/


































































Текст
н.м.охотин
РЕМОНТ
ПОРШНЕВЫХ
АВИАЦИОННЫХ
ДВИГАТЕЛЕЙ
Л.КВВИА - 1 q 4 8
© ЭЪ
ИНЖЕНЕР—ПОДПОЛКОВНИК
н. м. ОХ ОТ ИН
кандидат техн, на} к доцент
О S5J -V&3
г НИ
РЕМОНТ
ПОРШНЕВЫХ АВИАЦИОННЫХ
ДВИГАТЕЛЕЙ
Г* Под редакцией
доктора технических наук профессора
В. И. Казарцева
/ОС W
T -к <* V пс зЮТМ №
ЛЕНИНГРАДСКАЯ КРАСНОЗНАМЕННАЯ
НОЕННО-ВОЗДУШНАЯ ИНЖЕНРРНАЯ АКАДЕМИЯ
Ленинград — 1948
Предлагаемая книга „Ремонт поршневых авиационных
двигателей" предназначена для слушателей ЛКВВИА и соста-
влена в соответствии с программой, принятой Инженерным
факультетом Академии.
‘Материал книги разбит на четыре раздела.
В первом разделе даны основные положения о ремонте,
описания наиболее характерных дефектов деталей поршне-
вого авиационного двигателя и их характеристика.
Во втором разделе главное внимание уделено дефекта
ции деталей двигателя, как одному из основных вопросов,
определяющих качество ремонта.
В третьем разделе излагается обобщенная технология
устранения дефектов деталей, объединенных в группы сход-
ственных по конструктивным признакам, и технология вос-
становления деталей.
В четвертом разделе излагается технология сборки дви-
гателя и испытания его после ремонта.
Технический редактор Н. И. Таубер
Подписано к печати 18.5.48 Печатных листов 8,25 Авторских листов 9,4
В 1 печ. листе 46400 зн. Бумага 64X92. Заказ 637. Г 921074
Типо-литография ЛКВВИА
ГЛАВА I
ОБЩИЕ ПОНЯТИЯ О РЕМОНТЕ ДВИГАТЕЛЕЙ
Всякая машина, независимо от качества ее сооружения и усло-
вий, в которых ей приходится работать, с течением времени изна-
шивается; в ней возникают дефекты, нарушающие нормальную
работу и препятствующие дальнейшей эксплоатации ее.
О работоспособности машины судят, обычно, по ее рабочим ха-
рактеристикам: мощности при определенном числе оборотов, рас-
ходу топлива и смазки, по характеру работы (наличие стуков, не-
нормальных шумов) и по приемистости. Всякое отклонение от нор-
мальной работы машины, вызываемое теми или иными дефектами
ее деталей и узлов, свидетельствует о неисправности ее.
Авиационный двигатель — это весьма сложный комплекс меха-
низмов и деталей. В процессе работы многие его детали подвер-
гаются большим напряжениям, ведущим к быстрому износу их.
Наличие дефектов нарушает надежность работы двигателя.
Назначение ремонта, — заменяя поломанные и изношенные де-
тали, или устраняя дефекты их путем ремонта, возвратить двига-
телю его прежние рабочие качества, вернуть его в строй действую-
щих двигателей и тем самым удлинить срок его службы.
1. Основные дефекты деталей поршневых авиационных
двигателей и их характеристика
Все дефекты деталей двигателя, возникающие в процессе экс-
плоатации, могут быть подразделены на группы (рис. 1) по следую-
щим признакам:
1) по возможности устранения ремонтом,
2) по причине возникновения,
3) по характеру,
4) по деталям.
По признаку возможности устранения — дефекты делятся на
устранимые и неустранимые.
По причине возникновения — на конструктивные, производствен-
ные, эксплоатационные и ремонтные.
По характеру своему — на поломки, трещины, коробление,
износ и т. д.
3
По деталям—на дефекты блока, картера, коленчатого вала, ша
тунов, поршневых колец, клапанов и т. д.
Устранимыми дефектами называются такие, которые, согласно
техническим условиям, могут быть устранены ремонтом.
Неустранимыми дефектами — такие, которые, согласно техни-
ческим условиям, вызывают окончательный брак детали.
Рис. 1. Схема распределения дефектов по группам
Конструктивными дефектами называются такие, которые возни-
кают в результате конструктивных недочетов отдельных деталей или.
двигателя в целом.
Производственными дефектами — дефекты, возникающие в ре-
зультате производственных недочетов при изготовлении двигателя.
Эксплоатационными дефектами такие, которые возникают в ре-
зультате неправильной эксплоатации двигателя, как, например, ра-
бота на критических оборотах, применение горючих и смазочных
материалов, не отвечающих требованиям, отклонения от установ-
ленных правил эксплоатации и т. д.
Ремонтными дефектами — те, которые возникают в результате
недоброкачественного ремонта.
2. Износ деталей
Износ может сопровождаться или только изменением размеров
детали, или одновременно изменением размеров и самой формы де
тали. В первом случае будет иметь место равномерный износ дета-
ли, а во втором — неравномерный (овализация, конусность, бочко-
образность, волнистый износ — гофр и т. д.).
4
Износ деталей, связанных подвижной посадкой, сопровождается
изменением зазора, что после известного предела нарушает нор
мальную работу сочленения этих деталей.
На основании выводов гидродинамической теории смазки, мы
получаем следующую зависимость:
__ d‘4i т(
18,36- ksT'
где h — толщина слоя смазки в самом узком месте клиновой щели
я мм, d — диаметр вала в мм, т( — абсолютная вязкость масля
в кгсек/м2, k — нагрузка на вале в кг/м?, s — зазор в мм, п — число
оборотов вала в мин.
d+l
С~ I ’
где I — длина подшипника, d — диаметр вала.
Из формулы видно, что с увеличением зазора уменьшается тол-
щина слоя смазки.
• Жидкостное трение возможно только при условии
h
где о„ — высота неровностей поверхности подшипника, % — вы-
сота неровностей поверхности вала.
Следовательно, увеличение зазора может вызвать наоушение
жидкостного трения.
3. Износ цилиндров
Износ стенок цилиндра происходит за счет истирания их порш-
невыми кольцами и поршнем.
Рис. 2. Изменение силы N за цикл работы двигателя
Поршень прижимается к стенкам цилиндра силой А' в плоско-
сти, перпендикулярной к оси поршневого пальца.
Сила эта, меняясь как по величине, так и по направлению, вызы
вает неравномерный износ стенок цилиндра по окружности и по об-
разующей. Изменение силы N за цикл работы двигателя представ
лено на рис. 2.
5
На рис. 3 показано разложение силы Р, действующей на поршень-.
Поршневые кольца прижимаются к стенкам силой своей упруго-
сти и силой давления газов (рис. 4).
Сила давления газов, равная во всех точках по окружности, во
много раз превышает силу упругости кольца, а потому надо пола-
гать, что поршневое кольцо прижимается к стенкам цилиндра с оди-
наковой силой, вызывая равномерный износ его по окружности.
Следовательно, можно предположить, что овализация цилиндров.
происходит только
Рис. 3. Схема сил, дей-
ствующих в шатунно-
кривошипном механизме
за счет неравномерного износа их поршнями.
. Сила давления газов не постоянна, а по-
тому и износ цилиндров поршневыми коль-
цами по образующей будет не одинаков
Согласно данным Мадера потери на тре-
ние поршневых колец составляют 50% от об-
щей величины механических потерь. Следо-
вательно, износ стенок цилиндра есть резуль-
тат действия, главным образом, поршневых
колец, а не поршней.
Однако, несмотря на большую работу тре-
ния поршневых колец о стенки цилиндров, не-
возможно объяснить столь сильный износ
этих деталей только работой трения. Очевидно
здесь кроются еще какие-то дополнительные
причины, способствующие большому износу
этих деталей.
Рикардо и Вильямс исследовали влияние
коррозии поршневых колец и стенок цилинд-
ра, вызываемой наличием кислот в продуктах
сгорания, на износ этих деталей. Исследова-
ние это показало, что наличие в продуктах сго-
рания угольной кислоты, содержащейся в вод-
ном растворе двуокиси углерода значительно повышает износ сте-
нок цилиндра и поршневых колец.
В таблице 1 приведены результаты износа поршневых колец:
Таблица 1
Среда, в которой п рои сход и т изно с Износ поверхности порш- невых колец в йл</1СОО мил
Воздух пар Воздух пар + СО2 . 0.00073 0,04
Водный раствор двуокиси углерода СО2 содержит угольную
кислоту Н2СО3. Растворимость СО2 в воде повышается пропорцио-
нально увеличению давления.
По данным Генеля, под давлением 52 атм. и при температуре
15°Ц растворы СО2 обладают кислотными свойствами, равными по
силе муравьиной кислоте.
6
С повышением температуры растворимость СО2 падает.
Содержание в продуктах сгорания серной кислоты сильно повы-
шает износ стенок цилиндра и поршневых колец, но только при со-
держании серы в топливе от 1,1% и выше.
В высококачественном жидком топливе, применяемом для порш-
невых авиационных двигателей, содержание серы не допускается,
Рис. 4. Давление газов за кольцами,
по опытам Peter'a
Рис. 5. Характер износа стенок
цилиндра
так что о влиянии серной кислоты па износ цилиндров и поршневых
колец авиационных двигателей говорить не приходится.
Выявить влияние на увеличение износа стенок цилиндра и порш-
невых колец азотной кислоты исследователям не удалось.
4. Износ коренных шеек коленчатого вала
Сила газа Рг , действующая на днище поршня, а также сила
инерции возвратно движущихся частей Рин , и центробежная сила С
через шатун и щеки коленчатого вала, передаются на коренную
шейку. На рис. 2 показано разложение этих сил по элементам ша-
тунного механизма.
Суммарная сила, действующая на поршень
Р^РЛР^-
Сила, действующая по шатуну
Сила, действующая по щекам вала
у — у fos(g-bp)
е cos р
7
Центробежная сила
С — — mrRvi^,
где тг — редуцированная к центру кривошипа масса вращаю-
Рис. 6. Кривая изменения силы Q, действующей на шейку вала,
с изменением угла поворота кривошипа
щихся частей механизма, R — радиус вращения, <и — угловая ско-
рость вращения.
Суммарная сила, действующая на шейку вала,
Q — Z + C.
На рис. 6 показана кривая изменения силы Q с изменением угла
поворота кривошипа.
Рис. 7. Направление
действия положитель-
ного и отрицательного
значения силы Q
довательно, смещает
Площадь, ограниченная кривой измене-
ния силы Q и абсциссой, представляет собой
произведение силы Q на угол действия ее
Площадь Oabc равновелика положитель
ной части величины «сила X на Угол дейст-
вия ее», а площадь Odec равновелика отри-
цательной части ее.
На рис. 7 показано направление действия
положительного значения силы Q.
Сопоставление этих площадей наглядно
показывает преобладание отрицательного
значения силы.
Зная направление силы Q, отвечающее
максимальному значению величины «сила X
X на угол действия ее», определяем место
максимального износа шейки вала.
На рис. 8 показано распределение давле-
ния в масляном слое подшипника. Давление
масла смещает шейку вала по отношению
вкладыша в сторону вращения вала, а сле-
и место максимального износа. Величина сме-
8
щения зависит от величины удельной нагрузки на шейку вала и
числа оборотов. Смещение это обычно принимают равным 10°—12
Рве. 8 Распределение давления в масляном слое подшипника
В том случае, если силы, действующие' по шатуну, передаются
па шейку через две щеки, вопрос с определением места износа ус-
ложняется
Рассматривая схемы вала (рис. 9), мы видим, что первая шейка
вала нагружена силой Р и подвергается равномерному износу. На
вторую и восьмую шейки передается сила по одной щеке. Условия
износа их разобраны выше.
На пятую передаются силы по двум щекам, направленным в
одну сторону. Силы эти складываются и дают равнодействующую,
направленную в ту же сторону.
9
На шейки (3), (4), (6) и (7) силы передаются на каждую по двум
щекам, расположенным под углом в 120°.
Под влиянием этих сил, износ щёк идет не в одной плоскости,
проходящей через ось вала, а
направлен по винтовой линии
от оси одной щеки к оси
другой (рис. 10). Износ этот
может быть наблюдаем ио за-
светлению на шейке вала.
В середине шейки износ нахо-
дится на биссектрисе угла,
между осями щек, со смеще-
нием в сторону вращения вала
на 10°—12°
5. Коррозия
Рис. 10. Характер износа коренной шейки Коррозия является дефек-
коленчатого вала том, которому подвержены
почти все детали двигателя.
Количество металлических конструкций, машин и приборов, вы-
бывающих ежегодно из строя по причине повреждения их кор-
розией определяется в мировом масштабе, приблизительно циф-
рой 30 млн. тонн (академик Кистяковский).
Причина такого громадного отброса металлов кроется в том, что
часто коррозия сравнительно небольшой части машины приводит в
негодность всю машину или значительную часть ее.
Наиболее часто встречаются следующие формы коррозии: элек-
трохимическая, химическая и фрикционная.
Электрохимическая коррозия возникает в результате образова-
ния гальванических пар во влажной среде, которой может служить
даже тонкая пденка влаги паров и окислов, покрывающая поверх-
ность, металлов.
Неоднородные по химическому составу и физическому строению-
металлы образуют в таких условиях гальванические пары, между
которыми возникают токи, вызывающие коррозию и разрушение
металла, обладающего более низким отрицательным потенциалом.
Химическая коррозия возникает от воздействия на металл про-
дуктов сгорания топлива, смолы, сухих газов и т. д. ( не электро-
литы). Разновидностью химической коррозии является газовая, ко-
торая иногда называется горячей коррозией, например, коррозия
выхлопных клапанов. Особенно сильное развитие химической кор-
розии вызывают едкие составляющие продуктов сгорания этило-
вого топлива.
Фрикционная коррозия возникает на металлических поверхно-
стях, плотно прижатых друг к другу, и подвергающихся перемен-
ным нагрузкам, т. е. при тех же условиях, при которых возникает
сваривание металлов, а потому часто встречается одновременно со
свариванием или является предвестником его.
10
На основании опытов установлено, что для возникновения фрик-
7ПННОЙ коррозии достаточно многократное повторение относитель-
ных смещений порядка 0,001—0,0001 мм.
Сильнее поражаются коррозией твердые металлы. Сила прижа-
тия не оказывает влияния на интенсивность коррозии.
Особенно страдают от коррозии днища поршней, сферические
поверхности грибка клапана и головки цилиндра, наружная поверх-
ность гильзы цилиндров двигателей с водяным охлаждением, внут-
ренние полости коренных и шатунных шеек, распорные трубки ко-
ренных шеек и т. д
6. Обгорание и прогар деталей
Обгорание и прогар деталей возникают в результате местного
нагрева их до температуры, превышающей температуру плавления
металла, из которого они сделаны. Дефект этот чаще всего наблю-
дается на клапанах выхлопа. Причиной возникновения его обычно
является нарушение плотности посадки клапана, которое может
быть вызвано короблением седла или грибка клапана, перекосом
последнего вследствие износа направляющей втулки (рис. 11) го-
рячей коррозией фаски, попаданием
между фаской грибка и седлом клапана
твердых частиц (чаще всего—кусочков
нагара или частиц изоляции свечи),
препятствующих плотной посадке кла-
пана.
Обгоранию или прогару деталей
в месте прорыва горячих газов
способствует наличие в продуктах
сгорания двигателей, работающих на
этиловом топливе, окиси свинца , яв-
ляющейся активным окислителем.
Соприкосновение частиц окиси свин-
ца с раскаленным клапаном может вы-
звать энергичную экзотермическую ре-
акцию, сопровождающуюся выплавле
нием участка грибка клапана.
У двигателей семейства ВК при про-
рыве газа через верхнее уплотнение и
нарушении нормального охлаждения
наблюдается прогар головки блока.
Разрушение поверхностного слоя
Днища поршня, которое происходит в
результате жесткой работы двигателя,
Рис. 11. Ненормальное поло-
жен, е клапана вследствие из-
носа направляющей втулки
также обычно называют
«прогаром» днища поршня.
Начинается этот дефект с того, что на поверхности днища пор-
шня появляется «сыпь», которая при дальнейшем развитии дефекта
переходит в обширную и глубокую эрозию, охватывающую иногда
всю поверхность днища.
11
7. Коробление и остаточная деформация
Короблению подвергаются детали, претерпевающие сильный на
грев, как, например: выхлопные клапаны, клапанные седла. Дефек
этот влечет за собою нарушение герметичности посадки, проры
газов и прогар клапанов и клапанных седел.
Остаточная деформация появляется у деталей, долгое время на
ходившихся в деформированном виде под нагрузкой. Например
картер, распределительный вал, детали, подверженные большом
количеству одних и тех же изменений формы (коленчатый вал); де
тали, подвергшиеся нагрузкам, превышающим упругую деформа
цию (носок коленчатого вала или вал редуктора при ударе винто*
ю землю).
8. Трещины
Трещины чаще всего возникают в теле картера, в результат*
местного понижения прочности Материала, в связи с конструктивно
Рис. 12. Трещина в теле гнезда вкладыша
коренного подшипника
производственными особенностями его. На рис. 12 показана тре
щина в теле гнезда вкладыша коренного подшипника, на рис. 13 —
трещина
фекта
Рис. 13. Трещина в перемычке между
окнами гильз
перемычке
между
окнами гильз на верхней по
ловинке картера Оба эти де
к группе
относятся
Рис. 14. Трещина в усиливающем
ребре картера
в
.12
неустранимых дефектов; при наличии их картер бракуется На
пис 14 показана трещина в усиливающем ребре картера.
Р Этот дефект наблюдался у двигателей типа ВК-103 и ВК-103А
и считался устранимым, если трещина имелась только в одном реб-
ре или двух, расположенных с разных сторон картера и, не находя-
щихся в одной плоскости поперечного сечения картера и кроме
того если трещина не доходила до полки тела картера ближе чем
на 2 мм.
У всех последующих модификации двигателей этого типа, тре-
щина в усиливающем ребре картера отнесена к группе неустрани-
мых дефектов.
Весьма часто трещины возникают на шлицах штока и на стел-
литированной фаске грибка выхлопного клапана.
Причиной возникновения этих дефектов являются недочеты про-
изводства, тяжелые условия работы выхлопных клапанов и т. д.
9. Организационные формы ремонта двигателей
Системы ремонта. Планово-предупредительная система
ремонта — такая система при которой, на основании изуче-
ния сроков службы отдельных деталей, устанавливают срок служ-
бы двигателя между ремонтами. По истечении этого срока дви-
гатель должен быть направлен в проверку и ремонт независимо от
его состояния.
Система ремонта по потребности — такая система, при которой
нет заранее установленных сроков службы двигателя между ре-
монтами, и двигатель направляется в ремонт тогда когда, проис-
ходит какая-либо поломка или нарушается нормальная работа его.
Рис. 15. Характер изменения интенсивности износа детали
в зависимости от продолжительности работы ее
Планово-предупредительный ремонт предупреждает возникнове-
ние аварийных дефектов, уменьшает износ деталей, удлиняет срок
службы их (рис. 15) и сокращает затраты на ремонт. Помимо того,
. шово-предупредительная система ремонта создает условия для
плановой загрузки ремонтных предприятий.
13
Методы ремонта. Индивидуальный метод ремонта — ме|
тод, при котором каждый двигатель ремонтируется индивидуально^
т. е. детали данного двигателя при ремонте не обезличиваются]
Этот метод применим при любом масштабе производства; основ!
ной недостаток его — в затяжности ремонта, обусловливаемой тем,
что одна деталь может задержать ремонт и сборку остальных свя]
занных с нею деталей, и тем самым увеличить длительность ре-1
монта.
Обезличенный метод ремонта — такой метод, при котором вси
детали двигателя обезличиваются и ремонтируются под установлен^
ные размеры. Такой метод значительно сокращает длительность
ремонта двигателя и тем повышает интенсивность использования
его, а также удешевляет стоимость ремонта. Применение обезли
ченного метода целесообразно при крупном масштабе производства.1
К недостаткам данного метода следует отнести отсутствие воз
можности проследить за работой отдельных деталей двигателя.
Смешанным называется такой метод, при котором обезличи-
ваются только некоторые детали и агрегаты двигателя.
При ремонте авиационных двигателей принят смешанный метод
ремонта. Допускается обезличивание агрегатов и деталей в случае
хромирования или других видов восстановительного ремонта их.
Способы ремонта. Ремонт авиационных двигателей мо-
жет выполняться: 1) с использованием готовых запасных частей,
получаемых со стороны, 2) с изготовлением запасных частей теми
же предприятиями, которые производят ремонт и 3) смешанным
способом.
В первом случае ремонтные предприятия, имея сильно развитые
участки цеха или даже цехи по разборке, ремонту и сборке двигате-
лей, совершенно не имеют потребности в горячих и в сильно разви-
тых механических цехах.
Преимущества этого способа ремонта в том, что запчасти заво-
дов-поставщиков дешевле и лучше по качеству, а недостатки — за-
висимость от заводов, поставляющих запасные части.
Преимущества второго способа — полная независимость от за-
водов-поставщиков запчастей.
Недостатки — дороговизна оборудования, большая сложность
организации и высокая стоимость изготовляемых запчастей.
Смешанный способ широко применялся в период 1919—1926 гг.
В настоящее время этот способ ремонта двигателей почти изжит и
авиаремонтные предприятия переходят на единственно правильный
и экономически целесообразный способ ремонта двигателей, ис-
пользуя для этого готовые запасные части, получаемые со стороны.
Методы организации труда. Чтобы успешно выпол-
нить ремонт двигателя, необходимо, сообразуясь с местными усло-
виями, организовать труд рабочих.
Существуют следующие методы организации труда: 1) бригад
ный, 2) бригадно-узловой и 3) поточно-операционный. Бригадный
метод организации труда — такой метод, при котором организуются
44
отдельные бригады рабочих в 2—5 человека и каждой из них пору-
чается выполнение ремонта' двигателя полностью, начиная с разбор-
ки и кончая сборкой, регулировкой и испытанием его.
Преимущества этого метода заключаются в простоте организа-
ции ремонта и возможности его применения при любых, самых ма-
лых масштабах производства ремонта.
Недостатки — средний разряд рабочих выше среднего разряда
выполняемых работ, пониженная производительность труда, вслед-
ствие отсутствия специализации, невозможность одновременно со-
средоточить большое количество рабочих на ремонте одного двига-
теля в результате чего ремонт принимает затяжной характер.
Бригадно-узловой метод организации труда — метод, при кото-
ром все работы по ремонту двигателя производятся на отдельных
участках, в соответствии с наличием ремонтируемых узлов в дви-
гателе, причем каждая бригада выполняет работы только одного
участка ремонта. Например: бригада разборки, бригада промывки
и очистки деталей, бригада ремонта блока и т. д.
Подразделение работ на участки может вестись с любой сте-
пенью диференциации.
Преимущества распределение работы по отдельным участкам
дает возможность вести ремонт деталей параллельным потоком, что
значительно сокращает продолжительность ремонта. Кроме того,
распределение работ по участкам позволяет рабочим специали-
зироваться на какой-то определенной работе, что в значительной
степени повышает их производительность и качество выполняемой
работы, средний разряд рабочих приближается к среднему разряду
работ.
Недостатки — в том, что вопросы планирования, учета и контро-
ля качества ремонта в значительной степени осложнены.
При малом масштабе производства применение бригадно-узло-
вого метода нерентабельно.
Поточно-операционным методом организации труда называется
такой метод, при котором вся работа по ремонту распределяется на
отдельные операции или небольшие комплексы их, выполняемые от-
дельными рабочими. Каждая деталь, продвигаясь по линии рабочих
мест, проходит все операции по ремонту.
Преимущества — дальнейшее сокращение времени ремонта дви-
гателя, применение менее квалифицированного труда, повышение
производительности труда и качества продукции.
Недостатки — сложность организации ремонта, необходимость
opi анизации более мощного отдела контроля качества, возможность
применения его только при весьма крупном масштабе производства.
10. Понятие о технологическом процессе ремонта двигателей
Каждая авиаремонтная мастерская представляет собою слож-
ную хозяйственную организацию, в которой выполняется ряд раз-
нообразных процессов. Наиболее характерным из этих процессов
является производственный.
15
*хрмпзвидсгвенный процесс ремонта авиационных двигателей
представляет собою совокупность мероприятий, в результате кото]
рых устраняются дефекты отдельных деталей двигателя и последний
приводится в годное для дальнейшей работы состояние. I
Часть производственного процесса, непосредственно связанная
с ремонтом двигателя и его деталей называется технологическим
процессом.
индивидуальный технологический процесс ремонта, который состои'г
из сочетания технологических процессов устранения отдельных де-
фектов ее, а каждый ремонтируемый двигатель должен иметь свой
индивидуальный технологический процесс ремонта, состоящий из
сочетания технологических процессов устранения дефектов деталей
и технологических процессов разборки, промывки, дефектации и
сборки двигателя.
Для того, чтобы иметь представление о ремонте двигателя в це-
лом, вырабатывается укрупненный технологический процесс ремон-
та, создающий общую картину ремонта двигателей.
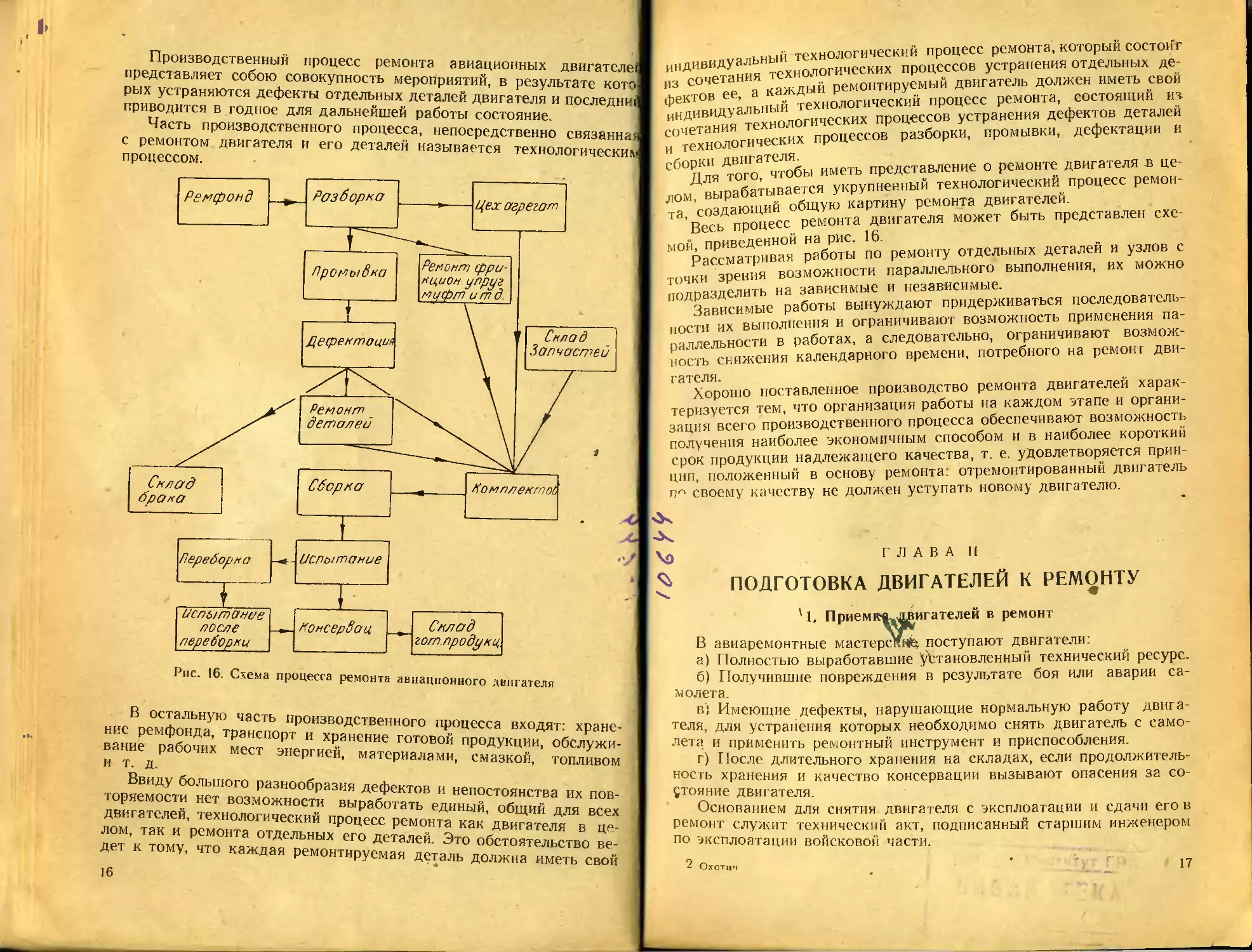
Весь процесс ремонта двигателя может быть представлен схе-
мой, приведенной на рис. 16.
Рассматривая работы по ремонту отдельных деталей и узлов с
точки зрения возможности параллельного выполнения, их можно
подразделить на зависимые и независимые.
Зависимые работы вынуждают придерживаться последователь-
ности их выполнения и ограничивают возможность применения па-
раллельности в работах, а следовательно, ограничивают возмож-
ность снижения календарного времени,----------- ---------- —
г а теля.
Хорошо поставленное производство
теризуется тем, что организация работы
зация всего производственного процесса
получения наиболее экономичным способом и в наиболее короткий
срок продукции надлежащего качества, т. е. удовлетворяется прин-
цип, положенный в основу ремонта: отремонтированный двигатель
Щ' своему качеству не должен уступать новому двигателю.
потребного на ремонт дви-
ремонта двигателей харак-
на каждом этапе и органи-
обеспечивают возможность
В
а)
б)
Рис. 16. Схема процесса ремонта авиационного двигателя
В остальную часть производственного процесса входят: хране-
ние ремфонда, транспорт и хранение готовой продукции, обслужи-
вание рабочих мест энергией, материалами, смазкой, топливом
и т. д.
Ввиду большого разнообразия дефектов и непостоянства их пов-
торяемости нет возможности выработать единый, общий для всех
двигателей, технологический процесс ремонта как двигателя в це-
лом, так и ремонта отдельных его деталей. Это обстоятельство ве-
дет к тому, что каждая ремонтируемая деталь должна иметь свой
16
ГЛАВА И
ПОДГОТОВКА ДВИГАТЕЛЕЙ К РЕМОНТУ
'1, Приемк<-лригателей в ремонт
авиаремонтные мастерские, поступают двигатели:
Полностью выработавшие установленный технический ресурс.
Получившие повреждения в результате боя или аварии са-
молета.
в; Имеющие дефекты, нарушающие нормальную работу двига-
теля, для устранения которых необходимо снять двигатель с само-
лета и применить ремонтный инструмент и приспособления.
г) После длительного хранения на складах, если продолжитель-
ность хранения и качество консервации вызывают опасения за со-
стояние двигателя.
Основанием для снятия двигателя с эксплоатации и сдачи его в
ремонт служит технический акт, подписанный старшим инженером
по эксплоатации войсковой части.
- Охотпч ’ 1 -7
В техническом акте должно быть указано состояние двигателя
и характер работы его перед снятием с эксплоатации, количество
отпаботанных двигателем часов после последнего ремонта, а также
причины, вызвавшие направление двигателя в ремонт.
Двигатель должен быть сдан в ремонт комплектно вместе с теми
агрегатами, которые были установлены на нем в течение последнего
периода эксплоатации.
К поступающему в ремонт двигателю должны быть приложены
формуляр двигателя, а также формуляры агрегатов с внесенными
в них положенными сведениями и технический акт о снятии двига-
теля с эксплоатации и направлении его в ремонт.
Ответственность за двигатели, направляемые в ремонт без
дефектов и с невыработанным ресурсом несут эксплоатирующие
части.
О’поступлении в ремонт таких двигателей начальник мастерских
доносит начальнику Ремонтного отдела округа, для доведения по-
следним указанных фактов до сведения главного инженера округа
по эксплоатации.
Неукомплектованные двигатели, прибывшие из частей, располо-
женных в одном гарнизоне с мастерскими, в ремонт совершенно не
ппинимаются, прибывшие из других гарнизонов по железной дороге
или на автотранспорте принимаются в ремонт условно.
О некомплектности двигателя доносится в 3-дневный срок на-
чальнику Ремонтного отдела округа для принятия соответствующих
мер и по указанию последнего принимается решение о ремонте дви-
гателя.
Недостающие детали отмечаются в двухстороннем акте приемки.
Двухсторонний акт приемки составляется постоянно действующей
комиссией, с представителем части, сдающей двигатель. Акт состав-
ляется на основании внешнего осмотра двигателя.
Принятый для ремонта двигатель поступает в склад ремфонда,
где хранитс^до начала ремонта.
