/





















































































































































































































































































































































































Автор: Балабанов А.Н.
Теги: общее машиностроение технология машиностроения машиностроение справочник справочник технолога
ISBN: 5-7050-0153-3
Год: 1992




Текст
Pjqb’.o-q^PiPoxaxqxibioxp'.p.tP.o'.GXp.iPb’.oxcKp.blbxiy
.b:oxixpi5*b’.ox<xpoIoxD‘«oi>l.oi<ixo'iPoioxoipd*.oXi>JO Д
i:<ixoX’o;axo^Oo‘.o:*Q,,O{pQ‘.<iy.ojp0‘<jxc'.O01o:<iXC>OQ«e
' po:-?xr>;' ? • .w «
tb/.OXC^OiOXQlP.go ^^RtP.O^OXpigoieXpSPty.QXlXpjpJ
КРАТКИЙ
СПРАВОЧНИК
ТЕХНОЛОГА
МАШИНОСТРОИТЕЛЯ
biOXpipoib^PiPoib’bXOtPblOXbjvo'.oXiXP.btbl^OiPo'.Ol
bto:ox'0po!ox«XQiyo:oxc>iP.o:oxp59.0!oxixOtPo‘oxpx>o'axo’.O0’Q:G>:qip0‘<)X<Xi
^'X‘bxo:o'.<|XGb,.o;0xqi9.’o:oxq;qb!b‘.<r>iqipb!Gxqi9.<9o'<iXpiP,6x’xq*lPQioxo‘,p(5r|
raP.b'.o'.oxpb'.’o'.oxqiqoioxqiqty.oxixGiP.o'.oxcxooloxixoo’OXixqiPb’oxixp'o’.oxy
з:ох>ХОд9'о:охО19/о;ОХ1ХО0*0К1ХО,<Рлэ;Ъх<хр.Ь!ох<хоя
ubP.ixo’.oxqipbioxqjP.b'.oxixqb'.oioxqiP.o.oxiXOolo’.oxq’fPowXCKqotoxixp.jp.oi
°. 19 ox>x pipb'.o x pjpjy. ox’-x PtPoib xqjp.bib xo'.p.bVoxix <
fc:oxoixb:oxt>i9.b'.ox>b&.i9b'.oxqipb*tox<xpb‘.o:<ixol0b,.<>x<xobx)xtxqipo:<i>;ox»i
K9j9"o,.oxixp,b,.o:oxqb<’o:axqiP.b,.Gxq;qb,.o‘.GXOblb,.<iXqx>ox>xo'jO’(9.o:<Jxqx»b‘bl
po:oxToOb:o:ab9ixo:GxqiP.o,.cxixqb!ox«xqK*o:0X<>i0b',<>X(XO0»oxo;Qt9.b‘0xqH
px>XGb:o:oX9b'o:oxqiv.b*<>X(<s9'(9ox»xoixo;<>xqiP0x>xo‘.9(5:o:<ixOtPo*.oxqiP.bi
S9Jo:o:oxpJiy/o:o*^9tf!bxqiGb,.oX’xq’t9o:axqiOb,.ax(xqblb:<ixp.i9.b:oxox>broxi
№<o:ob9ixox>xp)xo‘.ox(>icb‘.o:<ixp.b*.o‘.oxqipb‘.oxtxqbloxixoip0x>x<xp.b*oxq;0i
‘0b9ixo:ox<>ixox»i’<i9o*.o:oxpt9o:ax0ixox)xixp(9.ox«xqip.ox»x0ipblbx<>ip<9ol
^1>!Ь:ох<Ь9.6:охО1Р.Ь:эХ1ХОкР.о*,охр1р.Ь',охш$^9ох»хо’1уЬх>х<хр.Ь|Ъх<хр(5!Ъх1Х1
L*.ob9i9o:oxrb9o:ox’Xp.iP.o:axfb9.o:oxtxp0!c^xQi2o:oxQip.c9oxqx><$raxi>*.Oi9.i
Krb9.ox>X’b9b:ox«xpb:ox>b9i9.o:ox<xp(9oxiXQt9oidxc>ip,b!bxcKGbt.ox«xoiP.ox5j
F/o.ox’bPb:o,.oxp/0!o:oxpjP.o!oxqjG6!ox5b9.i9o:oxqlp.bXixixqb!oxiXQlp.o:<i>'.q]
F^’b^o’.oioxpixoiab^oioxtxp.oto.oxp.iy.o’.oxqiP.o.oxqiPb'.o'^Qt^oxixqipb!
Kp.b ox>xqiP.o:0X<^o:oxtxqip.oxixpjy.o:oxqiPo:oxcxq(£QxiXpi9.0‘GXOiP;d‘bxi
btox«xqb:o*.ob9ixo‘Ox^p.(9.ox’Xp.t<!o,.axqiP,o,,ox<xp.bio:<Qjpt9oxixo,tp.b!GX<xp.1
^b9jxo:oxfb9.o:oxqiP.o:oxixp/t9.o:oxGi2o:oxq;pi9.o:<q;p.i9.ox3xqiP.b‘oxqiO0]ql
fc>ixo,.axpj9.o:oxqj9.o'O’<iXpi9.o:0xqipQ:oxo;p.{9oxo;p.i9oX)XO,tp,b’oxqiqb!bXQd
E>'0x|bxb’ox*b9i>'o’^,b9b'.o‘0‘f'9i9.ox>xqipb!ox4xo’{9o‘oxoi$ibx>xc>ip.b!bx<xob1
l9bP.o:oxTXpb:ox>X0bto:oxqiPb:ox<xpb!oxcxoi9o;3Xo;p/6:axtt00foxo:o’{9.bxi
T<b!r'Xib9',b,.b:axQiyo.oxqipo:oxojp.0iox‘Xpi9o‘.<ixoiP.‘6:oxqiP.b!bxixO{9.b:o>'<>i
fc»xq1p.b;ox)b9bx>x»xqip.b:oxPi9.b,.oxixqi>‘o:GxqiP.b:oxqiP.b,.oxq;0(9bxb:p!9bJ
lb9b:o:ob9i9.o:oxc^o:ox«^o:o;ob9.i9o‘0bQi9o,.ox<xpbroxQ;oi9o:uxo,iP.bxi>1
b'.o:0xqipo:oxpi9.o:ax‘b9b:oxixpb'.o:oX9i9b,.<jxo;p.b',oxo;qb'.bxo:QX'.bxixqxH
PbQi9.o:ox&po:oxpjp.o:oxixp.(9o:axpi9.o:axcKp/0!oxixo/0‘oxo:o<9o‘bxo#.0x2
FjXo:0X9j9o:o;<^p.0:o:<ib9.i9o,.<ixqiP.o!Gxb;q6‘oxiXpt9.oxixqb?b!oxojpb‘bx<x
|>.oxQip.o:oxnip.(p,o:oxp.b<o:oxp4p.o:oxpivbrox<xp.^o:<o:p.i9,o!ox<X9.bibxqiP.b!
^№9b!o:<QiP.0:o:oxp/i9.o,.axpjp.o,.oxqip.6:oxixpi9.o,.axp.x»o:<ixo4p.bx»xqx>b!ox
OAMt«zTV0XlX*m:o^c>X>z»xDX»0hxG:0X*4,t,zn!OX>«4>/iMrx0Xt>»vA:dxtXvi\fOXiXvf%!<3i
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
|ро^Йо:ах^'р?о:ох^р;^/Ь^’р.0:о^х'!®/о%х'(Хр/Жх§р.^о^рь!*о^ед’0Й
Ky/o:ox'b9.o,.oxixp.b:o’.0Xp.So:oxqiQ0:oxtxp.0‘ox<>;p.i9o:<ixp.*p.oXixoi9.6!oxqj
I<>,o^p/o:o:<ix0(9oxjxpi9o:oxpip.o,.oxp;p.6:ox<xp(5‘o‘.<ixp.ip.oioxpip.<9oxqip.{9
txib9.b:c^p.(9ox»xp.ip.o:oxpi9.o:axpio(9oxixp.l9oxjxp.ip.o:<ixqi9.6!axqip.0raxj
|9.o:oxib9o:o:oxp.ly.o,.oxpjpo<.oxqip.o:oxixqly,o:<r2p.ip.o:oxo;p.b.oxqip0!ox<xq
|o:<n5piy.o:0X9jxo^blb9o:oxQjP.d*ox^9.{9o:oxp;ip.o:oxqip.o‘.axqiP.(9bxc>:0xrd
Ib9Jo:o:obP^o‘*<’SsUxo:ox(xp.b:ox!bP.t9o'<ISRi9.o:<>xp4P.o:ox<xp.’(9bxq;ob!ox^
lyo:QX^o;ox«xp,6*oxtxp.o!oxixq{2o:qxql9oioxqi9.6x>x<xpQ!bx<>;p.{9o:<i>:p.bi
»^OX0’ O rVn*<»>!OX’ a“> vn:ri xtx
А.Н.Балабанов
КРАТКИЙ
СПРАВОЧНИК
ТЕХНОЛОГА
МАШИНОСТРОИТЕЛЯ
МОСКВА
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1992
УДК 621.002(03)
Балабанов А. Н. Краткий справочник технолога-маши-
ностроителя.— М.: Издательство стандартов, 1992.—
464 с.
В справочнике приведены сведения об организации
и управлении технологической подготовкой производст-
ва, изложены порядок и правила разработки техноло-
гических процессов с учетом требований стандартов
ИСО серии 9000.
Для технологов машиностроительных предприятий,
а также может быть полезен студентам вузов.
Рецензент канд. техн, наук Ю. С. Костылев
2701000000—011
Б -----------------29—91
085(02)—92
ISBN 5-7050-0153-3
© А. Н. Балабанов, 1992
ПРЕДИСЛОВИЕ
Развитие науки, масштабы практического использования ее результатов в
настоящее время становятся важнейшими факторами повышения эффективности
промышленного производства. Вместе с тем, практическое использование новей-
ших достижений технологии часто затрудняется недостаточной осведомленно-
стью с ними широких кругов инженеров, занятых непосредственно трудом на
производственных предприятиях и не имеющих возможности для систематиче-
ского ознакомления с новейшими теоретическими рекомендациями в области
технологии производства.
Цель настоящего справочника — обеспечить специалистов кратким справоч-
ным пособием, содержащим наиболее важные положения в современной техно-
логической науке, имеющие непосредственное отношение к каждодневной прак-
тике технолога механосборочного производства.
При работе над справочником ставилась задача систематизации и группи-
ровки большого количества материалов, полученных на основе опыта работы
ведущих предприятий и организаций. Информация дана кратко в виде схем и
таблиц, что намного сократит расчеты, а следовательно, сроки и трудоемкость
разработки технологических процессов. Каждая глава достаточно независима,
что позволяет читателю получить интересующие его сведения, не обременяя
себя тщательным изучением книги в полном объеме.
Однако следует учесть, что настоящий справочник не может быть единст-
венным пособием при работе технолога. По конкретным вопросам, при их углуб-
ленном изучении, следует пользоваться дополительными литературными источ-
никами.
Автор надеется, что справочник, посвященный преимущественно технологи-
ческим вопросам, возникающим в период технологической подготовки произ-
водства, будет полезен и другим инженерно-техническим работникам.
1. ОРГАНИЗАЦИЯ И УПРАВЛЕНИЕ ПРОЦЕССОМ ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКИ ПРОИЗВОДСТВА
1.1. Система технологической подготовки производства
Подготовительная стадия производства — это период времени, необходи-
мый и достаточный для проектирования, создания и освоения новых изделий до
начала их серийного производства.
Подготовку производства необходимо рассматривать комплексно с улучше-
нием организации производства и технико-экономических показателей работы
машиностроительных предприятий (табл. 1.1).
Таблица 1.1. Классификация машиностроительных предприятий (производств)
Классификационный
признак предприятий
(производств)
Определение
Машиностроительное
предприятие (производ-
ство)
Цех
Производственный уча
сток
Рабочее место
Государственная, смешанная, совместная, иностран-
ная, кооперативная или другая производственная
единица (объединение нескольких единиц), созданная
с целью получения товарной продукции и действу-
ющая на территории страны
Совокупность производственных участков. Цех — это
основная производственная единица машинострои-
тельного предприятия, обособленная в администра-
тивном и территориальном отношении. Цехи специ-
ализируются на выработке какой-либо продукции
или выполнении определенных работ. По роли в про-
изводственном процессе различают основные, вспо-
могательные, обслуживающие и подсобные цехи.
Основные цехи изготовляют продукцию, для выпу-
ска которой предназначено предприятие (например,
литейные, кузнечные, механические, сборочные).
Вспомогательные цехи обслуживают основное про-
изводство (ремонтные, инструментальные, модельные
и др.). К обслуживающим относятся транспортные
и санитарно-технические службы, склады и т. п.
Подсобные цехи выпускают продукцию, используе-
мую основными цехами (например, тара для упаков-
ки основной продукции). В этих цехах, как правило,
реализуют отходы основного производства
Группа (совокупность) рабочих мест, организованная
по технологическому, предметному или предметно-
технологическому признакам
Элементарная структурная единица предприятия, где
размещены исполнители работы, обслуживаемое ими
технологическое оборудование, часть конвейера, ос-
настка и предметы труда.
Примечание. Определение рабочего места
приведено применительно к машиностроительному
производству (ГОСТ 14.004—83), в других отрас-
лях народного хозяйства установлено ГОСТ
19605—74.
Рабочие места классифицируют по определенным
признакам: по признаку разделения труда — индиви-
дуальные и коллективные (бригадные); по числу об-
4
Продолжение табл. 1.1
Классификационный
признак предприятий
(производств)
Определение
Рабочая зона
Специальные предпри-
ятия
Универсальные пред-
приятия
Частично механизиро-
ванные предприятия
Комплексно механизи-
рованные предприятия
Автоматизированные
предприятия
Основное производство
Вспомогательное про-
изводство
Опытное производст-
во
Установившееся про-
изводство
служиваемых машин одностаночные (одноагрегат-
ные) и многостаночные (многоагрегатные); по сте-
пени подвижности — стационарные (постоянные),
например, у токаря, фрезеровщика, и подвижные
(периодически меняющиеся, непостоянные), напри-
мер, у смазчика, слесаря-ремонтника, электрика; по
степени механизации выполняемых работ — ручные,
машинно-ручные, механизированные и аппаратурные;
в зависимости от типа производства и повторяемо-
сти выполняемых операций — с единичным, серийным
и массовым характером производства; по степени
специализации — специализированные и универсаль-
ные.
Площадь в трехмерном пространстве (в горизон-
тальной, вертикальной плоскостях и по глубине), в
пределах которой работник может нормально вы-
полнять трудовые действия.
По действующим нормам на каждого работающего
должно приходиться не менее 4,5 м2 (это минималь-
ные пределы) производственной площади при высо-
те 3,2 м
Выпускающие однотипные изделия (например, авто-
мобили, тракторы, подшипники)
Выпускающие продукцию многих наименований
Предприятия, на которых механизированы лишь от-
дельные процессы, а для выполнения остальных опе-
раций используется ручной труд
Предприятия, на которых все основные и вспомога-
тельные операции производственного процесса вы-
полняются с помощью машин при увязке их произ-
водительности на последующих операциях. Ручной
труд применяется только для управления машинами
Предприятия, на которых все основные и вспомога-
тельные операции производственного процесса вы-
полняются с помощью автоматических машин (стан-
ков-автоматов) при полной автоматизации управле-
ния производственным процессом
Производство изделий для поставки
Производство средств, необходимых для функциони-
рования основного производства. К вспомогательно-
му производству относятся изготовление и ремонт
средств технологического оснащения, производство
или подача сжатого воздуха, тепловой или электри-
ческой энергии и т. д.
Производство образцов, партий или серий изделий
для проведения исследовательских работ или разра-
ботки конструкторской и технологической докумен-
тации
Производство изделий по окончательно отработан-
ной конструкторской и технологической документа-
ции
5
П^одолжение табл. 1.1
Классификационный
признак предприятий
(производств)
Определение
Групповое производст-
во
Единичное производ-
ство
Серийное производ-
ство
Массовое производство
Характеризуется совместным изготовлением или ре-
монтом групп изделий с разными конструктивными,
но общими технологическими признаками
Характеризуется широкой номенклатурой изготов-
ляемых или ремонтируемых изделий и малым объ-
емом выпуска изделий, повторное изготовление и
ремонт которых, как правило, не повторяется или
повторяется не периодически. Применяемые станки,
приспособления, режущие и измерительные инстру-
менты должны быть универсальными (переналажи-
ваемыми), обеспечивающими изготовление деталей
широкой номенклатуры
Характеризуется ограниченной номенклатурой изде-
лий, изготавливаемых или ремонтируемых периоди-
чески повторяющимися партиями и сравнительно
большим объемом выпуска. В таком производстве
используют высокопроизводительное оборудование,
причем наряду с универсальным применяют специа-
лизированное и специальное оборудование. Широко
используют переналаживаемые быстродействующие
приспособления, универсальный и специальный режу-
щий и измерительный инструмент, увеличивающие
производительность.
В зависимости от числа изделий в партии или се-
рий различают крупносерийное, среднесерийное и
мелкосерийное производства.
Тип производства определяют также по коэффи-
циенту закрепления операций за одним рабочим ме-
стом:
Кз.0=0/Р,
где О — число различных операций; Р — численность
рабочих, выполняющих различные операции.
Значение Кз.о применяют для планового периода,
равного одному месяцу, в зависимости от вида про-
изводства: для крупносерийного—1 —10; среднесе-
рийного — 10—20; мелкосерийного — 20—40
Характеризуется узкой номенклатурой и большим
объемом выпуска изделий, непрерывно изготовляе-
мых или ремонтируемых в течение продолжительно-
го времени. При этом на большинстве рабочих мест
выполняется одна рабочая операция. Коэффициент
закрепления операций для массового производства
принимают равным единице. В массовом производст-
ве широко применяют гибкие производственные си-
стемы, специальные станки и автоматические линии,
специальные режущие и измерительные инструменты
и средства автоматизации. Себестоимость продукции
самая низкая
6
Рис. 1.1. Состав документации по методам и средствам ТПП
Система технологической подготовки производства предусматривает широкое
применение „прогрессивных типовых технологических процессов, стандартной тех-
нологической оснастки (приспособления, режущий, измерительный и вспомога-
тельный инструмент) и оборудования, средств механизации и автоматизации
процессов производства и комплекса инженерно-технических и управленческих
работ. Эта система обусловливает единый для всех предприятий и организаций
системный подход к выбору и применению методов и средств ТПП с учетом со-
временных достижений науки и техники, обеспечивающий как освоение, так и
выпуск изделий высокого качества при минимальных трудовых и материальных
затратах. Эта система создает условия для непрерывного совершенствования
производства и быстрой его переналадки на выпуск новых изделий, при этом
предусматривается рациональная организация механизированного и автоматизи-
рованного выполнения инженерно-технических и управленческих работ, взаимо-
связь ТПП с другими системами и подсистемами управления.
При ТПП наряду с государственными стандартами используются стандарты
предприятий, отражающие специфику предприятия, конкретизирующие и разви-
вающие отдельные правила и положения ТПП, а также используется соответ-
ствующая методическая документация.
В общем виде структурная схема состава документации, определяющая
объем разработки конкретных методов и средств ТПП, представлена на рис. 1.1.
Организационная структура ТПП наряду с рациональным распределением
функций между службами и совершенствованием документооборота должна обес-
печить гибкость структуры, т. е. возможность быстрой перестройки для решения
новых задач.
ТПП предусматривает централизованную и децентрализованную системы
распределения работ между общезаводскими и цеховыми службами.
При централизованной системе общезаводские подразделения выполняют
весь комплекс работ по технологической подготовке производства, а производ-
ственные цехи самостоятельных служб ТПП не имеют.
Централизация технологических служб у главного технолога, металлурга,
сварщика позволяет проводить единую техническую политику, более оперативно
внедрять передовой опыт, влиять на снижение расходов материалов, трудоем-
кость изделий, а также осуществлять мероприятия по повышению качества про-
дукции и развитию мощностей предприятия. Вследствие этих преимуществ бо-
лее предпочтительна централизация технологических служб.
Требования к организационной структуре служб ТПП устанавливаются
стандартами предприятий.
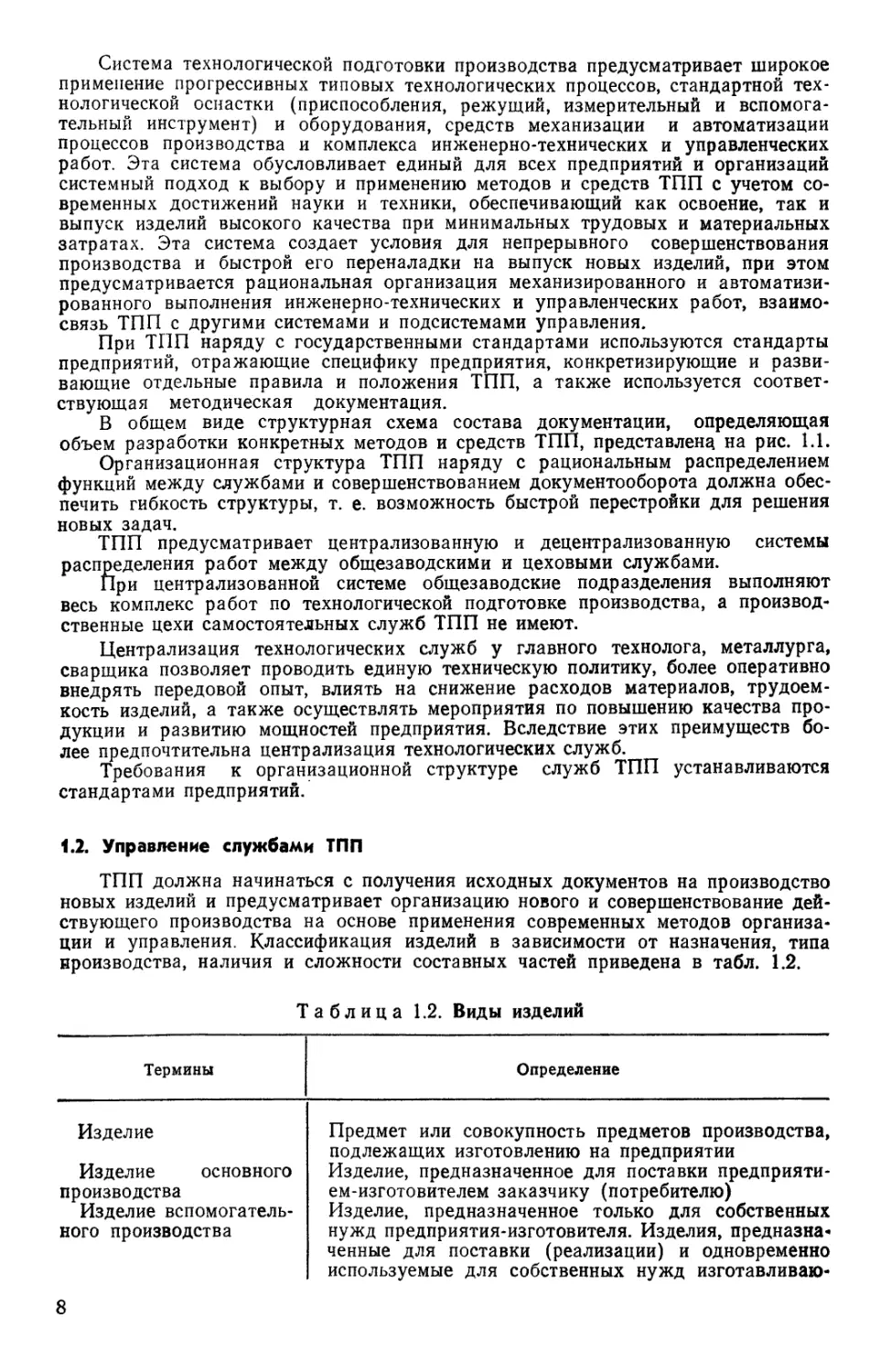
1.2. Управление службами ТПП
ТПП должна начинаться с получения исходных документов на производство
новых изделий и предусматривает организацию нового и совершенствование дей-
ствующего производства на основе применения современных методов организа-
ции и управления. Классификация изделий в зависимости от назначения, типа
производства, наличия и сложности составных частей приведена в табл. 1.2.
Таблица 1.2. Виды изделий
Термины Определение
Изделие Изделие основного производства Изделие вспомогатель- ного производства Предмет или совокупность предметов производства, подлежащих изготовлению на предприятии Изделие, предназначенное для поставки предприяти- ем-изготовителем заказчику (потребителю) Изделие, предназначенное только для собственных нужд предприятия-изготовителя. Изделия, предназна- ченные для поставки (реализации) и одновременно используемые для собственных нужд изготавливаю-
8
Продолжение табл. 1.2
Термины
Определение
Изделие единичного
производства
Изделие повторяюще-
гося единичного произ-
водства
Изделие разового из-
готовления
Изделие разового за-
каза
Изделие единичного
заказа
Изделие серийного про-
изводства
Изделие массового
производства
Неспецифицированное
изделие
Специфицированное из-
делие
Деталь
Сборочная единица
щего их предприятия, следует отнести к изделиям
основного производства
Изделие, изготовляемое в условиях единичного про-
изводства в одном или нескольких экземплярах (из-
делия единичного производства могут быть повто-
ряющегося единичного производства и разового из-
готовления)
Изделие, периодически изготовляемое отдельными
единицами при условии, что интервал времени меж-
ду выпуском предыдущей и последующей единицы
изделия больше его производственного цикла (под
единицей изделия понимают отдельный экземпляр
изделия, а под производственным циклом — интер-
вал времени от начала до окончания производствен-
ного процесса изготовления изделия)
Изделие единичного производства в виде отдельных
единиц или партий, изготовляемых единовременно и
не предусмотренных к повторному производству. Из-
делия разового изготовления в зависимости от их
назначения и порядка ценообразования подразделя-
ются на изделия разового и единичного заказа
Изделие (партии изделий), не предназначенное К
серийному производству, единовременно изготовля-
емое по индивидуальным чертежам (эскизам, об-
разцам) для одного заказчика, не повторяющееся в
производстве на протяжении двух лет и не имею-
щее в установленном порядке оптовых цен
Уникальные машины, специальное технологическое
оборудование, конструкции для строящихся и ре-
конструируемых предприятий, не предназначенные в
дальнейшем к серийному производству
Изделие, изготовляемое в условиях серийного про-
изводства периодически повторяющимися сериями
Изделие, изготовляемое в условиях массового про-
изводства
Изделие, не имеющее составных частей
Изделие, состоящее из нескольких составных частей
Изделие, изготовляемое из однородного по наимено-
ванию и марке материала без применения сборочных
операций (например, валик из одного куска метал-
ла; литой корпус; пластина из биметаллического ли-
ста). К деталям относятся также указанные выше
изделия с покрытием (защитным или декоративным)
независимо от его вида, толщины и назначения (на-
пример, хромированный винт), а также изделия, из-
готовленные с применением местной сварки, пайки,
склейки и т. д. (например, трубка, спаянная из одно-
го куска листового материала)
Изделие, составные части которого подлежат соеди-
нению между собой на предприятии-изготовителе
сборочными операциями — свинчиванием, клепкой,
сваркой, пайкой, опрессовкой, развальцовкой, склей-
Продолжение табл. 1.2
Термины
Определение
Комплекс изделий
Комплект изделий
Комплектующее изде-
лие
Покупное изделие
Кооперированное изде-
лие
Оригинальная деталь
(сборочная единица) *
Унифицированное из-
делие *
Стандартная деталь
(сборочная единица) *
Типовое изделие (из-
делие однотипного ис-
полнения)
Изделие основного
исполнения
Изделие неосновного
исполнения
Макет
ванием и пр. (например, автомобиль, станок, теле-
фонный аппарат, микромодуль, редуктор, сварной
корпус)
Два и более специфицированных изделия, не соеди-
ненных на предприятии-изготовителе сборочными
операциями, но предназначенных для выполнения
взаимосвязанных эксплуатационных функций. Каж-
дое из входящих в комплекс специфицированных
изделий предназначено для выполнения одной или
нескольких основных функций, установленных для
всего комплекса (например, автоматическая линия
станков; автоматическая телефонная станция; буриль-
ная установка; система, состоящая из метеорологи-
ческой ракеты, пусковой установки и средств управ-
ления)
Два или более изделия, не соединенных на предпри-
ятии-изготовителе сборочными операциями и пред-
ставляющих собой набор изделий, которые имеют
общее эксплуатационное значение вспомогательного
характера (например, комплекты запасных частей,
инструмента и принадлежностей, измерительной ап-
паратуры)
Изделие предприятия-поставщика (сборка или де-
таль), применяемое как составная часть изделия, вы-
пускаемого предприятием-изготовителем
Изделие (составная часть изделия), получаемое
предприятием в готовом виде и изготовленное по
конструкторской документации предприятия-постав-
щика
Изделие (составная часть изделия), получаемое пред-
приятием в готовом виде и изготовленное по его
конструкторской документации на другом предпри-
ятии
Впервые разработанная деталь, примененная в кон-
структорской документации одного изделия
Изделие, примененное в конструкторской документа-
ции нескольких (разных) изделий
Деталь, примененная по стандарту, полностью и од-
нозначно определяющему ее конструкцию, показате-
ли качества, методы контроля, правила приемки и
поставки
Изделие, принадлежащее к группе изделий идентич-
ных конструкций и обладающее наибольшим числом
конструктивных и технологических признаков этой
группы
Типовое изделие первого исполнения, условно при-
нятое за основное
Типовое изделие любого исполнения, за исключени-
ем основного
Изделие, воспроизводящее разрабатываемое изделие
или его основные части в масштабе и объеме, необ-
ходимых для проверки принципов их работы при
выполнении проектной или рабочей документации
* Определение понятий «оригинальная деталь», «унифицированное изделие» и «стан-
дартная деталь» даны применительно к конструкторской документации.
10
Продолжение табл. 1.2
Термины
Определение
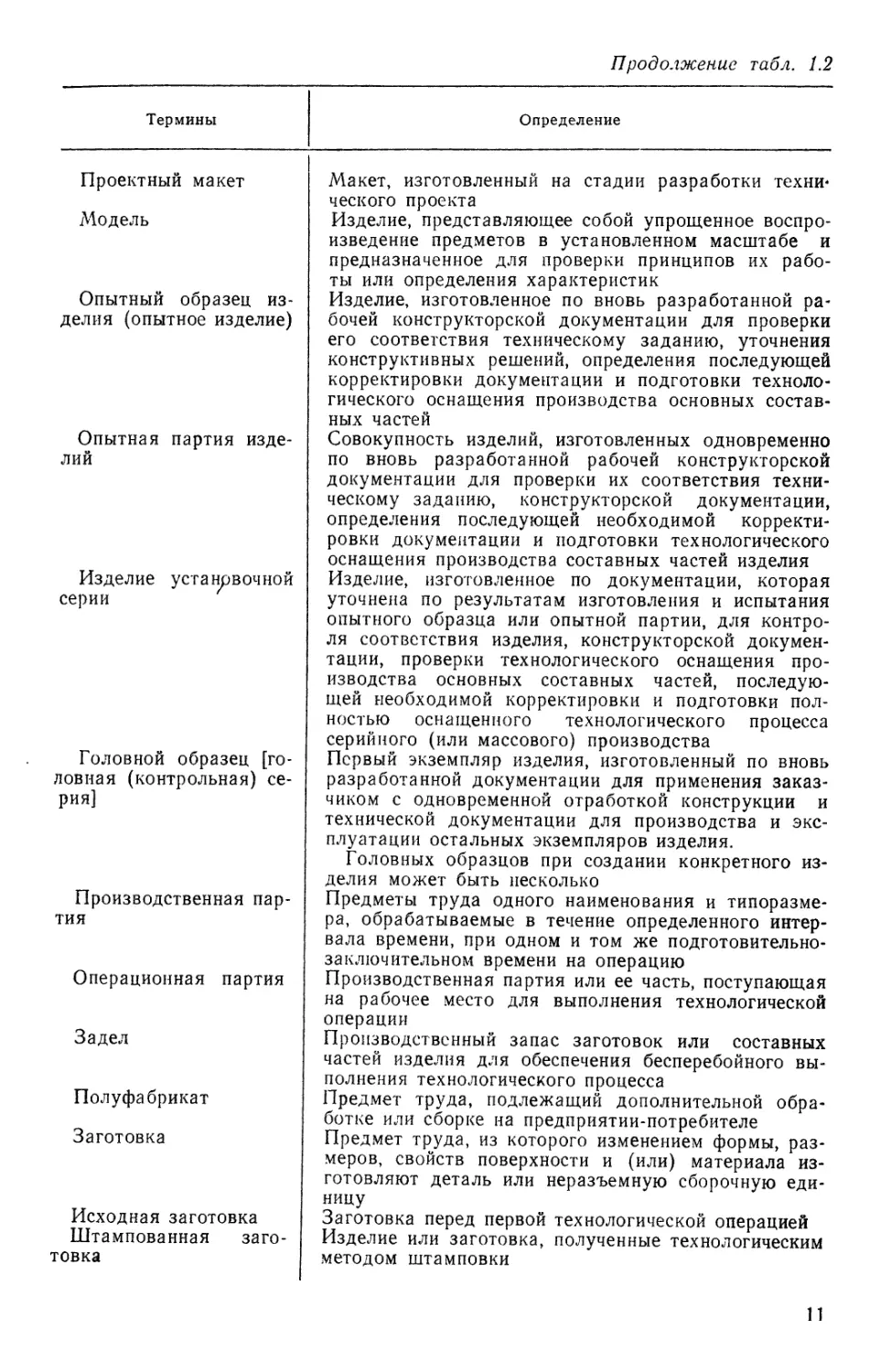
Проектный макет
Модель
Опытный образец из-
делия (опытное изделие)
Опытная партия изде-
лий
Изделие устанрвочной
серии
Головной образец [го-
ловная (контрольная) се-
рия]
Производственная пар-
тия
Операционная партия
Задел
Полуфабрикат
Заготовка
Исходная заготовка
Штампованная заго-
товка
Макет, изготовленный на стадии разработки техни-
ческого проекта
Изделие, представляющее собой упрощенное воспро-
изведение предметов в установленном масштабе и
предназначенное для проверки принципов их рабо-
ты или определения характеристик
Изделие, изготовленное по вновь разработанной ра-
бочей конструкторской документации для проверки
его соответствия техническому заданию, уточнения
конструктивных решений, определения последующей
корректировки документации и подготовки техноло-
гического оснащения производства основных состав-
ных частей
Совокупность изделий, изготовленных одновременно
по вновь разработанной рабочей конструкторской
документации для проверки их соответствия техни-
ческому заданию, конструкторской документации,
определения последующей необходимой корректи-
ровки документации и подготовки технологического
оснащения производства составных частей изделия
Изделие, изготовленное по документации, которая
уточнена по результатам изготовления и испытания
опытного образца или опытной партии, для контро-
ля соответствия изделия, конструкторской докумен-
тации, проверки технологического оснащения про-
изводства основных составных частей, последую-
щей необходимой корректировки и подготовки пол-
ностью оснащенного технологического процесса
серийного (или массового) производства
Первый экземпляр изделия, изготовленный по вновь
разработанной документации для применения заказ-
чиком с одновременной отработкой конструкции и
технической документации для производства и экс-
плуатации остальных экземпляров изделия.
Головных образцов при создании конкретного из-
делия может быть несколько
Предметы труда одного наименования и типоразме-
ра, обрабатываемые в течение определенного интер-
вала времени, при одном и том же подготовительно-
заключительном времени на операцию
Производственная партия или ее часть, поступающая
на рабочее место для выполнения технологической
операции
Производственный запас заготовок или составных
частей изделия для обеспечения бесперебойного вы-
полнения технологического процесса
Предмет труда, подлежащий дополнительной обра-
ботке или сборке на предприятии-потребителе
Предмет труда, из которого изменением формы, раз-
меров, свойств поверхности и (или) материала из-
готовляют деталь или неразъемную сборочную еди-
ницу
Заготовка перед первой технологической операцией
Изделие или заготовка, полученные технологическим
методом штамповки
11
Продолжение табл. 1.2
Термины
Определение
Отливка Поковка Материал Изделие или заготовка, полученная технологическим методом литья Изделие или заготовка, полученные технологическим методом ковки Исходный предмет труда, потребляемый для изго- товления изделия
Основной материал Материал исходной заготовки (к основному материа- лу относятся также материал, масса которого до- бавляется к массе изделия при выполнении техно- логического процесса, например, материал свароч- ного электрода, припоя и т. п.)
Вспомогательный ма- Материал, расходуемый на выполнение технологи-
териал ческого процесса дополнительно к основному (вспо- могательными могут быть материалы, расходуемые при нанесении покрытия, пропитке, сварке, пайке, закалке и т. д.)
Для служб ТПП исходным документом является приказ руководителя пред-
приятия, в котором определяется поэтапное выполнение мероприятий по техно-
логической подготовке к выпуску изделия. На основании приказа планово-про-
изводственный отдел (ППО) предприятия составляет сетевой или комплексный
план-график (рис. 1.2), в котором устанавливает этапы освоения изделия, пе-
речень работ по ТПП и продолжительность их выполнения, состав подразделе-
ний-исполнителей и ответственных исполнителей по каждому подразделению.
При согласовании плана-графика соответствующими подразделениями и служ-
бами производится организационно-технический анализ производства, который
включает: конструктивно-технологический анализ изделия; анализ существую-
щих производственных мощностей и площадей; оснащенности производства тех-
нологическими процессами, оборудованием и оснасткой, а также анализ уровня
механизации и автоматизации производственных процессов. При этом учитыва-
ют программу, номенклатуру осваиваемого изделия и организационно-техниче-
скую структуру предприятия.
Выполнение работ по ТПП учитывает ППО с целью получения информации
о состоянии ТПП за любой календарный отрезок времени и использования ее
для контроля за выполнением работ.
Для проведения учета используют следующие данные: номенклатуру выпол-
ненных работ; фактическую продолжительность выполнения работ; последова-
тельность выполнения работ; движение трудовых и материальных ресурсов.
Периодичность и порядок ведения учета, выдачи, приема и хранения учет-
ной документации определяются конкретными условиями производства и уста-
навливаются предприятием, осуществляющим ТПП. Учетная информация дол-
жна формироваться в соответствии со специализацией служб ТПП и быть до-
статочной для анализа и принятия решения всеми специализированными служ-
бами.
При наличии отклонений от установленных критериев принимают оптималь-
ное решение по их устранению, а затем регулируют ход ТПП.
Предложения по уточнению планов работ с целью проведения регулирова-
ния процесса ТПП вносятся контролирующим органом — ППО. Изменения, вно-
симые в плановую документацию, утверждает руководство предприятия, осуще-
ствляющего ТПП. В процессе регулирования необходимо учитывать: затраты
ресурсов на реализацию принимаемых решений, влияние этих решений на работу
смежных подразделений и дальнейший ход ТПП.
Достижение единых технических требований к продукции (в т. ч. между-
народных) осуществляется за счет их гармонизации на основе сертификации
12
продукции и системы качества ее производства*. Сертификация в зависимости
от статуса может быть обязательной и факультативной. Обязательной серти-
фикации подлежит продукция, в НТД на которую имеются требования по бе-
зопасности и экологической совместимости. Сертификация продукции по экс-
плуатационным свойствам проводится по требованию потребителей или жела-
нию производителя, в коммерческих целях. При подготовке к сертификации в
коммерческих целях предприятие-изготовитель на основании маркетинговых ис-
следований и технико-экономического анализа производства уточняет эксплуа-
тационные свойства (показатели) продукции, при этом, как правило, их изме-
няют (повышают или в отдельных случаях понижают) исходя из запросов по-
требителей и декларируют в стандартах или технических условиях. Предприя-
тие, для обеспечения высокой конкурентоспособности, должно максимально
стремиться информировать потребителя о действительных различиях между
своей продукцией и продукцией конкурентов.
С учетом рыночной ситуации любое изделие, как бы проходит 'цикл из че-
тырех этапов: этап выведения на рынок; этап роста; этап зрелости; этап
упадка. Этап выведения на рынок характеризуется медленным ростом сбыта
и минимальными прибылями пока изделие проталкивают по каналам распре-
деления. В случае успеха изделие вступает в этап роста, для которого харак-
терны быстрый рост сбыта и увеличение прибылей. На этом этапе предприя-
тия стремятся усовершенствовать изделие, проникнуть в новые сегменты рынка
и каналы распределения, а также немного снизить цены. Затем следует этап
зрелости, в рамках которого рост сбыта замедляется, а прибыли стабилизиру-
ются. Для оживления сбыта предприятия изыскивают различные новаторские
приемы, предусматривающие в частности модификацию рынка, модификацию
изделия и модификацию комплексного маркетинга. И, наконец, изделие всту-
пает в стадию упадка, когда сбыт и прибыли сокращаются. Задача предприя-
тия на этом этапе состоит в выявлении «дряхлеющих изделий» и принятия в
отношении каждого из них решения либо о продолжении выпуска, либо о «по-
нижении плодов», либо об исключении его из номенклатуры. В последнем слу-
чае изделие могут продать другому предприятию или просто снять с производ-
ства,
* Сертификация продукции — это действие, удостоверяющее .посредством сертификата
или знака соответствия, что изделие отвечает требованиям определенных (указанных в
них) стандартов или технических условий.
Сертификация системы качества предприятия-изготовителя — это процедура установлен
ния ее соответствия требованиям международных стандартов ИСО серии 9000, а также под-
тверждения возможностей предприятия выпускать продукцию стабильного качества, в соот-
ветствии с установленными (определенными) показателями.
13
УТВЕРЖДАЮ
Главный инженер предприятия
(подпись) (расшифровка подписи)
„“199_______________г.
(дата)
График технологической подготовки производства
(наименование изделия) (наименование предприятия)
Основание к подго- товке Номер чертежа, на- именование сбороч- ной единицы, детали Маршрут Срок разработки технологии Срок выдачи техни- ческого задания на оснастку Наименование (обо- значение) инстру- мента, оснастки, оборудования, средств механиза- ции и автоматиза- ции Проектирование оснастки, обору- дования, средств механизации и автоматизации Изготовление осна- стки, оборудования, средств механизации и автоматизации Срок приобретения стандартной осна- стки, средств меха- низации и автомати- зации Срок обеспечения материалами Срок изготовления опытной партии Начало производ- ства
срок ис- полнения номер чертежа срок вы- дачи за- каза номер за- каза О н
Разработан
Начальник ППО
Согласовано:
Главный технолог
Главный конструктор
Главный сварщик
Главный металлург
Главный механик
Главный энергетик
Начальник ОИХ (БИХ)
Начальник центральной заводской лаборатории
Начальник инструментального цеха
Начальник ОМТС
Начальник отдела (бюро) техники безопасности
или ответственный за ее состояние
Рис. 1.2. Образец графика ТПП
2. ОБЩИЕ ПРАВИЛА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
2.1. Виды и структура технологических процессов
Технологический процесс1 (ГОСТ 3.1109—82) представляет собой часть
производственного процесса, содержащую целенаправленные действия по изме-
нению состояния предмета труда 2.
Производственный процесс — совокупность всех действий людей и орудий,
необходимых на данном предприятии для изготовления или ремонта изделий.
По назначению различают основные, вспомогательные и обслуживающие произ-
водственные процессы.
Технологические процессы подразделяются: по степени унификации — еди-
ничные, типовые, групповые; по уровню достижений науки и техники — перспек-
тивные, рабочие; по стадии разработки, состоянию ТПП и стандартизации —
проектные, временные, стандартные; по содержанию операций перемещения —
комплексные; по детализации описания — с маршрутным, маршрутно-операцион-
ным и операционным описанием.
Единичный — технологический процесс изготовления или ремонта единично-
го изделия независимо от типа производства; типовой — процесс изготовления
группы изделий с общими конструктивными и технологическими признаками;
групповой — процесс изготовления группы изделий с разными конструктивными,
но общими технологическими признаками.
Перспективный — процесс, соответствующий современным достижениям на-
уки и техники, методы и средства осуществления которого полностью или ча-
стично предстоит освоить на предприятии; рабочий — процесс, выполняемый по
рабочей технологической и (или) конструкторской документации.
Проектный — процесс, выполняемый по предварительному проекту техноло-
гической документации для проверки способов изготовления изделий, подлежа-
щих постановке на производство в перспективе; временный — процесс, приме-
няемый на предприятии в течение ограниченного периода времени из-за отсут-
ствия надлежащего оборудования или в связи с аварией до замены на более
современный; стандартный — процесс, установленный стандартом.
Комплексный — процесс, содержащий комплекс операций по погрузочно-раз-
грузочным работам.
Маршрутное описание технологического процесса — сокращенное описание
всех технологических операций в маршрутной карте в последовательности их
выполнения без указания переходов и технологических режимов; маршрутно-
операционное— сокращенное описание технологических операций в маршрутной
карте в последовательности их выполнения с полным описанием отдельных опе-
раций в других технологических документах; операционное — полное описание
всех технологических операций в последовательности их выполнения с указанием
переходов и технологических режимов.
Части технологического процесса — формообразование, литье, формование,
спекание, гальванопластика, обработка давлением и термическая, электрофизи-
ческая, электрохимическая и слесарная обработки, нанесение покрытий, сборка,
сварка, пайка, клепка, склеивание, монтаж, ремонт, контроль качества изделий,
маркирование, консервация, упаковывание, расконсервация.
Под технологической операцией понимается законченная часть технологи-
ческого процесса, выполняемая на одном рабочем месте (ГОСТ 3.1109—82). За-
готовка может быть передвинута или переставлена, но до обработки следующей
все действия, связанные с обработкой этой заготовки, относятся к одной опера-
ции: например, втулку можно обработать за одну операцию, обтачивая поверх-
ность с одной стороны, переставляя в патроне и обтачивая поверхность с дру-
1 Технологический процесс может быть отнесен к изделию его составной части или
методам обработки, формообразования и сборки.
2 К предметам труда относятся заготовки и изделия.
15
гой стороны. Если все втулки данной партии обтачивают с одной стороны, а
затем — с другой, обработки ведут в две операции.
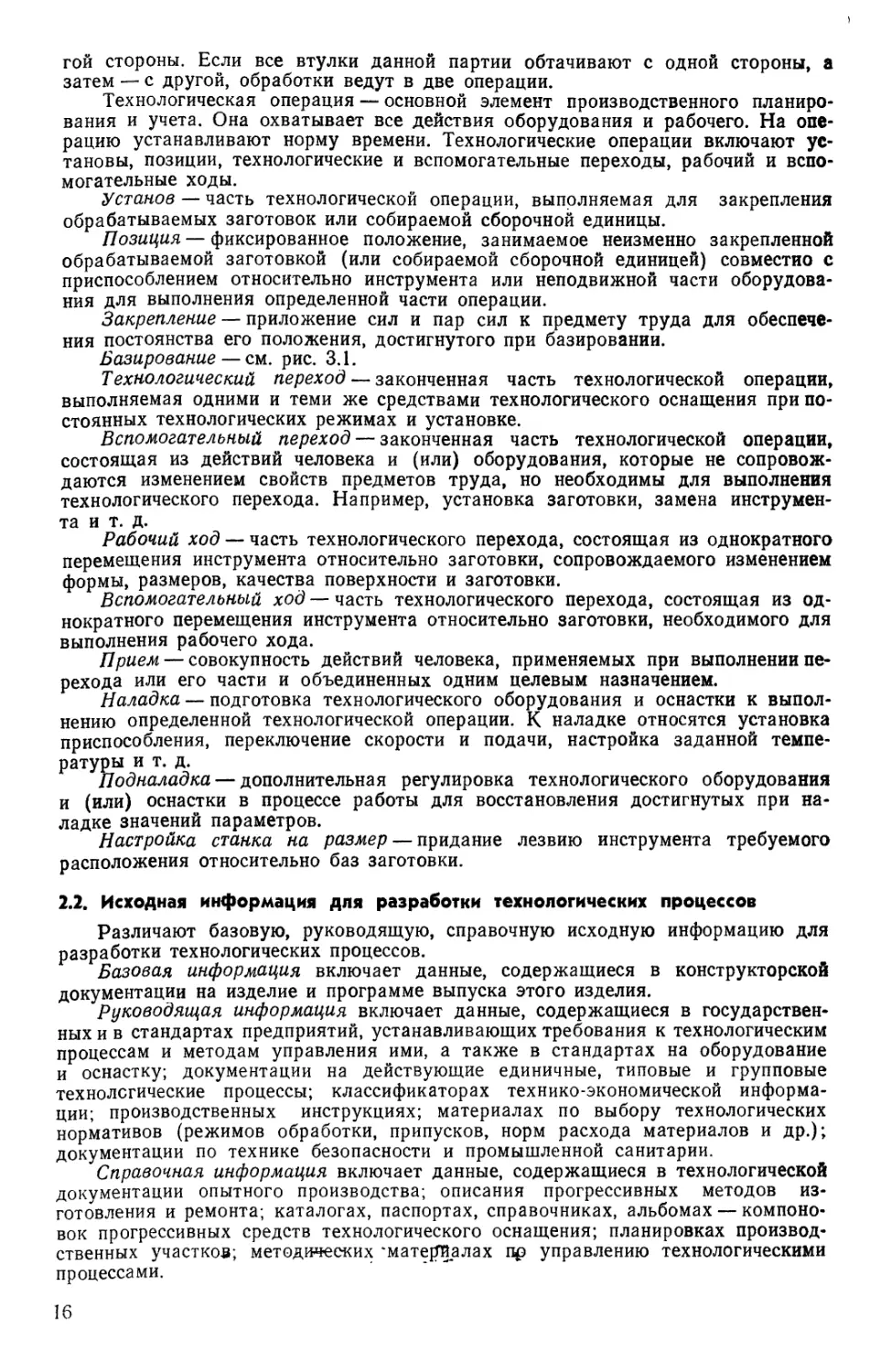
Технологическая операция — основной элемент производственного планиро-
вания и учета. Она охватывает все действия оборудования и рабочего. На опе-
рацию устанавливают норму времени. Технологические операции включают ус-
тановы, позиции, технологические и вспомогательные переходы, рабочий и вспо-
могательные ходы.
Устинов — часть технологической операции, выполняемая для закрепления
обрабатываемых заготовок или собираемой сборочной единицы.
Позиция — фиксированное положение, занимаемое неизменно закрепленной
обрабатываемой заготовкой (или собираемой сборочной единицей) совместно с
приспособлением относительно инструмента или неподвижной части оборудова-
ния для выполнения определенной части операции.
Закрепление — приложение сил и пар сил к предмету труда для обеспече-
ния постоянства его положения, достигнутого при базировании.
Базирование — см. рис. 3.1.
Технологический переход — законченная часть технологической операции,
выполняемая одними и теми же средствами технологического оснащения при по-
стоянных технологических режимах и установке.
Вспомогательный переход — законченная часть технологической операции,
состоящая из действий человека и (или) оборудования, которые не сопровож-
даются изменением свойств предметов труда, но необходимы для выполнения
технологического перехода. Например, установка заготовки, замена инструмен-
та и т. д.
Рабочий ход — часть технологического перехода, состоящая из однократного
перемещения инструмента относительно заготовки, сопровождаемого изменением
формы, размеров, качества поверхности и заготовки.
Вспомогательный ход — часть технологического перехода, состоящая из од-
нократного перемещения инструмента относительно заготовки, необходимого для
выполнения рабочего хода.
Прием — совокупность действий человека, применяемых при выполнении пе-
рехода или его части и объединенных одним целевым назначением.
Наладка — подготовка технологического оборудования и оснастки к выпол-
нению определенной технологической операции. К наладке относятся установка
приспособления, переключение скорости и подачи, настройка заданной темпе-
ратуры и т. д.
Подналадка — дополнительная регулировка технологического оборудования
и (или) оснастки в процессе работы для восстановления достигнутых при на-
ладке значений параметров.
Настройка станка на размер — придание лезвию инструмента требуемого
расположения относительно баз заготовки.
2.2. Исходная информация для разработки технологических процессов
Различают базовую, руководящую, справочную исходную информацию для
разработки технологических процессов.
Вазовая информация включает данные, содержащиеся в конструкторской
документации на изделие и программе выпуска этого изделия.
Руководящая информация включает данные, содержащиеся в государствен-
ных и в стандартах предприятий, устанавливающих требования к технологическим
процессам и методам управления ими, а также в стандартах на оборудование
и оснастку; документации на действующие единичные, типовые и групповые
технологические процессы; классификаторах технико-экономической информа-
ции; производственных инструкциях; материалах по выбору технологических
нормативов (режимов обработки, припусков, норм расхода материалов и др.);
документации по технике безопасности и промышленной санитарии.
Справочная информация включает данные, содержащиеся в технологической
документации опытного производства; описания прогрессивных методов из-
готовления и ремонта; каталогах, паспортах, справочниках, альбомах — компоно-
вок прогрессивных средств технологического оснащения; планировках производ-
ственных участков; методических 'материалах пр управлению технологическими
процессами.
16
2.3. Разработка, приемка и передача в производство новых
технологических процессов в соответствии с требованиями стандартов ИСО
серии 9000
Техническое задание, составляемое исполнителем на основе заявки заказ-
чика, — исходный документ для разработки технологического процесса.
Стороны (лица), принимающие участие в разработке и реализации техноло-
гической документации, могут выступать в роли заказчика, исполнителя (раз-
работчика) и потребителя.
Заказчиком является лицо, по договору с которым или по принятой от не-
го заявке разрабатывается технологический процесс. Заказчик предъявляет раз-
работчику исходные требования к разработке; согласовывает техническое зада-
ние на разработку; принимает технологические процессы и определяет сферы
их применения. Заказчик отвечает за технико-экономическую обоснованность
исходных данных для разработки, за их соответствие (норм, показателей, тре-
бований) современному уровню развития науки, техники и производства. Ис-
полнитель (разработчик) в соответствии с требованиями заказчика разрабаты-
вает техническое задание, согласовывает его с заказчиком и другими заинте-
ресованными предприятиями (организациями), разрабатывает необходимую до-
кументацию, отвечает за комплектность, качество и сроки передачи документа-
ции заказчику и осуществляет авторский надзор при ее использовании.
В основу разработки технологических процессов положены два принципа:
технический и экономический. В соответствии с техническим принципом проек-
тируемый технологический процесс должен полностью обеспечивать выполнение
всех требований рабочего чертежа и технических условий на изготовление за-
данного изделия. В соответствии с экономическим принципом изготовление из-
делия должно вестись с минимальными затратами труда и издержками произ-
водства. Технологический процесс изготовления изделий должен выполняться с
наиболее полным использованием технических возможностей средств производст-
ва при наименьших затратах времени и себестоимости изделий.
Постоянное прогрессирование технологических процессов является усло-
вием успешной конкурентной борьбы предприятий за рынки сбыта. Для целе-
направленных действий по их качеству руководствуются требованиями, изло-
женными в стандартах ИСО серии 9000, обеспечивающих использование опыта
зарубежных фирм, предусматривающего планирование производственных опе-
раций в управляемых условиях, определенным образом и в определенной по-
следовательности. Управляемые условия включают соответствующее управление
материалами, производственным оборудованием, процессами и процедурами,
программным обеспечениехМ ЭВМ, персоналом, поставками, оснащением и про-
изводственной средой. Производственные операции должны быть достаточно
подробно определены в технологической документации, технологическая доку-
ментация — ориентироваться на полное и точное описание технологических ме-
тодов (кроме фрагментов, устанавливающих, что сделать, приводят сведения,
как сделать). Формирование основных поверхностней деталей и сборочных еди-
ниц, определенных «Классификатором основных поверхностей деталей и сбо-
рочных единиц, влияющих на создание резервов технологической точности
(резервов качества) изделия» *, должно производиться стандартизованной
* Под резервом технологической точности (резервом качества) понимается положитель-
ная разность между величиной допуска и полем рассеивания каких-либо параметров дета-
лей (сборочных единиц, изделий), т. е. тот запас резерва качества (резерва на эксплуатацию)
с которым погрешности вписываются в пределы поля допуска. Таким образом, при одинако-
вых технических требованиях (стандартах), качество изделия будет выше там, где имеются
большие резервы технологической точности. Это можно проиллюстрировать следующим
примером. Известно, что отечественные допуски и допуски шведской фирмы СКФ на под-
шипники качения примерно одинаковы. Однако долговечность и надежность подшипников
фирмы СКФ в среднем выше, так как они выпускаются с большими резервами технологи-
ческой точности (у подшипников указанной фирмы детали имеют более точную форму и
лучшее качество поверхности, а их размеры — меньшее рассеивание). То же самое можно
сказать и о металлорежущих станках, нормы точности (резервы технологической точности)
которых примерно одинаковы, но ресурсы райЙгытотечественных станкрв1 истанйов лучших
зарубежных фирм значительно отличаются. Жак, прБМЫМОЗчУКжанков ревервы точ-
ности у лучших японских фирм составляют<60—7(Шл'|ж£.Луллзаын^й^Лирмы ^спользуют
при изготовлении станков только 25—40% пол! доплата"» DALBRUI О J
2-зз 17
или специальной технологической оснасткой и/или на специальных станках, а
также станках типа «обрабатывающий центр» (классификатор разрабатывается
конструкторским подразделением, дополнительно к комплекту «рабочая конст-
рукторская документация»). С целью создания условий управляемости техно-
логическим процессом, в технологической документации четко определяются
контрольные операции, выборки контроля, план и форма карт контроля, конт-
роль первой и последней операции, операции настройки технологических средств
и средств измерений, сменяемости оснастки и т. д.; рассмотрены методы и сред-
ства поддержания (в допустимых пределах) рабочих условий окружающей
среды (температуры, влажности, запыленности и т. д.). В случаях повышенной
зависимости качества изделия от свойств материалов и комплектующих изде-
лий, приводятся методы и средства их входного контроля. Особое внимание
уделяется операциям обеспечения безопасности изделия (электробезопасности,
шумовым характеристикам, опасности из-за отказов и т. д.), а также возмож-
ности прослеживаемости и документирования результатов обработки (сборки)
.и контроля.
Основным технологическим документом, в соответствии с международными
стандартами ИСО серии 9000, является рабочая инструкция (РИ). В РИ изла-
гают общие (имеющие постоянный характер) требования к выполнению техно-
логических операций на конкретном рабочем месте, в том числе действия ра-
бочих и технологических средств и требования техники безопасности.
При необходимости, в дополнение к РИ, разрабатывают технологические
инструкции (ТИ). В ТИ приводят переменные технологические параметры тех-
нологического процесса (операции) —режим обработки и методы достижения
запасов технологической точности (резервов качества) для конкретного ра-
бочего места.
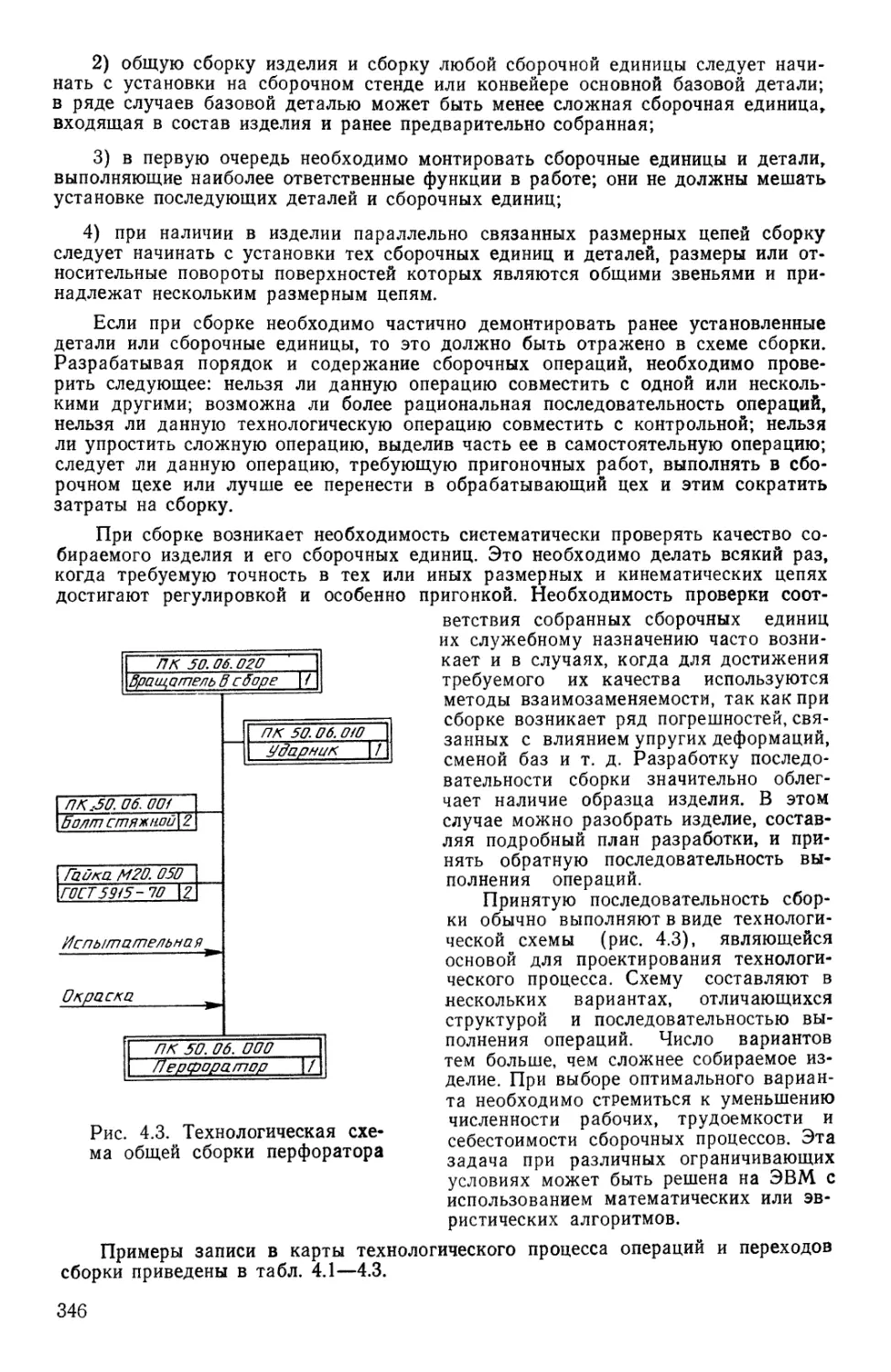
Для управления технологическим процессом и наглядности восприятия его
маршрута рекомендуется разрабатывать технологическую схему. На схеме сим-
волами (табл. 2.1) указываются: наименование и номера цехов, участков, ра-
бочих мест; сведения о применении в разрабатываемом технологическом про-
цессе действующих на предприятии СТП, РИ, ТИ; операции и мероприятия по
приемке, складированию и транспортированию исходного сырья, материалов и
комплектующих изделий; операции обработки и контроля при обработке; опе-
рации сборки и контроля при сборке; операции приемки (испытаний); операции
транспортирования и складирования готовой продукции.
Для процессов, которые уже осуществляются в производстве, целесообразно
проанализировать запроектированную схему на соответствие с реально суще-
ствующей, при наличии различий производится их обсуждение. Конечной целью
анализа и обсуждения является неуклонное соблюдение технологической схемы
в реальных условиях производства. Схема утверждается совместно с техноло-
гической документацией на изделие.
РИ и схемы выполняют на листах формата А4 (ГОСТ 2.301—68) или фор-
мах аналогичных ТИ (ГОСТ 3.1105—81); ТИ — на листах формата А4 или
формах аналогичных ТИ (ГОСТ 3.1105—81) и(или) бланках операционных
карт технологического процесса (предпочтительно типовых) соответствующего
вида формообразования — обработки резанием, литья, ковки и горячей штам-
повки, холодной штамповки, сварки, пайки и лужения, лакокрасочных и галь-
ванических покрытий, слесарных и слесарно-сборочных работ и т. д., с разра-
боткой и оформлением (при необходимости) эскизов обрабатываемой детали
(в соответствии с требованиями ГОСТ 3.1105—81). При формировании полного
комплекта технологического процесса применяются и другие формы ЕСТД.
При внедрении в организации (на предприятии) системы заключения тру-
довых соглашений с разработчиками технологической документации на конт-
рактной основе, устанавливающей обязательность полного гаранта качества вы-
полненных работ, метрологический контроль и нормоконтроль документации
не проводится.
18
Таблица 2.1. Набор символов, применяемых при составлении схемы
управления технологическим процессом
Обозначение Наименование
технологическая операция
входной контроль контроль продукции, проводимый рабочим
f(s) 1 контроль продукции, проводимый рабочим по образцам контроль продукции, проводимый ОТК
контроль продукции, проводимый ОТК по образцам
испытания продукции
испытания продукции, проводимые лабораторией
калибровка средств контроля
настройка (наладка) средств технологического оснащения
(оборудования, оснастки, инструмента)
складирование (сырья, материалов, комплектующих изделий,
заготовок, готовой продукции)
транспортирование (сырья, материалов, комплектующих из-
делий, заготовок, готовой продукции)
3. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
3.1. Выбор исходной заготовки
Одно из основных направлений современной технологии машинострое-
ния — совершенствование заготовительных процессов с целью снижения припус-
ков на механическую обработку, ограничения ее операциями окончательной от-
делки, а в ряде случаев полного исключения, т. е. обеспечения малоотходной
или безотходной технологии.
Метод получения заготовок в значительной мере определяется размерами
программного задания и техническими возможностями заготовительных цехов
предприятия или возможностями получения прогрессивных заготовок от специ-
ализированных предприятий (метизные заводы, центролиты и т. п.), материалом
детали, ее назначением и техническими требованиями на изготовление, формой
поверхности и размерами.
Выбор метода выполнения заготовки существенно зависит от времени под-
готовки технологической оснастки (изготовление штампов, моделей, пресс-форм
и пр.), наличия соответствующего технологического оборудования и желаемой
степени автоматизации процесса, однако дополнительные затраты на оснащение
заготовительных цехов окупаются только при достаточных размерах програм-
много задания. При наличии быстропереналаживаемого оборудования и оснастки
возможно внедрение высокопроизводительных методов в мелкосерийном произ-
водстве.
Следует иметь в виду, что себестоимость изготовления детали определяется
суммой затрат на заготовку и механическую обработку и в конечном счете важ-
но обеспечить снижение этой суммы, а не одной из ее составляющих (при малых
размерах программного задания снижение затрат при механической обработке
прогрессивных заготовок может сопровождаться увеличением затрат на их по-
лучение, что может привести к росту общих расходов).
Создание конструкций деталей, позволяющих механическую обработку ре-
занием заменить штамповкой или высадкой, всегда приводит к значительному
снижению трудоемкости и уменьшению расхода металла.
Заготовку из проката заменяют поковкой при необходимости улучшить
структуру заготовки и ее механические свойства — «уплотнить» материал.
Если деталь можно изготовить из литых и горячештампованных заготовок,
то следует учитывать, что трудоемкость обработки литых заготовок на 15—30 %
ниже обработки горячештампованных.
Литые заготовки. При выборе способа литья для изготовления той или иной
детали следует учитывать следующие факторы: годность данного способа для
обеспечения необходимого конструктивного формообразования отливки и для
получения отливки требуемых размеров; соответствие металла или сплава, из
которых возможно получение отливки данным способом литья, требованиям,
предъявляемым к материалу детали, условиям ее дальнейшей обработки и экс-
плуатации; технологические возможности данного способа для обеспечения тре-
бований, предъявляемых к точности размеров и шероховатости поверхностей от-
ливки, применимости способа в конкретных производственных условиях данного
предприятия; технико-экономическую целесообразность использования данного
способа с учетом числа отливаемых заготовок.
К прогрессивным методам литья относится прежде всего литье в оболоч-
ковые формы, в формы, изготовленные из быстротвердеющих смесей, по выплав-
ляемым моделям, под давлением, центробежное, литье в кокиль (табл. 3.1).
Заготовки, получаемые горячим пластическим деформированием. Обработка
металлов давлением является одной из важнейших областей технологических
операций. Около 90 % выплавленной стали обрабатывают давлением.
20
Таблица 34. Характеристика методов выполнения отливок
ю Способ литья Тип металла и сплава
Наиболь- ший габарит- ный размер отливки, мм цветные с тем- пературой плав- ления ниже 700 °C цветные с тем- пературой плав- ления выше 700 °C, серый чугун ковкий, высоко- прочный и леги- рованный чугун, сталь Наименьшая толщина стенки, мм Шерохова- тость по- верхности Ra, мкм
Классы точности размеров и масс отливок и ряды припусков (ГОСТ 26645—85)
Литье под давлением в металличе- ские формы До 100 Св. 100 Зт—5 1 3—6 1 3—6 1 4—7т 1 4—7т 1 5т—7 1 1,5 3,2—0,40
Литье в керамические формы и по выплавляемым и выжигаемым моде- лям До 100 Св. 100 3—6 1 4—7 1—2 4—7т 1—2 5т—7 1—2 5т—7 1—2 5—8 1—2 1,5 6,3-1,6
Литье в кокиль и под низким дав- лением в металлические формы без и с песчаными стержнями, литье в пес- чаные формы, отверждаемые в кон- такте с оснасткой До 100 Св. 100 до 630 Св. 630 4—9 1—2 5т—10 1—3 5—Нт 1—3 5т-10 1—3 5—11т 1—3 6-11 2-4 5—Нт 1—3 6—11 2—4 7т—12 2-5 3-5 из чугуна, 5—8 из стали, 3-8 из цветных ме- таллов и спла- вов 3,2-1,6
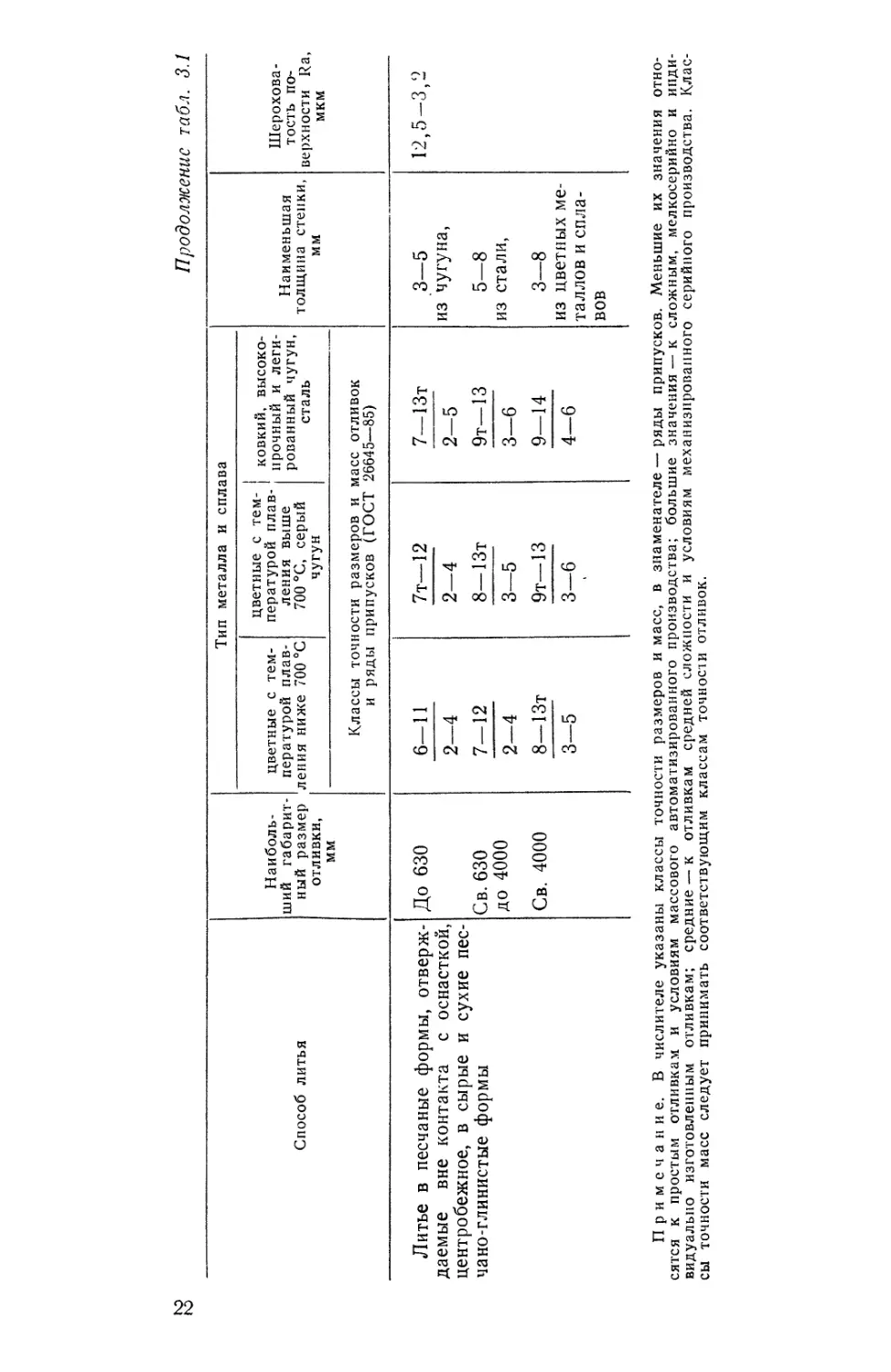
Продолжение табл. 3.1
Способ литья Наиболь- ший габарит- ный размер отливки, мм Тип металла и сплава Наименьшая толщина стенки, мм Шерохова- тость по- верхности Ra, мкм
цветные с тем- пературой плав- ления ниже 700 °C цветные с тем- пературой плав- ления выше 700 °C, серый чугун ковкий, высоко- прочный и леги- рованный чугун, сталь
Классы точ! и ряды юсти размеров и j припусков (ГОСТ ласс отливок 26645—85)
Литье в песчаные формы, отверж- ; До 630 6 11 7т—12 7—13т 3—5 12,5-3,2
даемые вне контакта с оснасткой, центробежное, в сырые и сухие пес- 2—4 2—4 2—5 из чугуна,
чано-глинистые формы Св. 630 7—12 8—13т 9т—13 5-8
до 4000 2—4 3—5 3—6 из стали,
Св. 4000 8—13т 9т—13 9—14 3—8
3—5 3—6 4-6 из цветных ме- таллов и спла- вов
Примечание. В числителе указаны классы точности размеров и масс, в знаменателе — ряды припусков. Меньшие их значения отно-
сятся к простым отливкам и условиям массового автоматизированного производства; большие значения — к сложным, мелкосерийно и инди-
видуально изготовленным отливкам; средние — к отливкам средней сложности и условиям механизированного серийного производства. Клас-
сы точности масс следует принимать соответствующим классам точности отливок.
Таблица 3.2. Характеристика методов обработки заготовок давлением
Номер метода Метод выполнения заготовок Размер (масса) заготовок Толщина стенок заготов- ки, мм Форма заго- товки Точность Шерохо- ватость Ra, мкм Материал Тип произ- водства
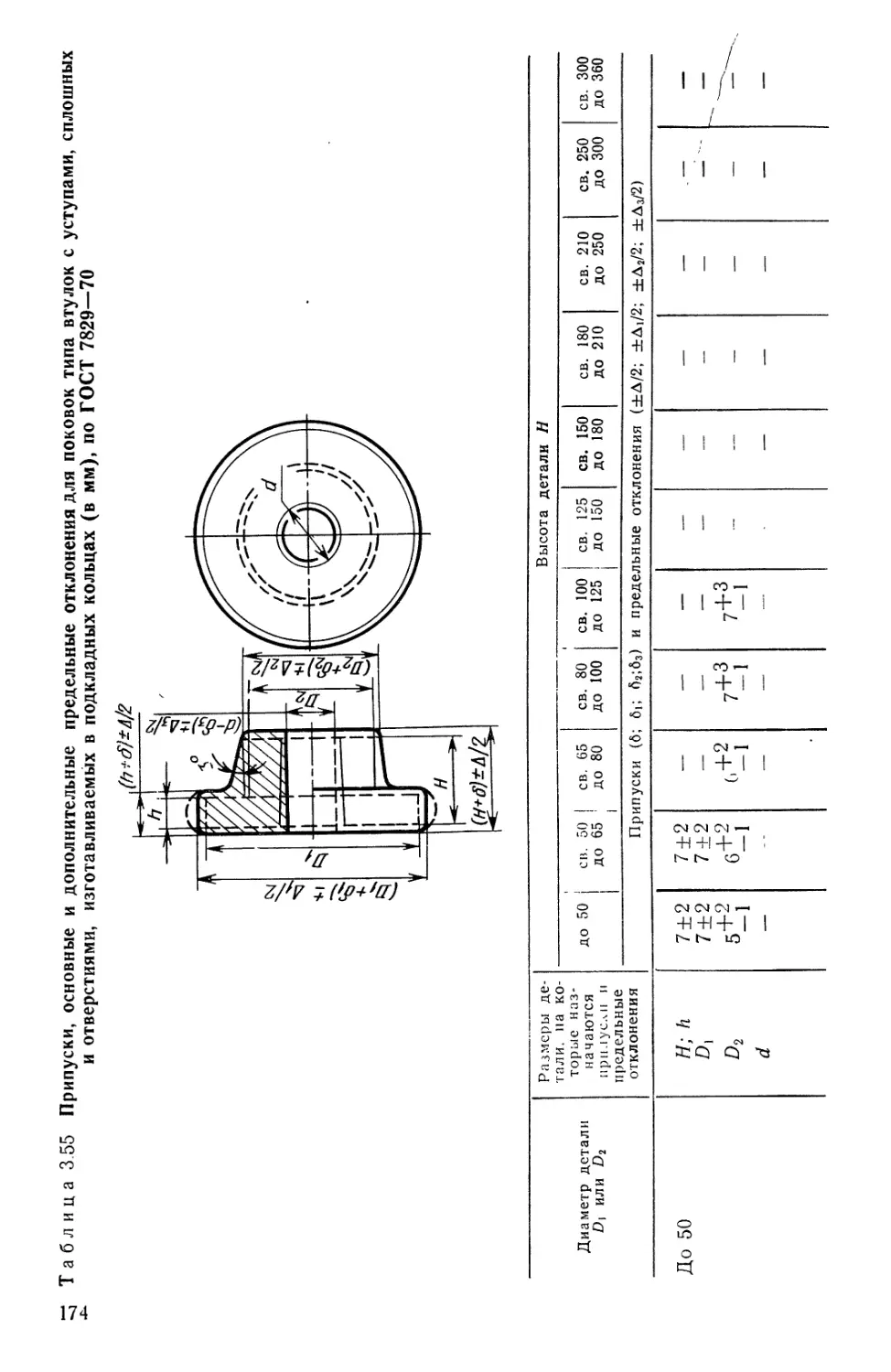
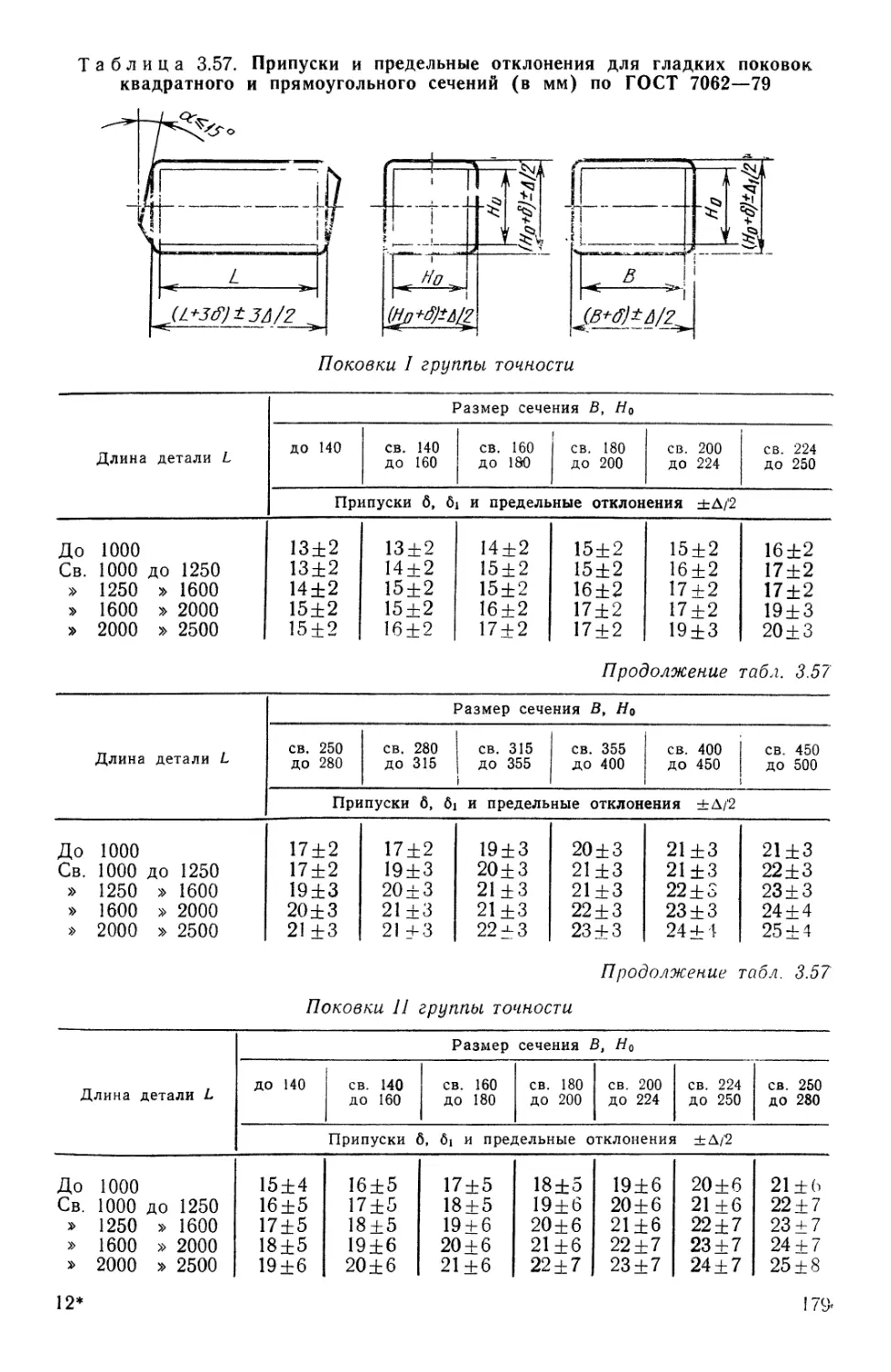
1 Ковка: на молотах и прессах До 250 т 3-5 Простая На молотах по ГОСТ 7829—70 и прессах 1—2 группы по ГОСТ 7062—79 До 12,5 Углеродистые и легированные ста- ли, специальные сплавы Единичное и мелкосерий- ное
2 на молотах в под- кладных кольцах и штам- пах До 10 кг 3-5 Средней сложно- сти По ГОСТ 7829—70 До 12,5 То же Мелкосерий- ное
3 на радиально-ковочных машинах Диаметр прутка (тру- бы) до 150 мм 3-5 Ступен- чатые те- ла вра- щения 0,04—0,4 мм (холодная) и 0,1—0,6 мм (горячая) До 0,40 (холодная) Углеродистые и легированные ста- ли, специальные сплавы Серийное
4 Штамповка: на молотах и прессах До 0,4 т 2,5 Ограни- чена возмож- ностью извлече- ния за- готовки из штам- па 1 и 2 классы по ГОСТ 7505—74 12,5—3,2 То же Серийное и массовое
Номер метода Метод выполнения заготовок Размер (масса) заготовок Толщина стенок заготов- ки, мм Форма заго- товки
5 с последующей калиб- ровкой Площадь калибруемой поверхности 2,5—-80 см2 То же
6 высадкой на горизон- тально-ковочных маши- нах До 0,015 т 2,5 Простая
7 безоблойная До 0,015 т — То же
8 выдавливанием Диаметр до 200 мм — Простые (преиму- ществен- но тела враще- ния)
9 на чеканочных и кри- вошипно-коленных прес- сах До 0,1 т 2,5 Средней сложно- сти
Продолжение табл. 3.2
Точность Шерохо- ватость Ra, мкм Материал Тип произ- водства
0,05—0,1 мм 12,5-1,6 Углеродистые и легированные ста- ли, специальные сплавы То же
1—2 классы по ГОСТ 7505-74 12,5—3,2 Стали и цветные сплавы Серийное и массовое
1—2 классы по ГОСТ 7505—74 12,5—3,2 То же То же
0,2—0,5 мм 12,5—3,2 Углеродистые и легированные ста- ли, специальные сплавы »
На 25—30% выше, чем на молотах 12,5-3,2 Углеродистые и легированные ста- ли, специальные сплавы Серийное и массовое
Продолжение табл, 3.2
Номер метода Метод выполнения заготовок Размер (масса) заготовок Толщина стенок заготов- ки, мм Форма заго- товки Точность Шерохо- ватость Ra, мкм Материал Тип произ- водства
10 Фасонное вальцевание на ковочных вальцах До 0,05 т 2,5 То же 1 и 2 классы по ГОСТ 7505-74 12,5—3,2 То же То же
11 Прокатка заготовок на поперечно-винтовых и специальных станах До 0,25 т Тела вра- щения 11 — 15 квали- тет 3,2—0,80 »
12 Волочение прутков че- рез специальные профи- ли для последующего из- готовления штучных за- готовок Диаметр 1—25 мм 2,5 Фасон- ный про- филь 0,05—0,1 мм 3,2—0,80 Углеродистые и легированные ста- ли, специальные сплавы Серийное и массовое
При мечания:
1. Наиболее полно автоматизированы методы 3, 6, 7, 10—12, в меньшей степени методы 1 и 2. Наиболее производительны методы 10 и 11
(до 300 шт./'мин). При штамповке небольших заготовок на молотах и прессах достигается производительность до 1000 шт./'ч. Наименее про-
изводительны методы 1 и 2. Наибольший коэффициент использования металла (0,9) и более обеспечивается при использовании методов 6—8
и 10 (отсутствие облоя и малые штамповочные уклоны) и особенно при использовании методов 11, 12 и 13. В последнем случае коэффициент
использования металла приближается к единице. Самый короткий цикл формообразующих операций (без очистки и термической обработки)
обеспечивают методы 6, 8, 10—12. Перспективен метод электровысадки, при котором предварительно обработанную на станке заготовку (или
прокат) подвергают местному нагреву с помощью тока низкого напряжения в течение 2—4 с. При температуре 900—1000 °C заготовка форми-
руется в штампе пресса. Заготовки получают без окалины по 8 и 9 квалитетам точности.
2. Примеры назначения припусков и допусков, производимых при разработке чертежей поковок, приведены в ГОСТ 7829—70 и ГОСТ
7062—79.
В зависимости от серийности выпуска деталей применяют различное обо-
рудование и методы обработки заготовок давлением (табл. 3.2). В единичном
и мелкосерийном производствах заготовки чаще всего изготавливаются свобод-
ной ковкой. Этим способом можно получить поковки только простой конфигу-
рации. В средне- и крупносерийном производствах применяют горячую штам-
повку на молотах, прессах и горизонтально-ковочных машинах. В массовом про-
изводстве, в отличие от универсального кузнечно-штамповочного оборудования
применяют специализированные кузнечные машины, имеющие узкое технологи-
ческое назначение. К машинам этого типа относят высокоскоростные штампо-
вочные молоты, ковочные вальцы, обжимные, раскатные, накатные, гибочные и
другие машины.
К малоотходным процессам формообразования деталей способами обработки
давлением, основываясь на принципе минимальных отходов металла, относят
процессы, обеспечивающие максимальное приближение формы и размеров заго-
товки к форме и размерам готовой детали с минимальными отходами металла,
например, точная штамповка, накатка зубьев зубчатых колес, шлиц и резьбы,
горячее и холодное выдавливание, радиальная и ротационная ковка и др. Од-
нако внедрение малоотходных процессов формообразования требует решения
ряда проблем, связанных с их спецификой. Это проблемы получения точной по
массе и объему исходной заготовки, предварительной подготовки заготовок, на-
несения защитно-смазочных покрытий, повышения стойкости инструмента, при-
менения безокислительного нагрева заготовок и др.
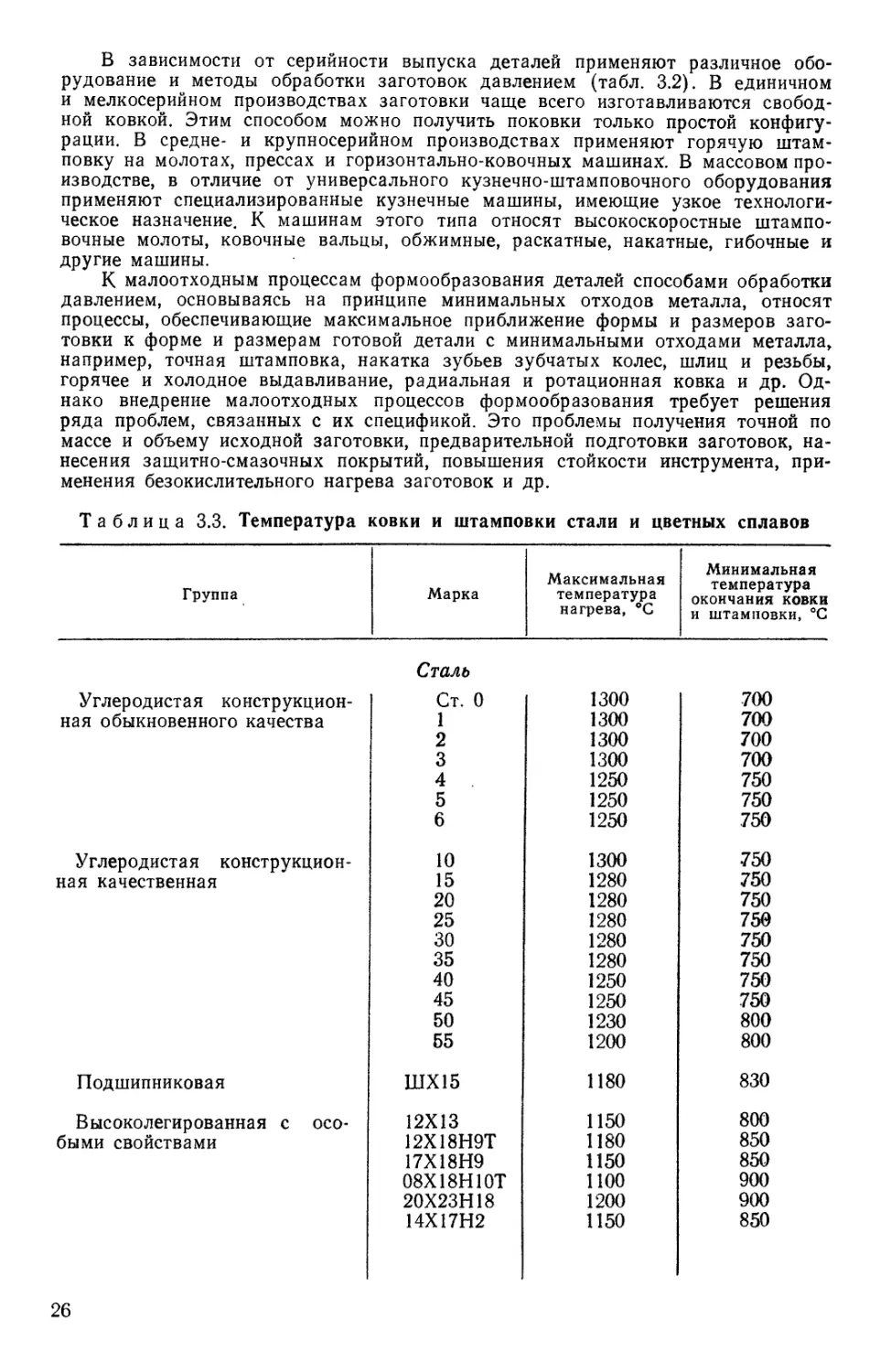
Таблица 3.3. Температура ковки и штамповки стали и цветных сплавов
Группа Марка Максимальная температура нагрева, °C Минимальная температура окончания ковки и штамповки, °C
Сталь
Углеродистая конструкцион- Ст. 0 1300 700
ная обыкновенного качества 1 1300 700
2 1300 700
3 1300 700
4 1250 750
5 1250 750
6 1250 750
Углеродистая конструкцион- 10 1300 750
ная качественная 15 1280 750
20 1280 750
25 1280 750
30 1280 750
35 1280 750
40 1250 750
45 1250 750
50 1230 800
55 1200 800
Подшипниковая ШХ15 1180 830
Высоколегированная с осо- 12X13 1150 800
быми свойствами 12Х18Н9Т 1180 850
17Х18Н9 1150 850
08Х18Н10Т 1100 900
20Х23Н18 1200 900
14Х17Н2 1150 850
26
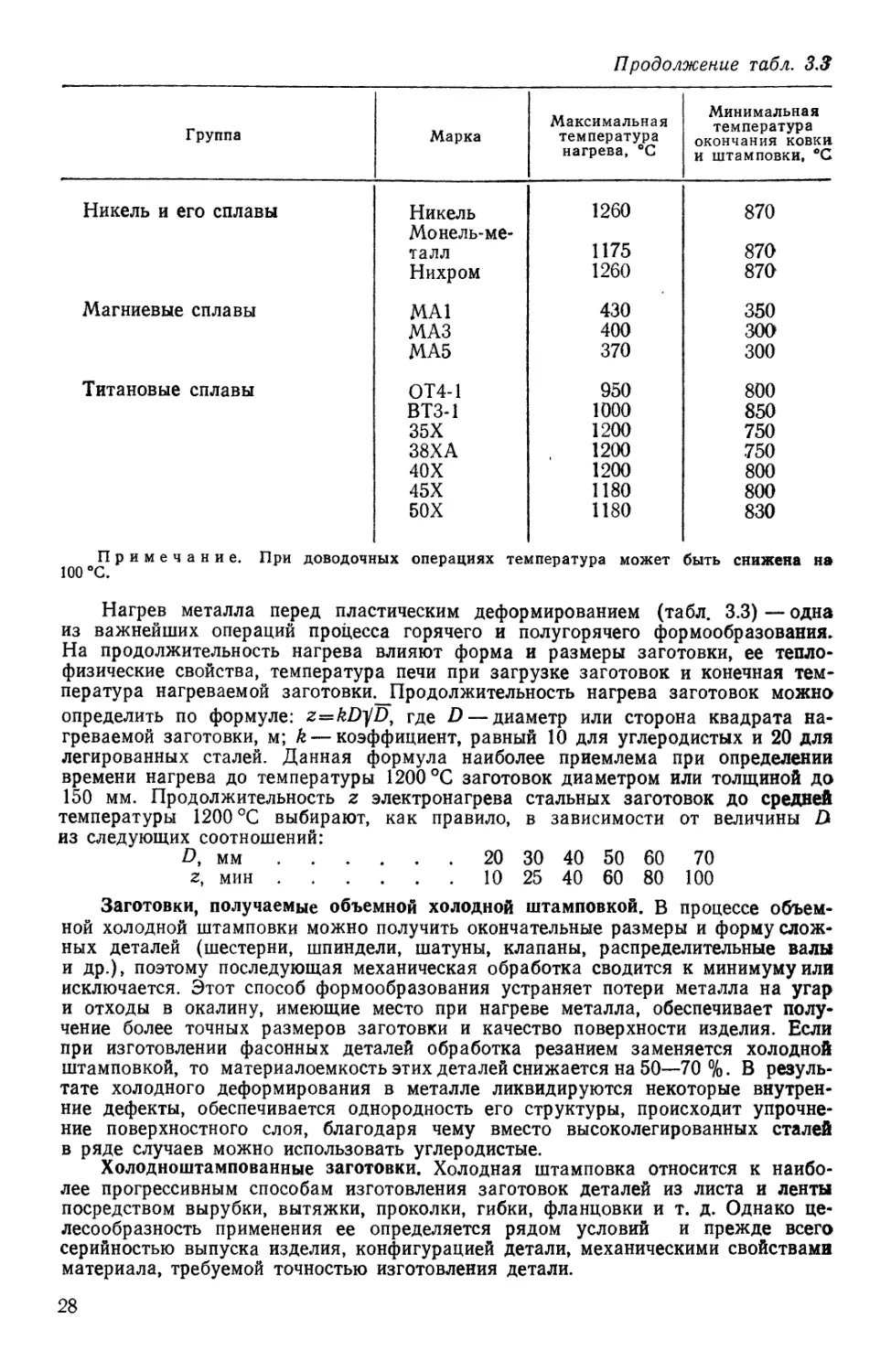
Продолжение табл. 3.3
Группа Марка Максимальная температура нагрева, °C Минимальная температура окончания ковки и штамповки, °C
Легированная инструменталь- Х12М 1100 900
ная 7X3 1050 850
4ХС 1050 850
9ХС 1000 850
ХВГ 1050 850
6ХВГ 1150 850
6ХВ2С 1150 800
Углеродистая инструменталь- У7 1150 800
ная У8 1120 850
У9 1120 850
У10 1110 850
У12 1080 870
Легированная конструкци- 15Г 1250 750
онная 20 Г 1250 750
зог 1250 750
35Г2 1200 800
50Г 1200 800
15Х 1220 750
20Х 1220 750
ЗОХ 1220 750
12ХНЗА 1200 800
12ХН2 1200 800
20ХН 1200 800
40ХН 1200 800
45ХН 1180 800
50ХН 1180 800
15ХМА 1200 800
20ХМ 1200 850
ЗОХМ 1180 850
38ХГН 1180 800
ЗОХ ГС 1150 820
38Х2МЮА 1150 850
38Х2Ю 1150 850
18Х ГТ 1200 800
Быстрорежущая сталь Р9, Р18 1200 900
Цветные металлы и сплавы
Бронза БрАЖ9-4 900 ±20 750
БрАЖМц
10-3-1,5 900 ±20 750
Латунь АМцА
57-3-1 760 ±20 600
Л63 760 ±20 600
Л68 800 650
Медь Ml; М2 950 ±20 700
Алюминиевые сплавы АК-8 470 400
АК-4 480 380
Д1 450 390
27
Продолжение табл. 3.3
Группа Марка Максимальная температура нагрева, °C Минимальная температура окончания ковки и штамповки, °C
Никель и его сплавы Никель Монель-ме- 1260 870
талл 1175 870
Нихром 1260 870
Магниевые сплавы МА1 430 350
МАЗ 400 300
МА5 370 300
Титановые сплавы ОТ4-1 950 800
ВТЗ-1 1000 850
35Х 1200 750
38ХА 1200 750
40Х 1200 800
45Х 1180 800
50Х 1180 830
100 °C Римечание* ^Ри ДовоДочных операциях температура может быть снижена на
Нагрев металла перед пластическим деформированием (табл. 3.3) — одна
из важнейших операций процесса горячего и полу горячего формообразования.
На продолжительность нагрева влияют форма и размеры заготовки, ее тепло-
физические свойства, температура печи при загрузке заготовок и конечная тем-
пература нагреваемой заготовки.__Продолжительность нагрева заготовок можно
определить по формуле: z—kD^Dt где D — диаметр или сторона квадрата на-
греваемой заготовки, м; k — коэффициент, равный 10 для углеродистых и 20 для
легированных сталей. Данная формула наиболее приемлема при определении
времени нагрева до температуры 1200 °C заготовок диаметром или толщиной до
150 мм. Продолжительность z электронагрева стальных заготовок до средней
температуры 1200 °C выбирают, как правило, в зависимости от величины D
из следующих соотношений:
Р, мм....................... 20 30 40 50 60 70
г, мин...................... 10 25 40 60 80 100
Заготовки, получаемые объемной холодной штамповкой. В процессе объем-
ной холодной штамповки можно получить окончательные размеры и форму слож-
ных деталей (шестерни, шпиндели, шатуны, клапаны, распределительные валы
и др.), поэтому последующая механическая обработка сводится к минимуму или
исключается. Этот способ формообразования устраняет потери металла на угар
и отходы в окалину, имеющие место при нагреве металла, обеспечивает полу-
чение более точных размеров заготовки и качество поверхности изделия. Если
при изготовлении фасонных деталей обработка резанием заменяется холодной
штамповкой, то материалоемкость этих деталей снижается на 50—70 %. В резуль-
тате холодного деформирования в металле ликвидируются некоторые внутрен-
ние дефекты, обеспечивается однородность его структуры, происходит упрочне-
ние поверхностного слоя, благодаря чему вместо высоколегированных сталей
в ряде случаев можно использовать углеродистые.
Холодноштампованные заготовки. Холодная штамповка относится к наибо-
лее прогрессивным способам изготовления заготовок деталей из листа и ленты
посредством вырубки, вытяжки, проколки, гибки, фланцовки и т. д. Однако це-
лесообразность применения ее определяется рядом условий и прежде всего
серийностью выпуска изделия, конфигурацией детали, механическими свойствами
материала, требуемой точностью изготовления детали.
28
Таблица 3.4. Допуски на высоту и длину детали при гибке (размеры в мм)
Размер С Толщина материала я \
Допускаемые отклонения (±) при А Допускаемые отклонения (±) при В
до 50 св. 50 до 100 св. 100 до 150 св. 150 до 250 св. 250 до 400 св. 400 до 700 ЛЯ 50 св. 50 до 100 св. 100 до 150 св. 150 до 250 св. 250 до 400 св. 400 до 700
До 100 До 1 Св. 1 до 3 » 3 » 6 » 6 » 10 0,3 0,5 0,6 0,8 0,4 0,6 0,8 1,0 0,5 0,8 1,0 1,2 0,6 0,8 1,0 1,4 0,8 1,0 1,2 1,7 1,о 1,2 1,5 2,0 0,5 0,8 1,0 1,0 0,8 1,0 1,5 1,5 1.0 1,5 1,5 2,0 1,5 1,5 2,0 2,0 1,5 2,0 2,0 2,5 2,0 2,2 2,5 з,о
Св. 100 до 200 До 1 Св. 1 до 3 » 3 » 6 » 6 » 10 0,4 0,5 0,6 0,8 0,5 0,6 0,8 1,0 0,6 0,8 1,0 1,0 0,7 1,0 1,0 1,2 0,8 1,2 1,2 1,5 1,2 1,5 1,5 1,8 0,8 1,0 1,0 1,0 1,0 1,5 1,5 1,5 1,5 1,5 2,0 2,0 1,5 2,0 2,0 2,0 2,0 2,0 2,5 2,5 2,2 2,5 з,о з,о
Св. 200 до 400 До 1 Св. 1 до 3 » 3 » 6 » 6 » 10 0,5 0,6 0,8 1,0 0,6 0,8 1,0 1,2 0,8 1,0 1,2 1,5 0,8 1,0 1,5 2,0 1,0 1,2 1,8 2,0 1,2 1,5 2,0 2,5 0,8 1,0 1,0 1,5 1,0 1,5 1,5 2,0 1,5 1,5 2,0 2,5 1,5 2,0 2,0 2,5 2,0 2,0 2,5 з,о 2,2 2,5 з,о 3,5
Св. 400 до 700 До 1 Св. 1 до 3 » 3 » 6 » 6 » 10 0,6 0,8 1,0 1,2 0,8 1,0 1,2 1,5 1,0 1,2 1,5 2,0 1,0 1,5 2,0 2,5 1,2 1,8 2,0 2,5 1.5 2.0 2.5 з.о 1,0 1,0 1,5 2,0 1,5 1,5 2,0 2,5 1,5 2,0 2,5 3,0 2,0 2,0 2,5 3,5 2,0 2,5 з,о 3,5 2,5 з,о 3,5 4,0
Применение холодной штамповки для получения заготовки из листового
материала выгодно в следующих случаях: если деталь имеет сложную форму,
размеры которой не требуется выдерживать особо точно; при наличии у детали
прорезей с острыми углами; при изготовлении деталей, заготовка которых имеет
вид целых шайб или шайб с центральным отверстием; для изготовления деталей
любой формы из листового материала, если будут оправданы расходы по из-
готовлению и эксплуатации штампа; при обработке деталей Г-образной, П-об-
разной или другой формы сложного очертания. В этом случае обработка из це-
лого куска может привести к нецелесообразным затратам времени и к большо-
му отходу материалов.
Точность размеров деталей, получаемых гибкой, зависит от качества и тол-
щины материала и размеров детали. Для определения величин отклонения раз-
меров деталей следует пользоваться табл. 3.4, 3.5.
Таблица 3.5. Допуски на угол изгиба
Материал детали г Отклонения (±) при
до 1 св. 1 до .2 св. 2 до 4
Сталь мягкая, латунь мягкая 6сР=
— 2,2 МПа, алюминий 15' 30' 1°
Сталь средней твердости 6сР=
= 4 МПа, латунь полутвердая бсР—
= 3,5 МПа 30' 1° 30' 3°
Сталь твердая 6ср = 6 МПа, бронза
Бр.ОФ — 3° 5°
При очень малых радиусах гибки в металле могут образовываться трещины.
В табл. 3.6—3.8 приведены наименьшие допустимые радиусы гибки материалов.
Наименьшие внутренние радиусы гибки, установленные по предельно допусти-
мым деформациям крайних волокон, применяют лишь при необходимости; обыч-
но принимают увеличенные радиусы. Если заготовки, полученные вырубкой или
резкой, не отжигались, радиусы гибки берут как для наклепанного металла.
Во избежание возникновения трещин заготовку следует устанавливать заусени-
цами внутрь угла изгиба.
Таблица 3.6. Допускаемые относительные радиусы сгиба при гибке на 90°
Материал r/s Материал r/s
Сталь конструкционная: 0,3/1,0 полунагартованная 3,0/6,0
08кп, Юкп нагартованная 4,0/8,0
15, 20 0,5/1,3 12Х17Г9АН4 0,45/1,0
25, 30 0,8/3,0 ХН67МВТЮ 1/3
40, 50 1,2/3,0 Титановые сплавы: 2,5;I,5*
ЗОХГСА 0,8/3,0 ВТ1-0
Сталь: ОТ4-0 3,5;2,0*
12Х18Н10Т 1,0/2,0 ОТ4-1 5,0;4,0*
09Х15Н8Ю ВТ5-1 5,0;4,0*
нормализованная 2,0/4,0 ВТ14 6,0
полунагартованная 3,0/7,0 Латуни: 0,8/2,0
нагартованная 4/10 ЛС59
08Х17Н5МЗ ЛС62 0,8/2,0
нормализованная 1,5/3,0 Л68 0,8/2,0
30
Продолжение табл. 3.6
— Материал r/s Материал r/s
Медь Алюминиевые сплавы." АД1 Д16 закаленный и состарен- ный отожженный 0,25/0,7 0,35/1,0 2,0/4,0 1,5/3,5 Магналии: АМгЗМ АМгбМ Магниевые сплавы: МА1 МА8 1,2/3,5 1,2/3,5 6,0 4,0
* Гибка с нагревом.
Примечание. В числителе приведены значения относительных радиусов при гиб
ке поперек волокон, в знаменателе — вдоль волокон.
Таблица 3.7. Минимальные радиусы гибки металлов круглого (#i)
и квадратного (Я2) сечений, мм
Диаметр круга d или сторона квад- рата а Марки металла
СтЗ; 20 Ст5; 45 Ст. 60Г; 60С2; М3; Л63
Rx ' R2 Rx R2 Ri R2
2 2,5 3 0,6 1,0 — — — — 0,6 0,6 1,0
4 1,0 — 2,0 — — 1,0
5 2 0 з,о — — 2,0
6 2,0 3,0 4,0 6,0 5,0 2,0
8 3 4 5 8 6 2 о
9 10 8 10 10 10 13 6
12 14 10 10 13 — 16 18 6 8
16 13 16 16 16 22 10
18 16 18 — 22 10
20 16 20 20 20 25 13
22 18 22 22 22 30 13
25 20 25 25 25 30 16
28 22 30 — 35 16
30 25 30 30 30 40 18
Примечание,
ласно сечениям А~А и
В случае конструктивной недопустимости искажения
Б—Б, радиусы гибки принимают и
профиля, сог-
31
Таблица 3.8. Минимальные радиусы гибки профильного материала
Наименование профиля Направление линии изгиба Минимальный радиус Эскиз профиля
Швеллер По осям: X — X у —У >2,56 |У
>4,56 с X- ч ।
Г-'
У ь
Уголок: равнобокий По осям: X — X у —У >5(6 — 0,955) 5 х- 11 V'" Л ч ч 4“^
У*1 b _
неравнобокий По осям: х — X у —У >(6 — 1,12S) >5(6—0,85)
__
Двутавровая балка По осям: X — X У— у >56 >2,56 ,У -х
с У
Y ь
Гибка полосы на ребро #>(24-3)6 1 ь "
Трубы гнут в холодном и горячем состоянии, с наполнителями и без них,
ручным и механизированным способом. При гибке с наполнителем трубу заглу-
шают пробками и в нее засыпают мелкий сухой песок или заливают канифоль.
Наполнитель не дает трубе сминаться или выпучиваться. При горячей гибке ме-
сто изгиба нагревают до температуры 850—1200 °C на длине до шести диамет-
ров. Во избежание появления трещин необходимо, чтобы радиусы изгиба труб
32
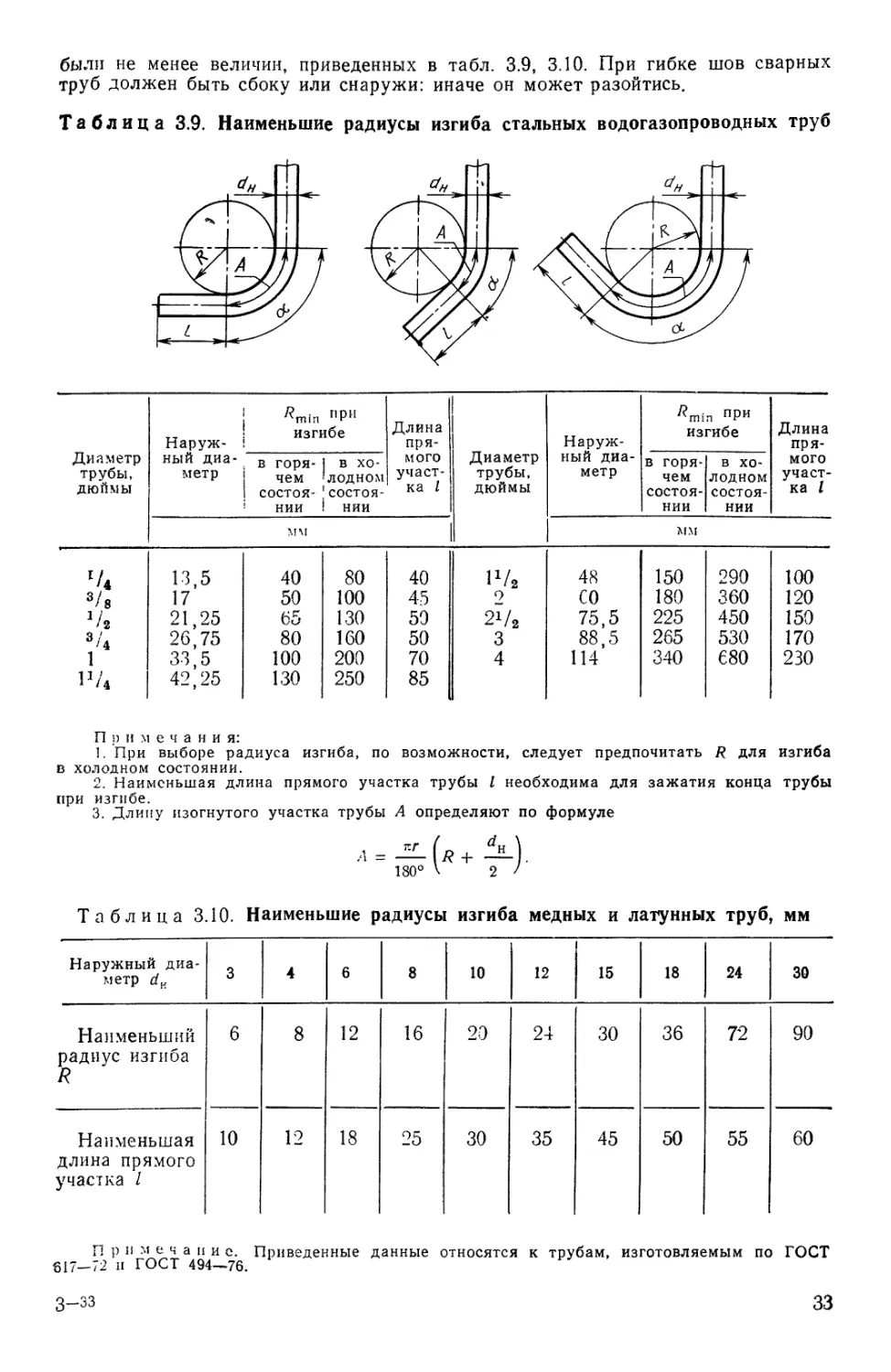
были не менее величин, приведенных в табл. 3.9, 3.10. При гибке шов сварных
труб должен быть сбоку или снаружи: иначе он может разойтись.
