/

































Теги: руководство по эксплуатации инженерия механика прессы инженерное дело
Год: 1925
Похожие




Текст
ВИНТОВОЙ ПРЕСС
С ДУГОСТАТОРНЫМ ПРИВОДОМ
УСИЛИЕМ 160т.с.
ПБ1732Д
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ФБ1732А С0-001РЭ
СССР в/о СТАНКОИМПОРТ МОСКВА
А
ВИНТОВОЙ ПРЕСС
С ДУГОСТАТОРНЫМ ПРИВОДОМ
УСИЛИЕМ 160тс
ФБ1732А
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Ф61732А-00-001РЭ
МОСКВА
СОДЕРЖАНИЕ
/ Стр
I. Общие сведения.........•................................................. 5
2. Инструкция по монтажу.................................................. 5
2.1. Распаковка и транспортирование.................................... 5
2.2. Установка пресса-на фундамент ...........,............................. 6
3. Техническое описание ................................................... 7
3.1. Принцип действия ...................................................... 7
3.2. Устройство и работа узлов............................................. 8
3.2.1. Станина ........................................................ 8
3.2.2. Ползун, винт ............................................... 9
3.2.3. Привод ..................................................... 10
3.2.4. Тормоз......................................................... П
3.2.5. Выталкиватель ...................................... ..... 13
3.2.6. Система управления ходом ползуна и энергией удара.......... 14
3.2.8. Смазка ........................................................ 17
3.3. Управление работой пресса ........................................ 17
3.3.1. Наладка (толчковые перемещения ползуна) ....................... 17
3.3.2. Одиночные ходы (движение ползуна вниз, удар, возвращение
ползуна в верхнее положение) ......................................... 17
3.3.3. Непрерывные возвратно-поступательные движения ползуна вниз-
вверх .............................................................. 20
3.3,4. Перед пуском ползуна в любом из режимов, необходимо ........... 20
3.4. Работа выталкивателя................................................ 20
3.5. Ведомость покупного оборудования ..................................... 22
4. Руководство по эксплуатации .......................'..................... 23
4.1. Подготовка пресса к пуску ........................................ 23
4.2. Технологические возможности пресса.................................. 23
4.3. Инструкция по наладке и регулировка ................................ 25
4.3.1. Регулировка энергии удара и величины хода ползуна.......... 25
4.3.2. Регулировка тормоза ....................................... 27
4.3.3. Регулировка зазоров в пяте и направляющих..................... 27
4.3.4. Регулировка давления воздуха и подачи смазки .................. 28
4.3.5. Регулировка хода выталкивателя.......................... . 28
4.4. Инструкция по уходу и обслуживанию.................................. 28
4.5. Возможные неисправности пресса и способы их устранения ....<.......... 29
4.6* Инструкция по технике безопасности .............................. 31
5.1. Спецификация быстроизиашиваидихоя деталей............................... 32
5.2. Чертежи быстроизнаашвавщихся деталей ................................... 33
—--------------------------- 1 --------------------------------------------------------------------------------------------------------------------------------
25GO
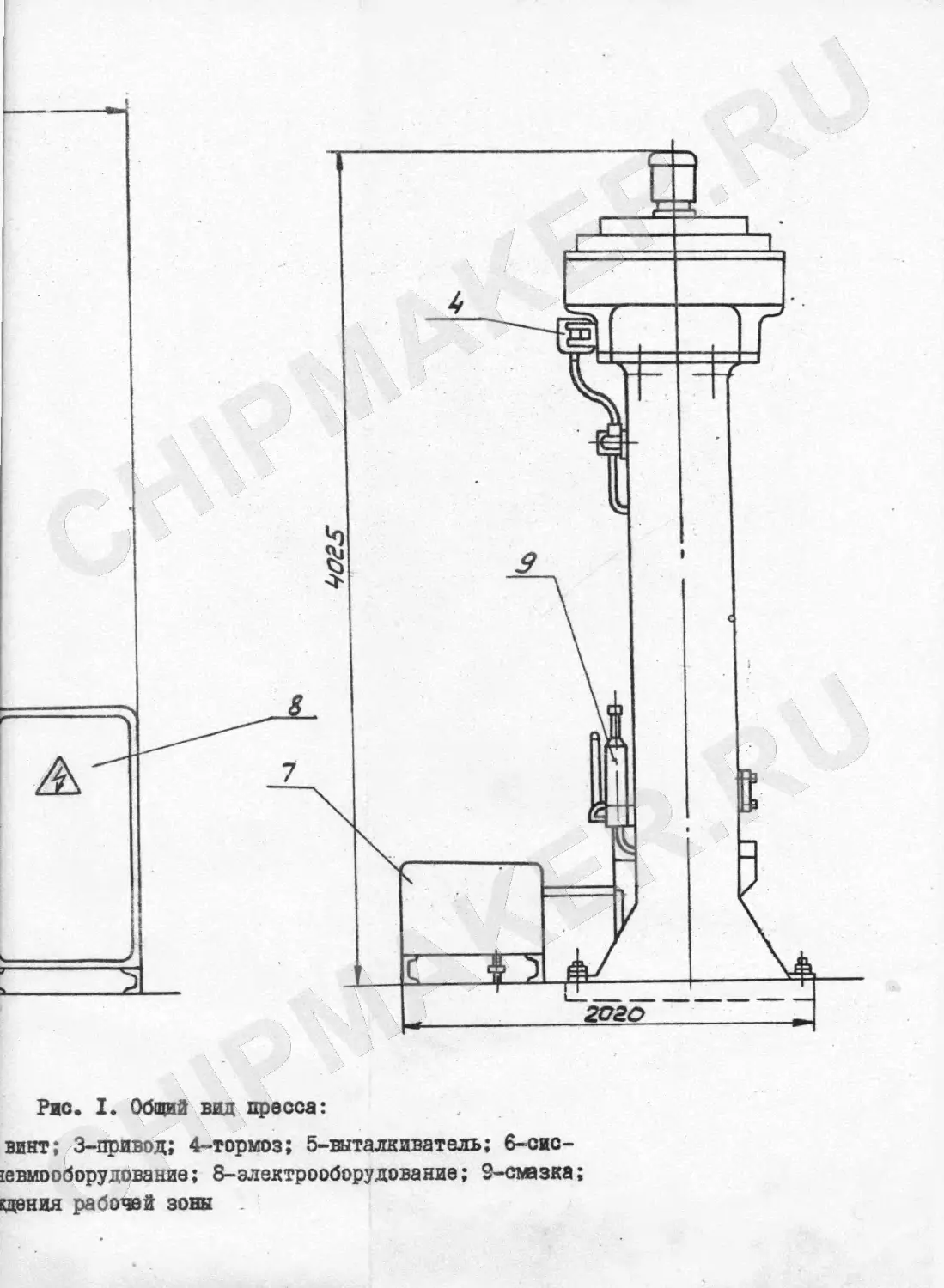
Рио. I. Общий вид пресса:
1-станина; 2-ползун, винт; 3-привод; 4-тормоз; 5-вытг
тема управления; 7-пневмооборудование; 8-электрооборз
IО-фот©элементы ограждения рабочей зоны
1-станина; 2-ползун, винт; 3-привод; 4-тормоз; 5-выталкиватель; 6-сис-
тема управления; 7-пневмооборудование; 8-электрооборудование; 9-смазка;
10-фотоэлементы ограждения рабочей зоны
вид пресса:
Рис. I. Общий
ст; 3-привод; 4-тормоз; 5-выталкиватель; 6-сис-
юоборудование; 8-электрооборудование; 9-смазка;
:ия рабочей зоны
•• .. >>
J .
I. ОБЩИЕ СВЕДЕНИЯ
В настоящем руководстве приведены подробные сведения о конструкции, работе, регулировке
и обслуживании машины, а также об особенностях ее эксплуатации.
Прежде чем приступить к установке малины на фундамент необходимо:
а) подробно ознакомиться с настоящим руководством;
б) в дальнейшем, при подготовке машины к пуску и в процессе ее эксплуатации, обязательно
действовать соответственно руководству.
Это предотвратит возможные поломки машины, обеспечит правильный ввод ее в эксплуатацию и
значительно сократит сроки подготовки ее к работе. ®
Несоблюдение требований и правил, изложенных в руководстве, снимает ответственность за-
вода-изготовителя в случаях аварий и поломок деталей машины.
