/














































































Текст
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
РЕЛЬЕФНОЙ
СВАРКИ
В. А. ГИЛЛЕВИЧ
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
РЕЛЬЕФНОЙ
СВАРКИ
Н Т Б
Автозавод имени Лихачева
Инвемт. №
а
iWi'? J
Дата , J
ЛЕНИНГРАД
„МАШИН ВСТРОЕНИЕ“
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1976
6П4.3
Г47
УДК 621.791.763.2
Рецензент канд. техн, наук В. В. Долгоруков
Гиллевич В. А.
Г47 Технология и оборудование рельефной сварки. Л., «Ма-
шиностроение» (Лениигр. отд-ние), 1976.
152 с. с ил.
Б книге рассмотрены вопросы теории контактной рельефной сварки и изложены
основные сведения по ее технологии. Рассмотрены условия, обеспечивающие устойчи-
вость процесса сварки и особенности образования соединений в твердой фазе и с рас-
плавлением металла. Даны рекомендации по выбору размеров рельефов и параметров
режима при сварке одного или нескольких рельефов. Рассмотрены особенности Т-образ-
ной рельефной сварки и сварки вкрест. Приведены рекомендации по выбору технологии
Т-образной сварки, размеров рельефов и параметров режима. Приведены также основ-
ные сведения об оборудовании для рельефной сварки. Рассмотрены требования к элек-
трической и механической части рельефных машин. Дано краткое описание конструкции
и технологических возможностей отечественных рельефных прессов. Рассмотрены элек-
тродные устройства, а также оснастка и сварочные приспособления, применяемые при
рельефной сварке.
Книга предназначена для инженерно-технических работников, занятых в области
сварочного производства.
31206080
1 038(01)—76 80—76 6П4*3
Виктор Андреевич Гиллевич
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
РЕЛЬЕФНОЙ
СВАРКИ
Редактор издательства Л. М. Блейхман
Технический редактор В. Ф. Костина
Обложка художника Г. Л. Попова
Корректор Л. А. Курдюкова
Сдано в набор 1/VfII 1975 г. Подписано к печати 24/XII 1975 г.
М-20718. Формат издания бОХЭО’/ц. Бумага типографская № 2.
Печ. л. 9,5. Уч.-изд. л. 10,2. Тираж 12 000 экз. Зак. № 433. Цена 64 коп.
Ленинградское отделение издательства «Машиностроение». 191065, Ленинград, Д-65,
ул. Дзержинского, 10.
Ленинградская типография № 6 Союзполиграфпрома при Государственном комитете
Совета Министров СССР по делам издательств, полиграфии и книжной торговли,
193144. Ленинград, С-144, ул. Моисеенко, 10
31206—080
1 0:18(01)^76 80—76
© Издательство «Машиностроение», 1976 г.
ВВЕДЕНИЕ
Рельефную сварку можно определить как вид контактной
сварки, при которой детали соединяются по поверхности их
касания, ограниченной искусственными или естественными высту-
пами (рельефами). При рельефной сварке в отличие от точечной
положение контакта между деталями определяется положением
рельефов или формой самих участков деталей, подлежащих сварке,
а не положением сварочных электродов. Форма и площадь кон-
такта между деталями, распределение тока и тепловыделение
в них также в значительной степени определяются формой и
размерами рельефов или свариваемых поверхностей.
Существует много разновидностей рельефной сварки (рис. 1).
Наиболее распространенной является сварка листовых соединений
внахлестку, осуществляемая с помощью рельефов раз-
личной конфигурации. Чаще всего применяют сферические рель-
ефы (рис. 1, а), с помощью которых образуются соединения, имею-
щие в плане круглую форму. Сварку осуществляют по одному или
по нескольким рельефам одновременно.
Для получения соединений вытянутой формы применяют про-
долговатые рельефы (рис. 1,6). Их применение особенно целесо-
образно при сварке деталей с малой шириной нахлестки. Во мно-
гих случаях для соединения деталей используют кольцевые и
прямоугольные рельефы (рис. 1, в), позволяющие получать не
только прочные, но и прочноплотные (герметичные) соединения.
Сварку по кольцевым и прямоугольным рельефам применяют
обычно при необходимости герметизации небольшого объема,
расположенного между двумя деталями.
При сварке нахлесточных соединений рельефы чаще всего фор-
мируют холодной штамповкой. При этом на обратной стороне
детали образуется незаполненная полость (лунка) (рис. 1, а,
б, в). При применении местного контактного нагрева или при
изготовлении малогабаритных деталей холодной высадкой возмож-
но образование рельефов без лунки (рис. 1, г). Такие рельефы
обладают большей жесткостью; поэтому их применение особенно
целесообразно при сварке деталей малой толщины и деталей из
особо пластичных металлов и сплавов. Хорошие результаты могут
быть получены при использовании вместо рельефов промежуточ-
ных вставок — концентраторов (рис. 1, д). Этот способ
целесообразен при сварке деталей большой толщины и в случаях,
когда образование рельефов штамповкой и высадкой затруднено.
При сварке по концентраторам сварные соединения можно леги-
ровать. Для этого следует изготавливать концентраторы из спла-
вов специального состава.
Другой широко распространенной разновидностью рельефной
сварки является Т-образная сварка или сварка втавр. При Т-об-
разной сварке одна из деталей приваривается своей торцовой по-
верхностью к поверхности другой детали. Таким образом можно
1*
3
6)
Рис. 1. Типы соединений при рельефной
сварке листов внахлестку
Рис. 2. Типы соединений при рельефной сварке
втавр
4
приваривать стержни, листы, трубы, а также сваривать трубы или
стержни друг с другом (рис. 2). На привариваемых торцах деталей
механической обработкой или высадкой изготавливают компакт-
ные (рис. 2, а, б, в) или кольцевые (рис. 2, а, д, е) рельефы. В по-
следнем случае, так же как и при сварке листов внахлестку с при-
менением кольцевых рельефов, можно получить герметичные
соединения. Герметичные соединения формируются также при
вваривании деталей в отверстие листа или трубы (сварка «острой
гранью» 123]). Кольцевой контакт образуется при этом между
внутренней кромкой отверстия и скосом на наружной поверхности
детали, образованном в результате развальцовки детали (рис. 2, ж)
или ее механической обработки (рис. 2, з, и). Возможно и обратное
Рис. 3. Типы соединений при рельефной сварке
вкрест
сочетание: острая кромка на наружной поверхности детали и
скос на внутренней поверхности отверстия (рис. 2, к). Наконец,
приварка втавр стержней и листов к листу может осуществляться
с помощью рельефов, выштампованных на поверхности листа
(рис. 2, л, м).
Разновидностью Т-образной сварки можно считать также
приварку стержней и труб боковой поверхностью к плоскости
листа. Различные варианты выполнения такого соединения пока-
заны на рис. 2, к, о, п.
Третьей весьма распространенной разновидностью рельефной
сварки является сварка крестообразных соединений из стержней,
труб и проволок или сварка вкрест. Рельеф в этом случае
образуется естественной формой самих свариваемых участков
деталей (рис. 3). В литературе этот процесс нередко относят к то-
чечной сварке [6]. Такую классификацию нельзя признать пра-
вильной, так как расположение, форма и площадь контакта между
деталями при сварке вкрест определяются не сварочными электро-
дами, что характерно для точечной сварки, а формой поверхности
самих свариваемых деталей.
Некоторые авторы рассматривают образование стыковых сое-
динений стержней и труб с подготовленными на их торцах рель-
ефами так же, как разновидность рельефной сварки [42]. Разно-
видностью рельефной сварки считают также приварку стержней
и труб к плоскости методом оплавления. Очевидно, указанные
соединения можно равным образом относить как к рельефной,
так и к стыковой сварке. Учитывая, что процессы, происходящие
при образовании таких соединений, аналогичны процессам обычной
5
стыковой сварки, достаточно хорошо освещенным в литературе,
в данной книге они не рассматриваются.
Рельефная сварка, как и все виды контактной сварки, является
разновидностью сварки давлением. При сварке давлением соеди-
нение может образовываться с расплавлением и без расплавления
металла (в твердой фазе). В соответствии с классификацией,
предложенной А. С. Гельманом, рельефную сварку в твердой
фазе следует отнести к сварке давлением с кратковременным нагре-
вом без оплавления (Р-, Т-процессы) ПИ. Для получения надеж-
ных соединений при сварке в твердой фазе необходима совместная
пластическая деформация металла свариваемых деталей, приво-
дящая к разрушению окисных и других поверхностных пленок,
к образованию между соединяемыми поверхностями физического
контакта и к активации атомов на соединяемых поверхностях [111.
Соединения в твердой фазе могут иметь достаточно высокую проч-
ность, если схема процесса такова, что сварка протекает в усло-
виях, обеспечивающих возможность значительных пластических
деформаций (стыковая, холодная, прессовая сварка, сварка
трением и т. д.). В тех случаях, когда условия процесса исключают
возможность пластической деформации металла в нужном объеме
(например, при точечной и шовной сварке), прочность соединений
в твердой фазе оказывается низкой и нестабильной, и процесс
следует вести до получения в соединении литой зоны. Для форми-
рования при сварке давлением развитой литой зоны необходима
достаточная нахлестка свариваемых деталей, создающая условия
для всестороннего сжатия расплавленного металла и удержания
его от выплеска.
Рельефная сварка всегда сопровождается значительной пласти-
ческой деформацией свариваемого металла и, следовательно,
протекает в условиях, способствующих формированию надежных
соединений в твердой фазе. Однако не во всех случаях рельефной
сварки детали образуют нахлестку, необходимую для формирова-
ния литого ядра. Поэтому по условиям образования соединения
все разновидности рельефной сварки можно разбить на две группы.
К первой группе относится сварка нахлесточных соединений,
осуществляемая с помощью компактных (сферических) рельефов.
Сварное соединение в этом случае образуется при всестороннем
сжатии нагреваемого металла, что делает возможным формирова-
ние литой зоны. Аналогичные условия имеют место при точечной
сварке, отчего рельефную сварку нахлесточных соединений нередко
рассматривают как разновидность точечной.
Ко второй группе относятся такие разновидности рельефной
сварки, как Т-образная сварка и сварка вкрест. Здесь условия
образования соединения иные: всестороннее сжатие нагреваемого
сварочным током металла отсутствует и литое ядро обычно не фор-
мируется — сварка происходит в твердой фазе. По характеру
образования сварного соединения эти разновидности рельефной
сварки близки к стыковой сварке сопротивлением.
6
При сварке нахлесточных соединений с применением вытянутых
и кольцевых рельефов получить литую зону большей частью
не удается. Соединение в этом случае также формируется в резуль-
тате сварки в твердом состоянии.
Рельефную сварку с успехом применяют для соединения де-
талей из низкоуглеродистой, углеродистой, низколегированной
и легированной сталей. Металлургические процессы, протекающие
при рельефной, точечной и других видах контактной сварки
этих сталей в основном аналогичны. В связи с отрицательным
влиянием на качество соединений низкой жесткости рельефов
рельефную сварку значительно реже применяют для соединения
деталей из алюминиевых, медных и других сплавов, обладающих
повышенными пластическими свойствами.
Для рельефной сварки характерны следующие основные
преимущества.
1. Возможность одновременной сварки в нескольких местах.
Число одновременно свариваемых соединений ограничивается
в большинстве случаев лишь технологическими возможностями
применяемого оборудования: сварочным током, усилием электро-
дов, размерами электродных плит. На деталях из тонких стальных
листов сваривают до 15—20 рельефов одновременно. Возможность
одновременной сварки большого числа рельефов исключает не-
обходимость перемещения деталей для постановки следующих
точек, благодаря чему механизация вспомогательных операций
при рельефной сварке осуществляется легче, чем при точечной.
Производительность труда при рельефной сварке соизмерима
с производительностью труда при точечной сварке на многоэлек-
тродных машинах.
2. Высокая гибкость и маневренность процесса. На рельефной
машине, не прибегая к сложной переналадке можно сваривать
узлы с различным числом и расположением точек. В этом благо-
приятное отличие рельефной сварки от точечной сварки на много-
электродных машинах. Кроме того, соединения при рельефной
сварке могут быть расположены более часто, чем это возможно при
сварке на многоэлектродных машинах, где минимальное расстоя-
ние между точками ограничивается размерами сварочных транс-
форматоров, приводов сжатия электродов и т. д.
3. Меньший, чем при точечной сварке, износ электродов. При
рельефной сварке применяют электроды с плоской рабочей по-
верхностью, размеры которой, как правило, превосходят размеры
литого ядра сварного соединения. Поэтому плотность тока в кон-
такте электрод—деталь невелика и износ электродов незначителен.
Еще более важным является то, что качество соединений при
рельефной сварке в значительно меньшей степени зависит от
состояния электродов, чем при точечной, где размеры рабочей
поверхности электродов являются одним из параметров процесса.
Это создает условия для повышения при рельефной сварке
стабильности результатов и снижения брака. Помимо этого,
7
обеспечивается экономия в затратах труда и времени из-за от-
сутствия необходимости в частой заправке и смене электродов.
4. Минимальное расстояние соединений от кромок деталей.
Рельефной сваркой можно соединять малогабаритные изделия
и изделия с малыми отбортовками, точечная сварка которых
была бы невозможна из-за неизбежных выплесков.
5. Повышенная стабильность прочностных свойств соединений.
При рельефной сварке листов внахлестку на начальной стадии
процесса формируются соединения в твердой фазе, обладающие
высокими и стабильными прочностными характеристиками. Высо-
кая прочность соединений в твердой фазе стабилизирует прочност-
ные результаты при рельефной сварке в условиях возможной
нестабильности воспроизведения параметров режима. При слу-
чайном изменении сварочного тока или усилия электродов сниже-
ние прочности соединений при рельефной сварке будет менее зна-
чительным, чем при точечной. Даже в случае нарушений процесса,
приводящих к отсутствию литой зоны и к полной потере прочности
точечно-сварных соединений, соединения, выполненные рельеф-
ной сваркой, обладают прочностью, составляющей 60—70% от
номинала.
6. Возможность сварки без зачистки поверхности горячеката-
ной стали и стали, покрытой ржавчиной.
7. Хороший внешний вид соединений, отсутствие на поверх-
ности дез алей вмятин от электродов. Расположение точек заранее
определяется местом штамповки рельефов.
Перечисленные преимущества — это преимущества рельефной
сварки в сравнении с точечной. Однако рельефная сварка может
применяться и там, где точечная или другие виды контактной
сварки вообще невозможны. Это относится ко всем разновидностям
рельефной Т-образной сварки. Т-образная сварка обычно заменяет
дуговую сварку, клепку, пайку и другие малопроизводительные
и трудоемкие процессы. Экономическая эффективность рельефной
сварки взамен перечисленных операций может быть особенно
значительной.
Вместе с тем, применение рельефной сварки требует во многих
случаях ряда дополнительных расходов и прежде всего расходов,
связанных с изготовлением рельефов. Для их снижения штамповка
(высадка) рельефов должна по возможности совмещаться со штам-
повкой (высадкой) изделия в целом. Стоимость электродной и
другой технологической оснастки и приспособлений при рельефной
сварке обычно так же выше, чем при точечной. Поэтому наиболь-
ший экономический эффект рельефная сварка дает при массовом
производстве однотипных деталей.
Глава I
ТЕХНОЛОГИЯ РЕЛЬЕФНОЙ СВАРКИ
НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ
1. ОСОБЕННОСТИ ОБРАЗОВАНИЯ
СВАРНОГО СОЕДИНЕНИЯ
Рассмотрим процесс образования соединения на примере рель-
ефной сварки низкоуглеродистой стали толщиной 2 + 2 мм
импульсом с плавным нарастанием тока. Различные стадии обра-
зования соединения показаны на рис. 4. График изменения пара-
метров, характеризующих процесс сварки, представлен на рис. 5.
Сварка начинается с предварительного сжатия деталей для
создания между ними механического контакта. Контакт между
деталями устанавливается по вершине рельефа, который частично
вдавливается в противолежащий лист, а частично обминается [48].
После включения сварочного тока металл рельефа и прилегающей
.зоны нагревается и сопротивление деталей на участке между
электродами 7?ээ растет. Через 0,03 с после включения тока начи-
нается интенсивное смятие рельефа, вызванное нагревом металла
выше температуры разупрочнения (—400°), площадь контакта
между деталями возрастает и Т?5Э, достигнув максимальной вели-
чины, начинает уменьшаться. При сварке на режимах с более
интенсивным начальным тепловыделением (без модуляции тока)
смятие рельефа и уменьшение сопротивления деталей могут про-
исходить, начиная с первого полупериода включения тока.
Металл рельефа выдавливается в зазор между деталями, обра-
зуя там поясок диаметром dn. Через 0,1 с процесс смятия рельефа
и рост диаметра пояска, а в связи с этим и снижение сопротивления
деталей замедляются. Полость лунки начинает заполняться метал-
лом, вступающим через некоторое время в контакт с рабочей
поверхностью верхнего электрода. Это приводит к уменьшению
сопротивления верхнего листа и к более резкому (в интервале
0,16—0,2 с) снижению сопротивления /?ээ. Через 0,2 с, когда
расплавленной зоны в соединении еще нет, смятие рельефа пол-
ностью заканчивается. Рост площади контакта между деталями
замедляется и сопротивление в дальнейшем остается практи-
чески неизменным.
Соединение между деталями начинает формироваться еще на
начальной стадии осадки рельефа. Уже при /С1| = 0,04 с детали,
освобожденные из-под электродов, не распадаются. Через 0,1 с,
т. е. еще до окончания смятия рельефа и задолго до появления
литой зоны, соединение уже обладает значительной прочностью.
Через 0,2 с в центре контакта начинает формироваться литое ядро.
К этому времени направление перемещения верхнего электрода
меняется и под воздействием теплового расширения металла
электрод начинает двигаться вверх. Размеры литой зоны и проч-
9
Рис. 4. Образование сварного соединения: а — схема образования сое-
динения; б — макрошлифы, иллюстрирующие процесс образования сое-
динения при сварке стали 6 = 2 мм;
I — до включения сварочного тока; 2 — <св = С,06 с; 3 — #С0 ~ 0,1 с; 4 —
<св=0,16 с; 5 — есв = 0,2 с; 6 - = 0,24 С; 7- fCB = 0,3 С; 8 - <св = 0,4 с
10
ность соединения растут и через 0,4 с после включения тока в кон-
такте формируется расплавленное ядро диаметром 7 и высотой
2,5 мм. Дальнейшее прохождение сварочного тока приводит через
некоторое время к возникновению внутренних выплесков. В связи
с этим рост диаметра литого ядра свыше 7,5—8 мм при сварке
на рассмотренном режиме оказывается невозможным.
После выключения сварочного тока происходит кристаллиза-
ция расплавленного металла ядра, обычно сопровождающаяся об-
разованием значительных уса-
дочных раковин. Литое ядро
имеет столбчатую структуру;
форма ядра в горизонтальном
сечении круглая, в вертикаль-
ном— овальная. Проплавление
детали с рельефом, как пра-
вило, несколько больше. Это
объясняется уменьшенным от-
водом теплоты в электрод со
•стороны этой детали в связи
с длительным отсутствием кон-
такта между металлом и элек-
тродом по площади лунки.
Прочность соединения при ис-
пытании на срез достигает
1500—1600 даН; разрушение
может происходить в резуль-
тате среза литого ядра или вы-
рыва по околошовной зоне.
Сравнение процессов рельеф-
ной и точечной сварки показы-
вает, что одной из особенностей
рельефной сварки является по-
талей /?ээ, перемещения верхнего элек-
трода /гэл, прочности сварного соеди-
нения на срез Рср, диаметра пояска dn,
диаметра контакта rfK и диаметра ли-
того ядра соединения при сварке
стали 6 — 2 мм
вышенная прочность соединений на начальной стадии их обра-
зования. Это явление отмечалось многими авторами [14, 71, 72]
и проявляется при сварке сталей разных толщин.
Рассмотрим характер изменения разрушающей нагрузки на
срез Рср в процессе формирования соединений при рельефной
и точечной сварке стали на режимах, обеспечивающих получение
соединений одинакового размера (рис. 6). Образование литого
ядра начинается в обоих случаях почти одновременно. Прочность
соединений при точечной сварке до появления литого ядра мала
и нестабильна. При точечной сварке на кривой Рср (/) можно выде-
лить два характерных участка: крутонарастающий, соответствую-
щий начальной стадии формирования литого ядра, и более пологий,
соответствующий постепенному увеличению литой зоны. Такая
форма кривой Рср (/) отражает тот факт, что при точечной сварке сое-
динения, имеющие высокую и стабильную прочность, могут быть по-
лучены только при наличии достаточного по размерам литого ядра.
11
Зависимости Рср (/) при рельефной сварке носят иной харак-
тер. Соединения имеют относительно высокую прочность уже при
/ся = 0,1 -ь-0,16 с, т. е. задолго до появления в них литой зоны.
Характерно, что разброс прочности этих соединений лишь незна-
чительно больше, чем соединений с развитым литым ядром, и
гораздо меньше разброса прочности соединений, выполненных
точечной сваркой при малых размерах расплавленной зоны.
По мере роста литого ядра прочность соединений при рельефной
сварке увеличивается, хотя и не настолько, как при точечной.
Рис. 7. Зависимость уде-
льной прочности сварных
соединений на срез от
времени сварки:
--------рельефная сварка;
—-------- точечная сварка;
• — сварка без проковки;
U — сварка с проковкой
Рис. 6. Изменение диаметра
литого ядра Ня и прочности
сварных соединений на срез
Рср при сварке стали б =
= 2 мм:
I— сварка без проковки; 2 —
сварка с проковкой; ---------
рельефная сварка; -------- —
точечная сварка
Удельная прочность соединений, выполненных рельефной сваркой,
отнесенная к площади контакта, для всех значений практи-
чески одинакова (рис. 7).
Прочность Рср соединений при рельефной сварке без распла-
вления несколько увеличивается с повышением усилия сжатия
электродов FCB, а также в результате проковки повышенным
давлением в момент выключения сварного тока (кривая 2 на
рис. 6). По мере увеличения времени сварки и формирования ли-
того ядра различие в прочности соединений, выполненных при
разных FCB, уменьшается. При наличии развитой литой зоны при-
менение повышенного усилия электродов или приложение проковки
на прочность соединения не влияют, несмотря на происходящее
при этом улучшение макроструктуры литого ядра.
Как известно, прочность сварных точек при работе на срез
относительно мало зависит от пластичности металла сварного
соединения. Пластические свойства соединений хорошо «выявля-
ются при испытаниях на отрыв. Показателем пластичности соеди-
12
нений принято считать отношение их прочности на отрыв к проч-
ности на срез. Данные, приведенные на рис. 8, показывают, что
при рельефной сварке коэффициент пластичности соединений,
выполненных без расплавления, не ниже (кривая 1) или незначи-
тельно ниже (кривая 2) коэффициента пластичности соединений
с развитым литым ядром. В отличие от этого коэффициент пластич-
ности точечно-сварных соединений при уменьшении размеров
литого ядра уменьшается, а при отсутствии последнего становится
равным нулю, так как большинство испытываемых на отрыв то-
чечно-сварных соединений, не име-
ющих литой зоны, разрушается при
установке в губках разрывной ма-
шины.
Рис. 8. Зависимость коэф-
фициента пластичности
сварных соединений от
времени сварки:
/ — сталь с массовым со-
держанием углерода 0,06%;
2 — сталь с массовым со-
держанием углерода 0,12%;
----------рельефная свар-
ка; ------— точечная
сварка
Рис. 9. Кривые усталости соединений,
полученных при рельефной сварке:
X — с расплавлением; О — в твердой
фазе
Высокая работоспособность сое-
динений, выполненных рельефной
сваркой в твердой фазе, проявляется
при действии не только статических,
но и динамических нагрузок. На
рис. 9 приведены кривые усталости соединений с литым ядром и
без расплавления. Предел усталости соединений, несмотря на
различие их размеров и статической прочности, одинаков. Это
объясняется тем, что основным фактором, определяющим уста-
лостную прочность соединений при точечной и рельефной сварке
является концентрация напряжений в околошовной зоне. Разру-
шение всех образцов при испытаниях на усталость происходит
по границе соединений, вне зависимости от наличия или отсут-
ствия в них литого ядра.
Высокая и стабильная прочность соединений, полученных при
рельефной сварке в твердой фазе, объясняется протеканием при
смятии рельефа интенсивной радиально направленной пласти-
ческой деформации металла в области сварочного контакта. Этим
объясняется также увеличение прочности при применении
13
повышенного усилия электродов или проковки — в обоих слу-
чаях деформация металла в сварочном контакте возрастает.
Характерно, что получающееся в процессе деформирования
рельефа соединение не однородно по всей площади. В соединении
можно выделить три зоны
(рис. 10): внутреннюю 1 и
наружную <?, где отчетливо
видна граница раздела меж-
ду деталями, и кольцевую
промежуточную зону 2, где
видимой линии раздела меж-
ду деталями нет. Именно эта
кольцевая зона обладает на
начальной стадии образова-
ния соединения наибольшей
прочностью. При статиче-
ских испытаниях соединения,
сформировавшиеся в твердой
фазе, часто разрушаются
Рис. 10. Образование кольцевого соединения на начальной стадии
рельефной сварки: а — излом соединения; б — макроструктура сое-
динения
с неглубоким вырывом по кольцу (рис. 10, а), соответствующему
зоне 2 без видимой линии раздела между деталями (рис. 10, б).
Образование соединения по кольцу может быть объяснено из
рассмотрения схемы деформирования рельефа (рис. 11). При сжа-
тии деталей начальный (холодный) контакт между ними устанавли-
вается по некоторой площади диаметром dlf зависящей от формы
рельефа и от приложенного усилия электродов. Силы трения и
быстро возникающий в процессе смятия рельефа поясок пре-
14
пятствуют пластическому течению металла вдоль поверхности
начального контакта. Поэтому, несмотря на высокую температуру
в центре контакта, окисные пленки в этой области пе разрушаются
и соединение отсутствует. Наиболее интенсивная высокотемпера-
турная деформация поверхностных слоев деталей протекает в пре-
делах кольцевой зоны с внутренним диаметром и наружным —
d2, где и начинает формироваться прочное соединение. На участках
снаружи кольцевой зоны из-за более низкой температуры и огра-
ниченной деформации металла внут-
ренних поверхностей соединяемых де-
талей процессы сварки в твердом со-
стоянии не успевают пройти, и соеди-
нение отсутствует.
В дальнейшем с уменьшением за-
зора между деталями сопротивление
течению металла пояска возрастает.
Это вызывает увеличение пластической
деформации поверхностных слоев де-
талей в пределах наружной зоны сое-
динения. Температура в контакте уве-
личивается, что способствует рекри-
сталлизации металла свариваемых де-
талей, усилению диффузии окислов
в металл и их полному удалению из
зоны контакта. В результате линия
раздела в наружной зоне становится
менее заметной и прочность соединения
Рис. 11. Схема деформировав
ния рельефа при сварке
растет.
По данным работы [661, на начальной стадии процесса рель-
ефной сварки температура металла в наружной кольцевой зоне
соединения выше, чем в его центральной части. В связи с этим
высказывалось мнение о том, что расплавление металла при
рельефной сварке начинается по периметру контактной площадки,
где формируется кольцевая расплавленная зона, развивающаяся
в дальнейшем в обычное литое ядро. Однако анализ микрострук-
туры сварных соединений показывает, что в большинстве случаев
повышение температуры в кольцевой зоне невелико и возникающее
на начальной стадии сварки кольцевое соединение при сохранении
непровара в центральной части контакта не может быть объяснено
различием температуры этих участков. Рассмотрим этот вопрос
подробней.
Известно [2, 50 J, что при сварке низкоутлеродистой стали
на относительно жестких режимах структура участков, нагретых
до температур, ненамного превышающих критическую точку ЛС1,
представляет собой ферритное поле с островками бесструктурного
мартенсита. В зонах, нагретых до большей температуры, участки
мартенсита окружаются каемками троостита. По мере увеличения
температуры и длительности нагрева металла островки мартенсита
15
постепенно исчезают, а участки троостита расширяются, вытесняя
все остальные структуры.
На рис. 12, 13 представлены структуры металла соединений,
выполненных рельефной сваркой при разном значении /св (осталь-
ные параметры одинаковы).
При /св — 0,1 с (рис. 12) структура металла в области, при-
легающей к сварочному контакту, представляет собой ферритное
поле (микротвердость HV 160—180) с островками мартенсита
(HV 750—800), окруженного каемками бейнита (HV 350—400).
Рис. 12. Микроструктура сварного соединения, выполненного при рельефной
сварке tCB = 0,1 с: а — кольцевая зона (Х300); б — внутренняя зона (ХЗОО)
Такой характер структуры свидетельствует о том, что длитель-
ность нагрева области контакта до температур выше ACi была
чрезвычайно короткой и, следовательно, максимальная темпера-
тура металла этой области ненамного превышала температуру
перехода aFe в yFe. Структуры металла всех участков сварочного
контакта различаются друг от друга незначительно. В кольцевой
зоне количество бейнита несколько больше, что дает основание
предполагать, что металл этой зоны был нагрет до более высокой
температуры. В то же время характер стыка деталей на разных
участках различен. Внутренняя и наружная зоны соединения
характеризуются наличием четко видимой линии раздела между
деталями (рис. 12), состоящей из частой цепочки несваренных
участков. В кольцевой зоне соединения линия раздела на многих
участках исчезает, а в стыке появляется много общих зерен.
При = 0,16 с (рис. 13) структура металла внутренней,
промежуточной (кольцевой) и внешней зон соединения имеет
преимущественно характер бейнита, что свидетельствует о нагреве
до более высокой температуры. Различия в твердости и структуре
металла этих зон нет. Сравнение микроструктур на рис. 12 и 13
16
показывает, что в соединении, выполненном при tcu = 0,16 с,
температура металла внутренней зоны, имеющей видимую линию
раздела, заведомо больше температуры промежуточной (кольце-
вой) зоны в соединении, выполненном при /св — 0,1 с. Таким
образом, повышенная прочность кольцевой зоны соединений,
формирующихся на начальной стадии рельефной сварки, не свя-
зана с повышением температуры металла на этом участке.
В литературе вопрос о качестве соединений при рельефной
сварке в твердой фазе освещен недостаточно. Положение о низкой
Рис. 13. Микроструктура сварного соединения, выполненного при рельефной
сварке /св — 0,16 с: а — кольцевая зона (ХЗОО); б — внутренняя зона (ХЗОО)
работоспособности соединений без развитого литого ядра, бесспор-
ное применительно к точечной сварке, нередко переносят также
и на рельефную. Такой подход нельзя признать правильным.
Приведенные данные показывают, что при рельефной сварке
в отличие от точечной работоспособные сварные соединения могут
быть получены не только с расплавлением металла, но и в твердой
фазе.
Относительно высокая прочность соединений в твердой фазе
является положительным фактором, стабилизирующим прочност-
ные характеристики рельефной сварки. При изменении параметров
режима, например, в случае уменьшения сварочного тока, возмож-
ного в условиях производства, снижение прочности соединений
при рельефной сварке будет менее значительным, чем при точеч-
ной. Даже в случае нарушений процесса, приводящих к отсутствию
или резкому уменьшению лихой зоны и к полной потере прочности
точечно-сварных соединений, прочность соединений, выполненных
рельефной сваркой, может быть довоЛьнсНвысокой.
Обычно при возниКновейййгящррр.ядра и последующем увели-
чении его размеров nppWDTTE-соединении трасте?. Однако при
17
2 Гиллевич В. А.
сварке деталей малой ширины появление и рост литой зоны и свя-
занный с этим рост размеров соединений не всегда приводят к по-
вышению прочности изделия. При сварке деталей из малоуглеро-
дистой стали удельная прочность соединений в твердой фазе
(разрушающая нагрузка на срез, отнесенная к площади пояска)
РуД=300 МПа (см. рис. 7), что составляет примерно 80% от предела
прочности основного металла. Отсюда следует, что при ширине
деталей b < 86 равнопрочность соединений основному металлу
достигается при dn <С 3,56, т. е. до расплавления металла (см.
зависимость dn (/) на рис. 5). В этом случае появление литой зоны
Рис. 14. Изменение диа-
метра литого ядра и
прочности соединений на
отрыв Ротр при рельеф-
ной сварке сепараторов
шарикоподшипников
не приведет к повышению прочности
изделия.
В качестве примера деталей малой
ширины, свариваемых рельефной свар-
кой, можно привести сепараторы шари-
коподшипников № 308 и 310 (6 = 1,3 мм,
b 7 мм). Сварку производили на низ-
кочастотных машинах типа МРИНШ-600
и МРПС-400 в электродном приспособле-
нии, разработанном на 1-м Г113 [20].
Опыты показали, что, хотя литое ядро
в соединении начинает формироваться при
/св =^0,11 с (рис. 14), максимальная проч-
ность сепараторов при их испытании на
отрыв достигается уже при /сг = 0,1 с.
При/св = 0,1 с сепараторы, еще не име-
ющие в соединении литого ядра, разру-
шаются по основному металлу в околошовной зоне. Увеличение
времени сварки, появление литого ядра и дальнейший рост раз-
меров сварного соединения к повышению прочности сепараторов
не приводят. При = 0,06=0,08 с прочность пояска меньше
прочности ленты полусепараторов, и разрушение образцов
происходит не по основному металлу, а по пояску с образо-
ванием неглубокого кольцевого вырыва.
При рельефной сварке в твердой фазе значительно снижаются
требования к ширине нахлестки свариваемых деталей. Согласно
ГОСТ 15878—70 минимальная ширина нахлестки при точечной
сварке а (7 = 12) 6, а при рельефной сварке (с расплавлением)
a z>(6=8) 6. Дальнейшее уменьшение нахлестки невозможно
из-за опасности конечных (внутренних) выплесков. При рельефной
сварке в твердой фазе опасность внутренних выплесков отсут-
ствует, а выдавливание металла пояска из зазора может быть пре-
дотвращено при соблюдении условия а > dn. При сварке без
расплавления диаметр пояска достигает размера dn = (1,5=2) dp.
Полагая, что из условий штамповки рельефов необходимо dp >
> (1,5=2) 6, приходим к выводу, что минимальная ширина на-
хлестки при рельефной сварке в твердой фазе составляет (3=4) 6.
При использовании вместо штампованных рельефов промежуточ-
18
ных вставок (концентраторов) предельный диаметр пояска может
быть еще уменьшен, что позволяет при сварке деталей большой
толщины снизить в некоторых случаях ширину нахлестки до 26.
Таким образом, для соединения деталей очень малой ширины
целесообразно применение рельефной сварки в твердой фазе.
Рельефная сварка в твердой фазе может быть допущена также для
соединения сталей с легкоплавкими покрытиями и в ряде других
случаев, когда образование расплавленной зоны по тем или иным
причинам затруднено или нежелательно. Однако следует помнить,
что по своей прочности соединения в твердой фазе, как правило,
все же уступают соединениям с расплавлением (см. рис. 6). Макси-
мальная прочность как одиночных соединений, так и их групп
достигается при наличии развитого литого ядра. Поэтому в пода-
вляющем большинстве случаев при рельефной сварке нахлесточ-
ных соединений следует стремиться к получению расплавленной
зоны. Вопрос об оптимальных с точки зрения прочности размерах
литой зоны сварных соединений рассматривается в п. 5 настоящей
главы.
2. ВЛИЯНИЕ ТЕПЛОВОГО РАСШИРЕНИЯ МЕТАЛЛА
НА ПРОЦЕСС СВАРКИ
Анализ процесса образования соединения при рельефной
сварке показывает, что смятие рельефа на большую часть его исход-
ной высоты происходит задолго до начала формирования литой
зоны (см. рис. 4, б). Зазор между свариваемыми деталями, измерен-
ный на образцах, полученных при выключении тока еще на началь-
ных стадиях образования соединения, чрезвычайно мал и недоста-
точен для предотвращения шунтирования тока окружающими
рельеф участками. Размеры рабочей поверхности электродов при
рельефной сварке значительно превышают размеры сварного
соединения и не ограничивают, как при точечной сварке, площадь
контакта между деталями. Тем не менее процесс образования сое-
динения после полного смятия рельефа не прекращается, и через
некоторое время в контакте начинает формироваться расплавлен-
ное ядро. По мере нагрева литое ядро увеличивается и достигает
к концу процесса сварки заданного размера. Это свидетельствует
о том, что сварочный ток и после смятия рельефа продолжает
проходить по ограниченной площади в зоне первоначального
расположения рельефа, не шунтируясь окружающими участками
деталей. Такой ход процесса зафиксирован при сварке стальных
деталей различных толщин, вне зависимости от жесткости режи-
мов, наличия или отсутствия модуляции тока, при разных значе-
ниях усилия электродов и других параметров режима сварки
[13, 69, 70, 72].
Исследованиями ВНИИЭСО [13, 15] было установлено, что
сохранение ограниченной площади контакта между деталями
и возможность их локального разогрева после смятия рельефа
2* 19
объясняются местным утолщением деталей за счет теплового рас-
ширения в области начального прохождения тока. Это местное
тепловое расширение ограничивает после смятия рельефа площадь
контакта между деталями и, поддерживая между ними вне пло-
щади контакта некоторый зазор, препятствует возникновению
случайных касаний и появлению путей для шунтирования тока.
Рис. 15. Перемещение верхнего элек-
трода Аэл, изменение высоты рельефа
Ар и тепловое расширение деталей Д
в процессе сварки
Рис. 16. Перемещение верхнего
электрода при сварке с приме-
нением рельефов разного объема:
Кривая Vp. м»
/ 4,5
2 12
3 16
4 24
представление о ходе
сварки подтверждается
осциллограмм переме-
Такое
процесса
анализом
щения верхнего электрода h^.
Это перемещение можно рассма-
тривать в первом приближении
как график изменения зазора
между деталями h3. Перемещение
h3Jl в процессе сварки складывается из двух противоположно
направленных составляющих (рис. 15): перемещения йр, равного
изменению высоты рельефа при его смятии, и перемещения Д,
вызванного тепловым расширением деталей при их нагреве х.
При нормальном ходе процесса сварки тепловое расширение дета-
лей достигает к моменту полного смятия рельефа такой величины,
при которой минимальный зазор между деталями йзго1п (рис. 15)
оказывается достаточным для предотвращения их касания.
1 Методика построения зависимостей (/) и Д (/) описана в работе [13].
20
Основное условие нормального хода процесса рельефной сварки
можно сформулировать так: зазор между деталями, равный сумме
изменяющихся во время сварки высоты рельефа и местного тепло-
вого расширения деталей, должен быть больше некоторой мини-
мально допустимой величины йэдоп, необходимой для предотвра-
щения случайных касаний
Л3(0 = Лр(/) + А(0^Ла.жп (1)
ИЛИ
mln 2^ Аз. доп- (2)
Таким образом, нормальный ход процесса сварки возможен
только при условии, если смятие рельефа закончится не ранее,
чем детали прогреются и расширятся в месте сварки на достаточ-
ную для предотвращения их касаний величину.