Таблица 3.9. Наименьшие радиусы изгиба стальных водогазопроводных труб
Диаметр трубы, Наруж- ный диа- метр ' «mln "PM • изгибе Длина пря- мого участ- Диаметр трубы, Наруж- ный диа- метр «min ПРИ изгибе Длина пря- мого участ-
, в горя- чем 1 в хо- 'лодном в горя- чем В ХО- ЛОДНОМ
дюймы 1 состоя- 'состоя- ка 1 дюймы состоя- состоя- ка 1
’ НИИ 1 НИИ нии нии
мм | мм
13,5 40 80 40 Р/2 48 150 290 100
3/8 17 50 100 45 9 СО 180 360 120
21,25 05 130 59 2V2 75,5 225 450 150
3/4 26,75 80 160 50 3 88,5 265 530 170
1 33,5 100 200 70 4 114 340 680 230
I’A 42,25 130 250 85
П р и м е ч а н и я:
1. При выборе радиуса изгиба, по возможности, следует предпочитать 7? для изгиба
в холодном состоянии.
2. Наименьшая длина прямого участка трубы / необходима для зажатия конца трубы
при изгибе.
3. Длину изогнутого участка трубы А определяют по формуле
Таблица 3.10. Наименьшие радиусы изгиба медных и латунных труб, мм
Наружный диа- метр dp 3 4 6 8 10 12 15 18 24 30
Наименьший радиус изгиба R 6 8 12 16 20 24 30 36 72 90
Наименьшая длина прямого участка 1 10 12 18 25 30 35 45 50 55 60
Примечание. Приведенные данные относятся к трубам, изготовляемым по ГОСТ
617—72 и ГОСТ 494—76.
З-зз
33
Заготовки из проката. Прокат (табл. 3.11) применяют в тех случаях, когда
конфигурация детали соответствует форме какого-либо сортового материала
(круглого, шестигранного, квадратного, прямоугольного). Широко используют
также горячекатаные бесшовные трубы различных толщины и диаметра, а также
профильный прокат (угловая сталь, швеллеры, двутавровые, балки и др.). При-
менение специального проката позволяет почти полностью исключить механиче-
скую обработку детали. Кроме того, используя гнутые, открытые, закрытые и
многослойные профили, можно снизить массу изделий.
Таблица 3.11. Виды и области применения сортового, специального
проката и профилей
Вид проката или профиль ГОСТ Характе- ристика по- перечного сечения Область применения
Сортовой Круглый, горячеката- ный повышенной и нор- мальной точности Круглый калиброван- ный 2590—88 Постоянное Гладкие и ступенчатые ва- лы с небольшим перепадом диаметров ступеней, стака- ны диаметром до 50 мм, втулки с наружным диамет- ром до 25 мм
Квадратный, шести- гранный и полосовой го- рячекатаный обычной точности 2591—88, 2879—69, 103—76 Небольшие детали типа ры- чагов, тяг, планок и клинь- ев
Квадратный и шести- гранный калиброванный 8559-75, 8560—78
Листовой Толстолистовой го- рячекатаный 19903—74 Фланцы, кольца, плоские детали различной формы; цилиндрические полые заго- товки типа втулок и валов
Тонколистовой Горячекатаный и хо- лоднокатаный 19903—74 19904—74
Т ру бы Стальные бесшовные горячекатаные, холод- нотянутые и холоднока- таные 8732—78, 8734—75 Цилиндры, втулки, гильзы, шпиндели, стаканы, бараба- ны, ролики, валы; позволя- ет снизить расход металла на 20—70 о/п и время обра- ботки на 20—40%
Электросварные фа- сонные квадратные и пря- моугольные 10704—76, 8639—82, 8645—68
Специальных профилей 6856—54 Переменное
34
Продолжение табл, 3.11
Вид проката или профиль ГОСТ Характе- ристика по- перечного сечения Область применения
Профильный сортовой сталь угловая равно- бокая и неравнобокая 8509—86, 8510—86 Постоянное Балки, кронштейны, полки; сварные металлические кон- струкции (рамы, плиты, ста- нины, подставки, корпуса)
Балки двутавровые ши- рокополочные и облег- ченные 8239—72
Швеллеры обычные и облегченные 8248-77Е
Периодический Продольный 8319.0-75— 8319.13-75 Переменные Оси автомобиля, лопатки и другие детали крупносерий- ного и массового производ- ства; позволяет до 15 % снизить расход металла, на 25—30 % повысить произво- дительность труда и на 10— 20 % снизить себестоимость изготовления деталей'
Поперечно-винтовой 8320.0-83— 8320.13-83 Шпиндели текстильных ма- шин, валы электродвигате- лей и коробок передач, оси вагонеток, полуоси и рас- пределительные валы, рыча- ги и другие детали крупно- серийного и массового про- изводства
Поперечный — Шары для подшипников ка- чения, углеразмольных и це- ментных мельниц; полые профилированные трубча- тые заготовки (велосипед- ные втулки и т. п.)
Фасонный специальный — Постоянное или незначи- тельно изме- няющееся Турбинные лопатки, ободья колес, башмаки гусениц трактора и другие детали крупносерийного и массово- го производства; позволяет экономить металл (30— 40 %) снизить в 10—20 раз трудоемкость изготовления
3*
35
Продолжение табл. 3.11
Вид проката или профиль гост Характе- ристика по- перечного сечения Область применения
деталей и на 20—30 % по- высить их механические свойства
Гнутые профили Холодногнутые угло- вые, швеллеры U-образ- ные неравнобокие, С-об- разные и корытообраз- ные 19771—74, 19772—74, 8278—83, 8281—80, 8282—83, 8283—77 Постоянное Ветровые рамы, опоры, кронштейны, консоли, реб- ра жесткости и другие де- тали крупносерийного и массового производства
Фасонные гнутые стальные 11474—76 Обрамления, окантовка, ра- диаторные трубки и другие детали, которые должны быть легкими и жесткими
Прессованные профили Изготовление сплошных с разнообразной формой по- перечного сечения и полых профилей диаметром до 400 мм, обычно из цветных металлов и сплавов. Прессо- вание, как правило, произ- водят в горячем состоянии. Легкоплавкие металлы (олово, свинец) прессуют в холодном состоянии. Позво- ляет на 20—50 % снизить расход металла и в несколь- ко раз уменьшить трудоем- кость изготовления деталей
Комбинированные заготовки. Значительный экономический эффект дает из-
готовление отдельных элементов заготовки сложной конфигурации прогрессив-
ными методами (штамповка, отливка, сортовой и фасонный прокат) с после-
дующим соединением этих элементов сваркой или другими способами. Комби-
нированный метод применяют при изготовлении крупных коленчатых валов (ков-
ка отдельных элементов с последующей сваркой) и т. д.
Заготовки (детали) из пластмасс. Пластмассы широко используют для по-
лучения некрупных деталей (крыльчаток, насосов, шкивов, втулок, ручек и др.),
а также при восстановлении деталей. Однако пластмассам свойственны низкая
ударная вязкость, недостаточная прочность, невысокая теплостойкость (до
250—300 СС), старение.
Предварительная обработка заготовок. Предварительная обработка загото-
вок заключается в придании им такого вида и состояния, при которых возможно
выполнение обработки на металлорежущих станках. Характер выполнения пред-
варительных операций зависит от вида заготовки.
П редварительная обработка отливок состоит в удалении литников и прибы-
лей, очистке отливок и термической обработке (в отдельных случаях). Отливки
36
из чугуна, стали и сплавов цветных металлов подвергают термической обработ-
ке с "целью снятия внутренних напряжений и улучшения обрабатываемости в ме-
ханических цехах. Для отливок небольших и средних размеров весьма эффек-
тивна очистка струей воды, в которую добавлены крупнозернистый абразив и
кальцинированная сода. Для устранения в отливках поверхностных неровностей
применяют шлифовально-обдирочные станки, снимающие за один проход припуск
в несколько миллиметров, а также шлифовальные круги с гибким валом и пнев-
матические зубила.
Предварительная обработка поковок состоит в удалении облоя и пленки
обрезкой или прошивкой заготовок в штампах на обрезных кривошипных прес-
сах в холодном или горячем состоянии. С целью придания поковкам необходи-
мых механических свойств их подвергают термической обработке (отжигу, нор-
мализации, термическому улучшению). Для устранения окалины с поверхности
поковок заготовку очищают в дробеструйных установках или галтовкой во вра-
щающихся барабанах. В том случае, когда поверхностный наклеп дробью не-
желателен, возможна очистка травлением. Для устранения искривлений поковки
правят в холодном и горячем состояниях.
Предварительная обработка проката состоит в правке и разрезании на штуч-
ные заготовки (табл. 3.12, 3.13).
Таблица 3.12. Резка проката
Оборудование или способ резки Точность резки Область применения
Газовая Ацетиленово-кисло- родная ±2—5 мм (руч- ная ±0,5—1,0 мм (машинная) Резка углеродистых и низколеги- рованных сталей с 0,4 % С; вы- резка заготовок различной кон- фигурации из листового проката толщиной до 100 мм, прямоли- нейная и криволинейная резка за- готовок различной формы из лис- тового проката толщиной до 200 мм и шириной до 2500 мм по разметке или копиру
Кислородная То же Резка углеродистых и низколеги- рованных сталей с 0,4 % С; рас- крой листов и профильного про- ката, вырезка из листового про- ката заготовок сложной конфи- гурации; разделительная резка листов толщиной до 100 мм с од- новременной подготовкой V- или Х-образных кромок; обрезка труб с наружным диаметром 150— 300 мм и толщиной стенок до 16 мм
Кислородно-флюсовая ±2—5 мм (руч- ная) ±0,5—1,0 мм (ма- шинная) Резка заготовок из хромоникеле- вых и нержавеющих сталей (тол- щиной до 450 мм), чугуна, цвет- ных металлов и их сплавов
Плазменно-дуговая Резка малоуглеродистых, легиро- ванных сталей и цветных метал- лов толщиной до 100 мм
37
Продолжение табл. 3.12
Оборудование или способ резки Точность резки Область применения
Ножницы Пресс-ножницы с про- дольными или попереч- ными ножами ±0,5—3,0 мм Резка листового и полосового проката толщиной до 25 мм и ши- риной до 3000 мм
Гильотинные ±0,12—1,5 мм Резка листового и полосового проката толщиной до 40 мм и ши- риной до 2500—3000 мм
Дисковые с параллель- ными осями 14-й квалитет Прямолинейная резка листового проката толщиной до 30—40 мм
Дисковые с наклонны- ми осями 15—16-й квалитет Вырезка из листового проката толщиной 6—8 мм заготовок с контурами, очерченными кривыми линиями и прямыми. Наименьший радиус кривизны 0Д—0.7 диамет- ра дискового ножа
Многодисковые с па- раллельными осями 14-й квалитет Одновременная резка широкой ленты и листов на узкие полосы. Толщина разрезаемого проката 0,5—3 мм
Вибрационные 14—16-й квалитет Вырезка из листового проката за- готовок с малым радиусом кри- визны (/?<12 мм) и отверстий без предварительного сверления (толщина листа не более 3 мм)
Уголковые 16-й квалитет Резка углового проката до 200x200x25 мм
Профильные Резка балок и швеллеров до № 60
Ручные, рычажные = 1 мм Вырезка из листового проката толщиной не более 2 мм загото- вок с прямолинейными контурами шириной до 450 мм по упору и более 450 мм — по разметке
Прессы 2—4 мм Резка проката диаметром 10— 80 мм
3S
Продолжение табл. 3.12
Оборудование или способ резки Точность резки Область применения
Пилы Дисковые, зубчатые, фрикционные и электро- фрикционные 0,4—3,0 мм Резка круглого проката больших сечений (до 500 мм)
Ленточные 1,5—5,0 мм Резка проката любого профиля из черных и цветных металлов раз- мером до 260 мм; ширина реза 0,8—1,3 мм; скорость резания 0,23—14 м/с
Приводные ножовки 2,0—4,5 мм Резка круглого и профильного проката размером до 300 мм, ши- рина реза 1—3,5 мм
Станки Токарные 0,3—0,8 мм Резка прутков круглого сечения и труб диаметром до 80 мм
Фрезерно-отрезные 2,5—4,5 мм Резка круглого и профильного проката на универсальных стан- ках диаметром до 500 мм и спе- циальных — до 800 мм; скорость резания на универсальных станках до 65 м/мин и специальных до 3000 м/мин
Горизонтально-фре- зерные 0,4—0,7 мм Резка круглого проката диамет- ром 50—60 мм на заготовки не- большой длины
Абразивно-отрезные 0,3—0,7 мм Резка стальных прутков с высо- кой твердостью, проката из инст- рументальных сталей и твердых сплавов. Применяют абразивные круги диаметром 30—500 мм и толщиной 0,5—4 мм и алмазные круги диаметром 50—320 мм и толщиной 0,15—2 мм; скорость резания 50—80 м/с
Анодно-механические 9—11-й квалитеты Резка проката с высокой твердо- стью диаметром 200—250 мм. При применении вместо дисков в каче- стве инструмента стальной ленты толщиной 1—2 мм и шириной 12—20 мм или стальной проволо-
39
Продолжение табл. 3.12
Оборудование или способ резки Точность резки Облаёть применения
ки диаметром 2—2,5 мм можно осуществлять фигурную резку
Электроискровые 0,5—2,0 мм (черновая) 0,03—0,2 мм (чистовая) Резка круглого проката и труб из стальных и твердосплавных ма- териалов непрерывно движущим- ся электродом-проволокой диа- метром 0,05—0,3 мм
Ультразвуковые 0,1—0,5 мм Резка твердых и хрупких матери- алов (керамика, кварц, кремний, стекло, германий, ферриты, алмаз, рубин и т. п.)
Электронно-лучевые 0,01—0,05 мм Резка небольших заготовок из металлов проводниковых и изо- ляционных материалов
Светолучевые (лазер) 0,01—0,05 мм Резка небольших заготовок из лю- бых материалов
Таблица 3.13. Правка (рихтовка) проката
Оборудование и способ х правки ' Точность правки в мм на 1 м длины Область применения
Вальцы Листоправильные 1—2 Листовой прокат от 3000 X X Ю до 3000X40 мм
Углоправильные 1 Угловой прокат до № 20
Прессы Г оризонтально-гибоч- ные Балки и швеллеры до №60
Вертикально-гибочные Балки и швеллеры до № 45
Правильные (в приспо- соблениях и штампах) Местная кривизна прутка до 0,15 Прутки и заготовки диа- метром: 25—30 мм (винтовые прес- сы);
40
Продолжение табл. 3.13
tv
Оборудование и способ | ' правки Точность правки в мм на 1 м длины Область применения
1-2 Для обработанных прутков до 0,05 30—50 мм (пневматические прессы); 60—100 мм (кривошипные, фрикционные и реечные прессы); 150 мм и более (гидрав- лические прессы)
V” ^Машины ^Правильно-растяжные — Очень тонкие листы (тол- щиной 0,3—0,6 мм) и тон- кая мягкая проволока
». ’ Роликовые правильные 2 0,5—0,9 Прутки и заготовки диа- метром до 200 мм. Скорость правки 2—0,8 м/с
Косовалковые 0,5—0,8 Прутки и заготовки диа- метром до 160 мм
Катанки Ж Правильно-отрезные 0,5—0,7 Правка и отрезка проката круглого, шестигранного и квадратного диаметром 0,25—16 мм, поставляемо- го в мотках и бухтах. Ско- рость правки 0,17—1 м/с. Длина отрезка 0,16—9 м
Е Иравйльно-калибро- ййадые F Ж * Е?К< Черного прутка 0,5— 0,8; предварительно об- точенного 0,05—0,2 Правка и калибровка про- ката диаметром 5—100 мм. Скорость правки 0,23— 1,3 м/с. Длина обрабатыва- емых прутков 2—7 м. Точ- ность калибровки по диа- метру 0,03—0,05 мм. Для получения чистой поверх- ности применяют полирова- ние
|8№^ьбоиакатные (про- И|Й, между гладкими ЙКргками) 0,05—0,1 Короткие цилиндрические заготовки из проката
Н* плитах посредством 2—3 Исправление формы прока-
41
Продолжение табл. 3.13
Оборудование и способ правки Точность правки в мм на 1 м длины Область применения
ударов кувалды, ручни- ка или молотка та и заготовок небольшого диаметра в мелкосерийном и индивидуальном произ- водстве
Огневая (ацетилено-кислород? ная) Плоские элементы до 0,5; биение валов 0,4—0,6 Устранение кривизны и не- ровностей листов, полос с изгибом на ребро, сварных конструкций, а также сор- тового проката больших се- чений
Примечание. Фасонноотрезные автоматы, автоматы для навивки пружин, для
правки базового вывода полупроводникового прибора и другие имеют правильные узлы в
виде роликовых механизмов, обеспечивающих правку материалов по принципу многократ-
ного изгиба с точностью до 0,5 мм на 1 м длины.
3.2. Определение размеров и массы заготовок
Определение размеров заготовок. Определение размеров заготовок связано
с установлением предельных промежуточных и исходных их размеров (припус-
ков и допусков на обработку, см. раздел 3.7. «Расчет припусков на механиче-
скую обработку». Правильный расчет размеров заготовок — основная задача
при разработке технологического процесса, так как от этого зависит расход ме-
талла (материала), себестоимость, качество и долговечность детали. Эти раз-
меры необходимы также для конструирования штампов, пресс-форм, моделей,
стержневых ящиков, приспособлений, специальных режущих и измерительных
инструментов, а также для настройки металлорежущих станков и другого тех-
нологического оборудования.
Определение массы заготовок. Для расчета массы литой заготовки (дета-
ли) необходимо умножить ее объем на плотность материала q (см. табл. П1.7),
из которого изготовлена данная заготовка (деталь). При расчете массы литой
заготовки (детали) также учитывают припуски на механическую обработку.
Для определения массы заготовки (детали) сложной геометрической формы
следует разделить ее на возможно более простые по форме элементы (см. табл.
П2.6—П2.9), удобные для расчета объема, а затем суммировать найденные зна-
чения.
По известным размерам поковки можно определить ее массу. Она равна
Жоизведению объема заготовки для поковки на плотность металла § (см. табл.
.7). При сложной конфигурации поковки для определения объема ее раз-
деляют на отдельные простейшие объемы (см. табл. П2.6—П2.9), а затем сум-
мируют найденные значения.
Объем заготовок простейших профилей рассчитывают также по следующим
формулам: круглое сечение V=0,78d2/, квадратное сечение V=a2Z; квадратное
сечение с закругленными углами У=(а2— 0,86r2) I; прямоугольное сечение У=
= bel; шестигранное сечение V=0,87C2/; кольцевое сечение V=0,78(Z)2dI2)Z, где
У— объем; /— длина; d — диаметр круглого сечения; а — сторона квадрата;
г — радиус закругления; С — диаметр вписанного в шестигранник круга; Ь, е —
стороны прямоугольника; D и d — диаметры внешней и внутренней окружно-
стей кольцевого сечения.
Объем У для поковки заготовки представляет собой сумму объема Vn ме-
талла, идущего непосредственно на поковку и определяемого по чертежу детали,
с учетом плюсовых допусков на размеры сечений, объема Уу металла на угар,
объема Уз на заусеницы, т. е. У= Vn+ Vy + Уз. Объем заусенца (облой)
42
y3z=K-F• Рп, где К — коэффициент заполнения металлом облойной канавки; F —
площадь сечения облойной канавки, мм2; Рп — периметр поковки по плоскости
разъема штампа, мм.
Коэффициент К, определяемый по опытным данным в зависимости от метода
ковки, составляет 0,35—1,2. Основной отход металла — облой, составляющий
8—Ю %. Угар металла составляет 1—3 % в зависимости от метода нагрева и
используемых нагревательных устройств (при нагреве в мазутной печи угар со-
ставляет 2—3% массы заготовок, в газовой печи — 1,5—2 %, при электронагре-
ье — 1 %) •
При определении массы заготовок из проката (прутков, листов) руковод-
ствуются данными, приведенными в нормативно-технической документации
(ГОСТ, PCT, ОСТ, ТУ), а также в табл. П1.3, 1.4 (приложение 1).
При определении размеров и массы заготовок из проката, подвергнутых
гибке, предварительно по табл. П2.10, П2.11 рассчитывают длину их разверток.
Подсчет массы цилиндрической пружины сжатия. Цилиндрическая пружина
сжатия из стальной проволоки d—З мм имеет наружный диаметр £>=20 мм, шаг
в свободном состоянии Z = 5,43 мм, полное число витков П] = 27. Длина проволо-
ки развернутой пружины:
-г (Z> - d)2 = 27 К5,432+ 3,142(20 -З)2 = 1450 мм.
По табл. П1.5 для rf=3 мм т = 0,081 кг.
3.3. Установление технологических баз. Определение способа
установки (базирования] и закрепления заготовки ।
На основе анализа технических требований к изделию и условий его экс-
плуатации выявляют конструкторские и сборочные базы детали и устанавливают
технологические базы для всех предполагаемых операций ее обработки; одновре-
менно с этим устанавливают последовательность обработки отдельных поверх-
ностей.
При обработке на металлорежущих станках применяют три вида установки
детали: с выверкой на станке, по разметочным рискам и в приспособлении.
Установка деталей с их выверкой на станке или по предварительно нане-
сенным разметочным рискам применяется в единичном и мелкосерийном произ-
водствах. Первый способ установки занимает значительное время и не обеспе-
чивает равномерного распределения припусков, второй несколько снижает тру-
доемкость выверки и дает более равномерное распределение припусков. Уста-
новка обрабатываемых деталей в приспособлениях применяется в серийном и
массовом производствах: при этом обеспечивается требуемая ориентировка де-
талей с минимальной затратой рабочего времени.
Для обеспечения правильного и неизменного положения при обработке на
станке или при сборке изделия на детали выбирается ряд баз, т. е. поверхно-
стей. определяющих ее положение относительно выбранной системы координат.
Базирование необходимо на всех стадиях создания изделия: конструирова-
нии, изготовлении, измерении, а также при рассмотрении изделия в сборе. Это
обстоятельство и положено в основу классификации баз (ГОСТ 21495—76) по
назначению (рис. 3.1).
Для обеспечения наибольшей точности обрабатываемой детали всегда стре-
мятся к тому, чтобы конструктивная, технологическая и измерительная базы
представляли собой одну и ту же поверхность детали (принцип единства баз).
Необработанные поверхности заготовки называют черновыми базами, а об-
работанные — чистовыми. Черновые базы используют только для первой уста-
новки. Заготовку со станка обычно не снимают до тех пор, пока не подготовле-
на чистовая база для следующей установки.
Выбор баз для черновой обработки.
1. При обработке заготовок, полученных литьем и штамповкой, необрабо-
танные поверхности в качестве баз можно использовать только на первых опе-
рациях. При дальнейшей обработке это не допускается.
43
fi Па ыгзныенаю
Конструкторская:
основная------- 5. Попишаемым
ОсПО&Н^ОтеЯЬНаЯ— Степеням СООООиЫ
Технологическая------
Язмеряпелыая
^УппаноЗпчна#.-----
->> Направляющая---
-$> Опорная--------
•^Двойная налраОляшря
^&*ДОойная опорно л \
О. По характе-
ру пр он Оле -
ная
> Гкрытая
Дона я
Рис. 3.1. Классификация баз
2. В качестве технологических баз следует принимать поверхности доста-
точных размеров, что обеспечивает большую точность базирования и закрепле-
ния заготовки в приспособлении, эти поверхности должны иметь более высокий
квалитет точности, наименьшую шероховатость, не иметь литейных прибылей,
литников, окалины и других дефектов.
3. У деталей, не подвергающихся полной обработке, за технологические ба-
зы для первой операции рекомендуется принимать поверхности, которые вооб-
ще не обрабатываются. Это обеспечит наименьшее смещение обработанных по-
верхностей относительно необработанных.
4. Если у заготовок обрабатываются все поверхности, в качестве техноло-
гических баз для первой операции целесообразно принимать поверхности с наи-
меньшими припусками. Тем самым при дальнейшей обработке исключается воз-
можность появления на них «чернот».
5. База для первой операции должна выбираться с учетом обеспечения луч-
ших условий обработки поверхностей, принимаемых в дальнейшем в качестве
технологических баз.
Выбор баз для чистовой обработки.
1. При выборе баз следует иметь в виду, что наибольшая точность обработ-
ки достигается при условии использования на всех операциях механической об-
работки одних и тех же базовых поверхностей, т. е. при соблюдении принципа
единства баз.
2. При чистовой обработке рекомендуется также соблюдать принцип совме-
щения баз, согласно которому в качестве технологических базовых поверхно-
стен используются конструкторские и измерительные базы. При совмещении
технологической и измерительной баз погрешность базирования равна нулю.
3. Базы для окончательной обработки должны иметь наибольшую точность
размеров и геометрической формы, а также наименьшую шероховатость поверх-
ности. Они не должны деформироваться под действием сил резания, зажима и
собственной массы детали.
4. Выбранные технологические базы должны совместно с зажимными уст-
ройствами обеспечить надежное, прочное крепление детали и неизменность ее
положения во время обработки.
5. Принятые базы и метод базирования должны определить более простую
и надежную конструкцию приспособления, удобство установки и снятия обраба-
тываемой детали.
Вспомогательные (искусственные) базы используются для облегчения уста-
новки или для измерения детали в процессе обработки.
Технологические опоры. По назначению опоры разделяются на основные и
дополнительные, а по конструкции — на жесткие и регулируемые.
Жесткие (основные) опоры сообщают заготовке детали требуемое положение
й лишают ее шести степеней свободы. Жесткие опоры остаются постоянно не-
подвижными при обработке всех заготовок детали. Регулируемые опоры регу-
лируются перед обработкой каждой новой партии заготовок. Дополнительные
44
опоры, подвижные и подводимые, применяются в том случае, если деформация
заготовки детали может выйти за пределы установленных допусков. Примеры
нанесения обозначений опор, зажимов и установочных устройств приведены в
табл. 3.14.
Таблица 3.14. Примеры нанесения обозначений опор, зажимов
и установочных устройств на схемах (ГОСТ 3.1107—81)
Наименование приспособления Примеры нанесения обозначений опор, зажимов и установочных устройств
Неподвижный (гладкий) центр
Рифленый центр
Плавающий центр
Вращающийся центр
Обратный вращающийся центр с риф-
леной поверхностью
Поводковый патрон
Подвижный люнет
Неподвижный люнет
54
Продолжение табл. 3.14
Наименование приспособления
Примеры нанесения обозначений опор,
зажимов и установочных устройств
Цилиндрическая оправка
Коническая роликовая оправка
Резьбовая, цилиндрическая оправка с
наружной резьбой
Шлицевая оправка
Цанговая оправка
Регулируемая опора со сферической
выпуклой рабочей поверхностью
Пневматический зажим с цилиндри-
ческой рифленой рабочей поверхностью
'////////7777,
?тах
46
Таблица 3.15. Примеры схем установов изделий
Описание способа установа
Схема обозначения
В тисках с призматическими губками
и пневматическим зажимом
В кондукторе с центрированием на
цилиндрический палец, с упором на три
неподвижные опоры и с применением
электрического устройства двойного за-
жима, имеющего сферические рабочие
поверхности
В трехкулачковом патроне с механи-
ческим устройством зажима, с упором
в торец, с поджимом вращающимся
центром и с креплением в подвижном
люнете
На конической оправке с гидроплас-
товым устройством зажима, с упором в
торец на рифленую поверхность и с под-
жимом вращающимся центром
Условные обозначения центров всех видов наносят на выносные линии, про-
веденные под углом к осевой. Допускается при необходимости нанесение их не-
посредственно на контурные линии.
Условные обозначения остальных опор и зажимов наносятся непосредствен-
но на контурные линии поверхностей, избранных для базирования изделия. До-
пускается нанесение их на выносных линиях. Для упрощения эскиза обозначают
любые опоры знаком и применяют его в сочетании как с упрощенным, так
И со специализированным обозначением зажимов.
47
Для упрощения эскиза обозначают любые зажимы знаком 9 в применяют
О
его в сочетании как с упрощенным , так и со специализированным обозна-
чением опор. При совмещении опор и зажимов используют сочетание знаков со-
ответствующих опор и зажимов. Каждую установку и перекрепление изделия в
процессе обработки оформляют самостоятельным эскизом (табл. 3.15).
3.4. Составление технологического маршрута обработки
Маршрут обработки выбирают исходя из требований рабочего чертежа и
принятой заготовки. Приступая к составлению технологического маршрута, не-
обходимо в первую очередь наметить план обработки — структуру операций.
Структура операций характеризуется ее построением, обеспечивающим соче-
тание и определенную связь основных и вспомогательных переходов и потоков.
Возможны структуры операции двух типов: простая, состоящая из одного-двух
переходов, и сложная. Для структуры обоих типов обработка может быть одно-
поточной и многопоточной; при многопоточной обработке несколько деталей из-
готовляют по одинаковым переходам. Кроме того, технологический процесс осу-
ществляется по одно- и многодетальной схеме, т. е. на каждой рабочей позиции
может обрабатываться одна или несколько деталей сразу.
Рациональные структуры операции строят на основе совершенствования об-
рабатывающих систем и рационального построения операционных технологиче-
ских процессов. Следует отдать предпочтение второму направлению, при котором
проектирование обрабатывающей системы (станка, приспособлений инструмен-
тальной оснастки) осуществляется как следствие оптимального технологического
процесса.
Проектирование операционного технологического процесса делят на три эта-
па. На первом формируют элементарные структуры, реализующие элементарные
технологические операции; на втором рассматривают возможность и целесообраз-
ность укрупнения технологических операций объединением однотипных элемен-
тарных операций и формирования для них совместного выполнения более слож-
ных операций, сочетающих обработку отдельных поверхностей, третий этап —
формирование структуры операции — предусматривает дальнейшее укрупнение
операций за счет объединения различных методов и видов обработки.
Использование более совершенных методов обработки (или их комплекса)
позволяет упростить структуру операции или перейти на малооперационный тех-
нологический процесс изготовления деталей. Например, замена метода механи-
ческой обработки электрохимической сокращает число переходов и тем самым
позволяет упростить структуру операции, перейти к малооперационному техно-
логическому процессу изготовления точных деталей сложной формы. Иногда,
напротив, некоторое усложнение структуры операции позволяет применить более
совершенные методы обработки; например, разделив чистовые и черновые ра-
бочие ходы, можно обеспечить более эффективное выполнение каждого из них.
При такой обработке возможно широкое внедрение электрофизических методов
наряду с механическими.
Усложнение структуры операции — одно из основных резервов повышения
производительности; оно достигается применением многоинструментной, много-
позиционной, многодетальной и многопоточной обработок, совмещением рабочих
переходов, а также рациональным распределением по времени основных и вспо-
могательных рабочих ходов.
При составлении технологического маршрута руководствуются следующими
общими правилами.
1. Операции должны быть одинаковыми или кратными по трудоемкости.
2. Каждая последующая операция должна уменьшать погрешности и улуч-
шать качество поверхности.
3. В первую очередь следует обрабатывать поверхность, которая будет слу-
жить технологической базой для последующих операций.
4. В целях своевременного выявления брака по раковинам и другим де-
фектам необходимо предусматривать первоначальную обработку поверхностей,
48
на которых не допускаются дефекты. Так как на них обычно снимают наиболь-
шие слои металла, то тем самым достигается и перераспределение внутренних
напряжений заготовки, и она коробится более интенсивно.
5. Обработку сложных поверхностей, нуждающихся в особой наладке стан-
ка, следует выделять в самостоятельные операции. Например, нарезание резьб
резцами, обработка фасонных поверхностей по копиру и т. п.
6. Черновую и чистовую обработки заготовок со значительными припусками
необходимо выделять в отдельные операции.
7. Отделочные операции производить в самом конце технологического про-
цесса, так как при этом уменьшается опасность повреждения чисто обработан-
ных поверхностей.
8. Отверстия нужно сверлить в конце технологического процесса, за исклю-
чением тех случаев, когда они служат базами для установки.
9. При окончательной обработке точных поверхностей не включать перехо-
ды, нуждающиеся в поворотах резцедержателя (головки), так как это снижает
вероятность погрешности режущего инструмента по лимбу.
10. Обработку поверхностей с точным взаимным расположением следует по
возможности включать в одну операцию и выполнять за одно закрепление за-
готовки.
11. Обработку ступенчатых поверхностей выполнять в такой последователь-
ности, при которой общая длина рабочих движений режущего инструмента будет
наименьшей.
12. Переходы располагать в операции так, чтобы путь менее стойких инст-
рументов был наименьшим. Например, при обработке деталей из прутка с от-
верстием перед отрезкой выполнять сверление; обработку ступенчатых отверстий
в сплошной заготовке начинать сверлом большего диаметра, затем меньшего.
13. При определении последовательности переходов предусматривать опе-
режающее выполнение тех, которые подготавливают возможность осуществле-
ния следующих за ними переходов. Например, обработку деталей в патроне на-
чинать с подрезки торца, который будет служить измерительной базой при от-
счете размеров по длине, то же следует выполнять перед сверлением или цен-
трованием.
14. При обработке отверстий следует избегать объединения в одной опера-
ции таких переходов, как сверление и растачивание отверстий.
15. Последовательность обработки должна обеспечивать требуемое качество
выполнения детали. Например, при обработке тонкостенной втулки в кулачко-
вом патроне вначале необходимо расточить отверстие, а затем обточить наруж-
ную поверхность на оправке; фаски протачивать перед окончательной обработ-
кой точных поверхностей; на участках детали, где наносится рифление, фаски
и канавки протачивать после рифления.
16. Число применяемых в операции резцов не должно превышать числа од-
новременно закрепляемых в резцедержателе.
17. При определении последовательности выполнения черновых и чистовых
операций следует учитывать, что совмещение их на одних и тех же станках
приводит к снижению точности обработки вследствие повышенного изнашива-
ния станка на черновых операциях.
18. В первую очередь следует обрабатывать поверхности, при удалении
припуска с которых в наименьшей степени снижается жесткость заготовки. На-
пример, при обработке ступенчатых валов вначале обрабатывают ступени боль-
шего диаметра, а затем меньшего.
19. Если деталь подвергают термической обработке, то механическую рас-
членяют на две части: до термической обработки и после нее.
20. Технический контроль назначают после тех этапов обработки, где веро-
ятно повышенное количество брака, перед сложными и дорогостоящими опера-
циями, после законченного цикла, а также в конце обработки детали.
Рекомендуемые принципы построения технологического маршрута не обя-
зательны и, естественно, требуют творческого подхода в каждом конкретном слу-
чае, при этохМ надо учитывать вид применяемого оборудования и тип произ-
водства.
Проектирование агрегатных операций. Общие принципы
построения технологического маршрута и процессов приемлемы и для агрегат-
4-33 49
ных станков. Особенностью их является то, что технологический процесс сле-
дует разрабатывать параллельно с разработкой технологической компоновки
станка. Исходным документом для разработки технологического процесса и тех-
нологической компоновки станка служит чертеж единичной (в массовом произ-
водстве) или комплексной (в серийном производстве) детали. Основные конст-
руктивно-технологические признаки, положенные в основу классификации для
определения групп деталей, следующие: габаритные размеры деталей, общность
конфигурации и расположения обрабатываемых поверхностей, общность техно-
логических баз, однородность материала всех деталей группы, точность и шеро-
ховатость обрабатываемых поверхностей, возможность использования группо-
вых приспособлений.
Проектирование технологического процесса для агрегатного станка в общем
случае требует выполнения следующих этапов:
1) определение комплексной детали или типового представителя группы;
2) разработка или анализ маршрутного технологического процесса;
3) составление вариантов операционных карт агрегатной обработки с рас-
четом режимов резания, нормированием и выбором оптимального варианта;
4) разработка схемы технологической компоновки станка;
5) установление типоразмеров стандартных и специальных агрегатов;
6) определение экономически целесообразного числа деталей одного наиме-
нования в обрабатываемых партиях;
7) определение производительности станка с учетом времени на его пере-
наладку;
8) расчет технико-экономической эффективности применения станка;
9) уточнение окончательного перечня обрабатываемых деталей.
Технологический процесс может быть построен для обработки детали на
данной позиции одним режущим инструментом или группой инструментов с од-
новременной обработкой одной или нескольких поверхностей на одной или не-
.скольких одновременно или последовательно обрабатываемых деталях.
При проектировании технологического процесса необходимо также учиты-
вать ряд особенностей, а именно:
1) обрабатываемые поверхности должны быть связаны размерами с техно-
логическими базами детали; это позволяет упростить конструкции приспособ-
лений и станков, их наладку и техническое обслуживание;
2) для эффективного использования силовых головок рекомендуется при од-
новременной обработке нескольких отверстий одной силовой головкой группи-
ровать детали с однородными по размерам и виду обработки отверстиями. На-
пример, выполнять только сверление или только зенкерование и т. п.;
3) особое значение при проектировании агрегатной обработки приобретает
определение технологом режимов резания, стойкости режущего инструмента,
усилия резания, крутящего момента, осевой силы подачи и эффективной мощно-
сти по каждой позиции отдельно, так как эти параметры определяют типораз-
меры и приводы силовых головок.
Требования к технологическим процессам обработки
деталей на автоматических линиях. При разработке технологи-
ческого маршрута и процесса обработки деталей на автоматической линии ре-
шают не только вопросы выполнения операций механической обработки, но и
вопросы выбора транспортных, фиксирующих, зажимных, кантующих и других
устройств, а также вопросы выбора автоматических способов контроля и съема
обработанных деталей. При этом необходимо выполнить следующее.
1. Проанализировать и усовершенствовать технологичность конструкции де-
талей. Они должны иметь удобные базы; обрабатываемые поверхности должны
быть одной высоты, глубины, диаметра, направления и точности. Конструкция
деталей должна обеспечивать одинаковое время выполнения отдельных опера-
ций.
2. Уточнить и откорректировать требования, предъявляемые к заготовкам.
Материал их должен быть однородным с небольшим различием по твердости.
Метод получения заготовки должен быть прогрессивным, обеспечивающим вы-
сокий коэффициент использования металла.
3. Определить базовые поверхности и, решив технологические размерные
цепи, получить требуемую точность и шероховатость на всех операциях обра-
50
ботки деталей. В качестве баз необходимо принимать такие поверхности, кото-
рые обеспечивают удобную установку, надежные фиксацию и крепление обра-
батываемых деталей в приспособлениях станков, требуемую точность и мини-
мальное число их перекантовок при обработке на линии. При этом часто исполь-
зуют приспособления-спутники. Операции, которые не гарантируют получения-
требуемой точности и шероховатости обрабатываемых поверхностей, не следует
планировать на автоматической линии.
4. Проанализировать целесообразность операций, выполняемых до и после*
обработки на автоматической линии.
5. Разработать технологический чертеж детали и по нему процесс. На тех-
нологическом чертеже проставляют только размеры, определяющие базовые по-
верхности, принятые при обработке детали на линии, и поверхности, обрабаты-
ваемые на линии. Размеры обрабатываемых поверхностей, а также размеры^
связывающие их с базовыми, должны быть заданы с указанием допустимых от-
клонений. На обрабатываемых поверхностях должна быть проставлена требуе-
мая шероховатость, а на технологическом чертеже — указаны технические тре-
бования на деталь после ее обработки на автоматической линии.
6. При построении технологического процесса следует предусмотреть одно-
временную обработку поверхностей деталей несколькими режущими инструмен-
тами и применить для обработки наборы фасонных режущих инструментов. Кон-
центрация технологических переходов на одном станке линии позволяет снизить
трудоемкость изготовления детали и повысить производительность линии. При
этом необходимо учитывать, что слишком большая концентрация переходов на
одном станке приводит к усложнению наладок, потерям времени на замену ин-
струмента, и что уменьшает надежность линии в целом. При концентрации пере-
ходов не следует на одной операции выполнять черновую и чистовую обработ-
ки. Технологический процесс на линии должен предусматривать выполнение
сначала черновых, затем получистовых и в конце чистовых (финишных) опе-
раций
7. При разработке технологического процесса необходимо обеспечить син-
хронизацию операций: изменением режимов резания, варьированием материалов
режущих инструментов, применением комбинированных инструментов и специ-
альной технологической оснастки, расчленением или укрупнением операций, при-
менением станков-дублеров и пр.
Особенности и этапы разработки технологических,
операций для станков с программным управлением (ПУ).
Основные принципы построения технологических процессов механической обра-
ботки для станков с ПУ те же, что и для обычных станков. Однако здесь имеет
место ряд специфических особенностей. Прежде всего, появляется принципиаль-
но новый элемент технологического процесса — программа автоматической ра-
боты станка, закодированная и записанная на программоноситель. При этом'
понятия «переход» и «операция» несколько уточняют.
Переход — законченная часть технологической операции, характеризуемая
постоянством инструмента и поверхностей, образуемых обработкой. Для фре-
зерных, сверлильных, расточных и фрезерно-контурных работ различают эле-
ментарные, инструментальные, позиционные и вспомогательные переходы. Эле-
ментарный переход — непрерывный процесс обработки одной элементарной по-
верхности одним инструментом по заданной программе. Инструментальный пе-
реход—законченный процесс обработки одной или нескольких элементарных
поверхностей при непрерывном движении одного инструмента по заданной про-
грамме. Вспомогательный переход — перемещение инструмента без снятия струж-
ки. Позиционный переход — совокупность инструментальных и вспомогательных
переходов, выполняемых при неизменной позиции, оснастке, инструменте и про-
грамме. Операция — законченная часть технологического процесса, выполняемо-
го на одном рабочем месте.
Подготовка процесса обработки состоит из следующих основных этапов:
разработки технологического процесса; '
расчета управляющей программы: вычерчивания эскиза расчетно-техноло-
гической карты; присвоения геометрическим элементам контура или траектории
перемещения инструмента обозначений, принятых для данной системы автома-
51
тизации подготовки управляющих программ (САП); записи программы расчета
на языке САП; расчета управляющей программы на ЭВМ;
контроля управляющей программы на координатографе и внесения необхо-
димых исправлений;
пробной обработки детали на станке с ПУ;
контроля обработанной детали и внесения исправлений в программу расче-
та, в технологический процесс и т. д.;
обработки партии деталей.
Блок-схема выполнения работ по подготовке обработки деталей на станках
с ПУ приведена на рис. 3.2.
| Технологическоя^подг^зивка обработки дета лей на станках г ПУ
| Подбор детали й\
| ^АнилиТтехнологичности |
| Технологическая переработка чертежей |
^Разработка технологических процессов |
I
ca
I
tl
>§
<£=> %
Л
Is
llfr
to
£
I
1
I
I
I
I
Cj
§
ь
й
I
-Q >
I
L
Й
§fg
f
| Техники-экономические обоснование применения станков с ПУ ”|
| Разработка управляющих программ |
| Запись программ на программоносители |
\0тработка, корректировка и внедрение управляющих программ |
Рис. 3.2. Блок-схема технологической подготовки обработки деталей
на станках с ПУ
Область применения станков с ПУ обусловлена характером технологических
операций и типами производства, для которых они предназначены. Так, уже
определились следующие возможности использования станков по типам произ-
водства: станки с ПУ токарной группы — в массовом, серийном и единичном
производствах; фрезерные, сверлильные и расточные станки с ПУ — в серийном
и единичном, а шлифовальные — в серийном производстве. Данные о возмож-
ности использования каждой модели станков с ПУ в условиях производства оп-
ределенного типа указаны в их паспортах.
Основные условия целесообразности применения станков с ПУ:
52
]) обработка отверстий сложной геометрической формы, требующих при-
менения нескольких последовательно работающих инструментов, или групп от-
верстий на сверлильных и расточных станках. Эти обработки можно выполнять
на станках с ПУ без специальной оснастки (кондукторов, копиров и др.), кото-
рую обычно применяют на универсальных станках;
2) необходимость построения процесса по принципу концентрации операций,
т. е. сосредоточения возможно большего числа однотипных видов обработки на
одном рабочем месте;
3) необходимость уменьшения доли вспомогательного времени, которое за-
трачивается на приемы, связанные с изменением режимов резания, переходом
с обработки одной поверхности на другую, заменой режущего инструмента и
прочего, что обычно имеет место при последовательной обработке нескольких
поверхностей на универсальных станках;
4) обработка нескольких аналогичных деталей на одном станке, что имеет
место в условиях серийного производства. В этом случае, применяя станки с
ПУ, можно сократить время на переналадку оборудования;
5) возможность сокращения числа операторов (рабочих-станочников) вве-
дением многостаночного обслуживания.
Наиболее широкое применение в промышленности получили токарные, фре-
зерные и многоцелевые станки с ПУ.
В значительной степени структура операций и маршрут изготовления дета-
лей зависят от типа производства.
Маршрут изготовления при единичном производстве назначают только исходя
из реальных возможностей цеха (предприятия), независимо от потребности и
лишних перевозок деталей. Если по некоторым заказам маршруты обработки
имеют возвратные потоки, то такие заказы систематизируют и соответственно
переставляют оборудование, чтобы уменьшить возвратные потоки. При разра-
ботке маршрутной технологии в единичном производстве технолог критически
должен относиться к рекомендациям конструктора. Здесь критерием являются
не только оптимальная конструкция заготовки, но и сроки выпуска заказа, за-
грузка мощностей, стоимость и цикл изготовления необходимой оснастки для
производства заготовок и т. д.
Маршрут изготовления при серийном производстве назначают исходя из ре-
альных возможностей предприятия. Но в этом случае для создания оптимальной
технологии с учетом экономической целесообразности производят небольшую
перестановку оборудования для обеспечения поточности и создают малое число
специальных и агрегатных станков. При серийном и повторяемом типах произ-
водства иногда приходится принимать следующее решение. Вначале заготовку
изготовляют по принципам единичного производства. Затем, когда изготовлена
оснастка и подготовлены соответствующие мощности, изделие изготовляют п®
принципам серийного производства. Для опытных изделий заказывают тот ми-
нимум оснастки, без которого детали нельзя изготавливать.
Маршрут обработки при массовом производстве назначается не из реальных
возможностей предприятия, а из расчета обеспечения оптимальной технологии.
Для этого создаются специальные и агрегатные станки, производится соответст-
вующая перестановка оборудования для организации потока.
Общий план последовательности (маршрут) изготовления детали (сборочн®й
единицы) излагают в маршрутной карте (ГОСТ 3.1118—82). Наименования опе-
раций должны соответствовать требованиям классификаторов — Технологические
операции в машиностроении (табл. 3.16).
Таблица 3.16. Операции механической обработки резанием.
Термины и определения (ГОСТ 17420—72)
Операции
Токарная
Определение
Общие понятия
I Операция, выполняемая на станках то-
I карной группы
53
Продолжение табл. 3.16
Операции Определение
Сверлильная Расточная Шлифовальная Отделочная Зубообрабатывающая Фрезерная Строгальная Долбежная Протяжная Отрезная Токарю Токарно-револьверная Автоматная токарная Токарно-карусельная Токарно-винторезная Специальная токарная Лоботокарная Вальцетокарная Токарно-затыловочная Токарно-копировальная Токарно-бесцентровая Торцеподрезная центровальная Сверлилы Вертикально-сверлильная Г оризонтально-сверлильная Радиально-сверлильная Сверлильно-центровальная Операция, выполняемая на станках сверлильной группы Операция, выполняемая на станках рас- точной группы Операция, выполняемая на станках шлифовальной группы Операция, выполняемая на станках от- делочной группы Операция, выполняемая на станках зу- бообрабатывающей группы Операция, выполняемая на станках фре- зерной группы Операция, выполняемая на станках стро- гальной группы Операция, выполняемая на станках дол- бежной группы Операция, выполняемая на станках про- тяжной группы Операция, выполняемая на станках от- резной группы ые операции Операция, выполняемая на горизонталь- но- или вертикально-токарном автомате или полуавтомате Операция, выполняемая на специальных токарных станках. Примечание. Примером специ- альных токарных операций являются операции обработки коленчатых и распределительных валов, операции на трубо- и муфтообрабатывающих станках и т .д. Операция, выполняемая на токарно- копировальном станке или полуавтома- те ные операции Операция, выполняемая на радиально- сверлильном или портально-сверлильном станке
54
Продолжение табл. 3.16
Операции
Определение
Расточные операции
Горизонтально-расточная
Вертикально-расточная
Координатно-расточная
Алмазно-расточная
Шлифовальные операции
Круглошлифовальная
Вальцешлифовальная
Бесцентрово- шлифовальная
Операция, выполняемая на бесцентрово-
шлифовальном или бесцентрово-дово-
дочном станке
Внутришлифовальная
Плоскошлифовальная
'Обдирочно-шлифовальная
Резьбошлифовальная
Операция, выполняемая на резьбошли-
фовальном или червячно-шлифовальном
станке
Шлицешлифовальная
Шлифовально-затыловочная
Торцешлифовальная
Координатно-шлифовальная
Карусельно-шлифовальная
Центрошлифовальная
Заточная
Ленточно-шлифовальная
Специальная шлифовальная
Операция, выполняемая на станках для
шлифования центровых отверстий
Операция, выполняемая на специальных
шлифовальных станках
Примечание. Примерами специ-
альных шлифовальных операций яв-
ляются операции обработки желобов
и бортиков колец подшипников каче-
ния, обработки шеек коленчатых и
распределительных валов и т. д.
Отделочные операции
Хонинговальная
Суперфинишная
Доводочно-притирочная
Полировальная
Зубообрабатывающие операции
Зубофрезерная
Шлицефрезерная
Зубодолбежная
Зубошевинговальная
Зубохонинговальная
Зубошлифовальная
Зубострогальная
Операция, выполняемая на шлицефре-
зерном или шлицестрогальном станке
55
Продолжение табл. 3.1 в
Операции
Определение
Зубопротяжная • —
Зубопритирочная ! Операция, выполняемая на зубоприти-
! рочном или зубодоводочном станке
Зубозакругляющая i ~
Специальная зубообрабатывающая i Операция, выполняемая на станках для
I обработки реек, червяков, червячных
I колес и глобоидных пар
Фрезерные операции
Г оризонтально-фрезерная
Вертикально-фрезерная
Резьбофрезерная
Копировально-фрезерная
Г равировально-фрезерная
К а русел ьно- фрезерна я
Барабанно-фрезерная
Шпоночно-фрезерная
Фрезерно-центровальная
Продольно-фрезерная
Специальная фрезерная
Операция, выполняемая на специализи-
рованных фрезерных станках
Примечание. Примерами специ-
альных фрезерных операций являются
операции обработки канавок сверл,
метчиков, разверток и др.
Строгальные и протяжные операции
Продольно-строгальная
Поперечно-строгальная
Г оризонтально-протяжная
Вертикально-протяжная
Отрезные операции
Токарно-отрезная
Фрезерно-отрезная
Пило-отрезная
Ножовочно-отрезная
Ленточно-отрезная
Абразивно-отрезная
Агрегатная
Болтонарезная
Гайконарезная
Резьбонакатная
Балансировочная
Галтовочная
Виброабразивная
Операция, выполняемая на токарно-от-
резном автомате или полуавтомате
Специальные операции
Операция, выполняемая в галтовочных
барабанах
Операция, выполняемая в виброабра-
зивных установках
56
3 5. Выбор оборудования
Технологическое оборудование — орудия производства, в которых для вы-
полнения определенной части технологического процесса размещаются материа-
лы* пли заготовки, средства воздействия на них, а также технологическая ос-
настка и при необходимости источник энергии. К технологическому оборудова-
нию относятся литейные машины, прессы, станки, печи, гальванические ванны,
испытательные стенды и т. п.
Классификация металлорежущих станков. По технологическому назначению
(в зависимости от вида обработки) все металлорежущие станки можно подраз-
делить (табл. 3.17) на девять групп. В каждой группе предусмотрены девять
типов станков, отличающихся друг от друга технологическим назначением (на-
пример, протяжные станки для внутренней обработки), расположением их глав-
ных рабочих органов (например, горизонтально-протяжные), степенью автомати-
зации (полуавтомат или автомат).
Станки также подразделяют: по степени универсальности — на универсаль-
ные, специальные и специализированные; по массе — на легкие (до 1 т), нор-
мальные (до 10 т), крупные (до 30 т), тяжелые (до 100 т) и уникальные (бо-
лее 100 т); по точности — нормальной (Н) точности, повышенной (П), высокой
(В), особо высокой (А), особо точные или прецизионные (С).
Условное обозначение (индекс) станка состоит из трех или четырех цифр
и букв, которые обозначают: первая цифра — группу станка (например, 1—то-
карная группа, 6 — фрезерная, 7 — протяжная и т. д.); вторая — тип или разно-
видность станка (например, в сверлильно-расточной группе цифра 1 означает
вертикально-сверлильный станок; во фрезерной группе 1 — вертикально-фрезер-
ный сганок и т. д.); третья (или третья и четвертая) —его типоразмер. Следую-
щая цифра (или две цифры) является главным параметром обработки (напри-
мер, максимальный диаметр сверления для станков сверлильной группы).
Буква, стоящая после первой цифры, указывает на различное исполнение
станков; буква в конце цифровой части означает модификацию базовой модели,
степень точности или особенность станка. Например, индекс 2Г106П-2 расшиф-
ровывается: вертикально-сверлильный станок в двухшпиндельном исполнении
повышенной точности, позволяющий обрабатывать отверстия с максимальным
диаметром 6 мм; индекс 1Г325 означает: 1—станок токарной группы, Г — мо-
дификация, 3 — револьверный, 25 — максимальный диаметр обрабатываемого
прутка. При наличии дополнительных конструктивных особенностей (програм-
мное управление, цифровая индикация, магазин с автоматической сменой инст-
румента) в индекс добавляют следующие буквы: Ц — цикловое программное уп-
равление; Ф1—цифровая индикация; Ф2 — числовое позиционное программное
управление; ФЗ — числовое контурное программное управление; Р — поворотная
револьверная головка для автоматической смены инструмента; М — магазин; Ф4
и Ф5 — многооперационные станки.
Увеличение числа реализуемых в станке функций ведет к их усложнению и,
соответственно, усложняются индексы. Поэтому введена дополнительная система
обозначения с помощью кодов (табл. 3.18).
Выбор оборудования. Вопросы выбора групп, типов и моделей оборудования
рассматриваются на различных стадиях ТПП. Предварительно группу оборудо-
вания выбирают при назначении способа обработки поверхности, обеспечиваю-
щего выполнение технических требований, предъявляемых к поверхностям. За-
тем при составлении технологического маршрута обработки и при его технико-
экономическом обосновании выбирают конкретную модель станка по следующим
показателям: 1) вид обработки — токарная, фрезерная, сверлильная и т. п.;
2) точность и жесткость станка; 3) габаритные размеры станка (высота и рас-
стояние между центрами, размеры стола); 4) мощность станка, частота враще-
ния шпинделя, скорость подачи; 5) возможность механизации и автоматизации
выполняемой операции и т. п.; 6) цена станка.
На основании проведенного анализа и перечней оборудования, применяемо-
г° на предприятии, осуществляют его выбор, при отсутствии — приобретают
При единичном и мелкосерийном производстве на одном станке выполняют
несколько различных операций, поэтому выбранный станок должен удовлетво-
57
Таблица 3.17. Классификация металлорежущих станков
Станки Группа Тип станка
1 2 3 4 5 6 7 8 9
Токарные 1 Автоматы i мать одношпин- дельные полуавто- я: многошпин- дельные Револьвер- ные Токарно-ре- вольверные полуавтома- ты Карусель- ные Токар- ные и лобото- карные Многорезцо- вые и копи- ровальные Специализи- рованные Разные
Сверлиль- ные и рас- точные о П настолько-и вертикально- сверлильные олуавтоматы одношпин- дельные много шпин- дельные Координат- но-расточные Радиально- и координат- но-сверлиль- ные Расточ- ные От дел оч но- расточные Горизонталь- но-сверлиль- ные Разные
Шлифо- вальные, по- лировальные, доводочные, заточные 3 Круглошли- фовальные, безцентрово- шлифоваль- пые Внутришли- фовальные Обдирочно- шлифоваль- ные Специали- зированные шлифоваль- ные Продольно- шлифоваль- ные Заточ- ные Плоскошли- фовальные Притироч- ные, поли- ровальные, хонинговаль- ные, дово- дочные Разные, работаю- щие аб- разивом
Комбини- рованные 4 •— — *— — — — -— •—
Зубо- и резьбообра- батывающие 5 Зубостро- гальные и зубодолбеж- ные для ци- линдриче- ских колес Зуборезные для кониче- ских колес Зубофрезер- ные для ци- линдриче- ских колес и шлицевых валов Для нареза- ния червяч- ных колес Для обра- ботки тор- цов зубьев колес Резьбо- фрезер- ные Зубоотде- лочные, про- верочные и обкатные Зубо- и резь- бошлифо- вальпые Разные
Продолжение табл, ЗЛ7
Станки Группа Тип станка
1 2 3 4 5 6 7 8 9
Фрезерные 6 Вертикаль- но-фрезер- ные консоль- ные Фрезерные непрерывно- го действия Продольные одностоеч- ные Копироваль- ные и грави- ровальные Вертикаль- но-фрезер- ные бескон- сольные Продоль- ные двух- стоеч- ные Широкоуни- версальные Горизон- тально-фре- зерные кон- сольные Разные
Строгаль- ные, долбеж- ные, про- тяжные 7 Продо. одностоеч- ные льные: двухстоеч- ные Поперечно- строгальные Долбежные Протяжные горизонталь- ные Протяжные верти- кальные для протяги- вания: внут- (наружного реннего | — Разные
Разрезные 8 Отрез! резцом ше, работаю! абразивным кругом дне: гладким или насечным диском Правильно- отрезные Ленточно- пильные Отрез- ные с дисковой пилой Отрезные ножовочные — —
Разные 9 Трубо- и муфтообра- батывающие Пилонасе- кательные Правйльно- и бесцентро- во-обдироч- ные — Для испыта- ния инстру- ментов Дели- тельные машины Балансиро- вочные — —
Таблица 3.18. Кодовое обозначение категорий станков
Категории металлорежущих станков Код
Специализированные станки Специальные станки Крупные станки массой более 10 т Тяжелые станки массой 30—100 т Уникальные станки массой более 100 т Базовая модель из унифицированной гаммы Унифицированная модель, не входящая в гамму Полуавтоматы всех технологических групп Автоматы всех технологических групп Станки, приспособленные для встраивания в автоматические линии 11 12 21 22 23 31 32 41 42 43
Станки, приспособленные для работы с роботами Станки, приспособленные для оснащения автоматическими за- грузочными устройствами Станки с программным управлением, приспособленные для встраивания в автоматизированные комплексные участки с уп- равлением от ЭВМ Станки, оснащенные резьбонарезным приспособлением Станки с гидросуппортом Станки повышенной точности Станки высокой точности Станки особо высокой точности 44 45 46 47 48 51 52 53
Станки особо точные 54
Станки с цифровой индикацией Станки с цикловыми СУ Станки с револьверной инструментальной головкой Станки с функциональной системой ПУ Станки с оперативной системой ПУ Станки с продуктивными системами ПУ Многоцелевые станки с продуктивными системами ПУ Станки с универсальными системами ПУ Многоцелевые станки с универсальными системами ПУ Станки с целевыми системами ПУ Автоматические линии механообработки из агрегатных стан- ков с функциональными системами управления (ФСУ) Автоматические линии механообработки из специальных стан- ков с функциональными системами управления (ФСУ) Автоматизированные линии для сборки узлов машин Автоматизированные комплексные участки с управлением от ЭВМ Автоматические манипуляторы (промышленные роботы) 55 57 53 61 6? 63 64 65 66 67 81 82 83 84 85
60
рять технологическим требованиям всех намеченных обработок. В массовом
производстве каждый станок предназначен для выполнения одной операции и
должен удовлетворять не только всем требованиям данной обработки, но и обес-
печивать заданную производительность. Поэтому при выборе станка для мас-
сового производства, кроме указанных выше показателей, необходимо учиты-
вать соответствие производительности станка такту выпуска деталей, обрабо-
танных на нем. Такт выпуска (ГОСТ 3.1109—82) представляет собой интервал
времени, через который периодически выпускают изделия или заготовки опреде-
ленного наименования, типоразмера и исполнения. Такт выпуска может быть
определен по формуле
G — (^см ^оэ ^пер)/М:м,
где /д — действительный такт выпуска, мин; /см — длительность рабочей смены,
мин; /об — потери времени на обслуживание рабочих мест, мин ; ^пер — потери
времени на регламентированные перерывы, мин; Л/См — заданный сменный вы-
пуск, шт. Такт следует отличать от ритма. Ритм выпуска — это число изделии
или заготовок определенного наименования, типоразмера и исполнения, выпус-
каемых в единицу времени.
С целью экономного расходования электроэнергии обработку небольших де-
талей следует планировать на станках меньших размеров, имеющих соответст-
венно менее мощные электродвигатели. При этом необходимо помнить, что раз-
ные станки дают разную точность обработки (табл. 3.19). Нельзя, например,
Таблица 3.19. Отклонения геометрической формы при обработке
на металлорежущих станках (в мм)
Станки Отклонение формы Значение отклонения при обработке Приме- чание
черновой чистовой
Токарные общего назначения Карусельные Овальность при высоте центров: до 400 » 800 Конусообразность Вогнутость при обработ- ке торцовой поверхности Овальность при наиболь- шем диаметре обрабаты- ваемой детали: до 1600 1600—2500 2500—4000 4000—8000 8000—10000 Св. 10000 Конусообразность, бочко- образность и седлооб- разность при наиболь- шем диаметре обрабаты- ваемой детали: до 1600 1600—3200 0,03 0,06 0,08 0,05 0,04 0,06 0,08 0,08 0,10 0,12 0,08 0,10 0,02 0,04 0,05 0,01 0,025 0,04 0,05 0,06 0,07 0,03 0,05 0,07 На длине 300 На диа- метре 300 На диа- метре: 400 600 1000 1500 2000 2000 Та длине: 800 1200
61
Продолжение табл. 3.19
Станки Отклонение формы Значение отклонения при обработке Приме* чание
черновой чистовой
св. 3200 0,12 0,03 На длине 1500
Вогнутость при обработ- ке торцовой поверхности и наибольшем диаметре обрабатываемого изде- На диа-
лия: метре:
до 1600 0,12 0,08 1200
1600—2500 0,15 0,09 1600
2500—4000 0,18 0,12 3000
4000—8000 0,23 0,15 5000
8000—10000 0,27 0,18 7500
св. 10000 0,35 0,24 7500
Продольно-стро- гальные От плоскостности 0,05 0,03 На длине 1000
От параллельности верх- ней обработанной по-
верхности основанию при длине строгания:
до 1000 0,05 0,03 _—
» 2000 0,08 0,05 —
» 3000 0,10 0,06 —
» 4000 0,12 0,07 —
» 6000 0,15 0,10 .—
» 8000 0,20 0,12 —
От перпендикулярности обработанных верхней и боковой поверхностей при На длине
ширине строгания:
до 2000 0,05 0,03 300
св. 2000 0,08 0,05 500
Фрезерные кон- От плоскостности и па- 0,10 0,06 300
сольные раллельности верхней об- работанной поверхности
основанию 150
От перпендикулярности боковых поверхностей 0,05 0,04
основанию
От взаимной перпендику- лярности боковых (и тор- 0,08 0,05 300
Продольно-фрезер- цевых) поверхностей От плоскостности 0,08 0,05 1000
ные От параллельности верх- ней обработанной по-
верхности основанию при длине обработки: 0,05
до 1000 0,03 —
» 2000 0,08 0,05 . *
» 3000 0,10 0,06 и—
» 4000 0,12 0,07 —
» 6000 0,15 0,10 —
» 8000 0,19 0,13 —
62
Продолжение табл. 3.W
Станки Отклонение формы Значение отклонения при обработке Приме- чание
черновой чистовой
От параллельности боко- 0,05 0,03 На длине
вых обработанных по- верхностей От перпендикулярности 0,05 0,03 1000 На длине
Геризентально- расточные боковых обработанных поверхностей верхней обработанной поверх- ности Овальность при диамет- ре расточного шпинделя: от 50 до 90 0,06/0,08* 0,04/0,05* 1000
св. 90 » 160 0,08 0,05
» 160 0,0°/0,10* 0,05/0,06* —
Конусообразность при ди- аметре расточного шпин- деля: от 50 до 90 0,06 0,04 На длине 200
св. 90 » 160 0,08 0,05 300
» 160 0,10 0,06 400
Вогнутость при обработ- ке торцевой поверхности суппортом планшайбы и диаметре расточного шпинделя: от 50 до 90 0,06 0,04 300
св. 90 0,08 0,05 500
От перпендикулярности 0,08 0,05 300
оси отверстия торцевой поверхности От параллельности осей 0,08 0,05 300
отверстий, расточенных при подаче передней стойки или расточенного шпинделя От перпендикулярности 0,08 0,05 300
Круглошлифо- вальные оси отверстий плоскости, полученной фрезеровани- ем при горизонтальной и вертикальной подачах Овальность при обработ- ке в центрах и обработ- ке отверстий для наи- большего диаметра де- талей: до 200 0,010 0,006
св. 200 до 400 0,012 0,008 —
» 400 » 800 0,020 0,012 —
Конусообразность при об- работке в центрах при наибольшем диаметре де- тали: до 200 0,02 0,011 На длине: до 500
63
Продолжение табл. 3.19
Станки Отклонение формы Значение отклонения при обработке Приме- чание
черновой чистовой
СВ. 200 ДО 400 » 400 » 800 0,03 0,04 0,02 0,025 1000 На всей
Плоскошлифо- вальные с гори- зонтальным шпин- делем и прямо- угольным столом общего назначения От параллельности шли- фуемой и опорной пло- скостей 0,03 0,02 длине На длине 1000
*В числителе — обработка расточным шпинделем, в знаменателе — суппортом план-
шайбы.
получить на обычном токарном станке при обработке резцом валик с допуском
0.01 мм по диаметру. Такую работу может выполнить только токарь высокой
квалификации. В то же время, эту точность легко получить на шлифовальном
станке. Точность, которую может дать рабочий средней квалификации, работая
на станке обычным методом, называется средней экономической точностью об-
работки. Отсюда точность в 0,01 мм выше средней экономической точности об-
работки на токарном станке, соответствующей средней экономической точности
обработки шлифовального станка.
3.6. Разработка технологических операций
При разработке технологических операций руководствуются требованиями,
установленными стандартами ЕСТД, ЕСКД, отраслевыми нормативно-техниче-
скими документами, а также стандартами на термины и определения, класси-
фикаторами технико-экономической информации, методическими указаниями по
заполнению документов, альбомами с примерами заполнения документов, пла-
катами и т. п.
Технологические документы необходимо заполнять в соответствии с требо-
ваниями ГОСТ 3.1104—81. Запись в документах должна быть точной и лако-
ничной. Документы заполняют тушью, при этом буквы и цифры должны быть
четкими. Высота букв и цифр не менее 2,5 мм. Заполнять документы можно ма-
шинописным способом с шагом письма 2,54 мм по ГОСТ 8274—83. Записи не-
обходимо располагать на строках в один ряд в нижней части поля строки. За-
писи не должны сливаться с линиями, разграничивающими строки и графы. Ес-
ли содержание операции или перехода занимает несколько строк, то записи,
размещаемые в соседних графах, производят на уровне первой строки содержа-
ния операции или перехода. Сокращения слов в документах не допускаются.
Исключение составляют сокращения, установленные ГОСТ 2.316—68.
Формулировка содержания и правила записи операций (переходов) обработ-
ки резанием установлены ГОСТ 3.1702—79. При разработке операций техноло-
гических процессов необходимо также руководствоваться данными, приведенны-
ми в табл. 3.20—3.49.
64
Наименование операции
Содержание перехода
Таблица 3.20. Терминология вспомогательных и технологических
переходов обработки резанием
Вспомогательные пере-
ходы
Токарные операции
Установить деталь. Установить деталь, закрепить,
снять. Снять деталь. Установить деталь, выверить,
закрепить. Подать пруток до упора. Закрепить. Снять
остаток. Запрессовать деталь на оправку. Открепить
деталь. Переустановить деталь, закрепить. Выдви-
нуть пруток на длину. Перезакрепить деталь. Под-
жать центром. Установить расточную оправку. Вы-
верить оправку по приспособлению. Установить на-
кладной кондуктор. Откинуть кондукторную плиту.
Повернуть кондуктор с деталью на угол... Переус-
тановить деталь в кондукторе. Закрепить. Повернуть
стол с деталью на угол... Снять кондуктор. Уложить
деталь в тару. Повторить переходы...
Точить поверхность в размер 1 на проход. Точить
поверхность в размер 1 и 2. Точить фасонную по-
верхность в размеры 1, 2 и 3. Точить поверхность с
подрезкой торца в размеры 1, 2. Точить поверхность
с образованием фаски в размеры 1, 2, 3. Одновре-
менно точить п поверхностей в размеры 1, 2, 3 и 4.
Точить галтель (радиус) в размер 1. Точить фаску
в размер 1. Точить конус в размеры 1, 2, 3, 4. То-
чить сферу в размер 1. Точить шейку под люнет в
размеры 1, 2, 3. Накатать сетчатое рифление в раз-
мер 1 по ГОСТ *... Накатать прямое рифление в
размер 1 по ГОСТ... Нарезать профиль червяка, вы-
держать размеры и ТУ согласно таблице эскиза.
Подрезать торец начисто (только для заготовок из
прутка). Подрезать торец в размер 1. Подрезать то-
рец буртика в размер 1. Проточить риску в размеры
1, 2, 3. Подрезать торец с проточкой канавки в
размеры 1, 2, 3. Проточить канавку в размеры 1, 2,
3. Проточить торцевую канавку в размеры 1,
2, 3. Проточить спиральную канавку в разме-
ры 1, 2, 3. Проточить радиусную канавку в разме-
ры 1, 2, 3. Нарезать резьбу в размер 1 на проход.
Нарезать резьбу в размеры 1, 2. Нарезать кониче-
скую резьбу в размер 1 по ГОСТ... Накатать резьбу
в размер 1 на проход. Накатать резьбу в размеры 1,
2. Надрезать заготовку с образованием фаски в раз-
меры 1, 2, 3. Разрезать заготовку на п деталей в
размер 1. Отрезать временный центр в размер 1.
Отрезать деталь в размер 1. Центровать торец в
размер 1. Центровать торец в размеры 1, 2, 3. Пра-
вить центровое отверстие в размеры 1, 2. Сверлить
отверстие в размер 1 на проход. Сверлить отверстие
в размеры 1, 2. Рассверлить отверстие в размер 1 на
проход. Рассверлить отверстие в размеры 1, 2. Зен-
керовать отверстие в размер 1 на проход. Зенке-
ровать отверстие в размеры 1, 2. Расточить отверстие
в размер 1 на проход. Расточить отверстие в разме-
ры 1, 2. Зенковать фаску в размер 1. Расточить фас-
ку в размер 1. Расточить коническое отверстие в
размеры 1, 2, 3 на проход. Расточить отверстие с
подрезкой дна в размеры 1, 2. Подрезать дно в раз-
мер 1. Расточить канавку в размеры 1, 2, 3. Расто-
5-зз
65
Продолжение табл. 3.20
Наименование операции
Содержание перехода
Сверлильные операции
Расточные операции
Фрезерные операции
чить выточку в размеры 1, 2, 3. Расточить сферу
(радиус) в размер 1. Развернуть отверстие в раз-
мер 1 на проход. Развернуть отверстие в размеры
1, 2. Развернуть коническое отверстие в размеры 1,
2, 3. Калибровать отверстие в размер 1. Полиро-
вать поверхность до S/ . Раскатать отверстие
в размер 1. Обкатать поверхность в размер 1. На-
вить пружину в размеры 1, 2, 3. Отрубить пружину
в размер 1
Центровать поверхность в размер 1. Центровать
торец в размеры 1, 2, 3. Сверлить отверстие в раз-
мер 1 на проход. Сверлить отверстие в размеры 1,
2. Рассверлить отверстие в размер 1 на проход. Раз-
вернуть отверстие в размеры 1, 2. Развернуть кони-
ческое отверстие в размеры 1, 2, 3. Зенковать фас-
ку в размер 1. Расточить кольцевую канавку в раз-
меры 1, 2, 3. Рассверлить отверстие в размеры 1, 2.
Сверлить отверстия в размер 1 на проход. Одновре-
менно сверлить отверстия в размеры 1 и 2 на про-
ход. Зенкеровать отверстие в размер 1 на проход.
Зенкеровать отверстие в размеры 1, 2. Зенковать
отверстие в размеры 1, 2, 3. Зенковать выточку в
размеры 1, 2. Зенковать бобышку в размер 1. Зен-
ковать внутреннюю бобышку в размер 1. Нарезать
резьбу в размер 1 на проход. Нарезать резьбу в
размеры 1, 2. Нарезать коническую резьбу в размер
1 по ГОСТ... Вырезать деталь в размер Г
Точить поверхность в размер 1 на проход. Точить
поверхность в размеры 1, 2. Подрезать торец в раз-
мер 1. Фрезеровать поверхность в размер 1. Фре-
зеровать паз в размеры 1, 2, 3. Расточить отверстие
с подрезкой дна в размеры 1, 2. Зенкеровать отвер-
стие в размер 1 на проход. Зенкеровать отверстие
в размеры 1, 2. Развернуть отверстие в размер 1 на
проход. Развернуть отверстие в размеры 1, 2. Рас-
точить отверстие в размер 1 на проход. Расточить
отверстие в размеры 1, 2. Расточить выточку в раз-
меры 1, 2, 3. Расточить канавку в размеры 1, 2, 3.
Расточить фаску в размер 1. Раскатать отверстие в
размер 1 на проход. Нарезать резьбу в размер 1 на
проход
Фрезеровать поверхность в размер 1 на проход. Фре-
зеровать поверхности в размеры 1, 2. Фрезеровать
уступ в размеры 1, 2. Фрезеровать паз в размеры 1,
2, 3. Фрезеровать фаску в размер 1. Фрезеровать п
поверхностей (торец, ребро и т. д.) в размеры 1, 2,
3, 4. Фрезеровать шпоночный паз в размеры 1, 2, 3,
4. Фрезеровать шлиц в размеры 1, 2. Фрезеровать
торец в размер 1. Фрезеровать торцы в размер 1.
Фрезеровать паз «ласточкин хвост» в размеры 1, 2
(с одной стороны). Фрезеровать паз «ласточкин
хвост» в размеры 1, 2, 3 (с другой стороны). Фре-
66
Продолжение табл. 3.20
Наименование операции
Содержание перехода
Строгальные операции
Долбежные операции
Протяжные операции
Зубообрабатывающие
операции
Шлифовальные опе-
рации
зеровать окно в размер 1, 2, 3. Фрезеровать гнездо
в размеры 1, 2, 3, 4. Фрезеровать скос в размеры
1, 2. Фрезеровать ребро в размер 1. Фрезеровать
шестигранник в размер 1. Фрезеровать квадрат в
размер 1. Фрезеровать лыску в размер 1. Фрезеро-
вать Т-образный паз в размеры 1, 2, 3, 4, 5. Фрезе-
ровать неполные витки червяка на входе и выходе
резца до 0,5 толщины (размер 1). Фрезеровать ра-
диус в размер 1. Фрезеровать спиральную канавку
в размеры 1, 2, 3. Разрезать деталь на ... штук в
размер 1. Отрезать заготовку (деталь) в размер 1
Строгать поверхность в размер 1. Строгать поверх-
ности в размеры 1, 2. Строгать уступ в размеры 1,
2. Строгать паз в размеры 1, 2, 3. Строгать ребро
в размер 1. Строгать канавку в размеры 1, 2, 3,
Строгать фаску в размер 1. Строгать Т-образный
паз в размеры 1, 2, 3, 4, 5. Строгать паз «ласточкин
хвост» в размеры 1, 2 (с двух сторон)
Долбить уступ в размеры 1, 2. Долбить паз в раз-
меры 1, 2, 3. Долбить окно в размеры 1, 2, 3
Протянуть отверстие в размер 1. Протянуть паз в
размеры 1, 2. Протянуть шлицевое отверстие в раз-
меры 1, 2, 3, 4. Протянуть окно в размеры 1, 2, 3.
Протянуть поверхность в размер 1
Фрезеровать зубья, выдержав размеры и ТУ соглас-
но таблице эскиза. Долбить зубья, выдержав раз-
меры и ТУ согласно таблице эскиза. Строгать зубья,
выдержав размеры и ТУ согласно таблице эскиза.
Протянуть зубья, выдержав размеры и ТУ согласно
таблице эскиза. Фрезеровать шлицы в размеры 1, 2,
3, 4. Шевинговать зубья, выдержав размеры и ТУ
согласно таблице эскиза. Шлифовать зубья, выдер-
жав размеры и ТУ согласно таблице эскиза. Хонин-
говать зубья, выдержав размеры и ТУ согласно таб-
лице эскиза. Притереть зубья, выдержав размеры и
ТУ согласно таблице эскиза. Закруглить зубья в
размер 1. Накатать резьбу в размер 1 на проход.
Накатать резьбу в размеры 1, 2. Накатать рифле-
ния в размеры 1, 2, 3, 4, 5. Накатать шлицы в раз-
меры 1, 2, 3, 4
Шлифовать поверхность в размер 1. Шлифовать по-
верхность в размеры 1, 2. Шлифовать поверхность
и торец в размеры 1, 2. Шлифовать галтель (ради-
ус) в размер 1. Шлифовать фаску в размер 1. Шли-
фовать конус в размеры 1, 2, 3, 4. Шлифовать сферу
в размер 1. Шлифовать канавку в размеры 1, 2, 3.
Шлифовать отверстие в размер 1 на проход. Шли-
фовать отверстие в размеры 1, 2. Шлифовать кони-
ческое отверстие в размеры 1, 2, 3. Шлифовать дно
в размеры 1, 2. Шлифовать фаску в размер 1. Шли-
фовать торец в размер 1. Шлифовать поверхность в
размер 1 на проход. Шлифовать фаску в размер 1.
Шлифовать уступ в размеры 1, 2. Шлифовать ребро
в размер 1 на проход. Шлифовать паз в размеры 1,
2, 3. Шлифовать центровую фаску в размер 1.Шли-
67
Продолжение табл. 3.20
Наименование операции Содержание перехода фовать резьбу в размер 1 на проход. Шлифовать резьбу в размеры 1, 2. Шлифовать коническую резь- бу в размер 1, по ГОСТ ... Шлифовать профиль п заходного червяка, выдержав размеры и ТУ соглас- но таблице эскиза. Шлифовать радиус закругления по профилю червяка в размер 1. Шлифовать п шли- цев в размеры 1, 2, 3, 4
Отделочные операции Хонинговать отверстие в размер 1 до . Су- перфинишировать поверхность в размер 1 до \7 Суперфинишировать отверстие в размер 1 до • Полировать отверстие до . Полировать по- верхность до
Разметочные операции Проверить размеры заготовки. Разметить базовые
Слесарные операции плоскости, осевые линии, центры, контур детали Зачистить заусенцы (для стали). Притупить острые кромки (для чугуна). Маркировать деталь согласно ТУ на изготовление. Клеймить деталь согласно ТУ на изготовление. Править деталь, выдержав прямо- . линейность. Запилить фаску. Выгнуть концы пру- жины. Заправить концы пружины. Зачистить остат- ки после отрезки. Отогнуть витки на торцах пружи-
Балансировочные опе- рации ны. Подогнуть концы пружины Определить величину дисбаланса (согласно ТУ). Устранить дисбаланс по ТУ (сверлить отверстие и т. п.). Проверить правильность устранения дисба- ланса
* Номера ГОСТов условно не указаны.
68
Таблица 3.21. Элементы деталей и их поверхностей. Терминология
Термины (дополнительные тер мины) Определение Эскиз
База Поверхность (или выполняющее ту же функцию
Конструкторская база сочетание поверхностей), ось, точка, принадлежащие заготовке (изделию) и используемые для базирова- ния (ГОСТ 21495—76) База, используемая для определения положения
Технологическая база детали или сборочной единицы в изделии База, используемая для определения положения
Измерительная база заготовки или изделия при изготовлении или ремон- те База, используемая для определения относитель-
Установочная база ного положения заготовки или изделия и средств измерений База, используемая для наложения на заготовку
Основная база (изделие) связей, лишающих ее трех степеней сво- боды: перемещения вдоль одной координатной оси и поворотов вокруг двух других осей Конструкторская база данной детали или сбороч-
Вспомогательная база ной единицы, используемая для определения их по- ложения в изделии Конструкторская база данной детали или сбороч-
Базирование ной единицы, используемая для определения поло- жения, присоединяемого к ним изделия Примечание. Основные и вспомогательные базы могут быть плоские и неплоские, наружные и внутренние Придание заготовке требуемого положения отно-
Комплект баз сительно выбранной системы координат Совокупность трех баз, образующих систему коор-
Направляющая база динат заготовки База, используемая для наложения на заготовку
о о (изделие) связей, лишающих ее двух степеней сво- боды: перемещения вдоль одной координатной оси и поворота вдоль другой оси
о
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Опорная база
Закрепление
Бобышка
Борт
Буртик
Изображение предме-
та
База, используемая для наложения на заготовку
(изделие) связей, лишающих ее одной степени сво-
боды: перемещения изделия вдоль одной координат-
ной оси или поворота вокруг этой оси
Приложение сил и пар сил к заготовке для обес-
печения постоянства ее положения, достигнутого при
базировании
Выступающая часть материала, являющаяся мест-
ным утолщением стенки детали на ее наружной или
внутренней поверхности и ограниченная замкнутой
кривой
Замкнутый по контуру детали элемент, непарал-
лельный дну детали
Кольцевое утолщение цилиндрической детали, со-
ставляющее с ней единое целое
Отображение предмета на плоскости чертежа
Продолжение табл. 8.21
Термины
(дополнительные термины)
Определение
Эскиз
Вид предмета (вид)
Ортогональная проекция обращенной к наблюда-
телю видимой части поверхности предмета, располо-
женного между ним и плоскостью чертежа
Основной вид
Вид предмета, который получен совмещением его
изображения на одной из граней пустотелого куба,
внутри которого мысленно помещен предмет, с пло-
скостью чертежа (основные виды в соответствии с
принятым взаимным расположением наблюдателя и
предмета: 1 — главный — спереди; 2 — сверху; 3—
слева; 4 — справа; 5 — снизу; 6 — сзади).
Основной вид предмета может относиться к пред-
мету в целом, его разрезу или сечению
Главный вид предме-
та (главный вид — вид
спереди)
Основной вид предмета, создающий наиболее пол-
ное представление о его форме и размерах, относи-
тельно него располагают остальные основные виды
Продолжение табл. 3.21
Термины (дополнительные термины) Определение Эскиз
Дополнительный вид
предмета (дополнитель-
ный вид)
Местный вид предме-
та (местный вид)
Вид предмета на плоскости, непараллельной ни
одной из основных плоскостей проекций, применяе-
мый для неискаженного изображения поверхности,
если его нельзя получить на основном виде
Вид предмета, применяемый для неискаженного
изображения отдельного ограниченного участка его
поверхности
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Впадина
Поверхности различной формы; утопленные по от-
ношению к основной поверхности детали и ограни-
ченные незамкнутым контуром
Выносной элемент
Дополнительное отдельное обычно увеличенное
изображение части предмета для графического или
другого уточнения ее формы, размеров, шерохова-
тости поверхности и других данных
Выточка
Кольцевые углубления различной формы, образо-
ванные на наружной или внутренней поверхности
вращения с размером а, достаточно большим по
сравнению с диаметром и линейными размерами де-
тали
7XZZZZ&
Вы точка торцевая
Кольцевые углубления различной формы на тор-
цевой поверхности, размер а которых достаточно
велик по сравнению с диаметром детали
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Галтель
Криволинейная (радиусная) поверхность враще-
ния, служащая переходом от одной поверхности
вращения к другой
Головка Концевой элемент фигурной детали
Грань
Дно
Замок
Поверхность, служащая для фиксирования дета-
ли, захватывания ее инструментом (ключом) и креп-
ления
Поверхность, ограничивающая глубину отверстия
или гнезда
Соединение листовых деталей загибанием кромок
11 родолженш: табл. 3.21
1срмипы (дополнительные термины) 1 Определение
Заплечик Переходная поверхность от одного сечения ци- линдрической детали к другому
Заусенец Несрезанная стружка вязкого материала, образо- вавшаяся по краям обрабатываемой поверхности при работе резца, фрезы или при штамповке
Зуб, зубчатый венец Общие термины, определения и обозначения по
п др. ГОСТ 16530—83, ГОСТ 16531—83, ГОСТ 19325—73
Изгиб местный Рельефная поверхность — местное деформирова- ние с образованием рельефа без прорезки материа- ла (а); жалюзи — местное деформирование с про- резкой материала с одной стороны (6); надрезка — местная деформация с прорезкой материала с не-
скольких сторон и отгибкой (в); отбортовка — мест- ное деформирование с образованием борта по внут- реннему или наружному контуру, листовой детали (г)
Изгиб радиусный Отсутствие одного или обоих прямолинейных уча- стков длиной А, С (а, б); длина В дуги криволи- нейного участка не менее половины длины окружно- сти радиусом /?; радиус изгиба измеряется вдоль
м СП оси изгиба (а, б, в, г)
Эскиз
сь
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Изгиб радиусный за- Изгиб, в котором угол изгиба криволинейного уча-
крытый стка более 180°
Изгиб радиусный от- Изгиб, в контуре которого угол изгиба криволи-
крытый нейного участка равен или меньше 180°
Изгиб угловой
Два прямолинейных участка (Л и С) и криволи-
нейный участок (В) длиной менее половины длины
окружности с радиусом R (при постоянном радиусе
изгиба вдоль оси)
Канавка
Различной формы углубления, образованные на
какой-либо наружной или внутренней поверхности,
причем размер а незначителен по сравнению с ли-
нейным размером детали
Продолжение табл, 3.21
Термины (дополнительные термины) Определение
Канавка спиральная Углубления различной формы, расположенные по
спирали
Эскиз
Канавка торцевая
Контур
Контур вогнутый
Контур выпуклый
Кольцевые углубления различной формы на ка-
кой-либо торцевой поверхности, размер а которых
невелик по сравнению с диаметром детали
Замкнутая кривая, определяющая геометрию де-
тали или ее элемента
Контур детали, у которого продолжение любой
стороны (при прямолинейном контуре — а) или ка-
сательная, проведенная в любой точке (при криво-
линейном контуре — б) пересекает площадь детали
Контур детали, у которого продолжение любой
стороны (при прямолинейном контуре — а) или ка-
сательная, проведенная в любой точке (при криво-
линейном контуре — б), не пересекает площадь де-
тали
00
Продолжение табл. 3.21
Термины (дополнительные термины) Определение
Контур комбинирован- н ы й Контур детали, образованный прямыми и кривы- ми линиями
Эскиз
ный
Контур криволиней-
Контур прямолиней-
ный
Линия контура
Линия видимого кон-
тура
Линия невидимого
контура
Размерная линия
Выносная линия
Контур детали, образованный кривыми линиями
Контур детали, образованный прямыми линиями
(фаски и скругления кромок не учитывают)
Линия очертания на чертеже предмета, принадле-
жащей ему поверхности, разреза или сечения пред-
мета
Линия контура видимых поверхностей предмета
Линия контура невидимых поверхностей предмета
Линия, предназначенная для указания размера из-
меряемого участка предмета, изображенного на чер-
теже
Линия, ограничивающая измеряемый участок пред-
мета, изображенного на чертеже
П родолжение табл. 3.21
<£>
Термины (дополнительные термины) Определение
Осевая линия Линия, представляющая собой ось симметрии пред- мета или его поверхности, изображенных на черте- же
Центровая линия Линия, проходящая через центры поверхностей вращения предмета, изображенного на чертеже
Линия сечения Линия, обозначающая направление секущей пло- скости при выполнении разреза или сечения предме- та, изображенного на чертеже Линия пересечения смежных поверхностей пред- мета
Линия перехода
Линия обрыва Линия, ограничивающая часть изображения пред- мета на чертеже, применяемая преимущественно для упрощения изображения предметов постоянной фор- мы сечения и большой протяженности
Лыска Плоскость на цилиндрической поверхности детали, образованная срезом ее части
Маркирование
Маркировка
Нанесение на изделие характеризующих его зна-
ков
Совокупность знаков, характеризующих изделие
(примеры маркировки — товарный знак предприятия-
изготовителя, порядковый номер, дата изготовления
и т. д.)
Эскиз
Продолжение табл. 3.21
00
о
Термины
(дополнительные термины)
Определение
Эскиз
Накатка
Накатанная поверхность или плоскость, образо-
ванная вдавливанием в деталь накатного инстру-
мента
Облой Наплывы и излишки материалов в местах разъе- ма пресс-форм и штампов при литье в кокиль, прес- совании пластмасс, горячей штамповке и т. д.
Окно Сквозное отверстие с контуром в виде прямоуголь- ника или сложной замкнутой кривой
Ось вращения
Прямая линия, вокруг которой происходит враще-
ние
Продолжение табл. 3.21
оо
Термины
(дополнительные термины)
Ось изгиба
Отверстие
Базовое отверстие
Отверстие вне оси де-
тали
Определение
Условная линия, проведенная через центры ради-
усов R криволинейных участков
Внутренняя поверхность, образованная вращени-
ем линии параллельно оси вращения; отверстия мо-
гут быть сквозными и глухими
Отверстие, поверхность которого является вспо-
могательной базой детали, с помощью которого дру-
гие детали и сборочные единицы монтируются в оп-
ределенной взаимосвязи или перемещаются внутри
этой детали (поршень, золотник)
Отверстие, ось которого не совпадает с осью вра-
щения детали
Эскиз
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Отверстие комбини-
рованной формы
Отверстие, поверхность которого состоит из ком-
бинаций цилиндрических, конических, криволинейных
поверхностей в любом их сочетании, расположенных
по оси детали. Фаска и скругление в отверстиях при
классификации не учитываются
Отверстие коническое
Внутренняя поверхность, образованная вращени-
ем прямой линии, расположенной под углом к оси
вращения
Отверстие круглое в
поперечном сечении
Отверстие, любое поперечное сечение которого ок-
ружность
Продолжение табл. 3.21
Термины (дополнительные термины) Определение Эскиз
Отверстие некруглое в
поперечном сечении
Отверстие, у которого хотя бы одно поперечное
сечение не является окружностью
Отверстие фасонное
I Внутренняя поверхность, образованная враще-
нием ломаной линии относительно прямой оси (к ней
относятся и фасонные отверстия, обрабатываемые
фасонным или комбинированным инструментом)
Отверстие центральное
Отверстие (глухое или сквозное), расположенное
по оси детали, может иметь любую форму. Фаска
и скругление торцов при классификации не учиты-
ваются
do
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Отверстие центровое
Сочетание цилиндрических и конических поверх-
ностей тела вращения для установки детали в цен-
трах при обработке, контроле и др.
Отверстие цилиндри-
ческое гладкое
Отверстие, поверхность которого является цилин-
дрической гладкой поверхностью вращения (про-
точки для выхода инструмента, незначительное уве-
личение диаметра для уменьшения длины посадоч-
ной поверхности и другие неконструктивные элемен-
ты не учитывают)
Отверстие цилиндри-
ческое ступенчатое
Отверстие, поверхность которого является цилин-
дрической ступенчатой поверхностью вращения
Отверстие шлицевое
Отверстие многошпоночного (шлицевого) соеди-
нения
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Паз
Прямолинейные углубления различной формы,
длина которых, как правило, больше ширины; пазы,
открытые с одной (а) или с двух противоположных
(б, в) сторон, а также закрытые (г); пазы, ограни-
ченные с боковых сторон параллельными поверхно-
стями у прямых пазов (д) или концентричными у
радиусов пазов (е)
ел
П родолжение табл. 3.21
ОС
О)
Термины (дополнительные термины) Определение Эскиз
Паз кольцевой на тор-
не детали вращения
Плечо рычага
Кольцевая выемка (углубление) на торце детали
с поперечным сечением любой формы и глубины
Часть рычага между основной и вспомогательной
базами, причем последняя представляет собой место
сопряжения рычага с другой деталью
Плоскость
Поверхность, образованная прямолинейным парал-
лельным перемещением прямой линии
Продолжение табл, 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Основные плоскости
Две противоположные наибольшие по площади
плоские поверхности детали; если все поверхности
детали равны по площади, то основными считают
плоскости с наиболее сложным контуром в плане
Плоскость разъема
Гладкая (а) или ступенчатая (6) плоскость, про-
ходящая через вспомогательные базы детали
Поверхность вращения
Наружная поверх-
ность детали — тела вра-
щения
Поверхность, образованная вращением линии во-
круг оси с постоянным радиусом вращения; может
быть цилиндрической, конической, криволинейной и
комбинированной, а также наружной и внутренней
Поверхность, состоящая из боковой поверхности и
торцов
Продолжение табл. 3.21
Термины (дополнительные термины) Определение Эскиз
Поверхность враще-
ния комбинированная
Поверхность враще-
ния коническая
Поверхность вращения, состоящая из цилиндриче-
ских, конических и криволинейных элементов в лю-
бом их сочетании
Поверхность, образованная вращением прямой ли-
нии, расположенной под углом к оси вращения
Поверхность враще- Поверхность, образованная вращением кривой ли
ния криволинейная нии вокруг оси вращения
Направляющие по-
верхности
Поверхности детали, по которым перемещается со-
прягаемая с ней деталь: плоские (а), призматиче-
ские (б), типа «ласточкин хвост» (в), радиусные
(<?), прямолинейные и кольцевые
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Поверхность враще
ния фасонная
Поверхность тела, образованная вращением лома-
ной или кривой относительно прямой оси
Поверхность враще- Поверхность, образованная вращением прямой ли-
ния цилиндрическая нии параллельно оси вращения L.—.1
Полка Элемент детали, не расположенный в основной
плоскости: у гнутых деталей — отгибаемые части
Полость
Полость спиральная
Полость кольцевая
Параллельная проек-
ция (проекция)
Внутреннее пространство корпуса, предназначен-
ное для расположения рабочих колес, направляющих
аппаратов и прохождения воды, пара, газа
Полость, поверхность которой имеет форму спи-
рали
Полость, поверхность которой имеет форму по-
верхности вращения
Изображение предмета или его части, полученное
проецированием их воображаемым параллельным
пучком лучей на плоскость чертежа
Продолжение табл. 3.21
Термины (дополнительные термины) Определение Эскиз
Ортогональная проек-
ция
Аксонометрическая
проекция
Прямоугольная аксо-
нометрическая проекция
Проекция предмета или его части на плоскость,
перпендикулярную направлению проецирующих лу-
чей и представляющую собой совмещенную с черте-
жом одну из граней пустотелого куба, внутри ко-
торого мысленно помещен предмет
Параллельная проекция предмета с расположени-
ем его размеров по аксонометрическим осям, обес-
печивающая получение наглядного изображения пред-
мета (аксонометрической осью называют проекцию
оси прямоугольных координат, к которым отнесен
предмет в пространстве)
Аксонометрическая проекция предмета на плос-
кости чертежа, перпендикулярной направлению про-
ецирующих лучей
Прямоугольная изо-
метрическая проекция
Прямоугольная аксонометрическая проекция пред-
мета без искажения или с одинаковым искажением
размеров по аксонометрическим осям X, Y, Z (на
изометрической прямоугольной проекции отношение
соответствующих искаженных размеров проекции и
размеров предмета называют коэффициентом ис-
кажения)
Продолжение табл, 3.21
Термины
(дополниюльные термины)
Определение
Эскиз
Прямоугольная диа-
метрпческая проекция
Прямоугольная аксонометрическая проекция пред-
метов без искажения или с одинаковым искажени-
ем размеров по аксонометрическим осям X, Z и со-
ответственно уменьшенными вдвое размерами по
оси Y
Косоугольная аксо-
нометрическая проекция
Косоугольная изо-
метрическая проекция
Фронтальная изомет-
рическая проекция
Фронтальная диамет-
рическая проекция
Аксонометрическая проекция предмета на плоско-
сти чертежа, неперпендикулярной направлению про-
ецирующих лучей
Косоугольная аксонометрическая проекция пред-
мета без искажения размеров по аксонометрическим
осям X, Y, Z
Изометрическая косоугольная проекция предмета
без искажения, в которой угол наклона оси У к го-
ризонтальной линии должен быть равен 45° (допу-
скаются также 30° или 60°)
Косоугольная диаметрическая проекция предмета
с расположением аксонометрических осей, как пока-
зано на предыдущем рисунке
о
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Горизонтальная изо-
метрическая проекция
Изометрическая косоугольная проекция предмета
с вертикальным изображением оси Z, относительно
оси Y от горизонтали на угол а (а=30°, допуска-
ются 45° и 60°) и с сохранением угла 90° между
осями У и X
Косоугольная диамет-
рическая проекция
Косоугольная аксонометрическая проекция пред-
мета без искажения размеров по осям X, Z и умень-
шенными вдвое размерами вдоль оси У
Прорезь
Паз, проходящий через всю толщину детали
Продолжение табл. 3.21
Термины (дополнительные термины) Определение Эскиз
Рабочий закрытый про-
филь кулачка
Рабочий открытый
профиль кулачка
Профиль, рабочая поверхность которого ограни-
чена по периметру с боковых сторон
Профиль, рабочая поверхность которого не огра-
ничена по периметру с боковых сторон
Линейный размер
Размер изделия, определяемый в линейных еди-
ницах (линейный размер на чертеже указывают в
миллиметрах без обозначения единицы измерения)
tlродолжение табл. $.21
Термины (дополнительные термины) Определение Эскиз
Угловой размер Размер изделия, определяемый в угловых едини- цах (угловой размер на чертеже указывают в гра- дусах, минутах и секундах с обозначением единицы измерения) —
Исполнительный раз- мер Размер, необходимый для изготовления изделия —
Справочный размер Размер, не подлежащий выполнению по данному чертежу и указываемый для удобства пользования чертежом (к справочным относят размеры, перене- сенные с других чертежей и используемые в качест- ве установочных, присоединительных и габаритных; размеры необрабатываемых поверхностей изделий из прокатного материала; размеры, перенесенные с чертежей изделий заготовок; размеры поверхностей, обрабатываемых по сопрягаемому изделию; один из размеров замкнутой размерной цепи, а также раз- меры, определяющие предельные положения подвиж- ных составных частей изделия)
Установочный размер Исполнительный или справочный размер, опреде- ляющий положение поверхностей изделия, по кото- рым его устанавливают при монтаже или в другом изделии —
Присоединительный размер Исполнительный или справочный размер, опреде- ляющий координаты элементов или изделий, с по- мощью которых данное изделие присоединяют к другому изделию
Продолжение табл. 3.21
Термины (дополнительные термины) Определение Эскиз
Габаритный размер Справочный размер, определяющий предельное расстояние между точками внешнего или внутрен- него очертания изделия —
Ремонтный размер Исполнительный размер изделия, ремонтируемого или изготавливаемого вместо изношенного, отлича- ющийся от соответствующего размера на рабочем чертеже изделия до ремонта
Категорийный размер Ремонтный размер, установленный для определен- ной категории ремонта изделия, определяемый изно- сом
Прогоночный размер Ремонтный размер, установленный с учетом при- пуска на пригонку поверхности ремонтируемого из- делия по месту его установки
Номинальный размер Исполнительный размер изделия, определяемый его функциональным назначением и служащий началом отсчета заданных отклонений при изготовлении из- делия
Предельное отклонение размера Предельно допустимое отклонение размера от его номинального значения —
Разрез предмета (раз- рез) Ортогональная проекция предмета, мысленно рас- сеченного полностью или частично одной или не- сколькими плоскостями для выявления его невиди- мых поверхностей
Действительный размер Размер, полученный в результате измерения с до- пустимой погрешностью
Предельный размер Один из двух предельно допустимых размеров, между которыми должен находиться соответствую- щий действительный размер Предельное отклонение — алгебраическая разность между предельным и номинальным размерами Допуск — разность между наибольшим и наимень- шим предельными, размерами или абсолютное зна- чение алгебраической разности между верхним и нижним отклонениями
Продолжение табл. 3.21
CD
СП
Термины
(дополнительные термины)
Определение
Эскиз
Вертикальный разрез
Горизонтальный раз-
рез
Разрез, выполненный секущей плоскостью перпен-
дикулярно горизонтальной плоскости проекций
Разрез, выполненный секущей и плоскостью, па-
раллельной горизонтальной плоскости проекции
Фронтальный разрез
Вертикальный разрез, выполненный секущей пло-
скостью параллельно фронтальной плоскости проек-
ций
Профильный разрез
Вертикальный разрез, выполненный секущей пло-
скостью параллельно профильной плоскости проек-
ций
Наклонный разрез
Разрез, выполненный секущей плоскостью, под
углом, отличным от прямого, к горизонтальной
7
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Простой разрез
Разрез^ выполненный одной секущей плоскостью
Сложный разрез
Ступенчатый разрез
Разрез, выполненный несколькими секущими пло-
скостями
Сложный разрез, выполненный несколькими па-
раллельно секущими плоскостями
Ломаный разрез
Сложный разрез, выполненный пересекающимися
секущими плоскостями
О
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Продольный разрез
Поперечный разрез
Местный разрез
Ребро
Разрез, выполненный секущими плоскостями вдоль
длины или высоты предмета
Разрез, выполненный секущими плоскостями пер-
пендикулярно длине или высоте предмета
Разрез, служащий для выяснения устройства пред-
мета в отдельном ограниченном месте
Выступающая поверхность, размер а которой не-
значителен по сравнению с длиной детали; как пра-
вило, ребра на детали выполняют для увеличения
ее жесткости
11 родолжение табл, 3.2i
Термины (дополнительные термины) Определение Эскиз
Резьба
Винтовая поверхность, выступающая на боковой
поверхности прямого кругового цилиндра или ко-
нуса. Термины и определения элементов резьбы при-
ведены в ГОСТ 11708—82
Сегмент
Сегмент кольцевой
Деталь, поперечное сечение которой образовано
частью окружности и хордой
Деталь, поперечное сечение которой образовано
частями двух концентричных окружностей и хордой
Сектор
Деталь, поперечное сечение которой образовано
частью окружности и двумя радиусами, исходящими
из центра этой окружности или из одной точки пло-
щади фигуры
Сектор кольцевой
Деталь, поперечное сечение которой образовано
частями двух концентричных окружностей и двух
радиусов, исходящих из центра этих окружностей
to
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Седло корпуса, клапа-
на, вентиля и др.
Часть корпуса с отверстием, на кромку которого*
опирается тарелка запорного органа (клапана, кра-
на, вентиля)
Продолжение табл. 3.21
Термины (дополнительные термины) Определение Эскиз
Координатная сетка
Шаг координатной сет-
ки
Узел координатной сет-
ки
Сечение предмета (се-
чение)
Совокупность тонких сплошных линий на черте-
же, соответствующих определенным значениям ко-
ординат в прямоугольной или полярной системе ко-
ординат
Расстояние между соседними линиями координат-
ной сетки
Точка пересечения линий координатной сетки
Ортогональная проекция фигуры, получающаяся
в одной или нескольких секущих плоскостях при
мысленном рассечении проецируемого предмета. При
необходимости секущей может быть цилиндрическая
поверхность, развертываемая на плоскости чертежа
Вынесенное сечение
Сечение, изображаемое основными толстыми ли-
ниями и расположенное на чертеже вне контура ви-
да предмета или в разрыве между частями одного
вида, в соответствии с направлением стрелок у ли-
нии сечения
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Наложенное сечение
Сечение, изображаемое сплошными тонкими ли-
ниями и расположенное непосредственно на виде
предмета вдоль следа секущей плоскости
Ступица
Цилиндрическая поверхность с увеличенной общей
поверхностью сопряжения для крепления на валу
Торец
Фасонный торец
Поверхность, перпендикулярная продольной оси
детали
Поверхность, образованная вращением кривой или
ломаной линии, перпендикулярной оси вращения
Продолжение табл. 3.21
Термины (дополнительные термины) Определение Эскиз
Уступ Плоскости относительно небольших размеров, пе- ресекающиеся под некоторым углом
Закрытый уступ дета- ли — тела вращения Фаска Часть детали, поверхность которой ограничена с обеих сторон поверхностями большого диаметра; наличие закрытых уступов не влияет на ступенча- тость наружной поверхности Скошенная часть поверхности небольших разме- ров, служащая переходом от одной наружной или внутренней поверхности к другой
Элемент типа «хомут» О Элемент детали, в сквозном отверстии которого выполнена прорезь для стягивания и крепления де- тали
Продолжение табл. 3.21
Термины
(дополнительные термины)
Определение
Эскиз
Центровое углубление
Коническое углубление, служащее для направле-
ния инструмента, обрабатывающего отверстие
Шейка
Цилиндрический участок детали, помещаемый при
сборке в опорную деталь
Шлиц
Канавка на торцевых поверхностях различных
крепежных изделий или на наружной или внутрен-
ней цилиндрических поверхностях деталей
Таблица 3.22. Нормальные линейные размеры, мм (ГОСТ 6636—69)
Размеры для ряда Дополни* тельные размеры Размеры для ряда Дополни- тельные размеры
Ra6 RalO Ra20 Ra40 Ra5 RaN) Ra20 Ra40
1,0 1,0 1,0 1,05 6,3 6,3 6,3 6,7 6,5 7,0
1,0 1,1 1,1 1,15 — 6,3 7,1 7,1 7,5 7,3 7,8
1,2 1,2 1,2 1,3 1,25 1,35 8,0 8,0 8,0 8,5 8,2 8,8
1,4 1,4 1,5 1,45 1,55 9,0 9,0 9,5 9,2 9,8
1,6 1,6 1,6 1,7 1,65 1,75 10 10 10 10,5 10,2 10,8
1,6 1,3 1,8 1,9 1,85 10 И 11 11,5 11,2 11,8
2,0 2,0 2,0 2,1 1,95 2,05 12 12 12 13 12,5 13,5
2,2 2,2 2,4 2,15 2,3 14 14 15 14,5 15,5
2,5 2,5 2,5 2,6 2,7 16 16 16 17 16,5 17,5
2,5 2,8 2,8 з,о 2,9 3,1 16 18 18 19 18,5 19,5
3,2 3,2 3,2 3,4 з,з 3,5 20 20 20 21 20,5
3,6 3,6 3,8 3,7 3,9 22 22 24 21,5 23
4,0 4,0 4,0 4,2 4,1 4,4 25 25 25 26 27 29
4,5 4,5 4,8 4,6 4,9 28 28 30 31
4,0 25
5,0 5,0 5,0 5,3 5,2 5,5 32 32 32 34 33 35
5,6 5,6 6,0 5,8 6,2 36 36 38 37 39
105
Продолжение табл. 3.22
Размеры для ряда Дополни- тельные размеры Размеры для ряда Дополни- тельные размеры
Ra5 RalO Ra20 Ra40 Ra5 RalO Ra20 Ra40
40 40 40 42 41 44 250 250 250 260 270 290
40 45 45 48 46 49 250 280 280 300 310 315
50 50 50 53 52 55 320 320 320 340 330 350
56 56 60 58 62 360 з:о 380 370 390
63 63 63 67 65 70 400 400 400 420 410 440
63 71 71 75 73 78 400 450 450 480 460 490
80 80 80 85 82 88 500 500 500 530 515 545
90 90 95 92 98 560 560 600 580 615
100 100 100 105 102 108 112 115 118 630 630 630 670 650 690
100 110 НО 120 630 710 710 750 730 775
125 125 125 130 135 800 800 800 850 825 875
140 140 150 145 155 900 900 950 925 975
160 160 160 170 165 175 1000 1000 1000 1060 1030 1090
160 180 180 190 185 195 1000 1120 1120 1180 1150 1220
200 200 200 210 205 1250 1250 1250 1320 1280 1360
220 220 240 215 230 1400 1400 1500 1450 1550
106
Продолжение табл. 3.22
Размеры для ряда Дополни- тельные размеры | Размеры для ряда Дополни- тельные размеры
Ra5 RalO Ra20 Ra40 Ra5 RalO Ra20 Ra40
1600 1600 1600 1700 1650 1750 6300 6300 6300 6700 6500 6900
1600 1800 1800 1900 1850 1950 6300 7100 7100 7500 7300 7750
2000 2000 2000 2120 2060 2180 8000 8000 8000 8500 8250 8750
2240 2240 2360 2300 2430 9000 9000 9500 9250 9750
2500 2500 2500 2650 2580 2720 10000 10000 10000 юеоо 10300 10900
2500 2800 2800 3000 2900 3070 10000 11200 11200 11800 11500 12200
3150 3150 3150 3350 3250 3450 12500 12500 12500 13200 12800 13600
3550 3550 3750 3650 3870 14000 14000 15000 14500 15500
4000 4000 4000 4250 4120 4370 16000 16000 16000 17000 16500 17500
4000 4500 4500 4750 4620 4870 16000 18000 18000 19000 18500 19500
5000 5000 5000 5300 5150 5450 20000 20000 20000
5600 5C00 6000 5800 6150
Примечание.
При выборе
- „ * _ --- размеров предпочтение следует отдавать рядам с более
крупной градацией (ряд Ra5 предпочитать ряду RalO и т. д.). Приведенные в таблице до-
полнительные размеры допускается применять лишь в отдельных, технически обоснованных
случаях (прочерки в таблице — дополнительные размеры не предусмотрены).
107
Таблица 3.23. Радиусы г закруглений и размер фаски (мм)
Рад 1 Рад 2 Рад 1 Рад 2 Ряд 1 Ряд 2
0,1 0,2 2,5 2,0 25 20
0,4 о,з 4,0 з,о 40 32
0,6 0,5 6,0 5,0 СО 50
1,0 0,8 10 8,0 100 80
1,6 1,2 16 12 160 125
Примечание. Размеры радиусов и фасок распространяются на детали, изготов*
ляемые из металла и пластмасс, за исключением закруглений гнутых деталей, фасок на
резьбах, радиусов проточек для выхода резьбообразующего инструмента, фасок и радиусов
закруглений шарико- и роликоподшипников и их сопряжений с валами и корпусами. При
выборе размеров радиусов и фасок 1-й ряд следует предпочитать 2-му.
Таблица 3.24. Радиусы (мм) закруглений сопряженных валов и втулок
Вал сз! D г и
Вал 10—18 0,6 1
20-28 1,6 2
i\\ 30-46 2,0 2,5
' \ \ X Втулки 48-68 2,5 3
70-100 3 4
105-150 4 5
155-200 5 6
210-250 6 8
108
Таблица 3.25. Нормальные углы по ГОСТ 8908—81
Ря^\1 Рад 2 Рад 3 Ряд 1 Ряд 2 Ряд 3
0° \ 30°
— 15' 35°
30' 40°
45' 45°
1° 50°
1°30' 55°
2° ео°
2°30' 65°
5° 3° 70°
4° 75°
6° 80°
7° 90° 85°
8° 100°
9° 110°
10° 120°
12° 135°
15° 150°
20° 18° 165°
180°
22° 270°
25° 360°
Таблица 3.26. Нормальные конусности по ГОСТ 8593—81
C=(D — d)/L=2tg (а/2) — конусность;
а/2 = (D — d) /2L = С/2 — половина угла конуса
(уклон);
d=*D — CL —малый диаметр кону-
са;
D=d-\-CL —большой диаметр ко-
нуса;
L=(D — d)/С —длина конуса.
