильнее
препятствует расширению алюминиевой матрицы при
повышении температуры).
И. Н. Фридляндер, Р. А. Кривенко, Н. С. Клягина и
др. [96, с. 206; ПО]* разработали на основе системы
Рис. 63. Микроструктура гранул диаметром 2 мм из сплавов А1 — 25% Si (a)
и прутка диаметром 12 мм (б). Х250
Al—Si порошковые сплавы с низким коэффициентом ли-
нейного расширения. Помимо кремния, сплавы содержат
ряд других добавок, снижающих коэффициент линейно-
го расширения (см. рис. 61).
Состав, %. порошковых сплавов с низким коэффици-
ентом линейного расширения приведен ниже [96].
Марка сплава Si Другие
САС-1
САС-2
САС-3
25—30
25—30
25—30
5-7 Ni
5—7 Fe
3-5 Cr
Примечание. Остальное — алюминий.
Из сплавов, приведенных выше, изготавливают прес-
сованные прутки по следующей технологии: из расплава
путем распыления азотом (при температуре не ниже
1000°С) получают порошок (гранулы); порошок брике-
тируют при температурах 450—550°С под давалением
500—800 МПа; брикеты прессуют на прутки.
* Фридляндер И. Н., Кривенко Р. А., Калягина Н, С. и др. Авт.
свид. № 143234. — «Бюл. изобр.», 1961, № 23, с. 59.
153
В настоящее время изготавливается порошок диспер-
сностью ~400 и 50 мкм. С уменьшением размера частиц
порошка повышаются прочность и пластичность прессо-
ванных прутков, что является результатом измельчения
частиц кремния и интерметаллидных фаз в структуре
сплавов в связи с большей скоростью охлаждения при
кристаллизации дисперсного порошка.
Из трех рассматриваемых сплавов лучший комплекс
механических и физических свойств имеет сплав САС-1,
у которого наиболее высокая пластичность, что, по-ви-
димому, объясняется более предпочтительной формой
Ni-интерметаллида по сравнению с формой Fe-и Сг-ин-
терметаллидов, и наименьший коэффициент линейного
расширения. Коэффициент линейного расширения сплава
САС-1 приближается к КЛР стали.
Ниже приведены типичные механические и физичес-
кие свойства прессованных прутков из порошковых спла-
вов САС-1, САС-2 и САС-3 (порошок с величиной частиц
— 400 мкм).
Сплав ав,МПа б,% «„—|(Р0°с -Ю", 1/°с
САС-1 260 1,5 13,5-15,5
САС-2 240 0,9 15,0—16,0
САС-3 280 0,6 15,0—16,5
Сплав САС-1 внедрен в промышленность, произво-
дится серийный выпуск прутков из этого сплава для при-
боростроения.
Для сплава САС-1 характерны также повышенная
жаропрочность (при 400° С ав = 904-100 МПа), высокий
модуль упругости (на 20—30% выше, чем у стандарт-
ных алюминиевых сплавов), высокие антифрикционные
свойства. Недостатком сплава САС-1 является низкая
коррозионная стойкость (в атмосферных условиях на
уровне коррозионной стойкости сплава АК4), поэтому
изделия из сплава САС-1 нуждаются в тщательной за-
щите от коррозии. Сплав САС-1 удовлетворительно сва-
ривается и паяется.
Для ряда приборов необходимы алюминиевые спла-
вы с еще более низким коэффициентом линейного рас-
ширения, чем у сплава САС-1. Перспективы получения
такого материала есть: дальнейшее повышение скорости
охлаждения сплавов при кристаллизации (литье мелких
гранул в воду или чешуек с кристаллизацией на водоох-
154
лаждаемой металлической поверхности) позволит уве-
личить содержание кремния в сплавах, ввести дополни-
тельные легирующие компоненты и за счет этого еще
сильнее, чем у сплава САС-1, снизить коэффициент ли-
нейного расширения.
ПРОВОДНИКОВЫЕ СПЛАВЫ
В качестве проводниковых алюминиевых сплавов
применяются преимущественно технический алюминий и
низколегированные сплавы системы А1— Mg—Si. Рабочая
температура электропроводов из алюминиевых сплавов
обычно не превышает 150—180° С*. Однако в настоящее
время возникает потребность в повышении температур-
ного уровня эксплуатации проводниковых алюминиевых
сплавов. Поэтому появились патенты на проводниковые
сплавы, в состав которых входят такие элементы,
как железо, никель, кобальт, повышающие жаро-
прочность и в то же время малорастворимые в алюми-
нии, т. е. лишь умеренно понижающие электропровод-
ность ** [112]. Для таких сплавов наиболее подходящим
методом производства является металлургия гранул
[ИЗ].
Наибольший эффект улучшения комплекса свойств
проводниковых сплавов, работающих при повышенных
температурах, можно ожидать от гранулируемых спла-
вов с редкоземельными металлами [114, 115], которые,
как было указано выше, практически не растворяются в
алюминии даже при очень высоких скоростях охлажде-
ния расплава.
Исследования структуры и свойств прессованных
прутков из сплавов алюминия с РЗМ, а также получен-
ной из них методом волочения проволоки позволили оп-
ределить возможность и целесообразность применения
этих сплавов в качестве проводниковых. Схема получе-
ния прутков диаметром 12 мм включала получение бри-
кетов в алюминиевой оболочке, обточку брикетов и эк-
струдирование. Были выбраны сплавы доэвтектические,
а также заэвтектпческие с учетом того, что заведомо до-
эвтектические сплавы могут быть получены с достаточно
тонкой структурой при традиционном литье слитков.
* Пат. (Франция), № 2098364, 1972.
** Пат. (Япония), №49—26804, 1974.
155
Вместе с тем максимальное содержание РЗМ выбира-
лось с таким расчетом, чтобы все же избежать появле-
ния в гранулах первичных кристаллов интерметалличес-
ких соединений, т. е. чтобы получать квазидоэвтектиче-
скую или квазиэвтектическую структуру. Были получены
прутки из сплавов с 7 и 15% La, 7 и 15% Се. Одновре-
Рис. G4. Структура гранул (а. е) и слитков (б, г) сплавов алюминия с 15% La
(я, б) и 15% Се (s, г). Х12000 (а. в); Х340 (б, г)
менно были отлиты слитки небольших размеров (диа-
метр 80 мм). Если структура гранул и слитков заведомо
доэвтектических сплавов G% La или 7% Се) отлича-
лась только степенью измельчения ветвей дендритов и
составляющих эвтектики, то структура гранул и слитков
сплавов с 15% La или 15% Се, как это видно на рис. 64,
отличалась качественно тем, что в гранулах не было
первичных кристаллов интерметаллических соединений,
156
в слитках же они были одним из наиболее нежелатель-
ных элементов структуры.