Несоблюдение условий (1), (2) приводит к нарушению устой-
чивости процесса из-за возникновения касаний между деталями.
Вызванное ими шунтирование тока на участках вне зоны сварки
приводит к замедлению нагрева и к ухудшению качества сварного
соединения.
При сварке на одинаковых режимах смятие рельефов происхо-
дит тем медленней, чем больше их размеры. В то же время на про-
цесс теплового расширения деталей размеры рельефов практически
не влияют. Поэтому чем меньше размеры рельефа, тем меньше
минимальный зазор между деталями (рис. 16) и тем больше вероят-
ность возникновения между ними касаний. Определяющей харак-
теристикой рельефов с точки зрения устойчивости против случай-
ных касаний является их объем Ур. При сварке рельефов одина-
кового объема, но с разным соотношением высоты hp и диаметра
основания dp минимальный зазор между деталями и частота их
касаний одинаковы (рис. 17). Изменение в широких пределах
отношения hp/dp не является существенным для протекания
процесса сварки.
Смятие рельефа при сварке сопровождается образованием
в зазоре между деталями пояска выдавленного металла диаметром
dn (см. рис. 4, а). Чем меньше размеры рельефа, тем раньше
прекращается рост пояска и тем меньше его предельный диаметр
(рис. 18). Однако прекращение роста пояска пе ведет к прекраще-
нию роста сварного соединения. К этому времени благодаря тепло-
вому расширению металла в контакт вступают окружающие поясок
участки внутренней поверхности свариваемых деталей. Контакт
между деталями диаметром dK выходит за пределы пояска (рис. 18).
Дальнейший рост зоны теплового расширения металла приводит
к увеличению диаметра контакта, что обеспечивает возможность
роста размеров литого ядра. К концу сварки dsl > d.IIliax и рас-
плавленный металл литого ядра удерживается от выплеска в зазор
между деталями только зоной кольцевого контакта диаметром dK.
21
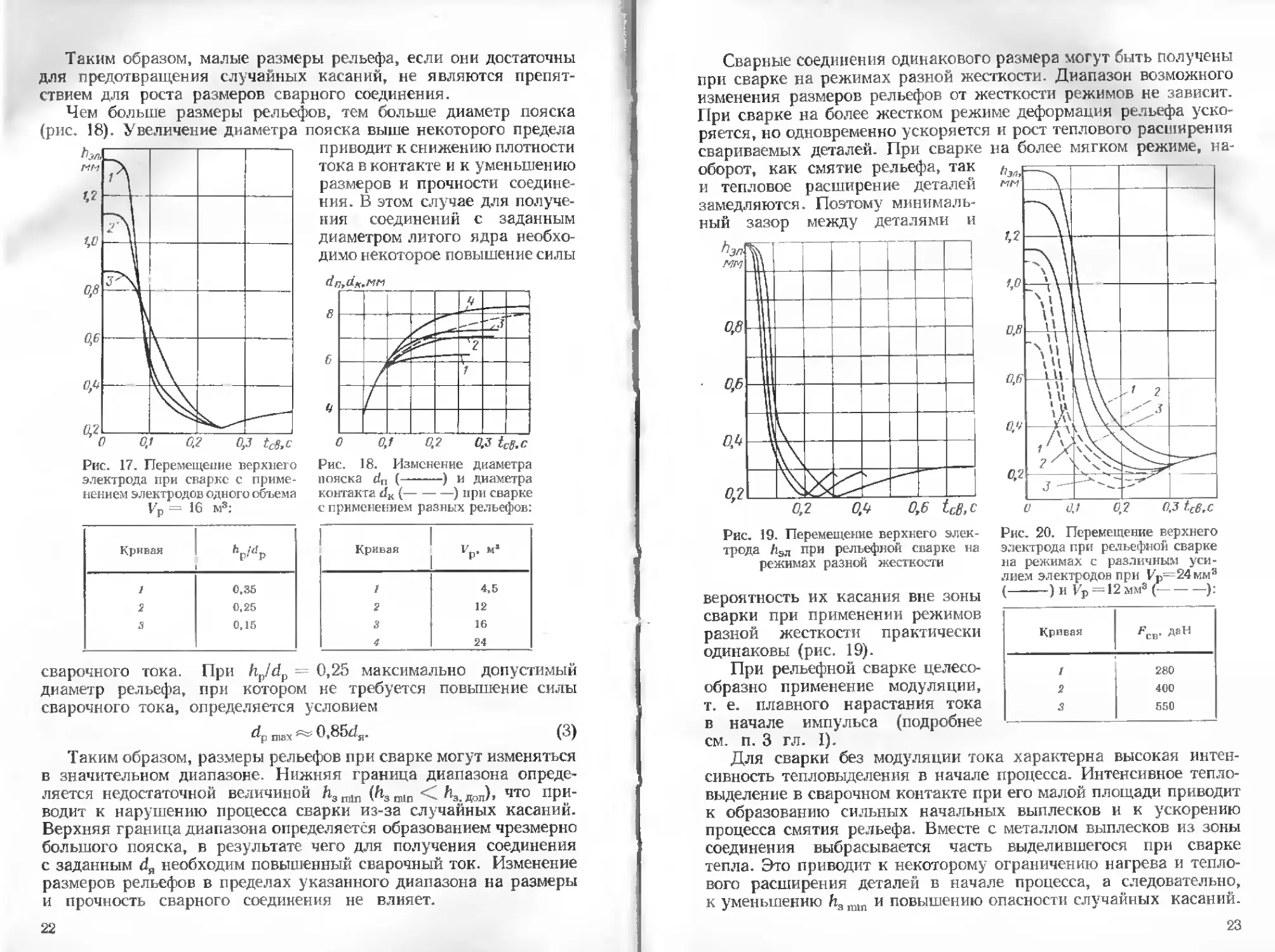
Таким образом, малые размеры рельефа, если они достаточны
для предотвращения случайных касаний, не являются препят-
ствием для роста размеров сварного соединения.
Чем больше размеры рельефов, тем больше диаметр пояска
(рис. 18). Увеличение диаметра пояска выше некоторого предела
Рис. 17. Перемещение верхнего
электрода при сварке с приме-
нением электродов одного объема
Vp - 16 м3:
Кривая hvldv
1 0.35
2 0.25
3 0,15
приводит к снижению плотности
тока в контакте и к уменьшению
размеров и прочности соедине-
ния. В этом случае для получе-
ния соединений с заданным
диаметром литого ядра необхо-
димо некоторое повышение силы
Рис. 18. Изменение диаметра
пояска dn (------) и диаметра
контакта dK (-----) при сварке
с применением разных рельефов:
Кривая Ир. м*
1 4,5
2 12
3 16
4 24
сварочного тока. При hp/dp — 0,25 максимально допустимый
диаметр рельефа, при котором не требуется повышение силы
сварочного тока, определяется условием
max 0,85d}i. (3)
Таким образом, размеры рельефов при сварке могут изменяться
в значительном диапазоне. Нижняя граница диапазона опреде-
ляется недостаточной величиной ЛЗП)1П (h3tJlln ^З.доп)» что ПРИ‘
водит к нарушению процесса сварки из-за случайных касаний.
Верхняя граница диапазона определяется образованием чрезмерно
большого пояска, в результате чего для получения соединения
с заданным d„ необходим повышенный сварочный ток. Изменение
размеров рельефов в пределах указанного диапазона на размеры
и прочность сварного соединения не влияет.
22
Сварные соединения одинакового размера могут быть получены
при сварке на режимах разной жесткости. Диапазон возможного
изменения размеров рельефов от жесткости режимов не зависит.
При сварке на более жестком режиме деформация рельефа уско-
ряется, но одновременно ускоряется и рост теплового расширения
свариваемых деталей. При сварке на более мягком режиме, на-
Рис. 20. Перемещение верхнего
электрода при рельефном сварке
на режимах с различным уси-
лием электродов при Гр- 24 мм3
(-----)и Ур = 12мм«б------):
Кривая Гсв’ ДаН
/ 280
2 400
3 550
оборот, как смятие рельефа, так
и тепловое расширение деталей
замедляются. Поэтому минималь-
ный зазор между деталями и
Рис. 19. Перемещение верхнего элек-
трода Лэл при рельефной сварке на
режимах разной жесткости
вероятность их касания вне зоны
сварки при применении режимов
разной жесткости практически
одинаковы (рис. 19).
При рельефной сварке целесо-
образно применение модуляции,
т. е. плавного нарастания тока
в начале импульса (подробнее
см. п. 3 гл. I).
Для сварки без модуляции тока характерна высокая интен-
сивность тепловыделения в начале процесса. Интенсивное тепло-
выделение в сварочном контакте при его малой площади приводит
к образованию сильных начальных выплесков и к ускорению
процесса смятия рельефа. Вместе с металлом выплесков из зоны
соединения выбрасывается часть выделившегося при сварке
тепла. Это приводит к некоторому ограничению нагрева и тепло-
вого расширения деталей в начале процесса, а следовательно,
к уменьшению h31П1П и повышению опасности случайных касаний.
23
Частота касаний возрастает еще и потому, что частицы выплесков,
застревая в зазоре между свариваемыми поверхностями, образуют
мостики контактирования деталей и приводят к появлению допол-
нительных путей для шунтирования тока. В результате этого
стабильность процесса и качество соединения резко ухудшаются.
Сварные соединения заданного размера могут быть получены
при разных сочетаниях усилия электродов и сварочного тока.
Увеличение усилия сжатия электродов приводит к ускорению
смятия рельефа и к уменьшению минимального зазора между
деталями (рис. 20). В связи с этим при сварке на повышенных Fc’„
во избежание случайных касаний следует применять рельефы
большего размера. Зависимость минимального зазора от размеров
рельефа и усилия электродов имеет характер [15]
h
3m,n
или при условии, что hp/dp — const,
fl - — — .
' ''3 min — -- /-- •
Следовательно, для стабилизации h3 mln необходимо
- V (4)
Известно, что при точечной сварке рост диаметра литого ядра
соединения ограничивается формой и размерами рабочей поверх-
ности электродов. Выбор остальных параметров режима сварки
подчинен цели осуществления такого хода процесса, который
обеспечил бы получение заданного Обычно при точечной сварке
электродами с плоской рабочей поверхностью диаметр рабочей
поверхности электродов d3n выбирается равным диаметру литого
ядра сварного соединения. Формирование соединений, где da
d3Jl, невозможно; применение электродов с диаметром рабочей
поверхности d3Jl dsl требует повышения силы сварочного тока
и не обеспечивает стабильных результатов, а поэтому нецелесо-
образно. '
При рельефной сварке, как правило, d3JJ^ di{, причем диаметр
литого ядра соединения от диаметра рабочей поверхности электро-
дов не зависит. Изменение в некотором диапазоне размеров релье-
фов на диаметр и высоту литого ядра также не влияет. Размеры
соединения при рельефной сварке определяются, если соблюдены
условия (2) и (3), исключительно параметрами режима. При
достаточных FCB и /св рост размеров сварного соединения может
продолжаться вплоть до dn = d3JI. Непосредственной связи между
диаметром литого ядра и размерами рельефа нет. Вместе с тем,
большие значения FCB и /св, необходимые для получения больших
приводят к ускорению смятия рельефа, уменьшению мини-
мального зазора между деталями и как следствие к повышению
опасности случайных касаний и нестабильности процесса сварки.
24
Этого можно избежать путем увеличении размеров рельефов.
Таким образом, на практике при сварке соединений с большими dn
целесообразно применение рельефов большого размера. При
постоянстве давления на площадь литого ядра соединения
р = const FCB = di. С учетом равенства (4) для стабилизации
размеров h3 П1111 необходимо
dp ~ da. (5)
Отметим, что стабильное получение сварных соединений с уве-
личенным dR возможно также при использовании рельефов отно-
сительно небольшого размера при условии увеличения усилия
электродов и сварочного тока в процессе сварки по мере роста
сварного соединения. Относительно малое усилие электродов
в начале процесса способствует уменьшению вероятности случай-
ных касаний и обеспечивает стабильность сварки. Постепенное
увеличение FCIt и 7СВ приводит к отсутствию выплесков и росту
размеров сварного соединения.
Из выражения (2) следует, что вероятность случайных касаний
при сварке определяется соотношением Язт1п и йэ. доП- Вели-
чина h3 mln зависит, как было показано, прежде всего от размеров
применяемых рельефов и от усилия электродов. Величина h3,RQn
определяется состоянием поверхности деталей, их размерами,
степенью перекоса (непараллельности рабочих поверхностей)
электродов, а также числом одновременно свариваемых рельефов.
Заусенцы или неровности на кромках и на поверхности деталей,
изгиб деталей и нарушение параллельности рабочих поверхностей
электродов способствуют контактированию деталей вне зоны свар-
ки и приводят к повышению h3 ДГ)П. К тем же результатам приводит
увеличение размеров нахлестки и ширины свариваемых деталей,
в особенности при сварке одного рельефа. Это объясняется шар-
нирным характером сочленения деталей, контактирующих по
вершине одного рельефа и имеющих возможность небольшого
поворота относительно друг друга. Этот поворот способствует
нарушению параллельности свариваемых деталей и возникновению
касаний по кромкам. Совершенно очевидно, что вероятность кон-
тактирования по кромкам из-за перекоса деталей тем больше,
чем больше их ширина. При сварке нескольких рельефов возмож-
ность взаимного поворота деталей и их непараллельность умень-
шаются, что приводит к снижению вероятности их касания и
уменьшению h3доп.
Чем меньше /?З Доп, тем меньше при прочих равных условиях
могут быть размеры рельефов, обеспечивающие соблюдение основ-
ного условия нормального хода процесса рельефной сварки (2).
Таким образом, соединения с заданным диаметром литого ядра
могут быть получены при сварке с применением рельефов разного
размера. Максимально допустимые размеры рельефов зависят
от da и связаны с ним жестким соотношением (3). Минимально
допустимые размеры рельефов могут изменяться в весьма широких
пределах в зависимости от принятого усилия электродов, размеров
25
свариваемых деталей, состояния их поверхности, числа одновре-
менно свариваемых рельефов и т. д. Точный учет влияния пере-
численных факторов затруднителен. В связи с этим на практике
целесообразно применять рельефы, близкие по размерам к пре-
дельно допустимым. Учитывая равенство (5), размеры рельефов
в большинстве случаев целесообразно выбирать из соотношений:
4, = (0,6-0,8) 4; ]
Л„ = (0,2 -:- 0,3) d„. I (Ь)
3. ВЛИЯНИЕ ПАРАМЕТРОВ РЕЖИМА НА РАЗМЕРЫ
И ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ
При рельефной сварке, так же как при контактной сварке
вообще, детали нагреваются теплотой, выделяющейся при про-
хождении через них электрического тока. Общее количество выде-
лившейся теплоты определяется по закону Джоуля—Ленца.
Теплота расходуется на полезный нагрев деталей в месте сварки
и в прилегающей зоне и на компенсацию потерь в детали
и электроды QnoT:
0,24/*иЯэЛв = <?пол + Q пот. (7)
Нагрев деталей тем больше, чем больше сварочный ток, сопро-
тивление деталей и время сварки. Влияние времени сварки на
размеры и прочность сварного соединения было рассмотрено
в п. 1 (см. рис. 6). С увеличением tCD количество выделившейся
теплоты, а следовательно, размеры и прочность соединений воз-
растают, но не беспредельно. По мере роста размеров соединения
давление в контакте и ширина пояска уплотнения, удерживающего
расплавленный металл от выплеска, снижаются. При достижении
литой зоной некоторого значения, при котором давление в контакте
уменьшается ниже допустимой величины, жидкий металл ядра
прорывает окружающий его пластический поясок и выбрасывается
в зазор между соединяемыми деталями. В случае продолжения
нагрева возникают повторные выплески, приводящие к прекраще-
нию роста и резкому ухудшению качества сварного соединения.
Такой характер изменения размеров и прочности соединений
с ростом 4Н наблюдается при достаточной интенсивности тепло-
выделения в сварочном контакте. По мере увеличения /св тепловые
потери растут и все меньшая часть выделяющейся теплоты идет
на нагрев металла соединения. Поэтому при малой интенсивности
тепловыделения (сварка при малом /св) сколь угодно большое
увеличение tCK не приводит к образованию выплесков, а рост
размеров соединения через некоторое время прекращается из-за
возросших тепловых потерь.
Влияние сварочного тока на размеры и прочность сварных
соединений аналогично влиянию времени сварки. С увеличением
7СВ размеры и прочность соединений растут (см. рис. 32). Рост
размеров и прочности соединений при увеличении /св, так же как
26
и при увеличении /св, ограничивается возникновением выплесков.
В связи с образованием работоспособных соединений в твердой
фазе изменение 7СВ при рельефной сварке приводит к меньшему
изменению прочности изделий, чем при точечной.
Как следует из формулы (7), одинаковое количество теплоты
может быть выделено при различных значениях 7СВ и tCB. Поэтому
получение на одних и тех же деталях сварных соединений одина-
кового размера возможно при разных соотношениях этих пара-
метров. Изменение в известных пределах сварочного тока может
быть скомпенсировано соответствующим изменением времени
сварки, и наоборот. Режимы, характеризуемые относительно
большим /св и малым tCB, принято называть ж е с т к и м и, а ре-
жимы с малым /сВ и большим — м я г к и м и.
Изменение жесткости режима приводит к изменению характера
формирования сварного соединения. Видтемпературного поля при
контактной сварке определяется совместным действием процессов
тепловыделения и теплоотвода. С изменением времени сварки
влияние тепловыделения и теплопередачи на процесс образования
соединения меняется. Чем меньше /св, тем в большей степени
область максимального разогрева определяется полем источников
теплоты, т. е. распределением плотности тока в деталях. На
начальной стадии процесса сварки (до завершения смятия рельефа)
наибольшая плотность тока и наибольшее тепловыделение наблю-
даются в вершине рельефа и прилегающей области. После смятия
рельефа зона максимального тепловыделения смещается к пери-
ферии контактов деталь—деталь и электрод—деталь. С увеличе-
нием /св влияние поля источников теплоты на расположение зоны
максимального нагрева снижается. Все большее влияние на
характер температурного поля в деталях начинает оказывать
теплоотвод. В связи с этим зона наибольшего разогрева смещается
в область, равноотдаленную от рабочих поверхностей электродов.
Таким образом, мягкими режимами сварки следует считать
такие режимы, при которых расположение и форма литого ядра
определяются главным образом условиями теплоотвода. Режимы
сварки, при которых расположение и форма литого ядра опреде-
ляются преимущественно распределением плотности тока в деталях
и мало зависят от условий теплоотвода, следует считать жесткими
[2, 58].
Жесткость режима не может характеризоваться одной длитель-
ностью сварки, а зависит также от толщины деталей 6 и температу-
ропроводности свариваемого материала а. В качестве численного
показателя жесткости режима для геометрически подобных свар-
ных соединений удобно применять критерий Фурье
Fo =
ги g2
Используя данные теории теплопередачи [36], можно показать,
что критерий Фурье пропорционален отношению количества
27
теплоты, расходуемой на компенсацию тепловых потерь QnOT к коли-
честву теплоты, поглощаемой в месте сварки <2ПОЛ [см. формулу
(7) J. Поэтому при сварке на режимах, характеризуемых равен-
ством величины Fo, температурные поля в свариваемых деталях
и размеры соединений, включая ширину пояска, объем металла,
нагретого до пластического состояния, и размеры зоны термичес-
кого влияния, геометрически подобны.
При несоблюдении геометрического подобия соединений и не-
равенстве давления в контакте постоянство Fo не обеспечивает
строгого постоянства отношения <21|ОТ''<2Пол- Однако и в этих
условиях с помощью Fo можно производить ориентировочную
оценку и сравнение жесткости, применяемых на практике режи-
мов.
В соответствии с формулой (7) для сохранения постоянства
выделившейся - теплоты сварочный ток обратно пропорционален
квадрату времени сварки. Однако, поскольку с увеличением /св
тепловые потери растут и доля тепла, расходуемого на нагрев
металла в зоне формирования соединения, уменьшается, это
не обеспечивает постоянства размеров сварного соединения.
Общее количество теплоты, необходимое для образования соедине-
ния, с увеличением /се возрастает. Это требует большего увеличе-
ния /св для компенсации снижения 7СВ, чем это следует из фор-
мулы (7). Зависимость 7СВ — f (/св), обеспечивающая постоянство
размеров сварного соединения при FCB const, носит характер:
/св/св = const. (8)
Показатель степени п зависит от жесткости режимов сварки
и изменяется в пределах от 2 до со. При весьма жестких режимах
тепловые потери невелики и большая часть теплоты поглощается
в месте ее выделения, т. е. в зоне сварки (п«?2). Практически
такие режимы неосуществимы из-за весьма сильных выплесков
и плавления поверхности детали. Поэтому реальная кривая
/св — f (/св) (рис. 21) ограничена слева максимальным значением
тока, при котором может сформироваться качественное сварное
соединение без сильных выплесков. Дальнейшее повышение тока
и ужесточение режима сварки невозможно.
При уменьшении жесткости режима тепловые потери растут
и показатель степени п в формуле (8) увеличивается. Зона интен-
сивного магрева и площадь контакта деталей с электродами,
а следовательно, интенсивность теплоотвода и доля потерь в общем
балансе теплоты возрастают. При сварке на предельно мягких
режимах дальнейшее уменьшение 1СЪ не может быть скомпенсиро-
вано сколь угодно большим увеличением /СБ, так как выделяющаяся
при этом дополнительная теплота расходуется на компенсацию
потерь теплоты в детали и электроды (л = оа). Сварка на мягких
режимах, соответствующих горизонтальному или близким к нему
участкам кривой /св = f (/сВ), нецелесообразна, так как ее резуль-
таты очень чувствительны к изменениям /св.
28
Кривые /св = f (/СБ) для меньших значений и FCB распо-
лагаются ниже, а для больших значений — выше приведенной
кривой. Имеющихся в литературе данных по режимам рельефной
сварки недостаточно для построения зависимостей /гн / (/св).
Для грубой ориентировки можно использовать аналогичные
зависимости, построенные для точечной сварки 159]. При этом
следует иметь в виду, что область рациональных режимов рельеф-
ной сварки смещена относительно области режимов точечной сварки
впраг'. Из-за повышенной склонности рельефной сварки к началь-
Рис. 21. Зависимость сварочного
тока от времени сварки при йя —
= const:
I — область чрезмерно жестких режи-
мов сварки, сопровождающихся выпле-
сками; II — область нормальных ре-
жимов сварки; III—область чрезмерно
мягких режимов сварки
Рис. 22. Распределение
температуры к концу про-
цесса сварки:
I — на относительно мягком
режиме; 2— на относительно
жестком режиме; Тил — тем-
пература плавления; 7ТВ ф—
температура сварки в твер-
дой фазе
ным выплескам применение очень жестких режимов недопустимо.
В то же время при рельефной сварке можно применять относительно
мягкие режимы, использование которых при точечной сварке
нежелательно из-за перегрева поверхности деталей и глубокого
вдавливания электродов.
В связи с различием тепловых потерь характер температурного
поля при сварке на мягких и на жестких режимах различен.
Чем жестче режим сварки, тем круче снижение температуры от
центра соединения, к периферии (рис. 22). Поэтом}’ при равных
размерах литой зоны область металла, нагретого до пластического
состояния, и зона термического влияния при сварке на жестких
режимах меньше, чем при сварке на мягких.
Жесткость режима заметно влияет на форму и расположение
литой зоны, особенно при сварке деталей разной толщины и из
материалов с разными теплофизическими свойствами. При сварке
на мягком режиме литое ядро располагается на равном удалении
от охлаждающих поверхностей электродов и, следовательно,
29
смещено в толстую деталь (рис. 23, а). При сварке на жестком
режиме, литая зона формируется ближе к области наибольшего
тепловыделения и расположена более симметрично относительно
свариваемых поверхностей деталей (рис. 23, б).
Усилие электродов FCB воздействует на процесс рельефной
сварки в нескольких направлениях. С увеличением FCB возрастает
площадь контакта между деталями и уменьшается их сопротивле-
ние. Это приводит к снижению интенсивности выделения теплоты.
Кроме того, возрастает площадь контакта между деталями и
электродами, что увеличивает отвод теплоты из зоны сварки.
Поэтому при постоянстве остальных параметров процесса увели-
чение FCB замедляет нагрев и приводит к снижению размеров и
прочности сварных соедине-
ний. Для сохранения по-
стоянства увеличение FcB
должно сопровождаться со-
ответствующим увел имением
/св или /св. Прочностные свой-
ства соединений с одинако-
вым диаметром литого ядра,
полученных при разных FCB,
о}
б)
Рис. 23. Формирование литой зоны при
сварке деталей разной толщины: а —
при сварке на относительно мягком ре-
жиме; б — при сварке на относительно
жестком режиме
практически одинаковы, од-
нако на начальной стадии сварки большей прочностью обладают
соединения, выполненные при повышенном FCB.
Вместе с тем увеличение FCB при одновременном росте 7СВ
приводит к ускорению смятия рельефа и уменьшению минималь-
ного зазора между деталями (см. рис. 20). Это способствует воз-
никновению случайных касаний и ухудшает стабильность резуль-
татов сварки. Поэтому в соответствии с формулой (4) при увеличе-
нии FCB целесообразно применять рельефы большего размера.
Приложение FCB должно быть достаточно плавным. Слишком
быстрое (ударное) опускание верхнего электрода создает допол-
нительную динамическую нагрузку, что может привести к прежде-
временному смятию рельефа.
Усилие электродов при рельефной сварке выбирают таким
образом, чтобы давление на площадь литого ядра соединения р
находилось в некотором допустимом диапазоне, как правило,
более узком, чем при точечной сварке. Уменьшение /? ниже допу-
стимого значения приводит к возникновению выплесков, а чрез-
мерное увеличение •— к нарушению устойчивости процесса сварки
из-за возросшей опасности случайных касаний.
При нарушении нормального хода процесса сварки могут
образоваться соединения с дефектами. Весьма распространенным
дефектом при рельефной сварке является выплеск расплавленного
металла в зазор между деталями. Так же как и при точечной, при
рельефной сварке следует различать начальные и конечные
выплески. Их природа и характер воздействия на качество соеди-
нения различны.
30
Начальные выплески возникаю^ в начале процесса
сварки в результате расплавления металла на внутренних поверх-
ностях деталей, до формирования литой зоны соединения. При
точечной сварке начальные выплески вызываются расплавлением
микровыступов на поверхности деталей и появляются главным
образом в случае плохой подготовки поверхности деталей, наличия
на них окалины, окисных пленок и различных загрязнений. При
рельефной сварке начальное сопротивление деталей значительно
больше, чем при точечной; площадь контакта мала, и плотность
тока в нем достигает высоких значений. Если не ограничить началь-
ную величину /св, это приведет к интенсивному выделению теплоты
в вершине рельефа, его преждевременному расплавлению и
выбрасыванию расплавленного металла в зазор, т. е. к начальному
выплеску.
Опасность начальных выплесков возрастает в связи с возмож-
ным уменьшением FCB при включении сварочного тока. В общем
виде усилие электродов при сварке равно
F =0- F 0——-F F
1 св — Чс 1 ст Чс g 1 тр 1 эл. д>
где Q — вес подвижных частей привода, движущихся с верхним
электродом; FCT— статическое усилие, развиваемое приводом;
а — ускорение подвижных частей привода; g — ускорение силы
тяжести; FTp— сила трения; д— сила электродинамического
воздействия токов.
В начале процесса смятия рельефа часть приложенного усилия
идет иа ускорение подвижных частей привода, что приводит
к уменьшению FCB. Смятие рельефа протекает за короткий про-
межуток времени и сопровождается значительными ускорениями
подвижных частей привода. Так, при рельефной сварке алюми-
ниевых сплавов толщиной 1,54-1.0 мм зафиксировано ускорение
а = 1,5g [12]. При сварке деталей меньшей толщины ускорение
должно быть еще более значительным. Это может вызвать заметное
снижение FCB, в особенности при сварке на жестких режимах и
при низком соотношении F,-JQ (тяжелый привод).
Сильные начальные выплески приводят к значительному
ухудшению процесса сварки. Смятие рельефа резко ускоряется,
а тепловое расширение деталей проходит замедленно, так как
часть теплоты, выделяющейся в вершине рельефа, выносится вместе
с металлом выплесков из зоны сварки. Это приводит к уменьшению
минимального зазора между деталями и повышает опасность шун-
тирования тока из-за случайных касаний. Шунтирование тока
возрастает еще и потому, что часть металла выплесков, застревая
в межлистовом пространстве, образует мостики дополнительного
контактирования деталей. Все это делает процесс сварки менее
устойчивым, а его результаты — нестабильными.
Для устранения начальных выплесков или ограничения их
интенсивности необходимо применять плавное нарастание
31
(модуляцию) сварочного тока. Уменьшению начальных выплесков
способствует также увеличение FCB и улучшение динамических
свойств привода, т. е. уменьшение веса подвижных частей и трения
в направляющих.
Конечные выплески возможны только при наличии литой
зоны. Они возникают в результате прорыва жидкого металла
ядра через окружающий пластический поясок. Недостаточная
ширина и прочность пластического пояска является основной
причиной возникновения конечных выплесков.
Способность металла создавать достаточный по размерам и
прочности поясок вокруг расплавленного ядра определяется его
пластическими свойствами при повышенной температуре. Ширина
пластического пояска зависит от давления в контакте р и характера
температурного поля, определяющего ширину зоны металла,
нагретого до пластического состояния. По мере роста размеров
сварного соединения диаметр литого ядра увеличивается быстрее
диаметра контакта dK, а ширина пояска уплотнения, окружающего
литую зону, уменьшается. Надежный пластический поясок,
а следовательно, и отсутствие конечного выплеска обеспечивается
при данных значениях Fcp и лишь до тех пор, пока литое ядро
не достигнет некоторой предельной величины. При сварке с при-
менением больших FCB и /св тому же значению dR соответствует
большее значение dK, ширина пластического пояска возрастает
и предельный размер литого ядра, который может быть получен
без выплесков, увеличивается.
В табл. 1 приведены значения максимального диаметра литого
ядра d* тах, стабильно образующегося без конечных выплесков
при рельефной сварке низкоуглероднстой стали толщиной 2 мм на
разных режимах. Увеличение FCB делает возможным образование
соединений с большим диаметром литого ядра. При этом р, соот-
Таблица 1
Максимальные значения диаметра литого ядра
и соответствующее им давление в контакте
при сварке стали толщиной 2 мм на разных режимах
А1В' с 0.4 0.8
Рсв, даН 200 280 400 550 200 280 400 550
7св, К А 10,0 11,8 15,0 18,2 9,3 11,4 14,6 16,8
da max, ММ 6 7 8,25 9,5 7 8 9,5 11
р, МПа 71 73 75 77,5 52 56 56 58
32
ветствующее предельным значениям dn при данной жесткости
режима, почти не зависит от Гси. Применение более мягких режи-
мов позволяет избежать выплесков при меньших значениях давле-
ния и получить соединения с большим dH.
Конечные выплески приводят к прекращению роста литого
ядра и ухудшению качества сварного соединения. Из-за убыли
части расплавленного металла литое ядро содержит после выплеска
многочисленные усадочные поры и раковины. Для предотвраще-
ния конечных выплесков следует применять более высокие FCB,
причем при сварке на более жестких режимах FCK должно быть
выше.
После выключения сварочного тока происходит охлаждение
и кристаллизация расплавленного металла ядра. Так как металл
кристаллизуется в замкнутой форме, его усадка, как правило,
приводит к образованию пор и раковин (см. рис. 4, б), а в некото-
рых случаях и горячих трещин.
Под действием усилия электродов стенки формы деформиру-
ются; поэтому увеличение Fcn приводит к уменьшению усадочных
дефектов. Уменьшению дефектов способствует также большой
объем зоны пластического металла, окружающего литое ядро.
Поэтому усадочные поры и раковины, как правило, тем меньше,
чем мягче режим сварки.
При точечной сварке полное устранение дефектов и уплотне-
ние металла литого ядра достигается в результате приложения
на стадии кристаллизации металла повышенного (ковочного)
усилия электродов. При рельефной сварке, осуществляемой
электродами с плоской рабочей поверхностью диаметром daJ1 d„,
действие ковочного усилия несколько менее эффективно. Следует
отметить, что усадочные поры и трещины, не выходящие на поверх-
ность деталей, на прочность рабочих нахлесточных соединений
как при статических, так и при динамических погружениях прак-
тически не влияют [581.
Совмещенные во времени графики изменения Fcv и /св назы-
вают циклограммами режимов сварки (рис. 24). В простейшем
случае сварка производится одним импульсом тока, причем ни ток,
ни усилие электродов во времени не меняются (рис. 24, а). При-
менение такого цикла при рельефной сварке нецелесообразно
в связи с неизбежными начальными выплесками. Более рацио-
нальна сварка с модуляцией тока (рис. 24, б). Такой цикл следует
признать при рельефной сварке основным. В некоторых случаях,
особенно при сварке деталей относительно большой толщины,
рекомендуют многоимпульсную сварку или сварку пульсирующим
током, при которой импульсы сварочного тока чередуются с пау-
зами (рис. 24, в). Несмотря на отсутствие работ, обосновывающих
целесообразность применения такого цикла, возможность сварки
пульсирующим током предусмотрена схемами управления многих
типов рельефных машин. При сварке закаливающихся сталей
целесообразно применение двухимпульсных циклов с термо-
3 Гиллевич В. А.
33
обработкой сварного соединения непосредственно в сварочных
электродах (рис. 24, а). Выбор режимов термообработки произ-
водится из тех же соображений, что и при точечной сварке закали-
вающихся сталей 19, 23, 58].
Рис. 24. Циклограммы сва-
рочного тока и усилия элек-
тродов при рельефной сварке
Для улучшения макроструктуры литой зоны соединений иногда
применяют сварку с приложением ковочного усилия (рис. 24, д).
Рекомендуемые в некоторых случаях точечной сварки никлы с по-
вышенным усилием предварительного сжатия при рельефной
сварке не применяются из-за опасности холодного смятия рель-
ефов.
4. ПОДГОТОВКА ДЕТАЛЕЙ К СВАРКЕ
Требования к чистоте поверхности деталей при рельефной
сварке в основном такие же, как и при точечной. Для получения
оптимальных результатов дет ал и должны быть очищены от грязи,
ржавчины и окалины. Легкий слой масла на свариваемых поверх-
ностях в большинстве случаев допустим. Холоднокатаная сталь,
не имеющая окалины, как правило, не требует специальной очи-
стки перед сваркой. Поверхности деталей из горячекатаной стали
должны очищаться от окалины травлением или механической
(дробеструйной, пескоструйной и т. д.) обработкой.
В некоторых случаях рельефной сварки можно сваривать
детали из горячекатаной стали без предварительной очистки по-
верхности от окалины 19, 47]. Пластическая деформация металла,
протекающая при смятии рельефа, облегчает разрушение окалины
в сварочном контакте и способствует повышению стабильности
процесса и качества соединений. Одной из основных трудностей,
возникающих при точечной сварке горячекатаных сталей, является
быстрое загрязнение и износ электродов. При рельефной сварке
34
из-за большой контактной поверхности электродов плотность
тока в них понижена. Благодаря этому стойкость электродов при
рельефной сварке по окалине является приемлемой. Тем не менее,
при очистке поверхности деталей от окалины результаты сварки
оказываются более стабильными.
Рельефная сварка предъявляет повышенные требования к со-
стоянию кромок и поверхности деталей. Наличие заусенцев и
неровностей на кромках, изгиб деталей и выпуклости иа их поверх-
ности могут привести к шунтированию тока и ухудшению качества
соединений. Для повышения стабильности рельефной сварки все
перечисленные дефекты должны быть устранены.
Наиболее распространенным способом формирования рельефов
является холодная штамповка с применением сменных пуансонов
и матриц. Существуют два основных способа штамповки: в закры-
тую (рис. 26, а, б) и открытую (рис. 26, <?) матрицы. При примене-
нии закрытых матриц объем выступающей части пуансона должен
быть равен или несколько больше объема полости в матрице, а
усилие штамповки должно быть достаточным для заполнения этой
полости металлом. Размеры рельефов при этом определяются
размерами полости в матрице и при увеличении усилия штамповки
не изменяются. В отличие от этого при применении открытых
матриц и пуансонов, не имеющих упора, высота рельефов зависит
от усилия штамповки. Поэтому при штамповке (рис. 26, а, б) легче
обеспечить необходимую точность поддержания высоты рельефов.
В то же время по некоторым данным рабочая поверхность в
закрытых матрицах изнашивается быстрее, чем в открытых.
Пуансоны и матрицы изготавливают из инструментальных ста-
лей типа Х12М, У10А и др. с термообработкой, обеспечивающей
HRC 58—60 [23]. Основные размеры штампов, определяющие
профиль рельефа, должны выдерживаться с допуском ±0,025 мм-
Это позволяет штамповать рельефы с требуемой точностью. Допуск
на размеры рельефов следует задавать с учетом толщины свари-
ваемых деталей. При 6 ± 1,25 мм рекомендуемый допуск на
диаметр рельефа составляет ±0,1 мм и высоту ±0,05 мм; для
больших толщин соответственно ±0,15 и ±0,1'2 мм [23]. Для
снижения трудоемкости штамповку рельефов целесообразно сов-
мещать со штампечкой деталей, подлежащих сварке.