С а а/2 Назначение
1 :500 0°6'52,5" 0°3'26,25" Крепежные детали для неразбор-
1:200 0°17'11,3" 0°8'35,65" ных соединений, подвергающихся виб- рациям и ударной переменной нагруз- ке; конические оправки
1 s 100 0°34'22,6" 0°17'11,3" Крепежные детали для неразбор- ных соединений, подвергающихся вибрациям и спокойной переменной нагрузке; клиновые шпонки; кониче- ские оправки
1 t 50 1°8'45,2" 0°34,22,6" Конические штифты; установочные шпильки; концы насадных рукояток
I s 30 1O54'34,9,Z 0°57'17,45" Конусы шейки шпинделей
IC9
/
Продолжение тад/л. 3.26
С а а/2 Назначение /
1 : 20 2°51/51,1" 1°25'55,55"
1 • 15 3°49'5,9" 1°54'32,95"
1 : 12 4°46/18,8// 2°23х9,4"
1110 5°43'29,3" 2°51/44,65//
1S 5 11O25,16,3// 5°42'38,15"
1:3 18°55z28,7'z 9°27х44,35"
I : 1,886 30° 15°
1 : 0,886 60° 30°
1 :0,652 75° 37°30х
1 :0,500 90° 45°
1:0,289 120° 60°
Метрические конусы в шпинделях
станков; оправки
Конические соединения деталей при
осевых нагрузках; соединения порш-
ней со штоками
Закрепительные втулки шарико- и
роликоподшипников; конусы Морзе
Конические соединения деталей при
нагрузках, перпендикулярных и па-
раллельных оси; концы валов элект-
рических и других машин; регулируе-
мые втулки подшипников шпинделей
Легкоразъемные соединения дета-
лей при нагрузках, перпендикулярных
оси; конические фрикционные муфты
Фрикционные муфты приводов; за-
жимные цанги; головки шинных бол-
тов
Центровые отверстия
Внутренний конус нажимных гаек
в соединениях труб высокого давле-
ния; наружные центры инструментов
диаметром до 10 мм
Концы обрабатываемых валов и
валиков; конусы вентилей и клапа-
нов; центровые отверстия для тяже-
лых работ; потайные головки закле-
пок диаметром 1 — 10 мм
Потайные головки заклепок диа-
метром 2—5 мм; внутренние фаски
резьбовых отверстий; конусы под на-
бивку сальников; дроссельные кла-
паны
Таблица 3.27. Допуски на угловые размеры (ГОСТ 8908—81J
Г-—-/ Интервалы длин Откло- 1 Интервалы длин Откло-
— - (Г ' меньшей сторо- нение меньшей сторо- нение
ны угла, мм 6/2 ны угла, мм 6/2
— До 3 10' Св. 80 до 120 1'30"
/ /'/О Св. 3 до 5 8х Св. 120 до 200 Г15'х
о// Св. 5 до 8 6х Св. 200 до 320 1"
Св. 8 до 12 5х Св. 320 до 500 50"
Св. 12 до 20 4 х Св. 500 до 800 40"
Св. 20 до 32 3х Св. 800 до 1250 30"
Св. 32 до 50 2х 30" Св. 1250 до 2000 25"
Св. 50 до 80
Примечание. Отклонения 6/2 даны для седьмой степени точности; для остальных
с епеней точности — допуски по ГОСТ 8908—81.
Таблица 3.28, Предельные отклонения размеров (валов) по ЕСДП
Интервалы размеров, мм Квалнтеты
2-4 5
Предельные отклонения для полей допусков валов, мкм —-
62 * /з2* лз V* /г4 М <75 65 65 f6 <76 66 66 /716
От 1 до 3 0 -1,2 +0,60 -0,60 0 -2,0 + 1,00 -1,00 0 -3 + 1,5 -1,5 —2 -6 0 — 4 +2,0 -2,0 +4 0 -6 -12 —2 -8 0 -6 +3,0 -3,0 +6 0 +8 +2
Св. 3 до 6 0 +0,75 0 + 1,25 0 + 2,0 -4 -9 0 -5 +2,5 -2,5 +6 + 1 -10 -18 —4 -12 0 -8 +4,0 -4,0 +9 + 1 +12 +4
Св. 6 до 10 -1,5 -0,75 -2,5 — 1,25 —4 -2,0 -5 -11 0 -6 +3,0 -3,0 +7 + 1 -13 -22 -5 -14 0 -9 +4,5 -4,5 + 10 +1 + 15 +6
Св. 10 до 14 Св. 14 до 18 0 -2,0 + 1,00 -1,00 0 -3,0 + 1,50 -1,50 0 -5 +2,5 -2,5 -6 -14 0 -8 +4,0 -4,0 +9 + 1 -16 -27 -6 -17 0 -11 +5,5 -5,5 + 12 + 1 + 18 +7
Св. 18 до 24 Св. 24 до 30 0 + 1,25 0 +2,00 0 -6 +3,о -3,0 —7 -16 0 -9 +4,5 -4,5 + 11 +2 -20 -33 —7 -20 0 -13 +6,5 -6,5 + 15 +2 +21 +8
Св. 30 до 40 Св. 40 до 50 -2,5 ~1,25 -4,0 -2,00 0 —7 +3,5 -3,5 -9 -20 0 -11 +5,5 -5,5 + 13 +2 -25 -41 -9 -25 0 -16 +8,0 -8,0 + 18 +2 +25 +9
Св. 50 до 65 Св. 65 до 80 0 -3,0 + 1,50 -1,50 0 -5,0 +2,50 -2,50 0 —8 +4,0 -4,0 -10 -23 0 -13 +6,5 -6,5 + 15 +2 -30 -49 -10 -29 0 -19 +9,5 -9,5 +21 +2 +30 + 11
Св. 80 до 100 Св. 100 до 120 0 -4,0 +2,00 -2,00 0 -6,0j +3,00 -3,00 0 -10 +5,0 -5,0 -12 -27 0 -15 +7,5 -7,5 + 18 +3 -36 -58 -12 -34 0 -22 + 11,0 -11,0 +25 +3 +35 + 13
Продолжение табл. 3.28
Квалитетн
Интервалы размеров, мм 2—4 5 6—7
Предельные отклонения для полей допусков валов, мкм
Й2 • /,2» йЗ /.3’ Й4 /Л <75 й5 /.8 йб 16 <76 Й6 /8б 46 тб
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 0 -5,0 4-2,50 -2,50 0 -8,0 +4,00 -4,00 0 -12 +6,0 -6,0 -14 -32 0 -18 +9,0 -9,0 +21 +3 +43 -68 -14 -39 0 -25 + 12,5 -12,5 +28 +3 +40 + 15
Св. 180 до 200 Св. 200 до 225 Св. 225 до 250 0 -7,0 +3,50 -3,50 0 -10,0 +5,00 -5,00 0 -14 +7,0 -7,0 -15 -35 0 -20 + ю,о -10,0 +24 +4 -50 -79 -15 -44 0 -29 + 14,5 -14,5 +33 +4 +46 + 17
Св. 250 до 280 Св. 280 до 315 0 -8,0 +4,00 -4,00 0 -12,0 +6,00 -6,00 0 -16 +8,0 -8,0 -17 -40 0 -23 + П.5 -11,5 +27 +4 -56 -88 -17 -49 0 -32 + 16,0 -16,0 +36 + 4 +52 +20
Св. 315 до 355 Св. 355 до 400 0 -9,0 +4,50 -4,50 0 -13,0 +6,50 -6,50 0 -18 +9,0 -9,0 -18 -43 0 -25 + 12,5 -12,5 +29 1-4 -62 -98 -18 -54 0 -36 + 18,0 -18,0 +40 +4 +57 +21
Св. 400 до 450 Св. 450 до 500 0 -10,0 +5,00 -5,00 0 -15,0 +7,50 -7,50 0 -20 +ю,о -10,0 -20 -47 0 -27 + 13,5 -13,5 +32 +5 -68 -108 -20 -60 0 -40 +20,0 -20,0 +45- +5 +63 +23.
Продолжение табл. 3.28
Интервалы размеров, мм Квалитеты
6—7 • 9—10
П] эедельные отклонения для полей допусков валов, мкм
пб рб гб п Л7 1,7 48 еЗ f8 h3 /ев’ иЗ х8 z3 49 /9 Й9
От 1 до 3 + 10 +4 + 12 +6 +16 + 10 -6 -16 0 -10 +5 —5 -20 -34 -14 -28 -6 -20 0 -14 +7 —7 +32 + 18 +34 +20 +40 +26 -20 -45 -6 -31 0 -25
Св. 3 до 6 +16 +8 +20 + 12 +23 + 15 -10 -22 0 -12 +6 -6 -30 -48 -20 -38 -10 -28 0 -18 +9 -9 +41 +23 +46 +28 +53 +35 -30 -60 -10 -40 0 -30
Св. 6 до 10 +19 + 10 +24 + 15 +28 + 19 -13 -28 0 -15 +7 -7 -40 -62 -25 -47 -13 -35 0 -22 + 11 -11 +50 +28 +56 +34 +64 +42 -40 -76 -13 -49 0 -36
Св. 10 до 14 Св. 14 до 18 +23 + 12 +29 + 18 +34 +23 -16 -34 0 -18 +9 -9 -50 —77 -32 -59 -16 -43 0 -27 + 13 -13 +60 +33 +67 +40 +72 +45 +77 +50 +87 +60 -50 -93 -16 -59 0 -43
Св. 18 до 24 Св. 24 до 30 +28 + 15 +35 +22 +41 +28 -20 -41 0 -21 +ю -10 -65 -98 -40 -73 -20 -53 0 -33 +16 -16 +74 +41 +81 +48 +87 +54 +97 +64 + 100 +73 + 121 +88 -65 -117 -20 -72 0 -52
Продолжение табл. 3.28
Интервалы размеров, мм Квалитеты
6—7 8 9—10
Предельные отклонения для полей допусков валов, мкм
пб рб Гб 17 h7 V d8 eb f8 hb /.8» u8 x8 28 d9 f9 Л9
Св. 30 до 40 Св. 40 до 50 4-33 + 17 4-42 +26 4-50 +34 -25 -50 0 -25 + 12 -12 -80 -119 -50 -89 -25 -64 0 -39 + 19 -19 +99 +60 + 109 +70 + 119 +80 + 135 +97 + 151 + 112 + 175 + 136 -80 -142 -25 -87 0 -62
Св. 50 до 65 Св. 65 до 80 + 39 +20 +51 4-32 +60 +41 +62 +43 -30 -60 0 -30 + 15 -15 -100 -146 -60 -106 -30 -76 0 -46 +23 -23 4-133 4-87 + 148 4-102 + 168 + 122 + 192 + 146 +218 + 172 +256 +210 -100 -174 -30 -104 0 -74
Св. 80 до 100 Св. 100 до 120 +45 +23 +59 +37 +73 +51 +76 +54 -36 -71 0 -35 + 17 -17 — 120 -174 +72 -126 -36 -90 0 —54 + 27 -27 + 178 + 124 + 198 + 144 +232 + 178 +264 +210 +312 +258 +364 + 310 -120 -207 -36 -123 0 -87
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 4-52 +27 4-68 4-43 +88 +63 +90 +65 +93 4-68 -43 -83 0 -40 +20 -20 -145 -208 -85 - 148 -43 - 106 0 -63 +31 -31 +233 + 170 +253 + 190 +273 + 210 + 311 +248 + 313 +280 + 373 +310 +428 +365 +478 +415 +528 +465 -145 -245 -43 - 143 0 -100
Продолжсние табл. 3.28
Интервалы размеров, мм Квалитеты
6—7 8 9—10
Предельные отклонения для полей допусков валов, мкм
пб Рб гб f7 hl /.7 d8 е8 f8 Й8 «8. х8 ?8 d9 19 Л9
Св. 180 до 200 Св. 200 до 225 Св. 225 до 250 +60 + 31 + 79 +50 + 106 +77 + 109 +80 + 113 +84 -50 -96 0 -46 +23 -23 -170 -242 -100 -172 -50 -122 0 -72 +36 -36 +.308 +236 + 330 +258 +356 +284 +422 +350 +457 +385 + 497 +425 +592 +520 +647 +575 +712 +640 -170 -285 —50 -165 0 -115
Св. 250 до 280 Св. 280 до 315 +66 +34 +88 +56 + 126 +94 + 130 +98 -56 -108 0 -52 -26 -26 -190 -271 -ПО -191 -56 -137 0 -81 +40 -40 +396 +315 +431 +350 +556 +475 +606 +525 + 791 +710 +871 + 790 -190 -320 -56 -186 0 -130
Св. 315 до 355 Св. 355 до 400 +73 +37 +98 +62 + 144 + 108 + 150 + 114 -62 -119 0 -57 +28 -28 -210 -299 -125 -214 -62 -151 0 -89 +44 -44 +479 +390 +524 +435 +679 +590 +749 + 660 +989 +900 + 1089 + 1000 -210 -350 -62 -202 0 -140
Св. 400 до 450 Св. 450 до 500 сП + 80 -1-40 + 108 +68 + 166 + 126 + 172 + 132 -68 -131 0 -63 +31 -31 -230 -327 -135 -282 -68 -165 0 -97 +48 -48 +587 +490 +637 +540 +837 +740 +917 +820 + 1197 + 1100 + 1347 + 1250 -230 -385 -68 -223 0 -155
о
Продолжение табл. 3.28
Интервалы размеров, нм Квалитеты
9—10 11 12 13-17
Предельные отклонения для полей валов допусков, мкм
/в9* ЛЮ /s10 all сП dll ЛИ /811* Ь12 Л12 /в12* Л13» Л14* Л15* Л16* Л17*
От 1 до 3 + 12 — 12 0 -40 +20 - 20 -270 -330 -60 -120 -20 -80 0 -60 +30 -30 -140 -240 0 -100 +50 -50 0 -140 0 -250 0 -400 0 -600 0 -1000
Св. 3 до 6 + 15 -15 0 -48 +24 -24 -270 -345 -70 -145 -30 -105 0 -75 +37 -37 -140 -260 0 -120 +60 -60 0 -180 0 -300 0 -480 0 -750 0 -1200
Св. 6 до 10 + 18 -18 0 -58 +29 -29 -280 -370 -80 -170 -40 — 130 -90 +45 -45 -150 - 300 0 -150 +75 -75 0 -220 0 -360 0 -580 0 -900 0 -1500
Св. 10 до 14 Св. 14 до 18 +21 -21 0 -70 +3о -35 -290 -400 —95 -205 -50 -160 0 -НО +55 -55 -150 -330 0 -180 +90 -90 0 -270 0 -430 0 -700 0 . -1100 0 -1800
Св. 18 до 24 Св. 24 до 30 +26 -26 0 -84 + 12 -42 -300 — 130 -но -240 -65 -195 0 -130 +65 -65 -160 -370 0 -210 +105 -105 0 -330 0 -520 0 -840 1 1 0 -1300 0 -2100
Продолжение табл. 3.28
Интервалы размеров, мм КвалитеТы
9—10 11 12 13—17
Предельные отклонения для полей валов допусков, мкм
/в9* ЛЮ /,10 all С11 dll ЛИ /,11* 612 Л12 /812* Л13* Л14* Л15* Л16* Л17*
Св. 30 до 40 Св. 40 до 50 +31 -31 0 -100 +50 -50 -310 —470 -320 -480 -120 -280 -130 -290 -80 -240 0 -160 +80 -80 -170 -420 -180 -430 0 -250 + 125 -125 0 -390 0 -620 0 -1000 0 -1600 0 -2500
Св. 50 до 65 Св. 65 до 80 +37 -37 0 - 120 +60 -60 -340 -530 -360 -550 -140 -330 -150 -340 -100 -290 0 -190 4-95 +95 -190 -490 -200 -500 0 -300 + 150 -150 0 -460 0 -740 0 -1200 0 -1900 0 -3000
Св. 80 до 100 Св. 100 до 120 +43 -13 0 - 140 +70 -70 -380 -600 -410 -630 -170 -390 -180 -400 — 120 -340 0 — 220 + 110 -по -220 -570 -240 -590 0 350 + 175 -175 0 —540 0 -870 0 -1400 0 -2200 0 -3500
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 +50 -50 0 -160 +80 -80 -460 -710 -520 -770 -580 -830 -200 -450 -210 -460 -230 -480 -145 -395 0 -250 + 125 -125 —260 —660 -280 -680 -310 -710 0 -400 —-— +200 -200 0 -630 0 -1000 0 -1600 0 -2500 0 -4000
Продолжение табл. 3.28
Квалитеты
Интервалы размеров, мм 9 -10 11 12 13-17
Предельные отклонения для полей валов допусков, мкм
/И0 С ю ап cl 1 dll /ill /Sn* 612 /112 7SI2* /113* /114* /П5* /iKP /И71,
Св. 180 до 200 Св. 200 до 225 Св. 225 до 250 +57 -57 0 -185 +92 -92 -660 -950 -740 -1030 -820 -1110 -240 -530 -260 -550 -280 -570 -170 -460 0 -290 + 145 -145 -340 -800 -380 -840 -420 -880 0 -460 4-230 -230 0 -720 0 -1150 0 -1850 0 -2900 0 -4600
Св. 250 до 280 Св. 280 до 315 + 65 -65 0 -210 4-105 -105 -920 -1240 -1050 -1370 -300 -620 -330 -650 -190 -510 0 -320 + ICO -160 -480 -1000 -540 -1060 0 -520 +260 -260 0 -810 0 -1300 0 -2100 0 -3200 0 -5200
Св. 315 до 355 Св. 355 до 400 4-70 -70 0 -230 + П5 -115 -1200 -1560 -1350 -1710 -360 -720 -400 -7С0 -210 -570 0 -360 + 180 -180 -600 -1170 -680 -1250 0 -570 4-285 -285 0 -890 0 -1400 0 -2300 0 -3600 0 -5700
Св. 400 до 450 Св. 450 до 500 -'г77 -77 0 -250 4-125 -125 -1500 -1900 -1650 -2050 -440 -840 -480 -880 -230 -630 0 -400 4-200 -200 -760 -1390 -840 -1470 0 -630 4-315 -315 0 -970 0 -1550 0 -2500 0 -4000 0 -6300
Примечание. В рамки заключены предпочтительные поля допусков, а звездочкой отмечены поля допусков, как правило, не предназна-
ченные для посадок.
о
Таблица 3.29. Предельные отклонения размеров (отверстий) по ЕСДП
Интервалы размеров, мм Квалитет ы
2—4 5 6 7
Предельные отклонения для полей допусков отверстий, мкм
Я2* 7S2‘ яз* Л3‘ Я4* 7.4 Я5 7.5 Я6 7.6 Я7 7.7 К7 N7 Р1 R7
От 1 ДО 3 +1,2 0 +о,со -0,60 +2,0 0 + 1,00 -1,00 +3 0 + 1,5 -1,5 +4 0 +2,0 -2,0 +6 0 +3 -3 + 10 0 +5 -5 0 -10 — 4 -14 -6 -16 -10 -20
Св. 3 до 6 + 1,5 +0,75 +2,5 + 1,25 +4 +2,0 +5 0 +2,5 -2,5 +8 0 +4,0 -4,0 + 12 0 +6 -6 +3 -9 —4 -16 -8 -20 -11 -23
Св. 6 до 10 0 -0,75 0 -1,25 0 -2,0 +G 0 +3,0 -3,0 +9 0 +4,5 -4,5 + 15 0 +7 -7 +5 -10 —4 -19 -9 -24 -13 -28
Св. 10 до 14 Св. 14 до 18 + 2,0 0 + 1,00 -1,00 +3,0 0 + 1,50 - 1,50 4-5 0 +2,5 -2,5 +8 0 +4,0 -4,0 + И 0 +5,5 -5,5 + 18 0 +9 -9 +6 -12 ! 1 •5 01 -11 -29 -16 -31
Св. 18 до 24 Св. 24 до 30 +2,5 + 1,25 +4,0 +2,00 +6 0 +3,0 -3,0 +9 0 +4,5 -4,5 4-13 0 +6,5 -6,5 +21 0 + ю -10 +6 -15 -7 -28 -14 -35 -20 -41
Св. 30 до 40 Св. 40 до 50 0 -1,25 0 -2,00 +7 0 + 3,5 -3,5 + 11 0 +5,5 -5,5 + 16 0 +8,0 -8,0 +25 0 + 12 -12 +7 -18 —8 -33 -17 -42 -25 -50
Продолжение табл. 3.29
ND
О
Интервалы размеров, мм Квалитёты
2-4 В 6 7
Предельные отклонения для полей допусков отверстий, мкм
Я2* Jg2* ИЗ* /вз* Я4* 7,4 Я5 А5 Я6 7.6 Н7 7,7 К7 N7 Р7 R7
Св. 50 до 65 Св. 65 до 80 +3,0 0 + 1,50 -1,50 +5,0 0 +2,50 — 2,50 +8 0 +4,0 -4,0 + 13 0 +6,5 -6,5 + 19 0 +9,5 -9,5 +30 0 + 15 -15 +9 -21 -9 -39 -21 -51 -30 -СО -32 -62
Св. 80 до 100 Св. 100 до 120 +4,0 0 +2,00 -2,00 +6,0 0 +3,00 -3,00 +ю 0 +5,0 -5,0 + 15 0 +7,5 -7,5 +22 0 +н,о -11,0 +35 0 + 17 — 17 +ю -25 -10 -45 -24 -59 -38 -73 -41 -76
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 +5,0 0 +2,50 -2,50 +8,0 0 +4,00 -4,00 + 12 0 +6,0 -6,0 + 18 0 +9,0 -9,0 +25 0 + 12,5 -12,5 +40 0 +20 -20 + 12 -28 -12 -52 -28 -68 1 1 1 1 1 1 СО СЛ СО Сл QO СО СО О О DO QO
Св. 180 до 200 Св. 200 до 225 Св. 225 до 250 +7,0 0 +3,50 -3,50 +ю,о 0 +5,00 -5,00 + 14 0 +7,0 —7,0 +20 0 + 10,0 -10,0 +29 0 + 14,5 -14,5 +46 0 +23 -23 + 13 -33 -14 -60 -33 -79 -60 -106 -63 -109 -67 -113
Продолжение табл. 3.29
Интервалы размеров, мм Квалитеты
2—4 5 в 7
Предельные отклонения для полей допусков отверстий, мкм
Я2* 7.2* ЯЗ* J83* Я4* 7.4 Я5 7.5 Я6 J.6 Я7 7,7 К.7 N7 Р7 R7
Св. 250 до 280 Св. 280 до 315 +8,0 0 +4,00 -4,00 + 12,0 0 +6,00 -6,00 +16 0 +8,0 -8,0 +23 0 + И,5 -11,5 +32 0 + 16,0 -16,0 +52 0 +26 -26 +16 -36 -14 -66 -26 -88 -74 -126 -78 -130
Св. 315 до 355 Св. 355 до 400 +9,0 0 +4,50 -4,50 + 13,0 0 +6,50 -6,50 + 18 0 +9,0 -9,0 +25 0 + 12,5 -12,5 +36 0 + 18,0 -18,0 +57 0 +28 -28 + 17 -40 -16 -73 -41 -98 -87 -144 -93 -150
Св. 400 до 450 Св. 450 до 500 + Ю,0 0 +5,00 -5,00 + 15,0 0 +7,50 -7,50 +20 0 +ю,о -10,0 +27 0 + 13,5 -13,5 +40 0 +20,0 -20,0 +63 0 +31 -31 + 18 -45 -17 - 80 -45 -108 -103 — 166 -109 -172
Продолжение табл. 3.29
Интервалы разме- ров, мм Квалитеты
8 9 10
Предельные отклонения для полей допусков отверстий, мкм
F8 /78 /.8 К8 Ж (78 D9 £9 F9 /79 7S9* /710 7s10*
От 1 до 3 4-28 + 14 +2 +6 + 14 0 +7 —7 -1 -4 -18 -18 —32 + 45 +20 + 39 + 14 +31 +6 +25 0 + 12 -12 +40 0 4-20 -20
Св. 3 до 6 +38 +20 +28 + ю + 18 0 +9 -9 +5 -13 —2 -20 -23 -41 +60 + 30 + 50 +20 +40 + ю +30 0 + 15 -15 +48 0 +2' -24
Св. 6 до 10 +47 4-25 4-35 + 13 +22 0 + И -11 +6 -16 -3 -25 -28 -50 +76 +40 +61 +25 +49 + 13 +36 0 + 18 -18 +58 0 +29 -29
Св. 10 до 14 Св. 14 до 18 +59 +32 +43 + 16 +27 0 + 13 -13 +8 -19 -3 -30 -33 -60 +93 +50 +75 +32 +59 + 16 +43 0 +21 -21 +70 0 + 35 -35
Св. 18 до 24 Св. 24 до 30 +73 +40 +53 +20 +33 0 +16 -16 +ю -23 -3 -36 -41 —74 -48 -81 + 117 +65 +92 +40 +72 +20 +52 0 + 26 -26 +84 0 +42 -12
Продолжение табл. 3.29
Интервалы размен ров, мм Квалитеты
8 9 10
Предельные отклонения для полей допусков отверстий, мкм
ЕЗ F8 ИЗ 's8 КЗ N3 из D9 £9 £9 Я9 /s9* яю 7S1°*
Св. 30 ДО 40 Св. 40 до 50 +89 +50 +64 +25 +39 0 + 19 -19 + 12 -27 -3 -42 -60 -99 -70 -109 + 142 +»о + 112 +50 + 87 +25 +62 0 +31 -31 + 100 0 +50 -50
Св. 50 до 65 Св. 65 до 80 + 106 +60 +76 +30 + 46 0 +23 -23 + 14 -32 —4 -50 -87 -133 -102 -148 + 174 + 100 + 134 +60 + 104 -| 30 +74 0 + 37 -37 + 120 0 +6 -60
Св. 80 до 100 Св. 100 до 120 + 126 +72 +90 + 36 +54 0 +27 -27 +16 -38 — 4 -58 -124 -178 -144 -198 +207 [-120 + 159 +72 + 123 + 36 |-87 0 -1-43 -43 -1-140 0 +70 -70
Св. 120 до Г40 Св. 140 до 160 Св. 160 до 180 + 148 +85 + 106 +43 +63 0 +31 -31 + 30 -43 —67 -170 -233 -190 -253 -210 -273 > -1-245 + 145 + 185 + 85 + 143 +43 + 100 0 +50 -50 + 160 0 +80 -80
Продолжение табл. 3.29
Квалитеты
Интервалы размеров, мм 8 9 10
Предельные отклонения для па лей допусков отверстий, мкм
ЕЗ F8 нз /я8 К8 N3 из D9 ЕЗ F9 Я9 Л»* яю 7,10*
Св. 180 до 200 +236 +308 -258
Св. 200 до 225 + 172 + 122 +72 +36 +22 -5 +285 +215 + 165 + 115 +57 + 185 +92
Св. 225 до 250 + 100 +50 0 -36 -50 —77 -330 -284 -356 + 170 + 100 +50 0 -57 0 -92
Св. 250 до 280 + 191 + 137 +81 +40 +25 -5 -315 -396 +320 +240 + 186 + 130 +65 +210 + 105
Св. 280 до 315 + 110 +56 0 -40 -56 -86 -350 -431 + 190 + 110 +56 0 -65 0 -105
Св. 315 до 355 +214 + 151 +89 +44 +28 -5 -390 -479 +350 +265 +202 + 140 +70 +230 + 115
Св. 335 до 400 + 125 +62 0 -44 -61 -94 -435 -524 +210 + 125 +62 0 -70 0 -115
Св. 400 до 450 +232 + 165 +97 +48 +29 -6 -490 -587 +385 +290 +223 + 155 +77 +250 + 125
Св. 450 до 500 + 135 +68 0 -48 -68 -103 -540 -637 +230 + 135 +68 0 -77 0 -125
Продолжение табл. 3.29
SgI
Интервалы разме- ров, мм Квалжтеты
И 12 13—17
Предельные отклонения для полей допусков отверстий, мкм
ЛИ си D11 ЯП 7.И’ В12 Я12 Js12* Я13* Я14* Я15* И16* Ш7*
От 1 до 3 +330 +270 + 120 +60 +80 +20 +60 0 +30 -30 +240 + 140 + 100 0 +50 -50 + 140 0 +250 0 +400 0 +600 0 + 1000 0
От 3 до 6 +345 +270 + 145 +70 + 105 +30 +75 0 +37 -37 +260 + 140 + 120 0 +60 -60 + 180 0 +300 0 +480 0 +750 0 + 1200 0
Св. 6 до 10 +370 +280 + 170 +80 + 130 +40 +90 0 +45 -45 +300 + 150 + 150 0 +75 -75 +220 0 +360 0 +580 0 +900 0 + 1509 0
Св. 10 до 14 Св. 14 до 18 +400 +290 +205 +95 + 160 +50 + 110 0 +55 -55 +330 + 150 + 180 0 +90 -90 +270 0 +430 0 +700 0 + 1100 0 + 1800 0
Св. 18 до 24 Св. 24 до 30 +430 +300 +240 + 110 + 195 +65 + 130 0 +65 -65 +370 + 160 +210 0 +105 -105 +330 0 +520 0 +840 0 + 1300 0 +2100 0
Продолжение табл. 3.29
Интервалы разме- Квалитеты
11 12 13—17
Предельные отклонения для полей допусков отверстий, мкм
ЛИ СП D11 ЯП Jsii* В12 Я12 Zs12* Я13* Я14* Я15* Я16* Я17*
Св. 30 до 40 Св. 40 до 50 +470 +310 +480 +320 +280 + 120 +290 + 130 +240 +80 + 160 0 +80 -80 +420 + 170 +430 + 180 +250 0 + 125 -125 + 390 0 • +620 0 + 1000 0 + 1600 0 +2500 0
Св. 50 до 65 Св. 65 до 80 +530 +340 +550 +360 +330 + 140 +340 + 150 +290 + 100 + 190 0 +95 -95 + 490 + 190 +500 +200 +300 0 + 150 -150 +460 0 +740 0 + 1200 0 + 1900 0 +3000 0
Св. 80 до 100 Св. 100 до 120 +600 +380 +630 +410 +390 -170 +400 + 180 +340 + 120 +220 0 + 110 -ПО +570 +220 +590 +240 +350 0 + 175 -175 +540 0 +870 0 + 1400 0 +2200 0 + 3500 0
Св. 120 до 140 Св. 140 до 160 Св. 160 до 180 +710 +460 +770 +520 +830 +580 +450 +200 +460 +210 +480 +230 +395 + 145 +250 0 + 125 -125 + 660 +260 +680 + 280 +710 + 310 +400 0 +200 - - 200 +630 0 + 1000 0 + П00 0 +2500 0 + 4000 0
Продолжение табл. 3.29
Квалитеты
Интервалы размеров, мм 11 12 13—17
Предельные отклонения для полей допусков отверстий, мкм
ЛИ СИ D11 НН ЛИ* В12 7712 Л12* Н13* Н14* Н15* 7716* 7717*
Св. 180 до Св. 200 до Св. 225 до 200 225 250 +950 +660 + 1030 +740 + 1110 +820 +530 +240 +550 +260 +570 +280 +460 + 170 +290 0 + 145 -145 +800 ‘ + 340 + 840 +380 +880 +420 +460 0 +230 -230 +720 0 + 1150 0 + 1850 0 +2900 0 +4600 0
Св. 250 до 280 Св. 280 до 315 + 1240 +920 + 1370 + 1050 +620 +300 +650 +330 +510 + 190 +320 0 + 160 -160 + 1000 +480 + 1060 +540 +520 0 +260 -260 +810 0 + 1300 0 +2100 0 + 3200 0 +5200 0
Св. 315 до Св. 355 до 355 400 + 1560 + 1200 + 1710 + 1350 +720 +360 +760 +400 +570 +210 + 360 0 + 180 -180 + 1170 +600 + 1250 +680 +570 0 +285 -285 +890 0 + 1400 0 +2300 0 +3600 0 +5700 0
Св. 400 до Св. 450 до 450 500 + 1900 + 1500 +2050 + 1650 +840 +440 +880 +480 +630 +230 +400 0 +200 -200 + 1390 +760 + 1470 +840 +630 0 +315 -315 +970 0 + 1550 0 +2500 0 +4000 0 +6300 0
ГЗ Примечание. В рамки заключены предпочтительные п^ля допусков, а звездочками отмечены поля допусков, как правило, не предназ-
•ч начениые для посадок.
Таблица 3.30. Неуказанные предельные отклонения размеров (в мм)
по 14-му квалитету (ГОСТ 25670—83)
Номинальный размер, ми Неуказанные предельные отклонения размеров
отверстий Я14 валов ft 14 прочих элемен- тов ±02 радиусов закругле- ния и фасов
нижнее верхнее верхнее нижнее
От 1 ДО 3 0 4-0,25 0 -0,25 ±0,1 ±0,2
€в. 3 » 6 0 4-0,3 0 -0,3 ±0,1 ±0,3
> 6 > 10 0 4-0,36 0 -0,38 ±0,2 ±0,5
Св. 10 до 18 0 4-0,43 0 -0,43 ±0,2 ±0,5
» 18 » 30 0 4-0,52 0 -0,52 ±0,2 ±0,5
> 30 > 50 0 4-0,62 0 -0,62 ±0,3 ±1
> 50 > 80 0 4-0,74 0 -0,74 ±0,3 ±1 .
Св. 80 до 120 0 4-0,87 0 -0,87 ±0,3 ±1
» 120 » 180 0 4-1 0 -1 ±0,5 ±2
> 180 » 250 0 4-1,15 0 -1,15 ±0,5 ±2
Св. 250 до 315 0 4-1,3 0 -1,3 ±0,5 ±2
> 315 > 400 0 4-1,4 0 -1,4 ±0,8 ±4
> 400 » 500 0 4-1,55 0 -1,55 ±0,8 ±4
128
Таблица 3.31. Варианты сочетания в одной общей записи на чертежах
неуказанных предельных отклонений размеров (ГОСТ 25670—83)
Вариант Отверстия Овалы Элементы, не относящиеся к отверстиям или валам
круглые (диаметры) остальные круглые (диаметры) остальные
Предельные отклонения для одной общей записи
1 +IT +/т —IT —IT ±1/2
о +f —t —t ±t/2
3 ±//2 ±t/2 ±t/2 ±t/2 ±t/2
4 +ГТ ±t/2 -IT ±t/2 ±t/2
Примечание. Принятые обозначения: ±1Т — односторонние предельные отклоне-
ния (от номинального размера в плюс; соответствуют полю допуска с основным отклоне-
нием И) отверстий по квалитетам 12—17; —IT — односторонние предельные отклонения (от
номинального размера в минус; соответствуют полю допуска с основным отклонением Л)
валов по квалитетам 12—17; +/, —/ — односторонние предельные отклонения (от номи-
нального размера соответственно в плюс и минус) по квалитету точности; ±//'2—симмет-
ричные предельные отклонения по квалитету точности.
Таблица 3.32. Классы точности по ОСТ и квалитеты по ЕСДП
9—33
129
5 Таблица 3.33. Сопоставление полей допусков валов по ОСТ и ЕСДП для размеров от 1 до 500 мм
Для допуска по ОСТ Воб = Соб* Во7 = = Со7* Во8 = = 068* пр2г Пр1,* Г! Tt Н) п, В|=С.* Д1* X, Пр Пл г
Соответствую- щее поле допуска по ЕСДП Ь2 ИЗ Ь4 s5 г5 п5 m5 к5 js5 115 q5 16 s6 Гб гб рб пб
Продолжение табл. 3.33
Т Н п в=с д X Л Ш Тх Пр23а Пр12а* г2а* т2а* н2а* П2а В2а* — С2а Х2а*
тб кб Ь6 q6 17 е8 <18 с8 и8 s7 п7 ш7 к7 js7 Ь7 18
Продолжение табл. 3.33
Пр33 Пр23 Пр13 Вз — Сз Х3 Ш3 Вза — Сза В4 — Сд Х4 Шд Вб=Сб х5 В7 | В8 в9 В*!° J
z8 х8 и8 z8 х8 и8 s8 u8 х8 h8 Ь9 19 е9 d9 । МО । hl 1 dll all Ы1 М2 Ы2 Ы2 Ы4 | М5 ыб| Ы7
Примечание. В рамки заключены поля допусков по ОСТ, предельные отклонения которых полностью совпадают с предельными
отклонениями полей допусков по ЕСДП; □ — для размеров до 180 мм; (Гч —Для размеров до 250 мм; * — для размеров от 3 мм.
С0
Таблица 3.34. Сопоставление полей допусков отверстий по ОСТ и ЕСДП для размеров от 1 до 500 мм
Поле допуска по ОСТ Аоб=Соб Ао7 = Со7 Ао8 = Со8 Ао9 = С 09 н, П1 Ai=Ct Пр Г Т Н п А=С д X Л Ш
Соответствующее поле допуска по ЕСДП Н2 нз Н4 Н5 Кб js6 Н6 87 R7 N7 М7 К7 j’7 Н7 G7 F8 Е8 D8
Продолжение табл. 3.34
Пр22а г2а* Т2а* Н2а* П2а А2а — С2а Аз=С3 Х3 Ш3 Аза — Сза А4 = С4 Х4 Ш4 Лг, = с5 Х5 л- As Аэ А.о*
V8 N8 М9 К8 Js8 Н8 Н8 Н9 F9 D9 НЮ НН DH АН Н12 Н13 В12 Н14 Н15 HI6 Н17
Примечание. В рамки заключены поля допусков по ОСТ, предельные отклонения которых полностью совпадают с предельными
отклонениями полей допусков по ЕСДП; Q, —для размеров до 180 mmj —для размеров до 250 мм; + — для размеров от 3 мм.
оо
Таблица 3.35. Рекомендуемые замены посадок по системе ОСТ посадками по ЕСДП для размеров от 1 до 500 мм
Система отверстия
Посадка по системе ОСТ А| Al Ai А А А А А А А
Д. С! п. Л X д С П Н Г
Поле допуска по ЕСДП Н6 Н6 Н6 Н7 Н7 Н7 Н7 Н7 Н7 Н7
q5 Ь5 js5 е8 f7 q6 h6 js6 Прос кб )олжение ' пб табл. 3.35
Посадка по системе ОСТ А А А Ага Аг Ага Аз Ш3
П Пр Гр Сга Пр12а Пр2га
Поле допуска по ЕСДП Н7 Н7 Н7 Н7 Н7 Н8 Н8 Н8 Н8 Н9* Н8
рб От 1 до 120 Гб Св. 80 до 500 Гб От 1 до 120 s6 Св. 80 до 500 h7 Ь7 s7 u8 d9 Про d9 должение dlO табл. 3.35
Посадка по системе ОСТ Аз Х3 Аз Сз Аз Пр!з Аг
Пр23
Поле допуска по ЕСДП Н8 Н9 Н9* Н8 Н8 Н9 Н9* Н9 Н8 Н8 Н8 Н8
и8 s7 Св. 65 до 500 х8 Св. 6 до 50 । L18 Св. 50 до 500
f9 f9 е8 е8 h8 h9 h8 h9 Св. 3 до 100
Продолжение табл. 3.35
Посадка по системе ОСТ Аз ПрЗз Аза А4 а4 а4 а4 As As
Сза Ш4 Л4 х4 ' с4 х5 с5
Поле допуска по ЕСДП Н8 Н8 НЮ НИ НН ни НН ни Н12 Н12
х8 Св. 50 до 500 и8 Св. 225 до 500 ЫО all Ы1 От 1 до 18 Св. 200 до 500 Ы1 dll hl Г Ы2 Ы2
П родолжение табл. 3.35
Система вала
Посадка по системе ОСТ Д| в. с, в. П, В, Н, в. д в С В п В н в Г в С<2а В2а
Поле допуска по ЕСДП G6 Ь5 Н6 h5 js6 h5 Кб Ь5 G7 h6 Н7 h6 Js7 h6 К7 h6 N7 h6 Продол Н8 Ь7 жение табл. 3.35
Посадка по системе ОСТ Х3 Вз Сз Вз Сза Вза х4 в4 с4 в4 х5 в5 с5 в5
Поле допуска по ЕСДП Е9 “h8~ Е9 h9 Н8 h8 Н9 h9 Н9 h9 Н9 Ь9 НЮ ЫО D11 hl 1 ни hll В12 Ы2 Н12 hl2
Примечания:
1. Предпочтительные поля допусков по ЕСДП выделены полужирным,
оо 2. Посадки, наиболее близкие к заменяемым, отмечены знаком *.
Вид допуска
Таблица 3.36. Примеры указания на чертежах допусков фермы
и расположения поверхностей (ГОСТ 2.308—79)
Условное обозначение допусков
формы и расположения
Пояснение
1. Допуск прямо-
линейности
Допуск прямолинейности
образующей конуса
0,01 мм
2. Допуск плос-
костности
—\ф0,08
ITZ2ZZ2----
tzzzzz
Допуск прямолинейности
оси отверстия 0 0,08 мм
(допуск зависимый).
Понятие «допуск зависи-
мый» — см. ГОСТ
24642—81
Допуск прямолинейности
поверхности 0,25 мм на
всей длине и 0,1 мм на
длине 100 мм
Допуск прямолинейности
поверхности в попереч-
ном направлении 0,05 мм,
в продольном направле-
нии 0,1 мм
Допуск плоскостности по-
верхности 0,1 мм
Допуск плоскостности по-
верхности 0,1 мм на пло-
щади 100X100 мм
Продолжение табл. 3.36
Вид допуска Условное обозначение допусков формы и расположения Пояснение
2. Допуск плос- костности £7рИ | Допуск плоскостности по- верхностей относительно общей прилегающей пло- скости 0,1 мм
^1 Допуск плоскостности каждой поверхности 0,01 мм
3. Допуск круг- лости 01^7] Допуск круглости вала 0,02 мм
S
1 оТ^ ' J Допуск круглости кону- са 0,02 мм
4. Допуск ци- индричности ’ 1 ; Допуск цилиндричности вала 0,04 мм
Допуск цилиндричности
вала 0,01 мм на длине
50 мм. Допуск круглости
вала 0,004 мм
135
Продолжение табл. 3.36
Вид допуска
Условное обозначение допусков I
формы и расположения i
Пояснение
5. Допуск профи-
ля продольного
сечения
О о,м
О, (Мб
Допуск круглости вала
0,01 мм. Допуск профи-
ля продольного сечения
вала 0,016 мм
6. Допуск парал-
лельности
Цопуск профиля продоль-
ного сечения вала 0,1 мм
Допуск параллельности
поверхности относитель-
но поверхности А 0,02 мм
Допуск параллельности
общей прилегающей пло-
скости поверхностей от-
носительно поверхности А
0,1 мм
Допуск параллельности
каждой поверхности от-
носительно поверхности
А 0,1 мм
Допуск параллельности
оси отверстия относи-
тельно основания 0,05 мм
13G
Продолжение табл. 3.36
Вид допуска
Условное обозначение допусков
формы и расположения
Пояснение
6. Допуск па-
раллельности
Допуск параллельности
осей отверстий в общей
плоскости 0,1 мм. До-
пуск перекоса осей от-
верстий 0,2 мм. База —
ось отверстия А
7. Допуск пер-
пендикулярности
Допуск параллельности
оси отверстия относи-
тельно оси отверстия А
0 0,2 мм
Допуск перпендикуляр-
ности поверхности отно-
сительно поверхности А
0,02 мм
Допуск перпендикуляр-
ности оси отверстия от-
носительно оси отверстия
А 0,06 мм
Допуск перпендикуляр-
ности оси выступа отно-
сительно поверхности А
0 0,02 мм
137
Продолжение табл. 3.36
Вид допуска Ус^ ювное формь обозначение допусков •I и расположения Пояснение
7. Допуск пер- пендикулярности н 1 Допуск перпендикуляр- ности оси выступа отно- сительно основания 0,1 мм
1 у ।
J±l« С|-1Ъ< Допуск перпендикуляр- ности оси выступа в по- перечном направлении 0,2 мм, в продольном — 0,1 мм. База — основа- ние
1 1 L г -j- 1 1
8. Допуск накло-
на
|l|0g/ ®
Допуск перпендикуляр-
ности оси отверстия от-
носительно поверхности
0 0,1 мм (допуск зави-
симый)
Допуск наклона поверх-
ности относительно по-
верхности А 0,08 мм
Допуск наклона оси от-
верстия относительно по-
верхности А 0,08 мм
138
Продолжение табл. 3.36
Вид допуска
Условное обозначение допусков
формы и расположения
Пояснение
9. Допуск соос-
ности
Допуск соосности отвер-
стия относительно от-
верстия 0 0,08 мм
Допуск соосности двух
отверстий относительно
их общей оси 0 0,01 мм
(допуск зависимый)
10. Допуск сим-
метричности
Допуск симметричности
Т паза 0,05 мм. База —
плоскость симметрии по-
верхностей А
Допуск симметричности
Т отверстия 0,05 мм (до-
пуск зависимый). База —
плоскость симметрии по-
верхностей А
Допуск симметричности
Ti оси отверстия относи-
тельно общей плоскости
симметрии пазов АБ со-
ставляет 0,2 мм и Т2 от-
носительно общей плос-
кости симметрии пазов
ВГ — 0,1 мм
139
Продолжение табл. 3.3(/
Вид допуска
Условное обозначение допусков
формы и расположения
Пояснение
11. Позиционный
допуск
Позиционный допуск оси
отверстия 0 0,06 мм
Позиционный допуск
осей отверстия 0 0,2 мм
(допуск зависимый)
Позиционный допуск
осей четырех отверстий
0 0,1 мм (допуск зави-
симый). База — ось от-
верстия А (допуск зави-
симый)
Позиционный допуск
четырех отверстий
0 0,1 мм (допуск зави-
симый)
Позиционный допуск
трех резьбовых отвер-
стий 0 0,1 мм (допуск
зависимый) на участке,
расположенном вне де-
тали и выступающем на
30 мм от поверхности
140
Продолжение табл. 3.36
1^ид допуска
Условное обозначение допусков
формы и расположения
Пояснение
12. Допуск пе-
ресечения осей
Допуск пересечения осей
отверстий Т 0,06 мм
13. Допуск ради-
ального биения
Допуск радиального би-
ения вала относительно
оси конуса 0,01 мм
Допуск радиального би-
ения поверхности отно-
сительно общей оси по-
верхностей А и Б 0,1 мм
Допуск радиального би-
ения участка поверхности
относительно оси отвер-
стия А 0,2 мм
VI |д|/|
\/\0,В!6 |Д |5~|
Допуск радиального би-
ения отверстия 0,01 мм.
Первая база — поверх-
ность А, вторая база —
ось поверхности Б. До-
пуск торцевого биения
относительно тех же баз
0,016 мм
141
Продолжение табл. 3.36
Вид допуска Условн фо ое обозначение допусков рмы и расположения Пояснение
14. Допуск тор- цевого биения к 1 Допуск торцевого биения на диаметре 20 мм отно- сительно оси поверхно- сти А 0,1 мм
15. Допуск бие- ния в заданном направлении Допуск биения конуса относительно оси отвер- стия А в направлении, перпендикулярном к об- разующей конуса, 0,01 мм
У7/////Л
16. Допуск пол- ного радиального биения Ь. И UJ г* Л Допуск полного радиаль- ного биения относитель- но общей оси поверхно- стей А и Б 0,1 мм
1 17. Допуск пол- 1 Допуск полного торцево-
ного торцевого би- ения £S\o,/\ ~~Т го биения поверхности относительно оси поверх- ности 0,1 мм
18. Допуск фор-
мы заданного
профиля
Допуск формы заданно-
го профиля Т 0,04 мм
142
Продолжение табл. 3.36
•ид допуска
Пояснение
19. Допуск фор-
мы заданной по-
верхности
20. Суммарный
допуск параллель-
ности и плоскост-
ности
21. Суммарный
допуск перпендику-
лярности и плос-
костности
Условное обозначение допусков
формы и расположения
Допуск Т формы задан-
ной поверхности относи-
тельно поверхностей А,
Б, В 0,1 мм
Суммарный допуск па-
раллельности и плоскост-
ности поверхности отно-
сительно основания 0,1
мм
Суммарный допуск пер-
пендикулярности и плос-
костности поверхности
относительно основания
0,02 мм
22. Суммарный
допуск наклона и
плоскостности
Суммарный допуск на-
клона и плоскостности
поверхности относитель-
но основания 0,05 мм
Примечания:
1. В приведенных примерах допуски соосности, симметричности, позиционные, пересе-
чения осей, формы заданного профиля и заданной поверхности указаны в диаметральном
выражении.
Допускается указывать их в радиусном выражении, например:
143
I©IW4 I Ы T/2 0025 |4]
В ранее выпущенной документации допуски соосности, симметричности, смещения
осей от номинального расположения (позиционного допуска), обозначенные соответственно
знаками —I , • , или текстом в технических требованиях, следует понимать
как допуски в радиусном выражении.
2. Допуски формы и расположения поверхностей в текстовых документах или в техни-
ческих ^требованиях чертежа следует указывать по аналогии с текстом пояснений к услов-
ным обозначениям допусков формы и расположения, приведенным к настоящей таблице.
При этом поверхности, к которым относятся допуски формы и расположения или которые
приняты за базу, следует обозначать буквами или приводить их конструктивные наимено-
вания.
Допускается вместо слов «допуск зависимый» использовать знак и вместо
указания перед числовым значением символов 0; R; Т; Т/2 давать текст, например,
«позиционный допуск оси 0,1 мм в диаметральном выражении» или «допуск симметрич-
ности 0,12 мм в радиусном выражении».
3. Во вновь разрабатываемой документации запись в технических требованиях о до-
пусках овальности, конусообразности, бочкообразности и седлообразности должна быть,
например, следующей: «Допуск овальности поверхности А 0,2 мм (полуразность диамет-
ров)». В технической документации, разработанной до 1 января 1980 г., предельные зна-
чения овальности, конусообразности, бочкообразности и седлообразности определялись как
разность наибольшего и наименьшего диаметров.
Таблица 3.37. Минимальные значения шероховатости поверхностей
при различных допусках размера и формы
Допуск размера по квалитетам Допуск формы, %, по допускам размера Ra, мкм, не более, при номинальных размерах, мм
До 18 Св. 18 до 50 |Св. 50 до 120 Св. 120 до 500 1 1
IT3 100 0,2 0,4 0,4 0,8
ео 0,1 0,2 0,2 0,4
40 0,05 0,1 0,1 °,2
IT4 100 0,4 0,8 0,8 1,6
60 0,2 0,4 0,4 0,8
40 0J 0,2 0,2 0,4
IT5 100 0,4 0,8 1,6 1,6
60 0,2 0,4 0,8 0,8
40 0,1 0,2 0,4 0,4
IT6 100 0,8 1,6 1,6 3,2
60 0,4 0,8 0,8 1,6
40 0,2 0,4 0,4 0,8
1Т7 100 1,6 3,2 3,2 3,2
60 0,8 1,6 1,6 3,2
40 0,4 0,8 0,8 1,6
144
Продолжение табл. 3.37
Допуск размера по квалитетам Допуск формы, %, по допускам размера i i Ra, мкм, не более, при номинальных размерах, мм
До 18 Св. 18 до 50 Св. 50 до 120 Св. 120 до 500
IT8 100 1,6 3,2 3,2 3,2
60 0,8 1,6 3,2 3,2
40 0,4 0,8 1,6 1,6
IT9 100,60 3,2 3,2 6,3 6,3
40 1,6 3,2 3,2 6,3
25 0,8 1,6 1,6 3,2
1Т10 100,со 3,2 6,3 6,3 6,3
40 1,6 3,2 3,2 6,3
25 0,8 1,6 1,6 3,2
IT11 100,60 6,3 6,3 12,5 12,5
40 3,2 3,2 6,3 6,3
25 1,6 1,6 3,2 3,2
IT12 100,60 12,5 12,5 25 25
IT13 40 6,3 6,3 12,5 12,5
IT14 100,60 12,5 25 50 50
IT15 40 12,5 12,5 25 25
IT16 100,60 25 50 100 100
1Т17 40 25 25 50 50
Примечания;
1. Если относительный допуск формы меньше значения, указанного в таблице, то сле-
дует назначать не более 0,15 (7^ —допуск формы).
2. Таблицей можно пользоваться при назначении параметра шероховатости, если по
условиям сборки или работы изделия шероховатость поверхности не требуется ограничить
более жесткими пределами. Если точность сопряжения и метод обработки не позволяют
определить требования к шероховатости, то ее следует назначать по другим главным для
данного случая признакам, ориентируясь на практические результаты передовых отраслей
промышленности, отраженные во многих трудах.
3. Требования к шероховатости устанавливают без учета дефектов поверхности, к ко-
торым, как правило, относятся резко выделяющиеся отдельные неровности (царапины, ра-
ковины, забоины и т. п.), т. е. исходя из предложения, что поверхность, к которой уста-
навливаются требования, не содержит дефектов. Если дефекты влияют на функциональные
показатели поверхности, в том числе и на внешний вид изделия, то требования к ним (их
размеры, количество на единицу площади, расположение относительно рабочих участков
поверхности и т. п.) следует устанавливать отдельно и оговаривать в технической доку-
ментации (чертеже) на деталь или изделие.
4. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по дан-
ному чертежу поверхностей изделия, независимо от методов их образования, кроме поверх-
ностей, шероховатость которых не обусловлена требованиями конструкции.
Ю-зз
145
обозначен”я поверхностей деталей из металлов, пластмасс и других материалов
применяют следующие графические знаки (ГОСТ 2.309—73): Р
шероховатость поверхности, которая должна быть образована удалением слоя
материала, например, точением, фрезерованием, травлением и т. п.;
шероховатость поверхности, не выполняемой по данному чертежу, подле-
жащей образованию без удаления слоя материала, например, литьем, ковкой, объемной
штамповкой, волочением, прессованием и т. п.;
— шероховатость поверхности, метод образования которой не устанавливается.
Значения параметров шероховатости указывают в обозначении. Обозначение шерохо-
ватости следует ставить на тех видах и разрезах, на которых поставлены размеры, отно-
сящиеся к соответствующим частям детали. Знак для обозначения шероховатости должен
касаться вершиной линии контура поверхности изделия или выносной линии (или полок
линий — выносок).
При недостатке места допускается располагать обозначение шероховатости поверх-
ности на размерных линиях или на их продолжениях, а также разрывать выносную линию.
На линиях невидимого контура допускается наносить обозначение шероховатости только
в случаях, когда от этой линии вынесен размер.
Поверхности детали, которые являются поверхностями материала и не подлежат до-
полнительной обработке, должны быть отмечены только самим знаком . При обозначе-
нии шероховатости поверхности детали, образованной без удаления материала (например,
вытяжкой), применяется такой же знак, но с указанием числовых значений параметров,
например
Вид обработки поверхности с конкретизацией типа направления неровностей (М) ука-
зывают в обозначении шероховатости только в тех случаях, когда он является единственно
применимым для получения требуемого качества поверхности, например:
полировать
U.UjU /
Если для всех поверхностей детали устанавливают одни и те же требования к шерохо-
ватости, то общий знак шероховатости ставят в правом верхнем углу чертежа и на изобра-
жение детали не наносят. В правом верхнем углу чертежа указывают преобладающую (по
количеству поверхностей) шероховатость поверхности и условное обозначение, например
V, • л
\/ . Обозначение \ VJ говорит о том, что на детали имеются поверхности с па-
раметром шероховатости, отличным от » и это указано на чертеже. На чертежах
деталей части поверхностей, у которых шероховатость не нормируется, обозначение шеро-
ховатости в правый угол чертежа не выносят.
Согласно ГОСТ 2.309—68 обозначение параметра шероховатости поверхности, не выпол-
няемой по данному чертежу —
146
Таблица 3.38. Сравнение классов чистоты и числовых значений
параметров шероховатости (в мкм)
Классы чистоты по ГОСТ 2789—68 Шероховатость поверхности по ГОСТ 2789—73 1 Классы чисто- ты по ГОСТ ( 2789-68 Шероховатость поверхност» по ГОСТ 2789—73
Параметры Rz, Ra Параметры Ra (предпоч- тительного применения) Параметры Rz, Ra Параметры Ra (предпоч- тительного применения)
Грубее VI Rz400 100 V8 0,63 0,40
VI Rz320 50 V9 0,32 0,20
V2 Rzl60 25 V10 0,16 0,10
V3 Rz80 12,5 VII 0,08 0,050
V4 Rz40 6,3 V12 0,04 0,025
V5 Rz20 3,2 V13 Rz0,l 0,012
V6 2,5 1,(0 V14 Rz0,05 0,С08
V7 1,25 0,80
Таблица 3.39. Параметр шероховатости поверхности и квалитеты
при различных видах обработки деталей
Вид обработки Ra, мкм Квалитет
Резка газовая: ручная машинная 50-25 50-12,5 17-15
Отрезка: приводной пилой резцом фрезой абразивом 50-25*(12,5) 100-25* 50-25* 6,3-3,2 17-15 17—14 17-14 15-12
Строгание: черновое чистовое тонкое -X- S Ю -х- оо -сл - CN -О 1 1 1 to СО сч - - 14—12 13-11; 10** 10 - 8; 7**
Долбление: черновое чистовое 50-25 12,5—3,2* 15; 14 13; 12
Фрезерование цилиндри- ческой фрезой: черновое чистовое тонкое 50-25 6,3-3,2* 1,6-0,80 14-12; 11** 11; 10** 9-8; 7**
Фрезерование торцовой фрезой: черновое чистовое тонкое 12,5-6,3 6,3—3,2*(1,6) 1,6—(0,80) 14-12; 11** 11; 10** 9—8» 7**
10*
147
Продолжение табл. 3.39
Вид обработки Ra, мкм Квалитет
Фрезерование концевой фрезой: черновое чистовое 25-6,3 6,3-1,6 14-12 11
Обтачивание при продоль- ной подаче: обдирочное получистовое чистовое тонкое (алмазное) 100-25 12,5-6,3 3,2-1,6*(0,80) 0,80—0,40*(0,20) 17-15 14-12 9-7 6
Обтачивание при попереч- ной подаче: обдирочное получистовое чистовое тонкое 100-25 12,5-6,3 3,2* 1,6—(0,80) 16-17 15-14 13-11 11-8
Сверление до 15 мм: без кондуктора по кондуктору 12,5*—6,3 14-12 11
Сверление св. 15 мм: без кондуктора по кондуктору 25*—12,5 14-12 11
Зенкерование: черновое чистовое 25-12,5 6,3-3,2* 15-12 11-10
Растачивание: черновое получистовое чистовое тонкое (алмазное) 100-50 25-12,5 3,2—1,6*(0,80У 0,80—0,40*(0,20) 17-15 14-12 9-8 7
Развертывание: получистовое чистовое тонкое 12,5-6,3* 3,2-1,6* 0,80-(0,40) 10—9; 8** 7—8; 8** 7—6**
Протягивание: получистовое чистовое отделочное 6,3 3,2-0,80* 0,40—(0,20) 9-8 8-7 7
148
Продолжение табл. 3.39
Вид обработки Ra, мкм Квалитет
Зенкование под углом 6,3-3,2 —
Шабрение: грубое ♦ тонкое 6,3-1,6 0,80—<0,10) И 9-8
Опиловка 25—(1,6) 11-8
Зачистка шлифовальной лентой (после резца и фре- зы) 1,6—(0,20) 11-8
Шлифование круглое: получистовое чистовое тонкое 6,3-3,2 1,6—0,80* 0,40—0,20*(0,10) 11-8 8-6 5
Шлифование плоское: получистовое чистовое тонкое 6,3-3,2 1,6-0,80* 0,40-0,20* (0,050) 11-8 8-6 7—6
Прошивка: чистовая тонкая 1,6-0,40 1,6—(0,050) 9-7 7-6
Калибрование отверстий шариком или оправкой: после сверления после растачивания после развертывания 1,6-0,40 1,6-0,40 1,6-0,050 9-8 7 7
Обкатывание и раскаты- вание роликами или шари- ками при исходном значе- нии Ra= 12,5—3,2 мкм 1,6-0,40 9-6
Наклепывание шариками при исходном значении Ra = = 3,2—0,8 мкм 0,80-0,20 —
Развальцовка: чистовая тонкая 1,6-0,40 0,20-0,10 7 6
149
Продолжение табл. 3.39
Вид обработки Ra, мкм Квалитет
Притирка: 3,2-0,40
чистовая 7—6
тонкая 1,6-0,10 5
Доводка:
грубая 0.40* 7-6
средняя 0,20*—0,10 6—5
тонкая 0,050* 5
отделочная (зеркальная) 0,025- 0,012(0,008) —
Полирование: 1,6- 0,20
обычное 6
тонкое 0,10-(0,050) 5
Хонингование:
плоскостей 0,40*- 0,10 8-7
цилиндров 0,-0-(0,050) 7-6
Суперфиниширование: 0,40-0,20*(0,050)
плоскостей 5 и выше
цилиндров 0,40- 0,10*(0,050) 5 и выше
Термохимическое упрочне- ние:
цементация 6,3-3,2 14-12
цианирование 3,2-1,6 11; 12
азотирование 0,80-0,10 9-7
борирование 1,6-0,20 9-7
кадмирование 6,3-0,20 9-7
Химическое упрочнение: 3,2-1,6
хромирование 8-6
сульфидирование 3,2—0,80 9-7
оксидирование 1,6-0,20 8-6
никелирование 3,2-0,40 8—6
Электрофизическая и элек- трохимическая обработка: стальные детали
электроконтактная 100 —
анодно-механическая 50—25 11-9
электроимпульсная 25-12,5 11-9
электроискровая 12,5-0,20 9-5
электрохимическая 0,80-0,40 11-9
электронно-лучевая 0,80-0,20 12-7
световым лучом 3,2—0,80 12-11
электрохимико-механи-
ческая 0,025-0,008 Исходный
150
Продолжение табл. 3.39
Вид обработки Ra, мкм Квалитет
детали из твердых сплавов анодно-химическая 25-0,80 11—7
электроимпульсная 12,5—6,3 11—9
ультразвуковая 3,2—0,40 9—5
электроискровая 3,2—0,40 9—5
электронно-лучевая 0,80-0,10 9—7
световым лучом 0,80-0,10 11-9
электронно-алмазная 0,10 7-5
детали из неметалличе- ских материалов электронно-лучевая 3,2-0,20 11-9
световым лучом 0,20 12—7
ультразвуковая раз- мерная абразивная 3,2-0,20 12-5
Примечания:
1. Значения Ra приведены для стали; для чугуна, алюминия и алюминиевых сплавов
следует брать меньшие значения параметра, для сплавов на медной основе при слесарной
обработке (опиловка, шабрение), шлифовании и доводочных работах (притирка, полирова-
ние, хонингование) — брать любые из указанных интервалов, при остальных видах обра-
ботки — большие значения.
2. В круглых скобках указаны предельно достижимые значения параметра шерохова-
тости и квалитета.
3. Средние значения параметра шероховатости для данного вида обработки отмечены
одной звездочкой.
4. Квалитеты для чугуна отмечены двумя звездочками.
Таблица 3.40. Параметр шероховатости поверхности и степень точности
при различных видах обработки деталей
Вид обработки Ra, мкм Степень точности
Нарезание резьбы: резцом плашкой фрезой резьбонарезной голов- кой метчиком 6,3-2,2 (1,6) 12,5-3,2 (6,3) 12,5-3,2 (1,6) 6,3-3,2 12,5-3,2 (1,6) 8-6 (5) 8 (6) 8-5 8-7 (6) 7 (6,4)
Шлифование резьбы 1,6-0,40 6-4
Накатывание резьбы 3,2-0,20 8-4
Обработка зубьев червяч- ных колес: фрезерование шевингование червяч- ным шевером 3,2-1,6 1,6-0,80 9-7 7
151
Продолжение табл. 3.40
Вид обработки Ra, мкм Степень точности
Обработка зубьев цилинд- рических и конических зуб-
чатых колес: 1,6-0,80 (0/0)
шевингование 7
обкатывание 1 6-0,80 7
шлифование 1,6-0,40 7-6
зубохонингование 0 80-0,012 7-6
притирка 0 80-0,012 7 (6)
полирование 0,40-0,10 —
протягивание 3,2— 1,6 8
Примечание. См. примечания к табл. 3.39.
Таблица 3.41. Параметр шероховатости поверхности и квалитеты
при обработке резанием деталей из пластмасс
Вид обработки Размер обраба- тываемой поверх- ности, мм Термопласты с метал- лическим наполнителем (ПТЗ, НАМИ —ФБМ), пенопласты, поропласты и др. Органическое стекло, фторопласт, капрон, полистирол, полиэтилен, винипласты
Дости- жимый квали- тет । । । । | Ra, мкм 1 1 Дости- 1 жимый 1 квалитет I Ra, мкм
Наружное и внутрен- нее шлифование 3-100 6;7 0,40-0,10 6;7;8 0,40-0,10
Двукратное развер- тывание 3-40 6;7 0,80-0,40 6;7 0,40-0,10
Чистовое точение 1-200 7;8 0,80-0,40 8;9 0,80-0,40
Чистовое растачивание 10-2С0 8;9 0,80-0,20 8;9 0,80-0,40
Однократное развер- тывание 10-40 7;8 1, СО—0,80 7;8 1,60-0,80
Сверление 1-40 8;9;10 6,3-1,60 10 6,3-0,80
Чистовое фрезерование 10-300 10 3,2-0,80 11 1,60-0,80
Черновое точение 1-200 И ;12;13 12,5-6,3 12; 13 12,5-6,3
Черновое фрезерова- ние 10-500 11;12;13 12,5-6,3 12; 13 12,5-6,3
152
Таблица 3.42. Параметры шероховатости поверхности,
обеспечивающие получение гальванических покрытий (ГОСТ 9.301 86)
Вид покрытия
Ra, мкм (не выше) до покрытия
Защитные (кадмиевые, цинковые, оловянные,
эпоксидные)
Защитно-декоративные (многослойные:
медь — никель — хром, никель — хром; одно-
слойные: никелевые, золотые, серебряные, эма-
левые)
Твердые и электроизоляционные анодно-кис-
лые
Специальные в зависимости от функциональ-
ного назначения (увеличения износостойкости,
твердости, отражательной способности и др.)
с одновременной защитой от коррозии (сере-
бряные, золотые, палладиевые, радиевые, хро-
мовые)
Примечания:
0,63
1,60
0,80
6,3
1. Для деталей, подвергаемых покрытию, указывается шероховатость поверхности до
покрытия. В случае арбитражной проверки размеров заготовки, измерение производится
после снятия покрытия. При необходимости измерения шероховатости после покрытия ее
параметры задаются дополнительно.
2. Требования к шероховатости поверхности не распространяются на поверхности среза
штампованных деталей, на нерабочие труднодоступные для обработки внутренние поверх-
ности деталей, резьбовые поверхности, а также на детали, шероховатость основного метал-
ла которых установлена соответствующими стандартами. Шероховатость поверхности после
нанесения защитных покрытий в зависимости от исходной поверхности и типа электролита
либо остается без изменений, либо снижается на один-два класса.
3. При обработке деталей с гладкими поверхностями под покрытия хромом размеры
изделия необходимо снижать ниже предельного отклонения поля допуска на величину слоя
покрытия на сторону и на две величины слоя покрытия на размер:
Ф15И6 до
покрытия
нужно
выполнить
Ф15—0,04
т. е. две
величины
слоя
покрытия
поле допуска;
Ф42И6 до
покрытия
нужно
выполнить
-9,072
Ф42 -----
-9,089
, т. е. две
величины
слоя
покрытия
поле допуска;
Ф42Н8 до
покрытия
выполнить
—0,072
Ф42Н-0,099
, т. е. две
величины
слоя
покрытия
и
и
и
поле допуска.
При обработке деталей с
гладкими
цинкованием и химическим оксидированием утоншения под покрытия не выполняются.
поверхностями с последующим кадмированием,
При обработке деталей с резьбовыми соединениями резьбы под гальванические покры-
тия рекомендуется прослаблять так, чтобы непроходное калибр-кольцо закусывалось или
плотно навинчивалось. При невозможности утоншения резьбы из-за отсутствия инструмента
или по другим причинам допускается выполнять под покрытия в пределах допусков без
утоншения.
153
Таблица 3.43. Параметры шероховатости поверхности,
обеспечивающие получение покрытий заданного класса отделки
без шпатлевки и со шпатлевкой (ГОСТ 9.402—80)
Класс по- крытия Вид покрытия Шероховатость поверхности металла под окраску Ra, мкм
Без примене- ния шпат- левки С применением шпатлевки для деталей
малогаба- ритных крупногаба- ритных
I Гладкое глянцевое 0,80 — —
II Гладкое (высокоглянцевое, полуглянцевое, полумато- вое) 1,60—0,80' 1,60 3,2
Рисунчатое 1,60 1,60 6,3
III Гладкое (глянцевое, по- луглянцевое, полуматовое, матовое) 1,ео 3,2 12,5-6,3
Рисунчатое 3,2 6,3 12,5
IV Гладкое (полуглянце- вое, полуматовое, матовое) Рисунчатое 3,2 6,3 25,0
6,3 12,5 50,0
V Гладкое (полуглянцевое, полуматовое, матовое) Рисунчатое 6,3 25 Не регламентируется То же
VI, VII Гладкое, рельефное | Не регламентируется
Таблица 3.44. Параметры шероховатости и квалитеты,
обеспечивающие соединения
Вид соединения Ra, мкм Квалитет
Резьбовое (болтами, шпиль- ками) Клепаное Сварное Паяное Клееное 25-6,3 3,2-1,6 50-12,5 6,3 Не устанавливается 14-11 13 — 11 17-14 10-7 Не устанавливается
Примечание. Параметры шероховатости и квалитеты даны для тех случаев, кот»
да на чертеже не указаны требования к ним.
154
Таблица 3.45. Формы центровых отверстий и области применения
по ГОСТ 14034—74
Эскиз
I
I Форма
Область применения
Угол конуса 60°, без пре-
дохранительного конуса
1. В изделиях, после обработки кото-
рых необходимость в центровых от-
1 верстиях отпадает.
1 2. В изделиях, которые подвергаются
5 термообработке до твердости, гаран-
’ тирующей сохранность центровых от-
I верстий в процессе эксплуатации
Угол конуса 60°, с пре-
дохранительным конусом
Угол конуса 60е
В изделиях, в которых центровые от-
верстия являются базой для повтор-
ного или многократного использова-
ния, а также в случаях, когда цент-
ровые отверстия сохраняются в гото-
вых изделиях
Для оправок и калибров-пробок
Для крупных валов (назначение ана-
логично форме А)
Для крупных валов (назначение ана-
логично форме В)
А
Т
155
Продолжение табл. 3.45
Эскиз
Форма
Область применения
Для обработки изделий повышенной
точности
Дугообразная образую-
щая
Метрическая резьба без
предохранительного конуса
В изделиях типа валов с креплени-
ем деталей по центру вниз для мон-
тажных работ, транспортирования,
хранения и термообработки деталей
в вертикальном положении
Метрическая резьба с пре-
дохранительным конусом
Для конусов инструмента: Морзе,
метрических и др.
Н
Метрическая резьба
* Размеры для справок.
156
Продолжение табл. 3.45
Размеры, центровых отверстий форм А и Б
D d di d2 /, не менее /1
6 1,6 3,35 5,0 2,0 1,52 1,99
10 2 4,25 6,30 2,5 1,95 2,54
14 2,5 5,30 8,0 3J 2,42 3,20
20 3,15 6,70 10,0 3,9 3,07 4,03
30 4 8,50 12,50 5,0 3,90 5,06
40 (5) 10,60 16,0 6,3 4,85 6,41
60 6,3 13,20 18,0 8,0 5,98 7,36
80 (8) 17,00 22,40 10,1 7,79 9,35
100 10 21,20 28,00 12,8 9,70 11,66
120 12 25,40 33,00 14,6 11,60 13,80
160 16 33,90 42,50 19,2 15,50 18,00
240 20 42,40 51,60 25,0 19,40 22,00
360 25 53,00 63,60 32,0 24,40 27,00
Примечания*
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры D рекомендуемые.
Размеры центровых отверстий форм F и Н
D для форм d d\ di d3 1, не бо- .лее h 12, не бо- лее А»
F н
8 М3 3,2 5,0 2,8 1,56 — —
10 16 М4 4,3 6,5 8,2 3,5 1,90 4,0 2,4
12,5 20 М5 5,3 8,0 П,4 4,5 2,30 5,5 з,з
16 25 Мб 6,4 10,0 13,3 5,5 3,00 6,5 4,0
20 32 М8 8,4 12,5 16,0 7,0 3,50 8,0 4,5
25 40 М10 п,о 15,6 19,8 9,0 4,00 10,2 5,2
32 50 М12 13,0 18,0 22,0 10,0 4,30 11,2 5,5
40 63 М16 17,0 22,8 28,7 и,о 5,00 12,5 6,5
63 80 М20 21,0 28,0 33,0 12,5 6,00 14,0 7,5
100 М24 25,0 36,0 43,0 14,0 9,50 16,0 Н,5
160 МЗО 31,0 44,8 51,8 18,0 12,0 20,0 14,0
250 М36 37,5 53,0 60,0 20,0 13,50 22,0 15,5
400 М42 43,5 59,7 70,5 22,0 14,00 25,0 17,0
Таблица 3.46.
(в мм)
Основные размеры временных центровых отверстий
157
Продолжение табл. 3.46
Диаметр заготовки D Диаметр d уступа под центровое углуб- ление 1 h ь dx
От 2 до 3,5 Св. 3,5 до 5 » 5 » 6,5 » 6,5 » 10 » 10 » 18 » 18 >> 30 » 30 » 50 » 50 » 80 80 » 120 » 120 » 180 » 180 » 260 » 260 » 360 £ 2 14 3,5 4 6,5 8 10 12 15 20 25 30 42 2-2,5 3,0-4,0 4,0-5,5 5,0-5,5 6,0-7,0 8,0-9,0 10,0-11,0 12,0-13,0 15,0-16,0 18,0-19,0 23,0-25,0 35,0-37,0 3,5-4,0 5,0-5,5 6,0-6,5 7.0-7,5 8,0-9,0 11,0-12,0 14,0-15,0 16,0-17,0 19,0-20,0 22,0-23,0 23,0-30,0 40,0—42,0 1,5 1,5 2,0 2,0 2,0 3,0 4,0 4,0 4,0 4,0 5,0 5,0 2,5 2,5 2,5 5,0 5,0 7,0 10,0 12,0 15,0 18,0 20,0
Таблица 3.47. Размеры (в мм) канавок для выхода шлифовального круга
при плоском шлифовании
Таблица 3.48. Размеры (в мм)
канавок для выхода шлифовального круга
Шлифование по цилиндру
Наружное шлифование
Исполнение /
Исполнение И
Внутреннее шлифование
158
Продолжение табл. 3.48
Шлифование по торцу
Наружное шлифование
Внутреннее шлифование
Шлифование по цилиндру и торцу
Наружное шлифование
Исполнение 2
Исполнение 3
159
Продолжение табл. 3.48
Внутреннее шлифование
Диаметр Ширина канавки для исполнений Глу- бина канав- ки h Радиус закругления
общий (ориенти- ровочный) d при наруж- ном шлифо- вании di при внутрен- нем шлифо- вании di 1 2 3 г Г1
<10 d — 0,3 d+0,3 1 1 — 0,2 0,3 0,2
1,6 1,6 — 0,5 0,3
d - 0,5 d+0,5 2 2 0,3
>10-50 3 3 1,5 1 . 0,5
>50-100 d—\ d+1 5 5 2,25 0,5 1,6
>100 8 8 2,8 2 I
10 10 5,0 3
Исполнение 4 d, ь h г>1 с г2
st a» Illi О ООО OO О 4^ NO 1,1 2,2 4,3 6,4 0,1 0,2 о,з 0,4 0,5 1,0 1,5 2,3 0,8 1,5 3,3 5,0 0,2 0,4 0,6 1,0
Примечания:
1. При шлифовании на одной детали нескольких поверхностей различных диаметров
рекомендуется применять канавки одного размера.
160
2. При ширине канавки 6^2 мм допускается применять закругления с обеих сторон,
равные г.
3. Допускается применять другие размеры канавок, исходя из прочностных или конст-
руктивных особенностей изделия.
Таблица 3.49. Размеры (в мм) канавок для выхода долбяков
(ГОСТ 14775—81) *
Ширина b зубча- того венца Ль не менее а, не менее г, не менее
для зубча- тых колес для шлице- вых венцов для зубча- тых колес для шлице- вых венцов
До 10 Св. 10 до 15 » 15 » 20 » 20 » 25 » 25 » 30 » 30 » 35 i,o 1,5 2,0 2,5 0,5 0,25 0,4 0,2
Св. 35 до 40 » 40 » 45 » 45 » 50 » 50 » 55 » 55 » 60 3,0 3,5 4,0 1,0 1,0 1,0 1,0
4,5 5,0 2,0
Св. 60 до 65 » 65 » 70 » 70 » 75 » 75 » 80 5,5 6,0 2,0 1,0 1,0 1,0
Св. 80 до 90 » 90 » 100 » 100 » 120 7,0 8,0 9,0 з,о 1,0 1,6 1,6
таблицеР°^>ИЛЬ И РазмеРы канавок должны соответствовать указанным на чертеже и в
П pj-i мечание. В формуле A=»Ai+A2; Ai — составляющая, которая учитывает пере-
бег долояка; А2—составляющая, которая зависит о! свойств обрабатываемого материала
и Условий Резания; Л2= (1-гЗ)Ль где рекомендуется З анимать: наименьшее значение — при
обработке хрупких материалов с характерной стружкой скалывания, малых толщинах сре-
заемого материала и интенсивном смыве образующейся стружки смазывающе-охлаждаю-
щими ихнологическими средствами; наибольшее значение — при обработке вязких мате-
риалов с характерной сливной стружкой и больших толщинах срезаемого материала.
11-33
161
3.7. Расчет припусков на механическую обработку
Определение и основные понятия. Всякая заготовка, предназначенная для
механической (слесарной) обработки, изготовляется с припуском на размеры
готовой детали (припуском на обработку).
Припуск, — слой материала, удаляемый с поверхности заготовки в целях до-
стижения заданных свойств обрабатываемой поверхности (к свойствам обраба-
тываемого предмета труда или его поверхности относятся размеры, формы, твер-
дость, шероховатость и т. п.).
Операционный припуск — припуск, удаляемый при выполнении одной техно-
логической операции.
Промежуточный припуск — припуск, удаляемый при выполнении одного тех-
нологического перехода.
Допуск припуска — разность между наибольшим и наименьшим значениями
размера припуска.
Допуск необходимо учитывать при определении величины припуска, так как
получение заготовок точно установленных размеров неосуществимо. Однако до-
пускаемые отклонения припуска не должны быть значительными, в противном
случае усложняется механическая (слесарная) обработка, увеличивается расход
металла (материала).
Общий припуск — слой материала, необходимый для выполнения всей со-
вокупности технологических переходов, т. е. всего процесса обработки данной
поверхности от заготовки до готовой детали.
Схема расположения межоперационных припусков и допусков при обработ-
ке вала приведена на рис. 3.3.
Различают односторонние припуски на обработку, понимая под ними слой
материала, снимаемый с одной стороны детали, и двусторонние, снимаемые с двух
сторон. Иногда для цилиндрических деталей припуск дается «на диаметр», т. е.
указывают двойную толщину снимаемого слоя, что должно быть оговорено.
Припуски могут быть симметричные и асимметричные, т. е. расположенные
по отношению к оси заготовки симметрично и асимметрично. Симметричные
припуски могут быть у наружных и внутренних поверхностей тел вращения; они
могут быть также у противолежащих плоских поверхностей, обрабатываемых
параллельно (одновременно). Однако как в первом, так и во втором случаях
возможно и асимметричное расположение припусков.
Величины припусков на обработку и допуски на размеры заготовок зависят
от ряда факторов, степень влияния которых различна. К числу основных фак-
1ал, конфигурация, размеры, вид и способ
изготовления заготовки, требования в от-
ношении механической обработки, шерохо-
ватости поверхности и точность размеров
детали.
В величину припуска, снимаемого при
первых, черновых операциях, входит так-
же дефектный слой. Дефектный слой вклю-
чает в себя выпуклости, вмятины, ракови-
ны, трещины, погрешности формы и раз-
меров заготовок. У поковок дефектный
слой составляет от 1,5 до 3 мм, у штам-
повок— от 0,5 до 1,5 мм, у горячекатано-
го проката — 0,5—1 мм, у отливок из се-
рого чугуна — 1—2 мм, у остальных отли-
вок — 1—3 мм.
торов относятся следующие:
Рис. 3.3. Схема расположения припусков и
допусков при обработке вала:
1 — допуск на изготовление заготовки; 2—при-
пуск на предварительную обработку; 3 — допуск
на предварительную обработку; 4 — припуск на
шлифование; 5 — допуск на шлифование; 6 — при*»
пуск на доводку; 7 — допуск на доводку
162
Практически иногда приходится перераспределять припуск между предва-
рительной и окончательной обработкой или между грубой и чистовой обработ-
кой. В таких случаях рекомендуется на черновую обработку оставлять до 60 о/п
суммарного припуска, а на чистовую — до 40 % или же предусматривают 45 °/о
на черновую, 30 % на получистовую и 25 % на окончательную обработку. При
назначении припусков следует учитывать характер термической обработки, ре-
зультатом которой может быть деформация деталей.
Различают расчетный, или номинальный, размер припуска (устанавливае-
мый расчетом) и действительный, т. е. величину слоя материала, фактически
снимаемого при обработке деталей.
В машиностроении широко применяются два метода определения припусков
на обработку деталей: опытно-статистический и расчетно-аналитический. При оп-
ределении припусков по опытно-статистическому методу общие и промежуточные
величины берутся по таблицам ГОСТов, справочных данных, составленных на
основании обобщения и систематизации производственных наблюдений ряда пе-
редовых предприятий. Справочные данные для расчета припусков обычно раз-
рабатывают по отраслям машиностроения в виде нормативных таблиц с учетом
вида заготовки (кованые, штампованные, литые и т. д.), способов обработки,
требуемой точности и других производственных факторов. Основное преимуще-
ство опытно-статистического метода — экономия времени на установление при-
пусков.
Расчетно-аналитический метод определения припусков, разработанный проф.
В. М. Кованом, учитывает конкретные условия выполнения технологического
процесса обработки и позволяет получить более точные значения припусков.
В качестве общего правила можно отметить, что определение размеров за-
готовок следует начинать с окончательного номинального размера детали по чер-
тежу в порядке, обратном ходу технологического процесса, наращивая на каж-
дую операцию или переход определенный межоперационный припуск и устанав-
ливая на этот припуск технологически оправданный допуск. Общая схема рас-
чета межоперационных ZM припусков такова:
для наружных поверхностей детали
ZM == а — b мм,
для внутренних поверхностей детали
ZM == b - а мм,
где ZM — припуски на выполняемый переход; а — размер, полученный на пред-
шествующем переходе; b — размер, который должен быть обеспечен на данном
переходе.
Общий припуск определяется разностью размеров заготовки и готовой де-
тали:
для наружных поверхностей
Zo = А — Ад ММ,
для внутренних поверхностей
Zo == Ал — А3 мм,
где Zo — общий припуск на обработку; А3 — размер заготовки; АД — размер го-
товой детали.
Чтобы правильно определить величину минимального межоперационного
припуска, необходимо учесть глубину дефектного поверхностного слоя, среднюю
высоту микронеровностей от предшествующего технологического перехода, сум-
марное значение пространственных отклонений в расположении обрабатываемой
поверхности относительно базовых поверхностей заготовки и погрешности уста-
новки, т. е. базирования заготовки и закрепления на выполняемом переходе или
операции.
Расчет припусков или назначение их по справочным табл? м следует про-
изводить после отработки конструкции детали и заготовки на технологичность
и технико-экономического обоснования метода, получения заготовки.
Припуски и допускаемые отклонения на литые заготовки. Припуски на ме-
ханическую обработку отливок из чугуна, стали, цветных металлов и сплавов, а
ГСг'т допУск?емь1е отклонения от номинальных размеров устанавливают по
26645—85 (табл. 3.50). Этим же стандартом определены классы точности
Таблица 3.50. Основные припуски на механическую обработку отливок
по ГОСТ 26645—85
Допуск размеров Основной припуск на сторону для рядов, мм, не более
отливок, мм
1 2 3 1 4 1 5 1 6
До 0,12 О', 2; 0,4
Св. 0,12 до 0,16 0,3;0,5 0,6;0 8
>0,16 » 0,20 0,4;0,6 0,7;1,0 1,0*1 ,4
» 0,20 » 0,24 0,5;0,7 0,8:11 1,1; 1,5
» 0,24 » 0,30 0,6;0,8 0,9;1,2 1,2;1,6 1,8;2,2 2,6;3,0
> 0,30 > 0,40 0,7;0,9 1,0;1,3 1,4;1,8 1,9;2,4 2,8;3 2
> 0,40 » 0,50 0,8;1,0 1,1; 1 4 1,5;2,0 2,0;2,6 3 0;34
» 0,50 » 0,60 0,9;1,2 1,2;1,6 1,6;2,2 2,2;2,8 3*2;36
» 0,60 » 0,80 1,0;1,4 1,3;1,8 1,8;2,4 2,4;3,0 3,4;3,8 4 4;5,0
> 0,80 » 1,0 1,1;1,6 1,4;2,0 2,0;2,8 2,613,2 3,6;4,0 4,6;5,5
> 1,0 » 1,2 12;2,0 1,6;2,4 2,2;3,0 2,8;3,4 3,8;4,2 4,8;6,0
> 1,2 » 1,6 1,6;2,4 2,0;2,8 2,4;3,2 3,0;3,8 4,0;4,6 5,0;6,5
>1,6 » 2,0 2,0;2,8 2,4;3,2 2,8;3,6 3,4;4,2 4,2;5,0 5,5;7,0
> 2,0 » 2,4 2,4;3,2 2,8;3,6 3,2;4,0 3,8;4,6 4,6;5,5 6,0;7,5
> 2,4 » 3,0 2,8;3,6 3,2;4,0 3,6;4,5 4,2;5,0 5,0;6,5 6,5;8,0
> 3,0 » 4,0 3,4;4,5 3,8;5,0 4,2;5,5 5,0;6,5 5,5;7,0 7,0;9,0
» 4,0 » 5,0 4 0;5,5 4,4;6,0 5,0;6,5 5,5;7,5 6,0;8,0 8,0;10,0
> 5,0 » 6,0 5,017,0 5,5;7,5 6,0;8,0 6,5;8,5 7,0;9 5 9,0;11,0
> 6,0 » 8,0 — 6,5;9,5 7,0;10,0 7,5;11,0 8,5;12,0 10,0;13,0
» 8,0 » 10,0 — — 9,0;12,0 10,0;13,0 11,0;14 0 12,0;15,0
> 10,0 » 12,0 -— — 10,0;13,0 11,0;14,0 12,0;15,° 13,0;16,0
» 12,0 » 16,0 — — 13,0;15,0 14,0;16,0 15,0;17,0 16,0;19,0
» 16,0 » 20,0 — — — 17,0;20,0 18,0;21,0 19,0;22,0
> 20,0 » 24,0 — — — 20,0;23,0 21,0;24,0 22,0;25,0
» 24,0 » 30,0 — — — — 26,0;29,0 27,0;30,0
» 30,0 » 40,0 — — — — — 34,0;37,0
» 40,0 » 50,0 — — —. — — 42,0
» 50,0 » 60,0 — — — — — 50,0
Примечания:
1. Для каждого интервала значений допусков размеров отливки в каждом ряду при-
пусков предусмотрены два значения основного припуска.
2. Меньшие значения припуска устанавливают при более грубых квалитетах точности
обработки деталей, большие значения припуска устанавливают при более точных квалитетах
согласно следующим данным:
Класс точности размеров отливок 1—Зт 3k—5т 5-7 i 7—9т 9-16
1Т9 и IT10 и IT11 и IT12 II IT13 и
грубее грубее грубее грубее грубее
Квалитет точности раз- меров деталей, получае- мых механической обра- боткой отливок IT8 и точнее IT8—IT9 IT9—IT10 IT9—IT11 IT10—IT12
3. При более высоких требованиях к точности размеров обрабатываемых деталей до-
пускается увеличение основного припуска до ближайшего большего значения из того же
ряда.
164
Таблица 3.51. Допуски линейных размеров отливок (в мм, не более)
по ГОСТ 26645—85
Класс точности размеров отливок
Интервалы номи- нальных размеров, мм 1 2 Зт 3 4 5т 5 6 7т 1 •
До 4 Св. 4 до 6 » 6 » 10 » 10 » 16 » 16 » 25 » 25 » 40 » 40 » 63 » 63 » 100 » 100 » 160 » 160 » 250 » 250 » 400 » 400 » 630 » 630 » 1000 » 1000 » 1600 » 1600 » 2500 » 2500 » 4000 » 4000 » 6300 » 6300 » 10000 0,03 0,07 0,08 0,09 0,1 0,11 0,12 0,14 0,16 0,03 0,09 0,1 о,п 0,12 0,1 ! 0,16 0,18 0,2 0,1 0,11 0,12 0,14 0,16 0,18 0,2 0,22 0,24 0,28 0,32 0,12 0,14 0,16 0,18 0,2 0,22 0,24 0,23 0,32 0,36 0,4 0,16 0,18 0,2 0,22 0,24 0,28 0,32 0,36 0,4 0,44 0,5 0,56 0,2 0,22 0,24 0,28 0,32 0,36 0,4 0,44 0,5 . 0,56 0,64 0,7 0,8 0,24 0,28 0,32 0,36 0,4 0,44 0,5 0,56 0т64 0,7 0,8 0,9 1,0 0,32 0,36 0,4 0,44 0,5 0,56 0,64 0,7 .СЦ8 0,9 1,0 1,1 1,2 1,4 0,4 0,44 0,5 0,56 0,64 0,7 0,8 0,9 1,0 1,1 1,2 1,4 1,6 1,8 2,0 0,5 0,56 0,64 0,7 0,8 0,9 1,0 1,1 1,2 1,4 1,6 1,8 2,0 2,2 2,4 3,2 0,64 0,7 0,8 0,9 1,0 1,1 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,8 3,2 3,6
Продолжение табл. 3.51
Интервалы номи- нальных размеров, мм Класс точности размеров отливок
9т 9 10 Пт 11 12 13т 13 14 15 16
До 4 Св. 4 до 6 » 6 » 10 » 10 » 16 » 16 » 25 » 25 » 40 » 40 » 63 » 63 » 100 » 100 » 160 » 160 » 250 » 250 » 400 » 400 » 630 » 630 » 1000 » 1000 » 1600 *1600 » 2500 » 2500 » 4000 » 4000 » 6300 » 6300 » 10000 0,8 0,9 1,0 1,1 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,8 3,2 3,6 4,0 4,4 5,0 1,0 1,1 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,8 3,2 3,6 4,0 4,4 5,0 5,6 6,4 8,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,8 3,2 3,6 4,0 4,4 5,0 5,6 6,4 7,0 8,0 10,0 1,6 1,8 2,0 2,2 2,4 2,8 3,2 3,6 4,0 4,4 5,0 5,6 6,4 7,0 8,0 9,0 10,0 12,0 2,0 2,2 2,4 2,8 3,2 3,6 4,0 4,4 5,0 5,6 6,4 7,0 8,0 9,0 10,0 и,о Г2,0 16,0 2,8 3,2 3,6 4,0 4,4 5,0 5,6 6,4 7,0 8,0 9,0 Ю,0 11,0 12,0 14,0 16,0 20,0 4,0 4,4 5,0 5,6 6,4 7,0 8,0 9,0 10,0 и,о 12,0 14,0 16,0 18,0 20 24 5,0 5,6 6,4 7,0 8,0 9,0 10,0 н,о 12,0 14,0 16,0 18,0 20 22 24 32 7,0 8,0 9 10 11 12 14 16 18 20 22 24 28 32 40 10 11 12 14 16 18 20 22 24 28 32 36 40 50 12 14 16 18 20 22 24 28 32 36 40 44 50 64
Примечания;
1. Классы точности размеров отливок — см. табл. 3.1.
2. Допуски размеров, указанные в табл. 3.1, не учитывают смещение и коробление
отливок.
3. Допуски угловых размеров в пересчете на линейные не должны превышать значе-
ний, установленных в табл. 3.1.
4. Допуски размеров элементов отливки, образованных двумя полуформами, перпен-
дикулярными к плоскости разъема, следует устанавливать соответствующему классу точ-
ности размеров отливки. Допуски размеров элементов отливки, образованных одной частью
165
формы или одним стержнем, устанавливают на 1—2 класса точнее. Допуски размеров эле-
ментов, образованных тремя частями формы и более, несколькими стержнями или подвиж-
ными элементами формы, а также толщины стенок, ребер и фланцев устанавливают на
1—2 класса грубее.
5. Допуски размеров от предварительно обработанной поверхности, используемой в ка-
честве базы, до литой поверхности следует устанавливать на 2 класса точнее.
6. Допускается устанавливать симметричные и несимметричные предельные отклонения,
при этом предпочтительно следующее расположение полей допусков:
несимметричные односторонние «в тело» — для размеров элементов отливки (кроме
толщин стенок), расположенных в одной части формы и не подвергаемых механической
обработке, при этом для охватывающих элементов (отверстие) поле допуска располагают
«в плюс», а для охватываемых элементов (вал) — «в минус»;
симметричные — для размеров всех остальных элементов отливок, как не подвергаемых,
так и подвергаемых механической обработке.
(1, 2, Зт, 3, 4, 5т, 5, 6, 7т, 7, 8, 9т, 9, 10, Нт, 11, 12, 13т, 13, 14, 15, 16), указы-
ваемые в чертеже отливок в зависимости от предъявляемых требований к из-
готовляемым деталям. Характеристика методов выполнения отливок приведена
в табл. 3.1.
Припуски и допускаемые отклонения на поковки и штамповки. Назначение
припусков на механическую обработку поковок общего назначения из прокат-
ной стали или начерно обработанного слитка производят по ГОСТ 7829—70 для
свободной ковки на молотах (табл. 3.52—3.55) и по ГОСТ 7062—79 для обра-
Таблица 3.52. Припуски и предельные отклонения для гладких поковок
круглого, квадратного и прямоугольного сечений (в мм) по ГОСТ 7829—70
Длина детали Диаметр детали D или размер сечения В, Н __
до 50 св. 50 ДО J0 св. 70 до 90 св. 90 до 120 СВ. 120 до 160 св. 160 до 200 св. 200-св. 250 |св. 300 до 250 j до 30£|до 360
Припуски (б, бь б2, бз) и предельные отклонения (±Д/2; ±Д1/2; ±Д2/2; ±Д3/2)
До 250 Св. 250 до 500 » 500 » 800 » 800 » 1200 » 1200 » 1700 » 1700 » 2300 » 2300 » 3000 » 3000 » 4000 » 4000 » 5000 » 5000 » 6000 00 *4 Си 1 1 1 1 1 1 н-н-н-н- 6±2 7±2 8±2 9±2 10±3 11 ±3 7±2 8±2 9±3 10±3 11 ±3 12±3 13±4 8±3 9 + 3 10±3 11+3 12 + 4 13±4 14 + 4 15 + 5 16 + 5 9 + 3 10 + 3 11+3 12±3 13 + 4 14±4 15±4 16±5 17 + 5 18 -5 11±3 12±3 13±4 14±4 15±4 16±5 17±5 18±5 19±5 12±3 13±4 14±4 15±4 16 + 5 17±5 18±5 19 + 5 20±6 13±4 14±4 15±4 16±5 17±5 18 + 5 19+5 20 + 6 21 ±6 14±4 15±4 16 + 4 17±5 18 + 5 19±5 20±6 21±6 22 + 6
Примечания;
1. Данные таблицы распространяются на детали с соотношением размеров: L>1,5£>
для круглого сечения; L>1,5B и Я^В^1,5Я —для квадратного и прямоугольного сечений.
2. В случае обработки поверхности детали шероховатостью 6,3 мкм и ниже допускается
увеличение соответствующих табличных значений припусков, но не более чем 1 мм на сто-
рону.
3. Припуски и предельные отклонения для прямоугольного сечения детали назначаются
в зависимости от наибольшего размера сечения.
166
Таблица 3.53. Припуски и предельные отклонения для поковок типа дисков, цилиндров, втулок, брусков, кубиков, пластин
сплошных, пластин с отверстиями (в мм) по ГОСТ 7829—70
Диаметр детали или размер сечения L, В Размеры де- тали, на ко- торые назна- чаются при- пуски и пре- дельные от- клонения Высота детали Н
о ю о св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 150 св. 150 до 180 св. 180 до 215 св. 215 до 250 св. 250 до 300 св. 300 до 360
Припуски (6; 6г, 62) и предельные отклонения <±Д/2; ±ДЦ2; ±Д2/2)
До 50 о Н D; L; В d 6±2 6±2 6±2 6±2 7±2 7±2 — — — — — — — —
Продолжение табл. 3.53
Диаметр детали или размер сече- ния L, В Размеры де- тали, на ко- торые назна- чаются при- пуски и пре- дельные от- клонения Высота детали Н
о ю о Pt ю CD О Pt О ю g О 00 О к* ю со 3 о о о К* о ОО и ю СЧ О О о о § о Pt ю сч g о ОО о Pt о ю g to см § о 00 g о ю сч о ю сч и § со О Pt О ю сч g S со О о о СО и о
Припуски (6; бг, б2) и предельные отклонения (±Д/2; ±Д1/2; ±Да/2)
Св. 50 до 80 » 80 » НО » ПО » 150 » 150 » 200 » 200 » 250 » 250 » 300 » 300 » 360 » 360 » 420 н D; L; В d Н D; L; В d Н D; L; В d Н D; L; В d Н D; L; В d Н D; L; В d Н D; L; В d И D; L; В d 6±2 7±2 7±2 8±2 14±2 7±2 9±2 15±2 7±2 ю±з- 16±3 8±3 11 ±з 17±3 9±3 12±4 18±4 9±3 13±4 19±4 Ю±3 14 + 5 20±5 7±2 7±2 8±2 8±2 15±2 8±2 9±2 16±2 8±2 10±3 17±3 9±3 11±3 18±3 10 + 3 12±4 19+4 10±3 13±4 20 + 4 11 ±4 14 ±5 21 ±5 8±2 8±2 8±2 9±2 15±2 8±2 10±2 16±2 8±2 11 ±3 17±3 9±3 12 + 3 18±3 10±3 13 ±4 19±4 10±3 14±4 20 + 4 11 ±4 15 + 5 21 ±5 9±2 9±2 9±2 10±2 16±2 9±2 11±3 17±3 9 + 2 12±4 18 + 4 10±3 13±4 19±4 11 ±3 14 + 5 20±5 11 ±3 15 ±5 21 ±5 12±4 16±6 22±6 9±2 9±2 10±3 10±2 16±2 10±3 11 ±3 17±3 10±3 12±4 18±4 11±4 13±4 19±4 12±4 14±5 20±5 12±4 15±5 21+5 13 + 5 16±6 22 + 6 11+3 11±3 17±3 11+3 12±4 18±4 11±3 13±4 19±4 12±4 14±4 20±4 13±4 15±5 21±5 13±4 16±5 22±5 14±5 17±6 23±6 12±3 12±4 18±4 12±3 13±4 19±4 12±3 13±4 19±4 13±4 14±4 20±4 14 ±4 15±5 21±5 14±4 16±5 22±5 15±5 17±6 23 + 6 13±4 14 + 5 20±5 13±4 14±5 20±5 14±5 15+5 21±5 15±5 16±6 22±6 15 + 5 17±6 23±6 16±6 18±7 24 ±7 14 + 5 14±5 20 ±5 14±5 14±5 21 ±5 15±5 16±6 22 ±6 16±6 17±7 23±7 16±6 18 + 7 24±7 17±7 19±8 25±8 15±5 15±5 22±5 16 + 6 17±6 23 + 8 17 + 6 18±7 24±7 17±6 19±7 25±7 18 + 7 20 ±8 26 ±8 17±6 18±6 24±6 18±6 19±7 25±7 18±6 20±7 26±7 19 + 7 21 ±8 27±8
Продолжение табл. 3.53
Диаметр детали или размер сечения L, В Размеры де- тали, на ко- торые назна- чаются при- пуски и пре- дельные от- клонения Высота детали Н
до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 150 св. 150 до 180 св. 180 до 215 св. 215 до 250 св. 250 до 300 св. 300 до 360
Припуски (6; б г, 62) и предельные отклонения ± (± Д/2; ±Ai/2; ±Д2/2)
Св. 420 до 485 » 485 » 550 » 550 » 620 » 620 » 700 Н D; L; В d Н D; L; В ' d Н D; L; В d Н D; L; В d со ю Ю +1+1+1 III III III 0 ю ~ — сч 11+4 15±5 22 ±25 12 ±4 16±6 23 + 6 13 + 5 17±6 24 + 6 14±6 18±7 25±7 11 ±4 16±5 22±5 12±4 17±6 23 ±6 13 + 5 18±6 24±6 14 + 6 19±7 25±7 12±4 17±6 23±6 13±4 18±7 24 ±7 14±5 19±7 25 + 7 15±6 20±8 26 + 8 13 ±5 17±6 23 ±6 14±5 18 ±7 24±7 15±6 19±7 25±7 16±7 20±8 26 ±8 14+5 18±6 24 ±6 15±5 19 + 7 25 + 7 16 + 6 20±7 26 + 7 17±7 21 ±8 27±8 15±5 18±6 24 + 6 16 + 5 19±7 25 + 7 17±6 20 + 7 26±7 18 ±7 21 ±8 27±8 16 ±6 19±7 25 ±7 17±6 20 + 8 26±8 18 ±7 21 ±8 27±8 19±8 22 ±9 28±9 17 1 7 20 1- 8 26 ±8 18 ±7 21+9 27 + 9 19 + 8 22 ±9 28 ±9 20 ±9 23 + 10 29 ±10 18 ±7 21 ±8 27±8 19±7 22+9 28+9 20 + 8 23 + 9 29 ±9 19 ±7 22±8 28 ±8 20±7 23 ±9 29 ±9 21 ±8 24 ±9 30 ±9
Примечания:
1. Данные таблицы распространяются на детали с соотношением размеров: H^0,5D — для дисков; 0,5D<H 1,5D — для цилиндров; Н^В
и B^L=d,5B — для брусков, кубиков, пластин; H^0,5D, d^Q,5D — для дисков с отверстием; Q,5D<H^ 1,5D, d^0,5D — для втулок; Н^В,
о<ь<1,5В, d^0,5B — для брусков и пластин с отверстием.
2. На цилиндрических поковках, имеющих отношение диаметра к высоте более 6, допускается сферичность, величина которой не конт-
ролируется.
3. Разрешается не прошивать отверстие диаметром ^40 мм и при отношении высоты поковки к диаметру прошиваемого отверстия
адпр>3-
4. В отверстии поковки сверх припусков допускается уклон 1 : 20.
5. При использовании стандартизованной оснастки допускается диаметр отверстия округлять до ближайшего меньшего диаметра про-
шивпя.
со 6. Припуски и предельные отклонения для прямоугольного сечения детали назначают в зависимости от наибольшего размера сечения.
Таблица 3.54. Припуски и предельные отклонения
8
для поковок типа раскатных колец (в мм) по ГОСТ 7829—70
Диаметр детали D Размеры детали, на которые назначаются припуски и предель- ные отклонения Высота детали Н
до 50 св. 50 до 65 I св. 65 до 80 св. 80 до 100 св. 100 до 125 св. 125 До 150 св. 150 до 180 св. 180 до 210 св. 210 до 250 св. 250 до 300 св. 300 до 360
Припуски (6; 6i; । 62) и предельные отклонения ((±Д/2; ±Д1/‘2; ±Д2/2)
До ПО И о ±2 7±2 8±3 9 + 3 10±3
D 9±3 10 + 3 11 ±3 12 + 4 12±4
d 12±3 13±3 14 ±3 15+4 15±4 — — -- —
Св. 110 Н 7 + 2 8+2 9 + 3 10±3 11 ±4 12±4
до 150 D ю±з 11+3 11 ±3 12±4 13±4 14±4
d 13±3 14±3 14 + 3 15±4 16 i 4 17±4 — — — -- —
Продолжение табл. 3.54
Диаметр D детали Размеры детали, на которые назначаются припуски и предель- ные отклонения Высота детали Н
до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 150 св. 150 до 180 св. 180 до 210 св. 210 до 250 св. 250 до 300 св. 300 до 360
Припуски (6; । 5ь 62) и 1 предельные отклонения (±Д/2; ±Д|/'2; ±Д2/2)
Св. 150 до 200 Н D 7Т2 11±3 8+2 12±3 9±3 12±3 ю+з 13 + 4 11 ±4 13±4 12±4 14±4 13±5 15 + 5 14±5 16±6 — — —
d при D — d До 50 14±3 15±3 15±3 16±4 16 + 4 17±4 18±5 19±5 — — --
Св. 50 до 100 15±3 16 + 3 16±3 17±4 17 + 4 18±5 19±5 20±5 — — -
Св. 200 до 250 Н D 7±2 Н±3 8±2 12±3 9±3 13±4 ю+з 14±4 11±4 14±4 12±4 15±4 13±5 16±5 14±5 17±5 15±6 18±6 — —
d при D — d До 50 14±3 15±3 16±4 17±4 17±4 18±4 19±5 20±5 21±6 — —
Св. 50 до 125 15±3 16±3 17±4 18±4 18±4 19±4 20±5 21 ±5 22 ±6 — —
Св. 250 до 300 Н D 8±2 12±3 9±2 13 + 4 10±3 14±4 11 ±3 15±5 12±4 ' 15±5 13±4 16±5 14±5 17±6 15±5 18±6 16±6 19±6 17±6 20±6 —
До 50 15±3 16±4 17±4 18±5 18±5 1 19±5 19±5 20±6 21±6 22±6 23±6 —
d при D — d Св. 50 до 125 16±3 17±4 18±4 19±5 20±5 21±6 22±6 22 ±6 24±6 —
Св. 125 до 150 17±3 18±4 19±4 20±5 20±5 21 ±5 22±6 23±6 24±6 25+6 —
Продолжение табл. 3.54
Диаметр детали D Размеры детали, на которые назначаются припуски и предель- ные отклонения Высота детали Н
до 50 св. 50 до 65 св. 65 ДО 80 св. 80 до 100 св. 100 до 125 св. 125 до 150 св. 150 до 180 св. 180 до 210 св. 210 до 250 св. 250 до 300 св. 300 до 360
Припуски (6; 61 ; б2) и предельные отклонения (±Д/2; ±А1/’2; ±Д2/2)
Св. 300 Н 9±3 ю+з 11±4 12±4 13+5 14±5 15±5 16±6 17±6 18±7 19±7
до 360 D 13±4 14±4 15±5 16±5 16 + 6 17±6 18±6 19±6 20±7 21 ±7 22±7
До 50 16±4 17±4 18±5 19±5 19±6 20±6 21±б 22±6 23±7 24±7 25±7
d при D — d Св. 50 до 125 17±4 18±4 19±5 20±5 20±6 21 ±6 22±6 23±6 24±7 25±7 26 + 7
Св. 125 до 180 18±4 19±4 20 ±5 21 ±5 21 ±6 22±6 23±6 24±6 25±7 26±7 27 ±7
Св. 360 до 420 Н 10+4 11 ±4 12±4 13±5 14±5 15±6 16 + 6 17±7 18±7 19±7 20±8
D 14 + 5 15±5 16±5 17±6 17±6 18±6 19±7 20±7 21±7 22±7 23±7
До 50 17±5 18±5 19±5 20±6 20±6 21±6 23±7 23±7 24±7 25±7 26+7
d при D — d Св. 50 до 125 18+5 19±5 20±5 21 ±6 21 ±6 22±6 23±7 24±7 25±7 26±7 27±7
Св. 125 до 215 19±5 20±5 21 ±5 22±6 22±6 23±6 24 ±7 25±7 26 + 7 27±7 28±7
Продолжение табл, 3,54
Диаметр детали D Размеры детали, на которые назначаются припуски и предель- ные отклонения Высота детали И
до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 150 св. 150 до 180 св. 180 до 210 св. 210 до 250 св. 250 до 300 св. 300 до.,360^
Припуски (6; di; б2) и предельные отклонения (±Д/2; ; ±Д1/'2; ±Дг/2)
Св. 420 н 10±4 11 ±4 12±4 13±5 14±5 15 + 6 16+6 17±7 18+7 19±7 20±8
до 485 D 15±6 16±6 17±6 18±6 18 ±6 19±7 20±7 21+7 22 ±8 23±8 24±8
До 50 18 + 6 19±6 20 + 6 21 ±6 21±6 22±7 23 ±7 24±7 25±8 26±8 27±8
d при D — d Св. 50 до 125 19 + 6 20 + 6 21 +6 22 + 6 22 + 6 23±7 24 ±7 25±7 26±8 27±8 28±8
Св. 125 до 250 20 ±6 21 ±6 22 ±6 23 ±6 23±6 24 + 7 25 ±7 26 ±7 27±8 28±8 29±8
Св. 485 до 550 Н 11 ±4 12±4 13±4 14±5 15±5 16±6 17±6 18±7 19±7 20±8 21 ±8
D 16±6 17±6 18±7 19±7 19±7 20±7 21+8 22±8 23 ±8 24±8 25 ±8
До 50 19±6 20 ±6 21 ±7 22±7 22 ±7 23 ±7 24±8 25±8 26±8 27±8 28±8
d при D — d Св. 50 до 125 20 ±6 21 ±6 22±7 23 ±7 23 ±7 24±7 25±8 26 ±8 27±8 28 + 8 29±8
Св. 125 до 275 21 ±6 22±6 23 ±7 24±7 24±7 25 ±7 26 ±8 27±8 28±8 29±8 30±8
Примечания:
~ 1. Данные таблицы распространяются на детали, у которых H^D, d>0,5D.
cio 2. В отверстии дополнительно к припускам допускается конусность 1 : 20.