Если состояние двигателя, зафиксированное в акте, вызывает
сомнение в целесообразности ремонта, то в каждом случае началь-
ник мастерских назначает новую комиссию для осмотра на предмет
списания его, как непригодного к ремонту.
2. Участок разборки двигателей
Каждый тип двигателей имеет свою конструктивную особен-
ность, которая определяет операции разборки и последовательность
их, поэтому разборка должна выполняться согласно указаний тех-
нического описания данного двигателя.
Общим в технологических процессах разборки всех двигателей
является то, что:
1) агрегаты снимают с двигателей и, не разбирая, передают в цех
ремонта агрегатов,
18
двигатель разбирают на отдельные узлы, а узлы на отдель-
;Ные' де^л^бежание потери мелких деталей, эластичные шестерни
VKTODOB упругие муфты коленчатых валов, улитки нагнетателей,
Уьпнкционы’и т. д. не разбирают на участке разборки, а по снятии их
с двигателя направляют на рабочие места ремонта, где их разби-
naltoT промывают, дефектируют и ремонтируют,
4) детали разобранного двигателя направляют на участок дефек-
тации а агрегаты двигателя на участок ремонта агрегатов, где их
разбирают, промывают, дефектируют, ремонтируют, собирают и
испытывают.
Разборку следует вести осторожно, аккуратно, пользуясь
только рекомендованным инструментом и приспособлениями.
Для более продуктивной работы, рабочее место разборки должно
.быть снабжено всем необходимым оборудованием, приспособлени-
ями и инструментом, обеспечивающими быструю разборку без порчи
деталей.
Для поднятия и перемещения 'тяжелых деталей, на рабочем ме-
сте разборки должны быть предусмотрены специальные подъемные
сооружения или приспособления,
как-то: монорельсы с ручными та-
лями, или поворотные краны с
пневмо-подъемными приспособле-
ниями, или козлы с талями и т. п.
Станок для разборки двигате-
лей должен обеспечить максимум
удобств в работе. Современные
поворотные
двигателей имеют удобный под-
ход со всех сторон, малый габа-
рит и легкую подвижность. На
рис. 17 показан поворотный ста-
нок для звездообразных двигате-
лей. Рама станка, к которой кре-
пится двигатель, может быть по-
вернута около горизонтальной
Для удобства размещения деталей на
а также и для удобства транспортировки
стами разборки, промывки и очистки деталей, дефектации, комп-
лектовки и т. д. применяются подвижные этажерки, на которых
для каждой крупной детали имеется свое определенное место.
Мелкие детали складываются в отдельные, специальные ящики,
помещаемые на ту же этажерку. Регулировочные шайбы и кольца
рекомендуется при разборке связывать проволокой с деталями, к ко-
торым они относятся.
Насыщенность ремонтного предприятия надлежащим оборудова-
нием, приспособлениями и инструментом, характеризует техниче-
скую культурность организации ремонта.
2’
Рис. 17.
борки
. Поворотный станок для раз-
и сборки звездообразных
двигателей
любой угол.
рабочем месте разборки,
их между рабочими ме-
станки для рядных
на
оси
19
3. Оборудование, приспособления и инструмент рабочего
места разборки
Все оборудование, приспособления и инструмент рабочего места
можно подразделить на две группы:
1. Группа общего оборудования, приспособлений и инструмента.
2. Группа специального оборудования, приспособлений и инстру-
мента.
К первой группе относятся оборудования, приспособления и ин-
струмент, необходимые при разборке любого типа авиационных
двигателей, а именно: 1) козла для рядных и тумбы для звездооб-
разных двигателей, 2) верстаки, 3) стеллажи для деталей, 4) про-
тивни для сливания масла, 5) ведра для сливания воды, 6) набор
Рис. 18. Приспособление для съемки
клапанов двигателя
Рис. 19. Съемка вала редуктора
звездообразного двигателя
инструмент; предназначенные специально для разборки определен-
ного типа двигателей. Такими приспособлениями являются: ^съем-
ник клапанов (рис. 18), 2) съемник редукторных валов двигателей
(рис. 19), 3) съемник малых редукторных шестерен двигателей
и т д. (рис. 20).
20
Основные общие правила, которых нужно придерживаться при
производстве разборки, сводятся к следующему:
]) Перед тем, как приступить к работе, бригада должна подго-
товить рабочее место.
2) Разборку необходимо вести только предназначенным для
этого инструментом и ни в коем случае не применять вместо спе-
циального общий инструмент, как-то: разводные ключи, пассатижи
плоскогубцы, выколотки, зубила.
3) Разборку вести в строгой последовательности, предусмотрен-
ной инструкцией или технологическим процессом разборки.
Рис. 20. Съемка редукторной шестерни с коленчатого вала двигателя
4> Детали разобранного двигателя должны быть аккуратно раз-
ложены на отведенные для них места на стеллаже или эта-
жерке.
5) Приступая впервые к разборке еще неосвоенного ремонт-
ным предприятием двигателя, следует предварительно ознако-
миться с конструктивными особенностями его. Разборка в дан-
ном случае должна вестись под наблюдением мастера или
инженера цеха.
6) В тех случаях, когда детали трудно разъединяются, не при-
менять зубил и отверток в качестве клиньев, а постараться
найти причины, мешающие разъединению деталей, и устра-
нить их.
Детали разобранного двигателя, соответствующим образом уло-
женные на этажерку, направляются на участок общей промывки и
очистки. Если на участке разборки применены неподвижные стел-
лажи, то детали с них перегружаются на тележки и направляются
на участок промывки и очистки
•Ж’-
21
4. Участок промывки и очистки
Назначение участка: очистить детали от грязи, масла, нагара и
накипи для того, чтобы облегчить возможность выявления дефек-
тов, и сделать деталь пригодной для дальнейшего ремонта и ис-
пользования.
Вредное влияние накипи и нагара. Слой накипи в
полости зарубашечного пространства цилиндров затрудняет отвод
тепла охлаждающей жидкостью, вследствие чего происходит пере-
грев цилиндров, поршней и клапанов.
Большое отложение нагара уменьшает объем камеры сгорания
и повышает степень сжатия. Слой нагара также мешает отводу
тепла из цилиндров.
Увеличение степени сжатия вместе с ухудшением отвода тепла
вызывают появления детонации, в результате чего надежность ра-
боты двигателя значительно понижается. Частицы нагара, сильно
накаляясь, являются как бы запальниками, вызывают преждевре-
менные вспышки, и нарушают правильную работу двигателя.
Отложение нагара в канавках поршневых колец вызывает приго-
рание последних. В результате пригорания колец происходит сле-
дящее:
а) масло свободно проникает в камеру сгорания, вследствие чего
увеличивается расход его, еще более усиливается нагарообразова-
ние; последнее в свою очередь загрязняет масло и этим увеличивает
износ трущихся деталей двигателя;
б) уменьшается герметичность камеры сгорания и мощность
двигателя снижается;
в) увеличивается отложение нагара на седлах клапанов, вызывая
тем самым неплотное прилегание клапанов, а следовательно—про-
рыв горячих газов и выгорание в местах прорыва как седел, так и
клапанов;
г) повышается трение и износ цилиндров;
д) происходит поломка колец, а иногда и заедание поршней.
Работа по промывке и очистке деталей, подобно разборочным
работам, представляет собою вполне определенное сочетание от-
дельных операций, повторяющихся при каждом ремонте, а потому
и для участка промывки и очистки деталей возможна разработка
технологического процесса, который был бы общим для каждой
марки двигателя.
Удаление с деталей масла и грязи не представляет особых за-
труднений. Сложнее вопрос удаления нагара и накипи. Воздействию
керосина и бензина нагар и особенно накипь не поддаются и смыть
их в керосиновой или бензиновой ванне невозможно.
Удаление нагара производится путем механического воздей-
ствия при помощи скребков, металлических щеток и т. д., или при
помощи химических реактивов, которые, действуя на нагар, раство-
ряют или разрыхляют его и тем облегчают его удаление.
22
Удаление накипи возможно только при помощи химических ре-
активов, так как, находясь в зарубашечном пространстве, накипь в
большинстве конструкций двигателей недоступна для механиче-
ского воздействия.
Удаление нагара путем механического воздействия имеет сле-
дующие недостатки:
1) требует затраты большого количества времени, даже при ус-
ловии механизации этого процесса,
2) сопровождается изменением нормального состояния поверх-
ностей деталей, т. к. на поверхности деталей остаются следы соскаб-
ливания нагара в виде царапин, и это повреждает тщательно обра-
ботанные, путем шлифовки или полировки, поверхности.
Вопрос химической очистки деталей двигателей в настоящее
время нельзя считать окончательно разрешенным, так как суще
стающие способы химической очистки имеют ряд недостатков.
В основном способы химической очистки можно разбить на две
группы: горячей химической очистки и холодной химической
очистки.
5. Очистка деталей от нагара
Одним из наиболее эффективных и оправдывающих себя спосо-
бов очистки является способ Военно-Воздушной Академии.
Горячая химическая
Состав ванны
Для стальных деталей
Едкого калия .... 23,0 г
Углекислого натрия . 6,5»
Зеленого мыла .... 3.0 »
очистка по способу ВВА.
на 1 литр воды:
Для алюминиевых деталей
Углекислого натрия . 4,5 г
Едкого натра . . . . 1,3 »
Фосфорно-кислого натрия 1,45 »
Зеленого мыла .1,0»
Зеленое мыло м^жет быть заменено хозяйственным, но в двой-
ном размере. Едкий калий можно заменить едким натром. Темпера-
тура ванн 60—80°Ц. Продолжительность вываривания деталей
2—-3 часа.
После выварки и промывки деталей в химических ваннах,
их погружают на 10—15 минут в ванну с кипящей водой, чтобы
обеспечить нейтрализацию дальнейшего действия химического со-
става на детали.
Стальные детали, для предохранения их от ржавления после про-
мывки и просушки, должны быть смазаны маслом.
Детали, залитые баббитом, в химических ваннах промывать
нельзя.
После выварки и промывки в ваннах 20—25 двигателей содер-
жимое ванн выливают, ванны промывают и заполняют свежим ре-
активом.
23
Горячая химическая очистка по способу НИИ ГВФ
Состав ванн на 100 литров воды:
Для стальных деталей Для алюминиевых деталей
Едкий натр 2,5 кг Сода (бельевая) . 1,85 кг
Сода (бельевая) . . 3,5 » Жидкое стекло . 0,85 »
Жидкое стекло . 0,15 » Мыло зеленое 1 »
Мыло зеленое . . 0,85 »
Время выварки 2—3 часа
Температура ванны должна быть 90—95°Ц.
После выварки в химических ваннах детали погружают в ванну
с горячей водой и промывают.
Преимущество горячей химической очистки деталей перед меха-
нической заключается в том, что она: •
1) дает возможность устранить нагар, не изменяя нормального
состояния поверхностей деталей, и тем самым повышает качество
ремонта;
2) сокращает время, потребное для очистки, и удешевляет ре-
монт;
3) заменяет дорогостоящие керосин и бензин дешевыми химиче-
скими материалами, что способствует удешевлению стоимости ре-
монта.
К недостаткам необходимо отнести следующее:
1) требуется оборудование для промывки и очистки в виде спе-
циальных ванн с электрическим или другими видами подогрева;
2) имеет место постоянное и весьма интенсивное испарение ще-
лочного раствора ванн, нагретого почти до точки кипения, что
требует устройства сильной приточно-вытяжной вентиляции.
В руководстве по ремонту моторов М-62 (М-62-ПР и М-62Р) для
очистки от нагара алюминиевых деталей, соединенных со сталь-
ными, рекомендуется следующий состав:
Эмульсол . .3,5 %
Кальцинированная сода . Q.05%
Жидкое стекло . . .0,15%
Вода .....................остальное
Температура ванны 40—60°Ц
После очистки нагара-—промывка в горячей воде Температура
воды 60—80 Ц.
Холодная химическая очистка
по способу Юрча
В качестве реактива применяют смесь
Керосин .... . 50%
Скипидар 30%
Нашатырный спирт . . . .20% (применяется
25 %-водный раствор техниче-
ского нашатырного спирта).
24
Эта смесь одинаково пригодна как для очистки стальных, так и
я„юминиевых деталей.
Очищаемые детали, перед опусканием в ванну с указанной выше
смесью, погружают предварительно в ванну с мыльным раствором
л тут же вынимают обратно. Мыльный раствор должен быть следу-
ющего состава: на 1 л воды 15—20 г мыла.
•После того, как смесь, влитая в ванну, успокоится, нашатырный
спирт, как наиболее тяжелый по удельному весу, опустится на дно
ванны, над ним расположится смесь керосин — скипидар. Детали,
подлежащие очистке, погружаются в ванну на сетке *. Глубина
погружения этой сетки должна быть такова, чтобы детали, разме-
щенные на ней, не соприкасались с нашатырным спиртом, а находи-
лись вблизи границы, отделяющей его от смеси керосина со ски-
пидаром.
Очищаемые детали должны находиться в ванне 24 часа, после
чего их вынимают, промывают в керосине и очищают тряпками или
щеткой.
6. Очистка цилиндров от накипи
Очистка цилиндров от накипи может быть произведена десяти-
процентным раствором соляной кислоты с добавлением 1,5% (по
объему) кровяной сыворотки или 10% раствора кровяного альбу-
мина. Это добавление делается для того, чтобы воспрепятствовать
разъеданию стальных стенок цилиндров.
В начале процесса, после заливки в цилиндры раствора происхо-
дит весьма бурная реакция воздействия раствора на накипь. При
этом выделяется большое количество газа, который собирается в
виде пузырьков на поверхности накипи.
Эти газовые пузырьки, увеличиваясь в объеме, отрываются от
поверхности накипи и подымаются вверх к открытому патрубку.
Пузырьки газа, покрыв поверхность накипи, мешают дальнейшему
интенсивному воздействию раствора на накипь. Для того, чтобы
устранить это, следует через каждые 20—30 минут постукивать де-
ревянным молотком по рубашке цилиндров. Эти удары заставят пу-
зырьки газа отрываться от поверхности и очищать ее для дальней-
шего интенсивного воздействия раствора. Такое удаление пузырь-
ков следует продолжать в течение первых 3—4 часов очистки, со-
провождая его каждый раз добавлением раствора в зарубашечное
пространство до краев открытых патрубков. После этого раствор
следует оставить в цилиндрах на целые сутки.
Промывка и нейтрализация. Чтобы удалить из за-
Рубашечного пространства остатки накипи и грязи, каждый цилиндр
промывают в течение пяти минут струей воды под напором.
Чтобы устранить вредное действие остатков кислоты, произво-
дят нейтрализацию кислоты содовым раствором. Для этого раствор
заливают в зарубашечное пространство и держат в течение часа.
Сетка с отверсгинми до 18 м.и.
25
Вылив содовый раствор, заполняют зарубашечное простран-
ство цилиндра раствором хромпика в целях предохранения от кор-
розии.
Раствор хромпика приготовляется так:
берется раствор 500 г хромпика в 5000 см3 воды и 1000 см3 этого]
раствора смешиваются с 50 л воды.
Лучшим способом для удаления накипи является применение
10% раствора молочной кислоты (СН3СНОНСООН).
Преимущества этого способа следующие:
1) раствор молочной кислоты обладает способностью образовы-
вать на металле оксидную пленку, предохраняющую металл от
разъедания;
2) раствор молочной кислоты не разрыхляет, а полностью раство
ряет накипь Это обстоятельство дает возможность широко приме-
нять раствор молочной кислоты для удаления накипи в процессе-
эксплоатации.
7. Оборудование, приспособления и инструмент
для промывки и очистки
Характер оборудования для промывки и очистки зависит от того,
какой способ очистки принят.
При горячем способе очистки участок мойки должен быть обо-
рудован:
1) ваннами с химическими реактивами, водой и керосином;
2) верстаками для очистки и обдувки очищенных и промытых
деталей;
3) воздухопроводом для обдува деталей;
4) подставками для коленчатых валов;
5) подвижными этажерками для деталей мотора;
6) прибором для очистки деталей металлическими щетками с при-
водом от электромотора;
7) установкой (с гибким валом) для очистки деталей металличе-
скими щетками с приводом от электромотора;
8) ящиком с песком;
9) приспособлением для очистки цилиндров от накипи;
10) комплектом инструмента и т. д.
Ванны для стальных и алюминиевых деталей, а также и для го-
рячей воды, изготовляются обычно из листового миллиметрового
железа с каркасом из углового железа. Размеры ванн- длина 1800 мт,
ширина 700 мм, высота 600 мм.
Ванны оборудуются крышками, для подъема которых над ними
устраивают специальные блоки. Нагрев ванн обычно производят
электрическим током или паром. Удобнее поместить ванну для го-
рячей воды в середине между ваннами для стальных и алюминие-
вых деталей.
Очистка поршня от нагара после выварки его в химической ван-
не производится на специальном приспособлении (рис. 21). Через по-
лый шпиндель приспособления проходит стержень, на одном конце
26
которого имеется головка под поршневой палец, а на другом на-
резка и гайка.
ь Стержень свободно перемещается в шпинделе в осевом направ-
лении. Со стороны головки стержня на шпиндель навертывается
установочное кольцо (1) с соответствующими заточками, центри-
рующими поршень.
Поршень, установленный в заточку кольца (1), при помощи спе-
циального пальца (4), свободно входящего в отверстия бобышек,
соединяется со стержнем. После этого гайкой (2), упирающейся в
тело полого шпинделя, затягивают стержень (3) который при помо-
щи пальца (4) прижимает поршень к установочному кольцу.
Рис. 21. Приспособление для очистки поршней
от нагара
Шпиндель приводится во вращение электромотором при помощи
ременной передачи. Удаление нагара со стенок поршня производится
при помощи суконки.
Удаление нагара из канавок поршня производится на том же
приспособлении, при помощи концов и толченой пемзы. Такая очи-
стка поршней от нагара не повреждает тщательно обработанных по-
верхностей.
Станки с металлическими щетками используются для очистки де-
талей, покрытых нагаром и не прошедших по тем или иным причи-
нам очистки в химических ваннах.
8. Участок дефектации
Назначение участка — определить дефекты деталей двигателя и
Указать способы их устранения.
От того насколько полно и точно определены дефекты двигателя,
и насколько правильно указаны способы устранения их, зависят ка-
чество, стоимость и продолжительность ремонта.
27
Дефекты, в зависимости от их характера, определяются путем
внешнего осмотра, простукивания, обмера и испытания.
Определение дефектов деталей двигателя пу-
тем внешнего осмотра и простукивания. Осмотр
дает возможность выявить следующие дефекты: поломку деталей,
задиры, царапины, забоины, наволакивание металла, наклеп, пере-
грев деталей (цвета побежалости), раковины, коррозию, выкраши-
вание слоя металла, срыв резьбы и т. д. .
Осмотром и простукиванием выявляются трещины и плохое при-
ставание заливки к телу вкладыша. Однако трещины не всегда мо-
гут быть выявлены осмотром, даже с применением лупы. Самым
надежным способом выявления трещин в стальных деталях является
магнитный способ.
Сущность этого способа заключается в том, что в намагниченной
ферромагнитной детали, в местах трещин появляется рассеивание
магнитных силовых линий, а на краях трещин — образование по-
люсности. При посыпании детали магнитным порошком, или при по-
ливании магнитной суспензией, частицы магнитного порошка при-
тягиваются к полюсам.
Осевший порошок и выявляет трещину.
После выявления трещин намагничиванием необходимо размаг-
нитить деталь, что достигается путем наложения на нее переменно-
го магнитного поля с убывающей амплитудой Самый распростра-
ненный, наиболее простой и удобный метод размагничивания — про-
ведение детали через соленоид, приключенный к сети.
Для выявления трещин в деталях из .алюминиевого сплава сом-
нительное место зачищается, полируется шкуркой ООО и травится
15%; водным раствором'едкого натра или едкого калия в течение
5—10 минут при комнатной температуре. Образовавшееся на месте
травления темное пятно промывают 20% раствором азотной кисло-
ты, и оно исчезает. Трещина, если она имелась в данном месте де-
тали, становится отчетливо видимой.
После промывки травленого места раствором кислоты, его тща-
тельно промывают водой и деталь просушивают на воздухе.
В тех случаях, когда проверкой на звук установлено, что деталь
имеет трещину, которая при осмотре не обнаружена и неизвестно ее
примерное местоположение, тогда деталь тщательно очищают по
всей поверхности, нагревают до температуры 70—80пЦ и погру-
жают в ванну с керосином. После того, как деталь остынет, ее вы-
нимают из ванны, тщательно насухо протирают, и затем обдувают
пылью или покрывают раствором мела. Если деталь имела трещину,
то в первом случае на месте ее нахождения получается пыльное j
пятно, во втором случае — жировое пятно.
В технической литературе имеются данные о новом способе вы-
явления трещин в деталях из любого материала. Способ этот назы-
вается «Gio crack» и состоит в том, что проверяемую деталь погру-
жают в ванну с флюоресцирующим веществом при температуре
75°Ц После некоторой выдержки в ванне, деталь вынимают из раст-
28
вора и промывают холодным раствором, удаляющим флюоресцирую*
щее вещество с поверхности детали.
После промывки в трещинах остается флюоресцирующее веще-
ство, которое обнаруживается при помощи ультрафиолетовых лучей
лампы, выявляя этим трещину.
Определение дефектов деталей двигателя
обмером. Обмером выявляется величина износа и изменение фор-
мы детали (изгиб, скрученность, овальность, конусность).
Для выявления овальности деталь замеряют в контролируемом
сечении по двум взаимно-перпендикулярным направлениям, причем
один промер делается по наибольшей оси сечения, а другой — по
наименьшей. Разность между этими двумя промерами и будет ха-
рактеризовать овальность детали в данном сечении (рис. 22).
Сечение, в котором делаются промеры, назы-
вается поясом. Если при промере детали, име-
ющей разъем по оси,
падает с разъемом, то
ление замера смещают
Нис. 22. Схема обмера
цилиндра
один из замеров, сов-
в этом случае напрас-
на 30°, и для обеспече-
ние. 23. Схема обмера внутреннего 'диаметра
детали с разъемом
ния правильности результатов берут третий промер возле разъема
симметрично смещенному второму промеру (рнс. 23). Овальность
в данном случае определяется, как разность между средней вели-
чиной из двух замеров (заменяющих размер по разъему) и вели-
чиной размера перпендикулярного разъему.
Для выявления конусности детали делают замеры в нескольких
“Эясах. Разность между одноименными промерами в различных пе-
нсах даст конусность детали (рис. 22) при данном расстоянии между
пРомерами.
Для определения истинной овальности сечения необходимо
взять один промер по оси большого износа, а другой перпендику-
29
лярно ему. Отклонение от этого правила влечет за собою ошибку
в выявлении наибольшей овальности.
Овализация детали может оказаться не выявленной, если непра-
вильно выбрать места промеров (см. рис. 24). Чтобы определить ме-
сто максимального износа, надо предварительно знать условия ра-
боты данной детали или искать его путем последовательных про-
меров детали.
Определение дефектов путем испытания. Де-
фекты, определяемые путем испытания, имеют самый разнообраз-
ный характер. Сюда относятся трещины в местах, недоступных для
Рис. 24. Схема определения овальности детали
•осмотра, разрывы сварных швов, которые не могут быть обнаружены
осмотром, мелкие сквозные раковины, потеря упругости, потеря изо-
ляционных свойств, потеря герметичности и т. д.
Данный способ определения дефектов дает высокую точность.
В то же время он часто сложен и дорог и требует специальных при
способлений и приборов, а потому его нередко заменяют другими
упрощенными способами, а именно, определением дефектов высту-
киванием (трещины), наощупь (упругость поршневых колец и кла-
панных пружин) и т. д.
Для полного выявления дефектов детали часто требуется произ-
водить и осмотр, и обмер, и испытание. Например, при дефектации
поршневого кольца путем осмотра его определяются состояние
концов, забитость или округленность краев кольца; путем обмера
определяется износ кольца по образующей или, вернее, соответ-
ствие высоты кольца по образующей ширине кольцевой канавки;
путем испытания определяется упругость кольца.
9. Последовательность применения способов
определения дефектов детали
Для того, чтобы дефектация проводилась наиболее эффективно,
•с минимальной затратой времени, необходимо ввести определенную
последовательность применения способов выявления дефектов де-
тали.
Дефектацию детали следует начинать с осмотра ее, так как этот
•способ выявления дефектов требует минимальной затраты времени.
30
Если при осмотре детали неустранимых дефектов не обнаружено,
т0 продолжают дефектировать, применяя способ обмера. Если и
после обмера деталь не забракована, приступают к выявлению де-
фектов испытанием.
Возьмем, например, поршневое кольцо.
Дефектацию его начинают с внешнего осмотра, чтобы выявить
нет ли выкрашивания скосов стыка, глубоких рисок на рабочей по
верхности или других дефектов. Если при этом кольцо не забрако-
вано, приступают к обмеру его по образующей, к замеру зазора
в стыке и к проверке на коробление. Если и в этом случае кольцо
не забраковано проверяют его просвечиванием на полноту приле-
гания к стенкам цилиндра и испытывают на упругость.
10. Приспособления, приборы и установки, применяемые
при дефектации
Приспособления для замера упругости кла-
панных пружин. Для замера упругости клапанных пружин
существует ряд приспособлений, начиная с самых . примитив-
ных (рис. 25). Эти приспособления неудобны в обращении и
требуют значительного времени на съемку и установку пружины.
Чтобы сделать дефектацию пружин более производительной, co-
z’лг
Рис. 26. Прибор для замера упру-
гости клапанных пружин
Рис. 25. Схема приспособле-
ния для замера упругости
клапанных пружин
кРатить время, потребное на съемку и установку пружин, приме-
няются более усовершенствованные приспособления (рис. 26).
Приспособления для проверки упругости
поршневых колец. Приспособления эти можно разбить на
Две группы.
К первой группе относятся приспособления, работающие по схеме
1 (рис. 27), т. е. приспособления, при помощи которых кольцо из-
31
гибается двумя диаметрально противоположными силами P\Pt.
В этом случае изгибу подвергается только часть кольца, рас-
положенная между точками приложения сил.
Ко второй группе относятся приспособления, работающие по
Рис.' 27. Первая схема
расположения сил, сжи-
мающих поршневое коль-
цо при испытании его
• па упругость
Рис. 28. Вторая схема располо-
жения сил, сжимающих поршне-
вое кольцо, при испытании его
па упругость
схеме № 2 (рис. 28), т. е. приспособления, при помощи которых
кольцо изгибается двумя противоположно направленными силами,
Рис. 29. Приспособление для проверки упру-
гости поршневого кольца по первой схеме
приложения сил
приложенными на касатель-
ной к концам кольца. В этом
случае кольцо по всей
длине своей подвергается
изгибу.
На рис. 29 показано при-
способление, относящееся к
первой rpvnne. Недостаток
этого приспособления за-
ключается в том, что нельзя
замерять усилие, изгибаю-
щее кольцо, непосредствен-
ным подсчетом гирь на крю-
ке М Кроме того, приспосо-
бление- это обладает малой
чувствительностью, так как подвешенный груз Н всегда меньше
усилия R, изгибающего кольцо.
R = Hb-,
а
где b всегда больше а.
На рис. 30 и 31 показаны приспособления второй группы. Пос-
леднее более совершенно и состоит из плиты (1), кронштейна (21
32
для крепления кольца (7), опоры загрузочного рычага (3), зажима
?4) для загрузки кольца, загрузочного рычага (5) с призмами и смен-
ного груза (6).
Это приспособление имеет свои недостатки: оно мало чувстви-
тельно, так как и здесь подвешенный груз всегда меньше усилия,
изгибающего кольцо; на загрузку
кольца оказывает влияние вес
рычага. Оно неудобно в обра-
щении.
Рис. 31. Приспособление для про-
верки упругости поршневых ко-
лец по второй схеме приложе-
ния сил
Рис. 30. Приспособление для
проверки упругости поршне-
вых колен по втором схеме
приложения сил
Приспособление для проверки параллельно-
сти осей головок шатунов. Это приспособление должно
быть, по возможности, универсальным, т. е. оно должно быть при-
годно для проверки параллельности осей шатуна в двух взаимно
перпендикулярных плоскостях, и, кроме того, по размерам оно дол-
жно удовлетворять потребность в проверке параллельности осей.го-
ловок любых шатунов авиадвигателей. Такое приспособление пока-
зано на рис. 32.
Чтобы проверить шатун на отсутствие изгиба, устанавливают его
так, как показано на рисунке, и при помощи индикатора проверяют
Расстояние от стола прибора до пальца нижней головки, при этом
ось пальца верхней головки находится в плоскости, параллельной
плоскости стола прибора. Этот прибор имеет точные параллели СС,
контрольные грани которых строго совпадают с плоскостью, прохо-
дящей через ось верхнего пальца. Проверяя прилегание пальца ниж-
ней головки к параллелям СС, проверяют скрученность шатуна.
Таким же образом производится и проверка соосности отверстия
верхней головки с отверстием для пальца прицепного шатуна. Это
же можно сделать, пользуясь проверочным столом или плитой и
Установочными плитами для пальца нижней головки.
3
Охотин
33
де-
I □W
м
3
головок шатуна
магнитным
Приборы для
Прибор для выявле-
ниятрещин в стальных
деталях
способом.
выявления трещин магнитным
способом называются дефекто-
скопами.
По характеру магнитного
поля, возникающего в контро-
лируемой детали при намагни-
чивании ее, дефектоскопы
лятся на три группы:
1) дефектоскопы для
дольного или поперечного
магничивания, а также и для
намагничивания под углом;
про-
на-
О
Рис. 32. Приспособление для проверки
параллельности осей головок шатуна
Рис. 33. Схемы намагничивания деталей
дефектоскопами
Л—.тля продольного или поперечного намаг-
ничивания, 6-для циркулярного намагничи-
вания, В - для продольного и циркулярного
намагничивания
J'
Рис.'34 'Схема устройства де-
фектоскопа фирмы Магно-
флукс (модель В-200)
А — аккумуляторная батарея,
В — зарядитель для батарей,
С— соединительный кабель к
батарее, Е)—плечо плунжера,
Е—медная призма с вырезом,
/—медная призма, М—нижний
контактный диск, /V—верхний
контактный диск, О—регули-
рующая рукоять
34
2) дефектоскопы для циркулярного намагничивания;
3) комбинированные дефектоскопы или установки, позволяющие
производить поочередно или одновременно продольное и циокуляр-
ное намагничивание. Во втором
случае магнитные поля, накла-
дываемые на детали, создают-
ся двумя источниками.
На рис. 33 показаны схемы
намагничивания деталей дефек-
тоскопами указанных выше
групп.
На рис. 34 показана схема
устройства дефектоскопа фир-
мы Магнофлукс (модель В-200)
для циркулярного намагничива-
ния деталей (аппарат постоян-
ного тока).
На рис. 35 приведена элект-
рическая схема дефектоскопа.
11. Условия выбраковки
основных деталей двигателя
при дефектации
Определив путем осмотра,
обмера и испытания состояние
деталей, необходимо сделать
заключение о дальнейшей воз-
можности использования их.
Эту ответственную работу выполняют, пользуясь инструкциями и
указаниями по ремонту материальной части ВВС, техническими ус-
ловиями на ремонт и руководствами по ремонту двигателей, в кото-
рых приводятся обычно технологические процессы устранения ос-
новных дефектов двигателей и таблицы допусков и зазоров.
Допуски и зазоры подразделяются на две группы:
1) серийные допуски и зазоры;
2) ремонтные допуски и зазоры.
Серийными допусками и зазорами являются допуски и зазоры,
практикуемые заводами-изготовителями, исключая Э. Р. О. этих за-
водов. Эти допуски и зазоры установлены с таким расчетом, чтобы
Двигатель мог нормально работать продолжительное время, несмо-
тря на то, что в процессе работы его детали изнашиваются, а за-
зоры, следовательно, растут.
Двигатель обычно поступает в ремонт, имея зазоры, отличные от
Тех с какими он был выпущен заводом-изготовителем.
Если бы технические условия на ремонт двигателей требовали по-
стоянного поддержания серийных допусков и зазоров, это значило
°ы, что при первом же ремонте двигателя пришлось бы браковать
3* ' 35
большинство его деталей или восстанавливать их размеры, поэтому,,
на основании данных эксплоатации двигателей, наблюдений за ра-
ботой их и теоретических обоснований, устанавливают ремонтные
допуски и зазоры, отличные от серийных. Эти допуски и зазоры на-
ходятся в тех пределах, при которых нормальная работа двигателя
не нарушается.
Например, если серийный допуск на овальность коренных и ша-
тунных шеек коленчатого вала 0,02 мм, а конусность 0,01 мм, то ре-
монтные допуски будут соответственно равны 0,05 лпи и 0,02 мм
Допустимость расширения зазоров при эксплоатации вытекает
из следующих соображений.