Между размерами рельефов, рекомендуемых разными авто-
рами, существуют значительные расхождения (рис. 25). Рельефы
различаются не только значениями dp и hp, но и отношением
hp/dp, а также формой рабочих частей пуансонов и матриц. На
рис. 26 приведены очертания трех типов рельефов, разработанных
различными организациями. Тип 1 (рис. 26, «; табл. 2) принят
Американским обществом сварщиков (AWS) [42] и с небольшими
изменениями применяется на ряде заводов СССР, например на
ГАЗе [23]; тип 2 (рис. 26, б; табл. 3) рекомендован Британской
ассоциацией по сварке и принят в качестве стандартного Между-
народным институтом сварки (IIW) [57 1; тин 3 (рис. 26, в; табл. 4)
3*
35
разработан американскими исследователями Гаррисом и Райли
(стандарт Н, R) [69]. Многие авторы неоднократно предпринимали
попытки выявления преимуществ и недостатков этих и других
• — AWS, ГАЗ [23. 42]; X - IIW [57]; О — Harris, Riley [691;
4---------Negrc [811; Л — Humpage (документ МЙС Ш-456—72)
типов рельефов [60, 66, 74—76, 81 ]. Полученные ими резуль-
таты не во всем совпадают. По материалам работ [74—76]
рельефы IIW обладают меньшей прочностью при сдавливании без
Рис. 26. Пуансоны и матрицы, рекомендуемые различными орга-
низациями [231: « — AWS; б — IIW; в — стандартом Н, R
нагрева, однако в обзоре [811 приводятся противоположные дан-
ные. В работах [74, 76] указывается, что прочность сварных
соединений, выполненных с применением рельефов разных типов,
36
Таблица 2
Размеры пуансонов и матриц (рис. 26, а),
принятые на ГАЗе [23], мм
е d h 7? F н г
0,6 2 0,5 1.3 0,6 1,1 0,15
0,8 2.5 0,6 1.6 0,8 1,3 0,15
0.9 2,5 0,6 1.6 0.8 1.3 0.15
1 3 0,7 1.9 0,9 1,5 0 15
1.1 3 0,7 1,9 0,9 1,5 0,15
1,2 3 0,7 1.9 0,9 1,5 0,15
1.5 4 0,9 2,7 1,2 2 0,15
1.8 4 0,9 2.7 1.2 2 0,15
2 5 1 3,6 1,4 2,5 0,25
2.4 5,5 1.2 3,8 1.5 3 0,25
2,8 6,5 1,4 4.5 1,7 3,5 0,4
3,2 7 1.5 4.9 1.8 4 0,4
3,6 8 1,7 5,6 2 4,5 0,4
4 9 1,8 6,5 2,2 5 0,4
4,4 9,5 2 6,7 2,4 5,3 0,4
4,8 10 2,2 6,8 2,5 5,8 0,4
5,2 11 2,3 7.7 2,8 6 0.5
6,4 13,5 2,8 9,6 3,5 7,2 0,6
Таблица 3
Размеры пуансонов и матриц (рис. 26, б), рекомендуемые
Международным институтом сварки [57], мм
б d h R F H
0,6 3 0,7 1,25 I 2,6
0,8 3,35 0,8 1.4 1,12 3
1: 1,2 3,75 0,9 1.6 1,25 3,45
1,5; 1,75 4,25 1 1.8 1,4 4
2 4,75 1,12 2 1,6 4,6
2,5; 3,2 5,3 1,25 2,25 1,8 5,3
37
Таблица 4
Размеры пуансонов и матриц (рис. 26, е),
рекомендуемые стандартом Н, R [69], мм
б d ЛР Г в
Норма л ь н ы е р е л ь е ф ы
0,56—0,86 2,29 0,64 0,78 1,93
0,91 — 1,09 2,79 0,89 1,19 2,26
1,25—1,37 3,56 0,97 1,19 2,65
1,55—1,7 3,81 1,07 1,57 3,05
1,96 4,57 1,22 1,57 3,66
2,34 5,33 1,27 1,98 4,37
2,72 6.1 1.4 1,98 4,98
3,12 6,86 1.47 2,39 5,61
3,43 7,62 1,58 2,77 6,35
3,89 8,38 1,58 3,18 6,86
4,17 8,89 1,73 3,58 7,54
4,55 9,9 2,03 3,96 8,33
4,95 10,41 2,13 3,96 8.59
5,33 11,18 2,34 4,65 9,09
5,71 11,9 2,54 4,65 9,35
6,22 13,4 2,84 4,65 10,31
Уменьшенные р е л ьефы
3,89 6,86 1.47 2,77 4,78
4,17 7,36 1,58 2,77 5,26
4,55 7,87 1,65 2,77 5,77
4,95 8,38 1.73 3,18 6.35
5,33 8,89 1,73 3,58 6,91
5,71 9,4 1,83 3,58 9,9
6,22 9,9 1,91 3,96 7,92
практически одинакова. Авторы статей [60, 75 ] приходят к выводу
о меньших размерах и прочности соединений, полученных при
сварке рельефов I1W, однако, судя по представленным графикам,
это различие невелико и едва ли выходит за пределы точности
эксперимента. В п. 2 настоящей главы было показано, что жесткой
связи между размерами рельефов и размерами и прочностью свар-
ных соединений нет и что изменение dp и hp при правильно выбран-
ных параметрах режима на результаты сварки не влияет. Исходя
из этого, можно сделать вывод об отсутствии заметных преимуществ
у какого-либо из рассмотренных рельефов. Очевидно сварка
38
с применением большей части рельефов, рекомендуемых разными
авторами, может обеспечить получение хороших результатов.
В последнее время был выполнен ряд новых исследований
с целью определения оптимальных форм и размеров рельефов.
Но данным R. V/. Humpage (документ МИС Ш-453—72), недостат-
ком рельефов IIW является существенное (в 1,5—2 раза) превыше-
ние объема металла, выдавленного пуансоном, над объемом углуб-
ления в матрице. Это вызывает значительную деформацию листов
и приводит к сильному утонению стенок рельефа, что способствует
возникновению выплесков. В работе R. W. Humpage предложена
новая система рельефов, отличающихся минимальным утонением
стенок. Для этого угол выступающей части пуансона принят рав-
ным 90°, а соотношение между объемами рабочих частей пуансона
и матрицы не превышает 1,1—1,15. Штамповка производится
в открытую матрицу, причем пуансон для уменьшения разброса
высоты рельефов, имеет заплечики, ограничивающие его ход.
Такой подход к проектированию рельефов является рациональным
и заслуживает внимания. Определенный интерес представляют
также рекомендации о применении рельефов, основные размеры
которых соответствуют ряду предпочтительных чисел, что об-
легчает унификацию штамповочного инструмента (документ
МИС Ш-456—72).
Недостаточная жесткость штампованных сферических рельефов
затрудняет сварку листов толщиной менее 0,6—0,7 мм. В таких
случаях рекомендуют штамповать кольцевые рельефы, жесткость
которых выше, чем сферических [69]. Рекомендуемый диаметр
кольцевого рельефа на листах толщиной 0,3—0,45 мм составляет
1,8 мм; высота — 0,4 мм. В результате сварки формируется круглое
в плане соединение с диаметром, равным или несколько большим
диаметра кольцевого рельефа.
Для получения соединений, имеющих в плане круглую форму,
можно применять также продолговатые рельефы, наносимые
на обеих деталях таким образом, что при совмещении деталей
рельефы пересекаются, образуя в плане крест [44]. При сварке
одинаковых деталей это исключает операцию их сортировки.
Относительно невысокая жесткость штампованных рельефов
в значительной степени определяется наличием свободной полости
(лунки). При сварке деталей из особо пластичных металлов и
сплавов, а также в некоторых других случаях целесообразно
применение более жестких «сплошных» рельефов, не имеющих
лупки (см. рис. 1, а).
На малогабаритных деталях, изготавливаемых методом холод-
ной высадки, рельефы без лунки могут быть образованы непосред-
ственно в процессе изготовления деталей. Формирование сплош-
ных рельефов на листовых деталях может быть осуществлено
с помощью местного контактного нагрева на обычных точечных
или роликовых машинах [39]. Для этого на рабочей поверхности
электродов (роликов) делают углубления, размеры которых соот-
39
ветствуют требуемым размерам рельефов. Детали зажимают между
электродами и нагревают импульсом вторичного тока контактной
машины (рис. 27, а). Под действием силы сжатия нагретый до
пластического состояния металл наружных слоев деталей запол-
няет углубление в электроде. Часть металла между электродами
обычно нагревается до температуры плавления, в результате чего
в детали образуется литое ядро (рис. 27, б). После выключения тока
в результате тепловой усадки металла толщина детали в области,
прилегающей к рельефу, несколько уменьшается. Такой метод
формирования рельефов целесообразен, в частности; при сварке
деталей разной толщины, когда на более толстой детали могут
Рис. 27. Образование рельефов с помощью местного контактного
нагрева: а — схема формирования рельефа; б — макроструктура
рельефа
потребоваться рельефы относительно малого диаметра (dp + 1,56),
изготовление которых методом штамповки затруднено. Режимы
формирования рельефов относительно малого размера, предназ-
наченных для сварки деталей толщиной 1+2, 1+3,9 и 1+6,4 мм,
приведены в табл. 5.
При смятии рельефов, не имеющих лунки, весь металл остается
в зазоре между листами. Это приводит к тому, что площадь пояска,
образующегося при сварке таких рельефов, и минимальный зазор
между деталями значительно больше, чем при применении рель-
ефов, изготовленных с помощью штамповки. Поэтому размеры
Таблица 5
Режимы формирования рельефов с помощью
местного контактного нагрева на машине МТПУ-300 [39]
6. мм Размеры рельефа, мм Параметры режима
"р + Ток, кА Усилие электродов, даН Время, с
2 2 0,8 18-21 100—120 0,22
3,9 4 1,2 28—30 260—290 0,42
6,4 6 1,6 30—32 320—400 1.0
40
сплошных рельефов и в случае сварки деталей одинаковой тол-
щины должны быть на 20—30% меньше, чем штампованных.
Сварка с применением рельефов без лунок по своим особен-
ностям близка к сварке по промежуточным вставкам (концентра-
торам). Использование промежуточных вставок сильно расширяет
область применения рельефной сварки, делая ее возможной в тех
случаях, когда штамповка рельефов затруднена из-за большой
толщины или относительно малой ширины свариваемых деталей.
В качестве примера можно привести разработанную во ВНИИЭСО
технологию сварки стрелочных башмаков железных дорог, состоя-
Рис. 28. Сварной башмак^после испытаний на отрыв
щих из оснований толщиной 25 мм и подушек толщиной 40 мм
и шириной 90 мм. Штамповка рельефов на деталях такой толщины
при столь малом отношении ширины к толщине практически
невозможна. В связи с этим сварку производили с применением
цилиндрических вставок диаметром 15 мм и высотой 4 мм. При
сварке на режиме: FCB — 12 500 даН /св = 2СН-25 с и /св =
= 140-е 145 кА в соединении образовалось литое ядро диаметром
50—55 мм; при уменьшении /сс до 105—115 кА соединение форми-
ровалось в твердой фазе. Интересно отметить, что так же, как
и при сварке сепараторов шарикоподшипников (см. п. 1),прочность
башмаков при сварке с расплавлением и в твердой фазе была
одинаковой, причем разрушение соединений при их испытании
на отрыв происходило по околошовной зоне (рис. 28).
При сварке с применением промежуточных вставок их объем
также должен быть меньше объема штампованных рельефов.
В связи с тем, что сварка со вставками не нашла еще широкого
применения, рекомендации по выбору их размеров пока не раз-
работаны.
б. ВЫБОР РЕЖИМОВ СВАРКИ
Рельефная сварка может осуществляться при различных
давлениях, на режимах разной жесткости. При сварке возможно
получение соединений с разной величиной литого ядра, в некото-
41
рых случаях допустима сварка в твердой фазе. Однако, несмотря
па все многообразие режимов рельефной сварки, все они должны
удовлетворять ряду требований, выполнение которых способ-
ствует получению высоких и стабильных результатов в производ-
ственных условия х.
Рельефную сварку следует осуществлять только модулирован-
ными импульсами тока. Нарастание тока должно производиться
от начального значения /св ,, — (0,3 -5-0,5) /св. Цель применения
модуляции тока состоит в уменьшении начальных выплесков и
повышении устойчивости процесса сварки. Незначительные началь-
ные выплески в большинстве случаев допустимы. Однако при
сварке некоторых ответственных изделий, таких как, например,
сепараторы шарикоподшипников, выплески приводят к браку
всего изделия и должны быть полностью исключены. Это может
быть достигнуто уменьшением /св н и удлинением времени модуля-
ции /м, а также применением более мягких режимов сварки. В связи
с повышенной опасностью начальных выплесков очень жесткие
режимы при рельефной сварке нежелательны.
Усилие электродов при рельефной сварке трудно варьировать
в таких широких пределах, как при точечной. Выбор FCB следует
производить из условия обеспечения оптимального давления на
площадь литого ядра. Для низкоуглеродистой стали это давление
р = 70-^100 МПа. Уменьшение р ниже указанного предела
приводит к возрастанию опасности выплесков. Увеличение р
вызывает рост частоты случайных касаний и может привести
к нарушению стабильности процесса сварки.
В существующей практике рельефной сварки диаметр литого
ядра соединений выбирают обычно в зависимости от толщины
свариваемых деталей в тех же пределах, что и при точечной
сварке. Несмотря на различие рекомендаций разных авторов
по выбору величины dH, общим для них является то, что относи-
тельная величина диаметра литого ядра соединений dJS с ростом
толщины деталей уменьшается. Зависимость dH от 6, построенная
в результате обобщения данных, приведенных в литературе, имеет
вид
4=4б2/з. (9)
Такой же характер имеет зависимость dn = f (б) при точечной
сварке [31].
Режимы сварки низкоуглеродистой стали, обеспечивающие
получение сварных соединений в соответствии с зависимостью (9),
приведены в табл. 6.
Зависимость (9) отражает сложившуюся практику точечной
и в меньшей степени рельефной сварки. При изменении da в соот-
ветствии с формулой (9) отношение djfr с увеличением 6 от 0,5
до 6 мм уменьшается от 7 до 2,5. Можно назвать следующие вероят-
ные причины такого изменения dj£> при точечной сварке.
42
Таблица 6
Оптимальные режимы рельефной сварки низкоуглеродистой стали,
обеспечивающие образование соединений с размерами литой зоны
в соответствии с формулой (9)
6, мм dK, мм FCB, даН 'св- кЛ *св* с *«• с
0,5 3 G0—90 4,5—5,5 0,00—0,1 0,02—0,04
0,8 4 90—130 6—7 0.08—0,12 0,04—0,06
1 4,5 120—160 7—8 0,12—0,2 0,04—0,08
1,5 6 200—300 9,5—11 0,2—0,3 0,06—0,1
2 7 280—400 11—12,5 0,3—0,5 0,1—0,16
2,5 8 400-500 13—15 0,4—0,7 0,14—0,24
3 9 500—700 15-17 0,6—0,9 0,2—0,3
4 И 800—1100 18—21 0,9—1,4 0,3—0,4
5 13 1100—1500 21—24 1,3-2 0,4—0,5
6 15 1400-2000 23—27 1.8-2,7 0,5-0,6
Рост размеров сварного соединения приводит к увеличению 1СВ
и мощности применяемого оборудования, а также к увеличению
расхода металла в связи с ростом ширины нахлестки. Это ограничи-
вает при сварке деталей относительно большой толщины.
При сварке деталей относительно малой толщины увеличение 1СЪ
и ширины нахлестки не имеет большого значения. Более суще-
ственным является износ электродов, зависящий при прочих
равных условиях от плотности тока в контакте электрод—деталь.
С увеличением djb плотность тока в контакте электрод—деталь
и износ электродов уменьшаются [54]. Кроме того, рост размеров
соединений позволяет уменьшить их число, что также уменьшает
износ электродов и способствует повышению производительности
сварки. Это делает целесообразным применение при точечной сварке
деталей относительно малой толщины соединений с большими dj§.
При рельефной сварке изменение йя/6 существенно влияет
только на ширину нахлестки. Потребляемая из сети мощность от
размеров отдельного соединения при групповой рельефной сварке
не зависит, а износ электродов при рельефной сварке вообще не-
велик. В связи с этим в практике рельефной сварки нередки
отклонения от режимов, обеспечивающих получение соединений
с литой зоной в соответствии с формулой (9). В рекомендациях
ряда авторов [23, 69] помимо основных режимов приводятся
режимы, характеризуемые меньшими значениями Рсъ и /св (при
увеличенных /С|1) и значительно меньшей прочностью соединений
на один рельеф. Так, например, на ГАЗе для сварки низкоугле-
родистой стали толщиной до 3,2 мм применяют режимы трех
типов (табл. 7) [23]. Режимы А рекомендуются для сварки
43
Таблица 7
Режимы рельефной сварки тонколистовой низкоуглеродистой стали, принятые на ГАЗе [23]
- j-jBir Лмьох вн эе ado ийп эиггиэЛ aalrn<HernXd£ed эончгвиипщл,' 180 190 320 400 570 750 800 1060 1320 1630
со S ум •’**'/ СО СО ГО CD К rt-t -± Tf Tf СЧ СО OJ 1П СС ГО г-Г со с?
Режим Б Реж! I-Р* ‘"’.7 э I4Btf ‘AnIiOX eh эе -ado иби эшноД aatnotBinAdEEd эоняквииниэд ум ‘«э/ э цвУ ‘Лмьох вн as -ado Hdu эигизА aalrnoiErnAdeBd аОКЧИЕИИННу\7 1 ' ’ 230 ' 0,12 70 4,9 210 0,12 60 320 ' 0.12 70 5,1 240 0,22 60 400 0,2 100 6 400 0,3 70 600 0.32 120 6.5 500 0,38 100 920 0,4 160 7,6 720 0,5 150 1300 0,48 200 8 900 0,64 180 1500 0,56 240 8,8 980 0,68 210 1500 0,64 310 9,8 1300 0,84 280 1750 0,76 370 10,6 1560 1 340 2180 0,9 450 11,3 1900 1,2 410
Режим А V>1 ‘иэ/ НеК ‘S°V с со СС ОС »—< —’ со Ю Ю СО OD О 4 т—< «—4 «—И » 4 ооосоооооо СЛ—'ШСОШОГСГОГЛОО •— .СЧСОСО^ШЮ
э ‘нэ, О СО СС CD © с —_ —< о о о о Tf СО Cl М Tf см сч со го со о сэ о о о о
ИИ ‘ 3 . £ ₽. д - ® гО 55 кр укнякеиини^у ЕМЛЭЭ1ГХЕ pi 1П ID СО СО -ф -Ч- Ю 1О_ ь оо л 1О LQlOb-COOO—'COCDOO •—4 » 1 < 4 »—< ^"4
Реком Размеры мые р; рельефа, Мм (мини 11 ые) HKB$34irad AV -мои эиивохээв^ йч О— -Ч” CD СП О О СЧ СЧ СЧ — „ —. ся сч сч со со ио LO Г-- Ь- сл СП Tf 1П о о о" еэ о" о' — —« —
dP 2 2,5 3 3 4 4 5 5,5 6 t
ни '9 0,6 0,8 1 1.2 Ш СО со сч _Г ^4 сч ci сч со
44
одного рельефа или для одновременной сварки нескольких рельефов
при их значительном удалении друг от друга. Эти режимы обес-
печивают получение высокопрочных соединений с развитой литой
зоной в соответствии с формулой (9). Режимы Б и В характери-
зуются меньшими по сравнению с режимами А значениями /св
и Fcb на один рельеф и большими значениями tCs и обеспечивают
Таблица 8
Режимы рельефной сварки низкоуглеродистой стали большой толщины,
принятые на ГАЗе [23]
6, мм Размеры рельефа, мм Рекомендуе- мые размеры (минималь- ные), мы Минимальный мм Усилиеэлект- ро дон, даН S О g V» ‘аэ/ Минимальное разру- шающее усилие при 1 срезе на точку даН
о. сх Расстояние между релье- фами Нахлестка сварочное ковочное
Норма. и ь н ы е р е ж и м ы
3,6 8 1,6 38 19 11 900 1900 0,3 1,2 15,4 3560
4 9 1,7 40 20 12 1040 2080 0,3 1.4 16,1 3840
4,4 9,5 2 44 22 13 1200 2400 0,4 1,64 17,4 4500
4,8 10 2 48 24 14 1330 2660 0,4 1,96 18,8 5350
5,2 11 2,3 50 25 15 1440 2880 0,5 2,24 20,2 5920
6,4 13,5 2,8 64 32 18 1770 3540 0,6 2,9 23,3 8200
Уменьшенные режим ы
3,6 6,8 1.5 40 19 9 640 1280 0.3 ' 1.2 11,1 2300
4 7,5 1,6 42 20 10 650 1300 0,3 1.4 11,8 2480
4,4 8 1,7 43 21 11 680 1360 0,4 1,64 12,8 2950
4.8 8,5 1.8 44 23 11,5 725 1450 0,4 1,96 13,9 3500
5,2 9 2 46 24 12 785 1570 0,5 2,24 14,9 3850
6.4 10 2,2 52 28 13 950 1900 0,6 2,9 17,3 5430
получение соединений меньшей прочности. Такие режимы реко-
мендуют применять при одновременной сварке нескольких рель-
ефов. Недостаточная прочность одного соединения компенси-
руется в этом случае их числом. Для сварки стали толщиной от 3,6
до 6,4 мм на ГАЗе применяют режимы двух типов (табл. 8), обес-
печивающие получение нормальных и уменьшенных сварных
точек, обладающих пониженной прочностью. Последние также
рекомендуют применять при одновременной сварке нескольких
рельефов.
45
Анализ показывает, что применение режимов, обеспечивающих
получение уменьшенных точек с пониженной прочностью, не
всегда рационально. Рассмотрим вопрос о критериях выбора
целесообразных размеров сварных соединений при рельефной
сварке. В тех случаях, когда соединения работают независимо
друг от друга, их размеры следует выбирать из условий обеспече-
ния необходимой прочности. Более распространенным, однако,
является случай, когда соединения работают совместно. Макси-
мальное число одновременно свариваемых рельефов ограничи-
вается возможностями применяемого оборудования и, в первую
очередь, сварочным током Icbn, развиваемым машиной. При
неизменном tcn изменение размеров соединений требует изме-
нения 7сВ, приходящегося на один рельеф. Это приводит при
/CB>v const к изменению максимального числа одновременно
свариваемых рельефов (п --
Общая прочность сварных соединений Рп = knP, где Р —
прочность отдельного соединения; k — коэффициент, учитываю-
щий неравномерность распределения нагрузки между соедине-
ниями (k 1). В первом приближении можно считать, что при
изменении п в ограниченных пределах k -- const.
Можно показать, что при /CB,V = const зависимость Рп —
= f (Ля) имеет экстремальный характер. Чрезмерное увеличение
числа одновременно свариваемых рельефов приводит к появле-
нию непроваров и тем самым к снижению общей прочности узла.
При значительном уменьшении числа рельефов и соответствую-
щем увеличении размеров отдельных соединений предел проч-
ности соединений уменьшается [4], что очевидно также должно
привести к снижению Рп.
Введем понятие прочности соединения на единицу сварочного
тока pi = P/I св. Тогда
₽=р,^.
Таким образом, для установления оптимального (с точки
зрения общей прочности сварных соединений при /свЛ? — const)
достаточно исследовать характер зависимости р{ = f (dH).
Результаты исследования приведены в работе [17]. Исследо-
вание проводили при сварке стали толщиной 2-|-2 мм. Диаметр
литого ядра сварных соединений варьировали от 0 (начало рас-
плавления) до максимального (при данном Т,.Е) значения, полу-
чаемого при отсутствии внутренних выплесков. Изменение
происходило в результате соответствующего изменения /СБ.
Сварку осуществляли с применением разных FCB, при tCB — 0,4 с
и tM = 0,16 с. Сварные образцы испытывали на срез. Зависимо-
сти pi = f (d„) приведены на рис. 29.
Из рис. 29 видно, что при FCB — const удельная прочность
соединений р,- достигает максимальных значений при =- 7 мм.
Однако следует учесть, что при уменьшении размеров литого
46
ядра FCB может быть без ущерба для качества сварного соедине-
ния уменьшено. Это приводит к соответствующему уменьшению /св
и росту pi- На рис. 29 штриховой линией представлена зависи-
мость pi = f (cQ, построенная поданным, полученным при сварке
с применением различных FCB, каждое из которых являлось мини-
мально допустимым для данного йя. Максимальное значение р( и,
следовательно, максимальная общая прочность сварных соеди-
нений при /ceN = const дост игаются
Отсюда можно сделать вывод, что
при совместной работе сварных
соединений их размеры целесо-
образно выбирать из условия
г/я = (2,5^-3,5) б. (10)
Таким образом, рекомендуе-
мые рядом авторов режимы для
одновременной сварки нескольких
рельефов, отличающиеся умень-
шенными значениями сварочного
тока и прочности соединений,
в большинстве случаев нерацио-
нальны. Эти режимы можно реко-
мендовать лишь в том случае,
когда соединение не несет значи-
тельных нагрузок, и задача со-
стоит не в обеспечении его макси-
мальной прочности, а в более рав-
номерном прилегании сваривае-
мых деталей, что может быть
достигнуто за счет увеличения
числа сварных точек. На произ-
водстве нередки случаи сварки
большого числа рельефов на дета;;
Рнс. 29. Зависимость pi от диа-
метра литого ядра соединений при
рельефной сварке стали б 2 мм
Точки Fcn. даН
т— 160
200
• 280
А 400
X 550
средней толщины с приме-
нением относительно маломощных машин. Сварочный ток, при-
ходящийся на один рельеф, часто бывает в таких случаях недо-
статочным для образования литой зоны и сварка происходит
в твердой фазе. Иногда конструкторы, проектирующие сварные
узлы, стремясь повысить прочность изделия, увеличивают число
рельефов без учета возможностей применяемого сварочного обо-
рудования. Следует иметь в виду, что чрезмерное увеличение
числа одновременно свариваемых рельефов в условиях недоста-
точной мощности оборудования может привести к уменьшению
суммарной прочности соединений и браку всего изделия.
При рельефной сварке деталей толщиной 6 > 2 мм примене-
ние режимов (табл. 6), обеспечивающих сформирование соедине-
ний по формуле (9), соответствует условиям получения макси-
мальной общей прочности сварного узла. При б <’ 1,5ч-2 мм для
обеспечения максимальной общей прочности узла размеры
47
отдельных соединений должны быть меньше значений, предусмо-
тренных формулой (9). В случае сварки соединений, работающих
независимо друг от друга, может оказаться целесообразным
получение сварных точек с dH большим, чем это рекомендуется
формулой (9). Режимы свар'ки всех таких соединений должны
отличаться от режимов, приведенных в табл. 6—8. Их эксперимен-
тальное нахождение весьма трудоемко. Задача может быть суще-
ственно упрощена путем применения методов теории подобия,
позволяющих определить по известным режимам режимы сварки
геометрически подобных соединений на деталях из того же мате-
риала, но другой толщины.
Полное подобие процессов сварки обеспечивается при соблю-
дении подобия всех тепловых, механических и электрических
явлений, происходящих в свариваемых деталях, что в большинстве
случаев недостижимо [41 ]. На практике чаще пользуются при-
ближенным подобием, при котором учитывают лишь наиболее
важные и наиболее существенные для процесса критерии, а по
остальным критериям допускают те или иные отклонения. При
контактной точечной и рельефной сварке приближенное подобие
температурных полей и процессов протекания пластической де-
формации металла, а следовательно, и подобие геометрических
размеров сварных соединений обеспечиваются при равенстве
следующих основных критериев [411:
Fo=-^; Л, = -да; kp.
где t — время; 6 — толщина свариваемых деталей; U — падение
напряжения на деталях; р — давление в контакте; k — коэффи-
циент, характеризующий механические свойства свариваемого
материала; at р, л, и 0 — теплофизические характеристики сва-
риваемого материала.
Отсюда следует, что для получения геометрически подобных
сварных соединений параметры режима сварки при изменении 6
следует изменять следующим образом [41]:
FCB = 62; /св = 6; /св = б2; /м - б2. (11)
При этом соблюдение геометрического подобия рельефов не
является обязательным. Отметим попутно, что так как dH ~ 6,
а /сн = б, то плотность тока в соединениях при сварке на по-
добных режимах j= 1/6.
Необходимо подчеркнуть, что соблюдение условий (11) обес-
печивает не полное, а приближенное подобие процессов сварки,
пользование которым допустимо при изменении б в ограниченном
диапазоне. При расширении диапазона толщин более чем в 4 раза
может возникнуть необходимость дополнить соотношения (11)
рядом дополнительных условий, обеспечивающих соблюдение
подобия электромагнитных и электрических полей, подобия меха-
нических процессов и т. д. [41 ].
48
Во многих случаях для ориентировочной прикидки режимов
рельефной сварки можно использовать данные по точечной сварке.
При этом для получения соединений с одинаковым d„ /св при
рельефной сварке должен быть па 5—15% увеличен ио сравнению
с /св при точечной [171. Повышенная энергоемкость рельефной
сварки в значительной мере вызвана увеличенными потерями
тепла в связи с применением более массивных электродов. Однако
и в случае применения одинаковых электродов /св при рельефной
сварке больше, чем при точечной. Это можно объяснить следую-
Рис. 30. Изменение диаметра Рис. 31. Изменение сопротивления
контакта dK и диаметра литого деталей /?ээ и сварочного тока /св
ядра соединения при сварке при сварке стали 6=2 мм:
стали 6 2 ММ. --------рельефная сварка;------—
----------- рельефная снарка; точечная сварка
---------- точечная сварка
щим образом. Из-за высокой начальной плотности тока при рель-
ефной сварке металл рельефа быстро нагревается до пластического
состояния и сминается, образуя поясок диаметром dn (см. рис. 4, а).
Диаметр контакта между деталями при рельефной сварке опреде-
ляется диаметром пояска и заметно превышает диаметр контакта
при точечной сварке (рис. 30), который ограничивается размерами
области металла на поверхности свариваемых деталей, нагре-
того до пластического состояния. Быстрый рост диаметра пояска
при рельефной сварке приводит к снижению интенсивности тепло-
выделения и вызывает необходимость повышения 7СВ.
Из-за увеличенного пояска сопротивление деталей 7?эу в те-
чение второй половины процесса при рельефной сварке несколько
ниже, чем при точечной (рис. 31). В начале процесса (при £св <
< 0,2 с) /?ээ при рельефной сварке, наоборот, более высокое.
Однако это не может скомпенсировать пониженное тепловыделение
в конце процесса, так как при применении модуляции тока доля
теплоты, выделяющейся в начале сварки, относительно невелика,
а при сварке без модуляции значительная часть теплоты выбра-
сывается из зоны соединения вместе с металлом выплесков. Кроме
4 Гиллевич В. А.
49
Рис. 32. Зависимость диа-
метра литого ядра и проч-
ности сварных соединений
на срез Рср от сварочного
тока /CD:
-------- рельефная сварка;
-------- точечная сварка
того, повышенное сопротивление деталей в начале рельефной
сварки в значительной степени связано с тем, что сварочный ток
обтекает полость лунки; при этом дополнительное тепловыделение
идет на нагрев металла в области, ок-
ружающей лунку, т. е. вне зоны сварки.
Несмотря на повышенную энерго-
емкость процесса, для получения рав-
нопрочных соединений при рельефной
сварке не всегда требуется повышен-
ный /св. Соотношения между значе-
ниями /СЕ, необходимыми для получе-
ния при рельефной и точечной сварке
соединений одинаковой прочности,
в разных случаях различны. Для об-
разования равнопрочных соединений
с развитым литым ядром при рель-
ефной сварке требуется больший 7С1,
(рис. 31). Однако уменьшение свароч-
ного тока, как это было ранее показано,
приводит при рельефной сварке к мень-
шему снижению прочности соединений,
чем при точечной (рис. 32). Поэтому в случае меньшей прочности
соединений, соответствующей сварке без расплавления или с ма-
лыми размерами литого ядра, /сп при рельефной сварке меньше,
чем при точечной. Благодаря возможности получения при
рельефной сварке работоспособных соединений в твердой фазе
удовлетворительные прочностные результаты могут быть достиг-
нуты в этом случае при относительно малых /св.
6. ОСОБЕННОСТИ ПРОЦЕССА
ПРИ ОДНОВРЕМЕННОЙ СВАРКЕ
НЕСКОЛЬКИХ РЕЛЬЕФОВ
При выборе режима групповой рельефной сварки следует ис-
ходить из параметров, принятых при сварке одного рельефа.
При этом FCB и /св должны быть увеличены пропорционально
числу свариваемых рельефов, а /св остается неизменным. При куч-
ном расположении рельефов /св, необходимый для образования
одного соединения, может несколько снизиться в связи с умень-
шением отвода теплоты в детали по направлению к смежным
рельефам. Влияние смежных рельефов на отвод теплоты прояв-
ляется при размещении на расстоянии, меньшем диаметра зоны,
в пределах которой к концу сварки наблюдается заметное повы-
шение температуры. Этот диаметр [91 может быть определен
по формуле
£> = 4я4-2ак/4в •
Расчеты показывают, что значения D, как правило, меньше
значений минимального расстояния между рельефами, приве-
50
денных в табл. 7. Таким образом, влиянием смежных рельефов
на отвод теплоты при групповой рельефной сварке чаще всего
можно пренебречь.
Необходимым условием хорошего качества соединений при
сварке нескольких рельефов является равномерность распреде-
ления между ними усилия сжатия и сварочного тока. Для вы-
полнения этого условия необходимо с определенной точностью
выдерживать размеры рельефов и в особенности высоту hp. При
неравенстве hp через высокие рельефы будет проходить боль-
ший /св, чем через низкие. Чем больше различие в высоте релье-
фов, тем более неравномерным будет распределение между ними
усилия и тока. При этом низкие рельефы могут оказаться не-
проваренными, а высокие — перегретыми вплоть до образова-
ния выплесков расплавленного металла. В результате прочность
как отдельных соединений, так и сварного узла в целом умень-
шится .
Влияние неравенства hp на разброс может быть различным
в зависимости от жесткости электродных устройств и от числа
одновременно свариваемых рельефов. Так, при одновременной
сварке двух рельефов (сталь 6 — 2 + 2 мм) на машине типа
МТПУ-300 с малой жесткостью электродов уменьшение исходной
высоты одного из рельефов на 40—50% практически не влияет
на результаты сварки: образующиеся сварные соединения имеют
равные Чем больше жесткость электродного устройства и
число одновременно свариваемых рельефов, тем в большей сте-
пени разброс ft влияет на размеры сварных соединений. Так,
при сварке четырех рельефов (сталь 6 — 2 + 2 мм) на ма-
шине МРВ-6301 с применением жестких электродных плит изме-
нение высоты одного из рельефов на 50% приводит к различию dn
сварных соединений в среднем на 35% (рис. 33).
Еще в большей степени неравномерность распределения усилия
и тока между рельефами зависит от перекоса электродов (непа-
раллельное™ их рабочих поверхностей). Увеличение перекоса
электродов приводит к возрастанию неравенства dfl и ухудшению
качества сварки. При сжатии деталей происходит частичное
выравнивание поверхности электродов тем большее, чем меньше
жесткость электродного устройства. Поэтому при сварке на ма-
шинах с меньшей жесткостью электродных частей неравенство
размеров сварных соединений при нарушении параллельности
рабочих поверхностей электродов меньше. Это подтверждается
результатами экспериментов по одновременной сварке трех рель-
ефов (6 = 1 + 1 мм и 2 + 2 мм) на машинах МТПУ-300 и МРВ-6301
(рис. 34). Таким образом, для облегчения выравнивания рабочих
поверхностей электродов и улучшения тем самым качества
сварки в конструкцию электродной оснастки целесообразно
вводить эластичный или шарнирный элемент. Уменьшение усилия
электродов затрудняет выравнивание их поверхности, в связи
с чем при сварке деталей меньшей толщины влияние перекоса
4!
51
электродов на разброс значений dn возрастает (рис. 34). На ка-
чество сварки влияет также взаимное расположение и число одно-
временно свариваемых рельефов. Более равномерное распреде-
ление Fcg и /сб между отдельными рельефами и лучшее качество
соединений может быть получено при сварке двух или трех рель-
ефов, образующих равносторонний треугольник.
Наиболее высокое качество соединений при групповой рель-
ефной сварке достигается в случае применения электродных
устройств с независимым ходом отдельных электродов (см. п. 16).
При применении таких устройств равномерное распределение
тока и усилия между электродами обеспечивается при любом
Рис. *33. Влияние нера-
венства высоты рельефов
на разброс размеров свар-
ных соединений (сварка
четырех рельефов, о =
= 2ф-2 мм на машине
МРВ-6301)
Рис. 34. Влияние перекоса элек-
тродов на разброс размеров свар-
ных соединений:
Кривая | б, мм 1 Машина
I
1 2 МТПУ-300
2 1 МТПУ-300
3 2 МРВ-6301
неравенстве размеров релье-
фов и непараллельности элек-
тродных плит.
Равномерность распределения тока между рельефами может
нарушаться также вследствие их разного положения по отношению
к сварочному трансформатору. Чем дальше от трансформатора
расположен рельеф, тем больше сопротивление контура, образую-
щегося при прохождении через него тока. Поэтому ток в дальних
рельефах меньше, чем в ближних, причем с увеличением расстоя-
ния между рельефами различие между токами растет. Для его
уменьшения свариваемое изделие следует устанавливать в машине
таким образом, чтобы рельефы располагались по возможности не
вдоль, а поперек оси, проходящей через сварочный трансформатор
и электродные плиты- Во многих случаях целесообразно приме-
нение специальных электродных устройств, выравнивающих со-
противление контуров при прохождении тока через разные рель-
ефы (см. п. 16). Частичное выравнивание токов достигается также
при применении машин с двухтрансформаторным электропита-
нием и машин постоянного тока.
52
Особенностью рельефной сварки нахлесточных соединений
является возможность смещения сварных точек относительно
исходного положения рельефов. Особенно значительным может
быть это смещение при групповой рельефной сварке. Это явление
объясняется взаимодействием полей токов, проходящих через
рельефы [79]. Сила, действующая на рельеф,
где I — расстояние между рельефами.
Под действием силы F металл рельефов при их смятии выдав-
ливается преимущественно в одну сторону — по направлению
друг к другу (при сварке одного рельефа — по направлению от
сварочного трансформатора). Туда же перемещается контакт
между деталями, и образующееся литое ядро оказывается сме-
щенным относительно оси рельефа. Это смещение тем больше,
чем больше сварочный ток и чем меньше расстояние между релье-
фами. Очень большое смещение литого ядра (на величину, большую
половины его диаметра) ухудшает качество соединения. Поэтому
чрезмерно близкое расположение рельефов при сварке деталей
большой толщины нежелательно.
Особенно большое смещение сварных соединений, сопровож-
даемое резким ухудшением их качества, наблюдается при сварке
нескольких рельефов без модуляции тока. Отсутствие модуляции
тока при групповой рельефной сварке приводит к большему
увеличению объема металла, выбрасываемого в зазор, и к боль-
шему ухудшению качества соединений, чем при сварке одного
рельефа. Поэтому применение модуляции тока при групповой
рельефной сварке является совершенно необходимым.
7. НЕКОТОРЫЕ ОСОБЫЕ СЛУЧАИ РЕЛЬЕФНОЙ СВАРКИ
Сварка деталей разной толщины. При сварке деталей разной
толщины рельефы следует выштамповывать на толстой детали,
а их размеры выбирать по тонкой- Практически это возможно при
сравнительно небольшой разнице толщин (не более 1:3). Режимы
сварки также устанавливают по меньшей толщине, несколько
увеличивая при этом FCB и /се. Для того чтобы литая зона распо-
лагалась симметрично относительно линии раздела, сварку вы-
полняют на жестких режимах. При отношении толщин свыше 1 : 3
штамповка рельефов малого размера на толстой детали затруд-
нена. Рельефы приходится штамповать на тонкой детали, однако
прогреть толстую деталь до температуры плавления и получить
литое ядро при этом, как правило, не удается, и соединение обра-
зуется в твердой фазе. Образование литой зоны при сварке дета-
лей с большой разницей толщин может быть достигнуто при изго-
товлении рельефов на толстой детали с помощью местного кон-
тактного нагрева (см. табл. 5) или при применении вместо рель-
ефов промежуточных вставок.
53
Сварка пакета из трех и более листов. Для сварки пакета
из трех листов рельефы штампуют на средней детали, чередуя их
расположение в ту и другую сторону. При этом средняя деталь
поочередно соединяется с верхней и нижней. Сквозное проплавле-
ние всего пакета может быть достигнуто при штамповке рельефов
на наружных листах (рис. 35, о). Трудность сварки при такой
подготовке деталей состоит в необходимости точного совмещения
рельефов, выштампованных на внешних листах, что требует спе-
циальной оснастки и возможно лишь в том случае, если конструк-
ция деталей позволяет их точную фиксацию.
