/



























































































































































Текст
A. H. БАЛАБАНОВ
Контроль
технической
ДОКУМЕНТАЦИИ
МОСКВА
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1988
УДК 621.81
Балабанов А. Н. Контроль технической докумен-
тации. Изд. 2-е дополн. и перераб. — М.: Издательство
стандартов, 1988. — 352 с.
В отличие от первого издания в данной книге впер-
вые комплексно рассмотрена проблема контроля тех-
нической документации (конструкторской, технологи-
ческой, нормативной). Особое внимание уделено мето-
дологии оценки качества информационного .содержания
разрабатываемой документации.
Для работников госприемки, служб контроля и раз-
работчиков технической документации, а также может
быть полезна студентам вузов.
Табл. 72. Ил. 194. Библиогр.: 18 назв.
Рецензент инженер И. В. Калинин
30102
Е __о О
085(02)—88
© Издательство стандартов, 1988
ПРЕДИСЛОВИЕ
Характерной особенностью современного этапа технического
прогресса является бурный рост науки и техники, стремительное
развитие общественного производства.
Настоятельная необходимость ускорения внедрения в народное
хозяйство передовых достижений науки, техники и производства,
повышения качества продукции, рационального использования,
материальных, энергетических и финансовых ресурсов, поставили
перед промышленностью новые грандиозные по объему и сложно-
сти задачи.
В настоящее время современная промышленность подошла к
такому этапу своего развития, когда без широкого применения
стандартизации дальнейший прогресс, расширение кооперации
между отраслями промышленности и предприятиями, а также на-
учно-техническое сотрудничество и расширение внешней торговли
между странами становятся невозможными.
Одним из направлений в решении этих задач как в нашей стра-
не, так и в странах — чледдх СЭВ на основе принципов стандарти-
зации под методическим руководством Госстандарта СССР и со-
ответствующих организаций с учетом достижений науки и техни-
ки систематически проводятся мероприятия по совершенствованию
разработки, составлению и оформлению технической документа-
ции, ее технической совместимости.
Техническая документация — совокупность документов, ис-
пользуемых для организации и осуществления производства, испы-
таний, эксплуатации и ремонта изделий. Основными видами тех-
нической документации, применяемой в промышленности, являют-
ся конструкторская, технологическая и нормативно-техническая.
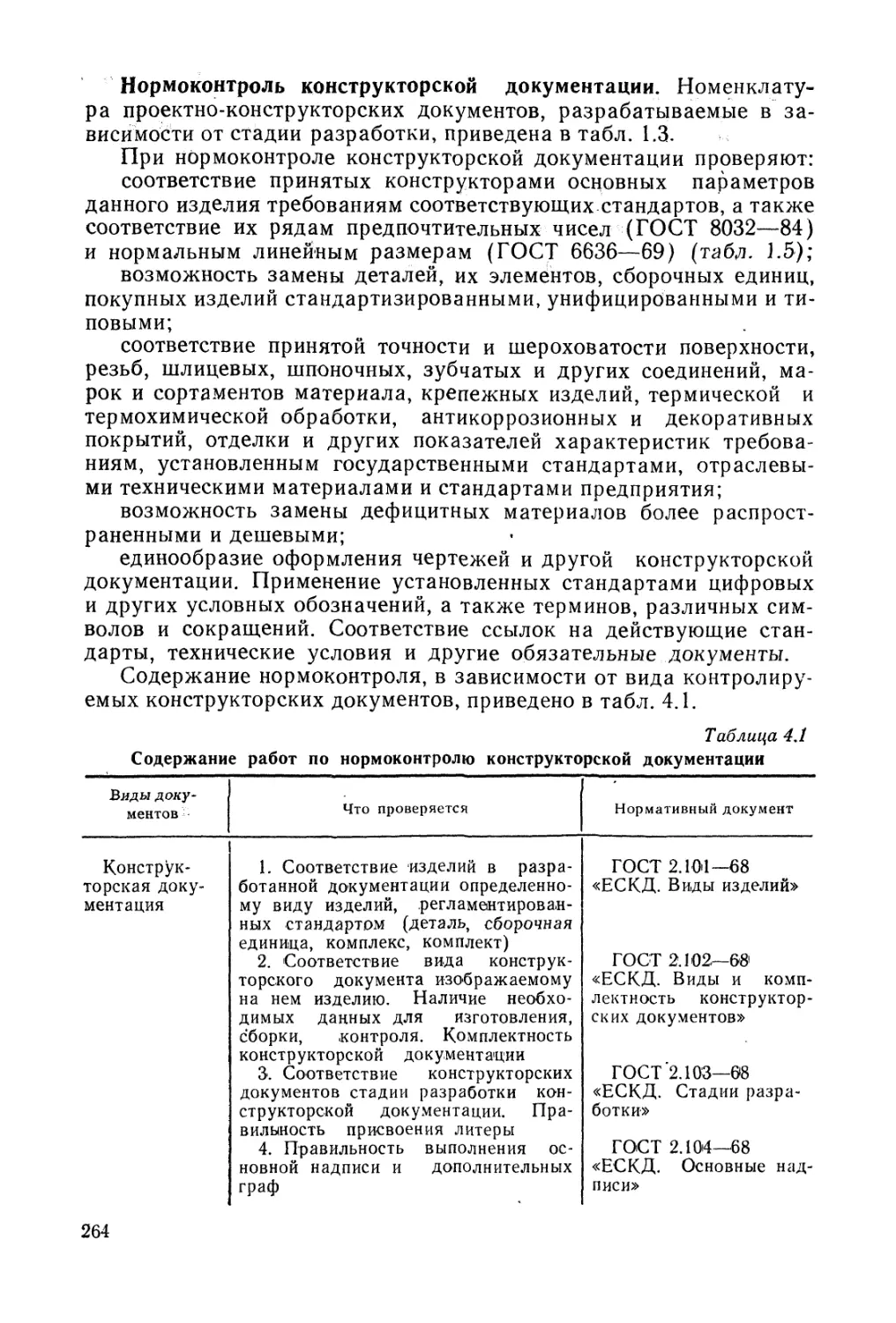
Технологический, метрологический контроль и нормоконтроль
разрабатываемой технической документации способствует макси-
мальной ее унификации, обязывают организацию-разработчика
технической документации учитывать технологические возможнос-
ти изготовления требуемого изделия в условиях современного про-
изводства с учетом применения прогрессивных материалов и осво-
енных новейших технологических процессов. В этом сложном ком-
плексе технических, инженерных и организационных работ участ-
вуют проектно-конструкторские и технологические организации-
разработчики, организации-смежники, предприятия, где органи-
зуется выпуск нового изделия.
Настоящее издание книги, существенно переработанное и до-
полненное, ставит своей целью, так же как и предыдущее, оказать
методическую помощь работникам служб контроля технической до-
кументации в их повседневной практической работе. При подготов-
ке книги ко второму изданию были учтены все замечания и пред-
ложения со времени выхода первого, сделанные, в частности, уча-
стниками конференций по обсуждению книги, состоявшихся в фев-
рале — апреле 1985 г. в Киеве и Ленинграде.
3
ГЛАВА 1
СОВРЕМЕННЫЕ ТЕНДЕНЦИИ РАЗРАБОТКИ И
ПОСТАНОВКИ ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ
НА ПРОИЗВОДСТВО
ОРГАНИЗАЦИЯ ПРОЦЕССА ПРОЕКТИРОВАНИЯ,
КОНСТРУИРОВАНИЯ И ОСВОЕНИЯ НОВЫХ ИЗДЕЛИЙ
Освоение нового изделия является, как правило, результатом
большой предварительной работы, включающей, научные исследо-
вания, научное прогнозирование, патентный поиск, технико-эконо-
мические исследования, оценку технологических возможностей
предприятия и отрасли, учет конъюнктуры рынка как внутри стра-
ны, так и за рубежом и ряд других экономических и технических
факторов. При проектировании учитывают также потребность в
капитальных вложениях и сроки их окупаемости, возможность вы-
деления этих средств на разработку и освоение новых изделий.
Наибольший экономический эффект дают новые изделия, разрабо-
танные на основе фундаментальных исследований принципиально
новых научных идей и направлений. В этом случае внедрение ре-
зультатов требует значительных капитальных затрат, однако они
быстро окупаются благодаря резкому повышению технического
уровня и производительности труда на «производстве.
При постановке на производство новых товаров народного пот-
ребления изучают лучшие отечественные и зарубежные образцы,
а также рекомендации торговых организаций. При этом обраща-
ют внимание на эстетическое оформление, удобство обслуживания
и другие потребительские качества изделия. На предприятиях мно-
гих отраслей промышленности изготовляют товары народного по-
требления часто с использованием отходов основного производст-
ва.
Если новые изделия (новая техника) имеют большое межот-
раслевое значение, то их разработку и внедрение планирует Гос-
комитет СССР по науке и технике или-другая вышестоящая орга-
низация. Нередко разработку и внедрение новых изделий произво-
дят сами организации (предприятия) с привлечением при необхо-
димости других организаций и предприятий.
К новой технике относятся впервые реализуемые в народном
хозяйстве результаты научных исследований и прикладных разра-
боток, содерл^ащие изобретения и научно-технические достиже-
ния, а также новые, более совершенные технологические процессы,
орудия и предметы труда (новые модели станков, автомашин, элек-
тродвигателей и др.), обеспечивающие повышение технико-эконо-
мических показателей производства.
Иногда для производства новых изделий (новой техники) стро-
4
ят новые предприятия или подвергают коренной реконструкции су-
ществующие (табл. 1.1).
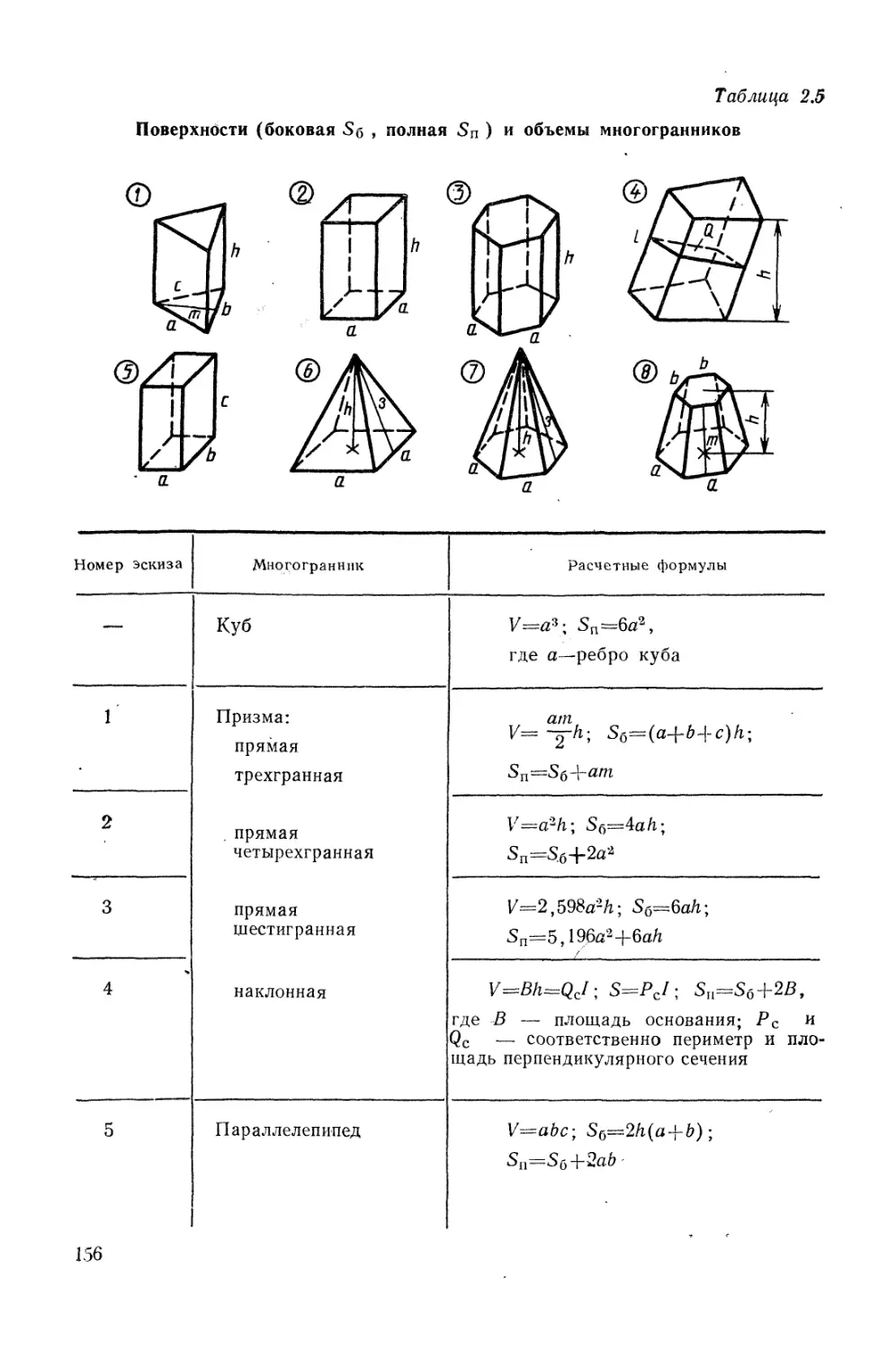
Таблица 1.1
Классификация машиностроительных предприятий (производств)
Классификационный признак
предприятий (производств)
Определение
Машиностроительное
предприятие (производ-
ство)*
Специальные предпри-
ятия
Универсальные пред-
приятия
Частично механизи-
рованные предприятия
Комплексно механи-
зированные предприятия
Автоматизированные
предприятия
Основное производст-
во
Вспомогательное про-
изводство
Опытное производство
Установившееся про-
изводство
Групповое производ-
ство
Единичное производ-
ство
Производство с преимущественным применением
методов технологии машиностроения для выпуска
изделий
Выпускающие однотипные изделия (например, ав-
томобили, тракторы, подшипники)
Выпускающие продукцию многих наименований
Предприятия, на которых механизированы лишь
отдельные процессы, а для выполнения остальных
операций используется ручной труд
Предприятия, на которых все основные и вспомо-
гательные операции производственного процесса вы-
полняются с помощью машин при наличии увязки
их производительности на последующих операциях.
Ручной труд применяется только для управления
машинами
Предприятия, на которых все основные и вспо-
могательные операции производственного процесса
выполняются с помощью автоматических машин
(станков—автоматов) при полной автоматизации
управления производственным процессом
Производство изделий для поставки
Производство средств, необходимых для функци-
онирования основного производства. К вспомога-
тельному производству относятся изготовление и ре-
монт средств технологического оснащения, производ-
ство или подача сжатого воздуха, тепловой или
электрической энергии и т. д.
Производство образцов, партий или серий изделий
для проведения исследовательских работ или раз-
работки конструкторской и технологической доку-
ментации
Производство изделий по окончательно отрабо-
танной конструкторской и технологической докумен-
тации
Характеризуется совместным изготовлением или
ремонтом групп изделий с разными конструктивны-
ми, но общими технологическими признаками
Характеризуется широкой номенклатурой изготов-
ляемых или ремонтируемых изделий и малым объ-
емом выпуска изделий, повторное изготовление и
ремонт которых, как правило, не повторяется или
повторяется не периодически. Применяемые станки,
приспособления, режущие и измерительные инстру-
менты долЖны быть универсальными, обеспечиваю-
щими изготовление деталей широкой номенклатуры.
5
П родолжение
Классификационный признак
предприятий (производств)
Определение
Серийное производст-
во
Массовое производст-
во
Характеризуется ограниченной номенклатурой из-
делий, изготавливаемых или ремонтируемых пери-
одически повторяющимися партиями и сравнительно
большим объемом выпуска. В таком производстве
используют высокопроизводительное оборудование,
причем наряду с универсальным применяют специа-
лизированное и даже специальное оборудование. Ши-
роко используют переналаживаемые быстродейству-
ющие приспособления, универсальный и специаль-
ный режущий и измерительный инструмент, увели-
чивающие производительность.
В зависимости от числа изделий в партии или се-
рий различают крупносерийное, среднесерийное и
мелкосерийное производства.
Тип производства определяют также по коэффи-
циенту закрепления операции за одним рабочим
местом:
К.о=о/л,
где О — число различных Операций; Р —численность
рабочих, выполняющих различные операции.
Значение К 3 0 применяют для планового периода,
равного одному месяцу, в* зависимости от вида
производства: для крупносерийного — 1—10; средне-
серийного — 10—20; мелкосерийного — 20—40.
Характеризуется узкой номенклатурой и большим
объемом выпуска изделий, непрерывно изготовляе-
мых или ремонтируемых в течение продолжительно-
го времени. При этом на большинстве рабочих мест
выполняется одна рабочая операция. Коэффициент
закрепления операций для массового производства
принимают равным единице. В массовом производ-
стве широко применяют специальные и автомати-
ческие станки и автоматические линии, специальные
режущие и измерительные инструменты и средства
автоматизации. Себестоимость продукции самая низ-
кая.
* Деятельность предприятий, ПО, НПО регламентирована «Законом СССР
о государственном предприятии (объединении)», утвержденным постановлением
Верховного Совета СССР от 30 июня 1987 г.
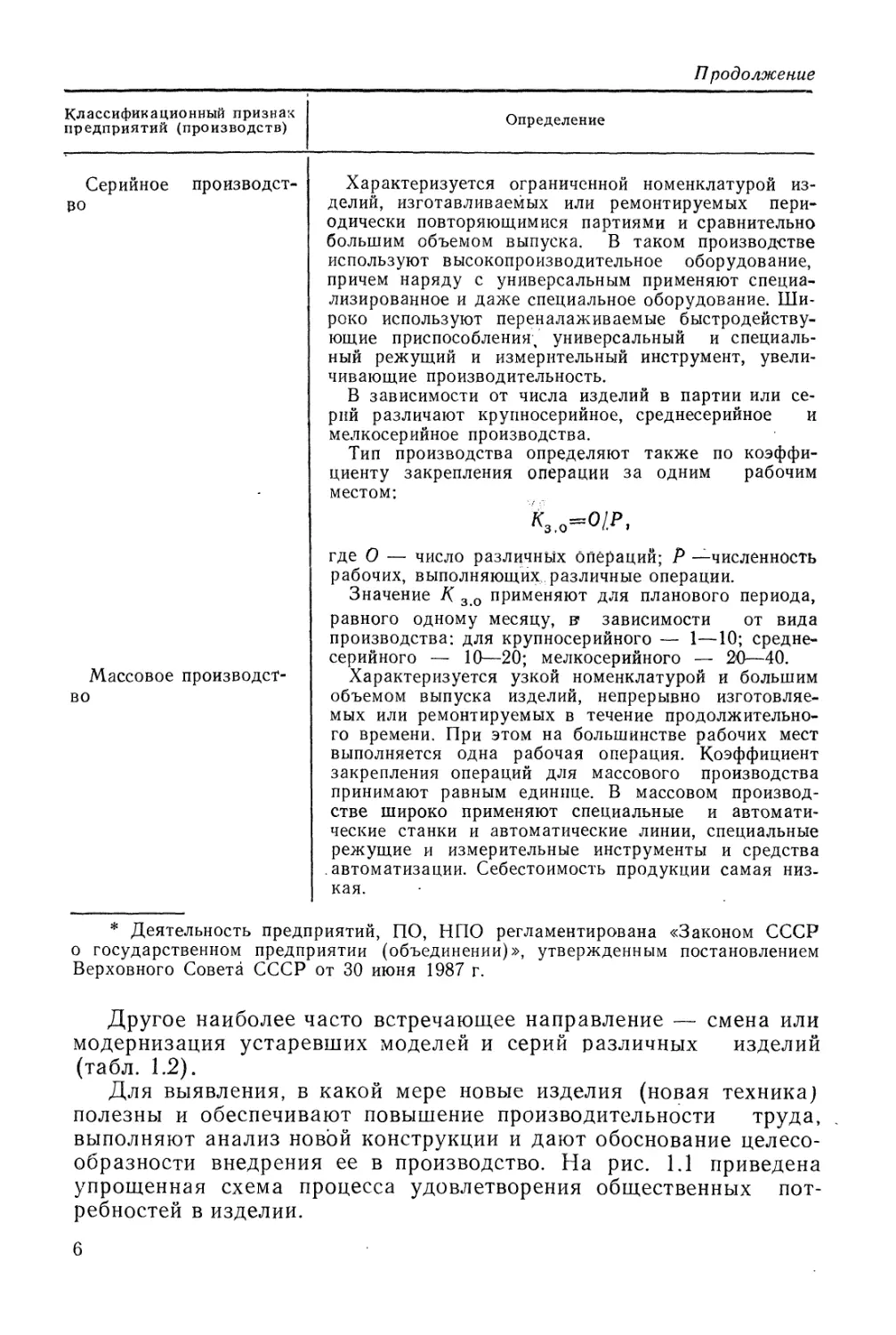
Другое наиболее часто встречающее направление — смена или
модернизация устаревших моделей и серий различных изделий
(табл. 1.2).
Для выявления, в какой мере новые изделия (новая техника)
полезны и обеспечивают повышение производительности труда,
выполняют анализ новой конструкции и дают обоснование целесо-
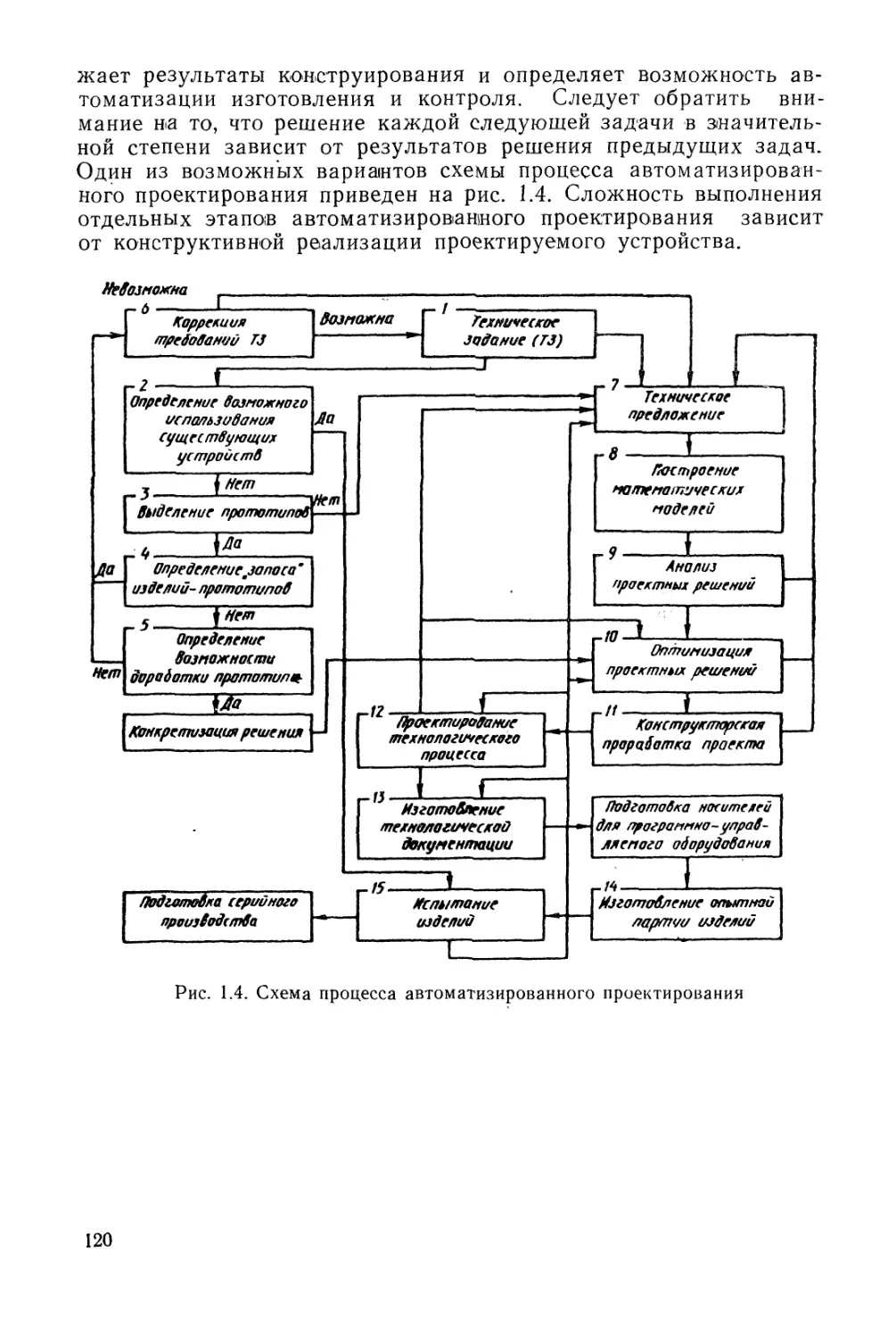
образности внедрения ее в производство. На рис. 1.1 приведена
упрощенная схема процесса удовлетворения общественных пот-
ребностей в изделии.
6
Таблица 1.2
Виды изделий
Термин Определение
Изделие
Изделие основного
производства
Изделие вспомога-
тельного производства
Изделие единичного
производства
Изделие повторяюще-
гося единичного произ-
водства
Изделие разового из-
готовления
Изделие разового за-
каза
Изделие единичного
заказа
Изделие серийного
производства
Изделие массового
производства
Неспецифицированное
изделие
Специфицированное из-
делие
Деталь
Предмет или совокупность предметов производст-
ва, подлежащих изготовлению на предприятии
Изделие, предназначенное для поставки предприя-
тием-изготовителем заказчику (потребителю)
Изделие, предназначенное только для собственных
нужд предприятия-изготовителя (изделия, предназ-
наченные для поставки или реализации и одновре-
менно используемые для нужд предприятия-изгото-
вителя, следует отнести к изделиям основного про-
изводства)
Изделие, изготовляемое в условиях единичного
производства в одном или нескольких экземплярах
(подразделяют на изделия повторяющегося единич-
ного производства и изделия разового изготовления)
Изделие, периодически изготовляемое отдельными
единицами при условии, что интервал времени меж-
ду выпуском предыдущей и последующей единицы
изделия превышает его производственный цикл (под
единицей изделия понимают отдельный экземпляр
изделия, а под производственным циклом — интер-
вал времени от начала до окончания производствен-
ного процесса изготовления изделия). Конструктор-
ская документация таких изделий имеет литеру О\.
Изделие единичного производства в виде отдель-
ных изделий или партий, изготовляемых единовре-
менно и не предусмотренных к повторному производ-
ству. Конструкторской документации на изделия
разового изготовления присваивают литеру И
-Изделие (партии изделий), не предназначенное к
серийному производству, единовременно изготовляе-
мое по индивидуальным чертежам (эскизам, образ-
цам) для одного заказчика, не повторяющееся в
производстве на протяжении двух лет
Уникальные машины, специальное технологическое
оборудование и конструкции для строящихся и ре-
конструируемых предприятий, не предназначенные к
серийному производству
Изделие, изготовляемое в условиях серийного про-
изводства периодически повторяющимися сериями
Изделие, непрерывно изготовляемое в условиях
массового производства
Изделие, не имеющее составных частей
Изделие, состоящее из нескольких составных час-
тей
Изделие, изготовленное из однородного по наи-
менованию и марке материала без применения сбо-
рочных операций (например, валик из одного куска
металла; литой корпус; пластина из биметалличес-
кого листа).. К деталям относятся также указанные
выше изделия с покрытием (защитным или декора-
тивным) независимо от его вида, толщины и назна-
чения (например, хромированный винт), а также из-
7
П родолжение
Термин
Определение
Сборочная единица
Комплекс
Комплект
Комплектующее изде-
лие
Покупное изделие
Кооперированное из-
делие
Оригинальное изде-
лие*
Унифицированное из-
делие*
Стандартное изделие*
Типовое изделие (из-
делие однотипного ис-
полнения)
делия, изготовленные с применением местной свар-
ки, пайки, склейки и т. п. (например, трубка, спа-
янная из одного куска листового материала)
Изделие, составные части которого подлежат сое-
динению между собой на предприятии-изготовителе
сборочными операциями (свинчиванием, клепкой,
сваркой, пайкой, опрессовкой, развальцовкой, скле-
иванием и пр.), например, автомобиль, станок, теле-
фонный аппарат, микромодуль, редуктор, сварной
корпус
Два и более специфицированных изделия, не сое-
диненных на предприятии-изготовителе сборочными
операциями, но предназначенных для выполнения
взаимосвязанных эксплуатационных функций. Каж-
дое из входящих в комплекс специфицированных из-
делий предназначено для выполнения одной или не-
скольких основных функций, установленных для
всего комплекса (например, автоматическая линия
станков; автоматическая телефонная станция; бу-
рильная установка; система, состоящая из метеоро-
логической ракеты; пусковой установки и средств
управления)
Два и более изделия, не соединенных на предпри-
ятии-изготовителе сборочными операциями и пред-
ставляющих собой набор изделий, имеющих общее
эксплуатационное значение вспомогательного харак-
тера, например комплект запасных частей, комплект
инструмента и принадлежностей, комплект измери-
тельной аппаратуры
Изделие (составная часть изделия), получаемое
предприятием в готовом виде и изготовленное по
конструкторской документации предприятия-постав-
щика
Изделие (составная часть изделия), получаемое
предприятием в готовом виде
Изделие (составная часть изделия), получаемое
предприятием в готовом виде и изготовленное по
его конструкторской документации на другом пред-
приятии
Изделие, примененное в конструкторской доку-
ментации только данного изделия
Изделие, примененное в конструкторской доку-
ментации нескольких (разных) изделий
Изделие, примененное по государственному, от-
раслевому или республиканскому стандарту, пол-
ностью и однозначно определяющему его конструк-
цию, показатели качества, методы контроля, прави-
ла приемки и поставки
Изделие, принадлежащее к группе изделий близ-
ких конструкций и обладающее наибольшим числом
конструктивных и технологических признаков этой
группы
8
Продолжение
Термин
Определение
Изделие основного ис-
полнения
Макет
Проектный макет
Рабочий макет
Модель
Опытный образец из-
делия (опытное изделие)
Опытная партия изде-
лий
Изделие установочной
серии
Головной образец
[головная (контрольная)
серия]
Полуфабрикат
Заготовка
Исходная заготовка
Типовое изделие первого исполнения, условно
принятого за основное
Изделие, воспроизводящее разрабатываемое изде-
лие или его составные части в масштабе и объеме,
необходимых для проверки принципов их работы
при выполнении проектной или рабочей документа-
ции
Макет, изготовленный на стадии разработки тех-
нического проекта
Макет, изготовленный на стадии разработки рабо-
чей конструкторской документации
Изделие, являющееся объемным упрощенным вос-
произведением предметов в установленном масшта-
бе и предназначенное для проверки принципов их
работы или определения характеристик
Изделие, изготовленное по вновь разработанной
рабочей конструкторской документации для провер-
ки его соответствия техническому заданию, провер-
ки конструктивных решений, последующей необхо-
димой корректировки документации и подготовки
технологического оснащения производства основных
составных частей изделия
Совокупность изделий, изготовленных одновремен-
но по вновь разработанной рабочей конструкторской
документации для проверки соответствия изделий
техническому заданию, конструкторской документа-
ции, а также для последующей необходимой кор-
ректировки документации и подготовки технологи-
ческого оснащения производства составных частей
изделия
Изделие, изготовленное по документации, уточ-
ненной по результатам изготовления и испытания
опытного образца или опытной партии, для контро-
ля соответствия изделия техническому заданию, кон-
структорской документации, проверки технологичес-
кого оснащения производства основных составных
частей, последующей необходимой корректировки и
подготовки полностью оснащенного технологическо-
го процесса серийного (или массового) производства
Первый экземпляр изделия, изготовленный по
вновь разработанной документации для применения
заказчиком с одновременной отработкой конструкции
и технической документации для производства и эк-
сплуатации остальных экземпляров изделия.
Головных образцов при создании конкретного из-
делия может быть несколько
Предмет труда, подлежащий дополнительной об-
работке или сборке на предприятии-потребителе
Предмет труда, из которого изменением формы,
размеров, свойств поверхности и (или) материала
изготовляют деталь или неразъемную сборочную
единицу
Заготовка церед первой технологической операци-
ей
9
Продолжение
Термин
Определение
Штампованная заго-
товка
Отливка
Поковка
Материал
Основной материал
Вспомогательный ма-
териал
Изделие или заготовка, полученные технологичес-
ким методом штамповки
Изделие или заготовка, полученные технологичес-
ким методом литья
Изделие или заготовка, полученные технологичес-
ким методом ковки
Исходный предмет труда, потребляемый для изго-
товления изделия
Материал исходной заготовки (к основному мате-
риалу относится также материал, масса которого
входит в массу изделия при выполнении технологи-
ческого процесса, например, материал сварочного
электрода, припоя и т. д.)
Материал, расходуемый при выполнении техно-
логического процесса дополнительно к основному
(вспомогательными могут быть материалы, расходу-
емые при нанесении покрытия, пропитке, сварке,
пайке, закалке и т. д.)
* Определения понятий даны
документации.
применительно к выполнению конструкторской
i
Проектирование
__________________________
Конструирование
__________________________>1 __
Изготовление |
___________,
Эксплуатация
__________________________
_ Спрос
Рис. 1.1. Схема процесса
удовлетворения общественных
потребностей в изделии
Приступая к проектированию и
конструированию, конструктор должен
изучить и проанализировать эксплуа-
тационные требования, предъявляемые
к данному изделию или его составной
части, конструкции аналогов, патентно-
информационные материалы, а также
технологические возможности изготов-
ления изделия в условиях данного про-
изводства.
Каждая проектируемая и внедряе-
мая конструкция должна удовлетво-
рять трем основным требованиям: тех-
ническим, социальным и экономичес-
ким. Эти требования к проектируемой
конструкции часто носят противоречи-
вый характер, и задача конструктора
заключается в том, чтобы из множест-
ва возможных решений выбрать
одно, наиболее полно отвечающее
всему комплексу требований в целом.
В техническом отношении конструкция должна быть на уровне
современных достижений науки и техники и обеспечивать возмож-
ность правильно решать определенные технологические и произ-
10
Бедственные задачи. В качестве орудия труда конструкция должна
обеспечивать выполнение соответствующих функций, производить
работу (продукцию) необходимого количества и качества. Это
значит, что конструкция должна отвечать функциональному назна-
чению и иметь соответствующие параметры (мощность, производи-
тельность, грузоподъемность, скорость, давление, вместимость, ра-
диус действия и др.). Вместе с тем она должна обладать необхо-
димыми эксплуатационными качествами (например, надежно-
стью) .
Наряду с определенным уровнем технического совершенства1,
конструкция должна отвечать современным социальным требова-
ниям, обеспечивать улучшение условий и облегчение труда обслу-
живающего персонала, быть безопасной в эксплуатации и не за-
грязнять внешнюю среду. Для облегчения труда предпочтительны
механизация и автоматизация работы самой конструкции и произ-
водственного процесса, выполняемого с ее участием (для обеспе-
чения удобства управления, наладки, регулирования рабочих про-
цессов и т. п.).
Одно из центральных мест принадлежит экономическим требо-
ваниям, предъявляемым к конструкции. Задачу создания наиболее
прогрессивной конструкции следует всегда решать таким образом,
чтобы реализация проекта была не только конструктивно и техни-
чески возможна, но и экономически целесообразна. Необходимо
всегда рассматривать и учитывать экономическое значение созда-
ния, внедрения и использования новой конструкции.
Многие конструкторы считают, что конструировать с учетом
экономических требований — значит уменьшать стоимость изго-
товления изделий, избегать сложных и дорогих решений, приме-
нять наиболее дешевые материалы и наиболее простые способы
обработки. Но это лишь часть задачи. Главное значение имеет то,
что экономический эффект определяется полезной отдачей изделия
и суммой эксплуатационных расходов за весь жизненный цикл из-
делия. Стоимость изделия является не всегда главной, а иногда и
очень незначительной составляющей этой суммы. Экономически
направленное конструирование подразумевает учет всего комплек-
са факторов, определяющих экономичность изделия, и правильную
оценку относительных значений этих факторов. Это правило часто
игнорируют. Стремясь к удешевлению изделия, конструктор неред-
ко добивается экономии в одном направлении и не замечает других,
гораздо более эффективных путей повышения экономичности. Бо-
лее того, частная экономия, достигаемая без учета совокупности
всех факторов, нередко ведет к снижению суммарной экономичнос-
ти изделия.
Требования должны быть одновременно и реальными (т. е. от-
вечать достигнутому уровню науки, техники) и нацеленными в бу-
дущее (т. е. учитывать перспективу развития, модернизационную
способность изделия и его функциональные наращивания). Толь-
ко такой подход к разработке новых изделий служит гарантией
11
создания высокоэффективных образцов, отвечающих показателям
мировых аналогов.
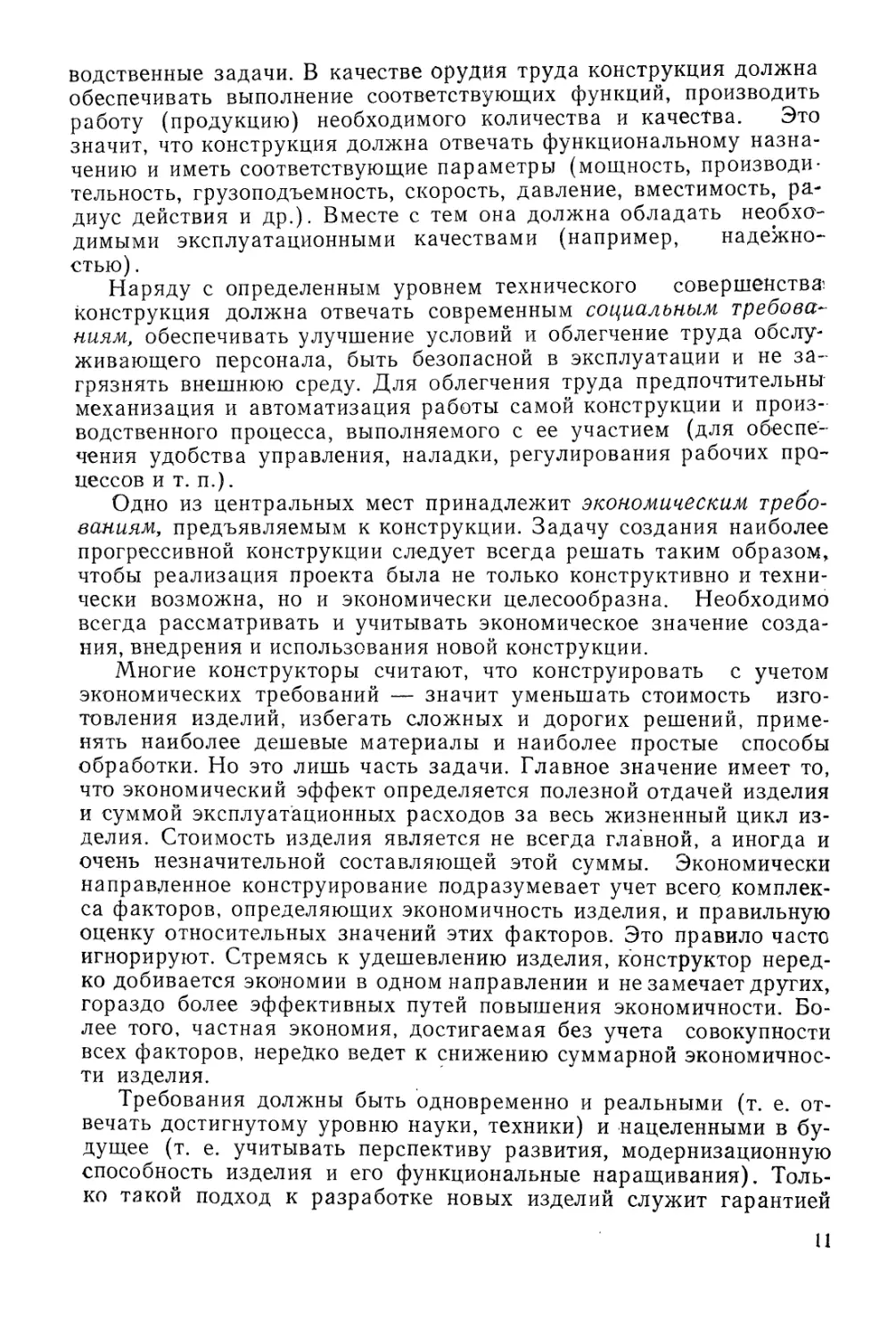
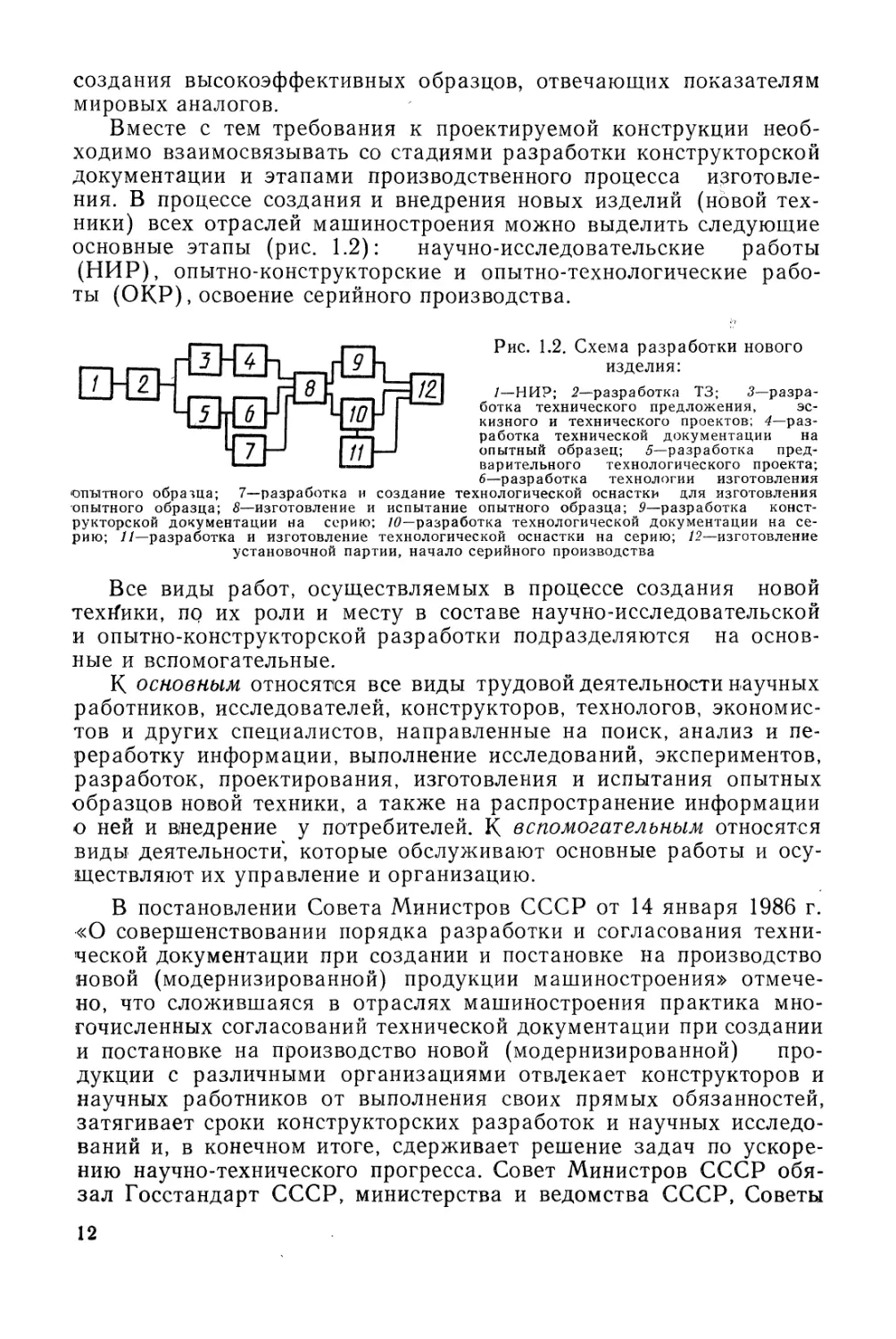
Вместе с тем требования к проектируемой конструкции необ-
ходимо взаимосвязывать со стадиями разработки конструкторской
документации и этапами производственного процесса изготовле-
ния. В процессе создания и внедрения новых изделий (новой тех-
ники) всех отраслей машиностроения можно выделить следующие
основные этапы (рис. 1.2): научно-исследовательские работы
(НИР), опытно-конструкторские и опытно-технологические рабо-
ты (ОКР), освоение серийного производства.
Рис. 1.2. Схема разработки нового
изделия:
/—НИР; 2—разработка ТЗ; 3—разра-
ботка технического предложения, эс-
кизного и технического проектов; 4—раз-
работка технической документации на
опытный образец; 5—разработка пред-
варительного технологического проекта;
6—разработка технологии изготовления
«опытного образца; 7—разработка и создание технологической оснастки для изготовления
опытного образца; 8—изготовление и испытание опытного образца; 9—разработка конст-
рукторской документации на серию; /0—разработка технологической документации на се-
рию; //—разработка и изготовление технологической оснастки на серию; 12—изготовление
установочной партии, начало серийного производства
Все виды работ, осуществляемых в процессе создания новой
техИики, по их роли и месту в составе научно-исследовательской
и опытно-конструкторской разработки подразделяются на основ-
ные и вспомогательные.
К основным относятся все виды трудовой деятельности научных
работников, исследователей, конструкторов, технологов, экономис-
тов и других специалистов, направленные на поиск, анализ и пе-
реработку информации, выполнение исследований, экспериментов,
разработок, проектирования, изготовления и испытания опытных
образцов новой техники, а также на распространение информации
о ней и внедрение у потребителей. К вспомогательным относятся
виды деятельности, которые обслуживают основные работы и осу-
ществляют их управление и организацию.
В постановлении Совета Министров СССР от 14 января 1986 г.
«О совершенствовании порядка разработки и согласования техни-
ческой документации при создании и постановке на производство
новой (модернизированной) продукции машиностроения» отмече-
но, что сложившаяся в отраслях машиностроения практика мно-
гочисленных согласований технической документации при создании
и постановке на производство новой (модернизированной) про-
дукции с различными организациями отвлекает конструкторов и
научных работников от выполнения своих прямых обязанностей,
затягивает сроки конструкторских разработок и научных исследо-
ваний и, в конечном итоге, сдерживает решение задач по ускоре-
нию научно-технического прогресса. Совет Министров СССР обя-
зал Госстандарт СССР, министерства и ведомства СССР, Советы
12
Министров союзных республик принять необходимые меры к уп-
рощению порядка разработки технической документации на новую
(модернизированную) продукцию машиностроения. С 1 февраля
1986 г. введен в действие «Порядок разработки и согласования
технической документации при создании и постановке на производ-
ство новой (модернизированной) продукции машиностроения», ут-
вержденный Советом Министров СССР.
В результате НИР выбирают оптимальные технические реше-
ния* для нового изделия с учетом технологии его изготовления;
иногда при этом требуется разработка новых материалов, комплек-
тующих изделий и новых технологических процессов. Так, разра-
ботка станков с программным управлением (ПУ) потребовала со-
здания и организации производства новых видов электродвигате-
лей,.электронной аппаратуры и пр.
Исходным документом для проведения ОКР является техни-
ческое задание. Общий порядок разработки, согласования и утвер-
ждения технических заданий, проведения экспертизы технической
документации, испытаний опытных образцов (опытных партий),
выдачи разрешений для постановки на производство новых й мо-
дернизированных изделий, а также проведения испытаний изделий
единичного, мелкосерийного, серийного и массового произ1водств1а
установлены ГОСТ 15.000—82, ГОСТ 15.001—73 и ГОСТ 15.005—
—86. Постановку на производство продукции по лицензии осущес-
твляют по ГОСТ 15.311—82.
Изделия, подлежащие разработке и постановке на производст-
во, по техническому уровню и качеству должны соответствовать
мировому уровню, обеспечивать эффективность их применения в
народном хозяйстве страны и конкурентоспособность на внешнем
£ынке.
Не допускается изменять техническое задание после представ-
ления опытного образца опытной партии на приемочные испыта-
ния.
В результате ОКР должна быть разработана конструкторская
документация.
Конструкторская документация — это графические и текстовые
документы, которые в отдельности или в совокупности определяют
состав и устройство изделия и содержат необходимые данные для
его разработки или изготовления, контроля, приемки, эксплуата-
ции и ремонта.
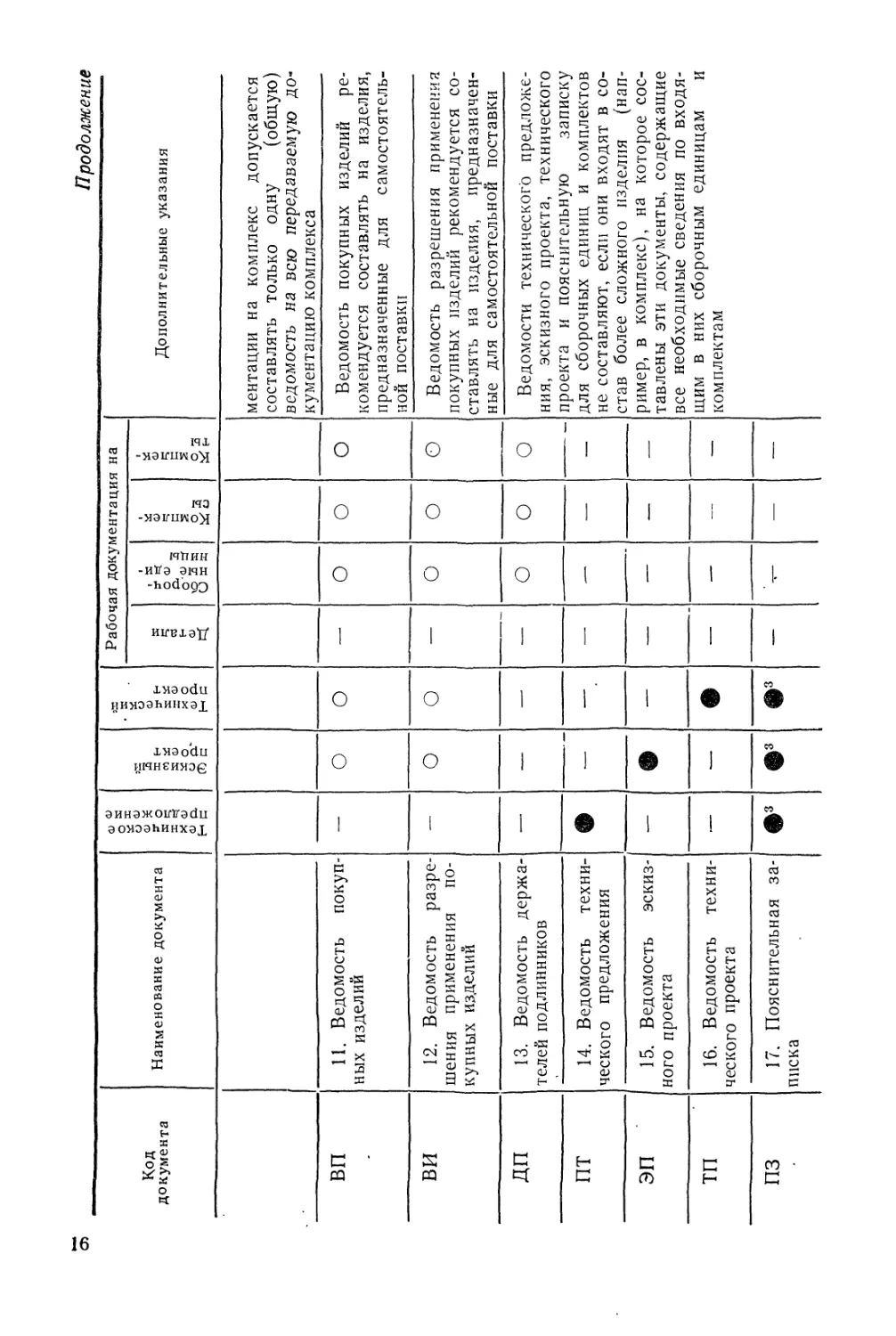
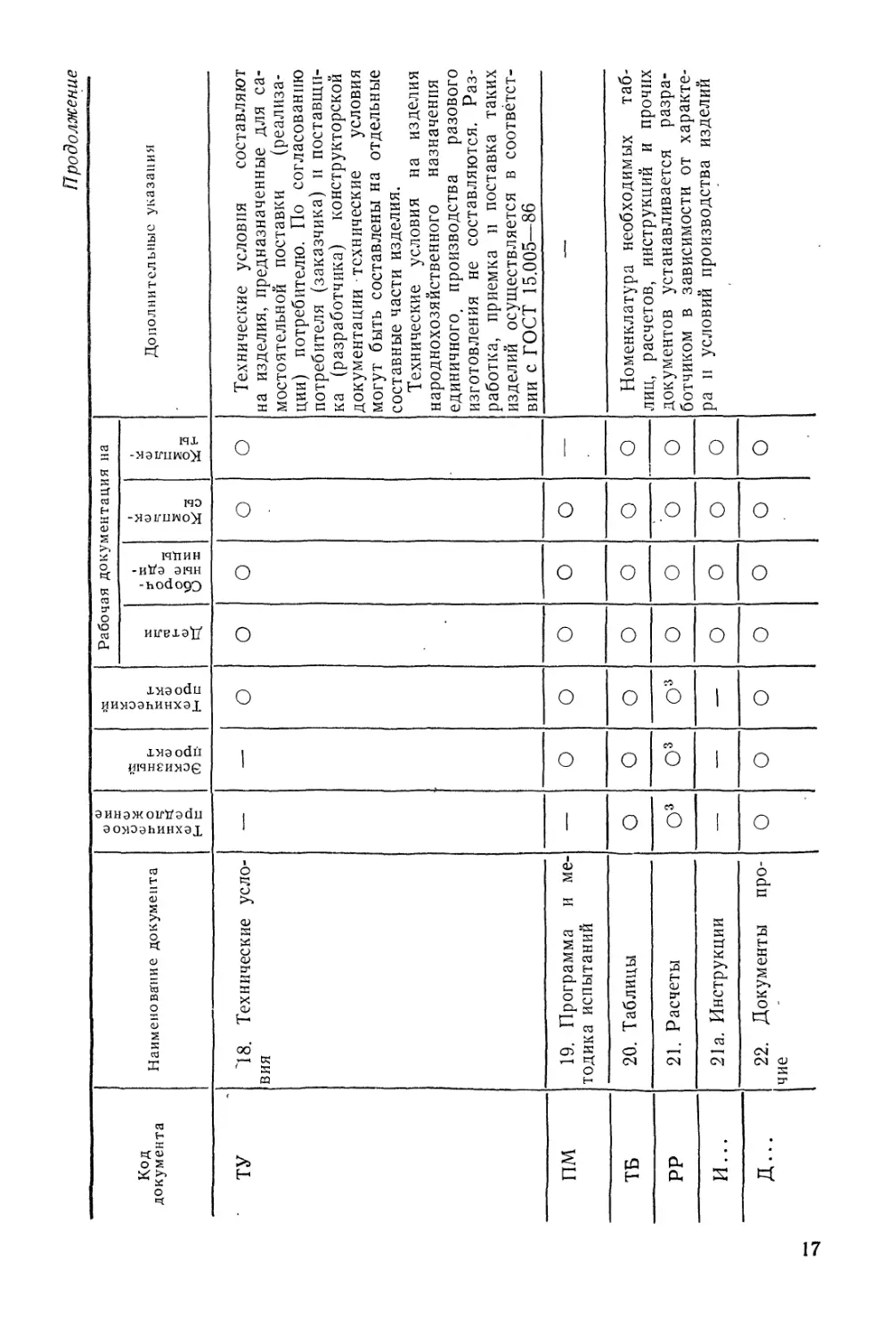
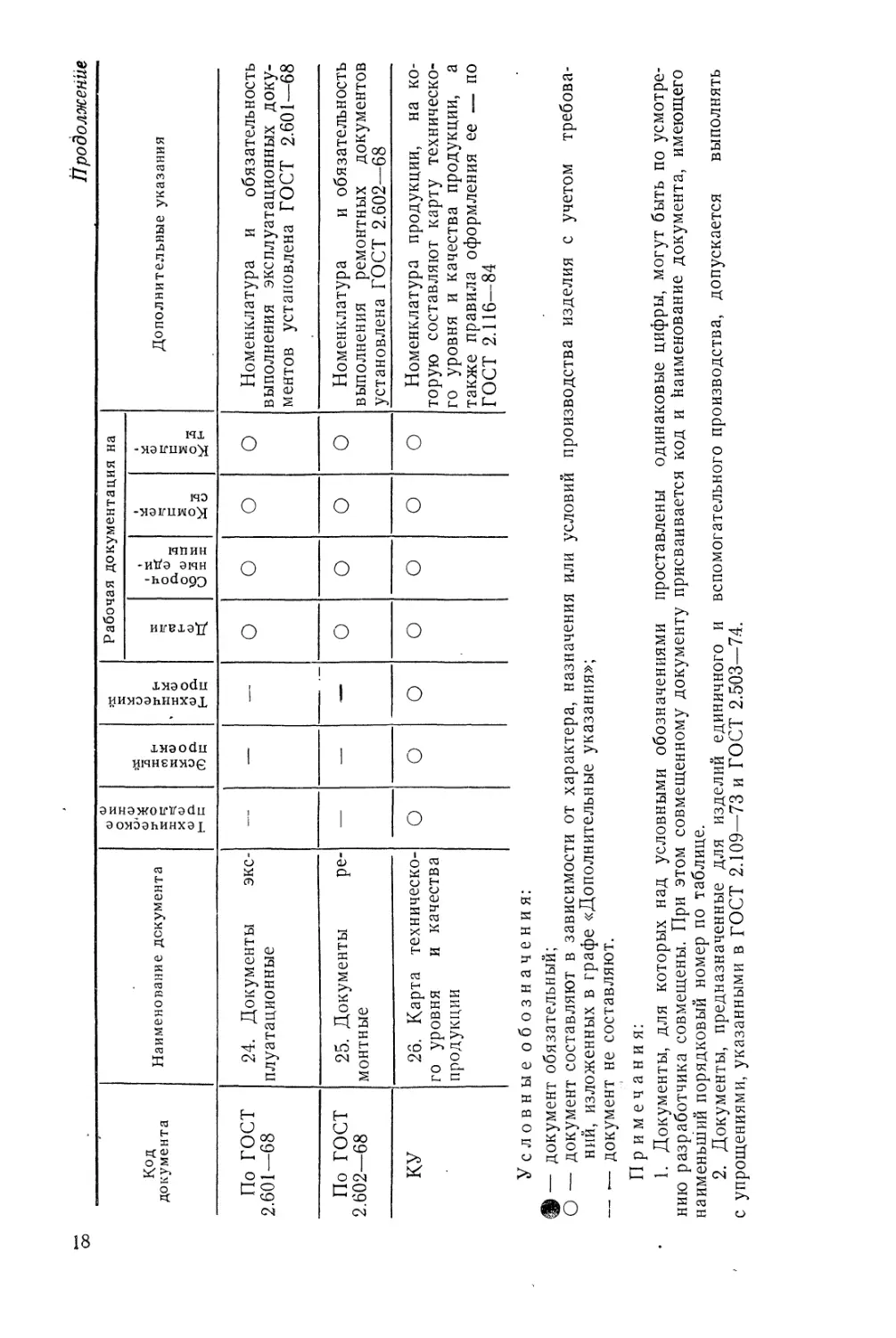
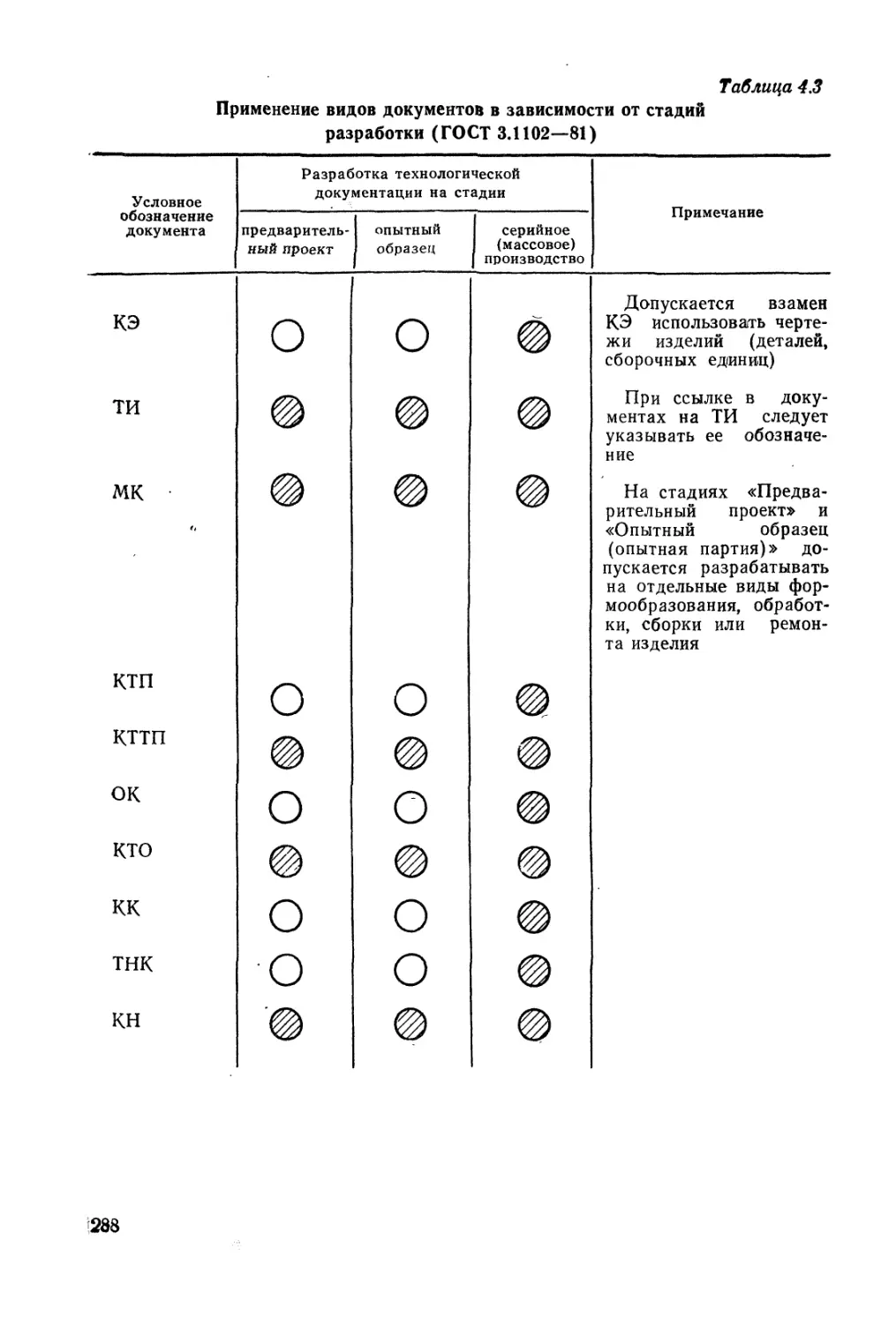
Виды и комплектность конструкторских документов, разраба-
тываемых на изделия всех отраслей .машиностроения, установлены
ГОСТ 2.102—68 (табл. 1.3), стадии разработки — ГОСТ 2.103—68,
обозначение изделий и конструкторских документов — ГОСТ
2.201—80.
* Под техническим решением понимается конкретное,воплощение технической
идеи (замысла) в графическом’ словесном и другом описании или в реальном об-
разце техники. Техническому решению предшествует зарождение технической
идеи.
13
Виды и комплектность конструкторской документации
Таблица 1.3
Код документа Наименование документа Техническое предложение Эскизный проект Технический проект Рабочая документация на Дополнительные указания
Детали £5 О О) р. л О X VO 3 X U х = Комплек- сы' X CJ с X 2 £
— 1. Чертеж детали — — о1 — — — Допускается не выпускать чертеж в случаях, оговоренных в ГОСТ 2.109—73
СБ 2. Сборочный чертеж — — — — •2 — —
ВО • 3. Чертеж общего ви- да О О • — — — — —
ТЧ 4. Теоретический чер- теж — о о о о О — —
ГЧ 5. Габаритный чертеж о о о1 о1 О'2 О — —
МЭ 5а. Электромонтаж- ный чертеж — — — — о — — —
мч 6. Монтажный чертеж — — — — о2 о О —
УЧ 6а. Упаковочный чер- теж — - — о о о о —
Код документа Наименование документа Техническое предложение Эскизный проект Т ехнический проект
По ГОСТ 2.701—84 7. Схемы О О О
8. Спецификация
ВС 9. Ведомость специ- фикаций
БД 10. Ведомость ссылоч- ных документов — — —
Продолжение
Рабочая документация на Дополнительные указания
Детали Сбо ро ч - ные .еди- ницы ф ч к S § и Комплек- ты
— О О О Номенклатура различных, видов схем установлена ГОСТ 2.701—84
• • • Спецификацию комплектов монта- жных, сменных и запасных частей, инструмента, принадлежностей и ма- териалов, укладок, тары допускается не составлять. Изделия и материалы, входящие в комплект, целесообразно записывать непосредственно в специ- фикацию изделия, для которого они предназначаются
о о о Ведомость спецификаций рекомен- дуется составлять на комплексы и сборочные единицы, имеющие две и более ступени входимости составных частей и предназначенные для само- стоятельной поставки. При передаче конструкторской документации пред- приятию-изготовителю составление ведомости спецификации на эти из- делия обязательно
— о о ' о Ведомость ссылочных документов составляют при передаче конструк- торской документации предприятию- изготовителю к моменту передачи документации. При передаче доку-
Код документа Наименование документа Техническое предложение Эскизный проект Технический проект
вп 11. Ведомость покуп- ных изделий — О О
ВИ 12. Ведомость разре- шения применения по- купных изделий — о о
дп 13. Ведомость держа- телей подлинников — — —
пт 14. Ведомость техни- ческого предложения • — —
эп 15. Ведомость эскиз- ного проекта — • —
тп 16. Ведомость техни- ческого проекта — —
пз 17. Пояснительная за- писка •3 •3 •з |
Продолжение
Рабочая документация на Дополнительные указания
I Детали | 1 S У fcf О Ф _ СЬ J3 0'2 =г ОЛЯ О « ад Комплек- сы Комплек- ты
ментации на комплекс допускается составлять только одну (общую) ведомость на всю передаваемую до- кументацию комплекса
О О О Ведомость покупных изделий ре- комендуется составлять на изделия, предназначенные для самостоятель- ной поставки
1 О о о Ведомость разрешения применения покупных изделий рекомендуется со- ставлять на изделия, предназначен- ные для самостоятельной поставки
— о о о Ведомости технического предложе- ния, эскизного проекта, технического проекта и пояснительную записку для сборочных единиц и комплектов не составляют, если они входят в со- став более сложного изделия (нап- ример, в комплекс), на которое сос- тавлены эти документы, содержащие все необходимые сведения по входя- щим в них сборочным единицам и комплектам
— — — —
— — — —
— — — —
— —
Код документа Наименование документа Техническое предложение 1 Эскизный проект Технический проект
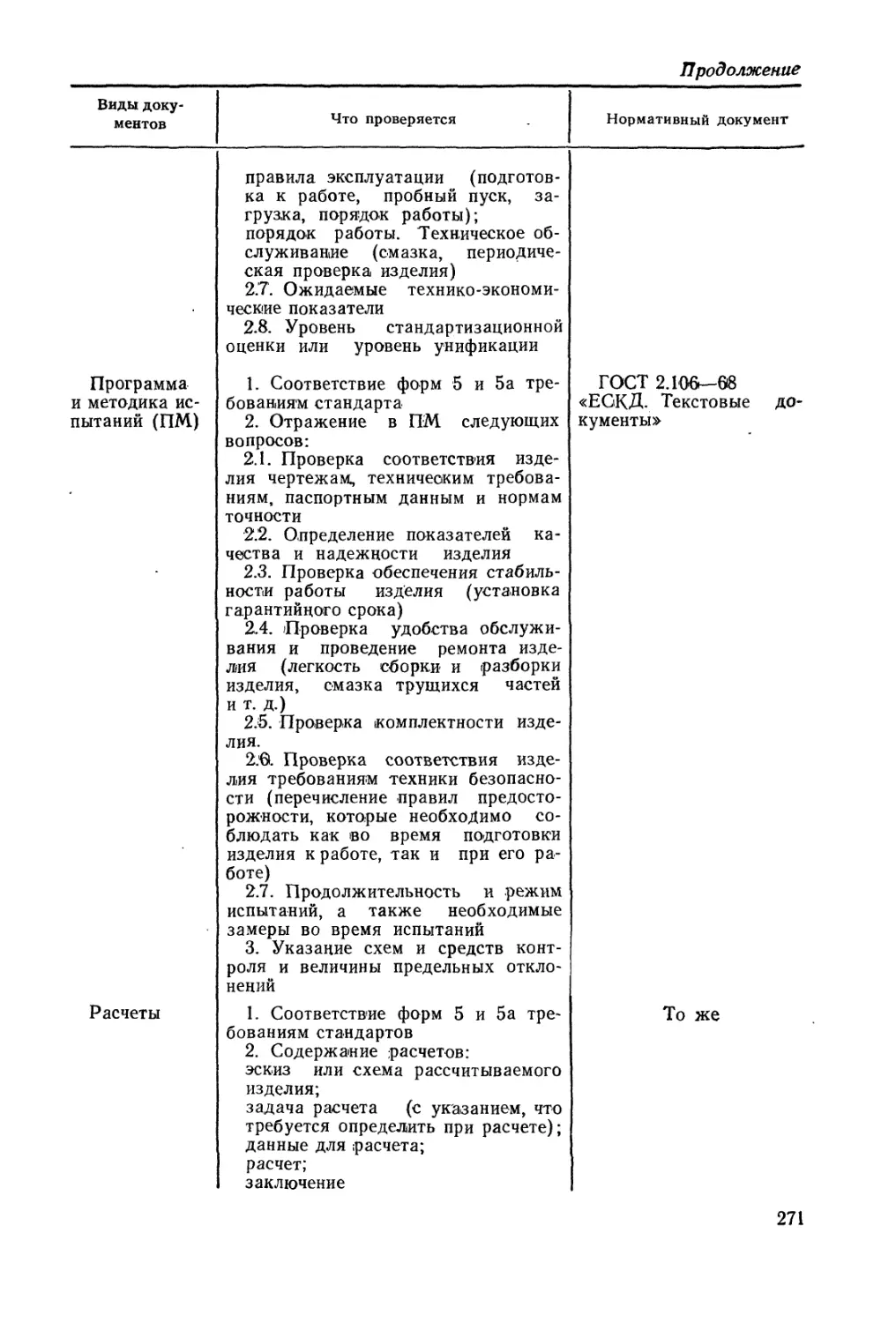
ТУ 18. Технические усло- вия О
пм 19. Программа и ме- тодика испытаний — О о
ТБ 20. Таблицы О о о
РР 21. Расчеты о3 о3 о3
И... 21а. Инструкции — — —
д... 22. Документы про- чие о о о
Продолжение
Рабочая документация на Дополнительные указания
Детали Сбороч- I ные еди- ницы Комплек- сы Комплек- ты
о О О О Технические условия составляют на изделия, предназначенные для са- мостоятельной поставки (реализа- ции) потребителю. По согласованию потребителя (заказчика) и поставщи- ка (разработчика) конструкторской документации технические условия могут быть составлены на отдельные составные части изделия. Технические условия на изделия народнохозяйственного назначения единичного, производства разового изготовления не составляются. Раз- работка, приемка и поставка таких изделий осуществляется в соответст- вии с ГОСТ 15.005—86
° о о — —
о о о о Номенклатура необходимых таб- лиц, расчетов, инструкций и прочих документов устанавливается разра- ботчиком в зависимости от характе- ра и условий производства изделий
о о о о
о о о о
о о о о
00
Продолжение
Код документа Наименование документа Техническое предложение Эскизный проект Технический проект Рабочая документация на Дополнительные указания
Детали Сбороч- ные еди- ницы Комплек- сы Комплек- ты
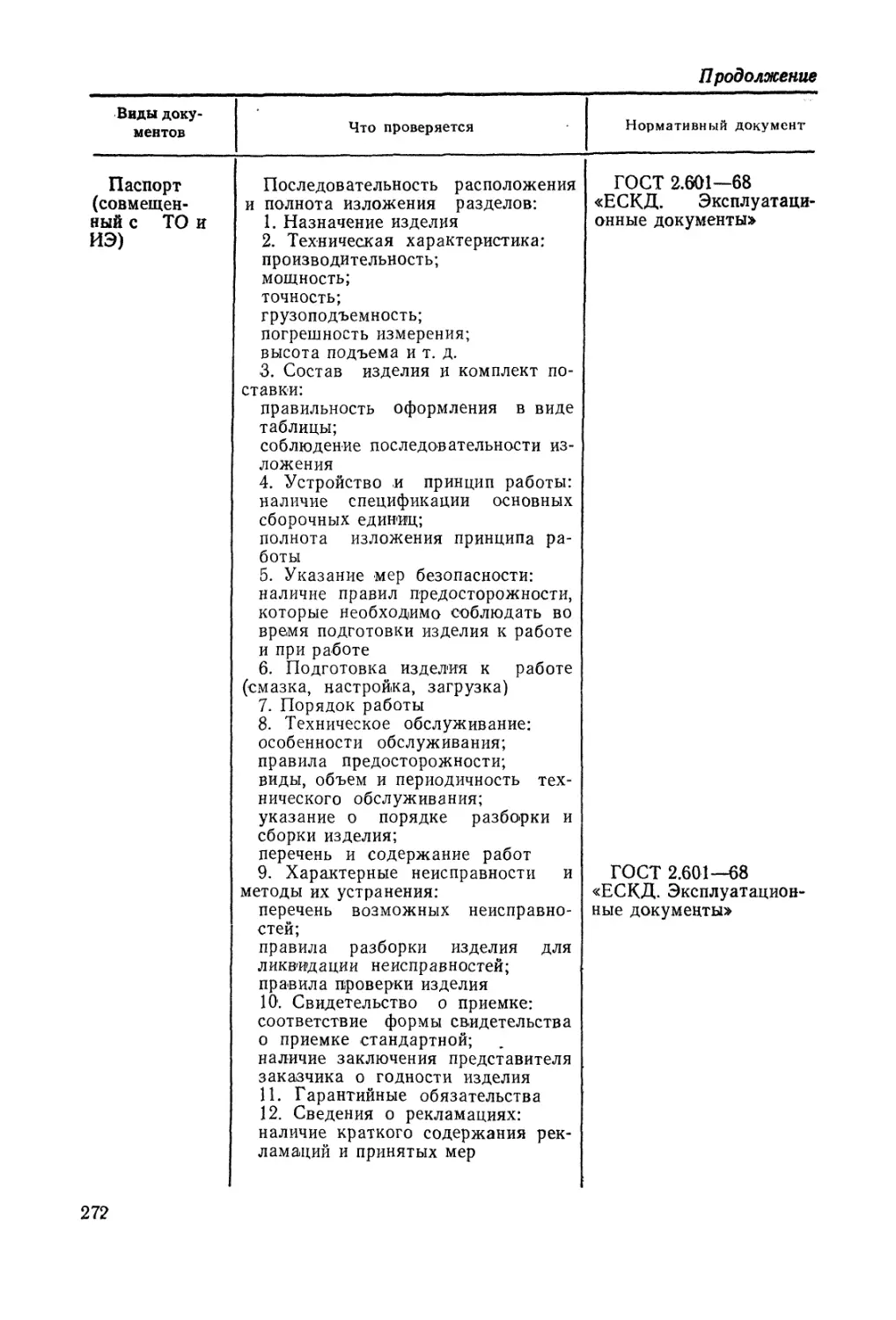
По ГОСТ 2.601—68 24. Документы экс- плуатационные — — О О О О Номенклатура и обязательность выполнения эксплуатационных доку- ментов установлена ГОСТ 2.601—68
По ГОСТ 2.602—68 25. Документы ре- монтные — — — о о о о Номенклатура и обязательность выполнения ремонтных документов установлена ГОСТ 2.602—68
КУ 26. Карта техническо- го уровня и качества продукции О О О о о о о Номенклатура продукции, на ко- торую составляют карту техническо- го уровня и качества продукции, а также правила оформления ее — по ГОСТ 2.116—84
Условны е обозначения:
(Ц — документ обязательный;
О — документ составляют в зависимости от характера, назначения или условий производства изделия с учетом требова-
ний, изложенных в графе «Дополнительные указания»;
— -— документ не составляют.
Примечания:
1. Документы, для которых над условными обозначениями проставлены одинаковые цифры, могут быть по усмотре-
нию разработчика совмещены. При этом совмещенному документу присваивается код и Наименование документа, имеющего
наименьший порядковый номер по таблице.
2. Документы, предназначенные для изделий единичного и вспомогательного производства, допускается выполнять
с упрощениями, указанными в ГОСТ 2.109—73 и ГОСТ 2.503—7.4.
Обязательность выполнения стадий и этапов разработки конст-
рукторской документации устанавливается техническим заданием
на разработку. .
Проектная конструкторская документация (техническое пред-
ложение, эскизный и технический проекты) содержит данные, не-
обходимые для разработки изделия, рабочая конструкторская до-
кументация — данные, необходимые для его изготовления.
На стадии ОКР выполняют также технологическую подготовку
производства нового изделия. Параллельно с разработкой проект-
но-конструкторской документации (КД) разрабатывают предвари-
тельный проект технологической документации (ТД), включающий
основные технологические решения и новые технологические про-
цессы, которые будут приняты при производстве нового изделия..
При разработке КД на опытные образцы одновременно разраба-
тывают технологию и технологическую оснастку для их изготовле-
ния. Такая параллельная работа конструкторов и технологов на
стадии ОКР позволяет ускорить процесс освоения нового изделия.
При этом требуется четкая координация всего комплекса работ по
технической подготовке производства (конструкторской, техноло-
гической, организационной).
Конструирование как мысленное представление будущего-
объекта занимает центральное место в процессе производства
технических изделий.
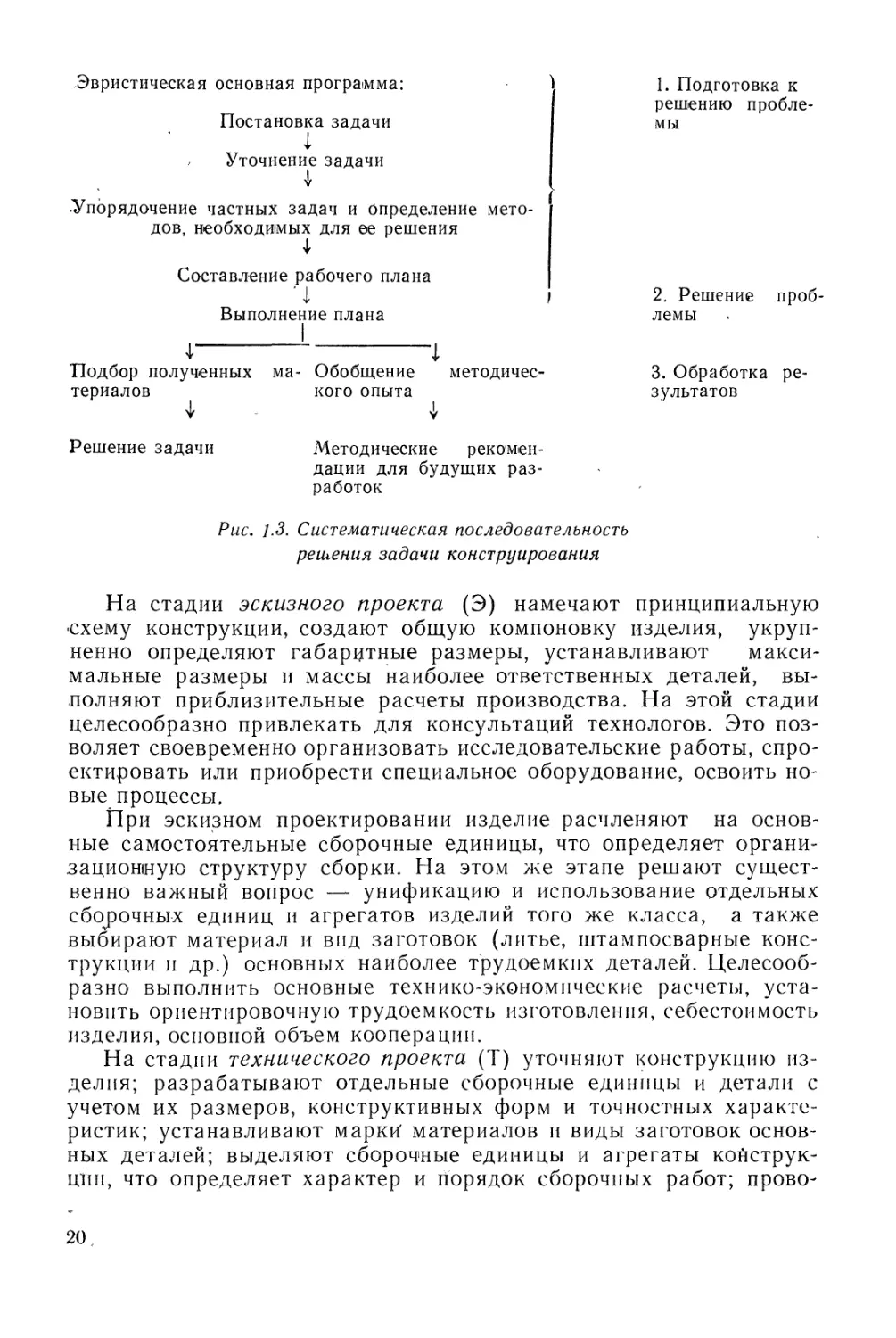
Методика решения конструкторских задач характеризуется
признаками синтеза структуры. Неопределенность при синтезе мо-
жет быть снижена итерационной (пошаговой) обработкой инфор-
мации, объем которой в процессе конструирования постоянно рас-
тет, а также использованием уже существующих решений, пред-
варительным продумыванием решений или их элементов и созна-
тельным возвращением к исходной ситуации для сравнения полу-
ченной структуры с требуемой. Поиск решений обеспечивается при
дополнении неполных данных, касающихся задачи конструирова-
ния (функции), и выделении в ней главного (рис. 1.3).
На стадии технического предложения (П) разрабатывают кон-
структорские документы, обосновывающие предлагаемые вариан-
ты технических решений на основе анализа технического задания,
с учетом возможности реализации указанных в нем характеристик
и требований, дают сравнительные оценки решений разрабатывае-
мых и существующих изделий, а также патентных материалов.
При этом в соответствии с методикой, приведенной нас. 143, целе-
сообразно окончательно определить направление дальнейшей раз-
работки и постановки изделия на производство.
Техническое предложение после согласования и утверждения в
установленном порядке является основанием для разработки эс-
кизного или технического проекта (для сокращения сроков проек-
тирования допускается стадию технического предложения совме-
щать со стадиями эскизного и технического проектов).
19
Эвристическая основная программа: 1
Постановка задачи
Уточнение задачи
I
•Упорядочение частных задач и определение мето-
дов, необходимых для ее решения
I
Составление рабочего плана
' i I
Выполнение плана
4 I
Подбор полученных ма- Обобщение методичес-
териалов кого опыта
Ф
1. Подготовка к
решению пробле-
мы
2. Решение проб-
лемы
3. Обработка ре-
зультатов
Решение задачи Методические рекомен-
дации для будущих раз-
работок
Рис. 1.3. Систематическая последовательность
решения задачи конструирования
На стадии эскизного проекта (Э) намечают принципиальную
-схему конструкции, создают общую компоновку изделия, укруп-
ненно определяют габарцтные размеры, устанавливают макси-
мальные размеры и массы наиболее ответственных деталей, вы-
полняют приблизительные расчеты производства. На этой стадии
целесообразно привлекать для консультаций технологов. Это поз-
воляет своевременно организовать исследовательские работы, спро-
ектировать или приобрести специальное оборудование, освоить но-
вые процессы.
При эскизном проектировании изделие расчленяют на основ-
ные самостоятельные сборочные единицы, что определяет органи-
зацион1ную структуру сборки. На этом же этапе решают сущест-
венно важный вопрос — унификацию и использование отдельных
сборочных единиц и агрегатов изделий того же класса, а также
выбирают материал и вид заготовок (литье, штампосварные конс-
трукции и др.) основных наиболее трудоемких деталей. Целесооб-
разно выполнить основные технико-экономические расчеты, уста-
новить ориентировочную трудоемкость изготовления, себестоимость
изделия, основной объем кооперации.
На стадии технического проекта (Т) уточняют конструкцию из-
делия; разрабатывают отдельные сборочные единицы и детали с
учетом их размеров, конструктивных форм и точностных характе-
ристик; устанавливают марки материалов и виды заготовок основ-
ных деталей; выделяют сборочные единицы и агрегаты койструк-
цин, что определяет характер и порядок сборочных работ; прово-
20,
дят анализ обеспечения беспригоночной сборки, а при необходи-
мости и анализ взаимозаменяемости сборочных единиц и изделия
в целом, максимально их унифицируя; назначают виды покрытий и
термической обработки исходя из условий работы деталей изделия
(сборочной единицы) с учетом технологии их Изготовления.
Целесообразно продолжать технико-экономический анализ соз-
даваемой конструкции и, насколько возможно, уточнять трудоем-
кость изготовления, себестоимость, циклы изготовления и сборки
изделия.
На стадии рабочей конструкторской документации (О) разра-
батывают чертежи деталей, сборочные чертежи, спецификации, ве-
домости покупных изделий, технические условия, а при необходи-
мости также монтажные, габаритные чертежи, схемы, таблицы, ме-
тодики расчетов и другие документы (в соответствии с ГОСТ
2.102—68), необходимые для промышленного изготовления изде-
лий.
Стандарты определяют виды, форматы и масштабы чертежей*
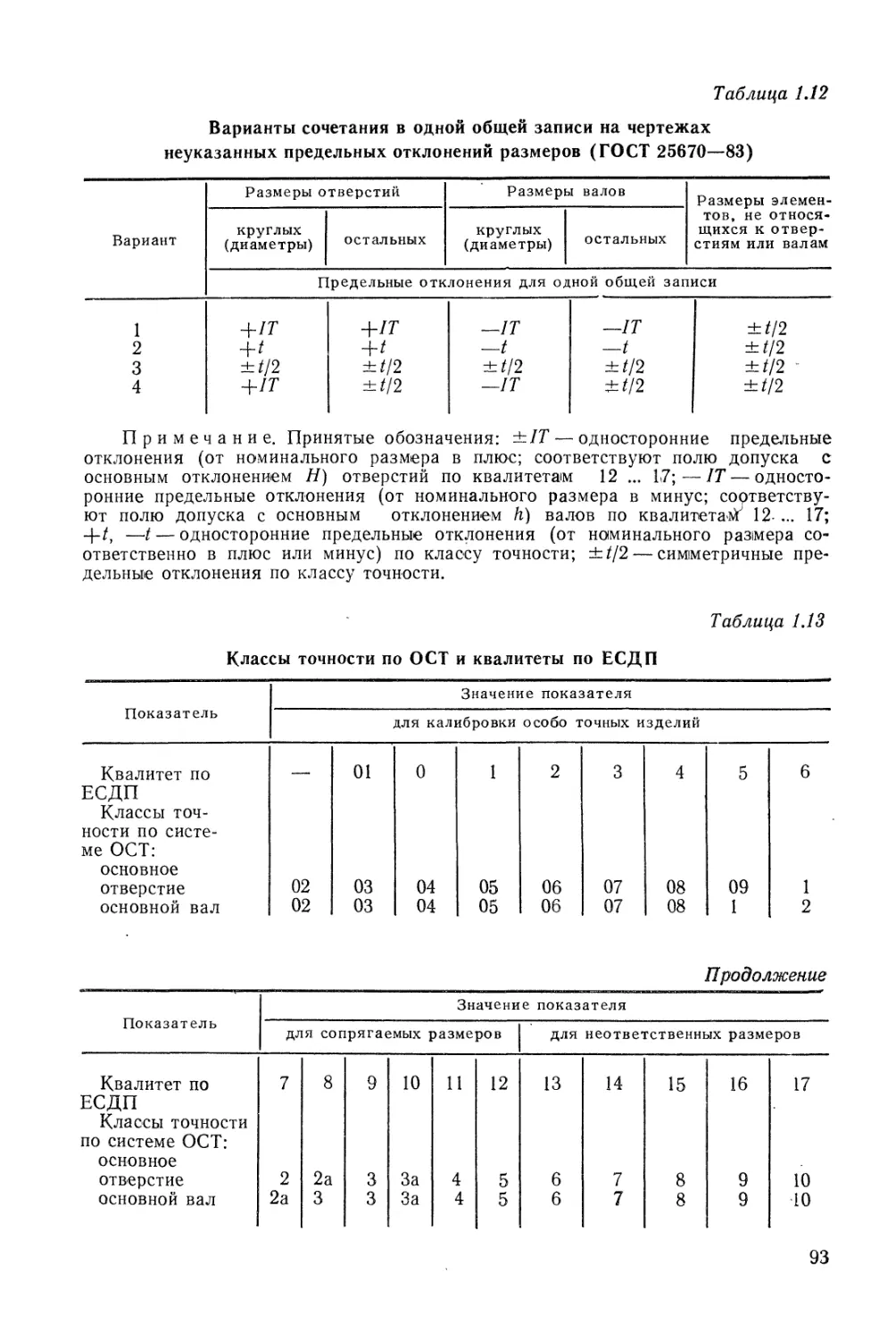
и способы их выполнения, правила нанесения размеров и предель-
ных отклонений, условные графические обозначения, терминоло-
гию и т. д.:
изображение изделия должно наилучшим образом использо-
вать поле чертежа. Количество видов, разрезов и сечений должно
быть минимальным, но достаточным для изготовления изделия;
на изделия, имеющие общие конструктивные признаки при не-
которых различиях между собой (размеров, материалов, эксплуа-
* Формат листов для выполнения чертежей выбирают по ГОСТ 2.301—68 с
учетом размеров каждой проекции и расстояний между проекциями, принимае-
мых обычно равными 20 .... 25 мм.
Обозначения и размеры сторон основных форматов должны соответство-
вать: АО —841X11'89; А1 —594X841; А2 —420X594; АЗ —297X420;
А4 —210X297; А5 — 148X210.
Дополнительные форматы образуют увеличением коротких сторон основных
форматов на величину, кратную их размерам. Размеры производных (допол-
нительных) форматов: АО — 1189X1682; 1189X2523; А1 — 844X1783; 841Х
Х2.378; А2 — 594X1261; 594X1'682; 594X2102; АЗ —420X891; 420X1189;
420X1486; 420X1783; 420X2080; А4 —297X630; 297X841; 297X1'051; 297Х
Х1261; 297X1471; 297X1682; 297X1892.
Изображение изделия на чертеже исполняется в масштабе в соответствии
с ГОСТ 2.302—68. Установлены следующие масштабы:
натуральная величина: lei;
для уменьшения: 1:2; 1:2,5; 1:4; 1:5;^ 1:10; 1:15; 1:20; 1:25; 1:40; 1:50;
1:75; 1:100; 1:200; 1:400-, 1:500>; 1:800; 1:1000;
для увеличения: 2:1; 2,5:1; 4:1; 5:1,; 10:1; 20:1; 40:1; 50:1; 100:1.
Масштаб, указываемый в предназначенной для этого графе основной над-
писи, обозначается по типу 1:1; 1:2; 2:1 и т. д., в остальных случаях — с буквой
М: М1:1; М2,5:1 и т. д. При любом масштабе изображения на чертеже простав-
ляют только действительные размеры изображенного предмета.
21
тационных требований и др.), должны разрабатываться групповые
или базовые чертежи. В групповом чертеже должны быть приве-
дены постоянные и переменные данные. Одно исполнение следует
принимать за основное. Исполнения, которые отличаются от ос-
новного, изображаются на чертеже или вводятся в таблицу и яв-
ляются переменными (ГОСТ 2.113—75);
как правило, на каждую деталь разрабатывается чертеж. В не-
которых случаях (ГОСТ 2.109—73, разд. 2) допускается на детали
не выполнять чертежи;
текстовую часть чертежей — пояснительные надписи и техни-
ческие требования — на чертежах и схемах с указанием требова-
ний, которые не могут быть выражены графическим способом, сле-
дует располагать на поле чертежа, над основной на'дписью. Над-
писи, содержащие технические требования к изображенным на чер-
теже изделию или его части, не должны дублировать соответству-
ющие технические условия. Надписи должны быть краткими. Если
они содержат несколько различных указаний, то каждая из них
формулируется отдельным пунктом, начинается с прописной буквы
и абзаца и имеет свой порядковый номер. Рекомендации по поряд-
ку их расположения даны в ГОСТ 2.316—68. В этих надписях мо-
гут даваться указания: о покрытии (металлическом и лакокрасоч-
ном); о размерах с неуказанными предельными отклонениями; о
термической обработке и твердости; о способе изготовления шкал
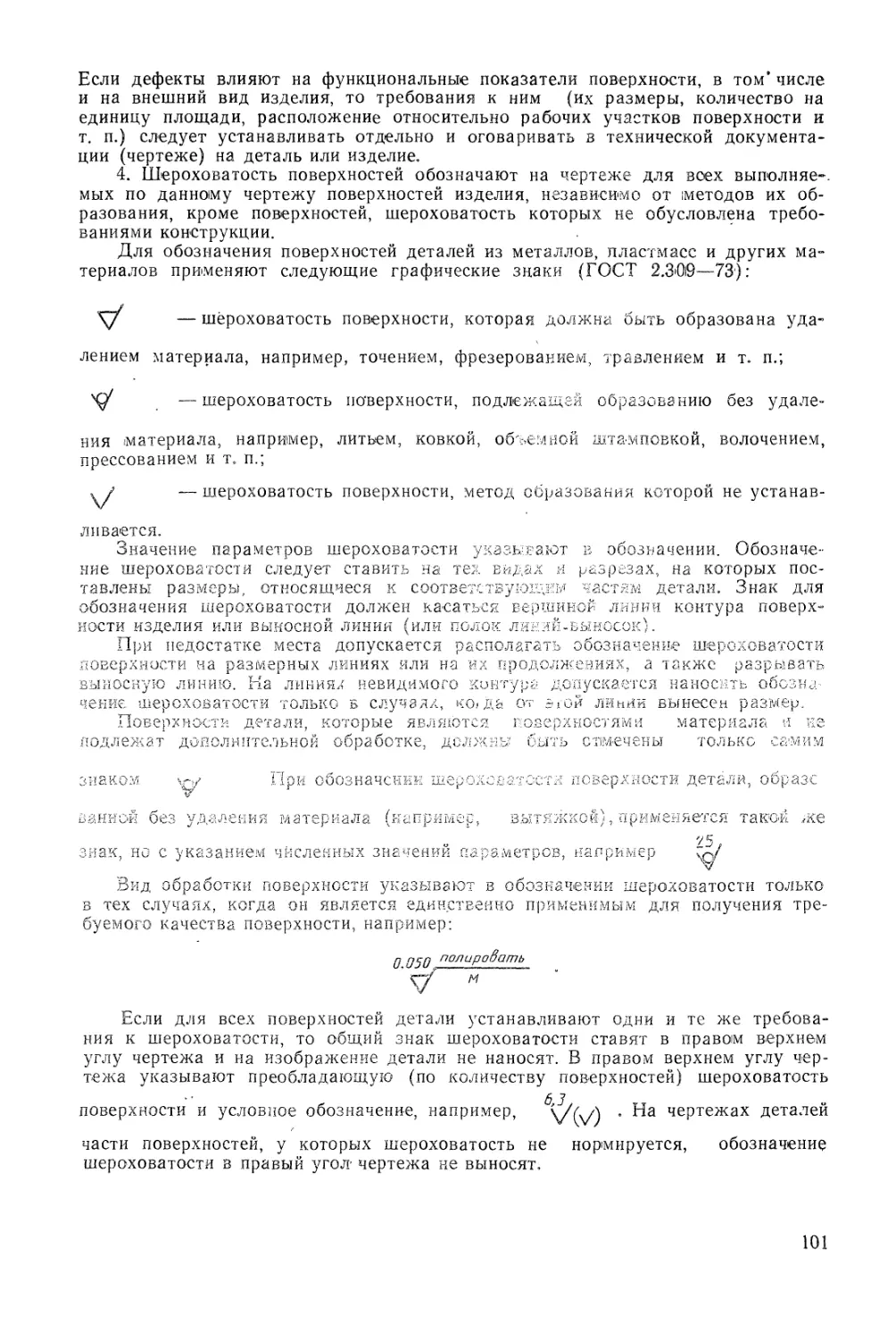
и нанесении маркировки; о сварке, пайке, склеивании; о шерохова-
тости поверхности; о совместной обработке деталей; о требовани-
ях к отливкам, деталям, изготовляемым холодной и горячей штам-
повкой и т. д;
на сборочном чертеже должны быть изображены детали и сбо-
рочные единицы, которые при сборке в цехе будут соединены меж-
ду собой посредством разъемных и неразъемных соединений.
