/






















































































Текст
/90®
• "KIKINDA"
‘ * 4
РУКОВОДСТВО
ПО УПРАВЛТНН1 0
- КРУГЛОШЛНФОВАЛЬНЫМ станком;
МОДЕЛЬ: А1ЦА11У
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
Ач’
"KIKIHOA"
Модель
A11/A11Y — 351
Заводской номер
Год выпуска
Номер контракта
Руководство '
План эл. распределения
Дополнительные устройства
2
— 40
— 2
— 0,01
0,005
0,001
100, 150
— 3
6
2300, 2700
15
5
станок.
станка и
0,05
Специальное исполнение
/Л .
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Наибольшее расстояние между центрами, мм
Высота центров, в мм — — — — — —
Наибольший диаметр шлифуемой детали, в мм -
Размеры шлифовального круга, в мм
Число оборотов шлифкруга, в минуте
Пределы бесступенчатого числа оборотов изделия, в минуте
Наибольший угол поворота передней бабки, в град. -
Наибольший угол поворота стола, в град.
Пределы бесступенчатого ретуширования ско
в м/мин. — — — — — — — — —
350, 5э0
— 140
280
400x127 x 40
1480 — 1840
— 63 — 800
90'
Наименьший ход стола, в мм
теи. перемещения стола,
Наибольшее быстрое перемещение бабки шлиф крута, в мм — — —
Наибольшая подача шлифовальной бабки на диаметр, в мм — —
Поперечное перемещение шлифовальной бабки на одно деление, в мм
Величина подачи шлифовальной бабки на диаметр при работе с кно-
почным выключателем, в мм —' — — — — — — — — — —
Величина подачи шлифовальной бабки на диаметр при работе с микро-
упором, в мм — — — — — — — — — — — — — — —
патронах, в кг.
Наибольшая ..длина шлифуемого отверстия, в мм — — — —
Мощность электродвигателя шлифовальной бабкй, в кВт. —
Общая потребляемая мощность станков, в кВт. — — — —
Вес станка нетто. в кг. — — — — — — — — — —
Вес шлифуемой Детали в центрах, в кг. — — — — — —
Вес шлифуемой детали в
Настоящие руководства передать каждому лицу, которое обслуживает или контролирует
Прочим Вас при заказу запасных частей и при каким-либо вопросам назначите модель
заводской номер, а также назначенные в руководстве обозначения и номера упомянутых частей.
Без нашего разрешения это руководство нельзя давать в распоряжение третьему лицу.
Умножение всего руководства, а также и отдельных его выводов не допускается.
АП
2
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
дои».
'90»
"K1KIHDA"
СОДРЖАНИЕ РУКОВОДСТВА
3
12
13
14
15
16
17
18
20
21
22
23
Страница
Технические характеристики —
Вообще о круглом шлифовании
Распаковка, транспортировка, очистка и установка
Эскиз транспортировки
Эскиз установки —
Подключение на сеть
Рекомендации в связи с приводным средством
Таблица масла и мази
Электрооборудование -
Расположение элементов на станке
Располо^Ат'е элементов в эле^ровключёниом шкафе
У прав танком — — — — — -
Элементы по управлению приводом стола
1
Элементы по управлению приводом суппорта — — — — — — — — — — — — — 26
Уст^кшка и балансировка шлифкруга — — — — — — — — — — — — — — — 29
Р. со станком — наружное шлифование — — — — — — — — — — — — — 31
Работа со станком — внутреинеё' шлифование — — — — — — — — — — — — — 34
Устройство рабочего масла — — — — -- — — — — — — — — — — — — — 36
Столы — — — — — — — — — — — — — — — — — — — — — — — — 38
Суппорт — — — — — — — — — — — — — — — — — — — — — — — 40
Передняя бабка шлифкруга — — — — — — — — — — — — — — — — — 41
Передняя бабка заготовки — — — — — — — — — — — — — — — — — — 43
Задаяя бабка — — — — — =— — — — — — — — — — — — — — — — — 46
Люнет — — — — — — — ~ — — ------------------- — — — — — — — — — — — — 48
Устройство для внутреннего шлифования — — — — — — — — — — — — — 52
Руководство по смазке — — — — — — — — — — — — — — — — — — — 53
Руководство по обслуживанию станка — — — — — — — — — — — — — — — 55
Спецификация принауулежностей, в том числе: нормальных, необходимых, специальных по
выборе покупателя и специальных по особому заказу для внутреннего шлифования тип A11Y 56
Перечень быстройзнашивающихся деталей АП — — — — — — — — — — — — — 59
Перечень подшипников — — — — — — — — — — — — — — — — — — — 60
Приложение:
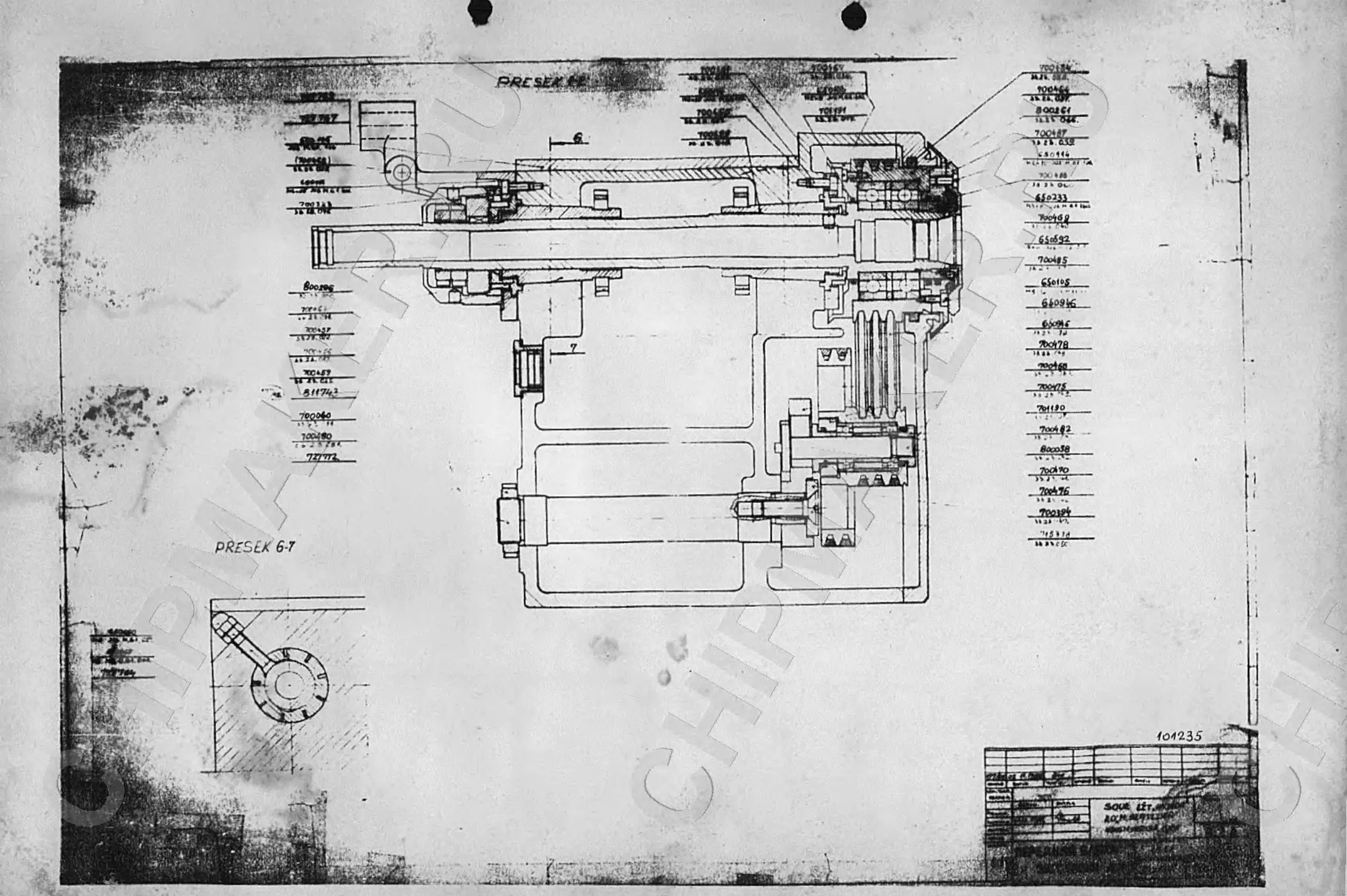
— Передняя бабка заготовки — Задняя бабка у ~ — Передняя бабка шлифкруга — Гидросхема 101235 лист 2/3 101227 лист 1/1 101168 лист 2/3 102266
— Электросхема 101271 (АП) 101272' (A11/U)
— Подключаемые меры передней
бабки заготовки 700489
о "KIKINDA" РУКОВОДСТВО ПО УПРАВЛЕНИЮ АП 3
ВООБЩЕ О КРУГЛОМ ШЛИФОВАНИИ
Круглое шлифование представляет собой такой метод обработки, во время 'Которого вращающийся
шлифкруг составленный из многочисленных шлнфзерен с многорезцовыми кромками, снимает мате-
риал с заготовки, которая одновременно вращается. Форма и величина стружки зависит от фор-
мы, затупления, часто негативного угла резания шлиф, зерна и от захвата и скорости движения.
Для осуществления подходящих рабочих условий при шлифовании необходимо больше опытности,
чем при других .методах обработки, ибо здесь больше различных Влияний имеют важную роль, о
чем будем говорить потом.
При шлифовании не важно осуществить качество обработки и точность, но прежде всего экономич-
) посты
Потому нельзя быть довольным силами, которые из года в год существуют на одном цехе и счи-
таются достаточными, а всегда иметь ввиду новейшее развитие и ознакомиться с возможностями
улучшения результатов применением новейших методов.
Частое разделение шлифования на черновое с шлифкругом грубозернистой структуры и чистовое с
тонким шлифкругом и наименьшей подачей исправно с экономической и технической т<^ -к зрения.
Можно осуществить достаточно тонкую поверхность и с грубозернистым шлпфкрутохЛ^с незна-
чительно маленькой подачей, если на концах хода осуществится эластичность между з!^товкой и
шлифкругом без приближения, когда в всяком случае, имеем чистовое снимание опилок, иными
словами, когда шлифкруг производит отпглнфованпе.
В большинстве случаях шлифование осуществляется в одном захвате, если выполнится соотв' тотву-
ющая регулировка от стороны рабочего, который обслуживает станок, или при автоматическ ре-
гулировке. Чтобы избегать ошибки при круглом шлифовании должны по возможности произь ;ть
шлифование с центрами, находящимися в состоянии покоя, но при этом должны выполнить соот-
ветствующие подготовки на заготовке, шлифкруге и станке, а также сделать правильный выбор ре-
жима работы.
У наружного круглого шлифования на всех заготовках одной серии шлифуются всегда одни и тс
Же места, хотя .при этом прихват (зажимание) повторяется на станке. Легко и с соответствующей
точностью снова могут прихватываться особенно маленькие части у которых маленькие централь-
ные гнезда; они не иатружаЮт центры. Настоя'Щзш метод более экономичный чем частое перемеще-
ние шлифкруга или стола станка, даже хотя шлифкруг бысто подастся регулировке с помощью
специального устройства на различные диаметра.
Настоящее правило ие относится к тяжелым заготовкам, когда для зажимания необходимо одно
поднимающее устройство, или когда на больших заготовках должны быть места для шлифования
взаимно строго точны.
Если у нас в распоряжении более тяжелые станки, тогда можно шлифовать больше шлиф, мест на
различные диаметры, а также и на другие неправильные формы в одном захвате, а не выполнив
замену' шлифкруга, или какую-нибудь другую замену (шлифование врезкой). Набор шлифкругов
или форма одного шлифкруга регулируется при этом с помощью специального гидравлического
устройства.
Применение различных методов работы при круглом шлифовании зависит от случая до случая, на
это влияет форма заготовки, материал, величина, станок, а также и требования точности меры и
качества обработанных поверхностей.
Отобранный метод должен быть к концу концов и экономически оправданным.
Поэтому неодержимо отстаивание мнения, что новые подходящие методы в определенных случаях об-
работки не метут примениться, так как существующие станки .непригодные, отсуствуют дополнитель-
ные устройства, или, если старые привычки и препятствия мешают им.
Преимущество шлифованием современными методами на современных станках с дальнейшей после-
довательностью автоматизации рабочего процесса не смеет терять из ввду ни один из прогрессив-
ных цехов
АН
4
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ШЛИФОВАНИЕ ВРЕЗКОЙ
Шлифование врезкой — самый экономичный метод круглого шлифования между центрами и долж-
ны этот метод применять всюду, где это возможно.
Современную технику шлифования, особенно у серийного производства, не можно понять без
этого рационального метода.
У шлифования врезкой шлифкруг проникает непрерывно радиально в загбтовку, которая враща-
ется, пока не осуществится готовая
ное движение между заготовкой и
шириной, он должен быть немного пошире от места, которое шлифуется.
Врезку можно производить с помощью цилиндрического или ступигчатого шлифкруга, или с шлиф-
кругом какой-нибудь другой формой, или же с набором шлифкругов.
Употребление широких шлифкругов и возникновение больших усилий резания у метода шлифова-
ния врезкой, требует и необходимое употребление жестких круглых шлифстанков с особо сильными
подшипниками передней бабки шлифкруга.
Наибольшая ширина отдельного ф’лифкруга или набора шлифкругов ограничивает совокупную об-
ласть сЯ^Жтенного станка.
мера, при этом по правилу, не существует взаимное продоль-
шлифкругом. Чтобы шлифкруг осуществлял резание всей своей
Шлифование врезкой применяется по правилу у жест-
ких стабильных заготовок. Если от одной заготовки не
ожидаем достаточную жесткость, а должны её шлифо-
вать методой врезки, тогда применением люнета также
можно применить и этот метод.
Отклонение от чистого метода шлифования врезкой
осуществляется, когда шлифовальное место немного
пошире от ширины шлифкруга с помощыо которого
осуществляется шлифование.
У данного метода шлифования шлифуется врезкой опора
иди другой конец на готовую меру. Остаток длины за-
готовки снимается с шлифкругом, у которого одна из
сторон с небольшим скатол! и с лёгким продольным
движением стола.
Заготовки с длинными местами для шлифования могут
частично обрабатываться .методой врезки, если они ци-
линдрические и с предположением, что не могут обра-
ботаться продольной методой.
Здесь части одна за другой обрабатываются врезкой с
полным шлифкругом на окончательную меру, а потом
осуществляется гладкость обрабатывающей поверхности
с 1 — 2 продольных движений стола, пока шлифкруг сто-
ит на окончательной мере.
АН
5
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ФАСОННОЕ ШЛИФОВАНИЕ ВРЕЗКОЙ
Фасонное шлифование врезкой применяется при шлифованию больше заготовок, чьи шлифовальные
места добавляются одни за другими с различными диаметрами, переходами, опорами и формами в
серийном производстве.
Здесь применяются отдельные шлифкруги на которых производится правка через какоело устройст-
во с приводом вручную, но чаще с помощью гидравлического ко провального усгройств^жрез рейку
формой, которая соответствует заготовке. Также как у нормального шлифования вр^^В с шлиф-
кругом, на котором осуществлена прямая правка и у фасонного шлифования не оущесЯтгг взаим-
ное продольное движение между заготовкой и шлифкругом.
Фасонное шлифование заготовок, чьи шлифовальные места отдельны друг от друга осуществляется
набором шлифкругов, которые стягнуты в специальном фланце, в одном зажимании заготовки и в
одном захвате.
Если шлифуются места с с
ковыми диаметрами
выми отклонениями,
боров шлифкругов осуществля-
ется с помощью устройства с
приводом вручную.
Ступенчатые, конические и места
К*. другой формы шлифуются, если в
' наборе шлифкругов осуществля-
'ется правка с гидравлическим
копировальным устройством.
Главное преимущество шлифова-
ния врезкой и фасонного шлифо-
вания больше шлифовальных мест
•ша-
и одинако-
правка на-
в одной операции лежит в значительной экономии главного и вспомогательного времен Сооттюситель-
но других методов шлифования, а также в факте, что места шлифуемые в одном зажимании заготов-
ки — концентрические и без биений.
Точность меры шлифовальных мест, которые одновременно шлифуются методом врезки или фасон-
ным шлифованием при правильном -обслуживании и автоматическим управлением рабочим циклом
можно осуществить в пределах 3 микронов при высоком качестве обработанной поверхности.
При фасонном шлифовании ступенчатых мест с различными отклонениями осуществляется то, что
шлифовальные места с большими отклонениями в качестве шлифовальных мест с узкими отклоне-
ниями.
Специальные виды шлифования врезкой следующие: врезка с одновременным шлифованием опор с
прямым или наклонным шлифкругом, шлифование сторон односторонних шли двухсторонних опор,
а также и шлифование зааготовок с правкой шлифкруга через алмазный ролик.
Эти методы будут специально обработанны.
АП
6
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ПРИБЛИЖЕНИЕ ПРИ ШЛИФОВАНИИ ВРЕЗКОЙ
Приближение (подача) шифкруга осуществляется беспрерывно (чаще всего нормально соотносительно
оси шлифкруга) при шлифовании врезкой S’e мм/мин.
Скорость врезки зависит от активной ширины шлифкру-
га, от материала который шлифуется, от окружной ско-
рости заготовки и от требований качества обработанной
поверхности заготовки, у шлифстаиков, у которых нет
автоматической подачи, подача осуществляется скоро-
стью врезки, которая раз отобранна все до i гулевого
упора три чём можно выполнять и отшлифование без
приближения.
Современные станки с автоматическим движением по-
дачи осуществляют приближение для черновой, обработ-
N|<^
ки с нечто большей скоростью врезки и автоматически
переключЛк на подачу для чистового шлифования, ко-
торая оЛИЖтзляется меньшей скоростью врезки, прежде чем осуществится готовая мера. С такой
последовательностью движения, время отшлифования можно забросить или свести на минимум.
Скорость врезки
S'e в мм/мин
логарифмически дана в зависимости от
ширины шлифкруга и диаметра заготов-
ки.
Величины действительны для мягких
сталей и при окружной скорости заго-
товки Vw от около 12 м/мин.
У фасонного шлифования или одновременного шлифования ступенчатих поверхностей заготовки врез-
кой, всегда компентентен наибольший диаметр заготовки для определения числа оборотов, подачи и
для расчёта времени.
Объём снятого слоя с заготовки в минуте:
V = S’e . L . d . it(mm3/min)
w) Z9O* "KIKINDA” РУКОВОДСТВО ПО УПРАВЛЕНИЮ АП 7
Подача при шлифованию врезкой определяется из припуска на шлифование при определённой ско роста врезки. Она зависит от активной ширины шлифкруга, от материала и от вида управденш станком. Для станков без автоматической подачи действительны следующие величины: I
Ширина шлифкруга 20 40 60 80 100 130 160 200
Подача мягкая (шлифование сталь 6 5 4,5 4,0 3,5 \.3 2,8 22
врезкой закален- 5е(р,м/об) пая сталь 4 3,5 3 2,5 ' 2 1,8 1,5 1,3
?*> <. S’e Здесь подача при шлифованию врезкой: Sc = nw Объём снятого слоя по одном обороте заготовки: Vu = Se . d. . L (mm3/ob) Шлифстанки с автоматической подачей допускают большие скорости врезки у части чеа^рвого шли вования. При окончательной обработке скорости врезки .меньшие. ~ Для настоящих станков действительны следующие величины всегда когда процесс шлифования осу ществляется в фазах (черновое и окончательное при чем подача для чернового шлифования одина кова не имея ввиду качество обработанной поверхности.
Ширина шлифкруга 20 40 60 80 100 130 160 200
Подача (чер- мягкая новое шлифо- сталь вание) ""Д 6,5 \ 6 5,5 5 4,5 4 Зд
Sev Закалён- (цм/об) пая сталь 5\ 4',5-- 4 Зр 3 2,5 2 2
Подача при врезке для чистовой обработки зависит от качества обработанной поверхности.
Ширина шлифкруга 20 40 60 80 , 100 130 160 200
Подача мягкая IT7 на окон- сталь IT6 чательную обработку 3 2,8 2,5 2,8 2,5 2,2 2,5 2,2 2 22 2 1,8 2 L8 1,6 1,8 1,6 1 1,6 1 0,8 1 0,8 0,6
Sef Закй- IT7 (цм/об) лённая IT6 сталь IT5 2,5 2 1,8$ 2 1~8 1,6 1,8 1,6 1,5 1,6 >1,5 1,3 4,5 1,3 1,2 1,3 1,2 1 12 1 0.8 1 0,8 0,6
V
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
/»о»
"KIKINDA’
ПРОДОЛЬНОЕ ШЛИФОВАНИЕ
У настоящего вида шлифования продольное движение
параллельно соотносительно оси заготовки, которая
вращается и оси шлифкруга, при чем по правилу, заго-
товка движется вместе с столом станка.
(Стол станка движется принудительно — гидравлически
или вручную).
Приближение осуществляется или при каждом повора-
чиванию стола, или всегда на одной и той же стороне,
следовательно, после каждого двойного хода. У заготовок
с опорой с одной стороны приближение осуществляется
всегда с этой же стороны, при чем стол должен быть в
состоянии покоя короткое время до поворачивания, что-
бы шлиф крут мог и без перехода снять необходимый
припуск на шлифование. У цилиндрических заготовок
шлифк' <в^>лжен на конце каждого хода немного пе-
рейт: г. .^Н^уть перехода чаще всего составляет 1/3 —
1/2 шир* шлифкруга.