В связи с тем, что при температурах выше 400° С на-
блюдалась заметная коагуляция интерметаллидных сос-
тавляющих эвтектики, брикетирование и прессование
проводили при температурах до 400—420° С. На рис. 65
Рис. 05. Структура прессованных прутков сплава алюминия с 15% La в попе-
речном направлении. Х340 (а); X12000 (б)
показана структура прессованных и отожженных прут-
ков сплава с 15% La. В структуре горячепрессованных
прутков можно различить границы гранул, причем они
более заметны в сплавах с высоким содержанием РЗМ.
При больших увеличениях хорошо выявляются частицы
интерметаллидов, степень коагуляции которых несколь-
ко больше, чем в гранулах при одинаковых режимах
нагрева (отжига).
В табл. 34 приведены механические свойства и удель-
ное электросопротивление сплавов алюминия с РЗМ,
полученных из слитков и гранул. Слитки были отпрес-
сованы без предварительной гомогенизации, которая,
как показали опыты, заметно снижает прочность из-за
коагуляции частиц интерметаллидных соединений. Усло-
вия прессования слитков и брикетов из гранул были
одинаковыми. Прутки исследованы в прессованном сос-
тоянии, так как опробованные режимы их термической
обработки к существенным изменениям свойств (кроме
небольшого понижения прочности) не привели.
Приведенные результаты позволяют сделать вывод,
что для доэвтектических сплавов алюминия с РЗМ гра-
157
Таблиц а 34. Механические ссойства и удельное
электросопротивление прутков из гранул сплавов А1+РЗМ
Содержание
РЗМ, %
7 La
15 La
7 Се
15 Се
Исходная заго-
товка
Гранула
Слиток
Гранула
Слиток
Гранула
Слиток
Гранула
Слиток
МП а
202
212
293
262
189
235
299
267
°0 2'
МПа
98
104
187
148
98
121
188
148
Л °'
О, /о
32,5
26,2
25,0
9,1
39,3
22,8
22,4
21,2
«1, 0'
Ч>. /о
71,2
48,6
54,4
14,7
71,0
36,7
57,4
33,9
р, К)
Ом м
0,032
0,030
0,041
0,042
0,030
0,030
0,041
0,040
нулирование приводит лишь к повышению пластичности
прутков. У сплавов с высоким содержанием РЗМ наряду
с резким возрастанием пластичности возрастает и проч-
ность прутков, что можно понять, если учесть образова-
ние грубых кристаллов интерметаллидных соединений в
слитках. Преимущество в повышенной прочности прут-
ков из гранул сохраняется и в случае испытания при
температурах 350 и 400° С. Предел прочности прутков,
полученных из гранул, содержащих 15% La или 15%
Се, при температурах 350, 400 и 450° С составил 100—
110; 80—90 и 50—60 МПа соответственно.
При повышенной прочности и пластичности прутков,
полученных из гранул, их удельное электросопротивле-
ние практически не отличается от удельного электросо-
противления прутков из слитков. Это можно объяснить
тем, что электропроводность в сплавах алюминия с РЗМ,
по-видимому, может быть рассчитана по закону аддитив-
ности электропроводности матрицы, представляющей со-
бой почти чистый алюминий, и электропроводности ин-
терметаллидной фазы, независимо от размеров и формы
ее частиц. Количество же интерметаллидной фазы (по
массе) для гранул и слитков одного состава практиче-
ски одинаково. Обращает на себя внимание то обстоя-
тельство, что свойства сплавов с одинаковым содержа-
нием лантана и церия очень близки, что можно объяс-
нить одинаковым стехиометрическим соотношением и
близким строением образующихся интермета ллпдных
соединений и одинаковыми свойствами матрицы.
158
Испытание прессованных полос, содержащих другие
РЗМ, в частности неодим, самарий и церий (мишме-
талл), и полученных по описанной выше схеме компак-
тирования и экструдирования, показало, что, так же как
твердость гранул, механические свойства при растяже-
нии прессованных изделий алюминиевых сплавов в ос-
новном определяются содержанием компонента и фор-
мой распределения интерметаллидной фазы и меньше
зависят от порядкового номера РЗМ.
Было показано, что прутки из гранул могут быть
подвергнуты холодной обработке давлением, в частно-
сти переработаны на проволоку различного диаметра.
Прочность проволоки после волочения повышается при
снижении пластичности и некотором уменьшении элек-
тропроводности. После отжига свойства проволоки
оказываются близкими к свойствам прессованных из-
делий.
Механические свойства и электросопротивление
отожженной проволоки при температурах до 300° С для
доэвтектического сплава алюминия с РЗМ приведены в
табл. 35 [114]. Для сравнения в этой же таблице приве-
дено электросопротивление алюминия.
Таблица 35. Механические свойства и удельное
электросопротивление сплава AI—7% Се в зависимости
от температуры испытания
W °с
20
200
250
300
ав, мпа
189
162
131
79
б, %
18,1
12,2
13,7
21,7
р 10—6 Омм
0,033@,0265)
0,054@,0445)
0,059
0,064@,054)
Примечание. В скобках указаны значения р для алюминия.
Результаты исследования показывают, что гранули-
руемые сплавы алюминия с редкоземельными металлами
можно оценить как весьма перспективные проводнико-
вые материалы для повышенных температур. В произ-
водстве эти сплавы достаточно технологичны; методами
прокатки и волочения из них освоено производство про-
волоки диаметром до 50 мкм,
159
ПОДШИПНИКОВЫЕ СПЛАВЫ
Сплавы на основе алюминия нашли широкое приме-
нение для подшипников различного назначения. По-
скольку все вопросы производства и применения алюми-
ниевых подшипниковых сплавов подробно рассмотрены в
монографии Н. А. Буше и др. [115], мы затронем здесь
лишь один вопрос, а именно, какие изменения
может внести в развитие подшипниковых сплавов на
основе алюминия внедрение метода металлургии гра-
нул.