Изображаемая на сборочном чертеже совокупность взаимосвя-
занных частей должна соответствовать определенной технологиче-
ской операции процесса сборки. Если на чертеже, кроме изобра-
жения сборочной единицы, необходимо показать также и другие
части, присоединяемые к ней в процессе дальнейшей сборки, то
контур этих частей изображается тонкой линией. Помимо необхо-
димых размеров и других характеристик сборочной единицы, ука-
зываемых на изображении и в виде надписей на поле чертежа, все
составные части должны иметь номера позиций, располагаемые на
полках линий—выносок. Требования, которым должны удовлетво-
рять сборочные чертежи, изложены в ГОСТ 2.109—73;
основной конструкторский документ разрабатываемого изделия
— спецификация — выполняется на отдельном бланке в соответст-
вии с ГОСТ 2.108—68. Спецификация определяет состав сборочной
единицы и необходима для изготовления, комплектования конст-
рукторских документов и планирования запуска в производство
указанных изделий. Спецификация состоит из разделов. После
каждого раздела необходимо оставлять несколько свободных строк
22
для внесения возможных дополнений. Разделы в спецификации
располагаются в следующем порядке: документация (сборочный
чертеж, монтажный чертеж, габаритный чертеж, схемы, текстовые
документы); комплексы; сборочные единицы; детали; стандартные
изделия; прочие изделия; материалы; комплекты. Детали, на ко-
торые чертежи не разрабатывались, также включаются в специфи-
кацию. В этом случае в графе «Формат» записывают условное
обозначение таких деталей (БЧ);
текстовые конструкторские документы выполняются на формах,
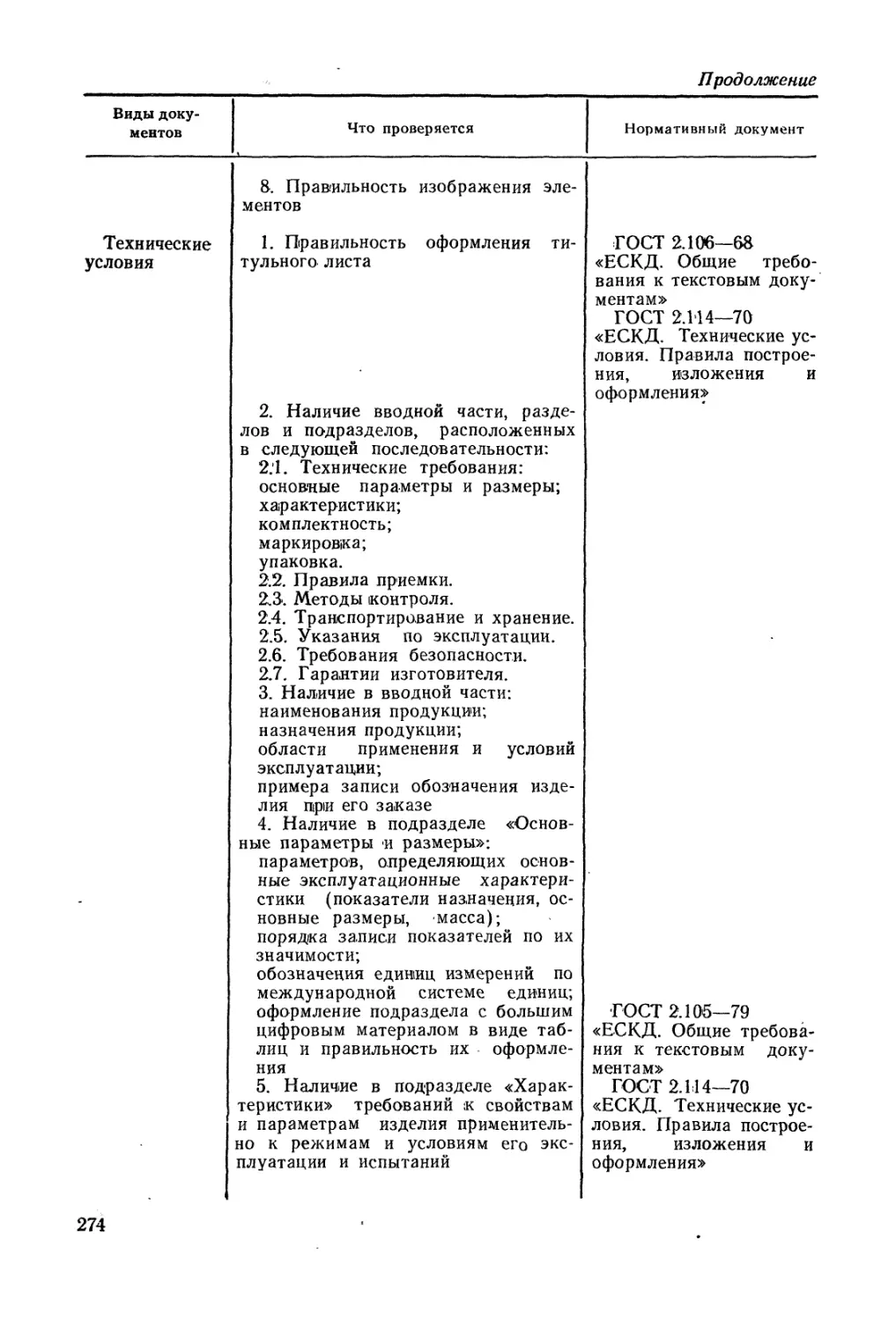
установленных ГОСТ 2.106—68. Общие требования к выполнению
текстовых конструкторских документов содержатся в ГОСТ
2.105—79. Содержание текстовых документов зависит от их вида
документа. Например, в техническом описании приводятся общая
техническая и эксплуатационная характеристики изделия, описание
его конструкции, принцип действия, указания по сборке, монтажу
и пуску. Инструкция по эксплуатации должна освещать вопросы
по технике безопасности, подготовке к работе, проведение работы,
устранение неисправностей, уход и пр. Изложение каждого из та-
ких вопросов должно быть отражено в самостоятельных разделах
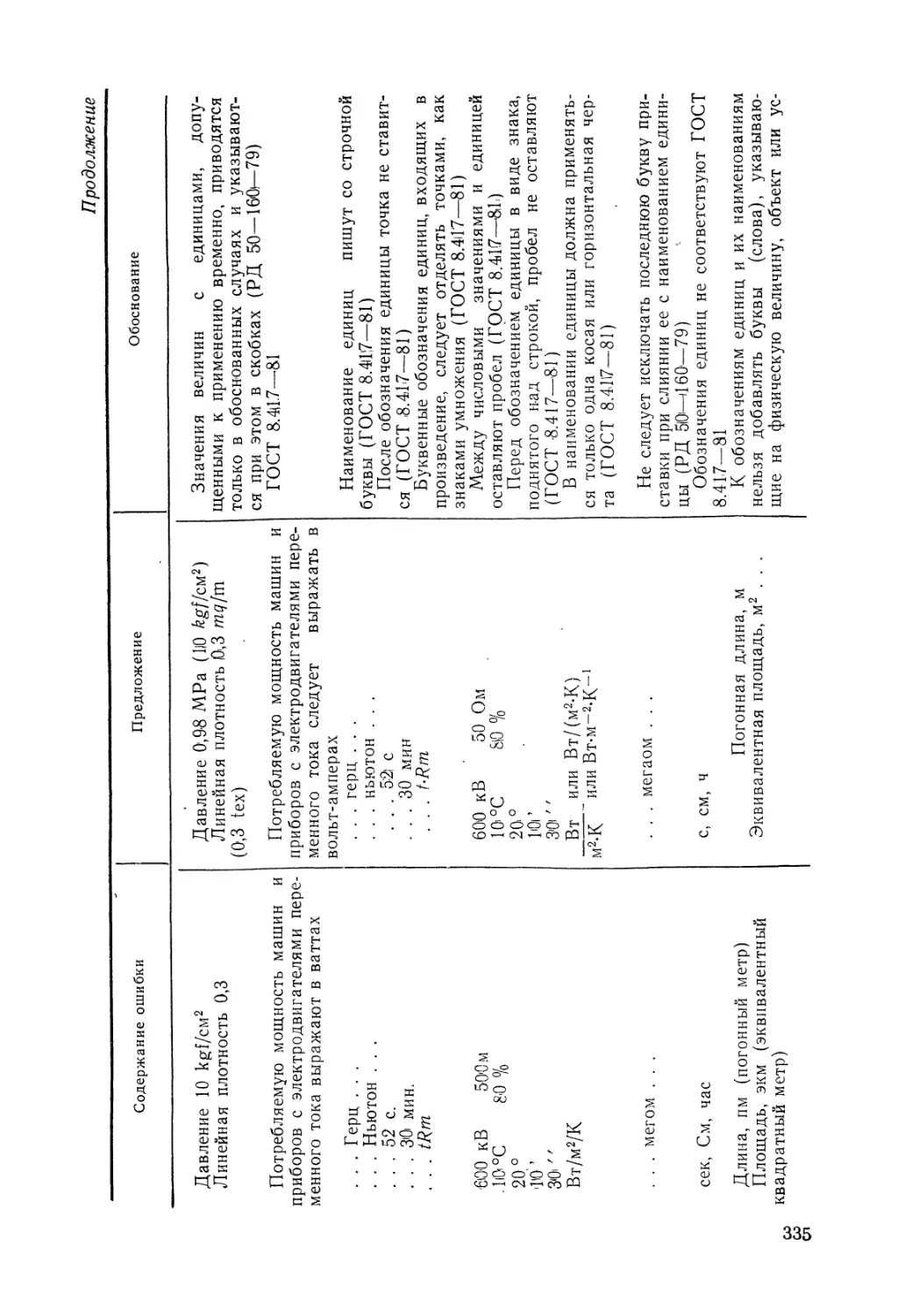
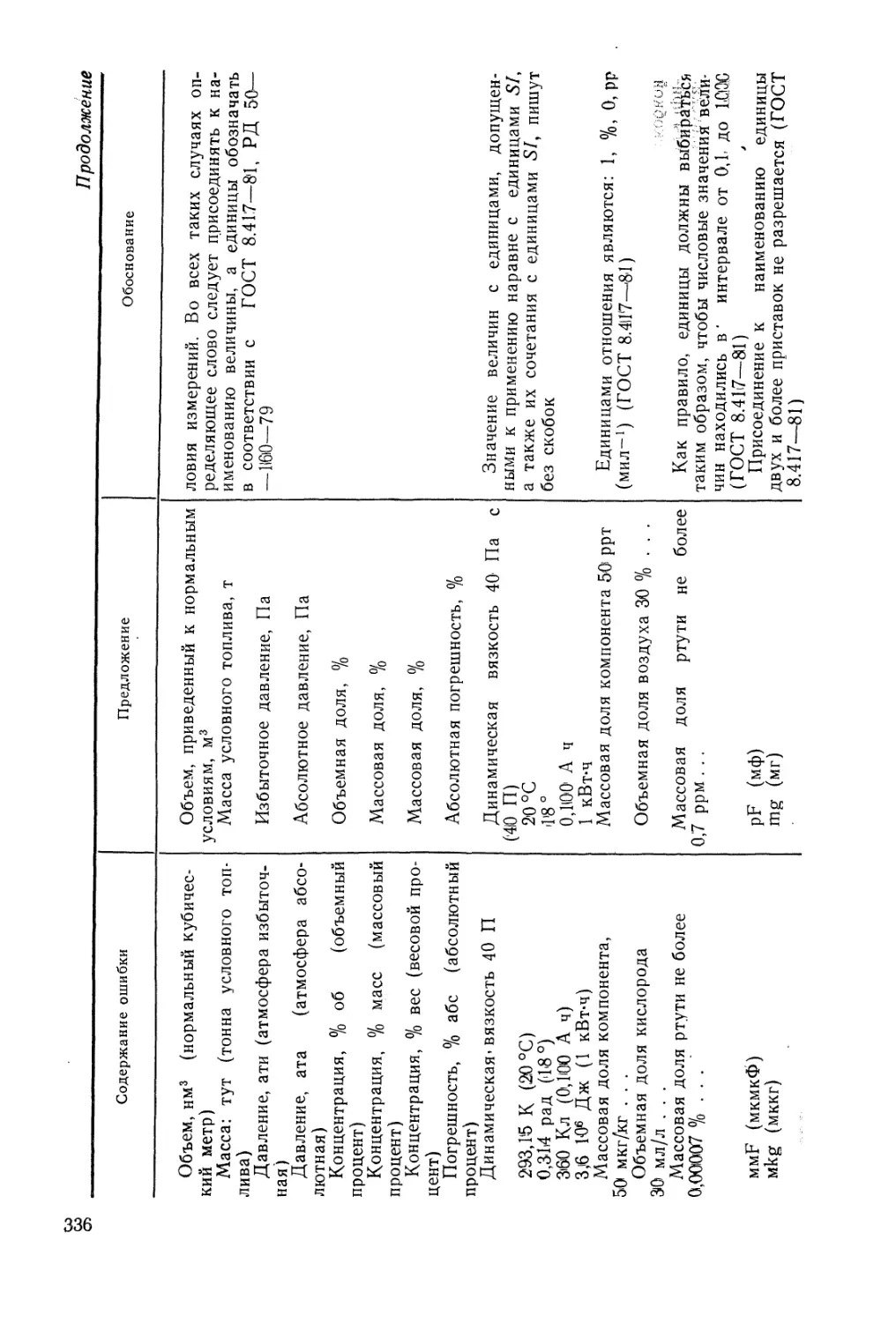
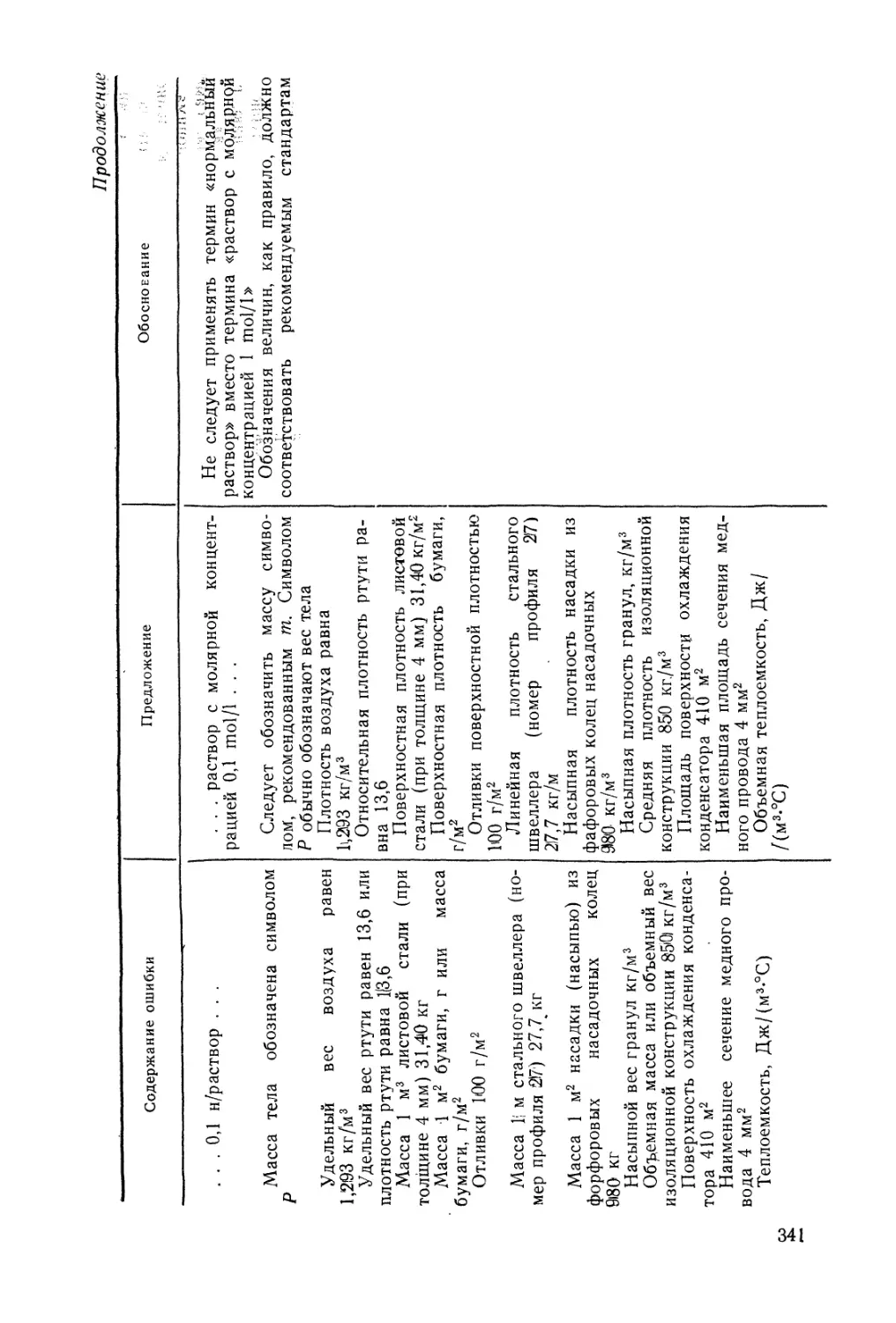
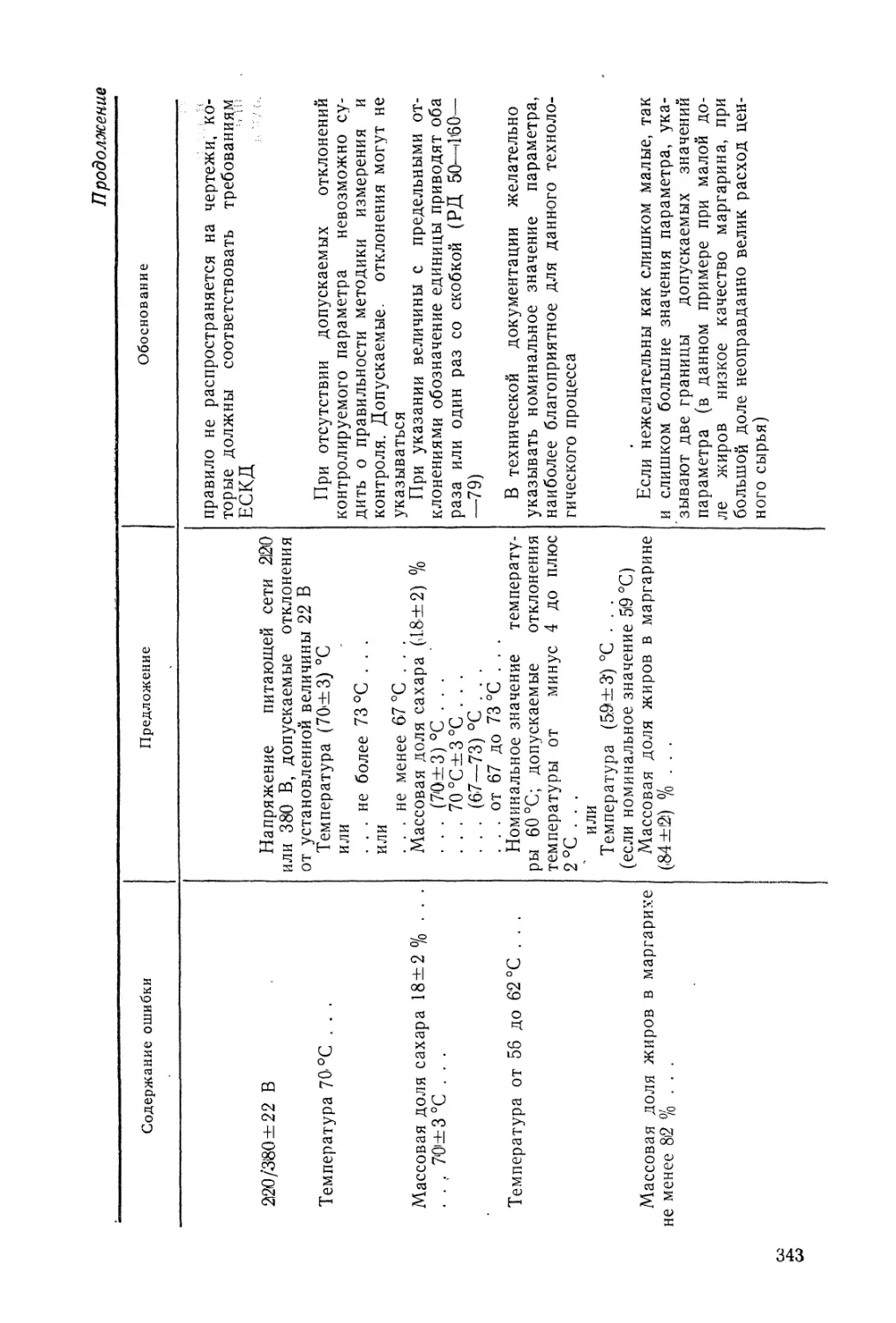
документа. Приводимые единицы физических величин должны со-
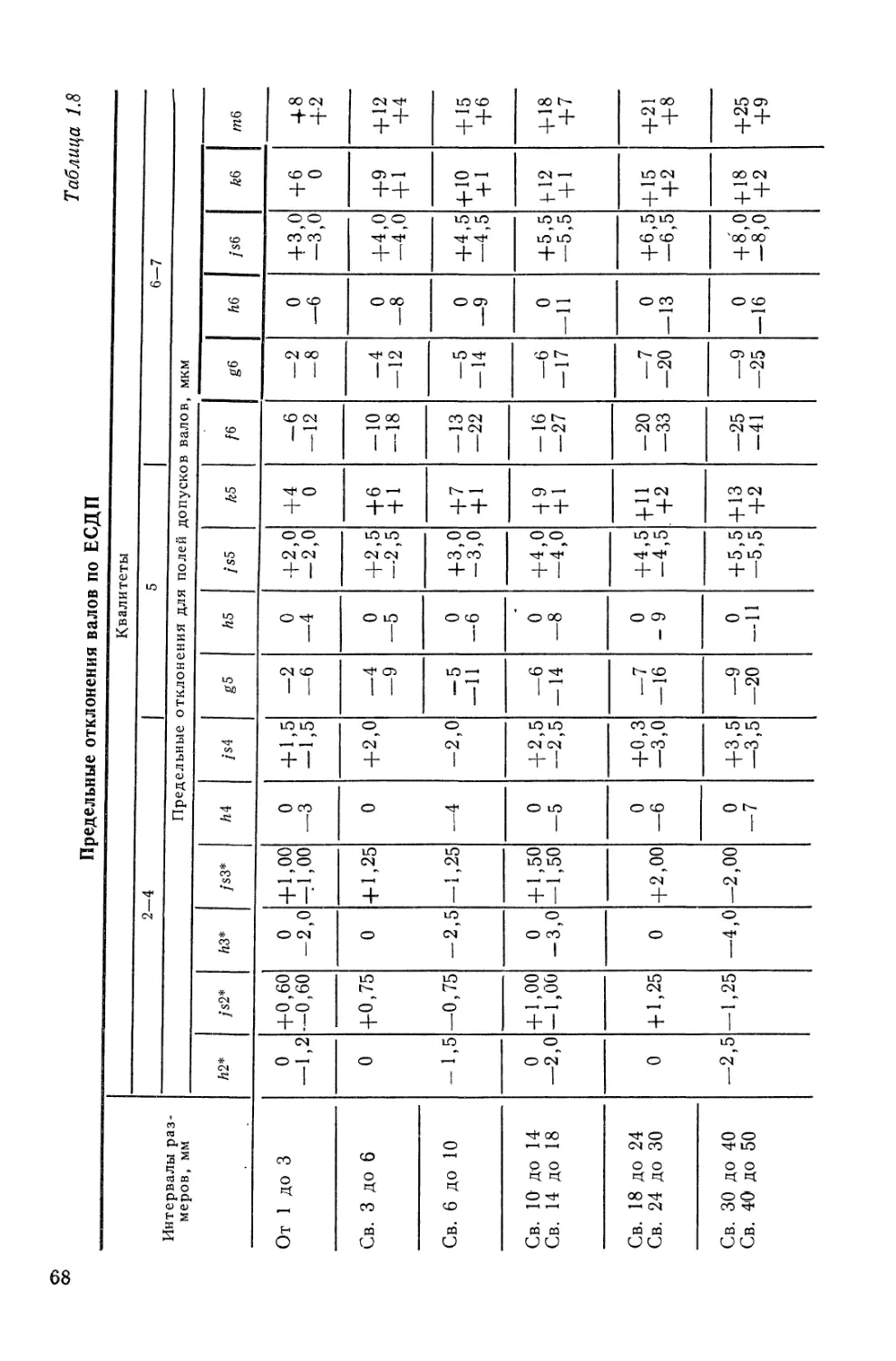
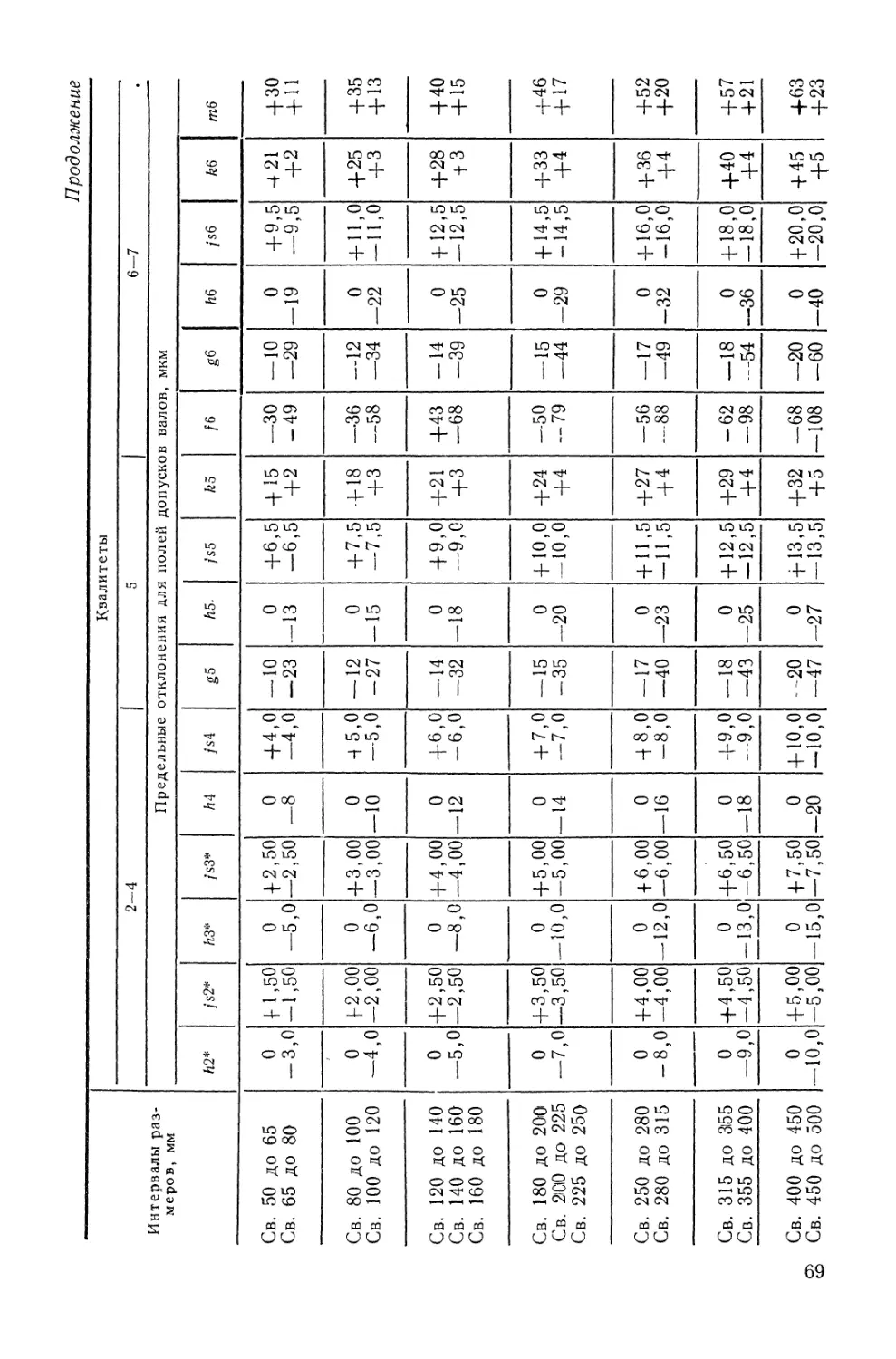
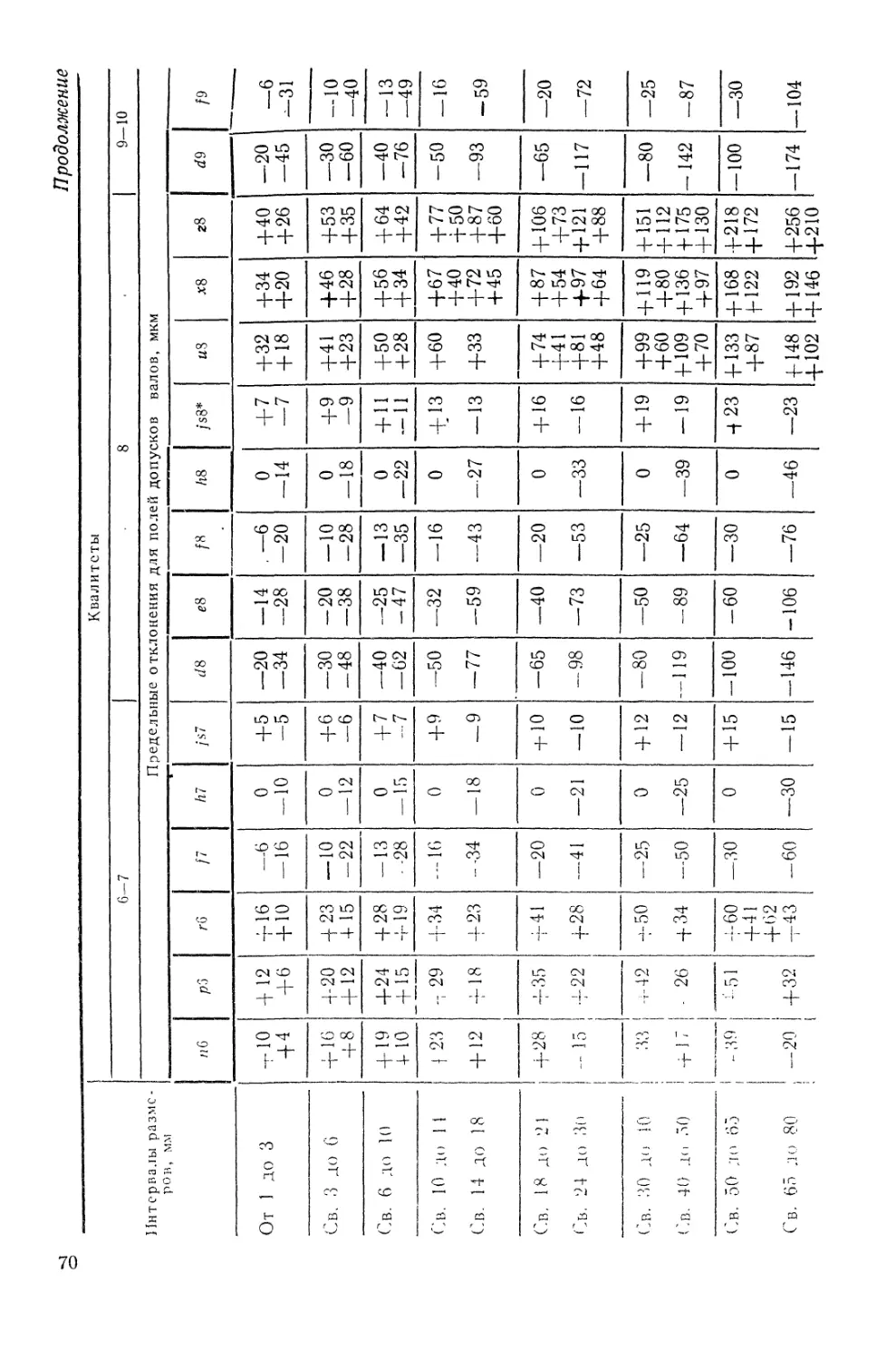
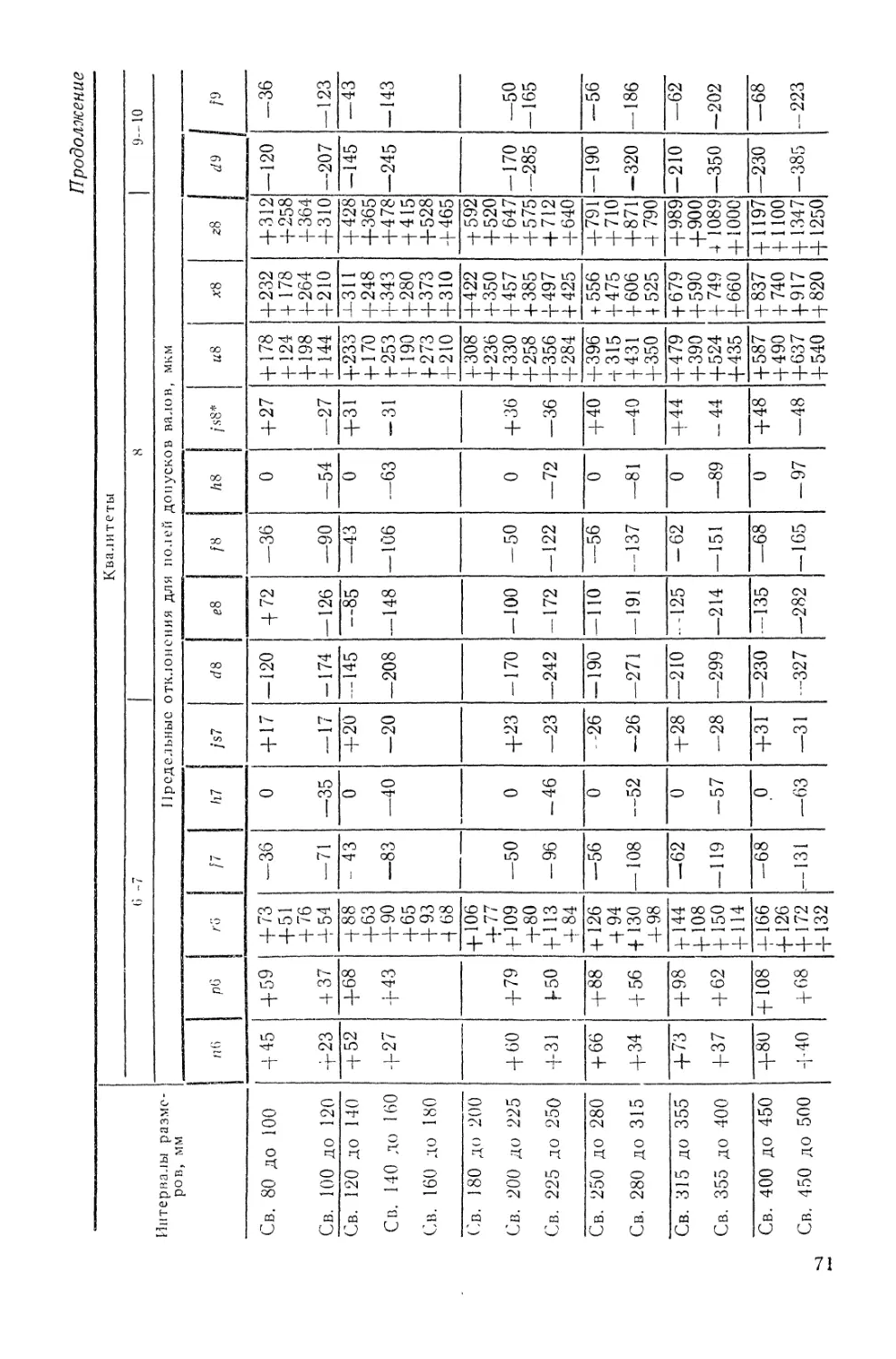
ответствовать требованиям ГОСТ 8.417—81.
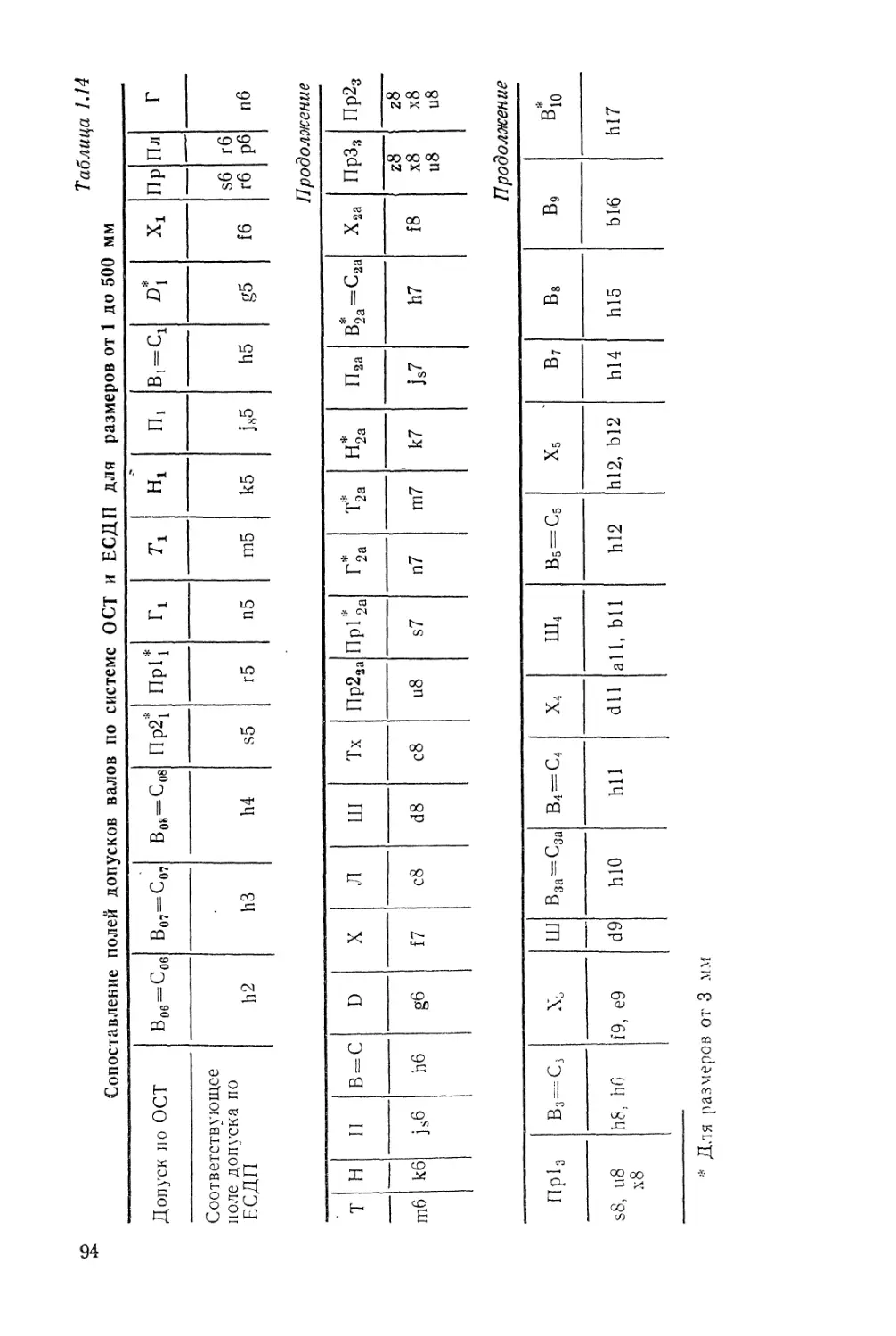
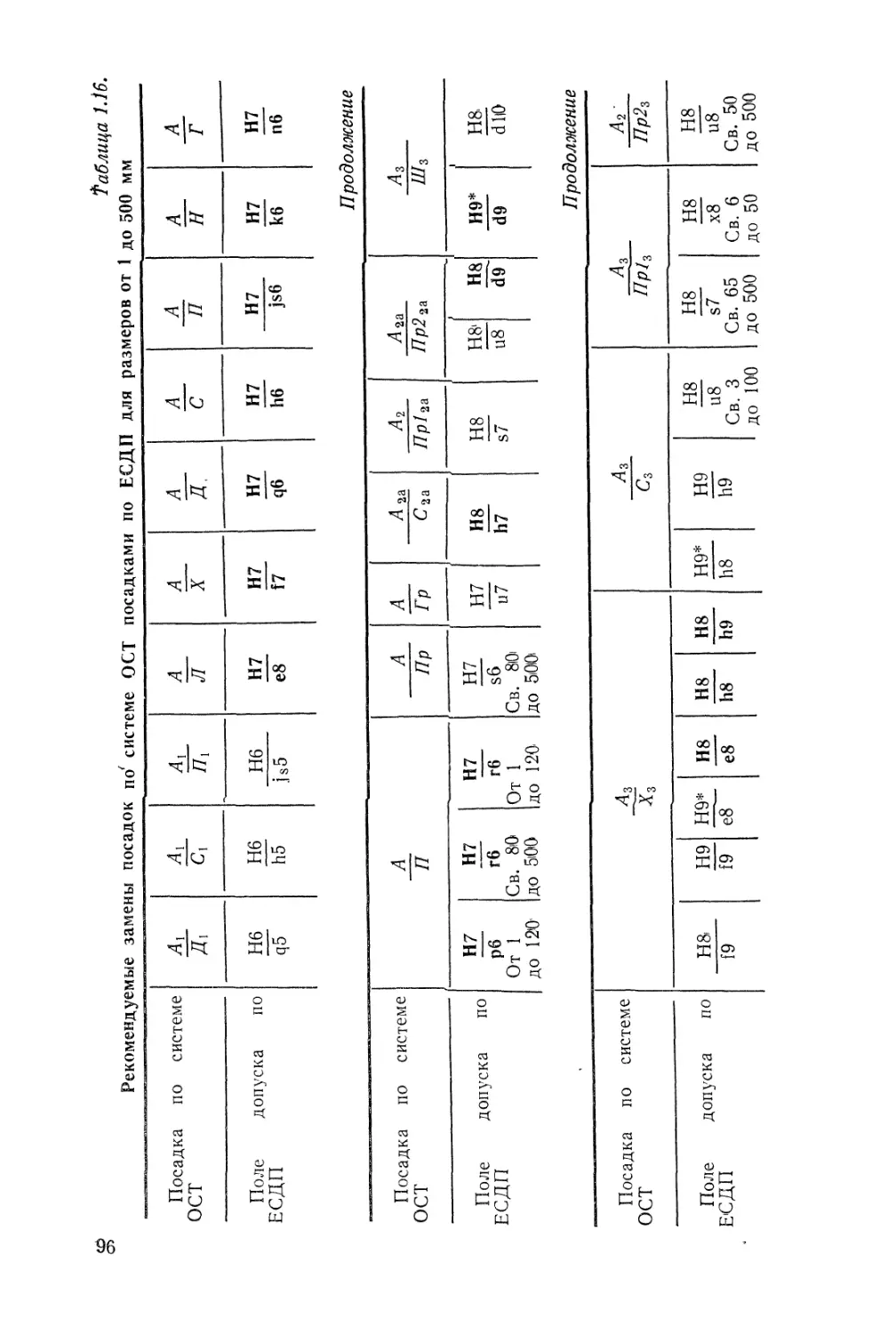
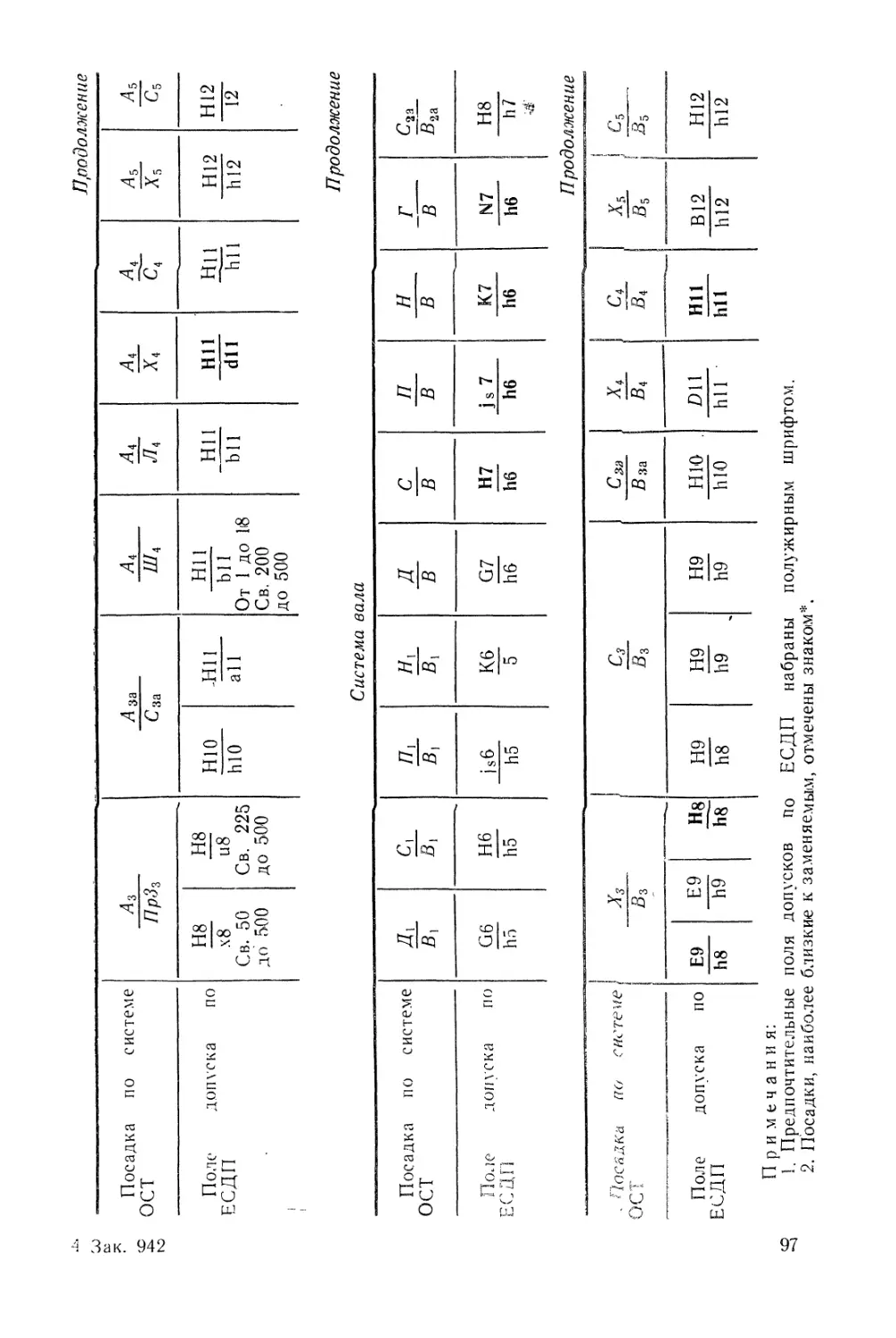
' Разрабатываемые конструкции деталей должны иметь рацио-
нальные форму и размеры, определяющие виды заготовок, допуски
и качество рабочих поверхностей, с учетом максимально возмож-
ной унификации элементов конструкции (диаметров отверстий,
крепежных деталей, резьб, шлицев и др.), что резко сокращает но-
менклатуру мерительного и режущего инструментов, а также по-
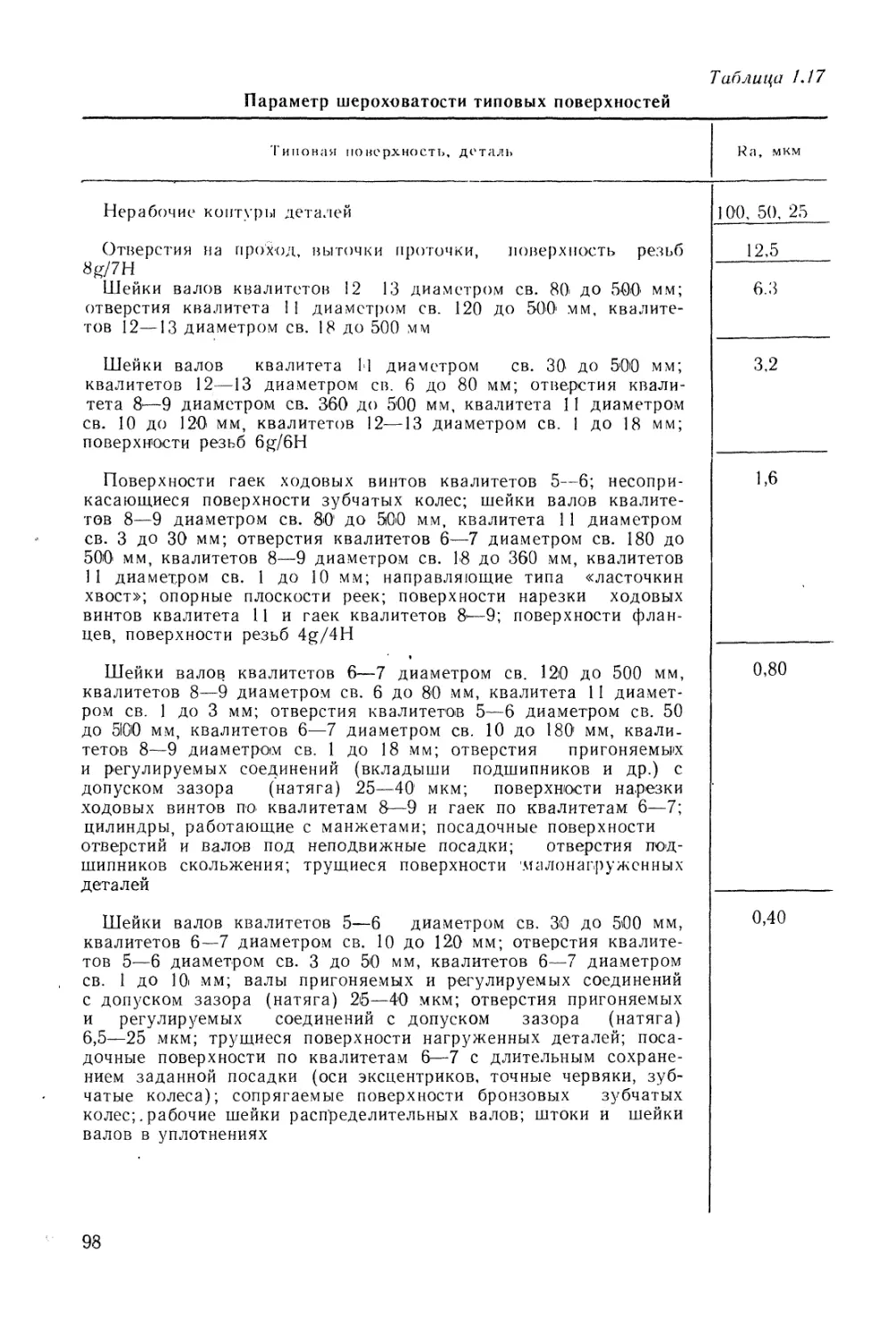
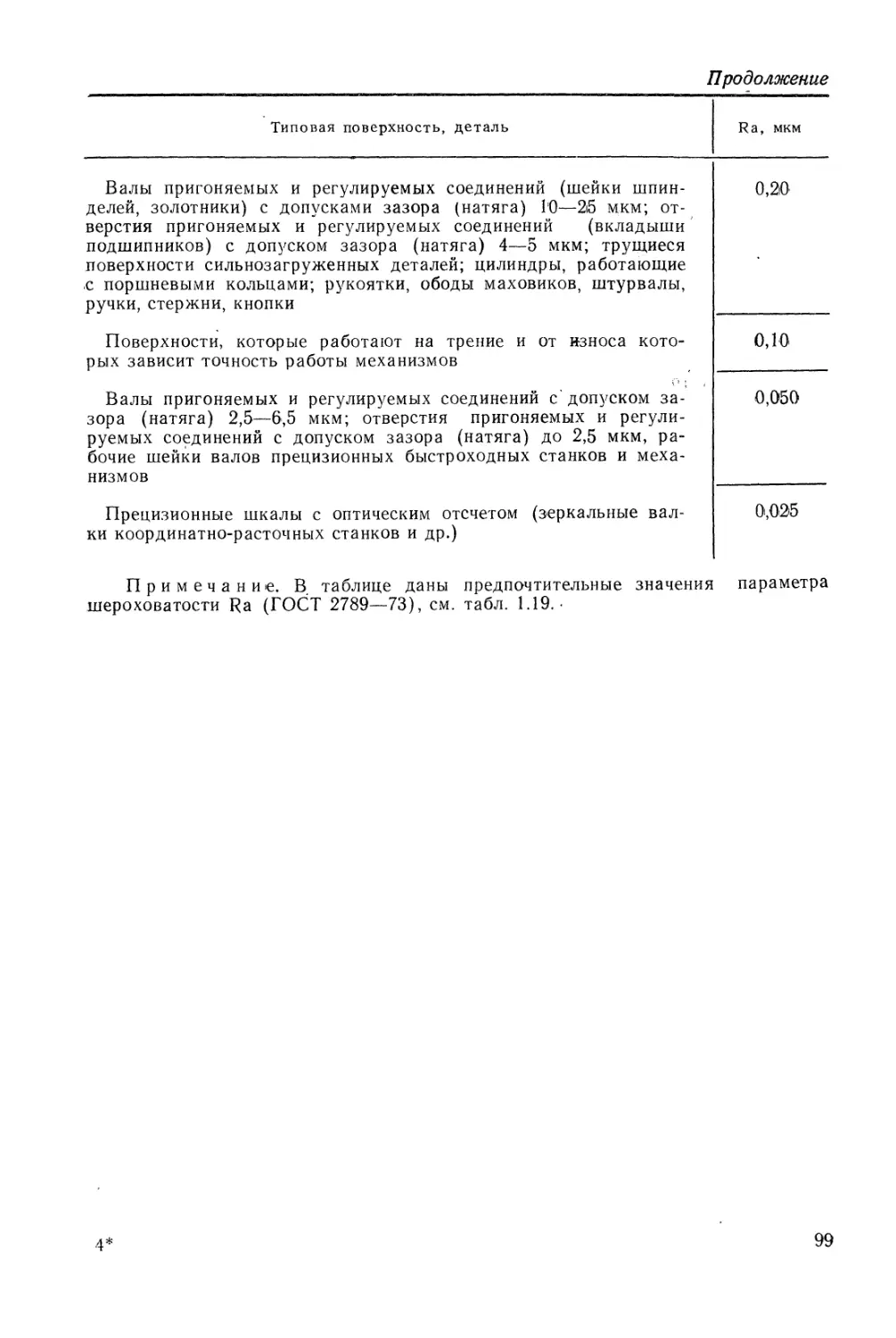
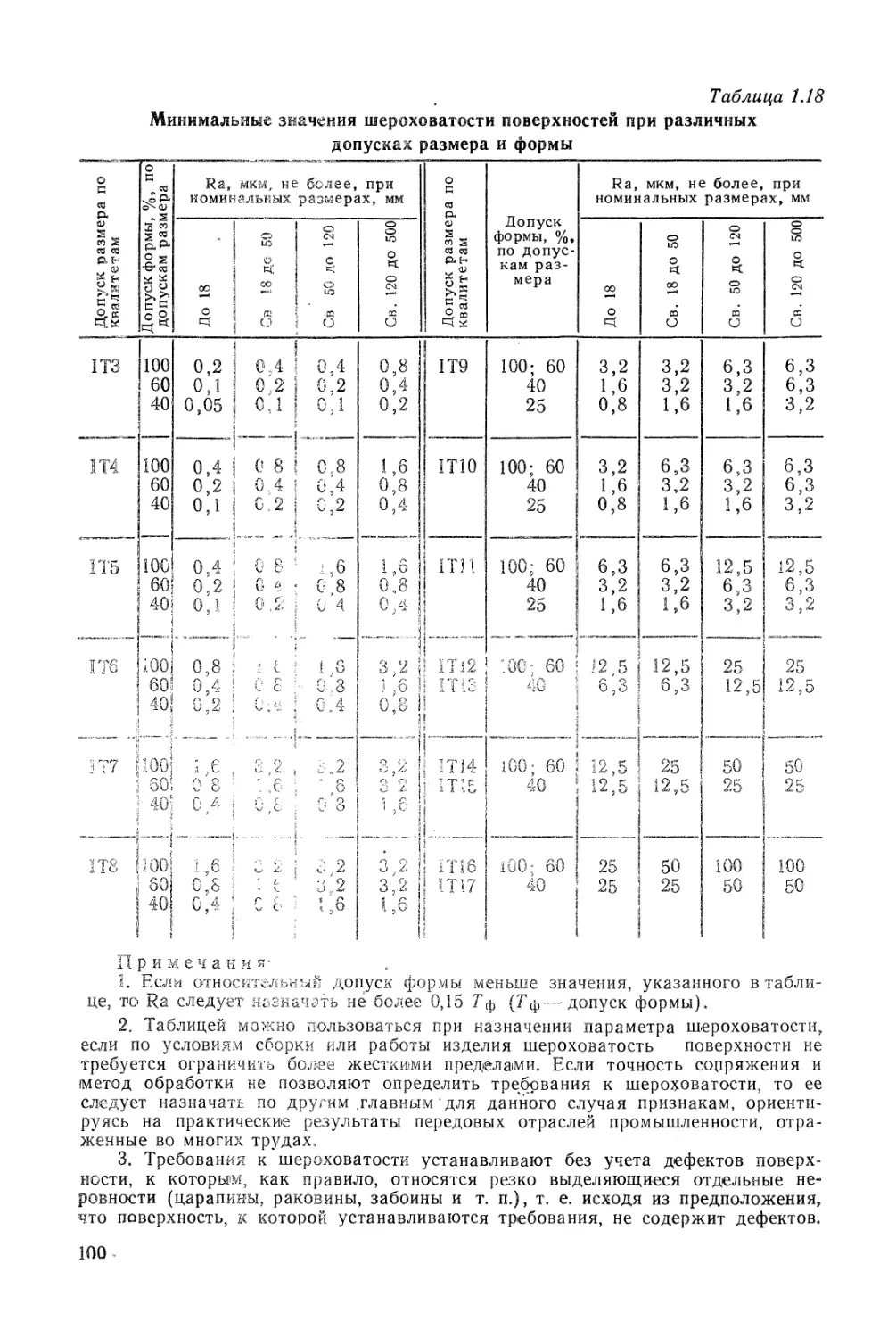
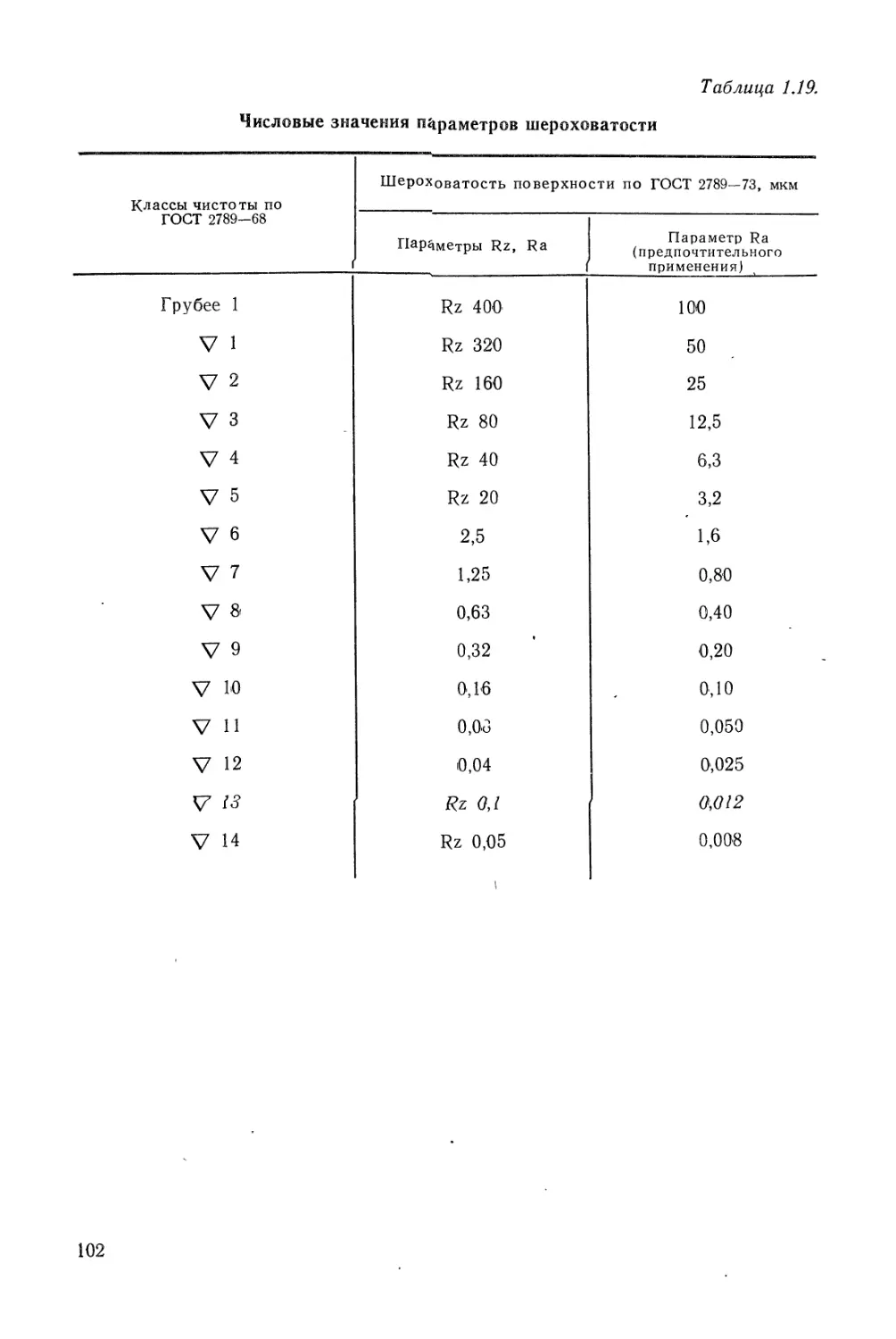
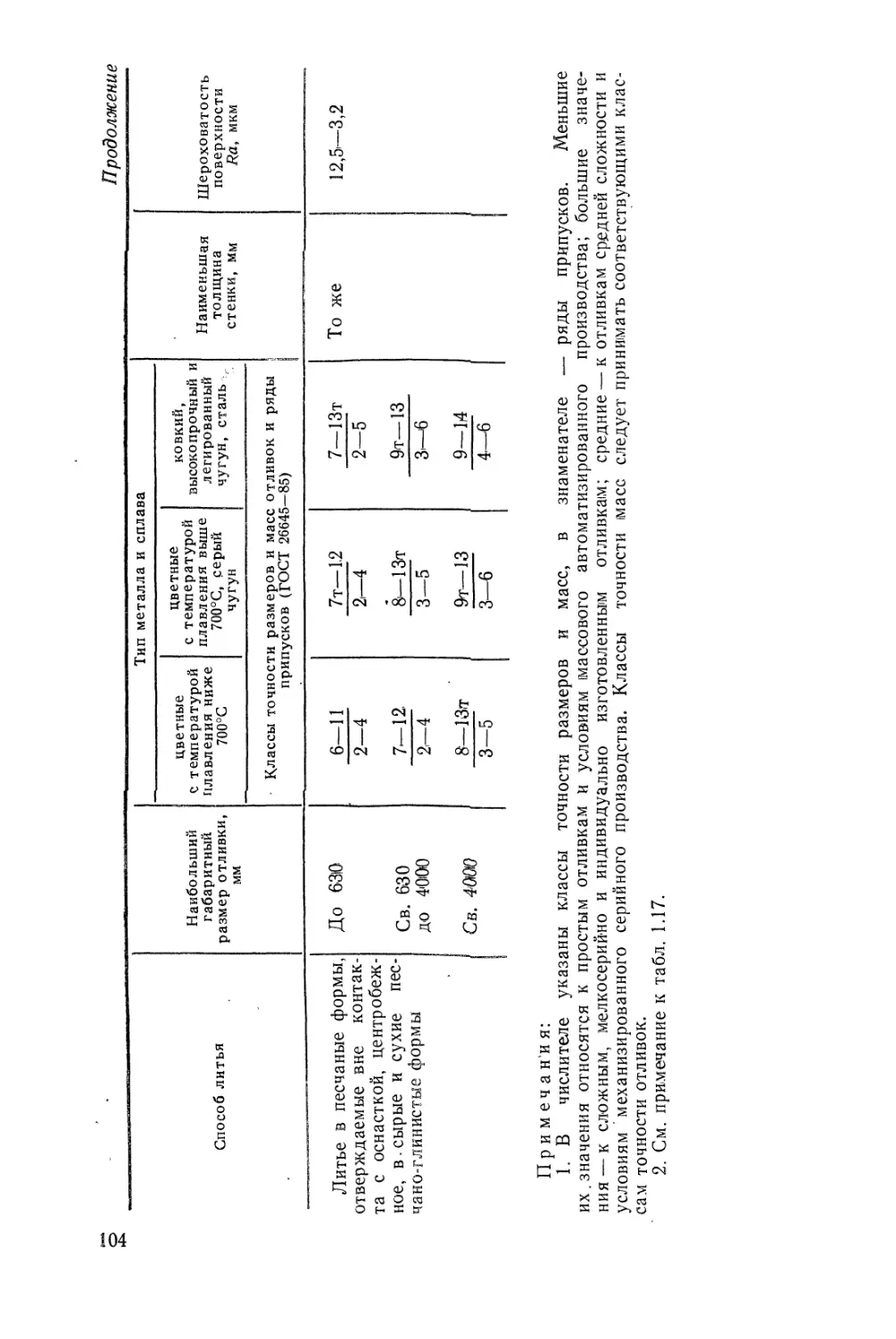
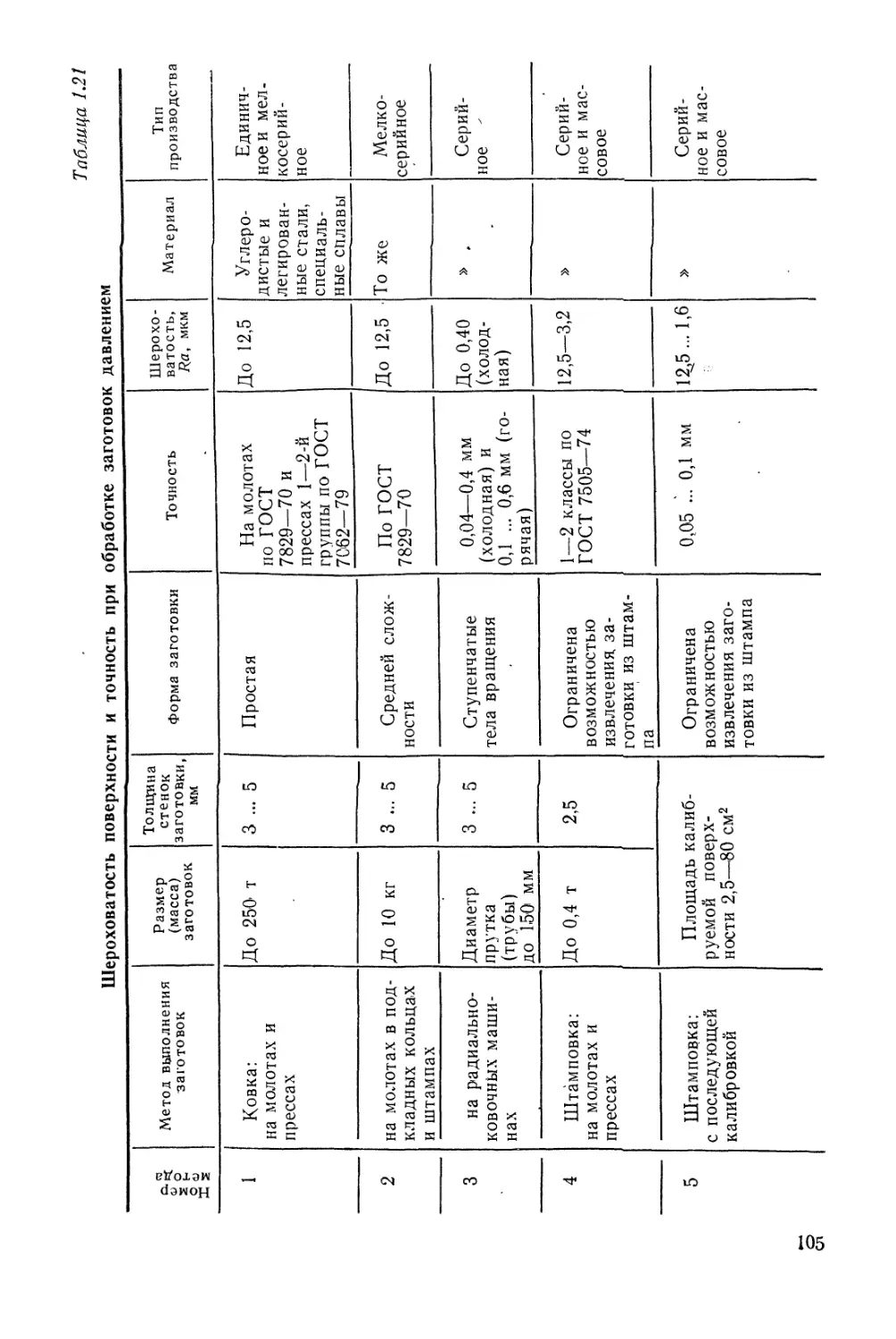
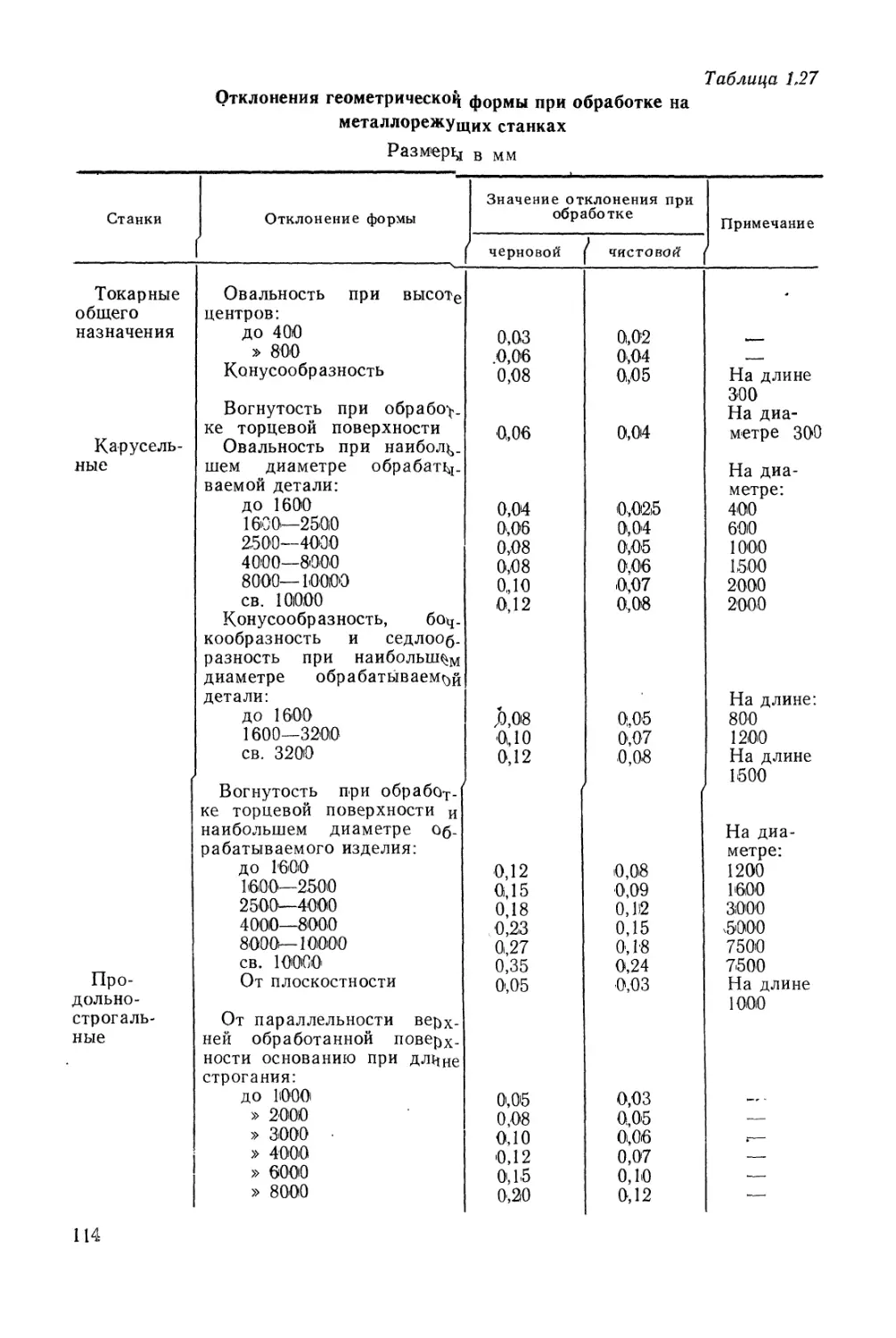
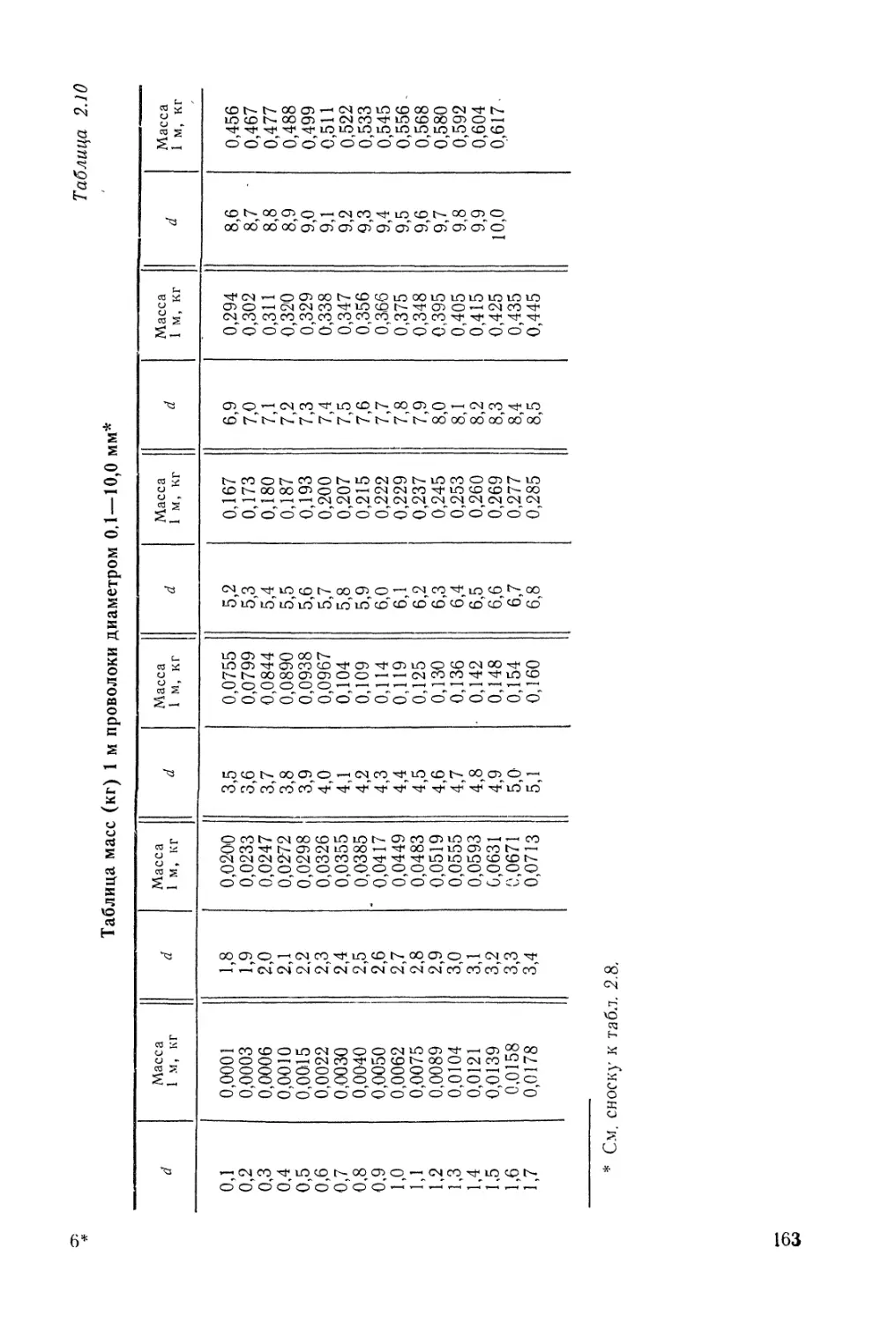
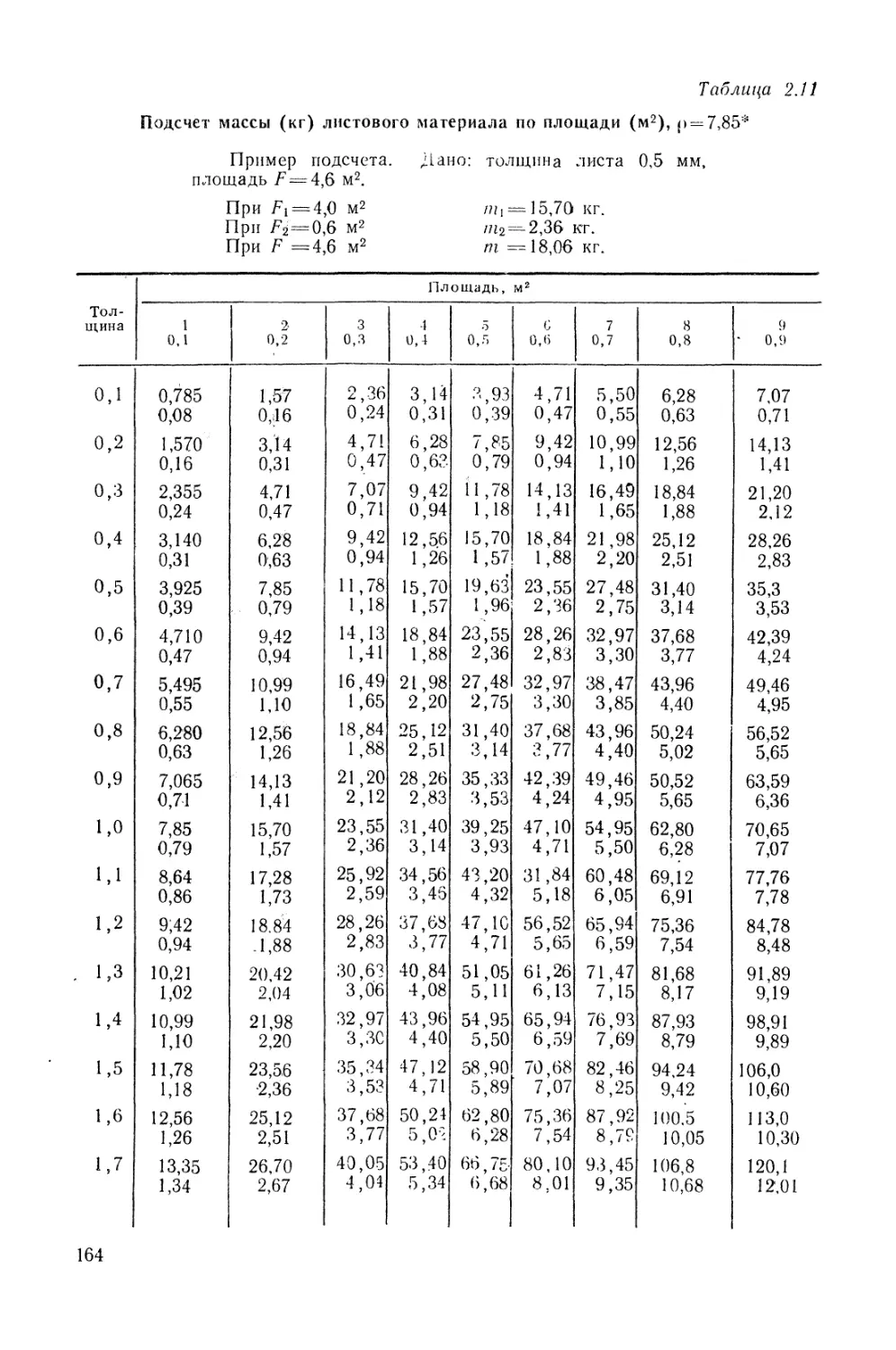
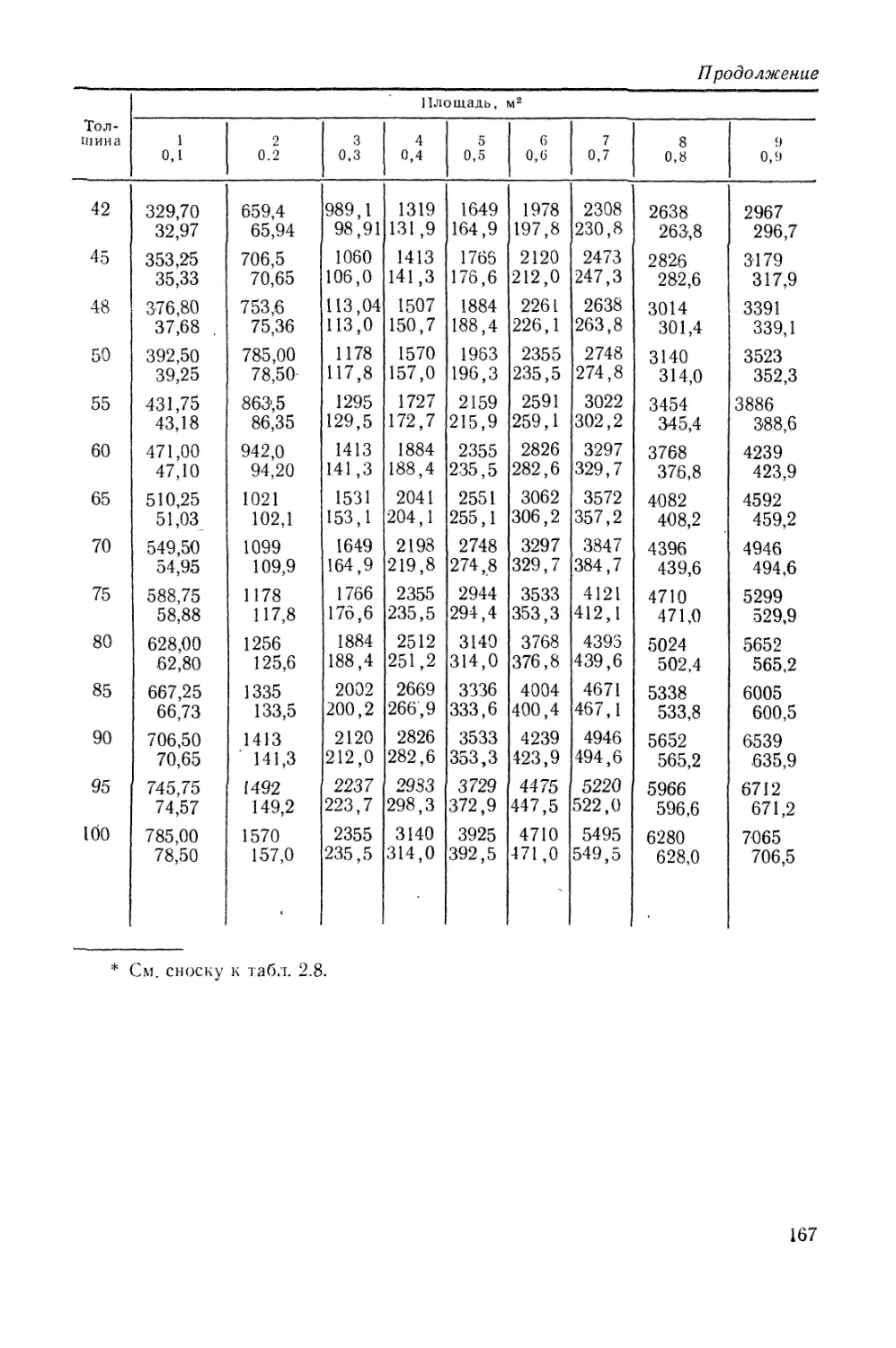
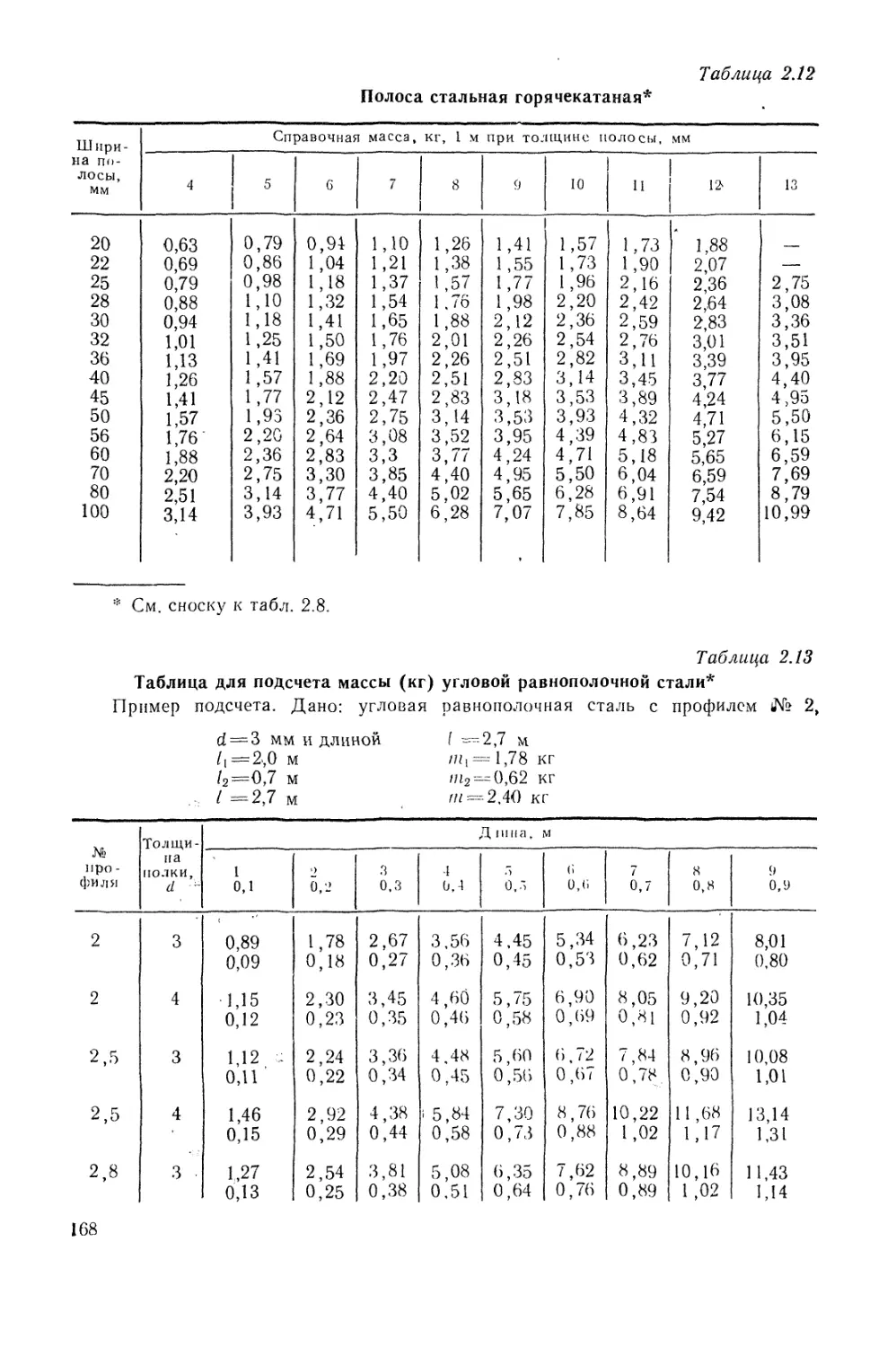
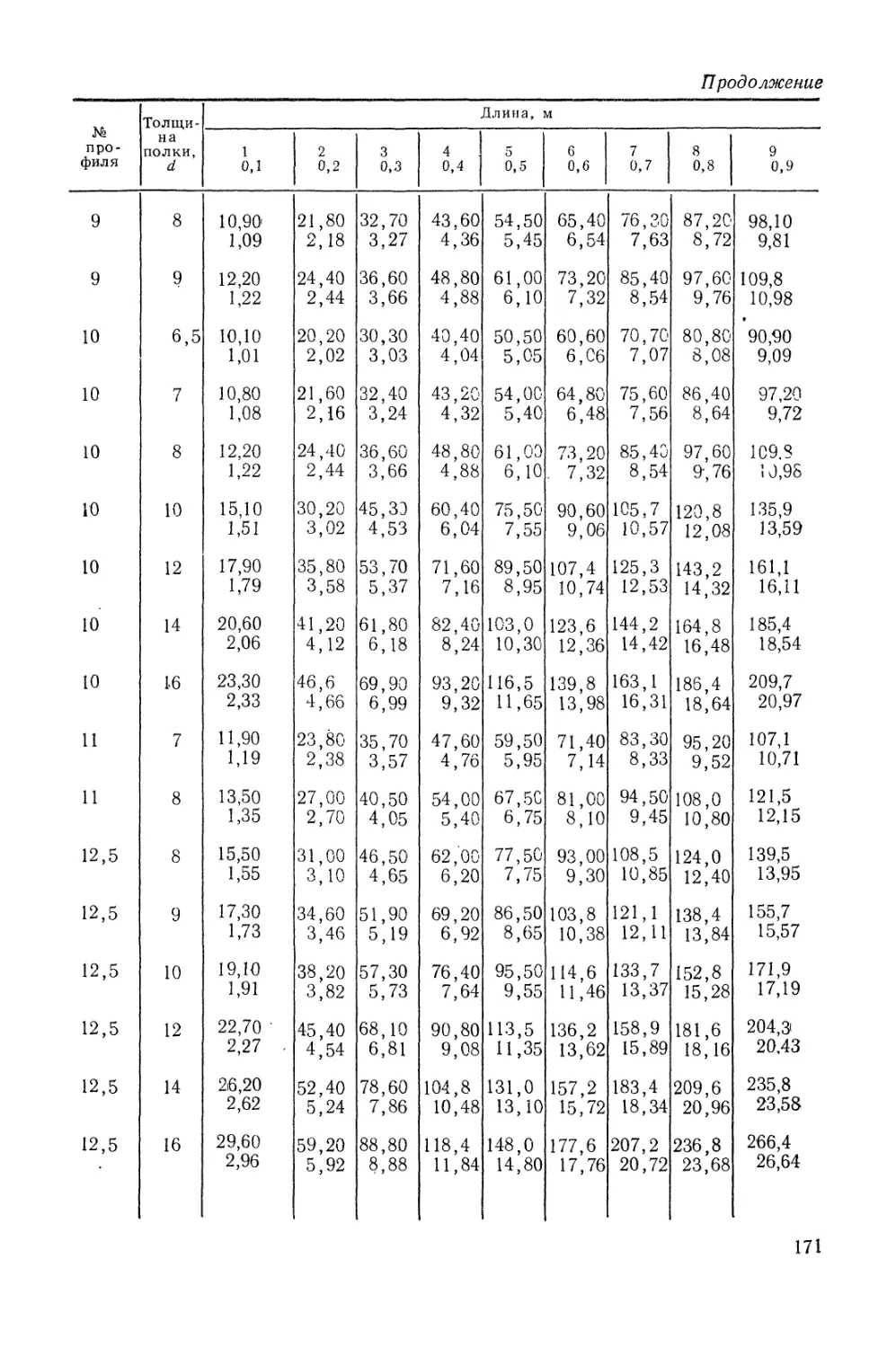
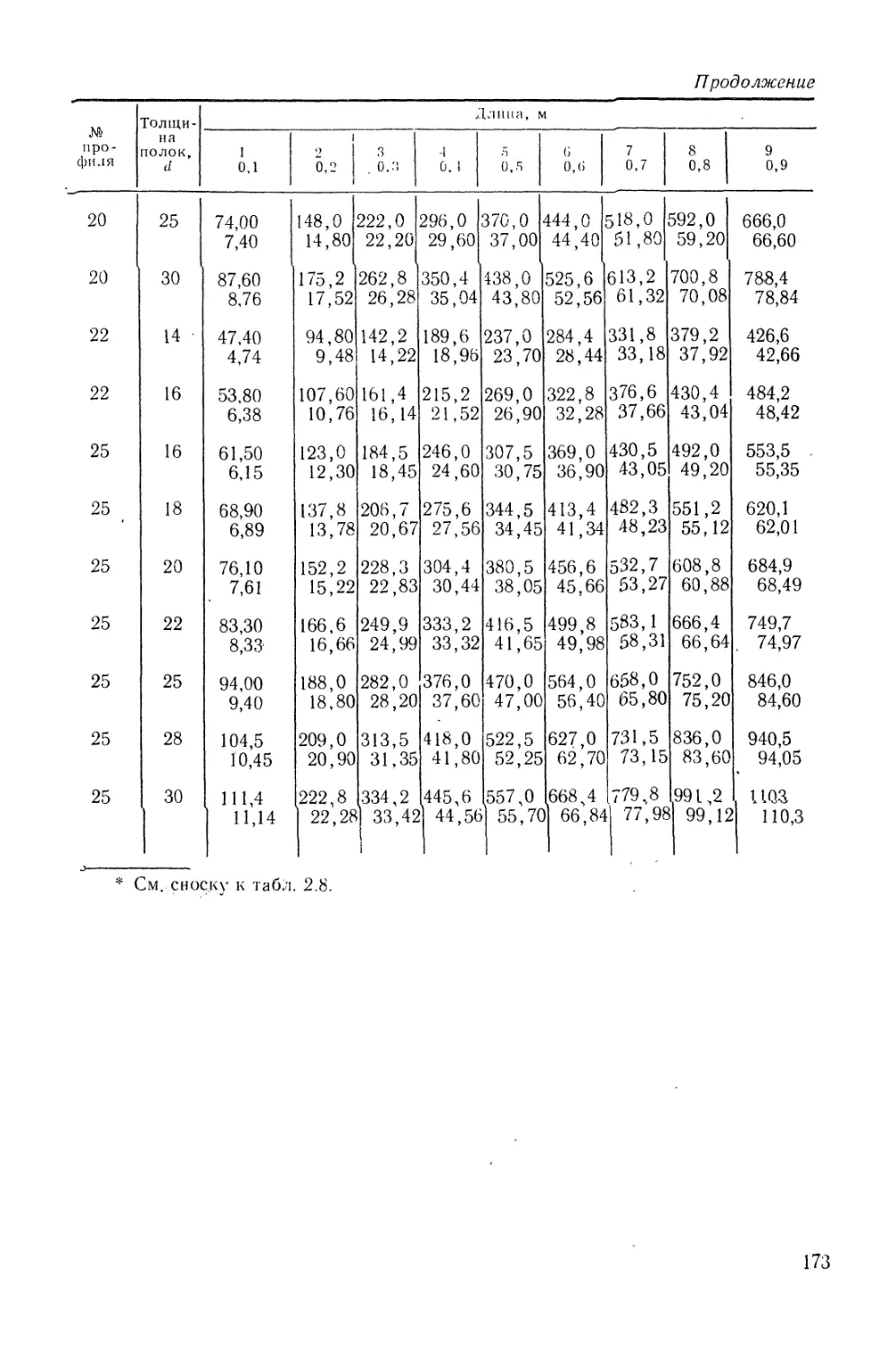
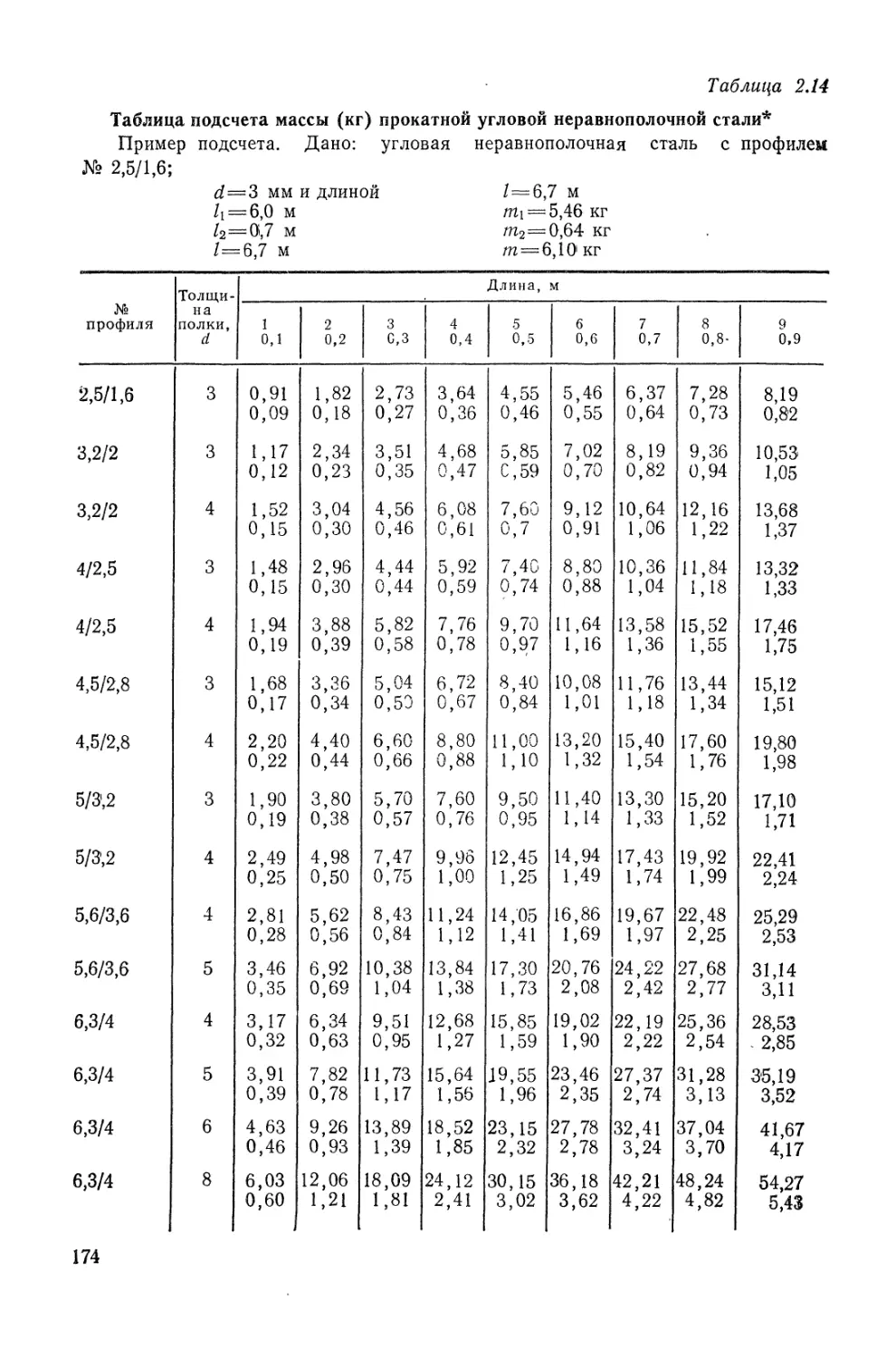
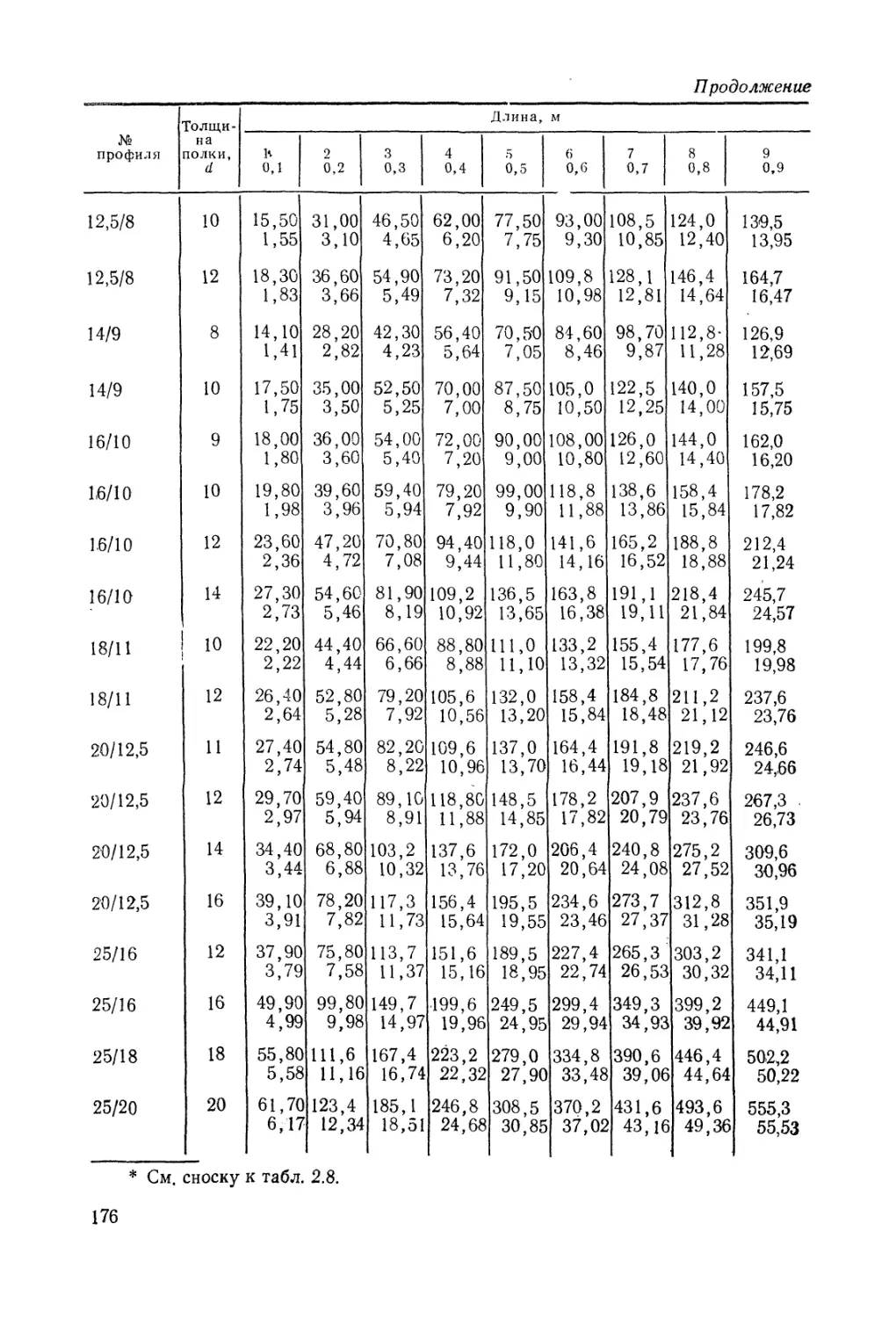
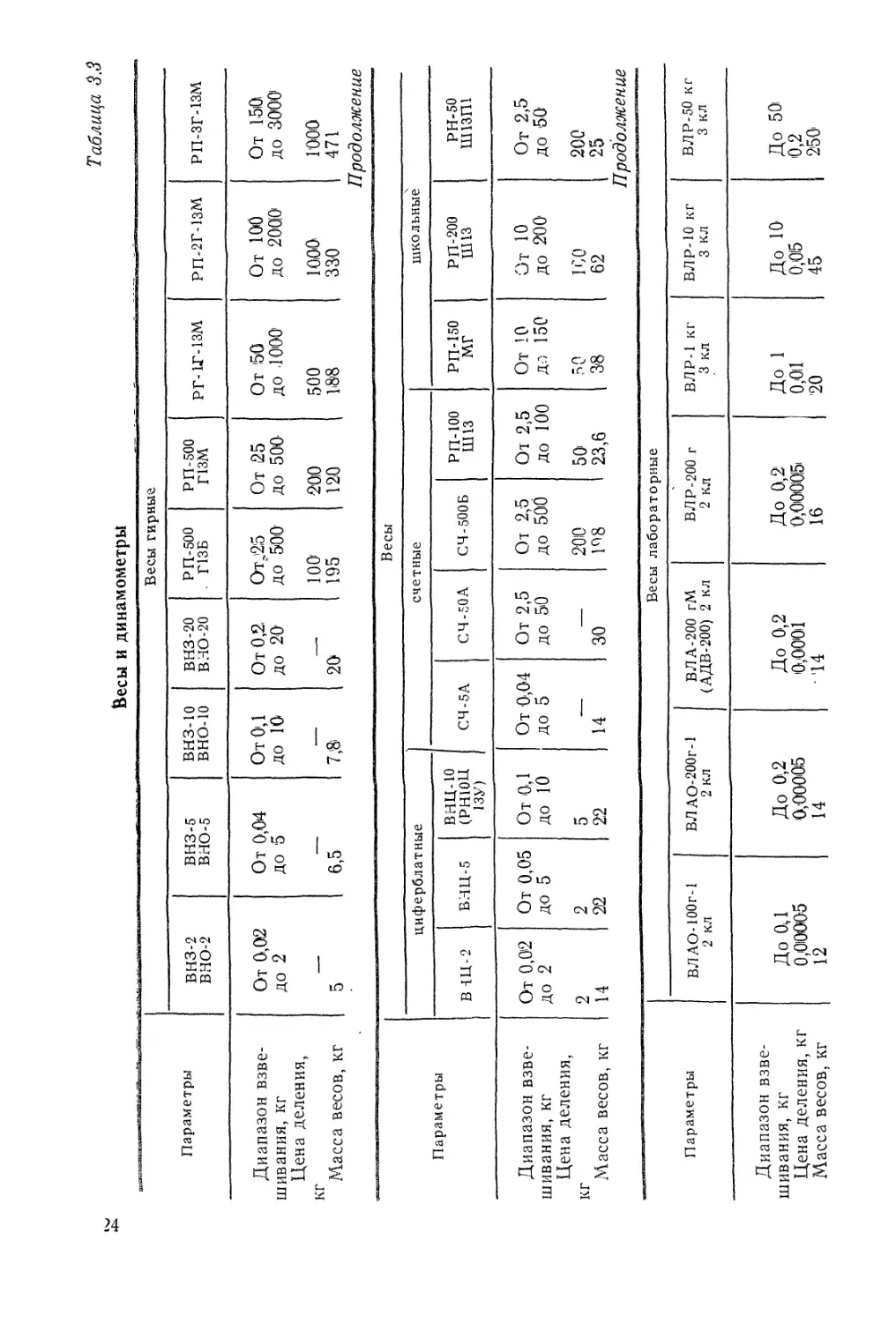
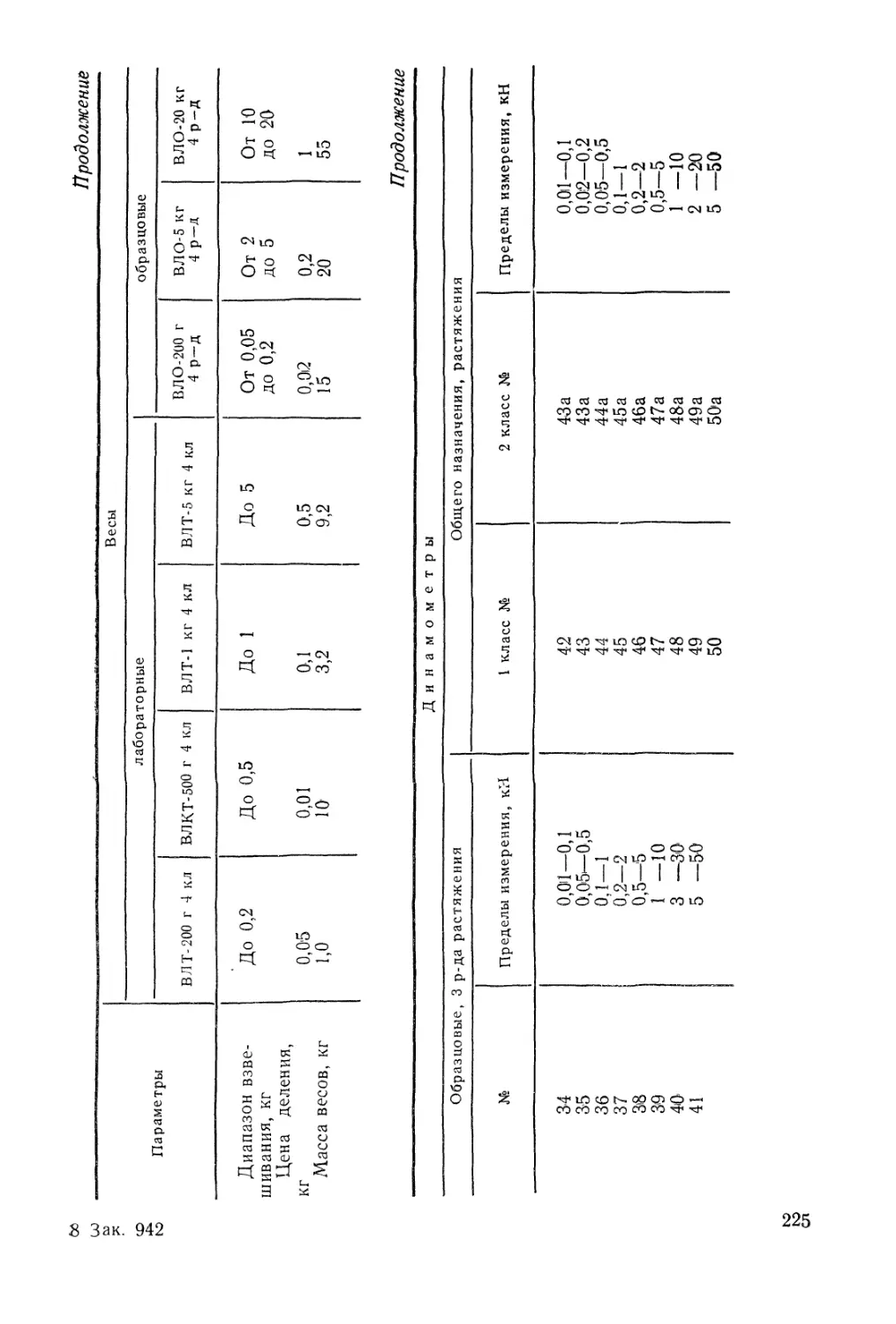
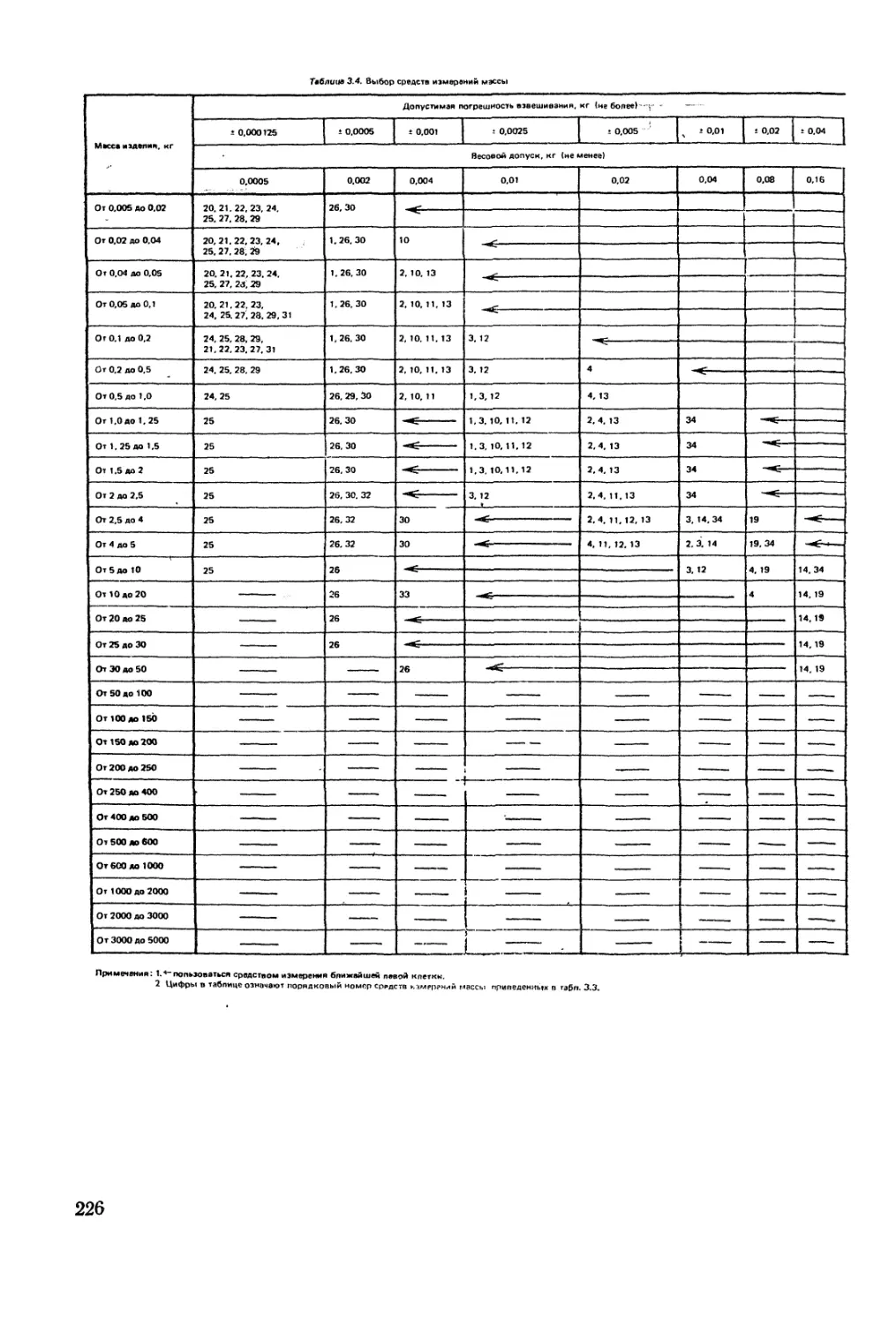
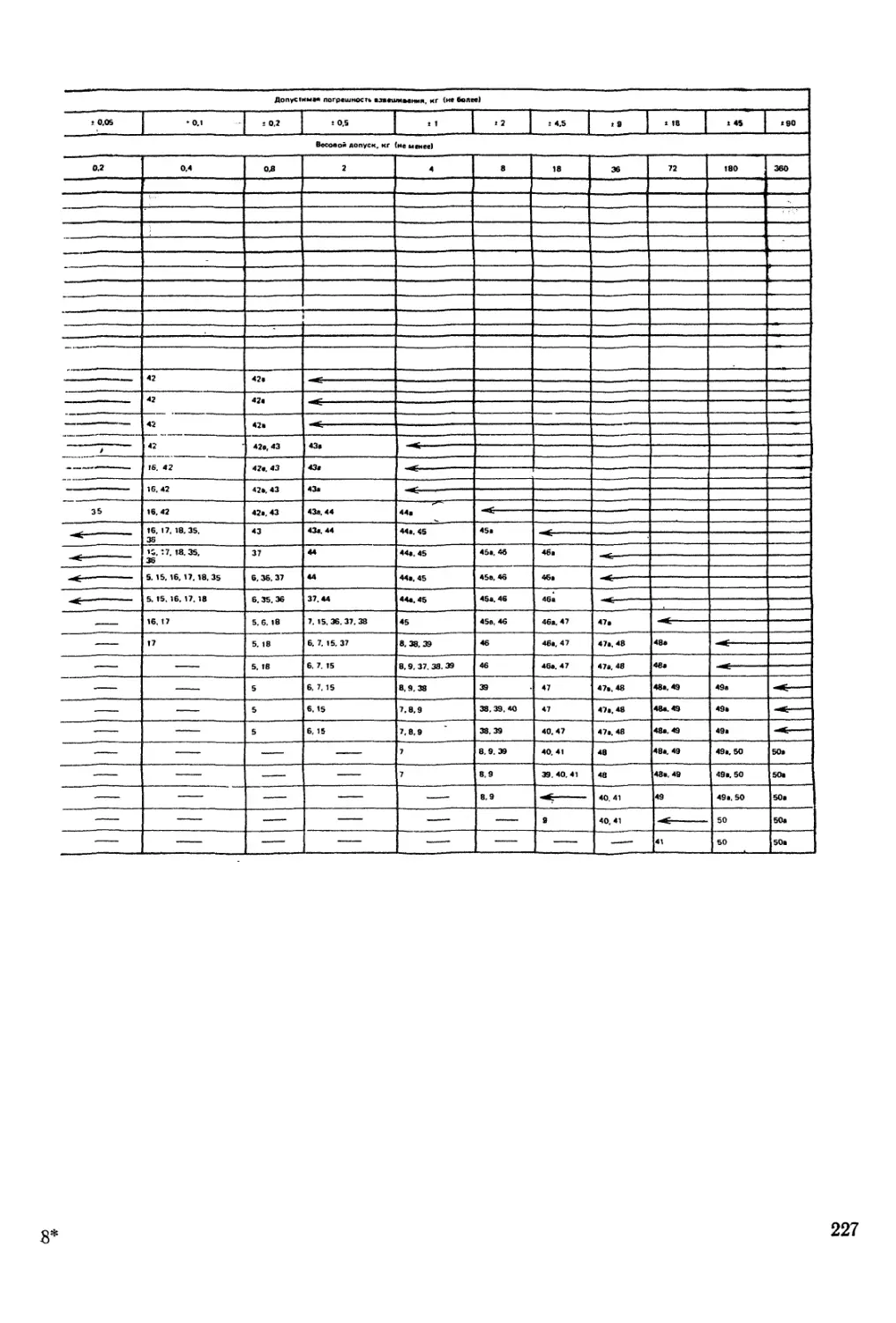
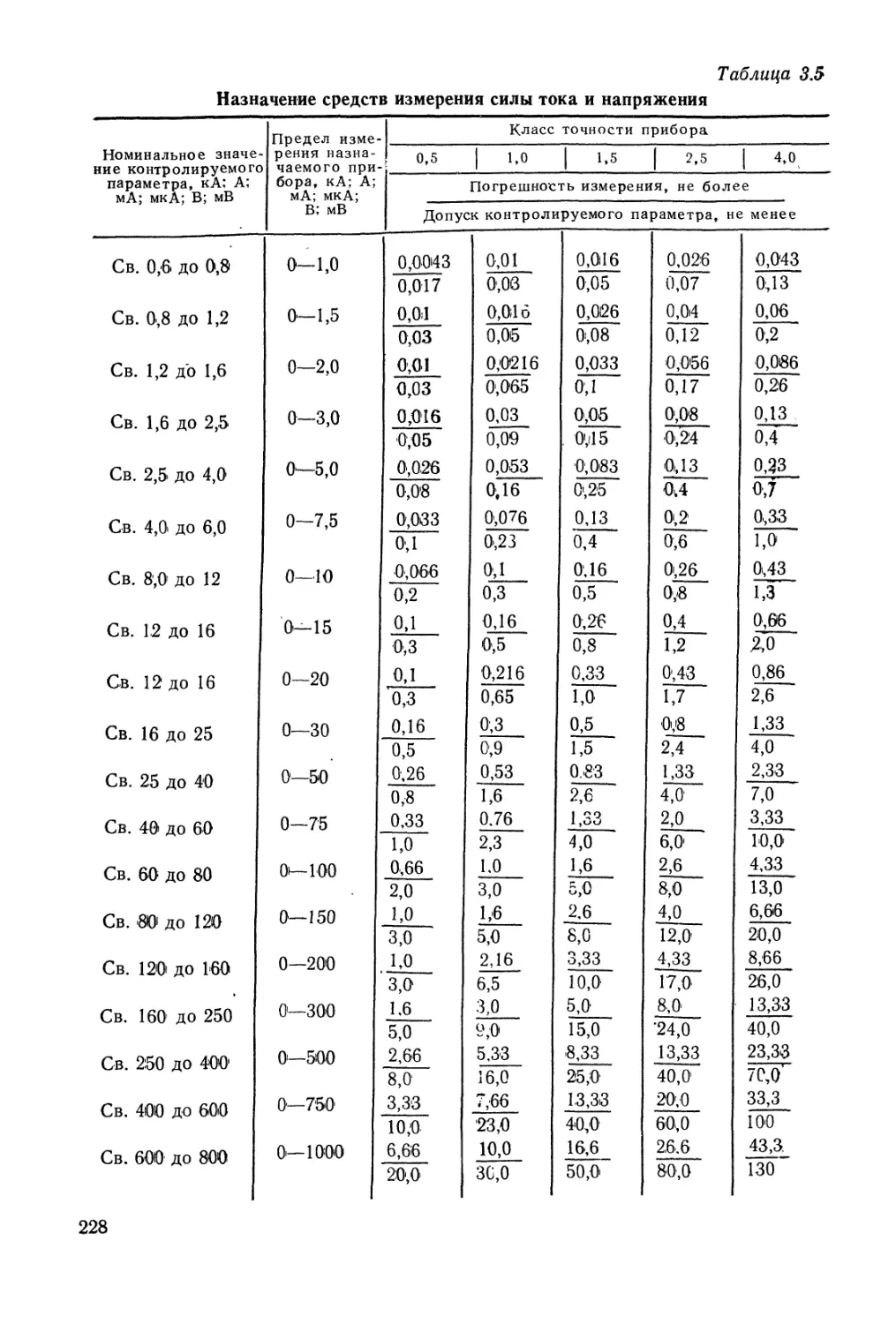
вышает технологичность изделия (табл. 1.4—1.28). Материалы,
применяемые для изготовления деталей, необходимо максимально
унифицировать, сокращая число марок и типоразмеров сортового
материала (прокат, листы). Применение новых или нетрадицион-
ных материалов, технологические свойства которых еще недоста-
точно изучены, вызывает значительные затруднения при серийном
производстве изделия, поэтому к выбору материалов необходимо
привлекать материаловедов для экспериментального изучения и
освоения процессов обработки таких материалов.
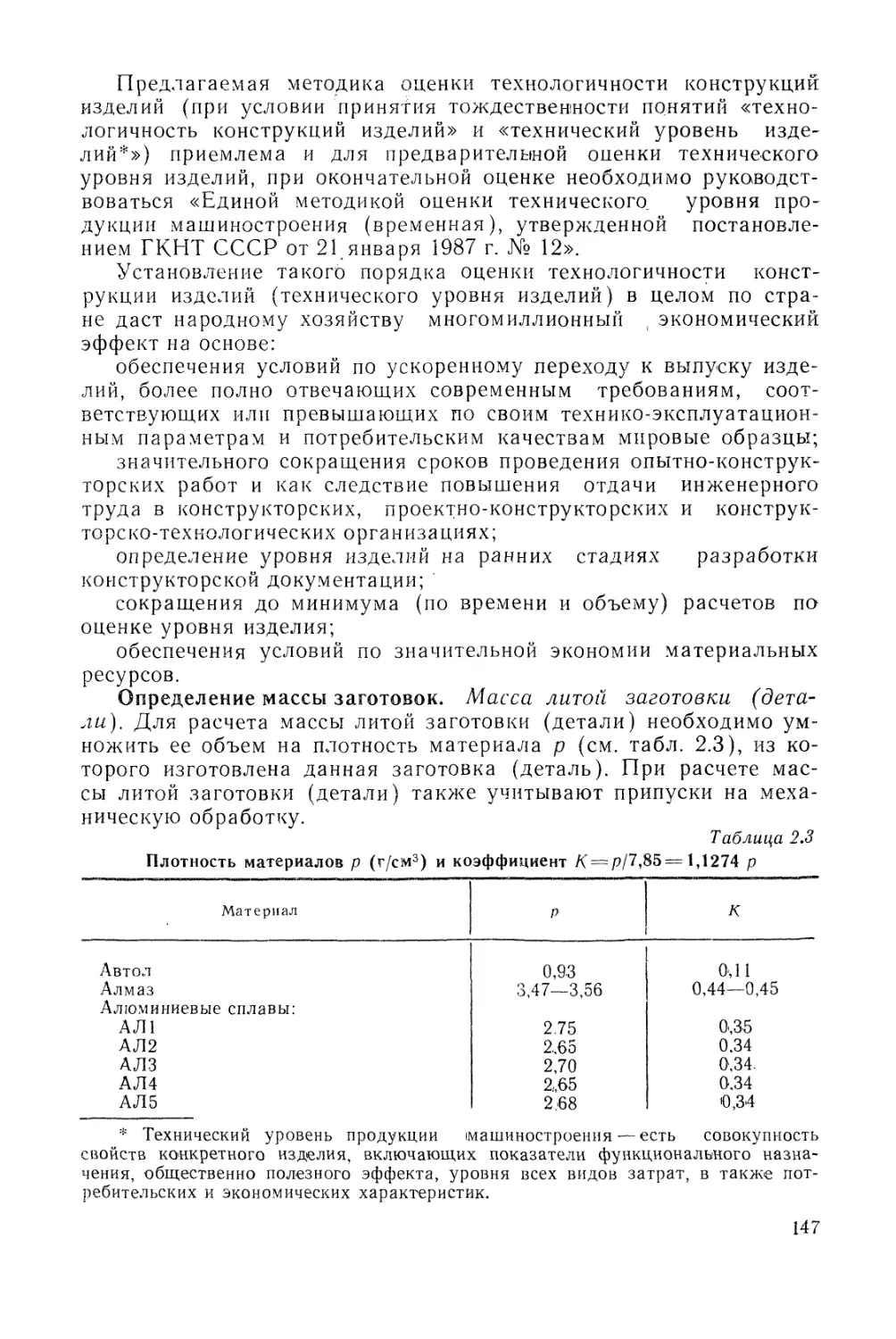
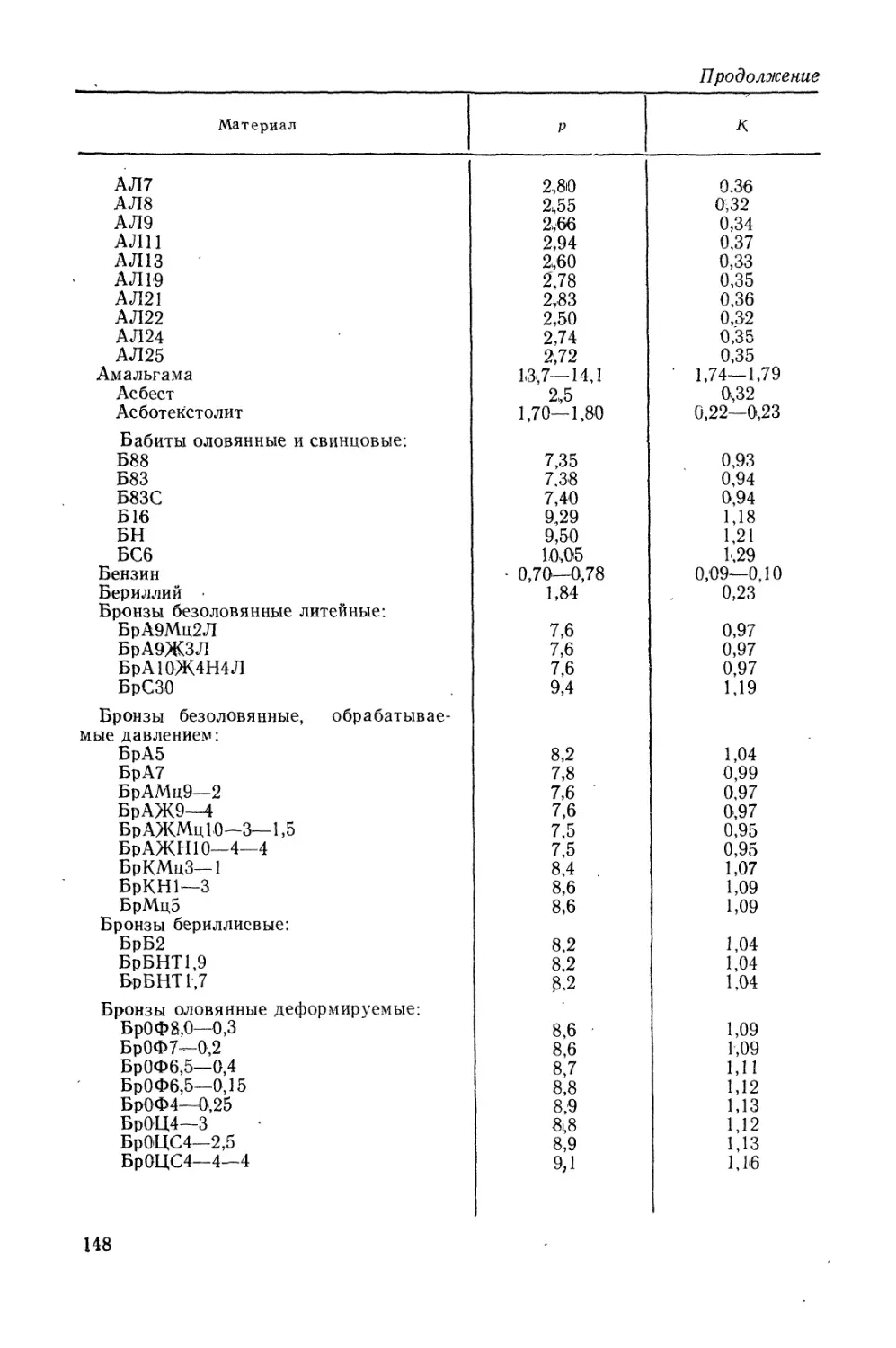
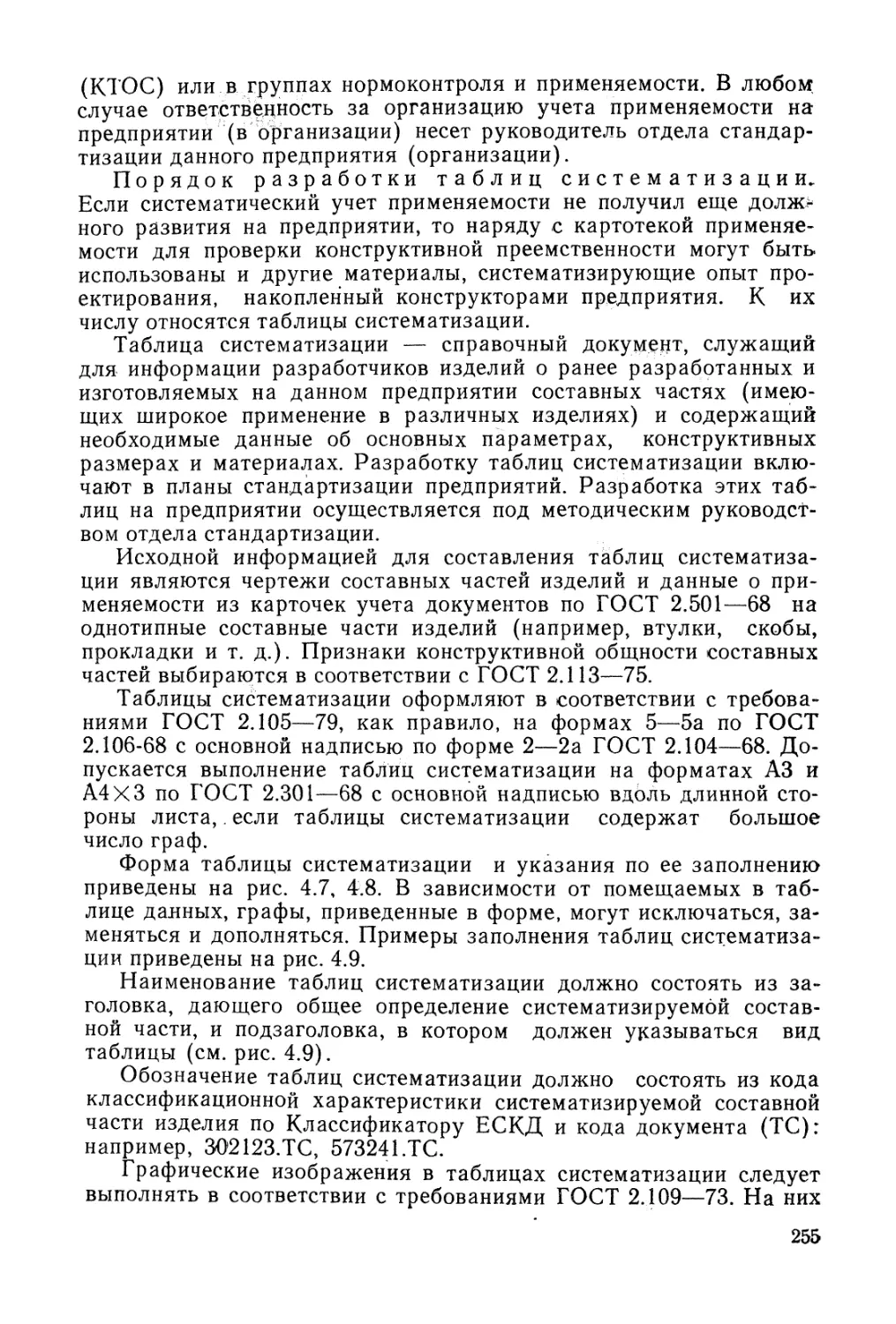
На стадии рабочей документации на первом этапе разрабаты-
вают документацию для изготовления и испытаний опытного об-
разца (опытной партии), корректируют документацию по резуль-
татам заводских испытаний, затем вновь изготовляют опытный
образец (опытную партию) для проведения государственных, меж-
ведомственных и других испытаний с последующей повторной кор-
ректировкой конструкторской документации.
