/



























































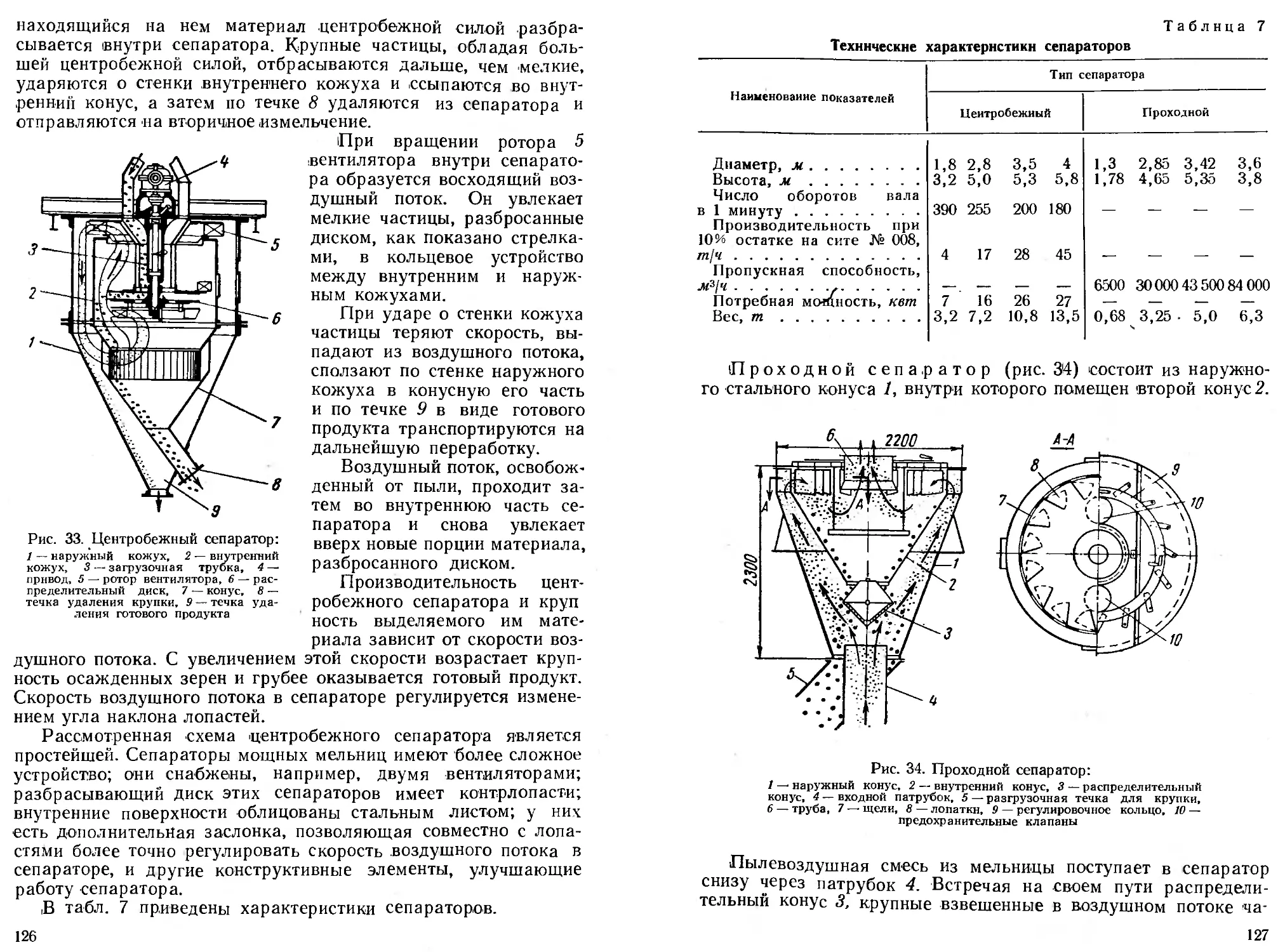




























































































Текст
в.с.колокольников
ПРОИЗВОДСТВО
ЦЕМЕНТА
в. с. колокольников
канд. техн, наук 4
ПРОИЗВОДСТВО
ЦЕМЕНТА
ОДОБРЕНО
УЧЕНЫМ СОВЕТОМ ГОСУДАРСТВЕННОГО КОМИТЕТА
СОВЕТА МИНИСТРОВ СССР
ПО ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКОМУ ОБРАЗОВАНИЮ
В КАЧЕСТВЕ УЧЕБНОГО ПОСОБИЯ ДЛЯ ИНДИВИДУАЛЬНОГО
И БРИГАДНОГО ОБУЧЕНИЯ РАБОЧИХ НА ПРОИЗВОДСТВЕ
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва — 1967
'6П7.3
К61
УДК 666. 942
От издательства
В книге даны общие сведения о порт-
ландцементе и сырьевых материалах
для его производства. Описаны прин-
ципиальные технологические схемы
производства портландцемента (мок-
рый, сухой и комбинированный спо-
собы).
Подробно рассмотрено технологиче-
ское и транспортное оборудование
цементных заводов, его конструкция,
технологические параметры работы,
обслуживание, контроль производ-
ственных процессов и правила техни-
ки безопасности при производстве це-
мента.
Пособие отражает вопросы даль-
нейшего развития и совершенствова-
ния технологии цементного производ-
ства. ,
Книга предназначена в качестве учеб
ного пособия для подготовки рабочих
различных специальностей на заводах
по производству портландцемента.
Она может быть использована рабо-
чими промышленности строительных
материалов для повышения квалифи-
кации.
Отзывы о книге и пожелания про-
сим направлять по адресу: Москва,
К-51, Неглинная ул., 29114, издатель-
ство «Высшая школах.
24—67
ВВЕДЕНИЕ
Развитие народного хозяйства определяется в первую очередь ростом ка-
питального строительства и реконструкцией старых предприятий, систем транс-
порта и связи, строительством жилых и общественных зданий. Все это тре-
бует большого количества строительных материалов, от качества и эффектив-
ности которых во многом зависят сохранность и стоимость зданий и соору-
жений.
Среди разнообразия строительных материалов особую популярность приоб-
рел бетон. Благодаря высоким техническим свойствам и экономическим пока-
зателям он признан одним из самых эффективных материалов. Сейчас иет
ни одной области строительной техники, где бы ни применялся бетон в «чис-
том» виде или в сочетании со сталью — в виде железобетона.
Бетон представляет собой искусственный каменный материал, получаемый
из вяжущего вещества, воды и заполнителей — песка и гравия или щебня. Вя-
жущее вещество в бетоне скрепляет зерна заполнителей в прочный монолит.
Естественно, что от качества .вяжущего как скрепляющего материала в основ-
ном зависят важнейшие технические свойства бетона, его прочность и долго-
вечность.
В качестве вяжущих веществ для приготовления бетонов в основном при-
меняют цементы; в отдельных случаях используют и другие вяжущие — гипс,
известь.
Строительными вяжущими веществами называются тонкоизмельченные
порошки, способные с водой образовывать пластичное, клейкое тесто, посте-
пенно загустевающее и переходящее в камнеподобное состояние.
Номенклатура вяжущих веществ весьма разйообразна; имеются вяжущие
воздушные, которые могут твердеть только на воздухе, такие, как воздуш-
ная известь, гипс и другие; гидравлические, затвердевающие не только
на воздухе, но и в воде — например портландцементы, пуццолановые и шлако-
вые цементы.
Все строительные вяжущие вещества являются искусственными материа-
лами. Технологический процесс их получения складывается из двух основных
операций — обжига горной породы и измельчения обожженого продукта.
Считают, что первыми вяжущими были гипс и воздушная известь; люди
научились их получать 4000—5000 лет тому назад.
Низкая температура обжига гипса (в пределах 80—150° С) сделала возмож-
ным обжиг гипсосодержащих пород в природных условиях в районах жаркого
климата при выходе залежей гипсового камня на поверхность. Одним из таких
районов был древний египетский город Алабастрон, от которого и произошло
первое название строительного гипса — алебастр.
Для обжига воздушной извести требуется более высокая температура
(около 1000°С). Однако достигнуть ее можно при обжиге на кострах или в
кучах, складываемых послойно из известняка и дров. Обоженные куски извест-
3
Пика хотя и обладают значительной прочностью, но имеют замечательное свой-
ство превращаться в тончайший порошок при соприкосновении с водой.
Высокая клеящая способность известкового теста позволила приго-
товлять известковые смеси с большим количеством песка, (затвердевающие
в прочный каменный материал. Это вызвало поистине техническую .революцию
на заре развития строительной техники. Интерес к воздушной извести был на-
столько значителен, что древние философы посвящали ей свои произведения.
В период Римской империи, примерно 2000 лет назад, было открыто еще
одно замечательное свойство извести. Если к ней добавить в измельченном
виде некоторые вещества, полученная смесь приобретает способность затвер-
девать не только в сухих условиях, но и в воде. Эти вещества получили вначале
название пуццолановых добавок по имени города Поццуолли в Италии, где
имеются большие залежи пуццоланы — вулканического пепла. Затем эти до-
бавки назвали активными минеральными, или гидравлическими.
В России в качестве активных минеральных добавок, придающих воздуш-
ной извести способность твердеть в воде, применяли толченый кирпич (цемян-
ку), пемзу, туф. По архивным данным, первый завод в России, изготовлявший
водостойкие вяжущие (цемент), находился в Москве. На нем толкли кирпич
(цемянку), смешивали ее с известью и получали цемент.
Цементное производство в России существовало еще в конце XVII века
Опо полностью обеспечивало широко развернувшееся гидротехническое строи-
тельство при Петре I.
Следующим более совершенным гидравлическим вяжущим явилась гид-
равлическая известь (начало XVIII в.). Было замечено, что известняки, содер-
жащие глинистые примеси, после обжига медленно гасятся *, но приобретают
способность затвердевать в воде.
В конце XVIII века, намереваясь получить гидравлическую известь из
«глиняных почек» (известняков с большим содержанием глины, называемых
мергелями), обнаружили, что продукт обжига не гасится водой, но, будучи из-
мельчен', способен быстро затвердевать как на воздухе, так и в воде. Этот вид
нового Нижущего, названный романцементом, быстро и широко вошел в стро-
ительную практику и до второй половины XIX века являлся основным видом
гидравлического вяжущего вещества для наиболее ответственных гидротехни-
ческих сооружений.
Стремление получить еще более совершенный вид гидравлического вяжу-
щего привело Е. Челиева к весьма важному открытию: при обжиге смеси изве-
сти и глины до «белого жару» (температура свыше 1100—1200° С) получался
спекшийся (частично сплавленный) продукт, обладавший в измельченном виде
способностью твердеть в -воде. В 1826 г. Е. Челиев в Москве выпустил книгу,
в которой обобщил опыт, (накопленный (русскими строигелями по (получению и
применению этого материала.
В Англии в этом направлении работал Д. Аспдин. В 1824 г. он взял па-
тент иа «Усовершенствованный способ производства искусственного камня».
* Гашением извести называется процесс химического взаимодействия ее
с водой, в результате которого куски негашеной извести разрушаются на мель-
чайшие частички.
4
Из-за сходства с портлендским камнем, добываемым вблизи г. Портленда, этот
искусственный камень был назван портландцементом.
После 20—30 лет широкого применения портландцемента в гидротехниче-
ском строительстве было установлено, что стойкость его в водных условиях
в ряде случаев далеко не достаточна: многие гидротехнические сооружения
были разрушены или находились в аварийном состоянии. Для повышения
стойкости портландцементного бетона в водных условиях было предложено
вводить в портландцемент гидравлические (пуццолановые) добавки и домен-
ные шлаки. Этим были заложены основы производства новых видов вяжу-
щих — пуццоланового и шлакового портландцемента. В изобретении и совер-
шенствовании этих цементов большая заслуга принадлежит русским ученым
проф. А. Р. Шуляченко, акад. А. А. Байкову, проф. В. Н. Юнгу и многим
другим.
Первый завод портландцемента в России был построен в 1856 г. в г. Грод-
зеце. Затем появились заводы в Глухоозерске, Подольске, Новороссийске,
Вольске и других городах. Для измельчения сырья и клинкера на первых
заводах применяли толчеи, бегуны, жернова. Обжигали сырьевые материалы
в немеханизированных шахтных печах.
С конца XIX века стали применять более совершенные помольные аппа-
раты — однокамерные шаровые мельницы, а с первого десятилетия текущего
столетия в цементном производстве появляются трубные многокамерные шаро-
вые мельницы.
Примерно с 1900 г. для обжига стали применять вращающиеся печи. Дли-
на печей была 25 м, диаметр 1,8 м, производительность около 30 т в сутки.
За годы Советской власти цементные заводы оснащены высокопроизводи-
тельным отечественным оборудованием. Например, в 1928 г. среднечасовая
производительность вращающихся печей составляла всего 5 т и наиболее круп-
ной — 7,2 т, а сейчас часовая производительность печей длиной 150 м состав-
ляет 25 г, а па некоторых заводах вошли в эксплуатацию вращающиеся печи
длиной 185 м, производительностью 80 т в час, что позволяет выпускать до
2000 т клинкера в сутки. Только одна такая печь выпускает цемента почти
в 10 раз больше, чем вся цементная промышленность выпустила в течение
1920 г.
В настоящее время цементная промышленность — одна из ведущих высо-
комеханизированных отраслей нашего народного хозяйства. Большие успехи
достигнуты в области повышения производительности труда. В царской России
выработка на одного рабочего, занятого в цементной промышленности, состав-
ляла около 100—200 т цемента в год. а в настоящее время равна около 1000 т.
В ближайшие годы имеется в виду поднять выработку одного рабочего
до 2000 т и более цемента в год.
По уровню выпуска всех основных строительных материалов в 1965 г.
СССР прочно занимает первое место в мире, а по выпуску вяжущих веществ
Советский Союз еще в 1962 г. обогнал самые развитые капиталистические
страны, в том числе и США. В 1965 г. в СССР выпущено 72,4 млн. т це-
мента.
Наряду с увеличением выпуска цемента совершенствуется и его качество,
расширяется номенклатура. В 1940 г. средняя прочность цемента составила
около 250 кгс/см2, а в 1965 г. она достигла 500 кгс/см2.
5
Программой КПСС, принятой на XXII съезде, поставлена основная зада-
ча — создать к 1980 г. материально-техническую базу коммунизма. Это в пер-
вую очередь связано с капитальным строительством и требует все более возра-
стающего количества цемента. Пятилетиий план на 1966—1970 гг. предусмат-
ривает довести выработку цемента до 100—105 млн. т в год.
Такой скачок развития цементной промышленности реализуется за счет
строительства новых и реконструкции действующих предприятий, оснащения
их высокопроизводительными агрегатами с широким применением автомати-
ческого управления технологическим процессом. Эти мероприятия способст-
вуют не только увеличению выпуска цемента, но и существенно повышают его
качество, снижают стоимость и затраты труда на его изготовление.
Весьма важная роль в выполнении поставленных задач по развитию
цементной промышленности принадлежит производственным кадрам. Чтобы
успешно управлять сложными технологическими агрегатами, вести технологи-
ческий процесс по заданному режиму и получать дешевую продукцию высокого
качества, рабочие должны постоянно повышать свою квалификацию. Для под-
готовки на производстве рабочих и предназначено данное пособие.
ГЛАВА I.
ОБЩИЕ СВЕДЕНИЯ О ПОРТЛАНДЦЕМЕНТЕ
§ 1. ПОРТЛАНДЦЕМЕНТ И ЕГО СОСТАВ
Портландцементом называется продукт тонкого измельчения
клинкера, получаемого обжигом до спекания смеси известняка
и глины, с небольшой добавкой гипса.
Для улучшения 'Строительных свойств портландцемента к
клинкеру при его помоле добавляют гипс и активные минераль-
ные добавки, называемые также гидравлическими.
Важнейшим компонентом является клинкер. От его ка-
чества зависят основные свойства портландцемента—'прочность
и скорость ее нарастания, сопротивление действию агрессивных
сред. Знание качественной характеристики клинкера позволяет
в значительной степени .предопределить качество портландце-
мента как строительного вяжущего вещества и получить порт-
ландцементы определенных физических и механических свойств
путем изменения состава клинкера.
Добавка гипса необходима для замедления сроков
схватывания портландцемента, так как измельченный клинкер
после затворения водой схватывается (загустевает) в течение
нескольких минут. Это затрудняет изготовление изделий и кон-
струкций на таком быстрбсхватывающемся цементе. Количест-
во гипса вводится ,в портландцемент с таким-расчетом, чтобы
общее содержание ангидрида серной кислоты SO3 в портланд-
цементе было не менее >1,6 и не более 3,5% по весу. Более вы-
сокое содержание S'O3 может вызвать разрушение конструкций
на таком портландцементе.
Активные минеральные добавки- повышают
стойкость портландцемента в водных условиях. При твердении
портландцемента происходит выделение гидрата окиси кальция
Са(ОН)2 в свободном состоянии. Это вещество, имея относи-
тельно высокую растворимость, может вымываться из отвердев-
шего цемента — цементного камня, понижая этим его прочность
и долговечность в водных условиях. После высыхания на поверх-
ности изделия появляются белые пятна, которые портят его внеш-
ний вид.
Гидравлические добавки взаимодействуют с гидратом окиси
кальция, образуя нерастворимое соединение — гидросиликаг
кальция (см. стр. 19), и этим предупреждается вымывание
Са(ОН)2 из отвердевшего цемента. >
7
Содержание активных минеральных добавок в обыкновенном
портландцементе не должно превышать 15% по весу.
Если гидравлической добавки содержится более 15%, порт-
ландцемент приобретает дополнительное название в зависимо-
сти от вида добавки, а именно при введении природных добавок
(трепела, диатомита, опоки и др.) — пуццолановый портланд-
цемент, а при использовании доменных гранулированных шла-
ков— шлакопортландцемент. Эти цементы обладают очень вы-
сокой водостойкостью и особенно ценны поэтому для гидротех-
нических сооружений,, однако они твердеют медленнее порт-
ландцемента и имеют несколько пониженную прочность.
Применение гидравлических добавок имеет также экономи-
ческое .значение: они снижают стоимость портландцемента буду-
чи значительно дешевле клинкера.
Клинкер представляет собой спекшиеся очень твердые зерна.
Поэтому для измельчения клинкера требуются значительные
затраты энергии. Чтобы облегчить помол клинкера, к нему до-
бавляют интенсификаторы помола — уголь, сажу. Их содержа-
ние-в цементе не должно превышать 1 % по весу.
Таким образом, портландцемент по своему составу представ-
ляет сложную тщательно перемешанную однородную смесь
измельченного клинкера, гипса, гидравлических (активных мине-
ральных) или инертных добавок и интенсификаторов помола.
§ 2. СОСТАВ КЛИНКЕРА И ЕГО ОЦЕНКА
Качество клинкера зависит от его химического и минерало-
гического составов.
Химический состав характеризуется содержанием в клинке-
ре различных окислов. Минералогический состав — теми веще-
ствами (минералами), которые образуются из этих окислов в
процессе обжига.
В практике цементного производства пользуются также
третьим показателем оценки качества клинкера: соотношением
между основными окислами, позволяющим регулировать и за-
ранее рассчитывать минералогический состав клинкера, зная
химический состав исходных сырьевых материалов.
Химический состав клинкера
Сырьевыми материалами для производства портландцемент-
ного клинкера чаще всего служат горные породы — глина и
известняк, содержащие углекислый кальций.
Глина состоит из различных веществ, образовавшихся в ос-
новном из трех окислов: S1O2 — двуокиси кремния (кремнезема),
А1гО3 — окиси алюминия ,(глинозема) и РегОз— окиси железа.
8
Углекислый кальций СаСОз может быть представлен двумя
окислами СаО и СО2.
При обжиге клинкера глинистые вещества и углекислый
кальций разлагаются. Газообразные продукты, в частности СОг
и вода, удаляются, а оставшиеся четыре твердых окисла: СаО,
SiO2, А12Оз и ГегОз образуют при спекании основные минералы
цементного клинкера.
Процентное содержание основных окислов в клинкере обык-
новенного портландцемента находится в следующих пределах:
СаО —60 —67%
SiO2 —19 —25%
А12О3 —4 —8%
Fe2O3—2-6%.
Наряду с основными окислами в клинкере могут присутст-
вовать и другие, например окись магния MgO, окислы щелоч-
ных металлов Na^O, КгО, ангидрид серной кислоты SO3 и дру-
гие, как-то: двуокись титана ТЮ2, фосфорный ангидрид Р2О5,
окись марганца МпгО3. Эти окислы в той или иной степени
влияют'на качество цемента.
Минералогический состав клинкера
Четыре основных окисла СаО, SiO2, AI4O3 и Fe2O3 в"клинке-
ре не находятся в свободном состоянии. При обжиге они взаимо-
действуют между собой, образуя различные минералы, которые
в основном определяют важнейшие строительные свойства
портландцемента.
Важнейшими минералами портландцементного клинкера
являются:
трехкальциевый силикат ((алит) —ЗСаО • SiO2(C3S) *;
двухкальциевый силикат :(белит) —i2CaO • SiiO2(C2S);
трехкальциевый алюминат — 3 СаО • А12О3(СзА);
четырехкальциевый алюмоферрит — 4 СаО • А12О3 • Fe2O3
(C4AF).
Процентное содержание основных минералов в клинкере
обыкновенного портландцемента находится в следующих пре-
делах:
3CaO-SiO2 —42 —65%
2CaO-SiO2— 15-50%
* В скобках приведены сокращенные обозначения клинкерных минералов,
принятые в технической литературе. Буквы показывают, из каких окислов со-
стоит минерал, индекс 2, 3, 4 обозначает количество молекул данного окисла,
входящих в состав данного минерала.
9
ЗСаО-А12О3 —2—15%
4СаО А12О3 • Fe2O3 -10 - 25 %
Их суммарное количество составляет 95—98%. Оставшаяся
часть приходится на свободные окислы или другие малозначи-
мые для портландцемента минералы. Алита и белита в клинке-
ре содержится 70—80%.
Минералогический состав клинкера положен в основу раз-
деления портландцементов на следующие .виды:
высокоалитовый портландцемент, содержание в ко-
тором трехкальциевого силиката превышает 60%;
алитовый портландцемент, содержащий трехкальциево-
го силиката 60—60%;
бел и то вый портландцемент, содержащий двухкальциево-
го силиката более 35%.
В зависимости от содержания алюминатов цементы разде-
ляют на н и з к о а л ю м и н а т н ы е (СзА до 5%), средне-
алюминатные '(i§3A 5—9%) и высокоалюминатные
(С3А более 9%).
А л ю м оф е рр и т н ы й портландцемент содержит четырех-
кальциевого алюмоферрита (C4AF) больше 18% или СзА<2%.
В клинкере иногда может присутствовать в повышенном ко-
личестве одновременно два минерала. Такой портландцемент
приобретает двойное название: алито-алюминатный, белито-
алюминатный и т. д.
Знание процентного содержания в клинкере важнейших ми-
нералов позволяет с достаточной степенью точности предполо-
жить некоторые качества .портландцемента — скорость нараста-
ния его прочности, влияние условий твердения на прочность,
стойкость в пресных и минерализованных водах, экзотермич-
ность, т. е. количество тепла, выделяемого при твердении, и др.
Исходя из знания свойств отдельных минералов и эксплуа-
тационных условий, в которых будет находиться бетон, можно
подбирать цемент соответствующего минералогического состава.
Наряду с указанными выше минералами в клинкере могут
присутствовать в свободном виде окись кальция и окись магния,
существенно влияющие на качество портландцемента, если их
содержание оказывается выше определенных пределов.
,В производственных условиях трудно добиться полного свя-
зывания окиси кальция в виде основных клинкерных минералов.
При высоком содержании свободной СаО в .портландцементе
она отрицательно влияет на его свойства, вызывая растрески-
вание затвердевшего цементного камня. Вредное действие сво-
бодной окиси кальция объясняется тем, что гашение СаО, т. е.
взаимодействие ее с водой, сопровождается увеличением в объ-
еме; скорость гашения при этом зависит от температуры обжи-
га. Известь, образовавшаяся при температуре обжига до 1000—
Ю
1 ]00°'С, гасится быстро, но с повышением температуры скорость
гашения извести замедляется, а при температуре обжига клин-
кера (около 11'500° С) она оказывается весьма медленно гася-
щимся веществом. Гашение ее не успевает закончиться до схва-
тывания (начала твердения) цемента, продолжается в отвер-
девшем цементном камне и разрывает его.
Содержание свободной извести в портландцементе зависит
от совершенства технологического процесса. Современная тех-
нология обеспечивает выпуск клинкера с минимальным коли-
чеством свободной извести (до 1 %)
При высоком содержании свободной извести в клинкере
его подвергают магазинированию — вылеживанию на открытом
воздухе в целях гашения извести влагой, содержащейся .в воз-
духе. Иногда клинкер дополнительно обрызгивают водой.
Механизм действия свободной окиси магния в твердеющем
портландцементе аналогичен действию свободной СаО. При
обжиге клинкера магнезия MgO образуется в виде .вещества,
весьма медленно .гасящегося (значительно медленнее СаО), что
приводит к растрескиванию затвердевших бетонов.
Для предупреждения .разрушения цементного камня от дей-
ствия свободной окиси магния содержание MgO в обычном
клинкере ограничивается 5%.
С повышением температуры твердения цемента гашение MgO
происходит значительно быстрее. Это свойство окиси магния
используют в лабораторной практике для установления степе-
ни вредного влияния ее на цемент, подвергая его испытанию
на равномерность изменения объема в автоклаве при давлении
пара 20 ат, температура пара при этом превышает 250°С.
Автоклавное испытание цемента на равномерность изменения
в объеме при твердении производится в том случае, когда со-
держание MgO .в клинкере более 5%.
Модули клинкера и коэффициент насыщения
Определение .процентного содержания в клинкере отдельных
минералов производят прямым методом — петрографическим и
рентгенографическим анализами и косвенным — расчетным.
В заводской практике наиболее часто применяют расчетный
метод, поэтому рассмотрим его 'более подробно. Для определе-
ния минералогического состава клинкера расчетным методом
необходимо знать процентное содержание основных клинкеро-
образующих окислов. Соотношение между основными окислами
выражается двумя модулями и коэффициентом насыщения. Эти
величины практически остаются одинаковыми и для клинкера и
для сырьевой смеси.. Поэтому, зная модули и коэффициент насы-
щения, можно не только определить минералогический состав
готового клинкера, но и подобрать клинкер, обладающий нуж-
11
ними качествами. Последнее обстоятельство имеет особенно
большое практическое значение, так как позволяет подбором
химического состава сырья регулировать минералогический со-
став клинкера.
В современной .практике пользуются двумя модулями — си-
ликатным и глиноземным.
Силикатный (кремнеземный) модуль (п) показывает отно-
шение в клинкере двуокиси кремния к окислам алюминия и
железа:
_______% SiO2_____
~ %А12О3+%Fe2O3
Для обыкновенных портландцементов величина силикатного
модуля находится в пределах от 11,7 до 3,5.
Высокий силикатный модуль показывает, что в клинкере
относительно много силикатов кальция — 3CaO-SiO2 и
2CaO-SiO2, но мало алюминатных соединений—13СаО-А12Оз
4 СаО • А120з • РегО3.
Глиноземный (алюминатный) модуль (р) показывает отно-
шение глинозема (окиси алюминия) к содержанию окиси же-
леза:
%А12О3
Р %Fe2O3
Величина глиноземного модуля для обыкновенных портланд-
цементов равна от 1 до 2,5.
При высоком глиноземном модуле клинкер отличается по-
вышенным содержанием 3'СаО-А1203, но в нем относительно
мало 4СаО*AI2O3-Fe/)3. Если же глиноземный модуль мал,
т. е. много Fe2O3, то значительная часть глинозема связана в
виде C4AF, несмотря на то, что содержание окиси алюминия
в клинкере может быть высоким. При значительном содержа-
нии окиси железа в процессе обжига сначала получается C4AF,
а затем оставшийся глинозем образует С3А.
Цементы с высоким глиноземным модулем вначале тверде-
ют очень быстро, но, достигнув определенной прочности, больше
ее уже не повышают.
Коэффициент насыщения (КН) является наиболее важной
характеристикой портландцементного клинкера. Коэффициент
насыщения выражается следующей формулой:
кн== (СаОо6щ - СаОсв) - (1,65А12О3 + 0,35Fe2Q3 + 0,7SO3)
2,8(51О2общ — SiO2cB)
В формуле КН указано процентное содержание окислов.
При этом разности (СаОобщ— СаОсв) и (SiO2o6m— SiO2cB)-
12
между общим и свободным содержанием этих окислов показы-
вают их связанное количество в клинкере.
Сущность формулы коэффициента насыщения и ее построе-
ния заключается в следующем. Она показывает отношение ко-
тичества СаО, оставшейся после насыщения окиси алюминия
до трехкальциевого алюмината, окиси железа — до однокаль-
циевого феррита* ,и ангидрида серной кислоты — до сернокис-
лого кальция, к тому количеству извести, которое требуется для
насыщения кремнезема известью до трехкальциевого силиката.
В процессе обжига клинкера при избытке извести процесс
образования C2S, С3А и C4AF протекает до начала образования
трехкальциевого силиката. При более высокой температуре
(свыше .1300°С) и при наличии жидкой фазы образуется трех-
кальциевый ‘силикат за счет присоединения одной молекулы СаО
двухкальциевым силикатом. Таким образом, при производстве
портландцементного клинкера основная задача — это перевести
двухкальциевый силикат в трехкальциевый силикат и получить
в клинкере требуемое количество трехкальциевого силиката, но
в клинкере при этом не должно оставаться свободной извести,
т. е. количество взятой СаО должно соответствовать тому ее
количеству, которое необходимо для получения C3S; С3А и C4AF.
Для определения необходимого количества извести и пользуют-
ся коэффициентом насыщения.
Расчет минералогического состава клинкера
Определение минералогического состава клинкера расчетом
производится по следующим формулам:
ЗСаО- SiO2=4,07 (СаОо6щ - СаОсв)~ [7,6(S1O2o6iu - SiO2cB) +
+6,7Al2O3+l,42Fe2O3]
2СаО • SiO2= 8,6 (SiO2o6m- SiO2CB) + 5,07Al2O3 ф-
+1,07Fe2O3 - 3,07 (СаОо6щ - CaOCB)
ЗСаО • A12O3=2,65 (AI2O3 - 0,64Fe2O3)
4CaO-Al2O3-Fe2O3=3,04Fe2O3-
Расчет сырьевой смеси клинкера
Расчет состава сырьевой смеси клинкера заключается в оп-
ределении соотношения между исходными сырьевыми материа-
лами, которое обеспечивает получение клинкера заданного
минералогического состава. Эта задача решается расчетными
. * пРинято условие, что четырехкальциевый алюмоферрит 4СаО-
AI2O3 • ге2Оз। может быть представлен как сумма двух веществ: трехкальциевого
алюмината ЗСаО • AI2O3 и однокальциевого феррита СаО • Fe2O3.
13
или графическими методами (при помощи заранее разработан-
ных диаграмм); в современной заводской практике расчетные
методы получили основное применение.
Существуют различные методы расчета сырьевой смеси
клинкера; однако сущность большинства их заключается в опре-
делении того максимального количества <СаО, которое может
химически связаться с кислотными окислами при обжиге клин-
кера, образуя клинкерные минералы.
Рассмотрим один из расчетных методов, разработанный оте-
чественными учеными и хорошо подтверждающийся практикой.
В зависимости от числа разновидностей материалов (ком-
понентов), применяемых для составления сырьевой смеси тре-
буемого химического состава, различают сырьевую смесь двух-
компонентную, трехкомпонентную и четырехкомпонентную.
При использовании для обжига клинкера твердого топлива
расчет смеси не зависимо от числа исходных компонентов про-
изводят с учетом или без учета присадки к клинкеру золы топ-
лива. Присадку золы учитывают в случае использования топли-
ва высокой зольности, например горючих сланцев, бурых углей,
а также проектируя состав клинкера с высоким коэффициентом
насыщения —быстротвердеющих, высокопрочных цементов.
Рассмотрим пример расчета двухкомпонентной сырьевой сме-
си '.(смеси с большим количеством компонентов рассчитывают
аналогично). Расчет двухкомпонентной сырьевой смеси без уче-
та присадки золы топлива производят по заданной величине
коэффициента насыщения и при известном химическом составе
каждого компонента '(известняка и глины). Состав смеси харак-
теризуется количеством весовых частей одного из компонентов,
приходящихся на одну весовую часть другого компонента, так,
если х вес. ч. первого компонента, приходится на 1 ,вес. ч. второ-
го компонента, то потребное содержание основных окислов в
двухкомпонентной сырьевой смеси может быть выражено сле-
дующими уравнениями:
с + S2 . р хУ 1 + F2
°~ X-f-1 ’ Х+1
где Со, So, Ао и Fo — потребное процентное содержание основ-
ных окислов (СаО; SiO2; AI2O3 и Ре20з)
в сырьевой смеси, обеспечивающее полу-
чение клинкера с заданным коэффициен-
том насыщения.
Начальные буквы основных окислов со значком 1 и 2 пока-
зывают их процентное содержание соответственно в первом
или втором компоненте.
14
Для определения величины х значения Со, So, Ао и Fo под-
ставляют .в формулу коэффициента насыщения:
__ Со (1,65АО + 0,35Fo)
2,8So
и решают относительно х, получая путем соответствующих пре-
образований расчетную формулу, устанавливающую, какое ко-
личество весовых частей первого компонента (х) требуется
взять на 1 вес. ч. второго компонента, чтобы получить клинкер
с заданным коэффициентом насыщения:
2,8S2-KH + 1,65А2 + 0,35F2 — С2
Х~ Cj — 2,8Sj-KH — l,65Ai — 0,35Fi
При ме р. Рассчитать двухкомпонентную сырьевую смесь, в которой —
1-й компонент известняк и 2-й компонент глина: химический состав компонен-
тов в % следующий:
Наименование СаО SiO2 A12O3 Fc2Oa Прочие Потери при про- каливании Сумма
Известняк 53,48 1,92 1,03 0,63 . 1,69 41,25 100,0
Глина 2,34 64,79 14,45 7,43 6,23 4,76 100,0
Коэффициент насыщения принимается 0,90. При данном мимическом со-
ставе известняка и глины соотношение их i(x) <в сырьевой смеси должно быть
равно:
2,8-64,79-0,90+ 1,65-14,45 + 0,35-7,43 — 2,34
Х~ 53,48 — 2,8-1,92-0,90-1,65-1,03 — 0,35-0,63
187,16 3,89
= 48,18 = 1
Для расчета сырьевой смеси принимается упрощенная формула КН, так
как не известно, какое количество СаО, SiO2 и SO3 останется в клинкере в
свободном состоянии; 8Оз частично выгорает.
Следовательно, на каждую весовую часть глины потребуется взять
3,89 вес. ч. известняка. В процентном выражении это составит: известняка —
79,95%, глины — 20,05%. Химический состав сырьевой смеси и клинкера при
таком соотношении исходных компонентов будет следующий.
Химический состав сырьевой юмеси и клинкера в %:
Компоненты на 100 вес. ч. СаО SiO2 А12Оа Fe20s Про- чие Потери при про- каливании Сумма
Известняк 42,63 1,54 0,82 0,51 1,33 33,12 79,95
Глина 0,46 13,02 2,91 1,47 1,23 0,96 20,05
Сырьевая смесь . 43,09 14,56 3,73 1,98 2,56 34,08 100,00
Клинкер ; 65,46 22,11 5,54 3,01 3,80 100,00
15
Химический состав клинкера при известном химическом составе сырьевой
смеси рассчитывают умножением процентного содержания каждого окисла в
смеси на коэффициент К, равный для данного примера:
„ 100
~ 100 - 34,08 ~1,51 ’
где К — коэффициент, который показывает, па сколько увеличится относитель-
ное содержание твердых окислов в сырьевой смеси после ее прокаливания,
т. е. после удаления газообразных продуктов, потери при прокаливании
(п.п.п.);
34.08 — потери при прокаливании смеси.
Для проверки правильности произведенного расчета двухкомпонентной
сырьевой смеси вычисляют коэффициент насыщения. Он должен быть равен
заданному, т. е. 0,90, принятому в данном примере:
КН — 65,46 —(1,65-5,54 + 0,35-3,01) _ 55,3 _
~ 2,8-22,11 ~ 61,90 ~ ’
Полученная величина коэффициента насыщения отличается от заданного
всего на 0,64% и находится в допустимых пределах отклонения, что неизбеж-
но имеет место ппи округлении чисел.
§ 3. ПРОЦЕССЫ ТВЕРДЕНИЯ ПОРТЛАНДЦЕМЕНТА
Глубокое понимание свойств 'портландцемента и требова-
ний, предъявляемых к нему, а также проектирование и выбор
клинкера определенного минералогического состава возможны
только при знании процессов, протекающих при 'формировании
прочного цементного камня ,из цементного порошка.
Цемент, затворенный водой и тщательно перемешанный,
образует пластичное, липкое цементное тесто. Это тесто посте-
пенно загустевает и 'переходит в камнеподобное состояние. Пре-
вращение порошка цемента в цементный камень с постепенным
переходом через стадию образования пластичного цементного
теста определяется физико-химическими процессами, происхо-
дящими между цементом и водой.
Клинкерные минералы, входящие в состав цементного зерна,
при соприкосновении последнего с водой начинают растворять-
ся и химически взаимодействовать с ней—гидратироваться*,
образуя гидраты:
ЗСаО S1O2 + (я -|-1) Н2О -> 2СаО • S1O2 rH2O ф- Са (ОН)2
2СаО • SiO2 ф- пН2О —»2СаО • SiO2 • пН^О
ЗСаО • А12о3 + 6Н2О -»ЗСаО • А12О3 6Н2О
4СаО • А12О3 • Fe2O3 + (р+6) Н2О -> ЗСаО А12О3 • 6Н2О ф-
ф- СаО • Fe2O3-рН2О
* Гидратацией называется химическая реакция присоединения воды к ве-
ществу. Различают также реакции гидролиза, при которых сложное вещество
под действием воды разлагается на менее сложные. В данном случае Сз5 н СзА
гидратируют, a C3S и C4AF подвергаются гидролизу. В дальнейшем два этих
типа реакций будем условно называть гидратацией.
16
Так как цемент затворяется ограниченным количеством воды,
то в результате растворения клийкерных минералов раствор
в цементном тесте быстро становится насыщенным. Дальнейшая
их гидратация вызывает пересыщение раствора, так как раство-
римость гидратов значительно меньше растворимости клинкер-
ных минералов. Пересыщенные растворы в обычных условиях
существовать не могут, из них начинает выпадать растворенное
вещество в виде мельчайших частиц, в данном случае гидратов
клинкерных минералов. Эти частицы обладают клеящей способ-
ностью, которая передается цементному тесту. В результате оно
хорошо прилипает к различным телам и склеивает их.
Вследствие поглощения воды клинкерными минералами на
гидратацию содержание свободной воды в цементном тесте
уменьшается, что повышает концентрацию гидратов и вызывает
их слипание. При этом цементное тесто начинает загустевать
(упрочняться), теряя клеящую способность и пластичные свой-
ства. Период, в течение которого цементное тесто начинает при-
обретать некоторую .прочность, называют временем схватывания;
в зависимости от величины этой прочности различают начало и
конец схватывания цементного теста. В конце схватывания оно
теряет пластичность.
Дальнейшее приобретение прочности цементным камнем оп-
ределяется более глубокими процессами уплотнения гидратиро-
ванных масс клинкерных минералов и частичным переходом
последних в кристаллическое состояние. Образующиеся при этом
кристаллические сростки пронизывают цементный камень во
всех направлениях и как бы армируют его, обеспечивая высокую
прочность.
Скорость твердения цемента, таким образом, будет зависеть
от скорости растворения клинкерных минералов, накопления
гидратов, последующего их уплотнения и кристаллизации.
Скорость растворения минералов различна. Быстрее всех
растворяется трехкальциевый алюминат; затем следует четы-
рехкальциевый алюмоферрит и трехкальциевый силикат и зна-
чительно медленнее других растворяется двухкальциевый сили-
кат. Если учесть, что клинкер в основном составляют силикаты
кальция, тогда как алюминаты содержатся в сравнительно не-
большом количестве, то становится очевидным, что цементы с
высоким содержанием трехкальциевого силиката твердеют зна-
чительно быстрее цементов с высоким содержанием двухкаль-
циевого силиката.
Скорость растворения цементного порошка и всех последу-
ющих процессов твердения цемента зависит также от тонкости
помола цемента. Чем мельче зерна, тем большей оказывается
их поверхность в одном и том же количестве цемента, в резуль-
тате улучшаются условия взаимодействия цемента с водой. По
17
Для определения активности цемента сначала приготовляют
цементный раствор определенной консистенции, затем из него
изготовляют образцы, выдерживают их' 28 суток в стандартных
условиях и испытывают на прочность.
Цементный риствор приготовляют в соответствии с ГОСТ
310—60 (методы испытания цемента) следующим образом. От-
вешивают '500 г цемента и 1500 г песка. Песок для испытания
цементов применяется «нормальный» Вольский (ГОСТ 6139—52),
характеризующийся определенной крупностью зерен (от 0,5 до
0,85 мм) и высоким содержанием двуокиси кремния (не менее
96%).
Цемент и песок высыпают в сферическую чашку и тщатель-
но перемешивают лопаточкой в течение 1 мин. Затем в .центре
сухой смеси делают углубление и вливают в него воду в коли-
честве 40% от веса цемента (водоцементное отношение равно
0,4), т. е. 200 мл. После того как вода впитается, смесь еще
раз перемешивают вручную в течение 1 мин, а затем в стан-
дартной механической мешалке в течение 2,5 мин (20 оборотов
чаши).
По окончании перемешивания определяют консистенцию рас-
твора. Для этого пользуются встряхивающим столиком с уста-
новленной на нем формой-конусом высотой 60 мм и диаметром
оснований 1100 и 70 мм.
Для определения консистенции .раствора форму-конус за-
полняют растворной смесью в два приема. Первый слой шты-
куют 15 раз, второй—10. Излишек раствора срезают ножом и
форму-конус поднимают строго вертикально. Полученный конус
раствора встряхивают на столике 30 раз и измеряют расплыв
конуса ио нижнему основанию в двух взаимно перпендикуляр-
ных направлениях. Консистенция раствора считается нормаль-
ной, если расплыв конуса оказывается равным 105—1110 мм. При
меньшем расплыве конуса раствор приготовляют заново с не-
сколько большим количеством воды.
От величины .водоцементного отношения зависит пористость
цементного камня. На химическую реакцию цемент поглощает
строго определенное количество воды, примерно 15—20% ог
своего веса. Вода, введенная в раствор сверх этого количества,
испаряется и образует в цементном камне поры, снижающие его
прочность. Чем выше В/Ц, тем больше будет пористость цемент-
ного камня и ниже его прочность. Однако 'прочность цементных
образцов зависит также от степени их уплотнения. А чем пла-
стичнее смесь, тем легче и лучше она уплотняется при формова-
нии образцов. Продолжительность и усилие уплотнения раство-
ра принимаются во всех случаях строго постоянными (одинако-
вое число встряхиваний), поэтому для получения равной степени
уплотнения необходимо применять смесь одной и той же кон-
20
систенции, при’В/Ц близком к 0,40, что и предусматривает стан-
дарт.
Для изготовления образцов применяют металлические разъ-
емные трехгнездные формы. Уплотняют раствор вибрацией на
виброплощадке.
При испытаниях цемента необходимо особое внимание об-
ращать на условия твердения. Это требование определяется
тем, что на процессы твердения цемента температура и влаж-
ность среды оказывают серьезное влияние: с повышением тем-
пературы твердение ускоряется; недостаточная влажность так
же, как и низкая температура, может привести к замедлению
или к полному прекращению твердения. Поэтому для получения
сравнимых .результатов независимо от места и времени испы-
тания .цемента стандарт устанавливает определенные требова-
ния в отношении условий твердения цемента.
Отформованные образцы вместе с формой помещают в ван-
ну с гидравлическим затвором при относительной влажности
среды около ,100% и температуре 2О±2°С и хранят в течение
24±2 ч. Затем образцы расформовывают и укладывают в бас-
сейн с водой в горизонтальном положении, раздельно друг от
друга. .Воду в бассейне нужно менять через каждые 14 суток.
1По истечении срока хранения образцы вынимают из воды,
насухо вытирают .и не позднее чем через 10 мин подвергают
испытанию.
Для определения марки цемента образцы испытывают в
возрасте '28 суток с момента их изготовления, подвергая каж-
дую балочку разрушению изгибающей нагрузкой, а затем каж-
дую из полученных половинок балочек испытывают на сжатие.
По величине предела прочности при изгибе и сжатии образ-
цов в возрасте 28 суток устанавливают марку цемента. При
этом пределы прочности при изгибе и сжатии для каждой марки
цементов должны быть не ниже, приведенных в табл. 1.
ГОСТ 970—61 предусматривает отличные по величине марки
цемента. Марка обозначается по пределу прочности при сжатии
через 28 суток твердения трамбованных образцов (кубов 70,7Х
X 70,7 X70,7 мм), изготовленных из раствора жесткой консистен-
ции с нормальным песком состава 1 :3 (по весу). По этому ГОСТ
принято пять марок: 300, 400, 500, 600, и 700. Более высокие зна-
чения марок объясняются более энергичным уплотнением образ-
цов трамбованием и низким водоцементным отношением в преде-
лах 0,28—0,32 и менее.
Такая величина водоцементного отношения и способ изго-
товления образцов (трамбованием) по существу не отвечали
условиям применения цемента в рабочих бетонных смесях и
наиболее распространенному способу их уплотнения (вибраци-
ей). Водоцементное отношение рабочих бетонных смесей всегда
превышает нормальную густоту цементного теста, исходя из
21
Таблица 1
Пределы прочности при изгибе и сжатии для портландцементов различных
марок
Наименование
портландцементов
Предел прочности при
изгибе кгс/см- не менее
для цементов марок
Предел прочности при
сжатии кгс'см? ие менее
для цементов марок
200 300 400 500 600
300 400 500 600
Портландцемент, плас-
тифицированный и гидро-
фобный портландцементы
Сульфатостойкий порт-
ландцемент и с умерен-
ной экзотермией ......
Шлакопортландцемепт
и пуццолановый порт-
ландцемент ...........
Сульфатостойкий пуц-
цолановын портландце-
мент .................
60 65
200
200
300
300
300
300
400 500 600
400
400 500
400
условий их удобоукладываемости при виброуплотнении. В за-
водских условиях производства сборных железобетонных изде-
лий В/Ц обычно равно 0,4—0,5, снижаясь в отдельных случаях
до 035; бетонная смесь для монолитных конструкций имеет
более высокую величину водоцементного отношения, достигаю-
щую иногда до 0,7—0,75.
Определение активности цемента в пластичных образцах с
водоцементным отношением не менее 0,4 ближе отвечает усло-
виям использования .цемента в бетонах. Это значительно упро-
щает проектирование состава бетона заданной прочности.
Таковы в общих чертах основные причины отказа от много-
летней методики определения активности цемента на образцах
из раствора жесткой консистенции и перехода на испытание в
пластических растворах.
Величина отношения активности цемента, полученной в пла-
стичных растворах /?Пласт и жестких растворах Лжестк, в сред-
нем составляет для портландцементов 0,80, а для пуццолановых
портландцементов и шлакопортландцементов 0,70. Так, напри-
мер, портландцемент марки 500, определенной в жестких рас-
створах, покажет марку 400 (500-0,8) по новому методу испы-
тания в пластических растворах.
Сроки схватывания портландцемента
Сроки схватывания портландцемента определяют на тесте
нормальной густоты, т. е. определенной консистенции. Нормаль-
22
ная густота цементного теста характеризуется количеством воды
(от веса цемента), потребной для получения теста стандартной
консистенции.
Нормальную густоту цементного теста определяют при по-
мощи прибора Вика. Он состоит из стержня, вертикально пере-
мещающегося в направляющих и заканчивающегося металли-
ческим цилиндриком (пестик Тетмайера) диаметром 10 мм, дли-
ной 50 мм. Вес стержня с пестиком должен быть равен
300±2 г.
Тщательно перемешанное цементное тесто укладывают в ме-
таллическое или эбонитовое кольцо, установленное на стеклян-
ную пластинку.
Кольцо с тестом устанавливают в приборе по центру с пе-
стиком и доводят пестик до поверхности теста. Затем стержень
с закрепленным в нем пестиком освобождают, и он под дейст-
вием собственного веса начинает погружаться в цементное те-
сто. За нормальную густоту цементного теста принимается та-
кая, при которой пестик не доходит до дна кольца на 5—7 мм.
При определении сроков схватывания отвешивают 400 г це-
мента, затворяют его водой в количестве, соответствующем нор-
мальной густоте, и перемешивают.
'Сроки схватывания определяют также при помощи прибора
Вика, но при этом пестик заменяют иглой диаметром 1,1 мм,
длиной 50 мм. Для того чтобы вес подвижной части прибора
при замене пестика иглой сохранялся постоянным и равным
300 г, на стержень устанавливают добавочный. груз весом
27,5 г. Тщательно перемешанное тесто укладывают в кольцо
прибора, как указано в предыдущем опыте. Затем острие иглы
доводят до соприкосновения с поверхностью теста, стержень
освобождают и игла под весом стержня погружается в тесто.
Началом схватывания цементного теста считается время,
прошедшее от начала затворения цемента водой до того момен-
та, когда игла не будет доходить до дна кольца на 1—2 мм, а
концом схватывания считается время от начала затворения це-
мента до момента, когда игла будет погружаться в тесто не
более чем на 1 мм. Портландцемент должен иметь: начало
схватывания не ранее 45 мин; конец схватывания не позднее
12 ч.
Равномерность изменения объема портландцемента
при твердении
Наличие в портландцементе свободной извести и окиси маг-
ния может повлечь образование трещин и искривление цемент-
ных образцов, что принято называть неравномерностью измене-
ния объема при твердении. Причиной этого является, как отме-
чалось, увеличение объема СаО и MgO при их взаимодействии
23
с водой (гашении) и появление в результате этого внутренних
растягивающих напряжений в цементном камне, разрывающих
или искривляющих образец.
Применяют два метода испытания цемента на равномерность
изменения объема: кипячением и выдерживанием в автоклаве
при давлении пара 20 ати. Кипячением испытывают портланд-
цемент с содержанием окиси магния до ‘5%. Метод испытания
в автоклаве применяют, когда содержание окиси магния в клин-
кере портландцемента 'превышает 5%. В этом случае установить
вредное влияние окиси магния только кипячением не удается,
так как она, будучи в клинкере сильно пережженной, при тем-
пературе кипячения (100° С) гасится очень медленно. Темпера-
тура насыщенного пара в автоклаве .превышает '200°С, процесс -
гашения в этих условиях резко ускоряется.
Испытание кипячением. Из приготовленного указанным, вы-
ше способом теста нормальной густоты отвешивают шесть на-
весок по 75 г и помещают каждую навеску в виде шарика на
стеклянную пластинку, предварительно протертую машинным
маслом. Затем пластинки встряхивают до расплыва шариков в
лепешки диаметром 7—8 см и толщиной в середине около 1 см.
Приготовленные таким образом лепешки хранят в течение
24±2 ч в ванне с гидравлическим затвцром при относительной
влажности воздуха 100%. Затем их помещают в бачок с водой
и кипятят в течение 4 ч. После этого лепешки в бачке охлажда-
ют, извлекают .из воды и осматривают. Оставшиеся две лепеш-
ки хранят в течение 28 суток.
Цемент считают доброкачественным в отношении равномер-
ности изменения объема, если на лицевой стороне лепешки нет
радиальных, доходящих до краев трещин или сетки трещин, а
также каких-либо искривлений и увеличения объема лепешки.
Трещины усыхания (в середине лепешки) допускаются.
Испытание в автоклаве. Две лепешки, выдержавшие испы-
тание кипячением, помещают на решетку автоклава, предвари-
тельно на Г2—115% объема наполненного водой, но не доходя-
щей до решетки; затем крышку автоклава закрывают, закручи-
вая поочередно противоположные гайки, и включают электро-
нагревательные приборы. Давление в автоклаве поднимают до
20±0,5 ат в течение 3/4—2 ч и поддерживают на этом уровне
в течение 3 ч. Затем нагревательные приборы выключают и с
помощью клапана давление за 1 ч доводят до наружного. После
остывания автоклава открывают его крышку <и осматривают ле-
пешки.
Тонкость помола портландцемента
Тонкость помола портландцемента может быть оценена дву-
мя показателями:
24
количеством цемента в % от веса навески, проходящего че-
рез сито с определенным размером отверстий (метод ситового
анализа);
удельной поверхностью зерен — числом квадратных санти-
метров поверхности зерен в 1 г цемента (метод воздухопрони-
цаемости) .
Эти два 'показателя связаны между собой: чем тоньше из-
мельчен цемент, тем больше его пройдет через данное сито при
рассеве и тем соответственно больше будет величина удельной
поверхности.
Ситовый анализ. Для определения тонкости помола цемента
методом ситового анализа отвешивают 50 а цемента, предвари-
тельно 'высушенного .в сушильном шкафу в течение 1 ч при тем-
пературе 105—110° С, высыпают его на сито и закрывают крыш-
кой. Сито применяют с сеткой № 008 по ГОСТ 3584-53 (размер
ячейки в свету 0,08 мм).
Сетка должна быть хорошо натянута и плотно зажата в ци-
линдрической обойме диаметром 10—.15 см. На ней не должно
быть остатков цемента.
Цемент просеивают с помощью механического прибора либо
вручную. Просеивание считается законченным, когда в течение
1 мин сквозь сито при ручном просеивании проходит не более
0,05 г цемента.
(По окончании просеивания .взвешивают остаток на сите и
вычисляют количество цемента в %, прошедшего через сито, по
формуле
юо,
50
где 50 — исходная навеска цемента, г;
р — остаток на сите, г.
Цемент считается доброкачественным, если через сито
№ 008 проходит не менее 85% от веса пробы или остаток на си-
те не превышает 15%. Большинство заводских цементов имеет
остаток на сите № 008 равный 8—12%.
Метод воздухопроницаемости. Этот метод основан на сопро-
тивлении столбика из цементного порошка прохождению через
него воздуха. Сопротивление оказывает поверхность цементных
зерен, так как между поверхностью и движущейся струей возду-
ха возникают силы трения. Таким образом, чем больше поверх-
ность цементных зерен, т. е. выше тонкость помола, тем выше
суммарная величина силы трения и меньшую воздухопроница-
емость покажет столбик цементного порошка. Для цементов
отечественных заводов она равна 2500—3000 см'Чг.
В качестве прибора для определения удельной поверхности
цемента применяют пневматический поверхностномер. Методи-
25
ка определения удельной поверхности цемента приведена в
ГОСТ 310—60.
§ 5. РАЗНОВИДНОСТИ ПОРТЛАНДЦЕМЕНТА
Наряду с обыкновенным портландцементом, пуццолановым
•портландцементом и шлако-портландцементом промышленно-
стью выпускаются их разновидности, отличающиеся некоторыми
специфическими свойствами. Этими разновидностями являются:
быстротвердеющий портландцемент, сульфатостойкий, порт-
ландцемент с умеренной экзотермией, дорожный, тампонажный,
белый, цветной, пластифицированный, гидрофобный и др.
По своему составу м основным физико-механическим свойст-
вам разновидности портландцемента не имеют существенного
отличия от обыкновенного. Однако нм присущи некоторые спе-
цифические свойства, поэтому такие цементы относятся к спе-
циальным.
Быстротвердеющий портландцемент (БТЦ)
отличается от обыкновенного более интенсивным нарастанием
прочности 'В начальный период твердения. ГОСТ 10178—62 уста-
навливает требование, чтобы предел прочности образцов из рас-
твора состава 1 :3 на быстротвердеющем цементе в возрасте
трех суток был не менее: при сжатии — 250 кгс/см2 и при изги-
бе— 40 кгс/см2.
Быстротвердеющий портландцемент можно получить либо с
помощью более тонкого помола клинкера, либо применением
клинкера определенного минералогического .состава. Однако по-
вышать тонкость помола цемента не выгодно, так как это влечет
резкое снижение производительности помольного оборудования
и увеличивает расход электроэнергии. Поэтому более выгодный
путь получения быстротвердеющего цемента — регулирование
минералогического состава клинкера.
Цементы с высоким содержанием трехкальциевого силиката
и трехкальциевого алюмината (не менее 60%) оказываются, как
правило, быстротвердеющими. При этом содержание 3 СаО SiO2
должно быть не менее >50—52%, а ЗСаО*Л1203 — 8—10%.
(Способствует также ускорению твердения цемента в началь-
ный период уменьшение содержания в нем активных минераль-
ных добавок. Содержание последних в БТЦ не должно превы-
шать 10% (в обыкновенном 15%); исключение составляют до-
менные гранулированные шлаки, которые сами по себе облада-
ют некоторыми вяжущими свойствами, а потому их содержание
в БТЦ допускается увеличивать до 15%.
Сульфатостойкий портландцемент отличается
более высокой стойкостью в сульфатных водах.
Причиной разрушения отвердевшего цемента в воде, содер-
жащей растворенные сульфаты, является взаимодействие серно-
26
кислого кальция с трехкальциевым алюминатом клинкера по
реакции, приведенной на стр. 118. Образующийся при этом гид-
росульф.оалюминат кальция, называемый из-за своего разруша-
ющего действия «цементной бациллой», значительно увеличи-
вается в объеме по сравнению с исходным трехкальциевым алю-
минатом. Это вызывает появление в цементном камне растяги-
вающих напряжений и последующее его разрушение.
Таким образом, одним из основных путей получения сульфа-
тостойкого цемента является уменьшение в клинкере трехкаль-
циевого алюмината, а также четырехкальцневого алюмоферри-
та, образующего при взаимодействии с водой трехкальциевый
гидроалюминат (см. стр. 18).
Снижает сульфатостойкость и водостойкость портландцемен-
та высокое содержание в клинкере трехкальциевого силиката,
который при .гидратации выделяет легко растворимый гидрат
окиси кальция. По указанным причинам кдинкер сульфатостой-
кого портландцемента должен содержать трехкальциевого сили-
ката не более 50 %; трехкальциевого алюмината не более 5%, а
сумма трехкальццевого алюмината и четырехкальциевого алю-
моферрита должна составлять не более 22%.
Сульфатостойкий портландцемент выпускают двух марок —
300 и 400 (см. табл. 1). Введение активных минеральных доба-
вок ,в этот цемент не допускается.
Пластифицированный портландцемент отли-
чается от обыкновенного способностью придавать бетонным сме-
сям на этом цементе повышенную подвижность (текучесть), что
обеспечивает их более легкую укладку и уплотнение при фор-
мовании бетонных изделий. Так как подвижность бетонных сме-
сей зависит в основном от содержания воды, то применение
пластифицированного портландцемента позволяет уменьшить
водосодержамие смеси без изменения ее подвижности. Это в
свою очередь позволяет сэкономить цемент, повысить прочность
и морозостойкость * бетона.
Пластифицированный портландцемент получают введением
при помоле обыкновенного портландцемента пластифицирую-
щих поверхностно-активных ** добавок. В качестве поверхност-
но-активной добавки применяют концентраты сульфитно-спир-
товой барды (ОСБ), удовлетворяющей требованиям ГОСТ
8518—57.
Добавка вводится в сухом виде или в виде водного раствора
в количестве 0,15—0,25% от веса цемента в пересчете на сухое
* Под морозостойкостью понимают способность материала сопротивляться
попеременному замораживанию и оттаиванию в насыщенном водой состоянии.
При замерзании воды в порах материала она увеличивается в объеме и раз-
рушает стенки пор.
** Вещества, обладающие способностью понижать поверхностное натяже-
ние воды, называются поверхностно-активными.
27
вещество. Оптимальное содержание добавки для данного цемен-
та устанавливается опытным путем и зависит от минералогиче-
ского состава клинкера, тонкости помола цемента и содержания
в нем гидравлических добавок.
Основные свойства пластифицированного портландцемента
и требования, предъявляемые к нему стандартом, те же, что и
для обыкновенного портландцемента, за исключением требования
к его пластифицирующему действию.
Раствор из смеси пластифицированного портландцемента с
нормальным леском состава 1 : 3 по весу при водоцементном от-
ношении, равном 0,40, должен обладать такой пластичностью,
при которой расплыв конуса из этого раствора после 30 встря-
хиваний составляет не менее 125 мм. Обыкновенный портланд-
цемент при этих же условиях дает расплыв конуса 1105—>110 мм.
Гидрофобный* портландцемент отличается от
обыкновенного пониженной гигроскопичностью**. Пониженная
гигроскопичность позволяет сохранять активность при длитель-
ном транспортировании и хранении даже во влажной среде и
предотвращает слипание в комья при кратковременном действии
воды. Кроме того, гидрофобные цементы придают бетонам по-
вышенную морозостойкость и водонепроницаемость. При ис-
пользовании гидрофобного портландцемента несколько повы-
шается подвижность и удобоукладываемость бетонных смесей.
Гидрофобный портландцемент получают введением при по-
моле обыкновенного портландцемента гидрофобизующей добав-
ки. К таким добавкам относятся: асидол .(ГОСТ 4118—53), аси-
дол-мылонафт (ГОСТ 3854—47), мылонафт (ГОСТ 3853—47),
олеиновая кислота или окисленный петролатум.
Добавки вводят в количестве 0,06—0,30% от веса цемента в
пересчете на сухое вещество. Оптимальное содержание добавки
устанавливается для каждого цемента опытным путем и зависит
от вида добавки и тонкости помола цемента.
Требования стандарта к гидрофобному портландцементу ос-
таются теми же, что и к обыкновенному, но наряду с ними гид-
рофобный цемент должен обладать специальным свойством —
он не должен впитывать воду в течение 5 мин.
Портландцемент с умеренной экзотермией
(тепловыделением) при твердении обладает по сравнению с
обыкновенным пониженной экзотермией и несколько повышен-
ной сульфатостойкостью и водостойкостью.
Низкоэкзотермические цементы необходимы при строитель-
стве массивных бетонных сооружений, иначе в последних обра-
* Гидрофобными называются вещества, обладающие водоотталкивающими
свойствами. К ним относятся, например, жиры, парафин.
** Гидроскопичностью называется способность веществ поглощать влагу
из воздуха.
28
зуются трещины. Происходит это по той причине, что при боль-
шом выделении тепла твердеющим цементом внутренние слои
массивной бетонной конструкции оказываются нагретыми, а на-
ружные охлаждаются окружающим воздухом. При нагревании
каждое вещество увеличивается в объеме, а при охлаждении
сжимается. При высокой экзотермии цемента внутренние на-
гретые слои бетонной конструкции вследствие расширения
будут разрывать наружные холодные слои, образуя в них
трещины.
Получение портландцемента с умеренной экзотермией дости-
гается применением клинкера с относительно низким содержа-
нием высокоэкзотермичных минералов К ним относятся трех-
кальциевый силикат и трехкальциевый алюминат; содержание
трехкальциевого силиката >в цементе с умеренной экзотермией
не должно превышать 50%, а трехкальциевого алюмина-
та — 8%.
Портландцемент с умеренной экзотермией выпускают марок
300 и 400. Этот цемент не должен содержать активных минераль-
ных добавок; в остальном его свойства те же, что и у обыкно-
венного портландцемента.
Дорожный портландцемент предназначается для
бетонирования дорог. Требования, предъявляемые к этому це-
менту, вытекают из требований к бетонным дорогам и условий
производства дорожных работ. Дорожный цемент должен обла-
дать высокой прочностью и морозостойкостью.
Удовлетворение этих требований достигается применением
для бетонных дорог портландцемента повышенной прочности
(марки не ниже 400) и с относительно невысоким содержанием
трехкальциевого алюмината'(не более 10%) — наименее моро-
зостойкого минерала клинкера.
Понижают морозостойкость цемента активные минеральные
добавки, поэтому применение последних в дорожном портландце-
менте не допускается за исключением доменных гранулированных
шлаков в количестве не более 15% от веса цемента.
При строительстве дорог возникает необходимость транс-
портировать бетонные смеси на значительные расстояния. По
этим причинам для предупреждения преждевременного схваты-
вания начало схватывания дорожного портландцемента должно
наступать не ранее 2 ч (обыкновенного портландцемента не ра-
нее 45 мин).
В остальном свойства дорожного портландцемента анало-
гичны свойствам Обыкновенного цемента.
Белый портландцемент. Обыкновенный портландце-
мент имеет зеленовато-серый цвет из-за относительно высокого
содержания в нем окрашивающих окислов: окиси железа и оки-
си марганца. Клинкер же, не содержащий этих окислов или со-
держащий их в незначительном количестве (Fe2O3 0,3—0,5%:
29
МпО до 0,03%), имеет белый цвет. Это достигается применением
соответствующего сырья — белых чистых .глин-каолинов и изве-
стняков с минимальным содержанием указанных окислов.
Для повышения белизны цемента клинкер при выходе из пе-
чи «отбеливают» путем резкого охлаждения водой до темпера-
туры 500—600° С или воздействуют бескислородной восстанови-
тельной средой при температуре 800—1000° С с последующим
охлаждением в бескислородной среде до 200—300° С.
Допускается добавка к клинкеру белого цемента при его из-
мельчении инертного материала (известняка, кварцевого песка)
не более 10% или смеси активной минеральной и инертной до-
бавки в количестве до 15%. Улучшают свойства белого цемента
гидрофобные добавки, которые вводят в количестве до 0,2%.
В зависимости от степени белизны белый портландцемент
разделяется на три сорта: БЩ1, БЦ-2, БЦ-3.
Белый портландцемент выпускают марок 300 и 400. В ос-
тальном его свойства аналогичны обыкновенному портландце-
менту.
.На основе 'белого 'Цемента приготовляют цветные цементы,
добавляя при помоле белого клинкера пигменты — гонкоизмель-
ченные минеральные красители; мумию (красный пигмент), ум-
бру (коричневый), охру (желтый), окись хрома (зеленый), са-
жу (черный), ультрамарин (синий).
Портландцементы с активными минераль-
ными добавками. Этот вид цементов представлен двумя
группами; пуццолановыми портландцементами и -шлакопорт-
ландцементами. Различие их определяется видом добавки: пуц-
цолановые портландцементы получают тонким измельчением
клинкера с природной активной минеральной добавкой, а шла-
копортландцементы — с доменными гранулированными шлака-
ми. Количество добавки в этих цементах от 2'0 до 60% в зависи-
мости от вида цемента и добавки. Прочность же цемента при
этом примерно равна прочности обыкновенного портяандцемен-
мента: пуццолановые и шлакопортландцементы имеют марки
200; .300; 400 и 500.
Возможность применения в портландцементе активных мине-
ральных добавок в таком большом количестве без существен-
ного снижения прочности цемента обусловливается процессами
взаимодействия добавки с продуктами гидратации клинкерных
минералов. Среди этих продуктов основная роль принадлежит
гидрату окиси кальция Са(О.Н)2, выделяющемуся в свободном
виде при гидратации трехкальциевого силиката (стр. 16).
Активные минеральные добавки состоят, как отмечалось, из
веществ, легко вступающих в химическое взаимодействие с
Са(ОН)2, образуя гидросиликаты и гидроалюминаты кальция,
сходные по составу с продуктами гидратации клинкерных мине-
ралов и обладающие клеящей способностью. Таким образом,
30
общее содержание клея в бетоне на портландцементах с актив-
ными минеральными добавками оказывается примерно равным
содержанию его в бетоне на обыкновенном портландцементе.
Примерно одинаковы и прочности этих бетонов.
Оптимальное содержание добавки в цементе зависит от ее
активности, т. е. способности поглощать Са|(ОН)г, а также от
количества Са(|ОН)г, выделяющегося при твердении цемента;
последнее определяется в основном содержанием в клинкере
трехкальциевого силиката. Следовательно, чем выше активность
добавки, тем меньше потребуется ее для связывания Са(ОН)2,
так как каждый цемент выделяет строго определенное количе-
ство гидрата окиси кальция. С уменьшением содержания в клин-
кере трехкальциевого силиката оптимальная величина добавки
уменьшается, и наоборот.
Приведенное справедливо для портландцементов с природ-
ными добавками, не обладающими способностью самостоятель-
ного твердения; применение же доменных гранулированных шла-
ков, имеющих по своему химическому составу некоторое сход-
ство с портландцементным клинкером и обладающих хотя и не-
большой способностью самостоятельно твердеть при затворении
их порошка водой, позволяет увеличивать содержание шлаков в
цементах по сравнению с природными добавками.
ГОСТ 10178—62 устанавливает следующее содержание ак-
тивных минеральных добавок от веса цемента:
природных добавок в пуццолановых портландцементах: вул-
канического происхождения (пемза, туф, пёпел) —не менее '25
и не более 40%; осадочного происхождения (диатомиты, тре-
пелы, опоки) — не менее 20 и не более 30%;
доменных гранулированных шлаков в шлакопортландцемен-
тах —не менее 30 и не более 60%.
Замена наиболее дорогой части портландцемента — клинке-
ра — природной добавкой или промышленными отходами — шла-
ками на 10—И2% снижает стоимость цемента, что имеет боль-
шое экономическое значение; однако добавки в большом коли-
честве изменяют и ряд свойств цемента, одни свойства улучшая,
а другие ухудшая. Так, пуццолановые портландцементы и шла-
копортландцементы обладают повышенной водостойкостью и
низким тепловыделением, что важно для гидротехнических соо-
ружений и для массивных бетонных конструкций. Но они мед-
ленно твердеют в начальный период (хотя к <28 суткам проч-
ность их приближается к прочности обыкновенного портландце-
мента) и имеют несколько меньшую морозостойкость и воздухо-
стойкость *. Другие свойства цементов с активными минераль-
* Воздухостойкостыо называется способность материала сопротивляться
систематическому попеременному увлажнению и высушиванию. Это свойство
важно, например, для бетонов гидротехнических сооружений, находящихся в
условиях жаркого климата. -
31
ными добавками не отличаются от свойств обыкновенного порт,
ландцемента.
Разновидностями пуодоланового портландцемента и шлако-
портландцемента являются:
сульфатостойкий пуццолановый портланд-
цемент, получаемый тонким измельчением клинкера портлан-
дцемента, содержащего трехкальциевого алюмината не более
8%, и природной гидравлической добавки; количество добавки
принимается то же, что и для пуццоланового портландцемента.
Этот цемент выпускается марок 200, 300; в остальном его свой-
ства аналогичны пуццолановому портландцементу;
быстротвердеющий шл а копортл андцемент
обладает более интенсивным, чем обычный шлакопортландце-
мент, нарастанием прочности в начальный период твердения.
Это достигается применением клинкера быстротвердеющего
.портландцемента, шлаков высокой основности (см. стр. 51) и в
несколько меньшем их количестве; содержание шлаков в быст-
ротвердеющем шлакопортландцементе должно быть не менее
.30 и не более 50% по весу.
Образцы, изготовленные из 1 вес. ч. этого цемента и 3 вес. ч.
песка через трое суток твердения должны иметь предел проч-
ности при изгибе не менее 35 кгс!см2 и при сжатии не менее
200 кгс/см2, в возрасте 28 суток предел прочности при сжатии
должен быть не менее 350 кгс!см2. В остальном свойства быст-
ротвердеющего шлакопортландцемента аналогичны свойствам
обыкновенного шлакопортландцемента.
32
ГЛАВА II.
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ПРОИЗВОДСТВА ПОРТЛАНДЦЕМЕНТА
§ 6. ОБЩИЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ ПОРТЛАНДЦЕМЕНТА
Процесс производства портландцемента состоит из ряда тех-
нологических операций, которые можно разделить на два само-
стоятельных комплекса. В первый комплекс входят операции по
производству клинкера, второй комплекс операций охватывает
измельчение клинкера совместно с гипсом, гидравлическими и
другими добавками (если последние применяются), т. е. приго-
товление из клинкера портландцемента.
Получение клинкера — наиболее сложный и энергоемкий
процесс. Он требует больших капитальных и эксплуатационных
затрат. Удельная стоимость клинкера среди всех статей, слага-
ющих стоимость портландцемента, достигает 70—80%. Этим оп-
ределяется требование максимально экономить клинкер, заме-
няя его по возможности гидравлическими добавками и шлака-
ми, а также изыскивать пути для более полного использования
клинкерной составляющей в цементе.
Получение клинкера портландцемента складывается из не-
скольких основных технологических операций:
подготовки сырьевых материалов для обжига;
подготовки топлива;
обжига сырьевых материалов (получение клинкера).
Этим операциям предшествует добыча сырьевых материалов
в карьерах.
Цементные .заводы строят, как правило, вблизи месторожде-
ний основных сырьевых материалов — известняка и глины. В
этом случае уменьшаются транспортные затраты и отпадает
необходимость создавать большие запасы сырья на площадке
завода. В исключительных случаях, а также при необходимости
улучшить качество сырьевой смеси цементные заводы получают
сырьевые материалы с других месторождений.
Залежи известняка располагаются под слоем пустой породы
(вскрыши), высота которой может достигать 5 м и более. Сред-
няя высота вскрыши на отечественных месторождениях 1—
1,5 м. Ее удаляют экскаваторами, ‘бульдозерами, а также гид-
ромеханическим способом с помощью гидромониторов.
2-2176 33;
В зависимости от мощности (высоты слоя) известняк разра-
батывают одним или несколькими уступами высотой 10—15 м
каждый. Первичное рыхление пласта известняка производят
взрывом. При этом заряд закладывают в специально пробурен-
ную скважину глубиной, соответствующей высоте уступа, и диа-
метром 150—200 мм.
Взорванную породу размером кусков до 1000 мм в попереч-
нике грузят экскаватором на транспортные средства и отправ-
ляют на завод. Более крупные куски предварительно разбива-
ют при помощи ручных пневматических перфораторов.
В качестве транспортных средств для перевозки известняка
используют вагонетки, платформы, самосвалы. Кроме того, в за-
висимости от местных условий применяют ленточные транспор-
теры и подвесные канатные дороги.
Глину разрабатывают с помощью экскаваторов или гидроме-
ханическим способом. Транспортируют ее подобно известняку
или посредством гидротранспорта. Если глину добывают гидро-
механическим способом, образующийся при размыве пласта
глины глинный шлам перекачивают на завод. Если же глину до-
бывают экскаваторами, а подают на завод гидротранспортом, то
в карьере устанавливают глиноболтушки, в которых глина рас-
пускается, а затем в виде шлама перекачивается на завод. Таким
же способом можно добывать и транспортировать мягкий извест-
няковый компонент (мел).
На территории завода обычно не организуют запасов извест-
няка и глины. Однако на заводах большой мощности, и особен-
но при суровых климатических условиях, рекомендуется созда-
вать запасы материалов на случай непогоды, сильных морозов •
или поломки оборудования и транспортных средств.
При использовании сырья, сильно загрязненного вредными
примесями (пиритом, слюдой), а также в целях улучшения ка-
чества известкового компонента и повышения содержания в нем
углекислого кальция, сырьевые материалы обогащают методом
пенной флотации. *'
Этот метод основан на разной смачиваемости водой различ-
ных минеральных веществ. Обогащение сырья этим способом
состоит в следующем. Предварительно тонкоизмельченные мате-
риалы в виде пульпы с содержанием воды до 80% подают в
флотационную машину, состоящую из нескольких ячеек. В них
пульпу взмучивают до пенообразного состояния, пузырьки воз-
духа прилипают к гидрофобным частицам, и последние всплы-
вают в виде пены. Затем пену снимают и из нее извлекают цен-
ный продукт, который идет на приготовление сырьевой смеси.
Основная задача комплекса клинкерного производства —
это получение из сырьевых материалов клинкера заданного ми-
нералогического состава. Для этого необходимо, чтобы окислы
сырьевых материалов — глины и известняка — наиболее полно
34
прореагировали между собой и образовали клинкерные минера-
лы. Качество и скорость этого процесса зависят от степени из-
мельчения (дисперсности) исходных веществ в сырьевой смеси
и ее однородности (гомогенности).
Измельчают и перемешивают тонкоизмельченные материалы
или .в присутствии воды, или в сухом виде. В зависимости от это-
го различают два основных способа производства портландце-
мента— мокрый и сухой. При мокром способе подготовка и
смешивание сырьевых материалов осуществляются в присутст-
вии воды, а при сухом материалы измельчают и смешивают
в сухом виде.
Каждый из этих способов имеет свои положительные и от-
рицательные стороны. В присутствии воды облегчается измель-
чение материалов и проще достигается однородность смеси. Но
расход тепла на обжиг сырьевой смеси при мокром способе на
30—40% больше, чем при сухом. Кроме того, значительно воз-
растает необходимая емкость печи при обжиге «мокрой» сырь-
евой смеси, так как значительная часть ее выполняет функции
испарителя воды.
Результаты технико-экономического анализа мокрого и сухо-
го способов производства портландцемента определили тре-
тий — комбинированный способ. Сущность его заключается в
том, что сырьевую смесь подготовляют по мокрому способу, за-
тем смесь максимально обезвоживают (фильтруют) на специ-
альных установках и в виде полусухой массы обжигают в печи.
Таким образом, .комбинированный способ производства порт-
ландцемента сочетает в себе преимущества мокрого и сухого
способов.
По данным зарубежной практики при этом способе почти на
30% снижается расход топлива и примерно на 10% капиталь-
ные затраты по сравнению с мокрым. Однако при этом на 10—
16% возрастает трудоемкость и на 15—20% повышается расход
электроэнергии.
В мировом масштабе мокрый способ производства цемента
пока является превалирующим. В Советском Союзе по этому
Способу выпускается 80% портландцемента, в Англии, Канаде,
Франции почти все заводы работают по мокрому способу, в
США примерно 60% цемента производится по мокрому способу.
Сухой способ преобладает в Японии, Швеции, ФРГ, Италии.
В этих же странах, а также в США все шире начинает приме-
няться комбинированный способ производства портландцемента.
Выбор одного из трех рассмотренных способов производства
портландцемента определяется рядом факторов технологиче-
ского и технико-экономического характера. Этими факторами
являются качественная характеристика сырья, назначение порт-
ландцемента и мощность завода.
2* 35
При высокой природной влажности сырья оказывается це-
лесообразным мокрый способ. Если же в этом случае применить
cyxoij способ, все равно потребуется испарять значительное ко-
личество воды. Мокрый способ оказывается более выгодным и
при использовании двух мягких компонентов (глины и мела).
Измельчение их легко достигается разбалтыванием в воде, тог-
да как твердые компоненты (известняк, глинистый мергель) мо-
гут быть измельчены только в мельницах, потребляющих много
электроэнергии. Из этого вытекает, что при наличии двух твер-
дых сырьевых компонентов целесообразно организовать произ-
водство портландцемента по сухому способу.