Выход из строя вследствие естественного износа деталей, срок службы которых менее гаран-
тийного срока службы машины, компенсируется запасными деталями.
Руководство по электрооборудованию машины прилагается отдельно.
2. ИНСТРУКЦИЯ ПО МОНТАНУ
• • ' ‘ ' .. '
г 2.1. РАСПАКОВКА И ТРАНСПОРТИРОВАНИЕ
Машина поставляется заказчику запакованной в одном ящике в следующем состоянии:
а) выталкиватель демонтирован и закреплен отдельно;
б) шкаф электрооборудования и оборудование подготовки воздуха отключены от пресса и за-
креплены отдельно;
в) запасные детали и принадлежности упакованы в отдельный ящик.
При вскрытии ящика, а также при подцепке и транспортировании машины,необходимо соблюдать
предосторожности против повреждения механизмов, деталей и окраски машины; в случае надобности
подложите под канат мягкие прокладки.
Способы подцепки и транспортирования указаны в приведенной схеме, представленной
на рис. 2.
л? х >' "'i
5
Рис. 2. Схема подцепки пресса при транспортировании
- л
\ ч I
2.2. PCTAHOSiA ПРЕССА ИА ФУНДАМЕНТ
фундамент для малины должен Рыть изготовлен на основании чертежа строительного задания
(см. паспорт рис. 5). Планировка объектов малины на фундаменте может быть изменена с учетом
местных условий. При укладке бетона заложить в соответствующих местах якори и залить их бето-
ном.
Для фундамента необходимо применять бетон марок 150-200.
Установка машины на фундамент разрезается только после его окончательного затвердевания.
Перед установкой малины на зундамент нчжно очистить от грязи и краски поверхности, подлежащие
окончательной заливке бетоном, установить выталкиватель.
Для выверки малины уложить па фундамент под опорный контур основания стальные клинья.
фундаментные болты машины после ее предварительной выверки залить раствором (одна часть це-
мента, той части песка).
После полного затвердевания раствора выверить машину окончательно и затянуть гайки фун-
даментных болтов. Отклонения плоскости стола от горизонтального положения не должны превышать
□♦2 мм на 300 мм длины в двух взаимоперпендикулярных направлениях.
Между якорями, залитыми в фундамент, л наружными плоскостями основания плотно загнать
стальные пластины и приварить их к якорям.
Установить на фундамент электрошкафы, панель подготовки воздуха. Залить растворов
крепежные болты и после затвердевания раствора уложить в каналы фундамента ко*муникаши элек-
тро- и пневмоснабжения. Гайки крепежных болтов затянуть.
6
Проверить правильность подключений в соответствии cd схемами электро- и пневмооборудова-
ния, а также наличие заземления.
Залить раствором основание машины на всю высоту наружного контура, а также другие объек-
ты, подлежащие заливке.
Подключение электро- и пневмоэнергии к машине разрешается после полного затвердевания
раствора я проверки надежности заземления.
Выталкиватель монтируется через подвал в фундаменте в случае [надобности для работы
на прессе.
Закладные детали фундамента в комплект поставки не входят. В чертеже строительного зада-
ния приводятся размеры закладных деталей и рекомендуемые марки материала.
Рис. 3. План фундамента под пресс
3." ТЕХНИЧЕСКОЕ ОПИСАНИЕ
, . * * ц ‘ •" ч \ •
• \ \ S
ЗЯ. ПРИНЦИП ДЕЙСТВИЯ
\ - \ \ \
Принцип действия машины основан на безредукторной передачи энергии специ-
ального дугостаторного электродвигателя винтовому рабочему механизму малины. Ротор электро-
двигателя выполняет функции маховика винтового пресса и, по мере разгона, накапливает энергию,
которая в конце хода ползуна вниз отдается поковке, а в конце хода вверх - поглощается тормо-
зом. Вращение ротора-маховика непосредственно передается шпинделю,ввернутому в рабочую гайку,
жестко скрепленную с ползуном пресса. Шпиндель скреплен с маховиком, имеет кольцевой бурт,
опирающийся на кольцевую пяту, укрепленную снизу траверсы, и осевого перемещения не имеет.
Вращение шпинделя вызывает осевое перемещение гайки с ползуном. Реверсирование перемещений до-
стигается переключением двух фаз питания трехфазяой обмотки дугостаторноте электродвигателя.
7
3.2. УСТРОЙСТВО И РАБОТА УЗЛОВ
V -
\ \ I
3.2.1. СТАНИНА (рис. 4)
Станина пресса закрытая, цельнолитая, в виде одной чугунной отливки I стянута двумя
стяжными болтами 2. Гайки 3 окончательно затянуты при нагреве болтов, которые обеспечивают до-
полнительный поворот гаек относительно холодной затяжки на угол, равный 175 градусам. На стой-
ках отлиты направляющие, облицованные планками 4 из антифрикционного материала. С целью облег-
чения ремонтных работ стол пресса выполнен в виде отдельной стальной плиты 5 с крепежными Т-
образными пазами и центральным отверстием для выталкивателя. В правой стойке смонтирован выд-
вижной упор 6, препятствующий опусканию ползуна при ремонтах и смене штампов. Выдвинутый упор
через конечный выключатель 7 отключает пуск ползуна вниз.
Полости стоек станины используются для размещения смазочной аппаратуры и закрываются
крышками. На верхней плоскости станины монтируется кольцо 8 для центрирования привода.
1-станина; 2-болты стяжные; 3-гайки; 4-планки направляющих; 5-плита подштам-
повая; 6-упор ползуна; 7-коиечныЗ выключатель; &-колъцо Фиксирующее
В
3.2.2. ПОЛЗУН, ВИНТ (рис. 5)
В направляющих станины смонтирован ползун I представляющий жесткую призматическую отлив-
ку с двумя цельно-литыми передними направляющими, и регулируемыми задними направляющими 2
(клиньями). Клинья 2 крепятся в пазах ползуна с помощью шпилек 3 и упорных болтов 4, которыми
осуществляется регулировка. К плоскостям прилегания пазов ползуна клинья крепятся дополни-
тельно болтами. Нижняя поверхность ползуна имеет Т-образные пазы и центральное отверстие
для установки инструмента.
Рис. 5. Ползун, винт
1-ползун; 2-направляющие клинья; 3-
пшидька; 4-болт упорный: 6-гайка ;
7-плита промежуточная; 8,9- клинья
зажимные: IO-болт; 11-сальник; 12 -
буфер; 13-шпивдель; 14-кольпо: 15 -
корпус; 16-крышка; 17-визир йэ-гай-
ка; 19-венец; 21-тяга; |22 - гайка;
,23 - шайба;24 - резиновые прокладки
9
На верхней части ползуна смонтирована рабочая гайка 6, опирающаяся нижним торцем в вы-
точку ползуна. Гайка имеет прямоугольный бурт, позволяющий гайке перемещаться вправо и влево
в пазу промежуточной плиты 7 относительно ползуна и зажимается в пазу плиты клином 8.
Плита 7 с гайкой может перемещаться в пазу ползуна вперед и назад и зажимается в пазу
клином 9. Гайка своим буртом вместе с промежуточной плитой притягивается к ползуну четырьмя
болтами 10. На верхнем торце гайки в специальной обойме смонтированы войлочный сальник II
и резиновый буфер 12. В гайку на силовой резьбе ввернут шпиндель 13, имеющий в средней части
упорный кольпевой бурт. На траверсе станины укреплена подкладка, представляющая собой бронзо-
вое кольцо 14, заключенное в стальной корпус 15. Между опорными поверхностями подкладки 14 и
бурта шпинделя 13 должен выдерживаться, зазор "а". Снизу к подпятнику крепится крышка 16, слу-
, гадая одновременно сборником смазки пяты и упором для буфера 12 при случайных соударениях в
конце хода ползуна вверх. При этом визир 17, укрепленный на поверхности ползуна, переместит
флажок, который отключит дальнейшую работу пресса.