На основании выводов гидродинамической теории смазки тол-
щина слоя смазки в самом узком месте клиновой щели сочленения
вал — подшипник имеет величину:
h= d2,l'q
18,36.ksc ’
Значения букв, входящих в формулу, см. на стр. 5.
Для обеспечения жидкостного трения должны иметь
А>Зя+8..
По мере того, как двигатель работает, трущиеся его части при-
рабатываются, высоты неровностей подшипника % и вала % ста-
новятся меньше. Следовательно и h может быть допущено меньше,
а если h может быть меньше, то, согласно выше приведенной основ-
ной формуле, зазор s может быть допущен большим.
Чтобы облегчить работу по дефектации вырабатывают специаль-
ные инструкции или условия браковки основных деталей по каж-
дому типу в отдельности.
12. Последовательность дефектации деталей
двигателя
Приступая к дефектации двигателя, необходимо прежде всего
ознакомиться с записями в формуляре и содержанием технического
акта на ремонт его. Эти сведения значительно облегчают и уско-
ряют выявление дефектов деталей двигателе
Дефектация начинается с предварительного осмотра деталей в
процессе разборки двигателя перед промывкой их. Этот осмотр
имеет целью выявить факторы, которые после промывки деталей мо-
гут исчезнуть.
Предварительному осмотру подвергаются:
1. Фильтры, сетки и камеры наполнения масла. Цель осмотра —
дать возможность выяснить не имеется ли в двигателе металличе-
ской стружки или посторонних тел.
2. Осмотр поршней — необходим, чтобы выяснить нет ли закли-
нивания колец, чрезмерно большого количества нагара на донышке
и черного налета на стенках канавок поршневых колец.
36
3. Осмотр цилиндров — обеспечивает выяснение, какой осадок
нагара в камере сгорания.
4. Осмотр клапана — выявляет осадки нагара на грибке и цвет
.штока клапана.
За предварительным осмотром следует осмотр уже промытых и
очищенных деталей. Затем производится измерение, испытание и
составление ведомости дефектации.
Порядок дефектации должен быть таким, чтобы дефектация со-
пряженных деталей не прерывалась дефектацией деталей, не связан
ных с данным механизмом. Например, за дефектацией цилиндров
должна следовать дефектация клапанов и поршней. Такой порядок
дает возможность тут же определить зазоры в сопряженных дета-
лях. Определение же зазоров дает возможность судить о пригодно-
сти деталей.
Чаще всего дефектацию начинают с цилиндров и ведут в таком
порядке: цилиндры с направляющими втулками клапанов, клапаны,
поршни, поршневые кольца, поршневые пальцы, шатуны с втулками
верхних головок и с вкладышами нижних головок, коленчатый вал,
коренные вкладыши, картер, распределительный механизм и т. д.
Иногда дефектацию начинают не с цилиндров, а с картера и ве-
дут в таком порядке: картер с коренными подшипниками, коленча-
тый вал, шатуны с вкладышами нижних головок, с пальцами при-
цепных и с втулками верхних головок шатунов, поршневые пальцы,
поршни, поршневые кольца, цилиндры с направляющими втулками
клапанов, клапаны, клапанные пружины, распределительный меха-
низм и т. д.
13. Дефектация основных деталей двигателя
Дефектация цилиндров. При дефектации следует стро-
го придерживаться установленного выше порядка применения спо-
собов определения дефектов, т. е. при дефектации цилиндра следует
начать с осмотра головки и седел клапанов, чтобы выяснить нет ли
следов перегрева, трещин головки цилиндра, трещин и осадки кла-
панных седел.
Такой порядок дает возможность с самого начала весьма про-
сто и быстро выявить дефекты, которые являются причиной оконча-
тельной выбраковки. Путем дальнейшего осмотра выявляется на-
личие царапин на зеркале, коррозия, забоины, наволакивание мате-
риала поршня на зеркало цилиндра, раковины, риски, выбоины на
седлах клапанов и обгорание их, забитость гнезд шпилек, обрыв и
повреждение шпилек, помятость рубашек и т. д.
После осмотра следует приступить к выявлению дефектов пу-
тем обмера.
Обмер гильзы ведется в трех поясах: первый пояс на расстоянии
Ю—25 мм от верхнего торца гильзы, третий на расстоянии 30—
40 мм от нижнего торца гильзы, второй — посредине между первым
и третьим поясами. В каждом поясе делается по два промера: один
37
в плоскости большего износа, другой в плоскости, перпендикулярной
первой.
Для определения конусности направляющей втулки клапана из-
мерение ведется в трех поясах, первый и третий на расстоянии
1/5 длины втулки от ее торцов и второй посредине втулки.
Для определения овальности
в каждом поясе делается по два
взаимно-перпендикулярных заме-
ра в плоскостях расположения
большего и меньшего износов
(рис. 36).
Испытание на герметичность
верхнего и нижнего уплотнений
двигателей типа ВК-107 произво-
дится на участке замены гильз
блока.
Рис. 37. Приспособление для провер-
ки длины шток
Рис. 36. Схема обмера направляющей
и клапана
Дефектация клапанов. Путем осмотра следует опреде-
лить: не сработана ли до предела рабочая поверхность грибка, нет
ли следов перегрева клапана, нет ли трещин на грибке и штоке кла-
пана, рисок, выбоин рабочей поверхности грибка, нет ли наволаки-
вания материала, направляющей втулки на шток клапана, нет ли ко-
робления грибка, исправна ли резьба конца штока клапана, нет ли
износа торца штока от действия ударника. Если клапан имеет спе-
циальную подушечку, принимающую на себя действие ударника, то
нужно проверить не износилась ли эта подушечка, не изношена ли
наружная поверхность тарельчатого наконечника клапана, подвер-
гающаяся воздействию кулачка распределительного валика.
После осмотра приступают к обмеру, которым устанавливают
износ штока клапана.
На рис. 36 показаны пояса промеров и число промеров в каждом
поясе штока клапана.
38
изношенным до допустимого
Рис. 38. Схема обмера поршня
У современных двигателей, работающих с большим напряже-
нием, надо проверять штоки выхлопных клапанов на вытяжку
(это не относится к клапанам с тарельчатыми наконечниками).
На рис. 37 показано приспособление для проверки длины штока
клапана.
Приспособление устроено так, что при максимально допустимой
вытяжке штока (для двигателя АШ-82 вытяжка допускается
1,65 мм) верхний конец иглы находится заподлицо с верхней по-
верхностью призмы. ,
Этим же приспособлением пользуются и для проверки износа
фаски и износа торца штока клапана.
Положение острия иглы на грибке клапана указывает макси-
мально допустимый предел, до которого можно шлифовать фаску
клапана.
Положение торца штока клапана по отношению к верхней плос-
кости призмы определяет изношенность его. В том случае, если
торец не выступает над верхней плоскостью призмы и находится за-
подлицо с ней, такой клапан являете
предела. Если торец штока клапана
утопает в призме, то такой клапан
должен быть забракован.
Дефектация клапанных
пружин. Путем осмотра необхо-
димо прежде всего выяснить, нет ли
трещин, нет ли перекоса, нет ли сле-
дов соприкасания между витками,
плотно ли прилегают скошенные
концы пружины к соседним виткам.
Если дефектов, являющихся причи-
ной для окончательной выбраковки
при осмотре не обнаружено, то пру-
жину подвергают испытанию на
одном из приспособлений, рассмот-
ренных выше.
Дефектация поршней и
поршневых колец. Так же,
как и в предыдущих случаях, дефек-
тацию следует начинать с ос-
мотра.
Если дефекты, вызывающие брак
поршня не обнаружены, то необхо-
димо путем обмера установить износ, овальность и конусность
поршня. Если поршень имеет коническую форму, то диаметр
измеряется в двух поясах, как показано на рис. 38.
В каждом поясе делается по два измерения диаметра, одно из-
мерение по направлению оси пальца и второе — перпендикулярно к
нему. Сопоставляя найденные значения наружных диаметров порш-
39
1\пояс поршня
Ы1пояс
г
7 гильзы
Рис. 39. Схема обмера гильзы и поршня
к [определению зазоров между ними
^,2 пояс поршняа
2 пояс поршня
'2 пояс гильз ыг
’ 1
ня и внутренних диаметров цилиндра, определяют величины зазоров
между поршнем и цилиндром. Определение зазоров производится
согласно схеме рис. 39.
После этого следует определить ширину канавок поршневых ко-
лец, которая определяется
обычно при помощи щупа и
специального шаблона.
Определение износа, оваль-
ности и конусности гнезд порш-
невого пальца производится
при помощи индикатора, со-
гласно схеме замера (рис. 40)
Порядок определения де-
фектов поршневых колец был
указан на стр. 31.
Определение зазора в стыке
поршневого кольца произво-
дится при помощи щупа. Для
выполнения этой операции в
цилиндр вставляется поршень
без колец. Борт юбки поршня
в данном случае используется
как установочный упор. Порш-
невое кольцо, вставленное в
цилиндр и плотно прижатое к борту юбки поршня, будет иметь
в стыке зазор, отвечающий рабочему состоянию кольца *.
Проверку упругости поршневых колец производят, пользуясь од-
ним из рассмотренных на стр. 32—33 приспособлений. Необходимо
/пояс поршня
\3пояс
гильзы
Рис. 10. Схема обмера гнезд под пальцы в поршнях
отметить, что испытание кольца на приспособлениях первой и вто-
рой групп дает различные результаты.
Ниже приведены формулы, пользуясь которыми мы можем уста-
новить связь между усилием Pi, необходимым для сведения концов
кольца до требуемого зазора при испытании по первому способу, и
* При наличии приспособления для проверки просвечиванием полноты
прилегания кольца к стенкам цилиндра зазор в стыке замеряется щупом иа
этом приспособлении.
40
усилием Р2, необходимым для сведения концов кольца до тою же
значения зазора при испытании по второму способу.
Для первого способа:
для второго способа:
8 — 14,14
где: 8 — уменьшение зазора в замке от свободного состояния до
рабочего состояния,
b - ширина кольца в см,
h — радиальная толщина в см,
Д,— наружный диаметр кольца в рабочем состоянии,
Е — модуль упругости материала кольца.
Следовательно,
5,37
Л /4
ЬЕ h
откуда
\з р /И
-1 ) = 14,14v — 1
у ЬЕ \/i
_ 14,14
Р2 ~ 5.37
или
Pl = 2,63 Р2.
Следовательно, при проверке упругости поршневых колец необ-
ходимо знать, для какой группы приборов дан допуск на упругость
кольца техническими условиями и вести испытание на приспособ-
лениях той же группы. Если же используется приспособление не
той группы, для которой дан допуск, то необходимо пользоваться,
приведенным выше переводным коэфициентом.
После испытания на упругость, кольца подвергаются проверке
на прилегание к стенкам цилиндров.
Допускаемые износы, конусность, овальность и зазоры в деталях
поршневой группы зависят от их конструктивных особенностей и
являются величинами индивидуальными для каждого типа дви-
гателей.
Дефектация поршневого пальца. Если палец при
осмотре не забракован, то его подвергают обмеру для определения
износа, овальности и конусности. Обмер производится при помощи
микрометра Для удобства микрометр закрепляют в подставку.
На рис. 41 показаны места обмера пальца, которые отвечают ме-
стам обмера как гнезд для пальца в поршне, так и внутреннего диа-
метра втулки поршневой головки шатуна.
Дефектация шатунов. Внешним осмотром необходимо
Установить, не перегревался ли шатун в процессе работы, нет ли
Забоин на теле его, нет ли глубоких рисок или наволакивания ме-
талла на трущихся поверхностях, нет ли выкрашивания или трещин
41
на заливке вкладыша, не забита ли и не помята ли резьба на болтах
промер
{промер
Рис. 41. Схема обмера
поршневого пальца
нижней головки шатуна, не растянута ли резь-
ба их, не забиты ли грани гаек, а путем просту-
кивания проверить, нет ли отставания заливки
вкладыша. Особое внимание следует обратить
на те места, где чаще всего наблюдаются тре-
щины.
После осмотра шатуны подвергаются об-
меру для определения износа втулок порш-
невых головок и вкладышей кривошип-
ных головок шатунов. Обмер производится
индикатором.
На рис. 42 показаны места обмера головок.
Рисунок показывает, что поршневые головки
промеряются в двух поясах, расположенных
на расстоянии 10 мм от края, и в каждом поя-
се делается по два замера: один по направле-
нию оси шатуна, другой перпендикулярно
к нему.
Что касается обмера кривошипных головок главных шатунов,
то здесь можно дать следующие общие указания: у рядных двига-
телей обмер производится в двух поясах
от краев вкладыша, по два замера в
каждом поясе. Один замер в направле-
нии наибольшего износа, другой — пер-
пендикулярно первому. Если направле-
ние второго промера совпадает с
плоскостью разъема вкладыша, то его
заменяют двумя промерами под углом
30° к плоскости разъема.
У звездообразных двигателей, име-
ющих более широкие кривошипные го-
ловки главных шатунов, обмер произво-
дится в трех поясах. Два крайние
на расстоянии 15 мм от краев втулки и
один в середине. В каждом поясе бе-
рется по два промера: один по оси
шатуна, другой — перпендикулярно к
нему.
Для определения изгиба и скручен-
ности шатунов пользуются приспособ-
лением, показанным на рис. 32.
Установив оправки в верхнюю и
на расстоянии 10—15 мм
Рис. 42. Схема обмера шатуна
нижнюю головки, подвешивают шатун
в вертикальном положении. Цилиндрические концы оправки верхней
головки при этом должны опираться на подушках стоек А.
Положение оси верхней головки по отношению к столу приспо-
собления определяется положением оси оправки, опирающейся на
42
подушки, следовательно, ось верхней головки, как и ось оправки
будет находиться в плоскости, параллельной столу приспособления.
Ось же нижней головки, не связанной жестко с приспособлением,
свободно расположится в пространстве и, если шатун не изогнут, то
она так же, как и ось верхней головки, расположится в -плоскости,
параллельной столу.
Положение оси нижней головки шатуна определяется при помо-
щи индикатора, укрепленного на штативе, установленном на столе
приспособления. Если индикатор покажет, что наивысшие точки по-
верхности оправки нижней головки шатуна находятся на разных рас-
стояниях от стола, то это значит, что ось оправки и ось нижней го-
ловки не параллельны плоскости стола и шатун изогнут.
Для выявления скрученности шатуна пользуются тем же приспо-
соблением, ориентируясь на ребра стоек С, находящиеся в одной
плоскости с осью оправки верхней головки шатуна. Если шатун не
скручен, то оси обеих оправок должны находиться в одной плоско-
сти. Следовательно, оба конца оправки нижней головки должны
коснуться ребер стоек С. Если же шатун скручен, то оправка ниж-
ней головки коснется только одного ребра стойки.
Величина скручивания определяется при помощи замера зазора
между ребром стойки и не прилегающим к нему концом оправки..
Этот зазор замеряют щупом.
Перекос осей верхней, нижней и боковой головок в горизон-
тальной и вертикальной плоскостях допускается не больше 0,08 мм
на длине 200 мм для двигателя ВК-107 и не более 0,1 мм на длине
200 мм- для двигателя АМ-42.
Дефектация коленчатого вала. Последовательность
дефектации разобрана на стр. 30—31. Путем осмотра определяются
следующие дефекты:
1) перегрев шеек и носка вала,
2) срыв резьбы носка,
3) забитость резьбы носка,
4) риски, царапины, забоины, ржавчина шеек и т. д.
При наличии дефектов, указанных в первом и втором пунктах,
вал бракуется, при выявлении дефекта, определяемого четвертым
пунктом, вал подлежит ремонту.
Точно также вал подлежит ремонту и при наличии третьего де-
фекта, если повреждение резьбы незначительно, в противном случае
вал бракуется.
Путем осмотра с лупой и простукивания медным молотком оп-
ределяют трещины и волосовины на шейках, на галтелях шеек и на
Щеках вала.
При наличии этих дефектов валы современных авиационных дви-
гателей бракуются. На валах авиационных двигателей прежних
конструкций, работавших с меньшим напряжением появление во-
лосовин не влекло за собой браковки вала, необходимо было только
отметить в формуляре наличие их и вести более тщательное наблю-
дение за состоянием вала при последующих ремонтах.
43
Определение трещин путем осмотра лупой и простукиванием не
всегда дает полную, уверенность в надежности проведенной дефек-
тации. Весьма часто трещины бывают настолько слабо выявлены,
что их трудно отличить от волосовин или царапин.
Наилучшим путем определения таких слабо выраженных трещин
является магнитный способ.
Путем обмера микрометром определяют: износ, овальность и ко-
нусность шеек.
При износе шеек больше установленной ремонтными нормами
величины вал бракуется.
При овальности и конусности больше величины, установленной
ремонтными допусками, вал подлежит ремонту, при условии, что
диаметр шеек не выйдет за установленные предельные размеры.
Обмер шеек вала не требует какого-либо особого оборудования
и приспособлений. Лучше всего, как в смысле удобства обмера
шеек, так и в отношении сокращения времени, производить его на
проверочной плите. Обмер шеек на проверочной плите освобождает
от необходимости делать повторную установку и подготовку вала к
определению погнутости, которая может быть замерена только на
поверочной плите индикатором.
Обмер каждой шейки производят в трех поясах и в каждом по-
ясе в двух взаимно-перпендикулярных плоскостях. Направление
взаимно-перпендикулярных плоскостей первого и второго промеров
берется такое, которое обеспечило бы определение максимального
и минимального диаметров шеек (см. стр. 8—10).
Первый и третий поясы располагаются на расстоянии 10—12 мм
от щек вала, второй же пояс берется в середине шейки.
Как уже указывалось выше, установка вала на поверочной
плите для обмера шеек используется и для операций проверки бие-
ния шеек вала. Вал устанавливают на двух опорах-призмах под вто-
рой и седьмой или восьмой шейками * и определяют биение всех
остальных шеек. Проверку ведут при помощи индикатора ук-
репленного на штативе и свободно передвигаемого по плите. Пре-
дельно допустимое биение 0,15 мм. Кроме того, у двигателей типа
ВК-107 проверяется:
1) биение начальной окружности зуба шестерни привода ком-
прессора АК-40;
2) биение по окружности буртика, центрующего ведущую ше-
стерню редуктора, и по торцу буртика со стороны шестерни на диа-
метре 115 мм и
3) биение начальной окружности ведущей шестерни по ролику
диаметром 11.5 мм на работавшей длине зуба шестерни.
Биение коренных шеек вала может происходить вследствие про-
гиба его или вследствие эксцентричности самих коренных шеек, ко-
торая получается в результате односторонней выработки и непра-
вильно проведенного ранее устранения свалов вручную.
* Опора-призма ставится под ту из двух последних шеек, которая име-
ет меньший овал.
Точно также и биение носка вала может быть результатом по-
гнутости его или эксцентричности коренных шеек и носка вала.
В зависимости от того, какая причина вызвала биение носка и
шеек, принимается решение о способе устранения этого дефекта.
Если биение является следствием прогиба и величина биения боль-
ше допускаемой, то вал должен быть выправлен. При невозможно-
сти выправить вал, последний должен быть забракован.
Если биение является следствием эксцентричности коренных
шеек по отношению к оси вала и биение это больше допускаемого,
вал должен быть отремонтирован соответствующей шлифовкой всех
коренных шеек с одной установки.
При невозможности устранить эксцентричность, а также и в том
случае, если это устранение вызывает уменьшение диаметров шеек
превосходящее допускаемый предел вал должен быть забракован.
Дефектация картера. Картеры рядных и звездообразных
двигателей так резко различаются по своему конструктивному
оформлению, что нет возможности дать общее указание по дефек-
тации их. Описание процесса дефектации картеров для каждого
типа двигателя в отдельности было бы слишком громоздким, а по-
тому приводим здесь описание только наиболее характерных опера-
ций дефектации картеров.
Осмотром определяются дефекты, общие для картеров всех ти-
пов двигателей, как-то:
1) коррозия,
2) слабая посадка шпилек,
3) погнутые или поломанные шпильки, а также забитая или сор-
ванная резьба у шпилек,
4) пробоины в стенках картера,
5) трещины в гнездах вкладышей рядных двигателей,
6) то же в гнездах упорных подшипников звездообразных двига-
телей,
7) то же в гнезде сальника носка картера,
8) трещины фланца, соединяющего лапы крепления картера с
подмоторными брусьями,
9) то же на лапах крепления картера с подмоторными брусьями,
10) то же на фланцах соединения двух половин картера,
11) трещины на половине картера, не несущей подшипников,
12) то же на половине, несущей подшипники (при подвесном
вале),
13) то же в боках и днище картера,
14) то же в гнездах для шпилек картера и в болтовых отвер-
стиях,
15) трещины в перемычках картера.
Обмером выявляется:
1) увеличение диаметра гнезд для вкладышей,
2) увеличение по ширине гнезда упорного подшипника,
3) уменьшение длины гнезда (в моторах, где вкладыши снабжены
Фланцами),
4) коробление картера.
45.
Измерения диаметра гнезд вкладышей производят индикатором,
измерение их длины и длины гнезда упорного подшипника — штан-
генциркулем.
Параллельно с дефектацией картера ведется дефектация вкла-
дышей коренных подшипников рядных двигателей и дефектация ро-
ликовых или шариковых подшипников звездообразных двигателей,
При дефектации вкладышей коренных подшипников путем ос-
мотра с лупой и испытания на звук выявляют:
1) трещины в теле вкладышей,
2) трещины и выкрашивания в заливке,
3) отставание слоя заливки от тела вкладышей,
4) раковины в заливке.
При наличии первого дефекта вкладыши должны быть забрако-
ваны. Дефекты второй, третий и четвертый устраняют путем ре-
монта, если вкладыши залиты баббитом.
Вкладыши, залитые свинцовистой бронзой, при наличии указан-
ных дефектов бракуются.
Измеряя индикатором внутренний диаметр вкладышей при стя-
нутом картере, определяют износ их и зазоры между вкладышами и
соответствующими коренными шейками вала.
Для определения конусности замер производится в трех поясах,
соответствующих поясам замера коренной шейки вала.
Для определения овальности делается по три замера в каждом
поясе
На рис. 23 показаны места промеров внутреннего диаметра
вкладыша.
Измеряя внешний диаметр вкладыша, определяют характер по-
садки его в гнезде.
Пробой на краску определяют, насколько хорошо прилегает вкла-
дыш внешней поверхностью к гнезду
Увеличение внутреннего диаметра вкладышей ограничивается
величиной зазора между ними и соответствующими коренными
шейками вала, который в результате ремонта не должен превы-
шать 0,13 мм и в отдельных точках 0,14 мм (двигатель АМ-42) *.
Нарушение плотности прилегания половинок картера по плоско-
сти разъема определяется проверкой на краску на плите или нало-
жением одной половинки на другую.
Коробление половинок картера определяется линейкой или на
плите.
Повреждение маслопроводной магистрали определяется осмот-
ром и испытанием керосином под давлением. Обычно это испытание
ведется на рабочем месте ремонта картера.
Дефектация механизмов распределения. Осмот-
ром передаточных валиков проверяют, нет ли ржавчины
и раковин на трущихся частях, нет ли излома и трещин на валиках.
* Зазор 0,13 и в отдельных точках о,14 мм может быть допущен только
в том случае, если в процессе ремонта двигателя коренные шейки вала и
вкладыши коренных подшипников не ремонтировались. В противном случае
зазор должен быть в пределах серийного зазора.
46
Чтобы окончательно убедиться в отсутствии трещин, применяют
магнитный способ выявления трещин. При наличи^хотя бы одного
из этих дефектов валик должен быть забракован.
Обмером определяют износ трущихся поверхностей.
Проверка состояния кожухов передаточных валиков произво-
дится осмотром. Выявленные при осмотре дефекты (вмятины) уст-
раняются ремонтом.
Простым осмотром распределительного валика и
осмотром с лупой выявляются поломки, трещины и раковины на ку-
лачках. При наличии хотя бы одного из этих дефектов, распредели-
тельный валик должен быть забракован.
Обмером опорных шеек валика микрометром определяется их
износ.
Износ подшипников распределительного валика определяют
измерением внутреннего диаметра их при помощи индикатора.
Увеличение зазоров между шейками валика и подшипниками,
вследствие износа их, устраняется подгонкой в процессе ремонта.
Износ кулачков, изгиб и скручивание валика могут быть опреде-
лены на плите при помощи индикатора с шаблоном или на специаль-
ном приборе
В ремонтных мастерских проверку износа кулачков обычно не
производят совсем, в редких случаях ограничиваются определе-
нием максимального подъема на проверочной плите при помощи
индикатора.
Если износ кулачков больше установленного предела, то валик
должен быть забракован.
В том случае, если скрученность валика не проверялась в про-
цессе дефектации, этот дефект выявляется в процессе регулировки
двигателя.
14. Работа участка дефектации
Детали, забракованные в процессе дефектации, отмечают крас-
ной краской и кладут на стеллаж, предназначенный для забрако-
ванных деталей.
Детали, требующие ремонта, отмечают синей краской в том ме-
сте, которое подлежит ремонту и укладывают на этажерку. Эти де-
тали направляют на место их ремонта.
Детали, не требующие ремонта, тут же направляются в комп-
лектовку вместе со списком забракованных деталей и уклады-
ваются на соответствующие места на подвижной этажерке.
В том случае, если комплектовка ведется на участке дефекта-
ции (помещается на общей с ней площади) детали, не требую-
щие ремонта, также укладываются на соответствующие им места
подвижной этажерки. После полной скомплектованности они на-
правляются на место сборки. Таким образом, участок дефектации
Должен иметь этажерки, которые должны курсировать между уча-
стком дефектации и участком промывки, и этажерки, которые дол-
жны курсировать между участком дефектации и участком комп-
лектовки или сборки.
47
Результаты дефектации заносятся в специальную ведомость,,
которая называется ведомостью дефектации. Ведомость дефектации
являясь основным документом в деле ремонта двигателя должна
возможно полно отражать характер его, т. е., она должна не только
фиксировать дефекты двигателя, но и давать руководящие ука-
зания по устранению этих дефектов.
Часто указания относительно ремонта деталей даются в дифе-
ренцированном виде, вплоть до отдельных операций, с указанием
специальности, разряда, нормы времени на выполнение данной
операции и с указанием расценки *.
Чтобы иметь более полное представление о ремонтируемом дви-
гателе, на первой странице ведомости кроме номера дела, номера
заказа, номера двигателя, даты поступления в ремонт, заносится
также число ремонтов, которым двигатель подвергался до настоя-
щего ремонта, число часов, выработанных двигателем после пос-
леднего ремонта, общее число часов, отработанных двигателем с
начала его выпуска с завода и общая норма времени на ремонт дви-
гателя. Дата окончания ремонта и число человеко-часов факти-
чески затраченных на ремонт двигателя, выставляются после
окончания ремонта.
Ведомость подписывается дефектатором, составившим ее, за-
ведующим отделом дефектации, начальником цеха и инженером
производства.
О необходимости ведения замера деталей и записи результатов
замеров в дефектную ведомость говорить не приходится, это со-
вершенно очевидно. Наблюдение за изменением размеров деталей
двигателя имеет настолько важное значение, что некоторое время
в формуляры вносились карты замера деталей, которые в процессе
ремонта должны были аккуратно заполняться.
Иногда, учитывая повторяемость большинства работ и операций
при ремонте двигателей, вырабатывают заранее основной текст ве-
домости, в котором должны быть указаны все возможные при ре- |
монте работы, и печатают бланки ведомостей.
В этом случае дефектатору в процессе его работы остается
только занести в ведомость цифры размеров деталей и количества
их, вычеркнуть те работы, выполнение которых не требуется при
данном ремонте двигателя и вписать не предусмотренные ведо-
мостью работы. •
Такие, заранее отпечатанные ведомости экономят время, но эф-
фект от введения их полноценен и значителен только в том случае,
если текст их хорошо продуман и детально проработан. Плохо про-
думанный и недостаточно проработанный текст может дать обрат- I
ный эффект, вызывая необходимость внесения исправлений в текст |
и дополнения большого количества непредусмотренных работ.
Недостатками таких ведомостей являются их громоздкость и
затрата большого количества бумаги.
* Нормы времени и расценки устанавливаются и вписываются в ведо- 1
мость отделом техническою нормирования.
48
15. Комплектовка деталей
Назначение комплектовки — обеспечить нормальную, беспере-
бойную сборку двигателя путем своевременной подготовки всех его
деталей и агрегатов.
Работа по комплектовке двигателя начинается с момента по-
ступления в комплектовку этажерок с деталями и заканчивается
тогда, когда весь комплект деталей двигателя будет полностью
собран и на подвижной этажерке отправлен на участок сборки.
Основной работой комплектовщика является подбор запасных
частей взамен забракованных в процессе дефектации. Эти запас-
ные детали должны будут поступать на участки ремонта для соот-
ветствующей притирки, расточки, развертки, фрезеровки, шабров-
ки и т. д. Агрегаты двигателя, а также узлы и детали, которые
разбираются на рабочих местах ремонта, там же комплектуются
новыми деталями (взамен забракованных) бригадиром рабочего
места.
Обычно работу по комплектовке возлагают на работников по
дефектации. Такое объединение функций весьма целесообразно,
так как комплектовщик для успешного выполнения своих функций
должен детально знать ведомость дефектации. Кроме того, при за-
мене забракованных деталей годными комплектовщик должен из
числа запасных частей подобрать для двигателя необходимые де-
тали по размеру, весу и другим показателям, т. е. комплектовщик
должен уметь пользоваться мерительным инструментом и приспо-
соблениями для испытания деталей и знать технические условия на
ремонт двигателей. Другими словами, комплектовщик должен рас-
полагать знаниями и навыками дефектатора.
Слияние обязанностей дефектатора и комплектовщика в од-
ном лице еще не является основанием для территориального слия-
ния дефектации и комплектовки. При разрешении этого вопроса
должны быть учтены не только возможности лучшего использова-
ния оборудования, приспособлений, инструмента и площади, но
также и вопросы обеспечения наилучшей грузопоточности в цехе.
В тех случаях, когда обязанности не объединены комплектоз-
Щик кроме своих непосредственных обязанностий осуществляет
еще и наблюдение за комплектуемыми двигателями, принимает
отремонтированные детали, следит за сроками окончания комплек-
товки, сигнализирует о задержках на участках ремонта, а следова-
тельно, предупреждает срыв сроков начала сборки двигателей.
16. Оборудование рабочего места комплектовки
Как уже указывалось выше, обобщение обязанностей дефекта-
тора и комплектовщика еще не является основанием для террито-
риального объединения дефектации с комплектовкой.
При территориальном слиянии этих двух участков нарушается
н°рмальиый грузопоток, что нежелательно, а в крупных мастер-
ских — и недопустимо.
4
Охотин
49
При территориальном выделении участка комплектовки основ-
ным оборудованием его являются: подвижные этажерки для дета-
лей ремонтируемых двигателей, подставки, пирамиды для коленча-
тых валов, поверочная плита, полный комплект мерительного инет
румента, весы, установка для балансировки коленчатых валов
звездообразных двигателей и т. д.
ГЛАВА III
ТЕХНОЛОГИЯ РЕМОНТА ОСНОВНЫХ ДЕТАЛЕЙ
ДВИГАТЕЛЯ
1. Характер работ по ремонту деталей двигателя
Ремонт двигателя включает в себя в основном слесарные рабо-
ты, поэтому, если в предприятиях с большим количеством механиче-
ских работ повышение производительности труда идет главным об-
разом за счет повышения интенсивности использования механиче-
ского оборудования, то в авиаремонтных мастерских повышение
производительности труда должно итти,. в основном, за счет улуч-
шения организации производства (снижения потерь времени в про-
цессе работы, механизации труда и др.).
Как уже указывалось выше, технологический процесс ремонта
детали есть совокупность технологических процессов устранения
дефектов ее.
Качество ремонта лишь тогда будет отвечать техническим тре-
бованиям, когда каждый элемент технологического процесса будет
выполнен высококачественно при минимальных затратах средств и
времени.
При изготовлении новых деталей двигателя, для каждой из них
существует определенная последовательность операций, опреде-
ляемая технологическим процессом производства.
При ремонте деталей, в силу большого разнообразия подлежа-
щих устранению дефектов, невозможна такая определенная после-
довательность операций. ,
Однако при ремонте деталей должна существовать после-
довательность в устранении дефектов их. Эта последовательность
должна быть такова, чтобы последними устранялись дефекты, тре-
бующие для своего устранения наиболее точных и тонких способов
обработки. Так, например, нельзя начинать ремонт цилиндров с
устранения рисок на зеркале, не заменив предварительно забрако-
ванные направляющие и седла клапанов, нельзя приступить к фре-
зеровке или шлифовке седла клапана не закончив ремонта направ-
ляющей его и т. д.
Таким образом, ремонт деталей завершается обычно операци-
ями: шабровки, притирки, шлифовки, полировки и доводки.
50
2. Удаление следов коррозии
Со всех деталей, независимо от материала, из которого они из-
готовлены, следы коррозии удаляются механическим путем, т. е.
путем зачистки поврежденного места. .