Недостаток топлива в районе строительства цементного за-
вода определяет применение сухого способа. Примером может
служить Швеция, имеющая .ничтожные запасы собственного
Топлива. По этим причинам вся цементная промышленность ра-
ботает по сухому способу, как требующему меньше топлива.
Комплекс операций получения портландцемента из клинке-
ра включает следующие технологические процессы:
подготовку гидравлических добавок (дробление, сушку);
дробление гипсового камня;
помол клинкера совместно с гидравлическими добавками и
гипсом;'
' складирование, упаковку и отправку цемента потребителю.
Приведенный комплекс операций получения портландцемен-
та не зависит от способа производства клинкера и остается од-
ним и тем же как по составу, так и по организации выполнения
отдельных операций.
§ 7. МОКРЫЙ СПОСОБ ПРОИЗВОДСТВА ПОРТЛАНДЦЕМЕНТА
Для производства портландцемента применяют твердые и
и мягкие горные породы; при этом как к первым, так и ко вто-
рым могут относиться глинистые и известковые компоненты
сырьевой смеси. К мягким глинистым компонентам относится
глина, лёсс, а к твердым -— глинистый мергель, глинистый сла-
нец. Среди мягких известковых компонентов применяют мел, а
среди твердых — известняк.
Мягкие компоненты успешно измельчают в болтушках, твер-
дые же компоненты могут быть измельчены только в мельни-
цах. Поэтому технологическую схему измельчения сырьевых ма-
териалов при мокром способе выбирают в зависимости от их
физико-механических свойств. Существует три варианта техно-
логических схем:
два мягких материала — глина и мел измельчаются в бол-
тушках;
два твердых материала—глинистый мергель и известняк из-
мельчаются в мельницах;
36
один материал мягкий — глина измельчается в болтушках;
другой твердый — известняк измельчается в мельнице.
На отечественных заводах наиболее распространена схема
производства портландцемента при мягком (глине) и твердом
(известняке) сырьевых компонентах. Она состоит из следующих
операций:
Дробление
известняка
Дробление
глины
I
Измельчение
в болтушке
Дробление
угля
Дробление
добавок
Измельчение в мельнице
(получение шлама)
Корректировка шлама
Ф
Обжиг шлама-»-----
Помол
с подсушкой
Сушка
добавок
(получение клинкера)
Складирование клинкера
i
Дробление
гипса
Помол клинкера
с добавками и гипсом
(получение цемента)
1
Складирование цемента
Упаковка цемента
1
Отправка лемента
в таре
Ф
Отправка цемента
навалом
Начальной технологической операцией получения клинкера
является измельчение сырьевых материалов.
Необходимость измельчения сырьевых материалов до весь-
ма тонкого состояния определяется условиями образования од-
нородного по составу клинкера из двух или нескольких сырье-
вых материалов. Химическое взаимодействие материалов при
обжиге происходит вначале в твердом состоянии (в твердых фа-
зах). Это такой вид химической реакции, когда новое вещество
образуется в результате обмена атомами и молекулами двух
соприкасающихся между собой веществ. Возможность такого
обмена появляется при высокой температуре, когда атомы и
37
молекулы начинают совершать свои колебания с большой си-
лой. Образование при этом новых веществ происходит на по-
верхности соприкасающихся между собой зерен исходных ма-
териалов. Следовательно, чем больше будет поверхность этих
зерен и чем меньше сечение зерна, тем полнее произойдет реак-
ция образования новых веществ.
Куски исходных сырьевых материалов нередко имеют раз-
меры в несколько десятков сантиметров. При существующей по-
мольной технике получить из таких кусков материал в виде
мельчайших зерен можно только за несколько приемов. Внача-
ле куски подвергают грубому измельчению — дроблению, а за-
тем тонкому— .помолу.
В зависимости от свойств исходных материалов в цементной
промышленности тонкое измельчение производят .в мельницах я
в болтушках в присутствии большого количества воды. Мельни-
цы применяют для измельчения твердых материалов (извест-
няк, глинистые сланцы), а болтушки — для материалов, легко
распускающихся вводе (мел, глина).
Из болтушки глиняный шлам перекачивают в мельницу, где
измельчается известняк. Совместное измельчение двух компонен-
тов позволяет получать более однородный сырьевой шлам.
В сырьевую мельницу известняк и глиняный шлам подают в
строго определенном соотношении, соответствующем химиче-
скому составу клинкера. Однако даже при самой тщательной до-
зировке не удается получить из мельницы шлам необходимого
химического состава. Причиной этого в основном служат коле-
бания характеристики сырья в пределах месторождения.
Чтобы получить шлам строго заданного химического состава,
его корректируют в специальных бассейнах. Для этого в одной
или нескольких мельницах приготовляют шлам с заведомо низ-
ким или заведомо высоким титром (содержанием углекисло-
го кальция СаСОз), и этот шлам в определенной пропорции до-
бавляют в корректирующий шламовый бассейн.
Приготовленный таким образом шлам, представляющий со-
бой сметанообразную массу с содержанием воды до 40%, насо-
сами подают в .расходный бачок печи, откуда равномерно слива-
ют в печь.
Для обжига клинкера при мокром способе производства при-
меняют только вращающиеся печи. Они представляют собой
стальной барабан длиной до Г50—-185 м и диаметром 3,6—5 м,
футерованный внутри огнеупорным кирпичом; производитель-
ность таких печей достигает 1000—2000 т клинкера в сутки.
Барабан печи устанавливают с наклоном в 3—4°. Шлам за-
гружают со стороны поднятого конца печи, а топливо в виде
угольной пыли, газа или мазута вдувают в печь с противопо-
ложной стороны. В результате вращения наклонного барабана
находящиеся в нем материалы непрерывно продвигаются к опу-
38
щенному концу. В области горения топлива развивается наибо-
лее высокая температуры — до 1500° С, что необходимо для
взаимодействия окиси кальция, образовавшейся при разложе-
нии СаСО3, с окислами глины и получения клинкера.
Дымовые газы движутся вдоль всего барабана печи навстре-
чу обжигаемому материалу. Встречая на пути холодные матери-
алы, дымовые газы подогревают их, а сами охлаждаются. В ре-
зультате, начиная от зоны обжига, температура вдоль печи
снижается с 1500 до Г50—200° С.
Из печи клинкер поступает в холодильник, где охлаждается
движущимся навстречу ему холодным воздухом. Охлажденный
клинкер отправляют на склад для магазинирования. Магазини-
рование — это вылеживание (до 2—3 недель) с целью гашения
свободной извести в клинкере влагой из воздуха и предупреж-
дения этим неравномерности изменения объема цемента при
его твердении.
Высоко организованный технологический процесс получения
клинкера обеспечивает минимальное содержание свободной
СаО в клинкере (менее 1%) и исключает этим необходимость
его магазинирования. В этом случае клинкер из холодильника
направляют непосредственно на помол.
Перед помолом клинкер дробят до зерен размером 8—
10 мм, чтобы облегчить работу мельниц.
Измельчение клинкера производится совместно с гипсом,
гидравлическими и другими добавками, если последние приме-
няются. Совместный помол обеспечивает тщательное перемеши-
вание между собой всех материалов, а высокая однородность
цемента является важным фактором его качества.
Гидравлические добавки, будучи материалами сильно пори-
стыми, имеют, как правило, высокую влажность (до 20—i30%
и более). Поэтому перед помолом их высушивают до влажности
примерно 1%, предварительно раздробив до зерен крупностью
8—10 мм. Гипс только дробят, так как его вводят в незначитель-
ных количествах, и содержащаяся в нем влага легко испаряет-
ся теплом, образующимся при помоле цемента в результате уда-
ров и истирания в мельнице мелющих тел.
Из мельницы цемент выходит с температурой до 100° С и бо-
лее. Для охлаждения, а также создания запаса его отправляют
на склад. Для этой цели применяют силосные склады, оборудо-
ванные механическим (элеваторы, шнеки), пневматическим
(пневматические насосы, аэрожелоба) или пневмомеханиче-
ским транспортом.
Отгружают цемент потребителю в таре—в многослойных
бумажных мешках весом 50 кг — или навалом в контейнерах,
автомобильных или железнодорожных цементовозах, в специ-
ально оборудованных судах. Каждая партия цемента снаб-
жается паспортом.
39
На рис. 1 приведен генеральный план цементного завода.
(Проект предусматривает мокрый способ производства цемен-
та с использованием в качестве сырьевых материалов одного
твердого (известняка) и одного мягкого (глины) компонентов
сырьевой смеси. При этом получение глиняного шлама .рассчи-
тано производить в карьере, на площадке завода создается толь-
ко запас шлама на случай .нарушения подачи его с карьера. Для
этого предусмотрены вертикальные бассейны 2.
В качестве топлива проект завода ориентирован на исполь-
вание природного газа.
Рассмотренный выше технологический процесс производст-
ва портландцемента по мокрому способу относится к получению
клинкера из мягкого (глины) и твердого (известняка) компо-
нентов. При использовании двух твердых компонентов (глини-
стого мергеля и известняка) или двух мягких (глины и мела)
основные технологические операции получения клинкера и по-
следовательность их выполнения будут следующие:
Получение цемента при двух твердых
компонентах
Дробление
Дробление глинистого
известняка мергеля
Измельчение«-Вода
в мельнице
(получение шлама)
1
Корректировка шлама
| Топливо
4 J
Обжиг шлама
(получение клинкера)
I
Получение цемента
Получение цемента при двух мягких
компонентах
Дробление Дробление
мела глины
1 1 1
Измельчеиие«-Вода
в болтушке
(получение шлама)
Корректировка шлама
I Топливо
I *
Обжиг шлама
(получение клинкера)
Получение цемента
Каждая из этих двух схем отличается одна от другой и от
приведенного выше метода производства портландцемента из
мягкого (глины) и твердого (известняка) компонентов способом
измельчения сырьевых материалов. При двух твердых компо-
нентах их измельчение осуществляется в мельницах, а при двух
мягких — в болтушках. В остальном все технологические про-
цессы остаются аналогичными .рассмотренным выше.
§ 8. СУХОЙ СПОСОБ ПРОИЗВОДСТВА ПОРТЛАНДЦЕМЕНТА
Производство портландцемента по сухому способу отличает-
ся от мокрого способа методом получения клинкера, которое
40
складывается из следующих
операций:
последовательно выполняемых
Дробление известняка
I
Сушка
Дробление глины
I
Сушка
I I
Измельчение
(получение сырьевой муки)
Корректировка сырьевой муки
I
Грануляция сырьевой муки
Обжиг гранул
(получение клинкера)
Известняк и глину предварительно дробят, затем высушива-
ют до влажности примерно 1% и измельчают в сырьевую муку.
Сушат известняк и глину либо раздельно (используя для этой
цели сушильные барабаны или другие тепловые аппараты), либо
совместно в сырьевых сепараторных мельницах, в которых одно-
временно осуществляются помол и сушка материалов. Послед-
ний способ более эффективен и применяется на большинстве но-
вых заводов, работающих по сухому способу.
Для получения сырьевой муки определенного химического со-
става из мельниц ее направляют® корректирующие силосы, куда
дополнительно подается сырьевая мука с заведомо низким или
высоким титром. В силосах мука тщательно перемешивается сжа-
тым воздухом.
Обжиг сырьевой муки производится в виде гранул (зерен)
размером до .25 мм. Грануляция смеси осуществляется в грануля-
торах барабанного или тарельчатого типа (см. стр. .169), Для об-
жига клинкера при сухом способе применяют вращающиеся печи,
а также автоматические шахтные печи или другие более эффек-
тивные обжигательные аппараты — вращающиеся печи с конвей-
ерным кальцинатором, аппараты для обжига клинкера во взве-
шенном состоянии (последние находятся еще в стадии практиче-
ского освоения).
При обжиге в шахтных печах топливо в виде раздробленного
угля запрессовывается в гранулы; для этого в сырьевую смесь
при ее измельчении в определенном количестве добавляют уголь,
и он измельчается совместно с сырьевыми материалами (способ
«черной муки») или сырьевая мука и уголь измельчаются раз-
дельно, а затем смешиваются при формовании гранул (способ
«белой муки»). Первый способ — «черной муки» обеспечивает
42
более разномерное распределение топлива в смеси и этим улуч-
шаются процессы обжига; он является основным на отечествен-
ных заводах.
Шахтная печь (см рис. 82) представляет собой шахту, футе-
рованную .внутри огнеупорным кирпичом. Сырьевые материалы
в виде гранул непрерывно загружаются в печь, а снизу шахты
также непрерывно в виде клинкера выходят из шахты. В средней
части печи происходит горение топлива (зона обжига); воздух
для горения поступает снизу шахты.
Проходя через слой обожженного раскаленного клинкера, хо-
лодный воздух охлаждает его, а сам подогревается и в подогре-
том виде поступает в зону обжига. Образующиеся в зоне обжига
дымовые газы удаляются через верхнюю часть шахты, проходя,
таким образом, через слой свежезагруженного холодного мате-
риала, подогревая и высушивая его.
Противоточное движение газов и обжигаемого материала соз-
дает наилучшие условия использования тепла от сгорания топли-
ва и отличает шахтные печи от вращающихся печей как высоко-
эффективные тепловые аппараты. Однако по качеству клинкера,
производительности и трудоемкости они все же уступают вра-
щающимся печам. Шахтные печи применяют на заводах отно-
сительно небольшой мощности — до 200—400 тыс. г. цемента в
год.
Несколько худшие условия обжига клинкера в шахтных пе-
чах по сравнению с обжигом во вращающихся приводят к повы-
шенному содержанию в клинкере свободной СаО. Чтобы преду-
предить неравномерность изменения объема такого цемента,
клинкер шахтных печей обязательно магазинируют, выдерживая
на складе до четырех недель. Иногда применяют даже обрызги-
вание клинкера водой.
Дальнейшие технологические операции при сухом способе про-
изводства портландцемента — подготовка гидравлических доба-
вок и гипса, помол цемента, его хранение и отправка потребите-
лю — остаются аналогичными рассмотренным при мокром спо-
собе.
§ 9. КОМБИНИРОВАННЫЙ СПОСОБ ПРОИЗВОДСТВА ПОРТЛАНДЦЕМЕНТА
Комбинированный способ производства портландцемента за-
ключается, как отмечалось ранее, в подготовке сырьевых мате-
риалов по мокрому способу, а обжиге — по схеме сухого способа.
Основные технологические операции и последовательность их вы-
полнения при комбинированном способе получения клинкера
следующие:
43
Дробление известняка Дробление глины
I Вода
J- I
Измельчение в болтушке
Измельчение в мельнице
(получение шлама)
Корректировка шлама
I
Обезвоживание шлама
(получение сухаря)
с
Смешивание сухаря с печной пылью
Грануляция обезвоженного шлама
I
Обжиг гранул
(получение клинкера)
Приготовленный в сырьевой мельнице шлам после его кор-
ректировки поступает в вакуум-фильтры, где он обезвоживается
с влажности 35—40% до .влажности 16—18%. Образующийся при
этом «сухарь» (или «кекс») смешивается затем с печной пылью,
уловленной фильтрами из дымовых газов; добавка пыли предот-
вращает слипание «сухаря», разрыхляет его и снижает остаточ-
ную влажность в нем до 12—44%.
Приготовленная таким образом сырьевая смесь поступает на
обжиг, который может осуществляться по схеме сухого способа.
Чаще при этом способе применяют вращающуюся печь с кон-
вейерным кальцинатором.
ГЛАВА III.
СЫРЬЕВЫЕ МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА
ПОРТЛАНДЦЕМЕНТА
Сырьевые материалы, применяемые при производстве порт-
ландцемента, можно разделить на две группы. К первой группе
относятся .материалы, предназначенные для получения клинкера,
ко второй — материалы, добавляемые к клинкеру при помоле.
§ 10. СЫРЬЕВЫЕ МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ КЛИНКЕРА
Сырьевые смеси для изготовления клинкера подразделяются
на следующие, в зависимости от числа входящих в их состав ма-
териалов (компонентов): двухкомпонентные, трехкомпонентные,
четырехкомпонентные.
Двухкомпонентная смесь составляется из двух ис-
ходных материалов: известняка, карбонатной горной породы,
и глины.
Трехкомпонентная сырьевая смесь включает три
вида сырьевых материалов: известняк, глину и корректирующую
добавку. В качестве последней применяют вещества с высоким
содержанием одного из окислов, которого оказывается недоста-
точным при использовании только двух основных компонентов
(известняка и глины). Если недостает кремнезема, то применяют
трепел, песок и другие вещества с высоким содержанием SiO2;
при недостатке глинозема (AI2O3) применяют бокситы или глину
с высоким содержанием AI2O3 и другие высокоглиноземистые ве-
щества, например алюминиевые шлаки; недостаток окиси железа
компенсируется добавкой железной руды, колчеданных огарков,
колошниковой пыли.
Ч е т ы р е х к о.м п о н е н т н а я смесь состоит из двух основ-
ных сырьевых материалов и двух видов корректирующих доба-
вок. Такую смесь применяют при недостаточном количестве в
сырье одновременно двух окислов, например кремнезема и окис-
ла железа. В этом случае шихта составляется из четырех компо-
нентов: например известняка, глины, трепела и руды.
Таким образом, независимо от компонентности смеси основ-
ными составляющими ее являются карбонатные горные породы
и глинистые породы с высоким содержанием кремнезема, а так-
же содержащие глинозем, окислы железа и др.
45
В отдельных случаях, когда имеется возможность, два основ-
ных компонента — известковый и глинистый, заменяют одним —
мергелем, представляющим природную смесь глинистых веществ
и углекислого кальция.
Наряду с сырьевыми материалами природного происхожде-
ния цементная промышленность,все более начинает использовать
для своих целей вторичное сырье — отходы промышленности.
К этим искусственным сырьевым материалам в первую очередь
следует отнести металлургические шлаки, топливные золы, не-
фелиновый шлам.
В зарубежной практике в качестве известкового компонента
используют отходы производства щелочей, сернокислого
аммония.
Имеется также опыт использования отходов при получении
серной кислоты из сернокислого кальция.
Пригодность сырьевых материалов устанавливается на осно-
вании их всестороннего технологического изучения и технико-эко-
номического анализа вопросов, вытекающих из организации це-
ментного производства в данном районе (способ производства,
вид топлива, качество цемента).
Карбонатные породы в природе встречаются в виде известня-
ков, мела, известкового туфа, известняка-ракушечника и мрамо-
ра. Все приведенные разновидности карбонатных пород находят
применение в портландцементном производстве, за исключением
мрамора.
Наиболее применимы известняки и мел, представляющие со-
бой осадочные горные породы *. Осадочное происхождение из-
вестняков и мела обусловливает разнообразие их химического
состава и физических свойств.
Химически чистый углекислый кальций содержит 56% СаО и
44% СОг- Но таких известняков в природе нет. Наряду с СаСОз
природные известняки содержат кремнезем, глинозем, окиси же-
леза, окись магния и др.
Плотность и прочность карбонатных пород колеблются в зна-
чительных пределах, от весьма плотных известняков с кристалли-
ческой структурой, прочностью 1500—2000 кгс/см2, до мягких,
рыхлых пород — мела, способного размокать в воде.
Физические свойства карбонатных пород, предназначенных
для портландцементного производства, учитываются при выборе
схемы приготовления сырьевой смеси (по мокрому или сухому
способу).
Технические условия на карбонатные породы для производст-
ва портландцемента стандартом не установлены. На основании
* Карбонатные породы образовались в основном из остатков животного
или растительного мира, осевших на дне водоемов, а также из химических
осадков углекислого кальция.
46
практического опыта карбонатные породы признаются удовлет-
ворительного качества при следующем химическом составе:
СаО — в них должно содержаться не менее 40—43,5%;
MgO — не более 3,2—3,7% при содержании окиси магния в
глинистом компоненте не более 1% или из расчета получения
клинкера для портландцемента с содержанием MgO не более
5%. Количество SiO2; А12О3; Fe2O3 в сочетании с содержанием их
в глинистом компоненте должно обеспечивать получение необхо-
димых значений коэффициента насыщения, кремнеземного и гли-
ноземного .модулей в сырьевой смеси и клинкере. Желательно,
чтобы сумма Na2O и К2О не превышала одного процента, а со-
держание SO3 было не больше 1,5—1,7%.
Глинистые породы для цементного производства использу-
ют в виде легкоплавких глин, глинистого мергеля, глинистого
сланца, лёсса.
Глины представляют собой тонкоразмельченные горные поро-
ды, легко размокающие при затворении их водой. Легкоплавкие
глины имеют разнообразный минералогический и гранулометри-
ческий состав даже в пределах одного месторождения. Нередко
глины содержат значительное количество грубых включений об-
ломков горных пород в виде песка, щебня и гальки, что вызы-
вает необходимость их тщательного предварительного обога-
щения.
Минералогический состав глин представлен водными алюмо-
силикатами, например каолинитом (А1^О3 2SiO2 • 2Н2О), и квар-
цевыми соединениями, преимущественно в виде кварцевого пе-
ска. Химический состав легкоплавких глин характеризуется в ос-
новном тремя окислами: кремния (55—80%), алюминия (5—
20%) и железа (3—<1'5%). В небольшом количестве могут содер-
жаться в глинах СаО и MgO, хотя в отдельных разновидностях
глин содержание окиси кальция может достигать 25%, а окиси
магния — 5%.
Присутствуют в глинах и растворимые соли, содержащие SO3,
Na2O и К2О. Эти примеси, а также MgO являются нежелатель-
ными, и .их содержание в глинах, используемых для производства
портландцемента, должно быть по возможности минимальным.
Мергели являются переходной горной породой от извест-
няков к глинам и представляют собой природную смесь глинисто-
песчаных веществ (20—50%) и мельчайших частиц углекислого
кальция (50—80%). В зависимости от содержания Са.СО3 и гли-
нисто-песчаного вещества мергели разделяются на песчаные, гли-
нистые и известковистые.
Наиболее ценным сырьем является известковистый мергель,
содержащий примерно 75—80% СаСО3 и 20—25% глины. По хи-
мическому составу твердых компонентов он близок клинкеру, что
значительно упрощает производство из него портландцемента.
Мергели, в которых содержание СаСО3 соответствует искусствен-
47
но составленной портландцементной сырьевой смеси, называются
«натуральными».
По физическим свойствам мергели, подобно карбонатным по-
родам, могут резко отличаться один от другого. Одни имеют
плотную структуру и прочны, другие, подобны мелу, мягкие,
рыхлые.
Лёсс представляет собой пористую осадочную горную поро-
ду серо-желтого цвета, близкую по своему химическому составу
глинистым мергелям, но отличающуюся более грубодисперсны-
ми частицами. Лёсс состоит в основном из частиц пыли размером
0,05—0,01 мм\ глинистые частицы (меньше 0,01 мм) содержатся
в незначительном количестве, но в то же время в лёссе почти от-
сутствуют частицы песка с зернами крупнее 0,25 мм.
Глинистые сланцы относятся к породам метаморфиче-
ским (видоизмененным). Образовались они в результате видо-
изменения глин под действием большого давления, которое воз-
никает при перемещении верхних слоев земной коры в более глу-
бокие. По химическому составу глинистые сланцы подобны гли-
нам, но отличаются от них физическими свойствами — они обла-
дают высокой плотностью, прочностью и не размокают в воде,
подобно глинам.
На глинистое сырье для производства портландцемента нет
установленных стандартом технических требований. Однако на
основании практического опыта установлены следующие ориен-
тировочные требования к химическому составу глинистых пород,
определяющие целесообразность их использования.
Количество СаО не ограничивается. Допустимое содержание
MgO зависит от содержания его в известковом компоненте и ог-
раничивается условием получения клинкера для портландцемен-
та с содержанием MgO не более 5%, а для магнезиального порт-
ландцемента— не более 10%. Количество SiO2; А12О3; Fe2O3 в
сочетании с известковым компонентом должно обеспечивать по-
лучение необходимых значений коэффициента насыщения, крем-
неземного и глиноземного модулей в сырьевой смеси и клинкере
(с учетом возможности введения корректирующих добавок).
Желательно, чтобы Na2O и К2О в сумме не превышали 3—
4%, a S.O3 было не более 1%.
Увеличение содержания SiO2 достигается добавкой высоко-
кремнеземистых веществ — трепела, опоки, диатомита. Недоста-
точное количество в сырьевой смеси окиси железа компенсирует-
ся добавкой колчеданистых огарков, железной руды; добавка вы-
сокоглиноземных глин (бокситов) позволяет повысить содержа-
ние в клинкере глинозема.
§ 11. ДОБАВКИ К КЛИНКЕРУ ПРИ ИЗГОТОВЛЕНИИ ПОРТЛАНДЦЕМЕНТА
При изготовлении портландцемента стандарт допускает до-
бавку к клинкеру активных минеральных (гидравлических) доба-
48
вок в количестве, определяемом видом портландцемента и каче-
ством добавки. Неотъемлемой частью портландцемента является
добавка гипса; получение пластифицированного и гидрофобного
портландцемента достигается добавкой поверхностно-активных
веществ.
Активные минеральные добавки подразделяются на природ-
ные и искусственные. В качестве последних применяются в основ-
ном доменные гранулированные шлаки, хотя не исключается воз-
можность использования металлургических и топливных шла-
ков при соответствующем их химико-минералогическоим составе.
Природные активные минеральные добавки
бывают:
осадочного происхождения, образованные в результате осаж-
дения из водоемов остатков некоторых растений или в результате
природного обжига глинистых пород;
вулканического происхождения, образовавшиеся в результа-
те извержения магмы.
В качестве добавок осадочного происхождения в цементном
производстве применяются:
диатомиты —состоящие преимущественно из скопления ми-
кроскопических панцирей диатомовых водорослей и содержащие
главным образом кремнезем в аморфном состоянии;
трепелы — состоящие из микроскопических округлых зерен и
содержащие главным образом аморфный кремнезем. Трепелы и
диатомиты по своим физическим свойствахМ сходны с глинами:
они пластичны, вязки и легко размокают в воде;
опоки — уплотненные диатомиты и трепелы;
глиежи — горные породы, образовавшиеся в результате при-
родного обжига глины при подземных пожарах в угольных пла-
стах.
Добавками вулканического происхождения являются:
пески вулканические — представляющие собой рыхлые про-
дукты извержения вулканов и содержащие в основном алюмо-
силикаты;
туфы вулканические — уплотненные и сцементированные
(склеенные) застывшей магмой вулканические пеплы;
трассы — видоизмененные разновидности вулканических ту-
фов;
пемза — кремневидные породы, характеризующиеся пористым
губчатым строением, называемые поэтому еще вспученным вул-
каническим стеклом.
Назначение гидравлических добавок в портландцементе со-
стоит в том, чтобы связать в нерастворимые соединения свобод-
ный гидрат окиси кальция, выделяющийся при твердении цемен-
та (см. стр. 16). В соответствии с этим основным показателем
качества гидравлической добавки является способность ее свя-
4В
зывать Са (ОН)г- Эта способность добавки характеризуется ее
активностью.
За показатель активности гидравлической добавки принимает-
ся количество извести в миллиграммах, поглощаемой из извест-
кового раствора одним граммом добавки в течение 30 суток. Раз-
личные добавки, применяемые для портландцемента, должны
иметь активность не ниже следующей в ^СаО .
г
Диатомиты, трепелы, опоки.......................150
Глиежи........................................... 30
Вулканические пеплы и туфы, пемза .............. 50
Трассы........................................... 60
Добавки с меньшей активностью относятся к инертным.
Методика определения активности добавок и технические тре-
бования к ним приведены в ГОСТ 6269—63, утвержденном в
1963 г. в качестве искусственных активных мине-
ральных добавок цементная промышленность использует:
доменные гранулированные шлаки (кислые и основные), пред-
ставляющие собой силикатные расплавы, получаемые при вы-
плавке чугуна и превращаемые в мелкозернистое состояние пу-
тем быстрого охлаждения;
кремнеземистые отходы — вещества, богатые активным крем-
неземом, получаемые при извлечении глинозема из глины при
производстве алюминия (сиштоф);
топливные золы и шлаки — остаточный продукт, образующий-
ся при определенном температурном режиме сжигания некото-
рых видов топлива; по химическому составу он состоит из кислот-
ных окислов (кремнезема, глинозема);
обожженные глины — продукт искусственного обжига глини-
стых пород и самовозгорающихся в отвалах пустых шахтных по-
род (глинистые и углистые сланцы).
Оценка качества искусственных активных минеральных доба-
вок, за исключением доменных шлаков, производится так же, как
и природных — по величине активности, которая должна быть
не ниже следующей (по ГОСТ 6269—63) в л<гСаО :
кремнеземные отходы..........................200
обожженные глины, топливные золы и шлаки .... 50
Кроме того, в соответствии с требованием стандарта содержа-
ние в добавках ангидрида серной кислоты (SO3) должно быть не
более 3% и содержание несгоревших частиц топлива в топливных
шлаках и золах не более 15%.
Среди разнообразия искусственных добавок в цементном про-
изводстве больше всего применяют доменные гранулированные
шлаки.
50
Показателями качества доменных гранулированных шлаков,
принятыми стандартом для их разделения на сорта, является мо-
дуль основности Мо и модуль активности Ма.
Модуль основности равен отношению сум.мы основных окис-
лов (CaO+MgO) к сумме кислотных (S1O2+AI2O3)
_ % СаО + %MgO
%SiO2 + %А12О3
Шлаки относятся к основным, если Мо больше или равен 1; при
Мо меньшем, чем 1, шлаки относятся к кислым.
Модуль основности характеризует гидравлическую активность
шлаков, т. е. способность их порошке® к самостоятельному твер-
дению при смешивании с водой. Эта способность проявляется
только у основных шлаков и тем больше, чем выше их модуль
основности.
Объясняется это минералогическим составом шлака. В про-
цессе чугунной плавки для понижения температуры плавления
пустой породы, содержащейся в руде, в доменную печь вводится
известняк. При обжиге он разлагается на СаО и СОг. Образую-
щаяся окись кальция начинает взаимодействовать с кислотными
окислами пустой породы — кремнеземом и глиноземом, образуя
силикаты и алюминаты кальция — соединения, сходные с мине-
ралами клинкера. Чем больше образуется этих соединений, тем
выше будет гидравлическая активность шлаков. Таким образом,
активность шлаков определяется содержанием окиси кальция и
с возрастанием ее количества по отношению к кислотным окис-
лам, т. е. модуля основности, увеличивается.
Улучшается качество шлаков и с повышением модуля актив-
ности, т. е. отношения % AI2O3 к % SiO2. В этом случае в шла-
ках возрастает относительное содержание алюминатов кальция,
отличающихся от силикатов кальция быстрым твердением.
Требования к химическому составу шлаков регламентируются
ГОСТ 3476—60.
Наряду с требованиями ГОСТ в отношении химического со-
става доменные гранулированные шлаки не должны содержать
более 5% кусков шлака, не подвергшегося грануляции. Размер
таких кусков не должен превышать 100 мм по наибольшему из-
мерению.
Гипс как добавка к клинкеру при получении портландцемен-
та применяется в виде гипсового камня. По химическому составу
он представлен в основном двуводным сернокислым кальцием
CaSO4 - 2НгО. Химически чистый двуводный сернокислый каль-
ций — минерал гипс — содержит в своем составе: СаО — 32,56%;
SO3 — 46,51% и НгО — 20,93%. Гипс должен соответствовать тре-
бованиям ГОСТ 4013—61 «Камень гипсовый для производства
вяжущих веществ». В зависимости от содержания CaSO4-2H2O
в гипсовом камне последний подразделяется на три сорта. К 1
51
сорту относится гипсовый камень с содержанием CaSO4 • 2НгО не
менее 90%, ко II сорту — не менее 75% и к III сорту —не менее
65%.
Поверхностно-активные добавки подразделяют-
ся на пластифицирующие и гидрофобизирующие. Их используют,
как отмечалось, для изготовления соответственно пластифициро-
ванного и гидрофобного портландцементов. Однако эти добавки
вводят также и во все другие разновидности портландцементов.
При этом каждый цемент приобретает дополнительное название
соответственно пластифицированный или гидрофобный. Напри-
мер, пластифицированный дорожный портландцемент или гидро-
фобный сульфатостойкий портландцемент.
Пластифицирующие поверхностно-активные добавки приме-
няют в виде концентратов сульфитно-спиртовой барды (ССБ).
Они образуются как отход при получении целлюлозы по суль-
фитному способу. В зависимости от состояния и соответственно
содержания сухого вещества различают концентраты ССБ.
жидкие (КБЖ), содержание сухих веществ в которых не
менее 50%, твердые (КБТ) —не менее 76% и порошкообразные
(КБП) — не менее 87%).
Оптимальное количество вводимой добавки в цемент находит-
ся в пределах 0,15—0,25% от веса цемента, считая на сухое ве-
щество добавки.
Гидрофобизирующие поверхностно-активные добавки приме-
няют в виде асидола, асидол-мылонафта и мылонафта, являю-
щихся нафтеновыми (нефтяными) кислотами, образующимися
при переработке нефти.
Кроме указанных веществ, применяют также олеиновую ки-
слоту. Она содержится в животных жирах.
Количество вводимой гидрофобизирующей добавки зависит
от ее вида и состава цемента и устанавливается опытом. Обычно
величина этой добавки находится в пределах от 0,06 до 0,30%
от веса цемента, считая на сухое вещество добавки.
Для лучшего распределения добавок в цементе их вводят в
цементную мельницу в жидком виде. Для этой цели применяют
специальные дозировочные механизмы. Если же добавки посту-
пают на завод в виде пасты, например мылонафт, или в твердом
состоянии, их растворяют в горячей воде. Следует помнить, что
величина добавки рассчитывается на сухое вещество от веса це-
мента. Для этого необходимо знать концентрацию раствора, т. е.
количество граммов твердого вещества, содержащегося в 1 л
раствора.
§ 12. ПРАВИЛА ПРИЕМКИ АКТИВНЫХ МИНЕРАЛЬНЫХ ДОБАВОК
Стандарты на активные минеральные добавки (ГОСТ 6269—
63) и на доменные гранулированные шлаки (ГОСТ 3476—60)
устанавливают несколько отличающиеся правила их приемки.
52
Правила приемки доменных гранулированных шлаков. Вся
поставка шлака делится на партии по 500 т каждая. Поставка
шлака в количестве менее 500 т считается целой партией.
Количество поставляемого шлака определяют по весу (в пере-
счете на сухой шлак). Взвешивают шлак, отгружаемый в вагонах
или автомобилях, на железнодорожных или автомобильных ве-
сах. Вес шлака, отгружаемого в судах, определяют по осадке
судна при выравненной поверхности шлака.
Цементный завод-потребитель имеет право производить кон-
трольную проверку соответствия шлака требованиям настоящего
стандарта, применяя при этом указанный ниже порядок отбора
проб.
Для контрольной проверки качества шлака от каждой партии
отбирают среднюю пробу общим весом 20 кг. Пробы тщательно
смешивают и делят на две части. Одну из этих частей подверга-
ют химическому анализу и определению влажности, из другой
части отбирают среднюю пробу в количестве 1 кг, которую мар-
кируют и хранят в герметически закрытой опечатанной таре в те-
чение месяца на случай необходимости повторного испытания.
Порядок отбора контрольных проб следующий. При отгрузке
железнодорожным транспортом пробу отбирают щупом не ме-
нее, чем из пятй мест вагона (по углам и в центре) из среднего
слоя шлака, примерно по 1 кг из каждого места. Если шлак до-
ставлен водным транспортом, отбирают от каждой части пар-
тии размером не более 100 т шлака одну пробу, затем все пробы
тщательно смешивают и отбирают среднюю пробу весом около
20 кг, соответствующую партии шлака в 500 т. Отбор проб про-
изводится при погрузке или выгрузке шлака с транспортерных
лент или из другого вида погрузочно-разгрузочных средств. При
доставке шлака автомобильным транспортом от каждой части
партии размером не более 100 т шлака отбирают одну пробу.
Каждую пробу отбирают не менее, чем из пяти автомобилей.
Если шлак не будет отвечать одному из требований техниче-
ских условий стандарта, то вся партия шлака приемке не под-
лежит.
Правила приемки активных минеральных добавок. Каждая
поставка добавок считается партией.
Для проверки искусственных активных минеральных доба-
вок от партии из 25—30 мест отбирают пробу весом по 2 кг
каждая. Отобранная таким образом проба в 50—60 кг считает-
ся средней пробой.
Среднюю пробу добавки измельчают, затем тщательно сме-
шивают и делят на две равные части. Одну из этих частей под-
вергают испытаниям для определения показателей, указанных
в стандарте, а другую часть хранят в сухом помещении в сухой
закрытой таре в течение двух месяцев на случай необходимости
повторного испытания.
53
Данные о результатах испытания природных добавок при-
нимаются по испытаниям, произведенным при разведке место-
рождения и утвержденным в установленном порядке.
§ 13. РАЗГРУЗКА И ХРАНЕНИЕ СЫРЬЕВЫХ МАТЕРИАЛОВ
Бесперебойная работа основных технологических цехов це-
ментного завода обеспечивается созданием на территории заво-
да запасов сырьевых материалов и твердого или жидкого топ-
лива.
Установлены следующие нормы запасов материалов, исходя
из суточной потребности производства:
известняка.......................... на 5 суток
корректирующих добавок.............. .15 ,
гипсового камня .................... .15
гидравлических добавок в зависимости
от расстояния......................... 7—15 суток
твердого топлива.................. „ 10—15 .
жидкого топлива..................... , 20—30 .
Разгружают сырьевые материалы с помощью различных
средств механизации: кранов, оборудованных грейферными ков-
шами, специальных разгрузочных механизмов, скреперов, буль-
дозеров, разгрузочных эстакад. Выбор вида механизмов и схемы
организации разгрузочно-погрузочных работ и складских опе-
раций определяется величиной грузопотока и видами транспорт-
ных средств доставки грузов.
На цементных заводах большой мощности для разгрузки
сыпучих материалов с открытых транспортных средств приме-
няют специальные разгрузчики. Принцип работы их основан на
сгребании или захвате материала с последующей передачей его
на систему ленточных транспортеров, укладывающих материал
в штабель. Широко применяется также разгрузка материалов с
открытых платформ при помощи скребкового разгрузчика.
Платформа медленно продвигается над приемным бункером и
одновременно с нее в бункер сгребается материал при помощи
скребка, совершающего возвратно-поступательное движение. Из
приемного бункера материалы посредством ленточного транс-
портера передаются на склад.
При особо больших грузопотоках применяют стационарные
опрокидыватели вагонов. При опрокидывании вагона материал
ссыпается в приемный бункер, откуда затем подается на склад.
Склады организуются общими, но обеспечивающими раздель-
ное хранение всех материалов не только по их видам, но и по
качеству.
Клинкер из печей обжига хранится на аналогичных складах.
Емкость клинкерного склада должна обеспечивать хранение
5-суточного запаса клинкера при выходе его из печей с темпе-
54
ратурой более 50° С и 3-суточного запаса при температуре по-
ступающего на склад клинкера не выше 50° С. Эти нормы емко-
сти клинкерных складов рассчитаны на современные заводы с
высоко организованным технологическим процессом, исключаю-
щим необходимость магазинирования клинкера перед помолом.
На других же заводах потребная емкость клинкерного склада
определяется продолжительностью магазинирования.
Склады сырьевых материалов на крупных цементных заво-
дах устраивают грейферные и силосные.
Грейферный склад представляет собой железобетонную эс-
такаду шириной до 30 м и длиной, определяемой потребной
емкостью склада. По эстакаде перемещается мостовой кран,
оборудованный грейферным ковшом. Грейфер захватывает ма-
териал и перемещает его в соответствующий отсек склада. По-
дача материала на последующую его переработку осуществ-
ляется также грейфером. Для защиты от атмосферных осадков
склады делаются закрытыми.
Хранение дробленых и сухих материалов (клинкера, доба-
вок, гипса) может осуществляться в силосных складах. Силос
представляет собой вертикальную железобетонную емкость
круглого сечения. Запроектированы, например, склады с сило-
сами диаметром 12 м и высотой 33 м-, емкость такого силоса
2800 м3. Разгрузка силосов осуществляется специальными весо-
выми дозаторами, материал из них подается непосредственно в
мельницу. Для силосных складов требуются небольшие произ-
водственные площади; они отличаются высокой степенью меха-
низации и позволяют автоматизировать все транспортные опе-
рации, однако для их устройства требуются большие капиталь-
ные затраты.
ГЛАВА IV.
ДРОБЛЕНИЕ СЫРЬЕВЫХ МАТЕРИАЛОВ
§ 14. ОБЩИЕ СВЕДЕНИЯ ОБ ОРГАНИЗАЦИИ ДРОБИЛЬНЫХ УСТАНОВОК
Дробление, т. е. первичное грубое измельчение сырьевых ма-
териалов, осуществляется на специальных дробильных установ-
ках, комплекс оборудования которых объединяется в соответст-
вующие цехи или отделения цементного завода. При этом схема
организации процесса дробления твердых материалов (извест-
няка, глинистых сланцев и др.) принципиально отличается от
схемы дробления мягких пластичных материалов (глины, тре-
пела).
Схема дробления твердых материалов включает, как прави-
ло, промежуточное разделение дробленого продукта на фрак-
ции с последующим доизмельчением крупных кусков, а также
отделение мелких зерен материала от сырья валового состава,
поступающего с карьера. Среди крупных кусков всегда содер-
жится мелочь, дробить которую совместно с крупными нет не-
обходимости, поэтому перед подачей в дробилку эти мелкие
куски отделяют на грохотах. Для этой цели применяют обычно
колосниковые грохоты, выполняющие также роль питателей
дробилки.
Кроме предварительного отделения мелких зерен, при дроб-
лении твердых материалов применяют промежуточную сорти-
ровку — разделение дробленого продукта на фракции, для по-
следующего доизмельчения крупной (некондиционной) про-
дукции.
Измельчение мягких пластичных материалов производится
за один прием без предварительного и промежуточного разде-
ления.
Основным оборудованием дробильных установок, непосред-
ственно осуществляющих измельчение, служит дробилка. Для
обеспечения бесперебойной работы ее перед дробилкой устраи-
вается расходный бункер. В нем создается некоторый запас
материалов на случай нарушения подачи их с карьера или
склада. Устойчивость работы дробилки и ее производительность
зависят от равномерности загрузки материалов в дробилку. Как
недостаточная подача материалов, так и избыток их снижают
производительность дробилки. В последнем случае образует-
56
ся завал и возникает необходимость остановки дробилки для
ее очистки. А это весьма трудоемкая операция, выполняемая
вручную.
Равномерная и в строго определенном количестве подача
материалов в дробилку осуществляется питателями, являющи-
мися промежуточным технологическим звеном между приемным
бункером и дробилкой.
Разделение (сортировка) исходного или дробленого продук-
та на фракции производится на грохотах, называемых также
сортировками.
В качестве транспортирующих механизмов, осуществляющих
передачу материалов от одного механизма к другому в процес-
се их передела, а также подающих готовый продукт в цех по-
мола или на склад, в дробильных установках применяют лен-
точные транспортеры, а также элеваторы.
Таким образом, комплекс основного технологического и
транспортного оборудования дробильных установок оказывается
представленным дробилками, приемным бункером, питателями,
транспортерами и элеваторами. Кроме этого, для дистанцион-
ного управления и контроля процесса дробления, а в отдельных
звеньях технологического потока и его автоматизации дробиль-
ная установка снабжается специальной аппаратурой.
Дробление сухих твердых материалов сопровождается боль-
шим пылением. Для создания нормальных санитарно-гигиени-
ческих условий обслуживающему персоналу в дробильной уста-
новке предусматривается интенсивная вентиляция помещения и
аспирация — местный отсос запыленного воздуха на отдельных
участках технологического потока: от дробилок, узлов передачи
материала с одного механизма на другой. Перед удалением в
атмосферу аспирационный воздух очищают от пыли в фильтрах.
Интенсивная вентиляция помещения, если она осуществляет-
ся только отсосом воздуха, вызывает образование сквозняков,
наиболее опасных для здоровья рабочих в холодное время года.
Чтобы избежать этого, устраивается приточно-вытяжная венти-
ляция. Приточный (принудительно нагнетаемый) воздух по-
дается в количестве, равном удаленному из помещения. В хо-
лодное время в помещение нагнетается теплый воздух, подо-
гретый в калориферах.
§ 15. СХЕМЫ ДРОБЛЕНИЯ
Технологические схемы организации процесса дробления
сырьевых материалов отличаются числом стадий дробления.
Одностадийное дробление отличается тем, что материал только
один раз проходит дробилку и из нее направляется непосредст-
венно на дальнейший передел. Одностадийное дробление приме-
няют в основном для измельчения мягких пластичных материа-
57
лов. Дробление твердых материалов производят в несколько
стадий, обычно в две или три стадии. При дроблении в несколь-
ко стадий различают: крупное дробление, при котором получают
куски дробленого продукта с наибольшим размером 150—
200 мм-, среднее дробление —до кусков размером 40—70 мм и
мелкое дробление — до зерен размером 5—20 мм.
Выбор схемы дробления (в одну или несколько стадий) и
типа дробильной машины определяется в первую очередь фи-
зико-механическими свойствами сырьевых материалов.
При двух- или трехстадийном дроблении организация про-
цесса дробления может быть представлена в виде следующих
последовательно выполняемых операций:
Двухстадийиое дробление Трехстадийное дробление
Приемный бункер
I
Колосниковый питатель
I
Щековая дробилка (1 стадия)
I
Транспортер
I
Грохот (сито)
I I
Подситный Надситпый
продукт 1 продукт 1
Транспортер Конусная или
молотковая
дробилка
(11 стадия)
I
Транспортер
I
Бункера мельниц или склад
Приемный бункер
i
Колосниковый питатель
I
Щековая дробилка (1 стадия)
I
Транспортер
I
Молотковая или конусная, или
шековая дробилка (II стадия)
I
’ Грохот (сито)
Надситный
продукт
Конусная
или молотковая
дробилка
(III стадия)
I
Транспортер
________I
I
Бункера мельниц или склад
Подситный
продукт
I
Транспортер
При двухстадийном дроблении материал из приемного бун-
кера через колосниковый питатель равномерно подается в ще-
ковую дробилку I стадии. Дробленый продукт из дробилки I ста-
дии поступает на грохот для отсева из него мелких зерен
(подситный продукт), а крупные зерна, <не прошедшие через
сито грохота (надситный продукт), направляются в дробилку II
стадии. Подситный продукт, а также материал, прошедший
II стадию дробления, являются кондиционной продукцией, т. е.
удовлетворяющей требованиям производства, и направляются
в бункера мельниц для помола или на сырьевой склад для соз-
дания запаса.
Применяют также замкнутый цикл дробления на II стадии.
В этом случае материал из дробилки II стадии поступает на
58
грохот, на нем отсеивается кондиционная фракция, а более
крупная снова поступает в дробилку. Такая схема способствует
повышению производительности дробильной установки.
При трехстадийном дроблении материал, последовательно
прошедший I и II стадии, после дробилки II стадии подвергает-
ся рассеву на грохоте; III стадии дробления подвергается только
надситный продукт, полученный после рассева продукта, вы-
шедшего из дробилки II стадии дробления.
Применяемое для дробления оборудование по способу из-
мельчения материалов подразделяется на:
раздавливающее с прерывным нажатием дробящих поверх-
ностей; к ним относятся дробилки щековые и конусные;
раздавливающее с непрерывным нажатием дробящих по-
верхностей — дробилки валковые;
ударного действия — дробилки молотковые и ударные.
Типы дробилок и рекомендации по их применению приведе-
ны в табл. 2.
Таблица 2
Типы дробилок для дробления сырьевых материалов
Материалы Предел прочности при сжатии, кгс!см* Стадии дробления
первая вторая третья
Известняк особо твердый . , 1000-2000 Щековая, Молотко- Конусная
Известняк твердый и мергели средней плотности 500-1000 конусная или удар- ная То же вая, конус- ная или щековая То же ИЛИ молотковая То же
Известняк-ракушеч- ник и твердые трепел, опока 200-600 Щечно-
Трепел, опока, туф твердые 300—500 валковая или само- очищаю- щаяся мо- лотковая То же
Мягкие трепел, опо- ка, туф, пемза .... 150-300 Валковая —
Глинистые мергель и сланец 600—800 или само- очищаю- щаяся молотковая То же -
Глина, мел 20-60 — — —
59
Эффективность работы дробилок характеризуется степенью
дробления в них материалов, т. е. отношением среднего размера
исходных кусков к среднему размеру зерен дробленого продук-
та. Наибольшая степень дробления в дробилках ударного дей-
ствия 10—20, а у щековых и валковых она равна в среднем 4_6.
§ 16. ЩЕКОВЫЕ ДРОБИЛКИ
Щековые дробилки применяют для дробления пород особо
твердых и средней плотности на первой, а также на второй ста-
диях дробления.
Рабочим раздавливающим органом щековой дробилки
(рис. 2) служат две дробящие поверхности — щеки, неподвиж-
ная 1 и подвижная 2.
Материал, поступая
сверху через загрузоч-
ное отверстие, закли-
нивается между щека-
ми и при надавливании
на него подвижной ще-
ки раздавливается. Об-
разовавшиеся при этом
мелкие куски ссыпают-
ся в нижнюю часть дро-
бящей полости и снова
раздавливаются нажа-
Рис. 2. Схемы щековых дробилок:
а — с простым качанием щеки, б — со сложным
качанием щеки, в — с иижией осью качания ще-
ки; 1 — неподвижная щека, 2 — подвижная щека,
3 — эксцентриковый вал, 4 — шатун, 5 — распор-
ная плита
тием подвижной щеки. Так происходит до тех пор, пока размер
зерен материала не окажется меньше размера нижней разгру-
зочной щели дробилки. Изменяя размер этой щели, можно ре-
гулировать наибольшую крупность дробленого продукта.
По принципу передачи движения подвижной щеке и ха-
рактеру ее колебаний дробилки бывают: с простым кача-
нием щеки, со сложным качанием щеки и с нижней осью кача-
ния щеки.
В дробилках с простым качанием щеки (рис. 2, а) на эк-
сцентриковом валу 3 находится шатун 4, совершающий при вра-
щении вала движения вверх и вниз. При движении вверх шатун
увлекает шарнирно соединенные с ним распорные плиты 5 и
плита (левая), также шарнирно связанная с подвижной щекой,
нажимает на щеку и раздавливает материал, заклиненный меж-
ду неподвижной и подвижной щеками дробилки. При последу-
ющем вращении эксцентрикового вала шатун переходит в
нижнее положение, а подвижная щека отклоняется при дроб-
лении. Зазор между щеками увеличивается, и раздробленный
материал высыпается из дробилки через разгрузочное отвер-
стие.
60
В дробилках со сложным качанием щеки (рис. 2, б) подвиж-
ная щека перемещается в результате вращения эксцентрикового
вала. При этом щека совершает замкнутые движения по эллип-
су, сближаясь с неподвижной щекой и удаляясь от нее, соответ-
ственно перемещаясь вниз и вверх. Сближение щек вызывает
раздавливание материала, а перемещение подвижной щеки
вверх и вниз истирает материал.
В дробилках с нижней осью качания щеки (рис. 2, в) дви-
жение подвижной щеки передается через шатун 4, эксцентрично
насаженный на вал <3. При вращении эксцентрикового вала пе-
ремещение шатуна вызывает перемещение подвижной щеки в
левое или правое крайнее положение.
В цементной промышленности для дробления сырьевых ма-
териалов применяются в основном два первых типа щековых
дробилок — с простым и сложным качанием щеки. При этом для
первой стадии дробления применяют в основном дробилки с
простым качанием щеки как более надежные в работе.
Производительность щековой дробилки может быть подсчи-
тана по формуле
где Q — производительность дробилки, т/ч;
п — число оборотов вала дробилки в минуту;
L — длина зева дробилки, м;
S — размах щеки при ее качании — расстояние между ле-
вым и правым крайними положениями,
d — средний размер кусков, выходящих из дробилки, м;
k — коэффициент разрыхления породы при дроблении (при-
нимается равным от 0,25 до 0,5);
у —объемный вес дробленого материала, т/л<3.
Для ориентировочных расчетов производительности дробил-
ки (в т/ч) можно пользоваться также эмпирической формулой
(полученной на основании опытных данных):
Q —0,093£tZ,
где L — длина разгрузочной щели, см;
d — ширина разгрузочной щели в положении наибольшего
удаления щек, см.
Для каждой дробилки в зависимости от свойств материала
существует наиболее выгодное (оптимальное) число оборотов
эксцентрика (п), размах щеки в сантиметрах (S) и угол захва-
та материала в градусах (а).
61
Оптимальное число оборотов в минуту эксцентрикового вала
щековой дробилки может быть подсчитано по формуле
Величина размаха щеки выбирается в зависимости от спо-
собности материала раскалываться при сжатии. Если материал
твердый и хрупкий, величину хода делают меньше, а при дроб-
лении пород, обладающих способностью частично размалы-
ваться (сминаться) при раздавливании или деформироваться,
следует принимать максимальный размах щеки.
Угол захвата, т. е. угол, образованный направлением щек в
щековых дробилках, обычно не превышает 20—24°. Увеличение
угла захвата резко снижает производительность дробилки. Пре-
дельный угол захвата для обычных пород 32°; при большем угле
будет недостаточна сила заклинивания материала между щека-
ми и возможен выброс его из зева дробилки.
От величины угла захвата зависит отношение ширины загру-
зочного отверстия к ширине разгрузочной щели, т. е. отношение
максимального размера загружаемых в дробилку кусков мате-
риала к максимальному размеру раздробленных зерен. Отно-
шение размеров входящих в дробилку и выходящих из нее кус-
ков называется коэффициентом дробления. Для щековых дроби-
лок он не превышает 4—6. Так, например, при загрузке в
щековую дробилку кусков в поперечнике 600 мм будет получен
продукт с максимальным размером кусков 600:4=150 мм.
Производительность щековой дробилки зависит также от
влажности дробимого сырья, равномерности подачи материалов
в дробилку и величины загружаемых кусков.
При среднем и мелком дроблении повышение влажности ма-
териала существенно отражается на производительности дро-
билки. Происходит это потому, что в области, близкой к разгру-
зочной щели дробилки, материал превращается в комки из-за
присутствия влажной пыли, образующейся при дроблении.
Большое значение для ритмичной работы дробилки имеет
равномерность подачи материала. Такая подача осуществляется
питателями.
Величина загружаемых в дробилку кусков материала не
должна превышать 85% наименьшего размера загрузочного от-
верстия, иначе дробилка может забиться. Поэтому при выборе
марки дробилки необходимо исходить из наибольшей крупности
поступающих с карьера кусков или, наоборот, степень измель-
чения материала в карьере при его добыче, а также емкость
ковша погрузочного экскаватора должны находиться в соответ-
ствии с размером зева установленной дробилки.
62
Наиболее распространенные в цементной промышленности
щековые дробилки и их технические характеристики приведены
в табл. 3.
Рассмотрим конструкции двух наиболее применяемых в це-
ментной промышленности типов дробилок: с простым и сложным
качанием подвижной щеки.
Щековая дробилка ЩКД-7 (900X1200) с простым
качанием подвижной щеки (рис. 3) имеет раму, или
Рис. 3. Щековая дробилка с простым качанием щеки
ЩКД-7 (900X1200):
1 — рама, 2 — ось подвижной щеки, 3 — подвижная щека, 4 — махо-
вик, 5 — эксцентриковый вал, 6 —- шатун, 7 — распорная плита, 8 —
упор плиты, 9 — прокладка, 10 — пружина, И — прилив тяги, 12 —
тяга. 13 — сухари, 14 — броневые плиты
корпус 1, на которой размещены все остальные узлы дробилки.
Рама собирается из двух продольных и двух поперечных тол-
стых стальных листов, усиленных ребрами для повышения же-
сткости. В верхней части рамы установлены две пары подшип-
ников; первая пара предназначена для оси 2 с подвешенной к
ней подвижной щекой 3, а вторая пара — для эксцентрикового
вала 5 со свободно насаженным на нем шатуном 6.
На концах эксцентрикового вала по одному с каждой сторо-
ны находятся маховики 4. Они обеспечивают валу равномерную
скорость вращения при дроблении. Иначе в тот момент, когда
щеки сближаются и раздавливают материал, создавая макси-
мальную нагрузку, вращение вала затормаживалось бы.
В нижнюю часть шатуна в специальные выемки входят рас-
порные плиты 7; одна распорная плита соединяет шатун с по-
движной щекой и передает ей движение от шатуна, вторая пли-
та одним концом соединена с шатуном, а вторым упирается в
63
Таблица
Технические характеристики щековых дробилок
Завод-изготовитель и марка дробилки
Выксунский | Уральский завод тяжелого машиностроения
со
специальный упор 8, установленный на задней стенке рамь!.
Упор — съемный, он закрепляется на раме болтами.
Для устранения износа шатуна, подвижной щеки и упора в
местах их соприкосновения с распорными плитами установлены
сменные предохранительные детали из твердой стали, называем
мые «сухарями» 13.
Возврат подвижной щеки в правое крайнее положение осу-
ществляется тягой 12 с цилиндрической пружиной 10, упираю-
щейся в прилив 11.
Рабочие поверхности подвижной и неподвижной щек покры-
ты съемными броневыми плитами 14. Для дробления относи-
тельно мягких материалов с пределом прочности 600—
800 кгс]см2 плиты изготовляют из закаленного чугуна, а для
дробления более твердых материалов — из марганцовистой ста-
ли. Из марганцовистой стали изготовляют также плиты во всех
дробилках, имеющих загрузочную щель 600 мм и более.
Шатун дробилки (рис. 4) состоит из двух частей: верхней 1
и нижней 3, соединенных между собой болтами 2 с контргайка-
ми, предупреждающими развинчивание болтов. Шатун имеет
крестообразное сечение для повышения его жесткости. Верхняя
часть шатуна выполняет роль подшипника.
При вращении эксцентрикового вала возникают большие
усилия и подшипник разогревается. Чтобы предупредить нагрев,
подшипник охлаждают водой, поступающей через патрубок 8 и
вытекающей из патрубка 9.
Нижняя часть шатуна через сухарь 5 соединяется с распор-
ными плитами. Крепят сухарь посредством клина 4.
Для защиты трущихся поверхностей от загрязнения установ-
лен козырек 6, такие же козырьки имеются и над другими су-
харями.
' Чтобы уменьшить трение между сухарем и распорной пли-
той, сюда через трубку 7 подают смазку. Смазывают также и
другие трущиеся узлы дробилки: подшипники подвижной щеки,
места соединения тяги с подвижной щекой, узел цилиндриче-
ской пружины.
Размер разгрузочной щели дробилки регулируют следующи-
ми способами. Между упором 8 (см. рис. 3) и стенкой есть про-
кладки 9, изменяя толщину которых, соответственно уменьшают
или увеличивают ширину разгрузочной щели. Уменьшить шири-
ну разгрузочной щели можно также, устанавливая прокладки
определенной толщины между неподвижной щекой и ее броне-
вой плитой. Изменение размера щели в более широких пределах
производят путем установки распорных плит определенной
длины.
В некоторых, менее мощных дробилках, размер щели регу-
лируют при помощи специального клинового устройства, кото-
3-2176
65
64
рым поднимают или опускают сухарь, соответственно увеличи-
вая или уменьшая размер разгрузочной щели.
Щековая дробилка СМ-41А (400X600) со сложным
качанием подвижной щеки (рис. 5) состоит из рамы 1, изготов-
ленной из толстых стальных листов. Стенка, выполняющая роль
неподвижной щеки, усилена ребрами жесткости. На раме уста-
Рис. 4. Шатун щековой дробил-
ки ЩКД-7:
/ — верхняя часть шатуна, 2 — со-
единительные болты, 3 — нижияя
часть шатуна, 4 — клии крепления
сухаря, 5 — сухарь, 6 — предохрани-
тельный козырек, 7 — трубка для
смазки, 8 — входной патрубок для
воды, 9 — выходной патрубок для
воды
Рис. 5. Щековая дробилка
С М-Il А (400X600):
1 — рама, 2 — подшипники, 3 — эксцентри-
ковый вал, 4 — маховик, 5 — подвижная
щека, 6 — пружина, 7 — тяга, 8 — направ-
ляющие ползуна, 9 — ползун, 10 — сухарь,
// — распорная плита, 12 — броневые плиты
новлены двухрядные сферические подшипники 2, служащие опо-
рой эксцентрикового вала 3. На концах вала по одному с каж-
дой стороны находятся маховики 4.
Подвижная щека 5 подвешена к эксцентриковому валу и при
его вращении совершает колебания. Распорная плита И упи-
рается в сухарь на подвижной щеке и в сухарь 10, упирающийся
в свою очередь в ползун 9, расположенный между направляю-
щими 8. Ползун 9 жестко закрепляется в направляющих клинь-
ями, но при необходимости может перемещаться. Изменением
положения ползуна в направляющих регулируют величину зазо-
ра разгрузочной щели.
66
Оттяжка подвижной щеки производится цилиндрической
пружиной 6 через стальную тягу 7.
Для защиты от истирания щеки имеют броневые плиты 12.
§ 17. КОНУСНЫЕ ДРОБИЛКИ
Измельчение материала в конусных дробилках, схема кото-
рых показана на рис. 6, происходит в результате защемления
его кусков и раздавливания между неподвижным конусом 1 и
подвижным конусом 2. Подвижный конус непрерывно совершает
круговые движения, удаляясь в одном месте и приближаясь в
другом к внутренней поверхности неподвижного конуса. В мо-
мент сближения конусов материал раздавливается. В это время
с противоположной стороны конусов образуется максимальный
зазор, дробленый материал
проваливается, а на его ме-
сто поступают новые порции
сырья.
Подвижный конус жест-
ко закреплен на валу 3.
Нижний конец вала входит
в эксцентрически располо-
женное отверстие стакана 4,
вращающегося от привода j
через пару конических шес-
терен 5. При вращении ста-
кан увлекает за собой вал и
конус, который при этом со-
вершает вращательно-кача-
ющиеся движения, произво-
дя дробление материалов. Дробленый продукт ссыпается на на-
клонный лоток 6 и удаляется из дробилки (схема а) или непо-
Рис. 6. Схемы конусных дробилок:
а — с подвешенным валом; б— с консольным
валом; 1 — неподвижный конус, 2 — подвиж-
ный конус, 3 — вал, 4 —стакан, 5 — шестерни,
6 — лоток
средственно осыпается под дробилку (схема б) на транспортер-
ную ленту либо другой вид транспорта.
Непрерывный процесс дробления в конусных дробилках, по
сравнению с дробилками щековыми, в которых раздавливание
материала происходит периодически, резко улучшает технико-
экономические показатели конусной дробилки: повышает произ-
водительность, снижает удельный расход электроэнергии (на
1 м3 дробленого продукта). Так, установленная мощность при-
вода щековой дробилки ЩКД-9 (1500X2100) производительно-
стью 400 м3/ч составляет 280 кет, а конусная дробилка
ККД-900/100 с такой же установленной мощностью привода
имеет производительность в 1,5 раза большую —580 м3/ч.
Примерно так же снижается и металлоемкость конусной
дробилки, т. е. вес конструктивных частей ее на единицу про-
з*
67
дукции, получаемая делением веса дробилки на производи-
тельность.
К недостаткам конусных дробилок следует отнести сложность
их конструкции, многочисленность деталей и пригодность для
дробления только хрупких пород.
Производительность конусных дробилок может быть под-
считана по эмпирической формуле
Q=6,8Z)2Z/it,
где Q — производительность дробилки, т/ч;
D — диаметр подвижного конуса у основания, м;
I — наибольший размер кусков раздробленного материа-
ла, л/;
п — число качаний конуса в минуту;
у — объемный вес материала, т/м3.
Для каждой конусной дробилки существует наивыгодное
число колебаний вала (или качания конуса). Уменьшение этого
числа снижает производительность дробилки, а увеличение при-
водит к большему, чем требуется, измельчению материала и
повышенному расходу электроэнергии.
Не менее важным фактором, влияющим на производитель-
ность дробилки, служит степень заполнения материалом ее ра-
бочей емкости. Как недогрузка, так и перегрузка снижают ее
производительность. Для ликвидации этого недостатка дробил-
ку загружают равномерно питателем.
Технические характеристики конусных дробилок, применяе-
мых в цементной промышленности, приведены в табл. 4.
Все дробилки изготовляются Уральским заводом тяжелого ма-
шиностроения (УЗТМ).
По своим конструктивным особенностям различают конус-
ные дробилки: с подвешенным валом (схема рис. 6, а) и с кон-
сольным валом (схема рис. 6, б). Принципиальное отличие этих
двух типов дробилок не только в конструктивном решении их
привода, но и в форме дробящих конусов (сравните схе-
мы а и б).
Конусные дробилки с подвешенным валом отличаются высо-
кой производительностью (до 1000 т/ч и более) и применяются
они для грубого, иногда для среднего дробления. Дробилки с
консольным валом менее производительны. Их применяют для
среднего и мелкого дробления. Принципиальных же отличий в
конструкциях дробилок разных марок, но одного типа нет и
они во многом сходны между собой. Это позволяет ограничиться
рассмотрением только одной марки дробилки каждого типа.
Конусная дробилка с подвешенным валом
(рис. 7) состоит из станины /, на которой располагаются все
другие узлы дробилки. Подвижный конус 2 жестко насажен на
68
Таблица 4
Технические характеристики конусных дробнлок
Марка дробилки
Для мел-
Для крупного дробления Для среднего дробления кого дроб- ления
Показатели V003 О 8 О 8
8 СТ ст СТ
ч Ч ч S
bi bi bi bi bi ьс
Диаметр основания
конуса, мм ...... Производительность, 3200 1600 2000 1750 До 300 2500 2500 120—360
т[ч 2300 58G 900 До 1000
Ширина загрузочно- го отверстия, мм. . . 1500 900 1200 250 450 180
Ширина разгрузоч- ного отверстия, мм . . До 330 150 180 25-60 45-70 5—15
Размер кусков заг- ружаемого материала, До 1000 До 215 До 380 До 150
ММ .......... До До
1200 750
Число качаний ко- нуса в минуту .... 30 140 100 245 220 220
Мощность привода,
кет 2x400 260 2x200 160 340 360
вал 3, подвешенный в центре траверсы 5. Траверса опирается на
неподвижный конус 4 и плотно связана с ним болтами. Непо-
движный конус установлен на станину.
Нижний конец вала наклонно вставлен в эксцентричное от-
верстие стакана 6. Стакан приводится во вращение от привод-
ного вала 9 дробилки через две конические шестерни 10. При
вращении стакана с эксцентрично расположенным отверстием
(угол а), в которое вставлен конец вала, конус получает кру-
говое качание. Стакан вращается в подшипнике 7 корпуса дро-
билки.
Дробящие поверхности конусов дробилки облицованы бро-
невыми плитами из высокомарганцовистой стали.
Исходный материал загружается сверху в полость между
конусами, через промежутки в траверсе 5. Дробленый продукт
при выходе из зазора между конусами попадает на наклонный
лоток 8 и удаляется из дробилки.
Конусная дробилка с консольным валом
(рис. 8) имеет станину 1, на которую устанавливаются все дру-
гие части дробилки. Подвижный конус 2 жестко закреплен на
69
валу 4. Нижняя сферическая часть конуса опирается на брон-
зовый подпятник 3, неподвижно установленный на верхней ча-
сти станины дробилки. Подпятник воспринимает давление от
конуса и вала и передает его на станину дробилки.
Нижний конец вала свободно входит в бронзовую втулку,
вставленную в отверстие стакана 5. Стакан вращается в брон-
Рис. 7. Конусная дробилка с подвешен-
ным валом:
/ — станина, 2 — подвижный конус, 3 — вал,
4 — неподвижный конус, 5 — траверса, 6 — ста-
кан, 7 — подшипник, 8 — лоток, 9 — приводной
вал. 10 — шестерни
дые включения или металлические
зовой втулке, запрессован-
ной в отверстие нижней
части корпуса дробилки.
На крышке находится
подпятник вала 6. Вал
приводится во вращение
от привода через пару ко-
нических шестерен 7.
Неподвижный конус 9
соединен с опорным коль-
цом 10 через регулиро-
вочное кольцо 11 с трапе-
цеидальной нарезкой; ре-
гулировочное кольцо вхо-
дит в аналогичную нарез-
ку опорного кольца. По-
воротом регулировочного
кольца изменяется верти-
кальное положение не-
подвижного конуса и со-
ответственно размер раз-
грузочной щели.
Опорное кольцо 10
соединено с регулировоч-
ным кольцом 11 через ци-
линдрические пружины.
Если в дробилку случай-
но попадают особо твер-
предметы, неподвижный ко-
нус при нажатии подвижного конуса несколько поднимается;
вместе с опорным кольцом и этим предупреждается авария.
На верхний конец консольного вала надевается броневая
втулка 12, к которой крепится тарелка питателя 13.
Для защиты от пыли трущихся поверхностей в месте опира-
ния конуса на сферический подпятник устанавливается пыле-
отбойное кольцо и устраивается гидравлический затвор в виде
кольцевой камеры, через которую непрерывно проходит вода.
Воду нужно подавать в систему непрерывно. Поступающая вода
не должна содержать механических примесей.
Смазывают конусные дробилки принудительно. Масло к тру-
щимся частям нагнетается насосом и непрерывно циркулирует,
70
очищаясь при этом в фильтрах и охлаждаясь в холодильнике.
Централизованная смазка машин рассмотрена в гл. XVI.
Чтобы смазка не вытекала из чаши сферического подпятни-
ка 3 дробилки с консольным валом, к tophv чаши плотно кре-
6
Рис. 8. Конусная дробилка с консольным валом:
1 — станина, 2 — подвижный конус, 3 — подпятник конуса, 4 — вал, 5 —
стакаи, 6 — подпятник вала, 7 — конические шестерни, 8 — маслоотбой-
иое кольцо, 9 — неподвижный конус, 10 — опорное кольцо, 11 — регули-
ровочное кольцо, 12 — броневая втулка, 13 — тарелка питателя
пят маслоотбойное кольцо 8. Признаком нарушения плотности
кольца или засорения каналов, отводящих отработанное масло
в отстойник, может служить появление масла в воде, выходя-
щей из гидравлического затвора. Эти неисправности следует
немедленно ликвидировать, так как конусная дробилка без
обильной систематической смазки может быстро выйти из строя.
§ 18. ВАЛКОВЫЕ ДРОБИЛКИ
Валковые дробилки по принципу измельчения материала ана-
логичны щековым и конусным. Разрушение материала в них
происходит раздавливанием.
71
Различают одновалковые и двухвалковые дробилки. Валки
дробилок могут иметь гладкие, зубчатые, рифленые и ребристые
поверхности. В цементной промышленности применяют в основ-
ном валковые дробилки с зубчатыми валками.
В одновалковых дробилках (см. рис. 9) материал раздавли-
вается между валком и дробящей плитой 6.
Измельчение материала в двухвалковых дробилках проис-
ходит в результате захвата куска вращающимися навстречу
друг другу валками и последующего раздавливания его меж-
ду ними.
Непрерывное движение дробящей поверхности в валковых
дробилках предупреждает замазывание валков при дроблении
даже весьма пластичных и вязких материалов. Это определяет
их основное применение для дробления глины, мела и других
пластичных материалов, имеющих одновременно высокую влаж-
ность.
Производительность валковых дробилок может быть опреде-
лена по формуле
Q=360(k’/.e[i,
где Q — производительность дробилки, м?1ч\
v—'Окружная скорость валков, м/сек, равная ,
где л=3,14, D — диаметр валков, м\ п — число оборо-
тов валков в минуту;
L — длина валка, м;
е — ширина разгрузочной щели (расстояние между поверх-
ностями валков), ж;
р —коэффициент разрыхления породы, принимаемый рав-
ным для известняка — 0,35, для глины — 0,4—0,6.
Производительность и устойчивая работа валковых дробилок
зависят от размера поступающих на дробление кусков, скорости
вращения валков, зазора между валками, с увеличением кото-
рого производительность возрастает, но уменьшается степень из-
мельчения материала.
Зубчатые валки захватывают куски по величине равные
!/з—2/з своего диаметра. Если в дробилку попадают куски мате-
риала, размеры которых превышают допустимую норму, они
оказываются незахваченными валками.
Коэффициент дробления в зубчатых дробилках достигает до
10—15 для мягких пород и снижается до 3—4 для твердых.
Существует также наиболее выгодная скорость вращения
валков, при которой производительность валковой дробилки ока-
зывается максимальной. Уменьшение числа оборотов снижает
скорость прохождения материалов между валками. При чрез-
мерно большой скорости вращения куски материала проскаль-
72
зывают в момент их захвата. Производительность дробилки в
обоих случаях снижается.
Наивыгоднейшая скорость вращения валков устанавливается
опытом и зависит от качества дробимого материала и конст-
руктивных особенностей дробилки. В среднем она равна: при
дроблении мягких материалов до 5 м/сек, а при дроблении
твердых — до 2 м/сек.
В цементной промышленности используются валковые дро-
билки с валками, имеющими размеры от 900X900 мм до 1250Х
Х1650 мм. Производительность этих дробилок 100—125 т/ч,
а потребляемая мощность 30—50 квт-ч.
Рассмотрим конструкцию основных типов дробилок, наибо-
лее часто применяемых при производстве цемента.
Одновалковая зубчатая дробилка (рис. 9) со-
стоит из корпуса 1, внутри которого на валу 2 насажены дис-
ки 3 с закрепленными на них зубчатыми бандажами. Бандажи
делают съемными, так как их по мере износа приходится заме-
нять. Диски, образующие дробильный валок, крепят к валу
посредством шпонок.
На оси 5 шарнирно подвешена дробящая плита 6, прижи-
маемая к валку пружиной 9 через тягу 8. При попадании в дро-
билку твердого предмета плита упруго отклоняется и пропус-
кает его, предупреждая этим аварию. Для повышения срока
службы плиты в месте, близком к валку, в специальное гнездо
вставляют пластину 7 из высокотвердой стали.
В верхней части корпуса находится загрузочное отверстие 4.
Валок приводится во вращение через тексропную ременную
передачу и одну пару цилиндрических шестерен, аналогично
показанной на рис. 10.
Двухвалковая зубчатая дробилка (рис. 10) со-
стоит из рамы 1, в подшипниках 2 которой установлены два
вала. На каждом из валов находятся зубчатые вальцы 3. При
этом подшипники одного (правого на рисунке) приводного вал-
ка неподвижны, а второго — могут упруго перемещаться при
попадании между валками особо твердых предметов. Возврат
валка в исходное положение осуществляется двумя пружина-
ми 7. Скользящая установка подшипников второго валка позво-
ляет регулировать величину зазора между валками.
Привод дробилки тексропный от электродвигателя. Кинема-
тическая схема следующая. На одном валу со шкивом 6 нахо-
дится ведущая шестерня 4, которая входит в зацепление со вто-
рой шестерней 5, установленной на валу одного из валков. На
втором конце вала этого ведущего валка установлена вторая
шестерня 9, которая входит в зацепление с такой же шестер-
ней 8 на валу второго ведомого валка. Эти шестерни имеют
удлиненные зубья, обеспечивающие возможность некоторого пе-
73
Рис. 9. Одновалковая зубчатая дробилка:
1 — корпус, 2 — вал, 3 — диски, 4 — загрузочное отверстие, 5 — ось
дробящей плиты, 6 — дробящая плита, 7 — пластина, 8 — тяга, 9 — пру-
жина
Рис. 10. Двухвалковая зубчатая дробилка:
1 — рама, 2 — подшипники, 3 — зубчатые вальцы, 4 — ведущая тестер-
ия, 5 — ведомая шестерня, 6 — приводной шкив, 7 — пружины, 8 — ше-
стерня ведомого валка, 9 — шестерня ведущего валка
74
ремещения валка без нарушения зацепления. Таким образом,
первый валок оказывается ведущим, а второй — ведомым.
§ 19. МОЛОТКОВЫЕ И УДАРНЫЕ ДРОБИЛКИ
Разрушение материала в молотковых и ударных дробилках
происходит в результате удара вращающихся с большой скоро-
стью бил. По своему назначению, конструктивным особенностям
и принципу действия дробилки этого типа бывают:
молотковые обыкновенные (рис. 11,а), предназначенные для
дробления всех видов хрупких материалов небольшой влаж-
ности;
Рис. 11. Схемы дробилок ударного действия:
а — молотковой обыкновенной, б — молотковой самоочи-
щающейся, в — ударно-отражательной: 1 — корпус, 2 —
ротор, 3 — молотки, 4 — колосниковая решетка, 5 — под-
вижная плита, 6 — неподвижная плита, 7 — пластинчатый
транспортер, 8 — отражательные плиты
молотковые самоочищающиеся (рис. 11,6), предназначенные
для дробления пластичных и сильнопылящих материалов, обра-
зующих с повышением влажности пластичную, липкую массу;
ударно-отражательные (рис. 11,в), предназначенные для
дробления на I стадии пород высокой прочности.
Молотковые дробилки обыкновенные (рис. 11,с) состоят из
корпуса 1, внутри которого помещается ротор 2 с шарнирно
насаженными на нем молотками 3. При вращении ротора молот-
ки под действием центробежной силы вытягиваются в радиаль-
ном направлении .и с силой ударяют по кускам материала,
загружаемого в дробилку.
Предварительно расколотые куски ссыпаются на колоснико-
вую решетку 4. Мелкие зерна, размером меньше отверстия в
решетке, проваливаются через нее, а более крупные подверга-
ются дополнительному измельчению молотками — удару и ис-
тиранию. Истирание материалов молотками происходит в ре-
зультате небольшого зазора между торцами молотков и ре-
шеткой.
Молотковые дробилки этого типа могут быть однороторные
и двухроторные. В цементной промышленности преимуществен-
но применяются однороторные дробилки.
75
Производительность молотковых однороторных дробилок
ориентировочно может быть определена по формуле
Q=LDe,
где Q — производительность дробилки, т/ч;
L — длина ротора, м\
D — диаметр ротора, м\
е — ширина щелей в колосниковой решетке, мм.
При работе без колосников производительность повышается,
но при этом увеличивается крупность дробимого продукта.
Недостатком обыкновенных молотковых дробилок является
то, что на них нельзя измельчать пластичные вязкие материалы,
так как на решетку и била налипает материал, подвергаемый
дроблению. По этой же причине нельзя в таких дробилках из-
мельчать влажные материалы.
Этот недостаток устранен в самоочищающихся молотковых
дробилках (рис. 11,6). Эта дробилка так же, как и обыкновен-
ная молотковая, состоит из корпуса 1 с расположенным внутри
его быстро вращающимся ротором 2 с молотками 3. В направ-
лении вращения ротора в дробилке установлена подвижная дро-
бящая плита 5, конструктивно представляющая собой пластин-
чатый транспортер. Для усиления удара материала о пластины
транспортера при разрушении на нем кусков под пластинами
установлена неподвижная стальная массивная плита 6. По-
движная плита движется во встречном направлении по отноше-
нию вращения ротора.