Верхняя часть шпинделя имеет посадочное место для ротора-маховика и резьбовый хвостовик
на торце с гайкой 18 д.я осевого соединения шпинделя с маховиком. Гайка 18 удерживается от по-
ворота стопором 19 и служит одновременно для регулировки зазора "а". Соединение маховика со
шпинделем обеспечено эвольвентным шлицевым соединением, передающим рабочий момент от махо-
вика к шпинделю. Сквозь осевое сверление шпинделя проходит предохранительная тяга 21, нижний
конец которой неподвижно закреплен в шпинделе 13 гайкой 22 и стопорными винтами. На верхнем
конце тяги 21 закреплена шайба 23, которая служит опорой в случае разрушения шпинделя
и удерживает ползун от падения, опираясь своей нижней поверхностью на резиновые прокладки 24,
неподвижно закрепленные на шпинделе 13.
3.2.3. ПРИВОД (рис. 6)
На верхней плоскости траверсы станины с помощью болтов и штифтов крепятся корпус I при-
вода пресса. На корпусе смонтирован ротор-маховик.2, вращающийся на втулке подшипника 3 и
опирающийся ла упорный шарикоподшипник. 4. К нижней поверхности маховика с помощью болтов
и штифтов крепится тормозной барабан 5, к которому прижимаются тормозные колодки (рис. 7).
Справа и слеза ротора-маховика против его обода смонтированы два дуговых статора 6, выполнен-
ных в качестве самостоятельных статоров асинхронного двигателя. Совместно с ротором-махови-
ком 2 они составляют тип асинхронного двигателя. Дугостаторы крепятся к вертикальным
распорным стойкам через компенсационные прокладки 7, с помощью которых возможна регулировка
зазора "б" между цутестатором а ободом ротора-маховика. Зазор "б" увеличивается с удалением
от середины дугостатора к его концам. Разность зазоров "б" у правого и левого дугостаторов -
не более 0,3 ми. Величина зазора "б" = 2,5 - 2.8 мм.
Дополнительно дугостаторы крепятся к горизонтальным плоскостям корпуса I. Верхние плос-
кости дугостаторов и распорных стоек образуют поверхность для крепления зонта 8„ на котором
закреплен вентилятор 9 для охлаждения ' дугостаторного двигателя. Охлаждение осуществляется
всасыванием снизу воздуха через зазоры между ободом маховика, дугостаторамя и распорными
стойками, а также через специальные вентиляционные каналы в маховике.
Рис. 6. Корпус привода:
1-корпус; 2-ротор-маховик; 3-втулка; 4-подаипник; 5-барабан:
тормозной; 6-дугостаторы; 7-компенсатор; 8-аонт; 9-вентиля-
тор;*
х \ ' Л ' '
3.2.4. ТОРМОЗ (рис. 7)
На двух рычагах I, шарнирно связанных с корпусом привода осями 2, смонтированы тормозные
колодки 3, охватывающие тормозной барабан маховика. Внутренние поверхности колодок облицованы
фрикционной лентой 4.
Колодки с помощью осей шарнирно соединены с рычагами. На концах рычагов, выступающих за
пределы корпуса привода, шарнирно смонтирован пневмопилиндр 6 совместно с тормозящими пружина-
ми 7, усилие которых регулируется резьбовой муфтой 8. Под действием пружин рычаги обеспечивают
прижим колодок к тормозному барабану и надежно удерживают от перемещений подвижные части прес-
са. Во время работы пресса в левую полость пневмопилиндра поступает сжатый воздух. Подйча воз-
духа в левую полость обеспечивает перемещение поршня вправо и сжатие пружин 7, ры-
II
чаги отводят колодки от барабана. При этом металлический флажок 9, укрепленный на правом
рычаге, входит в точку срабатывания бесконтактного датчика 10, который дает сигнал, раз-
решающий включение двигателя пресса- Ход рычагов "г" ограничивается регулировочными болта -
ми II. Кромка флажка в исходном положении не перекрывает точку срабатывания датчика на величи-
ну "в" Включение двигателя обеспечивает разгон маховика и перемещение ползуна.
При торможении подвижных частей двигатель отключается, подача воздуха в левую полость
пневмопилиндра прекращается.
Рис. 7, Тормоз:
1-рычаги; 2-оси рычагов; 3-колодки; 4-фрикционная лента; 5-оси колодок; 6-пнев-
мопилин др; 7-тормозные пружины; 8-муфта; 9-флажок датчика; 10-датчик; 11-болты
ограничительные
12
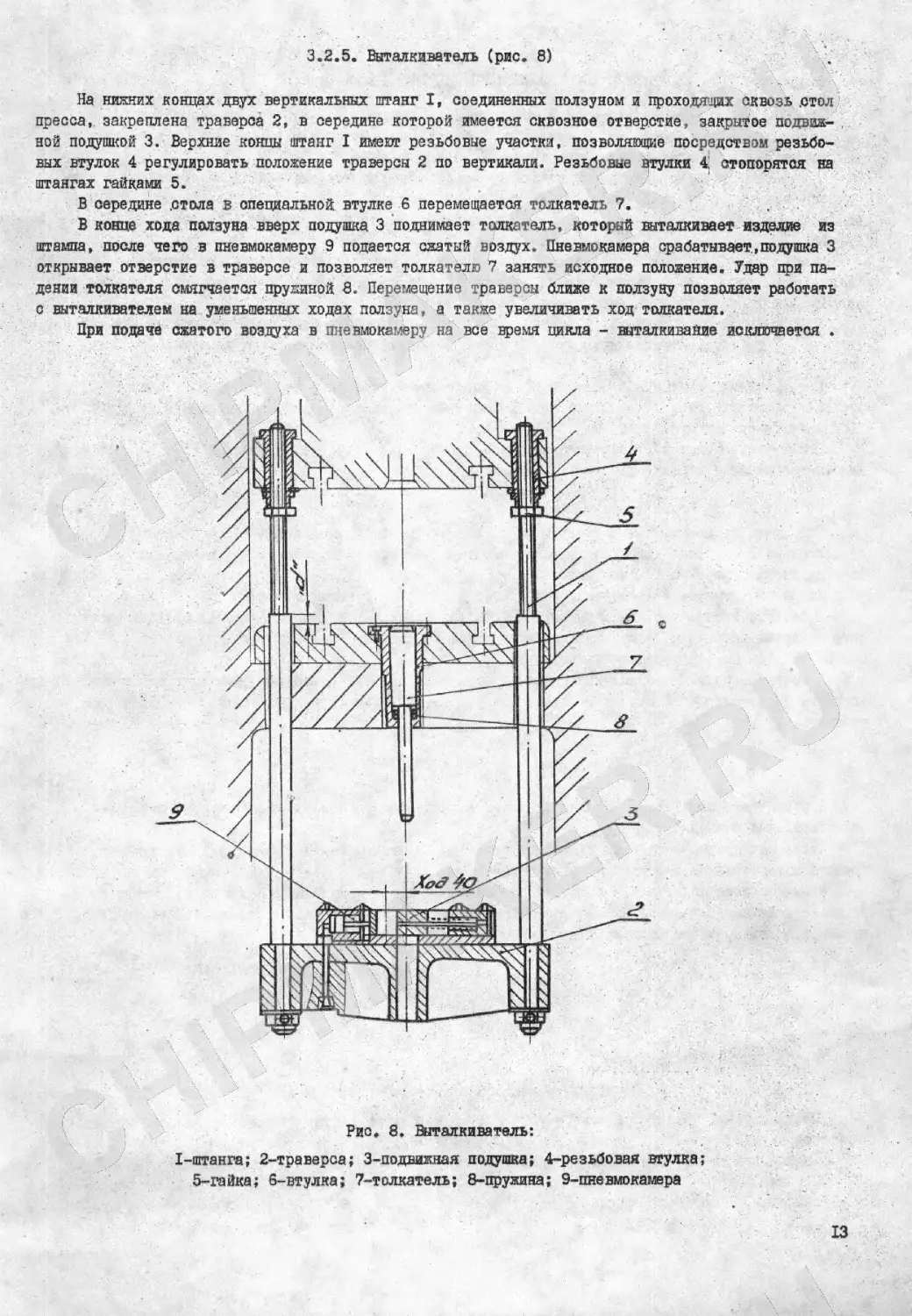
3.2.5. Выталкиватель (рис. 8)
На нижних концах двух вертикальных штанг I, соединенных ползуном и проходящих сквозь .стол
пресса, закреплена траверса 2, в середине которой имеется сквозное отверстие, закрытое подвиж-
ной подушкой 3. Верхние концы штанг I имеют резьбовые участки, позволяющие посредством резьбо-
вых втулок 4 регулировать положение траверсы 2 по вертикали. Резьбовые втулки 4, стопорятся на
штангах гайками 5.