Таблица 3.55 Припуски, основные и дополнительные предельные отклонения для поковок типа втулок с уступами, сплошных
и отверстиями, изготавливаемых в подкладных кольцах (в мм), по ГОСТ 7829—70
(h+№A/2
Диаметр детали £>| или D2 Размеры де- тали, на ко- торые наз- начаются Iipil-iyCAll II предельные Высота детали Н
1 св. 125 до 150 св. 150 до 180 св. 180 до 210 св. 210 до 250 св. 250 до 300 св. 300 до 360
ДО 50 | св. 50 | до 65 1 св. 65 до 80 св. 80 до 100 | св. 100 до 125
отклонения Припуски (д; 61; 62;63) и предельные отклонения (±Д/2; ±Д1/2; ±Д2/2; ±Д3/'2)
До 50 Н; h 7±2 7±2 — — — — — — —
Dt 7+2 7+2 — — — — — — — — —
d2 к+2 °-1 б+2 7±? - - — —
d — — — — — — — — —
Продолжение табл. 3.55
Диаметр детали D] или D2 Размеры де- :али, на ко- торые НИР качаются припуски и Высота детали И
до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 150 св. 150 до 180 св. 180 до 210 св. 210 до 250 св. 250 до 300 св. 300 до 36X1—-
предельные отклонения Припуски (б; 61 62', 6з) 1 и предельные отклонения (±Д/2; ±Д[/2; ±Дг/2; ±Д3/'2)_
Св. 50 ДО 80 Н; h 7±2 7±2 8 + 2 9±2 — — — — — —
Di 7 + 2 8+2 8±2 9±2 — — — — — — —
D2 5+2 +-1 _|_9 с-1 у + З ~1 7+3 Z-1 8+4 8-2 s+4 °—2 э+4 У-2 — — — —
d 13±2 14±2 14 + 2 15±2 — — — — — — —
Св. 80 до 110 H; h 7+2 8±2 9 + 2 10±2 10±3 11 ±3 — — — — —
Dy 8 + 2 9±2 9+2 10±3 10 + 3 11 ±3 — — — — —
d2 6+2 7±3 7±3 8±4 8 + 4 9±4 9±4 10±4 Ю±4 — —
d 14±2 15±2 15±2 16±2 16±2 17±3 — — — — —
Св. ПО до 150 H; h 7±2 8±2 9±2 10±3 10±3 11+3 12±3 13±4 — — —
D{ 9±2 10±2 10±3 11+3 11 ±3 12±3 13±4 13±4 — — —
d2 7+3 Z-1 s+4 °—2 8+4 »_2 9+4 э+4 —2 10^2 ю+2 ц+5 -2 11 +$ 11-2 12^2 !з+|
d 15±2 16±2 16±2 17±3 17±3 18 + 4 19±4 20±5 — — —
Св. 150 до 200 H; h 8±2 8±2 9±3 10±3 11±3 12±3 13±3 14±4 15±4 — —
Di 10±3 11±3 11±3 12±3 12±3 13±4 13±4 14±4 15±4 — —
d2 8+4 с-2 8+4 б-2 9+4 —2 э+4 -2 1°+4 ц+5 —2 11+5 1 —2 12+5 ю см +1 см !3^2 14+5 - 2
d 16 + 3 17±3 17±3 18±4 18±4 19±4 19±4 20±5 20±5
о
Продолжение табл. 3.55
Диаметр детали D\ или D2 Размеры де- тали, на ко- торые наз- начаются припуски и предельные отклонения Высота детали H
до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 150 св. 150 до 180 св. 180 до 210 св. 210 до 250 св. 250 до 300 св. 300 до 360
Припуски (6; 0г, 02;бз) и предельные отклонения (±Д/2; ±Д1/2; ±Дг/2; ±Д3/2)
Св. 200 до 250 И; h Dt d2 d 8±2 11 ±3 д+4 — 2 17 + 3 9±3 12±3 д+4 —2 18 ±3 10±3 12±3 ю+4 18±3 11 ±3 13 + 4 ю+4 19±4 12±3 13±4 njj 19±4 13±4 14±4 12+5 lzJ-2 20±4 14±4 14±4 12+5 20±4 15±5 15±5 1э+б 21 ±5 16±6 16±6 13tl 22 ±6 17 J 6 17±6 14+6 23±6 18 + 6 18±6 14+6 24±6
Св. 250 до 300 H; h d2 d 9 + 3 12±4 д+4 2 18 ±4 10±3 13±4 Ю^9 19±4 11+3 13±4 11+5 —2 19 + 4 12±3 14±5 11+5 1 —2 20±5 13±4 14±5 12^о 20±5 14±4 15±5 13^2 21±5 15±4 15±5 13^0 21 ±5 16±4 16±6 14^2 22 ±6 17±5 17±7 14t| 23±7 18±6 18±7 15^9 24±7 19±6 19±7 15+6 25±7
Св 300 до 360 H; h D, d2 d — 10±3 13±4 1 —2 20 ±4 11 ±3 14±4 ц+5 и-2 20 ±4 12±4 15 + 5 12+| 21 ±5 13±4 15±5 13^2 21±5 14±4 16±5 14to 22±5 15±4 16±5 14+6 22±5 16±5 17±6 15^2 23±5 17±6 18±7 15^2 21±6 18±6 19±7 Wto 25±7 19 + 6 20±7 16^ 26±7
Св. 360 до 420 11; /i d — 11 ±3 14±5 21 ±5 12±3 15±5 21 ±5 13±4 16±6 22 + 6 14±4 16±6 22±6 15±4 17±6 23±6 16±5 17±6 23±6 17±5 18±7 24 ±7 18±6 19±8 25±8 19 ±6^ 20±8 26 + 8 -20+7 21+^ 27±8
Продолжение табл. 3.55
12-зз
Диаметр детали или £>2 Размеры де- тали, на ко- торые наз- начаются припуски и предельные отклонения Высота детали Н
до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 св. 100 до 125 св. 125 до 150 св. 150 до 180 св. 180 до 210 св. 210 до 250 св. 250 до 300 св. 300 до^3б+
Припуски (б; бг, б2;б3) и предельные отклонения (±Д/2; ±Д1/2; ±Д2/2; ±Дз#Г^
Св. 420 ДО 485 Н; h d — — 12 + 3 16±5 22 + 5 13 + 4 17±6 23±6 14±4 17±6 23 + 6 15±4 18 + 6 24 + 6 16±5 18 + 6 24±6 17±6 19±7 25±7 18±6 20±8 26±8 19 + 7 21 ±8 27±8 20±7 22 + 8 28±8
Св. 485 до 550 •с — — 13 + 4 17±6 23±6 13 + 4 18±7 24+7 14 + 4 18+7 24±7 15 + 5 19±7 25 + 7 16±6 19±7 25 + 7 17±6 20±8 26+8 18 + 7 21 ±9 27 + 9 19±7 22 ±9 28 + 9 20±7 23±9 29 ±9
Примечания:
1. Данные таблицы распространяются на детали, у которых h^Df, /1<0,75Н; Di — D2^0,2D; 0,5£>2^d^0,4//.
2. В отверстии поковки сверх припусков допускается уклон не более 1 : 20.
3. Разрешается не прошивать отверстие диаметром менее 40 мм и при отношении высоты поковки к диаметру прошиваемого отверстия
более 2,5.
4. На поковках с отношением диаметра фланца к его высоте более 5 допускается боковая сфера, размеры которой не контролируются.
5. Ступицу диаметром более 360 мм разрешается не выполнять.
6. При использовании стандартной оснастки допускается доведение поковочного размера ступицы до размера подкладочного кольца, при
этом дополнительный припуск не должен превышать табличное значение более чем в 2,5 раза.
ботки на прессах (табл. 3.56—3.60). Назначение допусков, припусков и кузнеч-
ных напусков на поковки стальные штампованные производят по ГОСТ 7505—
74. В стандартах приведены также примеры назначения припусков /и допусков.
Припуски на обработку резанием поковок из цветных металлов и Сплавов при-
ведены в табл. 3.61.
Таблица 3.56. Припуски и предельные отклонения для гладких поковок
круглого сечения (в мм), по ГОСТ 7062—79
Поковки I группы точности
Длина детали L Диаметр детали D
до 140 св. 140 до 160 св. 160 до 180 св. 180 до 200 св. 200 до 224 св. 224 до 250
Припуски б и предельные отклонения ±Д/2
До 1000 9±1 9±2 10+2 11 ±2 11 ±2 12±2
Св. 1000 до 1250 9±2 10±2 11±2 11±2 12 + 2 13±2
у> 1250 » 1600 10±2 11 ±2 11 ±2 12+2 13±2 13±2
» 1600 » 2000 11 ±2 11 ±2 12±2 13±2 14±2 14±2
» 2000 » 2500 11 ±2 12±2 13±2 13±2 14±2 16±3
Продолжение табл. 3.56
Поковки II группы точности
Длина детали L Диаметр детали D
до 140 св. 140 до 160 св. 160 до 180 св. 180 до 200 св. 200 до 224 св. 224 до 250 св 250 до 280
Припуски б и предельное отклонение ±Д/2
До 1000 Св. 1000 до 1250 » 1250 » 1600 » 1600 » 2000 » 2000 » 2500 11 ±4 12±5 13 + 5 14±5 15±6 12±5 13 + 5 14±5 15±6 16±6 13±5 14±5 15 + 6 16±6 17±6 14±5 15±6 16+6 17±7 18±7 15±6 16±6 17±6 18±7 19 + 7 16±6 17±6 18±7 19 + 7 20±7 17±6 18±7 19±7 20 ±7 21 ±7
Примечания;
1. Данные таблицы распространяются на детали, у которых L^1,2D.
2. Плюсовые отклонения на длину для поковок, изготовляемых по I группе точности,
принимаются такие же, как для поковок II группы точности.
178
Таблица 3.57. Припуски и предельные отклонения для гладких поковок
квадратного и прямоугольного сечений (в мм) по ГОСТ 7062—79
Поковки I группы точности
Длина детали L Размер сечения В, Но
до 140 св. 140 до 160 св. 160 до 180 i св. 180 до 200 св. 200 до 224 св. 224 до 250
Припуски 6, 6 i и предельные отклонения ±Д/2
До 1000 13±2 13±2 14 + 2 15±2 15±2 16±2
Св. 1000 до 1250 13±2 14 + 2 15 + 2 15±2 16 + 2 17±2
» 1250 » 1600 14±2 15±2 15 + 2 16±2 17±2 17±2
» 1600 » 2000 15±2 15±2 16±2 17±2 17 + 2 19±3
» 2000 » 2500 15±2 16 + 2 17 + 2 17 + 2 19±3 20 + 3
Продолжение табл. 3.57
Длина детали L Размер сечения В, Но
св. 250 до 280 св. 280 до 315 св. 315 1 до 355 св. 355 до 400 св. 400 до 450 | св. 450 1 до 500
Припуски б, б] । и предельные отклонения ±Д/'2
До 1000 17±2 17 + 2 19±3 20±3 21±3 21±3
Св. 1000 до 1250 17±2 19±3 20±3 21±3 21+3 22±3
» 1250 » 1600 19±3 20±3 21 ±3 21±3 22 + 3 23 + 3
» 1600 » 2000 20±3 21 ±3 21±3 22±3 23±3 24±4
» 2000 » 2500 21 ±3 21 +3 22 + 3 23 + 3 24 + 4 25±4
Продолжение табл. 3.57
Поковки И группы точности
Размер сечения В, Но
Длина детали L до 140 св. 140 до 160 св. 160 до 180 св. 180 до 200 св. 200 до 224 св. 224 до 250 св. 250 до 280
Припуски б, di и предельные отклонения ±Д/2
До 1000 Св. 1000 до 1250 » 1250 » 1600 » 1600 » 2000 > 2000 » 2500 15±4 16±5 17±5 18±5 19±6 16±5 17±5 18±5 19±6 20±6 17±5 18±5 19±6 20±6 21±6 18±5 19±6 20±6 21±6 22±7 19 + 6 20±6 21±6 22 + 7 23±7 20±6 21+6 22±7 23+7 24±7 21+6 22±7 23±7 24±7 25±8
12*
179<
Продолжение табл. 3.57
Длина детали L Размер сечения В, Яо
св. 280 до 315 св. 315 до 355 св. 355 до 400 св. 400 до 450 св. 450 до 500 св. 500 до» 560 св. 560 до 630
Припуски б, 61 и предельные отклонения ±Д/2
До 1000 Св. 1000 до 1250 » 1250 » 1600 » 1600 » 2000 » 2000 » 2500 22 + 7 23 ±7 24 + 7 25 ±8 26±8 23±7 24+7 25±8 26 ±8 27±8 24 ±7 25 + 8 26 + 8 27 + 8 28 ±8 25 + 8 26±8 27 + 8 28 ±8 29±9 26±8 27 + 8 28 + 8 29±9 30±9 27±8 28+8 29 + 9 30 + 9 31±10 28±8 29±9 30±9 31±10 32 ±10
Примечания:
1. Данные таблицы распространяются на детали, у которых L^l,5//0 и
2. Плюсовые отклонения на длину поковок, изготовляемых по II группе точности, при-
нимаются такие же, как для поковок I группы точности.
3. Скосы отрубов должны быть без заусенцев.
4. Массу напусков Р (в кг) на скоках после рубки (с одной стороны поковки) вы-
числяют по формуле
Р=О,36-1О-б(В+б)2(Но+б1).
Таблица 3.58. Припуски и предельные отклонения для поковок типа муфты
и диски сплошные и с отверстиями (в мм) по ГОСТ 7062—79
(80
Поковки I группы точности
Высота детали Яо Диаметр детали D
св. 200 до 224 св. 224 до 250 св. 250 до 280 св. 280 до 315 св. 315 до 355 св. 355 до 400 1 св. 400 до 450 св. 450 до 500 св. 500 до 560
Припуски б и предельные отклонения ±Д/2
От 125 ДО 160 Св. 160 » 200 » 200 » 250 » 250 » 315 » 315 » 400 » 400 » 500 11+2 11±2 11 ±2 12±2 13±2 11+2 11+2 12±2 13±2 14 + 2 11 ±2 12 + 2 13 + 2 14±2 14 + 2 15 + 2 12±2 13 + 2 14х2 14 + 2 15т2 15±2 13 + 2 14±2 11±2 15±2 15±2 16±2 14±2 14±2 15 + 2 15±2 16+2 16±2 14±2 15±2 15±2 16±2 16±2 18 ±3 15±2 15±2 16±2 16±2 18±3 18±3 15±2 16±2 16±2 18±3 18 ±3 19±3
Продолжение табл. 3.58
Поковки II группы точности
Диаметр детали D
Высота детали Но св. 200 до 224 св. 224 до 250 св. 250 до 280 о _ СО Ю см со И о ° св. 315 до 355 i св. 355 до 400 св. 400 до 450 ( св. 450 до 500 св. 500 до 560
Припуски б и предельные отклонения ±Д/2
От 125 до 160 Св. 160 » 200 » 200 » 250 » 250 » 315 » 315 » 400 » 400 » 500 14±5 15±6 15+7 17 + 7 18±7 1 5±6 16±7 17±7 18±7 19 + 7 16±7 17 + 7 18±7 19±7 20 + 8 21 +8 17 + 7 18+7 19 + 7 20 ±8 21 ±8 22 ±9 18±7 19±7 20±8 21±8 22±9 23 J-9 19±7 20±8 21 ±8 22±9 23±9 24±10 20 + 8 21±8 22 ±9 23±9 24±10 25± 10 21±8 22±9 23±9 24±10 25 + 10 26±11 22 + 9 23±9 21 + 10 25 + 10 26+11 27±11
Примечания:
1. Данные таблицы 3.58 распространяются на детали, у которых 0,5£>^Яо^ 1,07) и
a<-0,5D.
2. Припуск б и предельные отклонения ±Д/2 на высоту Но принимают равными при-
пуску и предельным отклонениям на диаметр D.
3. Предельные диаметры прошиваемых отверстий вычисляют по формулам:
максимальный диаметр прошиваемого отверстия
rfmax = 0'37(D ~ 200)+80,
где D — диаметр заготовки перед прошивкой;
минимальный диаметр прошиваемого отверстия
dmin = 0,208(tf - 200)4-75,
где Н — высота заготовки перед прошивкой.
4. Припуск 61 на отверстия в поковках для I и II групп точности принимают одина-
ковым и определяют по табл. 3.59 как разность между диаметром отверстия и диаметром
прошивня.
5. Допуск на прошиваемое отверстие принимают равным 0,6 от припуска, определен-
ного по' примечанию 4.
6. На сплошных и с отверстиями поковках, имеющих отношение Л/Я0^4, а также
#о<4 с массой более 6000 кг допускается сферичность Ь, форма и размеры которой не
контролируются. При отношении D!Hq<A и массе поковки менее 6000 кг сферичность не до-
пускается. Масса напуска (сферичности) определяется по табл. 3.60 в зависимости от DIHq и
расчетной массы поковки Рр, определенной по габаритным размерам без учета сферичности.
181
Таблица 3.59. Значения d и dnp
Диаметр отверстия d Диаметр прошивня ^пр Диаметр отверстия d Диаметр прошивня ^пр
Св. НО до 120 80 Св. 366 до 392 325
> 120 » 131 90 » 392 » 418 350
» 131 » 142 100 » 418 » 444 375
» 142 » 158 ПО » 444 » 470 400
» 158 » 184 125 » 470 » 522 425
» 184 » 210 150 » 522 » 575 450
» 210 » 236 175 » 575 » 680 500
» 236 » 262 200 » 680 » 800 600
» 262 » 288 225 » 800 » 900 700
» 288 » 314 250 » 900 » 1000 800
» 314 » 340 275 Более 1000 900
» 340 » 366 300
Таблица 3.60. Масса напуска в зависимости от D(H0)
Dj'Hq, мм Масса на- пуска, кг Di'Hq, мм Масса на- пуска, кг
До 4,3 0,1 % Св. 8,5 до 9,5 0,065Рр
Св. 4,3 до 4,7 0,095РР » 9,5 » 10,5 0,06РР
» 4,7 » 5,0 0,09РР » 10,5 » 11,5 0,055РР
» 5,0 » 5,5 0,085/% » 11,5 » 13,0 0,05РР
» 5,5 » 6,5 0,08% » 13,0 » 15,5 0,045/%
» 6,5 » 7,5 0,075РР » 15,5 » 16,0 0,04Рр
» 7,5 » 8,5 0,07%
Таблица 3.61. Припуски (в мм) на обработку резанием поковок
из цветных металлов и сплавов, изготовляемых на прессах и молотах
Обрабатывае- мая поверхность Вид обработки i i Наибольший размер поковок, мм
до 100 св. 100 до 160 св. 160 !св. 250 [св. 360 до 250 |до 360 |до 500 1 св. 500 |до 630 1
Плоскости Фрезерование (под- резка торцов): черновое получистовое чистовое Шлифование: предваритель- ное чистовое 1,25 0,35 0,1 0,30 од 1,5 0,35 0,1 0,35 0,1 1,75 0,4 0,15 0,4 0,15 2,0 0,5 0,25 0,5 0,2 2,25 0,5 0,25 0,6 0,2 2,5 0,7 о,з 0,7 0,25
Наружные поверхности вращения । Точение: черновое чистовое 1,25 0,35 1,5 од 1,75 0,4 2,0 0,5 2,25 0,5 2,5 0.7
182
Припуски устанавливают на номинальные размеры деталей, указанных в
чертеже, из расчета обработки поковок с двух сторон при шероховатости по-
верхности 25 мкм или на номинальные размеры, указанные в технологическом
чертеже, предварительно обработанной заготовки. При более высокой чистоте
обработки припуски могут быть увеличены, но не более чем по 2 мм на каждую
из сторон.
Расчетные номинальные размеры поковки и предельные отклонения допу-
скают округление в большую сторону до ближайших целых чисел по усмотре-
нию предприятия-изготовителя. Характеристика методов обработки заготовок
давлением приведена в табл. 3.2.
Операционные припуски. Операционный (промежуточный) припуск, т. е. из-
быточный слой металла, оставляемый для снятия на данной операции, должен
быть достаточным, чтобы при чистовой или окончательной обработке детали не
оставалось черноты или следов от предыдущей обработки, но вместе с тем он
должен быть возможно малым, чтобы не увеличивалось время обработки и не
удорожалась операция. Припуск выбирается по табл. 3.62—3.101.
Таблица 3.62. Припуски (в мм) на газовую вырезку заготовок
из листового металла и на резку сортового проката
1 Ручная резка Машинная резка
Прямоли- нейный рез Криволи- нейный рез Прямоли- нейный рез Криволи- нейный рез
Длина наружного Толщина металла
или внутреннего
периметра по кон- »
туру о о
о о _ О о
О О СМ Л <2 S о СМ . О О СМ
Ю LO —< LO LO X Ю ю — to LO >—<
СМ о 0x1 о СМ О см о
О О к( _ о О о О 14 о о <4
о 4 4 ° 4 4 R о 4 4 2 4 4
4 о 4 о ° 4. о
ю о о ю ° ю о о
LO CM L0 ~ ю см to —' ю см ю — to см ю —
« и й m и я и и и <и о о и и и са ° ° ° U 3 3 3* 3
До 1000 5 7 11 14 6 8 12 15 3 4 6 9 4 5 8 10
Св. 1000 до 2000 6 8 11 15 7 9 13 16 4 5 7 10 5 6 9 И
» 2000 » 3000 7 9 12 15 8 11 14 17 4 5 7 И 6 7 9 12
» 3000 » 4000 8 10 13 16 10 12 15 19 5 6 7,5 11 6 8 10 12
» 4000 » 5000 10 11 14 17 12 13 16 20 6 7 8 11 9 9 11 13
» 5000 » 8000 13 14 16 18 16 18 20 23 8 8 9 12 12 12 13 15
8000 » 10000 15 16 18 19 19 21 23 25 9 9 10 12 14 15 15 17
П р и м е ч а ни я-
1. Величина припуска учитывает ширину реза и все основные погрешности реза —
Лорозды, вырывы наружные и внутренние, вертикальные отклонения от плоскости реза и
‘Уклонения от правильного линейного направления реза.
2. Припуски установлены одинаковыми для вырезки наружных и внутренних контуров.
3. При резке сортового проката (круга, угольника, полосы, тавра, двутавра и т. п.)
припуски принимают по группе граф «Прямолинейный рез», исходя из наибольшей.
4. Минимальный диаметр вырезаемого отверстия при ручной резке 70 мм, при машин-
ной — 90 мм.
5. Точность при ручной газовой резке ±2—5 мм; при машинной ±0,5—1 мм.
6. Шероховатость поверхности реза — 100—25 мкм.
7. Поверхностный слой при газовой (ацетиленокислородной, кислородной, плазменно-
луговой) резке обезуглероживается на глубину 1 — 1,5 мм.
183
Таблица 3.63. Припуски на механическую обработку заготовок
из листовой стали при гильотинных ножницах (в мм)
Ст 3, 20, 45 1 Х18Н9Г, Х18Н10Г
Размер детали Припуск на сторону при толщине S заготовки
(ширина) X (длина) —
3-6 8-14 3-6 8—14
(100) X (100-1000) 3 3 3 5
(100) X (Ю01 —2000) 5 5 5 5
(100) X (2001-4000) 6 6 6 6
(100) X (4001-5000) 6 6 6 6
(200) X (200-1000) 3 3 3 5
(200) х( Ю01-2000) 5 5 5 5
(200) X (2001-3000) 6 6 6 6
(200) х (3001-5000) 6 6 6 6
(200) х (5001-6000) 6 6 6 8
(300) X (300-1000) 3 3 3 5
(300) Х( 1001-2000) 5 5 5 5
(300) X (2001-3000) 6 6 6 6
(300) X (3001-4000) 6 6 6 6
(300) ХС4С01 -5000) 6 6 6 6
(300) X (5001-6000) 6 8 6 8
(400) X (400-1000) 3 5 3 5
(400)Х (1001-2000) 5 5 5 5
(400) X (2001-3000) 6 6 6 6
(400) X (3001-4000) 6 6 6 6
(400) X (4001-5000) 6 6 6 6
(400) X (5001-6000) 6 8 6 8
(500) X (500- 2000) 5 5 5 6
Таблица 3.64. Допуски на ширину заготовки при резке на гильотинных
ножницах (в мм)
Толщина Ширина отрезаемой полосы
до 50 св. 50 до 100 св. 100 до 200 св. 200 | до 400 св. 400 1 до 700 i св. 700 до 1000 св. 1000 до 1500
До 1 0,5 0,6 0,8 1,0 1,2 1,5 1,5
Св. 1 до 3 0,6 0,8 1,0 1,2 1,5 1,8 2,0
» 3 » 6 0,8 1,0 1,2 1,5 1,8 2,0 2,5
» 6 » 10 1,1 1,3 1,5 2,0 2,2 2,7 з,з
» 10 » 15 1,5 1,8 2,0 2,3 2,5 з,о 3,5
» 15 » 20 1,5 1,8 2,0 2,5 з,о 3,5 4,0
Примечания:
1. Величина отклонения может быть в сторону увеличения или уменьшения ширины.
2. При резке на гильотинных ножницах заготовок длиной до 3 м прямолинейность
кромки может быть получена на листах до ±0,5 мм и полосах до ±1,2 мм.
184
Таблица 3.65. Припуски по длине на резку пруткового и профильного материала
Сечение заготовки Припуск, мм Припуск на зажим в патро- не, мм
Круглое, квад- Двутав- ровое Швел- лерное Угло- вое на резку без обработки торцов на обработку торцов
Дисковая пила Ножо- воч- ная пила Станки токар- ные и ре- вольвер- ные Отрезка абразив- ными кругами Анод- но-ме- хани- ческая резка Длина до 1 м Длина св. 1 до 5 м Длина св. 5 м
ратное
А Номера профилей по стан- дарту Диа- метр диска в 2а h
До 10 — — — — — 2,0 2 2 1 2 4 5 30
Св. 10 до 20 — — 2-5 275 4 2,5 2 5 2 1 4 5 7 40
Св. 20 до 30 — 5-8 5-8 275 4 2,5 3 3 1 6 7 9 40
Продолжение табл. 3.65
Сечение заготовки Припуск, мм Припуск на зажим в патро- не, мм
Круглое, квад- ратное Двутав- ровое Швел- лерное Угло- вое на резку без обработки торцов на обработку торцов
Дисковая пила Ножо- воч- ная пила Станки токар- ные и ре- вольвер- ные Отрезка абразив- ными кругами Анод- но-ме- хани- ческая резка Длина до 1 м Длина св. 1 до 5 м Длина св. 5 м
А Номера профилей дарту по стан- Диа- метр диска в 2а h
Св. 30 до 80 10-12 8-10 8-12 275 4,5 2,5 5 — 2 7 8 10 60
Св. 80 до 150 12-16 10-14 12-15 510 6,5 3 6 — 2 8 10 12 70
Св. 150 до 200 16-20 14-18 15-20 660 7 3 8 — — 9 10 12 80
Св. 200 до 260 20—24 18-22 — 810 7,5 — 10 — — 10 12 14 80
Св. 260 до 300 24-28 22-24 — 910 9 — 12 — — 10 12 14 90
Св. 300 до 400 28-32 24-30 — 1200 10 — 14 — — 10 12 14 90
Св. 400 до 490 32-45 30-40 — 1500 11 — 16 — — 10 12 16 100
Примечания:
1. Припуски на отрезку учитываю! ширину режущего инструмента и неиерпендикулярносчь реза.
2. Длина отрезаемой заготовки для одной детали L = /+K, где К=2а+В; а = (К — В)/2.
3. Длина отрезаемой заготовки для нескольких деталей L — c(l+K)— В, где с — количество деталей в о!резаемой заголовке.
4. Для револьверных станков и автоматов длина отрезаемой заготовки для нескольких деталей L =с(1+К)—B+h, где li — длина
остатка прутка в зажиме,
Таблица 3.66, Припуски по длине на резку труб (в мм)
Диаметры труб D Припуски На зажим в пат- роне
На разрезку без обработки торцов На обработку торцов
Диско- вая пила Ножо- воч- ная пила Токарные и револьверные станки Длина ЦО 1 м Длина от 1 м до 5 м Длина св. 5 м
Толщина стенок
до 16 св. 16— 25 св. 25—1 40 | св. 40— 70
В 2а Lx
До 20 4 2,5 4 — — 4 5 " 7 20
Св. 20 до 30 6 7 9 25
Св. 30 до 80 6 7 8 10
Св. 80 до 150 7 3 6 8 10 12 40
Св. 150 до 200 9 60
Св. 200 до 260 5 10 12 14
Св. 260 до 300 8
Св. 300 до 400 7 8 10 10
Св. 400 до 440 16
Примечание. См. примечание к табл. 3.65.
187
Таблица 3.67. Припуск на черновую обработку торцов (в мм)
Диаметр обрабатываемой детали Припуск Диаметр обрабатываемой детали Припуск
До 20 1,0 Св. 75 до 125 2,0
Св. 20 до 30 1,5 » 125 » 150 2,0
» 30 » 45 1,5 » 150 2,5
» 45 » 75 1,5
Таблица 3.68. Припуски на чистовую подрезку и шлифование торцов (в мм)
Диаметр обрабаты- ваемой детали d Общая длина обрабатываемой детали
до 18 св. 18 до 50 св. 50 до 120 св. 120 до 260 св. 260 до 500 св. 500
Припуск
Чистовая подрезка
До 30 0,4 0,5 0,7 0,8 1,0 1,2
Св. 30 до 50 0,5 0,6 0,7 0,8 1,0 1,2
» 50 » 120 0,6 0,7 0,8 1,0 1,2 1,3
» 120 » 260 0,7 0,9 1,0 1,0 1,2 1,4
» 260 0,8 0,9 1,0 1,2 1,4 1,5
Допуск на
длину -0,2 -0,3 -0,4 -0,5 -0,6 —0,8
Шлифование
До 30 0,2 о,з о,з 0,4 0,5 0,6
Св. 30 до 50 о,з о,з 0,4 0,4 0,5 0,6
» 50 » до 120 о,з о,з 0,4 0,5 0,6 0,6
» 120 » 260 0,4 0,4 0,5 0,5 0,6 0,7
» 260 0,4 0,5 0,5 0,6 0,7 0,7
Допуск на
длину -0,12 -0,17 -0,23 -0,3 —0,4 -0,5
Примечания:
1. При обработке валов с уступами припуск брать на каждый уступ отдельно, исходя
из его диаметра d и общей длины вала L.
2. Допуски устанавливать на измеряемый размер: l+а и L+2a.
188
Таблица 3.69. Обтачивание заготовок под квадрат и шестигранник
Dz=1, /55а
а Di d2 а 1 D, а 1 Di d2
1 1,414 1,155 18 25,46 20,79 35 49,50 40,42
2 2,828 2,31 19 26,87 21,95 36 50,91 41,58
3 4,242 3,465 20 28,28 23,10 37 52,32 42,74
4 5,656 4,62 21 29,70 24,26 38 53,74 43,89
5 7,071 5,78 22 31,11 25,41 39 55,15 45,05
6 8,48 6,93 23 32,53 26,57 40 56,57 46,20
7 9,90 8,09 24 33,94 27,72 41 57,97 47,36
8 11,31 9,24 25 35,36 28,88 42 59,40 48,51
9 12,73 10,40 26 36,77 30,09 43 60,80 49,57
10 14,14 11,55 27 38,18 31,19 44 • 62,22 50,82
11 15,56 12,71 28 39,40 32,34 45 63,64 51,96
12 16,97 13,86 29 41,01 33,50 46 65,05 53,13
13 18,38 15,02 30 42,48 34,65 47 66,49 54,09
14 19,80 16,17 31 43,84 35,81 48 67,88 55,44
15 21,21 17,32 32 45,25 36,96 49 69,29 56,60
16 22,63 18,48 33 46,66 38,12 50 70,71 57,80
17 24,04 19,64 34 48,08 39,27
Примечание. Если
быть несколько уменьшены.
требуется
округление кромок,
приведенные величины
должны
Таблица 3.70. Определение толщины пластинок, используемых
для установки деталей при эксцентричной обработке
189
А К А К
0,005 0,008 0,055 0,084 0,105 0,149 0,155 0,215
0,010 0,015 0,060 0,090 0,110 0,156 0,160 0,221
0,015 0,023 0,065 0,095 0,115 0,163 0,165 0,227
0,020 0,030 0,070 0,102 0,120 0,169 0,170 0,234
0,025 0,038 0,075 0,109 0,125 0,176 0,175 0,241
0,030 0,045 0,080 0,116 0,130 0,182 0,180 0,248
0,035 0,053 0,085 0,122 0,135 0,189 0,185 0,254
0,040 0,060 0,090 0,129 0,140 0,195 0,190 0,260
0,045 0,066 0,095 0,136 0,145 0,202 0,195 0,269
0,050 0,073 0,100 0,143 0,150 0,208 0,200 0,276
Примечания:
1. Нужное смещение детали относительно центра станка достигается подкладыванием
мерной пластинки между деталями и одним из кулачков (см. рисунок). Толщину этой
пластинки определяют следующим образом. Сначала находят величину А по формуле
A — e/d, где е—заданный эксцентриситет, мм; d — диаметр поверхности, за которую деталь
закрепляется в патроне, мм. Затем находят толщину пластинки t=Kd, гд$ К — коэффи-
циент, соответствующий найденной величине А. Толщину пластинки можно определить
также по формуле t= l,5e(l±e/d).
2. Длинные многоосные детали обрабатывают в центрах, используя две пары центро-
вых отверстий, засверленных пара от пары на размер смещения эксцентрика. Короткие де-
тали обрабатывают в четырехкулачковом патроне, причем сначала обрабатывают все по-
верхности одной оси, а затем все поверхности другой оси.
Таблица 3.71. Размеры оправки для навивки пружин (в мм)
190
Продолжение табл. 3.71
Наруж- ный диа- метр пру- жины D Диаметр проволоки dnp Допуск на изго- товление оправки
0,3 0,5 0,8 1,0 2,0 2,5 3,0 4,0 5,0 6,0
Диаметр оправки Do
20 22 30 40 50 60 16,2 13,8 15,6 23,5! 12,2 14,1 22,0 10,8 12,7 20,5 30,3 10,5 18,5 28,1 37,9 47,2 16,2 26,1 35,8 45,0 14,1 24,0 33,5 42,5 + 0,2
Примечания:
1. Оправку для навивки пружин можно рассчитать также по формуле: Do=Kd, где-
Do — диаметр оправки; К — коэффициент (табл. 3.72), зависящий от прочности проволоки;
d — внутренний диаметр пружины, мм.
2. Навитые пружины после предварительного обжатия до соприкосновения витков и
после испытания на прессах дают осадку, уменьшаясь по свободной высоте. Учитывая это,
шаг навивки необходимо увеличивать на 5—8% против заданного.
3. Для горячей навивки пружин, диаметр проволоки которых более 8 мм, диаметр-
оправки Do равен внутреннему диаметру пружины.
Таблица 3.72. Значение коэффициента /( при расчете оправок
для навивки пружин
Предел прочности при рас- тяжении материала прово- К Предел прочности при рас- тяжении материала прово- локи, МПа К
локи, МПа
От 100 ДО 150 0,952 Св. 225 до 250 0,865
Св. 150 до 175 0,909 » 250 » 275 0,847
» 175 » 200 0,893 » 275 » 300 0,833
» 200 » 225 0,877 » 300 0,820
Таблица 3.73. Припуски на механическую обработку валов
(наружные поверхности вращения)
Размеры в мм
Номи- нальный диаметр Способ обработки поверхности Припуск на диаметр при длине вала
до 120 св. 120 до 260 св. 260 до 500 св. 500 до 800 св. 800 св. 1250 то 1250 ( до 2000
Точение проката повышенной точности
До 30 Черновое и однократное 1,2 1,7 — — — —
Чистовое 1,1 0,25 0,3 — — —
Тонкое 0,25 0,12 0,15 — — — —
0,12 — — — — —
191
Продолжение табл. 3.73
Номи- нальный диаметр Способ обработки поверхности Припуск на диаметр при длине вала
но 120 J :в. 120 цо 260 . св. 260 до 500 св. 500 до 800 св. 800 до 1250 св. 1250 до 2000
Св. 30 Черновое и однократное 1,2 1,5 2,2 • — — —
до 50 1 1 1 л
1,1 1 , “Г — —
Чистовое 0,3 0,3 0,35 — — —
0,25 0,25 — __ — —
Тонкое 0,15 0,16 0,20 — — —
0,12 0,13 — — — —
Св. 50 Черновое и однократное 1,5 1,7 2,3 3,1 — —
до 80 1,1 1,5 2,1 — — —
Чистовое 0,25 0,3 0,3 0,4 — —
0,20 0,25 0,3 — — —
Тонкое 0,14 0,15 0,17 0,23 — —
0,12 0,13 0,16 — — —
Св. 80 Черновое и однократное 1,6 1,7 2,0 2,5 3,3 —
до 120 1,2 i ,з 1,7 2,3 — —
Чистовое 0,25 0,3 0,3 0,3 0,35 —
0,25 0,25 0,3 0,3 — —
Тонкое 0,14 0,15 0,16 0,17 0,20 —
0,13 0,13 0,15 0,17 — —
Точение проката об >ычной точном ги
До 30 Черновое и однократное 1,3 1,7 — — — —
1,1 — — — — —
Получистовое 0,45 0,50 — — — —
0,45 — — — — V
Чистовое 0,25 0,25 — — — —
0,20 — — — — —
Тонкое 0,13 0,15 — — — —
0,12 — — — —
192
Продолжение табл. 3.73
Припуск на диаметр при длине вала
Номи- нальный диаметр Способ обработки поверхности
до 120 св. 120 до 260 св. 260 до 500 св. 500 до 800 св. 800 до 1250 св. 1250 до 2000
Св. 30 Черновое и однократное 1,3 1,6 2,2 — — —
до 50 1,1 1,4 — — — —
Получистовое 0,45 0,45 0,50 — — —
0,45 0,45 — — — —
Чистовое 0,25 0,25 0,30 — —
0,20 0,25 — — —— —
Тонкое 0,13 0,14 0,16 — — —
0,12 0,13 — — — —
Св. 50 Черновое и однократное 1,5 1,7 2,3 3,1 — —
до 80 1,1 1,5 2,1 — — —
Получистовое 0,45 0,50 0,50 0,55 — —
0,45 0,45 0,50 — — —
Чистовое 0,25 0,30 0,30 0,35 — —
0,20 0,25 0,30 — — —
Тонкое 0,13 0,14 0,18 0,20 — —
0,12 0,13 0,16 — — —
Св. 80 Черновое и однократное 1,8 1,9 2,1 2,6 3,4 —
до 120 1,2 1,3 1,7 2,3 — —
Получистовое 0,50 0,50 0,50 0,50 0,55 —
0,45 0,45 0,50 0,50 — —
Чистовое 0,25 0,25 0,30 0,30 0,35 —
0,25 0,25 0,25 0,30 — —
Тонкое 0,15 0,15 0,16 0,18 0,20 —
0,12 0,13 0,14 0,17 — —
Св. 120 до 180 Черновое и однократное 2,0 2,1 2,3 2,7 3,5 4,8
1,3 1,4 1,3 2,3 з,з —
Получистовое 0,50 0,50 0,50 0,50 0,60 0,65
0,45 0,45 0,50 0,50 0,55 —
Чистовое 0,30 0,30 0,30 0,30 0,35 0,40
0,25 0,25 0,25 0,30 0,30 —
Тонкое 0,16 0,16 0,17 0,18 0,21 0,2.7
0,13 0,13 0,15 0,17 0,20 —
13-зз
193
Продолжение табл. 3.73
Номи- нальный диаметр Способ обработки поверхности Припуск на диаметр при длине вала
до 120 св. 120 до 260 св. 260 до 500 св. 500 до 800 св. 800 до 1250 св. 1250 до 2000
Св. 180 Черновое и однократное 2,3 2,4 2,6 2,9 3,6 5,0
до 260 1,4 1,5 1,8 2,4 3,2 4,6
Получистовое 0,50 0,50 0,50 0,55 0,60 0,65
0,45 0,45 0,50 0,50 0,55 0,65
Чистовое 0,30 0,30 0,30 0,30 0,35 0,40
0,25 0,25 0,25 0,30 0,35 0,40
Тонкое 0,17 0,17 0,18 0,19 0,22 0,27
0,13 0,14 0,15 0,17 0,20 0,26
Точение штампованных заготовок
До 18 Черновое и однократное Чистовое Тонкое 1,5 1,9 — — — —
1,4 0,25 0,30 — — —
0,25 0,14 0,15 — —
0,14 — — — — —
Св. 18 до 30 Черновое и однократное Чистовое Тонкое 1,6 2,0 2,3 — — —
1,5 0,25 1,8 0,30 0,30 —
0,25 0,14 0,25 0,15 0,16 — — —
0,14 0,14 — — — —
Св. 30 до 50 Черновое и однократное Чистовое Тонкое 1,8 2,3 3,0 3,5 — —
1,7 0,30 2,0 0,30 2,7 0,30 0,35 — —
0,25 0,15 0,30 0,16 0,30 0,19 0,21 —
0,15 0,15 0,17 — — —
194
Продолжение табл. 3.73
Припуск на диаметр при длине вала
Номи- нальный диаметр Способ обработки поверхности ,пЛ1св. 120 д° 120 |д0 260 св. 260 до 500 св. 500 св. 800 св. 800 до 1250 св. 1250 до 2000
Св. 50 Черновое и однократное 2,2 2,9 3,4 4,2 5,0 —
до 80 2,0 2,6 2,9 3,6 — —
Чистовое 0,30 0,30 0,35 0,40 0,45 —
0,30 0,30 0,30 0,35 —
Тонкое 0,16 0,18 0,20 0,22 0,26 —
0,16 0,17 0,18 0,20 — —
Св. 80 Черновое и однократное 2,6 з,з 4,3 5,2 6,3 8,2
до 120 2,3 з,о 3,8 4,5 5,2 —
Чистовое 0,30 0,30 0,40 0,45 0,50 0,60
0,30 0,30 0,35 0,40 0,45 —
Тонкое 0,17 0,19 0,23 0,26 0,30 0,38
0,17 0,18 0,21 0,24 0,26 —
Св. 120 до 180 Черновое и однократное 3,2 4,6 5,0 6,2 7,5 —
2,8 4,2 4,5 5,6 6,7 —
Чистовое 0,35 0,40 0,45 0,50 0,60 —
0,30 0,30 0,40 0,45 0,35 —
Тонкое 0,20 0,24 0,25 0,30 0,35 —
0,20 0,22 0,23 0,27 0,32 —
Шлифование заготовок
До 30 Предварительное после термообработки 0,30 0,60 — — — —
Предварительное после 0,10 0,10
чистового точения — — — —
Чистовое после предва- рительного шлифования 0,06 0,06 — — — —
13*
195
Продолжение табл. 3.73
Номи- нальный диаметр Способ обработки поверхности Припуск на диаметр при длине вала
до 120 св. 120 до 260 св. 260 до 500 св. 500 до 800 до 800 до 1250 св. 1250 до 2000
Св. 30 до 50 Предварительное после термообработки 0,25 0,50 0,85 — — —
Предварительное после чистового точения 0,10 0,10 0,10 — — —
Чистовое после предва- рительного шлифования 0,06 0,06 0,06 — — —
Св. 50 до 80 Предварительное после термообработки 0,25 0,40 0,75 1,20 — —
Предварительное после чистового точения 0,10 0,10 0,10 0,10 — —
Чистовое после предва- рительного шлифования 0,03 0,06 0,06 0,06 — —
Св. 80 до 120 Предварительное после термообработки 0,20 0,35 0,65 1,00 1,55 —
Предварительное после чистового точения 0,10 0,10 0,10 0,10 0,10 —
Чистовое после предва- рительного шлифования 0,06 0,06 0,06 0,06 0,06 —
Св. 120 до 180 Предварительное после термообработки 0,17 0,30 0,55 0,85 1,30 2,10
Предварительное после чистового точения 0,10 0,10 0,10 0,10 0,10 0,10
Чистовое после предва- рительного шлифования 0,06 0,06 0,06 0,06 0,06 0,06
Примечания:
1. Припуски при точении в числителе указаны при установке заготовки в центрах, в
знаменателе — в патроне.
2. Если величина припуска при шлифовании не может быть снята за один проход, то
70% его удаляют на первом и 30% на втором проходах.
3. Величины припусков на обработку конических поверхностей принимать те же, что
и на обработку цилиндрических, устанавливая их по наибольшему диаметру.
196
Таблица 3.74. Припуски под термообработку
(закалка с отпуском, нормализация с отпуском, снятие напряжений) (в мм)
__________-поковочный контур
обдирочный контур
___________ чистовой контур
Длина вала L
До 1000 8 8 6 4 4 — — — — 5
Св. 1000 до 2000 12 10 10 8 6 6 — — — — 5
» 2000 » 3000 15 12 10 10 10 8 6 — — — 8
» 3000 » 4000 20 18 15 12 10 10 8 6 — —-- 8
» 4000 » 5000 22 20 20 18 15 12 10 8 8 8 8
» 5000 » 6000 22 20 20 18 15 12 10 8 8 8 10
» 6000 » 7000 25 22 20 20 18 15 12 10 8 8 10
» 7000 » 8000 25 22 20 20 18 15 12 10 Ю 8 10
» 8000 » 9000 28 25 22 22 20 18 15 12 10 10 12
» 9000 » 10000 30 28 25 22 20 18 15 12 — — 12
» 10000 » 20000 35 30 28 25 22 20 18 — — — 12
Примечания:
1. Таблица действительна для деталей с твердостью до НВ=321.
2. £)1+Й2+ ... +Dln/n — среднее значение диаметра, п — число уступов вала.
3. Под старение припуск назначается с учетом коэффициента 0,5. Припуск на торцы
из ковочных припусков.
Радиусы закруглений при грубом обтачивании
под термообработку (в мм)
Таблица 3.75.
При D — d г2, не менее
До 10 8
11—25 10
26-50 20
51—125 30
126—320 40
321—500 50
св. 500 60
Примечания:
1. Внутренние радиусы округлений г2 — по таблице.
2. Внешние радиусы округлений ri = r+h, где г — радиус, заданный для чистовой от-
делки; h — припуск на термообработку. При определении радиуса п последний округляется
До ближайшего большего числа, оканчивающегося на 5 и 0.
197
3. Простановка радиусов и г2 в операционных эскизах под термообработку является
обязательной.
4. Указанные в таблице радиусы округлений применяются лишь в том случае, если
заданные по конструкции радиусы меньше их, в противном случае следует применять
больший радиус округлений.
Таблица 3.76. Припуски на диаметр валов под объемную закалку и ТВЧ
(в мм)
Диаметр валов Длина валов
до 500 501— 1000 1001— 1500 1501— 2000 2001— 2500 2501— 3000 3001— 3500 3501— 4000
Припуск на диаметр
От 100 до 180 0,50 0,60 0,70 — — — —
» 181 » 280 0,55 0,65 0,75 0,85 0,95 — — —
» 281 » 380 0,60 0,70 0,80 0,90 1,0 1,1 — —
» 381 » 500 0,65 0,75 0,85 0,95 1,Ю 1,20 1,30 —
» 501 » 650 0,70 0,80 0,90 1,0 1,15 1,25 1,40 1,50
» 651 » 800 — 0,90 1,00 1,10 1,20 1,30 1,40 1,50
» 801 » 1000 — 1,00 1,00 1,10 1,20 1,30 1,40 1,50
» 1001 » 1200 — — 1,20 1,30 1,35 1,40 1,45 2,00
» 1201 » 1500 — — 1,40 1,40 1,45 1,45 1,50 2,00
Примечания:
1. Таблица действительна для валов, имеющих допуск на диаметр по чертежу не ме-
нее 1,5 мм.
2. Припуск назначается от верхнего предела допуска.
3. Шероховатость поверхности валов — 3,2 мкм.
Таблица 3.77. Припуски для снятия цементационного
слоя (в мм)
Глубина цементационного слоя Припуск на сторону
От 0,4 до 0,6 1,0
Св. 0,6 до 0,8 1,3
» 0,8 » 1,1 1,5
» 1,1 » 1,4 2,0
» 1,4 » 1,8 2,5
Таблица 3.78. Операционные припуски на бесцентровое шлифование валов
после чистового обтачивания (в мм)
Диаметр вала Операционные припуски при длине вала
до. 100 св. 100 до 250 св. 250 до 500 св. 500 до 1000
Шлифование сырых валов
От 6 до 10 0,25 0,3 — —
Св. 10 до 18 о,з 0,35 — —
» 18 » 30 0,35 0,4 0,45 —
» 30 » 50 0,4 0,45 0,5 0,55
» 50 » 80 0,45 0,5 0,55 0,6
» 80 » 120 0,5 0,55 0,6 0,65
» 120 » 180 0,55 0,6 0,65 0,7
198
Продолжение табл. 3.78
Операционные припуски при длине вала
Диаметр вала до 100 св. 100 до 250 св. 250 до 500 св. 500 до 1000
Шлифов шние закаленные с валов
От 6 до 10 0,3 0,35 — —
Св. 10 до 18 0,35 0,4 — —
» 18 » 30 0,4 0,45 0,5 —
» 30 » 50 0,45 0,5 0,55 0,6
» 50 » 80 0,5 0,55 0,6 0,65
» 80 » 120 0,55 0,6 0,65 0,7
» 120 » 180 0,6 0,65 0,7 0,75
Таблица 3.79. Припуски на обработку отверстия
А. Припуски для заготовок, полученных литьем или штамповкой
Вид обработки отверстия Припуск на диаметр для интервала диаметров, мм
от 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260
Черновое растачивание или зенкерование отли- вок из: серого чугуна 3,0 3,5 4,0 4,5 5,0
ковкового чугуна 2,7 з,о 3,5 4,0 4,5
бронзы 2,5 з,о 3,5 4,0 4,5
горячештампованныя заготовок 1,6 2,5 2,5 3,5 4,0
заготовок после сво- бодной ковки з,о з,о 3,0 3,5 5,5
Чистовое растачивание или зенкерование после: сверления 1,5 1,7 —
чернового растачи- вания или зенкеро- вания 1,1 1,3 1,6 1,8 2,0
Развертывание после: зенкерования 0,45 0,55 0,65 — —
чистового растачи- вания 0,40 0,45 0,55
Шлифование незака- ленных заготовок при длине обработки, мм: от 100 до 200 0,35 0,35 0,40 0,45 0,50
св. 200 до 300 — 0,40 0,50 0,50 0,55
Шлифование закален- ных заготовок при дли- не обработки, мм: от 50 до 100 0,35 0,40 0,60 0,60 0,65
св. 100 » 200 0,35 0,40 0,65 0,65 0,70
» 200 » 300 — 0,50 0,70 0,70 0,75
Примечание. Припуски на черновую обработку даны без учета дефектного слоя.
199
Продолжение табл. 3.79
Б. Припуски для заготовок из проката
Вид обработки отверстия Припуск на диаметр для интервала диаметров, мм
от 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260
Развертывание:
черновое 0,16 0,20 0,24 0,27 0,30 — —
чистовое 0,04 0,05 0,06 0,08 0,10 — __
Растачивание под шли- фование при длине обра- ботки, мм:
до 50 0,30 0,30 0,40 0,40 0,50 0,60 0,60
св. 50 до 100 0,30 0,40 0,40 0,40 0,50 0,60 0,60
св. 100 до 300 — 0,40 0,40 0,40 0,50 0,60 0,70
св. 300 до 500 — — — — 0,60 0,60 0,70
Шлифование до тер- 0,30 0,40 0,50
мической обработки Шлифование после 0,30 0,30 0,50 —
термической обработки: 0,20 0,20 0,30 0,30 0,30
черновое 0,20 —
чистовое 0,10 0,10 0,10 0,10 0,20 0,20 —
Притирка 0,01 0,01 0,01 0,015 0,02 0,02 —
Продолжение табл. 3.79
В. Припуски на диаметр под тонкое (алмазное) растачивание
Материал заготовки Обработка Припуск на диаметр при диаметре отверстия» мм
до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180
Алюминий Черновая 0,2 0,3 0,4 0,4 0,5
Чистовая 0,1 0,1 0,1 0,1 0,1
Баббит Черновая о,з 0,4 0,5 0,5 0,6
Чистовая 0,1 0,1 0,1 0,1 0,1
Бронза и чугун Черновая 0,2 о,з о,з о,з 0,4
Чистовая 0,1 0,1 0,1 0,1 0,1
Сталь Черновая 0,2 0,2 0,2 0,3 о,з
Чистовая 0,1 0,1 0,1 0,1 0,1
200
Таблица 3.80. Последовательность обработки отверстий в зависимости от их точности
Диаметр отверстия, мм Заготовка под отверстие Квалитеты
7—8 9-10 11
До 10 Сплошной материал Сверление, развертывание чер- новое, развертывание чистовое Сверление, зенкерование или растачивание черновое, развер- тывание чистовое Растачивание или зенкерование, развертывание черновое, раз- вертывание чистовое Растачивание или зенкерование черновое, зенкерование или растачивание получистовое, развертывание черновое, раз- вертывание чистовое Сверление, развертывание Сверление
Св. 10 Сплошной материал Отлитое или прошитое отверстие с припуском до 4 мм на диаметр Отлитое или прошитое отверстие с припуском свыше 4 мм на диаметр Сверление, зенкерование или растачивание, развер- тывание Растачивание или зенкеро- вание, развертывание Растачивание или зенкеро- вание черновое, зенкерова- ние или растачивание по- лучистовое, развертывание Сверление и зенкерование Растачивание или зенкеро- вание Растачивание или зенкеро- вание черновое, зенкерова- ние или растачивание чис- товое
Св. 30 до 100 Сплошной материал Отлитое или прошитое отверстие с припуском до 6 мм на диаметр Отлитое или прошитое отверстие с припуском свыше 6 мм на диаметр Сверление, растачивание, зен- керование или (вместо рас- сверливания и зенкерования) растачивание, развертывание черновое, развертывание чи- стовое Растачивание или зенкерование черновое, развертывание чер- новое, развертывание чистовое Растачивание или зенкерование черновое, зенкерование или рас- тачивание получистовое, раз- вертывание черновое, развер- тывание чистовое Сверление, развертывание, зенкерование или (вместо рассверливания и зенкеро- вания) растачивание, раз- вертывание Растачивание или зенкеро- вание, развертывание Растачивание или зенкеро- вание черновое, зенкерова- ние или растачивание полу- чистовое, развертывание Сверление, рассверливание, зенкерование или (вмес- то рассверливания и зенке- рования), растачивание Растачивание или зенкеро- вание Растачивание или зенкеро- вание черновое, зенкерова- ние или растачивание полу- чистовое
КЗ о Св. 100 Отлитое или прошитое отверстие с припуском свыше 6 мм на диаметр Растачивание черновое, рас- тачивание получистовое, раста- чивание чистовое или развер- тывание специальной разверт- кой Растачивание черновое, рас- тачивание чистовое или раз- вертывание специальной разверткой Растачивание черновое, рас- тачивание чистовое
Таблица 3.81. Размеры инструментов и диаметры отверстий
после растачивания при обработке отверстий по квалитетам 7—9
в сплошном материале
Диаметр обрабаты- ваемого отверстия, мм Диаметр, мм
Сверла Отвер- стия пос- ле раста- чивания Зен- кера Развертки для отвер- стия ква- литета 9(Н9) Развертки для от- верстия квалитета 7(Н7)
1-го 2-го
черно- вой чистовой
3 2,9 3 — —
4 3,9 — — 4 — 4
5 4,8 — — — 5 — 5
6 5,8 — 6 — 6
8 7J? — — 8 7,96 8
Ю 9,8 — 10 9,96 10
12 11,0 11,85 12 11,95 12
13 12,0 .— 12,85 13 12,95 13
14 13,0 - 13,85 14 13,95 14
15 14,0 14,85 15 14,95 15
16 15,0 15,85 16 15,95 16
18 17,0 — 17,85 18 17,94 18
20 18,0 19,8 19,8 20 19,94 20
22 20,0 21,8 21,8 22 21,94 22
24 22,0 23,8 23,8 24 23,94 24
25 23,0 24,8 24,8 25 24,94 25
26 24,0 25,8 25,8 26 25,94 26
28 26,0 27,8 27,8 28 27,94 28
30 18,0 28,0 28,8 29,8 30 29,93 30
32 20,0 30,0 31,7 31,75 32 31,93 32
35 20,0 33,0 34,7 34,75 35 34,93 35
38 25,0 36,0 37,7 37,75 38 37,93 38
40 25,0 38,0 39,7 39,75 40 39,93 40
42 25,0 40,0 41,7 41,75 42 41,93 42
45 25,0 43,0 44,7 44,75 45 44,93 45
48 25,0 46,0 47,7 47,75 48 47,93 48
50 25,0 48,0 49,7 49,75 50 49,93 50
Примечания:
1. В случае применения одной развертки на нее распространяется суммарный припуск
для черновой и чистовой развертки, указанный в таблице.
2. При обработке отверстий диаметром до 15 мм в чугуне зенкер использовать не сле-
дует. л
3. Растачивание резцом вместо зенкерования можно производить, например, при неоо-
ходимости выправить положение оси обрабатываемого отверстия.
Таблица 3.82. Размеры инструментов и диаметры отверстий
после растачивания при обработке прошитых или отлитых отверстий
по квалитетам 7—9
Номинальный диаметр обра- батываемого отверстия, мм Диаметр отверстия после растачивания, мм Допуск НИ Диаметр развертки, мм
чернового чисто- вого черновой чисто- вой (Н7 или Я9)
1-го | 2-го
30 28,0 29,7 +0,14 29,93 30
32 30,0 31,7 +0,17 31,93 32
35 33,0 34,7 4-0,17 34,93 35
38 36,6 37,7 +0,17 37,93 38
40 — 38,0 39,7 +0,17 39,93 40
202
Продолжение табл. 3.82
Номинальный диаметр обра- батываемого отверстия, мм Диаметр отверстия после растачивания, мм Допуск НИ Диаметр развертки, мм
чернового чисто- вого черновой чисто- вой (Я7 или Я9)
1-го 2-го
42 — 40,0 41,7 +0,17 41,93 42
45 — 43,0 44,7 +0,17 44,93 45
48 — 46,0 47,7 +0,17 47,93 48
50 45 48,0 49,7 +0,17 49,93 50
52 47 50,0 51,5 +0,20 51,92 52
55 51 53,0 54,5 +0,20 54,92 55
58 54 56,0 57,5 +0,20 57,92 58
60 56 58,0 59,5 +0,20 59,92 60
62 58 60,0 61,5 +0,20 61,92 62
65 61 63,0 64,5 +0,20 64,92 65
68 64 66,0 67,5 +0,20 67,90 68
70 66 68,0 69,5 +0,20 69,90 70
72 68 70,0 71,5 +0,20 71,90 72
75 71 73,0 74,5 +0,20 74,90 75
78 74 76,0 77,5 +0,20 77,90 78
80 75 78,0 79,5 +0,20 79,90 80
82 77 80,0 81,3 +0,23 81,85 82
85 80 83,0 84,3 +0,23 84,85 85
88 83 86,0 87,3 +0,23 87,85 88
90 85 88,0 89,3 +0,23 89,85 90
92 87 90,0 91,3 +0,23 91,85 ’ 92
95 90 93,0 94,3 +0,23 94,85 95
98 93 96,0 97,3 +0,23 97,85 98
100 95 98,0 99,3 +0,23 99,85 *00
105 100 103,0 104,3 +0,23 104,8 105
110 115 105 ПО 108,0 113,0 109,3 114,3 +0,23 +0,23 109,8 114,8 Но 115
120 115 118,0 119,3 +0,23 119,8 120
125 120 123,0 124,3 +0,26 124,8 125
130 125 128,0 129,3 +0,26 129,8 130
135 130 133,0 134,3 +0,26 134,8 135
140 135 138,0 139,3 +0,26 139,8 140
145 140 143,0 144,3 +0,26 144,8 145
150 145 148,0 149,3 +0,26 149,8 150
155 150 153,0 154,3 +0,26 154,8 155
160 155 158,0 159,3 +0,26 159,8 160
165 160 163,0 164,3 +0,26 164,8 165
170 165 168,0 169,3 +0,26 169,8 170
175 180 170 175 173,0 178,0 174,3 179,3 +0,26 +0,26 174,8 179,8 175 180
185 180 183,0 184,3 +0,30 184,8 185
190 185 188,0 189,3 +0,30 189,8 190
195 190 193,0 194,3 +0,30 194,8 195
200 194 197,5 199,3 +0,30 199,8 200
Примечания:
сплошном
материале
в
мм
и больше
1. При обработке отверстий диаметром 50 ....... - ________ _ ___________ _____г____
следует применять предварительное сверление; диаметр сверла необходимо выбирать по
графе «1-е черновое растачивание» с округлением до ближайшего меньшего размера, крат-
ного 5: при сверлении двумя сверлами диаметр первого сверла должен быть 30 мм.
2. В случае использования одной развертки на нее берется суммарный припуск для
черновой и чистовой разверток.
203
Таблица 3.83. Рекомендуемые припуски (в мм)
на обработку отверстий на агрегатных станках
Вид и условия обработки Припуск для диаметра отверстия, мм
до 18 св. 18 до 30 св. 30 до 50 св. 50 до 120 св. 120
Зенкерование: 1 1
черновое (по отвер- — 1,8-4,0 1,8-4,5 2,5-6,0 3-10
стию, полученному в заготовке) 1,0-2,5 1,3-2,7 1,4-2,8 1,5-3,0 1,6-3,2
получистовое 0,5 0,5 0,7 1,0 1,2
0,4 0,4 0,5 0,8 1,0
Развертывание:
предварительное: с переустановкой де- 0,2 0,2 0,25 0,3 0,3
тали в другую пози- цию после предыду- 0,15 0,15 0,17 0,2 0,2
щей обработки без переустановки детали в другую по- 0,15 0,2 0,2 0,25 0,25
0,1 0,12 0,12 0,14 0,14
зицию, с поворотом стола с деталью
(станки с поворот- ным столом, бара-
банные станки); на- правляющие втулки расположены на стой- ке окончательное: с направлением ин- 0,08 0,1 0,1 0,12 0,12
струмента по тем же втулкам, что и пред- 0,05 0,05 0,08 0,1 0,12
варительная обра- ботка (втулки сопро- 0,08 0,1 0,1 0,12 0,12
0,12
вождают деталь) «плавающей» раз- верткой 0,05 0,05 0,08 0,1
Растачивание:
черновое — 1,5-4,0 1,5-4,0 2-6,0 2,5-10
1,3-2,4 1,4-2,5 1,5-2,7 1,6-3,0
получистовое — 0,8 1,2 1,8 2
чистовое: 0,45 0,6 0,8 1,0
с переустановкой де- — 0,3 0,4 0,4 0,5
тали в другую пози- цию после предвари- 0,25 0,35 0,4 0,45
тельной обработки с переустановкой де- 0,2 0,2 0,2 0,25
тали в другую пози- цию после предва- рительной обработ- ки и с дополнитель- ным боковым под- жимом к фиксато- рам в определенном направлении 0,15 0,17 0,2 0,2
904
Продолжение табл. 3.83
Вид и условия обработки Припуск для диаметра отверстия, мм
до 18 св. 18 до 30 св. 30 до 50 св. 50 до 120 св. 120
без переустановки детали после пред- варительной обра- ботки (получисто- вой и чистовой, рез- цы расположены на одной борштанге) — 0,1 0,1 0,12 0,125
0,1 0,1 0,1 0,12
Примечания:
1. В числителе приведены данные для обработки заготовок из черных металлов и
сплавов, в знаменателе — для обработки цветных сплавов.
2. При развертывании после сверления припуски принимать как для предварительного
развертывания.
3. При двукратном получистовом растачивании отверстий припуски на второе полу-
чистовое растачивание принимать как для чистового растачивания.
4. При растачивании отверстия за два рабочих хода без перестановки детали (два
резца на оправке, первый резец черновой) припуск на чистовой проход обработки прини-
мать как для чистового растачивания.
Таблица 3.84. Припуски под термическую обработку колец и бандажей
(в мм)
Припуски под термическую обработку и твердость НВ^ЗбО
205
Продолжение табл. 3.84
ботки устанавливается равным 0,5—0,8 припуска 2а.
Таблица 3.85. Припуски на втулки под закалку с нагревом ТВЧ (в мм)
/?
206
Длина втул- ки L Диаметр втулки D
до 50 св. 50 до 75 св. 75 до 100 св. 100 । до 150 , св. 150 св. 200 до 200 до 250 св. 250 до 300 св. 300 до 350 св. 350 до 400 св. 400 до 450
Припуск 2а
До 50 0,3 0,3 0,4 0,5 — — — — —
Св. 50 до 100 0,25 0,35 0,45
Св. 100 до 200 о,з 0,4 0,5 0,6 0,7 0,8
Св. 200 до 300 0,5 0,6 0,7 0,8 0,9 1,0
tCe. 300 •;^ДО 400 — — 0,7 0,8 0,9 1,0 1,1 1,2
' Св. 400 1 до 500 — 0,9 1,0 1,1 1,1 1,3 1,5 1,6
' Св. 500 '’ до 600 — 1,2 1,3 1,4 1,5 1,8 2,0
Примечания:
1. Припуски действительны для втулок с отношением d/D<l/2.
2. Толщина стенки закаливаемой втулки должна быть не менее 25 мм.
^Таблица 3.86. Операционные припуски при протягивании отверстий (в мм)
Размеры протягиваемого ,- отверстия Припуск на диа- метр Размеры протягиваемого отверстия 1 Припуск на диа- метр
Длина L Диаметр D Длина L Диаметр D
6-50 От 10 до 18 0,2-0,5 4—3D Св. 80 до 120 1,0
6-120 Св. 18 до 30 0,3-0,6 3—2.5D » 120 » 180 1 ,2
11 — 180 » 30 » 50 0,4-0,7 2,5—1,50 » 180 » 260 1,4
30—180 » 50 » 80 0,6-0,8 1,5— 1D » 260 » 360 1,6
Таблица 3.87. Припуски на хонингование отверстий (в мм)
Диаметр обрабатываемого отверстия Материал детали
Чугун Сталь
Припуск на диаметр
От 25 до 125 > 150 » 275 . > 300 » 500 0,02-0,10 0,08-0,16 0,12-0,20 0,01-0,04 0,02-0,05 0,04-0,06
207
Таблица 3.88. Операционные припуски при шабрении отверстия (в мм)
Диаметр обрабатываемого Припуск на диаметр при длине обрабатываемого отверстия
до 100 св. 100 до 200 св. 200 до 300 св. 300
отверстия
До 80 0,05 0,08 0,12 —
Св. 80 до 180 0,10 0,15 0,20 0,30
» 180 » 360 0,15 0,20 0,25 0,30
» 360 0,20 0,25 0,30 0,35
Таблица 3.89. Размеры (в мм) протягиваемых отверстий
(по ГОСТ 20364—74, ГОСТ 20365—74)
Диаметр отверстия Длина протягивания для деталей из Диаметр отверстия Длина протягивания для деталей из
номи- наль- ный до протя- гива- ния сталей и алюминие- вых сплавов чугуна, брон- зы, латуни и меди номи- наль- ный до протя- гива- ния сталей и алюминие- вых сплавов чугуна, брон- зы, латуни и меди
10 9,4 10,5-21; 20-26 10,5-30; 20-40 18 17,4 15-40; 24-67 15-40; 24-67
9,76 9,15 17,76 17,1
11 10,4 11,5-15,5; 16-32 11,5-21; 16-41 (19) 18,1 17-40; 22—67 17-40; 50-100
10,76 10,1 18,72 17,8
12 11,4 11,5-15,5; 16-27 11,5-21; 16-34 20 19,1 19-53; 30-90 19-63; 30-100
11,76 11,1 19,72 18,8
13 12,4 11,5-15,5; 16-34 11,5-21; 16-34 (21) 19,9 19-53; 40-90 19-63; 40-100
12,76 12,1 20,72 19,6
14 13,4 15-34; 26-44 15-34; 26-44 22 20,9 19-53; 40-85 19-63; 40-100
13,76 13,1 21,72 20,6
15 14,4 15-34; 22-53 15-34; 22-53 24 22,9 21-53; 40-75 21-63; 40-110
14,76 14,1 23,72 22,6
16 15,4 15-40; 22-63 15-48; 22-75 25 23,9 21-53; 40-110 21 -63'; 40-135
15,76 15,1 24,72 23,6
17 16,4 15-40; 22-63 15-48; 22—75 26 24,9 21-53; 40-110 21-63; 40-135
16,76 16,1 25,72 24,6
208
Продолжение табл. 3.89
Диаметр отверстия Длина протягивания для деталей из 1 Диаметр 1 отверстия Длина протягивания для деталей из
номи- наль- ный ДО протя- гива- ния сталей и алюминие- вых сплавов чугуна, брон- зы, латуни и меди I номи- I наль- 1 ный ДО протя- гива- ния сталей и алюминие- вых сплавов чугуна, брон- зы, латуни и меди
(27) 25,9 21-46; 40-120 21-63; 40-135 45 43,7 24—58'; 40-118 24-85; 40-160
26,72 25,6 44,66 43,4
28 26,9 21-46; 40-120 21-63; 40-135 J (47) 45,7 24-58; 40-118 24-85; 40-160
27,72 26,6
30 28,9 21-46; 40-95 21-63; 40-135 1 48 46,7 24-58; 40-118 24-85; 40-160
29,72 28,6 47,66 46,4
32 30,8 21-46; 40-105 21-63; 40-135 1 50 48,7 24-58; 40-118 24-85; 40-160
31,66 30,5 49,66 48,4
34 32,8 21-46; 40-115 21-63; 40-135 52 50,6 24-58; 40-118 94-85; 40-160
33,66 32,5 51,6 50,2
(35) 33,8 21-46; 40-115 21-63; 40-115 53 51,6 24-58; 40-118 24-85; 40-160
34,66 33,5 52,6 51,2
36 34,8 21-46; 40-115 21-63; 40-145 55 53,6 24-58; 40-118 24-85; 40-160
35,66 34,5 54,6 53,2
(37) 35,8 21-46; 40—100 21-63; 40-145 56 54,6 24-58; 40-118 24-85; 40-160
55,6 54,2
38 36,8 21-46; 40-100 21-63; 40-145 I (58) 56,6 24-58; 40-118 24-85; 40-160
37,66 36,5 57,6 56,2
40 38,8 24-58; 40-130 24-85; 40-160 60 58,6 24-58; 40-125 24-58; 40-170
39,66 38,5 59,6 58,2
42 40,7 24-58; 40-118 24-85; 40-160 63 61,6 24-58; 40-125 24-85; 40-170
41,66 40,4 62,6 61,2
14-33
209
Продолжение табл. 3.89
Диаметр отверстия Длина протягивания для деталей из Диаметр отверстия Длина протягивания для деталей из
номи- наль- ный до про- тяги- вания сталей и алюминие- вых сплавов чугуна, бронзы, латуни и меди номи- наль- ный до про- тяги- вания сталей и алюминие- вых сплавов чугуна, бронзы, латуни и меди
65 63,6 24-58; 40-130 24-85; 40-185 80 78,5 26-63; 42-160 26-95; 42-215
64,6 63,2 79,6 78,1
70 68,6 26—63; 42-170 26-95; 42-215 85 83,5 30-90; 42-190 30-125; 42-230
69,6 68,2 84,54 83,0
71 69,6 26-63; 42-170 26—95; 42—215 90 88,5 42-120; 45—220 40-175; 45-250
70,6 69,2 89,54 88,0
75 73,5 26-63; 42-150 26—95; 42-215
74,6 73,1
Примечание. До протягивания поле допуска для отверстий диаметром до 30 мм
«(включительно) по НИ, свыше 30 мм — по Н12.
Таблица 3.90. Размеры протягиваемых шлицевых отверстий
с прямобочным профилем по ГОСТ 25969—83, ГОСТ 25974—83 (в мм)
Центрирование по наружному
диаметру
Центрирование по внутреннему
диаметру
210
Номиналь- ный размер шлицевого отверстия zxdXD Диаметр отверстия до протягивания do Номиналь- ный размер шлицевого отверстия zxdXD Диаметр отверстия до протягивания do
Центрирова- ние по на- ружному диаметру Центрирова- ние по внут- реннему диа- метру Центрирова- ние по на- ружному диаметру Центрирова- ние по внут- реннему диа- метру
Размер Допуск ( + ) по Н12 Размер Цопуск ( + ) ПО НН Размер Допуск ( + ) по Н12 Размер Допусн (+) по НИ
6X16X20 6X18X22 6X21X25 15,4 17,4 20,65 0,18 15,4 17,4 0,11 8X42X46 8X42X48 41,4 0,25 41,1 0,16
0,21 20,2 0,13 8X46X50 8X46X54 45,4 45,1
6X23X26 6X23X28 22,65 23,2 8x52x58 8X52X60 51,4 0,3 51 0,19*
6X26X30 6X26X32 25,4 25,2 8X56X62 8X56x65 55,4 55
6X28X32 6X28X34 27,4 27,2 8X62X68 8X62X72 61,4 61
8X32X36 8X32X38 31,4 0,25 31,1 0,16 10X72X78 10X72X82 71,4 71
8X36X40 8X36X42 35,4 35,1
10X82X88 81,4 0,35 81 0,22
14*
211
Таблица 3.91. Припуски на промежуточные операции при обработке плоскостей (в мм)
Длина плоскости Пределы припуска Под чистовое фрезеро- вание после чернового фрезерования Под чистовое строгание после чернового стро- гания Под чистовое шлифование после чисто- вого фрезерования или чистового стро- гания
Чугунных и стальных сырых плоскостей Стальных закаленных плоскостей Чугунных и стальных сырых плоскостей Стальных закаленных плоскостей
Ширина плоскости
до 100 101— 200 св. 200 до 100 101— 200 :в. 200 до 100 101— 200 :в. 200 до 100 101— 200 зв. 200
До 100 101—250 251—500 Св. 500 Наибольший Наименьший Наибольший Наименьший Наибольший Наименьший Наибольший Наименьший 0,90 0,75 1,00 0,80 1,20 0,90 1,40 1,00 1,20 0,90 1,30 1,00 1,50 1.Ю 1,40 1,00 1,50 1,10 0,70 0,60 0,80 0,60 1,00 0,70 1,10 0,80 0,90 0,70 1,00 0,75 1,20 0,90 1,00 0,80 1,20 0,30 0,27 0,20 0,30 0,20 0,40 0,25 0,50 0,30 0,40 0,25 0,45 0,25 0,50 0,30 0,50 0,30 0,55 0,35 0,30 0,23 0,35 0,25 0,45 0,30 0,55 0,35 0,45 0,30 0,5Э 0,35 0,50 0,40 0,60 0,40 0,65 0,45
Таблица 3.92. Припуски на плоское шлифование для деталей 7-го — 9-го квалитетов точности (в мм)
Длина изде- лия L Заготовка Толщина б и ширина Н
б до 20 б=21>—50
Н до 100 //= 100 — 250 //=251 — 500 //=500 — 800 Н до 100 Я = 100 - 250 //=251 — 500 //=500 — 800
Припуски на сторону и допуск на размер
До 100 Сырая 0,35-0,2 — 0,35-0,2
Каленая 0,5-0,2 — — — 0,5-0,2 — — —
101—250 Сырая 0,4-0,2 0,5—0,2 — — 0,35-0,2 0,4-0,2 — --
Каленая 0,6-0,2 0,7-0,2 — — 0,5-0,2 0,6-0,2 — —
Продолжение табл. 3.92
Длина изде- лия L Заготовка Толщина д и ширина И
6 до 20 6=2Г—50
Н до 100 /7=100 — 250 /7=251 — 500 Н=500 — 800 Н до 100 /7=100 — 250 /7=251 - 500 /7 = 500 — 800
Припуски на сторону и допуск на размер
251—500 Сырая 0,5-0,2 0,6-0,2 0,7-0,2 — 0,4-0,2 0,5-0,2 0,6-0,2 0,7-0,3
Каленая 0,7-0,2 0,8-0,2 0,9-0,2 — 0,6-0,2 0,7-0,2 0,8-0,2 0,9-0,3
501—1000 Сырая 0,6-0,2 0,7-0,2 0,8-0,2 — 0,5-0,2 0,6-0,2 0,7-0,2 0,8-0,3
Каленая 0,8-0,2 0,9-0,2 1,0-0,2 — 0,7-0,2 0,8-0,2 0,9-0,2 1,0-0,3
До 100 Сырая 0,3-0,25 — — — 0,3-0,25 — — —
Каленая 0,4-0,25 — — — 0,35-0,25 — — —
101—250 Сырая 0,3-0,25 0,35-0,25 — — 0,3-0,25 0,35-0,25 — —
Каленая 0,45-0,25 0,5—0,25 — — 0,4-0,25 0,4—0,25 — —
251—500 Сырая 0,35-0,25 0,4-0,25 0,5-0,25 0,6-0,3 0,3-0,25 0,35-0,25 0,4-0,25 0,5-0,3
Каленая 0,5-0,25 0,6-0,22 0,7-0,25 0,8-0,3 0,45-0,25 0,5-0,25 0,6-0,25 0,7-0,3
501—1000 Сырая 0,4-0,25 0,5-0,25 0,6-0,25 0,7-0,3 0,35-0,25 0,4-0,25 0,5-0,25 0,6-0,3
Каленая 0,6-0,25 0,7-0,25 0,8-0,25 0,9-0,3 0,5-0,25 0,6-0,25 0,7-0,25 0,8-0,3
Примечание. На детали с минусовыми допусками, имеющие И —14-й квалитет точности, шероховатость 1,6—0,80 мкм и повышен-
ную точность по плоскостности, перпендикулярности и параллельности (линейки, планки, рейки и т. д.), припуск под шлифовку необходимо
назначать менее основного значения, выбранного по таблице: для деталей 11-го квалитета точности — на 15%, а для деталей 12—14-го ква-
qJ литетов точности — на 30%. *
Таблица 3.93. Рекомендуемые минимальные припуски на сторону
при обработке плоскостей деталей на фрезерных позициях автоматических
линий (АЛ) из агрегатных станков (в мм)
Фрезерование Припуски на обработку при наибольшем размере обрабатываемой поверхности, мм
до< 50 св. 50 до 120 св. 120 до 260 св. 260 до 500 св. 500 до 800
Черновое 1,0 1,2 1,5 2,2 3,1
0,7 0,8 0,9 1,2 1,4
Отливок, полученных литьем: в песчаные формы 1 1,1 1,3 1,6 2,4 3,2
класса точности — — — —
в кокиль 0,8 0,9 1,2 1,8 2,4
0,4 0,5 0,6 1,0 1,2
в оболочковые фор- 0,5 0,6 0,8 1,4 2,0
мы 0,4 0,5 0,6 1,0 1,2
по выплавляемым 0,35 0,45 • 0,5 0,8 1,0
моделям 0,25 0,35 0,4 0,6 0,8
под давлением — — — —
о,Г 0,25 0,35 0,6 0,8
Получистовое 0,3 0,35 0,4 0,7 1,0
0,15 0,25 0,3 0,5 0,8
Чистовое 0,2 0,2 0,3 0,4 0,5
о,’ 0,1 0,15 0,25 0,35
из черных
Примечание. В
сплавов, в знаменателе —
числителе даны припуски для обработки заготовок
для обработки заготовок из цветных сплавов.
Таблица 3.94. Операционные припуски при опиливании поверхностей (в мм)
Номер насечки напильника Припуск на обработку Слой, снимаемый за один проход
0 и 1 драчевые 2 — личные 3, 4 и 5 — бархатные 0,5-1,2 0,15-0,3 0,05-0,1 0,1-0,2 0,02-0,08 0,01-0,025
Примечания:
1. Рекомендуемый тип напильника при опиливании: плоских и выпуклых криволиней-
ных поверхностей — плоский остроносый, плоский, плоская сторона полукруглого; пазов
прямоугольного сечения — квадратный, при большой ширине — плоский; углов 90° — плоский,
квадратный, плоская сторона полукруглого; углов 60° — трехгранный, полукруглый; уг-
лов 15° — ромбический; углов 10° — ножовочный; распиливание отверстий — в зависимости
от формы отверстия (трехгранный, круглый, полукруглый, ромбический, квадратный).
2. Рекомендуемая длина напильника при: опиливании тонких пластин — 100—150 мм;
опиливании поверхностей с длиной обработки до 50 мм — 150—250 мм; длине обработки
50—100 мм — 250—300 мм; свыше 100 мм — 300—400 мм; распиливании отверстий— 100—200 мм;
снятии большого припуска — 300—400 мм; доводке — 100—450 мм.
3. Рекомендуемый номер насечки при черновом опиливании — 0,1; чистовом — 2; окон-
чательном опиливании и доводке — 3, 4, 5; обработке мягких металлов—1.
214
Таблица 3.95. Операционные припуски при шабрении плоскостей (в мм)
Длина обрабатываемой поверхности Припуск по ширине обрабатываемой поверхности
до 100 св. 100 до 300 св. 300
До 300 0,15 0,15 0,20
Св. 300 до 1000 0,20 0,20 0,25
Св. 1000 0,25 0,25 0,30
Таблица 3.96. Припуски под доводку и притирку при обработке
плоскостей (в мм)
Длина плос- кости Пределы припуска Ширина плоскости
до 25 26—75 76—120
До 25 Наибольший 0,007 0,010 0,014
Наименьший 0,005 0,007 0,010
26—75 Наибольший 0,010 0,016 0,020
Наименьший 0,007 0,010 0,016
76—150 Наибольший 0,014 0,020 0,024
Наименьший 0,010 0,016 0,020
151—250 Наибольший 0,018 0,024 0,030
Наименьший 0,014 0,020 0,024
Таблица 3.97. Операционные припуски на обработку пазов (в мм)
а/2
Ь а/2
b
Размеры паза Припуск а на ширину В Допуск на ширину В
Глуби- на h Ширина В Чистовое фрезерова- ние после чернового Шлифование термически об- работанных и необработанных после чистового фрезерования Черновое фрезерова- ние, 12-й ква- литет Чистовое фрезерова- ние, 11-й ква- литет
До 60 От 3 до 6 1,5 0,5 +0,16 +0,08
Св. 6 до 10 2,0 0,7 +0,20 +0,10
» 10 » 18 3,0 1,0 +0,24 +0,12
» 18 » 30 3,0 1,0 +0,28 +0,14
» 30 » 50 з,о 1,0 +0,34 +0,17
» 50 » 80 4,0 1,0 +0,40 +0,20
» 80 » 120 4,0 1,0 +0,46 +0,23
215
Таблица 3.98. Операционные припуски на чистовую обработку шлицев (в мм)
Длина шлицевого валика
Номинальный диаметр до 100 св. 100 до 200 св. 200 до 350 св. 350 до Б00
Припуск а на толщину шлица и диаметр d
Чистовое фрезерование
Ог 10 до 18 0,4-0,6 0,5-0,7 — —
Св. 18 до 30 0,5-0,7 0,6-0,8 0,7-0,9 —
» 30 » 50 0,6-0,8 0,7-0,9 0,8-1,0 —
» 50 0,7-0,9 0,8-1,0 0,9 — 1,2 1,2-1,5
Шлифование
От 10 до 18 0,1-0,2 0,2-0,3
Св. 18 до 30 0J-0,2 0,2-0,3 0,2-0,4 —.
» 30 » 50 0,2-0,3 0,2-0,4 0,3-0,5 —
» 50 0,2-0,4 0,3-0,5 0,3-0,5 0,4-0,6
Таблица 3.99. Припуски на обработку цилиндрических зубчатых колес
(в мм)
А. Припуски на чистовое зубофрезерование и зубодолбление
Модуль 2 3 4 5 6 7 8 9 10 и 12
Припуск 2а 0,6 0,75 0,9 | 1,05 1,2 | 1,35 | 1,5 1.7 1,0 1 ' 2,1 2,2
216
Продолжение табл. 3.99
Б. Операционные припуски на шевингование по толщине зуба колеса
Модуль Диаметр зубчатого колеса
до 50 св. 50 до 100 св. 100 до 200
От 1 до 3 Св. 3 до 5 » 5 » 8 0,06-0,08 0,08-0,10 0,08-0,10 0,10-0,12 0,12-0,18 0,12-0,15 0,12—0,18 0,20-0,28
В. Операционные припуски на шлифование зубьев цилиндрических колес
(на сторону)
Модуль Диаметр зубчатого колеса
от 50 до 100 | св. 100 до 200 св. 200 до 300
До 2,5 Св. 2,5 до 6 > 6 » 8 0,13-0,18 0,15-0,12 0,16-0,2 0,15-0,2 0,17-0,29 0,18-0,24 0,18-0,24 0,20—0,25 0,21-0,28
Продолжение табл. 3.99
Модуль Диаметр зубчатого колеса
св. 300 до 400 св. 400 до 500 св. 500 до 600
До 2,5 0,20-0,25 0,20-0,30 0,24—0,32
Св. 2,5 до 6 0,22-0,28 0,27-0,32 0,25-0,39
» 6 » 8 0,23-0,31 0,25-0,34 0,27-0,36
Таблица 3.100. Припуски на чистовую обработку зубьев спиральнозубых
и гипоидных зубчатых колес (в мм)
Модуль 1,25—1,75 2,0—2,75 3,0-4,5 5,0-7,0 8,0—11,0 12,0-19,0 20,0—30,0
Припуск на толщину зу- ба 2а 0,5 0,6 0,8 1,0 1,2 1,6 2,0
217
Таблица 3.101. Припуски на чистовую обработку червяков (в мм)
Модуль Припуск 2а на толщину витка
На чистовое нарезание после предварительного фрезерова- ния На шлифование закален- ных червяков
До 2 0,7-0,8 0,2-0,3
Св. 2 до 3 1-1,2 0,3-0,4
» 3 » 5 1,2-1,4 0,4-0,5
» 5 » 7 1,4-1,6 0,5-0,6
» 7 » 10 1,6-1,8 0,6-0,7
» 10 » 12 1,8-2,0 0,7-0,8
Размеры заготовок, припуски и допускаемые отклонения при нарезании резь-
бы. Отверстия под резьбу. Диаметр отверстия под резьбу зависит от
типоразмера последней, характера обрабатываемого материала и способа полу-
чения резьбы.
Для нарезания метрической резьбы
dc = d-KQ • S,
где dc — диаметр сверла (расчетный диаметр сверла округляется до размеров»
предусмотренных ГОСТ 885—77 — табл. 3.126), мм; d — номинальные размеры
резьбы, мм; Ко— коэффициент, зависящий от вида материала (см. табл. 3.1.02);
5 — шаг резьбы, мм.
Таблица 3.102. Значение коэффициента Ко, зависящего от вида материала
Шаг резьбы S, мм Обрабатываемый материал
Сталь, чугун, бронза, алюминий Особо вязкая сталь, титан и его сплавы
Глубина нарезания
до 123 св. 12S
До 2 Св. 2 1 1,03 0,9 0,93 0,95
Номинальные диаметры отверстий под упорную резьбу равны внутреннему
диаметру гаек, который определяется по формуле D{ = D— 1,5 мм, где Ь\ — внут-
ренний диаметр гаек; D — наружный диаметр гаек; S— шаг резьбы. Степени
точности, поля допусков и основные отклонения упорной резьбы установлены
ГОСТ 25096—82.
В практике для определения отверстия под резьбу широко применяются таб-
личные данные (табл. 3.103—3.111).
218
Таблица 3.103. Диаметры сверл для обработки отверстий под нарезание
метрической резьбы
Резь- ба Шаг резьбы
Круп- ный Мелкий
0,5 0,75 1 1,25 1,5 2 3 4
М2 1,6
мз 2,5
М4 3.5 3,5
М5 4,2 4,5
Мб 5 5,5 5,2
М8 6,7 7,5 7,2 7
М10 8,5 9,5 9,2 9 8,7
М12 Ю,2 И,5 И,2 И 10,7 10,5
М14 12 13,5 13,2 13 12,7 12,5
М16 14 15,5 15,25 15 14,5
М18 15,5 17,5 17,25 17 16,5 16
М20 17,5 19,5 19,25 19 18,5 18
М22 19,5 21,5 21,25 21 20,5 20
М24 21 23,5 23 22,5 22
М27 24 26,25 26 25,5 25
М30 26,5 29,25 29 28,5 28 27
мзз 29,5 32,5 32 31,5 31 30
М36 32 35 34,5 34 33
М39 35 38 37,5 37 36
М42 37,5 41 40,5 40 39 38
М48 43 47 46,5 46 45 44
М52 46,5 51 50,5 50 49 48
Таблица 3.104. Диаметры сверл для обработки отверстий
под нарезание дюймовой резьбы
Диаметр резьбы, дюймы Диаметр сверла, мм Диаметр резьбы, дюймы Диаметр сверла, мм
Сталь, латунь Чугун, бронза Сталь, латунь Чугун, бронза
'А 5,1 5,0 1 22,3 21,8
7,6 6,5 6,4 17s 25,0 24,6
% 8,0 7,8 1'А 28,0 27,6
V2 10,5 10,3 1'/2 • 33,7 33,4
Ув 13,5 13,3 1% 39,2 38,5
% 16,5 16,2 2 44,6 43,7
?/в 19,5 19,0
219
Таблица 3.105. Диаметры сверл для обработки отверстий
под нарезание трубной цилиндрической резьбы по ГОСТ 6357—81
Номинальный диаметр резьбы, дюймы Диаметр сверла, мм |1 Номинальный диа- метр резьбы, дюймы Диаметр сверла, мм
‘А 8,9 1 31
‘А И, 9 1'/8 35,75
78 15,4 17< 39,75
*/2 19,25 13/8 42,2
S/8 21,25 172 45,6
3А 24,75 13А 51,6
78 28,5 2 57,5
Таблица 3.106. Диаметры растачиваемых отверстий под нарезание
трубной цилиндрической резьбы по ГОСТ 6357—81
Номиналь- ный диаметр резьбы, дюй- мы Отверстие под резьбу Номиналь- ный диаметр резьбы, дюй- мы Отверстие под резьбу
Диаметр, мм Допуск на диаметр, мм Диаметр, мм Допуск на диаметр, мм
7s 8,80 +0,10 174 39,20 +0,17
'А 11,80 +0Д2 17з 41,60 +0,17
% 15,29 +0,12 172 45,00 +0,17
72 18,90 +0,14 174 51,00 +0,20
78 20,90 +0,14 2 56,90 +0,20
3А 24,30 +0,14 2’/4 62,95 +0,20
7/3 28,30 +0,14 2'А 72,45 +0,20
1 30,50 +0,17 274 78,80 +0,20
17s 35,20 +0,17 3 85,10 +0,23
Таблица 3.107. Диаметры сверл для обработки отверстий
без последующего развертывания на конус под коническую резьбу
с углом профиля 60°
Диаметр резьбы, дюймы Диаметр сверла, мм, 1 при количестве пол- j ных ниток резьбы ! Диаметр резьбы, дюймы Диаметр сверла, мм, при количестве пол- ных ниток резьбы
1—2 3—4 1 1—2 3—4
*/16 6,3 6,2 3А 23,5 22,75
’/8 8,7 8,4 1 29,5 29
'А И,2 Ю,7 174 38,5 37,5
3/8 14,75 14,25 17г 44,5 43,5
'А 18,25 17,5 1 2 57 56
Примечание. Нарезание резьб без развертывания
ется для соединений, не рассчитанных на высокое давление.
отверстий на конус примени*
220
Таблица 3.108. Диаметры сверл для обработки отверстий
с последующим развертыванием на конус под коническую резьбу
с углом профиля 60°
Диаметр резьбы, дюймы 1 Диаметр j сверла, мм । | Диаметр 1 резьбы, дюймы Диаметр сверла, мм
716 6 3/4 22,75
78 8,4 1 28,5
74 10,7 1'/4 37,5
78 14 1'/2 43,5
Vs 17,5 2 55
Таблица 3.109. Диаметры растачиваемых отверстий под нарезание резцом
или фрезой метрических резьб с крупными шагами (в мм)
Диаметр Допуск на диаметр от- верстия Диаметр Допуск на диаметр от- верстия
резьбы отверстия резьбы отверстия
10 8,3 4-0,3 33 28,9 +0,5
11 9,3 4-0,3 36 31,3 +о,5
12 10,0 4-0,3 39 34,3 +0,5
14 11,7 4-0,3 42 36,7 +0,5
16 13,7 4-0,3 45 39,7 +0,6
18 15,1 4-0,4 48 42,1 +0,6
20 17,1 4-0,4 52 46,1 +0,6
22 19,1 +0,4 56 49,5 +0,7
24 20,5 +0,4 60 52,9 +0,7
27 23,5 +0,4 64 56,9 +0,7
30 25,9 +0,5 68 60,9 +0,7
Таблица 3.110. Диаметры растачиваемых отверстий под нарезание резцом
метрических резьб с мелкими шагами (в мм)
Диаметр Допуск на диаметр отверстия Диаметр Допуск на диаметр отверстия Диаметр Допуск на диаметр отверстия
резьбы отверстия резьбы отверстия резьбы отверстия
Шаг резьбы Р = 1 мм
20 18,9 +0,2 33 31,9 +0,2 56 54,9 +0,2
22 20,9 +0,2 36 34,9 +0,2 60 58,9 +0,2
24 22,9 +0,2 39 37,9 +0,2 64 62,9 +0,2
25 23,9 +0,2 42 40,9 +0,2 68 66,9 +0,2
27 25,9 +0,2 45 43,9 +0,2 72 70,9 +0,2
28 26,9 +0,2 48 46,9 +0,2 76 74,9 +0,2
30 28,9 +0,2 52 50,9 +0,2 80 78,9 +0,2
221
Продолжение табл. 3.110
Диаметр Допуск на диаметр отверстия Диаметр Допуск на диаметр отверстия Диаметр Допуск на диаметр отверстия
резьбы отверстия резьбы отверстия резьбы отверстия
14 12,3 +0,2 Шаг 33 резьбы Р= 31,3 = Л5 ММ +0,2 60 58,3 +0,2
15 13,3 +0,2 35 33,3 +0,2 62 60,3 +0,2
16 14,3 +0,2 36 34,3 +0,2 64 62,3 +0,2
17 15,3 +0,2 38 36,3 +0,2 65 63,3 +0,2
18 16,3 +0,2 39 37,3 +0,2 68 66,3 +0,2
20 18,3 +0,2 40 38,3 +0,2 70 68,3 +0,2
22 20,3 +0,2 42 40,3 +0,2 72 70,3 +0,2
24 22,3 +0,2 45 43,3 +0,2 75 73,3 +0,2
25 23,3 +0,2 48 46,3 +0,2 76 74,3 +0,2
26 24,3 +0,2 50 48,3 +0,2 80 78,3 +0,2
27 25,3 +0,2 52 50,3 +0,2 85 83,3 +0,2
28 26,3 +0,2 55 53,3 +0,2 90 88,3 +0,2
30 27,3 +0,2 56 54,3 +0,2 95 93,3 +0,2
22 30,3 +0,2 58 56,3 +0,2 100 98,3 +0,2
24 21,7 +0,2 Шаг 55 резьбы Р= 52,7 =2 мм +0,2 82 79,7 +0,2
25 22,7 +0,2 56 53,7 +0,2 85 82,7 +0,2
27 24,7 +0,2 58 55,7 +0,2 90 87,7 +0,2
28 25,7 +0,2 60 57,7 +0,2 95 92,7 +0,2
30 27,7 +0,2 62 59,7 +0,2 100 97,7 +0,2
-32 29,7 +0,2 64 61,7 +0,2 105 102,7 +0,2
-33 30,7 +0,2 65 62,7 +0,2 НО 107,7 +0,2
36 33,7 +0,2 68 65,7 +0,2 115 112,7 +0,2
-39 36,7 +0,2 70 67,7 +0,2 120 117,7 +0,2
40 37,7 +0,2 72 69,7 +0,2 125 122,7 +0,2
42 39,7 +0,2 75 72,7 +0,2 130 127,7 +0,2
•45 42,7 +0,2 76 73,7 +0,2 135 132,7 +0,2
48 45,7 +0,2 78 75,7 +0,2 140 137,7 +0,2
50 47,7 +0,2 80 77,7 +0,2 145 142,7 +0,2
Ъ2 30 49,7 27,7 +0,2 +0,2 Шаг 65 резьбы Р- 61,5 =3 мм +0,3 150 125 147,7 121,5 +0,2 +0,3
33 30,7 +0,2 68 64,5 +0,3 130 126,5 +0,3
36 32,5 +0,3 70 66,5 +о,3 135 131,5 +0,3
39 35,5 +о,з 72 68,5 +о,з 140 136,5 +0,3
40 36,5 +о,з 75 71,5 +0,3 145 141,5 +о,3
42 38,5 +0,3 76 72,5 +0,3 150 146,5 +0,3
45 41,5 +0,3 80 76,5 +0,3 155 151,5 +о,3
48 44,5 +0,3 85 81,5 +0,3 160 156,5 +о,3
.50 46,5 +0,3 90 86,5 +0,3 165 161,5 +о,3
32 48,5 +0,3 95 91,5 +0,3 170 166,5 +0,3
55 51,5 +0,3 100 96,4 +0,3 175 171,5 +о,3
36 52,5 +0,3 105 101,5 +о,з 180 176,5 +0,3
58 54,5 +0,3 НО 106,5 +0,3 185 181,5 +0,3
60 56,5 +о,3 115 111,5 +0,3 190 189,5 +о,3
62 58,5 +0,3 120 116,5 +о,3 195 191,5 +0,3
64 60,5 +0,3 200 196,5 +о,3
222
Продолжение табл. 3.110
Диаметр Допуск на диаметр отверстия Диаметр Допуск на диаметр отверстия Диаметр Допуск н» диаметр отверстия
резьбы отверстия резьбы отверстия резьбы отверстия
Шаг резьбы Р-4 мм
55 50,3 +0,5 80 75,3 +0,5 140 135,3 +0,5
56 51,3 +0,5 85 80,3 +0,5 145 140,3 +0,5
58 53,3 +0,5 90 85,3 +0,5 150 145,3 +0,5
60 55,3 +0,5 95 90,3 +0,5 155 150,3 +0,5
62 57,3 +0,5 100 95,3 +0,5 160 155,3 +0,5
64 59,3 +0,5 105 100,3 +0,5 165 160,3 +0,5-
65 61,3 +0,5 ПО 105,5 +0,5 170 165,3 +0,5
68 63,3 +0,5 115 110,3 +0,5 175 170,3 +0,5
70 65,3 +0,5 120 115,3 +0,5 180 175,3 +0,5
72 67,3 +0,5 125 120,3 +0,5 185 180,3 +0,5
75 70,3 +0,5 130 125,3 +0,5 190 185,3 +0,5
76 71,3 +0,5 135 130,3 +0,5 195 190,3 +0,5
200 195,3 +0,5
Шаг , резьбы Р= =6 мм
70 62,9 +0,7 95 87,9 +0,7 125 117,9 +0,7
72 64,9 +0,7 100 92,9 +0,7 130 122,9 +0,7
76 68,9 +0,7 105 97,9 +0,7 135 127,9 +0,7
80 72,9 +0,7 НО 102,9 +0,7 140 132,9 +0,7
85 77,9 +0,7 115 107,9 +0,7 145 137,9 +0,7
90 82,9 +0,7 120 112,9 +0,7 150 142,9 +0,7
Таблица 3.111. Диаметры растачиваемых отверстий под нарезание
трапецеидальной резьбы (в мм)
Диа- метр резь- бы Шаг резь- бы Диа- метр рас- точки Допуск Шаг резь- бы Диа- метр рас- точки Допуск Шаг резь- бы Диа- метр рас- точки Допуск
10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 — 14 16 18 20 20 22 24 26 28 30 32 32 34 36 — 3 7 9 11 12 14 16 17 19 21 23 24 26 28 30 32 34 36 36 38 40 +0,15 2 8 10 12 14 16 18 20 22 24 26 27 29 31 33 35 37 39 41 43 45 +0,10
4 +0,20
8 4-0,40 5 +0,25
10 +0,30 3 +0,15
+0,50 6
12 +0,60 8 +0,40
22а
Продолжение табл. 3.111
Диа- метр резь- бы Шаг резь- бы Диа- метр рас- точки Допуск Шаг резь- бы Диа- метр рас- точки Допуск Шаг резь- бы Диа- метр рас- точки Допуск
50 52 55 60 62 65 70 75 78 80 85 90 95 100 ПО 120 130 140 150 160 170 180 190 200 210 220 240 250 260 280 зоо 320 340 360 380 400 420 440 460 480 500 520 540 560 580 600 620 640 12 38 40 43 48 46 49 54 59 62 64 65 70 75 80 90 96 106 116 126 136 146 148 158 168 178 188 200 210 220 240 260 272 292 312 332 352 +0,60 8 42 44 47 52 52 55 60 65 68 70 73 78 83 88 98 104 114 124 134 144 154 160 170 180 190 200 216 226 236 256 276 +0,40 3 47 49 52 57 58 61 66 71 74 76 80 85 90 95 105 114 124 134 144 152 162 170 180 190 200 210 228 238 248 268 288 308 328 348 368 388 404 424 444 464 484 500 520 540 +0,15
16 +0,80 10 +0,50 4 +0,20
20 +1,00 12 +0,60 5 +0,25 •
24 +1,20 16 +0,80 6 8 +0,30 +0,40
32 + 1,60 20 + 1,00 10 +0,50
40 +2,00 24 + 1,20 12 +0,60
48 -1-2,40 — — —
— — 16 20 +0,80 + 1,00
576 596 616 + 1,20 — — —
Стержни под резьбу. Диаметры стержней под резьбу назначаются
€ учетом подъема материала заготовки и допусков на наружный диаметр резьбы:
224
где d3 — диаметр заготовки, мм; d — номинальный диаметр резьбы, мм; А —га-
рантийный запас на вспучивание, мм (А = О,О4УЗ); б — допуск на наружный диа-
метр резьбы по стандарту, мм.
В табл. 3.112—3.118 приведены диаметры заготовок (стержней) под нареза-
ние резьб.
Таблица 3.112. Диаметры стержней под нарезание метрической резьбы
плашкой (в мм)
Диаметр Диаметр Допуск на диаметр стержня Диаметр Допуск на диаметр стержня
резьбы (Допуск на диаметр стержня стержня 1 резьбы стержня резьбы стержня
Резьба с крупным шагом
3 2,94 -0,06 8 7,90 -0,10 22 21,86 -0,14
3,5 3,42 -0,08 9 8,90 -0,10 24 23,86 -0,14
4 3,92 -0,08 10 9,90 -0,10 27 26,86 -0,14
4,5 4,42 -0,08 11 10,88 -0,12 30 29,86 -0,14
5 4,92 -0,08 12 11,88 -0,12 33 32,83 -0,17
6 5,92 -0,08 16 15,88 -0,12 36 35,83 -0,17
7 6,90 -0,10 Резьб' 18 20 а с мел 17,88 19,86 ikum того. -0,12 -0,14 и (Р=0,5- 39 -4 мм) 38,83 -0,17
4 3,96 -0,03 16 15,94 -0,12 32 31,92 -0,17
4,5 4,46 -0,03 17 16,94 -0,12 33 32,92 -0,17
5 4,96 -0,08 18 17,94 -0,12 35 34,92 -0,17
6 5,96 -0,08 20 19,93 -0,14 36 35,92 -0,17
7 6,95 -0,10 22 21,93 -0,14 38 37,92 -0,17
8 7,95 -0,10 24 23,93 -0,14 39 38,92 -0,17
9 8,95 -0,10 25 24,93 -0,14 40 39,92 -0,17
10 9,95 -0,10 26 25,93 -0,14 42 41,92 -0,17
И 10,94 -0,12 27 26,93 -0,14 45 44,92 -0,17
12 11,91 -0,12 28 27,93 -0,14 48 47,92 -0,17
14 15 13,94 14,94 -0,12 -0,12 30 29,93 -0,14 50 49,92 -0,17
Таблица 3.113. Диаметры стержней под нарезание резцом или фрезой
метрической резьбы с крупным шагом (в мм)
Диаметр Допуск на диаметр стержня Диаметр Допуск ка диаметр стержня
резьбы стержня резьбы стержня
10 9,92 -0,12 33 32,83 -0,17
11 10,92 -0,12 36 35,83 -0,17
12 11,92 -0,12 39 38,83 -0,17
14 13,92 -0,12 42 41,83 -0,17
16 15,92 -0,12 45 44,83 -0,17
18 17,92 -0,12 48 47,83 -0,17
20 19,86 -0,14 52 51,80 -0,20
22 21,86 -0,14 56 55,80 -0,20
24 23,86 -0,14 60 59,80 -0,20
27 26,86 -0,14 64 63,80 -0,20
30 29,86 -0,14 68 67,80 -0,20
15-зз
225
Таблица 3.114. Диаметры стержней под нарезание резцом
метрической резьбы с мелким шагом (в мм)
Диаметр Допуск на диаметр стержня Диаметр Допуск на диаметр стержня
резьбы стержня резьбы стержня
Шаг резьбы Р = 1 ММ 38 37,92 -0,17
39 38,92 -0,17
40 39,92 -0,17
10 9,94 -0,12 42 41,92 -0,17
11 10,94 -0,12 45 44,92 -0,17
12 11,94 -0,12 48 47,92 -0,17
14 13,94 -0,12 50 49,92 -0,17
15 14,94 -0,12 52 51,92 -0,17
16 15,94 -0,12 55 54,90 -0,20
17 16,94 -0,12 56 55,90 -0,20
18 17,94 -0,12 58 57,90 -0,20
20 19,93 -0,14 60 59,90 -0,20
22 21,93 -0,14 62 61,90 -0,20
24 23,93 -0,14 64 63,90 -0,20
25 24,93 -0,14 65 64,90 -0,20
27 26,93 -0,14 68 67,90 -0,20
28 27,93 -0,14 70 69,90 -0,20 /
30 29,93 -0,14 72 71,88 -0,20
33 32,93 -0,14 75 74,88 -0,20
36 35,92 -0,17 76 75; 88 -0,20
39 38,92 -0,17 80 79,88 -0,20
42 41,92 -0,17 85 84,88 -0,20
45 44,92 -0,17 90 89,88 -0,20
48 47,92 -0,17 95 94,88 -0,20
52 51,92 —0,17 100 99,88 -0,20
56 55,90 -0,20
60 59,90 -0,20
64 63,90 -0,20 Шаг резьбы Р= 2 мм
68 67,90 -0,20
72 71,90 -0,20 18 17,92 -0,14
76 75,90 -0,20 20 19,92 -0,14
80 79,90 -0,20 22 21,92 -0,14
24 23,92 -0,14
Шаг резьбы Р= 1,5 мм 25 24,92 -0,14
27 26,92 -0,14
12 11,94 -0,14 28 27,92 -0,14 •
14 13,94 -0,14 30 29,92' -0,14
15 14,94 -0,14 32 31,92 — 0,14 .
16 15,94 -0,14 33 32,92 -0,14
17 16,94 -0,14 36 35,9о -0,20
18 17,94 -0,14 39 38,90 -0,20
20 19,92 -0,14 40 39,90 -0,20
22 21,92 -0,14 42 41,90 -0,20
24 23,92 -0,17 48 47,90 -0,20
25 24,92 -0,17 50 49,90 -0,20
26 25,92 -0,17 52 51,90 -0,20
27 26,92 -0,17 55 54,90 -0,20
28 27,92 -0,17 56 55,90 -0,20
30 29,92 -0,17 58 57,90 -0,20
32 31,92 -0,17 60 59,90 -0,20
33 32,92 -0,17 62 61,90 -0,20
35 34,92 -0,17 64 63,90 -0,20
36 35,92 -0,17 65 64,90 -0,20
226
Продолжение табл. 3.114
Диаметр Допуск на диаметр стержня
резьбы стержня
68 67,90 -0,20
70 69,90 -0,20
72 71,90 -0,20
75 74,90 -0,20
76 75,90 -0,20
78 77,90 -0,20
80 79,90 -0,20
82 81,90 -0,20
85 84,88 -0,23
90 89,88 -0,23
90 94,88 -0,23
105 99,88 -0,23
100 104,88 -0,23
115 109,88 —0,23
115 114,88 -0,23
120 119,88 —0,23
125 124,88 -0,23
130 129,88 -0,23
135 134,88 -0,23
140 139,88 -0,23
150 149,88 -0,23
Шаг резьбы Р= =5 мм
30 29,90 -0,17
33 32,90 -0,17
36 35,90 -0,17
39 38,90 -0,17
40 39,90 -0,17
42 41,90 -0,17
45 44,90 -0,17
48 47,90 -0,17
50 49,90 -0,17
52 51,90 -0,17
55 54,90 -0,17
56 55,88 -0,23
58 ’ 57,88 -0,23
60 59,88 -0,23
62 61,88 -0,23
64 63,88 -0,23
65 64,88 -0,23
68 67,88 -0,23
70 69,88 -0,23
72 71,88 -0,23
75 74,88 -0,23
76 75,88 -0,23
80 79,88 -0,23
85 84,88 -0,23
90 89,88 -0,23
95 94,88 -0,23
105 104,88 -0,23
110 109,88 -0,23
115 114,88 -0,23
120 119,88 -0,23
Диаметр Допуск на диаметр стержня
резьбы стержня
125 124,87 -0,27
130 129,87 -0,27
135 134,87 -0,27
140 139,87 —0,27
145 144,87 -0,27
150 149,87 -0,27
155 154,87 -0,27
160 159,87 -0,27
165 164,87 -0,27
170 169,87 -0,27
175 174,87 -0,97
180 179,87 -0,27
185 184,87 -0,27
190 189,87 -0,27
195 194,87 -0,27
200 199,87 -0,27
Шаг резьбы Р=4 мм
42 41,80 -0,20
45 44,80 -0,20
48 47,80 -0,20
52 51,80 -0,20
55 54,80 -0,20
56 55,80 -0,20
58 57,80 -0,20
60 59,80 -0,20
62 61,80 -0,20
64 63,80 -0,20
65 64,80 -0,20
68 67,80 -0,20
70 69,80 -0,20
72 71,80 -0,20
75' 74,80 -0,20
76 75,80 -0,20
80 79,80 -0,20
85 84,80 -0,20
90 89,80 -0,20
95 94,80 -0,20
100 99,80 -0,20
105 104,80 -0,20
ПО 109,80 -0,20
115 114,80 -0,20
120 119,80 -0,20
125 124,80 -0,20
130 129,80 -0,20
135 134,80 -0,20
140 139,80 -0,20
145 144,80 -0,20
150 149,80 -0,20
155 154,80 -0,20
15*
227
Продолжение табл. 3.114
Диаметр Допуск на диаметр стержня Диаметр Допуск на диаметр стержня
резьбы стержня резьбы стержня
160 159,80 -0,20 105 104,77 -0,23
165 164,80 -0,20 ПО 109,77 -0,23
170 169,80 -0,20 115 114,77 -0,23
175 174,80 -0,20 120 119,77 -0,23
180 179,80 -0,20 125 124,74 -0,26
185 184,77 -0,23 130 129,74 -0,26
190 189,77 -0,23 135 134,74 -0,26
195 194,77 -0,23 140 139,74 -0,26
200 199,77 -0,23 145 144,74 -0,26
150 149,74 -0,26
Шаг резьбы Р= 6 мм 155 160 154,74 159,74 -0,26 -0,26
165 164,74 -0,26
70 72 76 80 85 90 95 69,80 .71,80 75,80 79,80 84,77 89,77 94,77 -0,20 -0,20 -0,20 -0,20 -0,23 -0,23 -0,23 170 175 180 185 190 195 200 169,74 174,74 179,74 184,70 189,70 194,70 199,70 -0,26 -0,26 -0,26 -0,30 -0,30 -0,30 -0,30
100 99,77 -0,23
Таблица 3.115. Диаметры обточки стержней под нарезание
дюймовой резьбы плашкой
Диаметр резьбы, дюймы Стержень под резьбу Диаметр резьбы, дюймы Стержень под резьбу
Диаметр, мм 1 п । Допуск на диаметр, мм Диаметр, мм Допуск на диаметр, мм
3/16 4,53 -0,16 7s 21,74 -0,28
6,10 -0,20 1 24,89 -0,28
7» 7,68 -0,20 1’/» 28,00 -0,34
V» 9,26 — 0,20 1'А 31,16 -0,34
7/t6 10,80 -0,20 l'/s 37,47 -0,34
Vs 12,34 -0,24 1% 40,55 -0,50
’As 13,92 -0,24 1’А 43,72 -0,50
V» 15,49 -0,24 17s 46,85 -0,50
’/♦ 18,65 -0,24 2 50,00 -0,52
228
Таблица 3.116. Диаметры стержней под нарезание резцом или фрезой
трубной цилиндрической резьбы
Номиналь- ный диа- метр резьбы, дюймы Стержень под резьбу Номиналь- ный диа- метр резьбы, дюймы Стержень под резьбу
Диаметр, мм Допуск на диаметр, I мм i Диаметр, мм Допуск на диаметр, мм
Чз 9,48 -0,10 1% 43,98 -0,17
74 12,86 -0,12 1'/2 47,37 -0,17
3/8 16,36 -0,12 13/« 53,34 -0,20
72 20,64 -0,14 59,21 -0,20
78 22,61 -0,14 2'Д 65,33 -0,20
3/4 26,11 -0,14 2'/2 74,74 -0,20
7в 29,88 -0,14 2% 81,12 -0,20
1 32,92 -0,17 3 87,42 -0,20
И/з 37,55 -0,17 37< 93,56 -0,24
174 41,53 -0,17 з*/2 99,91 -0,24
Таблица 3.117. Допуски на обтачивание стержней
под нарезание трапецеидальной резьбы (в мм)
Диаметр резьбы и заготовки Шаг резьбы Допуск на диаметр заготовки Шаг резьбы Допуск на диаметр заготовки Шаг резьбы Допуск на диаметр заготовки
10 2 -0,060 3 -0,100
12—14 2 -0,070 3 -0,120 — —
16-18 2 -0,070 4 -0,120 — —
20 2 -0,084 4 -0,140 — —
22-28 2 -0,084 5 -0,140 8 -0,280
30-42 3 -0,100 5 -0,170 10 -0,340
44-80 3 и 4 -0,120 8 и 10 -0,200 12 и 16 -0,400
85-110 5 -0,140 12 -0,230 20 -0,460
120—170 6 и 8 -0,160 16 - 0,260 24 —0,530
180-220 10 -0,185 20 -0,300 32 -0,600
240-300 12 -0,215 24 —0,340 40 -0,680
Таблица 3.118. Диаметры стержней в основной плоскости
под нарезание конических резьб
Номинальный размер резьбы, дюймы i Дюймовая резьба | (ГОСТ 6111—52) Трубная резьба (ГОСТ 6211—81)
I Диаметр стержня, мм Диаметр стержня, мм
1 i номинальный допустимое отклонение ! номинальный ! 1 1 допустимое i отклонение i
716 7,85 -0,09
78 10,23 -0,09 9,68 -0,1
74 13,51 -0,13 13,1 -0,1
78 17,60 -0,13 16,6 -0,1
72 21,15 -0,17 20,88 -0,1
74 26,49 -0,17 26,37 -0,1
i 33,15 -0,17 33,17 -0,1
174 41,91 -0,17 41,83 -0,1
172 47,98 -0,17 47,72 -0,1
2 60,02 -0,17 59,53 -0,1
229
Размеры заготовок, припуски и допускаемые отклонения для накатывания
резьбы. Накатывание резьбы может осуществляться тремя подачами: тангенци-
альной, радиальной, осевой.
Накатыванием получают резьбы диаметров от 0,3 до 120 мм на деталях из
сталей твердостью от 120 до 340 НВ, а также из цветных металлов и сплавов
с точность^ до 13-го квалитета и с шероховатостью поверхности до 80 мкм.