Многие исследователи указывали па полезность вве-
дения в состав подшипниковых сплавов таких элементов,
как свинец и висмут, образующих с алюминием системы
монотектического типа. Однако введению больших ко-
личеств этих элементов препятствовали трудности полу-
чения однородного материала из-за быстрого расслаи-
вания сплава в жидком состоянии. Эти трудности можно
преодолеть различными путями. Так, для сплавов алю-
миния с висмутом предложен метод порошковой метал-
лургии *, при этом для сплавов, содержащих 7—16% Bi,
получена высокая усталостная прочность. Для сплавов
алюминия со свинцом применен метод литья ленты не-
большой толщины, а также ультразвуковая обработка
расплава, способствующая образованию суспензии свин-
ца в алюминии [116].
Наиболее универсальным способом устранения ука-
занных трудностей можно считать гранулирование, ко-
торое расширяет и практически делает неограниченным
диапазон легирования в сплавах монотектических сис-
тем. С применением гранулирования получены и изуче-
ны сплавы алюминия с высоким содержанием свинца
[117]. Ниже приводятся краткие сведения по технологии
производства и свойствам гранулируемого алюминиево-
го сплава АС15**, в состав которого входит 15% РЬ;
1 % Sn и 1 % Си.
Для выбора технологической схемы получения заго-
товки были опробованы два варианта прессования — на
гидравлических и шнековых прессах.
* Пат. (Англия), № 1340489, 1969. Кл. С7А (с. 22 с 21/00).
** Мудренко Г. А. Исследование структуры и свойств алюмшшс-
во-свинцовых сплавов. Автореф. канд. дне. М., 1976.
160
Структура и свойства сплава АС 15
в зависимости от температуры отжига
Исследования проводили на образцах полос сечени-
ем 12X130 мм, отпрессованных на гидравлических прес-
сах, и полос сечением 10ХЮ0 мм, отпрессованных на
шнековом прессе. Свойства полос приведены в табл.36.
Как видно из этой таблицы, более высокие свойства,
особенно ударную вязкость, имеют полосы, полученные
на шнековом прессе.
В процессе изготовления биметаллических заготовок,
а затем и подшипников материал подвергают неодно-
кратным нагревам. Кроме того, при эксплуатации уже
готовых изделий могут возникнуть условия, приводящие
к повышению температуры подшипников. Поэтому были
Рис. 66. Зависимость механических JQ
свойств прессованных: (прессование
iia шнековом прессе) полос сплава
АС15 от температуры отжига
50 150 250 350 tt°C
изучены изменения структуры и свойств полуфабрикатов
в зависимости от температуры нагрева.
Образцы отжигали при температурах от 150 до 550° С
в течение 3 ч, охлаждали на воздухе. С повышением
температуры отжига (рис. 66) происходит постепенное
разупрочнение сплава, однако значения предела прочно-
сти полос, отпрессованных на шнековом прессе, при всех
режимах отжига более высокие, чем полос, отпрессован-
ных на гидравлических прессах. Относительное удлине-
ние с повышением температуры отжига несколько воз-
растает, затем падает. Максимум пластичности наблюда-
ется при температуре около 300° С. Такая же закономер-
ность изменения свойств при повышении температуры
отжига наблюдается и при определении ударной вязко-
сти. Исследованные в этих же условиях образцы стан-
дартного сплава АО20-1, отожженные при температуре
250° С, разрушились при закреплении их в штанге раз-
рывной машины, что можно понять, если учесть, что тем-
It—407 щ
Таблица 36. Механические свойства полос после прессования
Сечение по-
лосы, мм;
вытяжка
Направление
вырезки образцов
Число
испытанных
образцов
ао, MI la
°0,2.
12X130;
fx=76
10X100:
fx=17,7
Долевое
Поперечное
Долевое
Поперечное
Прессование на гидравлическом
15
15
28
28
120—130
110—120
70—80
65—70
Прессование на шнековом
150-160
132—140
70—80
70—80
пература плавления эвтектики в сплаве алюминия с оло-
вом 228, а со свинцом 327° С.
При исследовании микроструктуры полос, отожжен-
ных по различным режимам, изменения наблюдаются
лишь после отжига при температуре выше 350° С. Отжиг
при температуре 350° С в течение 3 и 24 ч не привел к
заметным изменениям в структуре. По-видимому, не-
смотря на расплавление, скорость процессов перераспре-
деления и коагуляции жидкой фазы мала вследствие
изолированности частиц и малой растворимости свинца
в алюминии. При нагреве выше 400° С в структуре полос
наблюдаются грубые выделения свинца, исчезает стро-
чечность в расположении свинцовой фазы; частицы свин-
ца становятся округлыми (рис. 67).
После прокатки полос вхолодную на толщину 1,5 мм
(суммарное обжатие около 85%) листы имеют высокую
твердость по Бринеллю (примерно 700 МПа). Отжиг при
температурах до 300°С приводит к резкому падению
твердости, которая затем при дальнейшем повышении
температуры изменяется мало. Кривые зависимости пре-
дела прочности и относительного удлинения листов от
температуры отжига приведены на рис. 68. Они показы-
вают, что прочность листов постепенно уменьшается с
повышением температуры отжига, а относительное удли-
нение изменяется по кривой с максимумом. Сравнитель-
но небольшой наклон температурных кривых прочности
объясняется тем, что листы остаются нерекристаллизо-
ваннымп даже после расплавления дисперсных частиц
свинца. На кривой зависимости относительного удлине-
162
6, %
кДж/м2
НВ, МПа
прессе
18-25
18-19
прессе
20—25
20—22
214—274
59-88
490—685
314—430
500—510
500—510
500—530
500—530
свинцовые составляющие
блюдается некоторое их
зультаты получены при
ния от температуры испыта-
ния при кратковременной
нагрузке также наблюдает-
ся перегиб при температуре
около 300° С. Прочность ли-
стов с повышением темпе-
ратуры испытания заметно
падает, но при температуре
300° С все же составляет
около 30 МПа (рис. 69).
