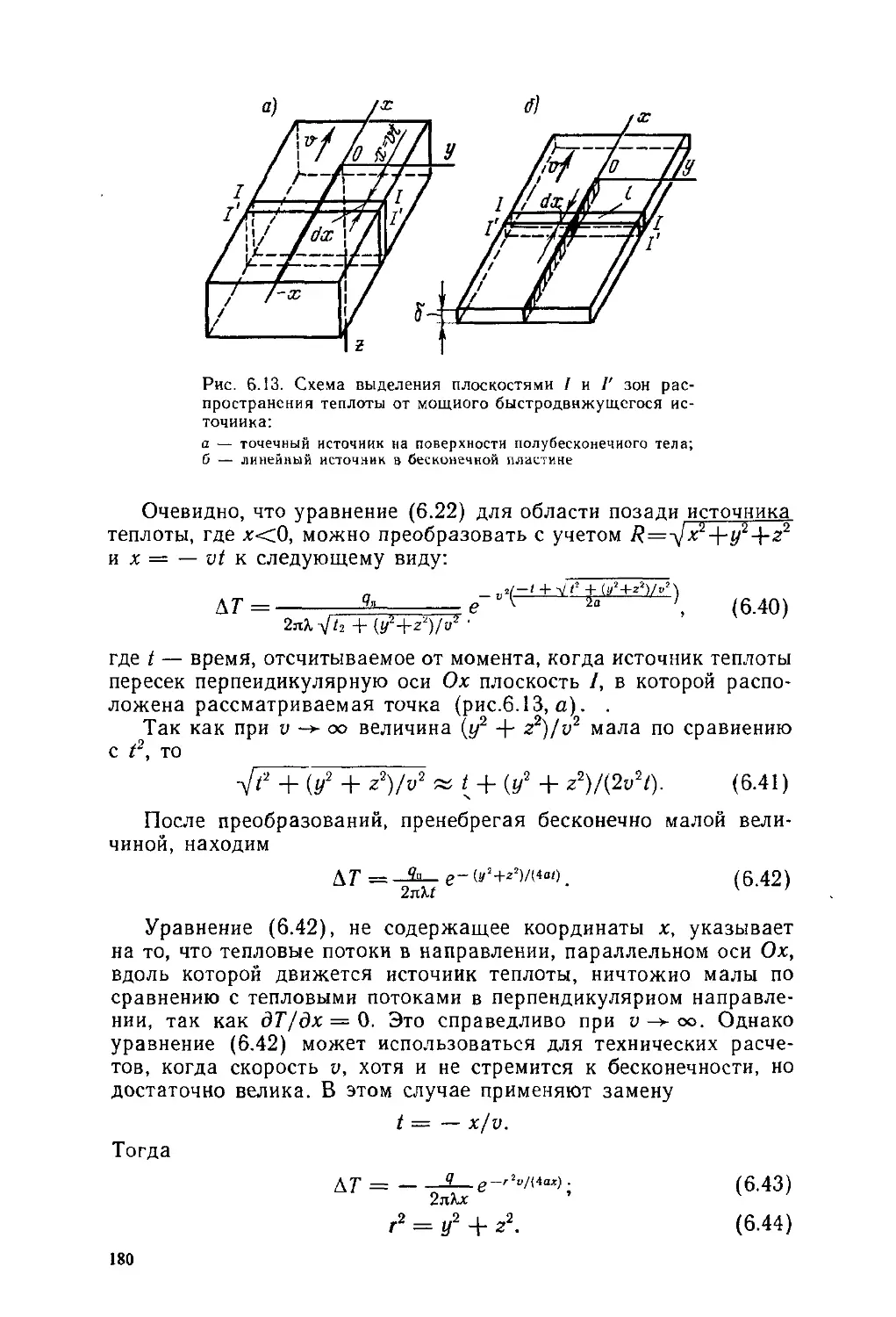
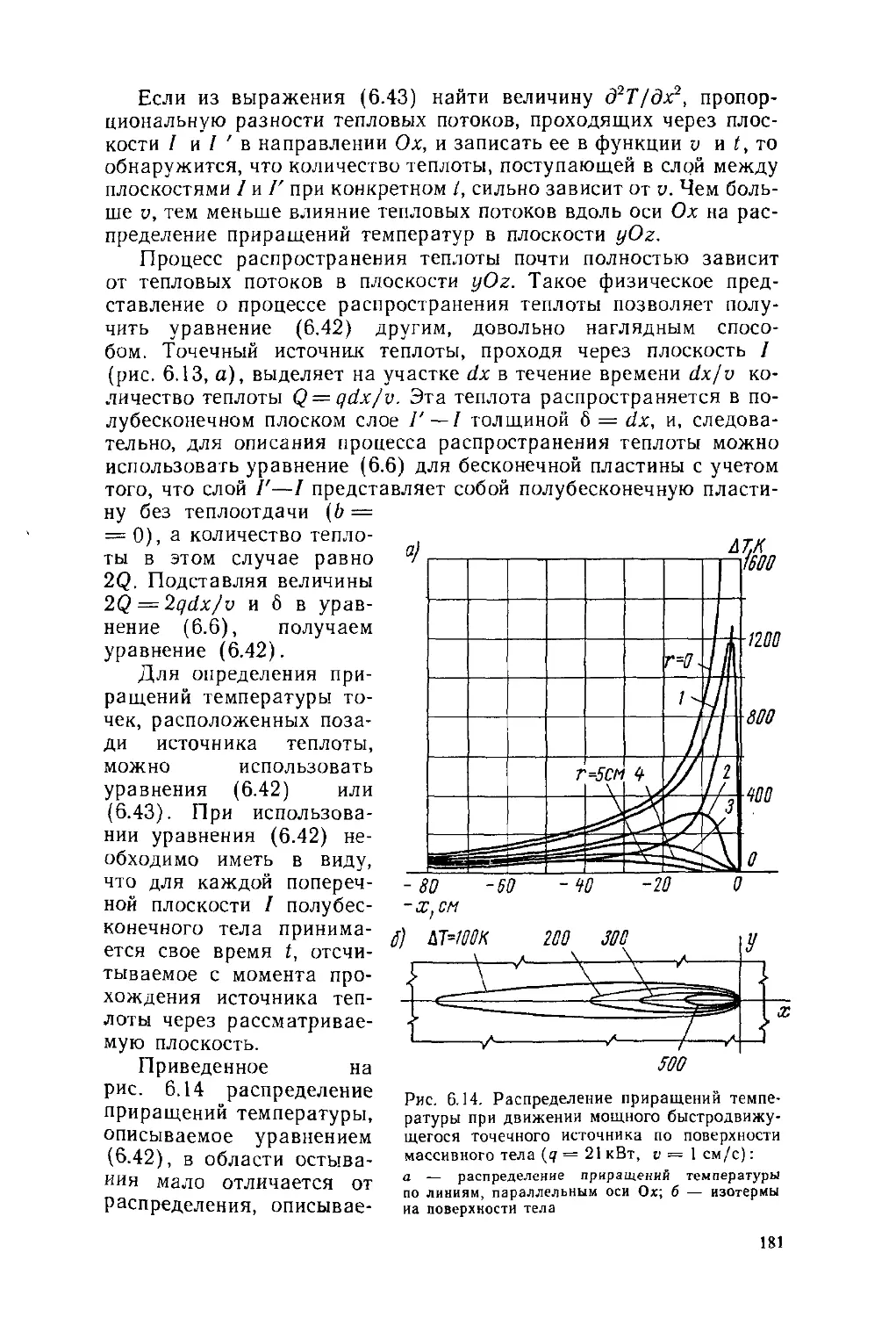
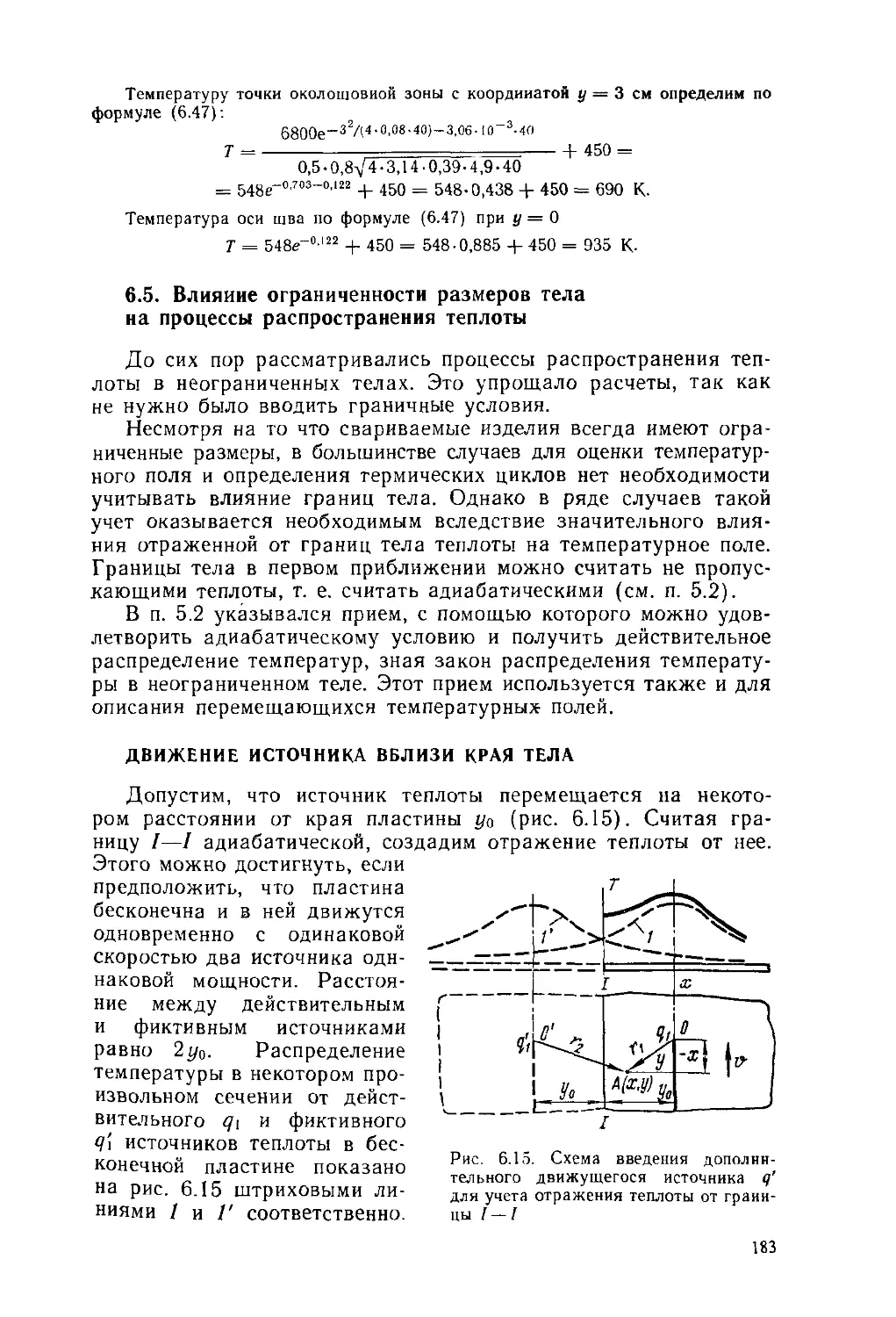
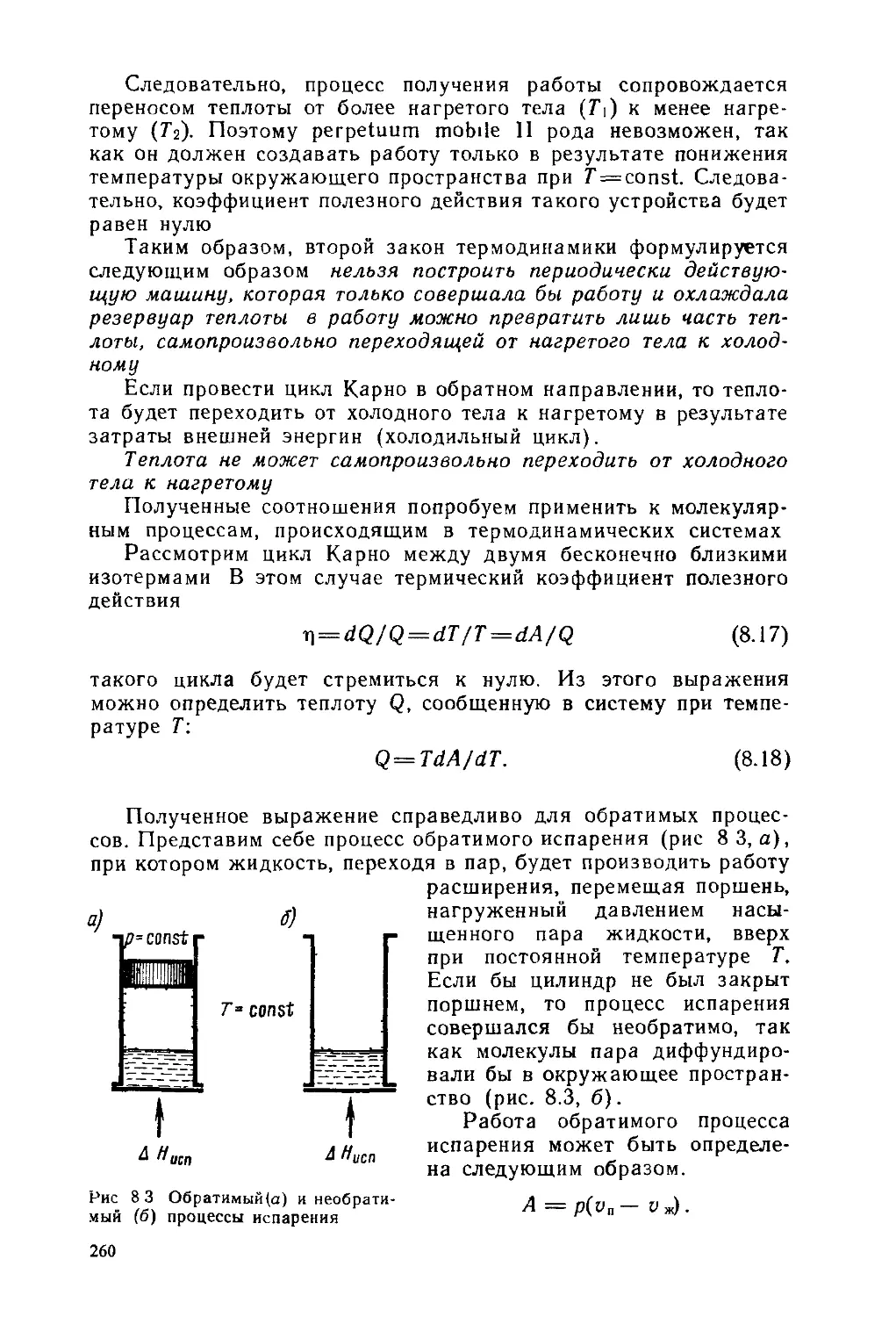
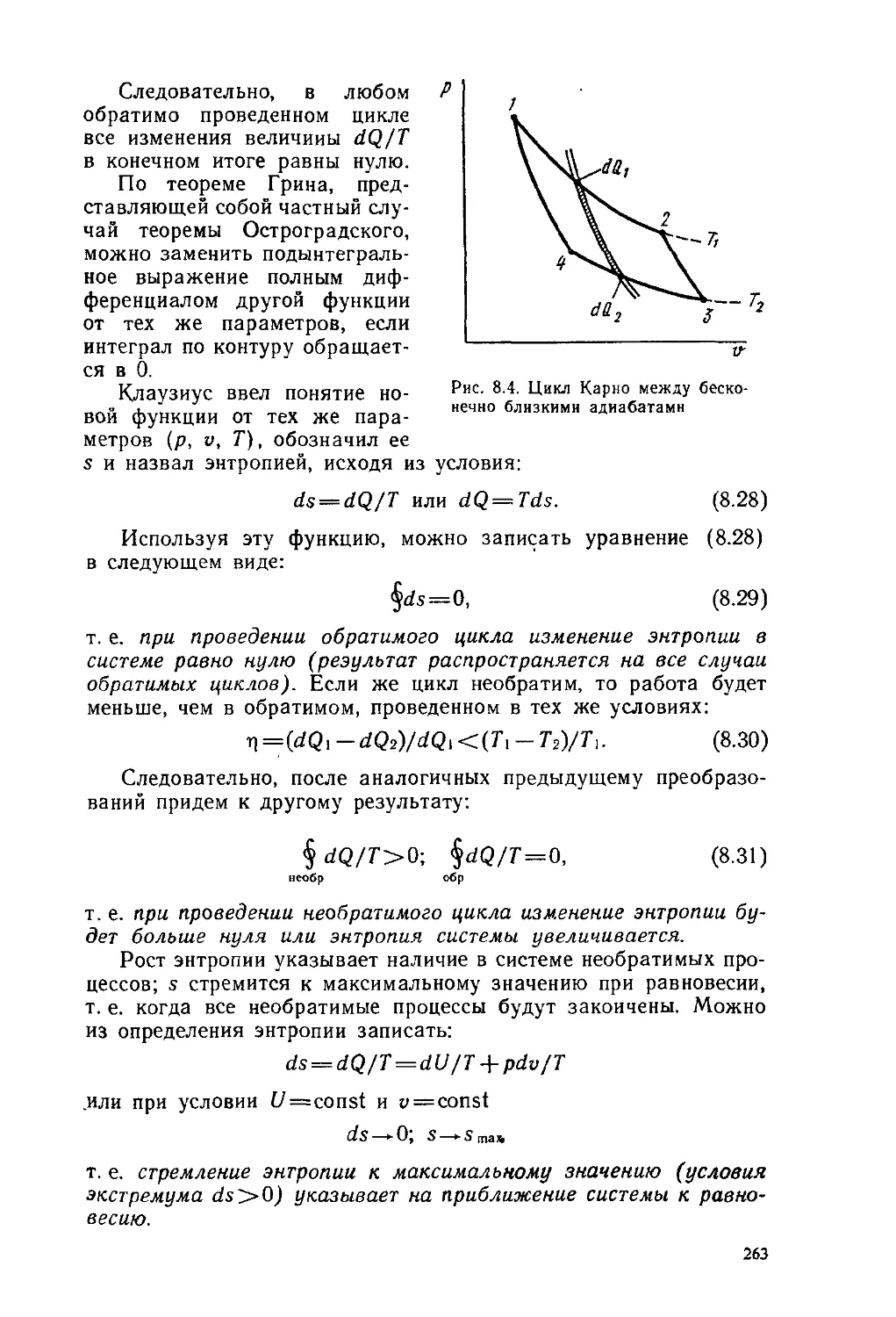
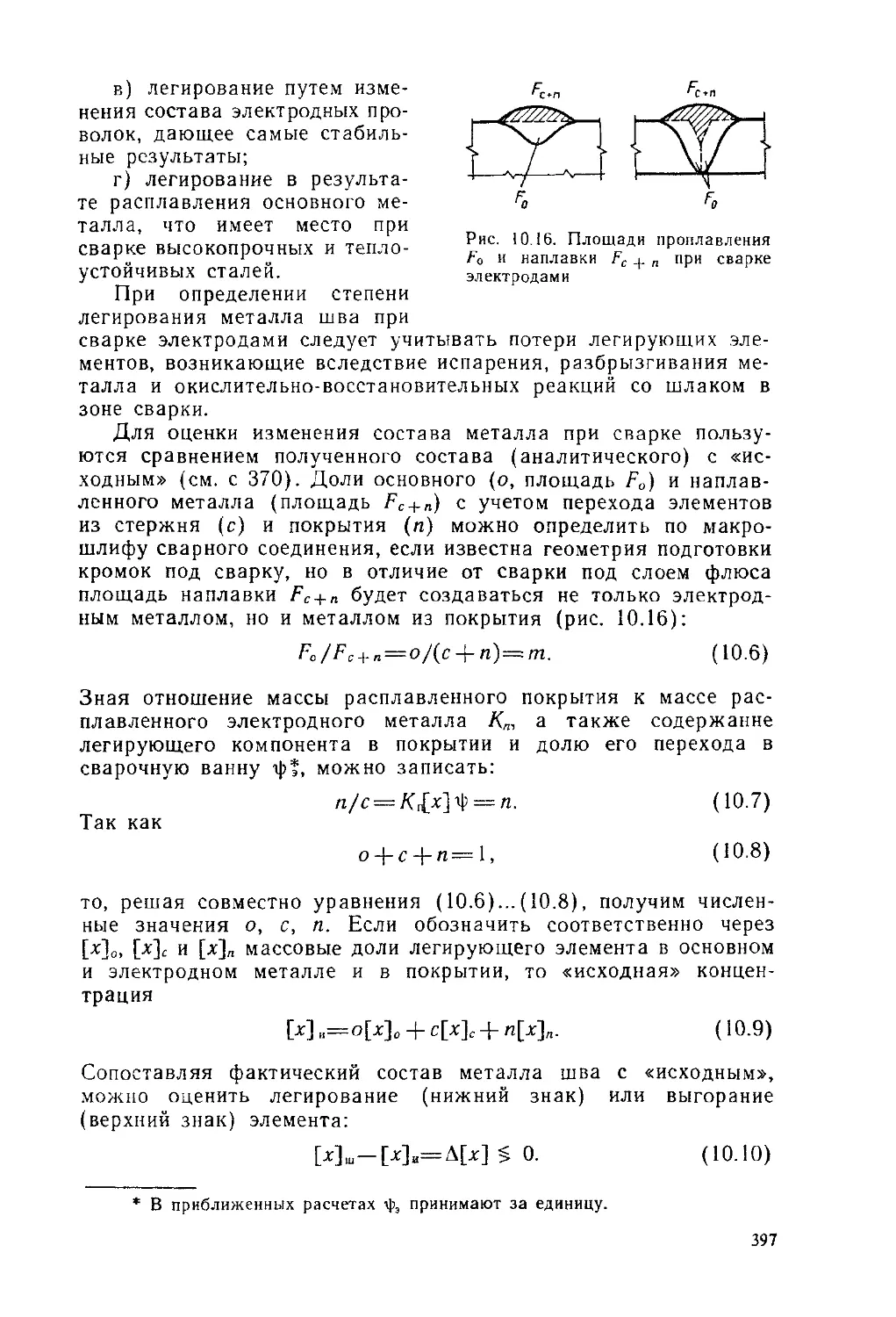
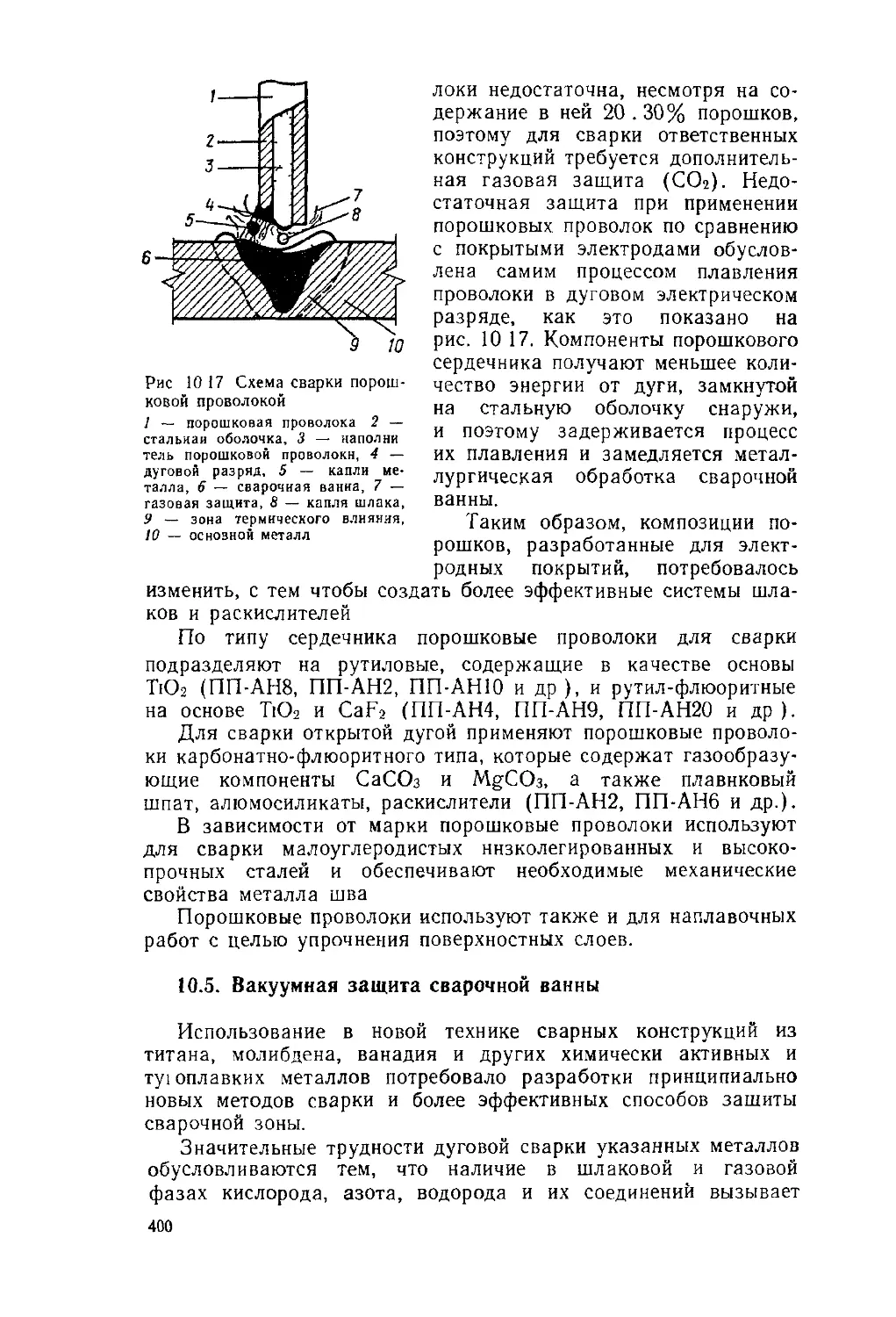
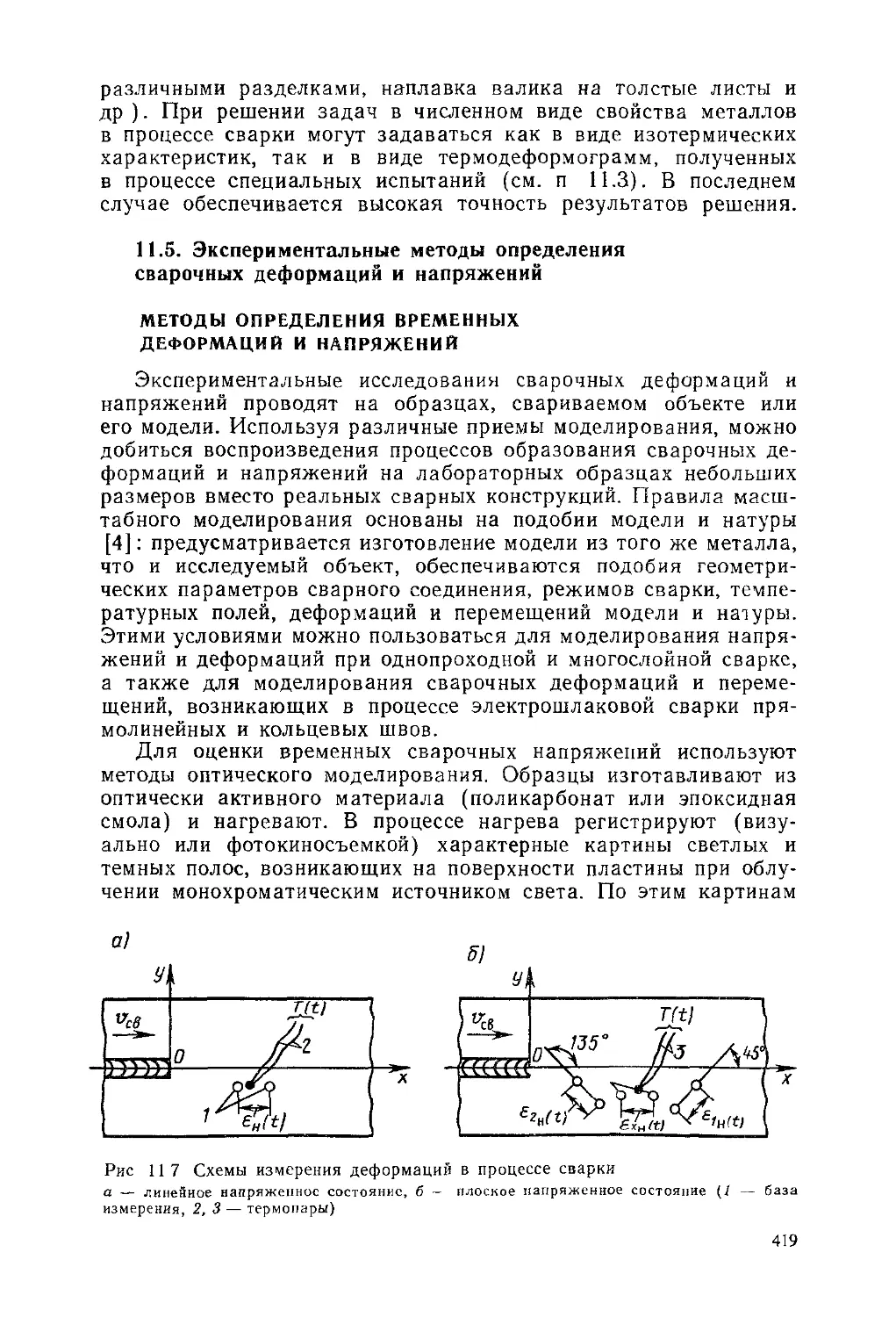
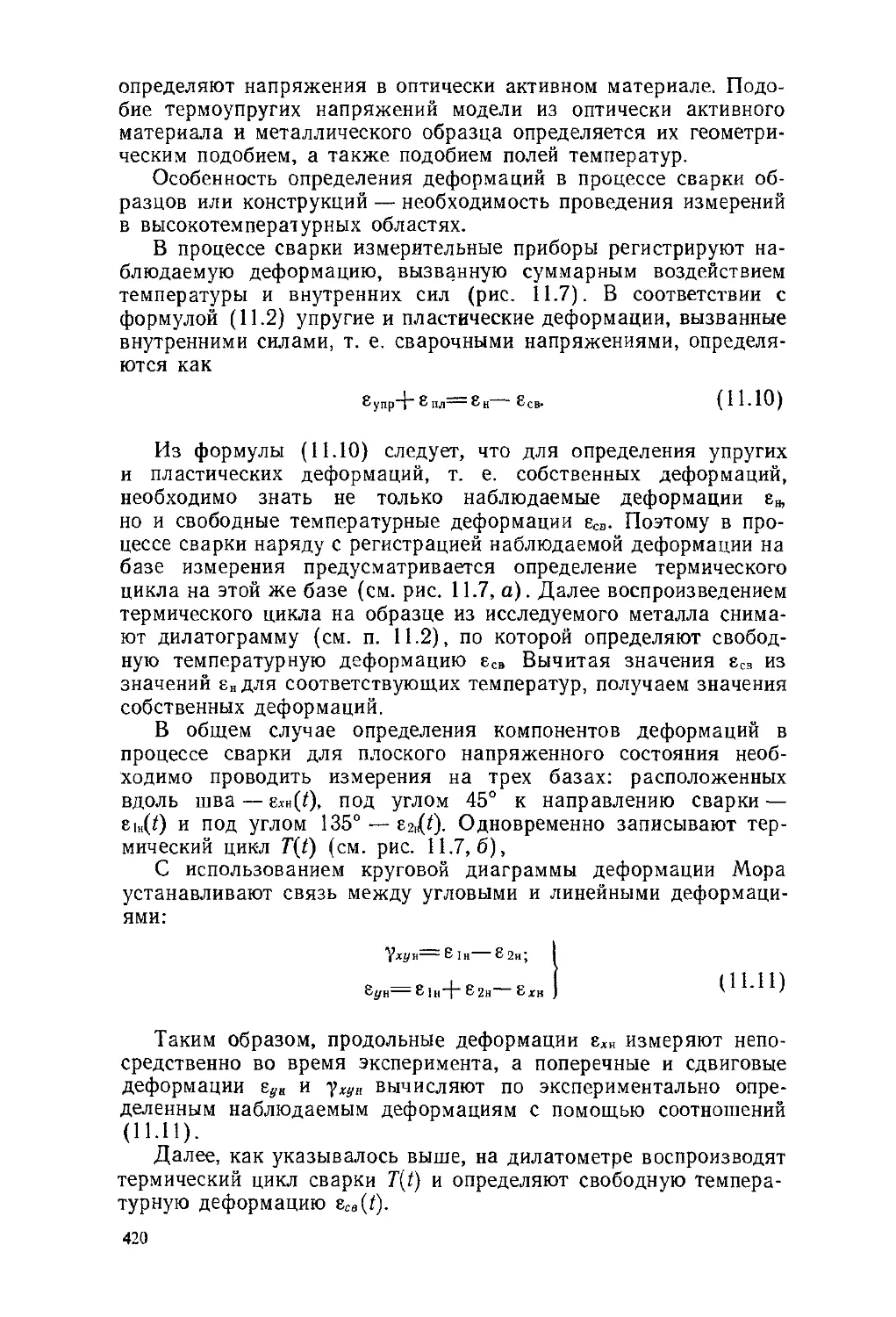
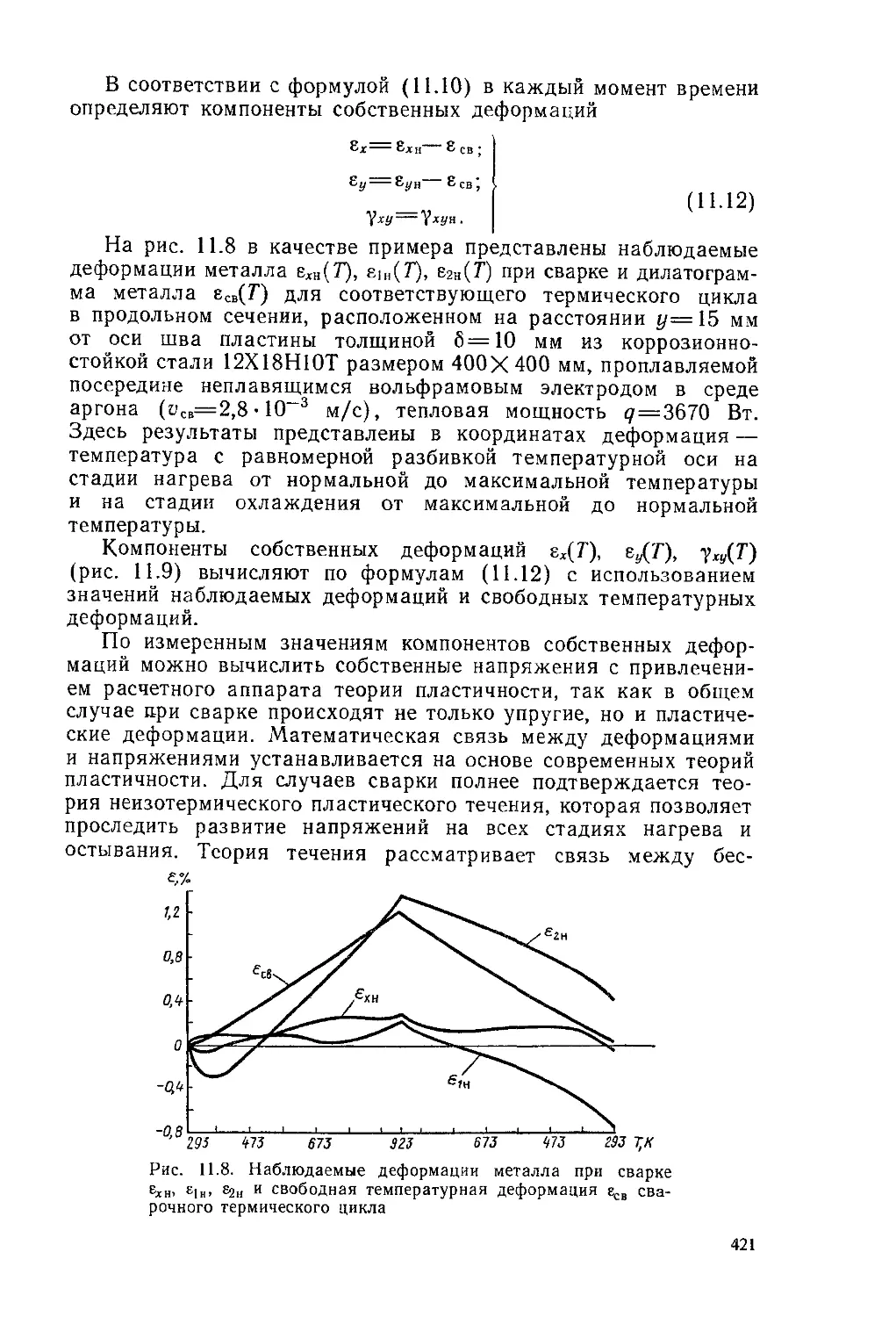
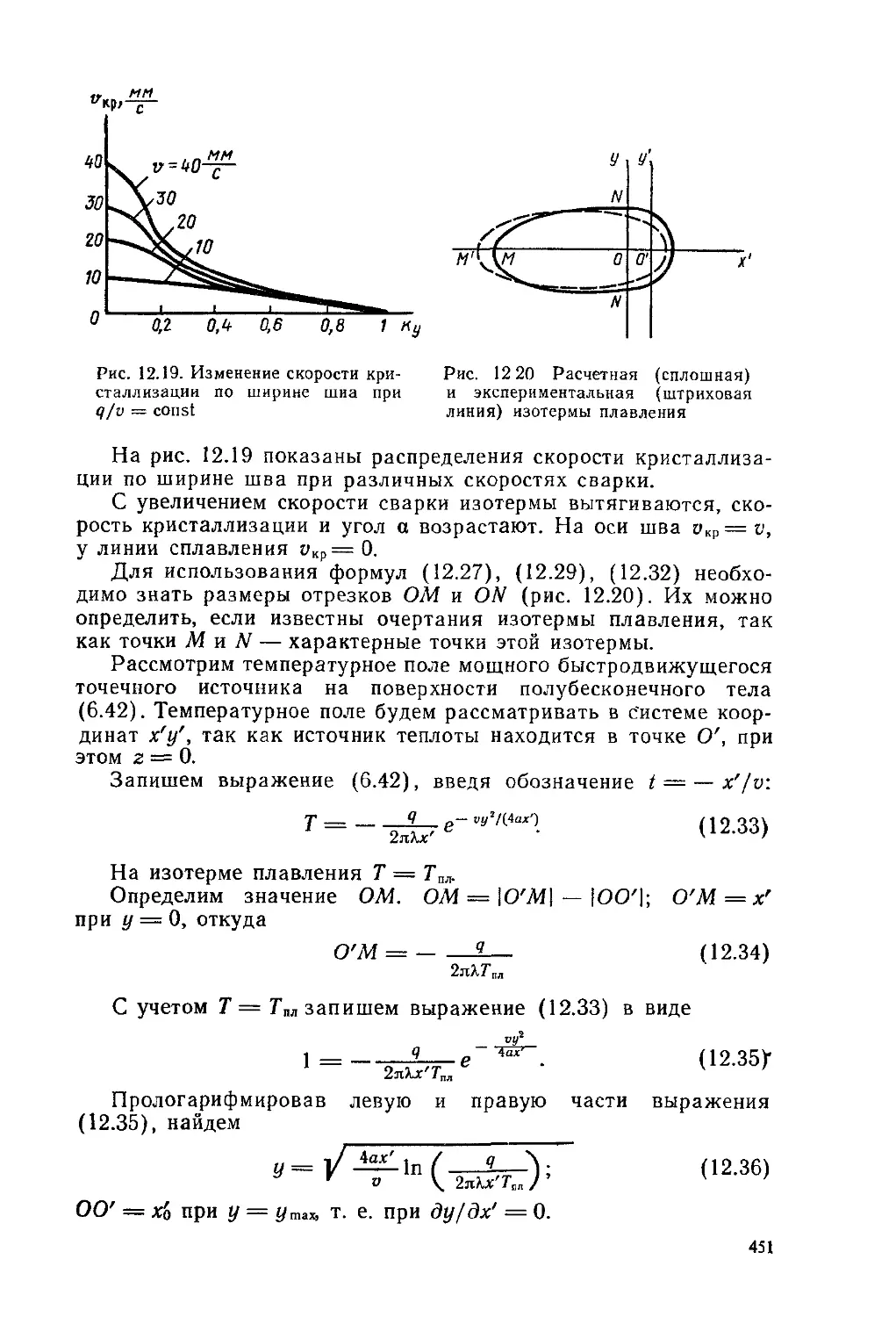
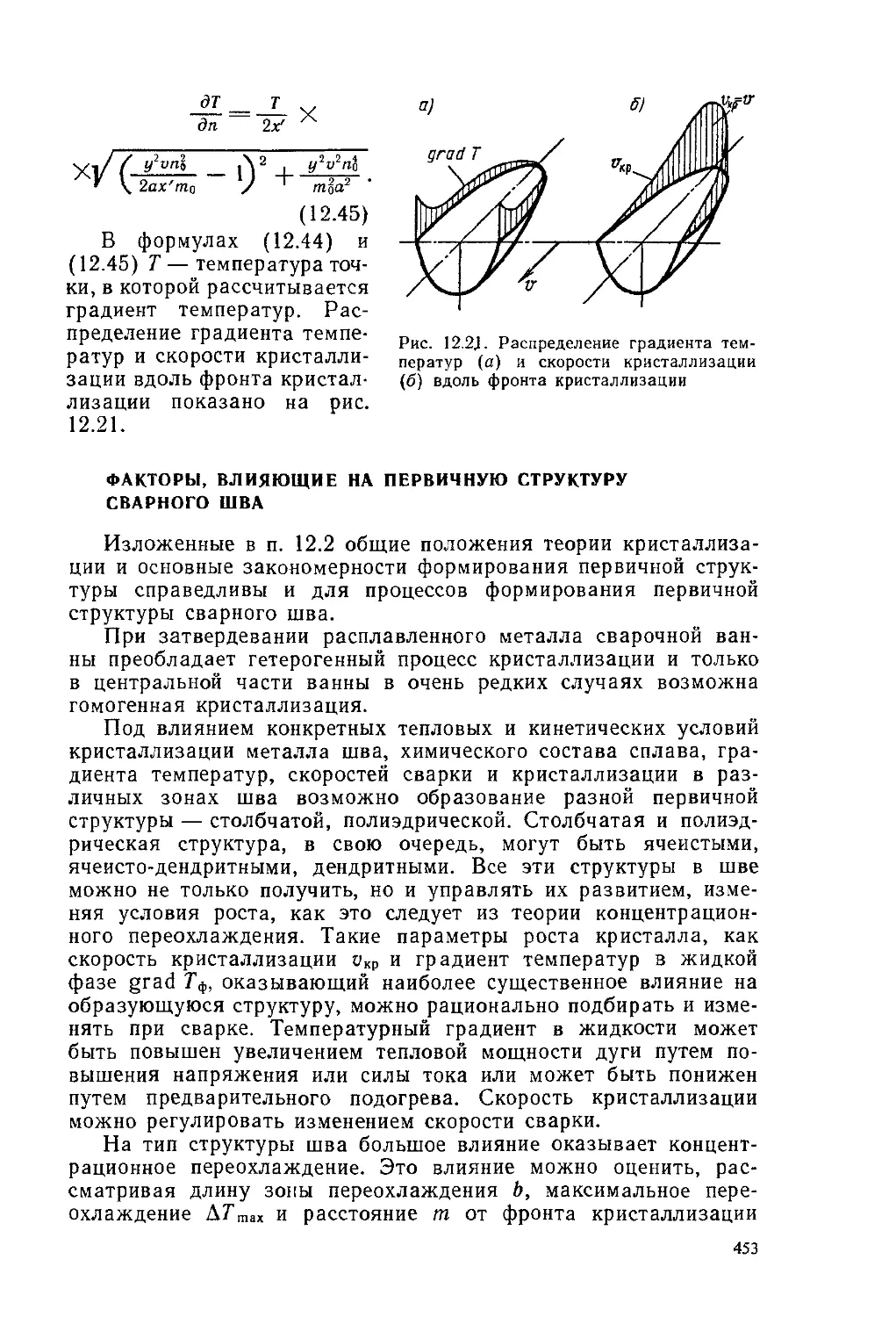
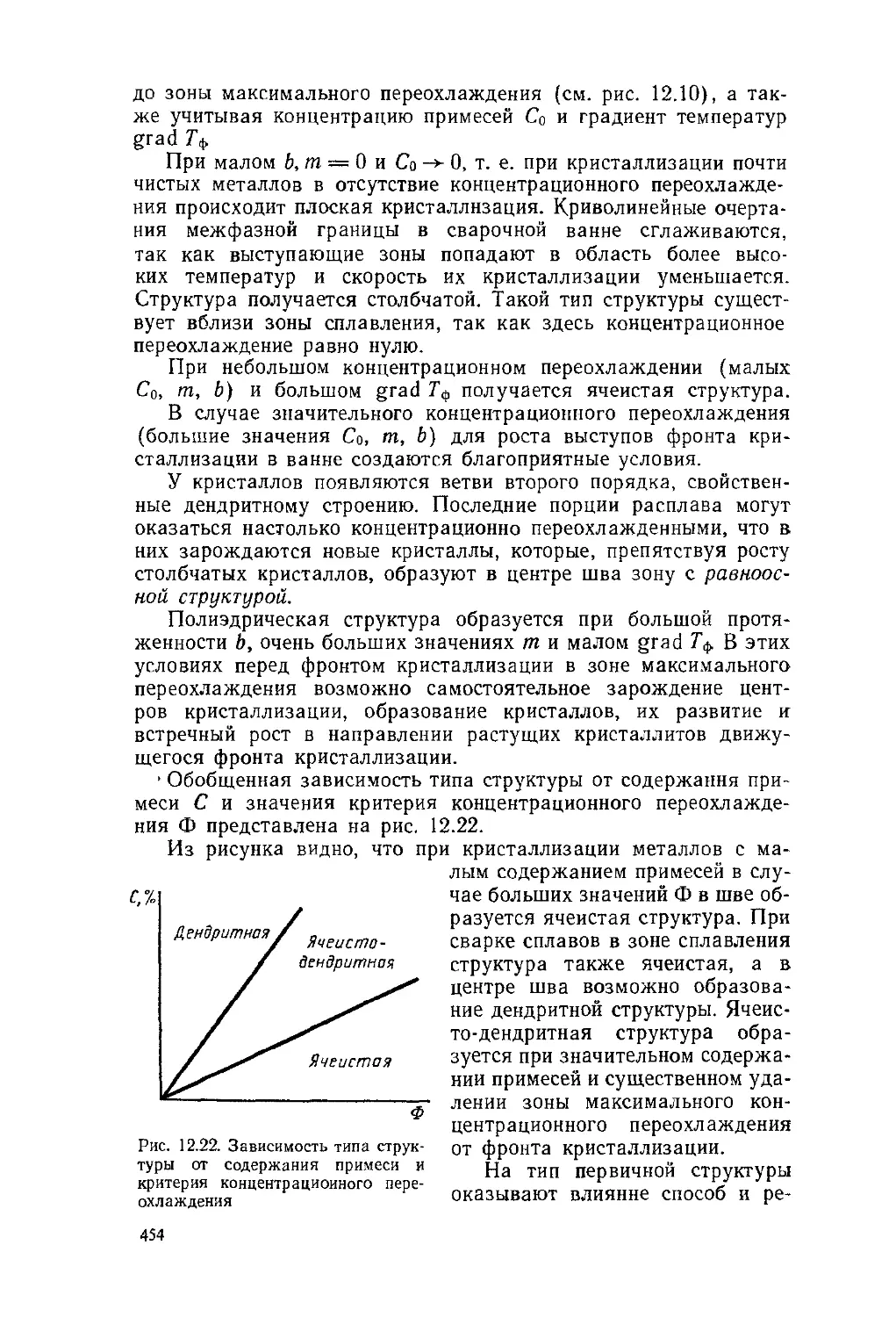
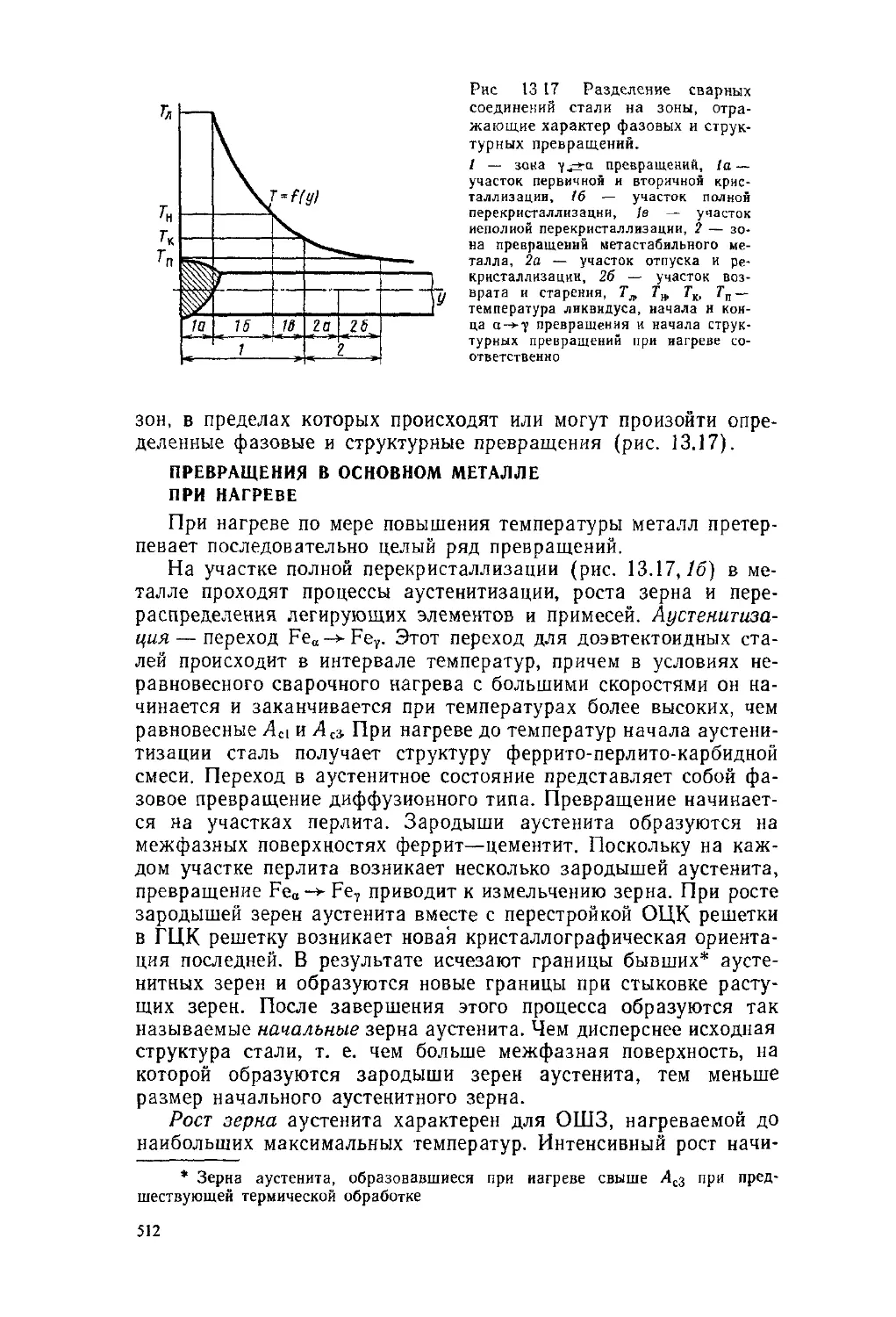
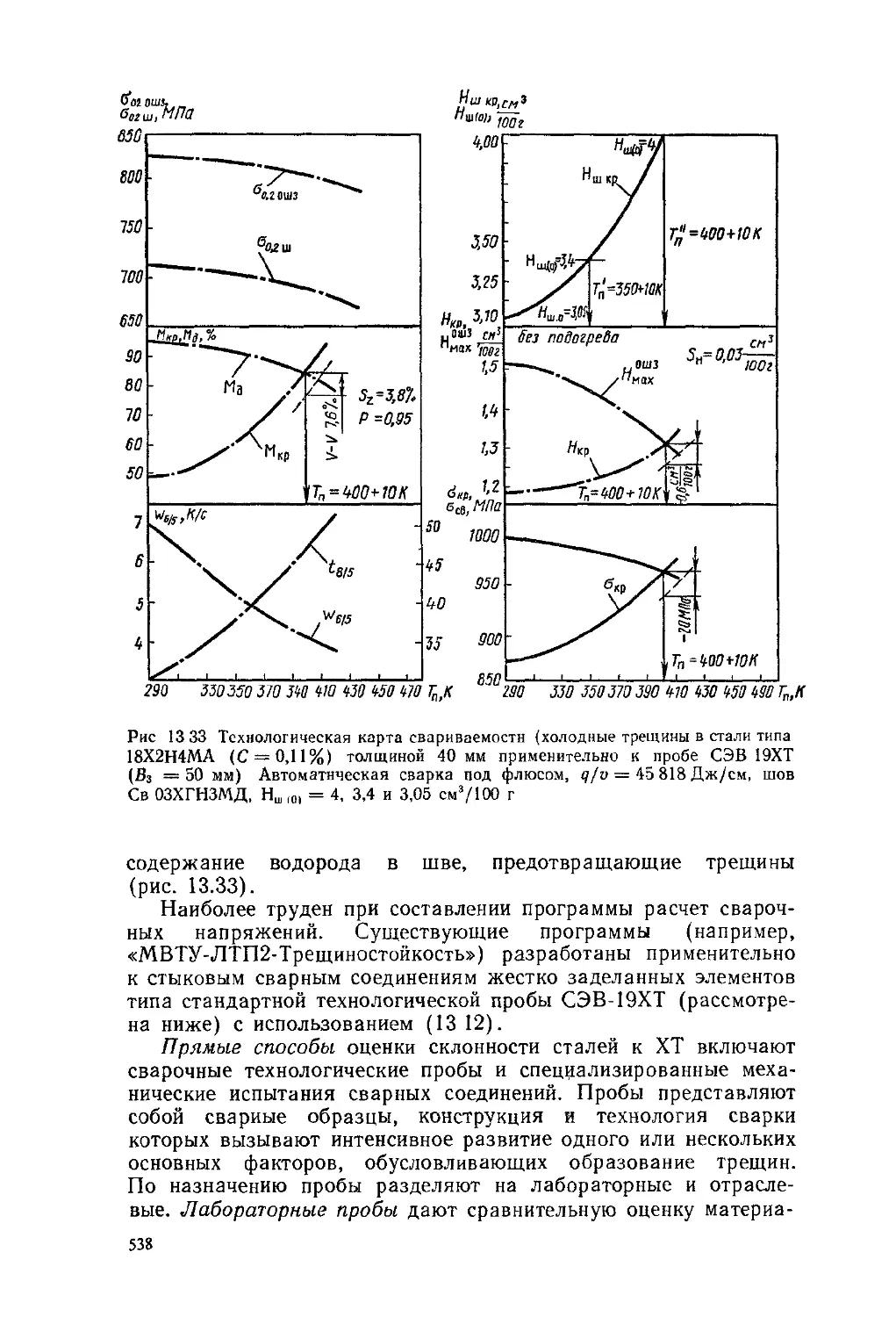
/










































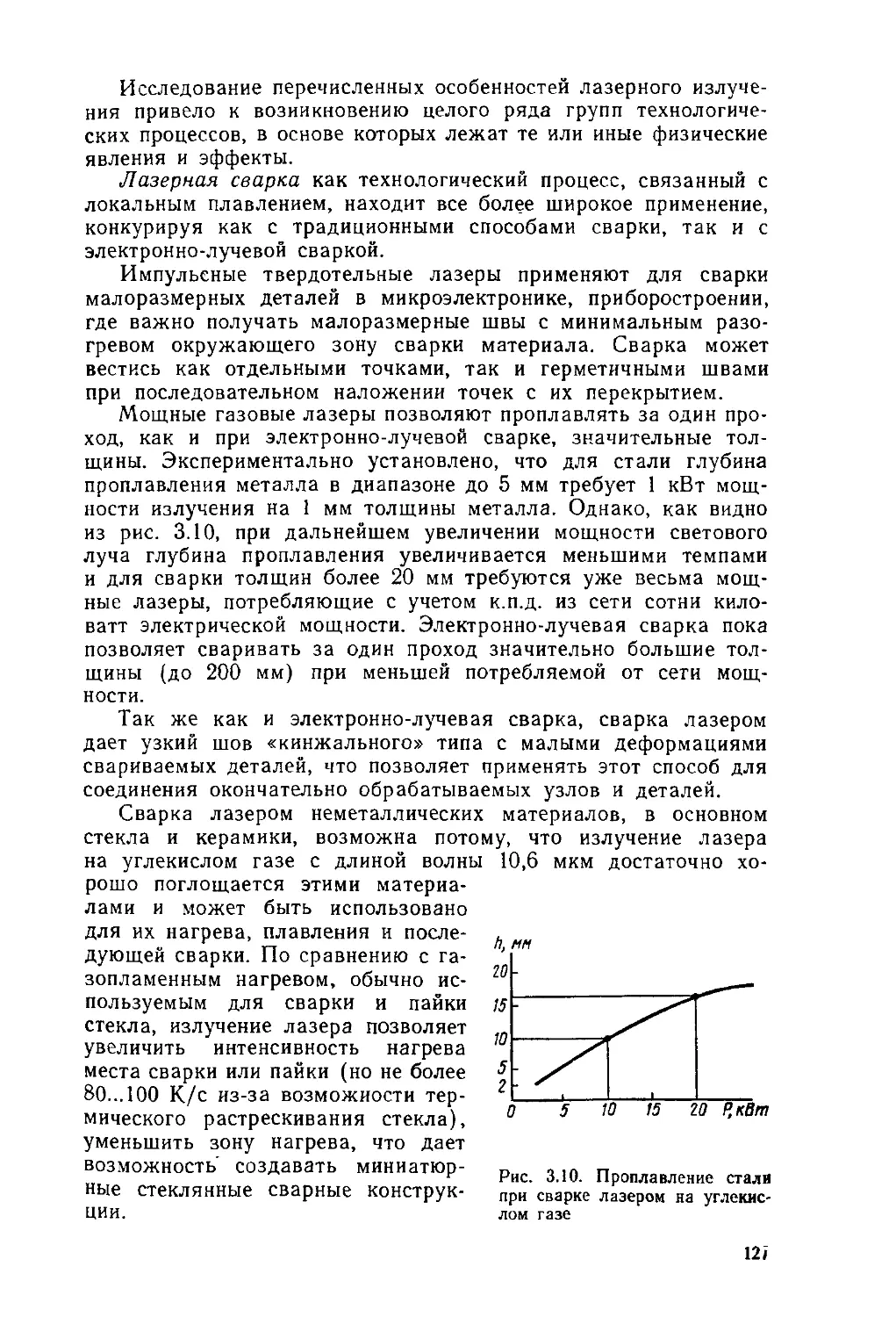



























































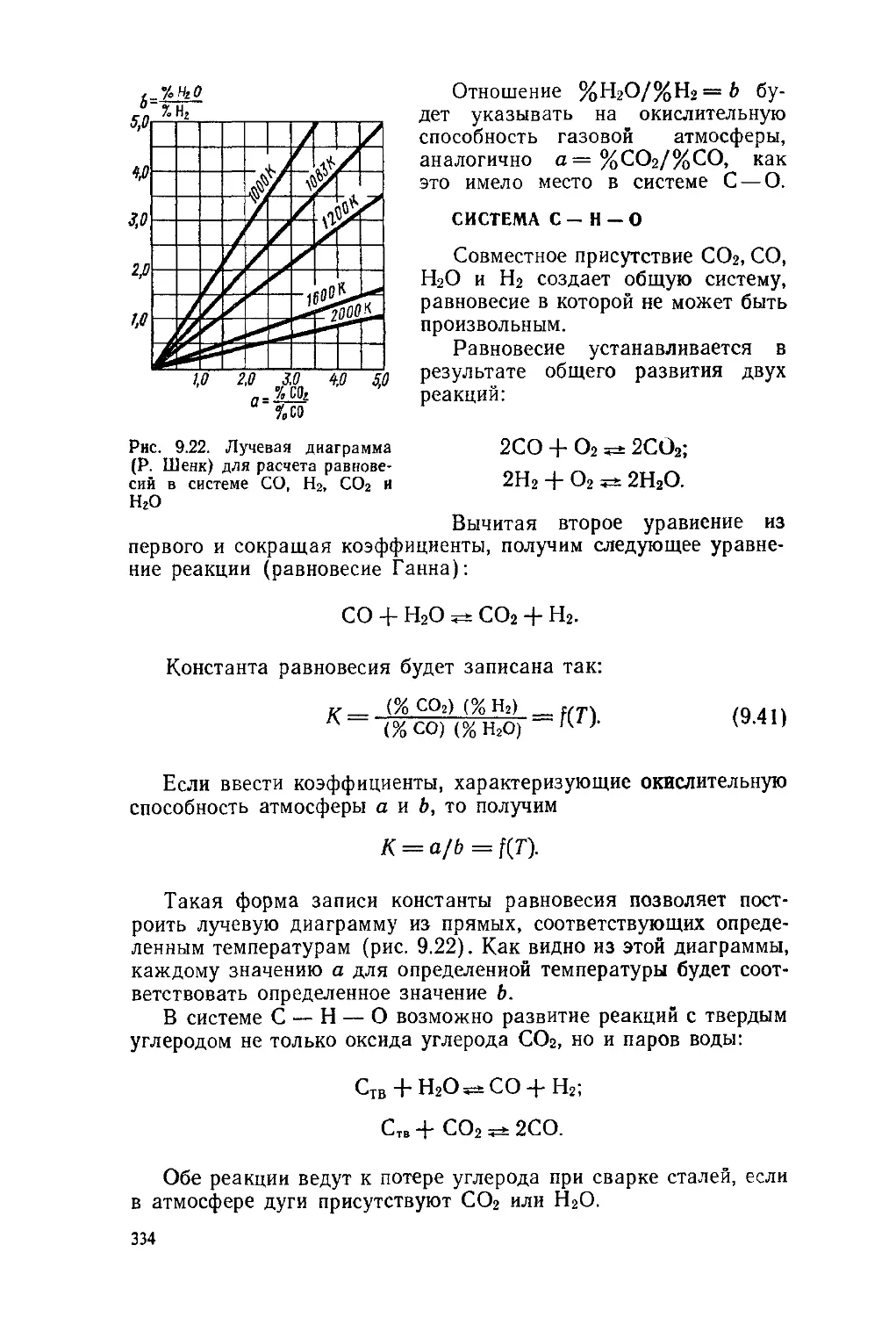
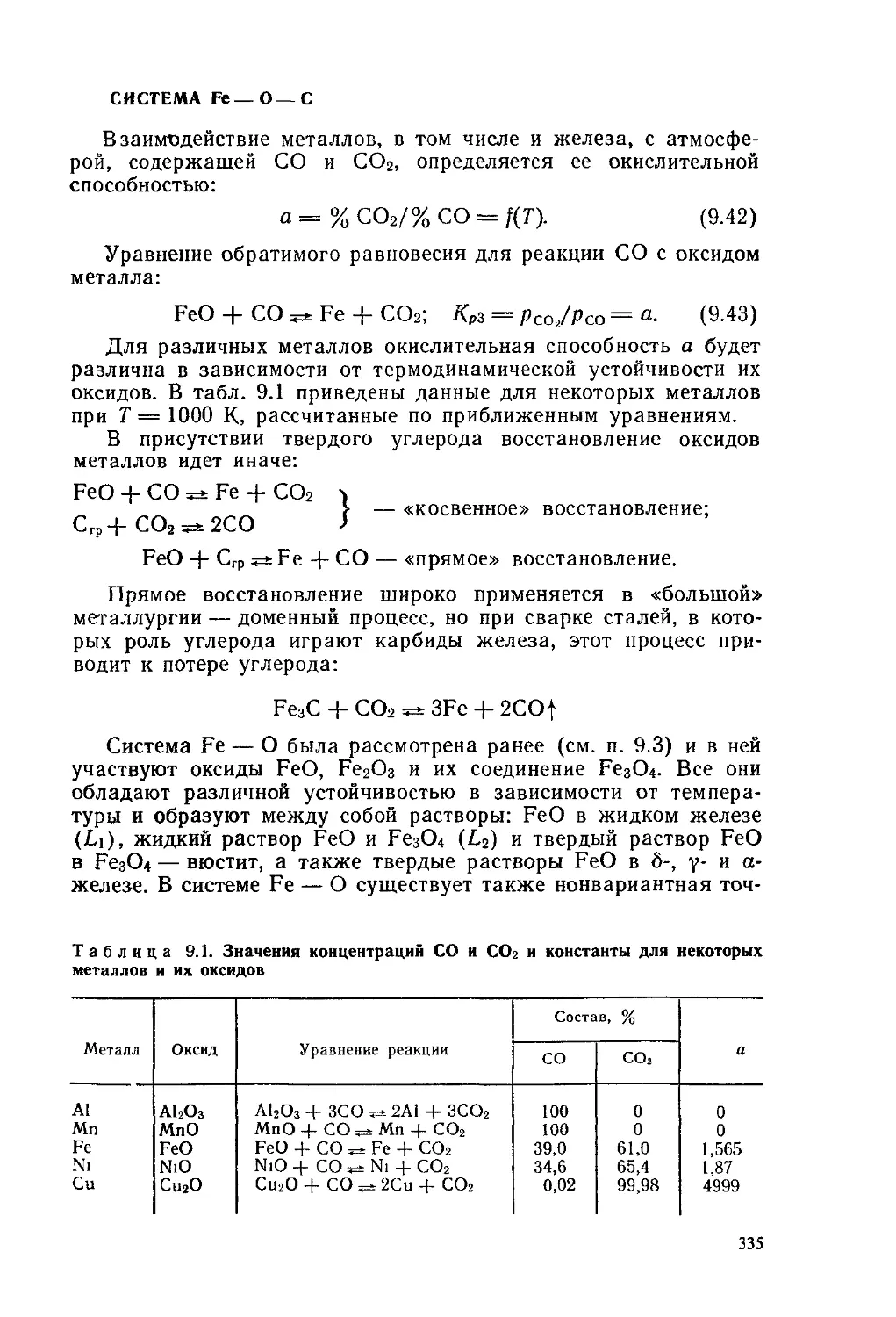





















































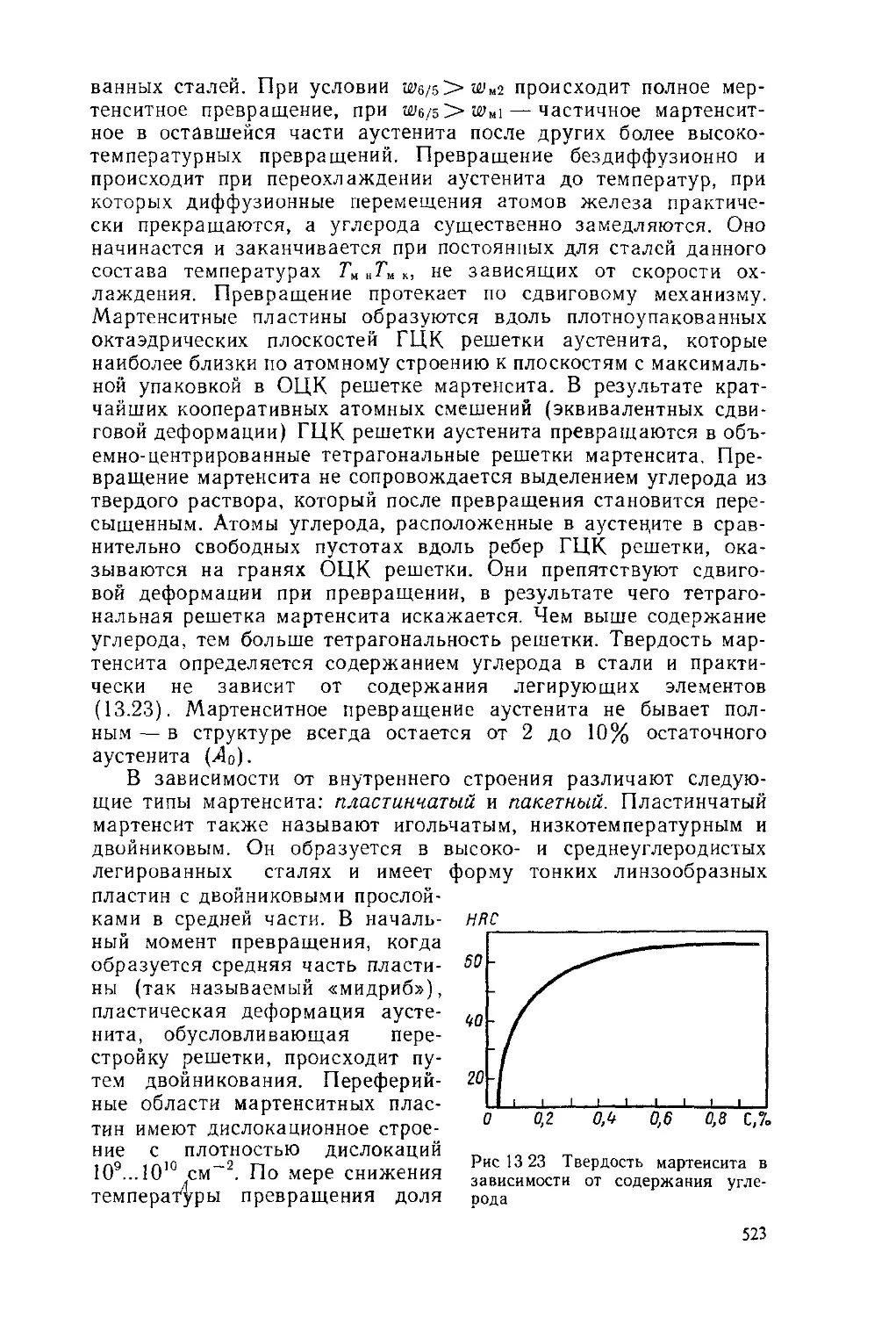








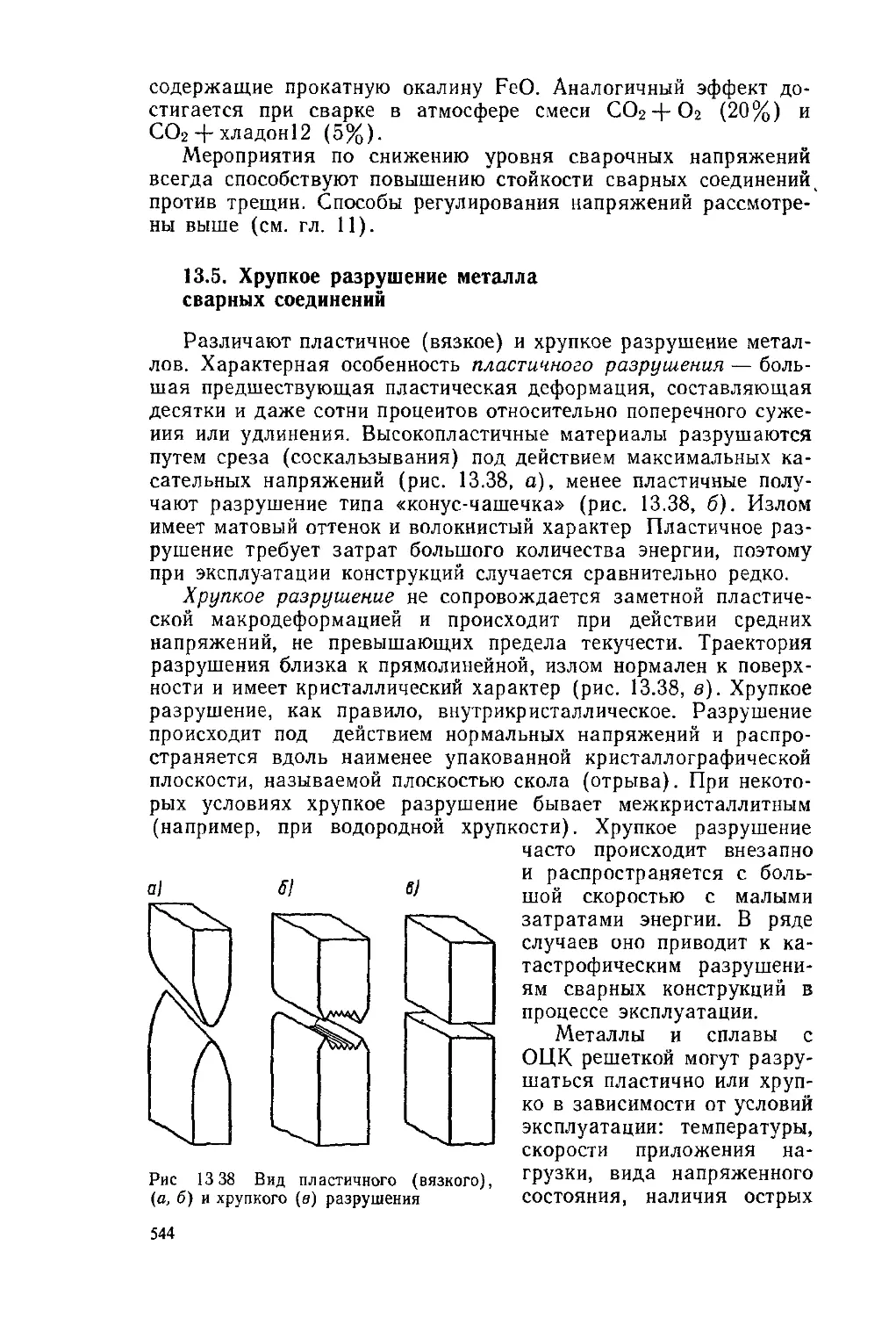









Текст
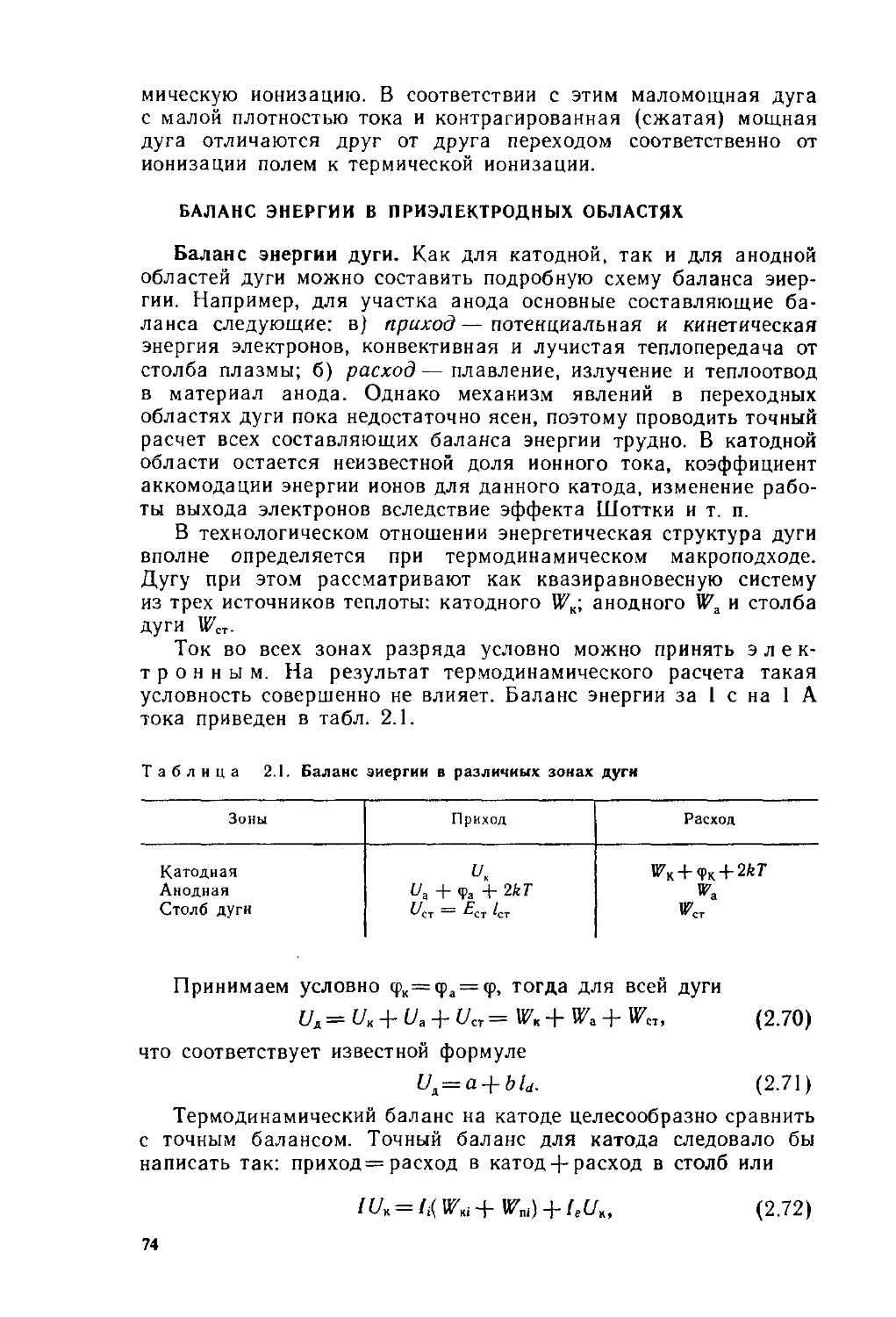
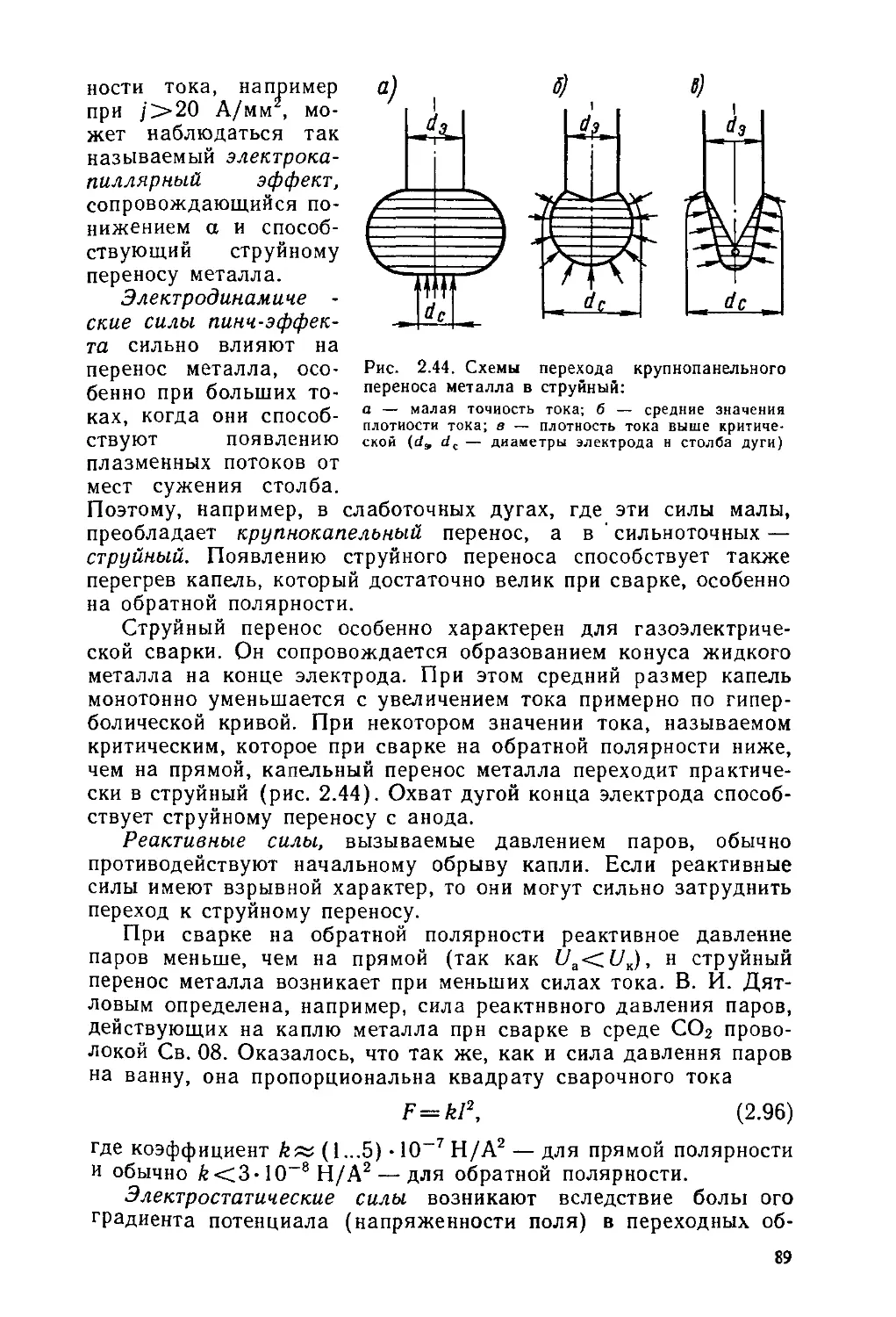
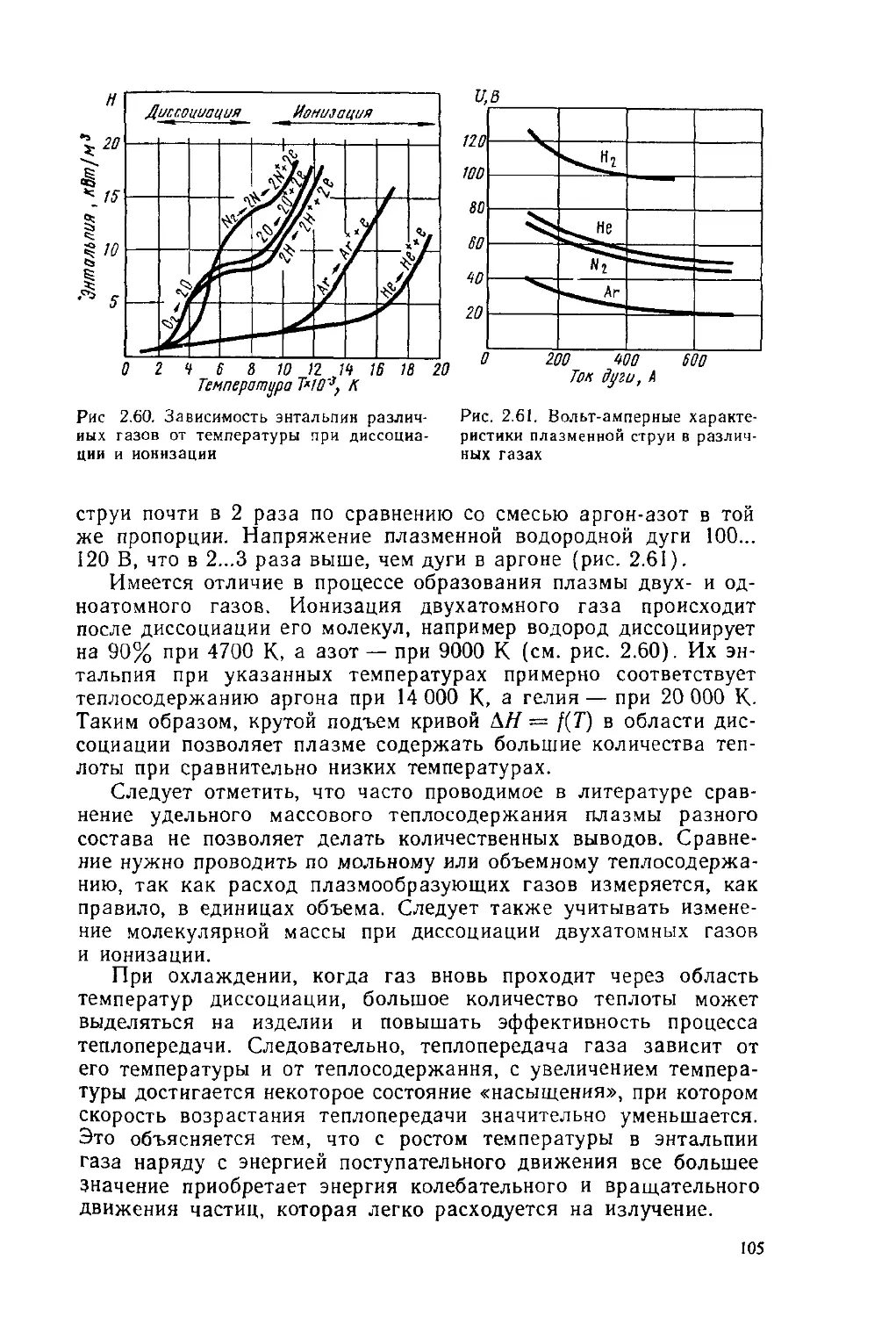
ТЕОРИЯ
сварочных
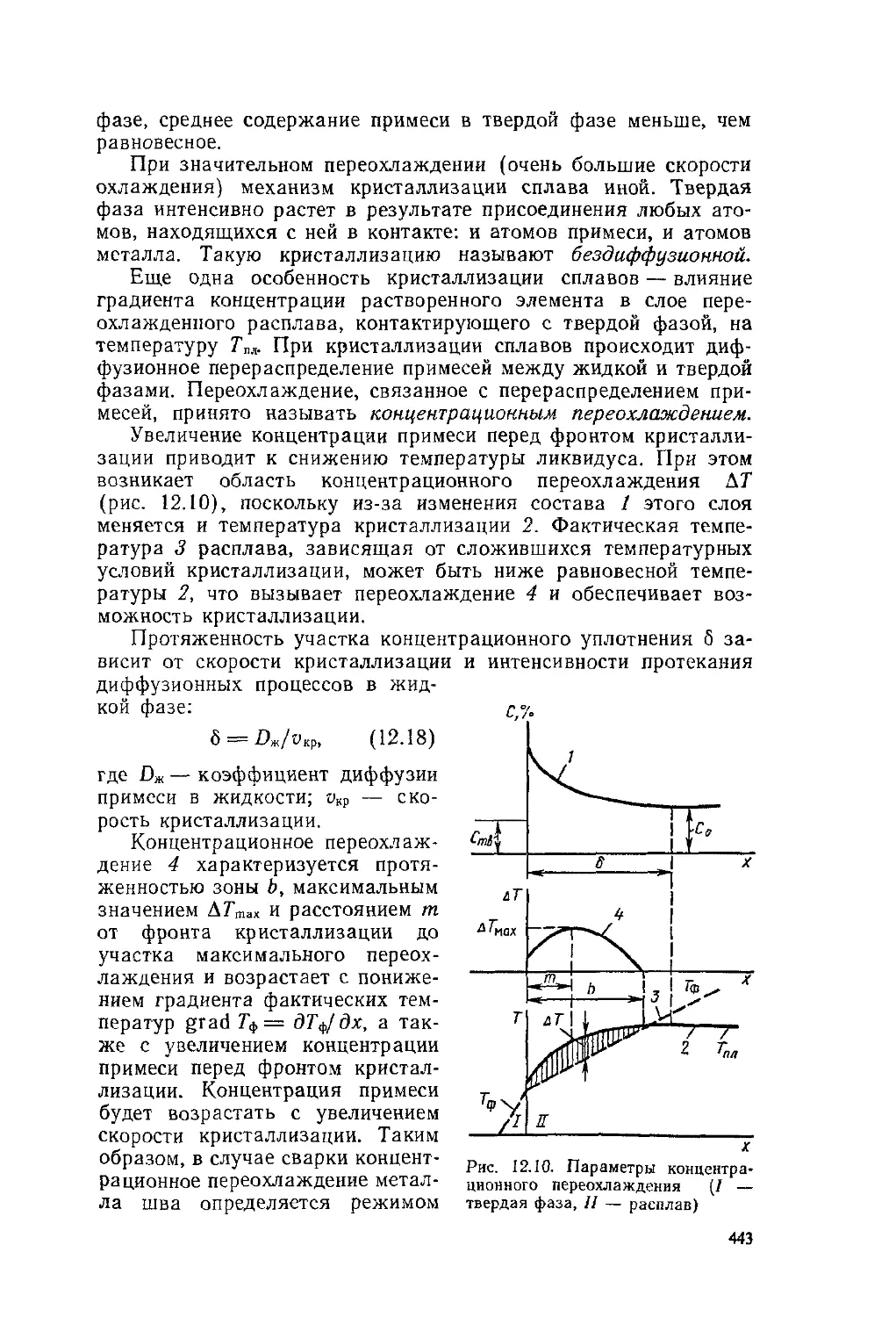
процессов
Под редакцией В.В.Фролова
Допущено
Министерством высшего
и среднего специального
образования СССР в качестве
учебника для студентов
специальности
«Оборудование и технология
сварочного производства»
МОСКВА
«Высшая школа-» 1988
ББК 34.641
тзз
УДК 621.791
В. Н. Волченко, В. М. Ямпольский, В. Л. Винокуров, В. В. Фролов,
В. Л. Парахин, В. И. Ермолаева, Э. Л. Макаров, Л. Г. Григорьянц,
В. С. Гаврилюк, В. В. Шип
Рецензенты: кафедра «Оборудование и технология сва-
рочного производства» Челябинского политехнического института
(зав. кафедрой — заслуженный деятель науки и техники РСФСР,
д-р техн, наук, проф. О. А. Бакши); д-р техн, наук М. М. Неро-
денко (Институт электросварки им. Е. О. Патона АН УССР)
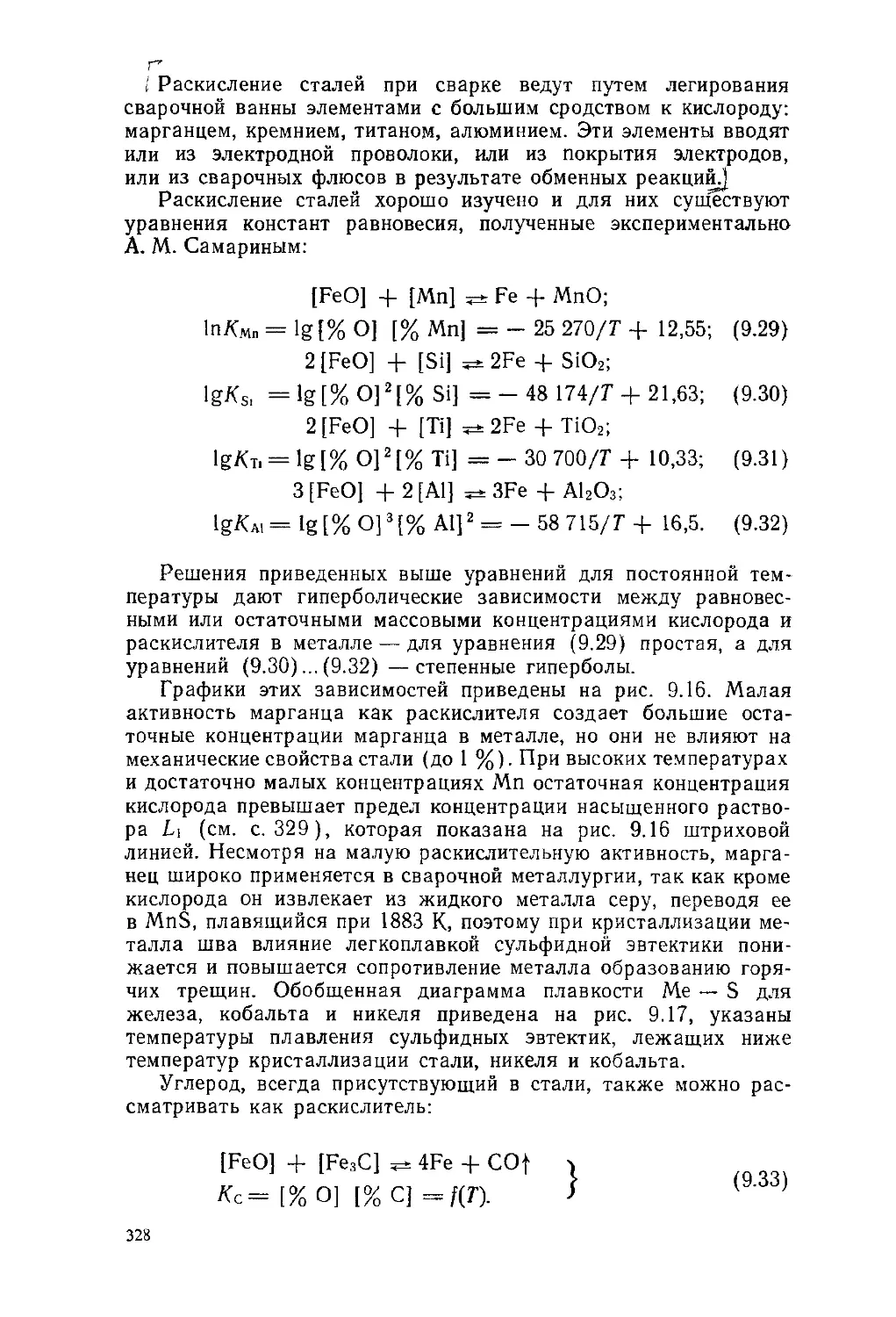
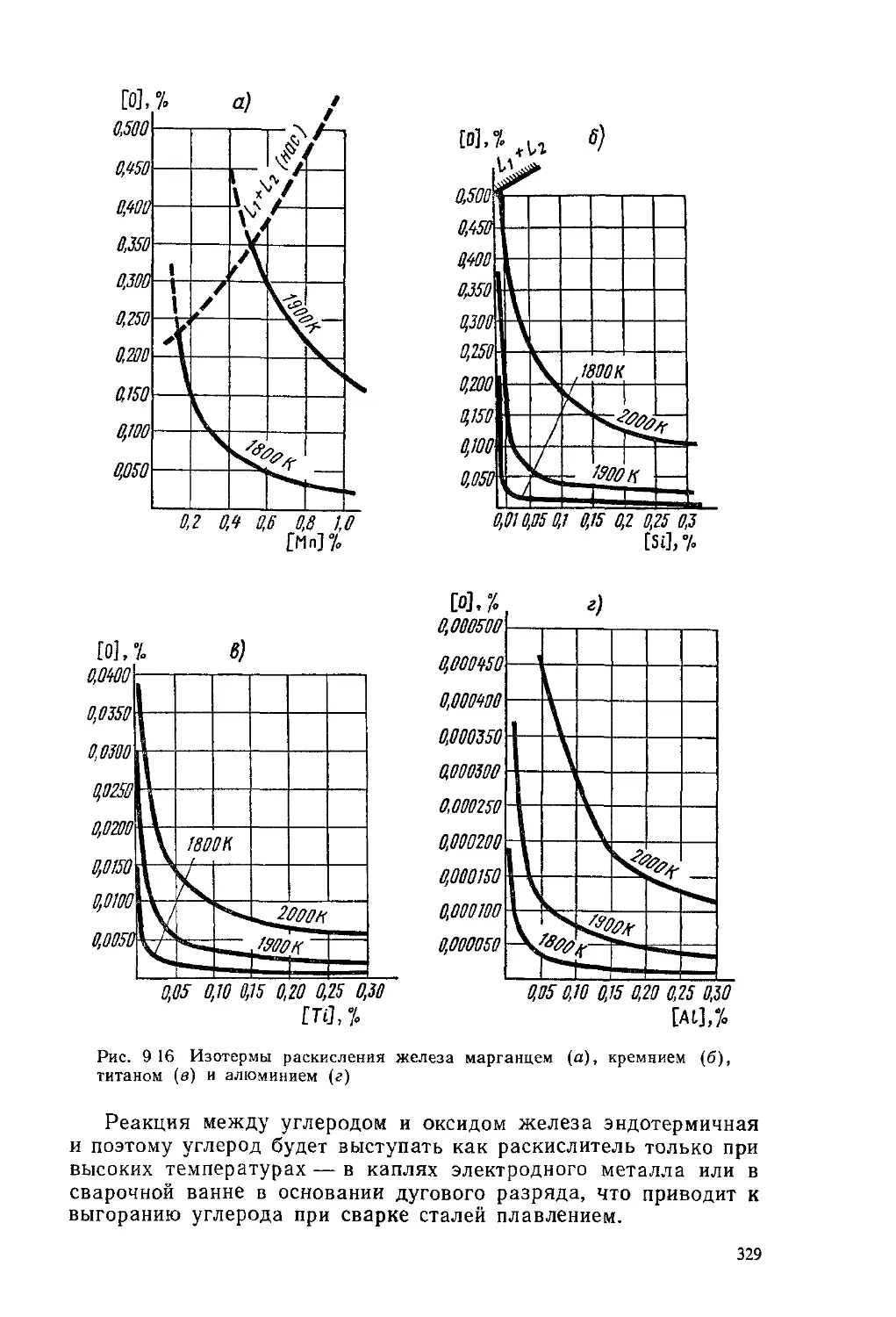
Теория сварочных процессов: Учеб, для вузов по
ТЗЗ спец. «Оборуд. и технология сварочн. пр-ва»/
/В. Н. Волченко, В. М. Ямпольский, В. А. Винокуров
и др.; Под ред. В. В. Фролова. — М.: Высш, шк., 1988.
559 с.: ил.
ISBN 5—06—001473—8
В учебнике изложен материал по источникам энергии, тепловым,
физико-химическим и металлургическим процессам, деформациям и пре •
вращениям в металле при сварке. Большое внимание уделяется исполь-
зованию для сварки лучевой энергии и энергии взрыва, расчетам темпе-
ратурных полей при сварке разнородных металлов, деформациям
при сварке легированных и термоупрочняемых сталей и сплавов
2704060000(4309000000)—051
Т---------------------------КБ— 11 —46—88
001(01)—88
ББК 34.641
6П4.3
ISBN 5—06—001473—8
© Издательство «Высшая школа», 1988
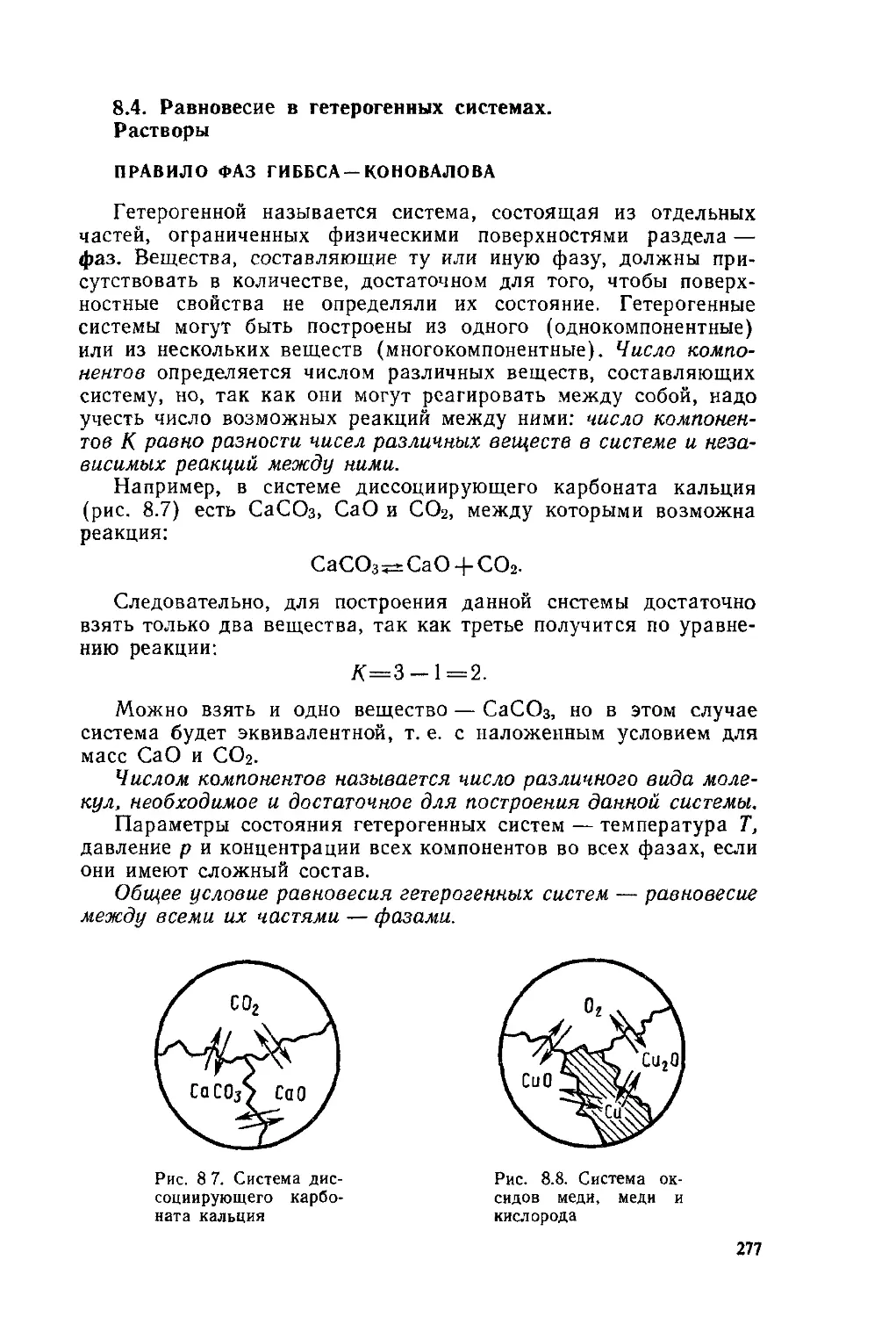
ПРЕДИСЛОВИЕ
Сварка представляет собой прогрессивный метод получения
неразъемных соединений в промышленности и в строительстве,
поэтому сварочное производство в СССР непрерывно развива-
ется, охватывая практически все отрасли народного хозяйства.
Сварочное производство в СССР оснащено передовой техникой
и технологией; по уровню автоматизации сварочных процессов
и по объему выполняемых работ оно занимает первое место
в мире.
В ближайшие десятилетия основным материалом для сварных
конструкций в машиностроении и строительстве будет оставаться
сталь. Но в сварных конструкциях в существенных объемах
применяют также алюминий и его сплавы, сплавы титана, а для
изделий новой техники — молибден, ниобий, вольфрам, цирконий,
тантал и другие тугоплавкие металлы. Разработка технологии
сварки указанных металлов, новых технологических процессов,
сварочных материалов и процессов термической обработки свар-
ных соединений требует основательной теоретической подготовки
в области сварочных процессов. Дисциплина «Теория сварочных
процессов» — базовая при подготовке инженеров-механиков по
специальности «Оборудование и технология сварочного произ-
водства» — служит именно этим целям. Она охватывает ши-
рокий круг процессов, происходящих при сварке металлов и
определяющих в конечном итоге качество неработоспособность
сварных соединений.
Учебник написан большим коллективом авторов — сотрудни-
ков МВТУ им. Н. Э. Баумана и включает в себя четыре раз-
дела:
1. «Источники энергии при сварке» (д-р техн, наук, проф.
В. Н. Волченко, д-р техн, наук, проф. В. М. Ямпольский).
2. «Тепловые процессы при сварке» (д-р техн, наук, проф.
В. А. Винокуров).
3. «Физико-химические и металлургические процессы при
сварке» (д-р техн, наук, проф. В. В. Фролов, канд. техн, наук,
доц. В. И. Ермолаева, канд. техн, наук, доц. В. А. Парахин).
4. «Термодеформационные процессы и превращения в метал-
лах при сварке» (д-р техн, наук, проф. А. Г. Григорьянц, д-р техн,
наук, проф. Э. Л. Макаров, канд. техн, наук, доц. В. С. Гаври-
люк, канд. техн, наук, доц. В. В. Шип).
При описании процессов, сопутствующих образованию свар-
ных соединений, используется широкий круг вопросов из различ-
ных фундаментальных дисциплин. Поэтому перед изучением кур-
з
са «Теория сварочных процессов» студенты получают подготовку
в области общенаучных и общетехнических дисциплин.
По сравнению с первым изданием (1970 г., учебное пособие)
книга значительно переработана и дополнена, так как за прошед-
ший период наука о сварке и сварочная техника получили значи-
тельное развитие, появились новые источники энергии, технологи-
ческие процессы и материалы, существенно расширились науч-
ные представления об основных явлениях, происходящих при
сварке.
Естественно, что в учебнике нашли отражение главные вопро-
сы теории, которые разрабатывались как советскими учеными,
так и учеными других стран. Необходимо, однако, подчеркнуть,
что значительный научный вклад в теорию сварочных процессов
внесен советскими специалистами, научными коллективами
Института электросварки (ИЭС) им. Е. О. Патона АН УССР,
других академических и отраслевых институтов, а также учеными
высших учебных заведений.
Книга может быть полезна не только студентам, но и инже-
нерно-техническим работникам сварочного производства.
Академик. Г. А. Николаев
ОТ АВТОРОВ
Конечная цель сварочного производства — выпуск экономич-
ных сварных конструкций, отвечающих по своим конструктив-
ным формам, механическим и физическим свойствам тому экс-
плуатационному назначению и условиям работы, для которых
они создаются. Обеспечение рациональных форм и определение
оптимальных сечений элементов конструкций относится к зада-
чам проектирования. Получение необходимых механических и
физических свойств сварных соединений — главная задача, ре-
шение которой должны обеспечить технологические процессы
сварки. Теория сварочных процессов призвана давать правиль-
ное описание совокупности явлений, которые составляют сущ-
ность процесса сварки.
Процесс сварки весьма сложен, в особенности если иметь в
виду многообразие способов сварки, основанных на использо-
вании различных физических явлений.
Первую группу явлений, которую рассматривает теория сва-
рочных процессов, составляют физические, механические и хими-
ческие явления, происходящие при подготовке свариваемого
материала к образованию прочных связей между отдельными
частями свариваемой детали. В большинстве случаев это явле-
ния, связанные с преобразованием различных видов энергии в
тепловую. Металл, будучи нагрет и расплавлен, способен образо-
вывать сварное соединение. Чаще всего при сварке для нагрева
металла используют электрическую энергию. Но имеется много
способов сварки, в которых используют энергию, выделяющуюся
при горении газов, лучевую энергию, механическую, а также их
сочетание. Описание физико-химических процессов, лежащих в
основе этих способов, дается.в разд. I «Источники энергии при
сварке».
Теплота, переданная источниками энергии свариваемому телу,
распространяется в нем, подчиняясь законам теплопроводности.
Эти явления рассмотрены в разд. II «Тепловые процессы при
сварке». Если бы металл не изменял своих механических и физи-
ческих свойств при повышении температуры, то задача изучения
нагрева тел при сварке свелась бы только к определению усло-
вий, при которых металл в зоне сварки достигает необходимой
температуры. В действительности изучение температурных про-
цессов в металле шва и вблизи него необходимо главным обра-
зом по двум причинам: для количественного описания многочис-
ленных реакций, которые идут между жидким металлом и шлаком
или газом, а также для определения условий кристаллизации
5
металла, различных структурных превращений и термодеформа-
ционных процессов в металлах. В III и IV разделах учебника
рассмотрены металлургия и металловедение сварки.
Закономерности формирования химического состава металла
шва изложены в разд. III «Физико-химические и металлургиче-
ские процессы при сварке». Материал первых двух разделов
дает описание тех физических и температурных условий, кото-
рые создаются над поверхностью металла и в самом металле
в процессе сварки. В этом плане материал первых двух разделов
представляет собой как бы описание того физического фона, от
которого зависит протекание реакций, переход различных леги-
рующих элементов в металл шва или их удаление и окисление.
Вопросы защиты металла шва и массообмена на границе ме-
талл— шлак и металл — газ — центральные в разд. III. Эти про-
цессы предопределяют химический состав металла шва, а следо-
вательно, во многом и его механические свойства. Однако форми-
рование свойств сварного шва, а тем более сварного соединения,
определяется не только химическим составом металла. Характер
кристаллизации шва во многом влияет на его свойства. Свой-
ства околошовной зоны и в определенной мере металла шва су-
щественно зависят от температурного и термомеханического
циклов, крторые сопровождают процесс сварки. Для многих ле-
гированных сталей и сплавов эта фаза формирования сварного
соединения предопределяет их механические свойства. Процесс
сварки может создавать в металле такие скорости нагрева и
охлаждения металла вследствие передачи теплоты по механизму
теплопроводности, которые часто невозможно организовать при
термической обработке путем поверхностной теплопередачи.
Образование сварного соединения сопровождается пластически-
ми деформациями металла и возникновением собственных на-
пряжений, которые также влияют на свойства соединений. Эти
вопросы рассматриваются в IV, заключительном разделе учеб-
ника — «Термодеформационные процессы и превращения в ме-
таллах при сварке».
Таким образом, теория сварочных процессов — теоретический
фундамент науки о сварке в части формирования свойств свар-
ного соединения. Разумеется, этим далеко не исчерпывается круг
проблем, которые рассматриваются в области сварки. Теория
сварочных процессов — один из первых курсов, который закла-
дывает необходимую теоретическую базу для изучения различ-
ных технологических процессов, создания сварочных материалов,
а также для понимания и объяснения ряда вопросов в области
прочности сварных соединений. Наиболее близко теория свароч-
ных процессов соприкасается с курсами, в которых изучаются
различные технологические процессы. Это, однако, не означает,
что все вопросы, необходимые для изучения технологии сварки,
сосредоточены в теории сварочных процессов. Исторически сло-
жилось некоторое условное разделение материала между этими
двумя группами курсов. В теории сварочных процессов рассмат-
6
риваются, как правило, те явления и процессы, которые свой-
ственны многим видам сварки, как бы общие для них, в то время
как в технологических курсах больше внимания уделено тем
конкретным вопросам, которые в значительной мере зависят
от изучаемых технологических приемов.
Авторы выражают благодарность рецензентам, давшим цен-
ные указания по материалу книги, а также заранее благодарны
за все замечания и предложения, которые просят направлять
по адресу. 101430, Москва ГСП-4, Неглинная улица, д. 29/14,
издательство «Высшая школа».
Раздел I
ИСТОЧНИКИ ЭНЕРГИИ ПРИ СВАРКЕ
Глава 1
ФИЗИЧЕСКИЕ ОСНОВЫ И КЛАССИФИКАЦИЯ
ПРОЦЕССОВ ПРИ СВАРКЕ
1.1. Виды элементарных связей в твердых телах
и монолитных соединениях
Монолитность сварных соединений. В технике широко исполь-
зуют различные виды разъемных и неразъемных соединений.
Неразъемные соединения, в свою очередь, могут быть монолит-
ными (сплошными) и немонолитными (например, заклепочные).
Монолитные соединения получают сваркой, пайкой или склеива-
нием.
Сварку и пайку в настоящее время используют для соедине-
ния между собой металлов и неметаллов.
Монолитность сварных соединений твердых тел обеспечива-
ется появлением атомно-молекулярных связей между элементар-
ными частицами соединяемых веществ.
Твердое тело представляет собой комплекс атомов, находя-
щихся во взаимодействии. Физико-химические и прочностные
свойства твердого тела зависят от типа связи атомов и харак-
тера их взаимного расположения, поэтому, прежде чем рассмат-
ривать природу сварного соединения, следует вспомнить некото-
рые сведения из физики твердого тела.
Виды элементарных связей в твердых телах. Характер и зна-
чение энергии элементарных связей (их прочность) зависят от
природы вещества и типа кристаллической решетки твердого
тела.
Согласно современным представлениям, химическая связь
атомов возникает в результате движения электронов внешних
(валентных) оболочек атома в поле между ядрами. Каждый из
этих электронов, проникая, например, в поле двух ядер, принад-
лежит уже обоим атомам. Химические силы по своей природе
электромагнитны и действуют на расстояниях порядка 10-1Ом.
В настоящее время считают, что между частицами твердого
тела кроме электромагнитных существуют взаимодействия еще
трех типов: ядерные, или «сильные», действующие на расстоя-
ниях менее 10~ ... 10-14 м (следовательно, на расстоянии 0,1 нм
их можно не учитывать); «слабые», обусловливающие £-распад
•8
(они слабее электромагнитных в 106 раз); гравитационные, кото-
рые в 1036 раз слабее электромагнитных.
Различают четыре типа элементарных связей: ковалентную,
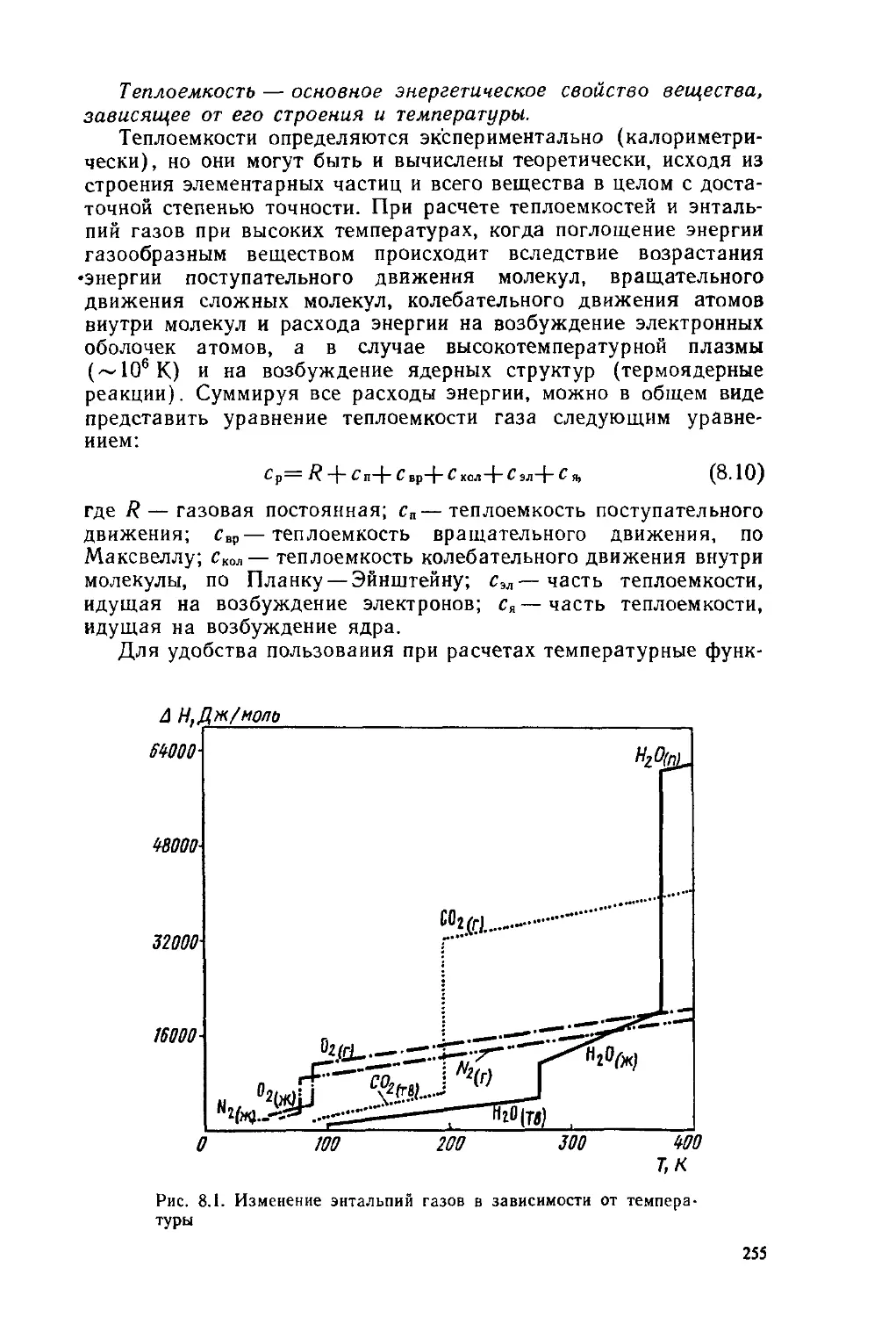
ионную, межмолекулярную и металлическую. В зависимости от
преобладающих элементарных связей в кристаллах также разли-
чают соответственно четыре группы связей: атомные, ионные,
молекулярные и металлические.
Наиболее типичны первые две химические связи — ковалент-
ная и ионная.
Ковалентную химическую связь часто в литературе называют
валентной, атомной или обменной связью. Она может образо-
ваться взаимодействием или «спариванием» валентных электро-
нов. Если атомы одинаковы, например, в молекулах водорода Н2,
щелочных металлов в газообразном состоянии Li2, К2, Na2,
галогенов С12, Вг2, азота N2 — связь неполярная, при взаимо-
действии разных атомов, например НС1, — полярная.
Сильная ковалентная связь с энергией порядка 105Дж/моль
определяет высокую температуру плавления и прочность кри-
сталлов. Ковалентной связью обусловлены структуры так назы-
ваемых атомных кристаллов — алмаза, кремния, германия, серо-
го олова и др.
Число образуемых атомом ковалентных связей в первом приб-
лижении может служить количественной мерой валентности.
Каждая ковалентная связь между атомами образуется при
спаривании их валентных электронов (с противоположными
спинами). Поскольку валентные возможности атомов ограни-
чены, важнейшее свойство ковалентной связи — насыщаемость
химических сил сродства.
Для сварщиков важно иметь в виду, что прочные связи
ковалентного типа устанавливаются не только в атомных кри-
сталлах, но и при соединении металлов с металлоидами, окси-
дами металлов, а также полупроводниками или интерметалли-
дами, обладающими полупроводниковыми свойствами. Интерме-
таллиды — соединения типичных металлов с металлами, имею-
щими слабые металлические свойства.
Ионная, или гетерополярная, связь типична для молекул и
кристаллов, образованных из разных ионов (анионов и катио-
нов). Типичный представитель ионных кристаллов — соль NaCl.
Образование катиона — результат потери атомом электрона.
Мерой прочности связи электрона в атоме может служить потен-
циал ионизации атома (см. гл. 2).
Образование анионов происходит в результате присоединения
электрона к атому. Мерой способности к такому присоединению
служит так называемое сродство к электрону.
Ионная связь относится к категории сильных; ее энергия дос-
тигает 1О5...1О7 Дж/моль. Особенность ионной связи — отсут-
ствие насыщаемости и пространственной направленности.
Представления о чисто ковалентной и чисто ионной связях
в значительной степени идеализированы. Часто встречаются про-
9
межуточные случаи. Если при ионной связи один атом отдает
электрон другому, а при ковалентной — каждый электрон при-
надлежит поровну обоим связанным атомам, то в промежуточ-
ных случаях возможны связи с любым «процентом ионности».
Кроме двух наиболее типичных химических связей — кова-
лентной и ионной различают межмолекулярные связи, возникаю-
щие вследствие действия универсальных сил Ван-дер-Ваальса,
и металлические связи.
Межмолекулярные связи действуют между любыми атомами
и молекулами, но они очень малы (порядка 103Дж/моль). По-
этому молекулярные кристаллы, обусловленные этими силами
(твердые инертные газы, молекулы кислорода, азота и др.),
отличаются весьма низкой температурой плавления (Не— 1,8 К,
Аг — 40 К)- Образование прочных структур обусловлено глав-
ным образом сильными типично химическими связями, например
ковалентной, а силы Ван-дер-Ваальса служат лишь небольшой
«добавкой». Силами Ван-дер-Ваальса обусловлены обычно адге-
зионные связи при склеивании, смачивании твердых тел жидко-
стями и т. п.
Металлические связи образуют структуры путем взаимодейст-
вия положительных ионов решетки (атомных остатков) и делока-
лизированных, обобществленных электронов. Эти связи являются
гомеополярными. Они по существу не относятся к химическим,
и понятие «металлические связи» можно считать качественным,
так как металлы не имеют молекулярного строения, а их атомы
соединяются в кристаллические образования. Этот вид связи и
обусловливает высокую прочность, пластичность и электропро-
водность металлов. Энергия связи — около 105Дж/моль. Проч-
ная металлическая связь наблюдается при образовании интер-
металлидов и некоторых твердых растворов. Одна из ее особен-
ностей — отсутствие насыщения, определяемого валентностью
соответствующих атомов.
Металлическая связь по своей природе имеет значительное
сходство с ковалентной связью. В обоих случаях электронные
орбиты сливаются, но в металле происходит обобщение не от-
дельных, а всех валентных электронных орбит. При этом уста-
навливаются общие уровни энергии во всем объеме кристалла.
Число уровней будет одного порядка с числом атомов в данном
>бъеме металла. Уровни весьма близки между собой и образуют
нергетические полосы или зоны, которые иногда рассматривают
как расщепление валентных уровней (орбит) отдельных атомов.
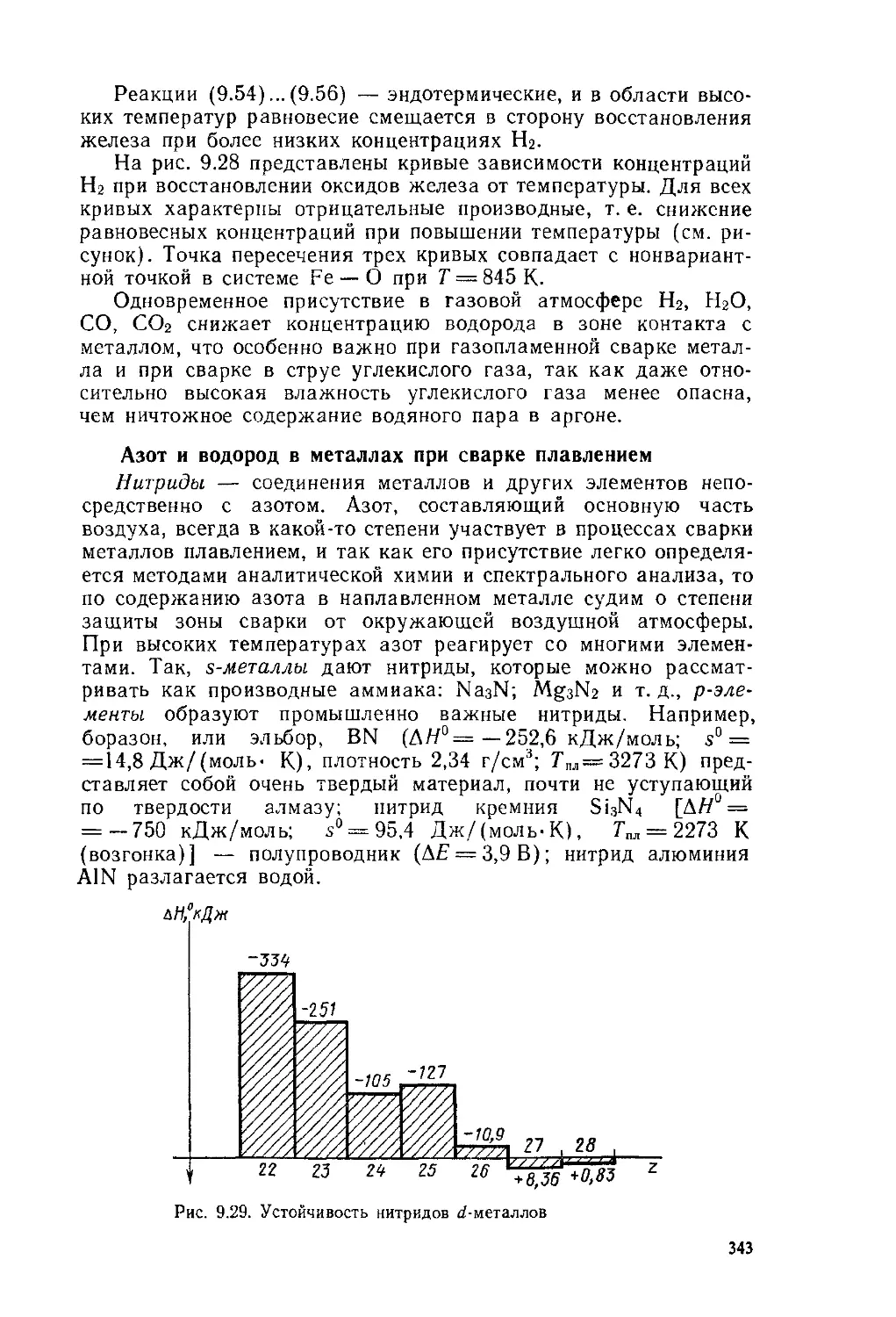
Поскольку в металле существует как бы «облако» обобщен-
ных электронов, металлическая связь допускает большее смеще-
ние атомов, чем другие типы связей. Этим обусловливается
высокая пластичность металлических кристаллов по сравнению
с валентными или ионными кристаллами.
Все четыре типа связи в кристаллах (атомных, ионных, моле-
кулярных и металлических) редко существуют в чистом виде.
Обычно сочетания различных связей существуют одновременно,
10
причем, как уже отмечалось выше, молекулярные связи слабы
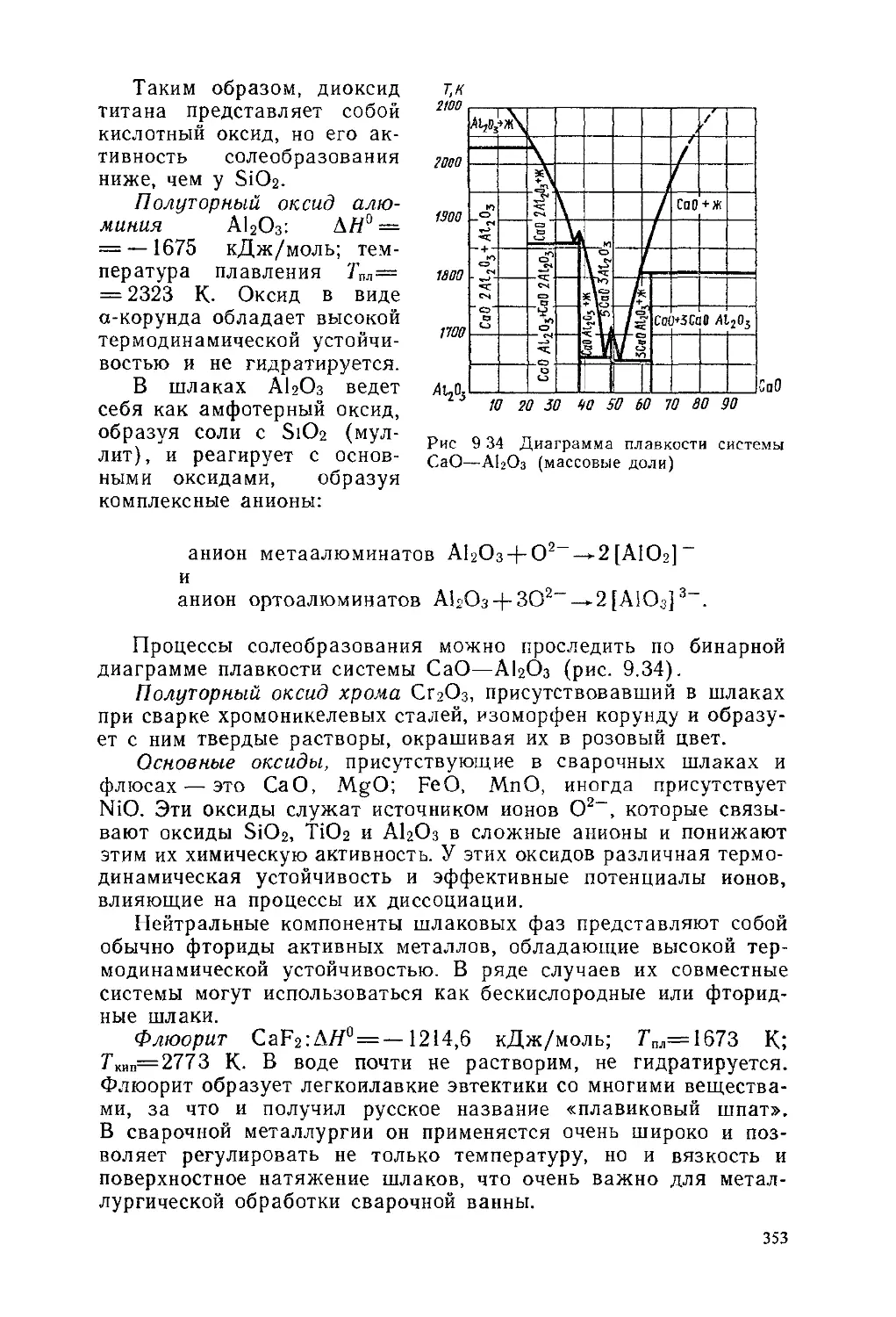
по' сравнению с остальными тремя. Следует также отметить, что
поверхности твердых тел в атмосферных условиях обычно инерт-
ны, так как валентности нх атомов насыщены связью с атомами
окружающей среды. Примером насыщения может служить окис-
ление веществ в газовой среде. На поверхности могут также
идти процессы типа физической адсорбции, обусловленные сила-
ми Ван-дер-Ваальса.
1.2. Физико-химические особенности получения
сварных, паяных и клеевых соединений
МЕХАНИЗМ ОБРАЗОВАНИЯ МОНОЛИТНЫХ
СОЕДИНЕНИЙ ТВЕРДЫХ ТЕЛ
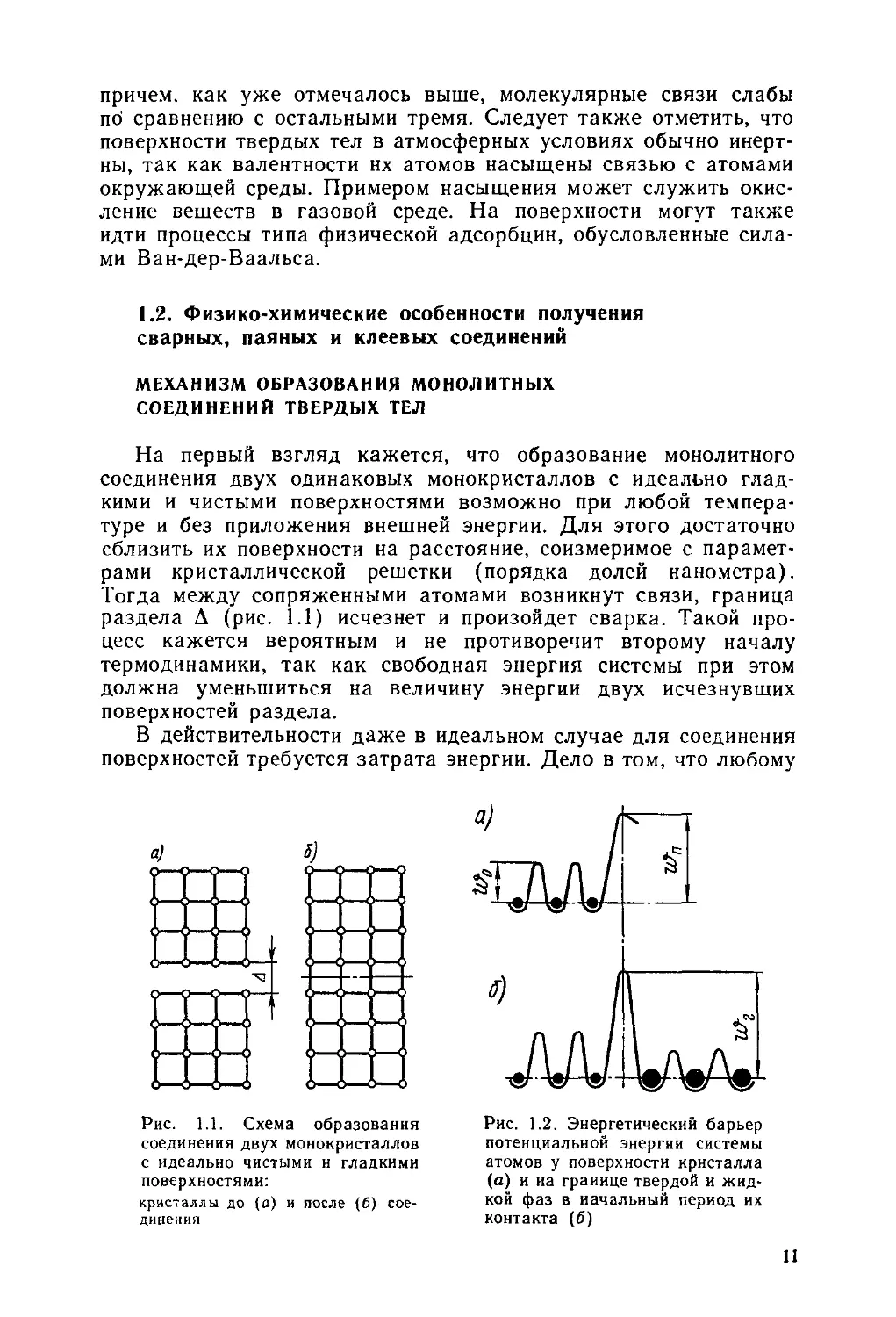
На первый взгляд кажется, что образование монолитного
соединения двух одинаковых монокристаллов с идеально глад-
кими и чистыми поверхностями возможно при любой темпера-
туре и без приложения внешней энергии. Для этого достаточно
сблизить их поверхности на расстояние, соизмеримое с парамет-
рами кристаллической решетки (порядка долей нанометра).
Тогда между сопряженными атомами возникнут связи, граница
раздела Д (рис. 1.1) исчезнет и произойдет сварка. Такой про-
цесс кажется вероятным и не противоречит второму началу
термодинамики, так как свободная энергия системы при этом
должна уменьшиться на величину энергии двух исчезнувших
поверхностей раздела.
В действительности даже в идеальном случае для соединения
поверхностей требуется затрата энергии. Дело в том, что любому
Рис. 1.1. Схема образования
соединения двух монокристаллов
с идеально чистыми н гладкими
поверхностями:
кристаллы до (о) и после (б) сое-
динения
Рис. 1.2. Энергетический барьер
потенциальной энергии системы
атомов у поверхности кристалла
(а) и иа границе твердой и жид-
кой фаз в начальный период их
контакта (б)
11
устойчивому состоянию системы соответствует определенный
минимум энергии атома. Каждый атом находится как бы в потен-
циальной лунке и переход из одного устойчивого состояния в
другое возможен только путем преодоления энергетического
барьера (рис. 1.2).
Внутри кристалла каждый атом удерживается симметрично
направленными силами связи. На свободной поверхности кри-
сталла или жидкости атом неуравновешен вследствие отсутствия
связи с одной стороны (вакуум) или из-за ее ослабления. Это
вызывает повышение энергии поверхностного слоя кристалла wa.
Если для перемещения внутри тела атому необходима энергия wo
(см. рис. 1.2), то для выхода в окружающую среду w„, причем
ауп>аУо. Поэтому для соединения двух монокристаллов в один
требуется деформационная, или тепловая, энергия извне, превы-
шающая граничную энергию wr.
Внешняя энергия деформации будет затрачиваться на преодо-
ление сил отталкивания, возникающих между сближаемыми
поверхностными атомами. Когда расстояния между ними будут
равны межатомному расстоянию в решетке кристаллов, возни-
кают квантовые процессы взаимодействия электронных оболочек
атомов. После этого общая энергия системы начнет снижаться
до уровня, соответствующего энергии атомов в решетке целого
кристалла, и появится выигрыш энергии, равный избыточной
энергии поверхностных атомов кристаллов до их соединения —
энергии активации.
Тепловая энергия, сообщенная поверхностным атомам при
повышении температуры, увеличивает вероятность развития
квантовых процессов электронного взаимодействия в соединении.