Диаметр заготовки под накатывание резьбы определяют по формуле
йзаг = 4" И rfs + d,2 -0.2109S2 ,
где d, di — соответственно наружный и внутренний диаметры накатываемой резь-
бы, мм; S—шаг резьбы, мм.
Формула пригодна для всех случаев накатывания треугольной резьбы как
с симметричным, так и несимметричным расположением d и d\ (за исключени-
ем накатывания с продольной подачей).
Диаметры заготовок (стержней) под накатывание резьб приведены в
табл. 3.119.
Т а б л и ц а 3.119. Диаметры заготовок под накатывание метрической резьбы
(в мм)
Диа- метр резьбы d Шаг 1 резьбы S Средний диаметр резьбы di Допускаемые отклонения сред- него диаметра резьбы при классах точности Диаметры заготовок d3ar и допускаемые отклонения
4q 6q 8q Номи- наль» ное зна- чение ^заг Допуск для классов
4q, 6q 8q
3 0,5 2,675 — 0,071 9,118 2,69 -0,02 -0,06
3,5 (0,6) 0,7 3,110 3,546 0,054 0,078 0,084 0,130 0,140 3,14 3,55 -0,02 -0,025 -0,06 -0,08
4 0,5 (0,75) 3,675 4,013 0,058 0,08-0,100 0,090 0,130 0,150 3,69 4,05 —0,025 -0,025 -0,08 -0,08
4,5 0,5 0,8 0,5 4,175 4,480 4,675 0,058 0,080-0,100 0,090 0,080-0,100 0,130 0,150 0,130 4,19 4,52 4,69 -0,025 -0,025 -0,025 • -0,08 -0,08 . -0,08
5,5 0,5 1 5,175 5,350 0,065 0,080-0,100 0,101 0,130 0,168 5,19 5,39 -0,025 -0,025 -0,08 -0,08
6 0,75 0,5 1 5,513 5,675 6,359 0,060 0,65 0,095-0,120 0,090-0,110 0,101 0,160 0,145 0,168 5,54 5,69 6,39 -0,025 -0,025 -0,025 -0,08 -0,08 -0,08
7 0,75 0,5 1,25 6,513 6,675 7,188 0,060 0,072 0,095-0,120 0,090-0,110 0,112 0,60 0,145 0,187 6,53 6,69 7,24 -0,025 -0,025 -0,030 -0,08 -0,08 -0,10
233
Продолжение табл. 3.119
Диа- метр резьбь d Шаг резьбы Средний диаметр резьбы d> Допускаемые отклонения сред- него диаметра резьбы при классах точности Диаметры заготовок d3ar и допускаемые отклонения
4q 6q 1 8q Номи- наль- ное зна- чение ^заг Допуск для классов
4q, 6q 8q
8 1 0,75 (1,25] 7,350 7,513 8,188 0,068 0,06( 0,07$ 0,101-0,125 ) 0,095-0,120 0,112 0,168 0,16С 0,187 : 7,39 > 7,54 ' 8,24 -0,030 -0,030 -0,030 -0,10 -0,10 -0,10
9 1 0,75 1,5 8,350 8,513 9,026 0,06£ 0,06С 0,080 0,101-0,125 0,095-0,120 0,123 0,168 0,160 0,205 ! 8,39 1 8,54 1 9,09 -0,030 -0,030 -0,030 1 1 1 ООО ООО
10 1,25 1 0,75 9,188 9,350 9,513 0,072 0,070 0,065 0,112—0,140 0,110—0,140 0,105-0,130 0,187 0,185 0,175 9,24 9,39 9,57 -0,030 -0,030 -0,030 -0,10 -0,10 -0,10
11 1,5 1 0,75 1,75 10,026 10,350 10,513 10,863 0,080 0,070 0,065 0,085 0,123 0,110—0,140 0,105-0,130 0,133 0,205 0,185 0,175 0,222 10,09 10,39 10,54 10,94 -0,030 -0,030 -0,030 -0,035 1 1 1 1 JO о о о ьЗ о о о
12 1,5 1,25 1 2 11,026 11,188 11,350 12,701 0,080 0,072 0,070 0,091 0,123-0,155 0,112-0,140 0,110-0,140 0,142 0,205 0,187 0,185 0,237 11,09 11,24 11,39 12,78 -0,035 -0,035 -0,035 -0,035 -0,12 -0,12 -0,12 -0,12
14 1,5 1,25 1 13,026 13,188 13,350 0,080 0,072 0,070 0,123-0,155 0,112-0,140 0,110-0,140 0,205 0,187 0,185 13,09 13,24 13,39 -0,035 -0,035 -0,035 -0,12 -0,12 -0,12
15 1,5 (1) 2 14,026 14,350 14,701 0,080 0,070 0,091 0,123-0,155 0,110-0,140 0,142 0,205 0,185 0,237 14,09 14,39 14,78 -0,035 -0,035 -0,035 —0,12 -0,12 -0,12
16 1,5 1 15,026 15,350 0,080 0,070 0,123-0,155 0,110-0,140 0,205 0,185 15,08 15,39 -0,035 -0,035 -0,12 -0,12
17 1,5 (1) 16,026 16,350 0,080 0,070 0,123-0,155 0,110-0,140 0,205 0,185 16,08 16,39 -0,035 -0,035 -0,12 -0,12
18 2,5 2 1,5 16,376 16,701 17,026 0,101 0,100 0,090 0,159 0,155—0,195 0,135-0,170 0,265 0,250 0,220 16,49 16,78 17,08 -0,035 -0,035 -0,035 -0,12 -0,12 -0,12
231
П родолжение табл. 3.119
Дна- Соелний Допускаемые отклонения сред- него диаметра резьбы при классах точности Диаметры заготовок af3ar и допускаемые отклонения
етр рееьбы d Шаг резьбы 3 диаметр резьбы । di 1 4q j 6q 8q Номи- наль- ное зна- чение ^заг ' Допуск для ! классов 4q, 6q | 8q
11) 2,5 18,376 0,101 0,159 0,265 18,48 -0,045 -0,14
2 18,701 0,100 0,155—0,196 0,250 18,78 -0,045 -0,14
1,5 19,086 0,090 0,135-0,170 0,220 19,08 -0,045 -0,14
3.8. Определение состава средств технологического оснащения
(приспособлений, режущего и вспомогательного инструментов)
Технологическая оснастка (оснастка)—орудия производства, добавляемые
и технологическому оборудованию для выполнения определенной части техно-
логического процесса (примеры технологической оснастки — приспособления,
штампы, пресс-формы, модели, литейные формы, режущий инструмент и т. д.).
Оснастить рабочее место — значит снабдить его самым необходимым для
высокопроизводительной работы. Основное требование при оснащении — полное
соответствие средств оснащения содержанию производственного процесса, обес-
печивающему рациональное использование орудий труда, фонда рабочего вре-
мени и безопасности труда работающих.
Все находящиеся на рабочем месте предметы оснастки по характеру их ис-
пользования делят на две группы: переменные (временные) и постоянные. К пер-
вым относят элементы оснащения, используемые для выполнения одной опре-
деленной операции (работы) — приспособления, тара, контрольно-измерительные
и рабочие инструменты, предназначенные для выполнения одноразовых работ.
Предметы постоянной оснастки находятся на рабочем месте всегда независимо
о г выполняемой работы, постоянно используемые режущий и мерительный ин-
струмент, элементы оргоснащения (стеллажи, шкафчики и др.). Предметы ос-
настки постоянного пользования закрепляют за каждым конкретным рабочим
местом.
Уровень технологической оснащенности рабочего места характеризуется ко-
эффициентом оснащенности
Кос I == SZ7 • ,
где 2 П — число приемов в производственных операциях, выполняемых с приме-
нением оснастки; S Пх— общее число приемов в производственных операциях.
В случаях применения стандартной оснастки рекомендуется пользоваться
при ее выборе альбомами типовых конструкций и соответствующими стандар-
тами.
Оформление технического задания на проектирование специальной техноло-
гической оснастки обычно производится ведущими технологами изделия. Проек-
тирование и изготовление средств оснащения производится согласно сетевому
или комплексному плану-графику ТПП (см. рис. 1.3), учет применяемости тех-
нологической оснастки — в соответствии с требованиями ГОСТ 3.1302—74.
Все средства оснащения на рабочем месте, предназначенные для конкрет-
ных целей, должны быть расположены так, чтобы при их использовании работ-
нил не тратил лишнее рабочее время, дополнительную физическую и нервную
энергию. Это достигается рациональной планировкой рабочих мест, под ко-
торой понимают целесообразное пространственное расположение в горизонталь-
ной и вертикальной плоскостях всех элементов оснащения, необходимых для осу-
ществления трудового процесса. При этом решают две задачи: а) рациональное
размещение оборудования, технологической и организационной оснастки, обес-
печивающее удобные, высокопроизводительные и безопасные условия труда ис-
полнителей; б) экономное использование производственной площади.
232
Выбор приЛюсоблений. Одна из важнейших задач разработки технологиче-
ских процессов — установление вида и конструкции приспособления.
Приспособление — технологическая оснастка, предназначенная для закрепле-
ния предмета труда или инструмента при выполнении технологической операции.
Различают следующие системы приспособлений (установочно-зажимные при-
способления): неразборную специальную (НСО); универсально-наладочную
(УНО); универсально-сборную (УСО); сборно-разборную (СРО); универсальчо-
безналадочную (УБО); специализированную наладочную (СНО).
Инструмент — технологическая оснастка, предназначенная для воздействия
на предмет труда с целью изменения его состояния (состояния предмета труда
определяется с помощью шаблона и (или) измерительного прибора).
Выбор режущего инструмента. Конструкция и размеры инструмента для за-
данной операции зависят от вида обработки, размеров обрабатываемой поверх-
ности, свойств материала заготовки, требуемой точности обработки и шерохо-
ватости обрабатываемой поверхности.
Марки твердых сплавов, применяемых для оснащения режущего инструмента
при различных видах обработки резанием, выбирают по табл. 3.120, керами-
ки — табл. .3.121, СТМ-—табл. 3.122, быстрорежущей стали — по табл. 3.123
Режущий инструмент, применяемый при обработке деталей на станках, де-
лят на несколько подгрупп, а внутри каждой из них — на виды и разновидности.
Основные виды режущего инструмента (токарные резцы, сверла, зенкера,
зенковки, развертки, метчики, плашки, фрезы, протяжки) классифицируются по
разным признакам, главные из которых — назначение и способ крепления. Боль-
шая часть конструкций инструмента стандартизована (табл. 3.124—3.132).
Зуборезный инструмент. Для нарезания и обработки зубьев ко-
лес применяют зубострогальные резцы, зуборезные гребенки, резцовые головки,
долбяки, разные фрезы (дисковые, пальцевые, червячные) и шеверы. При вы-
боре инструмента учитывают: тип инструмента (зависит от конструкции и раз-
меров обрабатываемого зубчатого колеса, размеров и расположения его зубьев,
технологического процесса их изготовления, а также серийности производства);
размер инструмента (зависит от размеров нарезаемого зуба и зубчатого ко-
леса) .
Зубострогальные резцы предназначены для чистового и предварительного
нарезания конических колес с прямым зубом на зубострогальных станках мето-
дом обкатки. Резцы делят на четыре типа, различающиеся по размерам и фор-
мам; используют комплекты из двух резцов, каждый из которых обрабатывает
одну сторону вуба.
Зуборезные гребенки используют для нарезания прямозубых и косозубых
цилиндрических зубчатых колес с наружным зацеплением методом обкатки. В
зависимости от последующей обработки колеса применяют гребенки трех ти-
пов — обдирочные, чистовые и шлифовочные. Последними нарезают зубья колес,
подвергаемых впоследствии закалке и шлифованию по профилю зуба. Модули
гребенки выбирают из интервала 1—24 мм.
Зуборезные резцовые головки применяют для обработки конических зубча-
тых колес с криволинейным зубом. Головки малых размеров делают за одно
целое с корпусом, а с размерами более 90 мм — со вставными резцами. По ме-
тоду нарезания различают одно- и двусторонние головки, по направлению вра-
щения— лево- и праворежушие, а по характеру обработки — черновые и чисто-
вые.
Зуборезные долбяки применяют для нарезания зубьев цилиндрических колес
и червяков при условии совпадения исходных контуров долбяка и нарезаемого
колеса. Применяют следующие разновидности зуборезных долбяков: дисковые
прямо- и косозубые — для обработки цилиндрических прямо- и косозубых колес
с внешним и внутренним зацеплением для черновой и чистовой обработки зубь-
ев; чашечные прямозубые, если нет достаточно места для выхода долбяка, при
обработке колес с фланцем, блочных зубчатых колес и др.; хвостовые прямо- и
косозубые — для обработки зубчатых колес с малым числом зубьев, зубчатых
муфт и других аналогичных деталей.
Зуборезные фрезы изготовляют следующих типов:
дисковые модульные (угол зацепления 20°) —для нарезания цилиндрических
зубчатых колес на фрезерных станках с помощью делительной головки или на
233
Таблица 3.120. Выбор марок твердого сплава при различных видах обработки резанием
Марка твердого сплава при обработке
Виды и характер обработки углеродистой и легированной стали жаропрочных и жаростойких сталей и спла- вов нержавеющей стали аустенит- ного класса закаленной ста- ли титана и спла- вов на его осно- ве НВ = 2400 Па |3 i ® СО НВ>4000 Па I цветных метал- лов и их спла- вов неметалличе- ских материалов
Точение: черновое по корке и ока- лине при неравномерном се- чении среза и прерывистом резании с ударами Т5КЮ Т5К12В ВК8В ВК8 Т5К12В ТТ7К12 ВК8В- ВК60М Т5К12В ВК8В ВК8 ВК60М — ВК8 ВК8В ВК6М ВК8 ВК8В ВК4 ВК8 ВК8В вкзм ВК4 В Кб ВК8 —
черновое по корке при не- равномерном сечении среза и непрерывном резании Т14К8 Т5К10 ВК4 ВК8 ВК8В ВК4 ВК8 ВК6М — ВК4 ВК8 ВК60М ВК4 ВК8 ВК6М ВК6М ВК4 вкзм ВК4 ВК6М В КЗ —
черновое по корке при от- носительно равномерном се- чении и непрерывном реза- нии Т15К6 Т14К8 Т15К10 ВК4 ВК8 ВК6М ВК4 — ВК4 ВК8 ВК4 ВК8 вкбм ВК2 ВК2 вкзм BK4 ВК4
получистовое и чистовое при прерывистом резании Т15К6 Т14К8 Т5КЮ ВК4 ВК8 ВК8В ВК4 ВК8 Т5КЮ ВК4 ВК8 ВК4 ВК4 ВКб ВК8 ВК6М ВК2 вкзм ВК4 ВК2 вкзм BK4
тонкое при прерывистом резании Т30К4 Т15К6 — ВК6М Т14К8 Т5КЮ ВК4 ВК4 ВК2 вкзм ВК4 ВК6М ВК2 ВК2 вкзм ВК4 ВК2 вкзм ВК4
Виды и характер обработки углеродистой и легированной стали жаропрочных и । жаростойких | сталей и сила- | ВОВ 1 !
тонкое при непрерывном резании Т30К4 —
Отрезка и прорезка кана- вок Т15К6 Т14К8 Т5КЮ ВК4 ВК8 ВК8В
Отрезка и прорезка. Пред- варительное нарезание резь- бы Т15К6 Т14К8 Т15К6 ВК4 Т14К8
Окончательное нарезание резьбы Т30К4 Т15К6 Т30К4 Т15К6 В14К8
Строгание и долбление: черновое Т15К12В ВК8В BKI5 Т5К12В
Продолжение табл. 3.120
Марка твердого сплава при обработке
нержавеющей стали аустенит- ного класса закаленной ста- ли титана и спла- вов на его осно- ве чуг: <я с о о £ II CQ Д г НВ>4000 Па цветных метал- 1 лов и их спла- вов | неметалличе- | ских материалов
ВК6М вкзм Т30К4 Т15К6 ВК6М вкзм ВК4 ВК6М вкзм ВК2 ВКЗМ ВК6М вкзм ВК2 ВК2 вкзм ВК2 ВКЗМ
ВК6М ВК4 — ВК4 ВК8 ВК4 ВК6 ВК8 ЯГ ЗУЧГ ВК6М ВК2 ВК2 вкзм ВК4 ВК2 ВКЗМ ВК4
ВК6М ВК4 ВК6М вкзм ВК4 ВК4 вкзм ВК6М ВК2 ВК4 вкзм ВК6М ВК2 вкзм ВК4 ВК6М В Кб ВК2 ВК4 ВКЗМ
ВКбМ вкзм — — — — ВК2 ВКЗМ ВК2 ВКЗМ
Т5К12В ВК8 ВК15 — i ВК8 В К* В । ВК8 ВК8В ВК4 В Кб ВК8
Go
Виды и характер обработки углеродистой и легированной стали жаропрочных и жаростойких сталей и спла- вов
получистовое и чистовое Т5КЮ Т5К12В ВК8 ВК8В ТТ7К12
Фрезерование: черновое Т15К6 Т14К8 Т5КЮ Т5КЮ ВК4 ВК8
получистовое и чистовое Т30К4 Т15К6 Т14К8 Т15К6 Т14К8 Т5КЮ
Сверление: сплошное неглубоких (нормальных) отверстий Т5КЮ Т5К12В ВК8 ВК8В Т5К12В ТТ7К12 ВК8В ВК8
сплошное глубоких отвер- стий Т15К6 Т14К8 Т5КЮ Т5К12В ВК8
Продолжение табл. 3.120
Марка твердого сплава при обработке
нержавеющей стали аустенит- ного класса закаленной ста- ли титана и спла- вов на его осно- ве чугуна цветных метал- лов и их спла- вов неметалличе- ских материалов
НВ = 2400 Па НВ>4000 Па
Т5К12В — ВК4 ВК4
ВК8В В Кб ВК6
ВК15 ВК8
Т5К12В — ВК4 ВК4 ВК2
Т5К10 ВК8 В Кб ВК4
Т14К8 ВК8
TI5K6 В Кб ВК6М ВК2 ВК2
'Т14К8 ВК4 вкзм вкзм
ВК4
Т5К12В — ВК8 ВК4 ВК8 ВК4 ВК2
ВК8В ВК8В В Кб ВК8В В Кб ВК4
ВК8 ВК8 ВК8 ВК8
Виды и характер обработки S о о е- ас У я S со и о о а СХ S £ ас ч 5 со и. О) н >» О жаропрочных и жаростойких сталей и спла- вов
кольцевое глубоких от- верстий Т15К6 Т14К8 Т5КЮ
Рассверливание: неглубоких (нормальных) предварительно просвер- ленных отверстий ВК4 ВК8
неглубоких (нормаль- ных) отверстий в литых, ко- ваных и штампованных де- талях Т5К10 Т5К12В ВК8 ВК8В Т5К12В ТТ7К12 ВК8 ВК8В
глубоких предварительно просверленных отверстий Т15К6 Т14К8
глубоких отверстий в ли- тых, кованых и штампован- ных деталях, а также от- верстий с неравномерным припуском на обработку и прерывистым резанием Т5КЮ Т5К12В ВК8 ВК8В Т5К12В ТТ7К12 ВК8 ВК8В
Продолжение табл. 3.120
Марка твердого сплава при обработке
ВК8 Т14К8 Т5К10 ВК8 ВК4 BK8 ВК2 вкзм ВК4 ВК6М ВК4 ВК2 ВКЗМ ВК4 ВК2 вкзм
Т5К12В ВК8В ВК8 — — ВК4 ВК6 ВК8 — ВК4 В Кб ВК8 —
ВК4 ВК8 Т14К8 Т5К10 ВК8 — ВК2 ВКЗМ ВК4 ВК6М ВК4 ВК2 вкзм ВК4
Т5К12В ВК8 ВК4 — — ВК8 ВК8В ВК4 — ВК4 ВК8 ВК8В —
Продолжение табл. 3.120
Марка твердого сплава при обработке
Виды и характер обработки углеродистой и легированной стали S , § X £ * S с ® м ° С О о v а сх ч я я я и нержавеющей стали аустенит- ного класса закаленной ста- ли титана и спла- вов на его осно- ве чугуна цветных метал- лов и их спла- вов неметалличе- ских материалов
НВ = 2400 Па НВ>4000 Па
Зенкерование: Т15К6 Т5КЮ ВК6М ВК4 ВК4 ВК6М BK4 ВК4
черновое Т14К8 ВК4 ВК4 ВК8 ВКб ВК4 В Кб В Кб
Т5К10 ВК8 ВК8 ВК4 ВК8
Т5К12В •
ВК8
получистовое и чистовое Т30К4 Т15К6 ВК6М — ВК4 ВК2 ВК2
Т15К6 Т14К8 ВК8 ВКЗМ вкзм
Т14К8 Т5К10 ВК4 ВК4
ВК6М
Развертывание предва- Т30К4 Т30К4 ВК6М Т30К4 ВК4 ВК2 ВК6М
рительное и окончательное Т15К6 Т15К6 ВК4 вкзм ВК6М вкзм вкзм
ВК6М ВК6М ВКЗМ ВК4
вкзм ВК6М
Примечания:
1. Отечественная промышленность выпускает металлокерамическиесплавы трех групп: вольфрамовые, титано-вольфрамовые и титано-
тантало-вольфрамовые (ГОСТ 3882—74). Сплавы первой группы состоят из карбидов вольфрама и металлического кобальта и обозначаются
буквами ВК и цифрой, показывающей процентное содержание кобальта. Сплавы второй группы состоят из карбидов вольфрама, карбидов ти-
тана и металлического кобальта. Эти сплавы обозначают буквами ТК и цифрами. Цифра после буквы Т указывает процентное содержание
карбидов титана, а цифра после буквы К—процентное содержание кобальта. Сплавы третьей группы состоят из карбидов вольфрама, ти-
тана, тантала и металлического кобальта. Эти сплавы обозначают буквами ТТК и цифрами. Цифра, стоящая после букв ТТ, указывает
процентное содержание карбидов титана и карбидов тантала, а цифра после буквы К — процентное содержание кобальта.
2. Маркировка порошковых твердых сплавов: ВКЗ-М —черный с оранжевой полосой; ВК4 — оранжевый; ВК6 — синий; ВК6-М — синий
с белой полосой; ВК6-В — фиолетовый; ВК8 — красный; ВК8-В — красный с синей полосой; ВКЮ —красный с белой полосой; ВК15-—белый;
Т15К6 — зеленый; Т30К4 — голубой.
Таблица 3.121. Рекомендации по выбору марки керамики
Обрабатываемый материал Твердость Керамика для обработки
тонкой чистовой получистовой
Чугун: серый НВ 143—289 ВО-13, вш, ЦМ-332 ВО-13, ВШ, ЦМ-332 ВО-13, ВШ, ЦМ-332 .
ковкий НВ 163—269 ВО-13, ВШ ВШ, ВО-13, В-3 вш, В-3, ВО-13
НВ 170—369 ВШ, В-3, ВО-13 В-3, сили- нит-Р, ВШ, ВО-13 В-3, сили- нит-Р, ВШ, ВОК-60
отбеленный НВ 400—650 ВОК-60, кортинит, В-3 ВОК-60, кортинит, В-3 ВОК-60, кортинит, В-3
Сталь: качественная конструк- ционная НВ 160—229 ВО-13, вш, ЦМ-332 ВО-13, ВШ, ЦМ-332 ВО-13, ВШ, ЦМ-332
конструкционная легированная НВ 179—229 ВО-13, вш, ЦМ-332 ВО-13, ВШ, ЦМ-332 ВО-13 , ВШ, ЦМ-332
улучшенная НВ 229—380 ВШ, ВО-13, ВОК-60, силинит-Р ВШ, ВО-13, ВОК-60, силинит-Р В-3, ВОК-60, ВШ, ВО-13
цементуемая закален- ная HRC3 36—48 ВОК-60, кортинит, В-3 ВОК-60, кортинит, В-3 ВОК-60, В-3, кортинит
ВДСэ 48—57 ВОК-60, кортинит ВОК-60, В-3, кортинит Кортинит, ВОК-60, кортинит
НИСэ 57—64 ВОК-60, В-3, ВОК-71, кортинит ВОК-60, В-3, кортинит, ВОК-71 ВОК-60, в-з, кортинит, ВОК-71
Цветные металлы на основе меди НВ 60—120 В-3, кортинит В-3, кортинит В-З, кортинит
Сплавы на основе никеля — Силинит-Р Силинит-Р Силинит-Р
Кортинит Кортинит Кортинит
239
Таблица 3J22. Области применения режущих инструментов из сверхтвердых
материалов (СТМ)
Наименование
Применение
Композит 01 и композит 02 —
поликристаллы из кубического ни-
трида бора (КНБ) с минималь-
ным количеством примесей
Композит 05 — поликристаллы,
спеченные из зерен КНБ со связ-
кой
Композит 10 и двухслойные пла-
стины из композита 10Д (компо-
зит 10 на подложке из твердого
сплава) — поликристаллы на ос-
нове вюрцитоподобного нитрида
бора (ВНБ)
Инструмент, оснащенный поли- j
кристаллическими алмазами (ПКА) |
Для тонкого и чистового точения, преи-
мущественно без удара, и торцового фре-
зерования закаленных сталей и чугунов лю-
бой твердости, твердых сплавов (СО>
>15 %) с глубиной резания 0,05—0,5 мм
(максимально допустимая глубина резания
1,0 мм)
Для предварительного и окончательного
точения без удара закаленных сталей
(HRCs^60) и чугунов любой твердости, с
глубиной резания 0,05—3,0 мм, а также для
торцевого фрезерования заготовок из чу-
гуна любой твердости, в том числе по кор-
ке, с глубиной резания 0,05—6,0 мм
Для предварительного и окончательного
точения с ударом и без удара и торцевого
фрезерования сталей и чугунов любой твер-
дости, твердых сплавов (СО>15 %) с глу-
биной резания 0,05—3,0 мм, прерывистого
точения (наличие на обрабатываемой по-
верхности отверстий, пазов, инородных
включений)
Для чистовой обработки цветных метал-
лов и сплавов, неметаллических материалов
вместо твердосплавного инструмента
Выбор марок быстрорежущей стали при различных видах
обработки резанием по ГОСТ 19265—73
Таблица 3.123
Обрабатываемый мате- риал, условия обработки Точение Нарезание резьбы Зенке- рование, развер- тывание, протя- • гивание Фрезерова- ние
метчиком плашкой 1
Углеродистые стали Р6МУ Р6М5 Р6М5 Р14Ф4 Р6М5
конструкционные 10Р6М5 Р9Ф5 9ХС РЭФ5 10Р6М5
То же, при работе в условиях динамических нагрузок, с большими по- дачами Р6МЗ Р18КФ2 Р9К10 — — — Р6МЗ Р18 Р9; Р12
240
Продолжение табл. 3.123
Обрабатываемый мате- риал, условия обработки Точение Нарезан! метчиком <е резьбы плашкой Зенкеро- вание, развер- тывание, протяги- вание Фрезерова- ние
Конструкционные стали легированные Р9К5 Р9М4К8 11АРЗМЗФ2 10Р6М5 Р6М5К5 Р6М5 Р6М5К8 Р6М5 Р9Ф5 Р14Ф4 10Р6М5 Р6М5К5
Стали коррозионно- стойкие, жаростойкие (ов<1079 МПа) Р6М5К5 Р12Ф2К8МЗ Р9М4К8 Р6М5К5 Р9М4К8 Р6М5К5 Р18Ф2К5 Р6М5К5 Р9Ф2К10 Р6М5К5
Сплавы жаростойкие, жаропрочные Р9М4К8 Р6М5К5 Р9Ф2К5 Р9Ф2КЮ Р9М5К5 Р6М5К5 Р6М5К5 Р18Ф2К5 Р9М4К8 Р18Ф2К5 Р10Ф5К5
Чугуны всех марок Р9; Р12 10Р6М5 10Р6М5 Р14Ф4 Р6М5
Цветные сплавы типа алюминиевых, медных, магниевых Р6М5 10Р6М5 Р6М5 10Р6М5 Р6М5 10Р6М5 Р6М5 10Р6М5 Р6М5 10Р6М5
16-зз
2 И
Т а б л и ц a 3.124. Резцы
Наименование ГОСТ Индекс ♦
Токарные проходные с пластинками из твердого сплава
Отогнутые
Прямые
Упорные прямые (отогну-
тые)
Подрезные отогнутые
Чистовые широкие
Для обработки пластмасс
18877-73
18878-73
18879—73
18880-73
18881-73
18877-73-18884-73
2102—
2100—
2101 —(2103—)
2112—
2120—
3146-
Токарные с пластинками из твердого сплава
Расточные для отверстий:
сквозных
глухих
Отрезные
Резьбовые
18882-73
18883-73
18884—73
18885—73
2140—
2141 —
2130—
2660**-(2662-)
2664***— (2666—)
Токарные сборные с механическим креплением
многогранных твердосплавных пластинок
Для контурного точения
Расточные
Проходные
Проходные для пластин без
отверстия
20872—80
20874-75
26611—85
26611-85
2101 —
2145—
2102—
2100—
Токарные с пластинками из быстрорежущей стали
Проходные: отогнутые 18868—73 2102—
прямые 18869—73 2100- .
упорные 18870-73 2101 —
Подрезные торцевые Расточные для отверстий: 18871-73 2112—
сквозных 18872—73 2140—
глухих 18873-73 2141 —
Прорезные и отрезные 18874-73 2120—(2130—)
Фасонные 18875-73 2660-(2662-)
Резьбовые 18876-73 2664—(2666—)
* Индекс разновидности по принятой классификации.
** Для метрической резьбы наружной (внутренней).
*** Для трапецеидальной резьбы наружной (внутренней).
242
Таблица 3.125. Типы и основные размеры стандартных спиральных сверл
Сверла ГОСТ Основные размеры Индекс *
d L Lt
С цилиндрическим хвостови- ком: длинная серия средняя серия короткая серия 886-77 10902- 77 4010-77 1-20 0,3-20 0,5-20 56-254 19-205 10-131 33-166 3-140 3-66 2300-
С цилиндрическим хвостови- ком для труднообрабатывае- мых материалов: средняя серия короткая серия 20695-75 20691-75 3-10 3-10 60-135 45-90 32-90 16—45 2302-
С коротким цилиндрическим хвостовиком, длинная серия 12122-77 1-9,5 48-155 25-110 2300-
Малоразмерные с утолщен- ным цилиндрическим хвостови- ком 8034-76 0,1-1,5 14-32 0,6-9 2309-
С коническим хвостовиком: средняя серия удлиненные длинные 10903-77 2092-77 12121-77 6-30 6-30 6-30 140-515 225-395 160-350 60-260 145-275 80-230 2301-
245
Сверла ГОСТ
С коническим хвостовиком для труднообрабатываемых ма- териалов: средняя серия короткая серия 20697-75 20696-75
Цельные твердосплавные с коническим хвостовиком 17276-71
Цельные твердосплавные: средняя серия короткая серия укороченные \ 17275 -71 17274 - 71 17273-71
Конические с конусностью 1 : 50 и хвостовиком: цилиндрическим коническим ОСТ 2420.11—87 ОСТ 2420.12—87
Продолжение табл. 3.125
Основные размеры Индекс *
d L Lo
6-20 6-20 140-240 105-180 60-140 30-80 2302-
6-12 120-170 40-70 2301 -
3-12 55-120 24-70 2309—
1-12 32-100 6-50 2300—
1-12 45-110 — 2300-
3-10 ! 12-32 80-300 290-545 — 2314-
Продолжение табл. 3.125
Сверла гост ОсновныеХразмеры \ Индекс *
d L х ч Lo
С пластинками из твердого сплава и хвостовиком: цилиндрическим коническим 22735-77 22736-77 5-16 10- 30 86-178 168-324 52-120 87-175 2300— 2301-
Центровочные комбиниро- ванные типов: I II III IV 14952-75 1-10 1-6,3 0,8-2,5 0,8-10 31,5-100 40-100 20-45 31,5-100 1,6—15,7 1,6-9,8 1,3-3,6 2,8-30 2317-
Твердосплавные для сверле- ния отверстий в печатных пла- тах: короткая серия длинная серия ТУ 2.035.853—81 То же — — — 2302-
Обозначения: d — диаметр; L — общая длина; Lo — длина рабочей части.
ND
СЛ
* Индекс разновидности по принятой классификации.
Таблица 3.126. Спиральные сверла по ГОСТ 885—77
Градация диаметров сверл, мм
0,25 0,30 0 35 I 45 2,75 2 80 4 8 7,5 10,1 12,8 18 24,25 31 39 50
150 4,9 7,6 10,2 13 18,25 24,5 31,25 (39,25) 50,5
1’55 1,60 1,65 1,70 1 75 2’85 5 0 7,7 10,’з 13,1 18,5 24,75 31,5 39,5 51
040 2*90 2,95 з,о 3 1 5,1 7,8 10,4 13,2 18,75 25 31,75 40 (51,5)
0*45 5 2 7,9 10,5 13,3 19 25,25 32 40,5 52
о’50 0,55 5’3 8,0 Ю’б 13,5 19,25 25,5 (32,25) 41 53
5’4 8J 10,7 13,7 (19,4) 25,75 32,5 (41,25). 54
0,’б0 0 65 1’80 1,85 1 90 (3,15) 3 2 5Л 5 6 8,2 8,3 10 8 Ю 9 13,8 14 19,5 19,75 26 26,25 33 (33,25) 41,5 42 55 56
070 з’з 5,7 8,4 П 14 25 20 26,5 33,5 42,5 57
0,75 0 80 1’95 2,00 2,05 2 10 (3,35) 3 4 5,8 5 9 8,5 8,6 П,1 11,2 Н,5 1 4,75 20,25 20,5 26,75 27 31 31,5 43 (43,25) 58 60
0 82 0 85 3,5 3,6 6,0 6,1 8,7 8,8 П,з П,4 15 15,25 20,75 (20,9) 27,25 27’5 35 (35,25) 43,5 44' 61 62
0 90 2,’15 2,20 2,25 2,30 2,35 2,40 2 45 2’,50 2,55 2,60 3’7 6,2 8,9 П,5 (В,4) 21 27,75 35,5 44,5 63
0,92 0,95 1 00 3,’8 3,9 4,0 4J 4,2 (4,25) 4 3 6,3 6,4 6,5 9,0 9,1 9 2 П,7 П,8 Н,9 15,5 15,75 16 21,25 21,5 22 28 28,25 28,5 (35,75) 36,0 (36,25) 45 (45,25) 45,5 65 68 70
1 ’05 1 10 6,6 6,7 9’3 9,4 12 12,1 16,25 16,5 22,25 22,5 28,75 29 36,5 37 46 46,5 72 75
1’15 1 20 6,8 6,9 9,5 9,6 12,2 12,3 16,75 17 22,75 23 29,25 " 29,5 37,5 38 47 47,5 78 80
1 25 4,’4 4,5 7,0 9,7 12,4 17,25 23,25 30 (38,2d) 48
1 ’зо 7,1 9,8 12,5 (17,4) 23,5 (30,25) 38,5 48,5
1*35 2 65 4,6 7,2 9,9 12,6 17,5 23,75 30,5 49
1 Ч) 2,70 4,7 7,3 10 12,7 17,75 (23,9) 24 30,75 49,5
Примечание. Сверла, диаметры которых приведены в скобках, изготавливают по соглашению с потребителем,
Таблица 3.127. Типы и основные размеры зенкеров
Зенкеры гост, ОСТ Основные размеры, мм Индекс *
D d L 1
С пластинками из твердого сплава: с коническим хвостовиком насадные 3231-71 14-50 32-80 13-32 180-335 40-65 85-210 2320-
Цельные (из быстрорежущей стали): с коническим хвостовиком насадные 12489-71 10-40 32-80 13-32 160-350 30-52 80-200 2320— 2323**— 2320-
Насадные с вставными ножа- ми: из быстрорежущей стали из твердого сплава: с коническим хвостовиком насадные 2255-71 ОСТ 2.423.3—87 50-100 32-50 50-100 22-40 22-40 60-76 262-308 58-74 40-45 2321-
Для обработки легких сплавов
Насадные 21584-76 36-80 16-32 50-80 — 2320—
Насадные с твердосплавными 21585-76 36-80 16-32 50-80 — 2323**— 2320
пластинками Торцевые с коническим хво- 21582-76 10-34 — 168-339 87-190 2323—
стовиком С коническим хвостовиком 21581-76 10-35 168-339 87-190 2320—
ю С цилиндрическим хвостови- 21579-76 3-9 — 61-125 33-81 2320-
ком
го
оо
Продолжение табл. 3.127
Зенкеры ГОСТ, ОСТ Основные размеры, мм Индекс * **
D d L 1
Торцевые с цилиндрическим хвостовиком С коническим хвостовиком и с пластинками из твердого сплава 21580-76 21583-76 3-9 18-35 — 61-125 228-339 33-81 130-190 2323- 2320-
Для обработки коррозионно-стойких и жаропрочных сталей и сплавов
Цельные твердосплавные с хвостовиком: коническим цилиндрическим 21544-76 21543-76 8-12 3-10 — 156-182 61-133 18-22 12-20 2320—
С вставными ножами, осна- щенными пластинками из твер- дого сплава: С коническим хвостовиком насадные 21541-76 30-50 50—80 22—32 262-308 58-69 40-45 2321-
Оснащенные твердосплавны- ми пластинками: с коническим хвостовиком насадные 21540 - 76 12-50 32 <(0 16-40 182-369 50 90 101-220 2320-
Обозначения: D — диаметр, d — диаметр отверстия для насадных инструментов и под направляющие штифты; Д — общая длина; / — длина
рабочей части.
* Индекс разновидности по принятой классификации,
** Для глухих отверстий.
Таблица 3.128. Зенковкй
Разновидность зенковок ГОСТ, ОСТ Индекс *
Цилиндрические для об- ОСТ 2И25-2—80 2350-
работки опорных поверхно- стей под крепежные детали Конические 14953—80 2353-
' Индекс разновидности по принятой классификации.
Таблица 3.129. Основные размеры стандартных разверток
Развертки гост D Основные I L размеры, мм 1 10-16 16-25 22-30 d Индекс *
Цельные с хвостовиком: цилиндрическим коническим насадные 1и,2-80 Маишннь 3-9 10-32 25-50 te 60-100 140-240 30-42 13-22 2363-
С вставными ножами: с коническим хвостовиком насадные 883-80 32-50 40-100 240-315 45-70 32-50 28-40 16-40 2364-
С пластинками из твердого сплава и хвостовиком: цилиндрическим ю коническим £ насадные 11175-80 6-9 10-32 32-50 90-100 140-240 40-55 15 15—22 30 13-22 2363-
250
Продолжение табл. 3.129
Развертки ГОСТ Основные размеры, мм Индекс •
D L 1 d
Сборные насадные с привер- нутыми ножами, оснащенными пластинками из твердого спла- ва 11176-71 52-300 50-100 30-55 19-80 2364-
С удлиненной рабочей ча- стью и хвостовиком: цилиндрическим коническим длинным коротким 11172—70 3-10 8-36 8-36 80-140 135-380 145-296 25-80 100-210 60-130 — 2363-
С цилиндрическим хвостови-
ком
С коническим хвостовиком
Твердосплавные с хвостови-
ком:
цилиндрическим
коническим
Машинные для обработки деталей из легких сплавов
19267-73 - -
19268-73 - -
19269-73 - -
19270-73 - -
2363—
2363—
Машинные с твердосплавными пластинками для обработки деталей из нержавеющих и жаропрочных сталей и сплавов
С пластинками
Насадные
С вставными ножами
21525-76
21526-7G
21527-76
2363—
2363—
2364-
Продолжение табл. 3.12$
Развертки ГОСТ D Основные f L >азм*еры, мм 1 d Индекс *
Ручные
Цилиндрические Разжимные 77*22—77 3509-71 1 — СО 6-50 40-360 100-380 18-180 45-150 — 2360— 2362—
С конусностью 1 : 50 и хво- стовиком: Коническ ие 2372-
цилиндрическим коническим С конусностью 1 : 30 и хво- стовиком: 11177-84 10081-84 0,6-60 6-30 42-450 160-490 21-355 80-335
цилиндрическим 11184-84 13-60 120-270 80—184 — 2372—
коническим 10082-71 13-100 160-460 80-216 — 2373—
С конусностью 1 : 10 11179—71 — 160-300 90-180 — 2372—
С конусностью 1 : 7 11180-71 — 100-240 60-145 — 2372—
С конусностью 1 : 16 Под конус Морзе с хвосто- виком: 6226-71 — 100-230 20-52 — 2373—
цилиндрическим 11182-71 — 95-310 64-205 2372—
коническим Под метрические конусы (1 : : 20) с хвостовиком: 10079—71 — 140-385 64-205 2373—
цилиндрическим 11183—71 — 50-385 32-260 2372—
коническим 10080-71 — 105-505 32-260 2373—
Под укороченные конусы Морзе 11181-71 — 55-170 24-90 2372-
Обозначения: D — диаметр развертки; L — общая длина; I — длина рабочей части; d—диаметр отверстия насадной развертки.
Индекс разновидности по принятой классификации.
Таблица 3.130. Метчики, плашки
Инструмент ГОСТ, ост Индекс *
Метчики
Гаечные Машинно-ручные 1604-71 3266—81 2640— 2620—
Гаечные с изогнутым хвостови- ком диаметром от 0,25 до 0,9 мм 6951-71 2642—
Для круглой резьбы ОСТ 2.450.4—87 2614—
Машинно-ручные с шахматным расположением зубьев для обра- ботки нержавеющих и жаропроч- ных сталей 17927—72 2620—
То же, гаечные 17929—72 2640—
Машинно-ручные с шахматным расположением зубьев для обра- ботки легких сплавов 17928—72 2620—
Машинные с укороченными ка- навками 17931—72 2620—
То же, для обработки легких сплавов 17930—72 2620—
Машинные с винтовыми канав- ками 17932—72 2620—
То же, для обработки легких сплавов 17933—72 2620—
Бесстружечные машинно-ручные 18839—73 ию-
Бесстружечные гаечные 18840—73 ню-
То же, с изогнутым хвостови- ком 18841—73 ню-
Плашки
Круглые
Для круглой резьбы
Для конической резьбы
9740—71
ОСТ 2.455.3—87
6228—80
2650-
265-’ —
268 ч —
* Индекс разновидности по принятой классификации.
Таблица 3.131. Основные типы стандартных фрез
Фрезы ГОСТ, ОСТ D, мм Индекс *
Цилиндрические
Цельные с зубьями: мелкими ОСТ 2.441.15—87 40—100 2200-
крупными 50-100
Торцевые цельные насадные
С мелкими зубьями 9304-69 40-100 2210-
С крупными зубьями 63-100
Для обработки легких сплавов 16222—81 50-80
252
Продолжение табл. 3.131
Фрезы ГОСТ, ОСТ D, мм Индекс *
Торцевые сборные насадные с вставными ножами
Оснащенные твердым сплавом: с крупными зубьями 24359—80 100-630
для обработки легких сплавов 16223—81 100-315
с мелкими зубьями 9473—80 80—630.
для труднообрабатываемых ста- лей и сплавов 24359-80 100-2001
с механическим креплением пя- тигранных твердосплавных пла- стинок 26595—85
то же, повышенной жесткости ТУ 2.035.877—82 1С0—200
с механическим креплением круглых твердосплавных пласти- нок 22088—76 100-200
Концевые
Цельные с хвостовиком:
цилиндрическим
коническим
Для обработки легких сплавов
с хвостовиком:
цилиндрическим
• коническим
резьбовым, двузубые
коническим, радиусные
Обдирочные с коническим хво-
стовиком (с торцевыми зубьями
и без них)
То же, с затылованными зубья-
ми
Конические с хвостовиком:
цилиндрическим
коническим
Оснащенные твердосплавными
коронками с хвостовиком:
цилиндрическим
коническим
резьбовым
Оснащенные винтовыми твер-
досплавными пластинками с хво-
стовиком:
цилиндрическим
коническим
коническим, удлиненные
Твердосплавные (право- и ле-
ворежущие) :
цельные
со стальным хвостовиком
17025—71 3-12 2220—
17026-71 14-63 2223—
16225—81 1,5-12 2220—
12-50 2223—
16226—81 8-40 2229—
16231—81 12-50 2260—
15086—69 25-80 2225—
ТУ 2.035.1001—85 25-80 2225-
18150—72 3-10** 2230—
18151—72 3-40** 2233—
20533—75
20534—75
20535—75
20536—75
20537—75
20538—75
18372—73
10-14 2220—
10-22 2233-
10-22 2229—
10-20 2220—
12,5-50 2223—
20- 50 2223—
3-12
5-12
2220—
2220—
253
Продолжение табл. 3.131
Фрезы ГОСТ, ОСТ D, мм Индекс •
Концевые для труднообрабатываемых сталей и сплавов: сферические,
грушевидные, сферические эллипсовидные, сфероцилиндрические, конические
Твердосплавные удлиненные Оснащенные коронками из твер- дого сплава Цельные твердосплавные 18939-73— 18943-73 18944-73— 18948-73 18934-73— 18938-73 4,6,8 10-22 4,6,8 2844— 2844— 2844—
Шпоночные ••
Цельные с хвостовиком: цилиндрическим 9140-78 2-25 2234—
коническим 10-40 2235—
цилиндрическим, твердосплавные 16463—80 2-12 2234—
Оснащенные твердым сплавом 6396—78
с хвостовиком:
цилиндрическим 10-25 2234—
коническим Цельные для пазов шпонок сег- ОСТ 2.441.13—87 2-40 2235-
ментных:
хвостовые 4,3-48,6 2234—
насадные Пазовые 59; 70 2250—
Дисковые цельные с зубом: острозаточенным 3964—69 50-100 2250—
затылованным 8543—71 50-100
Для обработки Т-образных па- 2252—
зов с хвостовиком:
цилиндрическим и коническим 7063—72 12,5-40
коническим, с напаянными твер- 10673—75 12,5-95
досплавными пластинками Дисковые
Цельные трехсторонние 3755—78 50-125 2240—
То же, с разнонаправленными зубьями 9474—73 63-125 2240 —
То же, для обработки легких 16227—81 50-100 2240—
сплавов
То же, для обработки легких 16228—81 80-315 2241-
сплавов
То же, из твердого сплава Сборные двусторонние с встав- 5348—69 100-315 2241 —
ными ножами:
из быстрорежущей стали для 16229—81 80-315 2245-
обработки легких сплавов (пра- вые и левые) из твердого сплава (правые и левые) 6469—69 100-315
254
Продолжение табл. 3.131
Фрезы ГОСТ, ОСТ D, мм Индекс ♦
Прорезные (шлицевые) и отрезные
Цельные насадные:
с мелкими, средними и круп-
ными зубьями (прорезные и от-
резные)
для обработки легких сплавов
(отрезные)
Для разрезки пластмасс:
дисковые цельные (разные ти-
пы)
сегментные с крупным зубом
2679—73
16230—81
20320-74—
20329-74
20319—74
20-315
63-200
250-400
2254—
3420—
и др.
3422—
Полукруглые
Выпуклые
Вогнутые
9305—69
50-130 2262-
50-160
* Индекс разновидности по принятой классификации.
** Наименьший диаметр усеченного конуса рабочей части фрезы.
Таблица 3.132. Основные типы стандартных протяжек
Протяжка ГОСТ D, Ь, мм Индекс
Шпоночные 16491—80; 18217-80— 18220-80 Ь 3—50 2405-
Для цилиндрических отвер- стий 9126—76 D 150 2400—
Круглые переменного реза- ния 20364-74 D 10—13 2403—
То же 20365—74 D 14—90 2400—
Для гранных отверстий 16492—70 D 11—90 2400—
Для шлицевых отверстий с эвольвентным профилем То же, с центрированием по наружному диаметру 6767—79 25157-82— 25161-82 D 12—150 2403-
Для шлицевых отверстий с прямобочным профилем То же, с центрированием по наружному диаметру, комбини- рованные переменного сечения 7943—78 24818-81— 24823-81 D 150 2402— 2402—
Обозначения: —диаметр обрабатываемого отверстия, b — ширина паза (окна).
255
специальных станках, работающих способом деления; при нарезании используют
наборы из 8, 15 и 26 фрез; каждый комплект предназначен для колес с опреде-
ленным числом зубьев; более точные, а также корригированные зубчатые колеса
выполняют индивидуальными фрезами. Основные размеры дисковых зуборез-
ных фрез приведены в ГОСТ 13838—68;
пальцевые —служат для нарезания зубчатых прямо- и косозубых колес с
модулями 10 мм и более;
червячные (для повышения производительности черновые фрезы изготовля-
ют двух-, трехзаходными, а чистовые — только однозаходными). Чистовые чер-
вячные фрезы для цилиндрических колес с эвольвентным профилем (ГОСТ
9324—80) изготовляют трех типов и четырех классов точности: тип I — преци-
зионный, класс точности ДА; тип II—общего назначения, классы А, В и С; тип
III—сборные общего назначения, классы точности А, В и С. ГОСТ 9324—80
предусматривает фрезы; цельные модулей 1—14 мм Ц сборные модулей 10—
20 мм. Фрезы червячные чистовые однозаходные мелкомодульные для цилиндри-
ческих зубчатых колес с эвольвентным профилем приведены в ГОСТ 10331—81,
для степеней точности 7—9 по ГОСТ 9178—81.
Шеверы — эвольвентные прямо- и косозубые колеса, у которых на боковых
сторонах зубьев прорезаны мелкие канавки, образующие режущие кромки для
скобления поверхностей обрабатываемого материала. Шеверы применяют для
обработки нешлифованных, незакаленных зубчатых колес (твердостью не более
HRC342) с целью повышения точности и улучшения поверхности зубьев. В ре-
зультате шевингования точность обрабатываемых зубчатых колес по шагу, про-
филю, направлению зубьев и биению профиля увеличивается на одну ступень.
Наиболее распространены шеверы дискового типа в виде цилиндрического коле-
са с винтовыми насеченными зубьями.
Абразивный инструмент. Выбор инструмента зависит от ряда ха-
рактеристик. в частности, вида шлифовального материала, твердости, структуры
и связки (ГОСТ 21445—84). Изготовляют его в виде кругов и головок различ-
ных форм и размеров (ГОСТ 2424—83, 2447—82, ГОСТ 21963—82 и др.), шли-
фовальных сегментов (ГОСТ 2464—82) и брусков (ГОСТ 2456—82). В качестве
шлифовального материала (табл. 3.133) применяется электрокорунд различных
марок, монокорунд, карбид кремния, кубический нитрид бора и алмазы — при-
родные (А) и синтетические (АС).
Абразивные круги характеризуются неуравновешенностью массы. По ГОСТ
3060—86 установлено четыре класса неуравновешенности (1, 2, 3 и 4) для раз-
личных инструментов. Допустимые неуравновешенные массы контролируют на
станках для статической балансировки. ГОСТ 3060—86 распространяется на кру-
ги в состоянии поставки и не относится к кругам в сборе с фланцами для уста-
новки на станок. Допустимая скорость кругов оКр ограничивается прочностью
абразивного инструмента. На каждом абразивном инструменте указывается его
характеристика.
Пример условного обозначения плоского круга прямого про-
филя размером 300X200X127 из белого электрокорунда марки 24А, зернисто-
стью 25, твердостью СТ2, структурой 6 на керамической связке: ПП 300х20х
Х127 24А СТ2 6К. Кроме этого, указывают завод-изготовитель, класс инстру-
мента по точности размера и формы, класс неуравновешенности и допустимую
скорость круга.
Алмазные и эльборовые круги (табл. 3.134, 3.135) применяют для круглого
наружного и внутреннего, плоского, фасонного, бесцентрового шлифования, для
доводки лезвийного инструмента. Алмазными кругами обрабатывают твердые
сплавы, керамику, камни, стекло и другие труднообрабатываемые материалы.
Эльборовые круги используют при шлифовании высоколегированных, инструмен-
тальных, быстрорежущих и других сталей. Алмазные и эльборовые круги со-
гласно ГОСТ 16167—80, ГОСТ 16180—82Е, ГОСТ 17122—85, ГОСТ 17123—79Е
изготовляют: плоские прямого профиля (АПП), тарельчатые (П1Т, АЗТ, А4Т),
чашечные (ЛЧК, А14К, А24К) и др. Алмазные круги маркируют по ГОСТ
16180—82Е, а эльборовые — согласно маркировке абразивных кругов, но допол-
нительно указывают концентрацию эльбора в процентах. В паспорте на алмаз-
ный и эльборовый инструмент указывают маркировочные данные, массу алмазов
в каратах и допустимую рабочую скорость.
256
17-33 257
Таблица 3.133. Характеристика шлифовального круга в зависимости от обрабатываемого материала и способа шлифования
Плоское шлифование
Обрабатываемый материал Наружное, круглое шлифо- вание в центрах (обычное) Внутреннее шлифование (обычное) торцом круга (чистовое) периферией круга (обычное)
Характеристика шлифовального круга
Мате- риал Зер- нис- тость Твердость Мате- риал Зер- нис- тость • Твердость Мате- риал Зерни- стость Твердость Мате- риал Зерни- стость Твердость
Сталь углеродистая конструкционная (неза- каленная) э 32 С2—С1 Э 32 СМ2—СМ1 э* 20 СМ1 ЭБ 40 СМ2—СМ1
Сталь углеродистая э 32 С1—СМ2 Э 32-20 СМ2—М3 ЭБ 63-40 М3—М2 ЭБ 40 СМ1—М3
конструкционная (зака- ленная) э* 40-32 Cl—СМ1
Сталь высокоуглероди- стая и быстрорежущая (закаленная) э 32 СМ2—СМ 1 ЭБ 20 СМ2—СМ 1 э* 40-32 С1—СМ2 ЭБ 32 СМ1—М2
Сталь легированная ЭБ 40-32 С—СМ — — — э* 40-32 СМ2—СМ 1 Э 32 СМ2—СМ 1
конструкционная ЭБ 40 М3—М2
Сталь марганцовистая Э 40 СТ1-С1 э 32 С1—СМ2 Э 100-63 СМ2—СМ 1 Э 40 СМ2—СМ 1
Сталь хромоникеле- вая (закаленная) Э 32 Cl— СМ1 э* 32 Cl—СМ1 Э* 20 СМ2—СМ 1 ЭБ 40 СМ2—М3
Чугун серый кч 10-32 СМ2—СМ 1 кч 32 СМ2—М3 кч 63-40 СМ1—М3 кч 40 СМ1—М3
ю
Продолжение табл. 3.133
Си
оо
Обрабатываемый Наружное, круглое шлифо- вание в центрах (обычное) Внутреннее шлифование (обычное) Плоское шлифование
торцом круга (чистовое) периферией круга (обычное)
материал Характеристика шлифовального круга
0) ч Зер- г* Зерни- i Ч _ ь «з Зеони-
риял нис- Твердость « S нис- Твердость 03 S I стость Твердость 5 §, стость Твердость
тость тость
Чугун (перлитная Э 32 С1-СМ2 э 32 СМ2-СМ1 э 100-63 СМ2—М3 Э 40 Cl—СМ1
структура)
Чугун отбеленный КЧ 40 СМ2—СМ 1 КЧ 32 Cl—СМ1 ЭБ 100-63 СМ1—М3 КЧ 40 СМ1 — М3
Бронза мягкая КЧ 40 СМ1 ЭБ 40 СМ1—М3 кч* 63-40 СМ2—СМ 1 КЧ 40 СМ1—М3
Бронза твердая Э 32 Cl—СМ1 КЧ 32 СМ1 э* 63 Cl—СМ1 — —
Латунь КЧ*1 32 СМ2-СМ1 КЧ 32 СМ1 кч* 63-40 СМ2—СМ 1 КЧ 63-40 СМ1—М3
Алюминий КЧ 32 СМ1-МЗ КЧ 32 СМ1 ЭБ 100 -63 М3—М2 КЧ 40 СМ2—СМ 1
Твердые сплавы КЗ 20 М3 КЗ 20 СМ1—М3 КЗ 20 М3—М2 КЗ 20 М2
Примечания:
1. Шлифовальные круги, отмеченные звездочкой, изготавливают на бакелитовой связке, остальные — на керамической.
2. Условные обозначения абразивного материала: Э — электрокорунд нормальный; ЭБ — электрокорунд белый; КЧ — карбид кремния чер-
ный; КЗ — карбид кремния зеленый.
3. Величина зерен абразива характеризуется (ГОСТ 3647—80) номером зернистости, определяет шероховатость обрабатываемой поверх-
ности деталей и количество снимаемого материала в единицу времени. Чем ниже номер зернистости и соответственно меньше размер зерна
абразива, тем качественнее обрабатываемая поверхность.
4. Твердость определяют по способности связки удерживать зерна абразива на поверхности инструмента при воздействии внешних уси-
лий. Абсолютная величина твердости выражается в кг/мм2. Твердость абразивных материалов определяют по десятичной минералогической
шкале: мягкий —Ml, М2, М3; среднемягкий — CM, СМ1, СМ2; средний — С, Cl, С2; средпетвердый — СТ, СТ!, СТ2, СТЗ; твердый — Т, Т1, Т2;
весьма твердый—ВТ!, ВТ2; чрезвычайно твердый —ЧТ!» ЧТ2.
Таблица 3.134. Выбор алмазных и эльборовых кругов
Марка зерна Диапа- зон зер- нистости Связка Назначение Обрабатываемый материал
АСО, ПО 50/40- 160/125 Органиче- ская Чистовое и отделоч- ное шлифование Твердые сплавы, инстру- ментальные и быстроре- жущие стали
АСР 63/50- 250/200 Керамиче- ская и ор- ганическая Чистовое и обдироч- ное шлифование Твердые сплавы, быстро- режущие и легированные стали, чугуны
ЛР 50/40— 250/200 Керамиче- ская Для труднообраба- тываемых материалов Конструкционные, инст- рументальные, жаро- прочные, коррозионно- стойкие и быстрорежу- щие стали
АСВ 80/63— 400/315 Металличе- ская Для труднообраба- тываемых материалов при повышенных удельных нагрузках Твердые сплавы, чугуны, быстрорежущие стали
ACM, AM, ЛМ 1/0— 60/40 — Для доводочных ра- бот Твердые сплавы, стекло и другие твердые мате- риалы
АСН, АН Природные и синтетиче- ские алмазы, корунды, керамика и другие сверх- твердые материалы
Таблица 3.135. Рекомендации по применению алмазных отрезных кругов
для разрезания стеклопластиков на шлифовальных станках
Размеры алмазных кругов АОК, мм Зернис- тость Концент- рация, % Масса алама- зов, карат Рекомендации по применению
160X0,7X32 А10 А12 25 3,7 4,81 Листы стеклопластиков толщи- ной до 8 мм
200X1,25X32 А16 А25 АСП8 100 18 14—16 16 Стеклопластиковые кольца и цилиндры с толщиной стенки до 8 мм
320X2X5X32 А25 50 22 Стеклопластиковые кольца и цилиндры с толщиной стенки до 8 мм
17*
259
Данные о шлифовальных шкурках приведены в ГОСТ 5009—82, ГОСТ 6456—
82, ГОСТ 10054—82; об абразивных пастах по видам работ — в табл. 3.136 и
3.137; состав паст при полировании пластмасс — табл. 3.138.
Таблица 3.136. Составы абразивных паст по видам работ
Содержание компонентов, %,
при доводке
Вид работ Компоненты пасты грубой средней тонкой
Доводка твердосплав- Карбид бора: 70-80
ных режущих инструмен- 10—М40 — —
тов, деталей из трудно- обрабатываемых мате- М40—М20 — 65—75 —
Ml 4—М5 — — 60
риалов и синтетических Окись железа (крокус) — 5 10
камней Парафин 20-10 20-10 30
Керосин 10 10
Доводка и притирка Электрокорунд:
поверхностей стальных 12—4 60 — —
деталей и лезвий режу- М40—М20 — 55 —
щих инструментов Ml 4—М5 — — 52
Стеарин 10 15 14
Олеиновая кислота 20 25 34
Керосин 10 5 —
Окончательная доводка Окись хрома:
плоскостей и лезвий ре- светло-зеленая 81-86 — —
жущих инструментов. темно-зеленая — 76 —
Полирование деталей из черная с зеленым от- — — 74—72
стали, цветных металлов тенком
и минералов (паста Силикагель 2 2 1,8
ГОИ) Стеарин 14-10 10 8-Ю
Олеиновая кислота — — 2
Двууглекислая сода — — 0,2
Керосин 2 2
Солидол, вазелин, техни- ческий жир 5 16 10
Тонкая доводка, поли- Прокаленный глинозем — 55 50
рование металлов, стекла и минералов (паста ЛИК) или окись алюминия 55 20(18)
Притирка (приработ- Парафин — 20-17 22-18
ка) конусов игл форсу- 5 10 (9)
нок и клапанов Стеарин — 17-20
18-22
9 30(31)
Олеиновая кислота — 5-7 7
25 ' 30(34)
260
Продолжение табл. 3.136
Вид работ Компоненты пасты Содержание компонентов, %, при доводке
грубой средней тонкой
Керосин Сало, касторовое или ко- стяное масло — со j 1 1 |<х> 3 10(8)
Полирование стальных деталей под меднение Электрокорунд М40 — М20 Окись железа (крокус) Парафин Стеарин Олеиновая кислота Сало, касторовое или ко- стяное масло Церезин или воск — 80 9 8 3 35-40 До 6 15 20 До 5
Полирование деталей из цветных металлов, медненных под никели- рование или хромирова- ние Окись хрома темно-зеле- ная Окись железа (крокус) Стеарин Сало, касторовое или ко- стяное масло Церезин или воск — 36 36 20 3 5 72 20 3 5
Полирование никеле- вого электролитического покрытия под хромиро- вание Окись хрома черная с зеленым оттенком Венская известь Стеарин Скипидар Сало, касторовое или ко- стяное масло Церезин или воск — 30 45 20 2 4 о 75 20 1,5 2 1,5
Окончательная довод- ка рабочих поверхностей измерительных инстру- ментов (паста завода «Калибр») Электрокорунд М14 — М5 Окись хрома темно-зеле- ная Окись хрома черная с зеленым оттенком Парафин Стеарин Керосин Церезин или воск — 43 23 16 9 6 3 57 21,5 П 3,5
Примечание. В числителе указано содержание компонентов при тонкой доводке
и полировании.
261
Таблица 3.137. Компоненты абразивных паст по видам работ
Вид работ Компоненты Содержание компонентов, %, при доводке
предвари- тельной окончатель- ной
Полирование хромиро- ванных деталей пред- варительно и до зеркаль- ного состояния Окись хрома черная с зеленым оттенком Меловая пудра или тальк Парафин Стеарин Олеиновая кислота Сало, касторовое или ко- стяное масло Цезерин или воск Солидол, вазелин, техни- ческий жир 25 10 75 15 о (5 2 95 5 100
Доводка отверстий втулки топливного насо- са, сталь 25Х5МА (пас- та Ленинградского кар- бюраторного завода) Электрокорунд: 12—4 М40—М20 Прокаленный глинозем или окись алюминия Парафин Олеиновая кислота Солидол, вазелин, техни- ческий жир 65 10 2 о ! 65 10 25 1 1 1 14 15 27 —
Таблица 3.138. Состав паст и рекомендации
по их применению при полировании пластмасс
Состав пасты Содержание компонентов, % Рекомендации по приме- нению
Парафин 65 Термопласты, реактоплас-
Окись хрома 35 ты
Парафин 42
Воск (цезерин) 5 Реактопласты
Окись хрома 20
Литопан 23
Окись алюминия 10
Цезерин 20
Окись хрома 62 »
Олеиновая кислота 18
Парафин (стеарин) ! 20 Термопласты, реактоплас-
Окись хрома 76 ты
Олеиновая кислота 1,8
Двууглекислая сода 0,2
Керосин 2,0
262
Продолжение табл. 3.138
Состав пасты Содержание ком- понентов, % Рекомендации по приме- нению
Парафин (стеарин) . 24 Термопласты, реактопла-
Окись хрома 72 сты
Олеиновая кислота 1,8
Двууглекислая сода 0,2
Керосин 2,0
Вспомогательный инструмент. Инструмент делят на ряд подгрупп (табл.
3.139). Обозначают его так же, как и режущий, двумя четырехзначными индек-
сами. Например, суппортную отогнутую левую державку для стержневого резца
сечением 1@Х 10 мдо обозначают так: державка 6701—0004 ГОСТ 13065—67.
Конструкции вспомогательного инструмента разнообразные. Его используют
при работе практически на всех станках (табл. 3.140, 3.141).
Таблица 3.139. Вспомогательный инструмент
Наименование Индекс •
Втулки
Переходные цельные (под конусный хвостовик): 6100—
с наружным конусом, конусом Морзе с лапкой
то же, с затяжным конусом Морзе 6101 —
то же, с метрическим конусом Морзе 6102—
то же, с конусом 7 : 24 6 ЮЗ-
с наружным цилиндром Патроны 61 05—
Для концевого насадочного инструмента: 6150—
жесткие кулачковые
то же, с втулками 6151 —
перемещающиеся качающиеся 6155—
то же, плавающие 6156—
то же, самоустанавливающиеся Державки Для резцов: 6157—
прямоугольных прямых 6700—
прямоугольных отогнутых 6701 —
круглого сечения 6708—
призматических (тангенциальных) Оправки 6703—
Для насадки зенкеров, разверток и зенковок:
без направляющих, с конусным хвостовиком 6230—
то же, с цилиндрическим хвостовиком 6232—
с направляющими и одним направлением 6235—
то же, с двумя направлениями Для фрез: 6236—
хвостовые с конусом Морзе 6220—
то же, с конусом 7 : 24 6222 —
двухопорные с конусом Морзе 6224—
то же, с конусом 7 : 24 6225-
Индекс разновидности инструмента по принятой классификации.
263
Таблица 3.140. Патроны и тиски для закрепления обрабатываемых изделий
Приспособления гост Индекс *
Патроны
Магнитные 24568-81 7108—
Поводковые 13334-67 6152—
Поводковые токарные Самоцентрирующие: • 2571-71 7108—
двухкулачковые и трехкулачковые 2675-80 7100—
Токарные самоцентрирующие трех- и двухку- лачковые клиновые и рыжачно-клиновые 24351-80 7102—
Цанговые к токарно-револьверным станкам 17200-71 6151 —
Четырехкулачковые с независимым перемеще- нием кулачков Тиски 3890-82 7103—
Станочные винтовые самоцентрирующие рычаж- ные для круглых профилей 21167-75 7200—
То же, с призматическими губками для круглых профилей 21168-75 7200—
Станочные с ручным и механизированным при- водом • 14904-80 7200-
* Индекс разновидности по принятой классификации.
Таблица 3.141. Оправки, хомутики, центры
Приспособления, элементы приспособлений гост Индекс *
Оправки
Кулачковые шпиндельные с зажимом: ручным винтовым пневматическим Кулачковые фланцевые с зажимом: ручным винтовым пневматическим Зубчатые (шлицевые) прямобочные: конические центровые центровые центровые с прессовой посадкой заготовок шпиндельные Центровые для точных работ: конические цилиндрические ступенчатые 17528- 72 17529- 72 17530- 72 17531-72 18437 -73 18438 -73 18439 -73 18440 -73 1621 1-70 1621 2-70 1621 3-70 7112 — 7113— 7112 — 7113- 7150— 7150 — 7150— 7113— 7141 — 7160- 7160—
Хомутики
Поводковые: для токарных и фрезерных работ для шлифовальных работ 25’8- 70 16488 — 70 7107- 7107-
264
Продолжение табл. 3.141
Приспособления, элементы приспособлений гост Индекс*
Центры
Вращающиеся 8742-75 —
Поводковые 7162—
Упорные 13214-79 7032—
» с отжимной гайкой 2575-79 7032—
» с конусностью 1:10; 1:7 18259-72 7032—
» и с отжимной гайкой 18260-72 7032—
Упорные полуцентры 2576-79 7032-
* Индекс разновидности по принятой классификации.
Вспомогательный инструмент подбирают к станку по уже выбранному ре-
жущему инструменту для данного перехода операции технологического процес-
са. Вспомогательной инструмент должен иметь, с одной стороны, установочные
поверхности и элементы крепления, соответствующие режущему инструменту, а
с другой — поверхности установки и элементы крепления, соответствующие по-
садочным местам станка. В связи с этим при его выборе необходимо:
четко определить конструкцию режущего инструмента, форму и конструк-
тивные особенности его установочных поверхностей и элементов крепления;
установить вид и характер посадочного места данного станка, форму уста-
новочных поверхностей, особенности элементов и требуемый характер крепления;
сравнить соответствующие данные установочных поверхностей и элементов
крепления режущего инструмента и посадочного места станка;
подобрать по соответствующим стандартам (или спроектировать) вспомо-
гательный инструмент, который по своим данным соответствовал бы режущему
инструменту и станку, т. е. явился бы согласующим промежуточным звеном ме-
жду ними;
проверить соответствие выбранного вспомогательного инструмента характе-
ру выполняемого перехода операции технологического процесса.
Данные о выбранном вспомогательном инструменте записывают в соответ-
ствующие графы карт технологического процесса рядом с данными о режущем
инструменте в соответствии с принятыми обозначениями.
3.9. Выбор методов и средств измерений
Классификация методов измерений. Измерение — нахождение физической ве-
личины с помощью специальных технических средств. Примером является изме-
рение (определение) диаметра втулки с помощью микрометрического нутромера,
определение угла изделия с помощью угломера.
В технике наряду с понятием «измерение» широко применяется понятие
«контроль». Под контролем в широком смысле имеется в виду понятие, вклю-
чающее в себя определение как количественных, так и качественных характе-
ристик, например, контроль дефектов наружной поверхности, контроль внутрен-
них пороков металла (трещин, раковин) и др.
Единство измерений—такое состояние измерений, при котором их резуль-
таты выражены в узаконенных единицах и погрешности измерений известны с
заданной вероятностью. Без единства измерений невозможно сопоставление ре-
зультатов измерений, выполненных в разных местах, в разное время, с исполь-
зованием разных методов и средств измерений
Точность измерений — качество измерений, отражающее близость их резуль-
татов к истинному значению измеряемой величины.
Погрешность измерения — отклонение результата измерения от истинного
значения измеряемой величины. Абсолютная погрешность измерения Ах=хизм-
265
— х, где хизм— значение, полученное при измерении; х— истинное значение из-
меряемой величины.
Под методом измерения понимается совокупность используемых измеритель-
ных средств и условий их применения.
Методы измерения (табл. 3.142) зависят от используемых измерительных
средств и условий измерений и подразделяются на абсолютные, сравнительные,
прямые, косвенные, комплексные, элементные, контактные и бесконтактные.
Таблица 3.142. Характеристики и области применения
различных методов измерения
Наименование метода Характеристики методов измере- ний Области применения
Абсолютный Прибор показывает абсолютное значение измеряемой величины Измерение микромет- ром, штангенциркулем, длиномером
Сравнительный Прибор показывает отклонение значения измеряемой величины от размера установочной меры или иного образца Измерение оптиметром, индикаторным нутроме- ром
Прямой Значение искомой величины или отклонение ее отсчитыва- ют непосредственно по прибору Контроль диаметров мик- рометром или индикато- ром на стойке
Косвенный Значение искомой величины или отклонение от нее находят по результатам измерения дру- гой величины, связанной с ис- комой определенной зависимо- стью Контроль угла синусной линейкой; диаметра по длине дуги и углу, опи- рающемуся на нее
Комплексный Определяется или ограничива- ется сумма погрешностей от- дельных геометрических эле- ментов изделия Контроль резьбы на про- екторе и комплексными калибрами, двухпрофиль- ная проверка зубчатых колес
Элементный Определяется погрешность каж- дого геометрического элемента изделия в отдельности Контроль среднего диа- метра, шага и угла про- филя резьбы; основного шага, профиля, накоплен- ной погрешности, шага зубчатых колес
Контактный Измерительная поверхность прибора соприкасается с конт- ролируемой поверхностью де- тали Измерение механически- ми приборами
Бесконтактный Измерительный орган прибора не соприкасается с контроли- руемой поверхностью Измерение на проекто- рах пневматическими и емкостными приборами
Организация контроля зависит от технических требований и производствен-
ных условий (табл. 3.143). Различают следующие формы контроля:
100 °/о-ный готовых изделий;
выборочный готовых изделий;
статистический (инженерные обоснования и расчетная система выборочного
контроля);
контроль деталей в процессе обработки (активный контроль);
контроль средств производства.
266
Таблица 3.143. Характеристика организационных форм контроля
Форма контроля Условия и области применения Используемые измерительные средства
100%-ный контроль го- товых деталей Нестабильность техно- логического процесса. Калибры (в основном для серийного производства)
Рассеивание размеров, даваемое оборудовани- ем, превосходит поле до- пуска (в том случае, ког- да намеренно идут на бракование части дета- лей) . Универсальные средства измерений (в основном для индивидуального и мелкосе- рийного производства)
Сортировка деталей на группы для селекцион- ной сборки. Контроль ответствен- ных (аварийных) пара- метров Специализированные изме- рительные средства (конт- рольные автоматы, полуав- томаты, механизированные и ручные приспособления, в том числе многомерные и многопозиционные)
Выборочный контроль готовых деталей После обработки, при ко- торой применяется конт- роль в процессе ее вы- полнения. Контроль неответствен- ных параметров. Приемка продукции по- требителем (особенно больших партий) В основном универсальные средства измерений и спе- циальные измерительные устройства
Статистический конт- роль Контроль в процессе обработки (активный контроль): а) контроль обрабаты- ваемой детали Стабильность техноло- гического процесса Универсальные средства измерений. Специальные средства
Преимущественно на фи- нишных операциях Специальные устройства о визуальным отсчетом, сиг- налом, переключением и ос- тановкой станка
б) контроль обрабо- танной детали непосред- ственно по выходе ее из рабочей зоны На станках с непрерыв- ным движением детали (например, бесцентро- во-шлифовальные станки, работающие на проход) Подналадчики, позволяю- щие регулировать положе- ние инструмента по резуль- татам измерения уже обра- ботанной детали. Статисти- ческие подналадчики (регу- лировка по среднему из размеров нескольких дета- лей)
в) контроль кинемати- ческих перемещений уз- лов станка При обработке сложных поверхностей (станки с программным управлени- ем) Специальные датчики
267
Продолжение табл. 3.143
Форма контроля Условия и области применения Используемые измерительные средства
Контроль средств Для выявлений система- тических погрешностей станка и учета их (на- пример, с помощью кор- рекционных линеек). Контроль сложных фор- мообразующих инстру- ментов (зубообрабаты- вающий и резьбонарез- ной инструмент, протяж- ки и т. д.) Универсальные и специаль- ные средства измерений
Выбор измерительных средств. Измерительные средства (табл. 3.144—
3.151)—это технические устройства, используемые при измерениях и имеющие
нормированные метрологические свойства (например, различные измерительные
приборы, калибры, лекальные линейки, плиты и т. д.). При их выборе учитывают
существующие организационно-технические формы контроля (сплошной или вы-
борочный, приемочный или контроль для управления точностью при изготовле-
нии, ручной, механизированный и автоматический), масштаб производства (еди-
ничный, серийный, массовый), конструктивные характеристики измеряемых де-
талей (габаритные размеры, массу, расположение поверхностей, число контро-
лируемых параметров и т. д.), точность изготовления деталей и другие технико-
экономические факторы.
Таблица 3.144. Основные виды измерительных инструментов и приборов
Наименование Точность измерения Пределы измерения Назначение
Меры длины плоскопараллельные
Плоскопараллельная До 0,001 Проверка измеритель-
концевая мера длины ных инструментов, точ-
(ГОСТ 9038—83) ных измерений и раз-
метки
Пробка (ГОСТ 14807-
69 — ГОСТ 14827-69)
Скоба (ГОСТ 2216—
84, ГОСТ 18355-73 —
ГОСТ 18368-73)
Пробка резьбовая
(ГОСТ 17756—72; ГОСТ
17757—72; ГОСТ 17761 —
72; ГОСТ 17762—72)
Кольцо резьбовое
(ГОСТ 17763-72 — ГОСТ
17766-72)
Калибры
0,01 1-360 Измерение внутренних
гладких размеров от 1 до 360 мм
0,01 1-360 Измерение наружных гладких размеров от 1 до 360 мм
1-300 Измерение внутрен- ней метрической резьбы размером от 1 до 300 мм
1-300 Измерение наружной метрической резьбы раз- мером от 1 до 300 мм
268
Продолжение табл. 3.144
Наименование Точность измерения Пределы измерения Назначение
Калибры для шлицевых соединений (ГОСТ 24959-81 — ГОСТ 24969-81) Калибры для ограни- чения размеров (ГОСТ 24110-80 —ГОСТ 24120- В0) Калибры (ГОСТ 16085—80, ГОСТ 2534—77) Конусные калибры- пробки и калибры-втул- ки (ГОСТ 2849-77) Калибры для конусов (ГОСТ 20305-80) Измерение внутрен- них и наружных шлице- вых соединений с прямо- бочным и эвольвентным профилем Измерение шпоночных и других пазов Измерение располо- жения поверхностей; глу- бин и высот уступов Комплексное измере- ние конусов инструмен- тов Комплексное измере- ние гладких конусов ди- аметром 30—60, конус- ностью 7:24 по ГОСТ 15945—82; допусками уг- ла конуса от 4 до 7-й сте- пени точности по ГОСТ 19860-74
Штриховые инструменты
Линейка измерительная 0,5 150, 300,500. Грубое измерение
металлическая (ГОСТ 427—75) Ленточный метр 0,5 1000 1000 или Измерение линейных
Рулетка (ГОСТ 7502— 1,0 2000 1000—5000 и некоторых криволиней- ных (диаметр окружно- сти, длина дуги и т. п.) размеров Грубое измерение зна-
ВО) Складной метр 1,0 1000, 2000 чительных длин Грубое измерение ли-
Кронциркули Нутромеры Набор щупов: № 1 № 2 Нештриховые 0,2 0,2 инструменты 0,02; 0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,1 Как в набо- ре № 1 и дополни- тельно 0,15; 0,2; 0,25; 0,3; 0,4; 0,45; 0,5 нейных размеров Измерение охватыва- емых поверхностей Измерение охватыва- ющих поверхностей Измерение величины зазоров То же
269
Продолжение табл. 3.144
Наименование Точность измерения Пределы измерения Назначение
№ 3 0,55; 0,6; 0,7; 0,75; 0,8; 0,85; 0,90; 0,95; 1,0
№ 4 0,1; 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0 Измерение величины зазоров
Штангенинст ру менты
Штангенциркули (ГОСТ 166—80): ШЦ-1; ШЦТ-1 о,1 0—125 Измерение наружный,
внутренних поверхностей
и выточек
ШЦ-П 0,1 и 0,05 0—160 0—200 0-250
ШЦ-Ш 0,1 0—315 0—400 0—500 250—630 250—800 320—1000 500—1250 500—1600 800—2000 *
Штангенглубиномер 0,05 0—160 Измерение размеров
(ГОСТ 162—80) 0—200 0—250 0—315 0—400 (глубин) до 400 мм
Штангенрейсмус (ГОСТ 164—80) 0,1 и 0,05 0—250 40-400 60—630 100—1000 600—1600 1500—2500 Измерение и разметка
Микрометрические инструменты
Микрометры 6507—78): гладкий (ГОСТ 0,01 0—300 Точное измерение на-
листовой 0,01 300—600 0,5; 0—10; ружных диаметров Измерение листового
трубный 0,01 0—25 0—100 материала Измерение толщины
рычажный 0,002 0,25; 25—50 стенок труб, цилиндров и т. п. Для массовой проверки
с измерительной го- 0,05 5,0—500 деталей Измерение крупнога-
ловкой 0,01 300—2000 баритных деталей
270
Продолжение табл. 3.144
Наименование
тип СР
тип СИ
£ Индикатор рычажно-
губчатый (ГОСТ 5584—
5)
Индикатор часового
ИЧ (ГОСТ 577—68^
? Скобы с отсчетным уст-
” ством (ГОСТ 11098-
( Глубиномер микро^т-
еский (ГОСТ 7470—
8)
Нутромер микрометри-
ей (ГОСТ 10—88)
Точность измерения Пределы измерения Назначение
0,01 0—150 Точное измерение глу- бин, пазов, высот и усту- пов до 150 мм
0,01 50—75 Точное измерение внут-
75—175 75—600 150—1250 600—2500 1250—4000 2500—6000 ренних размеров от 50 до 10000 мм
0,002 0-150 Точные измерения на-
0,01 0—1000 ружных размеров
настольный
Глубиномер индика-
торный (ГОСТ 7661—67)
Толщиномер индика-
>рный (ГОСТ 11358—
ручной
Стенкомер индикатор-
ный (ГОСТ 11358—89)
Г- '< С-2
С-10А, С-10Б С-25
С-50
Нутромер индикатор-
ный (ГОСТ 868—82)
Рычажно-механические приборы
0,01 0,01 0—2; 0—5; 0-10 Не менее 0,8 Измерение отклоне- ний размеров, погрешно- стей формы и располо- жения небольших разме- ров Измерение малых от- клонений в труднодо- ступных местах
0,01 6—10 10—18 18-50 50—100 100—160 160—250 250—450 450—700 700—1000 Измерение внутренних размеров от 6 до 1000 мм
0,01 0-100 Измерение глубины па- зов, отверстий и высоты уступов до 100 мм
0,01 или 0,1 0—50 Измерение толщин лис- тов
0,01 и 0,1
0—2
0—10
0—25
25-50
Измерение стенок труб
271
Продолжение табл. 3.144
Наименование Точность измерения Пределы измерения Назначение
Средства измерения углов
Синусная линейка! ±1,5' для угла
(ГОСТ 4046—80) до 4°; ±2' до
10°; ±2,5' до
20°; ±3,5Z до
30°; ±6' до 45°
Линейка ' поверочная
(ГОСТ 8026-75)
0,03—0,05
Уровни (ГОСТ 9392—
89, ГОСТ 11196—74)
0,02—0,2 мм/м
Измерение углов ка-
либров, линеек и точных
деталей
Мера угловая призма-
гическая (плитка) (ГОСТ
2875-88)
Угломер с нониусом ти-
пов УН и УМ (ГОСТ
5378—88)
Угольники поверочные
90° (ГОСТ 3749—77)’
0—180° (на-
ружных уг-
лов), 40—
180° (внут-
ренних уг-
лов)
90°
Контроль отклонения
деталей от плоскостно-
сти, прямолинейности,
при разметке и т. д.
Подразделяются на не-
сколько типов: лекаль-
ные (с двусторонним ско-
сом типа ЛД, трехгран-
ные ЛТ, четырехгранные
ЛЧ); линейки с широкой
рабочей поверхностью
(прямоугольного сечения
ШП, двутаврового сече-
ния ШД и мостики ШМ),
угловые (трехгранные
клинья УТ)
Измерение малых уг-
ловых отклонений от го-
ризонтального и верти-
кального положения при-
боров, устройств, элемен-
тов конструкций и т. д.
Проверка угломерных
средств измерений, точ-
ной разметки точного из-
мерения углов
Тип УН для измерения
наружных и внутренних
углов, тип УМ — для на-
ружных
Проверка перпендику-
лярности. Шесть типов:
УЛП — лекальные пло-
ские; УЛШ — лекальные
с широким основанием;
УП — слесарные плоские;
УШ — слесарные с широ-
ким основанием; УЛ —
лекальные плитки;
УЛЦ — лекальные ци-
линдрические
272
ее—81
Таблица 3.145. Приборы для измерения и контроля зубчатых колес
Прибор Тип или модель Зубчатые колеса Цена деления, мм Допускаемая погрешность, мм Габаритные разме- ры (без электронно- го блока), мм
Контролируемые параметры Модуль, мм Диаметр делительной окружности, мм Сте- пень точ- ности
Приборы для измерения кинематической погрешности зубчатых колес
Для контроля ки- нематической по- БВ-5058 БВ-5094 F'lr', f'lr 1-8 20- 300; 60-160*1 3-8 1,5—96" 0,004—0,012 1560X1225X1360
грешности зубча- тых колес и пары [20-320; 60—250*1
Для измерения ки- нематической по- грешности (без из- мерительных колес) — P'ir\ fir Ьг> ?pr fptrl frbr До 8 20-320 3-8 0,001 —
Комплекс для кон- троля кинематиче- ской погрешности крупногабаритных зубчатых колес (пары) БВ-5102 F'lr-, f'lr От 1 и более Не ограни- чивается — 0,5"; 0,75"К, где К=1; 2; 4; 8; 16; 32; 64 (2+0,1D)" D — диапазон измерения 0280X180*2
Межосемеры
Межосемер по ГОСТ 10387—81, ТУ 2-034-515-80 ьо Со МЦ-160М F"ir-, f"ir +E"as- —E"as 0,15—1 ОД—!*1 5-200 40-150*1 5-8 0,001 800x400x620
274
Продолжение табл. 3.145
прибор Тип или модель Зубчатые колеса Цена деления, мм Допускаемая погрешность, мм Габаритные разме- ры (без электронно- го блока), мм
Контролируемые параметры Модуль, мм Диаметр делительной окружности, мм Сте- пень точ- ности
Межосемер по ТУ 2-034-403-84 МЦ-400У F"lr; f"ir +E"as; —E"as 1—10 20-320 60-250*» 5-8 0,002 1320X400X1130
Эвольвентомеры
Универсальный эвольвентомер КЭУМ hr 1 — 10 20-320; 60-250 7-12 0,0010 0,002 700x862X1170
Универсальный эвольвентомер с устройством для контроля винтовой линии (с ходоме- ром) БВ-5062 ffr: F?r 4—12 20-340; 60—250 3-8 0,0001; 0,0020 0,001 (для f[r) 0,002 (для ) 1350X1025X1730
Универсальные приборы для измерения зубчатых колес
Универсальный ав- томатический для поэлементного кон- троля по ТУ 2-034-362—81 27501 Fрг> Рpkr> Frr; fpiri fpbrj fvptr> Fvwrt Ewr 0,2—18 20-400; 60—250*1 3-8 0,0005; 0,001 0,001 1000X1300X1850 (без электронного блока)
Продолжение табл. 3.145
no
*
Прибор Тип или модель Зубчатые колеса Цена деления, мм Допускаемая погрешность, мм Габаритные разме- ры (без электронно- го блока), мм
Контролируемые параметры Модуль, MM Диаметр делительной окружности, мм Сте- пень точ- ности
Для автоматиче- ского контроля ша- га и накопленной погрешности по ГОСТ 5368—81 БВ-5090 (27700) Fpr! Fpkrtfptr 1—8 20-320 3-8 1" и 0,0005 0,0015—0,004 1080X1010X1505
Для контроля крупногабаритных зубчатых колес по ГОСТ 5368—81, ТУ 2-034-542—80 БВ-5077 • h "<О • -ч ^'+ 1 -с 2—16 320-1250; 500—1000*1 >4 0,001; 0,002; 0,01 0,005 1750X2190X1230
Для автоматиче- ского измерения шага зубчатых ко- лес по ГОСТ 5368—81 Fpr; Fpkt, fpir <16 200-800 3-8 0,001 —
Для контроля зуб- чатых колес по ТУ 2-034-544—81 ЗИП-1 fvptr! Fvwr! Ewmri Ewr! Frr 1—8 20—320 6 0,001 0,0035—0,010 800X560X990
Шагомеры (накладные)
ьэ
Шагомер по ГОСТ
5368-81, ТУ
2-034-340—84
БВ-5070
fpbr! fvptr
2—28 >20 >5 0,001 0,0025
190X60X140
276
Прибор Тип или модель Зубчатые колеса
Контролируемые параметры Модуль, MM Диаметр делительной окружности, мм
Шагомер по ТУ 2-034-203—83 21704 fpbr,' fvptr 10-50 —
Шагомер по ТУ 2-034-296—84 21802* fpbr 2—10 >200
Шагомер полуавто- матический пере- носной по ТУ 2-022-1197-011—84 БВ-5118 * fpirt Fpr 1—40 Не ограни- чивается
Биениемер по ГОСТ 5368—81 Б-ЮМ frr-, ?;r Бие 1—10 ниемеры 20-400; 60-250*1
Биениемер авто- матический пере- носной — Frr 1 — 10 о о сч со А Л
Зубомер смещения 23900
Енг>
для колес внутрен-
него зацепления по
ТУ 2-034-201—83
Зубомеры
1 — 16 ^105
I
Продолжение табл. $.145
Сте- пень точ- ности Цена деления, мм Допускаемая погрешность, мм Габаритные разме- ры (без электронно- го блока), мм
7- 12 0,001 0,0060 (ДЛЯ fpbr) 0,0090 (ДЛЯ fvptr) 240X186X45
5-8 । 0,001 0,0025 150X139X60
3-12 0,0005 — 550X340X250 (без электронного блока)
7-12 0,010; 0,001 0,006 900X550X420
3-8 — — к—
7-12 0,01 0,008
66x102x38
Продолжение табл. 3.145
Прибор Тип или модель Зубчатые колеса Цена деления, мм Допускаемая погрешность, мм Габаритные разме- ры (без электронно- го блока), мм
Контролируемые параметры Модуль, мм Диаметр делительной окружности, мм Сте- пень точ- ности
Зубомер хордовый индикаторно-мик- рометрический по ТУ 2-034-601—80 БВ-5085 Ecr; Ecs 1-16; 16—32 Не ограни- чивается 7-12 0,01 ±0,010—0,030 200X128X35
Штангензубомер с нониусом по ТУ 2-034-773—84 ШЗ-18 ШЗ-36 £4 Гч со 1 — 18 5—36 Не ограни- чивается 11,12 0,05 — 135X135X10 165X165X10
Нормале меры
Нормалемер по ГОСТ 5368—81 Ml (БВ-5045) М2 (БВ-5046) Ewr; E-uwr Ewtnr ^1 >2 0-120 50-300 >7 0,002 0,008 0,010 326x72x50 455X72X50
Нормалемер для колес внутреннего зацепления по ТУ 2-034-361—81 Б В-5081 Ewt; Fvwr> Ewti'.r* ± E г» о ± Ew m i >3 20-120 50-300 >7 0,002 0,010 0,012 39X94X316 39X100X459
Микрометр зубо- мерный по ГОСТ 6507—78 М325 Ewr> F\>хц)Г> E-uomr', Ewsi Ewms X’0,5 0—25 >7 0,010 ±0,005 186X78X30
М350 25—50 210X92X30
М375 50-75 240X108X30
М3100 75-100 265 X 147X30
*’ Для колес внутреннего зацепления.
$2 Габаритные размеры датчиков (2 шт.).
Таблица 3.146. Весы и динамометры
Параметры Весы
гирные
1 2 3 4 5 6 7 81 9
ВНЗ-2 ВНО-2 ВНЗ-5 ВНО-5 ВНЗ-10 ВН0-10 ВНЗ-20 ВН0-20 РП-500 Г13Б РП-500 Г13М РГ-1Г-13М РП-2Г-13М РП-ЗГ-13М
Диапазон взвешива- От 0,02 От 0,04 От 0,1 От 0,2 От 25 От 25 От 50 От 100 От 150
ния, кг Цена деления, кг до 2 до 5 до 10 до 20 до 500 до 500 до 1000 до 2000 до 3000
— — — — 100 200 500 1000 1000
Масса весов, кг 5 6,5 7,8 20 195 120 188 330 471
Продолжение табл. 3.146
Параметры Весы
циферблатные счетные школьные
10 11 12 13 14 15 16 17 18 19
ВНЦ-2 ВНЦ-5 ВНЦ-10 (РН10Ц 13У) СЧ-5А СЧ-50А СЧ-500Б РП-100 Ш13 РП-150 МГ Р П-200 Ш13 РН-50 Ш13 П1
Диапазон взвешивания, кг Цена деления, кг Масса весов, кг От 0,02 до 2 2 14 От 0,05 до 5 2 22 От 0,1 до 10 5 22 От 0,04 до 5 14 От 2,5 до 50 30 От 2,5 до 500 200 198 От 2,5 до 100 50 23,6 От 10 до 150 50 38 От 10 до 200 100 62 От 2,5 до 50 20 25
Продолжение табл. 3.146
Параметры бесы
лабораторные
20 21 22 23 24 25 26
ВЛАО-ЮО г-1 2 кл В ЛА0-200 г-1 2 кл ВЛА-200 гМ (АДВ-200) 2 кл ВЛР-200 г 2 кл ВЛР-1 кг 3 кл ВЛР-10 кг 3 кл ВЛР-50 кг 3 кл
Диапазон взвешивания, кг Цена деления, кг Масса весов, кг До 0,1 0,00005 12 До 0,2 0,00005 14 До 0,2 0,0001 14 До 0,2 0,00005 16 До 1 0,01 20 До 10 0,05 45 Продолжена До 50 0,2 250 е табл. 3.146
Параметры Весы
лабораторные образцовые
27 28 29 30 31 32 33
ВЛТ-200 г 4 кл ВЛКТ 500 г 4 кл ВЛТ-1 кг 4 кл ВЛТ-5 кг 4 кл ВЛ0-200 г 4 р-д ВЛО-5 кг 4 р-д ВЛ0-20 кг 4 р-д
Диапазон взвешивания, кг Цена деления, кг Масса весов, кг о До 0,2 0,05 1,0 До 0,5 0,01 10 До 1 0,1 3,2 До 5 0,5 9,2 От 0,05 до 0,2 0,02 15 От 2 до 5 0,2 20 От 10 до 20 1 55
Продолжение табл. 3.146
Динамометры
образцовые, 3-го разряда растяжения общего назначения
Растяжения
№ Индекс Пределы измерения, кН 1 класс № 2 класс № Пределы измерения, кН
34 0,01-0,1 42 42а 0,01-0,1
35 0,05-0,5 43 43а 0,02-0,2
36 0,1-1 44 44а 0,05-0,5
37 0,2-2 45 45 а 0,1-1
38 0,5-5 46 46а 0,2-2
39 1-10 47 47а 0,5-5
40 3-30 48 48а 1-10
41 5—50 49 49а 2-20
50 50а 5-50
Таблица 3.147. Оптико-механические и оптические приборы
Прибор Диапазон измерений прибора, мм Цена деления, мм
Измерительные маши- ны ЙЗМ (ТУ 3.3.1045— 75) Контактные интерфе- рометры: вертикальные горизонтальные Инструментальные мик- роскопы (ГОСТ 8074— 82): малый большой бинокулярные Универсальные микро- скопы УИМ23 (УИМ- 200Э) УИМ 24 (УИМ-500Э) Проекторы большие БП Проекторы часовые ЧП (ЧП-1, ЧП-2) Катетометры (ТУ 3.3.1580—88) КМ-6 КМ-8 КМ-9 0-1000; 0—2000; 0—4000 Наибольшая длина измеряемых изделий 150 мм Наибольшая длина измеряемых изделий 500 мм; наибольший диаметр 225 мм По осям: X до 75 мм, У до 25 мм; углов от 0 до 360° По осям: X до 150 мм, У до 50 мм; углов от 0 до 360° По осям: X до 150 мм, У до 75 мм; углов от 0 до 360° По осям: X до 200 мм, У до 100 мм; углов от 0 до 360° По осям: X до 500 мм; У до 200 мм; углов от 0 до 360° По осям: X до 150 мм, У до 50 мм; углов от 0 до 360° По осям: X до 40 мм, У до 25 мм 0—200 мм 0—500 мм 0—1000 мм 0,001 0,00005-0,0002 0,00005-0,0002 0,00с Угломерной го- ловки Iх (для всех типов) 0,005 0,002 0,001 Угломерной го- ловки Iх (для всех типов) 0,00! 0,5 Поворотного стола 3х 0,01 0,01 0,01 0,01
Таблица 3.148. Характеристики устройств активного контроля размеров
на плоскошлифовальных станках
Параметры Тип прибора
ВВ-4066К ВВ-4111К ВВ-4102
Принцип действия Предел измерения по шкале, мм Погрешность прибора, мм Число команд Подводимое давление возду- ха, мН/м2 Напряжение питания, В Масса, кг Пена деления шкалы, мм Пневмоконтакт- ный 0,24 0,002 2 0,32—0,59 127 8,2 0,002 Пневмоконтакт- ный 0,12; 0,24 0,002 3 0,32—0,59 127 8,2 0,001,0,002 Электроконтакт ный 1 127/220 1,8
281
Т а б л и ц a 3.149. Характеристики устройств активного контроля валов
Параметры Тип прибора
ВВ-6060 ВВ-4100 ВВ-4009К ХШ-9 ВВ-4105М ВВ-4101М
Пределы измерения, мм, со ско- бой настольной 2,5-40 10-80 35-125 125-200 2,5-200 5-125 — 10-70
навесной 4-40 10-80 40-125 80-200 __ 15-85
Число команд 0;2;4 2 2(4) 5 —
Цена деления, мкм 2; 1 ;5 1 и 10 1 — 2
Метод измерения Пневмати- ческий Индуктив- ный Пневматиче- ский 1 Емкост- ной Пневмо- электро- контактный
Подводимое давление воздуха, мН/м2 0,32-0,59 — 0,32-0,59 — 0,32-0,59
Напряжение питания, В 127/220 127 127/220 127 —
Погреш- ность изме- рения, мкм предвари- тельного — 10 — — 2
окончатель- ного 0,5 1-3 5
Измери- тельное уси- лие, Н, со скобой настольной — 5,9±1 — 3,9±0,5
навесной 8,3±0,5 6,9±2
Масса, кг — 16,7 30,5 20 —
282
Таблица 3.150. Виды отклонений от правильной геометрической формы
и схемы приспособлений для контроля
Вид отклоне-
ния
Эскиз отклонения
Схема приспособления
для контроля
Бочкообраз-
ность
I Л
J—----------ъ
Т77777777777777777777/
Вогнутость
(седлообраз
ная)
283
Продолжение табл. 3.15&
Конусообраз-
ность
Выбор средств измерений и условий измерений, обеспечивающих необходи-
мую точность измерений, чрезвычайно важен для установления соответствия раз-
меров и других параметров изготовленной детали требованиям чертежа (допу-
скам, предельным значениям).
Допускаемые погрешности измерения линейных размеров в зависимости от
квалитетов и номинальных размеров контролируемых изделий приведены в
табл. 3.152. Каждое средство измерений характеризуется основной погрешностью,
величина которой указана в характеристике этого средства. Выбор средства из-
мерений состоит в сравнении его основной погрешности с допускаемой погреш-
ностью измерения; при этом основная погрешность должна быть меньше (или
равна) допускаемой. Для ускорения выбора средств измерений линейных раз,-
меров рекомендуется пользоваться табл. 3.153.
Контроль шероховатости поверхности производится коли-
чественным и качественным методами. При использовании количественного мето-
да измеряют значения параметров шероховатости с помощью различных прибо-
ров. Качественный контроль осуществляется визуальным сравнением деталей с
образцами шероховатости или образцовыми деталями.
Для количественной оценки шероховатости применяют контактные — щупо-
вые приборы (профилометр, профилограф) и бесконтактные — оптические прибо-
ры (микроинтерферометр, двойной микроскоп, интерференционный микроскоп
и др.), а для качественной — образцы шероховатости и сравнительный микроскоп.
Щуповые приборы. Профилометр типа 240 (цеховый) предназначен для кон-
троля шероховатости поверхности 1,6—0,025 мкм.
Профилограф-профилометр (лабораторный) мод. 201 предназначен для из-
мерения шероховатости поверхности 3,2—0,025 мкм по показывающему прибору
и 3,2—0,012 мкм при записи профилограммы с пределами увеличения 1000—
200000 (вертикального) расположения и 2—4000 (горизонтального). Погреш-
ность показаний ±10%.
Оптические приборы. Двойной микроскоп МИС-11 предназначен для лабо-
раторного измерения шероховатости поверхности 12,5—0,20 мкм. Допустимая
погрешность показаний прибора находится в пределах 4,5—18 % при измерении
шероховатости 12,5—0,20 мкм и в пределах 13,5—24 % при измерении шерохо-
ватости 1,6—0,20 мкм.
Интерференционный микроскоп МИИ-4 предназначен для лабораторных из-
мерений шероховатости поверхности 0,100—0,012 мкм.
284
Таблица 3.151. Методы и средства контроля взаимного расположения поверхностей
Виды измерений
Область применения
Схема приспособления для контроля
Краткое описание
285
Контроль межосевых
расстояний
Неглубокие отверстия
Глубокие отверстия
Перекрещивающиеся от-
верстия
Межосевое расстояние определяется
как полусумма двух отсчетов: при
касании измерительных наконечников
к наиболее удаленным образующим
и при касании их к наименее удален-
ным образующим отверстий (нажа-
тие по стрелкам Л)
Оправки фиксируются коническими
или ступенчатыми втулками. Настра-
ивается приспособление по установоч
ной мере
Настраивается по установочной мер.
286
Продолжение табл. 3.151
Виды измерений
Область применения
Схема приспособления для контроля
Краткое описание
Контроль перпенди-
кулярности цилиндриче-
ских поверхностей или
цилиндрической поверх-
ности к торцу
Определение перпенди-
кулярности осей двух от-
верстий
Контроль биения торца
относительно цилиндри-
ческой поверхности
Контроль перпендику-
лярности внутренней ци-
линдрической поверхно-
сти торцу
Контроль перпендику-
лярности оси отверстия
торцу
Приспособление базируется по оп-
равке, закрепленной посредством ко-
нических втулок в одном из отвер-
стий. Настраивается по установочной
мере
Контролируемая деталь базируется
по цилиндрической поверхности
Контролируемая деталь базируется по
торцу и проворачивается под измери-
тельным наконечником
Приспособление базируется по торцу
и проворачивается вокруг оси отвер-
стия с прижатием вертикального упо-
ра к поверхности отверстия
Виды измерений
Область применения
Контроль соосности от-
верстий
Контроль соосности не-
скольких отверстий оди-
накового диаметра
Контроль радиального
биения проточки в от-
верстии
Контроль радиального
биения цилиндрической
расточки относительно
конического отверстия
Продолжение табл. 3.151
Схема приспособления для контроля
Краткое описание
Базируется по двум крайним отвер-
стиям посредством конических или
ступенчатых втулок
Базируется по отверстию и торцу де-
тали
База — коническое отверстие
288
Продолжение табл. 3.151
Виды измерений
Область применения
Схема приспособления для контроля
Краткое описание
Контроль соосности двух
отверстий разного диа-
метра
База — цилиндрическая и торцевая
поверхности большего отверстия
Допускаемые погрешности измерения линейных размеров до 500 мм (ГОСТ 8.051—81)
Таблица 3.152.
Квалитеты
Интервалы разме- ров, мм 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Допускаемая погрешность измерения, мкм
До 3 1 1,4 1,8 3 3 6 8 12 20 30 50 80 120 200
Св. 3 до 6 1,4 1,6 2 3 4 8 10 16 30 40 СО 100 160 240
» 6 » 10 1,4 2 2 4 5 9 12 18 30 50 80 120 200 300
» 10 » 18 1,6 2,8 3 5 7 10 14 30 40 60 90 140 240 380
19-зз
Продолжение табл. 3.152
Интервалы разме- ров, мм Квалитеты
4 5 6 7 8 9 10 11 12 13 14 15 16 17
Допускаемая погрешность измерения, мкм
Св. 18 ДО 30 2 3 4 6 8 12 18 30 50 70 120 180 280 440
» 30 » 50 2,4 4 5 7 10 16 20 40 50 80 140 200 320 500
» 50 » 80 2,8 4 5 9 12 18 30 40 60 100 160 240 400 600
» 80 » 120 з 5 6 10 12 20 30 50 70 120 180 280 440 700
» 120 » 180 4 6 7 12 16 30 40 50 80 140 200 320 500 800
» 180 » 250 5 7 8 12 18 30 40 60 100 160 240 380 600 1000
» 250 » 315 5 8 10 14 20 30 50 70 120 180 260 440 700 1100
» 315 » 400 6 9 10 16 24 40 50 80 120 180 280 460 800 1200
» 400 » 500 6 9 12 18 26 40 50 80 140 200 320 500 800 1400
Допускаемая по- грешность, %, от допуска 35—30 35-30 30-25 30-25 25 25 25-20 25-20 25—20 ~20 ~20 ~20 ~20 ~20
Примечания: „
1. Разрешается увеличение допускаемой погрешности измерения, указанной в табл. 3.152, при уменьшении допуска размера, учитывающего
это увеличение, а также в случае разделения изделий на размерные группы для групповой сборки.
2. Приведенные выше допускаемые погрешности измерения являются наибольшими, включающими в себя все составляющие погрешности,
зависящие от средств измерений, температурных деформаций, базирования и т. д. С целью исключения дополнительных погрешностей при из-
мерении должны соблюдаться предусмотренные стандартом условия: температурные [нормальная температура 20 °C, отклонения температуры
деталей и рабочего пространства не должны превышать для 6—8-го квалитетов ±3 °C (1—18 мм); ±2 °C (18—50 мм), ±1°С (50—500 мм); для
ьо 9—10-го квалитетов ±4 °C, ±3 °C, ±2 °C соответственно], время выдержки деталей, освещенность и др.
3. Допускаемая погрешность измерения включает случайные и неучтенные систематические погрешности измерения.
Т а б л и ц a 3.153. Наивысшие по точности квалитеты, измеряемые приборами
с учетом погрешностей их измерений
Диапазон размеров изделий, м м
Измерительный прибор Цена деле НИЯ, мм о О ! а о 1 и к I со ОО । И о 1 о 1 — о . I i 5g ; Св. 50 до 120 Св. 120 до 180 Св. 180 до 250 Св 250 до 500
Штангенциркуль Изме рение на 0J 0,05 рум» 17 16 LbLX У <6 15 шней 16 15 нььх pa 15 14 змеров 15 13 14 13 14 12 14 12
Микрометр: гладкий рычажный 0,01 0,002 9 9 9 8 8 7 8 7 9 8 9 8 9 9 9 9
Скоба: индикаторная рычажная 0,01 0,0(2 12 9 11 8 11 7 10 6 9 6 9 7 9 10
Инструментальный мик- роскоп Измерение размеров Индикатор: часового типа 0,005 измерит 0,01 9 елънь 12 И 9 ЯМН 12 10 8 голо/ 12 10 7 зками ( И 9 7 в стой/ 10 8 сах и i 9 7 штатив 9 7 ах । 9 6
многооборотный 0,002 9 8 7 6 6 5 — —•
Рычажно-зубчатая ловка го- 0,002 0,001 9 7 8 6 7 6 5 1 5 5 —
Пружинная головка Измер<. Штангенциркуль | 0,01 0,005 0,002 зние вну 0,1 1 0,05 | 9 8 5 трень 17 17 | 9 7 5 LUX Л 1 П 1 16 8 6 5 иней) 16 16 7 5 5 чых pat 15 1 14 | 6 5 5 змеров It 5 5 5 1 15 1 И 15 14 Ill
М икр о метрический ромер нут- 0,91 — — — — 9 9 9 9
Индикаторный нутромер 0,01 0,002 121 9 1 и 8 и 7 11 7 10 7 9 7 9 7 9 7
То же, повышенной ности точ- 0,001 8 7 7-6 6 6 6 6 —
Инструментальный роскоп МИК- 0,005 10 10 9 9 8 7 7 —
Пневматический длино- мер с пробкой 0,0005 — — 8 7 6 — — —
296
Микроинтерферометр МИИ-6 позволяет определять шероховатость поверх-
ностей в пределах 0,100—0,012 мкм только визуально, с помощью окулярного
винтового микроскопа в белом свете.
Импрессионно-репликовый интерферометр МИИ-10 применяется для измере-
ния шероховатости труднодоступных и внутренних поверхностей, а также по-
верхностей деталей без снятия их со станка. На приборе рассматривается не
сама поверхность, а ее отпечаток (реплика).
Образцы шероховатости поверхности. В цеховых условиях применяется ме-
тод оценки шероховатости поверхностей визуальным сравнением деталей с об-
разцами шероховатости (ГОСТ 9378—75). Этот метод дает надежные резуль-
таты контроля до 1,6 мкм шероховатости включительно.
Сравнительные микроскопы (накладного, переносного и стационарного ти-
пов) применяют для улучшения качества контроля шероховатости до 0,100 мкм
сравнением с образцами.
3.10, Нормирование операций. Назначение и расчет режимов обработки
Одной из составных частей разработки технологического процесса является
установление режимов резания и определение нормы времени на выполнение
заданной работы.
Различают три метода нормирования: технический расчет по нормативам;
сравнение и расчет по укрупненным типовым нормативам; установление норм
на основе изучения затрат рабочего времени. При первом методе длительность
операции устанавливают расчетом по микроэлементам на основе анализа после-
довательности и содержания действий рабочего и станка. При втором методе
норму времени определяют приближенно, по укрупненным типовым нормативам.
Его применяют в единичном и мелкосерийном производствах. При третьем ме-
тоде норму времени устанавливают на основе хронометража. Этот метод имеет
особое значение для изучения и обобщения передовых приемов труда, а также
для разработки нормативов, необходимых для установления технически обосно-
ванных норм расчета.
Технической нормой времени является время, которое устанавливается для
выполнения определенной работы (операции), исходя из применения прогрессив-
ных методов труда, полного использования производственных возможностей
(оборудования, площадей) и учета передового опыта новаторов производства.
Техническую норму времени нельзя рассматривать как предел производи-
тельности труда для данной работы, так как она устанавливается при опреде-
ленных организационно-технических условиях.
На основании нормы времени определяют норму выработки, т. е. количество
продукции в штуках, тоннах и т. п., подлежащее выработке в единицу времени
(час, смену).
В техническую норму времени не должны включаться те элементы ручной
работы, которые могут быть выполнены во время работы станка, т. е. могут быть
перекрыты машинным временем. Следует учитывать все возможные совмещения
отдельных приемов во времени при одновременной работе обеими руками. В тех-
ническую норму времени также не должны включаться зависящие и не завися-
щие от рабочего потери рабочего времени. Например, потери времени из-за не-
мерности и завышенной твердости материала, излишних припусков на обработ-
ку, ожидания крана или подсобной рабочей силы и др. Кроме того, в норму не
включают время на получение и сдачу материалов, инструмента и приспособле-
ний, чертежей, нарядов, время на заточку инструмента и время, затрачиваемое
непосредственно из-за всякого рода организационных и технических неполадок
(ожидание, простой, хождение и др.).
Обычно технические нормы времени устанавливают на один год и пересмат-
ривают в течение этого времени лишь при существенных изменениях в техноло-
гии и организации производства.
Затраты рабочего времени подразделяются: на время работы и время пе-
рерывов в работе.
Время работы состоит из подготовительно-заключительного времени, опера-
тивного (технологического и вспомогательного) и времени обслуживания рабо-
чего места.
19
291
Время перерывов в работе состоит из перерывов, зависящих от рабочего
(отдых, естественные надобности и др.) и не зависящих от рабочего (отсутст-
вие электроэнергии и др.).
Подготовительно-заключительное — это время, затрачиваемое рабочим на
ознакомление с работой, подготовку к работе (наладка станка, приспособлений
и инструментов для изготовления деталей), а также на выполнение действий,
связанных с окончанием данной работы (снятие со станка и возврат приспособ-
лений и инструмента; сдача обработанных заготовок).
Подготовительно-заключительное время повторяется с каждой партией об-
рабатываемых деталей и не зависит от размера партий.
Технологическое (основное)—это время, затрачиваемое непосредственно на
изготовление детали, т. е. на изменение формы, размеров, состояния заготовки
и т. д. Технологическое время в зависимости от степени участия рабочего может
быть ручным, машинно-ручным или машинным.
Ручным называется время, затрачиваемое на обработку детали без приме-
нения механизма (ручная опиловка, рубка зубилом и др.).
Машинно-ручным называется время, затрачиваемое на обработку деталей
посредством механизма, но при непосредственном участии рабочего (работа на
станке с ручной подачей).
Машинным называется время, затрачиваемое на обработку детали механиз-
мом под наблюдением рабочего.
Вспомогательное — это время, затрачиваемое на различные вспомогательные
действия рабочего, непосредственно связанные с основной работой, а именно:
установка, закрепление и снятие обрабатываемой детали, пуск и остановка стан-
ка, измерения, изменения режимов работы и т. п.
Оперативное время представляет собой сумму технологического и вспомога-
тельного времени.
Время обслуживания рабочего места — это время, затрачиваемое рабочим
на уход за своим рабочим местом на протяжении всего времени выполнения дан-
ной работы (уход за оборудованием, оснасткой и т. д.). Оно слагается из вре-
мени организационного обслуживания (осмотр, смазка, очистка станка и т. п.),
времени технического обслуживания (подналадка станка, смена, заточка, подна-
ладка режущего инструмента). Величина этого времени в серийном производстве
составляет 3 % от оперативного.