Исследование микро-
структуры листов показыва-
ет значительные изменения
при температуре отжига
350° С. Вытянутые строчкой
начинают расплавляться, на-
утолщение. Аналогичные ре-
изучении листов с помощью
Рис. 67. Микроструктура полос
сплава АС15 после прессования при
300° С (а); после отжига при 450° С,
3 ч (б) и после отжига при 500° С,
3 ч (а). Х250
163
рентгеновского просвечивания (рис. 70). При повыше-
нии температуры размеры оплавленных участков увели-
чиваются. Кроме того, в структуре листов появляются
поры различной величины овальной формы, что, видимо,
50 150 ?ЬО 350 t°C
Рис. 68. Зависимость механических
свойств листов сплава ЛС15 от тем-
пературы отжига. Листы получены
прокаткой полос, отпрессованных
на шнековом прессе
50 150 250 350 t,°C
Рис. 69. Зависимость механические
свойств листов сплава АС 15 от
температуры испытания
связано с выделением газов, в частности водорода, при
нагреве.
Изменения, происходящие в структуре полуфабрика-
тов при отжиге, иногда приводят к образованию пузырей
на поверхности. Это особенно четко выявляется при от-
жиге листов, полученных из полос, отпрессованных на
гидравлических прессах. Для листов, полученных из по-
лос, отпрессованных на шнековом прессе из предвари-
тельно отожженных гранул, образование пузырей на по-
верхности наблюдается только после отжигов при тем-
пературе 400° С, т. е. при температуре, при которой
предварительно отжигали гранулы. Было установлено,
что во всех случаях температура отжига гранул должна
превышать температуру отжига полуфабрикатов.
Листы и биметаллические вкладыши
для подшипников
Были изготовлены экспериментальные партии листов
и биметаллических вкладышей из гранул, химический
состав которых, %, указан ниже:
164
Номер плавки
1
2
3
4
PI)
15,9
14,5
14,5
15,1
Sn
0,9
0,98
1,01
1,0
Си
1,0
1,02
0,95
1,04
Г! р н м с ч а н и е. Остальное — алюминий.
-«•¦
Рис. 70. Микроструктура листов
сплава ЛС15, полученная методом
рентгенопросвечивания, после от-
жига в течение 3 ч при 300 (а),
350 (б) и 450° С (в). X20Q
Гранулы отжигали на воздухе при 400° С в течение
3 ч; часть гранул отжигали по тем же режимам, но в
вакууме при остаточном давлении 1,33 Па.
Результаты определения содержания водорода,
см3/100 г металла, в гранулах сплава АС15 приведены
ниже.
Номер плавки После литья
Отжи г
на воздухе,
400°С, 3 ч
2,25
1,8
1,6
1,96
1,3
1,2
1,2
1,3
Отжиг
в вакууме,
4(Ю°С, 3 ч
0,80
0,60
0,68
0,91
165
Из гранул указанного состава были отпрессованы
заготовки на гидравлических и шнековых прессах. Для
прессования на гидравлических прессах использовали
гранулы, отожженные только на воздухе, имеющие высо-
кое содержание водорода (более 1 см3/100 г металла).
Полосы на шнековом прессе прессовали из гранул, пред-
варительно отожженных как па воздухе, так и в вакууме,
причем герметичную емкость с гранулами, отожженными
в вакууме, открывали непосредственно перед процессом
прессования.
Технологический процесс прессования полос сечением
12X130 мм на гидравлических прессах включал брике-
тирование, прессование прутка, разрезку его на мерные
заготовки и прессование полосы 12X130 мм с суммар-
ным коэффициентом вытяжки 76. Температура нагрева
перед прессованием 250—270° С.
Полученные на гидравлических прессах полосы име-
ли удовлетворительную поверхность, хорошо прокаты-
вались как вдоль, так и поперек направления прессова-
ния.
Однако после отжига при температуре 300—350°С в
течение 3 ч в отдельных местах имелись пузыри и рас-
слоения, что привело к получению листов и биметалли-
ческой заготовки с дефектами на поверхности. Техноло-
гия прессования на шнековых прессах обеспечила полу-
чение качественной полосы сечением 5ХЮ0 и 10Х
ХЮ0 мм при температуре металла в очаге деформации
300—320° С.
Отжиг полос со шнекового пресса, проведенный при
температуре 300 и 350° С в течение 3 ч, не привел к об-
разованию поверхностных дефектов, причем удовлетво-
рительный внешний вид имели полосы, полученные из
гранул, отожженных п на воздухе, и в вакууме. Сравнивая
внешний вид полос после отжига из гранул, предвари-
тельно отожженных на воздухе и отпрессованных на раз-
личных прессах, можно сделать заключение, что на об-
разование пузырей у полос, полученных на гидравличес-
ких прессах, влияет наряду с другими факторами
захваченный вместе с гранулами воздух. При нагреве воз-
дух расширяется и способствует увеличению Дефектов.
Полосы сечением 10ХЮ0 мм были прокатаны до тол-
щины 1,0 мм за три прохода и затем отожжены при тем-
пературах 300, 350 и 400° С в течение 3 ч. После отжига
при температурах 300 и 350° С листы не имели пузырей
166
и видимых в световом микроскопе расслоений. Отжиг
при 400° С привел к образованию отдельных мелких пу-
зырей на поверхности листов.
Совместной прокаткой со сталью были получены би-
металлические заготовки толщиной 2,5 мм. Результаты
испытания биметаллических заготовок на срез приведе-
ны ниже:
Сплав АО-201 АС15
Число замеров Серийное 4
Удельное сопротивление срезу, МПа:
допустимое 63—85 —
полученное Укладывается 63; 71,4
в допуски 74; 76,4
Как видно из этих данных, биметаллические полосы
сталь — сплав АС 15 имели удельное сопротивление сре-
зу на уровне удельного сопротивления стандартного алю-
миниевого сплава АО20-1. Задиростойкость сплава АС15
Рис. 71. Зависимость коэф-
фициента трения от темпе-
ратуры нагрева масла для
различных сплавов при чис-
тоте стальных роликов, от-
вечающих 12-му классу
I
I
0,0166
0,0133
0,0100
0,0066
0,0033
А020-1\гр
~А020-/\
~6 ОСЬ А
АС15^
i i
А09-2
i i
50 100 150 200 t,°C
по сравнению с другими сплавами оценивали по методи-
ке, описанной в работе [118]. Результаты определения
коэффициента трения в зависимости от температуры
масла показаны на рис. 71.