-•>Л
Для осуществления точности формы, по истечении по-
дачи необходимо, чтобы заготовка вращалась в одном
и том же месте без приближения (холостой ход), а шлиф-
кр/э осуществляет отшлифование. Это особенно важно
у длинных заготовок и при шлифовании с люнетом.
Широкий шлифкруг имеет преимущество и у продольно-
го шлифования, если это допускает стабильность заго-
товки, при чем шлифование осупиествляется большей
скоростью движения стола, но и. меньшей подачей (при-
ближение за 1 ход).
Настоящий способ шлифования,_с помощью которого
осуществляются высокие геометрические' точности, реко-
мендуется особенно для обработки больших несущих
конусов (наружных и внутренних), где требуется хоро-
шее прилегание.
Наклонные конусы можно шлифовать на станках для
наружного шлифования и на универсальных станках,
только с помощью специальных приспособлений, потому,
что область поворачивания стола у настоящих станков
ограничена. Продольным шлифованием не обрабаты-
ваются только цилиндрические и равномерно конические
поверхности, а также и поверхности сложных форм.
Направление шлифкруга к заготовке и от заготовки
осуществляется аз настоящем случае через рейку находя-
щуюся на столе станка.
АП
9
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
•KIKIMOA"
ШЛИФОВАНИЕ ЛУЩЕНИЕМ
Особенно выгодно для чистового шлифования ко-
ротких и тонких частей шлифование лущением.
Шлифкруг регулируется на окончательную меру
так, что при коротком ходу стола снимается вес
припуск на обработку в одном проходе, а возврат-
ный ход осуществляется без приближения.
У нестабильных заготовок при шлифовании луще-
нием также пользуется подающийся регулировке
люнет.
Кромки шлифкруга, которые выполняют обработ-
ку немного скошенны. Припуск на обработку ма-
ленький (как можно меньше), х
ШЛИФОВАНИЕ С ОСЦИЛЛИРУЮЩИМ ШЛИФКР1
Шлифование с осциллируют™ шлифкругом осущесг ,.1ясд тогда,
когда форма заготовки не допускает продольною шлифований пли
шлифования лущением и когда с помощью числовой врезки не
осуществится соответствующее качество шлифуемой поверхности.
Заготовка производит только своё вращающееся движение, пока
шлифкруг кроме приближения выполнясь ещё одно короткое дви-
жение в направлении своей оси. Шлифкруг должен здесь быть, по
возможности, шире шлифовального места.
Улучшение качества обработанной-, поверхносди осуществляется
заменой области шлифования на зап i «вке.
Шлифование с осциллирующим шлиф^угом приз. например,
для обработки поршней двнтателящитн для шлифования диаметра
узких канавок.
Этот метод даёт такой же эффект, если шлифоватше выполняется с
краткоходными осцилляциями заготовки. Настоящее движение
производит рабочий стол станка или, при шлифовании, когда зажи-
мание в зажимных щеках является без задней бабки, только передняя бабка заготовки.
Сферическое шлифование по методу продольного шлифования применяется при шлифовании тяже-
лых больших роликов. " . J
Специальные шлифовальные станкгС для шлифования таких заготовок оборудованы соогветствующи-
ми устройствами. Таким образом подущается выпуклая оболочка заготовки.
•Г
АН
10
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ПРИБЛИЖЕНИЕ V ПРОДОЛЬНОГО ШЛИФОВАНИЯ
Подача приближения (поперечная подача) шлифкруга перпендикулярна на ось шлифкруга, а осу-
ществляется беспрерывно или ступенчато по заготовке, которая вращается и продольно движется.
Само приближение представляет собой путь, который осуществляет шлифкруг двигаясь в направле-
нии заготовки в импулясах (за 1 ход или двойной ход) пока снимется вес припуск на шлифование,
т.е. пока не осуществится готовая мера на заготозке. Величина приближения соответствует, следова-
тельно, глубине шлифования, т.е. припуску на шлифование на заготовке, который снимается за 1 ход
или двойной ход стола.
N|<N
беспрерывное
приближение
ступенчатое
приближение
.Величина" приближения, при продольном шлифовании в прямой зависимости с отобранной подачей
стола, т.е. с скоростью движения стола на котором установлена заготовка.
В
Подача стола (продольная подача) обыкновенно понимается вроде величины —, т.е. стол станка
2
выполнит, за один оборот заготовки, путь, который равен половине ширины шлифкруга, если приб-
лижение выполняется на каждом конце хода стола. Если уменьшится подача стола, то можно увели-
чить величину приближения.
\ В
У нормальных Подачей стола S = — (mm/Ow) величины приближения для стабильных заготовок:
2
Подача приближения (рт/ход) С т мягкая аль закалён- ная Литьё Лёгкие металлы
Черновое шлифование 5—15 5—10 5—15 10—20
Чистовое шлифование 1—5 1—5 1—5 1—10
Окончательное шлифование, а прежде всего чистовое шлифование производится уменьшенными по-
дачами. Таким образом увеличивается качество шлифуемой поверхности и точности меры.
Приближение при продольном шлифовании производится при каждом поворачивании (хода) стола,
или только с одной стороны поворачивания стола (двойной ход) в зависимости от вида заготовки и
способа зажимания. У заготовок у которых одна опора, из-за чего шлифкруг не может осуществлять
переходы, прижимание, чаще всего, производится на стороне опоры. При этом движение стола
на этой стороне кратковременно прекращается, чтобы осуществилось полное шлифование объёма.
Объём снятого слоя заготовки при продольном шлифовании:
V’' = а . s . Vw(mm3/min)
Припуск на шлифование никогда не снимается, при нормальном продольном шлифовании, сразу
(во время одного хода стола), но в больше переходов, а это зависит от подачи приближения.
1
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
All
11
"KIKINDA”
При утверждении подачи приближения должны иметь в виду следующее:
— Большие подачи иметь в виду только у стабильных заготовок и при продольном шлифова-
нии с грубыми и проходными шлифкругами.
— Твёрдые материалы (закалённые) требуют, при шлифовании с грубозернистыми шлифкругами,
маленькие подачи, а большие скорости движения стола.
— Большие подачи приближения дают большую шероховатость, если на конце не выполнено
отшлифование.
— Большие шлифкруги, при маленьким подачам, причиняют лучшее использование мощности
шлифстанка, чем маленькие шлифкруги.
При продольном шлифовании с автоматической подачей, весь припуск на обработку раэде.ляется на
часть для чековой обработки и часть для чистовой обработки, в зависимость от степени требуемого
качества, подача приближения дросселируется пока не получится окончательная мера. Число ходов
стола и подача приближения при чистовом шлифовании определяют степень качества обработки
шлифования. Подача приближения у чистового шлифования маленькая так, что продолжительность
чистового шлифования выражается числом ходов стола, похоже па отшлифование.
z
Число ходов стола при черновом шлифовании: iv = --------
2 . а
при
IT7
IT6
IT5
ей
шлифовании:
Число ходов стола при чистовом
Общее число ходов: i = iv + if
При продольном шлифовании, отшлифование, т.е. шлифование без приближения особенно Шюкно. по-
тому, что при шлифовании (особенно нестабильных заготовок) увеличиваются напряжения вследствие
усилия шлифования, которое после этого трудно устранить. Отшлифование служит следовательно,
как для осуществления высокого качества обработанной поверхности, так и для улучшения под-
держивания меры и геометрической формы.
if
,16
о
е
У
5
и
Число отшлифования при продольном шлифо-
вании — соотношение между шириной шлиф-
круга и подачей стола. Оно показывает сколь-
ко раз шлифкруг проходит через одну точку
заготовки за один продольный ход стола.
Bs
U = ----- (без размера).
S
20 30
От него зависит качество обрабртанной по-
. верхносп! и износ шлифкруга.
2
I
л
I
а
В
4
8
2
При увеличивании этого числа на около
число отшлифования 30 — др при чистовом шлифовании осущест-
вляется важное увеличивание качества обработанной поверхности.
Большее число отшлифования осуществляется большим числом оборотов заготовки или уменьшением
скорости движения стола.
При нормальном шлифовании достаточно и = 2.
АН
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
Распаковка
После прибытия стайка сразу его распаковать и
пня при транспортировке.
Проверить количество принадлежностей.
Неприкреплённые принадлежности находятся
проверить существуют ли эвентуальные поврежде-
упакованны и в баке охлаждающего
средства.
О повреждешгях, возникших при транспортировке, надо сразу информировать ж/д, т.е. транспорти-
ровщика, страховую кассу и наш завод!
Транспортировка
Перемещение станка с помощью крана
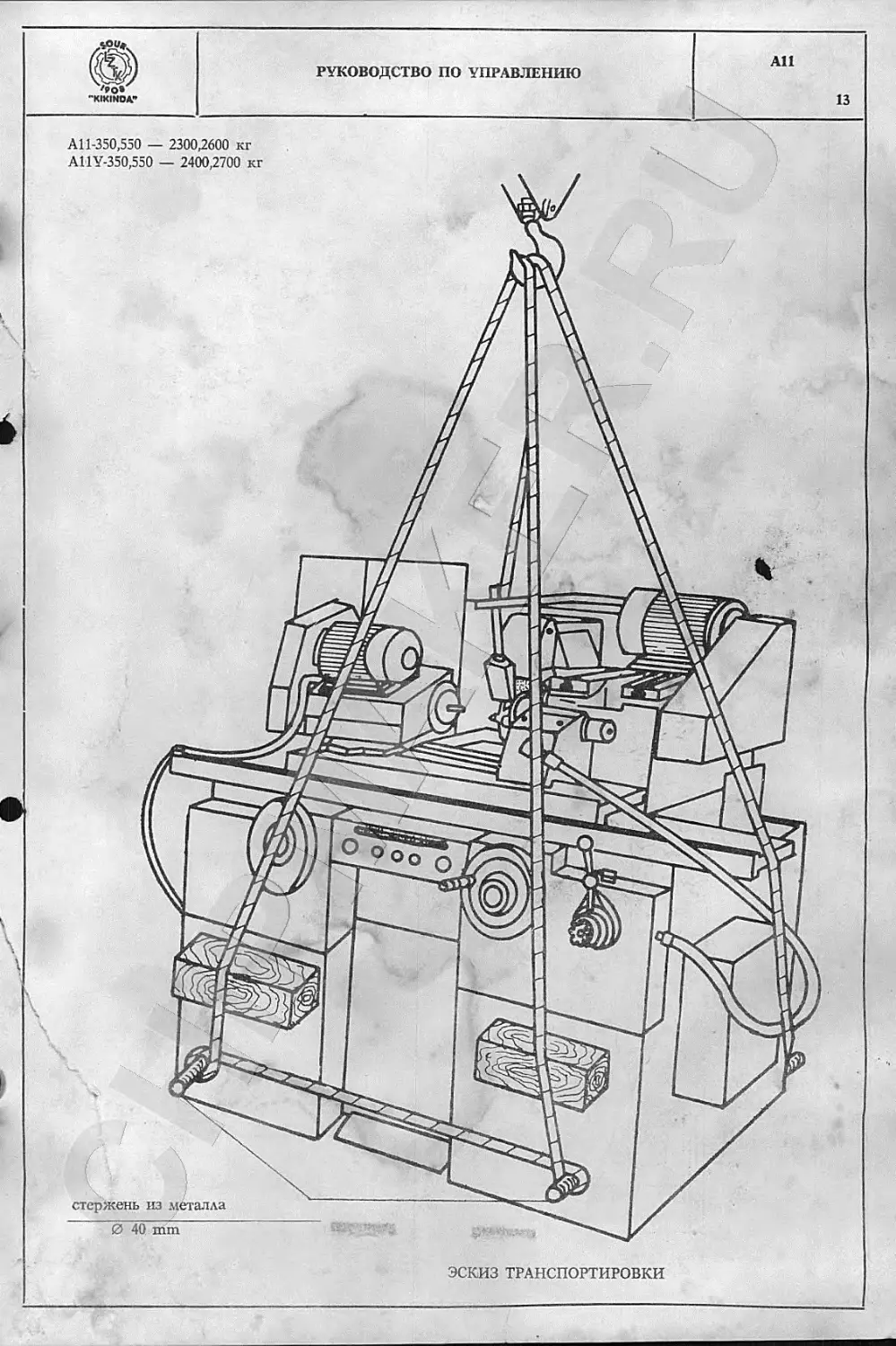
Подвеску станка за кран производить согласно транспортировочному эскизу. Станок должен всегда
горизонтально висеть.
При поднимании станок никогда нельзя хватать за стол.
Употребить достаточно длинный и исправный льняной канат (или из конопли).
Для защиты чувствительных частей станка и для препятствования поднимания стола подготовить
подкладки из дерева.
Чтобы ^пищать окраску, места на которых прислоняется канат надо защитить тряпками.
Перемещение станка с помощью роликов
Избегать удары и сильные потрясения при транспортировке станка на роликах (на трубках).
Не допускается толкание станка через защитники и подвижные части. Отверстия на нижней части
станины предназначены для рычагов для поднимания.
Очистка
Светлые части, рукоятки и надписанные таблицы намазаны мазью, а частично окрашены крас-
кой. Мазь, т.е. окраску устранить паклей. Ошютить загрязнённые части.
Поверхности столов и направляющих тонко намазать маслом.
Если на каком-либо месте накопилась вода, это место надо очистить и высушишь.
При транспортировке морем, неокращенные светлые части станка и рукоятки намазаны средством
для защиты против коррозии, которое можно устранить -ряпкой пропитанной керосином.
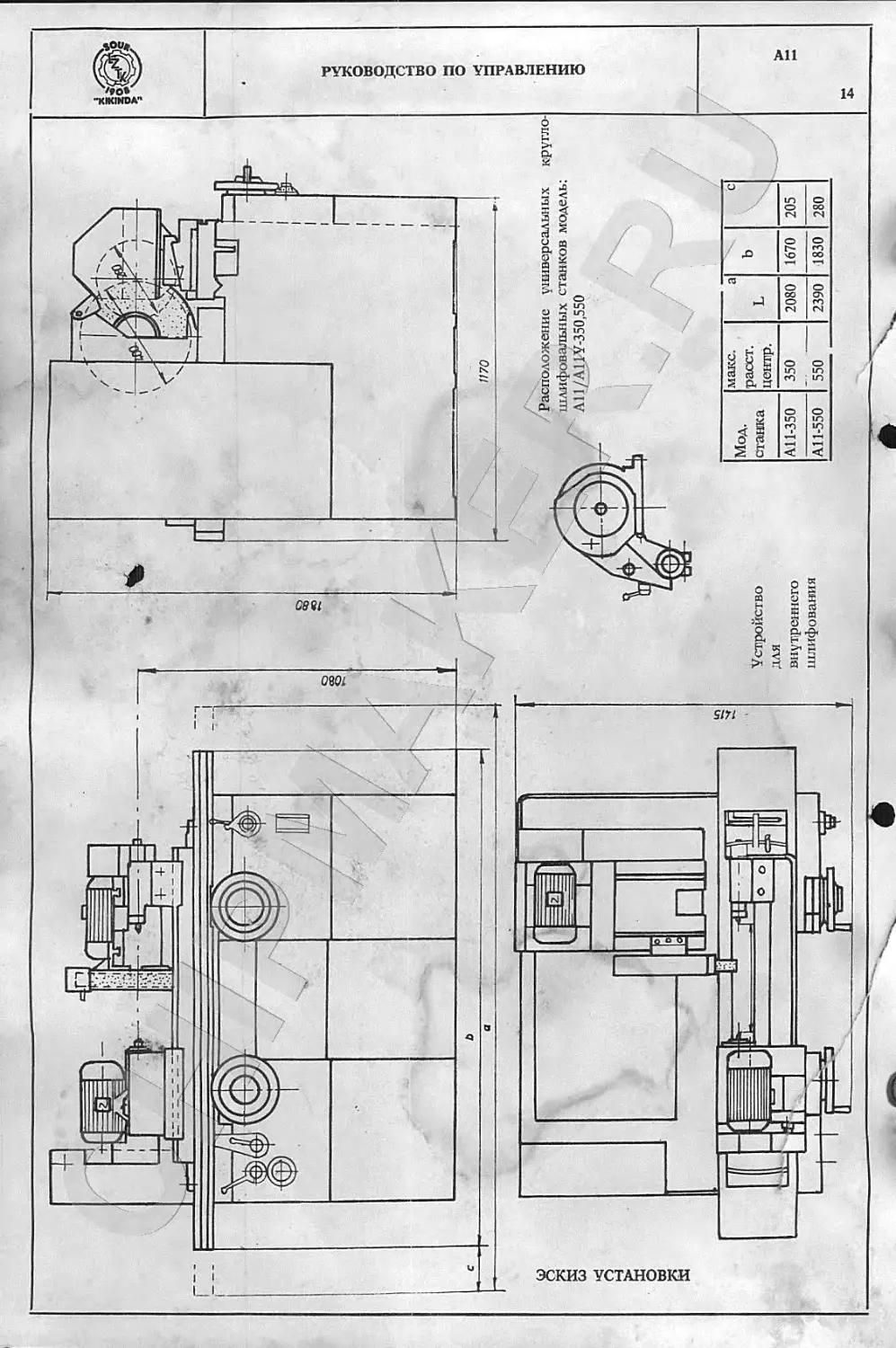
Установка
Для станка, которьщ' прибыл, надо обеспечить место, согласно плану для установки станка. Преду-
смотреть достаточно места, для станка, особенно для станков у которых бак охлаждающей жидкости
отделен. Станок надо защищать от сильной теплоты с одной стороны. Станок должен находиться
на стойкой почве (на стойком основании). Что касается мягкой почве, должны предусмотреть ос-
нование из бетона от 30 — 50 см высоты.
Станок должны установить/на наименьшем расстоянии 20 м от молотов или станков, которые ра-
ботают с потрясениями, чтобы обеспечить спокойную работу станка.
Станок установить на пол (основание), который с помощью ватерпаса приведён в горизонтальное
положение. Эвентуальные маленькие неравномерности выравнять с помощью подкладок из войлока
или резины 2 /— 5 мм толщины. Проверить горизонтальность в продольном и поперечном направ-
лении на верхней обработанной стороне перечней бабки шлифкруга. Четырёхугольная станина об-
работана с нижней стороны и так усиленный, что не нужны фундаментальные болты, не нужно
подкладывание и заливание станка бетоном (цементом).
Не нужны амептальные болты.
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
All
'РО*
"KIKINOA’
All-350,550 — 2300,2600 кг
АИУ-350,550 — 2400,2700 кг
стержень из металла
ЭСКИЗ ТРАНСПОРТИРОВКИ
0 40 mm
ЭСКИЗ УСТАНОВКИ
74/5
Устройство для внутреннего шлифования Мод. станка макс. расст. центр. а L b С
АН-350 350 2080 1670 205
All-550 550 2390 1830 280
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ПОДКЛЮЧЕНИЕ НА СЕТЬ
Прежде чем включить станок, его должны наполнить охлаждающей жидкостью,
маслом и маслом для смазки.
План эл. распределения станка находится в эл. шкафе.
Для выключения станка из токовой сети в эл. шкафе предусмотрен главный прерыватель — А1. Глав-
ное подключение тока находится на клеммах Р.С. Т в эл. шкафе.
Три токовые фазы Р, С, Т должны соединить на обозначенном месте.
Кроме наружного подвода, предусмотрены и Ноль-подвод и подвод заземления.
(Обозначение клемм; Р—СТ—Мп— | ,) На обозначенное место также должны соединить и подвод
заземления. У соединения с Ноль-подводом, должны его соединнить с клеммой Мп.
Соединение подвода осуществляется нормально снизу.
Поперечные сечения подводов:
220 В. 4x6
380 В. 50 repit 4x2,5
380 В. 60 герц. 4x4
500 В. 4x2,5 мм2
После соединения на сеть должны выполнять ещё испытание направления вращения двигателя:
Достаточно испытать только направление вращения двигателя масляного насоса, ибо остальные в за-
висимости от него. При этом должны только установить плавный прерыватель на „включено” и на-
жать кнопку для включения главного привода на пульте управления. В случае обратного направле-
ния вращения главного привода от желаемого, должны то.лько изменить порядок соединения двух
подводящих проводов на главном подключении.
мм2
Внимание!
Двигатель для привода шлифкруга можно включить только тогда, когда работает главный привод,
потому, что включением главного привода работает и насос для смазки подшипника шпинделя шлиф-
круга, (работа насоса видна на указателе масла,который находится на передней бабке шлифкруга
со стороны).
Испытание числа оборотов шшшделя заготовки должны осуществлять во-первых маленькими ско-
ростями, а при этом ручку Г 5 повернуть влево. Вроде замены перегорелых предохранителей дол-
жны пользовать только малоинертные предохранители.
(В) '90* "KIKIHDA* РУКОВОДСТВО ПО УПРАВЛЕНИЮ АП 16
РЕКОМЕНДАЦИИ КАСАЮЩИЕСЯ ПРИВОДНОГО СРЕДСТВА
Должны пользовать только масла, предусмотренные в таблице масел
Род масла Количество масла Группа масел по таблице
Гидравлическое масло 5.5 1 А
Масло для смазки скользящих подшипников шпинделя заготовки 1.1 В
Масло для смазки скользящих подшипников шпинделя шлифкру- га- / / . 6 1 / у . В
Масло или мазь для смазки под- шипников качения внутрсшлифо- ва.г pro шпинделя Пользовать согласно / руководству Ддя смазки шпинделя С, D
Наполнение маслом
Должны обратить внимание на то, чтобы масло было очень чистое. Прежде чем масло наполнять,
должны его фильтрировать.