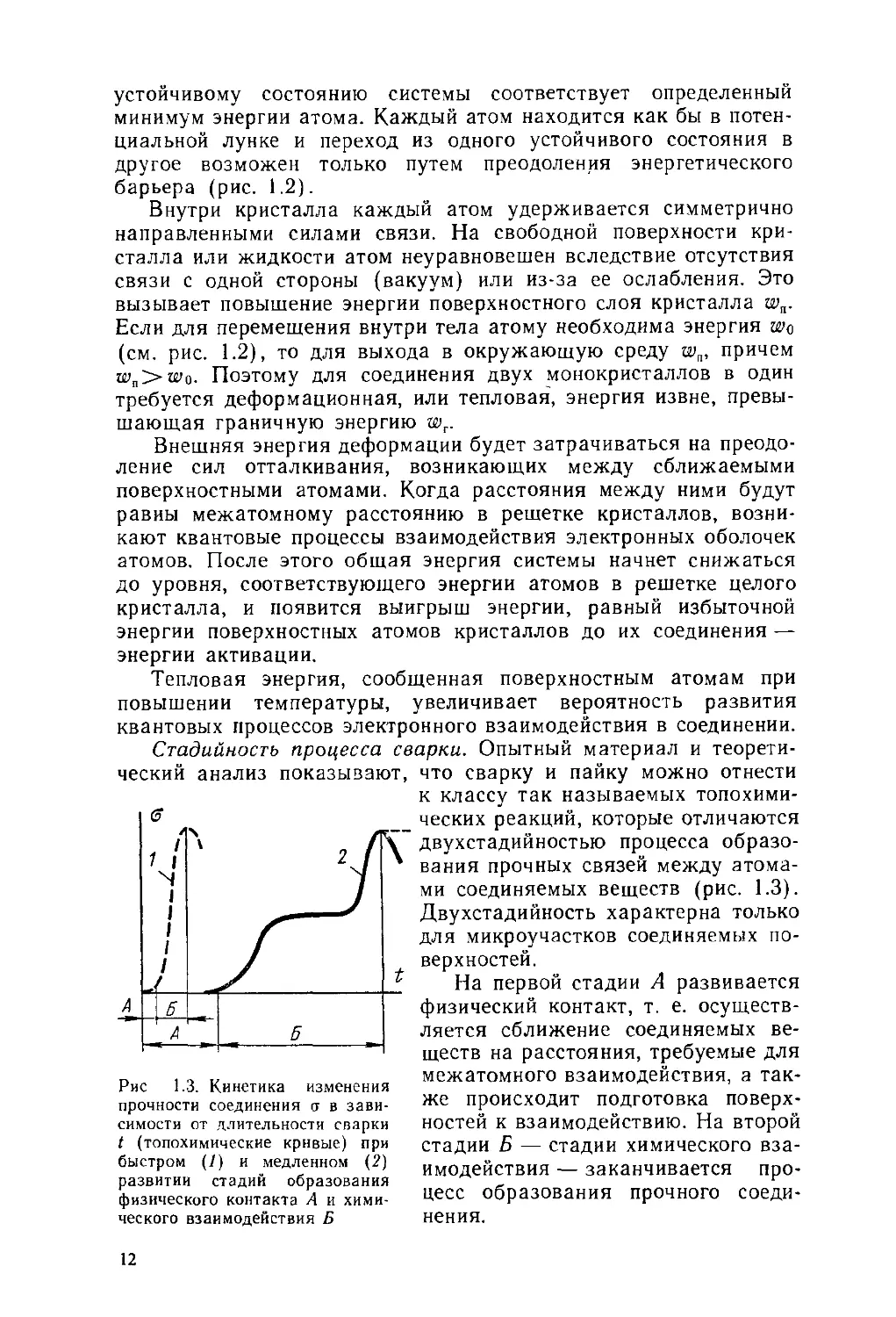
Стадийность процесса сварки. Опытный материал и теорети-
Рис 1.3. Кинетика изменения
прочности соединения о в зави-
симости от длительности сварки
t (топохимические кривые) при
быстром (/) и медленном (2)
развитии стадий образования
физического контакта А и хими-
ческого взаимодействия Б
что сварку и пайку можно отнести
к классу так называемых топохими-
ческих реакций, которые отличаются
двухстадийностью процесса образо-
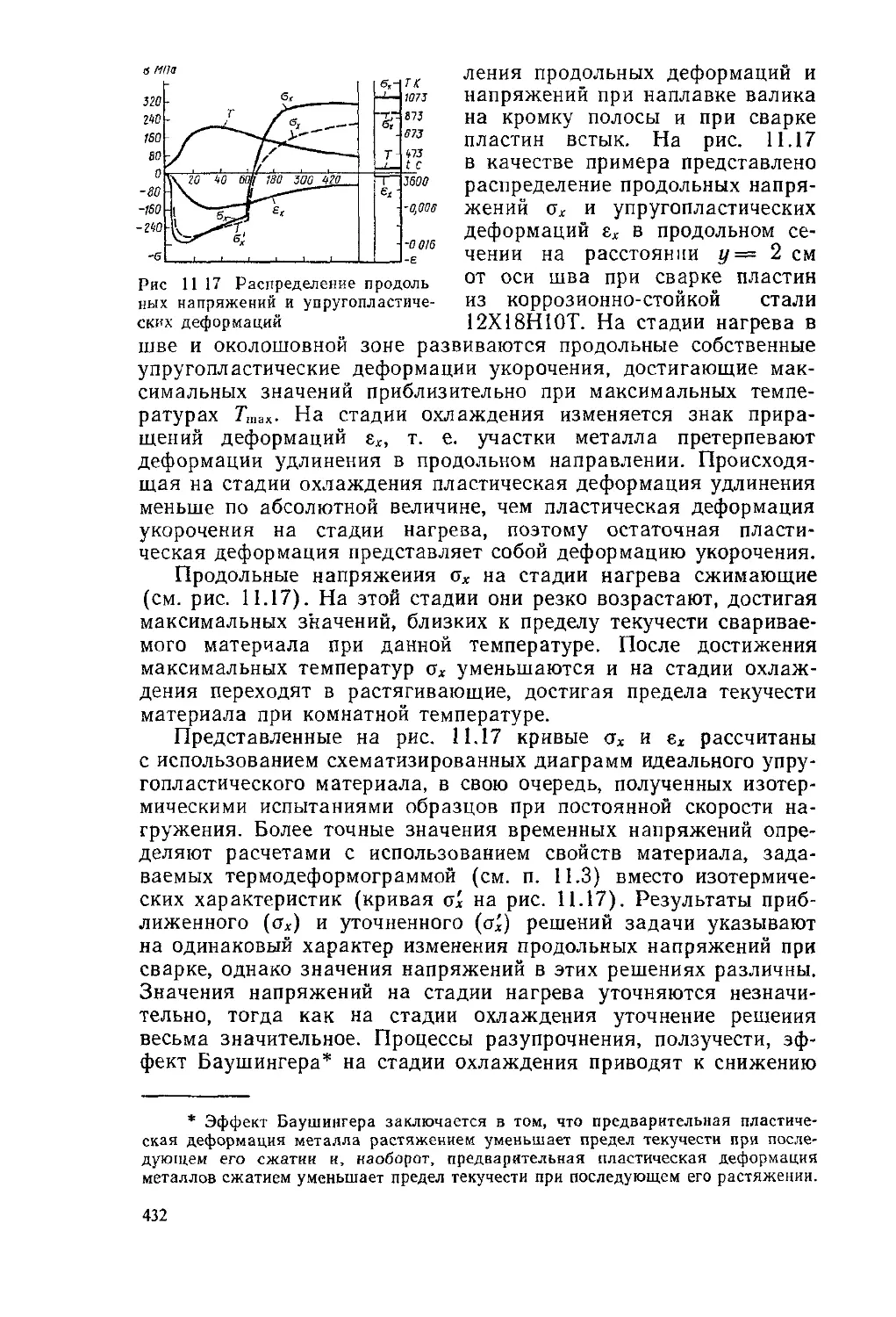
вания прочных связей между атома-
ми соединяемых веществ (рис. 1.3).
Двухстадийность характерна только
для микроучастков соединяемых по-
верхностей.
На первой стадии А развивается
физический контакт, т. е. осуществ-
ляется сближение соединяемых ве-
ществ на расстояния, требуемые для
межатомного взаимодействия, а так-
же происходит подготовка поверх-
ностей к взаимодействию. На второй
стадии Б — стадии химического вза-
имодействия — заканчивается про-
цесс образования прочного соеди-
нения.
12
Практически получение монолитных соединений осложняется
двумя факторами:
свариваемые поверхности имеют микронеровности (даже при
тщательной обработке), высота которых измеряется микромет-
рами. Поэтому при совмещении поверхностей контакт возможен
лишь в отдельных точках;
свариваемые поверхности имеют загрязнения, так как на лю-
бой поверхности твердого тела адсорбируются атомы внешней
среды.
Для качественного соединения материалов необходимо обес-
печить контакт по большей части стыкуемой поверхности и
активизировать ее.
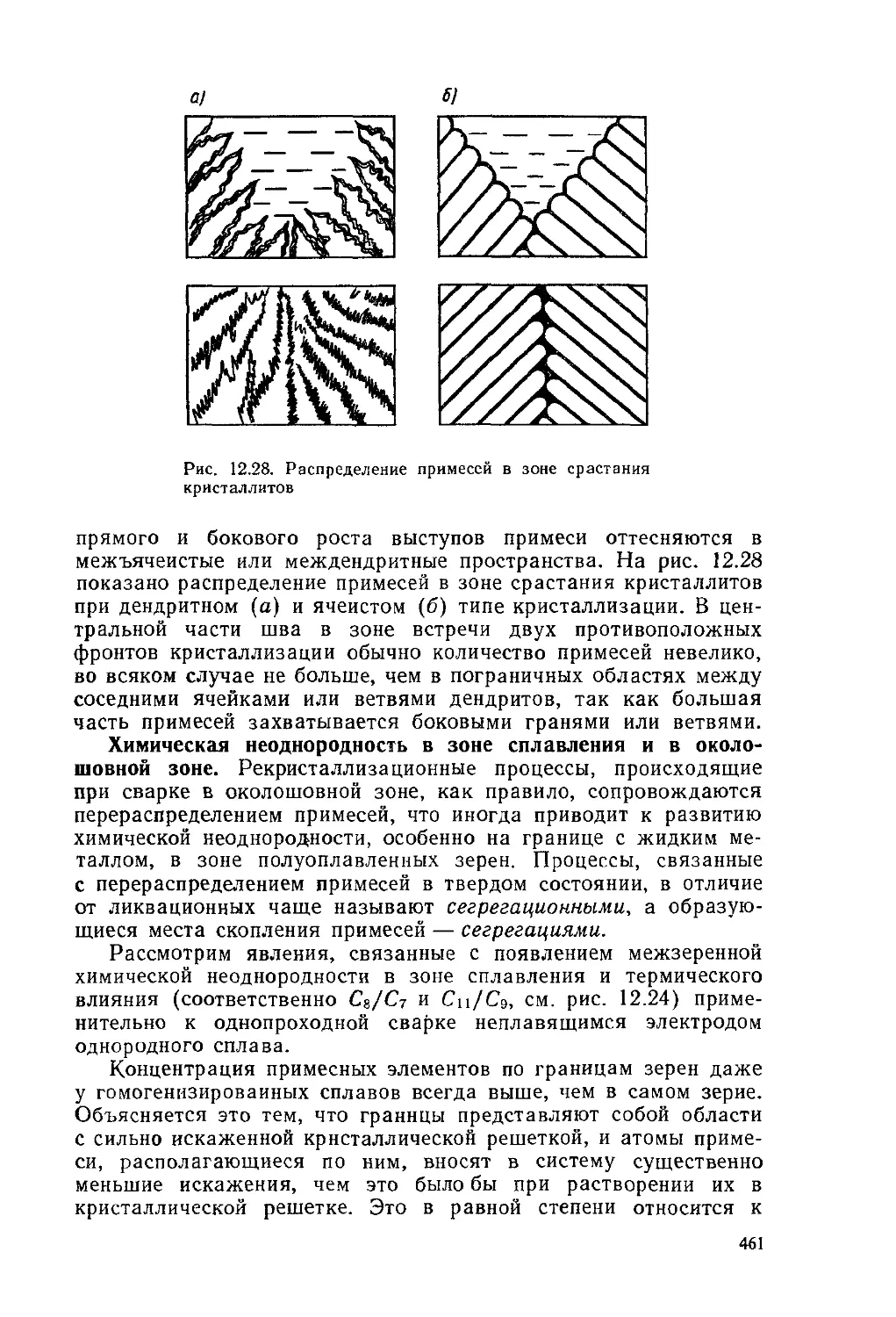
Энергия активации. Активация поверхности заключается в
том, что поверхностным атомам твердого тела сообщается неко-
торая энергия, необходимая:
а) для обрыва связей между атомами тела и атомами внеш-
ней среды, насыщающими их свободные связи;
б) для повышения энергии поверхностных атомов до уровня
энергетического барьера охватывания, т. е. для перехода их в
активное состояние.
Такая энергия активации может в общем случае сообщаться
в виде теплоты (термическая активация), упругопластической
деформации (механическая активация), электронного, ионного и
других видов облучения (радиационная активация).
СВАРКА ПЛАВЛЕНИЕМ И ДАВЛЕНИЕМ
При сварке плавлением и пайке сближение атомов твердых
тел осуществляется вследствие смачивания поверхностей тел
жидким металлом (припоем, расплавом), а активация поверх-
ности твердого металла — путем сообщения ее частицам тепло-
вой энергии. Жидкий металл может растекаться по всей поверх-
ности тела и обеспечивать соприкосновение и прилипание (или
адгезию) его молекул и поверхностного слоя твердых тел.
При затвердевании расплавленного материала слабые адге-
зионные связи заменяются прочными химическими связями,
соответствующими природе соединяемых материалов и типу их
кристаллической решетки. При сварке плавлением вводимая
энергия (обычно тепловая) должна обеспечивать расплавление
основного и присадочного материалов, оплавление стыка, нагрев
кромки и т. д. При этом происходит усиленная диффузия компо-
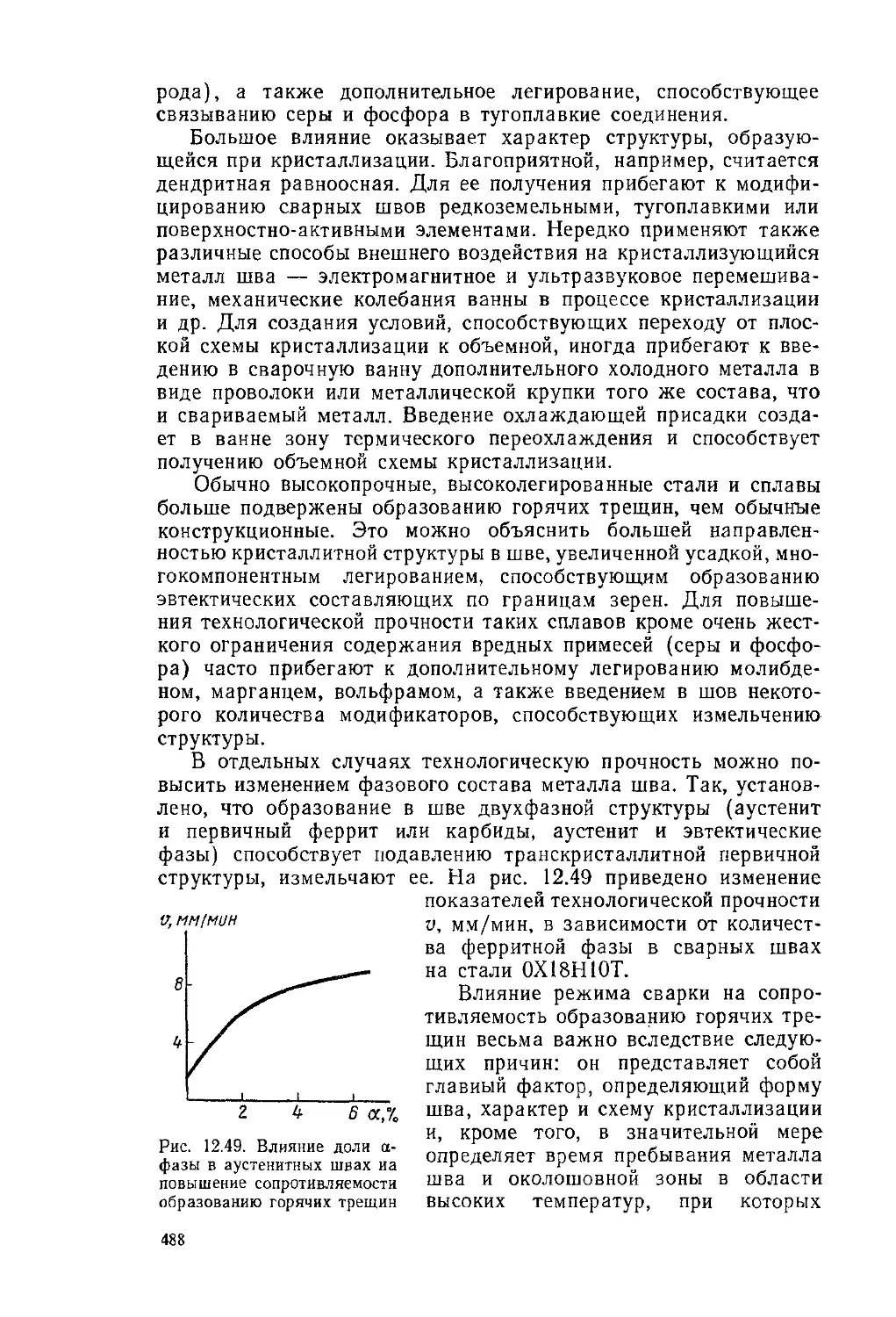
нентов в расплавленном и твердом материалах, их взаимное
растворение. Эти процессы, а также кристаллизация расплав-
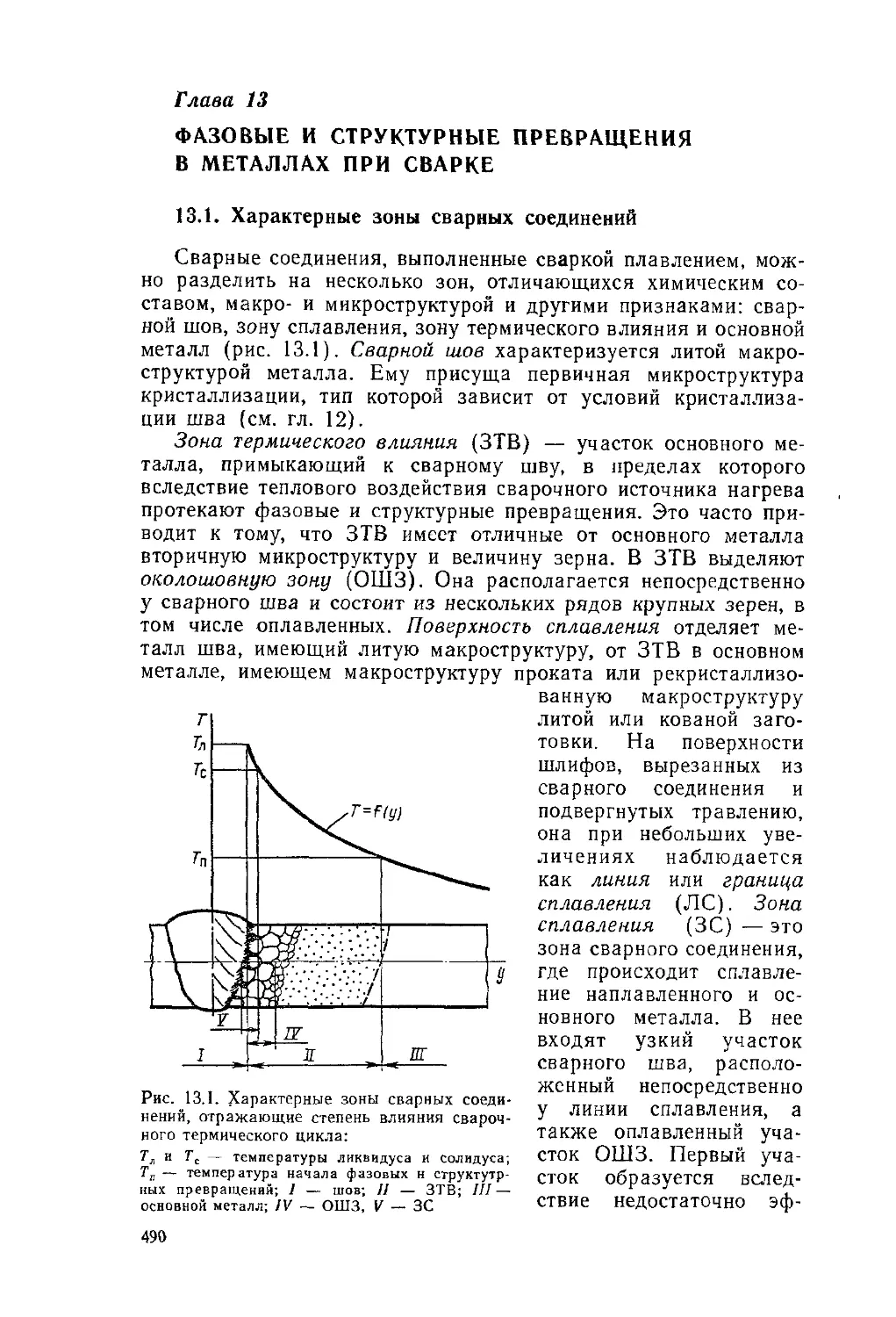
ленного металла сварочной ванны (или припоя) обеспечивают
объемное строение зоны сварки, что обычно повышает прочность
сварного соединения.
Сварка плавлением происходит без приложения осадочного
давления путем спонтанного слияния объемов жидкого металла.
13
Она обычно не требует тщательной подготовки и зачистки соеди-
няемых поверхностей.
При сварке плавлением обе стадии процесса соединения —
физический адгезионный контакт и химическое взаимодействие,
сопровождаемое диффузией, — протекают достаточно быстро
(см. рис. 1.3, кривая /). Для однородных металлов это не опасно.
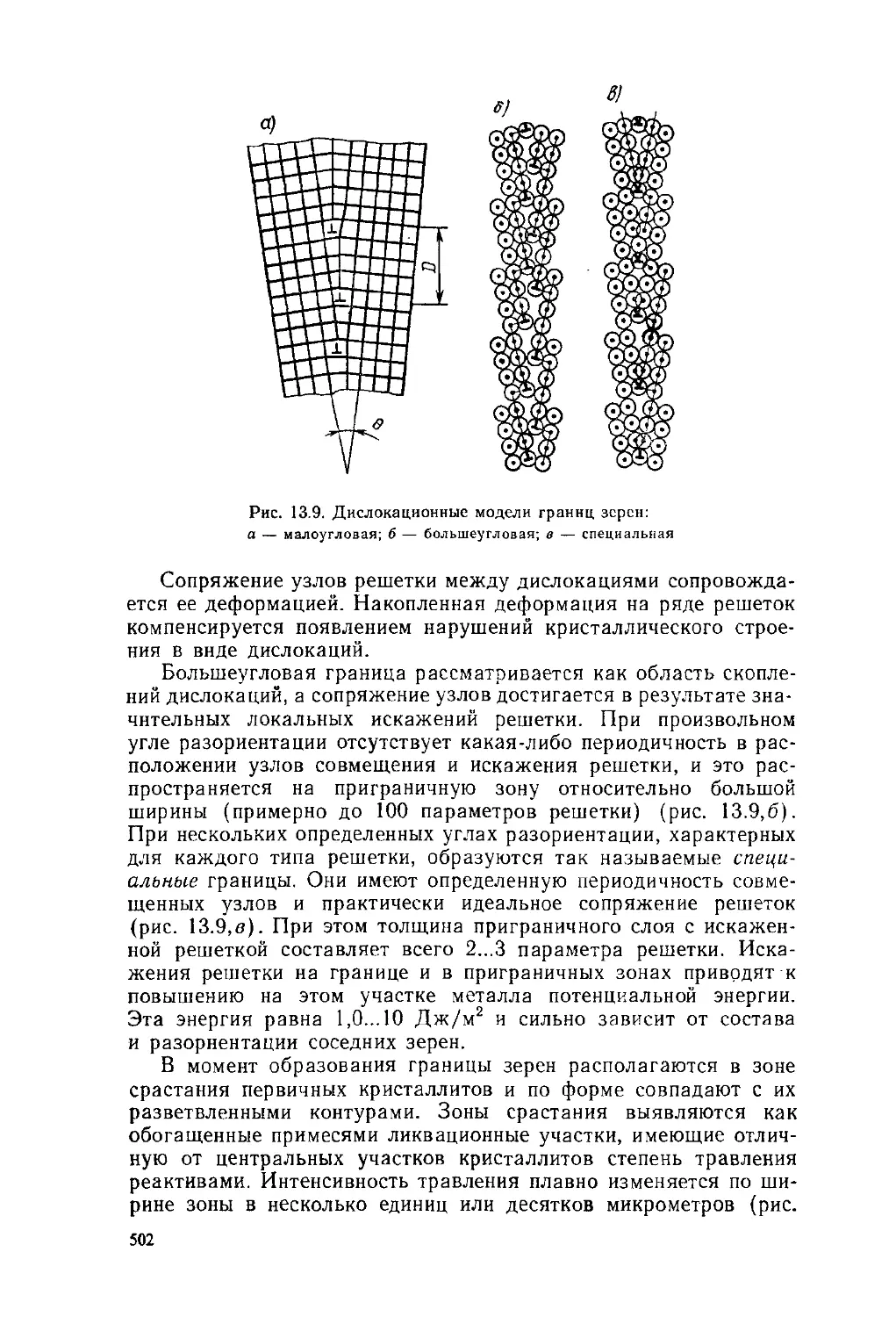
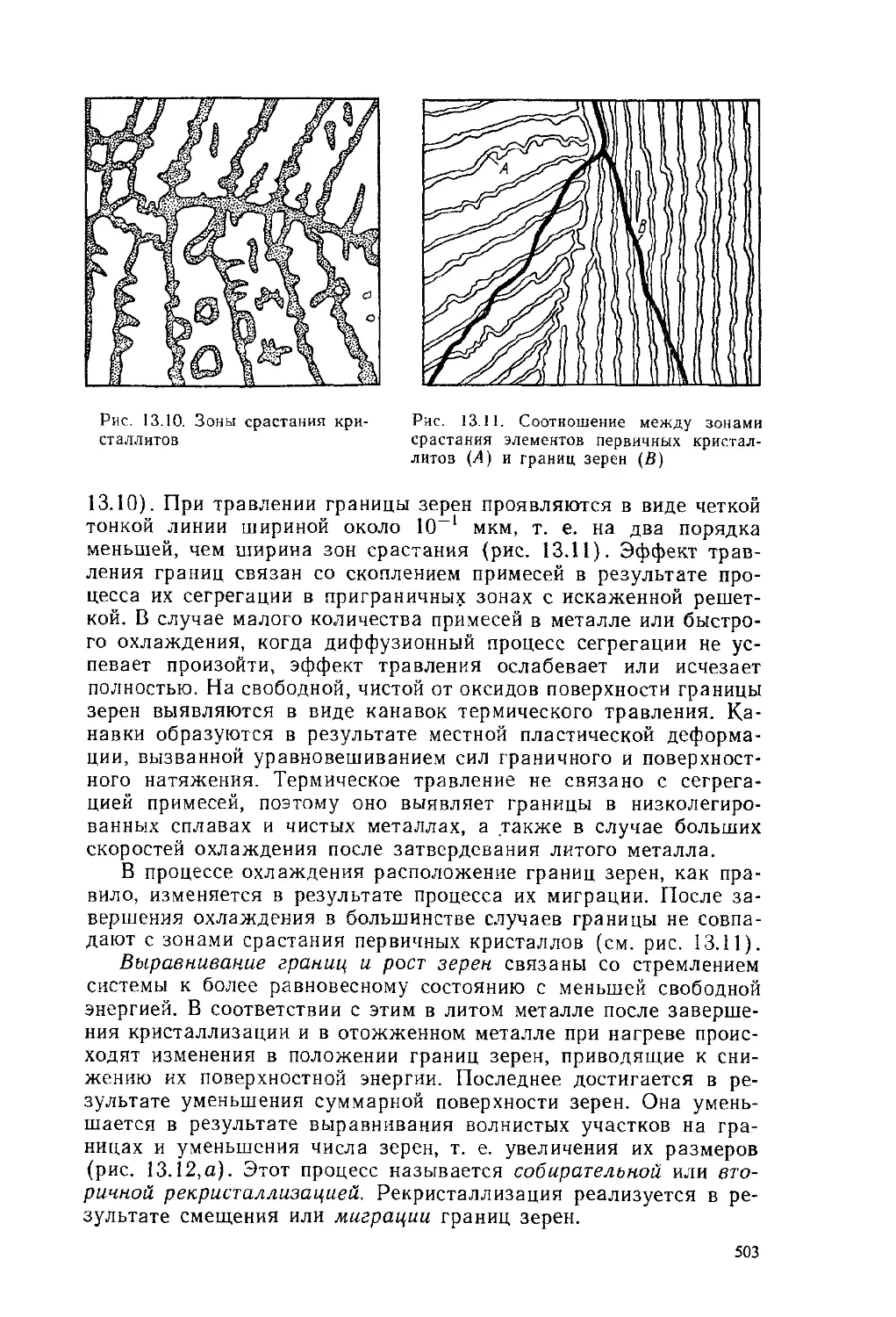
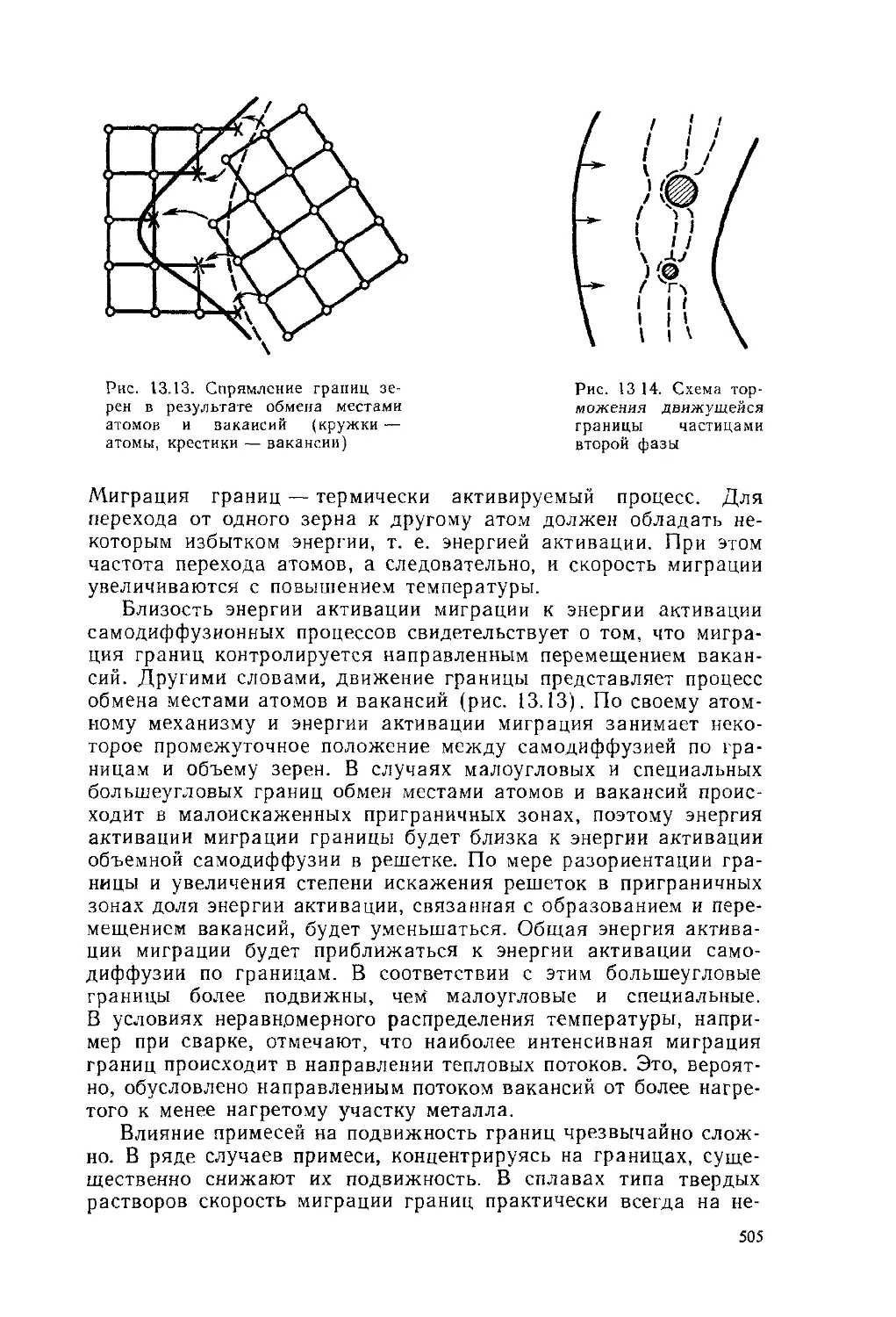
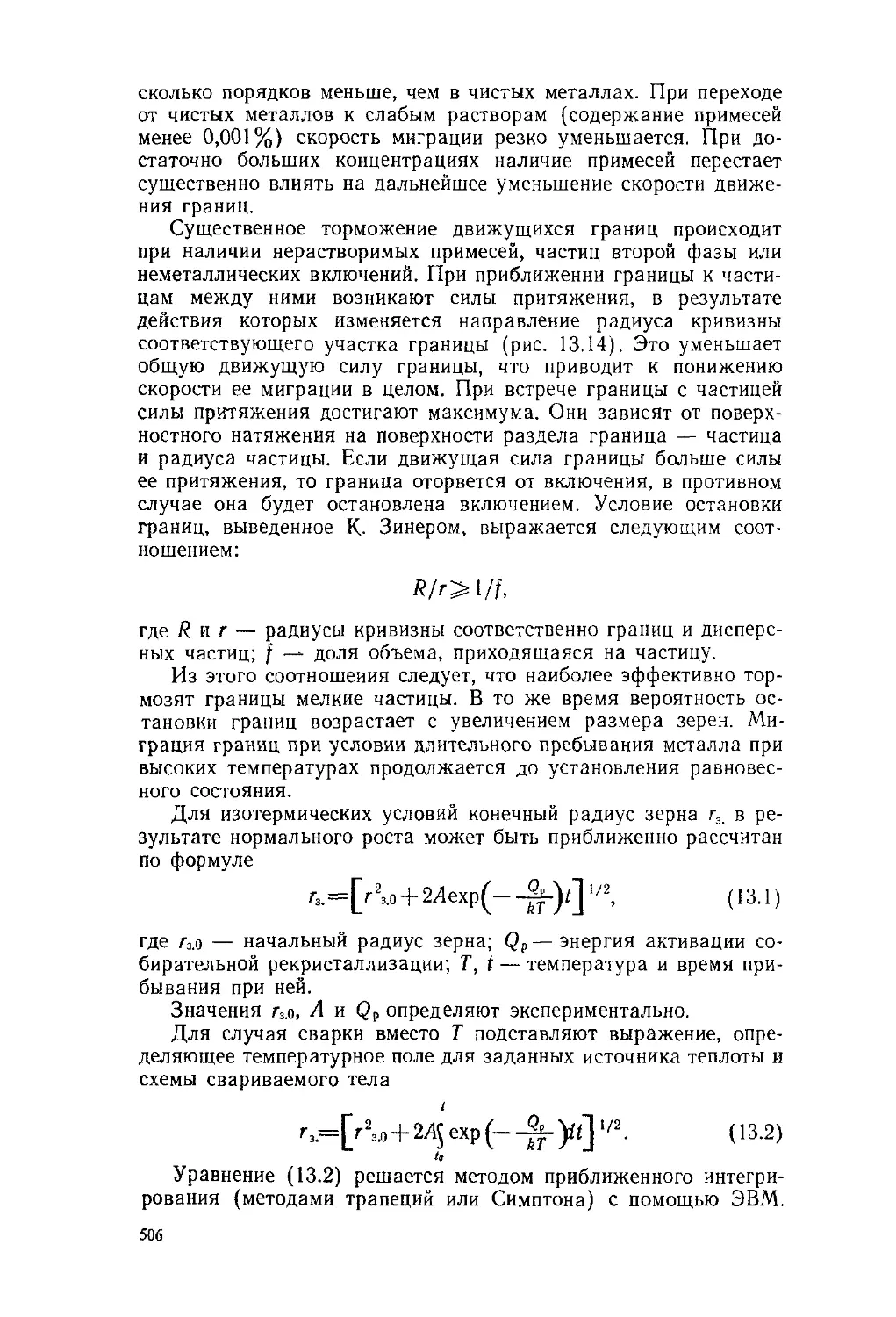
Но в случае разнородных материалов с ограниченной взаимной
растворимостью практически трудно получить соединения без
хрупких интерметаллических прослоек в контакте.
При быстром образовании физического контакта твердого
тела с расплавом, например при сварке путем расплавления
одного из соединяемых материалов, сначала на границе твердой
и жидкой фаз будет наблюдаться пик межфазной энергии wT,
аналогичный wn (см. рис. 1.2,6), так как переход атомной систе-
мы в новое состояние происходит не мгновенно, а за некоторый
конечный промежуток времени. Длительность ретардации (за-
держки) пика поверхности раздела, как называют этот период,
может быть приближенно рассчитана как время жизни атома
перед потенциальным барьером или определена опытным путем.
На основании этих данных можно определить допустимую дли-
тельность контакта твердой и жидкой фаз и оптимальную темпе-
ратуру сварки или пайки.
При сварке давлением (в твердом состоянии) сближение ато-
мов и активация (очистка) поверхностей достигаются в резуль-
тате совместной упругопластической деформации соединяемых
материалов в контакте, часто одновременно с дополнительным
нагревом.
Длительность стадий образования физического контакта А
и химического взаимодействия Б здесь существенно больше, чем
при сварке плавлением, и зависит от ряда факторов: физико-
химических и механических свойств соединяемых материалов,
состояния их поверхности, состава внешней среды, характера
приложения давления н других средств активации (ультразвук,
трение и т. д.).
В последнее время предложены методы приближенного рас-
чета параметров режима сварки статическим давлением, кото-
рые подтверждаются опытом. Длительность процесса образова-
ния физического контакта, заключающегося в смятии микро-
неровностей, рассчитывают по скорости ползучести. Длитель-
ность второй стадии — химического взаимодействия — оцени-
вают по уравнению Больцмана как длительность периода акти-
вации.
Расчеты основаны на представлениях о схватывании мате-
риалов в результате ползучести на контактных поверхностях
и образовании прочных химических связей в местах выхода и
перемещения вакансий, дислокаций и скоплений. Выход дислока-
ций на контактную поверхность активирует ее путем разрыва
насыщенных связей, что приводит к образованию активных
центров.
14
Однако принято считать, что при соединении металлов в твер-
дом состоянии имеет значение не только схватывание, но и спе-
кание. Спекание — комплекс диффузионных процессов, проте-
кающих во времени при повышенных температурах. Схватыва-
ние — бездиффузионное явление — объединение кристаллических
решеток, находящихся в контакте тел в результате их совмест-
ного пластического деформирования. Относительная роль схва-
тывания и спекания в разных методах соединения металлов
различна и определяется в основном температурой, временем и
давлением в контакте. Например, диффузионную сварку при
большом времени выдержки можно считать основанной на явле-
нии спекания. Во всех остальных случаях схватывание первично,
а диффузионные и рекристаллизационные процессы, если они
вообще происходят, вторичны.
ПАЙКА И СКЛЕИВАНИЕ
Пайкой обычно называют процесс соединения материалов
с помощью припоя без их расплавления. Процессы сварки и пай-
ки часто бывает трудно разграничить, например при сварке раз-
нородных металлов в сочетаниях сталь и медь, вольфрам и мо-
либден и др., когда расплавляется только один, более легко-
плавкий металл. Поэтому в дальнейшем при анализе источников
энергии целесообразно объединять сварку и пайку одним терми-
ном — сварка. Пайку можно выполнить с использованием тех же
энергетических процессов, что и сварку.
Образование непрерывной межатомной связи при пайке про-
исходит в процессе смачивания припоем поверхности соединяе-
мых деталей. Смачивание и связь твердого тела с жидкостью
может определяться электростатическими силами Ван-дер-Вааль-
са и силами химического взаимодействия.
Подобно физической адсорбции, первый тип контакта назы-
вают физическим (обратимым) смачиванием. Второй тип кон-
такта, подобно хемосорбции, называют химическим (необрати-
мым) смачиванием. Работа адгезии во втором случае в ты-
сячи раз больше, чем в первом, и составляет около 5 • 102...
...5- 103 Дж/моль.
Для осуществления химического смачивания при пайке не-
обходим нагрев деталей и припоя, а также активация в спе-
циальных средах при обработке поверхности флюсом.
Склеивание может происходить практически без введения
энергии в месте соединения благодаря силам адгезии (прили-
пания) между жидким клеем и молекулами поверхностных слоев
твердого тела, а также химическим реакциям. Способность клея
соединять изделия объясняется силами остаточного химического
сродства между находящимися на поверхности молекулами клея
и склеиваемого материала. Эти силы примерно в 10... 100 раз
меньше основных сил химической связи в простых молекулах.
15
Они, например, порождают у жидкостей явление поверхностного
натяжения, способность смачивать или не смачивать поверхно-
сти различных материалов.
В случае высокомолекулярных соединений, когда мономерная
молекула, повторяясь в полимере тысячи раз, образует макро-
молекулу, силы адгезии возрастают пропорционально росту
молекулярной массы. Эти силы, имея электрическую природу,
в значительной степени зависят от химической структуры клея и
склеиваемого материала.
Полярные группы — карбоксильные, спиртовые, амино-, эпок-
сидные и другие — значительно увеличивают адгезию клея к по-
лярным материалам. Для увеличения адгезионных сил при склеи-
вании некоторых неполярных материалов последние подвергают
термической или химической обработке в целях получения на их
поверхности некоторого количества полярных групп. Наличие или
отсутствие адгезии клея к склеиваемому материалу легко опре-
делить по смачиваемости клеем этого материала.
Для улучшения адгезии во всех случаях склеиваемая поверх-
ность подвергается тщательной очистке и обезжириванию (иног-
да искусственно повышается степень ее шероховатости).
Однако прочность клеевого соединения определяется не толь-
ко адгезией, но и когезией, т. е. силами взаимодействия между
молекулами самого клея. Силы когезии термопластических клеев
имеют ту же природу, что и силы адгезии. У клеев на основе
термореактивных связующих когезионные силы внутри клеевого
шва после его отвердевания будут усиливаться также благодаря
образованию обычных химических связей.
Таким образом, прочность клеевых соединений определяется
химическими и межмолекулярными силами притяжения элемен-
тарных частиц клея и склеиваемого материала. В начальной
стадии процесса, когда силы взаимодействия, обусловленные
смачиванием и межмолекулярным взаимодействием частиц, в
оснЪвном слабы, прочность клеевого соединения мала. Далее
при возникновении химических связей прочность увеличива-
ется.
Например, при контакте полиамидного клея со сталью возни-
кают химические соединения, где атом азота (полиамида) делит
свои два электрона с атомами железа (стали). Одновременно
между атомами кетогруппы С=О и атомом кислорода в оксиде
железа возникает дополнительная ионная связь. Таким образом,
возникает так называемое хелатное соединение. Другие клеи (на
основе толуилендиизоцианитов) при взаимодействии с атомами
кремния (стекла) образуют ковалентные связи.
Существенное отличие склеивания от большинства процессов
сварки и пайки — то, что при затвердевании клея вследствие
охлаждения, полимеризации и других физико-химических явле-
ний взаимное растворение и диффузия соединяемых материалов,
как правило, полностью отсутствуют.
1.3, Термодинамика и баланс энергии процесса сварки
ТЕРМОДИНАМИЧЕСКОЕ ОПРЕДЕЛЕНИЕ ПРОЦЕССА
СВАРКИ
Анализ физико-химических особенностей получения сварных
и паяных соединений позволяет установить наличие в зоне свар-
ки двух основных физических явлений, связанных с необратимым
изменением состояния энергии и вещества (рис. 1.4):
введения и преобразования энергии;
движения (превращения) вещества.
Вид, интенсивность и характер преобразования вводимой
энергии — вот главное, что определяет вид процесса сварки. Вве-
дение энергии — всегда необходимое условие сварки, так как без
этого невозможна активация соединяемых поверхностей. Введе-
ние вещества необходимо только при некоторых видах сварки
плавлением и пайки, причем энергия в этих случаях может вво-
диться также с расплавленным материалом.
Характер движения (переноса) вещества в зоне сварки силь-
но меняется от процесса к процессу. Движение значительно при
сварке плавлением и пайке, особенно при наличии присадочного
материала. При сварке давлением с нагревом материал в зоне
стыка испытывает незначительные превращения и существенно
только движение вещества через стык в результате диффузии.
Холодная сварка реализуется практически без движения веще-
ства, если не учитывать переползания дислокаций и выхода их
на поверхность.
Исходя из сказанного, можно дать следующее термодинами-
ческое определение процесса сварки.
Сварка — это процесс получения монолитного соединения
материалов в результате введения и термодинамического необра-
тимого преобразования энергии и вещества в месте соединения.
Склеивание, цементирование и другие соединительные про-
цессы, обеспечивающие монолитность соединения, в отличие от
сварки и пайки, как правило, не требуют введения энергии. Они
реализуются обычно в результате введения и преобразования
вещества (клея, цемента и т. д.) (рис. 1.5).
Рис. 1.4. Схема термодинамических превращений энергии и
вещества при сварке
17
Рис. 1.5. Схема получения монолитного соединения при сварке,
пайке н склеивании
Кроме самого общего, термодинамического, возможны и дру-
гие определения сварки, например сварка как технологический
процесс создания сварных конструкций или как металлургиче-
ский процесс и т. д. Однако именно энергия и пути ее преобра-
зования — доминирующие факторы, определяющие характер
процесса сварки как физико-химического явления.
Рассмотрение термодинамической структуры процессов свар-
ки позволяет подразделить их по виду введенной энергии: на
термические (Т), термомеханические (ТМ) и механические (М)
процессы.
Пользуясь первым началом термодинамики (см. гл. 6), мож-
но подсчитать изменение внутренней энергии системы соеди-
няемых элементов, теоретически необходимое для образования
монолитного соединения при данных конкретных условиях: источ-
нике энергии, материале изделий, конструкции соединения и т. д.
ТИПОВОЙ БАЛАНС ЭНЕРГИИ ПРОЦЕССА
СВАРКИ
Для количественной оценки процессов передачи и термоди-
намического преобразования энергии при разных видах сварки
необходимо наметить обобщенную схему баланса энергии. Такая
схема включает следующие основные ступени передачи энергии
(рис. 1.6): сеть питания; источник энергии для сварки или транс-
форматор энергии ТЭ\ носитель энергии — инструмент, передаю-
щий энергию от трансформатора к зоне сварки (резки или напы-
ления), и изделие — зона сварки (стык соединяемых изделий).
Здесь энергия w может быть выражена в джоулях, но удоб-
нее использовать удельную энергию s, определяемую в расчете
18
на единицу площади соедине-
ния (рис. 1.7).
Обозначение удельной энер-
гии на различных стадиях ее
преобразования в схеме балан-
са принято следующее:
Вуст— энергия, получаемая
сварочной /установкой от сети
питания; она может использо-
ваться непосредственно на
сварку есв и вспомогательные
операции евс, необходимые для
обеспечения сварки, например
на вакуумирование- Рис. 1.6. Обобщенная схема баланса
энергия ’на входе энергии сварочного процесса
трансформатора энергии ТЭ\
П\ — потери энергии в трансформаторе;
е0ЫХ или есв — энергия на выходе ТЭ, передаваемая источни-
ком инструменту, вводящему ее затем в зону сварки:
— eRX — 77 ],
ВЫЛ ВЛ * ’
77г — потери при передаче энергии изделию; е„ — энергия,
введенная в изделие:
еи=есв—/72;
Пз — потери энергии на теплопроводность в изделие; ест —
энергия, аккумулированная в зоне стыка:
еет= е„ —- (Пз + П4);
Т?4 — потери уноса (с испарившимся илн выплавленным ма-
териалом) .
Потери уноса характерны главным образом для резки, но
могут возникать и при высокоинтенсивных процессах лучевой
сварки.
Отдельные элементы в схеме передачи энергии в зависимости
Рис. 1.7. Схема выбора рабочей площади .S для расчета удельной энергии сварки
стыковых (а), нахлесточных (б) и крестообразных (в) соединений
19
от вида процесса могут существенно изменяться и даже отсут-
ствовать совсем. Например, носитель энергии (инструмент) в
термических процессах — луч, дуга или пламя, а при контактной
сварке — сам нагретый металл в зоне контакта.
К. П. Д. СВАРОЧНЫХ ПРОЦЕССОВ
Каждая ступень передачи энергии от источника к изделию
может иметь свой коэффициент полезного действия. Из теории
распространения теплоты при сварке (см. гл. 5) известны эффек-
тивный г]и и термический гр к. п. д. процесса, которые принято
выражать следующим образом:
Пи = 8и/есВ; П/=ест/еи-
Кроме того, по мере накопления данных по энергетическому анализу всех
процессов сварки в дальнейшем целесообразно ввести термодинамический к. п. д.
процесса:
Птл Сет/Ссв-
Этот к. п. д. по форме аналогичен к. п. д. процесса проплавления (например,
при дуговой сварке листов), одиако он имеет здесь более общий характер, так
как показывает отношение минимальной удельной энергии ест, необходимой в зоне
сварки для выполнения данного соединения, к требуемой энергии источника на
выходе трансформатора ТЭ. Удельная энергия ест соответствует в данном случае
изменению энергосодержания зоны стыка, отнесенному к площади получаемого
за счет энергии соединения.
Представляет интерес сравнение введенной энергии вн и энергии Вр, необхо-
димой для разрушения полученного соединения. Отношение этих показателей
будет приближенно характеризовать некоторый физический к. п. д. процесса
соединения материала:
Лф = Ср/е«.
В связи с изложенным целесообразно сравнивать по вводимой энергии все
существующие процессы сварки. Этот критерий поможет выявить общие физи-
ческие закономерности, связывающие их между собой.
1.4. Классификация процессов сварки
ПРИЗНАКИ КЛАССИФИКАЦИИ СВАРОЧНЫХ ПРОЦЕССОВ
При классификации процессов сварки целесообразно выде-
лить три основных физических признака: наличие давления, вид
вводимой энергии и вид инструмента — носителя энергии. Осталь-
ные признаки можно условно отнести к техническим или техно-
логическим (табл. 1.1). Признак классификации по наличию дав-
ления применим только к сварке и пайке. По виду вводимой в
изделие энергии все сварочные процессы, включая сварку, пайку,
резку и др., могут быть разделены на термические, термомехани-
ческие и прессово-механические способы.
Термические процессы идут без давления (сварка плавле-
нием), остальные — обычно с давлением (сварка давлением).
Термины «класс», «метод», «вид», «способ» условны, но будут
использованы в классификации, они позволяют в дальнейшем
20
Таблица 1.1. Признаки и ступени классификации процессов сварки
Наименование признака Содержание признака Ступени классификации и порядок расположения процессов
Физические Наличие давления при сварке Класс
Вид энергии, вводимой при сварке Подкласс
Вид нагрева или механи- ческого воздействия (вид инструмента) Метод
Технические Устанавливаются для каждого метода отдельно Г руппа Подгруппа Вид Разновидность
Т ехнологические То же Способ Прием
Технике-экономиче- ские Удельная энергия, необ- ходимая для соединения, удельные затраты и т. п. Устанавливается порядок в расположении методов сварки от механических к термическим процессам по увеличению е
ввести четкую систему типизации процессов сварки. Термин
«процесс» используют как независимый от классификационных
групп.
Классификация методов сварки по физическим признакам
приведена в табл. 1.2. Физические признаки—общие для всех
методов сварки. Технические признаки могут быть определены
только для отдельных методов сварки.
Энергетический анализ показывает, что все известные в на-
стоящее время процессы сварки металлов осуществляются вве-
дением только двух видов энергии — термической и механиче-
ской или их сочетания. Поэтому в группу особых процессов пока
могут быть включены только нейтронная сварка пластмасс и
(условно) склеивание, которое практически происходит без вве-
дения энергии. Сварка вакуумным схватыванием (не в отдельных
точках, а по всему стыку) возможна только при наличии сдавли-
вания, поэтому она также отнесена к механическим процессам,
хотя при сварке здесь энергия может даже выделяться, а не
вводиться извне.
Сложившийся годами термин «сварка давлением» не совсем
точен, так как давление в этих процессах — не единственное
внешнее воздействие. Однако он общеупотребителен. Давление
необходимо всегда, когда при сварке отсутствует ванна рас-
плавленного металла, и сближение атомов (их активация) дости-
21
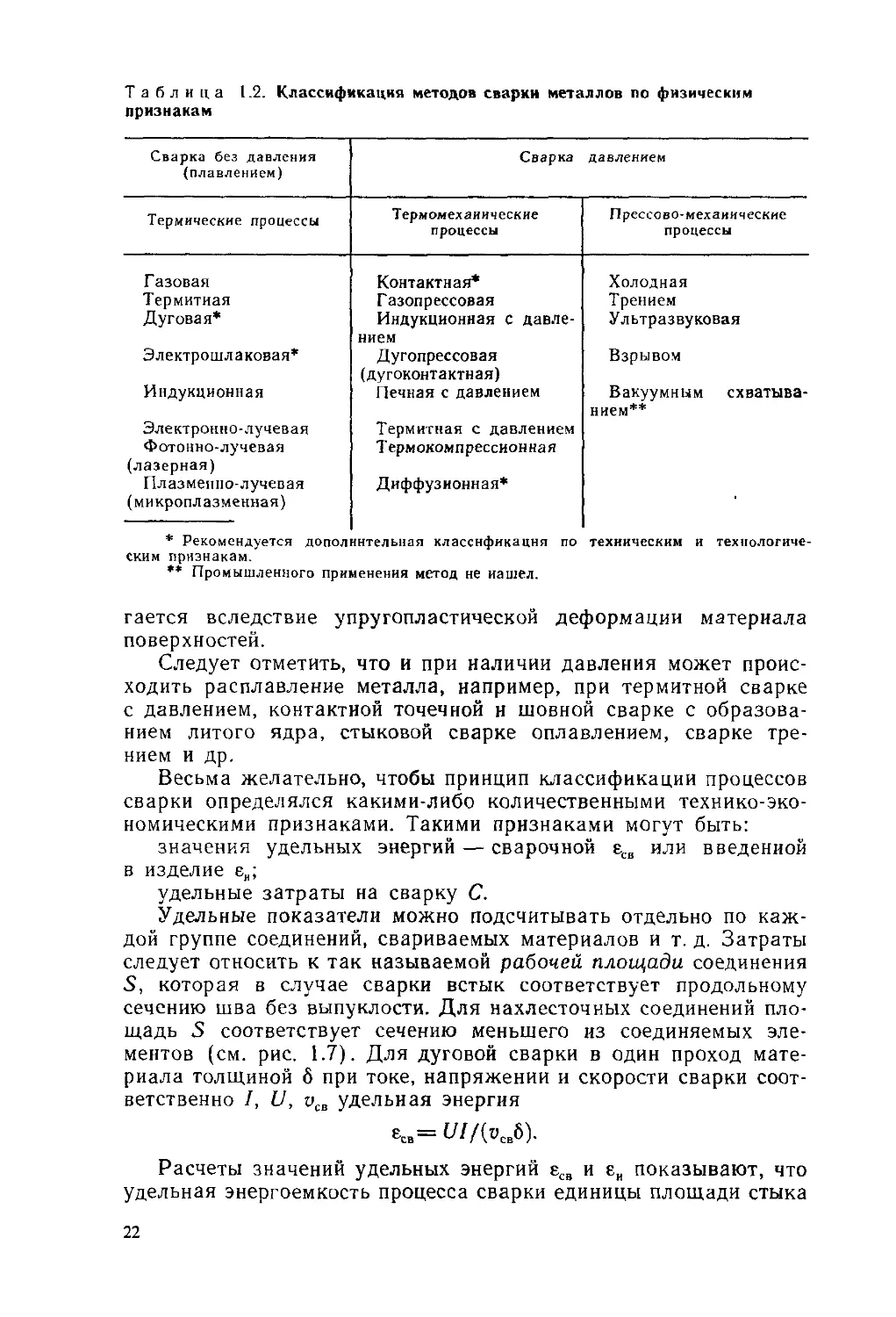
Таблица 1.2. Классификация методов сварки металлов по физическим
признакам
Сварка без давления (плавлением) Сварка давлением
Термические процессы Термомехаиические процессы Прессово-мехаиические процессы
Газовая Контактная* Холодная
Термитная Газопрессовая Трением
Дуговая* Индукционная с давле- нием Ультразвуковая
Электрошлаковая* Дугопрессовая (дугоконтактная) Взрывом
Индукционная Электронно-лучевая Фотонно-лучевая (лазерная) Плазмеппо-лучевая (микроплазменная) Печная с давлением Термитная с давлением Термокомпрессионная Диффузионная* Вакуумным схватыва- нием**
* Рекомендуется дополнительная классификация по техническим и технологиче-
ским признакам.
** Промышленного применения метод не иашел.
гается вследствие упругопластической деформации материала
поверхностей.
Следует отметить, что и при наличии давления может проис-
ходить расплавление металла, например, при термитной сварке
с давлением, контактной точечной н шовной сварке с образова-
нием литого ядра, стыковой сварке оплавлением, сварке тре-
нием и др.
Весьма желательно, чтобы принцип классификации процессов
сварки определялся какими-либо количественными технико-эко-
номическими признаками. Такими признаками могут быть:
значения удельных энергий — сварочной есв или введенной
в изделие еи;
удельные затраты на сварку С.
Удельные показатели можно подсчитывать отдельно по каж-
дой группе соединений, свариваемых материалов и т. д. Затраты
следует относить к так называемой рабочей площади соединения
S, которая в случае сварки встык соответствует продольному
сечению шва без выпуклости. Для нахлесточных соединений пло-
щадь 5 соответствует сечению меньшего из соединяемых эле-
ментов (см. рис. 1.7). Для дуговой сварки в один проход мате-
риала толщиной 6 при токе, напряжении и скорости сварки соот-
ветственно /, U, vCB удельная энергия
есв=
Расчеты значений удельных энергий есв и еи показывают, что
удельная энергоемкость процесса сварки единицы площади стыка
22
Таблица 1.3. Типовые структурные схемы преобразования энергии при сварке (потери энергии не указаны)
Термические процессы
Термомехаиические процессы
Механические процессы
Лучевые
Сварка Сварка трением:
взрывом в — вращение, о осадка
I
Дуговая сварка
Газопрес- Диффузионная в вакууме с ин- Ультра-
совая дукционная нагревом звуковая
сварка
Холодная сварка
имеет тенденцию уменьшаться при переходе от термических
к механическим процессам (см. рис. 1.9). Значение e„=sCBT]„
характеризует также количество переплавленного или разогрето-
го материала на единицу площади шва, а следовательно, объем
активной зоны сварного соединения, в которой произошли суще-
ственные изменения состояния материала, деформация соедине-
ния и т. д. Этот показатель может быть использован наряду с по-
гонной энергией q/v.
Анализ типовых структурных схем передачи энергии при раз-
ных сварочных процессах (табл. 1.3) позволяет обосновать пред-
лагаемую выше классификацию. Например, при дуговой сварке
электрическая энергия ЭЛ из сети проходит следующий путь:
трансформируется в сварочном трансформаторе или генера-
торе для получения нужных параметров тока и напряжения;
преобразуется в дуговом разряде в термическую Т, электро-
магнитную ЭМ, электрическую ЭЛ, энергию плазмы /7;
термическая энергия плазмы Пт= Ua -j-2kTn и потенциальная
энергия электронов <р преобразуются на поверхности анода изде-
лия в термическую энергию расплавленного материала свароч-
ной ванны (здесь Ua — анодное падение напряжения; k — по-
стоянная Больцмана; Т„ — температура плазмы столба дуги;
<р — работа выхода электронов для анода);
изменяет внутреннюю энергию соединения, расходуясь на
образование новых атомных связей, новых структур материала,
деформацию и нагрев изделия, и т. д.
ТЕРМИЧЕСКИЕ ПРОЦЕССЫ
Для всех термических процессов сварки, независимо от вида
носителя энергия (инструмента), в стык она вводится в конечном
итоге всегда через расплавленный материал. Энергия хаотически
движущихся частиц расплавленного материала носит в термоди-
намике название термической, чем обосновано наименование
этих процессов.
Теория термических процессов и их применение описаны
в гл. 2...3 достаточно подробно. Исключение составляют хими-
ческие процессы газовой и термитной сварки, индукционная и
электрошлаковая сварка, которые рассмотрены в соответствую-
щих технологических курсах.
Термомеханические процессы
К термомеханическим процессам относятся процессы, идущие
с введением теплоты и механической энергии сил давления при
осадке. Теплота может выделяться при протекании электриче-
ского тока, газопламенном или индукционном нагреве, введении
в зону сварки горячего инструмента и т. п. Сварка может вестись
как с плавлением металла (частичным или по всему соедине-
24
нию), так и без плавления. Эти процессы подробно описаны
в технологических курсах.
Сокращение затрат энергии благодаря рациональному выбору
источника энергии для сварки даже на несколько процентов
может дать в масштабах страны существенную экономию энер-
гии, что в свете постоянно растущего дефицита энергии на Земле
приобретает с каждым годом все большее значение.
Эффективность использования способов сварки плавлением
достигается при минимальной ширине шва, что, в свою очередь,
определяется концентрированностью источника теплоты (радиу-
сом пятна нагрева) и теплофизическими особенностями проплав-
ления. Эти особенности учитываются при определении энерго-
затрат на сварку через термический к. п. д. процесса, а получен-
ные выше минимальные оценки удельной энергии составляют
лишь часть общей энергии сварки, или ест= т]итцесв. Учет эффек-
тивного и термического к. п. д. процессов может изменить пред-
ставления о целесообразности применения того или иного спосо-
ба сварки при прочих условиях. Так, дуговая сварка с высокими
значениями эффективного к. п. д. (0,6...0,9) характеризуется низ-
кими значениями термического к. п. д. (0,15...0,25). Лазерная
сварка, характеризующаяся высокими значениями термического
к. п. д. (0,484), в термодинамическом смысле сопоставима с ду-
говыми способами, а с учетом получения высоких значений
эффективного к. п. д. — более предпочтительна.
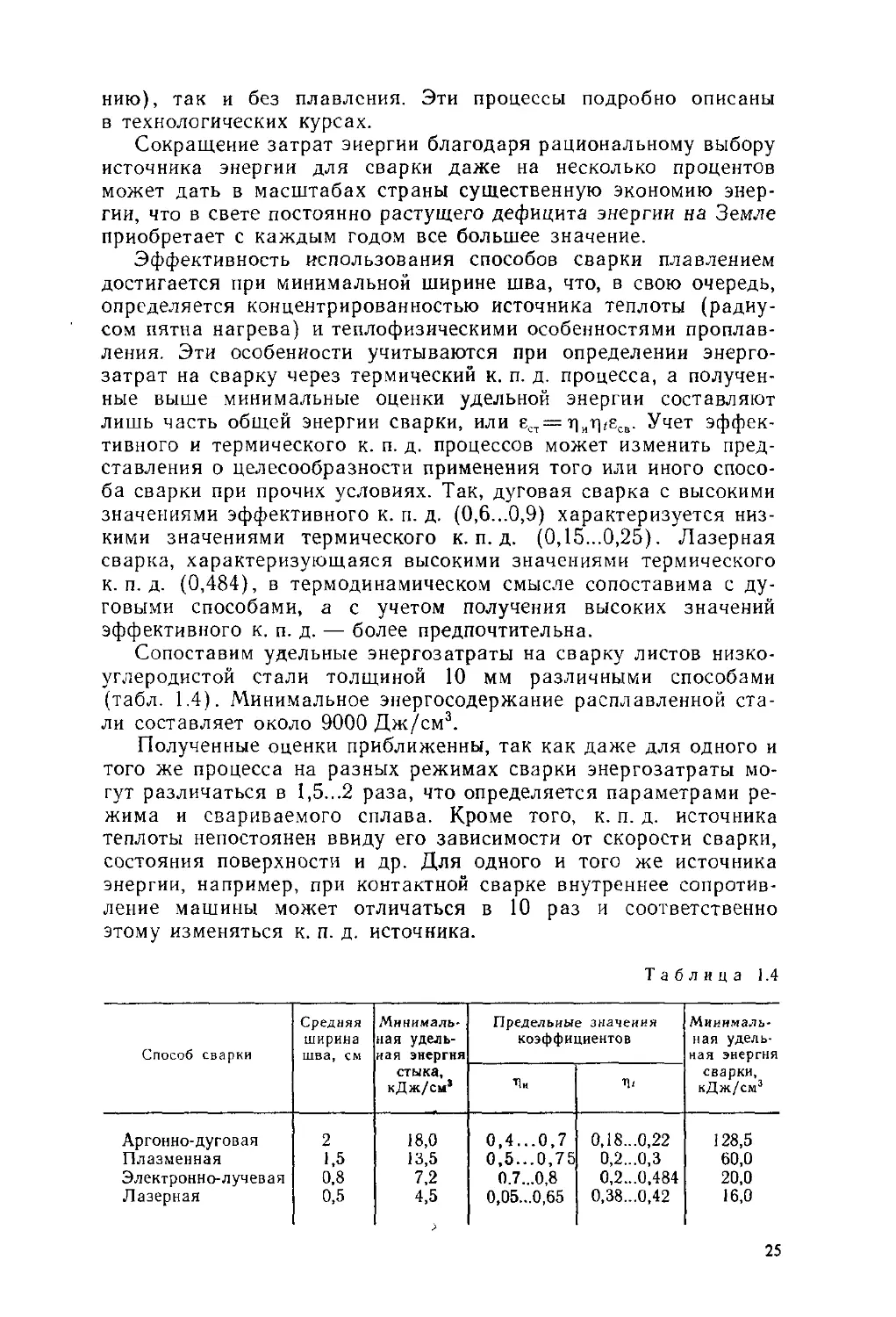
Сопоставим удельные энергозатраты на сварку листов низко-
углеродистой стали толщиной 10 мм различными способами
(табл. 1.4). Минимальное энергосодержание расплавленной ста-
ли составляет около 9000Дж/см3.
Полученные оценки приближенны, так как даже для одного и
того же процесса на разных режимах сварки энергозатраты мо-
гут различаться в 1,5...2 раза, что определяется параметрами ре-
жима и свариваемого сплава. Кроме того, к. п. д. источника
теплоты непостоянен ввиду его зависимости от скорости сварки,
состояния поверхности и др. Для одного и того же источника
энергии, например, при контактной сварке внутреннее сопротив-
ление машины может отличаться в 10 раз и соответственно
этому изменяться к. п. д. источника.
Таблица 1.4
Способ сварки Средняя ширина шва, см Минималь- ная удель- ная энергия стыка, кДж/см3 Предельные значения коэффициентов Минималь- ная удель- ная энергия сварки, кДж/см3
Аргонно-дуговая 2 18,0 0,4...0,7 0,18.. .0,22 128,5
Плазменная 1,5 13,5 0,5...0,75 0,2...0,3 60,0
Электронно-лучевая 0,8 7,2 0.7...0,8 0,2...0,484 20,0
Лазерная 0,5 4,5 0,05...0,65 0,38...0,42 16,0
25
ТРЕБОВАНИЯ К ИСТОЧНИКАМ ЭНЕРГИИ
ДЛЯ СВАРКИ
Классификация сварочных процессов показывает, что каждая
их группа может быть реализована с помощью определенного
источника энергии.
Для выполнения качественной сварки этот источник должен
отвечать требованиям технологической и конструктивной целесо-
образности применения, экономичности преобразования энер-
гии, ограничения вредных побочных эффектов при сварке
и т. п.
Источники энергии для термических процессов сварки плавле-
нием (луч, дуга, пламя и др.) должны обеспечивать концентра-
цию тепловой энергии и температуру в зоне сварки или пятне
нагрева заданных размеров, достаточные для плавления мате-
риала и провара его на требуемую глубину, но без интенсивного
испарения.
Источники энергии для термомеханических и механических
процессов сварки давлением (контактная, термопрессовая, холод-
ная и другие виды сварки) должны обеспечивать концентрацию
тепловой или механической энергии в зоне сварки, а также дав-
ление, достаточные для создания физического контакта, активации
и химического взаимодействия атомов соединяемых поверх-
ностей.
Должны также обеспечиваться физическая или физико-хими-
ческая защита зоны сварки от окружающего воздуха и другие
технологические условия, специфические для каждого метода
сварки.
ПРЕССОВО-МЕХАНИЧЕСКИЕ ПРОЦЕССЫ
В основе всех прессово-механических процессов лежит плас-
тическая деформация, создаваемая тем или иным способом в зо-
не сварного соединения.
Для пластичных материалов возможна деформация в холод-
ном состоянии (холодная сварка), при увеличении свариваемых
сечений и повышении прочности свариваемого материала (сталь)
для уменьшения усилий деформирования и повышения пластич-
ности материала его предварительно подогревают (кузнечная
сварка).
В ряде случаев нагрев свариваемых изделий осуществляется
в результате преобразования первичной механической энергии
в тепловую (сварка трением, ультразвуковая сварка).
Давление в прессово-механических сварочных процессах мо-
жет осуществляться как при помощи мощных пневмогидравли-
ческих устройств, так и за счет энергии взрыва (сварка взры-
вом) .
26
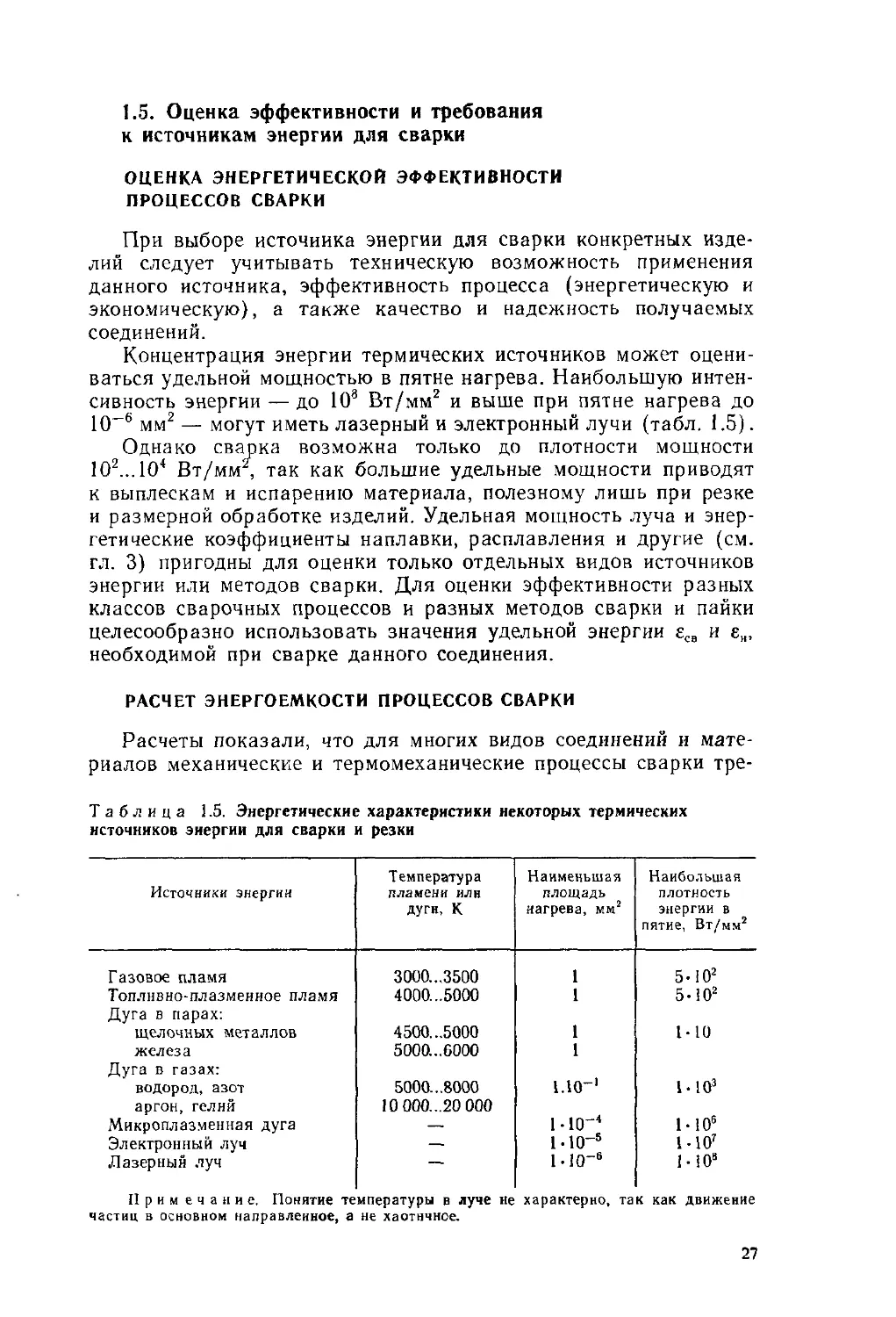
1.5. Оценка эффективности и требования
к источникам энергии для сварки
ОЦЕНКА ЭНЕРГЕТИЧЕСКОЙ ЭФФЕКТИВНОСТИ
ПРОЦЕССОВ СВАРКИ
При выборе источника энергии для сварки конкретных изде-
лий следует учитывать техническую возможность применения
данного источника, эффективность процесса (энергетическую и
экономическую), а также качество и надежность получаемых
соединений.
Концентрация энергии термических источников может оцени-
ваться удельной мощностью в пятне нагрева. Наибольшую интен-
сивность энергии — до 103 Вт/мм2 и выше при пятне нагрева до
10-6 мм2 — могут иметь лазерный и электронный лучи (табл. 1.5).
Однако сварка возможна только до плотности мощности
1О2...1О4 Вт/мм , так как большие удельные мощности приводят
к выплескам и испарению материала, полезному лишь при резке
и размерной обработке изделий. Удельная мощность луча и энер-
гетические коэффициенты наплавки, расплавления и другие (см.
гл. 3) пригодны для оценки только отдельных видов источников
энергии или методов сварки. Для оценки эффективности разных
классов сварочных процессов и разных методов сварки и пайки
целесообразно использовать значения удельной энергии £св и е„,
необходимой при сварке данного соединения.
РАСЧЕТ ЭНЕРГОЕМКОСТИ ПРОЦЕССОВ СВАРКИ
Расчеты показали, что для многих видов соединений и мате-
риалов механические и термомеханические процессы сварки тре-
Та блица 1.5. Энергетические характеристики некоторых термических
источников энергии для сварки и резки
Источники энергии Температура пламени или дуги, К Наименьшая площадь нагрева, мм2 Наибольшая плотность энергии в пятие, Вт/мм2
Газовое пламя 3000...3500 1 5-Ю2
Топливно-плазменное пламя 4000. ..5000 1 5-102
Дуга в парах:
щелочных металлов 4500...5000 1 1-10
железа 5000...6000 1
Дуга в газах:
водород, азот 5000...8000 1.10-' 1-103
аргон, гелий 10 000...20 000
Микроплазменная дуга —. 1•10“4 1 • 106
Электронный луч — 1•10~s 1-107
Лазерный луч — 1-10-® 1-10'
Прим е ч а н и е. Понятие те мпературы в луче не характерно, та к как движение
частиц в основном направленное, а не хаотичное.
27
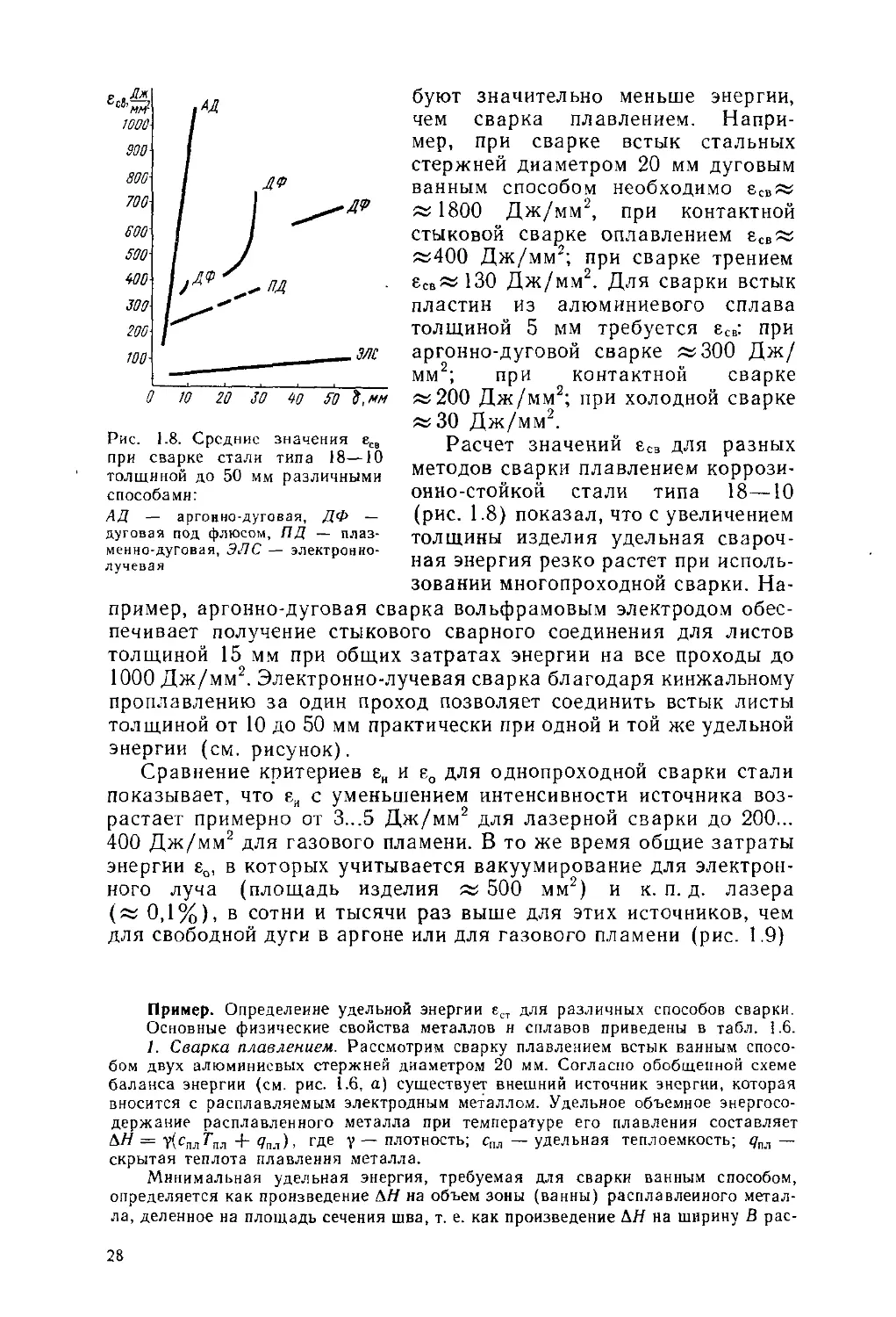
Рис. 1.8. Средние значения есв
при сварке стали типа 18—10
толщиной до 50 мм различными
способами:
АД — аргонно-дуговая, ДФ —
дуговая под флюсом, ПД — плаз-
менно-дуговая, ЭЛС — электронно-
лучевая
буют значительно меньше энергии,
чем сварка плавлением. Напри-
мер, при сварке встык стальных
стержней диаметром 20 мм дуговым
ванным способом необходимо есв«
« 1800 Дж/мм2, при контактной
стыковой сварке оплавлением есв«
«400 Дж/мм2; при сварке трением
есо« 130 Дж/мм2. Для сварки встык
пластин из алюминиевого сплава
толщиной 5 мм требуется есв: при
аргонно-дуговой сварке «300 Дж/
мм2; при контактной сварке
«200 Дж/мм2; при холодной сварке
«30 Дж/мм2.
Расчет значений есв для разных
методов сварки плавлением коррози-
онно-стойкой стали типа 18—10
(рис. 1.8) показал,что с увеличением
толщины изделия удельная свароч-
ная энергия резко растет при исполь-
зовании многопроходной сварки. На-
пример, аргонно-дуговая сварка вольфрамовым электродом обес-
печивает получение стыкового сварного соединения для листов
толщиной 15 мм при общих затратах энергии на все проходы до
1000 Дж/мм2. Электронно-лучевая сварка благодаря кинжальному
проплавлению за один проход позволяет соединить встык листы
толщиной от 10 до 50 мм практически при одной и той же удельной
энергии (см. рисунок).
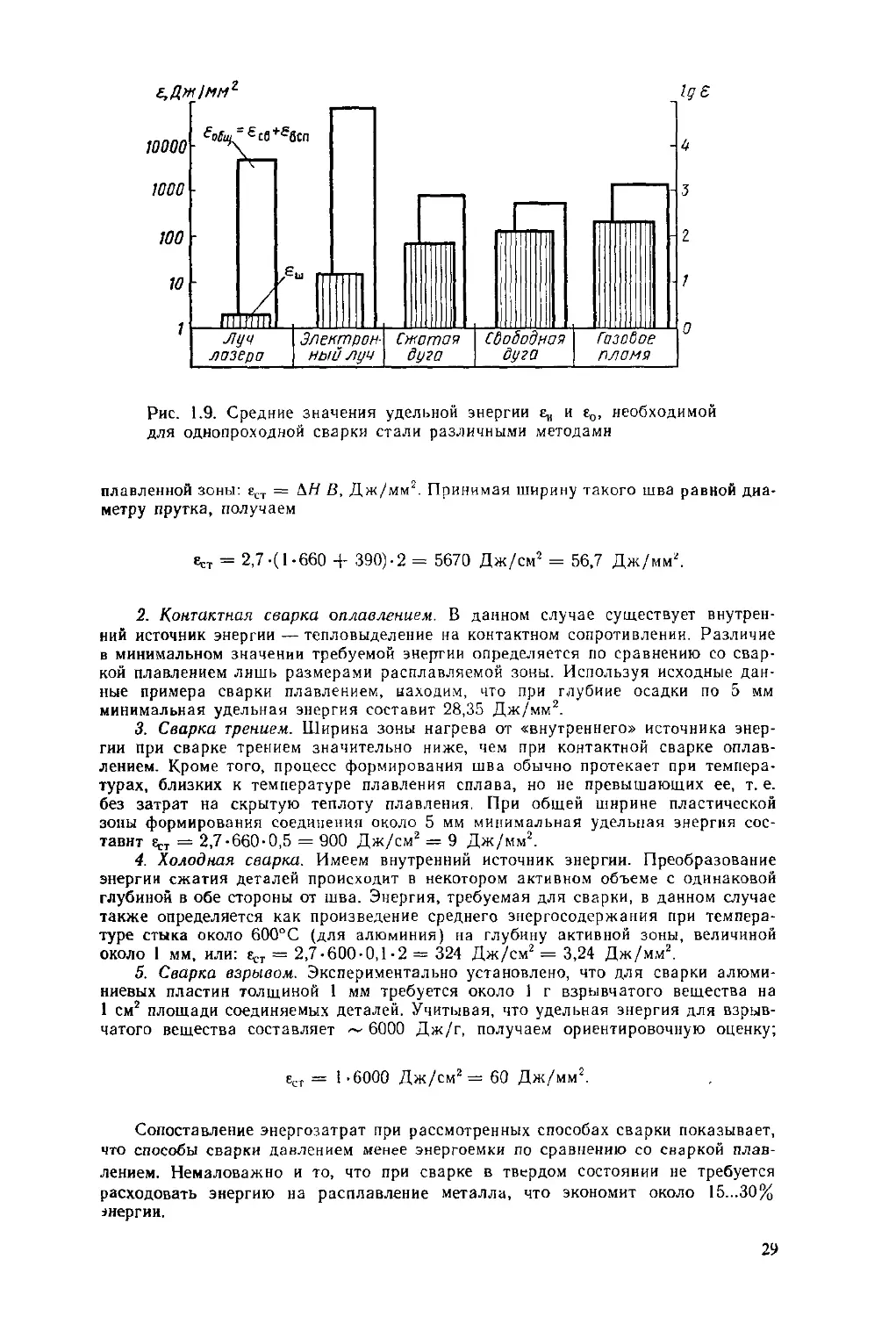
Сравнение критериев еи и е0 для однопроходной сварки стали
показывает, что еи с уменьшением интенсивности источника воз-
растает примерно от 3...5 Дж/мм2 для лазерной сварки до 200...
400 Дж/мм2 для газового пламени. В то же время общие затраты
энергии ео, в которых учитывается вакуумирование для электрон-
ного луча (площадь изделия « 500 мм2) и к. п. д. лазера
(«0,1%), в сотни и тысячи раз выше для этих источников, чем
для свободной дуги в аргоне или для газового пламени (рис. 1.9)
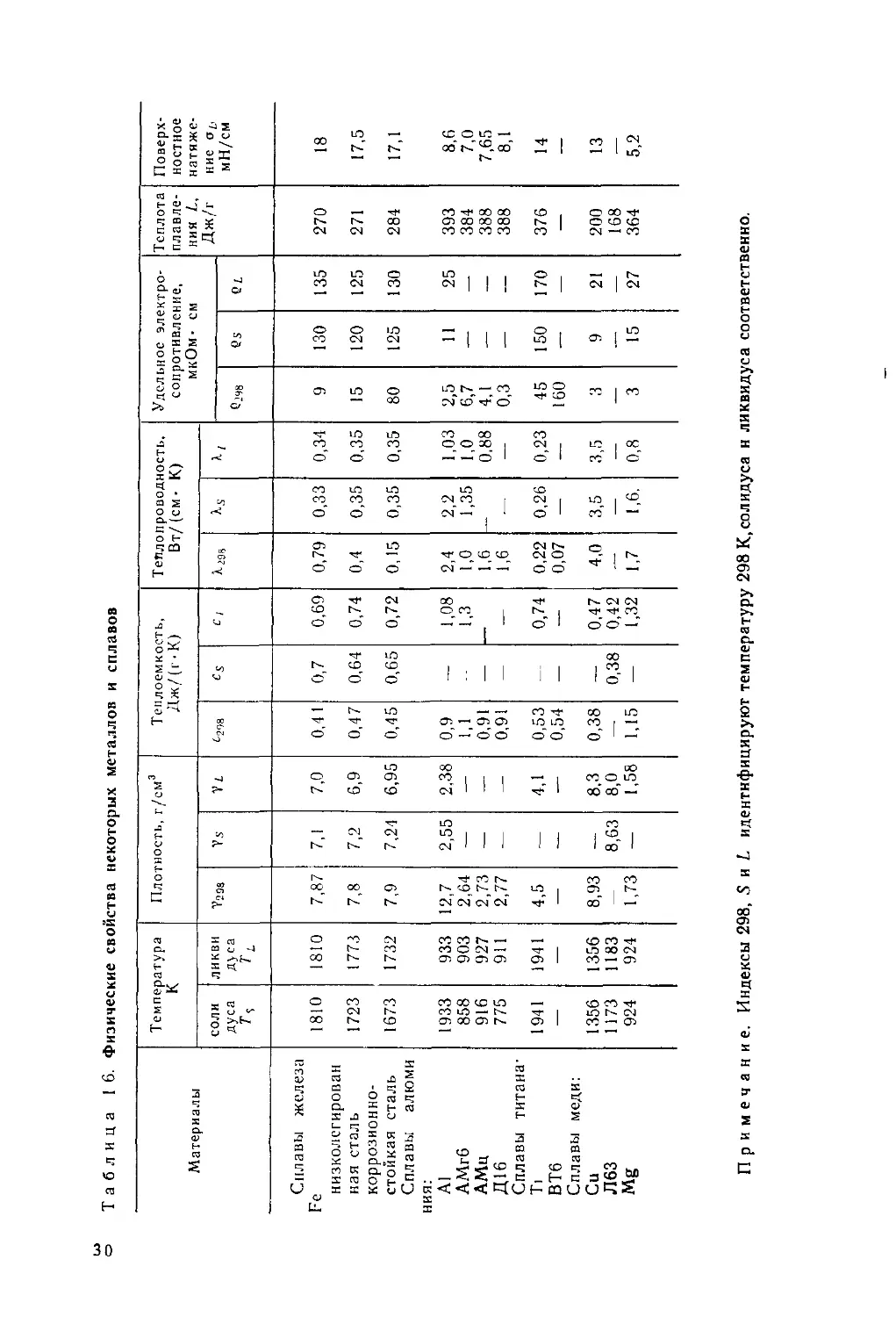
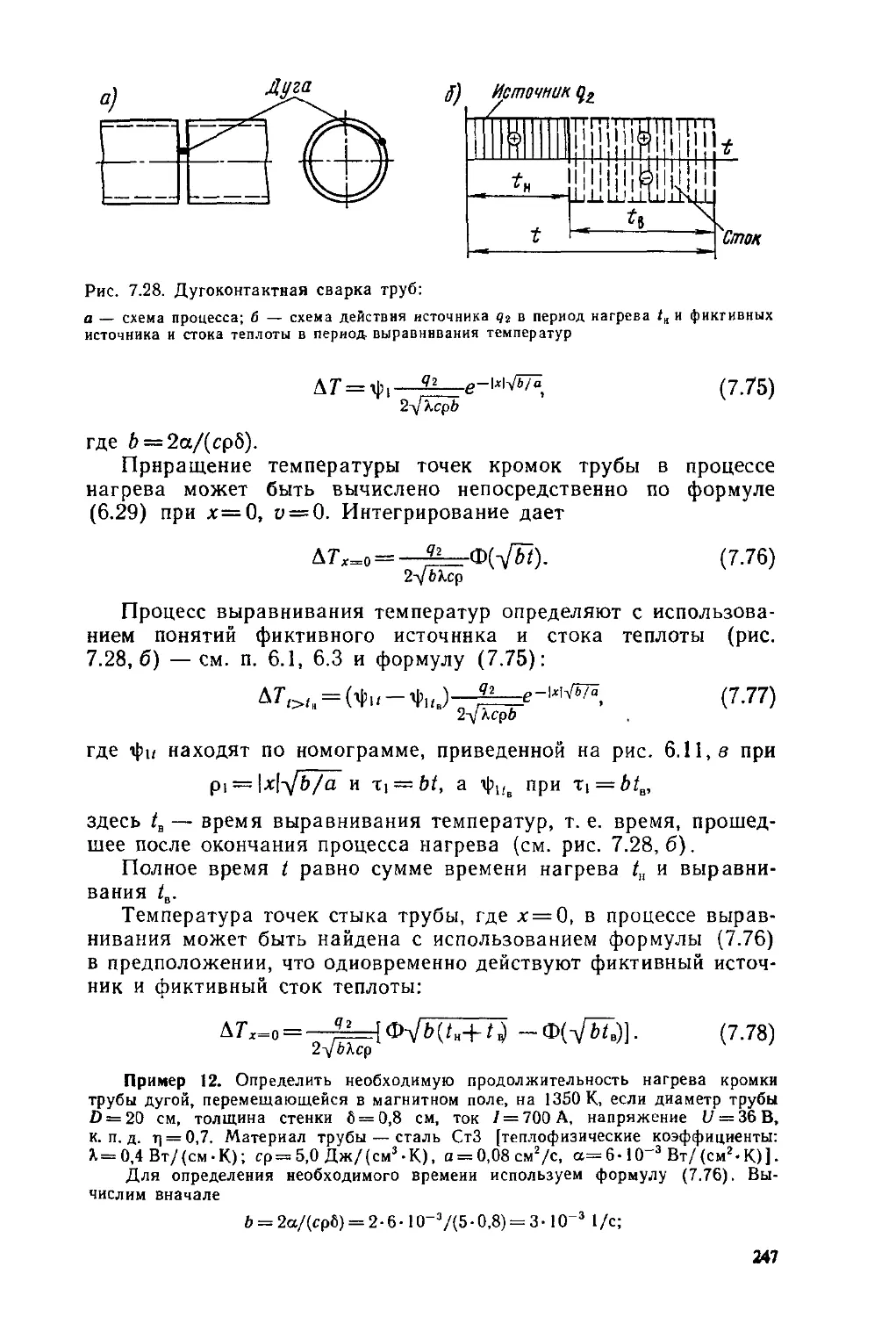
Пример. Определение удельной энергии ест для различных способов сварки.
Основные физические свойства металлов и сплавов приведены в табл. 1.6.
1. Сварка плавлением. Рассмотрим сварку плавлением встык ванным спосо-
бом двух алюминиевых стержней диаметром 20 мм. Согласно обобщенной схеме
баланса энергии (см. рис. 1.6, а) существует внешний источник энергии, которая
вносится с расплавляемым электродным металлом. Удельное объемное энергосо-
держание расплавленного металла при температуре его плавления составляет
А// = у(сплГпл + <?„л), где у—плотность; спл —удельная теплоемкость; рпл —
скрытая теплота плавления металла.
Минимальная удельная энергия, требуемая для сварки ванным способом,
определяется как произведение А// на объем зоны (ванны) расплавленного метал-
ла, деленное на площадь сечения шва, т. е. как произведение А/f на ширину В рас-
28
Рис. 1.9. Средние значения удельной энергии е,, и ео, необходимой
для однопроходной сварки стали различными методами
плавленной зоны: ест = \Н В, Дж/мм2. Принимая ширину такого шва равной диа-
метру прутка, получаем
е„ = 2,7-(1-660 + 390).2 = 5670 Дж/см2 = 56,7 Дж/мм2.
2. Контактная сварка оплавлением. В данном случае существует внутрен-
ний источник энергии — тепловыделение на контактном сопротивлении. Различие
в минимальном значении требуемой энергии определяется по сравнению со свар-
кой плавлением лишь размерами расплавляемой зоны. Используя исходные дан-
ные примера сварки плавлением, находим, что при глубине осадки по 5 мм
минимальная удельная энергия составит 28,35 Дж/мм2.
3. Сварка трением. Ширина зоны нагрева от «внутреннего» источника энер-
гии при сварке трением значительно ниже, чем при контактной сварке оплав-
лением. Кроме того, процесс формирования шва обычно протекает при темпера-
турах, близких к температуре плавления сплава, но не превышающих ее, т. е.
без затрат на скрытую теплоту плавления. При общей ширине пластической
зоны формирования соединения около 5 мм минимальная удельная энергия сос-
тавит = 2,7-660-0,5 = 900 Дж/см2 = 9 Дж/мм2.
4. Холодная сварка. Имеем внутренний источник энергии. Преобразование
энергии сжатия деталей происходит в некотором активном объеме с одинаковой
глубиной в обе стороны от шва. Энергия, требуемая для сварки, в данном случае
также определяется как произведение среднего энергосодержания при темпера-
туре стыка около 600°С (для алюминия) на глубину активной зоны, величиной
около 1 мм, или: = 2,7-600-0,1-2 = 324 Дж/см2 = 3,24 Дж/мм2.
5. Сварка взрывом. Экспериментально установлено, что для сварки алюми-
ниевых пластин толщиной 1 мм требуется около 1 г взрывчатого вещества на
1 см2 площади соединяемых деталей. Учитывая, что удельная энергия для взрыв-
чатого вещества составляет ~ 6000 Дж/г, получаем ориентировочную оценку;
eCI = 1 -6000 Дж/см2 = 60 Дж/мм2.
Сопоставление энергозатрат при рассмотренных способах сварки показывает,
что способы сварки давлением менее энергоемки по сравнению со сваркой плав-
лением. Немаловажно и то, что при сварке в твердом состоянии не требуется
расходовать энергию на расплавление металла, что экономит около 15...30%
энергии.
29
Таблица 16. Физические свойства некоторых металлов и сплавов
Материалы Температура К Плотность, г/см3 Теплоемкость, Дж/(г-К) Теплопроводность, Вт/(см- К) Удельное электро- сопротивление, мкОм- см Теплота плавле- ния L, Дж/г Поверх- ностное натяже- ние <jL, мН/см
соли дуса T's л И К В И дуса П T29S Vs 6298 cs С/ ^298 >•/
$298 es Ql
Сплавы железа Fe 1810 1810 7,87 7,1 7,0 0,41 0,7 0,69 0,79 0,33 0,34 9 130 135 270 18
низколегирован ная сталь 1723 1773 7,8 7,2 6,9 0,47 0,64 0,74 0,4 0,35 0,35 15 120 125 271 17,5
коррозионно- стойкая сталь 1673 1732 7,9 7,24 6,95 0,45 0,65 0,72 0,15 0,35 0,35 80 125 130 284 17,1
Сплавы алюми ния: AI 1933 933 12,7 2,55 2,38 0,9 1,08 2,4 2,2 1,03 2,5 11 25 393 8,6
АМгб 858 903 2,64 — — 1,1 1,3 1,0 1,35 1,0 6,7 -— 384 7,0
АМц 916 927 2,73 — — 0,91 — — 1,6 — 0,88 4,1 388 7,65
Д16 775 911 2,77 — — 0,91 — — 1,6 .— 0,3 388 8,1
Сплавы титана- Ti 1941 1941 4,5 4,1 0,53 0,74 0,22 0,26 0,23 45 150 170 376 14
ВТ6 — — — -— — 0,54 — — 0,07 160 ,—
Сплавы меди: Си 1356 1356 8,93 . 8,3 0,38 0,47 4,0 3,5 3,5 3 9 21 200 13
Л63 1173 1183 — 8,63 8,0 — 0,38 0,42 — — 168
Mg 924 924 1,73 — 1,58 1,15 — 1,32 1,7 1,6. 0,8 3 15 27 364 5,2
Примечание. Индексы 298, S и L идентифицируют температуру 298 К, солидуса и ликвидуса соответственно.
Глава 2.
ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ
В ДУГОВОМ РАЗРЯДЕ
2.1. Проводимость твердых тел, жидкостей
и газов
виды ПРОВОДИМОСТИ
Электрическим током принято называть упорядоченное дви-
жение электрически заряженных частиц. В зависимости от сос-
тояния и состава вещества его электрическая проводимость мо-
жет быть электронной (в металлах), электронно-дырочной (в
полупроводниках), электронно-ионной (в газах) и ионной (в
электролитах).
Внутренняя энергия системы есть сумма всей кинетической
и потенциальной энергии частиц. Жидкостям и аморфным телам
свойствен лишь ближний порядок, а газы имеют беспорядочное
расположение частиц при максимальной внутренней энергии сис-
темы. Состояние вещества зависит от температуры Т и значения
сил межмолекулярного взаимодействия. Энергия теплового дви-
жения или так называемая энергетическая температура частиц
равна kT. При высоких температурах значение kT превосходит
энергию взаимодействия молекул и вещество может быть только
газом. Напротив, в кристалле частицы связаны сильно и энергия
взаимодействия много больше kT.
Здесь
k — 1/11 600 эВ/K = 1,38-10~23 Дж/К — постоянная Больцмана.
Уровни энергии, которыми может обладать электрон в крис-
талле, определяются принципом Паули, который гласит, что
в атоме в одном из любых квантовых состояний может находить-
ся не более двух электронов (с противоположными спинами).
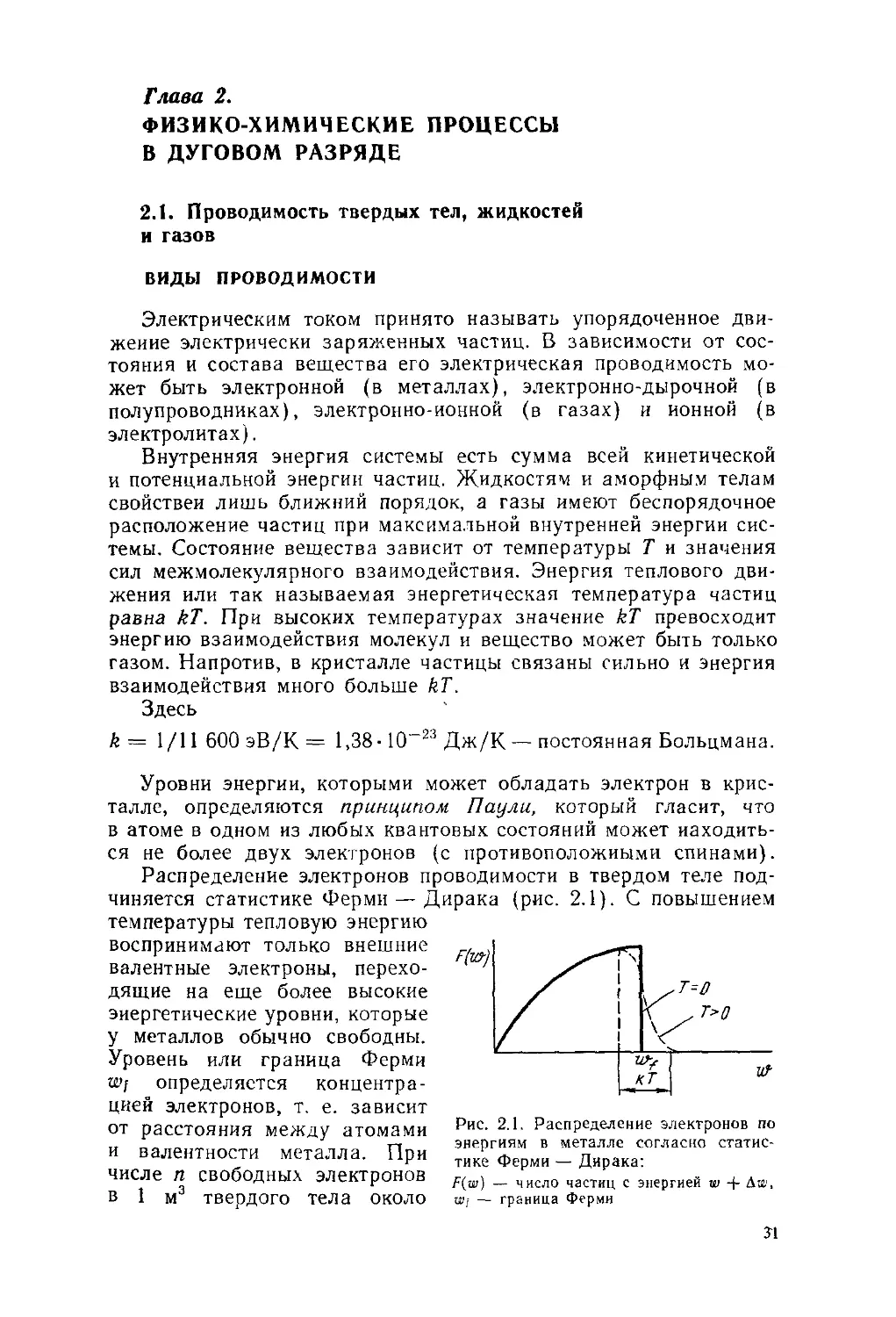
Распределение электронов проводимости в твердом теле под-
чиняется статистике Ферми — Дирака (рис. 2.1). С повышением
температуры тепловую энергию
воспринимают только внешние
валентные электроны, перехо-
дящие на еще более высокие
энергетические уровни, которые
у металлов обычно свободны.
Уровень или граница Ферми
о.’; определяется концентра-
цией электронов, т. е. зависит
от расстояния между атомами
и валентности металла. При
числе п свободных электронов
в 1 м3 твердого тела около
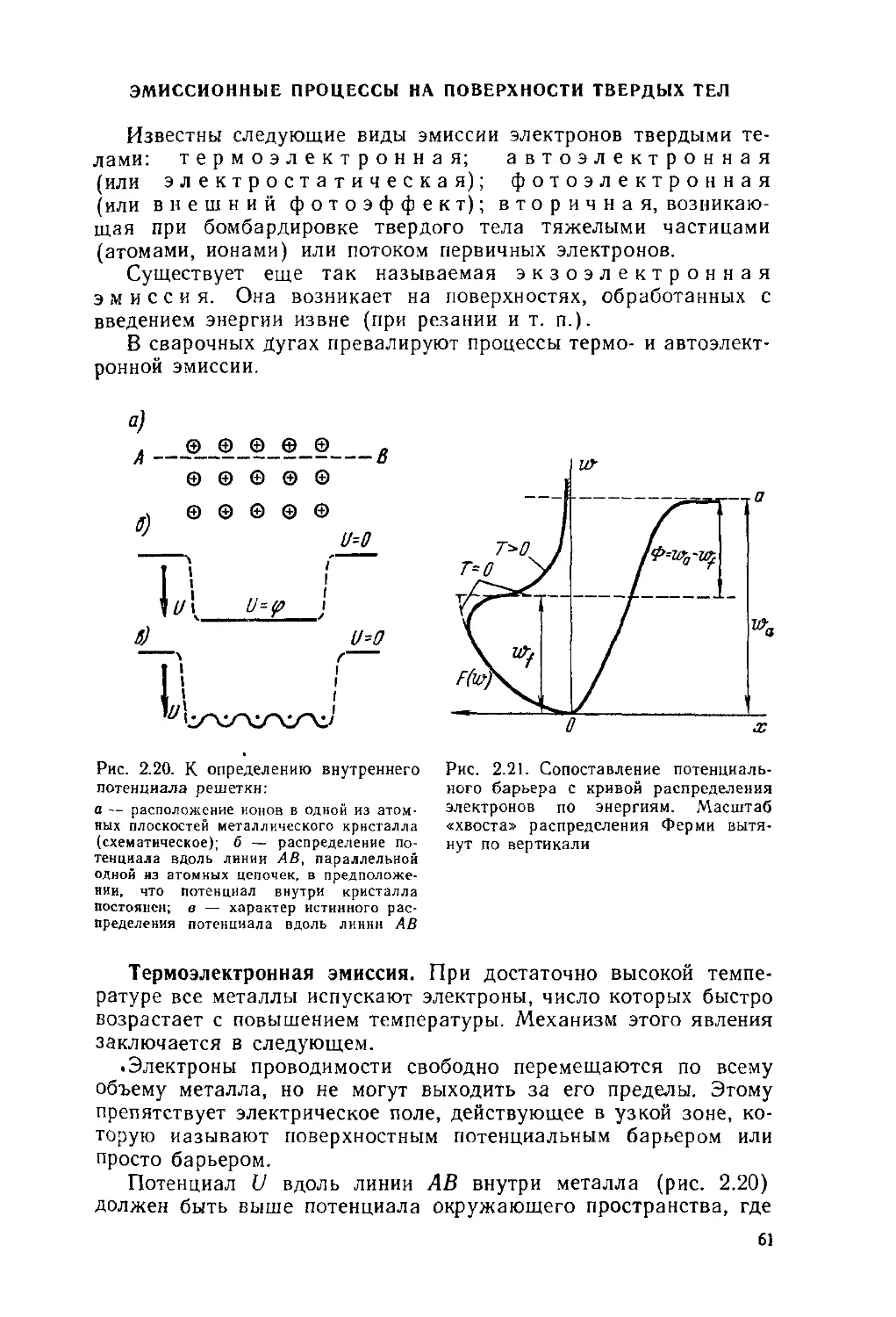
Рис. 2.1. Распределение электронов по
энергиям в металле согласно статис-
тике Ферми — Дирака:
F(w) — число частиц с энергией w 4- Дх1,
w; — граница Ферми
31
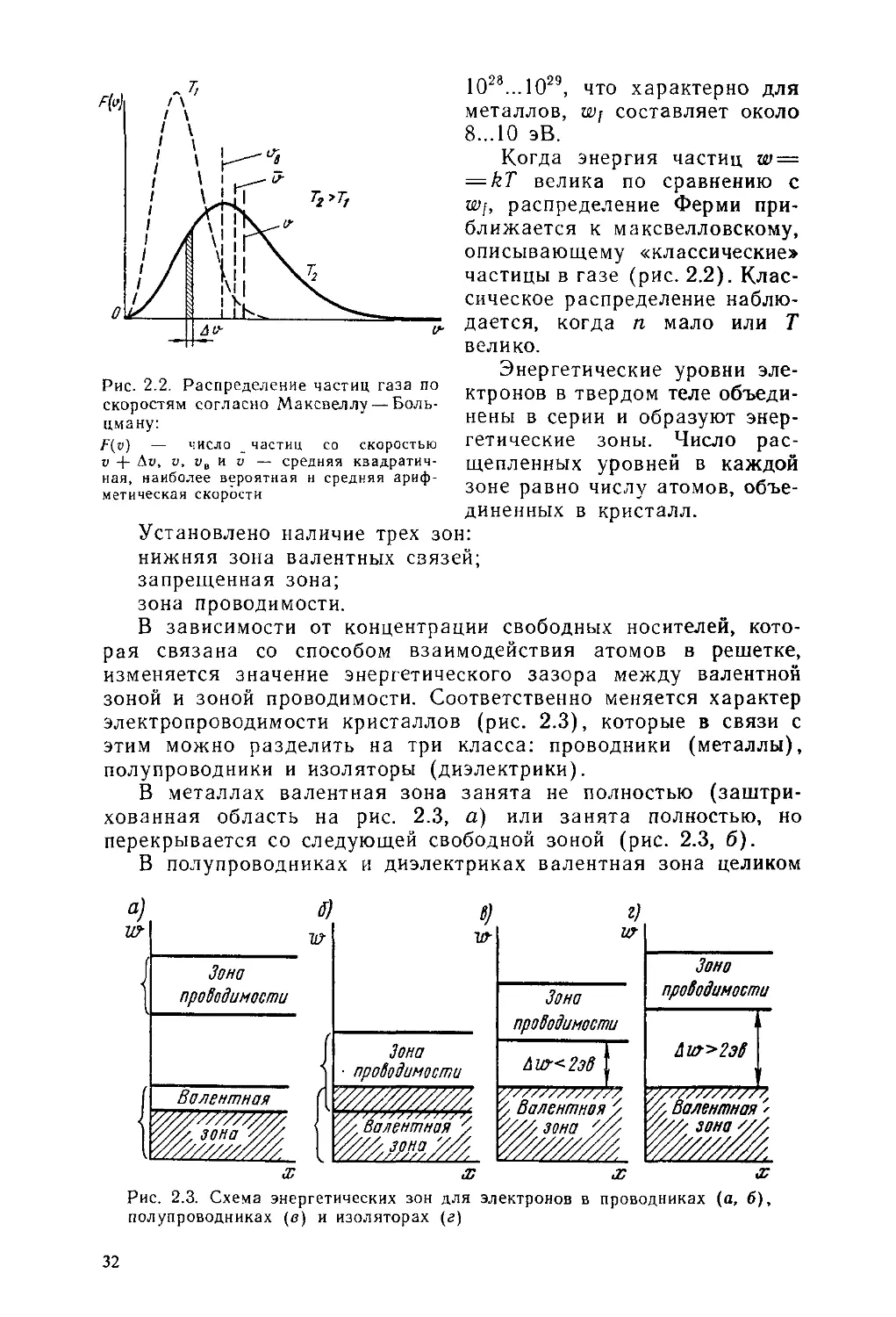
Рис. 2.2. Распределение частиц газа по
скоростям согласно Максвеллу — Боль-
цману:
F(v) — число частиц со скоростью
v 4- Ди, и, vB и v — средняя квадратич-
ная, наиболее вероятная н средняя ариф-
метическая скорости
Установлено наличие трех з
нижняя зона валентных свя
1О2а...1О29, что характерно для
металлов, Wf составляет около
8...10 эВ.
Когда энергия частиц w=
= kT велика по сравнению с
W;, распределение Ферми при-
ближается к максвелловскому,
описывающему «классические»
частицы в газе (рис. 2.2). Клас-
сическое распределение наблю-
дается, когда п мало или Т
велико.
Энергетические уровни эле-
ктронов в твердом теле объеди-
нены в серии и образуют энер-
гетические зоны. Число рас-
щепленных уровней в каждой
зоне равно числу атомов, объе-
диненных в кристалл.
запрещенная зона;
зона проводимости.
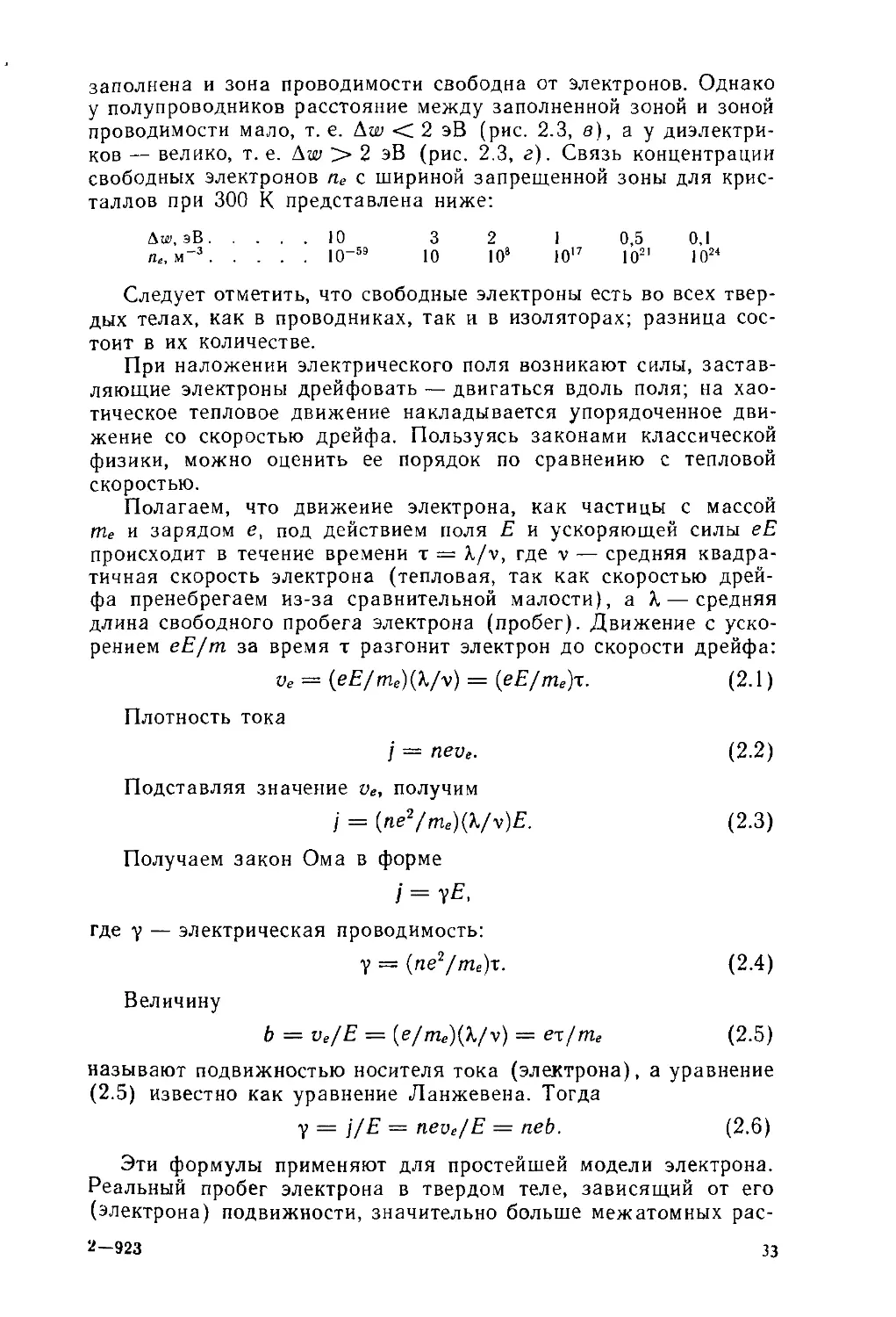
В зависимости от концентрации свободных носителей, кото-
рая связана со способом взаимодействия атомов в решетке,
изменяется значение энергетического зазора между валентной
зоной и зоной проводимости. Соответственно меняется характер
электропроводимости кристаллов (рис. 2.3), которые в связи с
этим можно разделить на три класса: проводники (металлы),
полупроводники и изоляторы (диэлектрики).
В металлах валентная зона занята не полностью (заштри-
хованная область на рис. 2.3, а) или занята полностью, но
перекрывается со следующей свободной зоной (рис. 2.3, б).
В полупроводниках и диэлектриках валентная зона целиком
Зоне
проводимости
Рис. 2.3. Схема энергетических зон для электронов в проводниках (а, б),
полупроводниках (в) и изоляторах (г)
&ю>2эб
32
заполнена и зона проводимости свободна от электронов. Однако
у полупроводников расстояние между заполненной зоной и зоной
проводимости мало, т. е. Дш < 2 эВ (рис. 2.3, в), а у диэлектри-
ков — велико, т. е. Дау > 2 эВ (рис. 2.3, г). Связь концентрации
свободных электронов пе с шириной запрещенной зоны для крис-
таллов при 300 К представлена ниже:
Дш, эВ.............10 3 2 1 0,5 0,1
Пе, м~3............10“59 10 10s 1017 IO2' 1024
Следует отметить, что свободные электроны есть во всех твер-
дых телах, как в проводниках, так и в изоляторах; разница сос-
тоит в их количестве.
При наложении электрического поля возникают силы, застав-
ляющие электроны дрейфовать — двигаться вдоль поля; на хао-
тическое тепловое движение накладывается упорядоченное дви-
жение со скоростью дрейфа. Пользуясь законами классической
физики, можно оценить ее порядок по сравнению с тепловой
скоростью.
Полагаем, что движение электрона, как частицы с массой
те и зарядом е, под действием поля Е и ускоряющей силы еЕ
происходит в течение времени т = X/v, где v — средняя квадра-
тичная скорость электрона (тепловая, так как скоростью дрей-
фа пренебрегаем из-за сравнительной малости), а X—средняя
длина свободного пробега электрона (пробег). Движение с уско-
рением еЕ/m за время т разгонит электрон до скорости дрейфа:
ve — (eE/me)(k/v) = (еЕ/т^г. (2.1)
Плотность тока
/ = neve. (2.2)
Подставляя значение ve, получим
I = (ne2/me)(X/v)£. (2.3)
Получаем закон Ома в форме
/ =
где у — электрическая проводимость:
у = (гге2/тс)т. (2.4)
Величину
b = ve/E - (e/mc)(X/v) — ех/т-г (2.5)
называют подвижностью носителя тока (электрона), а уравнение
(2.5) известно как уравнение Ланжевена. Тогда
у = j/E = neve/E = neb. (2.6)
Эти формулы применяют для простейшей модели электрона.
Реальный пробег электрона в твердом теле, зависящий от его
(электрона) подвижности, значительно больше межатомных рас-
2-923 33
стояний и составляет десятки (а при низких температурах даже
сотни) нанометров, что объяснимо только с учетом волновых
свойств электрона.
ПРОВОДНИКИ
Из формул (2.3) и (2.6) видно, что электрическая проводи-
мость прямо пропорциональна числу свободных электронов п,
пробегу X и обратно пропорциональна скорости v, которые могут
меняться от вещества к веществу. Пробег электрона ограничен
тепловыми колебаниями атомов и наличием у кристалла различ-
ного рода дефектов.
Рост температуры металла ведет к увеличению тепловой ско-
рости электрона, а увеличение амплитуды колебаний ионов
в узлах решетки уменьшает пробег к электрона, поэтому у метал-
лов с увеличением температуры и пластической деформации про-
водимость уменьшается.
Число заряженных частиц в металле не зависит от силы тока,
поэтому проводимость (и сопротивление) металла при данной
температуре постоянна. Закон Ома и падение потенциала имеют
линейную форму.
ПОЛУПРОВОДНИКИ
Рис. 2.4. Отклонение носите-
лей тока в твердом теле
магнитным полем (эфсрект
Холл а)
В полупроводниках при повышении температуры электроны
могут переходить из нижней зоны (валентной) через зазор в
верхнюю зону (проводимости). Таким образом, полупроводники,
в отличие от металлов, при высоких температурах резко увели-
чивают проводимость, а при низких — приближаются к изоля-
торам. Перенос зарядов может быть электронным и дырочным.
Введение примесей в полупроводники может уменьшить зазор
до 0,05 эВ. Это происходит, например, при добавках в кристаллы
четырехвалентных кремния или герма-
ния, пятивалентных мышьяка или сурь-
мы, которые являются «донорами»
свободных электронов, обеспечиваю-
щих электронную негативную /г-прово-
димость. Наоборот, с добавкой «акцеп-
торов» — трехвалентных индия или гал-
лия — полупроводник приобретает
дырочную, позитивную р-проводи-
мость.
Знак носителей тока и их относи-
тельное число в твердом теле можно
обнаружить с помощью эффекта Хол-
ла. Если вдоль пластинки, помещенной
поперек магнитных силовых линий В
(рис. 2.4), идет ток У, то на заряжен-
ную частицу е, движущуюся со ско-
34
ростью v, будет действовать сила Лоренца F в направлении, пер-
пендикулярном полю и току. Иными словами, в этом направлении
возникает электрическое поле напряженностью Ex=vB, а между
гранями пластины — разность потенциалов V=vBd. Ее направ-
ление и значение определяются знаком и числом носителей
заряда.
ЭЛЕКТРОЛИТЫ
Жидкости-электролиты представляют собой растворы каких-
либо веществ в воде, либо расплавы солей сульфидов, окислов
и т. п. Ионы, находившиеся ранее в узлах кристаллической ре-
шетки, в электролите приобретают большую подвижность и могут
служить носителями тока. Проводимость электролита зависит от
природы, концентрации и коэффициента активности ионов. Все
эти параметры сильно зависят от температуры электролита.
В растворе ионы обычно менее активны из-за сольватирования
их молекулами растворителя, что видно из приведенных ниже
данных В. В. Фролова о числе ионов п, и удельной проводимости
у в насыщенном растворе (числитель) и в расплаве NaCl (зна-
менатель) :
n„ 1 м3 .......... 0,6- 1028 /3- 102а
Y ................ 20/360
Проводимость электролитов подчиняется закону Ома в широ-
ких пределах благодаря перераспределению скоростей и энергии
ионов. Однако в связи с тем что у поверхности электродов,
находящихся в электролите, происходит разрядка ионов, в этих
зонах нарушается линейность в падении потенциала и создается
повышенное напряжение — анодное и катодное.
ГАЗЫ
Молекулы газа нейтральны, поэтому газ обычно — хороший
изолятор и может проводить электрический ток лишь при усло-
вии, что в него вводятся извне или генерируются внутри заря-
женные частицы. Приложив, например, достаточно сильное элек-
трическое поле, можно вызвать нарушение изолирующих свойств
газа (пробой) и ионизацию его, вследствие чего он сможет про-
пускать значительные токи.
У большинства газов в проводящем состоянии носителями за-
рядов служат электроны и положительные ионы, хотя в некото-
рых случаях эту роль выполняют и отрицательные ионы.
Предположим, что в 1 м3 газа имеется пе и nt электронов и
ионов (однозарядных, положительных), несущих заряды —ей
+е соответственно. Под действием напряженностью Е воз-
никают силы еЕ и частицы движутся вдоль поля со средними
скоростями дрейфа ve и и,. Перенос зарядов в направлении Е
соответствует плотности тока
/ = neeve + ntevt.
2*
35
В связи с тем что масса иона т, на 3...4 порядка больше, под-
вижность иона обычно соответственно меньше, поэтому прибли-
женно принимают
j № neeve.
(2.7)
2.2. Элекрический разряд в газах
ВИДЫ РАЗРЯДА
Любой газовый разряд может быть самостоятельным и несамо-
стоятельным, прекращающимся при устранении внешнего источ-
ника ионизации.
В дальнейшем будут рассматриваться только самостоятель-
ные и стационарные (устойчивые) разряды.
Явления, возникающие при прохождении электрического тока
через газ, зависят от рода и давления газа, материала, из кото-
рого изготовлены электроды, геометрии электродов и соединя-
ющего их канала, протекающего тока.
Газовый разряд может быть неустойчивым (например, искро-
вым) и устойчивым. Последний можно классифицировать по
внешнему виду: темновой, тлеющий, в том числе коронный, и ду-
говой разряды. Например, если в длинной цилиндрической стек-
лянной трубке, заполненной газом при давлении около 100 Па,
медленно повышать разность потенциалов между катодом и ано-
дом, то приборы фиксируют наличие тока начиная с 10~'°...
10-12 А. Он появляется вследствие ионизации в объеме газа, на
стенках и электродах, вызываемой космическими лучами. С по-
мощью ограничивающего сопротивления можно получить все три
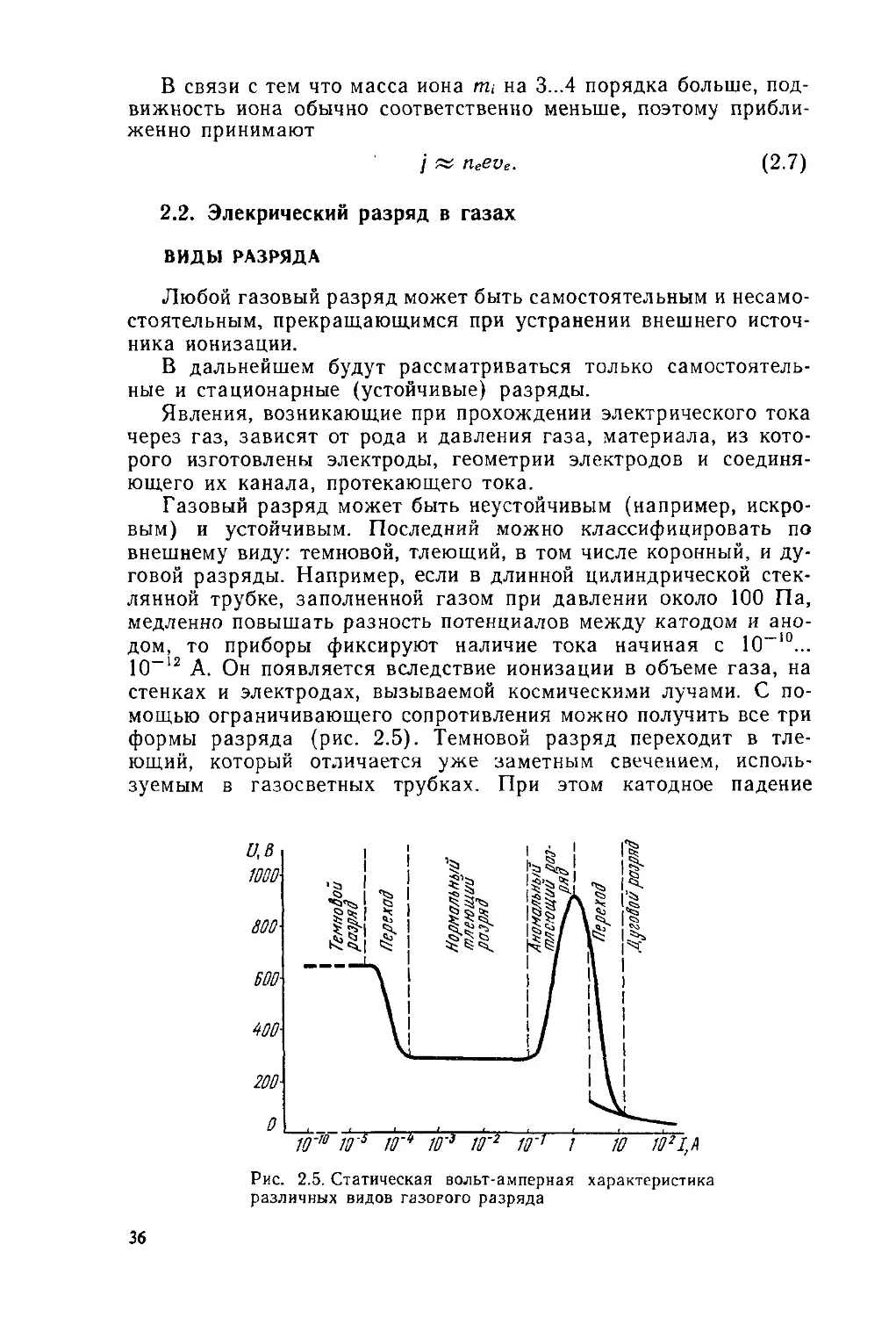
формы разряда (рис. 2.5). Темновой разряд переходит в тле-
ющий, который отличается уже заметным свечением, исполь-
зуемым в газосветных трубках. При этом катодное падение
Рис. 2.5. Статическая вольт-амперная характеристика
различных видов газового разряда
36
напряжения t/K « 100 В; / — до 10-4...10~3 А/мм2. Температура
газа в тлеющем разряде практически не повышается. Затем через
аномальный тлеющий разряд происходит переход к мощному
дуговому разряду. Характерные его черты — малое значение
(/к (порядка десятков вольт вместо сотен для тлеющего), боль-
шие плотности тока, составляющие сотни А/мм2, высокая темпе-
ратура газа в проводящем канале при атмосферном давлении
Т == 5000...50 000 К, высокие концентрации частиц в катодной
области.
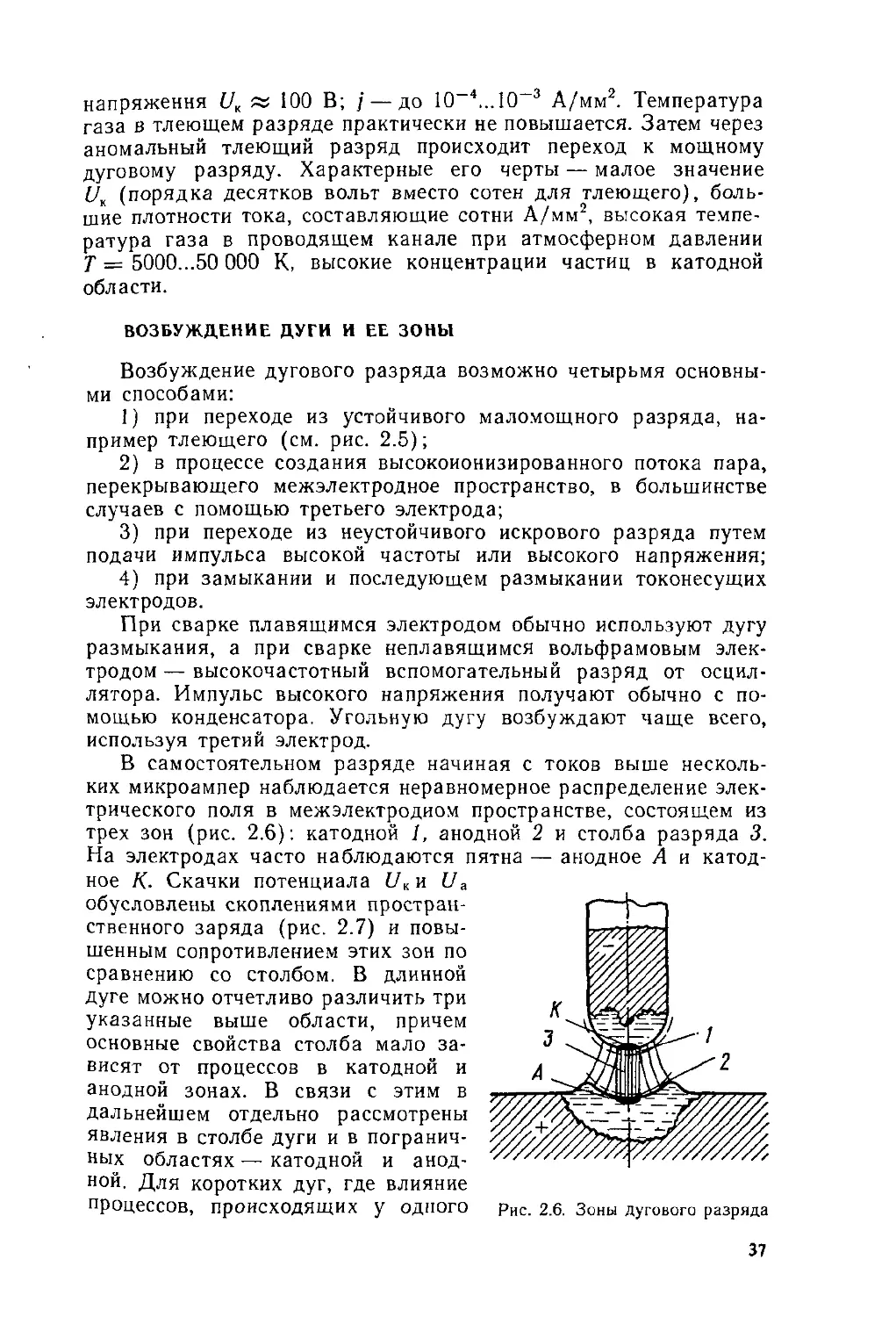
ВОЗБУЖДЕНИЕ ДУГИ И ЕЕ ЗОНЫ
Возбуждение дугового разряда возможно четырьмя основны-
ми способами:
1) при переходе из устойчивого маломощного разряда, на-
пример тлеющего (см. рис. 2.5);
2) в процессе создания высокоионизированного потока пара,
перекрывающего межэлектродное пространство, в большинстве
случаев с помощью третьего электрода;
3) при переходе из неустойчивого искрового разряда путем
подачи импульса высокой частоты или высокого напряжения;
4) при замыкании и последующем размыкании токонесущих
электродов.