В середине .стола в специальной втулке 6 перемещается толкатель 7. . .
В конце хода ползуна вверх подушка 3 поднимает толкатель, который выталкивает изделие из
штампа, после чего в пневмокамеру 9 подается сжатый воздух. Пневмокамера срабатывает,подушка 3
открывает отверстие в траверсе и позволяет толкателю 7 занять исходное положение. Удар при па-
дении толкателя смягчается пружиной 8. Перемещение траверсы ближе к ползуну позволяет работать
с выталкивателем на уменьшенных ходах ползуна, а также увеличивать ход толкателя.
При подаче сжатого воздуха в пневмокамеру на все время цикла - выталкивание исключается .
Рис. 8. Выталкиватель:
I-штанга; 2-траверса; 3-подвижная подушка; 4-резьбовая втулка;
5-гайка; 6-втулка; 7-толкатель; 8-пружина; 9-пневмокамера
13
3.2.6. СИСТЕМА УПРАВЛЕНИЯ ХОДОМ ПОЛЗУНА И ЭНЕР1ИЕИ УДАРА (рис. 9)
Система управления заключается в установлении на прессе технологически необходимого хо-
да ползуна и энергии удара, что достигается соответствующим положением флажков, действующих
на рабочие точки бесконтактных датчиков.
На стойках станины закреплены планки I, к которым крепятся датчики через специальные пла-
тики 2 Платики, с закрепленными на них датчиками, могут перемещаться в пазу планки, что по-
зволяет правильно, с необходимым зазором, выставить датчики по отношению к флажкам II, 12,
13, 14.
Флажки, закрепленные на визирах 4 через сухари 3, имеющие возможность переменяться по
пазам, закрепляются на ползуне болтами. Положение флажков при настройке пресса на необходимый
ход ползуна и энергию удара определяется линейками 5.
Зоны расположения датчиков и флажков защищены ограждениями 6, с укрепленными на них таб-
личками 7, 8, 9, 10, стрелки которых А, Б, В, Г указывают положение точек срабатывания датчи-
ков.
При движении ползуна вниз флажок 12 проходит точку срабатывания датчика 16 (.стрелка Б),
что дает сигнал на отключение двигателя. Дальнейшее движение ползуна с накопленной энергией
продолжается по инерции.
Перец ударом флажок II пересекает точку срабатывания (стрелка А) датчика 15 и дает сиг-
нал на включение двигателя для хода вверх ползуна.
При движении вверх флажок 14 выходит из точки срабатывания датчика 18 (стрелка Г) и да -
ет сигнал на отключение двигателя и включение тормоза. Ползун проходит путь торможения и ос-
танавливается в верхнем крайнем положении.
Для работы пресса в автоматическом режиме необходимо отключить педаль (ПЭ).
В системе управления для испытания пресса устанавливается датчик типа ВК, провода кото -
рого на время испытания пресса подключаются к зажиму клеммного набора пресса с маркировкой 51,
54, 56, 57 (см. схему принципиальную).
В момент окончания торможения и полной остановки ползуна в верхнем положении срабатывают
контакты датчика типа ВК или включатель педали, который даст сигнал включения двигателя
на повторный ход.
В результате поступления команд от этого датчика ползун совершает непрерывно возвратно -
поступательные движения.
После проведении испытаний датчик отключается, контакты освобождаются дня подключения ’
средств автоматизации загрузки и съема деталей.
Величина хода ползуна Hj, величина разгона и ПУТЬ торможения Нд для необходимого оп -
тимального технологического режима обработки изделия устанавливаются перемещением соответст -
вующих флажков по пазам на ползуне.
।
3.2.7. Пневмооборудование (рис. 10)
Пневмосистема пресса содержит узел подготовки воздуха, распределительную и исполнитель-
ную аппаратуру.
Сжатый воздух от сети через вентиль I поступает в фильтр-влагоотделитель 2.
Пневмоклапаном редукционным 3 устанавливается необходимое для работы пресса
давление, которое регистрируется манометром 4. В случае недопустимого они-
14
Рис. 9. Система управления ходом ползуна и энергией удара
I-планка; 2-платик; 3-сухгрь; 4-визир; 5-линейка; 6-ограждение; 7-таАлинка "А":- "Включение
хода вверх"; 8-табличка "Б" - "Отключение разгона, отключение хода вниз"; 9-табличка "В" -
"Аварийный выключатель"; 10-табличка "Г" - "Отключение хода вверх, включение тормоза";
11-флажок "Включений хода вверх"; 12-флажок "Отключение хода вниз"; 13-флажок "Аварийного
отключения пресса"; 14-флажок "Отключения хода вверх"; 15-датчик ВК - "Включение хода
вверх"; 16-датчик ВК - "Отключения хода вниз"; 17-датчик ВК - "Аварийное отключение пресса";
18-датчик ВК - "Отключение хода вверх, включение тормоза"
женил давления, реле 5 дает сигнал на отключение работы пресса. Проходя через маолораспыли -
гель 6, воздух уносит с собой смазку ввиде масляного тумана, который оседает на деталях аппа-
ратуры и смазывает трущиеся поверхности. Далее воздух подводится к распределителям 7, кото-
рые в нужные моменты срабатывают от электромагнитов а подают воздух к цилиндрам тормоза 8,
маслонасооа 9 и выталкивателя II. Шум выхлопа отработавшего воздуха снижается глушителями
12. Вентиль 10 служит для регулирования времени задержки толкателя выталкивателя.
15
• Рис. 10. Пневмооборудование
1,10-вентмь; 2-фильтр-вла го отделитель; 3-клапан редукционный; 4-мано-
метр; 5—реле давления; 6-маслораспылитель; 7-пневмораспределитель;
я-цилиндр тормоза; 9-пн евмо цилиндр станции жидкой смазки; 11-пневмоци-
линдр выталкивателя; । 12-глушиталь шума
16
3.2.8. Слизка (рис. II)
Пресс имеет станцию жидкой и систему густой смазки: первая действует автоматически во'
время работы пресса, вторая - периодически приводится в действие рабочим.
Станция жидкой смазки. Поршневым насосом I, приводимым пневмоцилиндром за каждый рабочий
цикл пресса и смонтированным внутри масляного бачка 2, масло подается к блоку дроссельному
смазочному 3, который отводит масло для смазки подшипников привода (точка 6) и трущихся по -
верхностей пяты (точка 7). К упорному подшипнику привода масло подается через отверстия в
корпусе дугостаторов Проходя сквозь подшипник, масло стекает по вертикальным канав-
кам в маслосборник. К пяте масло поступает по отверстию в траверсе пресса и протекает через
зазор в пяте в маслосборник (точка 8), откуда самотеком сливается в бачок 2. Масляной резер-
вуар бачка снимается для периодической очистки отстоя, имеет маолоуказатель уровня масла.
Система густой смазки 178ШР, Ручной одномагистральной станцией густой смазки 4 густая
смазка подается однолинейному питателю 5, который в соответствии со схемой рисунка снабжает
смазкой направляющие (точки I, 2, 4, и 3), рабочую резьбу гайки (точка 5) через габкий шланг
6. Места заправки жидкой смазкой: бачок масляный 2, маалораспылитель 8; густой смазкойг ре -
зеовуар станции густой смазки 4.
['
3.3. УПРАВЛЕНИЕ РАБОТОЙ ПРЕССА (рис.12)
' \ / • . ' \ .X . • .
Подача напряжения осуществляется включением автомата, расположенного на боковой стенке
злектрошкафа. При этом загорается лампа 14 на пульте управления.
Системой управления пресса предусмотрены следующие режимы работы.
• \ \
3.3.1. Наладка (толчковые перемещения ползуна)
\ ' ... • ’ ’
Для установки режима рукоятку переключателя 9 поставить в среднее положение, при этом за-
горается лампа '12. Кратковременными нажимами кнопки I осуществляются толчковые перемещения
ползуна аверх, нажимами кнопки 2 осуществляются перемещения вниз.