Среди алюминиевых сплавов лучшими оказались ма-
териалы, полученные методом гранулирования. Наруше-
ние сплошности биметаллических полос в паре с ролика-
ми, имеющими шероховатость поверхности V10, наблю-
далось при 190—200° С, а в паре с роликами, с шерохо-
ватостью поверхности V12, нарушения сплошности не
наблюдалось вплоть до 230° С.
Результаты опробования опытных партий вкладышей
показали перспективность применения для подшипников
167
гранулируемых алюминиевых сплавов с высоким содер-
жанием свинца.
В заключение целесообразно коротко остановиться па
перспективах развития гранулируемых алюминиевых
сплавов.
Освоенные в настоящее время гранулируемые алю-
миниевые сплавы основаны на использовании одного или
нескольких факторов существенного изменения структу-
ры при высоких скоростях кристаллизации расплава.
К таким факторам относятся аномальное пересыщение
твердого раствора, предотвращение образования или из-
мельчение и изменение формы первичных кристаллов
интерметаллических соединений, диспергирование про-
дуктов эвтектической кристаллизации, предупреждение
расслаивания расплава в системах с двумя несмешива-
ющимися жидкостями.
Рассмотренные в книге сплавы далеко пс исчерпы-
вают всех возможных составов сплавов, основанных на
радикальном изменении структуры при быстрой крис-
таллизации. Вместе с тем по мере усовершенствования
технологии производства гранулируемых сплавов об-
ласть их составов может быть значительно расширена
вплоть до составов стандартных сплавов. Можно назвать
следующие преимущества применения брикета из гранул
вместо слитка для стандартных конструкционных алю-
миниевых сплавов, упрочняемых закалкой и старением.
При литье высокопрочных сплавов имеются ограниче-
ния в размерах, выше которых плотный слиток невоз-
можно отлить из-за возникновения трещин; брикет же
из гранул может быть получен любых размеров. В бри-
кетированной заготовке исключается зональная и мест-
ная ликвация в то время, как в слитке она неизбежна
и приводит к повышенной дисперсии свойств изделий.
Наконец, на свойства полуфабриката, особенно на вяз-
кость разрушения и пластичность, все же оказывает по-
ложительное влияние диспергирование пусть небольшо-
го, но всегда имеющегося в сплаве количества нераство-
римых примесей.
Конечно, эти преимущества будут существенными
только при полном исключении влияния окпеноп плеп-
ки, образующейся на поверхности гранул, на структуру
и свойства изделий. В настоящее время гранулы после
168
вакуумировапия и брикетирования подвергаются дефор-
мации с высокой степенью, что исключает влияние окис-
ной пленки, но одновременно ограничивает возможность
получения крупногабаритных изделий. Успешное разви-
тие металлургии гранул для сплавов на различных ме-
таллических основах позволяет надеяться, что и для гра-
нулируемых алюминиевых сплавов может быть разра-
ботана более совершенная технология их обработки.
Металлургию гранул часто относят к порошковой ме-
таллургии, но она все отчетливее выделяется как само-
стоятельное направление. В отличие от порошковой ме-
таллургии мелкие частицы (гранулы, порошинки) полу-
чаются не любым методом, а только разбрызгиванием
или распылением сплава определенного состава. Ком-
пактирование же осуществляется не спеканием, обеспе-
чивающим плотность до 95%, а всесторонним сжатием
под высоким давлением до плотности не менее 99,9%
от теоретической. Наиболее простой и экономичный ва-
риант металлургии гранул, применяемый в настоящее
время для никелевых и титановых сплавов, — горячее
изостатическое прессование. Гранулы с очищенными по-
верхностями помещаются в герметичную капсулу, кото-
рая после вакуумирования и заварки отверстия подвер-
гается всестороннему сжатию в газостате. Размеры и
форма детали определяются размерами и формой кап-
сулы. Получение заготовок, близких по размерам к го-
товым изделиям, позволяет снизить до минимума потери
металла. Таким же путем может быть получена заго-
товка для последующей обработки давлением. Этот спо-
соб позволяет использовать преимущества не только вы-
сокой скорости кристаллизации расплава, обеспечиваю-
щие повышение свойств изделий, но и горячего компак-
тирования всесторонним сжатием, обеспечивающие
экономию металла.
Несмотря на повышенную окисляемость алюминиевых
сплавов, технология гранулирования в инертной среде
с последующей подготовкой гранул и их горячим изо-
статическим компактированием в вакуумированных кап-
сулах (стаканах) может обеспечить получение высоко-
качественного материала непосредственно после изоста-
тического прессования или после обработки при малых
степенях деформации. Освоение такой технологии зна-
чительно расширит области составов и объемов приме-
нения гранулируемых сплавов.
169
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Бочвар А. А. Металловедение. — М.: Металлургнздат, 1945.
404 с, нл.
2. Петров Д. А. Вопросы теории сплавов алюминия.— М.: Мегал-
лургиздат, 1951. 256 с, нл.
3. Новиков И. //. Теория термической обработки металлов. — М.:
Металлургия, 1978. 392 с, ил.
4. Голиков II. H.j Масленков С. Б. Дендритная ликвация в ста-
ли. — М.: Металлургия, 1977. 223 с, нл.
5. Новиков И. И., Золоторсвский В. С. Дендритная ликвация в
сплавах.— М.: Наука, 1966. 156 с., ил.
6. Дрш{ М. Е„ Свидерская 3. А., Каданер Э. С. Авторадиография
в металловедении. — М.: Металлургнздат, 1901. 172 с., нл.
7. Курдюмов А. В., Ликунов М. В., Чурсин В. М. Литейное про-
изводство цветных и редких металлов. — М.: Металлургия,
1972. 496 с., ил.
8. Бочвар А. А. Исследование механизма и кинетики кристаллиза-
ции сплавов эвтектического типа. — М.: ОНТИ, 1935. 75 с, ил.