Гидравлическое масло А для гидравлического привода:
Место для наполне. -:я маслом находится на станине со правой стороны. Поднять жестяную крышку-
и налить масло. Высоту масла контролировать на указателе масла со передней стороны станины.
Масло В для смазки скользящего подшипника шпинделя заготовки
Отвернуть пробку 817 и наполнять масло.
Высоту (уровень) масла должны контролировать на указателе 805.
Масло В для смазки скользящего подшипника шпинделя шлифкруга
Поднять крышку для вентиляции, находящуюся на задней стороне страницы и наливать масло в бак.
Охлаждающая жидкость
Бак для жидкости содержит около 70 лит. и находится в станине.
Хорошее охлаждающее средство должно иметь очень хорошую охлаждающую мощность (действие),
чтобы уменьшило ржавление обработанных частей и чтобы не размельчало шлифкруг. Чтобы полу-
чить как можно лучшее качество шлифования, охлаждающую жидкость смешивать с разными мас-
ляными добавками. Завод-изготовитель даёт самое лучшее соотношение'смешивания.
При маленьких % масла, в средстве для охлаждения ржавлеют и станок и шлифкруг, а при боль-
ших % маала в смешивании, охлаждение и смазка слабые. Твёрдость-воды имеет значительную роль
при подготовке охлаждающего средства.
АН
17
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
•KIKINDA"
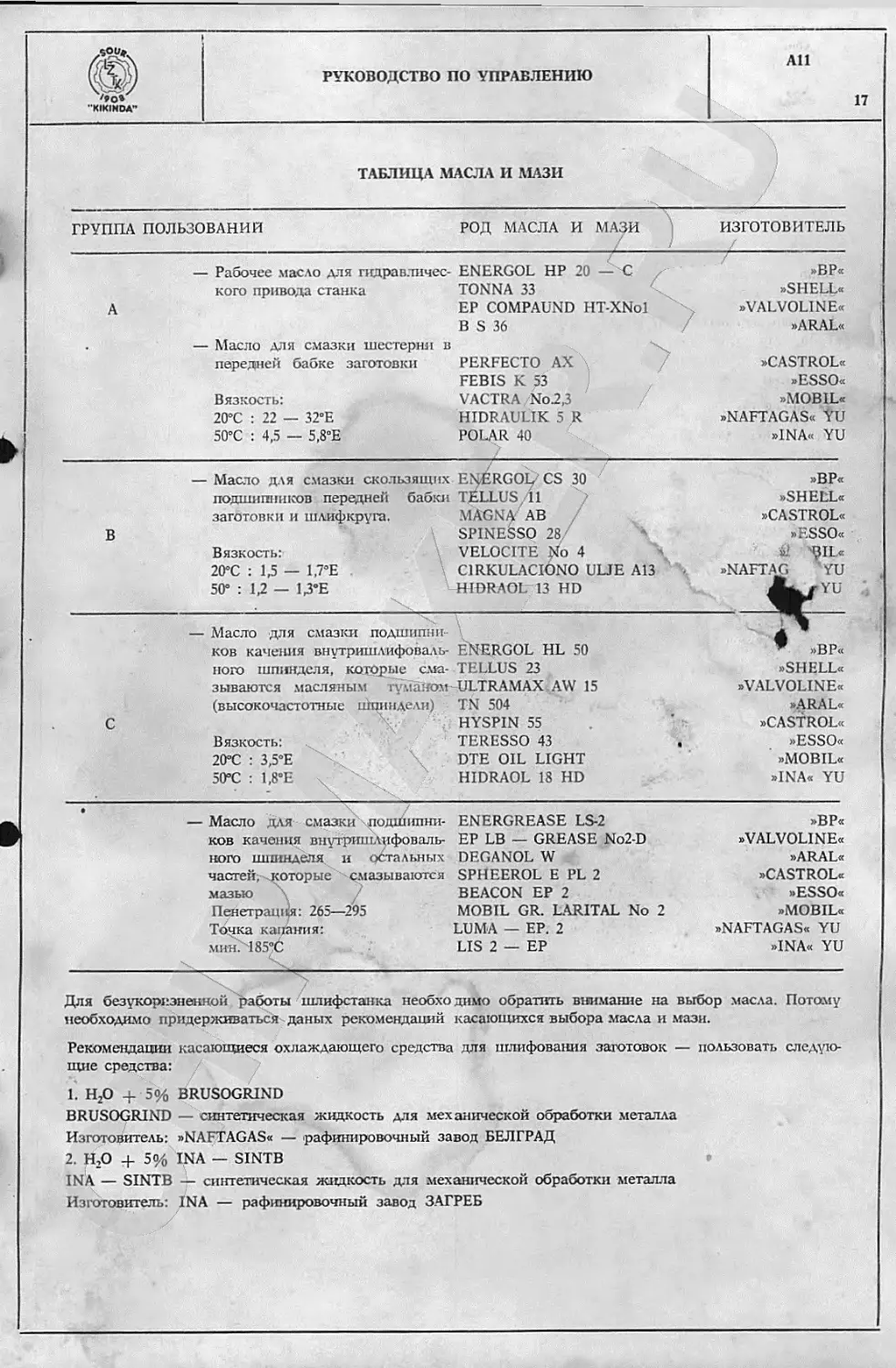
ТАБЛИЦА МАСЛА И МАЗИ
ГРУППА ПОЛЬЗОВАНИЙ РОД МАСЛА И МАЗИ | ИЗГОТОВИТЕЛЬ
— Рабочее масло для гидрав.тичес- ENERGOL HP 20 — С »BP«
кого привода станка TONNA 33 «SHELL*
А ЕР COMPAUND HT-XNol »VALVOLINE«
В S 36 »ARAL«
— Масло для смазки шестерни в
передней бабке заготовки PERFECTO АХ «CASTROL*
FEBIS К 53 »ESSO«
Вязкость: VACTRA No2,3 »MOBIL«
20°С : 22 — 32°Е HIDRAULIK 5 R «NAFTAGAS* YU
50°С : 4,5 — 5,8°Е POLAR 40 »INA« YU
— Масло для смазки скользящих EXERGOL CS 30 »BP«
подшипников передней бабки TELLOS 11 «SHELL*
заготовки и шлифкруга. MAGNA' AB / «CASTROL*
В \ SPINESSO 28 »F.SSO«
Вязкость: 20°С : 1,5 — 1,7’Е VELOCITE No 4 i>J ?IL*
C1RKULACIONO UUE A13 «NAFTA G YU
50° : 1Д — 1,3’Е HIDRAOL 13 HD YU
— Масло для смазки подшипни- ENERGOL HL 50
ков качения внутришлифоваль- ” »BP«
ного шпинделя, которые сма- TELLUS 23 •SHELL*
зываются масляным туманом ULTRAMAX AW 15 »VALVOLINE«
(высокочастотные шпиндели) TN 504 »ARAL«
С HYSPIN 55 «CASTROL*
Вязкость: TERESSO 43 »ESSO«
20°С : 3,5°Е DTE OIL LIGHT «MOBIL*
50°С : 1,8’Е х • - \ HIDRAOL 18 HD »INA« YU
— Масло для смазки подшшшп- ENERGREASE LS-2 »BP«
ков качения внутришлифоваль- EP LB — GREASE No2-D »VALVOLINE«
ного шпинделя и остальных DEGANOL W »ARAL«
частей, которые смазываются SPHEEROL E PL 2 «CASTROL*
мазью \ BEACON EP 2 »ESSO«
Пенетрация: 265—295 MOBIL GR. LARITAL No 2 «MOBIL*
Точка капания: LUMA — EP. 2 «NAFTAGAS* YU
мин. i 85°О LIS 2 — EP »INA« YU
Для безукоризненной работы шлифстанка необходимо обратить внимание на выбор масла. Потому
необходимо придерживаться даных рекомендаций касающихся выбора масла и мази.
Рекомендации касающиеся охлаждающего средства для шлифования заготовок — пользовать следую-
щие средства:
1. Н20 + 5% BRUSOGRIND
BRUSOGRIND — синтетическая жидкость для механической обработки металла
Изготовитель: «NAFTAGAS* — рафинировочный завод БЕЛГРАД
2. Н,0 + 5% INA — SINTB
INA — SINTB — синтетическая жидкость для механической обработки металла
Изготовитель: INA — рафинировочный завод ЗАГРЕБ
АП
18
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
•К1К1Н0Л"
ЭЛЕКТРООБОРУДОВАНИЕ
План электрического распределения станка находится в эл. шкафе.
Эл. оборудование только для — переменного тока.
Главный перыватель А) служит для выключения станка из сети либо при механических или элек-
трических помех при очистке станка, либо при долгом выключении станка. Главный преыватель
с дверями эл. шкафа так связан, что, когда включён главный прерыватель — А) эл. шкаф вообще
не можно открыть.
Эл. шкаф 103 — специальным ключей обеспечен от недопустимого открытия.
Пульт управления 104 — который содержит кнопки для включения двигателя. Двигатели можно обо-
соблено включать, а сразу все выключить.
Посмотреть в: „Управление станком — пульт управления”.
Включение двигателя осуществляется через клавиши на пульте управления, а потом через выключа-
тели и биметаллические г ле.
Пг,- ’.от, шпинделя заготовки — осуществляется с помощью двигателя постоянного тока, который
с нс тиристоре .им регулятором и фильтр дросселем.
I. Ч^иЖ<авливан-..е осуществлено с помощью выключателя для торможения, который связан с со-
приЯ^инием для торможения.
Глава ж привод
У приводного двигателя число оборотов н = 1500 об./мин.
Этот двигатель одновременно пускает в работу и насос для гидравлического распределешгя и насос
для смазки подшипника шпинделя шлифкруга. К агрегату можно подойти если поднимется крышка
для вентиляции, посте отпускания винта, который находится на задней стороне станины. Агрегат
можно очень легко вытянуть, если удалится шланг для масла и если отвинчатся соединительные
винты, с помощью которых он стягнут за опорную плиту.
Привод шлифкруга можно включить, когда включён главный привод и таким способом обеспечена
смазка подшипника шпинделя шлифкруга.
Переключатель заготовки — включает и выключает вращение заготовки в зависимости от положе-
ния суппорта.
Насос для охлаждения — только тогда включается,когда включён двигатель для подвижки шлифкруга.
А1 — 50 — Главный прерыватель
61 — 24 — Переключатель двигателя передней бабки заготовки
62 — 18 — Клавиш для включения м2
63 — 15 — Клавиш для включения м3
65 — 13 — Клавиш для включения м5
621 — 11 — Клавиш для всё выключено
622 — 24 — Конечный выключатель суппорта
623 — 22 — Конечный выключатель для внутреннего шлифования
652 — 56 — Штепсельная розетка для м2 и 623
Ц1 — 24 — Контактор для м1 (включение)
Ц2 — 18 — Контактор для м2
ЦЗ — 15 — Контактор для м3
Ц5 — 13 — Контактор для м5
Ц7 — 20 — Контактор для м7
Ц8 — 14 — Контактор для м8
ЦП — 73 — Контактор для м1 (торможение)
д2 — 25 — Вспомогательный контактор контактору Ц1
дЗ — 22 — Вспомогательный контактор для наружного шлифования
д4 — 23 — Вспомогательный контактор для внутреннего шлифования
д11 — 76 — Защитный реле для возбуждения
© ~КЖП4ОА" РУКОВОДСТВО ПО УПРАВЛЕНИЮ АП 19
м2
м3
м5
м7
10 — Предохранитель ДЛЯ цепи активного и пассивного контролем
11 — Предохранитель ДЛЯ цепи напряжения управления
60 — Предохранитель для ПР1
61 — Предохранитель ДЛЯ ПР2
е22
е23
е25
е27
е2 — 56 — Предохранители для
еЗ — 55 — Предохрапвггели для
е5 — 54 — Предохранители для
е7 — 57 — Предохранители ддя
еЮ — 51 — 53 — Предохранители для м10
е!3 — 4 — Предохранитель для цепи сигнальных лампочек
е!4 — 9 — Предохранитель для штепсельной розетки U
е15 —
е16 —
с17 —
е!8 —
е21 — 72 — Биметалл, реле для м1
— 56 — Биметалл, реле для м2
— 57 — Биметалл, реле для м3
— 54 — Биметалл.реле для м5
— 57 — Биметалл. -реле для м7
с28 — 58 — Биметалл.
х1 — 3
х2 — 2
хЗ — 1
у — 8 — Штепсельная
— 75 — Двигатель
— 56 — Двигатель
— 55 — Двигатель
— 54 — Двигатель :
— 52 — Двигатель
м8 — 58 — Двигатель
657 — 57 — Соединительный зажим для м7
658 — 58 — Соединительный зажим для м8
ПР1 — 604 — Коммутационные дроссели
ПР2 — 61 —
ПРЗ — 62 — Филятр дросселя
П — Выключатель давления для смазки передней бабки шлифкруга
б — 214 — Выключатель для обеспечения зажима>гия заготовки
р14 — 74 — Сопрогивление для торможения м!
pl — 67 — Сопротивление ВПМ — 2
П1 — 68 — Потанциометр ПОКЦ
р16 — 73 — Защитник сопротивления для ЦП
ЕМ — 6 — Электромагнитный распределитель блокады суппорта
— Сигнальная
— Сигналящая
— Сигнальная
м1
м2
м3
м5
м7
реле для м8
лампочка
лампочка
лампочка
। розетка для дополнительного освещения шкалы
передней бабки заготовки
шлифкруга для внутреннего шлифования
шлифкруга для наружного шлифования
маслялгого насоса
насоса охлаждающей жидкости
ротационного магнитного фильтра
для
для
ДЛЯ
— главный прерыватель вк.мслён
освещения шкалы
освещения шкалы
ЭЛЕМЕНТЫ АКТИВНОГО И ПАСИВНОГО КОНТРОЛЯ
бо308 — 120 — Переключатель для включения измерительных устройств
— 128 —
бо.309 . — 130 — Выключатель для: измерительный ток включён
ио.310 — 131 — Выключатель для до. 304
бо.ЗН — 129 — Прерыватель для автоматического выключения (финистоп)
до.304 — 127 — Поляризованное реле для .магнитов
до.305 — 130 — Реле для: измерительный ток включён
до.306 — 131 — Реле для до.304
до.307 — 132 — Реле для магнитов СО.313 и СО314
хо.315 — 133 — Сигнальная лампочка: черновое шлифование станка
хо.316 — 137 — Сигнальная лампочка: чистовое шлифование станка
но.301 — 122 — Выпрямитель для измерительных устройств
но.302 — 136
но 303 — 134
Со. — 313 — 137 — Магнит для включения измерительного устройства
Со. — 314 — 137 — Магнит для включения измерительного устройства
MV — 123 — 125 — Измерительное устройство
— Си-днод для защиты СО314
— Си-диод для защиты СО.313
РАСПОЛОЖЕНИЕ ЭЛЕМЕНТОВ НА СТАНКЕ
АП
21
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
-KIKIHW
РАСПОЛОЖЕНИЕ ЭЛЕМЕНТОВ В ЭЛ. ВКЛЮЧЕННОМ ШКАФЕ
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
УПРАВЛЕНИЕ СТАНКОМ
Элементы на пульте управления
х1 Сигнальная лампочка: Главный прерыватель включён
„Все двигатели выключены".
б 21 Кнопка:
(чтобы выключить например только один двигатель, во-первых должны
иажатием на кнопку б 21 все двигатели: выключить и тогда снова вклю-
чить только нужные-отдельно).
б 5 Кнопка:
Главный привод включён
Винтообразный насос
Насос для смазки шпиделя шлифкруга
б 3 Кнопка:
4.
с
б 2
б 1 ир; нагельная кнопка:
Привод шлифкруга включён.
(его не можно включить пока не включится главный привод и пока не
осуществится соответствующее давление масла для смазки подшипника
шпинделя шлифкруга).
Насос для охлаждения
(можно включить только если уже включён привод шлифкруга).
Привод внутреннего шлифования (включён только у мод. All У.
Вращение заготовки
АВТ.
а) автоматическое включение и выключение в зависимости от движения
суппорта,
при движении суппорта „вперёд’' — включено
при движении суппорта „назад” — выключено
О
б) выключено
ВКЛЮЧ. в) включено
X.
г) короткое включение, только чтобы нажать клавиш (кнопку)
по 315
ЬоЗОв ho315
"KIKIHOA- РУКОВОДСТВО ПО УПРАВЛЕНИЮ АН 23
Элементы для управления приводом стола
511 Ручное колесо для перемещения стола — за один оборот ручного колеса стат переместится за
12,48 .мм (кнопка 512 вытянута)
512 Кнопка для включения тонкого перемещения стола — за один оборот ручного колеса стол пере-
местится за 4,95 мм (кнопка 512 вдавлена)
513 Ручка для включения привода стола с помощью гидравлики
а) Автоматическое продольное движение стола — включено и выключено в зависимости от
движения суппорта при движезпш суппорта „вперёд”: включено при движении суппорта
„назад": выключено
б) Продольное перемещение стола: включено
в) Продольное перемещение стала: выключено
514 Кнопка для выбора подачи шлифкруга
П: Поперечные подачи (врезка)
О: Без подачи
Д: Подача зависит от движения стола вправо
ЛД: Подача зависит от движения стола влево и вправо
Л: Подача зависит от движения стола влево
Автоматическая подача работает только тогда, когда кнопка, с помощью которой выбираем
подачу, установлена в соответствующее положение, сравнительно у поперечного г... Ьова-
ния на П, у продольного на Д, т.е. ДЛ, Л
515 Шкала для бесступенчатой регулировки скорости стола
516 Ручка для изменения направления движения стола (для изменения направления /._______ лшя
стола либо врушгую, либо автоматически с помощью упора)
517 Ось, которую можно вытянуть
518 Ручка для приостанавливания стола
а) Приостанавливание стола: вправо (стол — в правом положении до упора)
б) Приостанавливание стола: вправо и влево
в) Без приостатгавливания
519 Кнопка для определения продатжительнрсти приостанавливают (вращением вправо уменьшае-
тся продолжительность задержки и наоборот)
\ \ Г
520 Винт — запор
(сниманием вышеупомянутого, винт для дросселирования 538, т.е. для определения величины
подачи, легко можно промыть).
Описание управления столом
С помощью гидравлики осуществляется автоматическое перемещение стола. При включении гидра-
влического привода стола, безусловно выключается привод вручную, а при выключешш гидравличес-
кого привода стола, снова включается привод вручную. У ручки для включения гидравлического
привода стола 513 существует краме положения для „включено” и „выключено” ещё одно положение,
с помощью которого, в зависимости от движения суппорта, получается продольное движение стола.
Тогда возможно с помощью главной рукоятки 528 (рукоятки для быстрого хода) осуществлять управ-
ление и суппорта и стола. На рукоятке 513 существует прорез, который даёт возможность включения
в поюжение „а" (автоматическое управление), яо только одновременным перемещением рукоятки
513 вперёд. Таким образом уменьшается возможность случайного вк.мочеютя положения ,д” (авто-
матическое управление) если например хочется перейти из положения „включено” в положение „вы-
ключено”.
Шкала 515 для регулировки скорости стола регулирует обратный поток масла гидравл. привода стола.
Числа от 0 — Юне дают абсолютные величины для скорости стола. Они только облегчают регули-
ровку- скорости. Кнопка имеет 2 подвижных упора, которые отвинчиванием нарезанной кольцеобра-
зной крышки можно установить на 2 различные скорости стола, например для чернового и чисто-
вого шлифований, или для шлифования и правки шлифкруга. Поворачиванием кнопки можно и пре-
вышать упоры например влево за 0 — положение и вправо за быстрый ход.
Рукоятка для изменения направления движения стола 516 действует автоматически с помощью
упора, а можно и вручную. Поворачиванием рукоятки вправо тол получает движение справа на ле-
во, и наоборот. Распределение <для привода стола действует со вспехом и при различных скоростей
стола, а именно до 0,02 мм точность, так что можно привести очень близко торцево шлифуемым
поверхностям.
АН
24
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
Если вытянуть ось, с помощью которой осуществляется изменение направления движения, можно
превысить правый упор, а левый упор так высоко установлен (он более толстый), что переход на
левую сторону вне упора невозможен. При внутреннем шлифовании безусловно необходим выход из
правого упора, чтобы как можно скорее занять положение для правки шлифкруга или, чтобы мог-
ли заменить заготовку.
Привод для задержки движения стола, даёт возможность ещё некоторого времени задержки стола
при продольном шлифовании в конечных положениях, чтобы конец заготовки, который шлифуется
был обработай как и середина.
Задержка стола только с одной стороны пользуется, если шлифкруг на другой стороне имеет выход.