Детали из алюминия, сплавов алюминия и электрона зачищают
шабером до полного удаления следов коррозии. Зачищенное место
полируют промасленной шкуркой 00—ООО, протирают чистой тряп-
кой, смоченной в бензине, начисто протирают сухой чистой ветошью,
после чего детали из алюминия и алюминиевого сплава смазы-
вают нейтральным техническим вазелином или закрашивают эма-
левым лаком (если раньше деталь была закрашена), а детали из
электрона оксидируют. Если деталь отделена от других, то оксиди-
рование производится путем погружения ее в ванну с раствором:
Хлористого аммония —0,1% Хромпика—5°'(,
Азотной кислоты уд. в.1,4 —11,0 °/0 Воды —остальное
Время выдержки 10—30 сек. Температура 35—40°.- Оксидиро-
ванную деталь сначала промывают в чистой проточной холодной
воде, затем — в горячей воде, с добавкой 0,5—1% хромпика (тем-
пература 60—80°Ц) и сушат, обдувая чистым сухим воздухом. Все
медные, латунные, цинковые, кадмированные и стальные детали,
соединенные с оксидируемой деталью, необходимо предохранить
от воздействия раствора ванны, обмазав их мастикой состава:
воска — 65%, парафина — 20%, канифоли—15% или цапонлаком.
Если деталь почему-либо невозможно оксидировать путем по-
гружения в ванну, тогда ее оксидируют путем легкого натирания в
течение 1—2 мин. ватой, смоченной в растворе:
Фосфорной кислоты уд.в.1,7 —40 см3 Хромпика от 2 ло 4 г
Нашатырного спирта уд-в.0,91 от 65 до 70 см3 Воды — 1 л
Затем оксидированное место детали насухо протирают чистой
тряпкой, промывают при помощи ваты, смоченной в воде? снова про-
тирают чистой ветошью и высушивают путем обдувки чистым го-
рячим воздухом.
Оксидная пленка должна быть сплошной, ровной. В случае об-
наружения на оксидированной поверхности отдельных мест оголен-
ного металла, их необходимо, протереть бензином и повторно окси-
дировать.
Если раньше деталь была закрашена, то после указанной выше
°бработки, ее вновь нужно окрасить.
Стальные детали зачищают промасленной шкуркой 00—0000.
После удаления следов коррозии зачищенные места протирают
Чистой сухой ветошью и смазывают обезвоженным пушечным са-
л°м или нейтральным техническим вазелином, проверенным на от-
сутствие влаги и кислоты.
В тех случаях, когда это возможно, механизируют процесс уда-
Дсния следов коррозии. Так, например, при удалении следов корро-
4* 51
зии с клапана, последний зажимается в специальное приспособле-
ние на станке, приводится во вращение, и с вращающегося клапа-
на удаляют следы коррозии шкуркой 1—0 и заполировывают про-
масленной! шкуркой 00—ООО.
Так удаляются следы коррозии со штока и грибка •клапана.
Следы коррозии с фаски клапана удаляются путем шлифовки на
шлифовальном станке с последующей притиркой к седлу кла-
пана.
Если из-за сложности конфигурации детали невозможно уда-
лить следы коррозии механическим путем, то их удаляют путем хи-
мической обработки детали.
Химической обработке предшествует обезжиривание деталей,
которое достигается путем промывки их в моечных машинах с со-
до-хромпиковым раствором или бензином.
Обезжириванию подвергают как стальные детали, так и детали
из алюминия и его сплавов.
Химическая очистка стальных деталей от следов коррозии про-
изводится погружением их в раствор состава:
Фосфорная кислота —55% Гидрохинон — 1%
Спирт (денатурат) —20% Вода —24%
Время-выдержки 1—3 мин., температура 20—25°Ц.
При незначительных следах коррозии раствор надо втрое разба-
вить водой.
После удаления следов коррозии деталь необходимо промыть в
холодной проточной воде, нейтрализовать влияние остатка кисло-
ты 10% раствором кальцинированной соды, вторично промыть в
проточной холодной воде, после чего окончательно промыть в раст-
воре состава:
Кальцинированная сода — 1—2%
Хромпик от 0,5 до 0,8 %
Вода — остальное
Время промывки 5—10 мин. Температура раствора 70—90°Ц.
После промывки производится обсушка детали струей воздуха.
Детали из алюминия и его сплавов очищаются от следов корро-
зии погружением в раствор состава:
Фосфорная кислота у. в. 1,7 от 5 до 10% (по объему)
Хромовый ангидрид уд. в. 2 — 5% (по весу)
Вода — остальное
Время выдержки в ванне 1 3 часа. Температура 15—20°Ц.
После удаления следов коррозии производится двухкратная про-
мывка в холодной проточной воде, затем промывка в горячей воде,
обдувка сухим воздухом и сушка в сушильном шкафу при темпе-
ратуре 100—110° Ц или в горячем авиационном масле при темпера-
туре 110—115°Ц до полного прекращения появления пены на по-
верхности масла.
52
3. Заделка трещин
Трещины, независимо от их характера и местоположения в де-
тали, ослабляют последнюю. В нагруженных деталях эти трещины
обычно служат причиной поломки их. В таких деталях, как масло-
сборное корыто, картер, рубашка блока и др., трещина не только
снижает прочность, но и нарушает герметичность.
Распространенными в авиамастерских способами заделки тре-
щин: запайкой, заплатами на заклепках, постановкой ввертышей,
можно восстановить герметичность, но нельзя восстановить проч-
ность, а потому в деталях, работающих с большой нагрузкой, тре-
щины обычно являются причиной браковки их. Заделка трещин до-
пускается только в таких деталях или в таких местах ее, которые,
либо вовсе не нагружены, либо находятся под такой небольшой на-
грузкой, что имеется большой запас прочности и ослабление ее тре-
щиной существенного значения не имеет. В данном случае, если от
детали не требуется обеспечения герметичности, или если трещина
находится в таком месте, что не нарушает ее (например, трещина
в усиливающем ребре картера см. стр. 11), трещину не заделывают,
а принимают меры для предот
вращения дальнейшего ее распро-
странения путем вырезания ребра
(рис. 43).
Если в заделке трещины нет
необходимости, но дальнейшее ее
распространение указанным спо-
собом нельзя предотвратить, то в
этом случае прибегают к засвер- Рис. 44. Ремонт детали засверловкой
ловке трещины по концам ее концов трещины
(рис. 44).
В тех случаях, когда трещину нельзя оставить в виду нарушения
герметичности, лучшим способом устранения ее является заварка.
Однако сложность процесса заварки деталей из алюминиевых спла-
вов обычно вынуждает мастерские отказываться от этого способа.
Применение пайки трещин в деталях из алюминиевых сплавов мяг-
кими припоями встречает затруднения вследствие отсутствия хоро-
ших флюсов, с одной стороны, а с другой, — вследствие большой
53
разности потенциалов материала детали и припоя, что вызывает
весьма интенсивное образование коррозии и быстрое разрушение де-
тали в месте пайки.
Применение твердых припоев дает достаточно прочный шов,
если деталь не подвергается изгибу и ударам. Пайка твердым при-
поем дает вполне устойчивый шов и в отношении коррозии. Пайка
ведется газовой горелкой или паяльной лампой. Применяют и без-
флюсовую пайку алюминиевых сплавов.
Заделка трещин путем постановки ввертышей или «прошивкой»
является грубым способом ремонта, тем не менее этот способ имеет
распространение.
При этом способе прочность детали не только не повышается, а
наоборот, ввертыши ослабляют ее. Данный способ применяется
только для восстановления герметичности.
Процесс заделки трещины «прошивкой» состоит в следующем.
1) Засверливаются концы трещины сверлом 4 мм.
2) Нарезается в одном из отверстий резьба.
3) Делается алюминиевый ввертыш и завертывается в это отвер-
стие так, чтобы конец его вышел наружу на 0,5 мм.
4) Другой конец срезают так, чтобы он немного выступал над
телом детали.
5) Сверлят следующее отверстие так, чтобы центр его проходил
через щель и чтобы оно захватывало ранее поставленный ввертыш.
6) Метчиком нарезают в отверстии резьбу.
7) Ввертывают второй ввертыш. И так повторяют до тех пор,
пока не будет заделана вся трещина (рис. 45).
Когда вся трещина будет заделана, ввертыши слегка расклепы-
Рис. 45. Заделка трещины Рис. 46. Заделка пробоины
вают и с наружной стороны зачищают шов, спиливая напильником
выступающие концы ввертышей заподлицо с телом ремонтируемой
детали. На рис. 46 показана заделка мелкой пулевой или осколоч-
ной пробоины в стенке незагруженной детали. Длина пробки или.
ввертыша берется по толщине стенки с припуском на расклепку.
4. Ремонт и замена шпилек
Ремонт шпилек обычно ограничивается исправлением легкой по-
гнутости их й забитости резьбы на концах. Если дефект значите-
лен и устранить его без нарушения прочности посадки и без сннже
54
Рнс.47. Вывертывание шпилек экс-
центриковым приспособлением
ния качества самой шпильки нельзя, то шпилька вывертывается из
гнезда, и ее заменяют новой. Чтобы вывернуть шпильку, на ее ко-
нец навинчивают гайку и контргайку, и гаечным ключом произво-
дят вывертывание. Если конец резьбы шпильки забит и навинтить на
него гайку с контргайкой нет воз-
можности, то ее вывертывают при
помощи эксцентрикового приспособ
ления (рис. 47) или запиливают ко-
нец шпильки на две грани и вывер-
тывают при помощи ключа. Значи-
тельно сложнее вывернуть шпильку,
.сломанную вровень с поверхностью
тела детали.
В этом случае можно вывернуть
шпильку при помощи экстрактора,
для чего высверливают в шпильке
отверстие под экстрактор. Вверты-
вая экстрактор, удаляют обломан-
ную шпильку (рис. 48). Можно от-
верстие в шпильке нарезать левым
метчиком; ввернув до отказа в
шпильку болт с левой резьбой и,
продолжая вращать его в том же
направлении, вывертывают обломан-
ную шпильку.
Если, по какой-либо причине, ни одним из указанных выше спо-
собов не удается вывернуть обломанную шпильку, то она может
быть вытравлена раствором азотной кислоты. Для этого над поло
манной шпилькой устанавли-
вают стеклянную или эбони-
4 товую трубочку, приклеива-
ют ее кислотоупорным клеем
или лаком по окружности
касания с деталью и напол-
няют ее раствором азотной
кислоты (удельный вес
1,15—1,2).
Для определения потреб-
ной концентрации раствора
кладут в фарфоровую чаш-
ку кусочек металла поломан-
ной шпильки и наливают
Рис. *1&. Вывертыванье шпилек экстрактором концентрированную азотную
кислоту, затем добавляют
воду. Концентрация, при которой начинается активное растворение
испытываемого кусочка металла и принимается для вытравления
шпильки.
Для ускорения процесса вытравливания, через каждые 5—
55
10 минут действия раствор из трубочки удаляется пипеткой и за-
меняется новым. Температура -раствора должна равняться 50—
60°Ц. После удаления шпильки отверстие должно быть промыто во-
дой и продуто сжатым воздухом. Этот способ пригоден для вытрав-
ливания стальных шпилек из алюминия и алюминиевых сплавов.
Следует отметить, что нельзя пользоваться этим способом для вы
травливания стали из алюминиевого сплава, содержащего цинк.
В настоящее время взамен вытравливания поломанных шпилек
начинают с успехом применять электроискровой метод. Этот метод
обладает большой эффективностью, а в некоторых случаях является
единственным методом, пользуясь которым возможно удалить по-
ломанную шпильку или инструмент.
5. Ремонт цилиндров
Ремонт цилиндров начинают с ремонта направляющих втулок
клапанов и заканчивают ремонтом или заменой гильз цилиндров и
шлифовкой их.
Ремонт и замена направляющей втулки кла-
пана Технологический процесс ремонта и замены направляющей
втулки клапана не является общим для всех видов втулок и изме-
няется в зависимости от конструктивной особенности как самих
втулок, так и узла, включающего ‘в себя втулку.
Во всех случаях технологический процесс ремонта и замены на-
правляющей втулки клапана разбивается на пять операций:
1) удаление забракованной направляющей втулки,
2) подготовка гнезда под направляющую втулку,
3) ремонт или подбор новой направляющей втулки,
4) постановка новой направляющей втулки,
5) окончательная обработка направляющей втулки.
Удаление направляющей втулки клапана. Про-
цесс удаления направляющей втулки клапана отличен для каждого
вида втулок. Так, конусные направляющие втулки клапанов уда-
ляются путем выколачивания их. Исключение составляют направ-
ляющие втулки впускных клапанов двигателей ВК-Ю7А, которые
удаляются при помощи специального приспособления, навертывае-
мого на резьбу открытой (верхней) части направляющей.
Рис. 49. Выколотка
При данном конструктивном оформлении головки блока цилин-
дров, клапан впуска может быть вынут из цилиндра только после
удаления направляющей втулки его.
Цилиндрические направляющие втулки удаляются путем вы-
прессовки или вырезания их, в зависимости от того, насколько удо-
5ь
бен подход к ним. Там, где втулка удобно расположена в смысле
применения приспособления для выпрессовки, — ее выпрессовы-
вают, где применение приспособления для выпрессовки затруд-
нено — направляющую вырезают
Выколачивание конусных втулок производится при помощи вы-
колотки (рис. 49) и молотка.
Удаление цилиндрической направляющей втулки клапана про-
изводится путем выпрессовки
специального при-
показанного на
Рис.
50. Выпрессовка направляющей
втулки клапана
направляющей
вырезания произ
при помощи
способления,
рис. 50.
Удаление
втулки путем
водится на сверлильном стан-
ке специальным зенкером
(рис. 51).
Для удобства выполнения
этой работы цилиндр устанав-
ливается на специальное при-
способление, показанное на
рис. 52. Приспособление состо-
ит из станины (1), к которой
на цапфах (7) крепится люль-
ка (2), имекйцая возможность
вращаться. На боковом флан-
це люльки насверлен ряд от-
верстий, дающих возможность
фиксировать определенное,
нужное для выполнения рабо-
ты, положение люльки. Фикса-
ция люльки производится шти-
фтом (9) Для зажима цапф
люльки имеется гайка с шай-
бой (10). Цилиндр крепится
к люльке при помощи диска крепления (3), прижимов (4), устано-
вочного винта (5) и крепежного винта (6). На рис. 53 показан про-
цесс вырезки направляющей клапана.
Диаметр зенкера берется на
0,5 мм меньше наружного диа-
метра направляющей втулки.
Направляющая втулка выре-
зается не до конца, оставляет-
ся пояс Шириной 3—5 мм.
Если после вырезания втул-
ки выступающая часть ее не
обломится, ее обламывают легким ударом молотка, а остав-
шуюся часть выбивают бородком, уперев последний в оставленный
Рис. 51. Зенкер
поясок.
57
Если петеле этого в гнезде еще останутся частицы втулки их уда-
ляют при помощи чертилки.
Подготовка гнезда к постановке новой на-
правляющей втулки клапана. ТехнЬлогический процесс
замены направляющей втулки является общим для всех видов ва-
Рис. 52. Приспособление для ремонта цилиндра
правляющих втулок. Если диаметр отверстия под направляющую
втулку клапана находится в пределах допусков и на поверхности
не имеет надиров и рисок, то подготовку гнезда ограничивают за-
чисткой отверстия крокусной шкуркой, смоченной в бензине.
При наличии на поверхности гнезда надиров и рисок произво-
дят развертку гнезда под увеличенный диаметр направляющей
втулки. Ремонтные направляющие втулки делаются нескольких
размеров .
Так, для двигателей АШ-82 направляющие втулки клапанов
впуска и выпуска изменяются по размерам следующим образом:
номинальный размер + 0,13 ММ
» » + 0,25 »
» » + 0,38 »
» » + 0,50 »
» » + 0,75 »
» » + 1,00 »
» » + 1,65 »
58
В соответствии с состоянием гнезда и с имеющимися налицо
ремонтными направляющими втулками производится развертыва-
ние его Диаметр гнезда делается на 0,08—0.V25 мм меньше диамет-
ра направляющей втулки,
чем и обеспечивается не-
обходимый натяг.
Развертывание произво-
дится развертками с направ-
ляющими хвостовиками. Ча-
сто для развертывания гнезд
применяются универсальные
разжимные развертки, а для
обеспечения правильного по-
ложения оси гнезда слу-
жат специальные направля
ющие втулки для развер-
ток.
На рис. 54 показана раз-
вертка для гнезда кониче-
ской направляющей втулки
клапана и приспособление,
обеспечивающее правиль
ность развертывания его.
Исправление гнезда в
этом случае ведется раз-
верткой (3), вставленной во
втулку приспособления (2).
Развертка имеет гайку (4), Рис. 53. Вырезка направляющей клапана
положение которой ограни-
чивает перемещение разверт-
ки по оси вниз и этим самым не позволяет развернуть гнезда больше,
чем требуется.
Исправление гнезда направляющей клапана двигателя ВК-107А
производится приспособлением, подобным показанному на рис. 54
и отличающимся от него отсутствием ограничительной гайки. Диа-
метр гнезда в этом случае определяется посадкой конусного ка-
либра.
Развернутое гнездо проверяется калибром на краску (краска
Должна ложиться равномерно по всей поверхности гнезда).
Чтобы получить более чистую поверхность гнезда развертыва-
ние следует производить с керосином.
Ремонт направляющих втулок клапанов. Рань-
ше направляющие втулки клапанов, как правило, не ремонтирова-
лись и при их износе, выходящем за пределы, допустимые техниче-
скими условиями, браковались, как негодные для дальнейшего ис-
пользования, теперь же они ремонтируются. Изношенные втулки
подвергаются обжатию, с последующим наращиванием наружной
поверхности путем омеднения или напрессовки латунной трубки.
39
Тис. 54. Приспособление для исправления гнез-
да под направляющую втулку клапана двига-
телей типа ВК
Обжатие производится при помощи специального приспособления,
показанного на рис. 55.
Процесс обжатия заключается в следующем:
1) В одну из половинок конуса (2) закладывается направляющая
втулка, подлежащая обжатию, и накрывается другой половинкой
конуса. Поверхности трения конуса и матрицы обильно смазывают.
2) Конус с обжимаемой втулкой вкладывается в коническое от-
верстие матрицы (1). На
верхний торец конуса
накладывается верхняя
упорная пятка (3), и в
таком виде приспособле-
ние устанавливается под
пресс. _
3) Нажимая- плунже-
ром или винтом пресса
на пятку конуса, вгоняют
конус в матрицу и тем
обжимают направляющую
втулку.
4) После обжатия при-
способление вынимают из
под пресса. снимают
верхнюю пятку, перевора-
чивают приспособление на
180°; на узкий конец
конуса (2) надевают ниж-
плунжером пресса, выжи-
нюю пятку (4) и, нажимая винтом или
мают конус обратно из матрицы.
5) Вынимают направляющую втулку из конуса. Исправляют от-
верстие разверткой, доводя диаметр его до нужного размера, наде-
вают на оправку и на этой оправке протачивают направляющую
втулку снаружи.
6) После проточки снаружи втулка подвергается омеднению
снаружи до диаметра на 0,08—0,125 мм больше диаметра гнезда
направляющей втулки с тем, чтобы при посадке ее в гнездо обеспе-
чить надлежащий натяг.
Подбор новой направляющей втулки клапана.
При конусных втулках особенно большое значение имеет глубина
посадки ее, а потому подбор конусных втулок ведется по глубине
посадки их в гнезда.
Глубину посадки определяют по расстоянию от торца втулки
посаженной в гнездо до плоскости, принимаемой за базу. У двига-
телей семейства ВК за базу принимают плоскость разъема блока
с крышкой. Расстояние это замеряется
(рис. 56) или глубомером.
Увеличение указанного расстояния, т.
садка втулки, может привести к тому, что
-60
специальным лекалом
е. более глубокая по-
нижняя тарелка клапан-
ной пружины сядет на тело блока и не будет прижимать втулку к
гнезду ее. Ослабление направляющей втулки в гнезде может вы-
Рис. 55. Приспособление для обжатия направляющей втулки
клапана
звать неправильную посадку клапана и как следствие этого прогар-
фаски грибка и седла клапана.
Уменьшение этого расстояния не допускается вследствие очень-
малого зазора между витка-
ми пружины в сжатом состо-
янии (0,3 мм).
При подборе втулки послед-
няя вставляется в гнездо вруч-
ную и проверяется расстояние
между торцом втулки и базо-
вой плоскостью, учитывая при
этом, что после запрессовки
она должна сесть глубже
в свое гнездо, приблизительно
на 0,3—0,5 мм.
Плотность прилегания втул-
ки к гнезду обычно проверяет-
ся на краску.
Рис. t6. Проверка глубины посадки па
правляющей втулки клапана
61
Для двигателей ВК-105 расстояние от торца направляющей кла-
пана впуска до плоскости разъема должно,, быть 6,5io’og, а от
„ _ у-0.02
торца направляющей клапана выпуска 4,5 _006
Для двигателей ВК-107А расстояние от торца направляющей
клапана выпуска до плоскости разъема должно быть не более,
11,7 мм.
Подбор цилиндрических направляющих втулок клапанов про-
изводится по размерам, т. е. направляющую втулку подбирают та-
кой, чтобы наружный диаметр части ее, садящейся в гнездо, был
больше диаметра гнезда на величину на-
тяга, а именно: на 0,025—0,075 мм — для
двигателей АМ-38Ф, на 0,06—0,1 мм —
для двигателей АМ-42, на 0,025 —-
0,08 мм — для направляющих клапана
впуска и на 0,077—0,11 лш — для на-
правляющих клапана выпуска двигателей
М-25, АШ-62, АШ-62НР, АШ-62Р и
АШ-82.
Рис. 58. Приспособление для проверки пе-
рекоса направляющей втулки клапана
1 —плита, 2—оправка с укрепленным ин-
дикатором
Рис. 57. Приспособление
для запрессовки конус-
ной направляющей втул-
ки клапана
Постановка новых направляющих втулок. По-
добранную по размеру гнезда конусную направляющую втулку
запрессовывают в гнездо тарированными ударами. Направляющие
втулки клапанов двигателей семейства ВК, включая и двигатели
ВК-107А, запрессовываются двумя ударами груза весом 1,320 кг
с высоты 200 мм. Исключение составляют двигатели ВК 105. Для
запрессовки направляющих втулок впускных клапанов этих двига-
телей делается по 2 удара грузом 0,96 кг с высоты 200 мм, запрес-
совка направляющих втулок выпускных клапанов производится
62
гак же, как у прочих двигателей семейства ВК. Запрессовка произ-
водится при помощи приспособления, показанного на рис. 57.
Запрессовав конусную втулку, провёряют правильность посад-
ки ее по отношению к верхней плоскости блока: ось направляющей
втулки должна быть перпендикулярна плоскости блока.
Проверка эта производится при помощи приспособления, по-
казанного на рис. 58.
Перед постановкой плиты приспособления осматривают верх-
нюю поверхность блока, являющуюся базой для проверки, и, если
на ней имеются забоины или выступающие места, то их зачищают
шабером с тем, чтобы плита могла лечь плотно, без качки.
Допускается перекос втулки по оси блока на радиусе 100 мм не
более 0,05 мм и перпендикулярно оси блока не более 0,08 мм, а для
направляющих втулок клапанов впуска двигателей ВК-107А допу-
скается перекос вдоль и поперек оси
блока не более 0,1 мм на радиусе
100 мм.
Постановка цилиндрических втулок,
имеющих удобный доступ к ним произво-
дится при помощи приспособления, пока-
занного на рис. 59. 9
В тех случаях, когда подход к гнезду
затруднен и нет возможности воспользо-
ваться приведенным выше приспособле-
нием для запрессовки, посадку на-
правляющей производят в нагретый
цилиндр.
Для нагрева цилиндр загружают в
электропечь, нагретую до температуры
315г Ц и выдерживают при этой темпера-
туре в течение 1 часа.
При отсутствии печи для нагрева до-
пускается нагревать головку цилиндра
паяльной лампой.
В этом случае нагрев1 головки произ- Рис. 59. Запрессовка напра-
водят с внутренней стороны через соот- вляющеи втулки клапана
ветствующий патрубок. Пламя лампы на-
правляют на бобышку. Нагрев следует вести равномерно, не сосре-
доточивая пламя в одном месте, во избежание местных перегревов
и образования трещин. Чтобы не допустить попадания пламени на
зеркало цилиндра, отверстия седел клапанов закрывают азбестом.
Для определения температуры нагрева головки кладут кусочек
олова на выточку под большую пружину клапана.
Начало плавления кусочка олова в этом месте укажет на то,
что температура головки будет около 300°Ц.
Направляющую втулку клапана сажают на оправку, смазы-
вают снаружи маслом и легким ударом молотка загоняют в гнездо.
63
Затем дают головке цилиндра охладиться, примерно 8—15 сек., и
ударами молотка по оправке окончательно допрессовывают направ-
ляющую втулку. После запрессовки втулки цилиндр ставят гиль-
зой вверх, и этим создают условия для равномерного охлаждения
его. После того, как головка цилиндра охладится, оправка выни-
мается.
Рис. 60. Приспособление для фрезерования седел клапанов
Шарашка-' ]
с у гл ом Ь-—1
зубьев 70 ° б"
Шарашка с углом зубьев 301
для шарашки фасок седел
клапанов
Шарашка-"-''
угло^мзубьев
Окончательная обработка направляющей
втулки клапана. После запрессовки направляющая втулка
подвергается развертыванию. Необходимость развертывания объ
ясняется тем, что при запрессовке с натягом, доходящим до
- 0,11 мм, происходит деформация ее. В результате этой деформации
нарушаются размеры и правильность формы отверстия. Исключение
в этом отношении составляют конусные направляющие втулки.
Втулки этого типа, в силу особенности посадки их не деформи-
руются, следовательно и не требуют последующего развертывания.
Исправление формы отверстия направляющей и доведение его
до нужного размера производится при помощи развертки вручную.
64
Развертывание производится в два приема — предварительное
и окончательное (двигатели М-25, М-25А, М-25В, АШ-62, АШ-62ИР
и АШ-62Р, АШ-82) и даже в три приема (двигатели АМ-35А,
АМ-38Ф, АМ-42).
Для того, чтобы исключить возможность образования выхва-
тов и круговых рисок, необходимо при развертывании втулок при-
лагать равномерное усилие.
Заусенцы, получившиеся после этого на выходной стороне
втулки, устраняются шабером.
В тех случаях, когда подход с шабером затруднителен, приме-
няют торцевую фрезу, которой вручную снимают заусенцы.
Закончив с устранением заусенцев, направляющую втулку про-
тирают марлей, продувают сжатым воздухом и проверяют калибром.
Проходная сторона калибра должна проходить без усилий, а
браковочная, в худшем случае, должна закусываться с обеих сто-
рон втулки на глубине не более 2—3 мм.
После проверки втулки калибром развернутое отверстие поли-
руют крокусной шкуркой, смоченной в бензине.
Ремонт седел клапанов. Устранение следов выгора-
ния и коробления клапанных седел, а также рисок, забоин,раковин
и наклепа на их рабочей поверхности (фаске) производится путем
фрезерования.
Фрезерование клапанных седел ведется вручную, при помощи
специальных фрез или на приспособленном для этого станке при
помощи тех же фрез.
На рис. 60 показано приспособление для фрезерования клапан-
I
Рис. 61. Шлифовка седел клапанов
5 Охотин
С 5
ных седел, установленное и подготовленное к проведению этой опе-
рации вручную.
В том случае, если ширина фаски седла после фрезерования по-
лучается слишком большой, необходимо уменьшить ее. Эта опера
ция производится при помощи двух дополнительных фрез а и б, по-
Рис 62
казанных на рис. 60 и отличающихся от основной фрезы только уг-
лом наклона зубьев. Если клапанные седла стеллитированы, то фре-
зеровка заменяется шлифовкой. Шлифовка седел производится на
Рис. 63
специальной установке, показанной на рис. 61. Движение от элек-
тромотора гибким валом передается к державке со шлифовальным
камнем.
Замена седел клапанов. Процесс замены седел клапа-
нов, равно как и процесс замены других деталей, посаженных с на-
тягом, состоит из пяти опера-
ций: удаление седла, подготов-
ка гнезда под седло, подбор
нового седла, постановка но-
вого седла, и фрезеровка
седла.
Удаление забрако-
Рис. 64
ванного седла. Приме-
няются три способа удаления седла: вырезание седла, выпрессовка
седла и выпрессовка с предварительным вырезанием завальцован-
ного материала головки. Применение того или иного способа зави-
сит от конструктивной формы седла и от вида посадки его. На
рис. 62 показаны седла, подлежащие вырезанию; на рис. 63 — седла,
подлежащие выпрессовке, и на рис. 64 — седла, подлежащие вы-
66
прессовке с предварительным вырезанием завальцованного мате
риала. Вырезание седел производится на сверлильном станке при по-
мощи специального приспособления с резцом. Резец устанавли-
вается по установочному кольцу или по микрометру так, чтобы
после вырезания седла остался слой толщиной 0,3—0,4 мм. Остатки
седла удаляются загнутой чертилкой.
На рис. 65 показано приспособление для вырезания завальцо-
ванного материала головки вручную.
Выпрессовка седел производится при помощи приспособлений,
показанных на рис. 66 и 67. При этом перед выпрессовкой седла
клапана двигателей семей-
ства ВК блок в течен ie
20—25 минут нагревается
в электропечи или масля-
ной ванне до температу-
ры 115—125°.
Рис. 66. Выпрессовка седла клапана
двигателя типа ВК
Рис. 65. Вырезание завальцо-
ванного материала головки
Подготовка гнезда под седло клапана. Если
поверхность гнезда под седло клапана не имеет больших рисок, на-
диров или других повреждений, то подготовка такого гнезда заклю-
чается в зачистке его крокусной шкуркой с керосином. При нали-
чии значительных повреждений гнездо растачивается. Расточка
гнезд цилиндрических седел производится тем же приспособле-
нием, какое применяется для вырезки их. Расточка гнезд под кони-
ческие седла производится при помощи приспособления, показан-
ного на рис. 68.
Подбор новых седел клапанов. Цилиндрические
седла подбираются по натягу, определяемому как разница между
5*
67
диаметрами седла и гнезда под седло, а конические — по натягу,
определяемому глубиной посадки седла.
Натяг цилиндрического седла клапана выпуска двигателя
АШ-82 должен быть в пределе
Рис. 67. Выпрессовка седла кла-
пана двигателя типа AM
от 0,26 до 0,38 мм, а клапана
впуска — в пределе от 0,33 до
0,42 мм. Натяг цилиндриче-
ского седла клапана выпуска
Рис. 68. Исправление гнезда
под коническое седло клапана
Монтажный зазор
перед запрес-
совкой
Ма'барка стеллите
Рис. 69. Проверка посадки
седла клапана перед запрес-
совкой его
двигателя АМ-42 должен быть в пределе от 0,04 до 0,09 лыс
Натяг конического седла клапана впуска того же двигателя опре-
деляется по зазору между торцом седла, поставленного в гнездо
от руки и торцом гнезда, как показано на
рис. 69. Этот зазор должен быть от 1,15
до 1,54 мм.
Натяг конического седла двигателя
ВК-107 определяется по зазору между
торцом седла и торцом гнезда. Зазор
должен быть не меньше 1 мм. Такой за-
зор обеспечит нормальный натяг от
0,07 до 0,14 мм.
Постановка нового седла
клап.ана. В тех случаях, когда
требуется осуществить посадку седла клапана в гнездо с боль-
шим натягом, седло вставляется в свое гнездо после предваритель-
ного нагрева цилиндра или блока. Так, например, при посадке седел
клапанов двигателей семейства АШ цилиндры нагреваются в элек-
тропечи до температуры 315°. Блоки двигателя ВК-107А нагре-
ваются до 115—125°. После нагрева запрессование седла произ-
водят при помощи приспособления, показанного на рис. 70 *.
* После запрессовки седло клапана подлежит завальповке
68
Рис. 70. Запрессовка седла кла-
пана двигателя типа ВК
Седла клапанов двигателей семейства AM запрессовывают без.
предварительного нагрева головки блока.
После запрессовки седла в заточку его производят завальцовы-
вание материала головки блока.
Последняя операция процесса замены седла — фрезерование
фаски — производится так же, как и при ремонте седла.
Ремонт и замена гильз цилин-дров. Цилиндры
звездообразных двигателей, гильзы которых имеют овальность, ко-
нусность, риски, следы коррозии и т. д.,
подлежат ремонту расшлифовкой до
больших размеров, соответствующих
размерам ремонтных поршней и порш-
невых колец. Расшлифовку цилиндров
можно производить на внутришлифо-
вальных или на планетарных шлифо-
вальных станках.
Учитывая влияние качества обра-
ботки поверхности цилиндра на работу
мотора, необходимо после расшли-
фовки производить хонингование
гильзы.