На стадии изготовления и испытания опытных образцов и серий
выполняют дальнейшую обработку конструкций на основе прак-
тических результатов изготовления деталей, сборочных единиц и
изделий в целом.
23
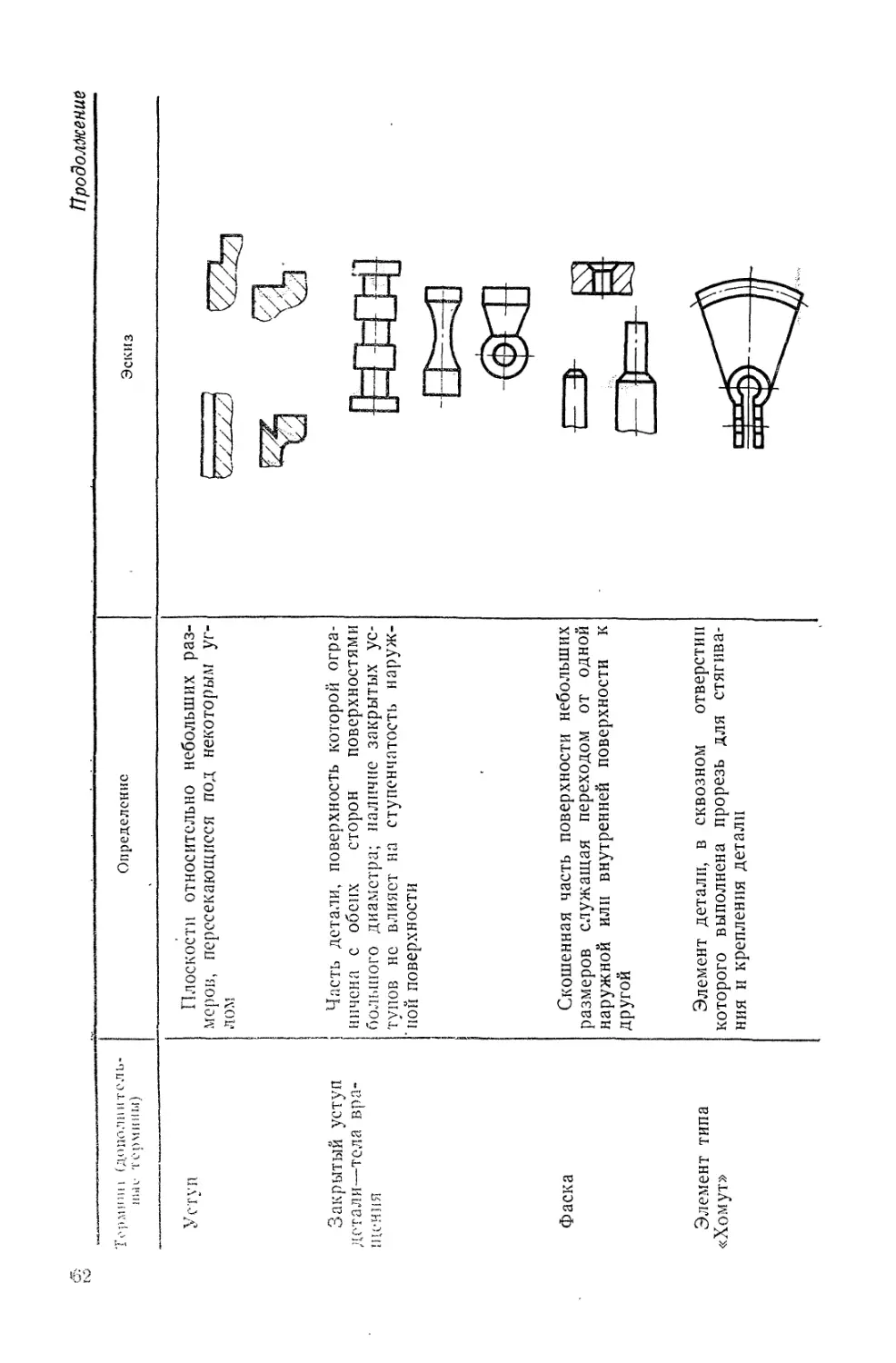
Элементы деталей и их поверхностей. Терминология
Таблица 1.4.
Термины (дополнитель- ные термины) Определение Эскиз
База Поверхность (или выполняющее ту же функцию сочетание поверхностей), ось, точка, принадлежащая заготовке (изде- лию) и используемая для базирования (ГОСТ 21495—76) —
Конструкторская база База, используемая для определения по- ложения детали или сборочной единицы в изделии —
Технологическая база База, используемая для определения по- ложения заготовки или изделия при изго- товлении или ремонте —
Измерительная база База, используемая для определения от- носительного положения заготовки или из- делия и средств измерений —
Установочная ба- за , База, используемая для наложения на заготовку (изделие) связей, лишающих ее трех степеней свободы: перемещения вдоль одной координатной оси и поворотов вокруг двух других осей
Основная база Конструкторская база данной детали или сборочной единицы, используемая для определения их положения в изделии —
Вспомогательная база Конструкторская база данной детали или сборочной единицы, используемая для оп- ределения положения присоединяемого к ним изделия Примечание. Основные и вспомога- тельные базы могут быть плоские и не- плоские, наружные и внутренние
Термины (дополнитель- ные термины) , Определение
Бобышка Выступающая часть материала, являю- щаяся местным утолщением стенки детали на ее наружной или внутренней поверх- ности и ограниченная замкнутой кривой
Борт Замкнутый по контуру детали элемент, непараллельный дну детали
Буртик Кольцевое утолщение цилиндрической де-; тали, составляющее с ней единое целое
Зуб, зубчатый венец и др. Общие термины, определения и обозна- чения по ГОСТ 16530—83, ГОСТ 16531— —83, ГОСТ 19325—73
Изображение предмета Отображение предмета на плоскости чер- тежа
Вид предмета (Вид) Ортогональная проекция обращенной к наблюдателю видимой части поверхности, предмета, расположенного между ним и плоскостью чертежа
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
Основной вид Вид предмета, который получен совме- щением его изображения на одной из гра- ней пустотелого куба, внутри которого мыс- ленно помещен предмет, с плоскостью чер- тежа (основные виды в соответствии с принятым взаимным расположением наб- людателя и предмета: 1 — главный — спе- реди; 2 — сверху; 3 — слева; 4 — спра- ва; 5 — снизу; 6 — сзади)
Главный вид предмета (Главный вид — вид спереди) Основной вид предмета, создающий наи- более полное представление о его форм; и размерах, относительно которого распо- лагают остальные основные виды
Продолжение
Эскиз
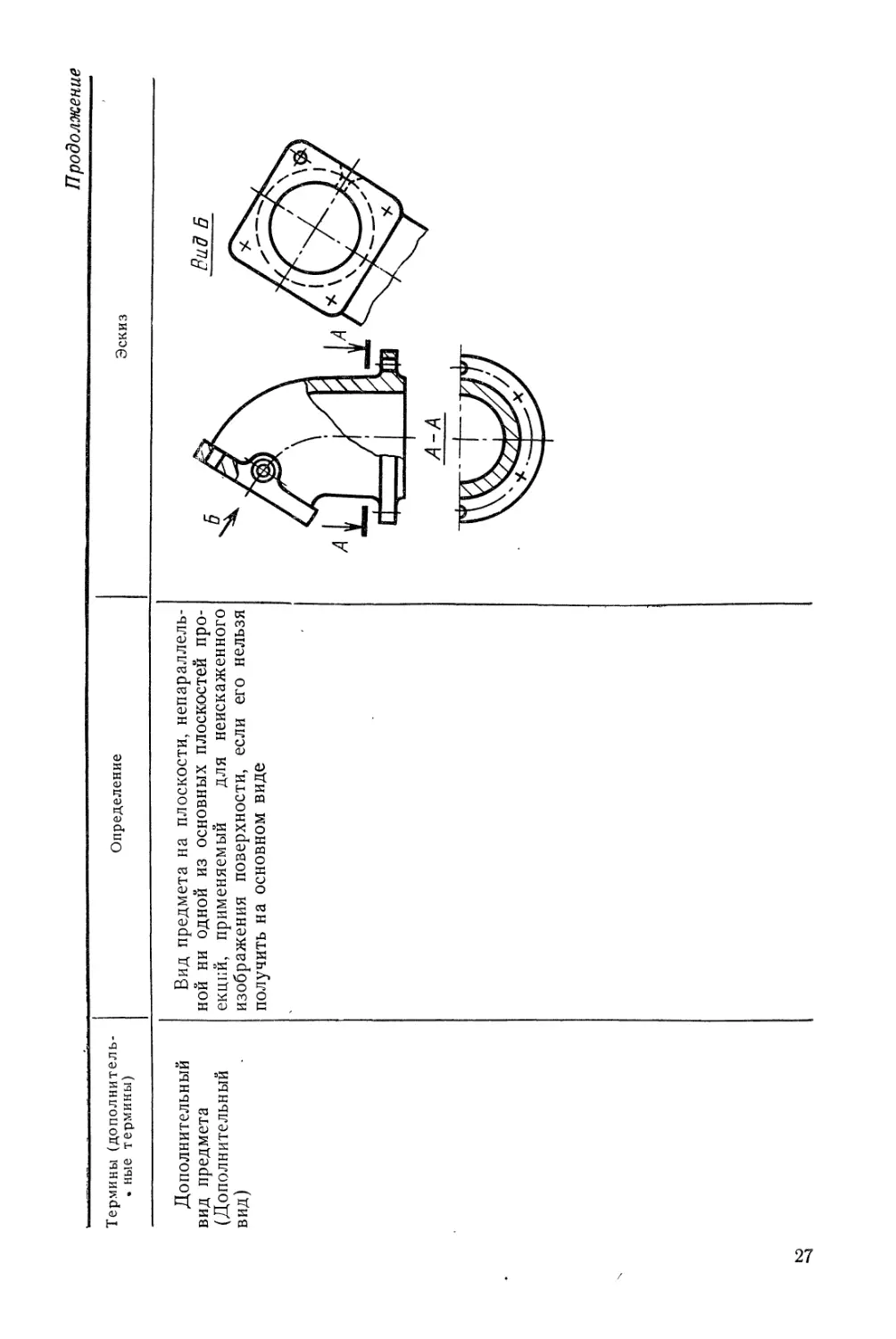
Термины (дополнитель- . ные термины) Определение
Дополнительный вид предмета (Дополнительный вид) Вид предмета на плоскости, непараллель- ной ни одной из основных плоскостей про- екций, применяемый для неискаженного изображения поверхности, если его нельзя получить на основном виде
Продолжение
Эскиз
to
Термины (дополнитель- ные термины) , Определение
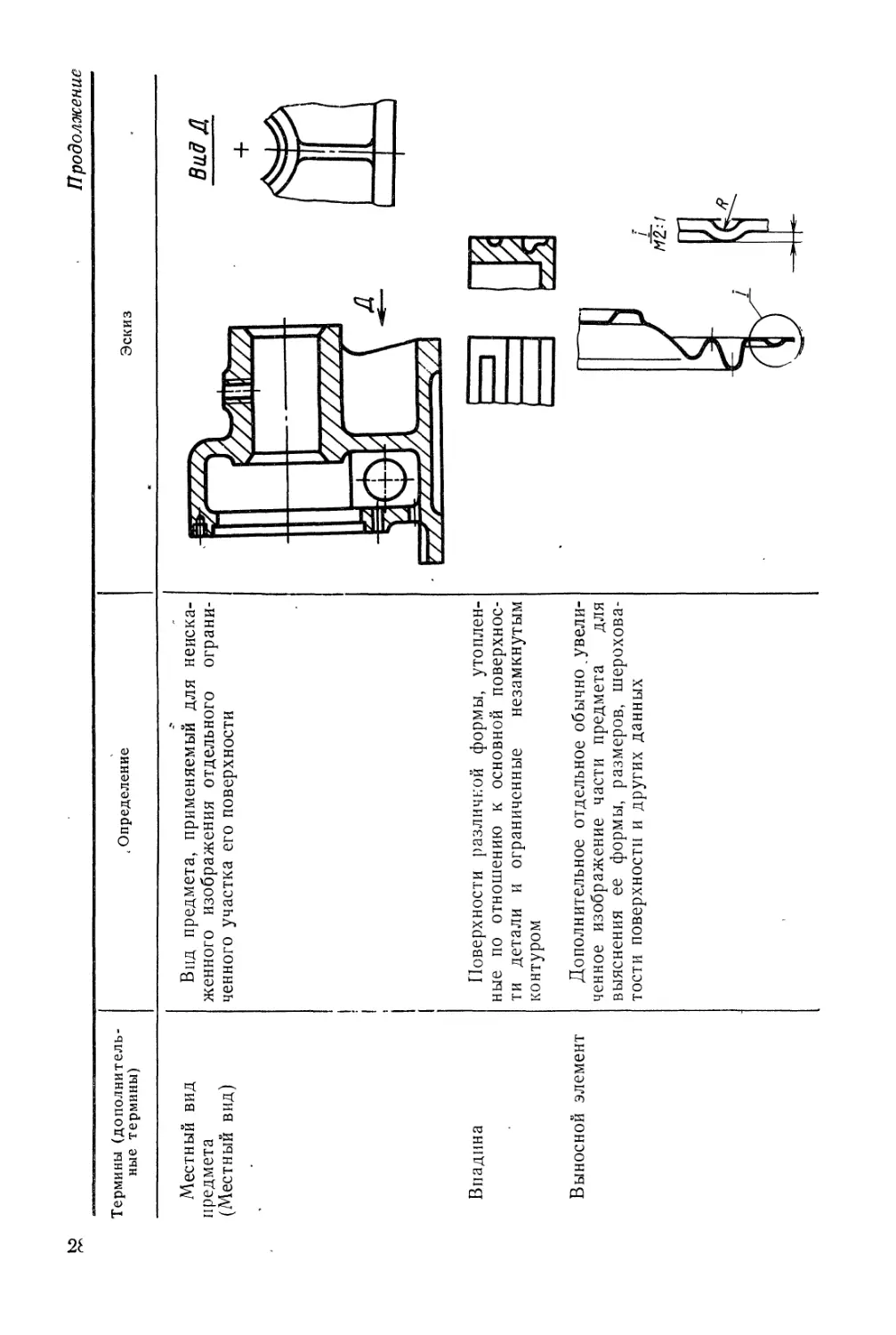
Местный вид предмета (Местный вид) Вид предмета, применяемый для неиска- женного изображения отдельного ограни- ченного участка его поверхности
! 1 1 Впадина I 1 1 Поверхности различной формы, утоплен- ные по отношению к основной поверхнос- ти детали и ограниченные незамкнутым контуром
Выносной элемент Дополнительное отдельное обычно увели- ченное изображение части предмета для выяснения ее формы, размеров, шерохова- тости поверхности и других данных
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
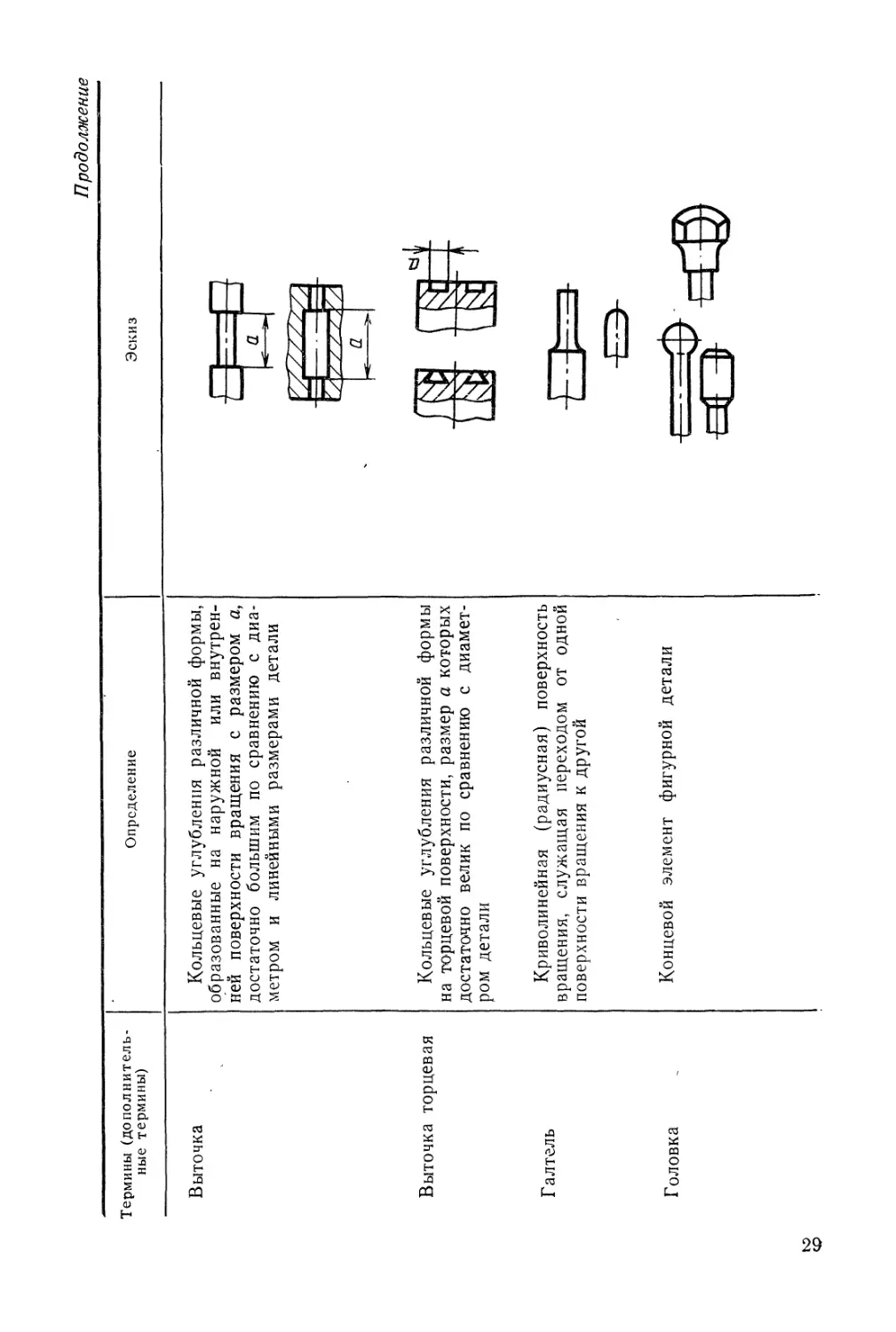
Выточка Кольцевые углубления различной формы, образованные на наружной или внутрен- ней поверхности вращения с размером а, достаточно большим по сравнению с диа- метром и линейными размерами детали
Выточка торцевая Кольцевые углубления различной формы на торцевой поверхности, размер а которых достаточно велик по сравнению с диамет- ром детали
Галтель Криволинейная (радиусная) поверхность вращения, служащая переходом от одной поверхности вращения к другой
Головка Концевой элемент фигурной детали
Продолжение
Термины (дополнитель- ные -термины) Определейие
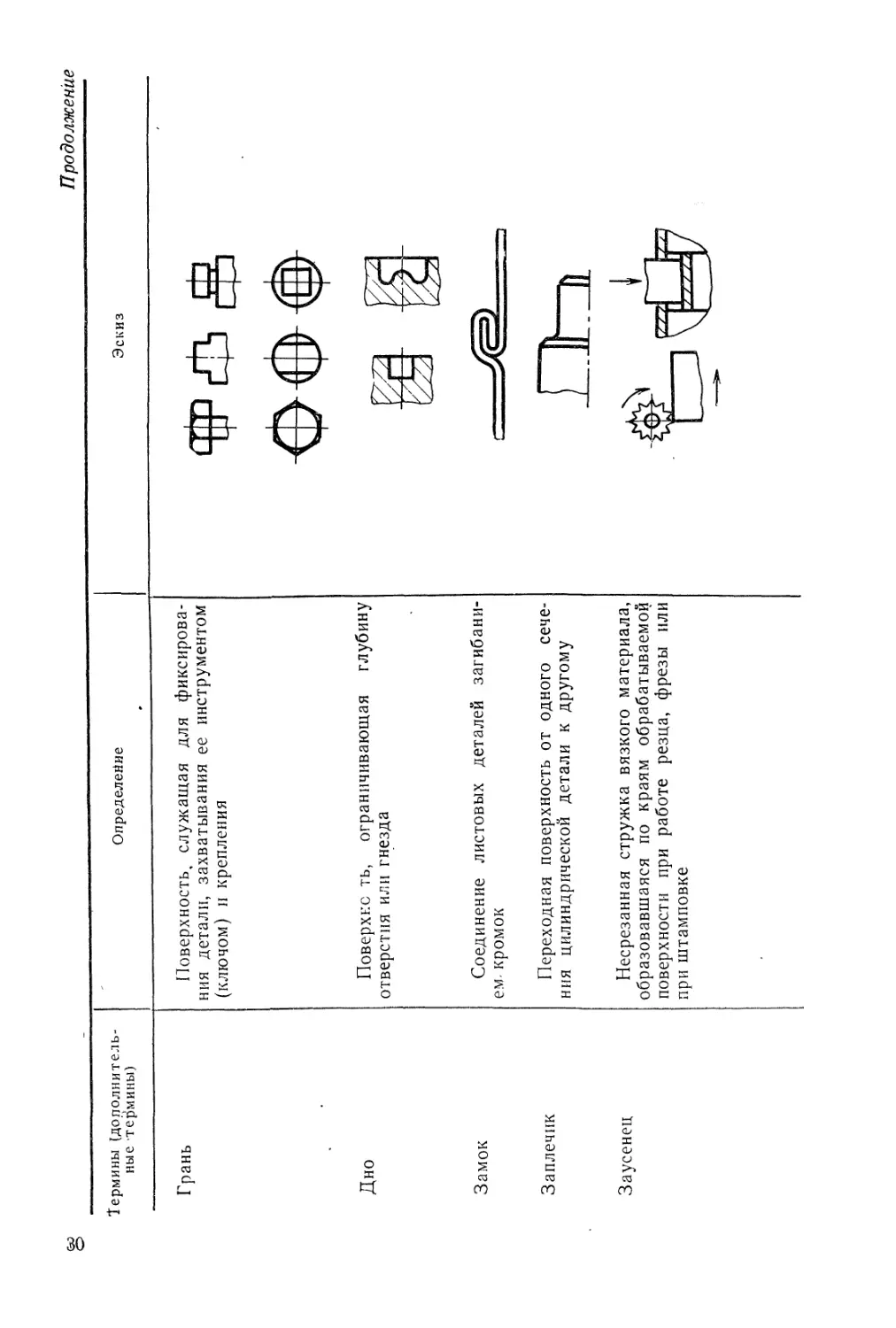
Грань Поверхность, служащая для фиксирова- ния детали, захватывания ее инструментом (ключом) и крепления
Дно ПоверхЕС ть, ограничивающая глубину отверстия или гнезда
Замок Соединение листовых деталей загибани- ем- кромок
Заплечик Переходная поверхность от одного сече- ния цилиндрической детали к другому
Заусенец Несрезанная стружка вязкого материала, образовавшаяся по краям обрабатываемой поверхности при работе резца, фрезы или при штамповке
Продолжение
Эскиз
QO@
Термины» (дополнитель- ные термины) Определение
Изгиб местный Рельефная поверхность — местное де- формирование с образованием рельефа без прорезки материала (а); жалюзи — мест- ное деформирование с прорезкой материа- ла с одной стороны (б); надрезка — мест- ная деформация с прорезкой материала с нескольких сторон и отгибкой (в); отбор- товка — местное деформирование с обра- зованием борта по внутреннему или на- ружному контуру листовой детали (г)
Изгиб радиусный 1 Отсутствие одного или обоих прямоли- нейных участков длиной Л, С (а, б); дли- на В дуги криволинейного участка не ме- нее половины длины окружности радиусом R(а); радиус изгиба измеряется вдоль оси изгиба
Изгиб радиусный закрытый Изгиб в котором криволинейный участок более 180°
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
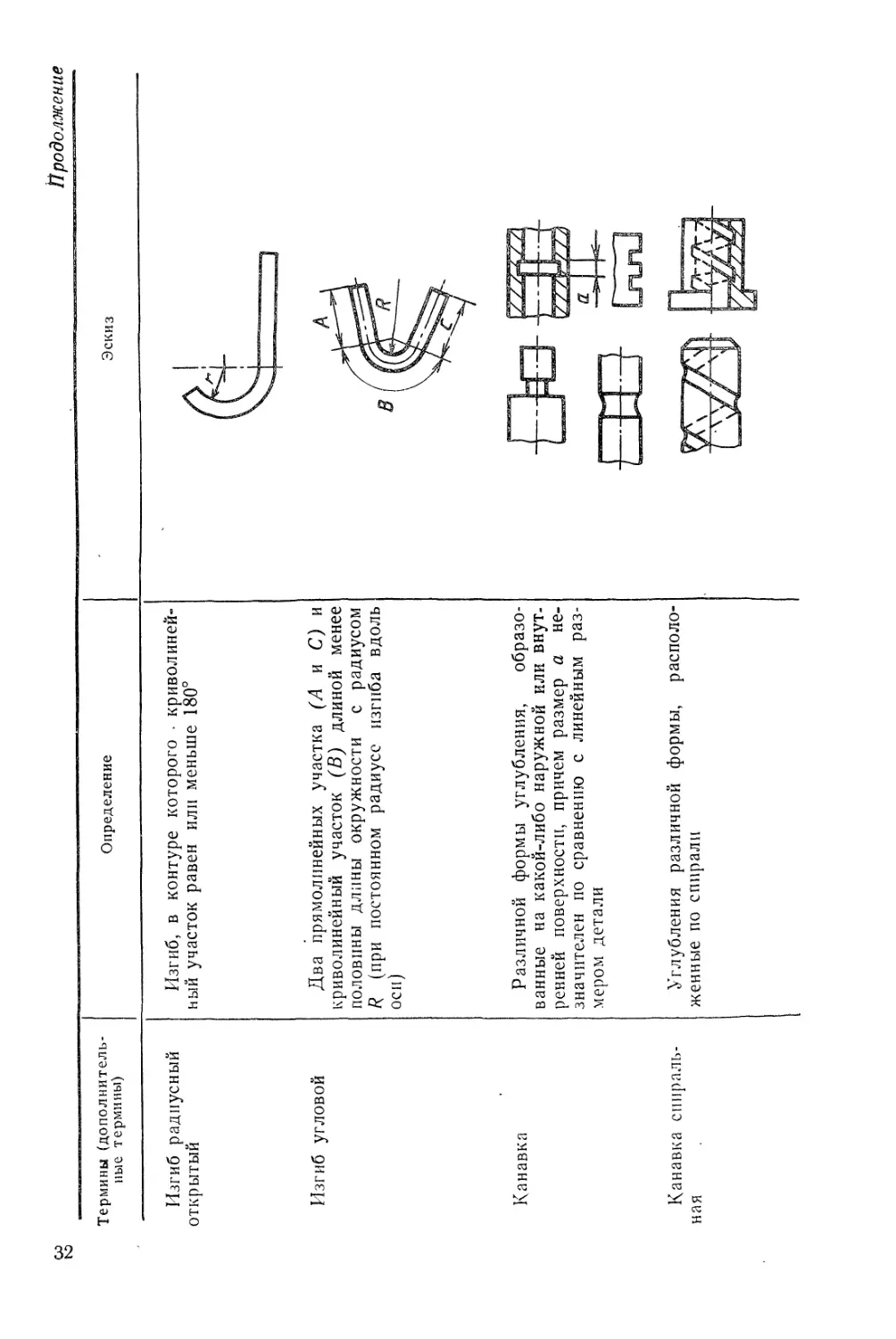
Изгиб радиусный открытый Изгиб, в контуре которого > криволиней- ный участок равен или меньше 180°
Изгиб угловой Два прямолинейных участка ("Л и С) и криволинейный участок (В) длиной менее половины длины окружности с радиусом R (при постоянном радиусе изгиба вдоль оси)
Канавка Различной формы углубления, образо- ванные на какой-либо наружной или внут- ренней поверхности, причем размер а не- значителен по сравнению с линейным раз- мером детали
Канавка спираль- ная Углубления различной формы, располо- женные по спирали
Продолжение
Эскиз
2 Зак. 942
Термины (дополнитель-
ные термины)
Определение
Канавка торцевая
Кольцевые углубления различной формы
на какой-либо торцевой поверхности, раз-
мер а которых, невелик по сравнению с
диаметром детали
Контур Замкнутая кривая, определяющая гео-
метрию детали или ее элемента
Контур вогнутый
Контур детали, у которого продолжение
любой стороны (при прямолинейном кон-
туре—а) или касательная, проведенная
р/ любой точке (при криволинейном конту-
ре — б), пересекает площадь детали
Контур выпуклый
Контур детали, у которого продолжение
любой стороны (при прямолинейном кон-
туре — а) или касательная, проведенная
в любой точке (при криволинейном конту-
ре — б), не пересекают площади деталей
Продолжение
Термины (дополнитель- ные термины) Определение
Контур комбини- рованный Контур детали, образованный прямыми и кривыми линиями
Контур криволи- нейный Контур детали, образованный кривыми линиями
Контур прямоли- нейный Контур детали, образованный прямыми линиями (фаски и скругления кромок не учитывают)
Линия контура Линия очертания на чертеже предмета, принадлежащей ему поверхности, разреза или сечения предмета
Линия видимого контура Линия невидимо- го контура Размерная линия Линия контура видимых поверхностей предмета Линия контура невидимых поверхностей предмета Линия, предназначенная для указания размера измеряемого участка предмета, изо- браженного на чертеже
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
Выносная линия Линия, ограничивающая измеряемый уча-
Осевая линия сток предмета, изображенного на чертеже Линия, представляющая собой ось сим- метрии предмета или его поверхности, изо-
Центровая линия браженных на чертеже Линия, проходящая через центры повер- хностей вращения предмета, изображенно- го на чертеже
Линия сечения Линия, обозначающая направление секу- щей плоскости при выполнении разреза или сечения предмета, изображенного на черте- же
Линия перехода Линия пересечения поверхностей предме-
Линия обрыва Линия, ограничивающая часть изображе- ния предмета на чертеже, применяемая пре- имущественно для упрощения изображения предметов постоянной формы сечения и большой протяженности
Лыска Плоскость на цилиндрической поверхнос- ти детали, образованная срезом ее части
сл
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
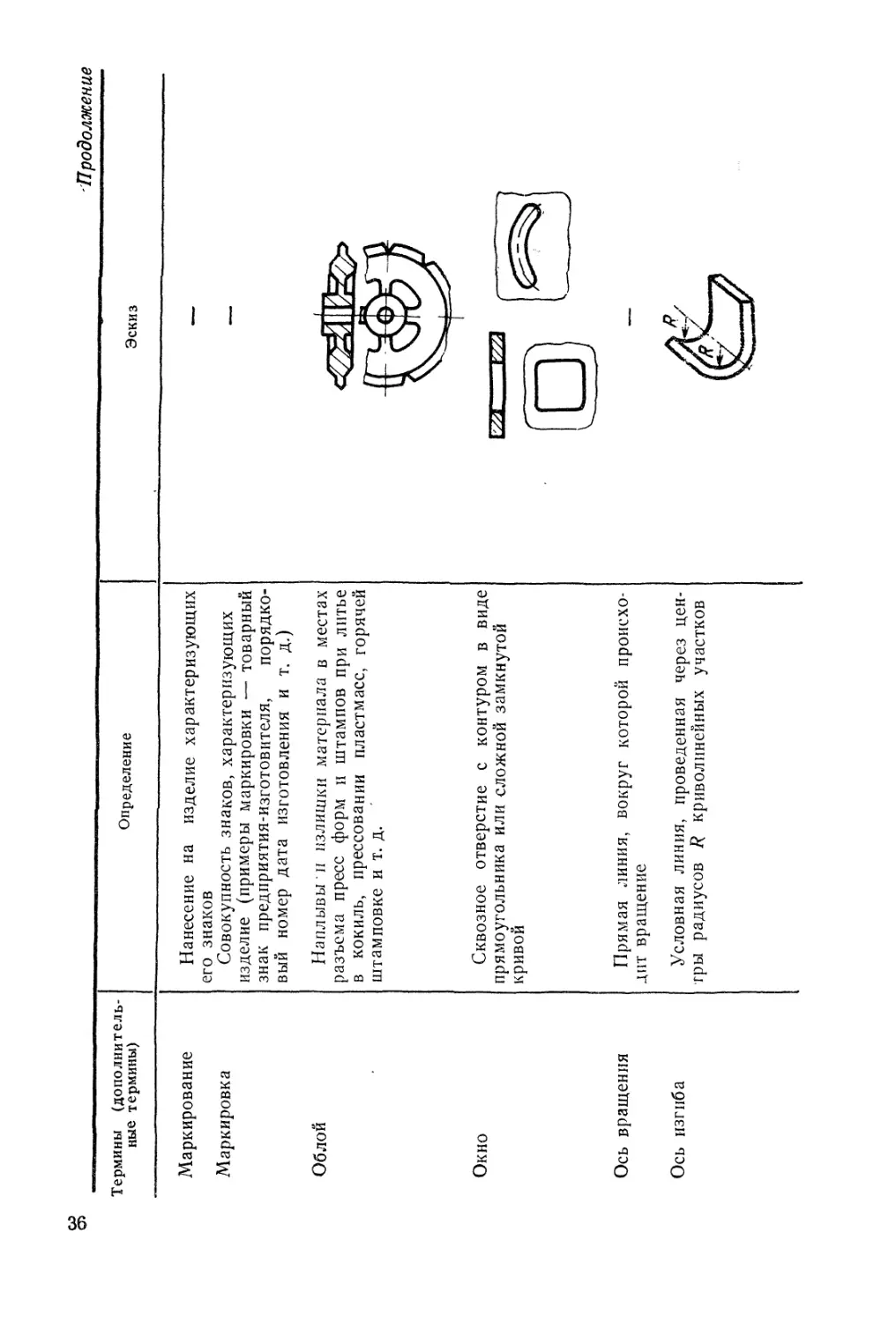
Маркирование Нанесение на изделие характеризующих его знаков
Маркировка Совокупность знаков, характеризующих изделие (примеры маркировки — товарный знак предприятия-изготовителя, порядко- вый номер дата изготовления и т. д.)
Облой Наплывы и излишки материала в местах разъема пресс форм и штампов при литье в кокиль, прессовании пластмасс, горячей штамповке и т. д.
Окно Сквозное отверстие с контуром в виде прямоугольника или сложной замкнутой кривой
Ось вращения Прямая линия, вокруг которой происхо- дит вращение
Ось изгиба Условная линия, проведенная через цен- тры радиусов R криволинейных участков
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
Отверстие Внедренная поверхность, образованная вращением линии параллельно оси враще- ния, отверстия могут быть сквозными и глухими
Базовое отверстие Отверстие, поверхность которого являе- ется вспомогательной базой детали, с по- мощью которою другие детали и сбороч- ные единицы монтируются в определенной взаимосвязи или перемещаются внутри этой детали (поршень, золотник)
Отверстие вне оси детали Отверстие, ось которою не совпадает с осью вращения детали
Продолжение
Термины (дополнитель- ные термины) Определение
Отверстие комби- нированной формы Отверстие, поверхность которого состоит из комбинаций цилиндрических, конических криволинейных поверхностей в любом их сочетании, расположенных по оси детали. Фаска и скругление в отверстиях при клас- сификации нс учитываются
Отверстие кони- ческое Внутренняя поверхность, образованная вращением прямой линии, расположенной под углом к оси вращения
Отверстие круглое в поперечном сече- нии Отверстие, любое поперечное сечение ко- торого окружность
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
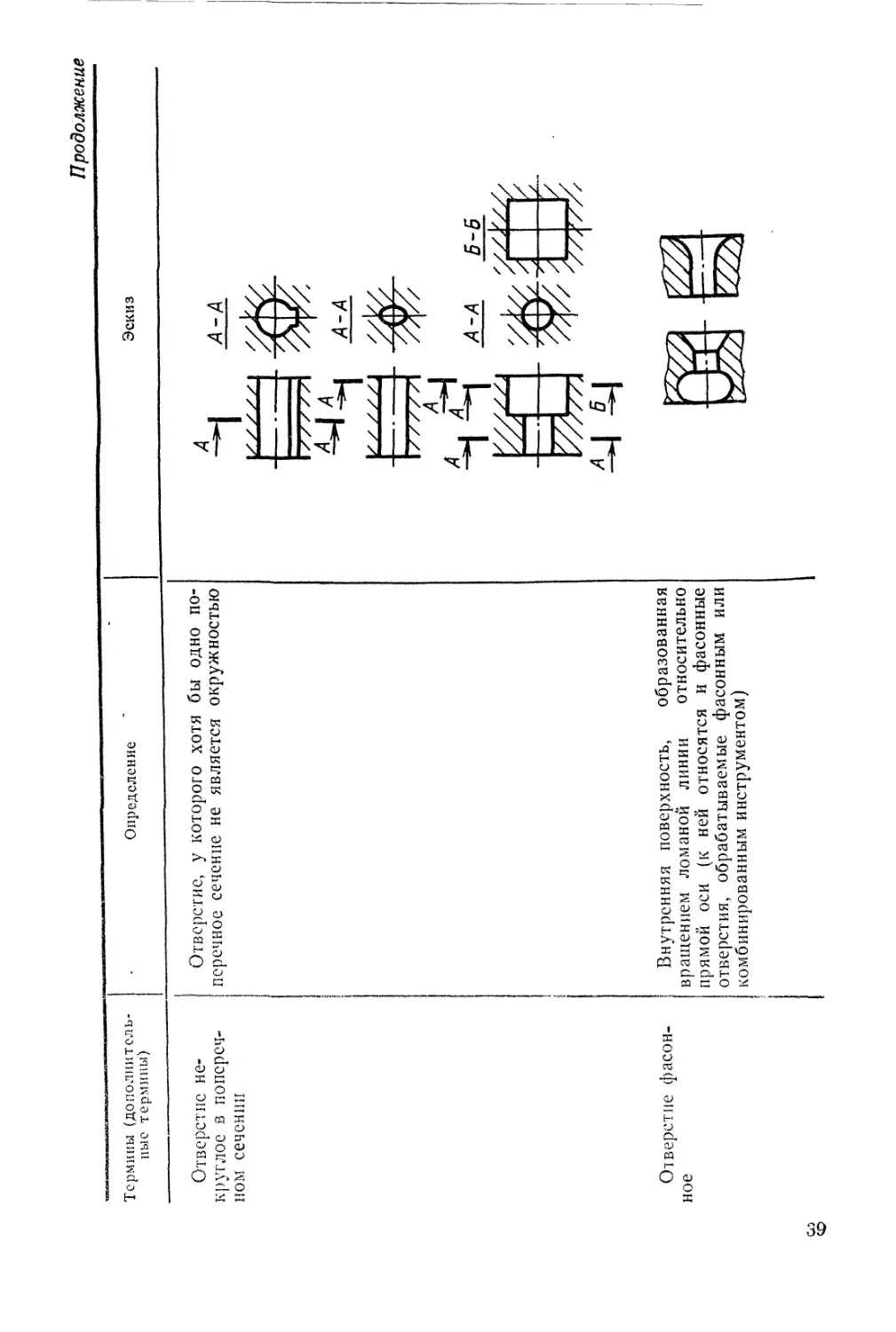
Отверстие не- круглое в попереч- ном сечении Отверстие, у которого хотя бы одно по- перечное сечение не является окружностью
Отверстие фасон- ное Внутренняя поверхность, образованная вращением ломаной линии относительно прямой оси (к ней относятся и фасонные отверстия, обрабатываемые фасонным или комбинированным инструментом)
Продолжение
Эскиз
о
Термины (дополнитель- ные термины) Определение
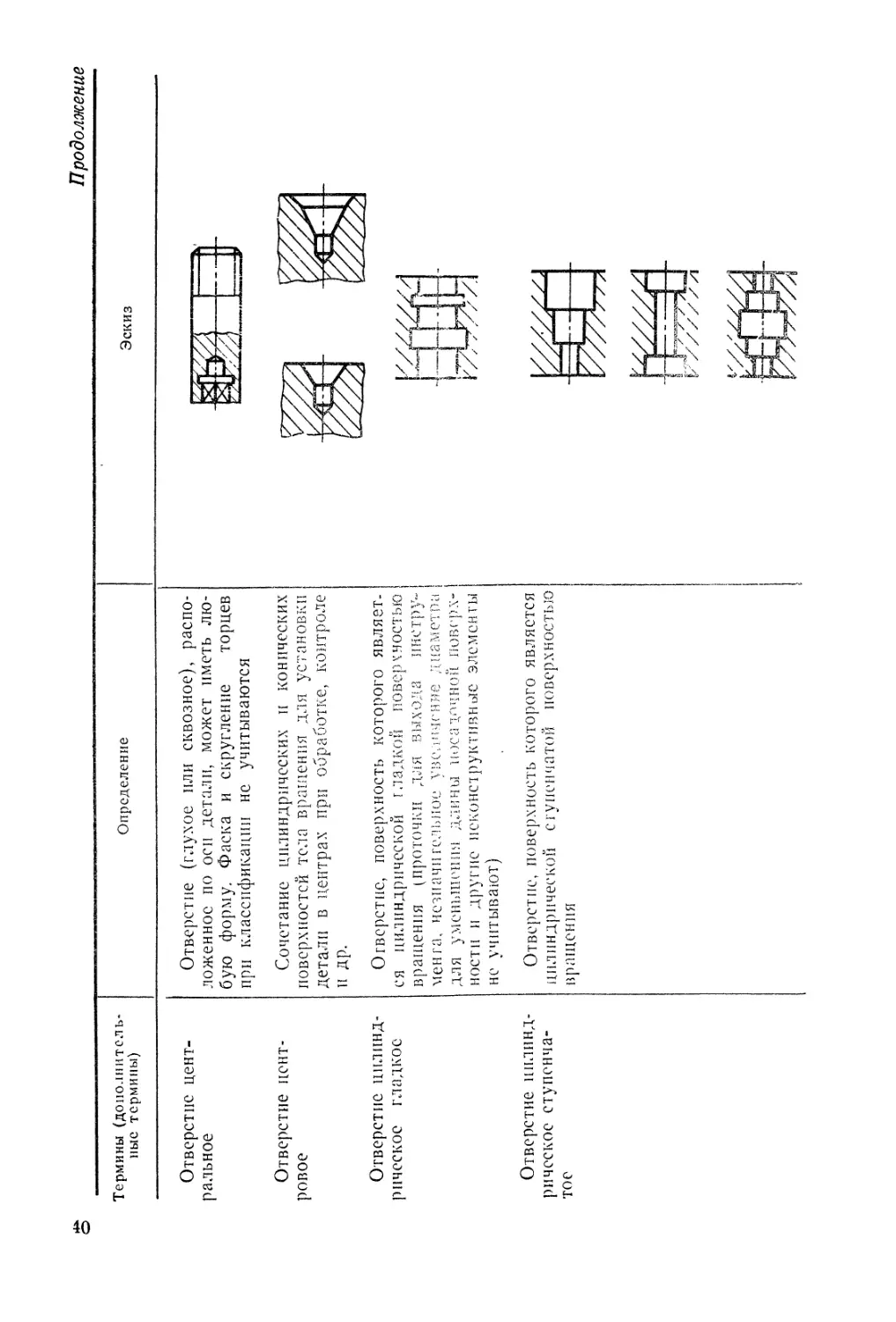
Отверстие ральное цент- Отверстие (глухое или сквозное), распо- ложенное по осп детали, может иметь лю- бую форму. Фаска и скругление торцев при классификации не учитываются
Отверстие ровое цент- Сочетание цилиндрических и конических поверхностей тела вращения для установки детали в центрах при обработке, контроле и др.
Отверстие цилинд- рическое гладкое Отверстие, поверхность которого являет- ся цилиндрической гладкой поверхностью вращения (проточки для -л'Х^’З пчдру- мен га, незначи тельное увеличение диаметпа для уменьшения длины и .-ючои рх- ноет и и другие неконструктивные элементы не учитывают)
Отверстие цилинд- рическое ступенча- тое Отверстие, поверхность которого является цилиндрической ступенчатой поверхностью вращения
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
Отверстие шлице- вое Отверстие миогошииночного (шлицевого) соединения
П родолжение
Эскиз
ьс
Термины (дополнитель
ные термины)
Определение
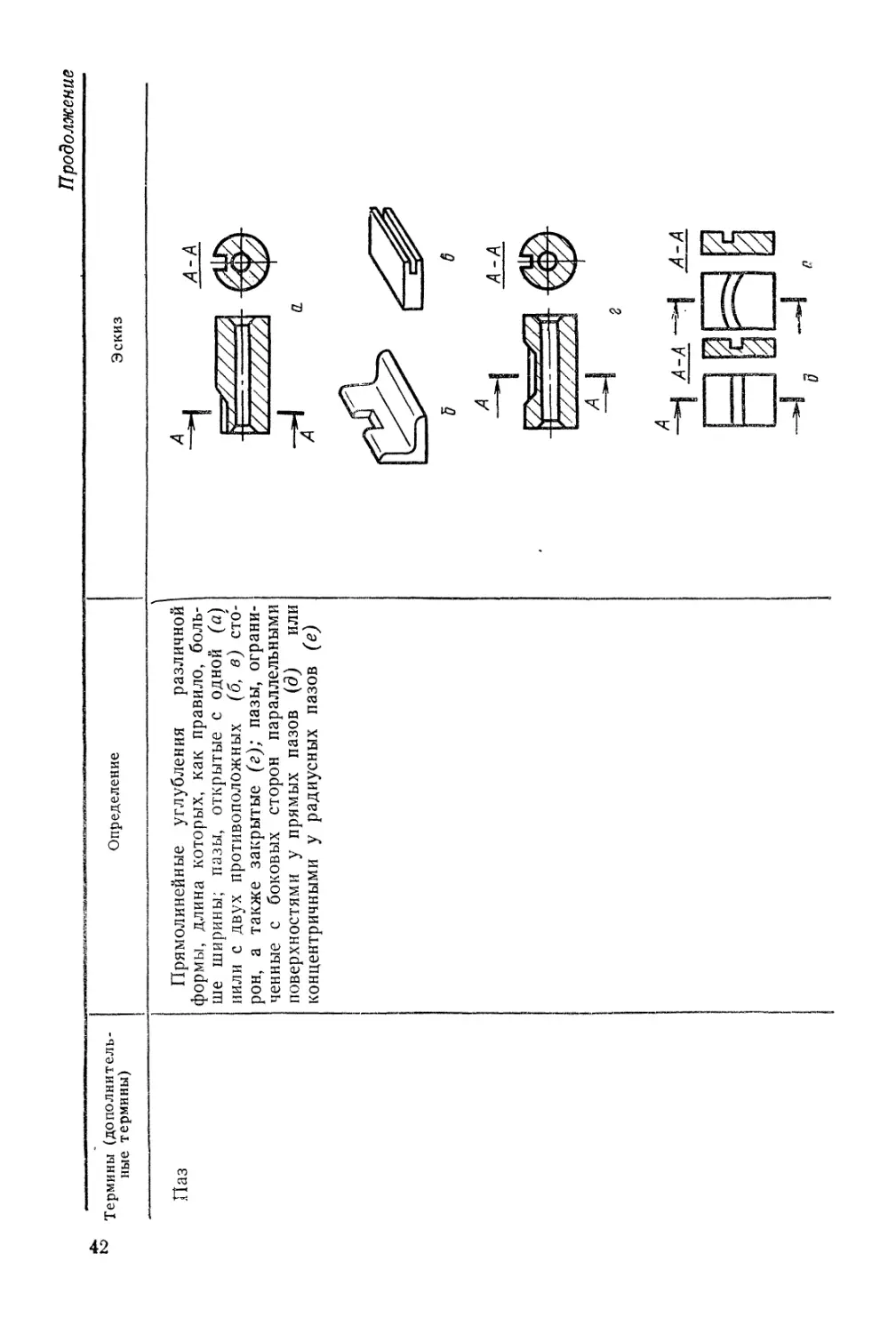
Паз
Прямолинейные углубления различной
формы, длина которых, как правило, боль- !
ше ширины; пазы, открытые с одной (а)
мили с двух противоположных (б, в) сто'-
рон, а также закрытые (г); пазы, ограни-
ченные с боковых сторон параллельными
поверхностями у прямых пазов (д) или
концентричными у радиусных пазов (е) ~
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
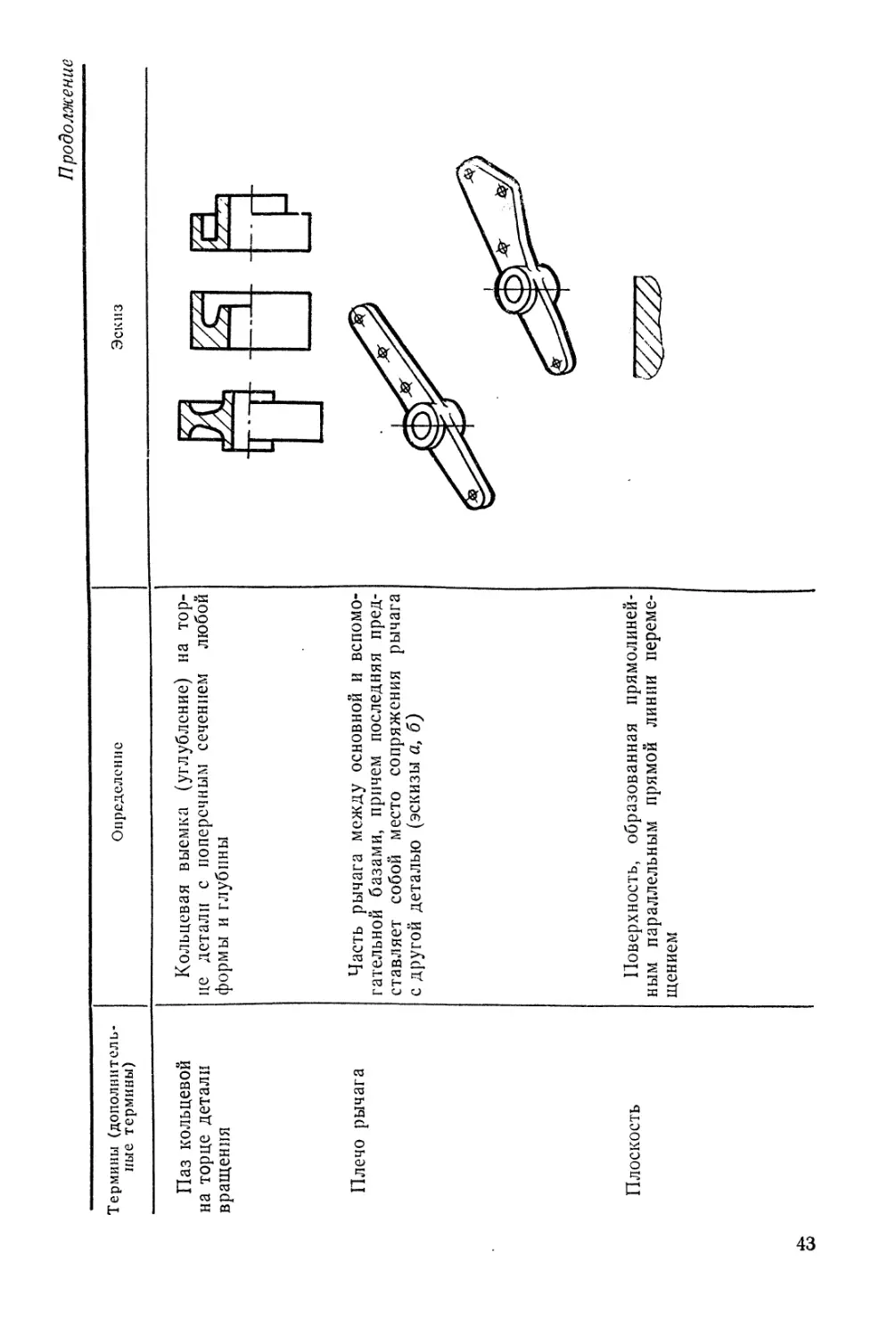
Паз кольцевой на торце детали вращения Кольцевая выемка (углубление) на тор- це детали с поперечным сечением любой формы и глубины
Плечо рычага Часть рычага между основной и вспомо- гательной базами, причем последняя пред- ставляет собой место сопряжения рычага с другой деталью (эскизы а, б)
Плоскость Поверхность, образованная прямолиней- ным параллельным прямой линии переме- щением
Продолжение
Эскиз
^222^
Термины (дополнитель- ные термины) Определение
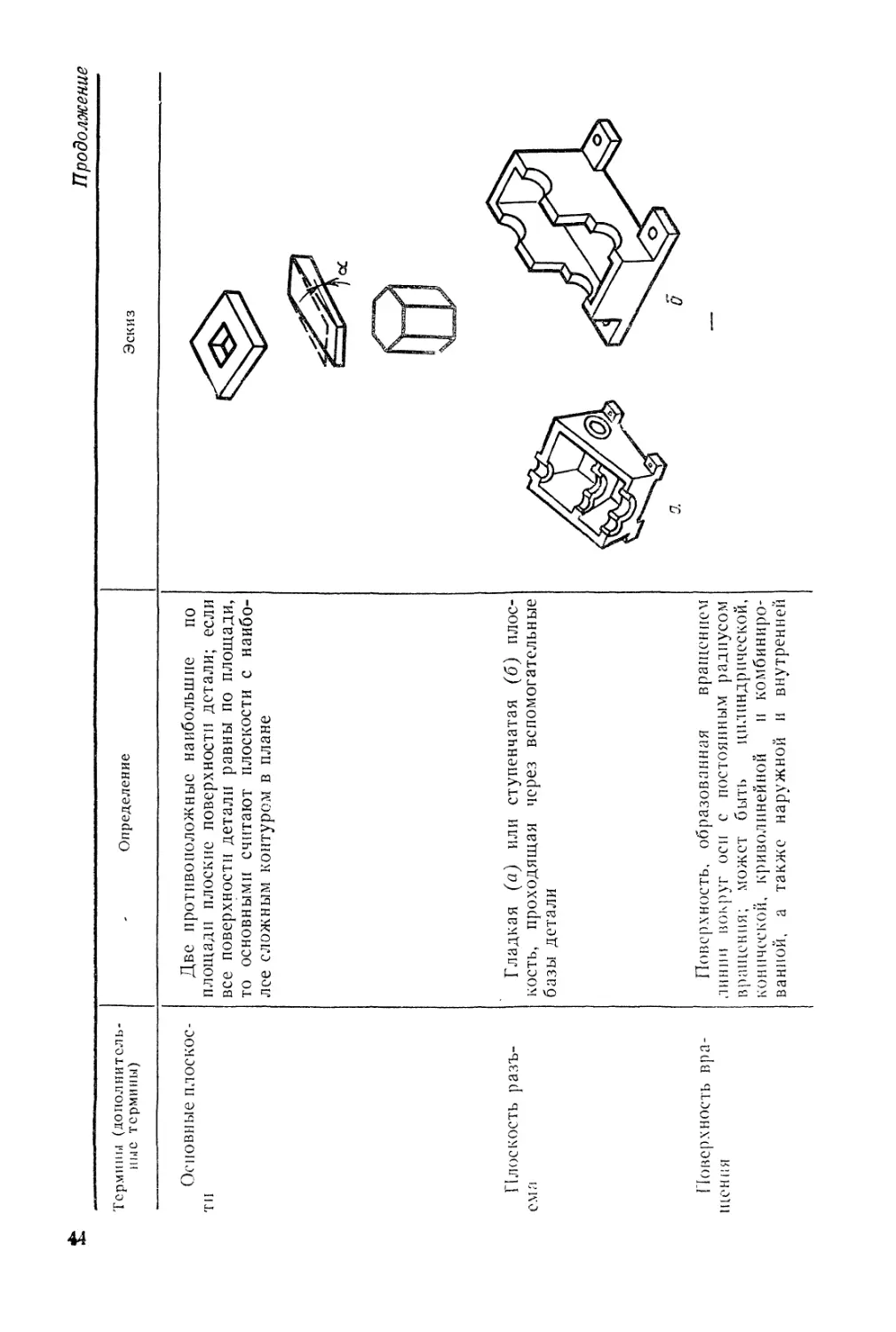
Основные плоскос- ти Две противоположные наибольшие по площади плоские поверхности детали; если все поверхности детали равны по площади, то основными считают плоскости с наибо- лее сложным контуром в плане
Плоскость разъ- ем л Гладкая (а) или ступенчатая (б) плос- кость, проходящая через вспомогательные базы детали
Поверхность вра- щения Поверхность, образованная вращением линии вокруг осп с постоянным радиусом вращения; может быть цилиндрической, конической, криволинейной и комбиниро- ванной, а также наружной и внутренней
Продолжение
Эскиз
Термнвы (дополнитель- ные термины) Определение
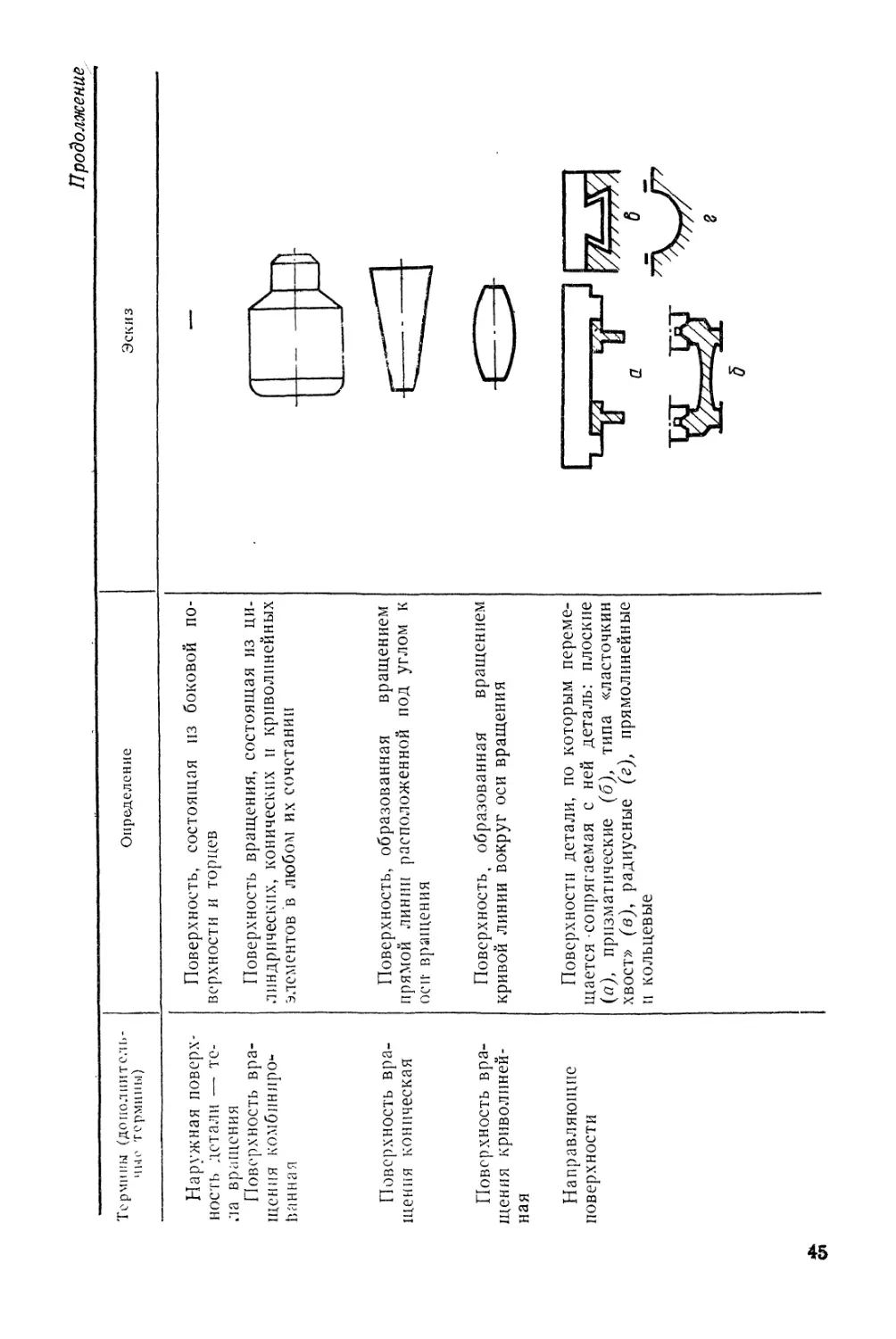
Наружная поверх- ность детали — те- ла вращения Поверхность вра- щения комбинлро* b а н н а я Поверхность, состоящая из боковой по- верхности и торцев Поверхность вращения, состоящая из ци- линдрических, конических и криволинейных элементов в любом их сочетании
Поверхность вра- щения коническая Поверхность, образованная вращением прямой линии расположенной под углом к осп- вращения
Поверхность вра- щения криволиней- ная Поверхность, образованная вращением кривой линии вокруг оси вращения
Направляющие поверхности Поверхности детали, по которым переме- щается -сопрягаемая с ней деталь: плоские (а), призматические (б), типа «ласточкин хвост» (в), радиусные (г), прямолинейные и кольцевые
Продолжение
Эскиз
Термины (дополнитель-
ные термины)
Определение
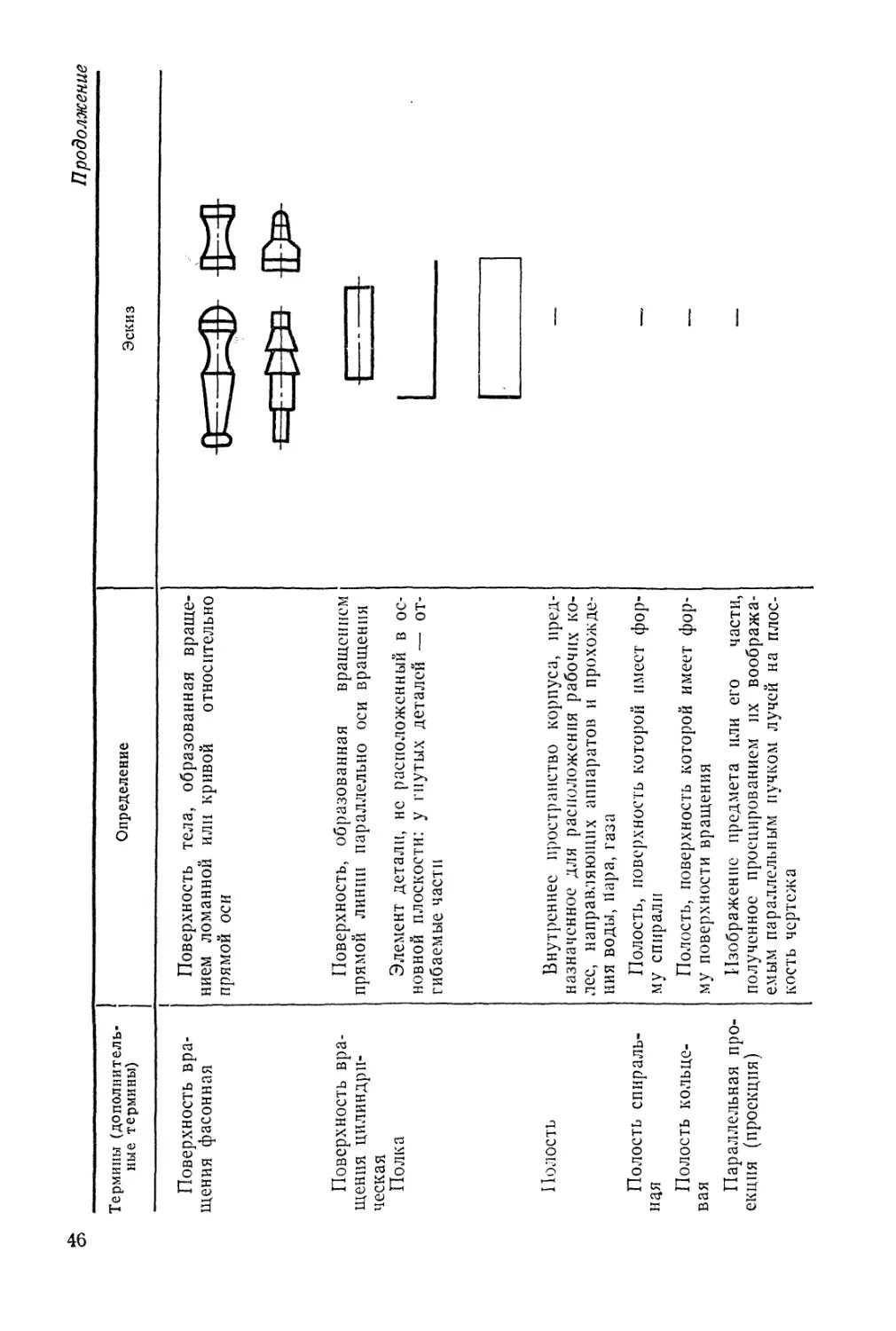
Поверхность вра- щения фасонная Поверхность тела, образованная враще- нием ломанной или кривой относительно прямой оси
Поверхность вра- щения цилиндри- ческая Полка Поверхность, образованная вращением прямой линии параллельно оси вращения Элемент детали, нс расположенный в ос- новной плоскости: у гнутых деталей — от- гибаемые части
Полость Внутреннее пространство корпуса, пред- назначенное для расположения рабочих ко- лес, направляющих аппаратов и прохожде- ния воды, Пара, газа
Полость спираль- ная Полость кольце- вая Полость, поверхность которой имеет фор- му спирали Полость, поверхность которой имеет фор- му поверхности вращения
Параллельная про- екция (проекция) Изображение предмета или его части, полученное проецированием их вообража- емым параллельным пучком лучей на плос- кость чертежа
Продолжение
Эскиз
Термины (дополнитель-
ные термины)
Определение
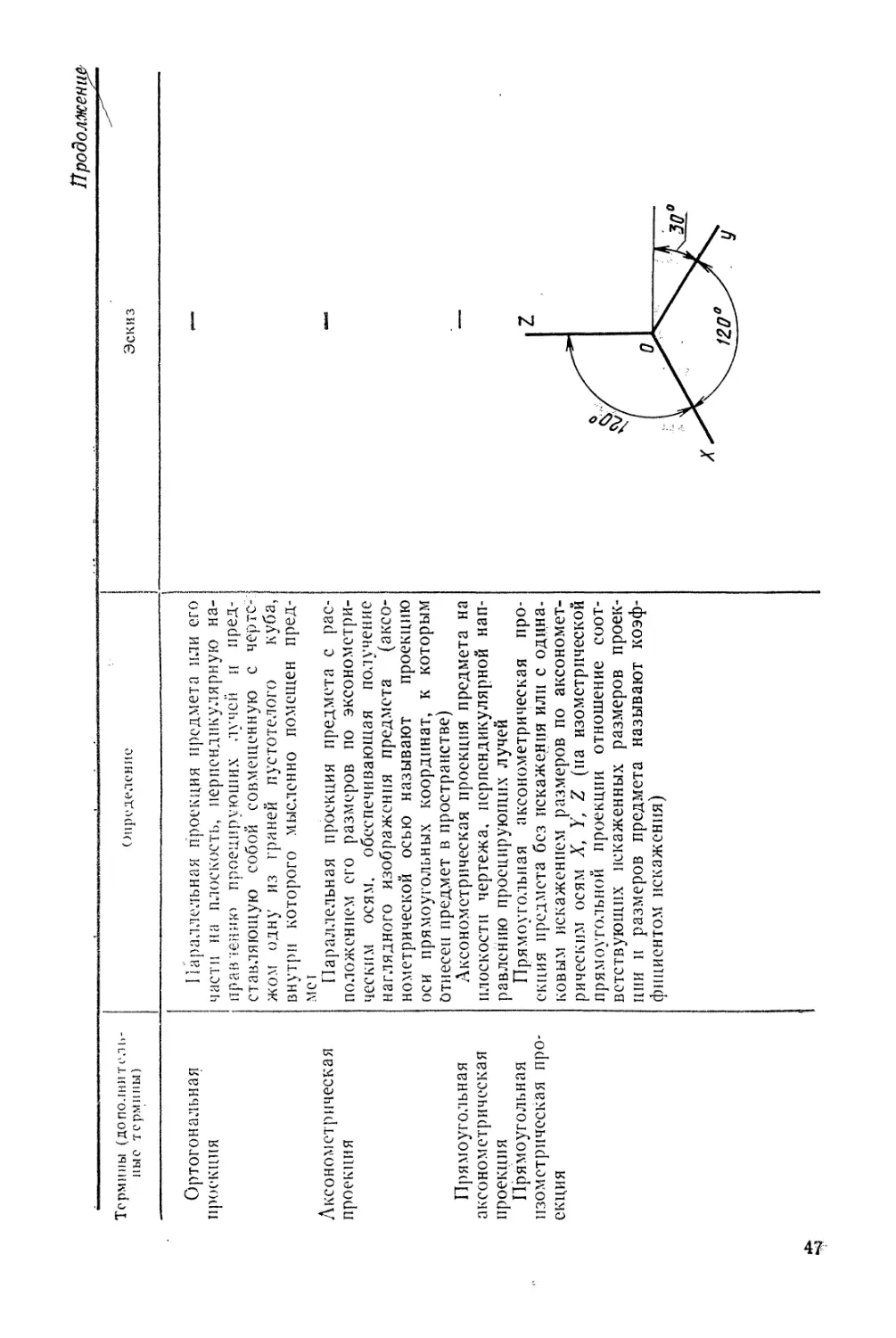
Ортогональная
проекция
Аксонометрическая
проекция
Прямоугольная
аксонометрическая
проекция
Прямоугольная
изометрическая про-
екция
Параллельная проекция предмета или его
части на плоскость, перпендикулярную на-
прав тению проецирующих лучей и пред-
ставляющую собой совмещенную с черте-;
жом одну из граней пустотелого куба,
внутри которого мысленно помещен пред-
мет
Параллельная проекция предмета с рас-
положением его размеров по аксонометри-
ческим осям, обеспечивающая получение
наглядного изображения предмета (аксо-
нометрической осью называют проекцию
оси прямоугольных координат, к которым
отнесен предмет в пространстве)
Аксонометрическая проекция предмета на
плоскости чертежа, перпендикулярной нап-
равлению проецирующих лучей
Прямоугольная аксонометрическая про-
екция предмета без искажения или с одина-
ковым искажением размеров по аксономет-
рическим осям X, Y, Z (па изометрической
прямоугольной проекции отношение соот-
ветствующих искаженных размеров проек-
ции и размеров предмета называют коэф-
фициентом искажения)
Продолжение
Эскиз
фь
оо Термины (дополнитель- ные термины) Определение
Прямоугольная ди- аметрическая про- екция Прямоугольная аксонометрическая про- екция предмета без искажения или с оди- наковым искажением размеров по аксоно- метрическим осям X, Z и соответственно уменьшенными вдвое размерами по оси Y
Косоугольная ак- сонометрическая проекция Косоугольная изометрическая про- екция Фронтальная изо- метрическая проек- ция Аксонометрическая проекция предмета на плоскости чертежа, неперпендикулярной направлению проецирующих лучей Косоугольная аксонометрическая проек- ция предмета без искажения размеров по аксонометрическим осям X, Y, Z Изометрическая косоугольная проекция предмета с расположением аксонометри- ческих осей, как показано на рисунке
Продолжение
Эскиз
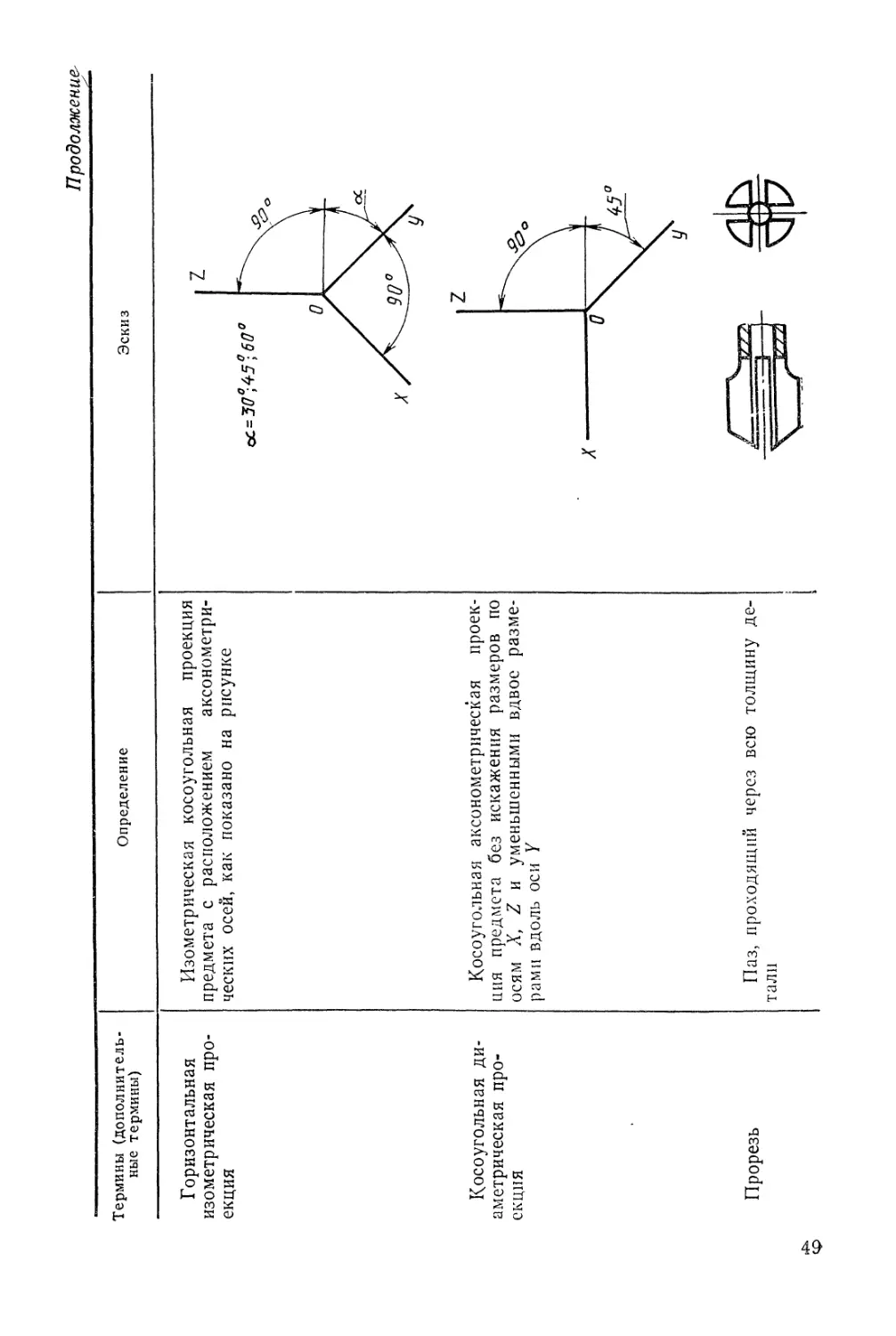
Термины (дополнитель- ные термины) Определение
Горизонтальная изометрическая про- екция Изометрическая косоугольная проекция предмета с расположением аксонометри- ческих осей, как показано на рисунке
Косоугольная ди- аметрическая про- екция Косоугольная аксонометрическая проек- ция предмета без искажения размеров по осям X, Z и уменьшенными вдвое разме- рами вдоль оси У
Прорезь Паз, проходящий через всю толщину де- тали
<£>
Продолжение
Продолжение
Термины (до пол и итс ЛЬ'
пые термины)
Определение
Эскиз
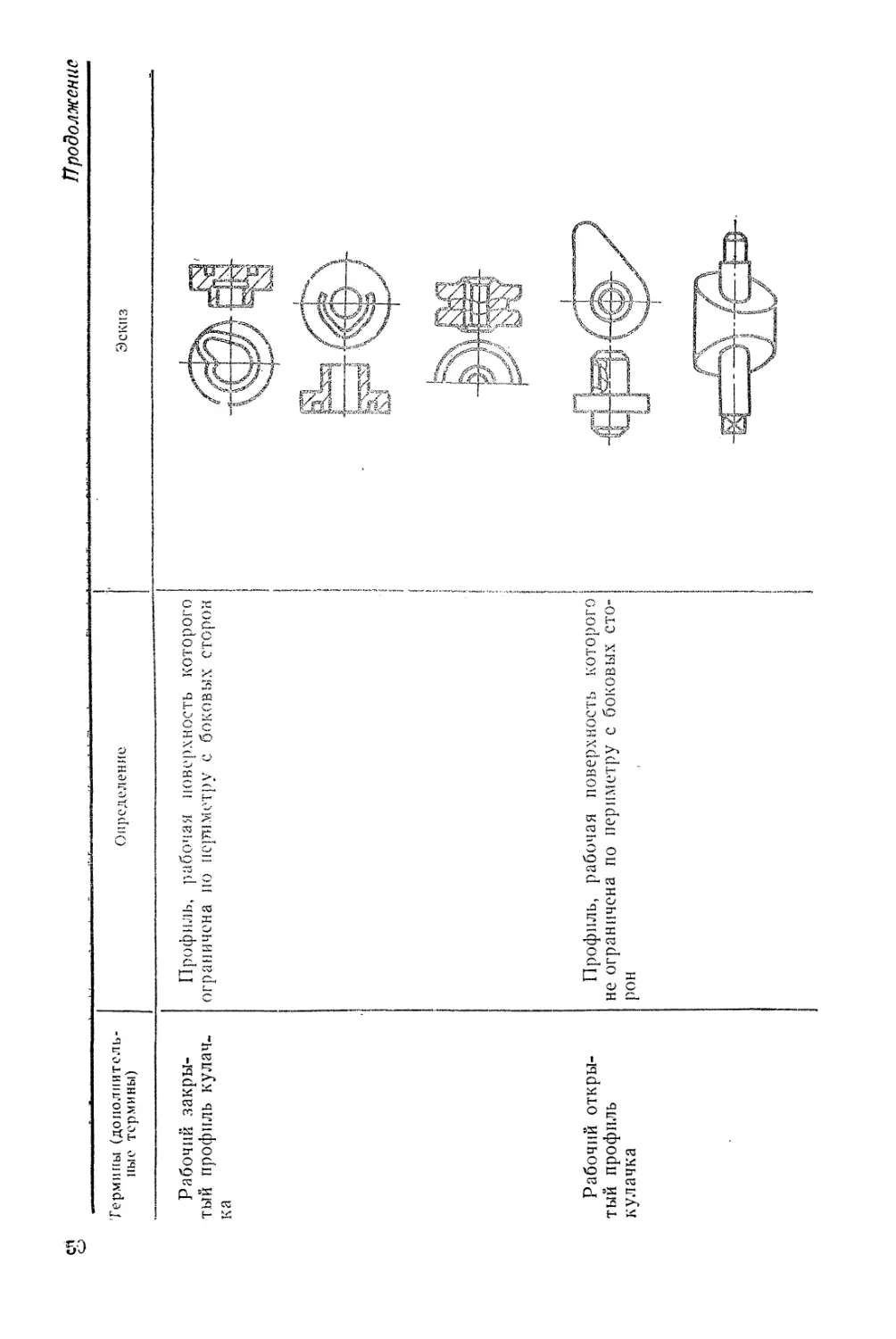
Рабочий закры-
тый профиль кулаки
к а
Профиль, рабочая поверхность которого
ограничена ио периметру с боковых сторон
Рабочий откры-
тый профиль
кулачка
Профиль, рабочая поверхность которого
не ограничена по периметру с боковых сто»
рон
Термины (дополнитель- ные термины) Определение
Линейный размер Размер изделия, определяемый в линей- ных единицах (линейный размер на черте- же указывают в миллиметрах без обозна- чения единицы измерения)
Угловой размер Размер изделия, определяемый в угло- вых единицах (угловой размер на чертеже указывают в градусах, минутах, и секун- дах с обозначением единицы измерения)
Исполнительный размер Справочный раз- мер Размер, необходимый для изготовления изделия Размер, не подлежащий выполнению по данному чертежу и указываемый для удо- бства пользования чертежом ( к справоч- ным относят размеры, перенесенные с дру- гих чертежей и используемые в качестве установочных, присоединительных и габа- ритных; размеры необрабатываемых повер- хностей изделий из прокатного материала; размеры, перенесенные с чертежей изделий заготовок; размеры поверхностей, обраба- тываемых по сопрягаемому изделию; один из размеров замкнутой размерной цепи, а также размеры, определяющие предельные положения подвижных составных частей изделия)
Установочный раз- мер Исполнительный или справочный размер, определяющий положение поверхностей из- делия, по которым его устанавливают в
сл другом изделии или при монтаже
Продолжение
Эскиз
to
Термины (дополнитель- ные термины) Определение
Присоединитель- ный размер Габаритный раз- мер Ремонтный размер Категорийный размер Пригоночный раз- мер Номинальный раз- мер Предельное откло- нение размера Разрез предмета (разрез) Исполнительный или справочный размер, определяющий координаты элементов или изделий, с помощью которых данное изде- лие присоединяют к другому изделию Исполнительный или справочный размер, определяющий предельное расстояние меж- ду точками внешнего или внутреннего оче- ртания изделия Исполнительный размер изделия, ремон- тируемого или изготавливаемого вместо из- ношенного, отличающийся от соответству- ющего размера на рабочем чертеже изде- лия до ремонта Ремонтный размер, установленный для определенной категории ремонта изделия, определяемый износом Ремонтный размер, установленный с уче- том припуска на пригонку поверхности ре- монтируемого изделия по месту его уста- новки Исполнительный размер изделия, опре- деляемый его функциональным назначени- ем и служащий началом отсчета заданных отклонений при изготовлении изделия Предельно допустимое отклонение разме- ра от его номинального значения Ортогональная проекция предмета, мыс- ленно рассеченного полностью или частич- но одной или несколькими плоскостями для выявления его невидимых поверхностей
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
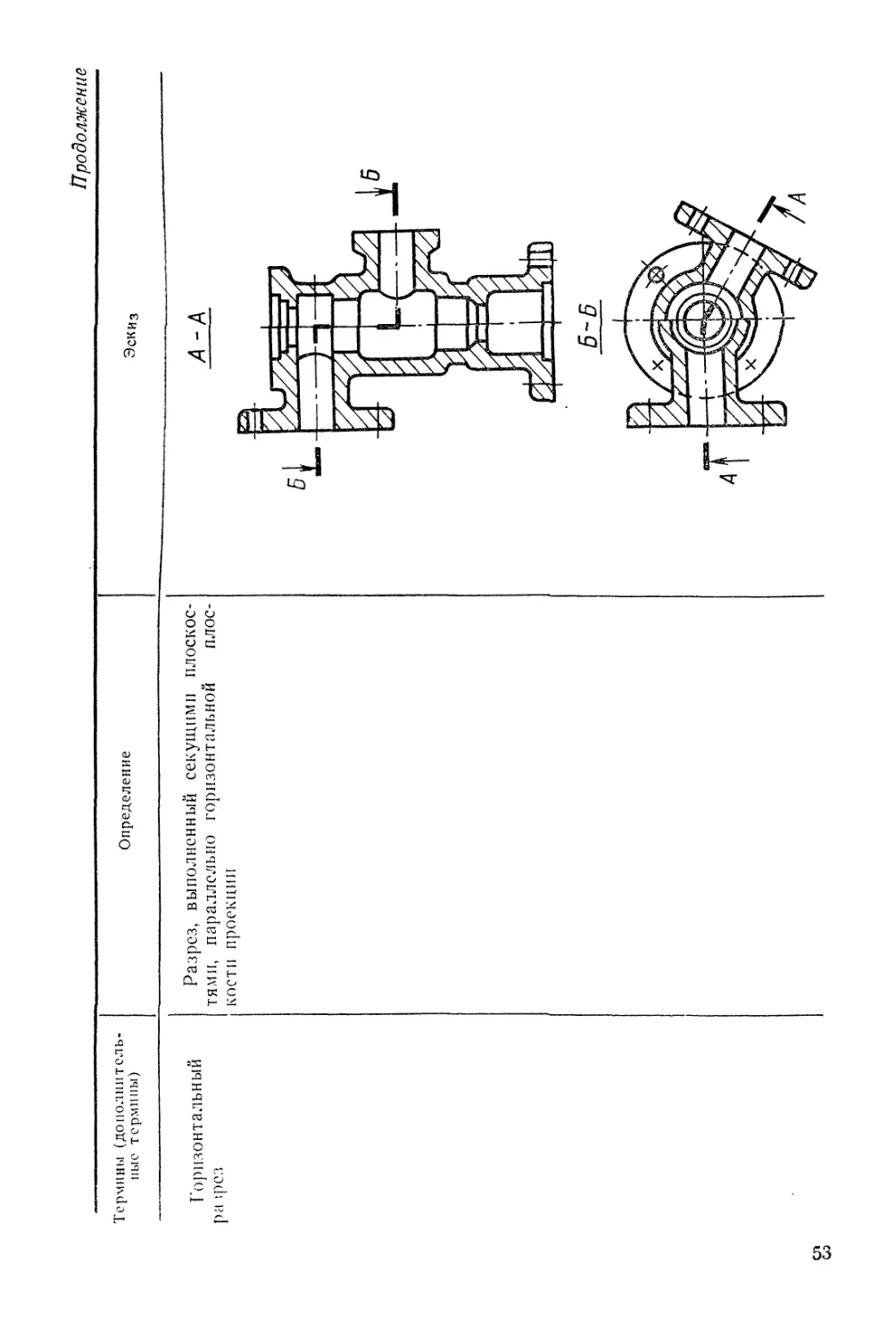
Горизонтальный ра ’.роз Разрез, выполненный секущими плоскос- тями, параллельно горизонтальной плос- кости проекции
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
Вертикальный разрез Разрез, выполненный секущими плоскос- тями перпендикулярно горизонтальной плоскости проекций
Фронтальный раз- рез Вертикальный разрез, выполненный секу- щими плоскостями параллельно фронталь-
Профильный раз- рез ной плоскости проекций Вертикальный разрез, выполненный се- кущими плоскостями параллельно про- фильной плоскости проекций
Наклонный раз- рез Разрез, выполненный секущей плоскос- тью, под острым (тупым) углом к гори- зонтальной
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
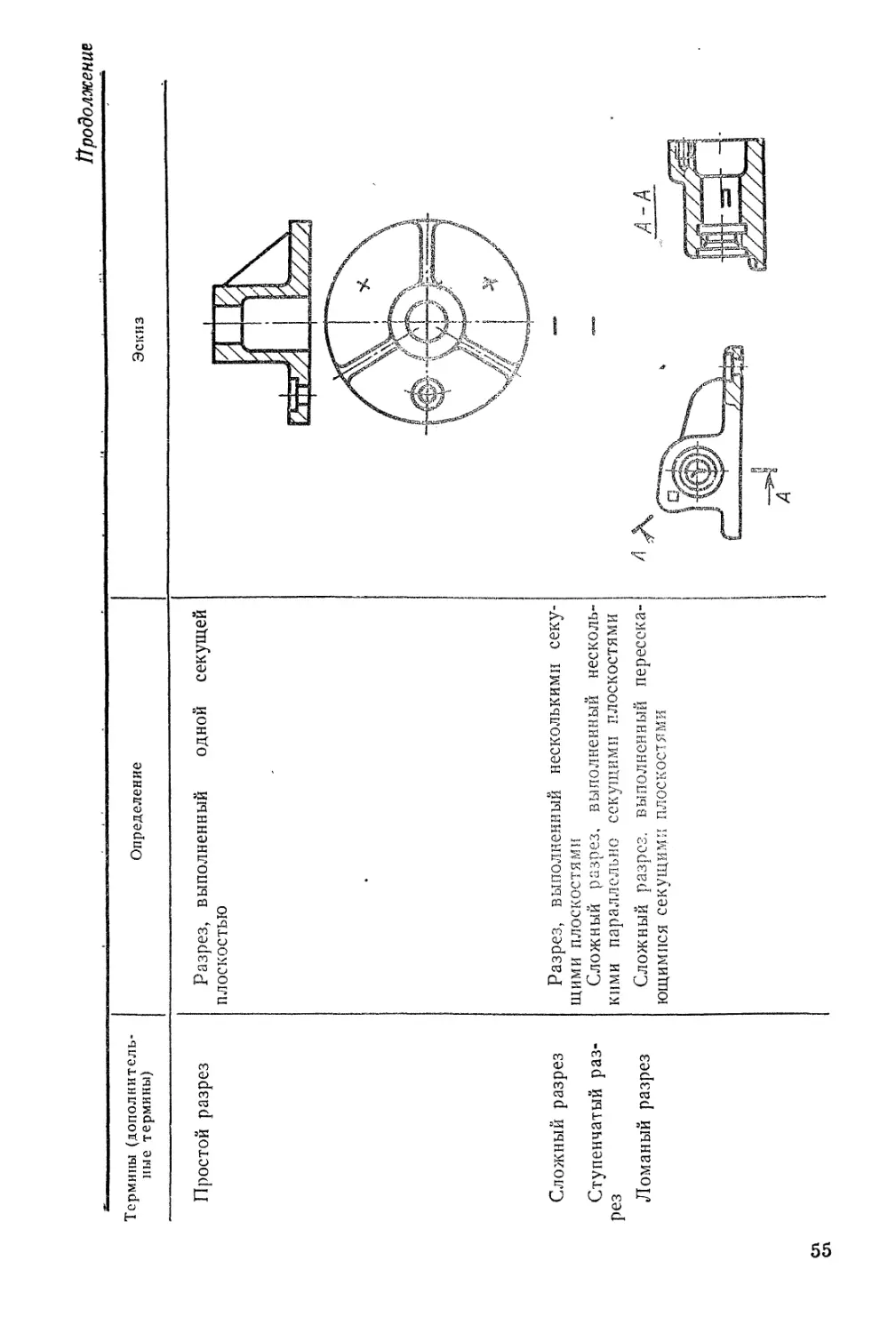
Простой разрез Разрез, выполненный одной секущей плоскостью
Сложный разрез Разрез, выполненный несколькими секу- щими плоскостями
Ступенчатый раз- рез Ломаный разрез Сложный разрез, выполненный несколь- кими параллельно секущими плоскостями Сложный разрез, выполненный пересека- ющимися секущими плоскостями
сл
СП
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
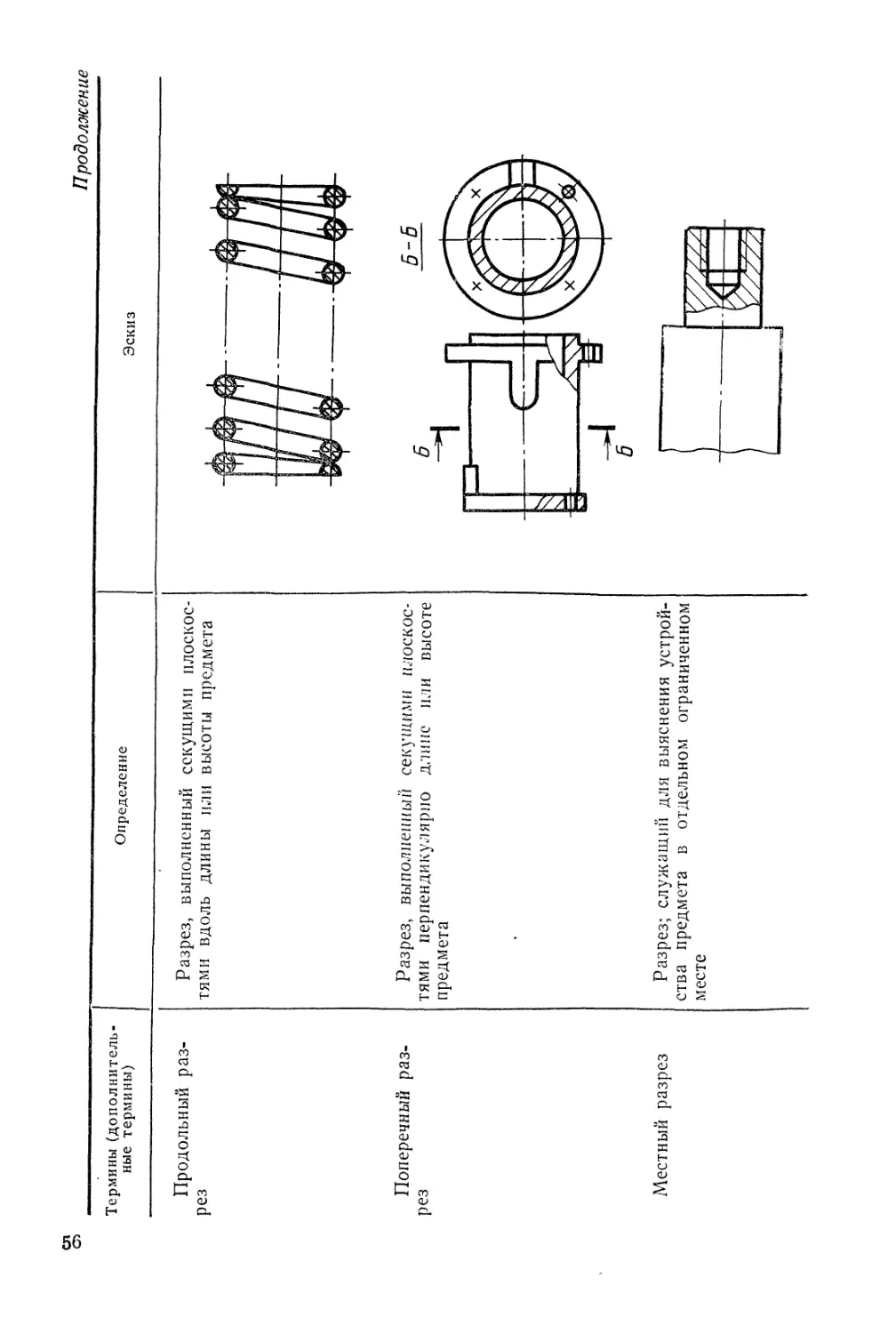
Продольный раз- рез Разрез, выполненный секущими плоскос- тями вдоль длины или высоты предмета
Поперечный раз- рез Разрез, выполненный секущими плоскос- тями перпендикулярно длине или высоте предмета
Местный разрез Разрез; служащий для выяснения устрой- ства предмета в отдельном ограниченном месте
Продолжение
Термины (дополнитель- ные термины) Определение
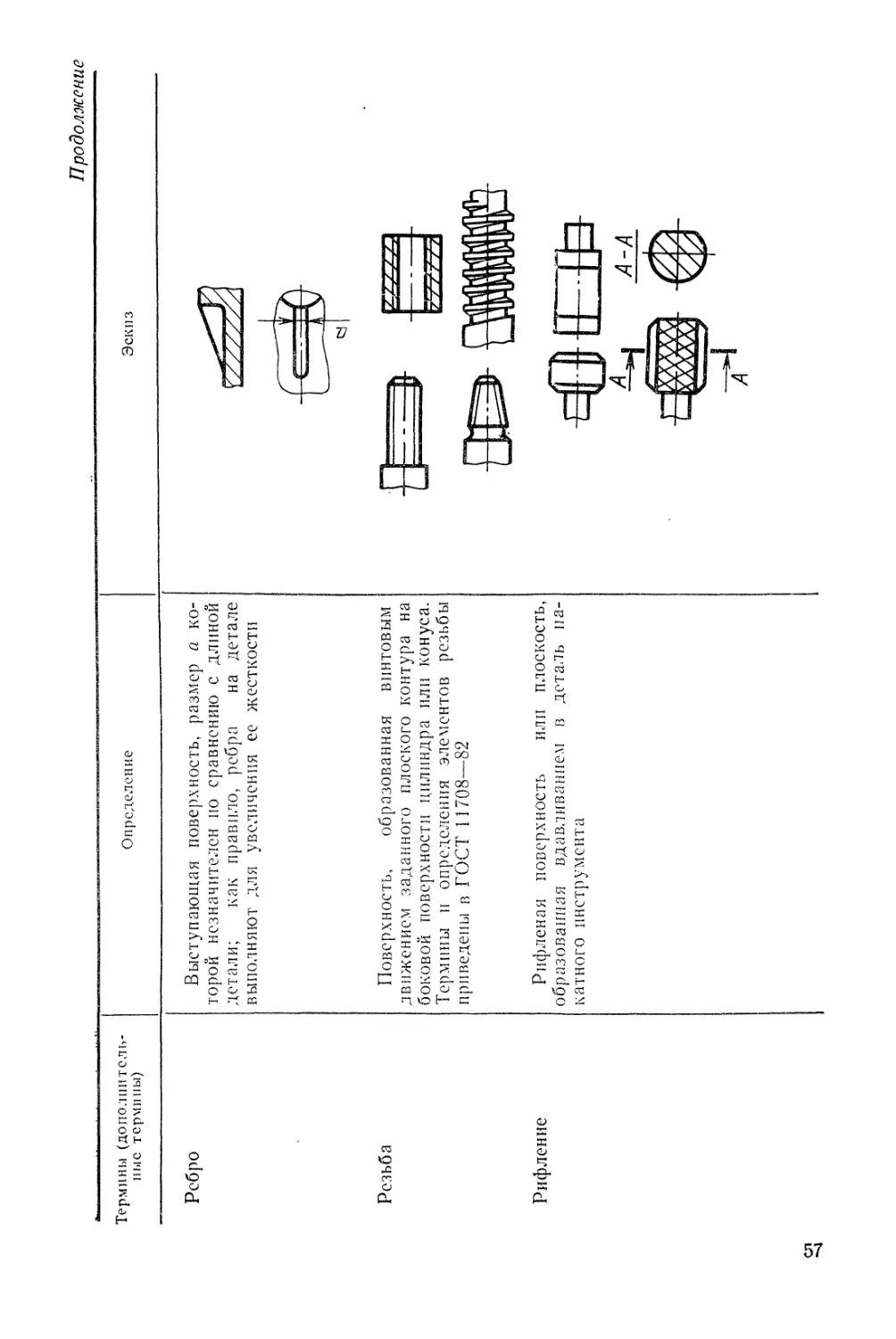
Ребро Выступающая поверхность, размер а ко- торой незначителен по сравнению с длиной детали; как правило, ребра на детале выполняют для увеличения ее жесткости
Резьба Поверхность, образованная винтовым движением заданного плоского контура на боковой поверхности цилиндра или конуса. Термины и определения элементов резьбы приведены в ГОСТ 1 1708—82
Рифление Рифленая поверхность или плоскость, образованная вдавливанием в деталь на- катного инструмента
СП
Продолжение
Эскиз
Термины (дополнитель- ные термины) Определение
Сегмент Деталь, поперечное сечение которой об- разовано частью окружности и хордой
Сегмент кольце- Деталь, поперечное сечение которой об-
вой разовано частями двух концентричных ок- ружностей и хордой
Сектор Деталь, поперечное сечение которой об- разовано частью окружности и двумя ра- диусами, исходящими из центра этой ок- ружности или из одной точки площади фи- гуры
Сектор кольцевой Деталь, поперечное сечение которой, об- разовано- частями двух концентричных ок- ружностей и двух радиусов, исходящих из центра этих окружностей
Продолжение
Эскиз
Термины (дополнитель-
ные термины)
Определение
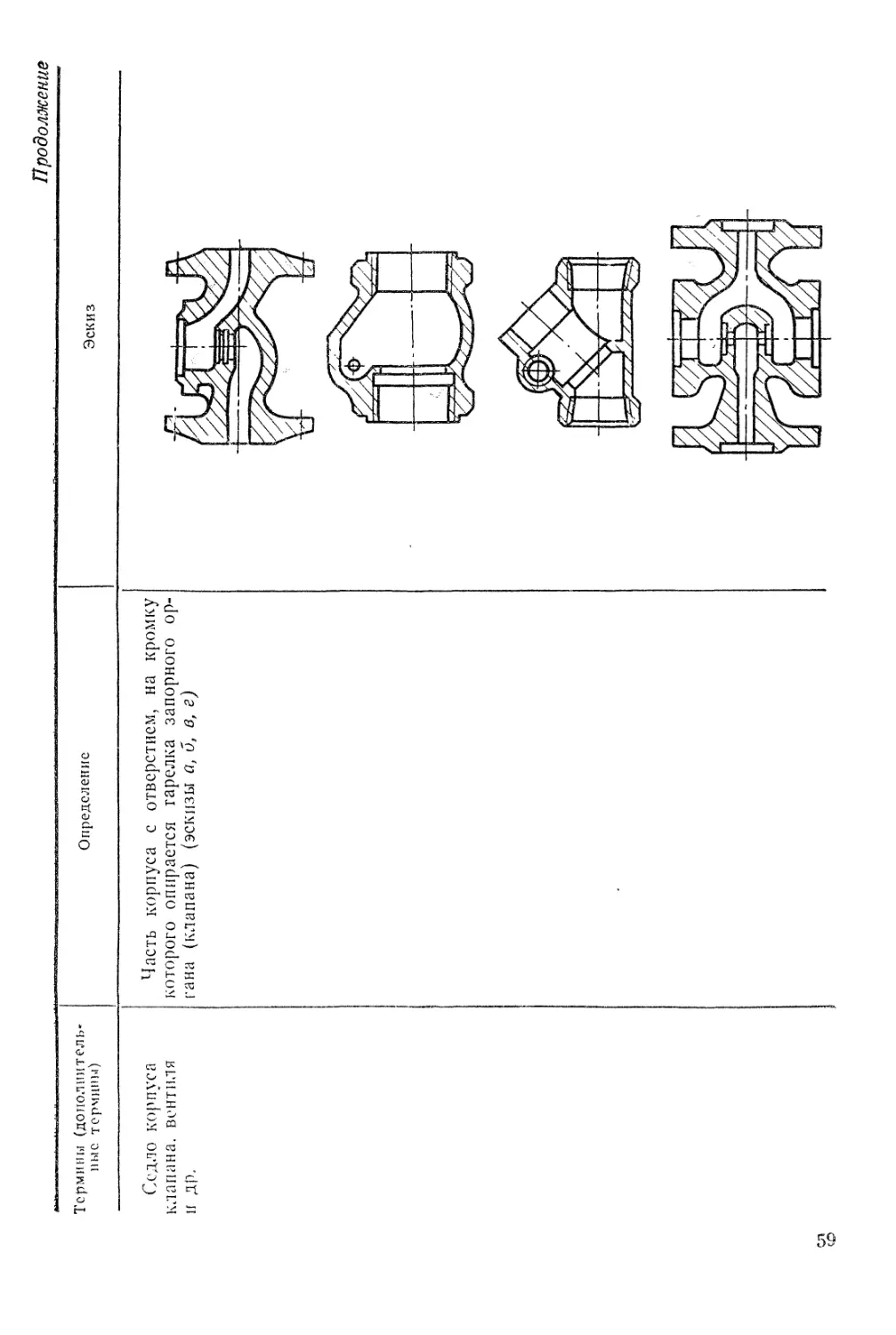
Седло корпуса
клапана, вентиля
И др.