Сквозное проплавление пакета может быть достигнуто также
при штамповке рельефов на смежных листах. При этом рельефы,
б)
о)
Рис. 35. Сварка пакетов из трех и более листов: а — схема
сварки трех листов при штамповке рельефов на наруж-
ных листах; б — схема сварки многослойного пакета при
штамповке рельефов на смежных листах
образованные на одном листе, должны упираться в лупки рельефов
смежного листа (рис. 35, б). Таким образом можно сваривать
многослойные пакеты, состоящие практически из любого числа
деталей. Так, при изготовлении магнито проводов электрических
машин указанным способом сваривают пакеты из 100 и более
листов [52]. В связи с высоким электрическим сопротивлением
многослойных пакетов для их сварки необходимы машины с по-
вышенным вторичным напряжением холостого хода. Из серийно
выпускаемых машин для этой цели более всего подходят двух-
трансформаторные рельефные прессы типа МР-63, МР-80 и МР-100,
вторичные обмотки которых в результате несложной переделки
могут быть включены последовательно. Особенностью сварки
многослойных пакетов является увеличенное перемещение элек-
1родов в процессе осадки рельефов, что предъявляет особенно
высокие требования к приводам давления рельефных машин.
В результате сварки может быть достигнуто полное проплавление
пакета с образованием сплошной литой зоны.
Сварка оцинкованной стали. При сварке оцинкованной стали
покрытие, нагретое выше температуры плавления цинка (420° С),
расплавляется и выдавливается из зоны контакта, образуя на
его периферии токопроводящее кольцо. Это приводит к увеличению
диаметра контакта между деталями и вызывает необходимость
повышения FCB и /С|В. Следует отметить, что диаметр контакта
54
оцинкованных сталей
Рис. 36. Изменение диа-
метра контакта между де-
талями при рельефной
( ) и точечной ( —)
сварке стали 6—1,5 мм:
1, 2—оцинкованная сталь
6 =15 мкм; 3, 4 — счалъ
без покрытия
возрастает как при точечной, так и при рельефной сварке оцин-
кованных сталей, однако при рельефной сварке это возрастание
больше (рис. 36). Чем толще покрытие, тем шире токопроводящее
цинковое кольцо и тем больше площадь контакта между деталями.
Поэтому FCB и /св с увеличением толщины покрытия 6И также
возрастают. Некоторые режимы сварки
приведены в табл. 9.
Применение при рельефной сварке
оцинкованной стали повышенного FCI1 при-
водит к ускорению смятия рельефа и
уменьшению минимального зазора между
деталями. Величина Лзпйп уменьшается
еще и потому, что тепловое расширение
деталей из-за низкой интенсивности теп-
ловыделения, вызванной чрезмерным ро-
стом площади контактов, протекает за-
медленно. Поэтому для уменьшения опас-
ности случайных касаний при сварке
оцинкованных сталей следует применять
рельефы увеличенного размера. Степень
необходимого увеличения размеров релье-
фов должна быть тем больше, чем боль-
ше 6П. На сталях толщиной 1—2 мм при
6Т == 6 15 мкм и должны быть увели-
чены в 1,2—1,5 раза. Рекомендуемые раз-
меры рельефов для оцинкованных сталей
толщиной 1—2 мм приведены в табл. 10.
'Следует отметить, что при сварке ста-
лей оцинкованных электролитическим ме-
тодом с последующим хроматированием (пассивированием),
процесс образования соединения протекает устойчиво и при ис-
пользовании рельефов обычного размера. Это объясняется высо-
ким электрическим сопротивлением пленки хроматов, покрыва-
Таблица 9
Режимы сварки стали, оцинкованной электролитическим методом
&, мм бп, мкм ^св- даН /св. кА , с *СВ’ v fM’ с йк
1.0 15 200 9—10 0,12—0,2 0,06 350—400
1.5 6 400 13—14 0,12—0,24 0,1 800—950
1,5 15 400 19-20 0,12—0,24 0,1 750—900
1,5 15 400 15—16 0,24 0,1 700—800
2,0 15 500 13—15 0,4 0.16 1450—1550
2,0 15 700 18—20 0,4 0,16 1550—1650
55
Таблица 10
Размеры рельефов при сварке оцинкованных сталей
fi. мм 6П, мкм V , мм5 <7р, мм ftp, мм
1 15 И 4,5 1,25
1.5 6 16 4,6 1,7
1.5 15 22 6,4 1,3
2 15 32 7,5 1,4
Примечание. Приведенные значения диаметра и высоты рельефов мо-
гут изменяться в широких пределах при условии сохранения неизменным объема
рельефа.
ющей поверхности деталей и препятствующей шунтированию
тока при их касаниях.
В связи с увеличенной площадью контактов и пониженной
интенсивностью тепловыделения образование литого ядра при
рельефной сварке оцинкованной стали отличается крайней неста-
бильностью. Так, при сварке стали толщиной 1,5 мм с покрытием
толщиной 15 мкм на режиме: FCB — 400 даН, /св = 20 кА, tM —
— 0,1 с расплавление металла в контакте начинается при
0,18 с. Однако при любом значении /св, большем 0,18 с, наряду
с соединениями, имеющими развитую литую зону, образуются
соединения в твердой фазе; размеры литого ядра соединений изме-
няются в широком диапазоне и мало зависят от /св.
Нестабильность образования литого ядра не снижает проч-
ностные характеристики сварных соединений. Прочность соеди-
нений при рельефной сварке оцинкованной стали почти не зависит
от наличия и размеров литой зоны. Так же, как и при рельефной
сварке стали без покрытия, это объясняется высокой работоспо-
собностью соединений в твердой фазе, формирующихся уже
вскоре после включения сварочного тока. Различие между проч-
ностью соединений, образующихся на начальной стадии рельеф-
ной и точечной сварки, при сварке оцинкованной стали особенно
велико (рис. 37). При точечной сварке формирование литого
ядра и образование работоспособных соединений на оцинкован-
ной стали начинается позже, чем на неоцинкованной. При рельеф-
ной сварке, наоборот, благодаря применению повышенных Гсв
и /св и более быстрому смятию рельефов процесс формирования
соединений в твердой фазе на оцинкованной стали протекает
быстрее и прочность соединений на начальной стадии их обра-
зования выше, чем на стали без покрытия. Последующий нагрев
приводит к сильному увеличению площади контактов и в связи
с этим к снижению интенсивности тепловыделения. Поэтому при
дальнейшем увеличении /св (рис. 37) или /св (рис. 38) прочность
соединений из оцинкованной стали возрастает незначительно.
56
Таким образом, для рельефной сварки оцинкованной стали
характерна высокая прочность соединений на начальной стадии
их образования и весьма малая зависимость прочностных свойств
от изменения параметров режима. Колебания /св и /св приводят
к очень ограниченным изменениям прочности соединений, значи-
тельно меньшим, чем при точечной сварке оцинкованной стали или
чем при рельефной и точечной сварке стали без покрытия. Изме-
нение толщины покрытия при рельефной сварке также приводит
к меньшему изменению прочности соединений, чем при точечной.
Рис. 37. Изменение прочности свар-
ных соединений при сварке стали 6 —
= 1,5 мм:
Рис. 38. Зависимость прочности свар-
ных соединений от сварочного тока
при рельефной сварке оцинкованной
стали С—1,5 мм с применением релье-
фов разного размера при dn —
= 15 (-----) и dn— 6 мкм (-------):
Кри- вая Сварке стали кА
Рельефная, без по- крытия 14
2 То же оцинкованной стали 20
3 Точечная оцинкован- ной стали 16
4 Тс же 20
KpHBasj <fp, мм Лр, мм
/ 4,6 1,3
2 5,2 1,5
3 1,3
В отличие от сварки сталей без покрытия прочностные свойства
соединений при сварке оцинкованных сталей зависят от размеров
рельефов. При увеличении размеров рельефов прочность соеди-
нений растет (рис. 38). Это объясняется уменьшением числа слу-
чайных касаний между деталями, а также увеличением объема
пластической деформации металла, способствующей повышению
прочности соединений в твердой фазе. Интересно, что литая зона
в соединениях, выполненных с применением увеличенных релье-
фов, встречается более редко.
Благоприятной особенностью процесса рельефной сварки оцин-
кованной стали является весьма малая степень повреждения
покрытия, гораздо меньшая, чем при точечной сварке. Коррозион-
57
ная стойкость соединений при рельефной сварке оцинкованных
сталей выше, чем при точечной. Стойкость электродов при рельеф-
ной сварке также более высокая.
Сварка сталей с покрытием из пластмассы. Стали с пласт-
массовым покрытием (металлопласты) появились сравнительно
недавно и с каждым годом находят все более широкое примене-
ние [83, 84 J. Пластмассовое покрытие наносится на одну или на
обе стороны изделий и имеет защитно-декоративное назначение.
Выпускаемая отечественной промышленностью плакированная
пластмассой сталь называется с т а в' и н ил.
Сварка металлопластов с двусторонним покрытием возможна
только при условии его полного удаления с соединяемых уча-
стков деталей, так как покрытие является изолятором. Поэтому
в сварных конструкциях чаще применяют металлопласты с одно-
сторонним покрытием. Детали с односторонним покрытием можно
сваривать с деталями без покрытия, применяя рельефную сварку
с односторонним подводом тока [23, 83].
Пластмассовые покрытия обладают весьма низкой жаропроч-
ностью и начинаюг размягчаться с образованием внешних дефек-
тов уже при нагреве до температуры 150—180° С. Для того чтобы
избежать порчи покрытия, сварку металлопластов следует
производить на предельно жестких режимах, обеспечивающих
минимальные размеры зоны нагрева. При 6 — 0,8-Н,5 мм реко-
мендуемые значения /сс составляют 0,003—-0,1 с (документ
МИС Ш-239—64). Уменьшить зону нагрева можно также путем
уменьшения размеров соединений. Чаще всего при рельефной
сварке металлопласта ограничиваются соединениями в твердой
фазе. Плакированную поверхность деталей целесообразно при-
жимать к охлаждающей плите. Время выдержки свариваемых
деталей под давлением должно быть минимальным. Тогда к момен-
ту размягчения покрытия усилие сжатия с деталей будет снято
и деформации покрытия не произойдет.
Для односторонней сварки металлопластов за рубежом вы-
пускают специальные (преимущественно конденсаторные) ма-
шины. Для этой цели могут использоваться также обычные ма-
шины при условии соответствующего изменения схемы и кон-
струкции сварочного контура.
Сварка алюминиевых сплавов. Сложность рельефной сварки
алюминиевых сплавов вызывается относительно низкой меха-
нической прочностью рельефов, образованных холодной штам-
повкой, и высокими /CD и Fcd, характерными для сварки алюми-
ниевых сплавов. Рельефы, выдавленные на неупрочненных спла-
вах типа АМц, Д16М и др. сминаются на большую часть своей
высоты еще до включения сварочного тока. Жесткость рельефов
на высокопрочных алюминиевых сплавах более высокая, и сварка
изделий из этих сплавов с применением относительно малых
усилий сжатия возможна, однако результаты ее обычно недоста-
точно стабильны. Даже при применении модулированных им-
58
пульсов тока сварка сопровождается выплесками и подплавле-
ниями на наружной поверхности деталей, а также быстрым изно-
сом электродов.
Значительно лучшие результаты могут быть получены при
применении более жестких рельефов без лунок с обратной стороны.
Такие рельефы могут быть образованы, например, путем холод-
ной высадки, прямо в процессе изготовления деталей. Примене-
ние рельефов без лунок обеспечивает получение хороших резуль-
татов даже при сварке мягких алюминиевых сплавов, например
Д16М. Так, во ВНИИЭСО была разработана технология сварки
четырьмя рельефами деталей из'сплава Д16М 6 - 1,6 Т 1 мм [12].
Рис. 39. Макроструктура сварных соединений, полученных при
рельефной сварке деталей из сплава Д16М, 6 — 1,6 1 мм
Размеры рельефов, сформированных па детали толщиной 1,6 мм:
dp = 3,5 мм, hp = 1 мм. Режим сварки: FCD = 1200 даН, 7С„ =
= 140 кА, tCB = 0,07 с, /м = 0,03 с. Размеры литого ядра обра-
зующихся сварных соединений: dH = 4,5 4-5 мм, Яя = 1,5 мм
(рис. 39). На начальной стадии сварки рельефы, твердость кото-
рых значительно выше твердости металла противолежащего
листа, вдавливаются в лист, что может привести к образованию
вмятин на поверхности электрода. Для устранения вмятин элек-
трод, прилегающий к детали без рельефа, должен изготавливаться
из сплава, имеющего высокую твердость (не ниже НВ 180).
В связи с быстрым смятием рельефов сварка алюминиевых
сплавов сопровождается особенно большим ускорением подвиж-
ных частей привода давления. При сварке деталей из сплава Д16М
на приведенном режиме ускорение подвижных частей во время
смятия рельефов достигает 15 м/с2, что может привести к сниже-
нию FCB на 30% [12]. Поэтому рельефная сварка алюминиевых
сплавов предъявляет повышенные требования к динамическим
свойствам привода.
Сварка контактов низковольтной аппаратуры. Рельефную
сварку с применением релье<]юв без лунок с обратной стороны
широко применяют для соединения контактов низковольтной
аппаратуры с контактодержателями. Наиболее распространен-
ными являются контакты из серебра и его сплавов, а также
59
металлокерамические серебросодержащие контакты с окисью кад-
мия типа СОК-15 и никелем типа СН-30. В качестве материала для
контактодержателей используют латунь, бронзу или низкоугле-
родистую сталь. Таким образом, трудность сварки контактов
состоит в необходимости получить соединение между разнород-
ными сплавами с резко отличающимися теплофизическими свой-
ствами.
Рельефам на основании контактов придают форму сферы или
усеченного конуса. Применяют также контакты с плоскими осно-
ваниями (без рельефов), свариваемые точечной сваркой. При то-
чечной сварке контактов максимальная площадь соединений SCB
не превышает 25—30% от площади основания SK. При рельефной
сварке контактов с рельефами, имеющими форму усеченного
конуса, отношение SCB/SK может быть увеличено до 0,35—0,4.
Оптимальные результаты обеспечиваются при применении релье-
фов сферической формы диаметром, равным 0,4—0,5 от диаметра
контакта. В этом случае при сварке практически всех типов кон-
тактов могут быть получены соединения с площадью, равной 80%
от площади основания контакта [261.
Соединение деталей происходит с расплавлением или в твер-
дом состоянии. Исследования [26] показали, что в обоих случаях
могут быть получены качественные и высокопрочные соединения
с практически одинаковой площадью. Для ограничения нагрева
сварку с расплавлением осуществляют на более жестких режимах.
В связи с различием свойств металлов свариваемых деталей при
формировании соединения в твердой фазе переход от контакта
к контактодержателю представляет собой резкую границу в виде
линии или прослойки из непрерывного ряда твердых растворов.
При сварке с расплавлением соединение осуществляется через
прослойку, толщина которой может достигать 250 мкм. Одновре-
менно в контактодержателе вне зоны соединения образуется
литое ядро со столбчатыми кристаллами. При увеличении нагрева
ядро возрастает в объеме и достигает поверхности контактодержа-
теля со стороны контакта. Расплавленный металл выдавливается
из зоны расплавления и в виде капель окружает контакт по его
основанию. При приварке контактов к относительно тонким
контактодержателям литое ядро может выйти на наружную по-
верхность контактодержателя, что вызовет его прилипание к элек-
троду. В связи с этим соединение с площадью, равной 80% от пло-
щади основания контакта, может быть обеспечено при отношении
толщины контактодержателя к диаметру контакта не менее 0,15.
Для того чтобы исключить их прилипание к электродам при при-
варке контактов к более тонким контактодержателям, необходимо
уменьшить количество вводимой в соединение энергии. В связи
с этим площадь соединения уменьшается и отношение SCI7SK
не превышает 0,5.
Для предотвращения начальных выплесков сварка должна
производиться импульсами с плавным нарастанием тока В целях
60
сохранения пружинящих свойств материала контактодержателя
желательно, чтобы нагрев в зоне сварки был минимальным.
Поэтому в большинстве случаев сварку контактов целесообразно
проводить на режимах, обеспечивающих формирование соеди-
нений в твердой фазе. Площадь и прочность таких соединений
не ниже, чем у соединений с расплавлением, а нагрев деталей
меньше. В связи с пониженными механическими свойствами и
повышенной тепло- и электропроводностью материалов, приме-
няемых для изготовления контактов и контактодержателей,
режимы сварки характеризуются высокими /с„. Применяемые
на практике режимы сварки устанавливают, как правило, опыт-
ным путем, хотя в последнее время предложены методы их рас-
четного определения [27, 281. Некоторые режимы сварки кон-
тактов приведены в табл. 11.
Электроды со стороны контактодержателя изготавливаются
из более электропроводных сплавов (например, Мц5Б, БрХ),
а со стороны контакта — из сплавов с пониженной электропро-
водностью (БрНБТ). Для уменьшения загрязнения рабочей по-
верхности электрода со стороны привариваемого контакта целе-
сообразно устанавливать поворачивающийся ролик.
Сварка по замкнутым (кольцевым и прямоугольным) рельефам.
Сварка по замкнутым рельефам дает возможность получать гер-
метичные соединения различной формы. Для формирования таких
соединений на одной из свариваемых деталей выштамновывают
кольцевой, прямоугольный или другой замкнутый рельеф требуе-
мой длины. Наибольшее распространение получила сварка по
кольцевым рельефам (см. рис. 1, е). В существующей практике
сваривают кольцевые соединения диаметром до 50 мм.
При сварке по кольцевым и другим замкнутым рельефам со-
единения формируются, как правило, в твердой фазе. Получение
литой зоны возможно при большой ширине соединений; при этом
необходимый сварочный ток сильно возрастает. Опыт показывает,
что при правильно выбранных размерах рельефа и параметрах
режима кольцевое соединение, выполненное в твердой фазе,
равнопрочно основному металлу уже при ширине b -- 1,56.
При механических испытаниях таких соединений их разрушение
происходит со сквозным вырывом по околошовной зоне. Даль-
нейшее увеличение ширины и формирование литой зоны не при-
водит к повышению прочности соединений и в большинстве слу-
чаев является излишним. К тому же, формирование литой зоны по
всему периметру кольцевых и прямоугольных соединений трудно
достижимо.
Кольцевые рельефы применяют не только при сварке листовых
нахлесточных соединений, но и во многих случаях Т-образной
сварки, например для присоединения гаек, втулок и другой арма-
туры к листам (см. рис. 2, г—е). Особенности сварки таких изде-
лий рассматриваются в п. 9. Для кольцевой Т-образной сварки
в отличие от сварки нахлесточных соединений характерна значи-
61
g Таблица 11
Режимы рельефной сварки НЗА [27]
Примечание, Конфигурация рельефа на контактах: сферическая (№ 1 — 5), конусная (№
тельная разница толщин свариваемых деталей. Однако в некото-
рых случаях, например при сварке втулок, имеющих фланцы
(см. рис. 49), толщины деталей одинаковы или различаются друг
от друга незначительно. С другой стороны, при кольцевой сварке
нахлесточных соединений возможно неравенство толщин свари-
ваемых листов. Таким образом, граница между кольцевой сваркой
нахлесточных соединений и кольцевой Т-образной сваркой не
всегда может быть четко установлена.
На основании имеющегося опыта можно считать, что для сварки
низкоуглеродистой стали толщиной 1 мм с применением коль-
цевых рельефов необходимо обеспечить плотность тока в соедине-
Рис. 40. Схемы гермети-
зации полупроводнико-
вых приборов
ний / = 0,4 4-0,3 кА/мм2 и давление р = 80-4-100 МПа. Равно-
прочность сварного соединения основному металлу обеспечивается
при ширине зоны соединения, равной -~1,56. Как указывалось,
при сварке на подобных режимах / = 1/6. Тогда параметры
режима сварки определятся из следующих соотношений:
Дсв = (8-- 10) 1,56/= (12 4- 15)6/;
/СЙ = (0,4 4- 0,5)1,56/ = (0,6 4-0,75)/, (12)
J
где I—длина сварного соединения, мм; FCB, даН; /св, кА.
Профиль рельефа в поперечном сечении может быть сфери-
ческим, коническим или трапецеидальным. Целесообразное соот-
ношение между шириной основания рельефа 6р и высотой /гр:
bvlhv 2. Для получения соединений шириной b 1,56 можно
рекомендовать следующие поперечные размеры рельефов:
6р^1,26; йр^О.бб. (13)
Сварку по кольцевым и прямоугольным рельефам широко
применяют при герметизации корпусов полупроводниковых при-
боров (рис. 40). Сварку осуществляют в контролируемой среде:
в осушенном воздухе, азоте или гелии. Материал герметизируе-
мых корпусов: ковар и низкоуглеродистая сталь; ковар и сталь
могут иметь никелевое покрытие. Суммарная толщина деталей:
0,4—0,8 мм при толщине одной детали 0,2—0,5 мм.
63
Поперечные размеры рельефов, применяемых при гермети-
зации, обычно несколько больше значений, вытекающих из соот-
ношений (13). Так, японская фирма «Origin», выпускающая обо-
рудование для герметизации полупроводниковых приборов, реко-
мендует следующие размеры рельефов для корпусов типа ТО-3
и ТО-8 (б = 0,2 + 0,3 мм): Ьр — 0,4 4-0,7 мм и hp = 0,2 -ь0,3 мм.
Однако, по данным работы [25], оптимальные результаты при
сварке корпусов интегральных схем с толщиной стенки 0,2 мм
достигаются в случае применения рельефов с основанием шири-
ной 0,3 мм и высотой 0,15 мм, что близко к рекомендациям (13).
Обычно герметизацию корпусов выполняют сваркой на кон-
денсаторных машинах. Амплитудное значение сварочного тока
на 1 мм длины соединений составляет 0,7—1,0 кА, давление,
отнесенное к площади соединения, р = 150-=-200 МПа [33].
В некоторых случаях герметизации сварку производят без рельефа,
по узкой отбортовке деталей. В связи со значительно меньшим
объемом пластической деформации металла свариваемых поверх-
ностей, прочность и герметичность таких соединений хуже, чем
при сварке по рельефу.
8. КОНТРОЛЬ КАЧЕСТВА СВАРКИ
Вопросы контроля качества соединений при рельефной сварке
разработаны в очень малой степени. Поэтому в производственной
практике целесообразно использовать опыт контроля точечной
и роликовой сварки, подробно освещенный в литературе [35].
При этом одни рекомендации по контролю точечной и роликовой
сварки могут быть применены без существенных поправок, в то
время как другие нуждаются в уточнениях и изменениях. Ниже
описываются некоторые особенности контроля качества соеди-
нений, характерные для рельефной сварки.
Основная задача контроля качества состоит в определении
размеров и прочности сварных соединений и выявлении дефектов
сварки. При рельефной сварке могут возникать те же дефекты,
что и при точечной. Качество соединений зависит не только от
процесса сварки, но и от ряда смежных операций, таких как под-
готовка поверхности деталей, сборка деталей, подготовка электро-
дов и приспособлений и т. д. Все эти операции подлежат контролю.
При рельефной сварке необходимо, кроме того, контролировать
размеры и расположение рельефов, а также состояние кромок
деталей и свариваемых поверхностей. Не допускаются заусенцы,
неровности, забоины и другие дефекты, приводящие к касаниям
деталей вне зоны соединения. Наличие поверхностных дефектов
особенно опасно при больших размерах деталей, при наличии
криволинейных поверхностей и при сварке в нескольких пло-
скостях.
Контроль качества сварки может производиться разрушаю-
щими и неразрушающими методами. Разрушающими методами
64
испытывают контрольные технологические образцы, изготовлен-
ные из того же материала и свариваемые на тех же режимах, что
и контролируемые детали. Таким образом, испытание контроль-
ных образцов (образцов-свидетелей) является косвенным методом
контроля, позволяющим судить о качестве свариваемых деталей
лишь при условии полной идентичности условий сварки деталей
и контрольных образцов.
Качество сварки на контрольных образцах определяют их
разрушением в тисках (технологическая проба), изучением макро-
и микроструктуры соединений на шлифах и по результатам меха-
нических испытаний. В зависимости от свойств соединения и
Рис. 41. Внешний вид и излом сварного со-
единения, выполненного рельефной сваркой
способа приложения нагрузки разрушение образцов технологи-
ческой пробы может происходить со срезом в плоскости соединения
или с вырывом сварной точки. Оценка размеров и качества со-
единений при их разрушении с вырывом затруднена. В отличие
от точечной и шовной сварки сквозной вырыв соединений при
рельефной сварке возможен и при отсутствии расплавления и
не является, таким образом, признаком наличия литой зоны.
Если разрушение образцов происходит со срезом в плоскости''
соединения, то на изломе можно замерить диаметр литого ядра
и пластического пояска, а также обнаружить внутренние поры
и трещины (рис. 41, а). В этом случае оценка качества соединения
по результатам технологической пробы является болеедостоверной.
Наиболее полное представление о наличии и размерах литой
зоны может быть получено в результате исследования макрострук-
туры соединений на поперечных шлифах. Шлифы изготавливают,
разрезая контрольные образцы перпендикулярно поверхности
по центру сварного соединения. Техника изготовления, травле-
ния и исследования шлифов при рельефной сварке такая же,
как при точечной и шовной [35]. Однако следует помнить, что
в связи с высокой несущей способностью соединений, выполнен-
ных рельефной сваркой в твердой фазе, их прочность в меньшей
5 Гиллевич В. А, 65
степени определяется размерами литой зоны, чем прочность то-
чечно-сварных соединений. В некоторых случаях (например, при
рельефной сварке оцинкованной стали) наличие литой зоны вообще
не влияет на работоспособность сварного соединения и не является
обязательным. Поэтому исследование макроструктуры соеди-
нений так же, как и технологическая проба, не всегда позволяет
правильно оценить качество рельефной сварки.
Наиболее достоверным показателем качества соединений, вы-
полненных рельефной сваркой, является их прочность, опреде-
ляемая при механических испытаниях контрольных образцов па
срез и отрыв. Размеры образцов для механических испытаний при
рельефной сварке такие же, как и при точечной [35]. Важным
показателем механических свойств соединений является пластич-
ность, характеризуемая отношением прочности образцов на отрыв
к прочности на срез. Так же, как и при технологической пробе,
разрушение образцов при испытаниях на срез и отрыв может
происходить как со срезом, так и с вырывом сварного соединения,
причем характер разрушения не является показателем качества
сварки.
Сварку и испытание контрольных образцов производят при
отработке нового режима, а также после длительных перерывов
в работе машины, в начале и конце сварки партии изделий,
а в особо ответственных производствах после сварки определен-
ного количества соединений. Периодичность сварки и число
контрольных образцов устанавливают в зависимости от группы
ответственности соединений с учетом рекомендаций отраслевых
и производственных нормалей [35].
Контроль качества соединений непосредственно на сварном
узле производят с применением неразрушающнх методов. Про-
стейшим из них является внешний осмотр. При внешнем осмотре
соединений, полученных в результате сварки по выштампованным
рельефам, в первую очередь следует обращать внимание на степень
заполнения полости лунки металлом. Полное заполнение лунки,
вызванное интенсивным нагревом металла деталей, указывает
обычно на образование в соединении литой зоны (рис. 41, б).
Однако в некоторых случаях, таких как сварка на весьма мягких
режимах, сварка оцинкованных сталей и в ряде других, лунка
может быть заполнена металлом и при отсутствии литой зоны.
Таким образом, заполнение лунки не может служить достоверным
признаком хорошей сварки. В то же время наличие незаполнен-
ной лунки чаще всего свидетельствует об отсутствии расплавления
и невысокой прочности соединений. Изменение степени заполне-
ния лунки при сварке деталей с неизменной настройкой машины
также указывает на нарушение условий сварки и на вероятное
ухудшение качества сварных точек. Наличие вмятин с характер-
ным потемнением металла на поверхности деталей является при-
знаком сильных конечных выплесков, сопровождающихся обра-
зованием усадочных пор и трещин.
66
К числу неразрушающих методов контроля качества сварных
соединений относится просвечивание рентгеновскими лучами
с использованием рентгеноконтрастных материалов (РМК). Ме-
тод контроля с введением в зону сварки РМК разработан недавно
и применяется при точечной и роликовой сварке различных
сталей и сплавов [351. Можно предполагать, что этот метод может
быть применен также и при рельефной сварке. В настоящее время
данных о его использовании при рельефной сварке нет.
Последние годы все большее внимание уделяется развитию
неразрушающих методов контроля, основанных на измерении
в процессе сварки различных параметров режима, прямо или кос-
венно связанных с процессом формирования сварного соединения.
Контроль может производиться по электрическим и физическим
параметрам, таким как напряжение и мощность на электродах,
сопротивление свариваемых деталей, перемещение электродов,
вызванное тепловым расширением деталей, изменение амплитуды
ультразвуковых колебаний, пропускаемых через зону сварки
и др. Рядом исследователей рассмотрены особенности применения
контроля по параметрам режима при рельефной сварке. Так,
Ю. Н. Ланкиным была проведена работа по выявлению электри-
ческого параметра, наиболее полно отражающего качество свар-
ных соединений при рельефной сварке сепараторов шарикопод-
шипников [38]. Рассматривались следующие параметры: средний
за время сварки ток, время сварки, произведение сварочного тока
на время сварки, среднее за время сварки напряжение на свари-
ваемых деталях, произведение напряжения на деталях на время
сварки, напряжение на деталях в конце сварки, снижение напря-
жения на деталях от максимального значения в начале процесса
до минимального в конце сварки, сопротивление свариваемого
изделия в конце сварки, энергия, затрачиваемая на сварку, и
средняя за время сварки мощность, выделяемая в сварном со-
единении. Оценка тесноты связи между перечисленными пара-
метрами и качеством соединений производилась по величине
корреляционного отношения ц или коэффициента корреляции г
между прочностью соединений и соответствующим параметром.
Было установлено, что оптимальным (из числа рассмотренных)
косвенным показателем, имеющим наибольшее значение кор-
реляционного отношения с прочностью, является среднее за время
сварки падение напряжения на свариваемых деталях (ц = 0,8).
Из этого можно сделать вывод о принципиальной возможности
использовать этот показатель как параметр контроля качества
соединений при рельефной сварке. Однако практические пути для
реализации при рельефной сварке этого метода контроля пока
не намечены.
Наиболее отработанным методом контроля качества соедине-
ний в процессе сварки является в настоящее время контроль по
перемещению подвижного электрода машины (дилатометрический
контроль). В результате нагрева и расплавления металл в зоне
5*
67
сварки расширяется и раздвигает сварочные электроды. Учиты*
вая вдавливание электродов в поверхность деталей, их расхожде-
ние при точечной и шовной сварке несколько меньше, чем тепло-
вое расширение металла, однако при применении рациональных
режимов это различие невелико. В связи с трудностями замера
перемещения верхнего электрода относительно нижнего контроль
теплового расширения металла при сварке в производственных
условиях производят измерением перемещения верхнего электрода
относительно верхней консоли сварочной машины. При этом воз-
никает погрешность, вызванная возможным изменением FCB,
а следовательно, и прогиба нижней консоли. Эта погрешность тем
больше, чем меньше жесткость машины и чем больше силы трения
в приводе давления. Показано [35 ], что контроль качества сварки
по перемещению подвижного электрода возможен лишь в том
случае, если сварка выполняется на машинах, удовлетворяющих
условию FTp/6M --С 0,05, где FTp — сила трения в приводе сжа-
тия, даН; М — жесткость силового контура машины, даН/мм.
Следует отметить, что повышенная жесткость корпуса и кон-
солей и малое трение в приводе давления машины являются теми
особенностями, которые в первую очередь должны быть присущи
оборудованию для рельефной сварки. Этот вопрос подробно
рассмотрен в п. 11. Поэтому современные рельефные машины,
как правило, удовлетворяют указанному выше условию и вполне
пригодны для дилатометрического контроля. Проведение этого
контроля затруднено при сварке на старых машинах типа МРП
и МТП в связи с повышенным трением в приводе давления этих
машин.
При рельефной сварке перемещение электрода Лэл склады-
вается из двух противоположно направленных составляющих:
перемещения, равного изменению высоты рельефа при его смя-
тии йр и перемещения А, вызванного тепловым расширением
деталей во время их нагрева. При этом основную долю переме-
щения электродов составляет их сближение, вызванное смятием
рельефа (см. рис. 15). Раздвигание электродов, как результат
теплового расширения деталей, составляет незначительную часть
их общего перемещения. Это затрудняет получение достоверных
результатов при контроле качества рельефной сварки по раздви-
ганию электродов.
Значительно надежней использовать в качестве параметра
контроля величину сближения электродов, происходящего после
сварки 1. Вслед за выключением сварочного тока металл зоны
соединения охлаждается, что приводит к его усадке и сближению
электродов на величину предшествующего теплового расширения.
При этом в отличие от перемещения электродов при нагреве,
вызванного не столько тепловым расширением металла, сколько
процессом смятия рельефа, сближение электродов при охлажде-
1 Авт. свид. № 241563.
68
Рис. 42. Зависимость ме-
жду перемещением элек-
тродов и прочностью со-
единений на срез при ре-
льефной сварке стали
б = 2 мм
дает, тем самым, бо-
нии зоны сварки определяется только усадкой металла соедине-
ния. Поэтому величина сближения электродов после выключе-
ния тока и качество сварного соединения находятся между собой
в весьма тесной корреляционной зависимости.
Следует отметить, что контроль качества соединений по сбли-
жению электродов целесообразно осуществлять не только при
рельефной, но также и при точечной сварке в тех случаях, когда
перемещение электродов при нагреве обусловливается помимо
теплового расширения металла другими проходящими при сварке
процессами. Так, например, при точечной сварке на режимах,
приводящих к значительному нагреву
наружных поверхностей деталей (сварка
с шунтированием тока, сварка на мягких
режимах, сварка с применением электро-
дов с относительно малым диаметром ра-
бочей поверхности и т. д.), наблюдается
значительное вдавливание электродов в де-
таль, приводящее, несмотря на продол-
жение роста литого ядра, к прекращению
раздвигания электродов или даже к их
сближению. Это существенно ухудшает
надежность контроля качества сварного
соединения по раздвиганию электродов.
Осуществление контроля по сближению
электродов после выключения тока позво-
ляет исключить искажающее влияние про-
цесса вдавливания электродов в деталь и
лее точную оценку величины теплового расширения деталей.
Исследования показали 118], что между величиной сближения
электродов после выключения сварочного тока Д и прочностью Рср
соединений при рельефной сварке имеется довольно тесная ли-
нейная связь, характеризуемая сравнительно небольшой колеб-
лемостью результатов отдельных измерений относительно их
средних значений (рис. 42). Коэффициент корреляции, характе-
ризующий тесноту зависимости между Д и Рср, составляет при
сварке стали толщиной 2 + 2 мм 0,87 — 0,93. Это выше, чем
рассчитанные в работе [38] корреляционные отношения между
прочностью и любыми другими параметрами процесса сварки.
Расчет показывает, чго при такой тесноте связи между Д и Рср
диапазон колебаний прочности сварных соединений при данной
величине сближения электродов составляет с вероятностью 0,9
примерно ±10% от среднего значения Рср [18].
Для контроля качества сварки по перемещению электродов
разработано несколько типов контрольно-регистрирующей аппа-
ратуры: АДК-1, ПДК-2М, ПДК-3, АКС-1, АКС-2. Контроль по
сближению электродов можно осуществлять с помощью при-
бора АКС-2, конструкции ВНИИЭСО [1]. В приборе применен
бесконтактный фотоэлектрический датчик, позволяющий измерять
69
перемещение электрода в обоих направлениях с точностью
±0,01 мм. Датчик содержит две растровые решетки, одна из ко-
торых (неподвижная) вместе с корпусом датчика закреплена на
консоли машины, а вторая (подвижная) с помощью магнитной
системы зацепления связана с ползуном. При движении одной
решетки относительно другой происходит периодический разрыв
луча света, освещающего фотодиоды. Измерение перемещений
сводится к счету импульсов, возникающих при освещении и за-
темнении фотодиодов. Прибор имеет цифровую индикацию изме-
ряемого перемещения и позволяет запоминать наибольшее пере-
мещение до начала следующего импульса тока. Оперативная
индикация состояния — «качественная сварка», «непровар» и
«перегрев» — осуществляется с помощью цветных сигнальных
ламп. Индикация состояния зависит от соотношения между до-
стигнутым перемещением и уровнями установленного задания.
На приборе устанавливают два уровня. Если перемещение на-
ходится в диапазоне между первым и вторым, это эквивалентно
качественной сварке. Перемещение ниже первого уровня соот-
ветствует непровару, выше второго уровня — перегреву. Уровни
перемещений выбираются из анализа экспериментальных зависи-
мостей между А и Рср (dH) (рис. 42) с учетом вероятного разброса
данных.
Прибор АКС-2 может быть использован для дилатометриче-
ского контроля качества сварных соединений при рельефной
сварке одиночными рельефами. Применение этого метода контроля
для групповой рельефной сварки возможно при использовании
приспособлений с независимым ходом отдельных электродов
(см. п. 16), при условии замера перемещения каждого электрода
в отдельности. Для этой цели потребуется разработка специаль-
ных датчиков перемещения, конструкция которых должна соот-
ветствовать конструкции электродных приспособлений. Практи-
ческого опыта применения контроля качества соединений по пере-
мещению электродов при групповой рельефной сварке в настоящее
время нет.
Глава II
ТЕХНОЛОГИЯ Т-ОБРАЗНОЙ РЕЛЬЕФНОЙ
СВАРКИ И СВАРКИ ВКРЕСТ
9. Т-ОБРАЗНАЯ СВАРКА
При Т-образной сварке необходим местный нагрев деталей
до температуры образования сварного соединения. При этом рас-
пределение плотности тока и условия отвода теплоты от деталей
должны исключать возможность их общего перегрева. Во избежа-
ние деформации температура участков деталей, находящихся вне
зоны сварки, должна быть меньше температуры разупрочнения
металла. В большинстве случаев это обеспечивают уменьшением
площади сварочного контакта и увеличением плотности тока
в нем по сравнению с плотностью тока в детали. Для этого на
поверхности деталей изготавливают рельефы той или иной формы.
При малой разнице между площадью соединения и поперечным
сечением детали сварку следует проводить на максимально жест-
ких режимах, при этом сварочный ток должен подводиться как
можно ближе к месту сварки. Если деформация деталей допу-
скается, последнее условие не является обязательным.
При Т-образной сварке сварные соединения формируются
преимущественно в твердой фазе (рис. 43, а—д). При определенных
условиях в средней части соединений может быть получена литая
зона (рис. 43, в), однако и в этом случае их несущая способность
в значительной степени определяется областью сварки в пласти-
ческом состоянии. Образование соединений с литой зоной является
при Т-образной сварке не правилом, а скорее исключением.
Однако, несмотря на отсутствие расплавления, правильно выпол-
ненные соединения обладают высокой прочностью и разрушаются
с вырывом по основному металлу. Высокая работоспособность
достигается при условии, если сварка сопровождается значи-
тельной пластической деформацией металла свариваемого кон-
такта. Как и при сварке нахлесточных соединений возможность
такой деформации при Т-образной сварке обеспечивается в ре-
зультате смятия рельефов, предварительно изготовленных на
поверхности деталей. В процессе смятия рельефов при Т-образной
сварке протекают те же процессы, что и на начальной стадии
рельефной сварки нахлесточных соединений.