Куски материала, поступающего в дробилку, подвергаются
сильному удару вращающихся с большой скоростью молотков
и отбрасываются на пластины транспортера. Дальнейшее их
измельчение происходит на транспортере в результате ударно-
го и истирающего действия молотков, а также на решетке 4.
При дроблении вязких материалов решетку снимают. Требуемая
степень измельчения при этом достигается на транспортере, для
чего можно уменьшить зазор между пластинами и молотками.
Налипающий на пластинах вязкий материал очищается с
них на противоположной стороне ленты транспортера при ее
непрерывном движении. Таким образом, пластины, поступаю-
щие к ротору, все время находятся в очищенном состоянии.
Полости дробилки предохраняются от липкого материала
вторым пластинчатым транспортером 7. Он служит как бы не-
прерывно движущейся торцовой стенкой дробилки.
Отбрасываемый молотками материал ударяется о верти-
кальные пластины второго транспортера, теряет при этом ско-
рость и ссыпается вниз. Материал, налипающий на пластины,
непрерывно счищается при их движении. На самоочищающих-
76
ся молотковых дробилках можно измельчать материалы высокой
влажности (до 20—30%) и вязкости (глину, трепел, диатомит).
Отличительной особенностью дробилок ударно-отражатель-
ного действия (рис. 11, в) является наличие на роторе не шар-
нирно подвешенных молотков, как в дробилках предыдущих
типов, а жестко посаженных на ротор коротких прочных бил 3
и массивных отражательных плит 8, установленных навстречу
движению ротора.
При загрузке материала в дробилку куски его подвергаются
сильному удару, несколько разрушаются при этом и отбрасы-
ваются на отражательные плиты. В момент удара о плиты кус-
ки дробятся и снова отражаются на молотки; так происходит
до тех пор, пока сильно измельченный материал не провалится
в нижнюю часть корпуса.
На дробилках ударно-отражательного действия можно из-
мельчать горные породы прочностью до 1500 кгс/см2 и с большим
размером кусков — до 1 м. При этом достигается высокая степень
измельчения: коэффициент дробления таких дробилок равен
40—50, т. е. при величине кусков исходного материала 1000 мм
наибольший размер кусков дробленого продукта не будет пре-
вышать 20—25 мм. Это позволяет отказаться от последующих
стадий дробления. В молотковых дробилках коэффициент из-
мельчения находится в пределах 10—12 для однороторных и
15—20 для двухроторных.
Технические характеристики дробилок ударного действия,
наиболее широко применяемых в цементной промышленности,
приведены в табл. 5.
По конструкции молотковые дробилки отличаются числом ро-
торов (одно- или двухроторные), способами крепления молотков,
направлением .вращения ротора, скоростью вращения ротора (ти-
хоходные 200—300 об/мин и быстроходные 750—1000 об/мин),
конструкцией загрузочной и разгрузочной решеток, а также на-
личием решеток. Одни дробилки снабжаются загрузочной и раз-
грузочной решетками, другие имеют только разгрузочную, неко-
торые вообще не имеют решеток.
Молотковая однороторная тихоходная дро-
билка 2000X1600 (рис. 12) наиболее часто применяется на
отечественных цементных заводах. Корпус дробилки состоит из
двух частей — верхней и нижней, В верхней части находится за-
грузочное отверстие, ограниченное загрузочной решеткой 1, сталь-
ной плитой 2 и боковыми стенками корпуса дробилки.
Эти элементы образуют приемную емкость, куда поступает не-
дробленый материал. Загрузочная решетка составлена из от-
дельных колосников, изготовленных из твердой стали. Верхней
частью колосники упираются в корпус дробилки и крепятся к не-
му болтами. Нижние концы колосников размещаются в пазах
опорного бруса 3 и стягиваются в них одним длинным болтом 4.
77
_ Таблица 5 1ехннческие характеристики дробилок ударного действия
Наименование показателей Марка дробилки и завод-изготовитель
Молотковые однороторные обыкновенные Молотковые самоочищающиеся Ударно- отражатель- иые
СМ-170А Выксунский Электросталь- тяжмаш им. Тельмана (ГДР) им. Тельмана (ГДР) ДМПП УЗТМ Выксунский Выксунский
Диаметр ро- тора, мм . . Длина рото- ра, мм .... Число обо- ротов в мину- ту Размер заг- ружаемых кусков, мм . Размер вы- даваемых кус- ков, мм . . . Производи- тельность, т[ч Мощность двигателя, кет Вес, т . . . 1300 1600 580-730 До 400 10—20 150-200 260 12,5 2000 1700 750 До 500 , 25 250 380 30,0 1400 1200 750 До 400 „ 60 200 200 23,6 2000 1600 200 До 600 . 40 . 100 150 37,5 1200 1000 735 До 350 „ 50 , 250 160 25,0 1700 1450 585 До 600 до 75 и до 200 150—500 440 72,0 1000 800 1000 До 350 , 10 . 200 125 15,0 1600 1250 1000 700 До 20 . 40 200 18,0
Загрузочная решетка располагается таким образом, что в за-
зоры между ее колосниками могут проходить молотки и при своем
вращении предварительно дробить крупные куски материала, за-
держанные решеткой. Расстояние между колосниками принима-
ется поэтому больше ширины молотков в 1,5—2 раза.
На нижней части корпуса дробилки в подшипниках скольже-
ния устанавливается вал 5, на котором насажены в несколько
рядов коромысла 6 в виде стальных пластин треугольной формы.
В каждой вершине треугольника коромысла шарнирно закрепле-
ны молотки 7.
В дробилках других конструкций применяются двухконцевые
коромысла, при этом уменьшается количество молотков, что от-
ражается на производительности дробилки и качестве дробления.
Применяют также крепление молотков на осях между стальны-
ми дисками, насаженными на вал и пропускаемыми в отверстия
дисков.
Вал дробилки шестигранный, что исключает необходимость
дополнительно крепить коромысла на валу для предупреждения
их прокручивания при вращении вала.
78
Разгрузочная решетка 8 собирается из стальных колосников
трапецеидального сечения. Она разделена на две половины (ле-
вую и правую). Верхняя часть каждой половины решетки закреп-
ляется винтом 11 через брус 12, располагающийся на подстав-
ках. Такая конструкция обеспечивает надежное крепление решет-
ки и предупреждает смещение ее в горизонтальном направлении.
Нижняя часть решетки опирается на балку 9.
Рис. 12. Молотковая однороторная дробилка 2000Х
Х1600:
/ — загрузочная решетка, 2 — плита, 3 — опорный брус, 4 —
болт, 5 — вал, 6 — коромысла, 7 — молотки, 8 — разгрузочная
решетка, 9~ опорная балка, 10 — люк, // — винт, 12—брус
Для замены решетки освобождают упорные болты, брус 12
смещается наружу и решетка выпадает из дробилки.
Вал дробилки снабжается по концам легкими маховиками,
один из которых одновременно служит приводным шкивом. Шкив
крепится к валу через посредство пальцев, срезающихся при пе-
регрузке дробилки, в момент попадания в нее недробящихся
предметов. Шкив при этом начинает свободно вращаться на ва-
лу, а ротор останавливается. Этим предупреждается поломка
дробилки.
Рассмотренная дробилка относится к тихоходной; вал бы-
строходной дробилки получает вращение непосредственно от
электродвигателя.
Для осмотра дробилки и ее ремонта в нижней части корпуса
предусматриваются специальные люки 10, закрываемые крышка-
ми.
Степень измельчения материалов в молотковых дробилках
регулируют, изменяя зазор между колосниками решетки, число
оборотов ротора и длину молотков.
79
Самоочищающаяся молотковая дробилка
ДМПП 1200X1000 (рис. 13) по своей конструкции дробящего
механизма принципиально не отличается от обыкновенных мо-
лотковых дробилок. Отличительной особенностью ее является на-
личие подвижной дробящей плиты 1, посредством которой нали-
пающий на нее при дроблении материал удаляется из рабочего
пространства дробилки.
На валу 2 на шпонке насажены стальные диски 3, отделенные
друг от друга стальными кольцами 4. Дробилка имеет три ряда
молотков 5, шарнирно закрепленных на стержнях 7, пропущен-
ных через отверстие в дисках. Для регулирования зазора меж-
ду подвижной дробящей плитой и торцами молотков в дисках
имеется еще три ряда отверстий, расположенных на разном рас-
стоянии от центра. Установкой молотков в соответствующем ряду
изменяют расстояние их от плиты.
Подвижная дробящая плита выполнена из стальных полос,
шарнирно связанных между собой и образующих бесконечную
ленту транспортера. Плита движется со скоростью 0,13 м/сек и
приводится в движение через звездочку S; вторая звездочка 10
ведомая, служит для опоры плиты и ее натяжения.
Налипший на плиту материал счищается швеллером 9 при
скольжении по нему обратной ленты плиты.
Второй очистной пластинчатый транспортер 6 установлен вер-
тикально в противоположной стороне дробилки. Налипший на
пластины материал отделяется от них при огибании звездочек,
одна из которых — нижняя является приводной.
Ударно -отражательная дробилка Выксунско-
го завода (рис. 14) имеет два массивных ротора 1, вращаю-
щихся в противоположные стороны, как показано на рисунке.
Каждый ротор имеет самостоятельный ременный привод 8. На
роторе в специальных пазах жестко закреплены билы, по два
на каждом роторе. Со стороны, встречной вращению каждого ро-
тора, установлено по две отбойные решетки — верхние 2 и ниж-
ние 4, собранные из стальных колосников.
Колосники верхних решеток закреплены неподвижно на спе-
циальных осях 3, установленных в корпусе дробилки. Колосники
нижних решеток верхней и нижней своей частью упираются в пру-
жины 6 и 7, что обеспечивает возможность упругого их переме-
щения при попадании в дробилку недробимого предмета.
Для удаления из дробилки вязкой пыли, что имеет место при
дроблении влажного материала, дробилка снабжается специаль-
ными очистными устройствами 5, по одному с каждой стороны.
Они представляют собой пластинчатые транспортеры и аналогич-
ны по своей конструкции и принципу действия рассмотренным
ранее в самоочищающихся дробилках; каждый транспортер име-
ет индивидуальный привод 9.
80
Рис. 13. Самоочищающаяся молотковая дро-
билка ДМПП 1200 X 4000:
1 — дробящая плита, 2 — вал, 3 — диски, 4 — раздели-
тельные кольца, 5 — молотки, 6 — очистной транспор-
тер, 7 — стержни, 3 — ведущая звездочка, 9 — швел-
лер, 10 — ведомая звездочка
Рис. 14. Ударно-отражательная дробилка:
1 — ротор, 2 — верхняя отбойная решетка, 3 — оси колосников решетки, 4 —
нижняя решетка, 5 — очистные устройства, 6 и 7 — пружины. 3 — привод
ротора, 9 — привод очистного устройства, 10 — загрузочное отверстие, // —
цепи, 12 — регулировочные отверстия
81
Все механизмы дробилки заключены в стальной корпус, в
верхней части которого имеется загрузочное отверстие 10. Внут-
ри его навешиваются цепи 11. Куски материала, ссыпаясь между
цепями, задерживают падение. Наличие цепей препятствует так-
же выносу мелочи и пыли из дробилки.
Требуемая степень измельчения материалов в ударно-отража-
тельных дробилках достигается:
изменением величины зазора .между колосниками решеток;
изменением угла наклона верхних колосников, для чего в кор-
пусе дробилки предусматриваются дополнительные отверстия 12
для нижних осей колосников: чем ближе к ротору располагаются
колосники, тем выше степень дробления;
изменением величины зазора между билами и нижней колос-
никовой решеткой;
изменением числа оборотов ротора.
Наиболее подверженной износу частью дробилок ударного
действия являются молотки или билы. Для повышения твердости
их рекомендуется покрывать слоем сталинита. Износу в большей
степени подвержена сторона молотков, движущихся навстречу
материалу. При износе молотка с одной стороны его пово-
рачивают, обращая менее изношенной стороной к движению
материала.
Для предупреждения вибраций вала дробилки и перегрузки
подшипников, что может привести к быстрому ее износу, вес ко-
ромысел и молотков ротора должен быть уравновешен во всех
плоскостях. Все коромысла и молотки должны иметь одинаковую
форму и вес.
§ 20. ГРОХОТЫ (СОРТИРОВКИ!
Грохоты предназначены для разделения (сортировки) сыпу-
чих материалов по крупности зерен. Смесь зерен в определенном
интервале крупности называется фракцией. Например, фракция
10—20 мм содержит зерна от 10 до 20 мм, а фракция 0—10 со-
стоит из мельчайших частиц, условно считаемых размером от
0 мм до зерен размером 10 мм.
Сортировка позволяет получить измельченный продукт тре-
буемой крупности, что упрощает дальнейшую его обработку. Бла-
годаря сортировке также существенно разгружаются дробильные
машины за счет отсева мелких фракций из смеси материала. В
результате сортировки дроблению подвергаются только крупные
зерна, а мелкие направляются на дальнейший передел. Это со-
кращает потребную мощность дробильного оборудования и дает
экономию электроэнергии.
По характеру сортирующего (просеивающего) органа грохо-
ты подразделяются на колосниковые и ситочные.
Колосниковые грохоты представляют собой параллельно рас-
82
положенные брусья (колосники), установленные с определенны-
ми зазорами, через которые проваливается мелкая фракция.
Ситочные грохоты состоят из плоских или цилиндрических
сеток, выполненных из проволоки, или листовой стали с проби-
тыми отверстиями- Из-за относительно небольшой площади от-
верстий листовые сетки почти не используются. Их применяют
пока только в цилиндрических барабанных грохотах.
Проволочные сетки для грохотов должны удовлетворять тре-
бованиям ГОСТ 3584—53. Согласно этому ГОСТ для каждого
сита установлен щзой номер (№), соответствующий внутреннему
размеру стороны квадратного отверстия в миллиметрах. Так,
сито № 5 имеет размер стороны отверстия 5 мм; сито № 05 —
0,5 мм, а сито № 005 — 0,05 мм.
В цементной промышленности в основном применяют грохоты
с плоскими проволочными сетками и колосниковые. Последние
устанавливают перед дробилкой первой стадии дробления.
Сетки или колосники укрепляют с наклоном. Для интенсифи-
кации рассева им сообщают движение. Характер движения ко-
лосниковых грохотов — качающийся или возвратно-поступатель-
ный, а сетчатых— вибрационный.
Рассеивание материала на вибрационных грохотах происхо-
дит под действие^ вибрации сит. По виду механизма, возбуж-
дающего вибрирующие колебания, различают грохоты эксцентри-
ковые, электромагнитные, ударные.
Колосниковый грохот (рис. 15) состоит из двух
групп клинообразных колосников 1 и 2. Для предупреждения
заклинивания материала колосники устанавливаются клинья-
ми книзу. Одним концом каждая группа колосников соединена
с эксцентриками 3 и 4, жестко посаженными на вал 5. Вторым
концом каждая труппа колосников подвешивается на тягах
6 и 7. При вращении вала концы каждой группы колосников со
стороны эксцентриков совершают круговые движения, а концы,
подвешенные на тИгах, описывают дуги.
Эксцентрики установлены таким образом, что ,в тот момент,
когда в результате вращения вала одна группа колосников
идет вверх и вперед, вторая —вниз и назад. Располагающийся
на колосниках материал как бы встряхивается и при этом пе-
редвигается в сторону опущенного конца грохота, увлекаемый
колосниками.
При движении и некотором встряхивании материала из него
выпадают через зазоры в колосниках мелкие фракции.
Грохот приводится в движение от электромотора через тек-
сропную передачу и систему цилиндрических шестерен для
уменьшения числа качаний грохота по сравнению со скоростью
вращения вала мотора.
Скорость движения материала по колосникам при данной
скорости вращения вала и угле наклона колосников строго по-
83
Рис. 15. Колосниковый грохот:
/ и 2 — колосники, 3 н 4 — эксцентрики,
5 — вал, 6 и 7 — тяги
стоянна. Это позволяет использовать колосниковые грохоты так-
же в качестве питателей дробилок преимущественно I стадии
дробления. В этом случае их называют колосниковыми питате-
лями.
Производительность колосниковых грохотов зависит от чис-
ла оборотов эксцентриков, угла наклона колосников, величины
зазора между колосниками.
Существует оптимальная скорость вращения эксцентриков и
соответственно скорость движения колосниковых решеток, обес-
печивающая наивысшую про-
изводительность грохотов. Пре-
вышение этой скорости будет
снижать производительность
грохота из-за проскальзывания
материала на решетке.
Угол наклона колосниковых
грохотов принимают равным
15—20°. Увеличение наклона
может вызвать неполное отде-
ление мелких фракций.
Изготовляют колосниковые
грохоты производительностью
до 300—500 Л!3/ч при ширине
щели между колосниками
100 мм.
Эксцентриковый вибрационный грохот (рис.
16) наиболее распространен по сравнению с другими грохотами
вибрационного типа. Он состоит из рамы 1 с закрепленными на
ней подшипниками 2 для вала 3. На раму с двух ее сторон опи-
рается короб с ситами 4 посредством пружинных опор 6, амор-
тизирующих вибрационные колебания короба и обеспечивающих
этим спокойное состояние рамы.
Короб в своей средней части соединяется с валом. На валу
жестко закреплены эксцентрики 7, представляющие собой ма-
ховики с подвешенным грузом. В результате наличия неуравно-
вешенного груза и быстрого вращения вала возникает большая
центробежная сила, вызывающая вибрацию 'вала, от которого
она передается коробу с ситами, и он начинает совершать кру-
говые колебания в вертикальной плоскости. Под действием этих
колебаний материал на ситах непрерывно встряхивается и спол-
зает в сторону наклона короба.
Привод грохота осуществляется от электромотора 5, смонти-
рованного на раме, через ременную тексропную передачу. Для
этого на валу 3 грохота и валу мотора находятся шкивы 8. Угол
наклона эксцентриковых грохотов 17—22°, частота колебаний
их 1000—<1200 в минуту при амплитуде 2—6 мм.
84
Рис. 16. Эксцентриковый вибрационный грохот:
1 — рама, 2—подшипники, 3 — вал, 4 — короб с ситами, 5 — электромотор,
6 — пружинные опоры, 7 — эксцентрики, 8 — шкивы
85
В коробе может быть установлено до трех сит с уменьшаю-
щимися сверху вниз отверстиями. Это позволяет одновременно
производить рассев материала на четыре фракции при трех си-
тах; натри — при двух и на две — при одном. Наименьшей
фракцией будет та, которая прошла через нижнее сито, а наи-
большей — которая не прошла через самое крупное верхнее
сито.
Эксцентриковые грохоты выпускают с ситами размером от
750x12000 до 1250x3000 мм. Производительность их соответст-
венно от 16 до 60 м3/ч.
§ 21. ПИТАТЕЛИ И ТРАНСПОРТИРУЮЩИЕ МЕХАНИЗМЫ
ДРОБИЛЬНЫХ УСТАНОВОК
Питатели. Питатели предназначены для равномерной пода-
чи материала в дробилку или какую-либо другую машину.
Непрерывно действующее оборудование только в том случае
работает с наибольшей отдачей, когда количество подаваемого
материала строго соответствует его перерабатывающей способ-
ности. Как уменьшение, так и увеличение этого количества от-
рицательно сказывается на производительности машин и изме-
няет качество и количество готового продукта.
Применяемые в дробильных установках питатели можно
подразделить по назначению на питатели, предназначенные для
подачи крупных кусков камня, для подачи мел ко кускового кам-
ня и для подачи пластичных материалов (глины, влажного тре-
пела и др.).
Для подачи крупного камня применяют колосниковые, лот-
ковые и пластинчатые питатели.
Колосниковые питатели по своей конструкции не
отличаются от колосниковых грохотов (см. рис. 15). На них од-
новременно происходит отсев мелких фракций и подача крупных
кусков камня в дробилку. Этот вид питателей в основном ис-
пользуется на новых заводах.
Лотковые питатели представляют собой наклонные
качающиеся лотки, установленные под выходным отверстием
бункера. В результате качания наклоненного лотка материал
постепенно перемещается к опущенному концу его.
Пластинчатые питатели предназначены для рав-
номерной подачи крупных кусков камня в дробилку; они могут
совершать также транспортные операции, подавая камень от
приемного бункера в дробилку на расстояние, соответствующее
длине питателя.
Пластинчатый питатель представляет собой бесконечную
многорядную цепь, опирающуюся на верхние и нижние ролики,
смонтированные в подшипниках на раме.
«6
Подача материала на питатель осуществляется из приемно-
го бункера. Основанием бункера служит лента питателя. Лента
при движении увлекает материал из бункера и передает этот
материал на загрузку.
Пластинчатые питатели, применяемые в цементной промыш-
ленности, изготовляют длиной до 18 ju с лентой шириной от
1.200 мм до 2,4 м. Они имеют производительность от 300 до
1500 м^ч-, скорость движения их ленты 0,02—0Д5 м]сек.
Рис. 17. Схема ленточного транспортера:
а —общий вид, б — разрез транспортера с плоской
лентой, в — разрез транспортера с желобчатой лентой;
1 и 5 — барабаны, 2 и 3 — ролики, 4 — лента
Для подачи мелкокускового камня применяют ленточные
тарельчатые и вибрационные питатели. Вибрационный питатель
представляет собой короткий наклонный лоток, подвешенный к
выходному отверстию бункера. Материал ссыпается на него из
бункера под углом естественного откоса. При вибрации лотка,
которую сообщает ему специальный вибромеханизм, материал
слоем определенной толщины сползает по лотку.
Тарельчатые питатели наиболее распространены в цементной
промышленности для питания мелкокусковых и порошкообраз-
ных материалов. Этот вид питателей рассмотрен в § 30 как обо-
рудование, наиболее часто применяемое при помоле.
Транспортирующие механизмы. Транспортирующими меха-
низмами дробильных установок служат транспортеры, элевато-
ры, а также грейферные краны.
Транспортеры предназначаются для горизонтального или
наклонного (до 20—22°) перемещения материала. Транспорте-
ры подразделяются на ленточные, пластинчатые и скребковые
(ковшовые).
В скребковых транспортерах материал переме-
щается скребками, закрепленными на бесконечной цепи, огиба-
ющей два барабана со звездочками.
Ленточные транспортеры представляют собой
бесконечную ленту 4 (рис. 17, а), огибающую два концевых ба-
рабана: приводной 5 и натяжной /. Вращение приводной бара-
бан получает от электродвигателя через редуктор. При вращении
87
барабана лента увлекается им и перемещает расположенный на
нем материал. Каждая ветвь ленты поддерживается роликами
верхним 2 и нижними 3.
Ленточные транспортеры бывают с резиновой и со стальной
лентой. Транспортеры со стальной лентой, а также пластинча-
тые и скребковые применяются для перемещения материалов с
температурой выше 90° С.
На стальную ленту меньше налипает материал, чем на ре-
зиновую, а поэтому они более удобны при транспортировании
липких вязких материалов. Истирается стальная лента также
меньше, ио стоимость ее .значительно выше резиновой.
В зависимости от формы сечения верхней ветви ленты
транспортеры с резиновой лентой бывают плоские (рис. 17, б)
и желобчатые (рис. 17, в). Желобчатая (лотковая) форма при-
дается ленте верхними роликами.
Производительность Q м3/ч ленточного транспортера опре-
деляется по формуле
Q=3600F-^,
где F— площадь поперечного сечения слоя материала на лен-
те, ж2;
v — скорость движения ленты, м/сек, принимаемая равной
от ОД до 5 м/сек, чаще от 0,8 до (1,5 м/сек.
Площадь поперечного сечения материала зависит от шири-
ны ленты, угла естественного откоса материала и формы ленты;
желобчатые транспортеры имеют поэтому производительность
примерно в два раза больше, чем транспортеры с плоской лен-
той при одинаковой ширине последней. Производительность
транспортеров, имеющих ленту шириной от '500 до 2000 см, со-
ответственно равна от 30 до 1400 м3/ч.
Резиновая транспортерная лента имеет несколько (от 3 до
12) тканевых прокладок в зависимости от их ширины. Напри-
мер, у ленты шириной 300 мм их 3—5, а у ленты шириной
2000 мм их 3—il2.
Пластинчатый транспортер представляет собой
две бесконечные цепи с закрепленными на них поперечными
стальными пластинами. Каждая цепь огибает приводную и на-
тяжную звездочку.
Элеваторы (рис. 18) представляют собой вертикальную
или наклонную под углом 50—70° шахту 1, внутри которой дви-
жется бесконечная лента 2 или цепь с закрепленными на ней
ковшами 3. Лента огибает приводной 4 и натяжной 6 бараба-
ны. Первый приводится во вращение от электродвигателя через
редуктор.
Материал подается по приемной течке 8 в башмак 7 элева-
тора, подхватывается движущимися ковшами, а при огибании
«8
барабана 4 ковши опрокидываются и материал высыпается
из них по течке 5. Различают ковши глубокие и мелкие; глу-
бокие ковши применяют для легковысыпающихся материалов,
а мелкие — для вязких материалов и шлама.
Производительность Q /и3/ч элеватора определяется по фор-
муле
Q= 3,6 у -q-k,
Рис. 18. Схема
элеватора:
/ — шахта, 2 —
лента. 3 — ковш.
4 — приводной ба-
рабан, 5 — разгру-
зочная течка, 6 —
натяжной бара-
бан, 7 — башмак.
8 — приемная теч-
ка
где v — скорость движения ковшей, м/сек, равная 0,'G—1 м/сек.
для тихоходных и 1,2—2,0 м/сек для быстроходных эле-
ваторов;
t — шаг ковшей (расстояние между ковшами), м;
q — емкость ковша, л\
k — коэффициент заполнения ковшей, равный для сухих
молотых материалов 0,75—0,95; для песка 0,7—0,9 и
щебня 0,5—0,7.
Производительность элеватора возрастает
с увеличением скорости движения ковшей, их
емкости, коэффициента наполнения и умень-
шения расстояния между ковшами (шага ков-
шей).
Элеваторы имеют производительность от
20 до 150 jh3/«.
Правила обслуживания питателей и транс-
портирующих механизмов. Перед пуском ме-
ханизма его следует осмотреть: проверить
привод, ограждения и предохранительные
устройства. Необходимо установить, есть ли
в бункерах свободное место. Тщательно ос-
мотреть смазочные устройства и наличие в
них смазки.
Запрещается изменять число оборотов
привода и скорость транспортирующих уст-
ройств без ведома главного механика завода.
В процессе эксплуатации необходимо сле-
дить за плавностью работы механизма, своев-
ременной смазкой и температурой подшипни-
ков, не допуская завалов механизма материа-
лом.
При обрыве цепей, лент или звеньев тран-
спортирующего механизма следует немедлен-
но останавливать их, сигнализируя о прекра-
щении подачи материалов в механизм.
Смазывать механизмы необходимо в соответствии с инструк-
цией эксплуатации, строго соблюдая режим смазки и применяя
при этом указанные смазочные материалы.
89
§ 22. УПРАВЛЕНИЕ ДРОБИЛЬНЫМИ УСТАНОВКАМИ
Рис. 19. Схема теленаблюдения в
дробильной установке:
J — VIII — телевизионные камеры; 1 —
.дробилка первой стадии, 2 — дробилка
второй стадии, 3 — грохот, 4 — траис-
портеры, 5 — бункер дробленого про-
дукта, 6 — питатели. 7 — дробилка
третьей стадии, 8 — склад дробленого
продукта
Дробильные установки современных цементных заводов име-
ют централизованное управление. Пульт управления размещает-
ся в отделении первичного дробления. Электродвигатели обо-
рудования взаимно сблокированы между собой таким образом,
что при остановке какой-либо машины все предшествующее
транспортное оборудование и питатели, а также грохоты немед-
ленно останавливаются. Иск-
лючение составляют дробил-
ки, работа которых происхо-
дит до тех пор, пока не будет
выработан весь материал, на-
ходящийся в них. Иначе пос-
ледующий пуск дробилки при
наличии в ней материалов мо-
жет вызвать поломку машины.
Для наблюдения за про-
цессами дробления и дистан-
ционного управления ими при-
меняют промышленное теле-
видение. Телевизионные каме-
ры устанавливают в узлах тех-
нологической цепи (рис. 19).
Эти камеры передают изобра-
жение протекающих там про-
цессов на экраны, установлен-
ные в помещении пульта уп-
равления. Наблюдая за хо-
дом дробления, оператор,
находящийся у пульта, дистанционно может регулировать
процесс.
Наряду с дистанционным управлением всем технологическим
процессом дробления применяют автоматическое управление и
регулирование оборудования по заданному технологическому
режиму. Такая система автоматизации применяется, в частно-
сти, на молотковых дробилках; она позволяет стабилизировать,
т. е. делать совершенно одинаковым, режим их работы.
Принцип автоматического регулирования дробилок основан
на зависимости потребляемой двигателем мощности от степени
загрузки дробилки. При нарушении установленного режима за-
грузки изменяется потребляемая мощность, что отражается на
силе тока в сети. Сигнал этого изменения передается исполни-
тельному механизму, который воздействует на питатель дробил-
ки, изменяя скорость его движения и соответственно количество
материала, подаваемого в дробилку.
Широко применяется также автоматическая смазка подшип-
<J0
ников, изменяющая степень подачи масла при нагреве подшип-
ников сверх установленного режима. Смазка наиболее ответст-
венных узлов высокопроизводительных агрегатов дробильно-
го отделения осуществляется централизованно для нескольких
машин.
Для предупреждения попадания металлических предметов в.
металлоискатели,
основан на маг-
дробилку применяют магнитные сепараторы и
Принцип действия магнитных сепараторов
нитных свойствах металла. Если, например,
поместить магнит 1 в барабан 2 ленточного
транспортера (рис. 20), то все предметы, об-
ладающие магнитным свойством, будут при-
тянуты к ленте 3. При обороте ленты немаг-
нитные материалы 5 ссыпаются с нее обычным
способом, а притянутые магнитом 4 удержи-
ваются на ленте до тех пор, пока она находится
в области действия магнитных сил. Затем они
также упадут с ленты. Рис. 20. Схема
Металлические предметы в сырье обнару- магнитного сепа-
живают также при помощи металлоискате- , _ Mai.P„™₽2 - баРа-
лей, устанавливаемых на резиновых транс- бан, з —лента, 4—
портерных лентах. Наиболее распространены 5-Нн7ма“тппньнГ"ро’
металлоискатели МЗД-4М и ЭМИ-Н42. При дукт
попадании на ленту транспортера металличе-
ских предметов на пульте управления сразу же зажигается сиг-
нальная лампа и раздается звонок, а транспортер немедленно
останавливается.
§ 23. ЭКСПЛУАТАЦИЯ ДРОБИЛЬНЫХ УСТАНОВОК
Правильная эксплуатация дробильных установок обеспечи-
вает безопасность работы обслуживающего персонала, безава-
рийную работу оборудования, высокую производительность ма-
шин, выдачу продукта установленного качества и продлевает
межремонтные сроки работы оборудования.
Перед пуском дробильной установки оператор обязан про-
верить исправность всех дробилок, транспортирующих и пита-
тельных устройств; осмотреть и при необходимости отрегулиро-
вать питатели в положение, соответствующее режиму работы
-данной машины; проконтролировать действие звуковой и све-
товой сигнализации.
Оператор должен также убедиться, что смазочные устрой-
ства в хорошем состоянии и в них есть смазка *; осмотреть все
* Сведения о смазке механизмов, правила выполнения и организации сма-
зочных работ, а также виды смазочных материалов и нормы их расхода при-
ведены в гл. XVI в связи с особой значимостью этих вопросов для успешной
эксплуатации агрегатов.
91
системы автоматической и централизованной смазки; проверить
наличие и исправность ограждений движущихся механизмов.
До начала работы необходимо проверить чистоту помещения
и убрать посторонние предметы.
Непосредственно перед пуском установки оператор должен
убедиться в том, что никто из работающих не окажется в опас-
ном положении при пуске машин, затем он должен дать звуко-
вой или другой предупреждающий сигнал.
Запрещается начинать работу при ослабленных креплениях,
сработанных или ослабленных шпонках крепления маховиков,
шкивов, зубчатых колес. Нельзя работать при износе выше норм
дробящих элементов дробилок (броневых плит, молотков); не-
исправности подшипников и пружин натяжения щек у щековых
дробилок; любом нарушении системы смазки или отсутствии ее
в трущихся узлах; неисправности или отсутствии ограждения.
Останавливают механизмы дробильной установки не все сра-
зу, а последовательно в направлении технологического потока.
Вначале прекращают подачу материала в приемный бункер
I стадии дробления, и как только из него будет выработан ма-
териал, останавливают питатель. Затем, после опорожнения дро-
билки от материала, ее останавливают и т. д. И наконец, выклю-
чают систему централизованной смазки и подачу масла в
подшипники.
После остановки дробильной установки оператор обязан
осмотреть состояние основных рабочих узлов оборудования, убе-
диться в исправности их, а при необходимости ремонта записать
замеченные неполадки в журнал ремонта и сообщить о них ма-
стеру или начальнику цеха. Следующей смене оператор сдает
оборудование в надлежащей чистоте.
В процессе работы дробильной установки оператор обязан:
систематически наблюдать за работой машин, питателей и
транспортных средств; следить за системой смазки и не допу-
скать перегрева подшипников.
Оператор также наблюдает за качеством материала, посту-
пающего на дробление, и дробленым продуктом, крупностью,
влажностью, наличием посторонних включений. Он обеспечива-
ет равномерность подачи материала по заданному режиму ра-
боты оборудования, не допуская перегрузки дробилок; не допу-
скает и предупреждает работу дробилок вхолостую, а также
следит за работой обеспыливающей установки.
В процессе работы все рабочие, обслуживающие оборудова-
ние дробильных установок, должны следить за его правильной
и ритмичной работой. Рабочие должны знать характерные не-
исправности дробилок, их признаки и способы устранения. Для
щековых дробилок характерны следующие неисправности.
Нарушение прочного крепления крышки подшипника в ре-
зультате ослабления или поломки болтов вызывает стук в под-
92
шипнике и дребезжание крышки. В этом случае следует подтя-
нуть или заменить болты, предварительно осмотрев состояние
подшипника, и, если в него попала пыль, промыть и тщательно
смазать.
Вибрация верхней части станины часто возникает в резуль-
тате ослабления или поломки крепежных болтов. Ослабление
броневых плит вызывает при работе дробилки звон плит и кача-
ние крепежных болтов.
Если подвижная щека дробилки перестает качаться, осла-
бевают пружины на оттягивающей штанге и сильно раскачи-
вается шатун, это может произойти в результате поломки рас-
порной плиты. Для устранения этой неисправности следует
снять пружину и заменить распорную плиту, предварительно
осмотрев состояние сухарей.
Недостаточная смазка подшипников вызывает скрип в под-
шипнике или его нагрев. В этом случае следует проверить пода-
чу смазки, и если она не проходит к трущимся частям, прочи-
стить масленку и каналы.
ГЛАВА V.
ПОМОЛ СЫРЬЕВЫХ МАТЕРИАЛОВ
§ 24. ОБЩИЕ СВЕДЕНИЯ О ПОМОЛЕ И ПОМОЛЬНЫХ УСТАНОВКАХ
¥
V Тонкое .измельчение сырьевых материалов называется по-
молом. Комплекс оборудования, участвующего в этой операции,
объединяется в помольный цех завода. Этим оборудованием яв-
ляются в первую очередь мельницы и механизмы, обеспечива-
ющие нормальную и 'бесперебойную работу мельниц:
расходные бункера для создания некоторого запаса матери-
ала перед мельницей на случай нарушения подачи материалов
в помольный цех;
питатели, обеспечивающие равномерное питание мельницы
исходными .материалами;
аспирационная установка с пылеочистительными аппаратами,
способствующая повышению производительности мельницы;
сепараторы (классификаторы), устанавливаемые при мель-
ницах, работающих в закрытом цикле, и служащие для отделе-
ния недоизмельченных зерен, подвергаемых затем вторичному
размолу;
транспортирующие механизмы, подающие материал в расход-
ные бункера, измельченный продукт от мельниц в сепараторы
или на склад;
приборы автоматического регулирования процессом помола;
.вентиляционные устройства санитарно-технического назна-
чения, аналогичные применяемым в дробильных установках.
Основным же технологическим агрегатом помольного цеха
является мельница.
Цементная промышленность применяет шаровые и валковые
.мельницы, а также аппараты, в которых происходит самопро-
извольное измельчение в результате удара и истирания кусков
материала друг о друга, например мельница «Аэрофол», струй-
ная мельница.
Наиболее распространенные аппараты — шаровые мель-
ницы.
Измельчение материалов в шаровой мельнице происходит в
результате ударного и истирающего действия мелющих тел —
шаров.
94
2 3
Рис. 21. Шаровая мельница:
/ — барабан, 2 — подшипники, 3
и 4 — цапфы, 5 — шары
Шаровая мельница представляет собой строго горизонталь-
ный стальной барабан 1 (рис. 21), футерованный внутри пли-
тами из твердой стали. Внутри барабана находятся мелющие
тела — шары 5 (или цилиндрики для особо тонкого измельче-
ния).
Барабан вращается в подшипниках 2. При вращении бара-
бана шары под действием центробежной силы поднимаются
вверх. Достигнув определенной точки, в которой вес шаров ока-
зывается больше центробежной силы,
они отрываются и падают, раздрабли-
вая при ударе куски загруженного в
мельницу материала. Вращение бара-
бана вызывает также перекатывание
мелющих тел относительно друг дру-
га и тонкое истирание материала, по-
падающего между шарами.
Для более эффективного использо-
вания истирающей способности мелю-
щих тел шары заменяют стальными
цилиндриками — цильпебсами, имею-
щими отношение длины к диаметру
около 1,5. Истирающая площадь циль-
пебсов в несколько раз больше, так
как шары теоретически соприкасают-
ся в одной точке, а цилиндры — по
образующей линии.
Загружают материал в мельницу
через полую цапфу 4, а разгружа-
ют —-с противоположной стороны так-
же через полую цапфу 3 или специ-
альную решетку. Таким образом, ша-
ровая мельница является непрерывно
Скорость загрузки материала в нее равна скорости разгрузки
готового продукта.
В процессе перемещения вдоль барабана материал измель-
чается, и чем длиннее будет этот путь, тем тоньше окажется
измельченным материал (при одной и той же скорости его дви-
жения). Для повышения тонкости помола увеличивают длину
барабана шаровых мельниц, применяя так называемые трубные
мельницы. Длина трубных мельниц в 3—6 раз превышает диа-
метр, тогда как у обычных шаровых мельниц отношение длины
к диаметру не более 2. Трубные мельницы разделяют дырчаты-
ми перегородками на камеры (две, три или четыре), обеспечи-
вающие также разделение процесса помола на более грубое
измельчение в камерах, расположенных ближе к стороне загруз-
ки, и более тонкое — в последующих камерах.
В первую камеру материал поступает в виде относительно
действующей машиной.
95
крупных кусков. Для их разрушения требуется большая сила
удара. Поэтому в первую камеру загружают шары большого
диаметра — от 45 до 100—120 мм, имеющие вес до 5—6 кг. Во
вторую камеру поступает материал уже в виде крупки. Для из-
мельчения таких зерен не требуется большой силы удара, но
число ударов должно быть велико, так как мелких зерен из
крупных кусков образовалось очень много. Для этого во вторую
камеру загружают шары меньшего диаметра — 20—40 мм.
В следующие камеры поступает материал в виде довольно тон-
ко измельченного продукта и здесь его нужно измельчать исти-
ранием. Поэтому следующие камеры загружают только сталь-
ными цилиндриками (цельпебсом) диаметром от 10 до 16 мм.
Продвижение материалов вдоль барабана мельницы проис-
ходит в результате непрерывного подпора со стороны загрузки,
производимого новыми порциями поступающего в мельницу ма-
териала. Таким образом, чем больше будет подано в мельницу
свежего материала, тем больше будет получено измельченного
продукта. Однако время нахождения материала в мельнице при
этом будет меньше и, следовательно, помол окажется грубее.
Помол сырьевых материалов осуществляют в сухом состоя-
нии или в присутствии воды. В последнем случае улучшаются
условия измельчения материалов, так как вода размягчает
материал, понижая его прочность.
При равных условиях степень измельчения материала, и со-
ответственно ' производительность мельницы, зависит от его
твердости. Размолоспособность различных сырьевых материа-
лов по сравнению с размолоспособностью клинкера, принимае-
мой за единицу, характеризуется следующими величинами:
известняк................................... 1,2—1,8
гранулированный доменный шлак............... 0,8—1,1
опока....................................... 1,3—1,4
трасс....................................... 0,5—0,6
кварцевый песок............................. 0,6—0,7
Из сравнения видно, что известняк будет размалываться
примерно в два раза быстрее кварцевого песка. Для оценки тон-
кости помола и сравнения размолоспособности материала при-
меняется величина остатка на двух ситах: № 02 (с размером
ячейки 0,2 мм) и № 008 (с размером ячейки 0,08 мм) в процен-
тах к весу пробы. Чем тоньше измельчен материал, тем меньше
будет величина остатка на ситах.
Производительность шаровой мельницы можно подсчитать
по формуле
Q=6,45 V УD -к-b-q-,
где Q — производительность мельницы, т/ч;
V — полезный объем мельницы, м3;
96
D — внутренний диаметр мельницы, м;
Р — вес мелющих тел, т;
к — коэффициент аспирации;
b — удельная производительность мельницы (полезная
мощность), т/квт -ч ;
q — поправочный коэффициент на тонкость помола.
Коэффициент аспирации (к) учитывается в том случае, ког-
да через мельницу просасывается воздух и как бы очищает
шары от прилипшей к ним пыли. Величина коэффициента аспи-
рации изменяется от 1 при незначительной аспирации (скорость
воздуха в мельнице примерно 0,2—0,3 м/сек) до 1,25 при ско-
рости воздуха 0,6—0,7 м/сек.
Удельная производительность мельницы (Ь) — это количе-
ство тонн измельченного до определенной степени материала,
получаемого при затрате 1 кет ч электроэнергии. Величина
этого коэффициента непосредственно определяется величиной
размолоспособности материала и в среднем равна:
для клинкера и доменных гранулированных шлаков 0,040
известняка..................................... 0,042
трасса........................................... 0,022
опоки .......................................... 0,054
кварцевого песка................................. 0,026
Величина поправочного коэффициента (q) применяется рав-
ной 1 при тонкости помола, характеризуемого остатком на сите
№ 008 в количестве 10%- Это является примерно средней сте-
пенью измельчения цемента на отечественных заводах. Измене-
ние тонкости помола резко влияет на производительность мель-
ницы, увеличивая ее при более грубом помоле и снижая с повы-
шением тонкости помола. Так, при увеличении тонкости помола
до остатка на сите № 008 8—6% коэффициент тонкости помола
уменьшается соответственно до 0,9—0,8, т. е. примерно на 9—
20%- На столько же и снижается производительность мельницы.
Примерно в аналогичной пропорции возрастает производитель-
ность мельницы при увеличении крупности помола.
На производительность и устойчивую работу мельницы ока-
зывает влияние скорость вращения барабана. Только при пра-
вильно выбранном числе оборотов мельница обеспечивает вы-
сокую производительность. Недостаточная скорость вращения
вызовет подъем шаров на относительно небольшую высоту: сила
их удара и измельчающая способность окажется незначитель-
ной. При чрезмерно высокой скорости вращения барабана ве-
личина центробежной силы, с которой мелющие тела прижима-
ются к внутренней поверхности мельницы, окажется столь зна-
чительной, что шары не смогут оторваться от этой поверхности:
и будут вращаться вместе с барабаном, по существу не измель-
чая материала.
4-2176 97-
Величина центробежной силы Р кг равна:
р mv?
'где т — масса мелющего тела, равная весу шара р кг, делен-
ному на ускорение силы тяжести 9,81 м!сек2\
v — окружная скорость мельницы, равная ~^и ,
где л=3,44; п — число оборотов в минуту;
R — радиус мельницы, м.
Из формулы видно, что с увеличением радиуса мельницы оп-
тимальная скорость вращения должна соответственно умень-
шаться, так как величина центробежной силы, обеспечивающей
отрыв шаров в заданной точке барабана, должна быть постоян-
ной. Наиболее выгодное число оборотов барабана мельницы оп-
ределяют по формуле
32
где пр — рабочая скорость вращения, об/мин;
D —диаметр мельницы, м.
Рекомендуют следующее оптимальное число оборотов бара-
бана мельниц различного диаметра, уточненное производствен-
ным опытом:
мельница диаметром 1,7 м 24,5 об/мин
2,0 „ 21,0
2,2 . 20,8 .
» » 2,4 » 20,0 ,
и 2,6 , 19,5
я 3,0 „ 17,5
я п 3,2 . 16,0
§ 25. СХЕМЫ ПОМОЛА В ШАРОВЫХ МЕЛЬНИЦАХ
Различают две принципиально отличающиеся схемы помола:
«по открытому циклу (рис. 22, а) и по замкнутому циклу
{рис. 22, б, в, г, д и е).
При открытом цикле материал только один раз проходит
через мельницу и в качестве готового продукта поступает
на дальнейшую переработку.
При замкнутом цикле помола часть материала — более круп-
ные фракции, снова пропускаются через мельницу для оконча-
тельного измельчения. Для этого весь продукт, поступающий из
мельницы, рассеивается на мелкие фракции — кондиционная
продукция, и на более крупные, направляемые затем в мельни-
98
цу на доизмельчение. Разделение измельченного продукта на
фракции называют еще сепарацией, а оборудование, применяе-
мое для этого, — сепараторами.
Работа мельницы по замкнутому циклу обеспечивает полу-
чение материала постоянного качества. В нем отсутствуют
крупные зерна, что неизбежно при открытом цикле помола.
Замкнутый цикл способствует повышению производительности
мельницы, так как из нее удаляются мельчайшие частицы, ко-
торые в противном случае, налипая на мелющие тела, умень-
Рис. 22. Схемы помола:
а — по открытому циклу, б, в, г, д и е — по замкнутому циклу; / — трубная мельница,.
2— элеватор, 3 — сепаратор, 4 и 5 —короткие шаровые мельницы
шают их измалывающую способность. Непрерывный отсев пы-
леватых частиц при замкнутом цикле уменьшает содержание
пыли в мельнице.
Кроме того, мельчайшие частицы, если их не удаляют, весь-
ма трудно поддаются дальнейшему измельчению, как это было
показано при рассмотрении коэффициента тонкости помола.
Затраты энергии на их измельчение при этом очень велики.
В результате промежуточного непрерывного отделения мелких
фракций и своевременного удаления их из мельницы основная
масса остающегося в мельнице материала сравнительно легко и
быстро измельчается до заданной тонкости.
Варианты технологических схем помола по замкнутому
циклу весьма разнообразны. Отличаются они способом отбора
материала из мельницы, конструктивными особенностями мель-
ниц и способом транспортирования измельченного продукта от
мельницы к сепараторам.
Схема рис. 22, б предусматривает работу трубных многока-
мерных шаровых мельниц по замкнутому циклу. Грубоиз-
мельченный материал из мельницы 1 поступает в элеватор 2 и
4*
9&
направляется затем в сепаратор 3, где он разделяется на две
фракции — грубую (крупку) и тонкую (готовый продукт).
Крупка вместе с исходным материалом подается в мельницу на
вторичное измельчение. Схема рис. 22, б позволяет работать
также по открытому циклу. В этом случае материал из мель-
ницы, минуя сепаратор, отправляется непосредственно на склад.
Схема рис. 22, в предусматривает двухстадийное измельче-
ние материала в двух коротких (одно-или двухкамерных) шаро-
вых мельницах. Грубое измельчение производится в первой
мельнице 4, работающей по открытому циклу, а окончательное
тонкое измельчение — во второй мельнице 5, работающей по
замкнутому циклу. Применяют также сепарацию после перво-
го измельчения в мельнице 4 (рис. 22,г), а вторая мельница ра-
ботает при этом по открытому циклу.
Схема рис. 22, д и е предусматривает отбор частично измель-
ченного материала в середине трубной мельницы /. Для раз-
грузки материала в середине барабана имеются отверстия, через
которые материал ссыпается в транспортирующий механизм.
Грубоизмельченный материал, дойдя до середины мельницы,
отбирается и направляется в сепаратор. Тонкий продукт из се-
паратора подается на склад, а крупка загружается с противопо-
ложного конца мельницы и движется навстречу свежему мате-
риалу, измельчаясь при этом. В середине мельницы она также
выгружается одновременно с первично измельченным материа-
лом и поступает в сепаратор.
Производительность мельниц, работающих по замкнутому
циклу, повышается на 15—20%. Недостатком этой схемы явля-
ются более высокие капитальные затраты на приобретение и
установку дополнительного сепарационного оборудования, а
также потребность в больших объемах здания для помольной
установки.
\/ § 26‘ УСТРОЙСТВО СЫРЬЕВЫХ ТРУБНЫХ МЕЛЬНИЦ
Отечественная цементная промышленность применяет для
измельчения сырьевых материалов в основном шаровые труб-
ные мельницы, наиболее распространенные из которых приве-
дены в табл. 6.
Общий вид шаровой трубной мельницы показан на рис. 23.
Она состоит из барабана /, в котором измельчается материал,
электродвигателя 3, передающего через редуктор 2 вращение ба-
рабану, и системы автоматической централизованной смазки 4
подшипников, редуктора и электродвигателя мельницы.
Основной рабочей частью мельницы является барабан. Он
может отличаться конструкцией узлов загрузки и разгрузки ма-
териалов, а также приводом. Различают мельницы с централь-
ным и периферийным приводом.
too
Таблица 6
Технические характеристики шаровых трубных мельниц
Завод-изготовитель
Наименование показателей
,Сибтяжмаш“
„Цементам ла-
генбау*
(ГДР)
им. Э. Тель-
мана
(ГДР)
Диаметр, м .......
Длина, м..........
Количество камер .
Число оборотов . .
Производительность
т\ч при помоле извест-
няка средней твердо-
сти и глиняного шлама
до 8—10% остатка на
сите № 008 от веса су-
хого материала . . . .
Требуемая мощ-
ность, кет..........
Вес мельницы без
привода и мелющих
тел, т..............
2,0
10,5
4
21,0
17
350
2,2
13,0
4
20,0
2,6
13,0
3
20,0
25-30 32-42
480 820
69,3 84 137
16,0
80
1700
217
2,2
13,0
3
21,4
21,5
450
120
2,4
13,0
3
20,0
29
600
140
2,6
13,0
3
19,6
40
730
141
3,0
14,0
3
18,5
80
1060
180
Мельница, показанная на рис. 23, имеет центральный привод.
Опа получает вращение от приводного вала, непосредственно
связанного с барабаном.
При периферийном приводе мельница вращается через вен-
цовую шестерню, установленную на одном из днищ барабана.
Эта большая ведомая шестерня входит в зацепление с другой
ведущей шестерней, посаженной на приводной вал и вращаю-
щейся от электродвигателя через редуктор или ременную переда-
чу. Периферийный привод создает громоздкость, усложняет конст-
рукцию привода, поэтому от выпуска трубных мельниц с таким
приводом в настоящее время отказались.
По способу разгрузки мельницы подразделяют на два типа:
с центральной и периферийной разгрузкой. Показанная на
рис. 23 мельница имеет центральную разгрузку. Измельченный
материал удаляется из нее через полую цапфу в центре бараба-
на мельницы; при периферийной разгрузке удаление материала
из мельницы происходит через специальные отверстия в днище
барабана со стороны последней камеры (см. рис. 25).
Периферийная разгрузка упрощает конструкцию мельницы,
так как в этом случае не требуется специальных приспособлений
для направления измельченного материала в цапфу, но при
такой разгрузке осложняется крепление футеровочных плит.
Основным недостатком таких мельниц является то, что они
трудно вентилируются. Новые мельницы выпускают с централь-
ной разгрузкой.
101
Основными конструктивными элементами шаровых трубных
мельниц являются барабан, загрузочное и разгрузочное устрой-
ства, подшипники, на которые опирается барабан мельницы, и
привод, состоящий из электродвигателя и редуктора.
Ознакомимся с конструкциями наиболее распространенных
шаровых трубных мельниц.
Мельница 2,2x13 с центральной разгрузкой
(рис. 24) в настоящее время установлена на многих заводах
(около 30% всех предприятий оснащены такими мельницами).
смазки
Барабан 1 мельницы выполняется сварным из стальных листов
толщиной 26 мм (у мельниц диаметром 2,6 м — толщиной 36—
40 мм и толщиной 46 мм — у мельниц диаметром 3,2 м). Бара-
бан старых мельниц выполнялся клепаным.
С торцов барабан закрыт днищами 2, переходящими в пу-
стотелые цапфы 3. Цапфы опираются на цапфовые подшипни-
ки 4, воспринимающие вес барабана и передающие его на фун-
дамент. Днища крепятся к цилиндрической части барабана бол-
тами 11 по всему диаметру.
Барабан по длине разделен междукамерными перегородками
(см. рис. 26). Назначение междукамерных перегородок — пре-
пятствовать перемещению мелющих тел по длине барабана и
разделять емкость барабана на камеры. Но при этом измельча-
емый материал должен свободно перемещаться по длине бара-
бана. Удовлетворяют этому требованию перегородки с отвер-
oss о$и
Рис. 24. Трубная мельница 2,2X13 с центральным приводом и центральной разгрузкой:
а — загрузочное устройство, б — разгрузочное устройство;/— барабан, 2 — днище, 3 — цапфы, / — подшипники, 5 — фетровое уплот-
нение, 6 — течка, 7—груша, 8 н 10—винтовые лопастн, 9 — полость цапфы, // — болты крепления днища, 12 — разгрузочная решет-
ка, ]3 — соединительные болты решетки, /4— разгрузочная полость, 15— конус, 16 — разгрузочный патрубок, 17 отверстия в пат-
рубке, 18 — снто, 19 — Патрубок аспирационной системы, 20 — патрубок удаления крупных зерен
102
стиями диаметром меньшим, чем минимальный размер мелю-
щих тел в камерах по одну и другую сторону перегородки.
В торце барабана со стороны разгрузочного устройства установ-
лена разгрузочная решетка 12.
Внутренняя часть барабана футеруется броневыми плитами
из марганцовистой или хромистой стали. Толщина плит от 50
до 80 мм в зависимости от диаметра мельницы. Броневые пли-
ты крепятся к корпусу барабана болтами.
Конструкция межкамерных перегородок и броневых плит
имеет большое влияние на производительность мельницы, поэ-
тому дальше их устройство будет рассмотрено подробнее.
В корпусе барабана имеются люки, по одному на каждую
камеру. Они предназначены для ремонтных работ и загрузки
шаров.
Загрузочное устройство (рис. 24, а) мельницы с центральной
разгрузкой состоит из чугунной наклонно расположенной пита-
тельной течки 6. Течка установлена на стойке (или отлита вме-
сте с ней), прочно прикрепленной к фундаментной плите (на
чертеже не показана). Течка входит в торцовую часть загру-
зочной цапфы, называемой грушей 7 и вращающейся вместе с
цапфой.
Между течкой и грушей проложено фетровое уплотнение 5,
смазанное густой смазкой. Уплотнение предупреждает пыление.
В груше находится винтовая лопасть 8, захватывающая мате-
риал, поступающий в нее из течки. Эта лопасть направляет ма-
териал в полость цапфы 9. Такие же лопасти 10 имеет и цапфа
для перемещения материала в барабан мельницы.
Мельницы 2,2X13 выпускают и с другой конструкцией загру-
зочного устройства (см. рис. 25, а). В ней винтовая лопасть заме-
нена воронкой.
Разгрузочное устройство (рис. 24, б) мельницы состоит из
разгрузочной решетки 12, которая при помощи болтов 13 соеди-
нена с днищем 2. Решетка .имеет отверстия, через которые из-
мельченный материал из барабана попадает в полость 14, огра-
ниченную днищем и решеткой.
Измельченный материал в разгрузочную цапфу подают с по-
мощью лопастей и направляющего конуса 15, закрепленного в
центре разгрузочной решетки. При вращении барабана измель-
ченный материал захватывается лопастями, а затем ссыпается
с них. Попадая на конус, он направляется в цапфу.
В разгрузочной цапфе так же, как и в загрузочной, имеют-
ся винтовые лопасти, посредством которых материал переме-
щается к разгрузочному патрубку 16, расположенному между
цапфой и приводным валом мельницы.
Патрубок имеет отверстия 17, через которые измельченный
материал попадает на цилиндрическое контрольное сито 18.
Крупные частицы, а также возможные остатки мелющих тел
104
задерживаются ситом, а готовый продукт направляется по ко-
жуху для последующего транспортирования его на дальнейшую
переработку.
Задержанные ситом крупные частицы попадают в патрубок
20 кожуха и удаляются из мельницы. Для отсоса запыленного
воздуха из мельницы (аспирации) в кожухе сделан патрубок
19, присоединяемый к аспирационной системе.
Рис. 25. Трубная мельница 2,2X13 с центральным приводом и перифе-
рийной разгрузкой:
а — загрузочное устройство, б — разгрузочное устройство; 1 — течка, 2 — воронка,
3 — приливы воронки, 4 и 8 — ребра жесткости, 5 — кольцо. 6 — днище барабана,
7 — разгрузочная решетка, 9 — разгрузочный кожух, 10 — отверстия в разгрузочном
днище, 11 — разгрузочное днище, 12 — цапфа, 13 — шпнлькн, 14 — заглушка, 15 —
соединительная деталь, 16 — шлицевая втулка, 17 — приводной вал
Кроме рассмотренного разгрузочного устройства, в мельни-
цах 2,2x13 с центральным приводом делают такие, у которых
винтовые лопасти в цапфе заменены воронкой. Воронка уста-
навливается уширенной частью в сторону разгрузочного патруб-
ка. Материал с направляющего конуса разгрузочной решетки
попадает в воронку и в результате вращения перемещается в
разгрузочный патрубок. Дальнейший процесс выгрузки измель-
ченного материала в мельнице с разгрузочной воронкой анало-
гичен рассмотренному ранее.
Мельница 2,2X13 с периферийной разгрузкой
(рис. 25). Барабан этой мельницы по своей конструкции не от-
личается от барабана мельницы с центральной разгрузкой.
105
Принципиальной отличительной особенностью является разгру-
зочное устройство. Отличается также в рассматриваемой мель-
нице и загрузочное устройство. Такая конструкция является
вариантом загрузки трубных мельниц вообще и может приме-
няться на всех видах мельниц.
Загрузочное устройство (рис. 25, а) состоит из чугунной
течки /, установленной на чугунной стойке и прикрепленной
болтами к фундаментной плите. Течка входит в воронку 2, уста-
новленную в полой цапфе и вращающейся вместе с цапфой.
В результате наклона образующих воронки в сторону бара-
бана мельницы материал, падающий в воронку при ее враще-
нии, перемещается в мельницу. Воронка специальными прили-
вами 3 упирается в приливы внутри цапфы. Между воронкой и
течкой устанавливаются сальники, препятствующие выбиванию
пыли в зазор между ними.
Воронка расширенным концом соединяется с кольцом 5,
имеющим круглое отверстие диаметром, равным внутреннему
диаметру воронки. Кольцо является футеровкой днища 6 мель-
ницы и защищает его от истирания материалом и мелющими
телами.
Днище имеет ребра жесткости 4, которые одновременно слу-
жат упорами кольца. Кольцо крепится к днищу болтами по всей
окружности.
Разгрузочное устройство мельницы с периферийной разгруз-
кой (рис. 25, б) имеет разгрузочную решетку 7. Решетка опи-
рается на ребра жесткости 8 днища 11 мельницы, отлитого вме-
сте с полой цапфой 12. Благодаря сферической форме днища и
плоской решетки образуется полость, в которую поступает из-
мельченный материал через разгрузочную решетку.
В стенках днища имеются овальные отверстия 10, через
которые выпадает измельченный материал в разгрузочный ко-
жух 9. В кожухе установлено контрольное сито для задержания
крупных зерен и остатков мелющих тел. Пройдя через сито, го-
товый продукт поступает в приемную часть транспортирующего
устройства и передается на дальнейшую переработку.
Кожух в верхней части имеет патрубок для соединения его
с вентиляционной системой и удаления из мельницы мельчай-
шей пыли.
Приводной вал 17 мельницы с периферийной разгрузкой сое-
диняется с корпусом мельницы посредством массивной стальной
детали 15, жестко соединенной с цапфой при помощи шпилек
13. Для облегчения соединительной детали она изготовляется
полой. Открытый конец ее закрывают заглушкой 14, чтобы по-
лость не забивалась измельченным материалом. Конец привод-
ного вала 17 и детали 15 соединяются при помощи шлицевой
втулки 16, для чего на концах вала и соединительной детали
делаются шлицы.
10G
Трубная мельница 3,2x15 м является наиболее про-
изводительной среди всех других мельниц и отличается от них
размерами. По конструкции барабана, загрузочного и разгру-
зочного устройств она принципиально не отличается от рас-
смотренной мельницы с центральной разгрузкой. Эта мельница
снабжена центральным приводом.
Барабан мельницы предусматривает установку трех межка-
мерных перегородок, но благодаря применению самосортирую-
щих броневых плит в первой камере мельница работает как
двухкамерная.
В этой новейшей мельнице использованы все современные
достижения помольной техники: интенсивная аспирация бара-
бана, впрыскивание распыленной воды в камеру тонкого из-
мельчения, автоматическое управление процессом помола, са-
мосортирующие броневые плиты и другие усовершенствования,
позволяющие интенсифицировать помол.
Рассмотрим некоторые детали трубных мельниц.
Межкамерные перегородки (рис. 26) представляют собой
плоские круглые плиты с отверстиями. Для удобства монтажа
их изготовляют из отдельных секторов или сегментов, прочно
скрепляемых между собой. Высокая прочность перегородки не-
обходима для восприятия напора измельчаемого материала и
мелющих тел, стремящихся переместиться из одной камеры в
другую.
Основным показателем перегородки является площадь от-
верстий, приходящаяся на единицу площади перегородки.
В среднем она равна 7—10%. В разгрузочных решетках, по су-
ществу выполняющих роль перегородок, эта величина равна
5-7%.
Различают перегородки одинарные (рис. 26, а) и двойные
(рис. 26, б). Форма и размеры щелей могут быть различны, но
они во всех случаях должны удовлетворять главному требова-
нию — чтобы перегородка оказывала минимальное сопротивле-
ние передвижению материала и воздуха при аэрации мельницы
и задерживала мелющие тела.
Одинарная перегородка, например, мельницы 2,2X13
(рис. 26, а) состоит из 46 секторов 1, скрепленных в центральной
части двумя кольцами 2 посредством болтов 3. Секторы имеют
борта 4, что повышает жесткость перегородки и обеспечивает
надежность крепления ее к барабану мельницы при помощи
болтов. В центральной части перегородки устраивают аспира-
ционные отверстия для уменьшения сопротивления движению
воздуха.
Двойная перегородка (например, изображенная на рис.
26, б) состоит из двух стенок — передней 1 и задней 8.
Каждая стенка собрана из шести секторов 10. Соединение
стенок осуществляется болтами 3 с установленными на них га-
107
a)
Рис. 26. Межкамерные перегородни ггрубнььх мельниц:
а — одинарная: 1 — секторы, 2— кольца, 3 — соединительные болты,
4 — борта секторов; б — двойная перегородка: 1— передняя стен-
ка, 2 — аспирационное отверстие, 3 — соединительные болты, 4 —
трубки, 5 — вспомогательный лист, 6 — полость между стенками, 7 —
патрубок, 8 — задняя стенка, 9 — конус, 10 — секторы, 11 — лопасти
108
зовыми трубками 4, препятствующими сближению перегородок
и защищающими болты от истирания.
Между стенками установлено восемь лопастей 11, загнутых
в сторону вращения мельницы и приваренных к вспомогатель-
ному листу 5.
Измельченный материал, прошедший через перегородку 1,
попадает в полость между перегородками 6. В аспирационное
отверстие 2 вставлен стальной патрубок 7, на котором закреп-
лен разгрузочный конус 9. При вращении барабана мельницы
материал, находящийся в полости 6, поднимается лопастями 11
и ссыпается затем на конус 9, которым он направляется в следу-
ющую камеру.
Межкамерные перегородки изготовляют из твердой марган-
цовистой стали.
Броневая футеровка трубных мельниц выполняется из плит,
изготовленных из марганцовистой или хромистой стали, отли-
чающихся высокой твердостью. Плиты применяют различных
размеров и формы, толщиной от 50 до 80 мм в зависимости от
диаметра мельницы. Крепят плиты к корпусу болтами.
Применяют также плиты чугунные, но для повышения твер-
дости их отбеливают на толщину 7—12 мм. Для еще большего
повышения стойкости плит рекомендуется их поверхность по-
крывать слоем сталинита толщиной 2—3 мм.
Различают плиты торцовые, накладываемые на внутренние
поверхности днищ, и боковые, предназначенные для футеровки
цилиндрической части корпуса. Торцовые плиты, как воспри-
нимающие значительно меньшие механические воздействия от
материала и шаров, изготовляют несколько тоньше боковых.
Размеры плит примерно от 250 до 500 мм по длине и 300 —
400 мм по ширине; вес таких плит не превышает 60—80 кг, что
несколько упрощает ремонт футеровки.
Форма поверхности плит существенно влияет на производи-
тельность мельницы и качество измельчаемого материала. Но
среди большого разнообразия форм плит (плоские, выпуклые,
волнистые, ступенчатые и т. д., рис. 27) сейчас признаны луч-
шими самосортирующие конусные броневые плиты с каблуч-
ной поверхностью (рис. 27, д). При использовании таких плит
производительность мельницы при мокром помоле сырьевых ма-
териалов повышается на 20—25%, а при сухом помоле сырья
или клинкера на 15—20%.
Каблуки размещаются в шахматном порядке или рядами.
Расстояние между каблуками делают меньше наименьшего раз-
мера шаров в данной камере, чтобы избежать их заклинивания.
Плиты устанавливают в разбежку таким образом, чтобы не
образовывался кольцевой стык по диаметру корпуса мельницы.
Иначе по такому стыку струи шлама или мелкие куски матери-
109
ала при сухом помоле будут перекатываться и разрушать бара-
бан мельницы.
При недостаточной загрузке мельницы шарами шары могут
попадать при падении на каблуки, отчего каблуки быстро изна-
шиваются. Чтобы избежать этого, мельницу нужно загружать
шарами не менее чем на 25% ее объема. В таком случае ниже-
лежащие шары полностью покрывают футеровку мельницы в
месте падения шаров и защищают ее от удара падающих шаров.
Сущность самосортпровки мелющих тел конусными плитами
заключается в самораспределении по длине мельницы шаров с
Рис. 27. Броневые плиты:
а — плоская, б — выпуклая, в — волнистая, г — каблучная обыкновенная, д — само-
сортнрующая каблучная, е — торцовая, ж — ступенчатая
\./
различным диаметром. Со стороны загрузки группируются шары
•большого диаметра, а именно там и нужны шары большого веса
для разрушения крупных кусков только что загруженного мате-
риала. Чем дальше от места загрузки, тем меньшего веса шары
необходимы для помола, но количество шаров для разрушения
тмиожества мелких кусков, образовавшихся из крупных, необ-
ходимо большое. В соответствии с этим и происходит распреде-
ление шаров по их диаметру вдоль барабана мельницы посред-
ством самосортирующей футеровки.
В трубных мельницах для распределения по длине мельницы
шаров разного диаметра применяют, как известно, межкамер-
ные перегородки. Но они ухудшают работу мельницы, препят-
ствуя прохождению материала, а главное, оказывая большое
сопротивление потоку воздуха, просасываемого через мельницу
для удаления мельчайших зерен при сухом помоле. Применение
самосортирующих футеровочных плит позволяет отказаться от
перегородок в первых камерах, загружаемых шарами.
ПО
Плиты такой футеровки устанавливают так, чтобы рабочая
поверхность каждого кольца располагалась под углом к цент-
ральной оси барабана мельницы и образовывала набор корот-
ких усеченных конусов, обращенных своей вершиной в сторону
разгрузки. Это обеспечивает распределение мелющих тел с
уменьшающимся размером в сторону движения измельчаемого
материала.
Самосортирующая футеровка сортирует только шары. По-
этому ее устраивают в первых камерах мельницы, загружаемых
шарами. В камерах, куда загружается цильпебс (цилиндрики)
футеровка устраивается плоской. Для предупреждения смеши-
вания шаров с цильпебсом устраивается перегородка. Таким
образом, применение самосортирующей футеровки позволяет
отказаться от нескольких перегородок в трубной мельнице, ос-
тавив только одну.
Повышению производительности мельницы способствует
установка в последней камере на ее футеровке продольных пла-
нок; при помощи планок цильпебс поднимается на большую
высоту, отчего его размалывающее действие возрастает.
Даже при самом тщательном соблюдении всех правил эк-
сплуатации мельницы и высоком качестве футеровки броневые
плиты довольно быстро изнашиваются. Средний расход металла
футеровки на 1 т измельченного материала составляет при раз-
моле клинкера и известняка 100—120 г, мягкого мергеля и
мела — 50 г, угля — 40 а. Это требует изыскания более рацио-
нальных режимов работы мельницы и наиболее выгодной кон-
струкции броневых плит.
Мелющие тела бывают шарообразной, эллипсоидной и ци-
линдрической формы (цильпебсы).
Мелющие тела эллипсоидной формы пока еще только осва-
иваются в цементной промышленности. Первые опыты их приме-
нения показали в три раза большую износостойкость эллипсои-
дов по сравнению с цильпебсами из легированного чугуна.
На производительность мельницы оказывает большое влия-
ние ассортимент мелющих тел и степень заполнения ими объема
мельницы. Рекомендуется первую камеру загружать шарами
диаметром 60—100 мм, вторую — диаметром 30—60 мм, а сле-
дующие— цильпебсами диаметром 15—25 мм и длиной 20—
35 мм. Наилучшие результаты получаются при загрузке в одну
камеру не одинаковых, а отличающихся размером мелющих
тел. При этом относительное содержание шаров разных диа-
метров зависит от физико-механических свойств измельчаемого
материала и устанавливается опытным путем.
Степень заполнения объема камер мелющими телами (ко-
эффициент заполнения) рекомендуется следующая: при запол-
нении шарами — 0,25—0,3, при заполнении цильпебсом —
0,25—0,35.
111
Исходя из коэффициента заполнения мельницы мелющими
телами и зная их объемный вес, можно рассчитать потребный
вес мелющих тел на загрузку мельницы по формуле
Р=0,785£>2-/•?•?,
где Р — вес мелющих тел на загрузку, т;
D — диаметр мельницы, м;
I — длина мельницы, м;
Ф — коэффициент заполнения;
q — объемный (насыпной) вес мелющих тел тЛи3; для шаров
диаметром 60—80 мм он равен в среднем 4,60 т, а диа-
метром 30—50 мм — 4,8 т.
При расчете необходимого количества мелющих тел на за-
полнение одной камеры в формуле величину I принимают рав-
ной длине камеры.
Износ мелющих тел в мельнице весьма велик. Примерные
нормы расхода мелющих тел в килограммах на 1 т измельчае-
мого материала установлены следующие: при помоле известня-
ка—'0,8; мергеля — 0,5; клинкера 0,6—0,8; угля — 0,3. Постоян-
ный режим работы мельницы обеспечивается периодической,
через каждые 100 (200) ч, догрузкой мелющих тел, а через
1800—2000 ч работы — полной их перегрузкой.
Догрузка, сортировка и перегрузка мелющих тел требуют
•большой затраты труда. Даже при высокой степени использо-
вания механизации для выполнения этих операций их трудоем-
кость составляет 0,4—0,'6 чел.-час. на 1 т мелющих тел. Если
учесть, что вес мелющих тел в одной мельнице 2,2 х 13 м состав-
ляет примерно 50 т, а в мельнице 3,2x15 м— 150 т, общая за-
трата труда составит соответственно 4—10 чел-дн. При недо-
статочной механизации трудоемкость возрастает в несколько
раз.
При перегрузках и сортировке мелющих тел применяют сле-
дующие механизмы. С транспортных средств мелющие тела
разгружают электромагнитным краном, затем их грузят на ав-
топогрузчики и доставляют в помещение сортировки. Сортируют
их на барабанном грохоте. Рассортированные мелющие тела
хранят в отдельных отсеках склада.
Выгружаются из мельницы мелющие тела через люки в бара-
бане при медленном его вращении. Для этой цели новые мель-
ницы снабжают вторым приводом, медленно вращающим бара-
бан.
Вначале мелющие тела выгружаются на пол, а затем че-
рез воронки в полу поступают на скребковый транспортер, уста-
новленный под полом. Транспортер ссыпает их в контейнер
(ящик). Контейнеры направляют в сортировочное помещение.
Мелющие тела из мельниц мокрого помола предварительно про-
мывают на транспортере.
112
Загружают мелющие тела в мельницы из контейнеров при
помощи мостового крана, установленного в помольном отделе-
нии. Этот кран, обычно грузоподъемностью 5 т, предназначен
также для ремонтных работ.
Цапфовые подшипники трубных мельниц предназначены
воспринимать весьма значительные нагрузки от барабана мель-
ницы и содержащихся в нем мелющих тел и материала. Однако
удельное давление на подшипники оказывается сравнительно
невысоким, менее 20 кгс!см2, так как их делают значительных
Рис. 28. Цапфовый подшипник трубной мельницы 2,2X13 м:
1 — основание, 2 — вкладыш, 3 н 5 — патрубки змеевика, 4 — крышка, 6 — змее-
вик, 7 — маслопровод, 8 — уплотнительное кольцо, 9 — патрубок для удаления
смазки, 10 — фиксирующий штифт
размеров для размещения цапфы мельницы. Цапфовые подшип-
ники трубных мельниц имеют диаметр от 600 до 1400 мм и дли-
ну 400—700 мм.
На рис. 28 показан разрез цапфового подшипника трубной
мельницы 2,2X13 мм с центральной разгрузкой. Он состоит из
трех основных частей: основания /, вкладыша 2 и крышки 4.
Основание подшипника в верхней части имеет сферическую
вогнутость, в которую устанавливается вкладыш. Сферические
поверхности основания подшипника и вкладыша тщательно об-
работаны.
Вкладыш может перемещаться в сферическом основании,
поэтому подшипник является самоустанавливающимся. Он обе-
спечивает равномерную передачу нагрузки на основание под-
113
шипника при изменении положения оси цапфы в вертикальной
плоскости. Положение вкладыша в основании подшипника фик-
сируется штифтом 10, предупреждающим возможное выверты-
вание вкладыша силами трения при вращении в нем цапфы.
Положение вкладыша иногда фиксируют пластинами, за-
крепленными с обеих сторон вкладыша: при вывертывающих
усилиях пластины упираются в основание подшипника и пре-
пятствуют смещению вкладыша. Верхняя вогнутая часть вкла-
дыша залита баббитом, на нее опирается цапфа.
Крышка 4 подшипника соединена с вкладышем при помощи
болтов. Основное назначение крышки — защищать поверхность
цапфы от механических повреждений и проникания пыли к тру-
щимся поверхностям. Для защиты от пыли и предотвращения
вытекания смазки через зазоры между боковыми кромками
подшипника ,и цапфы установлены уплотнительные кольца 8
с фетровым уплотнителем, закрепленные шпильками по всей ок-
ружности.
Смазывают цапфовые подшипники с помощью принудитель-
но-циркуляционной масляной системы. Одна система может
обслуживать до трех мельниц. Масло в подшипник подается
через маслопровод 7 с отверстиями в нижней части. Поступив-
шая смазка равномерно распределяется по верху цапфы, а за-
тем при ее вращении затягивается в зазор между цапфой и
вкладышем. Отработанное масло удаляется из подшипника по
патрубку 9.
При работе мельницы, особенно при сухом помоле, под-
шипник может сильно разогреться от проходящего через цапфу
горячего материала. Температура выходящего из мельницы су-
хого материала достигает 100—150° С. Не исключено также на-
гревание подшипников от трения, особенно в случае попадания
пыли.
Чтобы избежать сильного разогрева подшипника, что являет-
ся наиболее частой причиной остановки мельницы, предусмат-
ривается водяное охлаждение его. Для этого в теле вкладыша
устанавливается змеевик 6, соединенный с патрубками 3 и 5.
Холодная вода поступает в змеевик по патрубку 5, а нагретая
выходит по патрубку 3.
Иногда вкладыш изготовляют из двух частей — верхней и
нижней для упрощения его отливки, монтажа и ремонта верх-
ней части. В этом случае устраивают специальные канавки для
циркуляции охлаждающей воды. Охлаждению способствует
также 'принудительно-циркуляционная система смазки. Схема
и устройство принудительно-циркуляционной системы смазки
рассмотрены в гл. XVI.
Температура масла при подаче в подшипник не должна
превышать 30—40° С. Так как отработанное масло при выходе
из подшипника может иметь температуру до 60—65° С, его ох-
114
лаждают в специальном холодильнике перед поступлением в
подшипник. Однако нельзя допускать переохлаждения масла,
так как при этом оно может загустеть.
Централизованная система принудительной смазки в цемент-
ной промышленности применяется не только для смазки цап-
фовых подшипников мельниц. Она применяется также для смаз-
ки подшипников мощных дробилок всех типов, подшипников
роликов вращающихся печей.
Циркуляция смазки по системе осуществляется масляным
насосом. Подачу масла в подшипник регулируют специальным
регулятором. Для отключения системы от мельницы на нагне-
тательном маслопроводе устанавливают вентили.
|Цринудительно-циркуляционная установка смазки поме-
шается в подвальном этаже помольного отделения. Расположе-
ние маслосборника на 2—3 м ниже уровня мельницы обеспечи-
вает поступление отработанной смазки самотеком. Спускной
маслопровод устанавливают с уклоном 4—5°.
§ 27. ДРУГИЕ ТИПЫ ПОМОЛЬНОГО ОБОРУДОВАНИЯ
Трубные мельницы, отличаясь высокой производительностью
и простотой конструкции, в то же время имеют существенные
недостатки: на помол в этих мельницах затрачивается много
энергии, мелющие тела быстро изнашиваются, что приводит к
непроизводительной затрате качественного металла и резкому
увеличению металлоемкости производства. В связи с этим изы-
скивают более рациональные технологические схемы помола и
более эффективные помольные агрегаты. Разработаны схемы,
по которым помол осуществляется в коротких шаровых мельни-
цах и с применением новых помольных агрегатов: роликовых,
струйных и гравитационных, работающих по принципу самоиз-
мельчения материала.
Короткие шаровые мельницы по конструкции ос-
новных узлов принципиально не отличаются от рассмотренных
трубных мельниц. Изготовляют их преимущественно однока-
мерными, но бывают они и двухкамерные, разделенные перего-
родкой.