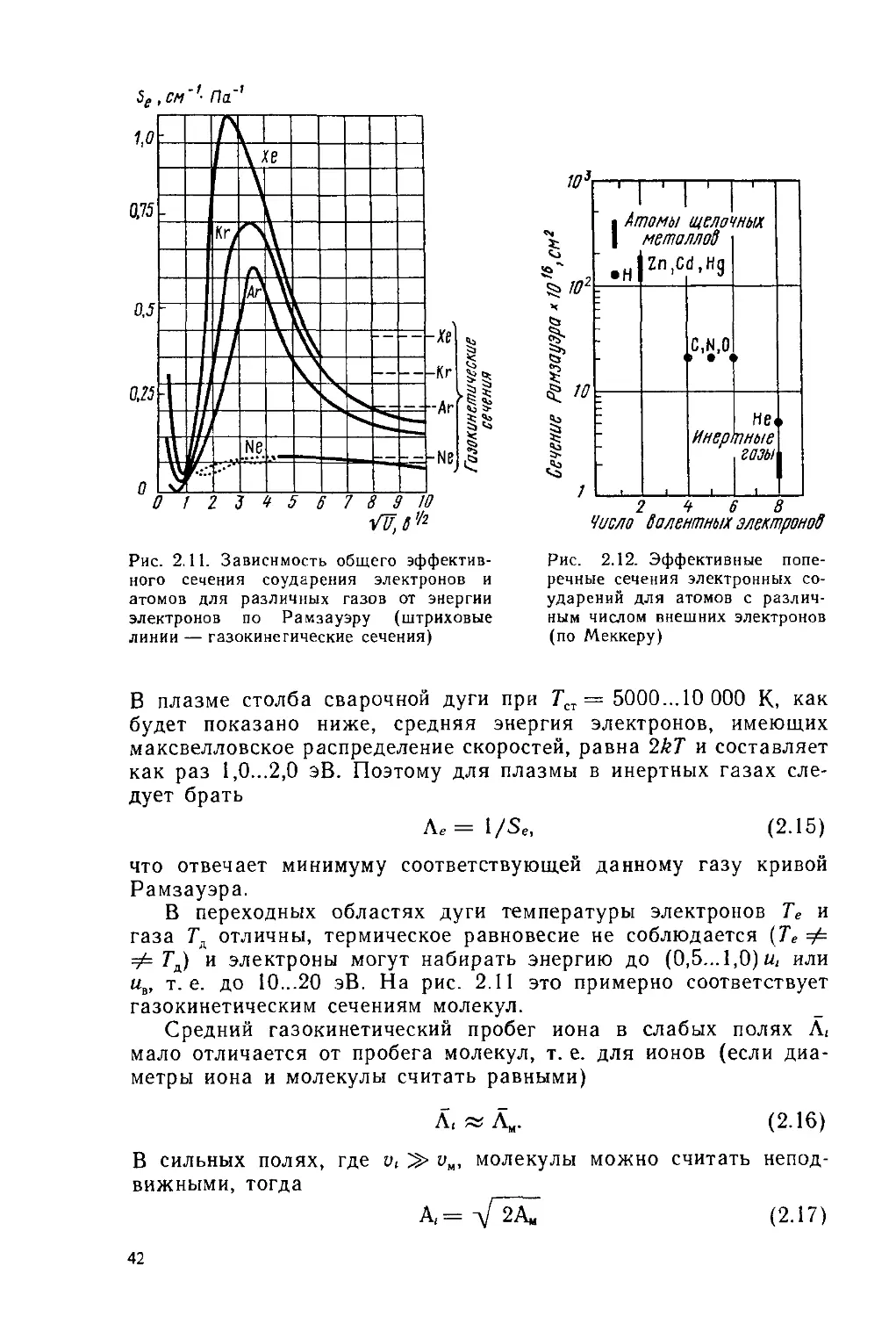
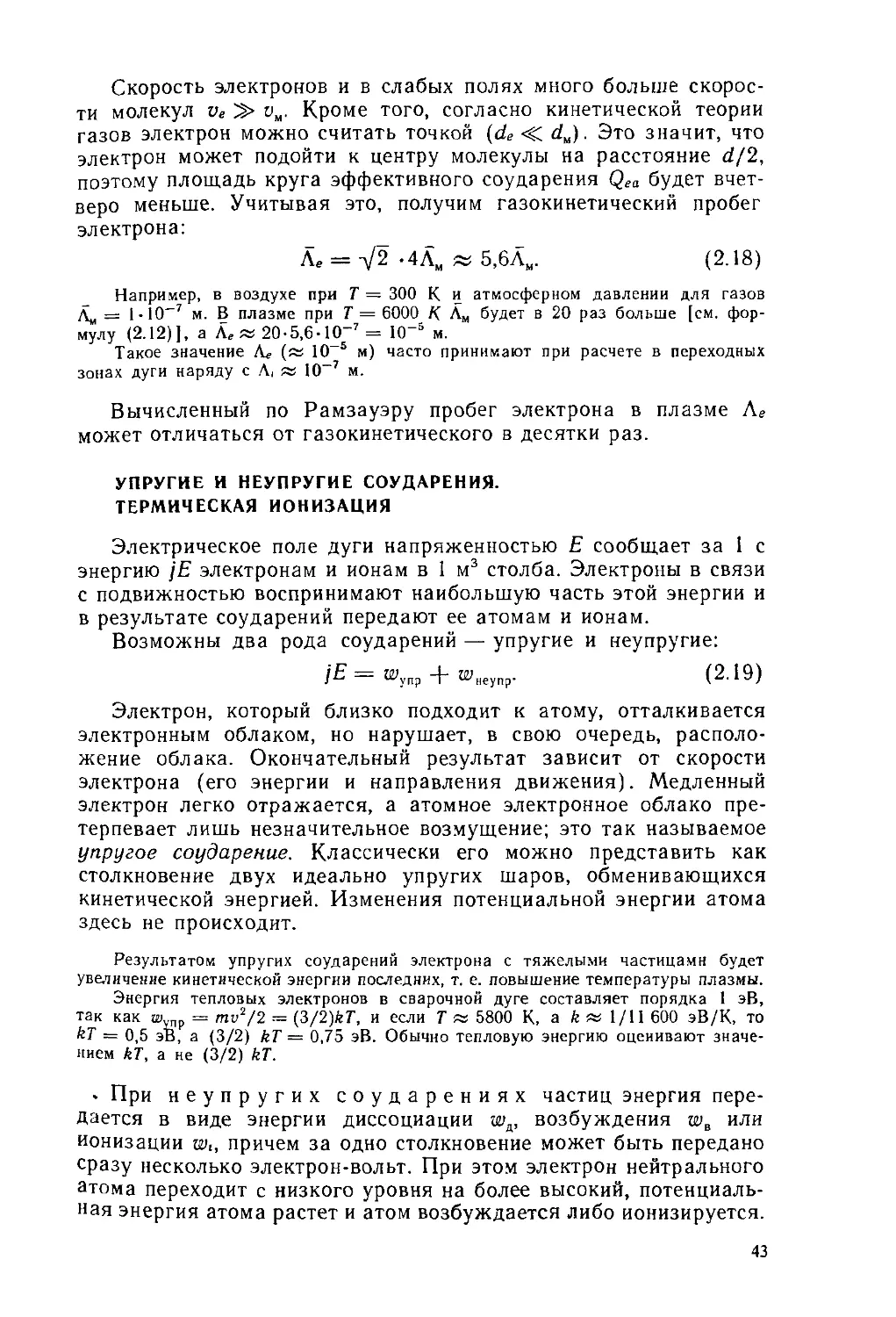
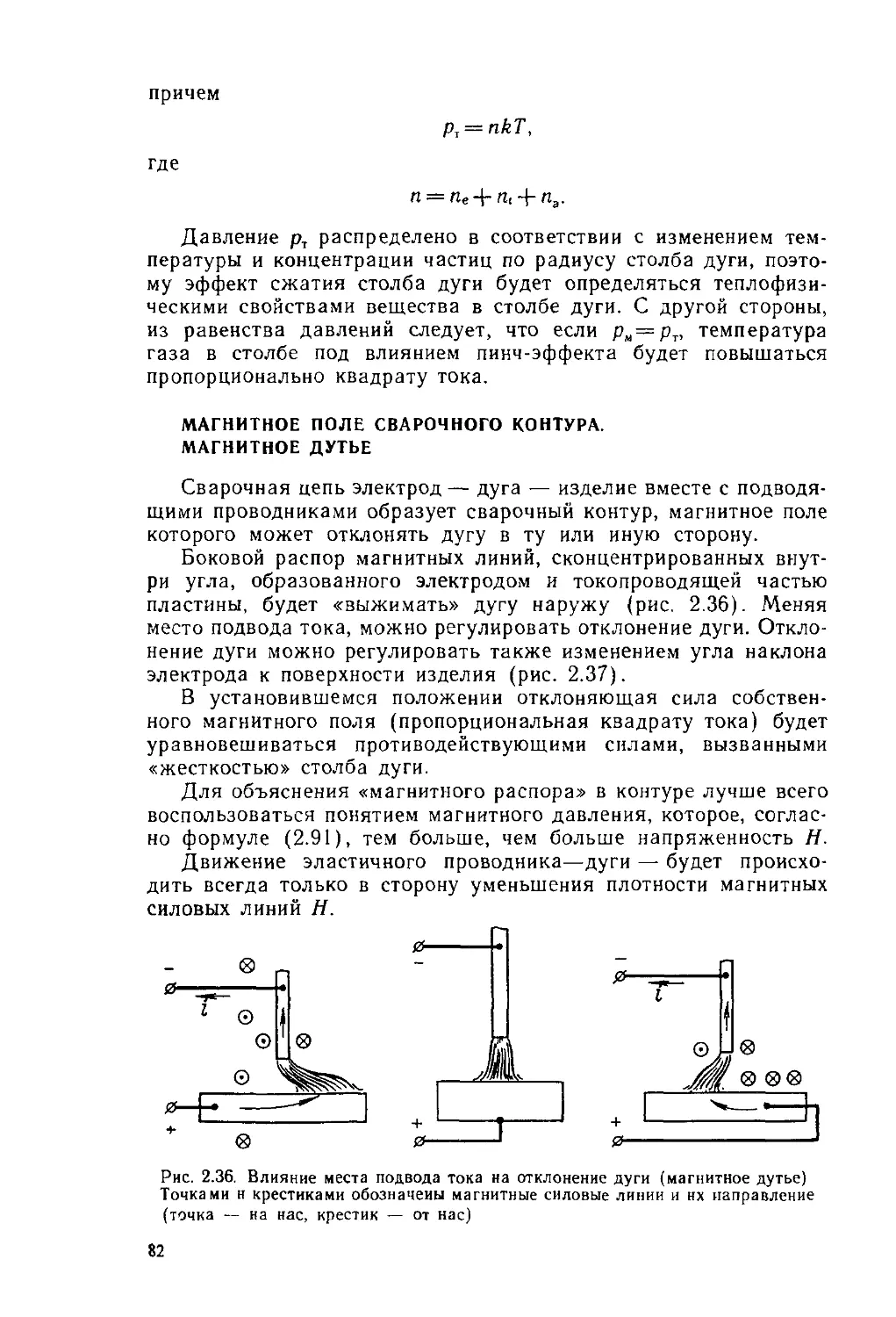
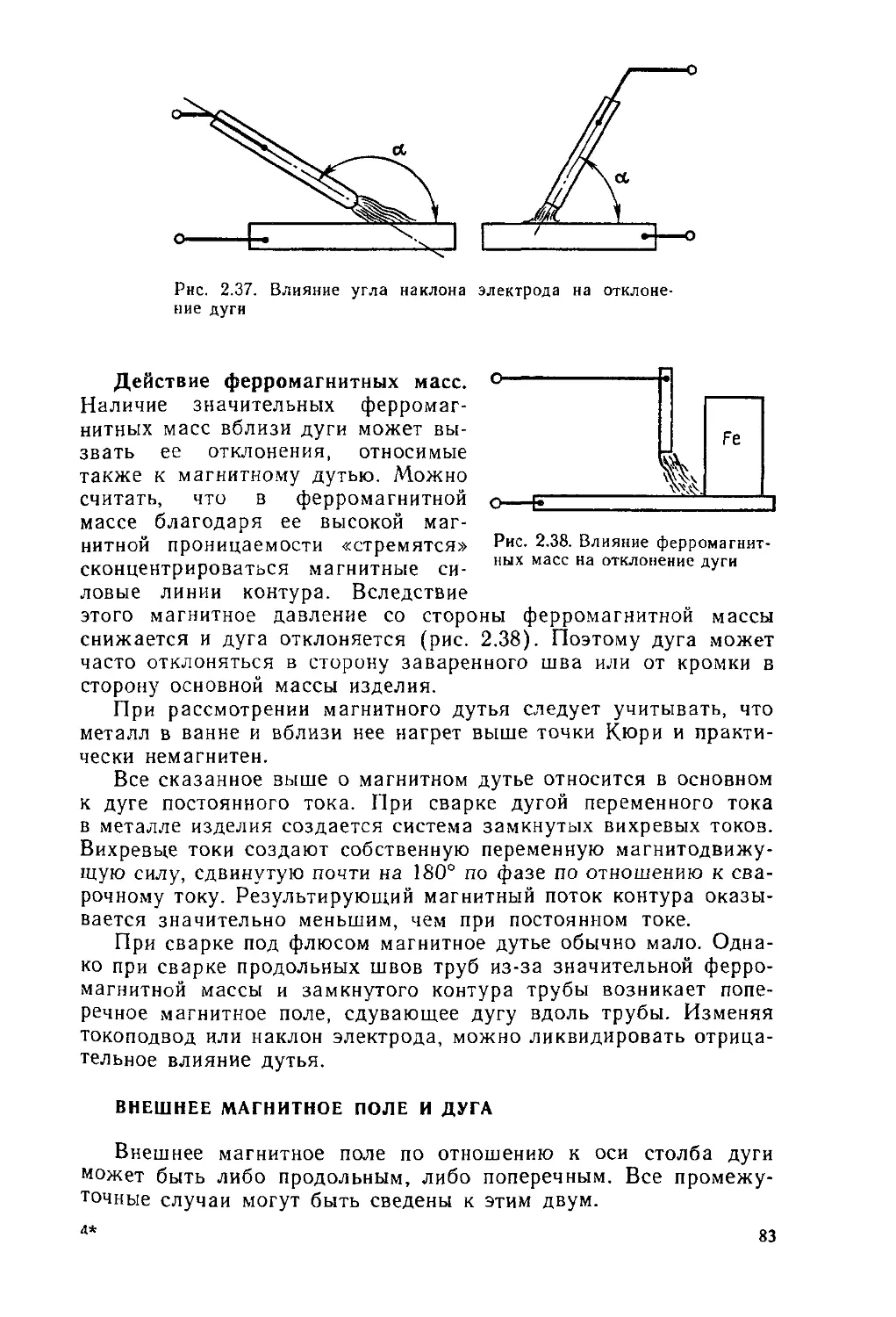
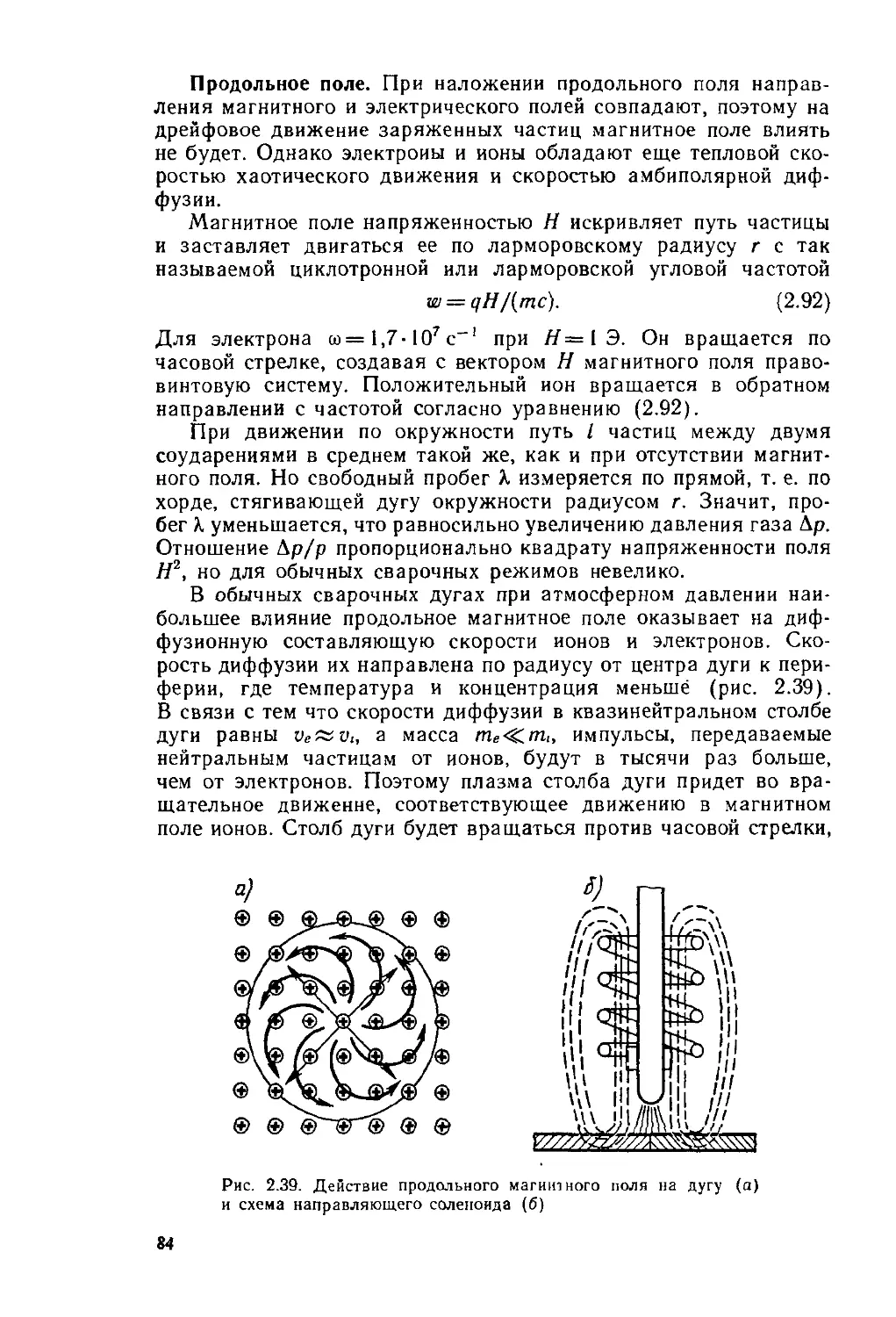
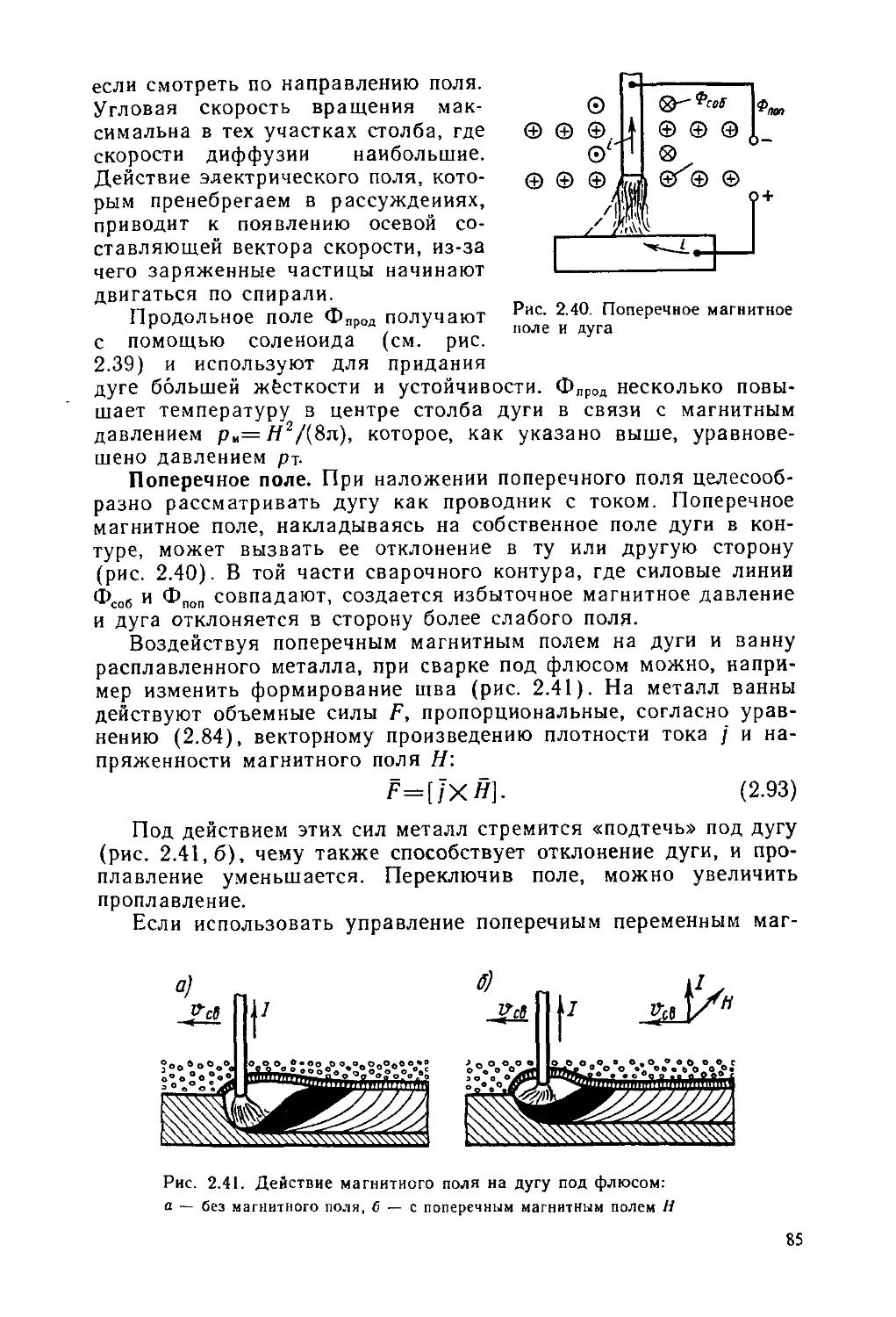
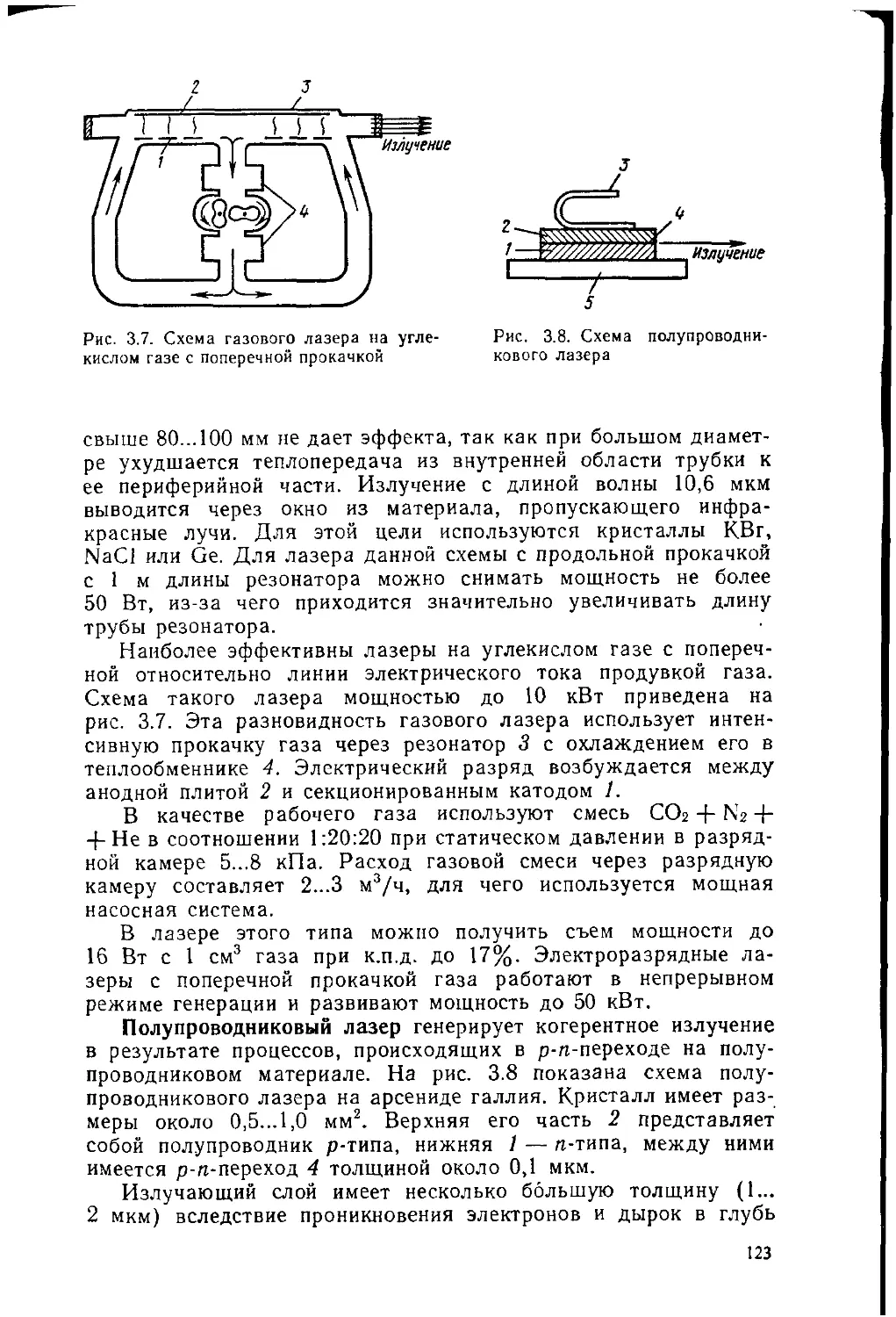
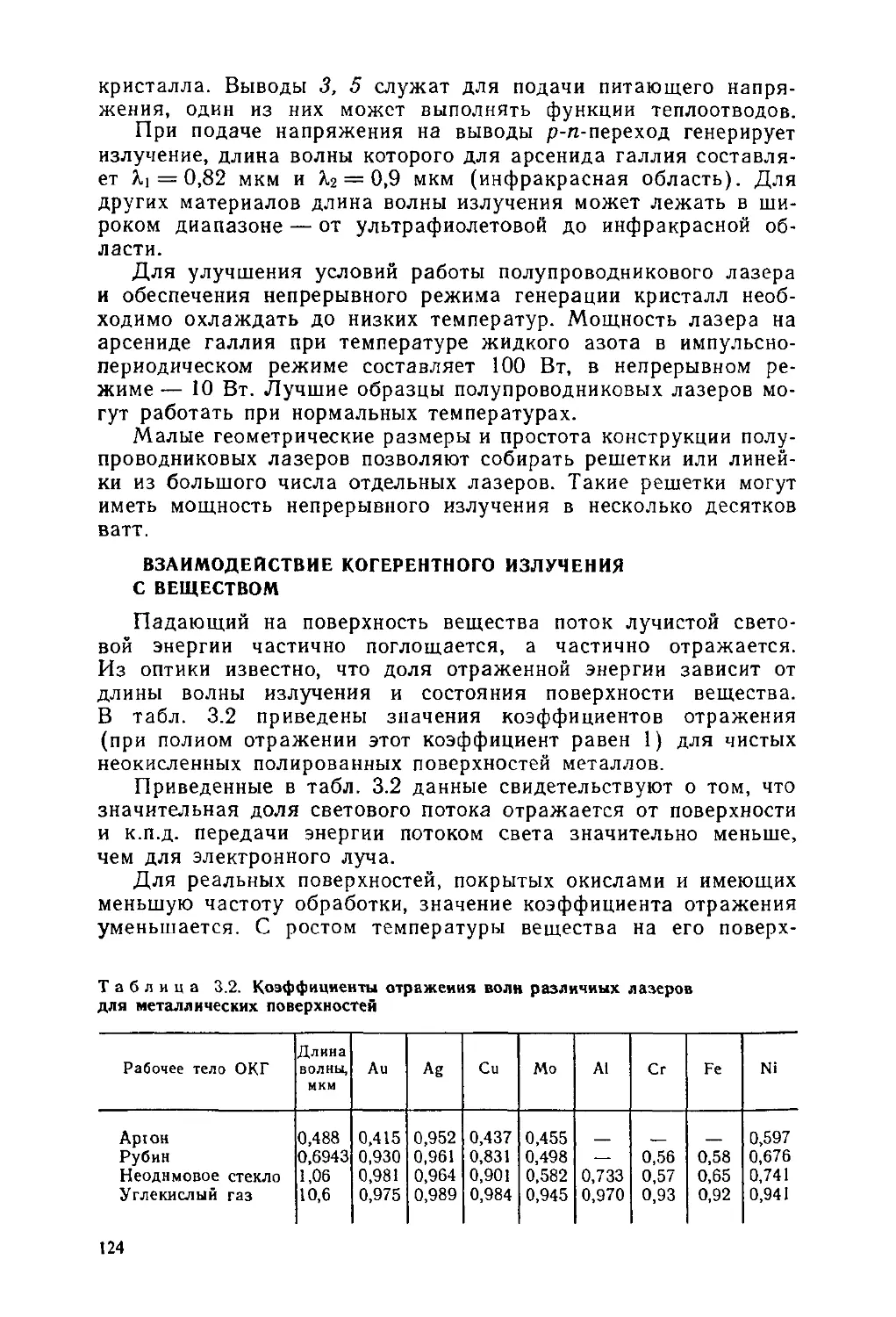
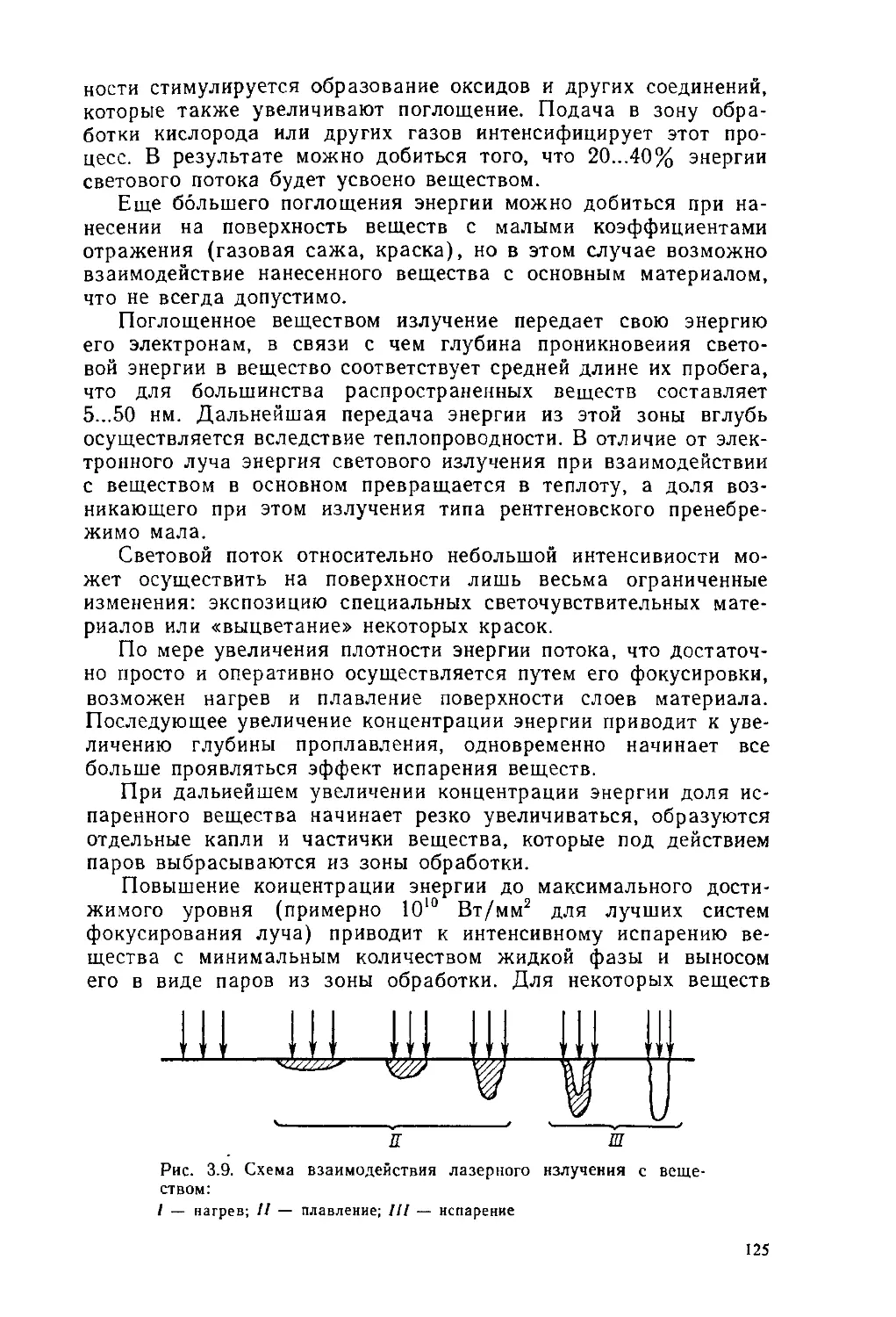
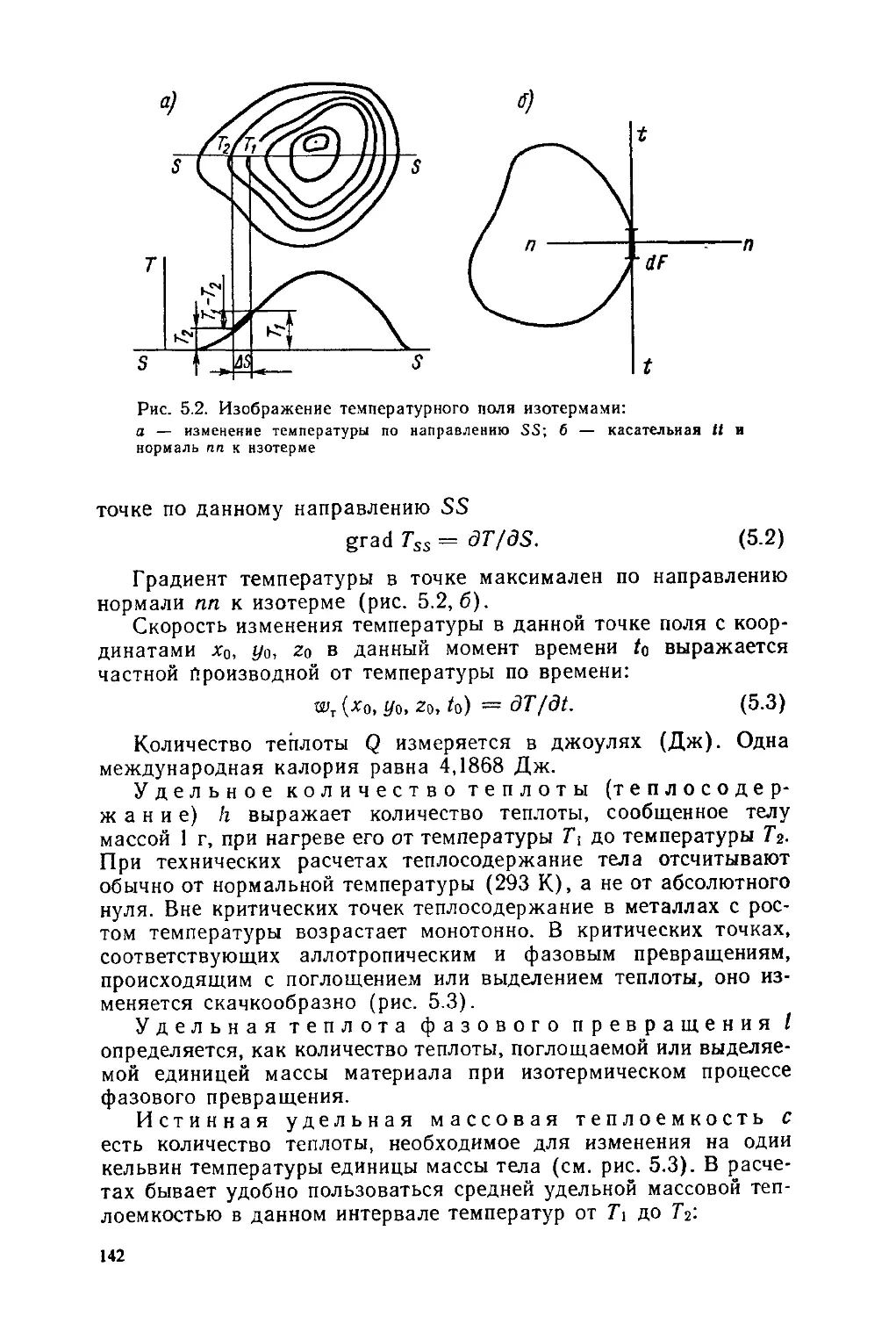
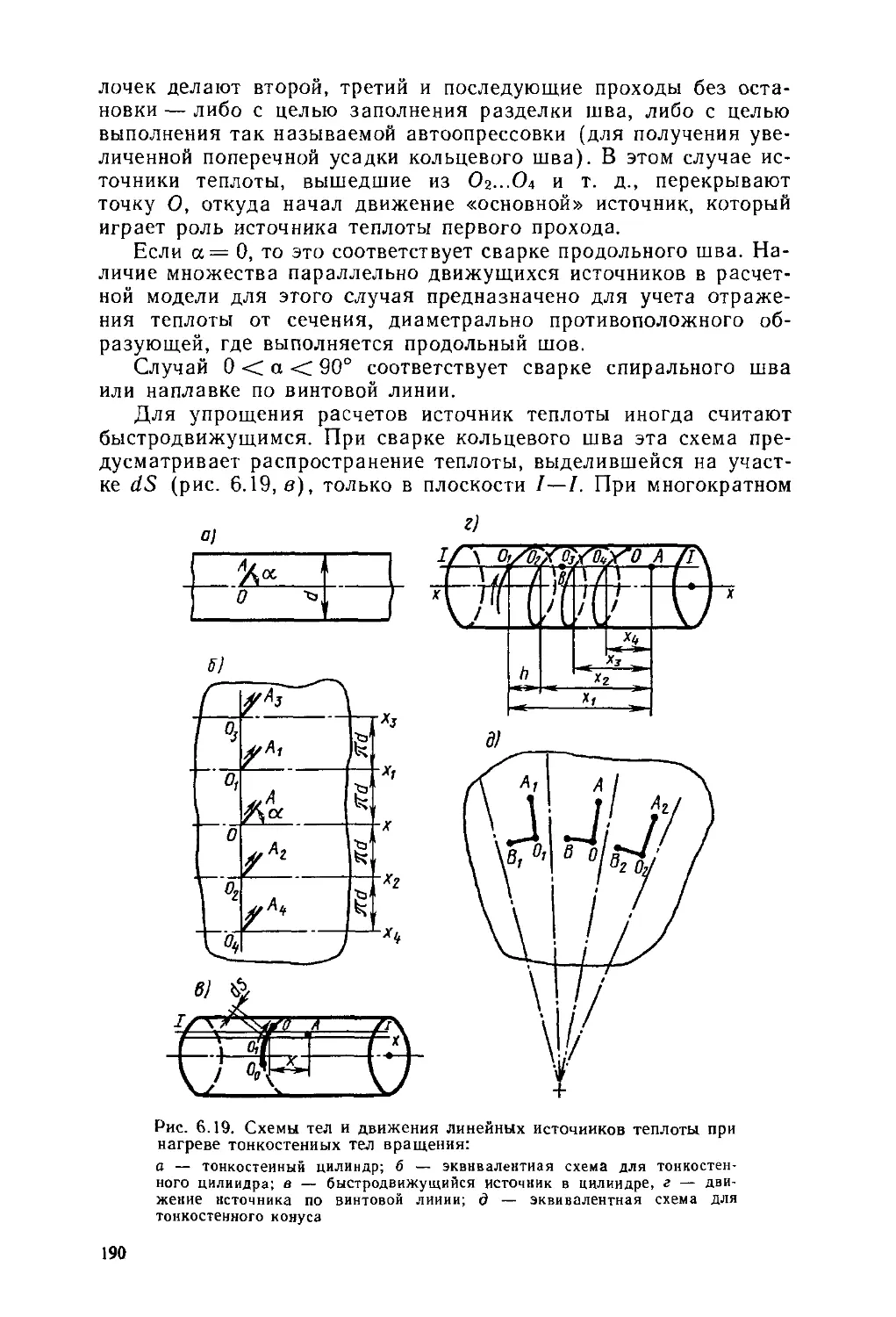
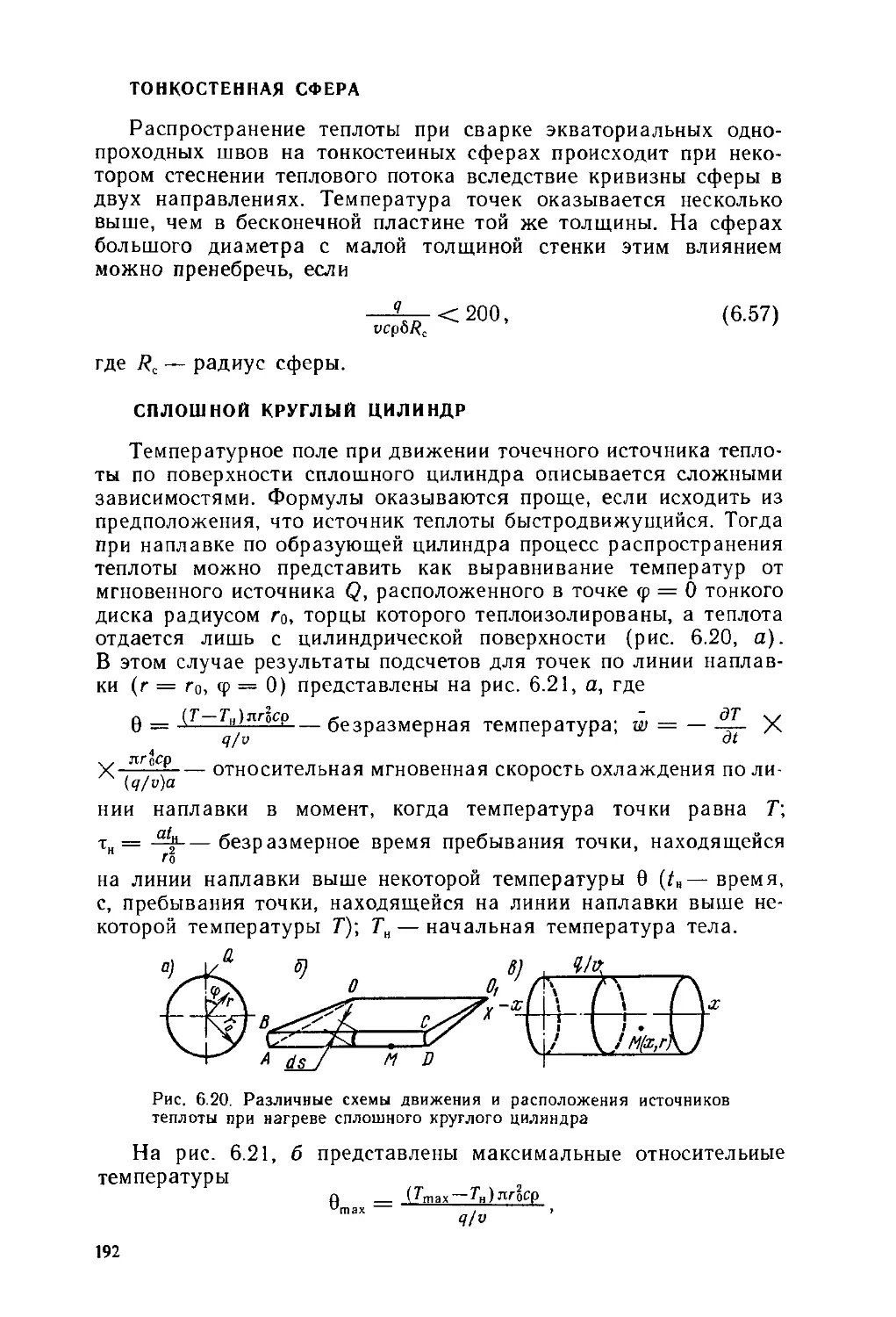
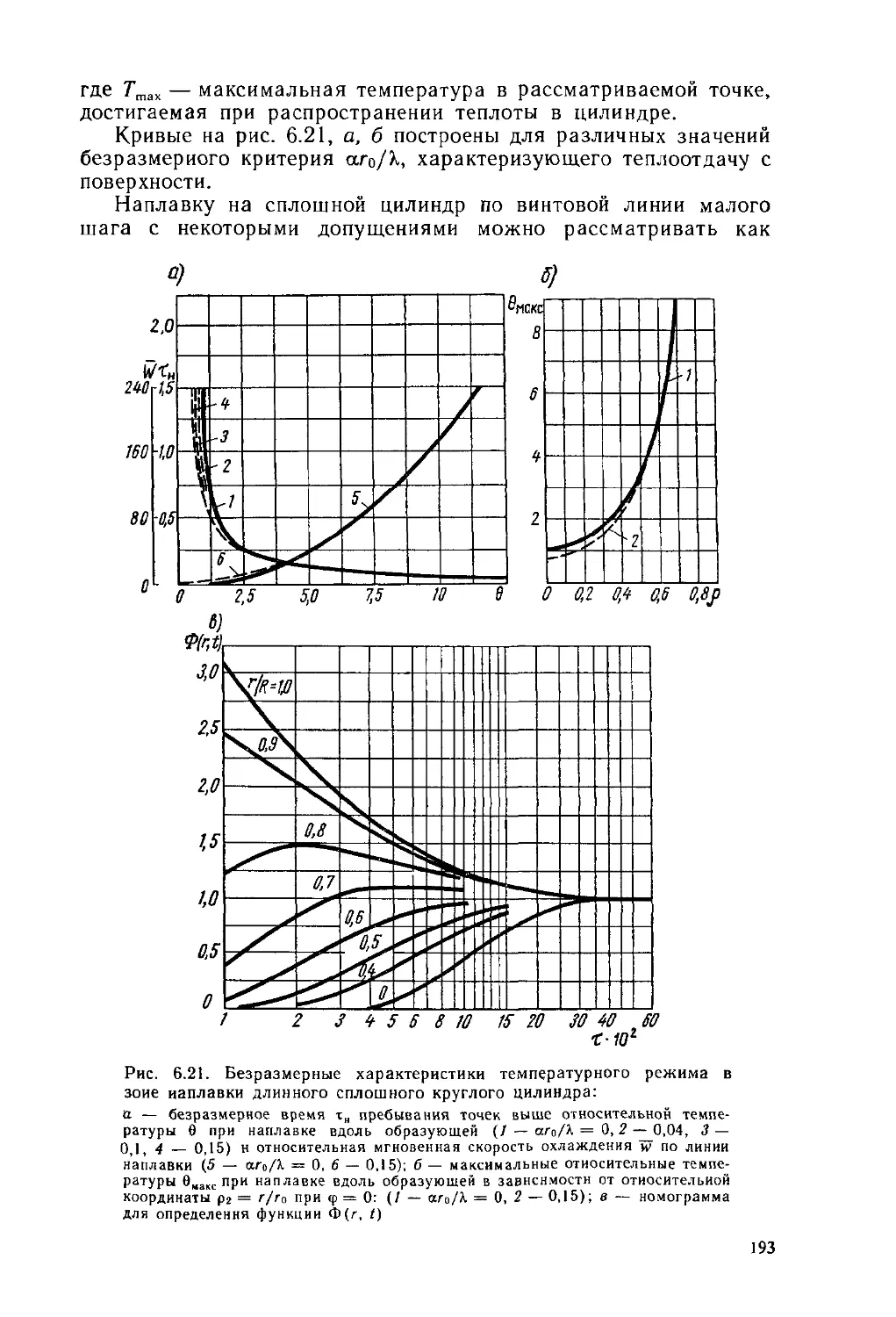
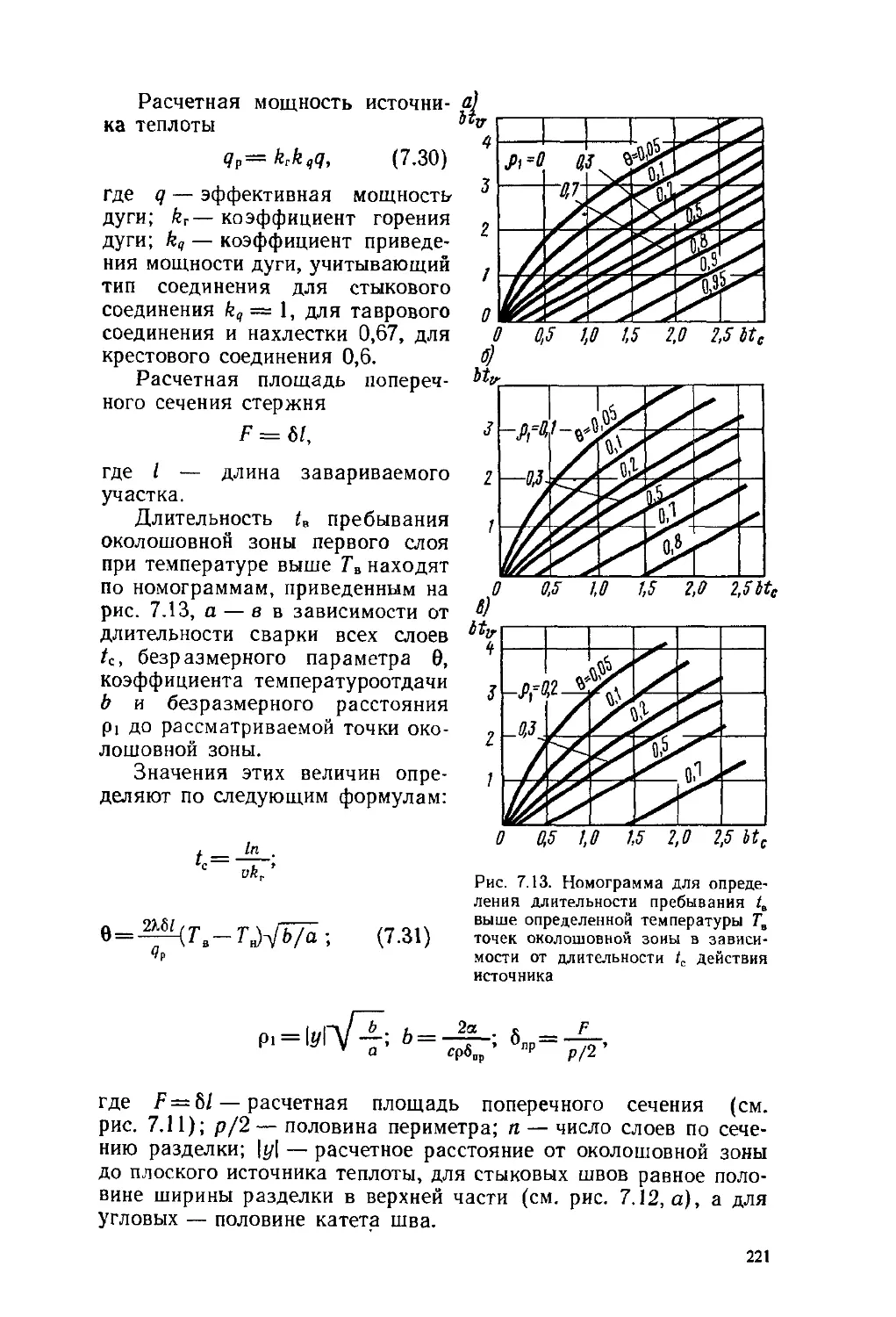
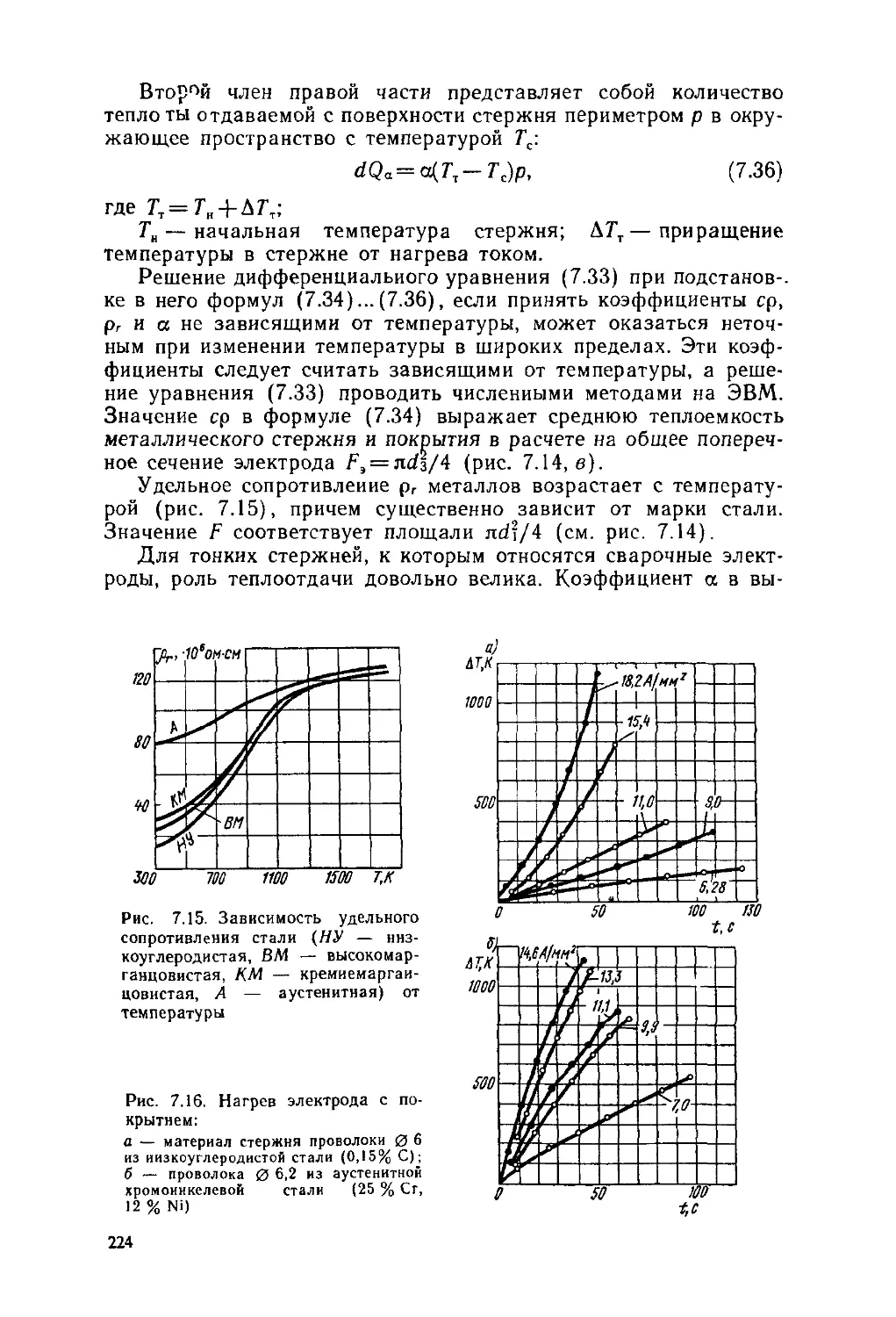
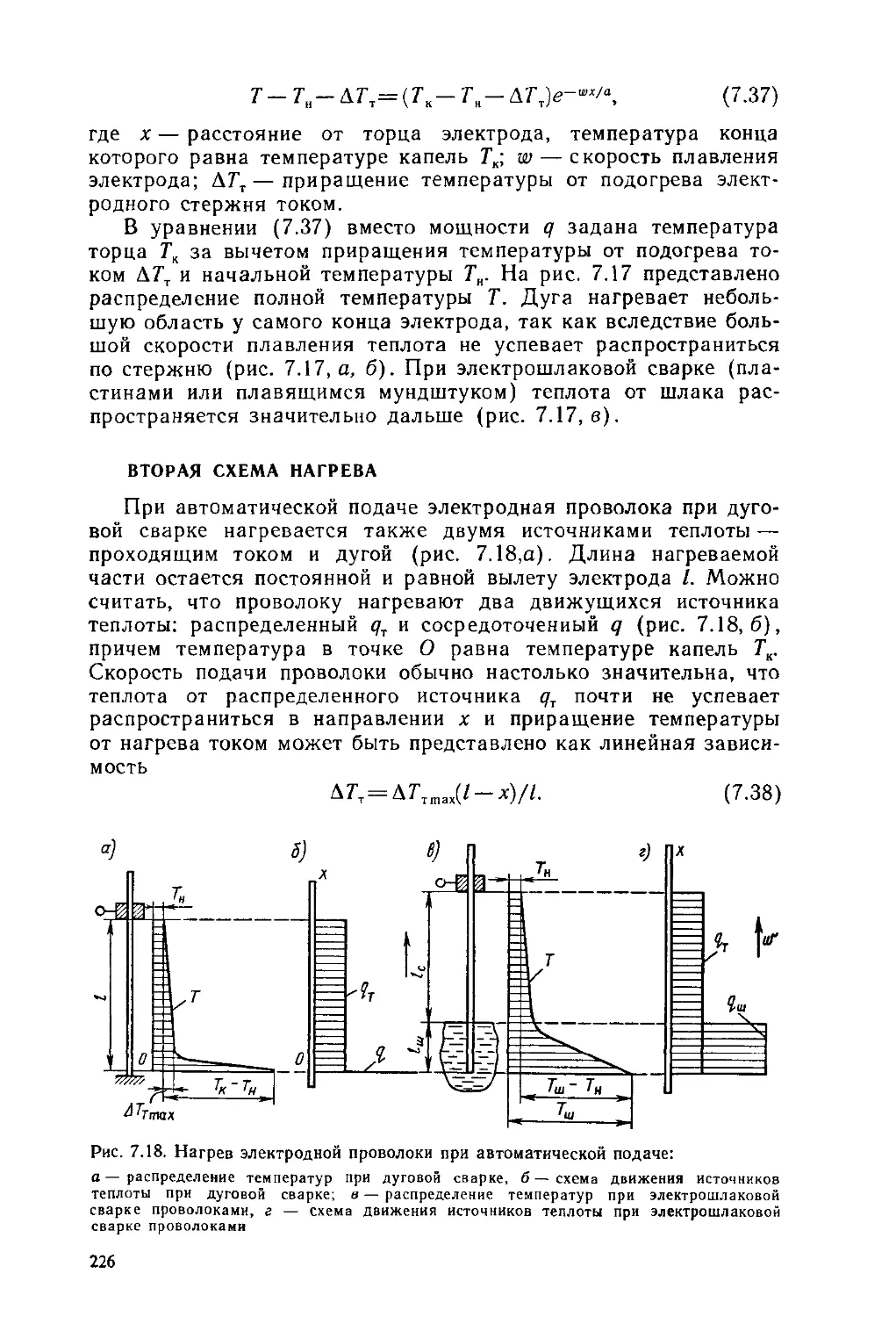
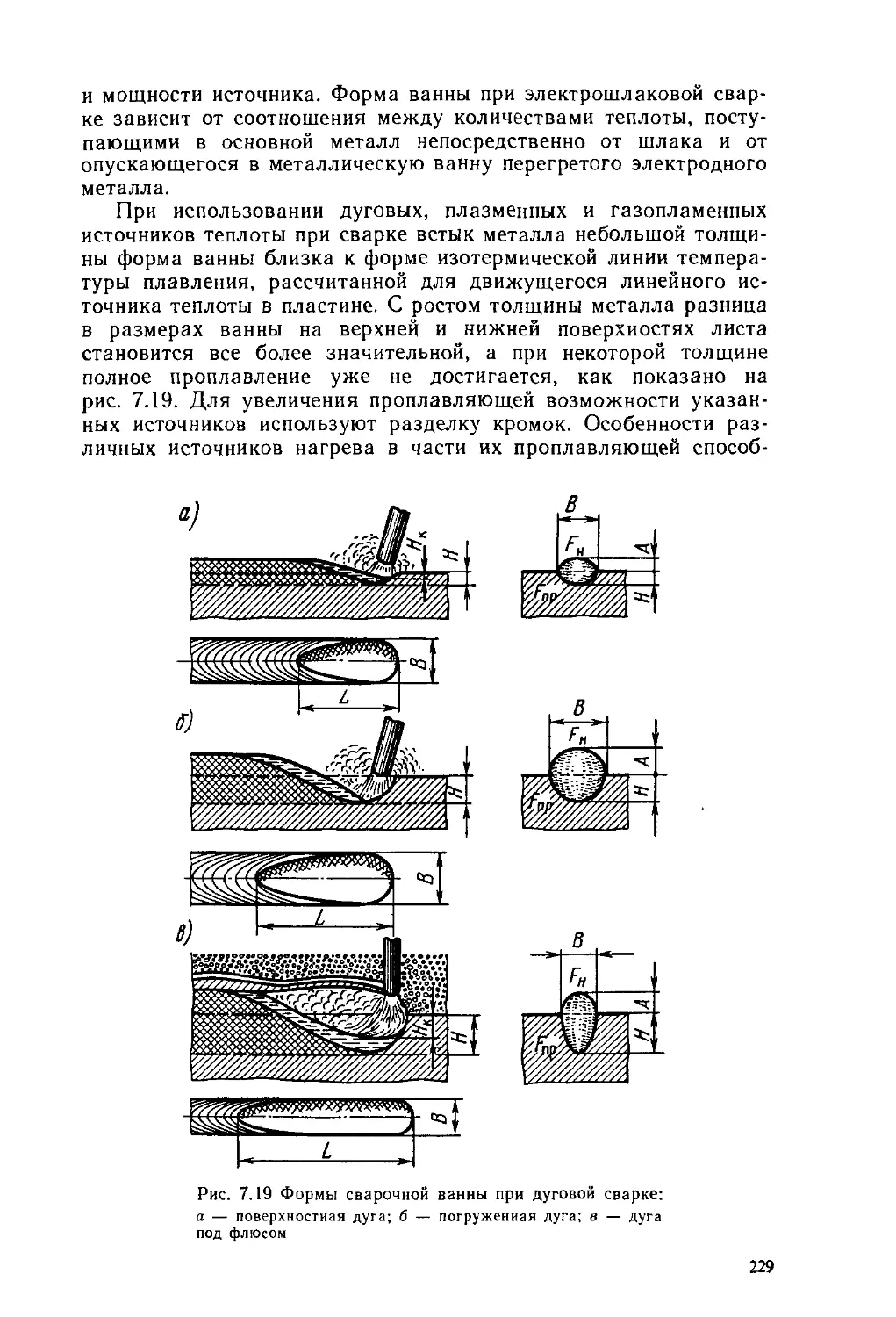
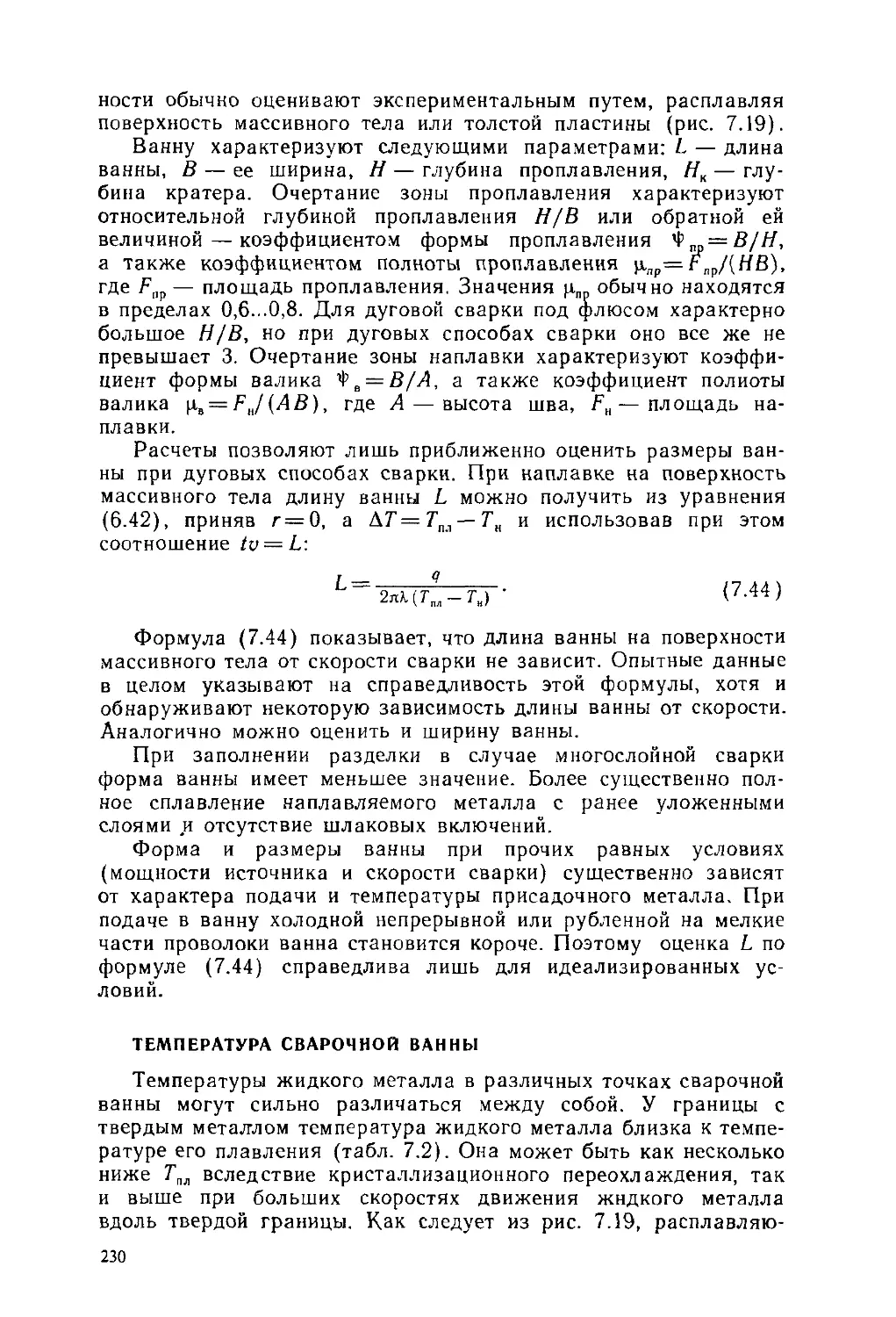
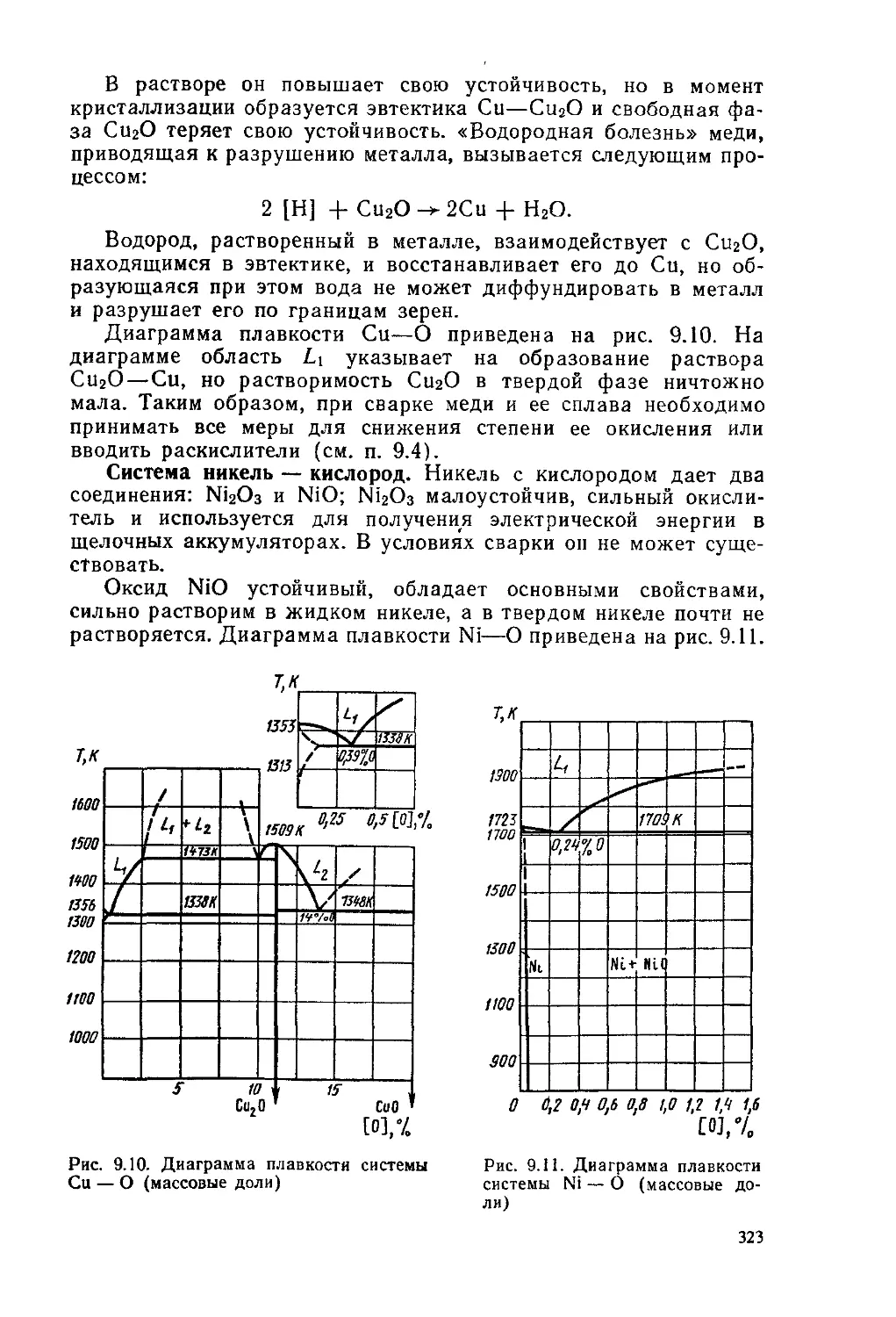
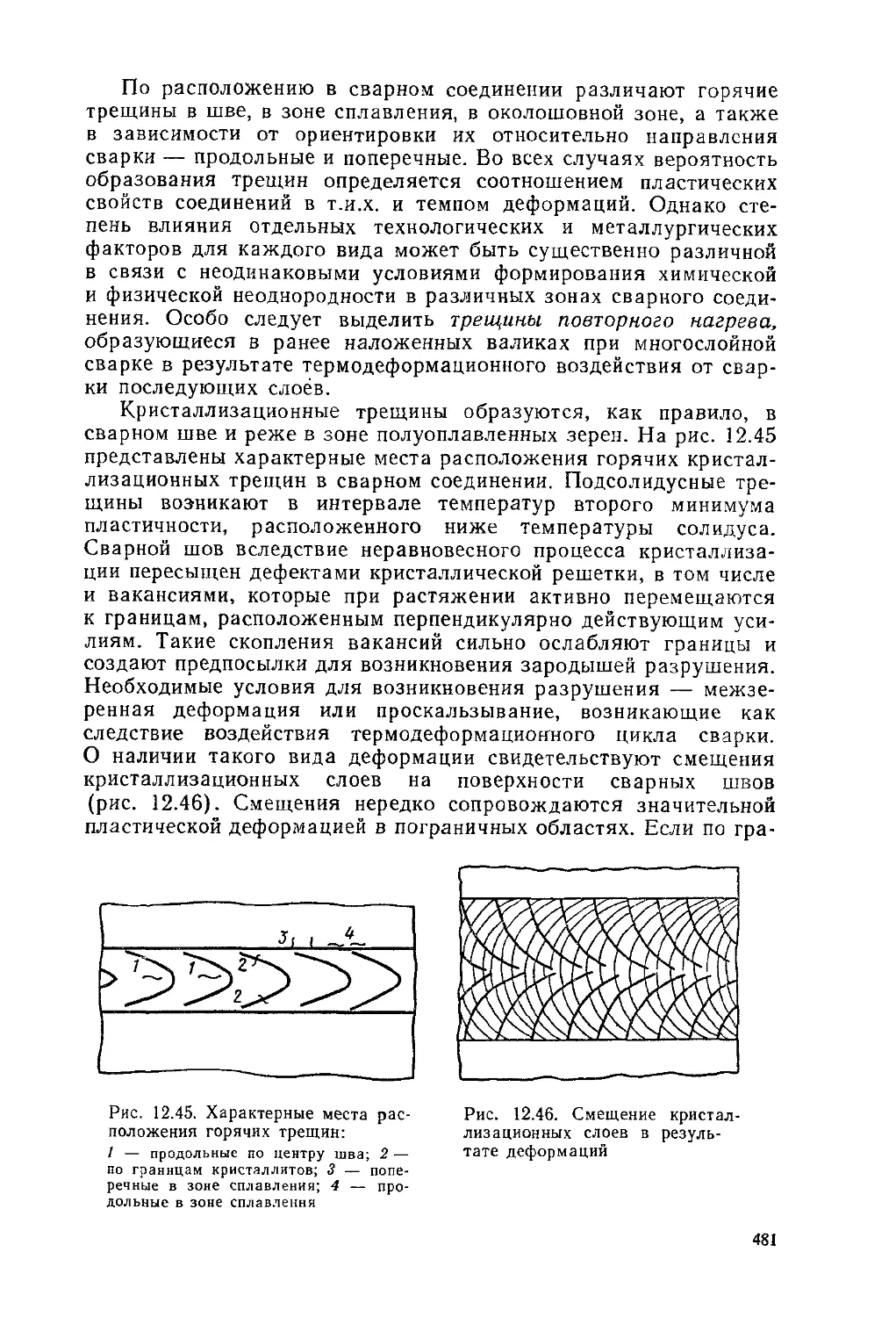
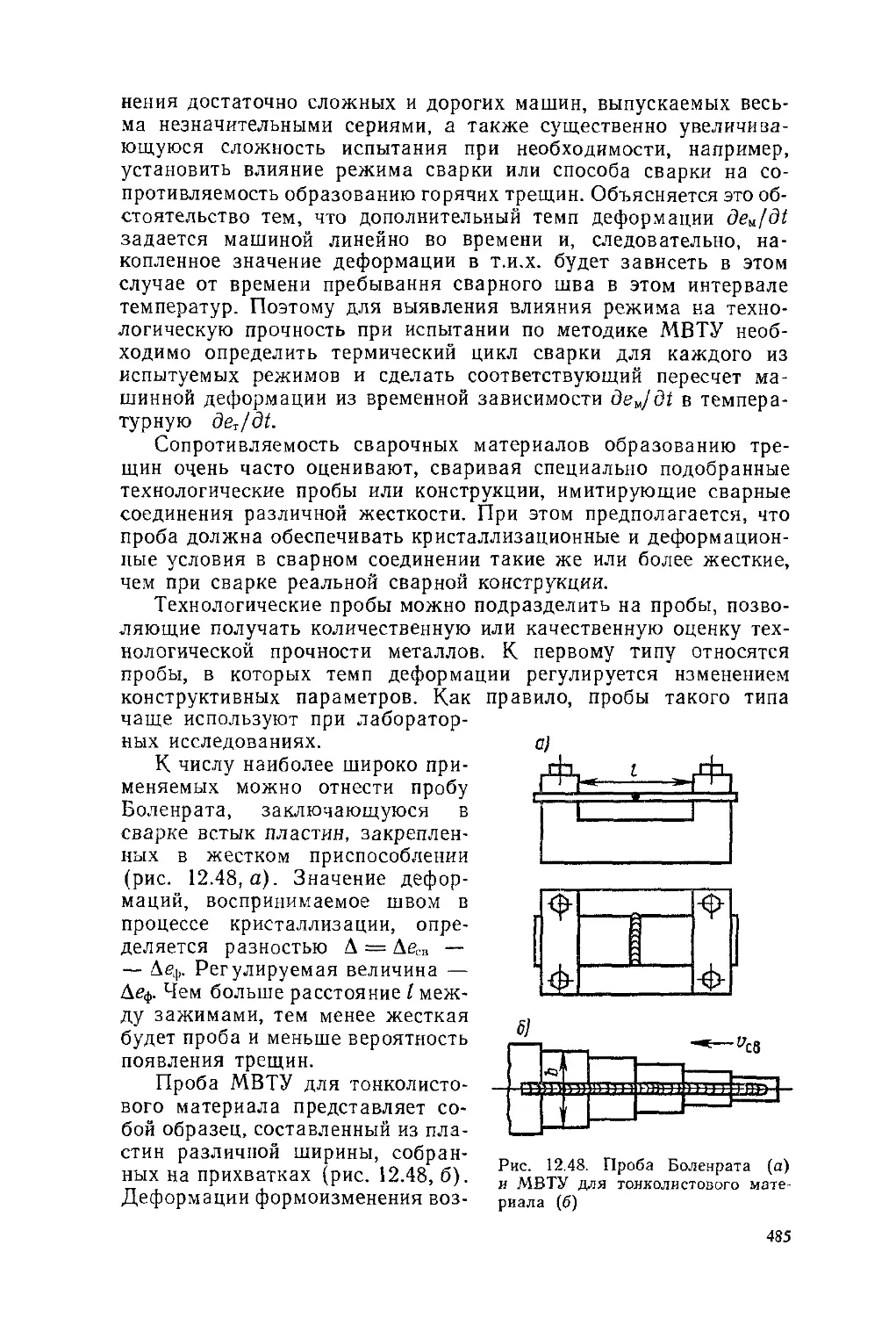
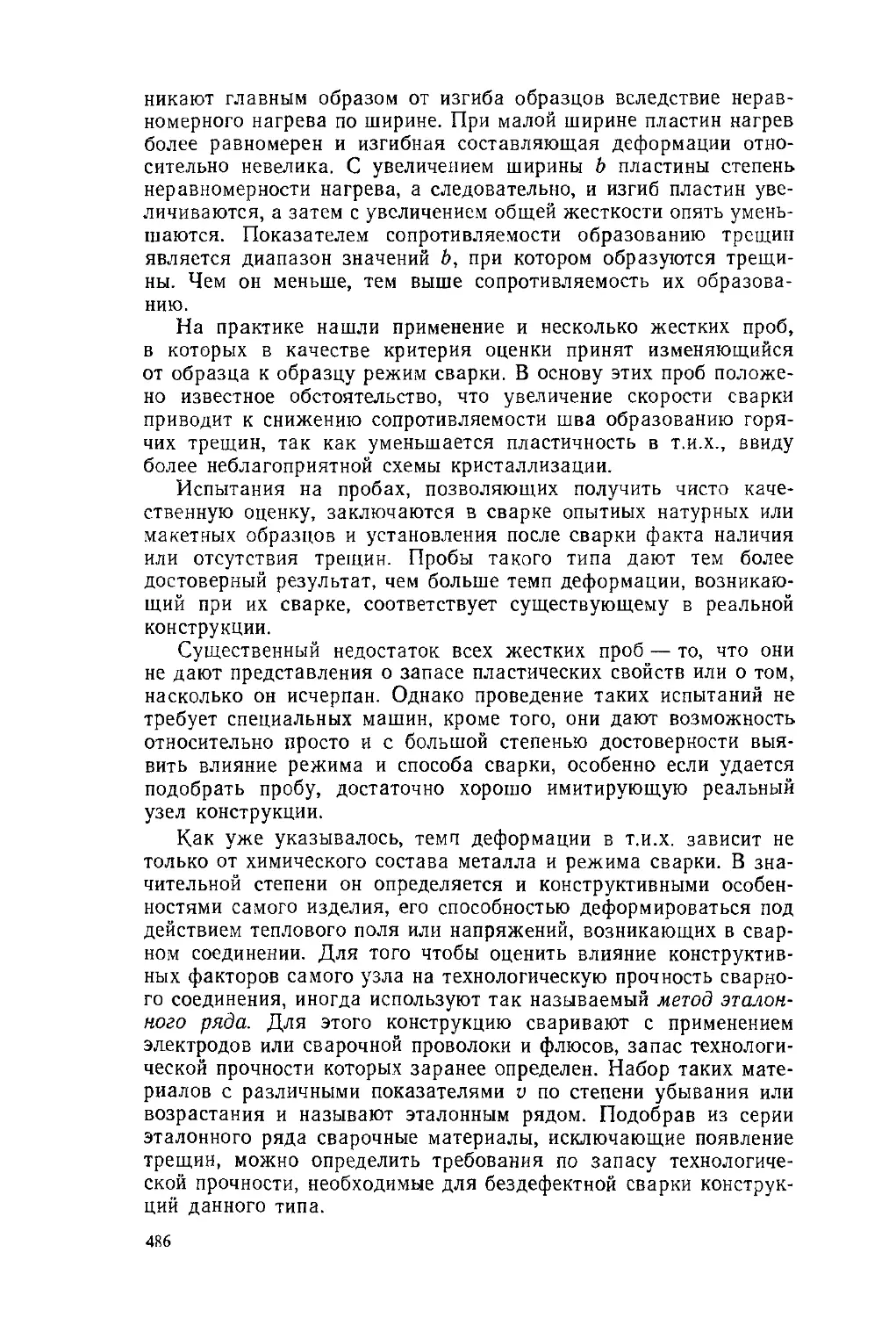
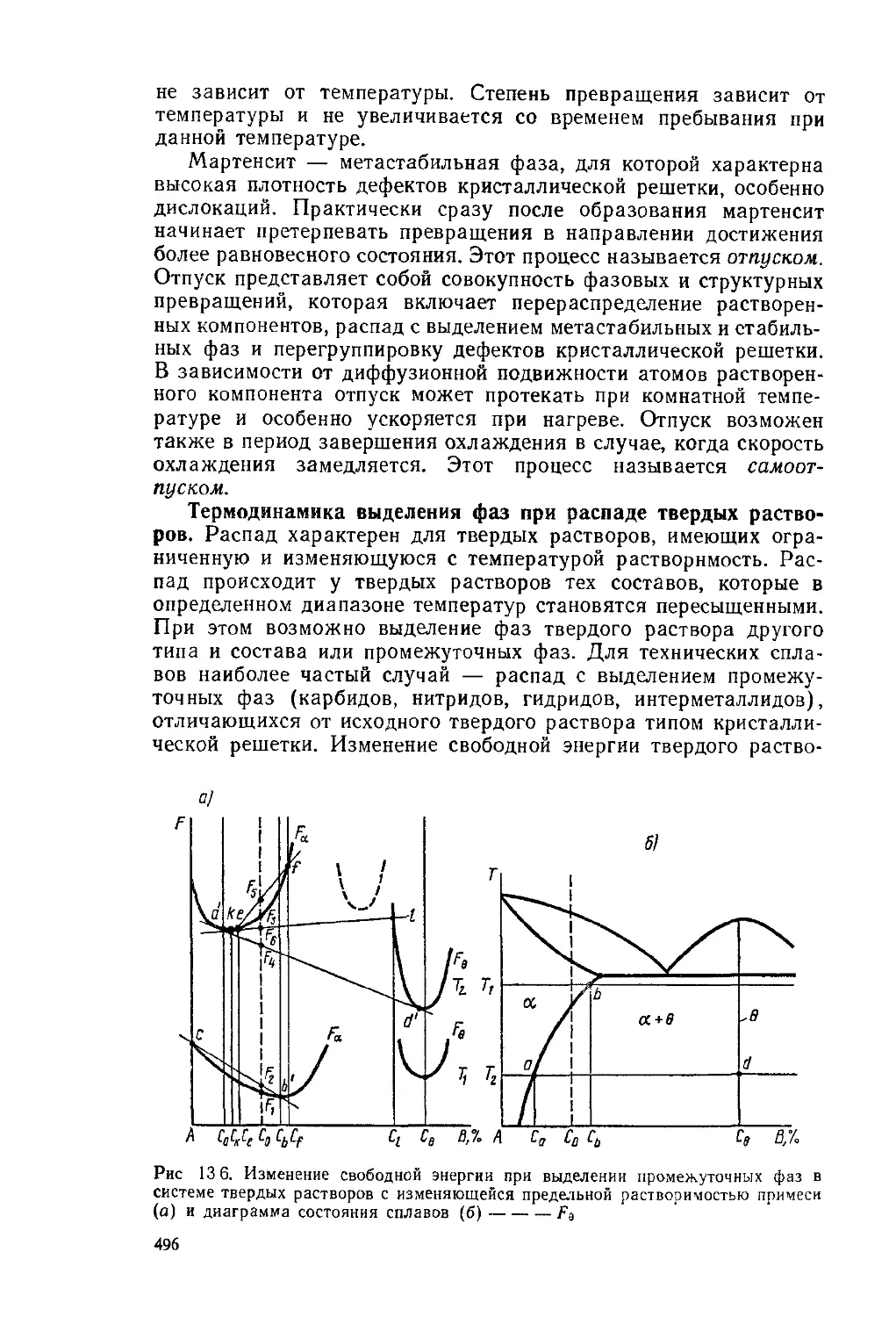
При сварке плавящимся электродом обычно используют дугу
размыкания, а при сварке неплавящимся вольфрамовым элек-
тродом — высокочастотный вспомогательный разряд от осцил-
лятора. Импульс высокого напряжения получают обычно с по-
мощью конденсатора. Угольную дугу возбуждают чаще всего,
используя третий электрод.
В самостоятельном разряде начиная с токов выше несколь-
ких микроампер наблюдается неравномерное распределение элек-
трического поля в межэлектродиом пространстве, состоящем из
трех зон (рис. 2.6): катодной 1, анодной 2 и столба разряда 3.
На электродах часто наблюдаются пятна — анодное А и катод-
ное К. Скачки потенциала UKи Uа
обусловлены скоплениями простран-
ственного заряда (рис. 2.7) и повы-
шенным сопротивлением этих зон по
сравнению со столбом. В длинной
дуге можно отчетливо различить три
указанные выше области, причем
основные свойства столба мало за-
висят от процессов в катодной и
анодной зонах. В связи с этим в
дальнейшем отдельно рассмотрены
явления в столбе дуги и в погранич-
ных областях — катодной и анод-
ной. Для коротких дуг, где влияние
процессов, происходящих у одного
Рис. 2.6. Зоны дугового разряда
37
Рис. 2.7. Схема переноса зарядов в дуге:
Ua, UK, Ua, UCT — напряжение дуги, катодное, анодное, столба
дуги
электрода, простирается до второго электрода, подразделение
дуги на отдельные части, очевидно, становится бесполезным.
В газовом промежутке между двумя электродами заряженные
частицы могут возникнуть во всех трех зонах, но главным об-
разом они появляются в результате процессов эмиссии на катоде
и объемной ионизации в столбе дуги. В связи с ограниченностью
эмиссии электронов столб дуги (как н любой проводник) вдали
от катода сохраняет по отношению к нему положительный
потенциал, поэтому часто его называют положительным столбом.
В то же время не следует забывать, что плазма столба обычно
квазинейтральна.
ВОЛЬТ-АМПЕРНАЯ ХАРАКТЕРИСТИКА ДУГИ
Для газового разряда сопротивление не является постоян-
ным (R Ф const), так как число заряженных частиц в нем зави-
сит от интенсивности ионизации и, в частности, от тока. Поэтому
электрический ток в газах не подчиняется закону Ома и вольтам-
перная характеристика разряда для газов является обычно
нелинейной.
В зависимости от плотности тока вольт-амперная характерис-
тика дуги может становиться падающей, пологой и возраста-
ющей (рис. 2.8). В I области при малых токах (примерно до
100 А) и свободной дуге с увеличением тока интенсивно воз-
растает число заряженных частиц главным образом вследствие
разогрева и роста эмиссии катода, а следовательно, и соответ-
ствующего ей роста объемной ионизации в столбе дуги. Сопро-
тивление столба дуги уменьшается и падает нужное для поддер-
38
жания разряда напряжение {Д;
характеристика дуги является па-
дающей.
Во II области при дальнейшем
росте тока и ограниченном сече-
нии электродов столб дуги не-
сколько сжимается и объем газа,
участвующего в переносе заря-
дов, уменьшается. Это приводит к
меньшей скорости роста числа за-
ряженных частиц. Напряжение
дуги становится мало зависящим
от тока, а характеристика — по-
логой. Первые две области токов
охватывают дуги с так называе-
мым отрицательным электриче-
ским сопротивлением. Падающая
и пологая характеристики типич-
ны для дуги при ручной дуговой
{ДР) и газоэлектрической {ГЭ)
сварке, а также вообще для сварки при малых плотностях тока,
в том числе и дугой под флюсом (ДФ).
Сварка на высоких плотностях тока и плазменно-дуговые
процессы соответствуют III области режимов дуги. Они характе-
ризуются сильным сжатием столба дуги, а вольт-амперная кри-
вая здесь — возрастающая, что указывает на увеличение энер-
гии, расходуемой внутри дуги.
В сильноточных сжатых дугах ионизация газа в столбе может
достигать значений, близких к 100%, а термоэмиссионная спо-
собность катода исчерпана. В этом случае увеличение тока прак-
тически уже не может изменить числа заряженных частиц в дуге.
Ее сопротивление становится положительным и почти постоян-
ным: /? = const. Высокоионизированная сжатая плазма по своим
свойствам близка к металлическому проводнику. Закон Ома
вновь становится справедливым в его обычном виде
2.3. Элементарные процессы в плазме дуги
ЭФФЕКТИВНОЕ СЕЧЕНИЕ ВЗАИМОДЕЙСТВИЯ
После возбуждения разряда ионизация в газе может происхо-
дить в основном двумя путями: взаимным соударением частиц
и поглощением квантов энергии (фотоионизация).
Одновременно идут процессы деионизации, т. е. образование
нейтральных частиц при взаимодействии ионов и электронов.
Длину свободного пробега частицы Л, среднее время пробега
г = A./v и число столкновений частиц за I с v = 1/т можно свя-
зать с характеристиками, определяющими самый процесс столк-
новения частиц, введя понятие об эффективном сечении столк-
39
новения Q, которое для обычных газов часто называют газокине-
тическим:
Q = nd2,
(2.8)
где d — диаметр частицы.
Для того чтобы произошло столкновение, центры молекул
должны находиться на минимальном расстоянии, равном диамет-
ру d частицы. Принимая модель упругих шаров (рис. 2.9), легко
видеть геометрический смысл сечения Q — это площадь круга
радиусом, равным сумме радиусов сталкивающихся частиц. При
учете движения обеих частиц принимают
Q = -д/2 nd2.
Длина пробега Л будет зависеть как от Q, так и от п — кон-
центрации частиц в 1 м3. Определяя относительную долю площа-
ди, занятой частицей, через слой газа единичной площади тол-
щиной dx (рис. 2.10), получим вероятность соударения на длине
dx, равную nQ/1.
С другой стороны, вероятность столкновения частиц при ма-
лом dx соответствует отношению толщины слоя dx к длине про-
бега Л и равна rfx/X. Следовательно,
<Ух/Л = nQdx/1,
откуда
A=l/(nQ) (2.9)
и
т = l/(vnQ). (2.10)
Оказывается, для молекул газокинетическое сечение Q мало
зависит от их энергии (при высоких температурах). В то же вре-
мя чем больше размеры частиц, тем меньше их пробег. Кроме
того, согласно уравнению Клапейрона
Л = l/(nQ) = kTf(pQ'). (2.11)
Рис. 2.9. Схема опре-
деления эффективного
сечения соударений
частиц
Рис. 2.10. Прохождение частиц через
тонкий слой газа:
а — вид сбоку, б — вид в плане
40
Подставляя значение k= 1,38-10 23 Дж/К и р= 1,01Х
X Ю5 Па, получим
Л = 1,36-10-28(Т/Q). (2.12)
Иногда эффективное сечение дается не для одной пары час-
тиц, а на 1 м3 газа. Тогда
S = nQ. (2.13)
Наличие сил кулоновского взаимодействия между электро-
нами и ионами делает их соударения в плазме значительно более
сложными, чем соударения нейтральных частиц. Вместо броунов-
ского зигзагообразного движения молекул траектория заряжен-
ной частицы становится извилистой, соответствующей измене-
ниям (флуктуациям) электрического поля в плазме. Поэтому в
плазме, вообще говоря, должны учитываться все возможные
сечения соударений: ион — атом— Qia (перезарядка); ион —
ион — Qu (сечение Гвоздовера); электрон — атом — Qea (сечение
Рамзауэра); электрон — ион — Q« (прилипание или захват элек-
трона) и электрон — электрон Qee. Тогда для k видов частиц
Лг = 1 /(EktlkQek) .
Однако практически в сварочных дугах достаточно учитывать
только Qea или Qe = Qea + Qei, так как другие сечения сравни-
тельно малы.
ЭФФЕКТ РАМЗАУЭРА
Вероятность соударения Qea оценивается так называемым
сечением Рамзауэра, которое в отличие от газокинетического
сильно зависит от энергии электронов (рис. 2.11).
При малых энергиях электронов в тяжелых благородных газах взаимодей-
ствие электронов с атомами сильно ослабляется в связи с эффектом Рамзауэра.
Это объясняется волновым характером поведения электрона в процессе его упру-
гого взаимодействия. При определенном соотношении между длиной волны де
Бройля
ЛБ=й/(тп), (2.14)
соответствующей медленно движущемуся электрону, и размерами атома созда-
ются условия для сравительно беспрепятственного прохождения волны через
атом, что дает малое сечение Qea.
В условиях обычных сварочных дуг при 5000 К < Тст <
< 12 000 К значения полных сечений Рамзауэра для взаимодей-
ствий Qe = Qea -|- Qei, вычисленные Меккером, составляют от
- (2...5) • 10~16 см2 для инертных газов до 5-10~14 м2 для щелочных
металлов (рис. 2.12), т. е. отличаются почти в 200 раз.
Возникает вопрос: когда и какие именно значения пробега
или эффективного сечения следует применять в расчетах?
Из рис. 2.11 видно, что эффект Рамзауэра и минимум сечения
Se — nQe соответствуют энергиям электрона порядка еи « 1 эВ.
41
Se ,см~'- Ла~’
Рис. 2.11. Зависимость общего эффектив-
ного сечения соударения электронов и
атомов для различных газов от энергии
электронов по Рамзауэру (штриховые
линии — газокинегические сечения)
Рис. 2.12. Эффективные попе-
речные сечения электронных со-
ударений для атомов с различ-
ным числом внешних электронов
(по Меккеру)
В плазме столба сварочной дуги при Тст = 5000... 10 000 К, как
будет показано ниже, средняя энергия электронов, имеющих
максвелловское распределение скоростей, равна 2kT и составляет
как раз 1,0...2,0 эВ. Поэтому для плазмы в инертных газах сле-
дует брать
Ae=l/Se, (2.15)
что отвечает минимуму соответствующей данному газу кривой
Рамзауэра.
В переходных областях дуги температуры электронов Те и
газа У. отличны, термическое равновесие не соблюдается (Те =#
Уд) и электроны могут набирать энергию до (0,5... 1,0) и, или
ив, т. е. до 10...20 эВ. На рис. 2.11 это примерно соответствует
газокинетическим сечениям молекул.
Средний газокинетический пробег иона в слабых полях Л,
мало отличается от пробега молекул, т. е. для ионов (если диа-
метры иона и молекулы считать равными)
Л, « Л*. (2.16)
В сильных полях, где v, эм, молекулы можно считать непод-
вижными, тогда
А, = V 2Аи (2.17)
42
Скорость электронов и в слабых полях много больше скорос-
ти молекул ve 3> рм. Кроме того, согласно кинетической теории
газов электрон можно считать точкой (de dK). Это значит, что
электрон может подойти к центру молекулы на расстояние d/2,
поэтому площадь круга эффективного соударения Qea будет вчет-
веро меньше. Учитывая это, получим газокинетический пробег
электрона:
Ле = V2 -4ЛМ ® 5,6ЛМ. (2.18)
Например, в воздухе при Т = 300 К и атмосферном давлении для газов
Л* = 1-10"7 м. В плазме при Т = 6000 К Лм будет в 20 раз больше [см. фор-
мулу (2.12)], а Л„» 20-5,6-10“7 = 10“5 м.
Такое значение Ле (» 10“5 м) часто принимают при расчете в переходных
зонах дуги наряду с Л, » 10“’ м.
Вычисленный по Рамзауэру пробег электрона в плазме Ле
может отличаться от газокинетического в десятки раз.
УПРУГИЕ И НЕУПРУГИЕ СОУДАРЕНИЯ.
ТЕРМИЧЕСКАЯ ИОНИЗАЦИЯ
Электрическое поле дуги напряженностью Е сообщает за 1 с
энергию /£ электронам и ионам в 1 м3 столба. Электроны в связи
с подвижностью воспринимают наибольшую часть этой энергии и
в результате соударений передают ее атомам и ионам.
Возможны два рода соударений — упругие и неупругие:
/£ = шупр + ш„еуПр. (2.19)
Электрон, который близко подходит к атому, отталкивается
электронным облаком, но нарушает, в свою очередь, располо-
жение облака. Окончательный результат зависит от скорости
электрона (его энергии и направления движения). Медленный
электрон легко отражается, а атомное электронное облако пре-
терпевает лишь незначительное возмущение; это так называемое
упругое соударение. Классически его можно представить как
столкновение двух идеально упругих шаров, обменивающихся
кинетической энергией. Изменения потенциальной энергии атома
здесь не происходит.
Результатом упругих соударений электрона с тяжелыми частицами будет
увеличение кинетической энергии последних, т. е. повышение температуры плазмы.
Энергия тепловых электронов в сварочной дуге составляет порядка 1 эВ,
так как ШуПр = mv2/2 = (3/2)kT, и если Т » 5800 К, a k » 1/11 600 эВ/K, то
kT = 0,5 эВ, а (3/2) kT — 0,75 эВ. Обычно тепловую энергию оценивают значе-
нием kT, а не (3/2) kT.
• При неупругих соударениях частиц энергия пере-
дается в виде энергии диссоциации wA, возбуждения wB или
ионизации wt, причем за одно столкновение может быть передано
сразу несколько электрон-вольт. При этом электрон нейтрального
атома переходит с низкого уровня на более высокий, потенциаль-
ная энергия атома растет и атом возбуждается либо ионизируется.
43
Значения энергии диссоциации шд молекул различных газов при-
ведены ниже:
Газ ............Н2 О2 N2 F2 СОг
шд, эВ . . . 4,48 5,08 7,37 1,6 9,7
Запасаясь в возбужденных атомах, энергия вновь уходит из
них в виде излучения — столб дуги светится.
ПОТЕНЦИАЛ ИОНИЗАЦИИ
Ионизацию можно рассматривать как крайний случай воз-
буждения, когда электрону сообщается энергия большая, чем
самый высокий возбужденный уровень атома.
Энергию, которая должна быть сообщена электрону для его
ионизации, часто выражают в вольтах (точнее в электрон-воль-
тах) и называют соответственно потенциалом ионизации — Ut.
Условия неупругого соударения электрона е при напряжении
поля U можно записать так:
eU шд (или ш3; w,). (2.20)
Значения первых потенциалов ионизации UL некоторых ато-
мов приведены ниже.
Cs К Na Са Fe Н О N Ar F Ne Не
Атом ....
U,, эВ. . . 3,9 4,3 5,11 6,08 7,83 13,53 13,56 14,5 15,7 18,6 21,5 24,5
Неупругие соударения частиц между собой при высоких тем-
пературе и плотности газа приводят к так называемой терми-
ческой ионизации, которая возникает за счет кинети-
ческой энергии частиц. Наиболее вероятна схема электронного
удара:
ебыстр 4“ А^-ь-А^ 2емедл • (2-21)
атом ион
После неупругого соударения оба электрона будут обладать
малыми скоростями и вновь начнут ускоряться электрическим
полем.
Ионизация холодной плазмы осуществляется весьма неболь-
шим числом высокоскоростных электронов, соответствующих
«хвосту» максвелловского распределения. Поэтому неупругих
столкновений в сварочном столбе дуги обычно значительно мень-
ше, чем упругих.
Энергия ионизации зависит от строения атома, т. е. от его
места в периодической системе элементов (рис. 2.13). Она
представляет собой периодическую функцию атомного номера
элемента Z и снижается с уменьшением номера группы и уве-
личением номера периода таблицы Менделеева. Наименьший
потенциал ионизации 1/, — 3,9 эВ имеют пары Cs (см. выше).
Единственный валентный электрон у щелочных металлов I груп-
44
Рис 2 13 Потенциалы ионизации элементов в зависимости от их поряд-
кового номера z в таблице Менделеева
пы слабо связан с ядром, поэтому и энергия ионизации этих
металлов невелика. Наивысший потенциал Ut — 24,5 эВ наблю-
дается у самого легкого из инертных газов — гелия Не. Оболочка
благородных газов заполнена и поэтому наиболее прочна.
Фотоионизация. Атомы и молекулы могут возбуждаться не
только при соударениях между собой или с ионами и электрона-
ми, но и путем поглощения квантов излучения. Такие кванты
в дуге появляются при рекомбинации других сильно возбужден-
ных атомов.
Условие фотоионизации
hv eU„ (2.22)
где h — 4,13-10-15 эВ-с — постоянная Планка.
Имея в виду, что частота колебаний
v = с/Л,
где с — скорость света, можно определить длину волны Л, элек-
тромагнитного излучения, м, способного вызвать ионизацию ато-
мов:
Л,= /ic/(et/,) = 4,13 -10~15 • 3- 10,0/ОСЛ) = 12,4 • ННДеУ.). (2.23)
Чем больше потенциал ионизации элемента Ut, тем меньше
требуемая Л,. Для сварочной дуги, где U, лежит в пределах 4...
25 эВ, соответствующие длины волн находятся в ультрафиолето-
вой части спектра.
Например, для аргона
Ut = 15,7 эВ; Л, = 1240/15,7 = 78,5 нм,
а для щелочных металлов Ut = 4...6 эВ; А, = 200,0...300,0 нм.
Фотоионизация в плотной плазме, видимо, незначительна по
сравнению с термической ионизацией, причем выделить их доли
расчетным и опытным путем пока не удается.
45
Деионизация. В любой точке стационарного разряда концент-
рация заряженных частиц любого типа определяется равенством
скоростей образования и потерь частиц в этой точке. Иониза-
ция в плазме приводит к разделению зарядов, но электрическое
притяжение ограничивает степень возможного разделения и
плазма, как будет показано ниже, остается квазинейтральной.
Наряду с ионизацией непрерывно происходят уравновешивающие
ее процессы деионизации. К ним относятся рекомбинация заря-
женных частиц в нейтральные, захват электронов (прилипание),
дрейф проводимости и диффузионные процессы, выравнивающие
концентрацию (амбиполярная диффузия).
Рекомбинация. Скорость рекомбинации ионов, электронов н
нейтральных частиц при их концентрации nt, пе, п определяется
коэффициентом рекомбинации R по уравнению
dnt/dt — drie/dt = dn/dt — — Rn?, (2.24)
причем коэффициент R тем больше, чем больше плотность час-
тиц. Он зависит также от типа частиц, времени их жизни и раз-
меров ионов, от наличия близко расположенных тел (нейтраль-
ных атомов воздуха или охлаждающих стенок).
Проводимость газового промежутка определяют прежде всего
электроны как высокоподвижные частицы. Захват электронов
атомами (прилипание) и ионами в процессе рекомбинации мож-
но в некоторых случаях рассматривать как процесс обратимый,
а в других — как практически необратимый процесс.
Например, процесс Na+4-e^Na° можно считать обрати-
мым. Если же при сварке в состав покрытия или флюса вводят
плавиковый шпат СаЕг, то в этом случае может происходить
необратимый захват электрона фтором.
Захват электронов с образованием тяжелых отрицательных
ионов может осуществляться и другими атомами металлоидов,
которые обладают довольно большим сродством к электрону
(3...4 эВ). В дуговом разряде под флюсом из галогенов могут
происходить, например, такие процессы:
F4-e->F-'4-3,94 эВ; О 4~ е->О~Ч 3,8 эВ;
С1 4- е->СГ' 4- 3,7 эВ; Н + е -+ Н“' 4- 0,76 эВ.
Порядок энергии электронного сродства таков, что указан-
ные процессы могут считаться обратимыми. Но быстрая реком-
бинация молекул из этих ионов с положительными ионами метал-
лов (/?, велико) приводит к более интенсивной деионизации раз-
рядного промежутка.
ИЗЛУЧЕНИЕ ПЛАЗМЫ
Явление рекомбинации электрона с ионом заключается в том,
что свободный электрон, пролетая в поле иона, захватывается
последним и переходит в связанное состояние. При этом осво-
бождается энергия, равная сумме кинетической энергии свобод-
46
Рис. 2.14 Схематическое
изображение возможных
энергетических переходов
при рекомбинации элект-
рона и протона (диаграм-
ма энергий)
Рис 2.15. Сплошной спектр излучения
столба дуги в сравнении с солнечным
спектром (Е. Ролласон, Е. Ван-Сом-
мер н)
ного электрона и его энергии связи. Например, если электрон
с энергией we захватывается протоном и в результате образуется
нормальный атом водорода, то полный выигрыш энергии соста-
вит ws + 13,6 эВ (рис. 2.14).
Заштрихованная область на диаграмме энергий соответствует
свободным электронам. Кинетическая энергия их отсчитывается
от нулевой линии вверх. Нормальное состояние электрона, свя-
занного в атоме водорода, соответствует отрицательной энергии
13,6 эВ.
Напомним, что за нулевой уровень энергии условно принимается состояние,
при котором связь между ядром и электроном разорвана и эти частицы разве-
дены на очень большое расстояние с пулевой кинетической энергией.
Освобождающаяся энергия может быть излучена в виде фотона с энергией
we + 13,6 эВ. Возможен также ступенчатый переход, при котором атом сначала
оказывается в одном из доступных возбужденных состояний, а затем перескаки-
вает на нормальный уровень. Это изображено на правой стороне диаграммы.
Тормозному излучению соответствует изменение энергетического состояния
электрона в заштрихованной области (переход между точками а и Ь).
Так как свободные электроны обладают непрерывным набо-
ром энергий, то фотоны, излучаемые в процессе рекомбинации,
образуют сплошной спектр, на который накладывается линей-
чатый спектр возбужденных атомов, образующихся при ступен-
чатых переходах.
Для сварочных дуг, имеющих Те~ Т, 104 К, излучение
рекомбинации преобладает над тормозным излучением электро-
нов и имеется преимущественно сплошной спектр с максимумом
в области видимого и ультрафиолетового диапазонов (0,3...
1,0 мкм). Спектр сварочной дуги в парах металлов приближает-
ся к спектру солнечного излучения с небольшим сдвигом от
последнего в сторону длинных волн (рис. 2.15).
47
Сплошной спектр интегрально дает наибольшую часть излуче-
ния дуги. Однако интенсивность отдельных линий линейчатого
спектра на фоне сплошного спектра гораздо выше. По частоте
(длине волны) и интенсивности определенных спектральных ли-
ний, излучаемых в разных зонах дугового разряда, можно судить
о концентрации возбужденных атомов и, следовательно, о темпе-
ратуре зоны. Сравнивания интенсивности спектральных линий, су-
дят об электронной температуре плазмы и степени приближения
ее к термодинамическому равновесию. Важные сведения о плот-
ности электронов в плазме получают, измеряя уширение спект-
ральных линий.
2.4. Элементы термодинамики плазмы
ЭЛЕКТРОННАЯ И ИОННАЯ ТЕМПЕРАТУРЫ
Для обычных сварочных дуг, горящих в среде при давлении
порядка атмосферного, столб дуги представляет собой плазму.
В полностью ионизированной плазме нейтральные частицы отсут-
ствуют.
Плазма дуги квазинейтральна (т. е. почти нейтральна), так
как в ней отрицательный заряд электронов почти точно нейтрали-
зует положительный заряд ионов.
Однако так как электроны гораздо
подвижнее, чем положительные ио-
ны, то поле заставляет электроны
быстро уходить к аноду и столб дуги
имеет положительный потенциал от-
носительно катода.
Термическое равновесие в дуго-
вом промежутке будет полным, ког-
да частота появления всех возмож-
Рис. 2.17 Радиальное рас-
пределение температур Те
и Гд в столбе дуги
Рис. 2.16. Электронная температура
Те и температура газа Гд = Т, в
столбе дуги в зависимости от давле-
ния
48
ных энергетических состояний удовлетворяет распределению
Максвелла — Больцмана. В плотной среде столба дуги столкно-
вения между частицами приводят к быстрому установлению ло-
кального равновесного состояния. Напротив, в разреженной
плазме, где столкновения частиц редки, могут длительное время
существовать состояния, далекие от равновесия. Столкновения
частиц становятся редкими и при высоких температурах в так
называемой горячей плазме, когда энергия теплового движения
kT= 10... 100 эВ и более. Плазма, имеющая kT порядка 1 эВ
(11 600 К), в физике считается холодной плазмой.
Основное понятие термодинамики — понятие температуры,
которая характеризует значение энергии и ее распределение меж-
ду частицами вещества. В разреженной или в горячей плазме
электронная Те и ионная Т: температуры не равны между собой
(рис. 2.16), но с увеличением давления газа их значение и рас-
пределение по сечению столба дуги становятся почти одинаковы-
ми (рис. 2.17). Ионная температура близка к температуре газа
Г-~ тЛ.
Рассмотрим кратко границы применения термодинамических
характеристик в сварочной плазме.
ТЕРМИЧЕСКОЕ РАВНОВЕСИЕ
Показателем термического равновесия в системе служит ра-
венство температур всех ее составляющих. Покажем, например,
что в дуге существует локальное термическое равновесие, кото-
рое устанавливается достаточно быстро.
Электроны при плотности тока i от электрического поля F
получают в 1 м3 за 1 с энергию
w=jE = eneVeE - enebeE2 = е2ПеЕ2т/те, (2.25)
где be=Ve!E — подвижность электрона; о = еЕт/т — см. форму-
лу (2.1); т — время пробега электрона.
Для определения полного числа условных столкновений, ис-
пытываемых электроном за 1 с, надо сложить частоты v всех
видов столкновений: с ионами (vei= 1/те1), с атомами (vea= 1/теа)
и электронами vee — 1/тее. (2.26)
Однако для плотной плазмы важно наличие тяжелых s-час-
тиц (ионов, атомов), при столкновении с которыми вектор ско-
рости электронов претерпевает хаотическое (в среднем равномер-
ное) рассеяние. При этом становится возможным превращение
кинетической энергии электронов в энергию беспорядочного теп-
лового движения других частиц. Полная нерегулярность направ-
лений скорости электронов достигается уже после небольшого
числа столкновений. Формула для xes имеет вид
Xss — Te/Ve= l/^VeHeQe) — 1 /(VeSe) . (2.27)
49
Положим rte=102lt м-3; uc=106 м/с (см. § 2.1).
Сечение Рамзауэра для столкновений электронов с тяжелыми
частицами Qe= 10-Я) м2 (см. рис. 2.12), а
Se = neQe= 1024 • 10“20= 104 м~'.
Тогда для плазмы дуги в аргоне получим время пробега:
Tes= 1 /(Ю8• 10") « 1(Г12 с,
т. е. время установления равновесия мало.
При каждом столкновении электрон отдает свою избыточ-
ную (но не полную) энергию, полученную от поля Е пропорци-
онально отношению 2 melms.
Таким образом, для выравнивания температуры газа и элек-
тронов необходимо число ms/(<2те)= 103...105 соударений (здесь
103 соответствует примерно отношению масс в водородной плаз-
ме, где msm 1840оте, а 10“ относится к аргоновой или ртутной
плазме). В то же время электроны непрерывно получают
энергию от поля. Поэтому устанавливается электронная темпера-
тура Те, которая превышает температуру газа Тл на небольшую
величину АГ. Энергия }Е, полученная электронами от поля,
должна быть равна энергии, отдаваемой электронами частицам
газа при столкновении вследствие разности температур:
/Е = е2ПгЕ2те5/оте = (3/2)/г(7’е — rj(2me/ms)neves. (2.28)
Учитывая, что частота соударений в секунду v = 1/т, x=’k/v,
а при максвелловском распределении скоростей электронов в
плазме их средняя квадратичная скорость ЗкТе/гПе, [см.
раздел 2.5], получим, разделив обе части на (3/4) kTe'.
\Т/Т=(Те-Тл)Те= [ms/(4me)] (ME)2/[(3/2)Л?;]2<SC 1(2.29)
Здесь ME — энергия Дш, получаемая электроном от поля
на участке пробега Хе, а (3/2) kT — энергия w теплового движе-
ния электрона. Для термического равновесия необходимо, чтобы
!\w/w и относительная разность температур были значительно
меньше единицы. Учитывая, что по формуле (2.11) Х = kT/(pQea),
получим
\w/w, = eE X/ [(3/2) ЛГ] =(2/3) (e/Q^E/p. (2.30)
т. е. Лш определяется в основном отношением Е/р.
Из формул видно, что равновесие легче достигается при ма-
лой напряженности поля Е, повышенном давлении (малый про-
бег Хе) и высокой температуре газа.
Для оценки равновесия в столбе различных сварочных дуг
рассмотрим следующие примеры:
Пример 1. Приняв для W-дуги в аргоне psslO5 Па, Qeo = 2,5- 1О~20 м2,
Е = { 103 В/м, = 3 10~6 м, tnx,/me = 10s, kT 2 эВ, т. е. окло 23 000 К, полу-
чим:
2 16- 10-19 10~3
Дш/а>г=у 25.10~^ "~ну~~0-05 <окол° 5%>:
50
AT _ 105
Т ~Г
(3- 1О Ь -1 - ю3)- _
[(3/2). 2]2 “
10- '/4 = 0,025,
т. е. около 2,5%.
Вывод: термическое равновесие в столбе дуги существует.
Пример 2. В плазме вакуумной дуги при давлении р=10Па (около 10“1 мм
рт. ст.) в парах железа:
<ЭЙ = 50-10“2° м2 и £=102В/м.
Расчет по формуле (2.30) дает
, , 2 1,6-10“19
Л W / W ==------------Ч7Г
' 3 50-10“20
ю2
10
2,0,
т. е. энергия, получаемая электронами от поля, здесь значительно больше, чем
их термическая энергия, что должно привести к росту электронной температуры.
Действительно, принимая т,/m, = 104 и учитывая, что ?. = kT(pQ) при Т х
«5800 К; ЛГ = 0,5 эВ = 0,8-10“19 Дж, получим:
а) для р= 105 Па
е
0,8-10“19
1О5-5О-1О“20
2-10“6 м,
т. е. пробег мал по сравнению с длиной дуги;
б) для р=10Па пробег увеличивается при T = const в 104 раз и /.<• состав-
ляет 2-10“2 м —20 мм, т. е. пробег соизмерим с длиной дуги.
Приняв условно Те~ 1,6-105 К, kTя» 15, получим по формуле (2.29)
АТ/Т
104
(2-10~2.102)2 _
[(3/2). 15]2 •
Вывод: в вакуумной дуге термического равновесия нет и электронная темпе-
ратура Те превышает температуру газа Гд в десятки раз.
В дугах низкого давления, а также в переходных зонах дуги,
где Е велико, отношение Е/р велико, Ада растет и термическое
равновесие нарушается.
КВАЗИНЕЙТРАЛЬНОСТЬ
Всякое разделение зарядов приводит к возникновению элект-
рических полей. Согласно законам электростатики, если на
длине г, см, имеется объемный заряд плотностью q, то он создает
электрическое поле, которое по уравнению Пуассона равно Е —
— Anqr. Пусть в 1 см3 имеется Ап «лишних» электронов сверх
тех, которые точно нейтрализуют заряд ионов. Тогда
q = e/An,
(2.31)
а Е =4л« 300- 4,8- 10 l0Anr»2- 10 6Anr. Для воздуха п —
= 2,7ХЮ19 молекул или ~5 • 1025 атомов на 1 м3.
Пример 4. Представим, что воздух перевели в состояние плазмы при избы-
точной ионизации электронов х=1%. Тогда n = 5 - 1023 м“3. Допустим, что на
Ллинег = 1 см Ап = 1 %. Тогда при Апе = 5 • 1021 м“3 возникает поле Е =2- 10“6Х
ХДпег=10'° В/см — 10’ В/м и объемная сила f = Eq = 10’-5-IO17-1,6Х
X10“19 = 72-10" Н/м3.
Полученные в расчетах силы в миллион раз больше наблюда-
емых, поэтому ясно, что в плотной плазме, где пе= 1022...102lt м~3
51
(при р^Ю’Па), разделение зарядов может быть лишь невооб-
разимо ничтожным. Оно становится заметным только при очень
малых расстояниях. Для оценки квазинейтральности в физике
плазмы установлено понятие временного и пространственного
масштабов разделения зарядов. Пространственное разделение
измеряется дебаевским радиусом поляризации
rD^^/TjW. (2.32)
Согласно условию (2.32), если размеры области, занимаемой
ионизированным газом с заданной концентрацией п = пе и элект-
ронной температурой Те, значительно превосходят rD, то внутри
этой области можно считать а если есть многоразрядные
ионы с зарядом z,-, то
SZ(«, = nc. (2.33)
Это и есть условие квазинейтральности — основное
условие, при соблюдении которого скопление заряженных частиц
может называться плазмой.
Пример 4. Определим дебаевский радиус поляризации для сварочной высоко-
ионизированной плазмы при р=105Па, Г= 10 000 К и пе= 10*’ см-3:
rD< 5 /104/1024 м = 5• 10“10 м.
Для данного случая только в кубике газа со стороной меньше 5 им, т. е.
только при микромасштабах, можно определить разницу Д/г концентрации ионов
и электронов.
Вывод: в обычной дуге плазма квазинейтральна.
Пример 5. Проделаем те же расчеты для сварки в вакууме при р=10Па.
Примем, как в примере 3, Те ~ 160 000 К, kT = 15 эВ = 25- 10_|э Дж. Тогда Пе =
= p/(kГ) = 10/(25- 10-19)«4- Ю18 м-3,
rD =5 1^4 ~5-2 /10“ 8= 10-10“4 см — 10 мкм.
Вывод: при сварке в вакууме размер дебаевского радиуса на три порядка
меньше размеров столба дуги, поэтому дугу можно считать все еще квази-
нейтральной.
ПЛАЗМА КАК ИДЕАЛЬНЫЙ ГАЗ
Известно, что внутренняя энергия идеальных газов не содер-
жит потенциальной энергии взаимодействия между частицами.
Идеальный газ — это система частиц, силами притяжения и раз-
мерами которых можно пренебречь. Вследствие высоких темпера-
тур плотность частиц в сварочной плазме, несмотря на сравни-
тельно высокие давления р, настолько мала, что практически
часто можно считать справедливыми уравнениями идеального
газа, в том числе основной закон газового состояния для 1 моля
pV=RT. (2.34)
Его удобно записать в виде
p — nkT, (2.35)
52
где п = пе + rii 4-n0; k = R/N\ п—N/V\ 7? = 8,31 Дж/(мольХ
X К) — универсальная газовая постоянная; А/ = 6,02 • 1023 моле-
кул/моль — число Авогадро.
Пример 6. При р = 105 Па из (2.35) получим п = p/(kT} = 7,34 • 1027 (1/Т) м-3.
Если / = 300 К, то n = p/(W)=7,34-1027(3-102)«2,7-1025 м~3.
Это так называемое число Лошмидта. В плазме дуги на воздухе при р =
= 105 Па и 7=6000 К, несмотря на ионизацию, общее число частиц в 1 см3
уменьшится почти в 20 раз и будет порядка п = р/ (kT) = 1024 м-3.
Отступления от модели идеального газа для плазмы связаны
с двумя явлениями, существующими только при больших плот-
ностях: электрическим взаимодействием и так называемым вы-
рождением.
УРАВНЕНИЕ САХА
Плазму, находящуюся в термическом равновесии, т. е. имею-
щую практически одинаковую температуру для всех частиц,
называют часто термической плазмой. Для нее, как указывалось
выше, соблюдаются условия квазинейтральности и, за исключе-
нием предельных случаев высокого давления, законы идеальных
газов. По виду плазмы сварочные дуги при атмосферном давле-
нии могут быть отнесены к категории дуг термического типа.
Можно рассматривать термическую ионизацию, как обратимую
химическую реакцию газов:
А+-\-е работа ионизации. (2.36)
Напомним, что степень ионизации — это отношение числа
ионизированных частиц (ионов или электронов) в плазме к числу
первоначально взятых х= rii/(na-{- ш) = пе/(па-\- пе).
Из константы равновесия реакции степень ионизации х опре-
деляется уравнением Саха (1921):
[ х2/( 1 — х2)]р == 2,4 10-4а2Г5/2ехр[—еи,/(йГ)], (2.37)
где а2 — gegi/go = 2gi/go — квантовый коэффициент; х, р, kT,
eui — соответственно степень ионизации газа, его давление, тем-
пература и энергия ионизации; g — статистический (квантовый)
вес, отвечающий числу возможных состояний частицы с одинако-
вой энергией. Для электрона ge — 2, что соответствует двум нап-
равлениям спина. Для ионов и нейтральных атомов значения
gi и go вычисляют, исходя из строения атомов.
Значение а2, вычисленное К. К. Хреновым, для различных
элементов колеблется в пределах от 1 до 4:
для атомов с регулярным
Группы периодической системы
а2..........................
строением оболочки
I II III IV
1 4 14/3
для атомов с нерегулярным строением оболочки
Элементы.....................Сг Мп Fe Си
«2..........................8/7 7/3 12/5 3
V VI VII VIII
3/2 8/3 3 4
Nb La W Th
1 1 8/5 4/3
53
Рис. 2.18. S-образные кривые степени ионизации различных эле-
ментов в зависимости от температуры при атмосферном давлении
Иногда буквой а1 обозначают отношение gi/g. Тогда коэффици-
ент в формуле (2.37) меняется с 2,4 на 3,2.
Кривые зависимости степени ионизации от температуры,
вычисленные по уравнению Саха, имеют S-образный вид (рис.
2.18). Например, при атмосферном давлении для калия (ц,=
= 4,3 В) хх 1 при 11 000 К; для водорода («,= 13,5 В) хтх 1 при
24 000 К; для гелия (н, = 24,5 В) х« 1 при 50 000 К.
Однако надо иметь в виду, что уравнение Саха дает резуль-
таты, близкие к опытным, только при малых степенях ионизации
1. При 6000 К расчет по уравнению (2.37) дает для Na ха?0,21;
для Аг х«0,23- 10~4. Следовательно, степень ионизации Аг
по сравнению с Na меньше в 104 раз.
эффективный потенциал ионизации
Так как дуговой разряд существует обычно не в однородном
газе, а в смеси газов и паров, находящихся при высокой темпе-
ратуре, то необходимо знание эффективного потенциала иони-
зации. Практика показывает, что в смеси газов в большей сте-
пени ионизируется газ с наименьшим щ. Расчет эффективного
потенциала термической ионизации смеси и0 был выполнен
В.В. Фроловым.
Под «о смеси, обладающей степенью ионизации х0, следует
понимать потенциал ионизации некоторого однородного газа, в
котором (при температуре н общем давлении смеси) число заря-
женных частиц такое же, как и газовой смеси:
Г । -51 1/2 / 58001/л
ц°=~ 580Г1п2 v- exPb-y~% (2.38)
где для смеси k газов л,- — концентрация i'-го газа в смеси; и,- —
потенциал ионизации 1-го газа в смеси; Т — температура, К.
54
Пример 7. Рассчитать «о в зависи-
мости от концентрации газовой смеси из
паров К и Fe: «к = 4,32 В; uFe= 7,83 В.
Предположим, что 7 — 5800 К. Тогда
Ио=- ПпК^е-’^ + ^е-7-’3).
Результаты расчета показаны на
рис. 2.19.
Следовательно, сравнительно
небольшие добавки ионизаторов
достаточны для обеспечения ста-
бильности горения дуги при свар-
ке под флюсом или покрытыми
электродами.
Рис. 2.19. Изменение эффективного
потенциала ионизации в системе
паров К—Fe
2.5. Явления переноса, баланс энергии и температура
в столбе дуги
Направленное движение ионов и электронов в плазме может
быть вызвано двумя причинами: электрическим полем, создаю-
щим ток, или же разницей в концентрации частиц между раз-
личными участками плазмы. Кроме того, в неравномерно нагре-
той плазме обмен частицами между областями с различной тем-
пературой создает механизм плазменной теплопроводности, бла-
годаря которому через плазму идет поток тепловой энергии. Пе-
речисленные процессы объединяются общим названием—явление
переноса. Они обеспечивают переход от неравновесного к равно-
весному состоянию.
Как отмечалось выше, скорости и энергии частиц в плазме
распределяются по закону Максвелла — Больцмана. Средняя
квадратичная скорость частиц может быть определена из равен-
ства
mv2/2 = (3/2)kT, откуда f =д/3kT / т=^3RT/A, или
pad,6- 102 V Т/А,
где А — атомная масса числа, а Т — температура газа, К.
Значения средних квадратичных скоростей различных частиц
при Т а 6000 К приведены ниже:
Частицы Н Не С О Аг Hg Электроны
V, м/с........ 12-103 6-Ю3 4-Ю3 З-Ю3 2-Ю3 1-Ю3 5-Ю5
ЭЛЕКТРОПРОВОДНОСТЬ
Плотность тока / в плазме будет равна сумме электрических
зарядов, пересекающих единичную площадку за 1 с.
Если дрейфовая скорость зарядов ve, то согласно уравнениям
55
j=eneve=(nee2/те)тЕ = уЕ, (2.39)
где X — электропроводность.
Здесь т характеризует среднее время пробега электронов по
отношению к таким столкновениям, в результате которых тормо-
зится электронный поток, поэтому
1/тг= 1/т«-|- 1/т«о. (2.40)
Столкновения электронов между собой не учитываются, так
как они не приводят к торможению электронного потока.
Представляют интерес два крайних случая электропровод-
ности плазмы: а) полностью ионизированная плазма при х = 1,
по=0; в) слабо ионизированная плазма при x<gl, По^п^Пе
(при однозарядных ионах).
В полностью ионизированной плазме Qea=0, т = т«, пе =
= n.z и
А. = 0,9- \tfT2/2/z, (2.41)
где z — заряд ионов.
Оказывается, что в этом случае у не зависит от концентра-
ции электронов пе, так как с ростом пе уменьшается время про-
бега т«; при одной и той же температуре у тем больше, чем мень-
ше z — заряд ионов; 1 растет пропорционально Г2/3, т. е. весьма
быстро. Например, при Те= 15 • 106 К. водородная плазма имеет
такую же электроводность, как обыкновенная медь при ком-
натной температуре:
107 См/м.
Для слабо ионизированной плазмы торможение электронов
происходит главным образом из-за столкновений с нейтральными
атомами и молекулами. В этих случаях Qe, мало и согласно урав-
нению (2.27) ___
Т —— Tea — 1 /(rto^Qea) •
Электропроводность согласно уравнению (2.4)
у = (пе/п0) (e2/me)'i/(uQea). (2.42)
Черта над произведением vQea означает, что берется среднее
значение этого произведения с учетом распределения электронов
по скоростям и зависимости Qea от ve- Из формулы (2.42) видно,
что электропроводность слабо ионизированной плазмы попорци-
ональна степени ионизации Пе/пъ- Поэтому у должна быть мала
из-за недостатка в носителях тока. Она в десятки тысяч раз
меньше электропроводности меди.
АМБИПОЛЯРНАЯ* ДИФФУЗИЯ
Направленные потоки ионов и электронов в плазме могут
возникать не только под действием электрического поля, но и
при условиях, когда концентрация частиц в различных точках
* От лат. ambios — оба.
56
неодинакова. Силой, приводящей в движение частицы, здесь бу-
дет разность давлений.
В слабо ионизированной плазме давление электронного и ион-
ного компонентов мало по сравнению с давлением нейтрального
газа, поэтому при диффузионном движении заряженных частиц,
так же как и при прохождении тока, происходит не перемещение
всей массы вещества, а только перемещение составляющих.
Характерной особенностью процесса является то, что по усло-
вию квазинейтральности скорости диффузии электронов и ионов
должны быть одинаковы. Поскольку электроны обладают боль-
шой подвижностью, они опережают ионы, создавая благодаря
этому опережению электрическое поле, которое сильно тормозит
их и слегка ускоряет тяжелые ионы. В результате происходит
выравнивание скоростей и весь процесс идет со скоростью,
близкой к той, которая в отсутствие электрического поля соответ-
ствовала бы диффузионному движению ионов.
Такой процесс совместного движения ионов и электронов
через газ получил название амбиполярной диффузии.
ТЕПЛОПРОВОДНОСТЬ ПЛАЗМЫ
Теплопроводность плазмы также обусловлена движением час-
тиц. Главную роль в переносе теплоты от более горячих участ-
ков плазмы к холодным играют электроны (благодаря большей
тепловой скорости). Если вдоль некоторого направления суще-
ствует перепад температур, то электроны с большими энергиями
идут в одну сторону, а с меньшими — в другую.
В результате появляется поток тепловой энергии qT в сторону
более холодных слоев плазмы, пропорциональный относительной
величине перепада температур, т. е. температурному градиенту:
^=-^rad7’, (2.43)
где X — коэффициент теплопроводности., называемый далее для
краткости — теплопроводность.
Для плазмы Х = т. е. учитывается атомный и элект-
ронный механизмы теплопередачи. Причем
А,а=(1 /2)knavaT; (2.44)
Хе= (2/3)АпеОеАе( 1 +х) . (2.45)
В центре столба дуги из-за большого и ve будет а
ла границах столба значение А.е мало, так как мало пе.
Подставляя в уравнение (2.44) значения k— 1,38 • 10~23 ДжХ
X К-1 A=1/(«Q) [см. формулу 2.9], v = 1,6- 102 д/ Т/А [см.
уравнение (2.38)], получаем
l-10-21(l/Q)VTM. (2.46)
57
САМОРЕГУЛИРОВАНИЕ СТОЛБА ДУГИ
Сварочная дуга в широких пределах представляет собой само-
регулирующуюся систему. Уравнение Саха в этом плане может
рассматриваться как условие саморегулирования столба по х, р, Т,
т. е. по степени ионизации, давлению, температуре.
В дуге автоматически устанавливается также минимальная
напряженность Е. Согласно принципу Штейнбека, описывающе-
му это явление, температура Т столба дуги и его токопроводя-
щий радиус R при данном токе /ив данной среде должны быть
такими, чтобы напряженность в столбе была минимальной:
дЕ/дТ = 0; dE/dR = 0. (2.47)
Саморегулирование по радиусу подтверждается тем, что с
ростом тока увеличивается сечение столба и напряженность па-
дает.
БАЛАНС ЭНЕРГИИ В СТОЛБЕ ДУГИ
Пренебрегая очень небольшой долей энергии, получаемой ио-
нами при их ускорении в продольном поле (ионный ток мал),
можно считать, что вся энергия, отбираемая разрядом от внеш-
него источника в столбе дуги, переходит непосредственно к
электронам плазмы.
Эта энергия расходуется на возбуждение и ионизацию моле-
кул газа, а также на повышение их кинетической энергии при
упругих столкновениях. В конечном итоге баланс мощности для
единицы длины столба дуги имеет вид
/£=Г„+ГТ+ГК, (2.48)
где Wn — потери столба дуги излучением; U7T и 117к — соответ-
ственно потери теплопроводностью и конвекцией.
Отношение W„/WK) зависит от режима дуги, формы
столба и рода атмосферы. Для слаботочных дуг, ограниченных
стенками, Эленбаас и Геллер пренебрегли и 1ГК и рассчитали
баланс энергии. Однако из опыта известно, что для дуг в парах
металлов при /=100...1000 А до 90% энергии столба дуги теря-
ется излучением. Спектр излучения таких дуг близок к спектру
абсолютно черного тела, т. е. они представляют собой эффек-
тивные излучатели. Для краткости будем ниже такие дуги назы-
вать металлическими или Ме-дугами.
Считая дугу цилиндрической по форме с постоянной плот-
ностью тока по сечению канала, К. К. Хренов (1949) принял
баланс мощности столба в следующем виде («каналовая» модель
Дуги):
IE = Ц7п = 2л/?ЭфО/’4, (2.49)
где оГ4 — удельное излучение по закону Стефана — Больцмана;
/?Эф — радиус токоведущего канала дуги.
58
Пример 8. Сравним потери 117, и столба «железной» дуги при 5000 К,
задавшись QFe = 50 ЛЧ0~20 м2, ЛТ/Ах = 10’ К/М, ЛРе = 54, 8 = 5,7-10~8 Вт/(м2
ХК’). Пользуясь формулами (2 49) и (2 46), получим
117, _ 1аДТ/Лх _ 10-2'(l/QFe)VF//ni0; _ 10~21 -0,2- 1О'!1-~У'5ООО/54-10’ ~
Ц7п ~ <j7'4 ~ еТ4 ~ 5,7-1О8- (5000)4 ~
ss 0,0003,
что подтверждает приемлемость каналовой модели
ТЕМПЕРАТУРА ДУГИ
Применяя далее уравнение (2.7) i=neeve, определяя кон-
центрацию электронов пе из уравнения Саха (2.38), как пе —
= хп, а также используя принцип Штейнбека, К. К. Хренов полу-
чил для температуры в столбе дуги
Т„х8О0и0, (2.50)
где ио — эффективный потенциал ионизации в плазме.
Опыт показал, что уравнение (2.50) справедливо для ручной
дуговой сварки плавящимся электродом, а для сварки под флю-
сом имеет вид
Г«1100ио. (2.51)
По длине столба температура принимается постоянной.
Для дуг, горящих в газовой среде (Аг, Не), на тугоплавких
катодах (уголь, вольфрам) каналовая модель, как правило, мало
подходит. Это обусловлено конической и колоколообразной фор-
мой столба дуги и непостоянством температуры по его длине;
различной излучательной способностью газов, которая у гелия,
например, весьма мала; наличием плазменных струй и т. д.
Однако для приближенной оценки средней температуры в
центре столба 117-дуг (вольфрамовых) можно принять
TtvIOOOuo, (2.52)
что в аргоне дает Т— 16 000 К, а в гелии Г=25 000 К. Это близ-
ко к опытным данным и соответствует тому факту, что основной
плазмообразующий газ в W-дугах — это обычно защитный газ,
а не пары металла.
ВЛИЯНИЕ ГАЗОВОЙ СРЕДЫ
Для сварки находят применение дуги с плавящимся и непла-
вящимся электродами, горящие в среде или в струе защитных
газов Аг, Не, СОг и др. Эти газы влияют на состав плазмы стол-
ба и, следовательно, на ее параметры «о, Qe, о1, от которых за-
висят температура столба, напряженность и плотность тока в
нем. При малых скоростях и ламинарном течении струи газов
вносимые ею изменения незначительны. Например, для сварки
плавящимся электродом свойства столба при атмосферном дав-
59
лении могут быть определены потоками паров электродов и мало
зависеть от состава защитной атмосферы. Тогда в расчет вво-
дятся константы «о, Qe, а2 для паров электродов. Опыты Г. И. Лес-
кова показали, что обдувание Me-дуги при /=200 А струей арго-
на, углекислого газа или воздуха при малой скорости течения
(около 1м/с) практически не изменило ее характеристики. Одна-
ко в вакууме и в парах воды Е меняется значительно (от 2 В/см
в первом случае до 80 В/см во втором).
Для сварки неплавящимся электродом (W, С и др.) состав
плазмы столба определяется в основном защитными газами. На-
пример, аргон, для которого и= 15,7 В, a Qe = 2,5 • 1О“20 м2, сни-
жает напряженность поля Е и увеличивает плотность тока. Нао-
борот, гелий, водород (соответственно Qe=5- 10~22 и 130Х
X 10~22 м2) увеличивают Е и снижают /. Следует учесть также,
что гелий и водород имеют высокую теплопроводность, способству-
ющую росту напряженности Е в столбе дуги.
Анализ проводимости вещества, а также элементарных про-
цессов и термодинамики плазмы показал следующее.
В сварочных дугах имеются три характерные зоны — катод-
ная, анодная и столб дуги. Столб сварочных дуг при атмосфер-
ном давлении представляет собой плазму с локальным термичес-
ким равновесием, квазинейтральностью и свойствами идеального
газа. В столбе вакуумных сварочных дуг термическое равновесие
может не наблюдаться, т. е. TeZ>{Tt= Тл). С помощью физики
элементарных процессов в плазме определяют потенциал иониза-
ции газов и,, эффективное сечение взаимодействия атомов с элек-
тронами (по Рамзауэру) Qe и отношение квантовых весов а2.
С использованием термодинамических соотношений (первое на-
чало термодинамики, уравнение Саха) определяют эффективный
потенциал ионизации иа, температуру плазмы столба Т, напря-
женность поля Е и плотность тока / в нем.
Приближенные формулы позволяют оценивать значения пара-
метров столба сварочной дуги и влияние отдельных факторов
процесса.
2.6. Приэлектродные области дугового разряда
Приэлектродные области электрического разряда — катодная
и анодная — представляют собой переходные зоны между твер-
дыми (или жидкими) поверхностями электродов и плазмой раз-
ряда. В катодной области сварочных дуг, как пока предполага-
ют, в основном протекают эмиссионные процессы. Другие гипоте-
зы появления электронов в катодной области пока не подтверж-
дены опытом.
Ниже приводятся основные положения теории эмиссии чистых
металлов и реальных катодов, встречающихся на практике при
дуговой сварке и электронно-лучевой обработке.
60
ЭМИССИОННЫЕ ПРОЦЕССЫ НА ПОВЕРХНОСТИ ТВЕРДЫХ ТЕЛ
Известны следующие виды эмиссии электронов твердыми те-
лами: термоэлектронная; автоэлектронная
(или электростатическая); фотоэлектронная
(или внешний фотоэффект); вторичная, возникаю-
щая при бомбардировке твердого тела тяжелыми частицами
(атомами, ионами) или потоком первичных электронов.
Существует еще так называемая экзоэлектронная
эмиссия. Она возникает на поверхностях, обработанных с
введением энергии извне (при резании и т. п.).
В сварочных Дугах превалируют процессы термо- и автоэлект-
ронной эмиссии.
Рис. 2.20. К определению внутреннего
потенциала решетки:
а — расположение ионов в одной из атом-
ных плоскостей металлического кристалла
(схематическое); б — распределение по-
тенциала вдоль линии АВ, параллельной
одной из атомных цепочек, в предположе-
нии, что потенциал внутри кристалла
постоянен; в — характер истинного рас-
пределения потенциала вдоль линии АВ
Рис. 2.21. Сопоставление потенциаль-
ного барьера с кривой распределения
электронов по энергиям. Масштаб
«хвоста» распределения Ферми вытя-
нут по вертикали
Термоэлектронная эмиссия. При достаточно высокой темпе-
ратуре все металлы испускают электроны, число которых быстро
возрастает с повышением температуры. Механизм этого явления
заключается в следующем.
.Электроны проводимости свободно перемещаются по всему
объему металла, но не могут выходить за его пределы. Этому
препятствует электрическое поле, действующее в узкой зоне, ко-
торую называют поверхностным потенциальным барьером или
просто барьером.
Потенциал U вдоль линии АВ внутри металла (рис. 2.20)
должен быть выше потенциала окружающего пространства, где
61
U=0, на величину ср; в теории металлов часто этот внутренний
потенциал считают постоянным. В действительности же он перио-
дически возрастает вблизи ионов кристаллической решетки ме-
талла.
Форма и высота барьера могут быть определены при вычисле-
нии работы, необходимой для удаления электрона из металла.
При низких температурах термоэлектронная эмиссия неизме-
римо мала, отсюда следует, что для всех металлов wa'3>Wf. Это
видно на рис. 2.21 слева, где дана кривая F(w) распределения
электронов по энергиям при Т О К. Напомним, что Wf — энер-
гия Ферми. Энергией, достаточной для эмиссии, обладают
только электроны, число которых изображается небольшой пло-
щадью выше уровня wa (заштрихованный участок). Таких элект-
ронов будет ничтожно мало при достаточно большом значении
разности wa — Wf и не очень высокой температуре.
Величина
Ф = гг)а — Wf, (2.53)
равная наименьшей энергии, которую нужно сообщить электро-
нам, имеющим максимальные скорости при Т=0 К, для того
чтобы они могли преодолеть поверхностный барьер, называется
эффективной работой выхода или просто работой выхода. От
температуры Ф зависит незначительно.
Заметим, что часто работой выхода называют величину
(р=ф/е. (2.54)
Значения <р представляют собой периодическую функцию
атомного номера элемента и примерно в 2 раза меньше потенци-
ала ионизации того же вещества (рис. 2.22).
Значения эмиссионных постоянных для некоторых металлов
приведены ниже:
Металл .... W Fe Fe Th Cs Li
ЧИСТ окисл
<р, в 5,52 4,74 3,92 3,53 1,93 2,39
А, А/(мм2-К2) . . ~70 ~60 ~70 — —
Л», к 3650 1812 1968 — —
Л, нм 273 262 — 660
Формула Ричардсона — Дешмана. Плотность термоэмиссион-
ного тока. Если число электронов, выходящих из эмиттера через
выбранный участок поверхности за единицу времени, равно
то плотность термоэмиссионного тока
М = ^тэ. (2.55)
Если wa — высота потенциального барьера металла и ось х
направлена перпендикулярно его поверхности, то эмиттированны-
ми будут электроны, для которых
mv2x/2^>Wa, аиД^2ша/т. (2.56)
62
Рис. 2.22. Значения потенциалов ионизации / и работы выхода 2 различных
элементов в функции их атомного номера
Значит, для вычисления Nr3 нужно проинтегрировать в пределах
от -\[2wa/m до оо выражение для числа электронов, имеющих
скорость от vx до Vx + dvx- Расчет на основании квантовых пред-
ставлений о распределении электронов в металле согласно ста-
тистике Ферми-Дирака дает выражение, известное как формула
Ричардсона — Дешмана:
^ = АТ2е-ф/^т\ (2.57)
где постоянная
A — 4nmk2e/К2 = 1,20 А/ (мм2 - КД.