Некоторые характерные детали, свариваемые Т-образной свар-
кой, показаны на рис. 44. В целом для Т-образной сварки харак-
терно весьма большое разнообразие конструктивных форм свари-
ваемых соединений (см. рис. 2). Это затрудняет создание обоб-
щенных рекомендаций, пригодных для всех ее разновидностей.
В связи с тем, что теоретические основы Т-образной сварки еще
не разработаны, режимы сварки определяют чаще всего опытным
путем. Обоснованные рекомендации по выбору размеров рельефов
71
72
Рис. 44. Некоторые узлы, изготовленные с помощью Т-образной сварки
и режимов сварки имеются лишь для некоторых типов соединений.
Учитывая это, будем рассматривать особенности технологии раз-
личных разновидностей Т-образной сварки по отдельности.
Сварка деталей типа болтов, шпилек, стержней и др. торцом
к плоскости. При Т-образной сварке стержней на их торцах
должны быть образованы рельефы (рис. 45, а—ж). Назначение
рельефов:обеспечить концентрированный нагрев деталей и воз-
можность протекания местной пластической деформации металла
в плоскости соединения. Без выполнения этих условий получение
качественных соединений невозможно. Сварка стержней с плос-
кой торцовой поверхностью может быть осуществлена при усло-
Рис. 45. Подготовка торцов стержней при Т-образной
сварке
вии формирования рельефов на листе (рис. 45, и). Такой вариант
подготовки деталей применяется редко, так как рельефы, сфор-
мированные на торцах стержней, прочнее выштампованных на
листовых деталях. Поэтому стабильность сварки стержней с за-
точкой торцов более высокая.
Наиболее распространенной является коническая и сфериче-
ская заточка торцов. Сравнение этих двух вариантов заточки
производилось при разработке технологии приварки шипов
к котельным трубам [34]. По полученным данным сферическая
подготовка торцов обеспечивает несколько лучшие результаты,
однако в массовом производстве следует предпочесть стержни
с конической заточкой, как более простые в изготовлении. В за-
висимости от диаметра стержня угол заточки торцов следует
выбирать в пределах 120—170°. Рекомендации различных авторов
по выбору угла заточки совпадают не полностью (рис. 46).
Самыми простыми в изготовлении являются рельефы, показан-
ные на рис. 45, в. Такие рельефы нашли применение при сварке
закладных деталей в строительстве [8] и изготавливаются непо-
средственно в процессе рубки стержней.
Сварочный ток может подводиться к стержням как с торца,
так и с боковой поверхности. Подвод тока со стороны торца зна-
чительно проще, однако при большой длине стержней может
74
привести к их перегреву и деформации. Опасность перегрева и
деформации возрастает с увеличением требуемой площади про-
вара, а также при наличии в теле стержня выточек, отверстий
или других участков с ослабленным сечением. В таких случаях
сварочный ток следует подводить к боковой поверхности стержней
вблизи от места сварки. Для этого применяют цанговые или иные
специальные токоподводы (см. п. 16). Уменьшение перегрева может
быть достигнуто также применением более жестких режимов.
В некоторых случаях Т-образной сварки стержней целесооб-
разно применение рельефов кольцевой формы. В работе 163]
Рис. 46. Рекомендации по
выбору угла заточки торцов
при Т-образной сварке стерж-
ней по данным различных
авторов:
---------Липа, Голасек [42];
• — Hipperson. Watson [73].
X — Czech [67]
Рис. 47. Рекомендации по выбору
сварочного тока при Т-образной свар-
ке стержней по данным различных
авторов:
• — Вологдин и др. [8]; О — Гиллевич
[19]; X - Czech [67]; Roberts [82]
приведены сравнительные данные по сварке стержней с примене-
нием сферических и кольцевых рельефов. В обоих случаях были
получены хорошие результаты, однако кольцевые рельефы пока-
зали несколько большую прочность при испытании на скручива-
ние, а сферические — при испытании на срез. Под действием
электродинамических сил металл кольцевых рельефов при их
смятии выдавливается преимущественно внутрь. Поэтому коль-
цевые рельефы целесообразно наносить ближе к периферии тор-
цов.
При сварке болтов, имеющих головки с заплечиками, на по-
верхности головок изготавливают такие же рельефы, как и на
торцах стержней (рис. 45, д, е). Наличие заплечиков облегчает
подвод тока к болту в непосредственной близости от места сварки.
Очень хорошие результаты могут быть получены при сварке
стержней или болтов кольцевым скосом в отверстие плоской
детали (рис. 45, ж, з). Такой способ сварки можно считать разно-
видностью сварки кольцевыми рельефами, широко применяемыми
для присоединения деталей типа гаек, бонок, втулок и т. д. Осо-
бенности сварки таких соединений рассматриваются ниже.
75
Единые рекомендации по определению параметров режима
Т-образной сварки стержней отсутствуют. Однако данные разных
авторов по выбору /сп довольно хорошо согласуются друг с дру-
гом (рис. 47). По этим данным можно предложить следующую
зависимость для ориентировочного определения /св, кА:
ZCB = (1,2-1,6)4,,
где dc, — диаметр стержня, мм.
При неизменной площади соединения изменение толщины
листов мало влияет на режим сварки стержней.
Зависимость времени сварки от диаметра привариваемых стерж-
ней по имеющимся данным выражена значительно менее четко.
При сварке стержней диаметром 4—12 мм наиболее употреби-
Рис. 48. Схемы образования соединений при сварке втулок по кольце-
вым рельефам
тельное время сварки = 0,1 —0,3 с [19, 34, 49, 67, 821. При не-
обходимости уменьшить нагрев и ограничить деформацию привари-
ваемых стержней /св может быть уменьшено до нескольких перио-
дов. Усилие электродов, так же как и при сварке нахлесточных
соединений, целесообразно выбирать из условия обеспечения
в сварочном соединении некоторого оптимального давления;
при сварке низкоуглеродистой стали это давление равно 70—
100 МПа.
Сварка деталей типа втулок, бонок, заглушек и др. по коль-
цевым рельефам. При сварке втулок, бонок и других круглых
деталей на их торцовой поверхности изготавливают кольцевые
рельефы, обеспечивающие возможность получения прочных и
герметичных сварных соединений. Рассмотрим общие принципы
выбора размеров рельефов и параметров режима при сварке
таких узлов [19].
Сварка, как это обычно бывает в Т-образных соединениях,
осуществляется в твердой фазе (см. рис. 43, д). Для получения сое-
динений, равнопрочных основному металлу листа, т. е. разрушаю-
щихся при приложении нагрузки с вырывом из листа толщиной 6,
ширину зоны соединения Ьс (рис. 48, а) следует принять равной
(с некоторым запасом) Ьс = 1,56. Профиль сечения рельефа
обычно делают треугольным. Если угол вершины треугольника
принять равным а = 60е, то, как показывает опыт, ширина со-
76
единения, образующегося при смятии такого рельефа, составляет
Ъс = (1,7 -г-2) Ьр. Отсюда ширина основания рельефа bps=«0,86.
При применении рельефов меньшего размера получение сое-
динений, равнопрочных основному металлу, затруднено. Увели-
чение размеров рельефов сверх рекомендуемых значений позво-
ляет получить соединения большей ширины с большим запасом
прочности. Однако это требует соответствующего увеличения /св
и может вызвать перегрев и деформацию стенок детали, а при
недостаточной мощности сварочного оборудования привести к не-
провару. Поэтому применение рельефов с шириной основания
Ьр > 6 в большинстве случаев нецелесообразно.
При сварке многих узлов весьма важно ограничить нагрев
деталей для исключения их деформации и сохранения исходных
размеров. Особенно опасен перегрев при сварке деталей с резьбой.
Опыт показывает, что для исключения деформаций и сохранения
размеров резьбы в пределах допуска плотность тока в деталях
должна быть по крайней мере в 2,5 раза меньше плотности тока
в сварочном контакте. Отсюда Ьс 0,4/, где t — толщина стенки
детали (рис. 48) и, значит, Ьр 0,25/. Таким образом, при / 36
получение соединений, равнопрочных основному металлу, без
деформации привариваемой детали затруднено.
Детали типа втулок могут присоединяться не только по наруж-
ному рельефу, но и вваркой кольцевым скосом в отверстие плоской
детали (рис. 48, б). В этом случае для получения прочного соеди-
нения требуется несколько меньший /св или /св, что можно объяс-
нить лучшими условиями пластической деформации металла на
свариваемых поверхностях обеих деталей. При этом благодаря
меньшему разогреву уменьшается деформация стенки втулки.
Поэтому такой способ сварки, известный под названием сварки
острой гранью, особенно целесообразен для соединения тонко-
стенных деталей, таких, как, например, узлы счетно-вычисли-
тельных машин [19, 49] и др. Преимущество этого способа состоит
еще в том, что при вварке в отверстие облегчается центровка сва-
риваемых деталей и улучшается их соосность. Сварка острой
гранью менее чувствительна к перекосу деталей и к непараллель-
ности рабочих поверхностей электродов и обеспечивает более рав-
номерный провар по всему периметру соединения, особенно при
больших диаметрах рельефов [80]. Сварка острой гранью широко
применяется не только для присоединения деталей типа втулок,
но и во многих других видах Т-образных соединений
(см. рис. 45, ок, з).
Оптимальный угол скоса при сварке острой гранью а = 45°,
ширина скоса, заменяющего рельеф, Ьск 0,4/. Увеличение Ьск,
создающее возможность повысить прочность сварного соединения,
может привести к нежелательному увеличению деформации стенок
втулки и сделать отверстие непроходным. Для уменьшения дефор-
мации втулок толщина стенок их направляющей части должна
быть по возможности максимальной.
77
В некоторых случаях можно рекомендовать применение сварки
с последующей проковкой повышенным усилием, которая при-
водит к увеличению осадки, росту пластической деформации ме-
талла свариваемых деталей и повышению прочности соединений.
Ковочное усилие должно прикладываться в момент окончания
импульса сварочного тока.
Рис. 49. Кольцевая рельефная сварка втулок с фор-
мированием литой зоны [58]: а — рекомендуемая форма
рельефа; б — схема сварки; в — структура сварного
соединения
При необходимости детали типа втулок можно приваривать
одновременно к двум листам. Размеры рельефов и режимы сварки
при этом не меняются. На ЗИЛе разработан метод приварки шести-
гранных гаек без применения рельефов. Гайки накладывают на
отверстие в листе, диаметр которого на 1,5—2 мм меньше наруж-
ного диаметра гайки. При этом часть торцовой поверхности гайки,
ограниченная ее внешним контуром и отверстием в листе, играет
роль своеобразного рельефа. В связи с отсутствием необходимости
изготавливать специальные рельефы такой метод сварки обладает
78
значительными экономическими преимуществами. Однако можно
предполагать, что из-за неизбежного утонения листа в зоне сое-
динения прочность последнего не достигает прочности соединений,
выполненных при традиционных методах Т-образной сварки
гаек.
В литературе отсутствуют рекохмепдации по выбору режимов
кольцевой Т-образной сварки деталей типа втулок. В основу
выбора режимов сварки этих соединений могут быть положены
те же соображения, что и в случае сварки нахлесточных соеди-
нений кольцевыми рельефами (см. п. 7). Анализ режимов, разра-
ботанных разными авторами, для сварки разных узлов [19, 46,
64, 80] показывает, что независимо от размеров втулок (заглу-
шек) и от толщины плоских деталей /св, приходящийся на единицу
длины кольцевого рельефа, составляет для деталей из низкоугле-
родистой стали 600—800 А. Таким образом, выбор /св (кА) можно
производить из соотношения 7СВ = (0,6 4-0,8) Z, где I —периметр
кольцевого рельефа, мм.
При сварке тонкостенных деталей (t < 36) с относительно
низкой прочностью соединений /св может быть ниже указанных
пределов. Значение Fcr, как и в других случаях Т-образной сварки
низкоуглеродистой стали, выбирают из условия обеспечения
давления в сварочном контакте р — 70 4-100 МПа. Время сварки
в зависимости от толщины листа, типа привариваемой детали
и допустимой степени ее нагрева может изменяться в широких
пределах.
В конструкцию некоторых типов втулок и штуцеров входят
фланцы, создающие широкую нахлестку с плоской деталью
(рис. 49). Сварка таких изделий приближается к сварке обычных
нахлесточных соединений кольцевым рельефом. При этом воз-
можно образование соединений, включающих кроме участков
сварки в пластическом состоянии кольцевую расплавленную зону
(рис. 49, е) [55, 58]. Тепловыделение, необходимое для формиро-
вания расплавленной зоны, заметно превышает тепловыделение
при сварке в твердой фазе. Сварочный ток и размеры рельефов,
необходимые для образования кольцевого расплавления, также
увеличиваются. Рекомендуемая форма рельефов трапецеидальная
(рис. 49, с). Сварку выполняют с предварительным подогревом,
приводящим к частичной осадке рельефа и стабилизации кон-
такта между деталями [58]. Рекомендуемые размеры кольцевых
рельефов и режимы сварки деталей из жаропрочных сплавов
приведены в табл. 12, 13.
Сварка деталей с развальцовкой кромок. Этот способ при-
меняется при вварке в отверстие листа трубок, чашек, контактов
и других деталей с толщиной стенки равной или меньшей толщины
листа. Кромка привариваемой детали должна быть предвари-
тельно развальцована. Верхний электрод должен иметь кониче-
скую рабочую поверхность с углом заточки 45э (рис. 50). Такой
способ близок к сварке острой гранью и обеспечивает получение
79
йрочных й гёрмётичных сйарйЫк соединений. Преимуществом
этого способа сварки является минимальный нагрев и практиче-
ское отсутствие деформации деталей вне зоны сварки. По данным
работы 178], острая кромка в отверстии плоской детали может
врезаться в расширенную часть трубки, уменьшая тем самым
толщину трубки и прочность сварного соединения. Для устра-
нения этого явления острую кромку целесообразно несколько
Притупить.
Режимы сварки деталей с развальцовкой кромок можно выби-
рать исходя из тех же рекомендаций, что и режимы сварки нахле-
сточных соединений кольцевым
Таблица 12 Размеры кольцевых рельефов при сварке с расплавлением, мм (рис. 49, а) рельефом (см. п. 7). Сварка деталей крепежа. Детали крепежа (болты, гайки, шпильки, скобы) можно прива- ривать к листовым деталям раз-
Толщина фланца Ширина основания рельефа Высота рельефа личными методами. С привар- кой деталей стержневого типа торцами к плоскости и деталей типа гаек кольцевыми релье- фами мы уже познакомились. Широкое распространение (осо- бенно за рубежом) получили также детали крепежа, прива- риваемые в нескольких точках по рельефам, сформированным па] плоских участках деталей
1,0 1,2 1,5 1.8 2,0 2,5 2,0 2,5 2,5 2,8 2,8 3,0 0,5 0,6 0,6 0,7 0,7 0,8
(шляпках оолтов, поверхности гаек скоб и т. д.). На рис. 51 показаны некоторые типы деталей крепежа, прива- риваемых рельефной сваркой. Рельефы обычно изготавливают холодной высадкой одновременно с изготовлением самих деталей.
Таблица 13
Режимы рельефной кольцевой сварки с расплавлением втулок
из жаропрочного сплава ВЖ98 [58]
- б, мм 1 ок подо- грева, кА 1 f Время подо- грева, с Пауза, с ух ,яэ/ Й о г СЗ 5 Усилие элек- тродов ко- вочное, даН Время вклю- чения ковоч- ного усилия, с
1 19 0,9 0,2 27 0,3 1000 2200 0,34
1,2 19 0,9 0,2 27,5 0,3 1200 2500 0,34
1,5 19 0,9 0,3 28 0,3 1350 2500 0,36
2 19 0,9 0,5 29,5 0,3 1500 3200 0,38
80
Такие крейёжные детали, специально предназначенные для при-
соединения с помощью рельефной сварки, выпускаются многими
зарубежными фирмами. В последние годы их выпуск начал осваи
ваться отечественной промышлен-
ностью. Рельефам, формируемым
на крепежных деталях, придают
сферическую или вытянутую фор-
му, их число колеблется обычно
от двух до четырех. Размеры рель-
ефов, как правило, меньше, чем
при сварке нахлесточных соеди-
нений той же толщины. Диаметр
Нис. 50. Сварка труб с развальцовкой кромок: а — схема сварки; б —
структура сварного соединения
основания рельефов dp = (1,1 4-1,5) 6, высота рельефов hp —
= (0,35 4-0,4) dp. Сварка деталей крепежа может осуществляться
и при отсутствии на них рельефов; в этом случае рельефы
выштамповывают на листе.
В связи с компактным расположением рельефов и отсутствием
необходимости в получении сварных соединений большого раз-
мера сварку крепежных деталей выполняют на режимах, харак-
теризуемых меньшими значениями тока, приходящегося на один
рельеф, чем при сварке листовых нахлесточных соединений той же
толщины. В работе [611 приведены режимы сварки 74 типораз-
6 Гиллевич В. А.
81
мерой крепежа с листовыми деталями толщиной от 0,8 до 6,35 мМ.
Сварка образующихся 512 комбинаций осуществляется при ис-
пользовании всего трех значений FCB, 12—/св и 5—tcis. Рекомен-
дации по режимам рельефной сварки крепежных деталей, выпу-
скаемых отечественной промышленностью, в литературе отсут-
ствуют.
Сварка листов и труб втавр. При Т-образной сварке листов
на торцовой поверхности привариваемого торцом (вертикального)
листа (ребра) должны быть сформированы выступы, обеспечиваю-
щие необходимую концентрацию тока в сварочном контакте.
Рис. 51. Детали крепежа, привариваемые рельефной сваркой
Выступы могут иметь круглую, прямоугольную или треугольную
форму; в зависимости от требуемой прочности узла расстояние
между ними может быть различным (рис. 52, а, б, в). В некоторых
случаях применяют схему сварки, при которой выступы ребра
ввариваются в соответствующие им по размеру и расположению
отверстия в горизонтальном листе (рис. 52, в). Хорошие резуль-
таты получаются также при штамповке рельефов на горизонталь-
ном листе. Рельефам лучше всего придавать вытянутую форму
и располагать их поперек ребра, торцовая поверхность которого
не нуждается в этом случае в дополнительной обработке (рис. 52, г).
Характерным примером Т-образной сварки листов с применением
различных типов рельефов является сварка тормозных колодок
автомобилей [23].
При Т-образной сварке листов возможно формирование также
непрерывного шва, для чего торцовая поверхность ребра должна
быть заточена на конус по всей длине (рис. 52, д). При приварке
к листу отрезков уголкового профиля вершина уголка играет
роль естественного рельефа, в связи с чем специальная механиче-
ская обработка свариваемых деталей не требуется (рис. 52, е).
Интересным примером применения такого рода соединений
являются стропила крыш, свариваемые рельефной сваркой
(рис. 52, ж) [77]. Сварка осуществляется в два этапа; сначала
сваривают уголки с косынкой, а затем приваривают косынку
к швеллерам. Переход от точечной сварки стропил к рельефной
сварке по схеме рис. 52, ж приводит не только к ускорению и
82
удешевлению процесса, но и к повышению коррозионном стой-
кости соединений в связи с устранением в них зазоров.
Следует иметь в виду, что чем больше длина свариваемых
листов, тем труднее обеспечить равномерное распределение FCB
и /св между отдельными уча-
стками шва. В результате
этого шов нагревается не-
равномерно. Менее нагретые
участки препятствуют осадке
деталей, что приводит к вы-
плавлению металла и образо-
ванию подрезов на более
нагретых участках. Качество
сварных соединений резко
ухудшается. Для выравни-
вания нагрева по длине шва
целесообразно применение
пульсирующих режимов
сварки.
Привариваемая торцом
листовая деталь может иметь Рис. 52. Подготовка листов при сварке
весьма сложную форму и втавр
располагаться не в одной
плоскости. В качестве примера Т-образной сварки деталей слож-
ной формы можно привести приварку ручек и другой арматуры
к металлической посуде (рис. 53). Как и при сварке плоских
листов, на торцах ручек изготавли-
вают рельефы той или иной формы.
Эти рельефы обеспечивают концент-
рацию тока на отдельных участках
торца деталей арматуры и препят-
ствуют ее общему перегреву. При
приварке листовых деталей слож-
ной формы соединение имеет более
компактный характер, в связи с чем
равномерное распределение тока по
его периметру обеспечивается легче,
чем при Т-образной сварке плоских
листов.
Рис. 53. Ручка металлической
посуды, приваренная рельеф-
ной сваркой
Сварочный ток при Т-образной
сварке листов должен подводиться
к боковым поверхностям приваривае-
мых торцами листовых деталей (вер-
тикальных листов) по возможности ближе к месту сварки.
Подвод тока со стороны торца допустим при приварке листов
относительно малой высоты прерывистым швом.
При Т-образной сварке труб для уменьшения нагрева и дефор-
мации привариваемой трубы /св должен подводиться к ней также
6*
83
в непосредственной близости от места сварки. Подготовка торцов
привариваемых труб может быть различной. Если привариваемая
труба имеет круглое или квадратное сечение, то подготовка может
сводиться к закруглению ее торца (рис. 54, а). Это приводит
к уменьшению плотности тока и интенсивности тепловыделения
Рис. 54. Сварка труб втавр
в свариваемом контакте. Уменьшение диаметра торца облегчает
также равномерный провар по всему периметру трубы. Кроме
того, грат при закруглении торца не выходит за пределы исход-
ного диаметра трубы, что придает соединению аккуратный вид.
Рекомендуемые режимы Т-образной сварки круглых труб рав-
ного диаметра с закруглением торца привариваемой трубы при-
ведены в табл. 14 (данные фирмы ARO).
Таблица 14
Режимы Т-образной сварки круглых труб
из низкоуглеродистой стали
Характеристика трубы, мм ^СВ’ даН Усилие зажатия трубы, ДаН /св, кА *СВ’ с Осадка» мм
Диаметр Толщина стенки
10 1 190 220 11 0,2 2,5
14 1 210 260 12 0,2 2,8
16 1 210 300 13 0,3 3,1
18 1,25 230 400 13 0,4 3,5
20 1,25 230 420 14 0,4 4
22 1,25 230 450 14 0,5 4,3
25 1.5 240 480 14,5 0,6 5
28 1.5 250 510 15 0,6 5,5
30 1,5 250 540 15 . 0,8 6
32 1,5 250 590 16 1,1 6,3
35 2 270 680 19 1,3 7
Примечай и е. При сварке труб с хромированной поверхностью уси-
лие зажатия должно быть увеличено в 1,5—2 раза.
84
Закругление торцов не является единственным методом под-
готовки труб к сварке. Хорошие результаты получаются при
наличии на торцах привариваемых труб треугольной насечки,
наносимой с помощью специальной фрезы [42]. На торцах труб
прямоугольного сечения формируют выступы (рис. 54, б), ана-
логичные выступам на торцовых поверхностях свариваемых втавр
листов. Трубы круглого сечения нередко сваривают также без
уменьшения площади торцов. Для обеспечения равномерного
контакта по всему сечению привариваемой трубы ее торцу при-
дается кривизна, соответствующая диаметру сопрягаемой трубы.
При этом хорошие результаты обеспечиваются при условии, если
сварка сопровождается пластической деформацией (осадкой) ме-
талла, прилегающего к торцу привариваемой трубы с образова-
нием грата. Для уменьшения общего нагрева и деформации труб
сварку следует производить на максимально жестких режимах.
10. СВАРКА ВКРЕСТ
Сварку вкрест применяют для соединения стержней, труб и
полос. Наиболее широко этот метод используют при изготовле-
нии арматуры железобетонных конструкций, а также в производ-
стве сеток, решеток, металлической мебели, элементов холодиль-
ников и других изделий.
Наиболее полно изучена технология сварки вкрест стержней
круглого сечения [6]. Сварка сопровождается значительной пла-
стической деформацией металла стержней в процессе их совмест-
ной осадки. Поэтому соединение формируется преимущественно
в твердом состоянии. В связи с высокой начальной плотностью
тока часть металла в контакте между стержнями нагревается
до расплавления. В процессе осадки стержней расплавленный
металл выдавливается наружу, однако часть его при малом FCB
может остаться в зоне, соединения. Испытания показали, что
прочность соединений с участками литой зоны ниже прочности
соединений, образующихся без участия расплавленного металла.
Поэтому для получения качественных соединений необходимо
применять достаточно высокое FCB. По данным работы [6] дав-
ление (FCB, отнесенное к конечной площади сварного соединения),
приводящее к практически полному вытеснению литого металла
из зоны контакта и обеспечивающее тем самым получение соеди-
нений с максимальной прочностью, при сварке стержней из
низкоуглеродистой стали должно быть не ниже 75 МПа.
Соединение, образующееся при сварке круглых стержней
одинакового диаметра, имеет форму круга, а при сварке стержней
различного диаметра — форму эллипса. Размеры соединений за-
висят от диаметра стержней и от их осадки. Чем больше осадка,
тем больше размеры и прочность соединений. При сварке стерж-
ней одинакового диаметра равенство площадей сварного соедине-
ниия и поперечного сечения стержней достигается при осадке
85
0,25 dCT. При этом в случае сварки стержней из стали с не-
высоким массовым содержанием углерода (СтЗ) сварное соедине-
ние оказывается равнопрочным растянутому стержню. Поэтому
дальнейшая осадка стержней не приводит к увеличению проч-
ности образца. При сварке стержней из стали с повышенным
массовым содержанием углерода (Ст5) из-за разупрочнения ме-
талла в зоне нагрева равнойрочность соединения основному ме-
таллу достигается при осадке, обеспечивающей превышение пло-
Рис. 55. Зависимость прочности
на срез крестообразного со-
единения двух стержней от ко-
личества выделившейся при
сварке теплоты [53]
Рис. 56. Зависимость минимального
сварочного тока от диаметра свари-
ваемых вкрест стержней [6]:
---------стержни периодического про-
филя из Ст5;-----------гладкие стержни
из СтЗ
Динамику образования соединений при сварке стержней
вкрест хорошо отражает зависимость прочности образцов от
количества выделяющейся при сварке теплоты (рис. 55) [53].
Кривая зависимости Рср от Q состоит из трех участков. При отно-
сительно малом Q (участок АВ) разрушение образца происходит
по сварному соединению. Этой стадии сварки соответствует отно-
сительно малая степень осадки стержней и малая площадь со-
единения. При увеличении Q прочность соединения возрастает,
достигая (в точке В) прочности стержня. На участке ВС разруше-
ние образца происходит по растянутому стержню, прочность же
самого соединения, по-видимому, сначала возрастает, а затем
по мере увеличения осадки стержней и перегрева соединения на-
чинает убывать. На участке CD из-за чрезмерной деформации
и перегрева стержней их прочность становится ниже исходной.
Так изменяется прочность крестообразных соединений при из-
менении как /rR, так и /_в.
VtJ7 СВ
86
U'UbJuj и,/о и,го и,ч цса / г,а ** ^со,^
Рис. 57. Зависимость между сварочным током, време-
нем сварки и диаметром свариваемых вкрест стерж-
ней из СтЗ [53]
временем сварки и диаметром свариваемых вкрест
стержней из Ст5 [53]
87
Выбор значений /св и /св при сварке стержней вкрест должен
обеспечивать получение сварных соединений, равнопрочных растя-
нутому стержню, что соответствует участку ВС (см. рис. 55). Как
и при сварке нахлесточных соединений, одинаковые результаты
при сварке стержней могут быть получены при разных сочета-
Fcfj 10 dnti
40 50dcr,Mk‘
Рис. 59. Зависимость усилия
электродов от диаметра свари-
ваемых стержней [53]:
1 — СтЗ; 2 — Сто
бетонных конструкций
висимость между /св, ZCB
ниях /св и tCB. При уменьшении тока
ниже некоторого минимально допу-
стимого значения повышение /св до
любых сколь угодно больших зна-
чений не приводит к образованию
соединения, равнопрочного растя-
нутому стержню. Зависимость ми-
нимально допустимого сварочного
тока /СВП11П и соответствующей ему
плотности тока в сварном соедине-
нии / от диаметра свариваемых стерж-
ней по данным работы [61 приведена
на рис. 56.
Разными авторами предложены
различные методы расчета режимов
сварки пересекающихся стержней.
Большая часть режимов и расчет-
ных методик разработана примени-
тельно к сварке арматуры железо-
7, 53]. По данным работы [6J, за-
;т может быть описана формулой
ст»
[6,
и d(
Дв^св — (id,
где а и b коэффициенты, зависящие от типа арматуры.
Рис. 60. Сварка труб вкрест
В работе [53] для зависимости между теми же параметрами
предлагается иная формула
/св Jz ^св — CldcT •
Соответственно различаются рекомендации разных авторов
по выбору параметров режима сварки пересекающихся стерж-
ней. Для практического использования наиболее удобны графики
по данным работы [53] (рис. 57—59).
88
При сварке пересекающихся труб соединения образуются также
в твердой фазе. Как и при сварке стержней, прочность соедине-
ний зависит от осадки. По данным фирмы ARO, уже при осадке,
равной 15%, разрушение сварных крестообразных соединений
труб на скручивание происходит с вырывом по основному ме-
таллу (рис. 60). Для получения соединений с глубиной осадки
Таблица 15
Режимы сварки вкрест круглых труб из низкоуглеродистой стали
(данные фирмы ARO)
Характеристика трубы, мм ^св’ Ав- кА Ав’ с Осадка, мм
Диаметр Толщина стенки
10 1 200 5 0,25 5
10 1 200 9 0,8 15
16 1 200 9,5 0,3 5
16 1 200 9,5 1,2 15
22 1,25 220 12 0,4 5
22 1,25 220 12 1.2 15
25 1,5 240 14 0,35 5
25 1,5 240 14 1,15 15
30 1,5 240 16 0,35 5
30 1,5 240 16 1.1 15
35 2 270 18 0,4 5
35 2 270 18 1,5 15
до 20% специальной подготовки поверхности труб под сварку
не требуется. Рекомендуемые режимы сварки вкрест некоторых
типоразмеров труб с осадкой 5—15% приведены в табл. 15.
В некоторых случаях необходимо получить сварные узлы,
толщина которых не превышает диаметра трубы. Для этого осадка
в процессе сварки должна составлять 50%. Лучшие результаты
достигаются при условии предварительной подготовки труб,
как показано на рис. 3, в.
Глава III
ОБОРУДОВАНИЕ ДЛЯ РЕЛЬЕФНОЙ СВАРКИ
11. ТРЕБОВАНИЯ К МЕХАНИЧЕСКОЙ И ЭЛЕКТРИЧЕСКОЙ ЧАСТИ
И ОСНОВНЫЕ СХЕМЫ ЭЛЕКТРОПИТАНИЯ МАШИН
Оборудование для рельефной сварки должно удовлетворять
следующим основным требованиям.
Машины должны обеспечивать повышенную (по сравнению
с точечными машинами) жесткость корпуса и консолей, а также
отсутствие поперечных смещений ползуна при его движении.
Это необходимо для сохранения параллельности электродных
плит под давлением, что способствует равномерному распределе-
нию тока и усилия электродов между рельефами и улучшает
качество сварки.
Конструкция привода давления должна исключать возмож-
ность заклинивания его подвижных частей. Известно 124], что
изменение ГСБ при заклинивании привода зависит от жесткости
машины и от величины и направления необходимого перемещения
электродов. При рельефной сварке процесс образования соедине-
ния сопровождается значительным перемещением электродов,
вызванным смятием рельефов и тепловым расширением деталей
(см. п. 2). В связи с высокой жесткостью корпуса и консолей рель-
ефных машин это перемещение не может быть обеспечено за счет
их деформации. Поэтому заклинивание привода во время смятия
рельефа приводит к снижению, а в отдельных случаях к полному
исчезновению усилия на электродах.
Усилие электродов может уменьшаться также из-за повышен-
ного трения покоя привода. Поэтому в приводах поршневого типа
следует применять пружинную подвеску ползуна. Введением
пружинного элемента обеспечивается также шарнирный характер
соединения ползуна с поршнем. Тем самым исключается опас-
ность заклинивания при перекосах, возникающих в случае сме-
щения осей поршня и ползуна. Кроме того, при неподвижном
поршне перемещение электродов будет обеспечено за счет дефор-
мации пружины.
Опасное уменьшение FCB может быть вызвано также трением
в направляющих и инерцией подвижных частей привода. При
сварке деталей из алюминиевых сплавов, многослойных пакетов
из стальных листов малой толщины и в ряде других случаев
ускорение подвижных частей привода даже при наличии модуля-
ции тока достигает столь значительной величины,- что это может
вызвать заметное уменьшение Ксв. В работе [12] показано, что
сварка деталей из сплава Д16М толщиной 1,6-|-1,0 мм сопровож-
дается ускорением а — 15 м/с2, приводящим к снижению jFch
на 30%. При отсутствии модуляции тока значительные ускоре-
ния могут развиваться и при сварке сталей средних толщин.
90
Поэтому вес подвижных частей привода рельефных машин дол-
жен быть по возможности минимальным. Кроме того, для умень-
шения сил трения целесообразно, чтобы ползун привода пере-
мещался в роликовых направляющих.
При рельефной сварке за один рабочий ход верхней электрод-
ной плиты чаще всего сваривают целую деталь и в паузе между
импульсами тока необходимо заменить одну деталь на другую, .
тогда как при точечной сварке необходимо передвинуть ее для
постановки следующей точки. Ясно, что для съема и установки
деталей требуется больше времени, чем для их перемещения на шаг 1
точек. Поэтому работа рельефных прессов с темпом, превышаю-
щим 60—80 ходов в минуту, мало вероятна и требования к быстро-
действию рельефных машин сравнительно невысоки.
При рельефной сварке возможно применение сложной элек-
тродной оснастки, включающей специальные устройства для
выравнивания усилия между отдельными электродами, системы
механизированной подачи и съема свариваемых деталей и т. д.
Для размещения оснастки между плитами в машинах должна |
быть предусмотрена возможность раздвигания плит на значитель-
ные расстояния. Практически это возможно при наличии доста-
точного установочного хода нижней плиты.
Электрическая часть машин должна обеспечивать возможность
регулируемого, плавного нарастания сварочного тока (модуля-
цию), необходимого для предотвращения начальных выплесков.
Длительность модуляции должна регулироваться в пределах
до 20—30% от времени сварки.
При сварке неизбежна некоторая неравномерность распреде-
ления тока между рельефами. Эта неравномерность наклады-
вается на колебания тока, проходящего через рельеф, вызванные
изменением напряжения сети. В связи с этим в рельефных маши-
нах должна быть предусмотрена возможность стабилизации на-
пряжения, подводимого к сварочному трансформатору. Стабили-
зация напряжения достигается обычно путем автоматического
изменения угла включения коммутирующих вентилей, компенси-
рующего изменение напряжения сети. Поскольку стабилизиро-
ванное напряжение, подводимое к первичной обмотке сварочного
трансформатора, ниже напряжения сети, применение автомати-
ческой стабилизации приводит к увеличению потребляемой ма-
шинами мощности.
По способу электропитания существующие рельефные ма-
шины могут быть разделены на следующие основные группы
(рис. 61): однофазные машины переменного тока; трехфазные
низкочастотные машины; машины постоянного тока; конденсатор-
ные машины.
Наиболее распространенными являются машины переменного
тока промышленной частоты. Питание сварочного контура машин
этого типа осуществляется от однофазного понижающего транс-
форматора, первичная обмотка которого подключается непо-
91
средственно к трехфазной сети (рис. 61, а). Такая схема электро-
питания, отличаясь наибольшей простотой и дешевизной, обла-
дает относительно низкими энергетическими показателями. Даже
при небольших размерах сварочного контура выполненные по
этой схеме машины имеют большое индуктивное сопротивление
и низкий коэффициент мощности (cos ср), не превышающий, как
правило, 0,5. Это приводит к значительному росту потребляемой
мощности и вызывает неравномерную загрузку фаз.
Рис. 61. Силовые электрические схемы рельефных машин: а — однофазные
однотрансформаторные машины переменного тока; б — однофазные двухтранс-
форматорные машины переменного тока; в — трехфазные низкочастотные машины
(фшрмы «Sciaky»); г — трехфазные машины постоянного тока; д — однофазные
конденсаторные машины
Снижение мощности машин может быть достигнуто в резуль-
тате питания сварочного контура от двух однофазных трансформа-
торов переменного тока [40, 43]. Вторичные витки трансформа-
торов должны быть включены параллельно (рис. 61, б). Помимо
снижения мощности, такая схема приводит к более равномерному
распределению тока между рельефами, в особенности при их
размещении по большой поверхности. Наибольшее {почти дву-
кратное) снижение мощности достигается при расположении
трансформаторов с противоположных сторон сварочных плит.
Однако при такой компоновке неизбежно уменьшаются размеры
рабочего пространства машины и ухудшается доступ к сваривае-
мым деталям. Поэтому для расширения технологических возмож-
ностей двухтрансформаторных машин трансформаторы и вторич-
ные цепи во многих случаях целесообразно размещать с одной
92
стороны сварочного контура; при этом потребление мощности
снижается в 1,7—1,8 раз. В связи с тем, что применение двух-
трансформаторной схемы электропитания связано с некоторым
усложнением оборудования, эту схему целесообразно применять
в машинах, развивающих относительно большие /св (свыше 50 кА).
Сварка импульсами переменного тока может применяться
для получения соединений на деталях как малой, так и большой
толщины. Однако при 6^ 1-Н,5 мм, в особенности при сварке
деталей из сплавов с повышенной теплопроводностью, технологи-
ческие возможности переменного тока промышленной частоты
ухудшаются. Прерывистый характер тепловыделения, связанный
с синусоидальным изменением тока, приводит к всплескам тем-
пературы в соединениях при достижении током амплитудного
значения. Это способствует возникновению выплесков и ограни-
чивает рост размеров литого ядра. При 6 0,3 -^-0,4 мм преры-
вистый характер тепловыделения при сварке на переменном токе
приводит к столь значительному охлаждению соединений при
переходе тока через нулевое значение, что рост соединений при
прохождении второго и последующего полупериодов тока пре-
кращается. Для обеспечения благоприятных результатов при
сварке деталей малой толщины необходимо увеличение частоты
тока или применения униполярных импульсов тока с непрерыв-
ной формой кривой.
Значительное уменьшение индуктивного сопротивления и сни-
жение потребляемой мощности могут быть достигнуты при пита-
нии сварочного контура рельефных машин током низкой частоты.
Импульсы тока низкой частоты формируются с помощью игни-
тронных преобразователей, работающих по различным схемам.
В качестве примера на рис. 61, в приведена схема преобразова-
ния, применяемая в машинах фирмы «Sciaky» (Франция). Кроме
снижения мощности низкочастотные машины обеспечивают также
равномерную загрузку трехфазной сети и относительно малое из-
менение сопротивления контура и 7СВ при внесении в контур
магнитных масс. В то же время низкочастотные машины обладают
рядом существенных недостатков. Для них характерны большие
размеры и вес сварочного трансформатора, сечение сердечника
которого увеличивается пропорционально уменьшению частоты
питающего напряжения. Машины обладают недостаточной тех-
нологической универсальностью, что объясняется замедленным
спадом тока отдельных сварочных импульсов и наличием пауз
между ними. Это затрудняет сварку деталей толщиной меньше
1,5—2 мм. К недостаткам низкочастотных машин относится также
сложность схем управления, связанная с необходимостью стро-
гого чередования полярности импульсов тока во вторичной об-
мотке сварочного трансформатора. В связи со сложностью управ-
ления и недостаточной надежностью работы низкочастотные
рельефные машины в отечественной промышленности примене-
ния не нашли.