При автоматическом движении стола привод для подачи (рукоятка 514) неподвижен и невозможно
при включеном автоматическом движении стола, осуществлять поперечную подачу.
cOUa © "KIKIHOA" РУКОВОДСТВО ПО УПРАВЛЕНИЮ АН 26
„ — 521 Ручное колесо для привода (1 оборот колеса в «Управлении часовой стрелки даёт 2 мм подачи измеряемого на диаметре заготовки) 522 Делительная плита подачи для выравнивания 1. деление = 0,01 мм/0 523 Однозубый включатель 1 включение = 0,005 мм/0 , 524 Микроупор 1 деление = 0,001 мм/0 525 Кнопка для торможения подачи для выравнивания 526 Делительная плита для автоматической подачи 1 деление = 0,01 мм/0 527 Натписная таблица для припуска на шлифование 528 Рукоятка для быстрого хода суппорта, которая в то же время представляет главную рукоятку при управлении с одним рычагом Пюаво: суппорт — вперёд суппорт — назад 529 ^^^Игка для торможения рукоятки быстрого хода Л^^аторможенная ' о)^свободная 530 Кнопка стола для регулировки скорости при автоматической подаче 531 Рукоятка для ускорения (вправо) и выключения (влево) автоматической подачи 532 Кнопка для регулировки (наладки) скорости быстрого хода 533 Протяжной винт делительной плиты подачи для выравнивания 534 Кнопка для регулировки суммЪь при чистовом шлифовашги шкала показывает сумму подачи в [дм/0, оставшуюся после автоматического перехода с чернового на чистовое шлифование. (Это соответствует, при автоматической работе с финитором, кнопке для регулировки 23, находя- щейся на головке фшштора). 535 Кнопка для регулировки движения измерительной головки: 0 : движение измерительной головки выключено I : Измерительная головка движется одновременно с суппортом: ВКЛЮЧЕНО, и при оконча- тельной мере: ВЫКЛЮЧЕНО. 01: Измерительная головка движется замедлонно: на ВКЛЮЧЕНО. 536 Кнопка для регулировки! скорости при чистовом шлифоваании Поворачиванием к большим числам получается замедленная подача при чистовом шлифовании. 537 Кнопка для регулировки продолжительности отшлифования: Поворачиванием к большим числам получаем более долгую продолжительность отшлифования (например при продольном шдифовашш, когда необходимо больше ходов для отшлифования). Поворачиванием к 0 не получается вообще продолжительность для отшлифования. Положение на 1 даёт самую короткую продолжительность отшлифования, (один двойной ход). Описание управления приводом суппорта Настоящий привод состоит из следующих главных групп: 1. Быстрый ход 2. Автоматическая подача 3. Подача для выравнивания Быстрый ход служит для быстрого приближешгя к заготовке, а также и удаления от заготовки. Вклю- чение быстрого движения осуществляется с помощью рукоятки 528. Регулировка скорости быстрого хода осуществляется с помощью кнопки для регулировки 532.
АН
27
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
а) Вращением влево до упора: наружное шлифование.
б) Вращением влево: скорость быстрого хода уменьшается.
с) Вращением влево до упора: виутренее шлифование.
Быстрый ход суппорта — выключен автоматический обратный ход подачи.
Для более быстрого осуществления пуска в работу:, быстрый ход периодически на конце хода
затормозится одним редукционным клапаном.
Автоматическая подача всегда приближает суппорт за величину отшлифованной суммы. Это осущест-
вляется с помощью гидравлического поршня, который своим зубчатым поршневым рычагом дейс-
твует на кривую подачи и при этом пускает суппорт. Ограничивание осуществляется с помощью
упора поршней внутри цилиндра для подачи. Исходное полржешгё регулируется согласно припуску
на шлифование, согласно натписанию на делительной плите, 527.
В положении сутшорт „вперёд" и при подаче на „О" делительную плиту втиснуть, потом поворачи-
вать пока неподвижная Ноль — черта не покажет отобранный припуск на шлифование и тогда в
этом положении снова плиту отпустить.
Делительная плита 526, которая показывает поток автоматической пбдачи, возвращается всегда без-
условно на „О” (Ноль — положение), если производится установка от меньших к большим припус-
кам на шлифование. При установке на меньшие припуски на шлифование, плитку дс кны вращать
вручную вправо до упора и так снова осуществить „О" (Ноль — положение). Дроссель i ^учи 530 од-
новременно служит и для поперечного и для продольного шлифований, подача осущес.^Ц^я гид-
равлически, следовательно, без храповой собачки. При продольном шлифовании ocymeiW^^k гид-
равлическая (без застревания) подача, кратковременно только на возвратных пунктах xi ч^Итола
(при изменении направления). У очень коротких ходов стола прерывистая подача превра. ^гся в
беспрерывное приближение. Подачу, которая зависит от стола, можно регулировать на дросселе по-
дачи беспрерывно между 0 — 0,025 мм/ход стола.
При подаче, которая зависит от стола, дроссель побольше открыт, чем при поперечном шлифовании,
чтобы осуществить как можно более подходящую область скорости подачи. Числа от 0 — 10 на кноп-
ке для регулировки, не представляют абсолютные величины, а должны нам только облегчить регу-
лировку. Скорость подачи зависит от многих факторов, а настоящую её величину определяет опыт-
ность шлифовщика.
Подачи для выравнивания
Работает независимо от быстрого хода и автоматической подачи и служит для первой регулировки,
для коррекции меры и для коррекции износа и износа для правки шлифкруга. Её можно в любое
время включить через ручное колесо или через однозубый включатель. Для очень маленькой суммы
приближения служит Микро-Упор 524. Поворачиванием вправо до упора Микро-Упор — выключен и
тогда свободно можно поворачивать ручное колесо. Поворачиванием влево до упора включится
Ноль-упор, т.е. имеем Ноль-положение. Если теперь в настоящем положении поворачиваем вправо до
упора делительную плиту 522 подачи для выравнивания и с помощью винта 533 прикрепим, будет
осуществлено такое же положение и у следующих заготовок. Если теперь из-за износа шлифкруга
предмет получит постепенно большую меру, упор можно, поворачиванием вправо снова регулировать.
1 черта соответствует здесь коррекции от 1 ц, по диаметру. После регулировки от 20 ц/0 Микро-
-упор можно снова установить на 0 — черту, отпустить делительную плиту' 522, чтобы её за 20 р,, т.е.
за 2 черты возвратили назад и снова прикрепили. Тогда можно снова с помощью Микро-упора
осуществлять регулировку за новых 20 ц. Пользование Микро-упора особенно целесообразно, когда
работается без автоматической подачи, только с подачей для выравнивания, кроме этого, когда при
работе с автоматической подачей требуются очень узкие отклонения и регулировка с зубчатым пере-
даточным механизмом грубая. Кнопка для прижимания 525 служит для того, чтобы подачу' для вы-
равнивания прочно притягнули и обеспечили от случайного, перемещения.
© “KIKINDA* РУКОВОДСТВО ПО УПРАВЛЕНИЮ АН 29
УСТАНОВКА И БАЛАНСИРОВКА ШЛИФКРУГА
Вместе со станком поставляется и шлифкруг, который с фланцем точно отбалансирован и центрично
профилирован у универсальных шлифстанков или профилирован с профилем у шлифстанков особен-
ного назначения.
Каждый новый шлифкруг должны до установки на фланце испытать, существуют ли на нём трещины,
повреждения и т.п.
Испытание на звук. Исправный шлифкруг, даёт в висящем положении, при лёгком ударе маленьким
деревянным молотом, звонкий и чистый звук.
Повреждёный шлифкруг нельзя пользовать, потому, что он может вызвать несчастный случай
Исправный шлифкруг должны вместе с вставкой из бумаги, как можно точнее, согласно отверстию,
установить на фланце.
Между фланцем и шлифкругом должны с каждой стороны обязательно установить круглые вставки,
1 до 2 мм толщины, от эластичного материала (мягкий картон, войлок, кожа и т.п.), в случае, если
производитель шлифкругов не приклеил эти же)
Шлифкруг нельзя насильно втиснуть, ибо получится напряжение и при работе на шлифкруге -эгут
образоваться трещины. Безусловно должны уменьшить удары и потрясения на шлифкруге и <Ь. е.
Если осуществляем притяжение шлифкруга и фланца с помощью гайки, должны обратить внимание
на то, чтобы у станка левого исполнения гайка имела левую резьбу (с торца гайки ,Д1”).
После притяжения шлифкруга, должны установить балансировочную оправку в отверстие фланца.
Оправка поставляется со станком вроде прибора. Тогда должны перемещением сегментов, нахоя-
тцихся на фланце отбалансировать шлифкруг на весах для балансировки обычными подшипниками
качения или похожими устройствами.
Отабалансированный штифкруг с фланцем должны установить на коническом несущем элементе
шлифкруга и с помощью желобчатой гайки прикрепить его. Здесь должны обратить внимание на то,
чтобы у станков левого исполнения существовали также и гайки с левыми резьбами (с передней
стороны гайки должно стоять „Л”).
\ / (в,
Creiry защитника должны так установить, , чтобы никак не прикосалась шлифкруга. Шлифкруг дол-
жны немножко вращать вручную. Когда убедимся, что ш.\ифкруг не соприкосает защитник, можно
включить двигатель для привода шлифкруга.
При первой правке шлифкруга безусловно должны, во-первых, употребить приспособление для правки
без алмаза, так как, из-за неконцентричност и шлифкруга, представляло бы слишком большой износ
алмаза.
Правка шлифкруга гидравлическим устройством для правки будет обяснена в приложении.
Алмаз должны пользовать только для тонких правок
Должны выполнить правку шлифкруга по борту и с обеих сторон. При правке всегда должен быть
богат привод охлаждающей: жидкости и на шлифкруг и на приспособление для правки.
На шлифкруге для наружного шлифования никогда нельзя выполнять сухую правку. Ещё бопее
опасно, во-первых выполнять сухую правку и тогда сразу прибавить охлаждающую жидкость.
Хотя шлифкруг центрично вращается, его должны периодически балансировать, ибо мСркет случится,
что шлифкруг, который вообще очень пористый и впитывает влагу, всасывает воду только с одной
стороны, если вода течёт. Вообще достаточно статическое балансирование, но для чистового шли-
фования должны выполнить и динамическое балансирование. Устройство для динамической баланси-
ровки будет обяснено в приложении.
Больший шлифкруг должны после 50% износа ещё раз отбалансировать, ибо плотность (удельный
вес) во всех частях неодинакова.
АН
30
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
Чтобы избежать повторное балнсированпе шлифкруга не надо при изменении шлифкруга снимать
его с фланца, а должны вместе с фланцем снять с конуса шпинделя. Снимание осуществить с по-
момщыо нагнетательного винта, который поставляется со станком вроде прибора. Потому реко-
мендуется достать больше фланцев, чтобы снятый шлифкруг с фланцем, при повторном пользовании,
были готовы сразу к работе.
Внимание!
Каждый новый монтированый и балансированый шлифкруг должен 5 минут полной скоростью
вращаться присутствии ответственного лица, прежде чем начнёт работать. Желательно, во время
этой опытной работы, все лица удалить в сторону. После 1/2 часа работы должны проверить прочно
ли фланец стоит на конусе шпинделя.
Шлифкруг для внутреннего шлифования должны безусловно таким же способом отбалансировать,
если предусмотрен фланец с сегментами для балансировки.
При правке шлифкруга для внутреннего шлифования из-за большого разбрызгивания, не должны
пользовать охлаждающую жидкость.
Правка шлифкруга для внутреннего шлифования всегда должна быть сухая!
с / у
\ /
АП
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
KIKIHDA’
РАБОТА СО СТАНКОМ — НАРУЖНОЕ ШЛИФОВАНИЕ
/• ]
Руководства ограничиваются только на функцию станка.
Предполагается существование общей опытности в шлифовании.
До работы со станком должны хорошо изучить приведённое руководство по управлению станком
и фундаментально провести испытание всех отдельных функций. Станок во-первых должны прикре-
пить без заготовки и без шлифкрута.
До включения главного привода должны быть внимательными, ибо с движением нагнетательного
масла сразу начинает и гидравлическое движение стола и суппорта.
Следовательно:
Ручка для выбора движения стола: „выключено”
Ручка для быстрого хода: „назад’’
Амортизирование стола и подачи: „на/0”
С подачей для выравнивания должны идти только назад, чтобы позже, при включении суппорта на
^вперёд’’ шлифкруг не наехал на заготовку, которая шлифуется или на какую-либо заготовку, которая
находится на столе. Упор стола должны установить так, чтобы позже, при включении привода стола,
шпиндель заготовки нс ударил о шлифкруг.
Испытание функциональности
При начале работы, после более долгого простоя, после изменения регулировки, функциональность
автоматической работы всегда во-первых испытать без заготовки. И если всё хорошо работает, можно
ожидать точную и надёжную автоматическую работе'.
Правка шлифкруга
По правилу, правку шлифкруга выполнять с помощью алмаза, который установлен на окончатель-
ную меру, а именно в переднем положении быстрого хода или подачи.
Регулировка суммы для правки, в дальнейшем осуществляется с помощью подачи для выравнивания
т.е. включением однозубого включателя.
При правке шлифкруга должны поддерживать скорость движения стола как можно меньшей. (Упоры
в дросселе для движения стола, допуекют лёгкое поддерживание, раз отобранной скорости движе-
ния стола для шлифования и правки).
Установка автоматической подачи
До шлифования первой заготовки должны оставить подачу, без заготовки, перейти раза два путь
вперёд — назад.
При этом должны установить припуск на шлифование, скорость чернового и чистового ашманш!
и отшлифованпй.
Прецизионность автоматической работы
При тщательной работе со станком можно осуществить отклонение заготовки ± 1 рдт Для этого по-
ток шлифования должен быть каждый раз выполнен под одинаковыми условиями работы, следова-
тельно, одинаковый припуск .па шлифование, одинаковая скорость подачи, одинаковая правка. Износ
шлифкрута должны выравнить с помощью Микро-упора.
Чтобы при более долгом рабочем перерыве выключили неизбежное отклонение подачи, которое явля-
ется от температурных влияний, необходимо каждую первую заготовку снова перешлифовать с меж-
-мсрой и если необходимо провести коррекцию для выравнивания.
Уменьшение подачи для выравшпзания (возвращешге назад)
При этом не надо всегда возвращать за одну большую сумму' назад (около 1 /2 оборота), только тогда
возвращением вперёд приостановится на соответствующую умсньшеную величину.
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ли
32
Пользование рукоятки для ускорения
С помощью рукоятки 531 осуществляем ускорение и приостанавливание (прекращение) автоматичес-
кой подачи. Ускорение продолжается на столько долго, сколько времени мы держим рукоятку в
правом положении.
Для межизмерения можно с помощью положения „приостанавливание" только; быстрый ход, без по-
дачи, переместить назад, у положения быстрый ход — „вперёд” подача продолжаемся снова даль-
ше от прекращённого места. Прекращение возвратного хода не рекомендуется, когда до окончате \1>-
ной меры не хватят ещё только маленькие суммы (ниже 0,01 мм), в этом случае должны пустить по-
дачу вполне вернуться, а потом снова брать новый за вперёд, при чём холостой ход с помощью ру-
коятки для ускорения может быстрее параллельно включится.
Охлаждающее средство
Включение и выключение охлаждающего средства не осуществляется автоматически, чтобы охлаж-
дающий поток держали, по возможности, равномерным.
Регулировка и приостанавливание осуществляется вручную, а именно с помощью крана впереди ма-
слёнки
На „вы
на „назад
на „О”
1. Поперечное шлифование вручную с подачей для выравнивания
(для отдельных заготовок или для 1 штуки с установкой пбдач
Начельное положение:
Рукоятка для выбирания движения стола:
Рукоятка для быстрого хода:
Дроссель для движеяшя стола:
Рукоятка для ускорения влево (прекращение)
Прерыватель для вращения заготовки: на 0 (положение „а”)
Упор подачи для выравнивания: выключен (вращение вправо до упора).
Достаточно назад установить подачу для выравнивания.
С помощью ручного колеса для движения стола, привести его в положение для шлифования.
Главный привод: „включён”
Число оборотов заготовки и шлифкруга — огрегулйровано.
Первая заготовка
— Зажать
— Рукоятка для быстрого хода: на „вперёд” (суппорт быстрым ходо.м движется вперёд, начинает
вращение заготовки)
— Привод шлифкруга: на „включено"
— С подачей для выравнивания приблизится к заготовке пока ещё шлифкруг не начнёт искрить
— Шлифование (подача ручным колесом или однозубым включателем)
— Рукоятка для быстрого хода: на „назад"
— Заготовку измерять
— Упор установить для подачи для выравнивания на „0”
— Делительную плиту вращать до упора, отсюда, за измеренную сумму разницы, вернуть и при-
крепить
— Быстрый ход „вперёд"
— Подача в положении до, упора
— Быстрый ход „назад"
— Снова измерить заготовку — у получетюй нижней меры, должны Ноль — упор регулировать
(1 черта на делении = 1 ц.м/0
— Подачу вернуть приблизительно за 1/2 оборота ручного колеса
Следующая заготовка
— Зажать
— Быстрый ход „вперёд"
— Подачу вернуть до урора вручную
2. Продольное шлифование с подачей для выравнивания
Поступать также как в пункте 1 настоящего заглавия (Работа со станком — наружное шлифова-
шге), только с включеным движением стола:
— Рукоятка для выбирания движения стола: на 1 (положение) „С”)
— Дроссель, на соответствующей скорости движения стола
— Распределитель с проистанавливанием стола в конечных пунктах хода на D или DL или без
приостанавливания
All
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
33
"KIKIHOA’
— Определить длину (продолжительность) приостанавливания стола
— Подачу брать вручную на концах ходов стола включением однозубого включателя
3. Поперечное шлифование с автоматической подачей
Начальное положение:
— Рукоятка для выбирания движения стола:
— Рукоятка для быстрого хода:
— Рукоятка для ускорения:
— Прерыватель для вращения заготовки:
положение „а”
— Упор подачи для выравнивания:
— Кнопка для выбирания подачи:
— Подачу для выравнивания установить достаточно назад
— Ручным колесом для движения стола прийти в положение для шлифования
— Главный привод:
— Быстрый ход:
— Установить припуск на шлифование
— Быстрый ход:
на io
выключен
(поперечно)
на „выключено
на „назад”
„среднее положение
Первая заготовка:
.назад
„вперёд
— Рукоятка для быстрого хода:
В быстром ходу приходит суппорт
Начинает вращение заготовки
Автоматическая подача движется до уцора скорос/ью, которую отрегулировали дросселированием
(За скоростью молено наблюдать на де ител! аой чгтите-шкале), которая освещена
— Подачей для выравнивания приблцзйться к заготовке, пока ещё шлифкруг не начнёт искрить
— шлифовать с подачей вручную
— Быстрый ход: на „назад”
— Измерять . •
— Установить подачу для выравнивания, на измеренную сумму разницы
— Рукоятка для быстрого хода „вперёд” — Подача движется вперёд
— Автоматическая подача — до упора
— После отшлифования, рукоятку для быстрого хода — „назад"
— Заготовку измерять, возможно с подачей для выравнивания корригировать (при узких отклоне-
ниях с помощью микроупора).
Следующая заготовка:
— Зажать
— Быстрый ход „вперёд"
Быстрым ходом приближается суппорт, заготовка начинает вращаться, подача движется до упора
— После отшлифования, рукоятку для быстрого хода установить на „назад”
4. Продольное шлифование с автоматической подачей
Поступить также как в пункте 3 настоящего заглавия (Работа со станком — наружное шлифова-
ние), только с включеным движением стола:
— Рукоятка для выбирания движения стола: на 01 (положение „а" — автоматическая)
— Регулировать приостанавливание и продолжительность приостанавливания стола в поворотных
пунктах
— Кнопку для подачи установить так, чтобы подача осуществлялась или с одной стороны или с
обеих сторон
— Величину импульса подачи регулировать :га дросселе подачи
All
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
•KIKIHDA"
Работа со станком — внутреннее шлифование
При переходе с наружного на внутреннее шлифование, должны:
1. Ручку для регулировки скорости быстрого хода установить совсем влево, для положения суп-
порта „вперёд”
(Таким образом выключен быстрый ход суппорта)
2. Зажимную головку установить на переднюю бабку заготовки
3. Установить переднюю бабку заготовки так, чтобы шпиндель вращался (работа с вращательным
шпинделем)
4. Установить подвод охлаждающей жидкости для внутреннего шлифования (через рабочий шпин-
дель)
5. Монтировать специальные упоры для стола при внутреннем шлифовании
6. Установить устройство для правки шлифкруга на столе
Отдельные заготовки шлифуются только с подачей для выравнивания При серийной работе,
работается с автоматической подачей на упоры.
Последовательность работы при внутреннем шлйфованйи соответствует, до правки, уже описан-
ной рабочей последовательности наружного шлифования.
Правка возможна:
а) После произвольного большего числа заготовок (при шлифовашш узких мест)
б) произвольно часто при одной заготовке (V очень глубоких отверстий)
в) у каждой заготовки между черновым шлифованием и отшлифованном
Алмаз для правки должен в всяком случае быть установлен на конечную меру. Правка, когда по-
дача в заднем положении, требует меньше умения в обслуживании. Для узких отклонений, более
прецизионно, осуществлять правку между черновым ,4г чистовым шлифованиями в переднем или
Ноль — положениями подачи.
• \ / '
А. Внутреннее шлифование без автоматического выключения
Правка в переднем положении
Начальное положение:
— Установить упоры стола для шлифования и правки
— Регулировать упоры дросселя стола на скорость шлифования и правки
— Установить устройство для приостанавливания и продолжительность приостанавливания на по-
воротных пунктах
— Кнопку для выбора установить на подачу
Регулировать припуск на шлифование
— На дросселе подачи регулировать скорость подачи
— Повернуть упор для выравнивания подачи
Устройство для правки установить на окончательную меру
— Подачу для выравнивания установить по алмазу, при подаче установленной на „О"
— Установить направление и число оборотов рабочего шпинделя
1. Стягнуть заготовку
2. Рукоятка для изменения направления движения стола — влево:
Стол движется вправо.