Эмиттированные электроны имеют максвелловское распреде-
ление. Среднее значение их полной энергии w можно представить
в виде суммы
w = + + wz, (2.58)
где Wz, Wy, wz — энергия электронов для трех составляющих дви-
жения.
При движении в потоке вдоль оси х:
й^=^г = (1/2>7; wx = kT, (2.59)
поэтому
w=‘2kT. (2.60)
63
Рис, 2 23. Распределение потенциала в
плоском вакуумном диоде:
а — при небольших напряжениях и ми-
нимуме вблизи катода, 6 — при больших
напряжениях в режиме насыщения
Формула (2.60) показы-
вает, что начальные ско-
рости термоэлектронов неве-
лики. Например, для темпе-
ратуры катода Т — 3000 К,
что соответствует температу-
ре кипения железа, ш =
= 2^7 «0,50 эВ.
Влияние ускоряющего
поля. Эффект Шоттки. В
практических условиях на
поверхности электрода-эмит-
тера всегда существует поле,
тормозящее или ускоряющее
электроны. Если, например,
анодное напряжение Ua по-
ложительно, но не очень ве-
лико, то вблизи катода на-
капливается отрицательный
пространственный заряд.
Его поле тормозит электро-
ны и часть их возвращается
обратно на катод.
Распределение потенциа-
ла приобретает вид, пока-
занный на рис. 2.23, а для
вакуумного диода. Потен-
циальный барьер продолжает подниматься вне металла еще на
высоту ДУ сверх нормальной высоты барьера (ш0)ь/в = обус-
ловленной физическими свойствами эмиттера.
При увеличении Ua анодный ток растет, значение ДУ умень-
шается, поле на катоде делается ускоряющим (рис. 2.23, б).
Однако с увеличением Ua ток продолжает расти и дальше.
Это происходит в связи с уменьшением работы выхода. На
рнс. 2.24 кривая а, асимптотически приближающаяся к уровню
ДА, показывает изменение потенциальной энергии электрона в
отсутствие внешнего поля, т. е. обычный потенциальный барьер
металла. Линия b характеризует изменение энергии во внешнем
ускоряющем однородном поле. Когда накладываются оба поля,
форма потенциального барьера изобразится кривой с, представ-
ляющей собой сумму кривых а и Ь.
На кривой с имеется широкий максимум — «потенциальный
холм», вершина которого лежит ниже линии ДА. На том же ри-
сунке слева показано распределение энергии движения wx по
направлению, нормальному к поверхности, для электронов, попа-
дающих изнутри на границу металла.
При отсутствии внешнего электрического поля количество
электронов, преодолевающих потенциальный барьер, выражает-
ся частью площади под кривой распределения, лежащей выше
64
Рис. 2 24. Изменение формы потенциального барье-
ра при наличии ускоряющего поля (справа), функ-
ция распределения F(w,) (слева)
линии АА, а в ускоряющем поле, когда высота барьера умень-
шается, — частью площади под такой же кривой, лежащей выше
линии ВВ.
Изменение работы выхода электронов Дау под действием
внешнего поля называется эффектом Шоттки. Вычисление его
влияния показывает, что работа выхода при наличии ускоряюще-
го поля Фе будет равна
ф£ = Ф-Ьж = ф-еу2Е у2. (2.61)
Подставим значение заряда электрона е3/2 и получим умень-
шение работы выхода
Д<р = 3,8-10-4Е|/2. (2.62)
Тогда плотность тока ав-
тотермоэлектронной эмиссии
/„= А7’2ехр[ —(<р —А<р)/(ЛГ)],
или
/ат = /тэ ехр[ 3,8 • 10-4£"/2/(k Т) ] =
/тЭехр (4,39-уЁ Г) (2.63)
В условиях сварочной ду-
ги электроны, эмиттирован-
ные катодом, встречают ней-
тральные атомы столба дуги
и ионизируют их на пути
своего пробега. При этом
создается положительный
Рис. 2.25. Зависимость плотности авто-
термоэлектронного тока /ат с вольфра-
ма от напряженности поля у катода
с учетом эффекта Шоттки (заштрихо-
вана область реальных плотностей
тока в сварочных дугах):
Дф — изменение работы выхода, /„ — ав-
тоэлектронная эмиссия
3—923
65
пространственный заряд ионов, который увеличивает напряжен-
ность ускоряющего поля перед катодом.
Пример 9. Если s: 10...20 В, а ширину катодной зоны принять
и 10_° см, то напряженность поля (считая Е — const) при грубой оценке будет:
20 /10~3» 2 I О' В/см.
Принимая температуру катода Т = 3000 К, что близко к Гк„„ железа, получим
4,39>[Ё/Т « 0,3; у„/у„ = е0-3 ® 1,3.
В действительности Е распределено у катода неравномерно
и, по Маккоуну, еще зависит от доли ионного тока и /тэ. И поэто-
му, вероятно, может достигать 106...108 В/см, что дает увеличе-
ние /ат//тэ до 1О3...1О4 (рис. 2.25). Неоднородность катода может
также значительно изменить отношение /ат//тэ-
АВТОЭЛЕКТРОННАЯ, ФОТОЭЛЕКТРОННАЯ
И ВТОРИЧНАЯ ЭЛЕКТРОННАЯ ЭМИССИЯ
Туннельные переходы, При низкой температуре в силовых
электрических полях напряженностью Е около 5-107...108 В/см
наблюдается электронная эмиссия, быстро возрастающая с уве-
личением Е, а также с появлением поверхностных дефектов,
имеющих заострения и шероховатости. Так как Wa>Wh то при
низких температурах практически нет электронов с энергиями
Wx> Wa — bW. Следовательно, электроны проходят сквозь узкий
барьер непосредственно с уровня Ферми и ниже без затраты
энергии. Эти переходы носят название туннельных и объясняют-
ся волновыми свойствами электронов. Длина волны Ле равна
A.e — h/(tnv). (2.64)
Плотность тока автоэлектронной или, как ее еще называют,
электростатической эмиссии /аэ может быть определена по форму-
ле Фаулера — Нордгейма
j33 = yE2e~№i/2/E , (2.65)
где у и b — константы, зависящие от металла катода. Чем боль-
ше Е, тем уже барьер и больше /аэ.
Фотоэмиссия. При поглощении эмиттером светового излуче-
ния могут появиться электроны настолько большой энергии, что
некоторые из них преодолевают барьер и оказываются эмитти-
рованными. Это явление известно под названием внешнего фото-
эффекта. Для металлов условие возникновения фотоэмиссии (за-
кон Энштейна) имеет вид
йт^Ф + mu2/2, (2.66)
где v — скорость электрона после эмиссии.
Считая /iv = Ф, можно определить граничную частоту Vo и
длину волны Ао излучения, вызывающего фотоэмиссию:
то = Ф/й; Ао= с/то==сй/Ф
66
и аналогично формуле (2.23) получим
Ло~ 12 400/Ф,
(2.67)
где значение Ф выражено в электрон-вольтах.
Плотность тока фотоэмиссии
/Фэ= аА т2е-ф/'кГ), (2.68)
где а — коэффициент отражения, значение которого для свароч-
ных дуг может изменяться от 0 до 1.
В металлах уровень Ферми при Т = 0 К совпадает с верхним
из заполненных электронных уровней, поэтому для них
Ффэ~Фтэ —Ф-
Граничная длина волны (фотоэлектрическая граница) Ло всех
металлов, кроме щелочных, лежит в ультрафиолетовой или фио-
летовой части спектра.
В обычных сварочных дугах фотоэмиссия мало поддается
количественному расчету и играет, видимо, незначительную роль
в балансе энергии.
Вторичная эмиссия. Ион, приближающийся к металлу, нейт-
рализуется. Нейтрализация положительного иона осуществляет-
ся присоединением к нему одного из электронов металла, а отри-
цательного — передачей металлу лишнего электрона.
Вторичная эмиссия считается возможной:
при потенциальном выравнивании электрона медленными ио-
нами, когда
еи,^2Ф;
при кинетическом выравнивании путем нагрева в месте уда-
ра молекулы или иона.
Для щелочных металлов обычно еи1<2Ф, поэтому для них
потенциальное выравнивание невозможно, а для ионов Аг, Не,
Н, еиг>2Ф, поэтому для них выравнивание вероятно. Коэффици-
ент выхода электронов эмиссии на один ион трудно определить.
Он зависит от ряда факторов, в том числе от энергии ионов, и
меняется в широких пределах.
ПЛЕНОЧНЫЕ И ОКСИДНЫЕ КАТОДЫ
Поверхности сварочных электродов обычно покрыты тверды-
ми и жидкими оксидами, пленками шлака и т. д., которые сильно
влияют на работу выхода <р и величину А:
Катод........................
^покр» В.....................
Фкэиб» В.....................
А, А/(см2-К).................
W—Th W-La W—Ba W—Cs
3,4 3,3 2,5 1,9
2,7 2,7 1,6 1,5
3,0 3,0 1,5 3,0
Некоторые покрытия, например торий, лантан, барий на воль-
фраме, заметно улучшают эмиссионные свойства (<р— 1,5...2,7 В).
3* 67
Другие, наоборот, адсорбируясь на поверхности металлического
катода, резко снижают эмиссию (например, кислород).
Увеличение эмиссии объясняется созданием у поверхности
эмиттера дипольного слоя, обращенного положительным заряда-
ми наружу.
В катодных стержнях для аргонно-дуговой сварки применяют
торированный или лантанированный вольфрам. При сварке при-
месные элементы (Th или La) диффундируют изнутри на поверх-
ность электрода, проходя между микрокристаллами вольфрама,
так что на поверхности образуются отдельные „островки" пленки.
Затем пленка расползается по поверхности вольфрама, образуя
одноатомный слой. Излишек примесей может вызвать деполяри-
зационный эффект и увеличение <р.
Следует отметить, что оксидные илн примесные пленки могут
существенно влиять на эмиссию электрона только при температу-
рах, меньших, чем температура их кипения, так как при более
высоких температурах они просто испаряются.
Для электронно-лучевых катодов иногда используют покры-
тия с оксидами щелочноземельных элементов и применяют
неметаллические материалы, например ThO2, лантанборид LaBs
и др. Они имеют самую низкую работу выхода (до 1,0...1,2 эВ)
и высокую эмиссионную способность при меньших температурах
нагрева, чем для катодов из чистого вольфрама.
Эмиссионная пятнистость. Эмиссионные свойства поверх-
ности всякого катода (термо-, авто- и фотоэлектронного) неоди-
наковы. На ней существуют участки с различной работой выхода
электронов. Различие плотности тока в отдельных участках
катода, особенно при низких температурах, доходит до такой
степени, что практически весь эмиссионный ток течет только
через участки с наименьшей работой выхода. Это явление, за-
метное и у чистых металлов, но особенно резко выраженное у
пленочных катодов, называют эмиссионной пятнистостью.
Например, Ф различных граней кристалла вольфрама может
различаться почти на 1 эВ, а для W — Th катода, по-видимому,
из-за различной способности к адсорбции на разных гранях,
АФ доходит до 2 эВ.
Эмиссия диэлектрических слоев. Обнаружено, что относитель-
ный коэффициент вторичной эмиссии овт с окисленной поверх-
ности алюминия, обработанной парами цезия, т. е. с поверхности
металла, покрытой тонкой, плохо проводящей пленкой, иногда
достигает огромных значений (oDT= 100... 1000). Это же наблю-
дается при создании положительного заряда на пленке любым
другим способом, в том числе осаждением положительных ионов
газа, что весьма возможно для условий сварочной дуги в парах
металлов.
При толщине пленки порядка 1 мкм среднее значение напря-
женности поля достигает в ней 1О6...1О7 В/см, что может обес-
печивать появление Шоттки-электронов и возникновение электро-
статической эмиссии.
68
Ионная эмиссия и поверхностная ионизация. С анода, изго-
товленного из очень чистого и слабо испаряющегося металла,
происходит небольшая эмиссия положительных ионов. Она зна-
чительно усиливается, если анод содержит легко испаряющиеся
примеси, особенно примеси щелочных металлов. Возможна также
эмиссия отрицательных ионов с металлов, покрытых электро-
проводными слоями металлов или полупроводниками типа
оксидов.
Если накаленный эмиттер находится в парах какого-либо
металла, то атомы падают на поверхность эмиттера, ненадолго
адсорбируются ею и затем испаряются вновь. Часть из них испа-
ряется в виде ионов. Такое явление получило название поверх-
ностной ионизации.
В сварочных дугах ионный ток обычно невелик, однако при
сварке легко испаряющихся материалов, например латуни, из
которой интенсивно выгорает цинк, он может оказаться значи-
тельным.
ПЕРЕХОДНЫЕ (ПРИЭЛЕКТРОДНЫЕ) ОБЛАСТИ СВАРОЧНЫХ ДУГ
Механизм эмиссии. Как уже отмечалось, переходные области
между электродами и столбом разряда — это участки резких
изменений электрических, термических и других свойств по длине
дугового разряда.
Здесь существует переход от металлического проводника, в
котором ток переносится исключительно электронами, к газо-
образному, в котором имеется как электронная, так и ионная
проводимость.
В дуговом разряде при высоких давлениях газа также су-
ществует переход от холодного электрода к весьма горячей
плазме. При низких давлениях, наоборот, — от сравнительно
горячего электрода к холодному газу.
В устойчивом дуговом разряде температура электродов часто
приближается к точке кипения электродного материала и его
пары могут добавляться к газовой среде. Поэтому вблизи элект-
родов дуга будет гореть в смеси газов и паров и давление здесь
может быть значительно выше, чем в столбе.
Можно предполагать, что в большинстве случаев эмиссион-
ный ток электронов с поверхности сварочных катодов будет
складываться из собственно термоэлектронов, для которых
выше уровня АА (см. рис. 2.34), нз Шоттки-электронов, энергия
которых лежит между уровнями АА и ВВ, из туннельных элект-
ронов с энергиями Wx, лежащими ниже уровня ВВ, и из вторич-
ных электронов.
В W-дугах при высокой температуре катода (Т>4500...5000 К)
вероятен термоэлектронный ток, измененный при Е> 105 В/мм
эффектом Шоттки. Наличие полупроводниковых пленок на тори-
рованном или лантанированном вольфраме может сильно сни-
69
жать работу выхода и увеличивать эффект Шоттки при меньших
температурах катода.
В Me-дугах при большой напряженности поля (Е> 10в В/мм)
и низкой температуре плавления металла могут преобладать
туннельные электроны, причем сильное поле вероятно также при
наличии флюсовых диэлектрических пленок на катоде.
Измерения в переходных областях. Изучение явлений в катод-
ной и анодной зонах, особенно в дугах высокого давления, к
которым относятся почти все сварочные дуги, за исключением
вакуумной, затруднено. Получение сведений о плотностях тсжа
ja и jK на электродах, отношениях je/ji катода, значениях
и Ua, напряженностях зон da, температурах электронов и
давлениях газа вблизи них осложняется высокой температурой
и малыми размерами зон.
Существует два основных метода замера UK и Ua. сдвигание
электродов до соприкосновения и зондовый метод.
При сдвигании электродов разность потенциалов между
ними перед самым соприкосновением приблизительно равна сум-
ме t/K4-Ua. Однако при тесном сближении столб дуги может
смещаться в сторону и длина ее становится больше зазора меж-
ду электродами. Напряжение 1/д при /д<10,1 ...0,2 мм может вновь
возрастать, поэтому при снятии кривой Ua=U(la) и экстрапо-
лировании ее на /д=0 надо это учитывать. Кроме того, Ur и
(Л, во многих случаях существенно зависят от 1Л. Выделение
UK и Па из суммы (7к + а также вызывает большие трудности.
При высоких температурах плазмы, характерных для свароч-
ных дуг, можно использовать зондовый метод. Зонды, например
вращающиеся, перемещают с большой скоростью, чтобы они не
успели расплавиться. Потенциал зонда регистрируют с помощью
электронного осциллографа. Точно измерить разность потенциа-
лов между холодным зондом и горячей плазмой достаточно
сложно, поэтому нельзя определить UK и Ua с точностью, боль-
шей, чем 1...2 В.
Затруднено также измерение протяженности переходных зон.
По теоретическим соображениям считают, что в атмосферных
дугах с холодным металлическим катодом зона dvK/.e, т. е.
10~3 мм и менее. В термоэлектронных дугах dr больше, что оце-
нивается примерно по величине темнового пространства у катода.
Плотность тока / обычно оценивают либо по ширине канала
вблизи электрода, либо по следам, оставленным дугой на элект-
родах. В первом случае зона свечения обычно имеет меньшие
поперечные размеры, чем сам токопроводящий канал, но не ясно,
как распределен ток по сечению. При замерах / по площади
следа не учитываются эмиссионная пятнистость и блуждание пят-
на и т. д.
Пока не существует прямых методов замера отношения плот-
ности \е/р электронного и ионного токов. Замер температуры
электродов по их излучению затруднен тем, что источником
излучения может быть не поверхность электрода, а светящийся
70
слой плазмы вблизи него. Бомбардировка поверхности катода
положительными ионами приводит к такому быстрому распыле-
нию материала и размыванию границы «катод— газ», что такие
понятия, как температура поверхности и работа выхода <р, стано-
вятся неопределенными.
Катодная область. В зависимости от материала катода сва-
рочные дуги можно разделить на два основных типа:
с неплавящимся катодом (например, W-дуги);
с плавящимся холодным катодом (Me-дуги).
Дуги с неплавящимся (тугоплавким) катодом. Если катод
сварочной дуги выполнен из материала с высокими темпера-
турами плавления и кипения (для вольфрама Z'„J1=3650 К,
Ляп = 5645...6000 К; для угля 7^ = 4470 К), то он может быть
нагрет до столь высокой температуры, при которой основная
часть катодного тока обеспечивается термоэлектронной эмиссией.
Учитывая, что торированный W-катод представляет собой пле-
ночный катод, а примеси из столба дуги (если изделие, например,
алюминиевый сплав) могут также снизить работу выхода, то
расчетные значения плотности
тока могут быть такими, как
в приведенном ниже примере
(цифры для простоты расчета
взяты округленно).
Пример 10. Электрод W — Th (или
W—La); Ф = 1,0 эВ, Т=5000 К,
kT« 0,5 эВ. Поскольку
/п = Л7",г-ф/'!г',
аЛ«1;е ®/<4Г) = е-2« 0,14, то
Рис. 2.27. Вольт-ампериые характе-
ристики и выделение теплоты на аноде
и катоде для ^-дуг с катодным пятном
(крестики) и без пятна (кружочки)
1-50002-0,14 = 3,5-10е А/см2.
Рис. 2.26. W-дугн без ка-
тодного пятна (а) и с ка-
тодным пятном; (б):
Л — вылет электрода
71
Если ф = 2 эв и А = 10, то
е= “ф/<‘г) = е-4 ® 0,02;
;тз = ) 0 • 50002 • 0,02 = 5 • 106 А/см2.
Таким образом, только термоэлектроны иногда могут обеспе-
чить j до 5-106 А/см2.
Катодное падение таких термоэлектронных дуг может быть
значительно меньше t/> защитного газа: UK<.Ui. Катодная
область dK~ (2...3) Хе = 10~2 мм.
W-дуги могут существовать в двух видах: с катодным пятном
и без катодного пятна (рис. 2.26).
При сравнительно небольших токах и сильном охлаждении
на катоде обычно есть пятно, столб дуги у катода сильно сжат,
а / достигает 104 А/мм2. Здесь значительную роль играет авто-
электронная эмиссия пятна. Такие катоды называют иногда
термоэлектростатическими.
Если постепенно увеличивать ток, то дуга расширяется у
катода и j падает в 10...100 раз — примерно до 1(г А/мм2. Такая
дуга называется дугой без катодного пятна или собственно
термоэлектронной дугой. Сравнение вольт-амперных
характеристик обеих дуг (рис. 2.27) показывает, что с увеличени-
ем тока обе дуги дают возрастающую ветвь с положительным
сопротивлением. Причем термоэлектрическая дуга горит при
меньшем напряжении и меньшем 47к, чем дуга с катодным пят-
ном.
Дуга с холодным катодом. Термин «дуга с холодным като-
дом» применяется к катодам из металлов, для которых термо-
эмиссия при Тккп незначительна, например ртуть (^„„«630 К),
медь (2870 К), железо (3013 К). Особенность таких катодов—
чрезвычайно большая плотность тока в ячейках катодного пятна,
доходящая до 1О6...1О7 А/см2. Кроме ioro, обычно имеет место
беспорядочное движение дуги по поверхности катода и сущест-
вование нескольких катодных пятен. Как правило, катод интен-
сивно испаряется, что позволяет отнести эти дуги к дугам в
парах.
Катодное падение напряжения для Me-дуг обычно больше,
чем для вольфрамовых, соизмеримо с потенциалом ионизации
паров металла электородов и составлет UK= 10...20 В;
« 10 б мм, что соизмеримо с пробегом иона.
Магнитное поле и катоды Me-дуг. Количественными экспе-
риментами и расчетами устанввлено, что все металлические
дуги, относящиеся к классу так называемых холодных дуг, об-
ладают внутренней неустойчивостью. Это связано с непрерывной
перестройкой и распадом, «кризисами» испаряющегося катодного
пятна на металлах.
При малых так называемых пороговых токах катодное пятно
существует в виде одиночной ячейки, которая при больших
токах имеет тенденцию к делению за время от 10-® до 10-4 с.
Систематический распад ячеек с частотой порядка 106 с-1-А-1 и
72
деление катодного пятна являются следствием неоднородности
собственного магнитного поля в районе пятна, расталкивания
частей пятна полем. Это приводит к хаотическому перемещению
пятна по поверхности металла.
Анализ движения пятна показал, что взаимодействие его
отдельных частей происходит под влиянием их собственных
магнитных полей и подчиняется принципу максимума напряжен-
ности поля. Максимум напряженности поля должен всегда соот-
ветствовать максимуму концентрации частиц, поэтому в направ-
лении наибольшего потока энергии к катоду должно смещаться и
само катодное пятно. Этим объясняется направленное (в том
числе и обратное) движение пятна в магнитном поле, его деление
и хаотическое перемещение по катоду. При больших токах и
сложной структуре пятна оно в целом также будет перемещаться
в область максимума напряженности не только собственного
Hi, но и дополнительного внешнего Н магнитного поля.
Собственное магнитное поле, охватывая область высоких
концентраций зарядов наподобие футляра, уменьшает диффузи-
онные потери частиц. Благодаря этому возможна высокая кон-
центрация частиц и энергии над микроучастками (ячейками)
катода, что приводит к высокой плотности тока, испарению
металла и эмиссии электронов.
Анодная область. За исключением специальных случаев
(например, угольная дуга), аиод не эмиттирует положительных
ионов. Поэтому анодный ток — чисто электронный (рис. 2.28) и
i=ie. (2.69)
Вблизи аиода сказывается избыток отрицательного простран-
ственного заряда и появляется анодное падение потенциала
Uz. Его значение определяется в основном энергией, потребляе-
мой для образования положительных ионов в анодной области.
В большинстве случаев Ua<UK и для Me-дуг Ua составляет
2...3 В. Д. М. Рабкиным получены значения t/a= 2,5 ±0,5 В, не
зависящие от тока, материала анода и состава атмосферы дуги.
Иногда различают два типа ионизации, осуществляемой
электронами в зоне анодного падения: ионизацию полем и тер-
Анод
Катод । Столд дуги
i Компоненты тока
Электроны
г,
Положитель-*
ные ионы 11
I
।
Рис. 2.28. Электронная и ионная компоненты суммар-
ного тока I в разных частях дуги (на аноде i = i„)
73
мическую ионизацию. В соответствии с этим маломощная дуга
с малой плотностью тока и контрагированная (сжатая) мощная
дуга отличаются друг от друга переходом соответственно от
ионизации полем к термической ионизации.
БАЛАНС ЭНЕРГИИ В ПРИЭЛЕКТРОДНЫХ ОБЛАСТЯХ
Баланс энергии дуги. Как для катодной, так и для анодной
областей дуги можно составить подробную схему баланса энер-
гии. Например, для участка анода основные составляющие ба-
ланса следующие: в) приход—потенциальная и кинетическая
энергия электронов, конвективная и лучистая теплопередача от
столба плазмы; б) расход— плавление, излучение и теплоотвод
в материал анода. Однако механизм явлений в переходных
областях дуги пока недостаточно ясен, поэтому проводить точный
расчет всех составляющих баланса энергии трудно. В катодной
области остается неизвестной доля ионного тока, коэффициент
аккомодации энергии ионов для данного катода, изменение рабо-
ты выхода электронов вследствие эффекта Шоттки и т. п.
В технологическом отношении энергетическая структура дуги
вполне определяется при термодинамическом макроподходе.
Дугу при этом рассматривают как квазиравновесную систему
из трех источников теплоты: катодного Ц7К; анодного И7а и столба
дуги №ст.
Ток во всех зонах разряда условно можно принять элек-
тронным. На результат термодинамического расчета такая
условность совершенно не влияет. Баланс энергии за 1 с на 1 А
тока приведен в табл. 2.1.
Таблица 2.1. Баланс энергии в различных зонах дуги
Зоны Приход Расход
Катодная Анодная Столб дуги д + фа + 2ЙТ U = Е 1 VCT ^ст *ст ^к+фк + 2*Т
Принимаем условно фк=<ра = <р, тогда для всей дуги
UA= UK + Ua + U„ = Г«+ Wa + «7СТ, (2.70)
что соответствует известной формуле
Ut=a + Md. (2.71)
Термодинамический баланс на катоде целесообразно сравнить
с точным балансом. Точный баланс для катода следовало бы
написать так: приход = расход в катод-)-расход в столб или
(2.72)
74
где + WKi, W„i — кинетическая и потенциальная энергии
ионов, передаваемые одним ампером ионного тока на катод.
Учитывая, что /,//=/ (доля ионного тока), а ]е/]=\ — f,
и относя баланс к 1 А общего тока, получим
= + + (2.73)
Здесь первое слагаемое правой части есть wK, а второе
(ф + 2й7') термодинамического баланса. Отсюда
^-DUK=<f + 2kT, (2.74)
т. е. электроны уносят в столб потенциальную энергию, соответ-
ствующую высоте барьера ср, и кинетическую энергию 2kT,
соответствующую температуре Т плазмы столба.
Тогда доля ионного тока на катод
f=[UK-^ + 2kT)]/UK. (2.75)
Из формулы (2.75) видно, от чего зависит доля ионного тока
f и как ее можно изменить.
Например, увеличивая температуру Т в столбе или работу
выхода, тем самым уменьшаем f и увеличиваем долю электронно-
го тока. Если С/к= 10 В, <р=4 В, то f = 0,4. Это соответствует
W-дуге в аргоне.
Теплота, выделяющаяся в катодной и анодной wa облас-
тях, затрачивается на нагрев, плавление и испарение соответ-
ствующих электродов, а также на механические воздействия в
приэлектродных областях.
Из формул (см. табл. 2.1) видно, что на катоде не вся выде-
ляемая энергия UK переходит в теплоту. Часть ее ф-\-2kT уносит-
ся электронами в плазму. На аноде, наоборот, потенциальная <р
и термическая 2kT энергии электронов прибавляются к энергии,
определяемой анодным падением.
Иногда теплоту, выделяющуюся на катоде и на аноде
Wa, оценивают как эффективное падение напряжения:
^=^=^к-(ф + 2^П; (2.76)
Wa=Ul=Ua + ^ + 2kT). (2.77)
Тогда
^ + а=^к + а- (2.78)
По формулам (2.76), (2.77) можно решить и обратную зада-
чу — приближенно оценить тепловыделение на электродах без
калориметрирования. Для этого необходимы значения катодного
и анодного падений, температуры столба дуги и работы выхода.
Пример II. Для Me-дуги из опыта 5/к = 8 В; U, = 3 В; Т ~ 5800 К;
kT 0,5 эВ; <р = 4 эВ.
На I А тока
ЦТ, = 8 —(4 4-]) = 3 В; U7. = 3-f-(4 4- 1} = 8 В.
Пример 12. Вольфрамовая W-дуга U, = 9 В; T23 000 К; kTx2 эВ;
<Р=4 эВ; Да = 3 В.
75
На 1 А тока
№« = 9- (4 + 4) = 1 В; 1Га = 3 + (4 + 4) = 11 В.
Пример 13. Для плавящегося стального электрода теплота плавления на
1 А за 1 ч будет
<7™ = ОрЛ#.
где Яр — коэффициент расплавления электрода, составляющий для ручной сварки
6...14, а для автоматической 12...24 г/(А-ч); АД — теплосодержание расплавлен-
ного материала; для сварки стали A// as 2,300 Дж/ч
Ч„л = 0,64ар=(/„л, В.
Подставляя Яр = 10, получим <?пл = (7ПЛ = 6,4 В.
Из этих примеров видно, что обычно в анодной области дуги
выделение энергии значительно больше, чем в катодной (см.
рис. 2.27). Это учитывается технологами при выборе полярности
электрода и изделия.
Тепловыделение в столбе дуги зависит от его длины и от напря-
женности поля Е. Напряженность поля зависит от теплофизиче-
ских свойств среды и тока. Значение напряженности максимально
при сварке в среде водяного пара (Е — 6,0...8,0 В/мм), минималь-
но — в вакуумной дуге (£ = 0,2...0,4 В/мм).
ПЛАЗМЕННЫЕ СТРУИ В ДУГЕ
Плазменные струи могут существовать в дуге в виде потоков
пара, газа или их смеси.
При малых токах (меньше 30 А) это движение вызывается
подъемными силами, возникающими из-за того, что плотность го-
рячей плазмы меньше плотности окружающей атмосферы. Дуги,
в которых характер движения газа определяется свободной кон-
векцией, относятся к слаботочным дугам. В этой связи интересно
отметить, что само название «дуга» произошло от той формы, кото-
рую принимает газовый разряд низкой интенсивности между гори-
зонтальными электродами под влиянием подъемных сил.
При увеличении тока возникает гидродинамическое течение
со скоростями, значительно превышающими скорости, обусловлен-
ные естественной конвекцией. Течение газа сильноточных дуг на-
правлено обычно от стержневого катода к плоскому аноду и назы-
вается катодной струей. Газовый поток входит в зону W-дуги
в районе катода и уходит в радиальном направлении вблизи анода
(рис. 2.29).
Давление в дуге возникает под действием электромагнитных
сил (сил Лоренца). Радиальное сжатие (пинч-эффект) обратно
пропорционально сечению, по которому идет ток. Следовательно,
при стержневом катоде и плоском аноде оно постепенно убывает от
катода к аноду. Наибольшее давление на оси столба при токе / и
его плотности / составляет
Англ = П/с2,
(2.79)
76
Рис. 2 29. Гидродинамика
течения в сильноточной
дуге
Рис. 2 30. Форма столба
дуги W — Me в аргоне
(/ = 150 А, /д = 6 мм)
а скорость струи
v2maK = 2/2/(Ар), (2.80)
где с — скорость света в вакууме; А — коэффициент, зависящий
от размерности; р — плотность плазмы.
Для W-дуг типична колоколообразная форма (рис. 2.30),
расширяющаяся к аноду. Область перед катодом здесь подобна
электромагнитному насосу, который забирает газ из среды и вы-
брасывает его к аноду.
Скорость газа в катодной струе W-дуги может иметь порядок
102 м/с, что соответствует от 0,1 до 0,2 М (М— число Маха).
Поэтому гидродинамику этой струи можно исследовать методами
теоретического течения несжимаемой жидкости. При сварке Ме-
дугой возможны скорости струй до 104 м/с.
Плазменные струи обычно направлены перпендикулярно по-
верхности электродов и их интенсивность увеличивается с ростом
тока.
В Me-дугах возникают встречные плазменные струи как на ка-
тоде, так и на аноде. Они иногда могут располагаться концентри-
чески; внутренняя — от электрода к пластине, а наружная — от
пластины к электроду, причем анодные струи часто движутся
быстрее, чем катодные. Скорость их движения равна примерно
Ю3 м/с. Причиной сжатия дуги у плоского анода может быть
охлаждение слоя газа в прианодной зоне.
Всякое сжатие дуги может послужить причиной возникновения
плазменной струи из-за появления градиента давления. Это хоро-
шо видно на рис. 2.31, где между угольными электродами показана
в двух положениях (а, б) охлаждаемая водой медная пластинка
S с отверстием. На катоде возникает струя. На широком аноде
ее нет. В отверстии возникают струи, направленные в обе стороны.
77
a)
Катод
Анод
Рис 2 31 Возникновение плазменных
струй в местах сужения дуги
В обычной дуге сужения,
а следовательно, и струи
возникают только вблизи
электродов, и в этом смысле
о них можно говорить, как о
явлениях, связанных с элек-
тродами. Однако инжекти-
рование струи горячего, хо-
рошо проводящего газа или
пара способствует возник-
новению «сердечника» стол-
ба, характерного для мощ-
ной дуги.
Такой сердечник возни-
кает также в связи с отри-
цательным наклоном кривой
«теплопроводность — темпе-
ратура», имеющимся после
максимума диссоциации или ионизации. Его иногда называют
стержнем или шнуром диссоциации (ионизации).
Если плазменная струя сообщает «жесткость» дуге вблизи
катода, то в этом случае можно говорить о дуге, стабилизирован-
ной катодной струей (потоком).
Рассмотрение приэлектродных областей дуги показало, что
катодная область, служащая источником электронов, определяет
основные свойства дуги. Исходя из вида катодов, сварочные дуги
целесообразно разделить на две группы: а) металлические (Ме-
дуги) в парах с плавящимися, холодными катодами и б) дуги
в газах, с неплавящимися термокатодами. В качестве примера по-
следних рассматриваются W-дуги (вольфрамовые).
Обычные Me-дуги отличаются сравнительно низкой (менее
3000...4000 К) температурой катода Тк, близкой к температуре
кипения металла электродов, и их интенсивным испарением; вы-
сокой плотностью тока в катодном пятне дуги (/102 А/мм2);
блужданием и неустойчивостью катодного пятна на жидком ме-
талле электрода; катодным падением напряжения U„ соизмери-
мым с U, паров металла (около 10...20 В); анодным падением
напряжения Ua, мало зависящим от металла электродов (около
2...3 В); температурой столба дуги около 5000 К.
Наиболее вероятным механизмом появления электронов в ка-
тодной зоне Me-дуг при / = 104...105 А/мм2 можно считать авто-
электронную эмиссию. Однако значения плотности тока требуют
дальнейшей опытной проверки.
Обычные W-дуги отличаются сравнительно высокой темпера-
турой катода Тк 4000...5000 К; плотностью тока на катоде
/ 101... 103 А/мм2, отсутствием катодного пятна; малым UK < Ut
газовой среды; анодным падением напряжения U3, не превыша-
ющим 3...4 В, температурой столба дуги, доходящей до 10 000..
15 000 К и выше.
78
Основным механизмом эмиссии электронов в W-дугах можно
считать термоэлектронную эмиссию и эффект Шоттки.
2.7. Магнитогидродинамика сварочной дуги
Так как всякое перемещение заряженных частиц сопровож-
дается появлением магнитных полей, то существуют они, безус-
ловно, и в сварочной дуге.
На проводник длиной I с током /, находящийся в магнитном
поле, действует пондеромоторная сила Лоренца F, направление
которой можно определить для тока от плюса к минусу по прави-
лу Ампера (левой руки):
F = ВИ, (2 81)
где магнитная индукция В = р.Н. При ц. « 1 для неферромагнит-
ной среды
F = НИ, (2.82)
где Н — напряженность магнитного поля.
Применительно к газовому разряду вектор элементарной силы
F, действующей на каждую частицу зарядом q, движущуюся
со скоростью V, будет определяться векторным произведением
F=(q/c)[HXv], (2.83)
или на единицу объема
F = (l/c)[jXH], (2.84)
где с — скорость света.
Сила F перпендикулярна плоскости векторов Нии. Она не
производит работы, но меняет направление скорости частицы.
При этом в однородном магнитном поле Н = const действуют
постоянное центростремительное ускорение и2/г и сила mv^/r —
= (1/с)?»Я.
Силы заставляют заряженную частицу двигаться по так на-
зываемому ларжоровскожу радиусу г, который при энергии части-
цы Й7, эВ, равен:
для электрона
ге = 3,4-y/W/H; (2.85)
для иона с атомным весом А
г. = (1437№/Я)-уС4. (2.86)
При А = 1 для протона г, « 42ге.
СОБСТВЕННОЕ МАГНИТНОЕ ПОЛЕ ДУГИ
И КОНТУРА СВАРКИ
Магнитное поле дуги. Так как в столбе дуги могут быть два
тока — электронный и ионный, то сила F будет направлена по-
разному для каждой частицы при одинаковом направлении их
79
скоростей. Но дрейфовые скорости электронов ve и ионов v, про-
тив< положим и сила F для любой частицы оказывается направ-
леннвй к центру дуги (рис. 2.32). Собственный магнитный поток
столба дуги Фст, силовые линии которого концентрически охваты-
вают столб и могут быть определены по правилу буравчика,
стабилизируют дугу вследствие пинч-эффекта.
Пинч-эффект. Значение электромагнитного сжимающего дав-
ления так называемого пинч-эффекта (от англ, to pinch — сжи-
мать), можно определить, проинтегрировав элементарные силы,
действующие на отдельные площадки кольцевого слоя провод-
ника (плазмы) единичной длины (рис. 2.33).
Распределение электромагнитного давления имеет параболи-
ческую форму с максимумом в центре (рис. 2.34).
При г = О
ртах = *7(л/?2). (2.87)
Так как
i = i/^R2),
то
Ртах *7-
Если ток в t амперах, то выраженное в паскалях давление
Ртах=Ч-Ю.
(2.88)
Для проводника переменного сечения, например, для сужения
столба дуги около стержневого электрода разность давлений
вызовет осевую силу ЛЁ, действующую от меньшего сечения Si
к большему Si (рис. 2.35). Для ее оценки определим сначала
осевую силу в проводнике постоянного сечения.
Рис. 2.32. Действие элек-
тромагнитных сил на эле-
ментарные заряженные
частицы плазмы — ион и
электрон
Рис. 2.33. К расчету давлений в столбе дуги:
а — сжимающие силы пинч-эффекта; б — противодей-
ствующее термическое давление плазмы p,= nkT
80
Рис. 2.34 Распределение
электромагнитного дав-
ления по сечению провод-
ника
Рис. 2.35. Осевая сила пинч-эф-
фекта в проводнике переменного
сечения
Электромагнитное давление
р, выражаемое формулой
(2.88) для жидкого или газо-
образного проводника, может
быть в данной точке принято
постоянным независимо от на-
правления. Поэтому в осевом
направлении элементарная си-
ла df~ p-2nrdr, а по всей
площади сечения
F=f df=^ p-2nrdr=-^—^ (R2-r2)rXdr = i2/2. (2.89)
0 0 о
Если ток в амперах, то выраженная в ньютонах сила
F = 5-10-8i2S. (2.90)
Продольная сила F не зависит от сечения проводника, а за-
висит только от квадрата тока.
Пример 14. Если сечения S, и S2 отличаются по площади, например, в 4 раза
(по диаметру в 2 раза), то разность давлений при токе 200А создаст силу
AE=4 5-10-8i2ds/S = 5-10~8-i2(lnS2-lnSi)==
5.
= 5-10-8-4-104-1,5= 0,3-10~2 Н.
Эта сила достаточна, например, для удержания стальной капли диаметром
около 4 мм.
В теории магнитного поля доказывается, что полю напряжен-
ностью Нэ соответствует условное магнитное давление
рм=Я2/(8л). (2.91)
Следует учесть, что действие пинч-эффекта должно уравнове-
шиваться изнутри термическим давлением плазмы (идеального
газа)
Рм === Рт’
4—923
81
причем
Pi = nkT,
где
n = ne + nt + na.
Давление рт распределено в соответствии с изменением тем-
пературы и концентрации частиц по радиусу столба дуги, поэто-
му эффект сжатия столба дуги будет определяться теплофизи-
ческими свойствами вещества в столбе дуги. С другой стороны,
из равенства давлений следует, что если рм=рт, температура
газа в столбе под влиянием пинч-эффекта будет повышаться
пропорционально квадрату тока.
МАГНИТНОЕ ПОЛЕ СВАРОЧНОГО КОНТУРА.
МАГНИТНОЕ ДУТЬЕ
Сварочная цепь электрод— дуга — изделие вместе с подводя-
щими проводниками образует сварочный контур, магнитное поле
которого может отклонять дугу в ту или иную сторону.
Боковой распор магнитных линий, сконцентрированных внут-
ри угла, образованного электродом и токопроводящей частью
пластины, будет «выжимать» дугу наружу (рис. 2.36). Меняя
место подвода тока, можно регулировать отклонение дуги. Откло-
нение дуги можно регулировать также изменением угла наклона
электрода к поверхности изделия (рис. 2.37).
В установившемся положении отклоняющая сила собствен-
ного магнитного поля (пропорциональная квадрату тока) будет
уравновешиваться противодействующими силами, вызванными
«жесткостью» столба дуги.
Для объяснения «магнитного распора» в контуре лучше всего
воспользоваться понятием магнитного давления, которое, соглас-
но формуле (2.91), тем больше, чем больше напряженность И.
Движение эластичного проводника—дуги — будет происхо-
дить всегда только в сторону уменьшения плотности магнитных
силовых линий И.
Рис. 2.36. Влияние места подвода тока на отклонение дуги (магнитное дутье)
Точками н крестиками обозначены магнитные силовые линии и нх направление
(точка — на нас, крестик — от нас)
82
Рис. 2.37. Влияние угла наклона электрода на отклоне-
ние дуги
Действие ферромагнитных масс.
Наличие значительных ферромаг-
нитных масс вблизи дуги может вы-
звать ее отклонения, относимые
также к магнитному дутью. Можно
считать, что в ферромагнитной
массе благодаря ее высокой маг-
нитной проницаемости «стремятся»
сконцентрироваться магнитные си-
ловые линии контура. Вследствие
о
Рис. 2.38. Влияние ферромагнит-
ных масс на отклонение дуги
этого магнитное давление со стороны ферромагнитной массы
снижается и дуга отклоняется (рис. 2.38). Поэтому дуга может
часто отклоняться в сторону заваренного шва или от кромки в
сторону основной массы изделия.
При рассмотрении магнитного дутья следует учитывать, что
металл в ванне и вблизи нее нагрет выше точки Кюри и практи-
чески немагнитен.
Все сказанное выше о магнитном дутье относится в основном
к дуге постоянного тока. При сварке дугой переменного тока
в металле изделия создается система замкнутых вихревых токов.
Вихревые токи создают собственную переменную магнитодвижу-
щую силу, сдвинутую почти на 180° по фазе по отношению к сва-
рочному току. Результирующий магнитный поток контура оказы-
вается значительно меньшим, чем при постоянном токе.
При сварке под флюсом магнитное дутье обычно мало. Одна-
ко при сварке продольных швов труб из-за значительной ферро-
магнитной массы и замкнутого контура трубы возникает попе-
речное магнитное поле, сдувающее дугу вдоль трубы. Изменяя
токоподвод или наклон электрода, можно ликвидировать отрица-
тельное влияние дутья.
ВНЕШНЕЕ МАГНИТНОЕ ПОЛЕ И ДУГА
Внешнее магнитное поле по отношению к оси столба дуги
может быть либо продольным, либо поперечным. Все промежу-
точные случаи могут быть сведены к этим двум.
Продольное поле. При наложении продольного поля направ-
ления магнитного и электрического полей совпадают, поэтому на
дрейфовое движение заряженных частиц магнитное поле влиять
не будет. Однако электроны и ионы обладают еще тепловой ско-
ростью хаотического движения и скоростью амбиполярной диф-
фузии.
Магнитное поле напряженностью Н искривляет путь частицы
и заставляет двигаться ее по ларморовскому радиусу г с так
называемой циклотронной или ларморовской угловой частотой
w — qH/(тс). (2.92)
Для электрона со= 1,7-107 с-1 при Н~ I Э. Он вращается по
часовой стрелке, создавая с вектором Н магнитного поля право-
винтовую систему. Положительный ион вращается в обратном
направлении с частотой согласно уравнению (2.92).
При движении по окружности путь I частиц между двумя
соударениями в среднем такой же, как и при отсутствии магнит-
ного поля. Но свободный пробег X измеряется по прямой, т. е. по
хорде, стягивающей дугу окружности радиусом г. Значит, про-
бег X уменьшается, что равносильно увеличению давления газа Лр.
Отношение Лр/р пропорционально квадрату напряженности поля
Н2, но для обычных сварочных режимов невелико.
В обычных сварочных дугах при атмосферном давлении наи-
большее влияние продольное магнитное поле оказывает на диф-
фузионную составляющую скорости ионов и электронов. Ско-
рость диффузии их направлена по радиусу от центра дуги к пери-
ферии, где температура и концентрация меньше (рис. 2.39).
В связи с тем что скорости диффузии в квазинейтральном столбе
дуги равны Ve~vh а масса me<^mlt импульсы, передаваемые
нейтральным частицам от ионов, будут в тысячи раз больше,
чем от электронов. Поэтому плазма столба дуги придет во вра-
щательное движение, соответствующее движению в магнитном
поле ионов. Столб дуги будет вращаться против часовой стрелки,
Рис. 2.39. Действие продольного магнитного поля на дугу (а)
и схема направляющего соленоида (б)
84
если смотреть по направлению поля.
Угловая скорость вращения мак-
симальна в тех участках столба, где
скорости диффузии наибольшие.
Действие электрического поля, кото-
рым пренебрегаем в рассуждениях,
приводит к появлению осевой со-
ставляющей вектора скорости, из-за
чего заряженные частицы начинают
двигаться по спирали.
Продольное поле Фпрод получают Рис- 2А0 Поперечное магнитное
г к J поле и дуга
с помощью соленоида (см. рис.
2.39) и используют для придания
дуге большей жёсткости и устойчивости. Фпрод несколько повы-
шает температуру в центре столба дуги в связи с магнитным
давлением р„= И2/(8л), которое, как указано выше, уравнове-
шено давлением рт-
Поперечное поле. При наложении поперечного поля целесооб-
разно рассматривать дугу как проводник с током. Поперечное
магнитное поле, накладываясь на собственное поле дуги в кон-
туре, может вызвать ее отклонение в ту или другую сторону
(рис. 2.40). В той части сварочного контура, где силовые линии
ФСО6 и Фпоп совпадают, создается избыточное магнитное давление
и дуга отклоняется в сторону более слабого поля.
Воздействуя поперечным магнитным полем на дуги и ванну
расплавленного металла, при сварке под флюсом можно, напри-
мер изменить формирование шва (рис. 2.41). На металл ванны
действуют объемные силы F, пропорциональные, согласно урав-
нению (2.84), векторному произведению плотности тока / и на-
пряженности магнитного поля Н:
Р=[]ХН]. (2.93)
Под действием этих сил металл стремится «подтечь» под дугу
(рис. 2.41,6), чему также способствует отклонение дуги, и про-
плавление уменьшается. Переключив поле, можно увеличить
проплавление.
Если использовать управление поперечным переменным маг-
а)
рд
Рис. 2.41. Действие магнитного поля на дугу под флюсом:
а — без магнитного поля, б — с поперечным магнитным полем Н
85
нитным полем, то дуга постоянного тока будет колебаться в обе
стороны от положения равновесия с частотой поля. Этот техно-
логический прием получил название «метелка» и применяется,
иапример, при сварке трубных досок.
ВРАЩАЮЩАЯСЯ ДУГА
Эффект перемещения дуги в поперечном магнитном поле ис-
пользуется для ее вращения на конической или цилиндрической
поверхности.
Вращающаяся «конусная» дуга применима для сварки коль-
цевых швов малого диаметра (рис. 2.42). По оси труб распола-
гается неплавящийся электрод. С помощью соленоида создается
магнитное поле, параллельное оси электрода. При горении дуги
«электрод — кромка» столб ее оказывается направленным попе-
рек поля Н, что и вызывает вращение дуги. Частота вращения п
пропорциональна напряженности поля и току дуги и практически
достигает обычно нескольких тысяч оборотов в минуту. Сварка
изделия происходит за несколько секунд, что соответствует
100... 1000 оборотам дуги. Использование вращающейся дуги
весьма упрощает аппаратуру.
Применяют также не стержневой, а фигурный неплавящийся
электрод, соответствующий по форме конфигурации свариваемой
кромки. Сдвиг электрода относительно кромок изделия должен
обеспечить взаимодействие столба дуги с поперечным магнитным
полем. Фигурным медным электродом удается сваривать детали
произвольной формы, что весьма перспективно при массовом
производстве таких изделий, как конденсаторы, герметизирован-
ные изделия автоматики и т. д.
Способ сварки кольцевых швов труб вращающейся «бегущей»
дугой заключается в том, что на концы труб надеваются две
катушки, включенные встречно (рис. 2.43). Благодаря этому в
зазоре между трубами создается радиальное магнитное поле //.
Рис. 2.42. Схема сварки
вращающейся «конусной»
дугой
Рис. 2.43. Стыковая свар-
ка труб вращающейся
«бегущей» дугой
Если между торцами труб зажечь дугу, то на нее будет действо-
вать тангенциальная сила. Движение бегущей дуги вначале
ограничивается той скоростью, с которой может перемещаться
по поверхности холодной трубы катодное пятно. По мере разо-
грева торцов скорость движения цсв возрастает, достигая весьма
больших значений. После выключения дуги осуществляется
осадка.
Воздействие магнитогидродинамических явлений на ванну рас-
плавленного металла можно использовать не только для регулиро-
вания глубины проплавления (см. рис. 2.41), но и для управ-
ления положением ванны в зазоре стыка. Для этого необходимо
создать в металле вертикальные объемные силы, что вполне осу-
ществимо. Поперечное поле позволит также управлять формиро-
ванием шва в разных пространственных положениях.
При многодуговой сварке в одну ванну и трехфазной сварке
магнитогидродинамические эффекты даже при отсутствии внеш-
него поля могут существенно расширить технологические возмож-
ности процесса. Магнитное воздействие на ванну эффективно
также при электрошлаковом и других методах сварки.
2.8. Перенос металла в сварочной дуге
ВИДЫ ПЕРЕНОСА МЕТАЛЛА
В зависимости от условий сварки — силы, плотности, формы
кривой тока н т. д. — можно назвать пять основных видов пере-
носа электродного металла в дуге с плавящимся электродом
(табл. 2.2).
Характер переноса металла оказывает значительное влияние
на устойчивость процесса, разбрызгивание металла, формирова-
ние шва и интенсивность металлургических процессов в дуге и
ванне. В большинстве случаев, особенно при автоматизирован-
ных процессах сварки, предпочтителен струйный перенос, обеспе-
чивающий лучшее формирование и качество шва.
Таблица 2.2. Основные виды переноса металла при дуговой сварке
Вид переноса
Типовые примеры
Крупнокапельный с замыканиями
Дугового промежутка
Мелкокапельный с замыканиями ду-
гового промежутка
Мелкокапельный без замыканий дуго-
вого промежутка
Струйный
Парами металла
Ручная сварка при /^102А/мм2
Механизированная сварка в СО2
Сварка под флюсом при /> 103 А/мм2
Сварка в инертных газах тонкой
проволокой при />10’А/ммг
При всех видах сварки плавящимися
электродами — как дополнение к дру-
гим видам переноса
87
Перенос наблюдают обычно прн помощи скоростной кино-
съемки или съемки в рентгеновских лучах синхронно с осцилло-
графированием.
Силы в дуге
На расплавленный металл в дуге действуют следующие глав-
ные силы: силы тяжести; силы поверхностного натяжения; элект-
родинамические силы в жидком проводнике; реактивные силы;
электростатические силы; силы давления плазменных потоков
н др.
Силы тяжести способствуют переносу металла при сварке в
нижнем положении и препятствуют при сварке в потолочном.
Они оказывают наибольшее влияние на перенос электродного
металла при сварке на малых токах, когда электродинамические
силы еще сравнительно невелики.
Силы поверхностного натяжения придают
каплям жидкости сфероидальную форму, удерживают капли на
«потолке», втягивают капли металла в жидкую сварочную ванну.
Силы поверхностного натяжения создают внутри капли жид-
кости радиуса /? избыточное давление
Арпн=2а//?, (2.94)
где а — коэффициент поверхностного натяжения, который равен
отношению силы А/7, действующей на границу поверхностной
пленки жидкости, к длине этой границы А/, т. е.
a=bF/bl. (2.95)
Значения коэффициента поверхностного натяжения а для
различных материалов приведены ниже:
Mg Zn Al Си Fe Ti Mo W Сталь Свароч-
M териал 18-8* ный шлак
а, Н/м . 0,65 0,77 0,9 1,15 1,22 1,51 2,25 2,68 1,10/2,50 0,3--0,4
* Числитель — с содержанием азота 0,02%, знаменатель — 0.23%.
Чем меньше а, тем мельче капли жидкости и вероятнее пере-
ход к мелкокапельному и струйному переносу металла.
Соприкосновение жидкого металла с газами и шлаками мо-
жет изменить его поверхностное натяжение. Например, кислород
снижает поверхностное натяжение стали, поэтому при сварке
в инертных газах в смесь добавляют до 5% кислорода.
По данным И. К. Походни и А. М. Суптеля, при сварке на обрат-
ной полярности анодное пятно стабильно на торце жидкой капли
и с увеличением тока его плотность остается постоянной, а раз-
мер пятна растет. Поэтому перегрев капли и ее кипение насту-
пают при меньших токах, чем на прямой полярности, когда ка-
тодное пятно беспорядочно перемещается. При увеличении плот-
88
ности тока, например
при />20 А/мм, мо-
жет наблюдаться так
называемый электрока-
пиллярный эффект,
сопровождающийся по-
нижением а и способ-
ствующий струйному
переносу металла.
Электродинамиче -
ские силы пинч-эффек-
та сильно влияют на
перенос металла, осо-
бенно при больших то-
ках, когда они способ-
ствуют появлению
Рис. 2.44. Схемы перехода крупнопанельного
переноса металла в струйный:
а — малая точность тока; б — средние значения
плотности тока; в — плотность тока выше критиче-
ской (d9 dc — диаметры электрода н столба дуги)
плазменных потоков от
мест сужения столба.
Поэтому, например, в слаботочных дугах, где эти силы малы,
преобладает крупнокапельный перенос, а в ' сильноточных —
струйный. Появлению струйного переноса способствует также
перегрев капель, который достаточно велик при сварке, особенно
на обратной полярности.
Струйный перенос особенно характерен для газоэлектриче-
ской сварки. Он сопровождается образованием конуса жидкого
металла на конце электрода. При этом средний размер капель
монотонно уменьшается с увеличением тока примерно по гипер-
болической кривой. При некотором значении тока, называемом
критическим, которое при сварке на обратной полярности ниже,
чем на прямой, капельный перенос металла переходит практиче-
ски в струйный (рис. 2.44). Охват дугой конца электрода способ-
ствует струйному переносу с анода.
Реактивные силы, вызываемые давлением паров, обычно
противодействуют начальному обрыву капли. Если реактивные
силы имеют взрывной характер, то они могут сильно затруднить
переход к струйному переносу.
При сварке на обратной полярности реактивное давление
паров меньше, чем на прямой (так как Ua<zUK), и струйный
перенос металла возникает при меньших силах тока. В. И. Дят-
ловым определена, например, сила реактивного давления паров,
действующих на каплю металла при сварке в среде СО2 прово-
локой Св. 08. Оказалось, что так же, как и сила давления паров
на ванну, она пропорциональна квадрату сварочного тока
F = kl2,
(2.96)
где коэффициент &«( 1 ...5) • 10-7 Н/А2— для прямой полярности
и обычно k<z3-10~8 Н/А2 — для обратной полярности.
Электростатические силы возникают вследствие болы ого
градиента потенциала (напряженности поля) в переходных об-
89
ластях дуги, особенно у катода, где Е может достигать 104...
106 В/мм. В столбе дуги Е „<^Е к (в тысячи раз), поэтому соз-
дается разность давлений и течение газа от катода (или анода)
в столб дуги становится подобным «электрическому ветру» с за-
ряженного острия. Разность давлений может быть оценена по
формуле, аналогичной формуле (2.91) для магнитного давления
Др = ркзт-рст=[1/(8Я)](^зт-£сг). (2.97)
Давление Лр достигает нескольких десятков паскалей. Например,
электрическое поле высокой напряженности может деформиро-
вать металл ванны, вытягивая его в виде конуса от катода к ано-
ду при обратной полярности.
При сварке в среде молекулярных газов (азот, углекислый
газ) практически получить струйный перенос металла очень
трудно. Это можно объяснить «стягиванием» пятна на поверх-
ности капли (см. рис. 2.44, а) и увеличением степени сжатия
сварочной дуги из-за охлаждения ее при образовании стержня
диссоциации, который в этих газах появляется при сравнительно
низких температурах.
Плазменные потоки также могут сильно влиять на перенос
металла в дуге. В некоторых случаях, например в Ме-дугах,
мощный катодный поток от электрода к изделию вызывает отра-
женный анодный поток, который, как отмечалось выше, может
концентрически охватывать катодную струю. Такой анодный по-
ток затрудняет перенос металла, вызывая сдвиг капли металла
в сторону или даже подъем ее над уровнем торца электрода. Это
особенно заметно, если катодный поток дуги не охватывает
конец электрода (как на рис. 2.44, а), а стягивается в пятне на
его конце, как, например, при сварке в СОг.
ИМПУЛЬСНОЕ УПРАВЛЕНИЕ ПЕРЕНОСОМ МЕТАЛЛА В ДУГЕ
Для того чтобы сделать перенос металла мелкокапельным
или струйным, обычно требуются большие токи, особенно при
сварке на прямой полярности. Электро-
Рис. 2.45. Осциллограммы
тока и напряжения дуги
при импульсном управле-
нии переносом электрод-
ного металла
динамические силы пропорциональны
квадрату тока, поэтому, подавая перио-
дически кратковременные импульсы уве-
личенного тока 7д^>Гд (рис. 2.45), можно
обеспечить мелкокапельный перенос ме-
талла порциями с частотой воздействия
импульсов. При этом в несколько раз
уменьшается нижний допустимый предел
сварочного тока. Принудительный на-
правленный перенос металла упрощает
технику наложения швов, что особенно
применимо для полуавтоматической свар-
ки в вертикальном и потолочном поло-
жениях. Импульсное управление перено-
сом металла позволяет влиять также
90
и на металлургию процесса, регулируя выгорание отдельных
элементов.
2.9. Сварочные дуги переменного тока
ОСОБЕННОСТИ ДУГИ ПЕРЕМЕННОГО ТОКА
По сравнению с дугой постоянного тока дуга переменного
тока имеет следующие главные особенности.
Каждый полупериод, т. е. 0,01 с при [=50 Гц, электрический
ток в дуге меняет свое направление, а напряжение — полярность.
Катод и анод меняются местами, и каждый полупериод дуга
возбуждается вновь. Кривые тока и напряжения дуги несину-
соидальны.
Повторное возбуждение дуги облегчается остаточной термо-
электронной эмиссией электродов или остаточной ионизацией
дугового промежутка. Если ионизация недостаточна, то в каж-
дом полупериоде существует пик зажигания {73>{7Д. Дуга по-
вторно возбуждается, если соблюдается соотношение L'msini|j^ f73.
Фазу ф, при которой возбуждается дуга, можно найти из
соотношения
' cosq)= (л/2){73/(7т. (2.98)
Поскольку амплитуда напряжения источников питания Um
ограничена соображениями безопасности, уменьшать ф можно
только путем снижения пика зажигания U3.
Дуга переменного тока может гореть не весь полупериод, а
только часть его. Время перерыва в горении дуги обычно тем
больше, чем меньше время существования остаточной термо-
эмиссии с электродов, чем быстрее происходит распад плазмы
столба, чем длиннее дуга и хуже динамические свойства источ-
ника питания.
ВЕНТИЛЬНЫЙ ЭФФЕКТ
В связи с разными условиями существования дуги на электро-
дах (различие в работах выхода <pi и <р2, разные температуры
Гпл и Ттп, разные формы электродов и разный теплоотвод от них)
возможна асимметрия токов и напряжений в разные полуперио-
ды горения дуги — так называемый вентильный эффект (рис. 2.46).
Например, при аргонно-дуговой сварке алюминия вольфрамо-
вым электродом относительная асимметрия токов Ai=tw — iM
может достигать 50% и более от значения tw. В этом случае
стационарная термоэлектронная эмиссия с W-катода н его оста-
точная эмиссия значительно больше, чем с «холодного» Al-като-
да по трем основным причинам:
I) 4000 К» Т* = 950 К;
2) катодное падение напряжения U£' значительно больше,
чем
91
Рис. 2 46 Асимметрия токов и напряжений в дуге
W — А1 (вентильный эффект)
а — схематизированная осциллограмма, б — схема пита-
ния электродов при смене полярности
3) теплоотвод в массивное алюминиевое изделие больше, чем
в W-стержень.
Вентильный эффект обычно ухудшает стабильность процесса,
формирование шва, чистоту поверхности, прочностные свойства
соединения. Кроме того, постоянная составляющая вредно ска-
зывается на работе сварочных трансформаторов и уменьшает
катодное распыление на алюминиевом изделии. Для уменьшения
постоянной составляющей включают конденсаторы, аккумулято-
ры или другие устройства, компенсирующие вентильный эффект.
2.10. Сварочные дуги с плавящимся электродом
виды СВАРОЧНЫХ ДУГ
Распределение энергии в сварочных дугах, их энергетическая
структура определяются рядом факторов, главнейшие из которых
следующие два: 1) состав плазмы, размеры и условия стабили-
зации столба дуги; 2) материал, размеры и форма электродов
(особенно катода).
92
Кроме того, большое влияние оказывает режим сварки: плот
ность тока, его значение, полярность, наличие импульсов, их
амплитуда и частота, динамические характеристики источника
питания и т. п.
Все эти факторы взаимосвязаны, т. е. представляют собой
зависимые параметры. Однако, как указывалось выше, по тип)
катода сварочные дуги условно можно разделить на два основ
ных вида:
в парах металлов — так называемые металлические (Ме-
ду ги);
в газах — главным образом так называемые вольфрамовые
(W-дуги).
Основные технологические применения Ме-дуг — сварка и
резка плавящимся электродом, а W-дуг — сварка неплавящимся
электродом,'плазменная сварка и резка, напыление.
Me-дуги используют при сварке электродами без покрытия,
покрытыми и порошковыми электродами и проволоками, при
сварке под флюсом и в защитных газах (СО?, Аг, Не), а также
при сварке в вакууме.
Защитные среды для металлических дуг в большинстве слу-
чает обеспечивают широкие возможности регулирования метал
лургических процессов при сварке.
W-дуги используются обычно в среде защитных инертных
газов (Аг, Не и т. п.).
Существуют, безусловно, отклонения от указанных разделе-
ний, например W-дуга в вакууме или в инертном газе с испаря-
ющимся анодом или катодом, однако они сравнительно редки.
Используются также графитовые (угольные) и медные охлаж-
даемые неплавящиеся электроды, но сравнительно редко. Все про-
цессы сварки Me-дугой, представляющие большой интерес в ме-
таллургическом отношении, рассмотрены подробно в разд. II и
III и здесь описываются кратко.
РУЧНАЯ ДУГОВАЯ СВАРКА
Ручная дуговая сварка Me-дугой ведется обычно электрода-
ми диаметром 2...6 мм на постоянном и переменном токах силой
100...300 А при плотностях тока по сечению электрода / <
<20 А/мм2 в любом пространственном положении. Широко
применяются электроды с качественными обмазками (покрытия-
Таблица 2 3. Энергетическая структура некоторых Ме-дуг
Материал покрытия в в Аер “м £, В/мм 1/ст, в L разр» ММ
Мрамор 17,0 12,0 1,00 5,0 5,0 29,4 15,7
Без покрытия 21,2 16,0 1,45 3,6 5,3 24,8 8,4
Плавиковый шпат 34,2 31,8 2,36 1,0 2,4 7,0 5,3
93
Рис. 2.47. Зависимость
= а -|- ft/д и схема оп-
ределения ик + иг
Рис. 2.48. Зависимость градиента
напряжения Е в столбе дуги от
суммы катодного и анодного паде-
ний напряжения (7К -р Уа
ми), поэтому поверхность катода предлагается рассматривать
как сложную систему из расплавленного металла и шлаковых
пленок. Перенос металла в дуге крупнокапельный, обычно с ко-
роткими замыканиями. К-п. д. дуги составляет около 75%.
Анализ энергетической структуры таких дуг показывает, что
мощность в столбе дуги составляет примерно от 7 до 30% общей
мощности дуги (табл. 2.3).
Остальная мощность выделяется в приэлектродных областях.
Значение UK + Ua определяли из опытов экстраполированием
прямой уравнения Айртон (7Д = а + Ы (рис. 2.47).
Важным фактором при ручной сварке является устойчивость
дуги. На устойчивость дуги оказывают влияние внутренние усло-
вия в самой дуге (состав и свойства плазмы) и внешние усло-
вия — статические и динамические свойства источника питания
и свойства электрической цепи, определяющие в большой мере
переходные процессы в дуге.
Наиболее известна оценка устойчивости дуги по ее разрыв-
ной длине /разр. Чем больше разрывная длина дуги, тем выше ее
устойчивость (см. табл. 2.3).
Многие авторы указывают, что введение в дугу элементов с
низким потенциалом Ut повышает ее устойчивость. Такие элемен-
ты облегчают возбуждение дуги, горение ее на переменном токе,
а также уменьшают блуждание и разбрызгивание на постоян-
ном токе.
Считалось, что пары легкоионизируемых элементов попадают
в столб дуги и повышают степень ионизации х в нем.
Объяснение действия элементов-ионизаторов можно связать с
воздействием их на работу выхода катода, поскольку значение
Ф тесно связано с потенциалом ионизации. Пары веществ-
ионизаторов попадают в зону катода, понижают его работу вы-
хода, что снижает катодное падение, повышает электропровод-
ность катодной области и устойчивость дуги в целом. Анодное
падение мало изменяется и составляет в Me-дугах, как уже отме-
чалось, 2,5 ± 0,5 В.
94
Уменьшение t/K -f- t/a повышает градиент напряжения в дуге
(рис. 2.48). Это, например, облегчает сварку на автоматах с ре-
гуляторами напряжения дуги.
Введение элементов-ионизаторов уменьшает мощность, выде-
ляемую в приэлектродных областях, и увеличивает долю энер-
гии, затрачиваемой в столбе дуги. Производительность расплав-
ления при этом обычно снижается.
СВАРКА ПОД ФЛЮСОМ
Дуга под флюсом отличается от свободной (открытой) свароч-
ной дуги в первую очередь тем, что газовый разряд происходит
в изолированном расплавленным шлаком пространстве. Наличие
газового пузыря обусловливает повышение давление в нем, на-
пример около 3 кПа при токе порядка 500 А.
Флюсовая защита позволяет значительно повысить по срав-
нению со сваркой открытой дугой токи /св (до 1000 А и более),
мощность дуги и плотность тока на электродах гсв (до 200 А/мм2
и выше).
Высокая плотность тока, избыточное давление, некоторое
шунтирование дуги флюсом и присутствие во флюсе ионизиру-
ющих компонентов обеспечивают высокую устойчивость процесса
сварки. Практически отсутствует разбрызгивание металла, шов
хорошо формируется.
Высокая плотность тока обусловливает возрастание вольт-
амперной характеристики дуги, что позволяет применять источ-
ники питания с жесткой или пологой внешней характеристикой
(рис. 2.49). Широко применяется постоянная скорость подачи
электрода в дугу, обеспечивающая саморегулирование процесса.
Перенос металла в дуге под флюсом по сравнению с ручной
дуговой сваркой (рис. 2.50) обычно мелкокапельный без корот-
ких замыканий и пиков тока дд и напряжения ид (рис. 2.50, б).
Размер капель тем мельче, чем больше ток. Существенную роль
имеет перенос электродного металла паром. Капли обычно по-
ристые (плотность 2...5 г/см3 вместо 7,8 г/см3 для стали). Коли-
Рис. 2.49. Внешние характеристики источника питания (7НСТ (а);
Дуги под флюсом 1)Л (б)
95
Рис. 2.50. Осциллограммы тока и на-
пряжения в дуге (схематически):
а — прн ручной сварке с короткими за-
мыканиями, б — при сварке под флюсом
без коротких замыканий
чество мелких капель до-
стигает 60...70% их общего
количества. Температура ду-
ги 5000...7000 К- При сварке
на переменном токе она
колеблется в зависимости от
изменения угла синусоиды
ф (рис. 2.51).
Высокая устойчивость
процесса позволяет в по-
давляющем большинстве
случаев применять перемен-
ный ток, что связано с боль-
шей простотой и экономич-
ностью оборудования. Раз-
личный теплоотвод с элек-
трода и изделия обусловли-
вает некоторую асимметрию
тока в дуге под флюсом.
Однако вентильный эффект
сравнительно мал, и, как
(Аг, Аг + Не) главным образом
правило, специальных уст-
ройств для его устранения
не требуется.
Процесс сварки под флю-
сом отличается высоким
к.п.д. (рис. 2.52), легко авто-
матизируется и поэтому ши-
роко применяетсся в про-
мышленности.
МЕТАЛЛИЧЕСКИЕ ДУГИ
В ЗАЩИТНЫХ ГАЗАХ
И ВАКУУМЕ
Me-дуга в защитных га-
зах используется в основном
для сварки малоуглероди-
стых сталей (СО2, смесь
СОг + Аг, СО2 + О2), а так-
же алюминиевых сплавов и
коррозионно-стойких сталей
на постоянном токе обратной
полярности при жесткой или пологопадающей характеристике
источников питания. Наибольшее применение ввиду своей
экономичности получил процесс механизированной сварки тонкой
проволокой в среде углекислого газа. Оснащение этих установок
для механизированной сварки импульсными приставками для уп-
равляемого переноса существенно расширяет область их приме-
нения.
96
а)
Рассеивание в окружа-
«Я с/Л/.гП, „ ип!ре!
~*i I - электро во 10 4»
Полная тепловая
мощность^ вуги
Эффективная тепло-
вая мощность ~
*604»
$ Рассеивание в
№!!р^ Пне/ена^
_____) } _ го металла * 25%
Поглощение ——-----------------Г
эпежтрода^Ша^г f
, Поглощение основ- Эффективная тепловая
\ нога металла мощность вуги ~ 75!»
100 Чо
Перенос с каплями .
расплавленного ♦ / 9люса «18 /»
металла^0/,/’
Разбрызгивание *17,
10^° ' Поглощение “ Эффективная тепловая
I основного металла мощность оуги^ви/»
I ~ 54 /» ♦
Рис. 2.52. Примерная диаграмма баланса энергии:
а — угольная дуга: I — 1000 A, U — 40 В (по данным И. Д. Кула-
гина); б — открытая Me-дуга: 1 — 200 A, U == 26 В (по данным
Н. Н. Рыкалина); в — Me-дуга под флюсом: I == 1000 A, U = 36 В,
р = 24 м/ч (по данным И. В. Кирдо)
Me-дуга в вакууме горит обычно в парах металла электрода
главным образом при обратной полярности. Давление среды —
от 1,0 Па и ниже.
Безусловно, дуга в вакууме отличается по своим свойствам
от дуги при атмосферном давлении. Плазму столба дуги уже
нельзя рассматривать как термически равновесную, так как
электронная температура больше температуры газа Te>Tg
(см. пример 3). Термическая ионизация в столбе дуги снижается
97
Общее Меление анергии Общее потребление энергии
44475т- -100% 100°/, - 4447Вг
Рис. 2 53. Баланс энергии вакуумной дуги «сталь — стальэ:
/ = 170 A, U = 26 В, v = 20 м/ч, <7, = 2,0 мм, /д — 20 мм, Е ==
= 0,2 В/мм, ар — 40 г- ч
и ее роль компенсируется неупругими столкновениями. В вакуум-
ной дуге увеличивается катодное падение напряжения до 18...
20 В и уменьшается градиент напряжения в столбе дуги по срав-
нению с атмосферными дугами с 2...4 до 0,2...0,4 В/мм, т. е. при-
мерно в 10 раз (в воздухе £=1,5...2,0 В/мм; в среде СОз
Е = 3...4 В/мм).
Столб вакуумных дуг обычно длиннее, что позволяет приме-
нять более узкую разделку кромок стыка. Анодное падение
напряжения меняется мало.
Баланс энергии в вакуумной дуге (рис. 2.53) показывает, что
часть энергии на анод приносится непосредственно с катода.
Вследствие интенсивного выделения теплоты на электроде-аноде
коэффициент наплавки растет до 35...40 г/(А-ч). Это почти в
2 раза больше, чем при сварке под флюсом. Стоимость сварки
в вакууме оказывается в ряде случаев ниже, чем в контролируе-
мой атмосфере, а качество шва достаточно высокое.
98
2.11. Сварочные дуги с неплавящимся
электродом
В качестве неплавящихся электродов для сварочных процес-
сов применяют главным образом вольфрамовые, значительно
реже — угольные (графитовые) и охлаждаемые медные элек-
троды. Наибольшее распространение получила сварка вольфра-
мовым (W) электродом в среде аргона, гелия и их смеси.
Вольфрам, нагреваясь от дуги до температур, близких к тем-
пературам плавления, становится весьма восприимчивым к дейст-
вию активных газов. Поэтому в целях экономии электродов и для
обеспечения стабилизации процесса обычно при сварке W-элек-
тродом используют инертные газы.
АРГОНО-ДУГОВАЯ СВАРКА W-ЭЛЕКТРОДОМ
Аргоно-дуговая сварка W-электродом широко применяется
для ответственных конструкций из коррозионно-стойких сталей,
алюминиевых и других сплавов. Сварка обычно ведется на
прямой полярности (исключая сварку алюминия), от источника
с крутопадающей характеристикой.
Как уже отмечалось, W-дуги могут быть с катодным пятном
и без катодного пятна (так называемые нормальные дуги).
Несмотря на отличие в механизме катодного процесса (значи-
тельная доля электростатической эмиссии в дугах с катодным
пятном), статические характеристики и тепловые балансы обеих
L = 100А
Рис. 2 54. Изотермы W-дуги в аргоне:
а — для нормальной дуги, б — для дуги с катодным пятном
99
дуг весьма сходны. Нормальная дуга всегда может быть получена
на полукруглом катоде из чистого вольфрама.
При нагреве электрода дуга с катодным пятном может сама
перейти в нормальную термоэмиссионную дугу.
Образованию пятна на катоде способствуют введение добавки
тория, иттрия или лантана к вольфраму (обычно до 1,..2%),
лучший теплоотвод (меньший вылет) электрода и более острая
заточка его рабочего конца. Поверхность торированного, иттри-
рованного или лантанированного вольфрама, имеющего по срав-
нению с чистым W пониженную температуру, практически не
оплавляется в широком диапазоне токов (100...400 А). Кониче-
ская вершина электрода сохраняет свою форму, что обеспечивает
сжатие дуги у катода.
Дуга с пятном имеет несколько повышенное (примерно на
10%) напряжение (катодное и общее) и большую на 10...20%
температуру столба (рис. 2.54). Температура катода в дуге с
пятном ниже температуры поверхности электрода нормальной
W-дуги, где катодное пятно занимает всю сферическую поверх-
ность электродного стержня.
Аг 100 Аг 85 Аг 15 Аг50 Аг 15 Аг 15
не 0 не 15 Не 25 не50 не 15 не 85
Рис. 2.55. Изменение формы плазмы W-дуги (а) и напряженно-
сти (б) в зависимости от состава смеси аргон — гелий
(ток 100 А)
100
W-ДУГА В ГЕЛИИ
По теплофизическим свойствам гелий существенно отличается
от аргона. Он имеет высокий потенциал ионизации (24,5 вместо
15,7 эВ) и в 10...15 раз большую теплопроводность при темпера-
турах плазмы. Кроме того, он легче аргона примерно в 10 раз.
Достаточная для существования дуги ионизации аргона при
п « 1017 ионов/см3 наступает примерно при 16 000 К, в то время
как для гелия — при 25 000 К. Все эти особенности существенно
влияют на свойства W-дуги в гелии. Например, добавление к
аргону гелия постепенно превращает конусную дугу в сфериче-
скую (рис. 2.55, а). Пинч-эффект в гелиевой плазме практически
ие имеет места до весьма больших плотностей тока, так как зна-
чительная теплопроводность гелия дает низкий температурный
градиент по радиусу столба и весьма высокое внутреннее давле-
ние р — nkT.
Высокий средний градиент напряжения Е в плазме гелия,
достигающий 2 В/мм против 0,8...1,2 В/мм в аргоне, обусловли-
вает высокое напряжение на дуге (рис. 2.55, б).
Вольт-амперные характеристики W-дуги в гелии и других
инертных газах (аргоне, неоне, криптоне, ксеноне) представлены
на рис. 2.56. Скачок характеристики для гелия при 150 А связан,
видимо, с переходом от дуги в парах титанового анода к дуге
в ионизированном гелии.
БАЛАНС ЭНЕРГИИ W-ДУГИ
W-дуги уникальны
среди электрических раз-
рядов благодаря тому,
что они могут гореть при
напряжениях меньших,
чем потенциал ионизации
проводящего газа. Низкое
напряжение ни в коем
случае не обусловлено
наличием в столбе метал-
лических паров от элек-
тродов. Эта дуга при
Ua « 9... 11 В может гореть,
например, в потоке арго-
на, имеющем потенциал
ионизации 15,7 В и мини-
мальный потенциал воз-
буждения 11,5 В. В стол-
бе дуги спектроскопиче-
ски не обнаруживается
каких-либо металлических
паров. Очевидно, в этом
Рис. 2.56. Вольт-амперные характеристики
W-дуги в среде Не, Ne, Аг, Кг, Хе (анод
титановый)
101
случае благодаря высокой температуре происходит интенсивная
термоионизация.
Выше было показано, что при малых мощностях значитель-
ная доля энергии (до 40%) может выделяться на катоде и лишь
20...30% — на аноде. Это связано с тем, что температура катода
низка и на эмиссию требуется большая затрата мощности источ-
ника. С увеличением тока доля катодной теплоты уменьшается
обычно до 25% и даже до 8... 12%, а анодной достигает 80...
85% общей мощности дуги.
Расход W-электрода при сварке может значительно увели-
читься при слишком большом токе или подключении его на об-
ратную полярность, а также при недостаточной защите его
инертным газом или возбуждении дуги касанием. Допускаемые
плотности тока для W-электродов выше на постоянном токе пря-
мой полярности (20...30 А/мм2), примерно в 2 раза ниже на пе-
ременном токе и еще ниже (в 3...8 раз) — при сварке на обрат-
ной полярности.
Для электродов в гелии допустима меньшая плотность тока,
так как температура гелиевой плазмы выше, чем плазмы аргона,
и теплопередача на катод больше. С увеличением диаметра
W-электродов допустимая плотность тока уменьшается примерно
в обратной пропорции.
2.12. Плазменные сварочные дуги
ВИДЫ И ОСОБЕННОСТИ ПЛАЗМЕННЫХ ДУГ
Плазменно-дуговым принято называть сжатый дуговой раз-
ряд с интенсивным плазмообразованием. В зависимости от вида
положительного электрода (анода) плазменная дуга может быть
прямого и косвенного действия. В первом случае анодом служит
изделие (рис. 2.57, а) и столб дуги, которую в этих случаях
Рис. 2.57. Принципиальные схемы дуговых плазменных
горелок прямого (а) и косвенного (б) действия:
/ — вольфрамовый электрод — катод; 2 — канал сопла;
3 — охлаждение; 4 — сжатая дуговая плазма; 5 — столб дуги
(струя); Е — источник тока; И — изделие
102
часто называют «проникаю-
щей дугой», а также дугой
прямого действия. Если ано-
дом служит сопло, которое
конструктивно может сов-
падать с каналом плазмен-
ной головки, то источник
теплоты становится неза-
висимым от изделия со стру-
ей плазмы, выделенной из
столба дуги в виде факела
(рис. 2.57, б). Такую дугу на-
зывают дугой косвенного дей-
ствия или просто плазмен-
ной струей.
Рис. 2.58. Распределение температур в
обычной (/) и плазменной (//) дугах
Плазменная дуга благо-
даря обжатию ее в канале сопла газовым потоком на длине I в
отличие от обычной дуги характеризуется высокими температура-
ми столба (рис. 2.58) (до 15 000...25 000 К и более) и высокими
скоростями потока плазмы. Это значительно расширяет ее тех-
нологические возможности при резке, сварке и напылении
материалов.
Для получения дуговой плазменной струи используют спе-
циальные плазменные головки или так называемые плазмотроны,
в которых обычно имеется неплавящийся вольфрамовый или
медный катод, изолированный от канала и сопла головки, а
анодом может служить сопло или изделие.
В начале процесса для образования достаточного количества
заряженных частиц дежурная слаботочная дуга возбуждается
непосредственно между катодом и медным охлаждаемым соплом,
например, с помощью осциллятора.
Плазменная струя образуется в канале горелки и стабили-
зируется стенками канала и холодным газом, отделяющим столб
дуги от этих стенок. Сравнительно малый диаметр и достаточная
длина канала обеспечивают требуемую для стабилизации плаз-
менного столба скорость газового потока. В наличии стабили-
зирующего канала и заключается основное отличие плазмотрона
от обычной горелки для сварки в защитных газах.
В качестве плазмообразующего материала обычно применяют
газы (аргон, азот, гелий, водород, воздух и их смеси и др.),
а также воду (в плазмотронах с водяной стабилизацией), что
обеспечивает температуру плазмы до 50 000 К (дуга Гердиена).
ГАЗОВЫЕ СРЕДЫ
Газовая среда в горелке для плазменной обработки материа-
лов должна выполнять следующие функции:
защищать от окисления и охлаждать вольфрамовый электрод
и сопло;
ЮЗ
Рис. 2.59. Теплопроводность водорода,
гелия, аргона и азота в зависимости от
температуры
Газ может поступать в горелку
обеспечивать получение
стабилизированной плазмен-
ной струи с необходимыми
температурой и скоростью;
обеспечивать наилучшую
теплопередачу к изделию;
обеспечивать транспорти-
ровку материала при напы-
лении.
Иногда газы разделяют
на плазмообразующие и за-
щитные (транспортирую-
щие). При раздельной по-
даче плазмообразующий
газ подается в зону катода,
а защитные или транспорти-
рующие газы — в зону стол-
ба или факела плазмы.
как вдоль оси катода, так и по
касательной (вихревая стабилизация).
Для защиты катода и сопла от разрушения и перегрева на-
илучшим газом считается аргон, так как он химически инертен
и имеет малую теплопроводность (рис. 2.59). Однако аргон мало-
эффективен для преобразования электрической энергии в тепло-
вую. Во-первых, напряженность поля дугового столба в аргоне
меньше, чем в водороде, азоте, гелии: £Аг « 0,8 В/мм; £N2 «
«2,0 В/мм; £Hj « 10,0 В/мм (при 1= 10 А). Следовательно,
при одинаковом токе в аргоновой дуге выделяется на 1 мм ее
длины меньше энергии IE, чем в других. Во-вторых, энтальпия
(объемное теплосодержание) аргоновой плазмы при температу-
ре этой плазмы также значительно меньше (рис. 2.60), чем плаз-
мы азота или водорода (для N2 — 16; Аг — 3; Нг — 12 кВт/м3
при Т = 10 000 К). Однако температура плазмы существенно
зависит от свойств плазмообразующего газа: для Аг и Не Тал =
= 15 000...25 000 К, что в 3...4 раза выше, чем для N2 и Н2 =
= 5000...7000 К). Подходящим газом для стабилизации дуги
может быть азот (или воздух, содержащий до 78% азота), так
как его энтальпия при Т = 10 000 К в 5 раз больше энтальпии
аргона и, кроме того, азот значительно дешевле.
Однако в воздухе и азоте вольфрамовый электрод разрушает-
ся интенсивнее, в то время как в среде аргона и гелия вольфрам
достаточно стоек.
Гелий и водород при Т — 10 000 К обладают большой тепло-
проводностью (см. рис. 2.59), всего в 2 раза меньшей, чем у ме-
ди, и лучше других газов преобразуют энергию дуги в теплоту.
В случае применения их в чистом виде происходит быстрый
нагрев и разрушение сопла, поэтому указанные газы применяют
в смеси с аргоном. Например, добавки к аргону водорода в про-
порции по объему 2 : 1 позволяют повысить тепловую мощность
104
Рис 2.60. Зависимость энтальпии различ-
ных газов от температуры при диссоциа-
ции и ионизации
Рис. 2.61. Вольт-амперные характе-
ристики плазменной струи в различ-
ных газах
струи почти в 2 раза по сравнению со смесью аргон-азот в той
же пропорции. Напряжение плазменной водородной дуги 100...
120 В, что в 2...3 раза выше, чем дуги в аргоне (рис. 2.61).
Имеется отличие в процессе образования плазмы двух- и од-
ноатомного газов. Ионизация двухатомного газа происходит
после диссоциации его молекул, например водород диссоциирует
на 90% при 4700 К, а азот — при 9000 К (см. рис. 2.60). Их эн-
тальпия при указанных температурах примерно соответствует
теплосодержанию аргона при 14 000 К, а гелия— при 20 000 К.
Таким образом, крутой подъем кривой Д/7 = /(Г) в области дис-
социации позволяет плазме содержать большие количества теп-
лоты при сравнительно низких температурах.
Следует отметить, что часто проводимое в литературе срав-
нение удельного массового теплосодержания плазмы разного
состава не позволяет делать количественных выводов. Сравне-
ние нужно проводить по мольному или объемному теплосодержа-
нию, так как расход плазмообразующих газов измеряется, как
правило, в единицах объема. Следует также учитывать измене-
ние молекулярной массы при диссоциации двухатомных газов
и ионизации.
При охлаждении, когда газ вновь проходит через область
температур диссоциации, большое количество теплоты может
выделяться на изделии и повышать эффективность процесса
теплопередачи. Следовательно, теплопередача газа зависит от
его температуры и от теплосодержания, с увеличением темпера-
туры достигается некоторое состояние «насыщения», при котором
скорость возрастания теплопередачи значительно уменьшается.
Это объясняется тем, что с ростом температуры в энтальпии
газа наряду с энергией поступательного движения все большее
значение приобретает энергия колебательного и вращательного
движения частиц, которая легко расходуется на излучение.
105
Конвективная теплопередача, имеющая наибольшее значение
при плазменной обработке материалов, определяется в основном
энергией поступательного движения частиц газа, поэтому высо-
котемпературные формы энтальпии здесь менее эффективны. Из
рис. 2.61 видно, что водородная плазма — наилучший преобразо-
ватель энергии дуги в теплоту.
ПРИМЕНЕНИЕ ПЛАЗМЕННОЙ ДУГИ
Плазменную дугу применяют для резки, сварки, наплавки и
напыления.
В отличие от кислородной газовой резки при плазменной резке
происходит не выгорание металла в кислород, а его выплавле-
ние и «выдувание» струей плазмы. Качество газовой и плазменной
резки примерно одинаково и при выборе метода определяющим
будет фактор экономичности. В настоящее время считается ра-
циональной плазменная резка металла толщиной до 40 мм.
Проникающей плазменной дугой можно резать без каких-
либо дополнительных флюсов практически любые материалы,
в том числе чугун и коррозионно-стойкую сталь, вольфрам и
молибден, медь и алюминий. Плазменной струей можно резать
неметаллы.
Большой интерес представляет применение так называемой
микроплазмы, например для прецизионной резки и сварки высо-
котемпературной тонкой струей — «лучом» плазмы. При резке
плазма вытекает из сопла со сверхзвуковой скоростью (3...4 М).
Это достигается малым объемом и высоким давлением в камере
(до 5 МПа), а также расширяющейся формой сопла.
Микроплазма отличается весьма высокой концентрацией
энергии и малым пятном нагрева, что приближает ее к лучевым
источникам энергии для сварки.
Глава 3
ТЕРМИЧЕСКИЕ НЕДУГОВЫЕ ИСТОЧНИКИ
ЭНЕРГИИ
3.1. Электронно-лучевые источники
Развитие электронной техники позволило получать мощные
электронные пучки, энергия которых достаточна для осуществле-
ния различных технологических процессов. Это послужило осно-
ванием для создания целой технологической отрасли, получив-
шей название «электронно-лучевая технология».
В настоящее время электронно-лучевая технология сформиро-
валась как самостоятельное направление в области обработки
106
материалов, обладающее широкими технологическими возмож-
ностями в самых различных областях науки и техники.
Электронный луч как технологический инструмент позволяет
осуществлять нагрев, плавку и испарение практически всех
материалов, сварку и размерную обработку, нанесение покрытий
и запись информации. Такая универсальность электронного луча
дает возможность использовать одно и то же оборудование для
различных технологических целей и совмещать в одном цикле
обработки различные технологические процессы.
ФОРМИРОВАНИЕ ЭЛЕКТРОННОГО ЛУЧА
Формирование электронного луча для технологических целей
можно представить состоящим из следующих основных стадий:
1. Получение свободных электронов.
2. Ускорение электронов электростатическим или электромаг-
нитным полем и формирование электронного пучка.
3. Изменение поперечного сечения электронного пучка (чаще
всего для его «фокусировки» на обрабатываемой поверхности).
4. Отклонение электронного луча и обеспечение требуемой
траектории перемещения точки его встречи с обрабатываемой
поверхностью (фокального пятна).
5. Собственно взаимодействие электронного луча с обраба-
тываемой поверхностью для осуществления требуемого техноло-
гического процесса.
Для формирования электронного луча и управления им при-
меняется ряд специальных устройств, называемых «электрон-
ными пушками». Функциональная схема такого устройства при-
ведена на рис. 3.1.
Источником электронов в
электронных пушках обычно
служит термоэмиссионный ка-
тод 1, который выполняется из
вольфрама, тантала или гекса-
борида лантана, обладающих
высокими эмиссионными ха-
рактеристиками. В зависимости
от материала катода его рабо-
чая температура может дости-
гать 2400...2800 К- Подогрев
катода чаще всего осуществ-
ляется при помощи накаливае-
мого электрическим током эле-
мента, причем в некоторых
случаях сам этот элемент мо-
жет выполнять функции катода
(катод прямого накала).
На некотором расстоянии
от катода находится анод 2,
107
выполненный в виде массивной детали с отверстием по оси. Меж-
ду катодом и анодом от специального высоковольтного источника
питания 3 прикладывается ускоряющее напряжение (30... 150 кВ),
причем анод обычно соединяется с корпусом установки, а катод-
ный узел крепится на высоковольтном изоляторе. Вследствие
разности потенциалов между катодом и анодом электроны уско-
ряются до значительных скоростей, большая часть их проходит
через отверстие в аноде и затем продолжает в заанодном прост-
ранстве движение по инерции. Этот движущийся электронный
поток обладает еще сравнительно невысокими удельными энер-
гетическими показателями и для формирования из него электрон-
ного луча с необходимыми характеристиками обычно требуется
дополнительная операция — фокусирование луча.
Следует отметить, что в рабочем пространстве электронной
пушки необходим вакуум, так как при большом количестве моле-
кул остаточных газов они препятствуют свободному прохожде-
нию электронов из-за их взаимных столкновений. Кроме того,
условия работы подогревного катода также требуют защиты его
от взаимодействия с атмосферными газами. Рабочий вакуум в
электронной пушке должен быть не хуже 1 • 10-3...1 • 10~4 Па.
При уменьшении вакуума происходит пробой между катодом и
анодом электронной пушки, что может привести к выходу из
строя высоковольтного выпрямителя.
Для фокусирования электронного луча в электронной пушке
обычно используется система диафрагм и магнитных линз. Маг-
нитная линза 4 представляет собой соленоид с магнитопроводом,
создающий специальной формы магнитное поле, которое при
взаимодействии с электроном изменяет его траекторию и искрив-
ляет ее в направлении к оси системы. При этом можно добиться
«сходимости» электронов на достаточно малой площади поверх-
ности и в фокусе электронный луч может обладать весьма
высокой плотностью энергии, достигающей 5-106 Вт/мм2. Такая
плотность энергии достаточна для осуществления целого ряда
технологических процессов, причем в результате изменения фоку-
сировки она может быть плавно изменена до минимальных
значений.
В конструкцию электронной пушки обычно входит также
«отклоняющая система» 5, служащая для перемещения электрон-
ного луча по обрабатываемой поверхности. Перемещение луча
осуществляется вследствие его взаимодействия с поперечным
магнитным полем, создаваемым отклоняющей системой. Обычно
для этой цели электронная пушка имеет две пары отклоняющих
катушек, обеспечивающих перемещение луча по двум взаимно
перпендикулярным направлениям. При питании отклоняющих
катушек током определенной частоты и амплитуды можно полу-
чить практически любую траекторию перемещения электронного
луча по обрабатываемой поверхности, что широко используется в
электронно-лучевой технологии.
Электронная пушка обычно выполняется в виде одного функ-
108
ционального блока, который или неподвижно крепится к ваку-
умной камере 6, или перемещается внутри камеры при помощи
специальных механизмов.
Обрабатываемое изделие 7 помещают в вакуумную камеру,
снабженную загрузочными крышками и иллюминаторами для
наблюдения за процессами обработки. При большой протяжен-
ности зоны обработки изделие обычно перемещается или вра-
щается в вакуумной камере при помощи специальных механиз-
мов. Для малой обрабатываемой площади (обычно менее 10Х
Х10 мм) обычно достаточно перемещения луча, а изделие может
оставаться неподвижным.
ОСНОВНЫЕ ФИЗИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ЭЛЕКТРОННОГО ЛУЧА
Электрон как устойчивая материальная частица может быть
сравнительно просто выделен различными физическими спосо-
бами, что и обусловило его широкое использование в различных
областях науки и техники.
Наиболее простой путь — нагрев твердых тел (чаще всего
металлов), которые при этом начинают испускать термоэлек-
троны.
Для сообщения электронам необходимой энергии и формиро-
вания из них потока частиц, несущих определенную энергию,
могут использоваться различные методы. Самый простой из них
и наиболее распространенный в настоящее время — ускорение
электронов электрическим полем, основанный на том, что на
электрон в этом поле действует сила
F = еЕ, (3.1)
где е — заряд электрона; Е — напряженность поля.
Если поместить электрон в поле, то при прохождении разнос-
ти потенциалов U он приобретает энергию
А = eU. (3.2)
Это приращение энергии электрона происходит вследствие
увеличения кинетической энергии (скорости) его движения, в
связи с чем
eU = m^v2 — г>о)/2, (3.3)
где те— масса электрона; v — конечная скорость электрона;
Оо — начальная скорость электрона.
Принимая по ~ 0, получим
eU — mev2/2, (3.4)
т. е. энергия электрона зависит от его массы и скорости его
движения. В реальных условиях, когда масса электрона постоян-
на, единственный путь увеличения его энергии — повышение ско-
рости его движения, что и реализуется в электронной пушке.
109
Из формулы (3.4) можно получить выражение скорости дви-
жения электрона прн прохождении разности потенциалов U:
v = -\[(2e/tne)U. (3.5)
Подставляя в это выражение значения заряда и массы элек-
трона, можно получить расчетное соотношение напряжения и
скорости электрона в виде
v = 5,93-lOS/I7 м/с- (3.6)
В реальных условиях значение U колеблется в пределах
15 000...200 000 В, что позволяет разгонять электроны до значи-
тельных скоростей.
Выбор ускоряющего напряжения при электронно-лучевой
обработке в существенной мере зависит от назначения процесса.
С одной стороны, чем выше это напряжение, тем большую энер-
гию можно сообщить электронам и тем эффективнее будет воз-
действие электронного луча на обрабатываемый материал.
С другой стороны, повышение напряжения приводит к резкому
повышению уровня рентгеновского излучения, сопутствующего
электронно-лучевой обработке, усложнению и удорожанию обо-
рудования и необходимости выполнения специальных требований
техники безопасности. В связи с этим в электронно-лучевой
технологии в настоящее время применяется следующее разделе-
ние электронно-лучевого оборудования по значению ускоряющего
напряжения:
1. Низковольтные системы с ускоряющим напряжением
15 000...30 000 В. Эти системы наиболее просты по конструкции
и в эксплуатации и применяются в основном для операций,
связанных с плавлением и сваркой различных материалов.
2. Системы с промежуточным ускоряющим напряжением
(50 000...80 000 В) применяются в тех случаях, когда необходимо
увеличить глубину проплавления обрабатываемого материала.
3. Высоковольтные системы с ускоряющим напряжением
100 000...200 000 В наиболее сложны в изготовлении и эксплуата-
ции и применяются в тех случаях, когда необходимо проведение
прецизионной размерной обработки и микросварки.
Важная положительная особенность электронного луча —
возможность управления им при помощи электростатических и
магнитных полей. Наибольшее распространение на практике
получили магнитные системы фокусировки и управления пере-
мещением луча.
На движущийся электрон в магнитном поле действует сила
F = Basina, (3.7)
где В — магнитная индукция; v — скорость движения электрона;
a—угол между направлением движения электрона и магнитной
силовой линией поля.
по
Под действием этой силы электрон будет двигаться в магнит-
ном поле по окружности, лежащей в плоскости, перпендикуляр-
ной силовым линиям поля. Суммарная траектория движения
электрона под действием магнитного поля и инерционных снл
перемещения его с начальной скоростью представляет собой
спираль, радиус которой зависит от начальной скорости элек-
трона и напряженности магнитного поля.
Создавая при помощи специальной магнитной системы (маг-
нитной лннзы) по оси электронного луча магнитное поле опреде-
ленной формы, можно обеспечить сходимость траекторий элек-
тронов в одной точке (фокусировку) и изменять ее в широких
пределах. При этом изменяется концентрация энергии на обра-
батываемом изделии, что представляет значительный интерес с
технологической точки зрения.
Для перемещения электронного луча по обрабатываемой по-
верхности обычно используют его взаимодействие со скрещен-
ными поперечными магнитными полями, создаваемыми откло-
няющей системой. Малая инерционность электронов позволяет
обеспечить широкий диапазон скоростей перемещения электрон-
ного луча по обрабатываемой поверхности при практически лю-
бой форме траектории.
Необходимое условие существования электронного луча —
создание вакуума на пути движения электронов, так как в про-
тивном случае нз-за соударения с молекулами атмосферных га-
зов электроны отдают им свою энергию и луч «рассеивается».
Средняя длина свободного пробега электрона в газе опреде-
ляется выражением
Ае=1/(лмг2), (3.8)
где п — концентрация газа на пути движения электронов; г -
газокннетический радиус взаимодействия молекул газа.
Значения средней длины свободного пробега электрона в воз-
духе (при 20°С) и в вакууме приведены ниже:
р, Па (мм рт. ст.) . . ЩИ-Ю^бО) 133(1) 1,33(1Q-2) 133-10~2( 10“4)
К мм.......... 3,5-КГ4 2,6-10-' 26,6 2660
Таким образом, исходя из конструктивных особенностей уста-
новок, нижней допустимой границей давления (вакуума) для
электронно-лучевых установок следует считать 1-10~2 Па.
В реальных условиях давление стараются довести до 10-3...
Ю“4 Па, так как при ухудшении вакуума в электронной пушке
резко увеличивается число ионизированных электронами ионов
остаточных газов и это может привести к пробою промежутка
между анодом и катодом пушки.
Очевидно, что выводить электронный луч из вакуума в об-
ласть с более высоким давлением имеет смысл только в том слу-
чае, когда путь электронов в этой области предельно мал.
Такие электронные пушки с выводом луча в атмосферу иногда
применяют для сварки. Пушка при этом перемещается непосред-
111
ственно по свариваемому изделию, причем ход луча в атмосфере
составляет 0,1...0,3 мм. Применяемое при этом ускоряющее на-
пряжение составляет 150...200 кВ, а в зону между пушкой и сва-
риваемой поверхностью подают защитный газ (гелий или аргон).
ВЗАИМОДЕЙСТВИЕ ЭЛЕКТРОННОГО ЛУЧА
С ВЕЩЕСТВОМ
В результате встречи потока электронов с обрабатываемым
веществом кинетическая энергия движущихся электронов при
взаимодействии с атомами вещества превращается в другие виды
энергии.
Мощность электронного пучка в месте встречи с обрабаты-
ваемыми материалами
Р = UJa (3.9)
где UB — ускоряющее напряжение; /л — ток луча; т] — эффектив-
ный к. п. д. нагрева.
Удельная поверхностная мощность луча в зоне его воздей-
ствия на вещество
po—P/F, (3.10)
где F — площадь сечения луча на поверхности вещества — одна
из важнейших энергетических характеристик электронно-лучевых
процессов и в значительной мере определяет возможности
электронно-лучевой технологии.
Максимальное значение рй может достигать 1О6...1О8 Вт/мм2,
что позволяет проводить размерную обработку материалов путем
их локального испарения в месте воздействия луча на изделие.
По мере уменьшения р0 (это сравнительно просто можно осу-
ществить путем расфокусировки луча) возможно проведение
термических процессов плавки, сварки, нагрева в вакууме, а так-
же нетермических процессов типа стерилизации, полимеризации
и т. п.
Достигая обрабатываемой поверхности, электроны пучка
внедряются в вещество, испытывая торможение и проходя при
этом некоторый путь. Длина этого пути была изучена Шенландом
и определяется по формуле
<5 = 2,1 - 10-llt72/p, (3.11)
где р — плотность вещества.
Реальная глубина проникновения электрона в вещество в
соответствии с формулой (3.11) обычно не превышает нескольких
десятков микрометров, но учет ее весьма существен при учете
взаимодействия электронов с веществом, особенно при больших
значениях удельной мощности в пучке.
Проходя сквозь вещество, электроны взаимодействуют с крис-
таллической структурой или отдельными частицами вещества.
При этом вследствие обмена энергией увеличивается амплитуда
колебаний составляющих вещество частиц, изменяются парамет-
112
ры его кристаллической решетки, повышается температура ве-
щества. Достаточно большая энергия, сообщенная электронами
атомам, может привести даже к разрыву связей между отдель-
ными атомами.
Торможение электрона в веществе сопровождается кроме вы-
деления тепловой энергии рядом различных побочных явлений
и суммарное выделение энергии при электронной бомбардировке
поверхности расходуется на следующие основные процессы;
1. Собственно нагрев поверхности, используемый в технологи-
ческих целях.
2. Тормозное рентгеновское излучение, возникающее при
электронной бомбардировке материалов.
3. Вторичная электронная эмиссия, отражение электронов и
термоэлектронная эмиссия с обрабатываемой проверхности.
4. Различные потери.
Нагрев обрабатываемого материала электронным лучом осу-
ществляется в результате выделения энергии в поверхностных
слоях вещества и дальнейшей теплопередачи ее во внутренние
слои. Высокая интенсивность ввода энергии в вещество при
электронно-лучевой обработке приводит к развитию значитель-
ных поверхностных температур, уровень которых может превы-
шать точку кипения даже самых тугоплавких материалов.
ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ЛУЧЕВЫХ
ПРОЦЕССОВ ДЛЯ СВАРКИ
Электронно-лучевая сварка — одно из самых распространен-
ных технологических применений электронного луча. Поскольку
сварка — процесс, связанный с локальным плавлением и после-
дующей кристаллизацией расплавленного металла, ширина зоны
расплавленного металла имеет при сварке важное значение.
Кристаллизация металла в сварочной ванне в значительной мере
определяет свойства металла шва и изменение ширины зоны про-
плавления при сварке становится важным фактором воздействия
на свойства сварного соединения. Кроме того, от объема расплав-
ленного металла зависят деформ ции и напряжения, возникающие
после сварки в сварных конструкциях,
что также требует регулирования объ-
ема сварочной ванны.
Сварка электронным лучом позво-
ляет путем фокусировки в широких
пределах изменять ширину сварочной
ванны. Как видно из рис. 3.2, а, б, прн
относительно небольших удельных мощ-
ностях электронного луча форма про-
плавления имеет такой же характер,
как для традиционных процессов газо-
вой и дуговой сварки.
а 5 7
Рис. 3.2. Изменение характе-
ра проплавления при увели-
чении удельной мощности
электронного луча:
а — минимальная удельная
мощность; б, в — более высокие
значения удельной мощности
5—923
113
По мере увеличения удельной мощности электронного луча
наряду с процессами плавления начинается интенсивное испаре-
ние металла с поверхности сварочной ванны. Это приводит к
деформации жидкого металла под действием реакции паров,
углублению сварочной ванны и получению швов с глубоким про-
плавлением (рис. 3.2, в). По чисто внешним признакам такое
проплавление часто называют «кинжальным»; швы с кинжаль-
ным проплавлением дают ряд преимуществ по сравнению со
сварными швами традиционной формы.
Кинжальное проплавление дает возможность за один проход
сварить без разделки кромок детали толщиной до 100 мм, в то
время как при дуговой сварке для этой цели необходима раздел-
ка кромок и несколько десятков проходов. Глубокое проплавле-
ние позволяет получать сварные соединения принципиально но-
вой формы, не доступные для других способов сварки плавле-
нием.
Возможность получения при электронно-лучевой сварке ван-
ны расплавленного металла малого объема резко снижает дефор-
мации свариваемых изделий, что позволяет сваривать конструк-
ции из уже окончательно обработанных деталей и узлов с мини-
мальной последующей размерной обработкой или вовсе без нее.
При этом возможна также сварка изделий в термообработанном
состоянии (например, после закалки), так как зона разупрочне-
ния получается достаточно малой, что не сказывается на общей
работоспособности изделия в целом. По такому принципу свари-
вают блоки шестерен коробок передач автомобилей и станков,
шевронные шестерни силовых передач, что значительно снижает
трудоемкость их изготовления.
При электронно-лучевой сварке возможно получение швов
малых размеров и эти «прецизионные» швы широко используют-
ся в конструкциях раличных радиоэлектронных схем и устройств,
где часто процесс сварки приходится вести с применением микро-
скопа.
Наконец, вакуум как защитная среда при сварке для целого
ряда химически активных и тугоплавких металлов и сплавов
обеспечивает значительно более высокие показатели свойств
сварного шва, чем сварка в инертных газах (Аг и Не). Поэтому
целый ряд сварных конструкций- из этих материалов (вольфрам,
молибден, тантал, цирконий, титан и др.) изготовляют исклю-
чительно при помощи электронно-лучевой сварки.
3.2. Фотонио-лучевые источники
Создание волновой теории света и усовершествования тех-
нологии изготовления оптических линз, стекол и зеркал позволи-
ли создать целый ряд разнообразных оптических приборов. Была
установлена принципиальная возможность фокусирования свето-
вого потока на относительно небольших поверхностях и создания
удельных плотностей энергии, достаточных для разогрева и плав-
114
ления различных материалов. В качестве источника светового
излучения использовали Солнце.
Устройства для технологического использования солнечной
энергии в земных условиях имеют до сих пор сугубо эксперимен-
тальный характер, так как они требуют непрерывного слежения
за перемещающимся относительно Земли Солнцем и зависят от
состояния атмосферы. Вместе с тем возможности использования
«даровой» солнечной энергии, падающей на земную поверхность
(в среднем около 400 Вт/м2), стимулируют развитие различных
способов ее преобразования в другие виды энергии (прежде все-
го тепловую и электрическую).
Создание лазеров позволило широко применять их в различ-
ных исследованиях, для передачи информации и связи, измере-
ния расстояний с большой точностью. Особое место занимает
«лазерная Технология» как группа процессов, использующих
мощное излучение лазера для нагрева, плавления, испарения,
сварки и резки материалов. Это направление начало развиваться
с 60-х годов и в настоящее время лазер рассматривают как один
из наиболее перспективных лучевых источников энергии.
В некоторых областях технологического применения с лазе-
ром конкурируют электронный луч и полихроматические источ-
ники света, что связано прежде всего с более простым в изготов-
лении и эксплуатации оборудованием для осуществления про-
цессов, в которых используются эти источники.
ПОЛИХРОМАТИЧЕСКИЙ СВЕТ
Обычное световое излучение часто называют полихромати-
ческим светом, так как это электромагнитное излучение состоит
из целого ряда волн различной длины, лежащих в диапазоне
видимой части спектра. Этот диапазон условно делится на раз-
личные области, границы которых приведены в табл. 3.1.
Полихроматическое излучение обычно возникает в результате
нагрева тел, когда возбуждаются составляющие их атомы и
Таблица 3.1. Длины волн оптического диапазона
Область оптического спектра Длина волны, мкм.
Инфракрасная Видимая: красная оранжевая желтая зеленая голубая синяя фиолетовая Ультрафиолетовая 750...0,76 0,76...0,62 0,62...0,59 0,59...0,56 0,56...0,50 0,50...0,48 0,48...0,45 0,45...0,40 0,40...0,005
5*
115
электроны при переходе с дальних орбит на ближние излучают
электромагнитные колебания в области оптического диапазона.
Это излучение существует в виде отдельных квантов, причем
энергия кванта равна
p = hv, (3.12)
где h — постоянная Планка; v — частота излучения.
В обычных условиях атомы вещества излучают одновременно
кванты различной энергии, так как переход электронов с одних
орбит на другие не носит организованного характера, что и
приводит к полихроматичности излучения. В зависимости от тем-
пературы тела изменяется его энергетическая светимость (она
по закону Стефана—Больцмана пропорциональна четвертой сте-
пени абсолютной температуры тела J? = a7'4) и по мере увели-
чения температуры спектральный максимум излучения сдвигает-
ся в сторону более коротковолновой части спектра.
Поскольку применение энергии света для тех или иных тех-
нологических процессов связано с фокусировкой луча, поли-
хроматичность играет в данном случае отрицательную роль.
Полихроматический свет при прохождении через линзу фокуси-
руется в виде пятна довольно значительных размеров, так как
волны разной длины по-разному преломляются при прохождении
через стекло. Это явление носит название хроматической абер-
рации и значительно ограничивает возможности обычных поли-
хроматических источников.
По законам дифракции наименьший размер сфокусирован-
ного пятна равен длине волны А и для оптического диапазона
составляет размер порядка 1 мкм. Полихроматичность увеличи-
вает размер до сотен и тысяч микрометров, в результате чего
максимальная концентрация энергии в пятне нагрева в данном
случае не превышает 10 Вт/мм2, что соизмеримо с нагревом
пламенем горелки и на 4...5 порядков меньше, чем для моно-
хроматического луча лазера. Кроме того, фокусировка ухудшает-
ся в связи с тем, что применяющиеся фокусирующие линзы
и фокусирующие зеркала со сферическими поверхностями имеют
отклонения от требуемой для точной фокусировки геометрии
поверхности. Ухудшает фокусировку и то, что светящееся тело
обычно имеет конечные размеры и проецируется в виде опре-
деленной геометрической фигуры.
Вместе с тем простота использования света для нагрева
определяет некоторые рациональные области его применения.
Это прежде всего различные «солнечные» печи и нагреватели,
где при помощи специальных рефлекторов возможны нагрев и
плавление различных материалов. Однако промышленного рас-
пространения эти установки не получили.
Более целесообразным в промышленности считается исполь-
зование не солнечной энергии, а специальных высокоинтенсив-
ных источников полихроматического света типа ламп накалива-
ния или дуговых (газоразрядных) ламп. Эти лампы создаются
116
специально для технологических целей, имеют мощность до не-
скольких десятков киловатт и выполняются в корпусах из плав-
леного термостойкого кварца, из-за чего иногда их называют
«кварцевыми».
Кварцевые лампы без всяких дополнительных систем фоку-
сировки позволяют нагревать обрабатываемые детали до тем-
ператур 600... 1200 К, а с системами фокусировки — до 1800...
2000 К, что вполне достаточно для плавления ряда материалов.
Нагрев полихроматическим светом применяют в промышлен-
ности в различных печах для сушки, нагрева и термообработки
изделий, пайки, а иногда и сварки легкоплавких материалов.
Если процесс идет в вакууме или другой газовой защитной
среде, свет вводят в камеру через специальный (обычно квар-
цевый) иллюминатор. Основными достоинствами такого вида на-
грева считаются отсутствие силового контакта с изделием и воз-
можность плавного регулирования температуры.
КОГЕРЕНТНОЕ ИЗЛУЧЕНИЕ И ЕГО ОСНОВНЫЕ
СВОЙСТВА
Обычный полихроматический свет, излучаемый нагретыми те-
лами, состоит из набора большого числа гармонических колеба-
ний, имеющих различные частоты, фазы которых хаотично из-
меняются во времени. Как электромагнитные колебания, он по-
добен «шуму» в отличие от радиоволн, генерируемых радио-
станциями.
При распространении любой электромагнитной волны (в том
числе и света) в пространстве создается чередующееся электри-
ческое поле напряженностью Е и магнитное поле напряжен-
ностью Н, изменяющееся в пространстве и во времени по закону:
Е = Ео sin [ 2n(vf—х/к) + ср];
Н = //Ocos[2n(v/—х/к} + ср]. (3.13)
Величины Ео и Но называются амплитудами волн; v — ее
частотой; к — с/ч — длина волны (где с — скорость света). Если
частота v и длина волны к постоянны и не зависят от времени
t, волна монохроматична. Реальные колебания и волны не яв-
ляются идеально монохроматическими.
Немонохроматическое колебание можно представить в виде
суммы (конечного или бесконечного числа) идеальных монохро-
матических колебаний, и чем выше монохроматичность, тем в
меньшем интервале частот группируются частоты его монохро-
матических составляющих.
Если амплитуда, частота, фаза, направление распростране-
ния и-поляризация электромагнитной волны постоянны или из-
меняются, но не хаотически, а упорядоченно, по определенному
закону, то такая волна когерентна. Строго монохроматичная
волна всегда когерентна, а взаимная когерентность двух не-
117
монохроматических волн означает, что они обладают одинако-
вым набором частот и разность их фаз (р постоянна во времени.
До появления лазеров можно было генерировать когерентные
радиоволны, но нельзя было генерировать когерентный свет, и
только после создания лазера это стало возможным.
Получение когерентных электромагнитных колебаний оптиче-
ского диапазона благодаря их высокой частоте позволяет пере-
давать по оптическому каналу связи гораздо больше информа-
ции, чем по радиоканалу. Чем короче длина волны, тем меньшую
расходимость можно получить при формировании из этих волн
параллельных пучков энергии, а это обстоятельство весьма
важно при локации и определении расстояний до предметов.
Для технологических применений энергии света необходима
его фокусировка на минимально возможной площади, что в
случае полихроматического излучения неосуществимо. При моно-
хроматическом излучении теоретически диаметр сфокусированно-
го луча лежит в пределах 1,0...0,4 мкм, но отсутствие идеальной
монохроматичности и когерентности луча может несколько уве-
личить этот диаметр. Монохроматический свет достаточной ин-
тенсивности получить при помощи обычных источников не пред-
ставляется возможным.
По мере осознания необходимости получения мощных источ-
ников когерентного света физики исследовали различные спо-
собы их генерации и аналогично генерации радиоволн пытались
применить для этой цели электронные потоки и объемные резо-
наторы. Однако размеры резонатора должны быть соизмеримы
с длиной волны, что в данном случае трудно осуществимо.
Традиционное для радиотехники генерирование колебаний при
помощи электронных потоков в данном случае оказалось неосу-
ществимым и получение когерентных электромагнитных коле-
баний в оптическом диапазоне было осуществлено средствами
квантовой электроники.
Квантовая электроника оперирует отдельными молекулами и
Рис. 3.3. Энергетические
уровни атома
атомами, используя для генерации коле-
баний их резонансные свойства.
Атомы, молекулы и кристаллы пред-
ставляют собой сложные микросистемы,
состоящие из ядер и электронов. Энергия
относительного движения частиц, состав-
ляющих атом или молекулу, в соответствии
с современными физическими воззрения-
ми может принимать только строго опре-
деленные значения. Эти значения энер-
гии е0, Ei, £2, £т, еп называют уровнями
энергии (рис. 3.3).
Система энергетических уровней сос-
тавляет энергетический спектр атома;
«нижний» уровень с минимальной энер-
гией называется основным, а осталь-
118
ные — возбужденными. Энергетический спектр атома зависит от
его структуры, а число электронов, обладающих данной энергией,
называется населенностью уровня.
Если атому, находящемуся на основном уровне е0, сообщить
энергию, он может перейти на один из возбужденных уровней.
Наоборот, возбужденный атом может самопроизвольно (спон-
танно) перейти на один из нижележащих уровней, испустив
при этом определенную порцию энергии в виде кванта света
(фотона). Если излучение происходит при переходе атома с уров-
ня энергии ет на уровень е„, то частота испускаемого (или
поглощаемого) кванта света
Vmn = (l/ft)(em—е„). (3.14)
Именно такие спонтанные процессы излучения и происходят в
нагретых телах. Нагрев переводит часть атомов в возбужденное
состояние и при переходе в нижние состояния они излучают свет.
Это излучение атомов происходит независимо друг от друга.
Кванты света хаотически испускаются атомами в виде так назы-
ваемых волновых цугов, которые не согласованы друг с другом
во времени и имеют различную фазу. Поэтому спонтанное излу-
чение некогерентно.
Кроме спонтанного излучения возбужденного атома сущест-
вует индуцированное (вынужденное) излучение, когда атомы
начинают излучать энергию под действием внешнего электро-
магнитного поля. Явление вынужденного излучения дает возмож-
ность управлять излучением атомов с помощью электромагнит-
ных колебаний и таким путем усиливать или генерировать ко-
герентное световое излучение.
Чтобы это осуществить практически, необходимо выполнение '
следующих условий:
1. Необходим резонанс — совпадение частоты падающего
света с одной из частот vmn энергетического спектра атома.
При этом переход атома с уровня ет на уровень еп будет со-
ответствовать переходу между аналогичными уровнями других
таких же атомов, в результате чего будет осуществлена гене-
рация когерентного излучения.
2. Наряду с вынужденным излучением света атомами, нахо-
дящимися на верхнем уровне ел, происходит резонансное погло-
щение энергии атомами, находящимися на нижнем уровне еп.
При этом атом поглощает световой квант и переходит на уровень
Ет, что препятствует генерации света. Для генерации когерент-
ного света необходимо, чтобы число атомов на верхнем уровне
было больше числа атомов на нижнем уровне еп, между кото-
рыми происходит переход. В естественных условиях на более
высоком уровне при любой температуре всегда меньше частиц,
чем на более низком. Для возбуждения когерентного излучения
чадо принять специальные меры, чтобы из двух выбранных уров-
ней верхний был «заселен» больше, чем нижний. Такое состояние
вещества в физике называется «активным» или состоянием
119
Кристалл
Излучение
с инверсной (обращенной) засе-
ленностью. Н. Г. Басов и А. М.
Прохоров предложили метод трех
уровней, в котором для получения
Световая инверсии заселенности уровней
анергия накачки используется некоторое вспомога-
Рис. 3 4. Схема генерации излуче- Те™е излучение (пОДКЭЧКа).
ния в твердотельном лазере 3. В процессе генерации часть
излучаемой световой энергии
должна все время оставаться
внутри рабочего вещества, вызывая вынужденное излучение все
новыми порциями атомов, т. е. осуществляя обратную связь. Это
обычно выполняется при помощи зеркал по схеме, изображенной
на рис. 3.4. Зеркало 1 при этом отражает всю падающую на него
энергию, а зеркало 2 полупрозрачно. Часть энергии оно пропус-
кает из рабочего пространства наружу (полезная энергия), а
отраженная энергия служит для вовлечения в генерацию новых
порций рабочего вещества.
4. Усиление, обеспечиваемое рабочим веществом, должно
превышать некоторое пороговое значение, зависящее от коэф-
фициента отражения полупрозрачного зеркала. Чем меньше этот
коэффициент, тем больше должно быть пороговое усиление,
обеспечиваемое рабочим веществом, иначе генерируемое рабочим
веществом излучение затухнет.
Выполнение этих условий позволяет создавать систему, спо-
собную генерировать когерентное световое излучение. Такая
система получила название «оптический квантовый генератор»
(ОКГ) или лазер.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЛАЗЕРОв
Любой лазер независимо от конструктивного выполнения и
схемы других конкретных особенностей состоит из следующих
основных элементов:
1. Рабочее тело (вещество), состоящее из ансамбля атомов
или молекул, для которых может быть создана инверсия насе-
ленности.
2. Система, позволяющая осуществлять инверсию необходи-
мого значения. Эта система обычно называется «системой на-
качки» и может быть основана на различных физических явле-
ниях.
3. Оптический резонатор, который служит для осуществления
взаимодействия излучения с рабочим веществом и в котором
происходит отбор энергии от ансамбля генерирующих излучение
частиц.
4. Устройство для вывода энергии из резонатора.
5. Системы управления концентрацией энергии и пространст-
венной ориентацией генерированного излучения.
120
6. Различные специальные системы, связанные с конкретным
применением лазера.
В зависимости от типа применяемого рабочего вещества ла-
зеры делят на твердотельные, газовые, жидкостные и полупро-
водниковые.
По способу накачки энергией рабочего вещества лазеры
делят на ряд разновидностей, использующих следующие виды
энергии:
1. Оптическая накачка энергией в результате облучения ве-
щества мощным световым потоком.
2. Электрическая накачка, осуществляемая при прохождении
через вещество электрического тока.
3. Химическая накачка, когда инверсия возникает вследствие
химической реакции, в которой принимает участие рабочее ве-
щество.
В зависимости от режима работы лазеров они делятся на
устройства, работающие в непрерывном и импульсно-периодиче-
ском режимах.
В твердотельных лазерах в качестве рабочего вещества ис-
пользуют твердые тела (синтетический рубин, иттриево-алюми-
ниевый гранат, неодимовое стекло).
Схема твердотельного лазера приведена на рис. 3.5. Стержень
1, изготовленный из рабочего вещества, помещается между дву-
мя зеркалами. Зеркало 2 полностью отражает все падающие
на него лучи, а зеркало 3 полупрозрачно. Для накачки энергии
используется газоразрядная лампа 4, которая для большей эф-
фективности облучения кристалла помещается вместе с ним
внутрь отражающего кожуха 5, выполненного в виде эллиптиче-
ского цилиндра. При размещении лампы и кристалла в фокусах
эллипса создаются наилучшие условия равномерного освещения
Рис. 3.5. Схема твердотельного ла-
зера
кристалла. Питание лампы
обычно осуществляется от спе-
циальной высоковольтной ба-
тареи конденсаторов 6.
В газовых лазерах в качест-
ве рабочего тела используют
газообразные вещества, при-
чем накачка энергии в этих
веществах, как правило, осу-
Рис. 3.6. Схема газового (гелий-
неонового) лазера
121
ществляется вследствие эффектов, связанных с прохождением
электрического тока через газ.
В качестве активных газов в этих лазерах используют аргон,
неон, криптон, ксенон, смеси гелия и неона, углекислый газ с
примесью азота и гелия.
Газовые лазеры подразделяют на три большие группы: лазе-
ры на атомных, ионных и молекулярных переходах.
К первой группе относится гелий-неоновый лазер, схема
которого приведена на рис. 3.6. Генерация когерентного излу-
чения может проходить в видимой (Xi = 0,633 мкм) и в инфра-
красной области (Х2= 1,15 мкм, Х3=3,39 мкм). Газоразрядная
трубка 1 этого лазера заполняется гелием и неоном при парци-
альных давлениях соответственно 133 и 13 Па. В трубке от
высоковольтного источника питания 2 создается электрический
разряд 3, который возбуждает атомы гелия и неона в результате
электронных ударов. Излучение выходит из полупрозрачного
зеркала 4. Гелий-неоновый лазер имеет сравнительно небольшую
мощность, но из-за простоты устройства, надежности и ста-
бильности излучения он получил широкое распространение.
В ионных газовых лазерах используются переходы между
энергетическими уровнями ионов благородных газов (ксенон,
аргон, неон, криптон), а также фосфора, серы и хрома. Типич-
ный представитель этой группы — аргоновый лазер, который по
конструкции похож на гелий-неоновый лазер. Газоразрядная
трубка наполнена аргоном при давлении порядка десятков
паскалей. Мощность лазеров этой группы выше, чем лазеров
на атомных переходах.
Газовый лазер на аргоне генерирует излучение с длинами
волн Xi = 0,4880 мкм и Х2 = 0,5145 мкм в видимой сине-зеленой
части спектра с мощностью излучения до 150...500 Вт в непре-
рывном режиме.
Наибольшую мощность и к.п.д. имеют газовые лазеры, гене-
рирующие колебания на молекулярных переходах. Типичный
представитель этой группы — лазер на углекислом газе. Моле-
кула СО2 возбуждается электронными ударами в газовом раз-
ряде, причем для увеличения мощности к СО2 добавляют моле-
кулярный азот N2. Выходная мощность возрастает благодаря
резонансной передаче энергии от возбужденных молекул N2 мо-
лекулам СО2. Отношение парциальных давлений СО2 и N2 обыч-
но выбирается в пределах 1:1...1:5 при суммарном рабочем дав-
лении в несколько сотен паскалей.
Мощность лазера на углекислом газе еще больше повышает-
ся при добавлении к смеси гелия, поэтому в настоящее время
газовые лазеры на углекислом газе используют смесь СО2 -(-
-ф N2 + Не. Лазеры на углекислом газе имеют весьма высокий
к.п.д. (теоретически — до 40%, практически — 8...30%).
Электрический разряд в лазере на СО2 возбуждается в ох-
лаждаемой газоразрядной трубке, выполняемой обычно из стек-
лянной трубы диаметром до 60 мм. Увеличение диаметра трубы
122
Рис. 3.7. Схема газового лазера на угле-
кислом газе с поперечной прокачкой
3
Излучение
5
Рис. 3.8. Схема полупроводни-
кового лазера
свыше 80...100 мм не дает эффекта, так как при большом диамет-
ре ухудшается теплопередача из внутренней области трубки к
ее периферийной части. Излучение с длиной волны 10,6 мкм
выводится через окно из материала, пропускающего инфра-
красные лучи. Для этой цели используются кристаллы КВг,
NaCl или Ge. Для лазера данной схемы с продольной прокачкой
с 1 м длины резонатора можно снимать мощность не более
50 Вт, из-за чего приходится значительно увеличивать длину
трубы резонатора.
Наиболее эффективны лазеры на углекислом газе с попереч-
ной относительно линии электрического тока продувкой газа.
Схема такого лазера мощностью до 10 кВт приведена на
рис. 3.7. Эта разновидность газового лазера использует интен-
сивную прокачку газа через резонатор 3 с охлаждением его в
теплообменнике 4. Электрический разряд возбуждается между
анодной плитой 2 и секционированным катодом 1.
В качестве рабочего газа используют смесь СО2 + N2 4"
4-Не в соотношении 1:20:20 при статическом давлении в разряд-
ной камере 5...8 кПа. Расход газовой смеси через разрядную
камеру составляет 2...3 м3/ч, для чего используется мощная
насосная система.
В лазере этого типа можно получить съем мощности до
16 Вт с 1 см3 газа при к.п.д. до 17%. Электроразрядные ла-
зеры с поперечной прокачкой газа работают в непрерывном
режиме генерации и развивают мощность до 50 кВт.
Полупроводниковый лазер генерирует когерентное излучение
в результате процессов, происходящих в р-п-переходе на полу-
проводниковом материале. На рис. 3.8 показана схема полу-
проводникового лазера на арсениде галлия. Кристалл имеет раз-
меры около 0,5...1,0 мм2. Верхняя его часть 2 представляет
собой полупроводник p-типа, нижняя 1 — n-типа, между ними
имеется р-п-переход 4 толщиной около 0,1 мкм.
Излучающий слой имеет несколько большую толщину (1...
2 мкм) вследствие проникновения электронов и дырок в глубь
123
кристалла. Выводы 3, 5 служат для подачи питающего напря-
жения, один из них может выполнять функции теплоотводов.
При подаче напряжения на выводы р-п-переход генерирует
излучение, длина волны которого для арсенида галлия составля-
ет М = 0,82 мкм и Х2 = 0,9 мкм (инфракрасная область). Для
других материалов длина волны излучения может лежать в ши-
роком диапазоне — от ультрафиолетовой до инфракрасной об-
ласти.
Для улучшения условий работы полупроводникового лазера
и обеспечения непрерывного режима генерации кристалл необ-
ходимо охлаждать до низких температур. Мощность лазера на
арсениде галлия при температуре жидкого азота в импульсно-
периодическом режиме составляет 100 Вт, в непрерывном ре-
жиме — 10 Вт. Лучшие образцы полупроводниковых лазеров мо-
гут работать при нормальных температурах.
Малые геометрические размеры и простота конструкции полу-
проводниковых лазеров позволяют собирать решетки или линей-
ки из большого числа отдельных лазеров. Такие решетки могут
иметь мощность непрерывного излучения в несколько десятков
ватт.
ВЗАИМОДЕЙСТВИЕ КОГЕРЕНТНОГО ИЗЛУЧЕНИЯ
С ВЕЩЕСТВОМ
Падающий на поверхность вещества поток лучистой свето-
вой энергии частично поглощается, а частично отражается.
Из оптики известно, что доля отраженной энергии зависит от
длины волны излучения и состояния поверхности вещества.
В табл. 3.2 приведены значения коэффициентов отражения
(при полном отражении этот коэффициент равен 1) для чистых
неокисленных полированных поверхностей металлов.
Приведенные в табл. 3.2 данные свидетельствуют о том, что
значительная доля светового потока отражается от поверхности
и к.п.д. передачи энергии потоком света значительно меньше,
чем для электронного луча.
Для реальных поверхностей, покрытых окислами и имеющих
меньшую частоту обработки, значение коэффициента отражения
уменьшается. С ростом температуры вещества на его поверх-
Таблица 3.2. Коэффициенты отражения волн различных лазеров
для металлических поверхностей
Рабочее тело ОКГ Длина волны, мкм Au Ag Си Мо А1 Сг Fe Ni
Apt он 0,488 0,415 0,952 0,437 0,455 0,597
Рубин 0,6943 0,930 0,961 0,831 0,498 — 0,56 0,58 0,676
Неодимовое стекло 1,06 0,981 0,964 0,901 0,582 0,733 0,57 0,65 0,741
Углекислый газ 10,6 0,975 0,989 0,984 0,945 0,970 0,93 0,92 0,941
124
ности стимулируется образование оксидов и других соединений,
которые также увеличивают поглощение. Подача в зону обра-
ботки кислорода или других газов интенсифицирует этот про-
цесс. В результате можно добиться того, что 20...40% энергии
светового потока будет усвоено веществом.
Еще большего поглощения энергии можно добиться при на-
несении на поверхность веществ с малыми коэффициентами
отражения (газовая сажа, краска), но в этом случае возможно
взаимодействие нанесенного вещества с основным материалом,
что не всегда допустимо.
Поглощенное веществом излучение передает свою энергию
его электронам, в связи с чем глубина проникновения свето-
вой энергии в вещество соответствует средней длине их пробега,
что для большинства распространенных веществ составляет
5...50 нм. Дальнейшая передача энергии из этой зоны вглубь
осуществляется вследствие теплопроводности. В отличие от элек-
тронного луча энергия светового излучения при взаимодействии
с веществом в основном превращается в теплоту, а доля воз-
никающего при этом излучения типа рентгеновского пренебре-
жимо мала.
Световой поток относительно небольшой интенсивности мо-
жет осуществить на поверхности лишь весьма ограниченные
изменения: экспозицию специальных светочувствительных мате-
риалов или «выцветание» некоторых красок.
По мере увеличения плотности энергии потока, что достаточ-
но просто и оперативно осуществляется путем его фокусировки,
возможен нагрев и плавление поверхности слоев материала.
Последующее увеличение концентрации энергии приводит к уве-
личению глубины проплавления, одновременно начинает все
больше проявляться эффект испарения веществ.
При дальнейшем увеличении концентрации энергии доля ис-
паренного вещества начинает резко увеличиваться, образуются
отдельные капли и частички вещества, которые под действием
паров выбрасываются из зоны обработки.
Повышение концентрации энергии до максимального дости-
жимого уровня (примерно 1О10 Вт/мм2 для лучших систем
фокусирования луча) приводит к интенсивному испарению ве-
щества с минимальным количеством жидкой фазы и выносом
Рис. 3.9. Схема взаимодействия лазерного излучения с веще-
ством:
/ — нагрев; II — плавление; III — испарение
125
возможно сублимационное испарение, т. е. переход из твердого
состояния сразу в парообразование. Схема изменения характера
взаимодействия светового потока с веществом в зависимости
от концентрации энергии приведена на рис. 3.9.
При достаточно высокой концентрации энергии в фокальном
пятне луча лазера может возникнуть «лазерная искра». Это
явление обычно происходит в газах при нормальном давлении
и внешне напоминает высокочастотный электрический разряд,
из-за чего оно и получило свое название.
Физическая основа образования лазерной искры — возникно-
вение в фокальном пятне вследствие нагрева газа термической
плазмы, температура которой может достигать 106 К. Неравно-
мерность распределения по объему плазмы электрически заря-
женных частиц приводит к резкой неравномерности распреде-
ления электрического потенциала в этом объеме и, как следст-
вие, — электрическому пробою. Пробой имеет характер миниа-
тюрного взрыва и сопровождается яркой вспышкой. Поскольку
на образование лазерной искры расходуется большое количество
энергии излучения лазера и в ряде случаев ее образование
нарушает ход технологического процесса с применением лазер-
ного излучения (например, сварки), этого явления стараются
избегать.
Для устранения лазерной искры чаще всего прибегают к
обдуву лазерного луча в фокальном пятне потоком газа, перпен-
дикулярным направлению луча.
К числу технологических преимуществ мощного когерентного
излучения следует отнести:
1. Возможность передачи энергии в виде светового луча на
расстояние (в том числе и через прозрачную разделительную
перегородку или по специальному оптическому волноводу).
2. Отсутствие непосредственного силового и электрического
контакта источника энергии с изделием в месте обработки.
3. Возможность плавного регулирования энергии в пятне на-
грева путем изменения фокусировки луча.
4. Высокая концентрация энергии в пятне нагрева благодаря
«острой» фокусировке излучения.
5. Возможность достижения высоких температур в зоне воз-
действия излучения.
6. Возможность получения как импульсов энергии весьма
малой длительности (до 10-9 с), так и непрерывного излучения.
7. Малые зоны обработки, размеры которых не превышают
нескольких микрометров.
8. Возможность оперативного перемещения луча системы раз-
вертки при неподвижном объекте обработки с высокой точностью
и скоростью.
9. Возможность модуляции мощности луча во времени по тре-
буемому закону.
10. Возможность осуществления технологического процесса
в любой оптически прозрачной для излучения среде.
126
Исследование перечисленных особенностей лазерного излуче-
ния привело к возникновению целого ряда групп технологиче-
ских процессов, в основе которых лежат те или иные физические
явления и эффекты.
Лазерная сварка как технологический процесс, связанный с
локальным плавлением, находит все более широкое применение,
конкурируя как с традиционными способами сварки, так и с
электронно-лучевой сваркой.
Импульсные твердотельные лазеры применяют для сварки
малоразмерных деталей в микроэлектронике, приборостроении,
где важно получать малоразмерные швы с минимальным разо-
гревом окружающего зону сварки материала. Сварка может
вестись как отдельными точками, так и герметичными швами
при последовательном наложении точек с их перекрытием.
Мощные газовые лазеры позволяют проплавлять за один про-
ход, как и при электронно-лучевой сварке, значительные тол-
щины. Экспериментально установлено, что для стали глубина
проплавления металла в диапазоне до 5 мм требует 1 кВт мощ-
ности излучения на 1 мм толщины металла. Однако, как видно
из рис. 3.10, при дальнейшем увеличении мощности светового
луча глубина проплавления увеличивается меньшими темпами
и для сварки толщин более 20 мм требуются уже весьма мощ-
ные лазеры, потребляющие с учетом к.п.д. из сети сотни кило-
ватт электрической мощности. Электронно-лучевая сварка пока
позволяет сваривать за один проход значительно большие тол-
щины (до 200 мм) при меньшей потребляемой от сети мощ-
ности.
Так же как и электронно-лучевая сварка, сварка лазером
дает узкий шов «кинжального» типа с малыми деформациями
свариваемых деталей, что позволяет применять этот способ для
соединения окончательно обрабатываемых узлов и деталей.
Сварка лазером неметаллических материалов, в основном
стекла и керамики, возможна потому, что излучение лазера
на углекислом газе с длиной волны
рошо поглощается этими материа-
лами и может быть использовано
для их нагрева, плавления и после-
дующей сварки. По сравнению с га-
зопламенным нагревом, обычно ис-
пользуемым для сварки и пайки
стекла, излучение лазера позволяет
увеличить интенсивность нагрева
места сварки или пайки (но не более
80...100 К/с из-за возможности тер-
мического растрескивания стекла),
уменьшить зону нагрева, что дает
возможность’ создавать миниатюр-
ные стеклянные сварные конструк-
ции.