9. Г репный Я. В. — Изв. ЛИ СССР. ОТН, 1956, № 3, с. 77—80.
10. Салли И. В., Мирошниченко И. С. — ДАН СССР, 1960, т. 132,
№ 6, с. 133—134.
11. Елагин В. И. Легирование деформируемых алюминиевых спла-
вов переходными металлами. — М.: Металлургия, 1975. 248 с,
ил.
12. Шпичынеикий Е. С, Рогельберг И. Л., Чутко В. В.—Науч.
тр./Типроцветмстобработка, Металловедение цветных металлов
п сплавов, 1950, вып. 12, с. 85-98.
13. Falkenchagen С, Hojman W.—Z. Melallkunde, 1952, Bd 43, № 3,
S. 69—81.
14. Фридляндср И. И., Константинов В. А., Зайцева Н. И. — ЖФХ,
1956, т. 30, вып. 7, с. 1623—1625.
15. Чалмерс Б. Теория затвердевания. — М.: Металлургия, 1968,
288 с, ил.
16. Мирошниченко И. С — В кн.: Механизм и кинетика кристалли-
зации. --Минок: Наука и техника, 1969, с. 16—20.
17. Добаткин В. И.—В кн.: Металловедение сплавов легких ме-
таллов. — М : Наука, 1970, с. 100 — 107.
18. Салли И. В. Кристаллизация при сверхбольших скоростях
охлаждения. — Киев: Наукова думка, 1972. 136 с, ил.
19. Варич И. PL, Лукович Р. Б. — Металлы, 1970, № 4, с. 82—85.
20. Хворинов Н. Затвердевание отливок.—М.: ИЛ, 1955. 140 с,
ил.
21. Добаткин В. И. Слитки алюминиевых сплавов. — Свердловск:
Мсталлургиздат, 1960. 176 с, ил.
22. Баландин Г. Ф. Основы теории формирования отливки. Ч. 1.—
М.: Машиностроение, 1976. 328 с, нл.
23. Вшшгард У. Введение в физику кристаллизации металлов.—
М.: Мир, 1967. 159 с, нл.
24 Лолеся А. Ф., Коваленко В. В., Вукелич С. Б. — ФММ, 1976,
т. 41, N» 1, с. 218—220.
25. Вукелич С. Б. — ФМиМ, 1976, т. 41, Л° 1, с. 218—220.
26. Глазов В. М.— В кн.: Проблемы металловедения цветных спла-
вов.—М.: Металлургия, 1978, с. 181 — 192.
170
27. Попов А. А. Фазовые превращении в металлических сплавах. —
М.: Металлургиздат, 1963. 311 с, нл.
23. Warlimont Н., Zingg W., Fusser Я.— Mater. Sci. Eng., 1976,
v. 23, No 213, p. 101 — 105.
29. Isco M., Harumi K., Katsusonic N.—J. Japan Inst. Light Met.,
1973, 25, № 1, p. 1—9.
30. Durand H. A., Perlout R. M,. Grant N. /. — Mater. Sci. Eng.,
1976, v. 23, p. 247—256.
31. Maiyia H., Giessen B. C, Grant N. /. — J. Inst. Met., 1968, v. 96,
p. 30—32.
32. Добаткин В. И., Малиновский Р. P. — В кн.: Структура н свой-
ства легких сплавов. — М.: Наука, 1971, с. 82—88.
33. Мирошниченко //. С —ДАН СССР, 1965, т. 164, № 1, 137—139.
34. Салли И. В., Лимина Л. П. — В кн.: Рост и неоднородности ме-
таллических кристаллов. — Киев: Наукова думка, 1966, с. 316—
320.
35. Федоров В. М., Елагин В. И., Лобанова Л. Я. — ТЛС, 1977,
№ 1, с. 3—7.
36. Елагин В. И., Аверкина И. Н. — МИТОМ, 1963, № 12, с. 21—25.
37. Добаткин В. И., Елагин В. И., Федоров В. М. — Металлы, 1969,
№ 5, с. 164—169.
38. Itagati M., Diessen В., Grant N. /. — Trans. ASM, 1968, v. 61,
№ 2, p. 330—335.
39. Варич Н. И., Бурое Л. М., Колесниченко К. Е. — Изв. вуз.
Цветная металлургия, 1967, № 3, с. 111 — 114.
40. Williams D. W. — J. Mater. Sci., 1976, № 11, p. 2146—2148.
41. Федоров В. М., Елагин В. Я. —МИТОМ, 1979, № 3, с. 39—41.
42. Dahl W., Gruhl W., Bur chard W. G. e. a. — Z. Metallkunde, 1977,
Bd 68, № 2, S. 121 — 127.
43. Syryckaragenac V.—J. Mater. Sci., 1970, v. 5, № 11, p. 992—1004.
44. Хансен М., Андерко К. Структуры двойных сплавов: Пер. с
англ./Под ред. И. И. Новикова, И. Л. Рогельбсрга. — М.: Ме-
таллургиздат, 1962. Т. 1, 2. 1488 с. ил.
45. Сплавы редкоземельных металлов./[Савицкий Е. М., Терехо-
ва В. Ф., Буров И. В. и др.]. —М.: Изд-во АН СССР, 1962.
267 с, ил.
46. Дриц М. Е., Каданер Э. С. — В кн.: Физпко-хпмпя редких ме-
таллов. — М.: Наука, 1972, с. 162—171, нл.
47. Савицкий Е. М., Терехова В. Ф., Степанова Е. С. — Изв. АН
СССР, ОТН. Металлургия и топливо, 1960, № 3, с. 73—77.
48. Диаграммы состояния систем на основе алюминия и магния./
[Дриц М. Е., Бочвар Н. Р., Каданер Э. С. и др.]. — М.: Наука,
1977. 228 с, ил.
49. Добаткин В. И., Сизова Р. М. — В кн.: Металловедение и тех-
нология легких сплавов. —М.: Наука, 1976, с. 46—51.
50. Райнз Ф. Диаграммы фазового равновесия в металлургии. —
М.: Металлургпздат, 1960. 376 с, нл.
51. Подшипники из алюминиевых сплавов/[Буше Н. А., Гуляев А. С,
Двоскина В. А., Раков К. М.]. —М.: Транспорт, 1974" 256 с, ил.