3.3.2. Одиночные ходы (движение ползуна вниз ,
удар, возвращение ползуна в верхнее положение)
Для установки режима рукоятку 9 поставить в левое положение, при этом загорается лампа
П. Для управления пуском ползуна от кнопок 15, рукоятку переключателя 8 поставить в правое
положение, а для управления от педали 17 - в левое положение. Кнопки 15 при пуске ползуна
17
Рис. .II. Смазка
I-насос поршневой; 2-масляный бачок; 3-блок дроссель-
ный смазочный; 4-система густой смазки одномагиот -
ральная; 5-питатель однолинейный; 6-шлаяг; 7-масло -
указатель; 8-маслораспылитель
нужно держать нажатыми до удара, после чего нажим не обязателен. Преждевременное отпускание
кнопок вызывает отключение двигателя и торможение подвижных частей. Схемой управления .исклю-
чается повторный удар в случае нажатых кнопок в течение всего рабочего никла.
При работе от педали можно регулировать силу удара. При кратковременном нажатии педали
подвижные части пресса накапливают малую величину кинетической энергии за счет малого разго-
на маховика - сила удара минимальная.
При продолжительном нажатии на педаль, разгон маховика происходит на полном пути вклю -
чения двигателя - сила удара максимальная.
3.3.3. Непрерывные возвратно-поступательные движения ползуна вниз-вверх
Режим устанавливается в тех случаях, когда пресс оснащен устройствами автоматической по-
дачи заготовок и съема готовых изделий, а также в случае встройки пресса в автоматическую ли-
нию. При этом команда на включение хода ползуна вниз выдается датчиком устройств автомата -
ческой подачи в результате съема готового изделия и установки очередной заготовки.
Для установки режима отключить педаль поз. 17 и рукоятку переключателя 9 поставить в
правое положение, при этом загорается лампа 10.
Датчик устройства автоматической подачи и съема деталей подключается к клеммам электро-
шкафа (см. раздал 3.2.6. система управления и схему принципиальную).
Первоначальный пуск ползуна осуществляется нажимом кнопки 4, дальнейшая работа пресса
осуществляется согласно командам поступающим от средств автоматизации.
Остановка пресса осуществляется нажимом одной из кнопок 5 (красного цвета), расположен-
ных на станине и на пульте управления.
3.3.4. Перед пуском ползуна в любом из режимов, необходимо:
Предварительно кнопкой 4 включить вентилятор охлаждения двигателя, т.к. работа пресса
возможна только при включенном охлаждении.
В случае опасного перегрева двигателя на пульте загорается лампа 13, тепловая защита от-
ключит работу пресса. Освещение штамповой зоны осуществляется переключателем 7.
В случае необходимости растормозить подвижные части или подать амазку в систему привода
достаточно нажать кнопку 3.
3.4. РАБОТА ВЫТАЛКИВАТЕЛЯ
3.4.1. Выталкивание изделия после каждого совершенного рабочего хода. Для осуществления
режима необходимо (в режиме одиночных ходов) рукоятку переключателя 6 поставить в левое поло-
жение в изделие будет выталкиваться из штампа при каждом ходе ползуна вверх.
3.4.2. Выталкивание изделия после нескольких ударов по заготовке. Для осуществления ре-
жима необходимо рукоятку переключателя 6 поставить в правое положение (ручное включение) в
этом случав выталкивание произойдет только при нажиме кнопки 16 во время хода ползуна вверх.
Если выталкивание не требуется, кнопка 16 не нажимается.
3.4.3. Режимы работы выталкивателя при непрерывных возвратно-поступательных движениях
ползуна устанавливаются также как и при одиночных ходах.
19
Рис. 12. Органы управления;
1-кнопка "Толчок вверх"; 2-кнопка "Толчок вниз"; 3-кнопка "Растормаживание ползуна";
4-кнопка "Включение вентилятора"; 5-кнопка "ОбдиЗ стоп"; 6-переключатель выталкива -
теля; 7-переключатель освещения; 8-переключатель вида управления; _ 9-переключатель
режима работы; 10,11,12-лампы режимов работы; 13-лампа "Перегрев статоров"; 14-лампа
"Включение сети"; 15-"Пуск"; 16-кнопка "Выталкиватель"; 17-педаль "Пуск"; 18- лампа
"Контроль ; давления воздуха в сети"; 19-счетчик числа ходов
20
3.5. ВЕДОМОСТЬ ПОКУПНОГО ОБОРУДОВАНИЯ
Таблица I
Jtt пп Наименование и обозначение (ГОСТ) Назначение Кол. на май. Краткая техническая характеристика
I Дугостатор СД63-4С5-Ю7-250 УХД4 ТУТо-652-001-83 Главный привод пресса I Напряжение 380 В
2 Эл.двигат.ль 4А80В4УЗ Привод вентилятора I Р^1,5 кВт, Д, al415 об/мин
4 Фильтр-алагоотделитель 22-16-80 ГОСП7437- 8IE Сушка воздуха I Резьба К 1/2"
5 Реле давления 23 ГОСТ19486-74 Отключение пресса при паде- нии давления в пневмосети I Резьба К 1/8"
6 Пневмораспределитель 4152550Ш-03 ГОСТ21251-75 Управление выталкивателем I Резьба К 1/2"
7 Пневмораспределитель В64-24М Управление тормозом I Резьба К 1/2"
8 Маслораспылитель B44-I4 ! Обеспечение пневмосистемы смазкой I Резьба К 1/2"
9 Пневмоклапан редукционный 122-16 ГОСТ18468-79Е Обеспечение заданного дав- ления воздуха I Резьба К 1/2"
10 Глушитель лума П-Ш 16/0,63 Снижение шума выхлопа воздуха 2 Резьба К 1/2"
11 Манометр МТП-60/1-10х4 ГОСТ 8625-77 Показание давления воздуха I с Резьба 1Н2х1,5
12 Насос одноплунжерный 41 ГОСТ 22918- 78Е Смазка подшипника и пяты I Подача за I ход: 5 см3
; 13 Блок дроссельный смазочный 2-2 ГОСП9333-79Е Сказка подшипника и пяты I Двухотводный
г* Система густой смазки 1781ПР Смазка направляющих пресса и рабочей гайки I
15 Подшипник 8164 ГОСТ6874-75 « Опора для ротора-маховика I 6320x6400x63
Для поставок на экспорт с уморенным дли тропическим климатом дугостатор, пнввмосмазочное
оборудование используются- соответствующего исполнения.
Руководство по эксплуатации покупного пневмосмаэочного оборудования приводится в соответ-
ствующих каталогах, выпускающихся централизованно.
21
4. РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
4.1. ПОДГОТОВКА ПРЕССА К ПУСКУ
После установки пресса на фундамент необходимо чистым керосином удалить с его поверхно-
стей коноервапионные покрытия, избегая повреждения окраски и антикоррозийных покрытий, после
чего промытые поверхности насухо протереть.
Заполнить о^зервуары смазочных систем смазкой, объемы и марки которых указаны в карте
смазки (рис. 15). ц
Подвести под ползун упор, чтобы исключить самопроизвольное опускание ползуна.
Установить на пресс штамп и на нижнюю плиту поместить подкладку (дерево, свинец или
лист резины), чтобы исключить случайный жесткий удар.
Высота штампа должна быть не менее указанной в технических данных паспорта
Прокачать систему густой смазки до появления ее из зазоров направляющих.
Подключить сжатый воздух к прессу, проверить герметичность пневмосистемы,устранить утеч-
ч~и воздуха, проверить и отрегулировать давление в системе.
Включить вводной автомат, установить режим "Наладка", вывести упор из-под ползуна. Вклю-
чить вентилятор и толчками опустить ползун до соприкосновения штампов или нижней поверхности
ползуна с верхней плитой штампа.
Кнопкой 3 (риа. 12) произвести IO-I5 включений воздухораспределителя тормоза, что обес-
печит заполнение маслом системы привода от маслонаcoca жидкой смазки.
Произвести смазку пресса во всех точках, указанных на карте смазки.
Положение флажков на ползуне отрегулировать в соответствии с инструкцией по наладня и
регулировке.
Поднять ползун в исходное положение, переключить управление на выбранный режим работы
пресса, после чего можно начинать штамповать.
Пуск пресса без установки штампа запрещается!
4.2. ТЕХНОЛОГИЧЕСКИЕ ЮЗМОЕГОСТЗ ПРЕССА
Штамповка изделий на винтовом прессе обеспечивается кинетической энергией, запасаемой
при ходе вниз подвижными частями: маховиком, ползуном и винтом. Отдав накопленную энергию за-
готовке подвижные части останавливаются.