10,6 мкм достаточно хо-
Рис. 3.10. Проплавление стали
при сварке лазером на углекис-
лом газе
12/
Резка материалов лазерным излучением может быть основана
на локальном плавлении материала и его дальнейшем удалении
под действием сил тяжести, конвекти ного потока или газовой
струи. Если же расплавленный материал перегрет и упругость
его паров достаточно высока, образующиеся при этом пары
могут быть удалены из зоны резки струей инертного газа, и про-
цесс резки может происходить более эффективно.
В случае, если разрезаемый материал содержит связанную
или кристаллизационную воду (органические соединения, мине-
ралы), локальный интенсивный нагрев лазерным излучением
приводит к разрыву молекулярных связей и испарению воды
и других жидких компонентов. В результате испарения этих
компонентов внутри материала может возникнуть высокое внут-
реннее давление, что приводит к образованию микротрещин и
выбросу частиц материала. Аналогично протекает процесс резки
пористых материалов, содержащих газы, и химических соеди-
нений, деструктирующих с образованием газообразных продук-
тов. На таком принципе основана резка слоистых пластиков,
дерева, содержащих кристаллическую воду веществ.
Эффективность резки может быть значительно повышена в
результате введения в зону резки активного газа, например
кислорода. Экзотермическая реакция между разрезаемым мате-
риалом и кислородом значительно увеличивает выделение энер-
гии в месте взаимодействия излучения с материалом. На этом
принципе основан процесс газолазерной резки (ГЛР). Кислород
в этом процессе осуществляет следующие функции:
1. Обеспечивает в результате реакции окисления выделение
основной части энергии, необходимой для резки.
2. Значительно увеличивает поглощательную способность ма-
териала вследствие создания на его поверхности оксидов, имею-
щих меньший коэффициент отражения по сравнению с основным
металлом.
3. Снижает поверхностное натяжение расплавленных метал-
лов, имеющих жидкотекучие оксиды.
4. Благодаря газодинамическому давлению способствует уда-
лению расплавленных оксидов из зоны реза.
5. Охлаждает кромки разрезанного материала.
При газолазерной резке металлов лазер непрерывного из-
лучения на углекислом газе мощностью до 5 кВт позволяет
в струе кислорода резать малоуглеродистые стали толщиной
до 10 мм, легированные и коррозионно-стойкие стали — до 6 мм,
никелевые сплавы — до 5 мм, титан — до 10 мм. Металлы,
образующие тугоплавкие оксиды с малой вязкостью, газолазер-
ной резкой разделяются плохо, так как удаление оксидов из зоны
резки в этом случае зтрудн но. К таким металлам относятся
люминий и его сплавы, магний, латунь, хром и целый ряд
других металлов, которые выгоднее резать плазменной рез-
кой.
3.3. Газовое пламя
Газовое пламя — один из старейших источников энергии, ис-
пользуемых в сварочных процессах.
Сварочная газовая горелка появилась в начале XX в. как
практическое осуществление химической реакции сжигания угле-
водородного топлива (чаще всего ацетиленового) в чистом
кислороде.
Сгорание происходит по реакции.
2СгНг + 5О2 = 4СОг + 2НгО 4- 1300,6 кДж/моль.
В факеле газового пламени, кроме СО2 и паров НгО, обычно
присутствуют продукты пирогенного распада ацетилена, СО и
частично попадающий в зону сварки атмосферный воздух
(рис. 3.11).
В связи с этим защитные свойства газового пламени отно-
сительно невелики и сварочная ванна в значительной мере на-
сыщается газами, ухудшающими свойства наплавленного ме-
талла. По этой причине газовая сварка химически активных
металлов (титан, цирконий и др.) практически невозможна.
Интенсивность ввода энергии в материал при нагреве его
газовым пламенем относительно невелика (см. табл. 1.6), из-за
чего при газовой сварке сварные швы имеют большую ширину,
чем при дуговой.
В последнее время газовая сварка в промышленности прак-
тически вытеснена другими, более прогрессивными способами
сварки и используется в основном в ремонтных целях.
Вместе с тем газопламенная обработка из-за сравнительной
простоты и мобильности процесса широко применяется в про-
мышленности в процессах газовой резки, нагрева, пайки и газо-
пламенного напыления.
3.4. Электрошлаковая сварка (ЭШС)
Процесс электрошлаковой сварки возник в свое время как
дальнейшее развитие процесса дуговой сварки под флюсом, ког-
да было установлено, что при определенных режимах электрод
«закорачивается» на слой расплавленного шлака и выделение
Факел
Ядро пламени
2 объема
СгНг
I объема
0,
из горелки
3 объема 0г
из Воздуха
Зона максимальной
температуры
(3400 К)
Рнс. 3.11. Факел газового пламени кислородно-ацетилено-
вой горелки
129
Рис. 3 12. Примерный тепловой
баланс электрошлаковой сварки
стали толщиной около 100 мм:
I — плавление проволоки — 23%,
2 — плавление основного метал-
ла— 60%, 3 — потери на излу-
чение — 1,5%, 4 — потерн в кром-
ки — 1,5%, 5 — перегрев Ме-
ванны — 9%, 6 — нагрев ползу-
нов 2,5X2= 5%
теплоты происходит при прохожде-
нии электрического тока через жид-
кую шлаковую ванну.
Общее количество теплоты, выде-
ляемое при ЭШС в зоне сварки,
определяется как
== / ^?су»
где — суммарное сопротивление
шлаковой и металлической ванн.
Специфика более равномерного
выделения теплоты по объему сва-
рочной ванны по сравнению со свар-
кой под флюсом при ЭШС позво-
ляет сваривать за один проход де-
тали значительных сечений (до не-
скольких квадратных метров), что
обусловило ее широкое распростра-
нение в тяжелом машиностроении.
Флюсы для ЭШС отличаются
высокой электропроводимостью в
расплавленном состоянии и низкими
стабилизирующими свойствами по
отношению к дуговому разряду.
Например, флюс АНФ-1 содержит
до 92% СаРг (плавикового шпата),
являющегося активным антистабилизатором дуги.
После развития начального дугового разряда шлак полно-
стью шунтирует дугу и дуговой процесс переходит в шлаковый.
Температура плавления шлака должна быть выше, чем темпера-
тура плавления свариваемого металла.
ЭШС обычно ведется на переменном токе при низком на-
пряжении (40...50 В) и рабочих токах до нескольких тысяч
ампер. Баланс энергии процесса ЭШС показан на рис. 3.12.
3.5. Термитная сварка
Химическая реакция взаимодействия оксидов железа с алю-
минием (алюмотермическая реакция) протекает с большим вы-
делением теплоты по следующему уравнению:
3Fe3O4 + 8А1 -> 4А120з + 9Fe 4- 3242 кДж.
Такая реакция реализуется в технике при сжигании смесей
алюминиевого порошка и железной окалины, получивших на-
звание «термитов». Сравнительная простота осуществления алю-
мотермической реакции и недефицитность применяемых мате-
риалов положили начало широкому применению термитов в
промышленности, особенно для целей металлургии и сварки.
во
При термитной сварке сначала происходит поджиг и сгора-
ние термита, а затем разделка кромок обычно заполняется
жидким металлом, образующимся в результате алюмотермиче-
ской реакции.
Разогрев и плавление кромок свариваемых деталей при тер-
митной сварке осуществляется за счет теплосодержания жидкого
присадочного металла, из-за чего его объем выбирают в 2...3
раза большим, чем это необходимо для заполнения разделки.
Одно из основных достоинств процесса термитной сварки
простота осуществления в полевых условиях, что обусловило
его применение для сварки рельсов, контактной сети железных
дорог и некоторых строительных конструкций.
Глава 4
ПРЕССОВЫЕ И МЕХАНИЧЕСКИЕ
СВАРОЧНЫЕ ПРОЦЕССЫ
Для прессовых (П) и механических (М) процессов харак-
терно обязательное приложение давления в месте сварки. Ис-
точник энергии при этом может быть как внешним (газопрессо-
вая, печная сварка), так и внутренним (контактная, индукци-
онная сварка).
4.1. Прессовые процессы
СПОСОБЫ ТЕРМОПРЕССОВОЙ СВАРКИ
Термопрессовая сварка (ТП) осуществляется нагревом с при-
ложением сопутствующего или последующего давления или при
их сочетании. В большинстве П-процессов используют последую-
щее давление, обеспечивающее осадку соединения.
Значительная часть П-процессов может быть реализована с
теми же источниками нагрева, что термические (Т-процессы).
Исключение составляет контактная сварка, где давление обяза-
тельно как элемент образования контакта для генерации теп-
лоты.
К наиболее распространенным способам ТП-сварки следует
отнести контактную сварку со всеми ее разновидностями: газо-
прессовую, дугопрессовую и сварку в тлеющем разряде с дав-
лением; индукционно-прессовые способы сварки, диффузионную
сварку и, наконец, различные способы кузнечной сварки — са-
мого первого сварочного процесса, осуществленного человеком
и до сих пор применяющегося в различных модификациях
(сварка на кузнечно-прессовом оборудовании, сварка прокаткой,
сварка волочением).
Схема классификации процессов контактной сварки (наибо-
лее обширной группы ТП-процессов) приведена на рис. 4.1.
131
Рис. 4.1. Классификация способов контакт-
ной сварки
Рис. 4.2. Классификация способов нагрева и
защиты при диффузионной сварке
Кроме основных пара-
метров — температуры
нагрева Т и давления р —
характер ТП-процессов в
значительной мере опре-
деляется временем свар-
ки t. Если в обычных ТП-
процессах время свар-
ки составляет единицы и
десятки секунд, то в диф-
фузионных оно может сос-
тавлять несколько десят-
ков минут.
Поскольку диффузион-
ный процесс можно обес-
печить с различными ис-
точниками нагрева, целе-
сообразно не выделять
диффузионную сварку как
отдельный метод, а счи-
тать ее способом и клас-
сифицировать по схеме,
приведенной на рис. 4.2.
Контактная сварка.
Этот процесс применяют
только для сварки метал-
лов н основным источ-
ником энергии в нем слу-
жит теплота, выделяемая
электрическим током в зо-
не контакта соединяемых
деталей, электрическое
сопротивление которой
выше сопротивления ос-
новного металла. Некото-
рое количество теплоты
при контактной сварке
может выделяться и в
объеме свариваемых дета-
лей вследствие работы
электрического тока при
прохождении через внут-
ренний объем деталей,
имеющих некоторое элек-
трическое сопротивление.
Для процессов «токо-
вой пайки» и поверхност-
ной сварки по методу
Игнатьева выделение
132
джоулевой теплоты в объеме деталей является доминирующим
фактором, а выделение теплоты в контакте электрод — деталь
незначительно.
Давление при контактной сварке служит как для формиро-
вания устойчивого электрического контакта с определенными
характеристиками, так и для последующего деформирования
(проковки) зоны сварочного соединения с целью улучшения
структуры сварного шва и уменьшения деформаций и напряже-
ний в зоне сварки. Количество энергии, затрачиваемое на созда-
ние давления при контактной сварке, обычно невелико и состав-
ляет всего несколько процентов от общей вводимой энергии.
Общее количество теплоты Q, выделяемое в электрическом
контакте, в соответствии с законом Джоуля—Ленца определя-
ется как
Q = l2Rt, .
где I — ток, текущий через контакт; R — контактное сопротив-
ление; t — время.
Для реальных металлов значение R обычно мало (единицы —
десятки микроом), время t также нельзя выбирать большим из-за
возможности газонасыщения металла при сварке (обычно это
доли секунды). В результате для выделения достаточного коли-
чества энергии при контактной сварке необходимо применение
значительных токов I, что в основном и определяет специфику
оборудования для контактной сварки. Эта специфика состоит
в том, что контактная сварочная машина при непосредственном
питании от сети должна кратковременно потреблять значитель-
ную мощность, (десятки и сотни киловатт). Это крайне невы-
годно с энергетической точки зрения и для процессов контактной
сварки в ряде случаев стараются применять системы электро-
питания с накоплением энергии (в конденсаторах, аккумулято-
рах, вращающихся маховиках). Такое сварочное оборудование
равномернее загружает питающую сеть, имеет меньшую сред-
нюю установочную мощность, но обычно дороже и сложнее в
эксплуатации.
При контактной сварке принципиально возможно вести про-
цесс в двух вариантах: 1) с нагревом металла до высокопластич-
ного состояния без плавления; 2) с плавлением металла в зоне
сварки и образованием литой структуры (литого ядра).
Оба эти процесса находят промышленное применение, однако
сварка с плавлением энергетически выгоднее, так как сопротив-
ление переходного контакта в этом случае обычно больше и тре-
буются меньшие сварочные токи. Кроме того, образование лито-
го ядра — известная гарантия получения качественного сварного
соединения, так как ядро может быть значительно более просто
проконтролировано, чем зона деформации при сварке без плав-
ления.
Сварка токами высокой частоты (ТВЧ). Применение токов
повышенной частоты (2,5...450 кГц) позволяет благодаря воз-
133
пикающему при этом поверхностному эффекту (иногда его назы-
вают «скин-эффектом») локализовать выделение теплоты в опре-
деленной, достаточно узкой зоне, что представляет определенный
интерес для целей сварки и наплавки.
Кроме того, при высокой частоте возможна бесконтактная
передача энергии в зону сварки даже сравнительно тонкостен-
ных деталей в результате наведения в свариваемых кромках
вихревых токов при помощи индукторов.
Достоинства высокочастотного нагрева легли в основу не-
скольких разновидностей процессов сварки и пайки, применяе-
мых в промышленности.
При сварке металлов ТВЧ процесс может вестись как плавле-
нием соединяемых кромок, с образованием сварочной ванны,
так и давлением, в результате последующей пластической де-
формации.
Относительная сложность и энергоемкость оборудования для
сварки ТВЧ делают эти процессы наиболее приемлемыми для
сварки в условиях непрерывного производства (изготовление
труб, специальных профилей, биметаллических лент), где необ-
ходимо обеспечить большую скорость сварки (десятки метров
в минуту), так как процесс сварки обычно представляет собой
лимитирующее звено в общей достаточно сложной и дорогой
цепи технологического оборудования.
Нагрев ТВЧ применяют и для сварки пластмасс, однако
частота используемого там тока значительно выше — до 40 МГц,
причем свариваться могут лишь пластмассы с относительно боль-
шим тангенсом угла диэлектрических потерь (tg6) —полиметил-
метакрилат, поливинилхлорид и т. д.
КУЗНЕЧНАЯ СВАРКА
Кузнечная сварка возникла в ходе освоения человечеством
формообразования нагретого металла при кузнечной обработке,
откуда и получила свое название.
Для осуществления кузнечной сварки металл сначала нагре-
вают (чаще всего в печи) до «сварочного жара». Применительно
к стали эта температура составляет 1500...1600 К- Затем соеди-
няемые детали подвергают совместной проковке и в ходе нее
вследствие пластической деформации образуется сварное соеди-
нение.
Основным достоинством кузнечной сварки следует считать
получение сварного соединения со значительной степенью де-
формации металла шва, что повышает его механические ха-
рактеристики и приближает их к свойствам основного металла.
Развитие технологии и оборудования кузнечно-прессового
производства привело к возникновению нескольких разновиднос-
тей кузнечной сварки, которые нашли применение в промыш-
ленности:
134
1. Собственно кузнечная сварка, когда для осуществления
процесса используют кузнечные молоты и гидравлические прессы.
2. Сварка прокаткой в результате совместной деформации
деталей (чаще всего листов) при их прокатке. Этот процесс
применяется при изготовлении различных биметаллических за-
готовок, листовых теплообменников и т. д.
3. Сварка волочением, когда детали подвергают деформиро-
ванию при их протягивании через специальную фильеру (воло-
ку). Такая технология используется при изготовлении различ-
ных биметаллических проволок, трубок, лент.
С энергетической точки зрения процессы кузнечной сварки
достаточно выгодны, не требуют высококонцентрированных ис-
точников энергии, но для их осуществления, как правило, не-
обходимо сложное и металлоемкое кузнечно-прессовое оборудо-
вание.
4.2. Механические процессы
Механические сварочные процессы обычно протекают без
введения тепловой энергии извне, хотя при механическом воз-
действии в ряде случаев возможно частичное преобразование
механической энергии в зоне соединения в тепловую. Нагрев
зоны сварки в данном случае снижает предел текучести сва-
риваемых материалов, улучшает условия их деформирования,
но иногда может оказать вредное воздействие на соединяемые
детали (например, в случае герметизации сваркой собранных
полупроводниковых приборов).
Механическая энергия для М-процессов может вводиться
сдавливанием, трением, ультразвуковым воздействием, взрывной
волной, причем давление в данном случае прикладывается
к месту образования соединения во всех случаях без исключе-
ния. В связи с этим при классификации в название процессов
введена приставка «прессовые».
К наиболее распространенным М-процессам относятся спосо-
бы холодной сварки, сварка ультразвуком, сварка трением и
сварка взрывом.
ПРЕССОВО-МЕХАНИЧЕСКИЙ КОНТАКТ
И ХОЛОДНАЯ СВАРКА
Этот метод сварки основан на использовании пластической
деформации металлов в месте их соединения (контакта) при
сдавливании или сдвиге. Поскольку для пластичных металлов
в ряде случаев процесс ведут без подогрева, эта его разновид-
ность получила название холодной сварки.
Деформация металла при холодной сварке зависит от его
свойств и должна быть не ниже определенного уровня, причем
существенную роль играет и сама схема течения металла при
деформации. В процессе течения металла при холодной сварке
135
происходит образование ювенильных (свободных от окис-
ных и газовых пленок) участков на соединяемых поверхностях,
и эти участки служат начальными очагами образования соеди-
нения на линии будущего сварного шва.
Процесс холодной сварки протекает при нормальной или да-
же отрицательной температуре практически мгновенно, только в
результате схватывания, и диффузионные процессы в данном
случае практически не успевают развиться. В связи с этим хо-
лодную сварку целесообразно применять для соединения таких
разнородных материалов, которые могут давать при плавлении
и диффузионном взаимодействии хрупкие интерметаллиды (на-
пример, для соединения меди с алюминием).
Необходимость довольно значительной деформации при хо-
лодной сварке ограничивает область применения этого процесса
как по материалам (преимущественно медь, алюминий и другие
пластичные материалы), так и по площади соединяемых по-
верхностей из-за необходимости приложения значительных уси-
лий для деталей с большой свариваемой поверхностью.
Применение дополнительного нагрева, т. е. фактический пере-
вод холодной сварки в термопрессовую, снижает предел теку-
чести материала, понижает необходимое для сварки усилие
и улучшает условия пластической деформации металла, что
расширяет технологические возможности процесса.
Для объяснения процесса холодной сварки существует ряд
различных гипотез, однако, как справедливо указывается в ра-
ботах А. А. Кочергина, наиболее важен тот фактор, что энергия
пластической деформации выделяется непосредственно в микро-
объемах, участвующих в схватывании. Поэтому температура
в элементарных кристаллитах при схватывании может повы-
шаться вплоть до температуры плавления металла.
Из опыта холодной сварки установлено положительное влия-
ние твердых поверхностных пленок на свариваемость пластич-
ных металлов. Всякое разрушение этих пленок, скольжение
по металлу в процессе сварки может способствовать повышению
температуры в зоне сварки и тем самым улучшать условия
схватывания и образования сварного соединения.
Поверхностные загрязнения, газовые и сплошные оксидные
пленки ухудшают условия образования физического контакта
соединяемых поверхностей при холодной сварке и поэтому перед
началом процесса эти поверхностные слои надо, по возможности,
удалять. Оставшиеся на поверхности оксидные пленки и особенно
газовые молекулы обычно удаляются с поверхности металла и
частично «замешиваются» в объеме материала шва в ходе его
пластической деформации.
Сцепление адсорбированных газовых молекул с металлом до-
статочно велико, и только в глубоком вакууме при давлении
ниже 1-Ю-4 Па поверхность металла может оставаться юве-
нильной достаточно долго.
В этом случае процесс вакуумного схватывания может идти
136
достаточно эффективно с наименьшей затратой энергии (и даже
с выделением энергии в месте соединения в результате химиче-
ских реакций).
Вакуумное схватывание возможно в основном для металлов
при давлении ниже 1 • 10-8 Па при условии тщательной под-
гонки и соприкосновения деталей по значительной поверхности,
что пока затрудняет его промышленное применение.
Ультразвуковая (УЗ) сварка может считаться дальнейшим
логическим развитием холодной сварки; при УЗ-сварке наряду с
давлением к месту сварки прикладывается высокочастотное
(f = 20...40 кГц) поле механических напряжений.
В начальной стадии процесса свариваемые детали переме-
щаются одна относительно другой с УЗ-частотой и амплитудой
в несколько десятков микрометров. При этом происходит эффек-
тивная очистка соединяемых поверхностей от загрязнений и га-
зовых пленок, повышается температура и создаются лучшие
условия образования соединения, чем при холодной сварке без
УЗ-поля.
К зависимости от вида соединения и свойств свариваемого
материала при УЗ-сварке в материале могут создаваться сдвиго-
вые (металлы) или нормальные (пластмассы) колебания, при-
чем для сварки пластмасс основным фактором служит нагрев
вещества при возбуждении в нем механических УЗ-колебаний.
ТРУЩИЙСЯ КОНТАКТ И СВАРКА ТРЕНИЕМ
При сварке трением процесс организуют так, что механиче-
ская энергия вращающихся (или поступательно перемещающих-
ся друг относительно друга) контактирующих тел переходит в
тепловую. Выделение теплоты при этом происходит непосредст-
венно на свариваемых поверхностях, и после разогрева поверх-
ностей до требуемых температур осуществляется остановка дета-
лей и их сдавливание (осадка), в ходе которого образуется
сварное соединение.
В начальный момент при сварке трением коэффициент тре-
ния максимален. Соответственно затраты мощности и тепловыде-
ление в месте трущегося контакта возрастают. В первый период
движения коэффициент трения падает и выделение теплоты
уменьшается, затем при нагреве до 700...800 К испаряются и
выгорают жировые пленки и коэффициент трения растет. Одно-
временно начинает проявляться местное схватывание соединяе-
мых поверхностей, что вызывает интенсивное тепловыделение.
С повышением температуры число участков схватывания растет,
а их прочность снижается. Снижается также и тепловыделение
из-за уменьшения коэффициента трения вследствие появления
на трущихся поверхностях жидкого металла, играющего роль
смазки. В этот период устанавливается квазиравновесное со-
стояние, затем следуют резкое торможение и осадка.
В отличие от контактной стыковой сварки сварка трением
требует меньших затрат энергии (нет потерь на выделение теп-
137
лоты в объеме свариваемых деталей и в токоподводящих эле-
ментах) и в ряде случаев обеспечивает более благоприятное
распределение температур в зоне сварки, что особенно важно
при сварке разнородных материалов (например, при изготовле-
нии биметаллического инструмента из углеродистых и быстро-
режущих сталей).
УДАРНЫЙ КОНТАКТ И СВАРКА ВЗРЫВОМ
Для сварки взрывом характерно использование энергии взры-
ва и образующихся затем мощных газовых потоков для пере-
мещения свариваемых деталей и создания в них пластических
деформаций, приводящих к образованию соединения в твердой
фазе.
Основной энергоноситель — взрывчатое вещество (ВВ) 2 на-
носится на одну (иногда на обе) из соединяемых деталей 3, 4
и подрывается при помощи инициатора (запала) 1 (рис. 4.3).
Продукты горения ВВ оказывают давление на поверхность
свариваемой детали и с большой скоростью «мечут» ее в сторону
другой детали. При соударении поверхностей детали очищаются
от оксидов, загрязнений и адсорбированных газов, а возникаю-
щие при этом деформации обеспечивают образование сварного
соединения.
ВВ для сварки взрывом должны иметь скорость горения
(детонации) не менее 1500...2000 м/с (так называемые бризант-
ные ВВ). Так как ВВ обычно равномерно распределяется по
поверхности свариваемой детали, то скорость сварки практически
соответствует скорости детонационной волны.
Скорость соударения свариваемых элементов зависит от ха-
рактеристик ВВ, конструкции и материала соединения. Эта ско-
рость может быть рассчитана по формулам гидрогазодинамики
и составляет для стальных пластин около 1500 м/с. Давление,
возникающее при этом между элементами, достигает 103...
105 МПа.
Благодаря высоким скоростям сварки даже при значительном
повышении температуры контактирующих слоев металла, вы-
званном соударением и деформацией пластин, процессы диффу,-
зии не успевают пройти. Поэтому сварка взрывом перспективна
для получения соединений разнородных материалов (сталь—
медь, сталь — алюминий, алюминий — титан и т. д.) и применяет-
3
ся как заготовительная операция в про-
катном производстве при получении
биметалла.
Энергетически процесс сварки взры-
вом весьма выгоден, однако он приме-
Рис. 4 3 Схема процесса
сварки взрывом
кроме того, его осуществление требует специальных мероприятий
по технике безопасности и организации рабочего места.
ним лишь для ограниченного класса
конструкций и типов соединений и,
Раздел II
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
Большинство существующих способов сварки основано на
нагреве материала до пластического состояния или плавления.
Необходимую для этой цели теплоту получают от источников энер-
гии, которые различаются между собой по характеру выделения
теплоты, мощности, продолжительности действия, скорости дви-
жения и другим признакам. Свариваемые изделия различают
по свойствам материала, форме и размерам. Если принять во вни-
мание условия, при которых происходит сварка,— подогрев,
искусственное охлаждение, теплоотдачу, то число независимых
параметров, подлежащих учету в расчетах тепловых процессов
при сварке, окажется довольно значительным.
Один из основных вопросов, рассматриваемых в теории теп-
ловых процессов при сварке, — определение условий, при кото-
рых достигаются необходимый нагрев изделия и его сваривание.
Однако этим не исчерпывается назначение теории. Нагрев и ох-
лаждение вызывают разнообразные физические и химические
процессы в материале изделия — плавление, кристаллизацию,
структурные превращения, объемные изменения, появление на-
пряжений и пластических деформаций. Эти процессы приводят
к глубоким изменениям свойств и состояния материала и влияют
на качество всей конструкции в целом. Чтобы определить харак-
тер протекания указанных процессов, необходимо знать распре-
деление температур в теле и изменение его во времени в каждом
отдельном случае. Это второй основной вопрос, рассматривае-
мый в теории тепловых процессов при сварке.
Обе эти задачи решаются единым методом. Разделение их
условно и должно лишь подчеркнуть, что помимо основного тре-
бования — получить сварное соединение — есть ряд дополнитель-
ных условий, которые необходимо иметь в виду, осуществляя
процесс сварки. Теория тепловых процессов при сварке представ-
ляет собой часть общей теории теплопроводности в материалах.
Естественно, она использует ряд понятий и законов, известных
из теории теплопроводности, применяя их к специфическим усло-
виям сварки. Основной вклад в развитие теории тепловых про-
цессов при сварке сделан академиком Н. Н. Рыкалиным и другими
советскими учеными [22].
139
Глава 5
ОСНОВНЫЕ ПОНЯТИЯ И ЗАКОНЫ В РАСЧЕТАХ
ТЕПЛОВЫХ ПРОЦЕССОВ ПРИ СВАРКЕ
5.1. Основные понятия и определения
СХЕМЫ НАГРЕВАЕМОГО ТЕЛА
Формы тел, нагреваемых при сварке, весьма разнообразны.
Распространение теплоты существенно зависит от формы и раз-
меров тела. Точный учет конфигурации тела может привести к
таким усложнениям расчета, что его практическое использование
окажется затруднительным. Поэтому во всех тех случаях, когда
пренебрежение второстепенными особенностями формы тела не
приводит к большим погрешностям расчета, целесообразно упро-
щать формы рассматриваемых тел, сводя их к простейшим. Ра-
зумеется, грамотное применение такой схематизации должно ос-
новываться на четком понимании физической сущности процес-
са в целом. Обычно выбирают одну из следующих основных схем.
Если границы тела не влияют на распространение теплоты,
его можно заменить бесконечным телом, у которого имеется не-
ограниченная протяженность по всем трем направлениям х, у, z
(рис. 5.1, а).
Полу бесконечное тело представляет собой массивное тело с
одной ограничивающей плоскостью z = 0 (рис. 5.1, б). Остальные
поверхности находятся на значительном удалении и не влияют
на распространение теплоты.
Бесконечная пластина представляет собой тело, ограничен-
ное двумя параллельными плоскостями z — 0 и z = 6. Прн ис-
140
пользовании этой схемы всегда предполагают, что температура по
толщине листа равномерна, а теплота может распространяться
только в плоскости с координатными осями х и у (рис. 5.1, в).
Полубесконечная пластина представляет собой тело, ограни-
ченное двумя параллельными плоскостями z = 0, z = 6 и плос-
костью у = 0 (рис. 5.1, г). Остальные условия те же, что и у бес-
конечной пластины.
Плоский слой представляет собой пластину, у которой темпе-
ратура точек тела по толщине неравномерна. Эту схему приме-
няют в тех случаях, когда толщина тела не настолько велика,
чтобы можно было пренебречь влиянием ограничивающей плос-
кости 2 = 6и считать тело полубесконечным (рис. 5.1, д).
Бесконечный и полубесконечный стержни представляют собой
тела с прямолинейной или криволинейной осью; температура в
пределах поперечного сечения стержня равномерна (рис. 5.1, е).
Помимо названных схем в практике расчетов используют так-
же и другие простейшие схемы, например сплошной цилиндр,
тонкостенный цилиндр. В приведенных схемах тел могут исполь-
зоваться как декартовы, так и цилиндрические или полярные
координаты.
ТЕПЛОФИЗИЧЕСКИЕ ВЕЛИЧИНЫ И ПОНЯТИЯ
Температура характеризует степень нагретости тела и пред-
ставляет собой одну из важнейших тепловых величин. В шкале
Кельвина нижней границей температурного промежутка служит
точка абсолютного нуля. Абсолютная температура выражается
в кельвинах (К, 1 К= 1°С). Температура таяния льда соответ-
ствует 273,16 К. В настоящем разделе для обозначения абсолют-
ной температуры использован символ Т, для приращения или раз-
ности температур — символ АТ, для начальной температуры те-
ла — Т„, для температуры окружающей среды — Тс.
Температурное поле есть распределение температур в теле в
конкретный момент времени; оно может выражаться как в абсо-
лютной температуре (Т), так и в приращении температур (АТ)
по отношению к начальной температуре тела Т„. В общем случае
температурное поле может быть функцией не только координат
х, у, z отдельных точек, но и времени t:
T=T(x,y,z,f). (5.1)
Формула (5.1) описывает объемное температурное поле. Оно
может быть также плоским Т — Т (х, у, t) или линейным Т =
= Т (х, t). Для наглядности температурные поля часто представ-
ляют графически в виде изотерм (рис. 5.2, а). Изотермической
поверхностью или изотермической линией называется геометри-
ческое место точек тела, имеющих одинаковую температуру. От
точки к точке температура тела может изменяться. Изменение
температуры в направлении SS на длине бесконечно малого от-
резка dS называется градиентом температуры в рассматриваемой
141
Рис. 5.2. Изображение температурного поля изотермами:
а — изменение температуры по направлению 88; б — касательная II и
нормаль пп к изотерме
точке по данному направлению SS
grad Tss — dT/dS. (5.2)
Градиент температуры в точке максимален по направлению
нормали пп к изотерме (рис. 5.2,6).
Скорость изменения температуры в данной точке поля с коор-
динатами х0, уо, zo в данный момент времени to выражается
частной Производной от температуры по времени:
wT (хо, Уо, zo, to) — dT/dt. (5.3)
Количество теплоты Q измеряется в джоулях (Дж). Одна
международная калория равна 4,1868 Дж.
Удельное количество теплоты (теплосодер-
жание) h выражает количество теплоты, сообщенное телу
массой 1 г, при нагреве его от температуры Т\ до температуры Тг.
При технических расчетах теплосодержание тела отсчитывают
обычно от нормальной температуры (293 К), а не от абсолютного
нуля. Вне критических точек теплосодержание в металлах с рос-
том температуры возрастает монотонно. В критических точках,
соответствующих аллотропическим и фазовым превращениям,
происходящим с поглощением или выделением теплоты, оно из-
меняется скачкообразно (рис. 5.3).
Удельная теплота фазового превращения I
определяется, как количество теплоты, поглощаемой или выделяе-
мой единицей массы материала при изотермическом процессе
фазового превращения.
Истинная удельная массовая теплоемкость с
есть количество теплоты, необходимое для изменения на одни
кельвин температуры единицы массы тела (см. рис. 5.3). В расче-
тах бывает удобно пользоваться средней удельной массовой теп-
лоемкостью в данном интервале температур от Л до Л:
142
Рис. 5.3. Теплофизические свойства низкоуглеродистой стали с
0,1% С: теплосодержание Л, отсчитываемое от 300 К, истинная
теплоемкость с, теплопроводность Z, температуропроводность а
ст = (й2 - Й,)/(Т2 - Г,). (5.4)
В расчетах может использоваться истинная С и средняя Ст
удельная объемная теплоемкость, которая связана с массовой
удельной теплоемкостью следующими соотношениями:
С ' Ср, С т — Стру (^*^)
где р — плотность тела в нормальных физических условиях.
Закон теплопроводности (закон Фурье). В общем случае пере-
дача тепловой энергии может осуществляться тремя способами:
теплопроводностью, конвекцией, лучистой энергией (радиацией).
Для передачи теплоты в твердых телах характерен первый
способ.
В жидкостях теплота передается конвекцией и теплопровод-
ностью; в газах — в основном конвекцией и радиацией; в вакуу-
ме — только радиацией. Закон теплопроводности устанавливает
количественную связь между теплопроводностью металла, гра-
диентом температуры и тепловым потоком в твердом теле.
Рассмотрим передачу теплоты в стержне, температура по дли-
не которого переменна (рис. 5.4). Очевидно, теплота будет пере-
текать от более нагретых к менее нагретым участкам. Количество
теплоты dQx> протекающее вследствие теплопроводности за вре-
143
Рис. 5.4. Распределение тем-
пературы в стержне
мя dt через попере ное сечение F,
пропорционально градиенту темпе-
ратуры dT/dx в рассматриваемом
сечении, площади сечения F и вре-
мени dt:
dQx = k(—dT/dx')Fdt. (5.6)
Знак минус в формуле (5.6) оз-
начает, что поток теплоты направ-
лен в сторону, противоположную воз-
растанию температуры. Коэффи-
циент пропорциональности к назы-
вается коэффициентом теплопроводности.
В общем случае температурного поля закон Фурье записы-
вается следующим образом:
dQll = k{—dT/dn)dFdt. (5.7)
Тепловой поток — это количество теплоты, проходящее через
рассматриваемое сечение (поверхность) в единицу времени:
4> = dQ/dt.
(5-8)
В случае, представленном на рис. 5.4, тепловой поток означа-
ет количество теплоты, проходящее через поперечное сечение
стержня за 1 с.
Удельный тепловой поток
определяется тепловым пото-
ком, приходящимся на единицу
площади (индекс «два»):
qz = d®/dS. (5.9)
Теплопроводность к харак-
теризует способность тел про-
водить теплоту. Численно коэф-
фициент к выражает количест-
во теплоты, протекающее через
единицу изотермической по-
верхности в единицу времени,
если изменение температуры по
направлению нормали состав-
ляет 1 К на 1 см. Теплопровод-
ность металла существенно из-
меняется в зависимости от тем-
пературы и химического соста-
ва материала. На рис. 5.5 по-
казано изменение к в зависи-
мости от температуры.
ных марок стали в зависимости от
температуры:
/ — электролитическое железо; 2 — низко-
углеродистая сталь с 0,1% С; 3 — угле-
родистая сталь с 0,45% С, 0.08% Si,
0,07% Мп; 4 — низколегированная сталь с
0,10% С, 0,02% Si, 0,4% Мп, 4,98% Сг;
5 — сталь с 1,52% С, 0,38% Si, 0,38%
Мп, 13,1% Сг; 6 — хромоникелевая кор-
розионно-стойкая сталь типа 18—8
144
5.2. Поверхностная теплоотдача и граничные условия
Выше были сформулированы условия теплопередачи в твердых
телах вследствие теплопроводности металлов. С поверхности
металлов теплота передается конвективным путем или посредст-
вом радиации. Указанные процессы играют важную роль при
сварке: в конечном итоге вся теплота, введенная при сварке,
отдается в окружающее пространство и тела остывают.
КОНВЕКТИВНЫЙ ТЕПЛООБМЕН
При конвективном теплообмене теплота с поверхности уно-
сится жидкостью или газом, которые перемещаются относительно
поверхности. Движение жидкости или газа может возникать
вследствие различной плотности нагретых и ненагретых зон
или в результате принудительной циркуляции жидкости и газа.
Приближенно тепловой поток q2K с единицы поверхности за
единицу времени при конвективном теплообмене определяется
по правилу Ньютона:
<h*=«K(T-Tc), (5.10)
где а*—коэффициент конвективной теплоотдачи; Т — темпера-
тура поверхности твердого тела; Тс — температура среды (жид-
кости или газа).
Коэффициент а* — не постоянная величина, он может изме-
няться в широких пределах в зависимости от следующих фак-
торов:
от свойств окружающей среды (теплопроводности, плотности,
вязкости) и ее движения относительно поверхности;
от физических свойств поверхности, отдающей теплоту;
от формы поверхности тела и ее положения в пространстве;
от разности температур Т — Гс.
ЛУЧИСТЫЙ ТЕПЛООБМЕН
Тепловое излучение представляет собой электромагнитные
колебания. Удельный поток излучения тела пропорционален
четвертой степени его абсолютной температуры (закон Стефана —
Больцмана):
<72, = С,71; (5.11)
С, = еС0. (5.12)
Коэффициент Сч зависит от состояния поверхности тела и
выражается через коэффициент степени черноты тела е. Для
абсолютно черного тела е= 1, a CQ= 7/0 = 57,6 НВт/(см2- К4).
Большинство встречающихся в технике тел можно рассматри-
вать как серые, у которых е<1. Значение е зависит от природы
тела, характера поверхности и температуры. Для окисленных
шероховатых поверхностей сталей е изменяется от 0,6 до 0,95.
6-923 145
Рис. 5.6. Коэффициенты полной
теплоотдачи а и лучистого теп-
лообмена а, вертикальных лис-
тов углеродистой стали в зави-
симости от температуры при
Тс = 273 К
У алюминия е изменяется от 0,05
до 0,2 в зависимости от свойств
поверхности и температуры.
В реальных условиях нагретое
тело окружено другими телами
(помещение цеха, сварочные при-
способления, изделия и др.).
Между этими телами происходит
взаимный лучистый теплообмен.
Каждое тело излучает энергию
и воспринимает часть энергии,
излучаемой другими телами:
q2r = еС0{Т4 — Т^, .(5.13)
где Т — температура тела; Tz —
температура среды.
Первый член в правой части
уравнения (5.13) после раскры-
тия скобок выражает теплоту,
излучаемую телом, второй — по-
глощаемую им.
По аналогии с выражением
(5.10) можно связать удельный
тепловой поток q2r с разностью
температур Т — Тс-
Ч2Г = ^Т-ТС), (5.14)
где cir — коэффициент лучистого теплообмена.
Тогда удельный поток полной теплоотдачи можно представить
как сумму удельных потоков конвективного и лучистого тепло-
обмена:
q2 = a^T-Tc') + dr{T-Tc) = a(T-Tc}, (5.15)
где а^Оц-ф-аг — коэффициент полной поверхностной теплоот-
дачи.
Коэффициент а значительно изменяется с ростом температуры
(рис. 5.6).
При температурах до 400—500 К основная часть теплоты
отдается конвективным, при более высоких температурах —
лучистым теплообменом.
ГРАНИЧНЫЕ УСЛОВИЯ
Чтобы рассчитать изменение температуры точек тела во вре-
мени, кроме закономерности распространения теплоты в теле
необходимо знать еще два условия:
условия теплообмена на границах тела — так называемые
граничные условия;
начальное распределение температуры в теле при / = 0.
146
Граничные условия выражают тепловое взаимодействие по-
верхности тела с окружающей средой и могут быть весьма
разнообразны. С практической точки зрения интересны следую-
щие граничные условия.
Граничное условие 1-го рода определяет закон изменения
температуры точек поверхности тела. Частный случай условия
1-го рода—изотермическое условие, когда поверхность тела
обладает постоянной температурой в течение всего процесса
распространения теплоты. Например, при интенсивном омывании
поверхности тела жидкостью температура поверхности может ос-
таваться постоянной. В расчетах тепловых процессов при сварке
условие 1-го рода встречается относительно редко.
Приведем пример того, как можно с помощью некоторых
формальных приемов удовлетворить изотермическому условию.
Пусть полубесконечная пластина нагревается в точке О свароч-
ной дугой (рис. 5.7, а), а температура Т границы А—А постоян-
но поддерживается равной нулю. Очевидно, что если бы пластина
была бесконечной, то распределение температур в сечении
/—I в некоторый момент времени выражалось кривой 1 и тем-
пература по линии А — Л не равнялась нулю. Однако можно
представить, что в точке Oj той же бесконечной пластины,
находящейся также на расстоянии L от А — А, действует источ-
ник теплоты с отрицательным знаком, так называемый сток теп-
лоты. Причем свойства
этого стока теплоты в точ-
ности совпадают со свой-
ствами источника теплоты
от сварочной дуги, а рас-
пределение температур
описывается одинаковым
математическим выраже-
нием.
Тогда отрицательная
температура выразится
кривой Г, аналогичной
кривой /, но с отрица-
тельным знаком. Склады-
вая ординаты кривой ]' с
ординатами кривой /, по-
лучим кривую 2 распреде-
ления температуры. На
границе А —А температу-
ра всегда будет постоян-
на, в то время как в са-
мой пластине температура
точек будет непрерывно
меняться.
Условие 2-го рода оп-
ределяет значение тепло-
Рис. 5.7. Выполнение граничных условий:
а — изотермического путем использования
стока теплоты; б — адиабатического путем
использования дополнительного источника
теплоты
6*
147
вого потока не границе тела. Если вспомнить, что закон тепло-
проводности выражает связь между тепловым потоком и гра-
диентом температур, то станет понятным, что условие 2-го рода
задает градиент температуры на границе тела.
Адиабатическая граница представляет собой частный случай
условия 2-го рода, когда тепловой поток с поверхности тела
равен нулю, т. е.
qs = Q; dT/dn\s = O.
В технических расчетах, в частности применительно к сварке,
нередко встречаются случаи, когда тепловой поток с поверхности
тела мал по сравнению с потоками внутри тела. Тогда можно
считать эту границу адиабатической.
Например, при нагреве сварочной дугой полубесконечной
пластины в точке О (рис. 5.7,.6) граница А—А соприкасается
с воздухом и излучает некоторое количество теплоты. Для прос-
тоты расчетов можно принять, что граница А — А теплонепро-
ницаема, т. е. адиабатична. Выполнить это условие можно, поль-
зуясь формальным приемом. Допустим, что пластина бесконечна
и в ней на расстоянии L по другую сторону от линии А — А в
точке О] действует точно такой же источник теплоты, как и в
точке О. Очевидно, что тепловой поток через границу А — А
от источника О равен в каждой точке линии А — А тепловому
потоку от источника 0>. Суммарный тепловой поток через грани-
цу А — А, следовательно, равен нулю. Температуру точек полу-
бесконечной пластины находят путем сложения ординат кривой
/ с ординатами кривой Г (рис. 5.7,6). Температура края полу-
бесконечной пластины оказывается вдвое больше температуры
соответствующих точек бесконечной пластины. Описанный прием
компенсации теплового потока носит название метода отражения,
так как в этом случае теплонепроницаемая граница может
рассматриваться как граница, отражающая тепловой поток,
идущий со стороны металла.
Условие 3-го рода определяет теплообмен на границе тела и
среды с заданной температурой. По правилу Ньютона,
q2S=a(T-Tc), (5.16)
где <?2s — удельный тепловой поток через граничную поверхность;
Т — температура точек поверхности тела; Тг — температура
среды.
Очевидно, что по закону теплопроводности к границе посту-
пает теплота q2= — "КдТ/дп, при этом q2s=q2.
Из условия 3-го рода как предельные случаи могут быть
получены изотермическое и адиабатическое условия. Если А- —
некоторая конечная, не равная нулю величина, то при а->-<х>
условие будет изотермическим, а при а->-0— адиабатическим.
Применение граничного условия 3-го рода проиллюстрируем
примером свободного охлаждения тонкой пластины. Задаемся
граничными условиями:
148
1. Начальное распределение температуры в пластине равно-
мерно, т. е. при (=0 Т=Тц.
2. Краевое условие зададим по правилу Ньютона:
<72S=a(T-Tc). (5.17)
За время dt с двух поверхностей пластины 2F будет отдано
в окружающую среду количество теплоты
dQ=qs2Fdt=a(T—Tc)2Fdt. (5.18)
Температура пластины объемом 6F с теплоемкостью материа-
ла ср за время dt понизится на величину dT'.
dT=dQ/(cp&F). (5.19)
Подставляя выражение (5.18) в (5.19) и преобразуя, находим
dT/(J- Тс) = - [ 2а/(ср6)] = - bdt. (5.20)
Величина 6 = 2а/(ср6) носит название коэффициента темпе-
ратуроотдачи для пластины и имеет размерность 1 /с.
Интегрируя (5.20), находим
\п(Т-Тс)=-Ы + С. (5.21)
Постоянную интегрирования С определим из начального
условия Т=Т„ при t = 0:
С=1п(Тн=Те) (5.22)
Подставляя С в уравнение (5.21) и потенцируя, находим
Т-Тс = (Та-Тс)е-ь‘. (5.23)
_ Закон изменения температуры, описываемый экспонентой
е~ь‘, графически показан на рис. 5.8.
Пример 1. Перед сваркой пластины из стали толщиной 6 = 40 мм были подо-
греты до Т'„ = 550К. Определить, в течение какого времени пластины будут
сохранять температуру Т не ниже 500 К; тепловыделением при сварке пренебречь.
На рис. 5.3 находим для Т = 500...
550 К с = 0,55 Дж/г-К; подставляя
р = 7,8 г/см3, получим ср = 0,55-7,8 =
= 4,29 Дж/(см3-К).
На рис. 5.6 находим для Т х
500...550 К «=2,5 10“3 Вт/(см2Х
ХК); 6 = 2а/(ср6) = 2- 2,5- 10-3/
/(4,29X4) =2,91 • 10-“1/с.
Из выражения (5.23) находим при
Тс = 300 К
е-‘' = (Т-Гс)/(Гн-Тс); -Ы =
= 1п[(Г-Тс)/(Ги-7-с)] =
= 1п(200/250) = — 0,2232.
Определяем <:
t 0,2232
/ = -2дПТб^= 767 слг13 мин-
Рис. 5.8. Изменение во времени темпе-
ратуры равномерно нагретой пластины
в процессе свободного охлаждения
149
Рис. 5.9. Накопление теплоты в
элементе Fdx при линейном рас-
пространении теплоты
5.3. Дифференциальное
уравнение теплопроводности
Закон теплопроводности, дока-
занный в п. 5.1, устанавливает связь
между теплопроводностью металла,
градиентом температуры и тепловым
потоком. Для вычисления темпера-
туры точек тела необходимо не
только установить тепловой поток,
проходящий через рассматриваемое
сечение, но и определить количество
теплоты, которое поступает в неко-
торый элементарный объем тела,
а также уходит из этого объема.
Если количество теплоты в этом
объеме увеличивается, то температура его повышается, и наобо-
рот. Сложный процесс изменения температуры точек тела с коор-
динатами х, у, z во времени t описывается дифференциальным
уравнением теплопроводности.
Вывод дифференциального уравнения теплопроводности рас-
смотрим на примере линейного распространения теплоты в стержне
(рис. 5.9). Вследствие наличия градиента температуры теплота
в стержне с сечением F на рассматриваемом участке будет рас-
пространяться слева направо.
Согласно закону Фурье, удельный тепловой поток в каждом
сечении
qix— —КдТ / дх. (5.24)
Приращение удельного теплового потока dq2x на длине dx
составит
dq2x=-^dx= А( -X 44 dx. (5.25)
дх дх \ дх/
Это означает, что слева через сечение I — I, где градиент
температуры несколько выше, входит больше теплоты, чем выхо-
дит через сечение II— II, где градиент температуры меньше.
За время dt в элементарном объеме Fdx накапливается количество
теплоты
dQx= qixdtF — q2(X+dx)dtF = — dq2xFdt.
Однако через боковую поверхность стержня за время dt
часть теплоты отдается в окружающее пространство
dQP= q2ppdxdt, (5.26)
где q2p = aIT — Тс)—удельный тепловой поток с поверхности
стержня (см. п. 5.2); р — периметр стержня.
Суммарное количество теплоты, которое накапливается в эле-
ментарном объеме, составит
dQL=dQx-dQp. (5.27)
150
Теплота dQi повышает температуру элементарного объема
с теплоемкостью ср на dT = {дТ/dt)dt-.
dQt = cpFdx(dT/df)dt. (5.28)
Приравнивая варажения (5.27) и (5.28), а также используя
уравнение (5.25) и (5.26), находим
cpFdT/dt = kF^T/dx2) -ар(Т-Тс). (5.29)
Сокращая, получим частный случай дифференциального урав-
нения теплопроводности для стержня:
дТ/д( = [Х/(ср)] (д2Т/дх2') — Ь(Т — Тс), (5.30)
где b = ap/(cpF) — коэффициент температуроотдачи для стержня
(по аналогии с пластиной).
Если рассматривать элементарный кубик в пластине, то, кроме
потока в направлен!, г х, в уравнении (5.27) следует учесть влияние
теплового потока в направлении у. Тогда получим дифференци-
альное уравнение теплопроводности для пластины
<531>
В общем случае трехмерного тела при отсутствии теплообмена
с окружающим пространством общее уравнение теплопроводности
имеет вид
дт_ л ( д2т , сРт , д2т\ _ v2?
dt ср X дх2 ду‘ д г У ’ (5.32)
где V2T — оператор Лапласа; а = Х/(ср) — коэффициент темпера-
туропроводности, см2/с.
В дифференциальных уравнениях (5.30)...(5.32) Т означает
температуру или приращение температуры в точке равномерно
нагретого тела. Если начальная температура тела равномерна
и равна Ти, то полное значение температуры Т равно ДТф-Тн,
где ДГ — приращение температуры.
Решения уравнений (5.30)... (5.32) дают разнообразные случаи
распределения температуры в телах. При выводе указанных
уравнений предполагалось, что коэффициенты X, ср, а и а постоян-
ны. Учет зависимости этих коэффициентов от температуры приво-
дит к нелинейным дифференциальным уравнениями, что чрезвы-
чайно усложняет получение решения аналитическими методами.
Для технических целей в ряде случаев точность решения оказы-
вается достаточной, если выбирать средние значения коэффициен-
тов X, ср, а и а в диапазоне температур, характерном для рассмат-
риваемого процесса. Судить о том, насколько удачно выбраны
постоянные коэффициенты, можно на основании сравнения опыт-
ных и расчетных значений температур. Значения коэффициентов
для расчетов температур при сварке сталей и других материалов
рекомендуется выбирать по табл. 5.1.
131
Таблица 5.1. Расчетные коэффициенты для различных металлов и сплавов
Материал Коэффициент теплопровод- ности, Вт/(см- К) Объемная теплоемкость го. Дж/(см3- К) Коэффициент температуро- проводности а, см2/с
Низкоуглеродистые и низко- 0,38...0,42 4,9...5,2 0,075...0,09
легированные стали
Коррозионно-стойкие аусте- 0,25...0,33 4,7...4,8 0,053...0,07
нитные стали
Медь 3,7...3,8 3,85...4,0 0,95...0,96
Латунь 1,17 3,45 0,34
Алюминий 2,7 2,7 1.0
Технический титан 0,17 2,8 0,06
5.4. Источники теплоты и их схематизация
КЛАССИФИКАЦИЯ ИСТОЧНИКОВ ТЕПЛОТЫ
Нагрев тел может осуществляться разнообразными источни-
ками теплоты, различающимися между собой по распределенно-
сти, времени действия и движению их относительно тела. При
определенных условиях все многообразие источников теплоты
можно получить, пользуясь мгновенным точечным источником
теплоты.
Мгновенный точечный источник теплоты — понятие абстракт-
ное. Физической схемой, примерно соответствующей мгновенному
точечному источнику, можно считать такую, при которой в очень
малый объем за весьма малый промежуток времени вводится
некоторое количество теплоты Q. Формально такое введение
теплоты можно рассматривать как граничное условие при ^ = 0,
когда вместо распределения температур задается распределение
теплоты в теле. Действительно, если принять, что во всех точках
тела, кроме одной, теплосодержание равно нулю, а в точке
с координатами х0, уо, 2о при t = 0 содержится количество теп-
лоты Q, то будем иметь случай мгновенного точечного источ-
ника.
В последующие моменты времени теплота будет распростра-
няться по телу, подчинись уравнению теплопроводности (5.32).
Если воспользоваться принципом наложения, то, комбини-
руя мгновенные точечные источники, можно получить множество
иных источников теплоты. Принципом наложения можно поль-
зоваться при условии, что теплофизические коэффициенты счи-
тают независящими от температуры, а выделением и поглоще-
нием теплоты в процессе фазовых превращений пренебрегают.
Принцип наложения заключается в сложении температур от дей-
ствия отдельных источников, которые либо находятся в разны
152
точках тела, либо выделяют теплоту в различные моменты вре-
мени, либо и находятся в разных точках тела, и выделяют теп-
лоту неодновременно.
Мгновенный линейный источник теплоты представляет собой
комбинацию мгновенных точечных источников, действующих
одновременно и расположенных по линии. Распределение Q по
линии действия ряда мгновенных точечных источников может
выражаться различными функциями. Равномерное распределе-
ние Q по линии (рис. 5.10, а) означает действие мгновенного
линейного источника. В случае распределения Q по нормальному
закону (рис. 5.10,6) имеем нормально линейный мгновенный
источник.
Мгновенный плоский источник теплоты представляет собой
совокупность мгновенных точечных источников теплоты, дейст-
вующих одновременно и расположенных в одной плоскости. Рас-
пределение теплоты Q при (=0 может иметь разнообразный
характер. Под мгновенным плоским источником обычно пони-
мают равномерное распределение Q по сечению (рис. 5.10, в).
В случае нормального распределения Q по кругу имеем мгновен-
ный нормально круговой плоский источник (рнс. 5.10,г).
Мгновенный объемный источник теплоты представляет собой
совокупность мгновенных точечных источников, распределенных
по какому-либо закону в теле.
Используя принцип наложения, удается получить различные
мгновенные источники, отличающиеся по распределенности. По
существу только точечный источник сосредоточен по отношению
ко всем координатным осям, линейный источник сосредоточен
по отношению к двум координатным осям и распределен в третьем
направлении, а плоский — сосредоточен лишь в одном направ-
лении.
Объемный источник может служить примером распределен-
ного источника по всем направлениям.
Непрерывно действующие и движущиеся источники теплоты
представляют собой совокупность мгновенных источников, рас-
пределенных по промежутку времени действия источника. На-
пример, точечный источник может действовать непрерывно в те-
Рис. 5.10 Расчетные схемы мгновенных источников теплоты:
о — линейный источник в пластине; б — нормально линейный источник; в — плоский
источник в стержне; г — нормально круговой источник на поверхности полубесконеч-
ного тела
153
Рис. 5.11. Движущийся то-
чечный источник на поверх-
ности полубесконечиого тела
чение определенного отрезка времени t.
В этом случае он уже не будет мгно-
венным, так как теплота выделяется
в точке постепенно.
Источники теплоты могут быть не-
подвижные, движущиеся и быстродви-
жущиеся. Очевидно, что движущийся
источник не может быть мгновенным,
так как предполагается, что его движе-
ние протекает в течение некоторого
отрезка времени, когда выделяется теплота. Точечный непрерыв-
но действующий источник, продвигающийся из точки О в направ-
лении х (рис. 5.11), представляет собой движущийся источник.
Для быстродвижущихся источников характерен ряд особеннос-
тей, которые рассмотрены в п. 6.4.
СХЕМАТИЗАЦИЯ СВАРОЧНЫХ ИСТОЧНИКОВ ТЕПЛОТЫ
В разд. I были рассмотрены многие виды источников теплоты,
которые используют для целей сварки. Главные особенности
этих источников — характер распределения и интенсивность теп-
ловых потоков, сообщаемых ими свариваемому или нагреваемому
телу. Не затрагивая здесь физических аспектов появления тепло-
ты в телах, которые были подробно рассмотрены в разд. I, отме-
тим, что теплота может либо передаваться телу через поверх-
ность металла, либо выделяться на поверхностях металла и
в тонких приповерхностных слоях, либо генерироваться в глубине
металла.
Отмеченный различный характер выделения теплоты не явля-
ется определяющим при выборе тех или иных расчетных схем
введения теплоты в тело. Поясним это на примере обычного
дугового разряда в случае сварки металла за один проход с пол-
ным проплавлением.
Теплота передается свариваемой пластине через поверхность
ванны расплавленного металла. Казалось бы, что источник теп-
лог ы должен быть предстгвлен в виде распределенного источ-
нике на поверхности пластины, аналогично рис. 5.10, г. Но пото-
ки жидкого металла в ванне перемещаются с большими скоро-
стями, а поверхность самой ванны имеет некоторое углубление.
В результате этого для случая сварки с полным проплавлением
источник теплоты представляют как равномерно распределенный
по толщине пластины. В плоскости хОу распределение теплового
потока описывают кривой Гаусса (нормальным законом)
<72 = <72^г!, (5.33)
где Qim — наибольший тепловой поток в центре пятна нагрева;
k — коэффициент сосредоточенности теплового потока источника;
г — радиальное расстояние от рассматриваемой точки до оси
(рис. 5.12).
1S4
Если коэффциент сосредоточенности
k велик, то в ряде случаев источник теп-
лоты считают даже линейным (рис.
5.10, а), пренебрегая его распределен-
ностью на плоскости ху.
Численные значения <?2т и k подбирают
так, чтобы распределение теплового пото-
ка по уравнению (5.33) наиболее близко
соответствовало фактическому распреде-
лению, которое определяют опытным пу-
тем.
Существует определенная связь меж-
ду законом нормального распределения
теплового потока и эффективной мощ-
ностью д источника теплоты, которая
Рис. 5 12. Распределение
теплового потока <j2 при
устанавливается путем интегрирования
(5.33):
, ... нагреве поверхности тела
<7 = (л/«)92т- (0.34) нормально круговым ис-
точником теплоты
При использовании в расчетах выраже-
ния (5.33) принято считать радиусом
пятна нагрева расстояние rll = dll/2, на котором удельный тепловой
поток д^Гн) равен 0,05 д2т. Отсюда следует, что
<7г(гн) = <7 2те~кг“= 0,05^2™;
е-*'5=О,О5; Ь2=3,0.
Условный расчетный диаметр пятна нагрева
dH=3,46/о/1 (5.35)
Зная диаметр пятна нагрева du, можно из уравнения (5.35)
определить k. На рис. 5.13 приведено сравнение тепловых пото-
ков различных сварочных дуг. Опытами установлено, что с уве-
личением тока увеличивается д2т, a k уменьшается; с повыше-
нием напряжения д2т и k уменьшаются. Газовое пламя при оди-
наковой мощности с дугой обладает значительно меньшим мак-
симальным удельным тепловым потоком д2т и значительно мень-
шей сосредоточенностью k. Например, металлическая дуга пере-
менного тока при /=550 А, /7 = 37,5 В и такой же мощности q
газовое пламя имеют соответственно </2^ = 4160 Вт/см2, k =
= 1,32 1/см2 и <72^ = 510 Вт/см2, /г = 0,17 1/см2.
Весьма значительной сосредоточенностью могут обладать
электронный и лазерный лучи при соответствующей фокусировке
их на поверхность свариваемого тела. Концентрация энергии
может быть настолько значительной, что теплопроводность ме-
талла оказывается недостаточной для отвода теплоты в глубину
тела и металл закипает, испаряясь с поверхности. При расфоку-
сировке луча или при быстром его перемещении по поверхности
155
Рис. 5.13. Распределение удельных тепловых потоков сварочных
дуг по радиусу г:
а — угольная дуга, / = 900 А, V = 36 В; б — металлическая открытая дуга
1100 А, 37,5 В; в — металлическая дуга под флюсом, 900 А, 37 В
с охватом достаточно большой площади пятна нагрева сосредо-
точенность источника теплоты может оказаться низкой. Харак-
тер распределения теплоты от электронного луча можно изме-
нять в широких пределах, устанавливая различную траекторию
движения луча по поверхности и фокусировку.
Имеются источники теплоты со сложной формой распределе-
ния теплового потока, например электрошлаковый (см. рис. 7.21,
п. 7.9).
Теплота может распределяться по толщине металла по раз-
личным законам. Как указывалось выше, часто распределение
считают равномерным (см. рис. 5.10, а). В случае наплавки на
массивное тело распределенностью теплоты в направлении оси Oz
можно пренебречь и считать источник точечным, находящимся
на поверхности тела.
При необходимости учесть распределенность теплоты, напри-
мер, от сварочной дуги, по глубине металла можно принять нор-
мальный закон распределения по аналогии с формулой (5.33).
В общем случае использования различных сварочных источников
теплоты вопрос о распределенности теплового потока по толщине
металла должен решаться каждый раз конкретно в зависимости
от свойств самого источника и его взаимодействия со сваривае-
мым металлом. В первом приближении о характере распреде-
ления вводимой энергии можно судить по форме проплавления.
На рис. 5.14, а, б, в показаны формы провара в электрошлако-
вых сварных соединениях в зависимости от расположения и
характера перемещения сварочных проволок в зазоре. Случай
156
Рис. 5.14. Различные формы провара при электрошла-
ковой (а, б, в) и электронио-лучевой (г, д) сварке
на рис. 5.14,в соответствует равномерному выделению теплоты
по толщине металла. При электронно-лучевой сварке металла
большой толщины при горизонтальном расположении луча и
движении его снизу вверх (рис. 5.14, г) форма проплавления на
большей части толщины б имеет вид конуса (рис. 5.14, д), что
указывает на некоторую неравномерность выделения теплоты по
толщине металла на передней поверхности образующегося при
сварке отверстия. Для практических целей определения термиче-
ских циклов в случае как электрошлаковой, так и электронно-
лучевой сварки можно считать выделение теплоты равномерным
по толщине. Если же в расчете необходимо весьма точно описать
температурное поле вблизи сварочной ванны, то судить о пра-
вильности принятого закона распределения теплоты в источнике
можно по совпадению расчетной и фактической форм проплав-
ления.
Характер и последовательность выделения теплоты при раз-
личных способах сварки могут быть довольно разнообразными.
В каждом конкретном случае это предопределяет принятие той
или иной схемы источника теплоты. Более подробно указанные
вопросы рассматриваются в п. 7.7, 7.9, 7.10.
Глава 6
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ НАГРЕВЕ
В расчетах тепловых процессов при сварке широко исполь-
зуют зависимости, полученные путем схематизации и упрощения
действительных процессов распространения теплоты. Эти упро-
щения в основном сводятся к следующему.
157
1. Источники теплоты считают либо сосредоточенными, либо
распределенными по соответствующему закону, который позво-
ляет относительно просто описать процесс распространения
теплоты.
2. Формы тела упрощают, принимая их такими, которые
были рассмотрены в п. 5.1.
3. Теплофизические коэффициенты X, а, ср, а принимают не
зависящими от температуры. Это допущение хотя и искажает
действительный процесс распространения теплоты в теле, но
значительно упрощает математические выражения.
Указанные допущения позволяют получить стройную теорию
распределения температуры в телах при нагреве их различными
движущимися источниками теплоты. Эта теория хорошо отража-
ет качественную картину, а в ряде случаев дает также и доста-
точную для технических расчетов точность описания сварочных
процессов. В точках, где находятся сосредоточенные источники,
расчетная температура может достигать бесконечно больших
значений. Наибольшие погрешности в описании полей темпера-
тур наблюдаются в зонах вблизи действия источников теплоты.
Определение температур в этих зонах по изложенным здесь
методикам проводить не следует.
В настоящей главе в основном излагается математическая
сторона теории, построенной с учетом указанных выше допу-
щений.
6.1. Распространение теплоты от неподвижных источников
МГНОВЕННЫЙ ТОЧЕЧНЫЙ источник
Приращение температуры в точках бесконечного тела в слу-
чае действия мгновенного точечного источника будет выражено
следующим уравнением:
где АТ — приращение температуры в рассматриваемой точке
с координатами х, у, z, t — время, отсчитываемое с момента вве-
дения теплоты; — -\/х2 -f-у2 + z2 — расстояние до рассматривае-
мой точки от начала координат, где была введена теплота.
При t=0 во всех точках, где R^=0, имеем АГ=0. В точке
R=0 при t=0 имеем АГ->-оо. В правильности выбора постоян-
ного множителя в уравнении (6.1) можно убедиться путем вы-
числения интеграла, выражающего полное количество введенной
теплоты во всем объеме бесконечного тела. Это количество в лю-
бой момент времени равно Q, так как тело в данном случае не
отдает теплоты в окружающее пространство. Распределение тем-
пературы при распространении теплоты от мгновенного источ-
ника теплоты, приложенного в точке О на поверхности полубес-
конечного тела (рис. 6.1), аналогично (6.1) для бесконечного
158
тела. Это объясняется тем,
что граница тела хОу при-
нимается непропускающей
теплоту. Так как теплообмен
на границе хОу отсутствует
и теплота распространяется
только в одну сторону от
плоскости хОу, то процесс
будет выражаться уравнени-
ем (6.1) с заменой в нем
величины Q величиной 2Q:
Д Т —____22___е- R
ср(4гаЦ)3/2
Теплоотдачей с поверх-
ности хОу можно пренеб-
речь, потому что распреде-
ление теплоты в полубеско-
нечном теле в основном за-
висит от распространения ее
путем теплопроводности в
глубь тела, а не от тепло-
отдачи. Теплоотдача с по-
верхности безусловно оказы-
вает некоторое влияние на
распределение температуры,
но в ряде случаев может не
Рис. 6.1. Распределение приращений тем-
пературы по радиусу /? в различные мо-
менты времени в процессе распростране-
ния теплоты от мгновенного точечного
источника в полубескоиечном теле
(<2 = 2ОООДж, ср = 4 Дж/(см3 • К), а =
= 0,1 см2/с)
учитываться.
Изотермические поверхности, описываемые уравнениями (6.1)
и (6.2), представляют собой сферические поверхности. Убывание
температуры по радиусу выражается множителем g-*2/!40'), в то
время как множитель Q/[cp(4nal )3/2] показывает изменение тем-
пературы точки R = 0 во времени. Наибольшая температура всегда
в точке 7? = 0.
Структура уравнения (6.2) позволяет установить влияние
количества введенной теплоты и теплофизических свойств мате-
риала на температуру отдельных точек тела. Чем больше Q, тем
выше температура точек тела в любой момент времени. Прира-
щение температуры прямо пропорционально количеству введен-
ной теплоты Q (рис. 6.2, а).
Температура точек тела, расположенных на различных рас-
стояниях R от точки О, вначале повышается, достигает максиму-
ма, а затем уменьшается (рис. 6.2, б). Чем дальше от места вве-
дения теплоты находится точка, тем позже достигается макси-
мальная температура и тем ниже ее значение. С течением време-
ни конечное количество теплоты растекается в неограниченном
объеме полубесконечного тела и приращения температуры всех
точек стремятся к нулю.
При постоянной теплоемкости ср увеличение коэффициента
159
Рис. 6.2. Приращения температур от мгновенного точечного источника в полу-
бесконечном теле в зависимости:
а — от количества введенной теплоты Q; б — от расстояния R до точки О, в — от тепло-
емкости материала ср
теплопроводности металла А приводит к ускорению процесса
распространения теплоты. Максимальные достигаемые значения
приращений температуры в различных точках остаются теми же
самыми, но продолжительность времени с момента введения теп-
лоты до достижения максимальной температурь! сокращается во
столько раз, во сколько раз повышается теплопроводность мате-
риала А. Указанная закономерность обнаруживается, если преоб-
разовать уравнение (6.2), приняв а = А/(ср):
Л Т__ 2QVCP
(4лХ1)3/2
Коэффициент А входит как сомножитель времени t. Поэтому
с увеличением А картина распределения приращения температур
в теле остается подобной, но процесс изменения температур
ускоряется.
Теплоемкость металла ср при постоянной теплопроводности А
оказывает более сложное влияние на процесс распространения
теплоты в полубесконечном теле. Изменение теплоемкости можно
представить как одновременное действие двух процессов: изме-
нения количества введенной теплоты и изменения скорости рас-
пространения теплоты. Запишем уравнение (6.2) иначе:
ДТ
2Q/(CP) g- R 7[ 4М/(ср)]
НлМДср)]3'2
(6.4)
Увеличение теплоемкости ср при А = const равносильно одно-
временному уменьшению Q и А. Приращение температуры точек
тела уменьшается при одновременном замедлении процесса рас-
пространения теплоты. На рис. 6.2, в представлены для сравне-
ния термические циклы в одной и той же точке тела при раз-
ных ср.
160
МГНОВЕННЫЙ ЛИНЕЙНЫЙ источник
Приращение температуры в пластине от мгновенного линей-
ного источника с равномерным распределением теплоты по тол-
щине при отсутствии теплоотдачи с поверхностей может быть
получено путем интегрирования температурных полей (6.1) от
мгновенных точечных источников:
АГ = Q/& e-r’^al\ (6.5)
cpinat
где r=-^x2-}-y2 — расстояние до рассматриваемой точки от нача-
ла координат, где была введена теплота Q; 6 — толщина пла-
стины.
Температурное поле симметрично относительно оси z, тем-
пература равномерна по толщине.
Влияние Q, к и ср на процесс распространения теплоты и на
распределение температур будет таким же, как и в случае мгно-
венного точечного источника теплоты в полубесконечном теле.
Изменение температуры во времени качественно протекает
так же, как и в полубесконечном теле, т. е. температура отдель-
ных точек пластины вначале повышается, достигает максимума,
а затем уменьшается. Более удаленные точки нагреваются до
меньших максимальных температур. Однако распространение
теплоты в. пластине происходит более стесненно, чем в полубес-
конечном теле. В то время как в полубесконечном теле теплота
распространяется в направлении трех координатных осей, х, у, z,
в пластине теплота распространяется только в двух направле-
ниях — х тл у. Это приводит к тому, что процесс изменения тем-
пературы во времени происходит в пластине медленнее.
Теплоотдача через поверхности пластины оказывает более
заметное влияние на поле температур, чем в полубесконечном
теле. При расчетах температур в пластинах в ряде случаев,
в особенности если пластины тонкие, необходимо учитывать теп-
лоотдачу в окружающую среду. Процесс распространения теп-
лоты в пластине с поверхностной теплоотдачей выражается урав-
нением (6.5), в которое введен сомножитель e~bt (см. п. 5.2):
АГ = Q/6 е-гг/(4ар-М (66)
ср(4ла/) ' 7
Уравнение (6.6) содержит множитель e~bt, который учитывает
теплоотдачу в окружающее пространство, но не отражает того
факта, что теплота отдается с поверхности пластины и темпера-
тура по ее толщине неравномерна. В тонких пластинах, несмотря
на значительную теплоотдачу, неравномерность распределения
температуры по их толщине незначительна и ею можно прене-
бречь. В некоторых случаях неравномерность температуры по
толщине пластин может достигать нескольких десятков градусов
161
(см. п. 7.9). Чем продолжительнее процесс распространения
теплоты, тем большее значение имеет теплоотдача в изменении
температуры пластины.
МГНОВЕННЫЙ ПЛОСКИЙ источник
Приращение температуры от мгновенного плоского источника
Q2=Q/F в стержне без теплоотдачи выражается уравнением
АГ
=______е-х2/(4а/)
ср(4ла<)1/2
(6-7)
Приращение температуры зависит только от координаты х
в направлении вдоль стержня и времени t.
Теплота от мгновенного плоского источника в стержне рас-
пространяется в основном в направлении вдоль стержня. Если
пренебречь теплоотдачей боковых поверхностей, то температуру
по поперечному сечению стержня можно считать равномерной,
а процесс распространения теплоты — линейным. В случае за-
метной теплоотдачи с поверхности температура по поперечному
сечению стержня будет неравномерной. Теплоотдачу учитывают
путем введения в уравнение (6.7) сомножителя е , который
отражает лишь понижение средней температуры в сечении, но
не выражает неравномерности температуры по толщине стержня:
АГ = QZf (6.8)
ср(4лсЦ)1/2 4 7
Здесь Ь, так же как и для пластины, представляет собой
коэффициент температуроотдачи для стержня:
& = ap/(cpf),
где р — периметр поперечного сечення стержня, см.
Тепловой поток в воздух в единицу времени с единицы длины
стержня в случае одинаковой начальной температуры стержня Тя
и среды Тс равен q=^<xp\T. Тепловой поток в стержне еще более
стеснен по сравнению с пластиной и массивным телом, поэтому
процесс изменения температуры во времени происходит еще
медленнее, чем в пластине.
НЕПРЕРЫВНО ДЕЙСТВУЮЩИЕ НЕПОДВИЖНЫЕ
ИСТОЧНИКИ
Процесс нагрева тела непрерывно действующим неподвиж-
ным источником теплоты можно представить как серию дейст-
вующих друг за другом мгновенных источников теплоты. Ис-
пользуя принцип наложения, можно найти распределение темпе-
ратур в случае непрерывно действующего источника теплоты
путем интегрирования температурных полей от отдельных источ-
ников.
162
Точечный источник
теплоты на поверхности
полубесконечного тела.
Предположим, что мгно-
венный точечный источ-
ник теплоты мощностью
q действовал в течение
бесконечно малого от-
резка времени dt и с тех
пор прошло время t. Тог-
да приращение темпера-
туры точек тела на осно-
вании уравнения (6.2)
dT= (6.9)
cp(4na[)3/J ' '
Если источник теплоты
не прекращал своего дей-
ствия в течение времени
I, то приращение темпера-
туры определится путем
интегрирования выраже-
ния (6.9) в пределах от 0
до t-. (
&Т=\ —
J frJ Л.гтп/'
0 • '
ср(4ла[)3/2
(6.10)
замену
Вводим ---у
/?2/(4а/)=«2 и интегриру-
ем
Рис. 6.3. Изменение температуры во времени
при действии неподвижного источника тепло-
ты [[/=25 В; /=100 А;
= 0,38 Вт/(см• К); cq = 4,8 Дж/(см'
точках на расстояних 0,7, 1 и
источника:
а — точечный источник теплоты в
нечном теле; б — линейный источник
бесконечной пластине б = 1,2 см; в -
источник теплоты в бесконечном стержне F —
— 8 см2
Г| = 0,6; X =
I3- К)] в
1,5 см от
2лЛЯ
где
увеличением
и также уменьшается с ростом R.
ф(и)=_±^ e-u2du.
уло
Из выражения (6.11)
следует, что при t = const
приращение температуры
убывает с
расстояния R несколько
быстрее, чем 1//?, так как
На рис. 6.3, а показано нарастание температуры отдельных
точек во времени. В точках, расположенных ближе к источнику
теплоты, предельная температура достигается быстрее.
Пример 1. На поверхности массивного тела из низкоуглеродистой стали
горит неподвижная дуга, которую можно считать точечным непрерывно дейст-
вующим неподвижным источником теплоты. Определить приращение темпера-
туры в точке на расстоянии /?= 1,5 см спустя / = 20 с после начала нагрева при
(/=30 В; /=200 А; к. п. д. т| = 0,7. По табл. 5.1 находим значение теплофизн-
ческих коэффициентов:
Х = 0,4 Вт/(см-К); а = 0,08см2/с.
полубеско-
теплоты в
— плоский
163
Определяем эффективную мощность
q = ц UI = 0,7 • 30 • 200 = 4200 Вт.
Находим
Ф(«) = Ф(0,59) = 0,596.
Приращение температуры определяем по формуле (6.11)
4200
АГ= 2-3,14-0,4'. 1,5 ~0,596>450 К-
Линейный источник теплоты в пластине. Рассмотрим случай
линейного источника теплоты в пластине без теплоотдачи. Так
же как и для точечного источника теплоты, из уравнения (6.6)
находим приращение температуры:
dT = —(6.12)
бср(4ла<)
Интегрируем от 0 до t и вводим замену z=r2/(4a/):
ДТ=—2— Г — dz—--------—Ei(----—(6.13)
4лХ6 ,J г 4лХ6 \ 4а1/’ k ’
где Ei — интегральная показательная функция.
Изменение температуры во времени показано на рис. 6.3, б.
В отличие от точечного источника теплоты в полубесконечном
теле, где температуры отдельных точек стремятся к определен-
ным значениям, в пластине температуры точек возрастают бес-
предельно. Непрерывное нарастание температуры объясняется
тем, что в пластине тепловой поток стеснен и теплота не успевает
перетекать в более холодные зоны. При наличии теплоотдачи
с поверхностей пластины (см. п. 5.2) температуры точек стре-
мятся к определенным конечным значениям.
Пример 2. Пластина из низкоуглеродистой стали толщиной 6 = 0,5 см нагре-
вается неподвижной дугой мощностью q= 4000 Вт. Определить время, необхо-
димое для нагрева на АГ = 800 К пятна диаметром 2 см. Теплофизические коэф-
фициенты находим из табл. 5.1: Х = 0,4 Вт/(см- К); а=0,08см2/с.
Используем формулу (6.13)
г ( гг \ ДГ4лХ6 800-4-3,14-0,4-0,5
£‘ =-------—=-------------«об-------= -°’502’
По таблицам для интегральной показательной функции находим, что значе-
ние аргумента —г2/(4а/) = — 0,55; t = г2/(4а-0,55)= 6 с.
Плоский источник теплоты в стержне. Рассмотрим случаи
нагрева плоским источником теплоты полубесконечного стержня
без теплоотдачи. Поступая аналогично предыдущим случаям, из
выражения (6.8) с учетом 6 = 0 находим приращение темпе-
ратуры:
dT=-------2-^.е-^/(4а0. (6.14)
Fcp(4nat) '2 '
164
Интегрируя от 0 до t и вводя замены, находим
ду___________ дх (
t т/л -\/х2/(4а/)
(6.15)
4а/
Так же как и в случае линейного источника теплоты, темпе-
ратура точек стержня беспредельно возрастает с ростом t (рис.
6.3, в). Нагрев тел неподвижными источниками теплоты, дейст-
вующими бесконечно длительное время, рассмотрен в п. 6.2.
Неподвижный непрерывно действующий источник теплоты
переменной мощности. Определение приращений температуры
точек тела при действии источника теплоты переменной мощно-
сти принципиально ничем не отличается от ранее рассмотренных
случаев с источниками теплоты постоянной мощности. Если мощ-
ность источника теплоты изменяется во времени, т. е. q = q't}, то
необходимо взамен постоянной величины q в уравнения (6.9),
(6.12) и (6.14) подставить функцию q(t), а затем провести интег-
рирование. Разумеется, при этом может оказаться, что интегралы
взять невозможно. В таких случаях их определение следует про-
изводить численно, составляя таблицы или программу для ЭВМ.
Выравнивание температур. Определять температуру точек
тела в процессе выравнивания, когда источник теплоты прекра-
тил свое действие, можно двояко.
Во-первых, начальное неравномерное распределение темпера-
туры Тл можно рассматривать как некоторую температуру, воз-
никшую вследствие выделения теплоты мгновенными элементар-
ными источниками теплоты в момент времени t=0. Зная закон
распределения температуры от отдельного мгновенного источ-
ника теплоты, можно путем интегрирования по объему тела
определить температуру от суммарного действия всех элемен-
тарных источников, т. е. описать процесс выравнивания темпе-
ратуры. Рассмотрим в качестве примера выравнивание темпе-
ратуры в бесконечном стержне сечением F, который при 1=0
был нагрет до Тл на участке длиной 2/; будем полагать, что
остальная часть стержня находилась при Т = 0 (рис. 6.4). Выде-
Рис. 6.4. Начальное распределение температуры Тя в
стержне на участке 2/
165
Рнс. 6.5. Процесс выравнивания температуры в неограниченном стерж-
не, участок которого 2/= 2 см нагрет при / = 0 до Гн= 1000/<;
а — 0,1 см2/с:
а — распределение температуры в различные моменты времени; б — кривые
изменения температуры во времени, в — стержень
лим некоторый элементарный слой толщиной dx', в котором при
/=0 содержится количество теплоты dQ = срТяЕ dx'. Будем рас-
сматривать его как мгновенный плоский источник теплоты. Дан-
ный элементарный источник теплоты находится от рассматри-
ваемой точки А на расстоянии х— (x'4-dx'). Следовательно, при-
ращение температуры в точке А через время t от данного источ-
ника теплоты составит
dTA
_ d-Q/F (х-х'Ц/(4аП
cp(4na/),/2
(6.16)
Полная температура в точке А от всех элементарных источ-
ников определится путем интегрирования на участке от —/ до +/:
t
(x-x')7(4at)_ Л.
2
Т — ( cpT„dx'
А _t Ср(4ла/)|у2
Рис. 6.6. Схема действия
фиктивного источника I
и фиктивного стока теп-
лоты II для определения
выравнивания темпера-
туры
(6.17)
Процесс выравнивания температуры,
описываемый уравнением (6.17), пред-
ставлен на рис. 6.5.
Второй прием, с помощью которого
можно рассчитать процесс выравнивания,
основан на использовании фиктивных ис-
точников и стоков теплоты. Его целе-
сообразно применять в тех случаях, когда
известен закон действия источника теп-
лоты вплоть до начала процесса вырав-
нивания. Например, известно, что на
поверхности полубесконечного тела в
течение времени t0 действовал точечный
неподвижный источник теплоты постоянной мощности q
(рис. 6.6).
166
Искусственно можно представить, что после прекращения
действия источника теплоты q продолжают действовать одновре-
менно в одной и той же точке фиктивный источник теплоты q
и фиктивный сток теплоты —q. Под стоком теплоты будем пони-
мать такой источник теплоты, действие которого вызывает отри-
цательное приращение температуры. Фиктивный источник и фик-
тивный сток теплоты будут взаимно уничтожаться, т. е. будет
соблюдаться условие о прекращении существования действи-
тельного источника теплоты начиная с момента времени / = /о-
Изменение температуры в период выравнивания определится как
разность приращений температур источника ДТИ и стока теплоты
АД. Например, для точечного источника, используя выражение
(6.11), находим
(6.18)
где t — время от начала действия источника теплоты до рассмат-
риваемого момента времени; to — продолжительность действия
источника теплоты.
Аналогично можно определить выравнивание температур
после окончания действия линейного или плоского неподвижного
источника теплоты.
Пример 3. Для условий примера 1 определить приращение температуры
течки У? = 1,5 см спустя 25 с после прекращения горения дуги. Время нагрева
/о =20 с.
Используем формулу (6.18). Полное время / = 45с.
--------------1 ф ---------!------ — Ф --------------
2-3,14-0,4-1,5 1 L 4 • 0,08(45—20) J L 4-0,08-45
= 1115[Ф(0,53)-Ф(0,4)] = 132 К.
6.2. Движущиеся источники теплоты
Для составления уравнений, описывающих процесс распро-
странения теплоты от движущихся непрерывно действующих
источников, используют принцип наложения. С этой целью весь
период действия источника теплоты разбивают на бесконечно
малые отрезки времени dt. Действие источника теплоты в течение
бесконечно малого отрезка времени dt представляют как дейст-
вие мгновенного источника теплоты. Суммируя процессы распро-
странения теплоты от действующих друг за другом в разных мес-
тах тела мгновенных источников теплоты, получают уравнение
температурного поля при непрерывном действии движущегося
источника теплоты.
167
ТОЧЕЧНЫЙ ИСТОЧНИК НА ПОВЕРХНОСТИ
ПОЛУБЕСКОНЕЧНОГО ТЕЛА
Точечный источник теплоты постоянной мощности q движется
с постоянной скоростью v прямолинейно из точки О0 в направ-
лении оси х (рис. 6.7, а). Допустим, что с момента движения
источника прошло время t№ и он находится в точке О. Вместе
с источником теплоты перемещается подвижная система коорди-
нат, начало которой совпадает с местоположением источника
теплоты, т. е. с точкой О. Требуется определить приращение
температуры точки А(х, у, z).
Для этого запишем приращение температуры в точке А от
мгновенного точечного источника теплоты, который действовал
в течение времени dt в точке О'. С момента выделения теплоты
в точке О' прошло время t. Используем уравнение (6.2), полагая
Q = qdt, а расстояние О'А = sj(x + ^)2+ У2 + z2. Тогда
dT
(x+vty+^+г^
= 2qdt---------------ISt-----
ср(4лЩ)3/2
(6.19)
Суммируем приращения температуры от всех элементарных
источников теплоты на линии ОО0. Время распространения теп-
лоты от мгновенного источника в точке О равно нулю, а от
мгновенного источника в точке Оо равно tn. Поэтому интеграл
берем в пределах от 0 до 1И:
Рис. 6.7. Схема движения непрерывно действующего источника мощностью q,
перемещающегося со скоростью v:
а — точечный на поверхности полубесконечного тела; б — линейный в бесконечной
пластине; в — плоский в бесконечном стержне
168
После преобразований получим
дт=—2<? е 2“\
ср(4ла)3/2 J
______«г
4а 4а/ dt
>
(6-21)
где R2 — х2 + у2 + 22 (рис. 6.7, а).
Уравнение (6.21) выражает приращения температур в полу-
бесконечном теле в стадии теплонасыщения, т. е. когда темпера-
тура отдельных точек непрерывно повышается. Приращение тем-
пературы в стадии теплонасыщения численно определяют по
номограмме, приведенной в п. 6.3.
Предельное состояние. После продолжительного действия
источника теплоты достигается так называемое предельное со-
стояние, когда температура точек в подвижной системе коорди-
нат перестает изменяться во времени. Такое состояние достига-
ется при оо и называется квазистационарным.
В этом случае уравнение (6.21) интегрируется после подста-
новки /?2/(4а/) = и2 и принимает вид
А7’"Р=’2^е °2a(R+l}-
Температурное поле предельного состояния симметрично отно-
сительно оси Ох (рис. 6.8). Изотермы на поверхности хОу пред-
ставляют собой овальные кривые, которые сгущены впереди ис-
точника теплоты и раздвинуты позади него (рис. 6.8, а). Изотер-
мические поверхности как бы образованы вращением изотерм
относительно оси Ох. Смещенность изотерм относительно друг
друга и их вытянутость зависят от безразмерного параметра
vR/(2a). В области малых значений vR/(2d) изотермы близки
к окружностям, при больших значениях они вытянуты вдоль
оси Ох.
Распределение приращения температуры по поверхности мас-
сивного тела на расстоянии у, равном 1, 2, 3 см, представлено
соответствующими кривыми на рис. 6.8, в. Температура точек
при приближении источника теплоты резко возрастает, дости-
гает максимума, а затем убывает. Снижение температуры проис-
ходит с меньшей скоростью, чем ее подъем. Максимум темпера-
туры в точках, находящихся не на оси Ох, достигается после
прохождения источником теплоты плоскости, параллельной yOz,
в которой находится рассматриваемая точка. В более удаленных
от оси Ох точках максимальная температура достигается позже
и имеет меньшее численное значение по сравнению с точками,
расположенными ближе к оси Ох. Штриховой линией на рис.
6.8, а соединены точки с максимальной температурой на плоско-
сти хОу. Поверхность раздела областей нагрева и остывания
получается путем вращения штриховой кривой относительно
оси Ох. Область впереди штриховой кривой нагревается, поза-
ди — остывает.
169
Рис. 6.8. Приращение температур в предельном состоянии при
движении точечного источника теплоты на поверхности полубес-
конечного тела [/; = 4000Вт, и —0,1 см/с, а = 0,1 см2/с, Л =
= 0,4 Вт/(см* К)]:
а — изотермы на поверхности хОу (штриховая кривая разделяет область
нагрева и область остывания), б — изотермы в поперечной плоскости
xOz, проходящей через центр источника; в — распределение прираще-
ний температуры по прямым, параллельным оси х и расположенным на
поверхности массивного тела, г — распределение приращений темпера-
туры по прямым, параллельным оси у н лежащим в поперечной плоско-
сти xOz; д — схема расположения координатных осей
Неподвижный источник теплоты. Если в уравнении (6.22)
и==0, то это будет случай стационарного температурного поля
в полубесконечном теле
ДТпр= <7/(2;пЛ/?). (6.23)
Температура в направлении от источника теплоты убывает
обратно пропорционально R, т. е. по закону гиперболы. Прира-
щения температуры на данном расстоянии R прямо пропорцио-
нальны мощности источника теплоты q и обратно пропорциональ-
ны коэффициенту теплопроводности X. Распределение темпера-
туры не зависит от теплоемкости материала ср.
170
Пример 4. По поверхности массивного тела движется точечный источник
теплоты мощностью 6000 Вт. Определить расстояние от источника теплоты до
конца изотермы 47= 700 К. Коэффициент теплопроводности металла X —
= 0,4 Вт/(см-К).
Используем формулу (6.22). Так как позади источника теплоты по оси
R= — х, то Л7'пр = <//(2лХЛ), откуда R = <7/(2лХ47пр) = 6000/(2-3,14-0,4-700) =
= 3,44 см.
ЛИНЕЙНЫЙ ИСТОЧНИК В БЕСКОНЕЧНОЙ
ПЛАСТИНЕ
Линейный источник теплоты мощностью q с равномерным рас-
пределением ее по толщине пластины движется с постоянной
скоростью и (см. рис. 6.7,6). Граничные плоскости z = 0 и z — 6
отдают теплоту в окружающую среду, температуру которой Тс
принимаем равной начальной температуре тела Тк. Коэффициент
теплоотдачи а.
Уравнение, описывающее приращение температур в пластине,
получим так же, как в случае точечного источника теплоты. При-
ращение температуры в точке А от мгновенного линейного источ-
ника теплоты, который действовал в точке О', составит в соот-
ветствии с уравнением (6.6)
dT=—&—е . (6.24)
6ср(4ла/) ' 7
Интегрируя от 0 до и преобразовывая, получим
__________________________ax'" ( \____гг
\Т = —3—е 2а\ е mJL (6.25)
4лХ6 1 2 * * * t v '
где г2 = х2 + у2.
Уравнение (6.25) выражает приращение температур в пласти-
не в стадии теплонасыщения. Предельное квазистационарное
состояние достигается при /„->оо. В этом случае уравнение (6.25)
интегрируется и принимает вид
1 +^)’ <6-26)
' Zu * V '
где Ко—функция Бесселя 1-го рода нулевого порядка;
6=-Ц- (см. п. 5.2 и 6.1).
срб v ’
Предельное состояние. При нагреве пластины линейным ис-
точником теплоты распределение температуры по ее толщине
согласно уравнению (6.26) равномерно. Следует, однако, иметь
в виду, что в действительности из-за наличия теплоотдачи с по-
верхности пластины всегда наблюдается некоторая неравномер-
ность распределения температуры по ее толщине. Эта неравно-
мерность будет тем значительнее, чем больше величина 46а/о2.
Кроме того, при расчете температуры с учетом теплоотдачи коэф-
фициент теплоотдачи а принимался не зависящим от темпера-
171
Рис. 6.9. Приращение температур в предельном состоянии при дви-
жении линейного источника теплоты в бесконечной пластине [q =
= 4000 Вт, v = 0,1 см/с, 6 = 1 см, а = 0,1 см2/с; Л. = 0,4 Вт/ (см К),
Ь = 2,8- 1031/с]:
а — изотермы на поверхности пластины (штриховая кривая — точки с мак-
симальными температурами); б — распределение приращений температуры в
сечениях, параллельных оси х; в — распределение приращений температуры
в сечениях, параллельных оси у; г — схема координатных осей
туры и имел некоторое среднее значение. Фактически это озна-
чает, что в области высоких температур теплоотдача на самом
деле будет происходить интенсивнее, а в области низких темпе-
ратур слабее, чем это получается из расчета.
Картины распределения приращения температуры в пластине
(рис. 6.9) и в плоскости хОу массивного тела (см. рис. 6.8)
качественно имеют много общего. Отличие заключается в том,
что изотермы в пластине еще более вытянуты, чем в полубеско-
иечном теле. Степень вытянутости изотерм зависит не только от
условий сварки и теплофизических свойств материала, но и от
теплоотдачи в воздух.
Неподвижный источник. Если в уравнении (6.26) принять
ц = 0, то получим уравнение стационарного температурного поля
в пластине:
‘б-27>
172
Температурное поле осесимметрично. В отличие от полубеско-
нечного тела, где стационарное состояние достигается благодаря
значительному теплоотводу в трех направлениях, стационарное
состояние в пластине возможно лишь при наличии теплоотдачи
в окружающее пространство. Если теплоотдача отсутствует, т. е.
температура \Тпр возрастает беспредельно, так как при
-7бг2/а->-0 значение функции Кй(у>Ьг2/а) стремится к бесконеч-
ности. Распределение температуры при стационарном процессе
в пластине зависит не только от мощности и коэффициента теп-
лопроводности X, но и от коэффициента теплоотдачи а и толщи-
ны пластины 6.
Пример 5. Построить график изменения температуры в пластине на участке
от х=2см до х=—8 см, у~2 см (см. рис. 6.7,6) при нагреве ее движущимся
линейным источником теплоты, когда достигнуто предельное квазистационар-
ное состояние; </=4000 Вт, и = 0,1 см/с, 6=1 см; а = 0,085 см2/с, Х=0,42
Вт/(см-К); ср = 4,9 Дж/(см3-К).
Коэффициент теплоотдачи а находим по графику, приведенному на рис. 5.6
для Т=900К; а=6-10~3 Вт/(см2-К).
Перед вычислением определяем необходимые коэффициенты:
й = 2а(срб) = 2,45-10-3 с-1; -у о2/(4а2) -\-Ь/а = 0,612 см-1;
—р/(2а) = -0,59 см"’; д/(2лЛ6)= 1515 К-
Температуры определяем для точек х=2; 0; —2; —4; —6; —8 см по формуле
(6.26). Для удобства вычислений результаты вносим в таблицу в такой последо-
вательности:
X., см г, см -»х/(2а) e-vx/(2o) л/ и— Г Ко(в-) АГ, к
4а а
2 2,83 — 1,18 0,307 1,73 0,1593 74
0 2 0 1 1,22 0,310 470
2 2,83 + 1,18 3,25 1,73 0,1593 785
—4 4,47 +2,36 10,59 2,73 0,0476 763
-6 6,32 +3,54 34,46 3,87 0,0129 673
—8 8,23 +4,72 112,2 5,03 0,00357 607
При больших значениях аргумента и = г-^и2/(Ьа2) + b/а (свыше 10) зна-
чения Ко(ц) можно вычислять по асимптотической формуле
Ко (и) ® e-“VS/(2^| 1 - 1/(8«)].
ПЛОСКИЙ ИСТОЧНИК В БЕСКОНЕЧНОМ СТЕРЖНЕ
Представим, что плоский источник теплоты постоянной мощ-
ности q равномерно распределен по поперечному сечению стерж-
ня F и перемещается с постоянной скоростью v в направлении
вдоль стержня (см. рис. 6.7, в). Боковая поверхность отдает
теплоту в окружающую среду при постоянном коэффициенте
теплоотдачи а.
173
Приращение температуры в точке А от мгновенного плоского
источника, который действовал в точке О' t с назад, составит
НТ =____________________ e-{x + vtYl^at)-bt.
Fcp (4л<И)1/2
(6.28)
Начало координат движется вместе с источником теплоты и
находится в точке О.
Интегрируем приращения температуры от всех мгновенных
источников теплоты в пределах от 0 до t„:
\т — Ч е~ + О ‘ - та~_^ (6 29)
“ СрЛ(4лаГ е Iе t'/*-
Уравнение (6.29) описывает приращение температуры в плас-
тине в стадии теплонасыщения. Предельное квазистационарное
состояние достигается при (н -> оо. В этом случае уравне-
ние (6.29) после введения замены t = и2 и интегрирования при-
нимает вид
АГ - -------, q
cpvF-yT 4- bbalv2
где Ь - (см. п. 6.1).
срг
ника (рис. 6.10). Если 4(ш/а2 = 0, т.
Рис. 6 10. Распределение приращений темпе-
ратуры по длине стержня при движении
плоского непрерывно действующего источ-
ника
Предельное состояние. При нагреве стержня плоским источ-
ником теплоты распределение температуры по поперечному сече-
нию стержня согласно уравнению (6.30) равномерно. В действи-
тельности из-за теплоотдачи с поверхности стержня всегда бу-
дет наблюдаться некоторая неравномерность распределения тем-
пературы по его поперечному сечению.
Распределение температуры вдоль стержня будет характери-
зоваться быстрым нарастанием температуры впереди источника
теплоты и весьма плавным спадом температуры позади источ-
е. теплоотдача отсутствует,
то температура позади ис-
точника теплоты будет ос-
таваться постоянной.
Неподвижный источ-
ник. Если в уравнении
(6.30) v = 0, то получим
уравнение стационарного
температурного поля в
стержне:
ДГ =------q , е~ ^Ьх21а
n₽ 2cpFyrba
(6.31)
Стационарное состоя-
ние в стержне возможно
лишь при наличии тепло-
отдачи в окружающую
174
среду. Распределение приращений температуры при стационар-
ном процессе в стержне зависит от X, b, F и cq.
6.3. Периоды теплонасыщения и выравнивания
температур при нагреве движущимися
источниками теплоты
ПЕРИОД ТЕПЛОНАС/ЫЩЕНИЯ
В п. 6.2 были рассмотрены три основных случая нагрева тел
движущимися источниками теплоты — точечным, линейным и
плоским. Там же были приведены формулы для определения
температур в случае неустаиовившегося температурного поля.
Интегралы в уравнениях (6.21), (6.25) и (6.29) неберущие-
ся, поэтому приращение температур в стадии теплонасыщения
удобнее вычислять по номограммам.
Представим приращения температуры АТ в периоде теплона-
сыщения как произведение приращения температуры в предель-
ном состоянии АТпр на коэффициент теплонасыщения ф:
АТ = фАГпр. (6.32)
Коэффициент теплонасыщения для трех основных схем нагре-
ва при сварке определяют по номограммам, приведенным на
рис. 6.11, в зависимости от безразмерных критериев времени т
и безразмерных расстояний от источника теплоты до рассматри-
ваемой точки р.
Номограмма для определения ф3 (рис. 6.11, а) в случае то-
чечного источника теплоты построена в зависимости от крите-
риев
рз = vR/(2a); т3 = Л„/(4а), (6.33)
номограмма для определения фг (рис. 6.11,6) в случае линей-
ного источника теплоты построена в зависимости от
<б-34>
номограмма для определения ф] (рис. 6.11, в) в случае плоского
источника теплоты построена в зависимости от
„ f )х| -д/ < I 4Ьа . _ v2t„ ( < . 46а \ nr,
P1=-2TV1+—; n=-^l + ~J . (6.35)
Предельное приращение температур АГПр в движущейся ко-
ординатной системе, начало которой совпадает с источником
теплоты, вычисляют по формулам (6.22), (6.26), (6.30). Из
рассмотрения характера кривых на номограммах (см. рис. 6.11)
следует, что чем ближе расположена к источнику теплоты рас-
сматриваемая точка тела, тем раньше и тем быстрее возрастает
175
a)
Bl
Рис. 6.11. Номограммы для определения коэффициента теплонасы-
щения:
а — фз для точечного источника н полубесконечном теле; б — фг для линей-
ного источника в бесконечной пластине; в — — для плоского источника
в бесконечном стержне
Рис. 6.12. Процесс теплонасыщения и выравнивания температуры от
движущихся источников:
а — зависимость коэффициента теплонасыщения от скорости движения
точечного источника; б — схема действия фиктивного источника и фиктив-
ного стока в пластине в период выравнивания температур
температура в ней. В зоне, расположенной ближе к источнику
теплоты, период теплонасыщения заканчивается раньше, чем в
удаленных зонах.
На продолжительность периода теплонасыщения существен-
но влияет скорость движения источника теплоты v. Чем быстрее
движется источник, тем больше коэффициент теплонасыщения
(рис. 6.12, а).
Чем более стеснен поток теплоты, тем медленнее идет про-
цесс теплонасыщения. Поэтому при прочих равных условиях про-
цесс теплонасыщения в стержне заканчивается позже, чем в
пластине, а в пластине — позже, чем в массивном теле.
ПЕРИОД ВЫРАВНИВАНИЯ ТЕМПЕРАТУРЫ
После прекращения действия источника теплоты наступает
период выравнивания температур. Теплота, введенная ранее,
продолжает распространяться в теле и уходить в окружающую
среду.
Температуру в период выравнивания можно определять пу-
тем использования фиктивного источника теплоты и стока теп-
лоты аналогично случаю, рассмотренному выше (в п. 6.1). Рас-
смотрим случай, когда источник теплоты в точке Ок прекратил
движение и перестал действовать (рис. 6.12,6). Будем, однако,
предполагать, что фиктивный источник теплоты той же мощно-
сти продолжает свое движение с той же скоростью v. Вместе
с ним движется фиктивный сток теплоты такой же мощности,
как источник. Очевидно, что источник и сток теплоты будут
взаимно уничтожаться. Формальное введение фиктивных источ-
ника и стока теплоты необходимо лишь для удобства числен-
ного определения приращения температуры в период ее вырав-
7—923
177
нивания. Допустим, что спустя время после прекращения
действия источника теплоты требуется определить приращение
температуры в неподвижной точке пластины А (х, у), координаты
которой записаны в движущейся системе координат. За время
/ф начало движущейся системы координат переместится в точ-
ку О. Приращение температуры точки А определится как раз-
ность двух приращений температур: приращения температуры от
источника теплоты ДУи, который действовал в течение време-
ни t, продвигаясь из точки Оо в точку О, и приращения темпера-
туры от стока теплоты АТС, который действовал в течение вре-
мени /ф на участке ОКО:
\ТА = АТК - ДГС. (6.36)
Оба приращения температуры \ТИ и \TQ в уравнении (6.36)
можно выразить через приращение температуры предельного
состояния и соответствующие коэффициенты теплонасыщения:
АТА = АГпрф2 (/) - АГпрф2 (Q = АТпр [ ф2 (/) - ф2 (/ф)]. (6.37)
Предельное приращение температуры и коэффициенты тепло-
насыщения находят по соответствующим формулам и номо-
граммам. Координаты точки А берут обязательно в движущей-
ся системе координат, которая продолжает перемещаться со
скоростью V.
Если источник теплоты действовал долго и 1К велико, т. е. к
моменту прекращения нагрева было достигнуто предельное со-
стояние, то, следовательно, t — /к -|- /ф также велико и ф2(/) « 1.
Тогда
ЬТА = ЬТа,[1 -ф2(у. (6.38)
Последний случай соответствует периоду выравнивания тем-
ператур после достижения предельного состояния. Пример был
иллюстрирован определением приращения температуры в точ-
ке А, принадлежащей пластине. Аналогично вычисляют прира-
щения температуры для точек массивного тела и стержня: при
этом и ф(, а также АТпр берут по формулам (6.22) и (6.30).
Пример 6. На поверхность массивного тела из стали, начиная от точки Оо
(см. рис. 6.12,6), наплавляют валик ОцОк длиной 50 мм. Режим наплавки:
эффективная мощность q = 6000 Вт, скорость v = 0,1 см/с. Согласно табл 5.1
а = 0,083 см2/с, X = 0,4 Вг/(см-К). Определить приращения температуры точ-
ки О» в момент окончания наплавки и спустя 30 с после окончания наплавки.
Для расчета принимаем схему точечного источника теплоты, перемещающе-
гося по оси Ох на поверхности полубесконечного тела.
Расчет температуры в периоде теплонасыщения в момент окончания свар-
ки. Мгновенные координаты точки Оо в момент, когда источник теплоты на-
ходится в точке О„ (см. рис. 6.12, б), будут х = — 5 см, у — 0, 2 = 0, R = 5 см.
Время действия источника теплоты t = — x/v = 5/0,1 = 50 с. Безразмерные кри-
терии расстояния и времени, от которых зависит коэффициент теплонасыще-
ния фз, находят по формулам (6.33):
рз = оЯ/(2а) = 0,1-5/(2-0,083) = 3; т3 = о21/(4а) = 0,12-50/(4-0,083) = 1,5.
По этим данным из графика, изображенного на рис. 6.11. а, находим
фз = 0,6.
178
Приращение температуры предельного состояния точки Оо, которая имеет
мгновенные координаты х = — 5 см, R = 5 см, когда источник теплоты находит-
ся в Ок, определяем по уравнению (6.22): А/„,, = 6000/(2-3,14-0,4-5) = 478 К.
Приращение температуры точки О0 в момент окончания наплавки находим
по формуле (6.32): АГ = фзЛГ„р = 0,6-478 = 287 К-
Расчет температуры в периоде выравнивания. Через 30 с после окончания
сварки фиктивные источник и сток теплоты будут находиться в точке О
(рис. 6 12, б). Отрезок О„О будет равен = 0,1 -30 = 3 см. Мгновенные коорди-
наты точки О» относительно точки О будут х — — 8 см, у = 0, г = 0, R = 8 см.
Длительность действия источника теплоты действительного и фиктивного
составит t = 50 + 30 = 80 с. Безразмерные критерии расстояния и времени для
источника теплоты по формуле (6 33)
рз = uR/(2a) = 0,1-8/(2-0,083) = 4,82; т3 = Л/(4а) = 0,12-80/(4-0,083) = 2,41.
По этим данным из графика, изображенного на рис. 6.11, а, находим ф3„ = 0,59.
Длительность действия фиктивного стока теплоты равна 30 с.
Безразмерные критерии расстояния и времени для стока теплоты
Рз = 4,82; т.ч = п2//(4а) = 0.12- 30/(4 -0,083) = 0,903.
По этим данным находим ф3с = 0,03
Предельное приращение температуры точки Оо находим по формуле (6.22):
ДГпр = 6000/(2-3,14-0,4-8) = 298 К-
Приращение температуры точки О» спустя 30 с после окончания наплавки
находим по уравнению (6.37):
АТ = ДГ„р (фз„ — ф3с) = 298 (0,59 - 0,03) =167 К.
Пример 7. Для условия примера 6 определить приращение температуры
в точке окончания процесса наплавки Ок (рис. 6.12,6) спустя 25 с после прекра-
щения наплавки, учитывая, что к моменту окончания процесс достиг предель-
ного состояния.
Мгновенные координаты точки Ок относительно точки О: х = — =
= — 0,1 -25 = — 2,5 см; у = 0; г = 0; R = 2,5 см.
Безразмерные критерии расстояния и времени для фиктивного стока теплоты
рз = t>R/(2a) = 0,1-2,5/(2-0,083) = 1,5; т3 = Л/(4а) = 0,12-25/(4-0,083) = 0,75.
По этим данным из рис. 6.11, а находим ф3с = 0,66.
Предельное приращение температуры точки Ок находим по уравнению (6.12):
ДГпр = 6000/(2-3,14-0,4-2,5) = 955 К.
Приращение температуры точки Ок спустя 25 с после окончания процесса
наплавки находим по формуле (6.38):
ДТ = ДТ„р (1 - фзс) = 955 (1 - 0,66) = 324 К.
6.4. Быстродвижущиеся источники теплоты
В сварочной технике все чаще применяются мощные источ-
ники теплоты, осуществляющие сварку с весьма большими скоро-
стями. В предельном случае, когда q и v стремятся к бесконеч-
ности, в то время как отношение q/v сохраняет некоторое ко-
нечное значение, распространение теплоты в массивном теле и
пластине приобретает особенности, позволяющие значительно
упростить расчетные схемы.
ТОЧЕЧНЫЙ источник
Упростим уравнение предельного состояния (6.32), налагая
условия
q -> оо, v-> оо, q / v = q„ = const, (6.39)
где qn — погонная энергия.
7*
179
Рис. 6.13. Схема выделения плоскостями / и /' зон рас-
пространения теплоты от мощного быстродвнжущсгося ис-
точника:
а — точечный источник на поверхности полубесконечиого тела;
б — линейный источник в бесконечной пластине
е
(6.40)
Очевидно, что уравнение (6.22) для области поза ди источника
теплоты, где х<0, можно преобразовать с учетом R=-yjx2-^y2-}-z2
и х = — vt к следующему виду:
\Т=--------
2лХ *7/2 (у2
где t — время, отсчитываемое от момента, когда источник теплоты
пересек перпендикулярную оси Ох плоскость /, в которой распо-
ложена рассматриваемая точка (рис.6.13, а). .
Так как при v -> 00 величина (у2 + г2)/а2 мала по сравнению
с t\ то
~ { + (у2 + z2)/(2v2/). (6.41)
После преобразований, пренебрегая бесконечно малой вели-
чиной, находим
A7’==_2!!_e-(/+^)/(4ao. (6.42)
2лХ£ V
Уравнение (6.42), не содержащее координаты х, указывает
на то, что тепловые потоки в направлении, параллельном оси Ох,
вдоль которой движется источник теплоты, ничтожно малы по
сравнению с тепловыми потоками в перпендикулярном направле-
нии, так как дТ/дх = 0. Это справедливо при v 00. Однако
уравнение (6.42) может использоваться для технических расче-
тов, когда скорость v, хотя и не стремится к бесконечности, но
достаточно велика. В этом случае применяют замену
t = — x/v.
Тогда
АГ =-------3 е-г^/(4аг) (6.4з)
2лАх
г2 = у2 + z2.
180
Если из выражения (6.43) найти величину д2Т/дх2, пропор-
циональную разности тепловых потоков, проходящих через плос-
кости I и I ' в направлении Ох, и записать ее в функции о и t, то
обнаружится, что количество теплоты, поступающей в слой между
плоскостями / и /' при конкретном /, сильно зависит от и. Чем боль-
ше и, тем меньше влияние тепловых потоков вдоль оси Ох на рас-
пределение приращений температур в плоскости yOz.
Процесс распространения теплоты почти полностью зависит
от тепловых потоков в плоскости yOz. Такое физическое пред-
ставление о процессе распространения теплоты позволяет полу-
чить уравнение (6.42) другим, довольно наглядным спосо-
бом. Точечный источник теплоты, проходя через плоскость /
(рис. 6.13, а), выделяет на участке dx в течение времени dx/v ко-
личество теплоты Q = qdx/v. Эта теплота распространяется в по-
лубесконечном плоском слое Г — I толщиной б = dx, и, следова-
тельно, для описания процесса распространения теплоты можно
использовать уравнение (6.6) для бесконечной пластины с учетом
того, что слой Г—I представляет собой полубесконечную пласти-
ну без теплоотдачи (б =
= 0), а количество тепло-
ты в этом случае равно
2Q. Подставляя величины
2Q = 2qdx/v и б в урав-
нение (6.6), получаем
уравнение (6.42).
Для определения при-
ращений температуры то-
чек, расположенных поза-
ди источника теплоты,
можно использовать
уравнения (6.42) или
(6.43). При использова-
нии уравнения (6.42) не-
обходимо иметь в виду,
что для каждой попереч-
ной плоскости I полубес-
конечного тела принима-
ется свое время t, отсчи-
тываемое с момента про-
хождения источника теп-
лоты через рассматривае-
мую плоскость.
Приведенное на
рис. 6.14 распределение
приращений температуры,
описываемое уравнением
(6.42), в области остыва-
ния мало отличается от
распределения, описывае-
Рис. 6.14. Распределение приращений темпе-
ратуры при движении мощного быстродвижу-
щегося точечного источника по поверхности
массивного тела (у = 21 кВт, v = 1 см/с):
а — распределение приращений температуры
по линиям, параллельным оси Ох; б — изотермы
иа поверхности тела
181
мого уравнением (6.22), действительным при любой скорости
перемещения источника теплоты. Уравнением (6.42) не следует
пользоваться в области малых значений t, соответствующих
зоне выделения теплоты.
ЛИНЕЙНЫЙ ИСТОЧНИК
Предельное состояние процесса распространения теплоты при
нагреве пластины мощным быстродвижущимся линейным источ-
ником теплоты также можно получить из уравнения (6.26) при
условии (6.39). Ход рассуждений, основанный на предположе-
нии, что теплота распространяется только в направлении стерж-
ня 1 (см. рис. 6.13,6), такой же, как для случая точечного ис-
точника теплоты. Действительно, источник выделяет на отрезке
длиной dx теплоту Q = qdx/v. Эта теплота распространяется
вдоль стержня /, ограниченного плоскостями I и Г и имеющего
поперечное сечение 6dx. Подставляя указанные величины в урав-
нение (6.8) и заменяя координату х координатой у, а также
учитывая поверхностную теплопередачу, получим
\Т =-----------е-^А4а/) - ь‘, (6.45)
где b — 2а/(ср6).
Если тела имеют начальную температуру Ти, то для опре-
деления абсолютной температуры взамен уравнений (6.42) и
(6.45) используют следующие уравнения:
7’ = ’2^7е“,2/(4а°+ (6’46)
То =------2----g-y7t4ao-w + Тю (6.47)
у'ЧлАСр/
где Т„—начальная температура или температура подогрева
тела.
Пример 6.8. Пластины из низколегированной стали толщиной 6 = 8 мм
сваривают с подогревом при Т„ = 450 К дуговой сваркой под флюсом при токе
/= 250 А, напряжении дуги (7 = 34 В и скорости о = 18 м/ч. Эффективный
к.п.д. источника л = 0,8. Определить температуру точки околошовной зоны с ко-
ординатами относительно движущегося источника х = — 20 см, у = 3 см и тем-
пературу оси шва в том же сечении. ,
По табл. 5.1 находим значения теплофизических коэффициентов а =
= 0,08 см2/с, X = 0,39 Вт/(см-К), ср = 4,9 Дж/(см3-К), по графику, приве-
денному на рис. 5.6, — а ® 6-10~3 Вт/(см2-К).
Эффективная мощность дуги
q = t]UI = 0,8-34-250 = 6800 Вт,
скорость сварки v = 18 м/ч = 0,5 см/с.
Определяем коэффициент температуроотдачи
Ь = 2а/(сР6) = 2-6-10-7(4,9-0,8) = 3,06-10“3 с~‘.
Время, прошедшее с момента прохождения источника теплоты через плос-
кость, в которой находятся заданные точки, определим через расстояние х и ско-
рость сварки о:
t = — x/v — — ( —20)/0,5 = 40 с.
182
Температуру точки околошовиой зоны с координатой у — 3 см определим по
формуле (6.47):
дЗоОе-^/И-о.оЗ'-юНЗ.Об. 10-3-4<1
7 =--------------—------------------------1- 450 =
0,5 • 0,8у/4-3,14 • 0,39-4,9 • 40
= 548е-0,703-0,122 + 450 = 548-0,438 + 450 = 690 К.
Температура оси шва по формуле (6.47) при у = 0
7 = 548е-0-122 + 450 = 548-0,885 + 450 = 935 К-
6.5. Влияние ограниченности размеров тела
на процессы распространения теплоты
До сих пор рассматривались процессы распространения теп-
лоты в неограниченных телах. Это упрощало расчеты, так как
не нужно было вводить граничные условия.
Несмотря на то что свариваемые изделия всегда имеют огра-
ниченные размеры, в большинстве случаев для оценки температур-
ного поля и определения термических циклов нет необходимости
учитывать влияние границ тела. Однако в ряде случаев такой
учет оказывается необходимым вследствие значительного влия-
ния отраженной от границ тела теплоты на температурное поле.
Границы тела в первом приближении можно считать не пропус-
кающими теплоты, т. е. считать адиабатическими (см. п. 5.2).
В п. 5.2 указывался прием, с помощью которого можно удов-
летворить адиабатическому условию и получить действительное
распределение температур, зная закон распределения температу-
ры в неограниченном теле. Этот прием используется также и для
описания перемещающихся температурных полей.
ДВИЖЕНИЕ ИСТОЧНИКА ВБЛИЗИ КРАЯ ТЕЛА
Допустим, что источник теплоты перемещается на некото-
ром расстоянии от края пластины у<> (рис. 6.15). Считая гра-
ницу /—/ адиабатической, создадим отражение теплоты от нее.
Этого можно достигнуть, если
предположить, что пластина
бесконечна и в ней движутся
одновременно с одинаковой
скоростью два источника оди-
наковой мощности. Расстоя-
ние между действительным
и фиктивным источниками
равно 2у0. Распределение
температуры в некотором про-
извольном сечении от дейст-
вительного qi и фиктивного
q'i источников теплоты в бес-
конечной пластине показано
на рис. 6.15 штриховыми ли-
ниями / и Г соответственно.
Рис. 6.15. Схема введения дополни-
тельного движущегося источника q'
для учета отражения теплоты от грани-
цы /— /
183
Распределение температуры с учетом отражения теплоты от
границы /—I представляет собой сумму температур от действи-
тельного и фиктивного источников теплоты и показано на рисун-
ке сплошной линией.
Приращение температуры в некоторой точке А определяется
согласно уравнению (6.26) следующей формулой:
+ /С'’(г’Л/-йт+4)] (6.48)
где _____________
г, = -у/х2 + у2, г2 = Vх2 + (2t/o—у)2 •
Аналогично может быть определено приращение температуры
и в случае, если источник теплоты движется под некоторым уг-
лом к границе тела. С помощью таких же искусственных прие-
мов определяется температура при движении точечного источни-
ка теплоты вблизи края массивного тела.
НАГРЕВ ДВУХ УЗКИХ ПЛАСТИН
При нагреве двух узких пластин, каждая из которых имеет
ширину уо, отражение теплоты приближенно можно учесть, вво-
дя два дополнительных фиктивных источника q'i— q" — qi
Рис. 6.16. Схемы введения дополнительных источников для
учета отражения теплоты от границ тела:
а — при сварке узких пластин; б — при сварке от края тела; в — прн
движении точечного источника по поверхности плоского слоя
184
(рис. 6.16, а). Температура точки А должна определяться как
сумма температур от трех источников, действующих в бесконеч-
ной пластине. Для весьма узких пластин необходимо вводить
многократное отражение теплоты от границы аналогично тому,
как это сделано в случае нагрева точечным источником теплоты,
движущимся по поверхности пластины (см. ниже).
НАГРЕВ ОТ КРАЯ ТЕЛА
Весьма распространенный случай — нагрев пластины, ког-
да источник теплоты начинает свое движение от ее края
(рис. 6.16,6). Помимо того что здесь происходит процесс теплона-
сыщения, наблюдается также отражение теплоты от границы /—/.
Учет отражения, если это необходимо, может быть выполнен
путем введения фиктивного источника теплоты, который начина-
ет движение одновременно с действительным источником тепло-
ты из точки О, перемещаясь в противоположном направлении.
Оба источника теплоты действуют в бесконечной пластине. При-
ращение температуры в точке А определится как сумма прира-
щений температур от действительного и фиктивного источников
теплоты.
ТОЧЕЧНЫЙ ИСТОЧНИК НА ПОВЕРХНОСТИ ПЛАСТИНЫ
Этот случай близок к наплавке валика на пластину. В зави-
симости от толщины расчет температуры ведут по одной из трех
схем. Если пластина тонкая, то предполагают, что источник вы-
деляет теплоту равномерно по толщине листа и расчет проводят,
как для линейного источника теплоты в пластине. В толстых пли-
тах отражением теплоты от нижней границы пренебрегают и ра-
счет ведут по схеме точечного источника теплоты на поверхно-
сти полубесконечного тела. Наконец, если пластина не удовлетво-
ряет первым двум схемам, то выбирают схему плоского слоя с
точечным источником теплоты на поверхности (рис. 6.16, в),
принимая, что обе поверхности не пропускают теплоту.
При расчете температур в процессе сварки нельзя однознач-
но отнести пластину к тонкой или толстой. Если тепловыделе-
ние от источника теплоты происходит почти по всей толщине
пластины, то она может быть отнесена к тонким, если даже ее
толщина измеряется многими миллиметрами. Напротив, пласти-
на толщиной 1 мм должна быть отнесена к толстым, если на ее
поверхности действует весьма концентрированный маломощный
Источник теплоты, не вызывающий глубокого проплавления,
например остросфокусированный лазерный луч.
Действительный точечный источник теплоты принимают пе-
ремещающимся по поверхности полубесконечного тела. Для уче-
та отражения теплоты источника О от границы / вводят фиктив-
ный точечный источник теплоты О, на поверхности полубес-
конечного тела (на расстоянии 26 от границы II). В свою оче-
185
редь, теплота фиктивного источника О> будет отражаться от
плоскости II, что должно быть учтено расчетной схемой. С этой
целью вводят фиктивный источник О2 на расстоянии 26 от плос-
кости II. Однако теплота источника О2 будет отражаться от
границы I, что требует введения фиктивного источника Оз. Этот
процесс может быть продолжен до бесконечности. Суммирова-
ние приращений температурных полей от всех точечных источни-
ков мощностью q, перемещающихся со скоростью v в предель-
ном состоянии, дает уравнение
П = 4-00 со
ДТ р—м/(2а) yi I . oi-v2t/(4a)-K^/(4af). (6 49)
" ср(4ла)3/2 L \ С'2 ’ ' ’ '
оо О
/?2 =х2-|ч/24{г-2/г6)2) (6-50)
где п — целые числа от — оо до -ф оо.
Численное определение приращений температуры проводят по
формуле
(6.51)
2лм> \ 2а/
при помощи номограммы для определения коэффициента т,
соответствующего верхней и нижней плоскостям плоского слоя
(рис. 6.17, а) и выражающего отношение приращений темпера-
туры на поверхности плоского слоя, нагреваемого точечным
186
Рис. 6.18. Температурное поле предельного состояния при наплавке иа лист
толщиной 2 см (7 =4000 Вт, у = 0,1 см/с, А = 0,4 Вт/(см*К), а = 0,1 см2/с):
а — изотермы и кривые максимальных приращений температур иа верхней (г = 0) и
нижией (г = 6) плоскостях пластины; б — изотермы и кривые максимальных прира-
щений температур в продольной плоскости xOz\ в — изотермы и нормальные к ним
линии теплового потока в поперечной плоскости yOz
источником, к приращению температуры пластины, вызываемой
линейным источником. Для 2 = 0 tn> 1, для 2 = 6 m< 1.
Характер температурного поля в плоском слое (рис. 6.18)
в общем случае позволяет выделить три зоны. В зоне /, приле-
гающей к источнику теплоты, распределение температуры мало
отличается от распределения в полубесконечном теле. В зоне III,
находящейся от источника теплоты обычно на расстоянии, рав-
ном нескольким толщинам пластины, температура по толщине
187
пластины выравнена и температурное поле приближается к
полю линейного источника теплоты в пластине. Зона //—пере-
ходная. Соотношение между размерами трех зон может изме-
няться в зависимости от режима сварки и свойств материала.
Пример 8. На стальной лист толщиной 18 мм наплавляют валик, мощность
источника </ = 4000 Вт, скорость его перемещения и = 3,6 м/ч = 0,1 см/с,
теплофизические коэффициенты Л= 0,04 Вт/(см-К), а = 0.09 см2/с. Рассчитать
приращение температуры предельного состояния в точках А и В, находящихся
на верхней и на нижней плоскостях на расстоянии 20 мм позади источника
теплоты по оси его движения.
Координаты точки А: х = —2 см, у = 0, 2 = 0, г = 2 см; точки В: х =
= — 2 см, у = 0. 2 = 2 см, г = 2 см. Используем формулу (6.50).
Для определения коэффициента т вычисляем значения критериев:
об _ 0,1 -1,8 г _ 2 _
2а ~ 2-0,09 “ ’ 6 — 1,8 — ’
Для точки А значение т находим при 2 = 0 по кривой v8/(2a) = 1 в верхней
части номограммы рис. 6.17, а: тА = 1,1. Для точки В значение т находим
при 2 = 6 по кривой и6/(2а) = 1 в иижней части номограммы: тв = 0,9.
Приращение температуры предельного состояния определяем по схеме плас-
тины с равномерным но толщине выделением теплоты, т. е. по формуле (6.23)
при х = — 2 см, г = 2 см. Это значение входит как сомножитель т во вторую
часть формулы (6.51):
Д7' = —= 885е, пК0 (1,11) = 885-3,034-0,36 = 967 К.
2лЛо ' 2а /
Приращение температуры точки А верхней плоскости
ДТд = тАЬТ= 1,1-967 = 1073 К.
Приращение температуры точки В нижней плоскости
ЛТд = т.ЛТ = 0,9-967 = 870 К.
На расстоянии 2 см позади источника теплоты разность температур по толщи-
не листа составляет 1073 — 870= 203 К.
БЫСТРОДВИЖУЩИЙСЯ ТОЧЕЧНЫЙ источник
НА ПОВЕРХНОСТИ ПЛАСТИНЫ
В предыдущем случае предполагалось, что точечный источ-
ник теплоты может перемещаться по поверхности пластины с
произвольной, в том числе и с малой, скоростью. При больших
скоростях перемещения точечного источника теплоты, как это по-
казано в п. 6.4, можно не принимать во внимание процесс рас-
пространения теплоты вдоль оси движения источника, а рассмат-
ривать только распространение теплоты вдоль осей Оу и Oz. Та-
ким образом, процесс распространения теплоты в рассматривае-
мом случае представляется как распространение теплоты от
мгновенного источника, выделившего теплоту в точке О в мо-
мент времени t = 0 (см.- рис. 6.16, в):
ЬТ =-2-F(z,t) £< (6.52)
абср 4 ' -yjAnat
где функция F (z, t) выражает процесс распространения теплоты
вдоль оси Oz с учетом отражения его от плоскости I и может
188
быть представлена двояко: либо как сумма полей приращений
температур множества мгновенных источников теплоты (см.
рис. 6.16, в)
F (z.t) =£ (6.53)
— 00
( п =0, 1; — 1,2; —2; ...; -фоо; — °0).
либо с использованием ряда Фурье
F(z,f)= 1 + 2 2 cos fen(z/6) ^-*!j,2“f/62. (6.54)
k=l
Для облегчения расчетов на рис. 6.17,6 представлена номо-
грамма для определения численных значений F (z, f) в зависи-
мости от z/б и безразмерного времени х = at/Ь2. При т>
>0,5 F (z, f) « 1.
В формуле (6.52) b = 2а/(ср6), в формулах (6.52), (6.53) и
(6.54) t — время, прошедшее с момента пересечения источни-
ком теплоты плоскости, где находится рассматриваемая точка.
Используя рассмотренные выше принципы учета ограничен-
ности размеров тела, можно определять температуру и в телах
других форм.
6.6. Нагрев тел вращения
ТОНКОСТЕННЫЙ ЦИЛИНДР
Нагрев при однопроходной дуговой сварке продольных и
кольцевых швов тонкостенных цилиндрических оболочек, несмот-
ря на их кривизну, может быть приравнен к случаю нагрева
пластины линейным источником теплоты. Это объясняется тем,
что цилиндр представляет собой развертывающуся поверхность.
При больших размерах цилиндра (диаметр и длина) процесс
распространения теплоты аналогичен процессу в бесконечной
пластине. Однако при малых диаметрах происходит наложение
тепловых потоков от различных участков выполняемого шва.
Рассмотрим общий случай нагрева тонкостенного цилиндра
источником, который начинает свое движение из точки О
(рис. 6.19, а) под некоторым углом а к образующей цилиндра до-
статочно большой длины. Процесс распространения теплоты в ци-
линдре диаметром d в этом случае аналогичен случаю одновре-
менного движения бесконечно большого числа источников тепло-
ты из точек Oi, Ог, ..., сдвинутых относительно друг друга на
шаг nd (рис. 6.19,6). Температурное поле достаточно рассмат-
ривать в пределах одного интервала nd, так как оно будет по-
вторяться во всех других интервалах.
Если угол а равен 90°, то это соответствует случаю сварки
кольцевого шва. Иногда при сварке кольцевых швов тонких обо-
13»
лочек делают второй, третий и последующие проходы без оста-
новки — либо с целью заполнения разделки шва, либо с целью
выполнения так называемой автоопрессовки (для получения уве-
личенной поперечной усадки кольцевого шва). В этом случае ис-
точники теплоты, вышедшие из O2...O4 и т. д., перекрывают
точку О, откуда начал движение «основной» источник, который
играет роль источника теплоты первого прохода.
Если а= 0, то это соответствует сварке продольного шва. На-
личие множества параллельно движущихся источников в расчет-
ной модели для этого случая предназначено для учета отраже-
ния теплоты от сечения, диаметрально противоположного об-
разующей, где выполняется продольный шов.
Случай 0<а< 90° соответствует сварке спирального шва
или наплавке по винтовой линии.
Для упрощения расчетов источник теплоты иногда считают
быстродвижущимся. При сварке кольцевого шва эта схема пре-
дусматривает распространение теплоты, выделившейся на участ-
ке dS (рис. 6.19, в), только в плоскости /—I. При многократном
Рис. 6.19. Схемы тел и движения линейных источников теплоты при
нагреве тонкостенных тел вращения:
а — тонкостенный цилиндр; б — эквивалентная схема для тонкостен-
ного цилиндра; в — быстродвижущийся источник в цилиндре, г — дви-
жение источника по винтовой линии; д — эквивалентная схема для
тонкостенного конуса
190
пересечении источником теплоты плоскости 1—1 приращения тем-
пературных полей от отдельных источников суммируются. На-
пример, для определения приращения температуры в точке А
по аналогии с формулой (6.45)
АТ ; ?----е-х7(4ы.)-^. ( (6 55)
п г.'б -\/4лХср1„
где п — число пересечений источником теплоты плоскости I—I,
в которой находится точка A; tn — время, прошедшее с момента
пересечения источником плоскости I—I при первом, втором
и т. д. проходах (нумерация проходов ведется от первого про-
хода, т. е. время tn уменьшается по мере увеличения индек-
са «и»).
Например, если источник теплоты на рис. 6.19, в совершает
четвертый оборот, выйдя из точки Оо, и находится в точке О, при
этом время одного оборота равно 10 с, а время прохождения от-
резка 010 равно 2 с, то п = 4; 6 = 3-10 + 2 = 32 с; =
= 2-10 + 2 = 22 с; = 1 • 10 + 2 = 12 с; = 2 с.
При винтовой наплавке на тонкостенный цилиндр (рис. 6.19,г)
можно также приближенно пользоваться схемой быстродвижу-
щегося линейного источника теплоты в пластине с суммирова-
нием температурных полей от отдельных источников. Если при-
ближенно полагать а ~ 90°, то
АТ =2 ------9 е-^/(4«.) - ы., (6 56)
п об л/ 4лХсо/„
где п — число пересечений источником теплоты плоскости I — I,
в которой находится точка А (см. рис. 6.19, г); хп— расстояние
до точки А в плоскости I—I при различных проходах, т. е.
Х\, Х2, ..., хп\ tn — время, прошедшее с момента пересечения источ-
ником теплоты плоскости I—I при первом, втором и т. д. прохо-
дах (нумерация проходов ведется от первого).
Для точки В на рис. 6.19, г периоды времени t\, t2, h, tt и т. д.
те же, что и для точки А, так как точка В находится в одной
плоскости с точкой А, на координаты х>, х2, Хз и т. д. будут иметь
другие значения.
ТОНКОСТЕННЫЙ КОНУС
При расчетах температурных полей в случае выполнения
продольного шва на конусе небольшого диаметра необходимо
принимать во внимание, что конус развертывается в клиновид-
ную пластину. Тогда температурное поле при выполнении про-
дольного шва будет таким же, как при одновременном движе-
нии ряда источников из точек О, О\, О2 и т. д. в радиальном на-
правлении (рис. 6.19, д) по прямым линиям ОА, 0i4i, О2А2.
Сварка кольцевого шва на конусе соответствует движению ряда
источников по дугам окружности ОВ, O\Bi, О2В2 и т. д.
191
ТОНКОСТЕННАЯ СФЕРА
Распространение теплоты при сварке экваториальных одно-
проходных швов на тонкостенных сферах происходит при неко-
тором стеснении теплового потока вследствие кривизны сферы в
двух направлениях. Температура точек оказывается несколько
выше, чем в бесконечной пластине той же толщины. На сферах
большого диаметра с малой толщиной стенки этим влиянием
можно пренебречь, если
ч
vcp6Rc
<200,
(6.57)
где /?, — радиус сферы.
СПЛОШНОЙ КРУГЛЫЙ ЦИЛИНДР
Температурное поле при движении точечного источника тепло-
ты по поверхности сплошного цилиндра описывается сложными
зависимостями. Формулы оказываются проще, если исходить из
предположения, что источник теплоты быстродвижущийся. Тогда
при наплавке по образующей цилиндра процесс распространения
теплоты можно представить как выравнивание температур от
мгновенного источника Q, расположенного в точке <р = 0 тонкого
диска радиусом Го, торцы которого теплоизолированы, а теплота
отдается лишь с цилиндрической поверхности (рис. 6.20, а).
В этом случае результаты подсчетов для точек по линии наплав-
ки (г = го, ср = 0) представлены на рис. 6.21, а, где
Q _ (г,—— безразмерная температура; w = — X
лгоср--относительная мгновенная скорость охлаждения по ли-
(?/Ф г
нии наплавки в момент, когда температура точки равна Г;
тн = ---безразмерное время пребывания точки, находящейся
Го
на линии наплавки выше некоторой температуры 0 (/„— время,
с, пребывания точки, находящейся на линии наплавки выше не-
которой температуры Г); Ти — начальная температура тела.
Рис. 6.20. Различные схемы движения и расположения источников
теплоты при нагреве сплошного круглого цилиндра
На рис. 6.21, б представлены максимальные относительные
температуры
0 — (Лпах Гн) ЛГоСр
umax , >
Ч/v
192
где Т^.,у — максимальная температура в рассматриваемой точке,
достигаемая при распространении теплоты в цилиндре.
Кривые на рис. 6.21, а, б построены для различных значений
безразмерного критерия аго/Х, характеризующего теплоотдачу с
поверхности.
Наплавку на сплошной цилиндр по винтовой линии малого
шага с некоторыми допущениями можно рассматривать как
°)
У
Рис. 6.21. Безразмерные характеристики температурного режима в
зоне наплавки длинного сплошного круглого цилиндра:
а — безразмерное время тн пребывания точек выше относительной темпе-
ратуры 0 при наплавке вдоль образующей (/ — аго/А = 0,2 — 0,04, 3 —
0 1, 4 — 0,15) н относительная мгновенная скорость охлаждения w по линии
наплавки (5 — аго/А = 0, 6 — 0,15); б — максимальные относительные темпе-
ратуры 0макс при наплавке вдоль образующей в зависимости от относительной
координаты р2 = г/го при ср = 0: (/ — аго/А = 0, 2 — 0,15); в — номограмма
для определения функции Ф(г, t)
193
нагрев сплошного цилиндра быстродвижущимся точечным источ-
ником теплоты, перемещающимся по поверхности цилиндра.
Допущение о том, что источник быстродвижущийся, по существу
означает, что теплота, выделившись на линии dS (см. рис. 6.20,
б), распространяется только в клине, ограниченном двумя не
пропускающими теплоту плоскостями, проходящими через ось
цилиндра, и цилиндрической поверхностью ABCD, с которой
происходит теплоотдача. Так как обычно угол винтовой линии
мал, распространение теплоты в этом случае может быть прирав-
нено к случаю распространения теплоты от мгновенного коль-
цевого источника с погонной энергией q/v на поверхности сплош-
ного цилиндра (см. рис. 6.20, в).
Приращение температуры точки М(х, г), если его определять
от одного пересечения источником теплоты плоскости AOO\D
(см. рис. 6.20, б), в которой находится точка Л4(х, г), будет зави-
сеть от времени t, прошедшего после пересечения плоскости, и не
будет зависеть от координаты <р точки М. Приращение темпера-
туры в сплошном цилиндре при распространении теплоты от
мгновенного кольцевого источника теплоты с учетом теплоотдачи
можно определить по формуле
АТ = -^-Ф(г, (6.58)
2а .
cpR ’
где
b =
t— время, прошедшее с момента выделения тепло-
ты; R— наружный радиус цилиндра.
Функция Ф(г, t), входящая в формулу (6.58), выражает про-
цесс выравнивания теплоты в тонком круглом диске без теплоот-
дачи, если теплота выделилась мгновенно по кольцу на наружной
поверхности диска:
ф/г е-v-lat/R
я=| /'о(Рк)
(6.59)
где рк—корни уравнения /1(цк) = 0 (щ = 0, ц2 = 3,83, цз =
= 7,02 и т. д.); /о и /ф — функции Бесселя 1-го рода нулевого и
первого порядков от действительного аргумента.
На рис. 6.21, в представлена номограмма для определения
численных значений Ф(г, t) в зависимости от r/R и т = at/R2.
При т > 0,4 значение Ф(г, t) « 1.