Короткие шаровые мельницы применяют при помоле сырь-
евых материалов по замкнутому циклу или при организации
двухстадийного измельчения в мельницах, установленных после-
довательно (см. рис. 22, в). В этих случаях первое грубое
измельчение производится 'в мельнице большого диаметра, но
небольшой длины. Поступающий на 1первичное измельчение ма-
териал содержит крупные куски, для разрушения которых требу-
ется значительная сила удара. С увеличением диаметра мель-
ницы высота падения шаров и соответственно сила их удара
возрастает и разрушение крупных кусков в мельнице большого
диаметра происходит эффективнее. Для последующего более
тонкого измельчения требуется не столько ударная сила, сколь-
ко истирающее воздействие мелющих тел, что успешно дости-
гается в мельницах небольшого диаметра.
Короткие шаровые мельницы довольно широко применяют
в зарубежной помольной технике, в частности в США и Кана-
де, для совместного измельчения и сушки сырьевых материа-
лов. Мельницы применяют диаметром примерно в 1,5 раза
меньшим длины: диаметр мельницы 3—4 м, длина 4,6—5,8 м.
Для сушки материалов в мельницу подают горячие дымовые
газы со стороны загрузочного отверстия. Условия сушки в ша-
ровой мельнице оказываются очень благоприятными. При из-
мельчении материалы энергично перемешиваются, что обеспечи-
вает хорошее омывание горячими газами влажных частиц и
быстрое их высушивание.
Отработанные влажные газы отсасывают из мельницы через
верх кожуха разгрузочного устройства мельницы (см. рис. 24,
25). Некоторые заводы в качестве теплоносителя используют
отходящие дымовые газы от вращающихся печей, температура
которых может достигать 600—800° С. Использование тепла от-
ходящих печных газов значительно снижает затрату топлива на
производство цемента.
Производительность помольных установок с короткими
мельницами, совмещающих помол и сушку материалов, дости-
гает 50—60 т/ч при затрате электроэнергии на помол 1 т мате-
риала примерно 20 кет • ч (в трубных мельницах до 30 квт-ч).
Более подробно сушка материалов при их измельчении в мельни-
це будет рассмотрена на стр. 186.
На новых отечественных заводах с сухим способом произ-
водства приняты к установке шаровые мельницы длиной 8—
8,5 м и диаметром 3—3,2 м. Каждая мельница работает по зам-
кнутому циклу с двумя сепараторами (см. стр. 125) и совмеща-'
ет 1помол и сушку сырьевых материалов. |Производительность
установки до 45 т/ч для мельниц 3X8 м и до 60 т/ч для мельниц
3,2x8,5 м. Расход электроэнергии во всей установке, считая
работу мельницы, сепараторов и транспортирующих механиз-
мов, не превышает 15—20 кет • ч на 1 т измельчаемого матери-
ала.
Роликовые мельницы работают по принципу измель-
чения материала между катками (роликами) и плитой. При этом
в одних случаях плита неподвижна, а катки вращаются вокруг
вертикальной оси и перекатываются по ней, в других плита
вращается, а катки в горизонтальной плоскости остаются непод-
вижными. Силами трения между плитой и прижатыми к ней
катками катки перекатываются по плите, измельчая попавший
под них материал.
Образовавшиеся тонкие частицы удаляются из мельницы
116
| Сжатый Воздух
газ
воздушным потоком, который подают снизу плиты; при подаче
горячего газа может совмещаться помол и сушка материалов.
Расход электроэнергии в роликовых мельницах не превышает
15 кет • ч)т; имеют они и довольно высокую производитель-
ность — до 50 т/ч. Недостатком их является сложность конст-
рукции, что препятствует широкому применению роликовых
мельниц в цементной промышленности.
Г равитационные
мельницы по принципу
работы не отличаются от
шаровых, но измельчение
материала в них происходит
не под действием мелющих
тел, а в результате удара и
истирания кусков друг о дру-
га (самоизмельчение). Это
достигается применением ба-
рабана значительного диа-
метра (до 9 м) и относитель-
но небольшой длины (до
3 м). В барабане большого
диаметра куски поднимают-
ся на большую высоту и си-
ла удара их при падении
оказывается достаточной
для самопроизвольного раз-
рушения. Удаляется измель-
ченный материал воздушным
потоком, просасываемым с
большой скоростью через
мельницу.
Одной из гравитационных
мельниц является «Аэрофол». Ее используют одновременно для
третьей стадии дробления сырья и грубого помола. Мельница
работает совместно с короткой шаровой мельницей, установлен-
ной последовательно за гравитационной.
Выносимый из мельницы «Аэрофол» газовым потоком измель-
ченный материал разделяется в сепараторе на тонкую фракцию
и крупку. Тонкая фракция — готовая продукция — транспорти-
руется на склад, а крупка поступает в шаровую мельницу для
доизмельчения. Производительность таких установок достига-
ет 100 т/ч при затрате электроэнергии 10—12 кет • ч на 1 т ма-
териала.
В струйной мельнице материал захватывается стру-
ей сжатого воздуха или перегретого пара, проходящего с боль-
шой скоростью, и измельчается в результате удара друг о дру-
га взвешенных в газовом потоке зерен.
Рнс. 29. Струйная мельница:
/ — бункер, 2 — сепаратор, 3 — циклон, 4 —
фильтр, 5 — вентилятор, 6 — камера помо-
ла. 7 — сопла, 3—трубы возврата крупки,
9 — загрузочная труба
117
Для более эффективного измельчения на пути движения
взвешенных частиц устанавливают преграды, о которые части-
цы ударяются и измельчаются.
Струйные мельницы только начинают применять в цемент-
ной промышленности. Их целесообразность определяется сле-
дующими качествами: компактностью установки и небольшой
металлоемкостью (вес струйных мельниц для помола 100 т це-
мента в час составляет всего 15—20 т, тогда как шаровых —
порядка 1200 т); незначительным износом деталей; низким рас-
ходом электроэнергии на помол — 10—15 кет ч.
Недостатком помола в струйных мельницах является необ-
ходимость организации специального паро- или газосилового
хозяйства с большой скоростью газового потока.
Схема помольной установки со струйной мельницей произ-
водительностью 50 т/ч показана на рис. 29.
Мелко дробленый материал из бункера 1 поступает в трубу
9 мельницы. Навстречу материалу движется газовый поток, ко-
торый отделяет тонкие частицы от материала и направляет их
в сепаратор 2. Крупные зерна попадают в камеру помола 6.
В этой камере куски материала захватываются двумя газо- ’
выми струями, движущимися из сопла 7 навстречу друг другу.
При этом куски с силой ударяются друг о друга и истираются.
Образовавшиеся тонкие частицы подаются по трубе 9 в сепа-
ратор 2, откуда крупка поступает по трубам 8 на вторичное из-
мельчение, а готовый продукт пз сепаратора направляется в
циклоны 3 и фильтры 4 для осаждения цемента из газового по-
тока.
Готовый цемент ссыпается в бункер, а затем поступает на
склад.
§ 28. АСПИРАЦИЯ ШАРОВЫХ МЕЛЬНИЦ
Мельницы, в которых происходит сухое измельчение мате-
риала, подвергают аспирации, т. е из них непрерывно удаляют
воздух, запыленный мельчайшими частицами. Необходимость
этого диктуется следующими причинами.
Мельчайшие частицы сырьевого материала налипают на ме-
лющие тела и футеровку мельницы, они обладают также спо-
собностью адсорбировать (удерживать на своей поверхности)
пузырьки воздуха. Смесь мельчайших твердых частиц с возду-
хом, осевшая на мелющих поверхностях, обладает амортизи-
рующим действием и смягчает силу удара мелющих тел. В ре-
зультате ухудшаются условия размола материала.
Воздушный поток, проходя через мельницу, увлекает эти
мельчайшие частицы и очищает от них мелющие поверхности.
Таким образом, с помощью аспирации увеличивается произво-
дительность шаровых мельниц, а также улучшаются санитарно-
гигиенические условия труда.
118
Скорость воздушного потока в барабане принимается от 0,3
до 0,7 м/сек. При этом обеспечивается повышение производи-
тельности мельницы на 20—25%.
Отсос запыленного воздуха производится через разгрузоч-
ное устройство мельницы (см. рис. 24). Для этого в нем спе-
циально предусматривается соединительный патрубок (19).
Схема аспирационной системы мельницы следующая. Запы-
ленный воздух через разгрузочный кожух отсасывается из мель-
ницы и направляется на очистку для выделения из него взве-
шенных твердых частиц. Первичная грубая очистка осуществ-
ляется в циклонах, а очень, тонкие частицы удерживаются затем
фильтром. Полностью очищенный воздух удаляется в атмос-
феру.
Движение пылевоздушного потока по всей системе произво-
дится центробежным вентилятором, просасывающим воздух через
мельницу и все последующие очистные устройства. Это обеспе-
чивает работу всей системы под разрежением и предупреждает
выбивание пыли.
Осажденные частицы из циклонов и фильтров поступают в
транспортирующие устройства измельченного материала и вме-
сте с ним направляются на дальнейшую переработку.
На работу аспирации оказывает большое влияние герметич-
ность воздуховодов и затворов аппаратов. При недостаточной
плотности оказывается значительным подсос воздуха и нару-
шается эффективность работы всей установки.
Циклоны. Циклон системы НИИОГаз (рис. 30) состоит из
стального цилиндра 1, переходящего в конус. Внутри цилиндра
находится труба 2.
Запыленный воздух или дымовые газы по патрубку 3 входят
в цилиндр 1. Патрубок расположен наклонно и тангентально
(по касательной) к цилиндру. Это обеспечивает кольцевое дви-
жение воздуха вокруг трубы 2 и перемещение его вниз к кони-
ческой части, как показано пунктиром на схеме.
Воздух, достигнув отверстия трубы 2, поступает в нее и уда-
ляется в атмосферу. В процессе движения воздух очищается.
Выпадение из запыленного воздуха твердых частиц, т. е. очист-
ка, происходит в результате потери частицами скорости движе-
ния. Скорость падает, как только воздух попадает из патрубка
3 в цилиндр.
Площадь сечения патрубка в несколько раз меньше площа-
ди цилиндра (исключая площадь трубы 2). Во сколько пло-
щадь патрубка меньше площади цилиндра, во столько же раз
уменьшается скорость движения воздуха в цилиндре. Взвешен-
ные частицы не могут удерживаться в воздушном потоке при
такой скорости воздуха и выпадают из него.
Дальнейшая более полная очистка воздуха от пыли происхо-
дит в результате кольцеобразного движения воздуха в цилинд-
119
ре. Твердые частицы при круговом движении воздуха прижима-
ются центробежной силой к внутренней части цилиндра, движе-
ние их затормаживается и они выпадают из воздушного потока.
Уловленная пыль через конусообразную часть циклона по-
ступает в приемный бункер 4, снабженный специальным затво-
ром 5. Затвор препятствует просачиванию воздуха в циклон при
удалении из бункера скопившейся в нем пыли.
Рис. 31. Рукавный
фильтр:
1 — рукава, 2 — камера,
3 — рама, 4 — труба уда-
ления очищенного возду-
ха, 5 — встряхивающее
устройство, 6 — труба по-
дачи запыленного возду-
ха, 7 — затвор
Рис. 30. Схема циклона:
1 —• стальной цилиндр, 2 — тру-
ба, 3 — входной патрубок, 4 —
бункер, 5 — затвор бункера
Циклоны изготовляют одиночными или групповыми от двух
до восьми одиночных циклонов в группе. Производительность
одиночного циклона зависит от его диаметра. Циклоны
НИИОГаз выпускают диаметром от 400 до 800 мм с градацией
через 50 мм, т. е. 450; 500 мм и т. д. Средняя производитель-
ность их соответственно равна от 2000 до 6000 м3/ч газа.
Групповые циклоны имеют производительность, лрямопро-
порционально увеличивающуюся с количеством циклонов в
группе. Так, группа из восьми циклонов диаметром 800 мм каж-
дый имеет производительность по газу 50 000 м3)ч. Температура
газа, поступающего в циклон, должна превышать точку росы на
20—25° С, чтобы в циклоне не происходила конденсация влаги,
120
содержащейся в газе. Однако запрещено подавать в циклон га-
зы с температурой выше 400° С по условиям прочности циклона.
Степень очистки газа от пыли в циклонах НИИОГаз зависит
от размера взвешенных частиц в газе и составляет в среднем
для частиц размером до 5 мк— 40—50%; 10 мк— 60—80% и
20 мк — 90—95%. Таким образом, циклон не производит пол-
ной очистки газов. Для более полного осаждения пыли приме-
няют фильтры.
Фильтры. В цементном производстве применяют в основном
дви типа фильтров: рукавные фильтры и электрофильтры.
Рукавный фильтр (рис. 31) состоит из нескольких ру-
кавов 1, располагаемых в металлической камере 2. Верхняя
часть рукавов закрыта тканью и прикреплена к раме 3. Запы-
ленный воздух (газ) поступает по трубе 6 и направляется затем
в рукава. Проходя через ткань рукавов, частицы пыли задер-
живаются тканью, а очищенный воздух поступает в трубу 4 и
удаляется в атмосферу.
Рукава периодически встряхиваются механизмом 5 и осев-
шая на ткани пыль ссыпается в бункер фильтра, оборудован-
ного специальным затвором 7.
В качестве фильтровальных тканей применяют шерстяную
байку 4Ш, капроно-шерстяные байки, а также теплостойкие
синтетические ткани из лавсана, терилена и др.
Электрофильтр является наиболее эффективным пыле-
очистительным аппаратом среди применяемых в цементной про-
мышленности. Принцип очистки газа в электрофильтре основан
на приобретении взвешенными в газе частицами электрического
заряда при воздействии электрического поля высокого напря-
жения (до 100000 в). Сущность очистки в электрофильтрах за-
ключается в следующем.
Между двумя разноименно заряженными электродами про-
ходит электрический ток. Появление замыкающего цепь элек-
трического тока происходит в данном случае в результате ио-
низации воздуха, находящегося между электродами.
Ионизация — это расщепление молекул воздуха на заря-
женные частицы. Если в качестве положительно заряженного
электрода взять трубу и поместить в нее тонкий провод, сое-
диненный с отрицательным полюсом постоянного источника
тока, то воздух, заключенный в трубе, получит заряд. Между
трубой и проводом возникнет электрический ток определенной
силы, т. е. образуется разряд. Такой разряд называется ко-
ронным *.
Частицы запыленного воздуха, проходя через трубу, приоб-
ретают отрицательный заряд. Заряженные пылинки начинают
* Электрическое поле, образующееся вокруг провода, вызовет в данном
случае свечение, называемое «короной», а потому такой разряд назван «ко-
ронным» (разрядом.
121
быстро перемещаться к положительному полюсу, в данном слу-
чае к трубе, так как разноименно заряженные частицы притяги-
ваются. В результате пыль осаждается на внутренней поверхно-
сти. Такой электрод называется осадительным. Второй электрод
получил название коронирующего электрода.
Осажденная пыль при легком встряхивании удаляется с по-
верхности электрода и ссыпается в бункер.
Пылинки могут приобретать также положительный заряд и
осаждаться на отрицательном коронирующем электроде. Встря-
хивающее устройство поэтому устанавливается на осадительном
и коронирующем электродах.
В зависимости от формы осадительных электродов различа-
ют электрофильтры трубчатые и пластинчатые. В первом случае
осадительным электродом является труба, коронирующим —
протянутая внутри ее проволока; в последнем осадительным
электродом служат пластины, установленные на расстоянии
250—350 мм с расположенными между ними коронирующими
электродами.
Газовый поток может двигаться в фильтре вертикально или
горизонтально. В зависимости от этого электрофильтры разде-
ляются на вертикальные и горизонтальные.
Электрофильтр получает питание от электрической повыси-
тельно-преобразовательной подстанции, которая преобразует
переменный электрический ток в сети завода в постоянный ток.
Расход электроэнергии в электрофильтрах на очистку 1000 .м3
газа 0,13—0,2 кет • ч. Производительность по газу электро-
фильтров составляет от 70000 до 500000 мР/ч.
На цементных заводах очищается не только аспирационный
воздух цементных мельниц. Тщательной очистке подлежат так-
же дымовые газы от печей, сушильных установок и угольных
мельниц.
Устойчивость работы и качество очистки газов в электро-
фильтрах зависят от температуры газов, степени их запылен-
ности, скорости прохождения через фильтр и герметизации
аспирационной установки в целом.
При подаче газов с температурой, выше обусловленной пра-
вилами технической эксплуатации, возможно коробление элек-
тродов. С повышением температуры ухудшается также элек-
тропроводность газа, падает напряженность электрического по-
ля и снижается эффект задержания пылеватых частиц. При
установке электрофильтров для очистки газов, выходящих из
агрегата с более высокой температурой, применяют охлажде-
ние газов перед подачей их в фильтр. Так, печные газы реко-
мендуется охлаждать в скрубберах или форкамерах (см.
стр. 252).
Электрофильтры имеют коэффициент задержания пыли из
газа 98—99°/о от общего содержания и являются наиболее эф-
122
фективными аппаратами пылеочистки. Но такая высокая сте-
пень очистки достигается в том случае, когда запыленность газа
.не превышает нормы, установленной техническими требования-
ми правил эксплуатации (не более 50 г/.и3). Увеличение степени
запыленности поступающего газа соответственно снижает коэф-
фициент очистки.
Аспирационный воздух сырьевых или цементных мельниц
может иметь запыленность выше допускаемой для нормальной
работы фильтров и других стоящих впереди электрофильтра
пылеосадительных устройств (циклонов). Для уменьшения за-
пыленности воздуха мельницы снабжают аспирационными ко-
робками шахтного типа. Они представляют собой прямоуголь-
ный воздуховод большого .сечения, обеспечивающего скорость
движения 'воздуха в нем не выше 1—'1,2 м/сек. (При такой ско-
рости часть взвешенных частиц не удерживается в воздушном
потоке и оседает.
Необходимое сечение коробки при указанной скорости дви-
жения воздуха в ней рассчитывают из условия, что количество
аспирационного воздуха составляет 0,2 .и3 на 1 кг измельчаемо-
го материала.
'Скорость прохождения газа в электрофильтре и, следова-
тельно, продолжительность пребывания в нем газа оказывают
влияние на качество работы фильтра по той причине, что для
приобретения электрического заряда пылеватыми частицами
требуется определенное время. При недостаточной степени ио-
низации частицы не смогут задерживаться в фильтре и окажут-
ся вынесенными в атмосферу. Скорость движения газов в элек-
трофильтрах принимается равной 0,7—0,8 м/сек. Уменьшение
скорости движения газов улучшает очистку, а увеличение резко
ухудшает ее.
Работа пылеосадительных устройств всех систем нарушается
при избыточном подсосе наружного воздуха и отклонении ско-
рости движения очищаемого газа от определенной.
Газовоздухопроводы. Газовоздухопроводьг выполняют из
стального листа толщиной 3—8 мм в зависимости от диаметра
газопровода. Если по газопроводу будут проходить газы с тем-
пературой выше 350—400° С, его внутри облицовывают жаро-
стойкими материалами. В цементной промышленности облицов-
ка обычно не применяется, так как температура не превышает
указанных пределов.
Газопроводы изготовляют из отдельных звеньев круглого
или прямоугольного сечения; площадь сечения принимается из
условий скорости движения газа в них 10—20 м/сек. Звенья со-
единяют при помощи фланцев, .между которыми устанавливают
плотную прокладку из асбестового листа для создания полной
герметизации.
Для того чтобы можно было регулировать поступление газа,
123
Рис. 32. Схема центробежного вентиля-
тора:
1 — кожух, 2 — колесо с лопатками, 3 — вы-
хлопное отверстие, 4 — засасывающий патру-
бок, 5 — приводной вал, 6 — подшипники, 7 —
шкив
на газопроводах устанавливают специальные двойные переклю-
чатели, дроссельные заслонки, плоские задвижки.
Дроссельные заслонки представляют собой стальной лист,
равный по форме и размеру внутреннему сечению газопровода.
Переключатель устанавливается на оси. Он может поворачи-
ваться своей плоскостью по отношению движения газового по-
тока, в большей или меньшей степени препятствуя этому по-
току.
Задвижка вдвигается (или выдвигается) в газопровод, пе-
рекрывая его сечение. Аналогичным образом устроены двойные
переключатели, только в
них заслонка не вдвигает-
ся в газопровод, как за-
движка, а перекрывает
при повороте ее вокруг
горизонтальной оси, рас-
положенной параллельно
газопроводу.
В процессе работы в
газопроводе может скап-
ливаться осевшая пыль,
уменьшающая его рабочее
сечение и ухудшающая
этим работу всей аспира-
ционной установки. Для
очистки осевшей пыли в газопроводе устраивают специальные
люки с надежной герметизацией, а также устанавливают сбор-
ные бункера в местах большого пылеосаждения. Выгрузочные
отверстия бункеров снабжают герметическими затворами раз-
личных типов; наибольшее распространение получили лопастные
затворы, приводимые в движение от электродвигателя и плотно
перекрывающие отверстие бункера.
Вентиляторы. Вентиляторы являются неотъемлемой частью
аспирационной системы. Они обеспечивают отбор запыленного
воздуха из мельницы или другого агрегата, транспортируют его
по всей системе и выбрасывают в атмосферу. На аспирацион-
ных системах устанавливают центробежные вентиляторы.
Центробежный вентилятор (рис. 32) состоит из
кожуха 1, имеющего форму улитки, внутри которого вращается
на валу колесо 2 с лопатками. При вращении колеса воздух,
находящийся внутри кожуха, приходит во вращение; под дей-
ствием центробежной силы он прижимается к стенкам кожуха
и выбрасывается через выхлопное отверстие 3.
В результате удаления воздуха в кожухе образуется разре-
жение и под действием его в вентилятор поступают новые пор-
ции воздуха 'через засасывающий патрубок 4 в кожухе. Колесо
консольно насажено на приводной вал 5, установленный в
124
двух подшипниках 6, между которыми располагается приводной
шкив 7.
Высокие абразивные (истирающие) свойства минеральной
пыли служат причиной быстрого износа лопаток вентилятора.
Для повышения износостойкости их изготовляют из твердой
стали или покрывают тонким слоем твердого сплава.
Если вентилятор предназначается для отсоса горячих дымо-
вых газов, например из печей, сушилок, лопатки изготовляют
из жароупорных сталей.
Для предупреждения перегрева подшипников при отсосе
горячих газов подшипники охлаждают проточной водой
Основными показателями работы вентилятора являются
производительность и создаваемый им напор (или разрежение)
в системе, выражаемое обычно в миллиметрах водяного столба.
Если учесть, что 1 ат равна 10 м (10 000 мм вод. ст.), то напор,
например, 200 мм вод. ст. будет равен 0,02 атм.
Центробежные вентиляторы выпускают производительностью
от нескольких сотен до нескольких тысяч кубических метров
газа в час. Цо величине создаваемого напора они подразделя-
ются на вентиляторы низкого (до 100 мм вод. ст.), среднего
(до 300 мм вод. ст.) и высокого (более ,300 мм вод. ст.) давле-
ния. В аспирационных системах цементных заводов устанавли-
вают вентиляторы среднего, а иногда высокого давления.
§ 29. КЛАССИФИКАЦИОННЫЕ УСТАНОВКИ ШАРОВЫХ МЕЛЬНИЦ
Классификационные установки являются неотделимой ча-
стью мельниц, работающих в замкнутом цикле. Эти установки
предназначены разделять (классифицировать) измельченный
материал, поступающий из мельницы, на мелкие и крупные
фракции для доизмельчения последних.
Различают классификационные установки для мельниц мо-
крого помола и для мельниц сухого помола. В качестве клас-
сификаторов для мельниц мокрого помола применяют гидро-
циклоны, центрициклоны, а также виброгрохоты. При сухом
помоле классификацию измельченного продукта производят в
сепараторах.
Сепараторы. Сепараторы по принципу действия и конструк-
тивным особенностям подразделяются на центробежные и
проходные. Разделение в них материала по крупности основано
на использовании законов падения частиц в газовом потоке.
Центробежный сепаратор (рис. 33) состоит из
наружного стального кожуха 1 с расположенным внутри его
кожухом 2 и конусом 7.
Измельченный материал загружается в сепаратор через
трубку 3 и попадает на распределительный диск 6, вращающий-
ся от привода с редуктором 4. В результате вращения диска
125
находящийся на нем материал центробежной силой разбра-
сывается внутри сепаратора. Крупные частицы, обладая боль-
шей центробежной силой, отбрасываются дальше, чем 'мелкие,
ударяются о стенки внутреннего кожуха и ссыпаются во внут-
ренний конус, а затем по течке 8 удаляются из сепаратора и
Рис. 33. Центробежный сепаратор:
1 — наружный кожух, 2 — внутренний
кожух, 3 — загрузочная трубка, 4 —
привод, 5 — ротор вентилятора, 6 — рас-
пределительный диск, 7 — конус, 8 —
течка удаления крупки, 9 — течка уда-
ления готового продукта
отправляются на вторичное измельчение.
При вращении ротора 5
вентилятора внутри сепарато-
ра образуется восходящий воз-
душный поток. Он увлекает
мелкие частицы, разбросанные
диском, как показано стрелка-
ми, в кольцевое устройство
между внутренним и наруж-
ным кожухами.
При ударе о стенки кожуха
частицы теряют скорость, вы-
падают из воздушного потока,
сползают по стенке наружного
кожуха в конусную его часть
и по течке 9 в виде готового
продукта транспортируются на
дальнейшую переработку.
Воздушный поток, освобож-
денный от пыли, проходит за-
тем во внутреннюю часть се-
паратора и снова увлекает
вверх новые порции материала,
разбросанного диском.
Производительность цент-
робежного сепаратора и круп
ность выделяемого им мате-
риала зависит от скорости воз-
душного потока. С увеличением этой скорости возрастает круп-
ность осажденных зерен и грубее оказывается готовый продукт.
Скорость воздушного потока в сепараторе регулируется измене-
нием угла наклона лопастей.
Рассмотренная схема 'центробежного сепаратора является
простейшей. Сепараторы мощных мельниц имеют более сложное
устройство; они снабжены, например, двумя вентиляторами;
разбрасывающий диск этих сепараторов имеет контрлопасти;
внутренние поверхности облицованы стальным листом; у них
есть дополнительная заслонка, позволяющая совместно с лопа-
стями более точно регулировать скорость воздушного потока в
сепараторе, и другие конструктивные элементы, улучшающие
работу сепаратора.
,В табл. 7 приведены характеристики сепараторов.
126
Таблица 7
Технические характеристики сепараторов
Тип сепаратора
Наименование показателей
Центробежный
Проходной
Диаметр, м..............
Высота, м...............
Число оборотов вала
в 1 минуту ...............
Производительность при
10% остатке на сите № 008,
т\ч........................
Пропускная способность,
М3/ч..........у...........
Потребная мощность, кет
Вес, т..................
1,8 2,8
3,2 5,0
390 255
4 17
7 ' 16
3,2 7,2
3,5 4 1,3 2,85 3,42 3,6
5,3 5,8 1,78 4,65 5,35 3,8
200 180 — - — —
28 45 — — — —
— — 6500 300004350084 000
26 27 — — — —
10,8 13,5 0,68 3,25 • 5,0 6,3
(Проходной сепа.ратор (рис. 34) состоит из наружно-
го стального конуса 1, внутри которого помещен (второй конус 2.
Рис. 34. Проходной сепаратор:
/ — наружный конус, 2 — внутренний конус, 3 — распределительный
конус, 4 — входной патрубок, 5 — разгрузочная течка для крупки,
6 — труба, 7 — щели, 8 — лопаткн, 9 — регулировочное кольцо, 10 —
предохранительные клапаны
Пылевоздушная смесь из мельницы поступает в сепаратор
снизу через патрубок 4. Встречая на своем пути распредели-
тельный конус 3, крупные взвешенные в воздушном потоке ча-
127
Рис. 35. Сепараторы для шлама:
а — гидроциклон, б — центрициклон;
/ — конус, 2 — труба, 3 — нагнетатель-
ный патрубок, 4 — цилиндр, 5 — выход-
ной патрубок, 6 — отверстия в трубе,
7 — вал, 8 — отражательная плита, 9 —
лопасти
стицы ударяются об него, по стенкам наружного конуса спол-
зают вниз и поступают в разгрузочную течку 5.
При ударе о распределительный конус отделяются только
наиболее крупные зерна, основная же часть крупной 'фракции
выделяется из газового потока при прохождении через щели 7
от удара о лопатки 8. Выпавшие при этом крупные частицы
сползают по стенкам внутреннего конуса 2, попадают на рас-
пределительный конус 3 и скатываются с него на стенки наруж-
ного конуса, а затем — в теч-
ку 5 и отправляются на доиз-
мельчение.
Освобожденный от крупных
зерен воздушный поток, содер-
жащий готовый продукт, по
трубе 6 уходит из сепаратора.
Измельченный материал из не-
го осаждается в циклонах и
фильтрах, рассмотренных в
§28.
Крупность отделенных в се-
параторе зерен зависит от ско-
рости воздушного потока в нем.
Последний регулируется лопат-
ками, от угла поворота кото-
рых зависит сопротивление,
оказываемое воздушному по-
току при прохождении его че-
рез щели 7. Поворачивают ло-
патки регулирующим коль-
цом 9.
В верхней крышке наружно-
го конуса имеются два предо-
хранительных клапана 10 на случай взрыва в системе.
Гидроциклоны. Гидроциклоны применяют для сепарации
продуктов мокрого помола. По принципу действия и конструк-
ции гидроциклон аналогичен циклону, применяемому для очи-
стки запыленного воздуха.
Гидроциклон (рис. 35, а) представляет собой стальной
кожух, состоящий из двух частей: верхней цилиндрической 4 и
нижней конусной 1. Внутри цилиндрической части по центру ее
установлена труба 2.
Шлам нагнетается насосом в гидроцнклон по патрубку 3. Па-
трубок установлен по касательной, в результате чего шлам, уда-
ряясь о стенку цилиндрической части кожуха, начинает сколь-
зить по ее образующей и вращается таким образом вокруг тру-
бы 2.
Под действием центробежной силы крупные зерна, содержа-
128
щиеся в шламе, прижимаются к стенке цилиндрической части,
теряют скорость движения и сползают по стенке в конусную
часть. Отсюда они удаляются на повторное измельчение через
разгрузочное отверстие, снабженное специальным затвором.
Освобожденный от крупных зерен шлам удаляется из гидроци-
клона через второй патрубок 5, пройдя вначале трубу 2.
Чтобы лучше отделялись крупные зерна из шлама, облада-
ющего довольно высокой вязкостью и затрудняющего поэтому
сепарацию, гидроциклон усовершенствовали — в нем установи-
ли вращающиеся лопасти, вызывающие завихрение шлама.
Такая конструкция гидроциклона получила название цент-
рициклон (рис. 35, б). Он так же, как и гидроциклон, состо-
ит из двух частей: верхней цилиндрической и нижней конус-
ной 1. Внутри цилиндрической части помещена труба 2, являю-
щаяся продолжением вала 7. В нижней части труба снабжена
лопастями 9.
Шлам вводится в центрициклон через патрубок 3 и отра-
жается плитой 8 на вращающиеся лопасти 9. При вращении
лопастей шлам совершает круговые движения по образующей
центрициклона.
Центробежными силами крупные частицы выделяются из
шлама и прижимаются к стенке, затем они теряют скорость и
сползают в конусную часть центрициклона, откуда отправляют-
ся на доизмельчение. Освобожденный от крупных частиц шлам
поступает в трубу 2 через отверстие 6, попадает затем в прост-
ранство за отражательной плитой и по патрубку 5 удаляется из
центрициклона.
Производительность гидроциклонов и центрициклонов зави-
сит от их диаметра и достигает 300 м3/ч у аппаратов с диамет-
ром 600 мм.
При работе гидроциклонов сильно изнашиваются части, осо-
бенно при использовании запесоченного сырья. Для защиты от
истирания гидроциклоны футеруют листовой резиной, плитками
из каменного литья (базальта), марганцовистой сталью.
Виброгрохоты. Для сепарации шлама применяют также бо-
лее простое, однако и менее эффективное оборудование — ви-
брогрохоты. Шлам подают на сито грохота, крупные зерна за-
держиваются ситом и отправляются на доизмельчение, а про-
шедший через сито шлам поступает на дальнейшую перера-
ботку.
Виброгрохоты можно устанавливать индивидуально, но более
эффективна схема сепарации шлама, когда виброгрохот исполь-
зуют в сочетании с гидро- или центрициклоном. Шлам вначале
проходит грохот, здесь выделяются особенно крупные зерна, а
затем поступает в гидроциклон для более полной сепарации.
Установка виброгрохота существенно облегчает работу гидро-
циклона.
5-2176
129
Сепарационные установки повышают качество продукта и
дают значительную экономию электроэнергии на помоле. Так,
гидроциклоны снижают расход электроэнергии на 3—5 квт-ч
на каждую I т измельчаемого материала.
§ 30. ДОЗАТОРЫ (ПИТАТЕЛИ) МЕЛЬНИЦ
2
Рис. 36. Схема та-
рельчатого пита-
теля:
1 — тарелка, 2 — бун-
кер, 3 — обойма, 4 —
скребок, 5 — ось
скребка
Питание мельниц — это одна из наиболее ответственных тех-
нологических операций; от нее зависит не только устойчивая
работа помольных аппаратов, но и качество сырьевой смеси.
Сырьевые материалы — известковый и глинистый компонент,
а также корректирующие и другие добавки измельчаются в
мельнице совместно. Сырьевая смесь —
шлам или мука должны иметь определенный
химический состав для получения клинкера
требуемого качества. Это достигается толь-
ко в том случае, когда материалы посту-
пают в мельницу в строго определенном со-
отношении. Таким образом, операция пита-
ния мельниц должна сочетать в себе равно-
мерную подачу в мельницу сырьевых мате-
риалов с точной дозировкой компонентов.
По характеру дозирования различают до-
заторы (питатели) объемные, которые дози-
руют материалы по объему, и весовые, про-
изводящие дозирование материалов по весу.
Естественно, что последние более совершен-
ны, поэтому они приняты к установке на
новых и реконструируемых заводах. Однако
многие еще заводы пока применяют объем-
ную дозировку.
Объемные дозаторы мельниц по принци-
пу действия и конструктивным особенностям
подразделяются на тарельчатые и ленточ-
ные (см. стр. 131). Имеются также объем-
ные питатели качающиеся и ячейковые, но их сейчас применяют
мало.
Дозировка сыпучего материала тарельчатым питате-
лем (рис. 36) происходит следующим образом. Основной ра-
бочей частью питателя является диск 1 (тарелка), располагае-
мый под течкой бункера 2 с материалом. Через открытую течку
материал ссыпается на тарелку питателя, вращающуюся со
скоростью 4—8 об!мин, ,и размещается на ней .в виде усеченного
конуса с углом наклона образующих а, равным углу естествен-
ного откоса материала.
Диаметр основания конуса материала на тарелке можно
регулировать высотой установки обоймы 3, надетой на течку
130
бункера 2. Чем выше будет установлена обойма, тем больше
высыпается материала на тарелку и тем больше окажется диа-
метр конуса.
На тарелке горизонтально устанавливается скребок 4. При
вращении тарелки скребок сбрасывает с нее строго определен-
ную часть материала и таким образом осуществляется дози-
ровка.
Изменять величину дозирования тарельчатым питателем
можно несколькими приемами: регулируя расстояние тарелки
от течки бункера, скорость вращения тарелки или положение
скребка. Последний способ наиболее прост и применяется чаще
других. Положение скребка меняют, перемещая его вокруг
оси 5.
7 1
Рис. 37. Ленточный питатель:
1 — рама, 2 — транспортер, 3 — электромотор, 4 — течка бун-
кера, 5 — заслонка, 6 — винт
Тарельчатые питатели разделяются на самостоятельно уста-
новленные и подвесные.
Подвесные тарельчатые питатели прикрепляют непосредст-
венно к течке бункера при помощи цепей или фланца, соединя-
емого болтами с фланцем на течке бункера.
Тарельчатые питатели могут иметь один или два выхода для
материала. Питатель с двумя выходами имеет два скребка, раз-
гружающие материал в две диаметрально противоположные
точки. Это позволяет одним питателем осуществлять питание
материалом двух агрегатов. Наиболее распространенные тарель-
чатые питатели имеют диаметр тарелки от 750 до 2000 мм\ их
производительность от 3 до 35 м3/ч.
Ленточные питатели с объемным дозированием ма-
териала (рис. 37) состоят из рамы 1, на которой смонтирован
короткий транопортер 2 с резиновой лентой. Транспортер при-
водится в движение от электродвигателя 3 через цепную передачу
или редуктор.
Лента устанавливается непосредственно под течкой бунке-
ра 4 и материал через нее ссыпается на ленту. При движении
ленты на ней образуется слой материала толщиной в, равной
5*
131
величине щели между лентой и заслонкой 5. Изменением поло-
жения заслонки относительно ленты регулируют количество
материала, подаваемого питателем. Положение заслонки фикси-
руется винтом 6.
Регулировать подачу материала ленточным питателем мож-
но также, изменяя скорость движения ленты. Этот принцип
положен в основу создания ленточных питателей с автоматиче-
ской дозировкой материала.
Ленточные питатели, применяемые в цементной промышлен-
ности, имеют ширину ленты от 400 до 800 мм\ длина их от 1 до
3 м. Производительность таких питателей в зависимости от
ширины ленты составляет 50—180 м3/ч.
Рис. 38. Ленточные весовые дозаторы:
а — типа «Хардинг», б — типа «Пендан»; 1 — лента транспортера, 2 — взвешиваю-
щий механизм, 3 — течка
Отличаясь простотой устройства и надежностью в работе,
объемные дозаторы имеют существенный недостаток: низкую
точность дозирования, доходящую до ±5—<10%. Объясняется
это тем, что объемная плотность материала зависит от степени
его уплотнения. Чем сильнее уплотнен материал, тем больше
его объемная плотность и тем больше материала по весу подает
объемный питатель за одно и то же время. Уменьшение объем-
ной плотности соответственно уменьшает вес дозы материала.
Этот недостаток устранен в весовых дозаторах.
Весовые дозаторы обеспечивают точность дозирования мате-
риалов ±0,2—0,3% по весу. Применяют весовые дозаторы не-
скольких типов; лучше всего зарекомендовали себя ленточные
весовые дозаторы с постоянной скоростью движения ленты (ти-
па «Хардинг») и с переменной скоростью движения ленты (ти-
па «Пендан»).
Дозатор типа «Хардинг» (рис. 38, а) состоит из
короткого ленточного транспортера 1 с резиновой лентой, взве-
шивающего механизма 2 и вибрационного питателя, равномер-
но подающего материал из течки 3 на ленту дозатора.
132
Ленточный транспортер меняет свое положение при измене-
нии на ленте веса материала, наклоняясь при увеличении по-
следнего, и наоборот. Изменение положения ленточного транс-
портера воздействует на работу вибрационного питателя,
заставляя его соответственно увеличивать или уменьшать пода-
чу материала на ленту.
Ленточный весовой дозатор типа «П е н д а н»
(рис. 38, б) состоит из короткого ленточного транспортера с
резиновой или стальной лентой и весового механизма. Пита-
тель непрерывно и в одинаковом количестве подает на ленту
материал из бункера.
Работает дозатор по принципу двуплечевого рычага, одним
плечом которого служит транспортерная лента, а вторым — при-
вод питателя и груз, уравновешивающий первый рычаг. При
постоянном весе материала на ленте, т. е. при сохранении за-
данной дозировки, рама транспортера находится в равновесии.
Увеличение же 'веса материала на ленте вызывает опускание
рамы и скорость движения ленты автоматически уменьшается
и, наоборот, уменьшение веса материала на ленте автоматиче-
ски заставляет ее двигаться с большей скоростью, увеличивая
соответственно подачу материала.
Производительность выпускаемых весовых ленточных доза-
торов может быть от 1,5 до 100 т/ч.
Ленточные весовые дозаторы выпускают типа ЛДА и ДН.
Кроме этих типов, разработаны дозаторы, работающие по прин-
ципу магнитоупругого измерения усилий. Изменение веса ма-
териала вызывает изменение магнитных свойств деталей. Это
фиксируется магнитоупругим динамометром и передается ре-
гулятору, который изменяет скорость работы вибропитателя и
соответственно подачу материала на ленту дозатора.
При мокром способе производства портландцемента из од-
ного твердого и одного мягкого сырьевых компонентов возни-
кает необходимость тщательно дозировать глиняный шлам при
подаче его в мельницу. Для этой цели применяют специальные
шламовые питатели ковшового (или черпако-
вого) типа, аналогичные по своей конструкции питателям
для подачи шлама во вращающуюся печь и рассмотренные на
стр. 245.
Следующим компонентом, который подается в мельницу в
жидом виде, являются разжижители, применяемые для умень-
шения влажности шлама при сохранении текучести. В качестве
таких добавок используют водные растворы сульфитно-спирто-
вой барды, торфяной или буроугольной вытяжек. Эти добавки
вводят в количестве 0,1—0,3% от веса шлама в расчете на су-
хое вещество содержащейся в водном растворе добавки. Пода-
ют их в мельницу при помощи ковшовых питателей
объемного дозирования.
133
Для определения потребности в водном растворе добавки
необходимо знать его концентрацию, т. е. сколько граммов
добавки содержится в 1 л раствора. Зная концентрацию рас-
твора, рассчитывают, какое количество его следует подать в
мельницу, исходя из заданной дозировки добавки в расчете на
сухое вещество .и производительности мельницы.
§ 31. ТРАНСПОРТИРУЮЩИЕ МЕХАНИЗМЫ ПОМОЛЬНЫХ УСТАНОВОК
Сырьевые материалы перемещают внутри цехов посредст-
вом механического и пневматического транспорта.
Транспортирующими механизмами механического транспор-
та служат: для сыпучих материалов транспортеры, элеваторы
и шнеки, а для жидкого шлама — центробежные насосы. В ка-
Рис. 39. Шнек:
1 — желоб» 2 —вал, 3 — винтовая лопасть, 4 — разгрузочный патру-
бок, 5 — шибер, 6 — загрузочный патрубок
честве механизмов пневматического транспорта сыпучих мате-
риалов применяют пневматические винтовые насосы, камерные
насосы, аэролифты, аэрожелоба, а для жидкого шлама — ка-
мерные шламовые насосы.
Пневматические механизмы для сыпучих материалов рас-
смотрены в § 76.
Шнек (винтовой конвейер) .представляет собой герметиче-
ский неподвижный металлический желоб 1 (рис. 39), внутри
которого находится вал 2 с винтовой лопастью 3. При вращении
вала винтовая лопасть непрерывно перемещает материал от
загрузочного патрубка 6. Дойдя до разгрузочного патрубка 4,
материал высыпается из желоба.
Шнеки снабжаются одним или несколькими разгрузочными
патрубками в .зависимости от количества мест разгрузки.
Регулируют место разгрузки, открывая шибер 5 соответст-
вующего патрубка и закрывая шиберы других. Привод шиберов
патрубков — ручной или пневматический, дистанционный. Вра-
щение валу передается от электродвигателя через редуктор. Вал
желоба внутри кожуха подвешивается в подшипниках.
134
Производительность шнека зависит от диаметра винтовой
лопасти, скорости ее вращения, шага винта, коэффициента за-
полнения желоба и возрастает с увеличением этих величин. Рас-
считывают производительность шнека Q м3/ч по формуле
q=60-— -Snk,
4
где D—диаметр шнека, м;
S — шаг винтовой лопасти, м\
п — число оборотов вала в минуту;
k — коэффициент заполнения, равный 0,11'25—0,4.
Шнеки имеют диаметр винта от 200 до 500 мм, производи-
тельность шнеков соответственно возрастает от 6 до 420 м3/ч.
Шнеки имеют длину от
4 до 28 л/ и применяются для
горизонтального или наклон-
ного (не более 20°) переме-
щения порошкообразного
материала.
При движении материал
энергично перелопачивается.
Это позволяет использовать
Рис. 40. Шламовый центробежный насос:
/ — корпус, 2 — всасывающий патрубок, 3 —
выходной патрубок
шнеки в качестве смеситель-
ного аппарата, например
при увлажнении сырьевой
муки.
Горизонтальное или с наклоном до 30° перемещение дроб-
леных твердых сырьевых материалов и угля или клинкера
производится также при помощи вибрационных транспортеров.
Вибротранспортер состоит из двухметровых секций
в виде лотка или трубы. Движение материала в них происходит
в результате сообщения каждой секции коротких толчков (уда-
ров) в продольном направлении от специального вибромеха-
низма с числом ударов 1000 в минуту,и более.
Отсутствие вращающихся частей является важнейшим до-
стоинством вибротранспортера. Длина таких транспортеров
неограничена, производительность их до 300 м3/ч. На них мож-
но транспортировать материал с температурой до 500о,С.
Шламовые центробежные насосы (рис. 40) по
принципу действия не отличаются от центробежных вентилято-
ров (см. стр. 124). При быстром вращении турбины (до
3000 об! мин), заключенной в корпусе 1, в нем создается разре-
жение и шлам засасывается по патрубку 2. Под действием тур-
бины шлам приходит .во вращение, приобретает большую цент-
робежную силу и выбрасывается из корпуса по патрубку 3.
Патрубки соединяются со шламопроводами.
Основные сведения о шламовых насосах даны в табл. 8.
135
Таблица 8
Технические характеристики центробежных шламовых насосов
Наименование показателей Тип насоса
106/103 6фш-7с 6фш-11 РВ-100 РВ—150
Диаметр всасывающего патрубка, мм Полная высота подъема шлама, м 150 150 100 150
25 60 60 30 30
Число оборотов турби- ны в минуту 1460 1470 — 1460 1460
Производительность, м"/час 100 200 100 30-50 60-80
При обслуживании шламовых насосов необходимо помнить,
что шлам должен подводиться к насосу самотеком; на всасы-
вающем и нагнетательном патрубках его должны быть уста-
новлены специальные шлам-задвижки. Шламовый насос дол-
жен быть оборудован манометрами и амперметром для измере-
ния нагрузки электродвигателя. Для каждого насоса должны
быть установлены нормальные и предельно допустимые вели-
чины этих нагрузок.
Перед пуском насоса необходимо проверить наличие масла
в картере подшипника (до середины указательного стекла); ос-
мотреть сальники и проверить вал насоса вручную, а также
поставить ограждения на муфту. При наличии затвердевших
осадков шлама насос следует промыть водой, для чего его
подсоединяют к водопроводу.
Пускают насос при закрытых задвижках на всасывающем и
нагнетательном трубопроводах. После пуска полностью откры-
вают задвижку на всасывающем трубопроводе и постепенно
открывают задвижку на нагнетательном трубопроводе до уста-
новленной номинальной нагрузки электродвигателя (по ампер-
метру).
При остановке насоса закрывают задвижку на всасываю-
щем трубопроводе, останавливают электродвигатель и закрыва-
ют задвижку на нагнетательном трубопроводе.
§ 32. АВТОМАТИЧЕСКОЕ УПРАВЛЕНИЕ РАБОТОЙ ПОМОЛЬНЫХ УСТАНОВОК
При автоматизации процесса помола обеспечивается рит-
мичность работы всей помольной установки, т. е. мельницы
работают в заданном режиме и исходные материалы дозируют
в строго определенном соотношении.
Постоянная дозировка исходных материалов при подаче их
136
в мельницу достигается установкой точных дозаторов, сблоки-
рованных между собой и с мельницей. Отклонение в подаче
материала одним дозатором фиксируется приводным механиз-
мом других дозаторов и соответствующим образом изменяется
скорость подачи ими материала. В качестве автоматических
устройств при этом используют регуляторы соотношения. В этом
случае особое значение приобретает постоянство влажности
материала, так как изменение содержания в материале влаги
вызывает изменение соотношения в сырьевой смеси твердых
компонентов, а последнее определяет химический состав клин-
кера.
Режим работы мельницы в основном зависит от степени ее
загрузки. Вредна как недогрузка, так и перегрузка мельницы.
В первом случае материал слишком сильно измельчается, что
может отрицательно сказаться на качестве продукта и снизить
производительность мельницы. Во втором случае материал
измельчается недостаточно и в результате резко ухудшается ка-
чество клинкера.
Существует много методов контроля режима работы мель-
ницы. Наиболее простым и оправдавшим себя на практике
является метод, основанный на связи степени загрузки мельни-
цы и производимого ею шума. Чем больше заполнена мельница
материалом, тем глуше звук (ниже частота звука). Более
высокая частота звука свидетельствует о недогрузке мельницы.
Звук, издаваемый мельницей, улавливается специальным
микрофоном, после соответствующих преобразований импульс
передается исполнительному механизму приводов питателей и
автоматически перестраивается их работа. Ориентируясь на не-
которую постоянную частоту звука, машинисты мельниц иногда
регулируют вручную работу питателей.
Схемы автоматического регулирования работы мельниц су-
хого и мокрого помола, не отличаясь в принципе, имеют неко-
торые отличительные особенности. Поэтому рассмотрим их
отдельно.
Схема автоматического регулирования мель-
ницы сухого помола приведена на рис. 451, а. Наи-
более характерный шум в зависимости от степени заполнения
издает первая камера мельницы сухого помола. Поэтому микро-
фон устанавливают на первой камере. Звук, поступающий .из
первой камеры, воспринимается датчиком-микрофоном (Д1) с
частотомером, анализирующим частоту звука.
При отклонении частоты звука от какой-то средней величи-
ны, соответствующей нормальной работе мельницы, датчик пе-
редает сигнал регулятору загрузки Р1, который через исполни-
тельный механизм (ИМ1) воздействует на дозировочное уст-
роиство дозаторов-питателей 1 и изменяет подачу материалов в
мельницу. J г
137
В качестве микрофонного устройства применяют динамиче-
ский микрофон ЛЩ-57, МД-59 и др. Микрофон помещается в
пыленепроницаемом закрытом кожухе ,и устанавливается на
стойке у обечайки первой камеры мельницы со стороны паде-
ния шаров под углом 45°.
Схема автоматического регулирования
мельниц мок род о помола (рис. 41, б) отличается от
предыдущей схемы автоматической дозировкой воды, обеспечи-
вающей получение шлама заданной текучести (вязкости).
Схема управления дозаторами сухих материалов не отли-
чается от только что рассмотренной. Датчик-микрофон Д1 вос-
Рис. 41. Схемы автоматического регулирования шаровой мельницы:
а — сухого помола, б — мокрого помола; 1 — питатель-дозатор, 2 — водопровод,
3 — вентиль
принимает шум первой камеры, передает его .регулятору за-
грузки Р1, а исполнительный механизм ИМ1 соответствующим
образом перестраивает работу дозаторов-питателей 1.
Влажность шлама и соответственно его вязкость регулиру-
ются по шуму, издаваемому второй камерой мельницы, где
происходит шламообразование.
Система автоматической дозировки подачи воды состоит из
датчика-микрофона Д2, измеряющего частоту шума во второй
камере и анализирующего его; регулятора влажности шлама
Р2; исполнительного механизма ИМ2 и дифманометра ДЗ, из-
меряющего расход воды, поступающей в мельницу.
Шум из второй камеры, воспринятый датчиком-микрофоном
Д2, анализируется и при его отклонении от некоторого задан-
ного значения передается импульс регулятору влажности шлама
Р2, сблокированному с дифманометром ДЗ. Регулятор влажно-
сти передает затем импульс исполнительному механизму пода-
чи воды ИМ2, который воздействует на вентиль 3 водопрово-
да 2.
Следующим участком помольной установки, требующим си-
стематического наблюдения, является система смазки подшип-
ников, редукторов, венцовых шестерен. Для своевременной
138
подачи смазки к трущимся частям механизмов помольные уста-
новки оборудуются автоматическими централизованными мас-
ляными станциями.
Автоматизация смазочной системы основана на том прави-
ле, что трущиеся части машины при недостаточной подаче мас-
ла 'Нагреваются. Узлы машин снабжаются терморегуляторами,
воздействующими на механизмы, поддерживающие постоянным
напор в централизованной масляной системе, температуру мас-
ла и скорость его протекания.
Показания всех измерительных приборов, контролирующих
работу механизмов помольной установки и качество помола,
передаются на щит управления, установленный в операторской.
Машинист следит за показаниями приборов и соответствующим
образом управляет технологическим процессом помола.
Вся контролирующая система снабжена также звуковой и
световой сигнализацией.
/ § 33. ЭКСПЛУАТАЦИЯ ПОМОЛЬНЫХ УСТАНОВОК
Помольные установки в процессе эксплуатации должны иметь
хорошо слышимую звуковую и хорошо видимую световую сиг-
нализацию.
На установках сухого помола должны быть аспирационные
и пылеулавливающие устройства, обеспечивающие интенсив-
ную аспирацию мельницы и вспомогательного оборудования и
создающие хорошие санитарно-гигиенические условия труда.
Приводы помольных аппаратов должны быть сблокированы
со вспомогательным оборудованием; управление системой бло-
кировки должно быть сосредоточено у рабочего места машини-
ста мельницы.
Помольная установка независимо от вида мельницы (сырье-
вая, мокрого или сухого помола, .цементная, угольная) должна
быть оснащена следующими контрольно-измерительными при-
борами:
манометрами и маслоуказателями для измерения давления
и уровня масла в смазочной системе;
счетчиками для учета времени работы мельницы;
счетчиками расхода электроэнергии, потребляемой мотором
мельницы;
амперметрами для измерения нагрузки приводного электро-
мотора мельницы;
аппаратурой сигнализации: о перегреве подшипников, редук-
торов; о перегреве статора двигателя; о перегреве масла в кар-
терах цапфовых подшипников; о прекращении циркуляции мас-
ла в смазочной системе; о прекращении циркуляции охлажда-
ющей подшипники воды; о прекращении циркуляции масла в
цапфовых подшипниках; о переполнении и опорожнении пита-
139
ющих бункеров. Приборы, сигнализирующие о перегреве под-
шипников мельницы и редуктора, а также прекращении смазки
их, должны быть включены в систему блокировки.
Кроме указанных приборов, которые должны иметь все мель-
ницы, сырьевые мельницы мокрого помола дополнительно осна-
щаются: вискозиметрами шлама, расходомерами с дифманомет-
рами, измеряющими расход поступающей в мельницу воды. Це-
ментные мельницы (открытого цикла помола) должны иметь:
весы для учета выхода цемента, термометры сопротивления с
логометрами для измерения температуры за мельницей, тяго-
меры, измеряющие разрежение за мельницей и в системе аспи-
рации. Сепараторные мельницы (замкнутого цикла помола)
дополнительно должны иметь амперметры для измерения на-
грузки электродвигателей сепараторов и элеваторов, приборы, по-
казывающие число оборотов центробежных сепараторов. Уголь-
ные мельницы снабжают термометрами сопротивления с лого-
метрами или газовыми термометрами, измеряющими температу-
ру газов на выходе из мельницы; тягомерами для измерения
разряжения до и после мельницы.
Пуск мельницы. Правила пуска мельницы после ремонта
или перед пуском в эксплуатацию нового агрегата отличаются
от правил пуска мельницы после кратковременной остановки.
Перед пуском после кратковременной остановки необхо-
димо:
осмотреть мельницу снаружи, проверить, хорошо ли закры-
ты крышки лазов и плотно ли затянуты контргайки на болтах,
крепящих крышки, бронеплиты и перегородки;
осмотреть подшипники .мельницы и приводного электродви-
гателя, проверить смазочные устройства;
проверить наличие воды .в системе водяного охлаждения
подшипников;
установить наличие и правильность установки предохрани-
тельных ограждений;
проверить наличие свободной емкости для размолотого про-
дукта (в силосе, бункере или шлам-бассейне);
удостовериться в исправности сепараторов и обеспыливающих
устройств;
осмотреть транспортирующие устройства и установить дози-
ровочную аппаратуру в соответствующее положение.
Перед пуском после длительной остановки дополнительно к
приведенным работам необходимо выполнить следующее:
осмотреть мельницу внутри и проверить соответствие уста-
новленным нормам количества мелющих тел в камерах, состоя-
ние футеровки, межкамерных и разгрузочных перегородок;
проверить чистоту и исправность контрольных сит;
осмотреть редуктор привода мельницы и проверить по ука-
зателю уровень масла в картере;
140
осмотреть вентиляционные устройства и трубопроводы;
проверить исправность затворов и герметичность уплотнений
в аспирационной системе;
убрать ненужные предметы и мусор с рабочих мест у ма-
шин, площадок и проходов;
обеспечить достаточное искусственное освещение;
проверить состояние приводного электродвигателя и пуско-
вой аппаратуры;
осмотреть состояние взрывопредохранительных клапанов на
пылеосадительных устройствах углеразмольных мельниц.
Пуск мельницы после ремонта производится с разрешения
начальника цеха, а после .кратковременной остановки — с раз-
решения мастера. Включать отдельные механизмы помольной
установки можно в той последовательности, которая указана в
схеме, утвержденной главным инженером завода. Принципи-
ально пуск механизмов должен производиться в последователь-
ности, обратной движению измельченного, а затем измельчае-
мого материала.
Запрещается пускать и эксплуатировать мельницы в следу-
ющих случаях:
при недостаточном запасе размалываемых материалов в
бункерах (менее чем на 1 ч работы мельницы);
нагреве выше 65° С цапфовых подшипников с баббитовой
заливкой;
неисправности масляной системы, а также системы водяного
охлаждения;
выбивании материала через неплотности;
наличии трещин на корпусе мельницы;
ослабленных болтах днища или венцовой шестерни;
неисправностях в приводном механизме;
снятых ограждениях;
неисправности транспортной системы от мельниц;
выпадении хотя бы одной броневой плиты или секции меж-
камерных перегородок;
неочищенных и неисправных пылеосадительных устройствах;
наличии очагов горения топлива в углепомольной установ-
ке. Не разрешается эксплуатировать мельницу, когда не со-
блюдены правила замены изношенных деталей и ввода мель-
ницы в эксплуатацию после среднего и капитального ремонта,
а также если в схемах автоматического управления и контроль-
но-измерительной аппаратуры есть неисправности.
Остановка мельницы. Различают остановку внеплановую
(вынужденную, аварийную) и плановую: на ремонт, перегрузку
мелющих тел.
При угрозе несчастного случая или аварии мельницу оста-
навливают немедленно. Причины внеплановой остановки мель-
ницы расследуют в соответствии с «Инструкцией по ликвида-
141
ции, расследованию и учету аварий и неисправностей оборудо-
вания цементных заводов».
Во время длительных остановок необходимо тщательно ос-
мотреть мельницу, .в том числе каждую из камер и межкамер-
ные перегородки, все вспомогательные механизмы, а также за-
мерить заполнение мельницы мелющими телами.
Работа мельницы. В процессе работы помольной установки
машинист мельницы обязан:
следить за исправной работой питателей;
проверять температуру цапфовых подшипников мельницы,
редуктора, приводного электродвигателя и других подшипников,
не допуская повышение ее сверх 65° С;
контролировать подачу смазки циркуляционной смазочной
системы, исправность ее работы и производить ручную смазку
узлов в соответствии с картами смазки. Основные положения
смазки механизмов, .виды смазочных материалов и нормы их
расхода приведены в гл. XVI.
Машинист должен:
проверять работу водяного охлаждения;
руководствоваться показаниями контрольно-измерительных
приборов;
следить за исправностью контрольных сит;
.проверять исправность и режим работы сепараторов и их
транспортных средств;
следить за исправностью и правильным режимом аспираци-
онных и пылеосадительных установок;
наблюдать за состоянием сальникового уплотнения, входной
горловины мельницы мокрого помола; работа мельницы с неис-
правным уплотнением не допускается.
В процессе работы машинист также должен следить за тем,
чтобы фундаментные болты и болты подшипников были туго
затянуты; мелющие тела своевременно перегружены: через каж-
дые 100 ч работы мельницу нужно догружать, а через каждые
180'0—,2000 ч — полностью перегружать.
При догрузке и перегрузке мелющие тела необходимо взве-
шивать рассортированными по размеру. Машинист должен сле-
дить за качеством поступающих на помол материалов — круп-
ность их не должна превышать: для твердых известняков и
мергелей — 25 мм; угля всех сортов — 30 мм; гипса — 30 мм;
твердых активных минеральных добавок—10 мм, а мягких
(трепела, опоки) —30 мм. Предельно допустимая влажность
материалов не должна быть более: для известняков, пластичных
мергелей и глины — 1%, активных минеральных добавок — 2%,
гипса (как добавок) —10% и клинкера — 0,5%. Клинкер, посту-
пающий на помол, должен иметь температуру не выше 80° С.
Смазка оборудования. В процессе эксплуатации смазке под-
лежат все трущиеся узлы и детали оборудования, при этом
142
следует руководствоваться «Картами смазки» или инструкция-
ми по эксплуатации данного оборудования. Общие сведения о
смазке приведены в гл. XVI.
Смазке подлежат следующие узлы мельницы:
подшипники опорных цапф — смазка циркуляционная прину-
дительная автотракторным маслом (нигрол);
соединительные муфты центрального вала — смазка ручная
(набивка) солидолом (УСс-2);
рабочий редуктор — смазка принудительная циркуляционная
цилиндровым маслом 11.
У тарельчатого питателя смазывают:
червячную передачу привода — смазка картерная с разбрыз-
гиванием индустриальным маслом 45;
подшипники вертикального вала — смазка ручная (набивка)
с помощью колпачковой масленки смазкой УСс-2 и УС-S; для
смазки повернуть крышку масленки на один оборот два раза
в смену;
редуктор питателя — так же, как червячную передачу при-
вода.
Смазка другого вспомогательного оборудования приведена
в соответствующих разделах книги.
Правила техники безопасности. При эксплуатации помоль-
ных установок необходимо прежде всего выполнять общие тре-
бования обслуживания, правила пуска и остановки агрегатов.
Дополнительно при эксплуатации помольных установок необ-
ходимо руководствоваться следующими правилами техники без-
опасности.
Запрещается находиться под мельницами во время их ра-
боты, исправлять, смазывать и чистить вращающиеся части,
заходить за ограждения.
Осматривать мельницу внутри разрешается только после ее
охлаждения до температуры не выше 40° С. Для более быстрого
охлаждения мельницу необходимо провентилировать.
При сортировке мелющих тел рабочие обязаны пользовать-
ся рукавицами.
Находиться вблизи вращающейся мельницы во время вы-
грузки из нее мелющих тел запрещается.
Стоять под контейнером, загруженным мелющими телами,
а также находиться вблизи мельницы при разгрузке контейнера
также запрещается.
По длине корпуса мельниц с обеих сторон, а также по краю
приямков должны быть установлены ограждения высотой 1 м.
Ограждения должны быть устойчивыми и разборными.
Правила эксплуатации вспомогательного оборудования по-
мольных установок (пылеочистительных устройств, транспорти-
рующих механизмов, бункеров) приведены далее в соответст-
вующих разделах книги.
ГЛАВА VI.
ИЗМЕЛЬЧЕНИЕ МЯГКИХ МАТЕРИАЛОВ В БОЛТУШКАХ
§ 34. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ
МЕТОДОМ РАЗБАЛТЫВАНИЯ
При мокром способе производства портландцемента для из-
мельчения мягких и легко распускающихся в воде сырьевых
материалов применяют менее энергоемкий метод по сравнению
с помолом в мельницах. Эти материалы размучивают в большом
количестве воды в специальных аппаратах, называемых болтуш-
ками, или применяют для этой цели мельницы-мешалки.
Рис. 42. Технологические схемы измельчения мяг-
ких материалов в болтушках:
а — открытый цикл работы болтушек, б — замкнутый
цикл работы болтушек с возвратом в болтушку иерас-
пустившихся зерен, в — открытый цикл работы болтушек
с доизмельчением твердых зерен в мельнице; / — бол-
тушка, 2 — выброгрохот, 3 — центрициклои, 4 — насос,
5 — мельница
Измельчение сырьевых материалов методом разбалтывания
в воде производят по трем принципиальным технологическим
схемам в зависимости от степени загрязненности сырья каме-
нистыми включениями.
Схема 1 (рнс. 42, а) предусматривает работу болтушек 1 по
открытому циклу «на проход». Разболтанная в виде шлама
глина 'без промежуточной сепарации (отделения крупных зе-
рен) направляется на совместный помол с известняком в шаро-
вую мельницу.
Эта схема наиболее простая в организации, применяется при
использовании в качестве сырьевых материалов одного мягкого
144
и одного твердого компонентов. Твердые не распустившиеся в
болтушке включения глины размалываются затем в мельнице
при совместном измельчении твердого известняка с глиняным
шламом.
Схема II (рис. 42, б) применяется при использовании в каче-
стве сырьевых материалов двух мягких компонентов — глины
и мела и при незначительной засоренности их каменистыми
включениями. Она предусматривает отделение от шлама нерас-
пустившихся зерен с вторичным последующим их направлени-
ем в болтушку и доизмельчением. Полученный таким образом
шлам направляется в шлам-бассейны.
Для отделения крупных зерен от шлама применяются виб-
рогрохоты 2, но более совершенное отделение крупки произво-
дится в две ступени: вначале шлам пропускают через грохот и
из него выделяют крупные зерна, а затем его подвергают тща-
тельной сепарации в гидро- или .центрициклоне 3.
Оставшиеся на грохоте и осевшие в гидроциклоне зерна по-
даются в болтушку на доизмельчение. Шлам же из гидроцик-
лона направляется в шлам-бассейны.
Схема III (>рис. 42, в) применяется при использовании двух
мягких сырьевых материалов со значительным содержанием в
них каменистых включений. Это вызывает необходимость при-
менения механического доизмельчения их в шаровых мель-
ницах.
Шлам из болтушки последовательно проходит виброгрохот,
гидроциклон и подается насосом 4 в шлам-бассейны. Задержан-
ные виброгрохотом и гидроциклоном крупные зерна направля-
ются в короткую шаровую мельницу 5, работающую в замкну-
том цикле с грохотом и гидроциклоном. Измельченный в
мельнице продукт подается на виброгрохот, смешивается с ис-
ходным шламом из болтушки и все дальнейшие операции прохо-
дят аналогично рассмотренной схеме.
Болтушка (рис. 43) представляет собой железобетонный
бассейн семигранной формы. В центре бассейна сделана .желе-
зобетонная опора, .на которую устанавливается измельчающий
и перемешивающий механизмы болтушки. В одном из углов бас-
сейна в стенке имеется отверстие для выпуска шлама 16 из
мешалки. Через это отверстие шлам попадает в канал 12, соеди-
няющий мешалку со сборным приямком. В приямок шлам по-
ступает из всех или нескольких болтушек цеха и перекачивается
затем насосом в шламовые бассейны.
Перед выпускным отверстием установлено сито 15, задержи-
вающее неизмельченные куски материала. Для защиты сита от
повреждений крупными кусками перед ним установлена ре-
шетка 14. С каждой стороны стенки разгрузочного отверстия
вертикально установлено по швеллеру 17 полками в сторону
канала; они служат направляющими, в которые вставляются
145
Рис. 43. Болтушка диаметром 8 м:
1 — грабли, 2 — цепи, 3 — рама, 4 — швеллеры рамы, 5 — ведомая шестерня, 6 — ось, 7 —
подпятник, 8 — ведущая шестерня, 9 — стакан для оси, 10 — редуктор, 11—электродвига-
тель, 12 — канал, 13 — брусья, 14 — решетка, 15 — сито, 16 — отверстие для выпуска шла-
ма, 17—направляющий швеллер, 18— мост
146
один над другим деревянные брусья 13, образующие порог.
Изменяя высоту порога, увеличивают или уменьшают высоту
разгрузочного отверстия и соответственно уровень слива шлама.
Дно и стенки бассейна облицовывают чугунными плитами.
Перед загрузкой в болтушку сырьевые материалы грубо
измельчают до кусков размером, .не превышающим 100—450 мм.
Для этого применяют вальцовые дробилки или самоочищающи-
еся молотковые дробилки, рассмотренные ранее. Дальнейшее
тонкое измельчение кусков происходит в болтушке под дейст-
вием воды.
Для ускорения процесса размучивания болтушка снабжается
граблями (боронами) 1, непрерывно вращающимися в горизон-
тальной плоскости вокруг вертикальной оси 6. В результате
вращения грабель масса размешивается с водой и производит
дополнительное механическое измельчение кусков материала,
облегчающее размучивание.
Грабли подвешены на цепях 2 к балочной раме 3. Через про-
межуточные швеллеры 4 рама прикреплена к ведомой шестер-
не 5, свободно посаженной на оси 6. Шестерня 5 входит в за-
цепление с ведущей шестерней 8, вращающейся от электродвига-
теля 11 через редуктор 10. Вращение шестерни 8 передается
шестерне 5 и балочная рама вместе с граблями начинает вра-
щаться.
Приводной механизм болтушки смонтирован на стальном
мосту 18, используемом также для обслуживания болтушки.
Ось 6 ведомой шестерни 5 вставлена в чугунный стакан 9, забе-
тонированный в железобетонную опору в центре бассейна. Ось
неподвижна в стакане и соединяется с ним при помощи уста-
новочного болта.
Шестерня 5 выполнена разъемной; нижняя ее часть — сту-
пица опирается на подпятник 7, установленный на торце ста-
кана. Для защиты ступицы от истирания при вращении шестер-
ни в нее вставляют стальную гильзу, а в гильзу — сменную
втулку из твердого чугуна, непосредственно вращающуюся на
оси 6. На ступице шестерни закрепляется при помощи болтов
зубчатый венец. Разъемное устройство шестерни облегчает и
удешевляет ремонтные работы: заменяют только зубчатый ве-
нец, тогда как ступица практически не изнашивается.
Наиболее подвержены износу зубья борон, особенно в ниж-
ней части. Для продления срока их службы зубья закрепляют
в бороне при помощи пальцев, вставляемых в одно из отверстий
зуба и в бороне. По высоте зубья имеют три отверстия; при
износе зуб опускается и закрепляется пальцем, пропущенным в
следующее по высоте отверстие.
В табл. 9 приведены технические характеристики болтушек
цементных заводов. Их производительность определяется в
первую очередь емкостью бассейна, но зависит также и от дру-
147
гих факторов, в частности от скорости вращения грабель, влаж-
ности шлама, крупности кусков, поступающих на размучивание.
Увеличение скорости вращения борон до определенного оп-
тимального предела способствует повышению производительно-
сти мешалки. Но при дальнейшем увеличении числа оборотов
развивается большая центробежная сила, прижимающая куски
материала к стенкам бассейна и ухудшающая этим процесс раз-
мучивания. Скорость вращения борон находится в пределах
7—12 об/мин и зависит от диаметра бассейна.
Таблица 9
Технические характеристики болтушек
Наименование показателей Завод-изготовитель
Стром- машина УЗТМ им. Э. Тельмана (ГДР)
Диаметр, м Производительность, 5 12 6 8 12
м3\ч:
по глине 7—9 26-32 6-8 10-14 26-32
по мелу Потребная мощность, 16-31 60—72 14—18 24—32 60-72
кет 34 75 14 23 55
Вес металлических час- тей, т 6,5 99,8 13 56,5 109
С уменьшением размера кусков скорость размучивания воз-
растает ,и соответственно повышается производительность бол-
тушки. Способствует этому также применение горячей воды.
Особенно необходима горячая вода зимой, когда в пластичном
влажном сырье попадают смерзшиеся куски.
Уменьшение вязкости шлама улучшает условия размучива-
ния. Однако нельзя добавлять и слишком много воды. Влаж-
ность шлама, поступающего в печь, должна быть по возможно-
сти минимальной, но при этом шлам должен иметь необходи-
мую текучесть. Влажность глиняного шлама бывает обычно в
пределах 60—70%, а мелового шлама — 36—4'2%.
Для повышения текучести шлама или снижения его влаж-
ности при сохранении заданной текучести применяют пласти-
фицирующие поверхностно-активные добавки, рассмотренные
ранее.
Основной недостаток болтушек состоит в том, что для их
установки необходимы значительные производственные площа-
ди. Более удобным размучивающим оборудованием являются
мельницы-мешалки. Их устанавливают на новых цементных за-
водах.
Мельница-мешалка состоит из горизонтального сталь-
148
ного барабана, внутри которого с большой скоростью (300—
400 об/мин) вращается ротор с насаженными на него пальца-
ми. В барабан равномерно загружают материалы и подают
воду в определенном соотношении.
Под действием вращающегося ротора с дробящими пальца-
ми куски материала измельчаются и интенсивно перемешива-
ются с водой, образуя шлам. Готовый шлам перекачивают
насосом на дальнейшую переработку.
Производительность мельницы-мешалки с барабаном длиной
3,4 м и шириной 1 м достигает 75—100 т/ч (по сухому ве-
ществу). Расход электроэнергии при этом не превышает
1,2 квт-ч на 4 т сухого вещества (а в болтушках он достигает
2—2,5 квт • ч/т).
На основе мельницы-мешалки в настоящее время разрабо-
тан комбайн, выполняющий все операции по приготовлению
шлама и подаче его на последующую обработку: добычу глины
(или мела), размучивание и транспортирование шлама посред-
ством гидротранспорта. Производительность комбайна до
300 т/ч.
На цементном заводе разбалтывающие аппараты иногда
устанавливают непосредственно в цехах, но более целесообраз-
но их размещать в карьере при незначительной удаленности
последнего. Для транспортирования шлама в этом случае при-
меняют наиболее эффективный вид транспорта— гидротранс-
порт. В этом случае, чтобы обеспечить бесперебойную работу
цехов помола и обжига, на территории завода предусматрива-
ют хранилища глиняного шлама с перемешивающими меха-
низмами.
§ 35. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ РАЗМУЧИВАНИЯ МАТЕРИАЛОВ
И ЭКСПЛУАТАЦИЯ БОЛТУШЕК
Автоматизация процесса размучивания материалов. Нагруз-
ка электродвигателя болтушки зависит от загрузки ее материа-
лом. Чем больше загружена болтушка, тем больше тока требует-
ся для работы электродвигателя. Эта зависимость положена в
основу автоматического управления работой болтушки (рис. 44).
Система автоматизации устроена следующим образом. Сиг-
нал от датчика-трансформатора тока Д1, регистрирующего
работу электродвигателя болтушки, поступает на приставку П1,
суммирующую и анализирующую эти сигналы. Затем с при-
ставки П1 сигналы передаются на регулятор загрузки болтуш-
ки Р1, воздействующий на исполнительный механизм ИМ1.
Последний приводит в действие магнитный пускатель электро-
двигателя питателя 2 подачи материала, останавливая его при
перегрузке болтушки.
149
Для контроля процесса размучивания и получения шлама
постоянной вязкости применяют вторую систему, согласующую
показатели вязкости шлама с подачей воды в болтушку. На вы-
ходе шлама из болтушки устанавливают вискозиметр Д2, пере-
дающий сигналы на регулятор вязкости Р2. При отклонении
вязкости шлама от принятой средней величины регулятор вязко-
сти приводит в действие исполнительный механизм ИМ2. Он воз-
действует на вентиль водопровода 3, изменяя подачу воды в
Рис. 44. Схема автоматиче-
ского регулирования работы
болтушки:
/ — электродвигатель болтушки,
2 — электродвигатель питателя,
3 — вентиль водопровода
•соответствии с вязкостью шлама.
Автоматическое регулирование
процесса размучивания материала и
контроля качества шлама повысило
производительность болтушки на
15—20%, обеспечило устойчивое по-
стоянное качество шлама и позво-
лило снизить влажность его на 1 —
1,5%. Последнее дает 2—3% эконо-
мии топлива на обжиг клинкера.
Правила эксплуатации болтушек.
Перед пуском болтушки не-
обходимо проверить, нет ли посто-
ронних предметов в резервуаре, ис-
правны ли решетки, бороны, зубья
и другие механизмы мешалки.
Необходимо осмотреть смазоч-
ную систему и убедиться в наличии
смазки; проверить ограждения; звуковую и световую сигнали-
зацию.
При остановке болтушки необходимо прекратить пода-
чу сырья и воды, а также разгрузить резервуар от шлама.
В процессе работы следует проверять: равномерность
подачи сырья и воды в болтушку и поддерживать заданный уро-
вень массы в ней;
качество подаваемого сырья;
соответствие влажности шлама установленной норме и пода-
чу воды в зависимости от количества загруженного сырья;
подачу пара зимой для подогрева шлама.
Нельзя допускать, чтобы в резервуаре накоплялся слой галь-
ки или песка, превышающий 40 см. Очищать резервуар нужно в
установленные сроки.
Смазка механизмов болтушки. Общие сведения о смазке,
видах смазочных материалов и нормах их расхода приведены в
гл. XVI.
Узлы механизмов болтушки, подлежащие смазке, и применя-
емые при этом смазочные материалы следующие:
редуктор привода — смазка картерная, летом масло цилинд-
ровое 11, зимой — АК-10 автол;
150
•подшипники горизонтального вала — смазка кольцевая, ма-
сло индустриальное 45;
опорная ступица с втулкой и защитным кольцом вертикаль-
ного вала —- смазка капельная, масло индустриальное 45;
коническая шестерня и зубчатый обод колеса — смазка руч-
ная (намазка) графитной смазкой УСА.
Правила техники безопасности. При обслуживании болту-
шек необходимо руководствоваться следующими правилами:
очищать болтушки нужно механическим способом с помо-
щью подъемных устройств;
перед пуском болтушки необходимо подавать звуковой опо-
вещающий сигнал;
при остановке болтушки на длительный срок оставлять в ней
шлам запрещается;
загрузочное окно болтушки должно быть закрыто сверху ме-
таллической решеткой с отверстием размером не более 25X
Х25 см.
ГЛАВА VII.
КОРРЕКТИРОВАНИЕ И ГОМОГЕНИЗАЦИЯ СЫРЬЕВОЙ СМЕСИ
§ 36. МЕТОДЫ КОРРЕКТИРОВАНИЯ СЫРЬЕВОЙ СМЕСИ
Химический состав приготовляемой сырьевой смеси должен
обеспечивать заданный минералогический состав клинкера. Од-
нако в процессе дозирования сырьевых материалов перед их из-
мельчением возможны погрешности, что влечет изменение хими-
ческого состава сырьевой смеси. Неизбежны также отклонения
химического состава шлама или сырьевой муки в результате
колебаний состава сырьевых материалов в пределах месторож-
дения сырья.
Таким образом, чтобы обеспечить заданный химико-минера-
логический состав клинкера, необходимо перед обжигом сырь-
евой смеси тщательно откорректировать ее химический состав.
Другое требование к сырьевой смеси состоит в том, что она дол-
жна быть совершенно однородной. Это может быть достигнуто
только при условии тонкого измельчения и тщательного смеши-
вания (гомогенизации) сырья. Необходимость этого условия опре-
деляется процессами образования однородного клинкера из не-
скольких материалов, принципиально отличающихся по своему
химическому составу. Каждый сырьевой компонент при обжиге
должен полностью поглотить другой компонент, образуя мине-
ралы клинкера.
Приготовление совершенно однородной смеси достигается
тщательным непрерывным перемешиванием ее в емкостях гото-
вого продукта. Объем этих емкостей принимается из условия
создания некоторого запаса готовой смеси, чтобы обеспечить
бесперебойное питание обжигательных аппаратов. Размер этого
запаса принимают из условия трехсуточного потребления обжи-
гательными аппаратами. Корректирование и гомогенизация
шлама при мокром способе производится в шламовых бассейнах,
а сырьевой муки при сухом способе—в силосах.