В момент .окончания процесса штамповки машина развивает усилие, величина которого зависит
от характера деформации поковки и не должна превышать номинальное усилие, указанное в паспорте.
Это условие почти всегда выполняется при штамповке или осадке горячего металла, когда за-
пасенная энергия отдается заготовке на довольно большом пути ее_ деформации. При выполнении ра-
бот 'о малой величиной деформации, например, рихтовка, чеканка, калибровка, пресс развивает
усилю, превышающее номинальное (паспортное) в 2-2,5 раза, что является перегрузкой мангитш.
Снстеьатическая перегрузка пресса ведет к резкому сокращению срока службы основных его дета-
лей о возможными авариями. ’
Кинетическая энергия пресса (рис. 13)|, указанная в паспорте при рабочем ударе разделяет-
ся:
- на работу деформации заготовки;
- на работу трения и упругих деформаций деталей машины.
Отношение работы деформации к кинетической энергии, запасенной к моменту удара.является
коэффициентом полезного действия удара £ .
Наибольший к.п.д. удара достигается при больших величинах деформации. По мере уменьшения
величины, деформации заготовки все большая чаоть кинетической энергии переходит в работу тре-
ния и упругих деформаций машины, и при ударе без заготовки пресс накопленную энергию затрачи-
вает на перегрузку только собственных деталей, не давая полезной работы.
При осадке, вытяжке, прошивке /^^0,74
При листовой вырубке, обрезке облоя /у ~
При чеканке, рихтовке /£<*0,53
Операции, выполняемые прессом, характеризуются двумя параметрами: максимальным усилием
и величиной деформации. Величина номинального усилия пресса должна быть больше или равной
расчетному максимально^ усилию деформации заготовки.
Величина кинетической энергии пресса, отдаваемой заготовке, должна быть равной расчет -
ной величине работы деформации заготовки (в случае выполнения изделия за I удар с полным раз-
гоном ползуна).
Изделия, требующие меньшей энергии, необходимо выполнять с обязательным уменьшением раз-
гона ползуна, т.е. с уменьшенной энергией удара. Изделия, требующие энергии больше паспорт -
ной, можно выполнять несколькими ударами, причем усилие и работа деформации при каждом ударе
должны соответствовать номинальным величинам.
Если расчет работы деформации затруднен или невозможен, рекомендуется пробным
пресса определить величину деформации заготовкиS. Эта величина приближенно связана
лием Р, которое монет развивать пресс зависимостью
ударом
с уси -
р =—-_______
И S
L - кинетическая энергия пресса; К - коэффициент
се деформации.
, где
неравномерности действия усилия в
процес-
При горячей штамповке К = 0,2 - 0,5
При вырубке листа толщиной 2 мм К = 0,7 - 0,8
При вырубке листа толщиной 4 мм К = 0,6 - 0,7
При вырубке листа толщиной 6 мм К = 0,5 - 0,6
При чеканке К = 0,8 - 0,9
Если вычисленное усилие больше номинального, то энергия пресса должна быть уменьшена.
Выполнение операций типа чеканки допускается только с соответствующим уменьшением разгона
ползуна. >
Кинетическая
энергия движу-
щихся частей в
конца хода при
наибольшем хо-
де
Энергия сил трения
в гайке х ' .
------------4Д %
жсндкьауе-
иая не де-
фериапкю
Энергия упругой дефор-
мации ппасса
—'-----------*5,6%
Энергия, поглощаемая
станиной, фундаментом ж
другими неподвижными «яссами
Рис. 13. Схема энергобаланса пресса 2 момент удара
(выполнения работе)
4.3. ИНСТРУКЦИЯ ПО НАЛАДКЕ И РЕГУЛИРОВКЕ
4.3.1. РЕГУЛИРОВКА ЭНЕРГИИ УДАРА И ВЕЛИЧИНЫ ХОДА ПОЛЗУНА ,
Энергия подвижных частей пресса непосредственно зависит от скорости ползуна, которая
возрастает, начиная с момента включения двигателя (с начала движения ползуна вниз).
Это обстоятельство дает возможность получать различную величину энергиг отключая разгон
ползуна в различных точках его хода.
Если установка подвижных флажков II, 14 (рис. 9) обеспечивает полный ход ползуна Н +/?,
то выбрав на диаграмме (рис. 14; ;точку нужной величины энергии по горизонтальной шкале и про-
ведя через нее прямую, параллельную прямым, до пересечения с кривой I получим точку 3, по ко-
торой на вертикальной шкале находим величину разгона ползуна Н, которую легко установить пе -
ре.цвижннм флажком 12 (рис. 9). Величина разгона зависит от пути флажка 12 через точку сраба -
тыванля датчика 16, после чего двигатель отключается и дальнейший разгон ползуна происходит
от веса движущихся вниз частей.
Переключение на ход вверх флажком II производится на величину Я ранее полной останов-
ки ползуна при ударе.Величинаh должна составлять IO-I5 мм. Если обработка изделия производится
в несколько ударов, td h составляет сумму деформаций всех ударов.
Если при ходе вверх ползун на некоторую величину не доходит до исходного верхнего поло-
жения, то флажок 14 нужно опустить на эту величину.
1-разгон от свободного падения ползуна
2-разгон дугостаторным электроприводом
3-величина пути разгона
24
Наоборот, если ползун не останавливается в исходном верхнем положении, отчего происходит
верхний удар с отключением дальнейшей работы пресса датчиком Ж, аварийного отключения хода
вверх 17, флажок 14 нужно перемещать вверх до нормальной остановки ползуна.
Если в этом случае вое же ползун не останавливается, необходима регулировка тормоза.
Для отвода ползуна от датчика 17 аварийного отключения хода вверх нужно установить режим
"Наладка". ' \
Если полный ход ползуна не обязателен его можно уменьшить, что обеспечит сокращение никла.
Из диаграммы рис. 14 легко установить способ изменения величины хода ползуна.
При уменьшении хода вниз на нужную величину отсчет энергии рис. 14 ведется по горизон -
тальной линейке, проведенной выше шкалы на расстоянии, равной уменьшению хода ползуна.
Если уменьшение хода ползуна сделано за счет высокого штампа, флажок II опускается вниз
на величину изменения высоты, а флажок 12 настраивается на нужную энергию по величине разгона в
конце хода вверх.
Если требуется уменьшить ход ползуна за счет понижения верхнего исходного положения, фла-
жок 14 перемещается вверх на величину понижения. Минимальный перебег кромки флажка 12 ниже точ-
ки срабатывания датчика 16 должен быть не менее 40 мм. Нужное верхнее положение ползуна прове -
ряется в конце хода вверх и обеспечивается регулировкой флажка 14.
4.3.2» Регулировка тормоза
В процессе работы пресса тормозная лента 4 (рис. 7) изнашивается, что вызывает увеличе-
ние хода колодок 3, и в итоге поршень цилиндра 6 может упереться в левую крышку цилиндра, что
прекращает работу тормоза. В этом случае необходима замена ленты.
По мере износа тормозной ленты . 4 зазоры "г" увеличиваются и время срабатывания тормоза
удлиняется, увеличивая путь торможения ползуна. Восстановление зазоров "г" осуществляется ре-
гулировкой винтов II. Одновременно восстанавливается перебег "в" кромки флажка 9 относительно
рабочей точки датчика 10 перемещением флажка за счет крепежных отверстий.
Эффективность торможения увеличивается ввертыванием муфты 8 в корпус
пружины 7, которым сжимается, увеличивая усилие прижима колодок 3 к тормозному барабану .
Если же при ввертывании муфты не. происходит растормаживание (рычаги I не упирается в вин-
ты II), необходимо муфту вывернуть до обеспечения растормаживания, это предел увеличения уси -
лия пружины. Чрезмерная затяжка пружины ведет к перегреву тормоза и ускорению износа тормоз-
ной ленты, поэтому регулировка усилия пружины должна преследовать цель получения пути тормо-
жения ползуна соответственно диаграмме.
Если регулировка натяжения пружины 7 не обеспечивает торможения, то поверхность тормоз-
ной ленты замаслилась, требуется тщательная промывка ленты в чистом бензине и хорошая про -
сушка (желательно в струе горячего воздуха).
Предел регулировки зазора "г" 5 - 6 мм
Предел регулировки датчика величина "в" 1,5 - 3,0 мм
4.3.3. Регулировка зазоров в пяте и направляющих
В результате износа пяты и направляющих, рабочие зазоры увеличиваются, что приводит к
увеличению ударной нагрузки на движущиеся поверхности и к потере точности при штамповке.