При движении источника теплоты на поверхности сплошного
цилиндра по винтовой линии малого шага (см. рис. 6.19, г) при-
ращение температуры точек А и В выразится как сумма прира-
щения температур от мгновенных кольцевых источников, распо-
ложенных на различных расстояниях х от точек А и В и для кото-
рых время t, прошедшее с момента пересечения плоскости I — I
движущимся источником теплоты, различно:
-f-S
е—хг/(iat.'i — bt
y/4nat„
АТ =
фл(г, tny
(6.60)
где xn — расстояния до точки А или В в плоскости I — I при
194
различных проходах, т. е. при xt, Xi, %з и т. д.; tn — время, про-
шедшее с момента пересечения источником теплоты плоскости
1 — 1 при соответствующих проходах (нумерация проходов ведет-
ся от первого прохода); W— число проходов с начала наплавки.
Когда число проходов W велико, т. е. рассматривается уста-
новившийся процесс, определение приращения температуры АГ
по формуле (6.60) затруднительно. В этом случае рекомендуется
использовать следующий прием. Суммирование приращений тем-
ператур по формуле (6.60) следует вести до такого значения п =
= N', когда Ф„(г, tn) заметно отличается от единицы (например,
на 3—5%). При этом будет найдено значение АГд,,. Остальную
часть суммы уравнения (6.60) при когда Фп(г, tn) « 1,
следует вычислить, используя интеграл
А7\_Л-= -^?~’,,Х/(2а) j е-(^/<4а)+4)(-х?/(4аЦ^. , (6 61)
cpF^/4na ((л,,+/л/2) У*
где tN, — время, прошедшее с момента пересечения плоскости
I — I при проходе п = ЛГ; th — время, затрачиваемое на один
проход с шагом h (см. рис. 6.19, г); Хо— координата точки А
или В (см. рис. 6.19, г) по отношению к точке О, где находится
движущийся источник теплоты; vx — составляющая скорости
движения источника теплоты вдоль оси цилиндра х — х.
Интеграл (6.61) описывает процесс выравнивания температур
от плоского источника теплоты [см. п. 6.3 и уравнение (6.29)],
т. е.
А7\_„,= АГпр(1 -ф1),
где ф1 определяются по номограмме (см. рис. 6.11, в), а АГпр—
по формуле (6.30).
При использовании формул (6.30) и (6.35) для данного кон-
кретного случая в них следует принимать
ср/\ Z
Окончательно получим
АГ = АГ„,+ АГ„_„,= АГ„, + АГпр(1 - ф>). (6.62)
ТОЛСТОСТЕННЫЙ ЦИЛИНДР
При наплавке на полый толстостенный цилиндр по винтовой
линии малого шага также можно использовать схемы быстродви-
жущегося источника теплоты. Принципиально ход рассуждений
при выводе формул тот же самый, что и в случае сплошного
цилиндра. Приращения температур определяют по формулам,
структура которых аналогична структуре формул (6.60) и (6.62).
Отличие заключается в том, что вместо функции Ф„(г, tn), выра-
жающей выравнивание температур в сплошном тонком диске,
в формулу входит функция Фп(г, tn) [см. формулу (6.52) ], выра-
195
жающая процесс выравнивания температур в направлении тол-
щины стенки трубы б:
АГ =
Fn(z, t„)
“6cl:i П=1 у4ла/„
(6.63)
Коэффициент температуроотдачи b вычисляют с учетом отда-
чи теплоты наружной и внутренней поверхностями трубы, причем
в случае, если теплоотдача различна (например, охлаждение
водой изнутри), значение b подсчитывают по формуле
b = (а, 4- <Х2)/(срб), (6.64)
где «I и «2 — коэффициенты теплоотдачи наружной и внутренней
поверхностями трубы.
Последовательность операций при вычислении температур та
же, что и в случае сплошного цилиндра.
Зависимости, описывающие более сложные процессы распро-
странения теплоты в цилиндрах, имеются в работах [15].
6.7. Распределенные источники теплоты
В п. 6.4 отмечалось, что большинство сварочных источников
теплоты, строго говоря, не сосредоточенные, а обладают распре-
деленностью теплового потока по нормальному закону [уравне-
ние (5.33)]. Если источник теплоты обладает высокой концент-
рацией теплоты, то его можно рассматривать как сосредоточен-
ный. Для некоторых источников теплоты, таких, как газовое
пламя, а иногда и дуга, оказывается необходимым учет их рас-
пределенности.
Ниже рассматривается только случай распределения теплоты
по нормальному закону.
МГНОВЕННЫЙ НОРМАЛЬНО КРУГОВОЙ источник
Определим приращения температуры в тонкой пластине в мо-
мент введения теплоты мгновенным нормально круговым источ-
ником, который действовал в течение времени dt (рис. 6.22).
Количество теплоты на единицу поверхности пластины составит
dT. Так как пластина тонкая, теплота мгновенно распространится
равномерно по толщине 6 и нагреет ее на
dT — q2dt/(cp6). (6.65)
Подставив значение q2 из уравнения (5.33), получим
dT = (6.66)
сро '
Оказывается, что распределение температуры в пластине ста-
новится таким же спустя некоторое время to после введения теп-
лоты мгновенным линейным источником:
dT = _ dQ./l е-г^(4аы /6 67)
ср(4ла/о)
196
Приравнивая показатели степеней
в формулах (6.66) и (6.67), находим,
что
/о=1/(4ай). (6.68)
Приравнивая первые сомножители
формул (6.66) и (6.67), после преоб-
разования получаем
dQ — qdt, (6.69)
т. е. мгновенное количество теплоты
dQ сосредоточенного источника равно
количеству теплоты, вводимой нор-
мально круговым источником за время
dt.
Таким образом, мгновенный распре-
деленный источник теплоты можно за-
менить сосредоточенным линейным ис-
точником, теплота которого введена на
отрезок времени to ранее. Согласно
уравнению (6.6) процесс распростране-
ние. 6.22. Схема нагрева
пластины поверхностным
мгновенным нормально кру-
говым источником теплоты
ния теплоты от мгновенного распределенного источника с уче-
том to выразится уравнением
dT = 4dt c-r2/|4a(f+f0)l
ср64ла(Т-Но) ’
(6.70)
где t — время, прошедшее с момента введения теплоты нормально
кругового источника.
С учетом теплоотдачи, которая происходит в течение времени t,
dT = _______—_____+ (6.71 \
срД4ла(/4-/0) ' \ • >
Если теплота нормально кругового источника введена на
поверхности полубесконечного тела, а затем распространяется
по нему, то этот процесс формально можно представить как
процесс распространения теплоты от мгновенного точечного ис-
точника теплоты на поверхности полубесконечного тела с тем,
однако, условием, что теплота в течение времени to распростра-
няется только по поверхности тела, а затем продолжает распро-
страняться и по поверхности, и в глубину в направлении оси OZ.
Такой процесс выражается следующим уравнением:
j-r-_ 2qdt е—'714а(<+Ь)1 e-z!/(4ai)
ср 4ла(/-Но) |'4лаб'/2'
ДВИЖУЩИЙСЯ НОРМАЛЬНО КРУГОВОЙ источник
Процесс нагрева пластины движущимся нормально круговым
источником рассматривается с использованием принципа нало-
жения (рис. 6.23), аналогично тому, как это было сделано в п. 6.2
Для линейного источника теплоты. Допустим, что источник тепло-
197
ты вышел из точки О0 и про-
двинулся в точку О. Требуется
определить приращение темпе-
ратуры в точке А. Чтобы
учесть распределенность источ-
ника теплоты, необходимо
предположить, что теплота в
точке О выделилась на t0 се-
кунд ранее. Формально это
можно представить так, что
вместо реального распределен-
ного источника теплоты дви-
Рис. 6.23. Схема нагрева пластины
поверхностным движущимся нормаль-
но круговым источником теплоты
жется некоторый фиктивный сосредоточенный источник теплоты
с опережением во времени на to и по расстоянию на vt0. Этот
фиктивный источник теплоты находится в точке О'. Очевидно,
что на участке ОО' никакой теплоты не выделялось; поэтому
необходимо ввести сосредоточенный фиктивный сток теплоты
той же мощности, который действовал только на отрезке ОО'.
Располагая для удобства подвижную систему координат в
точке О', по аналогии с уравнением (6.25) и с учетом выражения
(6.71), запишем
^н + ^0
Дf _ У е-vx/(2a)+l>t<, f e-{v2/(4a)+t>]t-r'!/(4al) ___
4nZ6 J I
t1)
? p-vx/(2a) + l>i„ ( _ -[ t>7(4a)+i](-r7(4a/> di
4лХ6 J T
(6.73)
Уравнение (6.73) выражает стадию теплонасыщения. Числен-
ное определение приращений температуры по уравнению (6.73)
может быть выполнено с использованием коэффициента тепло-
насыщения (см. рис. 6.11, б):
АТ = Л7’пре*'0[ф2(р2; тн + т0) — ф2(р2; то)], (6.74)
где
В предельном состоянии при /н -> оо
Д7 = А7пр<?4'»[ 1 — ф2(р2; то)]. (6.75)
Значение АГпр находят по формуле (6.26).
Формулы, описывающие нагрев полубесконечного тела дви-
жущимся нормально круговым источником теплоты, а также на-
грев пластины и массивного тела мощными быстродвижущимися
198
распределенными источниками теплоты, можно найти в работе
[22].
6.8. Расчет температур при сварке
разнородных металлов
При соединении разнородных металлов сваркой распростране-
ние теплоты и распределение температуры имеют некоторые осо-
бенности. Рассмотрим распространение теплоты от мгновенного
плоского источника в бесконечном стержне [формула (6.8)],
которое может быть применено как к случаю соединения двух
стержней встык, так и к случаю нагрева двух пластин быстро-
движущимся источником теплоты [формула (6.45)]. Запишем
формулу (6.8) в виде
\Т = QJ-F—(6.76)
•/срХ у/ 4л/
В общем случае соединения двух разнородных стержней с
разными поперечными сечениями F\ и Fz, разными теплофизи-
ческими свойствами Ci pi, Х|, at и с2 р2, Х2, аг, а также с различ-
ными коэффициентами температуроотдачи bi и Ьг (рис. 6.24) рас-
пределение приращений температур АЛ и АТг в обоих стержнях
будет различным. Но в любом случае температура в точке с коор-
динатами Xi = 0, %2 = 0 в стыке должна быть одинаковой. Если
один из стержней остывает быстрее другого, то в сечении х = О
появляется тепловой поток, при котором теплота от одного
стержня передается другому. Рассмотрим вначале случай, при
котором устанавливается такой режим изменения температуры
в стержнях, при котором тепловой поток через сечение х = О
равен нулю. Пусть в каждый стержень в момент введения тепло-
ты Q при t = 0 попало количество теплоты Qi и Qz, а в дальней-
шем при t > 0 стержни между собой не соединены и обмен тепло-
той между ними через сечение х = 0 отсутствует. В этом случае
ДТ1! = e-x?/(4a,f)-6,t
АЛ = — Q2//7'-______е—xB/(4a2i)—(6.78)
V с2р2А.2 -/4л7
при
Q1 + Q2=Q. (6.79)
Найдем условие, при котором
АЛ и АЛ в точке х(=0 и х2 = 0
одинаковы в течение всего периода
распространения теплоты, т. е. при
любом t. Приравняем АЛ и АЛ из
(6-77)
Рис. 6.24. Распределение прира-
щений температур в стержнях
при различных поперечных се-
чениях и теплофнзических свой-
ствах
199
выражений (6.77) и (6.78) при Х| — 0 и х2 = 0. Получим
Q\F2^cipiX2 с-(ь,-ь,и. (6.80)
q2Fi V с 1 р । z ।
Как следует из формулы (6.80), условие A7’i = A7’2 при х=О
и любом t выполняется, если 6, = &2, а
Qi /^iVtipiZi (681)
Qz F 2 C2P2A.2
Из выражений (6.79) и (6.81) следует, что
Q| = Q— f|VC|P|Z|---------(6.82)
F \ VClpl^l 4" F2 VC2p2^2
Формула для определения Q2 аналогична выражению (6.82)
(числитель F2~\rC2p2^2 )- В тех случаях, когда а также
когда теплоотдача в воздух может вообще не учитываться из-за
Ь\ ~62я0, для определения температур при сварке разнородных
стержней и при сварке разнородных пластин быстродвижущи-
мися источниками теплоты можно пользоваться формулами
(6.77) и (6.78) с учетом (6.82).
При 6|#=&2 в сечении х=0 появляется переменный во вре-
мени тепловой поток, который может рассматриваться как допол-
нительный источник теплоты для одного стержня и такой же
по уровню дополнительный тепловой сток для другого стержня.
Пусть \Ti<_&T2 при х = 0 по выражениям (6.77) и (6.78), т. е.
стержень 1 на конце охлаждается быстрее. Это означает, что
в стержне 1 действует дополнительный источник теплоты с пере-
менной мощностью q, а в стержне 2 действует дополнительный
сток с мощностью — q. Используя формулы (6.14), но при 6=#=0,
а также (6.77) и (6.78), выразим температуру в стержнях 1 и 2
с учетом дополнительного источника и стока теплоты:
ДТ12 = А7’14-А7’1доп=-----—_е-х?/(4а,о-^ +
F\QipiM "74л/
+S ----(6 83)
АГ22 = АГг + е-х|/(4аг<)~>г<-
/72-уС2р2Х2
t
—J ----—gg-------e-^a^-b^dt. (6.84)
о Fi-tjcipih \/4л/
Значения q можно получить, если приравнять выражения
(6.83) и (6.84) при xi = X2 = 0, т. е. AT^is == АТ'гг- После преобра-
200
зований получается следующее интегральное уравнение:
t >
e~blt + qFe'b2t)dt _
0 FiFz'fcipiki \ C2P2X2
=---------------------------- (685)
Fi^jСгргХг 4 л/ Fr^CipFM -у4л/
Уравнение (6.85) может решаться численно с помощью ЭВМ
для определения q при разных t. Подставляя затем найденные q
в (6.83) и (6.84), можно также численно найти ЛТ^и ЛГггДЛя
требуемых Xi и Хг.
Если линейный источник теплоты движется в разнородной
пластине с малой скоростью, то в этом случае следует сначала
найти распределение температуры от мгновенного линейного ис-
точника в разнородной пластине, а затем провести интегриро-
вание температурных полей, чтобы учесть движение источника
теплоты с малой скоростью по стыку двух разнородных пластин.
Этот случай, а также случай распределения температур, когда
шов отличается по теплофизическим свойствам как от левой, так
и от правой частей пластины, описывается сложными выраже-
ниями.
6.9. Использование ЭВМ для расчетов
полей температур
Использование вычислительных машин для расчетов полей
температур при сварке может быть различным в зависимости
от поставленной задачи.
В простейшем случае ЭВМ используют для расчетов по из-
вестным формулам, и если выражения не содержат каких-либо
специальных функций, то результат может быть найден даже на
клавишных машинах. В ряде формул содержится функция Бес-
селя Ко, определение значений которой при работе с клавиш-
ными машинами возможно по таблицам. Если расчет нужно вы-
полнить для серии точек по одной и той же формуле, то лучше
составить программу или воспользоваться готовой программой
для ЭВМ, если таковая имеется, указав исходные данные для
конкретного расчета.
В указанном выше примере ЭВМ используется лишь для
экономии времени и облегчения труда расчетчика. Более высо-
кая ступень использования ЭВМ — интегрирование определен-
ных интегралов и решение систем уравнений. В частности,
расчет температур в стадии теплонасыщения по формулам
(6.21), (6.25), (6.29), при многократном отражении теплоты от
границ тела (6.49), (6.52), в телах вращения (6.56), (6.58), (6.61),
при учете распределенности источников теплоты (6.73) целесооб-
разно при массовых расчетах выполнять на ЭВМ путем состав-
ления специальной программы. Решение уравнения (6.85) путем
201
линеаризации функции q на отдельных участках А/ с последую-
щим вычислением (6.83), (6.84) также удобно выполнять по
специальной программе на ЭВМ. Примером решения уравнений
с помощью ЭВМ может быть случай расчета температур и ши-
рины проплавления при электрошлаковой сварке [см. (7.50) и
п. 7.9].
Весьма эффективно использование ЭВМ в задачах оптимиза-
ции параметров режимов сварки, например, по скорости охлаж-
дения в заданном интервале температур (см. п. 7.4). Представ-
ленные в п. 7.4 случаи ограничены примерами использования
формул для быстродвижущихся источников теплоты. Для умень-
шения скоростей охлаждения металла часто специально пони-
жают скорость сварки и в этом случае необходимо использо-
вать формулы типа (6.26). Выразить в явном виде скорость
охлаждения дТ/dt при определенном значении Т не удается.
Подбор оптимальных q и и для обеспечения заданной скорости
охлаждения в конкретном интервале температур, в особенности
если еще ставится задача минимизации длительности пребыва-
ния металла выше определенной температуры, без ЭВМ прак-
тически невозможен.
Особый случай расчета тепловых процессов, который может
быть выполнен только с использованием крупных ЭВМ, — рас-
чет с учетом зависимости теплофизических характеристик ме-
талла от температуры. Достаточно обратиться к рис. 5.3 и 5.5,
чтобы убедиться в том, что использование в расчетах средних
значений ср, X и а, а также а (см. рис. 5.6) и Ь, зависящего от а,
сопряжено со значительными неточностями, достигающими не-
редко десятков процентов от результата. Качественно картина
тепловых процессов, рассчитанных при переменных теплофизиче-
ских свойствах, сохранится безусловно той же самой, что пред-
ставлена в гл. 6 формулами, полученными при постоянных зна-
чениях теплофизических коэффициентов. Количественные резуль-
таты, получаемые по формулам, которые приведены в разд. II
настоящего учебника, могут существенно отличаться от резуль-
татов, которые получены экспериментально.
Из-за этого в инженерных расчетах вынужденно вводят высо-
кие коэффициенты запаса, например, при определении скорос-
тей охлаждения, длительности пребывания металла при высо-
ких температурах, а также в других случаях чаще обращаются
к экспериментальным данным. Расчеты с зависящими от тем-
пературы теплофизическими характеристиками существенно
сложнее, чем изложенные в настоящей главе, и могут выпол-
няться только с помощью ЭВМ. В этом случае расчеты вы-
полняют либо с использованием метода конечных элементов,
либо с использованием метода сеток. Эти методы позволяют
рассчитывать температурные поля для тел со сложным контуром,
а также при движении источника теплоты по криволинейной
траектории. Изложение указанных методов расчета выходит за
рамки учебника.
202
6.10. Экспериментальное определение
температуры при сварке
Основой для расчетов нагрева и плавления металла при
сварке служат уравнения и формулы, полученные в гл. 6. Их ис-
пользуют для качественной оценки температурных полей, а так-
же для количественных расчетов при определении термических
циклов сварки, скоростей охлаждения, размеров зон термическо-
го влияния и т. д. Следует заметить, что в ряде случаев реаль-
ные процессы и явления протекают сложнее, чем это описывает-
ся формулами. Часто характер теплового воздействия при свар-
ке, условия распространения теплоты и теплоотдачи от свари-
ваемых деталей настолько сложны или неопределенны, что рас-
четное определение температур становится либо затрудненным,
либо настолько неточным, что его использование оказывается
неоправданным. Экспериментальное определение температур при
сварке имеет свои преимущества перед расчетным, хотя и усту-
пает ему в возможности получения и анализа общих законо-
мерностей. Правильным следует считать подход, при котором оба
метода дополняют друг друга, а решение об использовании того
или иного метода принимается с учетом конкретной обстановки
и поставленных задач.
Существует много методов экспериментального определения
температур [11]. Рассмотрим лишь те, которые используют при
сварке. Один из простейших методов состоит в использовании
индикаторов температуры, например, термокрасок или термока-
рандашей. Некоторые термокраски меняют цвет непрерывно
(в диапазоне 400...700 К) и позволяют наблюдать положение
изотермических линий. Другие краски резко меняют свой цвет
при определенной температуре и сохраняют его в дальнейшем.
Существуют краски для диапазона температур 300... 1800 К с од-
но-, двух-, трех- и четырехкратным изменением цвета при раз-
личных температурах. Термокарандаши изготовляют для диа-
пазона 340...950 К с градацией в 50...80 К. Нанося различны-
ми термокарандашами риски, как мелом, можно быстро опреде-
лить распределение температур по изменению цвета, например
зеленого в коричневый, голубого в бежевый и т. д. С их по-
мощью можно определить размеры зоны, нагретой до определен-
ной температуры, момент времени, при котором достигается за-
данная температура. Этот метод удобен также для определения
температуры подогрева перед сваркой. Точность измерения со-
ставляет несколько кельвин. Подробные сведения о цветовых
индикаторах температуры, основанных на различных химиче-
ских и физических явлениях, можно найти в работе [1].
Чаще всего для измерения температур при сварке исполь-
зуют термопары в виде двух тонких (0 0,1...0,4 мм) проводников
из различных металлов, соединенных между собой на концах,
например, сваркой. Один спай помещают в точку измерения
температуры, другой спай находится при известной постоянной
203
температуре. Чем выше разность температур между спаями, тем
больше термо-э.д.с. Диапазон измеряемых температур очень ши-
рок: от температур, близких к абсолютному нулю, до температур
плавления наиболее тугоплавких металлов. В диапазоне темпе-
ратур до 1900 К термопары — одно из наиболее надежных
средств измерения температуры твердых металлов. При темпе-
ратурах выше 1900 К термопары уступают оптическим пиро-
метрам. Свойства сплавов, наиболее часто используемых в тех-
нике для изготовления термопар, приведены в табл. 6.1.
Значительные э.д.с. дают термопары хромель — алюмель,
хромель — копель, железо — константан. Термо-э.д.с. несколько
изменяются при различных температурах, поэтому термопары
тарируют, шкалы показывающих приборов делают неравномер-
ными, а при использовании в качестве показывающих приборов
гальванометров температуру вычисляют по специальным табли-
цам.
Точность измерений зависит от плотности контакта спая с
металлом, обеспечивающей одинаковую температуру спая и
металла. Спаи либо приваривают контактной сваркой к метал-
лу, либо зачеканивают в небольшое отверстие 0 1,5...2,0 мм.
При быстром изменении температуры металла температура у
спая может быть несколько иной, поэтому целесообразно при-
менять тонкие проволоки. С помощью термопа*р можно изме-
рять температуру жидкого металла.
Пирометры при определении температур при сварке исполь-
зуют значительно реже. Основное их достоинство состоит в от-
сутствии механического контакта с поверхностью, где измеряют
температуру. Они удобны как датчики обратной связи в случае
непрерывного слежения за зоной сварки или ванной расплавлен-
Таблица 6.1. Свойства некоторых материалов, используемых для изготовления
термопар
Материал Термо-э.д с. относительно платины, мкВ/К Предельная температура металла при измерениях, К* Температура плавления материала, К
Алюмель (95% Ni + 5% Al) — (10,2...13,8) 1300/1550 1723
Железо чистое + 18,0 900/1100 1800
Константан (60% Си+ 40% Ni) —35,0 900/1100 1500... 1550
Копель (56% Си + 44% Ni) —40,0 900/1100 1523
Молибден + 13,1 2300/2800 3270
Платинародий (90% Pt + 10% Rh) + 6,4 1600/1900
Хромель (90% Ni + 10% Gr) +(27,1...31,3) 1300/1550 1723
* Числитель — при длительных, знаменатель — кратковременных измерениях.
204
ного металла. Пирометры различаются по многим признакам:
по области спектральной чувствительности, методу измерения
излучения, по конструкции приемника излучения (термоэлект-
рической, фотоэлектрической, исчезающая нить и др.).
В технике существуют также многие другие методы измере-
ния температуры, например электронно-оптические преобразова-
тели. Регистрация измеренных температур обычно выполняется
путем преобразования измеренного сигнала в электрический с
последующей подачей его на показывающие или записывающие
устройства. Термо-э.д.с. термопар могут быть непосредственно
поданы на такие приборы.
Глава 7
НАГРЕВ И ПЛАВЛЕНИЕ МЕТАЛЛА
ПРИ СВАРКЕ
7.1. Влияние режима сварки и теплофизических
свойств металла на поле температур
Рассмотрим влияние скорости сварки и эффективной мощ-
ности источника на поле температур на примере сварки пластин.
С увеличением скорости и при q = const зоны, соответствую-
щие определенным приращениям температур, например АГ =
= 600 К, уменьшаются по ширине и длине (рис. 7.1, а). Если
пренебречь коэффициентом температуроотдачи в формуле (6.26),
то окажется, что уменьшение длины и ширины зон происходит
прямо пропорционально увеличению скорости сварки.
С возрастанием мощности источника теплоты q длина и шири-
на зон, нагретых выше определенной температуры, увеличивают-
ся быстрее, чем мощность источника. Увеличение длины зон
идет быстрее, чем ширины (рис. 7.1,6). Одновременное увели-
чение мощности источника теплоты и скорости сварки при по-
стоянной погонной энергии сварки q/v приводит в основном к
увеличению длины зон. Ширина зон также увеличивается, но
стремится к определенному значению (рис. 7.1, в).
Рассмотрим влияние теплофизических свойств металла на
распределение температур.
Наиболее заметно влияние теплопроводности металлов X. Уве-
личение теплопроводности при прочих равных условиях пример-
но соответствует случаю одновременного уменьшения мощности
и скорости при постоянной погонной энергии сварки. Зоны,
охватываемые изотермами (в дальнейшем для краткости —
просто «зоны»), сильно укорачиваются и несколько сужаются.
В качестве примера можно сравнить между собой низкоугле-
родистую и аустенитную стали, у которых теплоемкости при-
мерно одинаковы, а теплопроводность различная (рис. 7.2, а, б,
205
Рис. 7.1. Влияние режима сварки на температурное поле предельного состояния в стальной пластине (6= 1 см):
□ — изменение скорости сварки и (iy = const = 4 кВт); б — изменение мощности источника теплоты q (у = const = 0,5 см/с), в
некие мощности и скорости (<? /и = const “ 0,38 Вт/(см- К); cq = 4,8 Дж/ (см3 • К); о == 0,08 см /с)
Рис. 7.2. Влияние теплофизических свойств материала (см. табл. 7 1) на характер
температурного поля в пластине толщиной 1 см (q = 4,2 кВт, v = 0,2 см/с)
табл. 7.1). У меди и алюминия, обладающих высокой теплопро-
водностью, изотермы в области высоких температур близки к ок-
ружностям (рис. 7.2, в, г).
Увеличение теплоемкости металла ср оказывает примерно та-
кое же влияние, как увеличение скорости сварки при постоянной
мощности. С увеличением теплоемкости металла при прочих
равных условиях зоны укорачиваются и сужаются.
При сварке массивных тел влияние параметров режима
сварки и свойств металла на поле температур иное, чем при
сварке пластин.
Изменение скорости сварки при q = const в основном влияет
на ширину зон и почти не влияет на их длину. Из формулы (6.22)
следует, что на оси шва в области позади источника теплоты,
где R = — х, распределение приращений температуры не зависит
от скорости сварки
АГ = <//(2nW?). (7.1)
Таблица 7.1. Значения коэффициентов для расчета температурных полей
Материал Тср, К Л, Вт/ (см • К) Ср, Дж/(см3-К) а, см2/с
Ннзкоуглеродистая сталь (а) 900 0,38 4,8 0,08
Хромоникелевая аустенитная сталь (б) 900 0,25 4,7 0,053
Алюминий (а) 600 2,7 2,7 1,0
Медь (г) 700 4,0 4,2 0,95
207
Z, CM
Рнс. 7.3. Влияние скорости перемещения
точечного источника теплоты на распре-
деления приращений температуры по оси
Ох в полубесконечном теле
X == 0,4 Вт/(см«К), а = ОД
(о = 4
см /с)
кВт;
Поэтому с увеличением
скорости сварки изотермы
сгущаются впереди источни-
ка теплоты, а распределе-
ние температуры на отрица-
тельной полуоси остается
постоянным (рис. 7.3).
С увеличением мощности
источника теплоты q увели-
чиваются длина и ширина
зон на плоскости хОу. Уве-
личение длины зон происхо-
дит быстрее, чем их ширины.
Одновременное увеличе-
ние мощности источника и
скорости сварки при посто-
янной погонной энергии
сварки q/v качественно вли-
яет на форму и размеры зон
так же, как и при сварке
пластин.
Увеличение теплопроводности X равносильно одновременному
уменьшению мощности источника и скорости сварки при посто-
янной погонной энергии q/v. Увеличение теплоемкости ср влия-
ет так же, как возрастание скорости сварки, т. е. зоны сужаются,
но распределение температуры по отрицательной полуоси оста-
ется постоянным.
7.2. Размер зоны нагрева
Для оценки термического влияния на свариваемый металл
бывает необходимо определить ширину 21 зоны, приращение тем-
пературы которой выше заданного
ДД (рис. 7.4). В общем случае ши-
рина зоны нагрева выше \Ti, равная
21, будет найдена, если определить
координату у точки А. Точка А, во-
первых, находится на изотерме и,
следовательно, ДТ = Д7\ во-вторых,
в точке А достигается максимальное
приращение температуры на рас-
стоянии у = I, т. е. дТ/дх= 0.
Таким образом, для определения
ширины зоны необходимо решить
систему двух уравнений. Покажем
это на примере наплавки валика на
массивное тело.
Из уравнения (6.22) находим:
Рис. 7.4. Схема определения ши-
рины 21 зоны, приращение тем-
пературы в которой превосходи-
ло ДТ1;
208
дТ
дх
\Tt = —2— е~ 1р/(2«)1 (*+*); (7.2)
2лЛ/?
('+«>[ _£._|_ _^.(Х + Л)] =0 (7 3)
Полагая z = 0 и учитывая, что /2 = у2 = R2 — х2, из урав-
нений (7.2) и (7.3) выведем два уравнения в параметрической
форме:
АГ(-4лХа _!_е-р3/(1+р,),
qv рз
(7.4)
(7.5)
где рз = vR/(2а).
Задаваясь различными значениями р3, находим значения
vl/(2a), соответствующие различным приращениям АГ;. На
рис. 7.5, а представлена номограмма для определения ширины
зоны термического влияния при нагреве полубесконечного тела
точечным источником. Зная режим сварки, находим вначале зна-
чение параметра, отложенного по вертикальной оси, а затем
vl/(2a).
Для мощного быстродвижущегося точечного источника теп-
лоты на поверхности полубесконечного тела, используя уравне-
Рис. 7.5. Номограммы для определения ширины зоны нагрева
21 движущимся источником теплоты
8-923
209
ние (6.42), определим ширину зоны термического влияния
аналогичным образом:
2/= V------(7-6)
’ ле^срА/;
Ширина зоны нагрева при сварке пластины определяется так
же, как для полубесконечного тела. Уравнения в параметриче-
ской форме, получаемые из (6.26) при b = 0, позволяют опре-
делить ширину зоны нагрева 21:
^=±р2л/1-[-^Й]2; (7 7)
2а L Ki (р2) J
. = е- VpS-[^/(2a)]!^0 ыд (7.8)
ч
где р2 = vr/(2a).
На рис. 7.5, б показана номограмма для определения ширины
зоны нагрева при сварке пластины линейным источником в слу-
чае Ь = 0.
Для мощного быстродвижущегося линейного источника теп-
лоты в пластине ширина зоны термического влияния определя-
ется с использованием уравнения (6.45) при Ь = 0 по формуле
-./г
V —
2/ =-----(7.9)
исрбЛЛ
Пример 1. На поверхность массивного тела наплавляют валик Определить
ширину зоны, нагревавшейся выше температуры Т = 900 К, при которой угле-
родистая сталь в значительной степени теряет упругие свойства. Режим сварки:
эффективная мощность источника теплоты q = 6 кВт, v — 9 м/ч = 0,25 см/с.
Теплофизические коэффициенты: а = 0,08 см2/с, % = 0,39 Вт/(см-К); ср =
= 4,9 Дж/(см3-К). Начальная температура тела Та = 300 К, приращение
ДТ = Т - Тн= 600 К.
Определим ширину зоны двумя способами: по номограмме (см. рис. 7.5, а),
пригодной для источников теплоты, движущихся с любой скоростью, и по фор-
муле (7.6) для быстродвижущегося источника теплоты.
Определяем безразмерный критерий приращения температуры:
ДТ-4лЛа 600-4-3,14-0,39-0,08
qv ~ 6000-0,25 - 0,15 ’
По номограмме рис. 7.5, а находим п//(2а) = 2,0.
Ширина зоны, нагревавшейся выше 900 К,
21 = 2-2,0-2а/о = 2-2,0-(2-0,08)/0,25 = 2,56 см.
Определяем ширину зоны по формуле (7.6)
21 =~^ "ЗД472,718-0,25-4,9-600 = ~\/ 7-65 = 2-76 см-
Ошибка в определении ширины зоны составляет около 8%.
Пример 2. Листы из низколегированной закаленной стали 6 = 8 см свари-
вают за один проход дуговой сваркой при токе/ = 300 А, напряжении дуги /7=34 В
и скорости о = 18 м/ч = 0,5 см/с, г] = 0,8. Определить ширину зоны отпуска, кото-
рая находится примерно между изотермами 870 и 1050 К, если Т„ — 270 К. Теплоем-
кость стали — 5,0 Дж/(см3-К).
210
Находим эффективную мощность источника теплоты:
q = ^UI = 0,8-34-300 = 8150 Вт.
Воспользуемся формулой (7.9) для мощных быстродвижущихся источников и
определим ширину зоны, где Д7 = Т — Гн = 870 — 270 = 600 К:
_ 8150^2/(3,14-2,72) _
2/600 ---0,5-5.0,8-600 " - 3128 СМ’
и ширину зоны, где ДТ = 1050 — 270 = 780 К’
_ 8150^2/(3,14-2,72) _
2(780 ----Л С С Л О -7ОЛ---- - СМ-
0,5-5-0,8-780
Ширина зоны отпуска
Л = (2/еоо - 2Z78o)/2 = - (3,28 - 2,52) /2 = 0,38 см.
7.3. Термический цикл при однопроходной сварке.
Максимальные температуры
В процессе однопроходной сварки источник теплоты пере-
мещается в теле и вместе с ним перемещается температурное
поле. Температуры точек тела непрерывно изменяются (рис. 7.6).
Вначале температура повышается, достигает максимального зна-
чения, а затем снижается. Изменение температуры во времени
в данной точке тела называется термическим циклом.
При установившемся температурном поле термические цик-
лы точек, расположенных на одинаковом расстоянии от оси
движения источника теплоты, одинаковы, но смещены во вре-
мени.
Термические циклы точек, расположенных на различных рас-
стояниях от оси движения источника теплоты, различаются меж-
ду собой. В более удаленных точках температура повышается
медленнее и позже достигает максимального значения.
Восходящая ветвь температурной кривой называется стадией
нагрева, нисходящая — стадией остывания.
Основные характеристики термического цикла следующие:
максимальная температура, скорость нагрева и скорость охлаж-
дения при различных температурах, а также длительность
пребывания материала выше заданной температуры. Эти харак-
теристики цикла зависят от режима сварки, теплофизических
свойств материала, конфигурации тела, условий его охлажде-
ния, температуры предварительного подогрева.
Максимальные темпера-
туры, достигаемые отдель-
ными точками, определяются
достаточно просто, если из-
вестно температурное поле.
В точке максимальной тем-
пературы первая производ-
ная по времени или по рас-
стоянию равна нулю:
Рис. 7.6 Изменение температуры в точках
тела Л, В, С со временем
8*
211
дТ
dt
0; — = 0.
дх
(7.10)
Производная по времени или по расстоянию берется в за-
висимости от того, какую координату содержит выражение для
температурного поля. Время t и координата х, как известно,
связаны между собой скоростью сварки.
Аналитическое определение максимальной температуры в
массивном теле и в пластине, если за исходные брать форму-
лы (6.22) и (6.26), сопряжено с трудностями. Максимальную
температуру аналитически выразить не удается. Возможно чис-
ленное определение максимальной температуры, которое по су-
ществу состоит в построении участка термического цикла. Если
необходимо определить максимальную температуру в точке, на-
ходящейся на расстоянии уо от оси движения источника теплоты,
то задаются несколькими отрицательными значениями х0, под-
ставляют хо и у0 в формулы (6.22) и (6.26), находят приращение
температуры и строят график термического цикла в зависимости от
Хо. Координату Zo в уравнении (6.22) полагают равной нулю.
Другой путь определения максимальной температуры состоит
в использовании номограмм, приведенных на рис. 7.5, а, б. Вы-
числяют значение и//(2а), где 1=уо, находят величину параметра
на вертикальной оси, а затем определяют максимальную темпе-
ратуру 7’1Пах = Д7’(-|-7’„. Необходимо иметь в виду, что кривая на
рис. 7.5, б вычислена по формуле (6.26) без учета теплоотдачи,
т. е. при Ь = 0.
Наконец, возможно определение максимальной температуры
в предположении, что источник нагрева быстродвижущийся. Для
точечного источника теплоты на поверхности массивного тела
путем использования формул (6.46) и (7.10) получаем
у _____т____
max " nevcprl ’
(7.Н)
2 2 1 2
где ro=t/o + zo.
Для линейного источника теплоты в пластине из формул
(6.47) и (7.10) находим
Т —Т
л max * н
т/2ле ссрбуо
(1
byo
2а
(7.12)
где уо — расстояние от данной точки до оси шва.
При сварке в условиях нормальной температуры, хотя подо-
грев как таковой и отсутствует, 7’нж290...300 К.
Пример 3. Автоматический аргонно-дуговой сваркой соединяют встык одно-
проходным швом листы 6 = 6 мм из сплава АМГ6. Режим сварки: / = 400 A. U =
= 16 В, л = 0,5. Скорость сварки о= 18 м/ч = 0,5 см/с.
Определить максимальную температуру, которая достигается на расстоянии
/=у = 4см от оси шва при Г„ = 300 К.
Теплофизические коэффициенты находим из табл. 5.1: Х = 2,7 Вт/(см-К);
а= 1 см2/с; ср = 2,7 Дж/(см3-К).
Теплоотдачей в воздух пренебрегаем. Определяем эффективную мощность
источника теплоты: q — t]UI = 0,5-16-400= 3200 Вт. Максимальную температуру
212
определяем по номограмме, приведенной на рис. 7.5, б. Вычисляем безразмер-
ный критерий:
а//(2а) =0,5-4/(2- 1)= 1.
По значению nZ/(2a)= 1 находим
АГ2лХ6/9= 1,1; АГ = 346 К; Tmax = Т„ + АГ = 300 + 346 = 646 К.
7.4. Мгновенная скорость охлаждения
при данной температуре
Мгновенная скорость охлаждения w является первой произ-
водной температуры по времени
w = dT/dt. (7.13)
В общем случае, когда температурное поле выражается фор-
мулами (6.22) и (6.26), ее определяют следующим образом. По
формулам (6.22) и (6.26) находят координаты точки, располо-
женной в исследуемой зоне и имеющей температуру, при кото-
рой требуется определить скорость охлаждения. Затем значения
этих координат подставляют в формулу скорости охлаждения
(7.13).
Так как в большинстве случаев оказывается достаточным
приближенное определение скорости охлаждения, то используют
теорию мощных быстродвижущихся источников теплоты без уче-
та теплоотдачи. Скорости охлаждения обычно определяют только
для оси шва ввиду их незначительного отличия от скоростей
охлаждения околошовных зон.
Температуры точек оси шва при наплавке валика на массив-
ное тело и однопроходной сварке пластин встык с учетом началь-
ной температуры находим из формул (6.46) и (6.47) при г = 0
и t/=0:
Г —7’н= ^/(2лХп/); (7.14)
Т — Тк= /(пбд/ 4лХср/), (7-15)
где Тя — начальная температура изделия или температура сопут-
ствующего подогрева.
Если по формуле (7.13) вычислить производные от выраже-
ний (7.14) и (7.15), т. е.
dT/dt=~q/(2xkvt2'); (7.16)
dT/d/= ?/(2n6-yWcp/3) (7.17)
и в уравнения (7.16) и (7.17) подставить значения t из уравне-
ний (7.14) и (7.15), то получим скорости охлаждения:
ш=-2лХ (7.18)
q/v
»=-2"u''S}5- <7Л9>
213
Знак минус в уравнениях (7.18) и (7.19) показывает, что
происходит остывание металла. Скорость охлаждения зависит
от формы изделия (массивное тело, пластина), эффективной
погонной энергии q/v и температуры подогрева 7’н.
Температура подогрева Ти практически позволяет в большей
степени регулировать скорость охлаждения, чем эффективная
погонная энергия. Однако при сварке крупных деталей нагрев
приходится ограничивать по соображениям облегчения условий
труда.
Влияние подогрева и погонной энергии сварки на скорость
охлаждения сильнее сказывается в пластинах, чем в массивных
телах. Это следует из показателей степеней в формулах (7.18) и
(7.19).
Пример 4. Режим сварки на поверхности массивного тела из низколегиро-
ванной стали подобран из условия качественного формирования шва и характе-
ризуется следующими параметрами: / = 400 A, U = 38 В, v= 18 м/ч = 0,5 см/с,
4 = 0,8. Требуется определить мгновенную скорость охлаждения металла при
Г = 920 К н в случае, если она выше 25 К/с, определить температуру подогрева
7"и, обеспечивающую указанную скорость охлаждения. Теплофизические коэффи-
циенты стали: а=0,08см2/с, ?.= 0,38 Вт/(см-К), ср = 4,8 Дж/(см3-К).
Определим вначале эффективную мощность источника теплоты и погонную
энергию сварки <?/v:
9==ПШ = О,8-38-400= 12 150 Вт;
q/v = 12 150/0,5= 24 300 Дж/см.
Скорость охлаждения вычислим по формуле (7.18):
w = -23,14-0,38(650- 20)724 300= —39 К/с.
Определяем температуру подогрева, обеспечивающую скорость охлажде-
ния —25 К/с, используя формулу (7.18):
(Г- Т„)2 = -wq/v/{2nk) = -25-24 300/(2• 3,14• 0,38) = 25,5-104 К2;
Т — Г„ = 514 К; Т, = 7" —514= 920—514 = 406 К,
т. е. требуется осуществить подогрев изделия примерно до температуры Т„ =
= 400 К-
При сварке по плоскому слою скорость охлаждения также
целесообразно определять для точек на оси шва, т. е. для у = 0,
z = 0. Скорость охлаждения определяют при помощи номограммы
(рис. 7.7). Вначале необходимо определить критерий
1 _ 2?/о
6 л62ср(7-Тн)’
т. е. значение аргумента на номограмме рис. 7.7, а, затем по кри-
вой найти численное значение функции — безразмерного крите-
рия «о.
Скорость охлаждения точек плоского слоя определяется по
формуле
w = -<o2nX . (7.21)
?/у
214
Рис. 7.7. Расчетный график для определения мгновенной ско-
рости охлаждения при наплавке валика на лист
Следует отметить, что при значениях критерия 1/0>2,5
скорости охлаждения точек плоского слоя, расположенных по оси
движения источника теплоты, почти совпадают со скоростью
охлаждения точек пластины, а при 1/0 <0,4 — со скоростью
охлаждения точек полубесконечного тела.
Пример 5. На лист из стали 6 = 24 мм наплавляют валик при погонной
энергии ?/п = 32 ООО Дж/см Теплофизические коэффициенты: X =0,38 Вт/(см-К),
ср = 5,2 Дж/(см3-К).
Определить влияние окружающей температуры, изменяющейся в пределах
от 293 до 243 К, на мгновенную скорость охлаждения металла на оси шва при
У = 973 К.
Толщина листа 6 = 24 мм не соответствует значениям, для которых скорость
охлаждения определяют по уравнениям (7.18) и (7.19). Поэтому будем опреде-
лять скорость охлаждения по номограмме, приведенной на рис. 7.7.
Вычисляем при ГН = 293 К безразмерный критерий
1 2-32 000
6 “ 3,14-2,43-5,2(973-293) “ ’°'
По номограмме находим соответствующее значение критерия и = 0,79.
Скорость охлаждения определяем по формуле (7.21):
щ=_0,79±^^3-^г=-27,ЗК/с.
Определяем скорость охлаждения при температуре окружающей среды
Г„ = 243 К:
1 - 2-32 000
0 3,14-2,42-5,2(973-243) ’ '
Находим по номограмме о>=0,87.
Скорость охлаждения при начальной температуре металла Г„ = 24 К
w= _0|87 ^'38(973—243)2 _ _Н5
V VU
Скорость охлаждения изменяется примерно на 7 К/с при изменении началь-
ной температуры тела на 50 К.
215
Рнс. 7.8. Схема термического цикла
при однопроходной сварке
7.5. Длительность пребывания
металла выше данной
температуры
Длительность пребывания ме-
талла выше некоторой температу-
ры Т выражается на рис. 7.8 от-
резком tn Определим зависимость
от параметров режима сварки
для двух случаев: наплавки на
массивное тело и однопроходной
сварки встык.
Математические преобразова-
ния выполним для обоих случаев
одновременно, используя теорию
мощных быстродвижущихся источников теплоты без учета тепло-
отдачи, т. е. b = 0.
Длительность нагрева i„ может быть выражена через безраз-
мерные критерии
времени т2 и т3:
^=V2/(4a); ^н=т2„У2/(4а),
т,„=4аГ2„/г/2.
у2 выразим из уравнений (7.11) и (7.12) и под-
где т3н = 4а^3„/г2,
Значения г2 и
ставим в выражение (7.22):
t — тз«
3" 4ле ПМ?™,,-
f = ___§_Г ______2_
" 64ле XcpL □6(7'max
(7.22)
(7.23)
(7.24)
Путем деления уравнений (6.46) и (6.47) на уравнения (7.11)
и (7.12) находим
т~ т« _d_eI-r7(4o<)-
Лпах - Т, bat
__ = т/2е (7-25)
7 max 7Н_______^4at
Безразмерные величины т3 = 4а//г2 и T2=4at/y2 выражаются
в уравнениях (7.25) через безразмерные величины На
основании зависимостей (7.25) можно построить номограмму для
определения коэффициентов fei = т3и/(4ле) и ^г = т2н/(64ле), кото-
рые содержатся в выражениях (7.23) и (7.24) (рис. 7.9).
Для определения длительности пребывания точки тела выше
т____________________________________________________т
данной температуры необходимо вычислить значение —-------
‘ шах * н
для интересующей точки тела, отложить его на горизонтальной
оси номограммы, а затем по соответствующей кривой найти на
вертикальной оси значения или k2. Подставив указанные значе-
ния в выражения (7.23) или (7.24), находим численное значение
/зн ИЛИ /2„.
216
при
6 =
V —
Пример 6. Определить длитель-
ность пребывания выше 1300 К точек
околошовной зоны, лежащих у грани-
цы сплавления (Т ~ 1800 К)
электрошлаковой сварке плит
= 800 мм, q = 130 000 Вт,
= 0,3 м/ч = 0,0083 см/с. Тц х 3200 К-
Теплофизические коэффициенты:
}. = 0,40 Вт/(см-К), cq — 5 Дж/
/(см3-К).
Так как зависимости (7.22)...
(7.25) получены на основе использо-
вания теории быстродвижущегося ис-
точника теплоты, то определение про-
должительности нагрева при электро-
шлаковой сварке будет ориентировоч-
ным. Используем схему линейного ис-
точника теплоты в пластине.
Определяем безразмерный
терий
Т-Тк _ 1300-320 _
Гпих-^н 1800-320 ’
На рис. 7.9 находим
А2 = -^- = 0,018.
64ле
кри-
Для определения продолжитель-
ности пребывания металла выше Т =
= 1300 К используем формулу (7.24):
/2" = °’018
[130 000 "1 2
0,0083-80(1800—320)] “
= 1255 с ss 21 мин.
Рис. 7.9. Номограммы для определения
ki н ki при однопроходной сварке
7.6. Термический цикл при многослойной
сварке
Вследствие сложности явления распространения теплоты при
многослойной сварке удается дать лишь качественное описание
процесса. Количественные зависимости имеют ориентировочный
характер и служат для приближенного определения параметров
процесса.
Тепловое воздействие на металл при многослойной сварке
зависит от того, как осуществляют сварку — длинными или ко-
роткими участками.
СВАРКА ДЛИННЫМИ УЧАСТКАМИ
Под сваркой длинными участками обычно понимают укладку
валика на всю длину завариваемого соединения, т. е. на длину
более 0,5...! м. При сварке склонных к подкалке сталей скорость
охлаждения — один из параметров, определяющих возможность
появления закалочных структур. Наибольшая скорость охлаж-
217
дения обычно бывает
у первого слоя, так
как последующие слои,
как правило, остывают
медленнее вследствие
подогрева. Однако пос-
ле перерыва в сварке,
когда изделие пол-
ностью остынет, может
оказаться, что ско-
рость охлаждения оче-
редного слоя выше, чем
первого.
Рис. 7.10. Виды соединений Для определения
скорости охлаждения
первого слоя встыковых (рис. 7.10, б), нахлесточных (рис. 7.10, в),
тавровых (рис. 7.10, г) и крестообразных (рис. 7.10,6) соедине-
ниях используют расчетную схему наплавки валика на плоский
слой (рис. 7.10, а) с поправочными коэффициентами для опре-
деления расчетной погонной энергии (<?/п)РаСч и расчетной толщи-
ны плоского слоя 6расч, значения которых приведены ниже:
Рисунок 7.10....................
^расч...........................
(*?/^)расч......................
а б в г д
6 36/2 666
q/v 3?/(2у) 2<?(3v) 2<?(Зу) q(2v)
Поправочный коэффициент к погонной энергии вводится для
учета условий распространения теплоты в области, непосредст-
венно прилегающей к месту введения теплоты, а поправочный
коэффициент для толщины в стыковом сварном соединении
(рис. 7.10, б) — для учета условий распространения теплоты вда-
ли от источника теплоты. Методика расчета скорости охлаждения
валика на плоском слое изложена в п. 7.4. Вместо q/v и 6 при
расчете в формулы (7.20) и (7.21) подставляют значения
(<7/п)рас, и 6расч, указанные выше.
Скорость охлаждения первого слоя уменьшается с увеличе-
нием сечения слоя, т. е. с увеличением погонной энергии, темпе-
ратуры подогрева Тя и с уменьшением толщины материала 6.
Наиболее сильно влияет на скорость охлаждения температура
подогрева Г„.
Сварка короткими участками. К многослойной сварке корот-
кими участками прибегают в тех случаях, когда стремятся про-
длить пребывание металла выше определенной температуры и не
допустить быстрого охлаждения его ниже этой температуры.
Тепловые воздействия навариваемых коротких слоев складыва-
ются и замедляют скорость охлаждения отдельного слоя. Режим
многослойной сварки (каскадной, горкой) включает, помимо про-
чих, три независимых параметра — погонную энергию q/v, кото-
рая зависит от сечения слоя, длину участка I, температуру
218
подогрева Т„, поэтому он более гибок, чем режим однопроходной
сварки.
Условия сварки короткими участками выбирают такими, что-
бы температура охлаждения первого слоя к моменту подогрева
вторым слоем не падала ниже определенной температуры Гв и
чтобы длительность пребывания околошовной зоны tB выше тем-
пературы Гв соответствовала условиям завершения распада
аустенита. В качестве температуры Та принимают температуру
начала мартенситного превращения (500...650 К) или темпера-
туру наиболее вероятного образования холодных трещин
(350...500 К). Более подробно о выборе указанных температур
рассказано в гл. 13.
Температура Тв, до которой охлаждается первый слой, зави-
сит, в частности, от длины завариваемого участка /, погонной
энергии сварки q/v и температуры подогрева Т„. Выразим связь
между перечисленными параметрами. В качестве расчетной схе-
мы примем схему мгновенного выделения теплоты на завари-
ваемом участке / в начальный момент сварки; при этом также
примем, что теплота выделяется равномерно по толщине метал-
ла 6, распространяется только в направлении у и теплоотдача
отсутствует (рис. 7.11). Иными словами, принимается схема
линейного быстродвижущегося источника теплоты в пластине.
Выбранная схема не учитывает ряда особенностей распростра-
нения теплоты, однако может быть принята для расчета по сле-
дующим соображениям. Температура Tt, как указывалось выше,
не превышает, как правило, 650 К. Когда околошовная зона
охладится до 500...600 К, то температура по сечению успевает
выравняться, и поэтому несущественно, какое распределение теп-
лоты принято в начальный момент времени.
Температура Т точек, расположенных на оси х (рис. 7.11),
согласно уравнению (6.47) изменяется во времени:
туры первого слоя при сварке короткими участками
(стрелками показаны тепловые потоки)
(7.26)
2W
Поставим условие, что за период времени сварки одного
слоя /с на участке I температура Т понизится до Т„. Тогда
(7-27)
Время сварки ^Ci = ^r-Hn слагается из времени чистого горе-
ния дуги /г = I/v и перерывов tn, где v — скорость сварки. Вводя
коэффициент чистого горения дуги fer=^r/7ci> находим
(7.28)
Подставляя в уравнение (7.27) уравнение (7.28), численные
значения Z и ср и вводя поправочный коэффициент кз, находим
z=°‘04wyW- (7-29)
Для ручной многослойной сварки коэффициент fer = 0,6...0,8,
для автоматической многодуговой сварки /гг=1; поправочный
коэффициент кз, найденный опытным путем, равен 1,5 для соеди-
нения встык; 0,9 — для соединений втавр и внахлестку; 0,8 —
для крестового соединения. Длина участка, найденная по форму-
ле (7.29), обеспечивает пребывание первого слоя при темпера-
туре выше Гв к моменту начала сварки второго слоя шва.
Пример 7. Пластины из стали 40Х толщиной 6=1,6 см сваривают много-
слойным швом встык. Выбранный режим сварки: /=170 A, U = 25 В, т] = 0,8,
о = 0,2 см/с. Определить длину участка при сварке короткими участками при
условии, что температура мартенситного превращения Т„ стали 40Х близка
к 600 К.
Принимаем Тв= Гн 4-50= 600-f-50 = 650 К.
Поправочный коэффициент для соединения встык k3= 1,5, коэффициент
горения дуги fer=0,75, 7’„ = 320К.
Находим эффективную мощность: q = 0,8-170-25= 3400 Вт. По формуле
(7.29)
Рис. 7.12. Расчетная схема опреде-
ления продолжительности нагрева
околошовной зоны многослойного
стыкового шва
, ... 1.52-0.75-34002
Z 0,04 1,62-0,2(650—320)2 4сМ'
При данном режиме сварки и длине
участка 140 мм первый слой не охлаж-
дается ниже 650 К.
Длительность пребывания зо-
ны термического влияния выше
определенной температуры Та оп-
ределяется примерно из тех же
расчетных предпосылок, что и в
предыдущем случае, однако с уче-
том теплоотдачи в воздух. Пред-
полагается, что в течение всего
процесса заполнения разделки
валиками (рис. 7.12, а) действует
плоский неподвижный источник
теплоты в сечении с координатой
у = 0 (рис. 7.12, б). Теплота рас-
пространяется вдоль оси Оу.
220
Расчетная мощность источни-
ка теплоты
qP — krkgq, (7.30)
где q — эффективная мощность
дуги; fer— коэффициент горения
дуги; kq — коэффициент приведе-
ния мощности дуги, учитывающий
тип соединения для стыкового
соединения kq~ 1, для таврового
соединения и нахлестки 0,67, для
крестового соединения 0,6.
Расчетная площадь попереч-
ного сечения стержня
F = 61,
где / — длина завариваемого
участка.
Длительность tB пребывания
околошовной зоны первого слоя
при температуре выше Гв находят
по номограммам, приведенным на
рис. 7.13, а — в в зависимости от
длительности сварки всех слоев
/с, безразмерного параметра 0,
коэффициента температуроотдачи
b и безразмерного расстояния
Pi до рассматриваемой точки око-
лошовной зоны.
Значения этих величин опре-
деляют по следующим формулам:
/ = —•
с vkr ’
Pi =
; ь
ления длительности пребывания
выше определенной температуры 7"в
точек околошовной зоны в зависи-
мости от длительности 4 действия
источника
2а <- ___ F
rpSDp ’ п₽—р/2’
где F = 8/ — расчетная площадь поперечного сечения (см.
рис. 7.11); р/2 — половина периметра; п — число слоев по сече-
нию разделки; |у\ — расчетное расстояние от околошовной зоны
до плоского источника теплоты, для стыковых швов равное поло-
вине ширины разделки в верхней части (см. рис. 7.12, а), а для
угловых — половине катета шва.
221
Продолжительность (/а)я пребывания околошовной зоны по-
следнего слоя выше температуры Г, можно приближенно опре-
делить из соотношения
(7.32)
Пример 8. Для условия примера 7 определить длительность пребывания
околошовной зоны первого слоя при температуре выше 7, = 650 К, если разделка
заваривается шестью слоями и имеет размер в верхней части около 18 мм.
Для определения безразмерного критерия температуры 0 вычислим значе-
ния необходимых для этого величин по формулам (7.31). Для 7,^650 К по
графику рис. 5.6 находим: а=3-10-3 Вт/ (см -К). Принимаем ср=5,2 Дж/ (см3-К);
а= 0,075 см2/с; 1 = 0,39 Вт/(см-К)
6пр = F/(p/2); 7 = 6/ = 1,6 14 = 22,4 см2;
р/2= 1,6+14= 15,6 см;
22 4
e-=W=1’43cM’
. 2а 2-3- Ю~3 й , .
=~ео~Гдо =8-1’10 '/с;
сролр 5,2» 1,43
= 0,75 -1 • 3400 = 2550 Вт;
Длительность заварки одного участка шестью слоями:
, 6Z 6-14
<с vk, 0,2-0,75 560 с’
6/Q= 8,1 • 10"‘-560= 0,453;
р, = |у|~\/Т=0,9
По номограмме рис. 7.13, б находим, что при полученных значениях 9 и Ы
критерий 61, = 0,6, откуда длительность пребывания околошовной зоны первого
слоя выше Г, = 650 К
= 0,0935.
0,6 0,6
'•=-Г=-8йЙ(г-=742с'
Длительность пребывания околошовной зоны последнего слоя выше 7,=
= 650 К согласно уравнению (7.32)
(1,), = t, - 1С + l/(ofer)= 742 - 560 + 14/(0,2-0,75) = 742 - 560 + 93= 275 с.
7.7. Нагрев и плавление присадочного металла
Термические циклы в присадочном металле не имеют само-
стоятельного значения, так как в конечном итоге присадочный
металл подвергается переплавке. Изучение нагрева присадочного
металла и распределения температур позволяет оценить условия,
в которых происходит его плавление. Для электродов, содержа-
щих в своем составе покрытия, исследование процесса нагрева
важно для определения возможной потери прочности и разруше-
ния покрытия вследствие его подплавления.
Все случаи нагрева присадочного металла (электрода) можно
в основном разделить на две схемы:
222
1. Присадочный стержень (электрод) имеет конечную длину.
При этом место токоподвода относительно электрода не пере-
мещается.
2. Присадочный стержень (электрод) бесконечен. При этом
электрод перемещается относительно места токоподвода (если
таковое имеется).
К первой схеме нагрева относятся ручная дуговая сварка
плавящимся электродом, электрошлаковая сварка пластинами,
электрошлаковый переплав, электрошлаковая сварка плавящим-
ся мундштуком (по отношению к мундштуку), ручная газовая
сварка с присадкой, сварка неплавящимся электродом (по отно-
шению к вольфрамовому или угольному электроду).
Ко второй схеме нагрева относятся автоматическая и полу-
автоматическая сварка плавящимся электродом (под флюсом,
в среде защитных газов), электрошлаковая сварка проволоками,
электрошлаковая сварка плавящимся мундштуком (по отноше-
нию к проволокам), сварка неплавящимся электродом с подачей
присадочной проволоки в зону дуги (по отношению к присадоч-
ной проволоке).
ПЕРВАЯ СХЕМА НАГРЕВА
В общем случае (рис. 7.14, а, б) электрод конечной длины
имеет в точке А токоподвод; по электроду протекает ток, который
его подогревает; в точке О электрод дополнительно нагревается
источником теплоты (дугой или шлаком) и плавится. В частных
случаях по электроду ток может не протекать (газовая сварка)
или электрод может не плавиться (вольфрамовый, угольный
электроды).
Рассмотрим отдельно нагрев электрода от протекающего
тока и от источника теплоты, действующего в точке О на конце
электрода.
Уравнение теплового баланса
током для единицы длины стерж-
ня имеет следующий вид:
dQ = dQ(—dQa- (7.33)
Левая часть уравнения пред-
ставляет собой накопление теп-
лоты в электроде сечением F, в
единицу времени
dQ=cpF3dT1/dt. (7.34)
Первый член правой части
выражает количество теплоты,
выделяемой током плотностью j
в стержне с удельным сопротив-
лением (>г и сечением F:
dQ)~prj2F. (7.35)
нагрева стержня проходящим
Рис. 7.14. Схемы нагрева электрода
конечной длины:
а — нагрев при ручной сварке; б — на-
грев при электрошлаковой сварке пла-
стинами; в — сечение вдоль оси элек-
трода с покрытием
223
Второй член правой части представляет собой количество
теплоты отдаваемой с поверхности стержня периметром р в окру-
жающее пространство с температурой Тс:
dQa= Тс)р, (7.36)
где Тт = Т„ + А Гт;
Та— начальная температура стержня; М"т—приращение
температуры в стержне от нагрева током.
Решение дифференциального уравнения (7.33) при подстанов-.
ке в него формул (7.34)... (7.36), если принять коэффициенты ср,
рг и « не зависящими от температуры, может оказаться неточ-
ным при изменении температуры в широких пределах. Эти коэф-
фициенты следует считать зависящими от температуры, а реше-
ние уравнения (7.33) проводить численными методами на ЭВМ.
Значение ср в формуле (7.34) выражает среднюю теплоемкость
металлического стержня и покрытия в расчете на общее попереч-
ное сечение электрода /\ = л</з/4 (рис. 7.14, в).
Удельное сопротивление рг металлов возрастает с температу-
рой (рис. 7.15), причем существенно зависит от марки стали.
Значение F соответствует площали nd?/4 (см. рис. 7.14).
Для тонких стержней, к которым относятся сварочные элект-
роды, роль теплоотдачи довольно велика. Коэффициент а в вы-
Рис. 7.15. Зависимость удельного
сопротивления стали (НУ — ннз-
коуглеродистая, ВМ — высокомар-
ганцовистая, КМ — кремиемаргаи-
цовистая, А — аустенитная) от
температуры
Рис. 7.16. Нагрев электрода с по-
крытием:
а — материал стержня проволоки 0 6
из иизкоуглеродистой стали (0,15% С);
б — проволока 0 6,2 из аустенитной
хромоникелевой стали (25 % Ст,
12 % N1)
224
ражении (7.36) следует принимать зависящим от температуры,
например, как показано на рис. 5.6. Периметр стержня измеряют
по наружному диаметру обмазки (см. рис. 7.14, в): p = nd3.
Точность определения температуры по уравнению (7.33) зави-
сит от точности задания численных значений ср, рг и а в функции
температуры.
Вычисления и экспериментальные данные показывают, что
скорость нагрева электрода существенно зависит от удельного
сопротивления материала стержня. Стержни из аустенитной
стали при температурах до 900 К имеют значительно большее р„
чем из низкоуглеродистой (см. рис. 7.15), поэтому стержни из
аустенитной стали нагреваются значительно быстрее (рис. 7.16, б),
чем из низкоуглеродистой (рис. 7.16, а), однако темп роста тем-
пературы при повышенных ее значениях в первых замедляется,
так как р, возрастает медленнее, чем теплоотдача в воздух. Хотя
стержни из низкоуглеродистой стали нагреваются медленнее
аустенитных, но скорость их нагрева непрерывно возрастает
вследствие значительного возрастания рг. Чем выше плотность
протекающего тока, тем выше температура нагрева. Тонкие
электроды вследствие повышенной теплоотдачи нагреваются мед-
леннее, чем толстые, если плотности тока одинаковы.
Помимо нагрева проходящим током электрод нагревается
источником теплоты в точке О (см. рис. 7.14). Если электрод
плавящийся, то температура на конце электрода равна темпера-
туре капель Тк. Источник в точке О можно рассматривать как
движущийся со скоростью плавления электрода w. Используя
уравнение предельного состояния процесса распространения теп-
лоты от движущегося плоского источника теплоты в стержне
в области впереди источника (6.34) при 6 = 0, получаем распре-
деление температур в стержне от нагрева источником теплоты
в точке О'.
Рис. 7.17. Распределение температуры вдоль электрода:
а — при ручной сварке и малом времени иагрева /«; б — при ручной сварке и
значительном времени нагрева /2; в — при электрошлаковой сварке пластинами
225
T—Ta—&TJ=(Tli—T„—&7\')e-wx/a, (7.37)
где х — расстояние от торца электрода, температура конца
которого равна температуре капель Тк; w—скорость плавления
электрода; ДГТ—приращение температуры от подогрева элект-
родного стержня током.
В уравнении (7.37) вместо мощности q задана температура
торца Тк за вычетом приращения температуры от подогрева то-
ком и начальной температуры Т„. На рис. 7.17 представлено
распределение полной температуры Т. Дуга нагревает неболь-
шую область у самого конца электрода, так как вследствие боль-
шой скорости плавления теплота не успевает распространиться
по стержню (рис. 7.17, а, б). При электрошлаковой сварке (пла-
стинами или плавящимся мундштуком) теплота от шлака рас-
пространяется значительно дальше (рис. 7.17, в).
ВТОРАЯ СХЕМА НАГРЕВА
При автоматической подаче электродная проволока при дуго-
вой сварке нагревается также двумя источниками теплоты —
проходящим током и дугой (рис. 7.18,а). Длина нагреваемой
части остается постоянной и равной вылету электрода I. Можно
считать, что проволоку нагревают два движущихся источника
теплоты: распределенный q7 и сосредоточенный q (рис. 7.18,6),
причем температура в точке О равна температуре капель Тк.
Скорость подачи проволоки обычно настолько значительна, что
теплота от распределенного источника qT почти не успевает
распространиться в направлении х и приращение температуры
от нагрева током может быть представлено как линейная зависи-
мость
А7’т=Д7’ттах(/-х)//. (7.38)
Рис. 7.18. Нагрев электродной проволоки при автоматической подаче:
а — распределение температур при дуговой сварке, б—схема движения источников
теплоты при дуговой сварке; в — распределение температур при электрошлаковой
сварке проволоками, г — схема движения источников теплоты при электрошлаковой
сварке проволоками
226
Значение &Ттт!а можно определять по уравнению (7.34)
численно или приближенно. Время нагрева t принимают равным
l/w.
Приращение температуры от подогрева дугой определяют
аналогично уравнению (7.37):
Д7’д= Т - Та - ДД = (Тк- Г„- ДГТ1пах)е-^а. (7.39)
При электрошлаковой сварке проволоками (рис. 7.18, в)
электрод на участке «сухого» вылета подогревается проходящим
током в соответствии с уравнением (7.38) при /=/с, а на шлако-
вом участке — током и шлаком. Можно считать, что стержень
нагревают два распределенных движущихся источника теплоты
(рис. 7.18, г). Температура на конце электрода равна темпера-
туре шлака Тш. Распределение температур примерно описывается
двумя прямыми линиями: на участке /ш уравнением
Т = (Тш - Тн - Д7'т тах) (/ш - х)/1ш 4- ДГТ тах + Тя, (7.40)
а на участке от х=/ш до х= — уравнением (7.38), если
принять / = /с, а х отсчитывать от точки /ш.
ПЛАВЛЕНИЕ ЭЛЕКТРОДА
Плавление электродов при дуговых способах сварки осущест-
вляется путем нагрева металла дугой от температуры Д7'т-)-7'и
в точке О до температуры капель Тк. Теплосодержание металла
при этом возрастает от hT до hK. Приравнивая количество тепло-
ты, вводимое дугой, к количеству теплоты, вычисленному по
теплосодержанию металла, получим уравнение процесса расплав-
ления электрода:
r\,UI—wFp(hK — h,), (7.41)
где т]э— эффективный к. п. д. процесса нагрева электрода дугой.
Мгновенная производительность расплавления электрода в
дгр= wFр при постоянных т]э и U зависит от температуры подогре-
ва током и силы тока
gf = ^UI/(hK-hT). (7А2)
Чем больше /гт, тем больше gp.
Если электрод значительно не нагревается током, то произво-
дительность расплавления примерно пропорциональна току. Для
характеристики процесса расплавления пользуются коэффициен-
том расплавления, г/(А-ч):
a„=3600gp//. (7.43)
При ручной сварке Ор«5...14 г/(А-ч), при автоматической
сварке под флюсом— 13...23 г/(А-ч), при сварке в СС>2«15...
25 г/(А-ч).
При ручной дуговой сварке коэффициент расплавления и про-
изводительность расплавления возрастают к концу расплавления
227
электрода вследствие нагрева его током. Неравномерность при
правильно выбранных режимах сварки обычно не превышает
20—30%. Чтобы избежать чрезмерного нагрева электродов то-
ком, ограничивают длину электродов (450 мм — для стержней
из углеродистых сталей и 400 мм — из аустенитных) и уровень
тока. Значение допускаемого тока в основном зависит от состава
покрытия. Для органических покрытий оно значительно меньше,
чем для минеральных.
При непрерывной подаче проволоки с постоянным вылетом
скорость плавления проволоки w определяется значениями тока
и вылета. Производительность расплавления проволоки gp вы-
ражается также уравнением (7.42). С увеличением вылета
производительность расплавления при прочих равных условиях
возрастает, так как возрастает hT.
Производительность расплавления обычно определяют опыт-
ным путем.
7.8. Плавление основного металла
ФОРМЫ СВАРОЧНОЙ ВАННЫ ПРИ РАЗЛИЧНЫХ СПОСОБАХ СВАРКИ
Плавление основного металла при сварке осуществляется с
целью соединения между собой свариваемых деталей. Идеальным
в отношении затрат теплоты представляется такое тепловыде-
ление в источнике, при котором обеспечивалась бы минимальная
глубина проплавления сопрягаемых поверхностей, а присадочный
металл не требовался бы вовсе или входил в соединение в мини-
мальном объеме. Если не рассматривать диффузионную сварку
и пайку, при которых детали нагреваются полностью, и сварку
трением, при которой полного плавления металла не достигается,
наиболее близко этому требованию отвечает высокочастотная
сварка и некоторые виды контактной сварки (точечная, шовная,
рельефная). В перечисленных способах сварки существенная
роль в образовании соединения принадлежит давлению, что
позволяет плавить основной металл незначительно. Ограничимся
рассмотрением случаев плавления основного металла в способах
сварки без применения давления.
При электронно-лучевой сварке удается получить минималь-
ное проплавление основного металла при сварке встык вплоть
до толщин, измеряемых сотнями миллиметров. Сварочная ванна
в поперечном сечении имеет форму, близкую к конусу (см.
рис. 5.14, д), а в плоскостях, перпендикулярных лучу, — близкую
к эллипсу.
При электрошлаковой сварке также можно получить мини-
мальное проплавление основного металла (см. рис. 5.14, е), но
для ведения шлакового процесса с целью получения достаточного
выделения теплоты необходим зазор, который затем должен
заполняться присадочным металлом. Сварочная ванна может
быть мелкой или глубокой в зависимости от скорости сварки
228
и мощности источника. Форма ванны при электрошлаковой свар-
ке зависит от соотношения между количествами теплоты, посту-
пающими в основной металл непосредственно от шлака и от
опускающегося в металлическую ванну перегретого электродного
металла.
При использовании дуговых, плазменных и газопламенных
источников теплоты при сварке встык металла небольшой толщи-
ны форма ванны близка к форме изотермической линии темпера-
туры плавления, рассчитанной для движущегося линейного ис-
точника теплоты в пластине. С ростом толщины металла разница
в размерах ванны на верхней и нижней поверхностях листа
становится все более значительной, а при некоторой толщине
полное проплавление уже не достигается, как показано на
рис. 7.19. Для увеличения проплавляющей возможности указан-
ных источников используют разделку кромок. Особенности раз-
личных источников нагрева в части их проплавляющей способ-
Рис. 7.19 Формы сварочной ванны при дуговой сварке:
а — поверхностная дуга; б — погруженная дуга; в — дуга
под флюсом
229
ности обычно оценивают экспериментальным путем, расплавляя
поверхность массивного тела или толстой пластины (рис. 7.19).
Ванну характеризуют следующими параметрами: L — длина
ванны, В — ее ширина, Н — глубина проплавления, Нк — глу-
бина кратера. Очертание зоны проплавления характеризуют
относительной глубиной проплавления Н/В или обратной ей
величиной — коэффициентом формы проплавления Ч1 = В/Н,
а также коэффициентом полноты проплавления ц„р= г пр/(ЯВ),
где F — площадь проплавления. Значения р. обычно находятся
в пределах 0,6...0,8. Для дуговой сварки под флюсом характерно
большое Н/В, но при дуговых способах сварки оно все же не
превышает 3. Очертание зоны наплавки характеризуют коэффи-
циент формы валика "$в = В/А, а также коэффициент полноты
валика цв = /;н/(ЛВ), где А— высота шва, FH—площадь на-
плавки.
Расчеты позволяют лишь приближенно оценить размеры ван-
ны при дуговых способах сварки. При наплавке на поверхность
массивного тела длину ванны L можно получить из уравнения
(6.42), приняв r = 0, а АТ =ТП, — Т„ и использовав при этом
соотношение tv=L-.
2як[ТЧш-Ти) <7-44)
Формула (7.44) показывает, что длина ванны на поверхности
массивного тела от скорости сварки не зависит. Опытные данные
в целом указывают на справедливость этой формулы, хотя и
обнаруживают некоторую зависимость длины ванны от скорости.
Аналогично можно оценить и ширину ванны.
При заполнении разделки в случае многослойной сварки
форма ванны имеет меньшее значение. Более существенно пол-
ное сплавление наплавляемого металла с ранее уложенными
слоями и отсутствие шлаковых включений.
Форма и размеры ванны при прочих равных условиях
(мощности источника и скорости сварки) существенно зависят
от характера подачи и температуры присадочного металла. При
подаче в ванну холодной непрерывной или рубленной на мелкие
части проволоки ванна становится короче. Поэтому оценка L по
формуле (7.44) справедлива лишь для идеализированных ус-
ловий.
ТЕМПЕРАТУРА СВАРОЧНОЙ ВАННЫ
Температуры жидкого металла в различных точках сварочной
ванны могут сильно различаться между собой. У границы с
твердым металлом температура жидкого металла близка к темпе-
ратуре его плавления (табл. 7.2). Она может быть как несколько
ниже Тпл вследствие кристаллизационного переохлаждения, так
и выше при больших скоростях движения жидкого металла
вдоль твердой границы. Как следует из рис. 7.19, расплавляю-
230
Таблица 7.2. Температуры плавления и кипения различных металлов, К,
при атмосферном давлении
Металл Температура плавления Температура кипения
Магний 923 ±0,5 1323 ± 5
Алюминий 933 ±1 2590 + 50
Медь 1356±3 2630 ±30
Железо 1803 + 5 3320 + 50
Титан 1998± 10 3770+100
Ниобий 2730 4000
Молибден 2895 + 25 5000 ±200
Вольфрам 3660 + 60 6200 + 200
щийся на передней кромке ванны жидкий металл поступает
в ее заднюю часть, проходя вдоль боковых поверхностей и дна
ванны. При этом скорости движения металла могут превышать
скорость сварки в 1,5...10 раз. Максимальные температуры жид-
кого металла существенно зависят от источника теплоты. При
лучевых способах сварки, особенно при значительной концентра-
ции энергии в пятне нагрева, металл может достигать температу-
ры кипения (см. табл. 7.2).
Дуговые и плазменные источники энергии также способны
создавать на поверхности металла довольно высокие температу-
ры, например у сталей до 2300 К. При электрошлаковой про-
цессе температура жидкого присадочного металла, проходящего
через активную зону шлаковой ванны, где выделяется теплота,
достигает температуры шлака, которая в средней по высоте
части шлаковой ванны составляет 2100...2200 К, а на поверхно-
сти шлака около 2000 К-
При способах сварки плавлением, особенно с использованием
дуги, происходит интенсивное перемешивание жидкого металла
как вследствие его движения из передней части ванны в заднюю,
так и под влиянием других воздействий источника теплоты
на жидкий металл. Происходит интенсивный теплообмен между
отдельными порциями различно нагретого жидкого металла,
а также вследствие теплоотвода в твердый металл. По этой
причине энергетическое состояние ванны целесообразно характе-
ризовать не только возможными максимальными и минимальны-
ми температурами, но и средней температурой жидкого металла.
Она зависит от режима сварки (тока, напряжения, скорости
сварки), характера подачи присадочного металла, устойчивости
дуги и положения ее активного пятна. Например, средняя
температура ванны при аргонно-дуговой сварке алюминиевого
сплава АМгб может изменяться от 920 до 1050 К при возраста-
нии тока от 300 до 450 А при (/д = 14 В и от 1070 до 1200 К при
(/д—8 В, в то время как температура плавления сплава АМгб
составляет около 890 К.
231
ТЕПЛОВАЯ ЭФФЕКТИВНОСТЬ ПРОЦЕССА СВАРКИ
Во многих случаях, в особенности при сварке легированных
сталей и различных сплавов, требуется прежде всего получение
определенных механических свойств и структуры металла около-
шовной зоны и шва, которые зависят от длительности пребыва-
ния металла выше определенной температуры, скорости охлаж-
дения в необходимом интервале температур, повторного нагрева
и многих других особенностей термического цикла сварки
(см. разд. IV). Поэтому оценка эффективности процесса сварки
по энергетическим критериям часто оказывается второстепенной.
Однако для сталей, мало чувствительных к воздействию терми-
ческого цикла сварки, оценка эффективности различных режимов
сварки по энергетическим затратам необходима. Следует разли-
чать сварные соединения двух основных крайних типов: соедине-
ния, в которых преобладает наплавленный металл (заштрихо-
ванные участки на рис. 7.20, вверху), и соединения, образуемые
преимущественно в результате расплавления основного металла
(рис. 7.20, внизу). Для последнего типа соединений, например
стыкового, тепловую эффективность процесса целесообразно ха-
рактеризовать удельной затратой количества теплоты на единицу
площади свариваемой поверхности:
z=UI/FaX, (7.45)
где Дв1 — площадь соединения, свариваемая за 1 с; для одно-
проходной сварки встык, например F,Kl = v6; Ш—полная теп-
ловая мощность сварочного источника.
Эффективность использования тепловой энергии движущихся
источников теплоты характеризуют также так называемым тер-
мическим к. п. д. процесса проплавления основного металла:
*\i=vl\vphajq. (7.46)
Коэффициент гр выражает отношение условного теплосодер-
жания гДПрР^пл проплавленного за единицу времени основного
металла к эффективной тепловой мощности источника теплоты.
Величина теплосодержания в единице массы металла йпл включа-
ет в себя также скрытую теплоту плавления, затрачиваемую на
С присадкой. Без присадки
Рис. 7.20. Поперечные сечеиия сварных соединений (штриховыми линиями пока-
заны границы расплавления)
232
переход металла из твердого в жидкое состояние. Здесь принято,
что лишь теплота, истраченная на плавление металла, израсхо-
дована полезно, а остальная часть, ушедшая на подогрев метал-
ла, окружающего ванну, истрачена бесполезно. Расчетное опре-
деление гр для точечного и линейного источников теплоты соот-
ветственно в полубесконечном массивном теле и в пластине про-
водят по формулам (6.22) и (6.26). По ним определяют площадь
F„p в выражении (7.46), ограниченную изотермой ДГ=ГПЛ —Гн.
Для точечного источника гр возрастает с ростом безразмерного
критерия = qv/(a2phM), т. е. термический к. п. д. выше у мощ-
ных дуг, движущихся с высокой скоростью. Однако при ез —оо
не может быть выше 1/е = 0,368.
Соответственно для линейного источника теплоты в пластине
тр возрастает с ростом безразмерного критерия е2= <?/(6ар/гпл),
но не может быть более -72/(ле) = 0,484 в случае предельно
мощных линейных источников теплоты, т. е. при <?/6->оо.
Полный тепловой к. п. д. проплавления т]пр выражает отно-
шение vFBpph„„ ко всей (полной) тепловой мощности сварочного
источника теплоты UI. Источники теплоты, когда они использу-
ются для соединений, формирование которых происходит в ос-
новном в результате наплавки металла (см. рис. 7.20, вверху),
целесообразно оценивать по полному тепловому к. п. д. наплавки
Лн=^нр/1пл/([7/), (7.47)
где — площадь наплавки.
7.9. Тепловые процессы при электрошлаковой
сварке
Одна из наиболее характерных особенностей тепловых про-
цессов при электрошлаковой сварке — значительная распреде-
ленность источника теплоты. Основной металл подогревается
шлаком на довольно значительной длине, составляющей около
30...70 мм. На заключительной стадии нагрева кромки основного
металла разогреваются активной зоной шлаковой ванны и опус-
кающимся расплавленным электродным металлом, в результате
чего образуется металлическая ванна шириной, равной ширине
шва 26пр (рис. 7.21, а).
В простейших инженерных схемах расчета воспроизвести
сложную пространственную форму выделения теплоты при элек-
трошлаковой сварке не представляется возможным. Хорошо от-
вечает фактическому распределению температур и форме про-
плавления следующая расчетная схема источника теплоты
(рис. 7.21,6): в сплошной пластине без сварочного зазора f
движутся три (равномерных по толщине металла) источника
теплоты в виде линий AC, BD, расстояние между которыми равно
f,' и Мощность источника на линии соответствует
233
Рис. 7.21. Схема нагрева металла при электрошлаковой
сварке:
а — схема процесса; б — схема движения шлаковых дш и
металлического qu источников теплоты
количеству теплоты, приносимому расплавленным электродным
металлом в секунду:
(7.48)
где v —- скорость сварки; f и 6 — зазор и толщина металла;
р — плотность; /гпл — теплосодержание в единице массы металла,
если его определять от Ти до температуры шлаковой ванны в ее
активной зоне.
Мощность <7Ш двух источников АС и BD равна разности между
всей эффективной мощностью источника q и мощностью так назы-
ваемого металлического источника qK:
(7-49)
Теплота, выделяемая по линиям АС и BD и распространяю-
щаяся влево от АС и вправо от BD, соответствует подогреву кромок
пластин шлаковой ванной. Теплота, распространяющаяся вправо
от АС и влево от BD, вследствие ухода источников вперед
в основном создает тепловой поток через сечение A[Bt, что соот-
ветствует подогреву металла ванны со стороны шлака, который
имеет более высокую температуру, чем расплавленный металл
в ванне. Линейная интенсивность мощности равна q№/(2bnf)
у металлического и <7ш/(2/гш) у шлакового источников теплоты.
Такой нагрев предопределяет характер распределения темпера-
тур в пластинах. Изотермы подходят к свариваемым кромкам
под некоторым углом, отличающимся от 90° (рис. 7.22), нагрев
кромок происходит задолго до их плавления. Приращение темпе-
ратуры в любой точке может быть подсчитано с использованием
выражения (6.26) путем его интегрирования с изменением х
234
Рис. 7.22. Температурное поле предельного состояния при
электрошлаковой сварке, рассчитанное по схеме двух шла-
ковых и одного металлического источников теплоты
(6 = 10 см, f = 2 см, Лш = 6 см, = 10 кВт)
в пределах /гш, а у в пределах от — 5пр до 4~Ьпр при интенсивно-
стях металлического и шлакового источников, указанных выше:
\Т
vx/(2a)
4лЛ5&пр
(У4-&пр) ,
(у-6пр)
Яш \ q — vx/(2o)
{ *о[ -^-л/х2 + (У—^пр)2 ] +
+4 -g-vx2+(y+M2]} dx> (7-5°)
где р = д/1 -\-4ba/v‘2; 5 = 2а/(ср6); х, у—координаты точки, в
которой определяется приращение температуры.
Начало движущейся системы координат для уравнения (7.50)
находится в точке О (см. рис. 7.21,5). Так как заранее до рас-
чета значение 5пр неизвестно, то определение приращения тем-
пературы по формуле (7.50) может выполняться двояко — в за-
висимости от расположения точки и требуемой точности. Для
235
точек, расположенных вдалеке от линии сплавления, с макси-
мальным приращением температуры до 700...800 К можно счи-
тать bnp — f/2, что условно соответствует минимальной глубине
проплавления. При необходимости определения термических цик-
лов вблизи линии сплавления или самой глубины проплавления
вначале-нужно найти 6пр. Для этого необходимо в (7.50) про-
варьировать значения 6пр, положив в пределах интегрирования
первого интеграла, а также в подынтегральном выражении вто-
рого интеграла у = Ьпр, а ДГтах= Гпл—УД. Это условие означает,
что берется такое максимальное значение Д1В1 = 26пр, при кото-
ром еще достигается приращение температуры, обеспечивающее
температуру плавления металла в точке с координатой y=b„v.
После того как определено 6пр, расчет приращения температур
можно проводить для любых точек.
Следует обратить внимание на то, что при электрошлаковой
сварке даже без подогрева металла можно обеспечить весьма
малые скорости охлаждения, что важно, например, при сварке
легированных и, в частности, инструментальных сталей. Этого
можно достичь увеличением мощности металлического источника
теплоты путем увеличения сварочного зазора f до нескольких де-
сятков сантиметров.
Несмотря на то что при электрошлаковой сварке безразмерный
критерий теплоотдачи р = у/1 -}~4ba/v2 может быть близким к еди-
нице, его роль может оказаться существенной в образовании
неравномерности температуры по толщине ДГв при больших
значениях б.
При распространении теплоты в пластине от мгновенного ли-
нейного источника [см. формулу (6.6)] поверхностная теплоот-
дача учитывалась путем введения сомножителя e~bt, который
показывает уменьшение приращения температуры в среднем, не
отражая неравномерности по толщине б. Неравномерность темпе-
ратуры по толщине пластины ДГб при распространении теплоты
от мгновенного линейного источника теплоты может быть опре-
делена по формуле
4лХб/ '
_ Q с-лг/(4аЛУ 2sint]Xl —cosftl) с_п?4а</бг (7.51)
4лХ6/ г|< + sinrjicos Л/ ’ ' ’ '
где тц—корни уравнения T]Z-2%/(a6) = ctgT]/.
Функция Ф(ДГ) зависит от параметра аб/(2%). Для случая
электрошлаковой сварки значения аб/(2%) обычно находятся
в пределах от 0,2 до 1,0.
Приближенно функцию Ф(АГ) в интервале аб/(2%) = 0,2... 1,0
можно представить суммой заменяющих функций
- a6 4at / aS \ 4at
ф(Д7’) = 0,5—е~^'“^-0,164^-? ' ~
236
Рис. 7.23. Распределение прираще-
ний температур при электрошлако-
вой сварке плит {q/v = 2400 Вт/см,
v = 0,0167 см/с)
Рнс. 7.24. Распределение прираще-
ний температуры по длине свари-
ваемых стержней в процессе их на-
грева током
-0,336-^-е
2Х
20,3“10’11к/
4а/
(7.52)
Суммируя разности температур от бесчисленного множества
мгновенных линейных источников теплоты (см. п. 6.2), находим
A7'6=’d^e-"x/(2“,{ °>5 f 4 r^+4-g-] -
-0,|64-§-4лт/4+-М5’9-2'22<-)] -
-0.336<-4 ,^+-^>0,3-10.1^-)] ) . (7.53)
На рис. 7.23 в качестве примера показано распределение
приращения средней температуры на оси шва АГ и распределе-
ние разности температур ЛГв, вычисленное по уравнению (7.53)
для 6= 70 см, у=0.
7.10. Тепловые процессы при контактной сварке
и сварке с применением давления
КОНТАКТНАЯ СВАРКА СТЕРЖНЕЙ ВСТЫК
Нагрев стержней при контактной сварке встык осуществля-
ется проходящим током плотностью /, который совершает работу
при удельном сопротивлении металла рг и контактном сопротив-
лении R на границе между стержнями (рис. 7.24).
В общем случае из-за наличия контактного сопротивления
распределение температуры по длине стержня неравномерно.
237
Приращение температуры АГ можно формально представить как
сумму:
АГ = ДГ1 + ДГ2, (7.54)
где \Ti и ДГг—соответственно равномерная и неравномерная
составляющие приращения температуры АГ.
Приняв для расчета схему неограниченного стержня без теп-
лоотдачи в воздух, приращение температуры АГ можно рассчи-
тать, используя соображения, изложенные в п. 7.7 для случая
нагрева электродов током. Зависимость рЛ/(ср) от температуры
принимаем линейной. Приращение температуры АГ] находим
путем интегрирования уравнения (7.33):
АТ: = (е₽”'°/—1)/р, (7.55)
где wo — [рг/(ср)]27з/2—начальная скорость нагрева; t — время.
Значения [(рг/(ср)]г7з и коэффициента р, используемые для
расчета нагрева стержней при контактной сварке, приведены
в табл. 7.3.
Определение плотности тока / и температуры ЛГг осуществля-
ют по-разному в зависимости от способа контактной сварки.
Контактная сварка сопротивлением. При контактной сварке
сопротивлением ток плотностью j протекает непрерывно; его
среднее значение находят либо расчетным путем, либо с по-
мощью измерительных приборов. Обычно при сварке сопротивле-
нием низкоуглеродистой стали плотность тока составляет
2О...6ОА/мм . Значение АГ। находят по формуле (7.55).
Температуру &Т2 определяют, исходя из следующих расчет-
ных предпосылок. Предполагается, что контактное сопротивле-
ние R существует непродолжительное время; при этом в зоне
контакта выделяется суммарное удельное количество теплоты
Qi = k/j, (7.56)
Таблица 7.3. Численные значения коэффициентов, используемых
для расчета нагрева стержней при контактной сварке
Материал [рг/ (ср) ] 273' I О6, см4-к (А2.с) ₽• Ю3, 1/К /Ч,-10-64- А2 •с/см4 к- ЮЛ Дж/(А-см4)
Сталь 10 3,6 3,8 93...89 0,8... 1
Сталь 45 5,25 3,0 75...72 0,7...0,9
Сталь 25НЗ 5,6 2,23 78...75 0,9... 1
Сталь инструмен- тальная (0,1 % С; 0,58 % Мп; 12,2% Сг) 8,4 1,36 67...65 0,85...0,95
Сталь Р18 12 0,64 124 0,75...0,9
Сталь коррозионно- стойкая типа 18—8 16,7 0,28 62 0,38...0,5
Алюминий 1,35 2,33 250 0,7...0,75
Медь 0,53 2,8 880...850 0,5...0,55
238
где k — расчетный коэффициент, зависящий от свойств металла
и от давления. В табл. 7.3 максимальным давлениям соответ-
ствуют минимальные значения коэффициентов.
Теплота Qi для определения температуры в поздней стадии
процесса считается приложенной мгновенно при / = 0. Нагрев
стержня теплотой Q2 вызывает дополнительное повышение тем-
пературы и удельного сопротивления.
Приращение рг/(ср) от приращения температуры АГг составит
[рЛ/(ср)]27зРА7'2. Очевидно, что протекающий ток плотностью /
за единицу времени вызовет дополнительное тепловыделение
в единице длины стержня:
<? = сР{[р7(ср)]27з₽Л7’2}у2Л={ср[рЛ/(ср)] 273р/2ЛАГ2. (7.57)
Тепловыделение q пропорционально приращению температуры
АТг, т. е. по. структуре формула (7.57) совпадает с формулой для
определения теплоотдачи в воздух q=—арАТг, которая обычно
принимается также пропорциональной приращению температуры
(см. п. 6.1), но с противоположным знаком.
Таким образом, совместное действие источника Q2 и прохо-
дящего тока плотностью / может быть формально представлено
как процесс распространения теплоты от мгновенного источника
<?2 с дополнительным тепловыделением, пропорциональным при-
ращению температуры AT2. Дополнительное тепловыделение
формально можно представить как теплоотдачу с обратным
знаком. В этом легко убедиться, приравнивая q из уравнения
(7.57) и —apATV
ср[ рг/(ср)] 273р/2М7'2 = -арАГг. (7.58)
Из уравнения (7.58) находим
ap/(cpF)= -[Рг/(ср)]27з/2₽= -шо₽. (7.59)
Левая часть уравнения (7.59) равна коэффициенту темпера-
туроотдачи Ь для стержня (см. п. 6.1).
Используя формулы (6.8) и (7.59), получаем
ЛГ2 = 01 е-х7(4ао + рШс<_ (760)
срт/4яа/
Моменту достижения в стыке температуры Д, равной темпе-
ратуре сваривания металла (для стали, например, 1550...1650 К),
соответствует определенное значение произведения /2/н (см.
табл. 7.3), где ta—продолжительность нагрева стержней при
сварке.
При этом для осуществления сварки необходимо также
прогреть околоконтактную зону выше температуры Гд пластиче-
ского деформирования (для стали Тл— 800... 1000 К), с тем чтобы
обеспечить достаточную пластическую осадку.
В стадии выравнивания после окончания нагрева при />/„
239
температуру определяют отдельно для &Ti и ДГг по схеме бес-
конечного стержня:
фГ - х + ‘ 1 -фГ х~‘ 1 ) , (7.61)
где 2/ — длина нагревающейся части; ДГ1Н — приращение темпе-
ратуры ДГ1 в момент окончания нагрева; t — полное время про-
цесса с момента начала нагрева.
После окончания нагрева процесс распространения теплоты,
описываемый уравнением (7.60), продолжается, а процесс допол-
нительного тепловыделения, выражаемый членом прекра-
щается при t — tH:
\Т2 =——е-ж!/(4оо+₽«-»/., (7.62)
cp^jinat
Пример 9. Определить, до какой температуры нагревается стык стержней
из стали 10, соединяемых сваркой сопротивлением, к концу процесса нагрева
при плотности протекающего тока /= 40 А/мм2 = 4000 А/см , а также темпера-
туру стыка (х = 0) спустя /,ых= 10 с после окончания сварки. Длина стержней
между токоподводами /=1,5см.
Теплофизические коэффициенты для иизкоуглеродистой стали находим по
табл. 5.1: Х = 0,4 Вт/(см- К); ср = 5,0 Дж/(см3-К); а=0,08см2/с.
1. По табл. 7.2 для стали 10 находим
/% = 90-106 А2с/см4;
тогда необходимое время нагрева
1Рг/(ср)]273 = 3,6- 10-6 см4-К/(А2-с); ₽ = 3,8-10 3 1/К; fe = 0,9-10® Дж/см4.
Приращение температуры равномерного нагрева стержней определим по
формуле (7.55). Сначала найдем начальную скорость нагрева
шо = [р,/(ср)]27з/2 = 3,6- 10~6-40002= 57,5 К/с,
а затем, подставляя р, и /н в (7.55), Д7’1 = 637 К.
Приращение температуры Д7\> найдем по формуле (7.60) при t=i„, х=0,
а Q2 — по формуле (7.56):
Q2=k/j =0,9-1074000 = 2250 Дж/см2; ₽ш0/= 1,23;
2250 (23
ДГ2 —--- ----е'-2 = 647 К.
5-^4л-0,08-5,62
Полное приращение температуры в стыке определится как сумма
AT" । + ДТ2= 637+ 647 = 1284 К.
2. Полное время, прошедшее после начала нагрева стержней, равно сумме
времени нагрева и выравнивания температур
/=4 + /Шр=5,62+10= 15,62 с.
Приращение температуры ДЛ в период выравнивания находим по формуле
(7.61), при этом значение функции Ф необходимо найти в справочнике (для
нашего случая оно составляет 0,763); ДГ2 определяем по формуле (7.62) при
х=0:
ДТ| = Д7’1нФ| 1 ... 1 =637-0,763 = 487 К;
L V4a(i-4) J
240
\г>
2250
5 <4л-0,08-15,62
е123 = 388 К-
Приращение температуры спустя 10 с после сварки
ДТ = 487+ 388= 875 К.
Контактная сварка с прерывистым подогревом стержней и
последующим оплавлением. Прерывистый подогрев током можно
рассматривать как непрерывный подогрев в течение общего
времени током меньшей плотности
/эф=/7277и (7.63)
где 2tB — суммарная длительность периодов включения тока
плотностью J. В момент подогрева плотность тока составляет
10...40 А/мм .
Значение \Тi при сварке этим способом находят по формуле
(7.55) с заменой / на /эф по формуле (7.63).
Приращение температуры АГ2 находят по схеме непрерывно
действующего в течение неподвижного источника теплоты
в бесконечном стержне с дополнительным тепловыделением от
проходящего тока. Мощность источника теплоты
<72=^ (7.64)
где U,« 0,4...0,6 В.
Более высокие значения U* соответствуют малым скоростям
движения зажима машины и большим сечениям свариваемых
стержней.
Приращение температуры ЛГг найдем из выражения (6.29)
при и = 0 с заменой
Ь = — ₽ш0= —₽(Рл/(ср)]27з/эф;
Ar2 = —ч-—( (7 65)
ср^4ла о т/7-
Численное определение ЛГг производится по номограмме, при-
веденной на рис. 7.25, через безразмерные параметры темпера-
туры, расстояния и времени.
Стадия оплавления после прерывистого подогрева обычно
непродолжительна и происходит при меньших токах. Подогрев
от оплавления распространяется на небольшую длину, поэтому
приближенно можно считать, что к концу оплавления сохраня-
ется распределение температур, достигнутое к окончанию подо-
грева, но температура торца равна температуре плавления
металла.
Выравнивание температур может быть определено численно
с использованием указаний п. 6.3.
Пример 10. Определить приращение температуры при подогреве стыка при
сварке стержней из стали 10 оплавлением с прерывистым подогревом. Продол-
жительность подогрева (=10 с. Периоды протекания тока ~1 с, паузы — около
9—923
241
Рис. 7.25. Номограмма для определения ДТг через безразмерную тем-
пературу безразмерное время pwol и безразмерное рас-
стояние х s/fbwo/a от контакта при иагреве стержня непрерывно дей-
ствующим плоским источником 92 и током плотности j при сопротив-
лении, изменяющемся пропорционально температуре
1,2 с. Плотность тока при подогреве j = 20 А/мм2. Теплофизические коэффи-
циенты те же, что и в предыдущем примере.
Продолжительность цикла, включающая период нагрева и паузу, составляет
2,2 с. По формуле (7.63) находим эффективную плотность тока
/эф = 2071,0/2,2 = 13,5 А/мм2 = 1350 А/см2.
По табл. 7.3 для стали 10 находим
[Рг/(ср)]273 = 3,6 • 10”6 см4 • К/ (А2 • с); ₽ = 3,8 • 10“3 1 /К.
Найдем вначале
wa = Г ^—] /U = 3,6 • 10'6 13502 = 6,55 к/с,
L \ср) J273 v
а затем вычислим Д7\ по формуле (7.55):
ДП = 75 К.
Приращение температуры ДТг определим по номограмме рнс. 7.25. Расчет-
ную мощность источника теплоты найдем по формуле (7.64):
92 = = 0,5-1350= 675 Дж/см2.
Безразмерный критерий Вы>о/= 0,25.
Для стыка х=0, поэтому x^fiwo/a = O.
ДТУДсрР^о /92 = 0,3;
ДТ2 = 0.3 . 675 , = 907 К.
70,4 • 5-3,8-ю-3.6,55
242
Полное приращение температуры при подогреве
АТ = ДГ, + ДГ2 = 75 + 907 = 982 К.
Контактная сварка непрерывным оплавлением. При сварке
непрерывным оплавлением подвижные зажимы машины переме-
щаются с возрастающей скоростью. Зона, прилегающая к оплав-
ляемым торцам, в основном прогревается вследствие того, что
металл проводит теплоту от источника в зоне контакта и в мень-
шей степени вследствие теплоты Ленца — Джоуля, выделяемой
при протекании тока в стержне. При оплавлении с равномерно
возрастающей скоростью o = s/, где s — ускорение, распределение
приращений температуры в околоконтактной области описыва-
ется эмпирической формулой
ДТ=(Тпл-Г„)е-°^^, (7.66)
где Г„л — температура плавления
пература металла; х — рас-
стояние от оплавляемого
торца.
Для осуществления свар-
ки необходимо до осадки
прогреть зону длиной 2/ос
выше температуры Тя Мак-
симально допустимое уско-
рение Smax определяется при
этом из выражения (7.66)
по следующей формуле:
s — 1 3 °2 Г In 3
КОНТАКТНАЯ ТОЧЕЧНАЯ
СВАРКА
При точечной сварке теп-
лота, выделяемая в зоне
между электродами, расхо-
дуется на нагрев сваривае-
мого металла и на нагрев
участка электродов, приле-
гающих к зоне сварки.
Теплота, идущая на на-
грев свариваемого металла,
состоит из:
1) теплоты, затрачивае-
мой на расплавление стол-
бика металла свариваемых
листов толщиной 26, нахо-
дящегося между электро-
дами диаметром d3 (рис.
7.26, а):
металла; Тя — начальная тем;
йя
Рис. 7.26. Распределение приращений
температуры прн точечной сварке:
a — в момент выключения тока для опре-
деления выравнивания температур; б—
действительное и расчетное для определе-
ния Т
9*
243
Qi =(ж/^/4)26ср(Тпл—Тн), (7.67)
где ср(7'пл —FJ — среднее теплосодержание единицы объема рас-
плавленного металла;
2) теплоты, затрачиваемой на нагрев кольца металла шири-
ной х, окружающего центральный столбик. Условно принимается,
что объем этого кольца лх(</э4-х)26, а средняя температура на-
грева металла (7'пл—• Тн)/4
Q2 = £1nx(rf9 + x)26cp(7'nJ1-7'H)/4, (7.68)
где £1 = 0,8 — коэффициент, учитывающий неравномерность на-
грева кольца.
Размер х зависит от температуропроводности металла и вре-
мени сварки; x=4^[at.
Если диаметр электрода d3 в зоне контакта неизвестен, можно
принимать его равным диаметру ядра точки d„.
Введенная в металл теплота Q=Qi + Q2 после окончания
сварки и разведения электродов распространяется в пластинах
и отдается в окружающее пространство. Температурное поле на
этой стадии (рис. 7.26, б, штриховая линия) описывается схемой
мгновенного нормального кругового источника теплоты в пласти-
не с теплоотдачей:
ЗД26) е-г7([4Д(Ь + 01 - а//(ср6) /7 691
4лМ<о+<) ’
где t — время, прошедшее после выключения тока и разведения
электродов; to — постоянная времени, характеризующая распре-
деленность теплоты в пластине по радиусу в момент выключения
тока.
В ряде случаев to можно принимать близким к tCB. Вследствие
приблизительного описания начального распределения темпера-
тур при t = 0 уравнение (7.69) дает достоверные результаты
при температурах в центре пластины ниже 0,5(Тпл — Т^, когда
роль величины to невелика. На этой поздней стадии скорость
охлаждения центральной зоны точки вычисляют по формуле
4лЦТ-Т„)г (7.70)
Q/(26) ’ V ’
где Т„ — начальная температура свариваемых листов.
Чем жестче режимы сварки, тем меньше Q и тем выше ско-
рость охлаждения. При применении внешнего водяного охлажде-
ния скорости охлаждения будут значительно больше рассчитан-
ных по формуле (7.70).
Пример 11. Определить, в каких пределах изменяется скорость охлаждения
центральной зоны сварной точки низколегированной стали при Г =780 К, б =
= 2 мм, диаметре ядра точки d, = 0,7 см в случае сварки иа различных режимах.
Время сварки ( = 0,5 с и 1=1,5 с. Теплофнзические коэффициенты стали Х =
= 0,4 Вт/(см-К), ср = 5,0 Дж/(см3-К), а=0,08см2/с. Начальная температура
листов Т, = 300 К- Теплосодержание расплавленного металла по рис. 5.3 й =
244
= 1 300 Дж/г, ср( Т„л — Tj — ph = 7,8-1300 аг 10000 Дж/см3. Приближенно пола-
гаем, что d,a:dn.
По формуле (7.67) находим
Q, = -2-0,2-10 000= 1540 Дж.
По формуле (7.68) находим Q2. Предварительно вычисляем для двух слу-
чаев размер х, входящий в формулу (7.68):
а) при / = 0,5с х= 4-7 0,08-0,5 = 0,08 см;
Q2 = 0,8 • л • ОДО,7 + 0,8) • 2 • 0,2 • 10 000/4 = 3020 Дж;
б) при t= 1,5 с х = 4-70,08-1,5 = 1,38 см;
Qi = 0,8л• 1,38(0,07 + 1,38) • 2-0,2• 10 000/4 = 7200 Дж.
По формуле (7.70) находим скорость охлаждения:
a) Q= Qi 4-<?2= 1540 + 3020=4560 Дж;
w = 4 л-0,4(780 — 300/ 2 • 0,2/4560 = 102 К/с;
6) Q = Qi + Q2 = 1540+ 7200= 8740 Дж;
w = 4л -0,4(500 - 20)2 • 2 • 0,2/8740= 53 К/с.
Для уменьшения скорости охлаждения необходимо применять
либо более «мягкие» режимы с большим временем сварки, либо
подогрев листов.
ШОВНАЯ СВАРКА
Режим шовной сварки обычно подбирают и проверяют экспе-
риментально. Количество вводимой в металл на единицу длины
шва теплоты можно приближенно определять по теплосодержа-
нию расплавленного металла, находящегося между сварочными
роликами и имеющего объем У=&-2/-26-1 (рис. 7.27, а), где
k — поправочный коэффициент, близкий к единице, учитываю-
щий нагрев металла в околошовной зоне и определяемый экспе-
риментально, например калориметрированием. Если нахлестка
2L велика по сравнению с 2/, то процесс выравнивания темпе-
ратур можно рассчитывать по схеме стержня с теплоотдачей,
принимая расчетную толщину пластины равной 26, а начальное
распределение приращений температур на длине 2/
Рис. 7.27. Контактная шовная сварка внахлестку:
а — сварное соединение; б — схематическое распределение температур в начале периода
выравнивания температур
245
где & = а/(ср6); Тпд — температура плавления металла.
Скорость охлаждения точек пластины можно определить,
продифференцировав уравнение (7.71) по времени I. В некото-
рых случаях выражения для скорости охлаждения оказываются
громоздкими, тогда скорость охлаждения в необходимом интер-
вале температур определяют численно. Для этого подбором
находят /|, соответствующее температуре начала интервала Г,
в рассматриваемой точке тела, затем назначают (отличаю-
щееся на несколько секунд от и находят соответствующее
значение Т2.
Скорость охлаждения w = (Т| — — t?). (7.72)
Если нахлестка соизмерима с шириной шва, например со-
ставляет 2...3 ширины, то необходимо учитывать, что торцы А
пластины (см. рисунок) не пропускают теплоты. В этом случае
расчет ведется по схеме бесконечного стержня с начальным
распределением температур по двум зонам (рис. 7.27,6). Тор-
цы А как бы смыкаются в точке О.
Процесс выравнивания температуры определяется по формуле
дт= Гфf — of *-?+L) _i_
где & = 2a/(cp6).
(7.73)
Начало координат располагается в точке О (рис. 7..27,б).
ДУГОКОНТАКТНАЯ СВАРКА ТРУБ
Рассмотрим нагрев и охлаждение труб при дугоконтактной
сварке в случае нагрева дугой, перемещающейся в магнитном
поле (рис. 7.28, а). Вследствие большой скорости перемещения
дуги по кромкам трубы можно с достаточной точностью считать,
что в бесконечном стержне действует непрерывный плоский
источник теплоты с удельной мощностью
qi=q/F, (7.74)
где q — эффективная мощность дуги; F — площадь сечения
трубы.
Процесс нагрева трубы вплоть до сварки, как правило, не-
установившийся и температурное поле следует вычислять по
формулам для стадии теплонасыщения, например по формуле
(6.29) при о = 0 и & = 2а/(ср6). Удобнее пользоваться номограм-
мой для вычисления фь приведенной на рис. 6.11, в, и формулой
246
Рис. 7.28. Дугоконтактная сварка труб:
а — схема процесса; б — схема действия источника </2 в период нагрева и фиктивных
источника и стока теплоты в период выравнивания температур
А7’ = ф|—£2—e-M^t (775)
2 / ХсрЬ
где 6 = 2а/(ср6).
Приращение температуры точек кромок трубы в процессе
нагрева может быть вычислено непосредственно по формуле
(6.29) при х=0, и = 0. Интегрирование дает
А7\=о = —^=-Ф(-\М (7.76)
2-JbXcp
Процесс выравнивания температур определяют с использова-
нием понятий фиктивного источника и стока теплоты (рис.
7.28,6) —см. п. 6.1, 6.3 и формулу (7.75):
ЛЛ><н = (ф1<-фПв)-^==е-'^, (7.77)
2у ХсрЬ
где фи находят по номограмме, приведенной на рис. 6.11, в при
pi = \x\-\[b/a и Х\ — Ы, а ф1(в при Х\=ЫВ,
здесь tB — время выравнивания температур, т. е. время, прошед-
шее после окончания процесса нагрева (см. рис. 7.28,6).
Полное время t равно сумме времени нагрева t„ и выравни-
вания tB.
Температура точек стыка трубы, где х = 0, в процессе вырав-
нивания может быть найдена с использованием формулы (7.76)
в предположении, что одновременно действуют фиктивный источ-
ник и фиктивный сток теплоты:
= -Ф(лМ)]. (7.78)
2^jbXcp
Пример 12. Определить необходимую продолжительность нагрева кромки
трубы дугой, перемещающейся в магнитном поле, на 1350 К, если диаметр трубы
0 = 20 см, толщина стенки 6 = 0,8 см, ток / = 700 А, напряжение U = 36 В,
к. п. д. г] = 0,7. Материал трубы — сталь СтЗ [теплофизические коэффициенты:
%= 0,4 Вт/(см • К); ср = 5,0 Дж/(см3-К), а = 0,08см2/с, а=6-10-3 Вт/(см2-К)].
Для определения необходимого времени используем формулу (7.76). Вы-
числим вначале
b = 2а/(ср6) = 2 • 6 • 10“3/(5 • 0,8) = 3 • 10 3 1 /с;
247
q2 = q/F= 0,7-700-36/(n-19,2-0,8)= 365 Дж/см2;
ф(7>7)= T -2/'Ь).ср / q2= 1350-2-^3- 10 3-0,4-5/365= 0,573.
По таблицам находим
VbF= 0,562, />/ — 0,317, / = 0,317/(3-10-’)= 106 с.
СВАРКА ТРЕНИЕМ
Для расчетов длительности нагрева и термического цикла при
сварке трением можно считать источник теплоты равномерно
распределенным по сечению и неизменяющимся во времени.
Для тонких стержней и труб с одинаковыми сечениями и теп-
лофизическими свойствами, где необходимо учитывать теплоот-
дачу, справедливы формулы, приведенные выше для дугокон-
тактной сварки труб.
При нагреве стержней диаметром более 20 мм и труб с тол-
щиной стенки, превышающей 15 мм, можно пренебрегать влия-
нием поверхностной теплоотдачи и применять зависимости, по-
лученные для случая нагрева и охлаждения неподвижным плос-
ким источником теплоты бесконечных стержней без теплоотдачи.
Температура по длине стержня в процессе нагрева выражается
формулой (6.15). Приращение температуры контактного сечения
(х = 0)
АТ=д2л/7(л\ср) (7.79)
возрастает пропорционально мощности источника теплоты и
квадратному корню из времени.
Приращение температуры в стадии выравнивания после
окончания нагрева длительностью 1Я определится как разность
температур источника и стока теплоты, найденных по уравнению
(6.15):
* 1 7лх7(4а/) ' V 4а/ /
7лх2/[4а(/-/н)]
х2 \)
4а(/-/„)Я
Рис. 7.29. Процесс нагрева и вы-
равнивания приращения темпера-
туры ДГ в некоторой точке стержня
при сварке трением
(7.80)
где t — время, прошедшее с нача-
ла нагрева.
Для контактного сечения (х =
= 0) в стадии выравнивания тем-
ператур при t > tn
А Г = (<72 Д/ лА.ср) (V? — V / — /„).
(7-81)
248
Характеристики термического цикла — длительность /я пребы-
вания выше заданного приращения температуры \Та и мгновен-
ную скорость охлаждения — для необходимых точек с любым зна-
чением х можно определить путем построения графика (рис. 7.29)
по формулам (6.12) и (7.80) и последующим графическим диф-
ференцированием. Мгновенную скорость охлаждения стыка при
х = 0 можно получить из формулы (7.81) путем дифференциро-
вания ДГ по времени
Раздел III
ФИЗИКО-ХИМИЧЕСКИЕ
И МЕТАЛЛУРГИЧЕСКИЕ
ПРОЦЕССЫ ПРИ СВАРКЕ
Сварка металлов — универсальный метод получения не-
разъемных соединений, необходимых для создания самых разно-
образных конструкций и изделий во всех отраслях народного
хозяйства. Кроме металлов сварке подвергают и другие мате-
риалы — пластмассы, керамику, ситаллы и другие неорганиче-
ские материалы.
Наиболее широко применяется сварка металлов плавлением,
использующая энергию дугового разряда в различных условиях,
а также энергию электронного луча (ЭЛС) и лазера (ЛС). При
сварке плавлением металл нагревается до высоких температур
(>103 К), его химическая активность резко возрастает, и он
вступает во взаимодействие с окружающей средой. В результате
окисления свойства металла шва ухудшаются, а сварные кон-
струкции снижают свою работоспособность. Борьба с окисле-
нием металла и загрязнением его другими химическими соедине-
ниями — задача металлургии сварки.
Из обширного материала химической термодинамики и физи-
ческой химии здесь рассмотрены только те вопросы, которые
имеют непосредственное отношение к конкретным задачам сва-
рочной металлургии.
Глава 8
ТЕРМОДИНАМИЧЕСКИЕ И КИНЕТИЧЕСКИЕ
ОСНОВЫ МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ
8.1. Приложение первого начала термодинамики
к химическим процессам
ОСНОВНЫЕ ПОНЯТИЯ и ОПРЕДЕЛЕНИЯ
Термодинамика — наука об энергии и ее изменениях; область
ее применения необычайно широка.
Химическая термодинамика — самостоятельная часть общей
науки об изменениях и переходах энергии; в ее основе лежат
250
главным образом два закона, известные из курса физики: пер-
вый закон термодинамики, представляющий собой закон сохра-
нения материи и энергии, сформулированный в 1756 г. М. В. Ло-
моносовым, и второй закон термодинамики, позволяющий судить
о возможности самопроизвольного развития процессов в данных
физических условиях. Не довольствуясь общими феноменологи-
ческими уравнениями термодинамики, химическая термодина-
мика дополняет их квантово-механическим учением о строении
вещества, привлекает статистический метод и этим значительно
расширяет возможности исследования сложных материальных
систем.
Под термодинамической системой понимают комплекс физиче-
ских тел, находящихся во взаимодействии между собой, мыс-
ленно обособленный от окружающей среды.
Таким образом, термодинамическая система может взаимо-
действовать с окружающей средой.
Изолированной системой называется система, у которой за-
прещен энергообмен и массообмен с окружающей средой: =
= const; S£ = const.
Замкнутая система может иметь энергообмен с окружающей
средой, но массообмен запрещен: SAf = const; S£=#const.
Незамкнутые системы рассматриваются в особом разделе
термодинамики — термодинамика неравновесных систем: SAf=/=
=#const; const.
По своему строению термодинамические системы могут быть
гомогенными, т. е. однородными, если нет границ раздела между
отдельными их частями (газовые смеси, растворы), или гетеро-
генными, в которых существуют границы раздела между отдель-
ными частями системы — фазами, отличающимися друг от друга
или химическим составом, или физическими свойствами, обус-
ловленными строением (твердое тело — жидкость — пар и т. д.).
Таким образом, фазой называется часть гетерогенной систе-
мы, отделенная физической границей раздела, т. е. границей
резкого изменения свойств. Так как всякая граница раздела
обладает запасом свободной энергии, то в системах высокой
дисперсности свойства поверхностей раздела будут влиять на
состояние системы и даже доминировать над объемными свой-
ствами. Так, при высоком дроблении твердых или жидких фаз
изменяются их температуры плавления, температуры кипения.
Высокодисперсные системы могут создавать метастабильные си-
стемы — коллоидные растворы и аэрозоли. К таким системам
общие термодинамические закономерности уже не приложимы.
Совокупность всех свойств термодинамической системы опре-
деляет ее состояние.
Любая физическая величина, влияющая на состояние систе-
мы — объем, давление, температура, внутренняя энергия, энталь-
пия или энтропия, — носит название термодинамического пара-
метра или просто параметра. Для наиболее простой системы —
идеального газа — можно ограничиться двумя параметрами Т
251
и р, так как молярный объем v определяется из уравнения со-
стояния газа.
Изменение хотя бы одного параметра состояния приводит
к изменению всей системы, называемой термодинамическим
процессом.
Последовательное изменение состояния системы, в конечном
итоге приводящее ее вновь в исходное состояние, называется
круговым процессом или циклом.
Термодинамические процессы следует разделять на обрати-
мые и необратимые. Обратимым процессом называется такой
процесс, который, будучи проведенным в прямом и обратном
направлениях, не оставляет никаких изменений в окружающей
среде. Обратимый процесс можно рассматривать как сумму бес-
конечно близких равновесий, когда бесконечно малое изменение
параметров (внешних условий) может изменить направление
процесса. Поэтому истинно обратимый процесс может совер-
шаться только с бесконечно малой скоростью, с тем чтобы соблю-
далось условие равновесия или обратимости.
Обратимый процесс можно отождествить с термодинамиче-
ским равновесием, т. е. с таким состоянием системы, при кото-
ром взаимно компенсированные процессы не приводят к изме-
нению состава и параметров системы.
Работа, совершаемая обратимыми процессами, — максималь-
но достижимая, так как при изменении направления процесса
энергия не расходуется на изменения, остающиеся в окружаю-
щей среде.
В термодинамике различают также однородные и неоднород-
ные системы, подразумевая под этим равномерное или неравно-
мерное распределение свойств (концентрации, плотности, темпе-
ратуры, давления) по объему фазы.
Неоднородные системы — неравновесные и в них всегда воз-
можно возникновение необратимых процессов, таких, как тепло-
передача, диффузия и т. д. Такие системы рассматривает термо-
динамика необратимых систем, используя уравнения математи-
ческой физики (Фурье, Фика и др.). Эта область термодинамики
в настоящее время получила большое развитие благодаря широ-
кому применению ЭВМ.
ФОРМУЛИРОВКА ПЕРВОГО НАЧАЛА
ТЕРМОДИНАМИКИ
Первое начало термодинамики, окончательно сформулирован-
ное Джоулем в середине XIX в., представляет собой закон сохра-
нения энергии. Для замкнутых систем, способных обмениваться
энергией с окружающей средой, уравнение первого закона тер-
модинамики имеет вид
Q = A(J-M, (8.1)
где Q — энергия, полученная системой из окружающей среды;
252
AU — увеличение внутренней энергии системы; А — совершенная
системой работа.
Уравнение (8.1) исключает возможность получения какой-
либо дополнительной работы или построения вечного двига-
теля — perpetuum mobile 1-го рода невозможен.
Внутренняя энергия системы U, приращение которой Л U счи-
тается положительным при Q>A, представляет собой весьма
сложную термодинамическую функцию.
Внутренняя энергия U включает в себя все виды энергии
в веществах, составляющих систему, кроме энергии, созданной
гравитационными, электрическими или магнитными полями, а
также кроме кинематической энергии системы в целом (для дви-
жущейся системы).
Внутренняя энергия представляет собой термодинамическую
функцию, полностью определяемую состоянием системы или
определенным сочетанием параметров р, v, Т.
Поглощенная энергия Q, так же как и работа А, совершаемая
системой, характеризуют процесс изменения системы, и от на-
чального и конечного состояния системы они зависят неоднознач-
но, так как из начального состояния системы можно перейти
в конечное различными путями с различным изменением энергии
или работы.
Поэтому уравнение (8.1) записано в конечных разностях,
а не в дифференциальной форме. В дифференциальной форме
его можно записать только в том случае, когда известен закон
изменения параметров состояния и их соотношения.
В общем виде для бесконечно малых изменений состояния
системы уравнение первого закона термодинамики можно пред-
ставить в следующей форме:
bQ = dU + &A, (8.2)
где 6Q—бесконечно малое изменение энергии системы, поло-
жительное при поглощении энергии системой; dU — полный диф-
ференциал внутренней энергии системы; 64 — бесконечно малая
работа, положительная, если она совершается системой.
Изохорический процесс (о = const) изменения давления и
температуры определяется законом Гей-Люссака (р/Т = const;
V — const). При изохорическом процессе работа системы будет
равна нулю:
64 = pdv = 0.
Следовательно, уравнение (8.2) принимает вид
dQ = dU. (8.3)
Вся поглощенная системой энергия идет на увеличение запаса
внутренней энергии. Для идеального газа можно написать, что
253
где cv — молекулярная теплоемкость при постоянном объеме.
Расчетным уравнением для вычисления изменения внутренней
энергии при изменении от состояния 1 до состояния 2 будет:
2 2 2
J dQ — ^dU = J cvdT (для идеального газа), или
1 1 1
Q^Ui-U^c^Ti-TJ. (8.5)
ЭНТАЛЬПИЯ КАК ТЕПЛОВАЯ ФУНКЦИЯ
Изобарический процесс (p = const). Изменения объема газа
и температуры происходят по закону Гей-Люссака {v/T= const
при р = const). Первый закон термодинамики в этом случае будет
иметь следующий вид:
dQ = dU + dA = dU + pdv. (8.6)
Энергия изобарического процесса для изменения состояния
1—2:
Q\,2 = (U2 + PV2)~ (Ui + pwi). (8.7)
Выражение в скобках принимаем за новую термодинамическую
функцию — энтальпию Н, которая равна энергии, необходимой
для приведения системы в данное состояние, в том числе изме-
нению внутренней энергии и внешней работе. Таким образом,
изменение энергии можно представить так:
Q^=H2-H{ = \Hy (8.8)
где Н2 — энтальпия конечного состояния системы; Н\ — энталь-
пия начального состояния системы.
Изобарические процессы наиболее часто встречаются в обла-
сти высоких температур, в частности в металлургии сварки.
Рассмотрим изменение энтальпии реальных веществ, которые
могут менять свои фазовые состояния и теплоемкость которых
зависит от температуры и скачкообразно изменяется в момент
фазовых переходов. В общем виде уравнение для расчета энталь-
пии реального вещества, имеющего одно фазовое превращение
в твердом состоянии, будет следующим:
Гдр гпл
ДЯт=ДЯо + $ с(Р“)</7’ + Д//а„р„р+ $с(Р₽)</Г +
0 Г„Р
7*КИП 7
+ д//пл+ S c^dT + AHaca+ Sc^dT, (8.9)
7ал 7"кнп
где АНо — энтальпия моля вещества при Г=0К; ДЯаврпр, Д//пл,
Д//исп — энтальпия перехода моля вещества из одного фазового
состояния в другое (скрытые теплоты перехода) при температуре
данного фазового превращения; с(ра), ср , с^ж), срг) — молярные
теплоемкости вещества в зависимости от его фазового состояния.
254
Теплоемкость — основное энергетическое свойство вещества,
зависящее от его строения и температуры.
Теплоемкости определяются экспериментально (калориметри-
чески), но они могут быть и вычислены теоретически, исходя из
строения элементарных частиц и всего вещества в целом с доста-
точной степенью точности. При расчете теплоемкостей и энталь-
пий газов при высоких температурах, когда поглощение энергии
газообразным веществом происходит вследствие возрастания
•энергии поступательного движения молекул, вращательного
движения сложных молекул, колебательного движения атомов
внутри молекул и расхода энергии на возбуждение электронных
оболочек атомов, а в случае высокотемпературной плазмы
(~106 К) и на возбуждение ядерных структур (термоядерные
реакции). Суммируя все расходы энергии, можно в общем виде
представить уравнение теплоемкости газа следующим уравне-
нием:
Ср= R Сп-|- С вр-1- С кол-!- С элД" С я, (8.10)
где R — газовая постоянная; с„—теплоемкость поступательного
движения; свр—теплоемкость вращательного движения, по
Максвеллу; ск»л— теплоемкость колебательного движения внутри
молекулы, по Планку — Эйнштейну; сэл—часть теплоемкости,
идущая на возбуждение электронов; ся—часть теплоемкости,
идущая на возбуждение ядра.
Для удобства пользования при расчетах температурные функ-
Рис. 8.1. Изменение энтальпий газов в зависимости от темпера-
туры
255
ции теплоемкостей выражают уравнениями:
Cp=a + b7’ + c7’2 + d7’3
или
(8.11)
ср=а-\-ЬТ + с'Т 2
Коэффициенты этих уравнений, необходимые для расчета
энтальпий, приводятся в справочниках. Изменение энтальпий
некоторых газов в зависимости от температуры приведено на
рис. 8.1.
СТАНДАРТНЫЕ УСЛОВИЯ И ТЕРМОХИМИЧЕСКИЕ
РАСЧЕТЫ
При металлургических и термодинамических расчетах поль-
зоваться абсолютными значениями энтальпий (8.9), отсчитывае-
мых от О К, нет особой необходимости. Можно установить дру-
гой уровень отсчета, более удобный и более определенный, так
как в реальных расчетах нас интересуют лишь разности энталь-
пий перехода системы из одного состояния в другое.
За такой условный уровень отсчета приняты стандартные
условия: Т = 298,15 К = 25°С; р— 1,013-105 Па (нормальное
атмосферное давление, равное 760 мм рт. ст.).
Стандартная разность энтальпий будет
k 298,15 k
$ c(i}dT+ £Atfinp, (8.12)
/-*1 О <+1
где Н° — энтальпия при стандартных условиях, вычисленная по
уравнению (8.9); Но — энтальпия при абсолютном нуле.
Стандартные разности энтальпий, или, как их часто не совсем
правильно называют, стандартные энтальпии, рассчитывают на
1 моль вещества и выражаются в кДж/моль. Для упрощения
расчетов сделаны следующие допущения:
1. Стандартные разности энтальпий простых веществ в со-
стоянии, устойчивом при стандартных условиях, принимают рав-
ными нулю.
Например: А//н2=0, а ЛН°н=217,9 кДж/моль, так как при
стандартных условиях водород устойчив в виде молекул Нг,
а для получения атомарного водорода надо затратить энергию,
т. е. увеличить энтальпию на 217,9 кДж на 1 моль атомарного
водорода.
2. Стандартные разности энтальпий сложных веществ равны
обратному по знаку тепловому эффекту реакции (—Qp) образо-
вания их из простых в состояниях, устойчивых при стандартных
условиях. _
Для экзотермической реакции тепловой эффект реакции Qp
больше нуля, но так как энергия выделяется в результате умень-
шения энтальпии, то АЯ<0. Для реакций эндотермических Qp
меньше нуля, но разность энтальпий А/7>0, так как поглощен-
256
ная энергия увеличивает энтальпию системы Например, Д//н2о=
= —285,83 кДж/моль; A//°no= +91,26 кДж/моль.
В настоящее время в расчетах тепловые эффекты не исполь-
зуются и в справочной литературе приводятся данные только по
разностям энтальпий. Изменения энтальпий системы при совер-
шении химической реакции в ней рассчитывают следующим
образом: стандартные разности энтальпий начальных продуктов
учитывают со знаками минус, а конечных продуктов реакции —
со знаком плюс. Например, чтобы определить разность энтальпий
реакции сгорания ацетилена, по справочным данным находим:
Д//£2н2 =+226,75; А/7^2Ог| = —241,82; АД£02 =—393,51 кДж/моль.
Запишем уравнение реакции горения ацетилена:
С2Н2 + 5/2О2=2СО2 + Н2О
АЯреакц=—226,75—О -2X393,5-241,82 =
= — 1255,57 кДж на 1 моль С2Н2.
Если необходимо вычислить разность энтальпий какой-нибудь
химической реакции при условиях, отличающихся от стандарт-
ных, то тогда надо учесть зависимость разности энтальпий от
температуры. Это можно сделать по следующим уравнениям:
для газообразных веществ
т
ЬНг=ЬН° + Ъп $ c^dT, (8 13)
298,15
где Sn — сумма коэффициентов реагирующих веществ, причем
начальные продукты берутся со знаком минус; с^ — теплоем-
кость данного вещества в зависимости от температуры (из спра-
вочных данных).
Например, для реакции горения водорода можно записать:
2Н2 + О2=2Н2Ог
\Нт= А//0 — 2 $ c^dT- $ c°’dT + 2 $ cpH1W;
298,15 298,15 298,15
для веществ, находящихся при стандартных условиях в жид-
ком или в твердом состоянии, кроме учета нагревания системы
т
( $ cpdTj, необходимо ввести поглощение энергии на измене-
' 298,15 '
ние агрегатных и фазовых состояний (А/7пр). В этом случае урав-
нение будет более сложным:
т
\Нт=^\Н° + ^п $ CpdT + ^n\HBp, (8.14)
298,15
где АЯпр—для начальных продуктов учитывают со знаком ми-
нус, а для конечных продуктов — со знаком плюс.
257
Таблица 8.1. Значение разностей энтальпий некоторыхвеществ
при стандартных условиях
Вещество дя°, кДж /моль Вещество AW’. кДж/моль Вещество Л//°, кДж/моль
н* 0,00 FeOKp —263,68 сн,г -74,85
Нг 4- 217,98 Fe3O4 — 1117,71 С2Н«Г -84,67
н2о„ —241,81 SiO2 „ —859,30 СзНв, -103,90
Н2ОЖ -285,83 Т,С14ж —800,00 с4н,0г -124,70
сог -110,50 TiO2 рут —943,9 С2Н4г 4-52,28
со2, —393,51 Mgcf2 кр —641,83 С2Н2Г 4-226,75
Для многих веществ интегралы с теплоемкостями просчитаны
и приведены в справочной литературе в виде таблиц с графой
(Нт— //мела) для различных температур. Пользование такими
таблицами существенно облегчает расчет.
Пример I. По данным, приведенным в табл. 8.1, определить разность энталь-
пий приведенных ниже реакций и их эндо- или экзотермичность.
1) СО+Н2О„ар= СОг +Нг; 2) FeO-|-СО= Fe + СО2; 3) Fe3O,4-4CO =
= 3Fe + 4CO2;
4) 2FeO+ Si = 2Fe + SiO2; 5) TiCI4 4- 2Mg = 2MgCl2-f-Ti;
6) 2FeO 4- Ti = 2Fe + TiO2.
Пример 2. Определить Д/Л реакции образования водяного пара при темпе-
ратурах 1000 и 2000 К, зная уравнения температурной зависимости теплоемко-
стей газов, участвующих в реакции, пользуясь табл. 8.1. Значения коэффициен-
тов уравнения теплоемкостей приведены ниже:
Газ.........................Н2 О2 Н2О
а.......................... 27,28 31,46 30,0
&-103 ...................... 3,26 3,39 10,71
с'-Щ-5 .................... 0,502 —3,77 0,33
Для уравнения реакции 2Н2 + О2= 2Н2О„ напишем формулу (8.13) полностью:
Д/7г=Д/7°+2п 5 c„dT = &Hl>+ 5 (-2cpH<-c^+24'>0)dr.
298,15 298,15
Определяем Д//°= — 0—0—2Х 241,84= —483,68 кДж = —483 680 Дж.
Запишем уравнения теплоемкостей с учетом числа молей:
- 2срн’ = - 27,28 • 2 -3,26 • 2 -10~3 • Т - 0,502 • 2 • 105 • Г~2;
-с°-=-31,46-3,39-Ю^-ТЧ-3,77-105-Г-2;
4-2с^° = + 30,0 • 24-10,71 • 2 • 10"3 • Г4-0.33- 2-105 • Г~2;
2 пс,= — 26,02 4- 11,51- 10~3-Т4-3,426- 105-Г“2.
Записываем расчетное уравнение для ДЯТ:
ДЯГ=-483 6804- 5 (-26,024-11,51 -10~3-Г4-3,426-105-Г“2).
298.15
После интегрирования этого выражения получим
Д//г = - 483 680 - 26,02(Т - 298,15) 4- (11,51 /2) 1О”3^2 — 298,152)—
— 3,426 -10э( 1 / Г — 1 /298,15).
258
Подставляя указанные в условии температуры, получим ответы: ДЯюоо =
— —495 933 Дж; Д//2ооо= —505 664 Дж.
Следует обратить внимание на весьма небольшое изменение разности энтальпий
реакции в зависимости от температуры:
ДЯ2000-Д//0
Х7Г
100% =4,54%.
Таким образом, для ориентировочных расчетов можно пользоваться стандарт-
ными значениями разности энтальпий, если абсолютная величина их ~400 кДж.
Если абсолютная величина разности энтальпий будет меньше, то относительная
ошибка будет больше.
8.2. Второе начало термодинамики и его применение
к физико-химическим процессам
Второе начало термодинамики, предсказанное еще М. В. Ло-
моносовым, было окончательно установлено в середине XIX в.
Клаузиусом и Гельмгольцем (1850—1851). Оно позволяет опре-
делить возникновения самопроизвольно протекающих процессов
в термодинамических системах и формулируется так: при само-
произвольном переходе теплоты от нагретого тела к холодному,
часть тепловой энергии может быть переведена в работу.
Формулировка второго начала
термодинамики
Исследование идеального цикла тепловой машины. С. Карно
позволило установить условия для получения работы за счет
тепловой энергии и тем самым сформулировать второе начало
термодинамики. Цикл Карно совершается между двумя изотер-
мами и двумя адиабатами (рис. 8.2), причем предполагается
полная обратимость процессов. Подсчитывая изменения пара-
метров состояния, значения работы и теплоты при отдельных
процессах, можно показать, что в результате проведенного
цикла получили работу, равную площади 1,2,3,4,1, очерченной
циклом, в свою очередь равную
разности взятой Qj (на участке
1—2) и отданной Q2 (на участке
3—4) теплоты (Qi — Q2). Мате-
матически это можно выразить
уравнением:
Лц= Qi — Q2 = /?[1п(и2/
/оОЦЛ - Т2). (8.15)
Введем понятие термического
коэффициента полезного действия
цикла, отнеся полученную работу
к теплоте, взятой из среды с тем-
пературой Гц
Пе— (Q1 -г Qi)/Qi = Л ц/Q1 =
= (Г1-Г2)/Г1. (8.16)
Рис. 8.2. Цикл Карно в р-и-коорди-
натах
259
Следовательно, процесс получения работы сопровождается
переносом теплоты от более нагретого тела (7"i) к менее нагре-
тому (Т2). Поэтому perpetuum mobile II рода невозможен, так
как он должен создавать работу только в результате понижения
температуры окружающего пространства при 7 = const. Следова-
тельно, коэффициент полезного действия такого устройства будет
равен нулю
Таким образом, второй закон термодинамики формулируется
следующим образом нельзя построить периодически действую-
щую машину, которая только совершала бы работу и охлаждала
резервуар теплоты в работу можно превратить лишь часть теп-
лоты, самопроизвольно переходящей от нагретого тела к холод-
ному
Если провести цикл Карно в обратном направлении, то тепло-
та будет переходить от холодного тела к нагретому в результате
затраты внешней энергии (холодильный цикл).
Теплота не может самопроизвольно переходить от холодного
тела к нагретому
Полученные соотношения попробуем применить к молекуляр-
ным процессам, происходящим в термодинамических системах
Рассмотрим цикл Карно между двумя бесконечно близкими
изотермами В этом случае термический коэффициент полезного
действия
r\ = dQ/Q = dT/T=dA/Q
(8-17)
такого цикла будет стремиться к нулю. Из этого выражения
можно определить теплоту Q, сообщенную в систему при темпе-
ратуре Т:
Q = TdA/dT.
(8.18)
Полученное выражение справедливо для обратимых процес-
сов. Представим себе процесс обратимого испарения (рис 8 3, а),
при котором жидкость, переходя в пар, будет производить работу
а) б)
т/?-const г
т = const
I I
А Нисп Нисп
Рис 8 3 Обратимый(а) и необрати-
мый (б) процессы испарения
расширения, перемещая поршень,
нагруженный давлением насы-
щенного пара жидкости, вверх
при постоянной температуре Т.
Если бы цилиндр не был закрыт
поршнем, то процесс испарения
совершался бы необратимо, так
как молекулы пара диффундиро-
вали бы в окружающее простран-
ство (рис. 8.3, б).
Работа обратимого процесса
испарения может быть определе-
на следующим образом.
А = p(v„— v ж).
260
Так как давление насыщенного пара — функция температу-
ры, то можно записать:
dA / dT=(dp / dT)(v v ж)
(изменением удельных объемов жидкости и пара от температуры
пренебрегаем).
Подставляя полученное выражение в (8 18), одновременно
заменяя Q на теплоту испарения Д//исп, получим
\H„Qa=T(dp/dT)(v„— ож). (8.19)
Это уравнение (8.19) носит название уравнения Клаузиуса —
Клапейрона и имеет большое значение для изучения фазовых
превращений — плавления, возгонки (сублимации), полиморф-
ных превращений в твердом состоянии
В общем виде это уравнение можно записать так:
AHnf—T(dp/dT)Xvn?. (8.20)
Уравнение Клаузиуса — Клапейрона для испарения можно
решить с некоторыми допущениями- 1) отбросить за малостью
объем жидкости по сравнению с объемом пара, 2) считать при-
ближенно, что насыщенный пар подчиняется уравнению состоя-
ния газа (v — RT/p). Тогда можно записать:
ХН нсп= T(dp /dT)RT/p=RT2d(\np)/dT. (821)
Уравнение (8 21) можно решить с различными степенями при-
ближения
1. Полагаем А//ИСп= const, тогда
\np = -KHK^RT) + C (8 22)
2. Задаем в виде температурного ряда значение Д//ис„:
КНЯСП=ХН0 + аТ + ЬТ2.