Часть корпуса с отверстием, на кромку
которого опирается тарелка запорного ор-
гана (клапана) (эскизы а, б, в, г)
СЯ
Продолжение
Эскиз
Термины (дополнитель-
ные термины)
Определение
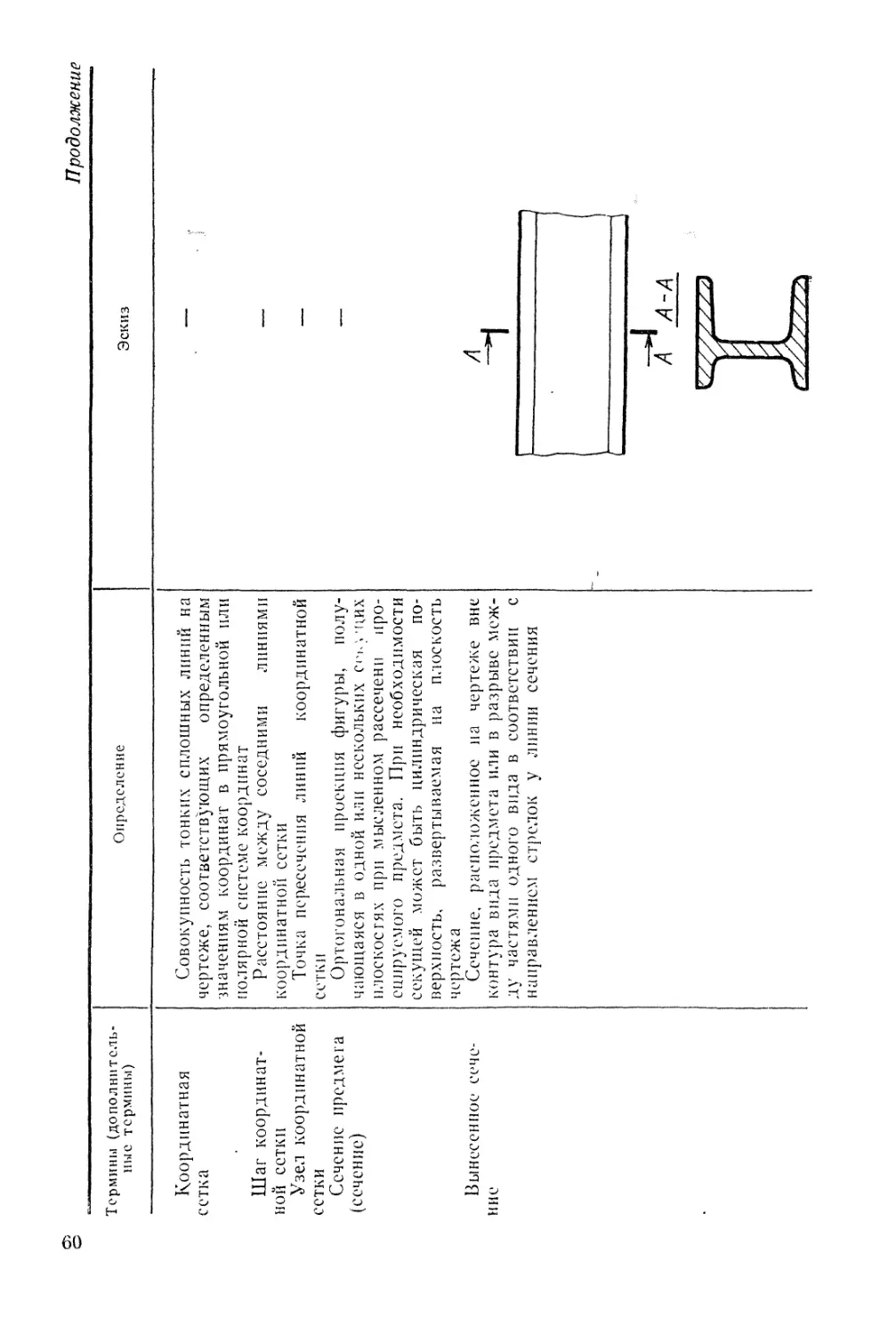
Координатная
сетка
Шаг координат-
ной сетки
Узел координатной
сетки
Сечение предмета
(сечение)
Вынесенное сече-
ние
Совокупность тонких сплошных линий на
чертеже, соответствующих определенным
значениям координат в прямоугольной или
полярной системе координат
Расстояние между соседними линиями
координатной сетки
Точка пересечения линий координатной
сетки
Ортогональная проекция фигуры, полу-
чающаяся В ОДНОЙ ИЛИ НССКОЛЬКИХ С<'ь\’ЦИХ
плоскостях при мысленном рассечени про-
ецируемого предмета. При необходимости
секущей может быть цилиндрическая по-
верхность, развертываемая на плоскость
чертежа
Сечение, расположенное па чертеже вне
контура вида предмета или в разрыве меж-
ду частями одного вида в соответствии с
направлением стрелок у линии сечения
Продолжение
Эскиз
А А-А
Термины (дополнитель- ные термины) Определение
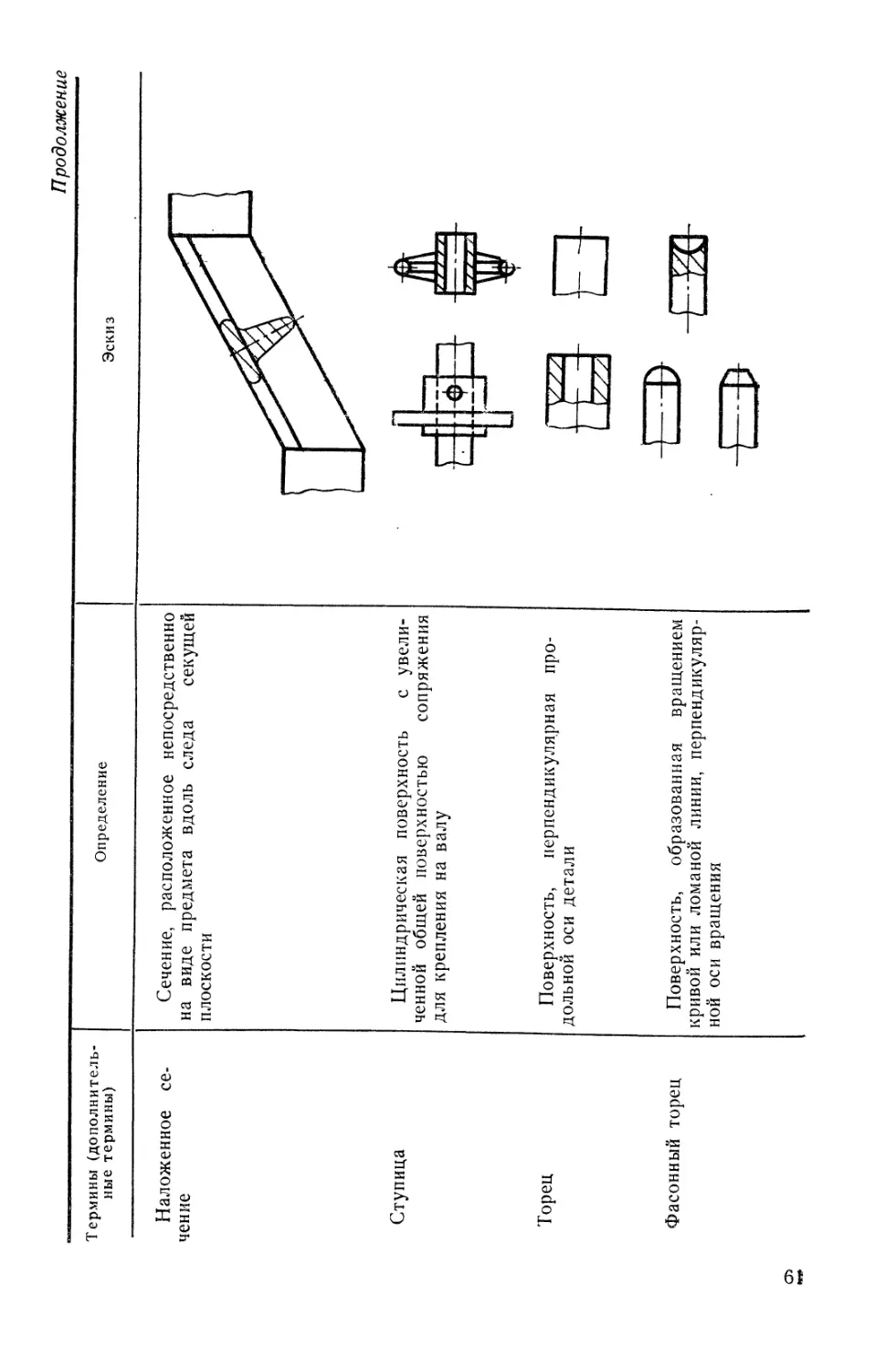
Наложенное се- чение Сечение, расположенное непосредственно на виде предмета вдоль следа секущей плоскости
Ступица Цилиндрическая поверхность с увели- ченной общей поверхностью сопряжения для крепления на валу
Торец Поверхность, перпендикулярная про- дольной оси детали
Фасонный торец Поверхность, образованная вращением кривой или ломаной линии, перпендикуляр- ной оси вращения
о
ин*
Продолжение
'Г е > м и ш i (де) пс> л 11 и 'г о л ь - iibic термины) Определение
Уступ Плоскости относительно небольших раз- меров, пересекающиеся под некоторым уг- лом
Закрытый уступ детали—тела вра- щения Часть детали, поверхность которой огра- ничена с обеих сторон поверхностями большого диаметра; наличие закрытых ус- тупов нс влияет на ступенчатость наруж- ной поверхности
Фаска Скошенная часть поверхности небольших размеров служащая переходом от одной наружной или внутренней поверхности к другой
Элемент типа «Хомут» Элемент детали, в сквозном отверстии которого выполнена прорезь для стягива- ния и крепления детали
Продолжение
Эскиз
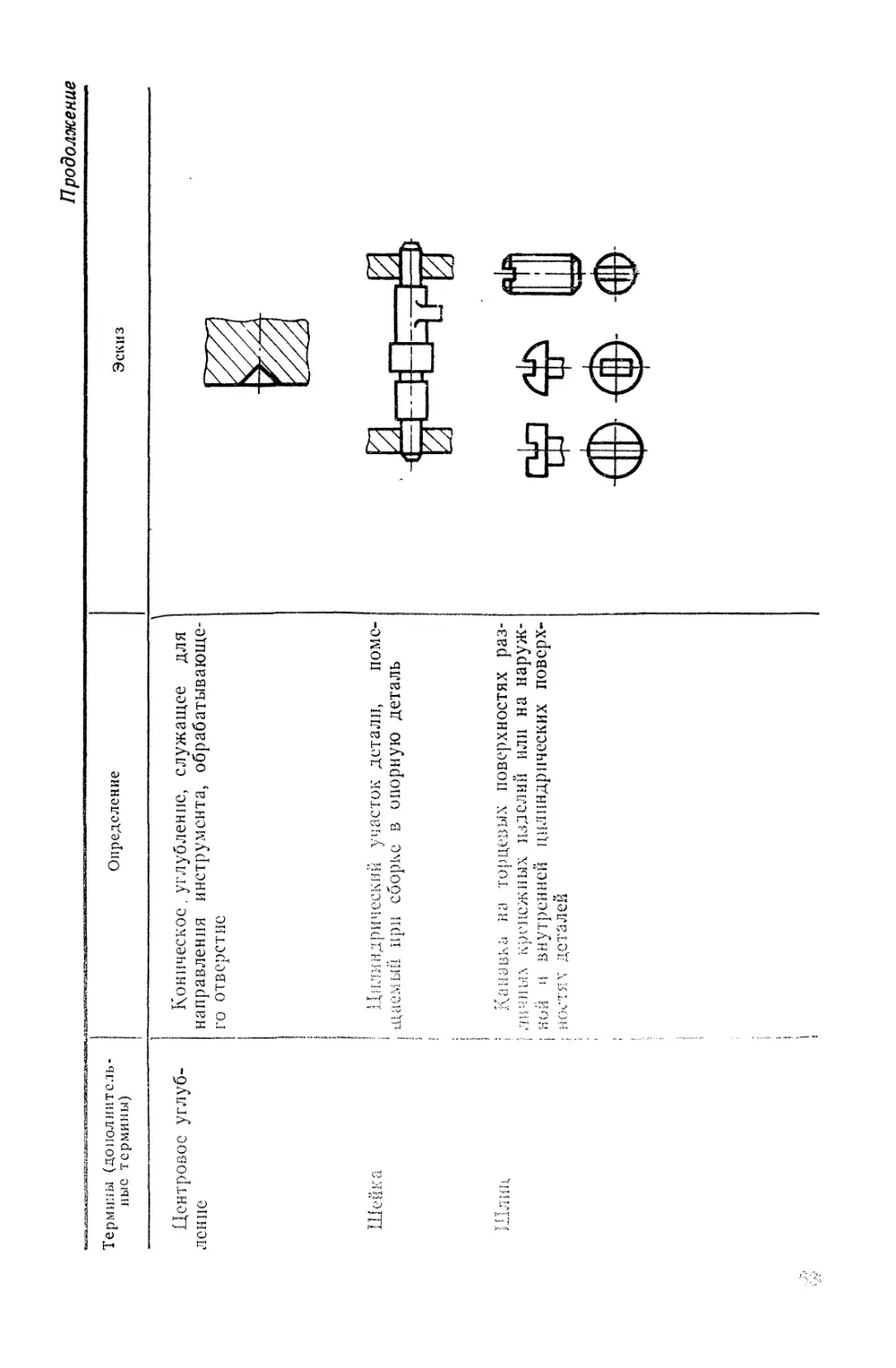
Термины (дополнитель- ные термины) Определение
Центровое углуб- ление Коническое , углубление, служащее для направления инструмента, обрабатывающее го отверстие
Шейка Цилиндрический участок детали, поме щаемын при сборке в опорную деталь
Кд вавка на торцевых поверхностях раз ли-ниыл крепежных изделий или на наруж ней и внутренней цилиндрических поверх' посол деталей
Продолжение
Эскиз
Таблица 1.5
Нормальные линейные размеры, мм, по ГОСТ 6636—69 (СТ СЭВ 514—77)
Размер для ряда Дополни- тельные размеры Размер для ряда Дополни- тельные размеры
Ra 5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra 40
1,0 1,о 1,0 l,o 1,05 1,1 1,15 1,25 1,35 1 45 1,55 6,3 6,3 6,3 6,3 6,7 7,1 7,5 6,5 7,0 7,3 7,8 8,2 8,8 9,2 9,8
1,1 7,1
1,2 1,2 1,2 1,3 1,4 1,5 8,0 8,0 8,0 8,5 9,0 9,5
‘ 1,4 9,0
1,6 1,6 1,6 1,6 17 1,8 1,9 1,65 1,75 1,85 1,95 2,05 2,15 2,3 10 10 10 10 10,5 11 11,5 10 2 10,8 11,2 11,8 12,5 13,5 14,5 15,5
1,8 11
2,0 2,0 2,0 2,1 2,2 2,4 12 12 12 13 14 15
2,2 14
2,5 4,0 40 63 2,5 2,5 2,5 2,6 2,8 3,0 2,7 2,9 3,1 3,3 3,5 3,7 3,9 16 16 16 16 17 18 19 16,5 17,5 18,5 19,5 20,5 21,5 23
2,8 18
3,2 3,4 3,6 3,8 20 21 22 24
3,2 3,2 20 20
3,6 22
4,0 4,2 4,5 4 8 4,1 4,4 4,6 4,9 5,2 5,5 5,8 6,2 25 26 28 30 27 29 31 33 35 37 39
4,0 4,0 25 25 25
4,5 ’ 28
5,0 5,3 5,6 6,0 32 34 36 38
5,0
5,0 32 32
5,6 36
40 40 40 42 45 48 41 44 46 49 52 55 58 62 250 250 250 250 260 280 300 270 290 310 315 330 350 370 390
45 280
50 53 56 60 320 340 360 380
50 320
50 320
56 360
63 67 71 75 65 70 73 78 400 420 450 480 410 440 460 490
63 63 400 400 400
71
450
4
Продолжение
Размер для ряда Дополни- тельные размеры Размер для ряда Дополни- тельные размеры
Ra 5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra 40
63 80 80 80 85 90 95 82 88 92 98 400 500 500 500 530 560 600 515 545 580 6/5
90 560
100 100 100 100' 10'5 НО 120 102 108 112 115 118 135 145 155 630 630 630 630 670 710 750 650 690 730 775 825 875 925 975
по 710
800 800 800 850 900 950.
125 125 125 130 140 150
900
140
1000 1000 1000 1000 1060 1120 1180' 1030 1090 1150 1220 1280 1360 1450 1550
160 160 160 160 170 180 190 Г65 175 185 195 205 215 230
1120
180
1250 1250 1250 1320 1400 1500
200 200 200' 210 220 240
1400
220
6300 6300 6300 6300 6700 7100 7500 6500 6900 7300 7750 8250 8750 • 9250 9750
1600 1600 1600 1600 1700 1800 1900 1650 1750 1850 1950 2060 2180 2300 2430
7100
1800
8000 8000 9000 8000 8500 9000 9500
2000 2000 2000 2120 2240 2360
2240
10000 10000 10000 11200 10000 10600 11200 11800 10300 10900 11500 12200 12800 13600 14500 15500
2500 2500 2500 2500 2650 2800 3000 2580 2720 2900 3070 3250' 3450 3650 3870
2800
12500 12500 12500 13200 14000 15000
3150 3150 3150 3350 3550 3750
14000
3550
16000 16000 16000 16000 17000 18000 19000 16500 17500 18500 19500
4000 4000 4000 4000 4250 4500 4750 4120 4370 4620 4870
18000
4500
3 Зак. 942
65
Продолжение
Размер для ряда Дополни- тельные размеры Размер для ряда Дополни- тельные размеры
Ra 5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra 40
4000 5000 5000 5000 5300 5600 6000 5150 5450 5800 6150 16000 20000 20000 20000 —
5600
Примечание. При выборе размеров предпочтение следует отдавать ря-
дам с более крупной градацией (ряд Ra 5 предпочитать ряду Ra 10 и т. д.).
Приведенные в таблице дополнительные размеры допускается применять лишь
в отдельных, технически обоснованных случаях (прочерки в таблице — допол-
нительные размеры не предусмотрены).
Таблица 1.6
Нормальные углы по ГОСТ 8908—81 (СТ СЭВ 178—75 и СТ СЭВ 513—77)
Ряд 1 Ряд 2 Ряд з Ряд 1 Ряд 2 Ряд 3
0° 30°
— 15' 35э
30' 40°
45' 45°
1° 50°
1°30' 55е
2° 60°
2°30' 653
3° 70°
4° 75°
5°
6° 80э
7° 90° 85°
8° 100=
9° 110°
10° 120°
15° 12° 135°
20° 18° 150°
22° 165°
25° 180е
270е
360°
66
Таблица 1.7
Нормальные конусности по ГОСТ 8593—81 (СТ СЭВ 512—77)
С= (D—d)[L — 2 tg (а2) — конусность;
а/2=(£>—d)/2L = C/2— половина угла конуса (уклон);
d^-D—CL— малый диаметр конуса;
D = d—CL— большой диаметр конуса;
L=(D—d)jC— длина конуса.
с a а/2 Назначение
1:500 0°6'52,5" 0°3'26,25" Крепежные детали для неразборных
1:200 0°17'11,3" 0°8'35,65"' соединений, подвергающихся вибрациям и ударной переменной нагрузке; кони- ческие оправки
1:100 0°34'22,6" 0°17'11,3" Крепежные детали для неразборных соединений, подвергающихся вибрациям и спокойной переменной нагрузке; кли- новые шпонки; конические оправки Конические штифты; установочные шпильки; концы насадных (рукояток Конусные шейки шпинделей
1:50 Г8'45,2" 0°34'22,6"
1:30 1°54'34,9" 0°57' 17,45"
1:20 2°51'51,1" 1°25'55,55" Метрические конусы в шпинделях станков; оправки
1:15 Г54'32,95" Конические соединения деталей при осевых нагрузках; соединения поршней со штоками
1;12 4°46'18,8" 2°23'9,4" Закрепительные втулки шарико- и ро- ликоподшипников; конусы Морзе
1:10 5°43'29,3" 2°5144,65" Конические соединения деталей при нагрузках, перпендикулярных и парал- лельных оси; концы валов электрических и других машин; регулируемые втулки подшипников шпинделей
1:5 11°25'16,3" 542'38,15" Легкоразъемные соединения деталей
1:3 18°55'28,7" 9°27'44,35" при нагрузках, перпендикулярных оси; конические фрикционные муфты
1:1,886 30° 15° Фрикционные муфты приводов, зажи- мные цанги; головки шинных болтов
1:0 886 60° 30° Центровые отверстия
1:0,652 75° 37°30' Внутренний конус нажимных гаек в соединениях труб высокого давления; наружные центры инструментов диамет- ром до 10 мм
1:0 500 90° 45° Концы обрабатываемых валов и вали- ков; конусы вентилей и клапанов; цент- ровые отверстия для тяжелых работ; потайные головки заклепок диаметром 1 —10 мм
1:0,289 120° 60° Потайные головки заклепок диамет- ром 2—5 мм; внутренние фаски резь- бовых отверстий; конусы под набивку сальников; дроссельные клапаны
67
Предельные отклонения валов по ЕСДП
Таблица 1.8
Квалитеты
2—4
5
6-7
Предельные отклонения для полей допусков валов, мкм
Интервалы раз-
меров, мм
/г2* /s2* h3* /s3* м /s4 h5 fs5 k5 /6 g6 h6 /s6 kQ m6
От 1 до 3 0 — 1,2 +0,60 —0,60 0 -2,0 + 1,00 — 1,00 0 —3 + 1,5 — 1,5 —2 —6 0 —4 +2,0 -2,0 +4 0 -6 — 12 —2 —8 0 —6 + 3,0 -3,0 +6 0 + 8 +2
Св. 3 до 6 0 +•0,75 0 + 1,25 0 + 2,0 —4 —9 0 —5 +2,5 —2,5 +6 + 1 -10 — 18 —4 — 12 0 —8 +4,0 -4,0 +9 + 1 + 12 +4
Св. 6 до 10 - 1,5 —0,75 -2,5 -1,25 —4 -2,0 -5 — 11 0 -6 +3,0 -3,0 + 7 + 1 — 13 —22 -5 -14 0 —9 +4,5 —4,5 + Ю +1 + 15 +6
Св. 10 до 14 Св. 14 до 18 0 —2,0 + 1,00 — 1,00 0 -3,0 + 1,50 -1,50 0 -5 + 2,5 —2,5 —6 -14 0 —8 +4,0 -4,0 49 + 1 -16 —27 —6 -17 0 — 11 +5,5 -5,5 1-12 + 1 + 18 +7
Св. 18 до 24 Св. 24 до 30 0 + 1,25 0 +2,00 0 —6 +0,3 —3,0 —7 -16 0 - 9 +4,5 -4,5 + П +2 -20 —33 —7 —20 0 — 13 +6,5 —6,5 + 15 +2 +21 +8
Св. 30 до 40 Св. 40 до 50 —2,5 — 1,25 —4,0 -2,00 0 — 7 +3,5 —3,5 —9 —20 0 -11 + 5,5 —5,5 + 13 +2 —25 -41 —9 —25 0 — 16 + 8,0 -8,0 + 18 +2 +25 +9
Продолжение
Интервалы раз- меров, мм Квалитеты
2—4 1 5 1 1 6-7
Предельные отклонения для полей допусков валов, мкм
/i2* /s2* /гЗ* /S3* Л4 js4 £5 h5- /s5 k 5 /б £б /гб js6 kG тб
Св. 50 до 65 Св. 65 до 80 0 -3,0 4-1,50 -1,50 0 —5,0 + 2,50 —2,50 0 —8 +4,0 —4,0 -10 -23 0 — 13 +6,5 -6,5 + 15 +2 —30 -49 — 10 —29 0 — 19 + 9,5 —9,5 -421 +2 +30 +11
Св. 80 до 100 Св. 100 до 120 0 —4,0 42,00 -2,00 0 —6,0 4-3,00 —3,00 0 — 10 4 5,0 —5,0 — 12 -27 0 -15 + 7,5 -7,5 + 18 +3 —36 —58 — 12 —34 0 —22 + 11,0 — 11,0 +25 +3 +35 + 13
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 0 —5,0 +2,50 -2,50 0 —8,0 + 4,00 —4,00 0 — 12 +6,0 -6,0 — 14 -32 0 -18 + 9,0 -9,0 +21 +з +43 —68 -14 -39 0 -25 + 12,5 — 12,5 4-28 + 3 + 40 + 15
Св. 180 до 200' Св. 200 до 225 Св. 225 до 250 0 —7,0 +3,50 —3,50 0 — 10,0 +5,00 —5,00 0 — 14 + 7,0 -7,0 — 15 -35 0 -20 + ю,о — 10,0 +24 +4 —50 -79 — 15 -44 0 -29 + 14,5 — 14,5 +33 +4 +46 + 17
Св. 250 до 280 Св. 280 до 315 0 -8,0 +4,00 -4,00 0 — 12,0 + 6,00 —6,00 0 — 16 48,0 -8,0 — 17 —40 0 —23 + Н,5 -11,5 + 27 + 4 —56 -88 — 17 -49 0 -32 + 16,0 -16,0 +36 +4 +52 +20
Св. 315 до 355 Св. 355 до 400 0 —9,0 +4,50 -4,50 0 -13,0 +6,50 -6,50 0 — 18 +9,0 —9,0 — 18 -43 0 -25 + 12,5 -12,5 +29 +4 — 62 -98 — 18 -54 0 —36 + 18,0 -18,0 +40 +4 +57 + 21
Св. 400 до 450 Св. 450 до 500 0 -10,0 + 5,00 —5,00 0 -15,0 +7,50 —7,50 0 -20 + 10,0 -10,0 —20 -47 0 -27 + 13,5 — 13,5 +32 +5 -68 — 108 —20 -60 0 -40 + 20,0 -20,0 + 45 +5 4-63 +23
о
Продолжение
Интервалы разме- ров, мм Квалитсты
6-7 | .8 | 9-10
Предельные отклонения для полей допусков валов, мкм
tiG рэ гб п h7 /s7 ciS е8 /18 js8* u3 x8 z8 d9 f9
От 1 до 3 -г-10 44 + 12 +6 4-16 + 10 —6 -16 0 -10 +5 -5 —20 —34 —14 —28 . —6 -20 0 —14 +7 —7 +32 + 18 +34 +20 4-40 4-26 —20 —45 —6 --31
Св. 3 до 6 + 16 + 8 -1-20 + 12 4 23 4 15 — 10 -22 0 -12 +6 -6 —30 -48 -20 —38 — 10 -28 0 — 18 +9 -9 +41 +23 4-46 4-28 +53 +35 —30 —60 — 10 -40
Св. 6 до 10 + 19 4- 10 +24 _+15_ 4-28 4-19 -13 - -28 0 — 15 +7 —7 —40 —62 -25 -47 — 13 —35 0 —22 + H -11 +50 +28 +56 + 34 + 64 +42 —40 -76 -13 —49
Св. 10 до 11 Св. 14 до 18 1 23 + 12 + 29 4-18 -1-34 + 23 — 16 - -34 0 — 18 +9 -9 —50 —77 —32 -59 — 16 —43 0 -27 + 13 — 13 +60 +33 +67 +40 +72 +45 + 77 + 50 +87 +60 -50 -93 -16 -59
Св. 18 до 21 Св. 24 до 30 1 +28 - 15 -435 4-22 + 41 +28 -20 —41 0 —21 + 10 —10 -65 -98 —40 -73 —20 —53 0 —33 +16 — 16 +74 +41 +81 +48 + 87 +54 +97 +64 4-106 +73 + 121 +88 —65 — 117 —20 —72
Св. 3)0 до 10 Св. 40 до 30 i । 33 + + - 39 — 20 1 +-42 26 -^-50 + 34 -25 —50 0 —25 + 12 — 12 -80 — 119 —50 -89 —25 -64 0 —39 + 19 -19 +99 +60 + 109 +70 + 119 +80 + 136 +97 + 151 + 112 4-175 + 130 —80 — 142 -25 -87
('.в. 50 /ю 65 Св. 65 ;ю 80 - 51 +32 -60 +41 +62 -43 —30 -60 0 —30 + 15 -15 -100 —146 -60 -106 —30 —76 0 -46 4 23 —23 4-133 4-87 4-148 4-102 + 168 4-122 + 192 + 146 +218 + 172 +256 +210 -100 -174 —30 — 104
Продолжение
Квалитеты
8 | 9-10
Интервалы разме- ров, мм Предельные отклонения для полей допусков валов, мкм
пб рб Го /7 fi7 /s7 d8 eS /18 | /s8* zi8 x8 28 d9 /9
Св. 80 до 100 Св. 100 до 120 4- 45 -г23 + 59 4 37 + 73 +51 + 76 + 54 -36 —71 0 —35 +1 ~ -17 -120 — 174 + 72 — 126 -36 —90 0 -54 +27 —27 + 178 + 124 + 198 -b 144 +232 4 178 +264 + 210 + 312 +258 4364 +310 — 120 —207 -36 — 123
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 + 52 +27 +68 + 43 488 +63 4-90 4-65 4-93 4 68 - 43 —83 0 —40 +20 —20 — 145 -208 -85 — 148 —43 -106 0 -63 +31 -31 4'233 4170 4253 4190 4273 4210 -4-311 +248 4-343 4280 +373 +310 + 428 +365 +478 4415 +528 + 465 -145 —245 —43 — 143
Св. 180 до 200 Св. 200 до 225 Св. 225 до 250 + 60 +31 +79 4-50 -4-106 4-77 4-109 4-80 4113 4 84 —50 -96 0 -46 4-23 —23 -170 —242 -100 -172 -50 -122 0 -72 +36 —36 4 308 4236 4330 +258 +356 +284 +422 +350 +457 + 385 + 497 + 425 + 592 +520 + 647 +575 + 712 + 640 -170 —285 -50 -165
Св. 250 до 280 Св. 280 до 315 4-66 + 34 +88 + 56 4-126 4 94 4 130 4-98 —56 — 108 0 —52 -26 —26 -190 -271 -110 -191 —56 — 137 0 -81 4-40 —40 +396 + 315 + 431 +350 + 556 4475 4 606 4 525 +791 + 710 +871 4 790 — 190 —320 -56 — 186
Св. 315 до 355 Св. 355 до 400 +73 -1-37 4-98 4-62 4144 4108 4150 4114 -62 -119 0 -57 -428 -28 —210 —299 -125 —214 -62 — 151 0 —89 444 - 44 +479 +390 +524 +435 4 679 + 590 4 749 4660 +989 +900 4 1089 + 1000 —210 —350 —62 -202
Св. 400 до 450 Св, 450 до 500 4-80 4-40 + 108 468 -4—166 4-126 4172 4-132 -68 — 131 .0 —63 +31 —31 -230 -327 —135 —282 —68 -165 0 -97 +48 —48 +587 + 490 +637 + 540 4 837 4 740 4917 4 820 41197 41100 41347 + 1250 —230 -385 -68 -223
Продолжение
Интервалы размеров, мм Квалитеты
9-10 11 - 1 12 1 13-17
Предельные отклонения для полей допусков валов, мкм
/i9 /s9* ЛЮ js 10 all ell dll ЛИ /sll* 612 Л12 /sl2* Л13* Л14* Л15* Л16* Л17*
От 1 до 3 0 -25 4-12 —12 0 -40 4-20 -20 -270 -330 -60 -120 -20 —80 0 -60 4-30 -30 -140 -240 0 -100 4-50 —50 0 — 140 0 -250 0 —400 0 —600 0 -1000
Св. 3 до 6 0 -30 4-15 -15 0 —48 4-24 -24 -270 —345 —70 -145 -30 -105 0 -75 4-37 -37 -140 —260 0 -120 4-60 —60 0 — 180 0 -300 0 -480 0 -750 0 -1200
Св. 6 до 10 Св. 10 до 14 Св. 14 до 18 0 -36 4-18 —18 0 -58 4-29 -29 —280 -370 -80 -170 -40 — 130 0 —90 +45 -45 — 150 —300 0 -150 +75 -75 0 —220 0 —360 0 -580 0 —900 0 — 1500
0 -43 +21 -21 0 —70 4-35 —35 -290 —400 -95 —205 —50 — 160 0 —НО +55 —55 — 150 —330 0 -180 -4-90 —90 0 -270 0 4-430 0 —700 0 -HOP 0 -1800
Св. 18 до 24 Св. 24 до 30 0 -52 4-26 -26 0 —84 4 42 —42 —300 -430 — ПО —240 -65 —195 0 — 130 4-65 -65 — 160 -370 0 -210 + 105 —105 0 -330 0 —520 0 -840 0 — 1300 0 -2100
Св. 30 до 40 Св. 40 до 50 0 -62 431 —31 0 -100 4-50 —50 —310 -470 -320 -480 — 120 —280 -130 -290 -80 -240 0 — 160 4-80 -80 — 170 —420 — 180 -430 0 -250 + 125 —125 0 —390 0 -620 0 —1000 0 -1600 0 -2500
Св. 50 до 65 Св. 65 до 80 0 —74 4-37 -37 0 — 120 4-60 -60 —340 —530 —360 -550 -140 —330 -150 -340 — 100 —290 0 — 190 +95 +95 -190 —490 -200 -500 0 -300 + 150 — 150 , 0 -460 0 —740 0 -1200 0 -1900 0 —3000
Св. 80 до 100 Св. 100 до 120 0 —87 443 -43 0 -140 4-70 -70 —380 —600 —410 —630 -170 —390 — 180 -400 -120 —340 0 —220 4-110 —110 -220 —570 -240 -590 0 -350 4-175 —175 0 —540 0 -870 0 — 1400 0 -2200 0 -3500
Продолжение
Интервалы размеров, мм Квалитеты
9-10 11 1 12 | 13-17
Предельные отклонения для полей допусков валов, мкм
/г9 /s9* ЛЮ /slO all сП dll /ill /sll* М2 /112 /s 12* М3* /г14* hl 5* /il6* /117*
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 0 — 100 + 50 -50 0 — 160 4-80 —80 -460 -710 —520 —770 —580 -830 -200 —450 -210 -460 -230 -480 — 145 -395 0 -250 + 125 — 125 -260 -660 -280 —680 —310 —710 0 —400 +200 -200 0 -630 0 — 1000 0 —1600 0 -2500 0 -4000
Св. 180 до 200 Св. 200 до 225 Св. 225 до 250 0 -115 +57 -57 0 -.185 4-92 —92 —660 —950 —740 — 1030 —820 — 1110 —240 —530 —260 -550 -280 —570 — 170 -460 0 —290 + 145 — 145 lillll OO 4^ OO CO OO GO 00 10 4^00 0 4^ О О О О О О 0 -460 +-230 —230 0 -720 0 -1150 0 -1850 0 -2900 0 -4600
Св. 250 до 280 Св. 280 до 315 0 -130 +65 -65 0 —210 -1-105 -105 —920 —1240 —1050 -1370 —300 -620 -330 —650 — 190 —510 0 —320 + 160 -160 -480 -1000 —540 — 1060 0 -520 + 260 —260 0 —810 0 -1300 0 -2100 .0 —3200 0 -^-5200
Св. 315 до 355 Св. 355 до 400 0 — 140 4-70 -70 0 -230 4-115 -115 -1200 — 1560 — 1350 — 1710 -360 -720 -400 -760 -210 -570 0 —360 + 180 —180 -600 — 1170 —680 -1250 0 —570 +-285 —285 0 —890 0 -1400 0 -2300 0 —3600 Q -5700
Св. 400 до 450 Св. 450 до 500 0 — 155 4-77 — 77 0 —250 + 125 — 125 -1500 -1900 — 1650 —2050 -440 —840 -480 -880 -230 —630 0 -4C0 +200 -200 —760 -1390 —840 -1470 0 —630 +315 —315 0 —970 0 -1550 0 —2500 0 -4000 0 -6300
Примечание. В рамки заключены предпочтительные поля допусков, а звездочкой отмечены поля допусков, как
w правило, не предназначенные для посадок.
Предельные отклонения отверстий ПО ЁСДП
Таблица 1.9
Интервалы размеров, мм Квалитеты
2—4 5 / R 1 I / э
Предельные отклонения для полей допусков отверстий, мкм
/72* Js2* , /73* 1 7.v3* /74* 1 Js4 I /75 | Js5 | /75 | JsC) | Hl Js7 1 1 Kl 1 N1 1 P7 R7 1
От 1 ДО 3 + 1,2 0 +0,60 -0,60 +2,0 0 + 1,00 -1,00 +3 0 + 1,5 — 1 ,5 +4 0 +2,0 —2,0 +6 0 +3 —3 +Ю 0 +5 -5 0 -10 —4 -14 —6 — 16 — 10 -20 +28 + 14
Св. 3 ДО 6 Св. 6 до 10 +1,5 0 +0,75 - 0,75 +2,5 0 + 1,25 -1,25 + 4 0 +2,0 —2,0 +5 0 +6 0 +2,5 —2,5 +3,0 —3,0 Д-8 ’ 0 + 9 0 + 4,0 —4,0 +4,5 —4,5 + 12 0 + 15 0 +6 -6 +7 —7 +3 -9 45 -10 —4 -16 —4 -19 -8 -20 -9 —24 — 11 -23 - 13 -28 +38 +20 +47 425
Св. 10 до 14 Св. 14 до 18 +2,0 0 + 1,00 —1,00 +3,0 0 +1,50 —1,50 +5 0 +2,5 -2,5 +8 0 + 4,0 —4,0 +11 0 +5,5 —5,5 + 18 0 49 —9 +6 —12 -5 —23 -11 —29 — 16 —34 +59 4-32
Св. 18 до 24 Св. 24 до 30 Св. 30 до 40 Св. 40 до 50 +2,5 0 + 1,25 —1,25 +4,0 0 +2,00 -2,00 +6 0 +7 0 +3,о —3,0 +3,5 -3,5 +9 0 +Н 0 +4,5 -4,5 +5,5 -5,5 + 13 0 +16 0 +6,5 —6,5 + 8,0 -8,0 4-21 0 +25 0 + 10 — 10 + 12 - 12 —6 + 15 + 7 -18 —7 —28 —8 —33 — 14 —35 — 17 —42 —20 —41 —25 —50 +73 +40 +89 +50
Св. 50 до 65 Св. 65 до 8С + 3,0 0 + 1,50 - 1,50 +5,0 0 +2,50 —2,50 +8 0 +4,0 —4,0 + 13 0 + 6,5 -6,5 + 19 0 +9,5 —9,5 +30 0 + 15 -15 49 -21 —9 —39 —21 -51 —30 —60 —32 —62 + 106 +60
Св. 80 до 10-0 Св. 100 до 120 Св. 120 до 140 +4,0 0 +2,00 —2,00 + 6,0 0 +3,00 —3,00 + 10 0 +5,0 —5,0 + 15 0 + 7,5 -7,5 +22 0 + 11,0 11,0 +35 0 + 17 — 17 + 10 -25. -10 —45 -24 -59 mill OO +- + + + w co oo о сд> oo + 126 +72
17 родолжение
Интервалы размеров» мм Квалитеты
2—4 5 ! 1 6 1 | | 9
Предельные отклонения для полей допусков отверстий, мкм
/72* Js2* /73* Js3* /74* Jsl /75 Js5 /76, Js6 H7 Jsl K7 Л7 Pl R1 E8
Св. 140 до 160* Св. 160 до 180 +5,0 0 +2,50 —2,50 +8,0 0 +4,00 -4,00 + 12 0 + 6,0 -6,0 + 18 0 + 9,0 —9,0 +25 0 + 12,5 -12,5 +40 0 +20 -20 + 12 —28 — 12 —52 —28 -68 -50 -90 -53 —93 + 148 +85
Св. 180 до 200 Св. 200 до 225 Св. 225 до 250 4-7,0 0 +3,50 —3,50 + 10,0 0 +5,00 -5,00 + 14 0 4-7,0 -7,0 +20 0 + 10,0 — 10,0 + 29 0 + 14,5 -14,5 +46 0 4-23 -23 + 13 —33 -14 —60 —33 -79 -60 — 106 —63 — 109 -67 -113 + 172 + 100
Св. 250 до 280 Св. 280 до 315 +8,0 0 +4,00 -4,00 + 12,0 0 +6,00 -6,00 +16 0 +8,0 -8,0 +23 0 + 11,5 —11,5 +32 0 + 16,0 -16,0 +52 0 +26 —26 +16 —36 — 14 —66 -36 -88 —74 -126 —78 -130 + 191 + 110
Св. 315 до 355 Св. 355 до 400 4-9,0 0 +4,50 -4,50 + 13,0 0 +6,50 —6,50 + 18 0 +9,0 —9,0 +25 0 + 12,5 — 12,5 +36 0 + 18,0 -18,0 +57 0 +28 —28 + 17 -40 -16 —73 -41 -98 -87 -144 -93 -150 +214 + 125
Св. 400 до 450 Св. 450 до 500 + 10,0 0 +5,00 -5,00 + 15,0 0 +7,50 — 7,50 +20 0 + 10,0 -10,0 + 27 0 + 13,5 — 13,5 +40 0 +20,0 —20,0 +63 0 +31 —31 + 18 —45 — 17 —80 —45 -108 -103 — 166 -109 - 172 +232 + 135
о
Продолжение
Интервалы размеров, мм Квалитеты
8 9 1 1 10 1 1 "
Предельные отклонения для полей допусков отверстий, мкм
F8 НВ Л'8 Л'8 U8 D9 Е9 F9 /79 Js9* /710 Jsio* ли СП Dll /711 Jsn*
От 1 до 3 +20 +6 + 14 0 -1-7 --7 0 -14 -4 — 18 -18 —32 +45 + 20 +39 4-14 +31 +6 +25 0 + 12 — 12 +40 0 +20 -20 +330 +270 + 120 +6О_ +80 +20 +60 0_ +30 —30
Св. 3 до 5 +28 -Ь10 418 0 +9 —9 +5 -13 —2 -20 -23 —41 + 60 +30 + 50 + 20 +40 + 10 +30 о_ + 15 —15 +48 0 +24 —24 +345 +270 + 145 + 70_ + 105 +30 +75 0_ +35 —37
Св. 6 до 10 +35 + 13 +22 0 + 11 -11 +6 — 16 —3 —25 —28 -50 + 76 +40 +61 +25 +49 + 13 +36 о_ + 18 -18 +58 0 +29 —29 +370 +280 + 170 +80- + 130 +40 +90 0 +45 —47 +55 —55
Св. 10 до 14 Св. 14 до 18 -4-43 4- 26 + 27 0 4-13 — 13 +8 —19 —3 —30 —33 -60 +93 +50 +75 +32 + 59 +16 +43 0_ +21 -21 + 70 0 +35 —35 +400 +250 +205 +»5_ + 160 +50 + 110 0
Св. 18 до 24 Св. 24 до 30 4-53 4 20 +33 0 -16 -16 + 10 —23 —3 —36 IIN. <30 *А ОС кА — + 117 +65 +92 +40 + 72 +20 +52 0 +26 -26 +84 0 4-42 —42 +430 +300 +240 + 110 + 195 +65 + 130 0 4-65 -65
Св. 30 до 40 Св. 40 до 50 +64 - 25 +39 0 + 19 — 19 + 12 -27 -3 —42 —60 —99 —70 -109 + 142 +80 + 112 +50 +87 +25 4-62 0 +31 —31 + 100 0 +50 -50 +470 +310 +480 +320 +280 + 120 +290 + 130 +240 +80 + 160 0 +80 -80
Св. 50 до 65 Св. 65 до 30 + 76 + 30 —46 0 +23 —23 + 14 —32 -4 -50 —87 — 133 -102 -148 + 174 4100 + 134 +60 + 104 +30 +74 0 +37 —37 + 120 • 0 +60 -60 +530 + 340 +550 +360 +330 + 140 +340 + 150 +290 + 100 +190 0 +95 -95
Св. 80 до 100 Св. 100 до 120 +90 +36 -54 0 1 27 —27 + 16 -38 —4 —58 — 124 —178 —144 —198 +207 + 120 + 159 +72 + 123 + 36 +87 0 +43 —43 + 140 0 +70 —70 +600 +380 +630 +410 +390 -170 +400 + 1S0 +340 + 120 +220 0 + 110 -НО
Продолжение
Квалитеты
Интервалы размеров, мм 8 9 1 ю 1 11
Предельные отклонения для полей допусков отверстий, мкм
F8 Н8 +8 •К8 Л'8 С78 D9 £9 F9 /79 +9’ яю JS10* ли си D11 н\\ jsu*
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 -1-106 +43 +63 0 +31 -31 +20 —43 —4 -67 -170 -233 — 190 —253 —210 -273 4-245 + 145 + 185 +85 + 143 + 43 + 100 0 +50 -50 + 160 0 4-80 —80 +710 +460 4-770 +520 +830 +580 +450 +200 -г 460 +210 +480 +230 +395 + 145 4-250 0 + 125 — 125
Св. 180' до 200 Св. 200 до 225 Св. 225 до 250 4-122 +50 +72 0 +36 -36 4-22 -50 -5 —77 +236 +308 -258 —330 —284 -356 +285 + 170 +215 + 100 + 165 4-50 + 115 0 + 57 —57 + 185 0 + 92 -92 +950 +660 + 1030 +740 + 1110 +820 +530 +240 +550 +260 +570 +280 -1-460 + 170 + 290 0 + 145 — 145
Св. 250 до 280 Св. 280 до 315 4-137 +56 +81 0 +40 —40 +25 -56 -5 —86 —315 -396 —350 -431 + 320 + 190 +240 + 110 4-186 4-56 + 130 0 +65 -65 +210 0 + 105 — 105 + 1240 +920 4-1370 + 1050 +620 +300 +650 +330 +510 + 190 +320 0 + 160 -160
Св. 315 до 355 Св. 355 до 400 + 151 +62 + 89 0 +44 —44 4-28 —61 —5 —94 —390 -479 —435 -524 4-350 4-210 4-265 + 125 +202 +62 + 140 0 +70 —70 +230 0 + 115 -115 + 1560 +1200 + 1710 + 1350 + Г20 +360 +760 _+400 +570 +210 +360 0 + f80 — 180
Св. 400 до 450 Св<. 450 до 500 + 165 +68 + 97 0 +48 -48 + 29 —68 —6 -103 —490 —587 —540 —637 +385 +230 +290 + 135 +223 +68 + 155 0 +77 -77 +250 0 + 125 —125 + 1900 + 1500 -{-2050 + 1650 +840 +440 +880 +480 +630 +230 +400 0 +200 —200
оо
Продолжение
Интервалы размеров, мм Квалитеты
12 1 13-17
Предельные отклонения для полей допусков отверстий, мкм
В12 /712 /sl2* /713* /714* /715* /716* /717*
От 1 до 3 + 240 + 140 + 100 0 +50 —50 + 140 0 +250 0 + 400 0 + 600 0 + 1000 0
Св. 3 до 6 + 260 + 140 + 120 0 + 60 —60 + 180 0 +300 0 + 480 0 + 750 0 + 1200 0
Св. 6 до 10 + 300 + 150 + 150 0 +75 —75 + 220 0 +360 0 + 580 0 + 900 0 + 1500 0
Св. 10 до 14 Св. 14 до 18 +330 ±150 + 180 0 + 90 —99 + 270 0 + 430 0 + 700 0 + 1100 0 + 1800 0
Св. 18 до 24 Св. 24 до 30 + 370 + 160 + 210 0 + 105 —105 + 330 0 + 520 0 + 840 0 + 1300 0 + 2100 0
Св. 30 до 40 Св. 40 до 50 + 420 + 170 + 430 + 180 + 250 0 + 125 —125 + 390 0 + 620 0 + 1000 0 + 1600' 0 +2500 0
Св. 50 до 65 Св. 65 до 80 + 490 + 190 + 500 +200 + 300 0 + 150 —150 + 460 0 + 740 ' 0 + 1200 0 + 1900 0 +3000 0
Св. 80 до 100 Св. 100 до 120 +570 + 220 +590 +240 + 350 0 -+-175 -175 + 540 0 + 870 0 + 1400 0 + 2200 0 + 3500 0
Продолжение
Квалите-i ы
12 | 13- 17
ИнТерВаЛЫ р<1 <Мер(>В, мм ’ I предельные отклонения для полей допусков о тверетин, мкм
/>’12 7/12 /S12- /713* /ш* 7/15* 7/16* 7/17*
Св. 120 до 140 Св. 140 до ] Св, 160 до 180 + 660 4-260 + 680 +280 + 710 + 310 + 400 0 + 200 - 200 +630 0 + 1000 0 + 1600 0 4-2500 0 +4000 0
Св. 180 до 200 Св. 200 до 225 Св. 225 до 250 + 800 + 340 + 840 + 380 + 880 + 420 + 460 0 +230 —230 + 720 0 + 1150 0 + 1850 0 +2900 0 +4600 0
Св. 250 до 2Я0 Св. 280 до 315 + 1000 4-480 -Г 1060 + 540 + 520 0 +260 —260 + 810 0 + 1300 0 +2100 0 4-3200 0 +5200 0
Св. 315 до 355 Св^355 до 400 + 1170 н-600 + 1250 + 680 + 570 0 + 285 —285 +890 0 + 1400 0 +2300 0 4-3600 0 + 5700 0
Св. 400 до 450 Св. 450 до 500 Примечание + 1390 +760 +470 + 840 \ В рамки за +630 0 ключены пре; +315 —315 (.почтительные +970 0 поля допуе + 1550 0 2ков, а зве; 4-2500 0 удочками отм +4000 0 ечены поля д +6300 0 ,спусков, как
правило, не предназначенные для посадок
Таблица 1.10
Примеры указания на чертежах допусков формы и расположения
поверхностей (ГОСТ 2.308—79)
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
1. Допуск пря-
молинейности
Допуск прямолиней-
ности образующей ко-
нуса 0,01 мм
Допуск прямолиней-
ности оси отверстия 0
0,08 мм (допуск зависим
мый)
2. Допуск плос-
костности
Допуск прямолиней-
ности поверхности
0,25 мм на всей длине и
0,1 мм на длине 100 мм
Допуск прямолиней-
ности поверхности в по-
перечном направлении
0,05 мм, в продольном
направлении 0,1 мм
Допуск плоскост-
ности поверхности
0,1 мм
80
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
2. Допуск плос-
костности
Допуск плоскост-
ности поверхности
0,1 мм на площади'
100X100- мм
Допуск плоскост-
ности поверхностей
относительно общей при-
легающей плоскости
0,1 мм
3. Допуск круг-
лости
4. Допуск ци-
линдричности
Допуск плоскост-
ности каждой поверх-
ности 0,01 мм
Допуск круглости ва-
ла 0,02 мм
Допуск круглости ко-
нуса'0,02 мм
Допуск цилиндрич-
ности вала 0,04 мм
81
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
4. .Допуск ци-
линдричности
ХУ 0,01/50 |
о 0,005 ]
Допуск цилиндрич-
ности вала 0,01 мм на
длине 50 мм. Допуск
круглости вала 0,004 мм
5. Допуск про-
филя продольно-
го сечения
О 0,0/
— 0,0/6
Допуск круглости ва-
ла 0,01 мм. Допуск про-
филя продольного се-
чения вала 0,016 мм
6. Допуск па-
раллельности
Допуск профиля про-
дольного сечения вала
0,1 мм
Доп\уСк параллель-
ности поверхности от-
носительно поверхности
А 0,02 Min
//| o.f й ।
Доихск параллсл
пости общей и|)нле1ан>-
щей плоскости поверх-
ностей ОТНОСИ ЮЛИНО !!<)-
верхнос । и А 0,1 м м
*2
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
6. Допуск па-
раллельности
Допуск параллель-
ности каждой поверх-
ности относительно по-
верхности А 0,1 1мм
Допуск параллель-
ности оси отверстия от-
носительно основания
0,05 мм
Допуск параллель-
ности осей отверстий в
общей плоскости 0,1 мм.
Допуск перекоса осей
отверстий 0,2 mim.
База — ось отверстия
А.
Допуск параллель-
ности оси отверстия
относительно оси отвер-
стия А 00,2 мм
83
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
7. Допуск пер-
пендикулярности
Допуск перпендику-
лярности поверхности
относительно поверх-
ности А 0,02' мм
Допуск перпендику-
лярности оси отверстия
относительно оси от-
верстия А 0,06 мм
Допуск перпендику-
лярности оси выступа
относительно поверх-
ности А 0 0,02 мм
Допуск перпендику-
лярности оси выступа
относительно основа-
ния 0,1 мм
84
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
7. Допуск пер-
пендикулярности
Допуск перпендику-
лярности оси выступа в
поперечном направле-
нии 0,2 мм, в продоль-
ном направлений 0,1 мм
База — основание
8. Допуск нак-
лона
9. Доп\ ск соос-
нис ги
Допуск наклона оси
отверстия относитель-
но поверхности А 0,08 мм
Допуск соосности от-
верстия относительно
отверстия 0 0»,Об) мм
Допуск перпендику-
лярности оси отверстия
относительно поверх-
ности 0 0,1 мм (до-
пуск зависимый)
Допуск наклона по-
верхности относительно
поверхности А 0,0'8 мм
85
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
9. Допуск со-
осности
10. Допуск сим-
метричности
Допуск соосности
двух отверстий отно-
сительно их общей оси
0 0,01 мм (допуск за-
висимый)
Допуск симметрич-
ности паза Т 0,0'5- мм
База •— плоскость сим-
метрии поверхностей А
Допуск симметрич-
ности отверстия Т 0,05 мм
(допуск зависимый)
База — плоскость сим-
метрии поверхностей А
Допуск симметрич-
ности оси отверстия от-
носительно общей плос-
кости симметрии пазов
АБ Ti 0,2 мм и относи-
тельно общей плоскос-
ти симметрии пазов ВГ
Т2 0,1 мм
16
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
11. Позицион-
ный допуск
Позиционный допуск
оси отверстия 0 0,06 мм
Jt-отб.ф
/И 4-10 g, г ®|
Позиционный допуск
осей отверстий 0 0,2 мм
(допуск зависимый)
Позиционный допуск
осей 4-х отверстий
0 0,1 мм (допуск зави-
симый)
База — ось отверстия А
(допуск зависимый)
4 Г7/77^. 0
Позиционный допуск
4-х отверстий 0 0,1 мм
(допуск зависимый)
87
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
11. Позицион-
ный допуск
12. Допуск пе-
ресечения осей
13. Допуск ра-
диального бие-
ния
Позиционный допуск
3-х резьбовых отверс-
тий 0 0,1 мм (допуск
зависимый) на участке,
расположенном вне де-
тали и выступающем на
30 мм от поверхности
Допуск пересечения
осей отверстий Т 0,06 мм
Допуск радиального
биения вала относитель-
но оси конуса 0,01- мм
Допуск радиального
биения поверхности от-
носительно общей оси
поверхностей Ли Б
0,1 мм
88
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
ГЗ. Допуск ра-
диального биения
Допуск радиального
биения участка поверх-
ности относительно оси
отверстия А 0,2 мм
14. Допуск тор-
цевого биения
15. Допуск
биения в задан-
ном направлении
А
5
/у'щ L.
TZ —ixl до/|д|б|
Допуск радиального
биения отверстия
0,0:1 мм
Первая база — по-
верхность А. Вторая ба-
за — ось поверхности
Б.
Допуск торцевого
биения относительно тех
же баз 0,01'6» мм
Допуск торцевого
биения на диаметре
20 мм относительно оси
поверхности А 0,1 мм
Допуск биения конуса
относительно оси от-
верстия А в направле-
нии, перпендикулярном
к образующей конуса
0,01 мм
89
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
16. Допуск пол-
ного радиального
биения
Допуск полного ра-
диального биения отно-
сительно общей оси по-
верхностей А и Б 0,1 мм
17. Допуск пол-
ного торцевого
биения
Допуск полного тор-
цевого биения поверх-
ности относительно оси
поверхности 0,1 м-м
18. Допуск
формы заданно-
го профиля
Допуск формы задан-
ного профиля Т 0,04 мм
19. Допуск фор-
мы заданной по-
верхности
Допуск формы задан-
ной поверхности отно-
си гельно поверхностей
А, Б, В, Т 0,1 мм
90
Продолжение
Вид допуска
Условные обозначения допусков
формы и расположения
Пояснение
20. Суммарный
допуск парал-
лельности и плос-
костности
Суммарный допуск
параллельности и плос-
костности поверхности
относительно основа-
ния 0,1 мм
21. Суммарный
допуск перпен-
дикулярности
и плоскостности
Суммарный допуск
перпендикулярности и
плоскостности поверх-
ности относительно ос-
нования 0,0'2 мм
22. Суммарный
допуск наклона
и плоскостности
Суммарный допуск
наклона и плоскостности
поверхности относитель-
но основания 0,0'5 мм
11 р и м е ч а и и я:
1. В приведенных примерах допуски соосности, симметричности, позицион-
ные, пересечения осей, формы заданного профиля и заданной поверхности ука-
заны в диамшральном выражении.
Допускается указывав их в радиусном выражении, например:
©
— 772. 0025 Л
В ранее выпущенной док\ мешании допуски соосности, симметричности,
смещения осей oi номинально!о расположения (позиционного допуска), обоз-
ничейные соответственно знаками 9 IJJIH текстом в технических
требованиях, следует понимать как допуски в радиусном выражении.
91
2. Указание допусков формы и расположения поверхностей в текстовых до-
кументах или в технических требованиях чертежа следует приводить по анало-
гии с текстом пояснений к условным обозначениям допусков формы и располо-
жения, приведенным в настоящей таблице.
При этом поверхности, к которым относятся допуски формы и расположе-
ния или которые приняты за базу, следует обозначать буквами или приводить
их конструкторские наименования.
Допускается вместо слов «допуск зависимый» указывать знак (М,
и вместо указаний перед числовым значением символов 0; 7?; Т; Т/2 запись
текстом, например, «позиционный допуск оси 0,1 мм в диаметральном выражении»
или «допуск симметричности 0,1'2 мм в радиусном выражении».
3. Во вновь разрабатываемой документации запись в технических требо-
ваниях о допусках овальности, конусообразности, бочкообразности и седлооб-
разности должна быть, например, следующей: «Допуск овальности поверхности
А 0,2 мм (полуразность диаметров).
В технической документации, разработанной до 1 января 198'0 г., предель-
ные значения овальности, конусообразности, бочкообразности и седлообразности
определяют как разность наибольшего и наименьшего диаметров.
Таблица 1.11
Неуказанные предельные отклонения размеров (мм) по 14-му квалитету
(ГОСТ 25670—83)
Номинальный Неуказанные предельные отклонения размеров
отверстий 7714 ( валов Й14 прочих эле- ментов + //2 радиусов за- круглений и фасок
размер, мм
нижнее верхнее нижнее верхнее
От 1 до 3 0 +0,25 0 —0,25 ±0,1 ±0,2
Св. 3 » 6 0 +0,3 0 —0,3 ±0,1 ±0,3
» 6' » 10 0 +0,36 0 —0,36 ±0,2 ±0,5
Св. 10 до 18 0 +0,43 0 —0,43 ±0,2 ±0,5
» 18i » 30 0 +0,52 0 —0,52 ±0,2 ±0,5
» 30 » 50 0 +0,62 0 —0,62 ±0,3 ±1
» 50 » 80 0 +0,74 0 —0,74 ±0,3 ±1
Св. 80 до 120 0 +0,87 0 —0,87 ±0,3 ±1
» 120i » 180' 0 +1 0 — 1 ±0,5 ±2
» 180' » 250 0 + 1,15 0 — 1,15 ±0,5 ±2
Сз. 250 до 315 0 + 1,3 0 — 1,3 ±0,5 ±2
315 » 400 0- + 1,4 0 — 1,4 ±0,8 ±4
, 400 » 600 0 +1',55 0 — 1,55 ±0,8 ±4
9‘
Таблица 1.12
Варианты сочетания в одной общей записи на чертежах
неуказанных предельных отклонений размеров (ГОСТ 25670—83)
Вариант Размеры отверстий Размеры валов Размеры элемен- тов, не относя- щихся к отвер- стиям или валам
круглых (диаметры) остальных круглых (диаметры) остальных
Предельные отклонения для одной общей записи
1 +7Г +IT —IT —IT ±t/2
2 -М —t —t ±t/2
3 ±//2 ±//2 ±t/2 ±t/2 ±t/2 -
4 4-/Г ±//2 —IT + t/2 ±t/2
Примечание. Принятые обозначения: ±1Т— односторонние предельные
отклонения (от номинального размера в плюс; соответствуют полю допуска с
основным отклонением Н) отверстий по квалитетам 12 ... 17; — IT — односто-
ронние предельные отклонения (от номинального размера в минус; соответству-
ют полю допуска с основным отклонением h) валов по квалитета^ 12- ... 17;
4-/, —t — односторонние предельные отклонения (от номинального размера со-
ответственно в плюс или минус) по классу точности; ±//2— симметричные пре-
дельные отклонения по классу точности.
Классы точности по ОСТ и квалитеты по ЕСДП
Таблица 1.13
Показатель Значение показателя
для калибровки особо точных изделий
Квалитет по — 01 0 1 2 3 4 5 6
ЕСДП Классы точ- ности по систе- ме ОСТ: основное отверстие 02 03 04 05 06 07 08 09 1
основной вал 02 03 04 05 06 07 08 1 2
Продолжение
Показатель Значение показателя
для сопрягаемых ] размеров для неответственных размеров
Квалитет по 7 8 9 10 11 12 13 14 15 16 17
ЕСДП Классы точности по системе ОСТ: основное отверстие 2 2а 3 За 4 5 6 7 8 9 10
основной вал 2а 3 3 За 4 5 6 7 8 9 10
93
Таблица 1.14
Сопоставление полей допусков валов по системе ОСТ и ЕСДП для размеров от 1 до 500 мм
Допуск ио ОСТ Воб“СОб Во7~СО7 В()Б — С08 пр2:; Пр1? Т\ Hi п, Xi Пр Пл г
Соответствующее поле допуска по ЕСДП 112 h3 Ъ4 s5 r5 п5 т5 k5 h5 g5 f6 S6 гб гб рб пб
Продолжение
т Н II в=с D X Л Ш Тх Пр22а Пр1*2а г* 1 2а 4 ц* Н2а Ща В2а —С2а Х2а Пр33 Пр23
гиб кб js6 h6 g6 f7 с8 d8 с8 u8 s7 п7 тп7 к7 js7 h7 18 z8 х8 u8 z8 х8 и8
Продолжение
ПР1Э В3=-Сз Х3 Ш Е*за — Сза В4 — С4 х4 Ш4 в5=с5 х5 ' В7 в8 в9 Вю
s8, u8 х8 h8: hG f9, е9 d9 ыо hl 1 dll all, Ы1 Ы2 Ы2, Ы2 М4 Ы5 ЬЬ6 Ы7
* Для размеров от 3 мм
Таблица 1.15
Сопоставление полей допусков отверстий по ОСТ и ЕСДП СЭВ для размеров от 1 до 500 мм
Поле допуска по ОСТ Аоб — СО6 Aq7 — С07 Ао8 — Со8 Aq9 — Со9 Н, П, A, = C! Пр Г
Соответствующее поле допуска по ЕСДП Н2 нз Н4 Н5 Кб js6 Нб S7, R7 N7
Продолжение
т Н П А = С д X Л Ш Пр2 2а г* 1 2а С, Ща А-яа— C2J
М7 К7 is 7 Н7 G7 F8 Е8 D8 V8 N8 М9 К8 1 s 8 Н8
Продолжение
Аз — Сз Хз Ш3 Аза — Сза А4 = Сд Х4 Ш4 A5 = Cs х5 А? Ав Аэ Аю
Н8, Н9 F9 09 НЮ ни D11 АН Н12, Н13 В12 Н14 Н1'5 Н16 Н17
* Для размеров от 3 мм
Таблица 1.16.
Рекомендуемые замены посадок пог системе ОСТ посадками по ЕСДП для размеров от 1 до 500 мм
Посадка по системе ОСТ Л, Д. Л, С, Л, А Л А X Л Д. А С А П А Н А Г
Поле допуска по ЕСДП Н6 q5 Н6 h5 Н6 js5 Н7 е8 Н7 f7 Н7 q6 Н7 Ь6 Н7 js6 Н7 кб Прос Н7 пб )олжение
Посадка по системе ОСТ А П А Пр Л Гр А 2а С 2а А2 Пр1 га A 2a Пр2 2а ^3 ш3
Поле допуска по ЕСДП Н7 рб От 1 до 12*0 Н7 Гб Св. 80 до 500 Н7_ Гб От 1 до 120' Н7 s6 Св. 80 до 5ЮО Н7 и7 Н8 h7 Н8 s7 Н8> и8 Н8 d9 Н9* d9 Н8. dlO
Продолжение
Посадка ОСТ по системе Лз A3 Сз Лз Пру3 Аъ' Пр23
Поле допуска по на Н9 Н9* Н8 Н8 Н8 Н9* Н9 Н8 u8 Св. 3 до 100 Н8 s7 Св. 65 до 500 Н8 Н8 и8 Св. 50 до 500
ЕСДП 19 19 е8 е8 118 h9 h8 h9 ХО Св. 6 до 50
Продолжение
Зак. 942
Посадка по системе ОСТ Л3 Лр33 А за С за ^4 ш4 л4 Д4 ^4 х4 di. О Ла У Лз с6
Поле допуска по ЕСДП Н8 х8 Св. 50 до 500 Н8 и8 Св. 225 до 500 НЮ Н10 Till all Система в НИ Ы1 От 1 до Ii8 Св. 200 до 500 шла ни Ы1 ни dll НН hll Н12 h 12 npodoj Н12 12 гжение
Посадка по системе ОСТ д. в. С, в, л. В, Н, В\ Д В С В п в Н В _г в ^*2 а ^2а
Поле допуска по ЕСДП G6 h5 Н6 h5 is6 h5 Кб 5 G7 h6 Н7 Ь6 js7 h6 К7 Ь6 N7 116 Н8 hZ
Продолжение
. Посадка по системе ОСТ X, Г °. W С 33 В за Xt В. Ct В4 Уз В5 1 bed п
В3
Поле допуска по ЕСДП Е9 Ь8 Е9 h9 Н8 h8 Н9 Ь8 Н9 h9 Н9 h9 ню . ЫО D11 hll ни hll В12 Ы2 Н12 М2
Примечания: НЗ 1. Предпочтительные поля ДОПУСК! □в по ЕСДП набраны полужи] эным шрк [фтом.
2. Посадки, наиболее близкие к заменяемым, отмечены знакосм*.
Таблица 1.17
Параметр шероховатости типовых поверхностей
Типовая поверхность, деталь
Иа, мкм
Нерабочие контуры деталей
Отверстия на проход, выточки проточки, поверхность резьб
Sg/7H
Шейки валов квалитетов 12 13 диаметром св. 80 до 500- мм;
отверстия квалитета 1 1 диаметром св. 120 до 500' мм, квалите-
тов 12—13 диаметром св. 18 до 500 мм
Шейки валов квалитета bl диаметром св. 30- до 500 мм;
квалитетов 12—13 диаметром св. 6 до 80 мм; отверстия квали-
тета 8—9 диаметром св. 360 до 500 мм, квалитета 11 диаметром
св. 10 до 120' мм, квалитетов 12—13 диаметром св. 1 до 18 мм;
поверхности резьб 6g/6H
Поверхности гаек ходовых винтов квалитетов 5—6; несопри-
касающиеся поверхности зубчатых колес; шейки валов квалите-
тов 8—9 диаметром св. 801 до 500 мм, квалитета 11 диаметром
св. 3 до 30 мм; отверстия квалитетов 6—7 диаметром св. 180 до
500' мм, квалитетов 8—9 диаметром св. 18 до 360 мм, квалитетов
11 диаметром св. 1 до 10 мм; направляющие типа «ласточкин
хвост»; опорные плоскости реек; поверхности нарезки ходовых
винтов квалитета 11 и гаек квалитетов 8-—9; поверхности флан-
цев, поверхности резьб 4g/4H
Шейки валов квалитетов 6—7 диаметром св. 120 до 500 мм,
квалитетов 8—9 диаметром св. 6 до 80 мм, квалитета 11 диамет-
ром св. 1 до 3 мм; отверстия квалитетов 5—6 диаметром св. 50
до 5100 мм, квалитетов 6—7 диаметром св. 10 до 180* мм, квали-
тетов 8—9 диаметрам св. 1 до 18 мм; отверстия пригоняемых
и регулируемых соединений (вкладыши подшипников и др.) с
допуском зазора (натяга) 25—40' мкм; поверхности на.резки
ходовых винтов по- квалитетам 8—9 и гаек по квалитетам 6—7;
цилиндры, работающие с манжетами; посадочные поверхности
отверстий и валов под неподвижные посадки; отверстия под-
шипников скольжения; трущиеся поверхности малонагруженных
деталей
Шейки валов квалитетов 5—6 диаметром св. 30 до 500 мм,
квалитетов 6—7 диаметром св. 10 до 120 мм; отверстия квалите-
тов 5—6 диаметром св. 3 до 50 мм, квалитетов 6—7 диаметром
св. 1 до 10i мм; валы пригоняемых и регулируемых соединений
с допуском зазора (натяга) 25—40 мкм; отверстия пригоняемых
и регулируемых соединений с допуском зазора (натяга)
6,5—25 мкм; трущиеся поверхности нагруженных деталей; поса-
дочные поверхности по квалитетам 6—7 с длительным сохране-
нием заданной посадки (оси эксцентриков, точные червяки, зуб-
чатые колеса); сопрягаемые поверхности бронзовых зубчатых
колес;. рабочие шейки распределительных валов; штоки и шейки
валов в уплотнениях
100, 50, 25
12,5
6.3
3,2
1,6
0,80
0,40
98
Продолжение
Типовая поверхность, деталь Ra, мкм
Валы пригоняемых и регулируемых соединений (шейки шпин- делей, золотники) с допусками зазора (натяга) ГО—25 мкм; от- верстия пригоняемых и регулируемых соединений (вкладыши подшипников) с допуском зазора (натяга) 4—5 мкм; трущиеся поверхности сильнозагруженных деталей; цилиндры, работающие о поршневыми кольцами; рукоятки, ободы маховиков, штурвалы, ручки, стержни, кнопки 0,20'
Поверхности, которые работают на трение и от износа кото- рых зависит точность работы механизмов 0,10
Валы пригоняемых и регулируемых соединений с'допуском за- зора (натяга) 2,5—6,5 мкм; отверстия пригоняемых и регули- руемых соединений с допуском зазора (натяга) до 2,5 мкм, ра- бочие шейки валов прецизионных быстроходных станков и меха- низмов 0,050
Прецизионные шкалы с оптическим отсчетом (зеркальные вал- ки координатно-расточных станков и др.) 0,025
Примечание. В. таблице даны предпочтительные значения шероховатости Ra (ГОСТ 2789—73), см. табл. 1.19.- параметра
4
99
Таблица 1,18
Минимальные значения шероховатости поверхностей при различных
допусках размера и формы
Допуск размера по I квалитетам 0 Допуск формы, %, по’ допускам размера Ra, мкм, не более, при номинальных размерах, мм Допуск размера по квалитетам Допуск формы, %, по допус- кам раз- мера Ra, мкм, не более, при номинальных размерах, мм
До 18 Св 18 до 50 Св 50 до 120 Св. 120 до 500 До 18 Св. 18 до 50 Св. 50 до 120 Св. 120 до 500
IT3 100 0,2 0,4 0.4 0,8 I T9 100; 60 3,2 3,2 6,3 6,3
60 0,1 0.2 0,2 0,4 40 1,6 3,2 3,2 6,3
40 0,05 0Д 0,1 0,2 25 0,8 1,6 1,6 3,2
IT4 100 0,4 0 8 C,8 1,6 IT10 100; 60 3,2 6,3 6,3 6,3
60 0,2 ; I 0.4 ; j 0,4 0,8 40 1,6 3,2 3,2 6,3
40 0,1 i c:21 j 0,2 0,4 25 0,8 1,6 1,6 3,2
1Т5 100 0,4 i 0 8' i,6 1,6 ITH 100; 60 6,3 6,3 12,5 12,5
60 0.2 i C- 4 6,8 0,8 40 3,2 3,2 6,3 6,3
40^ oj. i 1 0.2 j C 4 0,4 25 1,6 1,6 3,2 3,2
ГГ6 100 "П: " : 1,6 ЗД ! § 1T12 Д)0: 60 ; : 12 5 12,5 25 ^25
60 0,4 s sj 8 ' 0,8 1 ,6 i i IT13 40 ! | 6,3 6,3 12,5 12,5
! 40! 0,2 ? ; 0.4 0,8
П7 | 100] i д г 8 ,2 । 3.2 IT14 100; 60 : 12,5 25 50 50
60s 0 8 ' Ь ' , " /6 3 2 j IT15 40 ! ! 12,5 12,5 25 25
m 0,4 j ,c , ’j 8
ITS i iooj 46 i ! 3,2 3,2 = = me 100- 60 25 50 100 100
60s o.s ; ' X.2 3.2 ; ! IT 17 4о 25 25 50 50
40j 0,4 : 1 ' Д6 C6 1
Примечания-
1. Если относительный допуск формы меньше значения, указанного в табли-
це, то Ra следует назначать не более 0,15 Гф (Гф—допуск формы).
2. Таблицей можно пользоваться при назначении параметра шероховатости,
если по условиям сборки или работы изделия шероховатость поверхности не
требуется ограничить более жесткими пределами. Если точность сопряжения и
метод обработки не позволяют определить требования к шероховатости, то ее
следует назначать по другим .главным для данного случая признакам, ориенти-
руясь на практические результаты передовых отраслей промышленности, отра-
женные во многих трудах.
3. Требования к шероховатости устанавливают без учета дефектов поверх-
ности, к которым, как правило, относятся резко выделяющиеся отдельные не-
ровности (царапины, раковины, забоины и т. п.), т. е. исходя из предположения,
что поверхность, к которой устанавливаются требования, не содержит дефектов.
100
Если дефекты влияют на функциональные показатели поверхности, в том’ числе
и на внешний вид изделия, то требования к ним (их размеры, количество на
единицу площади, расположение относительно рабочих участков поверхности и
т. п.) следует устанавливать отдельно и оговаривать в технической документа-
ции (чертеже) на деталь или изделие.
4. Шероховатость поверхностей обозначают на чертеже для всех выполняем
мых по данному чертежу поверхностей изделия, независимо от методов их об-
разования, кроме поверхностей, шероховатость которых не обусловлена требо-
ваниями конструкции.
Для обозначения поверхностей деталей из металлов, пластмасс и других ма-
териалов применяют следующие графические знаки (ГОСТ 2.309—73):
— шероховатость поверхности, которая должна быть образована уда-
лением материала, например, точением, фрезерованием, травлением и т. п.;
— шероховатость поверхности, подлежащей образованию без удале-
ния материала, например, литьем, ковкой, объемной штамповкой, волочением,
прессованием и т. п.;
— шероховатость поверхности, метод образования которой не устанав-
ливается.
Значение параметров шероховатости указывают в обозначении. Обозначе-
ние шероховатости следует ставить на тех видах и разрезах, на которых пос-
тавлены размеры, относящиеся к соответствующим частям детали. Знак для
обозначения шероховатости должен касаться вершиной линии контура поверх-
ности изделия или выносной линия (или полок линий-выносок).
При недостатке места допускается располагать обозначение шерсжоватости
поверхности на размерных линиях или на их продолжениях, а также разрывать
выносную линию. На линиях невидимого контура допускается наносить обозна-
чение шероховатости только б случаях, ко/да от згой линии вынесен размер.
Поверхности детали, которые являются, поверхностями материала и не
подлежат дополнительной обработке, должны быть отмочены только самим
знаком При обозначении шер эксос гл поверхности детали, образе
ванной без удаления материала (например, вытяжкой-), применяется такой же
знак, но с указанием численных значении параметров, например
Вид обработки поверхности указывают в обозначении шероховатости только
в тех случаях, когда он является единственно применимым для получения тре-
буемого качества поверхности, например:
О 050 полиР°^ать
'\/ М
Если для всех поверхностей детали устанавливают одни и те же требова-
ния к шероховатости, то общий знак шероховатости ставят в правом верхнем
углу чертежа и на изображение детали не наносят. В правом верхнем углу чер-
тежа указывают преобладающую (по количеству поверхностей) шероховатость
поверхности и условное обозначение, например, &\/(\/) ° На чертежах деталей
части поверхностей, у которых шероховатость не нормируется, обозначение
шероховатости в правый угод чертежа не выносят.
101
Таблица 1.19.
Числовые значения параметров шероховатости
Классы чистоты по ГОСТ 2789—68 Шероховатость поверхности по ГОСТ 2789—73, мкм
Параметры Rz, Ra j Параметр Ra (предпочтительного применения)
Грубее 1 Rz 400 100
V 1 Rz 320 50
V 2 Rz 160 25
V з Rz 80 12,5
V 4 Rz 40 6,3
V 5 Rz 20 3,2
V 6 2,5 1,6
V 7 1,25 0,80
V 8 0,63 0,40
V 9 0,32 0,20
V Ю 0,16 0,10
V 11 0,08 0,050
V 12 0,04 0,025
V !3 Rz 0,1 0>,012
V 14 Rz 0,05 0,008
102
Шероховатость поверхности и точность при выполнении отливок
о СО Способ литья Тип металла и сплава
Наибольший габаритный размер отливки, мм цветные с температурой плавления ниже 700°С цветные с температурой плавления выше 700сС, серый чугун ковкий, высокопрочный и легированный чугун, сталь Наим'еныцая толщина стенки, мм Шероховатость поверхности Ra, мкм
Классы точности размеров и масс отливок и ряды припусков (ГОСТ 26645—85)
Литье под давлением в металлические формы До КЮ Св. 100 Зт—5 1 3—6 1 3—6 1! 4—7т Г 4—7т 1 5т—7 1 1,5 3,2,—0,40
Литье в керамические формы и по выплавляемым и выжигаемым моделям До РОЮ1 Св. 100 3'—6 1 4—7 1—2 4—7т 1—2. 5гг—7 1—2 5т—7 1— 2 5ь-8 1—2 1,5 6,3—1,6
Литье в кокиль и под низким давлением в метал- лические формы без и с песчаными стержнями, литье в песчаные формы, отверждаемые в контакте с оснасткой До 100 Св. 100 до 630 Св. 630 4—0 1—2 5т—10 1—3- 5—11т 1—3 5т—10 i—31 5i—11т 1—3 6—1.1 2—4 5—11т 1—3 6—11. 2—4 7т—12. 2—5 З1—5 из чугуна, 5>—81 из ста- ли, 3i—8 из цвет- ных металлов и сплавов 3;2— ГД
Продолжение
Тип металла и сплава
Способ литья Наибольший габаритный размер отливки, мм цветные с температурой плавления ниже 700°С цветные с температурой плавления выше 700°С, серый чугун ковкий, высокопрочный и легированный чугун, сталь Наименьшая толщина стенки, мм Шероховатость поверхности Ра, мкм
Классы точности размеров и масс отливок и ряды припусков (ГОСТ 26645—85)
Литье в песчаные формы, До 6'30 6—11 7т—1.2 7—13т То же 12,5—3,2
отверждаемые вне контак- та с оснасткой, центробеж- ное, в-сырые и сухие пес- чано-глинистые формы Св. 630 до 4'OiChO ЬО *4 ьо 11 1 КЭ 2—4 8—13т 3-5 2-5 9 т—13 3—>6
| Св. 4W0 ь СО 7 7 00 00 9т—13 3—6 9—14 4—6
Примеча ни я:
1. В числителе указаны классы точности размеров и масс, в знаменателе — ряды припусков. Меньшие
их.значения относятся к простым отливкам и условиям массового автоматизированного производства; большие значе-
ния— к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние — к отливкам средней сложности и
условиям механизированного серийного производства. Классы точности масс следует принимать соответствующими клас-
сам точности отливок.
2. См. примечание к табл. 1.17.
Таблица 1.21
Шероховатость поверхности и точность при обработке заготовок давлением
о сл Номер метода Метод выполнения заготовок Размер (масса) заготовок Толидина стенок заготовки, мм Форма заготовки Точность Шерохо- ватость, Ra, мкм Материал Тип производства
1 Ковка: на молотах и прессах До 250' т 3 ... 5 Простая На молотах по ГОСТ 7829—70 и прессах 1—2-й группы по ГОСТ 7062—79 До 12,5 Углеро- дистые и легирован- ные стали, специаль- ные сплавы Единич- ное и мел- косерий- ное
2 на молотах в под- кладных кольцах и штампах До 10 кг 3 ... 5 Средней слож- ности По ГОСТ 7829—70 До 12,5 То же Мелко- серийное
3 на радиально- ковочных маши- нах Диаметр прутка (трубы) до 150 мм 3 ... 5 Ступенчатые тела вращения 0,04—0,4 мм (холодная) и 0,1 ... 0,6 мм (го- рячая) До 0,40 (холод- ная) » , Серий- ное -
4 Штамповка: на молотах и прессах До 0,4 т 2,5 Ограничена возможностью извлечения за- готовки из штам- па 1—2 классы по ГОСТ 7505—74 12,5—3,2 » Серий- ное и мас- совое
5 Штамповка: с последующей калибровкой Площадь калиб- руемой поверх- ности 2,5—80 см2 Ограничена возможностью извлечения заго- товки из штампа 0,05 ... 0,1 мм 12,5... 1,6 » Серий- ное и мас- совое
Номер метода Метод выполнения заготовок Размер (масса) заготовок Толщина стенок заготовки, мм Форма заготовки
6 высадкой на го- ризонтально-ко- вочных машинах До 0,01'5 т 2,5 Простая
7 безоблойная До 0,0'15 т •— То же
8 выдавливанием Диаметр да 200 мм 1— Простые (пре- имущественно те- ла вращения)
9 на чаканочных и кривошипно-ко- ленных прессах До 0,1 т 2,5 . Средней слож- ности
10 Фасонное валь- цевание на ковоч- ных вальцах До 0,0’5 т 2,5 То же
Продолжение
Точность Шерохо- ватость, Ra, мкм Материал Тип производства
1—2 классы по ГОСТ 7506—74 12,5—3,2 Стали и цветные сплавы Серий- ное и мас- совое
1—2 классы по ГОСТ 7505—74 12,5—3,2 То же То же
0,2 ... 0,5 мм 12,5—3,2 Углеро- дистые И легирован- ные стали, специаль- ные сплавы »
На 25 ... 30 % выше, чем на молотах 12,5 ... 3,2 То же »
1—2 классы по ГОСТ 7505—74 12,5 ... 3,2 » »
Продолжение
Номер метода Метод выполнения заготовок Размер (масса) заготовок Толщина стенок заготовки, мм Форма заготовки Точность Шерохо- ватость, Ra, мкм Материал Тип производства
11 Прокатка заго- товок на попе- речно-винтовых и специальных станах До 0,25 Т 2,5 Тела вращения 11 ... 15 ква- литет 3.2—0,80 Углеро- дистые и легирован- ные стали, специаль- ные спла- вы Серий- ное и мас- совое
12 Волочение прутков через специальные про- фили для после- дующего изготов- ления штучных заготовок Диаметр 1—25 мм 2,5 Фасонный про- филь 0,05 ... 0,1 мм 3,2—О',80 То же То же
Примечания:
1. Наиболее полно автоматизированы методы 3, 6, 7, Ю—12. в меньшей степени — методы 1 и 2. Наиболее произ-
водительны методы 10 и 11 (до 31001 шт./мин). При штамповке небольших заготовок на молотах и прессах достигается
производительность 1000 шт./ч. Наименее производительны методы 1 и 2. Наибольший коэффициент использования
металла (0,0) обеспечивается при использовании методов 6'—8 и Ю (отсутствие облоя и малые штамповочные уклоны)
и особенно при использовании методов 11, 12 и 13. В последнем случае коэффициент использования металла приближает-
ся к единице. Самый короткий цикл формообразующих операций (без очистки и термической обработки) обеспечивают
(методы 6, 8, Ю—12. Перспективен метод электровысадки, при котором предварительно обработанную на станке заготовку
(или прокат) подвергают местному нагреву с помощью тока низкого напряжения в течение 2—4 с. При температуре
900)—1|00О°С заготовка формируется в штампе пресса. Заготовки получают без окалины по 8 и 9-му квалитетам точ-
ности.
2. Примеры технологических расчетов, производимых при разработке чертежей поковок, приведены'в ГОСТ 7829—70 и
- ГОСТ 7062;—79.
5 3. См. примечание к табл. 1.17.
Таблица 1.22
Шероховатость поверхности и Квалитеты при различных видах
обработки деталей
Вид обработки Ra, мкм Квалитет
Резка газовая: ручная машинная 50—25 50—12,5 17—15
Отрезка: приводной пилой резцом фрезой,, п. абразивом 50—25* (1,2,5) 100—25* 50—25* 6,3*—3,2 17—15 17—14 17—14 15—12
Строгание: черновое чистовое тонкое 25—12,5* 6,3—3,2* 1,6—(0,80) 14—12 13—11; 10** 10—8; 7**
Долбление: черновое чистовое 50—25 12,5—3,2* 15; 14 13; 12
Фрезерование, цилиндрической фре- зой: черновое чистовое тонкое 50—25 6,3—3,2* 1,6—0.80 14—12; 11** 11; 10** 9—8; 7**
Фрезерование торцевой фрезой: черновое чистовое тонкое ' 12,5—6,3* 6,3—3,2* (1,6) 1,6—(0,80) . 14—12; 11** 11; 10** 9—8; 7**
Фрезерование концевой фрезой: черновое чистовое 25—6,3 6,3—1,6 14—12 И
Обтачивание при продольной подаче: обдирочное получистовое чистовое тонкое (алмазное) 100—25 12,5—6,3 3,2—1,6* (0,8<0) 0,80—0,40* (0,20,) 17—15 14—12 9—7 6
Обтачивание при поперечной подаче: обдирочное получистовое чистовое тонкое 100—25 12,5—6,3 3 2* 1’,6—(0,80) 16—17 15—14 13-11 Ы—8
Сверление до 15 мм: без кондуктора по кондуктору 12,5*—6,3 14—12
Сверление св. 15 мм: без кондуктора по кондуктору 25*—12,5 14—12 11
108
Продолжение
Вид обработки Ra, мкм Квалитет
Зенкерование: черновое чистовое 25—12,5 6,3—3,2* 15—12 11—10
Растачивание: черновое получистовое чистовое тонкое (алмазное) 100—50 25—12,5 3,2—1,6* (0,80) 0,80—0,40* (0,20) _ 17—15 14—12 9—8 ,_7
Развертывание: получистовое чистовое тонкое 12,5—6,3* 3,2—1,6* 0.80—(0.40) 10—9; 8** 7—8; 8** 7—6**
Протягивание: получистовое чистовое отделочное 6,3 3,2—0,80* 0,40—(0,20) 9—8 8—7 7 .
_ Зенкование под углом 6,3—3,2
Шабрение: грубое тонкое 6,3—1,6 0,80—(0,10) 11 9—8
Опиловка 25—(1,6) 11—8
Зачистка шлифовальной лентой (пос- Jie резца и фрезы) 1.6—(0,20) 11—8
Шлифование круглое: получистовое чистовое тонкое _ 6,3—3,2 1,6—0,80* 0,40—0,20* (0,10) 11—8 8—6 5
Шлифование плоское: получистовое чистовое тонкое 6,3—3,2 1,6—0,80* 0,40—0,20* (0.050J 11—8 8—6 7—6
Прошивка: чистовая тонкая 1,6—0,40 1,6 (0,050) ^4 с© 1 1 (Л 1
Калибрование отверстий шариком или оправкой: после сверления после растачивания после развертывания 1,6—0,40 1,6—0,40 1,6—0,050 9—8 7 7
Обкатывание и раскатывание роли- ками или шариками при исходном зна- чении Ra=12y5, 3,2 мкм 1,6—0,40 9—6
Наклепывание шариками при исход- ном значении Ra = 3,2, 0,8 мкм 0,8'0—0,20 —
109
Продолжение
Вид обработки Ra, мкм Квалитет
Развальцовка: чистовая 1,6—0,40 7
тонкая 0,20—0.10 6
Притирка: чистовая 3,2—0,40 7—6
тонкая 1,6—0,10 5
Полирование: обычное 1,6—0,20 6
тонкое •••' 0,10—(0,050) 5
Доводка: грубая 0,40* 7—6
средняя 0,20*—0,10 6—5
тонкая 0,050* 5
отделочная (зеркальная) 0,0-25—0,0,12 (0,008) —
Хонингование: плоскостей 0.,40*—0,10 8—7
цилиндров 0,20— (0,050) 7—6
Суперфиниширование: плоскостей 0,40—0,20* (0,050) 5 и выше
цилиндров 0,40—0,10* (0,050) 5 и выше
Термохимическое упрочнение: цементация 6,3- 3,2 14—12
цианирование 3,2—1-6 11; 12
азотирование 0,80—0,10 9—7
борирование 1,6—0,20 6.3—0,20 9—7
кадмирование 9—7
Химическое упрочнение: хромирование 3,2—1,6 8—6
сульфидирование 3,2—0,80 9—7
оксидирование 1,6—0,20 8—6
никелирование 3.2—0.40 8—6
Электрофизическая и электрохими- ческая (методы): электроконтактный Не устанавливается
анодно-механический 50—12,,5 11—9
электроимпульсный 25—12,5 11—9
электроискровой 6,3—0,20 9—5
электрохимический 0,80—0,40 11—9
электронно-лучевой 0,80—Oi,20 9—7
световым лучом 0,80-0.40 11—12
электрохимикомеханический 0,025-4),008 Обусловлен
квалитетом пре- дыдущей опера- ции
Примечания:
I1,. Значения Ra приведены для стали; для чугуна, алюминия и алюминиевых
сплавов следует брать меньшие значения параметра, для сплавов на медной
основе при слесарной обработке (опиловка, шабрение), шлифовании и доводоч-
110
них работах (притирка, полирование, хонингование) — брать любые из указан-
ных интервалов, при остальных видах обработки — большие значения.
2. В круглых скобках указаны предельно допустимые значения параметра
шероховатости и квалитета.
3. Средние значения параметра шероховатости для данного вида обработ-
ки отмечены одной звездочкой.
4. Квалитеты для чугуна отмечены двумя звездочками.
5. См. примечание к табл. 1.17.
Таблица 1.23
Шероховатость поверхности и степень точности при
различных видах обработки деталей
Вид обработки Ra, мкм Степень точности
Нарезание резьбы: резцом плашкой фрезой резьбонарезной головкой метчиком 6,3—3,2 (1,6) 12,5—3,2 (6,3) 12,5—3,2* (1,6) 6,3—3,2* 12,5*—3,2 (1,6) 8—6(5) 8(6) 8—5 8—7(6) 7(6Л)
Шлифование резьбы 1,6—0,40 6—4
Накатывание резьбы 3,2—0,20 g, д
Обработка зубьев червячных колес: фрезерование шевингование червячным шевером 3,2—1,6 1,6—0,80 9—7 7
Обработка зубьев цилиндрических и конических зубчатых колес: шевингование ’ обкатывание шлифование зубохонингование притирка полирование протягивание 1,6—0,80 (0,40) 1,6 0,80 1,6—0,40 0,80—0,012 0,80—0,012 0,40—0,10 3,2—1,6 7 7 7—6 7—6 7(6) 8
Примечание См. примечания к табл. 1.17.
111
Таблица 1.24
Параметр шероховатости поверхности и квалитеты при обработке резанием деталей из пластмасс
Вид обработки Номинальный размер детали, мм Органическое стекло, винипласт, пресспорошки с различными напол- нителями; слоистые прессматериа- лы, волокнистые (текстильное, ас- бестовое, стекловолокно) Полистирол, фторопласт
Достижимый квалитет Ra, мкм Достижимый квалитет Ra, мкм
Наружное и внутреннее шлифова- ние 3—100 6; 7 0,40—0,10 6; 7; 8 0,40—0,10
Двукратное развертывание 3—40 6; 7 0,80—0,40 6; 7 0,40—0,10
Чистовое точение 1—200 7; 8 0,80—0,40 8; 9 0,80—0,40
Чистовое растачивание 10—200 8; 9 0,80—0,20 8; 9 0,80—0,40
Однократное развертывание 10—40 7; 8 1,60—0,80 7; 8 1,60—0,80
Сверление 1—40 8; 9; 10 6,3—1,60 10 6,3—0,80
Чистовое фрезерование 10—300 10 3,2—0,80 11 1,60—0,80
Черновое точение 1—200 И; 12; 13 12,5—6,3 12; 13 12,5—6,3
Черновое фрезерование 10—500 11: 12; 13 12,5—6,3 12; 13 12,5—6,3
Примечание. См. примечание к табл. 1.17.
Таблица 1.25
Шероховатость поверхности, покрываемой металлическими и
неметаллическими неорганическими покрытиями (ГОСТ 9.301—86)
Вид покрытия Рекомендуемый параметр Ra, мкм, под покрытие
Защитно-декоративное 1,6
Защитное 6,3
Твердые и электроизоляционные
анодно-окисные 0,80
Специальные 6,3
Примечания:
1. Рекомендуемый параметр не распространяется на поверхности среза
штампованных деталей, нерабочие труднодоступные для обработки внутренние
поверхности деталей, резьбовые поверхности, а также на детали, шероховатость
поверхности которых установлена соответствующими стандартами.
2. Шероховатость поверхности после нанесения декоративных покрытий (ни-
келевого, хромового, окисного), как правило, не изменяется, если поверхность
не подвергают механическому полированию. После нанесения защитных покры-
тий шероховатость поверхности в зависимости от состояния исходной поверх-
ности и типа электролита либо остается без изменения, либо снижается на один-
два класса.
3. См. примечание к табл. 1.17.
Таблица 1.26
Рекомендации по выбору шероховатости окрашиваемой поверхности
Класс покрытия • Вид покрытия Ra, мкм
без применения шпатлевки с применением шпатлевки для деталей
малогабарит- ных крупногаба- ритных
I Гладкое глянцевое 0,80 —
II Гладкое (высокоглянце- вое, глянцевое, полуглян- цевое, полуматовое) 1,60—0,80 1,60 3,2
Рисунчатое 1,60 1,60 6,3
III Гладкое (глянцевое, по-» луглянцевое, полуматовое, матовое) . Ь,60 3.2 12,5—6,3
IV Гладкое (полуглянцевое, полуматовое, матовое) 3i,2 6,3 25
Рисунчатое 6,3 12,5 50
V Гладкое (полуглянцевое, полуматовое, матовое) 6,3 Не регламентируется
Рисунчатое 25
VI; VII Гладкое, рельефное Не регламентируется
Примечание. Не допускается наносить шпатлевку на наружные поверх-
ности деталей, испытывающих вибрацию, ударные нагрузки, и на поверхности,
подлежащие гравировке.
Таблица 1,27
Отклонения геометрической формы при обработке на
металлорежущих станках
Размеры в мм
Станки Отклонение формы ( Значение отклонения при обработке Примечание
черновой ЧИСТОВОЙ I
Токарные общего назначения Овальность при высоте центров: до 40(0 0,03 0,02 -
» 800 .0,06 0,04
Конусообразность 0,08 0,05 На длине
Вогнутость при обработ- ке торцевой поверхности 0,06 0,04 300 На диа- метре 300
Карусель- ные Овальность при наиболь- шем диаметре обрабаты- ваемой детали: до 1600 0,04 0,025 На диа- метре: 400
1600—2500 0,06 0,04 600
2500—4000 0,08 0,05 1000
4000—8000 0,08 0,06 1500
8000—10000 ОДО 0,07 2000
св. 10000 0,12 0,08 2000
Конусообразность, бо^_ кообразность и седлооб- разность при наибольшем диаметре обрабатываемой детали: до 1600 0,08 0,05 На длине: 800
1600—3200 0,10 0,07 1200
св. 3200 0,12 0,08 На длине
Вогнутость при обработ- ке торцевой поверхности и наибольшем диаметре об- рабатываемого изделия: до 1600 0,12 0,08 1500 На диа- метре: 1200
1600—2500 0,15 0,09 1600
2500—4000 0,18 0,12 3000
4000—8000 0,23 0,15 5000
8000—10000 0,27 0,18 7500
св. 100*60 0,35 0,24 7500
Про- От плоскостности 0,05 0,03 На длине
дольно- строгаль- ные От параллельности верх- ней обработанной поверх- ности основанию при длцне строгания: до 1*0001 0,05 0,03 1000
» 2000 0,08 0,05 —
» 3000 • 0,10 0,06 .—
» 4000 0,12 0,07 .—
» 6000 0,15 0,10
» 8000 0,20 0,12 —
114
Продолжение-
Размеры в мм
Стачки Отклонение формы Значение отклонения при обработке 1 Примечание
черновой чистовой
Продоль- но-стро- гальные От перпендикулярности обработанных верхней и боковой поверхностей при ширине строгания: до 20'00 св. 2000 0|,05 0,0.8 0,03 0,05 На длине? 300 500
Фрезер- ное кон- сольные От плоскостности и па- раллельности верхней и обработанной поверхнос- тей основанию От перпендикулярности боковых поверхностей ос- нованию От взаимной перпенди- кулярности боковых (и тор- цевых) поверхностей 0,10 0,05 0,08 0,06 0,04 0,05 300 150 300
Продоль- Но-фре- Зерные От плоскостности От параллельности верх- ней обработанной поверх- ности основанию при длине обработки: до 1’000 » 20*00 » 300’0 » 4000 » 6000 » 8000 От параллельности бо- ковых обработанных по- верхностей От перпендикулярности боковых обработанных по- верхностей верхней обра- ботанной поверхности 0,08 0,05 0,08 О', 10 0,12 0,15 0,19 0,05 0,05 0,05 0,03 0,05 0,06 0,07 0,10 0,13 0.03 0,03 1000 На длине 1000 На длине 1000
Горизон- Тально-рас- Точные Овальность при диамет- ре расточного шпинделя: от 50 до 90 св. 90 » 160 » 160 Конусообразность при диаметре расточного шпин- деля от 50 до 90 св. 90 » 160 » 160 0,06/0,08* 0,08 0,08/0,10* 0,06 0,08 0,10 0,04/0,05* 0,05 0,05/0,06* 0,04 0,05 0,06 На длине: 200 300 400
115
Размеры в мм
Станки Отклонение формы Значение отклонения при обработке Примечание
черновой чистовой
Горизон- тально-ра- сточные Вогнутость при обра- ботке торцевой поверх- ности суппортом план- шайбы и диаметре расточ- ного шпинделя: от !50 до 90 0,06 0,04 Ж
св. 90 0,08 0,06 500
От перпендикулярности 0,08 0,05 300
оси отверстия торцевой поверхности От параллельности осей 0,08 0,05 ЗОЭ
отверстий, расточенных •при подаче передней стой- ки или расточного шпин- деля От перпендикулярности 0,08 0,05 ЗОЭ
Кругло- шлифоваль- ные оси отверстий плоскости, полученной фрезерова- нием при горизонтальной и вертикальной подачах Овальность при обра- ботке в центрах и обработ- ке отверстий для наиболь- шего диаметра детали: Г. до 200 O.0S0 0,006
св. 200 до 400 0,012 0,008 —
» 400 » 800 0.020 0,012 —
Конусообразность при обработке в центрах при
наибольшем диаметре де- тали: до 20'0 0,02 0,011 На длине: до 500
св. 200 до 400 0,03 0,02 » 1000
» 400 » 800 0,04 0,025 На всей
Плоско- .От параллельности шли- 0,03 0,02 длине На длине
шлифовали- , ные с го- ризонталь- ным шпин- делем и пря- моугольным столом об- щего наз- начения фуемой и опорной плос- костей ’ООО
* В числителе — обработка расточным
портом планшайбы.
шпинделем, в знаменателе — суп-
П6
Таблица 1.28
Числа твердости металлов и сплавов при различных методах определения (ГОСТ 8.064—79)
По Бринеллю По Виккерсу По Роквеллу По Суп ер - Роквеллу По Бринеллю По Виккерсу $ По Роквеллу По Супер- Роквеллу По Бринеллю По Виккерсу По Роквеллу По Супер- Роквеллу По Бринеллю По Виккерсу По Роквеллу По Супер- Роквеллу
146 147 202 201 293 291 31 32,9 1 4®° 502 48 49,3
149 149 — —- 207 209 18 20,2 302 305 33 34,8 1 477 534 49 50,3
153 152 — 212 213 19 21,2 311 312 34 35,8 495 551 51 52,2
156 154 — —. 217 217 20 22,2 321 320 35 36,8 512 587 52 53,2
. 159 159 223 221 21 23,1 332 335 36 37,7 532 606 54 55,2
’ 163 162 229 226 22 24,0 340 344 37 38,7 555 649 56 57,1
166 165 —_ 235 ' 235 23 25,0 351 361 38 39,6 578 694 58 59,0
170 171 . 241 240 24 26,0 364 380 39 40,6 600 746 59 60,0
174 174 - 248 250 25 27,0 375 390 40 41,6 627 803 61 62,0
179 177 255 255 26 28,0 387 401 41 42,5 652 867 63 63,9
183 183 - . 262 261 27 29,0 402 423 43 44,5 —— 940 65 65,6
187 186 269 272 28 30,0 418 435 44 45,4 .— 1021 67 67,8
192 190 — 277 278 29 31,0 430 460 45 46,4 — 1114 69 —
196 1 197 — —- 286 285 30 31,9 444 474 47 48,4 —. 1220 72 —
Примечание. При разработке и издании справочной и другой технической литературы, а также технической
нормативной документации требования к твердости материалов и изделий должны регламентироваться только по
шкале С Роквелла воспроизводимой государственным специальным эталоном (HRCj). Например, если в чертеже изде-
лия было указано'«калить 58 ... 60 HRC», то для получения изделия той же твердости в новом чертеже надо указать
«калить 59 ... 61 НКСэч>.
После изготовления опытных образцов по результатам при-
емочных испытаний проводят корректировку и согласование тех-
нической документации с присвоением документации литеры в со-
ответствии с требованиями ГОСТ 2,103—68.
На этапе изготовления и испытания установочной серии исполь-
зуют оборудование, предназначенное для серийного производства
нового изделия. Установочные серии сдают межведомственной ко-
миссии (МВК), в работе которой принимают участие представи-
тели разработчиков, заказчиков, технологических институтов, орга-
нов стандартизации и надзора. В отличие от приемки опытных об-
разцов при приемке установочных серий основное внимание уде-
ляют технологии изготовления нового изделия. По результатам из-
готовления и испытания установочной серии корректируют конст-
рукторскую и технологическую документацию.
На заключительном этапе изготовляют и испытывают головную
(контрольную) серию с последующей корректировкой технической
документации, а затем осуществляют окончательную отработку и
проверку полностью оснащенного технологического процесса.
Отработка изделия в основном должна заканчиваться в период
освоения серийного производства^ когда для обеспечения заданно-
го выпуска изделий внедряют в намеченном объеме всю производ-
ственную оснастку, включая и специальное оборудование, когда
производство стабилизируется и обеспечивает высокое качество
изделия при минимальной себестоимости.
Дальнейшее изменение документации рекомендуется прово-
дить в начале нового производственного цикла, в начале нового
производственного года или один раз в полугодие, чтобы не нару-
шать стабильность ритма производственного процесса.
Общий порядок снятия с производства устаревших и других из-
делий устанавливает ГОСТ 15.801—80.
Автоматизация конструирования. Усложнение изделий маши-
ностроения потребовало от разработчиков изделий использования
новых методов проектирования. Это связано, во-первых, с тем, что
требовалось сокращение сроков проектирования изделий, что бы-
ло вызвано зависимостью научно-технического прогресса от раз-
вития машиностроения, во-вторых, необходимо было повысить
производительность труда конструктора, так как уровень сложнос-
ти изделий стал приближаться к границе, за которой эффектив-
ность труда человека-проектировщика начинает падать. Оказа-
лось, что технические требования к изделию уже не могут быть
обеспечены без интенсивного использования ЭВМ в процессе про-
ектирования и изготовления новых изделий. Таким образом, воз-
никла новая инженерная наука — проектирование изделий с по-
мощью ЭВМ, результаты которой сегодня воплощаются в виде сис-
темы автоматизированного проектирования (САПР).
Конструктор изделий будущих поколений должен обладать
знаниями в области вычислительной техники, программирования,.
118
теории алгоритмов, быть способным разрабатывать и эксплуати-
ровать системы автоматизированного проектирования.
Оптимизационные решения, принимаемые в рамках САПР, обя-
зательно должны иметь технико-экономический характер, т. е.
экономические показатели должны являться непременными эле-
ментами в системах математических моделей, отображающих
сущность данной проектируемой конструкции. Оптимальными рас-
четные конструкционные показатели могут быть признаны только
тогца, когда их сочетание .обеспечивает максимальный народнохо-
зяйственный экономический эффект от использования разрабаты-
ваемого изделия.
Для проведения в рамках САПР технико-экономической опти-
мизации проектируемых изделий предварительно создается адек-
ватная данной конструкции технико-экономическая условная мо-
дель взаимосвязей отобранных логическими и математическими
методами стандартизационных, конструкционных, производст-
венных, эксплуатационных, экономических параметров и показа-
телей. По таким моделям формируются математические модели
взаимосвязи различных технических и экономических показателей,
в том числе и взаимосвязи по выбранным критериальным эконо-
мическим показателем. Минимизируя (максимизируя) выбран-
ный критериальный показатель в множестве возможных вариан-
тов конструкций, анализируемых в процессе автоматизрованного
проектирования, находят оптимальное сочетание значений ее па-
раметров.
Технико-экономическое моделирование в САПР позволяет ре-
шать как глобальные, так и частные оптимизационные задачи.
При автоматизированном выпуске конструкторской документа-
ции необходимо выполнять основные требования: при выборе
форм и форматов выходных документов необходимо учитывать
стандарты ЕСКД; система автоматизированного проектирования
должна выдавать весь комплект конструкторских и технологичес-
ких документов, обеспечивающих изготовление изделий и дополни-
тельно конструкторских документов для этапов контроля изготов-
ленного изделия; машинные формы конструкторской документа-
ции должны обеспечивать не только автоматизированные, но и не-
автоматизированные методы обращения документации; основные
графические документы целесообразно выполнять базовым спо-
собом.
Программы получения конструкторской документации в САПР
позволяют получать электрические схемы, таблицы соединений,
ведомости покупных изделий, сборочные чертежи, спецификации,
чертежи деталей. Это наиболее типичный состав конструкторской
документации для многих систем автоматизированного проекти-
рования.
Получение конструкторской и технологической документации
является логическим завершением всего процесса (автоматизиро-
ванного проектирования и подготовки производства, так как отра-
119
жает результаты конструирования и определяет возможность ав-
томатизации изготовления и контроля. Следует обратить вни-
мание на то, что решение каждой следующей задачи в значитель-
ной степени зависит от результатов решения предыдущих задач.
Один из возможных вариантов схемы процесса автоматизирован-
ного проектирования приведен на рис. 1.4. Сложность выполнения
отдельных этапов автоматизированного проектирования зависит
от конструктивной реализации проектируемого устройства.
Рис. 1.4. Схема процесса автоматизированного проектирования
120
К сожалению, сложившаяся у нас практика проектирования
САПР ориентирована на разработку и внедрение отдельных па-
кетов прикладных программ (ППП). Таких пакетов создано уже
немало. Но только единицы из них находятся в реальной эксплуа-
тации. Практически каждый из разработанных ППП ориентиро-
ван на автоматизацию определенных операций, при этом не про-
изводится их увязка. К тому же они требуют серьезной доработки
при адаптации к реальным условиям производства, т. е. на базе
имеющиеся ППП сложно и дорого создавать функциональные
замкнутые системы автоматизированных технологий (CAT), объе-
диняющих проектирование, подготовку производства, изготовление,
испытания, так как:
1) отсутствует регламентированный интерфейс между опера-
циями CAT (ъ е. нет унификации программных и технических
средств по входу и выходу из централизованного банка данных);
2) отсутствует единый документооборот (задача его унифика-
ции так и не решена);
3) не ставилось в качестве главной задачи создание функцио-
нально замкнутых CAT, а попутное решение этой проблемы не
под силу отдельным подразделениям организаций и даже отдель-
ным организациям;
4) отсутствует реальный экономический эффект при внедрении
CAT для отдельных операций;
5) практически отсутствует прямая материальная заинтере-
сованность разработчиков в тиражировании и адаптации CAT;
6) отсутствуют организации, занимающиеся комплексной раз-
работкой CAT от предпроектного исследования до внедрения
вне зависимости от ведомственной принадлежности заказчика.
В силу названных причин (технического, экономического и ор:
ганизационного характера) близкая CAT, создана только в нес-
кольких организациях, несмотря на значительные усилия и зат-
раты.
Для быстрого и экономически эффективного внедрения QAT
необходимо выполнение следующих мероприятий:
1) организовать центр проектирования;
2) обеспечить центр проектирования техническими средствами,
3) укомплектовать кадрами;
4) обеспечить оплату труда специалистов центра CAT по ко-
нечному результату;
5) обеспечить центр проектирования правом законодательной
власти по вопросам внедрения новых технологий в организациях,
обслуживаемых центром.
121
Естественно, создание центра проектирования требует больших
начальных затрат, причем, разовых, и, следовательно, для одного
предприятия создавать его нецелесообразно.
Центр проектирования в интересах организаций-заказчиков
(пользователей) обеспечит:
1) проведение обследования организаций с целью определения
^сходных параметров для создания CAT (проектные исследова-
ния) ;
2) организацию службы CAT на предприятиях для обеспече-
ния разработки, внедрения и эксплуатации CAT (организация
создания и развития);
3) эксплуатацию существующих ППП и адаптацию их к су-
ществующей технологии организаций-пользователей;
4) модернизацию существующих CAT в соответствии с тре-
бованиями заказчика и системными требованиями технологии
проектирования;
5) разработку методологии, информатики и технологии зам-
кнутых систем автоматизированного и автоматического ипроек-
тирования и на их базе разработку новых CAT, ориентированных
на гибкое (автоматизированное производство!;
6) постановку и сопровождение CAT в организациях-заказчи-
ках;
7) обучение работы в системах автоматизиров<анного проекти-
рования.
Все вышесказанное отнюдь не означает, что нужно отказаться
от создания в организации CAT уже £ейчас. Все же, несмотря на
значительный объем затрат (главным образом начальных), боль-
шие организационные сложности и отсутствие восприятия специа-
листами идеологии CAT, предлагается этапность создания CAT,
при котором разрыв во времени между затратами ihA разработку
отдельных элементов CAT и отдачей при их эксплуатации будет
минимальным и составит 1,5—2 года:
1) развертывание экспериментальных технологических
участков на базе зарекомендовавших себя ППП и технических
средств, созванных в различных организациях СССР и за рубе-
жом;
2) начало активной разработки CAT и непосредственно
связанных с ними задач: организующих систем; информацион-
но-управляющих (банков, архивов); системного интерфейса для
включения CAT в комплексы;
3) поэтапный ввод в эксплуатацию завершенных технологи-
ческих участков;
4) ввод в эксплуатацию CAT в полном объеме и ее дальней-
шее развитие.
В заключение подчеркнем, что внедрение CAT обеспечит:
122
1) высокую производительность проектирования и производст-
ва изделий;
2) повторяемость характеристик изделий и их высокое качест-
во даже при изготовлении на различных производствах;
3) минимизацию цены ошибки в стоимостном и временном вы-
ражении;
4) существенное сокращение времени запуска нового изцелия
в производство, поскольку еще при проектировании создаются уп-
равляющие программы и (или) готовится информация для ЧПУ
и ГАП.
ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ВЫБОРА ВАРИАНТА
КОНСТРУКЦИИ ИЗДЕЛИЯ
Разработка и создание эффективных и высококачественных об-
разцов новой техники, достаточно полно отвечающих по своим
техническим характеристикам требованиям потребителей и в то
же время характеризующихся низкими затратами в производстве
и эксплуатации, нуждаются в систематических работах по эконо-
мическому анализу технических решений, принимаемых на стадиях
НИР и ОКР.
Осуществление экономико-аналитической деятельности на ста-
диях НИР и ОКР требует соблюдения ряда принципов. Главным
из них (первый принцип) является народнохозяйственный подход
при решении задач разработки новых изделий независимо от уров-
ня и содержания этих задач. В экономико-аналитической работе
народнохозяйственный подход проявляется в установлении при вы-
боре технических решений показателя оптимальности, обеспечива-
ющего получение эффективного конечного результата с позиций
интересов всего народного хозяйства. Второй принцип — это ком-
плексный подход, т. е. всестороннее рассмотрение объекта разра-
ботки, оценка его показателей по всем стадиям жизненного цикла
исследование конструкции с точки зрения как объекта производс-
тва, так и объекта эксплуатации, учет разнообразных факторов
влияющих на эффективность и качество создаваемого образца но
вой техники. Третий принцип — системных подход, означающий
рассмотрение проектируемого объекта как элемента системы бо
лее' высокого уровня и одновременно как системы (подсистемы)
состоящей из взаимосвязанных элементов. Важным моментом i
экономико-аналитической деятельности, вытекающим из системной
подхода, является установление зависимости общих свойств объек
та от свойств и показателей отдельных его частей, Четвертый прин
цип — функциональный подход, предполагающий изучение функ
ций разрабатываемой конструкции и ее элементов с целью наибе
лее полного удовлетворения заданных требований и получения на
иболее эффективных технических решений. Пятый принцип -
плановость всех видов экономико-аналитической работы, их вза
имоувязка и согласование с общей технологией и этапностью НИР
и ОКР.
Технико-экономический анализ (ТЭА) проектируемых конст-
рукций, образующий комплекс экономико-аналитических работ на
стадиях НИР и ОКР, представляет собой системное исследование
факторов и условий, предопределяющих уровень экономической
эффективности создаваемой техники.
Экономическая эффективность изделия зависит от затрат на
создание и использование нового изделия, слагающихся из расхо-
дов-на всех этапах разработки изделия (см.рис. 1.2), а также рас-
ходов на производство, распределение, доставку, приведение нера-
ботоспособное состояние (организацию передачи продукции пот-
ребителю), эксплуатацию, ремонт, утилизацию.
Для правильного решения вопроса об экономической эффектив-
ности создаваемых изделий необходимым условием является сопо-
ставимость сравниваемых показателей. Для выполнения этого ус-
ловия следует прежде всего установить одинаковые единицы не
только затрат, но и результатов. Неправильный выбор единиц ис-
кажает значение экономической эффективности; например, при
измерении в тоннах количества продукции, производимой с исполь-
зованием литейного оборудования, можно неправильно оценить
его прогрессивность, проявляющуюся в уменьшении припусков и
массы изделия. Использование массы труб в качестве основного
показателя, когда важны длина и диаметр, а не масса, приводит к
неправильным выводам. Вторым важнейшим условием сопостави-
мости показателей вариантов является их идентичность (тождест-
венность). При тождественности результатов основой для сопос-
тавления являются затраты труда, наличие одинаковых объемов
продукции (работ), их состава и качества.
В ряде случаев эффективность нового изделия (новой техники)
невозможно определить экономическими расчетами. Так, новые
потребности, удовлетворение которых является первоочередной не-
обходимостью для дальнейшего развития общественного производ-
ства (укрепление обороноспособности, улучшение условий труда),
•нельзя оценить в стоимостном выражении, это, однако, не исключа-
ет мероприятий по снижению затрат на их осуществление.
Экономическую эффективность рассчитывают:
на предпроектной стадии для обоснования выбора направлений
научного исследования;
на стадии технического проекта для выявления целесообразно-
сти конструирования и изготовления новой техники и выбора наи-
более эффективных решений;
при сдаче предприятием-изготовителем опытных образцов для
принятия решения об их серийном производстве;
при составлении планов освоения первых промышленных серий,
внедрения прогрессивной технологии, новых способов организации
труда и др.;
124
на этапе внедрения и эксплуатации новой техники (фактичес-
кая эффективность).
Расчеты эффективности на предпроектной стадии являются
ориентировочными и должны подтвердить экономическую целе-
сообразность того или иного направления разработки новой техни-
ки. Эффективность определяют на единицу и годовую потребность
в разрабатываемой технике. После разработки технического проек-
та экономическую эффективность рассчитывают по исходным дан-
ным, зафиксированным- в техническом проекте. Эффективность оп-
ределяют на единицу и на годовую потребность в новой технике.
На стадии изготовления опытных образцов экономический эф-
фект рассчитывают по результатам изготовления и испытаний об-
разцов; отчет об испытаниях должен быть согласован с потребите-
лем и изготовителем новой техники. Эффект определяют на едини-
цу новой техники и на ожидаемый выпуск второго года серийного
производства по чертежам с литерой А.
На этапе составления планов по освоению первых промышлен-
ных серий исходные данные по новой технике уточняют по резуль-
татам эксплуатации опытного образца (опытной партии), согласо-
ванным с потребителем и изготовителем новой техники. Эффект
определяют на единицу новой техники и на плановый выпуск вто-
рого года серийного производства по чертежам с литерой А.
На этапе внедрения и эксплуатации новой техники фактический
экономический эффект определяют на основе фактических данных,
подтвержденных предприятием, на котором установлена новая
техника.
Учитываемые при ценообразовании потребительские (эксплуа-
тационные) и регламентируемые социальные показатели нового из-
делия (новой техники) должны быть зафиксированы в норматив-
но-технической документации (технических условиях, стандартах),
что позволяет контролировать фактическое качество продукции и
соответствие расчетного эффекта реальному.
Качественно новым явлением в системе ТЭА является функци-
онально-стоимостной анализ' (ФСА). В какой-то мере переклика-
ясь с задачами и приемами традиционного ТЭА, ФСА вносит и но-
вые элементы в структуру и содержание экономико-аналитических
работ на стадии ОКР.