93
В машинах постоянного тока сварка производится импульсами
сварочного тока одной полярности, получаемыми выпрямлением
трехфазного переменного тока на вторичной стороне сварочного
трансформатора. Выпрямление тока осуществляется с помощью
мощных кремниевых вентилей. В отечественных машинах по-
стоянного тока применяется схема выпрямления, показанная
на рис. 61, а [5]. Управление выпрямленным (сварочным) током
производится на первичной стороне сварочного трансформатора
с помощью трех управляемых вентилей. При включении каждого
вентиля к соответствующей первичной фазной обмотке трансфор-
матора подводится полуволна линейного напряжения сети, ко-
торая трансформируется на вторичную сторону и выпрямляется
соответствующим плечом выпрямительного блока.
Применение для сварки постоянного тока обеспечивает сле-
дующие преимущества.
1. В несколько раз снижается потребляемая мощность, воз-
растает коэффициент мощности, равномерно загружается трех-
фазная питающая сеть. Сварочный ток и потребляемая мощность
почти не зависят от вылета электродов и раствора машины. Воз-
можно изготавливать машины с любым вылетом, допустимым
из условий обеспечения механической жесткости машины.
2. Сварочный ток не изменяется при внесении в контур мас-
сивных стальных изделий. Улучшается распределение тока между
отдельными рельефами при групповой рельефной сварке.
3. Непрерывность кривой импульса сварочного тока облег-
чает сварку деталей малой толщины и с малой шириной отбор-
товки, способствует получению развитых сварных соединений,
без образования выплесков. Возможность получать импульсы
тока любой формы придает машинам постоянного тока макси-
мальную технологическую универсальность.
4. Особенностью работы схемы выпрямления, применяемой
в отечественных машинах постоянного тока (рис. 61, г), является
повышение прямого и снижение обратного напряжения на ком-
мутирующих вентилях, что значительно улучшает условия их
работы [5]. Повышение прямого напряжения к моменту включе-
ния особенно существенно при использовании в качестве комму-
тирующих вентилей игнитронов, так как при этом облегчаются
условия их зажигания. Игнитроны в машинах постоянного тока
работают надежнее не только по сравнению с машинами низкой
частоты, но и по сравнению с машинами переменного тока.
К этому следует добавить, что вес и размеры сварочного транс-
форматора в машинах постоянного тока значительно ниже, чем
в низкочастотных машинах и лишь не намного выше, чем в одно-
фазных машинах переменного тока.
В конденсаторных машинах сварочный импульс формируется
при разряде батареи конденсаторов на первичную обмотку сва-
рочного трансформатора (рис. 61, д). Для того чтобы избежать
насыщения сердечника трансформатора, полярность разрядного
94
(сварочного) тока чередуют путем переключения контакторов.
В некоторых машинах чередование полярности импульсов тока
не предусмотрено. Насыщение трансформаторов этих машин
предотвращается благодаря применению сердечников с воздуш-
ным зазором. Батарея конденсаторов заряжается во время пауз
между сварочными импульсами от силового выпрямителя, пи-
таемого от сети. По сравнению с машинами других типов кон-
денсаторные машины обладают следующими преимуществами:
сварка отличается особой стабильностью, так как параметры им-
пульса тока, определяемые энергией, запасенной в конденсаторах,
и параметрами разрядной цепи, не зависят от колебаний напря-
жения питающей сети; обеспечивается наибольшее снижение по-
требляемой из сети мощности, достигаемое в результате запасе-
ния энергии во время пауз, длительность которых значительно
больше времени сварки; благодаря возможности получения кратко-
временных импульсов тока облегчается сварка деталей малой
толщины.
Недостатком существующих конденсаторных машин является
трудность получения относительно длительных импульсов тока,
что затрудняет сварку стальных деталей толщиной свыше 1,5—
2 мм. Во ВНИИЭСО разработана новая схема, обеспечивающая
возможность регулирования формы и длительности импульса
тока конденсаторных машин в широких пределах. Это позволит
в дальнейшем применять конденсаторные машины для сварки
деталей не только малых, но также средних и больших толщин.
Таким образом, различные схемы электропитания рельефных
машин имеют разные области рационального применения. Пита-
ние сварочного контура переменным током промышленной ча-
стоты целесообразно осуществлять в машинах малой и средней
мощности, с ограниченным вылетом при /ск, не превышающем
40—50 кА, при условии сварки деталей толщиной не ниже 0,3—
0,4 мм. В машинах с ограниченным вылетом при /св = 50-:
-4-100 кА целесообразно применять двухтрансформаторную схему
электропитания. В тяжелых машинах при /св >80-4-100 кА
и машинах с развитым контуром рационально применение схемы
питания постоянным током. Применение постоянного тока может
быть рекомендовано также в машинах, предназначенных для
сварки наиболее ответственных деталей особенно из листов малой
толщины, с узкими отбортовками и малой шириной нахлестки.
Конденсаторные схемы электропитания, позволяющие получить
импульсы тока большой амплитуды, но относительно-малой дли-
тельности, целесообразны в машинах, предназначенных для
сварки кольцевых и других развернутых соединений большого
периметра, а также большого числа рельефов на деталях малой
толщины. Применение конденсаторных машин рационально в тех
случаях, когда требуется повышенная стабильность воспроизведе-
ния импульса сварочного тока и максимальное снижение потреб-
ляемой из сети мощности.
95
12. ВЫБОР НОМИНАЛЬНЫХ ЗНАЧЕНИЙ УСИЛИЯ
ЭЛЕКТРОДОВ И СВАРОЧНОГО ТОКА МАШИН
При сварке на подобных
При одновременной сварке
чиваются пропорционально
Рис. 62. Зависимость между
усилием электродов и свароч-
ным током при рельефной свар-
ке на режимах:
• — ГАЗ [23] и Harris and Riley
Г6Э]; X — Фиппса [56]; О — фир-
мы «Sciaky»
режимах /св == б и FCB ~ б2 (см. п. 5).
нескольких рельефов FCB и /св увели-
числу свариваемых рельефов п.
Отсюда
/св = бп; FCB = б2/г, (14)
и, следовательно,
(15)
На практике сварка деталей
в разных диапазонах толщин редко
осуществляется на подобных режи-
мах, поскольку отношение dH/6 имеет
для разных толщин разное значе-
ние (см. п. 5). Однако анализ при-
меняемых режимов сварки показы-
вает, что зависимость между FCB и
/св близка к квадратичной и при
нарушении геометрического подобия
сварных соединений. Это следует из
графика (рис. 62), построенного на
основании режимов рельефной свар-
ки малоуглеродистой стали по дан-
ным различных авторов. Тот же вы-
вод можно сделать в результате ана-
лиза имеющихся в литературе ре-
жимов точечной сварки. Таким об-
разом, квадратичная зависимость
между FCB и /св при 6=var характерна
для рельефной и точечной сварки
как на подобных, так и на прак-
тически применяемых режимах.
Из соотношения (15) следует, что при рельефной сварке од-
ному и тому же значению /св могут соответствовать в зависимости
от числа одновременно свариваемых рельефов разные значения FCB.
Поэтому при определении параметров рельефных машин (номи-
нального усилия электродов FcbN и номинального сварочного
тока ZcbA?) необходимо прежде всего задаться номинальным
(расчетным) числом одновременно свариваемых рельефов nN.
Учитывая, что различие между режимами рельефной и точечной
сварки невелико, при nN = 1 соотношения между FcbN и IcriN
в рельефных и точечных машинах должны быть приблизительно
одинаковыми. При nN 2 номинальное усилие электродов
в рельефных машинах должно быть ниже, чем в машинах для то-
чечной сварки, имеющих тот же
96
В большей части точечных машин глубина регулирования
сварочного тока mj 2, а глубина регулирования усилия элек-
тродов mF 4 (при изменении рабочего давления воздуха рв
от 100 до 500 кПа). Такое соотношение тР и т{ (nN == 1) вполне
согласуется с требованиями формулы (15). Однако из этой фор-
мулы следует, что при рельефной сварке, когда число одновременно
свариваемых рельефов может быть различным (п =F const), регу-
лирование Fcv должно осуществляться в более широких пределах.
Рассмотрим влияние глубины регулирования FCB на техноло-
гические возможности рельефных машин.
В соответствии с формулами (14) при сварке на подобных ре-
жимах зависимости между числом одновременно свариваемых
рельефов и толщиной детали имеют вид:
» = В = £. (16)
Кривые зависимостей (16), соответствующие максимальным
(номинальным) и минимальным значениям FCB и /св сварочной
машины, построены на рис. 63, 64. При построении исходили из
условия, что сварка осуществляется на режимах, подобных ре-
жимам, взятым за основу при проектировании сварочной машины.
В качестве минимальных выбраны значения FCBmin = O,25Fcb7V
и /свга1п = 0,5/свЛГ, соответствующие пределам регулирования
усилия электродов и сварочного тока, принятым во многих то-
чечных и рельефных машинах. На этих же графиках построены
кривые зависимостей п = f (6), соответствующие значению сва-
рочного тока /св mlQ = 0,25/С!,А- (достигаемому в машинах, имею-
щих фазовую регулировку тока) и значению усилия электродов
FCBmtn ~ 0,1FCBjV. На рис. 63 рассмотрен случай, когда соотно-
шение величин FcuN и /саЛт выбрано в соответствии с зависимостью
(15) из условий сварки одного рельефа (nN = 1). Зависимости
п = f (6) на рис. 64 построены для случая, когда номинальное
число одновременно свариваемых рельефов машины nN = 3.
Область возможного применения рельефных машин, показан-
ная на рис. 63, ограничивается кривыми п = f (6), соответствую-
щими максимальным (номинальным) значениям /св и минималь-
ным значениям FCB.
При глубине регулирования усилия электродов mF — 4 воз-
можности машин ограничены. .Максимальный диапазон сваривае-
мых толщин достигается при сварке одного рельефа (бщак/Опип =
— 2). При увеличении числа одновременно свариваемых рельефов
диапазон свариваемых толщин сужается и при п = 4 ограничи-
вается одной толщиной 6 = 0,256тах. Сварка более чем четырех
рельефов на выбранных режимах при п = 4 невозможна, поскольку
при этом необходимо усилие электродов FCB < 0,25Fcb AZ.
Увеличение глубины регулирования усилия электродов до
mF = 10 приводит к резкому расширению области возможного
применения рельефных машин (рис. 63). Диапазон свариваемых
7
97
Рис. 63. Влияние глубины регулирования усилия элект-
родов и сварочного тока на технологические возможности
Рис. 64. Влияние глубины регулирования усилия элек-
тродов и сварочного тока на технологические возмож-
ности рельефных машин при сварке на подобных
режимах (п^ = 3); — максимальная сваривае-
мая толщина при /С0 = /CbW ^rnax2 — максимальная
свариваемая толщина при FCB — jy
толщин возрастает, максимальное число одновременно сваривае-
мых рельефов увеличивается до 10. При этом в случае п = 1 -j-2
для сварки деталей относительно малой толщины, возможной
по условиям регулирования усилия электродов, необходимо
некоторое расширение пределов регулирования сварочного тока
> 2).
Значительное расширение диапазона толщин и числа рельефов
может быть достигнуто также при уменьшении номинального
усилия электродов до значения,
соответствующего условиям свар-
ки нескольких рельефов
Так, при выборе значений ЁсвЛГ и
/свЛГ в соответствии с формулой
(15) при условии Пдг=3 (рис. 64),
максимальное число одновременно
свариваемых рельефов возрастает
ДО птах = 12 даже при сохранении
mF = 4. Соответственно увеличи-
вается диапазон свариваемых тол-
щин. Еще большее расширение
области применения машин дости-
гается при одновременном умень-
шении номинального усилия элек-
тродов и увеличения глубины ре-
гулирования Есв и /св [например,
до mF = 10 и mf = 4 (рис. 64)].
Однако возможности применения
машин, рассчитанных на nN > 1,
для точечной сварки и для сварки
малого числа рельефов на дета-
лях большой толщины, а также
Рис. 65. Зависимость усилия элек-
тродов от толщины свариваемых
деталей при рельефной сварке на
режимах:
• — ГАЗ 123] и Harris, Riley [69];
X—Фиппса [Бб]; О—фирмы «Sclaky»-
максимальная толщина сваривае-
мых деталей уменьшаются.
При сварке на режимах, обеспечивающих получение соедине-
ний в соответствии с формулой (9), соотношения (14) не соблю-
даются. Зависимости FCB = f (6) при рельефной сварке, построен-
ные в результате обобщения данных разных авторов с учетом
режимов, приведенных в табл. 6, имеют вид (рис. 65)
Есв =
Отсюда, учитывая график на рис. 62 и соотношение (15),
/св = б2/3.
При одновременной сварке нескольких рельефов:
FCB = 6W; -/CB = 6W;
п = ~-
&л
П - ^л
(17>
(18>
7*
S9
На основании зависимостей (18) на рис. 66 построены гра-
фики, показывающие области возможного применения машины
(njV = 1) при сварке на режимах, приведенных в табл. 6. При
построении исходили из условия, что эти же режимы были взяты
за основу при выборе значений FCBjV и 7CBjV данной машины. Из
сравнения графиков (рис. 63 и 66) следует, что при сварке на
режимах, приведенных в табл. 6 и обеспечивающих получение
соединений в соответствии с формулой (9), область возможного
применения рельефных машин смещается в сторону уменьшения
толщины свариваемых деталей. Значения nmax при сварке на
подобных режимах и на режимах табл. 6 одинаковы. При увели-
чении mF технологические возможности машин расширяются
при любых применяемых режимах сварки.
В работе 116] показано, что в качестве наиболее целесообраз-
ной глубины регулирования FCB для рельефных машин общего
назначения следует принять tnF = 8-НО. При применении ма-
шин с ограниченной mF и высоким FcbN сварку целесообразно
производить на мягких режимах с применением повышенных FCB.
Соотношение (15), устанавливающее связь между FCB и /св
при сварке разного числа рельефов, может быть записано
F
FCB=k-^,
где k — коэффициент, зависящий от принятого режима сварки.
В работе [16] показано, что значение k, соответствующее опти-
мальным режимам рельефной сварки, равно 2,5. Отсюда зависи-
мость между FCB и /св приобретает вид
/2
FCB = 2,5-^. (19)
Для правильного выбора оптимального соотношения между
FcbJV и JcrN необходимо учесть, что рельефные машины общего
назначения предназначены для рельефной сварки нахлесточных
соединений не только сферическими и другими компактными релье-
фами, но и рельефами развернутой формы (например, кольцевыми),
а также для Т-образной рельефной сварки. Из соотношений (12)
следует, что FCB и /св при сварке нахлесточных соединений по
кольцевым рельефам связаны следующей зависимостью:
FCB = 20 /св6. (20)
Эта зависимость также должна учитываться при выборе FCB v
и lceN рельефных машин.
Зависимости FCp = f (7СВ), построенные на основании соотно-
шений (19), (20), приведены на рис. 67. Там же нанесены точки,
соответствующие параметрам машин серии МРП, МР и рельеф-
ных машин, выпускаемых некоторыми зарубежными фирмами.
Из графиков видно, что соотношения между Fcb V и /свЛ?,
принятые в машинах типа МРП, соответствуют сварке одного
100
Рис. 66. Влияние глубины регулирования усилия электродов и сва-
рочного тока на технологические возможности рельефных машин
при сварке на режимах, приведенных в табл. 6 («№ 1)
Рис. 67. Графики для выбора номинальных значений
усилия электродов и сварочного тока в машинах для
рельефной сварки:
у2
---------FCB = 2’5-^;-------------FCB = 2OW: •-
машины типа МРП; X — машины типа МР; О — машины
фирмы «Sciaky»; д — машины фирмы KUKA
433
101
рельефа (nN = 1). Поскольку глубина регулирования FCB в этих
машинах даже при уменьшении давления сжатого воздуха до
50 кПа не превышает 5—6, одновременная сварка нескольких
рельефов на них затруднена. Так, например, номинальный сва-
рочный ток машины ЛФП-ЗОО IC3N = 32 кА. При работе в прес-
совом варианте (сварка между плитами) /св может быть поднят
до 40—50 кА. При 6 — 0,8 мм на этом токе можно сварить 6—
8 рельефов, для этого потребуется FCB = 700-^-800 даН (здесь и
дальше в расчет берутся режимы по табл. 6), что соответствует
нижнему пределу возможностей машины. Сварка меньшего или
большего числа рельефов при 6 = 0,8 мм на рациональных ре-
жимах невозможна, так как при /Г>8 у машины не хватит тока,
а при п < 6 потребуется усилие электродов FCB < 700 даН, ко-
торое не может быть стабильно получено. Аналогичная ограни-
ченность возможностей машины имеет место и при сварке других
толщин. Так, при 6 = 1,5 мм максимальное число одновременно
свариваемых рельефов /гпзах = 5, а минимальное nmin = 3; при
6 — 2,5 мм «„MX = 3, а п1П)п = 2 и т. д. То же самое можно ска-
зать и о других машинах серии. Невозможность получения на
.машинах типа МРП низких FCB затрудняет их использование
для сварки кольцевых рельефов.
Увеличение в последних моделях машин серии МР глубины
регулирования FCB до 8 существенно увеличило возможности
их применения для сварки относительно большого числа релье-
фов на деталях малой толщины. При тг = 8 технологические
характеристики рельефных машин вполне удовлетворительны
даже в случае выбора значений Fcb A,- и IcbN из условия nN = 1.
Тем не менее проводить расчет всех рельефных машин на nN = 1
нецелесообразно. Как было показано, машины, рассчитанные на
— 1, позволяют при п = 1 сваривать детали относительно
большой толщины. Совершенно очевидно, что для массовых рель-
ефных машин с номинальными токами, превышающими 30—40 кА,
это является излишним. Так, например, на прессах типа МРП-600
(FCB ,v = 5500 даН) можно осуществить сварку одного рельефа
на деталях из малоуглеродистой стали толщиной до 10—12 мм.
Сварка деталей такой толщины представляет собой задачу, для
решения которой рельефные машины не предназначены. Иначе
обстоит дело с машинами на /св С 25 кА. Вероятность применения
этих машин для точечной или рельефной сварки одного рельефа
при Усв = IcbN сравнительно велика, так как сварка малоуглеро-
дистой стали толщиной 6^5 мм достаточно часто встречается
в промышленности. В связи с этим расчетное число рельефов
для машин с /св N 25 кА должно составлять пЛ? = 1.
Следует отметить, что для рельефных прессов, выпускаемых
зарубежными фирмами, характерно относительно невысокое уси-
лие электродов (рис. 67). Снижение FCftjV, расширяя возможности
машин при сварке деталей малой толщины, делает невозможной
сварку относительно малого числа рельефов на больших толщи-
102
нах. Поэтому некоторые фирмы (например, «Sciaky») выпускают
машины со сменными приводами давления. Так, машины серии
Е-260 при неизменной электрической части могут комплекто-
ваться пятью приводами давления на FcbN от 600 до 2000 даН.
Таким образом, при разработке новых рельефных машин
следует исходить из следующих соображений. Параметры прес-
сов с номинальными токами до 25 кА целесообразно выбирать
исходя из условий сварки одного рельефа. Параметры
более мощных машин с 7СВ >> 25 кА следует рассчитывать на
сварку трех или более рельефов, так как сварка на номинальном
токе одного рельефа или точечная сварка является в этом случае
маловероятной. Для расширения области применения каждого
типа машин целесообразно предусмотреть возможность уста-
новки на машинах сменных приводов давления на разные уси-
лия электродов.
13. МАШИНЫ ПЕРЕМЕННОГО ТОНА
В Советском Союзе рельефные машины переменного тока се-
рийно изготавливаются заводом «Электрик». До 1970 г. завод
выпускал машины серии МРП на номинальные сварочные токи
от 20 до 44 кА. В 1968—1971 гг. взамен машин серии МРП за-
вод начал выпускать машины типа МР на токи от 16 до 40 кА.
С 1974 г. началось освоение серийного выпуска тяжелых рельеф-
ных машин типа МР на токи от 63 до 100 кА.
Машины типа МРП маркируются по номинальной потребляе-
мой мощности, выраженной в кВ-А. .Мощность, потребляемая
из сети, является важным параметром машины, характеризую-
щим ее как потребителя энергии. Но мощность не позволяет
оценить способность машины выполнить ту или иную сварочную
операцию.
Электрическим параметром, непосредственно определяю-
щим технологические возможности машины, является разви-
ваемый ею сварочный ток. Поэтому маркировку более поздних
контактных машин, в том числе рельефных прессов типа МР,
производят по /свЛг, выраженному в кА.
Сварочный ток, развиваемый машиной, зависит от вторичного
напряжения сварочного трансформатора (/8, активного и индук-
тивного сопротивления машины Х'ы и сопротивления на-
грузки /?н, включающего сопротивление электродного приспо-
собления Лприсп и свариваемых деталей /?ээ, т. е.
j __________С2_______
СЕ V(₽m+*h)2 + Am ’
Сварочный ток, развиваемый на номинальной ступени при
номинальном вылете, растворе и сопротивлении деталей, назы-
вается номинальным сварочным током машины /свЛГ.
103
Все параметры, определяющие /св, могут меняться в широких
пределах. Напряжение U2 изменяют путем переключения ступе-
ней сварочного трансформатора или изменением углов включе-
ния коммутирующих вентилей; и изменяются при измене-
нии расстояния между плитами и вылета сварочных электродов.
При сварке деталей из магнитного металла Лм и могут ме-
няться также по мере ввода деталей в сварочный контур. Сопро-
тивление нагрузки /?н принимает разные значения в зависимости
от материала и толщины деталей, размеров и числа сварных соеди-
нений и конструкции электродного приспособления. Поэтому /св,
развиваемый машиной, зависит от условий ее работы и может быть
как меньше, так и больше IcbN.
Для определения /св контактной машины удобно использовать
ее внешние (рис. 70) или нагрузочные (рис. 71, 73, 75) характери-
стики. Внешней характеристикой машины называют зависимость
между напряжением на электродных плитах и вторичным (сва-
рочным) током. Пересечение внешней характеристики с осью
ординат соответствует холостому ходу (7?н — сю), а с осью абс-
цисс— короткому замыканию (RH = 0). Сопротивление нагрузки
численно равно тангенсу угла наклона лучей, выходящих из
начала координат. По пересечению лучей с внешними характери-
стиками определяют /св при данном В технической докумен-
тации на рельефные машины, как правило, приводят внешние
характеристики машин на всех ступенях включения сварочного
трансформатора при разных расстояниях между электродными
плитами. Более удобны для практического использования на-
грузочные характеристики машин, представляющие собой зависи-
мости /св непосредственно от RH. Таким образом, зная сопротив-
ление /?ээ и задаваясь 7?присп, по внешним или нагрузочным ха-
рактеристикам легко судить о пригодности машины для выполне-
ния данной сварочной операции.
В процессе сварки сопротивление деталей R33 изменяется.
По мере образования соединения 7?ээ уменьшается, а /св растет-
Минимальное значение R33 и максимальное значение 7СЬ в конце
процесса сварки используют в качестве численных характеристик
этих параметров. Ориентировочные значения R33 при сварке
нахлесточных соединений из низкоуглеродистой стали приведены
на рис. 68. При сварке низколегированной стали значения R33.
выше приведенных на рис. 68 на 10—15%, при сварке нержавею-
щих сталей на 30—40% и при сварке титановых сплавов на 40—
50%. При групповой рельефной сварке сопротивление деталей
уменьшается пропорционально увеличению числа одновременно
свариваемых рельефов. Сопротивление электродного устройства
зависит от его конструкции и может составлять от одного до не-
скольких десятков-микроом. В среднем можно-принять Яприсп =
= 5-И 0 мкОм.
Следует отметить, что увеличение RH приводит к увеличе-
нию cos ф машины и, следовательно, к уменьшению угла ф между
104
напряжением сети и сварочным током. В машинах с фазовой ре-
гулировкой, т. е. во всех рельефных прессах типа МР, кроме
МР-1607 и МР-2507, при неизменном угле поджигания игнитро-
нов а увеличение вызывает дополнительное уменьшение /сс
в результате уменьшения угла горения игнитронов X. Необхо-
димо иметь в виду, что при построении внешних и нагрузочных
характеристик машин это обстоятельство не учитывается. Харак-
теристики на рис. 70, 71, 73, 75 построены исходя из условия
Л const. •
Во время сварки машина потребляет из сети мощность
где Ux—напряжение сети; 1Г—первичный ток сварочного
трансформатора; k — коэффициент, учитывающий потери в транс-
Рис. 68. Ориентировочная
зависимость сопротивления
деталей от толщины листов
при сварке низкоуглероди-
стой стали:
/ — на режимах, приведенных
в табл. 6; 2 — на подобных
режимах при = 3
форматоре и коммутирующих вентилях, а при наличии автомати-
ческой стабилизации напряжения — потери на стабилизацию.
Если пренебречь потерями в трансформаторе, то k —
тдр Ulrp — напряжение, подаваемое на первичную обмотку транс-
форматора.
Мощность машины не является неизменной величиной, а за-
висит от условий ее работы. В технических данных отечественных
машин обычно указывают номинальную мощность Pv, т. е. мощ-
ность при номинальных значениях /св uU2. Фактическая мощность,
потребляемая машиной из сети, в зависимости от /св, может быть
как больше, так и меньше номинальной.
Важной характеристикой машин является продолжительность
включения ПВ (%), выражаемая в процентах и равная отношению
времени протекания сварочного тока к общему времени цикла
сварки
ЛВ=^М00.
* Ц
Чем с большим ПВ работает машина, тем меньше /С0, не вызы-
вающий ее перегрева- Номинальным для данной машины ПВ
является такое значение ПВХ, при котором машина не перегре-
вается, развивая ток, равный номинальному. При /вс > /cb V
105
во избежание чрезмерного нагрева машина должна работать
с меньшим ПВ, определяемым (при некоторых допущениях)
из соотношения
ПВ = ПВ„-^-.
Максимальный вторичный ток, не вызывающий перегрева
машины при IIВ -- 100%, и потребляемая при этом мощность
называются длительным
Рис. 69. Машина типа МРП-400
током /2ДЛ и длительной
мощностью Рдл. Эти ве-
личины связаны с номи-
нальными значениями тока
и мощности следующими
зависимостями:
I т ~1 /~ .
*2дл *cb.V у Ю0 *
Р = Р *\f
ДЛ 'л' у 100 •
Машины типа МРП.
Данная серия включает
пять типоразмеров машин
аналогичной или близкой
конструкции (рис. 69).
.Машины имеют пневма-
тический поршневой при-
вод давления, обеспечи-
•| вающий плавное регули-
рование рабочего хода и
возможность работы с до-
полнительным ходом верх-
ней электродной плиты.
Усилие сжатия создается
давлением воздуха в ра-
бочей камере, расположен-
ной под нижним поршнем.
Верхний поршень предназ-
начен для ограничения и регулирования рабочего хода электрод-
ной плиты. При изменении давления воздуха от 100 до 500 кПаГсв
регулируется в пределах 1 : 4—1 : 5. Ползун привода жестко
соединен со штоком нижнего поршня привода и перемещается
в направляющих скольжения (за исключением машины МРП-600,
где применены направляющие качения). Сварочный ток подво-
дится к контактным (электродным) плитам, имеющим Т-образные
пазы, предназначенные для крепления в них электродных
106
устройств и сварочных приспособлений. Конструкция машин
предусматривает возможность использования их не только для
рельефной, но и для точечной сварки. С этой целью в электрод-
ных плитах всех машин, кроме МРП-600, установлены хоботы
с электрододержателями и электродами. Для изменения расстоя-
ния между плитами с целью размещения необходимой электрод-
ной оснастки предусмотрена возможность ступенчатой переста-
новки по высоте нижнего кронштейна.
Вторичное напряжение машин регулируется переключением
ступеней включения сварочного трансформатора. Включение и
выключение трансформатора производится с помощью асинхрон-
ного игнитронного контактора типа КИА. Управление циклом
Рис. 70. Внешние характери-
стики машины МРП-200: на
XV (--------) и I (-----------)
ступенях включения сварочного
трансформатора:
/ — в прессовом режиме, =
— S0 мм; 2,3 — в точечном режи-
ме, = 130 мм (2), //Х = 27С мм (3)
сварки осуществляется четырехпозиционным электронным регуля-
тором времени типа РВЭ-7. Абашины МРП-300, МРП-400 и
МРП-600 снабжаются дополнительным регулятором типа РВЭ-8,
обеспечивающим возможность сварки в пульсирующем режиме.
Основные технические характеристики машин типа МРП при-
ведены в табл. 16, некоторые электрические — в табл. 17.
Вторичные напряжения сварочных трансформаторов машин
типа МРП выбраны таким образом, что машины развивают /CB1V
на номинальной ступени и при номинальном R(i при работе в то-
чечном, а не в прессовом варианте, т. е. при подводе тока к дета-
лям от электродов, установленных в электрододержателях (при
расстоянии между хоботами Нх, равном 250—300 мм), а не на
плитах (рис. 70, 71). При размещении деталей между электрод-
ными плитами машины могут развивать токи, значительно боль-
шие номинальных. Это расширяет возможности применения ма-
шин для сварки деталей большой толщины и большого сечения.
Однако необходимо иметь в виду, что при 1се > /св N мощность,
потребляемая машиной из сети, превышает номинальную, а до-
пустимый темп работы ПВ снижается. Рассмотрим в качестве
примера сварку деталей на машине МРП-400 при расстоянии
между плитами НпЛ = 115 мм. Согласно ГОСТ 297—73, эквива-
лентное сопротивление деталей для рельефных машин с lCBN~
== 40 кА равно 45 мкОм. В соответствии с нагрузочными характе-
ристиками машины МРП-400 (рис. 71), на XV ступени при
107
Rfl -=45 мкОм машина развивает /св=66,5 кА. При этом (с учетом
падения напряжения в игнитронах) Р — 600 кВ-А, а ПВ 1%.
Машины типа МР с номинальным сварочным током до 40 кА.
Данная серия включает три типоразмера машин: МР-1607, МР-2507
и МР-4002. Основные технические и электрические характеристики
машин приведены в табл. 18, 19.
Машины типа МР-1607 и МР-2507 близки к машинам серии МР,
отличаясь от последних некоторыми конструктивными улучше-
Рис. 71. Нагрузочные характе-
ристики машин типа Л1РП на
XV ступени включения свароч-
ного трансформатора:
--------сварка в прессовом
режиме;-----------сварка в то-
чечном режиме
Кривая Машина нпл, мм Кривая Машина /7Х, мм
Н- 1 МРП-600 150 € МРП-400 135
2 МРП-400 115 7 МРП-400 285
3 МРП-200 90 8 МРП-200 130
4 МРП-150 90 9 МРП-200 270
5 МРП-150 230 10 МРП-150 150
11 МРП-150 230
ниями, меньшей мощностью сварочных трансформаторов и при-
менением более современной аппаратуры. Благоприятным отли-
чием машин типа МР является меньший вес и большая подвиж-
ность элементов привода. В машинах типа МР отсутствуют
хоботы, и электродержатели с электродами крепятся непосред-
ственно к электродным плитам (рис. 72). Поэтому вылет электро-
дов в этих машинах меньше, чем в машинах типа МРП, и состав-
ляет 385—410 мм. Коммутация тока в машинах МР-1607 и МР-2507,
как и в машинах типа МРП, производится с помощью игнитрон-
ного контактора типа КИА. Управление циклом сварки осуществ-
ляется четырехпозиционным регулятором типа РЦ-4-2, обеспечи-
вающим синхронизированное включение и выключение игни-
тронного контактора.
108
Таблица 16
Основные технические характеристики машин Типа МРП
109
о
я
я
у?
Ед
я
о
&
В
я
5
Е
Ё
я
N К
3
3
5
£
5
т
□
Е
я
Ё
я
я
Я X
W Р5
2 яз
О 05
я я
ГО А
Я ГО
Я "о
Я= я
я
Нс
я
я
*
Ё
в
5
Е
я
X
X
я
го
я«
к
я
5
5
го
Е
в
в
я
Б
В 05
0)
°
я
ГУ
2а 2
ы я
я
о
Т5
Ё
я
го
2
оо Я
я аз
и я
Св
я
й
я
го
я=
я
я
ь
я
я^
г.
я= я»
я
я
о
м
я
о
Я»
to
СЛ
МРП-600 МРП 100 МРП-200 МРП-150 Машина
Прессовый | Точечный Прессовый Точечный Прессовый Точечный Прессовый Режим работы
150 to — ОО СО ел сл 115 ISO 130 270 06 to — — <© СП — ООО О сл о о Расстояние между плитами (прессовый ре- жим) или между хоботами (то- чечный режим), мм
155 139 205 bi 5 N5 ЕЯ О Оо ЬР 00 118 № — — 4^ -4 СЛ СЛ СП 00 £21 ОН Z", мкОм Показатели
со -м О W СО 00 № 72 81 49 «3 *4 -4 ю to to СЛ СП -4 0'1 И". мкОм
150 S w <£> № 00 р о to 174 249 108 to — — ыо О» ООО О CD О о S < О,*
0,24 О© Ъэ w 0,3 1 0,25 1 0,38 0,31 о ">#» ppp 03 4*4* Xi-Ct .° 4* сл о cos <р
о
Еч
s
Я
Ь)
Таблица 18
Основные технические характеристики машин типа МР с номинальным сварочным током до 40 кА
Показатель МР-1607 МР-2507 МР-4002
Номинальный сварочный ток, кА 16 25 40
Номинальная мощность, кВ-А 70 130 310
лв, % 12,5 20 20
Число ступеней регулирования вторичного напряжения сварочного трансформатора 8 16 16
Пределы регулирования вторичного напряжения сварочного трансформатора, В 2,3—4,6 2,6-5,2 3,5—6,9
Вторичное напряжение сварочного трансформатора на номинальной ступени, В Усилие электродов, даН: 4,0 4,9 6,45
максимальное (при рв = 4,5 кПа) 800 1600 3200
минимальное (при рв — 1,0 кПа) 200 400 400
Максимальное число ходов в минуту при ходе 10 мм Расстояние между электродными плитами, мм: 160 150 40
минимальное 80 150 150
максимальное 220 320 340
Максимальный ход верхней электродной плиты (рабочий + дополнительный), мм 80 100 120
Установочное перемещение нижней плиты, мм 60 70 70
Вылет до центра плит, мм 300 300 300
Вылет электродов, мм Габаритные размеры, мм: 385 410 410
высота 1820 2200 2250
глубина 1365 1470 1695
ширина 450 531 640
Масса, кг 430 615 1200
Таблица 19
Некоторые электрические характеристики машин типа МР
с номинальным сварочным током до 40 кА
Машина Режим работы Расстояние между пли- тами, мм Показатель
Z". мкОм мкОм X". мкОм COS fp
Прессовый 80 162 68 147 0,42
150 182 68 170 0,37
MP-I607 220 198 68 186 0,34
Точечный 80 192 88 171 0,46
150 231 97 210 0,42
220 295 112 273 0,38
Прессовый 80 115 60 98 0,52
150 143 60 130 0,42
! МР-2507 220 161 60 148 0,37
Точечный 80 146 73 126 0,5
150 182 75 166 0,41
220 204 79 188 0.39
Прессовый 150 122 31 118 0,25
МР-4002 220 153 32 149 0,21
Точечный 150 168 42 162 0,25
220 204 47 198 0,23
Коммутация тока и управление работой машины осуществ-
ляются шкафом управления типа ШУ-123. Схема управления
обеспечивает синхронное включение и выключение сварочного
тока, стабилизацию напряжения, подводимого к сварочному транс-
форматору, и возможность изменения /св изменением углов под-
жигания игнитронов. Каждая отдельная сварка может произво-
диться одним или двумя импульсами тока с независимым регулиро-
ванием их величины, длительности и паузы между ними. Схемой
предусмотрена возможность регулирования крутизны нараста-
ния и спада сварочного тока, а при сварке с проковкой — из-
менения времени приложения ковочного усилия.
Значения U2 сварочных трансформаторов машин типа МР
значительно ниже, чем соответствующих машин типа МРП,
и выбраны таким образом, что /свЛ, на номинальной ступени и
при номинальном 7?н обеспечивается при работе в прессовом ре-
жиме, т. е. при размещении деталей между электродными пли-
тами (рис. 72). Поэтому машины типа МР не имеют таких запа-
сов мощности, как машины типа МРП. Для сварки с применением
токов свыше 40—45 кА следует применять тяжелые рельефные
прессы, входящие в следующую серию.
112
В ближайшие годы вместо прессов типа МР-2507 и МР-4002
планируется выпуск новых модификаций: МР-2517 и МР-4017.
Основные параметры машин не изменяются, кроме пресса
МР-4017, которое будет равно 2500 даН. Конструкция при-
вода электродов обоих типов машин будет такая же, как у МР-4002,
что обеспечит высокие динамические свойства привода, регулиро-
вание усилия электродов в пределах не ниже 1 : 8 и возможность
Рис. 72. Машина типа МР-4002
сварки с переменным усилием сжатия. Существенно увеличится
диапазон изменения расстояния между электродными плитами,
причем установочное перемещение нижней плиты будет осуществ-
ляться плавно во всем диапазоне. В машинах будут применены
более долговечные и надежные в работе трансформаторы с обмот-
ками, залитыми эпоксидной смолой, и тиристорные контакторы.
Управление работой машин будет осуществляться с помощью
регулятора, обеспечивающего автоматическую стабилизацию пер-
вичного напряжения сварочного трансформатора, фазовое регули-
рование тока, возможность сварки с модуляцией переднего фронта
сварочного импульса и сварку пульсирующим током. Регуляторы
будут выполнены на элементах типа «Логика» и на полупроводни-
ковых приборах.
8 Гиллевич В. А.
113
Машины типа МР с номинальным сварочным током до 100 кА.
Данная серия включает восемь типоразмеров машин на /св от 63
до 100 кА и fCB от 2000 до 8000 даН (табл. 20). Все машины пред-
ставляют собой модификацию базовой модели — машины типа
МР-6303 (рис. 74). Конструкция машин предусматривает возмож-
ность установки на едином унифицированном корпусе сменных
приводов давления и сменных трансформаторов. Этим обеспечи-
Рис. 73. Нагрузочные ха-
рактеристики машин на
XV ступени включения
сварочного трансформа-
тора:
--------сварка в прессо-
вом режиме; — —---------
сварка в точечном режиме;
Кривая Машина Япл. мм Кривая Машина Ях, мм
1 МР-4002 150 6 МР-1607 220
2 МР-4002 150 7 МР-4002 150
3 МР-2507 80 8 МР-4002 220
4 МР-2507 220 9 МР-2506 220
5 MP-I607 80 10 МР-1607 220
вается возможность получения машин с разным сочетанием FCB N
И *свЛР
Основные технические и электрические характеристики машин
приведены в табл. 21, 22, нагрузочные—на рис. 75.