Для регулировки зазора в пяте нужно:
- поднять ползун в исходное верхнее положение и подвести под него упор;
- снять зонт 8 с вентилятором 9 с привода (рис, 6);
- освободить от венпа 19 гайку 18 (рис. 5);
- отвернуть на I оборот болты 10;
- расклинить фланец гайки 8 до свободного движения клиньев 8 и 9;
- гайкой 18 подтянуть шпиндель 13 до полного прилегания конических поверхностей бурта
ж подпятника 14;
- закрепить фланец гайки 6 болтами 10 и клиньями 819;
- отвернуть гайку 18 на 1/8 оборота л закрепить венцом 19;
26
- растормозив маховик, опробовать его свободные вращения;
- установить зонт и вентилятор.
Проверить зазор "а" можно щупом, опустив ползун и сняв крышку 16.
Предел регулировки зазора в пяте "а" = 0,2 - 0,3 мм
Для регулировки зазора в направляющих нужно:
- для задних направляющих клиньями 2 при помощи шпилек 3 и упорных болтов 4 (рис. 5)ус-
тановить зазор 0,08 -0,16 мм;
- для передних направляющих зазор регулируется положением промежуточной плиты в ползуне.
4.3.4. РЕГУЛИРОВКА ДАВЛЕНИЯ ВОЗДУХА И ПОДАЧИ СМАЗКИ
Если давление сжатого воздуха в сети превосходит необходимое для пресса 4 кгс/см^.то
производится регулировка давления с помощью регулятора 3 и манометра 4 (рис. 10). Недопус
тимое падение давления в сети вызывает отключение пресса через реле 5.
Подача жидкой смазки для привода и пяты пресса регулируется маслораспределителем 3
(рис. II).
\ j ' .'
Густая смазка дозируется питателем 5. Два раза в смену необходимо вручную производить подкач-
ку насосом системы густой смазки " (рис. II).
4.3.5. РЕГУЛИРОВКА ХОДА ВЫТАЛКИВАТЕЛЯ
Величина хода выталкивателя зависит от положения траверсы 2 по вертикали (рис. 8) и ре-
гулируется с помощью резьбовых втулок 4.
Чтобы не допустить перекоса траверсы 2, втулки 4 нужно подтягивать равномерно, выдержи-
вая размер "д" одинаковым на обеих тягах.
4.4. ИНСТРУКЦИЯ ПО УХОДУ И ОБСЛУЖИВАНИЮ
В течение первых двух недель эксплуатации пресс рекомендуется обильно смазывать, а в
дальнейшем соблюдать режим, указанный в "Карте смазки" (рис. 15). Ежедневно проверять исправ-
ность маслопроводов а питателей, а также наличие запаса смазки в резервуарах (система густой
смазки, маслонасос, маслораспылитель). Использование загрязненной смазки не допускается.
Необходимо стремиться избегать нецентрального удара, когда равнодействующая усилия штам-
повки расположена не на оси ползуна. В отдельных случаях (до 20% общего времени работы пресса)
допускается работа со смещением равнодействующей о оси ползуна на расстояние не более 0,2 его
размера слева-направо. При этом энергию удара нужно уменьшить на 15-20%.
Еженедельно проверять состояние крепежа дугоотаторов к корпусу, ежедневно остальных уз-
лов и деталей, затяжку фундаментных болтов. Стопорные винты, не имеющие контргаек, после каж-
дой разработки необходимо закрашивать, что предотвратит оамоотвинчивание.
27
Два-три раза в месяц ^необходимо проверять зазоры, указанные в соответствующих разделах
и при н« Сходимости проводить регулировку.
Выверка флажков в щелях бесконтактных датчиков должна исключать взаимное касание.
При профилактических ремонтах нужно проверить состояние манжет» уплотнений и соединения
маховика с винтом.
В случаях перегрева двигателя немедленно выключить пресс и отрегулировать свободное пере-
мещение движущихся частей.
Сроки ремонтов определяются требованиями и правилами ПНР для кузнечно-прессового обору-
дования.
4.5. ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ ПРЕССА
И СПОСОБЫ ИХ УСТРАНЕНИЯ
Таблица 2
Неполадки Причины Способы устранения
При нажиме на кнопки "Пуск" (педаль) пресс не работает Неисправность фотоэлементов ог- раждения рабочей зоны. Отказ золотника тормоза. Отказ датчи- ка растормаживания. Отказ пере- ключателя упора. Обрыв в элект- росистеме Отрегулировать работу аппара- туры. При выходе из строя за- менить. Проверить и восстано- вить электросистему
Ползун при ходе вверх соверзиет удар Увеличился путь торможения. Из- нос тормозной ленты. Замаслива- ние ленты Флажок 14 рис. 9 поднять выше. Ленту заменить. Колодки снять, ленту промыть в бензине, про- сушить
Перегрев гайки, пяты, направляющих Отсутствие смазки. На направляю- щие попали твердые частицы, об - разевались задиры Проверить маслопроводы и рабо- ту насосов. Повреждения устра- нить. Заполнить резервуары на- сосов. Задиры устранить
Заклинивание ползуна при нормальных зазорах * '' \ Больная местная выработка на - правляэщих. Образование задиров от попадания твеодых частиц Демонтировать ползун, отшабрить направляющие, собрать, отрегу - лировать зазоры
Толкатель выталкивателя затверживается в верх - нем положении В зазор между втулкой и толка - телем попала окалина Снять толкатель, промыть кероси- ном детали, вытереть и с?лазать маслом
।
28 I
/О
Рио. 15. Карта и схема смазки
ТОЧКИ СМАЗКИ
м поз. точек Наименование точек Способ смазки Условия работы Масло Режим смазки
1,2 4,5 3 Направляющие ползуна Гайка-винт Централизо- ванная от системы 1781ПР Работа в две смены. Одиночные ходы пресс- солидол Ж ГОСТХОЗЗ-79 2 раза в смену
8,9 Подшипники ЭЛ. двигателя Ручная набивка ?Ласло "Инду- стриальное ИЗОА" Г0СТ2О799-75 I раз в 6 месяцев
6 Втулка Подшипник Автомати- ческая Автомати- ческая
7 Подпятник
10 Толкатель От масленки I раз в неделю
МЕСТА ЗАПРАВКИ
М поз. Наименование Способ заправки (Ласло Режим заправки
II с Система дуотой смазки 178ШР Заправка че- рез фильтр пресс- солидол Ж Г0СТ1033-79 Дополнять ЦО мере расхода
12 Станция жидкой смазки Заправка через фильтр Масло "Инду- стриальное ИЗОА" Г0СТ2О799-75 Доливать по мере расхода. Менять I раз в месяц
Доливать по мере рлсхода
13 Маслораопыли- тель
4.6. ИНСТРУКЦИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.6.1. Приступая к работе на прессе, необходимо убедиться в исправности всех его механиз-
мов и крепей.
4.6.2. Установку или смену штампов производить при подведенном под ползун упоре.
4.6.3. Настройку штампов производить только в режиме "Наладка”.
4.6.4. Работа на прессе запрещается: при неисправных или отключенных фотоэлементах ограждения
рабочей зоны, кроме режимов работы в автоматизированных линиях или комплексах.
4.6.5. Операция, производимая на прессе, полностью должна соответствовать технологическим
возможностям пресса ^ом. раздел 4.2.).
4.6.6. Работа в режиме непрерывных возвратно-поступательных ходов ползуна с ручной за -
. грузкой заготовок запрещается.
4.6.7. Режим непрерывных возвратно-поступательных ходов ползуна разрешается использовать
при наличии средств автоматизации подачи заготовок и съема изделий, имеющих датчики для выда-
чи команд на повторный цикл.
4.6.8. При ручной подаче заготовок пуск ползуна разрешается только двумя кнопками.
4.6.9. Пуск ползуна педалью разрешается при подаче заготовок клещами или другими приспо
соблениями, исключающими попадание рук в рабочую зону, с соблюдением общих правил техники бе-
зопасности при работе на прессах.
* 4.6.10. Запрещается оставлять клещи на штампе в момент пуска ползуна вниз.
,4‘.6.П. Запрещается во время работы пресса производить ремонт, обтирку, чистку, ручную
смазку, удалять обрезки, окалину, шлак и т.д.