52. Вол А. Е. Строение и свойства двойных металлических систем.
Т. 1. — М.: Физматгпз, 1959. 755 с, с нл.
53. Шанк Ф. А. Структура двойных сплавов: Пер. с англ. /Под ред.
И. И. Новикова, И. Л. Рогсльберга. - М.: Металлургия, 1973
760 с, т.
54. Hilliard I. ?". —Acta Metal., 1959, v. 1, p. 86—92.
171
55. Алюминий. Под ред. А. Т. Туманова, Ф. И. Квасова,
И Н. Фридляндсра. — М.: Металлургия, 1972. 663 с, пл.
56. Hirano К. —Ada Metal., 1962, № 10, p. 857-863.
57. Гудзенко В. Н., Полеся Л. Ф. — Изв. вуз. Цветная металлургия,
1973, № 4, с. 144—148.
58. Davies H. Л., Hull L. B. — J. Mater. Sci., 1974, v. 9, № 5, p. 707—
717.
59. Bose S. /C., Kummar R.—J. Mater. Sci., 1973, v. 8, № 12,
p. 1795-1799.
60. Scott M. G., Leake J. A. — Acta Mctall., 1975, v. 23, № 4, p. 503 -
511.
61. Matyja H., Russell К. С Giessen В. С, Grant N. /. — Metallur-
gical Trans., 1975, v. 6, № 12, p. 2249—2252.
62. Добаткин В. И., Елагин В. И., Федоров В. М., Сизова Р. М. —
Изв. АН СССР. Металлы, 1970, № 2, с. 199—205.
63. Варич Н. И., Колесниченко К. Е. — Изв. вуз. Цветная метал-
лургия, I960, № 4, с. 131 — 136.
64. Бурое Л. М. — Изв. вуз. Физика, 1964, № 3, с. 35—41.
65. Коломойцева Л. Ф., Варич Н. Я., Буров Л. М. — ФММ, 1969,
т. 28, вып. 4, с. 782—786.
66. Коломойцева Л. Ф., Буров Л. М. — В кн.: Неравновесная кри-
сталлизация металлических сплавов. — Днепропетровск, изд.
ДГУ, 1972, с. 139—149.
67. Степина А. И., Полеся А. Ф. — В кн.: Неравновесная кристал-
лизация металлических сплавов. — Днепропетровск, изд. ДГУ,
1972, с. 79-84.
68. Елагин В. И., Федоров В. М. — Изв. АН СССР. Металлы, 1977,
№ 5, с. 239—245.
69. Goel D. В., Roorkee V. R., Furrer P., Warlimont И. — Aluminium
(BRD), 1974, Bd 50, № 8, S. 511—516.
70. Ikeda Tetstiyuki, Nishi Seikl — J. Japan Inst. Met., 1976, v. 40,
№6, p. 571—578.
71. Hori Shigenori, Kiiagawa Hiroaki, Matusani Tomoki, Takchara
Akira. — y Japan Inst. Light Met. 1977, v. 27, № 3, p. 129—137.
72. Ryutn N.—J. Mater. Sci., 1975, v. 10, № 12, p. 2075—2081.
73. Asboll K., Ryutn N.—J. Inst. Met., 1973, v. 101, № 7—8, p 7—8,
p. 212—214.
74. Mishima Ryoji, Jshida Voichi, Kato Masao. — J. Japan Inst. Light
Met., 1974, v. 24, № 5, p. 204—210.
75. Fontaine Par A., Guinter A. — Phil. Mag., 1975, v. 31 № 1,
p. 65—85.
76. Jacobs M. H., Doggett A. G., Stowell M. J. — J. Mater. Sci., 1974,
v. 9, № 10, p. 1631 — 1643.
77. Gruhl W., Grzemba В., I be G., Hiller W. — Aluminium (BRD),
1977, Bd. 53, № 3, S. 177—182.
78. Добаткин В. И., Гришковсц Я. Г. —МИТОМ, 1966, № 8, с 27—
31.
79. Doherty R. D., Martin I. W. — S. Inst. Met., 1963, v. 91, № 10
p. 332—338.
80. Вайнблат Ю. М., Бухарина H, B. — МИТОМ, 1974 Kg 5
с 25—29.
81. Добаткин В. И., Елагин В. И., Мудренко Г. А. ~ Изв. АИ СССР
Металлы, 1979, № 2, с. 149—152.
82. Добаткин В. И., Елагин В. И. — Цветные металлы, 1968, № 8
с. 81—86.
172
83. Каданер Э. С, Кузьмина В. М. — В кн.: Металловедение цвет-
ных металлов и сплавов.— М.: Наука, 1972, с. 41—46.
84. Елагин В. И., Федоров В. М. — ТЛС, 1969, № 3, с. 38—43.
85. Елагин В. И., Федоров В. М. — ТЛС, 1974, № 8, с. 3—7.
86. Добаткин В. И., Елагин В. И., Федоров В. М. — В кн.: Метал-
ловедение цветных металлов и сплавов. — М.: Наука, 1972,
е. 163—168.
87. Фридляндер Я. П., Степанова М. Г., Брюховец А. А.—ТЛС,
1974, № 8, с. 7—10.
88. Козловская В. П., Иода М. В. —ТЛС, 1969, № 3, с. 43—48.
89. Thursfield G.—J. Mater Sci., 1974, v. 9, p. 1644—1651.
90. Esslinger P.—Z. Metallkunde, 1966, Bd 57, № 1, S. 12—19, № 2,
S. 109-113.
91. Jonds П.— Aluminium, 1978, Bd 54, № 4, S. 274—281.
92. Ahlborn П., Merz D. — Aluminium, 1974, Bd 50, № 9, S. 583—587.
93. Теплопрочный материал из спеченной алюминиевой пудры
(САП)./Под ред. И. Н. Фридляндера. — М.: Оборонгиз, 1961.
124 с, ил.
94. Roberts S. G. — Powder Metallurgy, 1961, v. 16, p. 799—817.
95. Залески Ф. Я. — В кн.: Новое в порошковой металлургии. —
М.: Металлургия, 1970, с. 112—118.