Расчет технически обоснованной нормы времени в минуту производится по
штучному времени Тшт, которое слагается из оперативного времени ТОП на одну
операцию, времени на обслуживание рабочего места ГОб и времени на отдых и
естественные надобности Тпер: Тшт = ТОП + Tqq4-Тпер мин.
Штучное калькуляционное время Тш.к в минуту равно сумме штучного Ттт
и доли подготовительно-заключительного времени Тп,3 на одну деталь: 7'ш.к =
= Тп.зЧ-Тшт мин.
Норма выработки является величиной, обратной технической норме времени,
и представляет собой количество продукции, которое должно быть произведено
рабочим в единицу времени (минуту, час, смену) или /7=420/71ш.к (при 7-часо-
вом рабочем дне) шт.
Изменение технической нормы времени влечет за собой и изменение нормы
выработки.
Технологическое время определяется по формуле
L
Тт =----- • I мин.; L = I 4- + /2 + 13 мин,
5м
гле L — полная длина перемещения детали или инструмента в направлении по-
дачи, мм; 5М — путь детали или инструмента, пройденный в направлении подачи
в одну минуту, мм; £м = 5г-г-п мм/зуб или S-n мм/зуб; Sz — подача в милли-
метрах на 1 зуб инструмента (развертки, фрезы и т. д.); z— число зубьев инст-
румента; п—число оборотов или число двойных ходов, i—число проходов; I—
длина обрабатываемой поверхности, мм; Ц—величина врезания инструмента,
мм; /2 — величина перебега детали или инструмента в направлении подачи, мм;
h — величина дополнительной длины для взятия пробных стружек, мм.
Технологическое время зависит от правильного выбора режимов резания:
глубины, подачи и скорости резания. Факторами, влияющими на выбор режимов
292
пезания, являются: материал, форма и жесткость обрабатываемой заготовки, вид
инструмента и материал режущей части, надежность закрепления заготовки на
станке, мощность станка.
Принятый режим резания должен полностью удовлетворять технологическим
требованиям в отношении заданной шероховатости поверхности и точности об-
работки.
Расстояние между обрабатываемой и обработанной поверхностью, измерен-
ное в перпендикулярном направлении к последней, называется глубиной резания
I (измеряется в миллиметрах). Глубину резания выбирают исходя из того, что
выгоднее работать с возможно меньшим числом проходов. Поэтому если позво-
ляют мощность станка и жесткость системы станок — приспособление — инстру-
мент-деталь, припуск на черновую обработку следует снимать за один проход.
Если же мощность станка или жесткость системы недостаточна, то припуск
снимают за два-три прохода.
При чистовой обработке глубину резания выбирают в зависимости от ше-
роховатости поверхности и жесткости системы.
Выбранный режим резания корректируется по паспортным данным станка,
а также проверяется по мощности электродвигателя.
Для осуществления на станке процесса резания необходимо, чтобы мощность
электродвигателя jVct была больше или в крайнем случае равна мощности, за-
трачиваемой на резание JVpe3.
Допускается при кратковременном процессе резания перегрузка электродви-
гателя станка до 20 о/0 его номинальной мощности, при кратковременности
1 мин перегрузка электродвигателя допускается до 50 %.
Мощность, затрачиваемая на резание, определяется по формуле
Pz - v
Nрез= --------- кВт,
р 60 • 102
до
где Pz — тангенциальная сила резания; v— скорость резания.
Величина Рг определяется по формуле
Pz = Ср • t • s°>75,
где СР* — коэффициент, зависящий от обрабатываемого металла и величины уг-
лов заточки резца; t — глубина резания, мм; S— подача инструмента, мм, на
один оборот шпинделя.
Последовательность выбора режимов резания зависит от метода обработки.
При точении за исходные данные принимают физико-механические свойства об-
рабатываемого материала, припуск и характер обработки (черновая или чисто-
вая), по которым определяют глубину резания t и ориентировочное значение по-
дачи S. Далее выбирают материал резца и геометрические параметры его режу-
щей части с учетом формы обработанной поверхности; определяют подачу S и
корректируют ее по паспорту станка; назначают период стойкости Т резца; вы-
бирают скорость резания у; рассчитывают рекомендуемую частоту вращения п
шпинделя станка (с учетом диаметра d детали) и уточняют ее по паспорту
станка; по принятой частоте вращения шпинделя уточняют скорости резания и
проверяют выбранный режим по мощности резания: Мрез^1,2 ^двт], где Мдв и
— соответственно, мощность двигателя и КПД станка.
Величина перемещения инструмента относительно обрабатываемой детали
или этой детали относительно инструмента в направлении движения подачи за
определенный отрезок времени за один оборот детали или инструмента, за один
рабочий ход инструмента называется подачей S (измеряется на один оборот об-
рабатываемой детали или за один рабочий ход, или на один зуб инструмента, в
миллиметрах или миллиметрах в минуту). Подача может быть продольной —
вдоль оси обрабатываемой детали, поперечной — поперек этой оси, наклонной —
под углом к этой оси, вертикальной или круговой.
* Для наиболее распространенных видов металла коэффициент Ср имеет следующее
значение: для сталей — 225, ковкового чугуна— 103, серого чугуна — 98.
293
Подача также выбирается исходя из того, что для уменьшения технологи-
ческого времени, независимо от вида режущего инструмента, всегда выгоднее
работать с максимальной подачей.
При черновой обработке подачу выбирают по соответствующим таблицам
режимов резания (нормативам).
При чистовой обработке подачи выбирают в зависимости от вида обработки
шероховатости поверхности и обрабатываемого материала.
Величина перемещения режущей кромки в единицу времени относительно
обрабатываемой поверхности называется скоростью резания v [измеряется в мет-
рах в минуту или в метрах в секунду (при шлифовании)]. Скорость резания на-
значается по соответствующим таблицам режимов резания в зависимости от
глубины резания и подачи.
Скорость резания зависит от механических свойств и марки обрабатываемо-
го материала, вида инструмента и режущей его части, величины подачи, формы,
поверхности детали и других факторов.
Скорость резания при вращательном движении определяется по формуле
U * Dfi 7
и __------- м/мин
1000
где D—диаметр обрабатываемой детали, мм; п — число оборотов в минуту.
При поступательном движении скорость резания определяется по формуле
/
V — --------- м/мин,
1000 • tx
где I — длина хода, мм; tx — время одного хода, мм.
Для сверления принят следующий порядок определения режимов резания:
по глубине и диаметру обрабатываемого отверстия выбирают серию сверла, а в
зависимости от физико-механических свойств обрабатываемого материала —
форму заточки режущей части сверла и геометрические параметры заточки; по
нормативам и с учетом требуемой точности обработки и характеристики систе-
мы станок — приспособление — инструмент — деталь принимают группу подач 5
и корректируют подачу в соответствии с паспортом станка; назначают средний
период стойкости сверла; определяют скорость резания v и корректируют ее по
паспорту станка. Найденная осевая сила и мощность резания не должны пре-
вышать, соответственно, допустимого усилия подачи станка и мощности двига-
теля.
Назначение режимов резания при зенкеровании и развертывании начинают
с определения на основании требуемых точности и шероховатости обработанной
поверхности места зенкера или развертки в наборе последовательно работающих
инструментов и глубины резания t. После этого уточняют конструктивно-геомет-
рические параметры зенкера или развертки (в соответствии с физико-механиче-
скими свойствами обрабатываемого материала), выбирают группу подач с уче-
том последующей обработки отверстия и по его диаметру определяют подачу 5,
находят технологическую скорость резания.
Для фрезерования параметры режимов резания определяют в такой после-
довательности: по глубине и ширине фрезерования, а также на основании пас-
портных данных станка выбирают конструктивные параметры фрезы; учитывая
физико-механические свойства обрабатываемого материала, подбирают материал
инструмента, назначают геометрические параметры фрезы и выбирают фрезу по
стандарту. Далее определяют подачу на зуб Sz (с учетом способа крепления и
вылета фрезы, числа ее зубьев и требуемой шероховатости обработанной поверх-
ности), скорость резания у, частоту вращения п шпинделя и минутную-подачу
При выборе режимов резания следует иметь в виду, что нормативные ма-
териалы предусматривают только средние значения глубин резания, подач и ско-
ростей резания. Поэтому в практике эти средние значения могут быть увели-
чены или уменьшены.
Расчет наиболее вероятного машинного времени обработки поверхностей по
переходам приведен в табл. 3.154.
294
Таблица 3.154. Расчет наиболее вероятного машинного времени обработки отдельных поверхностей по переходам
Переход Теоретическая формула машинного времени Величина коэффициента К. Наиболее вероятные значения величин Расчетная формула наибо- лее вероятного машинного времени
Разрезание дисковой пилой 1 1 1 м 5 + о °м ^м.о.х Разрезание металла 1 1 K~s +s °м.о.х 1 к. = —: Ом 1 /<3= s °м.о.х 5М = 91,7 мм/мин 5м.о.х = 5000 мм/мин 7^ = 0,0109 /(2= 0,0002 7м = 0,011/
Разрезание ножовкой Обрезание резцом 1 т м = — S т лР2 м 2000^5 1 к_ п 2000vS 5 = 11,4 мм/мин К = 0,0877 5 = 0,1 мм/об у = 40 м/мин К = 0,000393 Гм = 0,0877/ Гм = 0,000393Р2
Подрезание торца (за один проход)
Подрезание торца (кольца): черновое Гм — л(Р2 —d2) 4000г» S /с= к 4000vS v = 70 м/мин 5 = 0,5 мм/об /( = 0,0000224 Гм = 0,0000224 X (О2 — d2)
гм- л(£>2 —d2) ZZ’ к v = 174,6 м/мин Гм = 0,00001 ix(£»2 — rf2)
чистовое 4000vS Д = 4000vS 5 = 0,41 мм/об ^ = 0,000011
Подрезание торца (сплошного круга): черновое Гм = к К = к у = 70 м/мин Г„ = 0,000022402
4000^5 4000vS 5 = 0,05 мм/об ^ = 0,0000224
гсР2 у= 174,6 м/мин Гм = 0,0000 НО2
чистовое Гм = 71 5 = 0,41 мм/об
К
О СП Л м 4000^5 4000vS ^=0,000011
Продолжение табл. 3.154
Переход Теоретическая формула машинного времени Величина коэффициента К Наиболее вероятные значения величин Расчетная формула наибо- лее вероятного машинного времени
Обработка тел вращения
Обтачивание тел вращения (D = 20—100 мм — одной ступени за один проход)
Обтачивание: черновое 7" м — Тм - ъР1 ry К lOOOvS те v =105 м/мин 5 = 0,4 мм/об /<=0,000075 v = 120 м/мин Гм = 0,0000750/ Тм = 0,0001750/
lOOOvS nDl
чистовое Л. ~ 5 = 0,15 мм/об
IOOOvS lOOOvS
/<=0,000175
Шлифование наружное круглое с продольной подачей
Шлифование: предварительное г„ = itDlh f /<- rJi . у h = Q,25 мм u = 24 м/мин / = 0,024 мм/дв. ход 5= 14 мм/об f=l,2 К=0,00012 Гм = 0,00012£>/
XWtovSt UWivSt J
чистовое Гм - nDlh f к - rJl . у Л = 0,1 мм v = 30 м/мин / = 0,008 мм/дв. ход 5=10 мм/об /=1,4 /< = 0,000184 Тм = 0,0001840/
XOOOvSt XOOOvSt J
nDlh . у /< - izh f /i = 0,025 мм у = 20 м/мин / = 0,003 мм/дв. ход 5 = 8 мм/об / = 2,0 ^ = 0,000327 Тм = 0,0003270/
тонкое 7 м 1000v5/ J 1000vS/
Продолжение табл. 3.154
297
Переход Теоретическая формула машинного времени Величина коэффициента К Наиболее вероятные значения величин Расчетная формула наибо- лее вероятного машинного времени
Шлифование: предварительное чистовое Шлифование: грубое чистовое топкое Шлифование наружное б т 1 • Ты ---- — ia ^М *Ьм = jrt/вк^вк sin ОС Гм — 7“ •^м Шлифов р __ f м 1000v3/ J ^Dh Ты = f 1000и3/ J ^Dh Т м -- - f 1000у3/ 7 есцентровое с продольной 1а °м 1а °м ание наружное круглое в[. nhf 1000г>3/ к/г/ К = 1000v3? к _ 10(W 1 подачей (D = 20—60 мм) 1070 мм/мин а=1,5 1=3 К = 0,00422 SM = 866 мм/мин а= 1,5 (=4 /< = 0,00693 )езанием v3= 19 м/мин /i = 0,35 мм / = 0,02 мм/об /=1,25 /< = 0,00362 а3 = 35 м/мин /z = 0,15 мм / = 0,0025 мм/об /=1,25 /<=0,0068 у3 = 35 м/мин /г = 0,1 мм /=0,0017 мм/об Г=1.5 К = 0,0079 Гм = 0,00422/ Гм = 0,00693/ Гм = 0,00362/) Гм = 0,0068D Гм = 0,00791)
Продолжение табл. 3.154
Переход Теоретическая формула машинного времени Величина коэффициента К Наиболее вероятные 1 Расчетная формула наибо- значения величин лее вероятного машинного | времени
Обработка упрочняющим инструментом
Обработка роликом или шариком после чис- тового точения тм = nDl lOOOvS к = Об, л 1000v5 оаботка отверстий v= 100 м/мин 5 = 0,3 мм/об К = 0,0001 Тм=0,00010/
Сверление отверстий т itDl тс у = 22,4 м/мин Тм = 0,000560/
диаметром до 20 мм 1 М — IOOOvS i\ - ' IOOOvS 5 = 0,25 мм/об К = 0,00056
Рассверливание отвер- т TtDl у = 29,7 м/мин 5 = 0,25 мм/об К=0,000423 Тм=0,0004230/
1 м — IOOOvS K =
стий диаметром мм 20—70 1000сS
Зенкерование Развертывание: Гм = Тм = TtDl к = к v = 15 м/мин 5= 1 мм/об К -0,00021 v =12 м/мин 5 = 0,6 мм/об К — 0,000436 Т„ = 0,000210/
lOOOt'S ~Dl 1000vS Тм = 0,004360/
1000&5 /< = тс
черновое 1000v5
чистовое Гм = tzDI тс v = 6 м/мин 5 = 0,6 мм/об К -0,000876 Тм = 0,0008760/
\000vS к = 1000^5
Растачивание: гм = kDI тс у —63,4 м/мин 5 = 0,36 мм/об К = 0,000134 Тм = 0,0001340/
черновое IOOOvS к = 1000^5
чистовое Гм = nDl тс у = 50 м/мин 5 = 0,35 мм/об К = 0,00018 Т„=0,000180/
1000v5 lOOOvS
Продолжение табл. ЗА54
Переход Теоретическая формула машинного времени Величина коэффициента К Наиболее вероятные значения величин Расчетная формула наибо лее вероятного машинного времени
Шлифование: предварительное _ 2nDlh r" = lOOOvSZ f Шлифование внутреннее lOOOoS/ о = 27 м/мин t = 0,004 мм/дв. ход Т„ = 0,0001460/
ZitDlh к.. <2д/г/.- 5= 12 мм/об Л = 0,2 мм f=l,4 /< = 0,000146 о = 36 м/мин / = 0,009 мм/дв. ход Г„ = 0,0005830/
чистовое т'" = 1OOOSZ IOOCvS/
S = 10 мм/об // = 0,2 мм /=1,5 Х=0,000583
П ротягивание внутренних поверхностей
Протягивание: 7’м = 1а K= a o = 7 м/мин a = 2 K = 0,000286 Г»=0,000286/
рядовое 1000а 1000a
la K = a o = 4 м/мин a = 2 К = 0,0005 Г», = 0,0005/
чистовое Т м — 1000с» 1000с»
уплотняющими про- тм= la ТУ a o = 5 м/мин a = 2 K = 0,0004 Л,=0,0004/
тяжками, многозубыми (типа дорнов) 1000a i\ = 1000V
Прошивание: !ТМ = / I\= I o = 3 м/мин /< = 0,00033 т„ = 0,00033/
чистовое 1000a lOOOv
Г' НШКОР о тм= I ГУ I 0 = 2 м/мин Л = 0,0005 Гм = 0,0005/
1000v A = 1000a
Продолжение табл. 3.154
Переход Теоретическая формула Величина коэффициента К Наиболее вероятные Расчетная формула наибо-
машинного времени значения величин лее вероятного машинного времени
Обработка внутренних поверхностей отделочная
Калибрование после т 1 K--F- SM = 2000 мм/мин Гм = 0,0005/
растачивания (дорном М Sm < sM ft = 0,0005
и т. п.)
Полирование Хонингование: TM = KF\ Доводочные работы ft = 0,00016 Тм = 0,00016/- 2
среднее TM = Kh** Значения режимов обра- ft = 0,126 Г„=0,126Л
тонкое TM = Kh** ботки взяты по норма- тивным материалам ft=0,121 Тм = 0,121/1
Суперфиниширование TM = KD ft = 0,0238 7м = 0,02380
Суперфиниширование двукратное TM = KD ft = 0,051 7м = 0,05Ю
Механическая притирка
деталей:
из незакаленной стали TM = KF^ Значения режимов обра- ботки взяты по норма- тивным материалам ft=0,00024 Л, = 0,000240 2
из закаленной стали ft=0,000225 T„=0fi0022!>Fz
F^ =zidl.
h — припуск на сторону мм.
Обработка плоских поверхностей
Фрезерование торцевой фрезой
Фрезерование: 1 гг К — 1 SM= 170 мм/мин 7м = 0,0059/
черновое * М 5М Л — 5м ft = 0,0059
т* 1 IZ 1 SM = 208 мм/мин 7„ = 0,00482/
чистовое 1 М — 5.м Л = Sm ft=0,00482
Z is 1 SM = 351 мм/мин 7„ = 0,00286/
тонкое Т М = 5м Л = 5м ft = 0,00286
Продолжение табл. 3.154
Величина коэффициента К
Переход
Теоретическая формула
машинного времени
Наиболее вероятные
значения величин
Расчешая формула наибо-
лее верой । ною машинного
времени
Фрезерование цилиндрической фрезой
Фрезерование: черновое тм= 1 5м 1 °м 5М = 150 мм/мин К= 0,00666 Тм= 0,00666/
чистовое Т м = 1 5 м к= 1 5м 5М = 285 мм/мин Я=0,00352 Гм = 0,00352/
тонкое Подрезание бобышек тм= тм= 1 5М kDL к= к= 1 5м 5м = 600 мм/мин Я=0,00166 v= 15 м/мин 7"м=0,00166/ Гм = 0,00070/
торцевым зенкером ножом или 1000v5 100(toS 5м = 0,3 мм/об К = 0,0007
Строгание или долбление
Строгание: Bia к= а а=1,43 Т„ = 0,0000434В/
черновое Т М ~ 100(top.xS 1000vp.xS 5= 1,5 мм/дв. ход уР.х=22 м/мин К = 0,0000434
Bia а а=1,43 5=16 мм/дв. ход Ур.х = 26 м/мин К=0,0000034 Т„=0,0000034В/
чистовое Т М = lOOOzjp.xS lOOOfp.xS
Шлифование плоское торцом круга (стол с возвратно-поступательным движением)
Шлифование: Ihf к= hf Уст= 12 м/мин 7м = 0,0015/
предварительное о Тм — ЮООуст^ 1000vCT/ /г = 0,3 мм /=0,02 мм/дв. ход Ь=1,2 К= 0,0015
Продолжение табл. 3.154
Переход Теоретическая формула машинного времени Величина коэффициента К Наиболее вероятные значения величин Расчетная формула наибо- лее вероятного машинного времени
чистовое т = lhf hf Уст= 12 м/мин Гм=0,0013/
“ 1000г»ст/ 1000г»ст/ /1 = 0,1 ММ /=0,009 мм/дв. ход К = 0,0013 1=1,4
тонкое т = lhf „ hf Vct = 8 м/мин Г„ = 0,0015/
м 100(Ьст^ ЮООуст^ /1 = 0,04 мм / = 0,005 мм/дв. ход К=0,0015 1=1,5
Протягивание наружных плоских поверхностей
Протягивание: черновое чистовое 1а Ты= 1000v la Гм= lOOOv а 1000г» а 1000г» Доводка плоских поверхнос г» = 7 м/мин а=2 К=0,000286 г» = 4 м/мин а = 2 /<=0,0005 тей
Полирование Вх/== = /;2; В\1 от 30X30 до 200x200 7\, = /(Г2 Значения режимов обра- ботки взяты по норма- тивным материалам Л'=0,00016
Механическая притир- ка деталей: из незакаленной стали г„=хг2 /< = 0,00024
из закаленной стали /<=0,000225
Гм = 0,000286/
Гм = 0,0005/
Г„ = 0,00016/\
Г„ = 0,00024/-2
Гм = 0,000225Г2
Продолжение табл. 3.154
Переход Теоретическая формула машинного времени Величина коэффициента I\ Наиболее вероятные значения величии Расчетная формула наибо- лее вероянюго машинного времени
Нарезание резьбы мет- чиком, плашкой и винто- резной нераскрываю- щейся головкой на стан- ке Нарезание резьбы са- мораскрывающейся резь- бонарезной головкой Фрезерование, резьб многониточной фрезой (наружные резьбы) Накатывание резьб ро- ликами и плашкой Нарезание резьбы рез- цом: черновое (резьба одно- заходная) чистовое (резьба одно- заходная) со о 03 Обр vJDla Т'' = lOOOvS nDl Тм= lOOOvS 1,2^* аботка винтовых поверхш „ : па К= lOOOvS ТС К= lOOOvS 1,2^ф эстей £> = 9,1 м/мин 5 = 2,0 мм а= 1,85 /<=0,000319 v = 14 м/мин 5 = 2,0 мм /<=0,000112 б/ф=65 мм 5z=0,05 мм/зуб £> = 33,3 м/мин 7Ф=14 /<=0,033 /<=0,0032 £> = 40 м/мин а= 1,85 4=1,95 /<=0,000278 £> = 76,8 м/мин а=1,85 4=1,25 /<=0,000091 Гм = 0,0003190/ Тм = 0,0001120/ Тм = 0,0330 Гм = 0,00320 Гм = 0,0002780/ Г„=0,0000910/
p _ 1000у5^ф 7M=/<Z) izDlia Tm= IOOOuS nDlia Tu = IOOOvS 10()0г?.5'г2ф К=0,032 lOOOt-S 1000£>S
Продолжение табл. 3.154
Переход Теоретическая формула машинного времени Величина коэффициента К Наиболее вероятные значения величин Расчетная формула наибо- лее вероятного машинного времени
Шлифование резьбы чистовое (резьба одноза- ходная) nDl Т" = 1000vS Х I h \ x ^—+ pja, где p — число проходов без поперечной подачи па к х lOOOttf х(т + р) /1 = 0,85 ММ у = 7,5 м/мин р=3 /=0,05 мм/дв. ход а= 1,1 S = 2 мм /( = 0,0046 Тм = 0.0046D/
Обработка эвольвентных поверхностей
Обработка зубьев цилиндрических зубчатых колес (т = 1—10 мм)
Долбление зубьев чер-
новое (за один обкат)
Тм = Вт***х
/ 2-2,2
Л lOOOuSp 4
2к \
1000vSkP/
Долбление зубьев чис-
товое
4,4
lOOOttfp
1000^SKp
П2 • 2,2
lOOOrSp
2u
1000vSKp
4,4
lOOOvSp
2u
1000vSK.p
у = 21 м/мин
5p = 0,6 мм/дв. ход
SKp=0,42 мм/дв. ход
^ = 0,0035
К2 = 0,000713
у = 34 м/мин
5р = 0,04 мм/дв. ход
5к.р=0,22 мм/дв. ход
Kj = 0,00324
К2=0,00084
Тм = Вт (0,0035 + ZX
Х0,000713)
Тм = Втх (0,00324 4-zX
X 0,00084)
*** в — ширина венца.
Продолжение табл. 3.154
20-33 305
Переход Теоретическая формула машинного времени Величина коэффициента К Наиболее вероятные значения величин Расчетная формула наибо- лее вероятного машинного времени
Фрезерование: черновое (вертикаль- ная подача) чистовое (вертикаль- ная подача) Шевингование чисто- ВгЛб/ф ^ф б/ф = 70 мм 5 = 1,8 мм/об. заг. v = 25 м/мин; q= 1 # = 0,00488 б/ф = 90 мм 5=1 мм/об. заг. у = 30 м/мин <7=1 # = 0,00943 Тм=0,004885г
1 м 1000^5? ’ где q — число заходов фрезы Bzr.d^ тг 1000^5^ Лб/ф JZ Гм = 0,009435г
"" 1000vS<7 Ты_ Bzhf \OWvSq hf i Г„=0,0015г
вое Зпш2шЗй Вищг'щЗв /i = 0,17 мм «ш = 280 об/мин /=1,35 гш = 73 5в = 0,0045 мм/х. ст. 5 = 0,25 мм/об. заг. # = 0,001
Обработка зубьев цилиндрических зубчатых колес (m= 1—10 мм)
Шлифование кониче-
ским кругом по методу
обкатки (типа Найльс)
4- *
03 /
п= 150 дв. ход/мин
П = 0,05; Zi = 2
*2=1; *з = 1
Sj = 2,7 мм/дв. ход
52 = 2,7 мм/дв. ход
53 = 1,1 мм/дв. ход
К, = 0,027
#2 = 0,4
7'м = [0,027/+ 0,4]г
Закругление зубьев I Тм = гг
Обработка торцов зубьев пальцевой фрезой
| K = r I # = 0,0384
Гм = 0,0384г
306
Продолжение табл. 3.154
Переход Теоретическая формула машинного времени Величина коэффициента К Наиболее вероятные значения величин Расчетная формула наибо- лее вероятного машинного времени
Фрезерование зубьев червячных колес (пг= 1-^6 мм)
Фрезерование: черновое (фреза одно- заходная) 2,7^аф । Гм= 1000«ф5р к= -’,7^ф 1000г/ф5р <^Ф = 80 мм Уф—25 м/мин Sp —0,8 мм/об К-0,0346 Т„ = 0,03460
чистовое (фреза одно- заходная) т _ 2,94тс]/г^ф ЮООУф^та и к= 2,94т"б/ф Ю00г>ф$та , йф = 80 мм Уф —25 м/мин $тан= 1,4 ММ/об К-0,0212 7'M=0,0212£>yz_
Зубоа рогание прямозубых конических колес (т = 1^-10 мм)
Предварительное наре- зание \oz 7г£>ф/ \ т:Рф Kl= Szz 1000г, Кг — f 2 Оф=80 мм у —29 м/мин г- 10 Sz—0,13 мм/зуб г2=0,05 мин К! = 0,00668 К2=0,05 TM = z- (0,00668 + 0,05)
। | г- 1005 у 7
Зубострогание: К = 0,2
чистовое Tu = rz К=г Тм-0,2г
тонкое T„ = rz К = г К-0,25 Гм-0,25г
Нарезание криволинейных конических колес зуборезными головками (tn—l-^-10 мм)
Нарезание:
черновое
чистовое
TM = rz
TM = rz
K=r
K=r
К = 0,36
К-0,32
Тм — 0,36г
Тм — 0,32г
П родолжение табл. 3.154
Переход
Теоретическая формула
машинного времени
Величина коэффициента К
Наиболее вероятные
значения величин
Расчетная формула наибо-
лее вероятного машинного
времени
Обработка шлицевых поверхностей (валы d = 25-h60 мм)
Фрезерование: л£)ф/г к= ^£>ф £>ф = 100 мм 3О = 2,1 мм/об Уф = 32 м/мин /< = 0,0047 Гм = 0,0047/2
черновое ' “ 1000иф5о lOOOv^So
чистовое кРф/г к= /)ф = 100 мм So= 1,2 мм/об Уф = 30 м/мин /< = 0,0087 7М = 0,0087/г
т ЮООг/фЗо 1000г>ф5о
Шлифование дна впа- r lzh к= ha /i = 0,15 мм Гм = 0,00104/2
дин шлицев (центриро- вание по внутреннему ди- аметру) W)dvta ЮООр/ ц = 6,5 м/мин t = 0,03 мм/дв. ход а = 1,35 ц = 6,5 м/мин
П р и м с ч а н п е. Обозначения величин в формулах наиболее вероятного машинного времени: а — коэффициент, учитывающий время
обратного (холостого) хода; В — ширина заготовки, мм; D, d — диаметры заготовок (смверстий), мм; — диаметр фрезы, мм; F—суммар-
ная площадь обрабатываемой поверхности, мм; f — коэффициент, учитывающий число проходов без поперечной подачи; /г — припуск на
обработку, мм; /—количество проходов; i(, i2, i3 — число проходов, соответственно, черновых, получистовых, чистовых; К — коэффициент,
характеризующий наиболее вероятные условия обработки; / — длина заготовки, ступени, длина хода, протяжки, мм; /обр — длина рабочего
хода при обработке, мм; m — модуль зубчатого колеса, мм; и — число оборотов, число двойных ходов в минуту; — число оборотов ше-
вера в минуту; р — число проходов без поперечной подачи; S — продольная подача, мм/об, при строгании мм/дв. ход; Si, S2, S3 — подачи
при черновом, нолучистовом и чистовом шлифовании, мм/дв. ход; Sz — подача на зуб фрезы, мм; Зм —минутная подача, мм/мин; Зтан —
тангенциальная подача, мм/об. заг; Зр — радиальная подача, мм/дв. ход; Зм о х — минутная подача обратного хода, мм/мин; Зкр — круговая по-
дача, мм/дв. ход; Тм — наиболее вероятное машинное время обработки, мин; t — поперечная подача (глубина резания, мм/проход); г — время
обработки одного зуба, мин; г{ — время на переключение и деление, мин; г2 — время на поворот заготовки на один зуб, мин; v— скорость
резания, м/мпи; v3 — окружная скорость вращения заготовки, м/мин; ист — скорость перемещения стола, м/мин; ир х — скорость рабочего
хода, м/мин; со — число одновременно обрабатываемых заготовок; z— число зубьев зубчатого колеса, шлицевого вала, звездочки; z^—число
зубьев фрезы; гЦ| — число зубьев шавера; к — диаметр ведущего круга; пв —число оборотов в минуту ведущего круга; Sn — вертикаль-
ная подача
3.11. Пространственное расположение производственного процесса
Компоновка цехов (участков). Компоновка — это схематический план зда-
ния (корпуса) с изображением на нем отделений, участков, вспомогательных и
служебно-бытовых помещений цеха. Назначение компоновочного плана — взаим-
ная увязка входящих в состав цеха отделений и участков, выбор оптимального
направления производственного процесса, внутрицехового транспорта, грузовых
и людских потоков, а также рациональное размещение вспомогательных и слу-
жебно-бытовых помещений.
На компоновочном плане указывают габариты здания (корпуса), маркиров-
ку осей здания, стены капитальные наружные и внутренние перегородки (в одну
линию), сетку колонн пролетов, отметки фундаментов колонн; границы между
цехами и участками; вспомогательные службы, помещения, устройства (транс-
форматорные подстанции, вентиляционные камеры приточной общеобменной вен-
тиляции, мастерские, кладовые и пр.); магистральные проезды, вводы железно-
дорожных путей; цеховые подъемно-транспортные средства: краны, кран-балки,
конвейеры, лифты и др.; подвалы, тоннели, антресоли (с отметками их расстоя-
ния до пола).
Расположение оборудования на компоновочном плане, как правило, не по-
казывают. В отдельных случаях, когда расположение основного оборудования
влияет на компоновочные решения (например, поточные станочные или автома-
тические линии), на компоновочных планах может быть схематично показано
размещение основных групп оборудования.
Компоновочные планы выполняют в масштабе преимущественно 1:400; для
особо крупных корпусов допустимо применение масштаба 1:800, а для очень
мелких — 1:200. На компоновочном плане указывают длину и ширину здания,
ширину пролетов, шаг колонн.
На свободном поле чертежа компоновочного плана указывают высоту про-
летов от пола до низа несущих конструкций покрытия здания и до головки рель-
сов подкрановых путей (для крановых пролетов). При сложном профиле здания
могут потребоваться поперечные разрезы (в одну линию). Бытовые и конторские
помещения, запроектированные в пристройке, показывают в одну контурную ли-
нию. Вновь строящуюся часть здания (при реконструкции) заштриховывают.
На первом этапе выполнения компоновки корпуса-блока решают вопросы
целесообразности объединения ряда вспомогательных отделений. Затем намеча-
ют границы цеха, проездов, определяют места расположения трансформаторных,
компрессорных станций и вентиляционных камер и др. После этого определяют
границы основных производственных отделений с учетом последовательности тех-
нологического процесса, а также цеховых вспомогательных служб. При необхо-
димости намечают перегородки или внутренние стены, определяют направление
и характер грузопотоков.
Технологические потоки в цехе могут быть направлены как вдоль пролетов,
так и поперек их. Технологические потоки направляются вдоль пролетов в том
случае, если в качестве технологического транспорта используют мостовые опор-
ные краны. В бескрановых зданиях потоки могут быть направлены и вдоль и
поперек пролетов.
Все отделения цеха на плане необходимо располагать по ходу общего про-
изводственного процесса в следующем порядке.
1. При единичном и серийном производстве цеховой склад металла и заго-
товок вместе или смежно с заготовительным отделением размещают в начале
цеха (поперек пролетов цеха или в отдельном пролете, перпендикулярном к про-
летам цеха); при поточном производстве складские площадки для заготовок
находятся в начале каждой поточной линии.
2. Вдоль склада или складских площадок поперек пролетов цеха устраивают
проезд шириной от 4 м и более в зависимости от применяемых транспортных
средств.
3. Станочное отделение располагают на основной площади цеха; при значи-
тельной длине технологической линии устраивают поперечные проходы шириной
не менее 4 м.
308
4. В конце станочного отделения поперек всех пролетов устраивают попе-
речный проезд шириной не менее 4 м в зависимости от применяемых средств
транспорта.
5. Далее в удобных местах размещают контрольное отделение цеха или кон-
трольные пункты (при поточном производстве).
6. В единичном и серийном производствах параллельно контрольному отде-
лению. поперек пролетов, размещают склад готовых деталей и смежно с ним —
межоперационный, если он предусмотрен; в поточном производстве для готовых
деталей предусматривают площадки под склады либо подвесные или напольные
конвейеры.
7. Внутрицеховые проезды и проходы совмещают с основными архитектур-
ными осями интерьера или располагают параллельно этим осям.
8. Каналы, туннели, напольные транспортеры и конвейеры располагают па-
раллельно осям колонн здания.
Внутренние стены, перегородки большой высоты должны проходить по осям
колонн.
9. Вспомогательные отделения механического цеха располагают в производ-
ственной части здания либо вдоль наружных стен, либо в планировочных встав-
ках шириной 6 м и более (кратно 6 м).
В зависимости от условий производства вставки располагают как вдоль,
так и поперек цеха. Они могут быть одноэтажными и двухэтажными. Второй
этаж обычно используется для служебных или бытовых помещений, а также для
электро- и санитарно-технических устройств. Часть вспомогательных помещений
располагают в первом этаже пристройки для служебно-бытовых помещений.
Однако такие отделения, как заточные с кладовыми режущего инструмента, ре-
монтные базы и мастерские и т. п., размещать в пристройках не рекомендуется.
Пристройки к производственному зданию для размещения служебно-бытовых
помещений необходимо располагать со стороны основных людских потоков на
территории завода.
Разработанный таким образом компоновочный план цеха и корпуса явля-
ется рабочим (черновым) вариантом и служит основанием для разработки пла-
нировки оборудования и рабочих мест цеха.
При планировке уточняются площади производственных и вспомогательных
отделений и участков цеха, иногда определяется и более целесообразное их раз-
мещение. Такие уточнения вносят в чистовой вариант компоновочного плана.
Условные обозначения, применяемые на чертежах, приведены в табл. 3.155.
Компоновочные планы механосборочных цехов могут быть с параллельно
расположенными пролетами или с взаимно перпендикулярным расположением
пролетов.
На рис. 3.4, 3.5 показаны наиболее часто встречающиеся схемы компоновок
механосборочных цехов.
Компоновку по схеме рис. 3.4, а применяют для производства легких изде-
лий, не требующих для сборки мостовых кранов либо собираемых на конвейерах
или рольгангах; по схеме рис. 3.4, б — при большом числе коротких линий меха-
нической обработки и конвейерной общей сборке; по схеме рис. 3.4, в — в тех
случаях, если потоки механической обработки могут быть направлены перпенди-
кулярно к оси пролетов, а также, когда для сборки необходимо иметь фронт
работ и мостовые краны; по схеме рис. 3.4, г — для цехов среднего и тяжелого
машиностроения, когда для механической обработки и сборки необходимы мо-
стовые краны; на рис. 3.4, д — схема компоновки механосборочных цехов, вы-
пускающих особо крупные изделия.
Компоновка по схеме рис. 3.4, е применяется при большом количестве про-
летов в механосборочном цехе; по рис. 3.4, д — для механосборочных цехов тя-
желого п среднего машиностроения; на рис. 3.5, а... г — схемы компоновок, при-
меняемых в тех случаях, когда, помимо площади для сборки, требуется большая
площадь для испытания, консервации и упаковки изделий.
Технологическая планировка. Основные требования. Планировка цеха — это
план расположения производственного, подъемно-транспортного и другого обо-
рудования, инженерных сетей, рабочих мест, проездов, проходов и т. д.
309
Таблица 3.155. Условные обозначения, применяемые на компоновочных и
технологических планах механических и сборочных цехов
Наиме::сзага»е Условные :. обозначения Нзимэнова«:ие ' СЛЗЗпЫЭ обозначения
А. Компоновочные планы Капитальная стена Легкие перегородки всех типов Проемы дверные во всех стенах Условная граница цеха {отделения, участка), не огороженная Колонна здания Подвальные помеще- ния с отметкой уровня пола Антресоли, вентиляционные камеры и площадки Проезд Тоннель, канал Железнодорожный путь {тупиковый ввод) Центральный распреде- лительный пункт, трансформаторные подстанции Санитарный узел —1 1 1 1 , 1 ill +4500 Г---1 +500 Б. Планы расположения оборудования 7. Строительные элементы Капитальная стена Сплошная перегородка до низа фермы или до потолка Остекленная перегородка Перегородка с сеткой Металлическая перего- родка {из листе) Звукоизолирующая перегородка Барьер Окно Одностворчатые двери Раздвижные двери и ворота Двухстворчатые двери и ворота Тоннель, канал Люк Трап Колонна с фундамен- том: железобетонная металлическая -М—к—X !г~ m i —*- =к ШЬ
^///7 ж
ш» |гп
црп^ к ж
илк > 1 z7 1
г 1 L Г 1 1 1 “1 1 1
С.У. '71
_7Г
310
Продолжение табл. 3.155
Наименование Условные обозначения
2. Псдводы промыш- ленных жидкостей, гггео и электротока; ! бс-~оляиия L! ОТСОСЫ i Подвод холодной Подвод холодной ВОДЬ! с отводом в канализацию Подвод пара Подвод сжатого воздухар - 60,8 МПа Подвод сжатого воздуха р = 30,4 МПа Подвод эмульсии Подвод содового раствора Подвод масла (сульфофрезола) Подвод газа Подвод холодной воды с раковиной на стене или перего- родке Подвод холодной и горячей воды Сзив в канализацию । Местный I вентиляционный । отсос j ! !одвод спецтоков Местное освещение L!(нт управления Пожарный кран 3. Технологическое оборудование Вновь приобретаемое оборудование (с номе- ром: по пеану) О @ (м) ^27 1 @ 0 Пд~1
Наименование j
Используемое сущест-
вующее оборудование
с номером по плану)
Резервное место
Положение рабочего
у станка (с номером
по плану)
Многостаночное обс-
луживание одним ра-
бочим (с номером по
плану)
Разметочная плита
Контрольная плита
Слесарный верстак
Контрольный стол
Место складирования
заготовок или деталей
Контрольный пункт
Шкаф
Кафедра мастера
и нормировщика
Автоматические линии
Токарно-винторезный
станок
Револьверный станок
Горизонтально-
фрезерный станок
Универсально-
фрезерный станок
Поперечно-
строгальный станок
Условные
обозначения
311
Продолжение табл. 3.155'
Наименование Условные обозначения Наименование
Продольно— строгальной СПа.'О.С Круглошлифовальный станок Плоскошлифовальный станок Г оризонтально— расточный станок Координатно- расточный станок УниверсаЛьНо-заточный станок Токарный одношлиндельный автомат Токарно-револьверный станок Вертикально-фрезерный станок Зубофрезерный станок Долбежный станок Радиально—сверлиль ный станок Вертикально—свер- лильный станок Внутришлифовальный станок Бесцентровошлифо- вальный станок Центровочный станок Алмазно—расточный станок 1 * 1 В. Подъемно-транспорт- ное оборудование (компоновочные планы и планы расположения) Кран мостовой электрический Кран подвесной однобалочный Кран мостовой (опорный) однобалочный Кран козловой электрический Консольно—поворот- ный кран в плане Подвесной цепной конвейер с примыка- ющим монорельсом Подъем и спуск подвесного цепного конвейера Ленточный транспортер Рольганг Монорельс с тельфером Монорельс с пневмати- ческим подъемником Электроинструмент на монорельсе Желоб, склиз Г идроподъемник Лифт—подъемник
Условные
обозначения
luixi
312
Общая сборка изделия
Сборка сборочных,
единиц.
Механическое
отделение
♦ I ♦ | t I ♦ I t I ♦
Механическое отделение
— —।— — — — _|— —।— — । — .
Сборка сборочных единиц
Общая сборка изделия
Сборка сборочных единиц.
Механическое отделение
4 | 4 | 4 | 4 | I | I
* 5
Общая сборка изделия
Сборка сборочных единиц
—I------1—г
---Механическое —
отделение
—Г ! Г
в
Механическое____!
_ отделение г
________________I
Сборка изделия —«—I
и сборочных ~
единиц "* |
Механическое —>
отделение ,
Рис. 3.4. Схемы компоновки механосборочных цехов с параллельными пролетами
СлЭ
СО
г
Рис. 35. Схемы компоновки механосборочных цехов в зданиях со взаимно перпендикулярными
пролетами
Технологическая планировка цеха производится при проектировании (рекон-
струкции) цехов (участков) или коренной перестройке технологического процес-
са на уже действующих предприятиях.
Разработка планировки — весьма сложный и ответственный этап проектиро-
вания, когда одновременно должны быть решены вопросы осуществления техно-
логических процессов, организации производства и экономики, техники безопас-
ности, выбора транспортных средств, механизации и автоматизации производ-
ства, научной организации труда и производственной эстетики. При разработке
планировок следует учитывать следующие основные требования.
1. Оборудование в цехе необходимо размещать в соответствии с принятой
организационной формой технологических процессов. При этом нужно стремить-
ся к расположению производственного оборудования в порядке последователь-
ности выполнения технологических операций обработки, контроля и сдачи дета-
лей или изделий.
2. Расположение оборудования, проходов и проездов должно гарантировать
удобство и безопасность работы: возможность монтажа, демонтажа и ремонта
оборудования; удобство подачи заготовок и инструментов; удобство уборки от-
ходов.
3. Планировку оборудования необходимо увязывать с применяемыми подъ-
емно-транспортными средствами. В планировках предусматривают кратчайшие
пути перемещения заготовок, деталей, узлов в процессе производства, исключа-
ющие возвратные движения. Грузопотоки должны не пересекаться между собой,
а также не пересекать и не перекрывать основные проезды, проходы и дороги,
предназначенные для движения людей.
4. Планировка должна быть «гибкой», т. е. необходимо предусматривать
возможность перестановки оборудования при изменении технологических про-
цессов.
5. Планировкой должны быть предусмотрены рабочие места для руководя-
щего инженерно-технического персонала; следует предусматривать возможность
применения механизированного и автоматизированного учета и управления.
6. При разработке планировки следует рационально использовать не только
площадь, но и весь объем цеха и корпуса. Высоту здания необходимо исполь-
зовать для размещения подвесных транспортных устройств, а также проходных
складов деталей и сборочных единиц, инженерных коммуникаций и т. д.
Планировку оборудования разрабатывают на основе компоновочного плана.
Так же, как и для компоновки, при разработке планировки вычерчивают в со-
ответствующем масштабе план цеха или отделения с изображением строитель-
ных элементов. Условные обозначения на этом плане отличаются от обозначе-
ний на компоновочном плане. Разбивочные оси здания на плане сохраняют мар-
кировку, принятую в строительных чертежах и в компоновочном плане, а имен-
но: горизонтальные оси рядов колонн помечают снизу вверх по оси ординат
последовательными прописными буквами русского алфавита; вертикальные оси
рядов колонн нумеруют слева направо по оси абсцисс арабскими цифрами, на-
чиная с единицы.
Места поперечных разрезов рекомендуется выбирать так, чтобы можно было
показать высоту пролета, перегородки, антресоли, каналы и т. п. Плоскость раз-
резов при пересечении со стенами должна проходить по проемам (окнам, две-
рям, воротам). В плоскостях разрезов допускаются переломы под прямым углом.
Линия разреза указывается на плане согласно требованиям ЕСКД. На чертеже
разрезы размещают так, чтобы горизонтальные линии в натуре были параллель-
ны нижней кромке чертежа, вне зависимости от места разреза на плане. Эле-
менты здания на технологической планировке можно не штриховать. Строитель-
ные размеры конструкций здания, оконных и дверных проемов и т. п. на техно-
логических планировках не указывают.
На планировке необходимо показать следующее:
— строительные элементы — стены наружные и внутренние, колонны, пере-
городки (с указанием их типа), дверные и оконные проемы, ворота, подвалы,
тоннели, основные каналы, антресоли, люки, галереи и т. п.;
— технологическое оборудование и основной производственный инвентарь —
расположение станков, машин и прочих видов оборудования (включая резерв-
ные места), плит, верстаков, стендов, складочных площадок материалов, заго-
315
товок, полуфабрикатов и мест для контроля деталей (при необходимости), ма-
гистральные, межцеховые и внутрицеховые проезды;
— подъемно-транспортные устройства: мостовые, балочные, консольные и
прочие краны (с указанием их грузоподъемности), конвейеры, рольганги, моно-
рельсы, подъемники, рельсовые пути;
— расположение вспомогательных помещений и мастерских, складов, кла-
довых, трансформаторных подстанций, вентиляционных камер, а также контор-
ских помещений и санитарных узлов, находящихся в цехе.
На плане подписывают наименования отделений, вспомогательных помеще-
ний и групп оборудования, а также указывают основные размеры здания в це-
лом (длину, ширину здания, ширину пролетов, шаг колонн) и внутренние раз-
меры основных крупных изолированных помещений. В тех случаях, если в цехе
имеется небольшое количество отделений, рекомендуется под наименованиями
отделений указывать их площадь.
Оборудование на плане изображают условным упрощенным контуром в
предельных размерах с учетом крайних положений движущихся частей станка,
открывающихся дверей и кожухов (табл. 3.155). Внутри контура габарита обо-
рудования (а для мелкого оборудования — вне контура на выносной полке) ука-
зывают номер оборудования.
Оборудование нумеруют сквозной порядковой нумерацией, которую следует
вести на плане по отделениям и участкам цеха последовательно слева направо
и затем сверху вниз. Каждая единица оборудования должна иметь свой отдель-
ный номер, даже если тип оборудования повторяется. В спецификации (см.
табл. 3.156) допустимо объединять в одной строке несколько рядом стоящих оди-
наковых станков одного отделения.
Таблица 3.156. Спецификация оборудования
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10
Подъемно-транспортное оборудование в малых цехах с несложным транс-
портом нумеруют после технологического оборудования.
Для крупных цехов с большим количеством механизированного транспорта
ведут отдельную нумерацию с добавлением к цифре буквы Т (или первой буквы
наименования соответствующего транспортного устройства, Р — рольганг).
Рис. 3.6. Примеры обозначений мест расположения рабочих,
подводок различных сетей и нумерации оборудования
316
Возле габаритов оборудования, а также других рабочих мест (верстаков,,
стендов и пр.) на чертеже планировки цеха дают условное обозначение места
рабочего в виде кружка диаметром 4—5 мм (при масштабе 1:100); половина
кружка зачернена, светлая половина обращена к оборудованию. Желательно
также возле габаритного контура оборудования или рабочего места показать
условными обозначениями (рис. 3.6) необходимые подводки энергоносителей, во-
ды и пр., если в проекте эти вопросы детально прорабатываются.
Определение потребного количества станков, слесарных верстаков и сбороч-
ных стендов. Проектирование фундаментов. В общем случае определение коли-
чества станков цеха (отделения), необходимого для обработки детален, в
объеме заданной программы выпуска, производится по формулам, приведенным
в табл. 3.157. Среднее значение нормативного коэффициента загрузки оборудо-
Та блица 3.157. Формулы для расчета количества потребного оборудования
Расчетные формулы Условные обозначения
Сп = — (1) ФдКоср Сп — принятое количество оборудования, шт.
Ср= Ср= Ср= Ср= Ко = Коср: 1= ф (2) Фд (3) ФдбО Т“ (4) (5) <?Фд 7 (в) Сп = 2Ср 2 Си (8) Д Ср — расчетное количество оборудования, шт. Фд — действительный (расчетный) годовой фонд вре- мени работы оборудования при принятой смен- ности, ч (табл. 3.158) В — годовой выпуск цеха, т, кВт, и т. д. Ту — удельная станкоемкость на единицу выпуска (на 1 т, на 1 кВт и т. д.), станко-ч Тк — суммарное штучно-калькуляционное время об- работки всех деталей на оборудовании данного типоразмера, станко-ч Тш — штучное время обработки на данной операции, мин t — такт выпуска детали, мин Д — количество деталей одного наименования, выпус- каемых цехом, год д — норма выработки на данной операции, шт./ч Ко — коэффициент загрузки оборудования Коср — средний коэффициент загрузки оборудования
Примечание. Формула (1) применяется для расчета общего количества станков по ук-
рупненным показателям, формула (2)—для расчета оборудования по типоразмерам, фор-
мулы (3) —(5) — при расчете оборудования для каждой операции в поточных линиях.
вания (Коср) при двухсменной работе цехов (табл. 3.158) допускают для мел-
косерийного и единичного производств — 0,8—0,9; серийного — 0,75—0,85; массо-
во-поточного и крупносерийного — 0,65—0,75. Расчетное количество станков обыч-
но получается дробным и округляется до целого числа, например, 0,84» 1. Если
число станков окажется больше целого числа, то целесообразнее произвести ок-
ругление в меньшую сторону (1,13» 1; 3,16»3), добиваясь снижения Тшт за счет
внедрения организационно-технических мероприятий, направленных на сокраще-
317
Таблица 3.158. Фонд времени работы оборудования
Число смен Количество часов работы в смену Календарный годовой фонд Ф, , Ч i Действительный годовой фонд Фд, ч
Кр=0,94 Кр = 0,95 Кр = 0,96 Кр = 0,97
1 6 1772 1С67 1683 1701 1715
1 7 2077 i 9э6 1973 1993 2015
о 6-[-б 3544 3334 336.6 3412 3430
о 74-7 >154 3904 3940 3996 4030
Примечание. Коэффициент простоя оборудования в капитальном ремонте (Кр) уточ-
няется по годовому плану капитального ремонта.
ние подготовительно-заключительного, вспомогательного времени и времени об-
служивания.
Количество слесарных верстаков Св определяется по формуле
ВТС,.,
= ФдбОКосрКн ’
где В — годовая программа деталей, подлежащих слесарной обработке; Тел —
норма времени на слесарную обработку одной детали, мин; Фд— годовой полез-
ный фонд времени работы верстака, ч; Коср — коэффициент загрузки верстаков,
Кн — планируемый коэффициент выполнения норм.
Количество стендов, необходимых для стационарной сборки изделий ин-
дивидуальными методами ССб, определяется по формуле
ФдКосрКп ’
где М — количество изделий по годовой программе; Тст — нормированное время
на сборку одного изделия, ч; Фд — полезный фонд времени работы стенда, ч;
Косо — коэффициент загрузки сборочных мест; Кн—планируемый коэффициент
выполнения норм.
При проектировании фундаментов под металлорежущие станки руко-
водствуются строительными нормами и правилами (СНиП П-В. 7-70). Согласно
указанным нормам станки в зависимости от их массы, конструкции и класса
точности могут быть установлены на полу цеха, на ленточных фундаментах или
на специальных фундаментах. На полу устанавливают станки массой до 10 т
нормальной и повышенной точности и с жесткими станинами, для которых отно-
шение длины I станины к высоте h сечения станины станка меньше 10. Для ус-
тановки станков предусматривается пол из бетона толщиной 150—200 мм. Легкие
станки массой до 2 т с уравновешенным и спокойным ходом можно устанавли-
вать непосредственно на торцевое покрытие бетонного пола (торцевая шашка
толщиной 60—100 мм при бетонной подготовке 100 мм). На ленточных фунда-
ментах устанавливают станки массой до 30 т.
На специально проектируемые фундаменты устанавливают: станки с нежест-
кими станинами с соотношением ///г^Ю и составными станинами, в которых
требуемая жесткость обеспечивается за счет фундамента; станки массой более
10 т; высокоточные станки.
Порядок расстановки (планировки) оборудования следующий:
— на листе миллиметровой бумаги вычерчивается упрощенный план цеха в
масштабе 1:200 (1:100) с нанесением стен, колонн, ворот, магистральных проез-
дов и вспомогательных отделений цеха;
— из плотной бумаги или картона вырезаются габаритные контуры в пла-
не при масштабе 1:200 (1:100) на все оборудование (основное и вспомогатель-
ное), подлежащее размещению в цехе. За габарит станка принимают его контур
по краям выступающих частей, причем в габарит входят крайние положения
движущихся частей. Форму габарита иногда упрощают, приближая к прямо-
угольнику. Для станков общего назначения габариты берут из каталогов на обо-
318
рудование и другой справочной литературы, для станков специализированных и
специальных — из каталогов и паспортов, на нестандартное оборудование — по
чертежам или снимают с натуры на базовом предприятии;
— размещая на плане цеха карточки станков в различных вариантах, нахо-
дят лучший вариант, который фиксируют, прикрепляя карточки булавками, кноп-
ками, приклеивая пластилином, резиновым клеем и т. п.
Металлорежущие станки участков или линий могут быть расположены одним
из двух способов: по типам оборудования или по ходу технологического процес-
са, т. е. в порядке выполнения операций.
По типам оборудования станки располагают только в небольших цехах еди-
ничного и мелкосерийного производства при малых массах и габаритах обраба-
тываемых деталей, а также для обработки отдельных деталей в серийном про-
изводстве. В этих случаях создают участки однородных станков: токарных, свер-
лильных, фрезерных, шлифовальных и т. п. Подобные участки располагают в це-
хе в соответствии с последовательностью обработки большинства типовых дета-
лей. При размещении станков их следует распределять на группы в зависимости
от массы деталей. При массе деталей более 5 т станки располагают в пролетах,
оборудованных мостовыми кранами.
Станки в цехах массового и серийного производства располагают по ходу
технологического процесса. Наиболее совершенная планировка станков — в ав-
томатических и непрерывно-поточных линиях. В переменно-поточных и групповых
линиях станки располагают в порядке выполнения операций по отношению ко
всем деталям с тем, чтобы не было возвратных движений. Однако отдельные
детали можно обрабатывать не на всех станках, поэтому зигзагообразное дви-
жение деталей на планировках вполне допустимо.
При размещении станков руководствуются следующими правилами и прие-
мами.
1. Участки, занятые станками, должны быть, по возможности, наиболее ко-
роткими. В машиностроении длина участков составляет 40—80 м. Зоны загото-
вок и готовых деталей включаются в длину участка.
2. Технологические линии на участках располагают как вдоль пролетов, так
и поперек их.
3. Станки вдоль участка могут быть расположены в два, три и более ря-
дов. При расположении станков в два ряда между ними оставляется проход
для транспорта. При трехрядном расположении станков может быть два (рис.
3.7, а) или один проход (рис. 3.7, б). В последнем случае продольный проход
Рис. 3.7. Расположение станков в пролете:
в три ряда с двумя продольными проходами; б —в три ряда с одним продольным и
тремя поперечными проходами; в —в четыре ряда с двумя продольными проходами
319-'
образуется между одинарным и сдвоенным рядами станков. Для подхода к стан-
кам сдвоенного ряда (станки расположены друг к другу тыльными сторонами),
находящимся у колонн, между станками оставляют поперечные проходы. При
расположении станков в четыре ряда вдоль участка устраивают два прохода: у
колонн станки располагают в один ряд, а сдвоенный ряд — посредине (рис.
3.7, в).
4. Станки располагают по отношению к проезду вдоль, поперек (рис. 3.8)
и под углом (рис. 3.9, 3.10, а). Наиболее удобное расположение — вдоль проез-
да и при обращении станков к проезду фронтом. При поперечном расположении
станков затруднено их обслуживание (подача заготовок, обмен инструментов,
Рис. 3.8. Продольное и попе-
речное расположение станков
в пролете
Рис. 3.9. Расположение расточных
станков под углом и продольно-стро-
гальных вдоль пролета
приемка деталей и т. д.), так как приходится предусматривать поперечные про-
ходы для доставки деталей на тележках или электрокарах к рабочим местам.
Для лучшего использования площади револьверные станки, автоматы и другие
станки для обработки прутковых материалов, а также протяжные, расточные,
продольно-фрезерные и продольно-шлифовальные станки располагают под углом.
Q
Рис. 3.10. Расположение токарно-револьверных станков
.320
Станки для прутковой работы ставят загрузочной стороной к проезду, а другие
станки так, чтобы сторона с приводом была обращена к стене или колоннам,
что удобнее для складирования заготовок и исключает поломку привода при
транспортировке деталей. Станки для прутковой работы размещают также в
шахматном порядке (рис. 3.10, б), причем в этом случае необходимо обеспечить
возможность подхода к ним с двух сторон.
5. Станки по отношению друг к другу располагают фронтом, «в затылок»
и тыльными сторонами. При расположении станков вдоль участка более выгод-
но используется площадь с тыльным расположением станков.
6. Крупные станки не следует устанавливать у окон, так как это приводит
к затемнению цеха.
При определении расстояний между станками, от станков до стен и колонн
здания нужно учитывать следующее:
1. Расстояния берутся от наружных габаритных размеров станков, включаю-
щих крайние положения движущихся частей, открывающихся дверок и постоян-
ных ограждений станков.
2. Для тяжелых и уникальных станков (габаритом свыше 16 000x6000 мм)
необходимые расстояния устанавливаются применительно к каждому конкрет-
ному случаю.
3. При установке станков на индивидуальные фундаменты (жесткие или
виброизолированные) расстояния станков от колонн, стен и между станками
принимаются с учетом конфигурации и глубины фундаментов станков, колонн
и стен.
4. При разных размерах двух рядом стоящих станков расстояние между ни-
ми принимается по большему из этих станков.
5. При обслуживании станков мостовыми кранами или кран-балками рассто-
яние от стен и колонн до станков принимают с учетом возможности обслужи-
вания станков при крайнем положении крюка крана.
6. В зависимости от условий планировки, монтажа и демонтажа станков нор-
мы расстояний могут быть, при соответствующем обосновании, увеличены.
При выборе ширины проездов между рядами станков необходимо иметь в
виду следующее.
1. Расстояния берут от наружных габаритов станков, включающих крайние
положения движущихся частей, открывающихся дверок и постоянных огражде-
ний станков.
2. Под размером транспортируемых деталей или тары с деталями следует
понимать размер в направлении, перпендикулярном к проезду (по ширине про-
езда).
3. Ширина проездов при транспортировке электропогрузчиками дана с уче-
том возможности их поворота на 90°.
4. При размерах транспортируемых деталей (в направлении, перпендикуляр-
ном к проезду) свыше 3 м ширина проезда и расстояние между рядами станков
назначается индивидуально для каждого конкретного случая.
5. При особой необходимости и соответствующем обосновании данные нор-
мы можно увеличивать, чтобы добиться свободной транспортировки наиболее
крупных станков при ремонте или замене их новыми.
6. Если станки расположены у стен, что усложняет уборку с проезда меха-
низированными средствами, необходимо вдоль стены предусмотреть проезд ши-
риной 3000 мм.
7. Рекомендуют применять одностороннее движение в проездах; двусто-
роннее допускается только тогда, когда обоснована его необходимость.
Расстояния между станками, между станками и элементами зданий для раз-
личных вариантов расположения оборудования, а также ширину проездов в за-
висимости от различных видов транспорта регламентируют нормами технологи-
ческого проектирования (табл. 3.159—3.165).
Нормы расстояния не учитывают каналов для транспортировки стружки,
промышленных проводок (вода, пар, сжатый воздух и т. д.), площадок для хра-
нения крупных и тяжелых деталей и устройств для транспортировки деталей
(местные краны, рольганги и т. д.), которые следует учитывать в каждом случае.
Планировка поточных и автоматических линий. Компоновка линий включает
комплекс вопросов, касающихся способов передачи обрабатываемых деталей
21-зз
321
Таблица 3.159. Наименьшие расстояния от станков до стен и колонн здания, мм
Характеристика размеров Эскиз Наименьшее расстояние между станками и колоннами
мелкими средними крупными
От выступающих кон-
струкций стены до:
тыльной стороны | <
станка боковой стороны 400 500 700
станка r~f~S о 400 500 600
фронта станка 1000 1200 1500 у
о
От колонны до: т L j
тыльной стороны
станка d Г" ф 300 400 600
боковой стороны
станка 400 500 600 .
J цЗ1
©
фронта станка Р5555Й ~~~ 1 700 800 1000
322
T a б л и ца 3.160. Наименьшие расстояния между станками, мм
Виды станков Наименьшее расстояние между станками
МЕ ‘ЛК ими средними крупными
Л
9 ©
Токарные, револьверные патронные, горизонтальные токарные автоматы и автома- ты для штучных работ Вертикальные многошпин- дельные токарные полуавто- маты, карусельно-токарные, вертикально-расточные, вер- тикально-протяжные Вертикально-сверлильные Горизонтально- и вертикаль- но-фрезерные Поперечно-строгальные Продольно-фрезерные, про- дольно-строгальные, плоско- шлифовальные двухсгоечные Зубофрезерные, зубостро- гальные, зубодолбежные (обслуживаемые с боковых сторон) Радиально-сверлильные: расстояние между концами рукавов при развороте на угол 45° то же на угол 180° Кругло- и внутришлифоваль- ные. плоскошлифовальные 400 400 400 400 400-500 400 500-600 600-700 500 500 600 700 500-600 500 200 600 600-700 900-1000 500 600 800-900 700-800 600 300 800
21*
323
Таблица 3.161. Наименьшие расстояния между тыльными сторонами станков, мм
Виды станков Наименьшее расстояние между тыльными сторонами станков
мелких е средних © © «Г >уп> <ЫХ
L . о. О
I11 р I
1
1
© ® ©
Токарные, револьверные,пат- ронные, зубофрезерные, зу- бострогальные, зубодолбеж- ные, вертикально-протяжные, шлифовальные Горизонтальные токарные полуавтоматы и автоматы для штучных работ, продоль- но-фрезерные, продольно- строгаль'ные, плоскошлифо- вальные с продольным столом двухсто'ечные Вертикальные многошпин- дельные' токарные полуавто- маты, карусельно-токарные Вертикально-сверлильные, горизонтально- и вертикаль- но-фрезерные Радиально-сверлильные Поперечно-строгальные 400 500 400 400 500 600 700 400 600 500 600 I 700 900 500 800
Та блица 3.162. при поперечном ра Наименьшие расстояния между станками ^положении их к проезду или проходу, мм
Схемы расположения станков Эскиз Наименьшее расстояние между станками
мелкими средними крупными
Станки расположены в „затылок" Каждый станок обслу- живается одним рабо- чим Два станка обслужи- вает один рабочий 800 1400 800 900 1500 900 1000 1600
о С С
1 Пр э с юез д € —
1 Проезд
* О О -
Проезд
324
Таблица 3.163. Нормы ширины проездов и расстояний между рядами станков, мм
Расположение проезда Эскиз При межоперационном тр'ЗЙспорте передвижной тарой, склизами, лотками, талями > на монорельсе П£и транспортировке деталей электрокарами Примечания
Мелкие и средние детали (длиной до 800 мм) Крупные детали (длиной до 1500 мм) Характер движения Мелкие и средние детали (длиной до 800 мм) Крупные детали (длиной до 1500 мм)
А Б А Б А Б А Б
1 2 3 4 5 6 7 8 9 10 11 12
Между тыльными сторонами стан- ков и между бо- ковыми сторона- ми станков ее е □ о и Односто- роннее Двухсто- роннее (в отдель- ных обос- нованных случаях) 2000 3000 2500 3500 2500 3500 3000 4000 В габариты станков вклю- чаются крайние положения движущихся частей и от- крывающихся дверок станков, постоянные ог- раждения, электрошкафы, электропульты и установ- ки программного управ- ления станками, индиви- дуальные резервуары и насосные установки сма- зывающе-охлаждающих жидкостей
о о G Q -D *О o[ I ©j —i
Продолжение табл. 3.163
' 1 2 3 4 5 6 7 •в 9 10 11 12
Между одной ли- нией станков, расположенных к проезду тыль- ной стороной, и второй линией станков, распо- ложенных к про- езду фронтом Между фронтами двух линий стан- ков 1200 1200 2500 3200 2000 2000 3300 4000 Односто- роннее Односто- роннее 2000 2000 3300 4000 2500 2500 3800 4500 В отдельных случаях ука- занные расстояния могут быть увеличены для воз- можности перемещения наиболее крупных стан- ков, входящих в линии, на капитальный ремонт или при замене новыми, а так- же в других случаях при соответствующем обосно- вании При расположении стан- ков у наружной стены с остеклением, обслужива- ние которых производится с помощью напольного транспорта (автомашины с гидроподъемником, те- лескопические вышки), вдоль стены должен быть предусмотрен проезд ши- риной 3000 мм. При ис- пользовании вильчатых электропогрузчиков ука- занные для электрокаров размеры ширины проездов увеличиваются на 500 мм
е е
1ц
Таблица 3.164. Нормы расстояний между верстаками (рабочими местами) и шириной проездов в сборочных цехах, мм
Эскиз Ширина проезда и расстояния между рядами верстаков и сборочными линиями, мм Примечания
При Т|^сИо'ртировке кранами и кран- балками Характер движения При транспортировке электрокарами
А Б А Б
1 2 3 4 5 6 7
J м 4/z/l ) 1 ’Di_ 1 1- № i-: e l_l 2000 2500 2000 2500 2000 2500 2500 3000 4000 4500 3300 3800 1 Одностороннее Двухстороннее Одностороннее — к — 2000 2500 3000 3500 2000 2500 2000 2500 2500 3000 3500 4000 4000 4500 3300 3800 В числителе приведены значения при размерах сборочных единиц до 800 мм, в знаменателе- до 1500 мм Под размером транс портируемых сбороч ных единиц или изде- лий следует понимать размер в направлении перпендикулярном к проезду (по ширине проезда) Если сборочные едини- цы или изделия транс- портируются в таре, следует брать размер тары
'•11 L_ Э < 1 1- _| LI 1 1 1 © © © © Г 1 1 J □ ©
• * ©, © © © ! л, Л
1 |_ 1 |_ГГ| _l 1 1 L _J □ □ _ ZJ n~Г Ч 1 ZZT f~~T 1"' 1 1 e e e e © © © TTT 1 1
Продолжение табл. 3.164
2 3 4 5 6 7
2000 2500 - ” " — 2000 2500 - При использовании вильчатых электропо- грузчиков указанные для электрокаров размеры ширины проездов увеличива- ются на 500 мм
Таблица 3.165. Ширина магистральных (главных) проездов
в механосборочных корпусах, мм
Транспортные средства
Односторон- । Двусторон-
нее движение нее движение
Электрокары, вильчатые электропогрузчики
Автопогрузчики, автотягачи, грузовые автомобили,
уборочные машины
3500-4000 4500 - 5000
4500-5000 5500-6000
Примечания:
1. Меньшие значения относятся к производствам с изделиями небольших габаритов.
2. Магистральные (главные) проезды предназначены для движения всех видов завод-
ского безрельсового транспорта, могут быть продольными или поперечными, преимущест-
венно сквозными и межцеховыми.
3. Количество и расположение проездов определяют размерами и компоновкой корпу-
сов, а также технологическими связями с другими корпусами предприятия.
между станками, разделения линии на участки, размещения межоперационных
заделов и бункерных устройств, выбора числа операций и позиций, выбора чис-
ла потоков обработки деталей, планировки станков, транспортных устройств
и т. д
На планировку линии влияют две группы факторов:
— годовая программа выпуска деталей, ее размеры, материал, технические
условия изготовления, технологический процесс изготовления и др.;
— состав оборудования, степень синхронизации, возможность применения
установочных и контрольных приспособлений, транспортных, загрузочных и бун-
керных устройств и др.
При выборе рациональной структуры поточных или автоматических линий
задача состоит в проектировании такого варианта, в котором обеспечивались
бы высокая производительность, надежность и бесперебойность работы линий,
минимальная себестоимость и лучшее качество продукции.
При выборе структуры автоматических линий или комплексных автомати-
ческих потоков руководствуются следующими основными положениями.
1. Для обработки особо сложных изделий, требующих большого количества
станков в линии и большого числа перестановок, линии рационально строить в
виде отдельных участков (секций) с промежуточными бункерными заделами,
что позволяет значительно снизить простои отдельных участков линии при воз-
никновении неполадок (организационно-технических потерь времени).
2. Бункерные заделы необходимо также применять при проектировании ком-
плексных автоматических потоков, включающих разнородные технологические
операции (между заготовительным участком и механическими операциями, меж-
ду механической обработкой и термообработкой, перед сборкой и т. п.).
3. Целесообразно группировать вместе однородные операции (определенного
характера). Например, для корпусных деталей группировать все или большин-
ство фрезерных операций, операции расточки, сверления, зенкерования отверстий
на агрегатных станках и др., доводочные операции (алмазно-расточные, хонин-
говальные и др.). Преимущество такого группирования операций состоит в том,
что станки могут быть заказаны на целую группу в виде небольшой автомати-
ческой линии из 3—6 станков одному из заводов по специализации. В результате
этого ускоряется, удешевляется и улучшается качество изготовления автомати-
ческих линий.
4. Между черновыми и чистовыми операциями, ввиду большого нагрева де-
талей, следует включать операции обработки мелких отверстий, чтобы деталь
могла остыть до начала чистовых операций. Операции нарезки резьбы в отвер-
стиях необходимо концентрировать в конце линии.
5. Доводочные операции при разработке маршрута относят в конец обработ-
ки; перед доводочными операциями вводится контроль размеров (или при вы-
полнении операции проводится активный контроль), чтобы на окончательные
операции не попадали детали с завышенными припусками и неправильной гео-
метрии.
329
6. Деление линии на участки производят по технологическому признаку, ли-
бо по признаку равновеликих потерь, т. е. так, чтобы каждый участок имел оди-
наковую вероятность длительности простоев по организационно-техническим
причинам. При этом количество станков в разных участках может быть различ-
ным.
7. В комплексных автоматических потоках при расчете количества станков
на отдельных участках руководствуются следующим положением: производи-
тельность предшествующих участков должна быть выше последующих для обес-
печения бесперебойной их работы.
Количество N самостоятельных участков в линии или потоке рекомендуется
определять по формуле Шаумяна
где ^тех — число последовательно расположенных станков (позиций) в соответ-
ствии с технологическим процессом; Ко' — технологическая производительность
всего процесса до его деления; t3 — внецикловые потери времени, связанные с
эксплуатацией инструмента (потери II вида), с эксплуатацией станков (потери
III вида), с организацией производства (потери IV вида).
Если, например, число позиций ?Тех=20, /э=0,1 мин и Ко = 0,1 шт/мин, то
N— (20)2 0,1 -0,1 = 4 участкам и в каждом участке позиций 20:4=5.
Количество позиций на участках рекомендуется определять по формуле
__ ^тех Я тех
Ц^техК^э Q техКо^э
В тех случаях, если автоматические линии скомпонованы из различных ти-
пов станков с разным количеством режущих инструментов, используемых на них,
число участков рекомендуется рассчитывать по принципу равновероятных по-
терь, а именно:
.. _ Qa-л^а.л
l-Qa^u’
где Qa-л — производительность автоматической линии, определяемая по формуле
1
Ра.л—
+ ^х +
2^а.л
АГ
d •«
где
— внецикловые потери каждого участка автоматической линии; /р —
время рабочего хода станка; tx — время холостого хода рабочего цикла станка
(цикловые потери времени — потери I вида); Тц — установленное время цикла
Тц = /р + /х.
Линии в цехе обычно размещают между двумя перпендикулярными к ним
проездами. Первый проезд служит для подачи заготовок к началу линий, вто-
рой—для транспортировки обработанных деталей к месту сборки изделия.
Смежные поточные и автоматические линии располагают в цехе последова-
тельно, параллельно или под углом одна к другой (табл. 3.166). Линии изготов-
ления деталей, примыкающие к сборочной линии, располагаются, как правило,
перпендикулярно к последней.
При разработке планировок линий необходимо руководствоваться следую-
щими методическими указаниями.
Порядок расположения оборудования в линии должен обеспечивать прямо-
точность движения деталей, закрепленных за линией в последовательности осу-
ществления технологического процесса; в планировке необходимо предусмот-
реть транспортные средства для подачи заготовок на линию, для межопераци-
онной передачи деталей и для отправки их на склад или в сборочный цех, не-
330
Таблица 3.166. Нормы расстояний между поточными линиями станков
с механизированным межоиерационным транспортом
Вид транспорта и схема
поточных линий
Нормы расстояний
Рольганг или напольной конвейер
(пластинчатый, ленточный и др.)
А - ширина проезда
Б - ширина рольганга, наполь-
ного конвейера или наи-
большая ширина переме-
щаемого груза (подвески)
подвесным конвейером или
талью на монорельсе прини-
мается в соответствии с га-
баритными размерами об-
рабатываемых деталей.
В — расстояние между транспор-
тными устройствами прини-
мается в зависимости от кон-
струкции этих устройств, но
не менее 100 мм.
Подвесной конвейер
или тали на монорельсе
Г - расстояние между линиями
подвесного конвейера или
монорельса должно быть не
менее суммы Б + 300 мм.
331
обходимые площади для хранения межоперационных заделов. В начале линии
необходимо предусмотреть площадки для хранения заготовок, в конце — пло-
щадки для накапливания обработанных деталей; нужно предусмотреть на ли-
нии необходимые рабочие места для контрольных операций, слесарных работ и
текущего ремонта оборудования. Каналы для удаления стружки следует распо-
лагать с тыльной ^тороны станков. Следует обеспечить удобные подходы ко всем
рабочим местам для обслуживания линий и ремонта оборудования, возможность
многостаночного обслуживания при наиболее коротких и удобных переходах от
одного станка к другому.
На планировке линии, кроме оборудования, должны быть нанесены транс-
портные средства, инструментальные тумбочки, тара для заготовок и готовых
деталей, верстаки, столы и другая оргоснастка.
Если при выбранной имеющейся сетке колонн и компоновке площадей цеха
не удается найти удовлетворительного варианта планировки оборудования, то ре-
комендуется рассмотреть вариант планировки в здании с измененной сеткой ко-
лонн и компоновкой помещений. Если такой вариант окажется более целесооб-
разным и будет удовлетворять предъявляемым к нему требованиям, то он при-
нимается, а в компоновочном плане производятся соответствующие изменения.
После утверждения планировка вычерчивается начисто.
Гибкие автоматизированные производства (ГАП). Сейчас начался новый,
более высокий этап автоматизации — использование гибких автоматизированных
производств. При этом достигается всесторонняя автоматизация производства,
объединяются в единый комплекс станки с числовым программным управлением,
промышленные роботы и автоматизированные системы управления технологи-
ческими процессами. Гибкие автоматизированные производства позволяют пред-
приятиям за короткое время и при минимальных затратах на том же оборудо-
вании легко переходить на выпуск новой продукции.
Внедрение достижений механизации и автоматизации оправдывается прежде
всего в крупносерийном и массовом производстве: дорогостоящее технологиче-
ское оборудование окупается только в случае изготовления на нем крупных
партий изделий. Но в промышленно развитых странах доля крупносерийного
производства составляет всего 15—20 % вследствие необходимости постоянного
обновления машин, станков, приборов и других орудий производства, предметов
труда и товаров потребления. Мелкосерийное же производство, доля которого
составляет до 80 % общего объема производства, необходимо комплексно авто-
матизировать, чтобы придать ему преимущества массового производства: непре-
рывность, ритмичность, высокий темп выпуска изделий. Этими положениями обос-
новываются технико-экономические условия создания гибких производств.
Социальные причины необходимости создания ГАП можно разделить на
две основные группы: дефицит трудовых ресурсов (в особенности станочников),
имеющий тенденцию к росту, и необходимость освобождения работников от фи-
зически тяжелого, монотонного, непривлекательного труда. Анализ названных
причин показывает, что приемлемым решением является ориентация на быстро
переналаживаемые производства, базирующиеся на новых организационных и
технологических принципах (групповые технологические процессы) и объедине-
нии роботизированных обрабатывающих и транспортно-складских комплексов
средствами вычислительной техники.
Реализация проектов ГАП в условиях среднесерийного и мелкосерийного
производства, как показывает зарубежный и отечественный опыт, позволяет:
— обеспечить быструю перестройку производства на выпуск новой продук-
ции за счет гибкости производственной системы, полнее удовлетворять запросы
заказчиков;
— интенсифицировать технологический процесс — повысить коэффициент
сменности Кем и коэффициент загрузки ^зaг оборудования, оптимизировать ре-
жимы обработки, оперативно корректировать технологические процессы, исходя
из текущей ситуации, сократить производственный цикл й омертвленные произ-
водственные запасы, существенно повысить производительность труда и эконо-
мию трудовых ресурсов;
— улучшить социальные условия труда — сократить число рабочих, занятых
во вторую и третью смены, сократить общий объем монотонного, тяжелого руч-
ного и другого непривлекательного труда вследствие высвобождения кладов-
332
щиков, контролеров, стропальщиков, грузчиков и других вспомогательных рабо-
чих;
— повысить качество продукции — размерно-геометрическую стабильность
обработанных деталей, а также технологичность сборки;
— сократить объем документации (чертежи, технологические карты, рабочие
наряды, материальные карты и т. п.).
В общем случае ГАП включает следующие функциональные компоненты:
технологическую подсистему — ТП, подсистему управления, подсистему автома-
тизированной технологической подготовки производства, подсистему сервиса, со-
стоящие из модулей.
Для успешного внедрения в эксплуатацию ГАП необходимо на предприятии
обеспечить следующие подготовительные мероприятия:
— создать специальное подразделение или целевую группу из технологов,
технологов-программистов, конструкторов, математиков, математиков-програм-
мистов, наладчиков. Назначить ответственных исполнителей по каждой подси-
стеме ГАП, приказом по предприятию изменить и дополнить функции служб
предприятия;
— провести обучение специалистов по тематике ГАП в институте повышения
квалификации руководящих работников и специалистов;
— осуществить необходимую внутризаводскую специализацию участков и
перестройку смежных подразделений действующего производства;
— доработать (при необходимости) действующую систему планирования,
особенно по номенклатуре планово-учетных единиц;
— разработать и согласовать в установленном порядке систему стимулиро-
вания труда будущего персонала ГАП и его разработчиков;
— разработать систему мер организационного, экономического и социально-
го порядка по своевременному и эффективному использованию высвобождаю-
щихся рабочих на других участках производства.
Создание ГАП должно осуществляться на базе использования типовых про-
изводственных модулей и типовых решений по автоматизации, разработка кото-
рых— самостоятельная задача, решаемая по отдельным планам.
Монтаж и планировка технических средств и оборудования, входящих в
ГАП, должны удовлетворять требованиям ГОСТ 12.2.003—74, ГОСТ 12.2.009—80.
Планировка оборудования ГАП должна обеспечить свободный доступ ко
всем техническим узлам и удобство при работе и обслуживании системы.
В настоящее время освоены и производятся станки и обрабатывающие
центры (ОЦ) конкретных моделей — основное оборудование гибких производ-
ственных модулей, которые служат основой создаваемых ГАП механообработки.
Рис. 3.11. Компоновка ГПМ на базе станков КТ141П (а), 16К20ФЗС18 (б)
и 1П756ДФЗ (в):
1— станок; 2 — промышленный робот; 3 — устройство уборки стружки из зоны реза-
ния; 4 — устройство ЧПУ; 5 — приемно-накопительное устройство
333
На рис. 3.11 приведены данные о типовых модулях обработки, рекомендуемых
к использованию в ГАП.
Модуль обработки резанием на базе патронного станка с ЧПУ модели
КТ141П и ПР типа НЦ-ТМ-01 (рис. 3.11, а) предназначен для токарной обра-
ботки деталей типа тел вращения партиями в автоматическом режиме работы
в условиях мелкосерийного и серийного производства.
Модуль обработки резанием на базе токарного патронно-центрового станка с
ЧПУ модели 16К20ФЗС18 и работа модели НЦ-ТМ-01 (рис. 3.11, б) предназна-
чен для токарной обработки деталей типа тел вращения партиями в автома-
тическом режиме работы в условиях мелкосерийного и серийного производ-
ства.
Организация рабочих мест. При проектировании организации рабочих мест
решаются вопросы научной организации труда (НОТ) — создания необходимых
предпосылок для нормального хода производственного процесса и нормальных
условий труда.
Основной задачей проектирования организации рабочего места является со-
здание такой конструкции организационной оснастки и такого расположения
оборудования, заготовок, готовых деталей и оснастки, при которых отсутствуют
лишние и нерациональные движения и приемы (повороты, нагибания, приседа-
ния и т. д.), максимально сокращаются расстояния перемещения рабочего в ра-
бочей зоне.
Рабочая зона — площадь в трехмерном пространстве (в горизонтальной, вер-
тикальной плоскостях и по глубине), в пределах которой работник может нор-
мально выполнять трудовые действия. Минимальные пределы производственной
площади на каждого работающего приведены в табл. 1.1. Нельзя создать нор-
мальные условия труда без использования специальных данных эргономики,
учитывающих антропометрические показатели (табл. 3.167, 3.168) и характер
рабочих движений человека (рис. 3.12, 3.13). При выполнении работ с усилием
до 5 кг рекомендуется работа сидя, от 5 до 10 кг —-сидя — стоя, а выше 10 кг —
стоя.
Таблица 3.167. Зона оптимальной досягаемости рук при работе стоя
в зависимости от роста человека, мм
Границы зоны досягаемости Рост человека
низкий средний высокий
мужчины женщины мужчины женщины мужчины женщины
По глубине 540 440 600 500 660 550
По высоте 1180 980 1200 1000 1220 1020
По фронту для одной руки 470 460 480 470 500 480
По фронту для обе- их рук 1400 1200 1600 1300 1800 1400
Нижняя граница по высоте от отметки пола 610 550 700 625 780 720
Примечание. Рост
1900 мм: у женщин: низкий
у мужчин: низкий 1520—-1630, средний 1631—1690, высокий 1691—
1420—1520, средний 1521—1570, высокий 1571—1800 мм.
334
Таблица 3.168. Нормативы высоты рабочей поверхности, мм *
^Условия работы Высота рабочей поверхности при росте человека
низком среднем высоком
Обычные, сидя 700 725 750
Особо точные, сидя На станках и машинах: 900 950 1000
сидя 800 825 850
стоя 1000 1050 1100
С изменением рабочего положения (сидя — стоя) 950 1000 1050
♦ См. примечание к табл. 3.167.
6 ба
Рис. 3.12. Нормальная зона движений
в горизонтальной плоскости (/) и пре-
делы досягаемости рук рабочего (2)
1700
1300
J000 .
Верхняя '
нецоооная
зона
[Веохняя
иШнаязоно
Удобная
зона
Граница наибольшей
рабочей зоны
наязона
ления для м
малого pi '
g \yooQHi
Рис. 3.13. Микроклассификация рабочего пространства в вер-
тикальной плоскости
уяя менее
7ноя зона
Нижняя
неудобная
зона—
Решетка под ноги
Поле зрения
мольрая
раорчая зону
335
Система организации рабочего места должна соответствовать характеру
производства, принятой специализации, типу технической дифференциации про-
изводственных процессов и связанных с ними форм разделения и кооперации
труда. Эта зависимость наиболее резко сказывается на характере оснащенности
и планировки рабочих мест. В условиях единичного производства выполнение
на рабочем месте большого числа разнообразных операций требует всевозможных
инструментов, приспособлений, а отсюда и соответствующего инвентаря для его
хранения и расположения. При переходе к серийному производству и специали-
зации производственных участков число операций, выполняемых на рабочем ме-
сте, сокращается, начинают применяться специализированный инструмент и при-
способления и соответственно меняются планировка и оснащение рабочего ме-
ста. Наиболее значительные изменения в организации рабочих мест происходят
под влиянием механизации и автоматизации производства. Так, на рабочих ме-
стах автоматических и непрерывно-поточных линий никакие виды специального
стационарного инвентаря, как правило, не предусматриваются. Ниже приводятся
примеры типовых планировок рабочих мест, разработанных на основе учета ан-
тропометрических данных человека, выявления удобных зон полей обзора и пос-
ледовательности выполнения операций.
На рис. 3.14—3.22 приведены примеры планировок рабочих мест станочни-
ков, контролера ОТК и производственного мастера с размещением необходимого
инвентаря, а на рис. 3.22 — типовые конструкции основного инвентаря. Тумбоч-
ка (рис. 3.22, а) предназначена для двухсменной работы и имеет два отделения
для сменщиков. В каждом отделении тумбочки хранятся инструменты постоян-
ного пользования и средства по уходу за оборудованием. Тумбочка снабжена
планшетом для крепления чертежей.
Рис. 3.14. Примеры планировок рабочих мест:
а — токаря; б — фрезеровщика; в — шлифовщика; / — приемный стол; 2 — ре-
шетка для ног; 3 — инструментальная тумбочка; 4 — планшет для чертежей;
5 — стеллаж для приспособлений; 6 — стеллаж для оправок; 7— стеллаж для
хранения деталей типа валов
336
Рис. 3.15. Планировка рабочего места токаря-автомат-
чика:
/ — стеллаж елочный; 2 — стол приемный; 3 — решетка поднож-
ная; 4 — тара ящичная металлическая; 5 — столик передвижной;
6 — урна; 7 — тумбочка инструментальная; 8 — стул
Рис. 3.16. Планировка рабочего места токаря-револьвер-
щика:
/ — стеллаж елочный; 2 — тара ящичная металлическая; 3 —
тумбочка инструментальная поворотная; 4— урна; 5 — стул;
6 — решетка подножная; 7 —тара ящичная; 8 — столик пере-
движной
Рис. 3.17. Планировка рабочего мес-
та токаря-расточника:
1 — тумбочка инструментальная; 2 — урна;
3 — стеллаж; 4 — стул; 5 — решетка под-
ножная; 6 — стеллаж-подставка; 7 — уст-
ройство подъемно-транспортное (имеющее-
.ся в цехе)
Рис. 3.18. Планировка рабочего мес-
та токаря-карусельщика:
7 —стеллаж; 2 — тумбочка инструменталь-
ная; 3 — урна; 4 — стул; 5стеллаж-под-
ставка; 6 — решетка подножная
22-33
Рис. 3.19. Планировка рабочего места токаря, работающего
на станках с ЧПУ:
/ — тара для стружки (в приямке); 2 — электрошкаф; 3 —тара метал-
лическая; 4—подставка под тару; 5 —решетка подножная; 6 — стол
приемный; 7 —стул; 8 — тумбочка инструментальная; 9 — урна; 10 —
пульт управления; // — стеллаж; 12 — тара ящичная; 13 — столик пе-
редвижной
Рис. 3.20. Планировка рабочего места оператора
токарных полуавтоматов с ЧПУ модели
АТПР2М12У(а) и АТ320МН(б):
/ — станок первый; 2 — урна; 3 — тумбочка с планшетом
для техдокументации; 4 — лоток для вспомогательного
инструмента; 5'—тара для заготовок; 6 — тара для де-
талей; 7 — подставка двухполочная передвижная; 8 —
решетка подножная; 9 — устройство с ЧПУ «Логи-
ка-2М»; 10 — стул подъемно-поворотный; 11 — электро-
шкаф; 12 — устройство с ЧПУ Н22-1М; 13 — станок вто-
рой
При многостаночной работе планировка рабочего места должна обеспечить
наиболее удобное для рабочего расположение органов управления всех обслу-
живаемых станков и минимальную затрату времени на переходы рабочего от
одного станка к другому. Для обеспечения наиболее короткого пути переходов
рабочего станки иногда располагают под различным углом к проезду, рольгангу,
или конвейеру. На рис. 3.23 показаны варианты размещения станков при их об-
служивании одним рабочим.
338
Рис. 3.21. Планировка рабочего места
производственного мастера:
1 — репродуктор «Луч»; 2 — стулья; 3 —
вешалка; 4 — лампа; 5—урна; 6 — стол;
7 — аптечка; 8 — стул поворотный; 9 —
шкаф; 10 — телефонный концентратор
Рис. 3.22. Типовые конструкции инвентаря для рабочего места станочника:
а—тумбочка; б — приемный стол; в — стеллаж для приспособлений
На рис. 3.24 и 3.25 показаны примеры взаимного расположения оборудова-
ния и транспортных средств на линии при многостаночном обслуживании.
Обслуживание рабочих мест. Объекты обслуживания на предприятии —
средства труда, предметы труда и работники производства. Все функции об-
служивания— группируют по направлениям (рис. 3.26).
Разработка и внедрение типовых проектов организации рабочих мест при-
менительно к определенным видам и типам производства, содержанию выполня-
емых работ, видам оборудования, деталей и условий труда являются наиболее
целесообразным, отвечающим современным требованиям направления совер-
шенствования организации труда на предприятиях. Их применение позволяет, во-
первых, сократить сроки, материальные и трудовые затраты на реализацию ме-
роприятий по внедрению регламентированных трудовых процессов на рабочем
месте, на участке, в цехе; во-вторых, более полно учесть достижения науки и
передового опыта; в-третьих, использовать в широких масштабах однотипные
элементы организационной и технологической оснастки; в-четвертых, ускорить
процесс выявления и использования внутрипроизводственных резервов роста про-
изводительности труда и создать для этого благоприятные условия.
22*
339
Рис. 3.23. Различные способы расположения стан-
ков относительно межоперационного транспорт-
ного устройства при многостаночном обслужива-
нии. Стрелками обозначено движение детали с
рольганга на станок и обратно
к
.Заготовки
Готовые
детали
Заготовка
Рис. 3.24. Расположение одновременно обслуживаемых станков с
двух сторон рольганга
Обслуживание рабочих мест по формам выполнения функций может быть
дежурным, планово-предупредительным и стандартным.
Дежурное обслуживание применяют в условиях единичного и мелкосерийно-
го производства. Сущность этой системы обслуживания обусловливается вызыв-
ным ее характером. По мере необходимости работники служб обслуживания
(ремонтные рабочие, наладчики и др.) вызываются на рабочие места. Органи-
зация такого обслуживания проста. Однако она не всегда гарантирует свое-
временность обслуживания, что может приводить к простоям основных рабочих.
Обслуживание рабочих мест, осуществляемое в строго регламентированном
порядке по стандартным расписаниям и планам, действующим продолжительное
время, называется стандартным. Стандартное обслуживание предотвращает ка-
кие-либо простои рабочих или оборудования по причине необеспечения рабочих
мест любыми видами услуг. Это наиболее экономичный вид обслуживания, тре-
бующий жесткой ритмичности основного производства.
340
Рис. 3.25. Различные способы планировки монорельсов над станками поточ-
ной линии:
/ — рольганг; 2, 4, 6 — станки; 3 — электротельферы; 5 — трассы монорельсов
Подготовка
производства
Энергообеспечение
Санитарно-гигиенииес-
кое обслуживание
Хозяйственно-бытовое I
обслуживание на
производстве
Производственные
инструктаж
Общественное питание,
медицинское
обслуживание
Политике-воспитатель
нал работа и культур-
ное обслуживание
Рис. 3.26. Схема обслуживания трудового процесса и его участ<
ников
В условиях серийного производства применяют планово-предупредительное
обслуживание. В основе данной системы обслуживания лежат планы-графики и
расписания обслуживания рабочих мест. Для этого заранее разрабатывают ка-
лендарные планы, определяющие время переналадки оборудования с учетом за-
пуска в обработку новых партий деталей, сроки подготовки и изготовления спе-
циальной технологической оснастки и т. д. Внедрение этой системы требует
проведения большой подготовительной работы, обеспечения четкого ритма ра-
боты служб обслуживания. Однако трудовые и материальные затраты на ее ор-
ганизацию значительно перекрываются получаемым эффектом за счет стабиль-
ного и производительного труда основных рабочих и обслуживаемого оборудо-
вания.
При выборе форм обслуживания рабочих мест в конкретных производствен-
ных условиях целесообразно пользоваться рекомендациями, приведенными в
табл. 3.169.
Таблица 3.169. Выбор системы обслуживания рабочих мест
Характер специализа- ции или форма органи- зации производствен- ного процесса на уча- стке Наименование производства Тип производства
единич- ное и мелко- серийное серийное крупно- серийное массовое
Технологически спе- циализированный уча- сток Любое до ДО или ППО ППО ППО или СО
Предметно - специа- лизированный уча- Малономенклатур- ное до ДО или ППО ППО СО
сток Многономенкла- турное ДО ДО или ППО ППО ППО или СО
Участок групповой обработки — до ППО ППО ППО
Поточные линии Однономенклатур- ное Многономенкла- турное -— ППО Без догр С догруз ППО узок ППО кой ДО СО
Автоматические ли- нии Одно- и малоно- менклатурное — ППО ППО СО
Примечание. ДО — дежурное обслуживание; ППО — планово-предупредительное
обслуживание; СО — стандартное обслуживание.
Аттестация и рационализация рабочих мест. Планомер-
ное осуществление аттестации и рационализации рабочих мест на основе про-
изводительности труда и качества работ, способствует эффективности исполь-
зования основных фондов и капитальных вложений, сбалансированности рабочих
мест с трудовыми ресурсами.
Материалы аттестации используют для социально-экономического анализа
при разработке направлений и планов экономического и социального развития
предприятия, а также внедрения системы качества на основе рекомендаций меж-
дународных стандартов ИСО серии 9000 и получения сертификата, подтверж-
дающего возможности предприятия выпускать продукцию стабильного качества
(сертифицированную продукцию).
Работе по аттестации и рационализации рабочих мест предшествует анализ
применяемых технологических процессов, организации производства, труда и
управления, а также характеристик рабочих зон (рис. 3.27) в структурных под-
342
разделениях для определения прогрессивных, оптимальных направлений совер-
шенствования рабочих мест.
С постановкой на производство новых видов изделий (организации работ)'
проводится внеочередная аттестация рабочих мест.
Рис. 3.27. Характеристика рабочих зон с указанием допустимых
параметров отдельных элементов условий труда
4. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
4.1. Выбор типа производства и установление организационной
формы сборки
Сборка — заключительный этап производственного процесса, от которого
во многом зависит качество изделий и их выпуск в заданные плановые сроки.
Технологический процесс сборки — процесс, содержащий действия по уста-
новке и образованию соединений составных частей изделия.
Сборочная операция — технологическая операция установки и образования
соединений составных частей заготовки или изделия.
Основные признаки и группировка конструктивно-технологической класси-
фикации видов соединений и сборки, применяемой в машиностроении, приведены
на рис. 4.1, 4.2.
Рис. 4.1. Классификация видов соединений
Изучив служебное назначение изделия, его сборочные и рабочие чертежи,
а также программу выпуска, выбирают тип и организационную форму техноло-
гического процесса сборки, при этом надо обязательно иметь в виду экономи-
ческую эффективность.
При массовом выпуске изделий выясняют экономичность использования по-
точного вида сборки. Если конструкция изделия обладает достаточной жестко-
стью базирующей детали и отличается сравнительно небольшой массой, целесо-
образно выбрать поточную сборку с непрерывным перемещением собираемого из-
делия; в противном случае следует остановиться на подвижной сборке с пре-
рывистым перемещением изделия. При поточной сборке для обеспечения ритмич-
ности и наиболее полного использования рабочего времени на всех рабочих ме-
стах необходимо добиваться синхронности всех операций, т. е. чтобы время, за-
трачиваемое на каждую из них, было примерно равным или кратным такту. До-
стигают это соответствующим подбором работ или дополнительным разделени-
ем (совмещением) операций, ускорением выполнения операций за счет примене-
ния высокопроизводительной оснастки и т. д.
344
Для сборки изделий большой массы, при относительно небольшой програм-
ме выпуска, применяют неподвижную поточную сборку, при которой бригада
рабочих периодически перемещается от одного рабочего места к другому.
При небольшом выпуске изделий, когда использование поточных методов
сборки экономически нецелесообразно, следует применять стационарную сборку.
Рис. 4.2. Классификация видов сборки
4.2. Разработка последовательности и содержания операций
Последовательность общей сборки изделия определяется ее конструктивными
особенностями и заложенными в конструкции методами достижения точности
замыкающих звеньев. В меньшей мере на последовательность сборки влияет ор-
ганизация сборочного процесса.
Разрабатывая последовательность сборки изделия, необходимо учитывать,
что весь сборочный процесс состоит из следующих стадий: ручная слесарная об-
работка и пригонка деталей (применяется в единичном и мелкосерийном произ-
водствах); предварительная сборка (соединение деталей в отдельные сборочные
единицы); общая или окончательная сборка (сборка всего изделия); регулиров-
ка (выверка правильности взаимного положения и взаимодействия всех элемен-
тов изделия); испытание изделия.
На общую сборку должны подаваться в возможно большем количестве
предварительно скомплектованные сборочные единицы и в возможно меньшем
количестве отдельные детали. Общая сборка должна быть максимально освобож-
дена от выполнения мелких сборочных соединений и различных вспомогатель-
ных работ. Рекомендации к последовательности сборки состоят в следующем:
1) по чертежам изделия и прилагаемым к ним спецификациям необходимо
выявить все составляющие сборочные единицы и отдельно входящие в него де-
тали; выделение того или другого соединения в сборочную единицу должно
быть возможным и целесообразным как в конструктивном, так и в технологи-
ческом отношении;
345
когда треоуемую точность в тех или
достигают регулировкой и особенно
ПК 50. Об. 020
Вращатель в сборе р~
2) общую сборку изделия и сборку любой сборочной единицы следует начи-
нать с установки на сборочном стенде или конвейере основной базовой детали;
в ряде случаев базовой деталью может быть менее сложная сборочная единица,
входящая в состав изделия и ранее предварительно собранная;
3) в первую очередь необходимо монтировать сборочные единицы и детали,
выполняющие наиболее ответственные функции в работе; они не должны мешать
установке последующих деталей и сборочных единиц;
4) при наличии в изделии параллельно связанных размерных цепей сборку
следует начинать с установки тех сборочных единиц и деталей, размеры или от-
носительные повороты поверхностей которых являются общими звеньями и при-
надлежат нескольким размерным цепям.
Если при сборке необходимо частично демонтировать ранее установленные
детали или сборочные единицы, то это должно быть отражено в схеме сборки.
Разрабатывая порядок и содержание сборочных операций, необходимо прове-
рить следующее: нельзя ли данную операцию совместить с одной или несколь-
кими другими; возможна ли более рациональная последовательность операций,
нельзя ли данную технологическую операцию совместить с контрольной; нельзя
ли упростить сложную операцию, выделив часть ее в самостоятельную операцию;
следует ли данную операцию, требующую пригоночных работ, выполнять в сбо-
рочном цехе или лучше ее перенести в обрабатывающий цех и этим сократить
затраты на сборку.
При сборке возникает необходимость систематически проверять качество со-
бираемого изделия и его сборочных единиц. Это необходимо делать всякий раз,
иных размерных и кинематических цепях
пригонкой. Необходимость проверки соот-
ветствия собранных сборочных единиц
их служебному назначению часто возни-
кает и в случаях, когда для достижения
требуемого их качества используются
методы взаимозаменяемости, так как при
сборке возникает ряд погрешностей, свя-
занных с влиянием упругих деформаций,
сменой баз и т. д. Разработку последо-
вательности сборки значительно облег-
чает наличие образца изделия. В этом
случае можно разобрать изделие, состав-
ляя подробный план разработки, и при-
нять обратную последовательность вы-
полнения операций.
Принятую последовательность сбор-
ки обычно выполняют в виде технологи-
ческой схемы (рис. 4.3), являющейся
основой для проектирования технологи-
ческого процесса. Схему составляют в
нескольких вариантах, отличающихся
структурой и последовательностью вы-
полнения операций. Число вариантов
тем больше, чем сложнее собираемое из-
делие. При выборе оптимального вариан-
та необходимо стремиться к уменьшению
численности рабочих, трудоемкости и
себестоимости сборочных процессов. Эта
задача при различных ограничивающих
условиях может быть решена на ЭВМ с
использованием математических или эв-
ристических алгоритмов.
Примеры записи в карты технологического процесса операций и переходов
сборки приведены в табл. 4.1—4.3.
ПК 50. Об. Of О
5барн и к | /
ПК „50. Об. 001
болт стяжной 12
Гайка M2D. 050
ГОСТ 5915-70 12"
Испытательная у
Окраска
ПК 50. Об. ООО
Перфоратор |~
Рис. 4.3. Технологическая схе-
ма общей сборки перфоратора
346
Таблица 4.1. Примеры записи операций и переходов
слесарных и слесарно-сборочных работ (ГОСТ 3.1703—79)
Запись операции и перехода
полная сокращенная
Гнуть деталь, выдерживая размеры 1
и 2
Зачистить буртик 1 от краски
Калибровать отверстие 2, выдерживая
размер 1
Маркировать деталь, выдерживая раз-
меры 1 и 2
Нарезать резьбу, выдерживая размер 1
Опилить заготовку, выдерживая раз-
меры 1, 2 и 3
Развернуть отверстие 2, выдерживая
шероховатость
Разметить деталь, выдерживая раз-
меры 1, 2 и 3
Развальцевать поверхность 1, выдер-
живая размер 2
Разрезать заготовку, выдерживая 1=
=20; 6 = 35
Разобрать изделие (позиции 1, 3, 5)
Сверлить отверстие, выдерживая раз-
меры 1 и 2
Свинтить детали 1 и 3, выдерживая
размер 1
Собрать детали 2 и 5, выдерживая
размер 1, обеспечивая герметичность
Установить деталь, выдерживая £=15°
Шабрить поверхность 1 с точностью
8—10 пятен
Гнуть деталь согласно эскизу
Зачистить согласно эскизу
Калибровать отверстие 2 согласно
чертежу
Маркировать деталь согласно эс-
кизу
Нарезать резьбу согласно чертежу
Опилить заготовку согласно эскизу
Развернуть отверстие 2 согласно
чертежу
Разметить деталь согласно черте-
жу
Развальцевать поверхность 1 со-
гласно чертежу
Разрезать заготовку согласно эски-
зу
Разобрать изделие согласно черте-
жу
Сверлить отверстие согласно черте-
жу
Свинтить детали 1 и 3 согласно
чертежу
Собрать детали 2 и 5 согласно чер-
тежу
Установить деталь согласно черте-
жу
Шабрить поверхность 1 согласно
эскизу
Таблица 4.2. Правила записи операций (переходов) сварки (ГОСТ 3.1705—81)
Сварить детали ___________
Сварить дуговой сваркой в углекислом газе порошковой проволокой в по-
ложении «в лодочку» детали___________согласно эскизу
Сварить образцы-свидетели
Сварить дуговой сваркой в инертных газах плавящимся электродом дета-
ли ____________
Прихватить детали согласно эскизу.
Прихватить 50±5/200± 10 детали
Прихватить 5+!/25±2 детали___________
Прихватить контактной точечной сваркой 5+1/25±2 детали__________
Прихватить контактной точечной сваркой d=5+1 в трех равноудаленных ме-
стах детали __________
Прихватить дуговой сваркой в углекислом газе порошковой проволокой
швами 6+1,30±5/150± 10 детали
347
Продолжение табл. 4.2
Прихватить швами
8+1,5, длиной 30±5 в четырех диаметрально
противоположных местах детали_______________
Прихватить технологические пластины.
Подварить корень шва.
Заварить технологическое отверстие.
Выполнить замыкающий шов.
Выполнить одновременно швы
Примечания:
1. Линейка в примерах показана условно для определения места указания обозначений
или номеров позиций деталей и сборочных единиц или указания номеров сварных швов по
конструкторскому документу или эскизу.
2. Особые условия сварки могут быть записаны отдельными предложениями (например,
«Сварку производить после остывания до температуры ниже 200 °C и зачистки каждого
предыдущего валика») в конце записи содержания перехода (операции), на эскизе или в
графе «Особые указания».
3. При описании операции следует указывать в технологической последовательности
переходы зачистки, сборки и другие, если их выполняют на том же рабочем месте, где
сварку, и те же исполнители. При этом следует руководствоваться правилами, установлен-
ными в соответствующих нормативно-технических документах.
Таблица 4.3. Примеры полной и сокращенной записи содержания операций
(переходов) пайки и лужения (ГОСТ 3.1704—81)
Условный код операции (перехода) Запись содержания операции (перехода)
полная сокращенная
Паять 111321 Паять готовым полностью рас- плавляемым припоем с кристал- лизацией при охлаждении од- новременной электромагнит- ной пайкой сборочные единицы позиции 2 и 3 согласно черте- жу Паять гот. полн. распл. прип. с крист, при охл. од- новр. эл.-магн. пайкой сб. ед. поз. 2 и 3 согл. черт.
Лудить 712 Лудить абразивно-кристалличе- ским лужением детали позиции 1 и 2 согласно эскизу Лудить абраз.-крист, лужен, дет. позиц. 1 и 2 согл. эск.
Паять 321010 Паять контактно-реактивной диффузионной одновременной пайкой детали позиции 1 и 2 Паять конт.-реакт. дифф, одновр. пайкой дет. поз. 1 и 2
4.3. Выбор средств технологического оснащения сборочных
процессов
При сборке изделий и их сборочных единиц для облегчения труда и увели-
чения производительности применяют различные средства технологического ос-
нащения сборочных работ. Выбор этих средств (инструмента, приспособлений и
оборудования) зависит от числа собираемых изделий, их габаритных размеров,
требуемой точности размерных и кинематических цепей и принятых методов до-
стижения точности. Наибольшей производительности и точности соединения де-
талей при сборке достигают с помощью различных механизированных инстру-
ментов, приспособлений и сборочных автоматизированных станков.
Механизированный инструмент с электрическим, пневматическим и гидрав-
лическим приводами отличается универсальностью и сравнительно небольшими
габаритными размерами. По принципу работы такой инструмент делят на сле-
348
дующие группы: ударного действия — клепальные и рубильно-чеканочные молот-
ки, шаберы, кернеры, вибраторы и трамбовки; вращательного действия — свер-
лильные дрели, шлифовальные машинки, гайковерты, винтоверты, шпильковерты,
шуруповерты и др; давящего действия — ножницы, устройства для гибки раз-
личных профилей и труб. Некоторые виды слесарно-монтажного инструмента,
применяемого при сборке, приведены в табл. 4.4.
Таблица 4.4. Слесарно-монтажный инструмент и приспособления
Наименование ГОСТ Индекс
Разметочные плиты и инструмент *
Поверочные и разметочные плиты
Циркули
Чертилка
Кернеры
Рейсмус
10905-86
24472-80
24473-80
7213-72
7841 —
7840—
7843—
Тиски
Слесарные с ручным приводом 4045—75 Ручные 7226—72 7827— 7827-
Инструмент для резки
Ножовочные ручные рамки 17270—71 Ножовочные полотна для металла 6645—86 (тип 1 — ручные) Ручные ножницы для резки металла 7210-75 Труборезы 6920— 2800— 2809-
Ударный инструмент
Молотки (массой 0,05—1,00 кг) 2310—77 Слесарные зубила 7211—86 Слесарные крейцмейсели 7212—74 Слесарные бородки 7214—72 7850- 2810— 2814— 7851-
Шарнирно-губ очный инструмент
Комбинированные плоскогубцы
Плоскогубцы
Пассатижи
Переставные плоскогубцы
Плоскогубцы с удлиненными губками
5547-86
7236-86
17438-72
17439-72
17440-86
7814—
7814—
7814—
7814—
7814—
Инструмент для опиливания и шабрения
Напильники
Надфили
Рашпили
Шаберы
1465-80
1513-77
6876-79
По стандартам пред-
приятия
2820—
2826—
3806—
* Измерительные инструменты, применяемые при разметке, указаны в табл. 3.144.
349
Продолжение табл. 4.4
Наименование гост Индекс
Отвертки
Диэлектрические (для работ под на- 21010-75 7810—
пряжением до 1000 В) 7810-
Слесарно-монтажные 17199-88
Ключи
Гаечные с открытым зевом односто- ронние укороченные 3108-71 7811 —
Гаечные с открытым зевом двусторон- ние (размер от 2,5x3,2 до 75x80 мм) 2839-80 7811 —
Гаечные с открытым зевом односто- ронние (размер зева 3,2—85 мм) 2841-80 7811 —
Гаечные кольцевые двусторонние ко- ленчатые (размер зева от 5,5x7 до 50x55 мм) 2906-80 7811 —
Гаечные комбинированные (размер зе- ва 5,5—55 мм) 16983-80 7811 —
Для круглых шлицевых гаек (с наруж- ным диаметром 12—250 мм) 16984-79 7811 —
Для круглых шлицевых гаек (с наруж- ным диаметром 22—220 мм) 16985-79 7811 —
Кольцевые односторонние с четырех- гранным зевом (размер зева от 5—41 мм) Рожковые (межцентровое расстояние 13—120 мм) 18828-73 7811 —
ОСТ 2.490.2—87 7812—
Торцевые размерами 2,5—36 мм для 11737-74 7812—
деталей с шестигранным углублением «под ключ»
Гаечные торцевые немеханизированные со сменными головками (для присоеди- нительных квадратов со стороной 6,3— 25 мм) 19733-74 7813—
Трубные цепные (для захватывания труб и соединительных частей трубопро- водов диаметром 10—114 мм) 19826-74 7813—
Трубные рычажные (для захватыва- ния труб и соединительных частей тру- бопроводов диаметром 10—120 мм) 18981—73 7813-
С присоединительными квадратами (размер стороны присоединительного квадрата 6,3—25 мм) 25601-83 6910—
Сменные головки (размер стороны при- соединительного квадрата 6,3—25 мм) 25604-83 7812-
Приспособления для сверлильных и резьбонарезных работ
Клупы трубные и плашки к ним для
нарезания трубной цилиндрической резь-
бы по ГОСТ 6357—81
Воротки для круглых плашек диамет-
ром 16—20 мм
6956-84 6915-
22394-77 6910—
350
Продолжение i-абл, 4.4
Наименование гост Индекс
Воротки для круглых плашек диамет- рами 25—90 мм 22395—77 6910-
Воротки для инструмента с квадрат-
ными хвостовиками:
одногнездные 22398—77 6910—
трехгнездные 22399-77 6910—
шестигнездные 22400-77 6910—
раздвижные 22401-83 6910—
Воротки торцевые трещеточные со вставками для инструмента с квадрат- ными хвостовиками 22402-77 6910—
Удлинители к торцевым ключам с на- ружными и внутренними присоедини- тельными квадратами 25600-83 6910—
Втулки переходные быстросменные же- 15936-70 6143—
сткие для метчиков
Втулки разрезные для инструмента с 21828—76 6112—
цилиндрическим хвостовиком и присо- единительным квадратом со стороной 3,15—35,5 мм 21827-76
Патроны быстросменные кулачковые для гаечных метчиков с лысками (диа- метром 2,24—40 мм) 6160—
14077-83
Патроны для быстросменного инстру- мента (конусом Морзе от 1 до 5) 6252—
Патроны сверлильные трехкулачковые: О К ИО *70 6252—
с ключом (диапазон зажима 0,5— 8522—79
30 мм) без ключа (диапазон зажима 0,2— 16 мм) 15935-79 6252—
Патроны трехкулачковые для ручных сверлильных машин (диапазон диамет- ров зажимаемого инструмента 0,5—
13 мм)
с ключом 22993-78 6252-
без ключа 22993-78 6252-
Приспособления, применяемые при сборке, по назначению подразделяются
на следующие виды: для установки и соединения деталей; для крепления базо-
вых деталей сборочных единиц; для снятия и подъема деталей; для изменения
положения собираемого изделия; для выполнения сугубо специфических опера-
ций, например, для регулировки клапанов двигателя; контрольные приспособле-
ния; приспособления-кондукторы, позволяющие совместить сборку с контролем
взаимного положения собираемых деталей; приспособления для испытаний и пр.