В машинах применена двухтрансформаторная схема электро-
питания, обеспечивающая значительное снижение мощности за
счет уменьшения индуктивных потерь. Питание сварочного кон-
тура осуществляется от двух однофазных трансформаторов с об-
мотками, залитыми эпоксидной смолой. Вторичные витки транс-
форматоров включены параллельно на электродные плиты, пер-
вичные витки могут включаться как параллельно, так и последо-
вательно. Это в два раза повышает глубину регулирования сва-
рочного тока машин. Трансформаторы располагаются не. внутри
корпуса, как это принято в обычных машинах, а снаружи. Благо-
даря такой компоновке корпуса машин выполнены в виде скобы
без выреза в передней стенке, неизбежного в обычных машинах.
114
Рис. 74. Машина типа МР-6303
Рис. 75. Нагрузочные характери-
стики машин на XV ступени:
Кривая Машина Япл. мм
1 МР-80 50
2 МР-80 200
3 МР-80 450
4 МР-63 50
5 МР-63 120
б МР-63 200
7 МР-63 440
8*
115
Таблица 20
Номинальные значения сварочного тока и усилия электродов
7св Л'. кЛ св jV9
2000 3200 5000 800D
63 МР-6302 МР-6303 МР-6304 —
80 — МР-8001 МР-8002 —
100 — MP-I0001 МР-10002 МР-10003
Таблица 21
Основные технические характеристики машин типа МР
с номинальным сварочным током от 63 до 100 кА
Показатель МР-6Э02; । МР-6303; МР-6304 МР-8001; МР-8902 МР-10001; МР-10032; МР-10003
Номинальный сварочный ток, кА 63 80 100
Номинальная мощность, кВ-А ПВ, % 600 20 800 20 1200 20
Число ступеней регулирования вторичного напряжения сварочного трансформатора 8 8 8
То же машины 16 16 16
Пределы регулирования вторич- ного напряжения машины, В 2,28—9,14 2,5—10,0 3,25—13,0
Вторичное напряжение машины на номинальный (XV) ступени, В 8,0 8,85 10,2
Максимальное число ходов в ми- нуту при ходе 20 мм 60 60 60
Расстояние между электродными плитами, мм:
минимальное 50 50 50
максимальное 450 450 450
Ход верхней электродной плиты, мм:
рабочий 50 50 50
дополнительный 150 150 150
Установочное перемещение нижней электродной плиты, мм 200 200 200
Размеры электродных плит, мм:
нижней 300X400 300X400 300X400
верхней 300X400 300X400 300X 400
116
Продолжение табл. 21
Показатель МР-6302; МР-6303; МР-6304 МР-8001; МР-8002 МР-1С001; МР-10002; МР-КМ0»
Вылет до центра плит, мм Габаритные размеры, мм: 300 300 300
высота 3100 3100 3300
глубина 1550 1550 1600
ширина 1030 1030 1030
Масса, кг 3000 3000 3200
Таблица 22
Электрические характеристики машин типа МР
с номинальным сварочным током от 63 до 100 кА
Машина Расстояние между пли- тами, мм Z", мкОм R", мкОм X", мкОм COS Ф
МР-63 50 68 24 63 0,36
120 80 24 76 0,3
200 99 26 95 0,26
440 146 31 142 0,21
МР-80 50 65 22 61 0,35
ПО 74 21 71 0,28
200 92 21 89 0,23
450 137 27 134 0,2
МР-100 50 62 18 59 0,3
200 88 20 85 0,23
450 130 23 128 0,18
Примечание. Значения электрических характеристик машин типа
МР-100 получены расчетным путем и ориентировочны.
117
Это повышает жесткость корпуса и приводит к уменьшению про-
гиба консолей, что важно для повышения качества сварных
соединений.
Трансформаторы и переключатели ступеней закрыты жестким
кожухом, предохраняющим их от загрязнения и механических
повреждений. Под кожухом смонтированы также узлы электриче-
ского устройства, пневматической системы и системы охлажде-
ния. Кожух имеет двери, обеспечивающие доступ к основным
узлам машины.
Привод давления машин — пневматический поршневой. Благо-
даря возможности работы с противодавлением привод обеспечи-
вает изменение FCB в пределах 1 : 8 при изменении давления сжа-
того воздуха от 100 до 450 МПа. В машинах предусмотрена воз-
можность сварки с постоянным и переменным Гсв. Передача FCB
на ползун производится через блок тарельчатых пружин. Благо-
даря наличию блока пружин и перемещению ползуна в подшип-
никах качения достигается хорошая подвижность верхней элек-
тродной плиты и стабильность усилия электродов при сварке.
Машины допускают возможность плавного регулирования рабо-
чего хода и работы с дополнительным ходом верхней электрод-
ной плиты. Предусмотрена также возможность вертикального
установочного перемещения нижней электродной плиты путем
вращения маховика.
Коммутация тока осуществляется с помощью игнитронного
контактора, размещенного внутри машины; блоки поджигания
игнитронов расположены в станции управления. Коммутация
тока в машинах на 100 кА осуществляется с помощью двух пар
игнитронов, каждая из которых включена в цепь питания одного
из сварочных трансформаторов. В связи с этим в состав машин
МР-100 входит дополнительный блок игнитронов, размещенный
в отдельном шкафу.
Машины управляются отдельно стоящей станцией питания
и управления типа ШУ-257, выполненной на элементах типа
«Логика». Станция обеспечивает автоматическую работу машин
по заданной программе с дискретным отсчетом времени всех
операций цикла сварки. Каждая отдельная сварка может выпол-
няться одним или двумя (основным и дополнительным) импуль-
сами тока с независимым регулированием их величины и длитель-
ности. Предусмотрена автоматическая стабилизация первичного
напряжения сварочного трансформатора, регулирование крутизны
нарастания сварочного тока и возможность сварки в пульсирую-
щем режиме.
Кроме рельефных машин общего назначения электротехниче-
ская промышленность серийно выпускает специализированные
машины для рельефной сварки контактов низковольтной аппара-
туры (табл. 23). К ним относятся машины типа МТПК-25 (в на-
стоящее время снята с производства), МТ-1213, МТ-2518 и МТ-4002.
Машины характеризуются малыми вылетами и относительно не-
118
Таблица 23
Основные технические характеристики машин для сварки
контактов низковольтной аппаратуры
Показатель МТ-1213 ' 1 МТ-2518 j МТ-4002
Номинальный сварочный ток, кА 12 25 40
Номинальная мощность, кВ-А 40 140 290
ПВ, % 12,5 12,5 12,5
Число ступеней регули- рования вторичного напря- жения 2 8 8
Пределы регулирования вторичного напряжения, В Усилие электродов, даН: 1,35—2,7 2,72—5,44 3,4-6,8
максимальное 160 250 430
минимальное 50 50 150
Максимальное число хо- дов в минуту 150 60 60
Вылет электродов, мм 100 100 80
Диаметры свариваемых контактов, мм 4—6 * 3—6 ** 5—10 **
Габаритные размеры, мм 1042Х450Х 1400 1130X 570X1990 1260X 600X1950
Масса, кг 225 700 850
• Площадь соединения до 40% от площади основания контакта; пло-
щадь соединения до 80% от площади основания контакта.
высокими FcbN. Приводы давления машин МТ-2518 и МТ-4002
имеют направляющие на подшипниках качения; в машинах преду-
смотрены пружины между ползуном и штоком привода и пружины,
компенсирующие массу сварочной головки (такие пружины уста-
новлены также в приводе машины МТ-1213). Машины МТ-2518
и МТ-4002 комплектуются пятипозиционными регуляторами цикла
сварки РЦС-502 на элементах «Логика». Помимо управления цик-
лом сварки регуляторы обеспечивают стабилизацию первичного
напряжения сварочного трансформатора, фазовое регулирование
и модуляцию сварочного тока. Верхние электроды машин выпол-
нены в виде роликов, поворачивающихся от сварки к сварке.
Машины предназначены для работы в комплексе с устройствами
механизации, обеспечивающими подачу деталей, сборку узлов
и их удаление после сварки.
Рядом организаций было разработано и изготовлено несколько
единичных образцов специализированных рельефных машин пере-
менного тока. В ЦНИИТмаше создано несколько типов шипо-
вальных установок, предназначенных для рельефной Т-образной
приварки шипов к котельным трубам 134], НИИТавтопром
и Мытищинский машиностроительный завод спроектировали и
изготовили многоэлектродные машины для рельефной сварки
деталей платформы автомобиля-самосвала [47], в ИЭС им.
Е. О. Патона разработан и изготовлен двухтрансформаторный
рельефный пресс портального типа и т. д.
Рельефные машины переменного тока выпускаются многими
зарубежными фирмами. Большая часть изготавливаемых машин
развивает /св до 100 кА и Fcv до 5000 даН, однако в номенклатуре
некоторых фирм есть машины на токи до 200—300 кА и усилия
до 25 000—-50 000 даН. Вылет до центра плит в большинстве слу-
чаев не превышает 250—400 мм, но в отдельных машинах он дости-
гает 700—800 мм. При проектировании машин используются раз-
личные конструктивные решения, применяется разная аппара-
тура управления. Наряду с пневматическими приводами давления
широко распространены гидравлические. Помимо машин общего
назначения многие фирмы изготавливают специализированные
рельефные прессы.
При оценке технологических возможностей зарубежных рельеф-
ных машин следует иметь в виду, что для их характеристики при-
меняют параметры, отличные от тех, что приняты в Советском
Союзе [32]. Такие характеристики, как номинальный сварочный
ток и соответствующие ему номинальные ПВ и мощность, обычно
не употребляются. В фирменных каталогах чаще всего указы-
вают максимальный ток короткого замыкания 1К 3 и услов-
ную мощность машин при ПВ — 50%. Под /к зпмх подразуме-
вается ток короткого замыкания машины на высшей ступени
включения сварочного трансформатора при минимальном рас-
стоянии между электродными плитами. Этот ток в среднем в 1,5—
1,8 раза выше номинального сварочного тока, т. е. тока, разви-
ваемого машиной на предпоследней ступени при сварке деталей
номинального сечения с применением сварочного приспособле-
ния. Мощность при ПВ — 50% представляет собой длительную
мощность машины, приведенную к ПВ — 5О?6, т. е. умноженную
на Jz2. Реальная мощность, как правило, значительно выше,
а допустимый ПВ ниже приведенных значений. Расчет показывает,
что практически у всех зарубежных рельефных прессов ПВ
при /свЛг не превышает 15—20%. Следует также иметь в виду,
что усилие электродов, приводимое в информационных материа-
лах зарубежных фирм, обычно соответствует максимальному дав-
лению сжатого воздуха, т. е. рв = 500^-600 кПа (5-еб кгс/см2),
а не 400—500 кПа (4—5 кгс/см2), как это принято в СССР.
14. МАШИНЫ ПОСТОЯННОГО ТОКА
Во ВНИИЭСО разработаны и изготовлены три типоразмера
рельефных машин постоянного тока: МРВ-6301, МРВ-4001 и
МРВ-8001 151. Машины изготавливались по разовым заказам и
в серийное производство запущены не были. Опыт промышленной
эксплуатации этих машин показал их технологическую универ-
сальность и высокую надежность электрической силовой схемы.
Несмотря на повышенную стоимость, вызванную относительно
высокой ценой кремниевых вентилей, энергетические и техноло-
гические преимущества машин постоянного тока делают их при-
менение экономически целесообразным.
Все рельефные машины постоянного тока имеют однотипную
конструкцию [51. Сварочный трансформатор, выпрямительные
блоки и токоподводы располагаются снаружи узкого корпуса,
выполненного в виде скобы без выреза в передней стенке. Такая
компоновка значительно повышает жесткость машин без увели-
чения массы корпуса и обеспечивает свободный доступ к выпрями-
тельным блокам и трансформатору. Конструкция блоков и схема
их включения во вторичную цепь машины обеспечивают макси-
мальное снижение индуктивности рассеяния фаз выпрямителя,
что способствует повышению энергетических преимуществ ма-
шины. Каждый выпрямительный блок содержит по 16 кремние-
вых вентилей типа ВКВ-2-500. Разработана новая конструкция
выпрямительного блока на таблеточных вентилях типа ВВ-1250.
Новый блок имеет меньшие размеры, проще в изготовлении и зна-
чительно дешевле прежнего.
Управление сварочным (выпрямленным) током машин произ-
водится на первичной стороне трансформатора с помощью игни-
тронов, размещенных вместе со схемой управления в отдельно
стоящем шкафу. В последних моделях контактных машин постоян-
ного тока игнитроны заменены тиристорами. Схема управления
выполнена на элементах дискретного действия и отсчитывает
время всех операций цикла с высокой точностью синхронно с на-
пряжением питающей сети. Особенность схемы управления, при-
нятой в рассматриваемых машинах, состоит в том, что счетчик
импульсов задает полное время цикла и только по его окончании
устанавливается в исходное положение. Работа счетчика не за-
висит от сложности заданного цикла. Состав цикла определяется
числом исполнительных триггеров, подключенных к счетчику
с помощью двух переключателей. Положение переключателей
задает моменты переключения триггеров, т. е. моменты включе-
ния и выключения соответствующих исполнительных элементов
машины. Установка переключателей какого-либо триггера
в положение «выключено» исключает из цикла данную опе-
рацию.
Независимое переключение исполнительных триггеров позво-
ляет установить любую последовательность подачи команд на
433
121
исполнительные элементы машины, что обеспечивает получение
любых циклов сварки.
Установившееся значение сварочного тока машин может быть
определено по формуле
г , Лтр
-J- Еэкв -]- R11
где С70 — 1 tnin/^Tp—выпрямленное вторичное напряжение
холостого хода; Un mtn — минимальное напряжение в диапазоне
стабилизации, при котором угол поджигания а = О (при обычной
настройке автоматической стабилизации 17Лтш = 340 В); krp —
коэффициент трансформации; At7B— падение напряжения на
выпрямительном вентиле; Аб/Игн— падение напряжения на игни-
троне; Rm — сопротивление машины постоянному току при корот-
ком замыкании электродов, приведенное ко вторичной стороне
трансформатора; /?экь — приведенное ко вторичной стороне
трансформатора эквивалентное сопротивление, связанное с ин-
дуктивным падением напряжения при коммутации тока.
.Мощность, потребляемая из сети,
Р = 1,21 г.-------/‘в ( Г» +
О л mln \
, АС7р\
Г R»
Здесь £7Л— действующее значение линейного напряжения сети.
Как видно из формул, установившееся значение сварочного
тока и мощность, потребляемая из сети, от индуктивности сва-
рочного контура машины не зависят. Индуктивность контура
влияет только на время нарастания тока до установившегося
значения. Следует отметить, что у машин постоянного тока в связи
с большим активным сопротивлением и, следовательно, меньшей
постоянной времени, время нарастания тока до установившегося
значения меньше, чем у низкочастотных машин.
Применение постоянного тока приводит к значительному сни-
жению мощности, в особенности при больших размерах свароч-
ного контура. Так, для машины МРВ-6301 с вылетом 1000 мм
Rm = 23 мкОм; /?экв — 20 мкОм; 7?н 30 мкОм; А(/в = 1 В.
Следовательно, при U„ = 380 В и t/amin — 340 В мощность
Р = 510 кВ-А.
При питании контура такой машины переменным током f =
= 50 Гц потребляемая мощность, учитывая большой вылет и
индуктивность контура, была бы около 3000 кВ-А. Уменьшение
мощности за счет применения постоянного тока в машинах
МРВ-4001 и МРВ-8001, имеющих вылет электродов 300 мм, не так
велико. Здесь применение постоянного тока целесообразно в связи
с его технологическими преимуществами, облегчающими получе-
122
ние высококачественных соединений при групповой рельефной
сварке тонкостенных и малогабаритных деталей.
Машина типа МРВ-6301 (рис. 76) предназначена для рельефной
сварки крупногабаритных изделий, в частности для приварки
деталей типа втулок, штуцеров и бобышек к крупногабаритным
корпусным конструкциям. Машина может использоваться также
для точечной сварки деталей из легких сплавов, низкоуглероди-
Рис. 76. Машина типа МРВ-6301
стой стали, нержавеющих и жаропрочных сталей и сплавов, тита-
новых сплавов и других материалов, свариваемых контактной
сваркой.
Основным силовым элементом конструкции машины является
корпус, выполненный в виде сборно-сварной скобы коробчатого
сечения. Сварочный трансформатор установлен на кронштейнах,
закрепленных на задней стенке корпуса. Выпрямитель, состоя-
щий из 12 унифицированных блоков, смонтирован по бокам кор-
пуса, по 6 блоков с каждой стороны. Трансформатор и блоки
закрыты кожухом, под которым смонтированы также узлы электри-
ческого устройства, пневматической системы и системы охлажде-
ния машины.
123
Привод давления машины — пневматический, с двумя рабо-
чими поршнями. Благодаря наличию двух поршней и возможности
работы с противодавлением привод обеспечивает изменение уси-
лия электродов в пределах 1 : 12 при изменении давления сжа-
того воздуха от 100 до 450 кПа. Конструкция привода и пневма-
тическая схема машины делают возможной сварку с постоянным
и с переменным усилием электродов (с предварительным сжатием
и проковкой). Передача усилия на ползун, движущийся в роли-
ковых направляющих, производится через блок тарельчатых пру-
жин. Рабочий ход электродов (нерегулируемый) обеспечивается
поршнями и составляет 50 мм. Дополнительный ход электродов
осуществляется с помощью электродвигателя с передаточным
механизмом и регулируется в пределах до 150 мм.
Схема управления машиной обеспечивает подачу трех импуль-
сов тока с независимым регулированием величины и длительности
каждого импульса и паузы между ними; плавное нарастание тока
основного импульса, подачу команды на повышение усилия элек-
тродов для предварительного обжатия и проковки, автоматиче-
скую стабилизацию напряжения, подводимого к сварочному
трансформатору, и быстродействующую защиту полупроводнико-
вых вентилей от перегрузки по току. Длительность сварочного
цикла регулируется в пределах от 0,06 до 19,8 с. Длительность
каждой операции устанавливается в пределах общей длитель-
ности цикла с ценой деления от 0,02 до 0,2 с, в зависимости от
установленного масштаба времени.
Машины типа МРВ-4001 и МРВ-8001 предназначены для рель-
ефной сварки сепараторов шарикоподшипников толщиной от 0,7
до 2 мм при числе свариваемых рельефов от 6 до 10. Машина
МРВ-4001 рассчитана на сварку сепараторов толщиной от 0,7 до
1,3 мм, а машина МРВ-8001 — на сварку сепараторов толщиной
от 1,3 до 2 мм. Конструкция, компоновка и силовая электриче-
ская схема машин выполнены так же, как у машины МРВ-6301,
но сварочный трансформатор расположен не позади корпуса,
а над ним. Благодаря этому машины занимают относительно
малую производственную площадь. Схема управления машин
обеспечивает их работу по упрощенному циклу, включающему
сварку одним импульсом тока при неизменном усилии электродов.
Предусмотрена возможность контроля допустимого изменения
усилия электродов, осуществляемая при помощи контактных дат-
чиков. Во всем остальном схема управления аналогична схеме
управления машины МРВ-6301.
Основные технические характеристики машин типа МРВ при-
ведены в табл. 24.
Производство рельефных машин постоянного тока освоено
рядом зарубежных фирм. Имеются данные о выпуске таких ма-
шин фирмой «Electromechanique» (Бельгия) [621 и «Sciaky»
(Франция) [65 ].
124
Таблица 24
Основные технические характеристики машин постоянного тока
типа МРВ
Показатель Машина
МРВ-6301 МРВ-4001 МРВ-8001
Номинальный сварочный ток, кА 63 40 80
Номинальная мощность. кВ*А 500 300 700
пв, % 32 8 12,5
Число ступеней регулирования вторичного напряжения сварочного трансформатора 8 16 19
Пределы регулирования вторич- ного фазного напряжения сварочного трансформатора, В 2,91—5,96 2,04—4,08 2,76—6,9
Вторичное фазное напряжение сва- рочного трансформатора на номи- нальной ступени, В Усилие электродов, даН: 5,26 3,82 5,16
максимальное (при рв — 450 кПа) 5000 1200 4000
минимальное (при рв — 100 кПа) Расстояние между электродными плитами, мм: 400 170 400
минимальное 250 150 150
максимальное 400 600 600
Максимальный ход верхней элек- тродной плиты (рабочий + дополни- тельный), мм 50+100 100+100 100+100
Вылет до центра плит, мм Размеры электродных плит, мм: 1000 350 350
нижней 410X400 450X300 450X300
верхней 320X310 250X 250 300X300
1Б. КОНДЕНСАТОРНЫЕ МАШИНЫ
Технологической особенностью конденсаторных машин яв-
ляется относительно малая длительность развиваемого ими сва-
рочного импульса. Увеличение емкости батареи конденсаторов и
коэффициента трансформации сварочного трансформатора при-
водят к удлинению импульса разрядного (сварочного) тока. Тем
не менее в машинах с технически и экономически целесообраз-
ными параметрами силовой электрической части время нараста-
ния тока до максимума не превышает сотых долей секунды (здесь
не рассматриваются машины с регулируемой формой импульса
125
тока, разработка которых началась недавно). Поэтому рельефная
сварка на конденсаторных машинах целесообразна в тех случаях,
когда требуются большие сварочные токи при малой длительности
сварки.
Рельефные конденсаторные машины наиболее широко при-
меняются для кольцевой сварки корпусов полупроводниковых
приборов и микросхем с целью их герметизации. Во ВНИИЭСО
разработаны две серии конденсаторных машин для герметизации
корпусов полупроводниковых приборов: однопозиционные ма-
шины типа МТК для сварки корпусов периметром от 10 до 120 мм
и многопозиционные машины типа МРК для сварки корпусов
периметром от 10 до 250 мм [33, 56]. Машины производят сварку
энергией, запасенной в батарее импульсных электролитических
конденсаторов типа К50И-1. Источником постоянного тока, не-
обходимого для зарядки конденсаторов, служит однофазный
выпрямитель, питаемый от сети. Количество запасенной энергии
регулируется изменением емкости и напряжения конденсаторов.
Конденсаторы К50И-1 допускают использование при частоте следо-
вания разрядных импульсов не более 30 в минуту и имеют
большой срок службы. Импульс сварочного тока проходит во вто-
ричной цепи машины при разряде батареи конденсаторов на пер-
вичную обмотку сварочного трансформатора. Регулирование коэф-
фициента трансформации в сочетании с изменением количества
запасенной энергии позволяет регулировать в широких пределах
длительность и амплитуду сварочного импульса. В машинах пре-
дусмотрена стабилизация рабочего напряжения конденсаторов
при колебаниях напряжения питающей сети, что обеспечивает
высокую стабильность импульсов тока и повышает стабильность
качества сварки корпусов.
Машины типа МТК- Серия состоит из трех типоразмеров:
МТК-5-3, МТК-8002 и МТК-16001 133]. Машины типа МТК-5-3
(рис. 77) и МТК-8002 (рис. 78) серийно выпускаются заводом
«Электросварка» (Калининград); машина МТК-16001 была из-
готовлена по разовому заказу.
Все три типоразмера машин имеют сходную конструкцию
(рис. 78). Силовой частью корпуса машин 4, воспринимающей
усилие, развиваемое приводом давления, является скоба 5. На
верхней горизонтальной части скобы установлен привод давле-
ния 3, на нижней — скафандр 2 с расположенным внутри
сварочным приспособлением 1. Привод электродов—пневматиче-
ский поршневой с разной площадью верхней и нижней поверх-
ности поршня. Это дает возможность работать в режиме с про-
тиводавлением, чем обеспечивается глубокое регулирование Ксв.
Усилие через блок тарельчатых пружин передается на располо-
женный в сварочном приспособлении силуминовый ползун, ко-
торый движется в роликовых направляющих. Особенностью
конструкции сварочного приспособления является то, что на-
правляющие ползуна жестко связаны с нижней частью скобы.
126
Это исключает влияние деформации скобы на параллельность
рабочих торцов электродов и улучшает качество сварки.
В комплекты машин МТ К-8002 и МТК-16001 входят отдельно
стоящие станции управления и конденсаторные шкафы. Цепи
управления и блоки конденсаторов машины МТК-5-3 размещены
в одном шкафу. Батареи конденсаторов машин серии МТК раз-
ряжаются на первичные обмотки сварочных трансформаторов при
Рис. 77. Машина типа МТК-5-3
замыкании цепи одним из двух электромагнитных контакторов,
работающих поочередно и изменяющих направление разрядного,
а следовательно, и сварочного тока в каждом цикле.
Основные технические характеристики машин приведены
в табл. 25.
Машины типа МРК- Серия состоит из машин трех типораз-
меров (табл. 26). Еще два типоразмера машин на /свЛГ = 16
и 250 кА, первоначально входившие в проект серии, к настоящему
времени не разработаны. Каждая из машин может изготавли-
ваться в двух исполнениях: многопозиционном повышенной про-
изводительности, со встроенными поворотными столами и устрой-
ствами для выгрузки деталей (регистрационный номер 01 и 03)
и однопозиционном — без поворотных столов (регистрационный
номер 02). Машины максимально унифицированы относительно
127
Рис. 78. Машина типа МТК-8002
128
Таблица 25
Основные технические характеристики машин МТ К
Показатель Машина
МТ к-5-3 МТК-8002 МТК-16001
Номинальный свароч- ный ток, кЛ 32 80 160
Максимальная запасае- мая энергия, кДж 2,74 14,8 44,0
Напряжение конденсато- ров, В 150400 200-400 200—400
Максимальная емкость конденсаторов, 103 мкФ 34,3 184,8 550,0
Коэффициенты трансфор- мации сварочного транс- форматора 44—88 24—48 21—42
Усилие электродов, даН:
минимальное 40 150 300
максимальное 400 1250 3000
Номинальная производи- тельность, сварок в час 1200 900 720
Периметр герметизируе- мых корпусов, мм 10—38 30—80 60—125
Габаритные размеры, мм:
машины 1260Х 1030Х Х1760 1250Х 1320Х Х1860 1250Х 2800Х Х2320
станции управления 700Х 600.Х 1820 800Х 500Х 1848 770Х 600Х 1780
конденсаторного шка- фа — 1350Х 800Х Х1848 1310Х810Х Х1738
Масса, кг:
машины 750 1750 5400
станции управления 300 200 200
конденсаторного шка- фа — 700 800
базовой модели МРК-Ю001 (рис. 79) [56]. Однопозиционные ис-
полнения машин отличаются от многопозиционных преимущест-
венно конструкцией скафандра и наличием специального стола.
Во всем остальном машины отличаются от базовой модели глав-
ным образом размерами отдельных элементов. Все машины, кроме
МРК-4001 (02), комплектуются унифицированными станциями
управления и конденсаторными шкафами. Цепи управления и
конденсаторы машин МРК-40 размещены в одном шкафу. В от-
личие от машин серии МТ К сварка ведется однополярными
9 Гиллевич В. Л. 129
импульсами тока. Во избежание магнитного насыщения сердечник
сварочного трансформатора выполнен с магнитным зазором.
Разряд конденсаторов на трансформатор осуществляется через
тиристоры. Полярность импульсов разрядного (сварочного) тока
может быть изменена специальным переключателем.
В машинах МРК-160 предусмотрена возможность сварки не
только одним, но и двумя импульсами тока. В зависимости от
Рис. 79. Машина типа МРК-Ю001
длительности временной задержки импульсы тока накладываются
друг на друга или следуют друг за другом через паузу.
Привод давления — пневматический двухдиафрагменный. Как
и в машинах серии МТК, глубокое регулирование усилия элек-
тродов обеспечивается возможностью работы привода в режиме
с противодавлением. Особенностью конструкции привода яв-
ляется отсутствие уплотнений (манжет), что наряду с направляю-
щими качения обеспечивает высокую подвижность верхнего элек-
трода и стабильность Fcir В однопозиционных машинах
применяется сварочное приспособление, аналогичное приспособле-
нию, применяемому в машинах МТК. Конструкция приспособ-
ления исключает влияние деформаций корпуса на параллель-
ность рабочих торцов электродов.
Благодаря наличию поворотных столов многопозиционные ма-
шины серии МРК обладают более высокой производительностью,
130
чем машины МТК- На поворотном столе размещено 12 контакт-
ных головок с электрододержателями и электродами. Установка
деталей между электродами производится вручную, разгрузка —
с помощью выталкивателя. На позициях загрузки и выгрузки
электроды контактных головок находятся в разомкнутом состоя-
нии. Поворотный стол с шаговым движением перемещает контакт-
ные головки между позициями загрузки, сварки и выгрузки сва-
риваемых деталей. Темп работы может плавно меняться от 6
до 20 шагов в минуту.
Схема управления машинами выполнена на логических эле-
ментах серии «Логика-Т» и на полупроводниковых элементах.
Схемой предусмотрено наличие ряда блокировок и контролирую-
щих устройств, обеспечивающих надежную и безаварийную ра-
боту машин.
Основные технические характеристики машин приведены
в табл. 26.
Таблица 26
Основные технические характеристики машин типа МРК
Показатель Машина
МРК-4001; МРК-4002 МРК-10001; МРК-10002 МР К-16001; МРК-16002; МРК-16003
Номинальный сварочный ток, кА 40 100 160
Максимальная запасае- мая энергия, кДж 3,0 15,0 32,0
Напряжение конденса- торов, В 150—400 150 400 150—400
Максимальная емкость конденсаторов, 103 мкФ 44,8 202 404
Усилие электродов, даН:
максимальное 500 1250 2000; 4000 *
минимальное 100 200 400; 700 *
Номинальная производи- тельность, сварок в час:
многопозициониое ис- полнение (01, 03) 1800 1200 900
однопозиционное ис- полнение (02) 900 600 500
Периметр герметизируе- мых корпусов, мм 22—55 55—100 100—150
9*
131
Продолжение табл. 26
Показатели Машина
МРК-4001; МРК-4002 МРК-10001; МРК-10002 МРК-16001; МРК -16002; МРК-16003
Габаритные размеры, мм:
машины 1170Х 1905Х Х1650 2100Х1210Х X 1960 2355Х 1240Х Х2450
станции управления 800Х700Х X 1850 800Х 700Х X 1850 1800X1 ЮОХ Х600
конденсаторного шка- фа — 1800X1 ЮОХ Х600 1800X1 ЮОХ Х600
Масса, кг:
машины 2200 2900 5500
станции управления 400 350 350
конденсаторного шка- фа - 600 600
* Для машины МРК-16003.
Опытные серии машин типа МРК были изготовлены на за-
воде «Электросварка».
Кроме оборудования для герметизации полупроводниковых
приборов создано еще несколько типов специализированных
рельефных конденсаторных машин. Во ВНИИЭСО разработана
и изготовлена машина МТК-8001, предназначенная для сварки
контактов низковольтной аппаратуры. Машина укомплектована
поворотным столом и осуществляет сварку контактов диаметром
до 10 мм. Завод «Электрик» при участии ВНИИЭСО разработал
и изготовил несколько образцов рельефных конденсаторных
машин для приварки штуцеров и фланцев диаметром до 43 мм
к горловинам топливных баков грузовых автомобилей. Несколько
типов конденсаторных машин для рельефной сварки сепараторов
шарикоподшипников создано во ВНИИППе. Конденсаторная
машина для Т-образной сварки трубчатых элементов рамы вело-
сипеда разработана и эксплуатируется в прозводстве велосипедов.
Среди зарубежных (фирм, производящих рельефные конденса-
торные машины, наибольшей известностью пользуется японская
фирма «Origin». Фирма изготавливает рельефные конденсатор-
ные машины как общего назначения, так и специализированные,
предназначенные для сварки полупроводниковых приборов,
электрических контактов, сепараторов шарикоподшипников и
сталей с пластмассовыми покрытиями.
Глава IV
ЭЛЕКТРОДЫ И СБОРОЧНО-СВАРОЧНЫЕ
ПРИСПОСОБЛЕНИЯ
16. ЭЛЕКТРОДЫ
При рельефной сварке применяют электроды с плоской рабо-
чей поверхностью, размеры которой обычно превышают размеры
сварного соединения. Поэтому площадь соприкосновения элек-
тродов с деталями при рельефной сварке несколько больше,
а плотность тока и давление в контакте — меньше, чем при то-
чечной сварке. Это улучшает условия работы электродов и при-
водит к тому, что при одинаковой интенсивности охлаждения их
стойкость при рельефной сварке выше, чем при точечной.
Некоторые авторы ставят под сомнение тезис о высокой стой-
кости электродов при рельефной сварке. По данным работ [23,
37], в производственных условиях без переточки электродов на
рельефных машинах сваривают не более 1000—1500 соединений,
что не лучше аналогичных показателей при точечной сварке.
В большинстве случаев причиной относительно невысокой стой-
кости электродов является их недостаточное охлаждение. Обеспе-
чить при рельефной сварке такие же условия охлаждения элек-
тродов, что и при точечной, не всегда удается из-за сложности
электродных устройств. Однако при рациональной конструкции
электродного приспособления, обеспечивающей достаточную ин-
тенсивность охлаждения электродов, их стойкость может быть
весьма высокой. Так, при рельефной сварке сепараторов шарико-
подшипников в приспособлении с электродами, аналогичными
точечным (см. рис. 85), число сепараторов, свариваемых без пере-
точки электродов, достигает 20 000 [20].
Все разновидности электродов можно разделить на три основ-
ные группы [37]. Первую группу составляют!электроды для ин-
дивидуальной рельефной сварки/ применяемые при сварке од-
ного рельефа в листовых нахлесточных соединениях или при
Т-образной приварке одной детали. Ко второй группе относятся
электроды, предназначенные для групповой рельефной сварки,
преимущественно нахлесточных соединений. Наконец, к третьей
группе можно отнести электроды, обеспечивающие подвод тока
к боковым поверхностям привариваемых деталей при некоторых
разновидностях Т-образной сварки.
Электроды первой группы конструктивно близки к электро-
дам для точечной сварки. В простейшем случае они представляют
собой обычные цилиндрические электроды с плоской рабочей
поверхностью увеличенного диаметра (рис. 80, а). Такие элек-
троды предусмотрены ГОСТ 14111—69. Они могут успешно при-
меняться для сварки не только одного, но и нескольких рельефов
при их кучном расположении.
133
Электроды с плоской рабочей поверхностью можно использо-
вать также во многих случаях Т-образной сварки, например при
приварке к листам бонок, гаек, коротких стержней и других де-
талей ограниченной длины, подвод тока к которым производится
со стороны их торцовой поверхности (рис. 80, б). В более сложных
случаях в одном или обоих электродах делают отверстия для раз-
мещения в них выступающих частей привариваемой детали
(рис. 80, в—е) [23]. Если привариваемая деталь, контактирую-
Рис. 80. Электроды для индивидуальной рельефной сварки
щая с одним электродом, располагается в отверстии второго,
то для предотвращения шунтирования тока в это отверстие за-
прессовывают изолирующую втулку (рис. 80, б). Для предохра-
нения изоляции от быстрого износа в отверстие электрода не-
редко запрессовывают также вторую втулку — стальную
(рис. 80, ё). При малых размерах привариваемой детали один
из электродов может одновременно выполнять функции приспо-
собления для установки детали в положение перед сваркой.
С этой целью на поверхности электрода могут быть закреплены
упорные штыри, пластинки и другие устройства, ограничиваю-
щие и фиксирующие положение деталей в пространстве.
При приварке труб с развальцовкой используют электроды
с конусной поверхностью, расположенной под утлом 45° к про-
дольной оси (рис. 80, а). Электроды первой группы применяют
также при сварке труб и стержней вкрест (рис. 80, ж). В этом
случае на рабочей поверхности электродов делают выемку с ци-
134
линдрической поверхностью радиусом, равным радиусу сваривае-
мых стержней (труб). Глубина выемки должна быть несколько
меньше радиуса стержня 16]. Такие электроды совмещают функ-
ции подвода тока и передачи усилия с функциями фиксации дета-
лей. В том случае, если точная фиксация стержней по отношению
друг к другу не является обязательной, а требования к чистоте
их поверхностей невысоки, сварку стержней вкрест можно про-
изводить, применяя электроды с плоской рабочей поверхностью,
не имеющей выемок.
Центральная и посадочная части электродов первой группы,
как правило, не отличаются от соответствующих частей электро-
Рис. 81. Электроды для групповой рельефной^сварки
дов для точечной сварки. Электроды первой группы устанавли-
вают в электродержателях с помощью конусной посадки, реже
на резьбе. В большинстве случаев эти электроды могут быть
установлены в стандартных электродержателях обычных точеч-
ных машин. Водяное охлаждение электродов первой группы осу-
ществляется так же, как электродов для точечной сварки.
Электроды, применяемые для одновременной сварки несколь-
ких рельефов, имеют иную конструкцию. В простейшем случае
для этой цели можно использовать плиты с плоской рабочей
поверхностью (рис. 81, а). Однако такое решение чаще всего ока-
зывается нерациональным. В связи с ограниченной площадью
контакта с деталями износ электродов при рельефной сварке
имеет местный характер. Обычно он начинается с образования
углублений на поверхности электрода, противолежащего детали
с рельефами. Для устранения вмятин необходима обработка всей
поверхности электродной плиты, что влечет за собой значитель-
ный расход материала. Кроме того, при применении плит со сплош-
ной рабочей поверхностью возрастает опасность шунтирования
тока по заусенцам и выступающим участкам деталей, находящимся
между рельефами.
Вероятность шунтирования тока может быть уменьшена при
использовании плит с выступающими частями, соответствующими
расположению рельефов на деталях (рис. 81, б). Однако наиболее
целесообразно применение составных электродов, состоящих из
135
основания и сменных электродных вставок. Основание изготавли-
вают из материала с высокой электропроводностью, его конструк-
ция должна обеспечить интенсивное водяное охлаждение с под-
водом охлаждающих каналов, по возможности ближе к электрод-
ным вставкам. Электродные вставки изготавливают из менее
электропроводного, но более твердого материала. Применение
такой конструкции приводит к резкому уменьшению износа
электродов и расхода электродных материалов и к облегчению
ухода за состоянием электродных поверхностей.
Крепление электродных вставок в основаниях может
осуществляться различными способами [23, 37]: запрессовкой
а)
Рис. 82. Крепление электродных вставок в основаниях составных
электродов
(рис. 82, а, б); с помощью болтов (рис. 82, <з); конической посад-
кой (рис. 82, а); посадкой типа ласточкина хвоста (рис. 82, д);
резьбовой посадкой (рис. 82, е- ж); пайкой (рис. 82, з). Посадка
типа ласточкина хвоста удобна при кучном расположении релье-
фов, когда одна вставка применяется для сварки нескольких
рельефов одновременно. При резьбовом креплении вставок резьбу
следует разгрузить от силовых нагрузок опорой на заплечики
(рис. 82, а) с помощью стальной вставки (рис. 82, ж) или контр-
гайки. При коническом креплении в качестве вставок можно
использовать электроды первой группы с конической посадочной
частью, аналогичные электродам точечных машин.
Распространенным способом крепления является припаивание
электродных вставок к основанию твердым припоем (рис. 82, з).
Для уменьшения потерь дорогостоящего материала вставок глу-
бина выемок в основании не должна превышать 0,7—0,8 мм.