После интегрирования получаем следующее уравнение:
1пр= -KH0/(RT) + (a/R)\nT + (b/Ryr+ С. (8.23)
Постоянную интегрирования обычно определяют по экспери-
ментальным данным, а само уравнение преобразуют после пере-
хода к десятичным логарифмам в следующее:
\gp=-A/T + B\gT + CT + D. (8.24)
В эту форму уравнения хорошо укладываются зависимости
давления насыщенного пара от температуры для очень многих
веществ. Некоторые данные для расчета приведены в табл. 8 2.
При высокотемпературных процессах сварки давление насы-
щенного пара свариваемого металла над ванной может быть
весьма значительным. По данным табл. 8.2, кроме давления на-
сыщенного пара, можно найти температуру кипения или разность
энтальпии при испарении.
261
Таблица 8.2. Данные для расчета давления насыщенного пара
для некоторых металлов
Вещество Значения коэффициентов в уравнении (8.24) Температурный интервал, К
А В С- 103 D
А1ж —16450 — 1,023 14,484 1200...2800
Сгж — 15700 — — 10,804 т т 1 ПЛ'" 1 кип
Сиж — 17650 — 1,273 — 15,514 »
Fe. —20150 — 1,27 — 16,104 »
Mg« —7610 — 1,02 — 13,734 »
Мпж — 15240 —3,04 — 19,44
Мож —32150 —0,045 0,27 12,364 2900...3500
NI. — 18000 — — 10,294 т т
— 17100 — 1,022 — 14,434 »
Ti„ —22100 — — 11,259 »
WT —4200 —0,46 0,164 11,954 2000... 3500
ZnM —6670 — 1,126 — 14,124 т т * ПЛ'" * кип
Примечание. Для А1Ж температурный интервал 1200...2800 К, Мож—
2900...35 000 К; W, = —2000...3500 К, для остальных веществ — ТПЛ.. ТКЯ|1.
Например, используя данные табл. 8.2 и уравнение (8.24),
можно определить температуры кипения хрома при нормальном
давлении (1,013-105 Па) и в вакууме с остаточным давлением
1,33-10-4Па (10-6мм рт. ст.), которые равны соответственно
2707,6 и 1069 К.
Разность энтальпий испарения меди можно определить как
функцию температуры, используя данные табл. 8.2:
Л//исп=337 800 — 24,362 Т, Дж/моль.
ЭНТРОПИЯ КАК ТЕРМОДИНАМИЧЕСКАЯ ФУНКЦИЯ
Рассмотрим цикл Карно между двумя бесконечно близкими
адиабатами (рис. 8.4). Работа этого элементарного цикла будет
тоже бесконечно мала, но термический коэффициент полезного
действия может быть достаточно высоким:
r\=(dQ\ —dQ2~)/ dQi=(Ti-T2)/Ti. (8.25)
Разделим дроби почленно на знаменатель и получим
I—dQ2/dQ\ = l— Т2/Т\.
Вычитая из единицы обе части равенства, получаем
dQ2/dQi = 7’2/7’1 или dQ2/T2-dQi/Tl = 0. (8.26)
Отсюда можно записать для любого обратимого цикла:
§dQ/T=O. (8.27)
262
Следовательно, в любом
обратимо проведенном цикле
все изменения величины dQ/T
в конечном итоге равны нулю.
По теореме Грина, пред-
ставляющей собой частный слу-
чай теоремы Остроградского,
можно заменить подынтеграль-
ное выражение полным диф-
ференциалом другой функции
от тех же параметров, если
интеграл по контуру обращает-
ся в 0.
Клаузиус ввел понятие но-
вой функции от тех же пара-
метров (р, v, Т), обозначил ее
s и назвал энтропией, исходя из
Рис. 8.4. Цикл Карно между беско-
нечно близкими адиабатами
условия:
ds — dQ/T или dQ=Tds. (8.28)
Используя эту функцию, можно записать уравнение (8.28)
в следующем виде:
§ds=0, (8.29)
т. е. при проведении обратимого цикла изменение энтропии в
системе равно нулю (результат распространяется на все случаи
обратимых циклов). Если же цикл необратим, то работа будет
меньше, чем в обратимом, проведенном в тех же условиях:
Л = (rfQi - dQ2)/dQi <(1\ - Тг)/Т>. (8.30)
Следовательно, после аналогичных предыдущему преобразо-
ваний придем к другому результату:
§ dQ/T>0; §dQ/T=O, (8.31)
необр обр
т. е. при проведении необратимого цикла изменение энтропии бу-
дет больше нуля или энтропия системы увеличивается.
Рост энтропии указывает наличие в системе необратимых про-
цессов; s стремится к максимальному значению при равновесии,
т. е. когда все необратимые процессы будут закончены. Можно
из определения энтропии записать:
ds = dQ/T = dU/Т+ pdv/T
или при условии f/=const и v=const
ds—► 0; S—► S tna»
т. e. стремление энтропии к максимальному значению (условия
экстремума ds>0) указывает на приближение системы к равно-
весию.
263
ЗАВИСИМОСТЬ ЭНТРОПИИ ОТ ТЕМПЕРАТУРЫ,
ФАЗОВОГО СОСТОЯНИЯ И КОНЦЕНТРАЦИИ
Энтропия — весьма информативная функция, которая зависит
ие только от параметров процесса (р, и, Т), но и от свойств
систем, участвующих в этом процессе.
Зависимость энтропии от температуры легче всего определить
для моля идеального газа. По условию,
ds = dQ/T.
Заменяем dQ, используя уравнение первого начала термо-
динамики:
ds = dU/Т Д- pdv /Т.
Для идеального газа dU—cvdT, а заменяя p = RT/u по урав-
нению состояния Клапейрона — Менделеева, получаем
ds = cvdT/Т Д-Rdv/v .
После интегрирования в пределах от абсолютного нуля до Т
получаем
Sr=so + ct,ln7' + 7?lnu, (8.32)
где St— энтропия моля идеального газа при температуре Т, so —
энтропийная постоянная (или s—О при ОК); с„ — молярная теп-
лоемкость газа при v=const; v — молярный объем газа.
Из уравнения (8.32) видно, что энтропия представляет собой
функцию температуры, давления (через молярный объем), ио
она также зависит от величины с„. Теплоемкость идеального
газа зависит от строения молекул: для одноатомного газа с„ =
= (3/2)7?, а для двухатомного газа из-за увеличения степеней
свободы движения она будет равна с„ = (5/2)/?. Таким образом,
даже в самом простейшем случае энтропия отображает строение
частиц, составляющих систему. Для реальных веществ, у кото-
рых при изменении температуры существуют фазовые превраще-
ния, энтропия должна изменяться при каждом превращении.
Ее изменение можно определить по формуле
Д5 = Д//ПЙ/Т„Р (8.33)
где ДЯпр—изменение энтальпии при изменении фазового со-
стояния; /"„р— температура превращения.
Расчетное уравнение для энтропии реальных веществ стано-
вится весьма сложным, так как оио должно учитывать изменение
фазовых состояний и температурные зависимости теплоемкости,
меняющиеся для каждого фазового состояния системы. В общем
виде его можно представить уравнением
da)dT ЬН « Тс (<ndT
о _ „ I V СР U1 | । V 1р и‘ I
st — $0 + J —7---1—=-----h J —т---г
0 ‘ '"Р«=Р Тпра-р 1
264
7кип т / р <
+ ^-+ + (8-34)
* ПЛ Т * * КИП •»• *
г„п
где ср— молярные теплоемкости вещества в данном фазовом
состоянии; Д//пр— разности энтальпий фазовых превращений.
Кроме температуры, давления и фазового состояния энтропия
очень сильно зависит от концентрации вещества в данной систе-
ме. Концентрация в смеси веществ или в растворах в термодина-
мике определяется через мольные доли, определяемые отноше-
нием числа молей данного вещества к сумме молей всех веществ,
участвующих в данной системе:
M = (8.35)
где н, — число молей данного компонента; N, — его мольная
доля.
Рассмотрим процесс смешения двух идеальных газов, не реа-
гирующих между собой. Пусть в двух частях объема, разделен-
ного перегородкой А, находится гц молей первого и иг молей
второго газа (рис. 8.5, а).
Если удалить перегородку А (рис. 8.5, б), то произойдет пере-
мешивание газов в результате диффузии и иа каждый моль газа
любого компонента будет приходиться часть общего объема
смеси Ко:
Vo = aS п,; vl = v'Zn1/nt
Следовательно, энтропия любого моля компонента i в смеси
s'z=so + Cu,ln T-l-^ln гц/гц.
Преобразуем выражение st следующим образом:
Sr=(so + Cv,ln Г + /?1пц) — /?1пМ,
где Nt = rit/lLn, — мольная доля данного
вещества в смеси (уменьшаемое — тепло-
вая, вычитаемое — концентрационная
части).
Полученное выражение определяет
очень важное понятие, а именно рассея-
ние или диссипацию вещества, так как
если N, -> 0, то энтропия стремится к бес-
конечности, т. е. выделение вещества в
чистом виде из данной смеси будет воз-
можным лишь при очень большой затрате
энергии. Это и создает громадные труд-
ности при выделении в чистом виде «рас-
сеянных» металлов, таких, как бериллий,
иттрий и др.
Рис 8 5 Объем с двумя
1 азами до (а) и после (б)
их смешения
265
СТАНДАРТНЫЕ УСЛОВИЯ
Большое количество факторов, влияющих на значение энтро-
пии, вызывает необходимость стандартизации табличных значе-
ний энтропии для различных веществ. Табулируются значения
энтропий чистых веществ в Дж-моль-1-К-1, измеренные при
стандартных условиях (7=298,15 К; р=1,013-105 Па). Значения
энтропий ряда веществ приведены в табл. 8.3.
Если исследуется процесс при температурах, отличных от
стандартных (7=298,15 К), то значения энтропий, взятые из
таблиц для стандартных условий, надо пересчитывать по урав-
нению
s°7=sk.15 + S $ -^Д+2^. (8.36)
298,15 1 '"Р
Для веществ газообразных, не испытывающих фазовых пре-
вращений,
г
„о_____о । С CpdT
$ 7= S 298.15+ J —+—•
298.15 1
Для многих веществ значения энтропий просчитаны при различ-
ных температурах и в справочной литературе можно найти таб-
лицы (s°j—s 298.15), что значительно упрощает расчеты. Учет кон-
центраций для газовых смесей следует вести по уравнению
s'T=s°-R\nNi. (8.37)
Для других систем (растворы) надо учитывать активные кон-
центрации и коэффициенты активности.
Пример 3. кассовая доля углерода в стали 35 составляет 0,35%. Опреде-
лить энтропию моля углерода в стали 35, считая коэффициент активности
углерода в стали за единицу.
s?98.is= s’ — R 1пАг, s’=5,74 кДж/(моль - К);
0,35/12
Nc~ 0,35/12 4-99,65/56 ~ °’0I6; ln/Vc = — 4135;
sc =5,744- 8,31 -4,135 = 40,1 Дж/(моль-К).
Энтропия углерода возросла в ~7 раз.
Таблица 8.3. Значения стандартных энтропий So для некоторых веществ
Вещество So, Дж/(моль» К) Вещество So» Дж/(моль» К) Вещество So, Дж/(моль- К)
Нг 114,6 Н2о„ 188,74 FeK. 27,15
н2г 130,6 н2ож 69,96 FeOK|, 58,79
ог 160,95 НгОцр 39,33 151,46
О2Г 205,03 Сгр 5,74 Fe2O3 89,96
Nr 153,04 с6г 197,4 Al 28,31
N2r 191,5 CQ>r 213,6 АЬОзкр 50,94
266
8.3. Энергия Гиббса и учение о равновесии
в гомогенных системах
Как уже рассматривалось в и. 8.2, энтропия как термодинами-
ческая функция может указывать своим изменением направление
самопроизвольно протекающих процессов, а также стремление
системы к состоянию равновесия:
ds—>-0; s—*smax, при G=const w = const.
Для физико-химических процессов условие постоянства внут-
ренней энергии очень неудобно, так как при химических реак-
циях или фазовых превращениях она неизбежно изменяется.
Большинство металлургических процессов совершаются при
постоянном давлении и температуре, поэтому для исследования
условий равновесия металлургических реакций будем использо-
вать функцию G — энергию Гиббса, которую сам автор назвал
термодинамическим потенциалом:
G = U-Ts + pV;
dG = dU — Tds — sdTpdvvdp. (8.38)
Так как Tds=dQ = dU-j- pdv, подставляя это значение,
получим
dG = — sdT -j- vdp.
Следовательно, для обратимого процесса при условии Т =
= const и р —const
dG—►О; G—Gniin-
Стремление энергии Гиббса G к минимальному значению
(условие экстремума) указывает на приближение системы к рав-
новесию при постоянной температуре и постоянном давлении,
т. е. в условиях, приемлемых для исследования металлургических
процессов.
Широкое применение функции G для изучения металлур-
гических процессов требует ее некоторого дополнительного ис-
следования.
Для обратимого процесса или равновесия значения частных
производных будут:
dG ——sdT + vdp;
( dGX . ( dGX (8.39)
\ дт)~ s' ( др)-v-
Таким образом, энергия Гиббса может быть рассчитана на
1 моль вещества, так же как и энтропия, так как v представляет
собой молярный объем при данных условиях.
Энергия Гиббса системы, состоящей из многих компонентов,
будет зависеть от их концентрации или активности, а также от
267
возможного взаимодействия между ними. Полный дифференциал
энергии Гиббса в этом случае будет
М^+(<)а+( >-+(>-+•
(8.40)
где «1, «2 и т. д. — числа молей компонентов в системе.
Если положить значение частной производной (dG/dnt)=iL,,
то получим новую функцию — химический потенциал, зависящий
от р и Т, а также от состава системы или активной концентрации
данного компонента. В этом случае условие равновесия можно
записать так:
А
5р-<с(и<=0, (8.41)
<=1
или, вводя коэффициенты уравнения химической реакции,
А
Sp,<v.=0. (8.42)
/“1
Таким образом, условие обратимого равновесия должно соот-
ветствовать и постоянному составу системы, в которой все изме-
нения должны быть взаимно компенсированы.
Соотношения рассмотренных функций для термодинамических
систем удобно представить в виде следующей схемы, предложен-
ной В. А. Киреевым:
Энтальпия или энергосодержание Н
Внутренняя энергия U pv
Ts Свободная энергия F рь
Ts Энергия Гиббса G
ВЫЧИСЛЕНИЕ ЭНЕРГИИ ГИББСА И УСЛОВИЯ РАВНОВЕСИЯ
Обычно энергию'Гиббса выражаем сокращенно:
G = H-Ts, (8 43)
так как U-[-pv представляет собой уже известную функцию —
энтальпию Н (см. схему). Для вычисления энергии Гиббса
известны расчеты энтальпий из первого начала термодинамики
(см. п. 8.1) и расчеты энтропий как чистых веществ, так и их
смесей (см. п. 8.2), поэтому расчет равновесий с помощью изме-
нения энергии Гиббса не представит особых затруднений.
268
Для чистых веществ энергия Гиббса будет равна G — H—Ts,
и величины, входящие в это уравнение, можно считать извест-
ными Используя эти данные, можно вести расчет фазовых пре-
вращений, так как энергии Гиббса для условия равновесия долж-
ны быть равны между собой, а разность между ними обращается
в нуль:
AG = — G1 -f- G2 = 0.
Расчет химических равновесий в гомогенной среде. Гомоген-
ной называется .система, в которой отсутствуют границы раздела,
делящие ее на отдельные части, и частицы всех веществ, состав-
ляющих эту систему, находятся в одинаковых условиях теплового
движения. Такие системы представляют собой, например, газо-
вые смеси или растворы
Общее условие равновесия — равенство нулю изменения
энергии Гиббса:
dG=0; AG = 0.
Рассмотрим расчет равновесия на примере диссоциации угле-
кислого газа, которая возникает при сварке в струе СОг‘-
2СО + О2 2СО2.
При равновесии
AG — —2G со— G Ог+ 2 G сог=0.
Однако любая равновесная система представляет собой смесь
различных газов, на значение энтропий которых будет влиять
концентрация;
s'T—sT—RlnNt,
и значение энергии Гиббса в этом случае
G = Н - Ts' = И — Ts + RTln
После подстановки получаем
AG = —2Нсо-!-27'sco— 2RTlnNсо— Н0,-j- Tsо,—
— RTIn N2,Нсо,— 27'sco. Ч- 2RТ1 п ^00,= 0. (8.44)
Группируем члены, входящие в уравнение (8.44):
ЛЯреакц= —2Я СО— Н о,+ 2Ясо»
АлрсаКц= —2s со— s о,-)- 2s со»
7?ПпЯл=-2/?ПпЯсо-/?ПпЯо2+
+ 27?Лп ЯСо,=/?Пп [Я2соДЛОМ].
где KN— константа равновесия, выраженная через молярные
доли.
Подставим обобщенные выражения в уравнение (8.44):
269
(8.45)
bG=Mi-Tbs + RT\nKN=Q,
. „________М , As
1П А до ’
Константа равновесия Кц определяется соотношением моляр-
ных долей реагирующих газов в состоянии равновесия и пред-
ставляет собой сложную термодинамическую функцию. Точнее,
ее следует определять не через молярные доли реагирующих
газов, а через фуггитивности f, учитывающие взаимодействия
между молекулами газа. При достаточно высоких температурах
и малых давлениях существенного различия между Кп и К; не
наблюдается. Справочными данными служат значения JQ:
Kf = f(p, Т).
Если константу равновесия выразить через парциальное давле-
ние реагирующих газов (р, = poN,), то между Кр и K.v легко
установить количественные связи:
К — РсОг — Nco,Po —
Р- phopo2 WJo/wVojPo " ’
а в общем случае
Kp = KnP^=KT), (8.46)
где Sn — сумма коэффициентов уравнения реакции, причем коэф-
фициенты начальных веществ берутся со знаком минус (2СО -|-
4- О2 СО2: — 2—14-2=—1 = Sn). Если Sn = 0, напри-
мер, в реакции Н2 4- Fa 2HF, то константы равновесия между
собой равны КР == Kn и безразмерны, а если р0 = 1, то равенство
сохраняется, но у Кр появляется размерность — давление в сте-
пени 2п.
Константу равновесия можно выражать и в других величи-
нах, например молярных концентрациях (моль/л) и т. д. Исполь-
зуя значение константы равновесия, вычисленное по термодина-
мическим функциям или найденное экспериментально, можно
определить равновесные концентрации.
Пример 4. Определить процентный состав равновесной газовой смеси, обра-
зовавшейся при нагревании метана до Т = 2000 К. 2СН4 =е С2Н6 4- Н2. Констан-
та равновесия при дайной температуре равна К = 8,5-10~2. Реакция идет прн
2п = 0, следовательно, константа безразмерная Составляем таблицу для расчета
коицентрацин в момент равновесия
извлекаем корень ——— =0,2915,
Газ Взято Ушло Получено Равновесие
С2Н6 — X X
Н2 .— — X X
сн4 2 2х — 2—2х
270
отсюда х — 0,583 — 0.6583л-, х = 0,5830/1,6583 = 0,3682, где х — мольная доля
газа в смеси
Состав газа СН4 = 1,2636, С2Н6 = 0,3682; Н2 = 0,3682 моль, а в объемных долях
63,18% СН., 18,41% С2Н6, 18,41% Н2
ИЗОТЕРМА ХИМИЧЕСКИХ РЕАКЦИЙ
Исследование энергии Гиббса позволяет определить наиболее
благоприятные физические условия для осуществления данного
процесса — Т, р, С, т. е. температуру, давление и соотношение
концентраций.
Рассмотрим при постоянной температуре и давлении измене-
ние энергии Гиббса 4G для обратимой химической реакции меж-
ду веществами, взятыми в произвольных концентрациях:
А + В^АВ-
= TAS + RT\n[N'AB/(N'AN'$ = 0. (8.47)
Так как N'ab, NA, N'B не равновесные, а произвольные концент-
рации, их отношение обозначим П— N'ab/(N'aNb) .
Для этой же химической реакции запишем уравнение 4G в
условиях равновесия:
4G = АН - TAs + RTlnKif = 0.
Вычитаем эти уравнения одно из другого и получаем при Т =
= const
4G = /?ЛпП — RT\nKN. (8.48)
Это уравнение носит название «изотерма химических реак-
ций» и дает возможность проследить влияние концентраций на
условия равновесия обратимых реакций.
В самом деле, если положить, что N'AB — 0, то П — 0;
1пП —► — оо и тогда
4G = 7?ЛпП— RT\r\KN — — оо,
т. е. реакция пойдет в сторону образования АВ.
Если положить Na или Н'в или обе величины равными нулю,
то N'a —► 0; П — оо и тогда
4G = 7?ЛпП— R T\nKN — +
а направление реакции будет обратным, так как обязательно
будет появляться компонент А.
Если величины П и KN случайно будут равны между собой,
то процесс окажется в равновесии:
4G = 7?ЛпП— RTlnKn = 0 (^).
Таким образом, если AG не равно нулю, то реакция возмож-
на, а ее направление будет указывать знак изменения энергии
Гиббса:
при 4G<0 реакция идет вправо;
при 4G>0 реакция идет влево.
271
Пример 5. Константа равновесия диссоциации СО2
СО2 СО + (72)О2
при температуре 3000 К = 0,33; in Kn = — 1,108.
Определить, в каком направлении будет происходить реакция диссоциации,
если взять 1 моль СО2, 1 моль СО, 1 моль О2 (2п = 3):
A'co., = 1/з, Л'со = '/а; «Ц = 1 /з;
П = 7^./^/.....^ /0,337 1пП = 0,55;
AG = /?Г(1п П - In ЛЦ) = /?Г(0,55 + 1,108) >0.
Реакция пойдет в сторону образования СО2, так как кислород взят в избытке.
СТАНДАРТНОЕ ИЗМЕНЕНИЕ ЭНЕРГИИ ГИББСА
Необходимость определения изменения энергии Гиббса для
различных процессов и отображения ее в справочной литературе
привели к введению очень удобной термодинамической функции,
а именно «стандартного изменения энергии» Гиббса.
Если в уравнении «изотермы» химических реакций при дан-
ной температуре положить все исходные концентрации равными
единице, то П = 1; 1пП=0 и
AG9 = RT\nI[-RT\nKN = - RTlnK»;
AG° = - RT\nRN= ЬН - Tbs. (8.49)
Уравнение для стандартного изменения энергии Гиббса AG0
очень широко используется, особенно если выполняются ориен-
тировочные расчеты с малой точностью.
Однако в отличие от стандартных значений разности энталь-
пий Д//298 is и значений энтропий sSee.is стандартное изменение
энергии Гиббса представляет собой функцию температуры и оп-
ределяется через ЬН° и s°, значения которых приведены к соответ-
ствующим температурам. В справочной литературе приводятся
значения AG^e.is Для многих веществ. Для многих процессов
удобно использовать уравнения температурной зависимости, ко-
Таблица 84 Некоторые данные по уравнениям стандартного изменения
энергии Гнббса (D — 0}
№ п/п Уравнение реакции ДО", Дж Температур- ный интер- вал, К
А В с
1 н2+(72)о2^н2о„.р —246 202 54,758 298 2500
2 С,. + 2Н,---СИ, —69 900 50,578 —59,356 298.. 1500
3 Ст» + СЛЮг^СО — 111 603 — —87,57 298 ..2500
4 Qb + О2 *— СО, —393 756 — —0,836 298 ..2500
5 Реж 4- (1/q)Q2^ НеОж —232491,6 — —45,27 1808 2000
6 ЗРбтв 4* 202^ РезО«Т8 —31 1911,6 — — 124,98 298.. 1642
7 2FesO4TB 4- ('/2) ЗЕегОзтв —249211,6 — 140,53 298 . 1460
8 Мпж + —398 722 — 82,01 1500 2051
272
торые по форме совпадают с теоретическими уравнениями, полу-
ченными на основании третьего начала термодинамики:
AG° = А + ВТ\пТ + DT2 + СТ. (8.50)
В справочной литературе для многих процессов приведены
значения стандартного изменения энергии Гиббса, значения
коэффициентов уравнения (8.50) приведены в табл. 8.4.
Учитывая, что уравнения химических реакций и AG0 могут
быть комбинированы, то даже небольшое количество справочных
данных дает возможность вести сложные расчеты.
Пример 6. Определить константу равновесия реакции СН4 +Н2О:г=±ЗН2 + СО
при температуре 1000 К и давлении р = 1-105Па, а также концентрацию водо-
рода в равновесной смеси, если СН« и Н2О были взяты в равных объемах.
Указать, в какую сторону будет смещать равновесие повышение давления (ис-
пользовать Данные табл. 8.4).
Представляем заданный процесс как сумму трех процессов (номера про-
цессов соответствуют табл. 8.4):
2. Ст,+ 2Н2«СН4 -1 Дб2=—69 900 +50,578 rigT—59,356 Г.
3. Ст.+ (7г)Ог«СО +1 ДС§ = -111 606-87,57 7.
1. Н2 + (72)О2^Н2О -1 Дб? = —246 202 + 54,758 Т.
СН4 + НзО^ ЗН2 + СО
Подставляем значение температуры и суммируем уравнения стандартного
изменения энергии Гиббса, изменив знаки в соответствии с решением:
ДС°= -Дб8 + ДС§-Дб? = -30 210 Дж.
Реакция возможна, она идет в сторону образования Нг и СО. Определяем
константу равновесия:
ЛО-—igx.—^-м^ооо-1^ к-38-
Затем определяем количество веществ (в молях), вступивших и получивших-
ся при реакции, с помощью таблицы:
Газ Взято Ушло Получено Равновесие Состав равновесной смеси
моли )бъемная доля, %
сн4 1 1 — X 0,125 3,33
Н2О 1 х — 1 — х 0,125 3,33
н2 — Зх Зх 2,625 70,01
со — — X X 0,875 23,33
2п = 2 + 2х 3,75 100,00
Л^ЛГсо 27x7(2 + 2%)’ 27х*
" ^снЛн2о (1-х)7(2 + 2х)2 (2 + 2х)2( 1 -х)а
Извлекаем корень квадратный и решаем уравнение, так как корни, имею-
щие физический смысл, при этом не исчезают:
5,96х2
(2+2х)(1—х)
6,25; отсюда х= 0,875.
Ю—923
273
Найденное значение х подставляем в расчетную таблицу; ответ на последний
вопрос задачи — повышение давления будет смещать равновесие в сторону
исходных продуктов СН44-Н2О, так как в этом случае меньше число газовых
молекул.
ИЗОБАРА ХИМИЧЕСКИХ РЕАКЦИЙ
Фиксируем давление в реагирующей системе и находим зави-
симость между температурой и константой равновесия.
Ранее было установлено, что (dG/dT)f——s, а это дает нам
право записать:
[S(AG)/(<3T]P=-As.
Значение частной производной найдем из уравнения
AG^-RTlnK^AH- TAs,
Подставляем значение (—As) в уравнение стандартной энер-
гии Гиббса:
A G0 == АН - TAs=АЯ+-R In RТ[ ₽} =
= -РПпЯл;
или АС^АЯ-ЯПп^-Я^Г-^^! =-ЯПпЛ#
L Vi J р
Сокращая уравнение, получаем при p=const
Г 6(lnK„)-| _ дя
L дт Jp RT2'
(8.51)
Это уравнение носит название «изобара химических реакций»
и устанавливает связь между температурой и производной кон-
станты равновесия, знак которой будет определяться знаком раз-
ности энтальпий ДЯ, т. е. оно будет
Рис. 8.6. Изменение логарифма
Kfl в зависимости от темпера-
туры для эндо- (1) и экзотерми-
ческих (2) реакций
различным для экзо- и эндотермиче-
ских реакций. Так, известно, что
двухатомные газы диссоциируют в
условиях высоких температур:
Н2 2Н; АЯ° > 0; > 0;
Л. = ^(Г).
Следовательно, с повышением
температуры константа равновесия
будет увеличиваться, а так как в ее
числителе находятся продукты дис-
социации, то распад будет увели-
чиваться:
П2 —2Н.
274
Графически это представлено на рис. 8.6 кривой /. Если рассмот-
реть смещение равновесия реакции образования углекислого
газа, то результат будет противоположный:
2CO+CW2CO2; ЛН°<0; [ 5(1”^}] <0;
v2
Следовательно, с повышением температуры константа равнове-
сия уменьшается и молекулы СО2 будут распадаться на СО и О2.
Графически это представлено на рис. 8.6 кривой 2. Поэтому полу-
ченные с выделением энергии вещества (СО2, Н2О, СН4 и др.)
при высоких температурах будут неустойчивы и разлагаются.
Таким образом, при р = const равновесие обратимых реакций
с повышением температуры смещается в сторону эндотермиче-
ских реакций.
Влияние давления на равновесие обратимых реакций можно
иллюстрировать на примере диссоциации двухатомных газов
при высокой температуре:
А2^2А.
Константу равновесия выразим через парциальные давления:
г Аз
Полагая степень диссоциации равной х, определим равновес-
ные парциальные давления следующим образом: молекул А2 пос-
ле диссоциации осталось 1—х, а атомов А из каждой молекулы
появляется 2, т. е. их будет 2х. Общее число частиц после диссо-
циации: 1—х + 2х=1 -j-x. Теперь определим парциальное давле-
ние компонентов равновесной смеси при общем давлении ро:
।_jc 2х
pA2=-rqrTPo; PA^-q^-po.
Подставляем в выражение К? и получаем
ьг [4Х2/(1 Ц-x'fjpo 4.x2 / Ко
КР= тя—, г, =-;----------тРо', отсюда х= у /—.
[(1— х)/(1 +*)]ро 1—’ г Кр + 4ро
Если ро (общее давление в системе) растет, то х (степень
диссоциации) уменьшается при условии постоянной температуры,
т. е. равновесие смещается в сторону меньшего числа газовых
молекул.
Все эти влияния на смещение равновесия обратимых реакций
сформулированы принципом Ле-Шателье: если на систему, нахо-
дящуюся в равновесии, оказывать внешнее воздействие, изменяя
давление, температуру или соотношение концентраций, то в си-
стеме возникнут процессы, уменьшающие это воздействие.
Интегрирование уравнения «изобары химических реакций»,
казалось бы, должно было позволить вычислить константу рав-
10* 27S
новесия обратимых химических реакций:
d\nKN=^dT,
К1
но определение постоянной интегрирования
ln/G= —^+С
t\l
требует использования третьего начала термодинамики, кроме
того, необходимо учесть, что ЛЯ также представляет собой тем-
пературную функцию (см. п. 8.1). Эти вопросы не входят в про-
грамму нашего курса и желающих можно отослать к специаль-
ной литературе, например [8].
ТАБЛИЧНЫЕ РАСЧЕТЫ РАВНОВЕСИЙ
В ГОМОГЕННЫХ СИСТЕМАХ
Для расчета стандартного изменения энергии Гиббса и кон-
стант равновесия газовых систем можно пользоваться уравне-
ниями с различной степенью точности, используя справочные
данные по термодинамическим величинам. Если, например, не
хватает данных для точного расчета, то можно вести приближен-
ный расчет без учета функциональных зависимостей теплоемко-
сти, энтальпии и энтропии, т. е. вести расчет по их значениям
при стандартных условиях.
Точное уравнение с учетом изменения теплоемкостей в зависи-
мости от температуры и с учетом энергий фазовых превращений
имеет вид
т
InK^ —— —^CpdT — ЛЯпр+ +
+ SJL $ + $ cpdT +
К 298,15 1 К ‘W 298 15
т
+2nMinp-Tbs°-T2n $ (8.52)
298,15 1 1пР
Приближенное уравнение для расчета Кы и AG0 очень про-
стое, так как оно полагает A^M8,i5=const, что относительно
справедливо для реакций, идущих с большим изменением энталь-
пии (300...400 кДж). В этом случае относительная ошибка будет
не очень велика:
ЛС°=ЛЯ°—TAs°. (8.53)
а/ а
Более подробно методы расчета рассмотрены в специальных
руководствах по физической химии и химической термодинамике,
например [8].
276
8.4. Равновесие в гетерогенных системах.
Растворы
ПРАВИЛО ФАЗ ГИББСА —КОНОВАЛОВА
Гетерогенной называется система, состоящая из отдельных
частей, ограниченных физическими поверхностями раздела —
фаз. Вещества, составляющие ту или иную фазу, должны при-
сутствовать в количестве, достаточном для того, чтобы поверх-
ностные свойства не определяли их состояние. Гетерогенные
системы могут быть построены из одного (однокомпонентные)
или из нескольких веществ (многокомпонентные). Число компо-
нентов определяется числом различных веществ, составляющих
систему, но, так как они могут реагировать между собой, надо
учесть число возможных реакций между ними: число компонен-
тов К равно разности чисел различных веществ в системе и неза-
висимых реакций между ними.
Например, в системе диссоциирующего карбоната кальция
(рис. 8.7) есть СаСОз, СаО и СО2, между которыми возможна
реакция:
СаСОз^—СаО-I-CO2.
Следовательно, для построения данной системы достаточно
взять только два вещества, так как третье получится по уравне-
нию реакции:
К=3 —1=2.
Можно взять и одно вещество — СаСОз, но в этом случае
система будет эквивалентной, т. е. с наложенным условием для
масс СаО и СО2.
Числом компонентов называется число различного вида моле-
кул, необходимое и достаточное для построения данной системы.
Параметры состояния гетерогенных систем — температура Т,
давление р и концентрации всех компонентов во всех фазах, если
они имеют сложный состав.
Общее условие равновесия гетерогенных систем — равновесие
между всеми их частями — фазами.
Рис. 8 7. Система дис-
социирующего карбо-
ната кальция
Рис. 8.8. Система ок-
сидов меди, меди и
кислорода
277
Условия равновесия остаются прежними, т. е. при T=const,
р=const
AG—-О, G—nGmin.
Однако условие равновесия гетерогенной системы зависит
также от ее строения — числа фаз и числа компонентов. Это
устанавливает связи между параметрами равновесия, причем
некоторые параметры остаются свободными, т. е. могут прини-
мать произвольные значения без изменения строения системы
(число фаз). Эта связь между параметрами равновесия и строе-
нием системы выражается правилом фаз Дж. В. Гиббса и Д. П. Ко-
новалова, пришедшего к тому же выводу, независимо от работ
Гиббса:
С = К + 2-Ф, (8.54)
где С — число степеней свободы или параметров, которым можно
задавать произвольные значения без изменения числа фаз в
системе; К — число компонентов; Ф — число фаз в системе.
Примеры применения правила фаз. 1. Рассмотрим систему
из меди, оксида меди (I), оксида меди (II) и кислорода (рис. 8.8).
В системе возможны реакции:
1. 2Cu-|-O23=t2CuO; 3. СпО+Си^СщО;
2. 4Cu + O2^=2Cu2O; 4. 2Cu2O+O25-4CuO.
Из этих реакций только первые две независимы, а поэтому
число компонентов Д'—4—2=2 (кислород и медь). Число фаз
в системе — 4. Число степеней свободы С = 2-|-2—4 = 0.
Такие системы называются нонвариантными и могут суще-
ствовать только при определенных температуре и давлении.
В данном случае при повышении температуры пройдет реакция 3
и СиО как фаза исчезнет, а при понижении температуры исчезнет
Си2О по реакции 4.
2. Рассмотрим систему диссоциирующего карбоната кальция:
СаСОз^СаО + СО2
«
Число компонентов Д=3—1=2; число фаз Ф = 3; число сте-
пеней свободы С=2-|-2 —3=1.
В этой системе получилась одна степень свободы — система
моновариантная. Это означает, что давление рсо2 представляет
собой функцию температуры:
р со,=f(T).
Другими словами, рсо2— константа равновесия гетерогенной
обратимой реакции:
К-рс0-КТ). (8.55)
3. Рассмотрим гетерогенную систему восстановления оксида
железа оксидом углерода (II) СО (рис. 8.9):
FeOTB-|- CO^FeTB-|- СО2.
278
Рис. 8.9. Система вое- Рис. 8.10. Двух- (б) и трехфазные (а)
становления оксида системы плавления металла
железа оксидом угле-
рода:
РеО-гв+ COra33=tFeTS+
+ СО2газ
Число компонентов К=4 —1 = 3; число фаз Ф=3; число степе-
ней свободы С=3-|-2 — 3—2.
Система получилась бивариантной с двумя степенями свобо-
ды, Параметров равновесия 3:Т, р и х, где х— состав газовой
фазы
Pco=f(T, х).
(8.56)
т. е. равновесное давление СО будет зависеть от температуры и
количества введенного в газовую смесь СОг. Константа равнове-
сия этой реакции
Рсо
(8.57)
Правило фаз для тех случаев, когда в системе фиксировано
давление, можно записать иначе:
С = К+1 —Ф. (8.58)
Например, если рассмотреть систему плавления чистого металла
(рис. 8.10), то можно отбросить газовую фазу, состоящую из
насыщенного пара металла, но число степеней свободы не изме-
нится: а — С = К + 2 — ф = 1-]-2 — 3 = 0; б — С=К+1—
— Ф = 1 + 1 — 2 = 0, т. е. обе системы нонвариантны.
Таким образом, в металловедении все диаграммы плавкости
будут представлять собой изобары. По правилу фаз можно опре-
делить максимальное число фаз, находящихся в равновесии, по-
ложив при этом число степеней свободы С равным нулю.
Нонвариантные системы для данного вещества постоянны
(так называемые тройные точки) и по ним судят о чистоте взято-
го вещества (температуры плавления, температуры фазовых
переходов).
279
КОНСТАНТЫ РАВНОВЕСИЯ В ГЕТЕРОГЕННЫХ
СИСТЕМАХ
Равновесие обратимых химических реакций, протекающих в
гетерогенных системах, также рассчитывают, исходя из общих
условий равновесия:
при Т = const, р = const AG —О, G —Gmin.
Однако в отличие от гомогенных систем для гетерогенных кон-
станты равновесия обычно выражаются в парциальных давле-
ниях и не содержат парциальных давлений твердых или жид-
ких (конденсированных) фаз, если эти фазы представляют собой
чистые вещества постоянного состава.
Пример 6. Восстановление оксида железа твердым углеродом (прямое вос-
становление) :
РеОгв + Ств FCtb + СОгаз
В этой системе (рис. 8.11) четыре фазы, состоит она из трех компонентов
(4—1) и имеет только одну степень свободы:
С=«+2- Ф = 34-2- 4=1.
Таким образом, в этой системе параметры равновесия рсо и Т связаны
между собой соотношением
Рсо = КТ).
Давления насыщенных паров FeO; С и Fe при данной температуре постоян-
ны и не будут влиять на химическое равновесие и константу равновесия
Kp = Pco = KD. (8-59)
Вычисление константы равновесия аналогично ранее рассмотренному расче-
ту гомогенных равновесий. Например, для этой реакции:
ДО0 = ДН° - ГД5° = - ЛПпДд,;
Д//° = — ЬН°рМ - ДЯ£ + ДЯ£е + Д//со = + 263 - 0 + 0 - 110,5 = 152,5 кДж.
Д5° = - S£e0 — + $со = - 58,79-5,74 + 27,15 + 197,4 =
= 160,2 Дж/К.
Отсюда ДО°= 152 500- 160,02 Г, при Г =1000 К ДС° = - 7520 Дж,
ДО <0 — реакция возможна.
Находим константу равновесия K/j:
Рис. 8.11. Система вос-
становления оксида
железа твердым угле-
родом
—ДО0 7520
IgA*- 2,ЗЛГ - 2,3-8,31 1000 °’392;
Кн = 2,465.
Переходим к константе Др(р0= 1,013- 105 Па, a S п = 1):
Kf=Kllp^=2t465-1,013-105 = 2,497-105 Па.
Пример расчета использует приближенное уравне-
ние, но и при точном расчете порядок счета будет ана-
логичный.
Пример 7. Восстановление оксида железа FeO окси-
дом углерода СО (рис. 8.9) происходит по реакции
FeO„+ COraa5=tFeIB-|- СО2газ|
280
В этой системе будет три фазы, число компонентов равно трем (4—1),
а число степеней свободы
С=А + 2—Ф = 3 + 2 —3 = 2.
Параметры равновесия: Т, рсо, рсо,, а выражение для константы равновесия
будет записано так:
=Р со,/Рсо=Д 7).
Так как реакция идет без изменения числа газовых молей и константа без-
размерная, заменим отношение парциальных давлений отношением объемных
долей:
КР=(%СО2)/(%СО)=((Г).
Зависимость состава газовой атмосферы от температуры найдем из уравне-
ния стандартного изменения энергии Гиббса:
A G0 = ДЯ° - Tbs" = -ЯТ[(% СО2)/(% СО)];
по аналогичному расчету (см. пример 8.6) уравнение AG0 будет иметь вид
AG°=—20 000+15,44 Г;
для температуры 1000 К AG0= — 4560 Дж (AG°<0), определим состав газо-
вой атмосферы:
_^-AG° _ 4560
s (%СО ) Д-2,37" 8,31-2,3-1000 ’ ’
(%СО2) / (%СО) = 1,73 или 36,63% СО и 63,37% СО2.
Однако если реагирующие вещества находятся в состоянии раствора в какой-
либо конденсированной фазе (жидкий или твердый раствор), то на равновесие
обратимых реакций будут очень сильно влиять активные концентрации в рас-
творе.
РАСТВОРЫ.ЗАКОН РАСПРЕДЕЛЕНИЯ
В двух- или многокомпонентных системах могут возникать
растворы. Согласно правилу фаз Гиббса — Коновалова, раство-
ром называется гомогенная система (или часть системы — фаза),
состоящая из двух или нескольких компонентов.
Обычно растворами называют жидкие или твердые фазы, так
как в газообразном состоянии силы взаимодействия между моле-
кулами очень слабы и называем их газовыми смесями. При со-
стоянии газа, близком к критическому, возможно образование
растворов (Ткрит; р Крит) • ,
Взаимодействие частиц растворенного вещества и раствори-
теля приводит к изменению их свойств и создается новая систе-
ма — раствор. Процесс образования растворов энергетически
обусловлен. Во-первых, при образовании раствора резко увеличи-
вается энтропия: As—энтропия смешения (см. п. 8.2) больше
нуля. Во-вторых, при взаимодействии частиц между собой и при
образовании комплексов между ними изменяется энтальпия
системы ДЖО.
Изменение энергии Гиббса при растворении
\G=AH—T\s.
281
Если при образовании ра-
створа поглощается энергия и
ЛЯ > 0, то энтропия растворе-
ния всегда больше нуля и про-
цесс самопроизвольного раство-
рения возможен (криогидрат-
ные растворы).
Физические свойства новой
системы — раствора отличают-
ся от свойств растворителя, так
как растворенное вещество, об-
разуя с ним комплексы, пони-
жает его активность и, в част-
ности, всегда понижает упру-
гость его пара (Рауль), а это
приводит к изменению темпера-
Рис. 8.12. Фазовая диаграмма воды
(сплошная) и водного раствора (штри-
ховая линии) для постоянной концен-
трации (С = const)
туры кристаллизации и темпе-
ратуры кипения.
На рис. 8.12 приведена фазовая диаграмма воды, в которой
тройная точка (нонвариантная система) обладает координатами:
7’=273,15 К, р=610,5Па. Температура кипения при давлении
1,013-105Па соответствует 373,15 К. Введение растворенного
вещества (второй компонент) увеличивает число степеней сво-
боды и константные точки растворителя начинают смещаться
в зависимости от концентрации растворенного вещества. На этой
же диаграмме штриховой линией нанесена кривая давления на-
сыщенного пара над водным раствором некоторой постоянной
концентрации С = const. Пересечение штриховой кривой с изоба-
рой р= 1,013-105 Па произойдет при температуре выше 373 К, а
с кривой давления пара надо льдом — ниже 273,15 К. Все изме-
нения константных точек могут быть вычислены или определены
экспериментально. Для разбавленных растворов они прямо про-
порциональны числу молей растворенного вещества. Расчетные
уравнения, известные из курса химии [29], приведены ниже.
Понижение давления насыщенного пара
ро — р &р п Др п
Ра Ро n+N ’ р N’
где ро — давление пара над чистым растворителем; р — давле-
ние пара над раствором; п — число молей растворенного веще-
ства; N — число молей растворителя.
Понижение температуры кристаллизации
Л7’кр=7’о-7’=Якр^^-, (8.61)
где То — температура кристаллизации растворителя; Т — темпе-
ратура кристаллизации раствора; Якр—константа кристалли-
зации (криоскопическая); m — масса растворенного вещества;
М — его молекулярная масса; g — масса растворителя.
282
Повышение температуры кипения
ДТкип==Т-7’0=Ккя„^—^, (8.62)
где Ккип—константа кипения (эбуллиоскопическая), а осталь-
ные обозначения те же.
Значения констант для некоторых веществ приведены в табл. 8.5.
Растворы относятся к конденсированным системам (жидкие,
твердые) и поэтому силы взаимодействия между частицами рас-
творенного вещества и растворителя, а также силы взаимодей-
ствия между частицами самого растворенного вещества доста-
точно большие. Это приводит к тому, что как бы уменьшается
число частиц в растворе, способных самостоятельно переме-
щаться и участвовать в процессе, т. е. уменьшается активность
растворенного вещества. Это можно учесть, введя понятие коэф-
фициента активности у. Тогда активная концентрация, или про-
сто активность, будет равна
а=ус, (8.63)
где а — активность; у — коэффициент активности; с — концент-
рация в растворе, выраженная в соответствующих единицах.
Коэффициент активности чаще всего определяется экспери-
ментально, путем сравнения полученного эффекта с теоретически
ожидаемым, например:
у=А7’ЭКС1/Д7’
теор* (8.64)
Значение коэффициента активности зависит от температуры,
природы раствора и его концентрации. В водных растворах ма-
лой концентрации у—>-1.
Для металлических растворов у<1 и изменяется в зависимо-
сти от концентрации, а поэтому пользуемся диаграммами плав-
кости, построенными на основании экспериментальных данных.
Как известно по диаграммам плавкости, между растворенным
металлом и металлом-растворителем (матрицей) могут возникать
не только комплексы переменного состава, но и химические
соединения — интерметаллиды.
Упругость насыщенного пара над растворами. При испарении
растворов в целом ряде случаев необходимо учитывать не только
Таблица 8.5. Значения констант закона Рауля дли некоторых веществ
Растворитель Ккр ^КИЛ Растворитель Акр
Вода 1,86 0,512 Олово 35,9
Бензол 5,12 2,67 Свинец 122,5 —
Эфир 1,79 2,11 Медь 80,0 —
Фенол 7,27 3,04 Железо 100,0 —
Анилин 5,87 3,22 Цинк 34,1 —
283
Рис. 8.13. Схема испаре-
ния двухкомпонентного
раствора
упругость пара растворителя, но и
общую упругость пара, включая и
упругость пара растворенного ве-
щества, которая зависит, естест-
венно, от коэффициента активнос-
ти его в данном растворе.
Рассмотрим так называемый
идеальный раствор, в котором
можно пренебречь силами межмо-
лекулярного взаимодействия. В
этом случае общая упругость пара
над раствором будет равна сумме
парциальных упругостей пара всех
отдельных компонентов раствора:
Рис. 8.14. Зависимость
давления насыщенного
пара (Г = const) и тем-
пературы кипения (ро =
= const) от концентрации
(N,) идеального раствора
k
ро---- ipl,
1=1
(8.65)
где р„ — общая упругость пара над раствором; р, — упругость
пара данного компонента раствора в его свободном состоянии;
N; — молярная доля компонента в растворе.
Для бинарного раствора можно написать:
ро =Л^1Р1 Л^2р2, (8.66)
где М и Мг — молярные доли компонентов в жидком растворе.
Найдем молярные доли компонентов в газовой фазе ЛГ(, N%:
М — N'P' — N'P'
Nipi + Nzp? ро ’
__ N2P2 ___________ N2P2
2— NiPi + N2P2~~ Po '
(8.67)
Из системы уравнений (8.67) видно, что молярные доли в
жидкости и в парах совпадут только при условии, если упругости
пара над чистыми компонентами будут равны и будут равны их
молярные доли, т. е. N1 — N2; pi—pi. Во всяком другом случае
284
доля компонента в парах не будет совпадать с его молярной
долей в жидкости.
Рассматриваемая система (рис. 8.13) обладает двумя степе-
нями свободы C=2-j-2—2—2, а условия равновесия будут опре-
деляться уравнениями:
ро=«Л С);
7’K„„=fi(p„, С),
(8.68)
где С — концентрация раствора.
Графически эти зависимости можно представить двумя диаграм-
мами, приведенными на рис. 8.14.
Этими свойствами систем обусловлена разгонка жидкостей, а
также потеря легколетучих компонентов сплавов, содержащих
Mg, Zn, Мп, при сварке плавлением.
Если учесть силы межмолекулярного взаимодействия между
испаряющимися молекулами компонентов, то может быть два
случая:
1. Молекулы компонентов образуют между собой связи, ме-
шающие им переходить в парообразное состояние. В этом случае
(рис. 8.15,/) кривая упругости пара р0 имеет минимум, а кривая
температур кипения при заданном ри имеет максимум. Петля
гистерезиса разделяется на две части, а для состава, отвечаю-
щего максимуму температуры кипения, будет наблюдаться по-
стоянство Nt=N! и раствор будет переходить в пар без измене-
ния состава. Такие растворы
носят название азеотропных.
2. Молекулы компонентов
способствуют друг другу пе-
реходить в парообразное со-
стояние. В этом случае на
кривой ро наблюдаем макси-
мум, а на кривой ГКип — ми-
нимум, как это показано на
рис. 8.15, II для определенно-
го состава раствора. Этот ра-
створ также будет азеотроп-
ным, т. е. кипящим без изме-
нения состава.
В сварочной технологии
применяются некоторые азе-
отропные растворы. НИИав-
тоген предложил азеотроп-
ный раствор ортометилбора-
та В (ОСНз)з и метилового
спирта. Этот раствор исполь-
зуют как газообразный флюс
при сварке сплавов цветных
металлов (латуни, бронзы).
При введении этого раствора
Рис. 8.15. Зависимость давления насы-
щенного дара (Т = const) и температуры
кипения (ро = const) для азеотропных
растворов, имеющих максимум (/) или
минимум температуры кипения (1Г)
285
в пламя кислородно-ацетиленовой горелки ВгОз> полученный при
сгорании раствора, тонким слоем закрывает сварочную ванну и
повышает качество сварных соединений.
Распределение компонента между жидкими фазами. Концент-
рации одного и того же компонента в двух сосуществующих
фазах различны, но функционально связаны между собой. Соот-
ношение концентраций компонента в двух сосуществующих рав-
новесных фазах определяется законом распределения, который
для самого простого случая может быть записан так:
L=Ci/C2—const при 7’=const. (8.69)
Более сложные случаи возникают тогда, когда компонент при
переходе из одной фазы в другую меняет свое молекулярное
строение. В этом случае закон распределения имеет вид
пАт • ........ тАп
фаза I фаза 2
L=(ci)7(c2)m=const при 7’=const.
(8.70)
В металлургических процессах при сварке нежелательные
примеси (оксиды, сульфиды и фосфиды) извлекаются с помощью
шлаковых фаз, растворимость в которых для этих соединений
гораздо выше, чем в жидких металлах. Полнота извлечения за-
висит от свойств шлака, его относительного объема и коэффи-
циента распределения (см. гл. 9).
Зависимость коэффициента распределения от температуры
обычно выражается экспонентой: Lr== Loe~A/{RTl
Растворимость газов в жидкостях. В системе раствор газа —
газ (рис. 8.16) имеются две фазы и два компонента (газ и рас-
творитель): С=2+2—2=2, т. е. система имеет две степени сво-
боды и концентрация растворенного газа будет функцией темпе-
ратуры и давления газа над жидкостью. Положим T=const,
тогда
£=(42)г/ (А2) ж= const.
Концентрация газа в газовой фазе может быть вычислена по
уравнению состояния газа:
Рис. 8.16. Схема раст-
воримости газа в жид-
кости
(Д2)г=/гл,/1>=рл,/(7?7).
Подставляем это выражение в уравнение
константы распределения, получим
J __ Рлг
tfTVhV
или
(А2)ж=рлЛ£^7’) или (А2)ж=К7'РЛи (8-71)
где К.т—константа растворимости, завися-
щая от температуры:
286
Кт=К^и1^. (8.72)
Здесь \Н — разность энтальпий при растворении.
Если с растворителем контактирует смесь газов, то каждый газ
будет растворяться пропорционально своему парциальному дав-
лению (закон Генри—Дальтона).
Растворимость газов зависит от строения и характера связей
в их молекулах. Так, в воде, молекулы которой обладают высо-
кой полярностью, неполярные молекулы (Н2; N2; Ог) растворя-
ются ограниченно, но газы, обладающие высокой полярностью
(NH3, НС1), растворяются весьма сильно и не подчиняются зако-
ну Генри—Дальтона, так как они химически взаимодействуют
с водой (НС1 диссоциирует на ионы Н+ и С1_, а аммиак обра-
зует комплексное соединение NH4OH).
Растворимость газов в металлах. Жидкие и твердые металлы,
а также системы, образованные в результате металлической
связи, могут растворять в себе газы только в атомарном состоя-
нии, причем те, которые имеют в атомах непарные электроны
(Н; N), но не образующие ионных связей с металлами, как это
характерно для активных- окислителей (F, С1). В малоактивных
металлах кислород может растворяться без образования оксидов
(Au; Ag). Инертные газы, атомы которых не имеют неспаренных
электронов, в металлах растворяться не могут. Кислород раство-
ряется в металлах в виде своих соединений, обладающих метал-
лообразным характером (субоксиды d-металлов, низшие оксиды
d-металлов, обладающие металлической проводимостью).
Растворение водорода и азота в металлах сопровождается
диссоциацией молекул этих газов на атомы:
FW2H, Kp=-B±=f(T),
отсюда парциальное давление атомарного водорода
Рн= т/КррНт
Подставляем значение парциального давления атомарного водо-
рода в уравнение (8.71) и получаем
[Н] = К' КтР(8.73)
Это уравнение впервые было получено Сивертсом. Зависимость
растворимости водорода от температуры определяется знаком АЛ/
растворения:
Кт=Кое_4Я/(/гг). (8.74)
Процесс диссоциации молекул газа идет всегда с затратой
энергии ЛЛ/дис>0, и растворимость водорода и азота с повыше-
287
нием температуры увеличивается:
л /о тех
~RT^—~df~>0- (8'75>
Если водород и азот образуют с металлом устойчивые соеди-
нения (гидриды или нитриды), то в этом случае общая энтальпия
растворения может быть меньше нуля и с повышением темпера-
туры растворимость будет уменьшаться (см, гл. 9).
8.5. Элементы электрохимии
ЭЛЕКТРОЛИТЫ И ИХ ОБРАЗОВАНИЕ
Электролитом называется система, содержащая положитель-
ные и отрицательные ионы, способные к перемещению в электри-
ческом поле.
Электролиты образуются в следующих процессах:
1. При растворении в полярных растворителях других поляр-
ных молекул, способных диссоциировать на ионы (слабые элект-
ролиты) .
2) При растворении ионных кристаллов в полярных раствори-
телях (сильные электролиты).
3. При плавлении ионных кристаллов или кристаллов с ко-
валентными полярными связями, которые тоже могут образовы-
вать ионы при температурах выше, чем температуры их плавле-
ния (ионные растворы — название предложено М. Я. Темкиным).
Ионизация газов не приводит к образованию электролитов, так
как основной проводящей электрический ток частицей будет
электрон.
В сварочной металлургии особая роль принадлежит электро-
литам типа ионных растворов, которые образуются при плавле-
нии флюсов, электродных покрытий и порошковых проволок и
активно взаимодействуют с металлами. Остальные виды электро-
литов используются при подготовке металлов под сварку для
травления или участвуют в процессах электрохимической кор-
розии сварных соединений.
Главная характеристика слабых электролитов — степень дис-
социации а, определяемая отношением числа распавшихся моле-
кул к числу молекул, взятых при растворении. Она определяет
число ионов и оставшихся молекул в растворе через коэффициент
диссоциации I:
К;Ау^х№+ + уА*~-
1=1 — a-|-xa-|-i/a= 1 -|-a(x-|-t/ — 1).
Если, по определению, а<1, то г>1 и обращается в единицу
при а = 0, указывая этим отсутствие диссоциации. Увеличение
числа частиц в растворе электролитов приводит к тому, что зако-
ны Рауля для изменения константных точек растворов и для дав-
ления пара над ними требуют поправок:
288
(8.76)
t^p = П
р N ’
А *7* V ГЛ * 1/О *7*74
Л/ крист== Л крист Ц (О. 11)
. j. __j, т>1 ООО .
Л/ кил- Л КИП I'
Теория сильных электролитов, развитая П. Дебаем, более
сложная, так как при растворении ионных кристаллов ионы бу-
дут гидратироваться и уходить в раствор, в котором они молекул
образовывать не будут.
Силы взаимодействия между противоположно заряженными
гидратированными ионами уменьшают их активность как в теп-
ловом движении, так и при перемещении в электрическом поле:
а—ус, (8.78)
где а — активная концентрация ионов; у — коэффициент актив-
ности; с — концентрация раствора.
Коэффициент активности у, так же как и степень диссоциа-
ции а слабых электролитов, представляют собой функции темпе-
ратуры и концентрации, увеличиваясь с повышением темпера-
туры и понижаясь при увеличении концентрации раствора и,
конечно, зависят от строения молекул и их устойчивости.
Ионные растворы, образующиеся при плавлении ионных крис-
таллов или кристаллов с ковалентной полярной связью, обла-
дают громадной концентрацией, так как при плавлении твердых
тел объем расплава увеличивается только на 6—8%. Расстояния
между ионами в расплаве будут близки к расстояниям между
ними в кристалле, а следовательно, энергия взаимодействия
между ними будет приближаться к их энергии в кристалличе-
ской решетке.
Коэффициент активности в ионных растворах будет весьма
небольшим, но огромная концентрация ионов в растворе будет
создавать определенную активную концентрацию а [см. фор-
мулу (8.78)].
ЭЛЕКТРИЧЕСКАЯ ПРОВОДИМОСТЬ ЭЛЕКТРОЛИТОВ
Электрическая проводимость электролитов — их главное фи-
зическое свойство. Она определяется числом носителей заряда —
ионов, зарядом их и скоростью дрейфа в направлении силовых
линий электрического поля:
/ Hvi+CjК+Ок+ -f- /la-Qa~^a"> (8.79)
где / — плотность тока; nK+, па----число ионов различного
знака в единице объема; qK+ и qa------ заряды ионов; vK+ и оа---
скорости дрейфа ионов.
289
Скорость дрейфа ионов будет зависеть от падения потен-
циала:
v = а\Е/1, (8.80)
где со — подвижность или абсолютная скорость движения
иона; ДЕЦ — падение потенциала; и — скорость перемещения
иона.
Подставляем значения абсолютных скоростей движения ионов
в уравнение (8.79)
/ = (пк+<7к+сок+ + па-</а-ша-) AE/Z (8.81)
и переходим к удельной электропроводности:
о = jl/ДЕ = пк+<7к+сок+ na-</a-wa-. (8.82)
Уравнение (8.82) записано для бинарного электролита, рас-
падающегося на два иона. В общем случае оно будет сложнее.
Число ионов в 1 см3 для водных растворов электролита можно
вычислить с учетом концентрации и степени диссоциации: п =
= CctAZ/ЮОО, а заряд иона будет равен q=F/N, где F — число
Фарадея; А— число Авогадро. Преобразуем уравнение (8.82)
и получим для водных растворов электролитов следующее выра-
жение:
о = (Са/1000)(шк+ + соа-)Е. (8.83)
Введем понятие молекулярной электрической проводимости
(для ионов с единичным зарядом), равной электрической прово-
димости системы электродов, расположенных на расстоянии 1 см
друг от друга и содержащих между собой 1 моль растворенного
или расплавленного вещества. Соотношение между удельной и
молекулярной электрической проводимостью следующее:
для растворов % — ЮООо/С = а(®к+ + ^a-)F\
(8.84)
для расплавов % = Л4о/р = (M/q) (wK+ + wa-)F.
Ионные растворы состоят только из положительных и отрица-
тельных ионов, взаимодействующих между собой. Но различные
ионы энергетически неравноценны, так как их обобщенные потен-
циалы, характеризующие напряженность их электрических полей,
разнятся между собой. Обобщенный потенциал равен заряду
иона, деленному на его радиус:
V0=ne/r = l,44n/r, (8.85)
где Vo— обобщенный потенциал иона; п — валентность иона;
г — радиус иона по Г. Гольдшмидту или по Г. Б. Бокию; е —
заряд электрона.
Некоторые свойства ионов приведены в табл. 8.6.
290
Таблица 8 6. Обобщенные потенциалы и радиусы ионов
Атом Ион Радиус, нм Потен- циал, В Атом Ион Радиус, нм Потен- циал, В
н Н- 0,154 9,36 Li Li+ 0,068 21,17
F F~ 0,138 10,83 Na Na+ 0,098 14,70
С1 СГ 0,181 7,96 Be Be2+ 0,030 96,00
Вг ВГ 0,196 7,35 Mg Mg2+ Ca^+ 0,065 44,30
I Г 0,219 6,58 Ca 0,094 30,60
О О2- 1,450 19,80 Al Al3+ 0,045 96,00
S S2- 1,900 15,50 Si Si4+ 0,038 171,60
Плавление кристаллов ковалентно-полярных соединений (на-
пример, SiO2, А12Оз, Т1О2 и т. д.) тоже может привести к образо-
ванию ионных растворов, но при достаточно высоких темпера-
турах. Процесс диссоциации этих соединений на ионы можно
выразить уравнениями:
2SiO2 Si4+ + SiO?4; 3SiO2 Si4+ + 2SiOi~;
AI2O3 Al3+ + AlOi"; 2A12O3 Al3+ + ЗА1ОГ.
Ионы с высокими обобщенными потенциалами (Si4+; Al3+)
неустойчивы и будут захватывать ионы О2-, образуя свои комп-
лексные анионы. Образование комплексных соединений можно пока-
зать на примере совместного ионного раствора СаО и SiO2:
СаО^Са2+ + О2-;
О2" + SiO2 SiOi".
Образование метаси-
ликата кальция
CaSiOa
2СаО 2Са2+ + 2О2~;
2О2- + SiO2^SiOl~.
Образование ортосили-
ката кальция
Ca2SiO<
Аналогично ведет себя А120з, и в обычном шлаковом растворе
из трех компонентов СаО — А12О3 — SiO2 будем иметь различ-
ные двойные и тройные соли, наличие которых определяют по
диаграммам плавкости. Для ионных растворов существуют две
теории: СИР и РИР.
Совершенные ионные растворы (СИР) предполагают, что
анионы равноценны при взаимодействии с катионами, а все ка-
тионы равноценны между собой при взаимодействии с анионами.
Эта схема слишком идеализирует состояние ионного раство-
ра, так как не учитывает энергетическую неравноценность ионов
(Ро) и возможность образования комплексных ионов, поэтому
эта теория рассматривается как первое приближение. В частнос-
ти, ее можно использовать для сильнооснбвных шлаков, массо-
вая доля SiO2 в которых не превышает 10%.
Регулярные ионные растворы (РИР) учитывают энергетичес-
кую неравноценность ионов и образование комплексных ионов
SizO£~, которые изменяют свое строение в зависимости от кон-
291
центрации ионов О2~, в свою очередь определяющей «основ-
ность» шлака, что важно прн сварке сталей под слоем флюсов.
Однако учет теплот смешения ионов и учет энтропий образо-
вания комплексных ионов приводит к очень сложным расчетам,
для которых пока недостаточно экспериментальных данных. С
этими вопросами снова встретимся в гл. 9 и 10 при рассмотрении
взаимодействия металла со шлаком в металлургических процес-
сах.
Электрическая проводимость в ионных растворах резко воз-
растает при повышении температуры, одновременно резко сни-
жается вязкость ионных растворов. Для чистых веществ (солей)
существует эмпирическое уравнение
опц = const, (8.86)
где ст — удельная электрическая проводимость; п — постоян-
ный коэффициент для данной соли; т) — вязкость.
Подобные зависимости сохраняются и для более сложных
систем (например, для металлургических шлаков).
Взаимодействие металлов с электролитами*
На границе раздела металл — электролит создаются условия
для перехода атома металла в электролит, так как в этом случае
ион металла получает более устойчивую электронную конфигура-
цию и, кроме того, сильно возрастает энтропия прн образовании
неупорядоченной системы (раствор) вместо упорядоченной (крис-
талл). Это создает некоторый скачок потенциала на границе
металл — электролит:
ЛВМе° — Mert+ -)- tie.
Если два металла, замкнутые между собой, имеют контакт
с общим электролитом, то начинает работать гальванический
элемент в результате окислительно-восстановительной реакции:
А0 + В+ А+ + В°.
В равновесных условиях (компенсация внутренней разности
потенциалов внешней наложенной разностью потенциалов) ток
в этом гальваническом элементе будет равен нулю, а разность
потенциалов получит максимальное значение — э. д. с. или элек-
тродвижущая сила ДЕ°. Электродвижущую силу элемента можно
термодинамически вычислить:
ДО0 = АН - ТД8 = - AE°nF,
отсюда
Д£° = - ДС°/(п£) = - (АН - TAS)/(nF), (8.87)
* При написании этого раздела предполагалось знакомство читателя с
курсом химии.
292
где ДЕ° — электродвижущая сила; AG° — стандартное изме-
нение энергии Гиббса; п — валентность иона, перешедшего в
раствор или выделившегося из него; F — число Фарадея; Д/7 и
As— термодинамические функции (см. с. 254 и 262).
Электродвижущая сила гальванического элемента зависит
также от концентраций ионов в растворе:
AG° = ДЯ - T\s = - ЯЛпК/; Kf = СА+/СВ+. (8.88)
Измеряемая с любой точностью разность потенциалов еще не
дает возможность определить потенциалы отдельных металлов,
погруженных в электролит. Определить потенциал растворения
данного металла можно только путем сравнения его потенциала
с принимаемым равным нулю потенциалом какого-нибудь элек-
трода. Для определения потенциалов растворения металлов в
водных растворах применяют стандартный водородный электрод,
как это известно из курса химии, а для определения электродных
потенциалов металлов на границе с расплавом обычно берут
стеклянно-натриевые электроды илн стеклянно-оловянно-натрие-
вые электроды.
Естественно, что значения электродных потенциалов одних
и тех же металлов в растворах и расплавах сильно отличаются
(разные электроды сравнения), но общий характер ряда напря-
жений остается приблизительно постоянным (табл. 8.7).
Электродные потенциалы зависят от температуры и активной
концентрации иона в электролите, что хорошо передается урав-
нением Нернста:
Е = Е° + -5Llnc, (8.89)
nF
где Е — потенциал растворения металла; £°— стандартный
Таблица 87 Электродные потенциалы металлов в растворах и в расплавах
хлоридов
Металл Электродная реакция £°, В*
раствор расплав
Li Li“ « Li+ + е —3,02 —0,28
К К“ К+ + е —2,92 —0,15
Ва Ва° Ва2+ + 2е -2,92 —0,19
Са Са° Са2+ + 2е —2,84 —0,03
Na Na° 5= Na++ е —2,71 —0,00
Mg Mg° Mg2+ + 2е —2,38 +0,66
Al АГ^АГ+4- Зе — 1,66 + 1,36
Мп Мп° Мп2+ + 2е -1,05 + 1,33
Zn Zn° Zn2+ + 2е —0,76 + 1,62
Fe Fe° Fe2+ + 2е —0,44 —
H Н’ « Н+ + е 0,00
Си Си0 Си2+ + 2е +0,34 +2,28
* Для растворов принят водородный электрод сравнения, для расплавов — стеклян-
ио-натриевый
293
потенциал растворения металла в среде с активной концентра-
цией, равной единице; с — активная концентрация иона
Потенциал растворения металла зависит от остаточных и
упругих механических напряжений, так как это характеризует
аккумулированную им энергию AF:
bG = \G° ± &F, (8 90)
где AG— значение энергии Гиббса для напряженного металла;
A G0 — стандартное изменение энергии Гиббса; AF—аккуму-
лированная работа внешних илн внутренних сил.
Особенно опасны напряжения растяжения, увеличивающие
активность металла. Значение остаточных или внешних напря-
жений в металле будет зависеть от объема металла, в котором
аккумулирована энергия.
<3 = \F/v. (8 91)
Если в металле сварного соединения вследствие термомеха-
нического цикла сварки возникли участки с различными уровня-
ми внутренних или внешних напряжений, то они могут прн
контакте с электролитом создать гальванический коррозионный
элемент и вызвать местные разрушения.
Работа гальванического элемента — процесс обратимый и при
внешнем напряжении большем, чем э. д. с. гальванического эле-
мента, начнется обратный процесс — электролиз. Таким образом,
электролиз данного соединения начинается только при опреде-
ленной разности потенциалов, носящей название потенциал раз-
ложения:
Д£разл = AG°/(nF), (8 92)
где AG0 — стандартное изменение энергии Гиббса при обра-
зовании данного соединения.
Кинетика электродных процессов весьма сложна, несмотря на
то, что скорость осаждения или растворения металла на элек-
троде можно найти из первого закона М. Фарадея:
т = k]r\t; dm/dt = kjr\, (8 93)
где т — количество вещества (выделившегося или раство-
рившегося) на единицу поверхности; k — электрохимический
эквивалент; т) — коэффициент выхода по току; j — плотность
тока.
Плотность тока зависит от разности потенциалов на границе
металл — электролит, а возрастающая плотность тока будет вы-
зывать поляризационные явления, которые будут уменьшать
коэффициент выхода по току.
Взаимодействие металла сварочной ванны с электролитом,
который представляет собой расплавленный шлак, особенно про-
является при сварке под слоем флюса, электрошлаковой про-
цессе и при сварке- покрытыми электродами.
294
При переменном токе, обычно применяемом для сварки, элек-
трохимические процессы идут очень сложно, так как смена полю-
сов на электродах будет непрерывно менять анодный процесс на
катодный и в результате скорость этих процессов замедляется.
Тем не менее эти вопросы будут рассмотрены в соответствую-
щих разделах гл. 9 и 10.
8.6. Кинетика гомогенных процессов
КИНЕТИКА ХИМИЧЕСКИХ И ДИФФУЗИОННЫХ ПРОЦЕССОВ
Сварка металлов плавлением представляет собой высокотем-
пературный быстропротекающий процесс, сопровождающийся
химическими реакциями между металлом и средой (атмосфера
дугового промежутка, шлаки, полученные плавлением флюсов
или электродных покрытий), а также диффузионными процесса-
ми, особенно интенсивно развивающимися при высоких темпера-
турах (например, диффузионное соединение металлов в вакууме,
предложенное Н. Ф. Казаковым).
Скорости химических реакций и диффузионных процессов
характеризуются изменением концентрации вещества во времени,
т. е. изменением числа частиц в единице объема в единицу вре-
мени.
При химических реакциях атомы нли молекулы веществ, всту-
пающих в реакцию, должны войти в тесное соприкосновение —
столкновение, перестроить свои атомные или молекулярные
орбитали, с тем чтобы они могли образовать новые химиче-
ские связи н построить новые молекулы продуктов реакции. В ре-
зультате этого взаимодействия концентрация начальных продук-
тов будет уменьшаться, а конечных — увеличиваться. Химичес-
кие реакции могут быть необратимыми, т. е. идущими только в
одном направлении, но могут быть и обратимыми, направление
которых будет зависеть от внешних условий — р, Т, С. Обрати-
мые реакции не доходят до конца, а только до состояния равно-
весия (см. п. 8.3, 8.4).
Условия для столкновения реагирующих частиц между собой
будут меняться в зависимости от фазового строения реагирую-
щей системы, т. е. от ее гомо- или гетерогенности.
По типу развития химических реакций их можно разделить
согласно предлагаемой схеме:
Химические реакции
Необратимые .Обратимые
Гомогенные х Гетерогенные
Скорость химической реакции определяется изменением кон-
центрации в единицу времени, т. е. числом появившихся в еди-
нице объема новых или исчезнувших старых молекул в единицу
времени.
295
Число частиц в единице объема определяет при данной темпе-
ратуре число столкновений и, следовательно, будет связано со
скоростью химической реакции уравнением
v = K\C/\t, (8.94)
где v — средняя скорость реакции; К — константа скорости;
С — концентрация реагирующих молекул; t — время.
Так как концентрация молекул, вступающих в реакцию,
уменьшается, а скорость реакции тоже переменна, то истинная
скорость реакции будет представлять собой первую производную
от концентрации по времени:
v=KdC/dt. (8.95)
При диффузионных процессах также происходит изменение
концентрации одного вещества — диффузанта вследствие про-
никновения его в среду, заполненную другим веществом. Движу-
щей силой изотермической диффузии будет градиент концентра-
ций, и диффузия всегда направлена от большей концентрации к
меньшей.
Задача о диффузии в газовой среде решается методами кине-
тической теории газов, так как в этом случае не требуется особой
энергии активации для проникновения одного газа в другой. Ес-
ли диффузия происходит в конденсированных фазах (жидкая,
твердая), то в этом случае для перемещения частиц диффузанта
требуется энергия активации, так как в жидкости и в кристалле
частицы между собой связаны значительной энергией межатом-
ного или межмолекулярного взаимодействия, находясь на малых
расстояниях друг от друга. Скорость диффузии в этом случае
будет значительно меньше.
При переходе диффундирующих атомов границы раздела двух
фаз (например, из жидкой в твердую или наоборот) необходимо
учитывать коэффициент распределения, так как равновесные кон-
центрации в данном случае не будут равны между собой. Такой
процесс называют гетеродиффузией.
ЭНЕРГИЯ АКТИВАЦИИ И ЗАВИСИМОСТЬ
ПРОЦЕССОВ ОТ ТЕМПЕРАТУРЫ
Энергией активации называется энергия, необходимая для
приведения одного моля реагирующих веществ в реакционно-
способное состояние.
Эта энергетическая функция обобщает все вопросы строения
и состава реагирующих веществ и способов их возбуждения
(термическое, радиационное, электронный удар). Таким образом,
далеко не все столкновения молекул реагирующих веществ будут
активными, а только те, которые будут обладать энергией, рав-
ной или большей энергии активации.
Для гомогенных реакций в газовой фазе можно использовать
296
уравнение Максвелла — Больцмана для распределения энергий
в объеме газа при данной температуре:
п/п0=е~(‘~е,,)/(кТ\ (8.96)
где п — число молекул, обладающих энергией е, превышаю-
щей наиболее вероятное значение энергии 8о; п0 — число моле-
кул, обладающих наиболее вероятным запасом энергии ео; k —
постоянная Больцмана; Т — температура.
Из уравнения видно, что чем больше разность значений
8 —so, тем меньше будет отношение п/п0 н тем меньше будет чис-
ло активных молекул п. При повышении температуры отношение
п/по будет расти и число активных молекул будет увеличиваться,
т. е. будет расти константа скорости химической реакции К
[уравнение (8.94)].
С. Аррениус и Я. Вант-Гофф независимо друг от друга при-
шли к уравнению, связывающему константу скорости, температу-
ру и энергию активации, причем это уравнение построено по типу
уравнения Максвелла — Больцмана:
Кт=Кое~А/т, (8.97)
где Кт — константа скорости химической реакции; Ко — по-
стоянный коэффициент; А — энергия активации; R — газовая
постоянная; Т — температура.
Если А —оо, т. е. энергия активации очень велика, то Кт —>0,
или реакции, требующие высоких значений энергии активации,
идут с малой скоростью, так как активные столкновения малове-
роятны. Наоборот, если А —>0, то Кт—► Ко, пропорциональному
общему числу столкновений, т. е. скорость химической реакции
будет очень большой, так как почти каждое столкновение будет
активным.
Как правило, энергия активации определяется эксперимен-
тально, путем определения констант скорости при нескольких
температурах-
1п Ап= In Ко - А/(/?Г1); In Кп= In Ко - A/(RT2);
вычитая эти уравнения друг из друга, получим
1п(Ат1/Кт2)=(А/Ю (-1/Л + 1/Т2)=А(7\ - T2)/(RT\T$(8.98)
Влияние температуры на скорость химических реакций. Если
Г—>-оо, то Кт-+Ко, т. е. константа Кт сильно растет (экспоненци-
ально) и при температурах процессов сварки металлов плавле-
нием (103...104 К) скорости взаимодействия будут очень велики
и будут приближать состояние к равновесному, которое рассчи-
тывается методами химической термодинамики.
Катализ и катализаторы. Катализом называется процесс из-
менения энергии активации с целью изменения скорости химиче-
ских реакций при той же температуре путем введения в реакци-
онную среду катализаторов.
297
Катализаторами называются вещества, которые ускоряют хи-
мическую реакцию (положительные) или снижают ее скорость
(отрицательные), но сами й результате химической реакции оста-
ются неизменными.
Если катализатор находится в той же фазе, что и участвую-
щие в химической реакции вещества, то катализ называют гомо-
генным, а если катализатор находится в другой фазе и свое ката-
литическое действие оказывает своим поверхностным слоем
(твердое тело), то гетерогенным.
Гомогенный катализ по существу сводится к замене одной
реакции, идущей с большой энергией активации, двумя или тре-
мя (с участием катализатора, в результате выделяющегося в
прежнем состоянии), но требующих меньшей энергии активации:
1. А-+-В — АВ Аь
2. А + К^АК А2<А,
3. АК + В—АВ + К А3<А1,
где К — катализатор.
Энергии активации реакций 2 и 3 меньше, чем реакции 1, поэ-
тому скорость превращения веществ А и В в АВ будет значитель-
но выше. Каталитирующее действие в данном случае будет за-
висеть от концентрации катализатора, так как он по существу
служит реагентом.
Гетерогенный катализ происходит на границах раздела твер-
дое тело — газ или твердое тело — жидкая фаза (раствор). Ме-
ханизм каталитического воздействия поверхности твердого
тела заключается в адсорбции на поверхности катализатора ре-
агирующих между собой молекул, в результате чего их концен-
трация в поверхностном слое возрастает на несколько порядков,
а под действием энергии адсорбции ослабляются связи между
частицами, составляющими молекулы, и, следовательно, снижает-
ся энергия активации. Не исключено и химическое взаимодей-
ствие между молекулами реагирующих веществ и адсорбента,
т. е. катализатора (топохимические соединения). Высокоактив-
ные катализаторы этого типа — тонко раздробленные металлы,
нанесенные на какую-либо подложку, например, платинирован-
ный асбест, серебро или палладий, нанесенные на цеолиты, тонко
раздробленный никель и т. д.
Каталитическая активность находится в прямой связи с пло-
щадью поверхности катализатора.
Некоторые данные о снижении энергии активации химических
реакций в присутствии катализатора приведены в табл. 8.8.
Энергии активации диффузионных процессов, как видно, ниже
энергии активации химических реакций ввиду того, что молекулы
или атомы при диффузии не изменяют своего строения. В данном
случае энергия активации будет определяться диффузионной
средой и ее строением. Особенно высоки значения энергии акти-
вации при диффузии в твердых металлах и других кристалличе-
ских веществах. В твердом теле диффузия может происходить
298
Таблица 8 8. Изменение энергии активации в присутствии катализатора
Реакция Катализатор Энергия активации, кДж* МОЛЬ-1
в газовой фазе каталитиче- ский процесс
N2O —► N2 4-1 /2О2 Au 244,9 121,0
С2Н4 + н2 С2Н6 Си Pt; Pd; Ni 182,0 182,0 -50,0 42,0
по объему кристаллического зерна путем замены одного атома
в кристаллической решетке другим, но этот путь требует очень
высоких энергий активаций, соизмеримых с энергией кристалли-
ческой решетки. Например, торий диффундирует в вольфраме
объемно, требуя энергии активации 502 кДж/моль. Если диффу-
зия идет по границам зерен, где имеется много нарушений крис-
таллической структуры — вакансий и дислокаций, то энергия
активации составляет 393,5 кДж/моль. При поверхностной диф-
фузии тория по вольфраму энергия активации составляет всего
278 кДж/моль (торирование вольфрама). Соответственно резко
изменяются коэффициенты диффузии, так как уравнение для
коэффициента диффузии аналогично уравнению константы ско-
рости химической реакции в зависимости от температуры:
Dr=Doe-WRT\ (8.99)
где DT—коэффициент диффузии при данной температуре Т;
Do — постоянный коэффициент; Q — энергия активации диф-
фузии.
Диффузия — необратимый процесс, связанный с большим
ростом энтропии, и ее возникновение и развитие, особенно в
области высоких температур при сварке, неизбежно.
УРАВНЕНИЯ СКОРОСТЕЙ ХИМИЧЕСКИХ РЕАКЦИЙ
В зависимости от количества реагирующих между собой ве-
ществ дифференциальные уравнения скоростей химических реак-
ций будут различаться между собой.
Реакции первого порядка (мономолекулярные)
АВ--А+ В;
•а х х
V\—dx/dt=K\(a—x), (8.100)
где Ki — константа скорости мономолекулярной реакции,
представляющая собой функцию температуры и природы реаги-
рующих веществ; t — время; а — начальная концентрация ве-
щества АВ.
299
Реакции второго порядка (бимолекулярные)
А + В->АВ;
а Ь х
v2=dx/dt—K2(a — x)(b—x), (8.101)
где — константа скорости бимолекулярной реакции, за-
висящая кроме температуры и природы реагирующих веществ от
способа выражения концентраций; а н b — начальные концен-
трации веществ А и В.
Таким образом, порядок реакции соответствует показателю
степени, в который входит значение концентрации в уравнение
скорости химических реакций.
Реакции высоких порядков (3 и более) встречаются редко,
так как в этом случае вероятность одновременного избиратель-
ного столкновения трех н более молекул становится малой вели-
чиной. Фактически сложные реакции идут через промежуточные
стадии, а общую скорость процесса определяет наиболее медлен-
но развивающаяся стадия, так как пока она не завершится,
остальные стадии развиваться не могут. Эти элементарные акты
химического взаимодействия обычно идут по первому или второ-
му порядку. Решение уравнений любого порядка всегда возмож-
но, так как при t—О, х=0 и постоянные интегрирования легко
определить.
Решение кинетического уравнения для реакций первого по-
рядка
dx/dt=K\(a — х);
разделяем переменные и интегрируем:
dx/(a — x)=KidT', —ln(a—-x)=Ki/ +С;
при 7=0 х—0 и постоянная интегрирования С——Ina.
Подставляем’значение постоянной интегрирования и получаем
1п[о/(о-х)]=К17, (8.102)
где 7(1 — константа скорости первого порядка.
Исследуем полученное выражение:
при х—a t—<-°о, т. е. реакции заканчиваются через бесконеч-
но большое время, фактически тогда, когда современными ана-
литическими методами уже нельзя уловить изменений в составе
системы;
при х—а/2
Г0.5=(1/К1)1п2=0,693/К1, (8.103)
где to,5 — время, необходимое для превращения половины
реагирующего вещества, называемое «периодом полураспада»
(или половинным временем).
300
Для реакций первого порядка оно зависит только от темпера-
туры и природы реагирующих веществ. Это уравнение точно опи-
сывает ход радиоактивного распада;
решаем уравнение (8.102) относительно концентрации распа-
дающегося вещества х:
а/(а —x)=eK't; х=а(1—е~к'1). (8.104)
Это уравнение позволяет получать информацию о концентрации
распадающегося вещества по времени:
а) /=0 х=0, т. е. реакция не начиналась;
б) /=оо х=а—реакция дошла до конца;
в) х=0,5 а <о,5=(1/Л1)1п2.
Реакции первого порядка особенно характерны для высоких
температур — это диссоциация молекул или ионизация атомов:
Н2—>2Н; Н2->Н^+е; Н->Н+ + е, и т. д.
Кривые изменения х во времени при различных значениях
Ki приведены на рис. 8.17. На графике указаны также значения
периодов полураспада (половинных времен).
Решение кинетического уравнения для реакций второго по-
рядка
dx/dt=K2(a — x')(b — x).
Решаем это дифференциальное уравнение с помощью произ-
вольных коэффициентов и после подстановки постоянной интег-
рирования, полученной при условии £=0; х=0, окончательно
имеем
K2t
=___1 |п (а~х)&
а-b (Ь-х)а'
(8.105)
Исследуем полученное выражение:
константа скорости реакции второго порядка зависит от кон-
центрации (f_|, с-1):
К2 — -ц-.-1.. In (8.106)
t(a — &) (J —х)а ' ’
прн а= b уравнение пре-
вращается в неопределен-
ность и для случая равных
концентраций реагирующих
веществ требуется иное урав-
нение:
х/а
Рис. 8.17. Изменение количества получен-
ного вещества х во времени для различ-
ных значений константы скорости
А + В—АВ;
а а х
dx/dt = K2(a — x)2. (8.107)
301
Окончательное решение этого уравнения будет иметь вид
а выражение константы скорости.
/<2=4- ------(8.108)
t а а — х ' '
причем размерность скорости сохраняется (/“’, с-1);
для условия равных концентраций для реакции л-го порядка
уравнения скорости
dx/dt = Кп(а - х)п. (8.109).
Уравнение (8.109) применяется, в частности, при эксперимен-
тальном определении порядка той или иной реакции.
Следует указать, что под влиянием катализаторов порядок
реакции может измениться. Так, диссоциация аммиака идет в
газовой фазе по уравнению второго порядка, а при каталитиче-
ском действии твердого ванадия реакция идет по нулевому по-
рядку, т. е. без влияния концентрации реагента, она остается
как бы постоянной величиной. Решение уравнений для расчета
обратимых гомогенных реакций не рассматриваем ввиду их боль-
шой сложности и сравнительно узкого применения таких рас-
четов.
УРАВНЕНИЕ КОНЦЕНТРАЦИОННОЙ ДИФФУЗИИ
Процессы переноса вещества путем диффузии связаны с на-
личием градиента концентраций диффундирующего вещества в
среде, заполненной другим веществом. Процессы диффузии опи-
сываются уравнениями законов Фика:
dm = — D(dc/dx)Sdt',
дС ПГЛ2 /Л 24 (8Л10)
~=Щ&с/дх2),
где т — количество продиффундировавшегося вещества; S—
площадь сечения диффузионного потока; t — время; dc[dx —
градиент концентраций, отрицательный потому, что диффузия
идет от большей концентрации к меньшей; D — коэффициент
пропорциональности или коэффициент диффузии.
Интеграл второго уравнения системы (8.110), т. е. второго
закона Фика, будет равен для бесконечно длинного цилиндра
при взаимной диффузии двух газов следующему выражению:
-ДЙГ
с'-=т~й S
где Со — концентрация в начале процесса диффузии в сечении
трубы О—О; <р[х/д/4£)/] — функция, значение которой можно
взять из справочника по значениям функций Фурье — Фика.
302
На рис. 8.18 представлено ре-
шение этого уравнения в виде изо-
хрон концентраций (линий для
постоянного значения времени),
причем с увеличением времени при
данном значении х (расстояние от
начального сечения) концентра-
ция возрастает и стремится к зна-
чению Со/2. Расчет развития диф-
фузионных процессов на основа-
нии второго закона Фика сохра-
няется для жидких и для твердых
сред, но коэффициенты диффузии
будут значительно меньше, чем
для газообразных систем.
Рис. 8.18. Решение уравнения Фи-
ка для взаимной диффузии двух
газов в бесконечном цилиндре в за-
висимости от времени
Для газообразных систем коэффициенты диффузии вычисля-
ют на основании кинетической теории газов:
Д=ХЙ/3, (8.112)
где к — длина свободного пробега; «Г— средняя скорость движе-
ния газовых молекул.
Как видно из уравнения (8.110), размерность коэффициента
диффузии сохраняется (м2-с-1).
Некоторые значения коэффициентов диффузии газов приведе-
ны в табл. 8.9.
Коэффициенты диффузии в жидкостях на несколько порядков
меньше, чем в газах, например коэффициент диффузии магния
в жидком алюминии при 973 К составляет 7,54-10~9 м2-с~1, а
коэффициент диффузии NaNOs в расплавленном KNO3 при
633 К составляет 5,22-10~9 м2-с-1.
Коэффициенты диффузии в жидкостях могут быть рассчитаны
по уравнению Стокса:
D=-^-, (8.113)
ОЛТ|Г
где k — постоянная Больцмана; Т — температура; г; — коэффи-
циент вязкости среды; г — радиус частицы.
Таблица 8.9. Коэффициенты диффузии в газах
Газ-диф- фузант Газ-среда т, к £>Хсм2*с 1 Газ-диф- фузант Г аз-среда т, к DXcm2*c 1
Н2 Аг 293 0,722 О2 Не 287 0,585
о2 Аг 293 0,200 со2 Не 288 0,576
Не СО2 Аг Аг 287 293 0,684 0,139 С2Н2 Не 298 0,585
СО Аг 288 0,211 02 СО2 293 0,16
С2Н2 Аг 287 0,152 со СО2 298 0,16
02 Воздух 273 0,178 Аг n2 293 0,204
со2 293 0,165 n2 n2 293 0,800
о2 n2 293 0,219
303
Для твердых кристаллических тел коэффициенты диффузии
еще меньше. Например, алюминий, диффундирующий в твердую
медь, при температуре 1123 К имеет коэффициент диффузии
Д = 2,19Х10~13 м2-с-1.
Высокая энергия активации диффузии в твердых телах делает
коэффициенты диффузии очень малыми согласно уравнению
(8.99).
Некоторые данные о константах в этом уравнении приведены
в табл. 8.10.
Таблица 8.10 Значения постоянных в уравнениях коэффициентов диффузии
в твердых металлах
Диффузант Среда Do, см2* с 1 Q, кДж/моль
Си А1 8,4 -IO"6 136,27
А1 Си 1,75-10-6 157,58
Zn Си 5,8-10-’ 175,56
Си а — Fe 3,0-ю-4 254,90
С а — Fe 7,0-10-” 131,04
Н а — Fe 2,2-10"6 12,122
Н j — Fe 1,ыо-7 49,59
N а — Fe 6,6-10"7 77,74
Помимо изотермической диффузии, описываемой уравнениями
законов Фика (8.110), перенос атомов может возникнуть под
действием различных температур, т. е. в неоднородном темпе-
ратурном поле. Такая неизотермическая диффузия может выз-
вать перераспределение или сегрегацию компонентов сплава в
температурном поле, созданном термическим циклом сварки.
Это будет особенно заметно для элементов, обладающих высо-
кой подвижностью, например, для водорода Н.
8.7. Кинетика гетерогенных процессов
Гетерогенные химические реакции и диффузионные процессы,
идущие иа границе раздела двух фаз, особенно характерны для
сварочной металлургии при взаимодействии расплавленного ме-
талла с газовой фазой (жидкость — газ) или с расплавленным
флюсом-шлаком (жидкость — жидкость), а также в процессе ох-
лаждения сварного шва в активной газовой атмосфере (воздух).
Скорость гетерогенных процессов зависит от размеров границы
раздела, а также от ее состояния, так как если граница закрыта
слоем продуктов реакции, затрудняющим диффузионный подвод
реагентов, то может изменяться весь процесс и скорость диффу-
зии будет лимитировать скорость химической реакции.
304
ТИПЫ ГЕТЕРОГЕННЫХ РЕАКЦИЙ
Рассмотрим случай гетерогенной реак-
ции, для которого можно пренебречь из-
менением состояния поверхности в ре-
зультате удаления летучих продуктов
реакции (схема реакции представлена на
рис. 8.19):
Рис. 8 19 Схема гетеро-
генной реакции с обнов-
ляющейся поверхностью
Me 4- С12 МеС12|
TB(SJ газ(а) газ(х)
где а — концентрация хлора в газообразной фазе; х — кон-
центрация галида; S — площадь границы раздела металл —
хлор.
Дифференциальное уравнение скорости запишем так:
v = dx/dt = К(а — x)S.
(8.114)
Решить это уравнение можно в двух случаях:
1) полагая площадь границы раздела постоянной во вре-
мени: S = const;
2) считая, что площадь границы раздела изменяется в про-
цессе химической реакции: S=f(t).
В первом случае (S = const) решение уравнения (8.114)
аналогично решению уравнения (8.100): In [а/(а — х)] = KSt,
или
х=а(1 -e-KSt). (8.115)
Влияние площади поверхности на скорость химической
реакции характеризуется тем, что S входит в показатель экспо-
ненты как множитель.
Реализуется этот случай при взаимодействии с газом доста-
точно массивного куска твердого тела, размеры которого дли-
тельное время не будут претерпевать существенных изменений.
Для решения уравнения (8.114) в случае S=f(t) найдем
закон изменения площади поверхности реагирующего металла
по времени. Рассмотрим случай взаимодействия с окислителем
металла в виде порошка или жидких распыленных капель. Пусть
N молей металла разделены на п частиц, имеющих кубическую
форму с длиной ребра I. Металл имеет атомную массу А
и плотность о. Ребро куба будет равно
l=^NA/(nQ).
Площадь поверхности всех п элементарных кубов
S=6п/2=Qn[NA /(пр)]2/3.
11—923
305
Если бы задача решалась не для кубов, а для сферических
капель, то коэффициент формы вместо 6 составил бы « 5,8.
Изменение числа молей в результате реакции будет (АГ — х),
а площадь поверхности
Подставляя значение текущей поверхности в дифференциаль-
ное уравнение скорости, получим следующее уравнение:
^=/(1 •6п|/3(Д/р)2/3(Л^—х)2/3(а —х)г], (8 116)
где т] — коэффициент экранирования.
Коэффициент экранирования учитывает неодинаковое поло-
жение частиц относительно потока газа-окислителя. Так, при
сжигании угля на колосниковой решетке т]«0,2, а при сжигании
пылевидного топлива в потоке воздуха г)->1. Решение уравнения
(8.116) не составляет труда, так как постоянную интегрирования
можно определить из начальных условий: / = 0, х = 0.
Решений может быть два:
х->а — металл в избытке по сравнению с окислителем;
x->-N — окислитель в избытке и металл весь сгорает.
Это необходимо учитывать при разработке дугового или плаз-
менного напыления порошков на поверхность детали.
ВЛИЯНИЕ ДИФФУЗИОННЫХ ПРОЦЕССОВ
Концентрация газа в объеме фазы всегда будет отличаться
от концентрации в поверхностном слое, в котором совершается
реакция. При низких температурах из-за адсорбции в поверх-
ностном слое концентрация молекул газа может быть значитель-
но выше, чем в объеме, но при достаточно высоких температурах
вследствие вступления в реакцию концентрации газа будет ниже,
чем в объеме.
Рассмотрим последний случай: концентрация в приповерх-
ностном слое С будет меньше концентрации газа в объеме Со.
Создающийся градиент концентраций служит движущей силой
диффузионного потока, направленного к поверхности. Количест-
во продукта, перенесенного в результате диффузии, можно опре-
делить по уравнению Фика (8.110).
Это уравнение решается в общем виде по типу решения
уравнения Фурье, но его решение с учетом зависимости коэф-
фициента диффузии от температуры может быть реализовано
или методом конечных разностей (сеток), или с помощью интег-
рального преобразования Лапласа и в обоих случаях требует
машинного счета на ЭВМ. Проще всего оно решается для
установившегося режима диффузии, т. е. при наличии постоянно-
го градиента концентраций и постоянства температуры. В этом
случае решение принимает вид
Am=D[(C0 - С)/Дх] SAC
зо
где Со —С — разность концентраций в объеме газа и на по-
верхности; Дх — толщина приповерхностного слоя; 3 — площадь
сечения потока диффузии; Кт — масса перенесенного вещества;
Л/ — время; D — коэффициент диффузии.
КИНЕТИЧЕСКИЙ И ДИФФУЗИОННЫЙ РЕЖИМЫ
Если масса перенесенного диффузией компонента будет боль-
ше, чем его может израсходовать химическая реакция, то общая
скорость процесса будет определяться скоростью химической
реакции {кинетический режим). Если химическая реакция за еди-
ницу времени может поглотить больше компонента, чем может его
поступить путем диффузии, то общая скорость процесса будет
определяться скоростью диффузии {диффузионный режим).
Один и тот же процесс гетерогенной реакции, например окис-
ление металла кислородом, может в зависимости от температуры
менять свой режим.
Энергия активации диффузии Q обычно всегда ниже, чем
энергия активации химической реакции А, и при высоких темпе-
ратурах наиболее вероятен диффузионный режим, В самом деле:
A>Q- KT=Koe-AART\
d {In Kr)/dT = A/(RT2)>d{\nDT)/dT = Q/{RT2).
(8.117)
Следовательно, константа скорости химической реакции растет с
температурой быстрее, чем коэффициент диффузии и, начиная с
некоторой температуры 7 к, скорость диффузии будет лимитировать
процесс окисления, как это показано на рис. 8.20.
При гетерогенной химической реакции продукты могут закры-
вать поверхность контакта некоторым непрерывным слоем, напри-
мер, твердого вещества, диффузионные процессы в котором раз-
виваются медленно (рис. 8.21) — в этом случае процесс окисления
Рис. 8 20. Изменение режима
гетерогенной реакции в зави-
симости от температуры (сле-
ва от штриховой линии — ки-
нетический, справа — диф-
фузионный)
Рис. 8.21. Схема гетероген-
ной реакции при образова-
нии слоя продуктов реакции
на поверхности
11*
307
металла будет протекать в диффузионном режиме. Сплошность
такого слоя теоретически может быть оценена по правилу Пил-
g линга — Бэдворса, которое исходит из
zj сравнения объема полученного оксида и
I объема израсходованного на реакцию
/ металла:
I /г хМе + г/О^-МехОу;
' объем израсходованного металла
-------------------------- ХДме
t--------------------------УМе=-----------------------,
Рис. 8.22. Различные законы
роста толщины пленок: где Лме — атомная масса; р — плот-
1 — логарифмический; 2 — па- НОСТЬ Металла;
раболический, в — линейный
объем полученного оксида металла
У Me , О,
А4ме,о„
0Ме,О,
где Л4Ме?_0 — молекулярная масса оксида; рМехОу — плотность ок-
сида.
Отсюда фактор сплошности будет
а
ЙМе.О,
УМе
Мче.О, бМе
С>Ме,О,
(8.118)
При значении а = 1,2...1,6 получаются так называемые защит-
ные пленки, пассивирующие металл. Учитывая отклонения состава
многих оксидов металлов от стехиометрического, а следовательно,
колебания их молекулярной массы и плотности, можно считать
критерий а лишь оценочным, но тем не менее отображающим дей-
ствительные условия сплошности. Рост толщины пленки всегда
начинается в кинетическом режиме, т. е. лимитируется кинетикой
химической реакции (логарифмический закон), но затем, после
создания сплошной пленки, ее рост или практически прекращается
из-за малых коэффициентов диффузии, или продолжается в ре-
зультате диффузионных процессов. Диффузия определяется или
постоянством градиента (линейный закон роста пленки), или
условием 6grai!C = const (параболический закон роста). Различ-
ные законы роста пленки показаны на рис. 8.22.
Для одного и того же металла в зависимости от температуры
процесса закон роста пленки может изменяться, как, например,
у Ti, который при низких температурах до 600 К пассивен, а при
высоких быстро окисляется по параболическому или даже линей-
ному закону (Т>1100 К).
308
ВЛИЯНИЕ АЭРОДИНАМИЧЕСКИХ И ГИДРОДИНАМИЧЕСКИХ
ХАРАКТЕРИСТИК ПОТОКА РЕАГЕНТА НА СКОРОСТЬ
ГЕТЕРОГЕННЫХ РЕАКЦИЙ
Скорость гетерогенных химических реакций существенно зави-
сит от относительного перемещения реагента относительно поверх-
ности твердого тела. Процессы диффузии, лимитирующие ско-
рость гетерогенных химических реакций, развиваются в припо-
верхностном слое при взаимодействии с потоком газа или жидко-
сти. Толщина этого слоя, в свою очередь, зависит от скорости и
характера движения потока, содержащего реагент. Так, при дви-
жении потока с малыми скоростями (ламинарный режим,
Re<ReKPHT) у поверхности твердого тела будет сохраняться не-
подвижный слой, толщина которого представляет собой функцию
скорости потока, а влияние диффузионной передачи реагента из
потока к реагирующей твердой поверхности сохраняется.
При турбулентном потоке жидкости или газа (Re>ReKpHT) на
стенках канала (трубы) неподвижный слой жидкости исчезает,
так как на стенках канала появляются вихри. Следовательно
диффузионное перемещение реагента к твердой стенке, ограничи
вающей поток вещества, заменяется вихревым переносом и ско
рость химической реакции значительно возрастает.
Влияние характера потока на скорость химических реакций в
гетерогенной среде дополнительно осложняется условиями тепло-
передачи.
ЦЕПНЫЕ РЕАКЦИИ В СВАРОЧНОЙ ТЕХНИКЕ
Цепные реакции, и, в частности, горение углеводородов в
кислороде, часто используются в сварочной технике при раздели-
тельной резке металлов, сварке и наплавке, применяемыми в
ремонтных работах, высокотемпературной пайке изделий.
Использование кислорода и горючих газов (ацетилен, пропа-
но-бутановая смесь) — взрывоопасный процесс, поэтому вопро-
сы использования сжатых горючих газов должны быть известны
инженера м-сварщикам.
Цепной реакцией называется процесс химического взаимодей-
ствия, в котором активная частица (возбужденный атом, мо-
лекула с незамкнутыми связями — радикал) может вызвать не
одно химическое превращение, а несколько, передавая свою
энергию возбуждения вновь образовавшимся частицам. Число
превращений, вызванных одной частицей, определяет длину цепи
и может исчисляться сотнями и даже тысячами. Механизм цеп-
ных реакций очень сложен, так как на развитие цепной реакции
влияет скорость зарождения активных частиц, скорость развития
цепи, скорость обрыва цепей (время жизни активных частиц),
а также внешние физические условия — давление, температура,
скорость отвода теплоты. Математическая теория и физические
основы цепных реакций получили свое развитие в трудах
Н. Н. Семенова, Н. М. Эммануэля и других ученых.
Скорость цепных реакций во времени может сильно воз-
растать благодаря непрерывной подаче энергии для образования
активных частиц или использованию энергетического эффекта
реакции на образование новых частиц. При возрастании числа
активных частиц так называемый коэффициент размножения бу-
дет больше единицы (1,1...1,5) и создаются условия для пере-
хода реакции во взрыв. В качестве примера последнего случая
цепной реакции можно привести реакцию кислорода с водородом
по следующей схеме (звездочкой обозначены активные частицы):
он*+н2
н*+о2
лн2о
Чн*
О* + Н2<[
ОН*
н*
Как видно, в этой схеме число активных частиц непрерывно
возрастает, а следовательно, возрастает и скорость процесса.
Приближенное уравнение для вычисления скорости цепной реак-
ции в этом случае будет иметь вид
v = AeBt, (8.119)
где v — скорость цепной реакции; А, В — постоянные коэффи-
циенты; t — время реакции.
Исчезновение активных центров (ионы, возбужденные мо-
лекулы) может вызвать обрыв цепи или уменьшить коэффициент
размножения. Это происходит в следующих случаях:
тройное столкновение и перераспределение энергии;
столкновение с молекулами примесей, не вступающих в реак-
цию;
столкновение со стенкой сосуда и распределение энергии
возбуждения между многими частицами, составляющими стенку.
Регулирование скорости цепных реакций и управление ими в
технологических процессах основано на контроле числа активных
центров и на согласованности скорости цепной реакции (скорость
фронта пламени) со скоростью потока газов.
Скорость распространения фронта пламени зависит от соста-
Таблица 8.11. Температуры самовоспламенения и составы смесей
с кислородом (границы воспламенения)
Газ Границы самовоспламенения {% объемная доля горючего газа) Температура воспламенения, К
нижняя верхняя
Ацетилен 2,8 93 573
Водород 4,5 95 723
Метан 5,0 60 810 (воздух)
Окись углерода 15,5 94 863
310
Рис. 8.23. Скорости горения газов в воздухе (а) и в
кислороде (б):
1 — С2Н2, 2 — Н2, 3 — СН„, 4 — СО
ва горючей смеси, так как избыток того или иного компонента
следует рассматривать как примесь, уменьшающую число актив-
ных столкновений. На рис. 8.23 показаны значения скоростей
распространения фронта пламени для некоторых газов в смеси с
воздухом (примесь N2) и кислородом.
Весьма важная характеристика — температура самовоспла-
менения смесей газа с кислородом или воздухом, зависящая от
состава смеси и от давления (табл. 8.11).
Температура самовоспламенения га-
зовых смесей зависит не только от со-
отношения концентраций компонентов
(см. табл. 8.11), но и от давления газа.
Давление ;азовой смеси определяет
время жизни активных центров, так как
увеличение числа частиц в единице объ-
ема, эквивалентное увеличению давле-
ния, приводит к росту числа столкнове-
ний, в том числе и активных. Создание
вакуума понижает вероятность актив-
ных столкновений и время жизни актив-
ной частицы возрастает, но и температу-
Рис 8 24. Область самовос-
пламенения гремучего газа
(О2 + 2Нг) в зависимости от
давления и температуры
ра самовоспламенения также возраста-
ет, так как число активных столкнове-
ний, необходимых для развития цепного
процесса, уменьшается.
ЗН
На рис. 8.24 показана область самовоспламенения гремучего
газа в координатах давление — температура.
ПРИНЦИПЫ УСТРОЙСТВА ГАЗОВЫХ ГОРЕЛОК
Основной принцип устойчивого процесса горения в любой
горелке, использующей газообразное топливо и газообразный
окислитель, — соответствие скорости истечения газов из сопла и
скорости распространения фронта пламени в данной системе:
Уист ~ Уск ф п- (8.120)
Так как скорость воспламенения может изменяться в зависи-
мости от состава (см. рис. 8.23), то при различных режимах го-
рения скорость истечения газов тоже должна изменяться в
определенных пределах.
При необходимости увеличения мощности пламени, т. е. коли-
чества энергии, выделяемой пламенем в единицу времени (на-
пример, при ацетилено-кислородной сварке металлов больших
толщин), следует изменять диаметр сопла или сечение потока,
а не скорости его истечения, так как это может привести к срыву
пламени.
При малой скорости истечения горючей смеси пламя может
втянуться в полость сопла и во внутреннюю часть горелки. Для
того чтобы предотвратить нежелательное явление, горючее и
окислитель подают раздельно по каналам или трубкам малого
сечения (через сетки), удельная поверхность которых достаточно
велика и представляет собой место поглощения активных центров,
в результате чего цепная реакция обрывается, а пламя гаснет.
Пламя любой газовой горелки неоднородно и состоит из
отдельных зон. В первой зоне идет образование активных цент-
ров вследствие возбуждения молекул и их диссоциации. Эти
процессы эндотермичны и температура первой зоны относительно
низкая. Вторая зона — зона горения, т. е. область развития
цепных реакций окисления горючего под действием активных
центров, поступающих из первой зоны. Эта зона будет самой
высокотемпературной частью общего пламени. Третья зона —
догорания продуктов реакции из второй зоны или ореол пламе-
ни, в который инжектируется кислород и азот окружающего
воздуха. Температура в этой зоне постепенно снижается. Макси-
мальная температура пламени определяется составом горючей
смеси и природой реагирующих между собой веществ (табл. 8.12).
Изменение состава горючей смеси изменяет и металлурги-
ческие характеристики процесса плавления металла. Так, для го-
рения ацетилена в кислороде реакция в зоне горения при равном
содержании C2H2 и О2 будет
С2Н2 И- 02->2С0 -j- Н2.
312
Таблица 8 12 Максимальные температуры пламени при горении газов
в смесях с воздухом (числитель) и кислородом (знаменатель)
Г аз Объемная доля газа в смеси, % Температура пламени, К
Ацетилен 9,0/33,0 2598/3373
Водород 31,6/78,0 2318/2933
Метан 10,0/ — 2048/—
Природный газ —/45 —/3200
Продукты горения являются восстановителями, и пламя будет
тоже восстановительным по отношению к металлу. Обозначим
отношение объема кислорода к объему ацетилена:
Р = иО1/ис2Н2- (8 121)
Если ₽= 1,0...1,1, то пламя считается нормальным. Если
Р<1,0, то пламя будет науглероживающим, так как активные
частицы (С*; СН*) будут поглощаться металлом сварочной ван-
ны. Если (3>1,2, то пламя будет окислительным и будет вы-
зывать сильное окисление металла, а при значениях р>3...5
оно будет режущим, так как сильный избыток кислорода при
соответствующем подогреве вызывает горение металла, а продук-
ты его окисления будут выдуваться кислородом из линии реза.
Глава 9
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
ПРИ СВАРКЕ
Сварочная металлургия отличается от других металлургиче-
ских процессов высокими температурами термического цикла
сварки и малым временем существования сварочной ванны в
жидком состоянии, т. е. в состоянии, доступном для металлур-
гической обработки металла сварного шва. Кроме того, специ-
фичны процессы кристаллизации сварочной ванны, начинающие-
ся от границы сплавления, и образования измененного по своим
свойствам металла зоны термического влияния.
9.1. Процессы окисления металла шва
Металлы, обладая малым числом электронов на внешних
энергетических уровнях, легко их отдают атомам элементов с
высокой электроотрицательностью (F, С1, О, S и др.):
Ме° — 2е->Ме2+
^МеО
O° + 2e-^O2-z
313
Процессы потери электронов с внешнего энергетического
уровня и переход металлов в соединение с атомами электро-
отрицательного элемента носит название окисления.
Необязательно, чтобы металлы образовывали только оксиды;
соединяясь с галогенами или серой, металл тоже будет окислять-
ся, переходя в состояние положительно заряженного иона:
Me+2Fr2; Ме+2С1Г2; Me+2S-2.
Водород тоже можно рассматривать как окислитель, но таким
образом он будет реагировать только с высокоактивными метал-
лами, образуя гидриды:
Li+H~; Ca2+Hh; Ti2+H22-.
Обратный процесс восстановления металлов будет опреде-
ляться термодинамической устойчивостью их галидов, оксидов
или сульфидов.
9.2. Оценка термодинамической устойчивости
соединений
Термодинамическая устойчивость данного соединения опреде-
ляется изменением энергии Гиббса ДО при образовании его в
данных физических условиях (р, Т). Разложение этого соеди-
нения требует затраты такой же энергии и тем самым опреде-
ляются возможности данного металлургического процесса.
В области высоких температур соединения металлов с элемен-
тарными окислителями (О, S, N, Н) могут разлагаться, выделяя
окислитель в газовую фазу, например:
2 F еОтв 2F етв -р О2газ f •
Уравнения реакций взаимодействия между металлом и окисли-
телем удобно записывать как реакцию разложения, определяя
коэффициенты уравнения таким образом, чтобы в левой части
получалась одна газовая молекула, например:
2МпО =«=± 2Мп 4- О2;
7зА12Оз^7зА1+О2;
SiO2 3=* Si-|- О2.
В этом случае стандартное изменение энергии Гиббса ДО0
будет для всех реакций выражаться общим уравнением:.
bG° = bH-T&s=-RT\nNO2, (9.1)
а так как выражения для определения констант равновесия
будут идентичны, то их удобно сопоставлять между собой при
определении направления взаимодействия соединений между со-
бой в металлургических процессах. Гетерогенная система, в ко-
314
торой существует данное равновесие (рис. 9.1), будет иметь одну
степень свободы: С = 2 + 2— 3=1, т.е.
Лз2 = Л(О или Г = Мр02). (9.2)
Зависимость ДО от температуры в определенных пределах
(без фазовых превращений) меняется линейно, а логарифм дав-
ления кислорода будет изменяться по кривой, как это показано
на рис. 9.2. Точка пересечения с осью температур будет соответ-
ствовать условию:
AG0 = 0; IgA^ = 0 или Усь = 1. (9.3)
Физический смысл заключается в том, что при температуре
То равновесное давление кислорода над оксидом будет равно
внешнему давлению чистого кислорода, т. е. даже в чистом кис-
лороде металл окисляться не будет. Для активных металлов
эта температура очень высока и лежит выше температуры ки-
пения металла, а металлы менее активные, например медь,
удовлетворяют этому условию при более низких температурах.
Применяя упрощенное уравнение для стандартного изменения
энергии Гиббса AG0 (см. п. 8.3), можно получить следующие
уравнения для диссоциации оксидов:
2,Cu2O 4Си 4- О2; AG£U2O = 334 720 - 150,37 Г;
2FeO =- 2Fe + О2; AG°e0 = 527 360 — 114,75 Г;
2MnO^2Mn + O2; AG^nO = 769 860 — 148,05 Г;
SiCWSi + О2; AGs,o2= 1 718 600— 181,66 Г;
2/зА12О3^4/зА1+О2; AG^ = 1 116 600 — 209,11 Т.
Рис 9 1 Система взаимо-
действия металла с кисло-
родом
Рис 9 2. Зависимость Дб° и ло-
гарифма давлеиия диссоциации
оксида металла от температуры
315
Рис. 9 3 Изменение AG° в зависимости
от температуры для AI2O3, S1O2,
MnO, FeO, Cu2O
Рис 9 4 Схема металлотермического
восстановления оксидов металла при
Т = const
На рис. 9 3 приведены графики функций AG° = f(7'). Термо-
динамическая устойчивость оксидов возрастает в ряду элементов
Cu->Fe->Mn->Si->-Al, но в интервале температур 2500...3000 К
устойчивости оксидов Мп и Si меняются местами. Температуры,
при которых термодинамическая устойчивость обращается в
нуль, соответственно будут следующими: Тсщо = 2230 К; Грео —
= 4600 К; 7'мпо=5200 К; 7's.o2 = 4730 К; Tai2o3== 5330 К (это
ориентировочные данные, полученные очень приближенным
расчетом).
Термодинамическая устойчивость существенно изменяется в
зависимости от парциального давления газообразного продукта
реакции в окружающей среде.
Если для оксида железа при температуре 4600 К AGpe0 = 0
при давлении р —1,013-105 Па, то при давлении р = 1,ЗЗХ
X 10~2 Па (10-4 мм рт. ст.) AG0 будет равна нулю при темпера-
туре ~2000 К. Поэтому в сварочной технике широко используют
вакуум, так как он резко снижает устойчивость поверхностных
оксидов металлов.
Различная термодинамическая устойчивость соединений, на-
пример оксидов, позволяет осуществлять окислительно-восстано-
вительные реакции между ними.
Возьмем два изолированных сосуда при Т = const (рис 9.4).
В одном из них находится система 2АО^*2А+ Oaf, а другом —
2ВО 2В + Oaf. Допустим, что АОд0> AGb0, а равновесные
давления кислорода будут р^2<ро2. Если сосуды соединить
между собой, то кислород будет переходить от оксида ВО к
металлу Айв результате получим восстановление металла В
в результате окисления А:
ВО4-А->АО + В. (9.4)
316
Такой процесс называется металлотермическим.
Аналогично диссоциации оксидов можно рассмотреть процес-
сы диссоциации сульфидов, нитридов и гидридов металлов, что в
такой же степени будет определять их термодинамическую устой-
чивость. При соединении с элементарными окислителями (О, S,
N, Н, галогены) элементы могут проявлять различную степень
окисления и диссоциация соединений будет происходить ступен-
чато от высшей степени окисления к низшей, например:
7зСгО3^7зСг2Оз + О2|; 2Сг2О3^ 4CrO + O2f; 2СгО^2Сг +
+ O2f;
2FeS2^2FeS + S2f; 2FeS « 2Fe + S2f;
SF6^SF4 + F2f; SF4^SF2 + F2t и т. д.
Термодинамическая устойчивость соединений сильно увеличи-
вается, если эти соединения находятся в растворах.
9.3. Окисление металлов при сварке
Высокие температуры, используемые при сварке плавлением,
с одной стороны, понижают термодинамическую устойчивость
оксидов, как это было показано в п. 9.2, но, с другой стороны,
скорость их образования резко увеличивается и за очень неболь-
шое время сварочного цикла металлы поглощают значительное
количество кислорода. Поглощенный кислород может находиться
в металле или в растворенном состоянии в виде оксидов (обычно
низшей степени окисления), или субоксидов (TieO, TisO, Ti2O),
а также может создавать неметаллические включения эндоген-
ного типа, образовавшиеся при раскислении металла более
активными элементами. И то, и другое резко снижает качество
сварных соединений, особенно пластичность металла шва. Иссле-
дования этого вопроса показали, что основная масса кислорода
в металле обычно находится в неметаллических включениях
[20]. Источниками кислорода в металле при сварке служат
окислительно-восстановительные реакции между металлом и ат-
мосферой сварочной дуги, металлом и шлаками, образующимися
в результате плавления флюсов или при разложении и плавлении
компонентов электродного покрытия, а также при взаимодействии
с наполнителями порошковой проволоки.
Особенно велики скорости взаимодействия металла с окру-
жающей средой в высокотемпературной зоне сварки (см. п. 8.6),
к которой следует отнести каплю плавящегося металла на торце
электрода илн электродной проволоки, дуговой или плазменный
разряд и переднюю часть ванны. Более медленно эти процессы
развиваются в хвостовой части ванны, так как там температура
приближается к температуре кристаллизующегося металла.
Температурный перепад между этими зонами настолько велик,
317
что реакции окисления — восстановления меняют свое направле-
ние (см. п. 8.4). Так, в капле плавящегося на электроде метал-
ла происходит интенсивное поглощение кремния и марганца
в результате окисления железа, в то время как в хвостовой
части сварочной ванны кремний и марганец восстанавливают
железо, окисляясь сами.
Кроме того, взаимодействие металла с кислородом при сварке
осложняется образованием растворов оксидов в металлах, а это
сильно изменяет их термодинамическую устойчивость из-за воз-
растания энтропии в процессе растворения.
ОКИСЛЕНИЕ МЕТАЛЛОВ В РАСТВОРАХ
Все промышленно важные металлы растворяют свои оксиды,
образуя жидкие растворы, а некоторые образуют с ними твердые
растворы, но обычно в очень малых концентрациях.
Процесс диссоциации оксида металла в растворе может быть
выражен уравнением (квадратные скобки обозначают раствор
в металле) 2[МеО] з=>2[Ме] +О2|, где [МеО] —оксид метал-
ла, растворенный в металле.
Этот процесс в ненасыщенных и насыщенных растворах
реализуется различно, как показано на рис. 9.5, а, б.
Для ненасыщенного раствора (рис, 9.5, а) число степеней
свободы будет С = 2 -\-2 — 2 — 2 или р'0,2 = f(T, х), где х — состав
ненасыщенного раствора (обозначение р'О2 введено для дав-
ления диссоциации, зависящего не только от температуры, но и
концентрации раствора). Таким образом, р'^ не может уже
рассматриваться как константа равновесия, зависящая только от
температуры, но эта величина будет определять энергию Гиббса,
соответствующую данной системе:
bG = -RT\np<$2. (9.5)
Принимаем, что — К- = КР при ро = 1.
Для насыщенного раствора (рис. 9.5, б), в котором появляется
еще одна фаза — избыток растворяемого вещества, число степе-
ней свободы будет
Рнс 9 5. Схема взаимодействия металла с
кислородом в ненасыщенном (а) и насы-
щенном (6) растворах
С = 2Ц-2 —3= 1
или
po6 = f(r); xme=fi(r),
а энергия Гиббса будет равна
ДС° = - ДПпрог- (9.6)
Следовательно, один и тот
же процесс окисления метал-
ла может развиваться в на-
сыщенном и ненасыщенном
растворе по-разному.
318
Поведение растворенного вещества в растворе определяется
его активностью, а не массовой концентрацией, так как раст-
воренное вещество взаимодействует с растворителем, образуя
комплексы переменного состава, а его молекулы могут также
взаимодействовать друг с другом. Активность растворенного
вещества может быть представлена уравнением
a( = y,N„ (9.7)
где а, — активность компонента в растворе; у, — коэффициент
активности — величина, как правило, меньшая единицы; ЛГ, —
молярная доля или безразмерная концентрация.
В разбавленных растворах (малой концентрации) коэффи-
циент активности стремится к единице. Металлы обычно очень
ограниченно растворяют свои оксиды, а оксиды других метал-
лов практически не растворяют.
Для насыщенного раствора (рис. 9.5, б) напишем уравнение,
аналогичное выражению (9.7) :
V насА^ нао (9.8)
В насыщенном растворе, концентрация которого определяется
только температурой, активность растворенного вещества услов-
но можно принять за единицу, так как оно находится в равно-
весии со свободной фазой растворенного вещества, и, принимая
также у1 = у1М0 можно записать отношение
а, = М/АНао (9.9)
Тогда при условии ненасыщенности раствора оксида метал-
ла в металле можно написать константу равновесия так:
А’р = Рог = Ро2(аме/амеоХ (9.10)
где аще — Nfte/Nne aacj <2 Me О = Амео/Л/меО нас В СООТВеТСТВИИ
с формулой (9.9).
Отсюда видно, что давление диссоциации р62 представляет
собой функцию концентрации раствора при условии постоянной
температуры.
Выразим эту зависимость через расчетные термодинамические
функции (AG0):
Ро, = Ро2(4ео/4е) (9.11)
и соответственно
AG = AG0 -|-21?Лпаме-— 2/?7ТпаМео (9.12)
Если Дмео-*! и аМс->-1, то Ро2^-Ро2> a AG-*-AG°, но если
Ямео->-0, что соответствует чистому металлу, не содержащему
в себе оксида, то
Ро2 = 0, a AG->oo. (9.13)
Таким образом, можно сделать вывод, что нельзя получить
металл чистым по кислороду в условиях равновесных метал-
лургических процессов.
319
ПОНЯТИЕ О СИСТЕМАХ МЕТАЛЛ - КИСЛОРОД
Рассмотрим взаимодействие наиболее важных промышленных
металлов с кислородом. В сварочной технике наиболее часто
встречаются сплавы на основе железа — стали самых разнооб-
разных марок и назначений. Общий объем сварных конструк-
ций из стали исчисляется десятками миллионов тонн.
Медь и ее сплавы сваривают в очень небольших объемах, так
как медь — дефицитный цветной металл. Сварные изделия из
меди необходимы в электротехнической промышленности, в хи-
мическом, энергетическом и общем машиностроении. В послед-
нее время непрерывно увеличивается производство сварных
конструкций из титана и его сплавов, из алюминия и его сплавов,
а также из тугоплавких металлов, таких как вольфрам и
молибден.
Система железо — кислород. Железо может проявлять в
своих соединениях степень окисления от +6 до 4-2. Оксид
FeO3, образованный ковалентными полярными связями, обладает
кислотными свойствами, неустойчив и при сварке образоваться не
может. Оксид Fe2O3 — соединение со смешанными связями, ам-
фотерное—образует соли (ферриты). В природе Fe2O3 встре-
чается в виде железной руды — гематита, или если он гидратиро-
ван, то в виде (РеаОз-НзО), бурого железняка или гетита.
При высоких температурах Fe2O3 разлагается
3Fe3O3 2Fe3O4 -j- 1 /2О2,
при температуре 1725 К давление кислорода будет 105 Па. Фер-
рит железа Fe3O4 = Fe(FeO2)2— очень устойчивое соединение.
Встречается в природе в виде магнетита — железной руды. При
температурах выше 845 К Fe3O4 разлагается
2Fe3O4^6FeO + O2f;
lgpo2 = - 32 056/7 4- lg T 4- 14,55; (9.14)
при температурах ниже 845 К реакция идет сразу до железа:
,/2Fe3O4^3/2Fe4-O2t;
Рис. 9.6. Нонвариант-
ная система железа,
его оксидов и кисло-
рода
1gрОг= - 28 264/7 4- 1g 7 + 10,076. (9.15)
Основной оксид железа FeO легко окисля-
ется и переходит, поглощая кислород, в
РезО4 и потом в Fe2O3. При температурах
выше 845 К оксид может разлагаться до же-
леза:
2FeO^2Fe + О2|;
1g/^=- 26 868/7 4- 1g 7 4-8,4. (9.16)
320
Рис. 9.7. Зависимость логарифма давления
диссоциации оксидов железа от темпера-
туры
Рис. 9.8. Диаграмма плавкости сис-
темы Fe—О (массовые доли)
Оксиды железа при Т = 845 К образуют нонвариантную
систему (рис. 9.6) РезО4; FeO; Fe; О2, существующую при стро-
го определенных параметрах состояния (Т = 845 К; 1gрог =
= — 20,48).
Уравнения (9.14)... (9.16) приведены по В. А. Кистяковскому,
и совместным решением этих уравнений можно определить пара-
метры нонвариантной системы.
Кривые давлений диссоциации по этим уравнениям приведе-
ны на рис. 9.7, но эти кривые характерны для насыщенных ра-
створов. Области между кривыми характеризуют ненасыщенные
растворы, которые могут существовать в системе железо — кис-
лород в зависимости от температуры и концентрации кислорода.
Такими фазами в системе железо — кислород будут:
Li — жидкий раствор FeO в железе, предельную концентра-
цию можно определить по уравнению Н. Н. Доброхотова:
1g [% FeO]Hac= - 6000/Т + 3,36; (9.17)
L2 — жидкий раствор FeO в Fe3O4( ликвирующий с раство-
ром Z-i;
6 — твердый раствор FeO в 6-железе;
у — твердый раствор FeO в у-железе (оксиаустенит);
а — твердый раствор FeO в а-железе;
W—твердый раствор FeO в Fe3O4, образующийся при крис-
таллизации Ьг и существующий при температуре выше 845 К —
вюстит.
321
Все эти фазы представлены на диаграмме плавкости систе-
мы Fe—О, которая приведена на рис. 9.8.
Наибольшее значение для металлургических процессов при
сварке имеет область Li, соответствующая сварочной ванне,
поглощающей кислород. Она отделена от остальной сисемы ли-
нией, уравнение которой (9.17) приведено выше.
Процессы в этой области: 2[FeO] 2[Fe] + O2f.
раствор раствор газ
Константа равновесия может быть записана так:
Кр = Ро2 = /o/lFe/flFeO = f (Г)> (9.18)
где рщ—давление диссоциации, зависящее не только от темпе-
ратуры, но и концентрации кислорода; ро,— давление диссоциа-
ции для насыщенного раствора, зависящее только от температу-
ры (AG° = — RT In р02); aFe и aFe0— активности компонентов
раствора (см. рис. 9.7).
Ввиду малой растворимости оксида железа в жидком железе
[уравнение (9.17)] можно записать:
aFe = Мре/Мгеюс « [% Fe] / [% Fe]Hac « 1;
apeO = Агсо/ЛГРеО нас « [% FeO] / [% FeO]aac.
Подставляя эти значения в уравнение константы равновесия,
получим
Кр = Ро2 = р'оЛ% FeO]2Hay[% FeO]2. (9..19)
По формуле (9.19) можно найти энергию Гиббса для этого
случая:
Ро; = Ро2 [% FeO]2/[% FeO]2„ас;
AG = _/?Tlnp'O! = AG0 + 2/?Г1п [% FeO] нас-2RT ln[%FeO].
(9.20)
Из полученных уравнений видно, что при [% FeO] ->
-> О ро2->0, a AG->oo, т. е. при любых малых концентрациях
кислорода в газовой атмосфере жидкое железо будет его погло-
щать, окисляясь
любым способом
Рис. 9.9. Нонвари-
антная система ме-
ди, ее оксидов и
кислорода
при этом, из-за чего в процессе сварки стали
не можем избежать окисления металла шва^и
должны принимать дополнительные меры для
снижения содержания кислорода до допусти-
мых пределов — раскисление.
Система медь — кислород. Медь с кислоро-
дом образует в основном два соединения: куп-
рит СщО и тенорит СиО, которые вместе с кис-
лородом и металлической медью образуют при
Т « 650 К нонвариантную систему (рис. 9.9).
Медь — малоактивный металл и его оксиды
относительно легко распадаются. Наиболее
устойчивый оксид — СщО, образующий раство-
ры в жидкой меди:
4Си О2 s=± 2[Си2О].
жидк. раствор
322
В растворе он повышает свою устойчивость, но в момент
кристаллизации образуется эвтектика Си—Си2О и свободная фа-
за Си2О теряет свою устойчивость. «Водородная болезнь» меди,
приводящая к разрушению металла, вызывается следующим про-
цессом:
2 [Н] + Си2О -+ 2Си + Н2О.
Водород, растворенный в металле, взаимодействует с Си2О,
находящимся в эвтектике, и восстанавливает его до Си, но об-
разующаяся при этом вода не может диффундировать в металл
и разрушает его по границам зерен.
Диаграмма плавкости Си—О приведена на рис. 9.10. На
диаграмме область Li указывает на образование раствора
Си2О — Си, но растворимость Си2О в твердой фазе ничтожно
мала. Таким образом, при сварке меди и ее сплава необходимо
принимать все меры для снижения степени ее окисления или
вводить раскислители (см. п. 9.4).
Система никель — кислород. Никель с кислородом дает два
соединения: №20з и NiO; Ni2Oa малоустойчив, сильный окисли-
тель и используется для получения электрической энергии в
щелочных аккумуляторах. В условиях сварки он не может суще-
ствовать.
Оксид NiO устойчивый, обладает основными свойствами,
сильно растворим в жидком никеле, а в твердом никеле почти не
растворяется. Диаграмма плавкости Ni—О приведена на рис. 9.11.
Рис. 9.10. Диаграмма плавкости системы
Си — О (массовые доли)
Рис. 9.11. Диаграмма плавкости
системы Ni — О (массовые до-
ли)
323
Процессы окисления при сварке для никеля рассчитывают так
же, как для железа и меди, с учетом активности оксида в ра-
створе.
Система титан — кислород. Титан с кислородом образует ряд
осидов с различной степенью окисления: TiO; Ti203; Ti305; TiO2,
а также ряд субоксидов: Ti2O; Ti3O; TieO. Кроме того, кислород
может растворяться в твердом металле. Оксиды, особенно низ-
шей степени окисления, обладают большой шириной области го-
могенности. На рис. 9.12 приведена фазовая диаграмма оксидов
титана, в которой заштрихованные участки представляют собой
двухфазные области. Диаграмма плавкости Ti—О для малых
концентраций кислорода приведена на рис. 9.13 (по И. И. Корни-
лову) . Титан — весьма активный металл и его оксиды все тер-
модинамически устойчивы, наиболее устойчив низший оксид ПО,
повышающий свою устойчивость при растворении в жидком ти-
тане. Процессы диссоциации оксидов титана идут ступенчато:
Т13О5
ПО2----------> Т12О3 TiO Ti.
рутил
Графики изменения значений Дб° в зависимости от темпера-
туры приведены на рис. 9.14, уравнения стандартного изменения
энергии Гиббса по стандартным значениям энтальпий и энтропий
приведены ниже:
6TiO2 2Ti3O5 + О2|; Дб° = 745 960-162,28 Т (кривая /);
4Ti3O5 6Ti2O3 + O2f; Дб° = 724 200-160,12 Т (кривая 2);
2Ti2O3^4TiO + 04; Дб° = 963 200—186,88 Т (кривая 3);
2TiO= 2Ti + 04; AG° = 1 036 780-196,54 Т (кривая 4);
4П02 2П20з + 04; ДО0 = 718 400-159,96 Т (кривая 5);
АтомоВ кислорода на атом титана
0 0,2 0,It 0,6 0,8 1,0 1,2 1,lt 1,6 1,8 2,0
324
Рис. 9.13. Диаграмма
плавкости системы Ti—O
(атомные доли) для ма-
лых содержаний кисло-
рода
Рис. 9.14. Изменение ДО0 для
ступенчатой диссоциации окси-'
дов титана
Система алюминий — кислород. Алюминий образует один
оксид А12О3 (корунд) и два субоксида А1О и А12О, но субоксиды
крайне неустойчивы. Корунд А12О3 образует ряд гидратов и про-
являет изоморфизм:
А12О3 • ЗН2О —*акА12О3 • Н2О у-А12О3 а-А12О3
гидраргилит бемит у корунд а корунд
Наиболее устойчивая форма оксида алюминия — а-корунд;
А120з — амфотерный оксид, образующий соли как в кислой, так
и в щелочной среде, чем пользуются при подготовке к сварке,
протравливая поверхности соединяемых деталей и электродной
проволоки., Субоксиды алюминия получаются при сплавлении
А120з с алюминием:
А12О3 + Al ЗА1О (Г = 1773 К);
А12О3 + 4А1 ЗА12О (Т == 1873 К) -
Оксиды алюминия не растворяются в металле и при погло-
щении кислорода при сварке образуют или пленки оксидов, или
просто включения А12О3. И то и другое сильно понижает качество
сварных соединений.
325
9.4. Раскисление металла сварочной ванны
Восстановление металла сварного соединения требует удале-
ния кислорода из сварочной ванны, пока она находится в жид-
ком состоянии.
Восстановление или раскисление сварочной ванны можно осу-
ществить несколькими путями:
1. Извлечение его более активными металлами — раскисление
осаждением.
2. Восстановление металла газовой атмосферой, контактиру-
ющей с металлом сварочной ванны.
3. Извлечение оксидов из металлической ванны путем обра-
ботки ее шлаками.
Все эти методы реализуются в сварочной технологии, но для
различных металлов они будут применяться с разным успехом.
Так, для металлов с высокой термодинамической устойчивостью
оксидов (титан и алюминий) эти способы восстановления почти
не дают эффекта и для получения качественного сварного соеди-
нения из этих металлов необходима по возможности полная изо-
ляция их от окисляющей атмосферы (инертные газы, вакуум).
РАСКИСЛЕНИЕ ОСАЖДЕНИЕМ
Возможность реализации этого метода заключается в том, что
металлы очень ограниченно растворяют свои оксиды и свои суль-
фиды, а оксиды и сульфиды других металлов практически не
растворяют. Тогда возможен процесс:
[МеО] + [Э] Me 4- ЭО.
Здесь ЭО — эндогенное шлаковое включение.
В качестве раскислителей берут активные элементы: марга-
нец, кремний, алюминий, титан, редкоземельные металлы (РЗМ),
у которых большое сродство к кислороду, зависящее от темпера-
туры и концентрации.
Рассмотрим схему диссоциации оксида раскислителя:
2ЭО^2[Э] + O2f.
Схема этого процесса показана на рис.
9.15. Число компонентов в этой системе рав-
но трем (Э; О; Me), число степеней свобо-
ды — двум: С = 3 + 2 — 3 = 2, т. е.
Р'о2 = КТ-,х). (9.21)
В константу равновесия будет входить ак-
тивность раскислителя в растворе металла:
Кр — РО2ЭО = рОгЭО • а,,
или
р&гэо— Ро2эо/с1э; АС?эо= АС?эо + 2/?7’1паэ
(9.22)
326
Рис. 9.15. Схема окис-
ления раскислителя в
растворе другого ме-
Активность аэ будет определяться концентрацией растворен-
ного элемента N3, если он не будет давать насыщенных раство-
ров при температуре процесса (диаграмма плавкости Me — Э).
Ввиду того что концентрации раскислителей Э обычно малы,
то можно принять аэ ж Ns, где Na— мольная доля. Тогда
А6эо= Абэо + 2/?7ТпМэ- (9.23)
Если Na — 1, т. е. раскислитель будет свободным, то Абэ-— AG1
Если Na -* 0, т. е. концентрация раскислителя стремится к нулю,
то AGgo-*— °о — будет окисляться вообще не раскислитель,
а металл, в котором он растворен.
Так, при сварке хромоникелевой стали 12Х18Н10Т, содержа-
щей 0,2—0,3% Ti, в металле шва можно сохранить до 0,10%
титана, несмотря на его огромное сродство к кислороду. Найдем
условия равновесия процесса (AGgo и AG%,0 известны):
[МеО] + [Э] Me + ЭО;
AG = AG мео — AGgo— 0.
Подставляем их значения:
AGmco = AGmco + 2J?7’lnaMe — 2^?Т1памео; (9.24)
AGgo — AG°3o+ 2/?Лпаэ, (9.25)
и получаем:
AG = АСмео 4" 2/?7’1паме — 2/?7’1памео — AGgo — 2J?7Tncig — 0.
При малой концентрации растворов аМе стремится к единице,
обращая в нуль выражение 2J?TlnaMe- Преобразуем полученную
формулу так:
In (МмеоМэ) = (AG°Meo - AGgo) /(2RT). (9.26)
Произведение мольных долей можно принять за константу
раскисления, так как оно зависит только от температуры:
КЭ = МмеоМэ= е(А0«1еО-А^О)/(2ЯО (9.27)
Если AGgo -* оо, то ДОмео — AGgo-* — 0, т. е. металл
будет освобожден от кислорода полностью. Если AG%.0= AGg0,
то никакого раскисления не будет. В металлургии чаще выра-
жают концентрации в массовых, а не в мольных долях. Формулу
для определения константы раскисления можно записать в следу-
ющем виде:
Кэ= [% О] [%Э] =f(T). (9.28)
При пересчете мольных долей в массовые изменяются только
значения числовых множителей в уравнении константы равнове-
сия Кэ.