В тех случаях, когда мастерские не
оборудованы специальными станками
для расшлифовки и хонинга, можно
приспособить для расшлифовки токар-
ный станок, а для хонинга — сверлиль-
ный станок.
Гильзы, имеющие большой износ,
восстанавливают путем хромирования
или заменяют.
Замена гильз цилиндров звездо-
образных двигателей может бьиь
произведена только на авиамоторо-
строительном заводе, так как оконча-
тельная обработка гильзы цилиндра
производится после навертывания го-
ловки.
Таким образом в ремонтных мастерских и базах гильзы цилинд-
ров звездообразных двигателей не заменяются (исключение состав-
ляет двигатель М-11)
Весьма часто в ремонт поступают двигатели М-11 с цилиндра-
ми, имеющими ослабленную посадку головок. В результате этого
дефекта, в процессе работы происходит выбивание масла из-под
головки и расшатывание головок. Дефект этот, недопустим в ра-
боте и должен быть устранен.
Процесс устранения этого дефекта заключается в том, что
резьбу гильзы наращивают путем омеднения. Для этого:
1) дефектный цилиндр нагревают в электрической печи до
69
300°Ц, 2) отворачивают головку цилиндра; 3) промывают гильзу
бензином; 4) обезжиривают венской известью; 5) промывают хо-
лодной водой; 6) промывают горячей водой; 7) декапируют;
8) тщательно промывают холодной водой; 9) производят омедне-
ние; 10) исправляют резьбу головки цилиндра; 11) головку цилин-
дра нагревают до 350—400°Ц; 12) омедненную резьбу гильзы ци-
линдра смазывают касторовым маслом; 13) горячую головку ста-
вят в специальную установку, ввертывают гильзу цилиндра и за-
тягивают ее. После затяжки выправляют помятые ребра головки
цилиндра.
Процесс омеднения гильз цилиндров производится в цехе ме-
таллических покрытий деталей.
Ремонт цилиндров путем омеднения значительно снижает стои-
мость ремонта двигателей М-11. Например, по данным одного из
ремонтных предприятий, новый цилиндр, полностью собранный,
стоит 368 руб. 87 коп., в то время как полный ремонт цилиндра с
Рис. 71. Приспособление для постановки гильзы в блок двигателя
типа BIC
применением омеднения резьбы, со всеми накладными расходами
и начислениями стоит всего лишь 75 руб. Стоимость работы по ре-
монту цилиндра только путем омеднения резьбы без выполнения
остальных работ по ремонту цилиндра и без накладных расходов
выражается в сумме 13 руб. 02 коп.
Гильзы блочных цилиндров при ремонте и замене их удаляются
из блока.
Технологический процесс удаления гильзы из блока зависит от
способа закрепления ее. Так, гильзы двигателей типа АМ-42 вы-
прессовываются из рубашек цилиндров, гильзы двигателей типа
ВК-Ю7А — вывертываются.
Вывертывание гильзы производится при помощи специального
ключа трения (рис. 71). Выступающий из блока конец гильзы зажи-
мается между стальным кольцом (1) и разжимным чугунным коль-
цом (2). Разжимание кольца производится клином (3). Перь^ры-
вертыванием гильзы блок нагревается до температуры 120сЦ^И1н-
ие с горячим маслом.
70
Иногда при удалении гильзы происходит повреждение резьбы в
блоке. Незначительные повреждения резьбы или срыв не более двух
ниток могут быть исправлены специальным раздвижным метчиком
(рис. 72). После исправления резьбы гильза должна быть заменена.
Дефекты гильзы: неравномерный износ, деформация, риски,
следы коррозии — устраняются путем шлифовки. Гильзы, имеющие
поврежденное зеркало, могут быть перешлифованы при условии,
если после перешлифовки размеры не выйдут из допустимых преде-
лов. Для двигателей, имеющих азотирован-
ные гильзы, увеличение диаметра при рас-
шлифовке допускается не более 0,3 мм (по
отношению к номинальному размеру).
Гильзы, имеющие значительные повреж-
дения слоя кадмия, должны быть подверг-
нуты повторному кадмированию. В этом
случае поврежденный слой кадмия удаляют
на пескоструйном аппарате, при этом зер-
кало гильзы, резьбу и торцы предохра-
няют от песка. Обдувание производится
под давлением 2—3 атм. Песок должен
быть просеян через сито с отверстиями диа-
метром не более 0,6 мм.
При наличии дефектов на опорной по-
верхности буртика гильзы (двигатели семей-
ства ВК) допускается подрезка его, но не
более чем на 0,5 мм. Подрезка производит-
ся на токарном станке. После подрезки опор-
ную поверхность проверяют на краску коль-
цом. Прилегание должно быть ровное по всей
поверхности.
При замене гильзы у моторов того же
типа необходимо подрезать опорную по-
верхность блока под эластичное кольцо.
Подрезание это производится при помощи приспособления, показан-
ного на рис. 73. Подрезанная поверхность проверяется на краску
специальным приспособлением. Краска должна ложиться равно-
мерно по всей опорной поверхности.
Практика показала, что значительно лучшие результаты полу-
чаются в том случае, если подрезку опорной поверхности блока ве-
сти тут же после удаления гильзы, не охлаждая блока, как это
предлагается делать заводской технологией.
У блоков со съемными головками (двигатели семейства AM)
часто наблюдается прогиб стыковой плоскости рубашки цилиндров.
Этот дефект устраняется путем притирки стыковой плоскости ру-
башки цилиндров на чугунной плите с наждачным порошком (20—
шнутником). Во время притирки порошок смачивается кероси-
k После притирки рубашку цилиндров необходимо тщательно
ныть и продуть воздухом.
7 Г
Рис. 73. Приспособление
для подрезания опорной
плоскости под эластич-
ное кольцо в блоке
Притертая поверхность рубашки цилиндров должна иметь ров-
ную матовую поверхность без разрывов.
Высота рубашки двигателя АМ-42 после притирки должна быть
не менее 216,25 мм.
Величина прогиба рубашки цилиндров в продольном направле-
нии допускается не более 0,15 мм и в поперечном не более 0,1 мм.
Прогиб рубашки устраняется путем шабровки по плите.
После устранения прогиба рубашки или
приведения этого дефекта к допустимой
величине запрессовываются новые контроль-
ные шпильки взамен выпрессованных перед
устранением прогиба.
Контрольные шпильки подбираются по
натягу от 0,02 до 0,07 мм. Выступание кон-
трольных шпилек должно быть 8,5—9,5 мм.
Подбор гильз взамен забра-
кованных. В том случае, если резьба
в блоке исправлялась метчиком (рис. 72)
(двигатели типа ВК), подбор новой гильзы
производят так, чтобы резьба ее достаточно
плотно входила в резьбу нагретого в мас-
ляной ванне блока, иначе слабая посадка
гильзы послужит причиной быстрого разру-
шения верхнего уплотнения. Однако нельзя
давать и большой натяг, так как это приве-
дет к быстрому износу гильзы в верхней ее
части и к образованию уступа.
Если при замене гильзы резьба в блоке
не исправлялась, то подбирают гильзу та-
кую, чтобы средний диаметр резьбы ее
был равен среднему диаметру заменяемой
гильзы или на 0,01 мм больше его, и только
в том случае, если гильза забракована по
причине большого износа верхней части,
рекомендуется подбирать гильзу с средним
диаметром резьбы на 0,01 мм меньше среднего диаметра резьбы за-
меняемой гильзы (и ни в коем случае не больше).
Гильзы двигателей типа AM подбираются по высоте бортика.
Выступание бортика гильзы относительно плоскости рубашки ци-
линдров у двигателей АМ-42 должны быть в пределах от 0,13 мм
до 0,23 мм (рис. 74). Допустимая разность выступания бортиков в
пределах одного блока — не более 0,03 мм. Замер производится в че-
тырех точках по окружности для каждой гильзы. Если выступание
бортика менее 0,13 мм, производится подбор другой гильзы. При от-
сутствии гильз, обеспечивающих надлежащее выступание бор-
тика, следует произвести притирку плоскости рубашки цилиндров и
добиться выступания бортика не менее 0,13 мм. Если бортик высы-
пает больше чем на 0,23 мм, гильзу необходимо притереть по своей
72
которые могут быть ра-
Рис. 74. Замер выступания
бортика гильзы
выточке в рубашке цилиндров. Тоже самое необходимо сделать и
в том случае, если выступание бортика отдельной гильзы более чем
на 0,03 мм превышает выступание бортиков остальных гильз. При-
тирка ведется наждачным порошком—15-минутником, разведен-
ным в авиамасле. \
Выполняя притирку, необходимо обратить внимание на то, чтобы
наждак не попал на посадочные пояски,
стерты по диаметру, что повлечет за со-
бою брак рубашки цилиндров.
Гильзы, окончательно притертые и по-
догнанные по размерам выступания
бортиков, проверяются по краске.
Постановка гильзы в блок.
После подготовки гильзы к постановке
в блок, тщательно протирают опорные по-
верхности на гильзе и в блоке и присту-
пают к постановке ее.
Для того, чтобы установить надлежа-
щий натяг гильзы двигателя семейства
ВК, полагается предварительно опреде-
лить положение гильзы в блоке, вверну
той до упора в эталонное кольцо, постав-
ленное вместо эластичного кольца уплот-
нения. Затем подбирают шаблон по тол-
щине эластичного кольца, которое подлежит установке, и по нему
фиксируют положение, которое должна будет занять гильза
после окончательной затяжки ее (отметками на юбке гильзы и
блоке). Учитывая то, что эластичные кольца уплотнения обычно
имеются одного размера, в ремонтных мастерских упрощают про-
цесс постановки гильзы, выбрасывая предварительную посадку ее
на эталонное кольцо.
Ввертывание гильзы производится в блок, предварительно на-
гретый в масляной ванне до температуры 120°.
Перед ввертыванием надевают на нее резиновые кольца ниж-
него уплотнения, натерев их с внутренней и наружной стороны кол-
лоидальным серебристым графитом; затем надевают стальное
кольцо пазом для замка вверх, и, завертывая от руки гайку, сжи-
мают кольца до плотного прилегания торцов, тщательно протирают
опорные поверхности, сказывают резьбу касторовым маслом и укла-
дывают эластичное кольцо на опорный торец в блоке, также смазав
его касторовым маслом.
Вставив гильзу в блок, проворачивают ее на полоборота против
часовой стрелки, с таким расчетом, чтобы резьба гильзы попала в
заход резьбы в блоке и, заменив вращение, от руки ввертывают
гильзу насколько возможно. Затем, вставив в гильзу разжимной
клгцч, довертывают гильзу до положения, при котором упорный
бортик гильзы коснется эластичного кольца.
Пользуясь шаблоном, делают на юбке гильзы и на блоке от-
73
Рис. 75. Приспособление для устранения
деформации гильзы при монтаже в блок
метки дуги, на которую должна быть довернута гильза при окон-
чательной затяжке, снимают разжимной ключ, вставляют разжим-
ную оправку (рис. 75), затем вновь ставят разжимной ключ, и с по-
мощью метровых труб довертывают гильзу до совпадения отметок
на юбке гильзы и на блоке/Сделав затяжку гильзы, снимают ключ,
вынимают разжимную оправку и вынимают блок из ванны.
После постановки новой или расшлифованной гильзы допус-
кается овал ее 0,1 мм и конус 0,1 мм. После постановки работав-
шей гильзы допускается
овал ее 0,25 мм и конус не
более 0,20 мм на рабочей
длине.
Остается произвести мон-
таж нижнего уплотнения,
для чего ослабляют верх-
нюю гайку, стальные кольца
гильз попарно подводят па-
зами к внутренней стороне
блока, подбирают контро-
вочные замки, вставляют в
пазы между кольцами и
гайкой и, придерживая
стальные кольца от провора-
чивания, ключом затягива-
ют гайку.
Нижнее уплотнение гильз
двигателя типа АМ-42 на-
девается на подобранную и
подогнанную гильзу перед
постановкой ее в рубашку
цилиндров.
Уплотнительные резино-
вые кольца должны быть
толщиной 2,95 + 0,15 мм и
высотой 10 + 0,5 мм. Сов •
преновые (жаростойкие)
кольца должны быть толщиной 2,95 +0,15 мм и высотой 4,5 +0,2 мм.
Разностенность кольца допускается не более 0,15 мм. На кольце не
должно быть заусенцев, надрывов и других повреждений. Кольца
перед надеванием должны быть смазаны смесью тавота с графитом
(весовая пропорция — 2/3 тавота и 1/3 чешуйчатого графита).
Надетые на гильзу резиновое и совпреновые кольца запрессо-
вываются в рубашку цилиндров, затем надеваются нажимные и уп-
ругие кольца, и затягиваются гайкой до полного выпрямления
упругих колец.
После запрессовки уплотнения проверяют овальность гильзы по
верхнему поясу (на расстоянии 20 мм от верхнего торца гильзы)
и по нижнему поясу (на расстоянии 60 мм от нижнего торца).
7А
Овальность гильзы в блоке, стянутом силовыми шпильками,,
необходимо выдерживать в пределах не более 0,13 мм для верх-
него пояса, 0,18 мм для нижнего пояса и не более 0,28 мм под уг-
лом 45° к оси блока. Конусность гильзы не более 0,2 мм. При нали-
чии овальности выше допустимого предела гильза должна быть пе-
репрессована. После замены гильз блока двигателя типа ВК-107
производится проверка герметичности верхнего и нижнего уплотне-
ний, а двигателя типа АМ-42 — нижнего уплотнения и соединения
головки с рубашкой.
Верхнее уплотнение двигателей ВК-Ю7 проверяется воздухом,
вводимым в камеру сгорания под давлением 40 атм. при заполнен-
ном водой зарубашечном пространстве.
При недостаточной герметичности верхнего уплотнения воздух
будет прорываться из камеры сгорания в зарубашечное простран-
ство и вытеснять оттуда воду в воронку, соединенную с заруба-
шечным пространством.
Герметичность нижнего уплотнения проверяется водой под дав-
лением 1,5—2 атм.
При недостаточной герметичности нижнего уплотнения будет
наблюдаться просачивание воды. Проверка герметичности заглу-
шек уплотнения гильз, соединения головки с рубашкой и места по-
садки двигателей АМ-42 производится водой под давлением 5 атм.
при температуре воды 80 90°.
6. Ремонт клапанов
Клапаны авиационного двигателя относятся к наиболее напря-
женно работающим деталям его. Эта напряженность работы кла-
панов сказывается на сроке их службы. Клапаны обычно относят
к деталям двигателя, имеющим наименьший срок службы.
Основными дефектами клапанов, устраняе-
мыми в п.роцессе ремонта, являются: I) коробление
грибка клапана; 2) коррозия, риски и выбоины на фаске грибка
клапана; 3) износ штока клапана выше допустимого предела;
4) надиры, риски и наволакивание металла на штоке клапана;
5) местный износ торца штока клапана.
В клапанах с регулировочными грибками дополнительно к пер-
вым четырем дефектам добавляются следующие: местный износ, и
повреждения рабочей поверхности регулировочного грибка и качка
его. Клапаны с износом штока, выходящим за допустимые пре-
делы, подлежат восстановлению хромированием.
Ремонт гриб.ка клапана. Ремонт грибка клапана мо-
жет быть выполнен или путем шлифовки грибка с последующей
притиркой его к седлу, или только путем притирки.
Ремонт грибка клапана ограничивается притиркой в тех слу-
чаях, когда дефект грибка незначителен.
Притирку дают также и новым клапанам при замене ими забра-
кованных.
Шлифовку фаски грибка клапана можно производить на уни-
версальном шлифовальном станке, но значительно удобнее выпол-
75
пять эту работу на специально сконструированном для этой цели
шлифовальном приборе «.ГАРО» или на приборах, подобных ему по
конструкции.
На рис. 76 показан шлифовальный прибор «ГАРО». На станине
'(17) укреплен электромотор (18), вращение от которого ременной пе-
"76
Рис. >. Шлифовальный прибор „Гаро“
редачей (16) передается шпинделю (6) с шлифовальным корундовым
кругом (4). Второй шкив шпинделя (7) ремнем (10) вращает шкив
(12), от которого передается вращение шпинделю бабки (3), уста-
новленной на супорте.
Вращение передается гибким валом (14) с червячной передачей.
Наличие на станке поворотного супорта и универсального центри-
рующего патрона позволяет производить шлифовку любого клапана,
а также заточку угловых фрез, применяемых при ремонте кла-
панных седел.
Угол поворота супорта определяется по градуированной дуге
(11). Супорт имеет продольную и поперечную подачи, которые уп-
равляются рукоятками (1 и 5). Натяг ремней осуществляется холо
стым натяжным шкивом (13) леникса (8), причем леникс служит од-
новременно кронштейном передачи к гибкому валу.
Закрепление клапана осуществляется муфтой шпинделя.
При отсутствии специального или универсального прибора для
шлифовки, можно для этой цели использовать токарный станок, на
супорте которого устанавливается шлифовальное приспособление.
Но такой станок не обеспечивает той точности, какую обеспечи-
вает описанный выше прибор для шлифовки клапанов.
Ремонт торца штока клапана. Клапан, имеющий
местный износ торца штока (в месте соприкасания торца штока с
роликом рычага), подлежит ремонту путем шлифовки поврежден-
ного места.
Шлифовку торца штоцд клапана- можно производить как на при-
боре «ГАРО», так и на любом *универсальном шлифовальном
станке. ♦
Прилагаемый к станку «ГАРО» микрометрический кондуктор
дает возможность производить на нем сошлнфовку торца клапана
с допуском до 0,05 мм.
Сошлифовка торца штока клапана двигателя АШ 82 допус-
кается до 1,57 мм.
Цолировка штока клапана. Клапаны, имеющие на-
диры. риски и наволакивания металла на штоке, подлежат ремонту
путем шлифовки и полировки штока.
Шлифовку и полировку штока клапана производят обычно на
станке завода № 24.
Для шлифовки применяют старое наждачное полотно № 00
с бензином. Полировку производят фетровыми кругами.
Полировка рабочей поверхности тарельча-
того наконечника. Износ рабочей поверхности регулировоч-
ного грибка или тарельчатого наконечника клапана делает эту по-
верхность неровной и скольжение кулачка по ней наконечника про-
исходит с большим трением, сопровождающимся нагревом кулачка
и быстрым износом их.
Чтобы устранить этот дефект, рабочую поверхность тарельчатого
наконечника подвергают шлифовке и полировке. Для того, чтобы
при шлифовке сохранить сферическую форму рабочей поверхности,
необходимо ввернуть наконечник в специальное приспособление,
77
показанное на рис. 77. При ввертывании в приспособление тарелка
наконечника деформируется, и рабочая поверхность ее из сфериче-
ской превращается в плоскую. Проверка плоскости производится
линейкой.
После того, как рабочая поверхность из сферической превра-
щена в плоскую, приступают к шлифовке ее на станке и к поли-
ровке.
Окончив полировку, приспособление
тывают наконечник из приспособления
снимают со станка, вывер-
Тарельчатый наконечник, вывернутый
и проверяют на твердость.
из приспособления, прини-
Рис. 77. Приспособление
для шлифовки и полиров-
ки тарельчатого наконеч-
ника
мает прежнюю свою форму, т. е. рабочая
поверхность его вновь из плоской превра-
щается в сферическую.
Шлифовку рабочей поверхности на стан-
ке можно заменить обработкой вручную
на листе наждачного полотна 00, положен-
ном на плиту. После шлифовки рабочую по-
верхность наконечника полируют. Полиров-
ку выполняют вручную на листе наждачного
полотна ООО, положенном на плиту. Чтобы
получить лучшие результаты полировки,
полотно следует натереть мелом и смазать
маслом.
При ремонте, а также при замене тарель-
чатого наконечника новым, необходимо
ввернут^, его в клапан и проверить на бие-
ние. Проверка производится на приспособ-
лении, показанном на рис. 78. Допускается
биение тарелки не более 0,7 мм на диа-
метре, равном 40 мм.
Необходимо отметить, что ремонт клапанов обычно ведется
параллельно с ремонтом сопряженных с ними седел.
Притирка клапанов. Для достижения полной прилегае-
мости грибка клапана к седлу как отремонтированные клапаны,
так и новые, взятые взамен забракованных, притирают к их сед-
лам. Если ремонтные мастерские не имеют оборудования для шли-
фовки клапанов, тогда устранение дефектов грибка клапана произ-
водят путем притирки его к седлу.
В этом случае процесс притирки становится длительным и тру-
доемким.
Притирку производят наждачным порошком, разведенным в
масле. Наждачный порошок рекомендуется брать 15-минутник.
Рекомендуется для притирки также абразив № 2 завода «Красный
Тигель», паста «Гловер С» и пасты «ГОИ». Окончательная проверка
герметичности посадки клапана производится керосином. Процесс
притирки клапанов осложняется при диференциальной посадке их.
В этом случае обычная притирка нарушала бы диференциаль-
ную посадку клапана.
78
Состояние поверхности фаски седла после фрезеровки настолько
неудовлетворительно, что без дополнительной обработки нельзя
обеспечить надлежащей герметичности посадки.
Чтобы и в этом случае добиться хорошей герметичности, прибе-
гают к притирке седла ложным клапаном (с углом соответствую-
Рис. 78. Проверка биения тарельчатого наконечника клапана
щим углу седла), что однако в значительной мере усложняет про-
цесс ремонта узла седло-клапан.
В настоящее время для упрощения этого процесса заменяют
фрезеровку седел их шлифовкой. Эта замена значительно повышает
качество поверхности фаски седла и при надлежащей шлифовке
обеспечивает необходимую герметичность посадки.
7. Ремонт поршней и поршневых колец
К дефектам поршня, которые могут быть устранены путем ре-
монта, относятся: коррозия днища, риски на юбке поршня и в отвер-
стиях бобышек.
Удаление следов коррозии рассмотрено выше. Надиры, риски и
забоины на юбке поршня устраняются путем зачистки оселком типа
«Индиан», смоченным в керосине или бензине. Риски в отверстии
бобышки устраняются также зачисткой. Зачистку производят шабе-
ром с последующей полировкой полировочником.
Кольца поршневые не ремонтировались, и только последнее
время ВИАМом разработана технология восстановления упруго-
сти колец путем термической обработки их (термофиксации).
Технологический процесс восстановления упругости поршневых
колец заключается в следующем;
1) кольца, потерявшие свою упругость, промывают в бензине;
79
2) набирают в приспособление, показанное на рис. 79;
Рис 79. Общий вид со-
бранного приспособ
ленпя для термофикса-
ции поршневых колец
3) приспособление с набранными коль-
цами помещают в электрическую или неф-
тяную печь, нагретую до 650—700°Ц;
4) после посадки холодных приспособле-
ний с кольцами в печь температура послед-
ней снизится до 450—500°Ц. В течение
30 мин. температуру повышают до 590—
610иЦ, наблюдая при этом за тем, чтобы
прогрев приспособления с кольцами шел
равномерно и чтобы не было местного пере-
грева колец;
5) при температуре 590—610°Ц приспо-
собление с кольцами выдерживается в печи
45 мин. (для уменьшения окисления поршне-
вых колец необходимо в печи поддержи-
вать восстановительную среду, давця коптя-
щее пламя или подсыпая древесный уголь в
электрическую печь); •„
Таблиц^ 2
Д в и г а т е л и
№№ п/п Наименование колец М-87А, М-87Б, М-88 М-25, АШ-62 ВК-100, ВК-103, ВК-105, АМ-35, АМ-38
Q / Q f Q / Q /
1 У плот н и тел ь н ые кольца цилиндричес- кие 15С0 1800 0 35 0/5 1600 2000 0,55 0,75 1400 1900 0,50 0,70 850 1150 0,60 0,65
2 Уплотнительные кольца конические . 1500 1900 0,35 0,45 1600 20С0 0,55 0,75 1200 1800 ОрО 0,70 850 1150 2,05 4,05
3 Маслоочищающие кольца типа „Райт“ — — — 1100 1700 0,50 0,70 600 900 5,75 5,75.
Примечания: 1. Сила 9 выр ажена в г., з азор б замке в рг бочем
состоянии /—в мм.
2. Для определения упругости колец приняты приспособления, работаю-
щие по схеме № 2.
3. Высота перемычки сечения распорной планки яг„-1,3 пн, где пн—зазор
в новом кольце в свободном состоянии до термообработки.
4. Высота перемычки сечения распорной планки для старых колец mcm —
1.4 ncm, где ncm—зазор в старом кольце в свободном состоянии до термооб-
работки. ,
5. Зазор в новом кольце в свободном состоянии после термообработки
лк' = тн— (3- -4) мм.
6. Зазор в старом кольце в свободном состоянии после термообработки
Пет (4 б) ММ.
Приведенные в таблице числа означают минимально и максимально до-
пустимые значения силы Q и зазора в замке /.
80
6) после выдержки в печи приспособление с кольцами осто-
рожно вынимается из печи и охлаждается на воздухе;
7) приспособление демонтируется, и кольца проверяются на уп-
ругость, при этом величина замка кольца в свободном состоянии
должна отвечать требованиям, приведенным в таблице 2.
Если при испытании упругость кольца окажется недостаточной,
то допускается повторная термическая фиксация.
8. Ремонт поршневых пальцев
Основным дефектом поршневого пальца является его износ
больше допустимого предела, износ пальца всегда сопровождается
искажением формы его. В результате износа поверхность пальца
делается неровной. Такой палец может быть отремонтирован пу-
тем шлифовки, если при этом его размеры не выйдут за допусти-
мые пределы.
Если после шлифовки размеры пальца выйдут за допустимые
пределы, то такой палец должен быть забракован или восстанов-
лен хромированием.
9. Ремонт шатунов
К дефектам шатунов, которые могут быть устранены путем ре-
монта, относятся:
1) износ и овализация втулки верхней головки,
2) износ и овализация втулки нижней головки,
3) разработка отверстий в вилке прицепного шатуна,
4) разработка отверстий под пальцы прицепных шатунов в ниж-
ней головке главного шатуна,
5) срыв резьбы болтов нижней головки,
6) износ и овализация вкладыша нижней головки.
Ремонт верхних головок шатунов с бронзовыми втулками и
нижних головок прицепных шатунов звездообразных двигателей в
основном сводится к замене втулок новыми.
Ремонт нижних головок главных шатунов у звездообразных
двигатедей также сводится к замене их втулок.
В шатунах с разъемными головками добавляется ремонт вкла-
дышей и ремонт или замена болтов, стягивающих головку.
При наличии нескольких дефектов, поддающихся исправлению,
ремонт необходимо начинать с устранения дефектов, требующего
применения выпрессовки, вырезания или вывертывания.
Замена втулок шатунов. Технологический процесс за-
мены втулок шатунов не является общим для всех видов втулок и
изменяется, в зависимости от конструктивной формы их.
Для всех типов втулок, кроме плавающих, технологический
процесс замены включает в себя: 1) удаление забракованной
втулки, 2) подготовку отверстия в головке для постановки новой
втулки, 3) подбор новой втулки, 4) постановку новой втулки. 5) об-
работку втулки после постанов си ее.
6 Охотин
81
Плавающие втулки вынимаются из головок в процессе разборки
мотора и вставляются в процессе сборки шатуна. -
Удаление забракованной втулки. Несмотря на
то, что все поршневые втулки шатунов и кривошипные втулки
прицепных шатунов, кроме плавающих, удаляются путем выпрес-
совки, операции удаления их различны по характеру выполнения.
Так, например, втулки поршневых головок шатунов, изготовлен-
ные из литой бронзы и закрепленные фиксирующим штифтов, вы-
прессовываются обычно после удаления фиксирующего штифта.
В том случае, если имеется возможность выбить фиксирующий
штифт, его выбивают, если этой возможности нет, штифт высвер-
ливают.
Выбивание фиксирующего штифта из~поршневых головок глав-
ного и прицепного шатунов двигателя АШ-82 производится сталь-
ным прутком 0 3,5 мм через отверстие для смазки поршневого
пальца.
Выбивание фиксирующего штифта из кривошипной головки
прицепного шатуна того же двигателя производится согнутым
бородком.
Штифты втулок поршневых головок главного и прицепного ша-
тунов, а также втулок кривошипных головок прицепных шатунов
двигателей АМ-42 удаляются путем высверливания их.
В том случае, если удаление фиксирующего штифта сопряжено
с большими затруднениями, втулку выпрессовывают без предвари-
тельного удаления штифта (двигатель ВК-Ю7).
При этом процессе остатки штифта, после выпрессовки втулки,
удаляются из головки шатуна бородком. .
Выпрессовка втулок поршневых головок главного и прицепного
шатунов, а также втулок шатунных головок прицепных шатунов-
всех двигателей, снабженных втулками из литой или-катаной брон-
зы, выполняется на ручном прессе с помощью оправки.
Втулку кривошипной головки главного шатуна удаляют путем
вырезания ее на сверлильном станке (рис. 80).
После вырезания остается слой втулки 0,2—0,25 мм, который
удаляют чертилкой или вырезают втулку не до конца, оставляя
буртик в 5—8 мм, и, упирая в буртик оправку, производят выпрес-
сбвку остатков втулки.
Подготовка отверстий для постановки новых
втулок головок шатунов. Подготовка отверстий головок
шатунов для постановки новых втулок всех типов сводится, в ос-
новном, к зачистке отверстия крокусной шкуркой, смоченной в бен-
зине. В тех случаях, когда втулки выпрессовываются без предвари-
тельного удаления стопора, подготовка дополняется удалением
остатка стопора, а у втулок, имеющих стопоры на резьбе, в подго-
товку входит исправление метчиком резьбы под стопор.
Подготовка отверстия в поршневых головках шатунов под пла-
вающую втулку заключается в устранении дефектов путем расшли-
фовки под ремонтную втулку с увеличенными размерами. Если при
82
расшлифовке диаметр может получиться больше предельно допу-
стимого, плавающую втулку заменяют, запрессованной с натягом.
Подготовка отверстий под втулку кривошипной головки глав-
ного шатуна также производится путем зачистки крокусной шкур-
кой с бензином или путем хонингования.
Подбор новой втулки головки шатуна. В зависи-
мости от общей организации производства ремонта, подбор новой
Рис. 80. Вырезка старой втулки кривошипной головки
главного шатуна
втулки может быть произведен или отделом комплектовки или на
участке ремонта шатунов. В обоих случаях процесс заключается в
подборе втулки по натягу (натяг колеблется в пределах от 0,02 до
0,125 мм, исключая втулки из катаной бронзы). Плавающие втулки
.подбираются по зазорам.
Втулка кривошипной головки главного шатуна подбирается по
натягу в отверстие (натяг от 0,059 до 0,1 мм) и по зазору на криво-
шипной шейке (зазор от 0,076 до 0,165 мм).
Постановка новой втулки. Процессы посадки втулок
лз литой и катаной бронзы существенно отличаются один от дру-
гого. Для первых, не имеющих предварительно просверленных от-
6» 83
Рис. 81. Размет-
ка втулки порш-
невой головки
шатуна
верстий для смазки, постановка начинается с запрессовки ее руч-
ным прессом при помощи оправки, после чего сверлится отверстие
под стопор. Если стопор ставится на резьбе, то ввернув его, сре-
зают выступающую часть заподлицо с головкой и расклепывают.
После- постановки стопора сверлятся отверстия для смазки.
Втулки, имеющие предварительно просверленные отверстия для
смазки перед запрессовкой размечают, как показано на рис. 81, и,
после установки по меткам, запрессовывают ручным прессом, за-
тем сверлят отверстие под стопор. Если стопор'
без резьбы, то отверстие во втулке раззенковы-
вают. Стопор запрессовывают, расклепывают с
обоих концов и запиливают личным напильником.
Втулки из катаной бронзы запрессовываются
так, чтобы разрез приходился под углом 45° к про-
дольной оси шатуна. После запрессовки уплотняют
протяжкой. Если уплотнение недостаточно, что
определяется по увеличению диаметра после про-
тяжки, то берут следующий номер протяжки и вто-
рично уплотняют.
. После того, как уплотнение закончено, произво-
дят развальцовку краев втулки с обеих сторон.
Перед постановкой втулки в кривошипную голов-
ку главного шатуна последний нагревается в мас-
ляной ванне в течение 30 минут при температуре
230 , и втулка, одетая на оправку, запрессовывает-
ся ручным прессом.
Обработка втулки головки шату-
н а. Окончательная обработка втулок всех типов,
кроме плавающих, производится путем расточки их на специаль-
ном приспособлении, показанном на рис. 82. Втулки из катаной брон-
зы после расточки подрезают с концов зенкером.
Втулка кривошипной головки главного шатуна растачивается
на том же приспособлении, что и втулка поршневой головки. При-
способление обеспечивает возможность расточки по гиперболе.
10. Ремонт коленчатого вала и вала редуктора
К дефектам коленчатого вала, которые могут быть устранены
путем ремонта, относятся: прогиб вала, биение носка вала (погну-
тость), эксцентричность коренных шеек, овальность и конусность
шатунных и коренных шеек, наплыв металла втулки на носок вала,
негерметичность заглушек, забоины и заусенцы на шлицах вала.