Для ФСА характерно изучение технико-экономических показа-
телей, относящихся не только к изделию в целом, но и к его конст-
руктивным частям. ФСА исследует внутренние экономические свя-
зи элементов объекта, их влияние на общие показатели изделия, и
в этом смысле его можно назвать углубленным технико-экономи-
ческим микроанализом.
Непосредственными объектами рассмотрения при ФСА являют-
ся технические решения и их функции вплоть до первичных или ло-
кальных технических решений, касающихся конструктивных форм
и параметров отдельных сборочных единиц и деталей, а также тех-
нологии их изготовления.
125
ФСА должен обеспечить оперативный контроль и анализ пока-
зателей экономичности изделий по ходу ОКР, ориентировать раз-
работчиков на поиск таких технических решений, воплощение ко-
торых в конструкции даст оптимальное соотношение между потре-
бительной стоимостью изделия и затратами на его разработку и
изготовление. Обеспечение экономичности с помощью ФСА дости-
гается чаще всего устранением так называемой функциональной
избыточности объекта разработки, т. е. ликвидацией всего лишне-
го и неоправданного в конструкции с точки зрения функций назна-
чения.
Результаты ФСА предназначены прежде всего для. решения ча-
стных технических задач по ходу ОКР и выбора оптимальных ре-
шений из нескольких возможных вариантов. Данные ФСА позво-
ляют оперативно корректировать направление ОКР й осуществ-
лять наиболее рациональную стратегию его проведения.
i Кроме того, результаты ФСА находят применение при:
технико-экономическом анализе конструкций — для уточнения
расчетных показателей изделия;
анализе сферы применения изделий и их элементов — для на-
хождения других назначений и потребителей;
решении'задачи стандартизации и унификации—для комплекто-
вания функционально однородных и взаимозаменяемых групп из-
делий;
решении задач САПР — для поиска оптимальных параметров
на базе технико-экономических показателей оптимальности;
проведении работ по обеспечению технологичности конструкций
сборочных единиц и деталей;
межзаводском сопоставительном анализе аналогов сборочных
единиц и агрегатов, производимых разными предприятиями, в том
числе зарубежными фирмами.
Так как главная задача ФСА — это вовремя предупредить воз-
можность принятия нерациональных технических решений, подска-
зать разработчикам целесообразное направление поиска новых ре-
шений для обеспечения экономичности, то отсюда вытекает, во-
первых, оперативный, «экспрессный» характер данного вида анали-
за и, во-вторых, его большее предназначение не столько для эко-
номистов (плановиков), сколько для разработчиков и руководите-
лей ОКР, определяющих техническую стратегию и тактику прове-
дения разработок.
Достигаемое при ФСА соединение экономико-аналитической ра-
боты с инженерным поиском, конструктивно-технологической про-
работкой и экспериментом обеспечивается двумя факторами. Пер-
вый фактор — это привлечение для целей экономического анализа
технических решений приемов методологии оптимального систем-
ного конструирования, среди них: оперирование с функциями, фун-
кционально-структурное моделирование, приемы фукционально-
блочного проектирования и т. д. Второй фактор — это оперативное
оценивание и сравнительный анализ вариантов технических реше-
426
ний с помощью специальных ускоренных методов оценки. При
этом расчетам подвергается ограниченный круг затрат, которые
изменяются при переходе от одного варианта к другому.
При разработке новых изделий возникает вопрос: должен ли
применяться ФСА на всех стадиях ОКР или только на некоторых?
Как методический инструмент ФСА должен использоваться разра-
ботчиками новой техники на всех стадиях ОКР^ применительно к
самым разным видам технических задач и решений. Но в то же
время нужно учитывать, что наибольшая свобода действий в ана-
лизе и выборе технических вариантов и наибольшая ответствен-
ность за качество принимаемых решений относятся к ранним ста-
диям разработки изделий, включающим предпроектные исследо-
вания и разработку технического задания. Основные результаты
ФСА должны найти выражение в таких документах, как технико-
экономическое обоснование на опытно-конструкторскую разработ-
ку, техническое предположение, пояснительные зациски к эскизно-
му и техническому проектам.
ПАТЕНТНО-ПРАВОВЫЕ ТРЕБОВАНИЯ
К КОНСТРУКТОРСКИМ РАЗРАБОТКАМ
Требования охраноспособности. Технические решения, в том
числе конструкторские разработки, при определенных условиях
представляют собой промышленную собственность с исключитель-
ным правом на нее предприятия-разработчика с вытекающим из-
этого экономическим и престижным эффектом. Промышленная
собственность является понятием международного права в соот-
ветствии с международной конвенцией, подписанной нашей стра-
ной вместе с большинством высокоразвитых стран. Согласно нор-
мам этого права в понятие промышленной собственности на тех-
нические решения входят в основном изобретения, промышлен-
ные образцы и товарные знаки. Патентно-правовые требования
регламентируют условия, при которых технические решения ста-
новятся промышленной собственностью.
Техническое решение, которое обладает новизной, существен-
ными отличиями, полезностью и юридически оформлено, отвечаёт
требованиям охраноспособности.
Техническое решение считается новым, если до даты приори-
тета его сущность не стала известной неопределенно широкому
кругу лиц. Если техническое решение стало известным только оп-
ределенному, узкому кругу лиц, например технической комиссии
сотрудникам данного подразделения, при определенно известном
составе ознакомленных руководителей вышестоящего органа, то
новизна технического решения сохраняется.
Решение признается обладающим существенными отличиями?
если по сравнению с решениями, известными к дате приоритета,
оно характеризуется новой совокупностью признаков, дающих по-
ложительный эффект. Не каждый из признаков должен быть но-
127
вым, новой должна быть совокупность признаков в целом, отли-
чающая данное решение от известных из числа наиболее близких
к нему решений. Известные признаки характеризуют современное
состояние техники. Новые же признаки в данной совокупности или
вся совокупность известных признаков, но в новом сочетании обес-
печивают научно-технический прогресс. Отличия должны быть
существенными. Лишены свойства охраноспособности технические
решения, которые не превосходят обычного инженерного предло-
жения; замена элемента ему эквивалентным, замена пайки свар-
кой и т. п.
Полезностью называют положительный эффект, который при-
несет техническое решение в случае его применения, причем не
один раз, а многократно, стабильно.
Юридическое оформление означает, оформление технического
решения в виде авторского свидетельства. Авторское свидетельст-
во есть юридический документ, удостоверяющий признание техни-
ческого решения изобретением на основе экспертизы и фиксирую-
щий авторство и приоритет (первенство). Авторское свидетельст-
во, закрепляя за автором-разработчиком определенные права и
льготы, наделяет наше государство правом монопольного исполь-
зования изобретения. Юридически оформленные технические ре-
шения в виде авторских свидетельств являются первоисточниками
для заявления нашей страной патентов в других странах с выте-
кающими из этого валютными поступлениями и установлением
приоритета отечественной науки и техники. По характеру своей
работы конструктору часто приходится оформлять авторские
заявки на изобретения, обеспечивая охраноспособность разрабо-
танной конструкции.
В литературе встречается термин «патентоспособность» как
синоним охраноспособности. Однако патентоспособность, как сле-
дует из существа самого слова, характеризует более узкое поня-
тие, связанное только с получением патента за рубежом при экс-
портных поставках данной продукции за рубеж. Охраноспособ-
ность как более общее понятие включает два вида защиты: ав-
торскими свидетельствами в СССР и патентами СССР в странах
предполагаемого экспорта при экспортных поставках.
Требования патентной чистоты. Патентная чистота характери-
зует неподпадаемость данного технического’решения под действие
патентов той страны, где оно используется. В нашей стране таки-
ми патентами являются патенты исключительного права, заявлен-
ные иностранными гражданами и фирмами, а также зарегистри-
рованные промышленные образцы и товарные знаки.
Патентная чистота является понятием локальным, т. е. опре-
деляется только в отношении конкретных стран и на определен-
ную дату. Например, если конструкция предназначена только для
внутрисоюзного применения и заведомо не подлежит экспортным
поставкам, то проверять ее на патентную чистоту имеет смысл
лишь в отношении СССР. Для таких случаев патентная служба
12.8
предприятия имеет комплект патентов (их обычно не более нес-
кольких десятков), выданных в СССР иностранным фирмам и
гражданам по тематике предприятия и близкой к ней.
Значительно сложнее проверка экспортных поставок. В этом
случае экспертизе на патентную чистоту должны подвергаться все
конструкторские разработки как перед началом разработки (в хо-
де общих патентных исследований), так и на последующих ста-
диях. На стадии технического проекта проверяется патентная чис-
тота общих компоновочных решений изделия, кинематической и
принципиальной электрической схемы, а на стадии разработки
рабочих чертежей — патентная чистота отдельных сборочных еди-
ниц. Если будет установлено, что разрабатываемая конструкция
подпадает под какой-либо действующий патент (действующий на
территории страны, где изделие будет передаваться потребителю),
то следует принять заблаговременные меры к обходу мешающего
патента, не допуская, однако, применения менее совершенных тех-
нических решений, ухудшающих технико-экономические характе-
ристики изделия. Иногда имеет смысл купить патент. Знание осо-
бенностей прав зарубежных патентовладельцев необходимо разра-
ботчикам изделий для преодоления ограничений в использовании
их патентов.
Ограничение прав патентовладельца по территории и по сро-
кам является важным условием при установлении патентной чис-
тоты. Территориальный признак ограничивает возможности на-
шей страны в поставках изделий в зарубежные страны, если не
обеспечена патентная чистота. Но если патент получен иностран-
ным изобретателем в зарубежной стране, то он дает его владель-
цу исключительное право только на территории этой страны; в на-
шей стране можно беспрепятственно и безвозмездно использовать
это изобретение. Отсюда следует важный вывод, что использова-
ние без разрешения изобретения, раскрытого в зарубежном па-
пенте, не нарушает закона или правил морали, если это изобре-
тение не запатентовано в СССР. Нарушением закона был бы экс-
порт из СССР в страну действия патента изготовленного в СССР
изделия, воплощающего это изобретение.
Действие патента ограничено по сроку. Закон каждой страны
предусматривает предельный срок (15—20 лет), по истечении ко-
торого патент теряет силу. В ряде стран закон предусматривает
возможность продления срока действия патента с соответствую-
щей публикацией об. этом.
В зависимости от сложности изделия могут содержать от не-
большого числа (единицы—десятки) до значительного (сотни)
различных технических решений, относящихся к объекту в целом
или его деталям и сборочным единицам. Однако проверке на па-
тентную чистоту подвергаются только главные части, т. е., благо-
даря которым изделие приобретает качества, не присущие извест-
ным устройствам и выгодно отличающие его от изделий анало-
гичного назначения. Установлены три группы значимости: особо
5 Зак. 942
129
важная, основная и вспомогательная. В зависимости от принад-
лежности к той или иной группе значимости рассматриваемая
часть конструкции приобретает соответствующий коэффициент ве-
сомости.
Обе группы свойств (охраноспособность и патентная чистота)
проявляются вне прямой связи друг с другом. Объект может
быть патентночистым, но не охраноспособным, когда его особен-
ности описаны в технической литературе, открыто применялись
или в свое время были защищены патентами, уже потерявшими
действие. Объект может быть охраноспособным, но не патенточис-
тым, если часть его особенностей подпадает под действие чьих-то
патентов, а другие особенности обладают существенной новизной.
Промышленные образцы и товарные знаки как промышленная
собственность. К промышленному образцу 'относят особенности
внешнего вида изделия: его форму, элементы внешнего оформле-
ния, придающие изделию эстетические особенности и достоинства
и отличающиеся новизной и оригинальностью. Охране подлежат
внешние, видимые в готовом изделии черты, если они являются
результатом самостоятельной творческой разработки.
Нарушением патента (свидетельства) на промышленный обра-
зец считается выпуск в продажу изделия, которое может быть не
вполне идентичным зарегистрированному образцу, однако произ-
водит на потребителя впечатление аналогии с этим образцом и
тем самым может ввести потребителя в заблуждение относитель-
но производителя данного изделия. При этом не имеет значения,
имеет ли место копирование или это лишь случайное совпадение.
Сравнение с контрафактным (похожим и подвергаемым сравне-
нию) изделием ведется путем их поочередного, а не одновремен-
ного показа, чтобы установить факт общности их зрительного вос-
приятия, а не формального совпадения отдельных черт внешнего
оформления. Использование отдельных элементов внешнего
оформления не является нарушением патента, если не возникает
впечатления общности зрительного восприятия изделия в целом.
Под товарными знаками понимают обозначения, помещаемые
на изделиях с целью отличить товары одного предприятия-произ-
водителя от однородных товаров других предприятий. Товарный
знак относится к изделию в целом, а не к его частям. Помещая
товарный знак на изделие, изготовитель берет на себя ответствен-
ность за качество изделия в целом, включая входящие в него по-
купные комплектующие изделия, полуфабрикаты и материалы.
Первым условием обеспечения патентной чистоты в отношении
товарных знаков является исключением из фирменных наименова-
ний отечественных изделий слов,- употребление которых возможно
в иностранных языках: «Пионер», «Прогресс», «Старт», «Люкс»,
«Авангард», «Рекорд» и т. п.
Рассмотренные патентно-правовые требования находят отраже-
ние в патентном формуляре, составление которого обязательно при
разработке конструкции изделия. Патентный формуляр начинает
130
заполняться разработчиком с самого начала разработки и предъ-
является на всех стадиях при утверждении документации на все
изделия, в том числе предназначенные только для потребления
внутри страны. В судебной практике по патентным спорам извест-
ны случаи, когда патентовладельцы выжидали по нескольку лет,
не предъявляя иска, так как рассчитывали, что за это нремя их
предполагаемые убытки возрастут и, следовательно, увеличится
размер иска.
ГЛАВА 2
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ КОНСТРУКТОРСКОЙ
ДОКУМЕНТАЦИИ
ЦЕЛИ И ЗАДАЧИ
Технологическим контролем, проводимым в соответствии с
ГОСТ 2.121—73, называется контроль конструкторской документа-
ции, при котором проверяют соответствие разрабатываемой конс-
трукции изделия требованиям ее технологичности.
Т ехно логичность конструкции изделия — это совокупность
свойств конструкции изделия, определяющих ее приспособленность
к достижению оптимальных затрат при производстве, эксплуата-
ции и ремонте для заданных качества, объема выпуска и условий
выполнения работ.
Виды технологичности по областям проявления, факторы, оп-
ределяющие требования к технологичности, и виды оценок техно-
логичности представлены на рис. 2.1.
Производственная технологичность конструкции изделия про-
является в сокращении затрат, средств и времени на конструк-
торскую и технологическую подготовку производства, а также на
изготовление (в том числе на контроль и испытания) изделий; эк-
сплуатационная технологичность конструкции изделия — в сокра-
щении затрат, времени и средств на техническое обслуживание;
текущий ремонт и утилизацию изделия; ремонтная технологичность
конструкции изделия — в сокращении затрат при всех видах ре-
монта, кроме текущего.
Главными факторами, определяющими требования к техноло-
гичности конструкции изделия, являются: вид изделия, объем вы-
пуска и тип производства. Вид изделия определяет главные конс-
труктивные и технологические признаки, обусловливающие основ-
ные требования к технологичности конструкции; объем выпуска и
тип производства определяют степень технологического оснаще-
ния, механизации и автоматизации технологических процессов и
специализации всего производства.
Конструкторская документация не регламентирует методы и
способы изготовления изделия, а также последовательность их
применения. Это — вопросы технологической документации. Но»
данные, содержащиеся в конструкторской документации, в значи-
тельной степени влияют на их выбор и применение; поэтому необ-
ходимы и обязательны взаимная увязка и согласование конструк-
торской и технологической документации.
132
Технологичность конструкций изделия
Рис. 2.1. Классификация технологичности конструкций изделия
Технологические требования в конструкторской документации
разработчик учитывает до начала проектирования технологичес-
ких процессов. Проверка исчерпывающего и точного учета конст-
руктором этих требований и составляет задачу технологического
контроля (отработки конструкции изделий' на технологичность).
Стандартами ЕСТПП установлена обязательность отработки
конструкции на технологичность и количественной оценки техноло-
гичности. Под отработкой конструкции на технологичность понима-
ют комплекс мероприятий по обеспечению необходимого уровня
технологичности конструкции изделия по установленным показате-
лям. Уровень технологичности конструкции изделия Ку представ-
ляет собой показатель технологичности, выражаемый отношением
значения показателя технологичности данного изделия К к значе-
нию соответствующего базового показателя технологичности Кб,
установленного техническим заданием Ку = К1Кб. Базовый
показатель технологичности конструкции — это показатель, при-
нятый за исходный при сравнительной оценке технологичности
конструкции изделия. Технологичной считается конструкция, зна-
чения показателей технологичности которой соответствуют базовым
показателям технологичности или превосходят их. Состав пока-
зателей технологичности конструкции детали, используемых для
отработки конструкции и определения уровня технологичности, и
состав базовых показателей должны полностью совпадать.
Следовательно, технологичность является основой нанлучшего
использования конструкторскО-технологических резервов для наи-
более полного решения задай повышения технико-экономических
показателей качества изделия и его изготовления при соблюдении
технических требований. В связи с этим достижение высокой тех-
нологичности — основная цеЛь технологической отработки конст-
рукций в период подготовки производства.
Ответственным за обеспечение технологичности изделия явля-
ется предприятие (организация) — разработчик.
ОБЩИЕ ПРАВИЛА ОТРАБОТКИ КОНСТРУКЦИИ
ИЗДЕЛИЯ НА ТЕХНОЛОГИЧНОСТЬ
В зависимости от организации работ различают следующие ос-
новные формы технологического контроля.
Внутренний контроль выполняют во время разработки конст-
рукторской документации специалисты организации, занимающей-
ся этой разработкой. Внутренний контроль следует проводить в
три этапа.
Первый этап — консультация и предварительный контроль —
выполняют в подразделениях разработчиков или на рабочем месте
контролера.
134
Второй этап — проверка графической и текстовой документа-
ции, выполненной в оригиналах. Вее оригиналы, представляемые н»а
контроль, должны иметь подписи: исполнителей в графе «Разраб.»;
технических контролеров в графе «Пров.».
Документацию следует предъявлять на контроль комплектно в
пределах одного изделия: на стадии эскизного и технических про-
ектов — согласно ГОСТ 2.102—68, техническому- заданию, ведо-
мости эскизного и технического проектов; на стадии рабочей доку-
ментации— согласно ГОСТ 2.102—68, техническому заданию, спе-
цификации. Допускается предъявлять на контроль отдельные ви-
ды конструкторских документов по мере готовности: сборочные
единицы высшего порядка комплектно, согласно спецификации;
схемы; текстовые документы (пояснительные записки, технические
условия и др.).
Третий этап — проверка и подписание (в графе «Т.контр.»)
окончательно оформленных подлинников графических и текстовых
документов (на кальке или другой бумаге, пригодной для размно-
жения, в том числе фотоспособом). Подлинники подписывает кон-
тролер при наличии подписей лиц, ответственных за содержание и
выполнение технических документов.
Документы, проверенные контролером, подписывают в графе
«Т.контр.». При этом если документ последовательно обработан
несколькими специалистами, то его подписывает в графе
«Т.контр.» исполнитель наиболее высокой должностной категории.
Остальные технологи ставят свои подписи на поле подшивки чер-
тежа.
Не допускается исправлять и изменять подписанные технологом
подлинники, не сданные в отдел технической документации, без
разрешения технолога.
Технологический внутренний контроль проводят в порядке оче-
редности, установленной планом-графиком выпуска документов
(приложение 1).
Поступающую документацию и документацию, прошедшую тех-
нологический контроль, регистрируют в журнале (приложение 2).
Внешний контроль выполняют специалисты предприятия-изго-
товителя во время разработки конструкторской документации.
Число этапов проверки устанавливается договором между органи-
зацией-разработчиком и предприятием-изготовителем.
Входной контроль выполняют после завершения рабочего про-
екта специалисты предприятия-изготовителя, которое не разраба-
тывает, а получает конструкторскую документацию. Исправления
и изменения, выявленные- при входном контроле, вносят в конст-
рукторскую документацию по согласованию с организацией-разра-
ботчиком.
Кроме этих ‘форм в зависимости от объема контроля на практи-
ке выделяют еще две формы технологического контроля: сплош-
ной, при котором предусмотрена проверка всей конструкторской
документации, и выборочный, предназначенный для проверки не-
135
которой части этой документации. При выборочном контроле конс-
трукторские документы проверяет сам разработчик.
Работы по обеспечению технологичости конструкций деталей
выполняют в следующем порядке (общий случай): выявляют кон-
структивные элементы, влияющие на качество выполнения изде-
лием рабочих функций в условиях эксплуатации, отрабатывают
конструкцию детали на технологичность по главным конструктив-
ным элементам и на технологичность по остальным конструктив-
ным элементам (табл. 2.1), сопоставляя их с факторами будущего
технологического процесса с целью выявить те элементы конструк-
ции, которые оказывают наиболее сильное влияние на технологию
изготовления изделия (в данном случае детали), в особенности
на трудоемкость и себестоимость процесса. Общие требования к
технологичности конструкции деталей и сфера проявления эффек-
та при их выполнении приведены в табл. 2.2.
Следует отметить нецелесообразность отработки конструкции
на .технологичность после создания рабочей конструкторской доку-
ментации, так как в этом случае невозможны принципиальные из-
менения (а именно они и дают максимальный эффект). Отработка
конструкции на технологичность должна быть составной частью
разработки конструкции изделия, начиная с момента разработки
технического задания, и сопровождать все стадии разработки кон-
структорской документации и изготовления опытных образцов и
серий изделий.
Разработан комплекс государственных нормативно-технических
документов, регламентирующих правила отработки конструкций
на технологичность. Эти документы имеют общеотраслевой харак-
тер и, следовательно, в зависимости от видов изделий, их специ-
фики, объемов выпуска, условий производства и эксплуатации тре-
буется решение ряда вопросов как на уровне организации (пред-
приятия), так и на уровне отрасли.
Основные вопросы, подлежащие решению на уровнях органи-
зации (предприятия) и отрасли: порядок организации процесса
отработки конструкций на технологичность, в том числе входного
технологического контроля вновь поступившей конструкторской
документации; классификация изделий; установление требований
к технологичности конструкций; выбор методов оценки технологич-
ности; определение состава и значений базовых показателей тех-
нологичности.
Если весь эффект от обеспечения технологичности конструкций
принять за 100%, то за счет проведения ряда мероприятий конст-
руктивного, технологического и эксплуатационного характера мо-
жет быть получен эффект в зависимости от вида изделия до 50—
—80 %.
Конструктивные мероприятия:
-ггростота компоновочной схемы сборочных единиц и изделия в
целом;
членение изделия на самостоятельные сборочные единицы, до-
136
Таблица 2,1
Технологический анализ чертежа детали
Конструктивные признаки детали, объем выпуска Факторы технологического процесса
Вид заготовительной операции Виды операций об- работки резанием Последовательность операций Концентрация и дифференциация операций Термическая или термохимическая обработка Вид окончательной обработки Метод обеспечения точности Выбор технологиче- ских баз Режим обработки резанием Применяемый инст- румент ' Оснастка ! Оборудование Квалификация исполнителей
Материал — — — + — — 4- — —. —
Общая конфигурация + 4- -1- т — — — -4 — + 4- —
Порядок постановки размеров Точность: — — . 4- Jr — — 4- 4~ — — 4- — —
размеров поверхностей — 4- ч- 4- — 4- 4- — + 4- — 4- 4-
формы поверхностей — + + — 4- — — — 4- 4- 4- +
относительно расположения поверхностей — — 4- 4- 4- — —, 4- — — 4- — 4-
Шероховатость поверхностей — — — — — 4- — — 4- + — — 4-
Структура поверхностного слоя Д- — + — 4- 4- — — 4- + — — +
Твердость поверхности — — 4- — + 4- — — + 4- — -'г —
Герметичность стенок Магнитные и электрические + — — —• — — — — —-
свойства 4- — — — 4- —— — — — — — — —.
Покрытие -— — 4- + 4- 4- —- + — — — — —
Объем выпуска + 4- 4- + — — 4- — 4- + 4- +
Примечание. Знак «+»
цесса, знак «—» слабое влияние
означает сильное влияние конструктивного признака на фактор технологического про-
конструктивного признака на фактор технологического процесса или отсутствие влияния.
Таблица 2.2
Общие требования к технологичности конструкции
детали и сфера проявления эффекта при их выполнении
Тробова’ия
Сфера проявления эффекта
Конструкция детали должна состоять из
стандартизованных и унифицированных эле-
ментов или быть стандартизованной в целом
Физико-химические и механические свойст-
ва материала детали, ее форма и размеры дол-
жны соответствовать требованиям технологии
изготовления (включая процессы упрочнения,
коррозионной защиты и пр.), хранения и
транспортирования
Требования точности размеров, формы и
относительного расположения поверхностей
детали, а также шероховатость поверхностей
должны быть экономически и конструктивно
обоснованы
Параметры баз (точность, шероховатость)
детали должны обеспечивать достаточную
точность ее установки при обработке и конт-
роле
Конструкция детали должна обеспечивать
возможность применения типовых техно-
логических процессов ее изготовления
Примечания:
1. Знак «+» означает, что эффект проявляется, знак «—» — отсутствие эф-
фекта.
2. КПП — конструкторская подготовка производства; ТПП — технологичес-
кая подготовка производства.
пускающие независимую сборку, контроль и их испытание;
выбор простейших геометрических форм деталей;
рациональный выбор материалов;
обоснованный выбор баз, системы простановки размеров, до-
пусков и шероховатости поверхностей деталей;
обеспечение беспригоночной сборки, а при необходимости вза-
имозаменяемости;
унификация материалов, сборочных единиц и элементов кон-
струкций.
Технологические мероприятия:
сокращение сроков подготовки и освоения производства;
использование современных высокопроизводительных процес-
сов;
сокращение расхода материалов;
применение рациональных методов контроля;
133
обеспечение точности изготовления, рациональной организации
изготовления и сборки, контроля и испытания сборочных единиц и
изделия в целом;
сокращение номенклатуры специальной оснастки.
Эксплуатационные мероприятия:
обеспечение надежности и долговечности изделия;
обеспечение простоты обслуживания и ремонта;
сокращение расхода запасных частей.
Технологический контроль в общем виде проводится по трем
разделам: форма, размеры, допуски. Естественно, что каждый, из
разделов связан с рядом параметров. Например, форма детали,
как правило, определяет преимущественную технологию ее изго-
товления. Установленная форма нередко позволяет выполнить
деталь только одним конкретным методом. Форма связана одно-
временно и с материалом детали: трудно изготовить сложную де-
таль, подвергающуюся закалке из обычной углеродистой стали,
необходимо применить легированную сталь. Простановка разме-
ров и допусков, если они не диктуются требованиями конструкции,
связана с методом изготовления, шероховатостью поверхности,
покрытиями и т. п. Поэтому каждый из указанных разделов дол-
жен рассматриваться во взаимосвязи.
Следует стремиться к упрощению формы детали независимо
от способа ее изготовления. В одних случаях, например, при литье
по выплавляемым моделям сложность формы не является опреде-
ляющим фактором, но при обработке резанием сложность формы
иногда исключает возможность получения требуемой детали.
Во всех случаях при простановке размеров следует руковод-
ствоваться правилом, согласно которому в чертеже проставляют
размеры от технологических и конструкторских баз, вполне удов-
летворяющих конструктора и технолога, указывают допуски, мак-
симально возможные при заданных требованиях к сборке и к ра-
боте детали, сборочной единицы и изделия в целом. Различные
конструктивные решения при одних и тех же требованиях к ка-
честву сборки позволяют значительно увеличить допуски на неточ-
ность изготовления деталей за счет уменьшения количества вза-
имосвязанных размеров частичным изменением конструкции сбо-
рочной единицы.
Повышение точности удорожает производство, так как тре-.
буются более точное оборудование, сложная дорогостоящая ос-
настка и рабочие высокой квалификации. Кроме того, необоснован-
ное назначение допусков на неточность изготовления деталей вы-
зывает необходимость в пригоночных работах при сборке, которые
должны быть сведены до минимума, а при крупносерийном и мас-
совом производствах — исключены совсем.
При технологической отработке конструкций деталей, сбо-
рочных единиц рекомендуется особое внимание обращать на сле-
дующие основные технические направления:
139
по отливкам и деталям, получаемым методом литья
правильность выбора способа литья и возможность использо-
вания применяемых предприятием марок чугунов, сталей и других
сплавов;
правильность конструктивного решения по форме деталей с
точки зрения упрощения разъемов и возможности отливки с мини-
мальным количеством стержней;
правильность выбора толщин стенок, соотношения толщин или
площадей сечений близлежащих участков и достаточности радиу-
сов переходов между сопрягаемыми стенками и ребрами;
направление и достаточность формовочных уклонов;
требуемая точность и шероховатость поверхностей, не подвер-
гаемых последующим обработкам;
выполнение особых требований к конструкции, связанных с из-
готовлением деталей (методами литья в кокиль, под давлением,
в оболочковые формы и по выплавляемым моделям и др.);
наличие указаний о допускаемых дефектах поверхности;
по поковкам и деталям, изготавливаемым методом горячей
объемной штамповки
наличие, направленность и достаточность ковочных уклонов
и радиусов переходов в зависимости от намечаемых методов штам-
повки;
правильность соотношения толщин взаимосопрягаемых стенок,
выступов и ребер или площадей сечений близлежащих участков;
правильность назначения марок материалов, видов термической
обработки, требуемых твердостей и механических качеств, степе-
ней точности и шероховатости необрабатываемых поверхностей;
выполнение особых требований к конструкторскому оформле-
нию деталей в зависимости от намечаемых технологических мето-
дов получения заготовок;
возможность использования для изготовления массовых дета-
лей параметрического проката или фасонных профилей;
по деталям, изготавливаемым методами листовой штамповки
правильность выбранных форм детали с точки зрения рацио-
нальности раскроя, снижения отходов металла, унификации раз-
меров (радиусы гибки и обрезки, размеры фасок и отверстий и др.),
определяющих возможность использования универсальной ос-
настки;
возможность использования гнутых и фасонных профилей про-
ката;
наличие и достаточность радиусов переходов в местах сгибов;
правильность назначения марок материалов в зависимости от
конструктивной формы детали, например, для деталей, получае-
мых методом высадки, вытяжки, гибки;
правильность расстановки линейных размеров;
возможность выполнения заданных требований по точности из-
готовления экономичными, методами;
143
по деталям, получаемым обработкой резанием
возможность соблюдения единства баз для обработки и изме-
рений;
правильность линейных размеров и допусков на них в зависи-
мости от предполагаемых способов обработки;
правильность взаиморасположения обрабатываемых поверх-
ностей (отверстий, внутренних канавок, выточек и т. п.) с точки
зрения доступности подхода и уменьшения вылета и габаритных
размеров инструмента;
правильность назначения требуемых точности и шероховатости
обработки поверхностей;
по сборочным единицам, изготавливаемым сваркой
правильность выбора материала деталей, входящего в сварную
конструкцию;
возможность выполнения без дополнительных обработок зада-
ваемых допусков на линейные и угловые размеры и правильность
простановки размеров;
соответствие линейных размеров, допусков и технических тре-
бований на изготовление деталей, входящих в сварные единицы,
линейным размерам, допускам и техническим требованиям на
сварные конструкции;
правильность размещения сварных швов и сварочных точек с
точки зрения устранения излишних короблений, концентрации нап-
ряжений, а также доступности подхода к месту снарки;
правильность выбора метода сварки и соответствующих мате-
риалов;
соответствие выбранных типов сварных соединений условиям и
характеру действующих на них нагрузок;
возможность выполнения сварки на автоматах и полуавтоматах,
контактных машинах;
по термически обработанным деталям
соответствие марок материалов заданным требованиям по твер-
дости и механическим свойствам после термической обработки и
правильности установленных пределов разброса по твердости;
возможность замены недостаточно экономичных методов терми-
ческой обработки более экономичными (например, замена цемен-
тации поверхностной закалкой с нагревом токами высокой частоты
и т. п.);
наличие при необходимости указаний о размерах и твердости
переходных зон;
правильность конструктивного оформления деталей (формы и
соотношение толщины стенок, наличие радиусов переходов, отсут-
ствие подрезов и т. п.);
по изделиям с защитными покрытиями
правильность назначения видов, толщин, количества слоев пок-
рытий и цветов покрытия;
правильность конструктивных форм и габаритных размеров де-
талей и сборочных единиц с тем, чтобы устранить места скопле-
141
ния краски, острые углы и переходы, способствующие неравномер-
ности слоя гальванических покрытий и т. п.;
возможность использования различных видов покрытий, приме-
няемых на предприятии; .
по единицам, получаемым сборкой
правильность расчленения изделий на составляющие сборочные
элементы (комплекты, агрегаты, сборочные единицы);
наличие сборочных баз;
возможность постановки компенсационных элементов без раз-
работки сборочных единиц;
наличие поверхностей для укрепления основных базовых дета-
лей в процессе сборки и для грузозахватывающих приспособле-
ний;
возможность применения механизированного сборочного ин-
струмента;
возможность механизации сборочных работ.
Рекомендуется поэлементный метод отработки конструкции на
технологичность, заключающийся в следующем:
выявлении главных конструктивных элементов, влияющих на
качество выполнения рабочих функций изделия в условиях экс-
плуатации;
отработке на технологичность главных конструктивных эле-
ментов;
отработке на технологичность вспомогательных конструктив-
ных элементов.
При решении вопросов обеспечения, оценки и расчета основных
показателей технологичности конструкций изделий машинострое-
ния рекомендуется руководствоваться также сведениями, приве-
денными в [3] и табл. 1.1 —1.28.
Технолог, проверяющий чертеж, должен не только хорошо
знать современную технологию и внедрять ее в производство, но
и рассматривать конструкцию с перспективной точки зрения. Как
и при разработке сложных современных конструкций изделий, при
отработке конструкции на технологичность в процессе проектиро-
вания и конструирования изделия должны обязательно участво-
вать конструкторы и технологи различных специальностей. Отра-
ботку конструкции на технологичность рекомендуется производить
технологам по видам работ (литье, штамповка, механическая об-
работка, термическая обработка и т. д.). При отработке конструк-
ции изделия на технологичность исполнителями должны являться
также разработчики конструкторской документации. Это принци-
пиальное положение установлено ГОСТ 14.201—83.
Опыт показал, что совместная работа конструктора и техноло-
га, как правило, дает положительные результаты при создании
технологичных конструкций и позволяет наиболее правильно ре-
шать вопросы, возникающие в процессе проектирования и конст-
руирования.
142
Отработка конструкций изделий на технологичность — весьма
сложный процесс, поэтому идеальным в данной области является
специалист, одинаково сильный и как технолог, и как конструктор.
ПОКАЗАТЕЛИ И МЕТОДИКА ОЦЕНКИ ТЕХНОЛОГИЧНОСТИ
КОНСТРУКЦИЙ ИЗДЕЛИЙ
Оценка технологичности конструкции изделия может быть двух
видов: качественной и количественной. Качественная оценка ха-
рактеризует технологичность конструкции обобщенно на основании
опыта исполнителя. Качественная сравнительная оценка вариан-
тов конструкции допустима на всех стадиях проектирования, когда
осуществляется выбор лучшего конструктивного решения и не тре-
буется определения степени различия технологичности сравнивае-
мых вариантов. Количественная оценка технологичности конструк-
ции изделия выражается показателем, численное значение которо-
го характеризует степень удовлетворения требований, предъявляе-
мых к технологичности конструкций. Количественную оценку тех-
нологичности проектируемой конструкции детали проводят в сле-
дующих случаях: при относительно высокой трудоемкости (себе-
стоимости детали по сравнению с затратами в целом на сборочную
единицу); при контроле качественной оценки; для накопления ста-
тистических данных о технологичности типовых представителей
конструкций деталей различных классов и последующего исполь-
зования этих данных при отработке на технологичность конструк-
ций однотипных деталей. Количественная оценка технологичности
создает предпосылки для планомерного улучшения технологич-
ности изделий.
Качественная оценка при сравнении вариантов конструкции в
процессе проектирования изделия предшествует количественной
и определяет целесообразность количественной оценки и соответ-
ственно затрат времени на определение численных значений показа-
телей технологичности сравниваемых вариантов.
Номенклатуру показателей технологичности конструкции вы-
бирают в зависимости от вида изделия, специфики и сложности
Конструкции, объема выпуска, типа производства и стадии разра-
ботки конструктивной документации. Номенклатуру показателей
технологичности конструкции устанавливают с учетом Экономи-
ческой эффективности показателей, методики их определения и
опытно-статистических (или расчетных) данных? Номенклатура
показателей может изменяться в зависимости от увеличения ин-
формации о конструкции изделия по стадиям разработки конст-
рукторской документации. На рис. 2.2 приведена классификация
показателей технологичности конструкций изделий, последователь-
ность анализа конструкций при выборе показателей технологич-
ности — на рис. 2.3.
143
Вид изделия
технологичности конструкций изделий Рис. 2.3. Последовательность
анализа конструкции изделия
при выборе показателей
технологичности
Показатели технологичности проектируемой конструкции опре-
деляют в следующих случаях:
для сравнительной оценки вариантов конструкции в процессе
проектирования изделия;
для определения уровня технологичности конструкции изде-
лия;
для накопления статистических данных по изделиям-представи-
телям в целях последующего использования при определении базо-
вых показателей и в процессе разработки изделий;
для построения математических моделей с целью прогнозиро-
вания технического развития конструкций изделий.
В ГОСТ 14.201—83 приведен типовой перечень показателей
технологичности, из которых необходимо выбрать минимальное,
но достаточное их число для оценки технологичности конкретного
изделия.
Вместе с тем .нужна радикальная перемена в отношении к
оценке технологичности конструкций изделий (<в том числе изде-
лий, не подлежащих государственной аттестации). Оценка долж-
на быть всесторонней и исходить из решения приоритетных задач
— роста производительности труда, экономии материальных ре-
сурсов, разностороннего удовлетворения потребностей тех, кто
их использует для производственного и личного потребления.
144
Материалоемкость изделия — важный показатель технологич-
ности конструкции изделия, характеризующий количество мате-
риальных ресурсов, необходимых для производства, эксплуатации
и ремонта одного изделия, с учетом его конструктивных особен-
ностей. Например, если в одном из вариантов конструкции изде-
лия по сравнению с другими более короткая кинематическая цепь,
большая степень стандартизации, средняя точность деталей мень-
ше, а шероховатость больше и т. д., то трудоемкость и себестои-
мость, а также материалоемкость этого варианта меньше.
Исходя из этого, можно сделать вывод, что только по одному
показателю (материалоемкости), с достаточной степенью точности
можно определять технологичность конструкции изделия в целом.
Показатель материалоемкости определяют по формулам:
K=Q4/Q3 или /МЛ
где К—коэффициент использования материала; Q4 —масса из-
делия, кг; Q3 —общая масса заготовок на изделие, кг; Я — нор-
ма расхода материала, рассчитанная для изготовления данного из-
делия, кг.
Наиболее технологичным из сравниваемых вариантов конструк-
ции, изделия (детали, сборочной единицы) является вариант, для
которого значение К наиболее близко к единице.
Полную и объективную оценку технологичности конструкции
изделия можно получить, если ее определение производить с уче-
том удельной материалоемкости. Удельная ^материалоемкость из-
делия— отношение материалоемкости изделия к номинальному
значению основного параметра или полезному эффекту, получаемо-
му при использовании изделия по назначению. В общем случае
величина полезного эффекта изделия определяется произведением
производительности (мощности) изделия на ресурс его работы, т. е.
учитывается долговечность. Например, для строительных и дорож-
ных машин таким эффектом является объем выполненной работы,
определяемый как произведение часовой производительности на
средний ресурс работы до первого капитального ремонта, для
электротехнических изделий — объем выработанной или потреблен-
ной электроэнергии за определенный срок службы.
Таким образом, удельная материалоемкость позволяет срав-
нить эффективность различных видов изделий одинакового наз-
начения. Чем ниже удельная материалоемкость, тем выше техно-
логичность конструкции изделия.
С целью изучения структуры материалоемкости изделия общую
удельную материалоемкость изделия представляют как сумму
удельной производственной тИп и. удельной эксплуатационной тИ9
материалоемкостей: Af=Afn 4~М> . Удельная производственная ма-
териалоемкость определяется по формуле Мп где МИ —
расход материала на изготовление изделия; W— величина полез-
ного эффекта или основной технический параметр изделия.
Величина Л4И определяется по выражению
145
Л1И— Мдет4-Мг.о+Мп.о,
п
где 2Л4дет —суммарная масса п деталей изделия, подсчитанная
по номинальным размерам чертежа; Л4Т.О —масса технологичес-
ких отходов (количество материала, которое не овеществлено в из-
делии, но затрачено на его производство); Л4П.О —масса безвоз-
вратных потерь материала в ходе выполнения технологического
процесса.
Удельная эксплуатационная материалоемкость определяется
по формуле Мэ ^M3/W, где М3 —расход материала на эксплу-
атацию изделия, определяемый суммированием норм расхода ма-
териала на составные части изделия (детали и сборочное едини-
цы), сменяемые за полный срок его службы.
Для сопоставимости материалоемкости аналогичных изделии,
имеющих равные величины основного параметра, целесообразно
использовать формулу
С=|(Л1и.б + ^э.б)Э~(Л4и.н+Мэ.н]^н-(ЛМЛАЛ4э+ЭЛто
где Л4и.б , Ж.н —удельный расход материала на изготовление со-
ответственно базового и нового изделий; Л4э.б , М 9,н —удельный
расход материала на эксплуатацию соответственно базового и но-
вого изделий; —коэффициент эквивалентности со-
ответственно базового и нового изделий; Вп —объем производ-
ства новых изделий в планируемом периоде; ДМи=Л4и.б—Л4И.Н—
изменение расхода материала на производство нового изделия по
сравнению с базовым; ДМэ=А1э.б —А4Э.И —изменение расхода
материала в процессе эксплуатации нового изделия по сравнению
с базовым; AWZ=WZH—W6 —изменение величины показателя, ха-
рактеризующего потребительское свойство нового изделия по срав-
нению с базовым.
Оценку технологичности конструкций изделий, в соответствии
с приведенной методикой, целесообразно организовать и прово-
дить на ранних стадиях разработки конструкторской документа-
ции вновь разрабатываемых или модернизируемых изделий, в
том числе изделий, не подлежащих государственной аттестации
(в случае принятия на стадии технического проекта отрицательно-
го решения о дальнейшей разработке и постановке изделия на
производство исключаются последующие этапы разработки и из-
готовления изделия; при положительном решении, разработка и
изготовление должны производиться в соответствии с требования-
ми действующей нормативно-технической документации, а также
рекомендаций, изложенных в [3]. Для оценки технологичности
конструкций изделий, разработанных с применением средств вы-
числительной техники, необходимо по данным [3] разработать
программу «Эксперт», содержащую также банк данных о коэффи-
циентах материалоемкости (удельной материалоемкости) изделий
различных отраслей машиностроения.
146
Предлагаемая методика оценки технологичности конструкций
изделий (при условии принятия тождественности понятий «техно-
логичность конструкций изделий» и «технический уровень изде-
лий*») приемлема и для предварительной опенки технического
уровня изделий, при окончательной оценке необходимо руководст-
воваться «Единой методикой оценки технического уровня про-
дукции машиностроения (временная), утвержденной постановле-
нием ГКНТ СССР от 21 января 1987 г. № 12».
Установление такого порядка оценки технологичности конст-
рукции изделий (технического уровня изделий) в целом по стра-
не даст народному хозяйству многомиллионный ( экономический
эффект на основе:
обеспечения условий по ускоренному переходу к выпуску изде-
лий, более полно отвечающих современным требованиям, соот-
ветствующих или превышающих по своим технико-эксплуатацион-
ным параметрам и потребительским качествам мировые образцы;
значительного сокращения сроков проведения опытно-конструк-
торских работ и как следствие повышения отдачи инженерного
труда в конструкторских, проектно-конструкторских и конструк-
торско-технологических организациях;
определение уровня изделий на ранних стадиях разработки
конструкторской документации;
сокращения до минимума (по времени и объему) расчетов по
оценке уровня изделия;
обеспечения условий по значительной экономии материальных
ресурсов.
Определение массы заготовок. Масса литой заготовки (дета-
ли). Для расчета массы литой заготовки (детали) необходимо ум-
ножить ее объем на плотность материала р (см. табл. 2.3), из ко-
торого изготовлена данная заготовка (деталь). При расчете мас-
сы литой заготовки (детали) также учитывают припуски на меха-
ническую обработку.
Таблица 2.3
Плотность материалов р (г/см3) и коэффициент Д = р/7,85= 1,1274 р
Материал р К
Автол 0,93 0,11
Алмаз 3,47—3,56 0,44—0,45
Алюминиевые сплавы:
АЛ1 2.75 0,35
АЛ2 2,65 0.34
АЛЗ 2,70 0,34.
АЛ4 2,65 0,34
АЛ5 2,68 0,34
* Технический уровень продукции машиностроения — есть совокупность
свойств конкретного изделия, включающих показатели функционального назна-
чения, общественно полезного эффекта, уровня всех видов затрат, в также пот-
ребительских и экономических характеристик.
147
Продолжение
Материал р К
АЛ7 2,80 0,36
АЛ8 2,55 0,32
АЛ9 2,66 0,34
АЛ11 2,94 0,37
АЛ13 2,60 0,33
АЛ 19 2,78 0,35
АЛ21 2,83 0,36
АЛ22 2,50 0,32
АЛ24 2,74 0,35
АЛ25 2,72 0,35
Амальгама 1.3,7—14,1 ‘ 1,74—1,79
Асбест 2,5 0,32
Асботекстолит 1,70—1,80 0,22—0,23
Бабиты оловянные и свинцовые:
Б88 7,35 0,93
Б83 7.38 0,94
Б83С 7,40 0,94
Б16 9,29 1,18
БН 9,50 1,21
БС6 10,05 1,29
Бензин • 0,70—0,78 0,09—0,10
Бериллий • 1,84 0,23
Бронзы безоловянные литейные:
БрА9Мц2Л 7,6 0,97
БрАЭЖЗЛ 7,6 0,97
БрА10Ж4Н4Л 7,6 0,97
БрСЗО 9,4 1,19
Бронзы безоловянные, обрабатывае-
мые давлением:
БрА5 8,2 1,04
БрА7 7,8 0,99
БрАМцЭ—2 7,6 0,97
БрАЖ9—4 7,6 0,97
БрАЖМцЮ—3—1,5 7,5 0,95
БрАЖНЮ—4—4 7,5 0,95
БрКМцЗ—1 8,4 . 1,07
БрКН1—3 8,6 1,09
БрМц5 8,6 1,09
Бронзы бериллиевые:
БрБ2 8,2 1,04
БрБНТ1,9 8,2 1,04
БрБНТ1,7 8,2 1,04
Бронзы оловянные деформируемые:
БрОФЙ,0—0,3 8,6 1,09
БрОФ7—0,2 8,6 1,09
БрОФ6,5—0,4 8,7 1,11
Бр0Ф6,5—0,15 8,8 1,12
Бр0Ф4—0,25 8,9 1,13
БрОЦ4—3 8>,8 1,12
БрОЦС4—2,5 8,9 1,13
БрОЦС4—4—4 9,1 1,16
148
Продолжение
Материал р К “
Бронзы оловянные литейные:
БрОЗЦ12С5 8,69 1,10
БрОЗЦ7С5Н1 8,84 1,12
БрО5Ц5С5 8,84 1,12
БрО4Ц4С17 9,0 1,14
Бумага асбестовая изоляционная 0,7—0,9 0,09—0,11
Бумага чертежная плотная 1,5 0,19
Ванадий 6,5—7,1 0,83—0,90
Винипласт листовой 1,38—1,43 .0,18
Висмут • 9,8 . 1,24
Вода при 4 °C 1,0 0,13
Войлок для фильтров 0,20—0,24 0,03
Войлок технический 0,37 0,05
Волокнит 1,35—1,45 0,17—0,18
Вольфрам 19,3 2,45
Воск 0,96 0,12
Галлий 5,91 0,75
Гафний 13.09 1,66
Германий 5,33 0,68
Гетинакс листовой 1 3—1 4 0,17—0,18
Глицерин ’1,25 0,16
Графит 2.10—2,52 0,27—0,32
Доломит 2,8—2,9 0,36—0,37
Древесина при влажности 15 %:
береза, бук 0,65 0,08
дуб 0,72 0,09
ель 0,46 0,06
липа, сосна 0.51 0,06
Золото 19,32 2,45
Индий 7,36 0,93
Иридий 22,4 2,84
Кадмий 8,64 1,10
Капролон 1,16 0,15
Капрон:
первичный 1,13—1,45 0,14—0,15
вторичный 1,20 0,15
Картон:
прокладочный 0,70—0,75 0,09—0,10
* электроизоляционный 0.95—1,15 0,12—0,15
Керосин 0,82—0,84 0,10—0,11
Кобальт . 8,9 1,13
Кожа 1,02 0,15
Кремний 2,55 0,32
Лед при температуре 0 °C 0,917 0,12
Лента тормозная . 1,75 0,22
Линолеум 1,15—1,30 ’ 0,15—0,17
Литий 0,53 0,07
Магний 1,74 0,22
149
Продолжение
‘ Материал р К
Магниевые сплавы деформируемые:
МА1 1,76 0,22
МА2 1,78 0,23
•МА2—Г 1,79 0,23
МА5 1,82 0,23
МА8> 1,78 0,23
МА14 1,80 0,23
Магниевые сплавы литейные:
МЛЗ 1,78 0,23
МЛ4 1,83 0,23
МЛ6 1,81 . 0,23
МЛ 10 1,76 0,22
млн 1,78 0,22
МЛ12 1,80 0,23
Марганец 7,2—7,4 0,91—0,94
Масла моторные 0-,93 о,н
Масло для гидравлических систем 0i,86 0,11
Масло машинное 0,89—0,91 0,11—0,12
Медь 8,94 1,14
Медно-цинковыс сплавы (латуни)
литейные:
ЛЦ16К4 8,3 1,05
ЛЦ23А6ЖЗМц2 8.5 11,08 •
ЛЦЗ'ОАЗ 8,5 1„08
ЛЦ38Мц2С2 8,5 1Л8
ЛЦ40Сд 8,5 li,08
ЛЦ40С 8,5 1,08
ЛЦ40МцЗЖ 8,5 1,08
ЛЦ25С2 8,5 1,08
Медно-цинковые сплавы (латуни,
обрабатываемые давлением:
Л 96 8,85 1,12
Л90 8-,78 1,12
Л85 8,75 1,11
Л 8'0 8,66 1,10
Л70 8,61 1,09
Л68 8,60 1,09
Л63 8,44; L,07
Л60 8,40 11,07
ЛА77—2 8,60 1,09
ЛАЖ60—1 —1 8,20 1,04
ЛАН59—3—2 8,40 1,07
ЛЖМц59—1—1 8,50 1,08
ЛН65—5 -8,60 1,09
ЛМц58—2 8,40 1,07
ЛМцА57—3—1 , 8,10 1,03
Мел 1,8—2,6 0,23—0,33
Молибден 10,3 1,31
Мрамор 2,65—2,90 0,34—0,37
Натрий 0,97 0,12
150
Продолжение
Материал Р К
Никель 8,9 1,13
Никелевые и медно-никслевые сила-
вы, обрабатываемые давлением:
НТО,2 8,9 1,13
НМц2,5 8,9 1,1.3
НМц5 8,8 4,12
НМ11АК2—2— 1 8i,5 1,08
НХ9.5 8,7 1,11
МНМи43— 0,5 8,9 1,13
НММи40—1,5 8,9 1,13
МнЖМцЗЮ—1—1 8,9 1,13
МНЖ5—1 8,7 1,11
МН19 8,9 1,13
МН16 9,12 1,15
МНИ 15—20 8,7 1,11
МНА13—3 8,5 - 1,08
МНА6—1,5 8,7 1,11
МНМ113—12 8,4 1,07
Олово 7,3 0,93
Палладий 42,1 1,52
Парафин 0,9 0,11
Паронит:
ПОН 1,6—2,0 0,20—0,25
ПМБ 1,5—2,-0 0,19—0,25
ПА 1,8—2,7 0,23—0,34
ПЭ 1,6—2,0 0,20—0,25
Пентапласт 1,40 0,18
Пластик древеснослоистый 1,25 0,16
Платина 21,2—21,5 2,69—2,73
Пленка полихлор в и ни лова я 1,28—1,35 0,16—0,17
Пленка полиэтиленовая 0,92—0,93 0,12
Полиамид 610 1,12 0,14
Поливинилхлорид 1,39 0,18
Поликарбонат 1,20 0,15
Полипропилен 0,90—0,92 0,11
Полистирол 1,05—1,10 1,13—0,14
Полиуретан 1,21 0,15
Полиэтилен 0,92—0,97 0,12
Пресспорошки обшего назначения 1,45—1,47 0,18
Пробка 0,22—0,26 0,03
Резина 1,3—1,8 0,17—0,23
Рений 21,0 2,67
Родий 12,48 1,58
Ртуть 13,6 1,73
Рубидий 1,52 0,19
Рутений 12,45 1,58
Свиней 11,87 1,44
Серебро 10,5 1,33
Слюда 2,65—3,20 0,34—0,41
151
Продолжение-
Материал р К
Сталь конструкционная 7,85 1,0
Стальное литье 7,80 0,99
Сталь быстрорежущая с содержа-
нием вольфрама, %:
5 8,10 1,03
10 8,35 1,06
15 8,60 1.09
18 8,90 1,13
Стеарин 0,92—1,00 0,12—0,13
Стекло:
оконное 2,4—2,6 0,30—0,33
органическое 1,2 0,15
Стеклотекстолит 1,85—1,90 0,23—0,24
Стронций 2,63 0,33
Стружка:
алюминиевая мелкая дробленая 0,70* —
стальная мелкая 0,55* —
стальная крупная 0,25* —
чугунная 2,00* —
Сурьма 6,62 - 0,84
Таллий 11,85 1,50
Тантал 16,6 2,11
Текстоволокнит 1,30—1,45 0,17—0,18
Текстолит конструкционный 1,3—1,4 0,17—0,18
Теллур 6,25 0,79
Титан 4,5 0,57
Фанера 0,60—0,85 0,08—0,11
Фаолит 1,5—1,6 0,19—0,20
Фарфор 2,3—2,5 0,29—0,32
Фибра листовая 1,10—1,20 0,14—0,15
Фторопласт—3 2,09—2,16 0,27—0,28
Фторопласт—4 2,12—2,19 0,26—0,28
Фторопласт—4Д 2,23 0,28
Хром 7,14 0,91
Целлулоид 1,3—1,4 • 0,17—0,18
Цинк 7,13 0,91
Цинковые сплавы антифрикционные:
ЦАМ9—1,5 Л 6,2 0,79
ЦАМ9—1,5 6,2 0,79
ЦАМ10—5 Л 6,3 0,80
ЦАМ10—5 6,3 0,80
Цирконий 6,53 0,82
Чугун:
антифрикционный 7,4—7,6 0,94—0,97
ковкий и высокопрочный 7,2—7,4 0,91—0,94
серый 7,0—7,2 0,89—0,81
Эбонит 1,25 0,16
* т/м3.
152
Для определения массы заготовки (детали) сложной геомет-
рической формы следует разделить ее на возможно более простые
по форме элементы (табл. 2.4—2.7), удобные для расчета объема,
а затем суммировать найденные значения.
Масса поковок. По известным размерам поковки можно опре-
делить ее массу. Она равна произведению объема заготовки для
поковки на плотность металла р (см. табл. 2.3). При сложной кон-
фигурации поковки для определения объема ее разделяют на от-
дельные простейшие объемы, а затем суммируют найденные значе-
ния.
Объем заготовок простейших профилей рассчитывают также
по следующим формулам: круглое сечение 7=0,78 d2l, квадрат-
ное сечение V=а21; квадратное сечение с закругленными углами
V=(a2—0,86 г2) /; прямоугольное сечение V=del\ шестигранное
Таблица 2.4
Периметры, площади и другие соотношения элементов плоских фигур
153
Продолжение
Номер
эскиза
Наименование фигуры
и обозначение
Периметр Р, площадь S
Другие соотношения
элементов фигуры
1 Параллелограмм; h — высота Р^2(а+Ь); S~ah=ab sin v-ab sin 3 1 Й M + 'fl' T T н + +1 if 00 * ’ 3 A
2 Трапеция; h — высота, т — средняя линия b-\-c-\~d; "2" (a~±-b)h,==mh а т b m~ 2 h--c sin a
3 Четырехугольник выпуклый; т — линия, соеди- няющая середины диагоналей й-J— c -f- d * S—1 —<p— +d2—a-—c2)tg <p= = а2.4-62-[-с2-4-б/2= =Di+£>2+4m2
4 Четырехугольник, вписанный в окруж- ность; р — полупе- риметр P-.~a4-b । c^-d; I 1 S— -Tj-DjDosin ф= (ab-{- -pbc)sin a=2/?2sill asin psin cp = = (ac-\-bd) sin cp = * + 180°
=V (P a)(P~b)(j>—c)(p—d)
5 Четырехугольник с вписанной окруж- ностью; р — полу- периметр P~- Ц-р b-^~C-\-d; S—rp-- (a + c)r~ (b-\-d)r^ ~ DyTCs inq> a i- c~b^d
6 Многоугольник лю- бой P- -a+b-±c Hi/-)-».. ф ^2~г^зЧ~ • “ ‘
7 Сектор круговой; 1 — 'длина дуги, а — хорда P lr-l- Ir -r-'l e _ 2 360 7ТГ7 U 180J ’
8 Сегмент круговой; / — длина дуги; и — хорда; h — высота „ /1) d-- 2 =- 180 -S,!4 7. tr--2r sin -cy- ; 180 I 7-- '
154
П родолжение
сх га <у СО 5 * Наименование фигуры и обозначение Периметр Р, площадь S Другие соотношения элементов фигуры
9 Часть кругового кольца Q а S ‘-'Jr, 180 - — 360: ~г —
10 Эллипс; а, b — полуоси; F\, F2 — фокусы Р=-У2(а2 + Ь-) ; S—r.ab с= }/ а- — Ь* F^-VFz Vl=2a
11 Круг: г — радиус круга; d — диаметр; Р — периметр (дли- на окружности); S — площадь Р- -=‘2-г=3,2832г= = T:d=3,1416d=2/7s= =3,5449/Т ; 5=-г2=3,1416г2= -£-= =0,7854d2=^-=0,079SP2. r==_L_0 1591Р== = j/ А=0,5642/5; d--2r=- -|-=0,3183P= = 1,1284/5 .
12 Круговое кольцо: D, d — диаметры внешней и внутрен- ней окружностей; R, г — радиусы внешней и внутрен- ней окружностей; dcp, Гер—средний диаметр и средний радиус кольца; а — ширина кольца; S — площадь tcD2 -d2 S= — — -у=л(Р2—r2) = =2т:цгСр==7Ш£/Ср=7са(7^+г) — ==~a(D— a)~T:a(d-^a). , iT 1 ? I "Г газ II ~ II Хэ II > X5 " 1 , Я II 1 11 i 11 " II t 1 t> 4 - Чв Ч - ii 1 ;!□ и / > и и i c Ji J -l-i II5 5 ’i 'Ц 5 *1“ It + t * lUn ' + O' f II II II II 11 -•
155
Таблица 2.5
Поверхности (боковая Se , полная Sn ) и объемы многогранников
Номер эскиза Многогранник Расчетные формулы
— Куб Г=«3; Sn—6а2, где а—ребро куба
1 Призма: прямая трехгранная ат Sn—S^~^i
2 прямая четырехгранная V—cfih-, Sf,=4ah; 5п=5б+2а2
3 прямая шестигранная K=2,59Sa-h; S6=6a/i; Sn=5,196a2 -\-Qah /' . ... .
4 наклонная V^Bh===QcI- S=Pch Sri=S6+2B, где В — площадь основания; Рс и Qc —- соответственно периметр и пло- щадь перпендикулярного сечения
5 Параллелепипед V=abc; 8^2Ь(а^Ь);
156
Продолжение,
Номер эскиза Мяо гогранник Расчетные формулы
6 Пирамида правильная: с квадратом в осно- вании У= -у- ; Sg—2as; 5п==5б4-^“, где s — апофема
7 с правильным и-угольником в основании ВЛ nas У" ”3~’ ’ $п—^б+$> где В — площадь основания; s — апо- фема
8 усеченная h V= -g-fBi+fis+y/VM; a+b S6—mn 2 Sn=S6+Bx+B2, где B{ и B2 — площади оснований; а и b — стороны оснований
— Пирамида любая Bh где В — площадь основания; h — вы- сота
IcZ
Таблица 2.6
Поверхности (боковая 5 б , полная Sn ) и объемы ( V) тел вращения
Номер эскиза Т ело Расчет:ыс формулы
1— Цилиндр круглый прямой d2rJl V— ; Sfy—'Tzdh] тлГ1 Sn—Sc)-^ 2~ , где d — диаметр цилиндра; h — вы- сота
1 Цилиндр круглый прямой усеченный . , ./‘1+^2 V—г- 2 ; S^r.rih^h.) ;
2 Цилиндрическая труба S„=S,-)+r.r [г+|/Л +('21^ J2 J l/= d*) ; ~(D- d-) Sn— 2 + ^h(D-[~d)
3 Конус круглый пря- мой 1 — ~r2/l; S6===7zri—ъг( ; 5n—7ur(r4-/), где I — образующая
158
Продолжение
Номер эскизaf Тело Расчетные формулы
4 Конус круглый пря- мой усеченный 1 V= -y*A(R2+r2-H?/’); S6=rJ(J?-(-r); Sn=-[/?4r + Z(^+r)]
— Шар 1 , 4 K= —л~ла3= —г~лг3 • о 3 ’ Sn=4rcr2=7td2, где г — радиус шара; d — диаметр шара
5 Шаровой сектор 2 V= -л~лг2/г; О Sc---2nrh; . Sn—7zr(2h4-a)
6 Шаровой сегмент V= -g-Tc/l(3a2-h/l2) ; S6==2zr/i==K(a24-/i2); S n=л (2r h+a1)=л (h2-j- 2a2)
7 Шаровой слой Г- ^ЩЗа^+ЗЬ-1-^)-, S-,=2r.rh; S„==r.(2r/i+^+^)
8 Тор V=2r:Rr2‘, Sn==4r:2Rr
159
Таблица 2.7
Поверхности и объемы правильных многогранников (а — длина ребра)
Многогранник Число граней и их форма Число Полная по- верхность Объем
ребер вершин
Тетраэдр Четыре треуголь- ника 6 4 1,7321 а2 0,1179 а3
Куб Шесть квадратов 12 8 6,0000 а2 а3
Октаэдр Восемь треуголь- ников 12 6 3,4641 а2 0,4714 а*
Додекаэдр Двенадцать прямо- угольников 30 20 20,6457 а2 7,6631 а3
Икосаэдр Двадцать треуголь- ников 30 12 8,6603 а2 2,1817 а3
сечение Г=0,87С2/; кольцевое сечение V = 0,78 (Z)2—d2 )1, где
V — объем; ./ — длина; d — диаметр круглого сечения; а — сторона
квадрата; г — радиус закругления; С — диаметр вписанного в
шестигранник круга; Ь, е — сторона прямоугольника; D и d — диа-
метры внешней и внутренней окружности кольцевого сечения.
Объем V заготовки для поковки представляет собой сумму
объема Vп металла, идущего непосредственно на поковку и оп-
ределяемого по чертежу детали, с учетом плюсовых допусков на
размеры сечений; объема Vy металла на угар; объема У3 на за-
усеницы, т. е.
F-Fn+Vy+F3-
Объем заусенца (облой)
где К—коэффициент заполнения металлом облойной канавки;
F — площадь сечения облойной канавки, мм2; Р —периметр по-
ковки по плоскости разъема штампа, мм.
Коэффициент К, определяемый по опытным данным в зависи-
мости от метода ковки, составляет 0,35—1,2. Основной отход ме-
талла— облой, составляющий 8—10 %. Угар металла составляет
1—3 % в зависимости от метода нагрева и используемых нагре-
вательных устройств (при нагреве в мазутной печи угар составля-
ет 2—3 % массы заготовок, в газовой печи— 1,5—2 %, при элек-
тронагреве — 1 % ).
Масса заготовок из проката. Для определения массы заготовок
из проката (прутков, листов, полос, лент, рельсов, балок, труб и
т. д.) руководствуются данными, приведенными в нормативно-тех-
нцческой документации (ГОСТ, PCT, ОСТ, ТУ), а также в
табл. 2.8—2.22.
160
6 Зак. 942
Масса 1 м длины круглого стального проката* ~ Таблица 2.8
Диаметр, мм Масса, кг, при диаметре, мм
0 1 2 3 4 5 6 7 8 9
0 10 20 30 40 50 60 70 80 90 100 НО 120 130 140 150 160 170 180 190 200 210 220 230 240 П р и г В таблице жить на д. 0,617 2,4.66 5,549 9,865 15,41 22,20 30,21 39,46 49,94 61,65 74,60 88,78 104,20 120,84 138,72 157,83 178,18 199,76 222,6 246,6 271,9 298,4 326,2 355,1 4 е ч а н и ( на перес< лину в Mei 0,006 0,746 2,719 5,925 10,36 16,04 22,94 31,08 40,45 51,06 62,89 75,96 90,27 105,80 122,57 140.58 159,81 180,28 202,0 224,9 249,1 274,5 301,1 329,0 358,1 i. Пример учении 15 -pax: М = 0,0247 0,888 2.984 ^6,313 10,88 16,67 23,70 31,96 41,46 52,18 64,15 77,34 91,77 107,48 124,32 142,45 161,80 182,40 204,2 227,3 251,6 277,1 303,9 331,8 361,1 пользова десятков 148,12X0,$ 0,0555 1,042 3,26 6,714 И, 4 17,32 24,47 32,86 42,47 53,32 65,41 78,73 93,28 109,06 126,08 144,33 163,81 184,52 206,5 229,7 254,1 279,7 306,6 334,7 364,1 ния таблг и 5 един] >5 = 37,03 0,0486 1,208 3,55 7,127 11,94 17,98 25,25 33,76 43,50 54,48 66,69 80,13 94,80 110,71 127,85 146,22 165,82 186,66 208,7 232,0 256,6 282,4 309,4 33'7,6 367,1 <цей. Опр ац указан кг. 0,154 1,387 3,85 7,553 12,49 18,65 26,05 34,68 44,55 55,65 67,97 81,54 96,83 112,36 129,63 148,12 167,85 188,81 211,00 234,4 259,1 285,0 312,1 340,5 370,1 еделить масс} а масса 1 м 0,222 1,578 4,168 7,990 13,05 19,34 26,86 35,61 45,60 56,82 69,27 82,96 97,88 114,04 131,42 150,04 169,89 190,98 213,3 236,9 261,6 287,7 314,9 343,4 373,1 / Л4 сагсювк заготовки, ра 0,302 1,782 4,495 8,440 13,62 20,03 ' 27,68 35,56 46,67 58,01 70,59 84,40 99,44 115,72 133,23 151,97 171,95 193,16 215,6 239,3 264,2 290,3 317,7 346,3 376,1 п диаметром вная 148,12 ь 0,395 1,996 4,834 8,903 14,21 20,74 28,51 37,51 47,57 59,21 71,91 85,85 101,01 117,41 135,05 153,91 174,01 195,34 217,9 241,7 266,7 293,0 320,5 349,2 379,2 [ 155 мм и дл сг, которую с 0,499 2,226 5,185 9,378 14,8 21,46 29,35 38,48 48,84 60,43 73,25 87,31 102,60 119,12 136,88 155,87 176,09 197,54 220,2 244,2 269,3 295,7 323,3 352,2 382,3 иной 250' мм. ледует умно-
* Таблица составлена для подсчета массы деталей и материалов из стали плотностью р —7,85 г/см . Подсчет массы
деталей и материалов с р=#7,85 г/см3 производят по этой же таблице, а полученные значения массы умножают на ко ф=
фициент X, приведенный в таблице плотности (табл. 2.3).
Таблица 2.9
Сортамент и масса квадратной и шестигранной стали*
Диаметр вписанной окружности шестигранной стали d, сто- рона квадра- та (I, мм Масса 1 пог.м, кг Диаметр вписанной окружности шестигранной стали d, сто- рона квадра- та а, мм Масса 1 ног. м, кг Диаметр вписанной окружности шестигранной стали d, сто- рона квадра- та а, мм Масса, 1 пог. м, кг
квадратная шестигранная квадратная шестигранная квадратная шестигранная
5 0,196 ' 0,170' 21 3,46 3,00 46 14,40
6 0,283 0,245 22 3,80 3,29 48 18.09 15,66
7 0,385 0,333 24 4,52 3,92 50 19,63 16,99
8 0,502 0,435 25 4,91 4,25 53 22,05 19,10
9 0,636 0,551 26 5,30 4,59 55 20,60
10 0,785 0,680 27 — 4,96 58 26,40 21,32
11 0,95 0,823 28 6,15 5,33 60 28,26 24,50
12 1,13 0,979 30 — 6,12 63 31,16 26,98
13 1,33 1,150 32 — 6,96 65 33,17 28,70
14 1,54 1,330 34 9,07 7,86 70 38,46 33,30
15 1,77 1,530 36 10,17 8,81 75 44,15 38,24
16 2,01 1,740 38 11,34 9,82 80 50,25
17 2,27 1,960 40 12,56 ’ 10,88 85 56,72
18 2,54 2,200 41 12,81 11,40 90 63,58
19 2,82 2,45 42 13,85 11,99 95 70,85
20 3,14 2,72 45 15,90 13,77 100 78,50 —
См. сноску к табл. 2.8.
Таблица 2.10
Таблица масс (кг) 1 м проволоки диаметром 0,1—10,0 мм*
d Масса 1 м, кг d Масса 1м, кг d Масса 1 м, кг d Масса 1 м, кг d Масса 1 м, кг d Масса 1 м, кг
0,1 0,0001 1,8 0,0200 3,5 0,0755 5,2 0,167 6,9 0,294 8,6 0,456
0,2 0,0003 1,9 0,0233 3,6 0,0799 5,3 0,173 7,0 0,302 8,7 ' 0,467
0,3 0,0006 2,0 0,0247 3,7 0,0844 5,4 0,180 7,1 0,311 8,8 0,477
0,4 0,0010 2,1 0,0272 3,8 0,0890 5,5 0,187 7,2 0,320 8,9 0,488
0,5 0,0015 2,2 0,0298 3,9 0,0938 5,6 0,193 7,3 0,329 9,0 0,499
0,6 0,0022 2,3 0,0326 4,0 0,0967 5,7 0,200 7,4 0,338 9,1 0,511
0,7 0,0030 2,4 0,0355 4,1 0,104 5,8 0,207 7,5 0,347 9,2 0,522
0,8 0,0040 2,5 0,0385 4,2 0,109 5,9 0,215 7,6 0,356 9,3 0,533
0,9 0,0050 2,6 0,0417 4,3 0,114 6,0 0,222 7,7 0,36'6 9,4 0,545
1,0 0,0062 2,7 0,0449 4,4 0,119 6,1 0,229 7,8 0,375 9,5 0,556 ~
1,1 0,0075 2,8 0,0483 4,5 0,125 6,2 0,237 7,9 0,348 9,6 0,568
1,2 0,0089 2,9 0,0519 4,6 0,130 6,3 0,245 8,0 0,395 9,7 0,580
1,3 0,0104 3,0 0,0555 4,7 0,136 6,4 0,253 8,1 0,405 9,8 0,592
1,4 0,0121 3,1 0,0593 4,8 • 0,142 6,5 0,260 8,2 0,415 9,9 0,604
1,5 0,0139 3,2 0,0631 4,9 0,148 6,6 0,269 8,3 0,425 10,0 0,617
1,6 0,0158 3,3 0,0671 5,0' 0,154 6,7 0,277 8,4 0,435
1,7 0,0178 3,4 0,0713 5,1 0,160 6,8 0,285 8,5 0,445
* См, сноску к табл. 2.8.
Таблица 2.11
Подсчет массы (кг) листового материала по площади (м2), р = 7,85*
Пример подсчета, площадь F = 4,6 м2. При Л = 4,0 м2 При F2 = 0,6 м2 При F = 4,6 м2 Дано: толщина листа 0,5 мм, /?/! = 15,70 кг. 1П2 — 2,36 кг. т =18,06 кг.
Площадь, м2
Тол- щина 1 0.1 2 0,2 3 0,3 4 0,4 5 0,5 G 0,6 7 0,7 8 0,8 9 • 0,9
0,1 0,785 0,08 1,57 0,46 2,36 0,24 3,14 0,31 3,93 0,39 4,71 0,47 5,50 0,55 6,28 0,63 7,07 0,71
0,2 1,570 0,16 3,14 0,31 4,71 0,47 6,28 0,63 7,85 0,79 9,42 0,94 10,99 1,10 12,56 1,26 14,13 1,41
о,з 2,355 0,24 4,71 0,47 7,07 0,71 9,42 0,94 11,78 1,18 14,13 1,41 16,49 1,65 18,84 1,88 21,20 2,12
0,4 3,140 0,31 6,28 0,63 9,42 0,94 12,56 1,26 15,70 1 ,57 18,84 1,88 21,98 2,20 25,12 2,51 28,26 2,83
0,5 3,925 0,39 7,85 0,79 11,78 1,18 15,70 1,57 19,63 1,96 23,55 2,36 27,48 2,75 31,40 3,14 35,3 3,53
0,6 4,710 0,47 9,42 0,94 14,13 1,41 18,84 1,88 23,55 2,36 28,26 2,83 32,97 3,30 37,68 3,77 42,39 4,24
0,7 5,495 0,55 10,99 1,10 16,49 1,65 21,98 2,20 27,48 2,75 32,97 3,30 38,47 3,85 43,96 4,40 49,46 4,95
0,8 6,280 0,63 12,56 1,26 18,84 1,88 25,12 2,51 31,40 3,14 37,68 3,77 43,96 4,40 50,24 5,02 56,52 5,65
0,9 7,065 0,71 14,13 1,41 21,20 2,12 28,26 2,83 35,33 3,53 42,39 4,24 49,46 4,95 50,52 5,65 63,59 6,36
1,0 7,85 0,79 15,70 1,57 23,55 2,36 31,40 3,14 39,25 3,93 47,10 4,71 54,95 5,50 62,80 6,28 70,65 7,07
1,1 8,64 0,86 17,28 1,73 25,92 2,59 34,56 3,46 43,20 4,32 31,84 5,18 60,48 6,05 69,12 6,91 77,76 7,78
1,2 9;42 0,94 18.84 .1,88 28,26 2,83 37,68 3,77 47,10 4,71 56,52 5,65 65,94 6,59 75,36 7,54 84,78 8,48
. 1,3 10,21 1,02 20,42 2,04 30,63 3,06 40,84 4,08 51,05 5,11 61,26 6,13 71,47 7,15 81,68 8,17 91,89 9,19
1,4 10,99 1,10 21,98 2,20 32,97 3,30 43,96 4,40 54,95 5,50 65,94 6,59 76,93 7,69 87,93 8,79 98,91 9,89
1,5 11,78 1,18 23,56 •2,36 35,34 3,53 47,12 4,71 58,90 5,89 70,68 7,07 82,46 8,25 94,24 9,42 106,0 10,60
1,6 12,56 1,26 25,12 2,51 37,68 3,77 50,24 5,07 62,80 6,28 75,36 7,54 87,92 8,79 100.5 10,05 113,0 10,30
1,7 13,35 1,34 26,70 2,67 40,05 4,04 53,40 5,34 66,75 6,68 80,10 8,01 93,45 9,35 106,8 10,68 120,1 12,01
164
Продолжение
Площадь, м2
Тол- щина 1 0,1 2 0,2 3 0,3 4 0,4 0,5 6 0,6 7 0,7 - 8 0,8 9 0,9
1,8 14,23 1,41 28,16 2,83 42,39 -4,24 56,52 5,65 70,65 7,07 84,78 8,48 98,91 9,89 113.0 11,30 127,2 12,72
2,0 15,70 1,57 31,40 3,14 • 47,10 4,71 62,80 6,28 78,-50 7,85 94,20 9,42 109,9 10,99 125,6 12,56 141,3 14,13
2,2 17,27 1,73 34,54 3,45 51,81 5,18 69,08 6,91 86,35 8,64 103,6 10,36 120,9 12,09 138,2 13,82 155,4 15,54
2,5 19,63 1,96 39,26 3,93 58,89 5,89 78,52 7,85 98,15 9,82 117,8 11,78 137,4 13,74 157,0 15,70 176,7 17,67
2,8 21;98 2,20 5,50 4,40 65,94 6,59 87,92 8,79 109,9 10.99 131,9 13,19 153,9 15,39 175,8 17,58 197,8 19,78
3,0 23,55 2,36 47,10 4,71 70,65 7,07 94,20 9,42 117,8 11,78 143,3 14,23 164,9 16,49 188,4 18,84 212,0 21,20
3,2 25,12 2,51 50,24 54,96 75,36 7,54 103,5 10,05 125,6 12,56 150,7 15,07 175,8 17,58 201,00 20,10 226,1 22,61
3,5 27,48 2,75 43,96 5,02 82,44 8,24 109,9 10,99 137,4 13,74 164,9 16,49 192,4 19,24 219,8 21,98 247,3 24,73
3,8 29,83 2,98 59,66 5,97 89,49 8,95 119,3 11,93 149,2 14,92 179,0 17,90 208,9 20,89 238,6 23,86 268,5 26,85
4 31,40 3,14 62,80 6,28 94,20 9,42 125,6 12,56 157,0 15,70 188,4 18,84 219,8 21,98 251,2 25,12 282,6 28,26
4,2 32,97 3,30 65,94 6,59 98,91 9,89 131,9 13,19 164,9 16,49 197,8 19,78 230,8 23,08 263,8 26,38 296,7 22,67
4,5 35,33 3,53 70,66 7,07 106,0 10,60 141,3 14,13 176,7 17,67 212,0 21,20 247,3 24,73 278,6 28,26 318,0 31,80
4,8 3)7,68 3,77 75,36 7,54 113,0 11,30 150,7 15,07 188,4 18,84 226,4 22,61 263,8 26,38 301,4 30,14 339,1 33,91
5 39,25 3,93 78,50 7,85 117,8 11,78 157,0 15,70 196,3 19,63 235,5 23,55 274,8 27,48 314,0 31,40 353,3 35,33
6 47,10 4,71 94,2 9,42 141,3 14,13 188,4 18,84 235,5 23,55 282,6 28,26 329,7 32,97 376,8 37,68 423,9 42,39
7 54,95 5,50 109,9 10,99 164,9 16,49 219,8 21,98 274,8 27,48 329,7 32,97 384,7 38,47 439,6 43,96 494,6 49,46
8 62,80 6,28 125,6 12,56 188,4 18,84 251,2 25,12 314,0 31,40 376,8 37,68 439,6 43,96 502,4 50,24 565,2 56,52
9 70,65 7,07 141,3 14,13 212,0 21,20 282,6 28,26 353,3 35,33 423,9 42,39 494,6 49,46 565,2 56,52 635,6 63,56
10 78,50 7,85 157,0 15,70 235,5 23,55 314,0 31,40 392,5 39,25 471,0 47,10 549,5 54,95 628,0 62,80 706,5 70,65
11 86,35 8,64 172,7 17,27 259,1 25,91 345,4 34,54 413,8 41,38 518,1 51,81 604,5 60,45 690,8 69,08 777,2 77,72
12 94,20 9,42 188,4 18,84 282,6 28,26 376,8 37,68 471,1 47,11 555,2 56,52 659,4 65,94 753,6 75,36 847,8 84,78
165
Продолжение
Тол- щина Площадь, м2
1 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7 8 0,8 9 0,9
13 102,5 10,21 204,1 20,41 306,2 30,62 408,2 40,82 510,3 51,03 612,3 61,23 714,4 Г 71,44 816,4 81,64 91В,5 91,85
14 109,90 10,99 219,8 21,98 329,7 32,97 439,6 43,96 549,5 54,95 659,4 65,94 769,3 76,93 879,3 87,93 989,1 98,91
15 117,75 11,78 235,5 23,55 353,3 35,33 471,0 47,10 588,8 58,88 706,5 70,65 824,3 82,43 942,0 94,20 1060 106,0
16 125,60 12,56 251,2 25,12 376,8 37,68 502,4 50,24 628,0 62,80 753,6 75,36 879,2 87,92 1005 100,5 ИЗО 113,0
17 133,45 13,35 266,9 26,69 400,4 40,04 533,8 53,38 667,3 66,73 830,7 80,07 934,2 93,42 1068 106,8 1201 120,1
18 141,30 14,13 282,6 28,26 423,9 42,39 565,2 56,52 706,5 70,65 847,8 84,78 989,1 98,91 ИЗО 113,0 1272 127,2
19 149,15 14,92 298,3 29,83 447,5 44,75 596,6 59,66 745,8 74,58 894,9 89,49 1044 104,4 1193 119,3 1342 134,2
20 157,0 15,70 314,0 31,40 471,0 47,10 628,0 62,80 785,0 78,50 942,0 94,20 1099 109,9 1256 125,6 1413 141,3
21 164,85 16,49 329,7 32,97 494,6 49,46 659,4 65,94 824,3 82,43 989,1 98,91 1154 115,4 1319 131,9 1484 148,4
22 172,70 17,27 345,4 34,54 518,1 51,81 690,8 69,08 863,5 86,35 1036 103,6 1209 120,9 1382 138,2 1554 155,4
23 180,55 18,06 361,1 36,11 541,7 54,17 722,2 72,22 902,8 90,28 1083 108,3 1264 126,4 1444 144,4 1625 162,5
24 188,40 18,84 376,8 37,68 565,2 56,52 753,6 75,36 942,0 94,20 ИЗО 113,0 1319 131,9 1507 150,7 1696 169,6
25 196,25 19,63 392,5 39,25 588,8 58,88 785,0 78,50 981,3 98,13 1178 117,8 1374 137,4 1570 157,0 1766 176,6
26 204,10 20,41 408,2 40,82 612,3 61,23 816,4 81,64 1021 102,1 1225 122,5 1429 142,9 1633 163,3 1837 183,7
28 219,80 21,98 439.6 43,96 659,4 65,94 879,2 87,92 1099 109,9 1319 131,9 1539 153,9 1758 175,8 1978 197,8
30 235,50 23,55 471,0 47,10 706,5 70,65 942,0 94,20 1178 117,8 1413 141,3 1649 164,9 1884 188,4 2120 212,0
32 251,20 25,12 50'2,4 50,24 753,6 75,36 1005 100,5 1256 125,6 1507 150,7 1758 175,8 2010 201,0 2261 226,1
34 266,90 26,69 533,8 53,38 800,7 80,07 1068 106,8 1335 133,5 1601 160,1 1868 186,8 2135 213,5 2402 240,2
36 282,60 28,26 565,2 56,52 847,8 84,78 ИЗО 113,0 1413 141,3 1696 169,6 1978 197,8 2261 226,1 2543 254,3
40 314,00' 31,40 628,00 62,80 942,0 94,20 1256 125,6 1570 157,0 1884 188,4 2198 219,8 2512 251,2 2826 282,6
166
Продолжение
Тол- щина Площадь, м2
1 0,1 2 0.2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7 8 0,8 9 0,9
42 329,70 32,97 659,4 65,94 989,1 98,91 1319 131,9 1649 164,9 1978 197,8 2308 230,8 2638 263,8 2967 296,7
45 353,25 35,33 706,5 70,65 1060 106,0 1413 141,3 1766 176,6 2120 212,0 2473 247,3 2826 282,6 3179 317,9
48 376,80 37,68 753,6 75,36 113,04 113,0 1507 150,7 1884 188,4 2261 226,1 2638 263,8 3014 301,4 3391 339,1
50 392,50 39,25 785,00 78,50 1178 117,8 1570 157,0 1963 196,3 2355 235,5 2748 274,8 3140 314,0 3523 352,3
55 431,75 43,18 863', 5 86,35 1295 129,5 1727 172,7 2159 215,9 2591 259,1 3022 302,2 3454 345,4 3886 388,6
60 471,00 47,10 942,0 94,20 1413 141,3 1884 188,4 2355 235,5 2826 282,6 3297 329,7 3768 376,8 4239 423,9
65 510,25 51,03 1021 102,1 1531 153,1 2041 204,1 2551 255,1 3062 306,2 3572 357,2 4082 408,2 4592 459,2
70 549,50 54,95 1099 109,9 1649 164,9 2198 219,8 2748 274,8 3297 329,7 3847 384,7 4396 439,6 4946 494,6
75 588,75 58,88 1178 117,8 1766 176,6 2355 235,5 2944 294,4 3533 353,3 4121 412,1 4710 471,0 5299 529,9
80 628,00 62,80 1256 125,6 1884 188,4 2512 251,2 3140 314,0 3768 376,8 4393 439,6 5024 502,4 5652 565,2
85 667,25 66,73 1335 133,5 2002 200,2 2669 266,9 3336 333,6 4004 400,4 4671 467,1 5338 533,8 6005 600,5
90 706,50 70,65 1413 ‘ 141,3 2120 212,0 2826 282,6 3533 353,3 4239 423,9 4946 494,6 5652 565,2 6539 635,9
95 745,75 74,57 1492 149,2 2237 223,7 2983 298,3 3729 372,9 4475 447,5 5220 522,0 5966 596,6 6712 671,2
100 785,00 78,50 1570 157,0 2355 235,5 3140 314,0 3925 392,5 4710 471,0 5495 549,5 6280 628,0 7065 706,5
* См. сноску к табл. 2.8.
167
Таблица 2.12
Полоса стальная горячекатаная*
Ш при- Справочная масса, кг, 1 м при толщине полосы, ММ
на по-
лосы, мм 4 5 G 7 8 9 10 11 13 13
20 0,63 0,79 0,94 1,10 1,26 1,41 1,57 1,73 1,88
22 0,69 0,86 1,04 1,21 1,38 1,55 1,73 1,90 2,07 —
25 0,79 0,98 1,18 1,37 1,57 1,77 1,96 2,16 2,36 2,75
28 0,88 1,Ю 1,32 1,54 1,76 1,98 2,20 2,42 2,64 3,08
30 0,94 1,18 1,41 1,65 1,88 2,12 2,36 2,59 2,83 3,36
32 1,01 1,25 1,50 1,76 2,01 2,26 2,54 2,76 3,01 3,51
36 1,13 1,41 1,69 1,97 2,26 2,51 2,82 3,11 3,39 3,95
40 1,26 1,57 1,88 2,20 2,51 2,83 3,14 3,45 3,77 4,40
45 1,41 1,77 2,12 2,47 2,83 3,18 3,53 3,89 4,24 4,95
50 1,57 1,93 2,36 2,75 3,14 3,53 3,93 4,32 4,71 5,50
56 1,76 2,20 2,64 3,08 3,52 3,95 4,39 4,83 5,27 6,15
60 1,88 2,36 2,83 3,3 3,77 4,24 4,71 5,18 5,65 6,59
70 2,20 2,75 3,30 3,85 4,40 4,95 5,50 6,04 6,59 7,69
80 2,51 3,14 3,77 4,40 5,02 5,65 6,28 6,91 7,54 8,79
100 3,14 3,93 4,71 5,50 6,28 7,07 7,85 8,64 9,42 10,99
* См. сноску к табл. 2.8.
Таблица 2.13
Таблица для подсчета массы (кг) угловой равнополочной стали*
Пример подсчета. Дано: угловая равнополочная сталь с профилем № 2,
d —3 мм и длиной /[=2,0 м /2=0,7 м 1 ==2,7 м 1 — 2,7 м 1,78 кг —0,62 кг ///—-2,40 кг
№ про - фи л я Толщи- Дin на, । м
на полки, d 1 0,1 0,2 3 0,3 -1 0,4 0,3 0,(1 0,7 8 0,8 9 0,9
2 3 0,89 0,09 1,78 0,18 2,67 0,27 3,56 0,36 4,45 0,45 5,34 0,53 6,23 0,62 7,12 0,71 8,01 0,80
2 4 •1,15 0,12 2,30 0,23 3,45 0,35 4,60 0,46 5,75 0,58 6,90 0,69 8,05 0,8) 9,20 0,92 10,35 1,04
2,5 3 1,12 ; 0,11 ' 2,24 0,22 3,36 0,34 4,48 0,45 5,60 0,56 6,72 0 ,67 7,84 0,78. 8,96 0,90 10,08 1,01
2,5 4 1,46 0,15 2,92 0,29 4,38 0,44 5,84 0,58 7,30 0,73 8,76 0,88 10,22 1,02 11,68 1,17 13,14 1,31
2,8 3 1,27 0,13 2,54 0,25 3,81 0,38 5,08 0,51 6,35 0,64 7,62 0,76 8,89 0,89 10,16 1 ,02 11,43 1,14
168
Продолжение
№ про- филя Толщи- на полки, d Длина, м
1 ОД 2 6,2 3 0,3 4 0,4 0,5 6 0,6 0,7 8 0,8 9 0,9
3,2 3 1,46 0,15 2,92 0,29 4,38 0,44 5,84 0,58 7,30 0,73 8,76 0,88 10,22 1,02 11,68 1,17 13,14 1,31
3,2 4 1,91 0,19 3,82 0,38 5,7} 0,57 7,64 0,76 9,55 0,96 11,46 1,15 13,37 1,34 15,28 1,53 17,19 1,72 .
3,6 3 1,65 0,17 3,30 0,33 4,95 0,50 6,60 0,66 8,25 0,83 9,90 0,99 11,55 1,16 13,20 1,32 14,85 1,49
3,6 4 2,16 0,22 4,32 0,43 6,48 0,65 8,64 0,86 10,80 1,08 12,96 1,30 15,12 1,51 17,28 1,73 19,44 1,94
4 3 1,85 0,19 3,70 0,37 5,50 0,55 7,40 0,74 9,25 0,93 11,10 1,11 12,95 1,30 14,80 1,48 16,65- 1,67
4. 4 2,42 0,24 4,84 0,48 7,26 0,73 9,68 0,97 12,10 1,21 14,52 1,45 16,94 1,69 19,36 1,94 21,78 2,18
4 5 2,97 0,30 5,94 0,59 8,91 0,89 11,88 1,19 14,85 1,49 17,82 1,78 20,79 2,08 23,76 2,38 26,73 2,67
4,5 3 2,08 0,21 4,16 0,42 6,24 0,62 8,32 0,83 10,40 1,04 12,48 1,25 14,56 1,46 16,64 1,66 18,72 1,87
4,5 4 2,73 0,27 5,46 0,55 8,19 0,82 10,92 1,09 13,65 1,37 16,38 1,64 19,11 1,91 21,84 2,18 24,57 2,46
4,5 5 3,37 0,34 6,74 0,68 10,11 1,01 13,48 1,35 16,85 1,69 20,22 2,02 23,59 2,36 26,96 2,70 30,33 3,03
5 3 2,32 ' 0,23 4,64 0,46 6,96 0,70 - 9,28 '0,93 11,60 Т, 16 13,92 1,39 16,24 1,62s 18,56 1,86 20,88 2,09
5 4 3,05 0,31 6,10 0,61 9,15 0,92 12,20 1,22 15,25 1,53 13,30 1,83 21,35 2,14 24,40 2,44 27,45 2,75
5 • 5 3,77 0,38 7,54 0,75 11,31 1,13 15,08 1,51 18,85 1,89 22,62 2,26 26,39' 2,64 30,16 3,02 33,99 3,39
5,6 4 3,44 0,34 6,88 0,69 10,32 1,03 13,76 1,38 17,20 1,72 20,64 2,06 24,08 2,41 27,52 2,75 30,96 3,10
5,6 5 4,25 0,43 8,50 0,85 12,75 1,28 17,50 1,70 21,25 2,13 25,50 2,55 29 75 2,98 34,00 3,40 38,25 3,83
6,3 4 3,90 0,39 7,80 0,78 11,70 1,17 15,60 1,56 19,50 1,95 23,40 2,34 27,30 2,73 31,20 3,12 35,10 3,51
6,3 5 4,81 0,48 9,62 0,96 14,43 1,44 19,24 1,92 24,05 2,41 28,86 2,89 33 67 3,37 38,48 3,85 43,29 4,33
169
Продолжение
№ про- филя Толщи- на полки, d Длина, м
1 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7 8 0,8 9 0,9
6,3 <6 5,72 0,57 11,44 1,14 17,16 1,72 22,88 2,29 28,60 2,86 34,32 3,43 40,04 4,00 45,76 4,58 51,48 5,15
7 4,5 4,87 0,49 9,74 0,97 14,61 1,46 19,48 1,95 24,35 2,44 29,22 2,92 34,09 3,41 38,96 3,90 43,83 4,38
7 5 5,38 0,54 10,76 1,08 16,14 1,61 21,52 2,15 26,90 2,69 32,28 3,23 37,66 3,77 43,04 4,30 48,42 4,84
7 6 6,39 0,64 12,78 1,28 19,17 1,92 25,56 2,56 31,95 3,20 38,34 3,83 44,73 4,47 51,12 5,11 57,51 5,75
7 7 7,39 0,74 14,78 1,48 22,17 2,22 29,56 2,96 36,95 3,70 44,34 4,43 51,73 5,17 59,12 5,91 66,51 6,65
7 8 8,37 0,84 16,74 1,67 25,11 2,51 33,48 3,35 41,85 4,19 50,22 5,02 58,59 5,86 66,96 6,70 75,33 7,53
7,5 5 5,80 0,58 11,60 1,16 17,40 1,74 23,20 2,32 29,00 2,90 34,80 3,48 40,60 4,06 46,40 4,64 52,20 5,22
7,5 6 6,89 0,69 13,78 1,38 20,67 2,07 27,56 2,76 34,45 3,45 41,34 4,13 48,23 4,82 55,12 5,51 6,01 6,20
7,5 7 7,96 0,80 15,92 1,59 23,88 2,39 31,88 3,18 39,80 3,98 47,76 4,78 55,72 5,57 63,68 6,37 71,64 7,16
7,5 8 9,02 0,90' 18,04 1,80 27,06 2,71 36,08 3,61 45,10 4,51 54,12 5,41 63,14 6,31 72,16 7,22 81,18 8,12
7,5 9 10,10 1,01 20,20 2,02 30,30 3,03 40,40 4,04 50,50 5,05 60,60 6,06 70,70 7,07 80,’80 8,08 90,90 9,09
8 5,5 6,78 0,68 13,56 1,36 20,34 2,03 27,12 2,71 33,90 3,39 40,68 4,07 47,46 4,75 54,24 5,42 61,02 6,10
8 6 7,36 0,74 14,72 1,47 22,08 2,21 29,44 2,94 36,80 3,68 44,16 4,42 51,52 5,15 58,88 5,89 66,24 6,62
8 7 8,51 0,85 17,02 1,70 25,53 2,55 34,04 3,40 42,55 4,26 51,06 5,11 59,57 5,96 68,08 6,81 76,59 7,66
8 8 9,65 0,97 19,30 1,93 28,95 2,90 38,60 3,86 48,25 4,83 57,90 5,79 67,55 6,76 77,20 7,72 86,85 8,69
9 6 8,33 0,83 16,66 1,67 24; 99 2,50 33,32 3,33 41,65 4,17 49,98 5,00 58,31 5,83 66,64 6,66 74,97 7,50
9 7 9,64 0,96 19,28 1,93 28,92 2,89 38,56 3,86 48,20 4,82 57,84 5,78 67,48 6,75 77,12 7,71 86,76 8,68
170
Продолжение
№ про- филя Толщи- на полки, d Длина, м
1 0,1 2 0,2 3 0,3 4 0,4 0,5 6 0,6 7 0,7 8 0,8 9 0,9
9 8 10,90' 1,09 21,80 2,18 32,70 3,27 43,60 4,36 54,50 5,45 65,40 6,54 76,30 7,63 87,20 8,72 98,10 9,81
9 9 12,20 1,22 24,40 2,44 36,60 3,66 48,80 4,88 61,00 6,10 73,20 7,32 85,40 8,54 97,60 9,76 109,8 10,98
10 6,5 10,10 1,01 20,20 2,02 30,30 3,03 40,40 4,04 50,50 5,05 60,60 6,06 70,70 7,07 80,80 8,08 90,90 9,09
10 7 10,80 1,08 21,60 2,16 32,40 3,24 43,20 4,32 54,00 5,40 64,80 6,48 75,60 7,56 86,40 8,64 97,20 9,72
10 8 12,20 1,22 24,40 2,44 36,60 3,66 48,80 4,88 61,00 6,10 73,20 . 7,32 85,40 8,54 97,60 9,76 109,8 1J,98
10 10 15,10 1,51 30,20 3,02 45,33 4,53 60,40 6,04 75,50 7,55 90,60 9,06 105,7 10,57 120,8 12,08 135,9 13,59
10 12 17,90 1,79 35,80 3,58 53,70 5,37 71,60 7,16 89,50 8,95 107,4 10,74 125,3 12,53 143,2 14,32 161,1 16,11
10 14 20,60 2,06 41,20 4,12 61,80 6,18 82,40 8,24 103,0 10,30 123,6 12,36 144,2 14,42 164,8 16,48 185,4 18,54
10 16 23,30 2,33 46,6 4,66 69,90 6,99 93,20 9,32 116,5 11,65 139,8 13,98 163,1 16,31 186,4 18,64 209,7 20,97
11 7 11,90 1,19 23,80 2,38 35,70 3,57 47,60 4,76 59,50 5,95 71,40 7,14 83,30 8,33 95,20 9,52 107,1 10,71
11 8 13,50 1,35 27,00 2,70 40,50 4,05 54,00 5,40 67,50 6,75 81,00 8,10 94,50 9,45 108,0 10,80 121,5 12,15
12,5 8 15,50 1,55 31,00 3,10 46,50 4,65 62,00 6,20 77,50 7,75 93,00 9,30 108,5 10,85 124,0 12,40 139,5 13,95
12,5 9 17,30 1,73 34,60 3,46 51,90 5,19 69,20 6,92 86,50 8,65 103,8 10,38 121,1 12,11 138,4 13,84 155,7 15,57
12,5 10 19,10 1,91 38,20 3,82 57,30 5,73 76,40 7,64 95,50 9,55 114,6 11,46 133,7 13,37 152,8 15,28 171,9 17,19
12,5 12 22,70 • 2,27 45,40 4,54 68,10 6,81 90,80 9,08 113,5 11,35 136,2 13,62 158,9 15,89 181,6 18,16 204,3 20,43
12,5 14 26,20 2,62 52,40 5,24 78,60 7,86 104,8 10,48 131,0 13,10 157,2 15,72 183,4 18,34 209,6 20,96 235,8 23,58
12,5 16 29,60 2,96 59,20 5,92 88,80 8,88 118,4 11,84 148,0 14,80 177,6 17,76 207,2 20,72 236,8 23,68 266,4 26,64
171
Продолжение
№ про- филя Толщи- на полок, d Длина, м
1 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7 8 0,8 9 0,9
14 9 19,40 1,94 38,8 3,88 58,20 5,82 77,60 7,76 97,00 9,70 116,4 11,64 135,8 13,58 155,2 15,52 174,6 17,46
14 10 21,50 2,15 43,00 4,30 64,50 6,45 86,00 8,60 107,5 10,75 129,0 12,90 150,5 15,05 172,0 17,20 193,5 19,35
14 12 25,50 2,55 51,00 5,10 76,50 7,65 102,0 10,20 127,5 12,75 153,0 15,30 178,5 17,85 204,0 20,40 229,5 22,95
16 10 24,70 2,47 49,40 4,94 74,10 7,41 98,80 9,88 123,5 12,35 148,2 14,82 172,9 17,29 197,6 19,76 222,3 22,23
16 11 27,00 2,70 54,00 5,40 81,00 8,10 108,00 10,80 135,0 13,50 162,0 16,20 189,0 18,90 216,0 21,60 243,0 24,30
16 12 29,40 2,94 58,80 5,88 88,20 8,82 117,6 11,76 147,0 14,70 176,0 17,60 205,8 20,58 235,2 23,52 264,6 2-6,46
16 14 34,00 3,40 68,80 6,80 102,0 10,20 136,0 13,60 170,0 17,00 204,0 20,40 238,0 23,80 272,0 27,20 306,0 30,60
16 16 38,50 3,85 77,00 7,70 115,5 11,55 154,0 15,40 192,5 19,25 231,0 23,10 269,5 26,95 303,0 30,80 346,5 34,65
16 18 43,00 4,30- 86,00 8,60 129,00 12,90 172,0 17,20 215,0 21,50 258,0 25,80 301,0 30,10 344,0 34,40 387,0 3-8,70
16 20 47,40 4,74 94,80 9,48 142,2 14,22 189,6 18,96 237,0 23,70 284,4 28,44 331,8 33,18 379,2 37,92 426,6 42,66
18 И 30,50 3,05 . 61,00 6,10 91,50 9,15 122,0 12,20 152,5 15,25 183,0 183,0 213,5 21,35 244,0 24,40 274,5 27,45
18 12 33,10 3,31 66,20 6,62 99,30 9,93 132,40 13,24 165,5 16,55 198,6 19,86 231,7 23,17 264,8 26,48 297,9 29,78
20 12 37,00 3,70 74,00 7,40 111,0 11,10 148,0 14,80 185,0 18,50 222,0 22,20 259,0 25,90 296,0 29,60 333,0 33,30
20 13 39,90 3,99 79,80 7,98 119,7 11,87 159,6 15,96 199,5 19,95 239,4 23,94 279,3 27,93 319,2 31,92 359,1 35,91
20 14 42,80 4,28 85,60 8,56 128,4 12,84 171,2 17,12 214,0 21,40 256,8 25,68 299,6 29,96 342,4 34,24 385,2 38,52
20 16 48,70 4,87 97,40 9,74 146,1 14,61 194,8 19,48 243,5 24,35 292,2 29,22 340,9 34,09 389,6 38,96 438,8 43,88
20 20 60,10 6,01 120,2 12,02 180,3 18,03 240,4 24,04 300,5 30,05 360,6 36,06 420,7 42,07 480,8 48,08 540,9 54,09
172
П родолжение
№ про- филя Толщи- на полок, d Длина, м
1 0,1 0,2 । 3 . 0.3 4 0. 1 0,5 о 0,6 7 0,7 8 0,8 9 0,9
20 25 74,00 7,40 148,0 14,80 222,0 22,20 296,0 29,60 370,0 37,00 444,0 44,40 518,0 51,80 592,0 59,20 666,0 66,60
20 30 87,60 8,76 175,2 17,52 262,8 26,28 350,4 35,04 438,0 43,80 525,6 52,56 613,2 61,32 700,8 70,08 788,4 78,84
22 14 • 47,40 4,74 94,80 9,48 142,2 14,22 189,6 18,96 237,0 23,70 284,4 28,44 331,8 33,18 379,2 37,92 426,6 42,66
22 16 53,80 6,38 107,60 10,76 161,4 16,14 215,2 21,52 269,0 26,90 322,8 32,28 376,6 37,66 430,4 43,04 484,2 48,42
25 16 61,50 6,15 123,0 12,30 184,5 18,45 246,0 24,60 307,5 30,75 369,0 36,90 430,5 43,05 492,0 49,20 553,5 . 55,35
25 . 18 68,90 6,89 137,8 13,78 206,7 20,67 275,6 27,56 344,5 34,45 413,4 41,34 482,3 48,23 551,2 55,12 620,1 62,01
25 20 76,10 7,61 152,2 15,22 228,3 22,83 304,4 30,44 380,5 38,05 456,6 45,66 532,7 53,27 608,8 60,88 684,9 68,49
25 22 83,30 8,33 166,6 16,66 249,9 24,99 333,2 33,32 416,5 41,65 499,8 49,98 583,1 58,31 666,4 66,64 749,7 . 74,97
25 25 94,00 9,40 188,0 18,80 282,0 28,20 376,0 37,60 470,0 47,00 564,0 56,40 658,0 65,80 752,0 75,20 846,0 84,60
25 28 104,5 10,45 209,0 20,90 313,5 31,35 418,0 41,80 522,5 52,25 627,0 62,70 731,5 73,15 836,0 83,60 940,5 94,05
25 30 111,4 11,14 222,8 22,28 334,2 33,42 i 445,6 !| 44,56 557,0 55,7С 668,4 1| 66,84 779.8 77,98 991,2 1 99,12 Ш ' 110,3
См. сноску к табл. 2.8.
173
Таблица 2.14
Таблица подсчета массы (кг) прокатной угловой неравнополочной стали* Пример подсчета. Дано: угловая неравнополочная сталь с профилем № 2,5/1,6; d=3 мм и длиной 1=6,7 м /1 = 6,0 М /721 = 5,46 кг Z2=0i,7 м т2 = 0,64 кг 1 = 6,7 М /72 = 6,1 О' кг
Толщи- Длина, м
№ профиля на полки, d 1 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7 8 0,8- 9 0,9
2,5/1,6 3 0,91 0,09 1,82 0,18 2,73 0,27 3,64 0,36 4,55 0,46 5,46 0,55 6,37 0,64 7,28 0,73 8,19 0,82
3,2/2 3 1,17 0,12 2,34 0,23 3,51 0,35 4,68 0,47 5,85 С,59 7,02 0,70 8,19 0,82 9,36 0,94 10,53 1,05
3,2/2 4 1,52 0,15 3,04 0,30 4,56 0,46 6,08 0,61 7,60 0,7 9,12 0,91 10,64 1,06 12,16 1,22 13,68 1,37
4/2,5 3 1,48 0,15 2,96 0,30 4,44 0,44 5,92 0,59 7,40 0,74 8,80 0,88 10,36 1,04 11,84 1,18 13,32 1,33
4/2,5 4 1,94 0,19 3,88 0,39 5,82 0,58 7,76 0,78 9,70 0,97 11,64 1,16 13,58 1,36 15,52 1,55 17,46 1,75
4,5/2,8 3 1,68 0,17 3,36 0,34 5,04 0,50 6,72 0,67 8,40 0,84 10,08 1,01 11,76 1,18 13,44 1,34 15,12 1,51
4,5/2,8 4 2,20 0,22 4,40 0,44 6,60 0,66 8,80 0,88 11,00 1,Ю 13,20 1,32 15,40 1,54 17,60 1,76 19,80 1,98
5/3,2 3 1,90 0,19 3,80 0,38 5,70 0,57 7,60 0,76 9,50 0,95 11,40 1,14 13,30 1,33 15,20 1,52 17,10 1,71
5/3,2 4 2,49 0,25 4,98 0,50 7,47 0,75 9,96 1,00 12,45 1,25 14,94 1,49 17,43 1,74 19,92 1,99 22,41 2,24
5,6/3,6 4 2,81 0,28 5,62 0,56 8,43 0,84 11,24 1,12 14,05 1,41 16,86 1,69 19,67 1,97 22,48 2,25 25,29 2,53
5,6/3,6 5 3,46 0,35 6,92 0,69 10,38 1,04 13,84 1,38 17,30 1,73 20,76 2,08 24,22 2,42 27,68 2,77 31,14 3,11
6,3/4 4 3,17 0,32 6,34 0,63 9,51 0,95 12,68 1,27 15,85 1,59 19,02 1,90 22,19 2,22 25,36 2,54 28,53 ~ 2,85
6,3/4 5 3,91 0,39 7,82 0,78 11,73 1,17 15,64 1,56 19,55 1,96 23,46 2,35 27,37 2,74 31,28 3,13 35,19 3,52
6,3/4 6 4,63 0,46 9,26 0,93 13,89 1,39 18,52 1,85 23,15 2,32 27,78 2,78 32,41 3,24 37,04 3,70 41,67 4,17
6,3/4 8 6,03 0,60 12,06 1,21 18,09 1,81 24,12 2,41 30,15 3,02 36,18 3,62 42,21 4,22 48,24 4,82 54,27 5,43
174
Продолжение
№ профиля Толщи- на полки, (1 Длина, м
1 0,1 2 0,2 3 0,3 4 0,4 0,5 G 0,6 0,7 8 0,8 9 0,9
7/4,5 5 4,39 0,44 8,78 0,88 13,17 1,32 17,56 1,76 21,95 2,20 26,34 2,63 30,73 3,07 35,12 3,51 39,51 3,95
7,5/5 5 4,79 0,48 9,58 0,96 14,37 1,44 19,16 1,92 23,95 2,40 28,74 2,87 33,53 3,35 38,32 3,83 43,11 4,31
7,5/5 6 5,69 0,57 11,38 1,14 17,07 1,71 22,76 2,28 28,45 2,85 34,14 3,41 39,83 3,98 45,52 4,55 51,21 5,12
7,5/5 8 7,43 0,74 14,86 1,49 22,29 2,23 29,72 2,97 37,15 3,72 44,58 4,46 52,01 5,20 59,44 5,94 66,87 .6,69
8/5 5 4,99 0,50 9,98 1,00 14,97 1,50 19,96 2,00 24,95 2,50 29,94 2,99 34,93 3,49 39,92 3,99 44,91 4,49
8/5 6 5,92 0,59 11,84 1,18 17,76 1,78 23,68 2,37 29,60 2,96 35,52 3,55 41,44 4,14 47,36 4,74 53,28 5,33
9,5/6 5,5 6,17 0,62 12,34 1,23 18,51 1,85 24,68 2,47 30,85 3,09 37,02 3,70 43,19 4,32 49,36 4,94 55,53 5,55
9,5/6 6 6,70 0,67 13,40 1,34 20,10 2,01 26,80 2,68 33,50 3,35 40,20 4,02 46,90 4,69 53,60 5,36 60,30 6,03
9,5/8 8 8,77 0,88 17,54 1,75 26,31 2,63. 35,08 3,51 43,85 4,39 52,62 5,26 61,3'9 6,14 70,16 7,02 78,93 7,89
10/6,3 6 7,53 0,75 15,06 1,51 22,59 2,26 30,12 3,01 37,65 3,77 45,18 4,52 52,71 5,27 60,24 6,02 67,70 6,77
10/6,3 7 8,70 0,87 17,40 1,74 26,10 2,61 34,80 3,48 43,50 4,35 52,20 5,22 60,90 6,09 69,60 6,96 78,30 7,83
10/6,3 8 9,81 0,98 19,74 1,97 29,61 2,96 39,48 3,95 49,35 4,94 59,22 5,92 69,09 6,91 78,96 7,90 88,83 8,88
10/6,3 10 12,10 1,21 24,20 2,42 36,30 3,63 48,40 4,84 60,50 6,05 72,60 7,26 84,70 8,47 96,80 9,68 108,9 10,80
11/7 6,5 8,98 0,90 17,96 1,80 26,94 2,69 35,92 3,59 44,90 4,49 53,88 5,39 62,86 6,29 71,84 7,18 80,82 8,08
11/7 8 10,9 1,09 21,80 2,18 32,70 3,27 43,60 4,36 54,50 5,45 65,40 6,54 76,30 7,63 87,20 8,72 98,10 9,81
12,5/8 7 н,о 1,10 22,0 2,20 33,00 3,30 44,00 4,40 55,00 5,50 66,00 6,60 77,00 7,70 88,00 8,80 99,00 9,90
12,5/8 8 12,50 1,25 25,00 2,50 37,50 3,75 50,00 5,00 62,50 6,25 75,00 7,50 87,50 8,75 100,0 10,00 112,5 11,25
175
Продолжение
№ профиля Толщи- на полки, d Длина, м
Ь 0,1 0,2 3 0,3 4 0,4 0,5 6 0,6 7 0,7 8 0,8 9 0,9
12,5/8 10 15,50 1,55 31,00 3,10 46,50 4,65 62,00 6,20 77,50 7,75 93,00 9,30 108,5 10,85 124,0 12,40 139,5 13,95
12,5/8 12 18,30 1,83 36,60 3,66 54,90 5,49 73,20 7,32 91,50 9,15 109,8 10,98 128,1 12,81 146,4 14,64 164,7 16,47
14/9 8 14,10 1,41 28,20 2,82 42,30 4,23 56,40 5,64 70,50 7,05 84,60 8,46 98,70 9,87 112,8- 11,28 126,9 12,69
14/9 10 17,50 1,75 35,00 3,50 52,50 5,25 70,00 7,00 87,50 8,75 105,0 10,50 122,5 12,25 140,0 14,00 157,5 15,75
16/10 9 18,00 1,80 36,00 3,60 54,00 5,40 72,00 7,20 90,00 9,00 108,00 10,80 126,0 12,60 144,0 14,40 162,0 16,20
1,6/10 10 19,80 1,98 39,60 3,96 59,40 5,94 79,20 7,92 99,00 9,90 118,8 11,88 138,6 13,86 158,4 15,84 178,2 17,82
1.6/10 12 23,60 2,36 47,20 4,72 70,80 7,08 94,40 9,44 118,0 11,80 141,6 14,16 165,2 16,52 188,8 18,88 212,4 21,24
16/10 14 27,30 54,60 81,90 109,2 136,5 163,8 191,1 218,4 245,7
2,73 5,46 8,19 10,92 13,65 16,38 19,11 21,84 24,57
18/11 ' ! 10 22,20 2,22 44,40 4,44 66,60 6,66 88,80 8,88 111,0 11,10 133,2 13,32 155,4 15,54 177,6 17,76 199,8 19,98
18/11 12 26,40 2,64 52,80 5,28 79,20 7,92 105,6 10,56 132,0 13,20 158,4 15,84 184,8 18,48 211,2 21,12 237,6 23,76
20/12,5 11 27,40 2,74 54,80 5,48 82,20 8,22 109,6 10,96 137,0 13,70 164,4 16,44 191,8 19,18 219,2 21,92 246,6 24,66
20/12,5 12 29,70 2,97 59,40 5,94 89,10 8,91 118,80 11,88 148,5 14,85 178,2 17,82 207,9 20,79 237,6 23,76 267,3 . 26,73
20/12,5 14 34,40 3,44 68,80 6,88 103,2 10,32 137,6 13,76 172,0 17,20 206,4 20,64 240,8 24,08 275,2 27,52 309,6 30,96
20/12,5 16 39,10 3,91 78,20 7,82 117,3 11,73 156,4 15,64 195,5 19,55 234,6 23,46 273,7 27,37 312,8 31,28 351,9 35,19
25/16 12 37,90 3,79 75,80 7,58 113,7 11,37 151,6 15,16 189,5 18,95 227,4 22,74 265,3 26,53 303,2 30,32 341,1 34,11
25/16 16 49,90 4,99 99,80 9,98 149,7 14,97 199,6 19,96 249,5 > 24,95 299,4 . 29,94 349,3 34,93 399,2 ► 39,92 449,1 ! 44,91
25/18 18 55,80 5,58 111,6 1 11,16 167,4 i 16,74 223,2 : 22,32 279,0 ! 27,9С 334,8 1 33,48 390,6 ( 39,ое 446,4 1 44,64 502,2 : 50,22
25/20 20 61,70 6,17 1123,4 г 12,34 185,1 : 18,51 246,8 24,68 308,5 ! 30,85 370,2 i 37,02 431,6 > 43,15 493,6 i 49,36 555,3 > 55,53
* См. сноску к табл. 2.8.