В качестве подъемно-транспортного оборудования используют мостовые кра-
ны, электрические и гидравлические подъемники с различной грузоподъемностью
и высотой подъема. Для транспортирования деталей, сборочных единиц применя-
ют специальные тележки, электрокары. Для подвижной сборки применяют лен-
точные, тележечные, карусельные и подвесные конвейеры.
4.4. Сборка неподвижных разъемных (резьбовых] соединений
Резьбовые соединения имеют широкое применение в машиностроении — при-
мерно до 25—30 % общего количества соединений деталей изделий. Обычно это
соединение осуществляется с помощью болтов, гаек и шпилек. Они позволяют
производить неоднократную сборку и разборку без повреждения и замены дета-
351
лей. Качество сборки резьбовых соединений зависит от многих условий, основ-
ными из которых являются точность изготовления резьбы и, главное, перпенди-
кулярности ее оси торцевым поверхностям соединяемых деталей. Так, в тяжело
нагруженных резьбовых соединениях перекос болта или гайки ведет к обрыву
болтов. По экспериментальным данным только за счет перекоса болтов получа-
ется обрыв болтов или срыв резьбы у гаек в 90 % случаев.
Сборка резьбовых или болтовых соединений осуществляется гаечными клю-
чами вручную или специальным одношпиндельным, электрическим, механическим
или пневматическим гайковертом. Длина рукоятки гаечного ключа принимается
не более 15 диаметров резьбы, что обеспечивает нормальную затяжку и исклю-
чает возможность срыва резьбы.
При многоболтовом креплении необходимо стремиться к тому, чтобы все
болты были затянуты с одинаковой силой, в противном случае менее прочная
из соединяемых деталей может покоробиться или дать трещину. При сборке та-
ких соединений рекомендуется сначала произвести затяжку гаек, расположенных
посередине, а затем — по концам детали. Если гайки расположены по окружно-
сти, их следует затягивать крест-накрест. Существует ряд способов затяжки
гаек, обеспечивающих достаточную плотность соединения: затяжка с замером
удлинения болта (шпильки), затяжка с замером угла поворота гайки, затяжка
тарировочными ключами на величину заданного крутящего момента.
Во время работы изделия, особенно при толчках и вибрациях, резьбовые
соединения могут самопроизвольно ослабляться. Для предохранения гаек от са-
моотвинчивания их стопорят относительно болта или скрепляемой детали с по-
мощью контргайки, шплинта, пружиной или замочной шайбы. Самоотвинчивание
предупреждается также обвязыванием болтов проволокой с таким расчетом, что-
бы после затягивания создавалось усилие завинчивания резьбы. Винты, соеди-
няющие незакаленные детали, или из мягкого металла, стопорятся накернива-
нием.
При сборке деталей с помощью шпилек необходимо обеспечить плотную по-
садку резьбового соединения и перпендикулярность оси шпильки плоскости, в
которую она ввинчивается. Завинчивание шпилек в деталь производится с помо-
щью двух гаек, наворачиваемых на освобожденный конец шпильки или специ-
альных ключей, обеспечивающих нужный натяг. Наибольшая производительность
при постановке шпилек, как и болтов, достигается применением механизирован-
ного инструмента.
Диаметры сверл для проходных отверстий под шплинты, болты и шпильки
определяют по табл. 4.5 и 4.6.
Таблица 4.5. Диаметры сверл для отверстий под шплинты (в мм)
Диаметр шплинта 0,9 1,3 1,8 2,2 2,7 3,6 4,6 5,6 7,5 9,5 10,5
Диаметр сверла 1 '° 1,5 2,0 2,5 | 3,0 4,0 | 5,0 6,0 8,0 10,0 | 12,0
Таблица 4.6. Диаметры сверл для отверстий под болты и шпильки (в мм)
Диаметр болта или шпильки 2,0 з,о 3,5 4,0 5,0 6,0 8,0 11,0
Диаметр сверла для отверстий: окончательно обра- батываемых сверла- ми 2,4 3,5 4,0 4,5 5,5 6,5 8,5 11,5
дополнительно об- рабатываемых раз- вертками или абра- зивным инструмен- том 2,9 3,4 3,9 4,8 5,8 7,7 9,7
352
П родолжение табл. 4.6
Диаметр болта или шпильки 12,0 14,0 16,0 18,0 20,0 22,0 24,0 27,0
Диаметр сверла для
отверстий:
окончательно обра-
батываемых сверла-
ми
дополнительно об-
рабатываемых раз-
вертками или абра-
зивным инструмен-
том
13,0
11,7
15,0 17,0
13,7 15,5
29,0
Примечания:
1. Диаметры сверл для проходных отверстий под болты даны для тех случаев, когда
на чертеже не поставлены допуски.
2. В табл. 4.5, 4.6 указаны диаметры сверл в соответствии с ГОСТ 885—77.
4.5. Сборка неподвижных неразъемных (прессовых] соединений
Неподвижные неразъемные (прессовые) соединения втулок, колец и т. д., так
же как и резьбовые соединения, широко применяются при выполнении сбороч-
ных работ.
Прочность прессовых соединений определяется силами сцепления, развива-
ющимися на контактной поверхности, и она тем больше, чем больше величина
действительного натяга после запрессовки. На прочность запрессовки влияют и
другие факторы, основными из которых являются: шероховатость обработанного
поверхностного слоя и качество соединяемых металлов. Хорошие результаты на
прочность прессовых соединений показывает предварительное упрочнение (на-
клеп) поверхностного слоя металла. Предварительная накатка роликами поверх-
ностного слоя металла повышает прочность прессовых соединений в условиях
длительного циклического нагружения, например, колесных пар до 50 %. По-
вторные запрессовки производить не рекомендуется.
Для сборки прессовых соединений с гарантированным натягом применяют
следующие способы: механический, гидропрессовый и температурных деформа-
ций.
При механическом способе сборки охватываемая деталь запрессовывается в
охватывающую в продольном направлении при 20°С. Этот способ применяют в
основном при небольших натягах (до 0,001 d).
Для уменьшения силы запрессовки и повышения прочности применяют сма-
зочный материал (растительное или индустриальное масло). Скорость запрес-
совки не должна превышать 6,5—7 м/с. Наибольшая прочность получается при
малых скоростях (до 3 м/с). При запрессовке с вибрационно-импульсным воз-
действием по сравнению с обычным способом запрессовки прочность соединения
увеличивается, особенно при большой шероховатости поверхностей сопряжения.
Для правильного направления деталей при запрессовке применяют приспо-
собления, исполнение которых зависит от конструкции собираемой сборочной
единицы, а также входные фаски (табл. 4.7).
Для механического способа характерны недостатки: невозможность исполь-
зования эффективных антикоррозионных покрытий; значительное рассеивание си-
лы запрессовки и распрессовки; возможность повреждения сопрягаемых поверх-
ностей. Преимущество — высокая производительность.
Гидропрессовый способ сборки осуществляется путем нагнетания масла в
зону соединения (рис. 4.4). Давление масла должно превышать среднее контакт-
ное давление на сопрягаемых поверхностях. При этом сборка соединения про-
исходит с силами в 10—15 раз меньше, чем при механической запрессовке. Для
23-зз
353
Таблица 4.7. Входные фаски деталей в неподвижных соединениях (в мм)
Размеры фаски при полях допусков
«7, /7 (Гр)
D Фаска гб, $6 (Пр) х8 1 28 ] z8 )
гб, рб (Пл) u8 J (Пр13) х8 } (Пр23) u8 1 (Пр33)
Рб, пб (Г) s7 J u8 J х8 )
пб, /пб (Т)
До 50 а 0,5 1 1,5 2
А 1 1,5 2 2,5
Св. 50 до 100 а 1 2 2 3
А 1,5 2,5 2,5 3,5
» 100 » 250 а 2 3 4 5
А 2,5 3,5 4,5 6
» 250 » 500 а 3,5 4,5 7 8,5
А 4 5,5 8 10
Примечания:
1. Фаски делать только с одной стороны деталей.
2. При H^D допускается увеличение фасок до ближайшего (большего) размера.
3. В скобках приведены посадки по системе ОСТ.
Рис. 4.4. Схема сборки цилинд-
рического соединения путем
нагнетания масла:
1 — уплотнительные кольца
равномерного распределения масла на со-
прягаемых поверхностях в охватывающей
или охватываемой детали делают кольце-
вую маслораспределительную канавку. С
целью предотвращения коррозии сопрягае-
мых поверхностей нужно применять очи-
щенные нейтральные сорта масла.
Сборку с помощью температурных дефор-
маций осуществляют нагревом охватываю-
щей детали, охлаждением охватываемой
детали и комбинированным способом (ох-
лаждением охватываемой и нагревом охва-
тывающей) . Комбинированное соединение
используют в тех случаях, когда нужно по-
лучить большие натяги. Прочность соедине-
ния значительно больше, чем при механиче-
ском способе сборки.
При нагреве температура нагрева ох-
ватывающей детали
А/max Ч~ *$сб
ad
+ ^сб,
где SC6 — необходимый зазор при сборке, мм (SC6 принимают равным Smin при
посадке H/q)\ а — коэффициент линейного расширения при нагреве (табл. 4.8);
/сб — температура в сборочном помещении, °C; d — диаметр поверхности сопря-
жения, мм.
Для компенсации охлаждения детали во время переноса детали из нагрева-
ющего устройства на сборочную позицию найденное значение /н увеличивают на
354
Таблица 4.8. Коэффициенты линейного расширения и сжатия
Материал а, 1°СХЮб
расширения сжатия
Сталь углеродистая и низколегиро-
ванная 11,0 8,5
Серый чугун 10,0 8,6
Ковкий чугун 10,0 8,0
Медь 16,0 14,4
Бронза оловянистая 17,0 15,0
Латунь 18,0 16,7
Алюминиевые сплавы 23,0 18,6
Магниевые сплавы 26,0 21,0
20—30 %. Температура нагрева под сборку не должна превышать 400°С. Вместе
с тем, подшипники качения независимо от размеров и натяга не следует нагре-
вать до температуры более 95—100°С, детали, покрытые цинком, — более 170°С.
На практике при сборке прессовых соединений больше приходится иметь
дело со стальными деталями, для которых можно пользоваться данными табл. 4.9.
Таблица 4.9. Температура нагрева наружной стальной детали
при сборке соединений с натягом (в °C)
Относительный натяг Диаметр соединения, мм
До юа Св. 100 до 200 Св. 200 до 300 Св. 300 до 400 Св. 400 до 500>
0,0001 65 70 75 80 85
0,0002 75 80 85 90 95
0,0003 95 100 105 но 120
0,0004 115 120 125 130 135
0,0005 130 135 140 145 150
0,0008 180 185 190 195 200
0,0010 220 225 230 235 240
0,0012 265 270 275 280 290
0,0015 320 325 330 340 350
0,0018 390 400 410 420 430
0,0020 430 440 450 460 470
Температура нагрева, приведенная в этой таблице, рассчитана для сборки при
температуре окружающего воздуха примерно 20°С. Если наружная температура,
при которой производится сборка, значительно отклоняется от 20°С (более чем
на 10°С в ту или другую сторону), нужно сделать соответствующую поправку.
Нагрев деталей осуществляется в кипящей воде (^н^100°С), в масляных
ваннах (110—130 %), индукционным методом, в камерных электропечах, с помо-
щью горелок и т. п. Более равномерный нагрев достигается в жидкостной среде.
Для нагрева крупногабаритных охватывающих деталей используют переносные
электроспирали, устанавливаемые в отверстие детали. При некачественном на-
греве могут появиться окалина, коробление, измениться структура материала.
При сборке с охлаждением температура охлаждения охватывае-
мой детали
. Nmax + Зеб
~ гсб , ,
arf
где a — коэффициент линейного расширения при охлаждении (см. табл. 4.8).
23* 355
Температура охлаждения охватываемой детали может колебаться от не-
скольких десятков градусов до температуры кипения жидкого азота (—196°С).
Для получения температуры до —70°С используют холодильное оборудование.
Температуру ниже —70°С можно создать в специальных холодильных установках
с готовыми хладоносителями, получаемыми со стороны. На практике применяют
такие хладоносители: сухой лед (температура испарения —79°С), сухой лед со
спиртом (температура испарения —100°С), жидкий азот (температура испаре-
ния — 196°С).
При использовании холода сохраняются исходная структура и физико-ме-
ханические свойства материала соединяемых деталей, получаются меньшие де-
формации, а время охлаждения охватываемой детали (особенно тонкостенной)
меньше, чем время нагрева охватывающей. Однако данный способ может быть
использован только для соединений с относительно небольшими натягами. При-
мерные значения натягов, при которых целесообразно использовать способ ох-
лаждения охватываемой детали, следующие:
Диаметр охватываемой
поверхности, мм ... . 30—40 40—60 60—100 100—150 150—200
Натяг, мкм..................... 27—10 33—15 53—20 80—25 125—50
Для разборки прессовых соединений применяют различные съемники,
прессы, пневматические, гидравлические и пневмогидравлические приспособле-
ния. С целью уменьшения силы распрессовки и износа контактных поверхностей
деталей применяют гидропрессовый способ разборки.
4.6. Соединение металлических деталей сваркой
Дуговая сварка. По форме сопряжения свариваемых элементов можно вы-
делить следующие основные типы сварных соединений (рис. 4.5): а, б, в, г, д —
стыковые; е — нахлесточные; ж, з, и — угловые; к, л — тавровые.
Рис. 4.5. Типы сварных соединений
Швы сварки встык с оплавлением газовым пламенем отбортованных кромок
без присадочного материала применяют при толщине свариваемого материала
1—3 мм (рис. 4.5, а). При толщине свариваемого материала до 6 мм при руч-
ной и до 10 мм при автоматической электросварке применяют соединения встык
без разделки кромок (рис. 4.5, б). При больших толщинах применяют сварку с
разделкой кромок (рис. 4.5, в). Этот вид сварки, в том числе с подкладкой
(рис. 4.5, г) или подваркой с обратной стороны и двусторонней разделкой кро-
мок (рис. 4.5, д) имеет широкое применение при сварке труб, листового и про-
катного материала, ферм, рам и других конструкций. В основном для этого вида
соединений применяют электросварку плавящимся электродом под слоем флюса.
Нахлесточными соединениями (рис. 4.5, е) соединяют полосы, листы, про-
катные профили в случаях, когда сварные соединения встык трудно осуществи-
мы. В основном для этого вида соединений применяют электросварку.
Угловое соединение с оплавлением металла газовым пламенем (рис. 4.5, ж)
356
применяют для сварки сосудов, коробок из тонкого листа. При больших толщи-
нах листов применяют односторонние (рис. 4.5, з) или двусторонние (рис. 4.5, и)
швы без скоса кромок, выполняемые преимущественно электросваркой.
Тавровое соединение (рис. 4.5, к, л) не требует особо точной подготовки
кромок. Область применения: корпусные детали, рамы и т. д.
Конструкция и размеры сварных швов зависят от вида сварки (табл. 4.10)
и определяются соответствующими государственными стандартами: ГОСТ 5264—
80, ГОСТ 8713—79, ГОСТ 11533—75, ГОСТ 11534—75, ГОСТ 14771—76, ГОСТ
14776—79, ГОСТ 14806—80, ГОСТ 15164—78, ГОСТ 15878—79, ГОСТ 16037—80,
ГОСТ 16038—80, ГОСТ 16098—80, ГОСТ 19521—74, ГОСТ 23518—79, ГОСТ
23792—79.
Форму разделки кромок и их сборку под сварку характеризуют четыре ос-
новных конструктивных элемента (рис. 4.6): зазор Ь, притупление с, угол скоса
кромки р и угол разделки кромок а, равный Р или 2р.
Рис. 4.6. Конструктивные элементы разделки кромок и
сборки кромок под сварку
Стандартный угол разделывания кромок в зависимости от способа сварки
и типа соединения изменяется в пределах от 20±5 до 60±5 градусов.
Притупление с обычно составляет 2±1 мм. Его назначение — обеспечить
правильное формирование и предотвратить прожоги в вершине шва. Зазор b
обычно равен 1,5—2 мм, так как при принятых углах разделки кромок наличие
зазора необходимо для провара вершины шва, но в отдельных случаях при той
или иной технологии зазор может быть равным нулю или достигать 8—10 мм
и более.
Существующие способы дуговой сварки без разделки кромок позволяют
сваривать металл ограниченной толщины (при односторонней сварке ручной —
до 4 мм, механизированной под флюсом — до 18 мм).
Качество сварки во многом зависит от чистоты кромок и прилегающих к
ним поверхностей, поэтому перед сваркой на расстоянии 40 мм от кромки их
необходимо зачищать от ржавчины, краски, лаков, масла и других загрязнений
металлическими щетками, дробеструйной обработкой или химическим травлением.
Способы обработки кромок деталей не должны вызывать значительного из-
менения первоначальных свойств металла. Обработка кромок деталей обычно
производится механическим способом на режущих станках или газовой (кисло-
родной) резкой, которая наиболее производительна.
Следует иметь в виду, что нанесение на свариваемые поверхности защитных
и декоративных покрытий значительно ухудшает процесс и качество сварки. На-
пример, при сварке оцинкованных деталей швы обладают весьма низкими пла-
стическими и вязкими свойствами и могут иметь значительную пористость. По-
этому нанесение защитных и декоративных покрытий методом оксидирования,
фосфатирования, металлизации, лужения, цинкования, меднения, хромирования
должно производиться после сварки, т. е. на сборочной единице, а не на деталях.
357
Й Таблица 4.10. Характеристика основных способов сварки
Сварка Материал свариваемых деталей Рекомендуемая тол- щина или площадь сечения свариваемых элементов Сварное соединение Метод очистки элементов перед сваркой
Электродуговая ручная металлическим электро- дом Сталь, алюминиевые сплавы >1,5—2 мм Стыковое, нахлесточ- ное с отбортовкой, тавровое Механический (стальной щеткой, дробеструйная об- работка), химический
Автоматическая под флюсом Сталь >2—2,5 мм То же Стальной щеткой или газо- вым пламенем
Электродуговая уголь- ным электродом Низкоуглеродистая сталь, алюминий, медь 4—12 мм Стыковое с отбортов- кой Механический (стальной щеткой, дробеструйная ®б- работка), химический
Аргонодуговая Коррозийно-стойкая сталь, алюминиевые и магниевые сплавы, титан и его сплавы <4 мм? Стыковое, тавровое с отбортовкой То же
Атомно-водородная Легированные стали <8 мм То же
Газовая Сталь, алюминиевые, мед- ные и твердые сплавы <2 мм — 10 мм Стыковое с отбортов- кой Механический (стальной щеткой)
Продолжение табл. 4.10
Сварка Материал свариваемых деталей Рекомендуемая тол- щина или площадь сечения свариваемых элементов Сварное соединение Метод очистки элементов перед сваркой
Газопрессовая Сталь <25 000 мм2 Стыковое Обработка резанием торцов
Контактная стыковая: оплавлением Сталь и алюминиевые спла- вы <25 000 мм2 То же Механический (стальной щеткой, дробеструйная об- работка), химический
сопротивлением Сталь, алюминиевые и мед- ные сплавы Диаметр прутка < 10 мм Обработка резанием
Контактная (точечная) Сталь низкоуглеродистая, легированная, коррозийно- стойкая, алюминиевые и медные сплавы Не более 12; 10; 6 и 2,5 мм Нахлесточное Холоднокатаная сталь — без очистки, горячекатаная сталь — травление, дробе- струйная обработка или об- работка резанием
Роликовая Со ОТ О Сталь низкоуглеродистая, легированная, коррозийно- стойкая, алюминиевые и медные сплавы <2 мм Нахлесточное Дробеструйная обработка и обработка резанием
360
Сварка Материал свариваемых деталей
Трением Сталь углеродистая, леги- рованная, цветные сплавы
Электрошлаковая Сталь углеродистая и леги- рованная
Конденсаторная Сталь углеродистая, леги- рованная и коррозионно- стойкая
Ультразвуком Однородные и разнородные металлы и сплавы
Электронным лучом в вакууме Химически активные и ту- гоплавкие металлы и спла- вы
Лучом лазера
Продолжение табл. 4.10
Рекомендуемая тол- щина или площадь сечения свариваемых элементов Сварное соединение Метод очистки элементов перед сваркой
Круглые детали диа- метром <40 мм Стыковое Стальной щеткой, дробе- струйная обработка
20—600 мм То же
0,03—0,6 мм 0,05—0,5 мм Нахлесточное Тщательная очистка и обез- жиривание
< 10 мм Стыковое
<1 мм Нахлесточное
При сварке сталей средней и высокой прочности в околошовных зонах про-
исходит значительное изменение свойств металла. Распад нестабильных структур
и релаксация остаточных напряжений могут протекать в течение длительного
периода и вызывать изменения размеров сварных конструкций в процессе их
дальнейшей обработки, хранения и эксплуатации. В зависимости от выбранной
марки стали и требований, предъявляемых к готовой сварной конструкции, про-
изводится термическая обработка, целью которой являются возможно более пол-
ное восстановление первоначальных свойств металла околошовных зон, сооб-
щение свариваемому металлу и шву заданных свойств, уменьшение опасности
образования трещин в околошовной зоне, уменьшение остаточных напряжений.
Восстановление первоначальных свойств металла в околошовных зонах сбороч-
ных единиц, собираемых сваркой, достигается отжигом, нормализацией или за-
калкой с отпуском. Это особенно необходимо для сборочных единиц, которые
изготовлены из легированных сталей 40Х, 40ХН и сталей 40, 45. Ряд сварных
конструкций должен подвергаться термической обработке в соответствии с пра-
вилами Госгортехнадзора.
Кроме термической обработки, проводимой после сварки, которая должна
предусматриваться при конструировании сварных конструкций, имеются другие
способы уменьшения сварочных деформаций. К этим способам относятся: выбор
последовательности сварки при исполнении каждого шва в отдельности и всех
швов на конструкции; закрепление и обратный выгиб деталей перед сваркой;
предварительное напряжение деталей перед сваркой; охлаждение свариваемых
деталей (допустимо только для деталей из малоуглеродистых сталей); тепловая
рихтовка перед отделочными работами.
Контактная сварка. Контактная сварка применяется для сварки конструкций
из тонколистовых малоуглеродистых и низколегированных сталей, магния, ти-
тана, алюминия, меди, никеля и их сплавов, а также маломерного профильного
проката, проволоки и прутка.
При контактной сварке:
необходимо обеспечивать свободный двусторонний подход к месту сварки и
для контроля качества сварного соединения, а также рекомендуемый шаг точек
и расстояние точек от края свариваемого материала (табл. 4.11);
отношение толщин соединяемых деталей рекомендуется принимать не более
2:1, в исключительных случаях оно может быть 3:1. Минимальная толщина со-
единяемых деталей 0,1 мм;
в соединении двух деталей должно быть не менее двух точек. Число деталей
в свариваемом пакете больше трех не рекомендуется.
Диаметр сварной точки dT обычно определяют по формуле
dT = 26 4- 3 мм,
где б — толщина более тонкой из свариваемых заготовок.
При разработке деталей и сборочных единиц, подвергающихся контактной
Рис. 4.7. Минимальные размеры элементов Рис. 4.8. Наибольший вынос элект-
конструкции при точечной сварке (в мм) родов при закрытой точечной свар-
ке (в мм)
361
Таблица 4.11. Рекомендуемые размеры конструктивного выполнения швов
точечной электросваркой для несиловых конструкций, изготовляемых
из стали 10 и сплавов АМцА-П, АМгА-М, Д16А-М и Л63
нструк- вные эле- нты Материал Толщина свариваемого материала, мм
0,5 0,6 0,8 0,9 1 1,2 1,4 1,5 1,6 1,8 2 3
о s 0) S Минимальные размеры, , мм
X Сталь Алюминиевый 6 8 8 8 10 12 12 12 — 12 12
сплав 10 10 — 10 12 — 12 — 14 14 —
Латунь 8 8 — 10 10 — 10 — 12 12 —
i Сталь Алюминиевый 10 10 10 12 12 15 15 15 — 15 15
сплав 15 15 — 15 15 — 20 — 25 25 —
Латунь 15 15 — 15 15 — 20 — 20 20 —
dr Сталь Алюминиевый 4 5 5 5 5 5 5 5 — 6 8
сплав 4 — 4 5 — 5 — 6 6 —
Латунь 4 4 — 4 4 — 5 — 5 5 —
Примечания:
1. Размеры х и х/2 уменьшать не рекомендуется^ так как возможны выплески и вы-
пуклости ребра свариваемых деталей.
2. Выбор размеров производить по тонкому листу.
3 Алюминиевые сплавы при сумме толщин более 4 мм сваривать не рекомендуется.
сварке, следует учитывать, что на типовых сварочных машинах полезный вынос
электродов (от корпуса машины) обычно не превышает 500 мм.
Минимальные размеры для элементов конструкций, соединяемых контактной
сваркой, приведены на рис. 4.7, 4.8; способы контроля сварных соединений —в
табл. 4.12.
Таблица 4.12. Контроль качества сварных соединений
Способ контроля Контролируемый параметр, цель контроля
Внешний осмотр и обмер Правильность размеров, выявление наруж- ных дефектов
Люминесцентный способ Выявление поверхностных дефектов, глав- ным образом трещин в сварных швах из немагнитных материалов
362
Продолжение табл. 4.12
Способ контроля
Контролируемый параметр,
цель контроля
Испытание прочности пробной
нагрузкой
Гидравлическое испытание
Пневматическое испытание
Выборочный контроль с полным
разрушением изделия
Засверливание сварных швов
Испытание керосином
Испытание аммиаком (способ
Назарова)
Испытание на коррозию
Химический анализ
Металлографические исследова-
ния ‘
Механические испытания
Просвечивание рентгеновскими
лучами
Просвечивание гамма-лучами ра-
диоактивного изотопа кобальта
Просвечивание гамма-лучами ра-
диоактивных изотопов с мягкими
излучениями
Магнитные способы контроля
Ультразвуковой способ
Условные изображения
ний устанавливает ГОСТ 2.312—72.
и обозначения
Прочность мостов, подкрановых балок,
подъемных кранов, котлов и сосудов, рабо-
тающих под давлением
Водонепроницаемость резервуаров, баков и
других емкостей
Плотность сварных соединений сосудов и
трубопроводов, работающих под давлени-
ем
Небольшой и недорогой образец изделия в
условиях массового производства
Стыковые и угловые швы, выявление не-
проваров, трещин, крупных шлаковых вклю-
чений
Плотность сварных швов в емкостях для
жидкостей и газов
Плотность сварных швов
Коррозионная стойкость сварных соедине-
ний
Электроды, сварочная проволока, компо-
ненты, составляющие флюсы, покрытия и
наплавленный металл
Микро- и макроструктуры наплавленного
металла, зоны сплавления и зоны термиче-
ского воздействия
Качество основного материала, сварных со-
единений, наплавленного металла и т. п.
Выявление внутренних дефектов в сварных
соединениях стальных конструкций при
толщинах до 80 мм, алюминиевых — до
300 мм
Выявление внутренних дефектов в сварных
соединениях стальных конструкций толщи-
ной от 30 до 250 мм
Выявление внутренних дефектов в сварных
соединениях
Выявление внутренних и наружных дефек-
тов в сварных соединениях из магнитного
материала толщиной до 30 мм
Выявление внутренних дефектов в сварных
соединениях из любого металла
на чертежах швов сварных соедине-
4.7. Соединение пластмассовых деталей сваркой
Сваркой соединяют только термопластические материалы (полистирол, по-
лиэтилен, полиамид и др.) в основном пленки и листы. Изделия из термореак-
топластов (волокниты, кордоволокнит, стекловолокнит и др.) не свариваются,
так как при нагреве они переходят в неплавкое, нерастворимое, необратимое
состояние.
По сравнению с склеиванием преимуществом сварки является большая проч-
ность соединения (50—100 % прочности основного материала), высокая произ-
водительность и меньшая трудоемкость.
363
Подготовка кромок при сварке стыковых соединений показана на рис. 4.9.
При толщине листов S<2 мм разделку кромок не производят, и провар обеспе-
чивается зазором в стыке размером до 1,5 мм.
V-образная разделка кромок может быть применена при толщинах 2—8 мм;
при S = 2—6 мм а = 55—60°, при S>6 мм а = 70—90°. С увеличением а возраста-
ет прочность соединения.
Х-образная форма кромок более прочна и экономична, чем V-образная. Так,
при V-образной разделке и а = 90° прочность шва при растяжении составляет
2,5 МПа, а при Х-образной разделке — 4 МПа.
При сварке внахлестку прочность швов ниже прочности стыковых швов.
Прочность стыковых соединений составляет: на срез и сгиб ~65 %, на растя-
жение ~75 %, на сжатие ~85 % от прочности основного материала.
При сварке пластмассу нагревают в месте контакта
до температуры вязкотекучего состояния. Свариваемые
элементы нагревают от посторонних источников тепла
(нагревательных элементов, газовых теплоносителей,
экструдируемой присадки) или при помощи энергии
ультразвуковых колебаний, трения, нейтронного облуче-
ния.
Сварка нагревательными элементами (контактная).
Сварка заключается в подогреве свариваемого соедине-
ния до определенной температуры, выдержке и охлаж-
дении под давлением. Этот метод обеспечивает высокую
прочность соединения. Им пользуются для стыковых
соединений планок со швами большой длины.
Сварку тонких листов, приварку накладок толщи-
ной до 5 мм к изделию большей толщины можно про-
изводить паяльником. Пленочные материалы сваривают
также при помощи горячего прессования, нагретой лен-
той, горячим «лезвием».
Рис. 4.9. Конструктив-
ные элементы раздел-
ки и сборки кромок
под сварку пластмасс
Нагревательными элементами можно сваривать пласт-
массы, которые не свариваются ТВЧ (фторопласт-4, по-
листирол, полиэтилен).
Сварка экструдируемой присадкой. Сварку применяют
для соединения листов и пленок. При этом к месту свар-
ки подают горячую присадку, находящуюся в вязкотекучем состоянии. Присадка
расплавляет кромки пластмассы и сваривается с ними.
Сварка газовыми теплоносителями. Данная сварка наиболее распространена.
В этом случае изделия нагревают подогретыми газами (воздухом, азотом, арго-
ном) или продуктами сгорания горючих газов (ацетилена, водорода и др.).
Применяют беспрутковую и прутковую сварку. Беспрутковая сварка — произ-
водительный метод, ее обычно применяют для соединения пленок внахлестку.
Беспрутковый метод позволяет вести сварку со скоростью до 12—20 м/ч. При
этом прочность соединений составляет 80—90 % от прочности основного мате-
риала.
Для сварки газовыми теплоносителями применяют подогрев газа электриче-
скими нагревательными элементами или газовым пламенем. Применяемые тем-
пературы подогрева: при сварке полиметилметакрилата (органическое стекло) воз-
дух нагревают до 200—220 °C; полиамиды сваривают в азоте, температура кото-
рого на 30—45 % выше температуры плавления свариваемого материала. Поли-
этилен сваривают в азоте, температура которого 200—220 °C. Для винипласта
необходимо, чтобы оптимальная температура горячего воздуха в месте сварки
составляла 200—220°С, воздух в горелке нагревают на 230—270 °C. Диаметры
отверстий сменных наконечников выбирают в зависимости от толщины листов,
формы разделки кромок и диаметра прутков. Для сварки листов винипласта
толщиной 3—5 мм применяют наконечники с диаметрами отверстий 1,5—2,0 мм;
для сварки листов толщиной 16—20 мм — наконечники с диаметром отверстия
3,5—4,0 мм. Диаметр сварочного прутка выбирают примерно равным диаметру
отверстия наконечника горелки. Присадочные прутки изготовляют из того же
материала, что и свариваемые изделия. Для снижения температуры размягче-
ния в прутки добавляют пластификатор (~8,5 %).
364
Недостаток сварки в струе горячего воздуха — малая производительность.
Скорость укладки одного сварочного прутка при работе с электрической горел-
кой составляет ~ 12—15 м/ч, а газовой—15—20 м/ч. При больших скоростях
пруток и свариваемый материал не успевают нагреться до необходимой темпе-
ратуры. Для повышения скорости сварки повышают температуру газа, однако
при этом необходимо следить, чтобы не происходила деструкция материала.
Сварка трением. Сварка является высокопроизводительным и легкоавтома-
тизируемым процессом. При этом механическая энергия преобразовывается в
тепловую непосредственно на свариваемых поверхностях. Такая сварка может
быть осуществлена на токарном или сверлильном станке. Детали, подлежащие
сварке, располагают соосно — одна деталь вращается, а вторая закрепляется не-
подвижно или они вращаются в разные стороны. Скорость вращения должна
быть такой, чтобы в течение нескольких секунд трущиеся поверхности нагрелись
до необходимой температуры (для винипласта 140—160 °C). После этого враще-
ние прекращают, детали сжимают осевым усилием (порядка нескольких Па) и
естественно охлаждают. Сварные соединения имеют высокие механические свой-
ства.
Недостатком этого способа является ограниченная форма сварного шва, так
как хотя бы одна из деталей в свариваемом сечении должна иметь форму кру-
га или кольца. Кроме того, в месте сварки происходит утолщение. При сварке
трением влияние на прочность сварных швов оказывает форма соединения. Же-
лательно, чтобы площадь соприкосновения свариваемых деталей была наиболь-
шей, а разница в окружных скоростях краев соприкасающихся поверхностей
наименьшей. Это легко достигается у тонкостенных труб.
Сварка ТВЧ. Данный вид сварки является высокопроизводительным процес-
сом, обеспечивающим высокое качество соединений. Его широко используют для
сварки тонкостенных изделий толщиной до 5 мм. Фторопласт-4, полиэтилен и
некоторые другие пластмассы этим методом не сваривают. Принцип сварки ТВЧ
заключается в том, что под действием тока высокой частоты пластмассы могут
быть нагреты до температуры вязкотекучего состояния. Сварка производится
непосредственно под электродами, являющимися пластинами конденсатора, со-
единенного с источником ТВЧ. При этом давление, приложенное к электродам,
обеспечивает необходимый контакт между свариваемыми поверхностями. При-
меняют точечный, прессовый и роликовый методы сварки ТВЧ. Для этого ис-
пользуют шовные машины типа ЛГС-02 и МСТ-ЗМ, сварочный пресс ЛГСП-04.
Скорость подачи материала в этих машинах 0,5—4,5 м/мин.
Сварка ультразвуком. Сварка является односторонним процессом, т. е. при
этом не требуется второй электрод и вторая свариваемая деталь может быть
любой толщины. Сварку производят без кромок и присадочного материала, раз-
личные виды загрязнений поверхности мало влияют на процесс сварки.
Условные изображения и обозначения швов сварных соединений на черте-
жах выполняют в соответствии с ГОСТ 2.312—72, основные типы, конструктив-
ные элементы и размеры установлены ГОСТ 16310—80.
4.8. Соединение деталей паянием
Классификация способов пайки. Специфика сборочных единиц, соединяемых
пайкой, по сравнению со сварными соединениями состоит в том, что при пайке
заполнение зазора между соединяемыми деталями происходит без плавления
основного металла. Технологическая классификация способов пайки приведена
в ГОСТ 17349-79.
Родственным пайке процессом является лужение. Лужением называется
способ покрытия поверхности металлов тонким слоем расплавленного припоя с
образованием в контакте основного металла и припоя сплавов переменного со-
става с теми же зонами, что и при пайке. Если при пайке прочность паяного со-
единения определяется прочностью двух спаев и зоны оплавления, то при луже-
нии прочность связи слоя припоя с основным металлом зависит от прочности
переходящего слоя (спая) между ними. Лужение можно применять как предва-
рительный процесс для создания более надежного контакта между основным ме-
таллом и припоем или для получения покрытия, защищающего металлы от кор-
365
розии. Для повышения прочности спая после лужения иногда проводят терми-
ческую обработку.
Конструкционные материалы, припои, флюсы. Основной металл выбирают в
соответствии с условиями работы конструкции и требованиями прочности, гео-
метричности, коррозионной стойкости и другими показателями. В паяных конст-
рукциях в основном применяют металлы и сплавы всех типов: чугуны, никеле-
вые сплавы (жаропрочные, жаростойкие), медь и ее сплавы, а также легкие
сплавы на основе титана, алюминия, магния и бериллия. Ограниченно использу-
ют сплавы на основе тугоплавких металлов (хрома, ниобия, молибдена, тантала
и вольфрама). Температура плавления некоторых конструкционных материалов
указана в табл. 4.13.
Таблица 4.13. Температура плавления некоторых конструкционных материалов
Материал Марка Температура, °C
в начале плавления в конце плавления
Углеродистая деформи- руемая сталь 08кп 1485 1525
Хромомарганцево-кремни- стая сталь ЗОХГСА 1485 1515
Хромоникелевая сталь 40ХН2МА 1485 1490
Коррозионно-стойкая хро- моникелевая сталь 12Х18Н9Т 1400 1500
Жаростойкий никель-хро- мовый сплав ЖШ78Т 1380 1440
Жаростойкий и кислото- стойкий чугун 1135 1325
Медь МО, Ml 1083 1083
Томпак Л96 1060 1070
Латунь Л63 900 920
Бронза Бр0Ф6,5-0,15 890 1040
Титановый сплав ВТ22 1680 1710
Алюминиево-марганцевый сплав АМц 600 655
То же АМгб 565 655
Дюралюмин Д16 550 650
Силумин АЛ5 577 627
Магниевый деформируе- мый сплав МА5 482 602
Магниевый литейный сплав МЛ5 445 602
Цинковый литейный сплав ЦА4 419 422
Бериллий Чистый 1315 1315
Хром » 1900 1900
Тантал » 2996 2996
Вольфрам 3410 3410
Современные методы пайки обеспечивают соединение конструкционных ма-
териалов с различными физико-химическими свойствами при сохранении неиз-
менными или незначительно меняющимися исходными свойствами материала
после пайки.
В качестве припоев для пайки металлов применяют как чистые металлы,
так и сплавы. Чтобы удовлетворить условиям процесса пайки и получить каче-
ственное паяное соединение, выбирают припои в соответствии со следующими
требованиями:
температура плавления припоя должна быть ниже температуры плавления
соединяемых материалов; для соединений, работающих при температуре выше
100°С, не рекомендуется применять припои с температурой плавления ниже 300°€;
366
припой должен хорошо смачивать поверхности соединяемых деталей и за-
текать в зазоры соединения;
выбранный припой должен обеспечивать возможность получения соединения
необходимой прочности;
припой должен обеспечивать возможность нанесения после пайки противо-
коррозионного или декоративного покрытия требуемого качества.
По температуре плавления припои подразделяются (ГОСТ 19248—73) на:
особолегкоплавкие (до 145 °C), легкоплавкие (от 145 до 450 °C), среднеплавкие
(в пределах от 450 до 1100 °C), высокоплавкие (в пределах от 1100 до 1850 °C),
тугоплавкие (выше 1850 °C).
Пайка твердыми припоями дает достаточно прочные соединения, иногда не
уступающие по прочности основному материалу. На соединении серебряными,
медными и медно-цинковыми припоями легко наносить гальванические покрытия
почти всех видов. Соединения припоями, содержащими олово, не следует под-
вергать нанесению гальванических покрытий и оксидированию.
При выборе припоя для пайки стальных конструкций следует учитывать, что
все медные и часть серебряных припоев способствуют возникновению трещин в
основном материале в процессе пайки или при последующей сварке вблизи па-
яных швов. По ГОСТ 859—78 для пайки ответственных деталей из углеродистых
и коррозийно-стойких сталей, а также никелевых сплавов в качестве припоя ис-
пользуют медь М00, МО и Ml, а для пайки менее ответственных деталей из тех
же металлов — медь М2. Составы и область применения припоев на основе меди,
серебра, олова, свинца, магния и алюминия приведены в табл. 4.14—4.18.
Таблица 4.14. Медно-цинковые припои
Припои ГОСТ Температура плавления *, °C Примерное назначение
Л63 15527—70 900-905 Прочные и пластичные па- яные соединения меди и сталей, работающие при ударных и знакопеременных нагрузках
ЛОК-62-06-04 Нестандартизо- ванный 900-905 То же, но более технологи- чен и образует более плот- ные паяные швы
ПМЦ-10 То же 970-1С05 Пайка конструкционных ста- лей в вакууме или газовых средах обеспечивает проч- ность паяных соединений до 400 Па при 400°С и до 200 Па при 650°С
* Первая цифра интервала температур соответствует началу плавления, вторая —
полному расплавлению.
Таблица 4.15. Припои системы серебро — медь — цинк (ГОСТ 19738—74)
Припой Температура плавления *, °C Примерное назначение
ПСр72 779 Пайка медных проводов и деталей при- боров, когда место спая должно обла- дать высокой электрической проводимо- стью, а также пайка вакуумных прибо- ров и установок
ПСр50 779-850 То же, при более высоких температурах
367
Продолжение табл. 4.15
Припой Температура плавления *, °C Примерное назначение
ПСр70 730-755 Пайка меди, латуни и сталей. Швы ме- нее электропроводны, чем при использо- вании припоя ПСр72
ПСр65 740-760 Пайка стали, меди, никеля и их спла- вов. Паяные швы обладают сравнитель- но высокой прочностью и имеют сере- бристый цвет
ПСр45 660-725 Пайка стали, меди, никеля и их спла- вов. Припой общего назначения
ПСр40 595-605 Пайка деталей из закаленных конструк- ционных и коррозийно-стойких сталей, из медных и никелевых сплавов, когда их нельзя нагревать до высоких темпе- ратур, а от паяного соединения требует- ся высокая прочность. Соединения име- ют повышенную коррозионную стой- кость
ПСр37,5 725-810 Пайка стальных и медных деталей, ра- ботающих при повышенных температу- рах. При 600°С прочность паяных со- единений на 20 % больше, чем при рабо- те с припоями ПСр45 и ПСр25
ПСр12М 780-825 Пайка стали, меди, бронз и латуни Пониженные технологические свойства
ПСрЮ 815-850
* См. сноску к табл. 4.14.
Таблица 4.16. Оловянно-свинцовистые припои (ГОСТ 21930—76,
ГОСТ 21931—76)
Припой Температура плавления*, °C Назначение
ПОС 90 183-222 1 Пайка деталей, имеющих гальванопокры- тие (серебрение, золочение), пищевой посуды и медицинской аппаратуры
ПОС 61 183-185 Пайка меди, латуни, бронз, сталей, от- ветственных деталей в электро- и радио- технике, приборостроении, когда соеди- няемые детали нельзя нагревать выше 200°С То же, а также пайка деталей с герме- тичными швами, оцинкованного железа
ПОС 40 183-235
ПОС 10 183-256 Пайка неответственных деталей из ме-
ПОССу 18-2 183-277 ди, латуни, сталей
ПОССу 4-6 245-265 Лужение меди и железа, пайка неответ- ственных деталей, так как швы недоста- точно пластичны
* См. сноску к табл. 4.14.
368
Таблица 4.17. Магниевые припои
Припои Температура плавления *, °C Назначение
П430Мг № 1 430-600 435-520 Пайка магния и сплавов MAI, МА2 и МА8
№ 2 * См. сноску к та Тг 398-415 бл. 4.14. 1 б л и ц а 4.18. Прип Заделка мелких дефектов литья сплава МЛ5 ои на основе алюминия
Припои Температура плавления *, °C Назначение
Силумин 34А ! 578-578 525-525 Пайка алюминия и сплавов АМц и АВ Пайка алюминия и сплавов АМц, АМг и АВ
П575А 36А 570-620 490-5 05 Пайка алюминия и сплава АМц
* См. сноску к табл. 4.14.
Флюс выбирают с учетом марки припоя и металла, а также конфигурации
деталей, подлежащих пайке. Флюс для пайки — это активное химическое веще-
ство, предназначенное для очистки и поддержания в чистоте поверхностей пая-
емого металла с целью снижения поверхностного напряжения и улучшения рас-
текания жидкого припоя.
Требования к флюсам:
не должен химически взаимодействовать с припоем (кроме реактивно-флю-
совой пайки);
должен очищать поверхность основного металла и припоя от окислов и за-
щищать паяное соединение от воздействия окружающей среды во время пайки;
температура плавления флюса должна быть ниже температуры плавления
припоя;
флюс в расплавленном состоянии должен способствовать смачиванию по-
верхности основного металла, расплавленной припоем;
флюс должен сохранять свои свойства и не менять состава при нагревании
в процессе пайки;
флюс не должен вызывать коррозию паяного соединения и выделять при на-
греве ядовитые газы.
В зависимости от температурного интервала и активности паяльные флюсы
подразделяют (ГОСТ 19250—73) на низкотемпературные (не выше 450 °C) и вы-
сокотемпературные (выше 450 °C).
Характеристики широко применяемых составов флюсов приведены в табл. 4.19.
Виды паяных соединении. Подготовка поверхностей под пайку. Наиболее
распространенными видами паяных соединений являются (рис. 4.10): стыковое,
внахлестку, с косым срезом, муфтовое, торцевое и донное фальцевое (ГОСТ
24—эв
369
Таблица 4.19. Основные характеристики флюсов
Компонент Содержание компо- нента, % Назначение флюса
Для среднеплавких и высокоплавких припоев
Бура 100 Пайка деталей из меди, бронзы, стали
Бура плавленая Соль поваренная Поташ кальцинированный 72 14 14 Пайка деталей из латуни и бронзы, а также пайка се- ребром
Бура плавленая Кислота борная 90 10 Пайка деталей из меди, ста- ли и других металлов
Бура плавленая Кислота борная (разведен- ная в растворе хлористого цинка) 50 50 Пайка деталей из коррози- онно-стойких и жаропроч- ных сталей
Бура Цинк хлористый Цинк марганцово-кислый 60 38 •2 Пайка деталей из чугуна
Литий хлористый Кальций фтористый Цинк хлористый Калий хлористый 38-26 12-16 8-15 40-59 Пайка деталей из алюми- ния и его сплавов
Для особолегкоплавких и легкоплавких припоев
Цинк хлористый Вода 10-30 70-90 Пайка деталей из стали, ме- ди и медных сплавов
Канифоль 100 Пайка деталей из меди и ее сплавов
Насыщенный раствор хлори- стого цинка 100 Пайка деталей из коррози- онно-стойких сталей
Цинк хлористый 95 Пайка деталей из алюминия
Натрий хлористый 5 и его сплавов мягким при- поем
Насыщенный раствор цинка 34 Мягкая пайка объемных де-
Метанол Глицерин 33 33 талей
370
Одним из важнейших элементов технологического процесса пайки является
подготовка поверхности. Для очистки поверхностей применяют напильники, ме-
таллические щетки, шлифовальные круги, наждачную шкурку и т. д.
Детали, подвергнутые обработке резанием (всухую), паяют без дополнитель-
ной зачистки. Если при механической обработке применяются эмульсии или мас-
ло, то детали обезжиривают в ацетоне, бензине и других веществах.
Наряду с правильным выбором основного металла, припоя и способа пайки
одним из главных условий паяных соединений является обеспечение капилляр-
ного зазора и создание условий течения припоя в нем. Это требует по сравнению
со сваркой более точной механической обработки и сборки под пайку, шерохо-
ватость поверхности не выше Ra 6,3 мкм.
При назначении зазора учитывают физико-химические свойства основного
металла и припоя, а также характер взаимодействия между ними в процессе
пайки. Следует выдерживать большие зазоры для обеспечения полного запол-
нения шва. Для серебряных и медных припоев необходимо назначать малые за-
зоры. Оптимальные величины зазоров при пайке некоторых металлов и сплавов
приведены в табл. 4.20.
Наряду с соблюдением оптимального зазора необходимо следить за темг
чтобы в зоне паяного соединения не было замкнутых полостей, в
или другие газы при пайке
могут увеличиваться в объе-
ме и служить причиной об-
разования неспаев, пор и
раковин в шве. Для выхода
расширяющихся при нагреве
которых воздух
газов рекомендуется делать
в деталях технологические
отверстия. В изделиях, где
имеются соединения труб с
фланцами, последние долж-
ны иметь большую, чем у
грубы, толщину стенки, что
обеспечивает жесткость сое-
Рис. 4.10. Виды паяных соединений:
а — стыковое; б — внахлестку; в — с косым срезом;
г — муфтовое; д — торцевое; е — донное
динения.
Во всех случаях элемен-
там паяного соединения ну-
жно придавать такую фор-
му, которая обеспечивала бы
струкции паяные швы не должны располагаться в местах переходов. Сечения
соединяемых элементов должны быть по возможности одинаковыми. В связи с
достаточную жесткость. Для равнопрочности кон-
в
Таблица 4.20. Оптимальные значения зазоров при пайке
Основной металл Припой Зазор, мм
Углеродистые стали Медь Латунь Серебро 0,02-0,15 0,05-0,30 0,05-0,15
Коррозийно-стойкие стали Медь Латунь Серебро Никель хромистый 0,02-0,15 0,05-0,30 0,05—0,15 0,05-0,20
Медь и медные сплавы Медно-цинковый Медно-фосфористый Серебро 0,10-0,30 0,02-0,15 0,03-0,15
Титан Серебро Серебряно-марганцовый 0,05—0,10 0,05-0,10
Алюминий На алюминиевой основе 0,10-0,30
24*
37t
возможностью коробления в процессе пайки, при изготовлении деталей высокой
точности, окончательную механическую обработку необходимо производить пос-
ле пайки.
В паяных соединениях из элементов разной толщины необходимо учитывать
возможность концентрации напряжений при работе изделия.
Условные изображения и обозначения швов паяных соединений приведены
в ГОСТ 2.313—82.
4.9. Соединение деталей клепкой
Типы заклепочных соединений и швов. Несмотря на широкое применение
различных видов электрической сварки для соединения деталей изделий часто
используют и заклепочные соединения. Важные свойства заклепочных соедине-
ний — способность воспринимать быстропеременные нагрузки и работать в усло-
виях резко меняющихся температур.
Клепка—операция по образованию неразъемного соединения. Заклепочное
соединение может быть подвижным (шарнирные соединения) и неподвижным
(металлические конструкции, резервуары). Место соединения заклепками назы-
вается заклепочным швом.
Заклепочные соединения подразделяются на силовые (прочные соединения),
предназначенные для передачи нагрузок и преимущественно используемые в ме-
таллических конструкциях машин и строительных сооружеций, на силовые плот-
ные (плотнопрочные соединения), используемые в котлах, различных резервуа-
рах, работающих под давлением и обеспечивающих водо- и газонепроницаемость.
По расположению соединяемых деталей различают швы нахлесточные и стыко-
вые; по расположению заклепок — однорядные и многорядные (с параллельным
и шахматным расположением заклепок).
Виды клепки — холодная и горячая. Клепку стальными заклепками диамет-
ром до 8—10 мм, а также заклепками из латуни, меди и легких сплавов всех
диаметров выполняют холодным способом; заклепками, диаметром свыше
10 мм — горячим способом с нагреванием конца заклепки до 1000—1100 °C.
Заклепка — цилиндрический стержень с головками на концах, одну из кото-
рых, называемую закладной, выполняют на заготовке заранее, а вторую, назы-
ваемую замыкающей, формируют при клепке. Основные типы и размеры закле-
пок стандартизованы (табл. 4.21, рис. 4.11).
Таблица 4.21. Размеры заклепок
Тип Диаметр, мм Длина, мм
Заклепки нормальной точности по ГОСТ 10299-80 — ГОСТ 10303-80:
с полукруглой головкой 1-36 2-180
с потайной головкой 1-36 2-180
с полупотайной головкой 2-36 3-180
с полукруглой низкой головкой 2 — 10 2—50
с плоской головкой Заклепки полупустотелые по ГОСТ 12641-80 — ГОСТ 12643—80: 2-36 4-180
с полукруглой головкой 1-10 2-50
с плоской головкой 1—10 3-60
с потайной головкой 1-10 3-65
Примечание. В указанных пределах имеются заклепки следующих диаметров:
1; 1,2; (1,4); 1,6; 2; 2,5; 3; (3,5); 4; 5; 6; 8; 10; 12; (14); 16; (18); 20; (22); 24; 30; 36 мм.
372
Заклепки изготовляют из углеродистых сталей Ст2; 3; 10; 15, легированной
10Г2, коррозионно-стойкой 12Х18Н9Т, меди М3, МТ, алюминиевых сплавов АМг5,
Д18, АД1. Для соединения элементов из сталей повышенного качества целесо-
образно применять заклепки из тех же сталей, если это возможно по условиям
их пластического деформирования.
Рекомендации по оформлению заклепочных швов в зависимости от требова-
ний, предъявляемых к ним. Длину стержня заклепки выбирают в зависимости
Рис. 4.11. Виды заклепок:
а — с полукруглой головкой; б — с по-
тайной головкой; в — с полупотайной го-
ловкой; г — с полукруглой низкой го-
ловкой; д — с плоской головкой
от толщины склепываемых деталей и выступающей части стержня на образова-
ние замыкающей головки (0,5—1 диаметра заклепки на образование потайной
головки, 1,15—1,5 диаметра—для полукруглой).
Для ответственных соединений не рекомендуется применять заклепки с
длинами свыше: 3d при ударной клепке; 4d при прессовой клепке. Применение
заклепок с большими длинами может вызвать их изгиб или незаполнение зазора
между стержнем и отверстием.
В стальных металлоконструкциях для швов внахлестку диаметр заклепки
d=2S, где S — толщина соединяемых частей; для швов с двумя накладками
d=l,5S. Толщина накладок Si = 0,8S.
Для заклепочного шва внахлестку и с двумя накладками при однорядном
расположении заклепок шаг шва t=3d, для двухрядного шва внахлестку /=4d;
для однорядного шва с двумя накладками 3,5d; для двухрядного шва с двумя
накладками t = 3d.
Расстояние между рядами заклепок /2= (2—3)d.
В табл. 4.22 приведены рекомендации по выбору диаметра заклепки в за-
висимости от толщины соединяемых листов или полос.
Заклепки в основном работают на срез. Допускаемое напряжение в заклеп-
ках [<Уср]= (0,4—0,5)сГт, где (Ут— предел текучести материала соединяемых частей.
Отверстия под заклепки в склепываемых деталях следует обрабатывать од-
новременно. Несовпадение отверстия (рис. 4.12, а) резко ослабляет заклепку.
Рис. 4.12. Установка заклепок
373
Таблица 4.22. Рекомендуемые диаметры заклепок
в зависимости от толщин соединяемых листов (в мм)
Из стали
S От — — 2 5 3,5 5 7 10 13 18 23 29 32
До 1,5 2 3 4,5 > 6 9 12 17 22 28 31 выше
d 4 6 8 10 13 16 19 22 25 28 31 34
Из алюминиевых сплавов
Наименьшая толщина де- тали в соеди- нении, мм Рекомен- дуемый d Допусти- мый d Наименьшая толщина де- тали в соеди- нении, мм Рекомен- дуемый d Допусти- мый d
1,0 2 2-3 5 10 8—13
1,5 3 2-4 7 10 10-13
2 4 3-5 Ю 16 10-16
2,5 5 4-6 15 19 13—19
3 6 5-8 20 22 19-22
4 8 7-10
При соединении несколькими заклепками рекомендуется разность между ди-
аметром отверстия di и диаметром стержня d принимать: при d до 2 мм —
0,1 мм, при d=2—4 мм — 0,2 мм, при d=4—6 мм — 0,3 мм. Допускаемое откло-
нение на расстояние между отверстиями выбирают по болтовому соединению в
зависимости от разности d\ — d.
В элементах мостовых, строительных конструкций, средств механизации и
других целесообразно отверстия получать до их сборки клепкой, на металло-
режущем (сверлильном) или металлодавящем (прессе) оборудовании с после-
дующим при сборке зенкерованием, развертыванием или развальцовкой подоб-
ранных деталей перед их склепыванием.
При соединении одной заклепкой не следует предусматривать зазор по но-
минальным размерам d{ и d. Отверстия необходимо выполнять по 11-му, 13-му
квалитетам точности, а в ответственных случаях по 8-му квалитету. Соответст-
вующий допуск задавать и на стержне заклепки (рис. 4.12, б). Шероховатость
отверстия под заклепки Ra 3,2—1,6 мкм. Угол зенковки под потайные заклепки
принимается равным углу конуса головки заклепки.
Иногда появляется необходимость расклепывания более твердых материа-
лов по сравнению с материалами, из которых изготовляются стандартные за-
клепки, как, например, сталь 50 или серебрянка У7А, У8А. При расклепывании
впотай стержней, изготовленных из подобных материалов диаметром до 5 мм,
рекомендуется зенковку под расклепывание стержней делать с углом 60° и умень-
шенным диаметром.
Следует избегать расположения заклепок в тесных местах (рис. 4.12, в).
Вокруг заклепок должно быть оставлено место, достаточное для подвода кле-
пального инструмента. Расстояние (рис. 4.12, г) оси заклепки от ближайших вер-
тикальных стенок и других элементов конструкции, мешающих подводу клепаль-
ного инструмента, должно быть не менее е= (2—2,5)d при пневматическом кле-
пании и е= (1,1—2)d при гидравлическом клепании. Минимальное расстояние от
кромки 6i= l,5d.
Важно обеспечить свободный подход к замыкающей головке. При склепыва-
нии профилей замыкающую головку целесообразно выносить на открытое место
(рис. 4.12, д)-, установка (рис. 4.12, е) неправильна.
374
В смежных заклепочных швах с параллельным (рис. 4.12, ж, з) или перпен-
дикулярным (рис. 4.12, и, к) взаиморасположением осей заклепок целесообразно
для облегчения клепания, увеличения прочности и плотности заклепочного со-
единения располагать заклепки в шахматном порядке (рис. 4.12, з).
Расстояние осей заклепок от крайних кромок склепываемых деталей следует
делать минимальным во избежание применения громоздкого клепального инст-
румента с большим вылетом. Так, при соединении днищ цилиндрических резер-
вуаров с обечайками целесообразно применять днища с отбортовкой наружу
(рис. 4.12, м), а не вовнутрь (рис. 4.12, л), хотя это соединение выгодно по проч-
ности.
При установке заклепок на наклонных поверхностях (рис. 4.12, н) нужно
применять горячее клепание с полным прогревом всей заклепки, делать плоские
выборки и на наклонных поверхностях (рис. 4.12, о) или ставить заклепки впо-
тай (рис. 4.12, п). То же правило относится к заклепкам, устанавливаемым на
цилиндрических поверхностях (рис. 4.12, р, с).
При холодном склепывании деталей, нуждающихся в сохранении точных раз-
меров (например, при клепании венцов шестерен к дискам (рис. 4.12, т), следует
учитывать возможность деформации стенок под действием усилий склепывания
(в особенности при заклепках с потайными головками). Участки материала,де-
формируемые при расклепывании, нужно отделять от точных поверхностей за-
зором (рис. 4.12, у).
Во избежание деформации склепываемых деталей такие заклепки целесо-
образно осаживать тарированными по длине хода пневмогидравлическими
прессами. Виды и причины брака при клепке приведены в табл. 4.23.
Таблица 4.23. Виды и причины брака при клепке
Характеристика брака Причина
Изгиб стержня в отверстии Прогиб материала Смещение закладной головки Изгиб замыкающей головки Расклепывание стержня между ли- стами Подсечка листа Недотянутая головка Потайные головки выступают над поверхностью Трещины на головках Неправильная форма замыкающих головок Велик диаметр отверстия Мал диаметр отверстия Отверстие просверлено косо Длинный стержень заклепки, поддерж- ка установлена не по оси заклепки Листы не уплотнены натяжкой Обжимка при клепке была поставлена косо Неполная посадка закладной головки при клепке Малая глубина гнезда под головку Недостаточная пластичность материала заклепок Малая мощность клепального молотка. Недостаточная масса поддержки
При склепывании деталей из гетинакса, текстолита, эбонита, кожи, текстиль-
ных изделий и т. п. под головки заклепок рекомендуется подкладывать метал-
лические шайбы.
Если расклепывание производится на окончательно обработанной поверхно-
сти детали, то предпочтительнее полукруглая головка заклепки как закладная,
так и замыкающая. Последняя может быть оформлена оправкой (пуансоном)
без повреждения поверхностей, соединяемых деталей. Потайные заклепки могут
применяться при последующем окрашивании деталей или с применением других
мер антикоррозионной или декоративной защиты.
Условные обозначения клепаных соединений. Все конструктивные элементы и
размеры шва клепаного соединения приводят на чертеже по ГОСТ 2.313—82.
Размещение заклепок указывают на чертеже условно.
375
4.10. Соединение деталей склеиванием
Клееные соединения металлов и неметаллических материалов обладают ря-
дом преимуществ в сравнении со сварными и механическими соединениями. Не-
которые виды клееных соединений приведены на рис. 4.13. Самым распростра-
ненным видом является соединение внахлестку.
Я88888£
Рис. 4.13. Рекомендуемые конструктивные формы
клееных соединений:
1—9 — соединения листовых профилей; 10—14 — цилинд-
рические соединения
В тех конструкциях, где может произойти расклеивание, следует применять
комбинированные клеевинтовые, клееболтовые, клеезаклепочные и клеесварные
соединения. Винты, болты и заклепки при этом устанавливаются по неотвердев-
шему клею.
В зависимости от условий отвердения различают клеи:
а) для холодного склеивания; б) для горячего склеивания; в) как для хо-
лодного, так и для горячего склеивания.
Основные виды клеев приведены в табл. 4.24, рекомендации по их выбору —-
в табл. 4.25.
При склеивании текстолита, гетинакса, стеклотекстолита, кожи и других ана-
логичных материалов их поверхности рекомендуется зачищать шкуркой или уда-
лять с них глянец циклеванием.
Детали из пенопласта, древесины, картона, бумаги, кожи, ткани, войлока и
376
Таблица 4.24. Номенклатура марок клеев и компаундов
№ п/п Наименование, марка Отверждение
Склеивание металла с металлом и с неметаллическими материалами
1 Фенолополивинилацетальные БФ-2, БФ-4 —
(ГОСТ 12172—74)
2 ВС-350 (ТУ 6.05.1216—77) —
3 ВС-ЮТ (ГОСТ 22345—77) —
4 ВК-3 (ТУ 6.17.663-75) —
5 К-153 (ТУ 6.05—1584—77) Холодное Горячее
6 ВК-32-200 (ТУ 6.17.633—75) —
7 Эпоксидный П и Пр (АМТУ 460—70) —
8 Эпоксидный ЭПО (ТУ 38.10974-82) Холодное
9 ВК-15 (ТУ 6.05.1455—77) —
Склеивание резин, резинотканевых материалов и резин с металлами
10 КТ-30 (ТУ 6.02.760-78) —
11 78-БЦС (ТУ 38.105470—82) —
12 НТ-150 (ТУ 38.105789—75) —
13 88Н (ТУ 38.1051061—82) —
14 88НП (ТУ 38.105540—85) Холодное —
15 88НП-35 и 88 НП-130 (ТУ 38.105268—79) —
16 Кр-5-18 (ТУ 38.1051078—83)
17 «Лейконат» (ТУ 6.14.95—85) Горячее
18 Ч-АН (ТУ 38.105766—85)
Склеивание неметаллических материалов
19 20 21 22 23 ФР-12 (марки А и Б) (ОСТ 6.05.439—78) АК-20 (ТУ 6.10.1293—78) ПФЭ-2/10 (ТУ 6.05.1740—75) ОК-50П (ГОСТ 14887—80) ОК-72ФТ5 (ГОСТ 14887—80) Холодное Горячее » Горячее
24 Склеивание компаундами | К-168* (ТУ 6.05.1251—85) j | Холодное | Горячее
* Компаунд, остальные — клеи.
брезента перед склеиванием должны быть обеспылены. Влажность склеиваемой
древесины не должна превышать 12 %.
Детали из стали, алюминия, меди, титана и их сплавов с химическими или
электролитическими покрытиями перед склеиванием абразивной обработке не
подвергают.
Стальные детали, не имеющие химического или электролитического покрытия
после гидропескоструйной (дробеструйной) обработки, должны быть подвергну-
ты обработке в антикоррозионном растворе.
Клей наносят кистью, шпателем, роликами, на клеевальцах, а в отдельных
случаях — с помощью пульверизаторов и методом погружения. Наиболее широко
применяются кисти и клеевальцы. Клей рекомендуется наносить на обе склеи-
ваемые поверхности. Толщина клеевой прослойки должна находиться в преде-
лах от 0,01 до 0,1 мм.
Сборка и запрессовка склеиваемых изделий производится в прессах или за-
жимных приспособлениях. Технология склеивания приведена в табл. 4.26.
377
Co
co
Таблица 4.25. Рекомендации по выбору клеев для различных склеиваемых материалов
Склеиваемый материал Сталь Алюминий и его сплавы Медь и ее сплавы Пресс-материалы (фенопласты, ами- нопласты) Пенопласт Поливинилхлорид Полистирол I Стеклопласты Асботекстолит Керамика, сили- катное стекло Органическое стек- ло Древесные мате- риалы Полиамиды Ткань, кожа, вой- лок, сукно Резина
Сталь 1-9; 24 1-9; 24 1 1-8; 24 5; 8 1;5 8 1-9; 24 1 - 8; 24 1;4-8; 23; 24 5;8 1;5; 6;8; 24 — 20 10-18
Алюминий и его сплавы 1-9; 24 1-9; 24 1 1-8; 24 1; 5;8 — 1 1-9; 24 1 - 8;24 1 ;4—8; 21;23; 24 5;8; 21 1;5; 6;8; 24 — 20 10-18
Медь и ее сплавы 1 1 1 1 — — — — 1 1 — 1 — — —
Пресс-материалы (фенопласты, ами- нопласты) 1-8; 24 1-8; 24 1 1-6; 8; 24 8 — 8 1-8; 24 8;24 1;4-8; 24 8 1 ;8; 24 — — 11
Пенопласт 1; 5; 8 1; 5; 8 — 8 I; 5;8 — — 1; 8 1;8 1;8 8 8 — — —
Поливинилхлорид — — — — — — — 1 1 — - — — — —
Полистирол 1; 8 I — 8 — — 8 — — — — — — 1 — 11
Продолжение табл. 4.25
Склеиваемый материал Сталь Алюминий и его сплавы Медь и ее сплавы Пресс-материалы (фенопласты, ами- нопласты) Пенопласт Поливинилхлорид Полистирол Стеклопласты Асботекстолит Керамика, сили- катное стекло Органическое стек- ло Древесные мате- риалы Полиамиды Ткань, кожа, вой- лок, сукно Резина
Стеклопласты 1-9; 24 1;9;24 — 1-8; 24 1 ;8 1 — 1;5-8; 24 1-8; 24 24 1 24 1 — —
Асботекстолит 1 - 8; 24 1 - 8; 24 1 8;24 1;8 1 — 1 —8;24 1 —8; 24 24 1 24 1 — —
Керамика, сили- катное стекло I ;5—8; 23; 24 1 ;4—6; 8;23;24 1 1;4-8; 24 I; 8 — — 1-8; 24 24 1 —8;21; 22; 24 8;22 21; 24 — 21 14;15; 21
Органическое стек- ло 5;8 5;8;21 — 8 8 — — 1 1 8; 22 4;8; 21 ;22 21 — 20 —
Древесные матери- алы 1 ;5—8; 24 1;5;6; 8;24 1 1;8;24 8 — — 24 24 21; 24 21 1; 19; 24 — — 14
Полиамиды — — — — — — — 1 1 — — — 21 — —
Ткань, кожа, вой- лок, сукно 20 20 — — — — — — — 21 — 20 — 20; 21 18;21
Резина 10-18 10-18 — — — — 11 — — 14;15; 21 — 14 — 18; 21 10-16; 18
Со
3 Примечание. Цифры соответствуют порядковому номеру клея (компаунда) в табл. 4.24.
озе.
Таблица 4.26. Типовые технологические процессы склеивания
№ п/п Наименование и марка Консистенция и внешний вид Рабочая вязкость Способ нанесения Кол. слоев Расход на каждое на- несение, г/м2
Склеивание клеями
Склеивание металла с металлом и с неметаллическими материалами
1 Клеи фенолополиви- Прозрачная или слегка При 293 К (20°С) Клей наносится на обе скле-
нилацетальные БФ-2 мутная жидкость от жел- по вискозиметру иваемые поверхности движе-
и БФ-4 того до красноватого цвета ВЗ-1 30—60 с нием кисти или валика в од- ну сторону. Второй слой клея наносится после охлаждения склеивае- мых материалов до темпе- ратуры помещения
2 150-200
Клей ВС-350
Однородная жидкость 50—80 с
темно-коричневого цвета (по ВЗ-1)
Клей наносится на поверх-
ности кистью или роликом
2 150-200
П родолжение табл. 4.26
№ п/п Открытая выдержка Режимы склеивания Выдерж- ка до меха- нической обработ- ки, ч Примечание
Темпера- тура, К (°C) Выдержка после нане- сения перво- го слоя, мин Выдержка после нане- сения второ- го слоя, мин Темпера- тура, К (°C) Удельное давление, МПа (кгс/см2) Выдержка под давле- нием, ч
1 288-303 (15-30) 323-333 (50-60) 358—363 (85-90) Не менее 60 до отлипа 15 До отлипа 15 50—60 433-423 (140-150) 0,5-0,6 (5-6) 1 16 1. Условия склеивания: темпе- ратура воздуха не менее 288 К (15°С), относительная влаж- ность воздуха не выше 75%. 2. Зазор между склеиваемыми поверхностями металлов более 0,05 мм не допускается. 3. Температуру в зоне склеи- вания контролировать с помо- щью термопар и время вы- держки под давлением считать с момента достижения задан- ной температуры. 4. Охлаждение клееных дета- лей производить при отклю- ченном обогреве печи до тем- пературы 323 К (50°С), после чего допускается снятие давле- ния
2 288 -303 (15-30) 60 60 473 ±5 200 + 5 0,05-0,48 (0,5-5) 2 24 Давление снимается после до- стижения температуры в зоне склеивания при включенном обогреве до 343—543 К (40— 70°С)
№ п/п Наименование и марка Консистенция и внешний вид
3 Клей ВС-ЮТ Однородная прозрачная вязкая жидкость отсвет- лого до темно-коричне- вого цвета
4 Клей В К-3 Вязкая жидкость от се- рого до светло-коричне- вого цвета без посторон- них примесей и включе- ний. Пленка ВК-3 от се- рого до светло-коричне- вого цвета
5 Клей К-153 Малоподвижная масса темно-бурого цвета без сгустков и посторонних включений
6 Клей ВК-32-200 Вязкая жидкость темногс цвета без посторонних примесей
Продолжение табл. 4.26
Рабочая вязкость Способ нанесения Кол. слоев Расход на каждое на- несение, г/м2
50—120 с (по ВЗ-1) Клей наносится кистью или валиком 2 160-200
40—100 с (по ВЗ-1) Жидкий клей наносится ки- стью или шпателем на обе склеиваемые поверхности. Пленочный клей наносится прикатным роликом 2 200-250
— Кистью или шпателем 1 200-250
— Шпателем, кистью 2 200-250
383
Открытая выдержка Режимы склеивая.
№ п/п Темпера- тура, К (°C) Выдержка после нане- сения перво- го слоя, мин Выдержка после нане- сения второ- го слоя, мин Темпера- тура, К (°C) Удельное давление, МПа (кгс/см2)
3 288-305 (15-30) 60 60 448 (175) 0,05-0,48 (0,5-5)
4 188-203 (15-30) 333-338 (60-65) 30 30, затем 90—95 433-443 (160—170) или 418-428 (145-155) 0,79-19,8 (8,0-20,0)
5 6 288-303 (15-30) 333-338 (60-65) 30 30, затем 90—95 288-303 (15-30) или 288—303 (15-30), затем 333-363 (60-80) 443-453 (170-180) 0,15-0,2 (1,5-2,0) 0,15-0,2 (1,5-2,0) 0,15-0,2 (1,5-2,0) 0,98—1,96
Продолжение табл. 4.26
ИЯ Выдержка под давле- нием, ч Выдерж- ка до меха- нической обработ- ки, ч Примечание
1,5 24 Давление снимается после до- стижения в зоне склеивания при выключенном обогреве температуры 313—643 К (38— 78°С)
I 2 24 1. Температура не ниже 288 К (15°С), относительная влаж- ность воздуха не выше 75 %. 2. Охладить склеенные детали до температуры 343 К (70°С) и ниже, затем снять давление. 3. Склеивание пленочным кле- ем производить при одновре- менном точечном нанесении жидкого клея на склеиваемые поверхности.
Не менее 72 Не менее 2 4-6 1. В случае горячей сушки ох- ладить до температуры возду- ха в цехе и затем снять дав- ление 2. При контровке резьбовых соединений давление не конт- ролировать
1 10—15 ч после сня- тия давле- ния 1. Охлаждать склеиваемые де- тали до температуры 443 К (70°С), затем снять давление. 2. Склеивание производить при температуре воздуха не ниже 288 К (15°С) и относительной влажности не выше 75 %
384
Продолжение табл. 4.26
№ п/п Наименование и марка Консистенция и внешний вид Рабочая вязкость Способ нанесения Кол. слоев Расход на каждое на- несение, г/м2
7 Клей эпоксид П и Пр Эпоксид П — желтый по- рошок, эпоксид Пр — желтый пруток — Эпоксид П наносится газо- пламенным напылением на поверхности, нагретые до 373—393 К (100— 120°С). Эпоксид Пр наносится нати- ранием нагретых поверхно- стей 1 1 150-200 125-150
8 9 Клей эпоксидный ЭПО Клей ВК-15 Коричневая масса (без пигмента). Другие цвета определяются типом вво- димого в смесь пигмента —- Шпателем или стеклянной палочкой Шпателем 1 1 200-250 200-250
Склеивание резин, резинотканевых материалов и резин с металлами
10 Клей КТ-30 Мутная жидкость желто- 20—100 с го или коричневого цвета (по ВЗ-4) при тем- пературе 293 ±2 К (20±2°С) Кистью 1 100-150
11 Клей 78-БЦС Коричневая жидкость 7—40 с (по ВЗ-1) Кистью 2 500- 600
12 Клей НТ-150 Однородная темная жид- — кость, не имеющая по- сторонних включений и комков Кистью 2 200 -300
Продолжение табл. 4.26
:-S2
f
№ п/п Открытая выдержка Режимы склеивания Выдерж- ка до меха- нической обработ- ки, ч Примечание
Темпера- тура, К (°C) Выдержка после нане- сения перво- го слоя, мин Выдержка после нане- сения второ- го слоя, мин Темпера- тура, К (°C) Удельное давление, МПа (кгс/см2) Выдержка под давле- нием, ч
7 — — 408—418 0,05-0 3 5
(135-145) (0,49-2,9)
или 0,05-0,3 2
448—458 (0,49-2,9)
(175-185), 0,05-0,3 40 мин 24
или 468-478 (0,49-2,9)
о (195—205)
о — — — 288—303 0,05-0,1 96
(15-30) (0,5-1,0)
9 290- 298 60 423 0,1-0,3 (1-3) 2
(18-20) (150)
10 11 293—303 (20-30) 293(20) 5—10 НО 1—3 293-303 (20-30) 288-298 (15-25) 0,02-0,03 (0,2-0,3) Контактное (прикатка 48 7—10 суток Клей с вязкостью более 40 разрешается использовать по
12 293-298 8—10 До отлип а 288-30S роликом) 0,2 24 ле разбавления смесью этилаи тата с бензином (1:2)
00 оо Си (20 -25) (15-35) (2,0)
№ п/п Наименование и марка Консистенция и внешний вид
13 Клей 88Н Вязкая грязно-желтая жидкость
14 Клей 88НП Ъязкая грязно-желтая жидкость
15 Клей 88НП-35 Клей 88НП-130 Вязкая грязно-желтая жидкость
16 Клей Кр-5-18 Однородный вязкий рас- твор-черного цвета
17 Клей «Лейконат» Жидкость от краснова- то-коричневого до фио- летового цвета
Продолжение табл. 4.26
Рабочая вязкость Способ нанесения Кол. слоев Расход на каждое на- несение, г/м2
5—40,0 (поВЗ-1) Кистью 2 на металл, 1 на резину 03 -500
20—40с (поВЗ-1) Кистью 2 500 -600
100 с (по ВЗ-1) Кистью 2 на металл, 1 на резину и другие ма- териалы —
10—20 с (по ВЗ-1) Кистью талла па поверхность ме- 2 150-200
Кистью талла на поверхность ме- 2
Кистью ЗИНЫ на поверхность ре- 1
— Кистью на металл 1 200-300
Продолжение табл. 4.26
№ п/'п Открытая выдержка Режимы склеивания Выдерж- ка до меха- нической обработ- ки, ч Примечание
Темпера- тура, К (°C) Выдержка после нане- сения перво- го слоя, мин Выдержка после нане- сения второ- го слоя, мин Темпера- тура, К (°C) Удельное давление, МПа (кгс/см2) Выдержка под давле- нием, ч
13 14 15 293 (20) 303—318 (30-45) 293(20) 293(20) 5-10 5-8 ю 1-5 1—3 1-3 293(20) 291-303 (18-30) 293(20) 0,1--0,3 (1-3) 0,01-0,02 (0,1-0,2) Прокатка роликом 4—6 24 21 24
16 293(20) 416(143) 288 — 203 (15-30) 30, затем 30, охлажде- ние 10 По 30 По холодно 5-7 горячему спо Отверждена ции нрикле) му способу 288-303 (15-30) собу ie по режиму чваемой резш 0,0015 (0,015) / вулканиза- ты 24 24
3-5 288-30 (15-30) 0,0015 (0,015) 2
17 291—303 (18-30) или 313-328 (40-55) 30-40 5-10 353-358 (80-85) 416(143) 0,0015 (0,015) о,з • (3) 4 50 мин Условия склеивания: темпера- тура воздуха 291—303 К (18— 30°С), влажность не выше 65%
Продолжение табл. 4.26
№ п/п Наименование и марка Консистенция и внешний вид Рабочая вязкость Способ нанесения Кол. слоев Расход на каждое на- несение, г/м2
18 Клей Ч-АН Вязкая серая или беже- вая жидкость — Кистью 2 100-120
Склеивание неметаллических материалов
19 Клей ФР-12 (марки А и Б) Коричневая жидкость 8—30 с (А) 15—30 (Б) (по ВЗ-1) Кистью 1 200-250
20 Клей АК-20 Светло-желтая или ко- ричневая жидкость 50—80 с (ВЗ-1) Кистью 1 на ткань, 3—4 на твер' дне поверх- ности 150-180
21 Клей ПФЭ-2/10 Бесцветная или светло- желтая жидкость 0,02—0,06 с Кистью, пульверизатором, поливом 1 —
Продолжсние табл. 4.26
Кэ п/п Открытая выдержка Режимы склеивания Выдерж- ка до меха- нической обработ- ки, ч Примечание
Темпера- тура, К (°C) Выдержка после нане- сения перво- го слоя, мин Выдержка после нане- сения второ- го слоя, мин Темпера- тура, К (°C) Удельное давление, МПа (кгс/см2) Выдержка под давле- нием, ч
18 293(20) 10—15 10—15 293(20) ИЛ по режиму в склеиваемых 0,1 (1,0) и ;улканизации материалов 24
19 293(20) 10—15 10—15 293(20) о,2-0,3 (2-3) 24 Не менее 24
20 288—303 (15-30) 20—30 Следующие до отлипа 291-202 (18-30) или 308-313 (35-40) 0,05-0,01 (0,5-1) 0,05-0,4 (0,5-4) 18-24 G
со оо СО 21 293(20) До отлипа 291-303 (18-30) или 423(150) 0,15-0,2 (1,5-2) без давле- ния или 0,15-0,2 (1,5-2) 1 24 5-6 24
Продолжение табл. 4.26
№ п,/'п Наименование и марка Консистенция и внешний вид Рабочая вязкость Способ нанесения Кол. слоев Расход на каждое на- несение, г/м2
22 Клей ОК-50П Прозрачная светло-жел- тая жидкость 0,2—0,5 с Кистью, палочкой, капельни- цей 1 —
23 Клей ОК-72Ф Прозрачная светло-жел- тая жидкость 0,35-0,50 с Палочкой, капельницей 1 —
Склеивание компаундами
24 Компаунд К-168
Прозрачная жидкость от
светло-желтого до корич-
невого цвета
Кистью или шпателем
1 200-300
Продолжение табл. 4.26
№ н н Открытая выдержка Режимы склеивания Выдерж- ка до меха- нической обработ- ки, ч Примечание
Темпера- тура, К (°C) Выдержка после нане- сения перво- го слоя, мин Выдержка после нане- сения второ- го слоя, мин Темпера- тура, К (°C) Удельное давление, МПа (кгс/см2) Выдержка под давле- нием, ч
22 — — — 291-306 (18-26) (1,5-2) 0,15-0,2 24 Клей наносится на предвари- тельно прогретую поверхность до температуры 323—328 К (50—55°С)
23 — — — 291-299 (18-26) или 323-333 (50-60) 10—12 5—7 То же
24
293(20) 0,01-0,5 (0,1-5) 24
или
338-348 0,01-0,5 5-7
(65-75) (0,1-5)
Все работы по склеиванию необходимо производить в чистом, сухом, свет-
лом помещении при температуре воздуха 25±10°С и относительной влажности
65±15%. Рабочие места должны быть обеспечены вытяжной вентиляцией.
Условные изображения и обозначения соединений, получаемых склеиванием,
установлены ГОСТ 2.313—82.
4.11. Испытания изделий
По окончании сборки изделие поступает на испытание для определения экс-
плуатационных качеств его работы. Различают четыре вида испытаний (ГОСТ
16504—81): приемосдаточные, контрольные, специальные и периодические.
В последнее время широкое распространение получают ускоренные испыта-
ния для оценки реальной долговечности отдельных деталей, сборочных единиц
и изделий в целом. Ускоренные испытания заключаются в моделировании экс-
плуатационных условий. В этом случае изделие при стендовых или эксплуата-
ционных испытаниях на форсированном режиме в условиях, заведомо более тя-
желых, чем нормальная работа, в сжатые сроки проходит цикл, который при
нормальной работе длится несколько лет. Испытания ведут до наступления пре-
дельного износа или даже полного или частичного разрушения изделия, перио-
дически их приостанавливая для замера износов, регистрации состояния деталей
и определения признаков приближения аварий. Подобные жесткие испытания
позволяют обнаружить недостатки конструкции и принять меры к их устранению.
Эта информация может эффективно использоваться для модернизации изделия,
для создания новых образцов с использованием опыта эксплуатации прототипов
и для разработки рациональной системы ремонта и технического обслужи-
вания.
Для усовершенствования конструкции изделия предприятие организует на-
блюдение за работой изделия в условиях эксплуатации. Одновременно с этим
производится анализ конструктивных и технологических недоработок по рекла-
мациям, поступающим от потребителей. Работы по сбору и анализу статистиче-
ских данных об изделиях, находящихся в эксплуатации, проводят в соответствии
с положениями, установленными ГОСТ 27.502—83.
4.12. Консервация и упаковка изделий
Комплексная защита изделий средствами консервации и упаковки должна
оптимально с технической и экономической точек зрения выполнять несколько
функций.
Защитная функция — консервация и упаковка должны исключать или огра-
ничивать до допустимых пределов вредное воздействие факторов, влиянию
которых подвергаются изделия на пути от предприятия-изготовителя к заказ-
чику.
Транспортная функция — определение рационального количества и располо-
жения транспортируемого изделия в одной грузовой единице с учетом характера
консервации; правильный выбор размеров и конфигурации упаковки. Критерием
экономической оптимизации является обеспечение удобства механизированной
погрузки и выгрузки и рационального использования транспортных средств, а
также удобство складирования и рациональное использование складских поме-
щений.
К потребительской функции относятся все, что касается внешнего оформ-
ления, эстетики, приспособлений для удобства распаковки и т. п.
Климатические и механические воздействия являются определяющими при
выборе вида, качества и размера материала для консервации и упаковки изде-
лий.
Консервация. Консервация представляет собой совокупность мероприятий,
обеспечивающих длительное время неизменность первоначального состояния, а
следовательно, и работоспособность всех сборочных единиц и деталей изделий
после расконсервации независимо от того, из каких материалов они выполнены.
392
Консервация деталей и сборочных единиц в процессе производства является
межоперационной временной, а перед упаковкой в тару для транспортирования
заказчику — окончательной. Выбор покрытий средств временной защиты, а так-
же методов их выполнения проводит технолог предприятия — изготовителя из-
делий; средств окончательной защиты — конструктор, в процессе разработки
конструкторской документации.
Рекомендации по консервации изделий средствами временной и окончатель-
ной защиты изложены в ГОСТ 9.014—78.
При выборе средств консервации следует учитывать особенности изделия,
условия и сроки его хранения, быстроту и экономичность консервации, раскон-
сервации и переконсервации. Кроме того, следует предусмотреть, чтобы методы
и средства консервации в процессе длительного хранения обеспечивали возмож-
ность проведения необходимых проверок изделия.
В технической документации на законсервированные изделия должна быть
указана дата консервации, условия хранения и гарантированный срок защиты
без переконсервации. Расконсервация изделий производится в соответствии с тре-
бованиями ГОСТ 9.014—78. При консервации и расконсервации изделий должны
соблюдаться требования техники безопасности, приведенные в ГОСТ 9.014—78.
Упаковка. Упаковку (тару) обычно подразделяют на герметичную и негер-
метичную (дышащую). Тара классифицируется по назначению, особенностям
эксплуатации, степени жесткости и роду материала, из которого она изготов-
лена. По своему назначению тара подразделяется на три основных вида: потре-
бительскую, цеховую и внешнюю (транспортную).
Потребительская (первичная или внутренняя) тара — это упаковка, в которой
продукция поступает заказчику.
Основное назначение цеховой тары — облегчить упаковку продукции во
внешнюю тару. В качестве цеховой тары в основном применяются картонные
коробки, пакеты, контейнеры, поддоны.
Внешняя (транспортная) тара предназначена для транспортирования продук-
ции, упакованной в перечисленные виды тары или один из ее видов, или совер-
шенно не упакованной. Она должна обеспечивать защиту продукции от механи-
ческих воздействий при транспортировании и хранении, и по особенностям экс-
плуатации подразделяется на многооборотную, инвентарную (собственность оп-
ределенного предприятия), разовую и повторную. Основным видом внешней тары
являются ящики из древесины, древесноволокнистых материалов, фанеры шпона,
гофрированного и сплошного картона, а также комбинированные (картонные
стенки и планки из древесины).
Железнодорожные и автомобильные контейнеры, а также специальные сред-
ства для перевозки грузов (автофургоны, перемещающиеся контейнеры) к таре
не относятся.
Категорию и разновидность упаковки должен определять отдел главного
конструктора предприятия — изготовителя изделия. Изготовление тары должно
производиться предприятием — изготовителем продукции по схемам или в соот-
ветствии с требованиями, изложенными разработчиком изделия в технических ус-
ловиях или другой конструкторской документации (ГОСТ 2.102—68). За проч-
ность изготовления тары, расположение и устойчивость груза внутри тары от-
ветственность несет грузоотправитель.
Совместно упаковывают части (детали, сборочные единицы) одного изделия.
Допускается совместная упаковка взаимозаменяемых частей, относящихся к раз-
личным сборочным единицам данного изделия. Не допускается совместная упа-
ковка составных частей разных изделий. На каждое транспортируемое место в
упаковке или без нее наносят маркировку с указанием массы брутто, центра
масс и места строповки, другие данные в соответствии с ГОСТ 14192—77, а так-
же допускаемое число ярусов штабелирования, например: «Штабелирование в
два яруса». Конструкция транспортной тары должна защищать изделия от атмо-
сферных воздействий и механических повреждений во время транспортирования
и хранения.
Конкретные условия упаковки, транспортирования и хранения указывают в
стандарте или технических условиях на изделие.
Конструкция изделия должна обеспечить их поставку в полностью собран-
ном виде с габаритными размерами, не превышающими габарит погрузки.
393
Предельные очертания грузов, обеспечивающие их безопасное прохождение
на всех участках железной дороги, показаны на рис. 4.14. Негабаритность гру-
зов на железных дорогах классифицируют по видам: верхняя, зона А, которая
определяется высотой 4000—5300 мм от уровня головки рельса (УГР) и шириной
по верху 1240—2000 мм; боковая зона Б высотой 1260—4000 мм от УГР и ши-
риной 3250—4450 мм. Нижнюю негабаритность не рассматривают, поскольку,
как правило, при транспортировании изделий она не нарушается. Зона Б боко-
вой негабаритности груза подразделяется на пять степеней: 0, I, II, III, IV, пре-
делы очертания которых показаны на рис. 4.14. Зона А верхней негабаритности
подразделяется на три степени: 0, I, II.
2000
1060
!6ОО
/260
6650
носппи
3250
2600
Рис. 4.14. Предельные очертания габаритности грузов
Зона доковой
А
6000
Урибень головка рельса
Зона
верх, над
негад'аоигпно
сгп и
3600
3600
Ж
Предельные габариты грузов в сечении, перпендикулярном направлению дви-
жения, для любых видов автомобильного транспорта не должны превышать по
ширине 2,5 м, по высоте 3,8 м от поверхности полотна дороги. В табл. 4.27 при-
ведены параметры наиболее часто используемых автомобилей для перевозок
крупногабаритных изделий.
При определении допустимых габаритов грузов, подлежащих перевозке ави-
ационным транспортом, руководствуются данными табл. 4.28.
Исходя из накопленного опыта перевозки изделий водным транспортом, а
также наличия механизмов и типов судов, установлены следующие размеры од-
ного грузового места в таре: для всех типов грузовых судов не более 10 м по
длине, 3,2 м по ширине и 4 м по высоте; для отдельных типов судов допускается
увеличение размеров грузовых мест не более 24 м по длине, 5 м по ширине и
5 м по высоте.
394
Таблица 4.27. Основные данные грузовых автомобилей,
прицепов и полуприцепов
Марка
Грузоподъ-
емность по
шоссе, т
Внутренние размеры кузова, мм
длина ширина высота
Погрузочная
высота плат-
формы кузо-
ва, мм
Автомобили
ГАЗ-53А 4,0 3740 2170 680 1350
ЗИЛ-131 5,0 3600 2322 346 1430
ЗИЛ-130-80 6,0 3752 2326 575 1450
КамАЗ-4310 5,0 4800 2320 945 1510
КамАЗ-5320 8,0 5200 2320 500 1370
MA3-5335 8,0 4965 2360 685 1450
Урал-375Д 4,5 3900 2430 890 1420
КрАЗ-255Б1 7,5 4565 2500 924/365 1600
КрАЗ-257 12,0 5770 2480 824 1495
Прицепы
ГКБ-8329 4,5 2810 2350 650 1210
(ГАЗ) (4,8) (4350) — — —
ГКБ-817 (ЗИЛ) 5,5 4700 2350 572 1300
МАЗ-8926 8,0 550 2365 685 1440
КамАЗ-8350 8,0 6100 2320 500 1300
Полуприцепы
ОДАЗ-885 (ЗИЛ) 7,7 6070 2200 ; 590 1400
КАЗ-717 11,5 7770 2320 560 1400
КамАЗ-9370 14,2 9180 2320 1560 1470
Примечание. Полуприцеп-контейнеровоз по требованию заказчика может быть
снабжен устройствами для фиксации и крепления двух контейнеров типа 1Д.
Таблица 4.28. Размеры грузовых люков багажно-грузовых помещений
самолетов и вертолетов СССР
Тип транс- портного средства Размеры грузового люка, 1 ММ 1 Тип транс- портного средства Размеры грузового люка, мм
ширина высота ширина | высота
Самолеты АН-12Б АН-24 3100 2-100 2-400 2150 Вертолеты МИ-4 МИ-6 МИ-8 1550 2600 2140 1850 2900 1800
Допускается конструирование изделий увеличенных габаритных размеров с
обязательным согласованием условий их транспортирования с соответствующи-
ми организациями. Указания по делению изделия на транспортируемые сбороч-
ные единицы должны быть приведены в конструкторской документации.
В конструкции изделий (и в каждой транспортируемой сборочной единице)
должны быть предусмотрены способы строповки и крепления при транспортиро-
395
вании (грузовые цапфы, рымболты). Вместо специальных устройств для стро-
повки можно использовать имеющиеся элементы (уступы, бурты, приливы, бо-
бышки, отверстия в фундаментных плитах и др.). Способ и схема строповки, а
также центр масс для каждой отдельно поставляемой сборочной единицы долж-
ны быть указаны в эксплуатационной документации. В конструкторской доку-
ментации должны быть указаны методы удаления временного крепежа.
Расчет потребности цеховой тары. Подача заготовок и по-
луфабрикатов с цехового склада на первые операции участков обработки, меж-
операционное и межцеховое транспортирование, подача готовых деталей на склад
или на сборку также должны производиться в той же таре без перекладки. Ши-
рокое применение получила унифицированная оборотная тара. Типаж унифици-
рованной тары предусматривает применение тары с размерами до 1200Х800Х
Х800 мм и грузоподъемностью до 32 кН (3,2 т).
Количество тары, необходимое для обслуживания рабочих мест:
Т = Р • В,
где Р — количество рабочих мест, обслуживаемых тарой; В — количество единиц
тары, необходимое для каждого рабочего места.
Величина В может быть или принята средней для предприятия и равной
1,5—2, или быть уточнена для различных цехов. В тех случаях, когда применя-
ется крупная тара, величина В не может превышать 1,5; в тех цехах, где при-
меняется транспортирование деталей в мелкой таре, В может быть принята рав-
ной 2—3.
4.13. Нормирование технологического процесса сборки
В зависимости от типа производства нормативы времени, применяемые для
нормирования сборочных работ, различаются по степени дифференциации и мас-
штабам применения (общемашиностроительные и заводские).
Чем детальнее разработан технологический процесс, тем более точно он мо-
жет быть пронормирован. Структура штучного времени имеет вид
Чит = ^0 + + ^об + ^ф,
где to — основное (технологическое) время, мин; tB — вспомогательное время,
мин; tO6 — время на обслуживание рабочего места, мин; /ф — время на отдых и
естественные надобности, мин.
Оперативное время /оп на выполнение одной сборочной операции равн® сум-
ме основного to и вспомогательного tB времени:
^оп = 4"
Время на обслуживание рабочего места принимают равным 2—5 % опера-
тивного времени. Перерывы для отдыха и на естественные надобности устанав-
ливают в размере 2—3 % оперативного времени. Учитывая сказанное, норму
штучного времени определяют по формуле
/ 8 4- т \
'-“Ч’ + Лоо-)’
где р — процент от оперативного времени, соответствующий времени на обслу-
живание рабочего места; у —процент оперативного времени, соответствующий
времени на естественные надобности и отдых.
Общее время на сборку всего изделия
шт == S ^шт,
1
где m — число сборочных операций.
396
Время на сборку серии (партии) изделий
Т п = шт^ + Гп.з.
Штучно-калькуляционное время на одно изделие
Гк = Т’шт + п.зМ,
где п — число изделий в серии (партии); Тп.3— подготовительно-заключительное
время на всю партию изделий, мин.
При проектировании технологических процессов (особенно единичного и
мелкосерийного производств) сборочные работы обычно нормируют по данным
передовых заводов, выпускающих аналогичные изделия, причем эти данные кор-
ректируют с учетом применения более совершенных технологических методов и
улучшения организационных форм производства. В условиях крупносерийного
и массового производств при нормировании часто используют хронометраж и
фотографию рабочего дня.
5. ОСНОВНЫЕ НАПРАВЛЕНИЯ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
S.I. Проектирование комбинированных технологических процессов
„ Малооперационная технология является одним из перспективных направ-
лений повышения производительности труда; она достигается разработкой двух
основных направлений. К первому относится освоение комбинированных мето-
дов обработки, совмещающих в едином механизме резания различные виды ме-
ханического (физико-химического) воздействия, ко второму — построение ком-
бинированных операционных технологических процессов. При выполнении этих
процессов используют различные способы обработки. Таким образом, в первом
случае совмещаются различные виды механического (физико-химического) воз-
действия при выполнении одного рабочего хода или целого перехода, во втором
случае это делается при выполнении всей операции сложной структуры, состоя-
щей из нескольких рабочих ходов и переходов.
Многоинструментная обработка при использовании одного метода обработ-
ки является наиболее простым способом создания комбинированного операцион-
ного технологического процесса. Для обоснованного принятия решений в выборе
схем совмещения обработки необходимо учитывать систему ограничений по тех-
ническим, технологическим и экономическим параметрам.
Принцип концентрации операции позволяет перейти от сложного многоопе-
рационного технологического процесса, построенного на основе последователь-
ного снятия заданного припуска на различных рабочих местах, к операциям, по-
строенным на основе комплекса кинематических и механических (физико-хими-
ческих) связей. Особого внимания в связи с этим заслуживают методы построе-
ния комбинированных операционных технологических процессов: они могут быть
построены на двух основных принципах — кинематического или механического
(физико-химического) совмещения выполнения отдельных структурных элементов
операции.
Принцип кинематического совмещения в операции методов обработки одного
класса (например, различных .методов механической обработки) обеспечивает
одновременную обработку нескольких заготовок с использованием большого чи-
сла инструментов. Инструменты могут быть однотипными (например, многорез-
цовая головка) и разнотипными (например, сверла, зенкеры, метчики).
Многоинструментной обработкой одного технологического назначения явля-
ется многорезцовое обтачивание длинных валов; ее проектируют по двум схемам
резания — делению глубины и ширины срезаемого слоя. Обточка валов много-
резцовыми обоймами, работающими по принципу деления подачи, повышает
производительность: однако эта операция требует трудоемкой настройки поло-
жения резцов в одной плоскости и сохранения достаточного постоянства износа
режущих кромок по времени их работы.
При комбинированной обработке различного технологического назначения
используют инструмент, обрабатывающий поверхности разного типа. При комби-
нированной обработке различного технологического назначения можно на одной
и той же операции обрабатывать поверхности различной точности и шерохова-
тости, например, при работе осевым инструментом совмещается сверление отвер-
стия по всей длине и развертывание его определенной части.
Принцип кинематического совмещения методов обработки нескольких клас-
сов пока используют незаслуженно редко; между тем его эффективность исклю-
чительно высока. Так, известна обрабатывающая система, использующая одно-
временно механические и лазерные методы обработки; она представляет собой
сверло или концевую фрезу со сквозным отверстием, через которое пропускается
сфокусированный луч лазера. Он снимает материал в наиболее затрудненной
для механической обработки зоне.
Коренному повышению производительности операции часто препятствует
ЗЭ8
выполнение обработки одной из поверхностей, причем перейти на многоинстру-
ментную обработку нельзя; примером этого является сверление глубокого от-
верстия. Высокую эффективность дает применение принципа кинематического
совмещения обычных методов механической обработки с комбинированным ме-
тодом резания — вибрационным сверлением в среде активных смазочно-охлаж-
дающих технологических средств; он повышает производительность на этом пе-
реходе изготовления детали прежде всего за счет измельчения стружки. Как
известно, для рационализации операций глубокого сверления удаление образу-
ющейся стружки — решающий фактор.
Применение комбинированного метода обработки, помимо увеличения про-
изводительности, при построении операционного технологического процесса ис-
ключает ручной труд и делает возможным автоматизацию операции в целом.
Например, для сверления отверстий диаметром 1,5—2,5 мм в деталях из корро-
зионно-стойкой стали и жаропрочных сплавов обычно используют сверлильные
станки с ручной подачей. Стружка при сверлении, образующаяся в виде ленты,
с большим трудом идет по винтовым канавкам и вызывает периодическое обра-
зование пробок, что приводит к необходимости периодического вывода сверла
из отверстия. Применение принудительного механического привода вызывает
массовые поломки сверл. Это делает невозможным автоматизацию таких трудо-
емких и широко распространенных операций.
Использование метода вибрационного сверления коррозионно-стойких ста-
лей позволяет получить мелкодробленую стружку, удобную для ее удаления, и
благодаря этому установить механический привод для подачи сверла. Автома-
тизация операции вибрационного сверления отверстий диаметром 1,5 мм в дета-
лях из коррозионно-стойкой стали позволила увеличить производительность в
2,5 раза и стойкость инструмента в 3 раза при общем улучшении экономических
показателей процесса. Процесс резания осуществляется по схеме: вращение —
вибрация в осевом направлении — подача сверла (обрабатываемая деталь непо-
движна). Типовые режимы вибрационного сверления отверстий диаметром 1,5 мм
в деталях из стали 12Х18Н10Т следующие: п = 2800 об/мин; Зм = ЗО мм/мин;
Лх = 0,012—0,015 мм; / = 200 Гц.
Принцип механического (физико-химического) совмещения в операции по-
строен на том, что вместо неизменных по содержанию и режимам рабочих про-
цессов для изготовления деталей используют многофункциональную по меха-
ническому (физико-химическому) воздействию и режимам регулируемую обра-
батывающую систему. Управление системой может быть двух типов — заранее
заданное по определенной программе или адаптивное, учитывающее условия ре-
зания на каждом участке обработки и регулирующее их по заданному критерию.
Частные случаи управления обрабатывающих систем для первого типа — стан-
ки с программным управлением, для второго типа—станки с адаптивным уп-
равлением.
Таким образом, операционный технологический процесс можно строить на
уровнях «механического» регулирования отдельных переходов и рабочих ходов,
или изменения самого характера и режимов механического (физико-химического)
воздействия на цаждом рабочем ходе. В первом случае используют пространст-
венно-временное регулирование, во втором — физико-химическое.
Построение обрабатывающих систем, использующих регулируемые взаимо-
связи между видами и режимами механического (физико-химического) воздей-
ствия, является одним из наиболее перспективных методов решения проблемы
построения высокопроизводительных и вместе с тем малооперационных, малоот-
ходных и энергосберегающих технологических процессов производства изделий.
Вместе с тем он позволяет решить и другую важную проблему — разрешить це-
лый комплекс противоположных требований современного производства, а имен-
но: обеспечить производительность и одновременно высокое качество деталей;
производительность и качество освоенных изделий (постановка новых образцов);
универсальность обрабатывающих систем и их специализацию; мелкосерийное
производство и требования автоматизации. Выполнение этих противоречивых
требований возможно только построением сложных, взаимосвязанных и взаимо-
обусловленных оптимально регулируемых механических (физико-химических) си-
стем.
Операционный технологический процесс, выполняющий указанные требова-
399
ния, использует многие механические (физико-химические) воздействия; при этом
он становится многопереходным и многоинструментным. Вместе с тем за счет
построения оптимальных систем регулирования режимов обработки число пе-
реходов, рабочих ходов и. инструментов по сравнению с операцией, построенной
по кинематическому принципу совмещения, может быть существенно сокращено.
Изменение условий обработки деталей такой обрабатывающей системой может
быть непрерывным или скачкообразным; для последнего способа регулирования
особое внимание следует уделять методам обработки, позволяющим изменять
мощность подводимого к обрабатываемой заготовке воздействия в широком ди-
апазоне.
5.2. Проектирование типовых технологических процессов
Одно из наиболее прогрессивных направлений совершенствования техноло-
гии — типизация технологических процессов. Типизация заключается в класси-
фикации деталей изделий и технологических процессов их производства, а также
в комплексном решении технологических задач.
Технологическая классификация предусматривает группировку деталей,
близких по конструкции, размерам, массе и общности технологического процесса.
Работа по классификации деталей сочетается с унификацией и стандартизацией
их конструкций. Это дает возможность укрупнить партии деталей, применить при
их изготовлении более прогрессивную технологию, а также сократить номенкла-
туру режущих и измерительных инструментов.
Следующий этап типизации является разработка принципиально общего
технологического процесса с установлением типовых последовательности и со-
держания операций, схем базирования и конструкций оснастки. Если детали до-
статочно полно унифицированы, то на них составляют одну технологическую
карту с нормами времени. При меньшей степени унификации разрабатывают как
обязательный образец: принципиальный технологический процесс, на базе кото-
рого составляют технологические процессы для конкретных деталей. Типизация
технологических процессов способствует внедрению новых прогрессивных мето-
дов обработки, сокращению сроков и удешевлению подготовки производства,
более широкому применению средств механизации и автоматизации, а также ис-
пользованию типовой часто переналаживаемой (обратимой) оснастки. С разви-
тием типизации выявляются принципы, общие для всего машиностроения, на
основе результатов типизации, проводимой в различных отраслях машинострое-
ния, при производстве различных изделий. Типизация технологических процес-
сов в промышленности также способствует: сокращению цикла и трудоемкости
ТПП, а следовательно, и численности работников; сокращению документации в
производстве; создает условия для систематизации и обобщения производствен-
ного опыта; дает возможность широко применять в условиях серийного произ-
водства наиболее передовые и совершенные технологические процессы взамен
многообразных процессов, основанных на личном опыте и привычках технологов.
Вместе с тем по мере совершенствования технологии производства изделий ти-
повые технологические процессы должны подвергаться периодической корректи-
ровке.
Существуют различные методики типизации технологических процессов. Так,
А. Я. Малкин за основу технологической классификации принимает вид, число и
чередование технологических баз при обработке деталей установленной формы и
размера, увязывая выбор баз с однотипностью форм и размеров обрабатываемых
деталей. Предложенная им технологическая классификация состоит из пяти
классов и в зависимости от типа контура детали предусматривает использова-
ние баз вполне определенных по форме и характеру. При этом все поверхности,
суммирующие вокруг одной оси симметрии, следует обрабатывать с одной уста-
новки. Порядок обработки деталей с учетом технологической классификации и
типа контура приведен ниже.
Детали первого класса. К ним относятся детали с поверхностями вращения
без отверстия по основной оси симметрии с отношением длины к диаметру 2—20
(детали типа валов: валы, оси, вал-шестерни, полуоси и т. д.).
Детали из прутка обрабатывают в три этапа.
400
Первый этап. База — наружная цилиндрическая поверхность прутка с ори-
ентировкой по длине. Обрабатываемые поверхности — торец (с центровым от-
верстием и без него), наружный профиль (предварительно, за один или несколь-
ко переходов), второй торец после отрезки из прутка. Станки — токарный уни-
версальный, токарно-револьверный, токарный автомат прутковый.
Второй этап. База—обработанные на первом этапе наружная поверхность
и торец. Обрабатываемые поверхности — торец, наружный профиль (частично),
центровое отверстие (при необходимости). Станки — токарный универсальный,
токарно-револьверный, сверлильный.
Третий этап. База — центровые отверстия, наружный профиль. Обрабатыва-
емая поверхность — наружный профиль (окончательно). Станки — токарный
универсальный, токарно-многорезцовый, токарно-гидрокопировальный, шлифо-
вальный.
Детали из индивидуальных заготовок обрабатывают в семь
этапов.
Первый этап. База — наружная поверхность детали с ориентировкой по дли-
не. Обрабатываемые поверхности — торцы, центровые отверстия. Станки — гори-
зонтально-фрезерный, центровально-двусторонний, фрезерно-центровальный.
Второй этап. База — центровые отверстия и торец. Обрабатываемые поверх-
ности — наружный профиль (за одну или две установки). Станки — токарные
многорезцовый и гидрокопировальный, шлифовальный.
Третий этап. База—центровые отверстия для прямых зубьев и шлицев, ци-
линдрическая поверхность и торец буртика для конических зубьев. Обрабаты-
ваемые поверхности — прямые зубья, шлицы, конические зубья. Станки — зубо-
фрезерный, зубодолбежный, шлицефрезерный, шевинговальный, зубострогальный,
зубозакругляющий.
Четвертый этап. Термическая обработка.
Пятый этап. База — поверхности профиля зубьев и наружная. Обрабатывае-
мые поверхности — центровые отверстия (конические поверхности). Станки — шли-
фовальный, внутри- и центрошлифовальный.
Шестой этап. База — центровые отверстия. Обрабатываемые поверхности —
наружный профиль цилиндрических шеек, резьбы. Станки — кругло-, торцекруг-
ло- и резьбошлифовальные.
Седьмой этап. База — центровые отверстия для прямых зубьев и шлицевг
цилиндрическая поверхность и торец буртика для конических зубьев. Обрабаты-
ваемые поверхности — прямые и конические зубья и шлицы. Станки — зубо- и
шлицешлифовальные.
Детали второго класса. Это детали с поверхностями вращения и сквозным
отверстием по основной оси симметрии (детали типа втулок и дисков с отвер-
стием: кондукторные втулки, кольца подшипников и т. д.).
Первый этап. База — наружная поверхность и торец. Обрабатываемые по-
верхности— отверстие и торец. Станки — токарные универсальный и многошпин-
дельный, токарно-револьверный, токарный автомат.
Второй этап. База — обработанные на первом этапе отверстие и торец. Об-
рабатываемые поверхности — наружная поверхность и торец. Станки — токарный
универсальный, токарно-револьверный, токарный.
Детали третьего класса. К ним относятся детали с параллельными плоско-
стями, имеющими не менее двух отверстий с параллельными осями или одно
отверстие и точный наружный контур (детали плоские, рычагообразные: ша-
туны, плоские рычаги, крышки и т. д.).
Детали из заготовок без последующей чеканки обра-
батывают в два этапа.
Первый этап. База — наружные поверхности головок и средней соединитель-
ной части. Обрабатываемые поверхности — плоскости головок или корпусы ры-
чагов и крышек, два отверстия по конечной заданной точности. Станки — фре-
зерные, плоскошлифовальные, сверлильные, агрегатные, много шпиндельные, рас-
точные.
Второй этап. База—два отверстия и плоскости, обработанные на первом
этапе. Обрабатываемые поверхности — наружный контур, отверстия всех раз-
меров, вспомогательные поверхности. Станки — фрезерные, сверлильные, шлифо-
вальные, расточные, хонинговальные.
26-зз
401
Детали из заготовок с последующей ч е к а н к о й обраба-
тывают также за два этапа.
Первый этап. База — наружная поверхность контура головок и торцы голов-
ки. Обрабатываемые поверхности — два отверстия до конечной заданной точно-
сти. Станки — сверлильные, агрегатные, многошпиндельные, расточные.
Второй этап. База—два отверстия, обработанные на первом этапе, и пло-
скости торцов головок. Обрабатываемые поверхности — все поверхности, име-
ющие припуск на обработку. Станки — фрезерные, сверлильные, шлифовальные,
агрегатные, многошпиндельные.
Детали четвертого класса. Это детали коробчатообразной формы (картеры,
корпусы редукторов, корпусы коробок передач и т. д.).
Первый этап. База — поверхности, не подвергающиеся обработке. Обрабаты-
ваемые поверхности — плоскости разъема,бобышек и крепежных болтов (или спе-
циальные опорные технологические бобышки). Станки — фрезерные продольные,
карусельные и барабанные.
Второй этап. База — плоскость разъема, плоскости бобышек, крепежных бол-
тов, специальных технологических бобышек, наружный или внутренний контур.
Обрабатываемые поверхности — два точных отверстия до конечной заданной
точности (или с необходимой технологической точностью). Станки — сверлильные,
агрегатные, радиальные.
Третий этап. База — плоскость разъема или плоскость бобышек и два отвер-
стия. Обрабатываемые поверхности — все поверхности, предусмотренные техно-
логическим процессом. Станки — сверлильные, агрегатные многошпиндельные,
расточные хонинговальные.
Детали пятого класса. К ним относятся сложные детали, имеющие несколь-
ко осей симметрии (вилки наружного соединения, крестовина сателлитов ит. д.).
Первый этап. База — наружный контур детали. Обрабатываемые поверхно-
сти — поверхности, выбираемые в дальнейшем в качестве единой базы для всего
технологического процесса. Станки — фрезерные, агрегатные.
Второй этап. База — поверхности, обработанные на первом этапе. Обраба-
тываемые поверхности — все поверхности, предусмотренные технологическим про-
цессом. Станки — агрегатные, фрезерные, сверлильные, шлифовальные.
5.3. Проектирование групповых технологических процессов
При единичном, мелкосерийном и серийном производствах широко приме-
няют метод групповой обработки заготовок. Основа метода — классификация
заготовок, включающая формирование группы, представляющей собой главную
технологическую единицу групповой обработки.
Классификация деталей при проектировании групповых процессов отлича-
ется от классификации деталей при проектировании типовых. Если при проекти-
ровании типовых процессов детали объединяют по принципу общности их кон-
фигурации, технологического маршрута и содержания отдельных операций, то
при проектировании групповых технологических процессов под классом понимают
совокупность деталей, характеризуемую общностью типа оборудования, необхо-
димого для получения или обработки детали в целом или отдельных ее поверх-
ностей.
Таким образом, при проектировании групповых процессов детали объединены
по видам обработки (изготовляемые на токарных, револьверных, фрезерных,
сверлильных станках и т. д.). Формирование классов — предварительный этап
подготовки групповой обработки. При этом основная задача — формирование
групп.