3. Вытянуть штифт и пропустить его между упорами для шлифования:
Изменяется направление движения стола (влево — вправо)
4. .Рукоятка для быстрого хода: „вперёд”
Подача движется до упора
5. Рукоятка /\ля быстрого хода: „назад"
Подача движется назад
All
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
-MK1HDA"
35
6. Повторное включение подачи для выравнивания с помощью однозубового включателя
7. Вытянуть штифт — ось 517 и установить его между упорами для правки шлифкруга
8.
На дросселе регулировать скорость для правки шлифкруга
9.
Рукоятку для быстрого хода установить на „вперёд'
10.
Ускорением, до упора
И.
Устройство для правки шлифкруга установить в положение для правки
12.
Правка
13.
Устройство для правки шлифкруга установить назад
Рукоятку для быстрого хода установить на „назад'
На дросселе для стола регулировать скорость стола для шлифования
16. Вытянуть штифт (ось 517) и пропустить его между упорами для шлифования
17. Рукоятку для быстрого хода установить на „в:
14.
15.
18. Ускорением, до упора, т.е. до искрения
19.
Отшлифование
20.
Рукоятка для быстрого хода „назад1
21.
Вытянуть штифт:
Стол приходит в положение для снимания и установки заготовки и приостанавливается
Пункты 9, 10 и 14 могут отсутствовать, если правка штифкруга осуществляется в заднем поло-
жении подачи (суппорта).
I
АП
36
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
-кжтол"
устройства рабочего масла
о РУКОВОДСТВО ПО УПРАВЛЕНИЮ АН
"KIKIMDA* 37
212 — бак масла для смазки
221 — винтовой насос гидравлики шлифстанка
222 — зубчатый насос для смазки
226
227 — межшестерни
231 — перепускной клапан установлен на 6 бар для рабочего масла гидравлики шлифстанка
233 — пропускной клапан установлен на 0,3 бар для смазки подшилшпсов передней бабки шлифкруга
234 — кран для закрытия манометра 251
235 — кран для регулировки смазки направляющих на станине
236 — кран для регулировки смазки подачи суппорта шлифкруга
241 — фильтр для рабочего масла гидравлики шлифстанка
243 — фильтр для масла для смазки
251 — манометр для рабочего масла гидравлики шлифстанка
252 — манометр для масла для смазки
253 — визуальный проверочный указатель смазки подшипников передней Ьабки шлифкруга
261 — легко сгибающийся шланг винтового насоса 221
263 — легко сгибающийся шланг масла для смазки подшипников передней бабки шлифкруга
мб — двигатель для привода винтового и зубчатого насосов (221 и 222)
/
Масляный насос 221 прямо подключён на приводной" двигатель и даёт 15 л./мнн., и = 1500 об./мин.
Рабочее давление — 6 бар и регулируется на перепускном клапане 231. Контроль проверки масла
осуществляется с помощью манометра 251, а именно открытием, всегда закрытого клапана 234. Ре-
гулировка гидравлического давления на перепускном клапане осуществляется вращением шпинделя
клапана, так как предварительно отпустится контргайка.
Вращением вправо увеличивается давление.
Связь от насоса с остальной гидравликой осуществляется с помощью двух шлангов 261, которые
могут освободится при монтаже приводного агрегата. Включение насоса на гидравлику осуществля-
ется одновременно с приводным агрегатом, а именно с помощью кнопки 63 на пульте управления.
Возвратный клапан 232 установлен на 0,2 а™.
Смазка направляющих на станине осуществляется возвратным маслом через кран 235.
Смазка корпуса подачи осуществляется через кран 236.
Контроль смазки направляющих на станине: Стол должны установить в конечное положение, и тогда,
через отводящую трубку, которая находится на конце направляющих, станины, должно течь незна-
чительное количество масла. При слишком богатой смазке (подвода масла) масло вытекает через
канавку, которая служит для собирания масла и течёт по передней стороне станины.
Фильтр масла 241
""" \
Очистка загрязнённого гидравлического масла осуществляется в фильтре 241. Очищать фильтр сразу,
когда заметится, что он загразнён, таким образом, что при включенной подаче должны поднять защи-
тный колпак и очистить вкладып или' заметить его.
Смазка подшпппиков передней бабки шлифкруга
Зубчатый насос 222 служит для смазки подшипников шпинделя шлифкруга. Он получаеат привод от
агрегата через две шестерни 226 и 227 и толкает масло через очиститель из войлока 243 в подшип-
ники. При пуске станка в эксплуатацию, из-за того, что трубы насоса для смазки пустыми, бывает,
что подшипники не получают масло и тогда должны трубы 263 наполнить, во-первых; маслом (что-
бы насос впитал масло в себя). На указателе 253, который находится на передней бабке шлифкруга,
можно увидеть излишек масла для смазки, который прошёл через клапан 233.
Регулирование давления масла осуществляется на переггускном клапане 233, если предварительно от-
пустятся винты колпака на передней бабке шлифкруга, чтобы могли прийти к клапану Поворачива-
нием вправо увеличивается давление и тогда большее количество масла направляется в подшипники,
а меньшее количество показывается на указателе. Если на указателе не замечается масло вообще,
это знак, что подшипники получают слишком масла и тогда должны уменьшить давление вращени-
ем клапана 233 влево. Давление никак не уменьшать ниже 0,25 бар. Контр&ть давления осущест-
вляется на манометре 252 (0,25 + 0,75 бар).
Привод передней бабки шлифкруга не можно включить, всё пока не осуществится соответствующее
давление смазки:
Сообщение о осуществленном давлении масла для смазки даёт нажимной выключатель. »VOGELLE«
помещён с задней стороны передней бабки шлифкруга.
АН
38
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
СТОЛЫ
Движение стола осуществляется вручную с помощью ручного привода или автоматически с по-
мощью давления масла через цилиндр с двумями поршнями. Скорость стола беспрерывная (без
ступней) от 0,05 до 8,5 м/мин. Направляющие станины в каждом положении перекрыты крепким
защитником и автоматически смазываются маслом. Количество масла регулируется с помощью крана
235.
Прикрепление шатуна
Для поднимания стола должны отпустить шлицевую гайку 301 на конце шатуна, отпустить правый
подшипник шагуна 302, потом перемещением стола влево освободить левый подшипник от шатуна.
При повторной сборке обратить внимание на шестерню и зубчатую рейку.
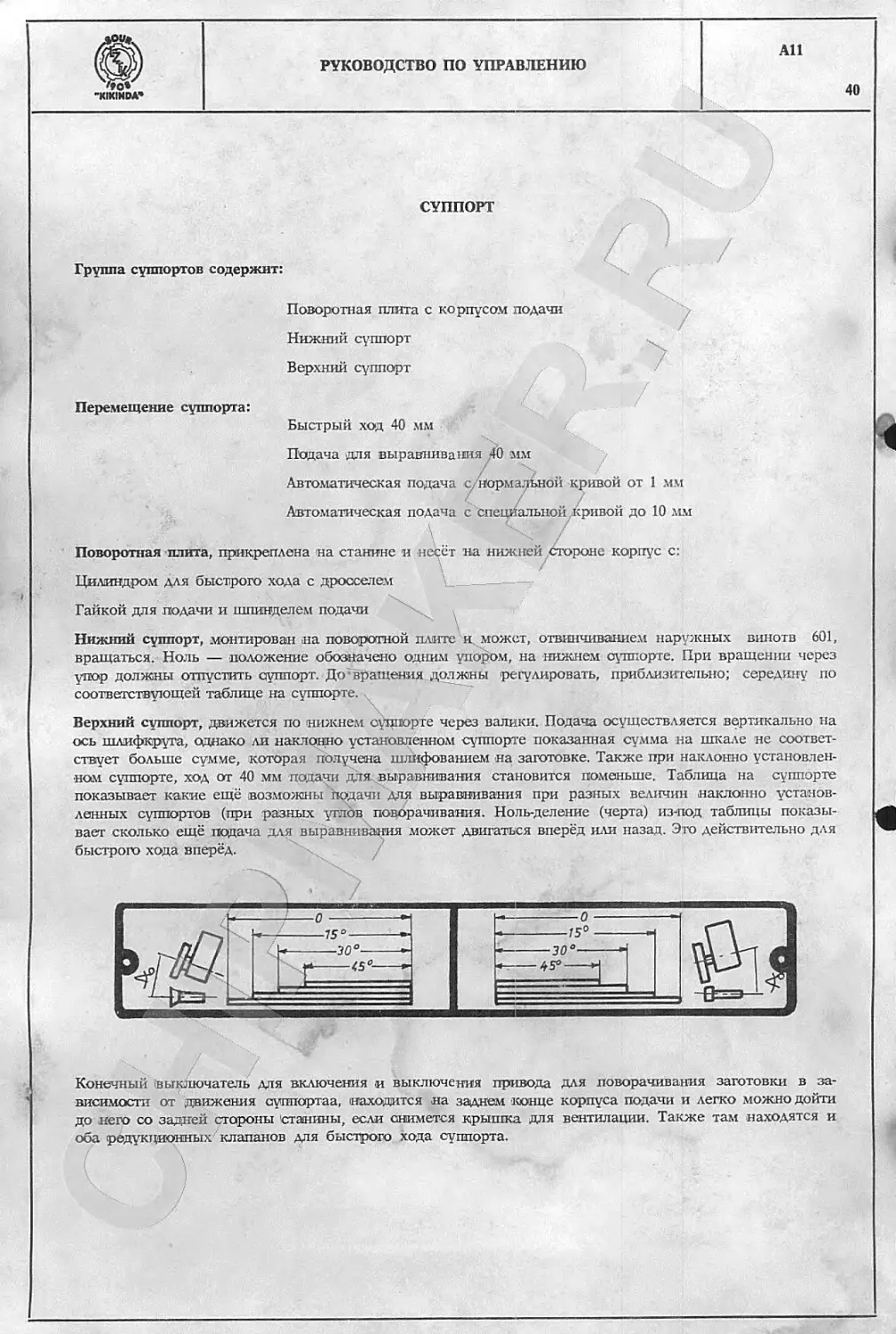
Установка на коническое шлифование
Для шлифования легко конических заготовок и для регулировки на точную цилиндрнченость, рабочий
стол может вращаться вокруг одной оси, находящейся на нижнем столе и крепко притягнуть в же-
лаемое положение с помощью притяжной плиты на конце стола. Градусное деление правой протя-
жной плиты 303, которая предусмотрена для разных конических соотношений.
С помощью оси для установки 304 рабочий стол можно наклонно установить. После установки дол-
жны одинаково притягнуть оба винта 305. Места прилегания нижнего стола до вращения должны
хорошо очистить и снова намазать.
Тонкая регулировка с помощью компаратора
Компратор 306 для тонкой регулировки прикреплён на державке и способный перемещаться по плите
307. При более наклонных конусов осуществляется перемещение указателя 308 в другую канавку.
Чтобы регулировка на точную цилиндричность могла осуществится единственной одной установкой,
рекомендуется следующий опытный метод: (Посмотреть в схему):
На раасстоянии „1" должны измерить половину разницы диаметра:
Д-Д
----- = а. Стол должен на расстоянии „1” на сумму „а” быть скошенным, сравнительно, на рас-
2
стоянии Л на сумму А = -----
"ч
Пример: На длине шлифования 500, сравнительно
Л = 700 мм
Измеренная длина 1 = 35 мм
д = 50,00 мм
Д = 50,005 мм
а = 2,5 цм
700.2,5
А = -------- = 50 (хм
/35
50 цм = 5 делений на компараторе 1: 100
При измерительной длине от 35 мм, необходимо, чтобы стол за столько делений на компараторе
переместится, сколько составляет разница диаметра в цм.
Обозначения для столов
301 Шлицевая гайка 305 Винт для притяжения
302 Подшипник шатуна 306 Компаратор
303 Протяжная плита с делениями 307 Плита компаратора
304 Ось для установки 308 Указатель
АН
39
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
"KHOHDA."
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
Х1К1НОЛ»
Группа суппортов содержит:
СУППОРТ
1
на нижнеи стороне корпус с:
с, нормальной кривой от I мм
с спецйалыюй,кривой до 10 alm
Поворотная плита с корпусом подачи
Нижний суппорт
Верхний суппорт
Перемещение суппорта:
Быстрый ход 40 мм
Подача для выравнивания 40 мм
Автоматическая подача
Автоматическая подача
Поворотная плита, прикреплена на станине и несёт
Цилиндром для быстрого хода с дросселем
Гайкой для подачи и шпинделем подачи
Нижний суппорт, монтирован на поворотной плите и может, отвинчиванием наружных винотв 601,
вращаться. Ноль — положение обозначено одним упором, на нижнем суппорте. При вращении через
упор должны отпустить суппорт. До‘вращения должны регулировать, приблизительно; середшгу по
соответствующей таблице на суппорте.
Верхний суппорт, движется по нижнем суппорте через валики. Подача осуществляется вертикально на
ось шлифкруга, однако ли наклонно установленном суппорте показанная сумма на шкале не соответ-
ствует больше сумме, которая получена шлифованием на заготовке. Также при наклонно установлен-
ном суппорте, ход от 40 мм подачи для выравнивания становится поменьше. Таблица на суппорте
показывает какие ещё возможны подачи для выравнивания при разных велич>ш наклонно установ-
ленных суппортов (при разных углов поворачивания. Ноль-деление (черта) из-под таблицы показы-
Конечный 'выключатель для включения и выключегшя привода для поворачивания заготовки в за-
висимости от движения суппортаа, находится на заднем конце корпуса подачи и легко можно дойти
до него со задней стороны станины, если снимется крышка для вентилации. Также там находятся и
оба редукционных клапанов для быстрого хода суппорта.
All
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
41
'«о»
"KIKIHOA”
ПЕРЕДНЯЯ БАБКА ШЛИФКРУГА
Грубое перемещение передней бабки шлифкруга «а верхнем суппорте осуществляется отвинчиванием
винтов 701 и поворачиванием зубчатой оси 702. Зона пере.мещешгя — 240 мм.
Притяжение приводных ремней осуществляется перемещением двигателя
винта 703 и поворачиванием винтов для регулировки ремней 704.
а после отвинчивания
Посадочное гнездо шпинделя шлифкруга
Шпиндсль шлифкруга вращается в скользящих подшипников состоящих из
могут регулироваться, а смазываются маслом под давлением. Направление
нии осуществляется аксиальными скользящими подшипниками.
двух частей, которые не
в аксиальном направле-
Смазка шпинделя шлифкруга
Смазка осуществляется через насос для смазки, а которая движение получает от главного привода.
Легко можно приблизиться устройству для смазки, если только отвинчатся винты крышки для вен-
тиляции на задней стороне станины. Визуальный контроль, смазки шпинделя передней бабки шлиф-
круга осуществляется на указателе с передней стороны передней бабки, а электро контроль через
нажимной выключатель.
Оборудование шлифкруга
Защитник определён по соответствующем диаметру. шлифкруга и установлен так, что между ним и
шлифкругом оставлен как можно меныпий зазор для снимания крышки, защитный колпак должны
вытянуть совсем наружи. Для шлифкругов различных ширин стоят в распоряжении и защитники со-
ответствующих ширин.
Шлифкруг
400 0, 127 0 отверстия, износ шлифкруга до 240 0. Нормальная ширина 40 мм, для поперечного
шлифования до 60 мм. Общая ширина набора шлифкруга — до 100 мм, а при этом сумма отдельных
ширин нс может превысить 60 мм.
Число оборотов шпинделя шлифкруга
Наибольшее число оборотов шдйнделя у новых шлифкругов и при максимальной окружной
не смеет превысить 1670 об./мин.
скорости,
У станков без регулировки скоростей шлифкруга, необходимо, у изношенных шлифкругов,
ремённые шкивы на двигателе и шпинделе. Диаметр ремённого шкива должны выбирать
таблице, которая находится на передней бабке шлифкруга, а согласно соответствующем
шлифкруга. Гайка для прикрепления ремённого шкива шпинделя и фланца шлифкруга имеет ле-
вую резьбу. Различные ключи и нагнетательные винты находятся в приборе к сганку. Необходимо
придерживаться правил для устранения опасностей от несчастных случаев. Окружная скорость шлиф-
круга нельзя превысить 35 м/сек. При сериальном исполнении окружная скорость шлифкруга нельзя
превысить 45 м/сек.
изменить
согласно
диаметру
Суппорт:
601 Винт для прикрепления поворотной плиты
613 Винт для пружины для элиминации зазора
Передняя бабка шлифкруга:
701
702
703
704
707
712
Винт для грубого перемещения
Зубчатая ось для грубого перемещения
Винт для зажимания двигателя
Винт для регулировки ремня
Крышка на передней бабке шлифкруга
Винт — запор для смазки шпинделя
АН
44
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
Передняя бабка заготовки прикреплена на поворотной плите 813 с помощью трёх винтов и имеет
возможность вращения вокруг оси. Поворотная плита 813 .может перемещаться по верхнем столе.
На поворотной плите находится деление, а на корпусе передней бабки ноль черта для точного пово-
рачивания передней бабки.
Привод шпинделя заготовки осуществляется с помощью двигателя постоянного тока ИМ 71, „СЕВЕР"
872 с беспрерывной регулировкой числа оборотов 280 — 3200 об./мин. Выходные числа оборотов пе-
редней бабки заготовки в промежутке 655 — 750 об./мин. беспрерывно. Клиновые ремни могут при-
тяжатся поворачиванием эксцентрической оси 845.
Для этого притяжения необходимо отвинчить гайку 866.
После притяжения приводных ремней снимается крышка передней бабки и отпускается гайка 822
и осуществляется притяжение ремней шпинделя.
НАПРАВЛЕНИЕ ВРАЩЕНИЯ
У исполнения станка с внутренним шлифованием предусмотрен прерыватель для двух направлений
вращения заготовки. Этот прерыватель находится на электро — пульте управления.
ПОСАДОЧНОЕ ГНЕЗДО РАБОЧЕГО ШПИНДЕЛЯ
Рабочий шпиндель 839 вращается в скользящих подшипников подающихся регулировке, которые сма-
зываются с помощью кольца 874.
На рабочем шпинделе находятся высоко прецизионные подшипники для приводного ремёного шкива,
а которая хорошо соединена с., плитой для вращения заготовки. Если подшипники во время работы
в цеху получат зазор, их можно регулировать. Настоящая регулировка подшипников касается опыт-
ности и тщательной работы и её должны выполнять только специалисты (или сервисёр изготовителя).
ОБСЛУЖИВАНИЕ
Перваая замена масла осуществляется после 1500 часов, а позже, после 3000 часов работы в цеху.
Чтобы заменили масло в передней бабке необходимо вопервых снять защитник двигателя 870 отпус-
канием замка 873, а потом снять плиту' 871. Для выпуска масла из передней бабки отпускается винт
— уплотнитель 819. Если масло очень загразнено, до наливания нового масла, должны очистить про-
странство для масла. Для этого должны вытянуть рабочий шпиндель 839.
После каждых 600 часов работы в цеху, очистить пространство, где находятся ремни от масла и от
отбросов от ремней.
All
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
"KIKIHOA"
СМАЗКА
У подшипников рабочего шпинделя автоматическая смазка. Необходимо контролировать уровень мас-
ла. Уровень масла нельзя быть ниже кромки указателя 805.
После 50 часов работы необходимо смазывать шариковые подшипники на шпинделе и с
помощью насоса (текалемит).
После 3000 часов работы необходимо очистить и намазать натяжной ремённый шкив с вы-
соко прецизионными подшипниками.
ОБОЗНАЧЕНИЯ ДЛЯ ПЕРЕДНЕЙ БАБКЕ ЗАГОТОВКИ
805
813
819
822
839
840
845
866
870
871
872
873
874
875
Указатель масла
Поворотная плита
Винт пробка
Ганка
Рабочий шпиндель
Задний подшипник
Эксцентрическая ось
Шлицевая гайка
Защитник двигателя
Плита
ИМ 71 Двигатель
Замок
Кольцо
Клиновый ремень
(2+3) сдвоенные ремни
8 X 560 ДИН 2215
АП
46
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ЗАДНЯЯ БАБКА ,
ЗАДНЯЯ БАБКА прикреплена винтами 903 за верхний стол. Её можно перемещать в зависимости от
длины заготовки которая обрабатывается.
Центр 900 эластично устанавливается в заготовку благодаря пружине 906 которая прижимает пиноль
902. Нажим пружины необходимо регулировать в зависимости от величины и фбрмы заготовки, а
именно вращением гайки на шпинделе для смазки 907.
Вращешгем вправо: = увеличивается давление
Вращением влево: = уменьшается давление
Центр можно выбить с
ной башмак или через
жит выключатель 913.
помощыо одной рейки. Управление задней бабкой осуществляется через нож-
клавиши на пульте управления, для обеспечения зажимания заготовки слу-
Смазака задней бабки
Задняя бабка особенно
Дневная смазка: Выемка пиноля и зубчатой <х
Эти места должны текалемит насосом для ма я
чении 912.
сильно загрязняется и потому ее
смазки всегда хорошо очистить.
1ями давлениями мазыо на подклю-
Обслуживание задней бабки:
Задняя бабка должна быть всегда чистой. Задняя бабка постоянно подвергнута поливке охлаждающей
жидкости и потому надо после каждых 600 часов работы её демонтировать и очистить. При демон-
таже должны огвинчить впит для направления 904.