176
Таблица 2.15
Таблица для подсчета массы (кг) стальных горячекатанных двутавровых балок*
Пример подсчета. Дано: двутавровая балка с профилем № 10* и длиной
1=3,7 м. т\ = 28,3'8 кг т2=6,62 кг
Zi—3,0 м /2 = 0,7 м
1 =3,7 м т =35,00 кг
№ про- филя Длина, м
1 0,1 2 0,2 • 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7 8 0,8 9 0,9
10 9,46 0,95 18,92 1,89 28,38 2,34 37,84 3,78 47,30 4,73 56,76 5,68 66,22 6,62 75,68 7,56 85,14 8,51
12 11,50 1,15 23,00 2,30 34,50 3,45 46,00 4,60 57,50 5,75 69,00 6,90 80,50 8;05 92,00 9,20 103,5 10,35
14 13,70 1,37 27,40 2,74 41,10 4,11 54,80 5,48 68,50 6,85 82,20 8,22 95,90 9,59 109,6 10,96 123,3 12,33
16 15,90 1,59 31,80 3,18 47,70 4,77 63,60 6,36 79,50 7,95 95,40 9,54 113,3 11,33 127,2 12,72 143,1 14,31
18 18,40 1,84 36,80 3,68 55,20 5,52 73,60 7,36 92,00 9,20 110,4 11,04 128,8 12,88 147,2 14,72 165,6 16,56
18а 19,90 1,99 39,80 3,98 59,70 5,97 79,60 7,96 99,50 9,95 119,4 11,94 139,3 13,93 159,2 15,92 179,1 17,91
20 21,00 2,10 42,00 4,20 63,00 6,30 84,00 8,40 105,0 10,50 126,0 12,60 147,0 14,70 168,0 16,80 189,0 18,90
20а 22,70 2,27 45,40 4,54 68,10 6,81 90,80 9,08 113,5 11,35 136,2 13,62 158,9 15,89 181,6 18,16 204,3 20,43
22 24,00 2,40 48,00 4,80 72,00 7,20 96,00 9,60 120,0 12,00 144,0 14,40 168,0 16,80 192,0 19,20 21.6,0 21,60
22а 25,80 2,58 51,60 5,16 77,40 7,74 103,2 10,32 129,0 12,90 154,8 15,48 180,6 18,06 206,4 20,64 232,2 23,22
24 . 27,30 2,73 54,60 5,46 81,90 8,19 109,2 10,92 136,5 13,65 163,8 16,38 191,1 19,11 218,4 21,84 245,7 24,57
24 а 29,40 2,94 58,80 5,88 88,20 8,82 117,6 11,76 147,0 14,70 176,4 17,64 205,8 20,58 235,2 23,52 264,6 26,46
27 31,50 3,15 63,00 6,30 94,50 9,45 126,0 12,60 157,5 15,75 189,0 18,90 220,5 '22,05 .252,0 25,20 283,5 28,35
27а 33,90 3,39 67,80 6,78 101,7 10,17 135,6 13,56 169,5 16,95 203,4 20,34 237,3 23,73 271,2 27,12 305,1 30,51
30 36,50 3,65 73,00 7,30 109,5 10,95 146,0 14,60 182,5 18,25 219,0 21,90 255,5 25,55 292,0 29,20 328,5 32,85
177
Р родолжение
№ про- филя Длина, м
1 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 • 0,7 8 0,8 9 0,9
30а 39,20 • 3,92 78,40 7,84 117,6 11,76 156,8 15,68 196,0 19,60 235,2 23,52 274,4 27,44 313,6 31,36 352,8 35,28
33 42,20 4,22 84,40 8,44 126,6 12,66 168,8 16,88 211,0 21,10 253,2 25,32 295,4 29,54 337,6 33,76 379,8 37,98
36 48,60 4,86 97,20 9,72 145,8 14,58 194,4 19,44 243,0 24,30 219,6 21,96 340,2 34,02 388,8 38,88 437,4 43,74
40 57,00 5,70 114,0 11,40 171,0 17,10 228,0 22,80 285,0 28,50 342,0 34,20 399,0 39,90 456,0' 45,60 ' 513,0 51,30
45 66,50 6,65 133,0 13,30 199,5 19,95 266,0 26,60 332,5 33,25 399,0 39,90 465,5 46,55 532,0 53,20 598,5 59,85
50 78,50 7,85 157,0 15,70 235,5 23,50 314,0 31,40 392,5 39,25 471,0 47,10 549,5 54,95 628,0 62,80 706,5 70,65
55 92,60 9,26 185,2 18,52 277,8 27,78 370,4 ’ 37,04 463,0 46,30 555,6 55,56 648,2 64,82 740,8 74,08 833,4 83,34
60 108,00 10,80 216,0 21,60 324,0 32,40 432,0 43,20 540,0 54,00 648,0 64,80 756,0 75,60 864,0 86,40 972,0 4 97,20
* См. сноску к табл. 2.8.
Таблица 2.16
Таблица для подсчета массы (кг) стальных швеллеров*
Пример подсчета. Дано: швеллер № 8 длиной / = 5,9 м
li =5,0 м /П1 = 35,25 кг
/2 -=0,9 м____________________/п2 = 6,35 кг
I =5,9 м т =41,60' кг
'№ про- филя Длина, м
1 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7 8 0,8 9 0,9
5 4,84 9,68 14,52 19,36 24,20 29} 04 33,88 38,72 43,56
0,48 0,97 1,45 1,94 2,42 2,90 3,39 3,87 4,36
6,5 5,90 11,80 17,70 23,60 29,50 35,40 41,30 47,20 53,10
О',59 1,18 1,77 2,36 2,95 3,54 4,13 4,72 5,31
8 7,05 14,10 21,15 28,20 35,25 42,30 49,35 56,40 63,45
0,71 1,41 2,12 2,82 3,53 4,23 4,94 5,64 6,35
10 8,59 17,18 25,77 34,36 42,95 51,54 60,13 68,72 77,31
0,86 1,72 2,58 3,44 4,30 5,15 6,01 6,87 7,73
178
Продолжение
Длина, м
№ про- филя 1 од 2 0,2 3 0,3 4 0,4 5 0,5 6 0,6 7 0,7 8 0,8 9 0,9
12 10,40 1,04 20,80 2,08 31,20 3,12 41,60 4,16 52,00 5,20 62,40 6,24 72,80 7,28 83,20 8,32 93,60 9,36
14 1'2,30 1,23 24,60 2,46 36,90 • 3,69 49,20 4,92 61,50 6,15 73,80 7,38 86,10 8,61 89,40 8,94 110,7 11,07
14а 13,30 1,33 26,60 2,66 39,90 3,99 53,20 5,32 66,50 6,65 79,80 7,98 93,10 9,31 106,4 10,64 119,7 11,97
16 14,20 1,42 28,40 2,84 42,60 4,26 56,80 5,68 71,00 7,10 85,20 8,52 99,40 9,94 113,6 11,36 127,8 • 12,78
16а 15,30 1,53 30,60 3,06 45,90 4,59 61,20 6,12 76,50 7,65 91,80 9,18 107,1 10,71 122,4 12,24 137,7 13,77 .
18 16,30 1,63 32,60 3,26 48,90 4,89 65,20 6,52 81,50 8,15 97,80 9,78 114,1 11,41 130,4 13,04 146,7 14,67
18а 17,40 1,74 34,80 3,48 52,20 5,22 69,60 6,96 87,00 8,70 104,4 10,44 121,8 12,18 139,2 13,92 156,6 15,66
20 18,40 1,84 36,80 3,68 55,20 5,52 73,60 7,36 92,00 9,20 110,4 11,04 128,8 12,88 147,2 14,72 1.65,6 16,56
20а 19,80 1,98 39,60 3,96 59,40 5,94 79,20 7,92 99,00 9,90 118,8 11,88 138,6 13,86 158,4 15,84 178,2 17,82
22 21,00 2,10 42,00 4,20 63,00 6,30 84,00 8,40 105,00 10,50 126,0 12,60 147,0 14,70 168,0 16,80 189,0 18,90
22а 22,60 2,26 45,20 4,52 67,80 6,78 90,40 9,04 113,0 11,30 135,6 13,56 158,2 15,82 180,8 18,08 203,4 20,34
24 24,00 2,40 48,00 4,80 72,00 7,20 96,00 9,60 120,0 12,00 144,0 14,40 168,0 16,80 192,0 19,20 216,0 21,60
24а 25,80 2,58 • 51,60 5,16 77,40 7,74 >103,2 10,32 129,0 12,90 154,8 15,48 180,6 18,06 206,4 20,64 232,2 23,22
27 27,70 2,77 55,40 5,54 83,10 8,31 110,8 11,08 138,5 13,85 166,2 16,62 193,9 19,39 221,6 22,16 249,3 24,93
30 31,80 3,18 63,60' 6,36 95,40 9,54 127,2 12,72 159,0 15,90 190,8 19,08 222,6 22,26 254,4 25,44 286,2 28,62
33 36,50 3,65 73,00 7,30 109,5 10,95 146,0 14,60 182,5 18,25 219,0 21,90 255,5 25,55 292,0 29,20 328,5 32,85
36 41,90 4,19 83,80 8,38 125,7 12,57 167,6 16,76 209,5 20,95 251,4 25,14 293,3 29,33 335,2' 33,52 377,1 37,71
40 48,30 4,83 96,60 9,66 144-,9 14,49 193,2 19,32 241,5 24,15 289,8 28,98 338,1 33,81 386,4 38,64 434,7 43,47
* См. сноску к табл. 2.8.
179
Таблица 2.17
Трубы стальные водогазопроводные по ГОСТ 3262—75, (> = 7,85, сортамент
Не предназначенные под накатку резьбы
Условный проход Наружный диаметр Толщина стенки Масса I м, кг
легких обыкно- венных усиленных легких обыкно- венных усиленных
6 10,2 1,8 2,0 2,5 0,37 0,40 0,47
8 13,5 2,0 2,2 2,8 0,57 0,61 0,47
10 17,0 2,0 2,2 2,8 0,74 0,80 0,98
15 21,3 2,35 — — 1,10 — .—
15 21,3 2,5 2,8 3,2 1,16 1,28 1,43
20 26,8 2,35 — — 1,42 — —
20 26,8 2,5 2,8 3,2 1,50 1,66 1,86
25 33,5 2,8 3,2 4,0 2,12 2,39 2,91
32 42,3 2,8 3,2 4,0 2,73 3,09 - 3,78
40 48,0 3,0 3,5 4,0 3,33 3,84 4,34
50 60,0 3,0 3,5 4,5 4,22 4,88 6,16
65 75,5 3,2 4,0 4,5 5,71 7,05 7,88
80 88,5 3,5 4,0 4,5 7,34 8,34 9,32
90 101,3 3,5 4,0 4,5 8,44 9,60 10,74
100 114,0 4,0 4,5 5,0 10,85 12,15 13,44
125 140,0 4,0 4,5 5,5 13,42 15,04 18,24
150 165,0 4,0 4,5 5,5 15,88 17,81 21,63
Предназначенные под накатку резьбы
Условный проход Наружный диаметр Толщина стенки Масса 1 м, кг Условный проход Наружный диаметр Толщина стенки Масса 1 м, кг
10 16 • 2,0 0,69 32 41 2,8 2,64
15 20 2.5 1,08 40 47 3,0 3,26
20 26 2,5 1,45 50 59 3,0 4,14
25 32 2,8 2,02 65 74 3,2 5,59
Примечание. В таблице указала масса неоцинкованных труб; масса
оцинкованных труб на 3 % больше.
Таблица 2.18
Трубы стальные сварные газопроводные по СТ СЭВ 107—74, р = 7,85, сортамент
словный1 проход Наружный2 диаметр Толщина3 стенки Масса3 1 м, кг
1/8 (6) 10,6(9,8) 2,0(2,65) 0,407(0,494)
1/4 (8) 14,0(13,2) 2,35(2,9) 0,650(0,769)
3/8 (10) 17,5(16,7) 2,35(2,9) 0,852(1,02)
1/2 (15) 21,8(21,0) 2,65(3,25) 1,22(1,45)
180
Продолжение
Условный1 проход Наружный2 диаметр Толщина3 стенки Масса3 1 м, кг
3/4 (20) 27,3(26,5) 2,65(3,25) 1,58(1,90)
1 (25) 34,2(33,3) 3,25(4,05) 2,44(2,97)
11/4 (32) 42,9(42,0) 3,25(4,05) 3,14(3,84)
11/2 (40) 48,8(47,9) 3,25(4,05) 3,61 (4,43).
2 (50) _ 60,8(59,7) 3,65(4,5) 5,10(6,17)
21/2 (.65) 76,6(75,3) 3,65(4,5) 6,51(7,90)
3 (80) 89,5(88,0) 4,05(4,85) 8,47(10,1)
31/2 .(90) 102,1(100,4) 4,0(4,5) 9,60(10,7)
4 (100) 115,0(113,1) 4,5 (5,4) 12,1(14,4)
5 (126) 140,8(138,5) 4,85(5,4) 16,2(17,8)
6 (150) 166,5(163,9) 4,85(5,4) 19,2(21,2)
1 Перед скобкой размер в дюймах, в скобках — в миллиметрах.
2 Перед скобкой указан размер максимального наружного диаметра, в скоб-
ках — минимального.
3 Перед скобкой — для обыкновенных труб, в скобках — для усиленных.
Таблица 2.19
Размеры, мм, и масса, кг, стальных труб (неполный сортамент)
Наружный диаметр Ф н Масса 1 м при толщине стенки
2,5 3 3,5 4 4,5 5 5,5 6
Холоднодеформированные трубы по ГОСТ 8734—75
25 1,39 1,63 1,86 2,07 2,28 2,47 2,64 2,81
34 1,94 2,29 2,63 2,96 3,27 3,58 3,87 4,14
40 2,31 2,74 3,15 3,55 3,94 4,92 4,69 5,03
45 2,62 3,11 3,58 4,04 4,49 4,93 5,36 5,77
57 3,36 4,00 4,62 5,23 5,83 6,41 6,99 7,55
60 3,55 4,22 4,88 5,52 6,16 6,78 7,39 7,99
70 4,16 4,96 5,74 6,51 7,27 8,01 8,75 9,47
76 4,53 5,40’ 5,26 7,10 7,94 8,76 9,56 10,36
89 5,33 6,37 7,38 8,39 9,38 10,36 11,33 12,28
108 6,50 7,77 9,02 10,26 11,49 12,70 13,90 15,09
120 7,20 8,65 10,06 11,44 12,82 14,18 15,53 16,87
130 7,90 9,39 10,92 12,43 13,93 15,41 16,89 18,35
140 8,48 10,14 11,78 13,42 15,04 16,45 18,24 19 83
150 9,10 10,88 12,65 14,40 16,15 17,89 19,60 21,31
160 9,70 11,62 13,50 15,39 17,26 19,11 20,96 22,79
170 10,33 12,36 14,37 16,38 18,37 20,35 22,31 24,27
Горячсд сформированные трубы по ГОСТ 8732—78
25 1,39 1,63 1,86 2,07 2,28 2,47 2,65 2,81
32 1,82 2,15 2,45 2,76 3,05 3,33 3,59 3,85
45 2,62 з,и 3,58 4,04 4,49 4,93 5,36 5,77
50 2,93 3,48 4,01 4,93 5,05 5,55 6,04 6,51
57 —' 4,00 4,62 5,23 5,83 6,41 6,99 7,55
181
П родолжение
Наружный диаметр Ф н /Масса 1 м i 1ри толщине стенки
2,5 3 3,5 4 4,5 5 5,5 б
60 4,22 4,88 5,52 6,16 6,78 7,39 7,99
70 — 4,96 5,74 6,51 7,27 8,02 8,75 9,47
76 — 5,40 6,26 7,10' 7,91 8,76 9,50 10,35
83 — — 6,86 7,79 8,71 9,62 10,51 11,39
89 — — 7,38 8,39 9,38 10,36 11,33 12,28
102 — —- 8,50 9,67 10,82 11,96 13,09 14,21
108 — — — 10,26 11,49 12,70 13,90 15,09
114 — — — 10,85 12,15 13,44 14,72 15,98
121 — — — 11,54 12,93 14,20 15,67 17,02
133 — — —. 12,73 14,26 15,78 17,29 18,79
140 — — — — 15,04 16,65 18,24 19,83
159 — — .— — 17,15 18,99 • 20,82 22,64
180 — — — — — 21,68 23,67 25,75
194 — — — — — 23,31 25,60 27,82
203 — — — — — — — 29,15
219 — — — — — — — 31,52
Примечание. Наружный диаметр труб по ГОСТ 8734—75 составляет от
5 до 250 мм, толщина стенки — от 0,3 до 24 мм;
по ГОСТ 8732—78 — соответственно от 14 до 1620 мм и от 1,6 до 20 мм,
Таблица 2.20
Графическое обозначение материалов в сечениях (ГОСТ 2.306—68)
^Материал
Обозначение
1. Металлы и твердые сплавы
2. Неметаллические материалы, в том числе волок-
нистые монолитные и плитные (прессованные), за
исключением указанного ниже
3. Дерево
4. Камень естественный
5. Керамика и силикатные материалы для кладки
6. Бетон
7. Стекло и другие светопрозрачные материалы
182
Продолжение
Материал
Обозначение
8. Жидкости
9. Грунт естественный
10. Засыпка из любого материала
Примечания:
1. Общее графическое обозначение материалов в сечениях независимо oi
Вида материалов должно соответствовать п. 1.
2. Композиционные материалы, содержащие металлы и неметаллические ма-
териалы, обозначают как металлы.
3. Графическое обозначение п. 3 следует применять, когда нет необходимос-
ти указывать направление волокон.
4. Графическое обозначение п. 5 следует применять для обозначения кирпич-
ных изделий (обожженных и необожженных), огнеупоров, строительной кера-
мики, электротехнического фарфора, шлакобетонных блоков и т. д.
Таблица 2.2/
Длина заготовки при гибке листового и полосового металла,
183
Продолжение
Гибка
Эскиз
Длина L заготовки, мм
Двуугловая
под прямым уг-
лом с закругле-
нием
Л—
+0,5л(г1Д-0,5$)
+0,5n(r24-0,5s)
Многоугловая
под прямым уг-
лом с закругле-
нием
L=L1+L2+L:{4-L4+
-Ь ^5+0,5л(г l-]-0,5s)-f-
+0,5ji(r2 + 0',5s) 4-
+0,5л(г3-|-0,5$) г
+0,5л(г4Ч-0,5‘>)
* 0,5s
С двумя уг-
лами (одновре-
менно образу-
ются)
184
Продолжение
Гибка
Эскиз
Длина L заготовки, мм
С тремя угла-
ми (одновремен-
но образуются)
С тремя угла-
ми (два образу-
ются одновремен-
но, один отдель-
но)
L = L1-{-L2-rL34-L4-|-
4-0,75s
U-образная
L=2Z-}-n(r4-0,5s)
Под прямым
углом без за-
кругления
L—Ьу-\-Ь2 4~ 0,5s
Кольца
L=/?(d-s),
где d — наружный ди-
аметр кольца; S—тол-
щина заготовки
Таблица 2.22
Формулы для определения длины L развернутой трубы
Эскиз
Формула расчета
Я( 180—а)
Г80
(г +-0,5Г>)
185
П родолжение
Формула расиста
Эскиз
L^2h J Za—1,72r-—4,86Z>
При определении размеров и массы заготовок из проката, под-
вергнутых гибке, предварительно но табл. 2.21, 2.22 рассчитывают
длину их разверток.
Подсчет массы цилиндрической пружины сжатия. Цилиндри-
ческая пружина сжатия из стальной проволоки г/^3 мм имеет на-
ружный диаметр Z) = 20 мм, шаг в свободном состоянии I = 5,43 мм,
полное число витков //j—27.
I8G
Длина проволоки развернутой пружины
L=n1Vti+^(D-d)t= 37|/ 5,432 + 3,142(2U-3)2==1450 мм.
По табл. 2.10 для d = 3 мм т = 0,081 кг.
ОФОРМЛЕНИЕ ЗАМЕЧАНИЙ И ПРЕДЛОЖЕНИЙ ПРИ ОТРАБОТКЕ
КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ НА ТЕХНОЛОГИЧНОСТЬ
При отработке конструкторской документации на технологич-
ность контролер вблизи элемента, подлежащего исправлению (из-
менению), мягким карандашом выполняет условные пометки (циф-
ру в кружке). Пометки должны быть сохранены до подписания до-
кументов и снять их может только контролер после подписи доку-
мента. Условные пометки (замечания) вносят в «Перечень заме-
чаний контролера» (приложение 3). В организациях, где установ-
лена система условного обозначения замечаний технологического
контроля, вместо замечаний проставляют соответствующий цифро-
вой код по классификатору. Не по всем конструкторским докумен-
там, отрабатываемым на технологичность, замечания и рекомен-
дации следует излагать в указанном перечне. По оригиналам, вы-
полняемым для изготовления подлинников ручным копированием,
замечания и рекомендации допускается записывать на поле под-
шивки чертежа и устранять перед подписанием подлинника конт-
ролером.
Изменения и исправления, предложенные при технологическом
контроле и связанные с нарушением действующих документов, рег-
ламентирующих технологичность конструкций, обязательны для
внесения в конструкторскую документацию.
Предложения работников служб технологического контроля,
касающиеся различных аспектов изменения конструкции и направ-
ленные на улучшение показателей технологичности, можно вносить
в документацию при согласовании с разработчиком документации.
Если при этом возникают разногласия, то решение принимает тех-
нический руководитель (главный инженер) организации (пред-
приятия ^разработчика.
Результаты входного технологического контроля конструктор-
ской документации, поступившей от других организаций (пред-
приятий), излагают в экспертном заключении (приложение 4). Раз-
работчик конструкции обязан рассмотреть экспертное заключение,
о принятых решениях сообщить в организацию (предприятие), про-
водившую входной контроль. Если при этом возникают разногла-
сия, то решение принимает вышестоящая организация в установ-
ленном порядке. Изменения вносят в документацию в соответствии
с ГОСТ 2.503—74.
В случае привлечения к экспертизе конструкторской докумен-
тации отраслевых технологических институтов разработчик конст-
рукции обязан рассмотреть экспертное заключение, о принятых
187
решениях сообщить в организацию, проводившую экспертизу, а
дальнейшую разработку * конструкторской документации вести в
соответствии с экспертным заключением.
Для получения экспертного заключения представляют следую-
щую документацию: рабочие чертежи изделия; технические усло-
вия; ведомости покупных изделий, согласования и применения по-
купных изделий и остродефицитных материалов; расчеты размер-
ных цепей (на собираемость и взаимозаменяемость); показатели
технологичности конструкции (коэффициент сборности, удельная
трудоемкость изготовления и удельная материалоемкость изде-
лия); справка о намеченной программе выпуска изделий на одном
предприятии со ссылкой на исходный документ.
Сведения о результатах контроля конструкторской документа-
ции, разрабатываемой отделами организации (предприятия), ре-
комендуется ежеквартально подавать в отдел качества, по форме
приведенной в приложении 5.
ГЛАВА 3
МЕТРОЛОГИЧЕСКИЙ КОНТРОЛЬ
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Измерение — нахождение физической величины опытным путем
с помощью специальных технических средств. Примером является
измерение (определение) диаметра втулки с помощью микромет-
рического нутромера, определение угла изделия с помощью угло-
мера.
В технике наряду с понятием измерение широко применяется
понятие «контроль». Под контролем в широком смысле имеется в
виду понятие, включающее в себя определение как количествен-
ных, так и качественных характеристик, например, контроль де-
фектов наружной поверхности, контроль внутренних пороков ме-
талла (трещин, раковин) и др.
Единство измерений — такое состояние измерений, при котором
их результаты выражены в узаконенных единицах и погрешности
измерений известны с заданной вероятностью. Без единства изме-
рений невозможно сопоставление результатов измерений, выпол-
ненных в разных местах, в разное время, с использованием разных
методов и средств измерений.
Точность измерений — качество измерений, отражающее бли-
зость их результатов к истинному значению измеряемой величины.
Погрешность измерения — отклонение результата измерения от
истинного значения измеряемой величины. Абсолютная погреш-
ность измерения Дх = хпзм , где х1НМ —значение, полученное при
измерении; х — истинное значение измеряемой величины. Длина
и угол являются физическими величинами; их значения, например,
10 м или 1° находят измерением с помощью измерительных прибо-
ров.
Под методом измерения понимается совокупность используемых
измерительных средств и условий их применения. Методы измере-
ния зависят от используемых измерительных средств и условий из-
мерений и подразделяются на абсолютные, сравнительные, пря-
мые, косвенные, комплексные, элементные, контактные и бескон-
тактные.
Метрологический контроль конструкторской и технологической
документации — это анализ и оценка технических решений по вы-
бору параметров, подлежащих измерению, установлению норм
точности и обеспечению методами и средствами измерений процес-
сов разработки, изготовления, испытания, эксплуатации и ремонта
изделий.
189
При проведении метрологического контроля проверяется только
правильность решений, делаются замечания и предложения раз-
работчику документации, который и принимает соответствующее
решение.
Метрологический контроль конструкторской и технологической
документации является частью общего комплекса работ по метро-
логическому обеспечению производства и может являться частью
контроля проектов технической документации.
Метрологическое обеспечение подготовки производства — ком-
плекс организационно-технических мероприятий, обеспечивающих
определение с требуемой точностью характеристик изделий, техно-
логических процессов и оборудования, необходимых в производст-
ве изделий. Работы по метрологическому обеспечению подготовки
производства выполняются конструкторскими, технологическими,
метрологическими и другими службами предприятий и организа-
ций и начинаются с момента получения исходных документов на
разработку изделий.
Метрологический контроль документации осуществляется до
нормоконтроля по окончании технологического.
ЦЕЛИ, ЗАДАЧИ И ФУНКЦИИ МЕТРОЛОГИЧЕСКОГО КОНТРОЛЯ
Метрологический контроль технической документации осущест-
вляется подразделением метрологической службы организации
(предприятия) под методическим руководством головных и базо-
вых организаций по метрологии. Целью проведения метрологичес-
кого контроля является:
обеспечение взаимозаменяемости деталей, сборочных единиц и
агрегатов, создание необходимых условий для кооперирования
производства и развития специализации;
повышение эффективности производства за счет уменьшения
затрат на контроль и снижение брака;
решение вопроса о возможности получения и контроля зало-
женных в технической документации норм точности, возможности
их реализации, достоверности и экономической целесообразности
заложенных в документации методов контроля.
В процессе проведения метрологического контроля решаются
следующие задачи:
установление правильности наименований и обозначений физи-
ческих величин и их единиц;
проверка оптимальности номенклатуры измеряемых параметров
при контроле с целью обеспечения эффективности и достоверности
контроля качества и взаимозаменяемости;
оценка обеспечения конструкцией изделия возможности конт-
роля необходимых параметров в процессе изготовления, испыта-
ния, эксплуатации и ремонта изделий (контролепригодность конст-
рукции определяется в соответствии с ГОСТ 16504—81);
190
оценка обеспечения применяемыми средствами измерений мини-
мальных трудоемкости и себестоимости контрольных операций при
заданной точности;
установление соответствия показателей точности измерений тре-
бованиям обеспечения оптимальных режимов технологических про-
цессов;
оценка соответствия производительности средств измерений
производительности технологического оборудования;
оценка правильности выбора средств измерений (в том числе
нестандартизусмых ).и методик выполнения измерений;
проверка полноты требований и норм в методиках измерений;
выявление возможности преимущественного применения . уни-
фицированных автоматизированных средств измерений;
установление правильности указаний по организации и прове-
дению измерений для обеспечения безопасности труда;
установление преимущественного применения стандартизован-
ных методик выполнения измерений.
Соблюдение перечисленных требований в технической докумен-
тации возлагается на разработчиков документации.
Подразделение, осуществляющее метрологический контроль,
помимо проведения контроля:
разрабатывает и внедряет нормативно-технические документы,
регламентирующие нормы точности измерений, характеристики
средств измерений, методики выполнения измерений, требования к
метрологическому обеспечению подготовки производства;
совместно с отделом (сектором) научно-технической информа-
ции и службой стандартизации участвует в создании и организа-
ции справочно-информационного фонда в области метрологии;
представляет в базовую организацию метрологической службы
и территориальные органы Госстандарта СССР сведения о своей
деятельности.
ОРГАНИЗАЦИЯ И ПОРЯДОК ПРОВЕДЕНИЯ
Разработанная в процессе подготовки производства техничес-
кая документация на изделия основного и вспомогательного про-
изводства, регламентирующая нормы точности, методы, средства,
условия и процедуру подготовки и проведения измерений, обра-
ботку и представление результатов измерений, а также показатели
точности измерений, должна пройти метрологический контроль с
целью обеспечения эффективности измерений при контроле изде-
лий в процессе их разработки, изготовления, эксплуатации и ре-
монта.
Основные виды документов, подвергаемые метрологическому
контролю:
конструкторская документация: чертеж детали, сборочный чер-
теж, габаритный чертеж, монтажный чертеж, пояснительная за-
191
писка, технические условия, программа и методика испытаний, рас-
четы, эксплуатационные и ремонтные документы;
технологические документы: маршрутная карта, операционная
карта, карта эскизов, технологическая инструкция, карта техноло-
гического процесса, карта типового технологического процесса,
карта типовой операции; технологический регламент.
Метрологическому контролю также подвергаются техническое
задание на разработку средств измерений; проектная и эксплуата-
ционная документация на средства измерений специального отрас-
левого назначения и нестандартизованные средства измерений;
протоколы всех видов испытаний; проекты нормативно-технической
документации (ГОСТ, ОСТ, РСТ, СТП); рационализаторские пред-
ложения на средства измерений и испытаний.
Метрологический контроль технической документации осущест-
вляется в соответствии с план — графиком (см. приложение 1), раз-
рабатываемым службой метрологии. Основные формы метрологи-
ческого контроля аналогичны технологическому (см. с. 134).
Поступающая документация и документация, прошедшая мет-
рологический контроль, регистрируются в журнале (см. приложе-
ние 2).
Документация должна предъявляться на метрологический
контроль комплектно, в пределах одного изделия. При контроле
чертежей Допускается предъявление документации в объеме сбо-
рочной единицы.
Кроме того, разработчик при необходимости должен предъяв-
лять дополнительную информацию.
Документы, предъявленные на метрологический контроль, дол-
жны быть подписаны в графах «Разраб.», «Пров.» и «Т. контр.»
(для документов, подлежащих технологическому контролю).
В процессе проведения контроля руководствуются:
положениями стандартов ГСП, ЕСКД, ЕСТД, ЕСТПП и дру-
гих, устанавливающих метрологические правила, положения и
нормы;
информационно-поисковым тезариусом по метрологии и изме-
рительной технике;
стандартами на продукцию, сырье, материалы, комплектующие
изделия;
нормативно-техническими документами на средства измерений;
стандартизованными и аттестованными методиками выполне-
ния измерений.
Метрологический контроль независимо от вида технической до-
кументации целесообразно проводить в такой последовательности:
проверка комплектности и наличие подписей на документации,
представленной на контроль;
изучение содержания документации (наличие обязательных
разделов, содержащих сведения, подлежащие метрологическому
контролю); ознакомление с НТД, на которые даны ссылки; про-
верка срока их действия; рассмотрение правил приемки, методов
192
контроля (испытаний, анализа, измерений), приложения «Перечень
испытательного оборудования, средств измерения, материалов и
реактивов, необходимых для контроля продукции», если таковой
прилагается. При контроле перечня применяемых средств измере-
ний необходимо пользоваться указателем «Средства измерений,
допущенные Госстандартом к серийному производству с СССР».
При этом импортные средства измерений, прошедшие приемочные
испытания; не входят в настоящий указатель и применение их раз-
работчиком должно быть обосновано другими документами. При
выборе средств измерений необходимо: из нескольких выбрать
именно то, которое дешевле, проще в эксплуатации, производи-
тельнее и имеется на предприятии; нестандартизоованные средства
измерений заменять серийно выпускаемыми, если они есть; сок-
ращать номенклатуру видов и типоразмеров средств измерений,
что приводит к уменьшению затрат на учет, проверку, хранение и
ремонт;
проверка обоснованности номенклатуры контролируемых пара-
метров с точки зрения соответствия изделия своему назначению. В
документации должны рассматриваться требования ко всем пара-
метрам изделия или его составных частей, которые существенно
влияют на выходные параметры. Если выходные параметры изде-
лия могут быть достигнуты только при условии соблюдения каких-
либо требований к технологическому процессу изготовления или
к материалам, то эти требования также включают в конструк-
торскую документацию;
выявление требований, невыполнение которых может привести
к несоответствию изделия своему назначению, а также выявление
лишних требований, контроль которых не обязателен. Разделы
«Правила приемки» и «Методы контроля (анализа, испытаний и
измерений)» должны содержать перечень правил, норм, требований
и указаний, пользуясь которыми поставщик или потребитель могут
установить соответствие или несоответствие изделия требованиям
документации по каждому из контролируемых параметров;
оценка целесообразности указанной последовательности испы-
таний;
проверка однозначности, правильности и экономичности выб-
ранных методик;
проверка правильности метрологической терминологии, наи-
менований и обозначений физических величин и их единиц. При
проверке метрологической терминологии руководствуются ГОСТ
16263—70 и стандартами, устанавливающими термины и опреде-
ления в конкретных областях измерений. Основными документами,
используемыми при проверке физических величин и их единиц,
являются ГОСТ 8.417—81, РД 50—160—79, соответствующие от-
раслевые стандарты и стандарты предприятий.
В стандартах, технических условиях и других документах на
изделие в разделе «Правила приемки» необходимо указывать тре-
бования к условиям, в которых должна осуществляться приемка
7 Зак. 942
193
изделий (например, к помещению, окружающей среде, освещении?
и т. п.). При контроле каждого пункта технического* требования
проверяют: однозначность (невозможность различного толкова-
ния). Должны применяться стандартизованные термины, а при
их отсутствии — общепринятые в научно-технической литературе.
Специфические термины, допускающие неоднозначное толкование,
должны иметь определение при первом упоминании в тексте; в
случае качественного требования, предполагающего органолепти-
ческий (с помощью органов чувств) контроль, возможность заме-
ны его требованием к физической величине; наличие допускаемых
отклонений (требование может приводиться без допустимых от-
клонений лишь в том случае, если оно устанавливается другим до-
кументом, а в разрабатываемом документе приводится как спра-
вочное); обоснованность выбранной формы указания допускаемого'
отклонения (форма «не более...» должна применяться, если допусти-
мы все значения, меньшие указанного значения; форма «не менее...»,,
если допустимы все значения, большие указанного значения; форма
«от ... до» или сочетание номинального значения с допустимыми
отклонениями — если недопустимы не большие и не меньшие зна-
чения параметра); обоснованность допускаемых отклонений (до-
пускаемых значений) параметра (обоснование допускаемых откло-
нений контролируемых параметров должно производиться однов
ременно с обоснованием их номенклатуры).
Время на выполнение контроля документации устанавливается
в зависимости от вида изделий и характера производства отрасле-
выми стандартами,стандартами предприятия и приказами по орга-
низации (предприятию).
Метрологический контроль технического задания (ТЗ) на раз-
работку изделий. Основными целями метрологического контроля
ТЗ являются анализ возможности измерений с требуемой точ-
ностью параметров разрабатываемой продукции и оценка полноты
требований к метрологическому обеспечению разработки, произ-
водства, испытаний и эксплуатации продукции.
При метрологическом контроле ТЗ:
1) проверяют полноту комплекта документов, представленных
на контроль. Вместе с ТЗ должны представляться материалы ра-
бот, перечисленные в разделе «Источники разработки», в которых
обосновывается необходимость проведения настоящей разработки
(отчеты по НИР, описания и протоколы экспериментальных иссле-
дований образцов или макетов, документация на изделия — анало-
ги, описания отечественных и зарубежных изобретений и др.). При
необходимости контролер может потребовать представления и дру-
гой документации;
2) проверяют наличие разделов в ТЗ, содержащих сведения, ко-
торые рассматриваются при .контроле: наименование и область
применения, источники разработки, технические требования, ста-
дии и этапы работы. К числу обязательных приложений относятся:
характеристики продукции—аналога (по форме 2 ГОСТ
2.116—84) — при наличии таких аналогов; перечень средств изме-
194
рений, контроля и испытаний, подлежащих разработке в связи с
разработкой продукции по данному ТЗ — при необходимости соз-
дания таких средств; ТЗ на разработку указанных средств;
3) оценивают полноту и четкость формулирования технических
требований. Для каждого указанного в ТЗ параметра продукции
проверяют: конкретность выражения технического требования (не-
возможность другого его толкования). Требование должно быть
сформулировано стандартизованными выражениями, а при их
отсутствии — общепринятыми в научно-технической литературе.
Специфичные термины, допускающие возможность различного
понимания, следует определять при первом упоминании или в спра-
вочном приложении; наличие норм точности измерений или других
требований (к уровню дефектности продукции, достоверности из-
мерительного контроля), исходя из которых могут быть обоснова-
ны требования к точности измерений;
4) оценивают принципиальную возможность измерения пара-
метров продукции с требуемой точностью существующими или
вновь разработанными средствами измерений (контролепригод-
ность конструкции);
5) проверяют наличие и полноту требований к условиям экс-
плуатации разрабатываемой продукции;
6) оценивают достаточность требований по метрологическому
обеспечению разработки, производства, испытаний и эксплуатации
продукции. Если при разработке ТЗ отдельные требования по мет-
рологическому обеспечению невозможно или нецелесообразно за-
давать, то должен быть указан этап разработки, на котором эти
требования следует установить. Типичными требованиями по мет-
рологическому обеспечению, подлежащими включению в ТЗ, яв-
ляются:
обосновать номенклатуру параметров, подлежащих измерению
при производстве, испытаниях, эксплуатации;
обосновать нормы точности измерений контролируемых пара-
метров;
проанализировать и выбрать вариант построения системы конт-
роля технического состояния изделия в процессе эксплуатации
(встроенная автоматизированная система контроля, встроенные
средства измерений, внешняя автоматизированная система конт-
роля, внешние средства измерений, комбинированный вариант);
разработать встроенные или внешние специальные средства из-
мерений, необходимые для контроля изделия. Наряду с требования-
ми к метрологическим характеристикам таких средств в ТЗ могут
быть установлены требования к их производительности, стоимости,
габаритным размерам, массе и др.;
разработать методики поверки специальных средств измере-
ний, а при необходимости — и средства их поверки;
разработать и аттестовать (стандартизовать) методики выпол-
нения измерений параметров продукции;
7*
195
обеспечить контролепригодность изделий. В числе требовании
контролепригодности могут быть указаны: наличие доступа к
встроенным средствам измерений для их поверки в процессе экс-
плуатации; количество, виды и расположение контрольных точек;
виды выходных сигналов в контрольных точках; меры по защите
от влияния помех на точность измерений и др.;
разработать в эскизном проекте (техническом проекте) раздел
«Метрологическое обеспечение»;
7) проверяют наличие и полноту указаний по метрологическому
контролю документации. В соответствии с ГОСТ 15.001—73 в разде-
ле «Стадии и этапы разработки» должны быть указаны перечень
документов, представляемых на контроль, стадии, на которых он
проводится, и место проведения контроля;
8) проверяют правильность метрологической терминологии,
наименований и обозначений физических величин и их единиц.
Метрологический контроль проектной конструкторской доку-
ментации. Техническое предложение. Типичными работами по мет-
рологическому обеспечению разработки и производства изделий на
стадии технического предложения являются:
установление иЛи уточнение номенклатуры основных измеряе-
мых параметров изделия и его составных частей для каждого воз-
можного варианта технических решений;
предварительный выбор средств и методик измерений, обеспе-
чивающий необходимую точность измерения;
установление перечня работ по метрологическому обеспечению
на последующих стадиях разработки;
метрологический контроль документации технического предло-
жения.
При метрологическом контроле технического предложения дол-
жны представляться ТЗ, пояснительная записка (ПЗ) техническо-
го предложения и другие документы, разработанные на этом ста-
дии: чертежи, схемы, расчеты и т. Д. При контроле технического
предложения проверяют:
учет замечаний и предложений, сделанных при метрологическом
контроле ТЗ. Если контроль не проводился, то при контроле ПЗ
рассматривают также вопросы, составляющие содержание конт-
роля ТЗ;
учет метрологических аспектов при сравнении возможных ва-
риантов технических решений (удобство контроля, его достовер-
ность, затраты на выполнение работ по метрологическому обеспе-
чению и др.);
соответствие дополнительных требований к изделию, установ-
ленных на стадии технического предложения, метрологическим
правилам (конкретность выражения технических требований, ис-
ключающая возможность различного их толкования; замена ка-
чественных требований, предполагающих органолептический конт-
роль, на требования к физическим величинам; наличие норм ма
контролируемые параметры; наличие и обоснованность норм точ-
196
ности измерений или других требований, исходя из которых могут
быть обоснованы требования к точности измерений каждого па-
раметра);
правильность метрологической терминологии, наименований и
обозначений физических величин и их единиц; правильность офор-
мления расчетов;
достаточность перечня работ по метрологическому обеспече-
нию на потладукмадх стадиях разработки.
Эскизный проект. Типичными работами по метрологическому
обеспечению разрабатываемого изделия на стадии эскизного про-
екта являются:
уточнение перечня основных параметров изделия и его состав-
ных частей, подлежащих измерению при разработке, изготовлении
и эксплуатации изделий;
обоснование норм точности измерений каждого параметра;
выбор методов и средств измерений, обеспечивающих необхо-
димую точность измерений;
создание средств измерений и выполнение метрологических ис-
следований (метрологическая аттестация средств измерений и ме-
тодик выполнения измерений), необходимых для разработки из-
делия;
выявление необходимости проведения научно-исследовательских
и опытно-конструкторских работ по вопросам, связанным с метро-
логическим обеспечением изготовления, испытаний и эксплуата-
ции изделий;
разработка ТЗ на нестандартизованные средства измерений и
методики выполнения измерений, необходимые для изготовления,
испытания и эксплуатации изделий;
составление заявок на приобретение средств измерений об-
щего применения, необходимых для контроля и испытаний продук-
ции в процессе ее изготовления и испытаний;
составление заявок на строительство помещений и приобрете-
ние специального оборудования, необходимого для создания тре-
буемых условий измерений;
составление раздела эскизного проекта по метрологическому
обеспечению разрабатываемого изделия;
метрологический контроль эскизного проекта.
Технический проект. Типичными работами по метрологическо-
му обеспечению разработки, производства, испытаний и эксплуа-
тации изделий на стадии технического проекта являются:
обоснованность решений по метрологическому обеспечению про-
дукции. Если в ТЗ требования по метрологическому обеспечению
установлены без указания стадии разработки, то необходимый объ-
ем обоснований на стадиях технического предложения и эскизно-
го проекта определяет главный конструктор разработки, но на
стадии технического проекта должны быть обоснованы решения по
всем вопросам.метрологического обеспечения;
197
разработка рабочей документации, изготовление и аттестация
нестандартизованных средств измерений и специального испыта-
тельного оборудования, необходимых для испытаний и изготов-
ления изделия;
разработка методик выполнения измерений, необходимых для
испытаний и изготовления изделий;
выдача заявок на разработку контрольно-измерительной аппа-
ратуры, необходимой для метрологического обслуживания изде-
лий в процессе эксплуатации;
работы по метрологическому обеспечению, выполняемые на
стадии эскизного проекта, если эскизный проект не разрабатывал-
ся или имеется необходимость в продолжении этих работ;
составление раздела технического проекта по метрологическо-
му обеспечению;
метрологический контроль технического проекта.
На метрологический контроль технического проекта должны
представляться: ТЗ на разработку продукции, ПЗ и другие доку-
менты, разработанные на этой стадии (технические условия, эк-
сплуатационная документация, программа и методика предвари-
тельных испытаний, чертежи, схемы и т. д.).
Метрологический контроль ПЗ технического проекта целесооб-
разно выполнять в такой последовательности:
1) проверяют учет замечаний и предложений, сделанных при
метрологическом контроле ТЗ и технического предложения;
2) оценивают достаточность и правильность выполненных обо-
снований решений по метрологическому обеспечению изделия. При
этом следует учитывать следующее:
обоснование номенклатуры измеряемых параметров должно
включать: рассмотрение целесообразности номенклатуры измеря-
емых параметров для всех уровней разукрупнения изделия, т. е.
для изделия в целом, блоков и агрегатов (сборочных единиц) и
элементов (деталей); рассмотрение целесообразности номенкла-
туры и параметров, измеряемых при приемочных испытаниях (per-
ламептируется программа и методики приемочных испытаний),
при приемосдаточных и периодических испытаниях (регламенти-
руется ТУ) и в эксплуатации (регламентируется эксплуатационная
документация). Обоснование не требуется, если контроль качест-
ва изделия осуществляется тестовыми методами без использова-
ния средств измерений;
обоснование норм точности измерений параметров должно
производиться, как правило, исходя из заданных требований и до-
стоверности контроля, а при отсутствии таких требований — из
экономических соображений на основе сопоставления эффекта,
достигаемого за счет повышения точности измерений, с затрата-
ми, которые необходимы для такого повышения точности;
обоснование решений по выбору методик выполнения измере-
ний должно включать исследования показателей точности изме-
198
рений по данной методике или ссылку на НТД, содержащие ре-
зультаты таких исследований;
при обосновании контролепригодности изделия должна быть
дана оценка: возможности доступа к встроенным СИ при их по-
верке, достаточности контрольных точек (гнезд, разъемов и т. п.)
для вывода контролируемых сигналов и ввода стимулирующих си-
гналов, степени унификации конструкции этих контрольных то-
чек, степени унификации видов и уровней контролируемых Сита-
лов, обеспечения развязки цепей с высоким и низким уровнем
сигналов, цепей сигнальных и цепей питания, достаточности при-
нятых мер по защите от внешних помех, соответственно номенкла-
туры применяемых СИ действующим ограничительным перечням,
соответствию условий применения встроенных СИ условиям эк-
сплуатации изделий и др.;
при обосновании вида системы контроля изделия и степени ав-
томатизации процессов измерений следует исходить из требований
ТЗ и учитывать технико-экономические факторы;
обоснование целесообразности разработки нестандартизован-
ного СИ должно включать анализ существующих СИ и необходи-
мые технико-экономические расчеты;
обоснование решений по поверке встроенных СИ должно вклю-
чать: установление состава поверяемых СИ и индикаторов, не под-
лежащих проверке, анализ необходимости разработки образцовых
СИ; рассмотрение возможности сокращения объема поверки (осу-
ществление поверки СИ только для тех величин, для тех измери-
тельных функций и для тех поддиапазонов измерений (или их час-
ти), которые используются;
3) проверяют правильность метрологической терминологии, на-
именований и обозначений физических величин и их единиц, пра-
вильность выполнения расчетов;
4) проверяют достаточность перечня работ по метрологическо-
му обеспечению на стадиях разработки рабочей документации.
Метрологический контроль конструкторской документации.
Контроль заключается в проверке правильности выбора контро-
лируемых параметров, обоснованности заполненных в документа-
ции норм точности и методов контроля.
При метрологическом контроле норм точности проверяют:
вз аимную увязку допусков на размеры, отклонения форм и рас-
положения поверхностей и шероховатостей поверхностей;
до статочность установленных норм точности, т. е. наличие норм
точности для всех элементов, определяющих выходные параметры
изделия или детали;
контролепригодность норм точности в соответствии с имеющи-
мися у изготовителя измерительными средствами.
При метрологическом контроле чертежа детали проверяют:
вз аимную увязку допусков технологических и метрологических
баз с конструкторскими;
199
достаточность установленных норм точности;
контролепригодность норм точности.
При метрологическом контроле сборочного чертежа проверя-
ют контролепригодность изделия (сборочной единицы).
При метрологическом контроле монтажного чертежа Л прове-
ряют:
достаточность установленных норм точности;
контролепригодность изделия при монтаже.
Метрологический контроль технических условий. Данный конт-
роль целесообразно проводить в следующем порядке:
1) проверяют полноту комплекта документов, представленных
на метрологический контроль. Вместе с техническими условиями
на контроль должны представляться:
ТЗ на разработку и документ, отражающий результаты метро-
логического контроля ТЗ (если он проводился);
документы, позволяющие разобраться в устройстве, составе и
принципе действия изделия (продукции): чертежи, эксплуатацион-
ные документы и др.;
документы, содержащие обоснование принятых решений по мет-
рологическому обеспечению продукции: ПЗ технического или эс-
кизного проекта; материалы аттестаций методик испытаний и
(или) МВИ и др.;
проекты ПМ (которые разработаны на данной стадии).
Конкретный перечень документов, представляемых на метро-
логический контроль технических условий, устанавливается в от-
раслевом или стандарте предприятия, регламентирующих орга-
низацию и порядок проведения метрологического контроля. При
неполном комплекте документация на контроль не принимается;
2) подбирают НТД, которые необходимы при метрологическом
контроле:
стандарты, регламентирующие на предприятии требования к
техническим условиям;
стандарты на продукцию (технических условий, технических
требований, правил приемки, методов испытаний);
НТД на СИ, используемые для контроля продукции (стандарты
технических требований или технических условий, эксплуатацион-
ные документы);
другие НТД, на которые даны ссылки в технических условиях
и которые касаются требований к продукции или ее испытаний.
Проверяют, не истек ли срок действия НТД, на которые даны
ссылки в технических условиях. Выявляют не указанные в техни-
ческих условиях НТД, на которые целесообразны ссылки;
3) проверяют учет замечаний и предложений, сделанных при
метрологическом контроле ТЗ. Если контроль ТЗ не проводился,
то наряду с перечисленными ниже вопросами рассматривают так-
же вопросы, составляющие содержание контроля ТЗ;
4) проверяют наличие разделов, содержащих сведения, которые
рассматриваются при метрологическом контроле: вводная часть;
200
технические требования; требования безопасности (обязательность
этого раздела устанавливает ГОСТ 1.26—78); охрана природы (в
соответствии с РД 50—230—81 при небольшом объеме требований
по охране природы допускается излагать их в разделе «Техниче-
ские требования»); правила приемки; методы испытаний (контро-
ля, измерений, анализов).
При отсутствии приложения «Перечень средств испытаний», не
являющегося обязательным по ГОСТ 2.114—70, но существенно
облегчающего составление, корректировку и использование тех-
нических условий, контролер делает предложение о включении
этого приложения в технические условия;
5) при рассмотрении вводной части проверяют полноту изло-
жения назначения продукции, в частности:
соответствие формулировки назначения продукции ТЗ;
отсутствие противоречивости между сформулированным на-
значением продукции и техническими требованиями к ней, изло-
женными в разделе «Технические требования». При их несогласо-
ванности предлагают скорректировать или формулировку назна-
чения в вводной части, или номенклатуру технических требований.
При контроле технических условий н-а средства измерений в
вводной части указывают, для выполнения каких функций средство
предназначено (измерения, воспроизведения, преобразования, ре-
гистрации); четко определяют ту величину, погрешность измере-
ния (воспроизведения) которой является погрешностью СИ и ре-
гламентируется в технических условиях; оговаривают возмож-
ность использования СИ в составе измерительной системы.
Проверяют полноту условий эксплуатации продукции. Как
правило, условия эксплуатации задаются указанием группы по
стандарту, например, для машин — климатическим исполнением
и категорией по ГОСТ 1-5150—69, для изделий ГСП — группой
изделий по ГОСТ 12997—76, для СИ электрических величин —
группой по ГОСТ 22261—82;
6) при рассмотрении раздела «Технические требования» прове-
ряют соответствие требований технических условий требованиям
стандартов, распространяющихся на данную продукцию, а также
требованиям ТЗ (в технических условиях должны быть учтены все
требования ТЗ; требования ТУ должны быть не ниже требований
ТЗ). Рассматривают обоснованность номенклатуры измеряемых
параметров с точки зрения соответствия продукции своему назна-
чению, в частности:
проверяют наличие обоснования номенклатуры измеряемых
параметров (это обоснование может проводиться в ПЗ, отчете по
НИР, справке о метрологическом обеспечении и других докумен-
тах). При отсутствии обоснования делают предложение о его со-
здании на следующей стадии разработки;
выявляют недостающие технические требования, невыполнение
которых может привести к несоответствию продукции своему наз-
начению. В технических условиях должны регламентироваться тре-
201
бов21ния ко всем параметрам изделия для составных частей, кото-
рые существенно влияют на выполнение им своих функций. Если
выходные параметры продукции могут быть достигнуты только
при условии соблюдения каких-либо требований к технологическо-
му процессу изготовления или к материалам, то эти требования
также включают в технические условия;
выявляют лишние требования, контроль которых не обязате-
лен. Лишними являются требования к параметрам, практически не
влияющим на качество продукции; требования, влияющие на ка-
чество продукции, но выполнение которых обеспечивается благо-
даря предусмотренному техническими условиями контролю дру-
гих параметров этой продукции, ее составных частей, технологи-
ческого процесса изготовления или материалов, а также указа-
ниями по применению продукции.
Для каждого технического требования проверяют:
конкретность выражения (наименования параметра, к которо-
му предъявлено техническое требование, исключающая возмож-
ность различного его толкования. Должны применяться стандарти-
зованные термины, а при их отсутствии — общепринятые в на-
учно-технической литературе. Специфичные термины, допускаю-
щие неоднозначное толкование, должны быть определены в ин-
формационном приложении к техническим условиям или при пер-
вом упоминании в тексте;
в случае некачественного требования, предполагающего орга-
нолептический (с помощью органов чувств) контроль — возмож-
ность замены его на требование к физической величине;
наличие нормы на параметр. Норма может быть задана одним
из следующих способов: указанием номинального значения и до-
пускаемых отклонений; указанием интервала допустимых значе-
ний (форма «от ... до»); указанием максимально допустимого или
минимально допустимого значений (форма «не более ...» или «не
менее ...»). Как правило, задается диапазон допустимых истинных
значений параметра. В обоснованных случаях допускается выра-
жать требование заданием диапазона допустимых измеренных
значений при условии, что это четко оговорено и что в само тре-
бование включена МВИ параметра или ссылка на нее;
обоснованность выбранной формы задания нормы на пара-
метр; форма «не более ...» должна применяться, если допустимы
все значения, меньшие указанного значения; форма «не менее...»
— если допустимы все значения, большие указанного значения;
форма «от ... до» (или сочетание номинального значения с допус-
каемыми отклонениями) — если недопустимы ни слишком боль-
шие, ни слишком малые значения параметра;
наличие нормы точности измерений или требований (к досто-
верности контроля, точности испытаний), являющихся исходными
для обоснования нормы точности измерений. Если такие нормы
или требования установлены в других НТД, то в технических усло-
виях должна быть сделана на них ссылка;
202
7) при рассмотрении раздела «Требование безопасности» про-
веряют полноту требований, достаточных для обеспечения без-
опасности при эксплуатации продукции. В технических условиях
на производственное оборудование должны в соответствии с ГОСТ
1.5—85 указываться:
допустимые уровни опасных и вредных факторов, создаваемых
оборудованием;
требования электробезопасности;
требования пожаро- и взрывобезопасности;
требования к усилиям включения и выключения органов управ-
ления и др.
В технических условиях на материалы и вещества должны в
соответствии с ГОСТ 1,5—85 указываться:
токсикологическая характеристика материалов, веществ с ука-
занием класса токсичности и опасности по ГОСТ 12.1.007—76;
предельно допустимые концентрации вещества или входящих
в него компонентов в воздухе рабочей зоны, в питьевой воде и ме-
тоды их определения;
сведения о пожаро-, взрывоопасных свойствах (температура
вспышки, самовоспламенения, область воспламенения паров ве-
щества при контакте с воздухом, нижний концентрационный пре-
дел взрываемости для пыли) и др.;
8) при рассмотрении раздела «Охрана природы» проверяют
полноту содержания в нем метрологических требований. В' соот-
ветствии с РД 50—280—81 в разделе должны быть указаны до-
пустимые значения показателей вредного воздействия продукции
при ее производстве и испытаниях, методы и средства измерений
содержания загрязняющих веществ и вредных факторов, воздей-
ствующих на природную среду;
9) при рассмотрении раздела «Правила приемки» проверяют
выполнение требований стандартов, регламентирующие виды ис-
пытаний и правила приемки (ГОСТ 15.001—73, ГОСТ 26.007—85,
ГОСТ 16504—81 и др.). В соответствии с ГОСТ 2.114—70 в разде-
ле должны быть указаны:
виды испытаний, которым подвергается продукция;
для каждого вида испытаний — контролируемые параметры,
последовательность испытаний, количество контролируемых об-
разцов, периодичность испытаний. Как правило, в технических ус-
ловиях излагают содержание контрольных испытаний, содержа-
ние же приемочных испытаний, испытаний на надежность и др. —
в отдельных ПМ;
при приемке продукции партиями — определение партии;
при выборочном контроле — план контроля (объемы выборок,
контрольные нормативы и решающие правила);
условия забракования продукции и возобновления приемки.
Оценивают целесообразность номенклатуры параметров, изме-
ряемых при контрольных испытаниях, а также указаний о после-
довательности выполнения испытаний. В! частности, испытания,
203
в ходе которых несоответствие продукции предъявляемым тре-
бованиям может выявляться часто, следует проводить по возмож^
ности раньше, а трудоемкие испытания — по возможности позже;
10) при рассмотрении раздела «Методы испытаний (контроля,
измерений, анализов)» проверяют наличие методик испытаний на
все технические требования, включая требования безопасности и
охраны природы.
Проведение метрологического контроля каждой методики ис-
пытаний, включенной в состав технических условий, целесообраз-
но начинать с выяснения того, является она рабочей (непосред-
ственно применяемой) или типовой, требования которой конкре-
тизируются в рабочей документации (картах технологического
процесса испытаний, конструкторской документации на нестан-
дартизованные средства измерений и специальное испытательное
оборудование, м’етодиках выполнения измерений и методиках ис-
пытаний, оформленных отдельными документами и др.).
Применять в технических условиях типовые методики испыта-
ний целесообразно в следующих случаях:
если испытания продукции осуществляются с помощью нестан-
дартизованных средств измерений, специального испытательного
оборудования или других средств испытаний, уровень утверждения
которых ниже, чем в технических условиях;
если предприятие-разработчик технических условий не явля-
ется производителем продукции и при разработке технических ус-
ловий затруднительно учесть специфику условий предприятия-из-
готовителя продукции;
если при входном контроле на предприятиях-потребителях про-
дукции целесообразнее использование рабочих методик испытаний
чем на предприятии-изготовителе;
во всех других случаях, когда в процессе освоения и выпуска
продукции может возникнуть необходимость в изменении требо-
ваний к отдельным компонентам испытаний.
Рабочие методики испытаний включают в состав технических
условий, когда конкретизация требований технических условий в
рабочей технологической или конструкторской документации не
предусматривается, и испытания выполняют непосредственно по
техническим условиям.
При рассмотрении рабочей методики испытаний контролер дол-
жен проанализировать оправдана ли столь детальная конкрети-
зация требований к компонентам измерений (испытаний) и при не-
обходимости может предложить перевести методику в разряд ти-
повой (учитывая при этом, что реализация такого предложения
требует разработки соответствующей рабочей документации).
Причем вид методики — рабочая или типовая — должен быть
указан непосредственно в самой методике.
Содержание метрологического контроля рабочих жгьж, ис-
пытаний зависит от того, б какой форме устанет' ни ' j, л !.-> t
исходные для разработки методики выполнения пзжж'жгж Дж
204
практике встречаются следующие ситуации: установлены непо-
средственно нормы точности измерений (воспроизведений), тре-
бования к. точности измерений отсутствуют, но заданы требования
к точности испытаний; отсутствуют требования и к точности из-
мерений, и к точности испытаний, но заданы требования к досто-
верности испытаний.
При наличии норм точности измерений основным содержанием
метрологического контроля рабочей методики испытаний являет-
ся проверка достаточности требований к компонентам измерений,
влияющим на их погрешность, и анализ соответствия показателей
точности измерений, гарантируемых при соблюдении правил вы-
полнения измерений, установленным нормам точности измерений.
В соответствии с этим рассматриваться при метрологическом кон-
троле должны только те разделы методики испытаний, которые
регламентируют требования к выполнению измерений- важнейши-
ми из которых являются требования к условиям, средствам и про-
цедуре* измерений.
При рассмотрении требований к условиям измерений проверя-
ют полноту перечня и наличие пределов допускаемых значений
внешних факторов, характеризующих окружающую среду и пи-
тающие сети, могущие повлиять на погрешность измерений. Как
правило, условия измерений (испытаний) при проверке всех тре-
бований технических условий сводят в отдельный пункт техниче-
ских условий.
При рассмотрении требований -к средствам испытаний оцени-
вают:
полноту перечня средств измерений и испытательного оборудо-
вания, которые необходимы для проведения испытаний, регламен-
тированных техническими условиями;
, достаточность требований к средствам измерений и испыта-
тельному оборудованию. В методике должны приводиться требо-
вания ко всем метрологическим характеристикам средств измере-
ний и точностным характеристикам испытательного оборудова-
ния, оказывающим влияние на точность испытаний;
целесообразность выбранной формы заданных требований к
средствам испытаний. В рабочих методиках в общем случае ука-
зывают: наименование и тип рекомендуемого средства; НТД на
пен? (стандарт или технические условия для средств общего при-
менения, чертеж для пестапдартизованных средств измерений и
специального испытательного оборудования); требования по всем
точностным (метрологическим) характеристикам, по которым мо-
жет быть осуществлена замена рекомендуемого средства (диапа-
зон измерений или воспроизведений, погрешность и др.); при не-
обходимости — допустимая замена. В обоснованных случаях, ес-
ли нет необходимости в замене средства данного типа, требования
к ючностным (метрологическим) характеристикам, а также до-
пустимая замена могут не приводиться;
205
соответствие условий применения средств испытаний (по до-
кументации на них) условиям испытаний. Диапазоны значений
всех внешних влияющих величин, характеризующие окружающую
среду, питающие сети и объект испытаний, не должны выходить за
границы соответствующих диапазонов величин, указанных в числе
условий применимости методики;
допустимость использования указанных в методике средств из-
мерений и испытательного оборудования. Технические условия,
утверждаемые министерством (ведомством), должны предусмат-
ривать использование только средств измерений и испытательного
оборудования общего и отраслевого назначения, а технические ус-
ловия, утверждаемые предприятиями (организациями), — также
нестандартизованных средств измерений и специального оборудо-
вания, аттестованных в установленном на этом предприятии (в
организации) порядке. Используемые средства должны, кроме то-
го, соответствовать ограничительным перечням средств измере-
ний и испытательного оборудования, действующим в отрасли и на
предприятии (при наличии таких перечней);
возможность оснащения производства указанными в методике
средствами. Недопустимо использовать средства, вопрос о поста-
новке на производство которых еще не решен. Средства, снятые с
производства, но имеющиеся на предприятии, указывают в каче-
стве допустимой замены. Если имеется уверенность в том, что не-
обходимость в дополнительном оснащении производства такими
средствами не возникает, то, в порядке исключения, они могут
указываться и в качестве рекомендуемых.
При наличии в технических условиях приложения, содержаще-
го необходимые средства испытаний, в основной части техниче-
ских условий ограничиваются указанием наименования средства и
при необходимости других сведений, которые позволяют одно-
значно найти в перечне остальные данные, относящиеся к этому
средству.
Требования к процедуре подготовки к испытаниям должны вклю-
чать:
схему испытаний, определяющую правила подключения к ис-
пытуемому образцу средств измерений, испытательного оборудо-
вания и вспомогательных устройств и соединения их между со-
бой. При малом числе средств испытаний схема может быть заме-
нена словесным описанием;
меры по уменьшению влияния мешающих факторов (экраниро-
вание, теплоизоляция, виброизоляция и др.);
указания по подготовке к работе, используемых средств изме-
рений и испытательного оборудования (их заземление, прогрев и
т. д.).
Описание процедуры измерений (воспроизведений) должно со-
держать все требования к действию обслуживающего персонала,
достаточные для выполнения измерений (воспроизведений) на
основе этого описания с учетом методик выполнения измерений,
206
на которые даны ссылки, и инструкцией по эксплуатации исполь-
зуемых средств измерений и испытательного оборудования. Зна-
чения воспроизводимых при испытаниях величин указывают в ра-
бочих-методиках без допускаемых отклонений, так как это требо-
вания к значениям, установленным по отсчетным устройствам, а
не к истинным значениям величин. В тех случаях, когда резуль-
тат измерений не совпадает с показаниями использованных средств
измерений, должна быть приведена формула для расчета резуль-
тата измерений с разъяснением обозначений всех величин, вхо-
дящих в эту формулу.
Заключительным этапом метрологического контроля техниче-
ских условий является анализ правильности выбора средств и ме-
тодик выполнения измерений, который сводится к проверке соот-
ветствия погрешности технических измерений (ПТИ), гарантиру-
емой при соблюдении правил выполнения измерений, установлен-
ным нормам точности измерений. С этой целью проверяют пра-
вильность выполненной разработчиком документации расчетов
погрешностей измерений (воспроизведений), а при отсутствии
таких расчетов — оценивают эти погрешности непосредственно в
процессе метрологического контроля, и найденные ПТИ сравни-
вают с допускаемыми их значениями. При недостаточной точно-
сти делают предложения по ее повышению путем выбора точных
средств измерений и испытательного оборудования, ужесточения
требований к условиям измерений, выбора более совершенных ме-
тодик и (или) процедуры измерений. Если оценивание погрешно-
сти измерений затруднительно без специальных исследований,
контролер должен вместо положительного заключения предло-
жить провести метрологическую аттестацию методики выполне-
ния измерений, включенной в состав данной методики испытаний.
В тех случаях, когда нормы точности измерений не установле-
ны, но заданы требования к точности испытаний, контролер дол-
жен аналогично тому, как и в предыдущем случае, проверить до-
статочность требований к компонентам измерений (условиям,
средствам и процедуре измерений), а анализ правильности вы-
бора средств и методик, выполнения измерений выполнять исходя
из соответствия ПТИ, гарантируемых при соблюдении правил вы-
полнения измерений, заданным нормам точности испытаний.
Как известно, погрешность испытаний, характеризующая от-
личие результата испытаний от истинного значения оцениваемо-
го при испытаниях параметров объекта испытаний, складывается
из трех составляющих: погрешности измерений параметра испыту-
емого образца продукции (без учета неточности задания парамет-
ров испытательных режимов), погрешности из-за неточности вос-
произведения параметров испытательных режимов, погрешности,
обусловленной отличием свойств испытуемого образца продук-
ции от соответствующих свойств объекта испытаний из-за несо-
вершенства процедуры отбора образцов и подготовки их к испы-
207
таниям (далее эту погрешность будем для краткости называть по-
грешностью отбора).
Анализируя правильность выбора средств и методик выполне-
ния измерений, проверяют наличие и правильность выполненных
разработчиками документации расчетов показателей точности ис-
пытаний. Если в разработанной документации такие расчеты от-
сутствуют, но имеются необходимые данные о погрешности отбора
и коэффициентах влияния на погрешность испытаний погрешно-
стей задания параметров испытательных режимов, то оценивание
погрешности испытаний может быть выполнено непосредственно в
процессе метрологического контроля. Методика оценивания по-
грешностей испытаний аналогична методике оценивания погреш-
ности измерений. При недостаточной точности испытаний следует
иметь в виду три возможные пути ее повышения: уменьшение по-
грешности измерений параметра используемого образца, ужесто-
чение требований к точности воспроизведения параметров испыта-
тельных режимов и снижение погрешности отбора. Конкретный
путь повышения точности испытаний следует предлагать с учетом
весомости доли уменьшаемой составляющей погрешности и затрат,
которые необходимы для реализации данного пути.
Если оценивание погрешности испытаний при метрологическом
контроле затруднительно из-за отсутствия исходных данных или
неприемлемо из-за большой трудоемкости работы, контролер дол-
жен предложить провести аттестацию методики испытаний, в ходе
которой надо оценить показатели точности испытаний и проверить
соответствие ПТИ заданным требованиям к точности испытаний.
Отличительной особенностью метрологического контроля, ко-
гда отсутствуют нормы точности измерений и испытаний, но за-
даны требования к достоверности контроля при испытаниях, яв-
ляется выполнение проверки правильности выбора средств и ме-
тодик выполнения измерений исходя из анализа соответствия
ПТИ, гарантируемой при соблюдении правил выполнения измере-
ний, допустимым вероятностям ошибок контроля.
Как известно, на достоверность контроля наряду с точностью
измерений влияют: погрешность отбора, погрешности задания па-
раметров испытательных режимов, распределение контролируе-
мого параметра, решающее правило признания продукции год-
ной. Контролер в данном случае должен проверить наличие в ме-
тодике испытаний решающего правила и проанализировать пра-
вильность сделанных разработчиком документации расчетов ве-
роятностей ошибок контроля, а при отсутствии таких расчетов в
представленной документации — выполнить их непосредственно в
процессе метрологического контроля. Если найденное значение
вероятности ошибок контроля 2-го рода (ошибочной приемки)
превышает допускаемое значение, рассматривают возможность ее
уменьшения путем повышения точности измерений, а при затруд-
нительности реализации этого пути — за счет сужения границ
контрольного поля допуска. Снизив до требуемого уровня вероят-
208
ность ошибок 2-го рода, проверяют приемлемость ошибок конт
роля 1-го рода (ошибочного забракования).
Если не установлены требования ни к точности измерений (вос-
произведений), ни к точности испытаний, ни к достоверности
контроля, то обоснованная проверка правильности выбора средств
и методик выполнения измерений при испытаниях невозможна, и
контролер должен зафиксировать в «Перечне замечаний» нару-
шение стандартов, устанавливающих обязательность задания
этих требований, а при отсутствии таких стандартов — предло-
жить их разработать и. ввести в действие на предприятии. Одно-
временно контролер может оценить и привести в «Перечне заме-
чаний» показатели точности измерений (воспроизведений), гаран-
тируемые при соблюдении методики, и указать те нежелательные
последствия (вероятности ошибок контроля, выходной уровень де-
фектности продукции, экономические потери), которые могут иметь
при этом место, а также предложить меры по повышению точно-
сти измерений (воспроизведений) и (или) корректировке решаю-
щего правила, которые обеспечивают приемлемые, по его мнению,,
показатели.
Основным содержанием метрологического контроля типовой
методики испытаний, как и в случае рабочей методики, являются
проверка .достаточности требований к методам, средствам, усло-
виям и процедуре измерений, обеспечивающие соответствие ПТИ,
гарантируемых при их соблюдении, заданным требованиям к точ-
ности измерений (воспроизведений), точности испытаний или до-
стоверности контроля при испытаниях. Специфичными задачами
метрологического контроля типовых методик испытаний являются,
с одной стороны, выявление конкретизации требований к компо-
нентам измерений, затрудняющей подготовку, проведение испы-
таний и пересмотр технических условий, а с другой, — рассмотре-
ние возможности большей конкретизации отдельных требований,
упрощающей разработку рабочих методик испытаний и умень-
шающей опасность возникновения ошибок при их создании.
Особенностями типовых методик испытаний, которые необхо-
димо учитывать при проведении метрологического контроля, яв-
ляются:
вместо изложения методик выполнения измерений, которые
могут быть реализованы различными методами и средствами, в
типовой методике испытаний могут задавать нормы точности этих
измерений, например, «взвесить с погрешностью не более 0,2 mq>\
«измерить напряжение с погрешностью не более 0,5 %»;
вместо изложения методик воспроизведения величин в типо-
вых методиках могут устанавливать требования к их точности, на-
пример, «выдержать образец при температуре (70±5) °C в тече-
ние (30± 1) min»;
конкретные типы средств испытаний в типовой методике; как
правило, не указывают, ограничиваясь заданием требований к их
метрологическим (точностным) характеристикам;
209
в типовой методике испытаний указывают обычно не числовые
значения показателей точности, воспроизводимости или достовер-
ности, а алгоритмы их нахождения, позволяющие достаточно про-
сто найти эти показатели при разработке и аттестации рабочих
методик, конкретизирующие требования данной типовой методи-
ки.
Если методика испытаний в технических условиях не излага-
ется, а приводится ссылка на НТД, то проверяют:
допустимость такой ссылки. Недопустима ссылка на отменен-
ные НТД, на НТД, срок действия которого еще не наступил, на
НТД, уровень согласования и утверждения которого ниже, чем тех-
нических условий;
однозначность ссылки; если в НТД, на который делается ссыл-
ка, излагается несколько вариантов методики, то должен быть
указан конкретный вариант;
полноту дополнительных указаний в технических условиях: в
сочетании с ними НТД, на который дана ссылка, должен удовлет-
ворять всем требованиям, предъявляемым к методикам испыта-
ний, включенным в состав технических условий;
И) при рассмотрении приложения «Перечень средств испыта-
ний, необходимых для контроля продукции» проверяют:
целесообразность выбранной формы перечня. В технических
условиях, содержащих рабочие методики испытаний, перечень
может иметь графы: «Номер позиции по схеме», «Наименование
и тип», «НТД», «Технические характеристики», «Допустимая за-
мена», «Количество на 1 рабочее место». В технических услови-
ях, содержащих типовые методики испытаний, тип средства и
НТД на него могут не указываться;
полноту перечня, в который должны быть включены все сред-
ства измерений, испытательное оборудование, вспомогательные
устройства, материалы и реактивы, необходимые для контроля
продукции при испытаниях, регламентированные данными техни-
ческими условиями, в частности, при контрольных испытаниях;
правильность заполнения перечня. Наименование средств ис-
пытаний должны соответствовать НТД на эти средства. В графе
«НТД» указывают стандарт или технические условия на данное
средство; для нестандартизованных СИ и специального испыта-
тельного оборудования приводят номер чертежа. В графе «Техни-
ческие характеристики» указывают: для СИ — диапазон измере-
ний и основные метрологические характеристики (основная и до-
полнительные погрешности, входной и выходной индексы и др.);
для испытательного оборудования — диапазон воспроизводимых
параметров и погрешность воспроизведения; для других средств—
их характеристики, которые определяют применимость этих
средств для выполнения данных испытаний. Приводиться должны,
как правило, не паспортные данные средства, а те требования к их
характеристикам, по которым может быть осуществлена замена
этих средств. К перечню дается примечание, допускающее ис-
210
пользование других средств, характеристики которых не хуже
указанных в таблице;
12) при рассмотрении всех разделов технических условий про-
веряют правильность метрологической терминологии, наименова-
ний и обозначений физических величин и их единиц.
Метрологический контроль программы и методики (ПМ) пред-
варительных и приемочных испытаний. Контроль целесообразно
проводить в такой последовательности:
1) проверяют полноту комплекта документов, представленных
на метрологический контроль. ПМ предварительных испытаний
должна рассматриваться при наличии следующих документов: ТЗ,
проекта технических условий, проекта эксплуатационного доку-
мента, других документов рабочего проекта (чертежей, схем, рас-
четов и т. д.). ПМ приемочных испытаний должна рассматривать-
ся при наличии: ТЗ утвержденного протокола предварительных
испытаний, рабочей документации, откорректированной по резуль-
татам предварительных испытаний (в том числе — проекта тех-
нических условий и проекта эксплуатационного документа). Кон-
кретный перечень документов, представленных на метрологиче-
ский контроль, должен быть установлен в стандарте предприя-
тия, регламентирующем организацию и порядок проведения мет-
рологического контроля. По требованию контролера представля-
ются и другие документы, которые могут быть использованы при
метрологическом контроле ПМ: отчет по НИР, ПЗ технического
или эскизного проекта, протоколы исследовательских испытаний
экспериментальных образцов или макетов изделий и др.;
2) знакомятся с содержанием НТД, на которые даны ссылки в.
ПМ, убеждаются в допустимости таких ссылок. Выявляют НТД,
ссылка на которые в.ПМ отсутствует, но которые могут быть ис-
пользованы при метрологическом контроле ПМ. Подбирают доку-
ментацию на применяемые при испытаниях средства измерений и
испытательное оборудование;
3) проверяют учет замечаний и предложений, сделанных при
метрологическом контроле ТЗ и документации технического (или
эскизного) проекта;
4) проверяют полноту программы. В общем случае ПМ должна
предусматривать рассмотрение документации, технический осмотр,
определение показателей назначения, надежности и безопасно-
сти.
При рассмотрении документации должны проверяться:
соответствие испытуемого изделия (по документации) требо-
ваниям ТЗ;
соответствие испытуемого изделия (по документации) требо-
ваниям распространяющихся на него стандартов (отклонения от
требований государственных стандартов допустимы только при на-
личии соответствующего разрешения Госстандарта СССР);
соответствие технических требований, зафиксированных в эк-
сплуатационной документации, требованиям технических условий
211
и ТЗ (технические характеристики, зафиксированные в эксплуа-
тационной документации, должны быть не ниже технических тре-
бований ТЗ, но не лучше тех, которые гарантирует изготовитель
в технических условиях);
полнота и способы выражения технических характеристик про-
дукции, регламентированных в документации на нее;
полнота требований к характеристикам окружающей среды,
питающих сетей, свойствам перерабатываемых материалов и дру-
гим внешним факторам, определяющим условия применимости
продукции;
соответствие изделия требованиям техники безопасности и ох-
раны окружающей среды.
При техническом осмотре проверяют: комплектность изделия,
его работоспособность, внешний вид и другие характеристики из-
делия, которые могут быть определены без использования средств
измерений и испытательного оборудования.
В’ число показателей, проверяемых при приемочных испыта-
ниях, должны входить все показатели, требования к которым рег-
ламентированы в технических условиях, а также другие свойства
изделия, определение которых необходимо для доказательства вы-
полнения требований ТЗ. При предварительных испытаниях до-
пускается не проверять те показатели, определение которых невоз-
можно или нецелесообразно проводить на предприятии—изготови-
теле. Например, при предварительных испытаниях технологиче-
ского оборудования производят испытания его «на холостом хо-
ду», а испытания «под нагрузкой» осуществляют только при прие-
мочных испытаниях у заказчика (при этом проверяют, в частно-
сти, качество производимой на этом оборудовании продукции,
производительность, потребляемую мощность, выполнение ряда
требований безопасности и др.);
5) анализируют обоснованность номенклатуры параметров, из-
меряемых при приемочных, приемо-сдаточных, периодических ис-
пытаниях и в процессе эксплуатации изделий;
6) для каждого технического требования, проверяемого при ис-
пытаниях, рассматривают: конкретность выражения требования,
исключающую различное толкование данного свойства продукции,
возможность замены качественного требования на требование к
физической величине, наличие и обоснованность выбранной фор-
мы регламентации нормы на параметр, наличие норм точности из-
мерений или требований, которые могут быть исходными при их
обосновании. Если проводился метрологический контроль техни-
ческих условий, то указанные проверки делают только для тех тре-
бований ПМ, которые отсутствуют в технических условиях;
7) проверяют наличие методик испытаний па все технические
требования, указанные в ПМ. Допускается приводить в ПМ ссылки
на технические условия, стандарты и другие документы, уровень
согласования которых не ниже уровня согласования ПМ;
212
8) рассмотрение каждой методики испытаний, включенной в
состав ПМ, проводится аналогично тому, как и в случае методик,
включенных в технические условия, с учетом следующих особен-
ностей ПМ: в состав ПМ включают только рабочие методики ис-
пытаний; регламентированные ПМ испытания кратковременны в
отличие от испытаний, регламентированных техническими услови-
ями, которые выполняются пока выпускается данная продукция.
Поэтому ц ПМ чаще, чем в технических условиях в качестве реко-
мендуемых могут указываться средства испытаний, снятые с про-
изводства, но имеющиеся на предприятии, проводящем испыта-
ния;
9) если методика испытаний в ПМ не излагается, а дается ссыл-
ка на другой документ (технические условия, стандарт и др.), то
контролер должен убедиться, что этот документ содержит рабочие
методики испытаний, а в случае типовых методик — проверить
достаточность дополнительных требований в ПМ. Кроме того, как
и при контроле технических условий проверяют допустимость и од-
нозначность этой ссылки;
10) при наличии в составе изделия, опытные образцы которого
испытываются, специальных средств измерений проверяют факт
их метрологической аттестации, а при совмещении такой аттеста-
ции с испытаниями — наличие и правильность составления про-
граммы метрологической аттестации этих средств измерений;
11) при рассмотрении всех разделов ПМ проверяют правиль-
ность метрологической терминологии, наименований и обозначе-
ний физических величин и их единиц.
Метрологический контроль эксплуатационной документации.
Эксплуатационные документы (ЭД) — документы, предназначен-
ные для изучения изделия и правил его эксплуатации (использо-
вания, технического обслуживания, транспортирования, хранения,
ремонта в процессе эксплуатации). Номенклатуру ЭД и общие
требования к ним устанавливает ГОСТ 2.601—68. Основными ви-
дами ЭД являются: техническое описание (ТО), инструкция по
эксплуатации (ИЭ), паспорт (ПС), формуляр (ФО).
Допускается объединять отдельные ЭД: документ, объединяю-
щий ТО и ИЭ, выпускают под наименованием «Техническое описа-
ние и инструкция по эксплуатации» (шифр ТО); документ, объ-
единяющий ТО, ИЭ и ПС, выпускают под наименованием «Пас-
порт» (шифр ПС). Разрешается все сведения, необходимые для
эксплуатации изделия, оформлять в одном документе под наиме-
нованием «Руководство по эксплуатации» (шифр РЭ).
Основная цель метрологического контроля — анализ рацио-
нальности номенклатуры параметров, измеряемых в процессе эк-
сплуатации, и правильности выбора СИ.
На метрологический контроль вместе с комплектом ЭД долж-
ны представляться ТЗ на разработку изделия, технические усло-
вия па изделие, документация па встроенную систему контроля
(если разработка такой системы предусмотрена), документы, со-
213
держащие обоснование принятых решений по метрологическому
обеспечению изделия в процессе эксплуатации (ПЗ, расчеты и
т. д.), другие документы, позволяющие более глубоко, чем по ЭД„
разобраться с назначением, составом, принципом действия и по-
рядком метрологического обслуживания изделия при эксплуата-
ции (чертежи, ПМ предварительных испытаний, протоколы эк-
спериментальных исследований и др.).
При метрологическом контроле ЭД выполняют следующие рабо-
ты:
1) оценивают обоснованность номенклатуры параметров, изме-
ряемых в процессе эксплуатации (включая параметры, измеряе-
мые при настройке и регулировании изделия, проверках техниче-
ского состояния, техническом обслуживании и ремонте в процессе
эксплуатации). Число этих параметров должно быть минималь-
ным, но достаточным для обеспечения заданных технических ха-
рактеристик изделия, своевременного выявления и устранения не-
исправностей. Обоснование номенклатуры параметров, измеряе-
мых при эксплуатации, должно делаться на стадии технического
(эскизного) проекта. При отсутствии такого обоснования контро-
лер должен предложить выполнить его на последующей стадии
разработки, а в обоснованных случаях — проанализировать но-
менклатуру измеряемых в процессе эксплуатации параметров не-
посредственно при метрологическом контроле;
2) проверяют соответствие зафиксированных в ЭД контроли-
руемых параметров требованиям технических условий и ТЗ. Тех-
нические данные, зафиксированные в ЭД, должны быть не хуже
требуемых по ТЗ, но не лучше гарантируемых по техническим ус-
ловиям. Формы выражения технических данных в ЭД не должны
допускать возможности различного толкования соответствующих
свойств изделия. При необходимости должны быть приведены по-
яснения, исключающие такую возможность;
3) проверяют наличие норм точности измерений, требований к
достоверности контроля или других требований, исходя из кото-
рых может быть выполнен анализ правильности выбора СИ и па-
раметров, измеряемых в процессе эксплуатации. При отсутствии
НТД, регламентирующих также нормы и требования, они должны
быть установлены в ТЗ на разработку изделия (ТЗ на разработку
системы контроля изделия) или обоснованы в ПЗ технического
(эскизного) проекта. При отсутствии требований, являющихся
исходными для проверки правильности выбора СИ, контролер дол-
жен в-место положительного заключения предложить разработчи-
ку обосновать эти требования;
4) оценивают контролепригодность конструкции изделия и его
составных частей в процессе эксплуатации. Контролепригодность
конструкции достигается: возможностью доступа к встроенным
СИ для их поверки без демонтажа, а также к элементам настрой-
ки и регулировки СИ и средств контроля, достаточным количест-
вом контрольных гнезд и разъемов, нанесением у контрольных
214
гнезд надписей и других обозначений, облегчающих процесс
контроля (обозначения единиц физических величин и надписях,
помещаемых на изделиях, используют только международные),
унификацией конструкции контрольных гнезд и разъемов, уни-
фикацией видов и уровней стимулирующих и контролируемых
сигналов, наличием в составе изделия соединительных элементов,
кабелей и других элементов, необходимых для контроля; доста-
точной защитой от влияния на точность измерений внешних и
внутренних помех; исключением других факторов, вызывающих
неприемлемо большие составляющие погрешности измерений, оп-
ределяемых конструкцией изделия;
5) при наличии в составе изделия СИ проверяют:
полноту перечня СИ в разделе «Контрольно-измерительные
приборы». В разделе должны быть указаны все встроенные СИ, а
также входящие в его комплект специальные СИ, необходимые
для настройки и регулирования изделия, проверок технического
состояния, технического обслуживания изделия, выявления и
устранения неисправностей;
полноту и правильность выражения приведенных в ЭД техни-
ческих характеристик СИ;
соответствие условий применения СИ (по документации на
них) условиям эксплуатации изделия;
соответствие СИ номенклатуре разрешенных к применению;
факт метрологической аттестации специальных СИ в установ-
ленном порядке;
6) рассматривают полноту и определенность требований к сред-
ствам, условиям и процедуре измерений параметров изделия в
процессе эксплуатации. Данные проверки осуществляются ана-
логично тому, как при контроле технических условий и ПМ. К осо-
бенностям методик контроля относятся: в ЭД включают рабочие
(непосредственно применяемые) методики; в ЭД, как правило,
недопустимы ссылки на документы, не входящие в комплект из-
делия; ЭД должны предусматривать использование только таких
«средств для контроля изделия в процессе эксплуатации, которыми
оснащены или могут быть оснащены органы, осуществляющие та-
кой контроль; методики выполнения измерений, результаты ко-
торых фиксируются в формуляре или паспорте, должны содер-
жать показатели точности измерений;
7) оценивают правильность выбора СИ и параметров, контро-
лируемых в процессе эксплуатации (в том числе с помощью встро-
енных СИ). Если заданы нормы точности измерений, оценивают
погрешность измерений и сравнивают ее с допускаемой. При не-
достаточной точности предлагают тот или иной путь'ее повыше-
ния. Если заданы требования к достоверности контроля, то оцени-
вают погрешность измерений, и, задавшись распределением
контролируемого параметра, рассчитывают показатели достовер-
ности контроля. В случае недостаточной достоверности наряду с
215
путями повышения точности измерений рассматривают целесо-
образность сужения границ контрольного поля допуска;
8) рассматривают выполнение требований к производительно-
сти контрольно-измерительных операций (при наличии таких тре-
бований к контролю параметров в условиях эксплуатации);
9) проверяют достаточность указаний по обеспечению безопас-
ности при выполнении измерений параметров в процессе эксплу-
атации;
10) проводят анализ разработанной системы поверки СИ, вхо-
дящих в состав изделия, в частности:
. проверяют наличие в составе ЭД инструкций по поверке на все
СИ, входящие в состав изделия (или соответствующих разделов в
ИЭ);
проверяют соответствие инструкций по поверке требованиям
ГОСТ 8.042—83. В общем случае инструкция по поверке должна
содержать разделы, регламентирующие: перечень СИ, определяе-
мых при поверке, средства поверки, условия поверки, подготовку
и проведение поверки, обработку результатов наблюдений при
поверке, оформление результатов поверки;
выявляют наличие и анализируют обоснованность указаний о
периодичности поверки;
оценивают правильность выбора методов и средств поверки,
обеспечивающих заданные критерии качества поверки;
рассматривают возможность сокращения объема поверки (за
счет поверки широкодиапазонных, многопредельных, комбиниро-
ванных СИ только на тех диапазонах, пределах и по тем характе-
ристикам, которые практически используются; за счет отнесения
СИ, имеющих нормированные метрологические характеристики к
индикаторам, не требующим поверки, если они используются
и др.);
11) при наличии ПС или ФО в комплекте ЭД проверяют, пре-
дусмотрено ли в них указание ПТИ в тех разделах, в которых фик-
сируются результаты измерений (при указании фактических зна-
чений параметров изделий, полученных при приемо-сдаточных его
испытаниях или при периодическом контроле в процессе эксплу-
атации) ;
12) проверяют правильность метрологической терминологии,
наименований и обозначений физических величин и их единиц.
Метрологический контроль технологической документации.
Контроль технологической документации (ТД) проводят с целью
установления соответствия норм точности, методов, средств, усло-
вий и процедур выполнения измерений, показателей точности из-
мерений, указанных в этой документации, требованиям стандартов
ГСП и других нормативных документов.
Задачи метрологического контроля технологической документа-
ции:
определение оптимальной номенклатуры измеряемых пара-
метров;
216
установление показателей точности измерений, соответствую-
щих требованиям обеспечения оптимальных режимов технологи-
ческих процессов;
оценка правильности выбора средств и методик выполнения из-
мерений;
выявление возможности преимущественного применения уни-
фицированных, автоматизированных СИ, обеспечивающих обес-
печение заданной точности измерений и необходимой производи-
тельности;
оценка обеспечения применяемых СИ минимальных трудоемко-
сти и себестоимости операций при заданной точности;
установление преимущественного применения стандартизован-
ных или наличие аттестованных методик выполнения измерений;
оценка соответствия производительности средств измерений
производительности технологического оборудования;
определение целесообразности обработки результатов измере-
ний, контроля и испытаний изделий средствами вычислительной
техники;
установление правильности наименований и обозначений фи-
зических величин и их единиц; указаний по организации и прове-
дению измерения для обеспечения безопасности труда (стандарты
на общие требования и нормы по видам опасных и вредных про-
изводственных факторов, устанавливающих предельно допускае-
мое значение нормирующих параметров; требования к методам их
измерений, к безопасности при работе с опасными и вредными ве-
ществами).
Технологические документы, подлежащие метрологическому
контролю:
карты эскизов, маршрутная, операционная, технологического
процесса, типового технологического процесса, типовой операции;
технологическая инструкция;
ведомость оснастки;
спецификация технологических документов.
Контроль проектной и рабочей технологической документации
заключается в проверке заложенных в ней норм точности и мето-
дов контроля.
При метрологическом контроле норм точности должны быть
проверены:
взаимная увязка допусков на размеры, отклонения формы, рас-
положение поверхностей и шероховатость поверхности;
их контролепригодность (при этом следует учитывать условия
проведения проверки — без съема или со съемом детали со стан-
ка).
При метрологическом контроле методов контроля проверяют
их правильность и достаточность, соответствие производительнос-
ти этих методов производительности технологического процесса,
полноту и определенность описания операций контроля, экономич-
ность выбранного метода контроля.
217
При контроле методов контроля в первую очередь проверяют
правильность выбора СИ по их точности, а также наличие у изде-
лия измерительных баз и доступа к контролируемым поверхнос-
тям.
Оценку достижимой точности производят с учетом условий вы-
полнения измерений — без съема или со съемом детали со станка,
— а также возможность выдержки детали при постоянной темпе-
ратуре перед измерением.
При невозможности или затруднительности осуществления
контроля предусмотренными в технологической документации ме-
тодами и СИ в условиях производства проверяют обоснованность
установленных норм точности и рассматривают вопрос о замене
СИ более точными или увеличении допускаемой погрешности изме-
рения за счет введения производственного допуска. Введение про-
изводственного допуска может привести к увеличению количества
неправильно забракованных изделий или деталей, и поэтому целе-
сообразно, используя ГОСТ 8.051—81, оценить возможное возрас-
тание ложного брака. Если процент ложного брака оказывается не-
допустимо большим, то намечают мероприятия по повышению точ-
ности технологического процесса. Если в технологическом процес-
се предусматривается использование контрольных автоматов, то
проверяют выполнение требований ГОСТ 8.051—81 в отношении
ужесточения требований к погрешности измерения по сравнению с
неавтоматизированными СИ.
Контроль устанавливает достаточность метода контроля, обес-
печение методами и средствами контроля всех приведенных в дан-
ном документе норм точности. В случае, когда нормируемые пара-
метры не проверяются непосредственно и приходится использовать
косвенные методы контроля, должны быть проверены наличие и
правильность расчета, подтверждающего достаточность и досто-
верность этих методов.
В ходе контроля проверяют соответствие производительности
метода контроля производительности технологического процесса.
При недостаточной производительности метода контроля опреде-
ляют возможности применения выборочного статистического конт-
роля, полуавтоматических или автоматических СИ или параллель-
ных контрольных операций с использованием предусмотренного в
технологической документации метода контроля.
При проверке последовательного описания всех операций, вы-
полняемых при контроле, определяют, достаточно ли оно полное и
подробное для того, чтобы контроль мог быть проведен только на
его основании без использования дополнительных инструкционных
материалов, за исключением инструкции по использованию стан-
дартных СИ. Так, полнота описания зависит от вида технологичес-
кого документа. Маршрутная карта должна содержать описание
технологического процесса изготовления или ремонта изделия по'
всем операциям различных видов в технологической последователь-
ности с указанием данных об оборудовании, оснастке материалы-
218
ных и трудовых нормативах в соответствии с установленными
формами: анализ и оценку выбора инструмента, приспособлений,
указание контролируемых параметров и вида СИ.
Если в технологическом документе (картах технологического
процесса и операционной) невозможно дать полное описание ме-
тода контроля, то на контрольную операцию, не вошедшую в опи-
сание, составляют отдельную операционную карту или технологи-
ческую инструкцию.
Большое значение в ходе контроля имеет проверка определен-
ности описания метода контроля, которая должна исключать раз-
личные его толкования.
Если в технологическом документе приведены только обозначе-
ния СИ, то проверяют их правильность.
В процессе контроля определяют также экономичность выбран-
ного метода контроля, под которой подразумевают обеспечение
минимальной трудоемкости контрольных операций при заданной
точности, и правильность указаний по организации и проведению
измерений для обеспечения безопасности труда.
При метрологическом контроле ТД проверяют также правиль-
ность терминологии по ГОСТ 16263—70, наименований и обозна-
чений физических единиц по ГОСТ 8.417—81.
При контроле правильности выбора измерительных средств
учитывают существующие организационно-технические формы
контроля (сплошной или выборочный, приемочный или контроль
для управления точностью при изготовлении, ручной, механизиро-
ванный и автоматический), масштаб производства (единичный, се-
рийный, массовый), конструктивные характеристики измеряемых
деталей (габаритные размеры, массу, расположение поверхностей,
число контролируемых параметров и т. д.), точность изготовления
деталей и другие технико-экономические факторы.
Выбор СИ и условий измерений, обеспечивающих необходимую
точность, чрезвычайно важен для установления соответствия раз-
меров и других параметров изготовленной детали требованиям чер-
тежа (допускам, предельным значениям).
Каждый размер может быть измерен несколькими средствами с
различными погрешностями измерения. Эти погрешности зависят,
ст конструкции прибора (инструмента), точности изготовления его
частей и сборки, условий настройки и применения и т. д. При из-
мерении любым средством невозможно получить абсолютно точ-
ного значения, так как за счет случайных и неучтенных ошибок ре-
зультат измерения будет несколько отклоняться от «истинного»
значения в большую или меньшую сторону. Наибольшее возмож-
ное значение этого отклонения называют предельной погрешностью
измерения. Погрешность годного прибора не должна превышать
установленного для него предела, что обеспечивается системати-
ческой поверкой приборов, надзором за состоянием и использова-
нием измерительной техники, организованным в соответствии с
требованиями ГСП.
219
ГОСТ 8.051—81 устанавливает ряды допускаемых погрешнос-
тей измерения. Значения допускаемых погрешностей измерения за-
висят от допуска, т. е. от номинального размера и квалитета
(табл. 3.1), и составляют от 20 % (квалитеты 10—17) до 30—
35 % (точные квалитеты) от допуска Т. Допускаемая погреш-
ность измерения определяет наибольшее значение погрешности из-
мерения, при которой размер, полученный в результате измерения,
может быть признан действительным.
Для выбора измерительного средства сопоставляют, допускае-
мую погрешность по стандарту и предельную погрешность измере-
ний рассматриваемого средства, которая не должна превышать до-
пускаемую.
Предельные погрешности измерений (составляющие от 0,5 до
2,5 цены деления) линейных размеров приведены в табл. 3.2; мас-
сы — табл. 3.3, 3.4; силы тока и напряжения — табл. 3.5; давле-
ния — табл. 3.6—3.8. С целью исключения дополнительных по-
грешностей при измерении должны соблюдаться предусмотренные
стандартом условия: температурные [нормальная температура
20°C, отклонения температуры деталей и рабочего пространства
не должны превышать для 6—8-го квалитетов ±3°С (1 —18 мм);
±2°С (18—50 мм), ± 1 °C (50—500 мм); для 9—10-го квалитетов
±4 °C, ±3°С, ±2 °C, соответственно], время выдержки деталей,
освещенность и др.
В ходе контроля отдельных видов технологических документов
проверяют:
в маршрутной карте — контролепригодность норм точности, ю
правильность и достаточность, полноту описания и экономичности
выбранного метода контроля, наличие указаний по организации i
проведению измерений для обеспечения безопасности труда, пра
вильность терминологии, наименований и обозначений физически?
величин;
в карте эскизов (содержащей эскизы, схемы и таблицы, необ
ходимые для выполнения технологического процесса изготовлена
или ремонта изделий) —размеры, предельные отклонения, обозна
чения шероховатости поверхности, технические требования к изде
лию, взаимную увязку допусков, контролепригодность норм точ
ности, выполнение рекомендаций контроля эскизного проекта, со
ответствие установленных для изделия норм точности нормам
содержащимся в эскизном проекте, а также обоснованность и дос
таточность дополнительных норм точности, установленных в эс
кизном проекте;
в технологической инструкции (содержащей описание приемо
работы или ремонта изделия, физических и химических явлений
возникающих при отдельных операциях, правила эксплуатаци
средств технологического оснащения) — правильность и достато1
иость, соответствие производительности, полноту и определенност
описания, экономичность выбранного метода контроля, наличи
220
Таблица 3.1
Допускаемые погрешности измерения линейных размеров до 500 мм (ГОСТ 8.051—81)
Параметры размеров, мм Квалитеты
4 5 б 7 8 9 10 11 12 13 14 15 16 17
Допускаемая погрещност! э измерения, мкм
До 3 1 1,4 1,8 3 3 6 8 12 20 30 50 80 120 200
Св. 3 до 6 1,4 1,6 2 3 4 8 10 16 30 40 60 100 160 240
Св. 6 до 10 1,4 2 2 4 5 9 12 18 30 50 80 120 200 300
Св. 10 до 18 1,6 2,8 3 5 7 10 14 30 40 60 90 140 240 380
Св. 18 до 30 2 3 4 6 8 12 18 30 50 70 120 180 280 440
Св. 30 до 50 2,4 4 5 7 10 16 20 40 50 80 140 200 320 500
Св. 50 до 80' 2,8 4 5 9 12 18 30 40 60 100 160 240 400 600
Св. 80 до 120 5 6 10 12 20 30 50 70 120 180 280 440 700
Св. 120 до 180 4 6 7 12 16 30 40 50 80 140 200 320 500 800
Св. 180 до 250 5 7 8 12 18 30 40 60 100 160 240 380 600 1000
Св. 250 до 315 5 8 10 14 20 30 50 70 120 180 260 440 700 1100
Св. 315 до 400 6 9 10 16 24 40 50 80 120 180 280 460 800 1200
Св. 400 до 500 6 9 12 18 26 40 59 80 140 200 320 500 800 1400
Допускаемая погрешность, -
% от допуска 35—30 35—30 30—25 30—25 25 25 25—20 25-20 25—20 -20 -20 -20 -20 -20
Пример пользования таблицей. Дана партия валов 0 30/8. Определить допускаемую погрешность измерения. По таб-
лице 8 мкм,-
Таблица 3.2
Наивысшие по точности квалитеты измерений, измеряемых приборами
с учетом погрешностей их измерений
Измерительный прибор Цена деле- ния, мм Диапазон размеров изделий, мм
От 1 до 3 Св. 3 до 6 Св. 6 до Св. 18 до 50 Св. 50 до 1 120 Св. 120 до ВО 1 Св. 180 до 1 250 1 Св. 250 до 500
Измерение наружных линейных размеров
Штангенцир- куль 0,1 0,05 17 16 16 15 16 15 15 14 15 13 1 14 13 14 12 14 12
Микрометр: гладкий рычажный 0,01 0,002 9 9 9 8 8 7 8 7 9 8 9 8 9 9 9 9
Скоба: индикатор- ная рычажная 0,01 0,002 12 9 11 8 И 7 10 6 9 6 9 7 9 10
Инструмент аль- 1ый микроскоп ! 0,005 ! 9 9 8 7 7 —..
Измерение размеров измерительными головками
в стойках и штативах
Индикатор: часового ти- па 0,01 12 11 12 10 12 10_ 11 9 10 8 9 7 9 7 9 6
многообо- ротный 0,002 9 8 7 6 6 5 — —
Рычажно-зуб- 0,002 9 8 . 7 1 6 6 5 5
чатая головка 0,001 7 6 5 1 5 5 5 5 —
Пружинная 0,01 9 9 8 7 6 5
'оловка 0,005 8 7 6 5 5 5
0,002 5 5 5 5 5 5 —•
1 Штангенцир- 1змерение вну 0,1 1 17 треннш 17 с линей 16 ных ра 15 змеров 15 15 15 15
куль 0,05 1 16 16 14 14 14 14 14
>22
Продолжение
Измерительный прибор Цена давле- ния, мм Диапазон размеров изделий, мм
От 1 до 3 Св. 3 до 6 Св. 6 до В Св. 18 до 50 Св. 50 до 120 1 Св. 120 до 180 Св. 180 до 250 Св. 250 до 500
Нутромер: микрометри- ческий 0,01 9 9 9 9
индикатор- 0,01 12 и 11 И 10 9 9 9
ный 0,002 9 8 7 7 7 7 7 7
повышенной точности 0,001 8 7 7—6 6 6 6 6 —
Инструмен- тальный микроскоп 0,005 10 10 9’ 9 8 7 7 -
Пневматичес- кий длиномер с пробкой 0,0005 — — 8 7 6 — — -—
Пример. Выбрать прибор для измерения диаметра вала Ф25Ь6. По графе
диапазона размеров изделий св. 18 до 5i0‘, опускаясь вниз, находят 6-й квалитет
точности вала, а по горизонтали — для 6-го -квалитста название измерительного
прибора «Скоба рычажная».
22.
Таблица 3.3
Иесы й динамометры
Параметры Весы гирные
ВНЗ-2 ВНО-2 ВНЗ-5 В НО-5 ВНЗ-10 вно-ю ВНЗ-20 В НО-20 Р П-500 . Г13Б РП-500 пзм РГ-1Г-13М РП-2Г-13М РП-ЗГ-13М
Диапазон взве- шивания, кг Цена деления, кт Масса весов, кг От 0,02 до 2 5 От 0,04 до 5 6,5 От О1,! до 10 7,3 От 0,2. до 20' 20 ОтД5 до '50’0 100 195 От 25 до 500' 200 120 От 50 до .ЮОО' 500 1.8’8 От 100 до 20'00 1000 330 1 От 150 до 3000 1000 471 Чродолжение
Параметры Весы
циферблатные счетные школьные
В Ш-2 ВЛЦ-5 внц-ю (РН10И 13У) СЧ-5А СЧ-50А СЧ-500Б РП-100 низ РП-150 МГ РП-200 Ш13 РН-50 Ш13П1
Диапазон взве- шивания, кг Цена деления, кг Масса весов, кг От 0,02 до 2 2 14 От 0,05 до 5 2 22 От 0,1 до 10 5 22 От 0,04 до 5 14 От 2,5 до 50 30 От 2,5 до 500 200 1% От 2,5 до 100 50' 23,6 От 10 до 150 50 38 От 10 до 200' 1С0 62 I От 2,5 до 50 200 2Б Чродолжение
Параметры Весы лабораторные
ВЛ АО-100г-1 2 кл ВЛАО-200г-1 2 кл ВЛА-200 гМ (АДВ-200) 2 кл ВЛР-200 г 2 кл ВЛР-1 кг 3 кл ВЛР-Ю кг 3 кл ВЛР-50 кг 3 кл
Диапазон взве- шивания, кг Цена деления, кг Масса весов, кг До 0,1 0,00005 12 До 0,2 0,00005 14 До 0,2 0,0001 14 До 0,2 0,000051 16 До 1 0,01 20 До 10 0,06 45 До 501 0,2 2'50'
Продолжение
8 Зак. 942
Параметры Весы
лабораторные образцовые
ВЛТ-200 г 4 кл ВЛКТ-500 г 4 кл ВЛТ-1 кг 4 кл ВЛТ-5 кг 4 кл ВЛО-200 г 4 р-д ВЛО-5 кг 4 р—Д ВЛО-20 кг 4 р-Д
Диапазон взве- шивания, кг Цена деления, До 0,2 До 0,5 До 1 До 5 От 0,05 до 0,2 От 2 до 5 От 10 до 20
кг 0,05 0,01 0,1 0,5 0,02 0,2 1
Масса весов, кг 1,0 10 3,2 9,2 15 20 55
Продолжение
Динамометры
Образцовые, 3 p-да растяжения Общего назначения, растяжения
№ Пределы измерения, к?! 1 класс № 2 класс № Пределы измерения, кН
34 0,04—0,1 42 43а 0,01—0,1
35 0,05—0,5 43 43а 0,02—0,2
36 0.1—1 44 44а 0,05—0,5
37 ОД—2 45 45а 0,1—1
3'8 0,5—5 46 46а 0,2—2
39 1 —10 47 47а 0,5—5
40' 3 —3'0 48 48а 1 -10
41 5 —50 49 49 а 2 —20
50 50а 5 —50
Таблица 3.4. Выбор средств измерений массы
Масса изделия, кг Допустимая погрешность взвешивания, кг (не более)—г - —
± 0,000125 t 0,0005 t 0,001 | 1 0.0025 | • 0,005 J к -* 0,01 1 t 0,02 | t 0.04 I
Весовой допуск, кг (не менее)
0.0005 0,002 0,004 0,01 0,02 0,04 0,08 0,16
От 0.005 до 0.02 20.21.22, 23, 24, 25, 27, 28, 29 26, 30
От 0,02 до 0.04 20,21,22,23,24, 25, 27, 28. 29 1.26, 30 10
От 0,04 до 0.05 20. 21, 22, 23. 24. 25, 27, 2<3, 29 1.26, 30 2, 10, 13
От 0,05 до 0,1 20, 21,22, 23, 24. 25, 27, 28. 29, 31 1,26, 30 2, 10. 11. 13
От 0.1 до 0,2 24, 25. 28, 29, 21,22. 23,27,31 1, 26, 30 2, 10. 11. 13 3. 12
От 0,2 до 0,5 24. 25. 28. 29 1,26,30 2, 10, 11, 13 3. 12 4
От 0,5 до 1,0 24, 25 26, 29, 30 2, 10, 11 1,3, 12 4, 13
От 1,0 до 1, 25 25 26, 30 1,3, 10, 11, 12 2. 4, 13 34 —
От 1,25 до 1.5 25 26, 30 1.3, 10,11,12 2, 4, 13 34
От 1.5 до 2 25 26, 30 -*£ 1.3, 10,11,12 2. 4. 13 34 —G— .
От 2 до 2.5 25 26, 30. 32 3. 12 2.4, 11, 13 34
От 2,5 до 4 25 26,32 30 2. 4, 11, 12, 13 3, 14, 34 19 —
От 4 до 5 25 26. 32 30 4, 11, 12. 13 2. 3. 14 19,34 -
От 5 до 10 25 26 3, 12 4, 19 14, 34
От 10 до 20 — 26 33 4 14, 19
От 20 до 25 — 26 14,19
От 25 до 30 — 26 14, 19
От 30 до 50 — — 26 14, 19
От 50 до 100 — — — — — — —
От 100 до 150 — — — — — — — •
От 150 до 200 — — — — — —
От 200 до 250 — — — — - ——— — —
От 250 до 400 — — — 1 — — —
От 400 до 500 — — — • —1 — — .
От 500 до 600 — — — — — — — —
От 600 до 1000 — — — — 1 — — —
От 1000 до 2000 — — — — — —
От 2000 до 3000 — — — — — — — —
От 3000 до 5000 — — — 1 . — — —
Примечания: 1.+-пользоваться средством измерения ближайшей левой клетки.
2 Цифры в таблице означают порядковый номер средств измерений массы приведенных в габп. 3.3.