Корректирование (исправление) сырьевой смеси производит-
ся следующим образом. Из всех измельчающих аппаратов, ус-
тановленных на заводе (сырьевых мельниц — при использова-
нии твердого сырья или болтушек — при использовании двух
мягких компонентов), выделяют несколько аппаратов, в кото-
рых приготовляют смесь с заведомо низким или заведомо высо-
152
ким титром (содержанием углекислого кальция СаСОз) по
сравнению с титром рабочей сырьевой смеси. Низкий титр кор-
ректирующей сырьевой смеси принимается в случае заведомо
высокого содержания в основной сырьевой смеси СаСОз, а вы-
сокий титр — при его недостатке.
Основную и корректирующую сырьевые смеси подают из из-
мельчающих аппаратов в специальные емкости и после установ-
ления титра каждой смеси их в определенном соотношении .нап-
равляют в третью емкость, предназначенную для готовой сырь-
евой смеси. .В этой емкости смесь тщательно перемешивают,
после чего отбирают на обжиг.
На заводах с новейшей организацией технологического про-
цесса корректирующую смесь специально не готовят. В этом
случае приготовляют две сырьевые смеси среднего химического
состава (который получается в измельчающих аппаратах) и
каждую из них направляют в предназначенную для нее емкость.
Затем после определения их титра сырьевые смеси из каждой
емкости подают в третью емкость в соотношении, обеспечиваю-
щем получение клинкера требуемого химического состава.
Корректирование состава сырьевой смеси производят по вели-
чине титра, а также по заданному коэффициенту насыщения или
одновременно по двум показателям —коэффициенту насыще-
ния и одному из модулей (см. стр. 1.1). Корректирование шлама
по одному титру отличается простотой, но удовлетворительные
результаты дает только при использовании однородных по хи-
мическому составу сырьевых .материалов. Во всех других случа-
ях корректирование производят, пользуясь КН и модулями.
Корректирование по титру. При корректировании по титру
пользуются объемными соотношениями исходных материалов.
Для этой цели определяют вес сухой массы в 1 м3 сырьевой сме-
си, предварительно установив ее объемную плотность и влаж-
ность. Если объемная плотность сырьевой смеси D т/м3, а влаж-
ность В %, то вес сухой массы Рс будет равен:
PC=D -00~В т/м3.
На основании этой формулы составляют таблицу для смесей
различной влажности, наиболее часто используемых в данных
производственных условиях. Форма таблицы следующая:
Влажность сырьевой смеси, % Объемная плотность смеси, т/м9 100-В 100 Вес сухой смеси Р , т/М9
153
В дальнейшем эти расчеты используют для перехода от объ-
емного к весовому измерению. Для этого объем сырьевой смеси
умножают на величину Рс. Например, при влажности материала
30% объемная плотность D равна 1,803 т/м3. Выражение
100—В
100
- 100 - 30 Л -7А Т-
в этом случае будет равно——— = 0,70. Тогда вес сухой смеси
в 1 м3 составит 1,803-0,70= 1,26 т.
Определение соотношения корректируемой и корректирую-
щей сырьевой смеси производится с помощью так называемого
«метода креста», имеющего следующую схему:
Л
(титр корректируемой
сырьевой смеси)
Т2
(титр корректирующей
сырьевой смеси)
(заданный титр сырьевой смеси)
Т2— Т =. a T—Ti = b
т. е. на каждые а м3 корректируемой сырьевой смеси Ti необхо-
димо добавить b м3 корректирующей сырьевой смеси Т2, чтобы
получить рабочую сырьевую смесь с титром Т. Правильность
расчета проверяют по формуле
Т2*Ь гр
а + b
Корректирование по коэффициенту насыщения КН. Этим
способом производят корректирование, используя молотый из-
вестняк или глину. Если КН смеси, полученной в .мельнице, низ-
кий, то применяют известняк, а при высоком КН — глину. Кор-
ректирующая смесь должна иметь коэффициент насыщения
соответственно заведомо низкий или высокий. Это достигается
тем, что титр смеси, выходящей из мельницы, должен быть на
0,5—1% ниже обычной его величины при корректировании из-
вестняком или на 0,5—1 % выше при корректировании глиной.
Корректируют сырьевую смесь по коэффициенту насыщения
при помощи формулы коэффициента насыщения (см. стр. 12),
определяющей весовое соотношение корректируемой и корректи-
рующей смеси. Если обозначить через А весовое количество сме-
си с высокими КН, а через Б — с низким КН, то отношение их
154
в готовой смеси с заданным коэффициентом насыщения должно
быть равно:
А _ (2,8A7/-SiO2 + 1.65А12О3 + Q,35Fe2O3) — СаО
Б СаО —(2,8 A7/-SiO2 + 1,65А12О3 + 0,35Fe2O3)
Это отношение показывает, сколько весовых частей смеси с
более высоким КН надо добавить на каждую весовую часть сме-
си с более низким КН, чтобы получить смесь, отвечающую за-
данному коэффициенту насыщения. Если корректирование
производится известняком (при низком КН смеси), то это отно-
шение показывает, сколько весовых единиц известняка надо до-
бавить на каждую одну весовую часть корректируемой сырьевой
смеси.
Корректирование известняком. Объемное соотно-
шение корректируемой и корректирующей сырьевой смеси с уче-
том влажности материалов и их объемного веса вычисляют по
формуле
где М — объем известнякового шлама, который необходи-
мо добавить на 1 м3 корректируемого шлама;
С — окислы корректируемого шлама (2,8 K//*SiO2+
+.1,65 А12О3+0,35 Fe2O3) — СаО;
И — окислы известнякового шлама (СаО —
— (2,8 Ktf-SiO2+!l,65 А12О3+0,35 Fe2O3);
КН — заданная величина коэффициента насыщения в
готовой смеси;
Рс нРи—вес сухой массы в 1 jh3 соответственно корректи-
руемого и корректирующего шлама в т (рассчи-
тываются по вышеприведенной формуле, исходя
из объемного веса и влажности каждой смеси).
Корректирование глиной. Объемное соотношение
корректируемой и корректирующей сырьевой смеси с учетом
влажности материалов и их объемного веса вычисляют по фор-
муле
где М,С,Рс — значения те же, что и в вышеприведенной фор-
муле;
Г—'Окислы глиняного шлама (2,8 КН- SiO2+
+'1,65 А12О3+0,35 Fe2O3) — СаО;
КН — заданный коэффициент насыщения корректируе-
мого шлама;
Pf—вес сухой массы глиняного шлама, т/м3.
155
§ 37. ШЛАМОВЫЕ БАССЕЙНЫ
По конструкции шламовые бассейны бывают вертикального
и горизонтального типа. Шламовые бассейны горизонтального
типа подразделяются на прямоугольные и круглые. Вертикаль-
ные бассейны применяют в основном для корректирования и пе-
ремешивания шлама, а горизонтальные — для создания запаса.
Однако организация подготовки шлама на новых заводах предус-
матривает использование и горизонтальных бассейнов для кор-
ректирования и гомогенизации.
Вертикальные шламовые бассейны. Вертикальные бассейны
представляют собой железобетонные, реже металлические емко-
сти в виде цилиндра с конусообразной нижней частью. Объем
их достигает на новых заводах 800—1200 м3 при диаметре 8—
12 м и высоте 21—25 м. Шламовые бассейны объединяются в
группы.
Шлам в этих бассейнах перемешивается пневматическим
способом (при помощи сжатого воздуха) под давлением 1,5—
2 ат. Расход воздуха составляет 25 л в минуту на 1 л!3 шлама.
Сжатый воздух от компрессора через ресивер поступает в
трубу бассейна. Труба установлена вертикально и не доходит на
1,5—2 м до разгрузочного отверстия в вершине конусной части
бассейна.
При пуске сжатого воздуха в бассейн пузырьки его, выры-
ваясь из трубы, устремляются вверх и вызывают энергичное пе-
ремешивание шлама.
Воздух подают периодически в каждый бассейн; для автома-
тического включения и отключения воздуха между воздухопро-
водом и трубой устанавливается воздухораспределитель. Один
распределитель обслуживает группу бассейнов.
Из бассейна шлам через отверстия в конусной части посту-
пает в сборный трубопровод, откуда он направляется к насосам
и перекачивается в запасные шлам-бассейны. В нижней части
вертикального бассейна может скапливаться осевший шлам.
Для очистки бассейна предусмотрены люки.
Горизонтальные шламовые бассейны. Эти бассейны устраива-
ют значительно большей емкости, чем вертикальные; горизон-
тальные бассейны достигают объема 5—6 тыс. м3 каждый. Они
представляют собой железобетонную емкость прямоугольной или
круглой формы.
Круглый горизонтальный шламовый бассейн
(рис. 45) имеет диаметр 25 и 35 м. В центре круглой железобе-
тонной емкости установлена железобетонная центральная опора
1 мешалки 2 с пневмомеханическим перемешиванием. Мешалка
вращается в бассейне со скоростью 15 оборотов в час.
Схема мешалки бассейна диаметром 35 м приведена на
рис. 46. Основой мешалки служит горизонтальный мост /, одним
156
концом опирающийся на опору 14 в центре бассейна. Второй
опорой мешалки служит стенка бассейна 2. По верху ее уложен
однорельсовый путь 3, по которому перемещаются два ската 4
моста.
Один из скатов имеет электропривод 6, при помощи которого
мешалка совершает вращение вокруг бассейна. К мосту на пяти
кронштейнах 7 прикреплена решетка 15, на нижнем поясе кото-
рой находятся грабли 16 в виде вертикально расположенных
стальных пластин, установленных под углом к радиусу бас-
сейна.
Рис. 45. Круглый горизонтальный шламовый бас-
сейн:
1 — опора, 2 — мешалка
Грабли служат для перемешивания шлама в самой нижней
части бассейна и препятствуют его оседанию.
Таким образом, мост .мешалки оказывается состоящим из
двух поясов, нижнего в виде решетки и верхнего, имеющего ко-
робчатое сечение и выполненного из стального листа.
Шлам перемешивают в основном вертикально установлен-
ные четыре мешалки 13, жестко закрепленные на валу 12. Каж-
дая мешалка имеет индивидуальный привод 10.
Вращаются мешалки непрерывно со скоростью 4,8 об/мин,
одновременно перемещаясь вокруг бассейна каждая по своему
радиусу. В результате такого сложного движения шлам энергич-
но перемешивается в горизонтальной плоскости.
Чтобы предупредить слоистость шлама в бассейне по высоте
его, вертикальные мешалки снабжают дополнительным пневма-
157
тическим перемешиванием. Сжатый воздух поступает по возду-
хопроводу 8, установленному на легком мосту 9. Непосредствен-
но к мешалкам воздух поступает по распределительному возду-
хопроводу 11 и через полый вал 12 _мешалок подводится к
самому их низу по двум ветвям 17. Воздухопроводы условно
показаны пунктиром.
Прямоугольный горизонтальный шламовый
бассейн имеет крановую мешалку. Она состоит из крановой
тележки, движущейся по подкрановым путям, уложенным на
Рис. 46. Пневмомеханическая мешалка круглого шламового бассейна:
/ — мост мешалки, 2 — стенка бассейна, 3 — рельс, 4 — скаты моста, 5 — редуктор,
6.— электропривод моста, 7 — кронштейны решетки, 8 — воздухопровод, 9 — мост
воздухопровода, 10 — электроприводы мешалок, 11 — распределительный воздухо-
провод, 12 — валы мешалок, 13 — мешалки, 14 — центральная опора, 15 — решетка,
16 — грабли. 17 — ветви воздуховода мешалок
продольных стенках прямоугольного резервуара. К тележке на
вертикальных валах подвешены пневмомеханические перемеши-
вающие лопасти такие же, как у круглого шлам-бассейна. При
возвратно-поступательном движении крановой тележки вдоль
бассейна вращающиеся лопасти энергично перемешивают
шлам.
Питание мешалки воздухом осуществляется по гибкому
шлангу, который при движении тележки наматывается на бара-
бан или сматывается с него.
Горизонтальные шламовые бассейны круглой формы более
просты и надежны в работе по сравнению с прямоугольными.
Они не имеют гибких воздушных шлангов и обеспечивают брлее
тщательное перемешивание по всему объему бассейна. В прямо-
угольных же бассейнах по углам скапливаются осадки шлама,
158
которые необходимо периодически удалять, останавливая для
этого работу. На новых заводах сейчас не применяют прямо-
угольных бассейнов.
Для регулирования наполнения и расхода шлама в бассей-
нах устанавливают автоматические указатели уровня
(уровнемеры). В качестве уровнемера используют электронное
реле уровня ЭР-1, действие которого основано на электропро-
водности шлама. Один контакт электрической цепи подводят в
нижнюю часть бассейна, а вто-
рой — к контактному штырю, уста-
новленному в верхней части бассей-
на. Когда уровень шлама достига-
ет штыря, то электрическая цепь
оказывается замкнутой, так как
электрический ток проходит через
шлам, обладающий электропровод-
ностью. При понижении уровня
шлама ниже штыря электрическая
цепь размыкается. В первом и вто-
Рис. 47. Следящие уровне-
меры:
а — электронноконтактный, б —
радиоактивный; 1 — щуп, 2 —
лебедка, 3 — редуктор, 4 — элек-
тропривод, 5 — контейнер с ра-
диоактивным изотопом, 6 —
счетчик гамма-лучей, 7 — элект-
ронный блок, 8 — материал в
силосе
ром случаях подаются соответству-
ющие сигналы на пульт управления
шламоподготовительного отделе-
ния.
Уровнемеры могут быть сблоки-
рованы с системой подачи шлама,
обеспечивая полную автоматиза-
цию процесса наполнения бассей-
НОВ.
В ряде случаев необходимо установить количество шлама в
бассейне. Для этого применяют следящий уровнемер
электронноконтактного принципа действия (рис. 47, а). Он со-
стоит из металлического стержня — щупа 1, подвешенного на
тросе лебедки 2 с электроприводом 4 реверсивного действия и
редуктором 3. Посредством лебедки щуп опускается или подни-
мается в бассейне; нерабочее положение щупа — верхнее крайнее.
При включении электродвигателя от специального прибора щуп
начинает опускаться, и как только он достигает уровня шлама,
замыкается цепь электропитания реле уровня РУ.
В качестве реле уровня применяют так же, как и в преды-
дущем случае, реле типа ЭР-il. Реле срабатывает, включает
реверсивный двигатель лебедки, и щуп поднимается. Как только
щуп выйдет из шлама, цепь размыкается, снова включается дви-
гатель и щуп начинает опускаться до соприкосновения со шла-
мом, а затем снова подниматься.
Положение щупа воспринимается прибором, по показаниям
которого можно непрерывно следить за .изменением уровня в
бассейне при расходе из него шлама и при наполнении.
159
Следящие уровнемеры применяют при корректировании шла-
ма для того, чтобы узнать, сколько шлама находится в бассейне
и сколько следует добавить к нему шлама с другим титром.
Наряду с электронно-контактным следящим уровнемером
применяют также уровнемеры радиоактивного действия и мано-
метрические (мембранные).
Действие радиоактивных уровнемеров основано на измене-
нии интенсивности потока гамма-лучей в зависимости от плот-
ности преграды; с увеличением плотности проницаемость лучей
уменьшается.
Радиоактивный уровнемер (рис. 47, б) состоит из
источника контейнера с радиоактивным изотопом 5, счетчика
гамма-лучей 6 и электронного блока 7, на выходе которого
имеется электромагнитное реле, включающееся или отключаю-
щееся во время появления или исчезновения материала 8 на
уровне гамма-лучей. Источник и счетчик устанавливаются на на-
ружной или внутренней поверхности противоположных стенок
емкости.
Преимущество радиоактивных уровнемеров в том, что они
могут не соприкасаться с материалом, обладают высокой точ-
ностью, хорошо передают сигналы на пульт управления и от-
крывают широкую возможность автоматического управления за-
полнением емкостей.
При использовании радиоактивных уровнемеров для наблю-
дения за положением уровня шлама источник-счетчик гамма-
лучей автоматически перемещается вместе с уровнем шлама при
наполнении или опорожнении бассейна.
Принцип действия мембранных уровнемеров основан на за-
висимости давления столба шлама от его высоты. Датчик с чув-
ствительной .мембраной соединяется посредством трубки с мано-
метром. Датчик и трубка заполняются незамерзающей жид-
костью (антифризом).
Столб шлама или другой какой-либо жидкости давит на мем-
брану датчика, установленного на определенной высоте в бас-
сейне. Это давление передается жидкостью на манометр и по его
показанию устанавливают высоту столба. В качестве уровнемера
мембранного типа для контроля уровня шлама применяют при-
бор УШ-4М.
§ 38. СИЛОСЫ СЫРЬЕВОЙ МУКИ
Корректирование, гомогенизация и хранение готовой сырье-
вой муки при сухом способе изготовления клинкера производит-
ся в силосах—круглых железобетонных емкостях с отношением
высоты к диаметру от 1,5 до 2. Такое соотношение, как показала
практика, обеспечивает наилучшие условия перемешивания. Ем-
кость силосов достигает 2000 т муки.
160
Муку в силосах перемешивают в основном пневматическим
способом, посредством сжатого воздуха и только единичные за-
воды применяют пневмомеханический способ.
Струи сжатого воздуха, подаваемого в муку, интенсивно пе-
ремешивают порошок. Воздух в силос подают снизу, через аэро-
плитки. Они представляют собой пористый, проницаемый длй
воздуха материал и могут быть керамическими (из обожженной
глины) или изготовленными из микропористых металлических
сплавов, имеющих более высокую прочность, чем керамические,
например пористой бронзы.
Цементная промышлен-
ность в основном применяет
аэроплитки керамические
марок KjM-101, КМ-402 и
КМ-103. Воздухопроницае-
мость этих плиток равна
3—5 А3/ч на 1 м2 плиты тол-
щиной 1 см.
Рис. 48. Силосы
для гомогенизации
сырьевой муки:
а — для фуллер-спо-
соба, б — для гей-
зерного способа; 1 —
аэроплитки, 2 — труб-
ки для подачи возду-
ха, 3 — разгрузочный
патрубок силоса
Аэроплитки можно заме-
нять плотной тканью, про-
питанной раствором суль-
фитно-спиртовой барды, или
перфорированными (с от-
верстиями) трубками, пок-
рытыми тканью. Но пока
этот вид пористых преград
не нашел широкого практи-
ческого применения.
Среди различных спосо-
бов гомогенизации сырье-
вой муки общее признание получили два: фуллер и гейзерный.
При фуллер-способе выложенное аэроплитками дни-
ще силоса разделяется на четыре сектора: I, II, III и IV (рис.
48, а) — с индивидуальной подачей воздуха. Перемешивание муки
осуществляется следующим образом. В три сектора /, II и III
подводится воздух с небольшим напором, обеспечивающим
только разрыхление муки, а к сектору I подается воздух с напо-
ром в три раза большим, чем ко всем трем другим секторам,
вместе взятым.
Слой муки в этом секторе сильно насыщается воздухом и
становится значительно легче, чем в других секторах. Вследст-
вие меньшего объемного веса он поднимается (всплывает) вверх
и отбрасывается в слои муки над тремя другими секторами, как
показано на рисунке.
Продолжительность перемешивания материала в одном си-
лосе, обеспечивающая полную гомогенизацию муки, составляет
6-2176
161
около 1 ч и требует 12 м^мин воздуха при давлении 2 от и элек-
троэнергии — 0,75 кет • ч на 1 т муки.
Площадь аэроплиток при фуллер-способе занимает 55—60%
площади днища силоса. Насыщенная воздухом мука легко сте-
кает из силоса по патрубку 3. Удаление воздуха из силоса про-
исходит через специальный клапан. Перед выпуском в атмосфе-
ру его очищают в фильтрах.
При гейзерном способе аэроплитки укладывают в
днище силоса, образуя пять концентрических секций (рис. 48, б)
с индивидуальным подводом сжатого воздуха. Перемешивается
мука так же, как по способу фуллер: воздух под большим дав-
лением поочередно подается к одной из секций.
Вначале при давлении 1,5 ат воздух подводится к централь-
ной секции I, после чего давление падает до 0,4 ат и включает-
ся секция II, а затем — III, IV и V. Слой материала над цент-
ральной секцией с большим давлением воздуха отбрасывается
при этом в слои над другими секциями.
После этого одновременно включают подачу воздуха во все
секции под давлением для секций I, III и V — 0,4 ат, а для сек-
ций II и IV — 0,1 ат.
В результате более высокого давления в первых трех секци-
ях мука поднимается выше и падает на участки секций II и IV.
Через каждые примерно 10 мин порядок подачи воздуха в
различные секции и его давление меняют.
Способ гейзера обеспечивает полную гомогенизацию смеси в
силосе примерно за 20 мин и требует ,20 мг1мин воздуха и до
0,5 кет • ч электроэнергии на 1 т муки. Оказывается меньше и
потребность плиток; их площадь при гейзерном способе состав-
ляет 25% площади днища силоса.
Корректирование сырьевой муки производится так же, как
корректирование шлама.
Количество силосов для сырьевой муки зависит от степени
организованности технологического процесса: чем она выше, тем
меньше требуется силосов.
Для контроля наполнения силосов мукой и определения ее
уровня в силосе можно использовать следящий радиоактивный
' уровнемер, принцип действия которого описан выше, а также
сигнализатор уровня типа УКМ электромеханического действия.
Сигнализатор уровня типа УКМ. действует так. В силосе на оп-
ределенной высоте, соответствующей предельному его заполне-
нию, устанавливают крыльчатку, вертикальный вал которой
приводится в действие от синхронного электродвигателя. При по-
гружении крыльчатки в материал вращение ее затормаживает-
ся или прекращается вовсе.
Привод вала крыльчатки червячный. Он устроен таким обра-
зом, что даже при полном прекращении вращения вала червяк
продолжает вращаться и начинает перемещаться вдоль засто-
162
поренного червячного колеса; при своем движении он замыкает
контакт и немедленно включается световая и звуковая сигнали-
зация, оповещающая о наполнении силоса до определенного
уровня. Двигатель крыльчатки при этом останавливается.
При понижении уровня материала червяк возвращается в
исходное положение, цепь размыкается и крыльчатка снова на-
чинает вращаться.
§ 39. ЭКСПЛУАТАЦИЯ УСТАНОВОК ГОМОГЕНИЗАЦИИ И ХРАНЕНИЯ
СЫРЬЕВОЙ СМЕСИ
Эксплуатация установок. При обслуживании шламовых бас-
сейнов и силосов сырьевой муки необходимо руководствоваться
следующими правилами.
Перед пуском установки следует проверить, закрыты ли лю-
ки и задвижки, а также нет ли посторонних предметов в рабо-
чей емкости и обслуживающих ее механизмах.
Заполнять рабочие емкости шламом (или сырьевой мукой)
или подавать их из одной емкости в другую разрешается толь-
ко с ведома заводской лаборатории.
При эксплуатации силосов сырьевой муки с пневматическим
перемешиванием необходимо следить за плотностью воздухово-
дов и фланцев, а также давлением воздуха в воздушной магист-
рали; перед подачей воздух нужно очищать в фильтре; запре-
щается подавать сжатый воздух под аэроплиты без очистки в
фильтре маслового отделителя.
Следует посменно учитывать количество поступившей и из-
расходованной сырьевой муки или шлама, а также их остаток к
концу смены.
Шламовые бассейны должны быть оснащены следующими
контрольно-измерительными приборами:
уровнемером, показывающим количество шлама;
контактным термометром для замера температуры шлама.
Перед пуском пневмомеханической мешалки необходимо
включить воздух, отрегулировать равномерное его поступление
во все вертикальные трубки для пневматического перемешива-
ния шлама; проверить наличие и прочность ограждений и уб-
рать посторонние предметы с моста; проверить наличие смазки
в механизмах.
В процессе работы пневмомеханической мешалки шламов-
щику следует: поддерживать установленное давление воздуха;
следить за температурой шлама; она должна быть не ниже 5° С;
наблюдать за перемешиванием шлама; следить за герметич-
ностью труб и шланга, а также правильным наматыванием по-
следнего на барабан крановой мешалки; осматривать подшип-
ники и редукторы, не допуская их нагрева выше 65° С; следить
6*
163
за плотностью задвижек во избежание самопроизвольного пере-
хода шлама из вертикальных в горизонтальные бассейны.
Не разрешается эксплуатировать мешалки в следующих слу-
чаях: если трубки забиты сгустившимся шламом; когда мост
мешалки .не доходит до ограничителей хода; если в бассейне не-
достаточно шлама, когда лопасти мешалок и воздушные трубки
не перемешивают шлам, а также, когда нет ограждений и за-
щитных устройств.
Смазка. Смазка мешалок и другого механического оборудо-
вания производится согласно инструкции по эксплуатации на
соответствующий механизм. Общие сведения о смазке оборудо-
вания приведены в гл. XVI.
Основные узлы крановой мешалки, подлежащие смазке, и
применяемые при этом материалы следующие:
редуктор привода моста — смазка картерная с разбрызгива-
нием, масло индустриальное 45;
'редуктор привода вертикальных валов — смазка та же, что
и для редуктора привода моста;
подшипники валов привода моста и вертикальных валов ме-
шалки — смазка ручная с помощью колпачковой масленки;
смазка УСс-2 или УС-2; для смазки крышку масленки следует
поворачивать один раз в смену;
подшипники приводных валов моста и барабана шланга сма-
зывают так же, как подшипники валов привода моста и верти-
кальных валов мешалки;
конические зубчатые шестерни и колеса привода вертикаль-
ных валов мешалки — смазка ручная (намазка) графитной смаз-
кой УСА;
звездочки и цепи привода моста смазывают так же, как пре-
дыдущий узел.
Правила техники безопасности. При обслуживании шламо-
вых бассейнов и силосов сырьевой муки следует руководство-
ваться следующими правилами техники безопасности.
Перед пуском установки после ремонта или чистки все смот-
ровые люки, задвижки и лазы нужно закрывать на замок; непо-
средственно о пуске следует оповещать сигналом.
Лестницы на бассейнах и силосах должны быть прочными и
огнестойкими, с перилами. Опускаться в бассейн или силос, на-
полненный материалом выше 1 м, запрещается. Когда рабочий
опускается в бассейн или силос, сверху должен дежурить второй
рабочий на случай подачи первому немедленной помощи.
Запрещается спускаться в силос или бассейн с механическим
перемешиванием, а также замерять уровень материала и от-
бирать пробы без надежного отключения привода перемеши-
вания.
В помещении под силосами и шлам-бассейнами следует хра-
нить комплекты веревок и предохранительных поясов, необхо-
164
димых для спуска рабочих. Этот инвентарь передают в конце
каждой смены по инвентарной описи.
Правила обслуживания транспортного и другого вспомога-
тельного оборудования шламовых бассейнов и силосов сырьевой
муки приведены в соответствующих разделах книги.
§ 40. КОНТРОЛЬ КАЧЕСТВА СЫРЬЕВОЙ СМЕСИ
Постоянство физических свойств и химического состава шла-
ма и сырьевой муки является определяющим фактором при по-
лучении клинкера высокого качества. Это достигается в первую
очередь систематическим контролем качества сырьевой смеси
перед обжигом.
Исходя из особенностей свойств шлама и сырьевой муки, спо-
собы контроля качества их несколько различаются.
Контроль качества шлама. При контроле качества шлама
проверяют его текучесть, влажность, титр и тонкость помола.
Эти показатели устанавливают ежечасно, отбирая пробы шла-
ма непосредственно при выходе его из сырьевых мельниц и из
контрольного бачка печи обжига.
Результаты анализа пробы, отобранной при выходе из мель-
ниц, свидетельствуют о качестве технологического процесса при-
готовления сырьевой смеси и позволяют соответствующим обра-
зом изменять параметры работы оборудования и дозировку ма-
териалов, обеспечивая получение шлама заданного качества.
Эти данные необходимы также для корректирования шлама.
Результаты испытаний пробы шлама, отобранной из конт-
рольного бачка печи, характеризуют качество всего технологи-
ческого процесса приготовления сырьевой смеси, включая кор-
ректирование и гомогенизацию. Эти результаты позволяют так-
же установить оптимальный режим работы печи обжига.
Из часовых проб шлама приготовляют среднесменную про-
бу, подвергая ее, кроме указанных выше определений, химиче-
скому анализу.
Определение влажности. От средней пробы шлама отвеши-
вают 10 г с точностью до 0,01 г на предварительно взвешенной
пластинке из нержавеющей стали. Навеску на пластинке поме-
щают в песочную баню и сушат при температуре 120° С до тех
•пор, пока холодное стекло, приближаемое к пробе, не запотеет.
Это показывает, что высушивание закончилось. Затем навеску
охлаждают в эксикаторе, взвешивают и рассчитывают влаж-
ность шлама по формуле
-100,
а
где В — влажность шлама, %;
а — навеска шлама до высушивания, г;
г навеска шлама после высушивания, г.
165
Для определения влажности шлама применяют также авто-
матический прибор УОВ-5, в котором материал сушат инфрак-
расными лучами. Потерю в весе в процентах прибор регистриру-
ет автоматически; продолжительность опыта — 10 мин.
Для определения текучести шлама пользуются текучестеме-
ром ТН-2. Он состоит из шкалы текучести и конического кольца
диаметром внизу 40 мм, вверху 30 мм и высотой 20 мм. Шкала
текучести представляет собой ряд концентрических окружностей
диаметром от 40 до 150 мм, проведенных через каждые 2 см.
Шкала накрыта зеркальным стеклом.
При определении текучести шлама проверяют горизонталь-
ность стекла, для чего пользуются показаниями уровня прибора.
В центре шкалы устанавливают кольцо, заполняют его шламом,
заглаживают поверхность шлама и быстро, но без рывка вер-
тикально поднимают кольцо. Шлам при этом растекается, обра-
зуя лепешку. Расплыв шлама отмечают в четырех взаимно пер-
пендикулярных сторонах. Средняя арифметическая величина
четырех определений принимается за показатель текучести шла-
ма; обычно она равна 45±2 мм.
Для непрерывного контроля текучести шлама применяют ро-
тационный вискозиметр РВ-2. Действие его основано на зависи-
мости усилий вращения стержня, помещенного в шлам, от вяз-
кости .(текучести) последнего. При уменьшении текучести уси-
лия вращения |(кручения) возрастают.
Вискозиметр состоит из бачка, в который снизу непрерывно
поступает шлам, а сверху вытекает. В бачке установлен чувст-
вительный элемент с электродвигателем незначительной мощ-
ности. Изменение вязкости шлама отражается на нагрузке элек-
тродвигателя, которая непрерывно фиксируется. По изменению
нагрузки электродвигателя и устанавливают вязкость шлама.
Определение тонкости помола. Тонкость помола шлама ха-
рактеризуется остатком в процентах на ситах № 02 и № 008
(размер ячейки в свету соответственно 0,!2 и 0,08 мм). Для это-
го от пробы шлама, отобранной из сырьевых мельниц, отвеши-
вают 25 г с точностью до 0,01 г в тарированную жестяную ча-
шечку.
Навеску осторожно смывают струей воды из водопровода на
сито № 008 и промывают осадок до тех пор, пока не будет сте-
кать совершенно чистая вода. Затем сито с остатком на нем ста-
вят в сушильный шкаф и высушивают при температуре 120° С.
Высушенный остаток просеивают на лист белой бумаги. Про-
сеивание считают законченным, когда в течение одной минуты
через сито проходит не более 0,05 г. Полученный на сите оста-
ток взвешивают и определяют тонкость помола шлама, выражая
его в процентах остатка на сите, по формуле
В— 4С-100
100 — w '
166
где В —остаток на сите № 008, %;
С — вес остатка на сите № 008, г;
w — влажность шлама, °/о-
Затем определяют остаток на сите № 02. Для этого остаток
с сита № 008 переносят на сито № 02, просеивают, взвешивают
остаток на нем и определяют этот остаток по формуле
D_ 4d-100
100 — w ’
где D — остаток на сите № 02, %;
d —вес остатка на сите № 02, г;
w — влажность шлама, %.
Тонкость помола шлама для данного цементного завода ус-
танавливают в зависимости от качественной характеристики
сырьевых материалов. В среднем она находится в пределах 5—
8% остатка на сите № 008.
Определение титра шлама. Титр шлама определяют методом
титрования. Для этого берут примерно 3 г шлама, помещают в
фарфоровую чашечку и высушивают в песочной бане при темпе-
ратуре 120° С.
Полученный сухой остаток измельчают в фарфоровой ступ-
ке; отбирают от него навеску в 1 г, помещают в коническую кол-
бу емкостью 250 мл, смачивают 10 мл воды, прибавляют 20 мл
1%-ного раствора соляной кислоты (титрованный раствор) и
30 мл воды. Затем пробу нагревают в колбе до .кипения и кипя-
тят в течение 5 мин; промывают воронку и внутренние стенки
колбы 60 мл горячей воды, прибавляют 3—4 капли фенолфта-
леина и оттитровывают избыток кислоты 0,25 н. раствором ще-
лочи до появления розового окрашивания.
1 мл 1 н. раствора соляной кислоты (НС1) соответствует
0,05 г углекислого кальция СаСО3. Тогда титр сырьевой смеси,
т. е. общее содержание iCaCOs+lMgGOs, выраженное через
СаСО3, будет равно:
(20 — -0,05-100= %СаСО3,
\ 4 / 3
где v — число миллилитров 0,25 н. раствора щелочи, пошедшей
на оттитрование избытка кислоты.
В настоящее время разрабатывается экспрессионный (уско-
ренный) способ определения титра сырьевой смеси фотоколори-
метрическим методом, относящийся к области физико-химиче-
ских исследований.
Контроль качества сырьевой муки. При контроле качества
сырьевой муки устанавливают ее влажность, тонкость помола и
титр, применяя те же методы, что при контроле качества шла-
ма. При подготовке сырьевой смеси по способу «черной му-
ки», кроме того, определяется содержание в ней угля.
ГЛАВА VIII.
ГРАНУЛЯЦИЯ СЫРЬЕВОЙ смеси
Грануляцию сырьевой смеси применяют при сухом или ком-
бинированном способах производства портландцемента. Грану-
ляцию проводят для того, чтобы получить из сырьевой муки или
из шламового «сухаря», прочные зерна (гранулы), обеспечиваю-
щие хорошую газопроницаемость слоя материала при обжиге
в шахтных печах или на решетках конвейерного кальцинатора
(см. обжиг по сухому способу).
Для получения гранул из муки ее смачивают и обкатывают.
При этом на образовавшиеся из смоченной массы вначале мел-
кие зерна налипают новые слои муки и уплотняются под дейст-
вием центробежных сил, развивающихся во время обкатки.
Размеры и прочность гранул зависят от качества исходных
материалов; чем они пластичнее, тем выше качество гранул.
Хорошие гранулы образуются в том случае, когда одним из ком-
понентов сырьевой смеси является пластичный материал — гли-
на, мергель. Трудно поддается грануляции смесь молотого из-
вестняка и непластичного материала, например золы, металлур-
гических шлаков, глинистого сланца. В этом случае применяют
добавку пластификаторов — пластичную глину 3—5°/о, суль-
фитно-спиртовую барду 0,5—2% и по 1% хлористого натрия,
хлористого кальция и углекислого натрия.
Отрицательно сказывается на способности смеси к грануля-
ции высокая температура муки; полученные из горячей муки
гранулы легко рассыпаются при дальнейшей их обработке. Пра-
вильно выбранная влажность гранул определяет их качество и
расход топлива. Сухие гранулы легко рассыпаются, а высокая
влажность увеличивает расход топлива при обжиге на испаре-
ние этой воды. Оптимальная влажность гранул устанавливает-
ся опытом и в зависимости от свойств сырьевых материалов на-
ходится в пределах 1,1—16%.
Тонкость помола сырьевой! смеси, подлежащей грануляции,
нужно принимать с таким учетом, чтобы гранулы имели пори-
стость не менее 30%. При плотных гранулах пар, образующийся
во время обжига внутри гранулы, может разорвать гранулу; по-
ристые гранулы обеспечивают свободный выход из них пара и
сохраняются при обжиге. Чем пластичнее компонент сырьевой
смеси, тем грубее должен быть их помол. Оптимальная степень.
168
измельчения устанавливается опытом и находится в пределах
6—'10% остатка на сите № 008.
Технологические процессы приготовления гранул из сырье-
вой муки при сухом способе и из шламового «сухаря» при ком-
бинированном способе различаются между собой. Из сырьевой
муки гранулы приготовляют в процессе одной технологической
операции — грануляции; из шламового сухаря — за две основ-
ные технологические операции: частичное обезвоживание шла-
ма до получения пластичной массы — «сухаря» и грануляцию.
§ 41. ПРИГОТОВЛЕНИЕ ГРАНУЛ ИЗ СЫРЬЕВОЙ МУКИ
Основным оборудованием при грануляции сырьевой муки
служат грануляторы. По принципу действия грануляторы под-
разделяются на барабанные и тарельчатые. На .новых и реконст-
руируемых заводах устанав-
ливают в,основном тарель-
чатые грануляторы, как
обеспечивающие равномер-
ную крупность гранул и их
высокое качество.
Тарельчатый гра-
нулятор (рис. 49) пред-
ставляет собой стальной
диск с невысоким бортом,
образующим чашу (тарел-
ку) 1. Тарелка установлена
с наклоном и жестко зак-
реплена на валу 2. Привод-
ной вал хвостовой частью
входит в полый цилиндр 11
(стакан), шарнирно опира-
ющийся осями 10 на стани-
ну 13 гранулятора. /При по-
мощи винтового приспособ-
ления 12 изменяют угол
наклона тарелки. Вал 2 и
тарелка приводятся во вра-
Рис. 49. Тарельчатый гранулятор диа-
метром 2800 мм:
1 — тарелка, 2 — вал, 3 — стойка, 4 — фор-
сунка, 5 — шнек, 6 и 7 — шестерни, 8 —
редуктор, 9 — электродвигатель, 10 — ось
стакана, 11— стакан вала, 12— винт, 13—
станина, 14 — обечайка
щение от электродвигателя
9 через редуктор 8 и две шестерни: ведущую 6 на валу редукто-
ра и ведомую 7 на валу тарелки.
Сырьевая мука подается на тарелку питательным шнеком
5. Увлажнение муки производится из форсунки 4, подающей во-
ду в распыленном состоянии. Для очистки дна и борта тарелки
гранулятор снабжается очистным устройством, закрепленным
на стойке 3.
169
Образование гранул происходит следующим образом. Сырь-
евая мука в сухом или частично увлажненном состоянии по-
дается шнеком на вращающуюся тарелку и увлажняется распы-
ленной водой из (форсунки. Образовавшиеся из части муки мел-
кие комочки поднимаются вращающейся тарелкой на некоторую
высоту, а затем скатываются, обкатываясь при этом в сырье-
вой муке, .покрывающей дно тарелки.
Центробежные усилия, развивающиеся при вращении нак-
лоненного диска, прижимают образовавшиеся гранулы к дну
тарелки. Это способствует уплотнению массы гранул и ускоряет
процесс их обкатывания. Гранулы в процессе обкатывания при-
обретают большую скорость и вылетают за борт тарелки.
Размеры получаемых гранул зависят от угла наклона, высо-
ты борта и скорости вращения тарелки. С увеличением угла нак-
лона тарелки размер гранул уменьшается, а с увеличением вы-
соты борта тарелки обеспечивается получение более крупных
гранул.
Для регулирования крупности гранул борт снабжается до-
полнительной обечайкой 14. Для получения мелких гранул раз-
мером 5—10 мм угол наклона тарелки принимают равным при-
мерно 5'2°, а для получения гранул размером 101—80 мм — 45—
50°. На размер получаемых гранул влияет также способ подачи
сырьевой муки и воды. При изготовлении крупных гранул сырь-
евая мука подается в нижнюю часть тарелки, а при изготовле-
нии мелких гранул — в верхнюю, как показано на рис. 49. Кро-
ме того, для изготовления мелких гранул устанавливают вто-
рую форсунку, подающую воду близко к центру тарелки в мес-
то выпадения муки из шнека. Двойная подача воды необходима
в данном случае для того, чтобы в течение короткого времени
грануляции мелкие гранулы имели необходимую для их проч-
ности влажность.
Тарельчатые грануляторы изготовляют марок СТ 20, СТ 24,
СТ 32, СТ 38, СТ 42 и СТ 45 с диаметром диска соответственно
от '2 до 4,5 м. Производительность этих грануляторов от 100 до
900 т ,в сутки.
Барабанный гранулятор представляет собой сталь-
ной цилиндр, установленный с наклоном на опорные ролики и
вращающийся со скоростью И—»1'8 об/мин. Со стороны подня-
того конца барабана в него подается сырьевая мука. Внутри ба-
рабана вдоль него помещена неподвижно труба с отверстиями,
через которые происходит орошение муки.
|Процесс образования гранул во вращающемся барабане
аналогичен грануляции на тарелке. Смоченные водой частицы
муки увлекаются вверх вращающимися стенками барабана и,
достигнув некоторой высоты, скатываются. При подъеме и ска-
тывании происходит обкатка гранул, на них налипает мука и
увеличиваются их размеры. В результате наклона барабана
170
гранулы непрерывно медленно перемещаются в сторону уклона
и выгружаются с опущенного конца .барабана.
Размер получаемых при этом гранул отличается большой
разнородностью (от 5 до 20 мм), что является существенным
недостатком барабанного гранулятора.
Диаметр барабана грануляторов 2,5—3,5 м, длина 5—‘8 м.
Производительность от 15 до 30 т/ч.
Производительность барабанного гранулятора и качество
получаемого в нем продукта зависят от скорости вращения ба-
рабана. Оптимальное число оборотов в минуту устанавливают
опытом в зависимости от свойств сырьевых материалов. С
уменьшением скорости вращения до определенного допустимо-
го предела размер гранул увеличивается, но производитель-
ность при этом может снизиться. На показатели работы грану-
лятора влияет степень загрузки его мукой. Приведенные факто-
ры следует учитывать при выборе наиболее выгодного режима
работы барабанного гранулятора.
§ 42. ПРИГОТОВЛЕНИЕ ГРАНУЛ ИЗ ШЛАМА
Для получения гранул из шлама его сначала обезвоживают
до образования «сухаря» с влажностью 16—Ili9%, затем смеши-
вают «сухарь» с пылью, уловленной из отходящих печных га-
зов и, наконец, эту
массу гранулируют.
Способ грануляции и
применяемое при этом
оборудование не отли-
чается от только что
рассмотренного спосо-
ба изготовления гра-
нул из сырьевой муки.
Частичное обезво-
живание шлама с
влажности 36—42% до
16—1.19% производится
на вакуум-фильтрах.
При этом применяют
вакуум-фильтры диско-
вого и барабанного
типов.
Дисковый в а-
Рис. 50. Дисковый вакуум-фильтр:
1 — корыто, 2 — диски, 3 — перегородки, 4 — вал
куум-фильтр (рис. 50) представляет собой корыто 1, в ко-
торое подается шлам. На горизонтальном валу 4 располагается
восемь параллельных дисков 2, разделенных глухими перего-
родками 3 на несколько секторов (до 1'2). Вертикальные плоско-
сти каждого сектора диска с двух сторон покрыты фильтроваль-
171
ной тканью. В образующихся при этом полостях можно созда-
вать разрежение (вакуум) или давление.
Корыто заполняется шламом до половины диска. При вра-
щении .диска секторы его поочередно погружаются в шлам. Од-
новременно при погружении сектора в шлам в нем создается
вакуум. Под действием вакуума шлам притягивается к фильтро-
вальной ткани и из него отсасывается вода, удаляясь затем че-
рез полый вал. Когда сектор выходит из шлама, в секторе
создается давление, воздух вырывается через ткань и отрывает
налипшие на нее твердые частицы шлама, которые затем снима-
ются ножом и падают в шнек, транспортирующий полученный
«сухарь» на дальнейшую переработку. Для предупреждения
образования осадка на дне корыта фильтр снабжается мешал-
кой, совершающей возвратно-поступательные движения по дну
корыта.
Барабанный вакуум -фильтр состоит из корыта,
наполненного шламом до половины вращающегося в нем бара-
бана. Вал барабана полый и разделен по окружности на кана-
лы. Барабан фильтра обтянут фильтровальной тканью поверх
металлической сетки, придающей жесткость ткани. Пространст-
во под сеткой разделено по окружности на ряд самостоятель-
ных секций, имеющих свой канал для отсасывания воздуха и
отвода фильтрата (воды), удаленной из шлама в результате ва-
куумирования. Канал секции соединяется с соответствующим
каналом вала; последний выходит на торцовую поверхность
цапфы барабана и соединяется с распределительной головкой
фильтра.
При вращении барабана секции каналы вала последова-
тельно сообщаются с камерами распределительной головки, с
помощью которой создается разрежение с последующим давле-
нием. Разрежение создается в секциях, погруженных в шлам, а
также в секциях только что вышедших из шлама для подсушки
осевшего на ткани осадка.
При дальнейшем вращении барабана разрежение в этих сек-
циях сменяется давлением и воздух отрывает от ткани прилип-
ший на ней «сухарь». Затем он снимается скребком и сбрасы-
вается в приемную воронку шнека для подачи на грануляцию.
Таким образом, по своему принципу действия барабанный
вакуум-фильтр не отличается от дискового. Однако производи-
тельность его меньше, так как фильтрующая поверхность бара-
бама значительно меньше фильтрующей поверхности дисков при
равных диаметрах.
Производительность фильтра характеризуется скоростью
фильтрации, т. е. количеством удаленной из шлама воды, ушед-
шей через 1 м2 фильтруемой поверхности в течение одного часа.
Для шламов средней фильтруемости она составляет 300—
400 кг • м2/ч.
172
На производительность фильтра особое влияние оказывает
качество фильтровальной ткани. От нее зависит не только коли-
чество получаемого осадка, но и унос из шлама тонких частиц,
проникающих через ткань и удаляемых с фильтратом.
Ткань должна хорошо фильтровать шлам и быть доста-
точно плотной, чтобы максимально задерживать твердые части-
цы шлама. Размер ячейки ткани по диагонали должен быть
меньше утроенного среднего диаметра частиц шлама. Напри-
мер, если средний диаметр частиц шлама равен 30 мк, размер
ячейки ткани по диагонали должен быть меньше 90 мк (или
0,09 мм). В таких случаях унос через ткань не превышает 1 —
3%. Наиболее подходящими для вакуум-фильтрации шлама
оказались ткани бельтинг, бязь, фильтр-диагональ, а также син-
тетические ткани, находящиеся в стадии практического осво-
ения.
Улучшается фильтрация шлама и соответственно увеличи-
вается производительность фильтров при подогреве шлама до
55-65° С.
Способствует повышению производительности фильтров уве-
личение разности давлений, действующих на фильтруемый
шлам. Так, увеличение разрежения на каждые 100 мм рт. ст.
сверх минимального (200 мм рт. ст.) увеличивает на 6—8%
производительность фильтра. Оптимальная величина разреже-
ния составляет 500 мм рт. ст. При более высоком разрежении
резко увеличивается затрата энергии и унос твердых частиц, а
производительность фильтра возрастает незначительно.
Повышению производительности фильтров способствует до-
бавление некоторых веществ, например 0,12% извести; 0,1 —
0,15% цемента; 0,1% алюмокалиевых квасцов. В их присутст-
вии происходит коагуляция (самопроизвольное сгущение)
шлама.
Вакуум-фильтры имеют поверхность фильтрации от 20 до
68 м2.
Вспомогательное оборудование фильтрацион-
ных установок показано на рис. 51, на котором изображена схе-
ма установки для вакуум-фильтрации шлама.
В вакуум-фильтре посредством вакуум-насоса создается раз-
режение и из шлама начинает отсасываться вода (фильтрат).
Отделение фильтрата от разреженного воздуха, засасываемого
вакуум-насосом, происходит вначале в ресивере 7, в котором
отделяется основная масса фильтрата, затем — в конденсаторе
2 и, наконец, в ловушке 3. После этого разреженный воздух по-
ступает в вакуум-насос 4 и удаляется в атмосферу.
Осаждение фильтрата в указанных аппаратах происходит в
результате разности скоростей в вакуум-проводящей сети и в дан-
ном аппарате. При входе в осадительный аппарат скорость рез-
ко падает и фильтрат стекает в емкость. Ресивер 7 служит так-
173
же для сглаживания толчков разрежения, имеющих место при
работе вакуум-насоса. /
Фильтрат из ресивера поступает в сборник фильтрата 6, а из
конденсатора 2 и ловушки 3 — в барометрический ящик 5. Рас-
стояние по высоте между ящиком и ловушкой должно быть не
менее 10,5 м. В этом случае вода из ящика не может быть засо-
Рис. 51. Установка для вакуум-
фильтрации шлама:
1 — вакуум-фильтр, 2 — конденса-
тор, 3 — ловушка, 4 — вакуум-насос;
5 — барометрический ящик, 6 —
сборник фильтрата, 7 — ресивер, 8 —
центробежный насос, 9 — шиек для
транспортирования «сухаря», 10—
шиек для транспортирования золы-
уноса, 11 — смесительный шнек,
12 — гранулятор
сана вакуум-насосом, так как да-
же под действием полного ваку-
ума (760 мм рт. ст.) вода не мо-
жет подняться выше 10 м; ваку-
ум-насос же создает разрежение
500 мм рт. ст. или 6,5 м вод. ст.,
что составляет 65% от полного
вакуума.
Уловленный фильтрат из
сборника 6 и барометрического
ящика 5 насосом 8 возвращается
на приготовление шлама. Давле-
ние воздуха в фильтре создается
воздуходувкой. Для подогрева
шлама в фильтре предусматри-
вается подача в корыто перегре-
того пара.
«Сухарь» из фильтра поступа-
ет на шнек 9 и переносится затем
на смесительный шнек 11, в ко-
торый шнеком 10 одновременно
и в определенном соотношении с
«сухарем» подается зола, улов-
ленная из печных газов. Тщательно перемешанная масса «суха-
ря» и золы из смесительного шнека поступает в гранулятор 12.
При обслуживании грануляторов необходимо руководство-
ваться следующими основными правилами.
Перед пуском гранулятора необходимо подать предупреди-
тельный сигнал.
Запрещается во время работы гранулятора чистить его та-
релки (барабаны), течки; удалять руками крупные комья с та-
релки, регулировать или заменять форсунки.
При обслуживании транспортных и других механизмов сле-
дует руководствоваться определенными дравидами техники без-
опасности, приведенными в соответствующих разделах книги.
ГЛАВА IX.
СУШКА СЫРЬЕВЫХ МАТЕРИАЛОВ
§ 43. ОБЩИЕ СВЕДЕНИЯ О СУШКЕ СЫРЬЕВЫХ МАТЕРИАЛОВ
И ПРИМЕНЯЕМОМ ДЛЯ ЭТОГО ОБОРУДОВАНИИ
При производстве портландцемента сушке .подвергают сырье-
вые материалы (при сухом способе), активные минеральные
добавки и твердое топливо.
Необходимость сушки сырьевых материалов при сухом спо-
собе производства обусловливается тем, что на обжиг сырьевая
смесь должна поступать с минимальной влажностью. Необхо-
димость сушки активных минеральных добавок (трепела, опоки
и др.), измельчаемых совместно с клинкером, определяется вы-
сокой влажностью добавок. Доменные гранулированные шлаки
также имеют высокую влажность, так как их получают грануля-
цией огненножидкого шлама в специальных водных бассейнах.
Содержащаяся в добавках влага'начнет реагировать с клинкер-
ной частью цемента и качество его в результате преждевремен-
ной гидратации резко ухудшится. Кроме того, тонкоизмельчен-
ный влажный материал налипает на мелющие тела, броневые
плиты, замазывает междукамерные и разгрузочные перегород-
ки мельницы, затрудняя или полностью прекращая в ней из-
мельчение.
Допустимая влажность, при которой мельница работает
нормально, зависит от свойств материалов. Она несколько
ниже допустимой влажности материалов при подаче их в мель-
ницу, установленной правилами технической эксплуатации це-
ментных заводов.
В общем понятии сушка — это процесс удаления влаги из
материала. Она может осуществляться испарением, механиче-
ским отделением воды, химическим связыванием ее и другими
более сложными способами. В цементном производстве приме-
няют сушку испарением.
Первым условием процесса сушки испарением является на-
личие разности между влажностью материала и окружающей
среды. Влажность среды должна быть меньше влажности мате-
риала. Чем больше будет эта разность, тем выше окажется ско-
рость испарения влаги.
175
Вокруг влажного материала образуется более насыщенный
влагой газовый слой. Наличие этого слоя замедляет процесс пе-
рехода влаги в окружающую среду. Непрерывное удаление
влажного газового слоя ускорит процесс сушки. С этой целью
воздух или газ принудительно перемещают в сушильном аппа-
рате, удаляя влажные порции его, а на смену им вводят новые
порции сухого воздуха или газа.
Удаление влаги движущимся вокруг материала сушильным
агентом происходит с поверхности. В результате влажность ма-
териала в слоях, близких к поверхности, оказывается ниже
влажности внутренних слоев. В силу этой разности влага из
внутренних слоев начинает перемещаться к наружным, стре-
мясь выровнять содержание влаги по всему объему куска.
Скорость этого перехода зависит от разности в каждый мо-
мент между влажностью внутренних и наружных слоев. А пос-
ледняя определяется, как отмечалось, разностью между влаж-
ностью на поверхности материала и влажностью среды.
Повышение температуры материала существенно ускоряет
процесс перемещения влаги. При этом улучшаются условия па-
рообразования и влага в виде пара легко проникает через слой
материала к его поверхности. С повышением температуры газа
или воздуха возрастает степень предельного содержания в нем
влаги. Так, при предельном насыщении воздуха влагой в 1 м3
его при 0°С может удерживаться 4,84 г влаги, при 20° С—
17,29 а, при 50° С — 82,94 г, а при 100° С —586,25 г.
Таким образом, основными параметрами сушильного про-
цесса являются температура и влажность теплоносителя. Раз-
личают относительную влажность и абсолютную.
Относительной влажностью <р (фи) называют отношение ве-
са водяного пара, содержащегося в 1 м3 газа при данной темпе-
ратуре уп (гамма), к весу водяного пара, который может содер-
жаться в 1 м3 воздуха при полном его насыщении и при той же
температуре ун. Относительная влажность выражается в %:
Воздух или газ может высушивать материал только в том
случае, когда его относительная влажность менее 100%. Чем она
меньше, тем быстрее будет проходить процесс сушки.
Абсолютной влажностью называют количество влаги в виде
пара в граммах, содержащейся в 1 м3 воздуха или газа.
Предельное насыщение воздуха, т. е. возможное количество
водяного пара, содержащегося в 1 м3 воздуха,-зависит от тем-
пературы и возрастает с ее повышением.
Таким образом, если нагревать воздух о какой-либо посто-
янной абсолютной влажностью, то относительная влажность
его будет соответственно уменьшаться, так как в формуле отно-
176
сительной влажности уп постоянно, а ун увеличивается. Охлаж-
дение воздуха будет вызывать обратное явление: относительная
влажность его будет возрастать, так как предельно возможное
содержание влаги в нем будет уменьшаться.
При какой-то низкой температуре этот воздух окажется на-
сыщенным, т. е. содержание влаги в нем будет равно предельно
возможному ее содержанию. Относительная влажность такого
воздуха равна 100%.
При малейшем дальнейшем понижении температуры воздух
уже не сможет удерживать в себе всю содержащуюся в нем вла-
гу и часть ее выпадет в виде капель (росы, тумана). Температу-
ра, при которой воздух оказывается насыщенным, называется
точкой, росы.
Точка росы является очень важным показателем воздуха
(или газа). При циркуляции его по технологическим аппаратам,
имеющим разную температуру, воздух не должен охлаждаться
ниже точки росы, иначе возможно выделение влаги на поверх-
ности этих аппаратов (запотевание); на влажную поверхность
налипает пыль и аппарат забивается. Развивается также при
этом и коррозия (ржавление) стальных деталей аппарата.
О скорости сушки материала можно судить по количеству
влаги, содержащейся в воздухе перед подачей его в сушильный
аппарат и при выходе из него. Чем больше будет содержаться
влаги в отработанном сушильном агенте, тем быстрее протека-
ет процесс сушки, если количество материала, температура и
влажность подава'емого при этом теплоносителя постоянны.
Количество водяного пара Gn в граммах, содержащегося
во влажном воздухе, отнесенное к 1 кг сухого воздуха GB,
называется влагосодержанием и обозначается буквой d:
а=\000-^-г/кг.
Св
Скорость высушивания материала при одних и тех же па-
раметрах сушки (температуре и влажности теплоносителя)
зависит от физико-механических свойств материала и крупно-
сти кусков. Поэтому крупные куски материала перед сушкой
измельчают. Совмещение сушки с помолом или сушка порош-
кообразных материалов во взвешенном состоянии является
наиболее эффективным способом.
Большое значение имеет плотность и пористость материала.
Куски пористого материала, например гранулированного шла-
ка, высушиваются легче, чем глина.
Способность материалов к высушиванию лежит в основе
расчета потребной мощности сушильных аппаратов.
В качестве сушильных аппаратов отечественная цементная
промышленность применяет следующие установки:
177
Таблица 10
Типы сушилок и температура сушки различных материалов
Наименование мате- риала Пределы ко- лебаний начальной влажности, 9о Требуемая конечная влажность, % Типы сушильных уста- новок и количество стадий сушки Температура сушильных газов, °C
Глина Мергель . . . Известняк . . Трепел, опока, туф Доменный шлак: полусухой гра- нуляции . . мокрой грану- ляции . . . . Уголь: антрацит . . . каменный . . . бурый .... сланцы .... 5—20 5—15 3—8 8-15 15-30 5-7 8—15 25—35 15—20 0,2—0,4 0,2—0,4 0,2—0,4 1—2 0,5—1,5 0,5—1,5 1—2 1—5 8—10 0,6 Две стадии: первая подсушка в сушильном ба- рабане, вторая — досушка в мельнице То же Одна стадия — в мельнице Одна стадия — в сушильном бара- бане Одна стадия — в вихревой су- шилке или су- шильном бараба- не Одна стадия — в мельнице Две стадии: первая — подсуш- ка в трубе-сушил- ке, вторая — в мель- цице Две стадии: первая — в су- шильном бара- бане, вторая — в мельнице Перед бараба- ном — 800 — 1000, перед мельницей, не выше 400 То же 400 800—1000 800-100 Не выше 400 Перед трубой— 500, перед мель- ницей не выше 400 Перед бараба- ном 250—400, пе- ред мельницей 400—500
сушильные барабаны для сырьевых материалов, добавок и
топлива;
мельницы, в которых одновременно протекают процессы
сушки и помола, применяемые для сушки сырьевых материа-
лов и топлива;
вихревые сушилки для сушки гранулированного доменного
шлака.
Осваивается также промышленная сушка материалов во
взвешенном состоянии, являющаяся наиболее эффективным и
перспективным способом.
178
При совмещении помола и сушки в одном агрегате — шаро-
вой мельнице — сушку материалов производят в одну или две
стадии в зависимости от исходной влажности материала. Если
она не превышает 1'2%, применяют одностадийную сушку, совме-
щая ее с помолом, а при более высокой влажности материал
вначале подсушивают в сушильном барабане (до 12%), а затем
окончательно высушивают в мельнице.
Выбор типа сушильного аппарата, схемы сушки и ее режима
(температуры) зависит от вида материала. Рекомендации в этом
отношении дает табл. 10.
§ 44. ВРАЩАЮЩИЕСЯ СУШИЛЬНЫЕ БАРАБАНЫ
Вращающиеся сушильные барабаны применяют для сушки
сырьевых материалов и топлива независимо от начальной влаж-
ности и вязкости последних. Это является преимуществом су-
шильного барабана, так как возможность сушки вязких мате-
Рис. 52. Схема установки с сушильным барабаном:
/ — сушильный барабан, 2— баидажи, 3 — опорные ролики, 4— зубчатый венец, 5 —
ведущая шестерня, 6 — электродвигатель с редуктором, 7 —течка возврата пыли из
циклона, 8 — цнклои, 9 — вентилятор, 10 — бункер, И — питатель, 12 — течка, 13 — топка
риалов при высокой влажности затрудняется или исключается
полностью в аппаратах других конструкций.
Сушильный барабан 1 (рис. 52) имеет форму цилиндра, изго-
товленного из листовой стали толщиной 10—15 мм. Барабан
установлен с наклоном 3—5%. Он опирается бандажами 2 на
две пары опорных роликов 3. В средней части барабана нахо-
дится зубчатый венец 4 (шестерня); он входит в зацепление с
179
ведущей шестерней 5. Ведущая шестерня получает вращение от
электродвигателя через редуктор 6 и передает это вращение ведо-
мой шестерне, вызывая вращение барабана.
Материал в виде раздробленных зерен размером до 10—20 лш
из бункера 10 равномерно подается питателем 11 по течке 12 в
барабан со стороны поднятого конца. В результате наклона ба-
рабана и его вращения материал непрерывно перемещается к
опущенному концу. Горячие дымовые газы, образующиеся в топ-
ке 13 при сгорании топлива, вентилятором 9 просасываются через
барабан и, омывая влажные куски материала, высушивают их.
Высушенный продукт выходит с противоположного загрузке кон-
ца барабана, поступает в транспортирующий механизм и отправ-
ляется на дальнейшую переработку.
Дымовые газы, проходя через барабан и соприкасаясь с дви-
жущимся материалом, -насыщаются пылью. Перед удалением от-
работанных газов в атмосферу их очищают от пыли вначале в
циклонах, а затем в фильтрах по схеме, аналогично приведен-
ной на стр. 119. На рис. 52 условно показан в качестве пылеочи-
стителя только циклон 8. Уловленная в циклоне пыль по течке 7
возвращается в высушенный материал и смешивается с ним.
В качестве теплоносителя можно использовать дымовые га-
зы, отходящие из печей обжига клинкера. Их температура нахо-
дится примерно в тех же пределах, что и температура газа, спе-
циально получаемого в топке барабана. Утилизация (использо-
вание отходов) тепла печных газов значительно улучшает тех-
нико-экономические показатели цементного производства, снижая
общий расход топлива на технологические цели.
Недостатком сушильных барабанов является большая затра-
та тепла на испарение влаги из материала, когда влажность
последнего оказывается меньше определенного предела (10—
12%). Поэтому на новых заводах сушильные барабаны приме-
няют для подсушки материалов до влажности 10—12%, досуши-
вают материал более эффективным способом, например совме-
щая с помолом в мельнице.
Производительность сушильного барабана характеризуется
удельным паронапряжением А его сушильного объема: количе-
ством влаги w кг, удаляемой за 1 ч с 1 м3 объема сушильного
пространства барабана:
А — — (кг/м3 • ч),
V
где w — количество влаги, удаляемой за 1 ч из сушильного
объема барабана, кг\
v — сушильный объем барабана, м3.
Удельное паронапряжение зависит от конструктивных особен-
ностей барабана, физических свойств материалов, крупности по-
ступающих на- сушку кусков, степени заполнения барабана, ско-
180
роста перемещения материала в барабане, а также от темпера-
туры, влагосодержания и скорости движения теплоносителя,
поступающего в барабан.
Выше было указано, что уменьшение размера кусков матери-
ала, повышение температуры теплоносителя, снижение его вла-
госодержания и повышение скорости движения газа в барабане
ускоряет процесс сушки и должно, следовательно, способствовать
увеличению производительности барабана. Однако температура
теплоносителя не должна быть выше 800—1000°С, иначе бара-
бан может выйти из строя.
Увеличение скорости движения теплоносителя выгодно толь-
ко до определенного предела. Если эта скорость будет выше оп-
тимальной, газы не успеют отдать материалу полностью свое
тепло и выйдут из барабана с высокой температурой. В резуль-
тате большое количество тепла газов окажется не использован-
ным и сушильная установка будет иметь низкий коэффициент
полезного действия. Расход топлива при этом возрастет.
Сушильный барабан считают работающим нормально, если
температура отходящих из него газов не превышает 80—120° С.
Коэффициент полезного действия барабана в этом случае будет
равен соответственно 0,8—0,7.
При выборе скорости движения газов руководствуются весо-
вым значением скорости в сечении барабана. Весовое значение
скорости показывает количество газов в килограммах, проходя-
щих в течение 1 сек через 1 л/2 сечения барабана. С уменьшением
.весовой скорости возрастает влагосодержание газов и соответ-
ственно снижается расход топлива на сушку. Однако интенсив-
ность сушки при высоком влагосодержании газов снижается.
Увеличение весовой скорости газов повышает интенсивность
сушки, но при этом снижается влагосодержание теплоносителя,
возрастает температура отходящих газов и соответственно по-
вышается расход топлива. Таким образом, должна существовать
оптимальная, наиболее выгодная скорость газов, которая нахо-
дится в пределах 1,5—4 кг!сек-м2.
От скорости движения материала зависит время пребывания
его в барабане. Чем оно больше, тем лучше высушивается мате-
риал. Но производительность барабана при этом снижается и,
наоборот, увеличение скорости движения материала повышает
производительность барабана, но может оказаться высокой и не-
допустимой остаточная влажность материала.
Скорость движения материала устанавливается в совокупно-
сти с температурой и скоростью движения газов. Регулируют эту
скорость изменением угла наклона или числа оборотов бараба-
на. Соотношение между углом наклона и скоростью вращения
барабана выбирают из условия требуемой длительности сушки
и наиболее выгодного заполнения материалом объема барабана.
Коэффициент заполнения объема барабана зависит от конст-
181:
’Рис. 53. Схемы пересыпных устройств
рушильного барабана:
— подъемно-лопастная, б, в, г — проме-
жуточные, д — ячейковая, е, ж, з — распре-
делительные
рукции .последнего и находится в пределах 0,05—0,20. С увели-
чением коэффициента заполнения возрастает удельное парона-
пряжение и соответственно повышается производительность, но
при условии беспрепятственного прохода газов и без снижения
их скорости.
Влияние на производительность барабана физических свойств
материалов определяется способностью последних высушивать-
ся. Эта способность оценивается величиной удельного паронапря-
жения барабана и находится в пределах: при сушке глины — 20—
30, известняка, опоки — 30—
40, шлака — 45—60, угля 35—
50, трепела, диатомита — 40—
50 кг влаги, удаляемой из ма-
териала в течение 1 ч с 1 м3
объема барабана (кг/м3-ч).
В цементной промышлен-
ности применяют сушильные
барабаны, имеющие диаметр
от 2,2 до 3,2 м. Производи-
тельность этих барабанов оп-
ределяется условно — коли-
чеством испаряемой из глины
влаги. Она составляет от 2300
до 10 000 кг/ч.
Расход тепла в сушильных
барабанах на испарение 1 кг
влаги составляет от 900 до 1400 ккал. Он зависит от следующих
особенностей конструкции барабана:
размеров барабана (уменьшается с увеличением его длины,
так как в этом случае оказывается ниже температуры отходя-
щих газов);
типа топочного устройства;
свойств высушиваемого материала; например, на сушку гли-
ны затрачивается больше тепла, чем на сушку такого же коли-
чества шлака.
Внутри сушильного барабана для лучшего теплообмена ма-
териала с газами установлены пересыпные устройства различной
конструкции. Назначение пересыпных устройств состоит в том,
чтобы обеспечить:
максимальное соприкосновение материала с горячими га-
зами;
равномерное распределение материала по сечению барабана;
энергичное пересыпание материала при вращении барабана,
обеспечивающее наилучшие условия теплообмена;
незначительное измельчение материала для уменьшения пы-
леуноса; оптимальное заполнение материалом объема барабана.
Конструкции применяемых пересыпных устройств (системы)
182
показаны на рис. 53. Выбор системы зависит от свойств предназ-
наченного для сушки материала; подъемно-лопастная система
(рис. 53, а) применяется для крупнокусковых и налипающих
материалов, промежуточная система (рис. 53, б, в, г) отличается
наличием несообщающихся между собой секторов большого раз-
мера, снабженных подъемными лопастями; применяют эту систе-
му для сушки пластичных материалов. Ячейковая система (рис.
53, д) применяется, когда нет условий для свободной пересыпки
материалов. Для сушки мелкокусковых материалов применяют
распределительную систему (рис. 53, е, ж, з).
Хорошие результаты дает одновременное применение двух
систем по длине барабана. Так, при сушке пластичных налипа-
ющих материалов в начале барабана применяют подъемно-ло-
пастную систему, а за ней — распределительную или промежу-
точную.
Для лучшего питания барабана в самом начале его устанав-
ливают на внутренней поверхности направляющие лопасти. Осо-
бенно полезными они оказываются при сушке налипающих
материалов. Материал лопастями проталкивается в глубь бара-
бана, подсушивается при этом раскаленными газами, поступаю-
щими из топки, и уже в нелипком состоянии поступает в соот-
ветствующую систему внутреннего устройства барабана. Для
.подсушки налипающих материалов применяют также навеску
цепей внутри барабана подобно цепным завесам вращающихся
печей (см. стр. 242).
§ 45. ВИХРЕВЫЕ СУШИЛКИ
Сушка материалов в сушилках вихревого типа (рис. 54) про-
исходит во взвешенном состоянии. Вихревая сушилка представ-
ляет собой стальной корпус 1, футерованный внутри огнеупор-
ным материалом 2. Внутри корпуса вращаются со скоростью до
300 об/мин два вала с лопастями 3. Сырой материал подается в
сушильную камеру через два последовательно установленных
сверху вниз клапанных затвора 8, попадает на быстро вращаю-
щиеся лопасти и разбрасывается по всему пространству.
Поток горячего воздуха с температурой около 1000° С посту-
пает в камеру по патрубку 7. Проходя со скоростью 1,5—2 м/сек
по камере, он омывает зерна материала, разбрасываемые лопас-
тями, и высушивает их. Отработанные газы с температурой при-
мерно 150° С удаляются из сушильной камеры по патрубку, по-
ступают в пылеочистительные аппараты (циклон, фильтр) и вы-
брасываются в атмосферу.
Под действием вращающихся лопастей материал не только
разбрасывается по камере сушилки, но и непрерывно переме-
щается вдоль ее. Достигнув выходного отверстия, он через два
.клапанных затвора 5 выгружается из камеры. Для осмотра
сушилки в ее корпусе сделан люк 6.
183
Привод сушилки тексропный от электродвигателя 4. Вращение
ст электродвигателя получает один вал сушилки—'ведущий, и
через пару шестерен 9, одна из которых установлена на веду-
щем валу, а вторая — на ведомом, приводится во вращение вто-
рой вал.
Рис. 54. Сушилка вихревого типа:
7 — корпус, 2 — футеровка корпуса, 3 — вал с лопастями. 4 — электродвига-
тель, 5 — разгрузочный клапанный затвор, 6— люк, 1 — входной патрубок,
8 — загрузочный клапанный затвор, 5 — шестерни
Условия сушки в вихревых сушилках очень благоприятные.
Находясь в рассеянном (взвешенном) состоянии, зерна мате-
риала со всех сторон омываются с большой скоростью прохо-
дящими газами, что создает наиболее интенсивный теплообмен
между газом и материалом. В результате удельная производи-
тельность вихревых сушилок в 2,5—3 раза выше барабанных.
Так, в 1 № сушильного пространства вихревых сушилок испа-
ряется до 125—'150 кг влаги за 1 ч (при сушке шлака), а в су-
шильных барабанах — 50—60 кг.
184
Однако в вихревых сушилках возможно сушить только сы-
пучие, невязкие материалы, иначе вращающиеся лопасти и вся
внутренняя часть сушилки быстро замажутся налипшим мате-
риалом и работа сушилки прекратится. Вторым недостатком
сушилок этого типа является быстрый износ лопастей, так как
они работают в условиях высокой температуры и сильного исти-
рающего действия высушиваемого материала. Лопасти изготов-
ляют из высокопрочной жаростойкой стали. Конструкция вих-
ревых сушилок осложняется также из-за необходимости при-
нудительного охлаждения подшипников и валов. С этой целью
валы делают полыми, а в подшипниках предусматриваются спе-
циальные каналы. Через подшипники и валы непрерывно цир-
кулирует холодная вода.
Несмотря на перечисленные недостатки, вихревые сушилки
все-таки оказываются более экономичными по сравнению с су-
шильными барабанами. Эффективный теплообмен в сушилках,
высокое паронапряжение и, следовательно, высокая производи-
тельность, компактность установки явились основными достоин-
ствами, обеспечивающими довольно широкое применение суши-
лок этого типа.
Из отечественных сушилок вихревого типа наиболее часто
используются цементной промышленностью сушилки, изготов-
ляемые Куйбышевским заводом «Волгоцемтяжмаш» (см.
рис. 54).
Их производительность до 5500 кг испаряемой влаги в час.
Аналогичные сушилки зарубежного производства, в частности
сушилки системы Андреаса, имеют производительность до
3000 кг/ч.
§ 46. СУШКА МАТЕРИАЛОВ ВО ВЗВЕШЕННОМ СОСТОЯНИИ
Наиболее перспективным способом сушки материалов яв-
ляется сушка во взвешенном состоянии (или в кипящем слое).
Сущность ее заключается в следующем. .Мелкодробленый или
измельченный материал в виде слоя подается на пористое осно-
вание ив огнеупорного материала. Горячие дымовые газы вду-
ваются через пористое основание и пронизывают слой материа-
ла. Под действием газового давления зерна материала подбра-
сываются газовым потоком и на какой-то момент как бы
повисают в нем, создавая впечатление кипящего слоя.
Всестороннее омывание сырых зерен, а также применение
мелкозернистого материала создают наиболее благоприятные
условия сушки. Удельное паронапряжение в таких установках
достигает 2'20—250 кг влаги, снимаемой в час с 1 ju3 сушиль-
ного пространства аппарата, т. е. в 2 раза выше, чем в вих-
ревых сушилках, и в 5—6 раз, чем в сушильных барабанах.
Основной частью аппарата для сушки во взвешенном состо-
185
янии является реактор. Его конструкция да и вся схема орга-
низации процесса сушки не отличаются от рассмотренной на
стр. 275.
Совместный помол и сушка в шаровой мельнице по принци-
пу протекающего сушильного процесса также относятся к спо-
собу сушки во взвешенном состоянии. Для этой цели применяют
в основном короткие шаровые мельницы, рассмотренные на
стр. 115 и работающие в замкнутом цикле с сепаратором по
схеме:
горячие газы
1
мельница<-
холодный воздух
сепаратор
готовый продукт
крупка
При использовании центробежных сепараторов подача в них
измельченного материала осуществляется элеватором, а при
Рис. 55. Узел загрузки шаровой мель-
ницы для помола и сушки материа-
лов:
/ — течка, 2 и 3 — патрубки, 4 — воздухо-
вод, 5 — заслонка, 6 — мельница
сасывается в барабан мельницы t
проходных сепараторах весь
измельченный продукт из
мельницы выносится с газо-
вым потоком. Последняя
схема в отношении процес-
са сушки более эффективна:
при транспортировании из-
мельченных зерен в газовом
потоке они еще более высу-
шиваются.
Отличительной особенно-
стью шаровых мельниц, сов-
мещающих помол и сушку,
является узел загрузки (рис.
55). Сырой материал пода-
ют в мельницу по загрузоч-
ной течке 1. Горячий газ по-
ступает по патрубку 3 и за-
Так как по условиям эксплуа-
тации температура газового потока на входе в мельницу не долж-
на превышать 400° С, а газы, выходящие из топки, могут иметь
температуру до 1000° С, то их разбавляют перед входом холод-
186
ным воздухом, подаваемым по патрубку 2, соединенному с воз*
духопроводом 4 с заслонкой 5. Изменением положения заслонки
регулируют подачу холодного воздуха и соответственно — про-
цесс сушки в мельнице.
§ 47. ТОПКИ СУШИЛЬНЫХ УСТАНОВОК
Конструкции топок сушильных установок обусловливаются
характером сжигания топлива и его видом. Кусковое топливо
(уголь, сланец) сжигают в слое. Для этой цели применяют слое-
вые топки. Газообразное и жидкое топливо, а также твердое
топливо в пылеобразном состоянии сжигают в виде факела.
В этом случае применяют факельные топки.
Общие требования к топкам независимо от их вида состоят
в том, чтобы они были экономичны, т. е. имели высокий коэф-
фициент полезного действия (к. п. д.). Он равен отношению
количества полезно используемого тепла ко всему .количеству
тепла, содержащемуся в топливе:
_ <7пол
Т QS
где "»jT — коэффициент полезного действия топки;
<7ПОЛ—полезно используемое тепло, получаемое при сжига-
нии 1 кг топлива,/скал;
Qh — низшая теплотворная рабочая способность топлива
(количество тепла, выделяемого 1 кг рабочего топ-
лива при его сгорании, см. стр. 201), ккал!кг.
Величина этого коэффициента всегда меньше единицы и
зависит от конструктивных особенностей топки и правильной
ее эксплуатации. К- п. д. топок находится в пределах 0,85—0,95.
Основным показателем эксплуатационной работы топок яв-
ляется тепловое напряжение топочного объема. Количество теп-
ла, получаемого за 1 ч в 1 /и3 голодного пространства,
где <7об—тепловое напряжение объема топки, ккал/м2, -ч;
Qh —низшая рабочая теплотворная способность топлива
(получаемая при сжигании 1 кг), ккал/кг-,
В — количество топлива, сжигаемого за 1 ч, кг; произве-
дение Qh -В дает общее количество тепла, получае-
мого в топке от сгорания В кг топлива;
Ут — объем топки.
Объемное тепловое напряжение топок зависит от вида топ-
лива и конструктивного качества топки. Оно в среднем равно
при сжигании бурых углей — 150—200 тыс.; каменных углей—-
187
250—300 тыс.; мазута — 250—300 тыс.; природного газа — 200—
250 тыс. ккал/м3 • ч.
По величине теплового напряжения топки можно установить
потребный объем количества топлива или проверить эффектив-
ность работы обслуживаемой топки, зная ее объем. Если объем-
ное тепловое напряжение топки оказывается низким, то следует
принять соответствующие меры для повышения интенсивности
работы топки, рассмотренные далее.
Интенсивность работы слоевых топок характеризуется так-
же тепловым напряжением колосниковой решетки, т. е. коли-
чеством тепла в ккал, снимаемого с 1 м2 площади колосниковой
решетки при сжигании топлива:
__
*?ПЛ г- ’
' кр
где цпл — тепловое напряжение площади колосниковой решет-
ки, ккал/м2 •ч;
В —часовое количество сжигаемого топлива в топке, кг;
Вкр—площадь колосниковой .решетки, jh2.
Для горения топлива необходим воздух; его подают специ-
альным дутьевым центробежным вентилятором. Давление дуть-
евого воздуха выбирается в зависимости от площади колосни-
ковой решетки и толщины слоя горящего на ней топлива.
Количество подаваемого в топку воздуха рассчитывается из
условия теоретически потребного на сгорание топлива с учетом
коэффициента избытка воздуха:
VnB=a-VTB,
где Ув—действительный расход воздуха на сжигание 1 кг
топлива, м3/кг;
а — коэффициент избытка воздуха, принимаемый равным
1,3—1,7 в зависимости от вида топлива и способов
его сжигания;
VI—теоретический расход воздуха на сжигание 1 кг топ-
лива, ы?1кг.