Прежде чем задняя бабка начнёт перемещаться по столе, должны верхний стол предварительно очи-
стить и легко намазать мазыо.
Устранение помех:
Если у пинал я в своём направлений существует радиальный зазор.
Помощь: Тогда должны равтомерно притяжать винты 908, нагнетательные винты 909 должны при
этом несколько отпустить.
Пиноль должен быть так установлен (налажен), чтобы пружина могла его двинуть и при
наименьшем напряжении.
Обозначения для задней бабки
900 центр МК — а
901 Защитный колпачок
902 Пиноль шпинделя задней бабки
903 Винт для притяжения ,
904 Винт для направления
905 Кулак для выключения
906 Пружина задней бабки
907 Шпиндель для регулировки
908 BiniT для зажимагшя пиноля
909 Нагнетательный винт для отпускания пиноля
910 Зубчатая ось
911 Зубчатая рейка
912 Подключение для смазки (маслёнка)
АП
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
'ю*
"KIKIHDA"
ЛЮНЕТЫ
Открытый люнет 4 — 70 мм 0
Чтобы при шлифовании более длинных заготовок уменьшилось изгибанаие пользуется открытый лю-
нет. Щупальца люнета и пиноль люнета должны постоянно очищать.
Закрытый люнет до 100 мм 0
Закрытый люнет пользуется для направления более длинных заготовок при внутреннем шлифовании.
Щупальца люнета должны устанавлшзать только на чистые и точно концентрично определённые
места. После точной установки щупальцев 924 должны пиноль люнета 925 прикрепить с помощью
винтов 926.
Щупальца люнета и пиноля должны постоянно очпйдать.
Обозначения для люнета
'V /
921 Пиноль
922 Верхняя часть люнета
923 Нижняя часть люнета
924 Щупальца люнета
925 Пиноль
926 Винты для зажимания пиноля
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
-KIKIHDA"
Устройство для правки шлифкруга при наружном шлифовании
Рисунок 1.
Корпус 931 прикреплён на задней бабке и на нём державка пиноля 932. В державке монпгрован пи-
ноль 933 с несущим элементом алмаза 934. При шлифовании заготовок свыше 40 мм 0 алмаз мож-
но сразу установить в положение для правки, при шлифовашш меньших диаметров должны суппорт
переместить в исходное положение быстрого хода. Для правки шлифкруга не должны сшгмать заго-
товку. Пиноль устройства для правки должен быть установлен около середины шлифкруга.
У пиноля устройства для правки существует дифференциальная резьба и самым этим очень чувстви-
тельная подача.
Грубое перемещение около 40
Общее тонкое перемещение 1,1
оборот нарезанной шкалы ОД
мм
мм
1
мм подачи
0,002 мм подачи
черта деления:
Устройство для правки
шлифкруга для внутреннего и наружного и
Рисунок 2.
Алмаз должны регулировать на окончательную меру. Во время шлифования устройство для правки
остаёт на столе, только державка алмаза 935 поворачивается к верху. Алмаз должны регулировать
несколько ниже середины шлифкруга. Эта регулировка осуществляется с помощью винта 936.
Грубое перемещение: 50 мм (перемещением опорного основания 937)
Тонкое перемещение (подача) 40 мм свыше шпинделя с резьбой 938
1. оборот нарезанной кнопки = 1 мм подачи
1. черта деления = 0,01 мм подачи
Устройства для правки в специальном исполнении (по специальному требовааншо)
Подвижное устройство для правки на задней бабке
Устройство для наклонной правки и правки со стороны
Устройство для дуговой правки шлифкруга (с радиусами)
Обозиаачения у устройства для правки
Пиноль
Поворотная державка аламаза
Винт для регулировки
Опорное основание
Шпиндель с резьбами
Соединительный винт для шпинделя с резьбой
931 Корпус
932 Державка пиноля
933
934 Алмаз для правки вместе с несущим элементом
935
936
937
938
939
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
-KIK1NDA"
УСТРОЙСТВО для внутреннего
ОБОЗНАЧЕНИЕ СТАНКА МЕРА „А”
АИУ — 350 550
A11Y — 550 700
Устройство для внутреннего шлифования даёт возможность шлифования отверстий. Корпус устрой-
ства для внутрешгего шлифования прикреплён на крышке передней бабки шдифкруга и может пе-
ремещаться за около 45 мм, если отвинчатся винты для притяжения. При поднимании к верху
устройства, привод выключается через конечный выключатель. Направление вращения передней
бабки заготовки автоматически устанавливается опусканием устройства для внутреннего шлифо-
вания.
All
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
53
"KIKINDA*
РУКОВОДСТВО ПО СМАЗКЕ
ОБЗОР МАТЕРИАЛА ДЛЯ СМАЗКИ
Сорт и группа масел и мазей Вязкость Обозначение
Гидравл. .масло, группа А 4,5—5,8’Е при 50°С
Веретённое масло, группа В U—1,3’Е при 50°С (
Мазь для роликовых подшипников группы Е
РУКОВОДСТВО ПО СМАЗКЕ
Часатота смазки Место для смазки Количество масла Примечание
Дневное 1,2 3—4 раза втиснуть текалемнгг наасосом
3 наполнять до обоз- нчения на указателе
Недельное 3,5,7,9 3—4 раза втиснуть текалемит насосом V No. 4 вытянуть винт. Запоры No. 5 только у УФБ Y No. 6 снять крышку из жести. У No. 8 снять крышку для венти- ляции.
6,8 X х » X наполнять до обозначения
Каждых 12 месяцев 10, 11, 12 13, 14, 15 J Ооновить мазь ’ ‘ -У М- ♦ У No. 10 и 14 двиг. У No. 15 .ремённые шкивы для притяжения, у No. 12 крышка, у No. 13 снять защитник двигателя. Но. 10. у УФБ
По спец, руководству х_ 16 Только у УФБ
На каждые 12 .месяцев очистить фильтр 6 и 8.
Выпуск масла 3, 6 и 8 на каждых 12 .месяцев.
Уровень .масла часто проверять на указателях.
Пользовать .масла и мази согласно .листу 20, а которые рекомендует изготовитель.
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ПЛАН СМАЗКИ
согласно правилам для смазки
недельное
/»о»
-КЖ1Я0А’
указатель
для 3
выпуск —
для 6
фильтр----
манометр
для 6
указатель
для 8
указатель
для 6
выпуск
для 6
выпуск
ДЛЯ 3
All
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ СТАНКА
Обслуживание станка
Станок должны обслуживать так, чтобы он всегда был чистым. Грязь от шлифования постоянно
устранять и не позволить чтобы она отвердела. При этом не забывать и места которые не легко
доступны. Все обработанные места, которые увлажнены охлаждающей жидкостью, должны как мо-
жно по-чаще очищать от загрязнения и слоя ржавнны и мазать их.
Верхний стол должен всегда быть закрытым защитником. До перемещения и установки частей на
столе, должны поверхность верхнего стола очистить и легко намазать.
Коробку для собирания грязи в баке охлаждающей жидкости должны как можно по-чаще очищать,
чтобы, до мест которые шлифуем приходила как можно по-чище охлаждающая жидкость.
Клиновый и приводной ремни должны постоянно ршушгровать (притяжать).
Шпиндель для внутреннего шлифования должны всегда держать горизонтально в приготовленной
полке, чтобы масло не вытекало. Шпиндель должны беречь от повреждений и ударов.
Дневное:
Станок очищать от грязи при шлифовании и капелек охлаждающей жидкости а обработанные части
на станке намазать мазью.
Устройство для правки, упоры и направаляющие должны постоянно очищать, мазать маслом, т.е.
мазью.
Шпиндель для внутреннего шлифования очищать и легко мазать маслом.
Недельное:
Станок тщательно очистить и удалить остаток грязи. Чтобы воспрепятствовали засмоление гидрав-
лики, должны реже пользуемйе движения, проверять, а именно:
Автоматическое выключение, управление приостанавливанием подачи в зависимости от стола.
Месячно:
Верхний стол повернуть и места прилегания на нижнем столе хорошо очистить и намазать. Прост-
ранство ниже шпинделя для установки 'Наполнить мазью. Всю собранную грязь между нижним и
верхним столами вполне удалить. Осуществить правку верхнего стола (снова) после поворота назад
(регулировать).
На каждые 3 месяца
Очистить фильтр гидравлического масла и масла для смазки.
Задняя бабка Так как ось (пиноль) задней бабки очень сильно подвергается охлаждающей жидкости,
то сё надо демонтировать и очистить.
Обслуживание двигателя
Двигатели предусмотрены с роликовыми подшипниками и имеют обеспечену смазку мазью на окало
3000 часов работы. После этого должны каждый из двигателей вполне очистить. Роликовые под-
шипники должны вытянуть, промыть их в бензине или бензоле (не в коросине) и наполненные мазью,
которая не засмоляет без кислоты, снова монпгровать их.
Особенное внимание должны обратить на углеродные щётки и коллекторы (сборник) двигателей
постоянного тока. Не позже после трёх месяцев должны проверить их, работают ли безукоризнено.
При сильном искренни должны коллектор отшлифовать и легко намазать вазелином без кислоты.
Изоляцией между ламелями 1/2 мм глубоко выкопать (вышабривать) а кромки ламели несколько
свалить.
Давление на щётки 200 до 300 гр.
Изношенные углеродные щётки своевременно должны изменять.
Новые углеродные щётки должны обязательно отшлифовать шлифбумагой, которую обмотаем во-
круг коллектора.
(О РУКОВОДСТВО ПО УПРАВЛЕНИЮ АП
VPo»z
"KIKINDA* 56
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
1. Комплектное электрооборудование с прерывателями и фом элекгрошка- гарн. 1
2. Электродвигатели привода 220/380 В, 50 герц. f гарн. 1
3. Устройство охлаждения с баком гарн. 1
4. Щитки для предохранения от разбрызгивания охлаждающей жид- 7
кости шт. 1
гарн. 1
6. Электронасос для охлаждения шт. 1
7. Ступенчатый ремённый шкив для шпинделя большого 0 98/120 мм шлифкруга шт. 1
НЕОБХОДИМЫЕ ПРИНАДЛЕЖНОСТИ
1. Шлифкруг 400 x 40x127 мм отбалансированный Ц1Т. 1
2. Фланец для шлифкруга с противовесами для балансировки шлиф-
круга до ширины 40 мм с контрфланцем 33.40.000 шт. 1
3. Винт для снятия фланца 33.50.075 шт. 1
4. Балансировочная оправка 1011.0026.03 шт. 1
5. Втулка для шлифования центров 33.00.025 шт. 1
6. Твёрдый центр без вкладыша МК-3 (для задней бабки и передней
бабки) 33.00.52 шт. 2
7. Полный центр 30° для передней бабки 33.00.024 шт. 1
8. Центр отрезной МК-3 33.00.051 шт. 1
9. Упоры левый и правый для А11/А11У, необходимо шт. 2 33.21.000 шт. 1
10. Упор с компаратором для верхнего стола шт. 1
И. Плита с оправкой (митнемер) шт. 1
12. Открытый люнет для A11/A11Y—350 33.52.000 шт. 1
13. Открытый люнет для A11/A11Y—550, необходимо шт. 2 33.52.000 шт. 2
14. Клиновые ремённые шкивы сдвоенные по длине гарн. 1
15. Ключи стандартные и специальные 3350.000 гарн. 1
16. Масло велоцитот 3 для передней бабки большого шлифкруга (упа-
кованно кг. 10 в пластмассовых канистрах) канистр 1
17. Гидравлическое масло Р-5 (упакованно в жестяной бочке около 90
90—62 кг.) кг.
18. Упаковка (станина) для A11/A11Y-350 шт. 2
19. Упаковка (станина) дтя А11/А11У-550 шт. 1
СПЕЦИАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ ПО ВЫБОРУ ПОКУПАТЕЛЯ
20. Устройство для цилиндрической павки шлифкруга прикреплено на 1
задней бабке (рис.а) без адмаза 3327.000 ШТ.
21. Алмаз с державкой МК-0 от 0,5 карат шт. 1 •
22. Фланец для шлифкруга ширны от 10—17 мм с противовесами для
балансировки шлифкруга, с контрфланцем 33.40.000 шт. 1
23. Фланец для шлифкруга ширны от 18—23 мм с противовесами для
балансировки шлифкруга; с контрфланцем 33.40.000 шт. 1
с
Фланец для шлифкруга ширины от 24—33 мм
24.
противовесами для
балансировки шлифкруга, с когггрфланцем 33.40.000 ШТ. 1
25. Фланец для шлифкруга ширины от 34—43 мм балансировки шлифкруга, с контрфланцем с противовесами для 33.40.000 шт. 1
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
57
"KIKINOA"
АП
26. Фланец для шлифкруга ширины от 44—53 мм с противовесами для шт. 1
балансировки шлифкруга, с контрфланцем 33.40.000
27. Фланец для шлифкруга ширины от 64—63 мм с противовесами для
балансировки шлифкруга, с контрфланцем 33.40.000 шт. 1
28. Кожух шлифкруга для ширины 41—61 мм - 33.39.000 шт. 1
29. Кожух шлифкруга для ширины 62—80 мм 33.39.000 шт. 1
30. Хомутик от 0 6 мм 33.50.011 шт. 1
31. Хомутик от 0 8 мм 33.50.012 шт. 1
32. Хомутик 0 10 мм 33.50.013 шт. 1
33. Хомутик 0 12 мм 33.50.014 шт. 1
34. Хомутик 0 15 .мм 33.50.015 шт. 1
35. Хомутик 0 20 мм 33.50.016 шт. 1
36. Хомутик 0 25 мм 33.50.017 шт. 1
37. Хомутик 0 30 мм 33.50.018 шт. 1
38. Хомутик 0 40 мм 33.50.019 шт. 1
39. Хомутик 0 50 мм 33.50.020 шт. 1
40. Хомутик 0 60 мм 33.50.021 шт. 1
41. Устройство для правки сторон и наклонно®, без алмаза (Г /
(рис.д) 33.31.000 шт. 1
42. Алмаз с державкой МК-0 от 0,5 карат / шт. 1
L 43. Весы для балансировки шлифкруга, тип У БК-600 1101.0031.03 шт. 1
44. Магнитное устройство для очистки эмульзии, автоматическое, вместе
с баком шт. 1
45. Комбинированное устройство для арочной правки выпуклых радиу-
сов на шлифкругс от 0—10 мм и вогнутых радиусов на шлифкруге
от 6—40 мм без алмаза (рис. е) 33.32.000 шт. 1
46. Декалемит насос шт. 1
АЛМАЗ С ДЕРЖАВКОЙ ДЛЯ:
47. — вогнутых радиусов от 6—12 мм, специальный 33.32.016 шт. 1
48. — вогнутых радиусов от 12—20 мм, специальный 33.32.017 шт. 1
49. — вогнутых радиусов от 20—40 мм МК-0 шт. 1
50. — выпуклых радиусов от 0—10 мм МК-0 шт. 1
51. Устройство для быстрого зажимания зажимных гильз:
с 17 шт. гильз 0 2—10 мм с разницей диаметра от 1/2 мм и
с 4 шт. гильз 0 11—14 мм с разницей диаметра от 1 мм 1203.0113.04 гарн. 1
СПЕЦИАЛНЫЕ ПРИСПОСОБЛЕНИЯ ПО ОСОБОМУ ЗАКАЗУ ДЛЯ
ВНУТРЕННЕГО ШЛИФОВАНИЯ МОД. A11Y
52. Устройство для регулировки для внутреннего шлифования мод. А11У
без шпинделя для внутреннего шлифования 33.53.000 гарн. 1
53. Электродвигатель для внутреннего шлифования' вместе с электро-
оборудованием и приспособлениями 33.87.000 гарн. 1
г- 54. Зактытый люнет 33.56.000 шт. ’ 1
55. Трёхкулачковый патрон соответствующей точности шлифстанка
0 100 мм шт. 1
56. Переключательное устройство для правки шлифкруга для внутрен-
него шлифования, без алмаза (риО. ц) 33.28.000 шт. 1
57. Алмаз с державкой МК-0 от 0,5 карат шт. 1
58. Шпиндель для внутреннего шлифования левое направление, тип
БВУК- 45 x 250 мм с 4-мя несущими элементами шлифкруга для
отверстий от 0 12—30 мм, с приндал ежащим и шлмфкругами и клю-
чами с числом оборотов 25.000 об./мин. 1102.0004j03 шт. 1
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
АН
59. Шпиндель для внутреннего шлифования, направление левое, тип
БВУК- 60 x 250, с 4-мя несущими элементами шлмфкруга для отвер-
стий от 0 14—40 мм, с принадлежащими шлифкругами и ключами
с числом оборотов 18.000 об./мин. 1102.0005.03 шт.
60. Втулка разрезная 0 80/45x120 мм для пиноля БВУК-45- 33.59.018 шт.
61. Втулка разрезная для БВУК 60x 250 0 80 x 60x120 33.59.019 шт.
62. Бесконечный пластичный ремень 32x1100 мм для устройства для
внутреннего шлифования нспытаный и отбалансированный, для пи-
ноля мод. БВУК-45 шт.
63. Бесконечный пластичный ремень 32x1110 мм для устройства для
внутреннего шлифования нспытаный и отбалансированный, для
пиноля тип БВУК-60 шт.
64. Электронное устройство для контроля .наружного диаметра тип
„ФЕНАР — МАРПОСС1' точность 1 микрон для диаметров от 0 7
до 0 350 мм шт.
© РУКОВОДСТВО ПО УПРАВЛЕНИЮ АН
"KIKINDA’* 59
ПЕРЕЧЕНЬ БЫСТРОИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ
Гидравлическое устройство
Кольцо 12/24-6-3 X 12—10 651343 СИМРИТ шт. 2
Манжета поршня 80-59-11-2,5 Т80—43 700311 СИМРИТ шт. 1
Вкладыш фильтра 6350252111 801659 МАНН шт. 2
Вкладыш фильтра БФ 155-29 800968 МАНН пгт. 2
Всасывающая корзина УКС-200000 800167 ДАРУВАР шт. 1
Передняя бабка шлифкруга
Клиновый ремень 13x1120 ДИН 2215 650950 шт. 3
Z /
Передняя бабка заготовки < / /
Шариковый подшипник 6209 П5 651345 ФАГ шт. 2
Шариковый подшипник А7202 ЦТ П4 УМ 800058 ФАГ шт. 1
Клиновый ремень ДИН 2215 650947 — шт. 3
Заднаяя бабка
Центр МК-2 700016 ЛЖТК шт. 1
All
6b
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
"KIKIHDA’
пп Наименование
ПЕРЕЧЕНЬ ПОДШИПНИКОВ
идент Но. шт.
Обозначение
Изготовитель
Передняя бабка заготовки 810832
1. Передний подшипник
2. скольжения Задний подшипник 700499 1
3. скольжения Шариковый подшипник 700456 651345 1 2 6209115(45x85x19)
4. Шариковый подшипник 800058 1 А7202.Ц.Т. комп. П4.УМ (2x15x35x11) /
Привод стола вручную 800045
1. Подшипник 651334 2 6202 (15 x 35x11)
1. Головка для Подшипник приближения суппорта 651341 с колесом 800033 1 4111 (55x57x78x78x16)
2. Подшипник 651335 i 51106 (30x32x47x47x11)
Шпиндель для приближения с подшипником 800089
1. Подшипник \651500 1 51113 (65x67x90x90x18)
2. Подшипник 650355 X. Передняя бабка шлифкруга 800105 2 30204 (20 x 47x14x12)
1. Подшипник скольжения 800107 2
ЛЖТ„К”
ЛЖТ..К"
ФАГ
ФАГ
ФАГ
ФАГ
ФАГ
СКФ
ФАГ
ЛЖТ„К”
Нигерии стандард ЛЖТК КЙКИНДА
ЛИВИЙЦА жел»еза и темпера КИКИЙДА ИССЛЕДОВАНИЕ ТОЧНОСТИ УНИВЕРСАЛЬНЫХ КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ ДЛИННЫ ШЛИФОВКИ ДО 5м. 105.826
ТИП МАШИНЫ: / )/ ~ЗТО ЗАВОДСКОЙ НОМЕР: РАБОЧИЙ ЗАКАЗ:
ПОКУПАТЕЛЬ: № контр-ТЗ:
1. ПРЕДМЕТ СТАНДАРТА
ПРОТОКОЛ ИССЛЕДОВАНИЯ точности
1. Этот стандарт содержит дефиниции понятий относящиеся к 'методам проверки геометрической
и рабочей точности круглошлифовальпого станка и практического исследования по дефинициям
пптерного стандарта ЛЖТК соогветствмющего ЮС М.ГО.100; ЮС М.ГО.150; ЮС М.ГО.550 и ДИН
8630.
2. Стандарт содержит описание метода, список измерительных приборов и эскиз диспозиции изме-
рении всех геометрических проверок, как и максимально допускаемые отклонения от идеальных
геометрических соотношений для каждого отдельного измерения, и для практического исследо-
вания описание исследуемых предметов которые должны быть обработаны
вня точности изготовления которая при этом должна быть осуществлена.
на машине и усло-
2.
ДАННЫЕ О МАШИНЕ
Круглошлифовальын станок для внешнего шлифования с приспособлением
шлифования, специальный шлифовальный с
Наибольший диаметр шлифовки —
Наибольшая длина шлифовки
Высота центров —
Расстояние ценз ров
IТайбольшпн диаметр шлифкруга
Окружная скорость шлифкруга'
Конге
шпинделя
Кошс
Конус
Мощность
Мощность
Мощность
отверстия
мм
мм
мм
мм
мм
JVIK
МК
KW
KW
KW
KW
KW
м/ссц
МК
для внутреннего
ш.шфкргга —
ш ш и I деля- заготовь- 11
носителя центра /зад.