226
Допустимая погрешность заашимния, кг (не бопее)
i 0.05 « ' 2 I 1 145 J 190
Весовой допуск, кг (не менее)
0.2 0.4 од 2 4 8 18 36 72 180 380
1
42 42»
42 42»
42 42а
42 421, 43 43а
/
— 16. 42 42». 43 43»
16.42 42», 43 43а
35 16. 42 42а, 43 43а, 44 44а
16. 17. 18.35. 36 43 43а. 44 44а. 45 45а
'G. 17. 18.35. 36 37 44 44а. 45 458.46 46а
5. 15. 16. 17. 18, 35 6. 36. 37 44 44а, 45 45а. 46 46а
5. 15. 16. 17. 18 6.35,36 37.44 44а. 45 45а. 46 46а
— 16. 17 5. 6. 18 7. 15. 36. 37. 38 45 45а. 46 46а. 47 47а
— 17 5. 18 6. 7. 15, 37 8.38.39 46 46а, 47 47а, 48 48а
— — 5, 18 6. 7. 15 8,9, 37. 38. 39 46 46а. 47 47а, 48 46а
— — 5 6. 7. 15 8,9.38 39 47 47а. 48 481,49 49в
— — 5 6.15 7.8,9 38.39,40 47 47а, 48 48а. 49 49а
— — 5 6, 15 7.8,9 38,39 40,47 47а, 48 481.49 49а
— — — — 7 8, 9. 39 40, 41 48 48а. 49 491.50 50а
— — — — 7 8.9 39. 40. 41 48 481,49 49а,5О 50а
— — — — — 8.9 40. 41 49 49а, 50 50а
— — — — — 9 40, 41 50 501
— — — — — — — — 41 50 50а
8*
227
Таблица 3.5
Назначение средств измерения силы тока и напряжения
Номинальное значе- ние контролируемого параметра, кА: А; мА; мкА; В; мВ Предел изме- рения назна- чаемого при- бора, кА; А; Класс точности прибора
0,5 | 1,0 | 1.5 | 2.5 1 4А
Погрешность измерения, не более
В: мВ Допуск контролируемого па] раметра, не : менее
Св. 0,6 до 0,8 0—1,0 0,0043 0,017 0,01 0,03 0,016 0,05 0,026 0,07 0,043 0,13
Св. 0,8 до 1,2 0—1,5 0,04 0,01 о 0,026 0,04 0,06
0,03 0,05 0,08 0,12 0,2
Св. 1,2 до 1,6 0—2,0 0,01 0,03 0,0216 0,065 0,033 0,1 0,056 0,17 0,086 0,26
Св. 1,6 до 2,5 0—3,0 0,0'16 0,05 0,03 0,09 0,05 . О',4 5 0,08 0,2:4 0,13 0,4
Св. 2,5 до 4,0 0—5,0 0,026 0,08 0,053 0,16 0,083 0,25 0,13 0.4 0,23 0,7
Св. 4, О' до 6,0 0—7,5 0,033 0,1 0,076 0,23 0,13 0,4 0,2 0,6 0,33 1,0
Св. 8,0 до 12 0—10 0,066 0,2 0,1 0,3 0,16 0,5 0,26 0,8 0,43 1,3
Св. 12 до 16 0—15 0,1 0,3 0,16 0,5 0,26 0,8 0,4 1,2 0,66 АО
Св. 12 до 16 0—20 0,1 0,216 0,33 0,43 0,86
0,3 0,65 1,0 1,7 2,6
Св. 16 до 25 0—30 0,16 0,3 0,5 0,8 1,33
0,5 0,9 1,5 2,4 4,0
Св. 25 до 40 0—50 0,26 0,8 0,53 1,6 0.83 2,6 1,33 4,0' 2,33 7,0
Св. 40 до 60 0—75 0,33 0.76 1,33 2,0 3,33
1,0 2,3 4,0 6,0' 10,0
Св. 60 до 80 0—100 0,66 2,0 1.0 3,0 1,6 5,0 2,6 8,0 4,33 13,0
Св. $0 до 120 0—150 1,0 1,6 2,6 4,0 6,66
3,0 5,0 8,0 12,0 20,0
Св. 120 до 160 0—200 1,0 3,0 2,16 6,5 3,33 10,0 4,33 17,0 8,66 26,0
Св. 160' до 250 О'—300 1,6 5,0 3,0 9,0 5,0' 15,0 8,0' ’24,0 13,33 40,0
Св. 250 до 400 0—500 2,66 8,0' 5,33 16,0 8,33 25,0' 13,33 40,0’ 23,33 70,0
Св. 400 до 600 0—750 3,33 7,66 1.3,33 20,0 33,3
10,0 '23,0 40,0 60,0 100
Св. 600 до 800 0—1000 6,66 20,0 10,0 30,0 16,6 50,0' 26,6 80,0 43,3. 130
228
Таблица 3.6
Назначение средств измерений давления (избыточное)
Верхний Класс точности
Измеряемое предел измерений 0,4 о-6 1 Ь0 | 1,5 | 2,5 | 4,0
давление, МПа (кгс/см2) прибора, МПа (кгс/см2) Погрешность измерений, i ie более, МПа, (кгс/см2)
Допуск контролируемого параметра, не менее, МПа (кгс/см2)
Св. 0,06 до 0,08 0,10(1,0) 0,0004/0,004 \ 0,0006/0,006 \ 0,0010/0,010 \ 0,0015/0,00154 0,0025 /0,025 \ 0,0040 /0,040 \
(0,6 до 0,8) Св. 0,08 до 0,12 0,16(1,6) 0,0013^0,013 ) 0,0006/0,006 \ 0,0020 (о,020 ) 0,0009 / 0,009 \ 0,0033(0,033 у 0,0016 /0,016 \ 0,0050(0,050 у 0,0024/0,024 \ 0,0083(0,083 J 0,0040 /0,040 \ 0,0133 1^0,133 у 0,0064 /0,064 \
(0,8 до 1,2) Св. 0,12 до 0,20' 0,25(2,5) 0,0020(0,020 ) 0,0010/0,010 \ 0,0030(0,030 у 0,0015/0,015 \ 0,0053(о,053 у 0,0025/0,025 \ 0,0080 (о,080 у 0,0037 /0,037 \ 0,0133(0,133 у 0,0062/0,062 \ 0,0213 (о,213 у 0,010 /0,10 \
(1,2 до 2,0) Св. О1,20 до 0,30 0,40(4,0) 0,0033^0,033 J 0,0016/0,016 \ 0,0050 (0,050 у 0,0024/0,024 \ 0,008310,083 ) 0,004 /0,04 \ 0,0123(0,123 J 0,006 /0,06 \ 0,0210 уО,210 у 0,010 /0,10 \ 0,33 (0,33 у 0,016 /0,16 \
(2,0 до 3,0) Св. 0,30 до 0,50 0,60(6,0) 0,0053(0,053 у 0,0024/0,024 0,0080(0,080 J 0,0030/0,030 \ 0,013 \0,13 ) 0,006 /0,06 \ 0,020 (0,20 J 0,009 /0,09 \ 0,033 (0,33 у 0,015 /0,15 \ 0,053 ^0,53 ) 0,024 /0,24 \
(3,0! до 5,0) Св. 0,50 до 0,8 1,0(10,0) 0,0080(о,080 у 0,004 /0,04 \ 0,0120(0,120 J 0,006 /0,06 \ 0,020 \0,20 ) 0,010 /0,10 \ 0,030 (0,30 у 0,015 /0,15 \ 0,050 (0,50 ] 0,025 /0,25 \ 0,080 (0,80 ) 0,040 /0,40 \
(5,0 до 8,0) Св. 0,8 до 1,2 1,6(16,0) 0,013 (о,13 у 0,006 /0,06 \ 0,020 (0,20 у 0,009 /0,09 \ 0,033 (0,33 У 0,016 /0,16 \ 0,05 (0,50 у 0,024 /0,24 \ 0,083 ^0,83 у 0,040 /0,40 \ 0,133 (л,зз у 0,064 /0,64 \
(8,0 до 12) Св. 1,2 до 2,0: 2,5(25,0) 0,020 \0,20 у 0,010 /0,10 \ 0,030 (0,30 J 0,015 (0,15). 0,053 (0,53 у 0,025 (0,25) 0,080 (^0,80 ) 0,037 (0,37) 0,133 1^1,33 у 0,062 (0,62) 0,213 (^2,13 у 0,10 /ио \
(12 до 20) Св. 2,0 до 3,0 4,0(40,0) 0,033 (о,33 у 0,016 /0,16 \ 0,024 /0,24 \ 0,040 /0,40 \ 0,06 .0,6 \ 0,10 /1,00 \ 0,33 (3,3 у 0,16 /1,6 \
(20 до 30) 0,053 (О,53 У 0,080 (0,80 у 0,130 ^1,30 у 0,20 (2,0 / 0,33 1^3,30 у 0,53 (^5,3 у
Продолжение
Измеряемое Верхний предел измерений Класс точности
0,4 ! о,б | ьо 1 1 ’.5 | | 2-5 1 4,0
давление, МПа (кгс/см2) прибора, МПа Погрешность измерений, не более, МПа (кгс/см2)
(кгс/см2) Допуск контролируемого параметра, не менее, МПа (кгс/см2)
Св. 3,0 до 5,0 6,0(60,0) 0,024 1 0,24 \ 0,030 / 0,30 \ 0,06 / °’6 \ 0,09 / 0,9 \ 0,15 ( 1,50 \ 0,24 / 2,4 \
(30 до 50) 0,080 \ 0,80 J 0,100 ( i,00 J 0,20 ( 2,0 ) 0,30 ( 3 0,50 к 5’° у 0,80 к 8’° /
Св. 5,0 до 8,0 10,0(100,0) 0,04 ( °’4 \ 0,06 / 0,6 \ 0,10 0,15 / 1,5 \ 0,25 / 2,5 \ 0,40 / 4,0 \
(50 до 80) 0,13 \ / 0,20 ( 2>° / 0,33 (3>3 ' 0,50 1 5,0 у 0,83 ( 8,3 ] 1,33 к 13’3 /
Св. 8,0 до 12 16,0(1'60,0) 0,06 / 0,6 \ 0,09 / 0,9 \ 0,16 0,24 / 2,4 \ 0,40 / 4,0 \ 0,64 / 6,4 \
(80 до 120) 0,20 \ 2’° У 0,30 ( 3’° / 0,53 к 5’3 У 0,80 \ 8>° / 1,33 (j3,3 ] 2,13 ( 21,3 )
Св. 12 до 20 25,0(2'50,0) 0,10 / 1,0 \ 0,15 1 1.5 \ 0,25 / 2,5 \ 0,37 ( 3,7 к 0,62 / 6,2 \ 1,00 / 10,0 \
(120 до 200) 0,33 \ у 0,50 \ 510 / 0,83 \ 8,3 ) 1,23 \ 12’3 У 2,10 к21’0 У 3,30 к 33,0 у
Св. 20 до 30 40,0(400,0) 0,16 / 1,6 \ 0,24 / 2,4 \ 0,40 / 4’° к 0,60 / 6,0 \ 1,00 /10,0 \ 1,60 / 16,0 \
(200 до ЗОЮ) 0,53 \5’3 у 0,80 \ 8’° у 1,30 (1з,о у 2,0 к 20,0 j 3,30 \зз,о у 5,30 ( 53,0
Св. 30 до 50 60(600) 0,24 (2,4 0,30 / 3,0 \ 0,60 / 6,0 \ 0,90 / 9,0 \ 1,50 /15,0 \ 2,40 / 24,0 \
(300' до 500) 0,80 \ 8>° 7 1,00 (^10,0 ) 2,00 (20,0 у 3,0 ( 30,0 ) 5,00 \50,0 у 8,00 к 80,0 у
Св. 50 до 80 100(1000) 0,40 / 4,0 \ 0,60 / 6,0 \ 1,00 /10,0 \ 1,50 1 15,0 \ 2,50 /25,0 \ 4,00 / 40,0 \
(500 до 800) 1,30 \13,о у 2,00 (20,0 ) 3,30 (33,0 у 5,00 к 50,0 у 8,30 1,83,0 у 13,3 к 133 У
Св. 80 до 120 160(1600) 0,6 / 6,0 \ 0,9 1,60 /16,0 \ 2,40 / 24,0 \ 4,0 /40,0 \ 6,40 / 64,0 \
(800 до 1200) 2,00 (20,0 у 3,00 (зо,о ) 6,30 (53,0 у 8,00 к 80,0 у 13,3 к 133 21,3 к 213 /
Св. 120 до 200 ,250(2500) 1,00 /10,0 \ 1,50 /15,0 \ 2,50 /25,0 \ 3,70 / 37,0 \ 6,20 /62,0 \ 10,0 / 103 к
(1200 до 2000) 3,30 \33,0 у 5,0 (50,0 у 8,30 (83,0 ) 12,3 к 123 / 21,0 к 210 / 33,0 ( 330
Св. 200 до 300 (2000 до 3000) 400(4000) 1,60 /16,0 \ 2,40 /24,0 \ 4,00 f 40,0 \ 6,00 / 60,0 \ 10,0 / 100 \ 16,0 / 160 \
5,30 (53,0 у 8,00 (80,0 у 13,0 ( 130 ) 20,0 (^ 200 у 33,0 (^ 330 ) 53,0 ( 530 у
Таблица 3.7
Назначение средств измерений давления (вакуумметрическое)
Измеряемое давление, МПа (кгс/см2) Верхний предел изме- рений прибо- ра, МПа (кгс/см2) Класс точности прибора
0,4 °-6 1 1 1,0 1 1 1,5 | 2,5 | 4,0
Погрешность измерений, не более, МПа (кгс/см2)
Допуск контролируемого параметра, не менее, МПа (кгс/см2)
Св. 0,03 до 0,05 (0,3 до 0,5) Св. 0,05 до 0,08 (0,5 до 0,8) 0,06(0,6) 0,1 (1,0) 0,00024 / 0,002'4 \ 0,0003 /0,003 \ 0,0006 /0,006 \ 0,0009 / 0,009 \ 0,0015 /0,015 \ 0,0024 /0,024 \
0,00080 1^0,0080 / 0,00014 /0,00'4 \ 0,0012 1^0,012 J 0,0006 / 0,006 \ 0ДО2(Ц 0,020 / 0,00110 /0,010 \ 0,0060 (о 060 У 0,00,15 /0,015 \ 0,0050 \ 0,050 У 0,00125 / 0,025 \ 0,0080 (0,080 У 0,040 / 0,40 \
0,0013 ^0,013 ) 0,0020 (0,020 ) 0,0033 ^ 0,033 / 0,0050 ^0,050 J 0,0083 ( 0,083 У 0,0133 \ 0,133 )
Таблица 3,8
Назначение средств измерений давления (избыточное и закуумметриЧеское)
Измеряемое давление, МПа (кгс/см2) Верхний предел измерений Класс точности прибора
избыточного давления вакуумметрическо го давления 0,4 | 0,6 1 1.0
Погрешность i измерений, не более, МПа (кгс/см2)
Допуск контро лируемого параметра, , МПа (кгс/см2)
Св. 0,07 до 0,05 0,1 (1,0) 0,06 (0,6) 0,0006 / 0,06 \ 0,0009 . ^0,009 \ 0,0016 / 0,016\
(0,7 до 0,5) 0,002 0,02 у 0,003 1 ^о,оз у 0,0053 0,053у
Св. 0,07 до 0,12 0,1 (1,0) 0,15 (1,5) 0,001 / 0,01 \ 0,0015 , /0,015 \ 0,0025 / 0,025\
(0,7 до 1,2) 0,0033 о,оззу 0,005 । (0,05 ) 0,0083 ( 0,083)
Св. 0,12 до 0,25 0,1 (1,0) 0,3 (3,0) 0,0016 / 0,016\ 0,0024 (0,024 \ 0,004 ( 0,04 \
(0,7 до 2,5) 0,0053 0,053у 0,008 1 (0,08 ) 0,013 0,13 у
Св. 0,07 до 0,45 0,1 (1,0) 0,5 (5,0) 0,0024 / 0,024\ 0,003 ( (0,03 \ 0,006 / 0,06 \
(0,7 до 4,5) 0,008 \ 0,08 у 0,012 1 ^0,12 J 0,02 \ °’2 /
Св. 0,07 до 0,85 0,1 (1,0) 0,9 (9,0) 0,004 / 0,04 \ 0,006 /0,06 \ 0,01 / 0,1 \
(0,7 до 8,5) 0,013 \ 0,13 у 0,02 1 к0’2 ) 0,033 0,33 у
Продолжение
Измеряемое давление, МПа (кгс/см2) Верхний предел измерений Класс точности прибора
избыточного давления вакуумметрического давления 1,5 | 2,5 I 4,0
Погрешность измерений, не более, МПа (кгс/см2)
Допуск контролируемого параметра, МПа (кгс/см2)
Св. 0,07 до 0,05 (0,7 до 0,5) Св. 0,07 до 0,12 (0,7 до 1,2) Св. 0,12 до 0,25 (0,7 до 2,5) Св. 0,07 до 0,45 (0,7 до 4,5) Св. 0,07 до 0,85 (0,7 до 8,5) 0,1 (1,0) 0,1 (1,0) 0,1(1,0) 0,1 (1,0) 0,1 (1,0) 0,06(0,6) 0,15(1,5) 0,3 (3,0) 0,5 (5,0) 0,9 (9,9) 0,0024 / 0,024\ 0,024 ( 0,24 ] 0,0037 / 0,037\ 0,0123 ( 0,123] 0,006 / 0,06 \ 0,02 ( 0,2 ] 0,008 / 0,08 \ 0,03 0,3 J 0,004 / 0,04 \ 0,0133 ( 0,13з/ 0,0062 / 0,062\ 0,021 ( 0,21 J 0,01 / 0,1 \ 0,033 0,33J 0,0064 / 0,064\ 0,0213 ( 0,213/ 0,01 / 0,1 X 0,033 ( 0,33 ]
233
указаний по организации и проведению измерений для обеспече-
ния безопасности труда, правильность терминологии, наименования
и обозначения физических величин;
в ведомости оснастки (содержащей перечень технологической
оснастки, необходимой для выполнения данного технологического
процесса или операции) — правильность обозначений средств из-
мерений, предусматриваемых описанием, которые должны быть
точно определены соответствующими НТД;
в спецификации технологических документов (определяющей
состав технологической документации) — наличие технологичес-
ких инструкций на экспериментальные процессы, полнота описа-
ний которых в других технологических" документах, кроме марш-
рутных карт, не соответствует полноте описания методов контроля;
в картах технологического процесса и типового технологическо-
го процесса (содержащих описание типового технологического
процесса изготовления или ремонта группы деталей и сборочных
единиц в технологической последовательности с указанием опера-
ций и переходов и соответствующих данных о средствах техноло-
гического оснащения и материальных нормативах) — взаимную
увязку допусков и контролепригодность норм точности, правиль-
ность, достаточность, полноту и определенность описания, эконо-
мичность выбранного метода контроля, наличие указаний по ор-
ганизации и проведению измерения для обеспечения безопасности
труда, правильность терминологии, наименований и обозначений
физических величин;
в операционной и типовой операционной картах (содержащих
описание технологической операции с указанием переходов, дан-
ные о режимах обработки и средствах технологического оснаще-
ния) — аналогично с экспертизой карт технологического и типово-
го технологического процессов.
Метрологический контроль нормативо-технической докумен-
тации (НТД) и изменений к ней. Контроль проводится с учетом
видов НТД. В зависимости от вида НТД (ГОСТ, ОСТ, РСТ, СТП)
при метрологическом контроле проверяют:
правильность выбора средств измерений и испытаний;
достаточность установленных норм точности;
экономичность выбранного метода контроля и испытаний;
определенность описания операций контроля;
правильность терминологии, а также наименований и обозначе-
Нйй физических величин и их единиц и др.
234
ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
Контролер в проверяемых документах наносит карандашом ус-
ловные пометки (цифру в кружке) к элементам, которые должны
быть исправлены или заменены. Сделанные пометки должны быть
сохранены до подписания документов и снять их может контро-
лер после подписи документа. Условные пометки (замечания)
нужно вносить в «Перечень замечаний» (приложение 3).
В «Перечне» кратко и ясно излагается содержание замечаний и
предложений контролера. В организациях, где установлена систе-
ма цифрового кодирования замечаний контролера, вместо изло-
жения содержания замечаний проставляется соответствующий
цифровой шифр по классификатор)7 (табл. 3.9). Документы вместе
с перечнем замечаний и предложений возвращается разработчику
для корректировки.
Таблица 3.9
Цифровой шифр по классификатору
Виды ошибок
Неправильные указания по организации и проведению измере-
ний для обеспечения безопасности труда
Несоблюдение оптимальности номенклатуры измеряемых па-
раметров при контроле
Необеспеченность' конструкцией возможности контроля необ-
ходимых параметров в процессе их изготовления, испытания, эк-
сплуатации и ремонта
Неполное или неправильное отражение требований к средст-
вам измерений и методикам измерений
Несоответствие показателей точности измерений требованиям
эффективности и достоверности контроля и взаимозаменяемости
Отсутствие или неправильный выбор средств измерений и ме-
тодик измерений
Применение нестандартных средств измерений и испытаний при
наличии эквивалентных стандартных, унифицированных и автома-
тизированных средств измерений и испытаний
Применение неаттестованных методик выполнения измерений
при наличии стандартизованных или аттестованных методик
Неправильное наименование и обозначение физических величин
и их единиц
Код
0'1
02
03
04
05
06
07
08
09
Прошедшая корректировку документация вместе с перечнем
замечаний и предложений направляется контролеру. Контролер
сохраняет перечень для проведения анализа.
Конструкторская документация, имеющая замечания, связан-
ные с изменением технологии, должна пройти повторный техно-
логический контроль, при этом виза ставится на перечне замечаний
и предложений.
Техническая документация, прошедшая метрологический конт-
роль без замечаний, подписывается контролером на поле для под-
шивки документа (чертежа, технологической карты и т. д.).
235
Подпись руководителя метрологической службы ставится на
поле для подшивки первого или заглавного листа текстового доку-
мента, первого листа общего вида комплекта чертежей изделия,
заглавного листа комплекта технологических документов. Руко-
водитель метрологической службы подписывает комплект доку-
ментов только при наличии подписей контролеров.
Если на метрологическую экспертизу поступила документация
от других предприятий и организаций, то по результатам метро-
логической экспертизы составляется экспертное заключение (при-
ложение 4).
ОБЯЗАННОСТИ И ПРАВА ЛИЦ, ПРОВОДЯЩИХ
МЕТРОЛОГИЧЕСКИЙ КОНТРОЛЬ
Работники служб метрологического контроля обязаны:
руководствоваться только действующими нормативно-техни-
ческими документами;
давать четкие технически обоснованные замечания;
консультировать разработчиков конструкторских и других
подразделений по вопросам метрологии;
подписывать на поле для подшивки все проверенные и принятые
документы;
содействовать реализации результатов метрологического конт-
роля.
Несут ответственность за:
• качество проведения метрологического контроля и соблюдение
в документации требований действующих стандартов и другой
нормативно-технической и директивной документации, касающей-
ся вопросов метрологии, наравне с разработчиками документации;
соответствие технической документации научно-техническому и
метрологическому состоянию измерительной техники на предприя-
тии;
правильность и обоснование замечаний.
Имеют право:
возвращать документацию на доработку без выявления полно-
го объема ошибок (недостатков) при большом числе замечаний
(более пяти на одном листе, приведенном к формату А4);
требовать от разработчиков дополнительные материалы и
разъяснения;
привлекать к консультациям, в установленном порядке, веду-
щих специалистов других подразделений и организаций; '
возвращать разработчику конструкторскую документацию в
случаях: отсутствия необходимых подписей; небрежного выполне-
ния; некомплектности предъявления; отсутствия НТД, на которые
имеются ссылки в проверяемых документах.
Предложения по изменению и исправлению, связанные с нару-
шением действующих НТД, обязательны для внесения в проверя-
емые документы.
236
При разногласии между контролером и разработчиком доку-
ментации все материалы передаются главному инженеру органи-
зации (предприятия), который может разрешить не учитывать да-
же вполне обоснованные замечания, если их немедленное устра-
нение в данное время невозможно или нецелесообразно.
Ответственность за реализацию замечаний- и предложений не-
сет руководитель подразделения, разработавшего данную докумен-
тацию. Руководитель подразделения-разработчика несет также от-
ветственность за:
обязательное предъявление документации на метрологический
контроль;
полное представление на метрологический контроль необходи-
мого объема технической документации;
представление дополнительной необходимой документации.
Контроль за доработкой технической документации по резуль-
татам метрологического контроля осуществляет метрологическая
служба организации (предприятия).
Сведения о результатах контроля технической документации,
разрабатываемой отделами организации (предприятия), рекомен-
дуется ежеквартально подавать в отдел качества, по’форме, приве-
денной в приложении 5.
ГЛАВА 4
НОРМОКОНТРОЛЬ
ЦЕЛИ, ЗАДАЧИ И ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ
Нормоконтроль следует рассматривать как составную часть
проектирования и конструирования, а также работ по стандарти-
зации и унификации в организации (на предприятии), осуществля-
емую соответствующим подразделением в соответствии с требо-
ваниями ГОСТ 2.111—68, ГОСТ 3.1116—79.
Введение нормоконтроля в организации (на предприятии) дол-
жно быть оформлено специальным приказом руководителя, тем же
приказом (по возможности) утверждается состав группы нормо-
контроля и положение о ее работе, а также устанавливается: ни
один технический документ, выпускаемый предприятием, не имеет
юридической силы без подписи нормоконтролера.
Подразделения или отдельные инженерно-технические работни-
ки, занимающиеся нормоконтролем, должны находиться в прямом
подчинении отдела стандартизации предприятия (организации).
Если эти подразделения и лица находятся в составе других подраз-
делений, то они должны подчиняться отделу стандартизации функ-
ционально.
Организационная структура, штатное расписание и численный
состав подразделения нормоконтролеров, необходимого для про-
верки технической документации, зависят от категории сложности
и объема конструкторских и технологических работ, выполняемых
в данной организации (на предприятии).
Цель нормоконтроля — обеспечение в разрабатываемой техни-
ческой документации на изделия норм и требований, установлен-
ных в государственных, отраслевых, республиканских стандартах
и стандартах предприятия.
Техническая документация, не прошедшая технологический и
метрологический контроль, на нормоконтроль не принимается.
Основными задачами нормоконтроля являются:
проверка внешнего вида предъявляемой документации (акку-
ратность выполнения и удобочитаемость);
проверка комплектности и наличия подписей исполнителей,
проверяющих и утверждающих лиц;
проверка полноты использования конструктивной преемствен-
ности (заимствования) в документах;
проверка полноты принципа унификации применяемых матери-
алов, конструктивных элементов, частей изделия (проекта), а так-
же обоснованности применения оригинальных конструкций вместо
238
имеющихся разработанных, стандартизованных и унифицирован-
ных сборочных единиц и деталей;
проверка соответствия предъявляемой подразделениями-разра-
ботчиками документации нормам и требованиям, установленным
действующей в организации нормативно-техническими документа-
ми (государственными, отраслевыми стандартами, стандартами
предприятия и другими нормативно-техническими и директивными
документами);
проверка соблюдения требований к документации, подлежащей
микрофотодублированию и при применении выборочной печати;
проверка оформления документации с учетом применения вы-
числительной техники;
участие в экспертизе технической документации, поступившей
от других организаций и предприятий, проверка соответствия за-
проектированных характеристик и показателей качества изделий
нормам и требованиям, установленным нормативно-технической до-
кументацией;
входной нормоконтроль документации, поступившей от сторон-
них организаций или предприятий. Проверка выявленных исправ-
лений и изменений, внесенных в конструкторскую документацию
по согласованию с организацией-разработчиком;
консультирование разработчиков технической документации с
целью правильного понимания и выполнения ими норм и требова-
ний, содержащихся в нормативно-технической и директивной до-
кументации, а также с целью эффективного использования прин-
ципов унификации и агрегатирования;
ведение учета и анализа выявленных при нормоконтроле оши-
бок и информация разработчиков о качестве предъявляемой ими
на нормоконтроль технической документации;
участие в работах по унификации и стандартизации различных
объектов (конструкторские и технологические нормы, параметры,
требования, правила, методы, документы, формы, процессы и т. д.),
подготовка предложений по разработке нормативно-технической
документации;
, изучение и внедрение передового опыта работы по нормоконт-
ролю и участие в работах по бездефектной системе разработки и
контролю качества документации;
оценка экономической эффективности нормоконтроля.
Определяя функции нормоконтроля в организации (на пред-
приятии), следует установить, что именно следует контролировать.
Объектом нормоконтроля должна являться вся разрабатывае-
мая и выпускаемая организацией (предприятием) техническая до-
кументация:
ТЗ на научно-исследовательские и опытно-конструкторские раз-
работки (НИР и ОКР) и на разработку НТД;
конструкторская документация в соответствии с ЕСКД;
технологическая документация в соответствии с ЕСТД;
проекты нормативно-технической документации;
239
другие технические документы, на разработку и оформление
которых распространяются стандарты;
документы на изменение конструкторской, технологической и
нормативно-технической документации.
Техническая документация, поступившая от другой организа-
ции (предприятия), на изделия, подлежащие постановке на про-
изводство, должна быть подвергнута обязательному входному нор-
моконтролю. Исправления и изменения, выявленные при входном
контроле, вносят в документацию по согласованию с организацией
(предприятием) — разработчиком.
Нормы проверки технической документации нормоконтролера-
ми установлены Типовыми нормами времени на разработку конст-
рукторской документации, утвержденными Госкомтрудом СССР и
ВЦСПС. Постановление № 109/6—59 от 13 мая 1982 г., Постанов-
ление № 283/18—28 от 7 августа 1986 г.
Нормы проверки нормоконтролерами извещений об изменении
должны быть такими же, как и для документов, на которые эти
извещения выпускаются.
При проведении нормоконтроля технических документов в под-
линниках (после проверки в оригиналах) нормы проверки следу-
ет увеличивать в 2 раза (при условии равномерного предъявления
документации на контроль).
При нормировании работ нормоконтролеров следует учитывать,
что в вышеуказанные нормы не входит время, затрачиваемое на:
систематические и разовые консультации разработчиков, на-
правленные на максимальное предотвращение ошибок и отступле-
ний в процессе разработки документов;
изучение вновь поступающих нормативно-технических и дирек-
тивных документов.
ПОСЛЕДОВАТЕЛЬНОСТЬ И СОДЕРЖАНИЕ НОРМОКОНТРОЛЯ
ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
Нормоконтроль — завершающий этап разработки технической
документации и осуществляется после полного окончания работ,
всех стадий проверок, согласований и корректировки.
Нормоконтроль проводится в порядке очередности, установ-
ленной план-графиком контроля документов (см. приложение 1),
с учетом трудоемкости работ по проведению нормоконтроля и рав-
номерного предъявления документации на нормоконтроль.
Планы и графики прохождения выпуска документов перед ут-
верждением руководством организации- (предприятия) должны
быть завизированы руководителем службы стандартизации.
Нормоконтроль документации должен проводиться в два этапа.
Первый этап — проверка графической и текстовой документа-
ции, выполненной в оригиналах (белках). Все оригиналы, пред-
ставляемые на контроль, должны иметь подписи: исполнителей в
графе «Разраб.»; технических контролеров в графе «Пров.»; конт-
240
ролеров, проводивших технологический контроль в графе «Т. конт-
роль»; контролеров, проводивших метрологический контроль, на
поле подшивки.
Как правило, нельзя допускать заполнения граф «Разраб.» и
«Пров.» одним и тем же лицом независимо от его квалификации.
Подпись должна быть разборчивой и принадлежать тому лицу,
фамилия которого указана в соответствующей графе. Однако в
тех случаях, когда одно и то же лицо подписывается в графах
«Разраб.» и «Утв.» (т. е. ведущий инженер лично выполнял рабо-
ту подчиненных ему исполнителей), фамилия и подпись должны
повторяться дважды. Не разрешается расписываться наискось в
нескольких строках сразу.
В графе «Дата» должны быть проставлены число, месяц, год
фактического подписания документа (рекомендуется форма запи-
си: 15.12.88 г.)
При контроле внешнего оформления документа проверяют раз-
меры формата, обводку рамок, форму основной надписи, наимено-
вание и обозначение самого документа; заполнение отдельных граф
должно строго соответствовать стандартам и утвержденным об-
разцам и примерам. Особенно внимательно следует проверять раз-
меры дополнительных форматов. Необходимо также учитывать
влияние методов размножения технических документов на качест-
во их оформления.
Документация должна предъявляться на нормоконтроль комп-
лексно в пределах одного изделия.
Для конструкторских документов:
на стадии технического предложения (ГОСТ 2.118—73);
на стадии эскизного (ГОСТ 2.119—73) и технического (ГОСТ
2.120—73) проектов — согласно ГОСТ 2.102—68, техническому за-
данию, ведомости технического предложения, эскизного и техни-
ческого проектов;
на стадии рабочей документаций — согласно ГОСТ 2.102—68,
техническому заданию, спецификации.
Ранее выпущенные чертежи деталей и сборочных единиц, вклю-
ченных в данную конструкцию (заимствованных для нее), обяза-
тельно прикладываются к проверяемому комплекту в виде светоко-
пий во избежание возможных ошибок.
Согласно требованию ГОСТ 2.109—73 на некоторые детали
допускается не изготавливать чертежи, так как необходимые сведе-
ния о таких деталях включаются в сборочные чертежи и специфи-
кации.
Допускается предъявлять на нормоконтроль отдельные виды
конструкторских документов по мере готовности: сборочные едини-
цы высшего порядка комплексно, согласно спецификации; схемы;
текстовые документы (пояснительные записки, технические усло-
вия и др.).
Для технологических документов:
для отраслей машиностроения — согласно ГОСТ 3.1102—81 и
241
спецификации технологических документов. В комплект технологи-
ческих документов, предъявляемых на нормоконтроль, должен вхо-
дить также комплект утвержденных конструкторских документов
(в учтенных копиях) изделия, для изготовления которого разраба-
тывались предъявленные технологические документы.
Для нормативно-технической документации — согласно ТЗ на
разработку НТД, а также документы, на которые имеется ссылка
в проекте НТД, но которые отсутствуют в указателе государствен-
ных стандартов, действующих на текущий год.
При предъявлении на нормоконтроль извещения об изменении
исполнитель одновременно обязан предъявить: учтенные копии
изменяемых документов, в том числе аннулированные; вновь вы-
пущенные документы, обозначения которых указаны в извещении;
документы, являющиеся основанием для изменения (протоколы,
решения и т. д.), а также другие технические документы, необхо-
димые для проверки извещения.
Разработчик документов обязан, наряду с предъявляемой на
нормоконтроль документацией, представлять при необходимости
документы, требования которых заложены в контролируемые, а
также необходимые заимствованные или ранее выпущенные доку-
менты.
Применение покупных изделий, материалов, конструктивных
форм, не разрешенных к применению в организации (на предприя-
тии) ограничительными стандартами и другой НТД, допускается
в технически обоснованных случаях с разрешения главного инже-
нера организации (предприятия), оформленного картой отклоне-
ния (извещением об изменении) или разрешением, приведенным
ниже.
После проверки внешнего вида, наличия подписей, комплект-
ности производится приемка поступившего комплекта документа-
ции на контроль. При этом производится регистрация принятых на
нормоконтроль чертежей и документов в «Журнале регистрации
технической документации, поступающей на контроль» (приложе-
ние 2), и контроль правильности оформления и содержания доку-
ментов, входящих в комплект.
При наличии замечаний, нормоконтролер вносит их в «Пере-
чень замечаний» (приложение 3) и направляет «Перечень» в ком-
плекте с проверенными документами разработчику.
После внесения разработчиком в документацию исправлений в
соответствии с «Перечнем» нормоконтролер подписывает оригина-
лы документов в графе «Н. Контр.», если подлинники изготавли-
ваются путем копирования, и на поле яодшивки, если подлинники
изготавливаются при помощи электрографической множительной
техники.
Оригиналы документов, не имеющие подписи нормоконтролера,
не должны приниматься для изготовления подлинников.
242
УТВЕРЖДАЮ
Главный инженер
(подпись) (инициалы, фамилия)
(дата)
РАЗРЕШЕНИЕ
на отступление от ограничительного документа
В отступлении от___________,____________________________________________
(наименование и обозначение
ограничительного документа)
в разрабатываемом документе____________________________________________________
(наименование
и обозначение разрабатываемого документа
прошу разрешить применение_____________________________________________________
(наименование
применяемого изделия, материала и т. п.)
Основание______________________________________________________________
Руководитель подразделения
Руководитель темы
Согласовано
Руководитель службы
стандартизации
Руководитель службы
снабжения
(при необходимости)
(подпись) (инициалы, фамилия)
(подпись) (инициалы, фамилия)
(подпись) (инициалы, фамилия)
(подпись). (инициалы, фамилия)
243
Второй этап — проверка и подписание в графе «Н. Контр.»
окончательно оформленных подлинников графических и текстовых
документов (на кальке или другой бумаге, пригодной для размно-
жения, в том числе фотоспособом). Подлинники подписываются
нормоконтролером при наличии всех подписей лиц, ответственных
за содержание и выполнение технических документов. Документа-
цию, утверждаемую руководителем организации (предприятия)
или его заместителями, нормоконтролер визирует до передачи на
утверждение на поле подшивки и подписывает после утвержде-
ния.
Техническая документация, не имеющая подписи нормоконтро-
лера, не может приниматься на хранение техническими архивами
или подразделениями, их заменяющими; она не подлежит регист-
рации и размножению.
Ответственность за выпуск и передачу в производство техничес-
кой документации без подписи службы стандартизации несут лица,
выпустившие эту документацию.
Исправлять и изменять подписанные нормоконтролером, но не
сданные в отдел (бюро) технической документации подлинники
документов без его ведома, не допускается.
В своей работе нормоконтролер должен руководствоваться сле-
дующими материалами:
указателем «Государственные стандарты СССР» на текущий
год;
указателями ОСТ, РСТ, ТУ;
нормативно-техническими документами (ГОСТ, ОСТ, РСТ, СТП),
а также руководящими техническими документами (РД, РДМУ,-
РДИ, РТМ и т. д.). Учет требований нормативно-технической доку-
ментации обязателен;
союзными, отраслевыми и республиканскими директивными до-
кументами (приказами, указаниями по стандартизации);
рабочей документацией разрабатываемой на однотипные из-
делия;
таблицами систематизации или унификации и сборниками уни-
фицированных изделий;
ранее разработанной рабочей документацией, учтенной для вне-
сения изменений;
-картотеками применяемости изделий, стандартов, марок и сор-
таментов материалов;
НТД заказчиков и предприятий-изготовителей;
НТД на поставку продукции на экспорт, а также в страны с
тропическим климатом и в районы с холодным климатом;
альбомами (каталогами) на покупные изделия;
сборниками технической терминологии АН СССР;
прейскурантами и др.
Правила написания некоторых слов и наименований приведе-
ны в приложении 7.
244
При проведении нормоконтроля КД необходимо также руко-
водствоваться сведениями приведенными в табл. 1.1 —1.28.
Нормоконтроль может быть пассивным и активным. При пас-
сивном контроле осуществляют только проверку технической до-
кументации, при активном помимо проверки, контролируют приве-
денные данные в чертежах и другой технической документации, а
также изменения некоторых положений с целью улучшения конст-
руктивных, технологических и эксплуатационных вопросов. Это
творческая работа, направленная на совершенствование техничес-
кого уровня производства и научной организации труда.
Правильно организованная служба нормоконтроля сможет
стать для разработчиков технической документации консультатив-
но-методическим центром.
ПРОВЕРКА ТЕХНИЧЕСКИХ ЗАДАНИЙ
Нормоконтроль технического задания осуществляют в соответ-
ствии с требованиями ГОСТ 15.001—73 и ГОСТ 2.105—79. Про-
веряются: правильность оформления титульного листа; последова-
тельность расположения и полноту изложения разделов и подраз-
делов (наименование и область применения; основание для разра-
ботки; цель и назначение разработки; технические требования:
состав изделия и требования к конструктивному устройству; пока-
затели назначения; требования к надежности; требования к техно-
логичности; требования к уровню унификации и стандартизации;
требования безопасности; эстетические и энергометрические
требования; требования к патентной чистоте; требования к состав-
ным частям продукции, сырью, исходным и эксплуатационным ма-
териалам; условиям эксплуатации; требования к маркировке и
упаковке; требования к транспортированию и хранению); эконо-
мические показатели; стадии и этапы разработки; порядок конт-
роля и приемки; приложения; соответствие технического задания
требованиям, отвечающим продукции мирового уровня;
соответствие технических требований и норм, определяющих пока-
затели качества и эксплуатационные характеристики, действую-
щим стандартам и другим нормативно-техническим документам;
возможность применения ранее разработанных и освоенных произ-
водством конструкций; соответствие основных параметров изде-
лия рядам предпочтительных чисел и нормальным линейным раз-
мерам.
ПРОВЕРКА КОНСТРУКТОРСКИХ ДОКУМЕНТОВ
Проверка конструктивной преемственности. Конструкторскую
документацию до проведения нормоконтроля проверяют с точки
зрения целесообразности выпуска данного комплекта в целом и от-
дельных входящих в его состав чертежей и документов, т. е. со-
ответствие его требованиям конструктивной преемственности. Для
этого проверяют возможность полной или частичной замены конт-
245
ролируемого объекта стандартизованными или ранее выпущен-
ными конструкциями, причем отдается предпочтение наиболее час-
то применявшимся.
Новые чертежи и документы не должны повторять ранее выпу-
щенных. Следует максимально использовать имеющиеся чертежи
и документы если в них надо внести некоторые изменения в разра-
ботанную конструкцию (естественно, не ухудшающие ее). Необхо-
димые сведения должны быть получены на основании данных сис-
тематически проводимого учета применяемости конструкций и их
частей.
Система учета применяемости. Объектами учета применяемос-
ти при обезличенной системе нумерации должны являться всё де-
тали, сборочные единицы и изделия основного производства (учет
применяемости материалов и оснастки также проводится на кар-
точках специальной формы в соответствующих подразделениях
предприятия).
При заимствовании чертежей на отдельные части необходимо
помнить, что без наличия систематически действующей картотеки
применяемости нельзя применять «чужие» детали, так как перво-
начальный их автор (конструктор, выпустивший данный чертеж)
мог внести в чертеж изменения или даже аннулировать его.
Согласно ГОСТ 2.501—68 учет применяемости должен вестись,
как правило, в отделе (бюро) технической документации (ОТД,
БТД) на карточках учета документов на все заимствованные, стан-
дартизованные и прочие изделия, на которые выпущены чертежи
и которым присвоены обозначения.
Однако может представиться целесообразным вести учет при-
меняемости помимо ОТД (БТД) и службой стандартизации (сек-
тором унификации), как для проверки конструктивной преемствен-
ности, так и в целях проведения работ по систематизации и унифи-
кации, экономических расчетов и т. п.
Система учета применяемости деталей, сборочных единиц,
конструктивных элементов и материалов предусматривает взаимо-
действие служб учета применяемости, нормоконтроля, конструк-
торской, технологической и службы технической документации
(архива) предприятия или конструкторской организации. Эти
службы выполняют следующие функции.
Служба учета применяемости
составляет (заполняет) карты применяемости на все объекты,
подлежащие учету, и регистрирует их;
систематизирует карты и ведет картотеку применяемости дета-
лей, сборочных единиц, конструктивных элементов, материалов и
других объектов, используемых на данном предприятии (в органи-
зации) ;
составляет сводные ведомости применяемости наиболее часто
используемых объектов, размножает эти ведомости и обеспечива-
ет ими конструкторские службы (до рабочего места конструкте-
ра);
246
составляет справки о применяемости деталей и сборочных еди-
ниц и представляет их в установленном порядке в головную орга-
низацию по стандартизации для проведения централизованного
учета применяемости в целом по данной отрасли.
Конструкторская служба:
выявляет возможности применения используемых на данном
предприятии (в организации) деталей, сборочных единиц, конст-
руктивных элементов, материалов путем поиска необходимых объ-
ектов в ведомостях применяемости (находятся на рабочем месте
конструктора) или в картотеке (находится в службе учета приме-
няемости), а при необходимости — заимствования непосредствен-
но из чертежей, находящихся в архиве;
заимствует при проектировании новых изделий детали, сбороч-
ные единицы, конструктивные элементы, материалы и другие объ-
екты, если они применяются на данном предприятии (в организа-
ции) ;
выпускает чертежи в случае, если объекты на данном предпри-
ятии (в организации) не применялись, а применение.новых всесто-
ронне обосновано;
согласовывает использование новых деталей, сборочных еди-
ниц, конструктивных элементов, материалов с технологической и
метрологической службами, а также со службой нормоконтроля.
Технологическая служба:
использует картотеку применяемости для расчета потребного
количества режущего и измерительного инструмента по числу при-
меняемых резьбовых и шлицевых соединений, пазов, радиусов и
других конструктивных элементов.
Служба нормоконтроля:
проверяет обоснованность применения новых деталей, сбороч-
ных единиц, конструктивных элементов, материалов и других объ-
ектов путем поиска аналогичных объектов в картотеке применяе-
мости;
возвращает в конструкторскую службу новые чертежи для за-
мены чертежами, уже применяющимися на данном предприятии (в
организации), если поиск в картотеке дал положительный резуль-
тат;
оформляет новые чертежи, если аналогичного объекта в карто-
теке применяемости не обнаружено, а необходимость в нем обос-
нована конструкторской службой;
передает утвержденную техническую документацию на новое
изделие в службу учета применяемости и затем через нее — в
службу технической документации (архив).
Служба технической документации (архив):
выдает конструкторам для просмотра и заимствования черте-
жи сборочных единиц и деталей, применяемость которых установ-
лена по картотеке применяемости;
247
принимает новую техническую документацию, а также «изве-
щения об изменении» только после того, как они прошли черев
службу учета применяемости.
Общие положения и порядок проведения работ на предприяти-
ях — разработчиках и изготовителях изделий по учету применяе-
мости и систематизации составных частей изделий, а также прави-
ла разработки и оформления карточек применяемости и таблиц
систематизации установлены РД 50—436—83.
Порядок разработки, заполнения и ведения
картотеки применяемости. Учет применяемости покупных
составных частей изделий ведется на карточках применяемости по
форме приведенной на рис. 4.1, 4.2, материалов — на карточках,
приведенных на рис. 4.3, 4.4.
Карточки применяемости заполняют на основании чертежей,
спецификаций, ведомостей покупных изделий (ВП), а также госу-
дарственных, отраслевых стандартов и технических условий.
Учет применяемости составных частей изделий собственной
разработки, на которые имеется конструкторская документация,
как правило, ведется на карточках учета документов по ГОСТ
2.501—68. Допускается учет применяемости осуществлять на кар-
точках применяемости (см. рис. 4.1, 4.2).
Карточки применяемости открываются (заполняются) специ-
ально выделенными работниками до проведения нормоконтроля
комплекта документации. Эти же работники в дальнейшем ведут
учет повторной применяемости в тесном контакте с группой нормо-
контроля. На стандартизованные изделия, сборочные единицы и
детали карточки открываются немедленно после утверждения со-
ответствующего стандарта предприятия и выпуска рабочих черте-
жей по нему. Карточки заполняется от руки.
На карточке (рис. 4.5, 4.6) воспроизводится уменьшенное и
упрощенное изображение данной конструкции и указываются ос-
новные ее размеры. В тех случаях, когда изображение не помеща-
ется в предназначенной для этого графе, можно наклеивать его на
лицевую часть карточки, оставляя незаклеенным (свободным)
только заголовок. В этом случае записи данных применяемости де-
лаются на присоединенных к первой дополнительных карточках, в
которых эскиз не повторяется.
При учете частей, имеющих несколько типоразмеров (стандар-
тизованные части, крепежные детали), общее изображение с бук-
венными обозначениями размеров приводится только на первой кар-
точке, в которой учетные графы не заполняются. В дополнительных
карточках, заполняемых отдельно на каждый типоразмер, изобра-
жение и общие данные основной надписи не повторяются.
Ведение картотеки применяемости по всем видам изделий, ма-
териалов является делом весьма трудоемким, требующим большой
аккуратности и окупающимся только при полном охвате соответ-
ствующей технической документации и длительном осуществлении
учета.
248
Линия обреза
55 - , 25 i JZ7 _ 5
Карточка, применяемости Лист (5) Листов (5) ч-
(П Наименование Код по классификатору
(2< (6)
Обоз ничение Мат ери а л
(3) (7)
Применяемое .7 <ь Изменения О
Шифр (код) изделия Обозначение спецификации Кол. Дата Под- пись № избеиц. од изм. Дата Под- пись ^'5
\в} (9) (10s (10 02) (13} (15) (15) § и 45
4/7 65 - J0-» -15 J5^ 25 -<75 ^15^
210
Рис. 4.1. Форма карточки учета применяемости составных частей изделий
ю (лицевая сторона)
<£>
^\^Ииния обреза
Применяемость Изменения
о Шифр (код) изделия Обозначение спецификации Кол. Дата Под- пись Юизвеиц. об измен. Дата Под- пись
II X 1 (8) (9) (10) (10 (12) (13) /74/ (15)
ЦО 65 л ^.15^ л15т -с 25 ^.15 ^15^
1
"О Общее количество на изделие
Шифр (над) изделия Кал. Шифр (код) из зелия Кал. Шифр (код) изделия Кол. Шифр (код) изделия Кол.
Ч1 (8) ив) (8) (16) (8) (16) (8) (16)
-
5 40 10 40 10 40 10 40 10
210 1
Рис. 4.2. Форма карточки учета
применяемости составных час-
тей изделий (оборотная сторона)
В графах карточки применяе-
мости составных частей
изделий (номера граф на
форме показаны в скобках)
указывают:
/—графическое изображение учи-
тываемой составной части изде-
лия с основными конструктивны-
ми размерами и (или) техничес-
кими характеристиками; 2—пол-
ное наименование составной час-
ти в соответствии с нормативно-
техническим документом на по-
ставку; 3—обозначение норматив-
но-технического документа на
поставку; 4—порядковый номер
листа карточки применяемости на
учитываемую составную часть;
5—общее количество листов кар-
точки применяемости (графу за-
полняют только на перьом листе);
6—код покупной составной части
по Классификатору ОКП (графа-
заполняется в случае автоматизи-
рованного учета применяемости
покупных составных частей изде-
лий); 7—наименование и марка
материала, обозначение стан-
дарта или ТУ на материал (за-
полняется только для детали);
8—шифр или код по Классифика-
тору Е'СКД изделия, в которое
входит учитываемая составная
часть; 9—обозначение специфика-
ции сборочной единицы изделия,
„ л „в котором записана учитываемая
составная часть*; /0—количество учитываемых составных частей в изделии, в штуках; /7—число, месяц и две последние цифры года
записи в карточку применяемости; 12—подпись лица, заполнившего карточку; 13—номер «Извещение об изменении»- 14—число, месяц
и две последние цифры года внесения изменения;/5—подпись лица, внесшего изменение; 16—общее количество учитываемых составных
частей в изделии.
Графа не заполняется, если составная часть входит в спецификацию самого изделия.
25
ОО t О 1 L
(1) t 3 1 Карточка приме- няемости мате- риала Код пред- приятия (Подраз- деление) О
t ю I ф Обозначение (код) по ВКГ ОКП Обозначение (ГОСТ)
Наименование (3.) 60 1
60 « > (2) •< —— >
Листов Лист СО
Применяемость •< > ОО
Обозначение Кол. дет. на одно изделие Масса дет., кг Дата Под- пись t 1
изделия детали
<о|
(4) (5) (6) (7) к
55 55 20 20 2( ) 20
< >
Ф i
ю j 210
В графах формы указывают:
1 — эскиз профиля материала;
2 — наименование материала;
3 — обозначение (полное) материала в соответствии со стандартом;
4 — обозначение изделия, в котором применен данный материал;
5 — обозначение детали, в которой применен данный материал;
6 — количество деталей на изделие;
7 — (чистая) масса детали или сборочной единицы, кг.
Рис. 4.3. Форма карточки учета применяемости, материалов (лицевая сторона)
251
N3 СП . . . _ .
ьэ л 00 ! Применяемость 00 |
Обозначение Кол. деталей на одно изделие Масса детали, кг Дата Подпись 'ф £
изделия детали
Изменения СО j £
о !
15 15 15 22 15 15 15 22 15 15 15 21
Изм. Лист № докум. Дата вы- пуска и подпись Изм. Лист № докум. Дата вы- пуска и подпись Изм. Лист №докум. Дата вы- пуска и подпись о
210
Рис, 4.4. Форма карточки учета применяемости материалов (оборотная сторона)
Карточка применяемости Лист 1 | | Листов 1
Наименование Код по классификатору
Ш7/, & Шайво, опорная
<5 V/Z/
Обозначение Материал
7034-0511 ГОСТ 11778-72 Сталь 20 X ГОСТ 4543-71
//7
Применяемость Изменения
Шифр (код) изделия Обозначение спецификации Кал Дата Под- пись № из бе щ. об из м. Дата Под- пись
АБВ ~ 1К АБВГ. XXXXXX. 023 4 1.07.66
АБВГ. ХХХХХХ. 154 2 11.07.88 5Бабн^
АБВ ~ 7/7 АБВГ. ХХХХХХ. 148 4 18.08.88
АБВГ. ХХХХХХ. 205 4 14.11.88
Рис. 4.5. Пример заполнения карточки применяемости йа покупную
стандартную деталь (лицевая сторона)
Применяемость Изменения
Шифр (код) изделия Обозначение спецификации Кол. Дата Под- пись Мизвеиц. ад изм. Дата Под- пись
Общее количество на изделие
Шифр (код) изделия Кол Шифр (код) изделия Кол. Шифр (код) изделия Кол. Шифр (код) изделия Кол.
АБВ - 1К 6
АБВ- 1Л 8 —5—
Рис. 4.6. Пример заполнения карточки применяемости на покупную
стандартную деталь (оборотная сторона)
253
Учет применяемости можно начинать с ограниченной номен-
клатуры объектов учета, но при этом обязательно должна быть
охвачена вся документация по этой номенклатуре.
На карточках учета применяемости целесообразно делать от-
метки о наличии специальной оснастки.
При замене конструктором нового чертежа ранее выпущенным
контролер должен проследить за внесением в карточку применяе-
мости сведений о повторном применении данной конструкции.
Назначаемые конструкторами наименования рекомендуется
проверять по действующему классификатору.
На базе карточек применяемости издается картотека применя-
емости. При наличии конструктивно-технологического классифи-
катора деталей карты применяемости размещаются в порядке воз-
растания классификационных шифров. При отсутствии классифи-
катора карты, независимо от системы обозначения деталей, реко-
мендуется размещать в картотеке по видам деталей и сборочных
единиц или их функциональному назначению. Например:
валы (оси), зубчатые колеса, диски, втулки, корпусы, редукторы,
гидроцилиндры. Размещение карт применяемости по отдельным
изделиям не рекомендуется.
Анализ картотек применяемости проводится ежегодно с целью
выявления составных частей, не соответствующих современным
требованиям, ,а также выявления однотипных покупных составных
частей и рационального сокращения их номенклатуры. Результа-
ты анализа используются отделом стандартизации при составле-
нии ограничительных перечней. При большом объеме карточек
применяемости рекомендуется использовать автоматизированный
учет с применением ЭВМ или с применением карточек типа Кб
с двухрядной краевой перфорацией по Четырем сторонам по РСТ
ЭССР 549—86.
Внесение изменений в карточки учета применяемости ведется
по ГОСТ 2.503—74. Изменения вносят на основании изменений,
вносимых в стандарты и технические условия, а также извещений
об изменении конструкторской документации. Ссылку на документ
об изменении внбеят в графу «Изменения» карточки применяемое*
ти. Сведения о запрещении к применению покупной составной
части вносят в карточку применяемости в графу «Наименование».
Карты применяемости на аннулированные чертежи деталей
(сборочных единиц) подлежат изъятию из картотеки. Срок хране-
ния в картотеке карт применяемости на изделия, снятые с произ-
водства, устанавливается шесть лет. По истечении этого срока
карты изымаются из картотеки и уничтожаются. В таких картах
указывается дата и номер приказа (распоряжения) об аннулиро-
вании чертежа.
Картотека применяемости находится там, где производится
учет применяемости: непосредственно в отделе стандартизации
254
(КТОС) или в группах нормоконтроля и применяемости. В любом
случае ответственность за организацию учета применяемости на
предприятии (в организации) несет руководитель отдела стандар-
тизации данного предприятия (организации).
Порядок разработки таблиц систематизации.
Если систематический учет применяемости не получил еще долж-
ного развития на предприятии, то наряду с картотекой применяе-
мости для проверки конструктивной преемственности могут быть
использованы и другие материалы, систематизирующие опыт про-
ектирования, накопленный конструкторами предприятия. К их
числу относятся таблицы систематизации.
Таблица систематизации — справочный документ, служащий
для информации разработчиков изделий о ранее разработанных и
изготовляемых на данном предприятии составных частях (имею-
щих широкое применение в различных изделиях) и содержащий
необходимые данные об основных параметрах, конструктивных
размерах и материалах. Разработку таблиц систематизации вклю-
чают в планы стандартизации предприятий. Разработка этих таб-
лиц на предприятии осуществляется под методическим руководст-
вом отдела стандартизации.
Исходной информацией для составления таблиц систематиза-
ции являются чертежи составных частей изделий и данные о при-
меняемости из карточек учета документов по ГОСТ 2.501—68 на
однотипные составные части изделий (например, втулки, скобы,
прокладки и т. д.). Признаки конструктивной общности составных
частей выбираются в соответствии с ГОСТ 2.113—75.
Таблицы систематизации оформляют в соответствии с требова-
ниями ГОСТ 2.105—79, как правило, на формах 5—5а по ГОСТ
2.106-68 с основной надписью по форме 2—2а ГОСТ 2.104—68. До-
пускается выполнение таблиц систематизации на форматах АЗ и
А4ХЗ по ГОСТ 2.301—68 с основной надписью вдоль длинной сто-
роны листа,. если таблицы систематизации содержат большое
число граф.
Форма таблицы систематизации и указания по ее заполнению
приведены на рис. 4.7, 4.8. В зависимости от помещаемых в таб-
лице данных, графы, приведенные в форме, могут исключаться, за-
меняться и дополняться. Примеры заполнения таблиц систематиза-
ции приведены на рис. 4.9.
Наименование таблиц систематизации должно состоять из за-
головка, дающего общее определение систематизируемой состав-
ной части, и подзаголовка, в котором должен указываться вид
таблицы (см. рис. 4.9).
Обозначение таблиц систематизации должно состоять из кода
классификационной характеристики систематизируемой составной
части изделия по Классификатору ЕСКД и кода документа (ТС):
например, 3O2123.TC, 573241.ТС.
Графические изображения в таблицах систематизации следует
выполнять в соответствии с требованиями ГОСТ 2.109—73. На них
255
Рис. 4.7. Форма таблицы систематизации (первый лист)
В графах и на поле таблицы систематизации (номера граф показаны в скобках)
указывают:
на поле — графическое изображение систематизируемой составной части изделия;
в графе 1— обозначение основного конструкторского документа систематизируемой
составной части изделия;
в графе 2 — основные параметры и конструктивные размеры систематизируемой со-
ставной части изделия;
в графе 3 — обозначение марки материала систематизируемой составной части изде-
лия;
в графе 4 — условное обозначение составных частей (цифрой «1»), рекомендуемых к
применению в первую очередь;
в графе 5 — дополнительные сведения.
256
Рис. 4.8. Форма таблицы систематизации (последующие листы)
9 Зак. 942
257
Рис. 4.9. Пример заполнения таблицы систематизации
составных частей изделий
рекомендуется разновидности исполнения вычерчивать только в
той.части, которая их определяет (см. рис. 4.9). Для указания ис-
полнения в таблицы систематизации следует вводить графу «Ис-
полнение». Размеры на графических изображениях обозначают
буквами, а параметры систематизируемых составных частей изде-
лий — по ГОСТ 8.417—81.
Составные части в таблицах систематизации должны быть рас-
положены по величине основных параметров или конструктивных
размеров (в порядке их возрастания или убывания). Допускается
таблицы систематизации составлять по возрастающим классифи-
кационным характеристикам обозначений основных конструктор-
ских документов на систематизируемые составные части изделий.
258
При заполнении таблиц систематизации рекомендуется оставлять
резервные строки между отдельными составными частями. Буквен-
ные обозначения параметров (конструкторских размеров) следует
располагать в последовательности их значимости для определения
составной части изделия. Количество приведенных в таблице систе-
матизации параметров (конструктивных размеров) должно быть
минимальным, но достаточным для определения возможности при-
менения ранее разработанных изделий в новых разработках.
Таблицы систематизации периодически обновляются. Измене-
ния в них вносят по форме извещения об изменении/ приведенной
на рис. 4.10, 4.11. Учет и хранение извещений об изменении осуще-
ствляют в порядке, установленном отраслевыми НТД.
ИЗВЕЩЕНИЕ__________________________________________________
регистрационный номер извещения
ОБ ИЗМЕНЕНИИ_______________________________________________
обозначение таблиц систематизации и номер альбома
Изм. Лист Листов
Содержание изменения
Текст
Рис. 4.10. Форма первого листа «Извещения об изменении» таблиц
систематизации
9*
259
ИЗВЕЩЕНИЕ______________________________________________
регистрационный номер извещения
Изм. Содержание изменения Лист
Текст
руководитель службы
стандартизации
подпись, дата '
инициалы, фамилия
нормоконтролер подпись, дата инициалы, фамилия
исполнитель подпись, дата инициалы, фамилия
Примечание. При листе подписи помещают на оформлении «Извещения этом же листе. об изменении» на одном
Рис. 4.11. Форма последнего листа «Извещения об изменении» таблиц
систематизации
260
Таблицы систематизации можно комплектовать в альбомы. По-
рядок и требования по оформлению и содержанию альбома уста-
навливают министерства (ведомства). Рекомендуется следующее
типовое содержание альбома: обложка, титульный лист, содержа-
ние, таблицы систематизации, лист регистрации изменений (по
ГОСТ 2.503—74).
Формы титульного листа, листа «Содержание» альбома, а так-
же указания по их заполнению приведены на рис. 4.12, 4.13. Поряд-
ковые номера альбомам таблиц, систематизации присваивает от-
дел стандартизации предприятия.
Рис. 4.12. Форма титульного листа
альбома таблиц систематизации
Рис. 4.13. Форма листа «Содержа-
ние» альбома таблиц систематизации
Таблицы систематизации
размножаются в необходимом
количестве экземпляров и на-
правляются в соответствующие
подразделения предприятия
для использования в работе.
Подлинники таблиц система-
тизации хранятся в отделе
стандартизации предприятия
или в подразделениях, на ко-
торые возложены эти функции,
могут быть использованы вместо
поле
поле 2
торый _ ____________
«АЛЬБОМ»
альбома; количество
На титульном листе альбома таблиц си-
стематизации указывают:
1 — наименование предприятия-раз-
работчика;
-- наименование документа, на ко-
составляется титульный лист.
(крупным шрифтом): номео
----э листов в альбоме, на-
пример:
ТАБЛИЦЫ СИСТЕМАТИЗАЦИИ
АЛЬБОМ № 1
на 6’Э листах
поле 3 — год издания документа (без указа-
ния слова «год» или «г»).
Таблицы систематизации не
чертежей и ссылка на них в конструкторской документации не
допустима. Контроль за использованием таблиц систематизации
осуществляется при нормоконтроле конструкторской документации.
В отдельных министерствах разработаны альбомы деталей и
261
сборочных единиц рабочих чертежей унифицированных конструк-
ций, утвержденные заместителем министра и подлежащие обяза-
тельному применению. При этдм конструкторские организации и
предприятия должны сообщать в головную организацию о примене
нии ими в изделиях, находящихся в производстве, и опытных об-
разцах изделия унифицированных деталей и сборочных единиц по
всему перечню альбомов рабочих чертежей, содержащемуся в
ежегодно издаваемом «Указателе отраслевых стандартов, альбомов
рабочих чертежей и руководящих технических материалов». Эти
сведения представляются в форме справки о применяемости дета-
лей и сборочных единиц по отраслевым альбомам рабочих чертежей
унифицированных конструкций.
Справки о применяемости составляются на предприятиях и в
конструкторских организациях службой учета применяемости на
основании данных картотек и подписываются руководителем пред-
приятия (организации) и начальником отдела стандартизации
(КТОС). Составляют их ежегодно, по состоянию на 1 января. Срок
представления в головную организацию—не позднее февраля каж-
дого года.
Учет применяемости деталей и сборочных единиц, заимствован-
ных из сторонних организаций. На предприятиях или в конструк-
торских организациях учитывается также применяемость всех де-
талей и сборочных единиц, заимствованных из сторонних организа-
ций данной отрасли, а также из других отраслей, включая стан-
дартные и унифицированные объекты.
Применение в конструкциях изделий стандартных или унифи-
цированных деталей и сборочных единиц внутриотраслевого наз-
начения не требует предварительного согласования. Применение в
конструкциях изделий данной отрасли комплектующих изделий,
изготовляемых в других отраслях, например, шарикоподшипников,
шин и прочих резинотехнических изделий, согласовывается в уста-
новленном порядке. Если используется в ставящейся на производ-
ство изделий деталь или сборочная единица, держателем подлин-
ника чертежа которого является стороннее предприятие (органи-
зация), это должно быть согласовано с последним.
Применение заимствуемой детали или сборочной единицы счи-
тается согласованным, если предприятие (организация) — держа-
тель подлинника чертежа выдает заимствующему предприятию (ор-
ганизации) дубликат чертежа и в дальнейшем высылает ему «Из-
вещения об изменении» в установленном порядке.
После согласования применения заимствуемой детали предпри-
ятие (организация) открывает на нее карту применяемости, в ко-
торой делает отметку о заимствовании. Соответствующую отметку
делает в своей карте применяемости и предприятие (организация)
— держатель подлинника чертежа.
Внесение заимствующим предприятием (организацией) измене-
ний в чертеж заимствованной детали, как правило, не допускается.
262
Изменения вносит только предприятие (организация) — держатель
подлинника чертежа.
В отдельных случаях при обоснованной необходимости измене-
ния заимствованной детали или сборочной единицы предприятие
выпускает новый чертеж с присвоением детали или сборочной еди-
нице нового обозначения, аннулирует ранее использовавшийся ду-
бликат чертежа и сообщает об этом предприятию (организации) —
держателю подлинника и вносит соответствующие изменения в кар-
ту применяемости или открывает новую карту. Предприятие (орга-
низация) — держатель подлинника чертежа, получив уведомление
об аннулировании выданного ею дубликата чертежа, вносит соот-
ветствующее изменение в графу «Отметка о стороннем заимствова-
нии» своей карты применяемости.
Централизованный учет применяемости унифицированных дета-
лей и сборочных единиц. Централизованный учет применяемости
унифицированных деталей и сборочных единиц в отрасли ведет
головная организация по данным представляемых предприятиями
(организациями) «Справок о применяемости унифицированных де-
талей и сборочных единиц». По картотекам централизованного уче-
та применяемости головная организация выявляет одинаковые де-
тали и сборочные единицы, используемые на разных предприятиях
и в конструкторских организациях на разных предприятиях. Обоб-
щенные материалы представляются в министерство.
На основе картотек централизованного учета применяемости го-
ловная организация разрабатывает руководящий технический ма-
териал, содержащий сводные по отрасли данные о применяемости
унифицированных деталей и сборочных единиц (применительно к
альбомам рабочих чертежей) в изделиях серийного производства
и рассылают всем предприятиям и организациям, связанным с раз-
работкой и производством соответствующих изделий, а также с
вопросами специализации производства унифицированных деталей
и сборочных единиц.
Этот руководящий материал разрабатывается с целью опреде-
ления состояния внедрения унифицированных деталей и сбороч-
ных единиц по номенклатуре и объему производства в данной от-
расли; информации предприятий и конструкторских организаций о
внедренной номенклатуре унифицированных сборочных единиц и
деталей для предпочтительного их применения в новых изделиях;
выявления конкретных деталей и сборочных единиц, которые нашли
применение одновременно в нескольких изделиях, изготавляемых
серийно на разных предприятиях, для разработки конкретных пред-
ложений о концентрации и специализации их производства.
.После контроля конструктивной преемственности и внесения в
чертежи и документы соответствующих исправлений производится
сплошная проверка всей документации комплекса на соответствие
ее требованиям действующих на предприятиях стандартов.
263
Нормоконтроль конструкторской документации. Номенклату-
ра проектно-конструкторских документов, разрабатываемые в за-
висимости от стадии разработки, приведена в табл. 1.3.
При нормоконтроле конструкторской документации проверяют:
соответствие принятых конструкторами основных параметров
данного изделия требованиям соответствующих стандартов, а также
соответствие их рядам предпочтительных чисел (ГОСТ 8032—84)
и нормальным линейным размерам (ГОСТ 6636—69) (табл. 1.5);
возможность замены деталей, их элементов, сборочных единиц,
покупных изделий стандартизированными, унифицированными и ти-
повыми;
соответствие принятой точности и шероховатости поверхности,
резьб, шлицевых, шпоночных, зубчатых и других соединений, ма-
рок и сортаментов материала, крепежных изделий, термической и
термохимической обработки, антикоррозионных и декоративных
покрытий, отделки и других показателей характеристик требова-
ниям, установленным государственными стандартами, отраслевы-
ми техническими материалами и стандартами предприятия;
возможность замены дефицитных материалов более распрост-
раненными и дешевыми;
единообразие оформления чертежей и другой конструкторской
документации. Применение установленных стандартами цифровых
и других условных обозначений, а также терминов, различных сим-
волов и сокращений. Соответствие ссылок на действующие стан-
дарты, технические условия и другие обязательные документы.
Содержание нормоконтроля, в зависимости от вида контролиру-
емых конструкторских документов, приведено в табл. 4.1.
Таблица 4,1
Содержание работ по нормоконтролю конструкторской документации
Виды доку- ментов Что проверяется Нормативный документ
Конструк- 1. Соответствие изделий в разра- ГОСТ 2.10-1—68
торская доку- ботанной документации определенно- «ЕСКД. Виды изделий»
ментация му виду изделий, регламентирован- ных стандартом (деталь, сборочная единица, комплекс, комплект) 2. Соответствие вида конструк- торского документа изображаемому на нем изделию. Наличие необхо- димых данных для изготовления, сборки, контроля. Комплектность конструкторской документации 3. Соответствие конструкторских документов стадии разработки кон- структорской документации. Пра- вильность присвоения литеры 4. Правильность выполнения ос- новной надписи и дополнительных граф ГОСТ 2.1-02—68 «ЕСКД. Виды и комп- лектность конструктор- ских документов» ГОСТ 2.103—68 «ЕСКД. Стадии разра- ботки» ГОСТ 2.104—68 «ЕСКД. Основные над- писи»
264
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
Рабочие
чертежи
5. Наличие и правильность ссылок
на стандарты и другие руководящие
и нормативно-технические документы
1. Возможность замены ориги-
нального конструктивного исполнения
изделий стандартизированным или
типовым
2. Возможность использования ра-
нее спроектированных и освоенных
производством изделий сходной кон-
структивной формы и аналогичного
функционального назначения
3. Рациональное использование
конструктивных элементов, марок
материалов, размеров и профилей
проката, видов допусков и посадок
и выявление возможностей объеди-
нения близких по размеру и сходных
по виду и назначению элементов
4. Соблюдение установленных
ограничительных номенклатурных
элементов, допусков и посадок, ма-
рок материалов, профилей и разме-
ров проката и т. п.
5. Рациональное использование
площади чертежа
б. Полнота и правильность изо-
бражения изделия (виды, разрезы,
сечения)
7. Правильность применения со-
кращений
8. Правильность изображения
конструктивных элементов
9. Выполнение чертежей в соот-
ветствии с требованиями стандартов
ЕСКД на форматы, масштабы, ли-
нии, условные обозначения, шрифт
10. Наличие и правильность нанесе-
ния размеров, предельных отклоне-
ний и других параметров и требова-
ний, которые должны быть выпол-
нены и проконтролированы по дан-
ному чертежу
ГОСТ 2.305—68
«ЕС1<Д. Изображения —
виды, разрезы, сечения»
ГОСТ 2.316—68
«ЕСКД. Правила нане-
сения на чертежах над-
писей, технических тре-
бований и таблиц»
ГОСТ 2.30)1—68
«ЕСКД. Форматы»
ГОСТ 2.302—68
«ЕСКД. Масштабы»
ГОСТ 2.303—68
«ЕСКД. Линии»
ГОСТ 2.304—81
«ЕСКД. Шрифты чер-
тежные»
ГОСТ ,2.307—68
«ЕСКД. Нанесение раз-
меров и предельных от-
клонений»
265
Продолжение
Виды доку- ментов Ч*то проверяется Нормативный документ
11. Предельные отклонения формы и расположения поверхностей и правильность их указания 12. Правильность обозначения ше- роховатости поверхности 13. Правильность нанесения обо- значений покрытий, термической и других видов обработки 14. Правильность изображения резьбы 15. Правильность изображения и обозначения швов сварных, паяных, клееных и других неразъемных сое- динений 16. Правильность изображения из- делий из прозрачных материалов ГОСТ 2.308—79 «ЕСКД. Указание на чертежах допусков фор- мы и расположения по- верхностей» ГОСТ 2.309—73 «ЕСКД. Обозначения шероховатости поверх- ностей» ГОСТ 2.310—68 «ЕСКД. Нанесение на чертежах обозначений покрытий, термической и других видов обработки» ГОСТ 2.314—68 «ЕСКД. Изображение резьбы» ГОСТ 2.312—72 «ЕСКД. Условные изо- бражения и обозначения швов сварных соедине- ний» ГОСТ 2.313—82 «ЕСКД. Условные изо- бражения и обозначения неразъемных соедине- ний» ГОСТ 2.109—73 «ЕСКД. Основные тре- бования к чертежам»
Чертежи деталей ,1. Правильность изображения развертки ,2. .Правильность изображения пружин 3. Правильность изображения уп- ругих деталей и деталей, изготов- ленных из материалов, имеющих определенное направление волокон 4. Наличие и правильность изо- бражения фасок, канавок, сбега резьбы, проточек, радиусов и других элементов 5. Правильность изображения зубчатых колес, реек, червяков, звез- дочек цепных передач То же ГОСТ 2.4011—68 «ЕСКД. Правила выпол- нения чертежей пружин» ГОСТ 2.109—73 «ЕСКД. Основные тре- бования к чертежам» ГОСТ 2.402—68 «ЕСКД. Условные изо- бражения зубчатых ко- лес, реек, червяков и звездочек ценных пере- дач»
Чертежи сборочные 1. Рациональное членение изделия на сборочные единицы ГОСТ 2.109—73 «ЕСКД. Основные тре- бования к чертежам»
266
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
Чертежи габаритные 2. Правильность изображения сборочной единицы, которое должно давать полное/представление о рас- положении и взаимосвязи составных частей и обеспечивать сборку и кон- троль сборочной единицы ,3. Наличие указания о характере сопряжения и методах его осуществ- ления, если точность сопряжения обеспечивается подбором, пригонкой 4. Правильность нанесения пози- ции составных частей в соответствии со спецификацией б. Наличие и правильность про- становки габаритных, установочных и присоединительных размеров, а также необходимых справочных раз- меров 6. Наличие координат центра масс (при необходимости), правильность их нанесения и обозначения 7. Правильность изображения перемещающихся частей изделия в крайнем или промежуточном поло- жении с соответствующими разме- рами 8. Правильность изображения по- граничных изделий и размеры, определяющие их взаимное располо- жение ’•Э. Соблюдение требований стан- дартов ЕСКД на упрощение и ус- ловные изображения элементов изде- лий 10. Правильность ; изображения изделий, расположенных за винтовой пружиной 1. Наличие на габаритном черте- же необходимого количества видов 2. Отсутствие на чертеже данных для изготовления и сборки изделий 3. Выполнение чертежа изделия с максимальными упрощениями 4. Наличие на габаритном черте- же изделия крайних положений пе- ремещающихся, выдвигаемых или от- кидываемых частей, рычагов, каре- ток, крышек на петлях и т. п. 5. Наличие на чертежах габарит- ных размеров изделия, установочных и присоединительных размеров с предельными отклонениями и разме- ГОСТ 2.109—73 «ЕСКД. Основные тре- бования к чертежам» ' То же ГОСТ 2.109—73 «ЕСКД. Основные тре- бования к чертежам» То же » » » » » » » » » »
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
ров, определяющих положение вы- ступающих частей (при необходимо- сти) 6. Наличие на чертежах указаний об условиях применения, хранения транспортирования и эксплуатации изделия при отсутствии этих данных в других документах на изделие »
Чертежи монтажные 1. Наличие на монтажном черте- же: изображения изделий, применяе- мых при монтаже, а также полного или частичного изображения устрой- ства (конструкции, фундамента) к которому изделие крепится; установочных и присоединительных размеров с предельными отклоне- ниями; 1 перечня составных частей, необхо- димых для монтажа (форма 1); технических требований к монта- жу изделия 2.: Возможное 1 ь упрощённого изо- бражения монтажных изделий, а "также устройств, к которым крепит- ся изделие ГОСТ «ЕСКД. бования 2.109—73 Основные тре- к чертежам»
Чертежи / общих ви- дов Наличие и правильность изо7 браженмя изделий с их видами, раз- резами,; сечениями, а также тексто- вой части и надписей, необходимых для понимания конструктивного уст- ройства изделия, взаимодействия его составных частей и принципа работы изделия, а также данные о составе изделий 2. Наличие технической характе- ристики .изделия .(при необходимо- сти
Текстовые документы. Общие поло- жения 1. Правильность оформления ти- тульного листа 2. Формат 3. В машинописных документах: правильность выполнения документа машинописным способом (соблюде- ние интервалов) 4. В рукописных документах: пра- вильность выбора шрифта, четкость написания текста ГОСТ 2.105—79 «ЕСКД. Общие требо- вания к текстовым до- кументам» ГОСТ 2.301—68 «ЕСКД. Форматы» ГОСТ 2.105—79 «ЕСКД. Общие требо- вания к текстовым доку- ментам» То же
268
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
Ведомость спецификаций (ВС) Ведомость ссылочных документов (ВД) 5. Правильность нумерации, по- строения и наименования разделов, подразделов, пунктов и подпунктов 6. Правильность расположения текста на листе 7. Правильность ссылок на нор- мативно-техническую документацию *8. Соответствие технической тер- минологии и условных обозначений, установленных стандартами или офи- циальными терминологическими спра- вочниками. 9. Полное единообразие приводи- мых понятий, определений, обозначе- ний и т. д. на протяжении всего документа 10. Правильность нумерации при- ложений и ссылок на них в тексте 11. Правильность оформлёния ил- люстраций, приложений и таблиц 12. Правильность заполнения граф форм соответствующих документов 18. Правильность внесения измене- ний 1. Соответствие форм 1 и 1а тре- бов аниям стандарта 2. Последовательность заполнения по разделам: сборочные единицы; комплекты 1. Соответствие форм 2 и 2а тре- бованием стандарта 2. Правильность записи докумен- тов, на которые имеются ссылки в конструкторских документах изделия (РСТ, ОСТ, СТП и т. п.) 3. Правильность заполнения по разделам: документы предприятий; отраслевые документы; государственные документы 4: Правильность группировки доку- ментов по видам в каждом разделе (стандарты, ТУ, РТМ, инструкции и т. п.) 5. Соблюдение записи документов одного вида в порядке возрастания обозначений ГОСТ 2.105—79 «ЁСКД. Общие требо- вания к текстовым доку- ментам» То же » » » ГОСТ 2.503—74 «ЕСКД. Правила внесе- ния изменений» ГОСТ 2.106—68 «ЕСКД- Текстовые^ до- кумёнты» То же
Проаол-лсение
Виды доку- ментов Что проверяется Нормативный документ
Ведомость покупных из- делий (ВП) Ведомость технического предложения (ПТ), эскиз- ного (ЭП) и технического (ТП) проектов Пояснитель- ная записка (ПЗ) 1. Соответствие форм 3 и За тре- бованиям стандарта 2. Правильность порядка записи покупных изделий: по разделам — в зависимости от характера покупных изделий; в разделах — по однородным груп- пам; в группах — в алфавитном поряд- ке, их наименований; в пределах каждого наименова- ния — по типам и видам; в пределах типов и видов — в по- рядке возрастания размеров .1. Соответствие форм 4 и 4а тре- бованиям стандарта 2. Последовательность записи до- кументов по разделам и подразделам 3. Наличие и правильность состав- ления описей 1. Соответствие форм 5 и 5а тре- бованиям стандарта 2. Последовательность расположе- ния и полнота изложения разделов: 2.1. Введение (с указанием, на основании каких документов разра- ботан проект) 2.2. Назначение и область приме- нения проектируемого изделия 2.3. Техническая характеристика 2.4. Описание и обоснование вы- бранной конструкции: полнота описания конструкции (со- став изделия); указание аналогов; наличие преимуществ и характер- ных особенностей конструкции с ранее известными: наличие сведений о соответствии требованиям безопасности 2.5. Расчеты, подтверждающие ра- ботоспособность и надежность кон- струкции, ее безопасность 2.6. Описание организации работ с применением разрабатываемого из- делия: описание монтажа изделия (с ука- занием, на что обратить внима- , ние и что должно быть обеспечено при монтаже); » ГОСТ 2.106—68 «ЕСКД. Текстовые до- кументы» ГОСТ 2.601—68 ; «ЕСКД. Эксплуатацион- ные документы» То же
270
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
правила эксплуатации (подготов- ка к работе, пробный пуск, за- грузка, порядок работы); порядок работы. Техническое об- служивание (смазка, периодиче- ская проверка изделия) 2.7. Ожидаемые технико-экономи- ческие показатели 2.8. Уровень стандартизационной оценки или уровень унификации
Программа 1. Соответствие форм 5 и 5а тре- ГОСТ 2.106b—68
и методика ис- бованиям стандарта «ЕСКД- Текстовые до-
пытаний (ПМ) 2. Отражение в ПМ следующих вопросов: 2.1. Проверка соответствия изде- лия чертежам, техническим требова- ниям, паспортным данным и нормам точности 2.2. Определение показателей ка- чества и надежности изделия 2.3. Проверка обеспечения стабиль- ности работы изделия (установка гарантийного срока) 2.4. Проверка удобства обслужи- вания и проведение ремонта изде- лия (легкость сборки и разборки изделия, смазка трущихся частей и т. д.) 2.5. Проверка комплектности изде- лия. 2.6. Проверка соответствия изде- лия требованиям техники безопасно- сти (перечисление правил предосто- рожности, которые необходимо со- блюдать как во время подготовки изделия к работе, так и при его ра- боте) 2.7. Продолжительность и режим испытаний, а также необходимые замеры во время испытаний 3. Указание схем и средств конт- роля и величины предельных откло- нений кументы»
Расчеты 1. Соответствие форм 5 и 5а тре- бованиям стандартов 2. Содержание расчетов: эскиз или схема рассчитываемого изделия; задача расчета (с указанием, что требуется определить при расчете); данные для расчета; расчет; заключение То же
271
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
Паспорт Последовательность расположения ГОСТ 2.601—68
(совмещен- и полнота изложения разделов: «ЕСКД. Эксплуатаци-
ный с ТО и 1. Назначение изделия онные документы»
ИЭ) 2. Техническая характеристика: производительность; мощность; точность; грузоподъемность; погрешность измерения; высота подъема и т. д. 3. Состав изделия и комплект по- ставки: правильность оформления в виде таблицы; соблюдение последовательности из- ложения 4. Устройство и принцип работы: наличие спецификации основных сборочных единиц; полнота изложения принципа ра- боты 5. Указание мер безопасности: наличие правил предосторожности, которые необходимо соблюдать во время подготовки изделия к работе и при работе 6. Подготовка изделия к работе (смазка, настройка, загрузка) 7. Порядок работы 8. Техническое обслуживание: особенности обслуживания; правила предосторожности; виды, объем и периодичность тех- нического обслуживания; указание о порядке разборки и сборки изделия; перечень и содержание работ
9. Характерные неисправности и ГОСТ 2.601—68
методы их устранения: «ЕСКД. Эксплуатацион-
перечень возможных неисправно- стей; правила разборки изделия для ликвидации неисправностей; правила проверки изделия 10. Свидетельство о приемке: соответствие формы свидетельства о приемке стандартной; наличие заключения представителя заказчика о годности изделия 11. Гарантийные обязательства 12. Сведения о рекламациях: наличие краткого содержания рек- ламаций и принятых мер ные документы»
272
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
Специфика- 13. Сведения о консервации и упа- ковке: соответствие формы стандартной (форма 11, 12 ГОСТ 2.601—68); правильность заполнения 1. Правильность наименования и ГОСТ 2.108^-68
ция обозначения изделия и документов, «ЕСКД. Спецификация»
Схемы записанных в спецификации 2. Наличие и правильность ссылок на стандарты и другие нормативно- технические документы 3. Возможность сокращения при- меняемой номенклатуры стандарти- зированных и покупных изделий, ма- териалов 4. Соответствие форм ведомостей и спецификаций формам, установ- ленным стандартами (формы 1,1а) 5. Соблюдение порядка и правиль- ность заполнения разделов специфи- кации: документация; комплексы; сборочные единицы; детали; стандартные изделия; прочие изделия; материалы; комплекты 1. Правильность изображения свя- ГОСТ 2.701—84
зей между отдельными частями изде- лия 2. Соответствие технической тер- минологии и обозначений установ- ленными стандартами или официаль- ными терминологическими справоч- никами 3. Правильность выбора наимено- вания (вида и типа) схем 4. Правильность выбора обозначе- ния схем с буквенными и цифровы- ми обозначениями 5. Возможность наименьшего коли- чества изломов и пересечений линий связи 6. Наличие достаточного количест- ва условных графических обозначе- ний, схематических разрезов и внеш- них очертаний и правильность их вы- полнения 7. Удобство чтения схемы «ЕСКД. Схемы. Виды и типы. Общие требования к выполнению» ГОСТ 2.721—74 «ЕСКД. Обозначения условные графические в схемах. Обозначения об- щего применения»
273
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
Технические 8. Правильность изображения эле- ментов 1. Правильность оформления ти- ГОСТ 2.106—68
условия тульного листа «ЕСКД. Общие требо-
2. Наличие вводной части, разде- лов и подразделов, расположенных в следующей последовательности: 2.'1. Технические требования: основные параметры и размеры; характеристики; комплектность; маркировка; упаковка. 2.2. Правила приемки. 2.8. Методы контроля. 2.4. Транспортирование и хранение. 2.5. Указания по эксплуатации. 2.6. Требования безопасности. 2.7. Гарантии изготовителя. 3. Наличие в вводной части: наименования продукции; назначения продукции; области применения и условий эксплуатации; примера записи обозначения изде- лия при его заказе 4. Наличие в подразделе «Основ- ные параметры и размеры»: параметров, определяющих основ- ные эксплуатационные характери- стики (показатели назначения, ос- новные размеры, масса); порядка записи показателей по их значимости; обозначения единиц измерений по международной системе единиц; оформление подраздела с большим цифровым материалом в виде таб- лиц и правильность их оформле- ния 5. Наличие в подразделе «Харак- теристики» требований к свойствам и параметрам изделия применитель- но к режимам и условиям его экс- вания к текстовым доку- ментам» ГОСТ 2.114—70 «ЕСКД. Технические ус- ловия. Правила построе- ния, изложения и оформления» ГОСТ 2.105—79 «ЕСКД. Общие требова- ния к текстовым доку- ментам» ГОСТ 2.114—70 «ЕСКД. Технические ус- ловия. Правила построе- ния, изложения и
плуатации и испытаний оформления»
274
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
5:1. Требования физико-механиче-
ские:
прочности;
твердости;
шероховатости поверхности;
чувствительности;
точности и т. п.
5.2. Требования к надежности:
долговечности;
безотказности;
ремонтопригодности.
5.3. Требования к конструкции,
художественно-эстетическим, органо-
лептическим, биологическим, сани-
тарно-гигиеническим и другим пока-
зателям;
уровню шума;
удобству обслуживания, ремонта
и т. п.
5.4. Требования к исходному изде-
лию:
материалам;
взаимозаменяемости запасных и
сменных частей.
5.5. Наличие и полнота требований
к:
деталям, получаемым методом
литья;
деталям из неметаллических ма-
териалов . (дерева, резины, пласт-
масс и т. п.);
кромкам свариваемых деталей;
сварным швам;
деталям после механической обра-
ботки;
резьбовым соединениям;
лакокрасочным покрытиям и т. д.
лакорасочным покрытиям и т. д.
6. Наличие в подразделе «Комп-
лектность» входящих в комплект по-
ставки отдельных (механически не
связанных при поставке) составных
частей изделия, а также поставляе-
мой с изделием эксплуатационной
документацией
7. Наличие в подразделе «Марки-
ровка» указаний:
о месте нанесения маркировки;
о содержании маркировки (изобра-
жение товарного знака, наименова-
ние предприятия, наименование из-
делия, порядковый номер изделия,
обозначение ТУ, дата выпуска);
275
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
о способе нанесения маркировки;
о качестве маркировки;
о маркировке транспортной тары
8. Наличие в подразделе «Упа-
ковка»:
требований к консервации продук-
ции перед упаковкой;
требований к первичной и транс-
портной таре и материалам, при-
меняемым при упаковке;
количества и массы (брутто, нет-
то) изделия в единице первичной
упаковки и в транспортной таре;
перечня документов, укладывае-
мых в тару при упаковке
9. Наличие в разделе «Правила
приемки» указаний:
об условиях предъявления изде-
лия органам технического контроля
предприятия-изготовителя;
о видах контроля (типовые, прие-
мо-сдаточные, периодические
и т. п.); ,
об условиях и порядке забраковы-
вания,
10. Наличие в, разделе «Методы
контроля» указаний о методах конт-
роля всех параметров, норм,, требо-
ваний, и характеристик, установлен;
ных в разделе «Технические требова-
ния»; о, соответствии последователь-
ности изложения метод од контроля
последовательности изложения тре-
бований к продукции в_ разделе
«Технические требования»,
Ы. Наличие в разделе «Транспор-
тирование и хранение» указаний:
о видах транспортных средств;
о’ требованиях к погрузке и вы-
грузке изделия;
о месте хранения;
об условиях хранения;
об условиях складирования
1'2. Наличие в разделе «Требова-
ния безопасности» в зависимости от
характера и назначения изделия тре-
бований к обеспечению:
безопасности конструкции;
электробезопасности;
предупреждающих знаков и знаков
безопасности;
с ан ит арно -г игиенических ус лов ий;
пожаро- и взрывобезопасности;
ГОСТ 2.114—79
«ЕСКД. Технические ус-
ловия. Правила построе-
ния, изложения и офор-
мления»
МУ-2—73 «Методиче-
ские указания о поряд-
ке разработки и согласо-
вания требований без-
опасности и производст-
венной санитарии в стан-
дартах и технических
условиях»
г?б
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
местной вентиляции; эргономических условий и т. д. 13. Наличие в разделе «Указания по эксплуатации» ссылки на «Техниче- ское описание й инструкцию по эксплуатации» либо наличие указа- ний по установке, монтажу и при- менению изделия на месте ее экс- плуатации 1’4. Наличие в разделе «Гарантии изготовителя» обязательств постав- щика в части соответствия продук- ции, поставляемой по данным ТУ, установленным требованиям, а так- же сроков гарантии 15. Наличие в приложении: перечня документов (стандартов, инструкций, техйических условий и других документов), на которые даны ссылки в данных ТУ; перечня оборудования (стендов, приборов, приспособлений, оснаст- ки, инструмента и др.) необходи- мого для контроля продукции ГОСТ 2.114—70 «ЕСКД. Технические ус- ловия. Правила построе- ния, изложений и оформления» ГОСТ 22352—77 «Гарантии изготовителя. Установление и исчисле- ние гарантийных сроков в стандартах и техниче- ских условиях. Общие положения»
Карта тех- 1. Уровень качества с учетом луч- ГОСТ 2.116—84
нического ших отечественных и зарубежных об- «ЕСКД. Карта техниче-
уровня и ка- чества про- дукции разцов , 2. Несоответствие выпускаемой про д ук ци и действ у ютим ст андарт ам и другой технической документаций, условиям использования, требовани- ям потребителей 3. Наличие устаревших видов про- дукции, подлежащей снятию с про- изводства 4. Наличие наиболее эффективных направлений и конкретных мероприя- тий по повышению качества продук- ции в масштабе отрасли, производ- ственного объединения и предприя- тия с учетом изобретений, изучения патентных фондов СССР и других стран 5. Техническое й экономическое обоснование целесообразности плани- руемого повышения качества про- дукции и улучшение ее внешнего оформления и упаковки, обеспечи- вающей сохранность продукции 6. Выполнение требований и пра- вил, изложенных в нормативно-тех- нических документах ского уровня и качества продукции»
277
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
7. Правильность оформления ти-. тульного листа 8. Соответствие форм разделов формам, рекомендуемыми стандар- том 9. Правильность оформления и за- полнения основной надписи и допол- нительных граф 10'. Наличие совокупности показа- телей, наиболее полно характери- зующих технический уровень и ка- чество изделия • 10.1. Показатели назначения: мощность; производительность; точность; грузоподъемность; погрешность измерения; высота подъема и т. д. 10.2. Показатели надежности и долговечности: безотказность; ремонтопригодность; гарантийный срок службы и т. д. 10.3. Показатели технологичности: коэффициент сборности; удельная трудоемкость; удельная' материалоемкость. 10.4. Показатели эргономические и . эстетические: гигиенические показатели (уровень освещенности, уровень температу- ры и др.); антропометрические показатели (показатель соответствия конструк- ции изделия форме тела человека, его отдельных частей и др.); физиологические и психофизиоло- гические показатели (показатели соответствия конструкции изделия силовым, скоростным возможно- стям человека и др); психологические показатели (пока- затели соответствия изделия воз- можностям восприятия и перера- ботки информации и др.); показатель информационной выра- зительности; показатель рациональной формы и др. ГОСТ 2.105—79 «ЕСКД. Общие требова- ния к текстовым доку- ментам» ГОСТ 2.116—84 «ЕСКД. Карта техниче- ского уровня и качества продукции» ГОСТ 2.104—58 «ЕСКД. Основные над- писи» ГОСТ 2.116—84 «ЕСКД. Карта техниче- ского уровня и качества продукции»
278
Продолжение
Виды доку- ментов Что проверяется Нормативный документ
1.0.5. Показатели стандартизации и унификации: коэффициент применяемости по составным частям изделия; коэффициент повторяемости (уни- фикации) . 10 .6. Патентно-правовые показате- ли: показатель патентной чистоты; • показатель патентной защиты. 10 .7. Экономические показатели: удельная себестоимость единицы массы изделия; удельная стоимость изделия. 10 .8. Комплексный (обобщенный) показатель качества Г1. Соответствие единиц физичес- ких величин показателям качества международной системе единиц 12. Наличие и правильность число- вых значений базовых показателей качества 13. Правильность подсчета относи- тельных показателей качества 14. Наличие и правильность выбо- ра аналогов по конструктивному устройству, принципу действия, общ- ностью функционального назначения и условий применения
Извещение об изменении 1. Соответствие формы и правиль- ность заполнения гр^ф 2. Соо1ветствие содержания вно- симых изменений требованиям стан- дартов и другой нормативно-техни- ческой документации 3. Правильность внесения измене- ний в текстовые документы и гра- фические изображения 4. Четкость графических изобра- жений, - буквенных и цифровых обо- значений 5. Правильность внесения измене- ний в копии 6. Наличие подписей лиц, соста- вивших и проверивших документ 7. Правильность обозначения из- вещения 8. Правильность оформления пред- варительного извещения ГОСТ 2.503—74 «ЕСКД. Правила внесе- ния изменений»
279
Причины ошибок конструкторов. Не претендуя на исчерпыва-
ющую полноту охвата всех возможных ситуаций, приведем доста-
точно обширный перечень ошибок, являющихся результатом конт-
роля конструкторской документации.
1) Недостаточность результатов по проведенным эксперимен-
тальным работам.
2) Отсутствие должного внимания к вопросам эксплуатации и
обслуживания изделия.
3) Непродуманная разбивка всего изделия на отдельные сос-
тавляющие, сборочные единицы.
4) Простановка на чертежах размеров, не соответствующих дей-
ствительным.
S) Использование покупных изделий не по назначению.
6) Отсутствие должного внимания к вопросам стандартизации,
типизации и унификации в изделии (сборочных единицах и отдель-
ных деталях).
7) Ошибки, связанные с литературными источниками. Сущест-
вует порядок: прежде чем пользоваться книгой, особенно новой,
следует просмотреть список всех опечаток. В противном случае
можно воспользоваться ошибочной цифрой или формулой. Исполь-
зование устаревших справочников также ведет к применению не-
точных данных.
8) Отсутствие последовательности в работе (неритмичность)
приводит к тому, что на какой-то стадии обнаруживается недоста-
точность разработки — нет соединительных деталей, не предусмот-
рены места для установки электроаппаратуры или других уст-
ройств. При систематической, последовательной работе таких оши-
бок обычно не бывает.
9) К тяжелым последствиям ведет использование в порядке
унификации деталей и сборочных единиц, не предназначенных для
работы в режиме и при параметрах проектируемого изделия.
Предвидение ошибок и их предотвращение. Анализ многооб-
разных причин, по которым могут возникнуть ошибки, подробное
рассмотрение условий, благоприятствующих этому, создают пред-
посылку для их систематизации и выработки общих рекомендаций
по борьбе с ошибками на всех стадиях конструкторской работы.
1) Необходимо повысить уровень технической учебы в подраз-
делениях. При этом должно быть два вида учебы: один (общий
для всех) знакомит с отдельными актуальными вопросами совре-
менной науки и техники; другой (индивидуальный или групповой)
дает глубокие знания по специальным*вопросам, таким, как, на-
пример, расчет тарельчатых пружин или расчет корригирования
зубчатых колес при сближении или отдалении межцентрового рас-
стояния в корпусе, или выбор шероховатости поверхности корпус-
ных деталей. Занятия следует проводить с малым количеством кон-
структоров, при обязательном ведении записей в рабочей тетради;
давать два—три самостоятельных примера и ставить оценку зна-
280
ний При такой системе повышается и общая квалификация работ-
ников.
2) На большинство этапов конструкторской работы необходи-
мо составлять письменные указания, которые организуют и дисцип-
линируют конструкторов. В них должно быть записано, что выдает-
ся как исходный материал; что требуется выполнить, объем графи-
ческих работ, срок выполнения работы, все параметры и осебенно-
сти, указано, какой литературой и справочниками пользоваться.
3) Необходимо установить порядок регулярной проверки рабо-
ты лицом, ответственным по данному изделию за увязку размербв
и правильную запись материалов, стандартных и покупных изделий
в соответствии с НТД и руководящими техническими документами.
4) Регулярно проводить обсуждение хода работы, отмечать до-
стижения и недостатки, анализировать обнаруженные ошибки, так-
тично, с учетом особенностей характера исполнителей, вскрывать
причину их возникновения, намечать меры к их исправлению. На-
глядная, регулярная, объективная информация (графики, диаг-
раммы качества; витрины, экраны отличного качества и брака) и
критику работы сплачивают коллектив, мобилизуют его на прео-
доление трудностей.
5) Регулярно доводить до сведения конструкторов замечания
по конструкторской документации, обнаруженные при проверке
технологом, метрологом и нормоконтролером.
6) Если известен завод—изготовитель изделия, разработку кон-
струкции необходимо производить с учетом технической оснащен-
ности завода. Если завод-изготовитель не известен, проектирование
вести с учетом общемашиностроительных норм и правил.
При внедрении в практику конструкторских работ указанных
выше положений вероятность ошибок будет заметно уменьшена.
ПРОВЕРКА ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
Виды документов. Технологический документ — графический
или текстовой документ, который отдельно или в совокупности с
другими документами определяет технологический процесс или
операцию изготовления изделия.
Виды, правила и положения о порядке разработки, оформле-
ния, комплектации и обращения технологической документации,
разрабатываемой и применяемой? в производстве всеми машино-
строительными организациями и предприятиями, установлены стан-
дартами Единой системы технологической документации (ЕСТД).
ЕСТД, кроме того, устанавливает:
стандартизацию обозначений и унификацию последовательно-
сти размещения однородной информации в формах документации
на различные виды работ при использовании средств вычислитель-
ной техники для управления производством;
взаимообмен технологическими документами между организа-
циями и предприятиями без их переоформления;
281
стабильность комплектности, исключающую повторную разра-
ботку и выпуск дополнительных документов.
В зависимости от назначения технологические .документы под-
разделяют на основные и вспомогательные.
К основным относят документы:
содержащие сводную информацию, необходимую для решения
одной или комплекса инженерно-технических, планово-экономиче-
ских и организационных задач;
полностью и однозначно определяющие технологический про-
цесс (операцию) изготовления или ремонта изделия (составных
частей изделия).
К вспомогательным относят документы, применяемые при раз-
работке и функционировании технологических процессов и опера-
ций, например, карта заказа на проектирование технологической
оснастки, акт внедрения технологического процесса и др.
Основные технологические документы подразделяют на доку-
менты общего и специального назначения. К документам общего
назначения относят технологические документы, применяемые в
отдельности или в комплектах документов на технологические про-
цессы (операции), независимо от применяемых технологических
методов изготовления или ремонта изделий (составных частей из-
делий), например, карта эскизов, технологическая инструкция. К
документам специального назначения относят документы, приме-
няемые при описании технологических процессов и операций в за-
висимости от типа и вида производства и применяемых технологи-
ческих методов изготовления или ремонта изделий (составных час-
тей изделий), например, маршрутная карта, карта технологическо-
го процесса, карта типового (группового) технологического про-
цесса, ведомость изделий (деталей, сборочных единиц) к типовому
(групповому) технологическому процессу (операции), операцион-
ная карта и др.
Виды основных технологических документов, их назначение и
условное обозначение приведены в табл. 4.2, а их применение в за-
висимости от стадии разработки — в табл. 4.3. Состав применяе-
мых видов документов определяется разработчиком документов в
зависимости от стадий разработки технологической документации,
типа и характера производства.
Таблица 4.2
Виды технологических документов (ГОСТ 3.1102—81)
Вид документа Условное обозна- чение документа Назначение документа
Документы общего назначения
Титульный лист тл Документ предназначен для оформ- ления: комплекта (комплектов) технологи- ческой документации на изготовле- ние или ремонт изделия;
282
Продолжение
Вид документа Условное обозна- чение документа Назначение документа
комплекта (комплектов) технологи- ческих документов на технологи- ческие процессы изготовления или ремонта изделия (составных частей изделия); отдельных видов технологических документов. Является первым листом комплек- та (комплектов) технологических документов
Карта эскизов кэ Графический документ, содержа- щий эскизы, схемы и таблицы и предназначенный для пояснения вы- полнения технологического процесса, операции или перехода изготовления или ремонта изделия (составных час- тей изделия), включая контроль и перемещения
Технологическая инст- рукция ти Документ предназначен для описа- ния технологическйх процессов, ме- тодов и приемов, повторяющихся при изготовлении или ремонте изде- лий (составных частей изде- лий), правил эксплуатации средств технологического оснащения. Приме- няется в целях сокращения объема разрабатываемой технологической до- кументации
Документы специального назначения
Маршрутная карта
МК
Документ предназначен для марш-
рутного или маршрутно-операцион-
ного описания технологического про-
цесса 1или указания полного состава
технологических операций при опе-
рационном описании изготовления
или ремонта изделия (составных час-
тей изделия), включая контроль и
перемещения по всем операциям раз-
личных технологических методов в
технологической последовательности
с указанием данных об оборудовании,
технологической оснастке, материаль-
ных нормативах и трудовых затра-
тах. ,
Примечания: .
I. МК является обязательным до-
кументом.
2. Допускается МК разрабатывать
на отдельные виды работ.
283
Продолжение
Вид документа Условное обозна- чение документа Назначение документа
3. Допускается МК применять сов- местно с соответствующей картой технологической информации, взамен карты технологического процесса, с операционным описанием в МК всех операций и полным указанием необ- ходимых технологических режимов в графе «Наименование и содержание операции». 4. Допускается взамен МК исполь- зовать соответствующую карту тех- нологического процесса
Карта технологичес- кого процесса ктп Документ предназначен для опера- ционного описания технологическо- го процесса изготовления или ремон- та изделия (составных частей изде- лия) в технологической последова- тельности по всем операциям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов, технологических режимов и данных о средствах технологичес- кого оснащения, материальных и тру- довых затратах
Карта типового (груп- пового) технологическо- го процесса кттп Документ предназначен для опи- сания типового (группового) техно- логического процесса изготовления или ремонта изделий (составных частей изделий) в технологической последовательности по всем опера- циям одного вида формообразования, обработки, сборки или ремонта, с указанием переходов и общих дан- ных о средствах технологического оснащения, материальных и трудо- вых затратах. Применяется совмест- но с ВТП.
Операционная карта ок Документ предназначен для описа- ния технологической операции с ука- занием последовательного выполне- ния переходов, данных о средствах технологического оснащения, режи- мах и трудовых затратах. Применя- ется при разработке единичных тех- нологических процессов
Карта типовой (груп- повой) операции кто Документ предназначен для описа- ния типовой (групповой) технологи- ческой операции с указанием после- довательности выполнения переходов и общих данных о средствах техно- логического оснащения и режимах. Применяется совместно с ВТО
284
Продолжение
Вид документа Условное обозна- чение документа Назначение документа
Карта технологичес- кой информации кти Документ предназначен для указа- ния дополнительной информации, не- обходимой при выполнении отдель- ных операций (технологических про- цессов) и связанной с применением уникальных средств технологическо- го оснащения, прогрессивных мето- дов изготовления или ремонта изде- лия
Комплектовочная кар- та кк Документ предназначен для указа- ния данных о деталях, сборочных единицах и материалах, входящих в комплект собираемого изделия, и применяется при разработке техно- логических процессов сборки. Допускается применять КК для указания данных о вспомогательных, материалах в других технологичес- ких процессах
Т ехцико-нормировоч- ная карта ТНК Документ предназначен для разра- ботки расчетных данных к техноло- гической операции по нормам вре- мени (выработки), описания выпол- няемых приемов и применяется при. решении задач нормирования трудо- затрат
Карта расчета и ко- дирования информации КРИ Документ предназначен для рас- чета и кодирования информации, ис- пользуемой при разработке управ- ляющей программы к станкам с программным управлением (ПУ)
Карта наладки КН Документ предназначен для указа- ния дополнительной информации К технологическим процессам (опера- циям) по наладке средств техноло- гического оснащения. Применяется при многопозиционной обработке для станков с ПУ, при групповых мето- дах обработки и т. п.
Ведомость технологи- ческих маршрутов втм Документ предназначен для указа- ния технологического маршрута изго- товления или ремонта изделия (со- ставных частей изделия) по подраз- делениям предприятия и применяет- ся для решения технологических и производственных задач
Ведомость оснастки во Документ предназначен для ука- зания применяемой технологической оснастки при выполнении технологи- ческого процесса изготовления или ремонта изделия (составных частей изделия)
285
Продолжение
Вид документа Условное обозна- чение документа Назначение документа
Ведомость оборудова- ния ВОБ Документ предназначен для ука- зания применяемого оборудования, необходимого для изготовления или ремонта изделия (составных частей изделия) Документ предназначен для ука- зания данных о подетальных нормах расхода материалов, о заготовках, технологическом маршруте прохож- дения изготавливаемого или ремон- тируемого изделия (составных час- тей изделия). Применяется для ре- шения задач по нормированию мате- риалов
Ведомость материа- лов : , ВМ
Ведомость специфи- цированных норм расхо- да материалов вен Документ предназначен для ука- зания данных о нормах расхода ма- териалов для изготовления или ре- монта изделия и применяется для ре- шения задач по нормированию рас- хода материалов на изделие
Ведомость удельных норм расхода материа- лов ВУН Документ предназначен для ука- зания данных об удельных нормах расхода материалов, используемых при выполнении технологических про- цессов и операций изготовления или ремонта изделия (составных частей изделия), и применяется для реше- ния задач по нормированию расхо- да материалов
Технологическая ве- домость ТВ Документ предназначен для ком- плексного указания технологической и организационной информации, ис- пользуемой перед разработкой ком- плекта (комплектов) документов на технологические процессы (опера- ции), и применяется на одном из первых этапов технологической под- готовки производства (ТПП)
Ведомость применяе- мости вп Документ предназначен для ука- зания применяемости полного соста- ва деталей, сборочных единиц, средств технологического оснащения и др. Применяется для решения за- дач ТПП
Ведомость сборки из- делия вси Документ предназначен для ука- зания состава деталей и сборочных единиц, необходимых для сборки изделия в порядке ступени входи- мости, их применяемости и количест- венного состава
Ведомость операций воп Документ предназначен для опера- ционного описания технологических
операций одного вида формообразо- вания, обработки, сборки и ремонта
286
Продолжение
Вид документа Условное обозна- чение документа Назначение документа
Ведомость деталей втп изделия в технологической последо- вательности с указанием переходов, технологических режимов и данных о средствах : технологического осна- щения и норм времени. Применяется совместно с МК или КТП Документ предназначен для ука-
(сборочных единиц) к (ВТО) зания состава деталей (сборочных
типовому (групповому) технологическому про- цессу (операции) Ведомость деталей, вдо единиц, изделий), изготавливаемых или ремонтируемых по типовому (групповому) технологическому про- цессу (операции), и переменных дан- ных о материале, средствах техно- логического оснащения, режимах об- работки и трудозатратах Документ предназначен для указа-
изготовленных из отхо- дов Ведомость дефекта- вд ния данных о деталях, изготовлен- ных из отходов при раскрое металла Документ предназначен для ука-
ции * зания изделйй (составных частей из-
Ведомость стержней вст делий), подлежащих ремонту, с определением вида ремонта, дефек- тов и для указания дополнительной- технологической информации. При- меняется при ремонте изделий (со- ставных частей изделий) ‘ Документ предназначен для ука-
Ведомость технологи- втд зания информации, необходимой при изготовлении стержней для отливок Документ предназначен для указа-
ческих документов Ведомость держателей вдп ния полного состава документов, не- обходимых для изготовления или ре- монта изделий (составных частей из- делий), и применяется при передаче комплекта документов с одного пред- приятия на другое Документ предназначен для ука-
подлинников зания полного состава документов^ необходимых при- передаче комплек- та документов на микрофильмиро- вание
Примечания:
1. Допускается указывать виды вспомогательных документов на отраслевом
уровне.
,2. Допускается вводить через дробь в условные обозначения дополнитель-
ные признаки, раскрывающие специальное назначение документа, в виде букв
русского алфавита, например, для ведомости применяемости (ВП), предназна-
ченной:
для указания данных о технологической оснастке — ВП/О;
для указания данных о применяемости стандартных деталей (сборочных
единиц)'ВП/СД;
для указания данных о применяемости оригинальных деталей (сборочных
единиц) — ВП/ОД и т. д.
287
Таблица 4.3
Применение видов документов в зависимости от стадий
разработки (ГОСТ 3.1102—81)
Условное обозначение документа Разработка технологической документации на стадии Примечание
предваритель- ный проект опытный образец серийное (массовое) производство
кэ О © Допускается взамен КЭ использовать черте- жи изделий (деталей, сборочных единиц)
ти © © При ссылке в доку- ментах на ТИ следует указывать ее обозначе- ние
мк © © © На стадиях «Предва- рительный проект» и «Опытный образец (опытная партия)» до- пускается разрабатывать на отдельные виды фор- мообразования, обработ- ки, сборки или ремон- та изделия
ктп о ©
кттп © ©
ок о о ©
КТО © ©
кк о о ©
ТНК о ©
КН ©
>288
Продолжение
Условное Разработка технологической документации на стадии Примечание
обозначение документа предваритель- ный проект опытный образец серийное (массовое) производство
втм Разработка докумен- та предшествует разра- ботке документов на технологические процес- сы изготовления или ре- монта изделий
во Документ может вхо- дить в комплект доку- ментов на технологичес- кий процесс изготовле- ния или ремонта изде- лий в виде отдельного сводного документа на изделие
вм вен втп (ВТО) © © На стадиях «Предва- рительный проект», «Опытный образец (опытная партия)» доку- мент по составу инфор- мации имеет комплекс- ный характер и заменя- ет разработку ВТМ Документ разрабаты- вается на основании ВМ
Примеч ан’ия:
3.
вается
1. - — документ, необходимый для разработки
2. - — документ, выбираемый по усмотрению разработчика.
Необходимость применения документов, указанных в табл. 4.3, устанавли-
отраслевыми НТД.
1.0 Зак. 942
289
Документы необходимо заполнять в соответствии с требования-
ми ГОСТ 3.1104—81. Запись в документах должна быть точной и
лаконичной. Документы заполняют тушью, буквы и цифры должны
быть четкими. Высота букв и цифр не менее 2,5 мм. Заполнять до-
кументы можно машинописным способом с шагом письма 2,54 мм
по ГОСТ 8274—83. Записи необходимо располагать на строках в
один ряд в нижней части поля строки. Записи не должны сливать-
ся с линиями, разграничивающими строки и графы. Если содержа-
ние операции или перехода занимает несколько строк, то записи,
размещаемые в соседних графах, производят на уровне первой стро-
ки содержания операции или перехода. Сокращения слов в доку-
ментах не допускаются. Исключение составляют сокращения, уста-
новленные ГОСТ 2.316—68.
Формулировка содержания и правила записи операций (пере-
ходов) литья установлены ГОСТ 3.1707—84, ковки и горячей штам-
повки — ГОСТ 3.1706—83, холодной штамповки — ГОСТ 3.1701 —
—79, пайки и лужения ГОСТ 3.1704—81, сварки — ГОСТ 3.1705—
—81, обработки резанием — ГОСТ 3.1702—79, слесарных и
слесарно-сборочных работ — ГОСТ 3.1703—79 (табл. 4.4—4.11)
При разработке операций технологических процессов необходи-
мо также руководствоваться данными, приведенными в табл. 1.1—
— 1.28.
Оформлять и разрабатывать КЭ необходимо в соответствии с
требованиями, установленными в ГОСТ 3.1103—81. На карте эски-
зов выполняется эскиз обрабатываемой детали так, как ее видит
рабочий сбоку или сверху, и указываются данные, необходимые
для выполнения операции (размеры, предельные отклонения, обо-
значения шероховатости, технические требования и т. д.). На эс-
кизе указывают только те параметры, которые должны быть до-
стигнуты при выполнении данной операции. На КЭ могут разме-
щаться также необходимые схемы и таблицы.
Предельные отклонения формы и расположения поверхностей
указываются в соответствии с ГОСТ 2.308—79, а обозначение ше-
роховатости — с ГОСТ 2.309—73. Таблицы, схемы и технические*
требования размещают на свободном поле КЭ справа от эскиза или
под ним. Технические требования излагают по ГОСТ 2.316—68. Ус-
ловные обозначения технологических баз, опор и зажимов простав-
ляют по ГОСТ 3.1107—81. Эскиз выполняют в произвольном мас-
штабе, обеспечивающем четкое представление об изделии.