Устранение прогиба коленчатого вала. Совре-
менные двигатели с редуктором сравнительно редко имеют прогиб
коленчатого вала, выходящий за пределы, допускаемые техниче-
скими условиями (ремонтный допуск на биение коренных шеек вала
двигателя ВК-Ю5ПФ— 0,15 мм) *.
* Проверка на двух опорах-призмах под 2-й и 7-й или 8-ой коренными
шейками.
84
Рис. 82. Приспособление и инструмент для растопки втулок шатунов
Тем не менее среди коленчатых валов двигателей, поступающих
в ремонт, встречаются такие, которые имеют прогиб, выходящий
за допустимые пределы. Чтобы устранить этот дефект, следует вы-
править вал. Правке подлежат валы, имеющие биение коренных
шеек не более 1,5 мм.
Для правки коленчатых валов разработан ряд приспособлений,
одно из которых, наиболее примитивное, показано на рис. 83.
Рис. 83. Приспособление для правки коленчатых валов
В хорошо оборудованных мастерских для правки коленчатых
валов применяют специальные гидравлические прессы.
Порядок правки следующий:
1) вал вставляют в приспособление так, чтобы отмеченная &
процессе дефектации точка наибольшего прогиба была располо-
жена вниз. Концевые стойки (3) и (4) устанавливаются так, чтобы
они были на значительном расстоянии от места с наибольшим проги-
бом. После установки вала в головках левой и правой стоек его*
зажимают болтами (7);
2) под шейку, имеющую наибольший прогиб, подводят тендер-
и закрепляют болтом (8) к балке (2);
3) вращая гайку тендера (5), упирают головку винта тендера (9)
в шейку, соответствующую месту максимального прогиба, и, про-
должая вращать гайку тендера (5), выправляют вал, замечая при
этом число оборотов гайки и положение стрелки (12) на диске (10).
Затем снимают вал с приспособления и проверяют его на плите.
После правки допускается прогиб не более 0,05 мм, направлен-
ный в обратную сторону.
После того, как устранение погнутости вала будет закончено,
необходимо снять внутреннее напряжение путем нагрева вала в
масляной ванне до температуры 180°. Время выдержки вала в мас-
ляной ванне 5—8 часов (низкий отпуск) Вал вынимают из ванны и.
дают остыть ему на воздухе.
86
После отпуска проверяют прогиб вала снова.
Не все валы поддаются исправлению, а потому, если впервые
приступают к исправлению прогнутого вала, не зная наперед его со-
противляемости изгибанию, то берут забракованный вал того же
типа и, еще лучше, и той же серии двигателей и изучают его свой-
ства сопротивляемости изгибу. Только после того, как свойства со-
противляемости изгибу валов данного мотора выявлены, присту-
пают к исправлению ремонтируемого вала.
Необходимо отметить, что при устранении прогиба вала нельзя
допускать нагрева вала, ударов или резкого приложения изгибаю-
щего усилия. Хомуты должны быть таковы, чтобы при исправлении
вала не пострадали шейки. То же самое относится и к головке
винта тендера *.
После исправления вала приступают к ремонту шеек его, путем
шлифовки.
Шлифовку шеек, имеющую своей целью устранение овалов, ко-
нусности, а также и эксцентричности коренных шеек, следует про-
изводить на специальном станке, предназначенном для шлифовки
коленчатых валов.
После шлифовки шейки вала должны быть подвергнуты поли-
ровке.
При серийном размере диаметра коренных шеек вала 3-й, 4-й
5-й, 6-й, 7-й и 8-й двигателя ВК-105ПФ, равном 89,98 °-(>2мм, ре-
монтный размер допускается равным 89,88-0J2 мм, а после пере-
шлифовки — 89,68 -ол'2лоч, т. е. максимальное уменьшение диамет-
ра коренной шейки допускается 0,3 мм.
Серийные допуски на овальность 0,02 на конусность 0,01. Ре-
монтные допуски на овальность 0,05 мм и на конусность 0,02 мм.
Овальность и конусность коренных и шатунных шеек коленчатого
вала двигателя АМ-42 допускается не более 0,03 мм.
Наличие шлифовального станка для коленчатых валов — весь-
ма редкое явление в ремонтных мастерских, а потому в большин-
стве случаев устранение овальности и конусности шеек приходится
выполнять вручную, при помощи бархатного напильника или наж-
дачного мелкозернистого бруска. Выполнение этой операции вруч-
ную требует от работника большой квалификации и навыка. Неуме-
лым выполнением работы можно совершенно испортить вал. В ре-
зультате неумелого устранения овальности шеек получается смеще-
ние центра их, что вызывает биение шеек вала, а следовательно,
биение всего вала; например: коренная шейка вала, очерченная пун-
ктиром на рис. 84 после неравномерного износа приняла форму,
очерченную сплошной линией.
В процессе устранения овальности этой шейки работник, стре-
мясь выполнить работу с минимальной затратой времени, снимал
овал так, как показано на левом рисунке заштриховкой. В резуль-
* Исправление вала действенно только в том случае, если с устранением
прогиба устраняют и причины, вызвавшие его. В противном случае вал вновь
получит прогиб. В настоящее время правка валов не допускается.
87
тате такого устранения овала получается недопустимое смешение
центра шейки из точки О в точку О'. На рис. 84 справа заштрихов-
кой показана часть материала, снятая при правильно проведенной
операции устранения овальности шеек. Конечно, устранить овал
так, как показано на правом рисунке значительно труднее, однако,
при этом центр шейки вала не смещается.
В данном случае сначала снимают материал шейки со стороны,
противоположной износу; снимают столько, сколько изношено, за-
меряя толщину слоя снятого металла микрометром. Затем начи-
нают округлять шейку, выводя овал.
Чтобы при дальнейшем выведении овала упростить процесс оп-
ределения овальности без замера величины ее, пользуются хому-
том *.
Для того, чтобы качество поверхности шеек коленчатого вала,
* после ремонта сохранилось на том же уровне, как у нового мотора,
.необходимо дать окончательную обработку, подобную той, какая
принята авиамоторостроительными заводами.
На наших авиамоторостроительных заводах чаще всего оконча-
тельной обработкой шеек вала является полировка их. Применение
суперфиниша для окончательной обработки шеек коленчатых валов
авиационных двигателей не получило должного распространения.
Полировка шеек производится промасленным наждачным полотном
ООО, которое прижимают к шейке при помощи деревянного хомута
с резиновой прокладкой.
* Автор правильно вначале указывает, что шлифовка шеек крленчатого
вала на специальном станке является самым рациональным способом ремонта,
но затем, отдавая должное кустарной практике, рассказывает, как правильно
вывести овал вручную. Необходимо смелее и решительнее восстать против
этой кустарщины и допускать обработку шеек только на специальном шли-
фовальном станке. Автомобильная и тракторная ремонтная практика давно
запретила ручную обработку шеек коленчатого вала. Редактор
88
Резиновая прокладка дает более равномерное распределение
усилий прижимающих наждачное полотно к шейке вала и тем
улучшает операцию полировки шеек.
Чтобы облегчить и ускорить работу по полировке шеек, коленча-
тый вал устанавливают в центры токарного станка, приводят вал
во вращение, а зажатый на одной из шеек хомут придерживают
рукой, не давая ему вращаться. Иногда в ремонтных мастерских ве-
дут полировку коренных шеек без применения деревянных хому-
тов. В этом случае берут ленту наждачного полотна ООО и, охва
тив ею шейку, производят полировку, причем полировку веду г
с маслом.
Выше указывалось уже, что при определении последовательно-
сти в устранении дефектов, последними следует устранить дефек-
ты, связанные с тщательной обработкой поверхности деталей шли-
фовкой и полировкой.
На основании этого следовало бы считать последней операцией
при устранении дефектов коленчатого вала — устранение овально-
сти, конусности и эксцентричности шеек вала, завершаемые поли-
ровкой.
В действительности же, при ремонте коленчатого вала послед-
ней операцией является устранение негерметичности заглушек.
Объясняется это тем, что при шлифовке и полировке шеек вала
наждачный порошок через отверстие для смазки попадает во внут-
реннюю полость шеек. Если этот наждачный порошок в процессе
ремонта не будет удален из внутренних полостей шеек, то во время
работы двигателя этот порошок, попадая в смазку двигателя, бу-
дет служить причиной преждевременного износа подшипников и
шеек, заедания и нагрева их. При снятых заглушках значительно
легче очистить внутренние полости шеек вала от попавшего в них
наждачного порошка, поэтому перед шлифовкой и полировкой шеек
нецелесообразно ставить заглушки. Процесс устранения негерме-
тичности заглушек зависит от их типа. Если заглушки развальцовы-
ваются, то в процессе ремонта их обычно заменяют новыми. На
рис. 85 показано приспособление, которое применяется для разваль-
цовки заглушек.
Если заглушки стягиваются болтами, то в этом случае, для созда-
ния герметичности, они притираются к своим конусным гнездам.
Для притирки заглушек так же, как и для притирки клапанов, поль-
зуются смесью масла с наждачным порошком.
Герметичность заглушек проверяется путем испытания смесью
из 9 кг трансформаторного масла и 780 сл3 бензина первого сорта
под давлением 5—10 атм.
Герметичность считается удовлетворительной, если заглушка
пропускает не более 20 капель в минуту.
При испытании смесью масляные отверстия на коренных шей-
ках глушатся при помощи специальных хомутов. При помощи та-
ких же хомутов глушатся масляные отверстия на шатунных шейках
кроме одной, на которую надеваются хомут со штуцером.
89
Коленчатые валы двигателей с редукторами не имеют носка для
посадки втулки винта, а потому не имеют и дефектов, присущих
носку вала.
Взамен этих дефектов возникают новые, связанные с наличием
шестерни редуктора, насаженной с натягом на коленчатый вал, а
Рис. 85. Развальцовка заглушек
именно: 1) износ зубьев шестерни, 2) выкрашивание цементирован-
ного слоя на зубьях шестерни, 3) задиры и наклеп на валу в месте
посадки шестерни.
Если износ зубьев шестерни выходит за пределы допустимого,
то шестерня должна быть забракована и заменена новой. Точно
так же и наличие выкрашивания цементированного слоя зубьев яв-
ляется причиной для замены ее новой.
Шестерня, подлежащая замене новой, снимается с вала, для
чего пользуются специальным съемником. Процесс съемки шестер-
ни при помощи съемника показан на рис. 20.
При отсутствии съемника шестерню можно снять следующим
способом: поставить пробку в передний конец вала, погрузить пе-
редний конец вала вместе с зубчаткой в ванну Q нагретым до 120°Ц
маслом; после прогрева шестерни вынуть вал из ванны, открыть от-
верстие (диаметром 10 мм) в пробке конца вала, поставить вал на
торец передним концом вниз в специально приспособленное ко-
90
рыто и через шланг подвести в полость передней части вала, со
стороны первой щеки, струю холодной воды; заполнив полость во-
дой и уменьшив поступление воды через шланг, поддерживать в.
полости постоянный уровень воды, возмещая расход ее через от-
верстие в пробке переднего конца.
Быстрое охлаждение передней части вала с внутренней стороны
уменьшит натяг между шестерней и валом; и тогда достаточно
нескольких легких ударов по шестерне свинцовым молотком, чтобы
снять ее с вала.
Задиры и наклеп на валу в месте посадки шестерни устраняются
зачисткой так -же, как устраняются задиры и наклеп с носка вала.
После зачистки место посадки шестерни промеряют в двух поя-
сах, по два замера в каждом поясе. Взяв среднее арифметическое
от этих четырех замеров, подбирают новую шестерню так, чтобы
внутренний диаметр ее был меньше этого среднего арифметиче-
ского из четырех замеров на величину, достаточную для создания
необходимого натяга.
Перед посадкой новой шестерни на коленчатый вал, ее нагре-
вают в масляной ванне до температуры 100°Ц, вследствие чего
внутренний диаметр шестерни увеличивается примерно на 0,0012
своей первоначальной величины, что вполне достаточно, чтобы
дать возможность свободно, без приложения усилий, посадить ше-
стерню на вал и после остывания ее создать необходимый натяг.
Для того, чтобы от<|рстия шестерни под болты, укрепляющие
ее (двигатели типа ВК-Ю7А), совпали с соответствующими отвер-
стиями во фланце вала, в одно из последних ставится направляю-
щий палец.
После того, -как посаженная на вал шестерня остынет и полу-
чится натяг, отверстия для болтов развертываются и по ним подби-
раются болты с диаметром примерно на 0,02 мм больше диаметра
отверстия, чтобы посадка их была с натягом.
После постановки болтов ими окончательно закрепляют шестер-
ню на валу.
На узле ремонта коленчатого вала ведется также и ремонт вала
редуктора.
К дефектам вала редуктора, которые могут быть устранены пу-
тем ремонта, относятся: наклеп на носке вала редуктора от кону-
сов втулки винта, погнутость вала редуктора, наклеп на шлицах
под втулку винта, задиры в месте посадки упорного шарикопод-
шипника, риски на цапфах скользящих подшипников, наклеп на ба-
рабане, наклеп на внутренней поверхности большой шестерни и на
внутренней поверхности упорного шарикоподшипника, износ шеек
и выкрашивание цементированного слоя на зубьях большой
шестерни.
Так же, как и при ремонте коленчатого вала дефекты эти, кроме
погнутости и двух последних, устраняются путем зачистки напиль-
ником и наждачной шкуркой, не требуя при этом каких-либо спе-
циальных оборудования и приспособлений.
&L
Погнутость вала редуктора выправляется на специальном при-
способлении. Исправлению подлежат валы, имеющие биение не бо-
лее 1 мм — для двигателей семейства ВК-107А, не более 1,2 мм —
для двигателей АМ-35А и АМ-38 и не более 0,5 мм — для двигате-
лей АМ-42. Вал редуктора считается выправленным, если биение
не более 0,2 мм.
После того, как исправление вала редуктора будет закончено,
необходимо снять внутренние напряжения, применяя низкий отпуск
(см. стр. 86).
Шестерни с износом зубьев более допустимого или с выкраши-
ванием цементированного слоя заменяются новыми.
11. Ремонт картера
Ремонт и замена шпилек, а также заделка трещин, рассмотрены
выше на стр. 53—55.
Риски и забоины на деталях в большинстве случаев выводить не
следует. Острые кромки и выпучивания металла в местах рисок и
♦забоин должны быть устранены шабером.
Зачищенные места на стыковых плоскостях проверяются с по-
Рис. 83. Перекрытие глубокой
мощью линейки или на краску.
Сквозные глубокие риски и вмя-
тины на ^носкостях разъема кар-
тера, выходящие одновременно на
внутренние и наружные контуры в
целях предупреждения течи масла
должны быть перекрыты алюминие-
выми ввертышами на резьбе.
Для этого сверлят отверстия под
ввертыши, раззенковывают и наре-
зают их, а поставленные ввертыши
расклепываются и затем зачищают-
ся сверху (рис. 86).
После разборки на дне колодцев
нижнего картера двигателей семей-
ства AM встречаются надиры и рис-
ки. Чтобы предотвратить возмож-
ную течь из под шайб коренных шпи-
лек, надлежит производить фрезе-
ровку дна колодца при помощи при-
способления, показанного на рис. 87.
Незначительный наклеп на плоско-
риски ввертышей стях разъема картера, а также на
гнездах вкладышей, аккуратно зачи-
щают шабером. После зачистки проверяют плотность прилегания
плоскостей разъема щупом. В месте зачистки сшитого картера щуп
0,05 мм не должен проходить.
92
При наличии овальности или конусности гнезда вкладыша боль-
ше допустимых (овал 0,05 мм, конус 0,03 мм), необходимо произ-
вести соответствующую
разделку по оправке или
расточку под ремонтный
вкладыш. Разделкой уст-
раняется также уменьше-
ние гнезда вкладыша по
вертикали, свойственное
картерам двигателей се-
мейства ВК-
Чтобы произвести раз-
делку гнезда необходимо
удалить* фиксирующий
штифт вкладыша (для
удаления штифта в отвер-
стии его нарезают резьбу
3 X 0,5 мм, и болтом от
воздушного коллектора
картера с планкой удаля-
ют штифт, как указывает-
ся на рис. 88), смазать
гонким слоем краски оп-
Рис. 87. Фрезеровка дна колодца нижнего
картера
равку, уложить ее в гнез-
да вкладышей верхней по-
ловинки картера, накрыть
нижней половинкой картера, вставить четыре фиксирующих штифта
и сшить картер на все гайки.
Рис. 88. Удаление фиксирующего штифта вкладыша
Повернув оправку несколько раз для отпечатка краски в гнез-
дах вкладышей, производят шабровку выступающих мест Шаб-
93
ровку вести необходимо до тех пор, пока не будет достигнуто
удовлетворительное прилегание оправки во всех гнездах.
Добившись хорошего прилегания оправки, картер сшивают, про-
. изводят обмер гнезд и делают соответствующие записи в карту об-
мера. Разделку гнезд желательно вести до одного размера, причем
овальность и конусность допускаются не более 0,02 мм.
Если при сшивке картера наблюдается смещение отверстий под
фиксирующие болты, то необходимо уложить оправку в гнезда,
сшить картер и при помощи кондуктора развернуть все двенадцать
отверстий фиксирующих болтов до размера ремонтных болтов.
Точно такую же развертку отверстий под ремонтные размеры
болтов и шпилек производят при прослаблении этих отверстий или
при надирах в них.
Размеры ремонтных болтов и шпилек приводятся в заводских
руководствах по ремонту двигателей и в отдельных инструкциях
по ремонту.
После разделки гнезд вкладышей, приступают к подбору вкла-
дышей.
Вкладыши двигателей типа ВК подбираются по наружному
и внутреннему диаметрам, которые должны обеспечить натяг в
гнезде в пределах от 0,01 до 0,03 мм и зазор коренной шейки во
вкладыше от 0,04 до 0,12 мм — для вкладышей с баббитовой за-
ливкой, и от 0,07 до 0,13 мм — с заливкой свинцовистой бронзой.
Размеры вкладыша нанесены заводом на наружном диаметре у
стенки.
Подобрав вкладыши, их проверяют на прилегание к гнезду по
краске. Прилегание вкладыша к гнезду должно быть не менее 75%.
Вкладыши двигателей типа AM подбираются по наружному
диаметру и по толщине их. Наружный диаметр должен обеспечить
натяг между гнездом и вкладышем. Натяг должен быть от 0,01 до
0,03 мм для всех опор, кроме 4-ой, а для 4-ой от 0,06 до 0,08 мм.
Толщину подбирают такой, чтобы был обеспечен зазор между ко-
ренной шейкой и владышем. Зазор должен быть от 0,08 до 0,13 мм,
а для ремонтируемых двигателей до 0,15 мм *.
Вкладыши по толщине делятся на три группы:
I группа — от 2,47 до 2,48 мм
II » — от 2,48 до 2,49 »
III » — от 2,49 до 2,50 »
Кроме серийных вкладышей, выпускаются ремонтные, которые
по толщине делятся на две группы:
I группа — от 2,50 до 2,52 мм
II » — от 2,52 до 2,54 »
Для всех двигателей обязательно требование, чтобы половинки
вкладыша были комплектными.
* Для 5-й опоры двигателя АМ-42.
94
При замене вкладышей двигателей типа АМ-42 необходимо
иметь в виду, что при замене одного вкладыша вместо забракован-
ного надо заменять еще три вкладыша, руководствуясь сле-
дующим:
Заменяется вкладыш
Дополнительно заменяются
вкладыши
1-я опоры во 2,5 и 8 опорах
2-й » . в 1,3 и 7 »
3-й » . . во 2,4 и 7 »
4-й » в 3,5 и 8 »
5-й » . . . в 1,4 и 6 »
6-й » . . во 2,5 и 7 »
7-й » . в 3,6 и 8 »
8-й » ... в 1,4 и 7 »
При ремонте двигателей типа ВК наблюдается, что в разобран-
ном картере вкладыши с заливкой из свинцовистой бронзы лежат
в гнездах не с натягом, как это полагается, а с зазором у края
(рис. 89), в то время, как размер гнезд под вкладыши нормальный.
Это прославление вклады-
шей допускается при усло-
вии, если оно не более
0,5 мм и если при этом
нет засветления на рабо-
Рис. 90. Проверка параллельности осей
коленчатого вала и вала редуктора
Рис. 89. Прослабление'вкла-
дыша в гнезде картера
чей поверхности по краям «в». Коренные вкладыши с заливкой из
свинцовистой бронзы часто имеют кольцевые риски на рабочей по-
верхности. Ремонт таких вкладышей заключается в том, что перед
укладкой их в картер зачищают шабером острые кромки рисок
и полируют гладилкой с керосином.
При разделке гнезд вкладышей коренных подшипников или
гнезд под втулки вала редуктора, необходимо проверять параллель-
ность осей коленчатого вала и вала редуктора (рис. 90).
Перекос гнезда первого подшипника по отношению к коленча-
тому валу в вертикальной и горизонтальной плоскостях допу-
скается не более 0,05 мм. Кроме того, необходимо проверять по
окраске правильность зацепления редукторных шестерен. -Закон-
95
чив с проверкой параллельности осей и зацепления шестерен, при-
ступают к постановке фиксирующих штифтов в гнездах втулок
вала редуктора и в гнездах вкладышей коленчатого вала.
Конструктивное отличие картеров двигателей семейств ВК и AM
вносит отличие в технологический процесс разборки и сборки этих
двигателей.
Так, если при разборке двигателя ВК-107 вал редуктора выни-
мается вместе со втулками подшипников, то у двигателя ДМ-42
втулки остаются в своих гнездах и при необходимости замены их
приходится выпрессовывать, а постановку новых производить пу-
тем запрессовки в нагретую до температуры 80—100сЦ верхнюю
половинку картера и в нагретый до той же температуры носок ре-
дуктора.
Такая конструкция картера редуктора дает возможность произ-
водить восстановление его при наличие больших деформаций после
капотажа самолета.
Разделка гнезда картера под лабиринт вала
редуктора. Весьма частым дефектом является выбивание
масла из носка вала редуктора. Заводская технология ремонта кар-
тера предлагает производить разделку носка картера редуктора
под ремонтное кольцо (рис. 91). После разделки носка картера
Рис. 91. Разделка носка картера под ремонтные кольца
вставляются две половинки кольца из дураля (рис. 92). Затем кар-
тер редуктора сшивается и разделывается фрезой под лабиринт
вала редуктора с зазором от 0,04 до 0,08 мм.
Значительно лучшие результаты получаются при устранении
этого дефекта по способу, принятому САМ 123. Отличие этого спо-
соба заключается в том, что кольцо, вытачиваемое из алюминие-
вого сплава, по конструкции своей значительноfболее жесткое, и к
телу носка картера не приклепывается, а привертывается шуру-
пами. Поэтому, если в первом случае в теле кольца в результате
приклепывания возможно возникновение внутренних напряжений,
которые при нагреве могут вызвать коробление кольца (а следова-
Рис. 92. Кольцо под лабиринт вала редуктора
тельно, и изменение зазора), то во втором случае опасаться воз-
можности изменения зазора нет оснований. Это дает возможность
допустить значительно меньший зазор между кольцом и валом ре-
дуктора, а именно, принять его равным 0,03 мм, и тем самым на бо-
лее долгий срок предотвратить возможность выбивания масла из
носка вала редуктора.
Кроме того, кольцо такой конструкции дает возможность сме-
нять его не разбирая редуктора, что и производилось мастерскими.
12. Восстановление размеров изношенных деталей двигателя
Одним из самых распространенных дефектов деталей двигателя
является износ их, изменяющий форму и размеры детали. Путем ре-
монта обычно исправляется форма детали, но не восстанавли-
ваются размеры ее. Когда износ выходит за допустимые пределы,
деталь должна быть забракована или восстановлена путем наращи-
вания слоя металла на изношенные места.
Одним из наиболее эффективных способов восстановления раз-
меров изношенных деталей является хромирование их.
Свойство хромового слоя делать деталь более устойчивой в от-
ношении износа дает возможность не только восстановить раз-
меры изношенной детали, но и сделать ее более долговечной.
Например, шток клапана не хромированный после 200 часов ра-
боты двигателя изнашивается на 0,015 мм по диаметру. Хромиро-
ванный шток клапана изнашивается на ту же величину только
7
Охотин
97
после 1.800 часов работы, т. е. срок службы клапана после хроми-
рования штока возрос в 9 раз. Важно отметить еще и то, что увели-
чивается срок службы не только той детали, которая хромируется,
но и той, которая работает сопряженно с ней. В данном примере
увеличился срок службы и направляющей клапана.
Хромирование дает возможность не только восстановить раз-
меры изношенных деталей и увеличить срок их службы, но в значи-
тельной степени упрощает последующие ремонты их.
Исправление формы неправильно изношенной хромированной
детали сводится к снятию оставшегося слоя хрома и к нанесению
нового слоя хрома с последующей окончательной обработкой хро-
мированной поверхности.
Особенности процесса хромирования.
I. При хромировании применяются нерастворимые свинцовые
аноды. Этим оно отличается от никелирования, меднения и кад-
мирования. Вследствие этой особенности, электролит хромовой
ванны при работе истощается. Это истощение усугубляется тем, что
происходит сильное выделение газов (на катоде — водорода и на
аноде — кислорода), увлекающих с собой мельчайшие частицы
хромовой кислоты.
Неустойчивость концентрации электролита весьма неблаго-
приятно влияет на результаты электролиза.
Чтобы устранить этот недостаток, необходимо систематически
проверять состав электролита и стараться поддерживать устойчи-
вость его концентрации, или соответствующим образом изменять
Рис. 93. Схема направления силовых ли-
ний и отложения слоя хрома
Рис. 94. Схема направле-
ния силовых линий и
отложения слоя хрома
режим хромирования, что весьма осложняет процесс хромирования.
2. Хромовый электролит, в отличие от прочих электролитов, об-
ладает слабой рассеивающей способностью, в результате чего по-
лучается неравномерный слой покрытия (рис. 93).
Для устранения этого недостатка приходится придавать аноду
форму, обеспечивающую равномерный слой покрытия. Так, для хро-
мирования внутренней поверхности гильзы цилиндра анод должен
иметь форму цилиндра и в процессе хромирования должен поме-
щаться в центре гильзы (рис. 94). Для хромирования наружной по-
98 '
верхности поршневого пальца анод должен иметь форму полого ци-
линдра, и в процессе хромирования палец, являющийся катодом,
должен находиться в центре анода, представляющего собой полый
дилиндр (рис. 95) и т. д.
Рис. 95. Схема напра-
вления силовых линий
и отложения слоя хрома
Рис. 96. Толщина отложения
слоя хрома в различных участ-
ках пластинки (в микронах)
3. Во время электролиза у катода происходит образование трех-
валентного хрома. Содержание в электролите 5—6% трехвалент-
ного хрома по отношению к СгО3 еще не вы-
зывает заметного ухудшения процесса элек-
тролиза, но при большем его содержании
в электролите нарушается нормальное тече-
ние процесса электролиза. Во время рабо-
ты ванн необходимо проверять электролит
на содержание в нем трехвалентного хрома
и при первых же признаках увеличения его
присутствия в растворе — принимать меры
к исправлению состава электролита.
4. Хром имеет свойство наращиваться в
большом количестве на острых углах и реб-
рах изделия (рис. 96).
Для того, чтобы устранить этот недо-
статок, при включении ванны дают на корот-
кое время усиленный вдвое ток. Через пол-
минуты — минуту ток уменьшают до расчет-
ной величины. Если этого оказывается недо-
статочно, прибегают к помощи уловительных
Рис. 97. Пластинка с экра-
нирующей проволокой
рамок-экранов, сделанных из латунной
проволоки диаметром 0,5—2 мм и расположенных вдоль ребер де-
тали на расстоянии 8—10 мм от них (рис. 97).
Условия работы трущихся деталей при значительных удельных
давлениях весьма неблагоприятны. Тяжелые условия работы проис-
ходят вследствие того, что липкость масла по отношению
7*
99
к хромированной поверхности недостаточна, масло при больших
удельных давлениях выжимается из сочленения трущихся деталей,,
трение из жидкостного переходит в полусухое, и происходит зади-
рание хромового слоя.
Это последнее обстоятельство было причиной того, что примене-
ние хромирования для восстановления гильз цилиндров мощных со-
временных двигателей не давало благоприятных результатов.
Чтобы обеспечить возможность восстановления цилиндров хро-
мированием, в годы Отечественной войны был применен ряд спосо-
бов повышения липкости масла по отношению к хромированной по-
верхности, основные из которых: графитирование хромированной
поверхности и обработка обратным током.
Графитирование в свою очередь ведется различными способами.
Первый способ графитирования:
1. Вымыть поршень в бензине.
2. Нанести кистью или с помощью пульверизатора графитовую,
краску * на боковую поверхность поршня. Слой покрытия должен
быть равным - 0,1 мм. Чтобы покрытие было ровным, следует на-
носить его в несколько приемов.
3. Окрашенные поршни поместить в электропечь для просушки
краски. Температура печи должна быть 130—150 Ц. Длительность
сушки 2—3 часа.
При этом способе графитирование зеркала цилиндра происходит
в процессе приработки двигателя.
Перед составлением краски графит следует просеять, а эмаль
профильтровать.
Если графитовая краска наносится с помощью пульверизатора,,
то графит должен быть коллоидальный, так как он обладает спо-
собностью долгое время находиться в жидкости во взвешенном со-
стоянии.
Второй способ графитирования:
Отполировать зеркало цилиндра фетровым кругом с применением
графита, содержащего зольных примесей не более 10%.
Можно применить осадок графита из смазки «Ойльдат» С-3.
Применение графитирования хромированной поверхности гильзы
цилиндра значительно повышает липкость масла и тем обеспечивает
возможность применения хромирования для восстановления гильз
цилиндров.
Еще лучший результат в смысле повышения липкости масла по
отношению к хромированной поверхности дало развитие микропо-
ристости на хромированной поверхности зеркала цилиндра
Осажденный электролитическим способом слой хрома отличается
микропористостью, но микропористость эта на шлифованной и хо-
нингованной поверхности зеркала цилиндра недостаточна и не дает
* Состав графитовой краски:
графита с содержанием зольных примесей не более 10% . 175 г
глифтолевой черной эмали № 20-8бф. . ..... 120 г
скипидара технического . . . . 100 г
100
надле?кащей липкости масла, достаточной, чтобы обеспечить жид-
костное трение при больших удельных давлениях. „
Был предложен способ развития микропористости на шлифован-
ной и хонингованной поверхности хромированной гильзы цилиндра
путем обработки ее обратным током в той же ванне, в которой ее
хромировали.
Способ этот был назван пористым хромированием.
Технологический процесс пористого хромирования гильз цилин-
дров:
1. Промывка в бензине.
2. Очистка венской известью.
3. Промывка в проточной холодной воде.
4. Промывка в горячей воде.
5. Сушка воздухом.
6. Монтаж на подвеску.
7. Очистка венской известью.
8. Промывка в проточной холодной воде.
9. Хромирование в ванне с электролитом:
Хромовый ангидрид . . 250 а
Серная кислота 2,5 а
Вода.............................. 1л
Гильзу в течение 10—12 мин выдерживают в ванне без включе-
ния тока. Дав обратный ток, выдерживают под ним в течение
30—40 сек. Переключают ток, сделав деталь катодом. Температура
электролита t — 56 ± 2° Ц. Плотность тока DK — 35—40 А/дм*.
10. Промывка в дестиллированной воде.
11. Промывка в холодной проточной воде.
12. Демонтаж гильзы.
13. Промывка в горячей воде.
14. Сушка воздухом.
15. Термообработка в масляной ванне с температурой 200—
230;’Ц (время выдержки 1,5—2 часа) и последующее медленное,
охлаждение.
16. Шлифовка.
17. Промывка в бензине.
18. Сушка воздухом.
19. Монтаж на подвеску.
20. Очистка венской известью.
21. Промывка в холодной проточной воде.
22. Анодное декапирование. В ванне для хромирования выдерж-
ка без включения тока в течение 3—5 мин. Включение обратного
тока (деталь анод) и выдержка под током 2,5—3 мин. Плотность
тока DH — 45'—50 А/дм2.
23. Промывка в ‘дестиллированной воде.
24. Промывка в холодной воде.
25 Демонтаж.
26. Промывка горячей водой.
101
27. Монтаж на подвеску.
28. Лужение в ванне с электролитом:
Двухлористое олово .............. 70 г
Едкий натр . 80 г
Вода .... 1л
Температура ванны 70—80 Ц, плотность тока Ок = 0,3 А/дм2..
29. Промывка в холодной проточной воде.
30. Демонтаж.
31. Промывка горячей водой.
32. Сушка.
33. Консервация.
В настоящее время процесс восстановледия гильз цилиндров
хромированием упрощен за счет исключения процесса лужения.
Процесс восстановления заканчивается двадцать шестой операцией.