отверстия
эл. двигателя большого шлифкруга
эл. двигателя малого шлифкруга
эл. двигателя гидравлики — —
эл. двигателя бабки заготовки
Мощность
Мощность эл, двигателя насоса охлаждения
АЛ
А ?.
ЛИВНИЦА же.ъеза и темпера КИКИНДА ИССЛЕДОВАНИЕ ТОЧНОСТИ УНИВЕРСАЛЬНЫХ КРУГЛОШЛЙФОВАЛЬНЫХ СТАНКОВ длинны ШЛИФОВКИ ДО 5м. 105.826 1
3.
ОБЩИЕ ДАННЫЕ О ИССЛЕДОВАНИИ
3.
1. Дата исследования:
3.
2.
Место исследования:
3. 3.
Температура исследования:
3. 4.
Способ установления:
3. 5. Другие причины влияющие на
4. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ
4. 1. Эскиз обработанной заготовки:
_______НА
исследование: УСА^в^
16 х
__МсНТАМА
~ о
4. 2. Материал и состояние материала:
4. •>. Сорт шлифовального круга: —1--—!---------*--------!------
4. 4. Способ обработки (зажимная головка) без упо-
треби. люнета, центры не вращаются)
4.
5. Другие данные о обработка (врезка) крллпч:
4.
6.
Измеренное отклонение:
5.
10 ТРЕБОВАНИЮ: Icpi Ц-4- /}
интернн стандард ЛЖТК 1'ИКИНДЛ
6.
ИССЛЕДОВАНИЕ СДЕЛАНО
/ ° ! 3>оЪ|Л<СЛА£ ЦлИЧНМ- - К?оН-ТРолор
ИМЯ И ДОЛЖНОСТЬ ИССЛЕДОВАТЕЛЯ:
(место)
*2-1 К148Г
(дата)
Подпись лсследоват едя
1С5.826
Отклонение в мм
Диспозиция метопа
Измерено
Допущено
/),о(о
Предмет
имерснчя
Измерит,
прибор
Описание метода
измерения
С А
а) г ,02 мм
б) 0,005
ливницл
жехьеза и те?»тпера
КИКИНДА
Настраивание
машины
а) в продольном
на правд.
б) в поперечном
направл
ПрЯМОЛННСГ|ИОСТ1.
верхних
направляющих и
притягивающих
поверхностей
стола и их
параллель кость
к движению
скользящ, стола
ИССЛЕДОВАНИЕ ТОЧНОСТИ УНИВЕРСАЛЬНЫХ
КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ ДЛИННЫ
ШЛИФОВКИ ДО 5м.
Уровень а) 0,02 мм/м
точность 6) 0,02 мм/м
шкалы Кососл-
0,02мм м ойность
Измерит. нс допустима
мост или
линейка
0,0(0
а-----
а) Уровень полож. продольно к
станине на ров ную направляющую
в полож. А н Б
б) Уровень полож. сверху измерит,
моста поперек к станине в
полож. Ц и Д
Для мерснил в полож. А и Ц сколь
зяший стол привести в крайнее
лсйос положение, а для мерения в
положениях Б н Д в крайнее правое
положение.
а) Ровная направляющая может быть
только углублена
б) направляющая в середине может
быть тольк ниже
У машин рабочей длинны больше
1м скользящий стол снять а уровень
положить продольно и сверху моста
Продольное и поперечное мсрсние
делать в промежутках от 500 мм и
утвердить наибольшую разницу
показания
— —
CZ—Т (2
Индикатор
т’очиюсть
1/100 М М .
а) 0.0! мм/м
б) 0,01 мм/м
в) 0,01 мм/м
Рррк.
<РР0$.
Верхнюю часть скользящего стола
поставить в нулевое полож,
Шуи индикатора прислонить к
папраляющей и к притягивающим
поверхностям стола.
Сколзящий стол передвигать
продольно и отчитывать показания
индикатора.
истерии стандард ЛЖТК КИКИНДА
Параллель кость
оси заготовки с
на правя,
пербдвиж.
скользящ'г с гола
а) в верт.
плоскости
б) в горит.
плоскости
Шрлсидику лярде
сть направления
радиального
передний,
шлифкруга к
рабочей оси
(внешнюю линию
центра)
7 .HTUL --1 з
Е
Цпллиндр-
ичсский
мерный
валек
длинны
301) и
600 мм
Индикатор
точность
1/1000 мм
Мерный фланен на стержне с то чными центрами для влож сипя между центрами •,005 мм па всю длин) радиального перед»
Индикатор
точность
1/luUO мм
Мерный стержень уложить между
центрами.
Шуп индикатора прислонить к
стержню.
Скользящий стол продольно
передвигать и читать показания
индикатора.
а) Центр задней бабки может быть
только выше.
б) Центр задней бабки смеет быть
наклонен тольку наружу.
Верхнюю часть скользящего стола
поставить в пулевое полож.
Носитель шпинделя шлифкруга
стапять о задн. положение.
Индгёсатор прикрепить к шпинделю
шлифкруга, щуп индикатора
прислонить к лобовой стороне
фланца, радиально передвигать
носитель шпинделя шлифкруга и
читать показания индикатора
ЛИВНИЦА
железа и темпера
КИКИНДА
ИССЛЕДОВАНИЕ ТОЧНОСТИ УНИВЕРСАЛЬНЫХ
КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ ДЛИННЫ
ШЛИФОВКИ ДО 5м.
105.826
шггерни стандард ЛЖТК КИКИНДА
№ Предмет измерения Диспозиция метода Измерит, прибор Отклонение в мм Описание метода измерения
Допущено Измерено
5 Цснтричность центров в шпинделе заготовки - г Индикатор точность 1/1 000 мм 0,005 мм goo Zj “"х инднмтором положить на рабочий стол< щуп индикатора Прислонить перпендикулярно к обмотке конуса центров в шпинделе зЬ готовки. Вращать шпиндель и читать показания индикатора.
]
б Точность н аксиал I.IIOC спокойство шпинделя заготовки Мерный стержень с шарик- овым лбом с захватив анисм в отверстии шпинделя заготовки Индикатор точность 1/1 ШИ» им \ 0,Q05 мм О, DO Г'' / *.• Держатель с индикатором положить* на рабочий стол, щуп индикатора' ‘‘‘ прислонить лбом к шариковой поверхности стержня. Шпиндель заготовки вращать в аксиально нагрузить — разгрузить и при этом читать показания индикатора
п г
—i г
Цснтричность внутрсн. конуса шпинделя зато- А В Мерный стержень с конусным держателем часть для мереная дли иры <00 мм. Инднкато/ точность/ 1/ЮООмм / ” Положение Л 0,005 мм Положение Б А Мерный стержень вложить л Конни, отвзретне шпинделя заготовки. Индикатор с держателем положить
7 тонки Ч ГС ПгС^ 1 i 1 1 мм ла дл. 100 мм на скользящий стол, а щуп индикатора прислонить к мерному стержню в положении Л шпиндель вращать и читать показания индикатора. Прислонить щуп индикатора в положение Б повторить морение.
« I —1
- 1 \
1 <
11араллсы!ость шпинделя чпют-1 и:-.t к ходч Мерный стержень с конусным держателем, 0,005 мм па длин. 100 мм Оро Г Мерный стержень уложить в коническое отверстие шпинделя заготовки. Индикатор о Держателем положить па бабку шлифкруга. Щуп индикатора прислонить сверху на стержень. Бабку заготовки повернуть в полож. 99> и 45° при атом суппорт шлифкруга передвинуть на дл. меренир. Свободный конец стержня смеет быть наклонен только вверх
суппорта шлифкруга , [г=С к цилиндр частя для
'' -г £ морения длинньы
8 положении !КЯ и 4.7» повернуто й Гибки заготовки 3 4 100 мм
23 --- зг i
/ /
Параллельность оси конуса п шпинделе заготовки с Мерный стержень с к- ну< НЫ’ держателем цилиндри- ческая час”1 для ыервия дл. 100 и (ПК) дш Индикатор а) 0,003 мм на дл 100 мм GiOot, Верхнюю часть скользящего стола поставить в нулевое положение. Мерный стержень уложить в ^конусный подшипник шпинделя
паправл. / перемешан ня столп мерено — d б) 0,006 мм на дл 100 мм б-!—- заготовки так, что ошибка центричностн будет разделена. Индикатор с держателем положить
9 а) ^вертикальной плоскости б) в горизонталь- ной плоскости 1 -t 1—“ 1 1 точность I/.000 мм на бабку шлифкруп1, туп кн.’йгкатора прислонить к стержню, скользящий стол передо* путь па дл. морения и читать показания индикатора. а) Свободный конец стержня смеет быть наклонен только вверх. б) Свободный конец стержня смеет быть наклонен только к шлифкругу
ЛИВНИЦА
же.ъеза и темпера
КИКИНДА
ИССЛЕДОВАНИЕ ТОЧНОСТИ УНИВЕРСАЛЬНЫХ
КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ ДЛИННЫ
ШЛИФОВКИ ДО 5м.
105.826
Отклонение в мм
Диспозиция метода
Допущено
Индикатор
Предмет
измерения
точность
1/IOQ‘i мм
В гориз
плоек.
Верхи, часть скользящего стола
поставить в. нулевое полом. Мерный
стержень уложить в конус носителя
Измерит,
прибор .
Описание метода
измерение
и 1 V /I» v 11 о j.iumii I и •
4- Центров (задн. байки).
О^Р(р.
~ *11ёитричностп разделить
С/|С/СД Cfon с Держателем поло
0,1 мм
а
Параллельность
'оси конуса в
пшюлс задней
бабки с
направлением
Лвнж. скользящ
стола мерено:
а) В вертик
плоское
б)
Цсптрнчиость
конуса шпинделя
шлифкруга
а) В гориз.
плоскости
б) В вертикальной
плоскости
Аксиальное
спокойство
шпинделя
шлифкруга
[араллельность
шпинделя
шлифкруга с
направлением
движения
скользящего
стола мерено:
а) В верт
плоскости
Г• - -. - 1
। —1 .
।
—
—
-
• S
. и
S
.2
S
I
fc
Е
б) В гориз.
плоскости
Совпадение
вышины оси
шпинделя
заготокп и
’шпинделя-
шлифкруга
1 я 1"
1 г 1
Мерный
стержень
с копия.
ie ржа гелем
цилл'нндр.
часть для
«ерения длинны
100 мм
0,008 мм
на дл.
1 (I мм
б) 0.005 мм
на дл.
100 мм
Измерено
Пинолу задн. бабки стянуть.
Индикатор с держат, положить на
бабку шлифкруга, а щуп индикатора
црисл. к мерному стсжню.
СкЪльзяший стол подвинуть на длину
мерения и читать показания
индикатора.
а) Свободный конец стержня смеет
быть наклонен только вверх.
б) Свободный конец стеожня смеет
быть наклонен только к
шмлфкругу
Г1П ДИ КЗ, тор
точность
1/1000 мм
Индикатор-ч.с
плоским
щупом
Млрпыи
стержень
с виутренным
конусом
циллиндрпчее-
кая
для
100
часть
мерения
мм
Мерные
стержни
с конусами
пиллляарпчсс-
кая часть
для мсрсния
100 ми
длинны.
Диаметры
цилиндрич.
стержней
1 и 2 должны
быть
одинаковыми в
пределах
0,002 мм
Индикатор с
носителем и
станиной
мерная плита
или мерный
мост
0.00.» мм
0,001-
Неподвижно поставить держатель с
индикатором, а щуп индикатоса
прислонить перпендикулярно к
обмотке конуса. Шпиндель повернуть
и читать показания инпикатора.
U//0S
а) 0,Q075 мм
на длин.
100 мм
6) 0,0 75 мм
на длин
100 мм
&!2&>
Неподвижно поставить держатель с
индикатором, а шуч индикатора
при ловить к шарику вставлен, в
углубление нейтрального 1 лезла
пшивюля шлифкруга. Шпиндель
вращать при аксиальном
давлении в из и ран подшипника
шпинделя и читать показания индикат
Мерный стержень прикрепить к
конусу шпинделя шлифкруга, ошибку
> на врхнин
стол с держателем положить
индикатор.
Шуп индикатора прислонить и
стержню в скользящий стло двигать
на длиину мерения.
а) Свободный конец стержня может
быть наклонен только вверх.
б) Свободный конец стержня может
быть наклонен только к с кользяшс
столу.
Мерный стержень I прикрепит’, на
конус шпинделя шлифкруга. Мерный
стержень 2 вложить в отверстие
•шпинделя заготовки. Оба стержня
привести в среднее положение ошибки
центричпости. Измерительную плиту
и.-и мост с уровнем подогнать в
точное горизонтальное положение
на рабочем столе.
Иплдкатбр с носителем положить на
плиту, щуп
индикатора прислонить сверху на
свободный конец стержня I затем
индикатор кол пнуть и щуп
прислонить к свободному краю
стержня 2 каждый разчмтать
показания индикатора.
Верхнюю часть скользящего стола
повернуть в одну, а затем d другую
сторону и в крайних положениях
повторить мереннсг
ЛИВНИЦА
железа и темпера
КИКИНДА
ИССЛЕДОВАНИЕ ТОЧНОСТИ УНИВЕРСАЛЬНЫХ
КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ ДЛИННЫ
ШЛИФОВКИ ДО 5м.
105.826
Диспозиция метода
пятерни ст'андард ЛЖТК КИКИНДА
Отклонение в мм
Допущено | Измерено
Предмет
измерения
Измерит,
прибор
। .02 мм
на вею длину
радиального
передвижения
О iOC'L,
Индикатор с
носителем..
Показы во и ле
точно на
0.002 м л
Описание метода
измерения
точность
l/b»U0 мм
Горизонтальность
направления
лвнис» шлифкруга
при псрсдвижснш
носителя этого
шпинделя
из одного
крайнего
положения в
другое.
Мерный
стержень ‘с
внутр, конусом
циллиндричес-
кая часть
для мерсния
100 мм
Индикатор
мерная плита
или мерный
мост
Ьабку шлифкруга привести в заднее
крайнее положение/
Мерный стержень'прикрепить к
конусу шпинделя шлифкруга, ошибку
цеятрилпадти-.стсржня р «делить.
Мёрную плиту пли мост с уровнем
подогнать в точное горит, положение
на ровном столе. Индикатор с
носителем положить на плиту, щуп
индикатора сверху прислонить к
мерному стержню и читать показания
индикатора. Подвинуть бабку
нШфкруга в переднее крайнее
Положение. Подвинуть и йнаикатор,
а его щуп опять приел? нить
к мерному стержню сверху и вновь
итать его показания.
Чуствительпость
приспособления
для тонкого
прибл. шлифкруга
при G.кратном
повторении
приближ
— 1_
Индикатор
Индикатор положить на скользя
'щий сто.т, щуп индикатора прислонить
к обработанной поверхности картера
бабки шлифкруга. Приспособление
для приближения повернуть 6 раз
назад иа приблизительно 1/3 поворота,
затем равномерно (без ударов)внои ь
нолевой ограничитель.
Читать показания индикатора,
Ско-рос удаление
шлифкруга и
возпращ.
быстрым ходом
до заготовки
при 6 кратном
повторении
приблв ж.
Индикатор
точность
1/11’00 м.м
11оказыв
точно на
0 003 мм
Y
—«ж>-
Индикатор положить на верхнюю
часть скользящего стола, щуп
индикатора прислонить к
обраЙптаннл.! поверхности картера
шпинделя шлифкруга. Нс меняя
приспособление для приближения,
суппорт и скором холе 6 раз
отодвинуть и прилипнуть до
заготовки при атом читать показании
иидикптора
Параллельность
оси шиипделя
для пну гр.
шлифования с
направлением
передвижения
скользящего
стола мерено:
а) В верт./
плоскости
б) В го риз.
лоскссти
М;рный а) 0,0375 мм
стержень с на 100 м!
цмлипдрП'.се- б) 0,0075 мм
кой частью' на 100 ш
для мерсии<< 100 мм
длинны и
ЦИЛИН чрич. ручкой для
втягнгзин.ч
в подтип-
пики шпинделя
для
внутреннего
шлифования
Мерный стержень положить □
ПОД:':ШШИК шпинделя для внутр,
шлиф, и привести ею в центральное
наложение ошибки иеигрнчпосги,
i:n шкатор положить на рабочий
стол т. е. на мерную плиту, а щуп
индикатора приел, к мерному стерт /V
сверху (положения), передвигать s
скользящий стол им ллиину.мерения
и читегь показания индикатора.
Прислонить щуп индикатора1 со
стороны (положение - б и повторить
а) Свободный конец стержня может
быть с па гибом только кверху.
б) Свободный конец стержня
может быть с нагибом только в
сторону точки шлифования
(соприкосновения).
ЛИВНИЦА
железа и темпера
КИКИНДА
ИССЛЕДОВАНИЕ ТОЧНОСТИ УНИВЕРСАЛЬНЫХ
КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ ДЛИННЫ
ШЛИФОВКИ ДО 5м.
105.826
Предмет
измерения
Диспозиция истода
Совпадение
высоты осей .
подшипников
шпинделя ДЛЯ
внутреннего
шлифования и
шпинделя
заготовки
Да
Измерит. Отклонение в мм Описание метода
прибор Допущено Измерено измерения
Мерный стержень 1 с цилиндр частью для мерения дл 100 мм и цилиндрич. ру- чкой ДЛЯ втягивания подшипников шпинделя для внутрен. шлифования. Мерный стержень 2 с конической ручкой цилиндр, часть для мерения 100 мм длинны Диаметр стержней 1 и 2 должны быть одинаковы в пределах 0,0Q2 мм Индикатор с носителем мерна плита или мерный мост. V 0,02 .44 1> и / / / / / / Мерный стержень 1 вложить в подшипник шпинделя для внутренне шлифования. Мерный стержень 2 вложить в конус шпинделя заготовки. Мерные стержни привести в среднее полож. ошибки цснтричности. Мерную плиту или мост поставить в точное горизонтально е положение на робочем столе. Индикатор с носителем положить на плиту. Щуп индикатора прислонить сверху скачала на свободный конец стержня 1, затем на свободный конец стержня 2 каждый раз читать показания индикатора
интерни стандард ЛЖТК КИКИНДА
Рабочая
точность машины
при шлифовании
пробной
заготовки
шлифование
делается между
двумя полными
центрами. При
шлифовании
центры нс
вращаются с
пробной
заготовкой
Люнет нс
употребляется
а) Точность
окружности
6) Точность
цилинлрич-
ности
МАКС. ДЛИНА ШЛИФОВАНИЯ 1 Ф
тт тт тт
300 - 600 250 за
SOO - 1200 500 50
1200 - 2000 750 65
ПОВЕРХ 2000 1000 ао
21 Точность работы машины вращение* шпинделя/ заготонкф Заготовка притянута в стягивающую голоНку. а) Окружность б) Лбовая точность —V. п— а
/ lLJ ko= b
———————
Л = 0,5 д д мин = 40 мм д макс = 100 мм
Индикатор и
наездник
а) до 0 80 мм
(',003 мм
до 0 200 мм
0,005 мм
больше
0 200 мм
0,01 мм
Ь) 0,003/250 мм
0,006/500 мм
0,008/750
0,010/1000 мм
Наездник с измерительным
индикатором положить на
шлифовальную заготовку которая
вращается и измерять полученный
результат шлифовки. Отклонение от
цилиндрической формы шлифованой
заготовки может быть только
таким, что его
продольные контуры будут только
конвексными (выпуклые). Общая
степень точности в пределах 1Т 5.
Изготовитель определяет сорт
шлифкруга, сорт матсрала и режим
обработки для шлифовки изготовки
Измерительная
призма для
поставления
пробной
заготовки.
Индикатор на
наезднике
для проверки
внешней
конусности и
цилиндричнос-
ти мерения
1/1000
длина
пробной
заготовки
Индикатор а) 0,005' мм Щуп индикатора прислонить сверху а отшлифованную обмотку заготовки рабочий шпиндель повернуть и читать показания индикатора.
точность 1/1(Юа мм на ял. 150 мм ) 0,005 мм C.ool'
на диаметре 100 мм Щуп индикатора прислонить к отшлифованному торну заготовки, поворачивать рабочий шпиндель и читать показания индикатора. Изготовитель определяет сорт шлифкруга, сорт мат риала, режим обоаботки для шлифовки пробной заготовки.
Внутренний стандарт ЛЖТК DA КИКИНДА - КИКИНДА
Vr-
। IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST
ZAMENA ZA
ZAMENJEN SA LISTOVA
SOUR LtF .K1KINDA*
80 JIAZVOT
KONSTRUKOONI BIRO
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
Гидравлическое устройств©
Кольцо 12/24-6-3 H 12-10 651343 СИМРИТ шт. 2
Манжета поршня 80-59-11-2,5 180-43 7003II СИМРИТ HIT- т
Вкладыш фильтра 6350252III 801659 МАНН шт. 2
Вкладыя фильтра БФ 155-29 8'00968 МАНН шт. 2
Всасывающий сетевой фильтр „„„„ УКС-200000 800167 ДАРУВАР шт. I
Передняя бабка шлифкруга
Клиновый ремень 13x1120 ДИН 2215 650950 шт. 3
\ ./ Передняя бабка заготовки /
Шариковый подшипник 6209 П5 651345 ФАГ шт. 2
Шариковый подшипник 800058 ЖК" шт. I
Клиновый ремень 8x560 ДИН 2215 650947 шт. 5
Задняя бабка X.