Для приближенного определения теоретически потребного
воздуха на горение топлива рекомендуются формулы:
для твердого топлива — 1,01
_2L
1000
+ 0,5;
QP
для жидкого топлива — 0,85 —-—4-2,0;
1000 J
для газообразного:
лр
с менее 3000 ккал/м3— 0,875—— и
188
c Qh более 3000 ккал)м^ — 1,09 —-2— -(- 0,25.
1000
Слоевые топки. Слоевые топки предназначены для сжига-
ния твердого кускового топлива всех видов. Горение топлива
в них происходит на колосниковой решетке. По конструкции
.решетка может быть горизонтальной или наклонной, неподвиж-
ной или подвижной (переталкивающей), с ручной или механи-
ческой загрузкой топлива.
Рис. 56. Механическая топка с горизонталь-
ной решеткой:
1 — бункер топлива, 2 — питатель, 3 — течка, 4 — за-
брасыватель, 5 — привод колосинков, 6 — короб воз-
духоподачн, 7 — бункер золы, 8 — тягн колосников,
S*—колосниковая решетка, 10— футеровка, И— ды-
мовой канал, 12 — лаз
Топки с горизонтальной решеткой. В таких топках процесс
горения топлива протекает в результате периодической загруз-
ки вручную большого количества топлива в топочную камеру.
Ручная загрузка топлива не только трудоемкий и вредный в
санитарном отношении процесс, но она не обеспечивает высо-
кого к. п. д. топки. Большие порции загружаемого угля несколь-
ко заглушают процесс горения. В открытую дверку топки при
ее загрузке поступает значительный объем холодного воздуха,
снижающий качество и нарушающий процесс горения топлива.
Улучшается работа топок с горизонтальной решеткой при-
189
менение,м механической загрузки. Схема топки с такой загруз-
кой изображена на рис. 56. Уголь из бункера / питателем 2 по
течке 3 непрерывно подается на механический лопастный за-
брасыватель 4. Забрасывание топлива происходит быстро вра-
щающимися лопастями и распределяется ровным тонким слоем
на колосниковой решетке 9.
Воздух на горение топлива подается центробежным дутье-
вым вентилятором по коробу 6 и подводится к слою топлива с
низу колосниковой решетки. Напор (давление) дутьевого воз-
духа в топках с горизонтальной решеткой принимается в зави-
симости от вида топлива: при сжигании каменных углей — 50—
80 мм вод. ст., бурых углей —100—150 мм вод. ст.
Раскаленные дымовые газы отводятся из топки по каналу
11 при помощи вентилятора сушильного барабана (см. рис. 52,
поз. 9) или другой сушильной установки, обслуживаемой дан-
ной топкой. Зола проваливается через решетку, ссыпается в
бункер 7, а затем удаляется.
Шуровка (перемешивание) топлива на колосниковой решет-
ке осуществляется перемещением (опрокидыванием или кача-
нием) колосников при помощи рукоятки, соединенной тягами 8
с колосниками. Пространство топки в области наиболее высо-
кой температуры футеруется огнеупорным материалом 10. Для
осмотра топки предусмотрен лаз 12.
Непрерывная загрузка топлива в топку небольшими порци-
ями и полная герметизация при этом создает благоприятные
условия работы этой топки.
Однако подача топлива на горизонтальную решетку сверху
все же несколько нарушает процесс горения. Этот недостаток
исключается в топках с подачей топлива с низу горящего слоя
посредством винтового подавателя. Принцип работы его такой
же, как и шнекового питателя.
Топки с горизонтальной механической решеткой цепного ти-
па (рис. 57) представляют собой две ветви бесконечной цепи
с установленными на них колосниками, образующими пластин-
чатую (колосниковую) ленту 1. Лента опирается на ролики и
приводится в движение от привода 2.
Из бункера 7 по течке 5 в приемную воронку 4 топки по-
дается уголь. Подача угля из бункера регулируется шиберным
затвором 6. В приемной воронке имеется питатель 3, посред-
ством которого топливо подается на решетку и в результате ее
движения ровным слоем распределяется на решетке.
Скорость движения решетки выбирается из такого расчета,
чтобы уголь полностью сгорал за время его продвижения от
места загрузки до звездочки 12.
Образующийся шлак при огибании лентой звездочки ссы-
пается в шлаковую вагонетку 11 или другой вид транспорта и
удаляется из топки. Раскаленные дымовые газы отбираются из
190
топочного пространства и поступают в сушильный барабан 9.
Подача газов изменяется боковой заслонкой в канале 10.
Работа топки регулируется скоростью движения решетки,
величиной дутья и подачей топлива. Разрежение в топке при
максимальной загрузке 6—8 мм вод. ст.
При подаче дутья от специального дутьевого вентилятора
решетка по длине делится на несколько зон, отличающихся ве-
личиной напора и соответственно количеством подаваемого
Рис. 57. Механическая топка с цепной подвижной решеткой:
/ — колосниковая лента, 2 — привод, 3—• питатель, 4— приемная воронка, 5 — теч-
ка, 6 — затвор бункера, 7 — бункер, 8 — труба для розжига, 9 — сушильный бара-
бан, 10 — канал, И— шлаковая вагонетка, 12— звездочка, 13 — донный шибер
воздуха на горение топлива. Подачу дутья в каждую зону регу-
лируют отдельным специальным рычагом. При обслуживании
топки рекомендуется каждые 3—4 ч открывать донные шибе-
ры 13. При использовании крупнокускового угля с содержани-
ем летучих не менее 25% топки с цепной решеткой могут рабо-
тать без дутья.
Нормальная работа топки протекает только при условии рав-
номерной подачи топлива и равномерном его распределении по
ширине решетки. Это обеспечивается правильной работой пи-
тателя и постоянной степенью дробления топлива до определен-
ной крупности. Для розжига топка снабжается специальной
трубой 8.
Топки с наклонной переталкивающей решеткой (рис. 58).
191
006Z OOll ' ОШ
Рис. 58. Топка с наклонной переталкивающей решеткой:
1 — наклонная решетка, 2 — шахта, 3 — заслонка, 4 — шлаковая часть ре-
шетки, 5, 6 и 7 — зольные бункера, 8 — вентилятор, 9 — воздуховоды, 10 —
привод колосников, 11 — бак для масла, 12— масляный насос
А-А
Рис. 59. Пылеугольная топка:
1 — топка, 2 — смесительная камера, 3 — предохранительный клапан,
4 — форсунка, 5 — каналы для подогрева воздуха н охлаждения клад-
ки, 6 — каналы для подсоса воздуха
192
Наклонная решетка 1 состоит из отдельных колосников, распо-
ложенных друг над другом ступенями. Каждая вторая ступень
имеет гидравлический привод и совершает возвратно-поступа-
тельное движение. Топливо поступает на верхние колосники
решетки из шахты 2, пройдя заслонку 3, регулирующую коли-
чество подаваемого на решетку топлива. При возвратно-посту-
пательном движении колосников топливо с верхних колосников
переталкивается на нижние, постепенно сползает к шлаковой
части решетки 4 и сваливается в зольный бункер.
Топка имеет два зольных бункера; в левый из них 7 посту-
пает шлак, образовавшийся при горении топлива в процессе
движения его по колосникам, а в правый 6 — образовавшийся
на шлаковой части решетки. Основная же масса шлака сбрасы-
вается в шахту 5.
Воздушное дутье подается под колосники вентилятором 8 че-
рез воздуховоды 9, снабженные шиберами для регулирования
подачи воздуха в зависимости от количества топлива на ре-
шетке.
На фронтальной части топки установлен гидравлический
привод колосников 10. Масло к нему из бака 11 подается насо-
сом 12.
Тепловое напряжение колосниковой решетки слоевых топок
400—800 тыс. ккал/м2 - ч., а объемное напряжение 175—
250 тыс. ккал/м?- ч.
Факельные топки. Эти топки в основном применяют на но-
вых цементных заводах.
Пылеугольные топки (рис. 59) используют для сжигания в
них угля в тонкоизмельченном пылеобразном виде. Топливо при
таком способе сжигания дает наибольший тепловой эффект в
результате полного сгорания.
Подается пылеугольное топливо в топку форсунками. Фор-
сунка представляет собой трубу диаметром 100—150 мм, по ко-
торой вентилятором нагнетается в топку пылевоздушная смесь
со скоростью 50—70 м/сек. Пыль, попадая в раскаленное про-
странство, воспламеняется, образуя факел. Длина факела горе-
ния зависит от качества топлива.
Для изменения положения факела и его величины пыле-
угольные форсунки делают поворотными и выдвижными. Про-
цесс горения регулируют также, изменяя количество воздуха,
смешиваемого с угольной пылью при ее подаче в топку.
Для сжигания в пылеобразном состоянии применяют низко-
зольные угли, иначе топка забивается шлаком.
Топки для сжигания газа и жидкого топлива по конструкции
принципиально не отличаются от рассмотренной факельной топ-
ки для сжигания пылеугольного топлива. Отличительную осо-
бенность имеют аппараты для подачи топлива — газовые горел-
ки или мазутные форсунки.
7-2176
193
Рис. 60. Инжекционная га-
зовая горелка:
1 — газопровод, 2 — задвижка,
3 — сопло. 4 — смеситель, 5 —
регулировочная шайба, 6 — диф-
фузор, 7 — смесепровод, 8 — вы-
хлопное отверстие
Устройство мазутных форсунок более подробно рассмотрено
в гл. XII. Здесь кратко остановимся на устройстве инжекци-
онной газовой горелки (рис. 60), применяемой в топках
сушильных установок.
Газ в горелку подается по газопроводу 1 и регулируется за-
движкой 2. При выходе газа из сопла 3 он попадает в инжек-
ционный смеситель 4, куда через
щели поступает наружный воздух,
потребный на горение газа.
Воздух в смеситель засасывает-
ся под действием большой скорости
газа, выходящего из сопла, в резуль-
тате в камере смесителя образуется
разрежение. Подача воздуха регу-
лируется шайбой 5, посредством ко-
торой можно менять величину щели
в смесителе.
Окончательное смешивание газа
линдрической части горелки и смесь
через диффузор 6 и смесепровод 7 поступает в выхлопное отвер-
стие 8 горелки, а затем — в камеру топки.
Работа горелки регулируется подачей газа (задвижка 2).
Оптимальное соотношение газа и воздуха в смеси устанавли-
вается самопроизвольно в результате инжекции.
Основные характеристики факельных топок приведены в
табл. 11.
Таблица 11
Теплотехнические характеристики факельных топок
с воздухом происходит в
Наименование показателей Угольные топки для Газовая топка
бурого угля тощих углей антрацита
Допустимое тепловое напряже- ние объема топки, тыс. ккал/м^-ч 175 140 115 200—250
Коэффициент избытка воздуха . 1,30 1,35 1,35 1,25
Потерн тепла от недожога топ- лива, % Тонкость помола угля (остаток па сите № 008), % 3-5 2-3 2-3 1,5
25-35 10-20 7—10 —
§ 48. ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА СУШИЛЬНЫХ УСТАНОВОК
Сушильные установки состоят из основного и вспомогатель-
ного оборудования.
Вспомогательное оборудование предназначено обслуживать
сушильный аппарат, обеспечивая нормальную его работу и по-
лучение качественной продукции.
194
Сушильные установки имеют следующее вспомогательное
оборудование:
транспортирующие механизмы — транспортеры, шнеки, эле-
ваторы, аэрожелоба;
питатели, обеспечивающие равномерную подачу сырьевых
материалов; для сушильных барабанов и вихревых сушилок
применяют питатели тарельчатого типа; питание мельниц, сов-
мещающих помол и сушку, может осуществляться также и ве-
совыми питателями, приведенными на стр. 130;
бункера для сырьевых материалов и твердого топлива, обес-
печивающие бесперебойную работу сушильного аппарата;
пылеочистительные устройства для очистки отработанных
дымовых газов, имеющих, как правило, высокую запыленность;
схемы очистки и применяемое при этом оборудование (цикло-
ны и фильтры) не отличаются от рассмотренных ранее в § 28
«Аспирация шаровых мельниц»;
дымососы для удаления отработанных дымовых газов и дуть-
цвые вентиляторы для нагнетания воздуха в топку; дымососы и
вентиляторы применяют центробежного типа.
При использовании в качестве топлива природного газа или
мазута сушильная установка снабжается системой газо- или ма-
зутопроводов, аппаратурой для подогрева мазута и подачи его
в топку. Сведения по указанным вопросам приведены в гл. X.
Для контроля и управления процессом сушки используют
следующее контрольно-измерительное оборудование:
приборы для измерения температуры — термоэлектрические
пирометры, термометры сопротивления или монометрические
термометры;
приборы для измерения давления и разрежения газов — ма-
нометры (тягомеры);
приборы для определения скорости и количества газов —
пневмометрические трубки, дроссельные приборы;
приборы для определения состава и влажности газов — хи-
мические и электрические газоанализаторы, психрометры.
Описание указанных приборов приводится в соответствую-
щих руководствах, а также кратко дано в § 56.
§ 49. ЭКСПЛУАТАЦИЯ СУШИЛЬНЫХ УСТАНОВОК
Общие требования к сушильным установкам. Сушильные ус-
тановки должны удовлетворять следующим общим требова-
ниям.
Сушильный аппарат должен быть автоматически сблокиро-
ван со вспомогательными механизмами. Он должен иметь зву-
ковую сигнализацию и аспирационную установку для очистки
газов.
Сушильная установка должна быть снабжена соответствую-
7* 195
1цими контрольно-измерительными приборами, перечисленными
на стр. 195.
Пуск сушильной установки. Перед розжигом топки маши-
нист совместно с начальником цеха должен проверить топку,
приводной механизм колосниковой решетки, колосниковые бал-
ки (при кусковом топливе), форсунки (при работе на пылеуголь-
ном, жидком или газообразном топливе); зольник и смеситель-
ную камеру; корпус барабана или другого сушильного аппара-
та; питательные устройства (питатели, течки, бункера);
плотность газового тракта; опоры и приводной механизм; пыле-
осадительные устройства; дутьевые и тяговые устройства, газо-
ходы, шиберы; транспортирующие механизмы; контрольно-изме-
рительные и сигнальные приборы; регулирующие приспособле-
ния; взрывные клапаны; электрическую пусковую аппаратуру;
плотность трубопроводов газообразного и жидкого топлива.
Прежде чем начать розжиг топки, приводят в действие вен-
тиляционные устройства для удаления газов при розжиге. Топ-
ки, работающие на твердом топливе, разжигают дровами или
другим легковоспламеняющимся топливом. После того как на
колосниках образуется слой раскаленного топлива, в топку на-
чинают загружать уголь. Для удаления дымовых газов в этот
период топочные устройства снабжают специальной трубой. Как
только уголь разгорится, включают дутьевой вентилятор и дово-
дят работу топки до нормального режима, регулируя загрузку
топлива. Затем дымовые газы пускают из топки в сушильный
аппарат.
При розжиге газовой топки следует перед пуском газа в го-
релки в течение не менее 3 мин через «свечу» продувать участки
газопровода, подводящие к ним газ. Затем навесить у обреза
горелки и надежно закрепить «концы» или ветошь, пропитан-
ные смоченным маслом, и поджечь их при помощи факела на
длинном шесте.
Когда факел из подвешенных концов разгорится, следует
немного открыть газовую задвижку и, убедившись, что газ вос-
пламенился, постепенно увеличивать его подачу. Категорически
запрещается поджигать потухший факел и незагоревшуюся
струю газа, а также пускать в топку газ при отсутствии зажжен-
ного факела — возможен взрыв. При розжиге топки с инжекци-
онной горелкой регулировочная шайба (см. рис. 60, поз. 5)
должна быть закрыта.
Если факел погаснет или оторвется от горелки, необходимо
немедленно прекратить подачу газа, закрыть задвижки, открыть
кран на «свечу», тщательно провентилировать топку и дымохо-
ды, после чего разрешается приступить к розжигу в приведен-
ной выше последовательности.
Запрещается пускать сушильную установку при неочищен-
ных или неисправных пылеочистительных устройствах; при от-
196
сутствии более 20% теплообменных устройств (для барабана);
ослаблении креплений деталей; ненормальных вибрациях и
толчках элементов привода, опорных узлов, вентилятора; искрив-
лениях корпуса сушильного барабана, создающих ненормальные
условия работы опор и привода; недостаточном уплотнении га-
зового тракта; неисправности любого механизма, вызывающего
ненормальную работу сушильного аппарата.
Не разрешается также начинать эксплуатацию установки,
если не заменены изношенные детали при вводе агрегата в экс-
плуатацию после среднего или капитального ремонта.
При эксплуатации мельницы, совмещающей помол и сушку
материала, следует также руководствоваться запрещающими
пуск правилами, приведенными на стр. 139.
Остановка сушильной установки. Сушильную установку не-
обходимо останавливать в следующих случаях: при угрозе не-
счастного случая или аварии; отсутствии сырого материала или
топлива в бункерах; при переполнении емкостей для сухого про-
дукта.
Во время каждой плановой остановки весь находящийся в
сушильном аппарате материал необходимо выбрать.
В случае вынужденной остановки необходимо прекратить по-
дачу топлива в топку, остановить дымосос, открыть дверцы и
люки смесительной камеры, чтобы избежать перегрева корпуса
сушильной установки и воспламенения топлива.
При кратковременной остановке газовых топок следует ос-
тавлять небольшой факел для упрощения последующего пуска
топки.
Газовую топку останавливают в такой последовательности:
на топках с однопроводными горелками подачу газа постепенно
уменьшают до полного прекращения; с двухпроводными горел-
ками — вначале прекращают подачу первичного воздуха, затем
уменьшают подачу газа в горелку и полностью перекрывают га-
зовые задвижки. При топках с инжекционными горелками сна-
чала снижают нагрузку на горелку, затем закрывают воздуш-
ную шайбу и газовую задвижку.
После прекращения поступления газа необходимо открыть
краны продувочных «свечей» и оставить топку под небольшой
тягой во избежание случайного скопления в ней газа.
Работа сушильной установки. Машинист сушильной установ-
ки в процессе работы обязан выполнять следующее. Через смот-
ровое окно он постоянно наблюдает за процессом горения топ-
лива; загрузочные дверцы при этом должны быть плотно закры-
ты. Машинист следит за показаниями контрольно-измерительных
приборов; обеспечивает герметичность трубопроводов для уголь-
ной пыли, мазута и газа; проверяет работу механизмов и состоя-
ние подшипников, предупреждая их перегрев; смазывает обо-
рудование.
197
Смазка. Сведения о смазке приведены в гл. XVI. В процессе
эксплуатации смазке подлежат все трущиеся узлы и детали
оборудования, при этом следует руководствоваться «картами
смазки» или правилами эксплуатации данного механизма. Узлы
смазки сушильного барабана, режим и применяемые смазоч-
ные материалы следующие:
подшипники осей опорных роликов — смазка ковшовая (кар-
терная), автотракторным трансмиссионным маслом (нигрол);
втулки осей контрольных (упорных роликов)—смазка руч-
ная с помощью колпачковой масленки универсальной смазкой
УСс-2 или УС-2 (солидол); для смазки колпачок повертывается
на один оборот раз в смену;
редуктор привода — смазка картерная с разбрызгиванием
летом — цилиндровое масло 11, зимой — АК-Ю (автол 10);
подшипники вала венцовой шестерни — смазка ручная (на-
бивка) УСс-2 или УС;
венцовое зубчатое колесо и подвенцовая шестерня — смазка
погружением в ванну, масло нигрол;
кольцевое уплотнение у горячего и холодного корпуса бара-
бана— смазка ручная (набивка) колпачковой масленкой.
Вентилятор сушильного барабана смазывают ручной набив-
кой с помощью колпачковой масленки консталином; для смаз-
ки крышку масленки следует поворачивать на один оборот через
каждый час.
Смазка вспомогательного оборудования, а также сушильной
установки с мельницей приведена в соответствующих разделах.
Автоматическое управление сушильным процессом. Все шире
начинает внедряться автоматическое управление сушильным
процессом. Сейчас разработаны схемы автоматизации работы
сушильного барабана и мельницы, совмещающей процесс суш-
ки и помола. Рассмотрим для примера первую схему.
Схема автоматизации работы сушильного барабана приве-
дена на рис. 61. Она состоит из двух самостоятельных си-
стем I и II.
Система I стабилизирует температуру газов в смесительной
камере топки барабана. Термопара Д1 замеряет температуру и
передает показания регулятору Р1. Он соответствующим обра-
зом анализирует сигналы термопары Д1 и при отклонении тем-
пературы в камере смешения от установленной передает сигнал
исполнительному механизму ИМ1.
Исполнительный механизм воздействует на подачу газа в
топку барабана, увеличивая или уменьшая ее. Соответственно
повышается или снижается температура газов в конце смеше-
ния при входе их в барабан и таким образом стабилизируется
(делается устойчивым) режим сушки в барабане при условии
постоянства влажности и количества подаваемого на сушку
материала.
198
Система II регулирует загрузку барабана сырьевыми мате-
риалами. С помощью этой системы устанавливается его макси-
мально возможный расход при заданных тепловом режиме суш-
ки и влажности готового продукта.
Количество подаваемого материала зависит от температуры
газов в барабане: чем она выше, тем больше можно подать ма-
териала. Для измерения температуры в барабане установлен
датчик-термопара Д2 на расстоянии 1 м от горячего конца.
Температура замеряется при помощи контактных колец, уста-
барабана. Температура газового потока
Рис. 61. Схема автоматического управления
сушильным барабаном:
/ — дымосос, 2 — пылеочистительное устройство,
3 — сушильный барабан, 4 — бункер сырья, 5 —
питатель, 6 — смесительная камера, 7 — топка,
8 — заслонка трубопровода воздуха, 9 — задвиж-
ка трубопровода топлива
новленных на обечайке
зависит от влажности
материалов и их коли-
чества. Датчик Д2 по-
дает сигналы регулято-
ру температуры Р2 и
через исполнительный
механизм ИМ.2 воздей-
ствует на работу пита-
теля 5 сырьевых мате-
риалов, соответственно
изменяя подачу.
Таким образом, с
помощью двух рас-
смотренных схем авто-
матически регулируется
питание барабана в со-
ответствии с сушильной
способностью поступающих в барабан газов и обеспечивается
наибольшая производительность барабана. Однако не менее важ-
но получать из барабана материал постоянной и заданной влаж-
ности. Это требование выполняет следующая схема в системе II
(второй каскад). ,
Она основана на зависимости температуры материала, выхо-
дящего из барабана, от его влажности: чем выше влажность,
тем ниже 'температура. Датчик-термопара ДЗ замеряет темпе-
ратуру материала, передает сигналы регулятору РЗ влажности
выходящего материала. Регулятор РЗ через исполнительный
механизм ИМЗ корректирует работу регулятора Р2 температуры
газов в барабане, а последний, как рассмотрено ранее, через
исполнительный механизм ИМ2 воздействует на питатель пода-
чи сырых материалов.
Применение приведенной схемы автоматизации сушильного
барабана при сушке шлака позволило по сравнению с ручным
управлением повысить производительность барабана на 5—7%
и сократить до 10—15% расход топлива на сушку, обеспечив
более стаоильную влажность готового продукта.
199
Правила техники безопасности. При обслуживании сушиль-
ных установок прежде всего необходимо соблюдать указанные
выше правила технической эксплуатации, которые обеспечивают
безопасные условия работы. Кроме того, при эксплуатации га-
зовых топок следует руководствоваться следующими дополни-
тельными правилами.
В момент включения газа у головки топки разрешается на-
ходиться только машинисту, причем он не должен стоять про-
тив смотрового отверстия, чтобы не пострадать от случайного
выброса пламени. Машинист обязан пользоваться защитными
темно-синими очками.
При ремонтах внутри топок на одном из фланцевых соеди-
нений газопроводов обязательно следует ставить металлические
заглушки, полностью исключая этим возможность прохода
газа.
200
ГЛАВА X.
ТОПЛИВО. ЕГО ПОДГОТОВКА И ПРОЦЕССЫ ГОРЕНИЯ
§ 50. ВИДЫ ТОПЛИВА И ЕГО ХАРАКТЕРИСТИКА
В зависимости от физического состояния различают топливо:
твердое — уголь, дрова, торф, сланец;
жидкое — нефть, мазут, керосин и др.;
газообразное — природный газ, генераторный газ.
Выбор типа топлива производится на основании технико-
экономических расчетов. При этом учитывают топливные ресур-
сы района строительства.
Вид топлива, имеющегося в районе строительства завода,
нередко определяет схему организации технологического про-
цесса производства портландцемента и организации предприя-
тия в целом. Так, при использовании угля для обжига клинкера
применяют вращающиеся печи. Шахтные печи для такого вида
топлива непригодны. При использовании газообразного или
жидкого топлива отпадает необходимость организации сложных
углеподготовительных установок и т. д.
Состав топлива. Твердое и жидкое топливо состоит из горю-
чей и негорючей массы. Горючая масса включает сгорающую
часть топлива и обозначается Сг или Нг. Негорючая масса пред-
ставляет собой влагу W и золу А и называется балластом.
Органическую массу твердого топлива составляют угле-
род С, водород Н, кислород О, азот N и органическая сера So-
Органическая масса дает представление о топливе без примеси
золы, серы и влаги, а также колчеданной серы SF.
Для характеристики топлива применяют такие понятия, как
«сухая» и «рабочая» массы топлива. Сухая масса характери-
зует абсолютно сухое топливо, например Ос или г№. Рабочая
масса — это состояние топлива, в котором оно поступает на сжи-
гание, например А₽. Рабочая масса топлива служит наиболее
важной качественной характеристикой топлива и является ис-
ходной величиной для теплотехнических расчетов.
Состав твердого и жидкого топлива выражается в процен-
тах по весу.
Газообразное топливо состоит из смеси различных горючих
и негорючих газов. Горючими являются окись углерода СО, во-
дород Н2, метан СН4, этилен С2Н4, этан С2Н6, сероводород H2S
и др., а негорючими — азот N2, углекислый газ С02 и влага.
Состав газообразного топлива выражается в процентах по
объему, а не по весу как для твердого и жидкого топлива. Со-
201
держание влаги в газе выражается в граммах на 1 м3 сухого
газа.
Основной характеристикой топлива независимо от его вида
служит теплотворная способность — количество килокалорий
тепла, выделяемого при сгорании 1 кг твердого и жидкого топ-
лива или 1 At3 газа. Размерность этой единицы для твердого и
жидкого топлива ккал/кг, а для газообразного — ккал/м3; обо-
значается теплотворная способность буквой Q.
В зависимости от того, к какой массе отнесена теплотворная
способность — горючей, органической или рабочей, различают:
теплотворную способность органической массы Q°;
теплотворную способность горючей массы Qr;
теплотворную способность рабочей массы Q1’.
Влага, образующаяся при сгорании топлива, может учиты-
ваться в продуктах горения в виде жидкости или пара. В связи
с этим различают нижний предел теплотворной способности QH,
если влага учитывается в виде пара, и верхний предел тепло-
творной способности QB, если влага учитывается в виде жидко-
сти. Низшая или высшая теплотворная способность относится
также к определенной массе, например к рабочей Q„ или Qb
и т. д.
Между QH и QB существует следующая зависимость:
' = Q—600 —
в 100
Для того чтобы можно было сравнивать теплотворную спо-
собность различных видов топлива, введено понятие условное
топливо. Под условным топливом понимают такое топливо,
теплотворная способность которого равна 7000 ккал/кг для
твердого и жидкого топлива или 7000 ккал/м3 для газообраз-
ного топлива. Топливо, которое сравнивают с условным, назы-
вается натуральным.
Одни виды топлива имеют теплотворную способность выше
условного топлива и являются высокоэффективными, например
мазут; теплоТворная способность других — ниже условного топ-
лива (бурые угли, сланцы).
При нагревании топлива без доступа кислорода воздуха
происходит возгонка топлива: оно разлагается на «летучие» ве-
щества-— газы и пары и твердый остаток — кокс. Летучие ве-
щества состоят в основном из СО2, СО, Н2 и СН4. Кокс представ-
ляет собой чистый углерод С и небольшое количество других со-
ставляющих топлива Н, О и N; зола топлива также остается в
коксе.
Количество летучих веществ обозначается Лг и выражается
в процентах от веса топлива. Содержание летучих определяет
характер горения топлива. При высоком содержании летучих
топливо горит длинным пламенем, и такое топливо получило
202
название «длиннопламенного» (дрова, торф). Топливо с
малым содержанием летучих горит коротким пламенем и полу-
чило соответственно название «к о р о т к о п л а м е н н о г о» (ан-
трацит).
Определение теплотворной способности топлива. Теплотвор-
ную способность топлива определяют расчетным и опытным
путем.
Рассчитать теплотворную способность твердого и жидкого
топлива можно по формуле Д. И. Менделеева:
QP=81 С₽+300Нр - 26 (Ор - Sp) - 6 (9НР ф- Wp),
где Qh —низшая теплотворная способность рабочего
топлива, ккал!кг\
Cv,Hv,Ov,Sf,Wv—процентное содержание в рабочей массе со-
ответственно углерода, водорода, кислорода,
серы и влаги, °/о(.
Для расчета низшей теплотворной способности газообразно-
го топлива Qp ккал/м2 применяют формулу
Qh=85,55СН4 +1 52,26C2Hg ф- 217,9СзН8 ф- 283,38С4Н1О ф-
ф- 348,9С5Н12ф- 30,16СО ф- 25,76Н2,
где СО, Н2, СН4, С2Нб, С3Н8, С4Ню, C8Hi2— содержание соот-
ветствующих горючих газов в 1 м3 рабочего газа, % г
Определение теплотворной способности опытным путем про-
изводят калориметрическим способом. Для этого берут калори-
метрическую бомбу — металлический герметически закрываю-
щийся сосуд — и помещают его в другой сосуд с водой.
Затем в бомбу вводят навеску топлива 1—1,3 г, закрывают
крышку и через специальное отверстие в ней наполняют бомбу
кислородом. Топливо в бомбе поджигают электрической искрой.
Образующееся при сгорании топлива тепло через стенки бомбы
начинает переходить в воду и нагревать ее.
По разности температуры воды после сгорания топлива и до
опыта рассчитывают количество тепла, образовавшегося при
сгорании навески топлива, и таким образом устанавливают
теплотворную способность, приводя полученное тепло к 1 кг
топлива.
§ 51. ТВЕРДОЕ ТОПЛИВО ДЛЯ ВРАЩАЮЩИХСЯ И ШАХТНЫХ ПЕЧЕЙ
Цементные заводы в качестве твердого топлива применяют в
основном различные каменные угли и антрациты. Некоторые
заводы, расположенные в районах с большими запасами горю-
чих сланцев, используют последние в качестве топлива, в част-
ности в Эстонской ССР, Ленинградской, Куйбышевской и Сара-
товской областях. Имеется опыт применения для обжига клин-
203
кера коксовой мелочи, образующейся при изготовлении кокса
для металлургической промышленности.
Требования, предъявляемые к топливу для обжига клинкера
в шахтных и вращающихся печах, различны. Для обжига во
вращающихся печах топливо должно отличаться средним содер-
жанием летучих (10—30%), что определяет длину зоны обжига.
В шахтных печах могут быть использованы только короткопла-
менные угли с низким содержанием летучих (не более 7%).
Для цементной промышленности применяют следующие виды
угля:
каменные угли: Д — длиннопламенный, Г — газовый, ПЖ —
паровично-жирный, К — коксовый, ПС—паровично-спекающий-
ся, Т — тощий;
антрациты в зависимости от размера кусков: АП — антра-
цит плиточный (размер кусков более 100 мм); АК — антрацит
кулак (50—100 мм), АО — антрацит орех (25—50 мм), AM —
антрацит мелкий (13—25 мм), АС — антрацит семечко (6—-
13 мм), АШ — антрацит штыб (мелочь, менее 6 мм), АРШ —
антрацит рядовой (несортированный) со штыбом (менее 100 мм);
бурые угли: БК — бурый крупный (размер кусков более
50 мм), БО — бурый орех (25—50 мм), БМ — бурый мелкий (ме-
нее 20 мм), БР — бурый рядовой (несортированный).
Современная цементная промышленность применяет угольное
топливо в измельченном виде. Степень измельчения принимается
в зависимости от способа сжигания топлива (в шахтных или
вращающихся печах), а также в зависимости от содержания в
топливе летучих.
При обжиге во вращающихся печах топливо применяют в
тонкоизмельченном состоянии, в виде пыли. Тонкость помола
должна быть такой, чтобы остаток на сите № 008 (размер ячейки
в свету 0,08 мм) находился в пределах 9—12% по весу. При этом
более грубый помол (близкий к 12%, остатка) должен быть у
топлива с более высоким содержанием летучих, а более тонкий —
с низким содержанием летучих. Это требование исходит из усло-
вия преждевременной газификации топлива при подаче его в то-
почное пространство. Чем крупнее зерна топлива, тем относитель-
но меньшее количество его успеет газифицироваться до момента
воспламенения.
Однако если крупность помола топлива окажется значитель-
ной и не соответствующей содержанию летучих, зерна топлива не
успеют сгореть при своем полете и будут падать на клинкер, до-
горая на нем и удаляясь из печи в несгоревшем состоянии. В ре-
зультате снижается температура факела горения, повышается
расход топлива и снижается качество клинкера.
Требуемую тонкость помола топлива для вращающихся пе-
чей приблизительно определяют по формуле
Я=0,617₽,
204
где J? — остаток на сите № 008, %;
Vp — содержание летучих в рабочей массе топлива, %.
Крупностй измельчения топлива для шахтных печей должна
находиться в пределах от 0,1 до 0,5 размера кусков (гранул) за-
гружаемого материала. Нижний и верхний пределы размера зе-
рен топлива также определяются содержанием в нем летучих.
Важнейшим показателем топлива, определяющим производи-
тельность печи, расход тепла на обжиг и качество обжига клин-
кера, является теплотворная способность. Для вращающихся
печей твердое топливо должно иметь низшую теплотворную спо-
собность не менее 5500 ккал1кг. Применяемое для шахтных печей
короткопламенное топливо имеет, как правило, высокую тепло-
творную способность — до 6500—7200 ккал!кг.
Среди разнообразия каменных углей только незначительная
часть их удовлетворяет необходимым требованиям. Для полу-
чения топлива с определенными свойствами применяют смешан-
ное топливо, состоящее из двух, а иногда трех видов углей.
В табл. 12 приводятся некоторые составы шихты топлива для вра-
щающихся печей.
Таблица 12
Шихта твердого топлива для вращающихся печей
Составляющие шихты Содержа- ние» % Теплотвор- ная спо- собность ккал Золь- ность, % Содержа- ние лету- чих, % Приведен- ная золь- ность, % Жаропро- изводи- тельность, °C
Донецкий Т г 34 66 5596 23,24 19,33 4,16 2100
т Г 50 50 5957 22,4 18,47 3,76 2100
Т Г Подмосковный БМ 33 34 33 4858 13,06 22,3 4,75 2000
Кузнецкий Т г 50 50 5694 19,38 21,95 3,4 2080
ПЖ г 30 70 6187 22,5 18,8 3,64 2100
, Т г Челябинский 25 25 50 5685 20,5 24,4 3,61 2000
Кузнецкий Т Черемховский Д 50 50 5732 22,2 25,9 3,87 2060
205
Наряду с приведенными требованиями топливо должно иметь
и низкую влажность, так как с увеличением влажности умень-
шается количество полезно используемого тепла.
Значительная часть тепла при этом затрачивается на испа-
рение влаги. Топливо для вращающихся печей обычно применя-
ют с влажностью до 2%,;
Сжигают пылеугольное топливо в распыленном состоянии.
§ 52. ПРИГОТОВЛЕНИЕ ПЫЛЕУГОЛЬНОГО ТОПЛИВА
Согласно требованиям, предъявляемым к пылеугольному топ-
ливу, оно должно иметь высокую степень измельчения и низкую
влажность.
Сушка и помол топлива могут осуществляться раздельно или
совмещенно в одном агрегате. При разделении этих процессов
уголь сушат в сушильных барабанах, а размалывают в коротких
шаровых мельницах. Для совместного помола и сушки применя-
ют специальные сепараторные угольные мельницы, а также дру-
гие помольные аппараты — валковые (роликовые) мельницы и
аэробильные мельницы. Последние измельчают материал по
принципу молотковой дробилки.
В отечественной цементной промышленности в основном при-
меняют шаровые сепараторные мельницы.
Совмещенная схема помола и сушки отличается более высо-
кими технико-экономическими показателями; при такой схеме
уменьшается потребность в производственных площадях, сокра-
щается численность обслуживающего персонала и, таким обра-
зом, снижается трудоемкость. Этот способ дает экономию элект-
роэнергии и тепла.
Однако применима она только при влажности угля не выше
10—12%. При более высокой влажности уголь начинает нали-
пать на мелющие тела и замазывать внутренние устройства мель-
ницы.
При использовании мельницы для сушки уголь предваритель-
но подсушивают в сушильном барабане до предельно допустимой
влажности (10—12%;), а затем уже досушивают в сепараторной
мельнице.
Для повышения производительности мельницы уголь предва-
рительно дробят до зерен размером 8—10 мм. Применение дроб-
леного материала улучшает также процесс сушки в сушильном
барабане.
Помол угля с одновременной сушкой в шаровой мельнице
осуществляется по замкнутому циклу. На рис. 62 приведена схе-
ма совместного помола и сушки угля в шаровой мельнице. Дроб-
леный уголь из бункера 2 равномерно загружается в шаровую
мельницу 1. Через специальный патрубок в приемной части мель-
ницы в нее подают горячие дымовые газы от топки (или отхо-
дящие газы из вращающейся печи) с температурой 800—1000° С.
206
Рис. 62. Схема совместного помола и сушки угля
в шаровой мельнице:
1 — мельница, 2 — бункер угля, 3 — манометры, 4 н 5 —
сигнальные щиты, 6 — циклон, 7 — бункер угольной пыли,
<8 — питатель, 9— форсунка, 10 и // — вентиляторы, 12 —
обводная труба, 13 — сепаратор, 14 — трубопровод, /5—
труба возврата крупки
Рис. 63. Сепараторная шаровая мельница:
/ _ трубопроводы, 2 — загрузочная воронка, 3 — барабан мельницы,
4 — перегородка, 5 — диск, 6 — решетка, 7 — сито, 8 — выходной
трубопровод, 9 — лопасти
207
Для снижения температуры газов до заданной по воздухово-
ду в мельницу одновременно поступает холодный воздух, который
смешивается с горячими газами.
Образующиеся в мельнице мелкие зерна топлива в виде пыле-
газовой смеси поступают по трубопроводу 14 в проходной сепа-
ратор 13 для отделения крупных зерен, возвращающихся затем
по трубе 15 в мельницу на доизмельчение. Готовый продукт так-
же в виде пылегазовой смеси поступает в циклон 6 для осажде-
ния угольной пыли из газового потока.
Освобожденные от угольной пыли газы поступают в мощный
вентилятор 11 и нагнетаются им в патрубок дутьевого вентиля-
тора 10 вращающейся печи, посредством которого угольная пыль
через форсунку 9 вдувается в печь. Осажденная в циклоне 6
пыль ссыпается в бункер 7, откуда через питатель 8 равномерно
поступает в форсунку 9, подхватывается потоком газа от дутье-
вого вентилятора 10 и вводится в печь.
Движение газов по всему тракту осуществляется вентилято-
ром 11. В результате создаваемого им разрежения в системе газ
и воздух засасываются в мельницу, проходят через мельницу,
захватывая мелкие частицы, затем следуют через сепаратор и
циклон и, наконец, выбрасываются в патрубок дутьевого венти-
лятора печи. Таким образом, вся установка оказывается работа-
ющей под разрежением. Это исключает выбивание пыли, но
требует высокой степени герметизации всех соединений тру-
бопроводов; подсосы наружного воздуха нарушают работу си-
стемы.
Углепомольная установка снабжается приборами для замера
разрежения, температуры и степени наполнения бункеров. Пока-
зания приборов передаются на сигнальный щит 5.
Режим работы углепомольной установки ’следующий: темпе-
ратура газового потока перед мельницей 250—350° С, за мельни-
цей (перед сепаратором) 70—100° С и перед вентилятором 50—
70° С. Разрежение в углепитательной течке 20—40, за сепарато-
ром 350—500 и перед вентилятором 500—700 мм вод. ст.
На некоторых современных заводах несколько упрощают схе-
му углеприготовления, отказываясь от промежуточного бункера
пыли 7. В этом случае .не нужен и циклон 6 для ее осаждения из
газового потока. Пылегазовая смесь направляется в патрубок
дутьевого вентилятора печи непосредственно из сепаратора 13.
Труба 12, соединяющая сепаратор с вентилятором 11 установки,
на рис. 64 показана пунктиром (как вариант).
Сепараторная шаровая мельница для помола
угля (рис. 63) принципиально не отличается от рассмотренных
ранее коротких шаровых мельниц. Особенностью этой мельницы
является наличие в центральной части барабана разделительных
радиально направленных перегородок 4, заглушенных стальными
дисками 5 в центральной части.
208
При вращении мельницы радиально направленные перегород-
ки поднимают измельченный уголь на некоторую высоту, затем
он сползает с них, рассеиваясь при этом. В результате создаются
благоприятные условия теплообмена между горячими дымовыми
газами и зернами угля, ускоряется процесс сушки и повышается
производительность агрегата.
Дробленый уголь через воронку 2 загружается в барабан
мельницы 3. Горячие дымовые газы и воздух поступают по
трубопроводам 1.
В разгрузочном конце мельницы установлена решетка 6 с
узкими щелями и круглым отверстием в центре, перекрываемым
контрольным ситом 7. Измельченный материал при выходе из
решетки подхватывается газовоздушным потоком и по трубо-
проводу 8 направляется в сепаратор. Лопасти 9, установленные
в загрузочной цапфе, улучшают условия выноса угля из мель-
ницы. При вращении они подхватывают осевший в цапфе уголь,
поднимают его и рассеивают.
На производительность мельницы, качество сушки и тон-
кость помола угля влияют те же факторы, о которых говори-
лось при описании помола и сушки сырьевых материалов.
§ S3. ПРАВИЛА ЭКСПЛУАТАЦИИ УГЛЕПОМОЛЬНЫХ УСТАНОВОК
Правила пуска, остановки и обслуживания оборудования
углепомольных установок те же, что и правила обслуживания
помольных установок сырьевых материалов, рассмотренные ра-
нее в гл. V «Помол сырьевых материалов». Однако пылеугольное
топливо взрыво- и пожароопасно, поэтому при обслуживании
углепомольных установок особое внимание нужно уделять во-
просам техники безопасности и противопожарной техники.
При эксплуатации углесушильных и углепомольных устано-
вок следует руководствоваться «Правилами взрывобезопасности
установок для приготовления и сжигания топлива в пылевид-
ном состоянии» и «Правилами эксплуатации цементных заво-
дов». Основные требования этих Правил в части взрыво- и по-
жаробезопасности следующие.
Температура газоугольной смеси на выходе из мельницы не
должна превышать для тощих углей 100° С (с низким содержа-
нием летучих), подмосковных 80°С, газовых и паровичных
75° С, длиннопламенных и бурых 70° С. При повышении тем-
пературы пылевоздушной смеси на выходе из мельницы или из
сушильного барабана сверх допустимого предела нужно немед-
ленно увеличить подачу холодного воздуха во входной патру-
бок мельницы или смесительную камеру топки.
Все трубопроводы и элементы системы пылеуглеприготовле-
ния должны быть непроницаемыми. Перед пуском в работу си-
209
стему проверяют на плотность под давлением, соответствующим
давлению установленного вентилятора.
Перед остановкой сушильно-размольных устройств на срок
более суток следует израсходовать всю пыль из бункера и очи-
стить от нее все детали оборудования.
При осмотре остановленной системы люки, заслонки и за-
движки надо открывать постепенно и осторожно, чтобы избе-
жать воспламенения пыли.
Запрещается сметать и взвихривать тлеющую пыль, нахо-
дящуюся внутри оборудования или вне его.
Открытый очаг горения нельзя тушить струей воды или пе-
ногонными аппаратами, а также удалять вручную. Тушение
водой допускается в том случае, если оно не вызывает взвихри-
вания пыли.
Угольное отделение должно быть обеспечено углекислотной
установкой для тушения очагов горения топлива. Подвод угле-
кислоты должен быть предусмотрен в мельничную систему
(мельницу, сепаратор и т. д.) и в бункера.
При появлении признаков горения пыли в какой-либо части
системы необходимо принять меры для ликвидации очагов го-
рения; если этого сделать невозможно, надо остановить систе-
му и подать пар или углекислоту от углекислотной установки.
Система пылеуглеприготовления должна снабжаться предо-
хранительными клапанами в виде патрубков, выведенных за
пределы помещения и закрытых листом из тонкой жести или ас-
бестовым листом толщиной 3—5 мм. Образующиеся при взры-
ве газы разрушают в первую очередь асбестовый лист (наибо-
лее слабое место системы) и выходят наружу. Клапаны уста-
навливают на сепараторах, на пылепроводах, при входе в цик-
лон и выходе из него, перед вентилятором, на бункерах уголь-
ной пыли.
После взрыва систему разрешается пускать только при ее
полной очистке и ликвидации всех последствий взрыва.
Разжигать топку и пускать сушильный барабан можно толь-
ко с разрешения начальника цеха.
Запрещается разжигать топки в мельнице или сушильном
барабане, если в них есть тлеющее топливо. В этом случае сле-
дует очистить аппарат и тщательно провентилировать его.
Перед розжигом топки барабана или мельницы и пуском их
всех посторонних лиц следует удалить.
При работе топки запрещается останавливать мельницу или
барабан для подогрева находящегося в них угля.
Не допускается подсушка пыли ниже гигроскопической
влажности.
При обнаружении тления или горения угольной пыли в бун-
кере необходимо немедленно увеличить подачу в бункер пыли,
подняв ее уровень до наивысшего, и продолжать расходовать
210
пыль; исключить всякую возможность попадания в бункер воз-
духа, Если после этого очаг не ликвидируется, следует подать
в бункер углекислоту или пар.
Спускаться в бункер угольной пыли можно только после
проветривания, проведенного под наблюдением ответственного
лица, и при условии обязательного применения кислородных
противогазов.
Угольную пыль из бункера необходимо периодически выра-
батывать до минимального уровня в сроки, установленные эк-
сплуатационной инструкцией завода.
Необходимо следить, чтобы из топок не выбрасывалось пла-
мя через шуровочные дверцы.
§ 54. ЖИДКОЕ ТОПЛИВО
Основными видами жидкого топлива служат продукты пере-
работки нефти. Нефть представляет собой смесь парафиновых,
нафтеновых и ароматических углеводородов. Присутствуют в
нефти примеси кислородных, сернистых и азотистых соеди-
нений.
Зольность нефтяного топлива ничтожно мала (до 0,3%), не-
значительна и его влажность (2—3%;). Эти показатели жидкого
топлива, а также отсутствие при его использовании сложных
топливоподготовительных отделений, как для твердого топлива;
высокая теплотворная способность и более простые способы уп-
равления процессом горения — вот те основные преимущества
жидкого топлива по сравнению с твердым.
Однако стоимость жидкого топлива значительно выше сто-
имости угля. Кроме того, нефтяные продукты являются ценным
сырьем для других отраслей народного хозяйства; поэтому в
ближайшие годы намечается незначительное увеличение ис-
пользования жидкого топлива в цементном производстве — все-
го на 2—3%.
В качестве жидкого топлива цементная промышленность
применяет высокопарафинистые мазуты, представляющие собой
по внешнему виду черно-бурую жидкость с зеленоватым оттен-
ком.
Мазут сжигают в печи в распыленном состоянии. Для этого
пользуются механическими форсунками, рассмотренными в
гл. XII. В форсунки жидкий мазут нагнетают под давлением
20—25 ат.
Скорость сгорания капель мазута и величина теплоизлуче-
ния образующегося при этом факела пламени несколько ниже,
чем у твердого топлива. В результате расход тепла на обжиг
клинкера при использовании мазута оказывается повышенным.
Однако более тонкое распыление уменьшает этот недостаток
мазута.
211
Имеется опыт сжигания мазута в смеси с угольным порош-
ком. Мазут и уголь подаются по отдельным форсункам, а при
выходе из форсунки они смешиваются в топочном пространстве.
При сгорании вместе с угольным порошком повышенного рас-
хода мазута не происходит. Уголь в этом случае используется
низких сортов.
Мазут при обычных условиях находится в застывшем нете-
кучем состоянии. Поэтому для транспортирования и подачи в
печь его подогревают в специальных установках.
§ 55. ГАЗООБРАЗНОЕ ТОПЛИВО
Цементная промышленность в основном использует природ-
ный газ. В небольшом количестве используется смесь природно-
го газа с газом подземной газификации углей и коксовым
газом, получаемым в качестве побочного продукта при коксо-
вании каменных углей для металлургической промышленности.
Природный горючий газ образуется на большой глубине в
земной коре в результате разложения остатков органических
веществ под влиянием бактериальных процессов, высоких тем-
ператур и давлений.
По сравнению с жидким, а тем более с твердым топливом
горючий газ имеет несравнимые технологические преимущества.
Высокая теплотворная способность газа, простота транспорти-
рования, легкость регулирования процесса обжига, отсутствие
какой-либо подготовки на заводе, и наконец, низкая стоимость —
вот те ценные качества газового топлива, определяющие высо-
кие технико-экономические показатели применения газа.
По этим причинам уровень потребления газа цементной
промышленностью из года в год возрастает, все более вытесняя
твердое топливо. Так, от общего потребления цементной про-
мышленностью различного топлива в 1950 г. на долю твердого
приходилось более 85%), а на долю газа — всего около 1%, а в
1965 г. на долю газа приходилось более 50%, а на долю твер-
дого— примерно 35%.
В табл. 13 приведены основные характеристики природных
газов.
Цементные заводы получают газ от городских или районных
газораспределительных станций (ГРС), соединенных с магист-
ральными газопроводами высокого давления (6 ат). От ГРС газ
принимается газораспределительным пунктом (ГРП) цемент-
ного завода, снижающим давление газа и направляющим его по
заводским сетям к потребителям.
Газ в топочное пространство печи или топки подают с помо-
щью газовых горелок.
Согласно правилам Госгазтехнадзора газопроводы в зави-
симости от давления разделяются на три группы: низкого дав-
212
ления— до 0,02 ат при условии установки на вводе к потреби-
телю (печи или топки) регулятора давления до 0,05 ат, среднего
давления от 0,05 до 3 ат и высокого давления от 3 до 6 ат.
Принципиальная схема газораспределительного пункта це-
ментного завода приведена на рис. 64.
Газ по газопроводу 1, пройдя дроссельную диафрагму 2,
поступает в ГРП завода. Для измерения давления газа, посту-
пающего в ГРП, предназначен манометр 3. Перед газораспреде-
лительным пунктом в колодце устанавливается задвижка 4 с
компенсатором; вторая такая же задвижка устанавливается
Рис. 64. Схема газораспределительного пункта цемент-
ного завода:
1 — газопровод от ГРС, 2 — дроссельная диафрагма, 3 и 7 —
манометры, 4 — задвижка, 5 — сборник конденсата, 6 — фильтр,
8 — предохранительный клапан, 9 — регулятор давления, 10 —
блок приборов контролирующих расход, давление и температуру
газа, 11 и 12 —. продувочные газопроводы
в месте ввода газа в ГРП внутри здания. При получении влаж-
ного газа перед второй задвижкой устанавливается сборник во-
дяного конденсата 5.
Затем газ поступает в фильтр 6, наполненный специальной
ватой или кольцами Рашига, смоченными висциновым маслом.
На случай ремонта фильтра параллельно устанавливается вто-
рой фильтр. Из фильтра газ проходит запорный предохранитель-
ный клапан 8 и поступает в регулятор давления 9, препятствую-
щий повышению давления выше установленного.
Для контроля давления предназначается манометр 7. В ре-
гуляторе давления давление газа снижается до рабочего, при-
нятого в газовых сетях цементного завода. Снижение давления
газа, поступающего от ГРС, является основным назначением
ГРП завода.
В качестве регуляторов давления применяют регуляторы
прямого и непрямого действия (РДС, РСД, РДВ). За регулято-
ром давления устанавливается следующий предохранительный
клапан 8, предназначенный препятствовать повышению давле-
ния газа при подаче его в заводские сети. За предохранитель-
213
Эо ‘ЧЛ.ЭОИ -qirainiros -EHoduodEjK 2040 2040 2030 2040 2030 2040 2040
kWIqW ‘вин
-adoj hoihAit -odu ХННЖЕСН ю «О со ю 04
иач.90 иия о —' о о о"
-aahHxadoax
‘вхХгеон ю м* о ю
иэч.9о иия -aahiiiadoax с? о с? о о о О
8*7** ‘XxXveoe ои СП ю о о ю о сП СИ сП сП ю СП
зав И!чнч1гэ1гд о о" о о" о сГ o'
о о о о о о 8
‘чюонроэоиэ со о со С-4
BEHdosxoiruax со о СО о 55 со Ю СО о
S*H I I I I о" I
214
Основные характеристики некоторых природных
Содержание компонентов, %
ным клапаном монтируют показывающий и самопишущий ма-
нометры, самопишущий расходомер газа и термометр, нанесен-
ные на схеме в виде блока приборов 10. На наружном газопро-
воде, выходящем из ГРП, в колодце на некотором расстоянии
от помещения пункта устанавливается задвижка для отключе-
ния ГРП в случае аварии.
Для продувки сети газопроводов, ревизии приборов и пред-
отвращения полного опорожнения газопроводов при выключе-
нии регуляторов давления предусматривается обводной проду-
вочный газопровод 11, врезаемый в газовую сеть перед задвиж-
кой 4. Второй продувочный газопровод (свеча) 12 врезается в
выходящую газовую сеть. Продувочные газопроводы (на схеме
показаны пунктиром) снабжаются предохранительными клапа-
нами. Пользоваться обводной линией, минуя регулятор давле-
ния, и регулировать давление задвижками запрещается.
В зависимости от потребления газа заводом предусматрива-
ют одну или две параллельные ветви регуляторов давления на
случай ремонта одной из ветвей, а также строят одну или не-
сколько ГРП в зависимости от расположения потребителей газа.
§ 56. КОНТРОЛЬ ПРОЦЕССОВ ГОРЕНИЯ ТОПЛИВА
Элементами теплотехнического контроля процессов горения
топлива являются расход топлива и его теплотворная способ-
ность, химический состав газов, температура газовой среды и
обжигаемого материала, давление газового потока, его скорость
и количество, запыленность дымовых газов.
Определение расхода топлива и его теплотворной способно-
сти. Теплотворную способность топлива определяют расчетным
методом или калориметрическим способом, как было указано в
начале этой главы.
Справедливость полученных результатов зависит от качества
произведенного отбора пробы топлива. Для этого систематиче-
ски (через 1 ч для твердого топлива и периодически или непре-
рывно для жидкого и газообразного топлива) отбирают первич-
ные пробы, из которых затем составляют среднюю пробу для
испытаний. Непрерывный отбор сразу дает среднюю пробу.
Для твердого топлива по данным ежечасных проб устанавли-
вают тонкость помола пыли, влажность пыли и исходного топли-
ва перед сушкой и помолом. Каждый час проверяют также тем-
пературу твердого топлива в бункерах.
Содержание балласта и летучих в твердом топливе проверя-
ют на специальных пробах,, а химический состав и теплотворную
способность — на средних за период испытания пробах. Анало-
гично проверяют теплотворную способность жидкого и газооб-
разного топлива.
Способ определения расхода топлива принимают в зависимо-
215
ста от вида последнего. Расход твердого топлива устанавлива-
ют по весу его непосредственно перед подачей в бункер тепло-
вого аппарата или при поступлении в углепомольное отделение.
В последнем случае для точного учета расхода твердого топли-
ва тепловым аппаратом необходимо учесть потери его в углепо-
мольном отделении.
Возможно контролировать потребление топлива тепловым
аппаратом методом обратного теплового баланса по данным
анализа топлива, сырья и отходящих газов. В этом случае отбор
проб топлива и сырья производят через каждые полчаса, а от-
ходящих газов — через 15—20 мин.
Определение химического состава газов. Химический состав
газов устанавливают при помощи химических или автоматиче-
ских электрических газоанализаторов. Более точные результаты
получают, применяя химические газоанализаторы; электриче-
ские служат для текущего контроля газовой смеси.
Химический состав газов в его количественном и качествен-
ном выражении характеризует качество процесса сжигания
топлива — химическую полноту сгорания, коэффициенты избыт-
ка воздуха, определяющие условия горения топлива, и позволя-
ет установить величину подсосов наружного воздуха в различ-
ных точках теплового агрегата.
Определение химического состава газов химическими газо-
анализаторами. Для этой цели используют газоанализаторы
ВТИ-1 и ВТИ-2 (Всесоюзный теплотехнический институт). Они
позволяют установить как химический состав дымовых газов, так
М состав газообразного топлива. Для контроля процессов сго-
рания жидкого и твердого топлива пользуются также, хотя и
менее совершенным, газоанализатором Орса.
Газоанализатор ВТИ-2 (ГОСТ 7018—54) является
наиболее точным прибором для определения химического соста-
ва дымовых и горючих газов. Правила пользования им
и методика проведения анализа газов приведены в ГОСТ
5439—56.
Принцип действия химических газоанализаторов основан на
избирательном поглощении некоторыми химическими вещества-
ми отдельных составных частей газов. Так, раствор едкого кали
(КОН) поглощает кислотные составляющие газов СО2, SO2, H2S
и др., раствор брома — непредельные углеводороды; суспензия
закиси меди поглощает окись углерода СО; раствор пирогалло-
ла поглощает кислород. Содержание Н2 и предельных углеводо-
родов определяют их сжиганием, для чего пользуются окисли-
телем — гранулированной окисью меди.
При проведении анализа сосуды газоанализатора заполняют
поглотительными растворами и через них затем последовательно
пропускают пробу исследуемого газа. По разности объемов по-
ступившего в сосуд газа и объема газа, вышедшего из сосуда.
216
определяют количество газа, поглотившегося веществом в дан-
ном сосуде. Так как жидкость в этом сосуде поглощает только
одно из указанных выше составляющих газа, количество погло-
щенного газа будет равно количеству данного составляющего
вещества газа.
Например, пропуская пробу газа в количестве 99,5 мл через
сосуд с раствором едкого кали (для определения СОг) из сосу-
да вышло 97,6 мл. Следовательно, в пробе газа содержалось
99,5—97,6=1,9 мл СО2. Процент СО2 в газе рассчитывают по
формуле
%СО2= — -100= 100 = 1,91 %,
2 V 99,5
где V— первоначальный объем испытуемого газа, взятый в
бюретку, мл;
ДУ — объем поглощенного в сосуде газа, мл.
Для определения следующей составляющей части газа, на-
пример окиси углерода СО, оставшуюся пробу газа (97,6 мл)
пропускают через другой сосуд с суспензией меди. Количество
газа после прохождения этого сосуда оказалось равным 92,3 мл.
Следовательно, в исследуемой пробе газа содержалось
97,6—92,3 = 5,3 мл СО или в процентах к исходной пробе газа
%СО=—’~ -100 = 5,33.
99,5
Таким образом продолжают определение и других составля-
ющих газа.
Такой же точностью, как газоанализатор ВТИ-2, обладает
хроматермохимический газоанализатор ХТХГ-1,
впервые использованный в цементной промышленности Оргпро-
ектцементом. Описание этого прибора приводится в специальной
литературе.
Удовлетворительные результаты химического анализа газов
могут быть получены только при условии правильного отбора
проб. Пробы отбирают при помощи аспираторов. Их устанавли-
вают в наиболее характерных точках газовой системы и после
тщательного исследования газового потока. Участки газоходов
в месте отбора проб должны быть прямолинейными, чтобы от-
сутствовали завихрения; скорость газов на этих участках долж-
на быть повышенной; в этом случае обеспечивается большая
однородность пробы газовой смеси.
Пробы отбирают непрерывно или периодически через 15—
30 мин. Непрерывный отбор дает более ясное представление о
составе газов.
В качестве пробоотборника при температуре газов до 600° С
пользуются стальными трубками, а при более высокой темпера-
217
туре — водоохлаждаемыми газоотборным-и трубками. Для за-
сасывания газа в трубку применяют эжекторные насосы или ре-
зиновый насос (грушу), создающие в трубке разрежение. Из
трубки газ поступает в аспиратор жидкостный или сухой.
Определение химического состава газов электрическими газо-
анализаторами. Принцип действия электрических газоанализа-
торов основан на различной теплопроводности отдельных газов.
Так, если теплопроводность воздуха принять за 100, то тепло-
проводность азота будет равна 99, кислорода — 101, водоро-
да — 700, углекислого газа 59, окиси углерода — 96, метана —
126 и т. д.
Электрическое сопротивление проводника зависит от темпе-
ратуры. Если один из проводников электрогазоанализатора по-
местить в воздухе, а другой — в исследуемом газе и пропустить
через них электрический ток, то они нагреются, но температура
их нагрева будет зависеть от теплопроводности газа. Чем мень-
ше теплопроводность газа, тем сильнее нагреется проводник и
больше будет его электрическое сопротивление.
Измеряя сопротивление проводника, косвенным путем уста-
навливают содержание составляющих газа.
Электрические газоанализаторы применяются в основном
для определения содержания в газе СОг, теплопроводность ко-
торого значительно отличается от воздуха. Теплопроводность
же других составляющих газа близка к воздуху и это не позво-
ляет установить содержание их электрическим газоанализа-
тором.
Электрогазоанализаторы устанавливают для непрерывного
контроля СО2 в отходящих газах.
Определение температуры газовой среды и материала. Для
измерения температуры в зависимости от пределов ее измерения
применяют следующие приборы:
ртутные термометры типа ТЛ-116 и ТЛ-111, позволяющие
измерять температуру от 0 до 100° С и от 0 до 500° С;
термопары (термоэлектрические пирометры): ТПП (плати-
на— платинородий)—до температуры 1600° С кратковременно
и до 1300° С постоянно; ТХА (хромель—алюмель) —до темпе-
ратуры 1300° С кратковременно и до 900° С постоянно; ТХК (хро-
мель-копель) —-до температуры 800°С кратковременно и до
600° С постоянно; медь-константан—до температуры 400—
500° С. i
Термометры сопротивления медные применяют для измере-
ния температуры от —60 до +1100° С и платиновые от —120°
до +500° С.
Оптические пирометры применяют для измерения температу-
ры от 800 до 2000° С, радиационные — от 900 до 1800° С и фото-
электрические от 800 до 1300° С.
Действие термопар основано на возникновении термоэлек-
218
тродвижущей силы (т. э. д. с.) —электрического тока при нагре-
вании спая двух разнородных металлов в замкнутом контуре.
Если в этот контур включить гальванометр, то он покажет опре-
деленную величину силы тока она будет тем больше, чем выше
температура нагрева спая.
Переводя т. э. д. с. в градусы, измеряют температуру среды
или материала. Применяемые виды металлов и сплавов приве-
дены выше, например платина и платинородий.
Действие термометров сопротивления основано
на изменении электрического сопротивления проводников при
нагревании. С повышением температуры проводника электро-
сопротивление его возрастает. Зная как изменяется сопротив-
ление проводника (меди или другого металла) при нагревании
его на 1°, по показаниям гальванометра измеряют температуру.
fi)
Рис. 65. Приборы для определения давления газов:
а — V-образный манометр, б — микроманометр
Принцип действия оптических пирометров основан
на изменении окраски раскаленного тела в зависимости от тем-
пературы. Так, при температуре 600—700° С нагретые тела име-
ют вишнево-красное свечение, а при 1500° С и выше отличаются
ослепительно белым цветом. Сравнивая цвет раскаленной в при-
боре нити (зная ее температуру) с цветом раскаленного матери-
ала, устанавливают температуру последнего.
Определение давления газового потока. Для этой цели при-
меняют переносные и стационарные приборы: V-образные мано-
метры и дифференциальные манометры, тягомеры, напоромеры
и напоротягомеры.
Простейшим прибором является V-oбразный манометр
(рис. 65, а). Он представляет собой согнутую стеклянную трубку
с открытыми концами, заполненную до некоторого уровня
(О-—0) подкрашенной жидкостью. При производстве определе-
ний одно колено трубки соединяется посредством резиновой
трубки с точкой замера. При наличии разности давлений в этой
точке и атмосферного давления жидкость поднимается в одном
колене и соответственно опускается в другом. При этом в случае
разрежения в колене трубки, соединенном с точкой замера, жид-
кость поднимется (втягивается), а при давлении опускается
219
под действием напора, производимого газами. Величина разре-
жения или давления будет равна разности уровней жидкости в
обоих коленах.
Рис. 66. Пневмометрическая
трубка для определения ско-
рости газа:
1 — наружная трубка, 2 — внут-
ренние трубки, 3 — головка, 4 —
кольцевое отверстие, 5 — круг-
лое отверстие, 6 — выходные
патрубки
V-образные манометры не позволяют получить точных пока-
заний, особенно при измерении небольших давлений. Поэтому
их заменяют микроманометрами, по принципу действия аналогич-
ными, но позволяющими более точно измерять давление (разре-
жение).
Микроманометр (рис. 65, б) имеет наклонную измери-
тельную трубку, соединенную со стеклянным сосудом, напол-
ненным подкрашенной жидкостью та-
ким образом, чтобы жидкость в на-
клонной трубке стояла на 0. Конец
трубки и сосуд прибора открыты.
Для проведения опытов конец труб-
ки соединяют с точкой замера и жид-
кость в трубке изменяет свое положе-
ние. Зная цену деления трубки (на-
пример, одно деление равно 0,6 мм
вод. ст.), высчитывают давление в си-
стеме.
Микроманометр является перенос-
ным прибором. В качестве стационар-
ных применяют самопишущие
тягомеры, например колокольного
типа.
Определение скорости и количест-
ва газа. Скорость движения газа и его количество определяют
при помощи пневмометрических трубок и дроссельных приборов.
Пне Биометрическая трубка (рис. 66) представля-
ет собой металлическую трубку (обойму) 1 с двумя трубками 2
меньшего диаметра внутри ее. Обойма заканчивается головкой
3, имеющей два отверстия — круглое 5 и кольцевое 4; каждое
отверстие соединено с соответствующей трубкой в обойме.
При проведении замера трубку помещают в газовый поток
так, чтобы ее головка была направлена строго навстречу пото-
ку; внутренние трубки обоймы присоединяют через выходные
патрубки 6 к микроманометру.
Различают напор газов статический, динамический и сум-
марный. Потенциальная (возможная, скрытая) энергия газов
характеризуется статическим напором. Например, давление воз-
духа в футбольном мяче. Если мяч проколоть, то потенциаль-
ная энергия сжатого воздуха перейдет в кинетическую и он
будет выходить с определенной скоростью (кинетикой). Выле-
тающие при этом частицы воздуха, ударяясь о преграду, будут
производить на нее давление, характеризуемое динамическим
напором.
220
Микроманометр, соединенный с центральной трубкой прибо-
ра, будет показывать суммарное давление, так как в централь-
ное отверстие головки пневмометрической трубки ударяются
частицы движущегося газа и стремится проникнуть газ под дей-
ствием статического напора.
В кольцевое отверстие трубки будет стремиться проникнуть
газ только под действием статического напора. Разность этих
напоров дает величину динамического напора. По величине ди-
намического напора устанавливают скорость движения газов:
где Р—полный (суммарный) напор, кг/ж2;
Рст — статический напор, кг/лг2;
Рдин — динамический напор, кг1м2-,
v—скорость движения газового потока, м!сек;
7 — удельный вес газов, кг!м3-,
g—-ускорение силы тяжести 9,'81. м/сек2.
Зная сечение газопровода и скорость движения газов в ней,
рассчитывают объем газа V, проходящего через газопровод в
единицу времени:
l/=t)cp.F-3600.
Скорость иср в формуле принимают как среднюю арифмети-
ческую скоростей газов в отдельных по площади сечения точках
газохода.
Определение запыленности газа. Запыленность газа опреде-
ляют методом фильтрации (рис. 67). Запыленный газ отбирают
от газохода / заборной трубкой 2 и фильтруют его через кони-
ческую гильзу 8 из нормальной фильтровальной бумаги, встав-
ленной в патрон 9. Одним концом патрон через пробку 7 соеди-
нен с заборной трубкой, а вторым — через промежуточные при-
боры с вакуум-насосом 14.
Под действием создаваемого насосом разрежения газ из га-
зопровода засасывается в трубку и профильтровывается через
фильтровальный конус, очищаясь от пыли.
Конус взвешивают с точностью до 1 мг и по разности весов
конуса после опыта (с пылью) и «чистого» конуса определяют
вес пыли р мг, содержащейся в объеме V м3 газа, засосанного из
газопровода.
Зная этот объем и относя вес пыли к 1 м3 газа, устанавлива-
ют запыленность последнего П=-^~ мг/м3.
Количество поступившего в прибор газа также определяют
221
пневмометрическим методом, для чего прибор снабжают мано-
метрами 15 и 12 и диафрагмой 13. Манометром 15 измеряют
разрежение, под действием которого газ засасывается в забор-
ную трубку, а манометром 12— разность давлений по одну и
другую сторону диафрагмы 13.
Для измерения температуры газа прибор снабжается термо-
метром 11, а для регулирования — зажимами 10, поставленны-
ми на соединительных резиновых трубках.
Рис. 67. Схема установки для определения запыленности
газов:
1 — газоход, 2 — заборная трубка, 3 — пневмометрическая трубка,
4 — микроманометр, 5 — трансформатор, 6 и 11 — термометры, 7 —
пробка патрона, 8 — гильза, 9 — патрон, 10 — зажимы, 12, 15 н 16 —
манометры, 13— диафрагма, 14 — вакуум-насос
По известной величине запыленности газа определяют коли-
чество пыли, проходящей в единицу времени в данном сечении
газохода (унос пыли). Для этого необходимо определить коли-
чество газа приведенным выше методом при помощи пневмо-
метрической трубки 3 с микроманометром 4.
При этом определении необходимо также знать температу-
ру газов и статическое давление, для чего вся установка снаб-
жается еще термометром 6 и манометром 16, снимающим соот-
ветствующие пока'зания в газоходе.
Чтобы газ, засасываемый в трубку 2, не охлаждался быстро,
что повлечет выпадение из него пыли и осаждение ее до посту-
пления в фильтровальный конус, трубку 2 и патрон 9 снабжа-
ют электрообогревателями. Электрический ток поступает от по-
низительного трансформатора 5.
ГЛАВА XI.
ОБЩИЕ СВЕДЕНИЯ ОБ ОБЖИГЕ КЛИНКЕРА
§ 57. ПРОЦЕССЫ ПРИ ОБЖИГЕ СЫРЬЕВОЙ СМЕСИ
Обжиг — завершающая технологическая операция производ-
ства клинкера. В процессе обжига из сырьевой смеси опреде-
ленного химического состава получают клинкер, состоящий из
четырех основных клинкерных минералов.
В состав клинкерных минералов входит каждый из исходных
компонентов сырьевой смеси. Например, трехкальциевый сили-
кат ЗСаО • SiO2, основной клинкерный минерал, образуется из
трех молекул СаО — окисла минерала известняка и одной моле-
кулы SiO2— окисла минерала глины. Аналогично получаются и
другие три клинкерных минерала — двухкальциевый силикат —
2CaO-SiO2, трехкальциевый алюминат — ЗСаО-А12О3 и четы-
рехкальциевый алюмоферрит — 4СаО • А12О3 • Fe2O3. Таким об-
разом, для образования клинкера минералы одного сырьевого
компонента — известняка и минералы второго компонента —
глины должны химически прореагировать между собой.
В обычных условиях компоненты сырьевой смеси — извест-
няк, глина и др.— инертны, т. е. они не вступают в реакцию
один с другим. При нагревании они становятся активными и на-
чинают взаимно проявлять реакционную способность. Объяс-
няется это тем, что с повышением температуры энергия движу-
щихся молекул твердых веществ становится столь значительной,
что между ними возможен взаимный обмен молекулами и ато-
мами с образованием нового соединения. Образование нового
вещества в результате реакции двух или нескольких твердых
веществ называют реакцией в твердых фазах.
Однако скорость химической реакции еще более возрастает,
если часть материалов расплавляется, образуя жидкую фазу.
Такое частичное плавление получило название спекания, а
материал — спекшимся. Портландцементный клинкер обжигают
до спекания. Спекание, т. е. образование жидкой фазы, необхо-
димо для более полного химического усвоения окиси кальция
СаО кремнеземом SiO2 и получения при этом трехкальциевого
силиката ЗСаО • SiO2.
Частичное плавление клинкерных сырьевых материалов начи-
нается с температуры 1300° С. Для ускорения реакции образо-
223
вания трехкальциевого силиката температуру обжига клинкера
увеличивают до 1450° С.
В качестве установок для получения клинкера могут быть
использованы различные по своей конструкции и принципу дей-
ствия тепловые агрегаты. Однако в основном для этой цели при-
меняют вращающиеся печи, в них получают примерно 95%
клинкера от общего выпуска, 3,5% клинкера получают в шахт-
ных печах и оставшиеся 1,5% — в тепловых агрегатах других
систем — спекательных решетках, реакторах для обжига клин-
74 10-157-10 20-25 15-20 35-10
Зоны и длина их 6 % от длины
барабана
Рис. 68. Температура материала и га-
зового потока по длине барабана вра-
щающей печи.
I—VI — зоны печи
кера во взвешенном состоя-
нии или в кипящем слое.
Вращающиеся печи явля-
ются основным тепловым аг-
регатом как при мокром, так
и при сухом способах про-
изводства клинкера.
Обжигательным аппара-
том вращающейся печи яв-
ляется барабан, футерован-
ный внутри огнеупорными
материалами. Барабан уста-
новлен с наклоном на роли-
ковые опоры.
С поднятого конца в ба-
рабан поступает жидкий
шлам или гранулы. В ре-
зультате вращения бараба-
на шлам перемещается к
опущенному концу. Топливо
подается в барабан и сгорает со стороны опущенного конца.
Образующиеся при этом раскаленные дымовые газы продвига-
ются навстречу обжигаемому материалу и нагревают его.
Обожженный материал в виде клинкера выходит из барабана.
В качестве топлива для вращающейся печи применяют
угольную пыль, мазут или природный газ. Твердое и жидкое
топливо подают в печь в распыленном состоянии. Воздух, необ-
ходимый для сгорания топлива, вводят в печь вместе с топли-
вом, а также дополнительно подают из холодильника печи.
В холодильнике он подогревается теплом раскаленного клинке-
ра, охлаждая последний при этом. Воздух, который вводится в
печь вместе с топливом, называется первичным, а получаемый
из холодильника печи — вторичным.
Образовавшиеся при сгорании топлива раскаленные газы
продвигаются навстречу обжигаемому материалу, нагревают
его, а сами охлаждаются. В результате температура материалов
в барабане по мере их движения все время возрастает, а темпе-
ратура газов — снижается.
224
На графике рис. 68 показано распределение температуры
материала и газового потока по длине барабана вращающейся
печи. По оси абсцисс (горизонтальная ось) отложена длина
отдельных зон печи в процентах к общей длине барабана печи, а
по оси ординат — температура в каждой точке печи материала
и газового потока.
Ломаный характер кривой температуры материала показы-
вает, что при нагревании сырьевой смеси в ней происходят раз-
личные физико-химические процессы, в одних случаях тормозя-
щие нагревание (пологие участки), а в других—способствую-
щие резкому нагреванию (крутые участки). Сущность этих про-
цессов состоит в следующем.
Сырьевой шлам, имеющий температуру окружающего возду-
ха, попадая в печь, подвергается резкому воздействию высокой
температуры отходящих дымовых газов и нагревается. Тем-
пература отходящих газов при этом снижается примерно от
800—1000 до 150—250° С.
При нагревании шлам вначале разжижается, а затем загу-
стевает и при потере значительного количества воды превра-
щается в крупные комья, которые при дальнейшем нагревании
превращаются в зерна — гранулы.
Процесс испарения из шлама механически примешанной к
нему воды (сушка шлама) длится примерно до температуры
200° С, так как влага, содержащаяся в тонких порах и капилля-
рах материала, испаряется медленно.
По характеру процессов, протекающих в шламе при темпера-
турах до 200° С, эта зона печи называется зоной испарения (/).
По мере дальнейшего продвижения материал попадает в об-
ласть более высоких температур и в сырьевой смеси начинают
происходить химические процессы: при температуре свыше
200—300° С выгорают органические примеси и теряется вода,
содержащаяся в минералах глины. Потеря минералами глины
химически связанной воды (дегидратация) приводит к полной
потере глиной ее связующих свойств и куски шлама рассыпают-
ся в порошок. Этот процесс длится до температур примерно
600—700° С.
По существу процессов, протекающих в интервале темпера-
тур от 200 до 700° С, эта зона печи носит название зоны подогре-
ва (II).
При дальнейшем повышении температуры до 800° С начинает
разлагаться известняковый компонент шлама по реакции:
СаСО3=СаО + СО2.
При 800° С этот процесс диссоциации (разложения), углекис-
лого кальция протекает чрезвычайно медленно, но с повышением
температуры скорость его резко возрастает. Практически СаСО3
быстро и полностью диссоциирует при 1000° С.
8-2176
225
В результате пребывания сырьевой смеси в области такой
температуры образуется окись кальция, поэтому эта зона печи
(до температуры 1200°) получила название зоны кальцинирова-
ния (III).
Температура материала в этой зоне возрастает сравнительно
медленно. Это объясняется тем, что тепло дымовых газов рас-
ходуется в основном на разложение СаСО3: для разложения 1 кг
СаСО3 на СаО и СОг требуется затратить 425 ккал тепла.
Появление в сырьевой смеси окиси кальция и наличие высо-
кой температуры обусловливает начало химического взаимодей-
ствия находящихся в глине окислов кремния, алюминия и желе-
за с окисью кальция. Это взаимодействие протекает между окнс-
лами в твердом состоянии (в твердых фазах).
Реакции в твердых фазах развиваются в области температур
1200—1300° С. Эти реакции экзотермичны, т. е. протекают с вы-
делением тепла, почему эта зона печи получила .название зоны
экзотермических реакций (IV).
В результате пребывания обжигаемой смеси в экзотермиче-
ской зоне образуются: 2СаО • S1O2; 4СаО • А12О3 РегО3 и
ЗСаО • А12Оз.
Образование трехкальциевого силиката (3CaO-SiO2) проис-
ходит уже на следующем участке печи в области наибольших
температур, называемом зоной спекания (V).
В зоне спекания наиболее легкоплавкие минералы
ЗСаО-А12О3 и 4СаО> А12О3 "РегОз расплавляются. В образовав-
шейся жидкой фазе происходит частичное растворение
2CaO-SiO2 и насыщение его известью до ЗСаО-ЗЮг.