4.6.12. Ремонт и регулировку тормоза производить при подведенном под ползун упоре или
при опущенном вниз ползуне до соприкосновения штампов.
4.6.13. На время отлучек, даже кратковременных, необходимо опустить ползун и отключить
электропитание пресса.
4.6.14. Для производства чеканочных, рихтовочных и других работ с незначительной деформа-
цией материала необходимо уменьшить энергию удара (см. рис. 14). Это предохранит пресс от пе-
регрузок и возможных поломок.
ВНИМАНИЕ !
Вращательное движение ротора маховика, электродвигателя непосредственно передается ра-
бочим органам, пресса, поэтому скорость движения ползуна зависит от напряжения в сети. Вслед -
отвив нестабильности напряжения возможен перебег ползуна 10-15 мм выше крайнего верхнего по -
ложеаия. Так как выталкиватель жестко связан с ползуном неизбежно в увеличение хода толкателя.
• Во избежание .срыва штампа необходимо в штатлпе предусотреть проточку для дополнительного
хода толкателя выталкивателя в случае аварийного перебега.
! 5. ПРИЛОЖЕНИЯ
5.1. спецификаций НЮТРОИЗНАПИВА
hi ',ж
ДЕТАЛЕЙ
1 * п/п №№ деталей Наименование Кол. на 1ЯВ. Материал Вес I от. кг Примечание
I 2 3 4 5 6 9 10 II 12 13 ФЫ732-ПА-201 ФЫ732А-32-050/п01 ЭДП32-25-2О2 ФБ1732А-31-010 ЭДП34-23-801 ГОСТ 6678-72 1 ' х ч , . у. . ГОСТ 6678-72 ГОСТ 6969-54 СТП2-К28-5261-75 СТП2-К28-5263-75 СТП2-К28-5264-75 •\ \ -Л • ' .• - X Планка Подкладка Втулка Гайка биметалли- ческая Лента тормозная Манжета I-G40--2 Манжета 2-040-2 Манжета 110x140 Пружина 2;Sx25-II5 Пружина 10x70-295 Прузина 16x120x304 ч ' ' ' V . ’ • \ * । \ . \ \ \ ' . 1 ’ ‘ . \ \ У 8 I I I 2 I I 2 I I I Сплав ЦАМ10-5Л . ГОСГ21437-75 Бр.А19-ЗЛ ГОСТ 493-79 Сплав ЦАМ10-5Л ГОСГ21437-75 Сборочная Лента тормозная марки ЛАТ-2 10x90-502 ГОСТ П9В-78 Резина 2 ГОСТ 6678-72 Резина 2 ГОСТ 6678-72 Резина маолостой- кая ГОСГ6969-54 Проволока П-2,5 ГОСТ 9389-75 Пр оволока6ОС2А- S-IH-IO ГОСТ 14963-69 Круг BI6 ГОСГ259О-71 1,84 8,86 16,3 190 ' 0,88 0,0033 0,048 0,099 0,043 с 1,79 5,38 i ./ ?. ' \ ' 1 1 К / С ’
60 С2 ГОСТ14959-69 >t
<?.7S tqzt
<25to,z#
#0
зааю.
2.
#6
^^^SSSSSSSS^
Рис. x. Планка. ФБ1732-ПА-201
О
I. Насказанные предельные отклонения размеров
В экспортном и тропическом исполнении поверх
кость Г декоративно шабрить
Обработать по сопрягаемой детали
3?
PM
Размеры в скобках после сборки
Рис.2 Подкладка ФБ1732А - 32 - 050/201
SO2
Рис. 4. Лента тормозная . ЭДП34-23-801
34
I.
2.
3.
DL21K1
иди
4.Х
/rfy*
ГГСГ«ЙУ-ХЯ
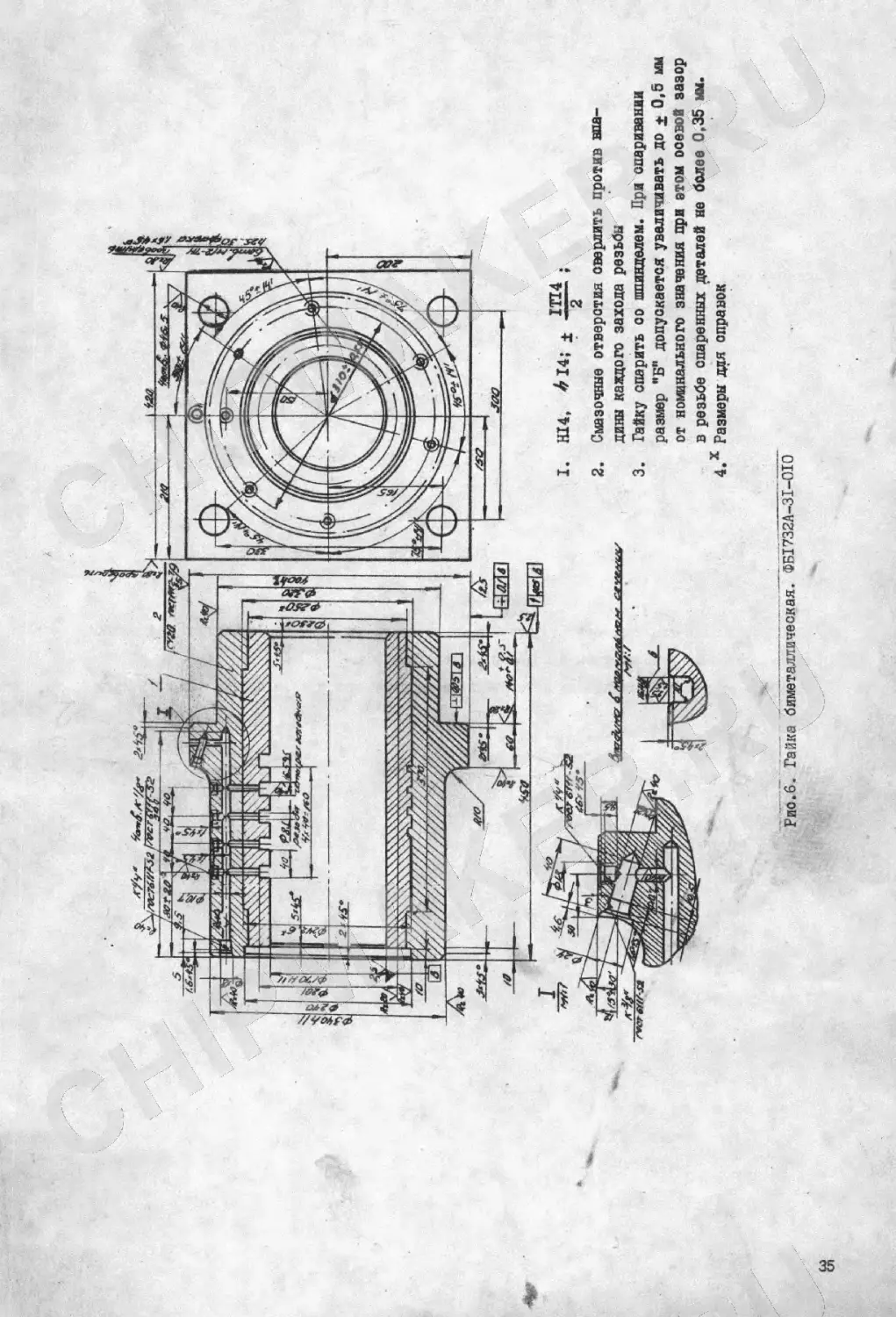
Рис.6. Гайка биметаллическая. ФБ1732А-31-010
ИЕ^Ж11;;»йг. Яи^ЖУЙ
pcs
ггггт^тзэ
ЛСг^*
^у<Ллтс7 £/уду/.ууг^лолу суплш
HI4, 414; ± JH1 ;
2
Смазочные отверстия сверлить против впа-
дины каждого захода резьбы
Гайку спарить со шпинделем. При спаривании
размер "Б" допускается увеличивать до ± 0,6 мм
от номинального значения при атом осевой зазор
в резьбе спаренных деталей не более 0,35 мм.
Размеры для справок
а
ВНИМАНИЯ!
Вследствие технического развития конструкции пресса возможны некоторые расхождения
-
между настоящим руководством и прессом данного выпуска.
Все отзывы и пожелания по конструкции и эксплуатации пресса просим высылать яэго -
товятелю.