Необходимое количество изображений (видов, разрезов, сече-
ний и выносных элементов) устанавливают исходя из условия обе-
спечения наглядности и ясности изображения обрабатываемых по-
верхностей и возможности простановки всех выдерживаемых раз-
меров. Допускается не вычерчивать второстепенные элементы де-
тали, не являющиеся обрабатываемыми или базовыми при выпол-
нении данной операции и не искажающие основную конфигурацию
детали (например, ребра, пазы, окна, литейные и штамповочные
290
Таблица 4.4
Примеры полной и сокращенной записи операций (переходов)
холодной штамповкй (ГОСТ 3.1701—79)
Запись операции (перехода)
полная сокращенная
Выдавить заготовку, выдерживая тол- щину дна s, стенок ,и высоту стенок h Выдавить заготовку, выдерживая размеры 1—3 Выдавить заготовку согласно эски- зу
Высадить головку на длине 1, выдер- гивая размеры b и h Высадить головку согласно эскизу
Вырубить заготовку, выдерживая раз- меры b и 1 Вырубить заготовку, выдерживая размеры 1, 2 Вырубить заготовку согласно эски- зу
Вытянуть деталь, выдерживая h, с прижимом Вытянуть деталь согласно эскизу
Гнуть борт на ^35°, выдерживая раз- мер h Гнуть борт согласно эскизу
Зачистить окно по контуру, выдержи- вая размеры b, h Зачистить окно, выдерживая раз- меры 1, 2 Зачистить окно согласно эскизу
Калибровать отверстие, выдерживая размер d. Калибровать отверстие согласно эскизу
Кернить п углублений (центров), вы- держивая размеры Кернить п углублений согласно эскизу
Отбортовать окно, выдерживая разме- ры b, 1 и h Отбортовать окно, выдерживая размеры 1—3 Отбортовать окно согласно эскизу
Отрезать заготовку, выдерживая раз- меры b и 1 по упору Отрезать заготовку, выдерживая размеры 1 и 2 по упору. Отрезать заготовку согласно эскизу
Раздать заготовку с диаметра d до диаметра d} на длине 1 Раздать заготовку согласно эскизу
Чеканить на детали знаки, выдержи- вая размеры Чеканить на детали знаки согласно эскизу
]()=
291
Таблица 4.5
Примеры записи операций и переходов слесарных и слесарно-сборочных работ
(ГОСТ 3.1703—79)
Запись операции и перехода
полная к сокращенная
Гнуть деталь, выдерживая размеры 1 и 2 Гнуть деталь согласно эскизу
Зачистить буртик 1 от краски Зачистить согласно эскизу
Калибровать отверстие 2, выдерживая Калибровать отверстие 2 сог-
размер 1 ласно чертежу
Маркировать деталь, выдерживая разме- Маркировать деталь согласно
ры 1 и 2 эскизу
Нарезать резьбу, выдерживая размер 1 Нарезать резьбу согласно чер- тежу
Опилить заготовку, выдерживая размеры Опилить заготовку согласно эс-
1, 2иЗ кизу
Развернуть отверстие 2, выдерживая ше- Развернуть отверстие 2 соглас-
роховатость но чертежу
Разметить деталь, выдерживая размеры Разметить деталь согласно чер-
1, 2 и 3 тежу
Развальцевать поверхность 1, выдерживая Развальцевать поверхность 1
размер 2 согласно чертежу
Разрезать заготовку, выдерживая 7 = 2*0; Разрезать заготовку согласно
h=35 эскизу
Разобрать изделие (позиции 1, 3, 5) Разобрать изделие согласно чертежу
Сверлить отверстие, выдерживая разме- Сверлить отверстие согласно
ры 1 и 2 чертежу
Свинтить детали 1 и 3, выдерживая раз- Свинтить детали 1 и 3 согласно
мер 1 чертежу
Собрать детали 2 и 5, выдерживая раз- Собрать детали 2 и 5 согласно
мер 1, обеспечивая герметичность чертежу
Установить деталь, выдерживая ^- = 15° Установить деталь согласно чертежу
Шабрить поверхность 1 с точностью Шабрить поверхность 1 соглас-
8—10 пятен но эскизу
292
Таблица 4.6
Примеры полной и сокращенной записи содержания операций (переходов)
пайки и лужения (ГОСТ 3.1704—81)
Номер приме- ра Условный код операции (перехода) Полная запись содержания операции (перехода) Сокращенная запись содержания операции (перехода)
1 Паять 10001011321 ‘ Паять готовым полностью расплавляемым припоем с кри- сталлизацией при охлаждении одновременной электромагнит- ной пайкой сборочные единицы позиции 2 и 3 согласно чертежу Паять гот. полн. распл. прип. с крист, при охл. одновр. эл.-магн. пайкой сб. ед. поз. 2 и 3 согл. черт.
2 Лудить 712 Лудить абразивно-кристал- лическим лужением детали позиции 1 и 2 согласно эс- кизу Лудить абраз.-крист. лужением дет. поз. 1 и 2 согл. эск.
3 Паять 30002'01010 Паять контактно-реактивной диффузионной одновременной пайкой детали позиции 1 и 2 Паять конт.-реакт. дифф, одновр. пайкой дет. поз. 1 и 2
293
Таблица 4.7
Правила записи операций и переходов сварки (ГОСТ 3.1705—81)
Примеры
Сварить детали
Сварить дуговой сваркой в углекислом газе порошковой проволокой в положе-
нии «в лодочку» детали согласно эскизу.
Сварить образцы-свидетели
Сварить дуговой сваркой в инертных газах плавящимся электродом детали____
Прихватить детали согласно эскизу.
Прихватить 50 ±5/200'±,10 детали
Прихватить 5±1/25±2 детали
Прихватить контактной точечной сваркой 5—Ь 1/25±2 детали__________________
Прихватить контактной точечной сваркой d = 5+1 в трех равноудаленных мес-
тах детали___________
Прихватить дуговой сваркой в углекислом газе порошковой проволокой шва-
ми 64-1, 30'±5/1'5'0:± 10 детали
Прихватить швами 84-1,5, длиной ЗЮ±5 в четырех диаметрально
противоположных местах детали
Приварить технологические пластины.
Подварить корень шва.
Заварить технологическое отверстие.
Выполнить замыкающий шов.
Выполнить одновременно швы
Примечания:
1. Линейка в примерах показана условно для определения места указания
обозначений или номеров позиций деталей и сборочных единиц или указания
номеров сварных швов по конструкторскому документу или эскизу.
2. Особые условия сварки могут быть записаны отдельными предложения-
ми (например, «Сварку производить после остывания до температуры ниже
473 К и зачистки каждого предыдущего валика») в конце записи содержания
перехода (операции), на эскизе или в графе «Особые указания».
3. При описании операции следует указывать в технологической последова-
тельности переходы зачистки, сборки и другие, если их выполняют на том же
рабочем месте, где производится сварка, и те же исполнители. При этом следует
руководствоваться правилами, установленными в соответствующих нормативно-
технических документах.
294
Таблица 4.8
Операции механической обработки резанием.
Термины и определения (ГОСТ 17420—72)
Термин Определение
Токарная операция Сверлильная операция Расточная операция Шлифовальная опера- ция Отделочная операция Зубообрабатывающая операция Фрезерная операция Строгальная операция Долбежная операция Протяжная операция Отрезная операция Токарно-револьверная операция Автоматная токарная операция Токарно-карусельная операция Токарно-винторезная операция Специальная токарная операция Лоботокариая операция Вальцетокарная опера- ция Токарно-затыловочная операция Токарно-копировальная операция Общие понятия Операция, выполняемая на станках токарной группы Операция, выполняемая на станках сверлиль- ной группы Операция, выполняемая на станках расточной группы Операция, выполняемая на станках шлифовальной группы Операция, выполняемая на станках отделочной группы Операция, выполняемая на станках зубообрабаты- вающей группы Операция, выполняемая на станках фрезерной группы Операция, выполняемая на станках строгальной группы Операция, выполняемая на станках долбежной группы Операция, выполняемая на станках протяжной группы Операция, выполняемая на станках отрезной группы Токарные операции Операция, выполняемая на горизонтально-токар- ном или вертикально-токарном автомате или полу- автомате Операция, выполняемая на специальных токарных станках. Примечание. Примером специальных токар- ных операций являются операции обработки ко- ленчатых и распределительных валов, операции на трубо- и муфтообрабатывающпх станках и т. д. Операция, выполняемая на токарно-копироваль- ном станке или полуавтомате
295
Продолжение
Термин Определение
Токарно-бесцентровая операция Торцеподрезная центро- вальная операция Сверлильные операции
Вертикально-сверлиль- ная операция Горизонтально-сверлиль- ная операция Радиально-сверлильная операция Сверлильно-центроваль- ная операция Операция, выполняемая на радиально-сверлильном или портально-сверлильном станке Расточные операции
Г оризонтально-расточ- ная операция Вертикально-расточная операция Координатно-расточная операция Алмазно-расточная опе- рация Шлифовальные операции
Круглошлифовальная операция Вальцешлифовальная операция Бесцентрово-шлифо- вальная операция Внутришлифовальная операция Плоскошлнфовальная операция Обдирочно-шлифоваль- ная операция Резьбошлифовальная операция Шлицешлифовальная операция Шлифовально-затыло- вочная операция Торцешлифовальная операция Координатно-шлифо- вальная операция Операция, выполняемая на бесцентрово-шлифо- вальном или бесцентрово-доводочном станке Операция, выполняемая на резьбошлифовальном или червячно-шлифовальном станке
296
Продолжение
Термин Определение
Карусельно-шлифоваль- ная операция Центрошлифовальная операция Заточная операция Ленточно-шлифовальная операция Специальная шлифо- вальная операция Операция, выполняемая на станках для шлифо- вания центровых отверстий Операция, выполняемая на специальных шлифо- вальных станках. Примечание. Примерами специальных шлифовальных операций являются операции обра- ботки желобов и бортиков колец подшипников качения, обработки шеек коленчатых и распреде- лительных валов и т. д. Отделочные операции
Хонинговальная опера- ция Суперфинишная опера- ция Доводочно-притирочная операция Полировальная опера- ция —
Зубообрабатывающие операции
Зубофрезерная опера- ция Шлицефрезерная опера- ция Зубодолбежная опера- ция Зубошевинговальная операция Зубохонинговальная операция Зубошлифовальная операция Зубострогальная опера- ция Зубопротяжная опера- ция Зубопритирочная опера- ция Зубозакругляющая опе- рация Специальная зубообра- батывающая операция Операция, выполняемая на шлицефрезерном или шлицестрогальном станке Операция, выполняемая на зубопритирочном или зубодоводочном станке Операция, выполняемая на станках для обработ- ки реек, червяков, червячных колес и глобоидных пар
297
Продолжение
Термин Определение
Фрезерные операции
Г оризонтально-фрезер- ная операция Вертикально-фрезерная операция Резьбофрезерная опера- ция Копировально-фрезер- ная операция Гравировальное Фрезер- ная операция Карусельно-фрезерная операция Барабанно-фрезерная операция Шпоночно-фрезерная операция Фрезерно-центроваль- ная операция Продольно-фрезерная операция Специальная фрезерная операция Операция, выполняемая на специализированных фрезерных станках. Примечание. Примерами специальных фре- зерных операций являются операции обработки канавок, сверл, метчиков, разверток и др.
Строгальные и протяжные операции
Продольно-строгальная операция Поперечно-строгальная операция Г оризонтально-протяж- ная операция Вертикально-протяж- ная операция Отрезные операции
Токарно-отрезная опера- ция Фрезерно-отрезная опе- рация Пило-отрезная операция Ножовочно-отрезная операция Ленточно-отрезная опе- рация Абразивно-отрезная операция Операция, выполняемая на токарно-отрезном авто- мате или полуавтомате
298
Продолжение
Термин Определение
Специальные операции
Агрегатная операция Болтонарезная операция Гайконарезная опера- ция Резьбонакатная опе- рация Балансировочная опе- рация Галтовочная операция Операция, выполняемая в галтовочных бараба- нах
Виброабразивная опе- рация Операция, выполняемая в виброабразивных уста- новках Таблица 4.9
Терминология вспомогательных и технологических переходов
Наименование Содержание перехода
Вспомогательные пе-
реходы
Токаоные операции
Установить деталь. Установить деталь, закрепить.
Снять. Снять деталь. Установить деталь, выверить,
закрепить. Снять. Подать пруток до упора. Закре-
пить. Снять остаток. Запрессовать деталь на оправ-
ку. Открепить деталь. Переустановить деталь, закре-
пить. Выдвинуть пруток на длину. Перезакрепить
деталь. Поджать центром. Установить расточную оп-
равку. Выверить оправку по приспособлению. Уста-
новить накладной кондуктор. Откинуть кондуктор-
скую плиту. Повернуть кондуктор с деталью на
угол . . . Переустановить деталь в кондукторе. За-
крепить. Повернуть стол с деталью на угол . . .
Снять кондуктор. Уложить деталь в тару. Повторить
переходы . . .
Точить поверхность в размер 1 на проход. Точить
поверхность в размер 1 и 2. Точить фасонную по-
верхность в размеры 1, 2 и 3. Точить поверхность с
подрезкой торца в размеры 1, 2. Точить поверхность
с образованием фаски в размеры 1, 2, 3. Одновре-
менно точить «п» поверхностей в размеры 1, 2, 3 и
4. Точить галтель (радиус) в размер 1. Точить фаску
в размер 1. Точить конус в размеры 1, 2, 3, 4. То-
чить сферу в размер 1. Точить шейку под люнет в
размеры 1, 2, 3. Накатать рифление сетчатое в раз-
мер 1 по ГОСТ . . . Накатать накатку прямую в
размер 1 по ГОСТ . . . Нарезать профиль червяка,
выдержав размеры и ТУ согласно таблице эскиза.
Подрезать торец как чисто (только для заготовок
из прутка). Подрезать торец в размер 1. Подрезать
торец буртика в размер 1. Проточить риску в раз-
меры 1, 2, 3. Подрезать торец с проточкой канавки в
размеры 1, 2, 3. Проточить канавку в размеры 1, 2,
299
Продолжение
Наименование
Сверлильные операции
Содержание перехода !
3'. Проточить торцевую канавку в размеры 1, 2, 3.
Проточить спиральную канавку в размеры 1, 2, 3.
Проточить радиусную канавку в размеры 1, 2, 3. На-
резать резьбу в размер 1 на проход. Нарезать резьбу
в размеры 1, '2. Нарезать коническую резьбу в раз-
мер 1 ГОСТ . . . Накатать резьбу в размер 1 на про-
ход. Накатать резьбу в размеры 1,2. Надрезать заго-
товку с образованием фаски в размеры 1, 2. 3. Разре-
зать заготовку на «п» деталей в размер 1. Отрезать
ложный центр, в размер 1. Отрезать деталь в раз-
мер 1. Центровать торец в размер 1. Центровать то-
рец в размеры 1,2,3. Править центровое отверстие в
размеры 1, 2. Сверлить отверстие в размер 1 на про-
ход. Сверлить отверстие в размеры 1, 2. Рассверлить
отверстие в размер 1 на проход. Рассверлить отвер-
стие в размеры 1,2. Зенкеровать отверстие в раз-
мер 1, на проход. Зенкеровать отверстие в размеры 1,
2. Расточить отверстие в размер 1 на проход. Рас-
точить отверстие в размеры 1, 2. Зенкеровать фаску в
размер 1. Расточить фаску в размер 1. Расточить ко-
ническое отверстие в размеры 1, 2, 3 на проход. Рас-
точить отверстие с подрезкой дна в размеры ], 2.
Подрезать дно в размер 1. Расточить канавку в раз-
меры 1, 2, 3. Расточить выточку в размеры 1, 2, 3.
Расточить сферу (радиус) в размер 1. Развернуть
отверстие в размер 1 на проход. Развернуть отвер-
стие в размеры 1, 2. Развернуть коническое отвер-
стие в размеры 1, 2, 3. Калибровать отверстие в
размер 1. Калибровать резьбу в размер 1. Полиро-
вать поверхность до . Раскатать отверстие в
размер 1. Обкатать поверхность в размер 1. Навить
пружину в размеры 1, 2, 3. Отрубить пружину в
размер 1
Центровать поверхность в размер 1. Центровать
торец в размеры 1, 2, 3. Сверлить отверстие в раз-
мер 1 на проход. Сверлить отверстие в размеры 1,
2. Рассверлить отверстие в размер 1 на проход. Раз-
вернуть отверстие в размеры 1, 2. Развернуть кони-
ческое отверстие в размеры 1, 2, 3. Зенкеровать фас-
ку в размер 1. Расточить кольцевую канавку в раз-
меры 1, 2, 3. Рассверлить отверстие в размеры 1, 2.
Сверлить отверстия в размер 1 на проход. Одновре-
менно сверлить отверстия в размеры 1 и 2 на про-
ход. Зенкеровать отверстие в размер 1 на проход.
Зенкеровать отверстие в размеры 1, 2. Зенкеровать
отверстие в размеры 1,2, 3. Зенкеровать выточку в
размеры 1, 2. Зенкеровать бобышку в размер 1. Зен-
керовать внутреннюю бобышку в размер 1. Нарезать
резьбу в размер 1 на проход. Нарезать резьбу в раз-
меры 1, 2. Нарезать коническую резьбу в размер 1
ГОСТ . . . Вырезать деталь в размер 1
300
Продолжение
Наименование Содержание перехода
Расточные операции Точить поверхность в размер 1 на проход. Точить поверхность в размеры 1, 2. Подрезать торец в раз- мер 1. Фрезеровать поверхность в размер 1. Фрезе- ровать лаз в размеры 1, 2, 3. Расточить отверстие с подрезкой дна в размеры 1, 2. Зенкеровать от- верстие в размер 1 на проход. Зенкеровать отвер- стие в размеры 1, 2. Развернуть отверстие в размер 1 на проход. Развернуть отверстие в размеры 1, 2. Расточить отверстие в размер 1 на проход. Расто- чить отверстие в размеры 1, 2. Расточить выточку в размеры 1, 2, 3. Расточить канавку в размеры 1, 2, 3. Расточить фаску в размер 1. Раскатать отверстие в размер 1 на проход. Нарезать резьбу в размер 1 на проход
Фрезерные операции Фрезеровать поверхность в размер 1 на проход. Фрезеровать поверхности в размеры '1, 2'. Фрезеро- вать уступ в размеры 1, 2. Фрезеровать паз вч раз- меры 1, 2, 3. Фрезеровать фаску в размер 1. Фрезе- ровать «п» поверхностей (торец, ребро и т. д.) в размеры 1, 2, 3, 4. Фрезеровать шпоночный паз в размеры 1, 2, 3, 4. Фрезеровать шлиц в размеры 1, 2. Фрезеровать торец в размер 1. Фрезеровать торцы в размер I. Фрезеровать ласточкин хвост в размеры 1, 2 (с одной стороны). Фрезеровать лас- точкин хвост в размеры 1, 2', 3 (с другой стороны). Фрезеровать окно в размер 1, 2, 3. Фрезеровать гнездо в размеры 1, 2, 3, 4. Фрезеровать скос в раз- меры 1, 2. Фрезеровать ребро в размер 1. Фрезеро- вать шестигранник в размер 1. Фрезеровать квадрат в размер 1. Фрезеровать лыску в размер 1. Фрезеро- вать Т-образный паз в размеры 1, 2, 3, 4, 5. Фрезеро- вать неполные витки червяка на входе и выходе резца до С,5 толщины (размер 1). Фрезеровать ра- диус в размер 1. Фрезеровать спиральную канавку в размеры 1, 2, 3. Разрезать деталь на . . . штук в
Строгальные опера- ции размер 1. Отрезать заготовку (деталь) в размер 1 Строгать поверхность в размер 1. Строгать поверх- ность в размеры 1, 2. Строгать уступ в размеры 1 2. Строгать паз в размеры 1, 2, 3. Строгать ребро в размер 1. Строгать канавку в размеры 1, 2, 3. Стро- гать фаску в размер 1. Строгать Т-образный паз в размеры 1, '2, 3, 4, 5. Строгать ласточкин хвост в раз-
Долбежные операции меры 1, 2 (с двух сторон) Долбить уступ в размеры 1, 2. Долбить паз в раз-
Протяжные операции меры 1, 2, 3. Долбить окно в размеры 1, 2, 3. Протянуть отверстие в размер 1. Протянуть паз в размеры 1, 2. Протянуть шлицевое отверстие 1, 2, 3, 4. Протянуть окно в размеры 1, 2, 3. Протянуть поверхность в размер 1
Зубообрабатывающие операции Фрезеровать зубья, выдержав размеры и ТУ со- гласно таблице эскиза. Долбить зубья, выдержав размеры и ТУ согласно таблице эскиза. Строгать зубья, выдержав размеры и ТУ согласно таблице эс- киза. Протянуть зубья, выдержав размеры и ТУ со-
301
Продолжение-
Наименование Содержание перехода
гласно таблице эскиза. Фрезеровать шлицы в разме- ры 1, 2, 3, 4. Шевинговать зубья, выдержав размеры и ТУ согласно таблице эскиза. Шлифовать зубья, выдержав размеры и ТУ согласно таблице эскиза. Хонинговать зубья, выдержав размеры и ТУ соглас- но таблице эскиза. Притереть зубья, выдержав раз- меры и ТУ согласно таблице эскиза. Закруглить зу- бья и размер 1. Накатать резьбу в размер 1 на про- ход. Накатать резьбу в размеры 1, 2. Накатать риф- ления в-размеры 1, 2, 3, 4, 5. Накатать шлицы в размеры 1, 2, 3, 4
Шлифовальные опе- рации Шлифовать поверхность в размер 1. Шлифовать поверхность в размеры 1, 2. Шлифовать поверхность и торец в размеры 1, 2. Шлифовать галтель (ради- ус) в размер L. Шлифовать фаску в размер 1. Шли- фовать конус в размеры 1,2,3,4. Шлифовать сферу в- размер 1. Шлифовать канавку в размеры 1, 2, 3. Шлифовать отверстие в размер 1 на проход. Шли- фовать отверстие в размеры 1. 2. Шлифовать кони- ческое отверстие в размеры 1, 2, 3. Шлифовать дно в размеры 1, 2. Шлифовать фаску в размер 1. Шли- фовать торец в размер 1. Шлифовать поверхность в размер 1 на проход. Шлифовать фаску в размер 1. Шлифовать уступ в размеры 1, 2. Шлифовать реб- ро в размер 1 на проход. Шлифовать паз в размеры 1, 2, 3. Шлифовать центровую фаску в размер 1. Шлифовать резьбу в размер 1. на проход. Шлифо- вать резьбу в размеры 1, 2. Шлифовать коническую резьбу в размер 1, ГОСТ . . . Шлифовать профиль «п» заходного червяка, выдержав размеры и ТУ согласно таблице эскиза. Шлифовать радиус закруг- ления по профилю червяка в размер 1. Шлифовать «и» шлицев в размеры 1, 2, 3, 4
Отделочные операции Хонинговать отверстие в размер 1 до Суперфидишировать поверхность в размер 1 да Суперфинишировать отверстие в размер 1. до Полировать отверстие до^/~~ Полировать поверхность до
Разметочные опера- ции Проверить размеры заготовки. Разметить базовые плоскости. Разметить осевые линии. Разметить цен- тры. Разметить контур детали
Слесарные операции Зачистить заусенцы (для стали). Притупить ост- рые кромки (для чугуна). Маркировать деталь со- гласно ТУ на изготовление. Клеймить деталь согла- сно ТУ на изготовление. Править деталь, выдержав прямолинейность. Запилить фаску. Выгнуть концы пружины. Заправить концы пружины. Зачистить ос-
302
Продолжение
Наименование Содержание перехода
Балансировочные опе-
кании
татки после отрезки. Отогнуть витки на торцах пру-
жины. Подогнуть концы пружины
Определить величину дисбаланса (согласно ТУ).
Устранить дисбаланс по ТУ (сверлить отверстие и
т. п.). Проверить правильность устранения дисба-
ланса
Таблица 4.10
Примеры нанесения обозначений опор, зажимов и установочных
устройств на схемах (ГОСТ 3.1107—81)
303
Продолжений
Наименование
Примеры нанесения обозначений
опор, зажимов и установочных
устройств
6. Патрон поводковый
7. Люнет подвижный
8. Люнет неподвижный
9. Оправка цилиндрическая
10. Оправка коническая, роликовая
304
Продолжение
Наименование
Примеры нанесения обозначений
опор, зажимов и установочных
устройств
11. Оправка резьбовая, цилиндрическая
с наружной резьбой
12. Оправка шлицевая
13. Оправка цанговая
14. Опора регулируемая со сферической
выпуклой рабочей поверхностью
15. Зажим пневматический с цилиндриче-
ской рифленой рабочей поверхностью
vzzzzzzzzzzzza
5 пи гт
305
Таблица 4.11
Примеры схем установов изделий
Описание способа установа
Схема обозначении
1. В тисках с призматическими губками и
пневматическим зажимом
2. В кондукторе с центрированием на
цилиндрический палец, с упором' на три
неподвижные опоры и с применением
электрического устройства двойного зажи-
ма, имеющего сферические рабочие поверх-
ности
3. В трехкулачковом патроне с механи-
ческим устройством зажима, с упором в то-
рец, с поджимом вращающимся центром и
с креплением в подвижном люнете
4. На конической оправке с гидропласто-
вым устройством зажима, с упором в то-
рец на рифленую поверхность и с поджи-
мом вращающимся центром
306
\
уклоны, канавки, фаски, центровые отверстия, шпоночные пазы,
отверстия для крепежных деталей и т. д.). Обрабатываемые на
данной операции поверхности обводят сплошной линией толщиной
2s—3s, где s — толщина линии по ГОСТ 2.303—68.
Все размеры обрабатываемых поверхностей нумеруют араб-
скими цифрами. Номер проставляют в окружности диаметром
6—8 мм и соединяют с размерной линией или с обрабатываемой по-
верхностью. Нумерацию производят в направлении движения ча-
совой стрелки. Если эскиз изделия выполнен на КЭ в нескольких
проекциях с применением необходимого количества разрезов, сече-
ний и выносных элементов, то нумеровать все размеры ( поверхно-
сти) следует по направлению движения часовой стрелки: вначале
на каждой из проекций отдельно, а затем в такой же последователь-
ности на имеющихся разрезах, сечениях и выносных элементах.
При оформлении таблиц на КЭ следует соблюдать размеры и
наименования граф, соответствующих имеющимся графам в доку-
ментах, например, «Обозначение изделия» — 72 мм, шаг строки
8,5 мм и т. д. При условии размещения таблицы на всем формате
КЭ ее построение начинают с размещения строк от граф основных
надписей, расположенных в нижней части формы с шагом 8,5 мм.
Высоту головки таблиц разработчик выбирает произвольно, исхо-
дя из удобства заполнения. Допускается на одной КЭ выполнять
несколько эскизов к нескольким операциям или переходам. В
этом случае в основной надписи в графе «Номер операции» долж-
ны быть поставлены номера операций, эскизы к которым содержат-
ся на данной КЭ. При этом поле КЭ следует разделить на требуе-
мое число гранок. В левом верхнем углу каждой из них вычерчи-
вается графа размерами 10X15 мм для записи номера операции.
Нормоконтроль технологических документов. Нормоконтроль
документов, разрабатываемых в соответствии с ГОСТ 3.1102—81,
выполняется с учетом требований ГОСТ 3.1116—79 в том же по-
рядке, что и нормоконтроль конструкторской документации. Учет
применяемости технологической оснастки проводится в соответст-
вии с требованиями ГОСТ 3.1302—74.
К внешнему виду технологической документации нормоконтро-
лером должны предъявляться те же требования, что и к конструк-
торским документам. Одновременно проверяется возможность на-
иболее полной замены применяемой специальной технологической
оснастки и инструментов на стандартизованные и унифицирован-
ные с учетом принятой на данном предприятии номенклатуры.
Каждый технологический документ должен быть подписан ли-
цами, составляющими и проверившими его.
Содержание нормоконтроля в зависимости от видов контроли-
руемых технологических документов приведено в табл. 4.12.
Технологические процессы утверждаются после подписи нормо-
контролера, осуществляющего одновременно и учет применяемости
технологической оснастки. Если учет применяемости ведет специ-
307
Таблица 4,12
Содержание работ по нормоконтролю технологической
документации (ГОСТ 3.1116—79)
Вид технологического документа Содержание нормоконтроля
1. Комплект технологических документов I. Комплектность документов (п. 3.4) 2. Обозначение, присвоенное документу по ГОСТ 3.1201—74 3. Соответствие форм документов требо- ваниям стандартов Единой системы тех- нологической документации (ЕСТД) 4. Выполнение основной надписи по ГОСТ 3.1103—74 и правильность ее запол- нения 5. Оформление титульного листа по ГОСТ 3.1104—74 6. Наличие на документах необходимых обязательных подписей, фамилий и дат 7. Соответствие информации, вносимой в документы из конструкторской докумен- тации 8. Правильность нумерации листов до- кументов 9. Соответствие способа изложения тех- нологического процесса типу технологичес- кого процесса по его описанию 10. Наличие и правильность ссылок на стандарты и другие НТД 11. Соответствие документов требовани- ям к микрофильмированию по ГОСТ 13.102—72 12. Соответствие стадий разработки до- кументов по ГОСТ 3.1 L02—74 13. Соответствие записи наименований технологических операций и записи пере- ходов установленным стандартами ЕСТД, терминологическими стандартами и другими НТД 14. Правильность нумерации технологи- ческих операций 15. Возможность замены единичного тех- нологического процесса типовым 16. Соблюдение ограничительной НТД на оборудование, оснастку, материалы, профили и размеры проката 17. Правильность оформления следую- щих документов: содержащих текст, разбитый на графы; текстовых; графических; направляемых для обработки содержа- щейся в них информации с применением средств вычислительной техники; разработанных в системе автоматизи- рованного проектирования.
308
Продолжение
Вид технологического документа
Содержание нормоконтроля
2. Документы, содержащие
текст, разбитый на графы
3. Текстовые документы
4. Графические документы
5. Документы, ‘ направляемые
для обработки содержащейся ин-
формации средствами вычисли-
тельной техники
6. Документы, разработанные в
системе автоматизированного ттро-
ектирования
1. Данные, указанные в подпунктах 2—
16 пункта 1 настоящей таблицы
2. Правильность заполнения граф с уче-
том применения классификаторов технико-
экономической информации, действую-
щих на предприятии или в организации
3. Правильность записи принятых еди-
ниц величин
4. Правильность применения допускае-
мых сокращений отдельных слов и слово-
сочетаний
5. Соответствие записи информации при-
мерам заполнения соответствующих доку-
ментов, действующих на предприятии или
в организации
- 6. Правильность заполнения граф в виде
дроби
7. Правильность записи наименований и
марок материалов, наименований загото-
вок, оборудования и оснастки
8. Наличие записи в документах требо-
ваний безопасности труда и (или) ссылок
на действующие на предприятии или в ор-
ганизации соответствующие инструкции или
стандарты
1. Данные, указанные в подпунктах
2—16 пункта 1 и в подпунктах 3—5, 7, 8
пункта 2 настоящей таблицы
2. Логичность и грамотность изложения
3. Соответствие документов требованиям
ГОСТ 2.105—68 и ГОСТ 3.1104—74
1. Данные, указанные в подпунктах 2—4
пункта 1 и в подпунктах 2—8 пункта 2
настоящей таблицы.
2. Соответствие документов требованиям
ГОСТ 3.1104—81
3. Оформление эскизов, схем и таблиц в
соответствии с требованиями стандартов
Единой Системы конструкторской докумен-
таций (ЕСКД)
4. Правильность условных обозначений
опор и зажимов по ГОСТ 3.11107—81
1„ Данные, указанные в подпунктах 1—4,
6—8, 11, 13, 14 пункта 1. и в подпунктах
2—7 пункта 2. настоящей таблицы
2. Правильность заполнения граф, обве-
денных двойной утолщенной линией
1. Данные, указанные в пунктах 1, 2 и 4
настоящей таблицы
309
П родолжение-
Вид технологического документа Содержание нормоконтроля
7. Извещение об изменении 1. Данные, указанные в пунктах 1—5 на- стоящей таблицы 2. Форма, оформление «Извещения» со- гласно требованиям ГОСТ 3.1111—77 и ГОСТ 2.503—74 3. Соответствие содержания вносимых из- менений требованиям действующих стан- дартов
альный работник, он наряду с нормоконтролером, ставит’свою под-
пись перед утверждением технологического процесса.
ПРОВЕРКА НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
Содержание нормативно-технической документации (ГОСТ,
ОСТ, РСТ, СТП) весьма разнообразно и представляет собой соче-
тание текстовых, табличных и графических материалов-
Требования нормоконтроля, приведенные выше для конструк-
торской документации, полностью приемлемы и для контроля нор-
мативно-технических документов.
Вместе с тем, то обстоятельство, что нормативно-технические
документы являются средствами технического законодательства^
вызывает необходимость предъявлять к их оформлению и содер-
жанию особо жесткие требования нормоконтроля.
ПРОВЕРКА ИЗМЕНЕНИЙ В ДОКУМЕНТАХ
Изменения вносятся во все виды технических документов согла-
сно установленным стандартами правилам.
Под изменением документа следует понимать любое исправле-
ние, исключение или добавление каких-либо данных без изменения
обозначения документа.
Текущие изменения, проводимые согласно отдельным извещени-
ям, и особенно изменения, проводимые при корректировке комплек-
та документации для серийного производства, требуют тщательной
проверки. Так как для корректировки документации комплект до-
кументов из технического архива передается в подлинниках в рас-
поряжение подразделения-разработчика, необходима повторная
проверка документации после корректировки.
При нормоконтроле проверяются ссылочные документы, схемы и
текстовые документы, а также внесение изменения во взаимосвя-
занные документы. Проверяются также изменения, вносимые в нор-
мативно-техническую документацию.
310
Вновь выпущенные документы, предъявляемые с извещением об
изменении, должны быть проведены нормоконтролерами одновре-
менно с извещением об изменении.
Изменение или аннулирование документов может быть произ-
ведено только на основании утвержденного извещения об измене-
нии.
При проверке извещения необходимо убедиться в том, что пред-
лагаемые изменения не нарушают производственной или эксплуа-
тационной взаимозаменяемости изделия или его части с ранее из-
готовленными; в противном случае изменение не может быть про-
изведено, и вместо изменяемого должен быть выпущен новый тех-
нический документ. Для контроля помимо извещения об изменении
обязательно должны предъявляться светокопии изменяемых черте-
жей и документов. Следует установить, правильны ли записи в таб-
лице изменений основной надписи изменяемых чертежей и доку-
ментов, и проверить, вполне ли соответствует фактически произве-
денные на них изменения записям, сделанным в таблице.
ОФОРМЛЕНИЕ ЗАМЕЧАНИЙ И ПРЕДЛОЖЕНИЙ НОРМОКОНТРОЛЕРА.
ОЦЕНКА РЕЗУЛЬТАТОВ КОНТРОЛЯ
Н'ормоконтролер в проверяемых документах наносит каранда-
шом условные пометки (цифру в кружке) к элементам, которые
должны быть исправлены или заменены. Сделанные пометки дол-
жны быть сохранены до подписания документов и снять их может
нормоконтролер после подписи документа. Условные пометки (за-
мечания) нужно вносить в «Перечень замечаний» (приложение 3).
В «Перечне» кратко и ясно излагается содержание замечаний
и предложений нормоконтролера. В организациях (на предприяти-
ях), где установлена система цифрового кодирования замечаний
нормоконтролера, вместо изложения содержания замечаний про-
ставляется соответствующий цифровой шифр по классификатору
(табл. 4.13).
Одинаковая ошибка, повторяющаяся в различных листах (мес-
тах) одного документа, должна учитываться как одна ошибка, а в
случае повторения одной и той же ошибки в различных докумен-
тах — по количеству документов.
Комплект всех «Перечней замечаний контролера» по докумен-
ту (проекту) служит исходным материалом для оценки качества
выполнения документа (проекта).
Ошибки по своему содержанию делятся на три категории:
1) ошибки, нарушающие требования ЕСКД, но не влекущие
за собой задержку производства. Например, изделия и материалы
обозначаются не по стандарту; не выдерживаются форматы, мас-
штабы; не заполняются графы и т. *д.;
2) ошибки, требующие выпуска извещений, т. е. ошибки, кото-
рые приводят к задержке производства и выпуска изделий. К этой
категории относятся такие ошибки, как отсутствие отдельных раз-
311
Таблица 4.13
Цифровой шифр замечаний
Содержание замечаний Цифровой шифр
Замечания по всем документам Документ не предусмотрен системой конструкторской доку- ментации •01
Не соблюдены правила подписания и согласования доку- ментов 02
Неправильно обозначен документ 03
Документ выполнен на неразрешенном формате 04
Не соблюдены правила заполнения граф документа 05
Ссылки на документы, неразрешенные к применению или недействующие 06
Отсутствие ссылок на действующие нормативно-технические 07
документы
Размеры шрифтов и четкость их изображения не соответ- 08 '
ствуют установленным требованиям стандартов ЕСКД Неправильно применены буквенные обозначения 09
Неправильно применены условные обозначения 10
Неправильно сокращены слова И
Наличие орфографических ошибок 12
Технические показатели и расчетные данные не соответст- вуют действующим нормативам и т. п. 13
Замечания по текстовым документам Неправильная нумерация разделов и пунктов 20
Изложение текста допускает различные толкования требо- ваний, понятий и т. п. Построение текста документа по разделам не соответст- вует требованиям ГОСТ 2.1'06—79 и т. п. 2il
22
Замечания по чертежам Несоблюдение установленных правил редакционного оформ- ления и размещения надписей 30
Ошибки графики 31
Использован материал, не разрешенный к применению или не применяемый изготовителем 32
Выполнены с заметным нарушением соотношений по тол- щине линии изображений 33
Не соблюдены требования к штриховке в разрезах и се- чениях' 34
Нарушены требования к видам, размерам, сечениям и вы- носным элементам 35
Нарушена проекционная связь изображений 36
Нарушены требования к написанию размеров 37
Отсутствие необходимых размеров 38
Необоснованная повторяемость размеров одних и тех же элементов 3&
Условные обозначения допусков, форм и расположений поверхностей выполнены с нарушением правил, установлен- ных ГОСТ 2.308—79 40
Отсутствуют предельные отклонения 41 4/
Предельные отклонения не соответствуют установленным
нормам 42
312
Продолжение
Содержание замечаний
Отсутствуют или неправильно нанесены обозначения шеро-
ховатости поверхностей
Указанная шероховатость поверхности не соответствует
квалитетам точности
Не соблюдены требования ГОСТ 2.310—68 по обозначению
покрытий
Примененное покрытие не разрешено к применению или не
применяется на заводе-изготовителе
Нс соблюдены требования ГОСТ 2.310—68 по указанию
твердости поверхностей
Изображения и обозначения резьб и резьбовых соединений
выполнены с нарушением требований ГОСТ 2.311—68
Примененные размеры резьб нс разрешены или не приме-
няются заводом-изготовителем
Не соблюдены установленные стандартами ЕСКД правила
выполнения чертежей зубчатых передач
Примененный размер модуля не разрешен или не приме-
няется заводом-изготовителем
Не соблюдены требования ГОСТ 2.4СП-—68 к изображению
пружин
Изображение и обозначение рифления не соответствуют
требованиям стандарта
Нарушены требования ГОСТ 2.313—82 к изображению и
условным обозначениям неразъемных соединений
Не соблюдены требования ГОСТ 2.109—73 на оформление
чертежей сборочных, общих видов; габаритных и монтажных
Отсутствуют необходимые габаритные, установочные и
присоединительные размеры
Отсутствуют или неправильно нанесены номера позиций
Замечания к схемным документам
Несоблюдение установленных ГОСТ 2.701—84 общих тре-
бований по выполнению схем
Несоблюдение ^установленных стандартами ЕСКД услов-
ных графических обозначений элементов в схемах
Несоответствие наименований, обозначений и количества
элементов, указанных в перечнях и т. п.
Замечания по «Извещениям об изменениях»
Изменения не комплектны
Неправильно оформлены последующие листы «Извещения»
Не соблюдены требования к заполнению граф «Извещения»
Неправильно применен метод исправления подчисткой
Неправильно указаны данные о комплектности «Изве-
щения»
Причина изменения и шифр не соответствуют указанному
изменению
Отсутствует необходимое разрешение руководства на изме-
нение
Неправильно дано указание о заделе
Оформление «Предварительного извещения» не соответству-
ет требованиям ГОСТ 2.50'3—74 и т. п.
Цифровой
шифр
43
44
45
46
47
48
49
50
51
5i2
53
54
55
56
5'7
60
61
62
70'
71
72
73
74
75
76
77
78
313
Продолжение-
Содержание замечаний
Замечания и предложения, согласовываемые
с разработчиком
Общие замечания но уровню стандартизации изделия и
предложения по повышению этого показателя
Предложения по замене оригинальных конструкций стан-
дартными, типовыми и ранее разработанными
Предложения по сокращению номенклатуры применяемых
наименований изделий путем объединения близких типораз-
меров
Предложения но сокращению номенклатуры элементов,
марок материалов, размеров и профилей проката, допусков
и квалитетов точности и т. п.
Предложения по изменению формы и размеров изделия с
целью использования стандартной и существующей техно-
логической оснастки вместо специальной
Предложения по использованию типовых схем взамен ори-
гинальных и т. п.
Цифровой
шифр
80
81
82
83
84
85
меров’ на чертежах; ссылки на типоразмеры крепежа, которых нет
в стандартах; отсутствие стрелок на выносных линиях при обозна-
чении размеров и т. д.;
3) ошибки, вызывающие брак в производстве. Например, несо-
блюдение общетехнических норм (радиусы гибки, резьбы, допуски
и т. д.); несоблюдение правил написания шрифта и цифр при обо-
значении размеров и т. д.
Листы формата А4, АЗ, А2, А1, АО подлежат возврату, если они
содержат хотя бы одну ошибку второй или третьей категории.
Если на формате А4 обнаружено до двух ошибок, на форматах
АЗ, А2 — до трех, на форматах А1, АО — до пяти ошибок первой
категории, то после их устранения исполнителем, документ рекомен-
дуется считать принятым с первого предъявления. При наличии
большего количества ошибоц-первой категории, документ возвра-
щается для устранения замечаний и повторного предъявления. В
этом случае документация считается принятой со второго предъяв-
ления.
Документ предъявляется на повторный контроль с разрешения
начальника отдела исполнителя. Разрешение оформляется на
«Перечне замечаний» (приложение 3). Если при повторном предъяв-
лении контролёр обнаружит неисправленные ошибки, то листы воз-
вращаются исполнителю на исправление для третьего предъявле-
ния. Документы на третье предъявление представляются с разре-
шения главного инженера (зам. гл. инженера) организации (пред-
приятия).
Процент сдачи документа с первого предъявления отделом-раз-
работчиком подсчитывается по формуле 77//С-100 %, где П — коли-
аи
чество листов, приведенных к формату А4, принятых с первого
предъявления; К — общее количество листов, приведенных к фор-
мату А4, предъявленных на контроль.
Сведения о результатах контроля технической документации,
разрабатываемой отделами организации (предприятия), ежеквар-
тально подаются в отдел качества по форме, приведенной в прило-
жении 5.
При экспертизе технической документации, поступившей от
других организаций и предприятий, проверяют соответствие запро-
ектированных технических характеристик и показателей качества
изделий нормам и требованиям, установленным государственными
стандартами. Проверка документации, поступающей извне (от дру-
гой организации или предприятия), должна быть согласована с раз-
работчиком и юридически обоснована (оговорена в договоре на вы-
полнение ОКР или согласительном протоколе, прилагаемом к до-
говору). Во взаимоотношениях с внешними организациями необхо-
димо учитывать возможность применения ими наряду с общесоюз-
ными нормативно-техническими документами также ограничитель-
ных стандартов отрасли и предприятия, а также традиции, связан-
ные со специфическими условиями производства. Результаты конт-
роля вносят в экспертное заключение (приложение 4).
ОПРЕДЕЛЕНИЕ ЭФФЕКТИВНОСТИ НОРМОКОНТРОЛЯ
Экономическая эффективность нормоконтроля технической до-
кументации достигается при проведении целого ряда работ: за счет
предотвращения ошибок в документах, использования заимство-
ванных деталей и сборочных единиц и т. д.
Эффективность нормоконтроля устанавливается по выявленным
и, следовательно, исправленным ошибкам.
Ошибки по своему содержанию делятся на три категории (см.
с. 311). Определим эффективность нормоконтроля от выявления
и предупреждения ошибок, которые относятся ко второй и третьей
категориям.
Эффективность нормоконтроля, получаемая в результате преду-
преждения ошибок, устанавливается по следующим исходным дан-
ным:
экономии трудозатрат разработчиков технической документации
на исправление ошибок;
экономии трудовых затрат работников бюро исправления доку-
ментации (БИД) на внесение исправлений;
экономии трудовых затрат на копировку и светокопировку из-
вещений на изменение документации;
сокращению количества ошибок за определенный промежуток
времени (месяц, квартал,год).
Экономия затрат времени на исправление одной ошибки, обна-
руженной при нормоконтроле, определяется по формуле
315
^ — ^гЧ^+^з + ^+^б+^б+б+^ + ^ + ЛоЛ (4.1 >
где затраты времени: t{ — разработчика; t2 — проверяющего (25 %
от затрат времени разработчика); /3 — технолога (при контроле
КД) ; /4 — метролога (при контроле КД, ТД); /5 —работника ПРО
или отдела комплектации; te — нормоконтролера; /7 — утвержда-
ющего; h — на копировку извещения об изменении документации
для исправления одной ошибки; /9 — на светокопировку извеще-
ния на изменение документации для исправления одной ошибки;
— на внесение исправления одной ошибки в документацию (ра-
ботника БИД).
Затраты времени разработчика на исправление одной ошибки,
обнаруженной нормоконтролером, могут быть определены следу-
ющим образом
где F — месячный фонд рабочего времени разработчика; k — ко-
эффициент, учитывающий затраты времени разработчика в течение
месяца на оформление извещений; N — количество извещений,,
оформленных одним разработчиком (среднее в месяц); п — сред-
нее число исправлений на одном извещении об изменении докумен-
тации.
Затраты времени работников БИД на внесение исправления од-
ной ошибки в техническую документацию могут быть установлены
по формуле
/10=~+ , (4-3)
где Ти — затраты времени на исправление одной ошибки по изве-
щению об изменении документации в одной точке; т — количество
точек (групп рабочих копий), в которых требуется провести изве-
щение. ,
Затраты времени /2—h определяют по статистическим данным.
Стоимость исправления одной ошибки (S) может быть опреде-
лена по формуле
+ C2t2+C3t 3+С4/4+С 5/5 + С 6/6 + С 4-С9/9+
+С10/10, (4.4)
где часовая ставка: 6*1 — разработчика; С2 — проверяющего; С3—
технолога (при контроле КД); 6*4 — метролога (при контроле КД,
ТД); С5 — работника ПРО или отдела комплектации; С6 — нормо-
контролера; С7 — утверждающего; С8 — стоимость одного часа
копирования; 6*9стоимость одного часа светокопирования; С10—
часовая ставка р&ботникя БИД.
Стоимость оформления одного извещения равна
S^Sn. (4.5)
316
Затраты на нормоконтроль устанавливают по формуле,
‘ (4.6)
где — количество нормоконтролеров; — месячный фонд за-
работной платы одного нормоконтролера (средний показатель);
Кд — коэффициент, учитывающий районный показатель и отчисле-
ния на социальное страхование.
Эффективность нормоконтроля определяется так
ЭФ=АС5-3, ; (4.7)
где Л^2 — количество ошибок, обнаруженных нормоконтролером в.
течение месяца.
Пример. На основе анализа отчетно-статистических данных по оформлению
извещений на изменение документации за предыдущий год установлено, что
N = 8,5; п = 4,5; Гц = 21 мин; m = 4,8; F — 175 ч.
Коэффициент, учитывающий районный коэффициент и отчисления на со-
циальное страхование
Кд=1,15-1,07^=1,24.
Затраты времени на исправление одной ошибки, рассчитанные по формулам
(4.2) и (4.3) и установленные по статистическим данным, составляют ?i = 2,3 ч;
/2='0,5 ч; /3=0,08. ч; /4=0.,3 ч; /5 = 0,08 ч; /б=0,5 ч; /7=0,08 ч; /8=0,2 ч;
/9=0,05 ч; /10=0',2 ч. ,
Часовые ставки равны: = 0,5- руб.; С2=О,8 руб.; С3=0,9 руб.; С4==
= 0,9 руб.; С5=О,517 руб.; Сб—0'9 руб.; С7=1,ЗЬ руб.; С8 = 0,36 руб.; С9 =
=0,35'. руб.; Сю=0,43 руб.
Средняя стоимость исправления одной ошибки, рассчитанная по формуле
(4.4), составляет 2,68 руб., а средняя стоимость оформления одного извещения,
определяемая по формуле (4.5), — 12,06 руб.
Нормоконтролем документации занимаются два контролера; * их средний
оклад равен 165 руб.; в течение месяца ими обнаружено и исправлено 250 оши-
бок второй и третьей категории.
Затраты на нормоконтроль [см. формулу (4.6)]
3=2-165'1,24=409,2 руб.
Тогда эффективность нормоконтроля, рассчитанная по формуле (4.7), соста-
вит
Эф=250-2,68—409,2=260,8 руб.
Следует отметить, что рассмотренная выше методика проста и с
соответствующей корректировкой применима для расчета эффек-
тивности технологического и метрологического контроля-
ОБЯЗАННОСТИ, ПРАВА И ОТВЕТСТВЕННОСТЬ НОРМОКОНТРОЛЕРА
Нормоконтролер обязан-
при нормоконтроле технической документации руководствовать-
ся только действующими в момент проведения контроля стандарта-
ми, а также руководящими техническими и директивными докумен-
тами. Давать четкие и обоснованные замечания и предложения по
исправлению проверенных документов с обязательной ссылкой на
конкретные требования НТД;
317
требовать от разработчиков присвоения обозначений в соответ-
ствии с действующими классификаторами;
фиксировать свои замечания на проверяемых документах в ус-
тановленном порядке; ежемесячно подводить итог своей работы;
систематически представлять руководству подразделений-разра-
ботчиков сведения о соблюдении в технической документации тре-
бований стандартов и других нормативно-технических документов,
об использовании принципов конструктивной преемственности и о
графическом оформлении;
консультировать исполнителей, а также оказывать им помощь в
выпуске высококачественных документов, в связи с чем нормоконт-
ролер должен располагать полной информацией о вновь выпущен-
ных, утвержденный и внедряемых в организации (на предприятии)
стандартах и руководящей технической документации; ,
подписывать в установленном порядке все проверенные и при-
нятые документы при соответствии их требованиям стандартов, ру-
ководящей технической и директивной документации-
Нормоконтролер имеет следующие права:
1) возвращать без дальнейшей проверки предъявляемую ему
документацию в случаях:
нарушения правил комплектности и подписания документов;
небрежного выполнения работ;
несоответствия построения и оформления документов требова-
ниям стандартов;
отсутствия документов, являющихся основанием для изменений,
невозможности проведения изменений из-за недостатка места (при
контроле извещений об изменении);
непригодности документов для микрофильмирования;
2) требовать от разработчика документации разъяснений и до-
полнительных материалов по вопросам, возникающим при провер-
ке, а также необходимые для проверки ранее выпущенные и заим-
ствованные документы;
3) при проверке внесения изменений в документ потребовать
внести изменения и в другую связанную с ним документацию;
4) вызывать разработчика документации для разъяснения по во-
просам, возникающим в процессе проверки;
5) не подписывать (не визировать) предъявленный документ в
случаях:
невыполнения требований нормоконтролера, а также умышлен-
ного снятия его пометок до подписания;
отсутствие на предприятии нормативно-технических документов,
на которые имеются ссылки в проверяемой технической документа-
ции;
невозвращения исполнителем документа «Перечень замечаний
контролера» в случае повторного и последующих предъявлений до-
кумента на нормоконтроль;
6) в случае отступления в документах от стандартов, руководя-
щих технических и директивных документов требовать предъявле-
318
ния письменного разрешения главного инженера, оформленного»
картой отклонения или извещением об изменении;
7) требовать от технических служб изменения чертежей и дру-
гой технической документации при обнаружении их несоответствия
действующим стандартам, руководящей технической и директив-
ной документации;
8) участвовать в работе комиссий по приемке технической доку-
ментации от других предприятий.
Нормоконтролер должен иметь свободный доступ ко всей доку-
ментации, регулирующей оформление и содержание технических:
документов и извещений об изменении.
Изменения и исправления, указанные нормоконтролером и свя-
занные с нарушением действующих стандартов, руководящих тех-
нических и директивных документов, обязательны для внесения в:
разрабатываемые документы.
Отступления в документации от требований стандартов допуска-
ются при наличии разрешения организации, утвердившей стандар-
ты. Отступления от ограничительных номенклатур, установленных
стандартами предприятий (отраслевыми стандартами), разрешают-
ся TOj^bKO техническим руководителем предприятия (организации).
Вопрос о соблюдении требований вновь выпущенных стандартов
и руководящих технических и директивных документов, срок введе-
ния которых к моменту проведения нормоконтролера еще не нас-
тупил, в каждом отдельном .случае решается руководством служ-
бы стандартизации в зависимости от установленных сроков разра-
ботки и освоения в производстве проектируемых изделий.
Предложения нормоконтролера, касающиеся замены оригиналь-
ных исполнений деталей и сборочных единиц заимствованными и
типовыми (сокращение применяемых типоразмеров изделий и кон-
структорских элементов, разработка групповых технологических
процессов и т. п.) вносят в документацию при условии их согласо-
вания с разработчиком документации.
Разногласия между нормоконтролером и разработчиком доку-
ментации разрешаются руководителем службы стандартизации сов-
местно с руководителями подразделений, осуществляющих разра-
ботку документов. Если разногласия по применению ранее разра-
ботанных изделий, замене, объединению типоразмеров и т. п. не
решены, то их разрешает технический руководитель — главный ин-
женер организации (предприятия), выпускающей продукцию.
Нормоконтролеры, несут ответственность:
за выполнение установленных планом сроков и последователь-
ности проверки;
за правильность и обоснованность своих замечаний, учет выяв-
ленных ошибок и информацию соответствующих руководителей
подразделений о качестве проверенной документации;
за соблюдение во всех проверенных и подписанных ими доку-
ментах требований НТД, а также за наиболее полную унифика-
цию изделий.
319
Нормоконтролер не несет ответственности:
за выбор условий производства; увязку расчетов; за выбор, на-
значение, полноту и содержание принятых в проверяемых доку-
ментах конструктивных, технологических и других технических ре-
шений (правильность и согласованность исполнительных размеров;
увязку размерных, электрических и монтажных цепей; все виды рас-
четов; выбор и назначение номиналов электрорадиоэлементов, ма-
териалов, покрытий, термообработки, шероховатости поверхнос-
тей; данные, проставляемые в графах «Кол.» и «Масса»). При об-
наружении такого рода ошибок он обязан доводить их до разра-
ботчика.
Следует предостеречь от пользования стандартами и выдержка-
ми из них, включаемыми в различные технические справочники и
руководства, так как они, естественно, не учитывают последующих
изменений, отмены и замены приведенных в них стандартов и руко-
водящих технических материалов. Литературные источники, как
любые справочники и пособия, не могут приниматься во внимание
при нормоконтроле в качестве основания для применения содер-
жащихся в них данных в процессе разработки технической докумен-
тации (за пользование ими несет полную ответственность лично ав-
тор технического документа).
ГЛАВА 5
НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА В СЛУЖБАХ КОНТРОЛЯ
ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
ОСНОВНЫЕ НАПРАВЛЕНИЯ НОТ В СЛУЖБАХ КОНТРОЛЯ
Основные предпосылки научной организации труда в службах
контроля (технологической, метрологической, нормоконтроля) тех-
нической документации (конструкторской, технологической, норма-
тивно-технической) вытекают из рассмотрения сущности стандар-
тизации. С одной стороны, стандартизация как процесс носит четко
выраженный отраслевой аспект, с другой — общетехнический или
межотраслевой.
Внедрение НОТ прежде всего требует выбора основных напра-
влений (объектов) этой работы и путей их реализации. Направле-
ния работ по НОТ в службах контроля и критерии их осуществле-
ния зависят от многих факторов и являются специфичными для
каждого конкретного предприятия.
Можно выделить следующие основные направления НОТ в слу-
жбах контроля:
совершенствование разделения и кооперации труда (между
смежными подразделениями предприятия, между структурными
звеньями служб контроля, между отдельными исполнителями, ра-
циональная расстановка кадров);
упорядочение планирования и отчетности (в масштабе отрасли,
ведомства, предприятия; увязка тематических планов предприятия
с планами внедрения новой техники, планами НОТ и др.);
совершенствование управления (в масштабе предприятия, ве-
домства, отрасли);
совершенствование оплаты труда (внедрение нормирования тру-
да, поиск рациональной системы оплаты труда, сочетание мораль-
ных и материальных стимулов);
обобщение и внедрение передовых методов и приемов труда (от-
дельного исполнителя, службы, предприятия, отрасли);
повышение квалификации ИТР в области контроля технической
документации (внутри службы, предприятия, отрасли, в масштабе
•страны);
воспитание у работников коммунистического отношения к труду
(трудовая и производственная дисциплины).
Контроль технической документации в условиях ускоренного
технического прогресса является важнейшим условием проведения
технической политики.
11 Зак. 942
321
Значительное усложнение новой техники, характеризующееся
не только повышением требований к точности, и интенсивности
внешних воздействий, но и переходом от проектирования комплек-
сов (систем), изменением самого принципа конструирования (агре-
гатирование и т. д.) ставят перед службами контроля организаций
(предприятий) задачу выработки и внедрения научно обоснован-
ной методики проведения контроля.
Контроль документации в настоящее время проводится по сис-
теме, условно называемой централизованной. При этом контроль
осуществляется специально сформированными при технологичес-
кой, метрологической службах, а также службе стандартизации
группами ИТР (контролерами).
Централизованная система предполагает, что контролер дол-
жен обладать не только высокой квалификацией по профилю пред-
приятия, но и широким общетехническим кругозором.
В современных условиях контроль документации — одна из важ-
нейших составляющих понятия «контроль качества технической
документации». Лишь критерий качества позволяет уточнить фор-
мы и методы проведения контроля, устранить дублирование в рабо-
те смежных служб по проверке технической документации, дать
оптимальную структуру прохождения документации на всех ста-
диях ее разработки. При этом подписание (визирование) докумен-
тации специалистами службы надежности, патентной службы и
других специализированных подразделений следует рассматривать
как проведение частичного контроля.
Во всех случаях службы контроля предприятия следует рас-
сматривать как основное организационно-методическое звено в
борьбе за качество технической документации. Главной задачей ее
является уяснение структуры качества документации, выработка
критериев по оценке качества на всех стадиях проектирования и
конструирования, разработки мероприятий и инструктивных мате-
риалов по учету и анализу качества, совершенствование всех видов
работ, проводимых на предприятии с точки зрения оптимального
влияния на качество технической документации.
Большое место в деятельности служб контроля отводится их
участию в работах по унификации, проводимых на предприятии.
Перспективность и качество работ по унификации обеспечиваются
лишь при учете тенденций научно-технического прогресса в соот-
ветствующем направлении техники.
Опыт работы передовых предприятий, научно-исследователь-
ских институтов и конструкторских бюро выдвигает ряд возмож-
ных подходов к совершенствованию методов выполнения тех или
иных функций, оговоренных типовыми положениями о службах
контроля технической документации. Изложение ряда примеров
преследует цель побудить работников служб контроля к поиску
прогрессивных принципов, форм и методов организации работ по
контролю и унификации в специфичных для конкретного предпри-
ятия условиях.
322
Информационная работа. Совершенствование информационной
работы служб контроля рекомендуется начинать с составления
схемы потоков информации, связывающей службы контроля и их
подразделения с внутренними и внешними источниками и потреби-
телями информации. Классификация видов информации и анализ
ее потоков позволяют найти более эффективные методы по ее при-
ему, обработке и передаче. Основной целью НОТ в информацион-
ной работе служб контроля, исходя из критерия ускорения разра-
боток новой техники, следует считать выработку поисковой систе-
мы и рационального размещения НТД, позволяющих приблизить
фонд библиотеки НТД к ее непосредственным потребителям-конст-
рукторам, технологам и другим ИТР.
Внедрение стандартов. Своевременное внедрение на предприя-
тиях новых НТД характеризует роль служб контроля и реализа-
ции государственной и отраслевой технической политики.
Основной этап упорядочения системы внедрения НТД — это пе-
реход предприятий на работу по единым нормативно-техническим
документам (ГОСТ, ОСТ, РСТ, СТП). Он завершается разработ-
кой службой стандартизации Указателя (перечня) действующей
документации, обязательной к применению на предприятии.
Специализированным подразделением предприятия (служба
надежности, экономическая служба и т. п.), кроме подписания (ви-
зирования) технической документации в процессе ее разработки и
корректировки, дополнительно предоставляется право на внедрение
НТД в соответствии с их специализацией.
Внедрение, использование, предложения по пересмотру и со-
вершенствованию НТД должны проходить под (непосредственным
методическим руководством и при участии службы стандартизации.
Опыт работы показывает, что глубина и качество проработки орга-
низационно-технических мероприятий по внедрению стандартов при
этом значительно улучшаются.
Управление службами контроля. Эффективность работы служб
контроля технической документации зависит от совершенствования
принципов, форм и методов управления «сверху» (ведомство, от-
расль, государство) в масштабе предприятия и внутри службы кон-
троля.
Структурная схема управления службами контроля «сверху»
очень сложна, уже один перечень организаций, имеющих отноше-
ние к службам контроля только по вопросам планирования и отчет-
ности показывает всю сложность связей с вышестоящими органи-
зациями. Это техническое управление министерства; головные и
базовые организации по технологии, метрологии и стандартизации;
соответствующие службы заказчика; местные органы Госстандар-
та СССР.
При этом следует учитывать двойственность положения служб
контроля предприятий: являясь подразделением конкретного пред-
] । *
323
приятия и находясь в подчинении его руководства, они фактически
призваны быть представителями отраслевых щ госуд^'р’стрвённых ор-
ганов. Это ставит вопрос о постоянной помощи службам контроля
на местах и контроле за деятельностью администрацииj в этом на-
правлении со стороны вышестоящих организаций.
Совершенствование принципов, форм и методов управления
службами .контроля технической документации в масштабе пред-
приятия возможно лишь на основе четкой специализации подраз-
делений предприятия, в том числе подразделений самих служб
контроля.
Основными критериями оптимального построения функциональ-
ной структуры организации работ по контролю технической доку-
ментации являются рост экономической эффективности от проводи-
мых работ и. степень влияния на показатели качества конечной про-
дукции предприятия.
Планирование работ по НОТ в службах контроля предполага-
ет изучение существующего уровня организации труда (составле-
ние карт организации труда, анкетный опрос и т. п.). Особое вни-
мание в первый период следует обратить на функциональную
часть плана НОТ — совершенствование структуры управления ра-
ботами по контролю разработки должностных инструкций, систе-
мы нормирования и оплаты труда, перспективы повышения ква-
лификации кадров и др.
Внедрение и проведение работ по НОТ возможны лишь при
участии всего коллектива служб контроля и действенной помощи
со стороны руководства предприятия.
План НОТ служб контроля должен быть увязан с планом НОТ
на предприятии, а также годовыми и квартальными планами пред-
приятия.
Утвержденный план является обязательным для всех подраз-
делений предприятия. Форма плана должна предусматривать кон-
кретные сроки проведения работ, ответственных лиц за внедрение
намеченных мероприятий, плановые затраты и эффективность ме-
роприятий.
КВАЛИФИКАЦИОННЫЕ ТРЕБОВАНИЯ К КОНТРОЛЕРУ
В качестве основной задачи контроля ГОСТ 2.111—68, ГОСТ
3.1116—79, МИ 1325—86 предусматривают обеспечение соблюдения
в разрабатываемой на изделие документации норм и требований,
регламентированных государственными, отраслевыми, республи-
канскими стандартами и стандартами предприятий.
Для решения такой обширной задачи в условиях быстро возрас-
тающего количества стандартов, частого их пересмотра специа-
лист, осуществляющий контроль даже в узкой области, должец
обладать энциклопедическими знаниями и главное — систематиче-
ски их совершенствовать. Этому может способствовать внедрение
324
специализированного контроля, обеспечивающего формирование
специалистовзШ^Р1<ой квалификации.
Несмотря одтфебования объективности, предъявляемые к лю-
бому виду контроля, контроль технической документации часто име-
ет индивидуальный характер и зависит от личных качеств контро-
лера.
Специфические особенности контроля предъявляют к контроле-
рам особые требования. Чтобы эти требования сформулировать,
необходимо достаточно ясно представлять себе обстановку, в кото-
рой приходится работать контролеру.
Стандарт в нашей стране имеет силу закона, поэтому контроле-
ру достаточно формально сослаться на пункт того или иного стан-
дарта и безапелляционно потребовать его выполнения. Однако в
практической работе ему нередко приходится разъяснять разработ-
чику необходимость выдвигаемых требований.
Вначале после внедрения контроля часть разработчиков, воз-
можно, будет склонна рассматривать его как ограничение своей
творческой самостоятельности, как опеку, сковывающую инициа-
тиву и сводящую их работу к слепому комбинированию стандарти-
зованных ранее выпущенных элементов. Контролер, в свою очередь,
должен быть готов к тому, что его замечания будут считаться в не-
которых случаях ненужными и мелочными придирками, только ме-
шающими работе.
Естественно, что приобретение должного авторитета и установ-
ление надлежащих взаимоотношений с разработчиками может
явиться только результатом полезной и инициативной работы конт-
ролеров в течение длительного периода.
Контролер должен строго придерживаться правил и требований,
установленных нормативно-техническими и директивными докумен-
тами, терпеливо, с большим тактом проводить разъяснительную ра-
боту и оказывать действенную помощь разработчикам. Он должен
требовать от специалиста не слепого подчинения предписаниям и
нормам, а сознательного их применения. Контролер должен иметь
хорошее пространственное воображение и зрительную память, что-
бы не упускать из виду общие принципы и характерные особеннос-
ти конструкции в целом и взаимосвязь между проверяемыми доку-
ментами. Им должна быть продумана система проверки, позволяю-
щая работать с наименьшими затратами труда и времени при необ-
ходимой исключительной четкости в проведении операций проверки.
В своей работе контролер должен обращать внимание разработчи-
ков на те нормативно-технические документы (ГОСТ, PCT, ОСТ,
СТП) и руководящие технические документы (РД, МУ, РДМУ,
РТМ, РДИ, РДП), применение которых могло бы упростить, уде-
шевить и улучшить конструкцию.
Контролеру не следует считать, что в силу его положения при-
нятые им решения являются бесспорными. Прежде чем вынести
окончательное мнение о наличии ошибки или другого дефекта, ему
необходимо побеседовать с исполнителем.
325
В сомнительных случаях выносить окончательное решение сле-
дует только посовещавшись с сотрудниками своей? группы, руко-
водителями и авторитетными специалистами.
В свою очередь, разработчик должен уяснить себе, что проведе-
ние контроля не умаляет его роли и не сковывает инициативу, а
наоборот способствует повышению качества разрабатываемой тех-
нической документации и эффективности работы.
Проведение профилактической работы в контролируемых отде-
лах, творческие контакты на ранних стадиях проектирования дол-
жны обеспечивать органическую связь деятельности разработчи-
ков и контролера и сводить к минимуму количество замечаний на
заключительной стадии оформления технической документации.
Особенно важно для контролера помнить, что цель нормоконт-
роля — не установление степени и характера ответственности за
найденные им ошибки, а выявление причин для их устранения и
предупреждения возможностей появления вновь. Поэтому показа-
телем качества и эффективности труда специалиста, осуществля-
ющего контроль, должно являться не количество выявленных при
контроле ошибок и их весомость, а отсутствие таковых.
Таким образом, контролер должен удовлетворять следующим
требованиям:
иметь опыт инженерной работы, знать конструктивные и техно-
логические особенности разрабатываемой организацией (предпри-
ятием) продукции;
быть знакомым с основами стандартизации, иметь представле-
ние об организации службы стандартизации в стране и в отрасли,
хорошо разбираться в стандартах и руководящих технических доку-
ментах, действующих в данной отрасли промышленности;
иметь высшее техническое образование или десятилетний опыт
инженерной работы при средне-техническом образовании;
обладать достаточной гибкостью восприятия, общей техничес-
кой культурой и инженерным кругозором, позволяющим быстро
ориентироваться в малознакомом материале и уяснить его сущ-
ность;
иметь выдержку, усидчивость, терпение, тактичность и обходи-
тельность, особенно во взаимоотношениях с исполнителями прове-
ряемой документации.
Для приобретения необходимых знаний наиболее эффективным
средством является обучение на специальном отраслевом семинаре
или в сети повышения квалификации, подведомственной Госстан-
дарту СССР.
Разработчики должны привыкнуть видеть в службе контроля
такой орган, к которому всегда можно обратиться за советом и ре-
комендацией в процессе работы.
Все изложенное выше подтверждает необходимость подбора в
состав служб контроля квалифицированных инженеров с большим
опытом работы, обладающие, кроме того, методическими и инспек-
торскими навыками.
326
Ввиду ответственности, сложности и разносторонности работы
контролеров технической документации, оплата их должна быть
несколько выше среднего заработка ведущего инженерного персо-
нала той же квалификации.
РАБОЧЕЕ МЕСТО КОНТРОЛЕРА
Производительность труда контролера во многом зависит от
правильной организации его рабочего места. Чтобы контролер был
избавлен от излишнего напряжения, а значит и от раннего утомле-
ния, его рабочее место должно быть расположено в хорошо освещен,
ном помещении, удобно для работы и оснащено всеми необходимы-
ми приспособлениями и справочниками.
Исходя из этого, каждый контролер должен иметь конструктор-
ский стол. За ним контролер может проверять схемы, чертежи и
другие документы формата А1 и меньше. Если на контроль посту-
пают чертежи и схемы, размеры которых превышают формат А1, то
их проверяют за кульманом или приставным столом. И в том и
другом случаях соблюдается простая естественная поза, что не-
сомненно уменьшает утомляемость.
На уровне качества контроля отражается также точность дви-
жений. Для этого в наиболее удобных местах рабочего места не-
обходимо располагать и закреплять все необходимые принадлеж-
ности, которыми пользуется контролер в процессе своей работы
(карандаши, линейка, готовальня и др.). Сборники стандартов
ЕСКД, ЕСТПП, ЕСТД, ГСИ, используемые для справок, должны
быть уложены в определенной последовательности в одном выд-
вижном ящике конструкторского стола. Другая справочная НТД
уложена в другом ящике.
Все это позволяет выработать, даже при 'выполнении самых про-
стых операций, точность действий, что несомненно повышает про-
изводительность труда контролера, снижает напряженность, улуч-
шает качество проводимых работ.
В настоящее время объем НТД с каждым годом увеличивается.
Это создает определенные трудности в работе контролеров, так как
для проверки технической документации необходимо знать всю
НТД, регламентирующую ее разработку.
С целью получения полной информации при минимальных зат-
ратах времени на нахождение государственных, отраслевых стан-
дартов и другой НТД, для проверки технической документации
рекомендуется разрабатывать «Справочник—указатель нормоконт-
ролера», картотеки по видам НТД и др.
327
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ I
УТВЕРЖДАЮ
Главный инженер
(подпись) (расшифровка подписи)
«.» 19 г.
ПЛАН—ГРАФИК
проведения технологического, метрологического и нормоконтроля
технической документации в квартале 19 г.
Заказ. Шифр темы. Наимено- вание и обозначе- ние изделия Стадии .разработ- ки доку- ментации Наимено- вание и обозначе- ние доку- мента (ТЗ, ТУ и др.) Объем приведен- ный к формату А4 Срок пред- ставления документа- ции (по декадам) Окончание работ по теме Подраз- деление, предста- вляющее докумен- тацию Примеча- ние
1 2 3 4 5 ’ 6 7 8
Примечание. График составляется на основании данных-подразделений
— разработчиков* документации и графика выпуска документации по организа-
ции.
Должность руководителя
службы — составителя
план — графика
(подпись, дата, расшифровка подписи)
ПРИЛОЖЕНИЕ 2
ЖУРНАЛ
регистрации технической документации, поступающей на контроль
328
ПРИЛОЖЕНИЕ 3
Вторичное предъявление
разрешаю:
(подпись) (расшифровка подписи)
«», 19 Г.
ПРЕДЪЯВЛЕНИЕ НА КОНТРОЛЬ
(технологический, метрологический, нормоконтроль)
Дата_______________
Наименование подразделения-разработчика
Наименование изделия (проекта) ______________________________________________
Количество форматов А4_______________________________________________________
Разработчик _______________________________________________
(инициалы, фамилия)
Проверщик _________________________________________________
(инициалы, фамилия)
Перечень замечаний
Замечания (предложения) контролер?
№ Обозначение технического
п/п документа
Содержание замечания
Отметка о
выполнении
Контролер
(подпись, дата, расшифровка подписи)
j > Разработчик____________________
(подпись, дата, расшифровка подписи)
329
ПРИЛОЖЕНИЕ 4
УТВЕРЖДАЮ
(подпись главного инженера
организации (предприятия)
инициалы, фамилия, дата)
ЭКСПЕРТНОЕ ЗАКЛЮЧЕНИЕ
на __________________________________________________________._______________________
(наименование документации, стадия разработки)
(наименование, шифр или условное обозначение изделия)
На рассмотрение представлена документация, разработанная
(наименование или условное обозначение организации (предприятия) разработчика)
в соответствии с_______________
(наименование и обозначение основного документа, на-основании
которого произведена разработка)
Предлагается при последующей разработке (доработке) внести в докумен-
тацию следующие изменения и дополнения:
1. Должность
руководителя службы,
проводившей контроль
2. Должности
лиц, проводивших контроль
(подпись, дата, расшифровка подписи)
(подпись, дата, расшифровка подписи)
ПРИЛОЖЕНИЕ 5
СВЕДЕНИЯ
о результатах контроля разрабатываемой отделами технической документации
за кв. 19 г.
Номер и со- кращенное наименование отдела Количество листов, приведенных к формату А4 Процент сда- чи листов с первого предъявления Количество и шифр ошибок
Предъявлено всего листов Принято с первого предъявления Принято со второго предъявления
Примечание. Шифр ошибок и определение процента сдачи докумен-
та с первого предъявления приведено на с. 31 1—315
330
ПРИЛОЖЕНИЕ 6
ПРИМЕРЫ ОШИБОК, ВЫЯВЛЕННЫХ ПРИ ПРОВЕДЕНИИ
НОРМОКОНТРОЛЯ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
Содержание ошибки Предложение Обоснование
Терминология в области метрологии и измерительной техники
. . . замер . . .
. . . замерить длину . . .
. . . проверить давление
Методика определения массовой до-
ли .. .
. . . меритель . . .
Для измерения . . . применимо
средство контроля . . .
. . . величина тока . . .
единица измерений . . .
. . . размерность скорости,
м/с . . .
. . . с точностью ±5 мкм . . .
. . . измерение . . .
. . . измерить длину . . .
. . . измерить давление ...
Методика измерения массовой до-
ли .. .
. . . средство измерений . . .
Для измерения применено средство
измерений ....
. . . ток . . . или . . .
. . . размер тока . . .
. . . единица физической
величины . . .
. . . единицы скорости,
м/с. . . .
Размерность скорости LT~{
Не следует заменять стандартизованный тер-
мин «измерение» (ГОСТ 16263—710) на не-
стандартизованные
... с погрешностью в пределах
±5 мкм. . .
Техническое устройство, предназначенное
для измерений и имеющее нормированные мет-
рологические свойства, следует называть сред-
ством измерений (ГОСТ 16263—70)
В метрологии величина — это свойство объ-
екта. Не следует применять термин для выра-
жения только количественной стороны рассмат-
риваемого свойства (ГОСТ T62f53—70)
Измерение не имеет единицы: единицу имеет
физическая величина (ГОСТ 16263—70, п. 3.1)
Не следует термин «единица величины» за-
менять на «размерность величины». Под раз-
мерностью производной величины понимают
произведение степеней размерностей основньг:
величин (ГОСТ 46263—7'0, РД 50—160—79)
Количественно точность выражается величи-
ной, обратной модулю относительной погреш-
ности (ГОСТ 16263—70, п. 8.23)
Продолжение
Содержание ошибки Предложение Обоснование
. . . ошибка измерений . . . . . . погрешность метода измерений . . . Погрешность показаний средства измерений . . . Погрешность микрометра О1,0014 мм . . . Диапазон измерений НО' В Нестандартное СИ . . . . . . погрешность измерений . . . Погрешность средства измере- ний . . . Пределы допускаемой погрешнос- ти микрометра ±0,004 мкм Погрешность микрометра не более 0,1'0 мм . . . Диапазон измерений от 0 до 1Ю’ в Нестандартизованное СИ . . . Вместо стандартизованного термина «погре- шность измерений» (ГОСТ 16263—70, п. 3.1) не следует применять нестандартизованные «ошибки», «погрешность метода измерений» и ДР. «Регламентированную в НТД на СИ погреш- ность измерения (воспроизведения) величины, для измерения (воспроизведения) которой предназначено данное СИ, следует называть погрешностью СИ (ГОСТ 16263—70, п. 9), а не погрешностью его показаний В НТД указываются не просто значения по- грешности, а пределы допускаемых значений погрешности Диапазон измерений — это не одно значе- ние, а область значений измеряемой величины, ограниченная пределами измерений (ГОСТ 46126-3—70', п. 7.10) Средства измерений, не подвергаемые госу- дарственным испытаниям, следует называть нр; стандартизованными (ГОСТ 8.326—78)
. . . проверка прибора . . . поверка характеристики прибора. . . . Для измерений использован образцовый прибор. . . . . . . поверка прибора . . . проверка (или определение) характеристики прибора . . . Для измерений использован прибор типа . . . Поверяются приборы, а их характеристики проверяются или определяются (ГОСТ Т6Й63— —70, п. 1)1.6; ГОСТ 8.042—83) Образцовое СИ — это СИ, предназначенное для поверки других СИ (ГОСТ 16263—70, п. 10.11). Для измерений образцовое СИ ис- пользовать не разрешается
Продолжение
Содержание ошибки Предложение Обоснование
. . . тарировка СИ . . . . . . градуировка СИ . . . Установление градуировочной хардктёДис-
Для градуировки прибора исполь- Для градуировки прибора исполь- тики СИ (зависимости между значениями ве- личин на его выходе и входе, представленной графиком, формулой или таблицей и использу- емой для нахождения показаний СИ) следует называть градуировкой СИ (ГОСТ ,1-62’63—70). Термин «тарировка» устарел Растворы и смеси,’используемые для градуи-
зуют стандартные растворы с извест- зуют градуировочные растворы . . . ровки средств физико-химических измерений,
ной массовой долей . . . Показание СИ находят по его ка- Показание СИ находят по его гра- следует называть градуировочными Стандартизованным является термин «гра-
либровочной кривой . . . дуировочной характеристике дуировочная характеристика» (ГОСТ 16263—
Микрометр настраивается по эта- В качестве меры, по которой наст- —70., п. 7.6) В метрологии эталон — это СИ, обеспечива-
лону (по эталонной детали) раивают микрометр, используют ат- ющее воспроизведение единицы величины с це-
. . . эталон продукции . . . тестованную деталь . . . . . . контрольный образец продук- лью передачи ее размера другим СИ (ГОСТ 31612163—70, п. 10.1) Образец продукции, используемый для конт-
Величина атмосферного давления ции . . . Атмосферное давление £8,7 кПа роля качества продукции путем сравнения ее признаков с признаками этого образца, следу- ет называть контрольным образцом продукции (ГОСТ 16504—8'1) В метрологии величина — это свойство объ-
740 мм рт. ст. или 98,7 кПа/(74О мм рт. ст.) екта. Не следует применять термин для выра-
Температура воздуха увеличилась Температура воздуха увеличилась жения только количественной стороны рас-
до величины 36 °C до значения, равного 316 °C сматриваемого свойства (ГОСТ 162613—70,
Величина модуля Юнга Средняя по величине поглощенная доза Величина урожайности 250 ц/га Величина гранул, мм Модуль Юнга Средняя по размеру поглощенная доза Урожайность 250 ц/га Размер гранул, мм п. 2.11)
Продолжение
Содержание ошибки
Предложение
Обоснование
Величина впадины, мм
°C — размерность температуры
кг — размерность массы
Точность до 0,0)1 г
Точность ±'2 %
Верность измерений
Для настройки прибора использо-
ван эталон . . .
(эталонная деталь)
Разделы называют;
«Маркирование», «Упаковка»
нг, п, ра . . .
В одном документе применяются и
русские,, и международные обозначе-
ния единиц
При указании значений величин на
шкалах или щитках, помещаемых на
изделиях, используют русские обо-
значения единиц
Например: 2'20; В, 50) Гц, 6 кг
Сила 50 kgf
Размер впадины, мм
°C — обозначение единицы тем-
пературы
кг — обозначение единицы массы
Абсолютная погрешность до 0,01 г
Относительная погрешность ±2 %
Правильность измерений
В качестве меры использована ат-
тестованная деталь . . . (образец
сравнения)
«Маркирование», «Упаковывание»
Единицы, физических величин
Hz, N, Ра, A, W, °C, V, F Т, Н,
Bq .. .
Обозначение единицы не следует называть
размерностью. Под размерностью производной
величины понимают произведение степеней раз-
мерности основных величин (ГОСТ 16263—70,
РД 50)—160'—79)
Количественно точность выражается величи-
ной, обратной модулю относительной погреш-
ности (ГОСТ 16263—70, п. 8.2.3)
В метрологии эталон — это'СИ, обеспечива-
ющее воспроизведение единицы величины с
целью передачи ее размера другим СИ (ГОСТ
16263—70, п. 16.1)
ГОСТ 175217—•86
Или русские, пли международные
обозначения
При указании значений величин
на шкалах или щитках, помещаемых
на изделиях, следует использовать
международные обозначения единиц
Например: 220 V, 50* Hz, & kg
Сила 490 N (50 kgf)
Обозначения единиц, названных в честь уче-
ных, пишут с прописной буквы (ГОСТ 8.417—
-81)
Должна применяться только одна косая или
горизонтальная черта (ГОСТ 8.417—81)
Рекомендуется применять международные
обозначения, но допускаются и русские (ГОСТ
8.417—81, РД 50—160—79)
РД 50—160—79
Продолжение
Содержание ошибки
Предложение
Обоснование
Давление 10 kgf/см2
Линейная плотность 0,3
Потребляемую мощность машин и
приборов с электродвигателями пере-
менного тока выражают в ваттах
. . . Герц . . .
. . . Ньютон . . .
... 52 с.
. . . 3'0 мин.
. . . tRm
Давление 0,98 МРа (1)0 ^//см2)
Линейная плотность ОД mq[m
(0,3 tex)
Потребляемую мощность машин и
приборов с электродвигателями пере-
менного тока следует выражать в
вольт-амперах
. . . герц . . .
. . . ньютон . . .
. . . 521 с
... 30 мин
. . . t-Rin
600 кВ 50'0м
-110 °C 8'0 %
20°
•10 ’
30,''
Вт/м2/К
. . мегом . . .
сек, См, час
Длина, пм (погонный метр)
Площадь, экм (эквивалентный
w квадратный метр)
Значения величин с единицами, допу-
щенными к применению временно, приводятся
только в обоснованных случаях и указывают-
ся при этом в скобках (РД 50—160)—79)
ГОСТ 8.41.7—81
600 кВ
10'°C
20'°
10i’
50 Ом
80 %
301''
Вт или Вт/(м2-К)
м2.^ ~ или Вт-М-2-К"1
. . . мегаом . . .
с, см, ч
Погонная длина, м
Эквивалентная площадь, м2 . . .
Наименование единиц пишут со строчной
буквы (ГОСТ 8.417—81)
После обозначения единицы точка не ставит-
ся (ГОСТ 8.417—81)
Буквенные обозначения единиц, входящих в
произведение, следует отделять точками, как
знаками умножения (ГОСТ 8.417—81)
Между числовыми значениями и единицей
оставляют пробел (ГОСТ 8.417—-81.)
Перед обозначением единицы в виде знака,
поднятого над строкой, пробел не оставляют
(ГОСТ 8.417—81)
В наименовании единицы должна применять-
ся только одна косая или горизонтальная чер-
та (ГОСТ 8.417—81)
Не следует исключать последнюю букву при-
ставки при слиянии ее с наименованием едини-
цы (РД 50-4160'—79)
Обозначения единиц не соответствуют ГОСТ
8.417—81
К обозначениям единиц и их наименованиям
нельзя добавлять буквы (слова), указываю-
щие на физическую величину, объект или ус-
Продолжение
Содержание ошибки Предложение Обоснование
Объем, нм3 (нормальный кубичес- Объем, приведенный к нормальным ловия измерений. Во всех таких случаях оп-
кий метр) условиям, м3 ределяющее слово следует присоединять к на-
Масса: тут (тонна условного топ- Масса условного топлива, т именованию величины, а единицы обозначать
лива) Давление, ати (атмосфера избыточ- Избыточное давление, Па в соответствии с ГОСТ 8.417—8'1 РД 50— —1160—79
ная) Давление, ата (атмосфера абсо- лютная) Концентрация, % об (объемный процент) Концентрация, % масс (массовый процент) Концентрация, % вес (весовой про- цент) Погрешность, % абс (абсолютный процент) Динамическая’вязкость 40 П Абсолютное давление, Па Объемная доля, % Массовая доля, % Массовая доля, % Абсолютная погрешность, % Динамическая вязкость 40 Па с Значение величин с единицами, допущен-
293,1'5 К (20 °C) (410 П) 20 °C ными к применению наравне с единицами SI, а также их сочетания с единицами S/, пишут
0,314 рад (45°) *1’8 ° без скобок
3'60 Кл (О'КОО А ч) 3,5 106 Дж (1 кВт-ч) Массовая доля компонента, 0,110'0' А ч 1 кВт-ч Массовая доля компонента 50 ррт Единицами отношения являются: 1, %, 0, рр
50 мкг/кг . . . Объемная доля кислорода 30 мл/л . . . Массовая доля ртути не более Объемная доля воздуха 30 % . . . Массовая доля ртути не более (мил-1) (ГОСТ 8.41Г7—*81) Как правило, единицы должны выбираться
0,00007 % ' 0,7 ррм . .. таким образом, чтобы числовые значения вели-
mmF (мкмкФ) pF (мф) чин находились в' интервале от 0,1, до 1.Q0C (ГОСТ 8.417—81) Присоединение к наименованию единицы
Mkg (мккг) mg (мг) двух и более приставок не разрешается (ГОСТ
8.417—81)
Продолжение
Содержание ошибки Предложение Обоснование
20±б- °C (20+5) °C 2О°С+5°С При указании значения величины с допуска- емыми отклонениями обозначения единицы' при- водят оба раза или один раз со скобкой (ГОСТ 6.4)117-^81)
Температура от 15 °C до 25 °C Температура от 15 до 25 °C При указании интервала значений величины ее единицу указывают один раз последней цифры (РД 50—160'—79)
... 4,5 мм; 5,7 мм; 6,3 мм . . . ... 80 мм\Г2 ммХ10 мм . . . . . . 4>,5; 5,7; 6,3 мм . . . Если приводится ряд (группа) значений ве-
. . . 80Х li2X 1Ю1 мм . . . личин, то единицу указывают один раз в кон- це (РД 50—fl60—79, ГОСТ 1.5—66, ГОСТ 2./ГО5—79)
' Длительность выдержки 1—10 Требование допускает различные требования: от <1 до 10 ч 1 и 110 мин 1,10 ч Длительность выдержки 1 ч и ПО мин При указании интервалов времени для неод- нозначности следует приводить обозначение и часа, и минуты
Наименования и обозначения физических величин
Содержание, % . . .
Концентрация . . .
337
Массовая доля, % . . .
или
Объемная доля, % . . .
или
Молярная доля, % . . .
Массовая концентрация, кг/м3 . . .
Молярная концентрация,
моль/м3 . . .
Концентрация молекул, м“3 . . .
Наименование физической величины не дол-
жно допускать неоднозначного толкования со-
ответствующего свойства. Сокращенные наи-
менования величин допустимо применять в тех
случаях, когда неправильное толкование ис-
ключено
& Продолжение
Содержание ошибки Предложение Обоснование
Расход . . . Массовый расход, кг/с . . . или Объемный расход, м3/с . . .
Влажность, % . . . Массовая доля влаги, % . . . или
Вязкость . . . Объемная доля влаги, % . . . ИЛИ 1 Молярная доля влаги, % . . . ' (ГОСТ 8.221—76) ! Динамическая вязкость, Pa-S ... j или Кинематическая вязкость, 1 m2/S ... ; или Ударная вязкость, J/m2 . .
Момент . . . Момент силы, N-m . . . или Момент количества движения kg-m2/S . . . или Момент инерции, m или Момент сопротивления, т3 . . .
Количество воды, . . . Количество воздуха, м3 . . . Количество кислорода в воздухе, % • . . Масса воды, kg . . . Объем воздуха, м3 . . . Объемная доля кислорода в воз- духе, % . . . Не следует вместо наименования физической величины использовать качественные термины: «состав», «содержание», «количество» и др.
Продолжение
Содержание ошибки
Предложение
Обоснование
Состав продукта, % . . .
Нагрев подшипника . . .
Для измерения Р . . .
Мерная колба на 50 ml . .
Удлинение, % . . .
Работа, J//kg . . .
Вес машины, t . . .
Емкость кабеля, Mf/km . . .
Емкость аккумуляторной батареи,
A-h ...
Масса единицы объема . . .
Масса единицы площади . . .
Масса единицы длины . . .
Количество теплоты в единицах
времени . . .
Объем единицы массы, м3 . . .
Внутренняя энергия одного моля,
J . . .
Число оборотов, об/с . . .
Ускорение силы тяжести . . .
Теплотворная способность топли-
ва .. .
Атомный (молекулярный) вес . . .
Навеска 5 g . . .
Нагрузка N . . .
Поверхность нагрева, м2 . . .
Массовая доля компонентов в про-
дукте, % . . .
. Температура нагрева подшипника,
°C . . .
Для измерения давления Р . . .
Мерная колба вместимостью
50 ml ...
Относительное удлинение, % . . .
Удельная работа, J/kg . . .
Масса машины, t . .
Линейная скорость, мГ/кт . . .
Электрический заряд, A-h . . .
Плотность . . .
Поверхностная плотность . . .
Линейная плотность . . .
Тепловой поток . . .
Удельный объем, м^/кг ., . .
Молярная внутренняя энергия,
J/'mol . . .
Частота вращения, с~’ . . .
Ускорение свободного падения
Удельная теплота сгорания топли-
ва .. .
Относительная атомная (молеку-
лярная) масса . . .
Навеска массой 5g...
Усиление нагрузки N . . .
Площадь поверхности нагрева,
м2 . . .
Не следует заменять наименование величины
ее обозначением
Указывая значение величины, следует, как
правило, приводить ее наименование
Наименование величины должно исчерпыва-
юще характеризовать соответствующее свойст-
во объекта или процесса без указания едини-
цы этой величины. Верным признаком ошибки
является несоответствие наименования величи-
ны ее единице
В наименование величины не должно вхо-
дить наименование единицы
Термины устарели
Не следует указывать наименование объекта
или процесса взамен их свойства — физичес-
кой величины
Продолжение
Содержание ошибки Предложение Обоснование
Сечение ротора, м2 . . . Нагрев подшипника, °C . . . Площадь сечения ротора, м2 . . . Температура подшипника, °C . . .
Нагрузка 50 Q . . . Сечение провода, мм2 . . . Сопротивление нагрузки 50Q . . . Площадь сечения провода, мм2
Измеряемая масса кладется . . . , . . подается давление . . . Частота напряжения сети . . . Груз, масса которого измеряется, кладется . . . . . . подается воздух давле- нием . . . Частота питающей сети . . . Не следует указывать наименование величи- ны взамен наименования объекта
Емкость сосуда, м3 . . . Объем сосуда, м3 . . . Вместимость сосуда, м3 . . . Термин «объем применяют для характеристи- ки пространства, ограниченного внешней по- верхностью сосуда или аппарата; термин «вместимость» внутренней поверхностью (РД 50,_ U601—7'9) Под емкостью понимают сосуды для хране- ния и перемещения жидкостей, газов и сыпу- чих тел
Производительность насоса (комп- рессора, воздуходувки . . . ) Подача насоса . . . Производительность станка, машины . . . Термин «производительность» следует приме- нять для характеристики изделий, производя- щих продукцию, которая имеет качественное выражение (в kg-m . . . ). Для характерйсти- ки изделий, не производящих продукцию, ре- комендуется применять термин «подача» г.;ьт
Грузоподъемность крана 10 тс . . . Грузоподъемность крана 10 т . . . или Грузоподъемность крана % кН (10 тс) . . . Под грузоподъемностью автомобиля,'J само- лета, крана, домкрата, вагона . . . понимают максимальную массу груза, которую данное транспортное средство способно поднять, пере-
местить или перенести; под грузоподъемной силой понимают вес груза, который транспорт- ное средство способно преодолеть
Продолжение
Содержание ошибки Предложение Обоснование
... 0,1 н/раствор . . . Масса тела обозначена символом Р Удельный вес воздуха равен 1,293 кг/м3 Удельный вес ртути равен 13,6 или плотность ртути равна 1(3,6 Масса 1 м3 листовой стали (при толщине 4 мм) 31,40 кг Масса 1 м2 бумаги, г или масса бумаги, г/м2 Отливки 100 г/м2 Масса 1; м стального швеллера (но- мер профиля 2)7) 27,7^ кг Масса 1 м2 насадки (насыпью) из форфоровых насадочных колец 9180 кг Насыпной вес гранул кг/м3 Объемная масса или объемный вес изоляционной конструкции 850 кг/м3 Поверхность охлаждения конденса- тора 410 м2 Наименьшее сечение медного про- вода 4 мм2 Теплоемкость, Дж/(м3-°С) £ . . . раствор с молярной концент- рацией 0,1 mol/1 . . . Следует обозначить массу симво- лом, рекомендованным т. Символом Р обычно обозначают вес тела Плотность воздуха равна li,293 кг/м3 Относительная плотность ртути ра- вна 13,6 Поверхностная плотность листовой стали (при толщине 4 мм) 31,40 кг/м2 Поверхностная плотность бумаги, г/м2 Отливки поверхностной плотностью 100 г/м2 Линейная плотность стального швеллера (номер профиля 27) 2)7,7 кг/м Насыпная плотность насадки из фафоровых колец насадочных 9180' кг/м3 Насыпная плотность гранул, кг/м3 Средняя плотность изоляционной конструкции 850 кг./м3 Площадь поверхности охлаждения конденсатора 416 м2 Наименьшая площадь сечения мед- ного провода 4 мм2 Объемная теплоемкость, Дж/ /(Мз.°С) Не следует применять термин «нормальный раствор» вместо термина «раствор с м^лярнрй концентрацией 1 Шо1/1» • /. Обозначения величин, как правило, должно соответствовать рекомендуемым стандартам
со
Продолжение
Содержание ошибки Предложение Обоснование
Энтальпия водяного пара 660 ккал/кг Число молей азота Адсорбция, моль/кг Емкость масляной системы 1,5 т Напор насоса 35 мм вод. ст. Зарядный ток 11 А - Коэффициент теплопроводности текстолита (2,3—3,4) 10’-4 кВт/ (м.°С) Теплопроводность отопительного котла 4,5 Гкал/г Вакуум ГО-2 мм рт. ст. Удлинение 5 % кВт-ч Расход электроэнергии 24 сут Удельная энтальпия водяного пара 2,76 МДж/кг или 2,76 МДж/кг (6i60 ккал/кг) Количество вещества азота, моль Молярная адсорбция, моль/кг Массовая вместимость масляной системы 1,5 т Давление насоса 0,35 МПа или 0,35 МПа (3,5 кгс/см2), напор насо- са 35 м Зарядная сила тока Ы А Теплопроводность текстолита 0,23—0,34 Вт/(м-°С) Тепловая мощность отопительного котла 5,2 МВт («4,5 Гкал/ч) Остаточное давление 1,3 Па (£±1’3—2 мм рт. ст.) или 1,3 Па Относительное удлинение 5 % Суточный расход электроэнергии 24 кВт-ч
Указание допускаемых значений контролируемых параметров
220 В ±10 %
50 Гц±2 %
(5О±0,2) мм
(12i2O±2i2) В
(50±1) Гц
(50,0 ±0,2) мм
Значение величины и ее отклонение следует
записывать с указанием одних и тех же еди-
ниц (СТ СЭВ 543—77) ‘
Число, для которого указывается допускае-
мое отклонение, должно иметь последнюю зна-
чащую цифру того же разряда, как и послед-
няя цифра отклонения (СТ СЭВ 543—77). Это
Продолжение
343
Содержание ошибки Предложение Обоснование
220/380 + 22 В Температура 70 °C . . . Напряжение питающей сети 2)20 или 380 В, допускаемые отклонения от установленной величины 22 В Температура (7О±3) °C правило не распространяется на чертежи, ко- торые должны соответствовать требованиям ескд : При отсутствии допускаемых отклонений
Массовая доля сахара 18 +2 % • • . или ... не более 73°С . . . или ... не менее 67 °C . . . Массовая доля сахара (Л.8<±2) % контролируемого параметра невозможно су- дить о правильности методики измерения и контроля. Допускаемые, отклонения могут не указываться При указании величины с предельными от-
. . , 7‘0'±3°С . . . Температура от 56 до 6'2 °C . . . . . . (7'0±3) °C . . . . . . 70°С±3°С . . . . . . (67—73) °C . . . ... от 67 до 73 °C .. . Номинальное значение температу- клонениями обозначение единицы приводят оба раза или один раз со скобкой (РД 50—4’60— —79) В технической документации желательно
Массовая доля жиров в маргарике ры 60 °C; допускаемые отклонения температуры от минус 4 до плюс 2 °C . . . или Температура (5,-9±3) °C . . . (если номинальное значение 5(9 °C) Массовая доля жиров в маргарине указывать номинальное значение параметра, наиболее благоприятное для данного техноло- гического процесса Если нежелательны как слишком Малые, так
не менее 8)2 % . . . (84+!2) % . . . и слишком большие значения параметра, ука- зывают две границы допускаемых значений параметра (в данном примере при малой до- ле жиров низкое качество маргарина, при большой доле неоправданно велик расход цен- ного сырья)
П родолжение
Содержание ошибки
Предложение
Обоснование
Предельные отклонения толщины
ленты — 1,0 мм . . .
Массовая доля компонента, % не
менее 50±1
Температура (60—120) + 5 °C
Напряжение 220i V± 10 % . . .
Частота сети 50 Hz ±2 % • • •
. . . (50±0,2) мм . . .
Допускаемые отклонения толщины
ленты в пределах ±0,0 мм . . .
или
. . . ±0,5 мм ...
или
... от 0 до +1,0 мм .. .
Массовая доля компонента не ме-
нее 49 % (если это требование к ис-
тинным значениям параметра) или
измеренное значение массовой доли
. . . не менее 50 %; погрешность из-
мерения не более Г % (если это тре-
бование к измеренным значениям с
указанием погрешности измерений)
Диапазон температур (60—
—120) °C, допускаемые отклонения
температуры от установленного зна-
чения ±5 °C . . .
Напряжение (220±22) V . . .
Частота сети (510± 1) Hz
. . . (5'0i,0>±0,2) мм . . .
Температура — 60 °C . . .
. . . температура окружающей сре-
ды от ±,1 °C до +35 °C
Температура минус 60 °C . . .
. . . температура окружающей сре-
ды от )Г до 35 °C . . .
Требование к допускаемым отклонениям па-
раметра не должно допускать неоднозначного
толкования
При одностороннем ограничении диапазона
допускаемых значений параметра указывается
только одно значение параметра и допускае-
мую погрешность его измерения следует ука-
зывать отдельно. Указание допускаемой погре-
шности измерения при формировании техничес-
кого требования означает, что это требование
является требованием к измеренным значени-
ям
Для исключения неоднозначности диапазон
регулирования параметра и его допустимые
отклонения от установленного значения следу-
ет указывать отдельно
Значение величины и ее отклонение следует
записывать б указанием одних и тех же еди-
ниц (СТ СЭВ 543—77)
Числовые значения величины, для которой
указывают допускаемое отклонение, должно
иметь последнюю значащую цифру того .тке
разряда, как и последняя цифра отклорерйя
(СТ СЭВ 543—77). Это правило не распростра-
няется на чертежи, которые должны сЬб'тветЗт-
вовать требованиям стандартов ЕСКД
Не допускается использовать в тексте мате-
матический знак (—) перед значением вели-
чин (ГОСТ 1.5—>85). Вместо- знака (—) еле-
Продолжение
Содержание ошибки Предложение Обоснование
Отклонение должно быть не бо- лее ... Отклонение не должно быть бо- лее . . . дует писать слово «минус», кроме случаев ^н а- писания (±). Если приводится только положи- тельное значение величины, знак (-{-) или сло- во «плюс» не пишут Технические требования являются требова- ниями к показателям качества, а не к нормам дефектов продукции (ГОСТ Г.5—85)
Представление результатов измерений
В протоколе измерений не приведе-
ны, показатели точности измерений
В документе, регламентирующем
методику выполнения измерений,
(ТУ, ПМ, карте технологического
процесса, технологическом регла-
менте, стандарте на продукцию . . .)
не указаны показатели точности изме-
рений
Показатель точности измерений за-
дан числом; анализ же погрешности
говорит о существенной ее зависимос-
ти от измеряемой величины
со
сл
Рассмотреть целесообразность за-
дания показателя точности измерений
не числом, а в виде зависимости от
измеряемой величины
Указать в протоколе выполненных
измерений не только средства, усло-
вия и алгоритм измерений, но и по-
казатели точности
Указать показатели точности изме-
рений
Использование результатов измерений с не-
известной оценкой их погрешности не разре-
шается (МИ 1817—86)
Отсутствие показателей точности измерений
не позволяет решать следующие задачи: при
выполнении измерений по данной методике —
указывать их показатели точности в протоколах
измерений; разрабатывать или корректировать
методику выполнения измерений исходя из
заданных требований к точности измерений;
назначать обоснования к точности технологи-
ческого процесса и контрольному допуску ис-
ходя из допустимых вероятностей ошибок
контроля
При существенной зависимости погрешности
измерений от измеряемой или от влияющих
величин показатель точности должен зада-
ваться в виде зависимости от измеряемой или
влияющей величины (МИ ’1*327—86)
Содержание ошибки Предложение
12,94 мм; Д от —0,25 до 0,35 мм 12,94 мм;
Д от —>0,2-5 до 0,35 мм;
12,94 мм; от —0,'2Ю‘ до 0,20 мм; (12,94±0;2Ю') мм
112,94 мм; 6 от —0,2 до 0,3 %; (12,94±0,26) мм;
(12,943 ±0,255) мм: (12,94±0,2*6) мм;
(Г2,9±0,2) мм; (12:,94 ±0,26) мм;
(12,94±0,26) мм; (1(2 >9 ±0,2'0) мм; (12,94±0,26) мм;
Продолжение
Обоснова ние
При указании интервала возможных зна-
чений погрешности должна проводиться ве-
роятность попадания погрешности в данный
интервал (МИ 1317—86)
Если нижняя и верхняя границы погрешнос-
ти равны по модулю, то предпочтительней яв-
ляется форма представления погрешности по
ГОСТ 8.207—76
При представлении результатов измерений
приводят оценку абсолютной, а не относитель-
ной погрешности (МИ 1317—86)
Показатель точности должен содержать не
более двух значащих цифр (МИ 4317—86)
Показатель точности может содержать одну
значащую цифру только для того диапазона
его значений, в котором погрешность округле-
ния не превышает (10—15) %, т. е. если пер-
вая значащая цифра свыше или равна 3 (при
допустимой погрешности 15 %) или свыше или
равна 5 (при допустимой погрешности 1'0Р/0).
Два значения цифры сохраняют, как правило,
в следующих случаях: для промежуточных из-
мерений; для особо ответственных измерений,
которые невозможно повторить
Наименьшие разряды результата измерений
и погрешности должны быть одинаковыми (МИ
1317—86)
П родолжение
Содержание ошибки Предложение Обоснование
Ошибочным является указание ин- тервалов возможных значений погре- шности измерений в следующих слу- ' чаях: измерения выполнены методом многократных наблюдений; при статистическом приемочном контроле продукции; при сплошном контроле продук- ции, поставляемой партиями Следует указать раздельно характе- ристики систематической и случай- ной составляющих погрешности изме- рений Если ряд результатов измерений, выполнен- ных по одной и той же методике, можёт ис- пользоваться совместно, следует указывать раздельно характеристики систематической и случайной составляющих погрешности измере- ний
ПРИЛОЖЕНИЕ 7
ПЕРЕЧЕНЬ
допускаемых сокращений слов, применяемых в
основных надписях, технических требованиях
и таблицах на чертежах й в спецификациях
Полное наименование Сокращение Полное наименование Сокращение
Без чертежа Бч Обработка, обраба- обраб.
Ведущий Вед* тывать
Верхнее отклонение верх. откл. Отверстие отв.
Взамен взам. Отверстие центровое отв. центр.
Внутренний внутр. Отдел отд.*
Главный гл.* Отклонение откл.
Глубина . глуб. Первичная применя- перв.
Деталь дет. емость примен.*
Длина дл. Плоскость плоек.
Документ докум. Поверхность поверхн.
Дубликат дубл. Подлинник подл.
Заготовка загот. Подпись подп.*
Зенковка, зенковать зенк. Позиция поз.
Извещение изв. Покупка, покупной покуп.
Изменение изм. По порядку п/п
Инвентарный инв. Правый прав.
Инженер Инж.* Предельное отклоне- пред. откл.
Инструмент инстр. ние
Исполнение исполн. Приложение прилож.
Класс (точности, чи- кл. Примечание примеч.
стоты) Проверил Пров.*
Количество кол. Пункт п.
Конический конич. Пункты пп.
Конструктор Констр.* Разработал Разраб.*
Конструкторский ко* Рассчитал рассч.*
отдел Регистрация, регист- регистр.
Конструкторское КБ* рационный
бюро Руководитель Рук.*
Конусность конусн. Сборочный чертеж сб. черт.
Конусообразность конусообр. Свыше св.
Лаборатория лаб.* Сечение сеч.
Левый лев. Специальный спец.
Литера лит. Спецификация специф.
Металлический металл. Справочный справ.
Металлург Мет.* Стандарт, стандарт- станд.
Механик Мех.* ный
Наибольший наиб. Старший Ст.*
Наименьший найм. Страница стр.
Наружный нар. Таблица табл.
Начальник Нач.* Твердость ТВ.
Нормоконтроль Н. контр. Теоретический теор.
Нижнее отклонение нижн. откл. Технические требо- ТТ
Номинальный номин. вания
Обеспечить обеспеч. Технические условия ТУ
348
Продолжение
Полное наименование Сокращение Полное наименование Сокращение
Техническое задание ТЗ Условное давление усл. давл.
Технолог Техн,* Условный проход усл. прох.
Технологический Т. контр.* Химический .... хим.
контроль Цементация, цемен- цемент.
Ток высокой часто- ТВЧ тировать
ты Центр тяжести Ц. Т.
Толщина толщ. Цилиндрический цилиндр.
Точность, точный точн. Чертеж черт.
Удельный вес уд. в. , Шероховатость шерох.
Утвердил У тв.* Экземпляр экз.
Примечания:
1. Сокращения, отмеченные знаком «*», применяют только в основной над-
писи. *
2. Сокращение «табл.» применяют в тексте только в тех случаях, когда таб-
лицы имеют номера.
СПИСОК ЛИТЕРАТУРЫ
1. Балабанов А. Н. Контроль технической документации. — М.: Издатель-
ство стандартов, 1984. —96 с.
2 Балабанов А. Н., Канарчук В. Е. Справочник технолога мелкосерийных
и ремонтных производств. — К.: Вища школа, 1983. •—256 с.
3. Балабанов А. Н. Технологичность конструкций машин. •— М.: Маши-
ностроение, 19’87. — 39'2 с.
4. Басаков М. И. НОТ в службах стандартизации //Стандарты и качество
— 1972. — № 5. — с. 32—35.
5. Бурдун Г. Д. Справочник по Международной системе единиц. Изд. 2-е
доп. — М.: Издательство стандартов, 197'7.— 232 с.
6. Вайсбанц М. Д., Левицкий Э.Б., Проненко Ю. В. Рекомендации по метро-
логической экспертизе, технических заданий и текстовой конструкторской доку-
ментации. — К.: ВИСМ, 1983. — 42 с.
7. Вайсбанц М. Д. Примеры ошибок, выявленные при метрологической4 экс-
пертизе технической документации. — К.: ВИСМ, 1981. — 29 с.
8. Воронцова Р. И., Определение эффективности нормализационного контроля
//Стандарты и качество. — 1972. — № 5. — с. 8Т—82.
9. .Гель П. П., Иванов—Есипович Н. К. Конструирование и микроминиатю-
ризация радиоэлектронной аппаратуры. — Лу Энергоатомиздат, 1984.—'536 с.
10. Ефремов М. С. Рабочее место нормоконтролера //Стандарты и качество.
— 1975. —№ 5. —с. 42—43.
11. Ковалев А. П. Обеспечение экономичности разрабатываемых изделий
машиностроения. — М.: Машиностроение, 1986. — 1521 с.
12. Краткий справочник металлиста/Под общ. ред. Д. Н. Орлова, Е. А. Ско-
роходова. — 3-е изд., перераб. и доп. — М.: Машиностроение, 1986.—960 с.
13. Лужецкий А. П. Нормоконтроль в Государственной системе стандарти-
зации //Стандарты и качество. — 1982. — № 12. — С. 52—55.
14. Научно-технический прогресс и эффективность производства/ Под ред.
Г. А. Егизаряна. — М.: Экономика, 1979. — 320 с.
15. Нелин В. Н., Тимофеев Ю. А. Интерфейсный подход к проектированию
индустриальной технологии САПР. — Киев.- Общество «Знание» УССР.— 1988.
— 16 с.
16. Пастер И. Д., Страшунский А. М. Нормализационный контроль черте-
жей. — М. — Л.: Машиностроение, 1970. •— 128 с.
17. Поливанов П. ,М„ Поливанова Е. П. Таблица для подсчета массы дета-
лей и материалов: Справочник—10-е изд. исправл. и доп. — М.: Машинострое-
ние, 1987. — 304 с.
18. Рекомендации по проведению технологического и нормализационного
контроля конструкторской документации. РД 204 УССР 007—77/. Составитель
А. Н. Балабанов. — К.: НИКТИ ГХ МЖКХ УССР, 1977. — 25 с.
ОГЛАВЛЕНИЕ
Предисловие ...............................................3
Глава 1. Современные тенденции разработки и постановки изделий
машиностроения на производство.........................................4
Организация процесса проектирования, конструирования и осво-
ения новых изделий ..... .................... 4
Экономическое обоснование выбора варианта конструкции изделия . 123
Патентно-правовые требования к конструкторским разработкам . . 127
Глава 2. Технологический контроль конструкторской документации . 132
Цели и задачи ...................................................132
Общие правила отработки конструкции изделия на технологичность 134
Показатели и методика оценки технологичности конструкций изделий 143
Оформление замечаний и предложений при отработке, конструкторской
документации на технологичность .........................187
Г л* а в а 3. Метрологический контроль ..............................189
Основные положения ........................................... . 189
Цели, задачи и функции метрологического контроля . . . .190
Организация и порядок проведения . . . . . . .191
Оформление результатов контроля..................................235
Обязанности и права лиц', проводящих метрологический контроль . 236
Глава 4. Нормоконтроль................................... . . . 238
Цели, задачи и организация проведения ...........................238
Последовательность и содержание нормоконтроля технической доку-
ментации 240
Проверка технических заданий ...................................245
Проверка конструкторских документов ............................245
Проверка технологических документов ............................281
Проверка нормативно-технической документации . . . .310
Проверка изменений в документах .............................. . 310
Оформление замечаний и предложений норм ©контролер а. Оценка
результатов контроля ..................................311
Определение эффективности нормоконтроля .........................315
Обязанности, права и ответственность нормоконтролера . . . 317
Глава 5. Научная организация труда в службах контроля технической
документации .............................................. 321
Основные направления НОТ в службах контроля . . . .321
Квалификационные требования к контролеру ........................324
Рабочее место контролера .... ................. 327
Приложения ...............................................328
Список литературы ......................................... . 350
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
Балабанов Анатолий Николаевич
КОНТРОЛЬ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
Редактор Т. И. Гулидова
Технические редакторы Н. С. Гришанова, О. Н. Никитина
Корректор Е. И. Морозова
ИБ № 514
Сдано в наб. 12.04.88 Подп. в печ. 16.11.S8 Т—13364 Формат 60X90V16- Бумага типограф-
ская № 2 Гарнитура литературная Печать высокая 22,0 усл. п. л. 22,0 усл. кр.-отт.
22,80 уч.-изд. л. Тир. 60000 Зак. 942 Цена в обложке 1 р. 50 к. Цена в переплете 1 р. 90 к.
Изд. № 9337/7
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП,
Новопресненский пер., 3.
Калужская типография стандартов, ул. Московская, 256.