Двадцать вторая операция дается как обработка обратным
током.
Хромированием, в основном, восстанавливают гильзы цилинд-
ров и вкладыши коренных подшипников.
Гильзы, в зависимости от характера их износа, подвергаются
полному или местному хромированию.
В первом случае предварительно исправляют форму гильзы,
устраняя шлифовкой овальность, волнистость и другие дефекты
зеркала гильзы.
Во втором случае предварительного исправления формы гильзы
не делают, а непосредственно приступают к подготовке гильзы и к
хромированию, нанося слой металла (хрома) не на всю поверхность
зеркала, а только на места наибольшего износа ее.
Окончательная обработка гильзы после хромирования имеет
своей целью придать зеркалу такую гладкость поверхности, кото-
рая обеспечивала бы минимальные потери на трение поршня и порш-
невых колец, а следовательно, и минимальный износ этих деталей.
До недавнего времени считалось, что для увеличения срока
службы поверхностей трения и повышения способности их выдер-
живать большую нагрузку нужно, чтобы неровности не превышали
0,1 р и даже 0,04—0,05 И . При такой незначительной шероховато-
сти образуется неразрывная масляная пленка, которая хорошо вы-
держивает нагрузку и не допускает непосредственного контакта
работающих поверхностей, являющегося причиной заедания, быст-
рого износа и выхода деталей из строя.
Такое качество поверхностей можно получить только,применив
для окончательной обработки суперфиниш или лапинг.
Однако в последнее время путем многочисленных эксперимен-
тов было установлено, что при некотором увеличении шероховато-
сти поверхностей трения, срок службы их и способность нести на-
грузку не уменьшаются, а наоборот, возрастают.
Причина этого парадоксального явления, очевидно, в том, что
увеличение шероховатости поверхности трения, не выходящее за
102 1
пределы, допускаемые толщиной слоя смазки, повышает липкость
масла по отношению к этой поверхности и создает большее сопро-
тивление выдавливанию его. При гладкой поверхности масло вы-
давливается легче, разрыв пленки происходит быстрее, а цельность
ее труднее восстанавливается.
Считают, что для цилиндров оптимальная шероховатость дол-
жна лежать в пределах от 0,305 до 0,508 р , что соответствует при-
менению хонинга. -
Хромированная поверхность обладает меньшей смачиваемостью
маслом, в результате чего допустимое давление снижается. При
больших удельных давлениях происходит разрыв пленки с последу-
ющим выходом деталей из строя.
Повышать смачиваемость маслом хромированной поверхности
за счет увеличения шероховатости до размеров, превосходящих оп-
тимальную, — недопустимо.
Лучшим способом в этом отношении является обработка хроми-
рованной поверхности обратным током (стр. 101 —102).
ГЛАВА IV
РЕМОНТ АГРЕГАТОВ
1. Основные особенности организации ремонта
агрегатов двигателей
Основной особенностью в организации ремонта агрегатов яв-
ляется то, что классификация видов ремонта двигателя не распро-
страняется на агрегаты, и при выполнении капитального ремонта
двигателя агрегаты могут требовать весьма незначительного ре-
монта или вовсе обойтись без него и, наоборот, в процессе техни-
ческого обслуживания может потребоваться замена- некоторых аг-
регатов, нуждающихся в капитальном ремонте.
На участке разборки двигателя агрегаты не разбираются, а
только снимаются с двигателя и направляются в цех ремонта агре-
гатов. Здесь агрегаты, в большинстве своем, прежде всего подвер-
гаются испытанию, в процессе которого выявляются дефекты их ра-
боты. Там же их разбирают, промывают, очищают, дефектируют,
ремонтируют, собирают и испытывают после ремонта.
Все это делает ремонт агрегатов независимым от ремонта дви-
гателей. и заставляет выделять ремонт агрегатов в совершенно
самостоятельную группу. Единственная увязка, существующая
между ремонтами двигателя и агрегатов — это сроки ремонта, под-
чиняющиеся календарному плану ремонта двигателя в целом (вме-
сте с агрегатами) и то, только в том случае если агрегаты не обез-
личены.
Необходимо помнить, что неисправности агрегатов весьма часто
являются причинами аварий. Это обстоятельство требует самого
• 103
внимательного отношения к ремонту агрегатов и в особенности к
испытанию их перед установкой на двигатель.
Технологический процесс ремонта агрегата является сложным и
точно так же, как технологический процесс ремонта двигателя, со-
стоит из совокупности технологических процессов устранения от-
дельных дефектов, разборки, промывки и очистки деталей, дефек-
тации, сборки и испытания агрегата.
2. Ремонт масляных помп
Масляная помпа с участка разборки поступает непосредственно
в цех ремонта агрегатов.
Независимо от конструкции, поступающая в ремонт помпа дол-
жна быть прежде всего испытана. Это предварительное испытание
Рис. 98. Схема установки
для испытания масляных
помп
А—нагнетающая часть пом-
пы,/?—откачивающая часть
, помпы, 1—градуированные
баллоны, 2— верхний резер-
вуар, 3— контрольное стек-
ло, 4 — фильтр, 5 — термо-
метры, 6—манометры, 7 —
счетчик оборотов, 8—диск
сцепления, &—муфта сце-
пления, /Р— нижний ре-
зервуар, 11 — газовая го-
релка, 12— регулировочный
клапан
должно выявить дефекты в работе мас-
ляной помпы и тем облегчить последую-
щий процесс дефектации.
При испытании откачивающей части
помпы определяется производительность
ее, а при испытании нагнетающей ча-
сти — определяются производительность
и давление, которое при этом соз-
дается.
Установка для испытания масляных
помп в условиях ремонта должна быть
универсальной, т. е. эта установка должна
обеспечить возможность испытания мас-
ляных помп всех типов двигателей, ремон-
тируемых заводом. Конечно, не всегда
возможна такая универсальность установ-
ки, и особенно трудно добиться этого для
современных двигателей, у которых мас-
ляная помпа объединяется с другими аг-
регатами двигателя.
На рис. 98 показана принципиальная
схема установки для испытания масляных
помп.
Та же схема ложится в основу той
части установки для испытания объеди-
ненных в одно целое агрегатов, которая
обеспечивает успешное испытание масля-
ной помпы.
После предварительного испытания
помпа разбирается. Детали разобранной
помйы промываются, очищаются и дефек-
тируются; выявление дефектов деталей
производится, главным образом, путем
осмотра.
104
Наиболее характерными и часто встречающимися дефектами
являются: трещины на корпусе, риски и надиры на корпусе, тре-
щины у фиксирующего отверстия на корпусе, риски и надир на ра-
бочих шейках валика, неравномерный износ маслоотражательной
шейки валика, риски и надир на рабочей части пластин по поверх-
ности касания с корпусом, износ пружин с односторонним засвет-
лением по наружной поверхности (коловратные помпы), срыв резьба
в отверстиях корпуса под штуцеры, срыв или забоины резьбы шту-
церов масломанометра и корпуса редукционного клапана, надиры
на крышке корпуса, надиры на валиках шестерен насоса (шестерен-
чатого типа).
Встречаются случаи нарушения регулировки редукционного
клапана вследствие ослабления пружины, вывертывания корпуса
редукционного клапана и отвертывания гайки, регулирующей на-
тяжение пружины; выработка кольцевой выточки на седле редук-
ционного клапана.
В процессе ремонта заменяются отдельные детали помпы, запо-
лировываются надиры на шейках, устраняются забоины на резьбе,
заделываются трещины, заменяются втулки.
Выработка кольцевой выточки на седле редукционного клапана
устраняется путем исправления седла бархатным напильником с
последующей притиркой клапана к седлу.
Масляные помпы шестеренчатого типа (двигатели AM) зна-
чительно реже требуют ремонта. К повторяющимся дефектам этих
помп следует отнести: нарушение регулировки редукционных кла-
панов, износ втулок осей зубчаток, повреждение корпуса насоса и
шпилек.
Коловоротные масляные насосы также весьма надежны и ус-
тойчивы в работе. К повторяющимся дефектам этих помп можно
отнести ослабление пружин, раздвигающие рабочие лопатки, нару-
шение регулировки редукционного клапана и повреждение шпилек
крепления помпы.
Обнаруженные в процессе предварительного испытания и ос-
мотра деталей дефекты заносятся в дефектную ведомость.
После устранения дефектов масляные помпы и агрегаты, свя-
занные с ней, собираются и испытываются на тех же установках,
на которых проводилось предварительное испытание агрегатов.
3. Ремонт водяных помп
На рис. 99 дана принципиальная схема установки для испыта-
ния водяных помп.
После предварительного испытания водяная помпа разбирается.
Детали разобранной помпы промываются, очищаются и дефекти-
руются.
К наиболее характерным и часто встречающимся дефектам от-
носятся: 1) течь воды из контрольных отверстий корпуса, 2) износ
оси крыльчатки, 3) срез шпонки на валике помпы в месте крепле-
105
ния ведущей муфты, 4) подтекание через сливной кран, 5) трещины
в кожухе насоса, 6) поломка флянца крепления насоса, 7) отверты-
вание I айки, крепящей турбину, 8) порча болтов или шпилек.
гнездах для шпилек,
9) срыв резьбы в
10) коробление крышки.
Причиной течи воды из
контрольных отверстий
корпуса является износ
торца нижнего подшипни-
ка корпуса. Устраняется
этот дефект путем при-
гонки торца нижнего под-
шипника и уплотнитель-
ного ' буртика на валике
помпы.
Если торец нижнего
подшипника настолько из-
ношен, что пригонкой
нельзя обеспечить надле-
Рис. £9. Схема установки для испытания водя-
ных помп:
1— верхний резервуар, 2—запорный кран;
3—помпа, 4 — мотор, 5—супорт электромо-
тора, 6 — выключатель, 7 — трубы, подающие
воду от помпы в верхний резервуар, 8 — кон-
трольное стекло, 9—счетчик оборотов, 10 —
супорт помпы, 11 — нижний резервуар, 12 —
диск сцепления
жащей герметичности,
подшипник заменяют но-
вым. Для этого старый
подшипник выпрессовы-
вается, и на его место ста-
вится новый подшипник,
выточенный по месту или
взятый из имеющихся за-
пасных частей.
Чтобы при запрессовке
нового подшипника добиться надлежащего натяга его, корпус пред-
варительно нагревают до 70—80 Ц, и в горячий корпус запрессовы-
вают новый подшипник.
Незначительные риски на подшипниках устраняют путем ша
бровки.
Оси крыльчаток с местным износом исправляются путем шли-
фовки с последующей заменой подшипников.
При наличии незначительных рисок на валике их устраняют шли-
фовкой мелкой шкуркой.
Незначительные поломки флянца крепления насоса исправляют-
ся путем приварки или наварки с последующей обработкой этого
места. Возможна также и заварка трещин кожуха насоса, но
обычно в ремонтных мастерских этого не проводят, и кожух с тре-
щинами бракуют, заменяя его новым.
Подтекание через сальник устраняется путем замены втулок и
постановки нового сальника. Подтекание через сливной краник уст-
раняется путем притирки пробки краника Если пробка сильно изно-
шена и устранение течи путем притирки невозможно, пробку заме-
няют новой или меняют весь краник. Подтекание из под краника
устраняется постановкой новой прокладки и подтяжкой краника.
106
Необходимо отметить, что втулки, болты, шпильки, пробки кра-
ников и штауферные масленки для водяных насосов изготовляются
обычно ремонтными мастерскими с подгонкой размеров по месту.
Коробление крышки устраняется путем пригонки. Для этого на
фланец корпуса наносят тонкий слой краски, надевают крышку и
затягивают ее гайками. Отпечаток краски на крышке устраняют
шабером или мелким бархатным напильником, пока соприкоснове-
ние не будет удовлетворительным. Если путем пригонки трудно до-
биться хорошего прилегания крышки к телу корпуса, крышку заме-
няют новой.
При срезе шпонки последняя заменяется новой; если шпоночное
гнездо имеет повреждение, необходимо произвести соответствую-
щее исправление его.
После устранения дефектов водяная помпа собирается и под-
вергается контрольному испытанию на той же установке, на кото
рой производилось предварительное испытание.
4. Ремонт топливных помп
Шестеренчатые 'топливные помпы. Характерными
дефектами помп шестеренчатого типа являются: нарушение регули-
ровки редукционного клапана, износ шестеренок, износ втулок осей
шестеренок и т. д.
Способы устранения этих дефектов ничем не отличаются от при-
нятых при ремонте масляных помп этого типа, рассмотренных
выше.
Коловратные топливные помпы. Характерными де-
фектами коловратной топливной помпы типа Ромэк являются: течь
топлива из под фланца соединения крышки и корпуса помпы, течь
топлива через сальник.
Оба дефекта легко устраняются в процессе ремонта слесарной
обработкой и заменой деталей.
5. Ремонт магнето
Магнето, поступающее в ремонт, разбирается, прочищается и
дефектируется.
Дефектация начинается с осмотра деталей магнето.
Для окончательного и полного выявления дефектов некоторые
детали магнето должны быть проверены путем испытания их, на-
пример, магниты — на силу намагниченности, якорь — на исправ-
ность первичной и вторичной обмоток, конденсатор — на исправ-
ность работы, прерыватель — на правильность угла размыкания.
Проверка силы магнита может быть произведена при
помощи флюксметра Грассо или какого-либо другого измерителя
магнитного потока.
На рис. 100 показана схема устройства флюксметра Грассо, ко-
торый представляет собою сердечник из мягкого железа (2) с об-
107
Рис. 100. Схема устройства флюкс-
метра Грассо:
1 — магнит, 2—сердечник из мяг
кого железа с обмоткой в середине,
3—измеритель магнитного потока
моткой в средней части его, соединенной с измерителем магнит-
ного потока (3).
Устанавливая магнит (1) на сердечник,как показано на рисунке,
смотрят на шкалу измерителя, где стрелка показывает силу магнит-
ного потока, выраженную в макс-
веллах.
Для проверки силы магнита ро-
тора удобнее пользоваться специ-
альным магнитометром.
Проверка трансфор-
матора. На рис. 101 показана
схема установки для испыта-
ния трансформаторов. Установка
состоит из электромагнита с виб-
ратором, конденсатора для погло-
щения токов размыкания (экстра-
токов), аккумуляторной батареи,
•амперметра, установки для транс-
форматора, искрового разрядника
и двух выключателей.
Порядок проверки следующий: трансформатор укрепляют на
предназначенном для него месте, на-
ружный конец толстой обмотки сое-
диняк>т с проводом от вибратора,
а конец тонкой обмотки с искровым
разрядником, и включают в систему
ток от аккумулятора. Ток от акку-
мулятора, прерываемый вибратором,
проходит через толстую обмотку
якоря, индуктируя в тонкой обмотке
ток высокого напряжения.
Первичный ток, поступающий от
аккумулятора, доводят до 2—3 ам-
пер, устанавливают искровой
жуток разрядника равным 8
наблюдают за искрением.
Если первичная обмотка
короткое замыкание, то, несмотря
на сильный ток в первичной об-
мотке, искрения в разряднике не наб-
людается. Если имеется короткое за-
мыкание во вторичной обмотке, то,
при наличии нормального тока в пер-
вичной обмотке, искрения в разряд-
нике также не наблюдается. Проверка ведется при включенном
конденсаторе установки. \
При проверке конденсатора трансформатора конденсатор уста-
новки выключают.
Рис. 101. Схема установки для ис-
пытания якорей и конденсаторов
проме-
лем и
имеет
108
Если конденсатор трансформатора исправен, то при выключенное
конденсаторе установки в разряднике при включении тока появ-
ляются искры. Если конденсатор неисправен, искры на разряднике
не появляются, несмотря на то, что показания амперметра доходят
до предела.
Проверка прерывателя. Проверка производится путем
включения в цепь прерывателя контрольной лампы и постановки
градуированного диска на хвостовик ротора магнето. Сопоставляя
момент размыкания прерывателя, определяемый моментом погаса-
ния лампы, с показанием на диске, находят угол размыкания пер-
вичного тока.
Основные дефекты магнето, устраняемые в ремонтных мастер-
ских следующие:
1) выгорание колодок распределителя (колодки со следами вы-
горания заменяют новыми);
2) порча винтов для зажима проводов (винты заменяют новыми);
3) обгорание контактов прерывателя (контакты заменяют но-
выми);
4) износ подшипников ротора (подшипники заменяются но-
выми);
5) поломка или ослабление пружин прерывателей (пружины за-
меняются новыми);
6) заедание бронзовых грузов автоматического регулятора мо-
мента искрообразования (этот дефект устраняется путем ремонта
и замены отдельных деталей регу-
лятора);
7) ослабление магнитов (этот
дефект устраняется путем намаг-
ничивания магнитов).
На рис. 102 показана схема
приспособления для намагничива-
ния роторов 4-искровых магнето.
Приспособление для намагни-
чивания и сам процесс намагничи-
вания настолько просты, что они
не требуют дополнительного разъ-
яснения.
Силу магнита проверяют после
намагничивания, пользуясь при-
способлением типа Грассо или
магнитометром.
Устранив дефекты всех дета-
Рис. 102. Схема приспособления для
намагничивания ротора магнето
лей магнето, его собирают и подвергают испытанию на специальном
станке. В процессе этого испытания, проводимого на различных
режимах, выявляется исправность работ магнето, определяется уг-
ловое отклонение между каждым из разрывов, проверяется регули-
ровка прерывателей (в магнето с двумя прерывателями) и прове-
ряется кривая автоматического опережения.
109
ГЛАВА V
СБОРКА И РЕГУЛИРОВКА ДВИГАТЕЛЯ
1. Рабочее место сборки
Сборка двигателя, подобно разборке, представляет собою
вполне стабильное сочетание отдельных, повторяющихся при каж-
дом ремонте операций. Это обеспечивает возможность разработки
типового технологического процесса сборки данной марки двига-
теля. Процесс сборки может быть организован с применением раз-
личных методов организации труда: бригадного, бригадно-узлового
или поточно-операционного.
Применение узлового метода организации труда и, тем более,
поточно-операционного возможно лишь при большом масштабе про-
изводства. Поэтому, несмотря на преимущества их все же в ремонт-
ных мастерских и базах чаще всего сборку двигателей осуществ-
ляют, пользуясь бригадным методом организации труда. Бригада
в 2—3 человека проводит всю сборку двигателя с начала до конца,
включая сюда и его регулировку.
Сборка двигателя должна вестись с особой тщательностью, и
все детали двигателя, несмотря на то, что они были приняты конт-
ролем на ремонтных участках, должны быть снова осмотрены и про-
верены перед сборкой.
Чистота рабочего места и хорошая оснащенность его инстру-
ментом и приспособлениями оказывают решающее влияние на ка-
чество сборки.
2. Оборудование рабочих мест сборки
Оборудование рабочих мест сборки немногоббразно и несложно.
В основном оно состоит из станков для сборки двигателей, слесар-
ных верстаков, передвижных этажерок и стеллажей для деталей
двигателей, оборудования для промывки и обдувки деталей перед
сборкой, а также подъемных средств.
Станки для сборки моторов ничем не отличаются от станков для
разборки, рассмотренных нами на стр. 19.
Точно также слесарные верстаки, стеллажи и подвижные эта-
жерки не отличаются от рассмотренных нами выше.
- Наличие передвижного подъемника на участке сборки облегчает
процесс съемки собранного двигателя со станка и установки на те-
лежку для перевозки его на участок испытания.
Оборудование для промывки состоит из специальных камер или
ванн для промывки деталей, столов для обдувки промытых деталей
сжатым воздухом и воздухопроводки к отдельным рабочим местам
сборки.
Кроме того, для обеспечения высоких показателей работы уча-
сток сборки деталей должен быть обеспечен всеми необходимыми
приспособлениями, специальным и нормальным слесарным инстру-
ментом.
ПО
3. Сборка двигателей
Операции сборки, последовательность их, выбор применяемых
приспособлений и специального инструмента целиком зависят от
конструктивных особенностей собираемого двигателя, а поэтому
отличны для каждого типа двигателей.
Это обстоятельство не дает возможности создать единый техно-
логический процесс для сборки двигателей всех типов, однако
имеется ряд положений общих для сборки всех двигателей, незави-
симо от их типа. К общим положениям по сборке авиационных дви-
гателей относятся следующие:
1. Как правило, детали всех двигателей, независимо от их типа,
перед сборкой должны быть промыты в ванне с бензином или в спе-
циальных промывочных камерах. При первом способе промывки де-
тали погружаются в ванну с бензином и промываются в ней мягкой
волосяной кистью. Для того, чтобы добиться достаточной чистоты
деталей, практикуют иногда промывку в двух ваннах. Детали, про-
мытые в первой ванне, прополаскиваются в совершенно чистом
бензине, находящемся во второй ванне.
Промытые детали вынимают из ванны, укладывают на стол и
обдувают струей сжатого воздуха из воздушной сети.
Обтирка промытых деталей концами ни в коем случае не до-
пускается, так как после такой обтирки волокна ткани остаются на
деталях, а в процессе работы двигателя с>ни попадают в смазку и
забивают масляные каналы и фильтры. Разрешается обтирать детали
только замшей.
2. При сборке необходимо помнить, что детали должны быть по-
ставлены на то же место и в том же положении по отношению к
еопряженным деталям, в каком они были до разборки; поэтому
при сборке следует строго следить за метками на деталях.
3. Все полости и маслопротоки должны быть заполнены маслом
с помощью шприца или специального прибора, подающего масло
под давлением; наружные поверхности трущихся деталей должны
быть смазаны маслом. Это необходимо потому, что в момент пуска
собранного двигателя масло не сразу поступит к трущимся дета-
лям, и последние, работая вначале без смазки, всухую, могут быть
повреждены.
4. Для создания надлежащей герметичности внутренних поло-
стей, в плоскостях соединения деталей ставятся прокладки, предо-
храняющие от просачивания воды, масла или газа.
В соединениях, где может просачиваться под небольшим давле-
нием вода или масло, прокладки ставятся из оберточной бумаги или
ставится шелковая нить слабой крутки, намоченная в масле.
В соединениях, где может просачиваться под небольшим давле-
нием холодный газ, прокладки ставятся из клингерита.
В соединениях, где может прорываться под большим давлением
горячий газ, ставятся медно-азбестовые прокладки. Для повыше-
ния герметичности плоскости стыков смазывают иногда гермети-
ком, например: плоскость стыка половинок картера двигателей се-
111
мейства AM, поверхности конусов, втулки и заглушки коренной
шейки вала двигателей семейства ВК и т. д.
5. Гайки крепления всех деталей, недоступные для осмотра в со-
бранном двигателе, должны быть законтрены.
4. Сборка коленчатого вала и вала редуктора
К сборке коленчатого вала приступают только после окончания
ремонта всех элементов его и после тщательной промывки.
Промывку коленчатого вала ведут в ванне с бензином. После
промывки вал обдувается сухим сжатым воздухом. Для предохра-
нения шеек вала от механических повреждений на них надевают
манжеты.
Сборка коленчатого вала рядного двигателя заключается в по-
становке внутренних трубок, заглушек и в испытании его на гер-
метичность.
Сборка коленчатого вала звездообразного двигателя, кроме по-
становки трубок и заглушек, включает в себя навеску шатунов и
сборку самого вала.
Операция постановки заглушек коленчатого вала двигателя
АМ-38Ф начинается с того, что надевают на болт заглушки корен-
ной шейки медно-азбестовую прокладку, навивают 2—3 витка аз-
бест'ового шнура, затем надевают заднюю заглушку и ставят в
коренную шейку соответственно клейму. Затем надевают вторую
заглушку на болт, навернув на резьбу болта 3—4 нитки азбесто--
вого шнура, ставят медно-азбестовую прокладку и шайбу и навер-
тывают гайку.
Точно так же ставятся заглушки всех остальных коренных шеек
(кроме 7-й) и шатунных шеек. Постановка заглушек в 7-ю коренную
шейку отличается тем, что в полость этой шейки ставится траверса,
на шпильку траверсы надевается заглушка, навертывается на резь-
бу шпильки 3—4 нитки азбестового шнура со стороны заглушки,
ставится медно-азбестовая прокладка, шайба и навертывается
гайка.
Закончив постановку заглушек, проверяют утопание их относи-
тельно плоскости щек. Проверка ведется линейкой и щупом. За-
глушка должна быть утоплена, но не более чем на 0,7 мм.
После проверки утопания производится зашплинтовка гаек стяж-
ных болтов заглушек.
В шатунные шейки коленчатого вала двигателя ВК-Ю5 ставятся
центральные трубки и боковые заглушки. Как те, так и другие за-
крепляются в полостях шеек путем развальцовки.
Центральная трубка ставится в полость затем, чтобы отверстие
для прохода масла в трубке находилось с противоположной сто-
роны от масляного канала в шатунной шейке и чтобы трубка не
перекрывала каналов, идущих из коренных шеек в шатунные.
Заглушки коренных шеек закрепляют распорную втулку, поме-
щаемую в полость коренной шейки (рис. 103). Для создания боль-
112
шей герметичности поверхность конусов втулки и заглушки сма-
зывают герметиком. Ввертывание «производится специальным клю-
чом (рис. 104). 1
Чтобы сделать посадку заглушек коренных шеек более плотной,
резьбу последних лудят,
кроме того, все заглушки
по размерам среднего
диаметра резьбы разбива-
ют на две группы. Также
разбиваются на две груп-
пы и коренные шейки. Но-
мер группы коренной шей-
ки отмечается на щеке ва-
ла. Номер группы заглуш-
ки обозначается керне-
нием в прорези заглушки
под ключ. На заглушках
первой группы ставят
один керн. Заглушки этой
группы имеют наиболь-
ший средний диаметр
резьбы. Заглушки второй
группы кернятся двумя
кернами. К этой группе от-
носятся заглушки с мини-
мальным средним диаметром.
Рис. 103. Заглушки коренной шейки
Заглушки, закерненные тремя керна-
ми, имеют размер резьбы средний между первой и второй группами.
Имеется еще нулевая группа заглушек без отметки керном. Эта
Рис. 104. Специальный ключ для вверты-
вания заглушек
группа располагает самым
полным размером резьбы.
Заглушки контрятся вдав-
ливанием тела заглушки в уг-
лубление на коренной шейке
коленчатого вала.
Торец завернутой заглуш-
ки должен быть на одном
уровне с телом щеки колен-
чатого вала или утопать до
1,8 мм.
Сборка коленчатого вала
звездообразного двигателя
связана с навеской шатунов
и производится следующим
образом: главный шатун,
собранный с прицепными ша-
тунами, надевают на шатунную шейку передней части вала, затем
производят сборку передней и задней частей коленчатого вала, для
чего у двигателя при помощи клина разжимают прорезь задней
8 Охотин
113
длиною до 1,о м. величину затяжки
ния стяжного болта. Для двигателя
щеки, после чего свободно надевают заднюю часть вала на продол-
жение шатунной шейки передней части. С помощью штыря, про-
пускаемого через отверстие в противовесах, центрируют часть вала,
при помощи щупа устанавливают зазор в 0,5 мм между втулкой
главного шатуна и задней щекой вала, вынимают клин из прореза,
ставят на место стяжной болт и закрепляют заднюю щеку на шейке
передней части вала при помощи затяжки стяжным болтом. Подоб-
ным образом собираются и валы двухрядных звездообразных дви-
гателей.
Затяжку производят при помощи ключа, наращиваемого трубой
определяют, замеряя удлине-
АШ-82 стяжной болт задней
части коленчатого вала дол-
жен удлиниться на величину
0,21—0,23 мм и стяжной
болт средней части должен
удлиниться на величину
0,24—0,26 мм. Процесс заме-
ра стяжного болта показан
на рис. 105.
Замер производят микро-
метром. Для получения боль-
шей точности замера в ко-
нусные выточки - на концах
болта вставляются шарики,
связанные между собою эла-
стичным хомутом из тонкой
листовой стали.
Для получения величины
удлинения болта обычно де-
лают два замера: первый —
до затяжки и второй — после
затяжки.
герметичность производится
смесью масла и бензина (50% веретенного масла № 2 и 50% бен-
зина или 8 кг трансформаторного масла и 780 см? бакинского бен-
зина первого сорта). Испытание производится под давлением от 5
до 10 атм.
а коленчатого вала на
Для двигателей ВК-105 допускается просачивание масла не
более 20 капель в минуту. Для двигателей АМ-42 допускается про-
сачивание не более 10 капель в минуту при испытании раствором
№ 10 или маслом, не вызывающим коррозии, с вязкостью по Эн-
глеру не более 5 и при давлении равном 10 атм
Сборка вала редуктора с большой шестерней
(двигатели семейства AM). Перед сборкой редуктора все детати
его должны быть тщательно промыты в бензине и обдуты струей
сжатого воздуха. Сборка редукторных валов начинается с по-
становки заглушек и проверки герметичности их.
114
Для испытания редукторного вала на герметичность заглушек
можно использовать ту же установку, которой пользуются при ис-
пытании на герметичность заглушек коленчатого вала.
Дальше приступают к установке барабана. Установив его, вал
закрепляют в тисках и приступают к постановке большой шестерни
редуктора, причем постановку эту делают по меткам на шестерне и
на барабане.
Перед постановкой шестерни на барабан, внутренний диаметр ее
смазывается маслом; также смазывается и барабан. После поста-
новки на свое место шестерни ставят амортизационные пружины.
5. Сборка шатунов и навеска их на коленчатый вал
Сборка шатунов рядного двигателя включает в себя сборку кри-
вошипной головки главного шатуна и соединение его с прицепным
шатуном или прицепными шатунами у многорядных двигателей.
Сборка шатунов ведется обычно параллельно со сборкой коленча-
того вала так, чтобы по окончании сборки шатунов можно было
приступить к навеске их на коленчатый вал. Сборка шатунов зве-
здообразного двигателя включает в себя только сборку главного
шатуна с прицепными и должна быть закончена до сборки коленча-
того вала. У рядных двигателей сборка начинается с соединения
главного шатуна с прицепным.
Главные шатуны двигателей семейства AM опускают в масля-
ную ванну для подогрева. Температура масла 170сЦ. Время нагрева
10—15 мин. Шатуны помещают в масляную ванну так, чтобы в
масло была погружена только проушина с примыкающей к ней
частью нижней головки.
Прицепные шатуны раскладывают на верстаке в порядке их но-
меров. Пальцы прицепных шатунов промывают в бензине, обду-
вают сжатым воздухом и раскладывают рядом с прицепными шату-
нами в соответствии с их номерами.
Вынув главный шатун из масляной ванны, его зажимают в тиски
с алюминиевыми губками, затем берут соответствующий по номеру
прицепной шатун и соединяют его с главным при помощи ложного
пальца. Взяв специальными щипцами палец прицепного шатуна
того же номера, что и шатуны, и, вставив его в проушину главного
шатуна, выталкивают им ложный палец. Палец вставляется так,
чтобы заглушка пальца была справа, если смотреть со стороны
поршневой головки на шатун, лежащий проушиной вверх. Повора-
чивая и перемещая палец, центрируют его при помощи оправки так,
чтобы лыска пальца совпала с отверстием для стопорного болта.
Вставляют болт и проверяют посадку его (болт должен свободно
перемещаться от руки). Навертывают гайку на болт от руки и вы-
нимают шатун из тисков. Проверяют щупом продольное перемеще-
ние нижней головки прицепного шатуна по отношению проушины
главного шатуна, которое должно быть не более 0,6 мм.
Перед сборкой шатунных головок комплект шатунов, крышки
8* 115
шатунов и вкладыши нижних головок шатунов промываются в бен-
зине, обдуваются сжатым воздухом и подбираются по номерам со-
ответственно номерам шатунов
Места посадки вкладышей смазываются маслом. Верхняя поло-
винка вкладыша вставляется в шатун так, чтобы отверстия для
смазки в ней совпали с соответствующими отверстиями в шатуне.
Нижняя половинка вкладыша ставится в крышку головки шатуна
Ставится так, чтобы при соединении крышки с шатуном смежные от-
верстия верхней и нижней половинок вкладыша были размещены
под углом 60°.
Подготовив таким образом шатуны, приступают к постановке
или навеске их на коленчатый вал.
Коленчатый вал очищают от технического вазелина, промывают
бензином, обдувают сжатым сухим воздухом, просматривают
шейки, и если на них нет никаких дефектов, то смазав их маслом,
производят навеску шатунов.
Поставив шатун № 1 на первую шейку коленчатого вала, на-
девают на шпильки шатуна крышку № 1 согласно клеймения. При-
держивая одной рукой главный шатун, другой навертывают гайки,
делают надлежащую затяжку их и шплинтуют.
Навесив таким образом шатуны, обдувают вал* сжатым возду-
хом и смазывают легким слоем веретенного масла. Максимальный
зазор между кривошипной головкой шатуна и щеками коленчатого
вала должен быть равным 0,7 мм.
Сборка шатунов двигателей семейства ВК отличается только
тем, что нагрев главного шатуна производится до температуры 80—
110°Ц. Нагретый шатун в сочленении с прицепным шатуном укла-
дывается на приспособлении для сборки шатунов и помещается
под ручной пресс.