Уплотнитель 45-27-10-2,5 145-13 654830 СИМРИТ шт. I
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST
• ZAMENA ZA
ZAMENJEN SA LISTOVA
SOU8 L±T „KIK1NDA"
RO .RAZVOJ*
KONSTRUKCIONI BIRO
РУКОВОДСТВО ПО УПРАВЛЕНИЮ
ВЕДОМОСТЬ ПОДШИПНИКОВ КАЧЕНИЯ
IP Наименование
идент IP шт.
Передняя бабка заготовки 810832
I. Шариковый по;
2. Шариковый подшипник
651345
800058
Привод стола вручную
800045
651334
Обозначение Изготови-
.тель
2 6209.05/45x85x19/
компл.
6202 /15x35x11/
Головка для приближения суппорта с колесом 800033
5ПП/55х57х78х
х 78x16/
51106/30х32х47х
х47хП/
Подшипник
НИ1Я
65I34I
651335
Шпинддль для приближения с и
Подшипник 651500
пньглнЯ:
I
I
КОМ
800089
I
ФАГ
ЛЖТ"К"
ФАГ
ФАГ
2
51113/65х67х90х
х90х18/
30205/25х47х15х
XII,5/
СКФ
ФАГ
IZRADIO KONTROLISAO ODOBRAVA IZDATO
• ZAMENA ZA
ZAMENJEN SA
LIST
LISTOVA
SOUR L1T .K1K1NOA- RO JJAZVOr KONSTRUKCWNI BIRO МАНЖЕТА. 7003II -
Заказать у:
Carl Freudenberg Simrit
Werk 694-0 Weinheim
Postfach 1580
Данные по заказу:
Манжета 80-59-11-2,5
ТВ0-43
Материал: Симрит
2.5
, tZRAPIO KONTROLISAO ODOBRAVA IZDATO ZAMENA ZA ZAMENJEN SA LIST LISTOVA
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST
ZAMENA ZA
ZAMENJEN SA . ЛЧ < LISTOV
SOUR 1.2т „KIK1NDA”
RO .RAZVOJ”
KONSTRUKCIONI BIRO
651345
—
, IZRADIO KONTROLISAO
ODOBRAVA
IZDATO LIST
ZAMENA ZA ZAMENJEN SA
LISTOVA ।
SOUR I 2Т .KIKINDA”
RO .UAZVOJ*
KONSTRUKCIONI BIRO
801659
Данные по заказу
О
сг
50
I мм
Переплетённая
проволока
IZRADIO ' KONTROLISAO
ODOBRAVA
IZDATO
ZAMENA ZA
ZAMENJEN SA
Заказать у:
MANN u nd HUMMEL
Filterwerk
Ludwigsburg
15 шт,
Оболочка из
войлока •
Белый войлок
LIST-
LISTOVA
SOUR LZT .K1KINDA
RO -RAZVOJ*
KONSTRUKCIONI BIRO
650950
I
, IZRADIO KONTROLISAO ODOBRAVA IZDATO - 2 LIST 4 1
ZAMENA ZA
ZAMENJEN SA LISTOVA 1
SOUR l2t „KIKINDA”
RO .RAZVOJ’
KONSTRUKCIONI BIRO
ВСАСЫВАЩИЙ СЕТЕВОЙ ФИЛЬТР
800167
Всасывающий, сетевой фильтр
SP 18 - 5/4
Проточное /проходное/
количество
макс. 18 л./мин.
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST 4_
ZAMENA ZA
ZAMENJEN SA LISTOVA <\
SOUR 1.2Т .K1KINDA'
RO „RAZVOJ’
KONSTRUKOONt BfRO
800968
2 мм /строчёный/
Прдольный наружный шов
Фосфорно-бронзовое волокно
Оболочка из перфорированной
жести 0,5 мм с продольными
отверстиями соединена точеч-
ной сваркой с жестяной крыл-
Ф/б
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST LISTOVA 4
ZAMENA ZA - '
ZAMENJEN SA
£45
SOUR LtT .K1KINDA*
RO „RAZVOP
KONSTRUKCIONI «RO
MAHJIETA.
654830
I УПЛОТНИТЕЛЬНАЯ РЕЗИНОЧКА
_____________L___________________________
651343
I. Данные по заказу:
Уплотнительная рези-
ночка
12-24-6-3 Ж -12-10
Материал: Симрит
90 МЕ1/108
Заказать от:
IZRAD1O KONTROLISAO ODOBRAVA IZDATO I LIST
. - - - ZAMENA ZA
ZANJENJEN SA ** . LISTOVA
SOUR 11T „KIKINDA"
RO «RAZVOJ"
KONSTRUKCIONI BIRO
650947
Данные по заказу:
Клиновый реиень 8x560
din 2215
, IZRADIO KONTROLISAO ODOBRAVA IZDATO •" — “• * - - —- - LIST . I
ZAMENA ZA
ZAMENJEN SA LISTOVA
SOUR L2T »KIKINDA«
RO «RAZVOJ*
KONSTRUKCIONI BIRO
100*47
мишввм дДя фммиоходл
Ъо.ЭОЭ-
Ъо.ЗЮ-
bo.311-
ho.315-
Ьо.Лб-
So.313-
Sq.314-
Выключатель — измерительный
ток включён
Выключатель для а©Фзо4
Прерыватель наосиалого
контроля
Сигнальная лампочка
/станок шлифует черного"
Сигнальная лампочка
"станок шлифует чистого"
Магнит для включения
измерительного устройства
Магнит для выключения
измерительного устройства
BZ-2-R0 (S3.2.4.54)
33.86.222«Honeywell"
•BZ-2-BD (£3.2.4.54)
33.86.222. "Honeywell”
33.08. 400
557| mz jw
Ь*.9.3-1, 5574 24V. 3W
24V
24V
1 SOUR L2T >KIKINDA« RO *RAZVOJ* KONSTRUKCIONI BIRO 43 t£T£0 CX3//7? /W-J « /044/? H
a. 0 0£ 0O А000Л 0 7000 At£ 007 ' 7/0 07 0 703 0A cxesve. X £L f O. £7~«^0 0707 0 АЛЛ0007OS
/7 С 2-3/2
222#
ЛС£7>0
JU- ?0-
000 0
C7OW7
O/-tf/2&- /7£ Д 007073ГЛ/
3300703*3
t>2/- //- £л03*// ЛЛЛ ЗС£ 00/0Л7040-//О
<J2/4~ £4- 36////Ш77Л/ 0> A 324 А £3 УаЛг£
oj£C/7£ 02 20.2 J0JK/000/ Л
/4/- &~
£0070 *7О/>
0/-20-32-0/2- 4#
0/30 -32- 3/2- Д0£
4 00 30:
S22o
0
£4 0030 а. £7 0300/3
/3/7
703 03*0
КС.
Л
/724/4
2 зя е 30/4073/ 2^3 003 зу Jt^000£ "
3 СУ0007. />е/ & 4^3 />030400 /000070/7 "
Д 0- 22-3 ело 007. /ел ДАЛ /Азъ/лл 0303037.
«у/
л/р
0-£0/>АЛ
е/о- 37/J3-
е/3- 4- 00л
£32^;
„ "
//
£4
IZRADIO KONTROLISAO ODOBRAVA \ ,-jZDATO LIST 2
ZAMENA ZA'
LISTOVA о
ZAMENJEN SA
SOUR LIT -KIKINDA.
HO -HAZVOJ.
KONSTRUKCIONI BIRO
/О0
$/!- 30-
iM- 33-
62/- #4- S444 7044.
4 0440
034/3/4-20
#3
623-33-
6/3-
4/404 307034404/
032
623-34-
622-3/ -
//
//
62# -2- 6-
2 4г 00404 J 40400040
*2
4
S3
Г40 34070 00476/407444 00 0 6!-/,' 4\42; 243;
X2-2-
0 0 7004004 40400444 ^44
ac. 34 //4 404 004 4 4
//
6f/- £0 - 0Д400007004 0 4 0/-0Г044
/023; S3;
,044 00440 39/-0 T03 40
00/>И М1.4ОГ0
30 /004/1 £; „2" S3; /733; 34 r
/300 ‘’/444, „ 04344 v
04 0 * 030 404
f 000.444070 400000 32 £004; q PS'/'jr; /000^400
S3: 033; „/•" . 643/44 "
A 00/10070 000.000
Mg-30- ,03 070 7440
4О 70400 4070 00 -
//0 - /70; 3/2 ; O, /343;ч 04. 40300*'
CO AS047 04 643 f
V
4
м
004 40 C 70 44
00/- S#
002
0 O0 0 70 4/ 0 0006/4
002 232 „3. 7'00040
03 - /~ /3700 4440 "
003 -4o- 4f/> о e 0446 4>04>70/>0
04000 400У43
20 04: 20 ,C£604 "
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST 3
ZAMENA ZA
LISTdVA b
ZAMENJEN SA
SOUR L2T »KIKINDA«
RO »RAZVOJ.
KONSTRUKCIONI BIRO
/7- /S'- /$4440.04.4
774-43- 7747-0 0400 //^7'0 /74*4
//
P/4- 47-
7/0.30/- /02- £4/044 У/ЛТ^З/ /?зз 03//^tz
& 44777
4/03. 0/3/а/ ^</30340
42#.a; 2*/
JS-A -, JJ 4# #/&
J3&J2.
^44-0-2^/
yer^ft 7-00
422. 44-23-
04. 047-007-
<2 У00047~4
/#400£-
4f У - 702 4/04- 0 3 0 0 0 07-344 У 07-/0007-/0
J2 3- 34 - p00 Of 04/0 /4/4:л//70ТЗЛ4 /7л/
243 =
/247>4
У/Л 0/70 a <2
3 033 - 020 - 03 „ 0 00//0O
0/'30-М-УУ -14** 7
f/l А /}
47/0
/} 3 - 30 - 3 c 00 //00,
04 / У Ж0О00 ЛУЛ040/0 003
4 4 - 34- 3 a.00 00г.
0/4 0 70 4 0004
r<
23 2S;
4/7
0C0/0
4i//>4
v
H2 - 34- /} s 000 T£44 /УЛ0 740У00
/^Л1 ЗУ У Г03003ГО /0404 0 A 004J
0/30/
IZRADIO KONTROLISAO ODOBRAVA IZDATO
ZAMENA ZA ZAMENJEN SA
LISTOV^
LIST .
SOUR LtT .KIKINDA.
RO >RAZVOJ«
KONSTRUKCIOKI BIRO
104417
сЗ
е23
£ 2 e * ел£ e. /£ J'&fa 2/seAг ал £
RASPORED ELEMENATA U ELEKTRO
UKLOPNOM OR M ANU Л
А1
TU
R16
а 22
R1
mIO
LIST
8 1
no.
301
• lektr.
finistof.
elektr.
ко треп
с 5
с7
с 8
с2
d3
d4
е28
е25
е27
R
о PR2
о
R14
а л seA /t/jj e
pr i kljucne stezaljke
aOf^JfA'a Т£Л^
IZRADIO KONTROLISAO ODOBRAVA 1ZDATO
ZAMENA ZA
ZAMENJEN SA
LISTOVA £>’
SOUR LIT »KIKINDA< KO >RAZVOJ« KONSTRUKCIONI BIRO RASPORED ELEMENATA NA MAS INI Pnorddef ^Уел^ео^е/) cxu./ def /T)<Xbth /ЛС 104 417 * ••
IZRADIO //• /ЗвЬ- daj /с d- KONTROLISAO ODOBRAVA IZDATO ZAMENA ZA ZAMENJEN. SA LIST LISTOVA 6.
SOUR L?T „KIKINDA-
RO JIAZVOJ”
KONSTRUKCIONI BIRO
ГВДРОСХЕМА All
102266
ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО )
2.176 Насос рабочего маем
2.201 Всасывающий провод
2.177 Всасывающая корзинка
2.178 Муфта для насоса
2.167 Клапановый блок /в рамке пунктиром/
^2?806 Перепускной клапан
’ 2.180 Редукционным клапан
2.193 Фильтр рабочего масла /ф/
2.181 Манометровый регулирующий кран
42.194 Манометр рабочего и смазывающего масел
2.182 Регулирующий кран для смазки нижнего суппорта
2.183 Регулирующий кран для смазки В призмы станины стола
2.184 Регулирующий кран для смазки прямой направляющей станины стола
2.185 Регулирующий кран для смазки передатчика для приближения
2.202 Рабочий ход от клапанного блока
2.361 Возвратный провод от клапанного блока
2.227 Провод для утечек масла от клапанного блока
2.378 Провод для смазки В призмы станины
2.379 Провод для смазки прямой направляющей станины
2.380 Провод для смазки передатчика для приближения
СУППОРТ
2.170 Цилиндр быстрого хода суппорта
2.171 Цилиндр приближения суппорта
2.186 Клапан для поднятия суппорта
2.188 Глушитель быстрого хода вперёд
2.189 Глушитель быстрого хода назад
2.192 Редукционный клапан
2.209 Возвратный провод золотника приближения
2.365 Рабочий маслопровод до золотника суппорта
2.366 Трубопровод для быстрого хода суппорта вперёд
-*
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST 2
ZAMENA ZA •
LISTOVA 7
ZAMENJEN SA
0465
SOUR UT „KIKINDA-* RO JIAZVOJ- KONSTRUKCIONI BIRO ГИДРОСХЕМА All 102266
2*367 Трубопровод для быстрого хода суппорта назад 2.370 Рабочий маслопровод до клапана для поднятия суппорта 2.377 Масдопро вод для смазки нижнего суппорта Z16-Z17 Передача для компенсационного приближения S.1* Собачка храповика Z7-Z13 Зубчатые колеса передачи для приближения суппорта ЕМ6 Эл. магнит для управления блокадой ручки быстрого хода R5 Золотник CS4 Цилиндр для блокировки ручки быстрого хода ВР Шлифкруг 202 РАОПРЖ ЭДИТ ЕЛЬ СУППОРТА 528 Ручка для быстрого хода и приближения суппорта Наложения: а/ быстрый ход и приближение "вперёд" б/ быстрый ход и приближение "назад" 531 Ручка для ускорения и прерывания автоматического приближения Положения: а/ прерывание б/ приближение с/ ускорение / Сечение А1 Движение стела зависимо от суппорта А2 Быстрый ход редукции рабочего масла АЗ Быстрый ход редукция возвратного масла А4 Закрытие трубопровода 203/20 при движении суппорта назад А5 Переключения приближения А6 Переключение приближения Ы З&крьиие привода рабочего масла при перерыве приближения В2 Глушитель возвратного масла для приближения ВЗ Короткое соединение возвратного масла при ускорений приб- лижения С Обрат ный клапан В Глушение быстрого хода суппорта Е Глушение приближения 203 РАСПРЕДЕЛИТЕЛЬ ДЛЯ АВТОМАТИЧЕСКОГО РАСЦЕПЛЕНИЯ VM Предмагнит AM Исходной магнит А Вспомогательный золотник в • Вспомогательный золотник С Переключательный золотник
IZ R A D! О KONTROLISAO ODOBRAVA IZDATO LIST 3
ZAMENJEN SA
LISTOVA 7
SOUR LZT „K1KINDA*
RO .RAZVOJ’
KONSTRUKCIONI BIRO
ГИДРОСХЖА All
102266
D Распределительный кран-Ц Положения: - замедленное вхождение измерит, головки - мгновенное вхождение измерит, головки - без вхождения измерительной головки
E Глушитель
F Поршень для замедленного включения
G Поршень для тонкого шлифования
H винт-ограничит ель хода поршня G
I К L Поршень для расцепления контактора коммутатора Поршень замедленного расцепления Клапан одного направления
M Глушитель для чистового шлифования Положения: - чистовое жлжфованне 0-15 сек. - без чистового шлифования
Я Поршень для расцепления
0 p Клапан одного направления Золотник /в цилиндре 2.171/
2.359 Шланг низкого давления измерительной головки
CS5 Цилиндр измерительной головки
MG Измерительная головка
2.350 2.358 204 Задняя бабка Шланг низкого давления до задней бабки Распределитель задней бабки
S.2212 Электро-гидравлический золотник для компенсации не- одинаковости прибавок на шлифовку
201 ДВИЖЕНИЕ СТОЛА
513 Рычаг для движения стола Положение: а/ автоматическое включение движения стола при — суппорт в переднем положении б/ продольное включение стола выключено с/ продольное движение стола включено
514 Кнопка для врезки
Положения:U - врезка /только при 513 и б/ В - без приближения L- приближение только при левом крайнем положении стола
♦ D- приближение при положении стола направо
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST A
ZAMENA ZA
LISTOVA 7
ZAMENJEN SA
SOUR UT .KIKINDA* RO JtAZVOJ* KONSTRUKCIONI BIRO ГИДРОСХЕМА All 102266
ID - приближение при обоих положения стола 516 Рычаг для перемены направления движения стола 518 Ручка для задержки стола Положения: а/ задержка стола в крайнем положении направо б/ задержка при обоих крайних положениях стола с/ беи задержки стола Сечение: А1 Глушитель А2 Задержка стола только на одной стороне ЛЗ Приближение только при одном крайнем положении стола А4 Приближение зависимо от движения стола А5 Сечение возвратного масла А6 Сечение рабочего масла ю1 Глушитель рабочего масла В2 Глушитель возвратного масла С Поршень для задержки стола Сечение: С1 Задержка стола С2-С5 Обхождение пориня для задержки стола D1 Глушитель распределительного порння D2 Регулирование времени задержки стола D3 Глушитель для исключения ручного привода движения стола Е1 Движение стола Е2—Е7 Приближение зависимо от движения стола \ F Поршень для расцепления ручного привода стола G Распределительный поршень для приближения зависимо от Движения стола 1 Н Поршень для блокады при приближении только на одной сто- роне I Редукционный клапан для компенсации сечения шатуна 2.34S Цилиндр стола <2.362 Рабочий маслопровод до распределителя стола <2.363 Трубопровод до цилиндра стола правый 2.364 \ Трубопровод до цилиндра стола левый 2.374 Провод для выпуска воздуха из правой части цилиндра •
IZDATO
ODOBRAVA
LIST
KONTROLISAO
IZRADIO
LISTOVA 7
ZAMENA ZA
ZAMENJEN SA
SOUR L1T JUK1NDA“ RO JAZVOJ- KONSTRUKCIONI BIRO ГИДРОСХЕМА All 102266
511 Маховичок для ручного привода стола 512 Ручка механической передачи для движения стола Положения: !• медленный ход 2. выключен маховичок 511 3» быстрый ход ZS1-Z08 Зубчатые колеса для ручного првода стола З.Р. Рычаг для расцеплиня ручного движения стола 2.168 ГИДРАВЛИЧЕСКОЕ КОПИРОВАЛЬНОЕ УСТРОЙСТВО ЕМ. 11.936 Эл. магнит для задания глубины правки жжифкруга 2Р Рычаг S2 Собачка храповика 1106 Маховичок для ручного передвижения нинолы алмаза К.I* Копировальная рейка в. Р. Шлифкруг U.L. Рейка управления Ж. 11.937 Эл. магнит для управления /автоматически/ золотником , А 11.365 Ручное управление золотником А Положениях L - включение фасонирования D - выключение А Золотник для включения и выключения фасонирования шлифкруга ВJ11.24 Золотник для управления скоростью продольных салазок / цили ндром G / Положение» 1 - быстро назад /направо/ 2 - рабочей скоростью /на лево/ 3 - быстро на лево С Цилиндр для поднятия нинолы с алмазом с шлифкругом D \ Гидравлическое реле. Обеспечивает времёиный интервал для опускания пинолы на жлифкруг де начала продольно- го движения Е Гидравлическое реле- обеспечивает времённый интервал для поднятия алмаза де возвратного продольного скольжения F Против© ст ройный клапан G Цилиндр для продольного движения V1-V6 Клапан одного направления
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST 6
ZAMENJEN SA
LISTOVA 7
SOUR l2t „kikinda-
RO .RAZVOJ’
KONSTRUKCIONI BIRO
ГИДР0СХЕ1ЙА All
102266
2 о 228
2,375
2,376
Глушит ели
Маслопровод для утечек масла
Рабочий маслопровод
Возвратный маслопровод
IZRADIO KONTROLISAO ODOBRAVA IZDATO LIST LISTOVA 7 7
ZAMENA ZA
ZAMENJEN SA
0465
4
PRESEK
>690
POE SEX 5-6
ГЯПмТИГ
WOtf?
wriW
^tv-
ilU.o’T1.
M4.H *u»-*
-. fSiOir
(istisy)
Urt utt
w-fc-i."»’»'
<50to7
нг-il J»4»4U.
иЖ—I
noo^
' ~
коизтазкаам в«о
СЦдаждНИА! РУаОлЦЦСТВА ПО У ПРАКТИК All/Aliy
!• Руководство по управлению круглонлжфоиальным станком,
модель! А11/А11У \
30 Передняя бабка заготовки 1013,35, даст 3/3
3. Задняя бабка 1013^7, лист 1/1
4. Передняя бабка шлифкруга 101163, лист 3/3
5» Г ядро схема 103366
6, Злектросхема Ю44/< /411/
fO4W7 /All/У/
7. Подключаемые меры передне!
бабки заготовки 700439
3» Перечень бметроианаживающихся част ей
9. Перечень подлинников