Трехкальциевый силикат обладает значительно меньшей спо-
собностью растворяться в расплаве, чем двухкальциевый сили-
кат. Поэтому, как только произошло его образование, расплав
становится пересыщенным по отношению к этому минералу и
трехкальциевый силикат выпадает из расплава в виде мельчай-
ших твердых кристаллов, которые затем при данных условиях
способны увеличиваться в размерах.
Растворение 2CaO*SiO2'H поглощение им извести происхо-
дит не сразу во всей массе смеси, а отдельными ее порциями.
Следовательно, для более полного усвоения извести двухкаль-
циевым силикатом требуется выдерживать материалы некото-
рый период при температуре спекания (1300—1450°С). Чем
продолжительнее будет эта выдержка, тем полнее произойдет
связывание извести, а вместе с тем станут крупнее кристаллы
3CaO-SiO2.
Однако долго выдерживать клинкер при температуре спека-
ния или медленно охлаждать его не рекомендуется; портландце-
мент, в котором ЗСаО • SiO2 имеет мелкокристаллическую струк-
туру, обладает более высокой прочностью.
Продолжительность выдержки клинкера зависит от темпера-
226
туры: чем она выше в зоне спекания, тем быстрее образуется
клинкер. Однако при чрезмерно высоком, а главное резком повы-
шении температуры быстро образуется много расплава и обжи-
гаемая смесь может начать комковаться. Образующиеся при
этом крупные зерна труднее прогреваются и процесс перехода
C2S в C3S нарушается. В результате клинкер будет плохо обож-
жен (в нем мало будет трехкальциевого силиката).
Чтобы ускорить процесс клинкерообразования, а также в тех
случаях, когда нужно получить клинкер с высоким содержани-
ем 3CaO-SiO2, применяют некоторые вещества (фтористый
кальций СаРг, окись железа и др.), обладающие способностью
снижать температуру плавления сырьевой смеси. Более раннее
образование жидкой фазы сдвигает процесс образования клин-
кера в область менее высоких температур.
В период спекания иногда вся известь смеси не успевает пол-
ностью усвоиться кремнеземом; процесс этого усвоения протека-
ет все медленнее вследствие обеднения смеси известью и
2СаО • SiC>2. В результате в клинкерах с высоким коэффициентом
насыщения, для которых требуется максимальное усвоение из-
вести в виде ЗСаО • БЮг, всегда будет присутствовать свободная
известь.
1—2% свободной извести не отражается на качестве порт-
ландцемента, но более ее высокое содержание вызывает нерав-
номерность изменения объема портландцемента при твердении
и поэтому недопустимо.
Клинкер из зоны спекания попадает в зону охлаждения (VI),
где навстречу клинкеру движутся потоки холодного воздуха.
Из зоны охлаждения клинкер выходит с температурой
1000—1100° С и для окончательного охлаждения его направляют
в холодильник печи.
Оборудование, в котором протекают описанные процессы,
будет рассмотрено в последующих параграфах.
§ 58. ВРАЩАЮЩИЕСЯ ПЕЧИ, ИХ ВИДЫ И ХАРАКТЕРИСТИКА
Различают длинные и короткие вращающиеся печи. Длин-
ные печи имеют длину до 185 м и более, а короткие — от 40 до
85 м. Первые применяются для мокрого и сухого способов про-
изводства, а вторые — для сухого или комбинированного спо-
собов.
Длинные вращающиеся печи. Длинные печи различаются не
только по длине и диаметру, но и по внутреннему устройству
барабана. В зависимости от конструкции длинные печи бывают
с теплообменными устройствами и без них, виды теплообменных
устройств и запечных установок в этих агрегатах также бывают
разные.
ь» 227
Запечные установки применяют для предварительной подго-
товки сырья к обжигу в целях более полного использования теп-
ла дымовых газов, образующихся при сгорании топлива, и сни-
жения расхода последнего.
Теплообменные устройства применяют для улучшения тепло-
обмена между обжигаемым материалом и дымовыми газами. Их
устанавливают внутри барабана печи. При этом конструкция
теплообменников печей для мокрого и сухого способов отличает-
ся только в зоне сушки. Так, в барабане печей для мокрого
обжига применяют корабельные стальные цепи и фильтры-
подогреватели. В результате улучшаются условия поглощения
материалом тепла из дымовых газов и ускоряется сушка
шлама.
Сырьевая мука или гранулы не обладают налипающими
свойствами. Для ускорения подсушки их в холодном конце печи
сухого обжига применяют встроенные теплообменники — лопа-
стные, ячейковые и др. Они улучшают пересыпание материала
в печи при вращении барабана и соответственно условия тепло-
обмена.
Печи, предназначенные для мокрого и сухого обжига, отли-
чаются между собой отношением длины барабана к его диамет-
ру. У печей для сухого способа это отношение несколько меньше
и составляет от 30 до 35, а у печей для мокрого способа от 34
до 42.
Длинные печи при сухом способе производства применяют
для обжига негранулированной сырьевой муки. При этом ис-
пользуют как сухую сырьевую муку, так и незначительно ув-
лажненную. Преимущество длинных печей состоит в том, что
они имеют большую производительность и в них значительно
снижается расход тепла на обжиг клинкера. Чем длиннее печь,
тем более полно будут охлаждаться дымовые газы при своем
движении по длинному барабану и тем меньше окажется непро-
изводительная потеря тепла с дымовыми газами. Так, например,
расход тепла на обжиг ,1 кг клинкера при мокром способе в пе-
чах длиной 125 м составляет 1600—1700 ккал, а в печах длиной
170—185 м— 1400 ккал, т. е. на 200—300 ккал меньше. На каж-
дую тонну клинкера это дает экономию примерно 30—50 кг угля.
Производительность длинных вращающихся печей зависит
от поверхности теплопередачи между обжигаемым материалом
и дымовыми газами, влажности поступающего на обжиг шлама
и сырьевой муки, скорости вращения барабана, разности темпе-
ратуры газов и обжигаемого материала, скорости газового пото-
ка в барабане, стойкости футеровки печи, качества режима об-
жига и организации технологического процесса в целом, величи-
ны уноса пыли из печи и многих других факторов. Однако
исходным показателем производительности печи является
поверхность теплообмена; им определяются размеры барабана
228
печи, поверхность и конструкция теплообменных устройств в
барабане.
Производительность печи G кг/ч клинкера выражается в ви-
де следующей формулы:
SkM
и —------,
Ч
где S — поверхность теплопередачи печи, слагающейся из рабо-
чей поверхности ее футеровки, навешенных цепей,
встроенных теплообменников, м2.
k — средний коэффициент теплопередачи, ккал/м2 • ч X
Хград *);
Д/ — средняя разность температур газового потока и обжи-
гаемого материала, °C;
q — удельный расход тепла на обжиг .клинкера, ккал!кг.
Формула показывает, что чем больше тепла используется в
печи, тем выше будет ее производительность при одних и тех
же размерах. Это количество тепла выражается в формуле про-
изведением поверхности теплообмена S, коэффициента теплопе-
редачи k и разности температур материала и газа А/. Средний
коэффициент теплопередачи равен 30—32 ккал/м^-ч-град.
Для практических расчетов производительности вращаю-
щейся печи пользуются величиной удельной производительно-
сти — количеством килограммов клинкера, снимаемого с
1 м2 поверхности футеровки печи в течение 1 ч. В этом случае
производительность печи выражается формулой
1000 4 ' ”
где G — производительность печи, т/ч-,
q — удельная производительность печи, равная (табл. 14)
от 15 до 32 кг/м2 ч;
S — внутренняя поверхность футеровки печи, измеренная по
длине барабана от его загрузочной шайбы до места вы-
падения клинкера, м2;
k — коэффициент, учитывающий повышение производитель-
ности печи при установке различных приспособлений для более
полного использования тепла отходящих газов.
Особое влияние на производительность печи оказывает влаж-
ность шлама. С достаточной степенью приближения можно при-
нять, что каждый 1 % влажности шлама снижает производитель-
ность печи на 2%. Это следует учитывать, систематически конт-
ролируя влажность шлама, не допуская его переувлажнения.
* Коэффициент теплопередачи равен количеству тепла, передаваемого га-
зом 1 л2 поверхности в течение 1 ч при разности температур газа и поверхно-
сти 1 С.
229
Т аблица 14
Характеристики длинных вращающихся печей
Размеры печей, м
Наименование показателей З.ЗХЗХ ХЗ,3X118 3,6х3х ХЗ,6X125 3.5X150 4X150 4,5X170 5X185 5,3х4,8х Х5.8Х175
Длина расширенных зон, м 52,2 82 95
Внутренняя поверх- ность, м2 Угол наклона, град. 1050 1080 1500 1740 2200 2700 2660
3 3,5 4 4 4 4 3,5
Число оборотов в минуту 0,55- 0,74— 0,5—1 0,5— 0,5—1 0,6- 0,6—1,2
Тип встроенных теп- лообменных устройств 1,1 Ц 1,1 епная 1.1 Цеп метал ковыс ники 30,5 ная зав лически тепле 27 1,2 еса, е ячей- >обмен- 42 Цепная
Длина зоны, м: навески цепей . . . 3 20 авеса 20,4 27,9 завеса 36
установки металли- ческих теплообменни- ков 10 15,6 16
Тип холодильника . Рекуператорный Колосниковый переталкива-
Мощность электро- двигателя, кет .... 103 155 210 ЮЩИ1 320 1 250/500 310/620 360/660
Вес печи без футе- ровки, т Удельный расход тепла на обжиг при влажности шлама 36%, ккал/кг клинкера . . 815 870 1070 1500 2260 2750 2770
1600- 1625 1600 1350— 1400 1400 1350
Производительность при влажности шлама 36%, mjcym 1650 385— 430- 550- 1400 1850 1200 1800 2000
Удельная произво- дительность, кг/м2 . ч . 400 15,2 450 16,4 600 17,0 20-21 22,7 27,5 31,2
Для улучшения теплообмена в отдельных зонах барабаны не-
которых печей делают с уширением в холодном и горячем кон-
цах. Печи с таким барабаном обозначают, например, так:
3,6X3X3,6X125, т. е. печь имеет длину барабана 125 м. диаметр
барабана с холодного и горячего конца 3,6 м, а в средней части
3 м. В табл. 14 приведены технические характеристики наиболее
распространенных в настоящее время и проектируемых устано-
вок длинных вращающихся печей отечественной цементной про-
мышленности.
230
Вращающиеся печи, установленные на зарубежных заводах,
имеют аналогичные характеристики как в конструктивном, так
и в теплотехническом отношении (в части расхода тепла и
удельной производительности). Интерес представляет проект
печи длиной 260 м и диаметром 6,9X6,3x6,9 м. Предполагае-
мая производительность ее 3000 т клинкера в сутки.
Отличаясь высокой производительностью, длинные печи, од-
нако, являются агрегатами весьма громоздкими и сложными в
конструктивном, транспортном и монтажном отношениях. По-
этому вполне понятно стремление конструкторов и технологов
изыскать более компактные тепловые аппараты, но не менее
эффективные по производительности и расходу тепла, чем длин-
ные вращающиеся печи.
Если обратиться к графику рис. 68, то из него видно,' что на
основной части общей длины печи (70—180%) происходят про-
цессы высушивания, подогрева и кальцинирования сырьевой
смеси и только на небольшом оставшемся участке барабана
происходят процессы клинкерообразования (зоны экзотермиче-
ских реакций и спекания). Поэтому возникла мысль вынести
подготовительные процессы за пределы барабана печи в дру-
гой аппарат, сохранив вращающуюся печь только для процес-
сов клинкерообразования.
Так появились два новых клинкерообжигательных аппарата:
вращающаяся печь с конвейерным кальцинатором и вращаю-
щаяся печь с циклонными теплообменниками — короткие вра-
щающиеся печи.
Короткие вращающиеся печи. В печи с конвейерным каль-
цинатором (печь Леполя) подсушка, подогрев и частично каль-
цинирование сырьевой смеси происходят на конвейерном каль-
цинаторе— непрерывно движущейся бесконечной решетке. На
решетку загружают слоем гранулы сырьевой смеси и подвергают
действию раскаленных дымовых газов, отходящих из короткой
кольцевой печи.
В подготовленном виде гранулы поступают в печь для за-
вершения процессов клинкерообразования.
В печи с циклонными теплообменниками указанные подго-
товительные процессы происходят в нескольких последователь-
но установленных сверху вниз циклонах. Сырьевая смесь по-
дается в верхний циклон в виде муки, последовательно прохо-
дит все циклоны и в высушенном, подогретом и частично
кальцинированном .виде поступает в барабан вращающейся
печи.
Конвейерный кальцинатор и циклонные теплообменники —
высокоэффективные тепловые агрегаты. Поэтому удельный ра-
сход тепла в коротких вращающихся печах, работающих совме-
стно с ними, снижается до 900—1100 ккал.
Разновидностью вращающихся печей с запечными эффек-
231
тивными теплообменными агрегатами является печь с концент-
ратором шлама (см. стр. 266), предназначенным для высушива-
ния шлама до влажности 8—«12%, с последующим обжигом
.«сухаря» в короткой вращающейся лечи.
•Применяют также в качестве запечных теплообменников
при сухом способе производства змеевиковые или трубчатые
теплообменники.
Змеевиковый теплообменник представляет собой вертикаль-
ный стальной цилиндрический футерованный внутри корпус с
•расположенной внутри его спиральной трубой. Труба снаружи
омывается горячими печными газами. Сырьевая мука подает-
ся в верхний конец спиральной трубы и совершает длинный
спиралеобразный’ путь, в продолжении которого в сырьевой
смеси заканчиваются все подготовительные процессы для после-
дующего обжига. Подготовленная смесь поступает из трубы
непосредственно в короткую вращающуюся печь.
Таблица 15
Технические характеристики коротких печей
Размер печи Наименование показателей
Удельный расход тепла, ккал] кг клинкера Производи- тельность печной уста- новки, в т]сут Удельная производи- тельность, кг]я2 • ч Площадь конвейерного кальцинатора, я2
Печи с конвейерным кальцинатором
3,8X46,3 985 500 42,3 86
3,8X48,7 935 590 47,7 83,5
4X53 920 830 53,5 96
3,8X4X60 910 910 53,0 93,6
4X60 900 850 51,5 94,0
Печи с циклонными теплообменниками
2,5x40 970 209 32,5 —
3X60 950 380 32,5 —
4X68 900 900 50,0 —-
4X58 950 800 51,5 —
4,4x68 900 1200 50,0 —
Печи с концентраторами шлама
3,4 Х53 1416 300 22,0 —
3,6 ХбО 1580 360 23,0 —
3,6 Х80 1615 430 22,0 —
3,75X4X80 1227 585 32,0 —
Аналогичным образом устроена печь с трубчатым теплооб-
менником. Только в ней вместо спиральной трубы установлены
вертикальные трубы с расположенными внутри спиральными
232
желобами. Сырьевые материалы медленно сползают сверху
вниз по спирали, омываются встречным потоком горячих печ-
ных газов и в подготовленном для обжига виде поступают в
короткую вращающуюся печь.
Производительность коротких вращающихся печей зависит
в основном от тех же факторов, что и длинных печей. Однако
короткие печи отличаются более высокой удельной производи-
тельностью, достигающей 50—>60 кг/м2 • ч, вследствие большей
разности температур между газом и обжигаемым материалом.
Технические характеристики некоторых коротких вращающихся
печей приведены в табл. 15.
Короткие вращающиеся печи могут работать как самостоя-
тельные агрегаты без кальцинаторов, циклонных теплообмен-
ников или концентраторов шлама, однако при этом они имеют
производительность на 40—50% ниже, а удельный расход теп-
ла на 25—30% выше.
ГЛАВА XII.
ДЛИННЫЕ ВРАЩАЮЩИЕСЯ ПЕЧИ
Длинная вращающаяся печь (рис. 69) состоит из следующих
основных технологических узлов:
барабана, в котором происходят все физико-химические про-
цессы превращения сырьевых материалов в клинкер;
внутренних теплообменных устройств;
холодильника, предназначенного охлаждать раскаленный
клинкер при выходе из печи и подогревать воздух для горения
топлива;
загрузочной установки для питания печи сырьевой смесью —
шламом, мукой или гранулами;
аппарата для подачи топлива в печь;
дымососной установки, создающей разрежение в барабане
и транспортирующей дымовые газы по барабану печи и пыле-
очистительным устройствам;1
пылеочистительной установки, предназначенной для очистки
дымовых газов и возвращения уловленной пыли в печь;
установки для водяного орошения (охлаждения) корпуса
печи. Среди вращающихся печей, установленных на отечествен-
ных заводах, печь размером 3,6хВ,ЗхВ,:6Х 150 (см. рис. 69, б)
наиболее распространена. Рассмотрим конструктивные элемен-
ты этой печи, а также наиболее мощной печи размером 5Х
Х'185 м (рис. 69, а), принимаемой к установке на новых за-
водах.
§ 59. УСТРОЙСТВО БАРАБАНА ПЕЧИ
Барабан печи — это наиболее ответственный технологиче-
ский узел печного агрегата как в производственном, так и в
конструктивном отношениях. Он представляет собой стальной
сварной корпус, составленный из отдельных элементов —обе-
чаек.
Обечайки подразделяются на рядовые и подбандажные (см.
рис. 69, поз. 6). Толщина стального листа рядовых обечаек 30 и
32, подбандажных — 50 мм, так как они воспринимают нагруз-
ку от барабана печи с обжигаемым материалом и через бан-
дажи 5 передают ее на опорные ролики 9.
Ролики установлены на бетонных опорах печи попарно с
каждой стороны по отношению к оси барабана. Каждый ролик
234
185000
имеет диаметр 1'100 мм, ширину — 600 мм. Ширина ролика
принимается на 40—400 мм шире опирающегося на ролик бан-
дажа барабана.
Размеры ролика у печи 5X485 м равны соответственно 1700
и 1200 мм.
Ролик жестко насажен на ось, вращающуюся в подшипни-
ках скольжения. Подшипник самоустанавливающийся. Для ох-
лаждения подшипника, нагревающегося не только от трения,
но и от теплоизлучения горячего корпуса печи, предусматри-.
вается циркуляция в полости его проточной воды.
При остановке печи на длительное время в зимних условиях
воду из подшипника полностью удаляют, иначе при замерза-
нии она может разорвать корпус. Для полного удаления воды
предусматривается специальная трубка для ввода в подшипник
сжатого воздуха.
Смазка подшипников опорных роликов — черпаковая, масло
подается из картера подшипника; смена масла— периодиче-
ская централизованная от обшей масляной системы.
В результате разогрева корпуса печи и развивающихся при
этом температурных деформаций (удлинения) бандажи могут
сползти с опорных роликов. Для предотвращения этого на бли-
жайшей к приводу печи опоре устанавливают контрольные ро-
лики по обе стороны бандажа на расстоянии 20—60 мм от его
кромки.
При смещении .корпуса печи выше допустимого предела (20—
60 мм) бандаж давит на контрольный ролик и он начинает
вращаться, что свидетельствует о ненормальном положении
корпуса.
Контрольный ролик только в течение некоторого времени
может удерживать корпус, а затем, если не принять соответ-
ствующих мер, бандажи сползут с опорных роликов.
Для предупреждения такого аварийного положения на одной
из бетонных опор печи по обе стороны от бандажа устанавли-
вают упоры на расстоянии от кромки бандажа на 30—50 мм,
большем, чем зазор между бандажом и контрольным роликом.
Предохранительные упоры снабжают автоматическим датчиком,
с помощью которого электродвигатель печи выключается.
Барабан печи получает вращение от электродвигателя через
редуктор. Кинематическая схема привода следующая (рис. 70).
Основной электродвигатель 1 через редуктор 2 и универсальный
шпиндель 8 приводит во вращение ведущую шестерню 7. Она
входит в зацепление с ведомой венцовой шестерней 5, жестко
надетой на корпус барабана печи 6, и приводит во вращение
барабан.
Основной привод вращает барабан со скоростью 0,5—
1,0 об/мин (см. табл. 14). Но при ремонте возникает необхо-
димость поворачивать барабан на небольшой угол. Для этого
236
Рис. 70. Кинематическая
схема привода вращаю-
щейся печи:
/ — электродвигатель основной,
2 — редуктор основного двигате-
ля, 3 — редуктор дополнительно-
го двигателя, 4 — двигатель до-
полнительный, 5 — венцовая
шестерня, 6 — печь, 7 — ведущая
шестерня, 8 — шпиндель
устанавливают дополнительный электродвигатель 4 с редукто-
ром 3. Этот привод вращает барабан со скоростью 1—-4 оборота
в чащ
Электродвигатель дополнительного привода получает элек-
троэнергию от специального генератора (тахогенератора) с дви-
гателем внутреннего сгорания. Таким образом он может рабо-
тать и при выключении электроэнергии на заводе. В случае
остановки основного электродвигате-
ля включают дополнительный, мед-
ленно вращая барабан печи и преду-
преждая этим возможность прогора-
ния футеровки барабана в зонах наи-
более высоких температур.
Универсальный шпиндель 8 пред-
ставляет собой вал, шарнирно соеди-
няющийся с тихоходным валом ре-
дуктора и валом ведущей шестерни.
Замена эластичной муфты, как было
на старых печах, универсальным шпин-
делем устраняет влияние на работу
привода возможных перекосов венцо-
вой шестерни при деформации бара-
бана, вызывающей перекос ведущей
подвенцовой шестерни.
Основной редуктор и подшипники
подвенцовой шестерни смазывают по
централизованной циркуляционной си-
стеме смазки: венцовую пару шестерен — густой автоматической
смазкой; шарниры (лопасти) шпинделя — густой ручной; редук-
тор вспомогательного привода — жидкой периодически за-
ливной.
§ 60. ФУТЕРОВКА БАРАБАНА ПЕЧИ
Внутреннюю часть барабана футеруют (облицовывают) ог-
неупорными материалами. Футеровка барабана находится в
очень тяжелых эксплуатационных условиях: внутренняя поверх-
ность ее подвергается воздействию высокой температуры (до
1400—1500°С), а поверхность, прилегающая к корпусу бараба-
на, резко охлаждается и имеет температуру до 300°‘С. Перепад
температур вызывает внутренние температурные напряжения в
материале футеровки. По внутренней поверхности футеровки
непрерывно перемещается материал и истирает ее. При темпе-
ратуре свыше 1300° С обжигаемый материал частично расплав-
ляется. Образующийся при этом жидкий расплав также отри-
цательно воздействует на футеровку.
В результате вращения печи поверхность футеровки за каж-
237
дый оборот барабана периодически подвергается действию рас-
каленных газов и материала. При этом также возникают тем-
пературные напряжения, и чем медленнее вращается печь, тем
значительнее будут эти напряжения. По этим причинам особен-
но отрицательно сказывается на сохранности футеровки пере-
вод печи на «тихий ход», вызываемый нарушением технологи-
ческого процесса.
И, наконец, деформации корпуса печи также влекут за со-
бой напряжения в футеровке и ее разрушение.
Таким образом, футеровка барабана является элементом
печи, наиболее подверженным агрессивному воздействию рабо-
чей среды. Поэтому качеством футеровки, сохранностью ее при
работе определяется в основном коэффициент использования
годового рабочего времени печи в целом.
Стойкость футеровки характеризуется числом суток рабоче-
го времени (межфутеровочной кампании) в наиболее разруша-
ющемся участке барабана — зоне спекания. Она зависит от вида
применяемых огнеупорных материалов, качества футеровочных
работ, производительности лечи и вида применяемого топлива.
Средняя стойкость наиболее распространенной хромомагне-
зитовой футеровки по цементной промышленности в целом со-
ставляет примерно 1‘50 суток, снижаясь при весьма плохом вы-
полнении футеровки и эксплуатации печи до 10—15 суток и
повышаясь при соблюдении всех установленных правил до
500 суток.
Магнезитохромитовые и периклазошпинелидные огнеупорные
материалы повышают стойкость футеровки по сравнению с хро-
момагнезитовой .в 1,5—2 раза.
При прочих равных условиях быстрее всего разрушается фу-
теровка в печах с отоплением углем и мазутом; примерно в
1,5—2 раза повышается стойкость футеровки при использова-
нии газа.
Приведенные сроки стойкости футеровки относятся, как от-
мечалось, к зоне обжига. В "других менее температурно напря-
женных зонах средняя сохранность футеровки достигает 1—
2 года.
Увеличение срока службы футеровки достигается техноло-
гическими и конструктивными факторами.
К первым относятся: строгое соблюдение технологического
режима обжига клинкера — равномерное питание печи сырьем
и топливом, постоянство химического состава, тонкости помола
и влажности сырья, постоянство калорийности, влажности и
тонкости помола твердого топлива- Это обеспечивает стабиль-
ность теплового режима печи, исключает необходимость пере-
вода ее на замедленную скорость вращения, уменьшает коле-
бания температуры в футеровке и деформации корпуса печи,
наиболее разрушающе действующие на футеровку. Разогрев
238
печи после ремонта следует производить постепенно, а охлаж-
дать при вынужденных остановках — медленно.
К конструктивным факторам следует отнести:
применение для футеровки высокоэффективных огнеупоров,
в частности для зоны спекания — магнезитохромитовых и перик-
лазошпинелидных;
применение кладочных растворов соответствующего качест-
ва; например, для кладки магнезиальных огнеупоров наиболее
подходящим является магнезитовый раствор, затворенный жид-
ким стеклом;
высокое качество кладки; она должна иметь форму круга
(отклонения допускаются не более ± 10 мм для печей диамет-
ром 3,6 м). Кирпичи должны плотно прилегать к корпусу печи,
чтобы предупреждать проникание газов в зазоры, при котором
футеровка быстро разрушается из-за значительной деформации
корпуса.
Кладку выполняют на растворе или всухую. При сухой
кладке между кирпичами помещают гладкие или рифленые
металлические пластинки. При температуре обжига металл ча-
стично плавится и скрепляет кирпичи. Однако опыт показал,
что футеровка, выполненная на растворе, более долговечна, чем
на металлических пластинках.
Плотное прилегание футеровки .к корпусу печи достигается
применением клинчатых кирпичей различной формы и раз-
меров.
К конструктивным приемам следует также отнести образо-
вание клинкерной обмазки на поверхности футеровки в зоне
спекания. При температуре 1300—1450°С в этой зоне проис-
ходит, как отмечалось, частичное плавление сырьевой смеси, в
основном алюминатных соединений (плавней). Они взаимодей-
ствуют с материалом футеровки, налипают на нее, образуя при
этом слой обмазки толщиной до 200 мм и более, хорошо защи-
щающий футеровку от действия раскаленной среды.
Условия образования обмазки зависят от химического со-
става сырья, содержания плавней и интенсивности охлаждения
корпуса печи. При высоком содержании плавней (низкий си-
ликатный модуль) обмазка образуется легко. Трудноспекаю-
щиеся сырьевые материалы (с низким содержанием плавней и
высоким силикатным модулем) образуют обмазку с трудом.
В этом случае для улучшения условий образования обмазки в
сырьевую смесь вводят минерализаторы, понижающие темпера-
туру ее плавления — фтористый кальций, кремнефтористые со-
ли кальция, магния, натрия.
С увеличением интенсивности охлаждения корпуса печи ус-
ловия образования обмазки и качество ее улучшаются. С этой
целью применяют искусственное охлаждение корпуса печи —
воздушное (обдувку) или водяное (орошение). Наиболее эф-
239'
фективно водяное охлаждение, повышающее примерно в 1,5ра-
за продолжительность службы футеровки.
Огнеупорные материалы, применяемые для футеровки клин-
керообжигательных печей, должны удовлетворять следующим
общим требованиям:
они не должны расплавляться при рабочей температуре;
должны быть термически стойкими, т. е. должны выдержи-
вать, не разрушаясь, резкие систематические колебания темпе-
ратуры (нагревание и охлаждение); химически стойкими — не
должны разрушаться под действием расплава обжигаемого
материала. Огнеупорные материалы должны иметь достаточ-
ную прочность при сжатии и способность сопротивляться исти-
рающему воздействию обжигаемой сырьевой смеси. Кроме то-
го, они должны обладать способностью .не деформироваться при
совместном действии высокой температуры и нагрузки сжатия,
растяжения и изгиба-
Методы определения указанных свойств огнеупоров приве-
дены в соответствующих ГОСТах. В табл. 1'6 даны основные
виды огнеупоров, применяемых в цементной промышленности,
их показатели и назначение.
Огнеупорные материалы для клинкерообжигательных печей
изготовляют в виде штучных изделий: нормального кирпича —
прямоугольного параллелепипеда, и клинового (торцового, реб-
рового), в зависимости от участков кладки футеровки.
Для кладки огнеупоров применяют растворы следующих
составов.
Растворы для кладки шамотных огнеупоров:
цемент марки не ниже 4-00, затворенный 30—40% воды;
шамотно-цементный раствор: 1 об. ч. цемента и 1—2 об. ч.
шамота с зернами мельче 0,5 мм, затворенные 30—40% воды
от веса сухой смеси;
шамотно-глиняный раствор на жидком стекле: 2—3 об. ч.
огнеупорной глины и 8—9 об. ч. молотого шамота, затворенные
35—40% жидкого стекла (плотность 1,3—1,35) от веса сухой
смеси;
шамотно-глиняный раствор на воде: 2—3 об. ч. огнеупорной
глины, 8—9 об. ч. молотого шамота —10% портландцемента
от веса глины и шамота, затворенные 30—'40% воды по весу
всей смеси.
Растворы для кладки магнезиальных огнеупоров:
магнезиальный порошок МПК. затворенный жидким стек-
лом плотностью 1,35—1,38 (15—20% по весу);
молотый магнезиальный порошок МПК — 5 об. ч. и молотые
чугунные опилки — ,1 об. ч., затворенные жидким стеклом (25—
30% по весу) плотностью 1,35—1,38;
молотый порошок каустического магнезита — 4 об. ч., кол-
чеданные огарки 1 об. ч. и молотые чугунные опилки 2 об. ч.,
240
Свойства огнеупорных материалов
Назначение огнеупора Для зон охлаж- дения, кальцини- рования, подог- рева и дегидра- тации То же Для переходных участков между зоной спекания и смежными зонами Для зоны спе- кания То же к • Е с
ииэээблв уон -0ОНЭО яихоёп чхэолиохэ вилээьииих Слабая Плохая Удовлет-1 вори- , тельная 1 То же Отлич- ! пая » • к
наиэ -oifusx эяхэаь -И1гоя я (вэая % ог нёаюп OV) чхэояиохэ ВЕЯЭЭНИИЙЭХ 5,25 4-15 5-6 1 1-2 5-50 оо 3-7 5-3
QVdZ’h-WjuVyiyi *Эо 0091 or ООб ю ихэон -roflodiioifiiax 1Н0ИПиффбО>] —IZ'O 1,48 0,75— 0,98 (200— (□□009 2,12— 4,36 1 4,84— 1.62 1,7(200- 600° С) 1,3-0,6 1 1
Эо ‘^хи z HOMcAdjEii гои ииттви ^офэг егвьвн vdAxBdsuwsj, 1350— 1450 ск О СО СО СО 1 ОО ю оо 10 о 1 1 8888 ю О ю О F—' 1—1 1400— ОО ООО COi.ON О Г- С0 1-0 Ю Ю 10 т—< < т—( т—< 1540
гпэ огх ‘иигежэ Hdu ихэои -hodu vsradu 100—400 100—350 8 ОО 1 8 СМ 400—700 300—900 200—3001 О а 8 500—600 400—500
sW/lli ‘Э0Я ИННИ0Ч.9О < оГ оо 2,3-2,6 2-2,35 2,5-2,9 2,75- 2,87 2,3-2,51 2,58- 2,66 2,65— 2,95
кпэ!г ‘эго И1ЧИЧГ0ГД 7 UO с? 2,5—2,6 3,8-4,0 3,8—3,9 1 ю — СОСО 1 1 1 10 VQ Ю —' Ю Ю О Ь- СО "Ф о Xf СО СО СО СО СМ СО 1
1 1 1 1 1 -
Do ‘Ч1ЭОН -douA0HJO 1580- 1770 ОО ООЮ ю ь- 1800- 2000 1780- ОО Ю О СП о — см 2000 ООО со см ю со о о Боле 190(
Вид огнеупоров Шамотные Полукислые . . . t. Высокоглиноземис- яе (корундовые) . . Бокситовые Магнезитовые . . . Хромомагнезитовые . Форстеритовые . . . Доломитовые .... Периклазошпинелид- ф S
е-2176
241
затворенные жидким стеклом плотностью 1,35—Я ,38 (40% пс
лесу);
молотый хромомагнезитовый порошок (бой изделий) —
“2 об. ч. и молотые чугунные опилки—1 об. ч., затворенные
жидким стеклом плотностью 1,35—1,38 (15—35% по весу);
молотый хромомагнезитовый порошок (бой изделий) —
.5 об. ч. и колчеданные огарки—1 об. ч., затворенные жидким
стеклом плотностью 1,35—1,38 (30—40% по весу).
В настоящее время дорогостоящую футеровку из огнеупор-
ных изделий начинают заменять более дешевыми жаростойкими
бетонами. Их приготовляют на глиноземистом цементе или порт-
ландцементе, а также на жидком стекле с добавкой кремнефто-
ристого натрия. Бетоны на глиноземистом цементе обладают
более высокой огнеупорностью.
В цементные бетоны вводят тонкомолотую добавку (шамот,
хромит, магнезит, доменный гранулированный шлак); в каче-
стве заполнителей для бетона применяют дробленый хромит,
шамот, базальт, диабаз, отвальный доменный шлак, магнезит
и другие дробленые огнеупорные материалы.
Жаростойкие бетоны пока применяют только для футеровки
неподвижных частей печи, а также холодной зоны.
Перед пуском печи после устройства или ремонта футеров-
ки печь тщательно просушивают сухим воздухом или газом,
специально получаемым в приставных тепловых аппаратах или
отбираемы^ от действующих установок.
§ 61. ВСТРОЕННЫЕ ТЕПЛООБМЕННЫЕ УСТРОЙСТВА ПЕЧИ
Увеличение поверхности соприкосновения обжигаемого ма-
териала с газами в барабане печи достигается установкой спе-
циальных встроенных теплообменных устройств. Применяют
следующие внутрипечные теплообменные устройства: цепные
завесы, металлические и керамические теплообменники, фильт-
ры- по до гр ев атели.
Цепные завесы. Цепные завесы применяют при мокром спо-
собе производства на участке барабана печи, где шлам еще не
потерял своих текучих свойств (в зоне испарения). Длина цеп-
ной завесы приведена в табл. 14 и определяется длиной печи,
составляя для печей 118 (125) м—ДО м, а для печей 185 м—
42 м.
При вращении печи шлам налипает на звенья цепей, по-
верхность соприкосновения шлама с газами при этом резко
возрастает и ускоряется сушка шлама. Дополнительная переда-
ча тепла шламу при наличии цепей происходит также за счет
погружения последних в шлам. Это важно для участков печи,
где шлам уже потерял текучесть, но еще имеет высокую влаж-
ность— 10% и более.
242
Цепные завесы повышают производительность печи до 10%-
и снижают расход топлива на 5—10%.
Цепи применяют с круглыми и овальными звеньями из
прутков стали диаметром от 16 до 26 мм. Общая длина цепей
достигает 2000 м, а суммарная по-
верхность их звеньев—1500 м2.
В среднем поверхность цепей со-
ставляет 60—80% от всей внут-
ренней поверхности барабана
печи.
Навешивают цепи за один
конец — «свободными концами»
(рис. 71, а) пли за два конца
«винтовыми гирляндами» (рис.
71, б) и «перекрещивающимися
гирляндами» (рис. 71, в).
Навеска гирляндами образует
более плотную завесу, что соот-
ветственно приводит к более пол-
ному использованию тепла; но
при этом увеличивается сопро-
тивление движению газового по-
тока и при недостаточной тяге
может уменьшиться скорость
движения газов, что ухудшает
условия сушки. Поэтому с увели-
чением плотности навески сле-
дует увеличивать разрежение,
создаваемое дымососом печи.
Цепи крепят к корпусу печи
при помощи серег, скоб, разъем-
ных колец, но во всех случаях
следует учитывать, чтобы эле-
менты крепления оказывали ми-
нимальное сопротивление дви-
жению шлама.
Теплообменники. Металли-
ческие теплообменники
устанавливают в зонах печи с
температурой 700—1000° С. По
своей конструкции они бывают
ячейковыми, звеньевыми, гир-
Рис. 71. Схемы навеси цепей:
а — свободными концами, б — винтовыми гир-
ляндами, в — перекрещивающимися гирлянда-
ми
9*
243
ляндными или экранирующими (отражающими тепло на ма-
териал).
На рис. 72, а показан ячейковый металлический теплообмен-
лик. Он имеет до 1'0—12 секций 3 из жароупорной стали, рас-
Рис. 72. Теплообменники:
а — металлический, б — керамический; 1 — лопасти, 2 — барабан печи, 3 — секции
Рис. 73. Фильтр-подогреватель:
1 — сплошные перегородки, 2 — отсеки, 3 — карманы,
4 — решетчатые перегородки
положенных по длине печи, с четырьмя или шестью лопастями
в каждой секции.
При вращении барабана материал захватывается лопастя-
ми, а затем ссыпается. Это улучшает условия теплообмена.
Керамические теплообменники применяют в зоне темпера-
тур 1000—1200° С (рис. 72, б). Их изготовляют из высокоглино-
44
земистого огнеупорного фасонного кирпича. Длина секции ке-
рамического теплообменника от 6 до 9 м. В печи устанавливают
2—4 секции.
Фильтр-подогреватель. Фильтр-подогреватель применяют для
подогрева шлама отходящими газами. Его устанавливают в
холодной зоне печи на расстоянии 3—4 м от конца барабана.
Фильтр-подогреватель представляет собой две решетчатые пе-
регородки 4 (рис. 73), установленные перпендикулярно оси пе-
чи по всей площади сечения барабана на расстоянии 600—
700 мм друг от друга. Полость, образуемая перегородками 1,
разделяется на шесть секций. Образующиеся при этом отсеки 2
заполняют короткими цилиндриками (обрезками труб). Для уве-
личения емкости фильтра-подогревателя на корпусе печи дела-
ют вырезы, перекрываемые карманами 3.
Шлам поступает в полости через щели решетчатых перего-
родок и налипает на цилиндры. Горячие отходящие дымовые
газы движутся навстречу шламу, поступают в испаритель и
просасываются через покрытые шламом цилиндрики, перекаты-
вающиеся при вращении барабан. В результате процесс испа-
рения влаги из шлама усиливается.
Применение испарителей такого типа способствует также
очистке от пыли дымовых газов, почему они получили назва-
ние фильтров-испарителей.
§ 62. ШЛАМОВЫЕ ПИТАТЕЛИ
Равномерная подача шлама в печь в строго определенном
количестве при данном режиме работы печи осуществляется
шламовыми питателями. В цементной промышленности в ос-
новном применяют ковшовые питатели.
Ковшовый питатель (рис. 74) состоит из рабочего колеса с
двумя или тремя дозирующими черпаками 1. Колесо закреп-
лено на горизонтальном валу. Оно приводится во вращение от
электродвигателя постоянного тока.
Черпаки размещаются в резервуаре, заполняемом шламом
до определенного уровня, ниже горизонтального вала рабочего
колеса. При вращении ковши черпают шлам из резервуара и
сливают его в лоток 3, по которому шлам стекает в питатель-
ную течку печи.
’ Количество подаваемого питателем шлама зависит от ско-
рости вращения ковшей и степени заполнения резервуара шла-
мом. Чем выше уровень шлама в резервуаре и чем больше ско-
рость вращения ковшей, тем соответственно больше будет по-
дано шлама в печь.
Уровень шлама в резервуаре поддерживают постоянным и
постоянным оказывается количество шлама, черпаемого ковша-
245
ми: избыток шлама сливается из ковшей через отверстия 2 в их
боковых стенках. При таких условиях производительность пи-
тателя зависит только от скорости вращения ковшей.
Работа электродвигателя питателя автоматически синхрони-
зируется с работой печи и в зависимости от числа оборотов ба-
рабана изменяется скорость вращения ковшей (скорость подачи
шлама).
Ковшовые питатели изготовляют с одним или двумя рабо-
чими (черпаковыми) колесами.
Рис. 74. Ковшовый питатель:
1 — черпак, 2 — сливное отверстие, 3 — сливной лоток
Производительность питателей по шламу от 36 до 150 м3/ч.
Питатели работают совместно с мерными бачками, позволя-
ющими контролировать расход и дозирование шлама.
§ 63. АППАРАТЫ ДЛЯ ПОДАЧИ ТОПЛИВА В ПЕЧЬ
Угольную пыль и мазут в печь подают в распыленном со-
стоянии при помощи форсунок. Газообразное топливо поступа-
ет через горелки.
Пылеугольная форсунка. Угольную пыль вдувают в печь со
скоростью при вылете 40—75 м/сек под напором 500—800 мм
вод. ст., создаваемым дутьевым вентилятором. Производитель-
ность вентилятора в зависимости от мощности печи достигает
50 000л13/ч (по воздуху).
Различают пылеугольные форсунки одноканальные и двух-
канальные. В двухканальной форсунке по одному каналу по-
дается углевоздушная смесь и первичный воздух, нагнетаемый
вентилятором, а по второму—часть вторичного воздуха, по-
ступающего нз холодильника печи.
Схема пылеугольной форсунки для питания печи размером
246
3,6x3,3x3,6X150 м показана на рис. 75. Форсунка состоит из
неподвижной трубы 5, соединяемой с патрубком вентилятора 9,
и подвижной 2, имеющей суженный конец (сопло) и надетой на
неподвижную трубу. Вдвигая иди выдвигая подвижную трубу
относительно неподвижной, изменяют глубину форсунки в пе-
чи 1 и регулируют таким образом положение факела горения
топлива.
Чтобы избежать возможной деформации подвижной трубы,
конец которой находится в печи и подвергается действию вы-
сокой температуры, трубу периодически поворачивают, сохра-
Рис. 75. Пылеугольная форсунка:
1— печь, 2— подвижная труба, 3— фланец, 4— конструкция для подвески
подвижной трубы, 5 — неподвижная труба, 6 — патрубок, 7 — питатель,
8 — бункер угольной пыли, 9 — вентилятор
няя тем постоянное направление выброса угольной пыли и
положение факела горения. Для поворота подвижной трубы на
ней делают фланец 3 с отверстиями по окружности. В отвер-
стие вставляют ломик, и машинист поворачивает трубу, регу-
лируя положение факела.
Вдоль оси подвижную трубу перемещают вручную при по-
мощи специальной зубчатой передачи. Чтобы конец форсунки
не перегорал, факел горения топлива должен находиться на
расстоянии не менее 25 см от обреза форсунки. Это достигается
тем, что скорость вылета углевоздушной смеси устанавливают
не менее 25 мкек..
Угольную пыль подают в неподвижную трубу через патру-
бок 6 питателем 7 из бункера 8 (см. стр. 207). Попадая в трубу,
угольная пыль захватывается воздушным потоком от вентиля-
тора 9 и в виде углевоздушной смеси влетает в печь.
Неподвижная труба устанавливается на швеллерах, а под-
вижная подвешивается к специальной конструкции.
Мазутная форсунка. Конструкция мазутной форсунки долж-
на быть такой, чтобы с помощью этого аппарата можно было
247
регулировать количество проходящего через него мазута и ко-
нусность веера, образующегося из распыленного мазута, а так-
же тонко распылять мазут. Форсунка не должна засоряться при
небольшой загрязненности мазута механическими примесями
(пылью) и пропускать в печь чрезмерно большое количество
мазута, что может повлечь взрыв в печи.
Таким требованиям удовлетворяет форсунка, приведенная
на рис. 76 Мазут, предварительно подогретый в специальной
установке, через патрубок 1 нагнетается под давлением 20—25 ат
и по каналу 2 поступает к наконечнику 3 форсунки. Количество
Рис. 76. Мазутная форсунка:
/ — патрубок, 2 — канал, 3 — наконечник, 4 — регулировочная игла, 5 —
устройство для изменения положения форсунки, 6 — регулятор иглы
выбрасываемого мазута регулируется иглой 4. Вдвигая иглу в
наконечник, подачу мазута уменьшают, а выдвигая — увеличи-
вают. Изменяют положение иглы регулятором 6. Угол наклона
форсунки и соответственно положение факела горения в печи ре-
гулируют при помощи специального устройства 5.
Для питания печи в зависимости от ее мощности устанав-
ливают 2—8 мазутные форсунки.
Газовые горелки. Для сжигания газа в печи применяют го-
релки эжекционного типа. Принципиальная конструкция такой
горелки рассмотрена на стр. 194.
7
§ 64. ХОЛОДИЛЬНИКИ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
Клинкер выходит из печи с температурой около 1000° С.
Транспортировать и перерабатывать такой клинкер практиче-
ски невозможно, с другой стороны возвращение в печь такого
количества тепла существенно может пополнить тепловой ба-
ланс печи и снизить расход топлива. Это достигается охлажде-
нием клинкера в холодильнике воздухом, поступающим затем
в печь для горения топлива.
По конструкции и принципу действия холодильники враща-
248
ющихся печей разделяются на барабанные, рекуператорные и
колосниковые.
Барабанные холодильники в настоящее время еще действу-
ют при старых маломощных печах. Печи старой конструкции
длиной до 150 м оборудованы более эффективными рекупера-
торными холодильниками. Новые печи снабжаются колоснико-
выми холодильниками.
Барабанный холодильник представляет собой .вра-
щающийся стальной барабан длиной 15—30 м и диаметром
2,5—5 м, установленный с накло-
ном на роликовые опоры. Со сто-
роны поднятого конца в барабан
непосредственно из печи ссы-
пается клинкер и в результате
вращения барабана перемещает-
ся к его опущенному концу. На-
встречу клинкеру движется хо-
лодный воздух и охлаждает его.
Для лучшего теплообмена между
клинкером и воздухом улучша-
ют условия пересыпания клинке-
ра, устанавливая в барабане пе-
ресыпающие лопасти.
Внутренняя часть барабана на
Рис. 77. Схема рекуператорного
холодильника:
/ — барабан, 2 — печь, 3 — люки, 4 —
разгрузочное отверстие
половину длины футеруется
шамотным кирпичом.
Недостатки барабанного холодильника — относительно боль-
шие размеры и недостаточная степень охлаждения клинкера
(до 130—300° С).
Рек у л е р а т о р н ы й холодильник, схема которого
показана на рис. 77, представляет собой несколько стальных
барабанов 1, симметрично расположенных по окружности пе-
чи 2 со стороны ее холодного конца. У печи длиной 150 м имеет-
ся ГО барабанов длиной 6 м и диаметром 1,3 м каждый.
Барабаны крепят к корпусу печи. С внутренней частью ее
они сообщаются люками 3, через которые клинкер ссыпается
из печи в барабаны.
Внутренняя поверхность рекуператора в горячей части отфу-
терована броневыми плитами из жароупорного чугуна с на-
правляющими ребрами для лучшего пересыпания клинкера
при вращении печи. Со стороны холодного конца барабана в
середине рекуператора установлены пересыпающие лопасти.
В конце барабана находится разгрузочное отверстие 4 с колос-
никами, а в торце барабана — борт, препятствующий ссыпанию
клинкера помимо разгрузочного отверстия.
Воздух для охлаждения клинкера засасывается в рекупера-
тор, проходит через него, охлаждая клинкер, и подогретым по-
ступает в печь.
249
Рекуператорные холодильники 'позволяют охлаждать клин-
кер до температуры 80—150° С.
Колосниковые холодильники наиболее эффектив-
ны. В них происходит быстрое охлаждение клинкера до
30—50° С.
Основной рабочей частью колосникового холодильника яв-
ляется решетка, по которой непрерывно перемещается горячий
клинкер, поступающий из печи. С низу решетки под напором
подается холодный воздух, просасывается через слой горячего
клинкера и охлаждает его. Охлажденный клинкер направляется
Рис. 78. Колосниковый переталкивающий холодильник типа «Волга»:
1 — приемное отверстие, 2 — верхняя колосниковая решетка, 3 — перегородка, 4
и 16 — патрубки засоса воздуха, 5 — нижняя колосниковая решетка, 6 — транспортер
удаления мелочи, 7 — бункер клинкера, 8 — транспортер, 9 — дробилка, 10 — вен-
тилятор отсасывающий, 11 — циклон, 12 — труба, 13 — грохот, 14 — воздуховод,
15 — нагнетательный вентилятор
на измельчение (или склад), а подогретый воздух поступает в
печь.
По конструкции колосниковые холодильники подразделяют-
ся на:
холодильники с неподвижной наклонной решеткой и с под-
вижными колосниками, переталкивающими клинкер по решетке;
холодильники с неподвижной горизонтальной решеткой и
подвижными, переталкивающими клинкер колосниками;
холодильники с подвижными решетками в виде бесконечной
ленты.
На мощных отечественных печах установлены колосни-
ковые холодильники с горизонтальной не-
подвижной решеткой типа «Волга» (рис. 78).
Раскаленный клинкер из печи через приемное отверстие 1
250
ссыпается на решетку холодильника. Решетка состоит из двух
частей— верхней 2 и нижней 5, имеющих самостоятельный при-
вод подвижных колосников.
Подвижные колосники решетки смонтированы на раме, а
между ними установлены неподвижные колосники. Рама со-
вершает возвратно-поступательные движения: вперед—протал-
кивая порцию клинкера и назад — возвращаясь за новой пор-
цией клинкера. Таким образом постепенно перемещается клин-
кер по решетке, направляясь к разгрузочному концу.
При выходе с решетки клинкер попадает на колосниковый
грохот 13. Мелкие куски клинкера проваливаются между колос-
никами грохота и ссыпаются в бункер 7, откуда транспортером
8 подаются в помольное отделение или на клинкерный склад.
Крупные куски клинкера по колосникам сползают в молотковую
дробилку 9 и в раздробленном виде поступают в бункер 7.
Зерна клинкера, провалившиеся через решетку холодильника
(просыпь), попадают на цепной или скребковый транспортер 6,
направляющий их затем в бункер 7.
Холодный воздух вентилятором 15 нагнетается под колос-
никовую решетку по воздуховоду 14 через патрубки. Подколос-
никовое пространство между верхней и нижней частями решет-
ки разделено глухой перегородкой 3. В результате этого воздух,
просасываемый через более раскаленный клинкер на верхней
решетке, нагревается сильнее, чем просасываемый через ниж-
нюю решетку, и направляется в печь по пути, обратному дви-
жению клинкера.
Менее нагретый воздух из второй части холодильника пос-
тупает в трубу 12, из которой выбрасывается в атмосферу без
очистки, или при необходимости очищается в циклоне 11, а
затем вентилятором 10 удаляется в атмосферу.
Холодильник заключен в металлический корпус, отфутеро-
ванный в верхней части шамотом.
.При постоянном количестве охлаждающего воздуха, пода-
ваемого вентилятором, степень охлаждения клинкера зависит
от скорости его перемещения и толщины слоя на решетке. Регу-
лируя эти два параметра и сочетая их с работой печи, доби-
ваются оптимальных условий работы холодильника, наилучше-
го охлаждения клинкера.
§ 65. ПЫЛЕОЧИСТИТЕЛЬНЫЕ УСТРОЙСТВА
Работа вращающихся печей характеризуется весьма значи-
тельным пылеуносом, достигающим для длинных печей 8—22%,
а для коротких—10—25% к сухому сырью. Степень запылен-
ности газа на длинных печах составляет 10—50 г в 1 м3 газа,
достигая 60 г!м3 при коротких печах. Это требует обязательной
очистки дымовых газов перед удалением их в атмосферу не
251
только по санитарным условиям, но и по экономическим сооб-
ражениям. Нельзя допустить, чтобы до 25% сырьевой смеси,
частично уже обожженной, выбрасывалось на воздух.
Схема очистки дымовых газов и применяемое при этом обо-
рудование аналогичны рассмотренным в § 28 при описании
аспирации мельниц. Степень очистки газов, выбрасываемых в
атмосферу, должна обеспечивать содержание в них пыли по
санитарным нормам не более 0,15 г в 1 м3 газа.
Схема очистки одно- или двухступенчатая выбирается в за-
висимости от температуры и степени запыленности газов. При
запыленности газов до 50 г/м3 и температуре не выше 450° С
применяют одноступенчатую очистку в горизонтальном электро-
фильтре по схеме: печь-> электрофильтр-> атмосфера. При бо-
лее высокой запыленности применяют двухступенчатую очист-
ку: печь-> циклон -> электрофильтр -> атмосфера. Если темпе-
ратура газов превышает 450° С, то их вначале охлаждают и
увлажняют влцентробежных скрубберах или форкамерах, а за-
тем очищают в электрофильтрах.
В качестве циклонов для первой группы очистки дымовых
газов рекомендуются циклоны типа Крейзеля, по принципу дей-
ствия аналогичные циклонам НИИОГаз.
Центробежный скруббер (рис. 79) представляет
собой цилиндрический корпус 1, в нижнюю часть которого вво-
дятся дымовые газы по патрубку 2. В верхней внутренней части
корпуса установлены форсунки 5 для подачи воды на стенки
корпуса.
Газ в скруббере совершает винтовые движения, прижимаясь
к стенкам корпуса и поднимаясь вверх. Пылинки, имея массу
больше массы частиц воздуха, прижимаются к стенке корпуса
водой, удаляемой затем через сливную трубу 3.
Сливная труба перекрывается специальным за-
твором 4. Охлажденные, увлажненные и частич-
но (до 80—90%/) очищенные дымовые газы уда-
ляются из скруббера по шахте 6. Вода в скруб-
бер подается по водопроводу 7.
Центробежные скрубберы выпускают типов
ЦС-3, ЦС-4 и т. д. до ЦС-8. Производительность
ЦС-3 1000—1500, а ЦС-8 8100—10 000 м3/ч газа;
диаметр их соответственно 300 и 800 мм, а вы-
сота цилиндрической части 1970 и 4420 см; вес
82 и 392 кг.
Электрофильтры для очистки печных'
и смываются
Рис. 79. Центробежный скруббер:
1 — корпус, 2— патрубки для ввода газа, 3 — сливная труба, 4 — за-
твор, 5 — форсунки, 6 — шахта, 7 — водопровод
252
газов применяют типа ДТП производительностью по газу от
i 90 000 до 500 000 л«3/ч.
Передвижение дымовых газов по барабану печи и очистным
устройствам, а также засос вторичного воздуха через холодиль-
ник осуществляется, как отмечалось, дымососом. По принципу
действия дымосос представляет собой центробежный вентиля-
тор, но отличается от него назначением: его используют для
транспортирования дымовых газов.
Производительность дымососов, установленных на цемент-
ных печах, достигает 600 тыс. м3/ч, а вентиляторов —100
тыс. м3/ч.
§ 66. ИНТЕНСИФИКАЦИЯ ПРОЦЕССА ОБЖИГА
Интенсификация процесса обжига заключается в ускорении
образования клинкера из сырьевой смеси. В конечном итоге
это повышает производительность печи, позволяет уменьшить
размеры ее и дает экономию топлива.
Скорость клинкерообразования зависит от степени теплооб-
мена между газом и обжигаемой сырьевой смесью. Поэтому все
мероприятия, способствующие повышению полезно используе-
мого тепла сгорания топлива, должны способствовать ускоре-
нию процессов клинкерообразования. Конструктивно это дости-
гается установкой внутрипечных теплообменных устройств:
фильтров-подогревателей, цепных завес, теплообменников,
рассмотренных ранее.
Следующим направлением интенсификации процесса обжи-
га является снижение влажности подаваемого в печь шлама.
В этом случае уменьшается расход тепла на испарение воды
и соответственно повышается использование тепла на процессы
кл и н кер оо б р а зо в а н и я.
Снижение влажности шлама достигается обезвоживанием
его в вакуум-фильтрах и запечных концентпагорах шлама (см.
стр. 266), применяемых в .настоящее время на коротких печах,
работающих по комбинированному способу. Применение раз-
жижителей шлама (сульфитно-спиртовой барды), рассмотрен-
ное ранее, также позволяет снизить влажность шлама.
Ускоряется процесс спекания клинкера и снижается темпе-
ратура спекания при добавке в сырьевую смесь минерализато-
ров в количестве до 1,5% от веса сухой сырьевой смеси — крем-
нефтористых солей натрия NasSiFe, кальция CaSiFe, магния
MgSiFe, а также фтористого кальция CaF2 в виде плавикового
шпата. Так, добавка фтористого кальция снижает температуру
спекания с 1450 до 1300—1350° С, что сопровождается повыше-
нием производительности печи, сокращением расхода топлива
и уменьшением содержания в клинкере свободной окиси
кальция.
253
Применяют также распыление шлама форсунками при пода-
че его в печь. Поверхность шлама в распыленном состоянии
несравнимо возрастает и шлам быстрее высушивается дымо-
выми газами, а последние сильнее охлаждаются.
Ускоряется процесс клинкерообразования при двухсторон-
нем питании печи. В этом случае со стороны холодного конца
печи форсункой вдувают сухую тонкоразмолотую глину или
пыль, уловленную фильтрами из дымовых газов, либо одновре-
менно пыль и глину. Расход глинистого компонента в сырьевой
смеси (шламе) соответственно уменьшают, что позволяет сни-
зить влажность шлама. Так, уменьшение содержания глины в
шламе до 50% снижает его влажность на 3—5%. Двухсторон-
нее питание печи дает 4—<6% экономии топлива 'и на 8—10%
повышает производительность печи.
Для горения топлива необходим кислород. Его получают,
засасывая воздух в зону обжига. Содержание же кислорода в
воздухе составляет примерно 20%, поэтому остальная часть
воздуха по существу является балластом. Температура возду-
ха, подаваемого в печь, всегда ниже температуры в зоне об-
жига, и поэтому, чем больше будет введено воздуха в печь,
тем отрицательнее будет его влияние на процессы спекания
клинкера: он будет снижать температуру в зоне обжига.
Поэтому необходимо стремиться к максимальной герметиза-
ции печи, сводя до минимума подсосы наружного воздуха, а
количество воздуха, подаваемого в печь из холодильника, дол-
жно быть возможно близким к теоретически потребному на
горение топлива (минимальный коэффициент избытка возду-
ха). Существенно уменьшается количество подаваемого в печь
воздуха при обогащении его кислородом. Обогащение воздуха
кислородом до 30% повышает производительность печи при-
мерно на 15% и дает около 10% экономии топлива.
§ 67. КОНТРОЛЬ ПРОЦЕССА ОБЖИГА
При обжиге Пырьевых материалов систематическому контро-
лю подлежат: качество шлама или сырьевой муки, их расход,
качество топлива, параметры теплового режима в печи, каче-
ство клинкера и получаемого из него портландцемента.
Контроль качества шлама или сырьевой муки. Контроль
качества шлама или муки складывается из определения тон-
кости помола, титра и влажности шлама. Сведения о методах
определения этих показателей приведены в гл. III. Пробы от-
бирают ежечасно: шлам — из контрольного бачка печи, а сырь-
евую муку — из увлажнительного шнека. Из часовых проб
составляют среднесменную пробу для химического анализа. На
основании полученных результатов корректируют работу отделе-
ний по приготовлению сырьевой смеси.
254
Рис. 80. Схема установки КШ-3
для контроля расхода шлама в
печи:
/ — шламопровод, 2 — штырь уровня,
3 — бачок. 4 — шток, 5 — пусковая
кнопка, 6 — кнопка возврата, 7 — ре-
лейный блок, 8—секундомер, 9— маг-
нитный пускатель, 10 — рычаг, 11 — элек-
тромагнит, 12 — пружина
Контроль подачи шлама в печь и его расхода осуществляет-
ся периодически с помощью прибора КШ-3.
Схема установки КШ-3 показана на рис. 80. Она состоит из
контрольного бачка 3, куда по шламопроводу 1 поступает шлам.
Из бачка шлам сливается через отверстие, перекрывающееся
штоком 4 с пробкой.
Принцип периодического определения расхода шлама при-
бором КШ-3 основан на измерении времени заполнения конт-
рольного бачка. Для этого на-
жимают кнопку 5, одновремен-
но включают электрический се-
кундомер 8 и электронное реле
уровня шлама ЭР-1. Релейный
блок 7 воздействует при нажа-
тии кнопки на магнитный пус-
катель 9, включающий элект-
ромагнит 11. Через рычаг 10
электромагнит опускает шток 4
и закрывает пробкой отверстие
в расходном бачке, а секундо-
мер начинает отсчитывать вре-
мя заполнения бачка шламом.
Как только шлам достигнет
штыря уровня 2, реле ЭР-1
срабатывает и выключает се-
кундомер и электромагнит.
Шток пружиной 12 возвраща-
ется в исходное положение,
открывая выпускное отверстие
в бачке.
Время наполнения бачка
секундомера. Для возвращения ее на нуль нажимают кноп-
ку 6-
Применяют также автоматическую запись расхода шлама,
положенную в основу автоматизации режима питания печи.
Контроль за непрерывностью подачи шлама осуществляет-
ся световой сигнализацией. Для этого на контрольном щите ма-
шиниста установлена белая лампочка, мигающая при беспере-
бойной подаче шлама в печь; пр.и нарушении подачи лампочка
загорается..
С помощью световой сигнализации контролируют и уровень
шлама в питательном бачке печи. При нормальном уровне го-
рит красная лампочка (белая лампочка в это время мигает);
при понижении уровня красная лампочка гаснет.
Контроль качества топлива. Качество твердого топлива уста-
навливают по результатам определения влажности, зольности,
содержания летучих, тонкости помола и теплотворной способ-
255
шламом показывает
ности. Параметры теплового режима в печи контролируют,
определяя температуру в различных зонах и состав отходящих
газов.
Контроль качества клинкера. Качество клинкера контроли-
руют по содержанию свободной окиси кальция в клинкере и по
весу одного литра клинкера. Определение свободной СаО про-
изводят каждый час, применяя быстрый метод петрографиче-
ского анализа и один раз в смену методом полного петрографи-
ческого анализа, (при помощи специального поляризационного
микроскопа). При этом также определяют содержание в клин-
кере основных клинкерных минералов.
Получаемые данные позволяют правильно вести обжиг, до-
биваясь максимального связывания окиси кальция, и вносить
соответствующие коррективы в химический состав смеси, обес-
печивая получение клинкера заданного минералогического сос-
тава.
Установлено, что вес 1 л клинкера (объемная масса) может
служить достаточным показателем качества клинкера: чем боль-
ше его вес, тем выше качество, так как вес клинкера возрастает с
увеличением степени его спекания. Содержание свободной СаО в
этом случае оказывается минимальным, если учесть, что СаО
значительно легче спекшегося клинкера и чем ее будет меньше,
тем тяжелее клинкер (больше вес 1 л). Минимально допусти-
мым весом .1 л клинкера принимают такой, при котором содер-
жание свободной СаО в нем не превышает 1 %.
Сопоставляя на данном заводе вес одного литра клинкера с
различным 'содержанием свободной СаО, находят вес одного
литра клинкера, обеспечивающий требуемое качество.
Для определения веса одного литра клинкера берут кружку
емкостью 2 л, взвешивают ее с точностью до 1 г, насыпают про-
бу клинкера в кружку до ее краев и взвешивают. Вес 1 л клин-
кера будет равен:
где Q — вес 1 л клинкера, г;
а — вес кружки с клинкером, г;
с — вес кружки без клинкера, г.
Качество клинкера проверяют также по результатам испы-
таний цементных образцов, полученных из клинкера лаборатор-
ного помола. При этом пробы клинкера размалывают совместно
с добавкой гипса и гидравлической добавкой в лабораторной
мельнице до удельной поверхности 3000+400 см2/г. Полученный
лабораторный цемент испытывают на сроки схватывания, рав-
номерность изменения объема и прочность при сжатии и изгибе
в 1, 3, 7 и 28-суточном возрасте. Методы испытания приведены
в гл. 1.
256
Полученные результаты позволяют установить связь между
качеством клинкера и качеством заводского цемента и выбрать
наиболее правильный химико-минералогический состав клинке-
ра, соответствующим образом организуя работу отделений под-
готовки сырьевых материалов и обжига.
Физико-механические испытания клинкера производят один
раз в сутки из среднесуточной пробы, составленной из средне-
часовых и среднесменных проб.
Установлены следующие допустимые нормы отклонения от
установленных показателей качества сырья, топлива, клинкера
и продуктов горения:
влажность сырьевой смеси, поступающей в печь, +0,5%;
влажность смеси за цепной зоной,' фильтром-подогревателем или кон-
центратором шлама ±2%;
тонкость помола смеси: остаток на сите №02±0,5%,на сите № 008+1%;
влажность топлива + 1%;
тонкость помола топлива: остаток на сите № 008+1%;
содержание летучих в топливе +3%;
температура отходящих газов +25®;
состав отходящих газов: О2±0,5%;(СО+Н2)+0,2%;
температура подогрева мазута ±2°.
Автоматический контроль качества обжига клинкера и ав-
томатическое регулирование этого процесса обеспечивает соз-
дание постоянного температурного и газового режима в каждой
зоне печи путем соответствующего изменения расхода шлама,
топлива и скорости вращения барабана печи, т. е. скорости дви-
жения материала. Автоматические приборы, применяемые при
этом, весьма сложны и являются объектами самостоятельного
изучения в специальных предметах.
§ 68. ЭКСПЛУАТАЦИЯ ВРАЩАЮЩИХСЯ ПЕЧЕЙ
Печи для обжига клинкера должны удовлетворять следую-
щим общим требованиям.
Печь должна быть сблокирована с вспомогательными меха-
низмами. Управление механизмами должно быть сосредоточено
у рабочего места машиниста (головки печи). При отсутствии
централизованной блокировки в цехе должна быть двухсторон-
няя сигнализация и телефон, связывающие площадку головки пе-
чи с другими технологическими участками: сырьевыми питате-
лями, угольным отделением.
Печь должна быть оснащена контрольно-измерительными
приборами, предназначенными для следующих целей:
измерения и учета расхода топлива, сырьевых материалов и
выхода клинкера;
определения температуры;
контроля СО2, О2 и СО + Н2 в отходящих газах;
определения разрежения газов за обрезом печи и давления
257
углевоздушной смеси, подаваемой в печь дутьевым вентилято-
ром;
контроля поступления шлама.
Кроме того, печь должна быть оборудована сигнализацией
наполнения и опорожнения бункеров угольной пыли и сырьевой
муки; сигнализацией о прекращении водяного охлаждения печи
и подшипников или централизованной смазки механизмов, а так-
же приборами для контроля за нагревом подшипников печи и
сигнализацией о перегреве подшипников, приспособлениями для
измерения скорости вращения печи и сырьевого питателя.
Пуск печи. Пускать печь нужно с соблюдением следующих
правил.
Перед розжигом и пуском печи после длительной остановки
или ремонта следует:
тщательно осмотреть и проверить состояние футеровки,
холодильника, пыльных камер и корпуса печи, состояние под-
шипников и привода;
осмотреть встроенные и запечные теплообменные устройства
системы питания печи сырьевыми материалами и топливом;
пылеулавливающие устройства и системы тяговых устройств
(удаления дымовых газов); транспортирующие механизмы; кон-
трольно-измерительные и сигнальные приборы, регулирующие
приспособления, взрывные клапаны; выяснить, есть ли смазка и
исправны ли системы централизованной смазки;
установить, готовы ли к пуску сырьевое и топливоподго-
товительное отделения; в порядке ли освещение, ограждения,
противопожарный инвентарь.
Разжигать печь можно только с разрешения главного инже-
нера завода и в присутствии начальника и механика цеха, при
этом нужно действовать в соответствии с инструкцией, разрабо-
танной применительно к данному заводу.
Розжигу должны предшествовать предварительный пробный
пуск и обкатка в холостую печи и вспомогательных механизмов.
За час до розжига во вращающуюся печь подают шлам и обма-
зывают им цепные завесы, чтобы они не сгорели. При розжиге
печи с фильтром-подогревателем шлам разбавляют до 70%-ной
влажности и этим уменьшают его вязкость.
Печь, работающую на твердом и жидком топливе, разжигают
дровами и досками, уложенными в печь и облитыми мазутом.
Доски поджигают факелом из ветоши, смоченной в мазуте или
масле и надетой на длинную палку. При этом шибер должен быть
открыт.
После того как доски разгорятся и образуется слой раска-
ленного топлива, включают угольные питатели или мазутные
форсунки. Включают их постепенно, по мере того как сгорает
топливо. При выключении угольных питателей нужно немедлен-
но остановить дутьевой вентилятор.
258
Газовые печи разжигают так же, как газовые топки.
Вначале продувают газопровод и в течение 5 мин вентилиру-
ют печь. После этого на конец горелки навешивают тряпки, смо-
ченные в мазуте, и поджигают факелом на длинной палке, а за-
тем постепенно включают подачу газа.
После смены футеровки и розжига печь следует загружать
материалом постепенно, начиная с половинной загрузки. Пол-
ное питание печи сырьевой смесью можно устанавливать не ра-
нее чем через три смены с момента розжига печи.
Запрещается разжигать печь, если запаса откорректирован-
ной сырьевой смеси меньше чем на сутки, а запаса топлива
меньше чем на пятеро суток; не разрешается разжигать печь,
когда неисправны или неочищены 'пылеосадительные устройства;
неисправны футеровка, теплообменники или отсутствует более
20% цепей.
Нельзя разжигать печь при следующих неисправностях:
искривленном корпусе печи, вмятинах на нем или осевых пе-
ремещениях, связанных с ненормальным давлением на упорные
ролики;
ослабленных креплениях, вибрации и толчках привода и
опорных узлов, изношенных деталях (при вводе печи в эксплуа-
тацию после ремонта);
недостаточной герметичности газового тракта (газоходов),
уплотнений в холодном и горячем концах печи;
отсутствии или неисправности термопары, показывающей тем-
пературу отходящих газов, или тягомера, показывающего раз-
режение у холостого конца печи.
Остановка печи. При угрозе несчастного случая или аварии
печь следует немедленно остановить. Останавливают печь также
при прогаре или выпадении футеровки, при отсутствии сырьевой
смеси или топлива.
При плановых остановках для футеровки или ремонта печь
должна в течение 2—4 ч в зависимости от ее размеров работать
с уменьшенным питанием сырьевой смесью.
При всех остановках печь необходимо периодически повора-
чивать на четверть оборота через каждые 10—15 мин в течение
первых двух часов и через каждые 30 мин в течение последую-
щих четырех часов для равномерного охлаждения футеровки.
При наличии дополнительного привода, предназначенного
для медленного вращения барабана, печь нужно непрерывно
вращать до полного ее охлаждения. При водяном охлаждении
подачу воды сначала нужно уменьшить на 75—80%, а спустя
20—30 мин совсем прекратить, чтобы предупредить резкое
охлаждение футеровки. Во всех случаях охлаждать печь следу-
ет медленно, чтобы избежать искривления корпуса и порчи футе-
ровки.
259
Последовательность остановки механизмов печи должна быть
следующей: сначала прекращают подавать питание сырьевой
смесью, выключают подачу топлива; затем останавливают глав-
ный привод и включают дополнительный привод, медленно вра-
щающий печь до полного ее охлаждения, потом выключают вен-
тилятор холодильника, механизмы, транспортирующие клинкер,
холодильник и дымосос.
Во время длительных остановок осматривают все внутренние
устройства печи и очищают от шламовых наростов питательную
течку, теплообменники, цепную завесу и фильтр-подогреватель.
Работа печи. В процессе работы машинист вращающейся печи
и его помощник обязаны наблюдать через смотровое окно в го-
ловке печи за состоянием клинкерной обмазки и футеровки, сле-
дить за факелом горения, чтобы он не ударялся о футеровку, ре-
гулируя положение форсунки или горелки. Необходимо систе-
матически следить за показаниями контрольно-измерительных
приборов и регулировать процесс обжига, руководствуясь дан-
ными лаборатории о качестве сырьевой смеси и топлива.
Машинист и его помощник наблюдают за состоянием корпу-
са печи и других механизмов; следят за качеством клинкера;
обеспечивают герметичность трубопроводов, следя, чтобы в
цех не проникла угольная пыль, газы, мазут.
В процессе работы нельзя также допускать замедления хода
печи и ее остановок; образования колец и сваров в печи.
Следует регулировать охлаждение водой зоны спекания на
отдельных ее участках в зависимости от состояния клинкерной
обмазки футеровки.
Рабочие, обслуживающие печь, должны постоянно следить за
смазкой механизмов, не допуская нагрева подшипников сверх
установленного предела.
Смазка. Общие сведения о смазке приведены в гл. XVI. В
процессе эксплуатации смазке подлежат все трущиеся части ме-
ханизмов; при этом надлежит пользоваться «Картами смазки»
или инструкцией по эксплуатации данного механизма.
Узлы смазки вращающейся печи (применительно к печи
3,6x3,3x3,6x150), режим смазки и применяемые при этом
смазочные материалы, следующие:
подшипники осей опорных роликов — смазка ковшовая (кар-
терная) автотракторным трансмиссионным маслом, летнее и
зимнее (нигрол);
втулки осей контрольных (упорных) роликов — смазка цир-
куляционная принудительная индустриальным маслом 45;
рабочий редуктор — смазка картерная для шестерен; для
подшипников принудительная циркуляционная автотракторным
трансмиссионным маслом, летнее и зимнее (нигрол);
подшипники вала подвенцовой шестерни — смазка картер-
ная (ковшовая) маслом нигрол;
2С0
пусковой редуктор — смазка картерная с разбрызгиванием
индустриальным маслом 45;
венцовое зубчатое колесо и подвенцовая шестерня — смазка
погружением в ванну автотракторным трансмиссионным маслом
(нигрол);
уплотнение холодного конца печи — смазка ручная, набивка
с помощью колпачковой масленки: смазкой УСс-2 и УС-2 (соли-
дол); для смазки колпачок завинчивается один раз в сутки.
Дымосос печи смазывают так: подшипники вала ротора —
смазка кольцевая индустриальным маслом 45.
В шламовом питателе смазывают следующие узлы:
подшипники вала привода — смазка ручная, набивка с помо-
щью колпачковой масленки УСс-2,’ УС-2; для смазки колпачок
масленки повертывается на один оборот два раза в смену;
шестерни привода — смазка ручная, намазка графитной
смазкой УСА;
редуктор — смазка картерная с разбрызгиванием индустри-
альным маслом 45.
Правила техники безопасности. При обслуживании печной
установки прежде всего необходимо выполнять правила эксплу-
атации печи. В дополнение к ним следует руководствоваться сле-
дующими правилами, обеспечивающими безопасность работы.
Во время розжига печи запрещается посторонним лицам на-
ходиться у головки, привода и опорных устройств.
Шламовщик печи обязан оставить свое рабочее место во из-
бежание отравления газом и вернуться к нему только с разре-
шения начальника смены и после того, как площадка шламово-
го питателя (или сырьевой муки) будет провентилирована. Зап-
рещается смотреть в печь при пуске ее после остановки на по-
догрев до тех пор, пока она не сделала одного оборота; нельзя
стоять против смотровых окон и растопочных люков.
Смотровые окна в головке печи и дверцы должны быть зак-
рыты. Открывать их может машинист только для наблюдения за
ходом обжига; при этом необходимо пользоваться защитным
щитком с синим стеклом.
Снимать кольца (привары) на футеровке водяной струей
запрещается.
Рабочим разрешается входить в печь только после ее охлаж-
дения до температуры не выше 40° С, остановки вентилятора,
снятия предохранителей у электродвигателей печи, углепита-
тельных шнеков и вентилятора. При этом рабочие должны обя-
зательно пользоваться спецодеждой.
Горячий ремонт внутри печи разрешается вести только муж-
чинам, прошедшим медицинский осмотр, при этом температура
воздуха в печи не должна превышать 50° С.
Чистить шламовый питатель разрешается только во время
остановки печи.
261
Запрещается .пользоваться факелом для освещения внутри
печи. Для этой цели необходимо применять низковольтное осве-
щение напряжением не выше 12 в.
Очищать пылеосадительные устройства вручную во время
работы печи запрещается. Наросты пыли разрешается очищать
только сверху со специальных подмостей и только в присутст-
вии второго лица.
Особые требования техники безопасности при использовании
газового топлива те же, что и при обслуживании газовых топок.
Эти требования приведены на стр. 199
Правила эксплуатации другого вспомогательного оборудо-
вания печного цеха и необходимые при этом правила техники
безопасности приведены в соответствующих главах.
ГЛАВА XIII.
КОРОТКИЕ ВРАЩАЮЩИЕСЯ ПЕЧИ
Короткие вращающиеся печи, имея несравнимые преимуще-
ства по сравнению с длинными печами в отношении конструк-
ции, отличаются очень высоким расходом топлива, на 3’0—40%
и более, чем в длинных печах. Этот недостаток оказывается
столь существенным в экономическом отношении, что от строи-
тельства самостоятельно работающих коротких вращающихся
печей в .настоящее время отказались.
Значительный расход топлива в коротких вращающихся пе-
чах обусловливается высокой температурой отходящих газов,
как это отмечалось ранее. Следовательно, если создать установ-
ки, в которых будет использовано тепло отходящих газов на об-
жиг сырьевой смеси, то по экономическим показателям короткие
вращающиеся печи не только не будут уступать длинным вра-
щающимся 'печам, но и могут превзойти их. В результате созда-
ния таких установок появились короткие вращающиеся печи с
конвейерным кальцинатором, с концентратором шлама и с цик-
лонными теплоо'бменниками.
§ 69. ВРАЩАЮЩАЯСЯ ПЕЧЬ С КОНВЕЙЕРНЫМ КАЛЬЦИНАТОРОМ
Устройство печи. Вращающуюся печь с конвейерным каль-
цинатором (печь Леполя) применяют для сухого или комбини-
рованного способа производства при использовании сырьевой
смеси в виде гранул.
Установка (рис. 81) состоит из гранулятора 1, конвейерного
кальцинатора размером 3,9x24 м и короткой вращающейся
печи И размером 4Х'6О м с холодильником колосникового или
барабанного типа (на рисунке не показан).
Конвейерный кальцинатор представляет собой бесконечную
колосниковую решетку 2, движущуюся со скоростью 25—
50 м/ч. Решетка заключена в стальной кожух, футерованный
огнеупорным кирпичом. Пространство под решеткой разделено
перегородкой 4 на две камеры; холодную 3, куда поступают га-
зы с температурой 200—300°С, и горячую 6, где температура
достигает 1000—41100° С.
Два вентилятора 13 и 5 создают разрежение под решеткой.
Газы, отбираемые вентилятором 5, проходят через циклоны 7
263
Рис. 81. Схема установки вращающейся
печи с конвейерным кальцинатором:
1 — гранулятор, 2 — колосниковая решетка,
3 — холодная камера, 4 — перегородка, 5 —
нагнетательный вентилятор, 6 — горячая ка-
мера, 7 — циклон, 8 — труба, 9 — шнек, 10 —
элеватор, 11— вращающаяся печь, 12 — транс-
портер, 13 — отсасывающий вентилятор
для обеспыливания. Осажденная в циклонах пыль шнеком 9
направляется в печь. Мелкие зерна обжигаемого материала, ко-
торые проваливаются через щели колосниковой решетки, скап-
ливаются в нижней кам-ере и подаются в печь транспортером 12
и элеватором 10.