Палец прицепного шатуна, устанавливаемый с натягом от 0,00
до 0,025 мм, смазывается салом, вставляется в отверстие проушины
и запрессовывается ручным прессом.
Торец буртика пальца после запрессовки должен утопать в про-
ушине главного шатуна на 0,05—0,25 мм, а противоположный то-
рец пальца — выступать на столько же от торца проушины.
Собрав шатуны, проверяют лекалом предельное отклонение бо-
кового шатуна по отношению к главному (рис. 106). Максимальный
развал должен быть не менее 404 мм, а минимальный — не более
237 мм. Затем надевают контрящую шайбу на заглушку пальца и,
смазав салом резьбу, завертывают заглушку в палец бокового ша-
туна. Заглушка должна садиться на торец пальца так, чтобы на-
ружный торец ее был на одном уровне с торцом проушины или уто-
пал до 0,4 мм. Продольное перемещение нижней головки прицеп-
ного шатуна в проушине главного шатуна должно быть в пределах
0,18—0,4 мм. Собрав шатуны, законтривают заглушку шайбой, ко-
торую затем подпиливают заподлицо с телом головки шатуна.
Конструктивное отличие крепления крышки кривошипной го-
ловки шатуна вызывает необходимость применения специального
116
приспособления для запрессовки конусных шпилек при подборе их
и при навеске шатунов на коленчатый вал.
Продольный зазор между торцами главного шатуна и щеками
коленчатого вала должен быть в пределах 0,15—0,40 мм. Шатун
Рис. 106. Лекало для проверки развала шатунов
должен иметь возможность плавно вращаться на шейке. Тугое вра-
щение не допускается.
При сборке шатунов звездообразного двигателя, например М-62,
пальцы прицепных шатунов ставятся в главный шатун с натягом от
0,00 до 0,40 мм. Посадка пальцев производится под прессом без
предварительного нагрева главного шатуна. Для удобства сборки
пользуются специальным приспособлением или подставкой. Поста-
вив прицепные шатуны на свои места, производят запрессовку
пальцев. У двигателей типа М-62 запрессовка пальцев производится
в следующем порядке: 5, 6, 4, 7, 2, 9, 3 и 8. Закончив запрессовку
пальцев собранные шатуны снимают с приспособления, подбирают
замки пальцев прицепных шатунов так, чтобы они свободно, без
качки, входили в прорези одной пары пальцев; проверяют прилега-
ние упорного алюминиевого кольца к замку втулки главного ша-
туна по краске.
Поставив замок втулки главного шатуна и притянув его винта-
ми к замкам пальцев, замеряют зазор между лапками замка втул-
ки и замком пальца. Этот зазор должен быть 0,00—0,05 мм.
Регулировка зазора ведется за счет изменения толщины про-
кладок ШИМ.
Затем ставят замки и прокладки под головки прицепных шату-
нов и контрят, загибая концы замков на две грани каждого болта.
Перед навеской шатунов на коленчатый вал производится про-
мывка их в бензине.
6. Общая сборка двигателя
При бригадно-узловом методе организации труда на сборке к
началу общей сборки двигателя должна быть закончена сборка
всех узлов его и последние должны быть доставлены на рабочее
место общей сборки двигателя. Не излагая технологического про-
117
цесса общей сборки двигателя во всей его последовательности,
рассмотрим только те основные особенности его, на которые сле-
дует обратить особое внимание.
Сборка двигателей ведется обычно на таких же станках, на
73 3 5 1 3 7 11 15
Рис. 107. Порядок затяжки гаек коренных
шпилек двигателя АМ-35А
каких ведется разборка их
(см. главу I, § 3).
Перед укладкой коленча-
того вала в картер все мас-
ляные каналы и полости за-
полняются маслом, что обес-
печивает смазку подшипни-
ков в начале работы двига-
теля. С этой же целью по
окончании сборки делают
прокачку маслом.
Для того, чтобы избежать
I
[
I
I
I
I'
I
возможных перекосов и деформации деталей при сборке, следует
вести затяжку гаек силовых болтов в определенной последователь-
Рис. 108 Порядок затяжки гаек силовых шпилек
двигателя АМ-35
ности и с одинаковой силой, не превосходящей допустимого
предела. На рис. 107, 108, 109 и 110 показана последовательность
I
I
I
I
I
I
I
I
Риг. 109. Порядок затяжки гаек сшивных болтов картера
двигателя ВК-105
затяжки гаек коренных шпилек, гаек силовых шпилек, сшивных
болтов картера и гаек крепления главного шатуна.
Необходимая сила затяжки гаек обеспечивается:
1) применением тарировочных ключей,
2) затяжкой гаек на определенный угол поворота,
3) проверкой болта на удлинение.
118
При всех способах затяжки гаек необходимо следить за пра-
вильной посадкой их. Если при навертывании гайка идет слишком
туго, необходимо отвернуть ее и осмотреть резьбу болта и гайки.
Обнаруженные дефектьГ устранить.
Если дефекты гайки устранить нельзя,
следует дефектную гайку заменить
новой. Точно так же гайка подлежит
замене и в том случае, если она про-
слаблена.
Если достаточность затяжки гайки
обеспечивается углом поворота, тогда
весь процесс затяжки разбивается
Рис. 110. Порядок затяжки гаек
шпилек крепления крышки го-
ловки главного шатуна двига-
теля АМ-35А
на следующие операции:
1) Навертываются гайки в установ-
ленном порядке до плотного прилега-
ния их к шайбам. Навертывание
гаек производят при помощи ключа,
с полным приложением усилия, но без применения рычага.
2) Стягиваются соединяемые детали до плотного прилегания их.
для чего пользуясь ключом, все гайки довертывают в указанной
последовательности на установленный угол. Например, гайки сило-
вых шпилек двигателя АМ-35А и АМ-42 довертывают на 90°, гайки
крепления крышки главного шатуна на 60—70° для двигателя АМ-35
и на 50—60" для двигателей АМ-42.
3) Отпускается первая по затяжке гайка.
4) Вновь навертывается гайка до плотного прилегания к шай-
бам. Навертывание производят ключом без применения рычага. То
же делается со всеми остальными гайками в указанном порядке.
Рис. 111. Схема расположения углов затяжки гаек
силовых шпилек двигателя АМ-35А
5) Производится окончательная затяжка гаек в установленном
порядке с применением рычага. Угол затяжки обычно разбивается
на две части, и затяжку производят в два приема. На рис. 107 —
110 показан порядок затяжки гаек важнейших сопряжений, а на
рис. 111—112 приводятся схемы расположения углов затяжки их.
Затяжка гаек силовых шпилек и болтов крепления крышек глав-
ных шатунов двигателей АМ-42 производится в том же порядке,
119
как и у двигателей АМ-35, но угол затяжки гаек 2-й, 3-й, 4-й, 5-й
и 6-й пар силовых шпилек отличен от углов затяжки таких же гаек
двигателей АМ-35 (см. рис. 111), а именно: все гайки пяти указан-
ных выше пар силовых шпилек двигателей АМ-42 затягиваются на
140*. Гайки 1-й и 7-й пар
Рис. 112. Схема расположения углов затяжки
гаек коренных шпилек двигателя АМ-35А
противоположной коренной шпильки, а
после которой производится затяжка
силовых шпилек двигате-
лей АМ-42 затягиваются
так же, как и у двигате-
лей АМ-35’ на 80°.
Порядок затяжки гаек
коренных шпилек двигате-
лей АМ-42 отличен от по-
рядка затяжки таких же
гаек двигателей АМ-35.
Это отличие обусловлено
тем, что у двигателей
АМ-42 между первой и
второй парами коренных
шпилек, считая от винта,
поставлены дополнитель-
ные шпильки.
До 11-й шпильки (см.
рис. 108) порядок затяжки
остается таким же, как и
у двигателей АМ-35. Пос-
ле затяжки гайки 11 -й ко-
ренной шпильки произво-
дится затяжка гайки не
соседней — дополнительной,
гайки коренной шпильки,
противоположной 11-й коренной шпильке. Затем производится за-
тяжка гайки второй дополнительной шпильки, и переходят к за-
тяжке гайки коренной шпильки, отмеченной на рис. 108 но-
мером (13).
Дальше порядок затяжки гаек коренных шпилек сохраняется
прежний.
Углы затяжки приведены в таблице 3.
Таблица 3
№№ опор
8-я опора............
4-я опора............
7-я дополнительная
опора ............
Остальные опоры . . .
Полная затяжка В том числе: Величина вытяжки шпилек при полной затяжке, в мм
1 -я затяжка 2-я затяжка
140" 100" 40° . не замеряется
200* 150° 50 0,60-0,70
70 45' 25° не замеряется
230° 150’ 80' 0,70—0,80
1120
Если при затяжке гайки положенный угол будет превзойден,
гайку следует полностью отвернуть так, чтобы она не касалась
шайбы, затем вновь посадить на шайбу, как указано выше, и дотя-
нуть на требуемый угол.
Допуск на угол затяжки в пределах 8° (угла шплинтовки).
О проверке затяжки по удлинению болта сказано на стр. 1 14.
Установка блока требует от рабочих большого навыка и приме-
нения значительных усилий. Приступая к установке блока, необхо-
димо расположить четыре средних поршня так, чтобы они были на
одном уровне, в это время крайние поршни будут находиться в по-
ложении НМТ.
После того, как поршни установлены на одном уровне, оде-
вают приспособление, сжимающее поршневые кольца, и начинают
медленно опускать блок, направляя при этом поршни в гильзы ци-
линдров.
' Опустив блок настолько, чтобы кольца вошли внутрь цилиндров
блока, снимают приспособление для зажима колец. Блок продол-
жают опускать до тех пор, пока нижний край его не дойдет до
уровня днищ двух остальных поршней. После этого одевают при-
способление, зажимающее кольца этих двух поршней и поворачи-
вая коленчатый вал, направляют поршни в гильзы цилиндров. Как
только кольца двух последних поршней войдут в цилиндры, сни-
мают приспособление для зажима колец и опускают блок до по-
садки его на картер.
Перед постановкой блока цилиндры и поршни смазываются чи-
стым маслом. В тех случаях, когда регулировка газораспределения
производится в процессе сборки блоков, необходимо при поста-
новке их на картер следить за правильным сцеплением шлицевого
соединения.
Так как у блочных двигателей распределительный вал ставится
на свое место до постановки блока на картер, необходимо во время
постановки блока направить наклонный валик зашлицованным кон-
цом в отверстие червячной ведущей зубчатки распределения, смон-
тированной на головке блока.
В том случае, если регулировка распределения сделана до по-
становки блока на картер, надо не только направить конец наклон-
ного валика в отверстие зубчатки, но и следить за тем, чтобы шли-
цевой конец его сел на свое место по меткам, дающим возможность
обеспечить правильное положение коленчатого вала по отношению
к положению кулачкового вала.
После посадки блока на шпильки картера производится крепле-
ние гайками.
7. Регулировка двигателя
Регулировка двигателя, т. е. приведение фаз газораспределения
в соответствие с требованиями технических условий, является од-
ной из завершающих операций по ремонту его.
121
I
I
I
I
I
I
I
Примечания к таблице 4:
1. Регулировка звездообразных двигателей с главными шатунами в первом
и восьмом цилиндрах ведется по первому цилиндру, у двигателей с главными
шатунами в пятом и двенадцатом цилиндрах—по пятому цилиндру.
2. Регулировка газораспределения двигателей АШ-82ФН ведется по пято-
му и двенадцатому цилиндрам.
3. У двигателей с непосредственной передачей движения от кулачка к
регулировочной тарелочке зазор замеряется между затылком кулачка и регу-
лировочной тарелочкой (ВК-103, ВК-103А, ВК-105, ВК-106П, всасывающий сме-
севой клапан BK-J07A).
4. Зазор между затылком кулачка и регулировочной тарелочкой клапана
для продувки воздухом двигателя ВК-107А должен рявняться 1,5 — 0,03мм.
5. У двигателей с передачей от кулачка к клапану через траверсу зазор
замеряется между затылком клапана и траверсой (выхлопные клапаны двига-
теля ВК-107А).
6. У двигателей АМ-42 зазор замеряется между затылком кулачка и роли-
ком рычага.
7. На моторах АШ-82ФН первой и второй серий начало впуска до ВМТ
за 15^5” , конец впуска после НМТ- - через 44'.
3. При регулировке газораспределения допускается разбег в отдельных
цилиндрах одного двигателя в пределах 5°.
Для регулировки газораспределения необходимо знать: 1) фазы
газораспределения, 2) зазоры между ударниками и клапанами,
между затылками кулачков и тарелками регулировочных наконеч-
ников клапанов или траверсами, 3) направление вращения вала дви-
гателя, 4) порядок работы цилиндров.
Каждый двигатель имеет свои фазы газораспределения. В таб-
лице 4 приведены фазы газораспределения двигателей.
Регулировка как рядных, так и звездообразных двигателей на-
чинается с установления зазоров между ударниками и клапанами
или между затылками кулачков и тарелками регулировочных нако-
нечников клапанов или же траверсами.
Для звездообразных двигателей без компенсации различают за-
зоры в холодном состоянии — холодные зазоры, в горячем состоя-
нии — горячие зазоры.
Приступая к регулировке звездообразного двигателя без ком-
пенсации, устанавливают во всех цилиндрах, кроме одного (по ко-
торому ведется регулировка), холодные зазоры.
В цилиндре, по которому ведется регулировка, устанавливают
горячие зазоры, а по окончании регулировки и в этом цилиндре ус-
танавливают холодные зазоры.
Цилиндр, по которому необходимо вести регулировку, выбирают
согласно технических условий.
Так, например, двигатели М-86 (М-87А, М-87Б, М-88 и М-88Б)
с главными шатунами в I-om и 8-ом цилиндрах регулируются
по первому цилиндру; двигатели с главными шатунами в 5-ом и
12-ом цилиндрах—по 5-му цилиндру. Двигатели АШ-62, АШ-62ИР и
АШ-63 регулируются по l-му цилиндру, двигатели АШ-82 и АШ-
82ФН — по цилиндрам 5—12. Регулировку рядных двигателей на-
чинают по 1-му левому цилиндру. Порядок работы цилиндров всех
123
наших рядных двигателей: 1 л. — 6 пр. — 5 л. — 2 пр. — з л __
4 пр. — 6 л. — 1 пр. — 2 л. — 5 пр. — 4 л. — 3 пр.; звездообразных
однорядных: 1—3—5—7—9—2—4 —6—8 и звездообразных двух-
рядных: 1—10—5—14—9—4—13—8 —3—12—7—2—11—6.
Рис. ИЗ. Регляж
Рис. 114. Маятниковый
регулировочный диск
Определение ВМТ в цилиндре, по которому
ведется регулировка. Определение верхней мертвой точки
(ВМТ) ведется при помощи регляжа (рис. 1 (3)
и регулировочного диска (рис. 114).
Чтобы точно определить положение порш-
ня в верхней мертвой точке следует одно-
временно отметить положение стрелки на
регулировочном диске и положение стрелки
регляжа, отвечающие положению поршня
несколько ниже ВМТ. Затем, продолжая
проворачивать вал по ходу вращения его,
дать поршню пройти ВМТ до момента совпа-
дения стрелки регляжа с ранее отмеченным
положением ее и заметить второе положение
стрелки на регулировочном диске.
Угол, пройденный от первого положения
до второго положения стрелки на регулиро-
вочном диске, делят пополам. После этого
вращают вал в том же направлении до сов-
падения стрелки с отмеченной срединой ду-
ги; это положение вала и будет отвечать
положению поршня в ВМТ.
Найдя ВМТ, приступают к проверке фаз
газораспределения.
В случае неудовлетворительной регули-
ровки уточняют ее, переставляя вертикаль-
ный валик (двигатели семейства ВК) или пользуясь верньером (дви-
гатели семейства AM).
При уточнении регулировки двигателей семейства ВК следует
вывести распределительный вал из зацепления с вертикальным ва-
324
лом, повернуть коленчатый вал на нужный угол и переставить вер-
тикальный вал на соответствующее число шлицов.
В таблице 5 приведены углы поворота коленчатого вала, отве-
чающие смещению вертикального вала на то или иное количество
шлицов.
Таблица 5
Углы Число шлицов на валу Угол Число шлицов на валу Угол Число шлицов на валу
0*54’ +3 ;°1б' 4-2 - 13°38’ 4-1
Г 49' +6 840’ +5 14'32' --4
2'43' +9 9°05' 4-8 15°24' --7
3*38' -10 10'00' +11 16'21' --10
4 32’ -7 10°54 — Я 17*16' —9
5°27' —4 11 49' —5 18*10’ -6
6*27' — 1 12’43' —2 19 05' -3
Знак (+) вращение по ходу, знак (—) вращение против хода.
После перестановки вертикального вала шестерни сцепляются,
и вновь производится проверка регулировки первого цилиндра. За-
тем проверяется регулировка остальных цилиндров блока (за два
оборота коленчатого вала) с учетом последовательности работы ци-
линдров двигателя.
По окончании проверки фаз распределения левого блока, про-
делывают такую же регулировку правого блока с учетом развала
между блоками цилиндров — 60°. Наличие регулировочной зубчатки
упрощает процесс изменения фаз газораспределения.
Регулировочная зубчатка двигателя АМ-38Ф имеет число внут-
ренних шлицов К = 8, а число наружных зубьев Z = 71. Предельная
точность регулировки (в градусах поворота коленчатого вала):
где i — отношение числа оборотов коленчатого вала к числу обо-
ротов кулачкового вала = 2.
Регулировка звездообразного двигателя с редуктором произво-
дится в процессе сборки его до постановки редуктора (когда но-
сок коленчатого вала открыт).
8. Установка зажигания
Установку магнето следует производить только после того, как
регулировка газораспределения полностью закончена.
При установке магнето должны быть соблюдены условия, обес-
печивающие момент зажигания смеси согласно заводским данным.
Заводские данные об опережении зажигания приведены в таб-
лице 4.
125
Процесс установки магнето на двигатель имеет свою особен-
ность для каждого типа магнето, а потому необходимо руковод-
ствоваться всеми специальными инструкциями для каждого типа
магнето.
Несмотря на то, что каждое магнето на участке ремонта под-
вергается тщательному осмотру и испытанию, перед установкой на
двигатель (ню вновь должно просматриваться.
После проверки магнето приступают к постановке его на мотор
Установка производится следующим образом:
Г) коленчатый вал проворачивают по ходу вращения так, чтобы
поршень первого цилиндра не доходил до ВМТ хода сжатия на
угол, равный углу опережения зажигания;
2) сняв колодки распределителя, ставят ротор магнето в поло-
жение зажигания в первом цилиндре, т. е. когда контакты прерыва-
теля готовы разомкнуться, и электрод побегушки распределителя
стоит против электрода первого цилиндра;
3) ставят магнето, соединяют с приводом от коленчатого вала
и закрепляют на месте.
При установке магнето и соединении его с приводом могут
произойти некоторые отклонения, нарушающие правильность регу-
лировки, а потому, после установки обоих магнето указанным выше
способом, приступают к проверке регулировки их.
Закончив регулировку магнето, приступают к регулировке воз-
душного самопуска.
ГЛАВА VI
ИСПЫТАНИЕ ДВИГАТЕЛЯ ПОСЛЕ РЕМОНТА
I. Цель испытания
Испытание двигателя после ремонта имеет своей целью прове-
рить качество ремонта и выявить пригодность двигателя к дальней-
шей эксплоатации.
В процессе испытания двигателя производится приработка за-
мененных и отремонтированных деталей его и проверка:
а) мощности,
б) приемистости и устойчивости в работе на всех режимах,
в) расхода топлива и масла,
г) правильности монтажа и надежности ремонта,
д) регулировки и работы агрегатов двигателя.
К испытанию допускаются двигатели, у которых:
а) ремонт, согласно технических условий, полностью закончен,
б) техническая документация ремонта окончательно оформлена в
в) на контрольном листе имеется виза начальника контрольного
отдела: «к испытанию допускается».
В процессе испытания контрольным отделом производится
окончательная приемка двигателя.
!?6
2. Общие требования к испытанию двигателей
1) Испытание двигателей разрешено проводить как на балансир-
ном станке любой конструкции, так и на жестком станке или на
фюзеляже самолета, приспособленном для испытания двигателей.
2) При испытании двигателя на балансирном станке производят
определение мощности его на основании произведенных замеров
вращающего момента. При испытании двигателя на жестком
станке или на фюзеляже о развиваемой им мощности судят по
числу оборотов; для этого испытание производят на тарированном
винте, установка лопастей которого для номинальной и взлетной
мощностей подбирается по номинальным взлетным оборотам и со-
ответствующему давлению за нагнетателем.
3) Расход горючего и смазочного, в этом случае, определяется
как средне-часовой на эксплоатационных и номинальных числах обо-
ротов двигателя.
4) Испытание двигателей слагается из: приработки двигателя,
регулировки (отладки) двигателя и подготовки к сдаточному испы-
танию и сдаточного испытания.
5) Приработка должна производиться при загрузке двигателя
облегченным винтом и давлении наддува, не превышающем 500—
600 мм рт. ст.
В течение первых 15 минут приработка должна производиться
на чистом бензине с добавлением 5—15% масла, остальное вре-
мя — на чистом низкооктановом бензине.
6) Если, согласно техническим условиям, производилась конт-
рольная переборка, то после нее двигатель проходит приработку с
соблюдением установленных режимов, но с сокращением длитель-
ности работы на каждом режиме на 50%.
7) Если в процессе ремонта двигателя были установлены цилин-
дры или блоки с хромированными гильзами, то приработка увеличи-
вается на 50%, все остальное испытание остается нормальным.
8) Регулировка и доводка агрегатов должна производиться на
специальных установках до постановки их на двигатель, доводка
агрегатов на работающем двигателе не допускается.
Проверка работы зажигания производится на номинальной мощ-
ности, а также на 0,75—0,6 номинальной мощности, путем пооче-
редного выключения одного магнето на 8—10 секунд. Падение обо-
ротов при этом не должно превышать нормы, установленной в ин-
струкции по эксплоатации.
В ходе сдаточных испытаний двигатель должен работать на
всех установленных режимах ровно и устойчиво без перебоев, ви-
браций и без признаков детонации.
Проверка приемистости двигателя должна производиться 2—
3 раза переходами от малых оборотов до номинальных в течение
2—3 секунд.
Устойчивость работы двигателя должна проверяться на малых
оборотах.
127
Проверка механизмов переключения скоростей должна быть
произведена не менее 3—4 раз в течение сдаточных испытаний.
Снижение номинальных оборотов ремонтного двигателя допус-
кается не более чем на 2 %, и увеличение расхода масла — не бо-
лее 8% по сравнению с новым двигателем.
3. Требования к испытательной установке
1) Установка для испытания двигателей должна быть оборудо-
вана всеми приборами, необходимыми для проведения всех поло-
женных замеров.
2) Балансирный станок и все приборы должны быть протариро-
ваны. Тарировка станка и приборов должна производиться не реже
одного раза в 3 месяца.
3) Устройство системы охлаждения должно обеспечить беспе-
ребойную работу двигателя на номинальной мощности в течение не
менее 30 минут, при условии допустимого перепада температур
воды и масла.
4) Охлаждение коренных подшипников (двигателей семейства
ВК) должно быть обеспечено принудительным обдувом.
5) При испытании на открытом воздухе балансирный станок
должен быть защищен от бокового ветра.
6) В целях предотвращения попадания в двигатель пыли, пло-
щадка в плоскости вращения винта должна быть забетонирована
или должен быть сделан настил.
7) Двигатели воздушного охлаждения испытываются мулинетком
с отдувом или тянущим винтом. В последнем случае влияние об-
дувающего потока должно быть учтено внесением поправок при
подсчете мощности.
8) Каждый винт и мулинетка должны быть предварительно вы-
балансированы на эквилибраторе и протарированы.
9) Лопасти мулинетки и лопасти винта должны быть удалены от
земли и окружающих предметов на расстояние не менее 0,5 м.
10) В масляной и бензиновой системах должна быть предусмот-
рена возможность переключения на чистый бензин и чистое масло.
Особое внимание должно быть уделено фильтрации смазки. В до-
полнение к нормальным масляным фильтрам должны быть установ-
лены магнитные фильтры.
11) Чувствительность балансирного станка должна быть не ме-
нее 2% от среднего замеряемого момента.
12) Крутящий момент должен определяться с точностью до ±2%.
13) Число оборотов — с точностью +2%.
14) Температура воды—с точностью ±2°Ц.
15) Температура масла — с точностью +2°Ц (не далее 300 мм от
мотора).
16) Температура головок (мотор воздушного охлаждения) под
задней свечой в цилиндре главного шатуна с точностью до 5°Ц.
17) Давление за нагнетателем Рк — с точностью ±2 мм рт. ст.
18) Давление бензина за бензопомпой с точностью 0,02 кг/см2.
19) Давление-масла в главной магистрали мотора — с точ-
ностью 0,25 кг/см2.
20) Расход топлива на номинальной и эксплоатационной мощ-
ностях— с точностью +2%.
21) Расход масла на тех же режимах с точностью 0,5 л.
Все замеры должны производиться через каждые 10 мин. Если
длительность работы на отдельных режимах короче 10 мин., то за-
меры производить при переходе на каждый новый режим.
4. Нормы продолжительности испытания двигателей
после ремонта
Испытание двигателя, как указывалось выше, делится на три
этапа: 1) приработка, 2) регулировка и подготовка к сдаточным ис-
пытаниям, 3) сдаточные испытания.
Приработку двигателя начинают с минимального числа оборо-
тов и доводят до номинального числа оборотов, меняя обороты че-
рез 100—200 оборотов. Длительность приработки колеблется от
40 мин. до 2 час. 20 мин. в зависимости от типа двигателя. Длитель-
ность регулировки и подготовки двигателя к сдаточным испытаниям
колеблется от 20 мин. до 55 мин. Общая длительность испытания
двигателей колеблется от 1 час. 10 мин. (двигатель М-Н) до 4 час.
(двигатель Пратт Уитней-1830-92).
В длительность приработки входит время на охлаждение и оста-
новку двигателя, которое колеблется от 2 до 4 мин.
Остановив двигатель после приработки, производят осмотр мас-
ляного фильтра и всего двигателя. Устраняют выявленные дефекты
и утяжеляют винт, отрегулировав его по взлетному режиму.
Следующий этап испытания двигателя — регулировка и подго-
товка к сдаточным испытаниям — начинается с прогрева его в те-
чение 5 мин. летом и 10 мин. зимой.
Закончив прогрев, приступают к наладке двигателя.
По окончании регулировки и подготовки двигателя к сдаточным
испытаниям вновь останавливают его, предварительно охладив, и
производят осмотр масляного фильтра и всего двигателя.
Устранив все отмеченные дефекты, приступают к третьему
этапу — сдаточным испытаниям.
Этот этап так же, как и предыдущий, начинается с прогрева
двигателя.
Если ремонт двигателей находится в стадии освоения, то пер-
вые двигатели, выпускаемые из ремонта, подвергаются контроль-
ной переборке.
Контрольной переборке подлежат также те двигатели, у кото-
рых заменялись в процессе ремонта коленчатый вал или картер, а
также двигатели, ремонт которых ведется ио новой измененной
технологии. Например, если введено восстановление деталей хро-
мированием, сваркой и т. д. В этом случае переборка двигателей
является обязательной до тех пор, пока не будет полностью ос-
воена новая технология.
9 Охотии
129
Контрольная переборка может быть полная или частичная. Пол-
щя контрольная переборка дается в том случае, если ремонт двн-
'ателя еще не освоен. Полная переборка дает возможность осмот-
реть все основные детали двигателя.
В остальных случаях применяется переборка частичная.
При частичной переборке двигатель разбирается только в такой
лере, в какой это необходимо для осмотра деталей, явившихся при-
[иной переборки. Так для осмотра коленчатого вала или картера,
•аскрывается картер без детальной разборки остальных узлов; при
(ведении новой технологии ремонта блока — снимают блоки и т. д.
Если при испытании выявлены признаки нарушения нормальной
Работы двигателя (повышение температуры головки цилиндра,
ласла и воды, местные перегревы деталей, подозрительные шумы
। двигателе, стружка в фильтре и т. д.), то двигатель снимают с ис-
(ытания и направляют в цех для устранения дефектов. В этом слу-
чае, после устранения дефекта, двигатель вновь проходит нормаль-
(ые испытания.
По окончании испытания двигатели подвергаются антикорро-
ийной обработке для защиты их от воздействия этиловой жидко-
|ти. Эта обработка заключается в прогонке двигателя на чистом
виационном бензине и на чистом масле. Длительность прогонки
вигателя колеблется от 10 до 15 мин.
Все замеренные при испытании двигателя величины заносятся
протокол испытания, который является основным документом
(риемки двигателя после ремонта.
По окончании испытания двигатель направляется на участок кон-
ервации, где производится подкраска оголённых мест окрашенных
.еталей и консервация двигателя.
Если двигатель в течение тридцати дней должен быть установлен
а самолет, он консервируется для кратковременного хранения.
1сли двигатель идет на длительное хранение в склад или предназна-
ается к длительной транспортировке, он консервируется для дли-
ельного хранения.
Для длительного хранения консервируется двигатель и в том
лучае, если срок постановки его на самолет точно неизвестен.
। Консервация для кратковременного хранения делается согласно
Инструкции № 6, а для длительного хранения согласно Инструкции
Ге 8 «Сборника инструкции № 1 по антикоррозийной обработке и
ранению двигателей на заводах и складах».
Консервация двигателя должна быть произведена не позднее
6 часов после окончания испытания.
ОГЛАВЛЕНИЕ
Глава I. Общие понятия о ремонте двигателей
1; Основные дефекты деталей поршневых авиационных двигателей и их
характеристика ................................................. 3
2. Износ деталей.................................................. 4
3. Износ цилиндров................................................ 5
4. Износ коренных шеек коленчатого вала........................... 1
5. Коррозия....................................................... Ю
6. Обгорание н прогар деталей..................................... И
7. Коробление и остаточная деформация.......................... 12
8. Трещины....................................................... “
9. Организационные формы ремонта двигателей..................... 13
10. Понятие о технологическом процессе ремонта двигателей........ 15
Глава II. Подготовка двигателей к ремонту
1. Приемка двигателей в ремонт.................................... 17
2. Участок разборки двигателей................................... 18
3. Оборудование, приспособлен .я и инструмент рабочего места разборки 20
4. Участок промывки и очистки..................................... 22
5. Очистка деталей от нагара..................................... 23
6. Очистка цилиндров от накипи............................... 25
7. Оборудование, приспособления и инструмент для промывки и очи-
стки ............................................................. 2®
8. Участок дефектации...................................• . . . 27
9. Последовательность применения способов определения дефектов
детал и....................................._.................... 30
10. Приспособление, приборы и установки, применяемые при дефек-
тации ............................................................ 31
11. Условия выбраковки основных деталей двигателя при дефектации . 35
12. Послёдовательноссь дефектации деталей двигателя .............. 36
13. Дефектация основных деталей двигателя......................... 37
14. Работа участка дефектации..................................... 47
15. Комплектовка деталей.......................................... 49
16. Оборудование рабочего места комплектовки....................... —
Глава III. Технология ремонта основных деталей двигателя
1. Характер работ по ремонту деталей двигателя.................... 50
2. Удаление следов коррозии....................................... 51
3. Заделка трещин................................................. 53
4. Ремонт и замена шпилек......................•.................. 54
5. Ремонт цилиндров............................................... 56
6. Ремонт клапанов................................................ 75
131
7. Ремонт поршней и поршневых волен.............................. 79
8. Ремон! поршневых пальцев...............' ................... 81
9. Ремонт шатунов................................................. —
10. Ремонт коленчатого вала н вала редуктора ............... ... 84
11. Ремонт картера............................................... 92
12. Восстановление размеров изношенных деталей двигателя........ 97
Глава IV. Ремонт агрегатов
1. Основные особенности организации ремонта агрегатов двигателя . 103
2. Ремонт масляных помп.......................................... 104
3. Ремонт водяных помп.......................................... 105
4. Ремонт топливных помп........................................ 107
5. Ремонт магнето................................................. —
Глава V. Сборка и регулировка двигателя
1. Рабочее место сборки ......................................... 110
2 Оборудование рабочих мест сборки..........................- . —
3. Сборка двигателей............................................. 111
4. Сборка коленчатого вала и вала редуктора . ................... 112
5. Сборка шатунов и навеска нх на коленчатый вал................. 115
6. Общая сборка двигателя ... . ........................ 117
7. Регулировка двигателя......................................... 121
8. Установка зажигания......................................... 125
Глава VI. Испытание двигателя после ремонта
1. Цель испытания............................................... 126
2. Общие требования к испытанию двигателей....................... 127
3. Требования к испытательной установке.......................... 128
4. Нормы продолжительности испытания двигателей после ремонта . 129