96. Промышленные алюминиевые сплавы./Под ред. Ф. И. Квасова,
И. Н. Фридляндера. — М.: Металлургия, 1972. 552 с, ил.
97. Елагин В. Я., Федоров В. М. — ТЛС, 1969, № 4У с. 16—21.
98. Lebo М., Grant N. /. — Metallurgical Trans., 1974, v. 5, p. 1547—
1555.
99. Колпашников А. И., Ефремов А. В. Гранулированные материа-
лы. — М.: Металлургия, 1977. — 240 с, ил.
100. Елагин В. И., Косарев А. //.—ТЛС, 1977, № 8, с. 8—11.
101. Федоров В. М., Елагин В. Я. — ТЛС, 1977, № 8, с. 11 — 15.
102. Федоров В. М., Елагин В. Я. — ТЛС, 1977, № 10, с. 8—11.
103. Портной К. И., Бабич Б. И. Дисперсноупрочненные материа-
лы.— М.: Металлургия, 1974. — 200 с, ил.
104. Литвинцев А. И., Ефремов А. В., Колпашников А. И. и др.—
ТЛС, 1975, №7, с. 8—12.
105. Фридляндер И. И., Клягина И. С. и др. —В кн.: Промышленные
алюминиевые сплавы. — М.: Металлургия, 1972, с. 273—278.
106. Lyle I. P., Cebulak W. S. — Metals Eng. Quarterly, 1974, Februa-
ry, p. 52—63.
107 Cebulak W. S., Johnson E. \V., Marcus N. — Metals Eng. Quar-
terly, 1976, v. 16, №4, p. 37—44.
108. Starke E. A. — Mater Sci. and Engin., 1977, v. 29, № 2, p. 99—115.
109. Елагин В. И., Федоров В. М. — МИТОМ, 1972, № 1, с. 59—60.
110. Кривенко Р. А., Клягина Н. С, Цабров И. Д., Фридлян-
дер И. II. — В кн.: Алюминиевые сплавы. Жаропрочные и высо-
копрочные сплавы. —М.: Металлургия, 1966, с. 219—223.
111. Воронцова Л. А., Мае лов В. В, Пешков И. Б. Алюминий и алю-
миниевые сплавы в электротехнических изделиях. — М.: Энер-
гия, 1971. 224 с, ил.
112. Федоров В. М., Елагин В. И., Лобанова Л. И. — ТЛС, 1977,
№ 1, с. 3-9.
113 Федоров В. М., Елагин В. Я., Пономарев Ю. Я.—ТЛС, 1978,
№ 2, с. 9—12.
114. Федоров В. М., Пономарев Ю. Я. —ТЛС, 1978, № 7, с. 3—7.
115. Подшипники из алюминиевых сплавов./Буше Н. А., Гуляев А. С,
173
Двоскина В. А., Раков К. М. — М.: Транспорт, 1974. 256 с, ил.
116. Горбунов В. Г. Ультразвук в машиностроении. — Науч. тр./
ЦНИПИ, 1969, вып. 2, с. 197-201, нл.
117. Бцше Н. Л., Мудренко Г. Л., Двоскина В. Л. — Науч. тр./ЦПИИ
МПС, 1972, вып. 473, с. 46-53.
118. Буте Я. Л., Двоскина В. Л., Горончиков А. //.—Инженерно-
физический журнал, 1959, № 4, с. 308—345.
ОГЛАВЛЕНИЕ
Стр.
Предисловие 3
Глава 1. Влияние скорости охлаждения на кристаллизацию
сплавов 4
Общие понятии 4
Метастабильные диаграммы состояния ... 8
Скорость кристаллизации и скорость теплоотвода 15
Реальные скорости охлаждения и кристаллиза-
ции при литье гранул, слитков и заготовок из
деформируемых алюминиевых сплавов ... 22
Глава 2. Кристаллизация и структура гранул алюминиевых
сплавов 27
Сплавы с ограниченной растворимостью легирую-
щих компонентов в твердом алюминии ... 29
Сплавы эвтектических систем с малой раствори-
мостью компонента в алюминии (на примере сис-
тем А1—РЗМ) 42
Сплавы монотектических систем .... 50
Глава 3. Изменения структуры и свойств гранул при их
последующей обработке 63
Распад аномально пересыщенных твердых раст-
воров 66
Особенности структуры деформированных полу-
фабрикатов из гранул 72
Глава 4. Жаропрочные сплавы алюминия с переходными
металлами 82
Сплавы на основе системы А1—Сг—Zr ... 83
Многокомпонентные сплавы с переходными ме-
таллами, имеющими значительную аномальную
растворимость в алюминии 99
Сплавы, легированные железом и другими пере-
ходными металлами, практически не растворимы-
ми в алюминии 102
Глава 5. Высокопрочные конструкционные сплавы . . 116
Сплавы на основе системы А1—Mg . . . . 117
Сплавы на основе системы Л1—Си—Mg . . 121
Сплавы на основе системы AI—Zn—Mg—Си . 135
Глава 6. Гранулируемые сплавы с улучшенными физически-
ми свойствами 149
Сплавы с низким термическим расширением . 149
Проводниковые сплавы ....... 155
Подшипниковые сплавы 160
Библиографический список 170
175
ИБ № 125C
ВЛАДИМИР ИВАНОВИЧ ДОБЛТКИН
ВИКТОР ИГНАТОВИЧ ЕЛАГИН
ГРАНУЛИРУЕМЫЕ
АЛЮМИНИЕВЫЕ СПЛАВЫ
Редактор издательства В. П. Молокова
Художественный редактор А. И. Гофштейи
Технический редактор В. М. Курпяева
Корректоры Н. И. Шефтель, И. Д. Король
(тейп
Сдано в набор 9.06.80. Подписано в печать 13.10.80. Т—15774. Формат бумаги
84X108V32- Бумага типографская № 1. Гарнитура литературная. Печать высокая.
Усл. печ. л. 5,2. Уч.-изд. л. 10,2. Тираж 1700 экз. Заказ № 407. Цена 1 р. 60 к.
Изд. № 3577
Издательство «Металлургия», 119034, Москва, Г-34, 2-й Обыденский пер., 14
Владимирская типография «Союзполиграфпрома» при Государственном коми-
тете СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7