Проектирование группового технологического процесса выполняют в такой
последовательности:
1) по чертежам отбирают детали, которые можно обработать на одинаковом
оборудовании при установке в однотипных приспособлениях с применением оди-
накового инструмента;
2) определяют фактическую трудоемкость обработки отобранных деталей
в количестве, обеспечивающем выполнение месячной программы с учетом перио-
дичности пуска заготовок в производство;
402
3) устанавливают окончательный состав группы деталей, исходя из необхо-
димости загрузки оборудования в течение месяца при минимальных переналад-
ках для заготовок других групп;
4) создают комплексную деталь, устанавливают последовательность и содер-
жание переходов групповой операции и разрабатывают схему групповой налад-
ки станка. Схема наладки станка включает обработку всех поверхностей, встре-
чающихся у остальных деталей. Если среди деталей группы встречаются поверх-
ности (например, конус, фаска), отсутствующие у других деталей, эти поверх-
ности искусственно добавляют в чертежи. Такую усложненную деталь называют
комплексной;
5) проектируют групповые приспособления и инструменты, проводят целе-
вую модернизацию станков, изготовляют специализированные станки для груп-
повой обработки.
Проектирование групповых технологических процессов особенно эффектив-
но, когда на их основе в серийном и мелкосерийном производствах удается со-
здать групповые поточные или автоматические линии обработки. Создание по-
добных линий основывается на сочетании принципов групповой обработки, при-
менении общего типового маршрута обработки заготовок по отдельным группо-
вым операциям, выполняемым на станках с групповыми настройками, при ши-
роком использовании групповых переналаживаемых приспособлений.
5.4. Автоматизированное проектирование технологических процессов
При автоматизированном проектировании технологических процессов следу-
ет учитывать особенности или основные принципы подсистемы автоматической
системы технологической подготовки производства (АС ТПП) и системы автома-
тизированного проектирования технологических процессов (САПР ТП).
Технологическая база САПР ТП при серийном производстве должна осно-
вываться на применении унифицированных технологических процессов (УТП).
Использование УТП позволяет сократить число проектируемых вариантов тех-
нологических процессов.
При создании подсистем САПР ТП необходимо придерживаться принципа
разумной унификации и преемственности решений, применяемых в системе. Раз-
рабатывая алгоритмы, исполнитель обычно стремится к тому, чтобы предлагае-
мые им решения имели максимальную область использования. Однако попытки
создать универсальные программы решения сложных технологических задач,
как правило, не дают желаемого эффекта, так как они слишком сложны и не-
оперативны.
Построение САПР ТП целесообразно выполнять по иерархическому принципу»
т. е. последовательно разделить систему на функционально законченные части
(подсистемы). В системе такое деление реализуется в виде программных моду-
лей, которые имеют стандартные средства стыковки между собой.
Разработку автоматизированного проектирования осуществляют двумя ме-
тодами. Первый метод, предложенный В. Д. Цветковым, называют итерационным
многоуровневым процессом последовательной детализации и оптимизации проект-
ных решений (рис. 5.1). Этот метод заключается в анализе конструкции детали,
последовательном синтезе и сравнении сначала вариантов принципиальных схем,
а затем вариантов маршрута и операций. Синтез носит итерационный характер,
так как в процессе формирования варианта технологического процесса появля-
ется новая информация и может оказаться, что по тем или иным причинам ва-
риант неудачен. Это приводит к необходимости повторения ранее выполненных
этапов проектирования. Данный метод не противоречит использованию УТП, так
как позволяет сократить число синтезируемых вариантов выбором из сущест-
вующих унифицированных.
Второй метод основан на анализе отдельных поверхностей детали и назна-
чении переходов для их обработки, которые затем по специальным правилам
упорядочиваются. Имея упорядоченное множество переходов, проектируют тех-
нологические операции. В результате упорядочения технологических операций,
т. е. расположения их в нужной последовательности, получают маршрут обра-
ботки детали.
26:- 403
При проектировании групповых технологических процессов на основе клас-
сификации и предварительного группирования деталей составляется описание
комплексной детали и проводится проектирование, но уже для комплексной де-
тали указанными методами.
ГЗ на проектирование
f С интез 'допустимых X
( вариантов принципиаль-\
' V ныхсхемТП J
Опенка и отбор наиви-\
лее рациональных Сариан-\
тоЗпринципиальных схем |
р Синтез вариантов д
( тех налоги че с кого мар
X из рут а, У
r_____zixZZ—
Оценка и отпор наизолге ра]
, циональных вариантовтех-\
нологическогп маршрута. ।
/^роЕктирзвини^излич -X
'I чых вариантов операцией-\
\ кой технологии J
Оценка и отбор наиболее
национального варианта
пперационной технологии
Операционная^ технология
В процессе проектирования корректируют операции
и переходы применительно к конкретной детали
группы. Если нельзя построить комплексную де-
таль, то возможно предварительное проектирова-
ние единичного технологического процесса изго-
товления каждой детали. Далее проводится груп-
пирование по технологическим признакам: пере-
ходам, инструменту, наладкам. Если в системе
уже имеется исковый УТП, то синтез варианта
технологического процесса сводится к нахожде-
нию адреса УТП с последующей оценкой выбран-
ного варианта. Только при отсутствии процесса-
аналога проводят проектирование нового УТП.
Реализация указанных методов проектирова-
ния требует разработки соответствующего мате-
матического обеспечения, составной частью кото-
рого являются программные модули.
5.5. Основные правила безопасности при
выполнении производственных процессов
Требования обеспечения безопасности долж-
ны быть изложены в технологической докумен-
тации и неуклонно выполняться на протяжении
всего технологического процесса, включая опе-
рации контроля, транспортирования, складирова-
ния объектов обработки и уборки отходов про-
изводства.
Общие требования безопасности на процессы
• производства установлены ГОСТ 12.3.002-75, а с
учетом видов работ — стандартами системы бе-
зопасности труда (ССБТ) серии 12.3.
Технологические процессы, включающие опе-
Рис. 5.1. Схема много-
уровневого процесса
проектирования
рации, связанные с опасностью взрыва и пожара,
должны проводиться с соблюдением требований
ГОСТ 12.1.010-76, ГОСТ 12.1.004-85 и «Типовых
правил пожарной безопасности», утвержденных
ГУПО МВД СССР.
Производственные помещения должны соответствовать требованиям СНиП
3I-M.2—72, СНиП П-А-50—70, санитарным нормам проектирования промышлен-
ных предприятий, утвержденным органами государственного надзора.
Бытовые помещения должны соответствовать требованиям СНиП П-92—76.
Помещения в цехах и на участках, пребывание в которых связано с опасно-
стью для работающих, должны быть отделены от других помещений изолирую-
щими перегородками, иметь местную вытяжную вентиляцию и знаки безопасно-
сти по ГОСТ 12.4.026—76.
Цехи, участки и отделения должны быть оборудованы средствами пожаро-
тушения по ГОСТ 12.4.009—83.
В производственных помещениях вентиляция и освещение должны быть обо-
рудованы в соответствии с требованиями ГОСТ 12.3.025—80 и СНиП П-33—7S,
СНиП П-4—79.
Проходы и проезды в цехах и на участках должны обозначаться разгра-
ничительными линиями белого цвета шириной не менее 100 мм. На территории
цеха или участка проходы, проезды, люки колодцев должны быть свободными
и не загромождаться материалами, заготовками, полуфабрикатами, деталями,
отходами производства и тарой. Не допускается установка оборудования на
люки колодцев.
404
Освобождающаяся тара и упаковочные материалы должны своевременно
удаляться с рабочих мест в специально отведенные для этой цели места. Тара
должна быть рассчитана на необходимую грузоподъемность, иметь надписи о
максимально допустимой нагрузке и периодически проверяться. Угол строповки
ее не должен превышать 90 °.
Рабочие, которым по роду выполняемой работы необходимо иметь дело с
перемещением грузов грузоподъемными кранами и подъемными устройствами,
должны пройти обучение по специальности стропальщика в соответствии с «Пра-
вилами устройства и безопасной эксплуатации грузоподъемных кранов», утвер-
жденными Госгортехнадзором СССР, не реже одного раза в 12 месяцев прохо-
дить аттестацию и иметь удостоверение на право проведения этих работ.
Инженерно-технические работники, ответственные за проведение производст-
венных процессов (мастера, технологи, старшие мастера, заместители начальни-
ков цехов и начальники цехов), при назначении на должность должны прохо-
дить проверку знаний правил, норм и стандартов, основ технологических про-
цессов, требований безопасности и безопасной эксплуатации подъемно-транс-
портного, грузоподъемного и другого применяемого оборудования, выполнения
погрузочно-разгрузочных работ, пожарной безопасности и производственной са-
нитарии в соответствии с их должностными обязанностями.
В технологической документации должны быть указаны средства защиты
работающих. Рабочие и служащие предприятий при выполнении работ для за-
щиты от воздействия опасных и вредных производственных факторов должны
быть обеспечены спецодеждой, спецобувью и предохранительными приспособле-
ниями в соответствии с «Типовыми отраслевыми нормами», утвержденными в
установленном порядке. Средства индивидуальной защиты, указанные в техно-
логической документации, должны подвергаться периодическим контрольным ос-
мотрам и испытаниям в порядке и в сроки, установленные нормативно-техниче-
ской документацией.
Полнота отражения требований техники безопасности в технологической до-
кументации и неуклонное их выполнение на производстве должны строго конт-
ролироваться. Необходимо выполнять:
контроль воздушной среды по методикам, утвержденным Министерством
здравоохранения СССР, ГОСТ 12.1.005—88, ГОСТ 12.1.014—84;
периодический контроль смазочно-охлаждающих технологических средств
*(СОТС): на масляной основе — не реже одного раза в месяц; эмульсий — не
реже одного раза в неделю; синтетических и полусинтетических жидкостей — не
реже одного раза в две недели; анализ СОТС на отсутствие микробов, вызыва-
ющих кожные заболевания, а также дополнительный контроль при появлении
запаха или раздражения рук — немедленно;
контроль параметров шума на рабочих местах по ГОСТ 12.1.050—86;
измерение механических колебаний в соответствии с ГОСТ 13731—68 и тех-
ническими условиями;
контроль параметров вибрации по ГОСТ 12.4.012—83;
контроль уровней освещенности в соответствии с методическими указаниями,
утвержденными Министерством здравоохранения СССР.
5.6. Оценка точности и стабильности технологических процессов
Среди многих факторов, существенно влияющих на качество, особое место
•принадлежит технологическим процессам, так как именно по мере их осуществ-
ления исходные материалы превращаются в изделия заданного качества.
На предприятии необходимо организовать и систематически проводить ра-
боты по управлению технологическими процессами (УТП). РД 50—540—85 ус-
танавливает общие положения, порядок проведения и оформления результатов
контроля технологической дисциплины в процессе производства на предприятиях
машиностроения.
Точность технологического процесса устанавливают по показателям точности
выполнения заданной функции или заданного состояния с учетом достижения
установленных показателей резервов точности (резервов качества). Цель конт-
роля точности — получение информации для регулирования процессом.
405
Под стабильностью технологического процесса понимают постоянство во
времени параметров распределения показателей точности. Свойство процесса
сохранять точность во времени на отдельной операции или переходе называют
устойчивостью.
Оценка точности и стабильности должна включать следующие этапы: из-
мерение контролируемых параметров деталей; статистическая обработка резуль-
татов измерений; анализ результатов статистической обработки.
Результаты оценки точности должны давать возможность:
выявлять факторы, приводящие к нарушению точности и степень их влияния
на точность (табл. 5.1, 5.2);
Таблица 5.1. Основные причины неполадок, встречающихся
при работе на станках
Характер неполадок Возможные причины (способы устранения неполадок)
Токарные станки
Выкрашивание режущей кром- ки резца 1. Резец неправильно установлен относи- тельно центра обрабатываемой детали. 2. Резец плохо заточен и доведен. 3. Неправильно выбраны размеры уступа для дробления стружки или неправильно установлен стружколоматель. 4. Мала подача или скорость резания
Быстрое изнашивание режущей кромки 1. Повышена твердость обрабатываемого материала. 2. Обрабатываемый материал загрязнен посторонними включениями (шлак, окали- на, песок). 3. Велика или мала скорость резания. 4. Недостаточное охлаждение резца. 5. Плохо заточен резец или неправильно подобрана марка его пластинки из твердо- го сплава (несоответствие твердости плас- тинки и твердости обрабатываемого мате- риала)
Поломка резца в поперечном се- чении 1. Резец неправильно установлен. 2. Искривлена опорная поверхность рез- ца. 3. Неравномерный зажим резца болтами. 4. Искривлена опорная поверхность под- кладки. 5. Большой вылет резца (исправить опор- ную поверхность резца или подкладки мо- жно шлифованием и кузнечной правкой)
Задиры на обработанной поверх- ности Слишком твердый или, наоборот, слиш- ком мягкий материал обрабатываемой де- тали (в первом случае следует отжечь де- таль, во втором — уменьшить подачу или
{ увеличить скорость)
।
I
406
Продолжение табл. 5.1
Характер неполадок Возможные причины (способы устранения неполадок)
Конусность детали 1. Несовпадение центров передней и зад- ней бабок. 2. Непараллельность оси шпинделя стан- ка относительно направляющих каретки суппорта. 3. Неправильно отрегулирован шпиндель станка
Дрожание детали или резца 1. Нежестко закреплена деталь или зад- няя бабка. 2. Большой вылет шпинделя задней баб- ки или резца. 3. Слабо подтянуты клинья суппорта
Револьверные станки
Не выдержана длина детали 1. Неправильно установлен упор, ограни- чивающий подачу прутка. 2. Осевая игра шпинделя. 3. Плохо отрегулировано натяжение за- жимной цанги (после регулирования натя- жения следует предварительно сверлить от- верстие меньшим сверлом и окончательно — сверлом требуемого диаметра)
Пруток провертывается в за- жимной цанге 1. Пруток слабо зажат в цанге. 2. Размеры прутков отклоняются от тре- буемого диаметра (толщины)
Не выдержан диаметр или дро- бится поверхность обтачиваемой детали 1. Вибрация шпинделя. 2. Ослаблены клинья суппортов (отрегу- лировать подшипники шпинделя и подтя- нуть клинья суппорта)
Увод сверла и увеличение диа- метра отверстия 1. Разработано гнездо револьверной го- ловки или фиксирующей защелки. 2. Неправильно заточено сверло
Грубая поверхность обточки или неправильный профиль при обработке фасонным резцом 1. Неправильно заточен резец. 2. Малы обороты шпинделя
При развертывании получается отверстие с большой степенью ше- роховатости или с увеличенным диаметром 1. Ось развертки не совпадает с осью об- рабатываемого отверстия. 2. Биение шпинделя станка
407
Продолжение табл. 5.1
Характер неполадок Возможные причины (способы устранения неполадок)
4. Режущие кромки развертки недоста- точно остры. 5. Забоины и выщербины на режущих кромках развертки. 6. Велик припуск под развертывание
Дробленая, рваная, неполная, конусная наружная резьба 1. Плохо заточены плашки. 2. Диаметр заготовки больше или мень- ше требуемого. 3. Изношены плашки или винторезная го- ловка
На торцах детали остаются за- усенцы 1. Отрезной резец не переходит центр прутка. 2. Кромка отрезного резца затупилась. 3. Отрезной резец поставлен выше цент- ра
Сверлильные станки
Поломка сверла 1. Недостаточно жестко закреплена де- таль. 2. Слишком мал угол снятия затылка сверла. 3. Сверление неглубоких отверстий длин- ными сверлами. 4. Мала скорость резания по сравнению с подачей. 5. Тупое сверло
Выкрашивание режущих кромок сверла 1. Обрабатываемый материал имеет твер- дые включения, окалину или песок. 2. Велика скорость резания. 3. Велика подача. 4. Неправильно выбрана охлаждающая жидкость. 5. Не охлаждается вершина сверла. 6. Тупое сверло. 7. Сверло провертывается в патроне
Отверстие с грубо обработанной яоверхностью 1. Сверло тупое или неправильно заточе- но. 2. Неправильно выбрана марка охлажда- ющей жидкости или недостаточно ее ко- личество. 3. Велика подача
408
Продолжение табл. 5.1
Характер неполадок Возможные причины (способы устранения неполадок)
Смещение отверстия с намечен- ного центра 1. Сверло тупое или неправильно заточе- но. 2. Неправильно установлено сверло
Увеличенный диаметр отверстия 1. Неравные углы или длина режущих кромок. 2. Неправильно зажато сверло в патроне
Отклонение оси отверстия под углом к оси сверления Деталь неправильно установлена
Фре Быстрое затупление фрезы зерные станки 1. Несоответствие скорости резания сече- нию стружки, материалу фрезы и твердо- сти обрабатываемого материала. 2. Некачественная термообработка фре- зы. 3. Недостаточно обильное охлаждение
Вибрация фрезы 1. Большой вылет оправки и нежесткое ее крепление. 2. Большая подача на один оборот фре- зы. 3. Слабо закреплена обрабатываемая де- таль
Скопление стружки во впадинах зубьев фрезы 1. Неправильная форма впадин. 2. Не доведены режущие кромки и грани зубьев фрезы
Поломка фрезы 1. Затуплена или поломана часть зубьев фрезы. 2. Провертывание фрезы на оправке и большое биение из-за неправильного за- крепления фрезы. 3. Большая скорость резания или подачи на оборот фрезы. 4. Внезапная остановка фрезы во время работы самоходом
Грубая поверхность обрабаты- ваемой детали 1. Затуплена фреза. 2. Большая подача на один зуб. 3. Большая глубина резания
Профрезерованный паз шире за- данного диаметра Биение фрезы вследствие неправильного закрепления на оправке или в патроне
409
Продолжение табл. 5.1
Характер неполадок Возможные причины (способы устранения неполадок)
Строгальные станки
Отжим резца 1. Не застопорены салазки. 2. Чрезмерная глубина строгания. 3. Тупой резец
Поломка резца 1. Неровная опорная поверхность резца (опорную поверхность резца прошлифовать или выправить в кузнице). 2. Большой вылет резца. 3. Трещина в резце. 4. Слабое закрепление резца
Поломка режущей части резца 1. Хрупкость резца. 2. Большая подача при вязком материа- ле (уменьшить подачу или увеличить обо- роты). 3. Неправильно заточен резец — мал угол заострения. 4. Большая глубина строгания. 5. Дрожание резца, вызываемое дрожани- ем ползуна, стола или салазок суппорта
Выкрашивание режущих кромок 1. Неправильно заточен резец: мал зад- ний или передний угол. 2. Хрупкость резца
Быстрое притупление (сгорание) режущей кромки 1. Большая скорость резания. 2. Твердый материал детали (увеличить угол резания и уменьшить скорость). 3. Скрежет затылка резца (увеличить зад- ний угол резца). 4. Дрожание резца (подтянуть клин пол- зуна, салазок и клин суппорта, уменьшить размер выдвинутой части резца)
Грубая поверхность обрабаты- ваемой детали 1. Твердый материал детали (увеличить угол резания, уменьшить скорость, отжечь деталь). 2. Мягкий материал детали (уменьшить угол резания, уменьшить подачу, увели- чить скорость). 3. Дрожание стола, суппорта и резца. 4. Слабо зажата деталь
Обрабатываемая плоскость не параллельна основанию Поперечина непараллельна плоскости сто- ла
Дробление во время строгания и неравномерный (скачкообраз- ный) ход стола Неравномерный износ направляющих и рейки стола вследствие строгания на ко- ротких ходах
410
Таблица 5.2. Основные причины неполадок при работе на шлифовальных станках
Шлифование
Характер неполадок круглое наружное внутреннее плоское
Не выдерживается заданный размер изделия 2. Неправильно установлены центры. 3. Плохо отрегулирована пода- ча 1. Промер нагретой детали 2. Плохо отрегулирована пода- ча 2. Неправильно установлена ручная или автоматическая подача
Конусообразность изделия 1. Не совпадают центры перед- ней и задней бабок. 2. Смещен стол продольной по- дачи относительно направля- ющих станка. 3. Неправильно отрегулирова- ны люнеты. 4. Неравномерно изношен шли- фовальный круг. 5. Чрезмерно мягкий круг 1. Непараллельны ось шпинде- ля передней бабки и направ- ляющие стола продольного хода. 2. Отжим шпинделя шлифо- вального круга. 3. Чрезмерно мягкий круг 1. Забоины и грязь на поверх- ности магнитной плиты. 2. Неровная поверхность маг- нитной плиты. 3. Изношены направляющие шлифовальной головки или направляющие стола. 4. Неточность приспособлений или неправильное закрепле- ние в них шлифуемой дета- ли. 5. Чрезмерно мягкий круг
Продолжение табл. 5.2
Характер неполадок Шлифование
круглое наружное внутреннее плоское
Прижоги на обрабатываемой поверхности 1. Затуплен, засален круг. 2. Неправильно выбран круг или режим шлифования
3. Большая площадь соприкос- новения круга изделия при торцевом шлифовании. 4. Плохое охлаждение 3. Плохой подвод охлаждаю- щей жидкости. 4. Велика глубина шлифования (поперечная подача). 5. Велика скорость вращения круга 3. Недостаточный подход ох- лаждающей жидкости. 4. Большая площадь соприкос- новения круга с изделием
Грубое шлифование и дроб- ление обрабатываемой поверх- ности 1. Станок не установлен на спе- циальном фундаменте. 2. Зазор в шпинделе или на- правляющей шлифовальной головки в подшипниках. 3. Зазор в передней и задней бабках станка 4. Слабо закреплено изделие 5. Не сбалансирован якорь электродвигателя или шли- фовальный круг. 6. Неровности в местах сшив- ки ремня. 1. Не сбалансирован круг. 2. Неисправна гидравлическая подача. 3. Разработаны подшипники пе- редней бабки и плохо отре- гулирован шпиндель шлифо- вального круга. 4. Неровности в местах сшив- ки ремня 5. Неправильное соотношение скоростей круга и изделия. 6. Неправильно выбран круг. 1. Неправильно выбран круг. 2. Неправильное соотношение скоростей круга и изделия. 3. Не сбалансирован круг. 4. Зазор подшипников шпинде- ля станка 5. Неровности в местах сшив- ки ремня. 6. Загрязнена охлаждающая жидкость.
Характер неполадок круглое наружное
Овальность изделия (эллипс- ность отверстия) 7. Неправильно выбран круг. 8. Загрязнена охлаждающая жидкость. 9. Неправильное соотношение между окружными скоростя- ми шлифовального круга и изделия 1. Загрязнены центровые от- верстия. 2. Сработаны центры станка, * между центром и конусом — зазор. 3. Слабо закреплена шлифуе- мая деталь. 4. Неправильно отрегулирова- ны люнеты 5. Биение шпинделя
Продолжение табл. 5.2
Шлифование
внутреннее плоское
7. Загрязнена охлаждающая жидкость 7. Велика поперечная и про- дольная подача.
— 8. Преждевременный вывод из- под круга недошлифованной детали
1. Поперечный люфт шпинделя передней бабки. —'
2. Неправильно закреплена шлифуемая деталь. —
3. Недостаточно охлаждение. —
4. Велика поперечная подача —
устанавливать количественные значения отдельных составляющих погрешно-
сти изготовления и зависимости между погрешностями изготовления на различ-
ных операциях одного процесса;
определять значения случайных и систематических погрешностей, уровень
настройки и другие характеристики, необходимые для расчета показателей точ-
ности и стабильности;
рассчитывать границы регулирования при внедрении статистического регули-
рования процессом;
разрабатывать и осуществлять мероприятия, обеспечивающие точность из-
готовления продукции в соответствии с требованиями технической документа-
ции (рис. 5.2).
Рис. 5.2. Классификация технологических методов повышения качества
поверхностей деталей
5.7. Определение технического уровня и экономическая оценка
технологических процессов
Технический уровень или степень прогрессивности запроектиро-
ванного технологического процесса рекомендуется определять по следующим пяти
показателям, предложенным в методике М. О. Якобсона.
Коэффициент использования материала
А\1.м — Од/Рз,
где Рд — масса детали; Q3 — масса заготовки.
414
Уровень принятых режимов резания всего технологического процесса с уче-
том длительности времени резания каждой операции
2 ос
Л'р =- ,
и п ’
2 Т’осн/
/=1
где Тосн/ — время резания на i-й операции технологического процесса; ^p^=
= — уровень режимов резания на i-й операции технологического процесса
(у-п — скорость резания, принятая в данной операции технологического процесса
на основе расчета; цн/ — нормативная скорость резания для данного вида обра-
ботки, установленная по наиболее оптимальному инструменту с учетом его нор-
мативной стойкости, по справочнику).
Коэффициент механизации технологического процесса (коэффициент машин-
ного времени). Наиболее прогрессивным можно считать процесс, в котором ме-
ханизировано наибольшее количество элементов. Показателем уровня механиза-
ции механической обработки К мех является отношение механизированного вре-
мени к общему времени обработки:
п п
Л п
2 Лит/
i 1
п
где STo.mi — суммарное машинное время основных элементов технологического
п
процесса; S Тв.м/ — суммарное машинное время вспомогательных элементов тех-
i = 1 п
нологического процесса; 2 Тшт[ — суммарное штучное время.
i -1
Этот показатель позволяет определить удельный вес механизированного вре-
мени технологического процесса механической обработки.
Удельная технологическая себестоимость характеризует затраты средств (в
руб.) на единицу трудоемкости процесса обработки:
V т
1 С.ШТ I
i 1
где Ст — технологическая себестоимость изготовления детали, т. е. суммарные
технологические затраты (основная зарплата, затраты на амортизацию обору-
дования, ремонт и его эксплуатацию, на инструмент и технологическую оснаст-
п
ку): 2 Тс.шт» — суммарная штучная трудоемкость изготовления по всем операци-
z=i
ям технологического процесса механической обработки (суммарное штучное
время).
Условная производительность, характеризуемая числом деталей, изготовляе-
мых в час:
п
Пу = 60 / 2 с.штЬ
J S__1
415
Экономическую оценку технологического процесса можно провес-
ти по следующей приближенной методике.
Себестоимость изготовления одной детали или штучная себестоимость
Ct = а + b/N,
где а — сумма всех текущих расходов, приходящихся на одну деталь; b — еди-
новременные расходы на изготовление заданного числа деталей; N— число из-
готовленных деталей (в год).
Себестоимость заданной партии деталей (годовой программы)
S -- aN + b.
Текущие расходы определяются тремя составляющими:
а т 4- 3 + р,
где т— расходы на материал и технологическое топливо (rn = qmCm— qoCo;
Pm, qQ — массы расходуемого материала и утилизируемых отходов, соответствен-
но, кг; Ст, Со — цена 1 кг материала и отходов, соответственно, руб.); 3 — рас-
ходы на зарплату основным рабочим и начислений на нее (по социальному стра-
хованию и на оплату отпусков): без учета начислений 3 = 2 /шт^, где /шт — норма
штучного времени; г — тарифная ставка по данной квалификации (разряду) и
профессии; п — число операций; р — рабочие (накладные) расходы текущего
характера, к которым относятся амортизационные отчисления по оборудованию,
расходы на освещение, отопление, режущий и измерительный инструмент общего
-назначения, расходы на содержание административно-управленческого аппарата
и подсобных рабочих и т. д. Они начисляются в % к основной зарплате или рас-
считываются отдельно по каждой статье расходов.
Единовременные расходы
Ь = Си + ^,
тде Сн — заработная плата наладчиков оборудования; I — стоимость специаль-
ной оснастки (штампов, пресс-форм, специальных приспособлений и инструмен-
тов), потребной для выполнения заданного количества деталей; k — коэффици-
ент, учитывающий срок службы оснастки и расходы на ее эксплуатацию.
Зарплата наладчиков (без учета начислений)
Си =
1
тде Тп.з — норма подготовительно-заключительного времени; чн — часовая зар-
плата наладчика; г — число переналадок средств технологического оснащения в
рассматриваемый период времени (например, в год).
Экономическую оценку двух вариантов технологического процесса можно
осуществить, построив график (рис. 5.3) по двум уравнениям:
Sj = a^N Z>i, So = -j- ^2»
416
Рис. 5.3. График экономической оценки двух
вариантов технологического процесса
При годовом выпуске N<NKP (NKP— критическая партия обрабатываемых
или собираемых деталей) экономически целесообразным будет первый вариант,
так как Si<S2. При годовой программе выпуска N>NKp целесообразно принять
второй вариант технологического процесса, так как Si<S2.
Размер критической партии находят по формуле
При N = NKp оба варианта технологического процесса экономически равно-
ценны.
Конкурирующие варианты технологических процессов экономически обосно-
вывают после выполнения всех расчетов по их проектированию.
27-М
ПРИЛОЖЕНИЕ 1. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА И СОРТАМЕНТ
МАТЕРИАЛОВ, ПРИМЕНЯЕМЫХ В МАШИНОСТРОЕНИИ
Таблица П1.1. Определение марки стали по искре
Сталь
Цвет и характеристика пучка искр
Низкоуглеродистая неле-
гированная (до 0,15% С)
Среднеуглеродистая не-
легированная (0,15—1,0% С)
Высокоуглеродистая не-
легированная (св. 1 % С)
Нелегированная с повы-
шенным содержанием мар-
ганца
Марганцовистая (12% М)
Конструкционная (до 5%
Ni)
Хромистая с низким со-
держанием углерода и вы-
соким содержанием хрома
- Никелевая высоколегиро-
ванная
Хромоникелевая
Вольфрамовая
Молибденовая
Короткий темно-желтый пучок искр, принима-
ющих форму полосок и становящихся более свет-
лыми в зоне сгорания; мало звездообразных раз-
ветвлений
При повышении содержания углерода образу-
ется более плотный и более светлый желтый пу-
чок искр с многочисленными звездочками и от-
ветвлениями лучей
Очень плотный желтый пучок искр с многочис-
ленными звездочками. При увеличении содержа-
ния углерода уменьшается яркость и укорачива-
ется пучок искр
Широкий плотный ярко-желтый пучок искр;
внешняя зона линий искр особенно яркая. Мно-
гочисленные разветвления лучей
Преобладание зонтообразных искр
Яркие желтые линии искр в виде язычков, рас-
щепленные на конце; увеличение яркости в зоне
сгорания. При повышении содержания углерода
на концах искр появляются звездочки
Короткий темно-коричневый пучок искр без
звездочек, слаборазветвленный; искры прилипают
к поверхности шлифовального круга
При содержании 35% Ni красно-желтое окра-
шивание пучка. При более высоком содержании
никеля (около 47%) яркость искр значительно
ослабевает
Желто-красные искры с более яркими полоса-
ми в зоне сгорания. При повышенном содержании
хрома и никеля пучок искр более темный
Красные короткие искры; линии искр отчетли-
во изгибаются книзу. Разветвление звездочек уг-
лерода отсутствует. Чем выше содержание вольф-
рама, тем слабее образование искр
Ярко-желтые искры в виде язычков. При низ-
ком содержании кремния язычки видны перед
звездочками углерода; при повышенном содержа-
нии— за звездочками углерода
418
Таблица П1.2. Технологические свойства и примерное назначение сталей
Технологические свойства
Марка Сва- ривае- мость Способ сварки Обработка давлением Обрабаты- ваемость ре- занием Примерное назначение
Сталь углеродистая обыкновенного качества
(ГОСТ 380—88)
СтО ВВ РДС, АДС (под флю- сом и в среде за- щитных газов), ЭШС и КТС
Ст1 Ст2 То же, рекомендуется подогрев и последую- щая термообработка
СтЗ Ст4
Ст5 н РДС, АДС (под флю- сом и в среде за- щитных газов), ЭШС
Стб
08 10 ВВ РДС, АДС (под флю- сом и в среде за- щитных газов), КТС
В 'Неответственные и малона- груженные детали (планки, угольники тяги, шайбы, прокладки, рычаги, стопор- ные кольца)
Детали высокой вязкости, не подвергающиеся дейст- вию больших напряжений (крепежные детали, крон- штейны, детали шатунов, заклепки)
Малоответственные детали машин, не подвергаемые термообработке (хомуты, болты, гайки, серьги, про- кладки, а также детали, подвергаемые цианирова- нию валики, шестерни, тол- катели)
Умеренно нагруженные де- тали машин (валы, оси, де- тали строительных конст- рукций, оправки, штифты)
Детали машин повышенной твердости, подвергаемые термообработке (валы, оси, коленчатые валы, шпинде- ли, червяки, крупные поков- ки, штоки)
ВВ Статически умеренно на- груженные детали, не под- вергаемые термообработке, и детали, подлежащие хи- мико-термической обработ- ке (тяги, вилки, прокладки, трубки, ушки, втулки)
27*
419
Продолжение табл. П1.2
Марка Технологические свойства Примерное назначение
Сва- ривае- мость Способ сварки Обработка давлением Обрабаты- ваемость ре- занием
Сталь углеродистая качественная конструкционная (ГОСТ 1050—74)
15 вв В Малонагруженные динами- ческими нагрузками детали, получаемые ковкой, горя- чей штамповкой, вытяжкой, сваркой, подвергаемые тер- мической и химико-терми- ческой обработке (валки, тяги, кулачковые валики, ключи, шайбы, пальцы, шпильки, болты)
20 В Износоустойчивые детали, подвергаемые химико-тер- мической обработке и ра- ботающие при наличии удар- ных нагрузок (зубчатые ко- леса, кулачковые муфты, втулки, вкладыши, кондук- торные втулки)
25 Детали, не испытывающие больших нагрузок, изготов- ляемые ковкой, подвергае- мые термообработке (оси, валы, соединительные муф- ты, грузовые винты)
30 35 У РДС, АД С (под флю- сом и в среде за- щитных газов), ЭШС (с подогревом и по- следующей термооб- работкой), ктс Детали, не испытывающие больших нагрузок и подле- жащие термообработке (траверсы, звездочки, оси, серьги, балки, диски, тяги, кондукторные плиты, при- хваты, шпиндели)
40 Умеренно нагруженные де- тали, подвергаемые термо- обработке (штоки, шлице- вые валы, звездочки, бан- дажи, ободья зубчатых ко- лес)
420
Продолжение табл. П1.2
Марка Технологические свойства Примерное назначение
Сва- ривае- мость Способ сварки Обработка давлением Обрабаты- ваемость ре- ванием
45 н РДС и КТС (с подо- гревом и последую- щей термообработ- кой) У Умеренно нагруженные де- тали высокой прочности и твердости или детали, ра- ботающие на истирание (зубчатые колеса, упоры, рейки, ключи, муфты, шпильки, фрикционные дис- ки)
50 55 КТС (с последующей термообработкой) н Детали высокой прочности, испытывающие средние на- грузки (плунжеры, шпонки, ленточные пружины, ходо- вые винты, тормозные лен- ты, эксцентрики, шестерни, зубчатые колеса)
60 То же, а также детали, по- лучаемые холодной штам- повкой (прокатные валки, регулировочные проклад- ки, клапанные пружины, шпиндели, оси)
Сталь легированная конструкционная (ГОСТ 4543—71)
20Г в У Детали, подвергаемые хи- мико-термической обработ- ке, от которых требуется высокая поверхностная твердость (сухари клапанов, рычаги, подвески)
ЗОГ вв КТС — Детали, работающие на из- нос под действием повышен- ных нагрузок (фланцы, вил- ки переключения, кронштей- ны)
50Г н КТС н н Крупные детали высокой прочности и упругости, ра- ботающие на истирание (диски трения, валы, вилки, рессоры, шестерни)
421
Продолжение табл. П1.2
Марка Технологические свойства Примерное назначение
Сва- ривае- мость Способ сварки Обработка давлением 1 Обрабаты- ваемость ре- занием
15Х В РДС, КТС В Износоустойчивые детали, работающие при больших скоростях (шестерни, кулач- ковые муфты, сменные кон- дукторные втулки)
20Х ВВ — То же, при нагрузках (втулки, вальцы, толкатели, оси, силовые шпильки)
35Х 40Х н РДС, ЭШС (с подо- гревом и последую- щей термообработ- кой) У Детали высокой прочности и вязкости, работающие при средних давлениях и не- больших скоростях (валы, оси, коленчатые валы, шес- терни, пальцы, шпиндели, ролики, втулки)
45Х 50Х РДС (с подогревом и последующей термо- обработкой), КТС (с последующей термо- обработкой) н Детали высокой прочности, подвергающиеся истиранию (шевронные шестерни, паль- цы, редукторные валы, ше- стерни, пружины)
35Г2 45Г2 У н Детали высокой прочности и повышенной износостой- кости (звездочки, пальцы, траки)
18ХГТ ЗОХГТ ВВ РДС, КТС Детали, работающие при больших скоростях и сред- них давлениях при наличии ударных нагрузок (шестер- ни, шатуны, ходовые вин- ты, пальцы, валы)
зохм 35ХМА У РДС, АДС (под флю- сом и в среде за- щитных газов), АрДС (рекомендуется по- догрев и последую- щая термообработ- ка) У Детали высокой прочности и вязкости, работающие при повышенной температуре, для сварных конструкций (роторы и диски турбин, ва- лы, оси, крепежные детали)
422
Продолжение табл. П1.2
Марка Технологические свойства Примерное назначение
Сва- ривае- мость Способ сварки Обработка давлением Обрабаты- ваемость ре- занием
40ХН 50ХН Н РДС, АДС (под флю- сом), ЭШС (с подо- гревом и последую- щей термообработ- кой) — • Мелкие и средние детали высокой прочности и повы- шенной пластичности, рабо- тающие при высоких удель- ных давлениях и ударных нагрузках (шестерни, ку- лачковые муфты, червяки)
12ХНЗА вв РДС, АДС (под флю- сом) У Высоконагруженные детали с высокой поверхностной твердостью, износоустой- чивостью, работающие при: больших скоростях и удар- ных нагрузках (шпиндели и валы в подшипниках сколь- жения, шестерни сложной конфигурации, червяки, ку- лачковые муфты, гильзы)
20ХСА РДС, АДС (под флю- сом), АрДС, ЭШС, КТС — Детали повышенной проч- ности (валики, рычаги, оси, шестерни, ролики, муфты)
ЗОХГС 35ХГСА У У
н
15ХФ — РДС (с подогревом и последующей тер- мообработкой), ктс (с последующей тер- мообработкой) У Детали, подвергаемые тер- мической и химико-термиче- ской обработке (шестерни, распределительные валики, поршневые пальцы) Детали ответственного на- значения, подвергаемые термообработке (валы, ше- стерни, оси, втулки, травер- сы)
40ХФА и
38ХГН н РДС (с подогревом и последующей тер- мообработкой) н Детали ответственного на- значения (валы, оси, кре- пежные детали)
38ХЮ 38ХМЮА НеС — — Детали с высокой поверх- ностной твердостью и изно- соустойчивостью (высоко- нагруженные червяки, копи- ры, эксцентрики, кулачки., втулки, матрицы и пуансо« ны сложных форм)
423
Продолжение табл. П1.2
Марка Технологические свойства Примерное назначение
Сва- ривае- мость Способ сварки Обработка давлением Обрабаты- ваемость ре- занием
Сталь шарикоподшипниковая (ГОСТ 801—78)
ШХ9 ШХ15 С А12 А20 Н таль кс НеС тструкционная повыше (ГОСТ У Н енной i 1414- У Н И dbLCOi -75) ВВ Детали с высокой износоус- тойчивостью и твердостью (копиры, ролики, шарики, стержневые пружины виб- робункеров, собачки храпо- вых механизмов) кой обрабатываемости Мелкие и средние малоза- груженные детали, к кото- рым предъявляются требо- вания низкой шероховатости поверхности и высокой из- носостойкости (винты, гай- ки, оси, кольца, шаровые опоры)
20X13 12X13 40X13 — Сталь высоколегирс 'ванная 1 (ГО( н 2Т 5632—72) Детали повышенной плас- тичности, подвергаемые ударным нагрузкам клапаны гидравлических прессов и т. п. Детали повышенной твердо- сти, режущий и меритель- ный инструмент, пружины, карбюраторные иглы
12Х18Н9 17Х18Н9 65 в ТС Сталь рессорно-пруж инная Н (ГОСТ У Холоднокатаные листы и ленты повышенной прочно- сти (детали и конструкции, изготовляемые при помощи сварки) 14959—79) Детали высокой прочности и упругости (рессоры, пру- жинные кольца, эксцентри- ки)
70 У Детали высокой упругости (пружины)
424
Продолжение табл. П1.2
Марка Технологические свойства Примерное назначение
Сва- ривае- мость Способ сварки Обработка давлением Обрабаты- ваемость ре- занием
65Г НеС — н У Крупные детали высокой прочности, работающие при знакопеременных нагруз- ках (фрикционные диски, тормозные диски, пружины, цанги)
50ХФА Ответственные детали высо- кой упругости (рессоры лег- ковых автомобилей, пружи- ны)
60С2ХА н Крупные ответственные де- тали высокой упругости (крупные ответственные пружины)
Примечание. Принятые обозначения, свойства: НеС — не сваривается; Н — низ-
кая; У — удовлетворительная; В — высокая; ВВ — весьма высокая. Для способа сварки вве«
дены следующие обозначения: РДС — ручная дуговая сварка; АДС — автоматическая дуго-
вая сварка; ЭШС — электрошлаковая сварка; КТС — контактная сварка; АрДС — аргоноду-
говая сварка; ТС — точечная сварка.
425’
Таблица П1.3. Масса 1 м и длины круглого стального проката *
Диаметр, мм
Диаметр, мм 0 1 2 3 4
0 — 0,006 0,0247 0,0555 0,0486
10 0,617 0,746 0,888 1,042 1,208
20 2,466 2,719 2,984 3,26 3,55
30 5,549 5,925 6,313 6,714 7,127
40 9,865 10,36 10,88 11,4 11,94
50 15,41 16,04 16,67 17,32 17,98
60 22,20 22,94 23,70 24,47 25,25
70 30,21 31,08 31,96 32,86 33,76
80 39,46 40,45 41,46 42,47 43,50
90 49,94 51,06 52,18 53,32 54,48
100 61,65 62,89 64,15 65,41 66,69
Ио 74,60 75,96 77,34 78,73 80,13
120 88,78 90,27 91,77 93,28 94,80
130 104,20 105,80 107,48 109,06 110,71
140 120,84 122,57 124,32 126,08 127,85
150 138,72 140,58 141,45 144,33 146,22
160 157,83 159,81 161,80 163,81 165,82
170 178,18 180,28 182,40 184,52 186,66
180 199,76 202,0 201,2 206,5 208,7
190 222,6 224,9 227,3 229,7 232,0
200 246,6 249,1 251,6 254,1 256,6
210 271,9 274,5 277,1 279,7 282,4
220 298,4 301,1 303,9 306,6 309,4
230 326,2 329,0 331,8 334,7 337,6
240 355,1 358,1 361,1 364,1 367,1
Продолжение табл. П1.3
Диаметр, мм
Диаметр, мм 5 6 7 8 9
0 0,154 0,222 0.302 0,395 0,499
10 1,387 1,578 Г, 782 1,996 2,226
20 3,85 4,168 4,495 4,834 5,185
30 7,553 7,990 8,440 8,903 9,378
40 12,49 13,05 13,62 14,21 14,8
50 18,65 19,34 20,03 20,74 21,46
60 26,05 26,86 27,68 28,51 29,35
70 34,68 35,61 35,56 37,51 38,48
80 44,55 45,60 46,67 47,57 48,84
90 55,65 56,82 68,01 59,21 60,43
Юо 67,97 69,27 70,59 71,91 73,25
110 81,54 82,96 84,40 85,85 87,31
120 96,83 97,88 99,44 101,01 102,60
130 112,36 114,04 115,72 117,41 119,12
140 129,63 131,42 133,23 135,05 136,88
150 148,12 150,04 151,97 153,91 155,87
160 167,85 169,89 171,95 174,01 176,09
170 188,81 190,98 193,16 195,34 197,54
426
Продолжение табл. П1.3
Диаметр, мм
Диаметр, мм 5 6 7 8 9
180 211,00 213,3 215,6 217,9 220,2
190 234,4 236,9 239,3 241,7 244,2
200 259,1 261,6 264,2 266,7 269,3
210 285,0 287,7 290,3 293,0 295,7
220 312,1 314,9 317,7 323,5 323,3
2?0 340,5 343,4 346,3 349,2 352,2
240 370,1 373,1 376,1 379,2 382,3
Примечание. Пример пользования таблицей. Определить массу М заготовки диа-
метром 155 мм и длиной 250 мм. В таблице на пересечении 15 десятков и 5 единиц указана
масса 1 м заготовки, равная 148,12 кг, которую следует умножить на длину в метрах:
М = 148,12X0,25 = 37,03 кг.
* Таблица составлена для подсчета
р = 7,85 г/см3. Подсчет массы деталей и
таблице, а полученные значения массы
лице плотности (табл. П1.7).
массы деталей и материалов из стали с плотностью
материалов с р=#7,85 г/см3 производят по этой же
умножают на коэффициент /<, приведенный в таб-
Таблица П1.4.
Сортамент и масса квадратной и шестигранной стали *
Диаметр вписан- ной ок- ружности шести- гранной стали d, сторона квадра- та а, мм Масса 1 пог. м, кг Диаметр | вписан- j ной ок- ; ружности шести- гранной стали d, сторона квадра- та а, мм Масса 1 пог. м, кг Диаметр вписан- ной ок- ружности шести- гранной стали d, сторона квадра- та а, мм Масса 1 1 пог. м, <г
квад- рат- ная шести- гран- ная 1 квад- рат- ная шести- гран- ная квад- рат- ная шести- гран- ная
5 0,196 0,170 21 3,462 2,998 45 16,611 14,385
6 0,283 0,245 22 3,799 3,290 48 18,086 15,664
7 0,385 0,3 33 24 4,522 3,916 50 19,625 16,996
8 0,502 0,435 25 4,906 4,249 53 22,051 19,096
9 0,636 0,551 26 5,307 4,596 55 23,746 20,564
Ю 0,785 0,680 27 5,723 4 956 58 26,407 21,319
И 0,950 0,823 28 6,154 5,330 60 28,260 24,475
12 1,130 0,979 30 7,065 6,119 63 31,157 26,983
13 1,327 1,149 32 8,038 6,962 65 33,166 28,724
14 1,539 1,330 34 9,075 7,859 70 38,465 33,313
15 1,766 1,333 36 10,116 8,811 75 44,156 38,242
16 2,010 1,740 38 11,335 9,817 80 50,240 43,510
17 2,269 1,965 40 12,560 10,878 85 56,716 49,116
18 , 2,543 2,203 41 13,196 11,428 90 63,585 55,065
19 2,834 2,454 42 13,847 11 993 95 70,846 61,353
20 3,140 2,719 45 15,896 11’767 100 78,500 67,981
* См. сноску к табл. П1.3.
427
Таблица П1.5. Подсчет массы (кг) листового материала по площади
(м2), р=7,85*
Пример подсчета. Дано: толщина листа 0,5 мм, площадь ^=4,6 м2.
При F\ = 4,0 м2 При F2 = 0,6 м2 mi = 15,70 кг т2 = 2,36 кг
т= 18,06 кг
F = 4,6 м2
Тол- щина Площадь, м2
1., О 0,2 3 0,3 4 0,4 5 0,5 ! 1 6 0,7 7 0,7 8 0,8 9 0,9
0,1 0,785 1,57 2,36 3,14 3,93 4,71 5,50 6,28 7,07
о’08 0,16 0,24 0,31 0,39 0,47 0,55 0,63 0,71
0,2 С 570 3’,14 4,71 6,28 7,85 9,42 10,99 12,56 14,13
0Д6 0,31 0,47 0,63 0,79 0,94 1,10 1,26 1,41
0,3 2^355 4,71 7,07 9,42 11,78 14,13 16,49 18,84 91,20
0^24 0,47 0,71 0,94 1,18 1,41 1,65 1,88 2,12
0,4 ЗД40 6,28 9,42 12,56 15,70 18,84 21,98 25,12 28,26
0,31 0,63 0,94 1,26 1,57 1,88 2,20 2,51 2,83
0,5 3,925 7,85 11,78 15,70 19,63 23,55 27,48 31,40 35,3
0’з9 0,79 1,18 1,57 1,96 2,36 2,75 3,14 3,53
0,6 4,710 9,42 14,13 18,84 23,55 28,26 32,97 37,68 42,39
0 47 0,94 131 1,88 2,36 2,83 3,30 3,77 4,24
0,7 5’,495 Ю,99 16,49 21,98 27,48 32,97 38,47 43,96 49,46
0,55 1,10 1,65 2,20 2,75 3,30 3,85 4,40 4,95
0,8 6,280 12,56 18,84 25,12 31,40 37,68 43,96 50,24 56,52
0,63 1,26 1,88 2,51 3,14 3,77 4,40 5,02 5,65
0,9 7,065 14,13 21,20 28,26 35,33 42,39 49,46 50,52 63,59
0 71 1,41 2,12 2,83 3,53 4,24 4,95 5,65 6,36
1,0 7 85 15,70 23,55 31,40 39,25 47,10 54,95 62,80 70,65
0,79 1,57 г,36 3,14 3,93 4,71 5,50 6,28 7,07
1,1 8’б4 17,28 25,92 34,56 43,20 31,84 60,48 69,1? 77,76
0,86 1,73 2,59 3,46 4,32 5,18 6,05 6,91 7,78
1,2 9,42 18,84 28,26 37,68 47,10 56,52 65,94 75,36 84,78
0,94 1,88 2,83 3,77 4,71 5,65 6,59 7,54 8,48
1 ,з 10,21 20,42 30,63 40,84 51,05 61,26 71,47 81,68 91,89
1 02 2,04 3,06 4,08 5,Н 6,13 7,15 8,17 9,19
1,4 Ю 99 21,98 32,97 43,96 54,95 65,94 76,93 87,93 98,91
1 10 2,20 3,30 4,40 5,50 6,59 7,69 8,79 9,89
I ,5 П 78 23,56 35,34 47,12 58,90 70,68 82,46 94,24 106,0
1 18 2,36 3,53 4,71 5,89 7,07 8,25 9,42 10,60
1 12,56 25,12 37,68 50,24 62,80 75,36 87,92 100,5 113,0
1 26 2,51 3,77 5,02 6,28 7,54 8,79 10,05 10,30
1 ,7 13’35 26,70 40,05 53,40 66,75 80,10 93,45 106,8 120,1
1 34 2 67 4,04 5,34 6,68 8,01 9,35 10,68 12,01
1,3 14’23 28,16 42,39 56,52 70,65 84,78 98,91 113,0 127,2
1,41 2,83 4,24 5,65 7,07 8,48 9,89 11,30 12,72
2,0 15,70 31,40 47,10 62,80 78,50 94,20 109,9 125,6 141,3
1 57 3,14 4,71 6,28 7,85 9,42 10,99 12,56 14,13
2,2 17,27 34,54 51,81 69,08 86,35 103,6 120,9 138,2 155,4
1 73 3,45 5,18 6,91 8,64 10,36 12,09 13,82 15,54
2,5 19,63 39,26 58,89 78,52 98,15 117,8 137,4 157,0 176,7
1,96 3,93 5,89 7,85 9,82 11,78 13,74 15,70 17,67
2,8 21,98 43,96 65,94 87,92 109,9 131,9 153,9 175,8 197,8
2,20 4,40 6,59 8,79 10,99 13,19 15,39 17,58 19,78
428
Продолжение табл. П1.5
Тол- щина Площадь, м2
1 0,1 2 0,2 3 0,3 4 0,4 5 0,5 6 0,7 7 0,7 8 0,8 9 0,9
з,о 23 55 47,10 70,65 94,20 117,8 141,3 164,9 188,4 212,0
236 4’71 7,07 9,42 11,78 14,23 16,49 18,84 21,20
3,2 25’,12 50’24 75,36 100,5 125,6 150,7 175,8 201,00 226,1
2’51 5 02 7,54 10,05 12,56 15,07 17,58 20,10 22,61
3,5 27’48 54*96 82*44 109,9 137,4 164,9 192,4 219,8 247,3
2,’75 5*50 8,24 10,99 13,74 16,49 19,24 21,98 24,73
3,8 29’83 59,’66 89^9 119,3 149,2 179,0 208,9 238,6 268,5
2’98 5 97 8,95 11,93 14,92 17,90 20,88 23,86 26,85
4 31,40 62^80 94,20 125,6 157,0 188,4 219,8 251,2 282,6
з’ 14 628 9,42 12,56 15,70 18,84 21,98 25,12 28,26
4,2 32,97 65’94 98’91 131,9 164,9 197,8 230,8 263,8 296,7
з’зо 6 59 9,89 13,19 16,49 19,78 23,08 26,38 22,67
4,5 35,’33 70^65 106,0 141,3 176,7 212,0 247,3 282,6 318,0
3,53 7*07 10,60 14,13 17,67 21,20 24,73 28,26 31,80
4,8 37’68 75,36 113,0 150,7 188,4 226,1 263,8 301,4 339,1
3*77 7,54 11,30 15,07 18,84 •22,61 26,38 30,14 33,91
5 39,25 78*50 117,8 157,0 196,3 235,5 274,8 314,0 353,3
3,93 7,85 11,78 15,70 19,63 23,55 27,48 31,40 35,33
6 47,10 94,2 141,3 188,4 235,5 282,6 329,7 376,8 423,9
4,71 9,42 14’13 18,84 23,55 28,26 32,97 37,68 42,39
7 54,95 109,9 164,9 219,8 274,8 329,7 384,7 439,6 494,6
5^0 10,99 16,’49 21,98 27,48 32,97 38,47 43,96 49,46
8 62,80 125,6 188,4 251,2 314,0 376,8 439,6 502,4 565,2
6,28 12,56 18,84 25,12 31,40 37,68 43,96 50,24 56,52
9 70,65 141,3 212,0 282,6 353,3 423,9 494,6 565,2 635,6
7,07 14,13 21,20 28,26 35,33 42,39 49,46 56,52 63,56
10 78,50 157,0 235,5 314,0 392,5 471,0 549,5 628,0 706,5
7,85 15,70 23,55 31,40 39,25 47,10 54,95 62,80 70,65
11 86,35 172,7 259,1 345,4 413,8 518,1 604,5 690,8 777,2
8,64 17,27 25,91 34,54 41,38 51,81 60,45 69,08 77,72
12 94,20 188,4 282,6 376,8 471,1 565,2 659,4 753,6 847,8
9,42 18,84 28,26 37,68 47,11 56,52 65,94 75,36 84,78
13 102,05 204,1 303,2 408,2 510,3 612,3 714,4 816,4 918,5
10,21 20,41 20,62 40,82 51,03 61,23 71,44 81,64 91,85
14 109,90 219,8 329,7 439,6 549,5 659,4 769,3 879,3 989,1
10,99 21,98 32,97 43,96 54,95 56,94 76,93 87,93 98,91
15 117,75 235,5 353,3 471,0 588,8 706,5 824,3 942,0 1060
11,78 23,55 35,33 47,10 58,88 70,65 82,43 , 94,20 106,0
i6 125,60 251,2 376,8 502,4 628,0 753,6 879,2 *005 ИЗО
12,56 25,12 37,68 50,24 62,80 75,36 87,92 .100,5 113,0
17 133,45 266,9 400 4 533,8 667,3 800,7 934,2 *068 1201
13,35 26,69 40,04 53,38 66,73 80,07 93,42 106,8 120,1
18 141 30 282,6 423,9 565,2 706,5 847,8 989,1 ИЗО 1272
14’13 28,26 42,39 56,52 70,65 84,78 98,91 113,0 127,2
19 149,15 298,3 447,5 596,6 745,8 894,9 1044 1193 1342
14 92 29,83 44,75 59,66 74,58 89,49 104,4 119,3 134,2
20 157,00 314,0 471,0 628,0 785,0 942,0 1099 1256 1413
15 70 31,40 47,10 62,80 78,50 94,20 109,9 125,6 141,3
21 164,85 329,7 494,6 659,4 824,3 989,1 1154 1319 1484
1'6 49 32,97 49,46 65,94 82,43 98,91 115,4 131,9 148,4
22 172,70 345,4 518,1 690,8 863,5 1036 1209 1382 1554
17,27 34,54 51,81 69,08 86,35 103,6 120,9 138,2 155,4
429
Продолжение табл. П1.5
Тол- щина Площадь, м2
1 0,1 0,2 3 0,3 4 0,4 5 0,5 6 0,7 7 0,7 8 0,8 ——> 9 0,9
23 180,55 361,1 541,7 722,2 902,8 1083 1264 1444 1625
18,06 36,11 54,17 72,22 90,28 108,3 126,4 144,4 162 5
24 188,40 376,8 565,2 753,6 942,0 ИЗО 1319 1507 1696’
25 18,84 37,68 56,52 75,36 94,20 113,0 131,9 150,7 169 6
196,25 392,5 588,8 785,0 981,3 1178 1374 1570 1766
19,63 39,25 58,88 78,50 98,13 117,8 137,4 157,0 176 6
26 204,10 408,2 612,3 816,4 1021 1225 1429 1633 1837
20,41 40,82 61,23 81,64 102,1 122,5 142,9 163,3 183,7
28 219,80 439,6 659,4 879,2 1099 1319 1539 1758 1978
21,98 43,96 65,94 87,92 109,9 131,9 153,9 175,8 197,8
30 235,50 471,0 706,5 942,0 1178 1413 1649 1884 2120
23,55 47,10 70,65 94,20 117,8 141,3 164,9 188,4 212,0
32 251,20 502,4 753,6 1005 1256 1507 1758 2010 2261
25,12 50,24 75,36 100,5 125,6 150,7 175,8 201,0 226,1
34 266,90 533,8 800 7 1068 1335 1601 1868 2135 2402
26,69 53,38 80,07 106,8 133,5 160,1 186,8 213,5 240 9
36 282,60 565,2 847,8 ИЗО 1413 1696 1978 2261 2543’
28,26 56,52 84,78 113,0 141,3 169,6 197,8 226,1 254,3
40 314,00 628,00 942 0 1256 1570 1884 2198 2512 2826
31,40 62,80 94,20 125,6 157,0 188,4 219,8 251,2 282,6
42 329,70 659,4 989,1 1319 1649 1978 2308 2638 2967
32,97 65,94 98,91 131,9 164,9 197,8 230,8 263,8 296,7
45 353,25 706,5 1060 1413 1766 2120 2473 2826 3179
35,33 70,65 106,0 141,3 176,6 212,0 247,3 282,6 317,9
48 376,80 753 6 113 04 1507 1884 2261 2638 3014 3391
37,68 75,36 113 0 150,7 188,4 226,1 263,8 301,4 339,1
50 392,50 785,00 1178 1570 1963 2355 2748 3140 3523
39,25 78,50 117,8 157,0 196,3 235,5 274,8 314,0 352,3
55 431,75 863,5 1295 1727 2159 2591 3022 3454 3886
43,18 86,35 129,5 172,7 215,9 259,1 302,2 345,4 388,6
60 471,00 942,0 1413 1884 2355 2826 3297 3768 4239
47,10 94,20 141,3 188,4 235,5 282,6 329,7 376,8 423,9
65 510,25 1021 1531 2041 2551 3062 3572 4082 4592
51,03 102,1 153,1 204,1 255,1 306,2 357,2 408,2 459,2
70 549,50 1099 1649 2198 2748 3297 3847 4396 4946
54,95 109,9 164,9 219,8 274,8 329,7 384,7 439,6 494,6
75 588,75 1178 1766 2355 2944 3533 4121 4710 5299
58,88 117,8 176,6 235,5 294,4 353,3 412,1 471,0 529,9
80 628,00 1256 1884 2512 3140 3768 4396 5024 5652
62,80 125,6 188,4 251,2 314,0 376,8 439,6 502,4 565,2
85 667,25 1335 2002 2669 3^36 4004 4671 5338 6005
66,73 133,5 200,2 266,9 333,6 400,4 467,1 533,8 600,5
90 706,50 1413 2120 2826 3533 4239 4946 5652 6359
70,65 141,3 212,0 282,6 353,3 423,9 494,6 565,2 635,9
95 745,75 1492 2237 2983 3729 4475 5220 5966 6712
74,57 149,2 223,7 298,3 372,9 447,5 522,0 596,6 671,2
100 785,00 1570 2355 3140 3925 4710 5495 6280 7065
78,50 157,0 235,5 314,0 392,5 471,0 549,5 628,0 706,5
* См. сноску к табл. Ш.З.
430
Таблица П1.6. Технологические свойства и примерное назначение
некоторых цветных металлов и сплавов
Технологические свойства
Металл,
сплав
Примерное назначение
и S
Сплавы алюминиевые (ГОСТ 1583—89)
АЛ2 50 П в Ответственные отливки и дета- ли высокой коррозионной стой- кости (планшайбы, шкивы, кор- пусы пневмоцилиндров)
АЛ4 70 Крупные отливки, на которые действуют ударные нагрузки и детали высокой коррозионной стойкости (корпусы, блоки ци- линдров)
АЛ9 50 О Детали сложной конфигурации, а также детали, отличающиеся герметичностью, повышенной коррозионной стойкостью пли хорошей свариваемостью
АЛ11 80 X в — Детали, обладающие антифрик- ционными свойствами (втулки подшипников, сопряженные с термически обработанными ва- лами)
АЛ13 65 У Умеренно нагруженные детали, работающие в контакте с хими- чески активными средствами, т. е. обладающие высокой кор- розионной стойкостью
Сплавы алюминиевые деформируемые (ГОСТ 4784—74)
АМц 30 п в ох Сварные детали и малонагру- женные изделия, изготовляе- мые гибкой и глубокой вытяж- кой, а также детали с высокой коррозионной стойкостью
АМг2 . АМгЗ 45 Сварные и средненагруженные детали, а также детали, обла- дающие высокой коррозионной стойкостью в отожженном со- стоянии
431
Продолжение табл. П1.6
Металл, сплав Технологические свойства Примерное назначение
CQ X Обрабаты- ваемость ре- занием Сваривае- мость Обрабаты- ваемость давлением
В95 150 X н X Силовые элементы конструкций и высоконагруженные детали, работающие длительное время при температуре до 100 °C
Д1, Д1П 115 О У О Высоконагруженные детали, работающие при комнатной температуре, характеризующи- еся невысокой коррозионной стойкостью, средней пластич- ностью и деформируемостью в холодном состоянии (штампо- ванные узлы креплений, за- клепки, фланцы)
АВ 30 п в X Детали и элементы конструк- ций, несущие умеренные на- грузки при повышенных тре- бованиях к коррозионной стой- кости
АК6 105 X Кованые и штампованные де- тали сложной формы, облада- ющие высокой пластичностью в горячем состоянии
АК8 135 О Высоконагруженные штампо- ванные детали конструкций, для которых допустима пони- женная пластичность в горя- чем состоянии
Д16, Д16П — О У Высоконагруженные детали и элементы конструкций, не под- вергаемые штамповке, ковке, а также детали, получаемые сваркой
Сплавы магниевые литейные (ГОСТ 2856—79)
млз 45 ОХ У Детали простой конфигурации и повышенной герметичности
МЛ4 50 О Детали, подвергаемые средним статическим и динамическим нагрузкам, а также детали, к которым предъявляют требова- ние коррсрионной стойкости
432
Продолжение табл. П1.6
Металл, сплав Технологические свойства Примерное назначение
£ X Обрабаты- ваемость ре- занием Сваривае- мость 4 3 £ А 0) Sg = 'О О 0) а3 5 О « <=(
МЛ5 50 ОХ У — Высоконагруженные детали сложной конфигурации, к ко- торым не предъявляют требо- вание высокой коррозионной стойкости (корпуса приборов и аппаратуры)
Сплавы магниевые деформируемые (ГОСТ 14957—76)
МА1 45 ОХ В X Малонагруженные сварные де- тали несложной конфигурации, в том числе детали, изготов- ленные деформированием
МА2 55 Умеренно нагруженные кова- ные и штампованные детали сложной конфигурации, свар- ные конструкции
МА5 65 н п Высоконагруженные кованые детали
МАИ — — О Детали, нагревающиеся в про- цессе эксплуатации
МА14 X Высоконагруженные детали
Цинковые литейные сплавы в чушках (ГОСТ 19424—74)
ЦАМА-1 90 X н Литые детали конструкций средней прочности (корпуса карбюраторов, насосов)
ЦА4 75 Литые детали средней прочно- сти с устойчивыми размерами
Сплавы цинковые антифрикционные (ГОСТ 21437—75)
Н О
ЦАМ 10—5 НО X
Моно- и биметаллические де-
тали в конструкциях подшип-
ников скольжения (вкладыши,
втулки)
28-33
433
Продолжение табл. П1.6
Металл, сплав Технологические свойства Примерное назначение
НВ Обрабаты- ваемость ре- занием Сваривае- мость Обрабаты- ваемость давлением
ЦАМ 9—1,5 90 X н О То же, а также прокатанные полосы, предназначенные для направляющих скольжения ме- таллорежущих станков
Сплавы медно-цинковые латуни,
обрабатываемые давлением (ГОСТ 15527—70)
Л63 60 О X Прокат (листы, ленты, поло- сы, трубы, прутки, фольга, проволока)
Л68 55 ох Детали, изготовляемые штам- повкой, листы, полосы, ленты
Л70 55 X Полосы и ленты специального назначения, детали химической аппаратуры
ЛЖМц59-1-1 88 п Обрабатываемые давлением детали морских судов и само- летов, вкладыши подшипников
ЛМц58-2 85 Детали простой конфигурации, а также детали машин, обра- батываемые давлением (гайки, болты, арматура)
ЛС59-1 90 ох Детали, изготовляемые меха- нической обработкой
ЛЖС58-1-1 —
Сплавы медно-цинковые (латуни) литейные (ГОСТ 17711—80)
ЛЦ23А6ЖЗМц2 160 О Высоконагруженные детали (гайки нажимных винтов, ра- ботающие в тяжелых услови- ях, массивные червяки)
ЛЦЗОАЗ 90 Коррозионно-стойкие детали
434
Продолжение табл. П1.6
Технологические свойства
Металл, сплав CQ Обрабаты- ваемость ре- занием Сваривае- мость Обрабаты- ваемость давлением Примерное назначение
ЛЦ40Сд 85 ОХ — — Фасонное литье, втулки, сепа- раторы
ЛЦ38Мц2С2 95 О Зубчатые колеса
ЛЦ40МцЗЖ НО Несложные по конфигурации детали отечественного назна- чения, работающие при темпе- ратуре до 300 °C
ЛЦ16К4 Бронзы бес БрАЖ9-4 100 золовяь 100 шые, обрс П 2батыв1 В яемые dat X Детали арматуры и детали, работающие в морской среде злением (ГОСТ 18175—78) Детали, работающие на изна- шивание (втулки и вкладыши подшипников, сопряженные с термически обработанными ва- лами при средних скоростях, червячные колеса, сопряженные термически обработанными червяками, трущиеся детали насосов, фрикционные диски, упорные кольца)
БрАЖН 10-4-4 150 Детали ответственного назна- чения, работающие на изнаши- вание (направляющие втулок, клапаны, шестерни)
БрАМцЮ-2 но П Нагруженные детали (червяки, шестерни, втулки)
БрБ2 140 X — Упругие элементы, работающие при повышенной температуре (пружины, клеммы)
БрО5Ц5С5 60 ох Н Детали, работающие на изна- шивание (подшипники шпинде- лей, венцы червячных колес в сопряжении с незаколенным червяком)
28*
435
Продолжение табл. П1.6
Металл, сплав Технологические свойства Примерное назначение
CQ X Обрабаты- ваемость ре- занием Сваривае- мость м 'О о а> о 2 к
БрО4Ц4С17 То же, а также втулки под- шипников, гайки ходовых вин- тов
Сплавы титановые, обрабатываемые давлением (ГОСТ 19807—74)
ВТ5 — О в п Детали, работающие в агрес- сивных средах, а также испы- тывающие повышенные нагруз- ки (каркас и обшивка самоле- тов и судов, топливные баки, детали протезов, медицинские инструменты)
ВТЗ-1 36 — н
ОТ4 ОТ-1 70 в О
Примечания:
1. Условные обозначения технологических свойств указаны в табл. П1.1.
2. Условные обозначения обрабатываемости резанием соответствуют обозначениям об"
рабатываемости давлением, указанным в табл. Ш.1.
Таблица П1.7. Плотность материалов р (г/см3)
и коэффициент 7<=q/7,85=0,1274q
Материал Р К
Автол 0,93 0,11
Алмаз 3,47—3,56 4,44-0,45
Алюминиевые- сплавы:
АЛ1 2,75 0,35
АЛ2 2,65 0,34
АЛЗ 2,70 0,34
АЛ4 2,65 0,34
АЛ5 2,68 0,34
АЛ7 2,80 0,36
АЛ8 2,55 0,32
АЛ9 2,66 0,34
АЛ 11 2,94 0,37
АЛ13 2,60 0,33
АЛЮ 2,78 0,35
АЛ21 2,83 0,36
АЛ22 2,50 0,32
АЛ24 2,74 0,35
АЛ25 2,72 0,35
Амальгама 13,7-14,1 1,74-1,79
Асбест 2,5 0,32
Асботекстолит 1,70-1,80 0,22-0,23
Бабиты оловянные и свинцовые:
Б88 7,35 0,93
Б83 7,38 0,94
Б83С 7,40 0,94
Б16 9,29 1,18
433
Продолжение табл. П1.7
Материал Р к
БН 9,7 1,21
БС6 10,05 1,29
Бензин 0,70-0,78 0,09-0,10
Бериллий 1,84 0,23
Бронзы безоловянные литейные:
БрА9Мц2Л 7,6 0,97
БрАЭЖЗЛ 7,6 0,97
БрА10Ж4Н4Л 7,6 0,97
БрСЗО 9,4 1,19
Бронзы безоловянные, обрабатываемые давлением:
БрА5 8,2 1,04
БрА7 7,8 0,99
БрАМц9-2 7,6 0,97
БрАЖ9-4 7,6 0,97
БрАЖМц 10-3-1,5 7,5 0,95
БрАЖН10-4-4 7,5 0,95
БрКМцЗД 8,4 1,07
БрКН1-3 8,6 1,09
БрМц5 8,6 1,09
Бронзы бериллиевые:
БрБ2 8,2 1,04
БрБНТ1,9 8,2 1,04
БрБНТ1,7 8,2 1,04
Бронзы оловянные деформируемые: 8,6 1,09
БрОФ8,0-0,3
БрОФ7-0,2 8,6 1,09
БрОФ6,5-0,4 8,7 1,11
БрОФ6,5-0,15 8,8 1,12
БрОФ4-0,25 8,9 1,13
БрОЦ4-3 8,8 1,12
БрОЦС4-4-2,5 8,9 1,13
БрОЦС4-4-4 9,1 1,16
Бронзы оловянные литейные: 8,69 1,Ю
БрОЗЦ12С5
БрОЗЦ7С5Н1 8,84 1,12
БрО5Ц5С5 8,84 1,12
БрО4Ц4С17 9,0 1,14
Бумага асбестовая изоляционная 0,7—0,9 0,09—0,11
Бумага чертежная плотная 1,5 0,19
Ванадий 6,5—7,1 0,83—0,90
Винипласт листовой 1,38—1,43 0,18
Висмут 9,8 1,24
Вода при 4°С 1,0 0,13
Войлок для фильтров 0,20-0,24 0,03
Войлок технический 0,37 0,05
Волокнит 1,35-1,45 0,17-0,18
Вольфрам 19,3 2,45
Воск 0,96 0,12
Галлий 5,91 0,75
Гафний 13,09 1,66
Германий 5,33 0,68
Гетинакс листовой 1,3-1,4 0,17-0,18
Глицерин 1,25 0,16
437
Продолжение табл. П1.7
Материал р К
Графит 2,10-2,52 0,27-0,32
Доломит 2,8-2,9 0,36-0,37
Древесина при влажности 15 %:
береза, бук 0,65 0,08
дуб 0,72 0,09
ель 0,46 0,06
липа, сосна 0,51 0,06
Золото 19,32 2,45
Индий 7,36 0,93
Иридий •22,4 2,84
Кадмий 8,64 1,10
Капролон 1,16 0,15
Капрон первичный 1,13-1,15 0,14-0,15
Капрон вторичный 1,20 0,15
Картон прокладочный 0,70—0,75 0,09-0,10
Картон электроизоляционный 0 95-1,15 0,12—0,15
Керосин 0,82-0,84 0,10-0,11
Кобальт 8,9 1,13
Кожа 1,02 0,15
Кремний 2,55 0,32
Лед при температуре 0°С 0,917 0,12
Лента тормозная 1,75 0,22
Линолеум 1,15-1,30 0,15-0,17
Литий 0,53 0,07
Магний 0,74 0,22
Магниевые сплавы деформируемые:
МА1 1,76 0,22
МА2 1,78 0,23
МА2-1 1,79 0,23
МА5 1,82 0,23
МА8 1,78 0,23
МА14 1,80 0,23
Магниевые сплавы литейные:
МЛЗ 1,78 0,23
МЛ4 1,83 0,23
МЛ6 1,81 0,23
МЛ10 1,76 0,22
МЛ11 1,78 0,22
МЛ12 1,80 0,23
Марганец 7,2-7,4 0,91-0,94
Масла моторные 0,93 0,11
Масло для гидравлических систем 0,85 0,11
Масло машинное 0,89-0,91 0,11-0,12
Медь 8,94 1,14
Медно-цинковые сплавы (латуни) ли-
тейные:
ЛЦ16К4 8,3 1,05
ЛЦ23А6ЖЗМц2 8,5 1,08
ЛЦЗОАЗ 8,5 1,08
ЛЦ38Мц2С2 8,5 1,08
ЛЦ40Сд 8,5 1,08
ЛЦ40С 8,5 1,08
ЛЦ40МцЗЖ 8,5 1,08
ЛЦ25С2 8,5 1,08
43!
Продолжение табл. П1.7
Материал Р Л'
Медно-цинковые сплавы (латуни), об-
рабатываемые давлением:
Л96 8,85 1,12
Л90 8,78 1,12
Л85 8,75 1,П
Л80 8,66 1,Ю
Л70 8,61 1,09
Л68 8,60 1,09
Л63 8,44 1,07
Л60 8,40 1,07
ЛА77-2 8,60 1,09
ЛАЖ60-1-1 8,20 1,04
ЛАН59-3-2 8,40 1,07
ЛЖМц59-1-1 8,50 1,08
ЛН65-5 8,60 1,09
ЛМц58-2 8,40 1,07
ЛМцА57-3-1 8,10 1,03
Мел 1,8-2,6 0,23-0,33
Молибден 10,3 1,31
Мрамор 2,65-2,90 0,34-0,37
Натрий 0,97 1,12
Никель 8,9 1,13
Никелевые и медно-никелевые сплавы,
обрабатываемые давлением:
НК0,2 8,9 1,13
НМц2,5 8,9 1,13
НМц5 8,8 1,12
НМцАК2-2-1 8,5 1,08
НХ9,5 8,7 1,П
МНМц43-0,5 8,9 1,13
НММц40-1,5 8,9 1,13
МНЖМцЗО-1-1 8,9 1,13
МНЖ5-1 8,7 1,И
МНЮ 8,9 1,13
МНЮ 9,02 1,15
МНЦ15-20 8,7 1,П
МНА13-3 8,5 1,08
МНАб-1,5 8,7 1,Н
МНМцЗ-12 8,4 1,07
Олово 7,3 0,93
Палладий 12,0 1,52
Парафин 0,9 о,п
Паронит:
ПОН 1,6-2,0 0,20-0,25
ПМБ 1,5-2,0 0,19-0,25
ПА 1,8-2,7 0,23-0,34
ПЭ 1,6-2,0 0,20-0,25
Пентапласт 1,40 0,18
Пластик древеснослоистый 1,25 0,16
Платина 21,2—21,5 2,69—2,73
Пленка полихлорвиниловая ' 1,28-1,35 0,16-0,17
Пленка полиэтиленовая 0,92-0,93 0,12
Полиамид 610 1,12 0,14
Поливинилхлорид 1,39 0,18
439
Продолжение табл. П1.7
Материал Р К
Поликарбонат 1,20 0,15
Полипропилен 0,90-0,92 о,и
Полистирол 1,05-1,10 1,13-0,14
Полиуретан 1,21 0,15
Полиэтилен 0,92-0,97 0,12
Пресс-порошки общего назначения 1 до-1,45 0,18
Пробка 0,22-0,26 0,03
Резина 1,3-1,8 0 17-0,23
Рений 21,0 2,67
Родий 12,48 1,58
Ртуть 13,6 1,73
Рубидий 1,52 0,19
Рутений 12,45 1,58
Свинец 11,37 1,44
Серебро 10,5 1,33
Слюда 2,65-3,20 0 34-0,41
Сталь конструкционная 7,85 1,0
Стальное литье 7,80 0,99
Сталь быстрорежущая с содержанием
вольфрама, %:
5 8,10 1,0<
10 8,35 1,06
15 8,60 1,09
18 8,90 1,13
Стеарин 0,9-2-1,00 0,12-0,13
Стекло оконное 2,4-2,6 0,30-0,33
Стекло органическое 1,2 0,15
Стеклотекстолит 1,85-1,90 0,23-0,24
Стронций 2,63 0,33
Стружка:
алюминиевая мелкая дробленая 0,70* —
стальная мелкая 0,55* —
стальная крупная 0,25* —
чугунная 2,00* —
Сурьма 6,62 0,84
Таллий 11,85 1 50
Тантал 13,6 2,11
Текстоволокнит 1 30-1,45 0,17-0,18
Текстолит конструктивный 1,3-1,4 0,17-0,18
Теллур 6,25 0,79
Титан 4,5 0,57
Фанера 0 ПЗ—0,85 0,08—0,11
Фаолит 1,5-1,6 0,19-0,20
Фарфор 2,3-2,5 0,29-0,32
Фибра листовая 1 10—1,20 0,Н-0,15
Фторопласт-3 2’09-2,16 0 27-0,28
Фторопласт-4 2 12-2,19 0,26—0,28
Фторопласт-4Д 2,23 0,28
Хром 7,14 0,91
Целлулоид 1,3-1,4 0,17-0,18
Цинк 7,13 0,91
Цинковые сплавы антифрикционные:
ЦАМ9-1,5Л 6,2 0,79
ЦАМ9-1.5 6,2 0,79
440
Продолжение табл. П1.7
Материал Р К
ЦАМ10-5Л 6,3 0,80
ЦАМ10-5 6,3 0,80
Цирконий (?, 53 0,82
Чугун: антифрикционный 7,4-7,6 0,94—0,97
ковкий и высокопрочный 7,2-7,4 0,91—0,94
серый 7,0 — 7,2 0,89-0,81
Эбонит 1,25 0,16
* т/м3.
Таблица П1.8. Числа твердости металлов и сплавов при различных методах
определения (ГОСТ 8.064—79)
По Бринел- лю НВ По Виккерсу HV По Роквеллу HRC По Супер- Рок веллу HRCy По Бринел- лю НВ По Виккерсу HV По Роквеллу HRC По Супер- Роквелл у HRC, По Бринел- лю НВ По Виккерсу HV По Роквеллу HRC По Супер- Роквеллу HRC3
146 14-7 — 229 226 22 24,0 402 423 43 44,5
149 149 — — 235 235 23 25,0 418 435 44 45,4
153 152 — — 241 240 24 26,0 430 460 45 46,4
156 154 — — 248 250 25 27,0 444 474 47 48,3
159 159 — — 255 255 26 28,0 460 502 48 49,:
163 162 — — 262 261 27 29,0 477 534 49 50,3
166 165 — — 269 272 28 30,0 495 551 51 52,2
170 171 — — 277 278 29 31,0 512 587 52 53,3
174 174 — — 286 286 30 31,9 532 606 54 55,3
179 177 — — 293 291 31 32,9 555 649 56 57,1
183 183 — — 302 305 33 34,8 578 694 58 59,0
187 186 — — 311 312 34 35,8 600 746 59 60,6
192 190 — — 321 320 35 36,8 627 803 61 62,0
196 197 — — 332 335 36 37,7 652 867 63 63,9
202 201 — — 340 344 37 38,7 — 940 65 65,8
207 209 18 20,2 351 361 38 39,6 — 1021 67 67,8
212 213 19 21 2 364 380 39 40,6 — 1114 69 —
217 217 20 22,2 375 390 40 41,6 1220 72
223 221 21 23,1 387 401 41 42,5
Примечание. При разработке и издании технической литературы, а также тех-
нической документации требования к твердости материалов и изделий должны регламен-
тироваться только по шкале С Роквелла, воспроизводимой государственным специальным
эталоном (HRCy). Например, если в чертеже изделия было указано «калить HRC 58 . . . 60»,
го для получения изделия той же твердости в новом чертеже надо указать «калить
59 ... 61 HRC3».
ПРИЛОЖЕНИЕ 2. СВЕДЕНИЯ ИЗ МАТЕМАТИКИ
Таблица П2.1. Перевод градусной меры в радианную
(длина дуг окружности, радиус которой равен 1)
1 рад. = 57°17/44//; 1°=0,017453 рад.
Угол Дуга Угол Дуга | Угол Дуга Угол Дуга
1" 0,000005 1' 0,000291 1° 0,017453 20° 0,349066
2" 0,000010 2' 0,000582 2° 0,034907 30° 0,523599
3" 0,000015 3' 0,000873 3° 0,052360 40° 0,698132
4" 0,000019 4' 0,001164 4° 0,059813 50° 0,872665
Ь" 0,000024 5' 0,001454 5° 0,087266 60° 1,047198
6" 0,000029 6' 0,001745 6° 0,104720 90° 1,570796
1" 0,000034 7' 0,002036 7° 0,122173 180° 3,141593
8" 0,000039 8' 0,002327 8° 0,139626 270° 4,712389
9" 0,000044 9' 0,002618 | 9° 0,157080 360° 6,283185
10" 0,000048 10' 0,002909 10° 0,174533
Таблица П2.2. Перевод радианной меры в градусы
Ради- аны Градусы и минуты Ради- аны Градусы и минуты 1 Ради- аны Градусы и минуты Ради- аны Градусы и минуты Ради- аны Гра- дусы и мину- ты
1 57°18' 0,1 5°44' 0,01 0°34' 0,001 0°03' 0,0001 0°00'
2 114°35' 0,2 11°28' 0,02 1°09' 0,002 0°07' 0,0002 0°01'
3 171°53' 0,3 17°11' 0,03 1°43' 0,003 0°10' 0,0003 0°01'
4 229°11' 0,4 22°55' 0,04 2°18' 0,004 0°14' 0,0004 0°0Г
5 289°29' 0,5 28°39' 0,05 2°52' 0,005 0°17' 0,0005 0°02'
6 343°46' 0,6 34°23' 0,06 3°26' 0,006 0°23' 0,0006 0°02'
7 401°04' 0,7 40°06' 0,07 4°01' 0,007 0°28' 0,0007 0°02'
8 458°22' 0,8 45°50' 0,08 4°35' 0,008 0°31' 0,0008 0°03'
9 515°40' 0,9 51°34' 0,09 5°09' 0,009 0-31' 0,0009 0°03'
442
Таблица П2.3. Перевод долей дюйма в миллиметры
' Дюймы Миллимет- ры Дюймы Миллимет- ры
Дбли дюйма Десятичные значения Доли дюйма Десятичные значения
V64 0,0156 0,397 33/б4 0,5156 13,097
7з2 0,0312 0,794 | '7» 0,5312 13,494
3/б4 0,0468 1,191 i 33/б4 0,5468 13,891
7.6 0,0625 1,587 в/.в 0,5625 14,287
5/б4 0,0781 1,984 37б4 0,5781 14,684
732 0,0937 2,381 19/з2 0,5937 15,081
764 0,1093 2,778 39/м’ 0,6093 15,478
Vs 0,125 3,175 5/з 0,625 15,875
®/б4 0,1406 3,572 47в4 0,6405 16,272
5Аг 0,1562 3,9С9 27з2 0,6562 16,669
>’/б4 0,1718 4,366 43/б4 0,6718 17,066
716 0,1875 4,762 П/16 0,6875 17,462,
13/б4 0,2031 5,169 45/М 0,7031 17,8595
7/э2 0,2187 5,556 23/32 0,7187 18,256.
15/б4 0,2343 5,953 47б4 0,7343 13,653.
74 0,25 6,35 3А 0,75 19,05,
'7б4 0,2656 6,747 49/б4 0,7656 19,447
9/з2 0,2812 7,144 23/32 0,7812 19,844
*»/« 0,2968 7,541 57ы 0,7968 20,241
5/16 0,3125 7,937 ,3/>» 0,8125 20,637
27б4 0,3281 8,334 33/б4 0,8281 21,034
’*/32 0,3437 8,731 27з2 0,8437 21,431
27б4 0,3593 9,128 ! 67б4 0,8593 21,828-
7з 0,375 9,525 7з 0,875, 22,225
27б4 0,3906 9,922 67б4 0,8906 22,622
'732 0,4062 10,319 М/32 0,9062 23,019
27м 0,4218 10,716 59/б4 0,9218 23,416
71в 0,4375 11,112 15/16 0,9375 23,812
27б4 0,4531 11,509 61/б4 0,9531 24,209
>7з2 0,4687 11,906 31/32 0,9687 24,606
37б4' 0,4843 12,303 63/б4 0,9843 25,003
72 0,5 12,70 '/о 1,0j 25,40
443
Таблица П2.4. Деление окружности на п равных частей 1
п 180° sin п п 180° sin л п 180° sin п п 180° sin/ п
1 0,00000 26 0,12054 51 0,06156 76 0,04132
2 1,00000 27 0,11609 52 0,06038 77 0,04079
3 0,86603 28 0,11193 53 0,05924 78 0,04027
4 0,70711 29 0,10812 54 0,05814 79 0,03976
5 6 0,58779 0,50000 30 0,10453 55 56 0,05709 0,05607 80 0,03926
7 0,43388 31 0,10117 57 0,05509 81 0,03878
8 0,38268 32 0,09802 58 0,05414 82 0,03830
9 0,34202 33 0,09506 59 0,05322 83 0,03784
10 0,30902 34 35 0,09227 0,08964 60 0,05234 84 85 0,03739 0,03695
11 0,28173 35 0,08716 61 0,05148 86 0,03352
12 0,2-5882 37 0,08481 62 0,05065 87 0,03310
13 0,23932 38 0,08258 63 0,04985 88 0,03568
14 0,22252 39 0,08047 64 0,04907 89 0,03529
15 16 0,20791 0,19509 40 0,07846 65 66 0,04831 0,04758 90 0,03490
17 0,18375 41 0,07655 67 0,04687 91 0,03452
18 0,17335 42 0,07473 68 0,04618 92 0,03414
19 0,16460 43 0,07300 69 0,04551 93 0,03377
20 0,15643 44 45 0,07134 0,06976 70 0,04487 94 95 0,03341 0,03305
21 0,14901 46 0,06824 71 0,04423 95 0,03272
22 0,14232 47 0,06678 72 0,04362 97 0,03238
23 0,13517 48 0,06540 73 0,04302 98 0,03205
24 0,13053 49 0,06407 74 0,04244 99 0,03173
25 0,12533 50 0,06279 <75 0,04188 100 0,03141
1 Для деления окружности на п равных частей необходимо определить хорду по фор-
муле а= л и цы. 180° D sin п ;80 (D — диаметр окружности); величина sin п О > берется из таб-
Таблица П2.5. Простейшие геометрические построения
1. Провести перпендикуляр через середину
отрезка АВ
Из точек А и В, как из центров, радиусом,
большим половины отрезка ЛВ, провести две
дуги до взаимного пересечения в точках С и
D. Прямая CED будет перпендик) лнрная от-
резку АВ в его средней точке В
444
Продолжение табл. П2.5
2. Из точки А опустить перпендикуляр на
прямую
Из точки 4, как из центра, провести дугу,
пересекающую прямую L. Из точек пересече-
ния В и С провести дуги до взаимного пере-
сечения в точке D-, прямая А — искомый пер-
пендикуляр
3. Провести перпендикуляр к прямой L в
точке А
Из точки А, как из центра, провести про-
извольным радиусом дугу до пересечения с
прямой в точках В и С. Из точек В и С про-
вести дуги до взаимного пересечения в точке
D-t прямая AD — искомый перпендикуляр
4. Провести перпендикуляр к отрезку АВ
в точке А
Первый способ. Из произвольной точки С,
как из центра, провести дугу радиусом АС
до пересечения с отрезком АВ в точке D.
Через точки D и С провести прямую до пе-
ресечения с дугой в точке Е: ЕА — искомый
перпендикуляр
Второй способ. Из точки А произвольным
радиусом провести дугу до пересечения с от-
резком АВ в точке С. Тем же радиусом из
точки С на дуге отметить точку D, а затем
из точки D — точку Е. Из точек D и Е про-
вести дуги до взаимного пересечения в точке
2И; AM — искомый перпендикуляр
5. Через точку М провести прямую, парал-
лельную прямой
Первый способ. На прямой L отложить
произвольный отрезок АВ. Из точки В прове-
сти дугу радиусом АМУ а из точки М—дугу
радиусом АВ до взаимного пересечения в точ-
ке N-, прямая MN — искомая прямая, парал-
лельная прямой
Второй способ. Из произвольной точки С
провести полуокружность радиусом СМУ на
которой радиусом AM из точки В отметить
точку N\ MN — искомая прямая, параллель-
ная прямой
445
Продолжение ?абл. П2.5
6. Провести прямую, параллельную данной
прямой на заданном расстоянии /
Из произвольной точки заданной прямой
провести перпендикулярную ей прямую (см.
п. 1—4), отложить на перпендикуляре задан-
ное от прямой расстояние и через полученную
точку провести прямую, параллельную данной
прямой (см. п. 5) )
7. Разделить отрезок АВ на равные части
(например, на пять частей)
Через точку А провести под произвольным
углом прямую АС. На прямой АС от точки А
отложить равные отрезки (Л—1 = 1—2=2—3 =
==...) произвольной длины, число которых
равно числу частей, на которое нужно разде-
лить отрезок АВ. Конец последнего отрезка
соединить с точкой В (прямая В—5). Через
точки 1, 2, 3, ... провести прямые, параллель-
ные В—5 до пересечения с отрезком АВ, ко-
торые и разделят отрезок на заданное число
равных частей
8. Построить биссектрису угла
Из вершины угла (точка В) провести дугу
произвольного радиуса до пересечения со сто-
ронами угла в точках А и С. Из точек А и С
провести дуги до взаимного пересечения в
точке D: прямая BD — биссектриса угла
9. На прямой L построить угол, равный за-
данному углу
Из вершины заданного угла а (точка В)
провести дугу произвольного радиуса до пере-
сечения со сторонами угла в точках А и С.
Тем же радиусом из произвольной точки D
прямой L провести дугу, пересекающую пря-
мую L в точке М. На этой дуге от точки М
отложить отрезок, равный дуге АС (точка
N). Соединив точки D и N, получим угол
MDN, равный углу а
10. На отрезке О А построить углы 30, 45
и 60°
В точке О восстановить перпендикуляр ОВ
(см. п. 4) к отрезку ОА. Из точки О провести
дугу произвольным радиусом до пересечения
со сторонами угла АОВ. Тем же радиусом из
точек пересечения С и D на дуге отметить
точки М и N. Построить биссектрису ОК угла
ла АОВ (см. п. 8). Через точки О—М и O—N
провести прямые. Угол AON равен 30°, угол
АОК равен 45° и угол АОМ— 60°
446
Продолжение табл. П2.5
11. Построить окружность, вписанную в тре-
угольник АВС
Построить биссектрисы (см. п. 8) углов САВ
АВС треугольника, из точки их пересече-
ния (точка М) опустить перпендикуляр ЛК
на сторону АВ (см. п. 2). Отрезок MN есть
радиус вписанной окружности, а точка М —
ее центр
12. Построить окружность, описанную во-
круг треугольника АВС
Через середины сторон АВ и ВС треуголь-
ника провести перпендикуляры (см. п. 1) до
пересечения их в точке О. Точка О есть центр
описанной окружности, а отрезки ОА — ОВ —
ОС равны ее радиусу
13. По заданным значениям катета и гипо-
тенузы построить прямоугольный треугольник
Из середины (точка О) гипотенузы провес-
ти полуокружность радиусом, равным ее по-
ловине. Из конца гипотенузы (точка Д) ради-
усом, равным катету Ь, провести дугу до пе-
ресечения с полуокружностью в точке В. Со-
единив точку В с точками А и С, получаем
искомый прямоугольный треугольник
14. Из точки А провести касательные к за-
данной окружности
Соединить точку А с центром О окружно-
сти, отрезок О А разделить пополам (см. п. 1).
Из середины отрезка (точка В) провести ду-
гу радиусом ОВ до пересечения с окружно-
стью в точках С и D. Прямые АС и AD —
искомые касательные
15. Построить касательную к дуге окруж-
ности в точке А
Из точки А произвольным радиусом сде-
лать на заданной дуге отметки (точки В и С),
провести через них хорду ВС и через точку А
провести прямую, параллельную хорде ВС,
которая и будет искомой прямой
447
Продолжение тсюл. П2.д
16. Найти центр и радиус окружнрсти, за-
данной дугой АВ Г
Провести две произвольные хордй (AN и
МВ); через середины хорд провеет^ перпен-
дикуляры до взаимного пересечений в точке
О. Точка О есть центр заданной оюужности,
а радиус равен отрезку О А — АВ
17. Провести дугу радиусом 7?, касательную
к пересекающимся под произвольным углом
прямым АВ и CD
Провести прямые, параллельные заданным
и отстоящие от них на расстоянии R (см.
п. 6), до взаимного пересечения в точке О. Из
точки О провести дугу радиусом R, которая
будет искомой, касательной к прямым АВ и
CD
18. Провести дугу радиусом R, касатель-
ную к дуге радиуса Ri и прямой L
Из центра О{ заданной дуги провести дугу
радиусом 7?1 + 7? и прямую, параллельную за-
данной прямой L и отстоящей от нее на рас-
стояние 7?. Точка О пересечения этой прямой
с дугой радиуса 7?i+7? есть искомый центр
дуги радиуса R, касательной к заданным ду-
ге и прямой. Задача не имеет решения, если
расстояние между центрами О и прямой L
больше суммы +2/?
19. Провести дугу радиусом R, касательную
к двум дугам с радиусами и R2
Из центров заданных дуг (точек Oi и О2)
провести дуги радиусами, соответственно рав-
ными 7?1+7? и R2+R, до их взаимного пере-
сечения в точке О, которая является центром
дуги радиуса R, касательной к заданным ду-
гам. Задача не имеет решения, если расстоя-
ние между центрами и О2 больше суммы
Ri Ч_7?2_Ь27?
44$
Таблица П2.6. Площадь и другие элементы плоских фигур
Эскиз Обозначения Формулы для расчета пло- щади F и других элементов фигур
Квадра! а — сторона; d — диа- а=Q,lQl\d=^F~1 = 1,414а =»
77 /7 гональ = l,414yF; f=a2=0,5<P
Прямоугольник и парал-
лелограмм
b — основание;
высота
b=F/h\ h=F/b\ F=bh
Треугольник
а, Ь, с — стороны;
h — высота; а, р,
у — углы; р — полу-
периметр
а + р+у=180°; р = 0,5 (a-f-
-4-^4-с); F=o$bh=
(р — а) (р — Ь) (р — с);
h=2F/b\ b = 2F/h
Трапеция
b
b — основания;
т —
а,
h — высота;
средняя линия
m = 0,5(n+&); F = 0,5(a-h
+ = h=2F/(a+b)\
a = 2F/h — b\ b = 2F/h — a
Правильный шестиуголь-
ник
a — сторона; R— ра-
диус описанной ок-
ружности; г — ради-
ус вписанной окруж-
ности
F=2,598a2=2,598/?2=
= 3,464/'2; Я = 1,55г;
г = 0,866а = 0,866/?
ник
Правильный многоуголь-
а — сторона; R —
радиус описанной ок-
ружности; г — ради-
ус вписанной окруж-
ности; а — централь-
ный угол; р — внут-
ренний угол; п — чис-
ло сторон
а = 360°/п; р=180 —а;
=0,5аа=0,5аау/?2 — 0,25а2;
/?=уГ2+0,25а2;
г=у/?2—_0125а2;
а=2у/?2 — г2
29-33
449
Продолжение та^л. П2.6
Эскиз Обозначения — i Формулы для расчета пло- щади F и других Племен iob фигур i
Круг ^7^ г —радиус; D — диа- метр; L—длина ок- ружности L=n£> = 3,142D=2nr= = 6,283r=3,544fF; £>=L/n=0,318L= =2VF/n=l,128VF; Г=0,25л£>2=0,785£>2= = лг2=3,142г2= =0,251£>=0,25010
Сектор 1 г — радиус; 1 — длина дуги; а — централь- ный угол /=лга/180=0,01745а; F=лг2а/360= 0,00873г2а
Сегмент / с — хорда; h — стрел- ка ; г — радиус; 1 — длина дуги; а — цен- тральный угол c=2f/i(2r — й); F=0,5[rZ — с(г — Л)]; /=0,01745га; h-r — 0,5f4r2 — с2
Кольцо С/^Г\ \ 1 D — внешний диа- метр; d — внутренний диаметр; R— внеш- ний радиус; г —внут- ренний радиус F=n(R2-r2) = =3,142(R2 — г2) = =3,142(Я+г) (R — г) = = 0,785 (О2 — d2) = =0,785 (D+d) (D — d)
Кольцевой сектор а к ^oU D — внешний диа- метр; d — внутренний диаметр; R — внеш- ний радиус; г — внут- ренний радиус; а — центральный угол F=an(R2 — г2)/360= = 0,00873a (R2 —г2) = = 0,25ал(£>2 — a!2)/360= =0,00218a (О2 —d2)
Эллипс а, b — полуоси; р — полупериметр F=nub=3,142ab; 2p=JtV2(a2+&2)
450
'Таблица П2.7.
Площади поверхности и объемы тел
' Эскиз Обозначения Формулы для расчета площади F поверхности и объема V
Пирамида A* Fo — площадь основания; Н — высота; b и h— соот- ветственно сторона и высо- та треугольника основания Fa=Q,5bh-, V=FH/3
Усеченная пира- мида Л/ "фз' /7 Ь Fo и f0 — площадь соответ- ственно большего и мень- шего оснований; Н — высо- та; Ь, и h, hi — соответ- ственно стороны и высоты треугольников основания Fo=0,5bh; fo^O^bih,-,
Ци; 1ИЬ ) г — радиус; d — диаметр; Н — высота; Ft> — площадь боковой поверхности; Fo — площадь основания F 0=nr2=0,25 nd2=0,785d2; F6=2wH=ndH-, V=w2H=0,25nd*H
Конус
г — радиус; d — диаметр;
Н— высота; S— длина об-
разующей конуса; ?б — пло-
щадь боковой поверхности;
Fo — площадь основания
Fo = лг2=0,25лх/2 & 0,785d2;
F6 = nrS=0,5ndS-
У=лг2Н/3 = л&Н/12
Усеченный конус
Шар
d — диаметр меньшего ос-
нования; D — диаметр боль-
шего основания; Н}—вы-
сота усеченного конуса;
H = Hx+dH}/(D-d) - вы-
сота конуса; S— длина об-
разующей конуса; F6 —
площадь боковой поверхно-
сти; F{ — площадь меньше-
го основания; F2— площадь
большего основания |
Л=0,25лб/2^0,785^2;
F2=0,25nD^0,785D\
F6 = 0,5nS(D+d)-
V=jtHl(D2^d2+D+d)/l2
R — радиус; D — диаметр
F=4jtR2=nD2;
V= (4/3) л/?3(л/6)£>3
29*
451
Таблица П2.8. Поверхности и объемы правильных многогранников
(а — длина ребра)
Многогранник Число граней и их форма Число Полная по- верхность Объем
ребер дер- шин
Правильный тетраэдр Четыре равносторонних треугольника 6 4 1,7321^2 0,1179а3
Куб Шесть квадратов 12 8 6,0000а2 а3
Октаэдр Восемь треугольников 12 6 3,4641а2 0,4714а3
Додекаэдр Двенадцать пятиуголь- ников 30 20 20,6457а2 7,6631а3
Икосаэдр Двадцать прямоуголь- ников 30 12 8,6603а2 2,1817а3
Таблица П2.9. Способы построения разверток простейших тел
Развертка боковой поверхности ци-
линдра
Проводят две параллельные риски на
расстоянии Н, равном высоте цилиндра.
Затем на одной из этих линий откла-
дывают отрезок АВ, равный длине ок-
ружности основания цилиндра: АВ =
= nD. Далее из точек А и В восстанав-
ливают перпендикуляры до пересечения
со второй прямой в точках С и D.
Полученный прямоугольник ACDB,
высота которого равна высоте цилинд-
ра, а основание длине окружности ци-
линдра, и представляет собой разверт-
ку поверхности цилиндра
Развертка пустотелой прямоугольной
четырехгранной призмы
Проводят две параллельные риски на
расстоянии Н, равном высоте призмы.
На одной из них откладывают отрезки,
равные сумме всех сторон основания
призмы a+b + a+b, и из всех точек вос-
станавливают перпендикуляры до пере-
сечения со второй параллельной риской.
Прямоугольник ABCD (поз. /) и бу-
дет представлять собой развертку приз-
мы. Если такой прямоугольник выре-
зать по разметке и согнуть (по тонким
линиям), то получим заданную призму.
Если призма имеет днище и крышку,
то развертка ее будет иметь форму, со-
ответственно показанной в поз. II
452
Продолжение табл. П2.9
Развертка правильной пятигранной
пирамиды
Из точки О радиусом, равным ребру
АО, проводят дугу ДАЬ Из точки А
этой дуги циркулем делают засечки в
точках В, С, D и Е так, чтобы ДВ=
= BC=CD=DE=EA{ = a. Соединив
сплошными линиями эти точки между
собой, а штриховыми с центром О, по-
лучим ряд равнобедренных треугольни-
ков АОВ, ВОС и т. д., которые обра-
зуют боковую поверхность пирамиды.
Для получения полной развертки к этой
боковой поверхности нужно пристроить
правильный пятиугольник АВСиЕ —
основание пирамиды
Развертка цилиндра, усеченного на-
клонной плоскостью
На некоторой прямой откладывают
отрезок АВ, равный длине окружности
основания цилиндра: AB = nD. Затем
окружность цилиндра делят на 8 (или
большее число) равных частей (см.
табл. П3.4) и на то же число частей де-
лят отрезок АВ. Из полученных на АВ
точек 0, 1, 2, 3 и т. д. восстанавливают
перпендикуляры и на них откладывают
высоты 1 — lz, 2—2Z и т. д., равные дли-
нам образующих цилиндра. Через точки
0z, lz, 2Z, 3Z, 4Z, 5Z, 6', 1' и 8Z прово-
дят плавную кривую.
Фигура АО'Ъ'В будет представлять
собой развертку боковой поверхности
цилиндра, усеченного наклонной плоско-
стью
Развертка конуса
Из произвольной точки К радиусом,
равным длине образующей конуса L,
описывают дугу ab. Точку К соединяют
с произвольной точкой М на этой дуге.
Затем из точки К под углом а к пря-
мой КМ проводят прямую KN- Угол а=
= 360Х^/2А
Полученный сектор MKN является
разверткой боковой поверхности конуса
453
Продолжение табл. П2.9
Развертка усеченного конуса
Усеченный конус дополняем до пол-
ного и производим построение полного
конуса соответственно предыдущей гра-
фе данной таблицы. Затем из центра К
проводим радиусом ОС дугу EF. Фигу-
ра MEFN и будет боковой разверткой
усеченного конуса.
В тех случаях, когда при построении
развертки усеченного конуса вершина
лежит вне пределов заготовки, для
построения дуг развертки сначала оп-
ределяют длину хорд и стрелок и по
ним строят дуги разверток
Разметка винтовой линии
Известны диаметр винтовой линии D
и шаг ее, т. е. высота S подъема вин-
товой линии за один оборот ее вокруг
цилиндра.
Чтобы разметить винтовую линию на
цилиндре, предварительно развертыва-
ют ее на плоскость, затем берут лист
тонкой жести и на нем размечают пря-
моугольный треугольник АВС, у кото-
рого ДВ = лР и BC = S. После этого ак-
куратно вырезают этот треугольник и
оборачивают вокруг цилиндра так, что-
бы катет АВ совпал с основанием ци-
линдра (точки А и В должны сойтись),
при этом гипотенуза АС расположится
точно по винтовой линии.
Пользуясь этой кромкой АС жестя-
ного треугольника, можно провести ри-
ску и разметить винтовую линию
Таблица П2.10. Длина заготовки при гибке листового и полосового металла,
круглых и квадратных прутков
Гибка
Эскиз
Длина L заготовки, мм
Одноугловая под
прямым углом с за-
круглением
L — L\-\- Л2 0,5 л (г+0,5s)
454
Продолжение табл. П2.10
Гибка
Эскиз
Длина L заготовки, мм
Двухугловая под
прямым углом с за-
круглением
Одноугловая под
острым углом
L —Li + L2+10Л (г+0,5s) а
1 ои
L=L1 -J- +0,5 л (г ] +
+ 0,5s) +0,5n(r2+0,5s)
Многоугловая под
прямым углом с за-
круглением
L=А1 + Z/2 “Ь +-^5 4"
+ 0,5 л (Г1 +0,5s) +
+ 0,5 л (r2+0,5s) +
+ 0,5 л (r3+0,5s) +
+ 0,5 л (r4+0,5s)
455
Продолжение табл. П2.10
Гибка Эскиз Длина L заготовки, мм
С пл ним vr-лпм rt = L = L14- Ln -1- 0 5s
С одним углом*й<
<90°
С двумя углами
(.одновременно об-
разуются)
А — L \ -j- Л2 + 0,5sa/90
Л — L j -f- L>2 -Ь — 0,5s
456
Продолжение табл. П2.10
U-образная
A = 2Z+Jt(r+0,5s)
Под прям-ым углом
без закругления
L = A] -j- Z>2 И- 0,5^
Кольца — L = R(d — s), где d — наружный диа- метр кольца; s —толщи на заготовки
457
Таблица П2.11. Формулы для определения длины L развернутой трубы
Эскиз
Формула расчета
к(180—a) ,
L = —-------~ (г + 0,5.0)
180 ' т '
L=&4-/ —0,43г — 1,220
L = hi+h2+l — 0,86г — 2,430
L=h + Л + /2 — 0,86г - 2,430
L = 2/i+1+/1 И-12 — 1 2г — 4,862)
458
СПИСОК ЛИТЕРАТУРЫ
1. Балабанов А. Н., Канарчук В. Е. Справочник технолога мелкосерийных
и ремонтных производств. — Киев: Вища школа, 1983. — 256 с.
2. Балабанов А. Н. Контроль технической документации. — 2-е изд., перераб.
и доп. — М.: Издательство стандартов, 1988. — 354 с.
3. Балабанов А. Н. Технологичность конструкций машин. — М.: Машиностро-
ение, 1987. — 336 с.
4. Блюмберг В. А., Зазерский Е. И. Справочник токаря. — М.—Л.: Машино-
строение, 1981. —406 с.
5. Воробьев Л. К. Технология машиностроения и ремонт машин/Учеб. для
вузов.—М.: Высшая школа, 1981. — 344 с.
6. Данилевский В. В. Справочник молодого машиностроителя. — Изд. 3-е,
доп. и перераб. — М.: Высшая школа, 1973. — 647 с.
7. Долматовский Г. А. Справочник технолога по обработке металлов реза-
нием.— М.: Машгиз, 1962.— 1236 с.
8. Канарчук В. Е., Токаренко В. М., Балабанов А. Н. Основы проектирова-
ния и реконструкции механических цехов и участков машиностроительных и
ремонтных производств/Учеб. пособие для вузов. — Киев: Вища школа, 1988.—
223 с.
9. Картавов С. А. Технология машиностроения/Учеб. для вузов. — Изд. 2-е,
доп. и перераб. — Киев: Вища школа, 1984. — 272 с.
10. Кацеленбоген М. Е., Власов В. Н. Справочник работника механического
цеха.—2-е изд. перераб. и доп. — М.: Машиностроение, 1984. — 240 с.
И. Краткий справочник металлиста:Под общ. ред. П. Н. Орлова, Е. А. Ско-
роходова.— 3-е изд., перераб.. и доп. — М.: Машиностроение, 1986.—960 с.
12. Поливанов П. М., Поливанова Е. П. Таблицы для подсчета массы дета-
лей и материалов: Справочник—10-е изд., исправл. и доп. — М.: Машинострое-
ние, 1987.— 304 с.
13. Руденко П. А. Проектирование технологических процессов в машиностро-
ении.— К.: Высшая школа, 1985. — 255 с.
14. Серебреницкий П. П. Краткий справочник станочника. — Л.: Лениздат,
1982, —320 с.
15. Справочник по обработке металлов резанием/Ф. Н. Абрамов, В. В. Ко-
валенко, В. Е. Любимов и др. — Киев:Техн1ка, 1983. — 239 с.
16. Штейнберг Б. И., Брайман Б. М. Справочник молодого конструктора.—
Киев: Техн1ка, 1983. — 184 с.
СОДЕРЖАНИЕ
Предисловие..............................................................3
1. Организация и управление процессом технологической подготовки про-
изводства ...............................................................4
1.1. Система технологической подготовки производства.................4
1.2. Управление службами ТПП.........................................3
2. Общие правила проектирования технологических процессов .... 15
2.1. Виды и структура технологических процессов..................... 15
2.2. Исходная информация для разработки технологических процессов 15
2.3. Разработка, приемка и передача в производство новых техноло-
гических процессов в соответствии с требованиями стандартов ИСО
серии 9000 17
3. Проектирование технологических процессов механической обработки 20
3.1. Выбор исходной заготовки.......................................20
3.2. Определение размеров и массы заготовок.........................42
3.3. Установление технологических баз. Определение способа установ-
ки (базирования) и закрепления заготовки .......................... 43
3.4. Составление технологического маршрута обработки .... 48
3.5. Выбор оборудования.............................................57
3.6. Разработка технологических операций............................54
3.7. Расчет припусков на механическую обработку ..................152
3.8. Определение состава средств технологического оснащения (при-
способлений, режущего и вспомогательного инструментов) .... 232
3.9. Выбор методов и средств измерений.............................265
3.10. Нормирование операций. Назначение и расчет режимов обработки 291
3.11. Пространственное расположение производственного процесса . . 308
4. Проектирование технологических процессов сборки ...................344
4.1. Выбор типа производства и установление организационной фор-
мы сборки..........................................................344
4.2. Разработка последовательности и содержания операций . . . 345
4.3. Выбор средств технологического оснащения сборочных процессов 348
4.4. Сборка неподвижных разъемных (резьбовых) соединений . . 351
4.5. Сборка неподвижных неразъемных (прессовых) соединений . . 3?3
4.6. Соединение металлических деталей сваркой......................356
4.7. Соединение пластмассовых деталей сваркой......................363
4.8. Соединение деталей паянием....................................365
4.9. Соединение деталей клепкой....................................372
4.10. Соединение деталей склеиванием...............................376
4.11. Испытания изделий............................................392
4.12. Консервация и упаковка изделий...............................392
4.13. Нормирование технологического процесса сборки................396
460
5. Основные направления повышения эффективности проектирования тех-
нологических процессов................................................398
5.1. Проектирование комбинированных технологических процессов . . 398
5.2. Проектирование типовых технологических процессов .... 400
5.3. Проектирование групповых технологических процессов . . . 402
5.4. Автоматизированное проектирование технологических процессов 403
5.5. Основные правила безопасности при выполнении производствен-
ных процессов.....................................................404
5.6. Оценка точности и стабильности технологических процессов . . 405
5.7. Определение технического уровня и экономическая оценка тех-
нологических процессов............................................414
Приложение 1. Технологические свойства и сортамент материалов, приме-
няемых в машиностроении...............................................418
Приложение 2. Сведения из математики..................................442
Список литературы ................................................... 459
Справочное издание
Анатолий Николаевич Балабанов
КРАТКИЙ СПРАВОЧНИК
ТЕХНОЛОГА-МАШИНОСТРОИТЕЛЯ
Редактор Т. И. Гулидова
Оформление художника В. Е. Т ё
Технический редактор Н. С. Гришанова
Корректоры В. С. Черная, И. Л. Ас а у ле!
ИВ № 647
Сдано в набор 04.01.90. Подписано в печать 27.01.92.
Формат бОхЭО’Лб- Бумага книжно-журнальная.
Гарнитура литературная. Печать высокая.
Усл. печ. л. 29,00. Усл. кр.-отт. 29,0. Уч.-изд. л. 31,15.
Тираж 37000 экз. Зак. 33. Изд. № 67/09.
Ордена «Знак Почета». Издательство стандартов,
123557, Москва, ГСП, Новопресненский пер., 3.
Великолукская городская типография
Упринформпечати Псковского облисполкома,
182100, г. Великие Луки, ул. Полиграфистов, 78/12