Высоту вставок для уменьшения температуры их поверхности
следует выбирать в пределах, не превышающих 0,3—0,5 от их
диаметра [73]. Вставки припаивают к основанию низкотемпера-
турными серебряными припоями. Применение высокотемператур-
ных припоев нерационально в связи с опасностью нагрева осно-
136
вания до температур, вызывающих его коробление и окисление.
В случае применения массивных оснований электродные вставки
удобнее припаивать к бронзовым переходникам, которые, в свою
очередь, крепятся к основаниям с помощью винтов. Для зачистки
поверхностей вставок переходники демонтируют и заменяют за-
пасными, что требует минимальных затрат времени. Недостат-
ком такой конструкции является появление лишнего контакт-
ного сопротивления и ухудшение отвода теплоты от вставок,
приводящие к увеличению их нагрева.
При жестком закреплении электродных устройств в контакт-
ных плитах параллельность рабочих поверхностей электродов
после приложения сварочного усилия может нарушиться из-за
деформации консолей сварочной машйны. Этого можно избежать,
применяя устройства с электродами, перемещающимися в об-
щих направляющих, которые обеспечивают параллельность ра-
бочих поверхностей электродов вне зависимости от деформации
машины и нарушения параллельности ее плит. С одним вариан-
том такого устройства мы уже познакомились, рассматривая
конструкцию машин типа МТК и МРК (см. рис. 78). На рис. 83
приведена схема электродного устройства, в котором параллель-
ность электродных плит 4 обеспечивается направляющими колон-
нами 2, изолированными от нижнего основания 5 изолирующими
втулками 1 [23 ]. Верхнее основание 3 либо вообще не должно
быть связано с верхней контактной плитой машины (в этом слу-
чае при подъеме верхней контактной плиты электродные плиты 5,
3 раздвигаются под действием специальных пружин), либо должно
иметь с плитой шарнирное сочленение. Электродные устройства
такого типа могут устанавливаться на плитах любых рельефных
машин.
Сохранение параллельности рабочих поверхностей электро-
дов еще не является гарантией равномерного распределения тока
и усилия между отдельными рельефами. Распределение тока и
усилия может оказаться неравномерным из-за неравенства вы-
соты отдельных рельефов. Неравенство высоты рельефов меньше
влияет на качество сварки при применении самоустанавливаю-
щихся электродных плит, закрепленных на цилиндрической или
шаровой опоре. На рис. 84 показана схема приспособления с ка-
чающейся электродной плитой, используемого для одновременной
сварки двух рельефов. Распределение давления тем равномерней,
чем больше расстояние между свариваемыми рельефами и, следова-
тельно, чем больше плечо силы сжатия. При сварке трех рельефов
электроды целесообразно крепить на шаровой опоре. Если число
одновременно свариваемых рельефов больше трех, применение
шаровой опоры уже не может обеспечить их равномерное сжатие
при отсутствии равенства /гр.
Наиболее равномерное распределение усилия между релье-
фами, не зависящее от параллельности электродных плит, из-
носа электродов и неравенства высоты рельефов может быть
137
достигнуто при применении электродных устройств с автономным
ходом отдельных электродов, опирающихся на масло, гидропласт
или индивидуальные пружины (рис. 85). Сварочный ток к элек-
тродам подводят с помощью гибких шин, один конец которых со-
единяется с электродным основанием. В работе [76] описано при-
способление, в котором подвод тока к электродам, опирающимся
на масло, производится с помощью ртутного контакта. Для равно-
мерного распределения усилия между рельефами достаточно, если
устройство с независимым ходом электродов будет размещено
с одной стороны свариваемого изделия. Электроды, расположен-
ные с другой стороны, могут иметь жесткое закрепление. Электрод-
Рис. 83. Приспособление ^электродными
плитами, перемещающимися в общих на-
правляющих
Рис. 84. Приспособление с ка-
чающейся электродной плитой
[42]
ные приспособления с плавающими электродами следует приме-
нять при сварке особо ответственных изделий, таких, как, напри-
мер, сепараторы шарикоподшипников 120, 44], а также во всех
случаях групповой рельефной сварки, когда качество соединений
должно быть особенно высоким. В отечественной промышленности
такие приспособления еще не получили широкого распростра-
нения; кроме приспособлений, применяемых при сварке сепара-
торов шарикоподшипников, в литературе описано только одно
приспособление с автономным ходом электродов — для рельефной
сварки панели проигрывателя [45]. Приспособления такого типа
разрабатывались во ВНИИЭСО (см. рис. 94); имеются сведения
о разработке ряда новых электродных приспособлений с авто-
номным ходом электродов в ИЭС им. Патона.
Распределение тока между отдельными рельефами зависит не
только от степени их обжатия, но и от сопротивления контуров,
образующихся при прохождении через рельефы сварочного тока.
Поэтому в рельефах, находящихся дальше от сварочного транс-
форматора, протекают меньшие токи, чем в рельефах, расположен-
ных ближе. Свариваемые изделия при групповой рельефной сварке
следует располагать по возможности таким образом, чтобы раз-
личие в размерах и сопротивлении контуров разных рельефов
было минимальным. При большой разнице в расстоянии между
138
рельефами и трансформатором выравнивание токов облегчается
при установке в основаниях приспособлений изолирующих про-
кладок, как показано на рис. 86 [42].
В рассмотренных типах электродов их рабочие поверхности
служат одновременно для подвода тока к деталям и передачи на них
сварочного усилия. В электродах третьей группы, применяемых
Рис. 85. Схема электродного приспособ-
ления для сварки сепараторов шарико-
подшипников с независимым ходом от-
дельных электродов [20]
при Т-образной сварке дета-
лей типа стержней, труб и
полос большой длины и ма-
лого сечения, эти функции,
как правило, разделены.
Подвод тока к торцовым по-
верхностям таких деталей МО-
Рис. 86. Схема выравнивания то-
ков, проходящих через рельефы
при разном расстоянии между ре-
льефами и сварочным трансформа-
тором
жет привести к их перегреву с последующей потерей формы,
а потому нецелесообразен. Для снижения тепловых потерь в де-
талях и исключения их перегрева и деформации сварочный ток
следует подводить к боковым поверхностям деталей в непосред-
ственной близости от места сварки. Конструкции электродных
устройств, осуществляющих боковой токоподвод, весьма разно-
образны. В большинстве случаев ток подводят с разных сторон
привариваемой детали, хотя при Т-образной сварке листов до-
пустим односторонний токоподвод. Усилие зажатия развивается
с помощью пневматических, пружинных или иных приводов.
Устройства для бокового подвода тока не только подводят ток
к деталям, но и фиксируют их положение в пространстве, выпол-
няя функции сборочно-сварочных приспособлений.
При сварке труб и других деталей круглого сечения подвод
тока к деталям следует производить с обеих сторон, так как одно-
сторонний токоподвод может привести к неравномерному тепло-
выделению по периметру соединения и к ухудшению качества
сварки. Наилучшее качество соединений при сварке деталей
13V
круглого сечения достигается при подводе тока с помощью
цанговых зажимов (рис. 87), обеспечивающих более равномерное
распределение тока по сечению деталей.
Стойкость электродов при рельефной сварке в большой мере
зависит от интенсивности их охлаждения. При применении со-
Рис. 87. Схемы цанговых зажимов, применяемых
для бокового подвода тока к деталям типа
стержней
ставных электродов чаще всего ограничиваются устройством водя-
ного охлаждения в одних основаниях (рис. 88, а). Электродные
вставки охлаждаются при этом только за счет теплопередачи в ос-
нование, что не всегда достаточно. Уменьшение нагрева электрод-
ных вставок достигается при устройстве в них непосредственного
проточного водяного охлаждения, как в электродах для точечной
Рис. 88. Охлаждение электродов для рельефной сварки
сварки (рис. 88, б). Такая система охлаждения более сложна,
но и более эффективна; она может применяться при креплении
электродных вставок с помощью конусной и резьбовой посадок.
В электродных устройствах с независимым ходом отдельных элек-
тродов обычно также устраивают проточное водяное охлаждение
каждого электрода в отдельности (см. рис. 85).
Основания составных электродов и индивидуальные электроды
рекомендуется изготавливать из электродных материалов 2-го
140
класса [231, имеющих твердость не менее НВ 120 и относитель-
ную электропроводность не менее 75% от электропроводности
чистой отожженной меди. В отечественной промышленности наи-
более широкое применение в качестве электродного материала
2-го класса нашла хромовая бронза типа БрХ [51 ], изготавливае-
мая в виде прутков, плит и полос. Плиты и полосы поставляются
в термически обработанном, а прутки — в термически не обрабо-
танном состоянии. Термомеханическая обработка, улучшающая
свойства бронзы, проводится по следующему циклу: закалка с тем-
пературы 980—1000° С, охлаждение в воде, холодная деформация
40—50% и отпуск в течение 4—5 ч при температуре 460°. До термо-
обработки твердость бронзы составляет НВ 100—ПО, а электро-
проводность 70%. После термообработки твердость может быть
повышена до НВ 140—150, а электропроводность до 80—85%.
Термообработка хромовой бронзы может производиться также
по упрощенному циклу, включающему только операции закалки
и отпуска, без промежуточной холодной деформдции. Свойства
бронзы после такой термообработки будут несколько ниже. Для
изготовления электродов и электродных основанйй-еледует при-
менять бронзу только в термообработанном состоянии.
Для изготовления вставок составных электродов целесообразно
использовать медно-вольфрамовые сплавы, обладающие особо
высокой твердостью. Медно-вольфрамовые вставки можно уста-
навливать также на индивидуальных электродах. В Советском
Союзе изготавливается медно-вольфрамовый сплав типа «Элко-
найт ВМ», содержащий 20—30% меди и 70—80% вольфрама [51 ].
Элконайт выпускается в виде прутков и пластин и имеет твердость
не менее НВ 200, а электропроводность 20—25%.
17. СБОРОЧНО-СВАРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Сборочно-сварочные приспособления предназначаются для
фиксации и закрепления свариваемых деталей в требуемом поло-
жении. В состав приспособлений могут входить также устрой-
ства для подачи деталей в зону сварки и их последующей выгрузки.
Относительно несложные приспособления обычно объединяют
вместе с электродами в один узел, устанавливаемый на плитах
рельефной машины. Нередко фиксирующие устройства закреп-
ляют прямо на электродах; в простейших случаях детали фикси-
руются непосредственно электродами.
При конструировании сборочно-сварочных приспособлений не-
обходимо учитывать следующие основные требования [731: при-
способления должны придавать свариваемым деталям заданное
положение с требуемой точностью; конструкция приспособлений
должна исключать возможность шунтирования тока при фикса-
ции свариваемых деталей; следует стремиться к уменьшению
массы ферромагнитных материалов, применяемых в приспособле-
ниях, размещаемых в сварочном контуре машины; приспособления
141
должны обеспечивать быструю загрузку и разгрузку дета-
лей и не мешать свободному доступу к электродам; в приспособле-
ниях следует применять долговечные изоляционные материалы,
которые не должны непосредственно использоваться для фикса-
ции положения деталей.
При рельефной сварке в большей степени, чем при других ви-
дах контактной сварки, производительность процесса опреде-
ляется не сварочными, а вспомогательными операциями и прежде
всего операциями подачи и съема деталей. Поэтому рациональ-
ная конструкц’ия сборочно-сварочных приспособлений, обеспечи-
вающая быструю подачу и фиксацию деталей, имеет при рельеф-
Рис. 89. Нижняя часть электродного устройства для
сборки и сварки чашки с втулкой (с) и чашки с дис-
ком (6)
ной сварке особенное значение. Наиболее высокая производитель-
ность достигается при применении приспособлений с механизиро-
ванной загрузкой и выгрузкой свариваемых изделий.
В тех случаях, когда свариваемые детали являются по своей
конструкции самоцентрирующимися, их фиксация может осу-
ществляться непосредственно сварочными электродами, без при-
менения специальных фиксирующих устройств. На рис. 89, а
показана чашка 2, к которой приваривается втулка 1. Положение
чашки фиксируют, надевая ее на нижний электрод 3, а втулку
устанавливают в отверстие чашки. Если вместо вварки в отвер-
стие приваривать втулку по выступающему кольцевому рельефу
или заменить ее на какую-либо другую несамоцентрирующуюся
деталь, например диск 5 (рис. 89, б) [73], то для фиксации этой
детали потребуется ввести установочную шпильку 4. Для предот-
вращения шунтирования тока через шпильку ее следует крепить
в основании электрода 3 через изоляцию. Кроме того, шпилька
не должна касаться чашки, для чего диаметр отверстия в чашке 2
должен быть больше диаметра отверстия в диске 5.
При отсутствии в одной из деталей отверстия ее фиксацию
можно производить по наружному контуру. На рис. 90 показано
приспособление [73], предназначенное для установки узла, со-
стоящего из втулки /, к фланцу которой приваривается диск 2.
Положение втулки определяется отверстием в основании элек-
142
трода 5, а положение диска — латунным или бронзовым коль-
цом 3. Для предотвращения шунтирования тока через кольцо 3
его следует изолировать от электрода кольцевой изоляционной
прокладкой 4.
Применение простых фиксирующих устройств типа пластинча-
тых пружин позволяет собирать на нижнем электроде довольно
Рис. 90. Нижняя часть
электродного устройства
для сборки и сварки вту-
лок с диском [73]
сложные узлы. На рис. 91 показано приспособление, предназна-
ченное для сборки и сварки коробки, состоящей из основания 1
и двух боковых стенок 2. В данном приспособлении сваривается
донная часть коробки; сварка ее боковых частей производится
отдельно. Как донную, так и боковые части коробки сваривают
Рис. 91. Нижняя часть электродного устройства для
сборки и сварки коробок
в 10 точках одновременно. Сначала на электрод надевают осно-
вание, затем боковые стенки. Положение деталей фиксируется
пластинчатыми пружинами 3. Данная конструкция не исключает
возможности шунтирования тока при соприкосновении боковых
стенок коробки с основанием электрода 4, однако опыт показывает,
что это шунтирование мало и не влияет на качество соединений.
ю
Сварка может выполняться как по обычной схеме, при которой
сварочный ток проходит параллельно через все 10 рельефов, так
и по схеме, показанной штриховой линией на рис. 91 и преду-
сматривающей последовательное включение в сварочную цепь 2
групп рельефов, расположенных в 2 ряда по 5 рельефов в каж-
дом ряду (группе). В последнем случае суммарный сварочный ток
снижается вдвое. Для выполнения сварки по этой схеме свароч-
Рис. 92. Фиксация плоских деталей на электродных плитах с_помощью
упорных шпилек [231
ный контур должен иметь конструкцию, отличную от принятой
в серийных рельефных машинах. Пример применения данной
схемы подвода тока к деталям при использовании серийной рельеф-
ной машины рассмотрен ниже (см. рис. 94).
При сварке плоских деталей их положение фиксируют с по-
мощью шпилек, пластинок, угольников и других упоров, разме-
щаемых на электродных плитах. Фиксацию деталей можно про-
изводить по их наружному контуру или с помощью имеющихся
в деталях отверстий. На рис. 92 показано несколько вариантов
фиксации плоских деталей с применением упорных шпилек [23,
731. При изготовлении шпилек из стали неизбежно шунтирова-
ние тока (рис. 92, а, 6), приводящее при малом расстоянии между
шпильками и рельефами к ухудшению качества соединений.
Уменьшение шунтирования тока через шпильки может быть до-
144
стигнуто при их креплении в основании электрода через изоля-
цию (рис. 92, в). Полное устранение шунтирования достигается
при фиксации одной из деталей по контуру, а другой по отвер-
стию (рис. 92, г) или при применении приспособлений с плаваю-
щими прижимами в фиксаторами. Пример такого приспособле-
ния показан на рис. 92, д. Детали фиксируются плавающими
шпильками 7, установленными в основании нижнего электрода.
При опускании верхнего электрода плавающие пружины 3 при-
жимают свариваемые детали, а шпильки 1 утапливаются шпиль-
Рис. 93. Самозажимное приспособление для сварки
шарнирных петель оконных рам [42]
ками 2, жестко закрепленными в основании верхнего электрода.
Так как диаметр шпилек 2 меньше диаметра шпилек 7, детали и
шпильки 2 не соприкасаются и шнутирование сварочного тока
не происходит.
Для фиксации объемных деталей и бокового подвода тока к ним
часто применяют различные зажимные устройства. По способу
зажатия зажимные устройства можно классифицировать на меха-
нические, пневматические и гидравлические [42]. В механиче-
ских устройствах зажатие деталей осуществляется вручную с по-
мощью эксцентриков, пружин и рычажных систем или автомати-
чески под действием усилия, развиваемого приводом электродов.
Устройства, приводимые в действие от привода электродов, назы-
вают самозажимными. В качестве примера можно привести само-
зажимное устройство, предназначенное для сварки уголка с ко-
нусом, образующих шарнирную петлю оконной рамы (рис. 93)
[42 J. Зажатие уголка 7 происходит при перемещении вниз верх-
ней электродной плиты, на которой укреплен подпружиненный
Ю Гиллевич В. А. 145
упор 2. Упор 2 нажимает на клин 3, перемещающий, в свою оче-
редь, подвижную губку 4, которая зажимает уголок. Возврат
губки 4 после подъема электрода происходит под действием пру-
жины (на схеме не показана).
В пневматических и гидравлических зажимных устройствах
зажатие деталей осуществляется с помощью подвижных губок,
имеющих пневматический или гидравлический привод перемеще-
ния. Гидравлические зажимные устройства сложнее пневматиче-
ских и их применение целесообразно только в машинах с гидрав-
лическим приводом электродов.
Установка свариваемых деталей на электроды и электродные
плиты, размещенные между контактными плитами машины, не
безопасна и не всегда удобна. Во многих случаях, например при
сварке деталей, показанных на рис. 89—91, она требует дополни-
тельного хода верхней электродной плиты. Этого можно избе-
жать путем применения выдвижных электродов, загружаемых
вне зоны сварки. Электроды должны двигаться в специальных на-
правляющих; их перемещение можно производить вручную или
с помощью пневматического или иного привода. Для того чтобы
избежать трения выдвижного электрода о контактную плиту ма-
шины, он должен быть поднят во время движения над уровнем
контактной плиты, что достигается подпружиниванием направляю-
щих. Опускание выдвижного электрода на контактную плиту
производится под действием сварочного усилия при совмещении
верхнего и нижнего электродов приспособления.
На рис. 94 показано сборочно-сварочное приспособление
с выдвижными электродами, имеющими пневматический привод
перемещения. Приспособление собрано на столе, установленном
вместо нижней контактной плиты на нижний кронштейн рельеф-
ной машины, и предназначено для сварки коробок, показанных
на рис. 91. Сварку производят по схеме последовательного вклю-
чения в сварочную цепь двух групп по пяти рельефов, располо-
женных в два ряда. Нижнее электродное устройство (рис. 94, а)
состоит из опоры 6 и кронштейна 5, установленных на ползуне 1,
перемещающемся в направляющих 4. Перемещение ползуна про-
изводится пневматическим приводом, состоящим из цилиндра 2
с поршнем, шток которого соединяется с ползуном. Опора слу-
жит для сборки и сварки донной части коробки, кронштейн —
для сборки и сварки ее боковых частей. Устанавливаемые на
опоре и на кронштейне детали коробки фиксируются с помощью
пластинчатых прижимов 7. Подвод тока к свариваемым деталям
со стороны опоры и кронштейна осуществляется от электродов 9,
жестко закрепленных на электродных основаниях 8.
В основу конструкции верхнего электродного устройства
(рис. 94, б) положен принцип применения подвижных электродов,
опирающихся на гидравлическую подушку. Электродержатели
с электродами 10, 12 крепятся через изолирующие прокладки и
шайбы на штоках 15, установленных в отверстиях корпусов 16,
146
внутренние полости которых залиты маслом и соединенм друг
с другом через медную трубку. Подвод тока к элекгродгржйтгднм
переднего ряда 10 производится через гибкие шинки //, нрисоедп
ненные к верхней контактной плите рельефной машины. Ibinui
Рис. 94. Сборочно-сварочное приспособление для сборки
и сварки коробок: а — общий вид приспособления; б —
схема верхней электродной части
соединена, в свою очередь, с верхними колодками сварочного
трансформатора. Электродержатели заднего ряда 12 соединены
через гибкие шинки 13 с медным брусом 14, связанным с нижними
колодками сварочного трансформатора.
Установка коробок на опору для сварки донной части и их
съем после сварки дна производится вне плит машины. Установка
10*
147
коробок на кронштейн для сварки боковых частей и их съем про-
изводятся при расположении кронштейна под верхней электрод-
ной плитой. Для облегчения съема коробок с опоры в приспособ-
ление введено специальное съемное устройство, состоящее из
подвижного пневматического цилиндра 3 (рис. 94, а) с захватами.
Цилиндр, перемещаясь, захватывает коробку и поднимает ее
на 70 мм над уровнем опоры, после чего коробка со сваренным
дном может быть легко снята оператором и установлена на крон-
штейн для последующей сварки ее боковых частей.
В массовом производстве для подачи деталей в зону сварки
целесообразно использовать многопозиционные поворотные столы.
Поворотные столы перемещают детали между позициями загрузки,
сварки и выгрузки и позволяют производить загрузку и выгрузку
одновременно со сваркой. Это приводит к резкому повышению
производительности рельефных машин. Детали загружают вруч-
ную или с помощью специальных устройств. Рациональная
степень автоматизации определяется объемом производства с уче-
том размеров и формы свариваемых деталей.
По данным зарубежных фирм, изготавливающих рельефные
машины с поворотными столами, наиболее широко применяются
столы с пневматическими и моторными приводами. В столах с пнев-
матическим приводом трудно обеспечить плавное движение их
поворотной части. Поэтому пневматические приводы используют
преимущественно для подачи мелких деталей с ограниченной ско-
ростью. Более широко применяют столы с механическим (мотор-
ным) приводом. Прерывистое движение в таких столах дости-
гается либо кулачковыми устройствами, либо с помощью меха-
низма типа мальтийского креста. В качестве загрузочных
устройств для малых деталей используют вибробункеры; детали
крупные, но простые по форме складывают в кассеты и подают на
загрузочные позиции стола с помощью толкателей. Если стол
сочленяется с конвейерной линией, то для установки и съема
деталей применяют рычажные захваты.
В СССР серийный выпуск поворотных столов, пригодных для
оснащения рельефных машин, отсутствует. Рядом организаций
были разработаны и изготовлены единичные образцы или неболь-
шие партии поворотных столов, предназначенных для комплекто-
вания рельефных машин типа МРК для герметизации полупровод-
никовых приборов и машин типа МТ-2513 и МТ-4013 для сварки
контактов. Несколько единичных образцов специальных рельеф-
ных машин, оснащенных поворотными столами, было выпущено
ВНИИЭСО, ВНИИПП и другими организациями.
СПИСОК ЛИТЕРАТУРЫ
1. Аксельрод Ф. А., Новиков Э. Г., Соколов М. П. Неразрушающий кон-
троль качества точечной сварки деталей из малоуглеродистой стали примени-
тельно к сварным металлоконструкциям: — В сб.: «Электросварка», вып. 1 (16),
Информэлектро, 1973, с. 14—17.
2. Алов А. А., Булгачев Е. А. Формирование литого ядра при точечной
и роликовой сварке. — «Автоматическая сварка», I960, № 12, с. 37—45.
3. Алов А. А. Основы теории процессов сварки и пайки. М., «Машино-
строение», 1964. 272 с.
4. Балковец Д. С. О пределе прочности сварной точки. — «Автогенное
дело», 1952, № 11, с. 13—16.
5. Бокштейн О. Н., Зайчик Л. В., Канин А. М. Оборудование для контакт-
ной сварки выпрямленным током. — «Сварочное производство», 1970, № 9,
с. 41—43.
6. Бродский А. Я- Сварка арматуры железобетонных конструкций. М.»
Госстройиздат, 1961. 380 с.
7. Бродский А. Я. Режимы точечной сварки вкрест арматуры железобе-
тона. — «Сварочное производстве», 1971, 5, с. 30—34.
8. Вологдин И. В., Мифтахов Р. Ш. Контактная сварка в производстве
изделий для строительства. — «Сварочное производство», 1963, № 10, с. 29—31.
9. Гельман А. С. Технология и оборудование контактной электросварки.
М., Машгиз, 1960. 368 с.
10. Гельман А. С. Теоретические основы контактной сварки. АС, НТО Маш-
пром, 1962. 90 с.
И. Гельман А. С. Основы сварки давлением. М., «Машиностроение», 1970.
312 с.
12. Гиллевич В. А. Рельефная сварка деталей из сплава Д16А-БМ. — «Сва-
рочное производство», 1961, № 9, с. 4—6.
13. Гиллевич В. А. Влияние теплового расширения металла на процесс
рельефной сварки.—«Автоматическая сварка», 1967, № 12, с. 31—34.
14. Гиллевич В. А. Особенности образования соединения при рельефной
сварке. — «Автоматическая сварка», 1968, № 12, с. 35—38.
15. Гиллевич В. А. Об особенностях режима рельефной сварки. «Автомати-
ческая сварка», 1969, № 1, с. 38—41.
16. Гиллевич В. А. О выборе соотношений между номинальными значе-
ниями усилия электродов и сварочного тока в машинах для рельефной сварки. —
В сб.: «Электросварка», вып. 1, Информэлектро, 1970, с. 22—26.
17. Гиллевич В. А. К вопросу о выборе режимов рельефной сварки. — «Сва-
рочное производство», 1970, № 11, с. 22—23.
18. Гиллевич В. А. Применение дилатометрического контроля качества
сварных соединений при рельефной сварке. — В сб. «Электросварка», вып. 5,
Информэлектро, 1971, с. 18—20.
19. Гиллевич В. А. Рельефная Т-образная сварка тонкостенных деталей. —
В сб.: «Электросварка», вып. 4 (13)—5 (14), Информэлектро, 1972, с. 26—28.
20. Горбачев В. И. Рельефная сварка сепараторов шарикоподшипников. —
«Сварочное производство», 1958, № 8, с. 28—30.
21. Гуляев А. И. Рельефная сварка в автостроении. — «Автогенное дело»,
1952, № 11, с. 16—20.
22. Гуляев А. И., Клиньшов В. Я. Рельефная сварка в автомобильной
промышленности.—«Автомобильная промышленность», 1968, № 2, с. 28—31.
С23' Гуляев А. И. Технология точечной и рельефной сварки сталей. М.,
«Машиностроение», 1969. 240 с.
24. Зайчик Л. В., Комиссарчик Б. Ю. Влияние инерции привода на усилие
электродов во время точечной и роликовой сварки. — «Сварочное производство»,
1961, № 2, с. 14—15.
25. Закиров Р. Г. Применение рельефа на свариваемых прямоугольных
корпусах интегральных схем. — В кн.: Обмен опытом в электронной промышлен-
ности. М., 1969, вып. 8 (22), с. 28—31.
149
26. Злобин Г. И. Образование соединения при сварке контактов низко-
вольтной аппаратуры. — В сб.: «Электросварка», вып. 1, Информэлектро, 1970,
с. 7—9.
27. Злобин Г. И. Расчет режимов сварки контактов низковольтной аппа-
ратуры. — В сб.: «Электросварка», вып. 5, Информэлектро, 1971, с. 12—18.
28. Злобин Г. И. Определение режимов сварки контактов с контактодержа-
телями. — «Автоматическая сварка», 1972, № 2, с. 12—14.
29. Злобин Г. И., Миркин А. М., Шимарев В. Г. Новое оборудование для
сварки контактов НВА. — В сб.: «Электросварка», вып. 6 (21), Информэлектро,
19/ 3, С- 3.
30. Кислюк Ф. И., Хараш М. Я. Рельефная сварка стальных деталей раз-
ной толщины. — «Сварочное производство», 1964, № 10, с. 24—26.
31. Колоницкий И. М. Методика определения исходных режимов точечной
и роликовой сварки для проектирования оборудования. В сб.: «Электросварка»,
вып. 1, Информэлектро, 1970, с. 27—30.
32. Колоницкий И. М., Лукин В. В. Сравнение параметров машин кон-
такной сварки. В сб.: «Электросварка», вып. 1 (28), Информэлектро, 1975,
с. 18—19.
33. Конденсаторные машины для герметизации полупроводниковых при-
боров и микросхем. Авт.: Белов А. Б., Клименко В. К., КомарчевА. II., Мир-
кин А. М. В сб.: «Электросварка», вып. С, Информэлектро, 1971, с. 11—13.
34. Контактная приварка шипов к котельным трубам. Авт.: Бондарев А. И.,
Вивсик С. Н., Филиппенко С. В., Гельман А. С., Прошин В. А., Слепак Э. С. —
«Сварочное производство», 1967, 1, с. 25—27.
35. Контроль точечной и роликовой электросварки. Авт.: Орлов Б. Д.,
Чулошников П. Л., Верденский В. Б., Марченко А. Л. М., «Машиностроение»,
1973. 304 с.
36. Кутателадзе С. С. Основы теории теплообмена. Изд. 4-е, Новосибирск,
«Наука», 1970. 660 с.
37. Кутковский С. И. Электроды контактных электросварочных машин.
Л., «Машиностроение», 1964. 112 с.
38. Ланкин Ю. Н. Косвенные параметры, характеризующие качество рельеф-
ной сварки сепараторов шарикоподшипников. — «Автоматическая сварка», 1966,
№ 9, с. 41—43.
39. Лапинский Л. Ф., Абросимов К. И Некоторые особенности формирова-
ния рельефов с помощью местного контактного нагрева. — «Сварочное произ-
водство», 1974, № 3, с. 46—47.
40. Лебедев В. К., Подола Н. В. О целесообразности применения специали-
зированных прессов для рельефной контактной сварки. — «Автоматическая
сварка», 1955, № 2, с. 50—54.
41. Лебедев В. К., Яворский Ю. Д. Применение критериев подобия для
определения режимов контактной сварки. — «Автоматическая сварка», I960,
№ 8, с. 37—44.
42. Липа М., Голасек Я- Контактная рельефная сварка. Киев. «Техника»,
1971. 324 с.
43. Новая серия тяжёлых рельефных машин. Авт.: Алексеев Б. С., Бок-
штейн О. Н., Гиллевич В. А., Зайчик Л. В., Лебедева К- Д.—«Сварочное про-
изводство», 1972, № 2, с. 47—48.
44. Паченцев Ю. А., Горбачев В. И. Рельефная сварка сепараторов шари-
коподшипников на переменном токе. — «Автоматическая сварка», 1964, № 4,
с. 67—70.
45. Подола Н. В., Липявка Н. Н-, Сазонов В. Я- Рельефная сварка панели
электропроигрывателя. — «Автоматическая сварка», 1969. № 2, с. 59—60.
46. Рельефная приварка колец к золотникам арматуры. Авт.: Подола Н. В.,
Павленко А. С., Еремеев В. Б., Субботовский В. Н. — «Автоматическая сварка»,
1969, № 10, с. 68—69.
47. Рельефно-точечная сварка деталей платформы автомобиля самосвала
ЗИЛ-ММЗ-555. Авт.: Лащивер С. М., Завьялова Г. И., Попов Б. Ф., Синани И. И.,
Мумриков П. В. — «Автомобильная промышленность», 1967, № 1, с. 34—36.
48. Рудман М. Д. Образование сварного соединения при рельефной сварке
150
ГРПирлторон шарикоподшипников. — «Автоматическая сварка», 1960, № 2,
г. 07 71.
49. Серой П. Г., Кучук П. Г., Беляченкова Е. М. Рельефная сварка узлов
СЧП ио-ш.1 числительных машин. — «Сварочное производство», 1971, №7, с. 44—45.
50. Слноэбсрг С. К. Влияние режима точечной сварки малоуглеродистой
сг«ли пл счруктуру металла точки. —«Автогенное дело», 1951, № 2, с. 7—9.
51 Слиозберг С. К., Чулошников П. Л. Электроды для контактной сварки.
Л , «Мшнннис!роение», 1972, 96 с.
52. Совгира Ю. Д-, Веретник Л. Д. Рельефная сварка пакетов статоров асин-
хронных электродвигателей. — «Сварочное производство», 1973, № 12, с. 35—36.
Г>3 . Тазьба С. М. О режимах сварки пересекающихся стержней арматуры
железобетона. — «Автоматическая сварка», 1958, № 10, с. 60—66.
54. Тарасов Н. М. Расчет и анализ режимов точечной сварки тонкого металла
методом подобия. —«Сварочное производство», 1961, № 11, с. 13—17.
55. Третьяков Ф. Е., Каран А. Б., Царьков Г. П. Рельефная сварка деталей
ня легированных сталей и титана —«Сварочное производство», 1960, № 3,
с. 35-37.
66. Установка МРК-10001 для герметизации корпусов интегральных микро-
схем. Авт.: Белов А. Б., Байдалииов И. В., Карусова И. 3., Клименко В. К.,
Компрчев А. И., Константинова А. Г., Миркин А. М., Селиванов М. Я- В сб.:
Электросварка», вып. 4 (13)—5 (14), Информэлектро, 1972, с. 4—6.
57. Фиппс Г. Рельефная сварка малоуглеродистой стали. — «Автоматиче-
ская снарка», 1960, № 5, с. 38—43.
58. Чулошников П. Л. Точечная и роликовая электросварка легированных
сталей и сплавов. М., «Машиностроение», 1968. 200 с.
59. Яворский Ю. Д., Лебедев В. К. Режимы точечной сварки малоуглеро-
дистой стили — «Автоматическая сварка», 1963, № 8, с. 38—46.
60. Adams J. V., Matthews G. N., Begeman M. L. Effect of projection geo-
metry upon weld quality and strength. — «The Welding Journal», 1965, vol. 44,
N 10, p. S466—S 470.
61. Barnes О. K- Schedules for spot welding projection hardware to mild-
atccl sheet and plate. —«The Welding Journal», 1958, vol. 37, N 3, p. 207—219.
62. Bohm J. T. Vyvoj automatickych odporovych svarovacich stroju v pos-
lednich letcch v Belgii. — «Zvaranie», 19, 1970, N 5, 147—153.
63. Brown S. J., Duchon G. A., Goodrich R. A. Short cycle projection
stud welding.—«The Welding Journal», 1967, vol. 46, N 9, p. 753—761.
64. Chester A. C. Design and application of edge-ring projection welding. —
The Welding Journal», 1955, vol. 34, N 6, p. 551—558.
65. Conserve energy-increase efficiency. — «Metal Progress», 1974, vol. 105,
N 4, p. 45.
66. Cunningham A., Begeman M. L. Effect of projection height upon weld
quality and strength.—«The Welding Journal», 1966, vol. 45, N 1, p. 26-S—
30-S.
67. Czech F. Konstruktive Hinweise zur Anwendung des Bucketschwclsi ver-
faliictis.—«Schweisstechnik», 1966, Bd. 20, N 1, s.-1—7.
68. Douglas D. W. Fundamentals of projection welding. — «Welding Engi-
neer», 1960, vol. 45, N H, p-40—42.
69. Harris J. F., Riley J. J. Projection welding low-carhon steel using cnihoi-
icd projects.—«The Welding Journal», 1961, vol. 40, N 4, p. 36'1 3/(».
70. Hess W. F., Childs W. J. A study of projection welding. —* «the Wel-
ding Journal», 1947, vol. 26, N 12, p. 7I2-S—723-S.
71. Hess W. F., Childs W. J., Underhill R. F. Further studies of piujivtlon
welding. — «The Welding Journal», 1949, vol. 28, N 1, p. 15-S 23-S.
72. Hipperson A. J. Mechanical properties and welding characteristics ol rliigle
projections in low carbon mild steel sheet.—«Transaction of Ind Illite of wd*
ding», 1948, N 4, p. 69r—80r.
73. Hipperson A. J., Watson I. Resistance welding in hid piotliirl |<л|.
London, 1950, p. 278. — — .
74. Holasek J. Buckelschweissen von 5 bis о dickeii Birchen. «Snlwrlinh
Icchnik», Wien, 1973, Bd. 27, N 8, s. 129—132.
151
75. Knowlson P. M. Projection weld geometry and weldability. — «British
Welding Journal», 1966, vol. 13, N 9, p. 536—557.
76. Knowlson P. M. Studies in multiple projection welding. — «British Wel-
ding Journal», 1967, vol. 14, N 4, p. 191—209.
77. Matthias W., Kading R,, Fechther G. Buckelschweisspresse B-750. «ZIS-
Mitteilungem, 1974, Bd 16, N 4, s. 307—312.
78. Mueller J. J. Resistance welded tube joints in heat exchangers. —«Metal
Progress», 1958, vol. 34, N 6, p. 106—111.
79. Nakamura T., Hamasaki M., Obokato S. Movement of nugget on the mul-
tiple projection welding.—«Journal of Japan Welding Society», 1963, vol. 32,
N 1, p. 56-65.
80. Phillips C. Projection welding of plugs and bosses to heavy mild steel
plates.—«Welding and Metal Fabrication», 1961, vol. 29, N 8, p. 324—332.
81. Phipps G. A., Knowlson P. M. Review of projection welding in mild steel
sheet. — «British Welding Journal», 1964, vol. 11, N 1, p. 28—39.
82. Roberts J. E. Significance of recen.t resistance welding research. —
«Welding and Metal Fabrication», 1955, vol. 23, N 2, 3, p. 64—69, 97—102.
83. Schueler A. W., Nichols H. J., Gittings D. O. The indirect-projection
welding of vinvl-coated steel sheets.—«The Welding Journal», 1962, vol. 41,
N 7, p. 289-S—296-S.
84. Shop procedures for fabrication plastic-coated steel. — «Welding and
Metal Fabrication», 1961, vol. 29, N 11, p. 430—436.
85. Stanley W. A. Soudage par resistance. Le sondage par bossages au bureau
d’etudes. «Souder», 1967, N 66, p. 39—49.
86. Welther M. J., Robelotto S. M. Ring projection welding of low-carbon
steel munitions. —«The Welding Journal», 1960, vol. 39, N 2, p. 118—125. •
ОГЛАВЛЕНИЕ
Введение............................................................. 3
Глава /. Технология рельефной сварки нахлесточных соединений. . 9
I. Особенности образования сварного соединения ............... —
2. Влияние теплового расширения металла на процесс сварки 19
3. Влияние параметров режима на размеры и прочность свар-
ных соединений............................................... 26
4. Подготовка деталей к сварке............................... 34
5. Выбор режимов сварки ........................ 41
6. Особенности процесса при одновременной сварке несколь-
ких рельефов............................................... 50
7. Некоторые особые случаи рельефной сварки................. 53
8. Контроль качества сварки................................. 64
Глава II. Технология Т-образной рельефной сварки и сварки вкрест 71
9. Т-образная сварка......................................... —
10. Сварка вкрест............................................ 85
Глава III. Оборудование для рельефной сварки........................ 90
11. Требования к механической и электрической части и основ-
ные схемы электропитания машин ........................... —
12. Выбор номинальных значений усилия электродов и свароч-
ного тока машин ............................................ 96
13. Машины переменного тока................................. 103
14. Машины постоянного тока................................. 121
15. Конденсаторные машины................................... 125
Глава IV. Электроды и сборочно-сварочные приспособления .......... 133
16. Электроды . . . . . ._.................................. —
17. Сборочно-сварочные приспособления ...................... 141
Список литературы.................................................. 149