Принцип работы печи с конвейерным кальцинатором заклю-
чается в следующем. Из гранулятора сырьевая смесь в виде
гранул диаметром 10—20 мм непрерывно поступает на движу-
щуюся колосниковую решетку и ровным слоем толщиной 15—
20 см распределяется на
ней.
Печные газы, охлаж-
денные в горячей камере
до температуры 250—
300° С, по трубопроводу 8
засасываются вентилято-
ром 5 и нагнетаются в хо-
лодную камеру 3— прост-
ранство под решеткой.
Охлажденные в горя-
чей камере газы по тру-
бе 8 засасываются венти-
лятором 5 и нагнетаются
в пространство над ре-
шеткой. Затем они про-
сасываются через слой
материала, подсушивая
его, и охлажденные до
90—110°С вентилятором
удаляются из кальцина-
тора.
Под воздействием высоких температур сырьевая смесь пол-
ностью высушивается и частично кальцинируется. Подготовлен-
ная таким образом сырьевая смесь с температурой до 800—900°С
поступает в печь на окончательный обжиг.
Характеристика вращающихся печей с конвейерными каль-
цинаторами приведена в табл. 15.
Правила эксплуатации печи. Разжигать печь следует с не-
большой подачей топлива и при равномерном подъеме темпера-
туры в кальцинаторе. Делают это для того, чтобы решетка не за-
бивалась. Пускать печь нужно при медленном движении решет-
ки и пониженной высоте слоя. При пуске печи следует руковод-
ствоваться правилами, рассмотренными на стр. 258, примени-
тельно к длинным вращающимся печам.
До пуска решетки необходимо обеспечить возможно полное
сгорание топлива в печи, иначе оно будет догорать на решетке
и разрушать гранулы.
264
Разжигают печь с помощью вспомогательной трубы и толь-
ко после того, как печь начнет нормально работать. Затем мед-
ленно открывают шибер дымососа.
При эксплуатации печи необходимо следить, чтобы шиберы
(перегородки) между холодной и горячей камерами кальцина-
тора не пропускали пламени из горячей в холодную камеру, так
как это может разрушить гранулы в холодной камере. Раз-
рушенные гранулы забивают решетку, нарушают тягу и процесс
обжига в целом. Подъем температуры в этой камере должен
быть равномерным.
Необходимо также обеспечивать равномерность размера гра-
нул и их однородность; при смеси гранул, неодинаковых по раз-
меру, ухудшается газопроницаемость слоя на решетке, умень-
шается разрежение в печи (тяга) и ухудшается процесс обжига.
§ 70. ВРАЩАЮЩАЯСЯ ПЕЧЬ С ЦИКЛОННЫМИ ТЕПЛООБМЕННИКАМИ
Устройство печи. Схема установки печи с циклонными теп-
лообменниками приведена на рис. 82. Принцип работы ее зак-
лючается в следующем.
Сырьевая мука (на схеме сплошные стрелки) пневмонасо
сом подается в расходный бункер 12 печного отделения и эле
ватором 11 переносится на доза-
тор 7. Из него мука поступает в
газоход 6, подхватывается ды-
мовыми газами, отходящими из
циклона 8, и переносится в бата-
рейный циклон 5 (направление
движения газов на схеме показа-
но стрелками).
Осажденная из газового пото-
ка мука из батарейного цикло-
на 5 поступает в трубу от цикло-
на 4, подхватывается отходящи-
ми из него газами и направляется
в циклон 8. Осажденная в этом
циклоне мука поступает в трубу
от циклона 9, подхватывается от-
ходящими из него газами и пере-
носится в циклон 4. Мука, осев-
шая в этом циклоне, поступает в
трубу 15, подхватывается раска-
ленными газами, отходящими не-
посредственно из печи, и перено-
Рис. 82. Схема вращающейся лечи
с циклонными теплообменниками:
1 — печь, 2 — вентилятор, 3, 4, 8, 9 —
циклоны, 5 — батарейный циклон, 6 —
газоход, 7 — дозатор, 10 — течка, 11 —
элеватор, 12 — бункер сырьевой муки,
13 — расходный бункер печи, 14 — шнек,
15 — труба
сится в циклон 9. Мука в этом циклоне уже достаточно подо-
грета и частично кальцинирована, так как при движении по
265
циклонам она все время находилась в потоке горячих газов. По
течке 10 она ссыпается в печь /.
Отработанные дымовые газы из батарейного циклона 5 за-
сасываются вентилятором 2, создающим разрежение во всей
установке, и выбрасываются в атмосферу, предварительно прой-
дя окончательную очистку в циклоне 3 или лучше — в электро-
фильтре.
Уловленная этим циклоном пыль направляется также в печь.
Установка предусматривает подачу сырьевой муки в печь не-
посредственно из бункеров сырьевой муки 12. При этом мука
вначале поступает в расходный бункер 13, откуда питательным
шнеком 14 направляется в печь.
Характеристики вращающихся печей с циклонными теплооб-
менниками приведены в табл. 15.
Правила эксплуатации печи. Вращающиеся печи с циклон-
ными теплообменниками в основном разжигают так же, как
длинные печи. Особенности состоят в том, что после разогрева
печи и стабилизации теплового режима пускается дымосос с
закрытым дросселем (шибером). Постепенно дроссель откры-
вают, прогревая циклонные теплообменники и газоходы. Темпе-
ратура газов перед дымососом не должна превышать 250° С.
После прогрева всей системы (при достижении температуры
газов перед дымососом 200° С) включают питание сырьем цик-
лонных теплообменников.
Пускать печи при забитых циклонах и неисправных затво-
рах-мигалках под циклонами запрещается.
Не рекомендуется повышать температуру газов за печью вы-
ше 900° С, так как при этом в последней ступени циклонов мо-
гут зависать материалы.
§ 71. ВРАЩАЮЩАЯСЯ ПЕЧЬ С КОНЦЕНТРАТОРОМ ШЛАМА
Устройство печи. Установка вращающейся печи с концент-
ратором шлама показана на рис. 83. Шлам из бассейнов насо-
сом подается по шламопроводу 1 в специальный автоматиче-
ский питатель 2 с электромагнитным управлением, откуда че-
рез распределитель 4 поступает в концентратор шлама 5. Кон-
центратор представляет собой вращающийся барабан диамет-
ром от 3 до 4, 5 м и шириной от 2 до 4 м, набранный из колос-
ников.
Внутренняя часть барабана заполнена на 60% цилиндрами
диаметром 100—200 мм и длиной Г20—-250 мм. Барабан заклю-
чен в стальной кожух, футерованный внутри огнеупорным кир-
пичом.
Кожух имеет три отверстия: верхнее, по которому в концент-
ратор поступает шлам; боковое для отвода из концентратора
дымовых газов, поступающих из печи; и нижнее, сообщаемое с
266
питательной течкой печи, через которое подсушенный шлам (су-
харь) ссыпается в печь.
При вращении барабана жидкий шлам налипает на образу-
ющие барабан колосники и цилиндры внутри его и быстро под-
сушивается с влажности 36—42 до 8—12% при прохождении че-
рез концентратор печных газов. Образовавшийся «сухарь» в ви-
де лепешек сваливается в питательную течку 9 вращающейся
печи 8. Дымовые газы удаляют по газоходу 15 в группу цикло-
нов 14 дымососом 12. Очищенные газы через трубу 13 выбрасы-
ваются в атмосферу.
Печи с концентраторами отличаются значительным пыле-
уносом сырья, достигающим 15—30%. Чтобы предотвратить это,
устанавливают мощные пылеосадительные устройства в виде
группы циклонов 14 и уста-
новку по использованию пы-
ли. Пыль из циклонов 14 по-
ступает в сборный шнек И,
переносится элеватором 10 в
расходный бункер 3, откуда
питателем равномерно по-
дается по течке 6 в грануля-
тор 7.
Полученные гранулы на-
правляются в печь на об-
жиг.
Технические характери-
стики печей с концентрато-
рами шлама приведены в
табл. 15.
Правила эксплуатации
печи. Печи с концентрато-
ром шлама эксплуатируют
в основном так же, как длин-
Рис. 83. Вращающаяся печь с кон-
центратором шлама:
1 — шламопровод, 2 — питатель, 3 — расход-
ный буи кер, 4 — распределитель, 5 — кон-
центратор шлама, 6—течка, 7—грануля-
тор, 8 — печь, 9 — течка, 10 — элеватор,
11 — шиек, 12 — дымосос, 13 — труба, 14 —
циклон, 15 —* газоход
ные вращающиеся печи.
Особенности эксплуатации печей с концентратором шлама со-
стоят в следующем.
Для розжига печи на расстоянии 3,5—>4 м от конца топлив-
ной форсунки укладывают клеткой 6—8 м? сухих дров так, что-
бы дрова не доходили на 0,5—1 м до свода печи. Затем вхоло-
стую опробуют работу дутьевого вентилятора и дымососа, пи-
тателей топлива и шлама.
После этого открывают шибер над угольным питателем и
закрывают шибер холодного воздуха на дутьевом вентиляторе,
а также закрывают все дымовые шиберы. Пускают концентра-
тор вхолостую (наливают шлам через питатель на слив, минуя
концентратор) и вводят в действие пылеулавливающую систему.
267
После этого поджигают дрова, а затем в небольших количест-
вах подают топливо.
Убедившись в том, что стенки печи нагрелись до красного
свечения, пускают печь от вспомогательного тихоходного приво-
да и приоткрывают шибер, регулирующий тягу в печи. В то же
время внимательно следят за повышением температуры газов
за печью и концентратором. Как только температура газов при
выходе из концентратора достигнет 200°С, в концентратор пода-
ют воду.
По достижении температуры за печью 550—'600° С включают
привод печи, пускают дымосос и включают питатель шлама на
50% 'нормальной нагрузки. Одновременно пускают грану-
лятор.
Спустя 45—50 мин останавливают на одну-две минуты печь
для осмотра, предварительно прекратив подачу шлама и топли-
ва. Убедившись, что печь работает нормально, включают печь,
увеличивают на 75% подачу шлама в концентратор и прекра-
щают подачу в него воды. Однако при повышении температуры
газов за концентратором сверх 200° С снова пускают воду.
Если шлам систематически пересушивается, следует выгру*
зить часть тел из концентратора. Останавливают концентратор
только при угрозе несчастного случая или аварии. При аварий-
ной остановке немедленно прекращают подачу шлама, после че-
го очищают шламовый питатель и ванну концентратора от ос-
татков шлама.
Для плановой остановки концентратора сначала прекраща-
ют подачу шлама, затем концентратор совместно с питателем
промывают водой, пока температура газов за концентратором
снизится до 200° С. Вращение концентратора не прекращают до
полного охлаждения его.
Смазывают концентратор централизованно маслонасосом;
выключают смазку после остановки концентратора.
Режим работы печи с концентратором рекомендуется
следующий:
разрежение за концентратором не более 60 лои вод. ст.;
температура газов перед концентратором 650—700° С, за
ним — 100—'1’50° С;
влажность «сухаря» на выходе из концентратора 10—'12%,
а температура 90—95° С;
подсосы наружного воздуха в концентраторе не более 10%,
пылеунос — не выше 4 т/ч.
ГЛАВА XIV.
ШАХТНЫЕ ПЕЧИ И ДРУГИЕ АППАРАТЫ ДЛЯ ОБЖИГА КЛИНКЕРА
§ 72. ШАХТНЫЕ ПЕЧИ
Устройство печи. В шахтных печах обжигают сырьевую
смесь в виде гранул. При этом особое значение приобретает
прочность гранул. Они не должны разрушаться от давления вы-
шележащих слоев. Гранулы должны быть примерно одинаковы-
ми по величине; в этом случае обеспечивается наилучшая газо-
проницаемость слоя материала в шахте печи. Наряду с грану-
лами сырьевую смесь применяют также в виде брикетов, но это
устаревший способ.
Шахтные печи работают автоматически.
Установка для обжига клинкера в шахтной печи (рис. 8'4)
состоит из гранулятора 6 и непосредственно шахтной печи.
Дробленый уголь из бункера 1 и сырьевая мука из бункера 4
питателями 2 и 3 подаются в смесительный шнек 5, а затем в
гранулятор 6. Полученные гранулы поступают в воронку загру-
зочного желоба 8, вращающегося вокруг вертикальной оси и
равномерно распределяющего гранулы по сечению шахты 11
печи. Шахта в верхней части футерована огнеупорным кирпи-
чом 10, а в нижней части —чугунными кольцами 12.
Шахта может быть условно разделена на три зоны: зону
подогрева и кальцинирования (/); зону спекания (11) и зону
охлаждения (ИГ). Гранулированный материал равномерно за-
гружается с верху шахты и постепенно проходит все три зоны.
В зоне 1 он высушивается, подогревается до температуры
1200—4’300° С и кальцинируется, т. е. происходит разложение
СаСО3 на СаО и СО2. В зоне 11 он спекается при температуре
от 1300 до 1450° С, а на протяжении зоны /// полученный клин-
кер охлаждается холодным воздухом, подаваемым мощным
дутьевым вентилятором по воздуховоду 17.
Воздух, отбирая тепло от клинкера, нагревается и в подогре-
том виде поступает в зону обжига. Образующиеся в этой зоне
дымовые газы, удаляются по газоходу 7 дымососом и после очи-
стки их от пыли в фильтре выбрасываются в атмосферу.
При выходе из зоны обжига дымовые газы раскалены, но
проходя через слой более холодного материала в зоне I, они
охлаждаются и подогревают его. Шахтные печи отличаются вы-
269
сокой степенью использования тепла дымовых газов, а потому
расход топлива в них сравнительно невысокий, 900—U300 ккал
на обжиг 1 кг клинкера.
Обожженный и охлажденный клинкер выгружают из печи с
помощью разгрузочной колосниковой решетки 13. Эта решетка
(конструкции шпона) состоит из ступенчатых сегментов. Решет-
ка вращается на валу 14 и при этом сегменты захватывают и
измельчают куски клинке-
ра по всему сечению пе-
чи, равномерно их на-
правляя к разгрузочной
течке 15.
По течке они поступа-
ют в затвор 16. Затвор
шахтной печи должен
быть герметичным, для
того чтобы подсос наруж-
ного воздуха был мини-
мальным. Чтобы обеспе-
чить непрерывную раз-
грузку клинкера, устанав-
ливают затвор, состоящий
из нескольких самостоя-
тельных отсеков (шлю-
зов), снабженных клапа-
нами.
Клинкер поступает в
верхний отсек при закры-
тых клапанах всех шлю-
зов. Затем клапан, сооб-
щающий верхний отсек с
соседним, открывается и,
пропустив порцию мате-
риала, закрывается. Пос-
ле этого срабатывает кла-
Рис. 84. Схема установки для
обжига клинкера в шахтной
печи:
I, II, III зоны; 1 — бункер угля, 2
и 3 — питатели, 4 — бункер сырье-
вой муки, 5 — смесительный шнек,
6 — гранулятор, 7 — газоход, 8 — за-
грузочный желоб, 9 — труба подачи
кислорода, 10 — футеровка, 11 —
шахта печи, 12 — чугунные кольца,
13 — разгрузочная решетка, 14 —
приводной вал, 15 — разгрузочная
течка, 16 — затвор, 17 — воздухово-
ды
270
пан второго сверху отсека, пропуская клинкер в третий отсек.
Как только клинкер поступил в третий отсек, клапан второго
отсека закрывается и т. д. до выхода клинкера из печи. Клапа-
ны приводятся в действие гидравлическим или механическим
способом.
Для интенсификации процесса обжига клинкера в печь по
трубе 9 вводят кислород. Применение кислородного дутья поз-
воляет на 40—50% повысить производительность печи и на
20—25% снизить удельный расход топлива.
Производительность шахтной печи зависит от следующих
факторов.
Размер шахты влияет на производительность так: чем она
больше, тем больше в печи обжигается материала и тем выше
ее производительность. Однако удельная производительность
печи—количество килограммов клинкера, получаемого с 1 л;3
печи в течение 1 ч, оказывается наиболее высокой при высоте
шахты 10—12 м с диаметром в 3—4 раза меньше высоты, т. е.
2,5—'3 м.
Производительность печи зависит также от времени пребы-
вания материала в печи с момента его загрузки до выхода клин-
кера: чем меньше это время, т. е. чем быстрее перемещается ма-
териал по шахте, тем выше производительность. Однако качест-
во обжига во всех.случаях должно быть высоким и клинкер не
должен содержать «недожога», что может иметь место при
чрезмерном форсировании обжига.
Скорость движения газов в печи влияет на ее производитель-
ность таким образом: чем выше скорость, тем лучше теплообмен
между газами и материалами. Это ускоряет обжиг и увеличива-
ет производительность печи.
От размера гранул (или кусков) обжигаемого материала и
их зернового состава также зависит производительность печи.
С уменьшением размера кусков быстрее происходит прогрев их
и повышается производительность печи. Но при этом возраста-
ет сопротивление слоя материала движению газового потока и
уменьшается скорость последнего, вызывая снижение произво-
дительности. Оптимальным, наиболее выгодным размером гра-
нул является 15—25 мм; при этом они должны быть по возмож-
ности одинакового размера, так как сочетание крупных зерен с
мелкими повышает плотность слоя и снижает скорость движе-
ния газового потока из-за того, что мелкие зерна входят в пус-
тоты между крупными, перекрывая таким образом каналы дви-
жения газов между зернами.
Напор, скорость и количество подаваемого дутьевым венти-
лятором воздуха также влияют на производительность печи. При
уменьшении напора и скорости воздуха снижается скорость
движения газового потока в печи, а с уменьшением количества
воздуха ухудша-ются условия горения топлива. В результате
271
значительная часть топлива удаляется из печи в виде СО (окиси
углерода) —наиболее ценной горючей части топлива, а не в ви-
де СОг (углекислого га'за), образующегося при сгорании СО.
Напор дутьевого вентилятора шахтных печей принимают от
1500 до 3000 мм вод. ст.
Связь приведенных факторов выражают в виде следующей
формулы, принимаемой для расчета производительности шахт-
ной печи:
0,78502/7?
т
где Q — производительность шахтной печи, кг!ч',
D — внутренний диаметр печи, м\
Н — высота печи, м\
у— объемная масса материала, кг1м3-,
т — время пребывания материала в печи, ч.
В табл. 17 приведены технические показатели некоторых
шахтных печей.
Таблица 17
Характеристики шахтных клинкерообжигательных печей
Наименование показателей Размеры печи, м
2,5x9 2.78Х Х9,7 2,8X12 2,7X10 2,6хЮ 2.7Х Х14.4 2,5Х ХЮ
Площадь поперечного
сечения, м’' Вид обжигаемого мате- 4,9 5,72 6,15 5,72 5,3 5,72 4,9
риала Гранулы Ва- люшка Бри- кеты Валюш- ка Гра- нулы
Тип разгрузочного ус-
тройства Ре- Валь- Решетка — —
шетка ЦЫ
Влажность обжигаемо-
го материала, % Давление дутья (напор), 12 12 11 9 900 15 1000 12—15 1800 10
мм вод. ст 1500- 900— 1200 1800
2000 1000
Производительность, т/ч 6,25 6,04 5,83 5,0 4,58 4,58 2,5
Удельная производи- тельность, кг^ • ч ... 1350 1275 1055 874 864 800 510
Удельный расход теп- ла, ккал1кг клинкера . . 1000 1277 1209 1320 1236 1330 1170
В результате обжига сырья в печи иногда получается «недо-
жог» или «пережог». При «недожоге» гранулы недостаточно
обожжены, они имеют вид не спекшихся кусков клинкера; прй
«пережоге» гранулы превращаются в крупные твердые спекщие-
272
ся комки. В небольших количествах недожог не снижает качест-
ва клинкера. Пережог затрудняет помол клинкера.
Недожог может получаться при недостатке топлива, низкой
температуре в зоне спекания в результате весьма большого ду-
тья или значительных подсосов. Причина пережога — неравно-
мерное просасывание воздуха по сечению зоны спекания. В ре-
зультате воздух идет по краю печи, а центральная часть насад-
ки материала перегревается и образуется пережог. В этом слу-
чае следует ускорить разгрузку и загрузку печи.
Правила эксплуатации шахтных печей. При пуске печи не-
обходимо соблюдать следующие правила. Перед розжигом печи
следует тщательно осмотреть футеровку и механизмы загрузки
и разгрузки, дымосос и воздуходувку, бункера муки и угля, сиг-
нальную и контрольно-измерительную аппаратуру, транспорти-
рующие механизмы, пылеочистительные устройства, (предохрани-
тельные ограждения.
Перед розжигом полностью разгруженной печи шахта долж-
на быть заполнена пропущенным через грохот клинкером до
нижнего уровня зоны спекания.
При угрозе аварии или несчастного случая печь немедленно
останавливают. Остановка печи необходима также, если прого-
рела футеровка, нет сырья или топлива.
Перед остановкой следует подать сигнал, чтобы прекратили
подачу сырьевых материалов во избежание завала ими транс-
портных устройств, бункеров, загрузочного механизма печи.
При кратковременной остановке дутьевых устройств печь,
следует перевести на естественную тягу с минимальной скоро-
стью загрузки сырьем. При остановке печи для ремонта меха-
низмов сроком до 2—3 суток разгрузочное устройство и дутье-
выключают, печь герметизируют, верхний слой материала засы-
пают мелочью, а шибер дымовой трубы закрывают.
При длительной остановке материал полностью выгружают
из печи, тщательно осматривают футеровку и удаляют с нее
привары клинкера. Затем осматривают все механизмы печного
цеха.
Запрещается разжигать печь при отсутствии суточного за-
паса сырьевой смеси и пятисуточного запаса топлива, при не-
исправности механизмов или неочищенных пылеосадительных
устройствах.
Во время работы печи необходимо: наблюдать за положени-
ем зоны горения; регулировать процесс обжига, руководству-
ясь показателями контрольно-измерительных приборов и дан-
ными лаборатории о качестве сырьевой смеси и клинкера. Ра-
бочие, обслуживающие печь, должны наблюдать за состоянием
печи и вспомогательных устройств и механизмов; не допускать
подачи в печь сырьевых материалов и применения топлива не-
соответствующего качества; обеспечивать равномерную загруз-
10-2176 273
ку и разгрузку печи. Выгружать клинкер с температурой, выше
установленной, запрещается.
Если печь необходимо подогреть, в нее нужно добавить топ-
ливо в пересыпку с гранулами или .брикетами.
Правила техники безопасности. При эксплуатации шахтных
печей необходимо соблюдать следующие специфические пра-
вила.
Разрушать возникающие в шахте печи «козлы» и нависания
разрешается только с площадки печи, не спускаясь в шахту, и
при остановленном дутье. Запрещается применять для разру-
шения спекшихся глыб пар во избежание ожогов.
Запрещается при розжиге печи поливать дрова керосином
шли другим жидким топливом во избежание взрыва.
При появлении газа на загрузочной площадке печи необхо-
димо весь обслуживающий персонал немедленно удалить, прек-
ратить дутье, провентилировать помещение, а шахту печи на-
глухо закрыть крышками.
§ 73. ДРУГИЕ КЛИНКЕРООБЖИГАТЕЛЬНЫЕ АППАРАТЫ
Кроме вращающихся и шахтных печей, для обжига клинке-
ра применяют другие клинкерообжигательные аппараты, но в
них выпускают всего немногим более 1% клинкера. Этими ап-
паратами являются спекательные решетки и установки для об-
жига клинкера во- взвешенном состоянии и для получения плав-
леного цемента.
Спекателъная решетка. Спекательная решетка представляет
собой бесконечную ленту из палет, движущуюся по роликам.
Палеты собраны из множества колосников с отверстиями 3—
10 мм и закреплены на раме длиной 1 м. Ширина палет (и ре-
шетки) 1,5—2 м.
Сырьевая смесь в виде гранул с запрессованным в них дроб-
леным углем питателем равномерно .подается на палеты. В ре-
зультате движения ленты со скоростью 0,3—<5 м!мин на ней об-
разуется слой гранул; толщину слоя принимают равным 40—
50 см.
При движении ленты слой гранул поступает в зажигатель-
ную камеру, имеющую мазутные, газовые или угольные фор-
сунки, расположенные непосредственно над слоем материала и
служащие для зажигания угля в гранулах. Снизу решетки мощ-
ным вентилятором просасывается воздух; благодаря этому го-
рение топлива распространяется от поверхности в глубь слоя.
Дымовые газы из слоя обожженного материала засасывают-
ся в камеру с низу решетки. Под действием развивающейся в
слое материала температуры и при непрерывном движении гра-
нулы высушиваются, декарбонизируются и в них происходит
процесс спекания.
274
Полученный клинкер примерно на */з длины решетки охлаж-
дается просасываемым воздухом, сходит с палет при огибании
ими ведомого барабана ленты решетки и попадает в разгрузоч-
ную камеру. Из нее клинкер поступает в дробилку.
Для защиты решетки от резкого воздействия высокой темпе-
ратуры на палеты вначале укладывают слой дробленого клинке-
ра (подстил) с зернами размером 8—20 мм, а затем слой
гранул.
Основное достоинство решетки — это быстрый обжиг. Весь про-
цесс подсушки, декарбонизации, спекания и охлаждения длит-
ся на решетке 15—20 мин. Она отличается большой производи-
тельностью (табл. 18). Так, спекательная установка с полезной
площадью решетки 26 м2 имеет производительность 310 т!сут.
Она может обеспечить выпуск более 800 тыс. клинкера в год.
Однако качество клинкера, .полученного этим способом, весь-
ма невысокое. Пребывание клинкера в зоне обжига при движе-
нии решетки составляет 1—*1,5 мин. Этого времени недостаточ-
но для образования большого количества трехкальциевого сили-
ката, и цемент получается медленно твердеющий с относитель-
но небольшой прочностью. Поэтому, несмотря на то что этот
способ получения клинкера существует давно, он не применя-
ется широко. Но быстрота обжига, компактность и высокая про-
изводительность установки заставляют технологов и конструк-
торов изыскивать способы повышения качества цемента на спе-
кательной решетке в целях расширения этого метода. В табл.
18 приведены технические характеристики трех спекательных ре-
шеток, работающих в Польше и ФРГ.
Таблица 18
Технические характеристики спекательных решеток
Наименование показателей Цементный завод
„Пяст“ Опель Польша Доттернхаузен ФРГ
Площадь решетки, м2 26 36 36
Производительность, т/ч .... Удельный расход тепла, ккал/кг 13,0 14,8 17,9
клинкера 1700 1374 1200
Удельная производительность, «г/л<2.ч 500 410 496
Установки для обжига клинкера во взвешенном состоянии»
Сущность этого метода заключается в том, что через слой сухой
мелко гранулированной сырьевой смеси, расположенной на ко-
лосниковой решетке или пористом основании, пропускают под
напором горячие дымовые газы.
Проникая внутрь слоя, они вызывают непрерывную цирку-
27S
10*
ляцию зерен и весь слой материала приобретает сходство с ки-
пящей жидкостью. Всестороннее омывание мелких зерен горя-
чим газом создает наиболее благоприятные условия теплообме-
на и определяет высокую удельную производительность таких
установок. Качество клинкера при этом получается высокое
вследствие равномерного обжига мелких гранул.
В стадии практического освоения находится несколько тех-
нологических схем обжига клинкера в кипящем слое. Принци-
пиально эти схемы можно разделить на две группы. В одну
группу входят такие технологические схемы, по которым все
стадии обжига осуществляются в одном аппарате (реакторе).
Другую группу составляют схемы, при которых подготовка ма-
териалов (сушка, кальцинирование) осуществляется в реакторе,
-а спекание —в короткой вращающейся печи.
Установки для получения плавленого цемента. В 1944 г. в
СССР был предложен способ производства «плавленого» це-
ментного клинкера путем обогащения жидких металлургиче-
ских шлаков известью. Жидкие шлаки по своему химическому
составу близки к клинкеру, но из-за недостатка извести в них
отсутствует трехкальциевый силикат — основной составляющий,
отличающий портландцемент от других гидравлических вяжу-
щих и придающий последнему наиболее ценные свойства.
Для получения плавленого цемента жидкий шлак заливают
в конвертер из шлаковозных ковшей, добавляют к нему извест-
няк и руду и через отверстия (фурмы) с низу конвертера вду-
вают подогретый до 800° С воздух вместе с расплавленным ма-
зутом. Температура в конвертере достигает 1900—2000° С. При
этой температуре руда и образующаяся из известняка окись
кальция растворяется в шлаке, взаимодействует с SiO2, образуя
ЗСаО • SiO2.
Полученный клинкер в расплавленном состоянии выпуска-
ют из конвертера и охлаждают в грануляционном барабане
струей воды, а затем воздуха. При резком воздействии воды рас-
плав рассыпается на мелкие гранулы цементного клинкера.
Проводятся также большие работы по одновременному полу-
чению чугуна из руды и плавленого цементного клинкера в до-
.менной печи.
ГЛАВА XV.
ПОМОЛ КЛИНКЕРА И ХРАНЕНИЕ ЦЕМЕНТА
§ 74. ПОМОЛ КЛИНКЕРА
Помол клинкера — завершающая стадия производства порт-
ландцемента.
Клинкер является 'только полуфабрикатом. Для того чтобы
получить из него портландцемент, клинкер следует измельчить
совместно с добавкой гипса, а также и с гидравлической добав-
кой, применяемой в большинстве случаев.
Одно из важнейших требований к портландцементу — это
определенная степень измельчения — тонкость помола. От нее
зависит прочность портландцемента и скорость твердения его.
Измельчают клинкер в трубных мельницах, аналогичных
рассмотренным в гл. V. При этом применяют как открытый цикл
помола «на проход», так и замкнутый с промежуточной сепа-
рацией измельченного продукта. Эти схемы помола рассмотре-
ны в гл. V.
Отличительной особенностью измельчения клинкера по срав-
нению с помолом сырьевых материалов при сухом способе про-
изводства портландцемента является более высокая твердость
клинкера. Кроме того, для получения цемента размалываемые
зерна должны иметь заданный гранулометрический состав. По-
следними исследованиями установлено, что цемент, содержа-
щий в определенном сочетании мелкие и относительно крупные
зерна, обладает наиболее высокими физико-механическими по-
казателями.
Твердость клинкера и его размолоспособность зависят от ре-
жима и способа обжига (в шахтных или вращающихся печах),
а также от минералогического состава сырья. В качестве харак-
теристики способности клинкера к измельчанию пользуются ко-
эффициентом размолоспособности. Его принимают равным 1,0
для клинкеров вращающихся печей средней размолоспособно-
сти, 0,8—0,9 с повышенным и 1,1 с пониженным сопротивлением
размолу.
Клинкер шахтных печей более пористый, так как из гранул
выгорает уголь, поэтому сопротивление размолу такого клинке-
ра оказывается меньше и коэффициент размолоспособности его
принимают равным 1,15—.1,25. Чем выше коэффициент размоло-
277
способности, тем быстрее измельчается клинкер и тем больше
будет производительность мельницы.
При очень быстром охлаждении клинкера размолоспособ-
ность его понижается в результате значительного содержания
в клинкере клинкерного стекла — не успевшего закристаллизо-
ваться расплава. Примерно также на свойства клинкера влияет
содержание двухкальциевого силиката по сравнению с трехкаль-
циевым силикатом. Последний, обладая более хрупкими крис-
таллами, размалывается быстрее.
Тонкость помола цемента, характеризуемая остатком на си-
те № 008 (размер ячейки в свету 0,08 мм}, составляет 8—12%
для большинства отечественных цементов (согласно стандарту
этот остаток не должен превышать 15%); удельная поверх-
ность такого цемента составляет примерно 2500—3000 см21г.
Расход электроэнергии на получение одного килограмма цемен-
та при измельчении клинкера с коэффициентом размолоспособ-
ности 1,0 составляет соответственно 32—36 квт-ч. С повышени-
ем тонкости помола затрата электроэнергии возрастает в зна-
чительно большей степени, чем степень измельчения. Так, уве-
личение тонкости помола на каждый 1% (уменьшения остатка
на сите № 008) повышает расход электроэнергии на 4—'6% и
соответственно снижает производительность мельницы.
Применение замкнутого цикла помола существенно повыша-
ет производительность мельницы, на 10—20% и более- Причина
этого подробно рассмотрена в гл. V. Заключается она в систе-
матическом отделении от общей массы размалываемого в мель-
нице материала мельчайших зерен, которые налипают на мелю-
щие тела и снижают размалывающую способность последних.
Для сепарации цемента применяют в основном центробеж-
ные сепараторы. Трубная мельница работает в замкнутом цик-
ле с двумя сепараторами. Производительность сепаратора зави-
сит от тонкости помола, выделяемого при сепарации цемента.
Так, увеличение удельной поверхности с 2500 см21г до 3500 см2/г
уменьшает производительность сепаратора в 1,5 раза, а до
5000 см21г —в 2 раза.
Сепараторы принимают диаметром от 2800 до 5500 мм, их
производительность при отделении цемента с удельной поверх-
ностью 2500 см'21г составляет соответственно от 18 до 85 т/ч.
При замкнутой схеме помола получают цемент более устой-
чивого качества и более высоких физико-механических свойств
как в отношении марочной прочности, так и в отношении скоро-
сти твердения в начальный период. Например, по этой схеме по-
лучают быстротвердеющий цемент. Повышение физико-механи-
ческих свойств цемента при замкнутом цикле помола обуслов-
ливается однородным зерновым составом и уменьшением сред-
него размера цементного зерна. Из сепаратора выходит цемент
постоянного зернового состава и с заданной удельной повер.х-
278
ностью, что достигается соответствующей регулировкой рабо-
ты сепаратора.
Обогащение цемента мельчайшей фракцией, задерживаемой
в фильтрах для очистки аспирационного воздуха мельницы,
также позволяет получать быстротвердеющий цемент. Этот спо-
соб применяют при открытом цикле помола, добавляя к части
цемента пыль из фильтров.
Чтобы на мелющие тела и футеровку мельницы не налипала
пыль, применяют интенсификаторы помола: уголь, сажу. Сей-
час для этой цели стали вспрыскивать распыленную воду в по-
следнюю камеру мельницы в количестве 0,5—<1,0% от веса це-
мента. Это позволяет значительно снизить температуру цемента
до 70—80 вместо 100—150° С. Воду подают автоматически при
достижении цементом на выходе из мельниц температуры выше
100—1110° с.
Снижение температуры цемента достигается также водяным
охлаждением корпуса мельницы и интенсивной аспирацией. При
аспирации из мельницы удаляют наиболее тонкие фракции це-
мента, снижающие, как отмечалось, размалывающую энергию
мелющих тел. Большие объемы холодного воздуха (до 300 jw3 на
1 т цемента), просасываемые через мельницу, охлаждают футе-
ровку корпуса, мелющие тела и цемент.
Охлаждение цемента необходимо, во-первых, для того, чтобы
сократить сроки его выдерживания на окладе. Отпускать горя-
чий цемент запрещено, так как он очень быстро схватывается
и его невозможно применять в бетоне до полного охлаждения.
Установлено также, что с увеличением температуры цемента в
мельнице производительность ее снижается. Поэтому охлажде-
ние мельницы полезно сказывается и на ее производительности.
По этим причинам запрещено подавать в мельницу клинкер или
добавки с температурой выше 80° С.
Для охлаждения цемента применяют .специальные холодиль-
ники, представляющие собой .вертикальные или горизонтальные
шнеки с герметический корпусом, орошаемые водой. При пере-
мещении цемента в шнеке он интенсивно перемешивается ло-
пастями и охлаждается, соприкасаясь с холодным корпусом
шнека.
Особое влияние на качество помола и производительность
цементной мельницы оказывает выбор ассортимента мелющих
тел. Рекомендуется следующее соотношение мелющих тел по их
виду и размерам в трубной мельнице с самосортирующей футе-
ровкой (табл.19).
Трубные мельницы для помола клинкера применяют те же,
что и для измельчения сырьевых материалов. Однако в первом
случае их производительность оказывается несколько меньше.
Она составляет при измельчении цемента до остатка на сите
№ 008 6—8% у мельниц размером 2x10,5 м — 10—42 т/ч; 2,2х
279
Таблица 19
Рекомендуемые размеры мелющих тел
Мелющие тела и их размеры Мельница и вес мелющих тел, m 2x10.5 | 2,2x13 | 2,6Х13| 3,2x15
Шары 1 диаметром камера 100 мм 2,0 3,0 4,0 10,0
» 90 мм 2,5 4,0 6,0 12,5
» 80 мм 4,о 4,5 5,0 12,5
» 70 мм . 4,0 4,5 5,0 20,0
60 мм ... .... 2,5 3,5 5,0 10,0
jy 50 мм . ... 2,0 3,0 5,0 13,0
» п 40 мм . — — 3,0 —
11 камера Цильпебс размером 25x40 мм 6,0 10,0 15,0 28,0
п к 18x27 мм 9,0 20,0 31,0 34,0
X 13 м—17 т/ч; 2,6X13 — 26 т/ч; 2,4X13 м — 22 т/ч; ЗХ
X 14 м — 50 т/ч и 3,2X15 м — до 54 т/ч.
В остальном пути интенсификации процесса помола в труб-
ных мельницах, а также правила обслуживания цементных
мельниц те же, что и рассмотренные в гл. V.
§ 75. ХРАНЕНИЕ ЦЕМЕНТА
Цемент от мельниц или из сепаратора подают механическим
или’пневматическим способом в цементные силосы. Силос пред-
ставляет собой железобетонную (реже металлическую) емкость
на 2500—4000 т цемента каждая. Диаметр силосов 10—42 м, вы-
сота 20—25 м.
Общая емкость силосов должна соответствовать не менее
чем 10-суточной производительности цеха помола. Такая емкость
силосов необходима не только на случай нарушения отгрузки
цемента, но требуется для охлаждения цемента и его магази-
нирования (вылеживания). В процессе магазинирования содер-
жащаяся в цементе свободная известь гасится влагой из возду-
ха; этим обеспечивается получение цемента с равномерным из-
менением объема при твердении (см. стр. 23).
При механическом транспортировании цемента горизонталь-
ное перемещение его осуществляется шнеками, а вертикаль-
ное— ковшовыми элеваторами. Сейчас этот способ транспорти-
рования применяют редко, в основном на заводах небольшой
мощности.
Наиболее распространенным видом транспорта является
пневматический (см. стр. 284): перемещение цемента в горизон-
280
талыюм направлении аэрожелобами, а в вертикальном — пнев-
матическими насосами, подъемниками, аэролифтами.
Схема силосного склада мощного цементного завода пока-
зана на рис. 85. Цемент подается из цеха помола аэрожелобом
1 и поступает в приемный бункер 2 пневматического насоса 3
(или другого механизма вертикального транспортирования це-
мента). Сжатый воздух подводится к насосу по воздуховоду 4.
Цемент в виде аэросмеси транспортируется насосом по цементо-
проводу 5.
Рис. 85. Схема склада цемента с пневматическим транспортом:
1 — аэрожелоб, 2 — бункер, 3 — пневмонасос, 4 — воздуховод, 5 — це-
меитопровод, 6 — шибер, 7 — ответвляющийся цемеитопровод, 8— рас-
пределительный цемеитопровод, 9 — уровнемеры, 10 — фильтр, 11 — со-
единительные трубы, 12 — боковой разгружатель, 13 — донный разгру-
жатель, 14 — днище силоса, 15 — соединительные патрубки, 16 — двух-
ходовой шибер, П — силосы
Для переключения подачи цемента в ответвляющийся це-
ментопровод 7 устанавливается двухходовой шибер 6 с пневма-
тическим дистанционным управлением. На верху силоса нахо-
дится распределительный цемеитопровод 8, соединенный с пи-
тательным цементопроводом 5. Из него цементная аэросмесь
через двухходовые шиберы 16 поступает в патрубки 15, а затем
в силос 17.
Скорость движения аэросмеси по трубам от 1,5 до 5 м!сек.
При такой скорости цементные зерна удерживаются в воздуш-
ном потоке. Но при входе в силос скорость резко падает, и из
аэросмеси выпадает цемент.
Воздух уходит из силоса в атмосферу, предварительно прой-
дя фильтр 10. Силосы соединяются между собой трубами 11, по
281
которым воздух может переходить из одного силоса в другой и
удаляться через один пли сразу через несколько фильтров.
Для контроля наполнения силосов установлены уровнемеры
9 (см. стр. 195).
Разгружаются силосы пневматически. Для этого днище сило-
са 14 устраивают с наклоном 4—5%, а 20—25% площади по-
крывают коробками с аэроплштами. В коробки нагнетается под
давлением 2—3 ат предварительно охлажденный и обезвожен-
Рис. 86. Разгружатели:
а — донный: 1 — воронка,
2 — корпус, 3 — аэроплиты,
4 — рыхлитель, 5 — задвиж-
ка, 6 — воздуховод, 7 —
фильтр, 8 — выпускная теч-
ка, 9 — клапан: б — боковой:
1 — плита, 2 — входное от-
верстие, 3 — задвижка, 4 —
рукоятка, 5 — клапан, 6 —
шпиндель, 7 — маховик, 8 —
шкала, 9 — разгрузочный
патрубок
ный воздух. В результате цемент насыщается воздухом и приоб-
ретает свойство жидкости, стекая в отверстие в центре днища.
Аэрация силоса служит также для того, чтобы цемент не слежи-
вался и охлаждался. Способы аэрации цемента в силосе могут
применять те же, что для перемешивания сырьевой муки (см.
стр. 161).
Разгружают силосы с помощью специальных разгружателей
донных или боковых.
При помощи донного разгружателя (рис. 86, а)
цемент из силоса разгружают следующим образом. Цемент сте-
кает в корпус 2 через воронку 1, разгружается и попадает на
282
аэроплиты 3, служащие верхней поверхностью корпуса пневма-
тического рыхлителя 4. Сжатый воздух подводится в рыхлитель 4
и в корпус 2. Цемент, находящийся на аэроплите, насыщается про-
ходящим через нее воздухом и приобретает текучесть. Дальней-
шее транспортирование легко подвижного цемента осуществляет-
ся сжатым воздухом, подаваемым в корпус 2, и цемент направ-
ляется к выпускной течке 8. Поток цемента можно регулировать
и полностью выключать коническим клапаном 9.
На воздуховоде 6 перед подачей воздуха в корпус 2 установ-
лен воздушный фильтр 7, препятствующий выбиванию цемента
из корпуса 2 в воздуховод. Между воронкой 1 и корпусом 2 уста-
новлена шиберная задвижка 5 для полного отключения подачи
цемента из силоса в разгружатель.
Производительность донного разгружателя до!150 т/ч, расход
воздуха составляет 1 м3 на 1 т цемента при давлении 2—3 ат.
Боковой разгружатель (рис. 86, б) крепится на
стенке цементного силоса стальной плитой 1, перекрывающей
разгрузочное отверстие в силосе. На плите смонтированы все
детали разгружателя. Входное отверстие 2 разгружателя пере-
крывается задвижкой 3 с рукояткой 4. Сжатый воздух, поступая
через аэроплитки, насыщает цемент, он приобретает текучесть и
начинает вытекать через отверстие 2 в разгрузочный патрубок 9.
Поток вытекающего цемента регулируют коническим клапаном 5,
закрепленным на шпинделе 6. С помощью маховика 7 можно
изменить положение клапана, контролируя его по шкале 8 ука-
зателя на шпинделе.
Производительность бокового разгружателя до 150 т/ч при
расходе 1 м3 сжатого воздуха давлением 2—3 ат на 1 т цемента.
Отгружают цемент в таре — бумажных мешках — или нава-
лом, в специально оборудованном транспорте — цементовозах
или контейнерах автомобильного, железнодорожного или водно-
го транспорта со специальными разгрузочными устройствами.
Для отправки цемента в таре применяют 4—5-слойные меш-
ки из натроноцеллюлозной бумаги (крафт-бумага), непромокае-
мой и выдерживающей температуру до 150° С. Упаковывают це-
мент в мешки механически, специальными автоматическими ма-
шинами производительностью от 25 до 120 т/ч. Если учесть, что
в один мешок затаривается 50 кг цемента, то одна машина запа-
ковывает за час от 500 до 2400 мешков.
Цементный завод каждую партию цемента, отправляемую
потребителю, снабжает паспортом, в котором указывается: на-
звание цементного завода; номер паспорта и партии; год, месяц
и число отправки цемента; вес партии; наименование и адрес
получателя; номера вагонов и накладных; название цемента и
его марка (на основе результатов текущего контроля производ-
ства); вид и количество гидравлической добавки в %; указания
о соответствии цемента требованиям ГОСТ 10178—62.
283
§ 76. ТРАНСПОРТИРУЮЩИЕ МЕХАНИЗМЫ ПОМОЛЬНОГО ОТДЕЛЕНИЯ
И СКЛАДА ЦЕМЕНТА
Винтовые пневматические насосы. Винтовым пневматическим
насосом (рис. 87) транспортируют порошкообразные материалы
по трубопроводам на расстояние до 200 м и на 'высоту до 30 л.
Сжатый воздух давлением '3—4 ат захватывает порошок, сме-
шивается с ним и пылевоздушная смесь под напором воздуха
перемещается по трубопроводу к месту назначения.
Цемент поступает в приемный бункер 1 насоса, пройдя пред-
варительно сито для удаления крупных включений. Подача ма-
Рис. 87. Винтовой пневматический насос:
1 — бункер, 2 — загрузочная коробка, 3 — задвижка, 4— шиек, 5 — цилиндрическая часть
насоса, 6 — клапан, 7 — ось рычага, 8 — манометр, 9 — рычаг с грузом, 10 — цементопро-
вод, 11— смесительная камера, 12— сопла, 13 — воздуховод, 14 — вал
териала из бункера в загрузочную коробку 2 регулируется за-
движкой 3. Далее материал попадает в шнек 4, вращающийся
со скоростью около 1000 об/мин, и перемещается в смесительную
камеру И по цилиндрической части насоса 5. Эта часть насоса
перекрыта клапаном 6, шарнирно подвешенным к оси 7. Кла-
пан прижимается рычагом с грузом 9.
В камере смешения цемент смешивается с воздухом, посту-
пающим .по воздуховоду 13 и выбрасываемым в камеру через
сопла 12. Образующаяся при этом пылевоздушная смесь под
давлением в камере устремляется к выходному отверстию, сое-
диненному с цементопроводом 10. По цементоводу смесь транс-
портируется к месту назначения.
Перед клапаном 6 образуется цементная пробка, которая не
пропускает воздух в цилиндрическую часть корпуса 5. Пробка
образуется из-за переменного шага винтовой лопасти шнека.
В начале шнека материал перемещается с большей скоростью,
284
чем в конце его. Это вызывает уплотнение порошкообразного
материала по длине шнека. От степени уплотнения порошка за-
висит устойчивость работы насоса.
Шнек приводится во вращение от электродвигателя через вал
14. Давление в камере смешивания контролируется маномет-
ром 8.
Производительность винтовых пневматических насосов под-
считывают по формуле
Q=60 • 0,785 (D2 - d2) (S - р) k • п • у,
где Q —производительность насоса, т/ч;
D — диаметр шнека, м;
d — диаметр ступицы, равный 0,4—0,57), м;
S — шаг шнека, равный 0,5—0,6 D, м;
р — толщина лопасти шнека, м;
k — коэффициент использования, учитывающий неравно-
мерность подачи материала и принимаемый равным
0,35—0,40;
п — число оборотов шнека в минуту;
у — объемная масса уплотненного материала, т/м3.
Технические характеристики винтовых пневматических насо-
сов приведены в табл. 20.
Таблица 20
Технические характеристики пневматических винтовых насосов
Диаметр шнека, мм
Наименование показателей 100 150 200 250
Производительность по цементу, m/ч . . . 11 34 65 144
Рабочее давление воздуха, ат- 4 4 4 4
Расход воздуха, м3/мин 4,1 15 28,3 50
Мощность электродвигателя, кет 14 28 55 115
Вес с электродвигателем, т 1,1 1,7 2,5 3,0
Винтовые пневматические насосы компактны и высокопро-
изводительны. Но они имеют существенные недостатки: быстро
изнашивается винтовая лопасть о перемещаемый материал; рас-
ходуют много электроэнергии.
В соответствии с правилами эксплуатации винтовые насосы
должны быть оборудованы манометром для измерения давле-
ния воздуха, амперметром, показывающим нагрузку электро-
двигателя, и расходомером воздуха.
Перед пуском насоса проверяют исправность шибера перед
насосом, наличие места в емкостях для транспортируемого ма-
териала, наличие смазки в подшипниках и сальнике насоса и
состояние ограждений.
285
Затем открывают шибер на магистрали, подают воздух и
.регулируют давление воздуха на сопла; продувают сжатым воз-
духом транспортный трубопровод, поворачивают вручную вал
насоса и пускают электродвигатель. После достижения двига-
телем нормального числа оборотов постепенно открывают ши-
бер для питания материалом.
Перед остановкой насоса шибер питания материалом закры-
вают и после перекачки материала выключают электродвигатель.
Рис. 88. Камерный пневматический насос:
/ — загрузочные патрубки, 2 и 8 — клапаны, 3—камеры, 4,
6 и 13 — патрубки для подачи воздуха, 5 — сопла, 7 — за-
движка, 9, 11 — воздуховоды, 10 — разгрузочные патрубки,
/2 — уровнемер, 14 — пневмоцилиндр, 15 — поршень
Затем всю систему продувают сжатым воздухом для очистки ее.
В период работы машинист должен следить за давлением
воздуха, нормальным питанием насоса материалом, нагрузкой
электродвигателя по амперметру, работой клапана и за состоя-
нием .подшипников, сальников и их смазкой. В насосе смазыва-
ют следующие узлы:
сальник —смазка ручная с помощью колпачковой масленки
смазкой УТ-1; для смазки поворачивают крышку масленки на
один оборот через час;
подшипники вала — смазывают во время замены винта смаз-
кой УСс-2 или УС-2;
подшипники шибера и грузового клапана — смазка ручная
286
колпачковой масленкой смазкой У|Сс-2 или УС-.2; для смазки
поворачивают крышку масленки на один оборот раз в смену.
Камерные пневматические насосы. Эти насосы подразделя-
ются на однокамерные и двухкамерные с верхней и нижней вы-
грузкой. Наиболее распространены двухкамерные насосы (це-
ра-насосы) с нижней выгрузкой (рис. 88). Принцип действия
их основан на попеременном образовании в одной из .камер пы-
левоздушной смеси, которая затем сжатым воздухом выдав-
ливается из камеры, поступает в трубопровод и транспортирует*
ся по нему. При этом, если в левой камере загружается цемент,
то из правой в это время выталкивается пылевоздушная смесь.
Порошкообразный материал по патрубку 1 при открытом
клапане 2 поступает в левую .камеру 3, при закрытой задвижке
7 на разгрузочном патрубке 10. При достижении материалом
уровнемера 12 включается подача сжатого воздуха в трубопро-
вод 11. (Сжатый воздух поступает в правую часть пневмоцилин-
дра 14, отодвигает поршень 15 влево и клапан 2 в левой камере
закрывается, а в правой камере (к этому моменту уже опорож-
ненной) клапан открывается. Одновременно переключаются за-
движки 7 на разгрузочных .патрубках 10.
Для разгрузки камеры в нее вводят сжатый воздух по па-
трубку 13, а также по патрубкам 4 и 6. .Воздух, подаваемый по
патрубку 6, обтекает сопло 5 и создает в разгрузочном патрубке
10 разрежение. Вследствие этого возрастает скорость движения
материала по патрубку и быстрее опорожняется камера.
После опорожнения левой камеры переключаются клапаны
2 и 8 и процесс наполнения и опорожнения камер повторяется
в обратном порядке.
Сжатый воздух распределяется по трубопроводам и пневмо-
цилиндрам при помощи электромагнитных клапанов 8. Воздух
к пневмонасосу поступает по воздуховоду 9.
В однокамерных насосах вначале камеру заполняют цемен-
том, затем в нее пускают воздух и она опорожняется. После
этого цикл повторяется. Наличие только одной камеры в этих
насосах приводит к периодичности подачи материала насосом
и, естественно, снижает его производительность по сравнению
с двухкамерным (табл. 21).
Основное преимущество камерных насосов — отсутствие тру-
щихся частей, что имеет место в винтовых насосах. Однако по
компактности и производительности, а также по конструкции и
взаимодействию отдельных частей они существенно уступают
винтовым насосам.
Для правильной эксплуатации камерных насосов их оснаща-
ют манометрами, показывающими давление поступающего сжа-
того воздуха в транспортном трубопроводе и в камерах; счет-
чиком количества опорожнений камер и сигнальными лампочка-
ми, показывающими степень загрузки камер.
287
Таблица 21
Технические характеристики камерных пневматических насосов
Наименование показателей Тип насоса
Однокамерный Двухкамерный
Диаметры камеры, мм 1500 1800 1400 1800 1420
Емкость камеры, л/3 3,5 8,5 2,6 5,2 —
Расход воздуха, мЧмин 15 42,0 8,4 18 25
Давление воздуха в воздуховоде, ат 3 3 3 3 3
Расстояние транспортирования, м . . 200 200 250 95 200
Высота подъема, м . 20 20 20 20 35
Производительность, пцч ...... 12—30 24—60 7 45 40
Перед пуском насоса необходимо проверить давление воз-
духа, исправность всей системы, смазать узлы, продуть сжатым
воздухом транспортный трубопровод и проверить работу уст-
ройства автоматического управления механизмами включения
и выключения подачи воздуха и мате-
ние. 89. Аэролифт для
транспортирования це-
мента:
1 — цилиндрическая ем-
кость, 2 — загрузочный
патрубок, 3 — труба, 4 —
аэроплитки, 5 — патрубок
для подачи воздуха,
6 — сопла
риала.
Убедившись, что вся система исправна,
в одну из камер подают материал и насос
включают в работу.
Во время работы следует руководство-
ваться показаниями манометров и сигналь-
ными лампочками и следить за исправно-
стью всей системы.
Перед остановкой насоса необходимо
прекратить подачу материала в камеру,
разгрузить ее, продуть транспортный тру-
бопровод и прекратить подачу сжатого воз-
духа.
Аэролифты. Аэролифт (рис. 89) пред-
ставляет собой цилиндрическую емкость /.
По патрубку 2 в нее непрерывно загружает-
ся цемент. Снизу через сопло 6 подается
сжатый воздух давлением 5—10 ат. Кониче-
ская часть емкости выложена аэроплитка-
М'И 4 и имеет подвод сжатого воздуха по
патрубку 5. В результате цемент в нижней
части емкости находится в кипящем состоя-
НИИ.
Попадая в струю сжатого воздуха, по-
ступающего из сопла 6, он выбрасывается в
трубу 3, соединенную с транспортирующим
трубопроводом, и подается к месту назна-
чения в виде пылевоздушной смеси. Осаж-
дается цемент в циклоне и фильтре.
288
Производительность аэролифтов до 150 т/«; высота подъема
30—50 м, расход воздуха до 80 м3/мин.
Аэрожелоба. Эти устройства (рис. 90) предназначены для
транспортирования порошкообразных материалов (под углом
не более 4—5°).
Аэрожелоб представляет собой закрытый лоток /, разделен-
ный пористыми аэроплитками 2 (или специальной тканью). В
нижнюю часть лотка вентилятором 5 вдувается воздух под на-
пором до 500 мм вод. ст.{ он проходит через аэроплитки и насы-
Рис. 90. Аэрожелоб:
/ — лоток, 2—аэроплитки, 3 — вентилятор, 4 — бункер, 5 — фильтры
щает цемент, находящийся в верхней части желоба и поступа-
ющий из бункера 4. В результате цемент приобретает свойство
текучести и стекает по уклону желоба. Выгружается материал
в любой точке по специальному патрубку.
Отработанный воздух уходит из верхней части желоба, прой-
дя матерчатые фильтры 5. Аэрожелоба бывают одиночные или
сдвоенные.
(Производительность аэрожелобов подсчитывают по фор-
муле
Q=36C0-f-v-k,
где Q — производительность, л«3/ч;
f — площадь сечения слоя материала в желобе, м2;
v — скорость движения материала, м/сек-,
k — коэффициент, учитывающий сопротивление движению
материала по .плиткам и принимаемый равным в сред-
нем 0,9.
289
Ширина желоба аэрожелобов бывает от 125 до 500 мм; их
производительность соответственно от !20 до 120 м3/ч.
Средний расход воздуха в аэрожелобах 1,5 м3/мин на 1 м2
аэроплиток.
При эксплуатации аэрожелоба нельзя подавать под аэро-
плитки влажный и запыленный воздух. Для очистки воздуха
перед вентилятором устанавливают висциновый фильтр. Запре-
щается ударять по плиткам и каркасу; ,при остановке желоба
следует очищать плитки от материала и посторонних пред-
метов.
ГЛАВА XVI.
ОБЩИЕ СВЕДЕНИЯ О СМАЗКЕ ОБОРУДОВАНИЯ
Смазка — наиболее важная и ответственная операция об-
служивания оборудования. От своевременности и качества ее во
многом зависит долговечность эксплуатации машин.
§ 77. УСЛОВИЯ СЛУЖБЫ МЕХАНИЗМОВ МАШИН
И СПОСОБЫ ИХ СМАЗКИ
В .процессе работы между движущимися деталями машин
возникает трение, приводящее к износу оборудования. Ухудша-
ются условия работы механизмов цементного производства в
результате попадания в них пыли, увеличивающей трение и
истирающей детали; отрицательно сказывается на работе и вы-
сокая температура, имеющая место при ряде технологических
операций (сушке, обжиге, помоле).
Смазка уменьшает трение и при соответствующем способе
ее выполнения очищает механизм от попавшей в него пыли и
охлаждает трущиеся части.
При эксплуатации оборудования цементных заводов приме-
няют следующие системы смазки.
Ручная система в зависимости от характера работы уз-
ла механизма выполняется при помощи различных приспособ-
лений. Шприц или ниппель применяют для смазки подшипников
осей и роликов транспортеров; колпачковые масленки—для
смазки тяжело нагружаемых валов привода, имеющих неболь-
шую скорость вращения; намазку и набивку мазью используют
для смазки открытых шестерен и зубчатых колес .приводных ме-
ханизмов, стальных канатов и подшипников качения электро-
двигателей.
Капельную систему применяют для смазки маслом
тяжело нагруженных подшипников болтушек, мешалок.
Погружение в ванну, наполненную смазочным жид-
ким маслом, применяется для венцовых зубчатых колес печей,
сушильных барабанов и мельниц-
Кольцевая система с использованием смазочных ко-
лец, подающих масло из картера подшипников на шейки вала,
применяется обычно на всех подшипниках приводных механиз-
мов оборудования.
291
Л у бр и к а то р н а я система с применением масляных
лубрикаторов рекомендуется для смазки поршней и золотников
компрессоров. Лубрикатор — это устройство для автоматиче-
ской дозированной подачи смазки к трущимся деталям машин.
Различают одноточечные и многоточечные лубрикаторы. Послед-
ние предназначены для централизованной смазки трущихся де-
талей, расположенных в различных местах машины и работа-
ющих в условиях высоких нагрузок, что требует соответствую-
щего давления смазки.
Ковшовая система, или черпаковая, осуществляется
при помощи специальных ковшей, черпающих масло из картера
подшипника и подающих его на вал. Применяется эта система
для смазки шеек осей опорных роликов вращающихся печей и
сушильных барабанов.
Картерная система осуществляется с использованием
масляных насосов. Рекомендуется она для смазки трех- и двух-
ступенчатых мощных редукторов привода вращающихся печей,
цементных и сырьевых 'мельниц. Для всех остальных редукторов,
приводов и коробок червячных передач применяется картерная
система смазки с разбрызгиванием масла. •
Циркуляционная система смазки с использованием
масляных насосов применяется для смазки цапфовых подшипни-
ков цементных, сырьевых и трубных мельниц, осей контрольных
роликов вращающихся печей, шатунных подшипников мощных
щековых дробилок и главных подшипников конусных дробилок.
Циркуляционная система включает в себя маслопроводы,
сливной и нагнетательный отстойник, холодильник, электриче-
скую печь для подогрева масла, масляные насосы, из которых
один рабочий, второй резервный, контрольно-измерительные
приборы.
§ 78. СМАЗОЧНЫЕ МАТЕРИАЛЫ
Узлы и детали машин смазывают жидкими маслами и кон-
систентными (густыми) мазями. Основной характеристикой их
является вязкость (текучесть) и ее изменение с изменением тем-
пературы, стойкость к окислению и действию высоких темпе-
ратур.
Выбор вида смазки зависит от конструктивных особенностей
узла механизма и условий его работы (скорости, трения, давле-
ния), а также от применяемой системы смазки. Масла неболь-
шой вязкости — «легкие», применяются для смазки подшипни-
ков скольжения быстроходных валов; подшипники тяжелых ти-
хоходных валов смазывают маслами повышенной вязкости, или
мазями.
Номенклатура смазочных материалов, наиболее применяе-
мых в цементном производстве, и их характеристики приведены
в табл. 22, 23.
292
Таблица 22
Смазочные масла
Наименование масла гост Вязкость ус- ловная в гра- дусах при 50° С Температура застывания, °C
Индустриальное 12 (веретен- ное 2) 1707—51 1,86—2,26 —30
Индустриальное 20 (веретен- ное 3) 1707-51 2,60—3,31 —20
Индустриальное 30 (машинное Л) 1707-51 3,81—4,59 —15
Индустриальное 45(машинное С) 1707—51 5,24-7,07 — 10
Индустриальное 45В (машин- ное СВ) .... • 2854—51 5,24—7,07 — 8
АК-6 (автол 6 ) 1862—63 — -30
АК-10 (автол 10) 1862—63 — —25
АК-15 (автол 15) .... • ... 1862-63 — — 5
Дизельное для быстроходных дизелей 5304—54 10,4 —10
Моторное для тихоходных ди- зелей М 1519—42 6,0-6,5 — 8
То же, Т 1519-42 8,2—9,0 0
Автотракторное трансмиссион- ное (нигрол 3) 542—50 — —20
Автотракторное трансмиссион- ное (нигрол Л) 542-50 — — 5
Цилиндровое 11 1841—51 — + 5
Цилиндровое 24(вискозин). . . 1841—51 — —
Осевое Л • 610—48 5—7 —15
Осевое 3 610—48 3,0—3,5 —40
Осевое С 610—48 2,0—2,2 -55
Турбинное Л 32-53 2,9—3,3 —15
Турбинное УТ . . 32—53 4,0—4,5 -10
Компрессорное М 1861—54 — —
Компрессорное Т 1861-54 — —
Трансформаторное 982—56 1,8 —45
При выборе сорта масла для подшипников скольжения мож-
но руководствоваться данными табл. 24 в зависимости от удель-
ной нагрузки на подшипник и окружной скорости вращения.
Окружная скорость вычисляется по формуле
r.-D-n
где v — окружная скорость, м1мин\
л — 3,14;
D — диаметр вала, м\
п — число оборотов вала в минуту.
Если требуемого сорта масла (по вязкости) нет, допускает-
ся смешивать в определенном соотношении два сорта, вязкость
одного из которых больше, а другого меньше вязкости заменя-
емого масла. Определение этого соотношения производится по
специальной номограмме.
293
Таблица 23
Консистентные смазки
Наименование смазки ГОСТ Температура каплепаде- ния, °C Вязкость в условных градусах
Универсальная ннзкоплавкая УНЗ 3005—51 50
Универсальная низкоплавкая УН] (вазелин технический).... 782—59 40—50 При 60° С-3
Универсальная низкоплавкая УН2 782—59 54
Универсальная среднеплавкая УСс-2 (солидол синтетический) . 4366-64 75
То же, УС-2 (солидол жировой) 1033—51 75 —
То же, УС-А (графитная) . . . Универсальная тугоплавкая УТ-1 (консталин) 3333—55 75 —
1957—52 130 При 50е С-2
То же, УТ синтетическая (коп- сталин) 5703—65 130—150
То же, УТВ (смазка 1-13).... Универсальная канатная ПК . . 1631—61 120 —
5570—50 40 При 100° С
1,4—2,5
Таблица 24
Сорта масел для подшипников скольжения
Удельная нагрузка, кге, см2 Окружная скорость, м[мин Вязкость масла в условных градусах Сорт масла требуемой вязкости
Менее 5 Менее 30 1,5—2,8 Индустриальное 12
Менее 5 30—50 1,3-1,4 „ л
5-65 20—30 4,0—4,5 30
5—65 Менее 20 5,5—6,5 45
5—65 30—50 2,5—4,0 „ 20
65—150 .Менее 20 8,0—12,0 Автотракторное АК-15 или ци-
линдровое 11
65—150 20—30 6,5—8,5 Индустриальное 45 или авто-
тракторное АК-10
65—150 30—50 4,0—6,5 Индустриальное 30 и 45
§ 79. НОРМЫ РАСХОДА СМАЗОЧНЫХ МАТЕРИАЛОВ
Потребность в смазочных материалах для смазки трущихся
частей и деталей механизмов определяется конструктивными
особенностями последних, режимом их ра'боты и применяемой
системой (способом) смазки.
Ниже .приводятся средние приближенные нормы расхода сма-
зочных материалов.
Для смазки подшипников скольжения при кольцевой систе-
ме смазки за каждую смену работы требуется: при диаметре
294
вала до ЛОО мм — 3 г; при диаметре вала более 100 мм — от 3
до 5 г.
Расход смазочных материалов для подшипников скольже-
ния при циркуляционной и ковшовой смазке в зависимости от
емкости ванны приведен в табл. 25.
Таблица 25
Расход смазки для подшипников скольжения
Емкость ваииы, кг Расход за смену иа каждые 1 кг емкости ванны, г Емкость ванны, кг Расход за смену иа каждые 1 кг емкости ваииы, г
До 10 0,6 51—60 0,37
11—20 0,5 61—70 0,36
21—25 0,45 71—80 0,34
26—30 0,43 81—90 0,32
31—50 0,40 91—100 0,30
Таблица 26
Расход смазки в зависимости от емкости ванны
Емкость ваниы, кг Расход за смеиу на каж- дые 1 кг ем- кости ваниы, кг Емкость ваниы, кг Расход за смену на каж- дые I кг ем- кости ваииы, г Емкость ваииы, кг Расход за смеиу иа каж- дые 1 кг ем- кости ваины, г
До 10 0,6 71—80 0,34 401—500 0,24
11—20 0,5 81—90 0,32 501—600 0,23
21—25 0,45 91—100 0,30 601—700 0,22
26—30 0,43 101—150 0,29 701—800 0,21
31-50 0,40 151—200 0,27 801-900 0,20
51-60 0,37 201—300 0,26 901—1000 0,19
61—70 0,36 301—400 0,25
Таблица 27
Нормы расхода смазочных материалов в зависимости от номера масленки
Номер масленки Среднее число витков иа крышке масленки Вместимость масленки, г Подача мази за один оборот крышки маслен- ки, г Диаметр шеек валов, мм
1 13 3 0,23 15
2 11 6 0,5 15—20
3 11 8 0,72 20—30
4 12 15 1,25 30—45
5 20 33 1,65 45—60
6 22 58 2,4 60—80
7 18 75 4,2 80—100
8 16 91 5,7 100—125
9 19 176 9,3 125—150
295
Количество материалов, необходимое для смазки зубчатых
передач при циркуляционной смазке и смазке разбрызгиванием
в зависимости от емкости ванны, приведено в табл. 26.
Для подшипников скольжения и качения (шариковые, роли-
ковые), смазываемых консистентной смазкой при помощи кол-
пачковых масленок, в зависимости от номера масленки и режи-
ма смазывания норма расхода смазки подсчитывается по
табл. 27.
§ 80. ОБЩИЕ ПРАВИЛА ВЫПОЛНЕНИЯ СМАЗКИ
И «КАРТЫ СМАЗКИ» ОБОРУДОВАНИЯ
Завод-изготовитель снабжает каждый механизм соответству-
ющей инструкцией (или руководством) по эксплуатации. В них
указывается назначение данной машины, приводится техниче-
ская характеристика, дается описание ее конструкции и кинема-
тической схемы привода, устанавливаются правила обслужива-
ния машины и правила техники безопасности, приводятся наибо-
лее характерные неполадки в работе и способы их устранения,
а также дается схема и режим смазки.
Схема и режим смазки может изображаться в виде «карт
смазки», в которых приводится техническая характеристика сма-
зываемых узлов и деталей оборудования, указываются специфи-
ческие условия его эксплуатации, даются сорта смазочных мате-
риалов для смазки определенных узлов, указывается система
смазки, а также, в отдельных картах, приводятся режимы смаз-
ки. Карты смазки являются важнейшими документами при экс-
плуатации оборудования.
«Карта смазки» оборудования имеет форму таблицы (см
табл. 28), к которой прилагается общий вид машины с обозна-
чением узлов смазки. В качестве примера приводится карта
смазки щековой дробилки 1200Х'1500 мм.
При смазке оборудования надлежит руководствоваться сле-
дующими общими правилами выполнения и организации сма-
зочных работ.
Строго соблюдать режим смазки, установленный инструк-
цией (или картами) смазки.
Систематически контролировать температуру нагрева сма-
зываемых деталей.
Заливать масло в картеры подшипников, редукторов и в ван-
ны циркуляционной системы только через фильтрующие сетки.
Уровень масла в картерах поддерживать на требуемой вы-
соте.
Доливать свежее масло в картер или ванну и заменять отра-
ботанную смазку в установленные сроки.
После слива отработанного масла картер или ванну тщатель-
но промывать керосином и легким маслом, после чего заливать
2S6
04
Карта смазки № 4 (15/3840) шнековой дробилки с размером зева 1200X1500 мм
и «
О*
297
свежее масло. Для .протирки картеров после промывки их керо-
сином и маслом не применять тряпок, так как их волокна могут
засорить фильтр, если они случайно останутся в картере.
При замене отработанного масла необходимо промывать
также фильтры, отстойники, маслонасосы и охладители масла.
Систематически проверять правильность работы маслосисте-
мы по манометру и температуру масла в циркуляционной сис-
теме.
В холодное время года после длительной остановки мощного
оборудования перед пуском его заливать в картеры подшипни-
ков подогретое масло.
Выполнять технические правила хранения смазочных мате-
риалов и заправочного инвентаря, не допуская их засорения.
ЛИТЕРАТУРА
Боганов А. И. Механическое оборудование цементных заводов. Маш-
гиз, 1961.
Б у л а в и и И. А., Силенок С. Г. Оборудование для производства
строительных материалов. Машгиз, 1962.
Бутт Ю. М. Технология цемента и других вяжущих. Госстройиздат,
1963.
Бутт Ю. М., Окороков С. Д., Сычев М. М., Тимашев В. В.
Технология вяжущих веществ. Высшая школа, 1965.
Вальберг Г. С. Природный газ в цементной промышленности. Гос-
стройиздат, 1962.
Воробьев В. А., Колокольни ков В. С. Производство мине-
ральных вяжущих. Госстройиздат, 1960.
Дешко К). И., Креймер М. Б., Огаркова Т. А. Наладка и теп-
лотехнические испытания вращающихся печей на цементных заводах. Госстрой-
издат, 1962.
Дешко Ю. И., Креймер М. Б. Крыхггии Г. С. Дробление и по-
мол в цементной промышленности Стройиздат, 1966.
Драбкин Г. С., Б р о в а р И. П., Гельфанд Я. Е., Ицко-
вич Э. Л. Автоматизация цементных заводов. Госстройиздат, 1961.
Карты смазки оборудования цементной промышленности. Промстройиздат,
1955.
Кузнецов А. М. Технология вяжущих веществ и изделий из них. Выс-
шая школа, 1963.
Лурье ГО. С. Портландцемент, Госстройиздат, 1963.
Правила техники безопасности и производственной санитарии на пред-
приятиях цементной промышленности. Госстройиздат, 1961.
Правила технической эксплуатации цементных заводов. Госстройиздат,
1960.
Справочник по производству цемента. Госстройиздат, 1963.
Ходоров Е. И. Современная технология производства цементного
клинкера. Госстройиздат, 1960.
ОГЛАВЛЕНИЕ
Стр.
ВВЕДЕНИЕ ............................ 3
Глава I.
Общие сведения о портландцементе
§ 1. Портландцемент и его состав ........................... 7
§ 2. Состав клинкера и его оценка.......................... . 8
§ 3. Процессы твердения портландцемента.....................16
§ 4. Свойства портландцемента............................... 19
§ 5. Разновидности портландцемента .........................26
Глава II.
Основные технологические схемы производства портландцемента
§ 6. Общие сведения о производстве портландцемента...........33
§ 7. Мокрый способ производства портландцемента..............36
§ 8. Сухой способ производства портландцемента...............40
§ 9. Комбинированный способ производства портландцемента.....43
Г лава III.
Сырьевые материалы для производства портландцемента
§ 10. Сырьевые материалы для изготовления клинкера............45
§ 14. Добавки к клинкеру при изготовлении портландцемента.... 48
§ 12. Правила приемки активных минеральных добавок............52
§ 13. Разгрузка и хранение сырьевых материалов................54
Глава IV.
Дробление сырьевых материалов
§ 14. Общие ©ведения об организации дробильных установок ... 56
§ 15. Схемы дробления ... 57
§ 16. Щековые дробилки .......................................60
§ '17. Конусные дробилки..................................... 67
§ 18. Валковые дробилки..................................... .71
§ 19. Молотковые и ударные дробилки...........................75
300
Стр.
§ 20. Грохоты (сортировки) ........................................82
§ 21. Питатели и транспортирующие механизмы дробильных установок . 86
§ 22. Управление дробильными установками...........................90
§ 23. Эксплуатация дробильных установок............................91
Г лава V.
Помол сырьевых материалов
§ 24. Общие сведения о помоле и помольных установках.............. 94
§ 25. Схемы помола в шаровых мельницах.............................98
§ 26. Устройство сырьевых трубных мельниц.........................100
§ 27. Другие типы помольного оборудования.........................115
§ 28. Аспирация шаровых мельниц................................. .118
§ 29. Классификационные установки шаровых мельниц.................125
§ 30. Дозаторы (питатели) мельниц.................................130
§ 31. Транспортирующие механизмы помольных установок..............134
§ 32. Автоматическое управление работой помольных установок . ... 136
§ 33. Эксплуатация помольных установок........................... 139
Глава VI.
Измельчение мягких материалов в болтушках
§ 34. Основные технологические схемы измельчения материалов методом
разбалтывания.....................................................144
§ 35. Автоматизация процессов размучивания материалов и эксплуата-
ция болтушек......................................................149
Глава VII.
Корректирование и гомогенизация сырьевой смеси
§ 36. Методы корректирования сырьевой смеси...................... . 152
§ 37. Шламовые бассейны...........................................156
§ 38. Силосы сырьевой муки........................................160
§ 39. Эксплуатация установок гомогенизации н хранения сырьевой смеси 163
§ 40. Контроль качества сырьевой смеси............................165
Г лава VIII.
Грануляция сырьевой смеси
§ 41. Приготовление гранул из сырьевой муки.......................169
§ 42. Приготовление гранул из шлама ............................171
Глава IX.
Сушка сырьевых материалов
§ 43. Общие сведения о сушке сырьевых материалов и применяемом для
этого оборудовании ...............................................175
§ 44. Вращающиеся сушильные барабаны..............................179
§ 45. Вихревые сушилки........................................ .... 183
§ 46. Сушка материалов во взвешенном состоянии....................185
301
Стр.
§ 47. Топки сушильных установок............................ . . . 187
§ 48. Вспомогательные устройства сушильных установок ............194
§ 49. Эксплуатация сушильных установок........................ . 195
Глава X.
Топливо, его подготовка и процессы горения
§ 50. Виды топлива л его характеристика..................... . 201
§ 51. Твердое топливо для вращающихся и, шахтных печей ..........203
§ 52. Приготовление пылеугольного топлива........................206
§ 53. Правила эксплуатации углепомольных установок...............209
§ 54. Жидкое топливо.............................................211
§ 55. Газообразное топливо ..................................... 212
§ 56. Контроль процессов горения топлива....................... 215
v Г лава XI.
Общие сведения об обжиге клинкера
§ 57. Процессы, протекающие при обжиге сырьевой смеси........... 223
§ 58. Вращающиеся печи, их виды и характеристика.................227
Глава XII.
Длинные вращающиеся печи
§ 59. Устройство барабана печи.................................. 234
§ 60. Футеровка барабана печи ...................................237
§ 61. Встроенные теплообменные устройства печи...................242
§ 62. Шламовые питатели .........................................245
§ 63. Аппараты для подачи топлива в печь.........................246
§ 64. Холодильники вращающихся печей............................ 248
§ 65. Пылеочистительные устройства...............................251
§ 66. Интенсификация процесса обжига.............................253
§ 67. Контроль процесса обжига ............................. . 254
§ 68. Эксплуатация вращающихся печей.............................257
Глава XIII.
Короткие вращающиеся печи
§ 69. Вращающаяся печь с конвейерным кальцинатором ...........263
§ 70. Вращающаяся печь с циклонными теплообменниками..........265
§ 71. Вращающаяся печь с концентратором шлама ................266
Глава XIV.
Шахтные печи и другие аппараты для обжига клинкера
§ 72. Шахтиые печи.............................................. 269
§ 73. Другие клинкерообжигательные аппараты .....................274
302
Глава XV.
Помол клинкера н хранение цемента
Стр.
§ 74. Помол клинкера...................................... . . 277
§ 76. Хранение цемента ........................................ 280
§ 76. Транспортирующие механизмы помольного отделения и склада це-
мента .......................................................... 284
Глава XVI.
Общие сведения о смазке оборудования
§ 77. Условия службы механизмов машин и способы их смазки........291
§ 78. Смазочные материалы .......................................292
§ 79. Нормы расхода смазочных материалов.......................> . 294
§ 80. Общие правила выполнения смазки и «карты смазки» оборудования 296
Литература ........................... ’....................299
Колокольников Вадим Сергеевич
ПРОИЗВОДСТВО ЦЕМЕНТА. Учеб, по-
собие для индивидуального и бригадного
обучения рабочих на производстве. М.,
«Высш, школа», 1967.
303 с. с илл.
Библиогр.: с.299
УДК 666. 942
6П7. 3
Научный редактор А. Е. Федоров
Редактор 3. В. Михальчук
Технический редактор Э. М. Чижевский
Корректор Л. 3. Черникова
Т-02707. Сдано в набор 3/VII 1-66 г.
Поди, к печати 6/1-67 г. Формат 60X90716-
Объем 19 печ. л. Уч.-изд. л. 18,59.
Зак. № 2176.
Изд. № ИНД—23 Тираж 8000 экз.
Цена 58 коп.
Тематический план издательства «Высшая
школа» (профтехобразование) на 1967 г.
Позиция № 24.
Москва, К-51, Неглинная ул„ 29/14,
Издательство «Высшая школа»
Московская типография № 8
Главполиграфпрома Комитета по печати
при Совете Министров СССР.
Хохловский пер., 7.