В общем случае в выражение константы раскисления войдут
коэффициенты уравнения реакции как показатели степени при
соответствующих концентрациях.
327
I Раскисление сталей при сварке ведут путем легирования
сварочной ванны элементами с большим сродством к кислороду:
марганцем, кремнием, титаном, алюминием. Эти элементы вводят
или из электродной проволоки, или из покрытия электродов,
или из сварочных флюсов в результате обменных реакций^
Раскисление сталей хорошо изучено и для них существуют
уравнения констант равновесия, полученные экспериментально
А. М. Самариным:
[FeO] + [Мп] Fe + MnO;
1пАМп = lg [% О] [% Мп] = - 25 270/7 + 12,55; (9.29)
2 [FeO] + [Si] ^2Fe + SiO2;
IgKs. =lg[%0]2[% Si] =- 48 174/7’ + 21,63; (9.30)
2 [FeO] + [Ti] 2Fe + TiO2;
lgAT. = lg[% O]2[% Ti] = - 30 700/7 + 10,33; (9.31)
3 [FeO] + 2 [Al] 3Fe + A12O3;
lg/<A1==lg[%O]3[% Al]2 = — 58 715/7 + 16,5. (9.32)
Решения приведенных выше уравнений для постоянной тем-
пературы дают гиперболические зависимости между равновес-
ными или остаточными массовыми концентрациями кислорода и
раскислителя в металле — для уравнения (9.29) простая, а для
уравнений (9.30)... (9.32) —степенные гиперболы.
Графики этих зависимостей приведены на рис. 9.16. Малая
активность марганца как раскислителя создает большие оста-
точные концентрации марганца в металле, но они не влияют на
механические свойства стали (до 1 %). При высоких температурах
и достаточно малых концентрациях Мп остаточная концентрация
кислорода превышает предел концентрации насыщенного раство-
ра Li (см. с. 329 ), которая показана на рис. 9.16 штриховой
линией. Несмотря на малую раскислительную активность, марга-
нец широко применяется в сварочной металлургии, так как кроме
кислорода он извлекает из жидкого металла серу, переводя ее
в MnS, плавящийся при 1883 К, поэтому при кристаллизации ме-
талла шва влияние легкоплавкой сульфидной эвтектики пони-
жается и повышается сопротивление металла образованию горя-
чих трещин. Обобщенная диаграмма плавкости Me — S для
железа, кобальта и никеля приведена на рис. 9.17, указаны
температуры плавления сульфидных эвтектик, лежащих ниже
температур кристаллизации стали, никеля и кобальта.
Углерод, всегда присутствующий в стали, также можно рас-
сматривать как раскислитель:
[FeO] + [Fe3C] 4Fe + COf
*с=[%0] [%C]=f(7).
(9.33)
328
Рис. 9 16 Изотермы раскисления железа марганцем (а), кремнием (б),
титаном (в) и алюминием (г)
Реакция между углеродом и оксидом железа эндотермичная
и поэтому углерод будет выступать как раскислитель только при
высоких температурах — в каплях электродного металла или в
сварочной ванне в основании дугового разряда, что приводит к
выгоранию углерода при сварке сталей плавлением.
329
Рис. 9.17. Обобщенная диа-
грамма плавкости Me—S
(массовые доли)
Кремний — более активный раскис-
литель стали и для него характерны
малые остаточные концентрации кисло-
рода в металле. При высоких темпера-
турах активность Si как раскислителя
уменьшается и он сам может восстанав-
ливаться марганцем и даже железом.
Раскисление чистой меди (МО;
Ml) при сварке, несмотря на ее малую
химическую активность, осложняется
ее физическими свойствами:
1. Высокая температуропроводность
меди резко сокращает время пребыва-
ния сварочной ванны в жидком состоя-
нии и равновесие реакций раскисления
не достигается.
2. Высокая электропроводность ме-
ди резко снижается от присутствия
легирующих компонентов и поэтому
остаточные концентрации элемента
раскислителя должны быть минималь-
ными.
Для раскисления меди приходится применять раскислители
высокой химической активности (Al, Ti, Zr и даже редкоземель-
ные металлы).
При введении раскислителей через специальные электродные
проволоки удается получить плотные и прочные сварные швы
с удельным сопротивлением на уровне основного металла
(~ 1,7 мк ОмХсм). Сварка медных сплавов — латуни и брон-
зы — не предъявляет таких требований к раскислителям.
При сварке титана и алюминия — металлов очень высокой
химической активности — раскисление осаждением невозможно,
поэтому их сварку осуществляют с внешней защитой от окру-
жающей среды — в инертных газах, в вакууме или под флюсами,
не содержащими кислородных соединений.
Большой недостаток процесса раскисления осаждением —
образование эндогенных неметаллических (шлаковых) включе-
ний, образующихся по реакции:
[МеО] + [Э] ^Ме + (ЭО),
так как оксиды других элементов обычно не растворяются в ос-
новном металле. Эти включения представляют собой концентра-
торы напряжений и могут снижать как прочностные, так и плас-
тические свойства наплавленного металла, особенно если они
будут иметь неправильную форму с малыми радиусами кривизны.
Чтобы избежать этого, вводят не один раскислитель, а два или
более (например, Мп и Si одновременно), с тем чтобы их оксиды
взаимно понижали температуры плавления и включения имели
глобулярную форму. Исследования содержания кислорода мето-
330
дом вакуумной экстракции в наплавленном металле показали, что
основная масса кислорода заключена в таких шлаковых вклю-
чениях.
9.5. Взаимодействие металлов с газами
при сварке
В зоне сварки металлы, жидкие или нагретые до температуры,
близкой к температуре плавления, встречаются не только с кис-
лородом, но и со сложными газами, такими, как СО; СО2; Н2О;
CnHm, получающимися в результате диссоциации карбонатов или
газов:
2СО2 =► 2СО + О2; 2Н2О 2Н2 + О2; СаСО3 СаО + СО2;
Me + Н2О МеО + Н2; МеО ф- СН4 Me -f- СО + 2Н2 и т. д.
В результате взаимодействия металлы могут подвергаться
окислению или, наоборот, восстановлению в зависимости от тем-
пературы и соотношений концентраций компонентов газовой ат-
мосферы.
СИСТЕМА С — О
Углерод, соединяясь с кислородом, образует СО2 или СО:
Сггаф+ О2 СО2; AG? = — 393 500 - 2,83 Т;
2Сграф+ О2 2СО; \G°2 = — 221 000 — 178,29 Т.
Используя значения энергий Гиббса для первой и второй
реакций, определим температуру, при которой оба процесса бу-
дут в равновесии:
AG? = AGi — Т = 983,13 К. (9.34)
При температурах выше 983,13 К окисление углерода будет
происходить до СО. Диоксид СО2 будет более устойчив при низ-
кой температуре. Графики значений энергий Гиббса для возмож-
ных реакций в системе С — О приведены на рис. 9.18.
Реакция окисления оксида углерода СО в диоксид СО2
2СО + О2 СО2; Кр3 = Рсо2/(Рсо Ро) = f(J);
AG® = - 566 000 + 172,63 Т (9.35)
носит название реакции «догорания» и имеет большое значение
в металлургии. Определим из выражения константы равновесия
Крз давление кислорода в равновесной газовой смеси и получим
следующее уравнение:
Ро2 = (1 /Крз)р2со2/Р2со = КП (9.36)
Если температуры не слишком высоки (~ 2000 К), то парциаль-
ное давление кислорода будет мало и вместо парциальных давле-
ний pCOl и рсо может принять их объемные доли в газовой смеси.
331
Рис. 9.18. Диаграмма изме-
нения стандартной энергии
Гиббса в системе углерод—
кислород в зависимости от
температуры
Рис. 9.19. Зависимость ло-
гарифма давления кисло-
рода от состава газовой
атмосферы (Г = const)
Тогда
Ро2=(1Жз)(%СО2/%СО)2 = КП (9-37)
Таким образом, давление кислорода будет функцией двух пе-
ременных: температуры и состава газовой смеси.
Логарифмируем уравнение (9.37) и получаем:
lgPo2= - lg/Срз + 21ga, (9.38)
где а = % СО2/% СО характеризует окислительную способность
газовой атмосферы.
Если % СО2 — 100, а % СО -— 0, то а —► оо и lgp02 — °0, т. е.
атмосфера будет окислительной, а если % СО2 —► 0 и % СО —
— 100, то а —► 0 и lgp0 — — оо — восстановительной.
График уравнения (9.38) для температуры 2000 К приведен
на рис 9.19. Характер кривой показывает, что соответствующим
изменением концентраций СО и СО2 можно в широких пределах
изменять окислительную способность атмосферы в условиях по-
стоянной температуры. К сожалению, при сварке в струе угле-
кислого газа СО2 нет возможности регулировать состав газовой
атмосферы. Состав газовой атмосферы в зависимости от темпера-
туры показан на рис. 9.20.
Еще одно равновесие в системе С — О — равновесие Белла и
Будуара:
2СО 5=ь Сграф СО2; К.рц = Рсо2/Рсо = ЛТ)-
с>та реакция, с одной стороны, приводит к выделению твер-
дого углерода из газовой фазы, а с другой — обусловливает об-
разование карбидов металлов при контакте с газовой атмосфе-
рой, содержащей оксид углерода СО:
Me + 2СО s- МеС + СО2.
332
Рис. 9.20. Диссоциация углекис-
лого газа в зависимости от тем-
пературы
Рис. 9.21. Равновесные концен-
трации СО в зависимости от
температуры для реакции Бел-
ла — Будуара (р = const)
Равновесие Белла — Будуара удобно представить в коорди-
натах % СО — Т для условия постоянного давления (обычно
равного 1,013-105 ПА). На рис. 9.21 приведена диаграмма рав-
новесных концентраций СО в зависимости от температуры. При
высоких температурах (~ 980 К) углерод интенсивно газифици-
руется и повышает концентрацию СО в газовой фазе.
СИСТЕМА Н — О
Водород, соединяясь с кислородом, образует два соединения:
воду Н2О и перекись (пероксид) водорода Н2О2 — соединение
мало устойчивое и поэтому в сварочных процессах не встреча-
ющееся.
Пары воды при высоких температурах диссоциируют по двум
направлениям: 2Н2О 2Н2 + О2 и 2Н2О 2ОН* -f- Н2.
Радикал ОН* — очень активный окислитель, такой же, как
и чистый кислород.
Константы равновесия и уравнения энергии Гиббса для этих
процессов очень близки и можно ограничиться рассмотрением
в системе Н — О одного процесса:
2Н2 + О2 2Н2О; Кр5 = Р2н2о/(Рн2Ро2) •
Определим из уравнения константы равновесия парциальное
давление кислорода:
рО2 = (1/КР5)р2н2о/Рн2. (9.39)
При температурах 3000...4000 К можно это уравнение пред-
ставить иначе:
Ро2 = (1/^5) (% Н2О/% Н2)2. (9.40)
333
Рис. 9.22. Лучевая диаграмма
(Р. Шенк) для расчета равнове-
сий в системе СО, Н2, СО2 и
Н2О
Отношение %H2O/%H2=i> бу-
дет указывать на окислительную
способность газовой атмосферы,
аналогично а= %СО2/%СО, как
это имело место в системе С — О.
СИСТЕМА С - Н - О
Совместное присутствие СО2, СО,
Н2О и Н2 создает общую систему,
равновесие в которой не может быть
произвольным.
Равновесие устанавливается в
результате общего развития двух
реакций:
2СО + О2 2СО2;
2Н2 + О2 2Н2О.
Вычитая второе уравнение из
первого и сокращая коэффициенты, получим следующее уравне-
ние реакции (равновесие Ганна):
СО + Н2О СО2 + Н2.
Константа равновесия будет записана так:
К___ (% СО2) (% Н2) __ ffт\
(%СО)(%Н2О)
(9.41)
Если ввести коэффициенты, характеризующие окислительную
способность атмосферы а и Ь, то получим
К = а/& = КП
Такая форма записи константы равновесия позволяет пост-
роить лучевую диаграмму из прямых, соответствующих опреде-
ленным температурам (рис. 9.22). Как видно из этой диаграммы,
каждому значению а для определенной температуры будет соот-
ветствовать определенное значение Ь.
В системе С — Н — О возможно развитие реакций с твердым
углеродом не только оксида углерода СО2, но и паров воды:
Ств + Н2Ог=± СО + Н2;
Ств + СО2 2СО.
Обе реакции ведут к потере углерода при сварке сталей, если
в атмосфере дуги присутствуют СО2 или Н2О.
334
СИСТЕМА Fe—О—С
Взаимодействие металлов, в том числе и железа, с атмосфе-
рой, содержащей СО и СО2, определяется ее окислительной
способностью:
а = % СО2/% СО —/(Г). (9.42)
Уравнение обратимого равновесия для реакции СО с оксидом
металла:
FeO + СО Fe 4- СО2; К₽з = Рсо2/Рсо = а- (9.43)
Для различных металлов окислительная способность а будет
различна в зависимости от термодинамической устойчивости их
оксидов. В табл. 9.1 приведены данные для некоторых металлов
при Т — 1000 К, рассчитанные по приближенным уравнениям.
В присутствии твердого углерода восстановление оксидов
металлов идет иначе:
FeO + СО Fe + СО2 ч
> — «косвенное» восстановление;
СГР+ СО2^> 2СО >
FeO + Crp Fe СО — «прямое» восстановление.
Прямое восстановление широко применяется в «большой»
металлургии — доменный процесс, но при сварке сталей, в кото-
рых роль углерода играют карбиды железа, этот процесс при-
водит к потере углерода:
Fe3C + СО2 3Fe + 2C0f
Система Fe — О была рассмотрена ранее (см. п. 9.3) и в ней
участвуют оксиды FeO, Fe2O3 и их соединение Fe3O4. Все они
обладают различной устойчивостью в зависимости от темпера-
туры и образуют между собой растворы: FeO в жидком железе
(Li), жидкий раствор FeO и Fe3O4 (L2) и твердый раствор FeO
в Fe3O4 — вюстит, а также твердые растворы FeO в 6-, у- и а-
железе. В системе Fe — О существует также нонвариантная точ-
Таблица 9.1. Значения концентраций СО и СО2 и константы для некоторых
металлов и их оксидов
Металл Оксид Уравнение реакции Состав, % а
со СО2
А1 А12Оз А120з + ЗСО 2А1 + ЗСО2 100 0 0
Мп МпО МпО + СО^Мп + СО2 100 0 0
Fe FeO FeO + СО Fe + СО2 39,0 61,0 1,565
Ni NiO NiO+ CO.±Ni +СО2 34,6 65,4 1,87
Си Cu2O Cu2O + CO^2Cu + СО2 0,02 99,98 4999
335
ка при Т = 845 К, в которой при давлении lg/b2 — — 20,48 сосу-
ществуют а = Fe; FeO; Fe3O4 и О2 (см. рис. 9.8).
Восстановление такой сложной системы оксидов атмосферой,
содержащей СО и СОг, разбивается на ряд отдельных, но в то
же время взаимосвязанных процессов (уравнения температурной
зависимости констант равновесия даны по В. А. Кистяковскому):
1. 3Fe2O3 + СО 2Fe3O4 + СО2— эта реакция практически
необратимая, так как идет только при малых концентрациях СО
или при низких температурах;
2. Fe3O4 -}- СО 3.FeO *F СО2; А//0 == -F 43,66 кДж/моль СОг!
lg/Cp2 = _ 1645/7" + 1,935; (9.44)
3. FeO 4- СО Fe + СО2; АЯ° = - 19,33 кДж/моль СО2;
lgKp3 = 949/7" — 1,14; (9.45)
4. l/4Fe3O4 + СО 3/4Fe + СО2; АД° — — 3,59 кДж/моль
СО2;
ig/<,;4 = _ 1,004/7" + 1,208. (9.46)
Константы равновесия последних трех реакций (2—4) при
Т = 845 К будут равны между собой, так как термодинамическая
устойчивость оксидов железа будет тоже одинаковой. Графиче-
ски равновесие реакций восстановления оксидов железа пред-
ставлено на рис. 9.23 в координатах СО — 7" и на систему кривых
наложена кривая равновесия Белла — Будуара (см. рис. 9.21),
делящая поле диаграммы на области прямого b и косвенного а
восстановления. Область прямого восстановления для сварочных
процессов нежелательна (потеря углерода сталью при сварке).
г"ис. 9.23. Диаграмма равновесия реакций восстановления оксидов
железа оксидом углерода СО в зависимости от температуры в при-
сутствии твердого углерода
336
Рис. 9.24. Схема восста-
новления оксида железа в
растворе в атмосфере из
СО н СО2
Высокие концентрации СО
при соответствующих темпера-
турах обеспечивают восстанов-
ление FeO в растворе железа
(Li), что по существу пред-
ставляет собой процесс, харак-
терный для сварочной ванны:
Рис. 9.25. Равновесные содержания
FeO в растворе жидкого железа в
зависимости от температуры и кон-
центрации (массовые доли)
[FeO] 4- СО Fe + СО2.
Двухфазная система (рис. 9.24), состоящая из трех компонен-
тов, имеет три степени свободы:
[FeO] = f(T; р; СО/СОД (9.47)
(фактически р не влияет, так как реакция идет без изменения
числа газовых молей).
Выражение константы равновесия для данного процесса мож-
но записать так:
КР = JW'co,. = Кр3, (9.48)
аГеОРсО
где aFe ж 1 по предыдущему; aFe0 = NFe0/Nfe0 „ас ~ FeO] /
/]%FeO]„ac; Рс02 и р'с0 — парциальные давления СО2 и СО при
наличии раствора FeO в Fe.
Отсюда
= (9.49)
l/o reujpco
Если [% FeO] -> [% FeO]Hac, то рсо2/р£о КРз, но если
[% FeO] -> 0, то р'со,/р'со тоже стремится к нулю, а это возмож-
но, если концентрация СО стремится к 100%. Таким образом,
чистое от кислорода железо можно получить только в атмосфере
чистого СО. Фактически это сделать невозможно, и, кроме того,
многие металлы, в том числе и железо, образуют летучие комп-
лексные соединения с СО — карбонилы [Fe(CO)5; Ni(CO)4;
Сг(СО)6 и т. д.], разлагая которые получают высокочистые ме-
таллы — карбонильное железо, карбонильный никель и т. д.
12—923
337
На рис. 9.25 область Li приведена в укрупненном масштабе
и иа ней показаны линии одинаковой концентрации FeO в зави-
симости от температуры и концентрации СО в газовой фазе. При
концентрации FeO, стремящейся к нулю, концентрация СО стре-
мится к 100%. К сожалению, в сварочных процессах концентра-
ция СО всегда ниже и только при сварке ацетилено-кислородным
пламенем можно, регулируя состав газовой смеси 1),
создать высокую концентрацию СО в пламени горелки.
карбидообразование
Высокие концентрации СО в газовой атмосфере вызывают
процессы карбидообразования, насыщая металл углеродом.
Образование карбидов железа и других металлов может про-
исходить:
при непосредственном взаимодействии между металлами и
твердым углеродом: Me + С 5=±: МеС;
при взаимодействии металлов с атмосферой, содержащей СО
и СОг-'
Me + 2СО МеС + СО2;
при взаимодействии металлов с атмосферой, содержащей
углеводороды и другие углеродсодержащие газы:
C„Hm + Me МеС + С„_ !Нт.
Последний процесс идет с активными металлами (Zr; Ti), кото-
рые даже в вакууме, созданном масляными диффузионными
насосами, обогащаются углеродом (ZrC; TiC). Карбиды обра-
зуют почти все металлы, но они обладают различными свойствами
в зависимости от расположения данного металла в периодической
системе Д. И. Менделеева или от строения его атомов.
Семейство s-металлов (IA и ПА групп) образует неустойчи-
вые карбиды, разлагающиеся водой или разбавленными кислотами
с выделением углеводородов:
Na4C+4H2O-^4NaOH + CH4t; СаС2 + 2Н2О^Са(ОН)2 + С2НД.
Семейство p-элементов, заполняющих электронами внешний
подуровень р, образует промышленно важные карбиды, свойства
которых приведены в табл. 9.2.
Таблица 9.2. Свойства карбидов некоторых р-элементов
Эле- мент Карбид Кристаллическая структура Плот- ность, г/см3 Темпера- тура плавле- ния, К АН5, кДж/моль Л Дж/ (мольХ ХК)
в В4С Тригональная 2,52 2623 27,1
Si SiC Кубическая гекса- гональная 3,22 3103 (разл.) -66,1 16,61
Al AhC3 Гексагональная 2,35 2473 —209,0 88,95
338
Карбиды бора и кремния обладают высокой твердостью, при-
ближающейся к твердости алмаза. Их используют как абразивы и
для изготовления режущих инструментов. Карбид кремния —
полупроводник и используется для нагревательных элементов
металлургических печей. Карбиды этих элементов очень устой-
чивы, кроме карбида AI4C3, разлагающегося разбавленными кис-
лотами.
Семейство d-металлов или переходных металлов, заполняющих
электронами подуровень d, образует многочисленные карбиды,
имеющие важное промышленное значение. Особенно устойчивы
карбиды d-металлов, не имеющих парных электронов в подуров-
не d. Они обладают высокой твердостью (TiC; ZrC; NbC, Сг2зСе;
МоС; WC), близкой к твердости алмаза, электропроводностью —
электронной или полупроводниковой. Растворяясь в жидких ме-
таллах, они образуют сложные диаграммы плавкости и могут
становиться упрочняющими фазами в зависимости от их термо-
обработки. Термодинамическая устойчивость карбидов различна;
АЯ’их образования и другие их свойства прйведены в табл. 9.3.
Карбид железа Fe3C термодинамически неустойчив (Л//°>0),
но, образуя растворы в жидком и твердом железе (наибольшая
растворимость в y-Fe — аустенит), он повышает свою устой-
чивость.
Рассмотрим процессы образования карбида железа при его
растворении в жидком железе:
3Fe + 2СО [Fe3C] + СО2;
is _ СрезС РСО'?_
Р ~ a3Fe(pto)~~ ' (9.50)
Таблица 9.3. Свойства некоторых карбидов d-металлов
Ме- талл Карбид Кристаллическая структура Плот- ность, г/см3 ^ПЛ> к Удель ное сопро- тивле- ние, мОм X X см кДж/ /моль s о Лж/(мольХ ХК)
Т1 Т1С Кубическая 4,93 3420 52,5 — 209 24,7
Zr ZrC Кубическая 6,73 3803 50 — 206,7 33,3
V VC Кубическая 5,36 3083 65 — 104,6 24,9
Nb NbC Кубическая 7,56 3753 51,1 — 134,7 35,4
Та ТаС Кубическая 14,40 4073 42,1 — 141,8 42,3
Сг СггзСб Кубическая 6,97 1823 127 — 108 —
Мо МоС Гексагональная 8,40 2973 .— — 10 —
Мо2С Ромбическая,
гексагональная 8,90 2792 71,0 — 46 —
W W2C Гексагональная 17,2 3003 75,7 — 29,0 81,6
WC 15,5 Дисс. 19,2 — 44,0 35,0
Мп Мп3С Ромбическая 6,89 1793 — — 15,0 —
Мп23С6 Кубическая 7,53 — — + 13,6 —
Fe Fe3C Ромбическая 7,67 1923 — + 24,2 108,0
Со Со3С 8,07 2573 — + 16,7 —
Ni N13C Гексагональная 7,96 2373 — + 38,5 —
339
12*
где аге~ 1; йге3с~ [% Fe3C], так как в жидком железе он раство-
рим неограниченно.
Малая устойчивость карбида железа позволяет заменить кон-
станту равновесия (9.50) на Kpt, т. е. на константу равновесия
Белла — Будуара.
Если подставить значения активностей в формулу (9 50) и
заменить парциальные давления газов на их объемные содержа-
ния, то получим
[%Fe3C] (%СО2)
(%СбГ
Если [%Ее3С] — 0, то (%СО2)-^100 и чистое от карбида
железо начнет поглощать углерод даже в почти чистом углекис-
лом газе. Это обстоятельство следует учитывать при сварке низ-
коуглеродистых (0,02% С) жаропрочных сталей, которые будут в
процессе сварки обогащаться углеродом. Процесс восстановле-
ния оксида железа в растворе и процесс карбидообразования
протекают совместно, т. е. в одних и тех же условиях, при тех же
значениях Т (% СО), а следовательно, их можно выразить
одним уравнением:
_ [FeO] +СО^Ее-фСО2
3Fe + 2СО [Fe3C] + СО2
[FeO] + [Fe3C]^4Fe4-CO
Обобщенная константа равновесия
Лр==—(9.52)
ареО аре,с
Исследования, проведенные Чипманом, показали, что равно-
весие этой реакции практически не зависит от давления СО, и
поэтому можно записать приближенно:
«FeoW =f(T), или [%О] [%C]=f(T).
Таким образом, чем больше окислена сталь, тем ниже будет в
ней содержание углерода, и наоборот.
Сложное взаимодействие между элементами в системе
Fe—О —С отображается диаграммой в координатах СО—Т
(рис. 9.26), на которую в отличие от рис. 9.23 нанесены кривые
карбидообразования и показаны области совместного существо-
вания жидкого раствора углерода и кислорода Lt (сварочная
ванна), а также области твердых растворов карбидов железа
в б-, у- и a-железе. Можно представить совместно три отдельные
диаграммы: системы Fe —О, системы Fe—О —С и системы Fe —С,
которая, как известно, служит основой для изучения фазовых
состояний железоуглеродистых сплавов в процессах термической
обработки и при анализе результатов воздействия сварочного
цикла на стали. Такая совместная диаграмма приведена на
рис. 9.27.
340
Рис. 9 27. Совмещение диаграмм Fe—О; Fe—О—С; Fe—С
Точный термодинамический расчет этих диаграмм затруднен
отсутствием достоверных данных об активностях компонентов в
растворах, но даже приближенные решения очень информативны
при анализе технологических процессов.
При сварке легированных сталей диаграмма Fe —О — С
существенно усложнится из-за образования более устойчивых,
чем РезС, карбидов (легирующие элементы Сг, Мп, ванадий,
ниобий, титан), а также из-за смещения границ растворимости
карбидов в твердых растворах y-Fe (никель).
341
СИСТЕМА Fe —О—Н
Водорода, как правило, по возможности избегают в металлур-
гических процессах при сварке металлов, так как, растворяясь в
металлах при температурах сварки, ои может привести к возникно-
вению дефектов сварного соединения (поры, трещины) в процессе
кристаллизации. Кроме того, растворяясь в твердом металле,
водород резко снижает его пластичность (водородная хрупкость).
Однако в некоторых процессах сварки (атомно-водородная, свар-
ка в перегретом паре и газопламенная сварка) используется
восстановительная способность водорода.
Водород восстанавливает оксиды металлов, особенно при вы-
соких температурах, а его высокая диффузионная подвижность
значительно ускоряет процессы восстановления, приближая их к
равновесию.
В системе Fe — О — Н возможны четыре реакции в соответст-
вии с системой Fe — О. Уравнения констант равновесия этих
процессов (по В. А. Кистяковскому) приведены ниже:
ЗРе20з + Н2^--: 2FC3O4 + Н2О; \Н' = — 13,3 кДж, т. с. реакция
практически необратимая;
Fe3O4 + H2^3FcO + H2Of Д//°=+84,83 кДж;
lgKp2 = - 3378/Т + 3,648; (9.54)
FeO + Н2 Fe + H2Of А/7°=+21,84 кДж;
lgKp3 = - 784/Г + 0,573; (9.55)
74Fe3O4 + H2^74Fe + H2Ot ; АД0 =+37,58 кДж;
lgKp4 = — 1482/Г + 1,411. (9.56)
Рис. 9 28. Диаграмма восстановления оксидов железа водородом в
зависимости от температуры
342
Реакции (9.54)... (9.56) — эндотермические, и в области высо-
ких температур равновесие смещается в сторону восстановления
железа при более низких концентрациях Нг.
На рис. 9.28 представлены кривые зависимости концентраций
Нг при восстановлении оксидов железа от температуры. Для всех
кривых характерны отрицательные производные, т. е. снижение
равновесных концентраций при повышении температуры (см. ри-
сунок). Точка пересечения трех кривых совпадает с нонвариант-
ной точкой в системе Fe — О при Т = 845 К.
Одновременное присутствие в газовой атмосфере Н2, НгО,
СО, СО2 снижает концентрацию водорода в зоне контакта с
металлом, что особенно важно при газопламенной сварке метал-
ла и при сварке в струе углекислого газа, так как даже отно-
сительно высокая влажность углекислого газа менее опасна,
чем ничтожное содержание водяного пара в аргоне.
Азот и водород в металлах при сварке плавлением
Нитриды — соединения металлов и других элементов непо-
средственно с азотом. Азот, составляющий основную часть
воздуха, всегда в какой-то степени участвует в процессах сварки
металлов плавлением, и так как его присутствие легко определя-
ется методами аналитической химии и спектрального анализа, то
по содержанию азота в наплавленном металле судим о степени
защиты зоны сварки от окружающей воздушной атмосферы.
При высоких температурах азот реагирует со многими элемен-
тами. Так, s-металлы дают нитриды, которые можно рассмат-
ривать как производные аммиака: NasN; MgaN2 и т. д., р-эле-
менты образуют промышленно важные нитриды. Например,
боразон, или эльбор, BN (Д//°=—252,6 кДж/моль; s° =
= 14,8 Дж/(моль- К), плотность 2,34 г/см3; 7’ПЛ=3273 К) пред-
ставляет собой очень твердый материал, почти не уступающий
по твердости алмазу; нитрид кремния Si3N4 [ДД =
= — 750 кДж/моль; s° = 95,4 Дж/(моль-К), Тпл — 2273 К
(возгонка)] — полупроводник (ДЕ = 3,9 В); нитрид алюминия
A1N разлагается водой.
Рис. 9.29. Устойчивость нитридов d-металлов
343
Семейство d-металлов образует с азотом многочисленные
соединения; d-металлы, не имеющие на подуровне d парных
электронов, дают очень устойчивые соединения с высокой
температурой плавления и большой твердостью. Такие ме-
таллы, как железо, кобальт, никель, образуют малоустойчивые
нитриды, разлагающиеся при высоких температурах, но обла-
дающие также повышенной твердостью в кристаллическом сос-
тоянии. Относительная устойчивость нитридов d-металлов при-
ведена на рис. 9.29. Медь не образует нитридов, и сварку меди
можно проводить в атмосфере азота высокой степени чистоты.
Образование нитридов железа при сварке низкоуглеродистых
конструкционных сталей приводит к выпадению кристаллов
FesN (температура плавления
~ 900 К) при кристаллизации или
при распаде твердых растворов.
Рис. 9 30. Изобары растворимо-
сти водорода в металлах
В результате наплавленный ме-
талл теряет пластичность, а свар-
ное соединение становится склон-
ным к образованию горячих и
холодных трещин.
Взаимодействие металлов с
водородом. Водород образует
растворы внедрения с металлами
в жидком и твердом состояниях.
С некоторыми металлами водород
может вступать в соединения-
гидриды.
Процесс растворения водоро-
да состоит из отдельных стадий:
1. Диссоциация молекул во-
дорода на отдельные атомы
(Д//>0) или возникновение ато-
марного водорода в результате
разрядки ионов водорода на като-
де электролизера, а это тоже про-
цесс с затратой энергии.
2. Сорбция атомов водорода и
образование раствора (Д//^0).
3. Образование гидридов с не-
которыми металлами (Д7/ <0).
Для металлов, не образующих
гидридов, растворимость водоро-
да будут определять две первые
стадии, требующие для своего
развития значительных затрат
энергии.
Растворимость водорода в ме-
таллах этого типа подчиняется
закону распределения
344
[Н] = k'p*
а давление атомарного водорода можно найти из следующих
формул:
Н2^2Н/Ср=-^-=/(Г); рн = х/х₽рН2
Собираем все постоянные при данной температуре коэффи-
циенты:
[Н] = kTJp^ — kTp й®. (9.57)
Выражение (9.57) носит название закона Сивертса. Зависи-
мость от температуры определяется через константу раство-
римости
kT = koe-^RT\
(9.58)
где АН — разность энтальпий растворения.
Находим частную производную от kj по температуре при
условии рн2= const:
г <31пЯт ~| дя
I дТ J р RT2
(9.59)
В виду того что для металлов, не образующих гидриды, АН>0,
d\nkr/dT>0 и растворимость водорода в металлах увеличива-
ется с повышением температуры и особенно резко меняется при
фазовых превращениях.
На рис. 9.30, а, б, в приведены изобары растворимости водо-
рода соответственно в железе, меди и алюминии.
Как видно из приведенных изобар, наибольшее изменение
растворимости происходит в процессе кристаллизации металла,
и, следовательно, водород, который был растворен в жидком
металле, должен выделиться и уйти из сварочной ванны. При
неблагоприятных режимах сварки и теплофизических свойствах
металла этот выделяющийся водород может образовать поры и
несплошности в металле. Вероятность образования пор будет
тем больше, чем больше различие растворимости в жидком и
твердом состояниях.
Так, изменение растворимости водорода в металлах при тем-
пературе плавления или кристаллизации, отнесенное к раство-
римости водорода в твердом состоянии, может характеризовать
склонность металла к порообразованию:
У ---- (ц Ж “ V Тв) / V ТВ*
345
В табл. 9.4 приведены данные о растворимости водорода
и значения коэффициента у.
Таблица 9.4. Изменение растворимости водорода в металлах при кристалли-
зации
Металл иж* 105, м3/кг &4в-105, м3/кг V
Железо 23,5 10,1 1,34
Медь 13,0 3,2 3,06
Алюминий 0,69 0,036 18,2
Таким образом, наиболее склонен к порообразованию алю-
миний и его сплавы. В сварочной технологии на возникновение
пор влияет время пребывания сварочной ванны в жидком сос-
тоянии, что зависит от скорости сварки. При малой скорости
сварки алюминия водород успевает покинуть ванну и наплав-
ленный металл будет плотным, при больших скоростях сварки
(иСв>50м/ч) водород не успевает выделиться из кристалли-
зующегося металла и образовать поры, а при скорости сварки
~20 м/ч обычно возникают поры. При сварке алюминия и его
сплавов типа АМгб требуются особые меры для очистки кромок
свариваемых изделий и тщательная подготовка электродной
проволоки, а также использование аргона, имеющего минималь-
ную влажность (Г. Д. Никифоров).
Возникновение пор и их развитие — сложный процесс
зарождения газовой фазы в жидкой среде. В сплошной жидко-
сти образование зародыша газовой фазы, способного к дальней-
шему развитию, т. е. больше критических размеров, — процесс
маловероятный. Чаще всего эти зародыши возникают на границе
раздела с малым радиусом кривизны — включения или же за-
родыши попадают в металл сварочной ванны извне и начинают
расти, поглощая выделяющийся водород.
В гидридообразующих металлах
Рис. 9.31. Изобара раствори-
мости водорода в титане
процесс сорбции водорода включает в
себя все три стадии; при образовании
гидридов ДТ/раств становится меньше
нуля и растворимость водорода пони-
жается с повышением температуры, но
это будет проявляться тогда, когда
температура будет выше температуры
термодинамической устойчивости гид-
ридов. На рис. 9.31 приведена изобара
растворимости водорода в титане в за-
висимости от температуры, причем
снижение растворимости начинается
при температурах выше 600 К. Если
рассматривать кривую десорбции водо-
рода из гидридообразующего металла,
то она будет проходить через макси-
346
мум, так как при низких температурах водород удерживается
в гидридах, а при высоких количество водорода будет уже отно-
сительно малым. Наиболее характерные гидридообразующие
металлы — титан, цирконий, ванадий, ниобий, тантал и др., так
как их гидриды обладают высокими температурами плавле-
ния, твердостью и металлической электрической проводи-
мост ью.
Некоторые данные о растворимости водорода в гидридообра-
зующих металлах при рн2 = 1,013 • 105 Па приведены в табл. 9.5.
Из данных табл. 9.5 видно, какие объемы водорода поглоща-
ют гидридообразующие металлы; возможность их сварки, с одной
стороны, определяется чистотой исходного металла, а с другой-
тщательностью разработки технологии сварки, исключающей
присутствие водорода в зоне сварки.
Титан, а также цирконий и ниобий, содержащие водород, ут-
рачивают свои пластические свойства, а сварка их становится
невозможной. Поэтому массовая доля водорода в титане, пред-
назначенном для ответственных конструкций, ограничивается
0,002...0,004%, и, кроме того, не допускается присутствие водоро-
да в зоне сварки (сварка электронным лучом или в камерах с
контролируемой атмосферой). При аргоно-дуговой сварке тща-
тельно организуется защита металла сварочной ванны, остываю-
щего до 773 К металла шва, и защищаются нижние кромки свар-
ного соединения.
Растворенный водород также оказывается нежелательным, так
как он резко уменьшает пластичность металлов (стали, медные
и алюминиевые сплавы), вызывает пористость в сварных швах
и в зоне термического влияния. Так называемая «водородная
хрупкость металлов» в настоящее время стала важной техниче-
ской и научной проблемой, так как применение упрочненных
сталей, обладающих малым запасом пластичности 6, вызывает
замедленное разрушение сварных конструкций.
Водород в твердом металле может быть в различных состоя-
ниях:
а) диффузионно-подвижный водород, находящийся в состоя-
нии твердого раствора внедрения. Он относительно свободен и мо-
жет покидать металл, диффундируя к границе раздела и десорби-
руясь из него при «вылеживании», но в легированных сталях
этот процесс идет медленно и требует повышенных температур
или вакуума. Не десорбируется водород из аустенитных сталей,
не обладающих ферромагнитными свойствами. Диффузионно-
подвижный водород может участвовать в изотермической диф-
фузии, описываемой уравнениями законов Фика (см. п. 8.5),
диффузии, вызванной градиентами температур, градиентами ме-
ханических («восходящая» диффузия Конобеевского) или элек-
трических напряжений («электроперенос»);
б) остаточный водород — водород, адсорбированный на гра-
ницах раздела или в зоне скопления дислокаций, уменьшает их
подвижность. Диффузионно-подвижный и остаточный водород МО-
347
Таблица 9.5. Растворимость водорода в некоторых
Металл [Н] • ю+5.
293 423 573 673 773
Титан 40 300 40 000 38 400 35 400
Цирконий 24 000 24 000 23 700 23 400 23 000
Ванадий 15011 8 200 6 000 3 800 1 840
Ниобий 10 400 — 8 800 7 680 4 740
Тантал — — 3 400 2 400 1 300
Лаитан — — 19 200 18 200 17 200
Церий — — 18 400 17 600 16 800
гут переходить друг в друга. Остаточный водород покидает металл
при ~900 К в вакуум^;
в) связанный водород, удаляющийся из металла при вакуум-
ном плавлении, находится в несплошностях металла (раковины
и поры) в молекулярном состоянии. Переход связанного водо-
рода в диффузионно-подвижный сильно затруднен, так как про-
цесс диссоциации молекул Нг на атомы требует большой затраты
энергии.
Общей теории водородной хрупкости, достаточно обоснован-
ной, пока еще не существует, потому что водород (точнее про-
тон) в твердых металлах ни одним из известных эксперимен-
тальных методов не обнаруживается.
Водород в сварных соединениях в силу его большой подвиж-
ности в условиях сварочного цикла распределяется неравномер-
но и при средней допустимой концентрации водорода могут со-
здаваться локальные концентрации (линия сплавления для ме-
таллов, не образующих гидридов, или зона термического влияния
для гидридообразующих металлов), вызывающие возникнове-
ние дефектов сварного соединения (поры, трещины) или его за-
медленное разрушение (титановые сплавы и высокопрочные мар-
тенситно-стареющие стали).
9.6. Шлаковые фазы и их назначение
Шлаки представляют собой жидкие минеральные фазы, отде-
ляющие зеркало металла от непосредственного действия газовой
атмосферы. Шлаки не изолируют металл от окружающей газовой
среды, а только заменяют непосредственное взаимодействие диф-
фузионным. Через шлак могут диффундировать газы или метал-
лы (тг в'идс своих низших оксидов) на границу раздела с газа-
ми, там окисляться и, возвращаясь к металлу, передавать за-
хваченный кислород. Так, железо, обладающее переменной сте-
пенью окисления, может переносить кислород по следующей схе-
ме (в круглых скобках — компоненты шлака):
348
гидридообразующих металлах
м3/кг, при Г, К
873 973 1073 1173 1273 1373 1473
32 000 22 000 14 000 9 000 6 500 4 000
22 000 21 000 19 600 13 000 7 800 4 600 3 200
1 000 640 450 320 240 200 —
2 500 1 200 610 400 — — —
630 450 320 260 230 210 —
16 300 15 300 14 300 13 400 12 300 11 100 4 100
16 000 15 200 14 500 13 800 13 000 11 300 5 300
Газ
О2
I
6 (FeO) + О22(Fe3O4)
Шлак
2Fe + 2(Fe3D4)->8(FeO)
Металл 6[FeO] 2Fe 8[FeO]
Взаимодействие шлаковой фазы с металлом полностью зави-
сит от ее состава, обычно сложного, и температуры. Равновесие
между компонентами шлаковой и металлической фаз и возмож-
ность возникновения окислительно-восстановительных процессов
определяются обобщенно законом распределения (см. п. 8.4).
Активное взаимодействие шлака и металла при высоких темпера-
турах сварочного процесса приводит к изменению состава метал-
ла шва и это необходимо учитывать при разработке технологии
сварки.
По типу взаимодействия с металлической ванной шлаки раз-
деляются на окислительные и восстановительные. Например, если
обозначить [FeO] концентрацию оксида в металле, a (FeO) —
в шлаке, то можно написать выражение закона распределения:
£Feo=[FeO]/(FeO)=f(7-). (9.60)
Если Lpe0- (FeO) > [FeO], то шлак будет окислительным, и,
наоборот, если LFeo* (FeO) < [FeO], то восстановительным.
Значение Арео зависит не только от температуры, но и от со-
става шлака и определяется обычно экспериментально. Для
сварки употребляют только восстановительные шлаки и при про-
349
изводстве сварочных флюсов для автоматической сварки их тща-
тельно раскисляют, а содержание FeO, S и Р строго регламенти-
руется ГОСТом.
ГЛАВНЫЕ КОМПОНЕНТЫ ШЛАКОВЫХ СИСТЕМ
Составы шлаковых многокомпонентных фаз варьируются в ши-
роких пределах в зависимости от того, какие металлы или сплавы
подвергаются процессу сварки. Так, алюмосиликатные флюсы,
т. е. заранее приготовленные шлаки, удовлетворяющие процессам
сварки сталей, непригодны для сварки титана или алюминия,
так как эти металлы могут восстанавливать компоненты шлака
и тем самым изменять состав металла шва. Поэтому компоненты
шлаковых фаз должны обладать достаточно высокой термодина-
мической устойчивостью.
Главные компоненты шлаковых фаз по своему химическому
характеру распределяются следующим образом:
Кислотные Амфотерные Основные Нейтральные
SiO2; TiO2; В2О3; (Na2B4O7); Р2О5 А12О3; СГ2О3, (РезОз) СаО; MgO; Na2O; К2О; FeO; MnO CaF2; Na3AlF6; NaF, KF; NaCf; KC1; BaCh
(вещества в скобках очень редко входят в состав шлаков, а Р2О5
и В2О3 могут входить в состав шлаков только при сварке медных
сплавов).
По своему составу сварочные шлаки можно разделить на
алюмосиликатные, которые очень широко применяются при свар-
ке сталей, и бескислородные, или фторидные, имеющие примене-
ние при сварке цветных металлов, например титановых сплавов.
Алюмосиликатные шлаки. В состав этих шлаков входят
SiC>2, AI2O3 и основные оксиды.
Диопсид кремния SiCh: \Н°= —910,9 кДж/моль (кварц); тем-
пература плавления ТПЛ= 1983 К- Имеет шесть полиморфных прев-
ращений в зависимости от температуры и условий кристаллизации:
а-, р-кварц а-, p-тридимит а-, p-кристобаллит жидкость.
При быстром охлаждении жидкого диоксида кремния получается
кварцевое стекло. Шлаки с большим содержанием SiOa дают в
изломе стекловидную структуру и обладают хорошими техноло-
гическими свойствами (формирование шва, отделяемость шла-
ка). Диоксид кремния образует многочисленные соединения с
участием оксидов металлов — соли. Солеобразование SiC>2
можно рассматривать как взаимодействие нейтральных молекул
или как образование регулярного ионного раствора (см. п. 8.4),
так как жидкий шлак проводит электрический ток и представляет
собой электролит.
350
Молекулярные комплексы с оксидом кальция образуются по
следующим реакциям:
CaO-(-2SiO2—>-(CaO) (SiO2)2—-CaSiaOs ;
ЗСаО-|-45Ю2— (CaO)3(SiO2)4—CasSi4On;
CaO-j-SiCh—(CaO) (SiO2)—CaSiO3 (метасиликат);
3CaO4-2SiO2—(СаО)з (SiO2)2—Ca3Si20z;
2CaO + SiO2— (CaO)2 (SiO2) —>Ca2SiO4 (ортосиликат).
Другие основные оксиды (FeO; МпО; MgO) дают аналогич-
ные полисиликаты, но соли кальция наиболее устойчивы, так
как обладают меньшим обобщенным потенциалом (см. п. 8.4).
Состав комплексных ионов и их строение будут меняться в
зависимости от соотношения числа ионов О2~ и молекул SiO2,
т. е. от состава шлака. Ниже приведены составы соединений для
различного числа ионов О2~, приходящихся на одну молекулу
SiO2
Число ионов О2- 0,5 0,75 1 1,5 2,0
Соединение . . Са2++ ЗСа2+-|- Са2+-|- ЗСа2+-|- 2Са2++
+(Si2O5]2- +[Si4On]6- -HSiO3]2-* +[Si2O7]6- +[SiO4]4-
В общем случае формулу комплексного иона с участием SiO2
можно записать в виде SUO/-. Образование из тетраэдров
[SiO2]4- цепей, лент и объемных комплексов приводит к тому,
что вязкость жидких ионных растворов, содержащих много
SiO2, очень велика, а электропроводность достаточно мала.
В ионное состояние SiO2 может переходить и самостоятельно
при температурах, существенно превышающих температуру плав-
ления:
2Si(WSi4+ + SiOl-; 3SiCWSi4+ + 2SiO32 ,
но вообще этот процесс энергетически маловероятен. Солеоб-
разование в результате реакции между оксидом кальция и крем-
неземом можно проследить по диаграмме плавкости CaO— SiO2,
приведенной на рис. 9.32.
Кремнезем SiO2 может образовывать соли и с амфотерными
оксидами, например с А12О3, который тоже можно рассматри-
вать как тетраэдры [А1О4]5~, так же как и (ВО4)5- — тетраэдры
оксида бора В2О3. Структура соединений SiO2 и А12О3 сложная,
но интересно то, что оба оксида не теряют способности к дальней-
шему солеобразованию, давая тройные соли, например аннортит
CaAl2Si2O8(CaO‘Al2O3"2SiO2).
Солеобразование в системе SiO2—А12О3 можно проследить по
диаграмме плавкости (рис. 9.33); главное соединение — муллит
3Al2O3-2SiO2 или Al6Si20i3.
351
Рис 9 32 Диаграмма плавкости си-
стемы СаО — S1O2 (массовые доли)
Рис 9 33 Диаграмма плавкости
системы S1O2—АЬОз (массовые
доли)
Диоксид титана TiO2:A/7°=—943 кДж/моль; температура
плавления 7’1Ш=2115 К. Образует две формы кристаллов — ру-
тил и анатаз. Термодинамическая устойчивость TiOs, несмотря
на низкое значение АЯ°, меньше, чем у SiO2, так как он может
восстанавливаться в свои более низкие оксиды, оставаясь при
этом окислителем:
TiO2 -> Ti 3О5 -> Ti2O3 -> Т10.
Создание окислительной среды без восстановления до чисто-
го Ti широко применяется в сварочной технике (рутиловые эле-
ктроды). Солеобразование диоксида титана в основном напоми-
нает солеобразование диоксида кремния, но Ti — элемент 4 пери-
ода периодической системы Д. И. Менделеева, его гибридные ор-
битали менее устойчивы и способность образовывать комплекс-
ные ионы [TiOi]4 выражена тоже значительно слабее. Типич-
ными солями для него будут метатитанаты:
FeO + TiOa—FeTiCh (ильменит);
CaO + TiO2->CaTiO3 (перовскит);
ВаО + ТЮ2-»ВаТЮ3 (метатитанат бария),
последний обладает значительным пьезоэффектом. С позиций
теории регулярных ионных растворов процесс солеобразования
можно представить следующим образом:
СаО^Са2+ + О2“
O2- + TiO2^[TiO3]2-
CaO-f-TiCWCaTiOa
352
Таким образом, диоксид
титана представляет собой
кислотный оксид, но его ак-
тивность солеобразования
ниже, чем у SiO2.
Полуторный оксид алю-
миния А12О3: А//0 —
= — 1675 кДж/моль; тем-
пература плавления Тпл=
= 2323 К. Оксид в виде
а-корунда обладает высокой
термодинамической устойчи-
востью и не гидратируется.
В шлаках А120з ведет
себя как амфотерный оксид,
образуя соли с S1O2 (мул-
лит), и реагирует с основ-
ными оксидами, образуя
комплексные анионы:
Рис 9 34 Диаграмма плавкости системы
СаО—AI2O3 (массовые доли)
анион метаалюминатов А12Оз + О2-—»2[A1O2] ~
и
анион ортоалюминатов А12О3-|-ЗО2~->2[А1Оз]3~.
Процессы солеобразования можно проследить по бинарной
диаграмме плавкости системы СаО—AI2O3 (рис. 9.34).
Полуторный оксид хрома Сг2О3, присутствовавший в шлаках
при сварке хромоникелевых сталей, изоморфен корунду и образу-
ет с ним твердые растворы, окрашивая их в розовый цвет.
Основные оксиды, присутствующие в сварочных шлаках и
флюсах — это СаО, MgO; FeO, МпО, иногда присутствует
NiO. Эти оксиды служат источником ионов О2-, которые связы-
вают оксиды SiO2, TiO2 и А120з в сложные анионы и понижают
этим их химическую активность. У этих оксидов различная термо-
динамическая устойчивость и эффективные потенциалы ионов,
влияющие на процессы их диссоциации.
Нейтральные компоненты шлаковых фаз представляют собой
обычно фториды активных металлов, обладающие высокой тер-
модинамической устойчивостью. В ряде случаев их совместные
системы могут использоваться как бескислородные или фторид-
ные шлаки.
Флюорит СаР2:ЛЯ° =—1214,6 кДж/моль; Гпл=1673 К;
7’кип=2773 К. В воде почти не растворим, не гидратируется.
Флюорит образует легкоплавкие эвтектики со многими вещества-
ми, за что и получил русское название «плавиковый шпат».
В сварочной металлургии он применяется очень широко и поз-
воляет регулировать не только температуру, но и вязкость и
поверхностное натяжение шлаков, что очень важно для метал-
лургической обработки сварочной ванны.
353
Флюорит CaF2 хорошо диссоциирует на ионы в расплаве:
CaF2^Ca2+ + 2F~
и его можно характеризовать как «основной» компонент, так
как он тоже связывает, но в летучие соединения, молекулы
SiO2 и TiO2:
1) 2CaF2 + SiO2^2CaO-|-SiF4f;
2) 2CaF2 + TiO2^2CaO + TiF4f.
Эти реакции, равновесие которых значительно сдвинуто в
сторону образования летучих соединений уже при 1000 К обога-
щают атмосферу дуги фторидами, которые частично связывают
водород и уменьшают его поступление в металл шва из газовой
фазы:
3) SiF4 + 2H2O^SiO2+4HFt;
4) SiF4 + H2O^SiOF2 + 2HFt
Фтористый водород более устойчив, чем, например, радикал
ОН*, получающийся при диссоциации водяного пара: 2Н2О^
^Н2-|-2ОН*.
На основе флюорита CaF2 готовят флюсы для сварки дета-
лей больших толщин из титановых сплавов, так как при реакциях
е высокоактивным титаном загрязнения металла практически
не происходит: Ti + 2CaF24^TiF4-|'4-2Са| (температура кипения
кальция 1755 К).
Криолит Na3AlF6 (ЛЯ°=—3283,6 кДж/моль) представляет
собой комплексную соль, разлагающуюся при плавлении на NaF
и AIF3, температура возгонки которого ~ 1533 К. Температура
плавления криолита 1293 К. Криолит растворяет в себе оксид
А12О3 (массовая доля до 15%). Шлаки, содержащие в своем
составе криолит, способны растворять в себе оксиды и других ме-
таллов.
В шлаковых галидных системах используются еще такие га-
лиды, как CaF2 (ДН°= — 1230 кДж/моль; Т„л= 1633 К; Ты„ =
= 2773 К), NaF (АН°=-573,6 кДж/моль; 7^=1265 К; Тки„=
= 1973 К), KF (ДН°=—-567,4 кДж/моль, Тпл=1130 К, Ткяа=
= 1773 К), а также КС1 и NaCI, которые вводят в состав шлаков
для регулирования температуры плавления, электропроводности
и вязкости шлаковых систем.
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ШЛАКОВ
Ранее упоминалось, что теория шлаковых фаз была основана
на образовании молекулярных комплексов, построенных из ок-
сидов различного типа. Эта теория в основном дает правильные
результаты, но бывают значительные отклонения, указывающие
354
на то, что молярные (или массовые) доли веществ не отражают
истинных активных концентраций. Это вполне понятно, так как в
многокомпонентном растворе различные компоненты влияют друг
на друга, при этом коэффициенты активности приобретают раз-
личные значения
а( = у1Х1. (9.61)
Теория молекулярных комплексов всегда давала правильные
результаты (полуколичественно) и позволяла прогнозировать
процессы взаимодействия металла со шлаком.
Развитая в трудах О. А. Есина и его школы (Свердловск)
теория регулярных ионных растворов, учитывающая энергетиче-
ское различие ионов (энергия смешения) и образование комплек-
сных анионов SixO/~ в результате захвата молекулами SiOs ио-
нов О2-, позволила теоретически определить взаимодействие
между ионами и дала метод расчета коэффициентов активностей
компонентов исходя из основных положений статистической тер-
модинамики. Основы этой теории изложены в монографии
В. А. Кожеурова «Термодинамика металлургических шлаков»
и в ряде последующих работ. Основной вывод из этой теории—
возможность вычисления энергии Гиббса для всей системы регу-
лярного ионного раствора.
При различных массовых соотношениях одних и тех же ком-
понентов шлак может быть или основным, или кислым. Если ос-
новной шлак содержит до 10% SiO2, то можно пренебречь ком-
плексообразованием SixOJ- и ограничиться только расчетом
энергий взаимодействия ионов между собой. В этом случае
получаем совершенный ионный раствор (СИР). Но если шлак
кислый и содержит много комплексных ионов SixO/“, то нужно
также учитывать энергию и энтропию образовавшихся комплек-
сов, т. е. рассматривать шлак как регулярный ионный раствор
(РИР).
Недостаток достоверных данных сильно затрудняет точные
расчеты, так как термодинамические данные, полученные из рас-
смотрения бинарных диаграмм состояния, переносить на много-
компонентные системы можно лишь условно. Тем не менее рас-
четы по этой системе уже нашли применение в сварочной метал-
лургии для определения основности шлаков В и активностей
наиболее важных компонентов шлаковых фаз (SiO2; МпО).
Физические свойства сварочных шлаковых систем. Темпера-
тура плавления сварочных шлаков должна быть, как правило,
ниже, чем температура кристаллизации свариваемого металла.
Температура плавления в сложных системах представляет собой
функцию состава и определяется соответствующими диаграмма-
ми плавкости (состав — свойство). Сплавы силикатов и алюмо-
силикатов обладают способностью к переохлаждению и образо-
ванию стекловидных шлаков, а это обстоятельство осложняет за-
дачу экспериментального исследования.
355
Рис. 9.35. Треугольник составов
тернарной системы (Гиббс)
Рис. 9 36. Схематический вид диа-
граммы плавкости системы СаО—
SiO2—Al2Os
Ранее были показаны двойные диаграммы плавкости систем
компонентов шлака: SiO2—СаО (рис. 9.32), А120з — SiO2
(рис. 9.33), АЬОз—СаО (рис. 9.34).
Диаграмма плавкости существенно осложнится, если эти три
компонента будут присутствовать одновременно в шлаковой си-
стеме — могут возникнуть не только двойные, но и тройные сое-
динения — алюмосиликаты:
анортит CaAlaSisOg (АН°=—4223,9 кДж/моль), геленит
CaaAlaSiO? (АН° = —3986,9 кДж/моль), которые тоже будут об-
разовывать растворы и эвтектики с другими компонентами
сплава.
Для трехкомпонентной (тернарной) системы диаграммы плав-
кости будет уже объемной: вместо оси составов, на которой мож-
но задать состав двухкомпонентной системы, состав будет оп-
ределяться треугольником Гиббса (рис. 9.35). Стороны правиль-
ного треугольника будут представлять собой оси составов бинар-
ных сплавов, а медианы, совпадающие с биссектрисами и высо-
тами, будут показывать содержания данного компонента в тер-
нарном сплаве. Оси температур — перпендикуляры, восстав-
ленные из вершин треугольника. Общий схематический вид ди-
аграммы плавкости системы СаО—АЬО3—SiO2 приведен на
рис. 9.36 в виде волнистой поверхности с глубокими впадинами
эвтектик.
Однако пользоваться такой диаграммой невозможно. Тогда
проводят изотермы, представляющие собой плоскости, парал-
лельные основанию, и проектируют кривые сечений на треуголь-
ник Гиббса с соответствующим обозначением температур. Треу-
гольник Гиббса с горизонталями приведен на рис. 9.37. Экспе-
риментальное исследование такой диаграммы плавкости очень
трудоемко и пригодно только для трехкомпонентных шлаков. Та-
кого же типа диаграммы плавкости построены для систем MgO—
А12О3—SiO2; МпО—SiO2—A12O3; FeO—MnO—SiO2 и др, встрсча-
356
Рис. 9.37. Треугольник Гиббса с нанесенными горизонталями
ющихся в системах сварочных флюсов и металлургических
шлаков.
Так как реальные сварочные флюсы многокомпоненты (см.
с. 348), то для них построить диаграммы плавкости в трехмер-
ном пространстве нельзя и в этом случае строят тройные диа-
граммы плавкости, полагая содержание остальных компонентов
постоянным. Так, введение CaF2 в систему СаО—А120з—SiO2
понизит температуры плавления в системе и тогда, считая мас-
совую долю CaF2 постоянной (5 или 10%), вновь строят тройную
диаграмму.
Диаграммы плавкости для сварочных флюсов приведены,
например, в работе Н. Н. Потапова. Аналогичным образом стро-
ят диаграммы плавкости и для фторидных флюсов. Подбор не-
обходимой температуры плавления сварочного шлака осуществ-
ляют изменением его состава (чаще всего изменяя содержание
CaF2).
Вязкость шлаков прежде всего должна удовлетворять техно-
логии сварки, так как от ее значения зависят условия формиро-
вания сварочного шва, интенсивность металлургических реакций
на границе металл — шлак, отделение шлаковых включений от
металла (экзогенные включения); особенно высокие требования
предъявляются к вязкости шлаков при сварке в вертикальном
и потолочном положениях. Вязкость зависит от температуры и
357
Рис 9 38 Изменение вяз-
кости «длинных» (/) и
«коротких» (2, 3) шлаков
в зависимости от темпера-
туры
строения жидкости, т. е. от взаимодейст-
вия частиц, ее составляющих. Особенно
сильно это проявляется для расплавов,
или ионных растворов (см. п 8.3). Ион-
ные растворы, образованные элементар-
ными ионами, такими, как Са2+, Na\
Mg2+; Fe2+; Мп2+; F-; О2-, обладают
малой вязкостью, резко меняющей свое
значение в момент кристаллизации —
«короткие шлаки». Это характерно для
так называемых основных шлаков (см.
п. 9.4).
Ионные растворы, содержащие боль-
шое количество ионов типа SixOJ-, или
S1O2, склонного к полимеризации (тетра-
эдры [S1O4]4-), обладают повышенной
вязкостью при высоких температурах и
медленно меняют ее в процессе затвер-
девания, сопровождающегося значитель-
ным переохлаждением Такие системы называются «длинными
шлаками». На рис. 9. 38 приведены кривые изменения вязкости
в зависимости от температуры для основных шлаков, содержа-
щих большое количество элементарных ионов «коротких», и для
кислых шлаков, содержащих значительное количество ионов.
SixOJ- («длинных»).
Значение вязкости тесно связано с электропроводимостью
ионных растворов:
т] • и.» const,
(9 62)
где т) — вязкость; ц — электропроводимость.
Таким образом, для определения температур затвердевания
шлаковых систем можно использовать электрические измерения,
Вязкость расплавленных сварочных шлаков при температурах
существования сварочной ванны не должна превышать 0,2..
0,4 Па-с.
Поверхностное натяжение жидкости зависит от температуры
и от природы жидкости или ее состава, если жидкость представ-
ляет собой раствор.
С повышением температуры поверхностное натяжение <т
уменьшается. Для полярных жидкостей применим закон Этвеши:
о=4(7'крит-7'), (9.63)
где Гкрит—критическая температура данного вещества; Т — те-
кущая температура; А — постоянная.
Из закона Этвеши следует, что при критической температуре
на границе жидкость — пар поверхностное натяжение обращает-
ся в нуль.
Для жидких металлов и шлаковых систем критические усло-
вия неизвестны, но снижение поверхностного натяжения при уве-
личении температуры наблюдалось многими исследователями.
358
Поверхностная энергия зависит от неуравновешенных сил,
действующих между частицами жидкости (среда большой плот-
ности), и частицами газа или паров жидкости, взаимодействую-
щих с поверхностью (среда малой плотности).
Таким образом, граница раздела обладает свободной энер-
гией
АСпов=А/?пов—• УДхпов, (9.64)
где ЛЯ„ОВ— поверхностная энергия (о/7); AsnoB—энтропия обра-
зования единицы новой поверхности.
Уравнение (9.64) также указывает на снижение поверхност-
ной энергии с повышением температуры.
Так как при стремлении к равновесию AGnoB—►О, то этот про-
цесс может быть осуществлен двумя путями:
1) уменьшение площади поверхности раздела, например,
вследствие роста зерна при рекристаллизации или в зоне терми-
ческого влияния при сварке, а также при слиянии мелких капель
в более крупные;
2) снижение ст в результате адсорбции на границе раздела
частиц из газовой фазы или из жидкого раствора.
Если молекулы из жидкого раствора адсорбируются в погра-
ничном слое, то поверхностное натяжение снижается и вещество
считается поверхностно-активным (ПАВ):
Ci со, Ор—р <С очист. (9 65)
Если Ct < со и Стр_р >стЧИСт, то вещество будет поверхностно-инак-
тивным.
Как показал В. К. Семенченко, в шлаковых системах поверх-
ностные слои будут обогащены ионами с высоким обобщенным
потенциалом, что подтверждается также работами С. Б. Яко-
башвили.
Значения поверхностных энергий в зависимости от строения
жидких веществ изменяются в очень широких пределах
(табл. 9.6).
Поверхностное натяжение алюмосиликатных шлаков в зави-
симости от состава колеблется в пределах 0,3...0,45 Дж/м2, а
галидных шлаков — 0,15...0,2 Дж/м .
Таблица 96 Поверхностные натяжения некоторых жидкостей
Жид кость О, Дж/м2 к Жид- кость ff, Дж/м2 К Жид- кость о, Дж/м2 т 1 пл» к
Не 0,000354 1,4 KF 0,1384 1186 Mg 0,569 924
Аг 0,0132 84,9 КС1 0,0958 1073 Al 0,914 933
n2 0,01053 69,9 NaCl 0,1138 1076 Си 1,351 1356
О2 0,0183 89,9 Lt 0,398 453 Fe 1,84 1812
Н2О 0,07275 273 Be 1,144 1555 W 2,30 3653
359
Газ
Z
Краевые углы при
жидкости жидко-
Рис 9 39
смачивании
стью
Поверхностное натяжение на
границе раздела двух жидких фаз
по правилу Антонова приблизитель-
но равно их разности:
0 = 01 — о2 (9 66)
Таким образом, на границе раз-
дела шлаковой и металлической фаз
поверхностное натяжение будет весь-
ма значительным. Явление смачива-
ния определяется уже не одним уг-
лом 0, а двумя, как это показано на
рис. 9.39.
Работа адгезии на границе раздела
А =о(1 + cos 0), (9 67)
где А — работа адгезии или отрыва одной фазы от другой; о —
поверхностное натяжение; 0 — угол смачивания
Если угол смачивания 0->-О, то работа А=2а, а при отсут-
ствии смачивания 0 = л работа 4->-0. Таким образом, взаимное
разделение жидкостей, определяемое работой адгезии А, также
зависит от состава шлаковой и металлической фаз.
Поверхностное натяжение влияет на скорость окислительно-
восстановительных реакций, идущих на границе раздела металл —
шлак. Оно удерживает ванну и придает ей определенную форму
при сварке в различных пространственных положениях. Кроме
того, оно влияет на отделимость шлаковой корки от готового
сварного шва при охлаждении.
Отделение шлаковой корки определяется различием коэффи-
циентов термического расширения (ктр.), создающим скалыва-
ющее усилия при охлаждении сварного соединения, но часто при
самопроизвольном отделении общей шлаковой корки на металле
остаются тонкие стекловидные слои твердого шлака, прочно свя-
занного с металлом. Их удаление требует дополнительных уси-
лий, так как они будут мешать дальнейшим технологическим
операциям. Кроме того, они могут форсировать коррозионные
процессы (особенно галидные шлаки). Такое явление наблюдается
при недостаточно раскисленном металле сварочной ванны.
Теплофизические свойства шлаковых систем: теплоемкость,
теплопроводность, энтальпия — влияют на условия формирова-
ния сварного шва и скорость охлаждения металла шва.
ЛЕГИРОВАНИЕ И РАСКИСЛЕНИЕ МЕТАЛЛОВ ПРИ СВАРКЕ
ЧЕРЕЗ ШЛАК
Взаимодействие металла со шлаком следует рассматривать,
с одной стороны, как гетерогенные окислительно-восстановитель-
ные процессы между компонентами шлака и компонентами ме-
талла на границе раздела металл — шлак, а с другой стороны,
360
шлак служит экстрактором, извлекающим из металла нежелатель-
ные примеси (оксиды, соединения серы и т. д.).
В результате обработки шлаком состав металла сварочной
ванны существенно изменяется. Подбор компонентов шлака и их
соотношений ведется таким образом, чтобы полученный состав
металла соответствовал поставленным требованиям.
Как было рассмотрено ранее, прогнозировать состав и
свойства шлака можно, исходя из теории молекулярных комплек-
сов или из теории регулярных ионных растворов. Однако окон-
чательную корректировку составов нужно проводить экспери-
ментально.
Классификация шлаков. Взаимодействие металла со шлаком
будет зависеть от основности или кислотности шлака, т. е. от
преобладания в нем основных или кислых оксидов. Ранее харак-
тер шлака приблизительно оценивали отношениями:
о (%СаО) + (%MgO) |
Д== (%S.O0.. ~ ШЛЭК °СНОВНОИ; I (9 68)
В = (%CaO) + (%Mgp) ! _шлак кислый j
(%S|O2)
Однако в связи с высокими требованиями к качеству свар-
ных соединений в настоящее время такая приблизительная
оценка уже не устраивает специалистов, и применяются уточ-
ненные формулы для основности шлаков исходя из теории ре-
гулярных ионных растворов, в которых главную роль играет
анион О2- и его распределение между элементарными и комп-
лексными ионами SixOJ“:
(9‘69)
O1U2
В числитель этой дроби входят все металлические оксиды,
генерирующие при диссоциации ионы О2-. Н. Н. Потапов в
работе [20J предлагает еще более уточненное уравнение, пост-
роенное на основании теории РИР и больших экспериментальных
исследований:
0,0178СаО + 0,0125MgO + 0,0l3CaF2 + 0,016Na2O +0,106К2О +0,007
0,0166S102 + 0,5(0,01 АЬОз + 0,0125ТЮ2 + 0,008ZrO2)
X(MnO + FeO) (9.70)
(компоненты в процентах массовой доли).
Основность сварочных шлаков, полученных при плавлении
флюсов для автоматической сварки, колеблется в пределах от
0,6...0,7 до 2 в зависимости от назначения флюсов, сочетания
состава электродного металла и основного свариваемого ме-
талла.
Окислительно-восстановительные реакции на границе раз-
дела металл — шлак. Взаимодействие компонентов шлака и
361
Рис. 9 40 Распределение температур
в зоне сварки-
1 — зона высоких температур (Fe +
+ МпО-* FeO + Мп),
2 — зона низких температур (Мп +
+ FeO -* Fe + MnO)
металла в результате окисли-
тельно-восстановительных ре-
акций на границе раздела
можно рассматривать просто
как гетерогенную реакцию или
как электрохимический про-
цесс. В обоих случаях измене-
ние свободной энергии Гиббса
должно быть одинаковым и не-
зависимым от механизма про-
цесса:
AG0 = ДЯ — ГАЗ = (9.71)
= - ЯГ In- Д£°д.р,
где Д£° — стандартная разность потенциалов; п. — число пере-
данных электронов; F — постоянная Фарадея.
Хорошо известно, что изменение напряжения, а также поляр-
ности сварки оказывает заметное влияние на состав металла
шва, а значение сварочного тока влияет на него гораздо меньше.
Развитие окислительно-восстановительных процессов при
сварке происходит в условиях высоких температур, значительно
превышающих температуры процессов выплавки стали, темпе-
ратурное поле в зоне сварки неоднородно и можно выделить
зону высоких температур, превышающих 2300 К (высокотемпера-
турная зона), и зону низких температур, приближающихся к
температуре кристаллизации металла, т. е. ~2000 К (низкотем-
пературная зона), как это показано на рис. 9.40. В высокотем-
пературную зону 1 входит капля на плавящемся электроде,
активно реагирующая с пленкой шлака, капля, проходящая
столб дугового разряда и покрытая пленкой шлака, а также
передняя часть ванны. Низкотемпературная зона 2 охватывает
кристаллизующуюся часть сварочной ванны, где шлак окон-
чательно должен отделиться от металла шва.
В этих условиях окислительно-восстановительные реакции
в разных зонах могут менять свое направление.
Скорость реакций, учитывая гидродинамическую обстановку
внутри ванны, тоже должна понижаться в хвостовой (кристал-
лизующейся) части сварочной ванны.
Распределение марганца между шлаком и металлом. Мар-
ганец входит в состав большинства флюсов для сварки сталей
в виде МпО, а в электродные покрытия — в виде руды МпО2. Его
переход из шлака в металл необходим для раскисления металла
и подавления вредного влияния серы (см. с. 402). Марганец
вводят в сварочные материалы в виде пиролюзита — марган-
цовой руды (иногда сильно загрязненной фосфорными соеди-
нениями).
Рассмотрим гетерогенное равновесие между шлаком, содер-
жащим МпО, и сталью, которая тоже может содержать марга-
нец как легирующий компонент:
362
шлак- (МпО) (FeO)
------- и ----------------- и -------.
металл: [МпО] + Fe^ [Мп]+ [FeO]
Восстанавливающийся марганец будет растворяться в железе,
а получающийся оксид железа будет уходить в шлак, но в зави-
симости от состава и характера шлака активность компонентов
может изменяться в значительных пределах.
Запишем константу равновесия в слое металла:
[МпО] + Fe[Мп] + [FeO];
__ <*Мп ^FeO f(T\
°MnO°Fc
Активности компонентов можно выразить через их концен-
трации в металлической и шлаковой фазах, пользуясь законом
распределения:
n,, . NMn „ [%Mn]
Л^мпиас " 100
<2FcO = ' NfeO £Feo(%FeO)
£-Feo(%FeO)aac
^MnO — ^MnO ~ (%MnO)
#МпО„с ~ 100
Оре=
Nn
WFe„c
— ввиду неограниченной раство-
римости Мп в жидком железе
и близких атомных масс;
« ~10() —. так как FeO раство-
ряется в шкале неограниченно;
— по аналогии с оксидом железа;
— по аналогии с марганцем.
Подставляя найденные значения активностей в выражение К.
и собирая все постоянные величины, получим
= кп
Кмп=
[%Mn] (%FeO)
(% МпО)
(9.72)
откуда
[%Мп] =
(%МпО)
(% FeO) •
Если [%Мп] > [%Мп] „ в исходном металле, то происходит
легирование через шлак, если [%Мп] < [%Мп] и, то происходит
выгорание марганца.
С повышением температуры [%Мп] в металле растет, так как
реакция его восстановления эндотермична. Влияние состава шла-
ка обычно учитывается значением константы равновесия Кмп-
Так, А. Д. Крамаров для сталеплавильного процесса предложил
на основании экспериментальных данных следующие уравнения
для зависимости констант от температуры:
для кислых шлаков (В<1)
lgKMn= 1g
[% Мп] (%FeO)
(%MnO)
^-4- 1,865; (9.73)
363
для основных шлаков (В>1)
[%Mn] (%FeO) 5550 2 338
Т = 2000К и отношения
что при кислых шлаках
выражение
(9.74)
равновесия
и массовых
lg*Mn Ig (%MnO)
Просчитывая уравнения для
(%MnO)/(%FeO) = 1, получаем,
[%Мп] = 0,1230, а при основных [%Мп] =0,365, т. е в 3 раза
больше, так как в кислых шлаках активность Мп2+ подавлена
ионами Si.Or. Если же этот процесс рассмотреть с точки зрения
теории ионных растворов, то активность ионов Мп2+ и Fe2+ мож-
но записать так:
„ I «МпО \ / ЯреО \ „
Ямпо= ) NО2-; ЦреО= ) ЛЪ2
Подставим полученные значения активностей в
константы равновесия:
= (%MnlaF«O = [%МП] «FeO =
аМпО ЯМпО
Таким образом, приходим к уравнению константы
(9.72), так как отношения мольных долей лРео и пМпо
долей (%FeO) и (%МпО) совпадают благодаря близости моле-
кулярных масс оксидов железа и марганца.
Марганец, перешедший из шлаков в металл в высокотемпера-
турной зоне, при переходе в зону низких температур начинает
вновь окисляться, действуя как раскислитель и связывая при
этом S в MnS, кристаллизующийся при температуре, более высо-
кой (1803 К), чем металл сварочной ванны.
Распределение кремния между шлаком и металлом. Кремний,
входящий в состав флюсов и электродных покрытий в виде
кремнезема SiO2, в составе шлака образует комплексные ионы,
строение которых зависит, как это указывалось ранее, от коли-
чества ионов О2-, возникших при диссоциации металлических
оксидов. Однако кремний восстанавливается па границе ме-
талл — шлак в высокотемпературной зоне сварки. Несмотря па
близкую с МпО термодинамическую устойчивость, кремний вос-
станавливается в относительно малых количествах, что свиде-
тельствует о его малой активности в шлаке.
Гетерогенное равновесие на границе раздела металл — шлак
можно выразить схемой:
шлак: (SiO2) 2 (FeO)
------------ |t ----------------------- и ------------------
металл: [SiO2]+ 2Ееч=± [Si] + 2 [FeO]
Константа равновесия реакции может быть записана для
металлической фазы следующим образом:
as,о, 4
364
Выражаем активности компонентов через их концентрации
в металлической и шлаковой фазах, пользуясь законом распре-
деления:
{% S1] с- оо г? г-с
asi= -ту-~ ° , так как атомная масса Si 28, а у Fe 56, т. е.
«51Яас 50 в 2 раза больше. В жидком железе раствори-
мость Si неограниченная,
Лггео (%FeO) г- г-.
агео= —-------« '/0 ' так как FeO растворяется в шлаке
Fe0“ac неограниченно;
•A/SiOz (%81Ог)
aS102=—-——---------------, по аналогии с оксидом железа;
“SiOaHac ЮО
Пре— 1, по аналогии с предыдущим.
Подставляем найденные значения активностей в выражение
константы равновесия, собираем постоянные величины и полу-
чаем следующее уравнение:
_ [% Si](%FeO)2
к&'~ “(% S1O2) =
(9.75)
[% Si] = KS1
(%s.o2)
(% FeO)2
В основном все закономерности сохраняются, так как пере-
ход кремния в металл [% Si] увеличивается с ростом содержания
SiOa в составе шлака (кислые шлаки), уменьшается при накоп-
лении FeO в шлаке (шлак окисленный), а также увеличивается
с повышением температуры, как и для марганца.
Однако сложное строение комплексных ионов SixOJ~ и их
изменчивость требуют уточнения коэффициентов активности SiO2.
Так, Н. Н. Потапов предлагает для определения активности
кремнезема в шлаке, с учетом его основности, следующее выра-
жение:
_ (5Ю2)ф „
as‘°2----100Т"’ (9-76)
где (SiO2)$— содержание во флюсе (% масс); В — основность
шлака, вычисляемая по формуле автора (см. с. 361).
Галинич В. И. и другие расчетно и экспериментально опре-
делили для различных марок флюса активности и соответ-
ствующие им коэффициенты активности узюг, которые изменя-
лись в пределах от 1,09 (флюс АН-63) до 0,5 /флюс АН-8).
Существует также много других уравнений для температурной
зависимости константы равновесия KSi
Кремний, так же как и марганец, перешедший в металл в
высокотемпературной зоне, при понижении температуры будет
реагировать с оксидами Fe:
2 [FeO] + [Si]-------2Fe + SiO2,
образуя шлаковые включения SiO2 и его солей, остающиеся в
металле и влияющие на его пластичность.
365
Переход из шлака в металл других компонентов в заметных
количествах маловероятен. Оксид AI2O3 обладает очень высокой
термодинамической устойчивостью и, кроме того, образует ком-
плексные ионы АЮу и восстанавливаться железом практически
не может. Титан из шлаков, богатых Т1О2, например при плав-
лении рутиловых покрытий, восстанавливаться может, но пере-
ходить в металл не будет, так как титан имеет ряд оксидов,
и если он будет восстанавливаться, окисляя металл, по реакции
2TiO2 + Fe— FeO + Ti2O3,
то его оксиды Т!гОз или Т!зОз будут оставаться в составе шлака.
Углерод может окисляться в металле сварочной ванны в
результате поглощения ею кислорода:
[FeO] + [С] — Fe-FCOf
В углеродистых сталях углерод во время сварки практически
частично выгорает.
Удаление шлаками нежелательных примесей из металла при
сварке. В любом металле или сплаве сера — вредная примесь,
резко увеличивающая склонность металлов к образованию го-
рячих трещин и снижающая технологическую прочность. Сера хо-
рошо удаляется восстановительными и основными шлаками в
соответствии с уравнением реакции:
шлак: ( FeS)+(CaO)i=*:(CaS)+(FeO)
-------- |f-------------
металл: [FeS]--------------------------------[FeO]
В общем виде константа равновесия будет записана так:
*8= ^2°= (97?)
“СаО “FeS
т. е. при увеличении аСао и при уменьшении FeO содержание
серы уменьшается.
Полнота извлечения серы из металла (экстракция) (гр)
может быть определена по закону распределения:
ГДе [S] — 5мет/ ^мет» ls=_HL= s (S) (S) = S шл/ Ущд ЯП, (9.78)
Тогда / S мет/ ^мет —0— = ^шл/ ^шл
откуда s,a., 1 П5= -Т— = -7- ° ^мет Пшл > ^мет (9.79)
Как видно из этого положения, полнота извлечения зависит
не только от Т, но и относительных количеств шлака и металла.
366
Обозначим относительную массу шлака
(9.80)
^мет Омет
Тогда коэффициент извлечения серы можно представить в
следующем виде:
При сварочных процессах qmJl выше, чем в сталелитейных
процессах, н составляет от 0,25 до 0,4.
Удаление фосфора из металла сварочной ванны возможно
при наличии шлаков окислительного типа. Полагая, что фосфор
находится в металле в виде фосфидов (Fe3P; Fe2P), можно
предположить следующую схему реакций:
2 [Fe3P] + 5 [FeO] ^Р2О5 + 11 Fe.
Кислотный оксид фосфора будет поглощаться СаО шлака:
Р2О5 + СаО^ Са (РО3)2; Р2О5 + ЗСаО Са а(РО4) 2.
метафосфат ортофосфат
Таким образом, окислительные шлаки (FeO) и шлаки основ-
ного типа (СаО) позволяют снижать содержание фосфора в
металле шва, увеличивая его устойчивость к горячим и холодным
трещинам.
Применение основных электродных покрытий и сварочных
флюсов позволяет понизить содержание фосфора в металле шва.
Особенно это заметно при электрошлаковом переплаве сталей.
Глава 10
ОСОБЕННОСТИ МЕТАЛЛУРГИЧЕСКИХ
ПРОЦЕССОВ ПРИ РАЗЛИЧНЫХ ВИДАХ
СВАРКИ
10.1. Способы защиты сварочной ванны
от воздушной среды
Сварка плавлением — высокотемпературный процесс, сопро-
вождающийся изменением состава металла сварного соединения,
а следовательно, и его свойств, в результате взаимодействия
с окружающей средой (атмосферой). Высокая восстановительная
активность металлов приводит к образованию оксидов, нитридов
и гидридов, а так как скорость химических реакций и диффу-
зионных процессов при температурах сварочною цикла очень
высокая, то даже в очень офаниченное время могут произойти
существенные и нежелательные изменения состава металла шва.
Широкое применение сварки в различных отраслях промышлен-
367
ности, строительства и транспорта стало возможным только
тогда, когда были разработаны надежные методы защиты зоны
сварки от атмосферы.
Рассматривая различные виды сварки, существующие в
настоящее время, можно выделить четыре способа защиты зоны
сварки: 1) шлаковая защита, 2) газовая защита; 3) газошлако-
вая защита; 4) вакуумная защита.
10.2. Шлаковая защита сварочной ванны
Шлаковая защита сварочной ванны реализуется при механи-
зированной сварке под слоем флюса (рис. 10.1). Электрический
дуговой разряд, перемещаемый вдоль свариваемого шва механи-
ческим устройством, поддерживается в замкнутом пространстве
в среде расплавленного флюса и флюса в полужидком состоянии,
причем газы дуговой атмосферы — пары металла и компонентов
флюса — поддерживают давление внутри полости выше, чем дав-
ление окружающей атмосферы. Дуговая сварка под слоем флю-
са — высокопроизводительный процесс (более 20 г/А- ч), обе-
спечивающий хорошее формирование сварного шва и высокое
использование электродного металла — проволоки (~98%), так
как не происходит разбрызгивания и, следовательно, не образу-
ется грат. Шлак, образовавшийся при плавлении флюса электри-
ческим дуговым разрядом, хорошо отделяется от поверхности
сварного соединения
Для получения сварных соединений высокого качества необ-
ходимо правильно подбирать состав сварочного флюса и элек-
тродной проволоки для сварки данного металлического сплава,
что можно сделать, используя справочники по сварке.
Рис 10 1 Схема механизированной
сварки под слоем флюса
/ — свариваемый основной металл,
2 — подающие ролики, 3 — электрод-
ная проволока, 4 — слой гранулиро
ванного флюса, 5 — шлак, 6 — свар-
ной шов, 7 — сварочная ванна, 8 —
дуговой разряд
МЕХАНИЗИРОВАННАЯ ДУГОВАЯ
СВАРКА ПОД ФЛЮСОМ
При механизированной дуго-
вой сварке используются раз-
личные флюсы: плавленые, полу-
чаемые сплавлением входящих в
них компонентов в электрических
или пламенных печах и гранули-
руемые выливанием в воду, и ке-
рамические, получаемые путем
грануляции замеса из тонкоиз-
мельченных компонентов, соеди-
ненных между собой жидким сте-
клом. В отличие от плавленых в
керамических флюсах могут со-
держаться металлические порош-
ки — раскислители и легирующие
компоненты, так как в процессе
368
изготовления керамические флюсы, предложенные впервые
К. К Хреновым, не подвергаются нагреву до высоких температур
Наибольшее распространение в производстве получили плав-
леные флюсы различных марок, изготовляемые в крупных про-
мышленных масштабах. Плавленые флюсы по своему составу и
назначению делятся на алюмосиликатные, предназначенные для
сварки сталей различных марок, и фторидные, предназначенные
для сварки титановых сплавов и других активных металлов
Алюмосиликатные флюсы имеют различные составы в зависимости
от того, стали каких марок подвергаются сварке, так как при
взаимодействии со шлаком состав металла сварочной ванны может
изменяться. Флюсы разделяются также и по своим физическим
свойствам’ по структуре зерна они делятся на стекловидные и
пемзовидиые, по характеру изменения вязкости — на длинные и
короткие, по характеру взаимодействия с металлом — на активные
и пассивные, которые применяются при сварке среднелегиро-
ванных сталей.
Типичные составы некоторых плавленых сварочных флюсов
приведены в табл. 10 1.
Особенности металлургических процессов при дуговой сварке
под слоем плавленых флюсов. При дуговой сварке под слоем
плавленого флюса следует различать высокотемпературную зону,
охватывающую плавящийся торец электрода, капли металла,
проходящие дуговой промежуток, и активное пятно дугового
разряда в сварочной ванне, и низкотемпературную зону — хвосто-
вая часть ванны, где температура приближается к температуре
кристаллизации металла (см рис. 9.40).
В высокотемпературной зоне интенсивно развиваются эндотер-
мические реакции, приводящие к легированию и одновременно
к окислению металла сварочной ванны компонентами флюса.
Fe + (МпО) — [Мп] + (FeO],
2Fe + (SiO2) — [Si] +2 (FeO]
В этой же зоне происходит интенсивное окисление углерода
стали
(FeO] + [С] — Fe + СО.
и восстановление кремния марганцем:
2[Мп] + (S1O2) - (Si] +2МпО.
Следует учесть, что интенсивное перемешивание шлака с ме-
таллом приводит к извлечению значительной части FeO в шлако-
вую фазу:
[FeO] — (FeO).
В шлаке (FeO) переходит в соответствующие силикаты.
Так, по исследованиям В В Подгаецкого, плавящийся электрод-
ный металл значительно обогащается кремнием и марганцем
(флюс АН-348, проволока Св08)
13-923
369
Таблица 10.1. Массовые доли компонентов некоторых
Марка флюсов Массовые доли
S1O2 МпО СаО MgO А12О3
ОСЦ-45 38...44 38...47 <10 <3 <6
АН-348-А 41...44 34...38 <10 <6
АН-60 42,5...46,5 36...41 <10 <3 <6
АН-22 18...21,5 7...9 12-15 12...15 19 .23
АН-65 38...42 20...28 <8 7... 11 <5
АН-20 19...24 — 3...9 9... 13 27...32
АН-45 13...17 10... 14 4...8 14...18 13...16
АНФ-5 <2 — — — —
АН-25У 6...9 — 12...15 2...4 <2
Электродный металл . . . Si = 0,01 %;
Капля на торце электрода Si = 0,15%;
Мп = 0,52%
Мп = 0,63%
Обогащенный кремнием и марганцем металл попадает в сва-
рочную ванну и при понижении температуры эти компоненты
начинают раскислять металл:
[Мп] 4- [FeO] -► Fe + (МпО);
[Si] +2[FeO] ->2Fe+ (SiO2).
Но так как основная часть FeO уже навлечена шлаком (см. вы-
ше] , металл шва после раскисления будет содержать Si «0,1 % и
Мп «0,60%.
При механизированной дуговой сварке под флюсом почти не
происходят потери металла и
оценить изменения химического
состава металла шва очень
удобно по «исходному» со-
ставу.
По шлифу (макрострукту-
ра) определяют площадь свар-
ного Шва и, зиая разделку под
сварку, находят соотношение
Рис. 10.2. Схема определения со-
отношения в металле шва электрод-
ного и основного металла
Рис. 10.3. Переход кремния из
флюса в металл шва |Si]m в зави-
симости от основности флюса
370
сварочных флюсов для сварки сталей
компонентов,% Примечание
CaF2 Т1О2 ZrO2 БегОз К2 O=Na2O
6..9 — — <2 — Для углеродистых
4—6 — -— <2 — сталей
5,5.8,5 — — 0,9 —
20...24 — — 1...2 Для легированных
8..12 4. 7 4...7 <5 — сталей
25...33 — — <1 2...3
22 ..27 6...10 10...14 <2,5 —
75...80 — 17...25 — —
33.. 40 35...40 — <1 —
количеств расплавленного основного металла т и направленного
электродного металла п, а затем, зная состав проволоки и состав
основного металла, находят исходный состав, предполагая, что
никаких химических реакций не было:
[х]н = [Ф и + [Ф, (Ю-1)
где [х]„ — содержание компонента в исходном металле; [х]о —
содержание компонента в основном металле; [х]э — содержание
компонента в электродном металле. Пример определения тип
приведен на рис. 10.2. Если сделать химический анализ получен-
ного сварного шва, то состав металла шва [х]ш не совпадает с
«исходным» составом.
Если [х] ш— [х] „ = Д[х]>0, происходит легирование, а если
Иш — [х]„ = Д[х]<0 — выгорание, что характерно для углерода
или активных металлов в стали (Al; Ti). Изучая Д[х] для раз-
личных компонентов металлов, можно установить переход компо-
нентов в зависимости от состава флюса. На рис. 10.3 и 10.4 при-
ведены графики перехода кремния и марганца в металл в зависи-
мости от основности флюса В (см. гл. 9).
Как видно из приведенных графиков, переход кремния идет
лучше из кислых шлаков, а переход марганца — из основных.
На рис. 10.5 приведены данные по переходу марганца в зависимо-
сти от содержания МпО во флюсе при одинаковой основности
флюса. Как видно из приведенного графика, флюсы, содержа-
щие менее 10% МпО, содействуют переходу марганца из
металла в шлак Д [Мп] <0, а при содержании МпО свыше 10%
начинается переход марганца из шлака в металл. Однако при
содержании МпО во флюсе свыше 35% переход марганца оста-
ется практически постоянным.
Исходя из современных представлений о природе шлаковых
фаз, основанных на теории регулярных ионных растворов
(см. п. 9.4), были сделаны попытки предварительного расчета
изменений состава металла шва при сварке под слоем флюса,
т. е. предварительного расчета Д[х] — [х]ш—• [х]» Однако ввиду
13*
371
Рис 10 4. Переход марганца из
флюса в металл шва [Мп]ш в за-
висимости от основности флюса
(МпС),7>
Рис. 10 5 Переход марганца из
флюса в металл шва [Мп]ш в за-
висимости от содержания МпО во
флюсе
отсутствия достоверного знания значений всех величин, входя-
щих в уравнения (теплоты смешения, энтропии комплексных
ионов и т. д,), эти расчеты не могут дать точных результатов, но
они могут быть скорректированы путем проведения соответ-
ствующих экспериментов.
Так, Н. Н. Потапов [20] предлагает для оценки химических
активностей компонентов флюса следующие уравнения:
%SiO2 0,42(%МпО)В
*S1O’ = 100В ЛмпО=--------100-----’
где (%SiO) и (%МпО) — массовые доли компонентов в шлаке;
В — основность шлака.
Сумма активностей Xsiosh Л МпО автор принимает за коэффи-
циент химической активности флюса:
A A .L.A [(%S1O2) + 0,42В2 (%МпО)]
А ф— A siO, + А мпо=-----------------------• (1U.O)
Химическая активность флюса представляет собой функцию
его состава и сильно зависит от его основности В. Для расчета
основности в предыдущей главе было дано уравнение (9.70).
Коэффициент химической активности флюса Аф определяет
легирование через флюс металла шва кремнием и марганцем в
процессе сварки под флюсом. Как было указано ранее, эти эле-
менты будут связывать кислород, растворенный в металле, в свои
оксиды при температурах, близких к температуре кристаллиза-
ции металла («хвостовая» часть ванны). В этом случае образую-
щиеся твердые частицы S1O2, МпО и их возможных соединений
(например, МпО-ЗЮг) не успеют удалиться из металла свароч-
ной ванны и останутся в металле шва в качестве эндогенных
372
включений. Исследования показали, что почти весь кислород,
захваченный металлом при сварке, заключается именно в таких
неметаллических включениях, а поэтому концентрация кисло-
рода в металле [%О2], определяемая вакуумной экстракцией,
характеризует засоренность металла шва неметаллическими
частицами.
Наличие в металле эндогенных шлаковых включений, служа-
щих концентраторами напряжений, сильно влияет на физико-
механические свойства металла шва, в частности, на его пластич-
ность и ударную вязкость При сварке низкоуглеродистых низко-
легированных сталей ударная вязкость достаточно большая и
влияние концентраторов напряжений мало, но при сварке средне-
и высокоуглеродистых и легированных сталей, запас пластично-
сти у которых мал, влияние таких концентраторов может привести
к образованию холодных трещин или замедленному разрушению
при высоком уровне напряжений и при наличии других охрупчи-
вающих факторов (водород).
При подборе флюсов для сварки различных видов сталей
можно ориентироваться на коэффициент химической активности
флюсов:
высокоактивные — Aj>>0,6 (ОСЦ-45, АН-348-А, ФЦ-6 и др.);
активные — Аф=0,6...0,3 (АН-42, АН-26);
малоактивные — Аф= 0,3...0,1 (АН-20, АН-22, ФЦЛ-1 и др.);
пассивные — Аф^0,1.
Между основными свойствами металла сварного шва (проч-
ностными свойствами и содержанием кислорода и водорода) и
химической активностью флюса существуют связи, которые можно
передать эмпирическими уравнениями, полученными на основании
обработки экспериментальных данных.
Особенности металлургических процессов при сварке под ке-
рамическими флюсами. Керамические или неплавленые флюсы
для сварки металлов позволяют сохранять все преимущества авто-
матической сварки под слоем плавленого флюса (малые потери)
металла, высокая производительность, высокое качество сварных
соединений), но в то же время позволяют легировать и раскис-
лять металл сварочной ванны в очень широких пределах. Керами-
ческие флюсы представляют собой порошки различных компонен-
тов, образующих шлаковую фазу, изолирующую металл от окис-
ления, и ферросплавы или свободные металлы для раскисления н
легирования. Все эти порошковые материалы замешивают на
растворе силиката натрия Na^SiOs («жидкое стекло») и под-
вергают грануляции на специальных устройствах. После этого их
просушивают, прокаливают для удаления влаги и хранят в герме-
тической таре. Так как в процессе изготовления они не подверга-
ются нагреву, то все даже активные металлы в них сохранены и
при плавлении флюса они переходят в металл шва, раскисляя его
и легируя до нужного состав’а.
Керамические флюсы классифицируют по назначению и хими-
ческому составу. По назначению различают флюсы для сварки
373
и наплавки углеродистых и легированных сталей, цветных ме-
таллов и сплавов. По химическому составу шлакообразующей
массы флюсы могут быть отнесены к кислым, нейтральным и
основным. Кроме того, их делят на несколько типов: марганцово-
силикатные (КН), кальций-силикатные (КС1) и флюоритно-
основные (KI, К2, КЗ) и др.
В СССР разработано значительное число марок флюсов пяти
типов для сварки и наплавки металлоконструкций различного
назначения в зависимости от химического состава основного
металла. По степени легирования металла шва керамические
флюсы делятся на слабо легирующие для сварки низкоуглеро-
дистых и низколегированных сталей (АНК-35, АНК-44, АНК-45
и др.) и сильно легирующие для сварки специальных сталей
(АНК-34, АНК-47, АЦК-48 и др.).
Высокая раскислительная способность керамических флюсов
позволяет вести сварку по окисленным кромкам (монтажное
строительство, судостроение). Керамические флюсы используют
и для сварки цветных металлов — меди и ее сплавов, алюминия и
его сплавов и др. Основной недостаток керамических флюсов
состоит в том, что они обладают повышенной гигроскопичностью,
что требует хранения их в герметичной таре и прокалки перед
сваркой.
Влияние параметров режима сварки на развитие металлурги-
ческих процессов при .сварке под флюсом. Главными параметрами
режима сварки являются напряжение на дуговом промежутке
(7Л, связанное с длиной дуги, сила тока /д и скорость сварки
Вместе они определяют энерговложение при сварке илн значение
погонной энергии.
Однако не все параметры одинаково влияют на металлурги-
ческие процессы формирования металла шва. Наибольшее влия-
ение имеет напряжение на дуге, увеличение которого форсирует
окислительно-восстановительные процессы на границе раздела
металл — шлак.
Если исходить из ионной теории шлаков, то рост падения потен-
циала в приэлектродной области дугового разряда увеличивает
возможность окислительно-восстановительных процессов, требую-
щих затраты электрической энергии (электролиз).
Повышение разности потенциалов на дуговом промежутке
увеличивает длину дуги и, следовательно, растягивает высоко-
температурную область сварки и увеличивает температуру пере-
грева капель металла, проходящих дуговой промежуток. Повы-
шение температуры также способствует переходу Мп из шлака
в металл, так как при повышении температуры уменьшается зна-
чение AG (см. с. 362).
И. И. Фрумин исследовал этот вопрос экспериментально для
перехода Мп и Si в металл и выгорания углерода при механизиро-
ванной сварке под флюсом АН-348 низкоуглеродистой стали про-
волокой Св-08 при переменном напряжении на дуговом проме-
жутке. Ему удалось установить влияние напряжения иа развитие
374
металлургических процессов путем
сопоставления исходного содержа-
ния компонентов (штриховые ли-
нии на рис. 10.6...10.8) с факти-
ческим содержанием в металле
шва. На рис. 10.6 показано сни-
жение концентрации углерода,
возрастающее при повышении на-
пряжения и исходного содержа-
ния. На рис. 10.7 и 10.8 показано
изменение концентраций кремния
и марганца в зависимости от
исходных концентраций и напря-
жения, причем оказалось, что
переход этих элементов в металл
шва ограничен для марганца при-
мерно 1,2%, а для кремния при-
мерно 0,55%. Это связано с тем,
что активность кремния к кисло-
роду при снижении температуры
Рис. 10.6. Выгорание углерода при
автоматической сварке под флюсом
АН-3-48 при различном напряже-
нии дуги:
1 - 51 В, 2 — 43 В; 3 — 34 В
растет.
Сварочный ток почти не влияет на процессы легирования и
раскисления металла, так как увеличение погонной энергии при-
водит к увеличению массы расплавленного металла и расплав-
ленного флюса, но условия реакций на границе раздела сущест-
венно не изменяются.
Флюсы для сварки как источники водорода в наплавленном
металле. Электрический дуговой разряд, возникающий при
сварке под флюсом в замкнутом пространстве и изолированный
от окружающей атмосферы, содержит в своей атмосфере водород
и пары воды, выделяющиеся при плавлении флюса, в результате
чего водород поглощается металлом. Так, по данным Г. «Л. Петро-
ва, содержание водорода в наплавленном металле под активными
флюсами (ОСЦ-45, АН-348) в среднем для малоуглеродистых
сталей составляет (3,0...5,0) • 10-5 м3/кг.
Плавленые флюсы содержат воду в разных состояниях.
1. Гидратная вода захватывается плавленым флюсом в про-
цессе водной грануляции или в процессе длительного хранения во
влажной атмосфере:
Са, SIO4 4- Н2О
ортосиликат
Ca2(OH)2SiO3
основной метасиликат
Процессу гидратации подвержены плавленые флюсы с высокой
основностью В. Гидратная вода входит в структуру молекул и
удаляется прокаливанием при высоких температурах.
2. Цеолитная вода содержится в кристаллах цеолитов, но не
связана с ними химическими связями. Она заключена в субмикро-
скопическнх пустотах этих алюмосиликатных соединений и может
быть удалена нагревом до 520...570 К-
375
Рис. 10 7. Переход кремния в ме-
талл шва при автоматической свар-
ке под флюсом АН-3-48 при раз-
личном напряжении дуги (обозна-
чения см рис 10 6)
Рис. 10 8. Переход марганца в ме-
талл шва при автоматической свар-
ке под флюсом АН-3-48 при различ-
ном напряжении Дуги (обозначения
см рис. 10 6)
3. Адсорбированная вода (на поверхности зерен флюса),
количество которой зависит от влажности окружающей атмосфе-
ры и температуры. Эта вода легко удаляется при нагреве до 370 К.
В составе активных плавленых флюсов всегда имеются фто-
риды, главным образом CaF2, назначение которого сводится не
только к регулированию температуры плавления и вязкости шлака,
но н к связыванию водорода в более устойчивые соединения, чем
пары воды, что предотвращает поглощение водорода металлом
при сварке.
Связывание водорода CaF2 может быть представлено урав-
нениями-
1) 2CaFj + SiO2—SiF4f + 2СаО;
2) SiF44-H2O->SiOF2-f-2HF;
3) SiOF2 + H2O SiO2 + 2HF.
Стандартное изменение энергии Гиббса для первого уравнения:
AG °= 454 200 - 181,82Т.
Можно определить температуру, при которой Д6'° = 0,
a Kn — 1 :
7 = 454 200/181,82 = 2498 К.
376
L.mm
электродный металл (прово-
лока или пластина), 3—
ванна нз расплавленного
флюса, 4 — сварочная ван-
на, созданная в результате
плавления электродного и
основного металла, 5 —
Рис. 10 10. Переход Мп и Si при наплавке слитка
под флюсом АН-8 электрошлаковым способом
проволоками Св 15Г (/) и Св 10Г2 (2) в зависи-
сварной шов
мости от длины слитка
Константа равновесия будет определяться парциальным дав-
лением газообразного соединения S1F4 (температура возгонки
368,2 К) - Поэтому эта реакция возможна и при более низких тем-
пературах, т. е. при температурах прокалки флюсов перед сваркой.
Следовательно, излишнее повышение температуры прокалки
флюса может не только вызвать удаление влаги, но и частично
удалить SiFi, т. е. понизить его защитное действие в атмосфере
дугового разряда.
Керамические флюсы весьма гигроскопичны, могут также
содержать гидратную влагу, а поэтому содержани водорода в
наплавленном металле под керамическими флюсами может быть
несколько выше.
Особенности металлургических процессов при электрошла-
ковой сварке и переплаве металлов. Электрошлаковая сварка,
разработанная в ИЭС им. Патона, первоначально использовалась
только для сварки стали большой толщины (станины прессов,
толстостенные сосуды), но затем она была трансформирована в
самостоятельный процесс — электрошлаковый переплав металлов
с целью повышения их качества (удаление серы, растворенных
газов, легирование и т. д.).
Общая схема процесса электрошлаковой сварки представ-
лена на рис. 10.9. Электродная проволока или пластинчатый
электрод вводятся в зазор между вертикально расположенными
свариваемыми кромками.
При замыкании электрода на изделие возникает дуговой
разряд, который вскоре гасится расплавленным флюсом. Далее
процесс плавления кромок изделия и электродной проволоки идет
377
за счет джоулевой теплоты, выделяемой при прохождении тока
через жидкий шлак, который служит электролитом. Можно
возбудить электрошлаковый процесс и без дугового разряда,
используя твердые электролиты.
При электрошлаковой сварке газовая атмосфера отсутствует
и все металлургические процессы идут на границе металл — шлак,
причем влияние электрохимических процессов в этом случае
сильнее, чем при автоматической сварке под флюсом. При дуговой
сварке через шлак проходит, шунтируя дуговой разряд, лишь
12% тока, а при электрошлаковой процессе весь ток идет через
шлак.
Процессы взаимодействия металла со шлаком в основном не
отличаются от рассмотренных ранее, но в связи с пониженной тем-
пературой они идут с меньшими скоростями. При электрошлако-
вом процессе нужно организовать смену флюса, так как состав
шлака непрерывно меняется в результате увеличения содержания
в нем оксида железа (FeO). Кроме того, возможно окисление FeO
на границе шлак — воздух, также повышающее окислительную
способность шлака.
В табл. 10.2 приведены составы флюса АН-8, разработанного
для электрошлаковой сварки, и шлака после сварки.
Если шлак не менять, то шов будет иметь различный сос-
тав по длине, так как изменяется состав шлака. На рис. 10.10
приведены данные о переходе марганца (А [Мп]) и кремния
(A [Si]) при переплаве проволок Св15 Г и Св10Г2 под флюсом
АН-8 в медный охлаждаемый водой кокиль. Из рисунка видно,
что происходит изменение состава слитка по его высоте.
Обычно раскислители вводят через электродные проволоки,
используя их широкий ассортимент. Углерод выгорает при элект-
рошлаковой сварке слабее, чем в дуговом процессе (ниже темпе-
ратура).
Для сварки легированных сталей, содержащих легкоокисляю-
щиеся компоненты, используют флюсы с минимальной окисли-
тельной способностью. Такие флюсы строятся на основе флюорита
CaFj, к которому добавляют для понижения электропроводности
АЬОз и СаО. Эти флюсы также активно понижают содержание
серы. Длительное пребывание жидкого металла в контакте с
синтетическим шлаком дает возможность подавать в шлаковую
ванну электродные проволоки или пластины различного состава
для нх переплава, а это создает условия для улучшения свойств
полученного металлического слитка (снижение содержания серы
Таблица 10.2. Массовые доли, %, основных компонентов флюса АН-8
и шлака
Объект анализа SiO2 A12O3 СаО MgO МпО FeO CaF2 Р
Флюс АН-8 32,62 9,4 7,6 7,02 25,3 1,6 15,9 0,038
Шлак 29,0 7,0 7,8 5,5 30,6 7,7 12,5 0,0074
378
и фосфора, растворенных в металле газов — Н2 и N2). Электро-
шлаковый переплав металла стал самостоятельным металлур-
гическим процессом, хорошо описанным в литературе.
10.3. Защитные газовые атмосферы при сварке
плавлением
Идея газовой защиты зоны сварки была предложена еще
Н. Н. Бенардосом в одном из его изобретений, но реально вопло-
тилась в технологический процесс в конце 40-х годов XX в.,
когда появилась необходимость сварки активных металлов, та-
ких, как алюминий и его сплавы, а позднее — титан и его сплавы.
Для защиты зоны сварки стали применяться инертные га-
зы — аргон и гелий. Был разработан процесс аргоно-дуговой
сварки и соответствующее сварочное оборудование для автома-
тической и механизированной сварки плавящимся и неплавящим-
ся электродами. Для сварки чистой меди оказалось возможным
применять азот высокой чистоты, так как медь не дает с ним сое-
динений, устойчивых в условиях дуговой сварки.
Однако для сварки низкоуглеродистых низколегированных
сталей применять дорогие и дефицитные инертные газы было
экономически нецелесообразно, поэтому был разработан метод
сварки в углекислом газе, который может быть легко получен
в любом количестве и в баллонах доставлен к месту сварки.
Разработка метода сварки в струе углекислого газа с при-
менением специальных электродных проволок (Св10Г2С) ока-
залась решением важной народнохозяйственной задачи и была
отмечена Государственной премией (ИЭС им. Е. О. Патона,
ЦНИИТмаш и МВТУ им. Н. Э. Баумана).
В настоящее время этот процесс сварки получил очень
широкое применение при изготовлении конструкций низкоуглеро-
дистых низколегированных, среднелегированных и высоколегиро-
ванных сталей при высоком качестве сварных соединений.
В последние годы разработаны способы газовой защиты с приме-
нением различных газовых смесей (АгД-Не, Аг-ДОг, Ar-J-CO2,
СО2 + О2 и др.), что расширяет сварочно-технологические и ме-
таллургические возможности данного метода сварки. По объему
применения сварка в СО2 составляет 90%, в аргоне — 9% и в
смесях газов — 1%.
К газовой защите можно также отнести вакуум, который ис-
пользуется при электронно-лучевой сварке (ЭЛС) высокоактив-
ных металлов (титан, цирконий, молибден и т. д.).
СВАРКА В СТРУЕ УГЛЕКИСЛОГО ГАЗА
Сварку в струе углекислого газа осуществляют с помо-
щью специальной сварочной головки, перемещающей сварочный
инструмент и подающей в зону сварки электродную проволоку:
Схема сварочной головки представлена на рис. 10.11. С помо-
379
со.
Сварочная (o'
прооолока"—
Сопло
Сварочная бонна
Шоб
Основной металл
Токоподводящий
мундштук
Защитная струя
углекислого газа
Рис 10 11 Схема
газе
Подающие
ролики
Кронштейн
для крепления
головки
сварки в углекислом
шла широкое
судостроении,
применение при
в строительстве,
щью сопла создается поток
углекислого газа, омывающий
зону дугового разряда и от-
тесняющий из зоны сварки
воздушную атмосферу (N2, О2).
Сварку можно вести в ав-
томатическом или полуавтома-
тическом режиме. В последнем
случае сварочный инструмент
перемещается рукой сварщика,
а электродная проволока по-
дается по гибкому шлангу с
помощью отдельно установлен-
ного механизма к соплу сва-
рочного инструмента Механи-
зированная сварка в СО2 на-
проведении сварочных работ в
когда невозможно использовать
сварочные автоматы
Углекислый газ (СО2) обладает молекулярной массой 44 и
плотностью 1,96 кг/м3, поэтому он хорошо оттесняет воздух,
плотность которого ниже (1,29 кг/м3) Поставляется углекислый
газ в баллонах или контейнерах, где он находится в жидком
состоянии, так как критические параметры газа следующие:
Гкр=ЗО4 К, Ркр= 7,887 МПа.
Для сварки применяют газ с пониженным содержанием вред-
ных примесей — кислорода, азота, оксида углерода, влаги в
соответствии с ГОСТ 8050—74
Качество сварных швов зависит не только от чистоты СО2,
но и от его расхода и характера истечения из сопла инструмен-
та Защитный газ должен вытекать из сопла под небольшим дав-
лением, обеспечивающим спокойный (ламинарный) характер
истечения. Такое важное требование выполняется, если расход
газа составляет примерно 8 12 л/мин. Турбулентный (с завих-
рениями) характер истечения газового потока ухудшает качество
защиты сварочной зоны вследствие возможного подсоса воздуха
в эту зону
Характер истечения защитной струи газа определяется гео-
метрическими параметрами сопла сварочного инструмента. Уста-
новлены оптимальные соотношения между диаметром сопла и
длиной его цилиндрической части, требования к форме сопла и
то расстояние, на котором оно должно находиться от сваривае-
мого изделия, и некоторые другие параметры конструкции
инструмента [23].
Металлургические процессы при сварке сталей в струе СОг.
В п. 9 5 мы ознакомились с системой С—О, а в п. 9 3 — с воз-
можными реакциями между железом, СО2 и СО, теперь необ-
ходимо рассмотреть развитие этих процессов в условиях сварки
сталей в струе СО2
380
Углекислый газ в области высо-
ких температур диссоциирует на
СО и Ог На этот процесс расходу-
ется часть тепловой энергии и дуго-
вого разряда
2CO2^2CO4-O2-Q.
Зависимость равновесия процес-
са диссоциации от температуры бы-
ла приведена на рис. 9.25.
В условиях высоких и быстро-
меняющихся температур при сварке
состав продуктов диссоциации СО2
в разных точках дугового разряда
будет изменяться.
На рис. 10 12 приведена схема-
тическая диаграмма распределения
температур и концентрации газов
Рис 10 12 Изменение темпера-
туры и концентраций СО, СОа и
О2 при сварке в углекислом
газе
вдоль оси сварного шва при движе-
нии сварочной головки с постоянной скоростью гсв
В точке О на оси столба дуги происходят резкое повы-
шение температуры и диссоциация СО2. С каплями электродно-
го металла, проходящими через дуговой промежуток, будет со-
прикасаться атмосфера, состоящая из 66,6% СО и 33,3% О2.
По отношению к металлу она окислительная
2Fe4-O2^2FeO.
Но в то же время большая концентрация СО будет тормозить
этот процесс и, кроме того, задерживать окисление углерода
стали:
[Fe3C] 4- [FeO] ^4Fe 4- СО t .
Наличие в атмосфере дуги значительного количества кисло-
рода требует дополнительного легирования сварочной проволоки
кремнием (около 1%) и марганцем (около 2%). Поэтому для
сварки низкоуглеродистых сталей применяют специальные сва-
рочные проволоки (СвО8ГС, СвО8Г2С).
Легирующие добавки с каплями электродного металла ра-
створяются в жидком металле сварочной ванны и задерживают
окисление железа.
Диссоциация паров воды, поступившей из-за повышенной
влажности СО2, тоже будет тормозиться вследствие высокой
концентрации кислорода, полученного при диссоциации СО2:
2H20s=t2H2 4- О2.
На участках, удаленных от оси столба дуги, будет происхо-
дить рекомбинация молекул СО2 с большим выделением тепло-
381
вой энергии, которая раньше расходовалась на диссоциацию
газа (около 30% электрической мощности дуги):
2СО + CW2CO2 + Q.
Отбор теплоты на диссоциацию газа по оси дуги и его выделе-
ние при обратном процессе на периферических участках дуго-
вого разряда влияет на глубину проплавления и ширину шва. По
сравнению с дугой, горящей в аргоне, при сварке в СО2 первый
параметр увеличивается, а второй уменьшается, что приходится
учитывать технологам.
Газовая атмосфера на участках, удаленных от оси столба
дуги, будет обогащаться СО2 и водород, образовавшийся при
диссоциации паров воды, будет связываться в молекулы НгО:
Н2 4~ СОз^Н2О ~Г СО.
Таким образом, при сварке в струе углекислого газа ме-
талл поглощает водород в меньших количествах, чем при других
видах сварки.
В среднем при сварке низкоуглеродистых низколегированных
сталей в СОг содержание водорода в наплавленном металле
колеблется от 0,5 до 2 • 10-5 м3/кг.
По отношению к металлу атмосфера будет по-прежнему окис-
лительной, но раскислители кремний и марганец, введенные в
сварочную ванну с помощью электродной проволоки, будут свя-
зывать кислород, растворенный в металле:
[FeO] + [Мп] ^Fe+ (MnO)t;
2 [FeO] + [Si] ^2Fe+ (SiO2) f.
В хвостовой части сварочной ванны шлак всплывает на по-
верхность металла, но обычно его недостаточно, чтобы соз-
дать сплошной защитный слой на поверхности шва.
Металл, наплавленный при сварке в струе СО2, чище по
шлаковым включениям, и поэтому его пластические свойства
несколько выше, чем при сварке под слоем флюса.
При сварке легированных сталей необходимо использовать
специальные сварочные проволоки, содержащие раскислители
(марганец и кремний) — Св08ГС, СвО8Г2С, СвО,7ГС, которые
предохраняют от окисления легирующие добавки свариваемого
металла (защитный газ СО2 — сильный окислитель). Подробно
металлургические особенности процесса сварки в углекислом
газе рассматриваются в работе [18].
В качестве активного защитного газа можно применять
также перегретый водяной пар, который является самой дешевой
защитной средой (Л. С. Сапиро). Однако в этом случае металл
будет поглощать большое количество водорода:
H2O + Fe->[FeO] + Н2;
Н2->2[Н].
382
Поглощая водород, металл резко ухудшает свои пластиче-
ские свойства, но они восстанавливаются после термической
обработки или даже просто при «вылеживании», так как диффу-
зионно-подвижный водород покидает металл с течением времени.
Метод нашел ограниченное применение для сварки неответствен-
ных изделий из низкоуглеродистых низколегированных сталей.
МЕТАЛЛУРГИЯ ГАЗОПЛАМЕННОЙ СВАРКИ
Особый случай сварки металлов в активных газах — авто-
генная сварка, в которой источником теплоты является ядро
пламени горелки, а сварка происходит в атмосфере продуктов
сгорания ацетилена в кислороде. В качестве горючих газов
используются также смеси различных газообразных или жидких
углеводородов. В п. 8.7 были рассмотрены основные характерис-
тики пламени: температуры самовоспламенения и предельные
составы газовых смесей, температуры пламени, а также было
введено понятие объемного коэффициента р:
Р = ,
»С,Н,
определяющего окислительную или восстановительную характе-
ристику пламени.
При значении Р<1 пламя получает восстановительный ха-
рактер и при сварке сталей сварочная ванна начинает погло-
щать углерод или в виде активных центров, не прореагировавших
в пламени (С*; СН* и т. д.), или в результате реакций кар-
бидообразования:
3Fe + 2CO^[Fe3C] +СО2.
При значении коэффициента 0 = 1...1,2 в результате реакции
C2H2 + CW2CO + H2
получается так называемое «нор-
мальное» пламя.
Состав продуктов реакции и тем-
пература пламени меняется в зави-
симости от его длины, а вследствие
подсоса кислорода из окружающей
среды происходит догорание СО и
Н2 — эта часть пламени носит на-
звание ореола. Примерная зависи-
мость температуры пламени от рас-
стояния х от среза сопла горелки
приведена на рис. 10.13. Состав
пламени в зоне сварки имеет также
восстановительный характер, и
плавление металла для образования
сварочной ванны идет без заметно-
го окисления (см. гл. 9). Однако в
Рис. 10.13. Распределение темпе-
ратур в пламени горелки в зави-
симости от расстояния от среза
сопла:
1 — нормальное пламя; 2 — окис-
лительное пламя; 3 — науглерожи-
вающее пламя
383
отдельных случаях для рафинирования металла сварочной ванны
используют флюсы.
Так, при сварке медных сплавов, и особенно латуней, применя-
ют флюс, представляющий собой азеотропный раствор триметил-
бората В(ОСНз)зв метаноле СНзОН. Эта легколетучая жидкость
подается в пламя горелки инжекцией вместе с ацетиленом и,
сгорая, образует В2Оз, который закрывает тонкой жидкой плен-
кой зеркало сварочной ванны, извлекает из нее оксиды меди
и замедляет испарение цинка. Можно применять и твердые
флюсы, нанося их на кромки свариваемого металла. Такие
флюсы содержат бораты, фосфаты и галиды щелочных метал-
лов.
При сварке сталей флюсы обычно нс применяют, а восста-
новительная атмосфера продуктов сгорания задается регули-
ровкой пламени.
При значении коэффициента сварка не ведется, но это
пламя используется при разделительной резке металла. Процесс
резки стали идет в две стадии:
1) металл разогревается пламенем ацетилено-кислородной
горелки до температуры воспламенения металла в струе кисло-
рода. Эта температура для малоуглеродистой стали 1623К.
Температура воспламенения повышается с увеличением содержа-
ния углерода. Одно из условий развития разделительной резки —
температура воспламенения должна быть ниже температуры
плавления,
2) металл режется струей кислорода, вытекающей из горелки,
и продукты горения выносятся струей кислорода в полость
реза. Высокая температура при резке стали практически исклю-
чает образование Ге20з (см. гл. 9), и в продуктах окисления,
выносящихся из полости реза, обнаруживаются FeO, Fe3O4 и
несгоревшее железо в примерно таком соотношении: 20% Fe,
30%FeO, 50% Fe3O4. Теплота сгорания железа весьма значи-
тельна и составляет около 70% от общего баланса теплоты,
значительно превышая теплоту от подогревающего пламени
горелки. Это позволяет применять вместо ацетилена другие
горючие газы: пропан, пропан-бутановую смесь и др Резка
сталей и чугунов с большим содержанием углерода затруднена
тем, что углерод повышает температуру воспламенения железа и
одновременно понижает температуру плавления, т. е. нарушает
условие резания (см. выше).
Также мешают разделительной резке кремний и хром, обра-
зующие вязкие шлаки, с трудом удаляющиеся из полости реза.
В этих случаях применяют кислородно-флюсовую резку, при ко-
торой в струю режущего кислорода подается железный порошок.
Он повышает температуру в области реза и снижает концентра-
цию мешающих элементов. Этим методом, который был разрабо-
тан Г. Б. Евсеевым в МВТУ им. Н. Э. Баумана, можно резать и
неметаллические материалы (бетон, шлак).
СВАРКА В ИНЕРТНЫХ ГАЗАХ
Аргон и гелий не образуют химических соединений с метал-
лами. Точно так же азот не взаимодействует с некоторыми
металлами — медью, кобальтом и др. Поэтому процессы окисле-
ния, азотирования, наводораживания, а также растворения га-
зов и вредных примесей в сварочной ванне связаны с несо-
вершенством газовой защиты зоны сварки и проникновением в
нее атмосферного воздуха. Кроме этого, наличие даже неболь-
ших концентраций вредных примесей в инертных газах, окис-
ленных поверхностных слоев на кромках металла и сварочной
проволоки, способствует образованию оксидов, нитридов и дру-
гих соединений, заметно снижающих физико-механические
свойства сварных соединений.
Сварочное оборудование для автоматической и механизиро-
ванной сварки в инертных газах по конструкции и принципу
действия напоминает оборудование для сварки в СОг Сварку
в струе аргона или гелия можно вести плавящимся электродом
(сварочная проволока, совпадающая по составу с основным
металлом) или неплавящимся вольфрамовым электродом.
В последнем случае, если необходимо подать присадочный
металл, его подают непосредственно в ванну автоматическим
устройством с заданной скоростью. В этом случае отсутствует
перегрев металла в каплях при прохождении дугового проме-
жутка. Сварка неплавящимся электродом (W) применяется при
изготовлении ответственных изделий из химически активных
или редких металлов (Ti, Zr, Nb и др.).
Наиболее широкое применение находят неплавящиеся W-
электроды из лантанированного (добавки оксида лантана до
2%) и итрированного (добавки оксида иттрия до 2%) вольфра-
ма в виде прутков диаметром от 1 до 4 мм (марки соответствен-
но ВЛ-2 и ВЛ-10, СВИ-1).
Аргон Аг имеет атомную массу 39,94 и плотность, равную
1,783 кг/м3, что значительно превышает плотность воздуха и
обеспечивает хорошую защиту. Гелий имеет атомную массу
4, а плотность его равна 0,178 кг/м3 и организовать хорошую
защиту в струе гелия труднее, чем в аргоне. Чистота аргона,
поставляемого для сварки, достаточно высока и определяется
марками А, Б, В и Г (ГОСТ 10157—79). В зависимости от марки
аргона в нем содержится различное количество вредных при-
месей (НгО, СОг, N2, Ог). Это необходимо учитывать при сварке
различных легированных сталей или цветных сплавов, содержа-
щих те или иные легирующие добавки.
Для сварки химически активных металлов (Ti, Zr, Nb и др.)
употребляется аргон марки А (99,98% чистоты), для сварки
алюминиевых и магниевых сплавов—аргон марки Б (99,95%
чистоты), для сварки аустенитных сталей— аргон марок В и Г
(99,9 и 95...97% соответственно). Для повышения чистоты при-
меняемого аргона его следует пропустить через аппарат, содер-
385
жащий стружку титана, нагретую до 770 К, в котором развива-
ются следующие реакции:
3Ti + 2Н,0 -TiO, + 2TiH2;
Ti -|- О2 —► TiO2 ;•
2Ti~|-N2—►2TiN.
Таким образом, можно удалить из аргона следы влаги, кисло-
рода и азота. Дуговой разряд горит в струе аргона или гелия
очень устойчиво и при меньших напряжениях на дуге по сравне-
нию с СО2. Это происходит потому, что инертные газы одноатом-
ны и не расходуется энергия на их диссоциацию, а проводимость
дугового промежутка обеспечивается парами свариваемого
металла.
Металлургические процессы при сварке в инертных газах.
Наиболее употребительный защитный инертный газ — аргон, так
как он значительно дешевле, чем гелий, а также обладает
лучшими защитными свойствами.
Сварку сталей осуществляют обычно под флюсом, в СО2, но
бывают случаи, когда целесообразно применить аргонно-дуговую
сварку, — например для упрочненных средне- или высоколегиро-
ванных сталей.
Низкоуглеродистые низколегированные стали, особенно кипя-
щие, склонны к пористости вследствие окисления углерода:
[Fe3C] + [FeO] ^4Fe + CO. (10.4)
Этот процесс идет за счет кислорода, накопленного в сталях
во время их выплавки, но может возникать за счет примесей к
аргону марок В и Г, за счет влажности газа и содержащегося
в нем кислорода.
Для подавления этой реакции в сварочной ванне нужно
иметь достаточное количество раскислителей (Si, Мп, Ti), т. е.
использовать сварочные проволоки СвО8ГС или СвО8Г2С. Мож-
но снизить пористость путем добавки к Аг до 5% О2, который,
вызывая интенсивное кипение сварочной ванны, способствует
удалению газов до начала кристаллизации. Добавка кисло-
рода к аргону снижает также критическое значение свароч-
ного тока, при котором осуществляется переход от крупнока-
пельного переноса металла в дуге к струйному, что повышает ка-
чество сварки.
Среднелегированные углеродистые стали обычно содержат
в своем составе достаточное количество активных легирующих
компонентов для подавления пористости, вызываемой окислением
углерода. Это обеспечивает плотную структуру шва, а состав
металла шва соответствует основному металлу, если электродные
проволоки имеют также близкий состав.
Аустенитные коррозионно-стойкие и жаропрочные стали
(12Х18Н10Т и т. д.) хорошо свариваются в среде аргона как
плавящимся, так и неплавящимся электродами. При сварке
386
этих сталей обычно не требуется каких-либо дополнительных
мероприятий, но аустенитно-мартенситные стали очень чувстви-
тельны к влиянию водорода, который их сильно охрупчивает и
дает замедленное разрушение в виде холодных трещин. В этих
случаях требуется осушка аргона или добавка к нему многова-
лентных фторидов (SiF4), которые связывают водород в ат-
мосфере дуги и уменьшают поглощение водорода металлом.
Сварка алюминиевых и магниевых сплавов требует уже
аргона повышенной чистоты (марок А или Б), а также тщатель-
ной разработки технологии подготовки свариваемых кромок и
электродной проволоки из-за опасности появления пористости
сварных соединений. Это определяется физико-химическими
свойствами металлов.
Сварка алюминия и его сплавов (АМгб, Д80 и т. д.) затруд-
нена наличием оксидных пленок AI2O3 с температурой плавления
около 2300 К- Оксиды алюминия способствуют образованию
пор в металле шва и снижают стабильность горения дугового
разряда при сварке вольфрамовым электродом на переменном
токе. Кратко отметим физико-химические особенности этих
процессов при сварке н те мероприятия, которые необходимо
осуществить в целях предотвращения их отрицательного влияния
на качество сварки.
Оксид АЬОз может гидратироваться, и при попадании в
сварочную ванну он будет обогащать ее водородом, что приведет
к пористости в сварном соединении, поэтому перед сваркой кром-
ки изделия травят в щелочных растворах, механически зачищают
металл и обезжиривают. Электродная проволока подвергается
травлению и механической зачистке. Наилучшим способом под-
готовки электродной или присадочной проволоки является элек-
трохимическая полировка (Г. Д. Никифоров). Обработанная
проволока должна храниться в герметичной таре. Для снижения
пористости рекомендуется дополнительная осушка аргона.
Основной металл тоже следует контролировать на содержание
водорода, так как при сварке он может диффундировать к линии
сплавления и образовывать поры.
Добавление к аргону хлора, фтора или летучих фторидов
(TiF4) снижает пористость, но повышает токсичность процесса.
Оксид алюминия оказывает также отрицательное влияние на
стабильность горения сварочной дуги при сварке на переменном
токе вследствие существенного различия физических условий для
эмиссии электронов с вольфрама и алюминия при смене поляр-
ности (физические особенности дуги на переменном токе подроб-
но рассмотрены в разд. I). Для сварки алюминиевых сплавов
на переменном токе используют специальные источники питания,
которые позволяют устранить вредное влияние на стабильность
горения дуги постоянной составляющей (металлургия сварки
подробно рассмотрена в работе [16]).
Сварка магниевых сплавов (МА2; МА8; МА2-1) в основном
похожа на сварку алюминиевых сплавов, но оксид MgO, со-
387
ставляющий основную часть поверхностного слоя, менее проч-
но связан с металлом и не обладает такими защитными свойства-
ми, как А120з.
Основные дефекты при сварке алюминиевых и магниевых
сплавов — пористость и наличие оксидных включений в металле
шва, так как оксиды AI2O3 и MgO обладают большей плотностью,
чем жидкий металл, и не растворяются в нем.
Сварка титана и его сплавов (ВТ1; ВТ5; ВТ 15; ОТ4) чрез-
вычайно осложнена исключительной химической активностью
титана. Титан реагирует с кислородом, азотом, углеродом,
водородом, и наличие этих соединений приводит к резкой потере
пластичности металла сварного соединения.
Особенно титан чувствителен к водороду, с которым он
образует гидриды TiH2; TiHi.zs разлагающиеся при высокой
температуре, а при кристаллизации образуются игольчатые
кристаллы, которые нарушают связь между металлическими
зернами титана (замедленное разрушение).
Для сварки необходимо контролировать содержание водорода
в титане. Для ответственных конструкций массовая доля не
должна превышать 0,006...0,004%. Содержание других примесей
может быть выше: О2—0,15%, N2—0,05%.
Для сварки употребляется аргон марки А, прошедший допол-
нительную очистку (см. гл. 9). Предпочтительно сварку вести
неплавящимся электродом (W), тщательно организуя газовую
защиту сварочной зоны. Для сварки титана надо защищать не
только саму ванну, но и весь металл, нагретый до температуры
773 К, т. е. необходимо создавать атмосферу аргона перед дугой
и обдувать аргоном кристаллизующийся и остывающий шов.
Кроме того, аргон подают снизу для защиты обратной поверх-
ности свариваемого изделия (обратная сторона шва).
Сварку особо ответственных конструкций и изделий выполня-
ют в камерах с контролируемой атмосферой. В этом случае
изделие помещают в камеру, целиком заполненную аргоном, и
весь процесс ведут с помощью манипуляторов. В редких случаях
создают «обитаемые» камеры, в которых оператор работает в
скафандре и с кислородной маской. В камерах получаются хоро-
шие результаты, так как воздушная атмосфера вытеснена пол-
ностью продувкой аргоном.
При сварке меди и ее сплавов получение качественного
шва — без пор, с требуемыми физическими свойствами — весьма
затруднительно. Это связано с наличием в исходном металле
закиси меди и высокой склонности меди к поглощению водорода.
Возможна сварка меди и ее сплавов в защитных газах — аргоне
и гелии, а также в азоте, который по отношению к этому металлу
является инертным газом. Сварку ведут неплавящимися элек-
тродами — вольфрамовым и угольным (не для всех марок меди)
на постоянном токе прямой полярности с подачей присадочной
проволоки.
Аргонно-дуговая сварка меди осуществляется с применением
388
специального флюса, содержащего в качестве раскислителей
ферромарганец, ферросилиций, феррофосфор, ферротитан. В тех
случаях, когда к наплавленному металлу предъявляются повы-
шенные требования, в качестве раскислителей используют ред-
коземельные металлы. Флюс наносят на присадочную проволоку
или в канавку на подкладке под корень шва.
При сварке меди применяют также смеси аргона с азотом
[(20...30%) Na], что повышает тепловую мощность сварочной ду-
ги, а также аргона с гелием.
В том случае, когда в качестве защитного газа используют
азот, особые требования предъявляются к его чистоте по отно-
шению к кислороду. Эта вредная примесь может повысить
окисленность металла шва и существенно снизить стойкость
вольфрамового электрода.
Медь и ее сплавы можно сваривать в азоте угольным элек-
тродом на графитовой или асбестовой подкладке. Оптимальные
условия азотно-дуговой сварки меди разработаны во ВНИИ-
автогенмаше.
10.4. Смешанная газошлаковая защита
сварочной ванны
Исторически этот метод защиты появился раньше всех уже
рассмотренных выше методов. Он реализуется при ручной дуго-
вой сварке толстопокрытыми или качественными электродами,
промышленное применение которых началось в середине 20-х
годов.
Благодаря разработке покрытий, плавящихся вместе с метал-
лом электрода, удалось резко повысить качество наплавленного
металла и сварного соединения в целом. Это обеспечило широкое
применение ручной дуговой сварки в целом ряде отраслей произ-
водства — в строительстве, судостроении, энергомашиностроении
и др., где благодаря ее маневренности и возможности выполне-
ния сварки в труднодоступных местах она незаменима.
В настоящее время разработан широкий ассортимент электро-
дов для сварки сталей различного типа и многих сплавов при
изготовлении ответственных изделий. Кроме того, появилась
возможность автоматизации процесса сварки путем применения
порошковых проволок, содержащих внутри оболочки практиче-
ски те же компоненты, которые используются при изготовлении
покрытия.
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ
ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
Предложенная Н. Н. Бенардосом сварка металлическим
электродом без покрытия давала очень низкое качество сварных
соединений, так как плавление стали в дуговом разряде приводи-
389
Таблица 10.3. Массовые доли, % компонентов электродной проволоки Св08
и металла шва прн сварке электродом без покрытия (остальное — железо)
Материал С Si Мл S Р О N
Электродная прово- лока 0,10 0,03 0,2...0,4 0,04 0,04 0,02 0,005
Металл шва 0,03 Следы 0,1...0,2 0,04 0,04 0,20 0,16
ло к резкому выгоранию углерода, марганца и кремния, а вместо
этого металл шва насыщался кислородом, азотом и водородом.
Изменение состава металла при плавлении электродной про-
волоки в воздушной атмосфере показано в табл. 10.3.
Свойства металла шва, наплавленного электродом без покры-
тия, очень низки (ударная вязкость падает до 0,5 МДж/м2
вместо 8 МДж/м2). Состав покрытия электродов определяется
рядом функций, которые он должен выполнять: защита зоны
сварки от кислорода и азота воздуха, раскисление металла
сварочной ванны, легирование ее нужными компонентами, стаби-
лизация дугового разряда. Производство электродов сводится
к нанесению на стальной стержень электродного покрытия
определенного состава. Электродные покрытия состоят из целого
ряда компонентов, которые условно можно разделить на ионизи-
рующие, шлакообразующие, газообразующие, раскислители, ле-
гирующие и вяжущие. Некоторые компоненты могут выполнять
несколько функций одновременно, например мел, который, раз-
лагаясь, выделяет много газа (СО2), оксид кальция идет на
образование шлака, а пары кальция имеют низкий потенциал
ионизации и стабилизируют дуговой разряд, СО2 служит газовой
защитой.
Ионизирующие компоненты — соединения, содержащие ионы
щелочных металлов: Na2CO3, К2СО3 (поташ). Пары этих соеди-
нений снижают сопротивление дугового промежутка и делают
дуговой разряд устойчивым. Также хорошо ионизируют атмосфе-
ру дугового разряда пары кальция и бария.
Шлакообразующие компоненты — минералы: полевой шпат
КзО-АЬОз-бБЮг; мрамор, мел СаСОз, магнезит MgCOs, гли-
нозем А12Оз, флюорит CaF2, рутил TiO2, кварцевый песок
SiO2 и иногда гематит Fe2O3. При сплавлении эти компоненты
образуют шлаки различного состава и различной основности В.
Газообразующие компоненты — вещества, разлагающиеся с
выделением большого объема газа — мрамор, мел или органи-
ческие вещества: декстрин, крахмал, целлюлоза, которые, сгорая
в электрической дуге, дают много газообразных продуктов —
СО2; СО; Н2; Н2О.
Раскислители и легирующие компоненты — металлические по-
рошки или порошки ферросплавов — ферромарганец, ферросили-
ций, феррохром, ферровольфрам и др. Ферросплавы—это лигату-
390
ры, быстро растворяющиеся в жидкой стали. Только никель вводят
в виде порошка металла, так как он при сварке почти не окисля-
ется. Раскислителями кроме ферромарганца и ферросилиция
могут быть ферротитан и алюминий.
Вяжущими компонентами могут быть или жидкое стекло,
или (в последнее время) полимеры. Они соединяют порошки
выше упомянутых компонентов в замес, который и напрессовы-
вается на подготовленный металлический стержень в особых
прессах. Можно также готовить электроды окунанием в жидкий
замес, однородность которого поддерживается перемешиванием
или обработкой ультразвуком. Все материалы, идущие на изго-
товление покрытий, должны строго контролироваться по содер-
жанию таких вредных примесей, как сера и фосфор.
Качество полученного сварного соединения зависит от отно-
сительной массы покрытия:
К* =А.100%, (10.5)
ger
где g„— масса металлического стержня электрода; g„— масса
нанесенного покрытия.
Обычно электроды для сварки имеют относительную массу
покрытия 25...35%, но так как плотность покрытия меньше,
чем электродного металла, то по объему это будет значительно
больше. Электроды для наплавочных работ, содержащие в по-
крытии много ферросплавов, имеют большую относительную
массу покрытия (50...80%).
При больших значениях Кп растут и потери металла из-за
разбрызгивания и потерь в шлаке. Производительность процесса
сварки определяется коэффициентом расплавления (ар) или ко-
эффициентом наплавки (а„), который несколько меньше, так как
учитывает потери металла (<р). Примерное соотношение этих
коэффициентов в зависимости от толщины покрытия приведено
на рис. 10.14. В нормальных свароч-
ных электродах поддерживается
значение около 30%.
Электроды для сварки классифи-
цируются в соответствии с ГОСТ
9467—75 (табл. 10.4). В основу
классификации положены механи-
ческие свойства металла шва и
сварного соединения в целом. Тип
электрода определяется буквой Э
с цифрой, показывающей гаранти-
рованное временное сопротивление
наплавленного металла в десятках
мегапаскалей.
Например, электроды Э-42 обес-
печивают гарантированное времен-
ное сопротивление 420 МПа. Если
Рис. 10.14. Коэффициенты рас-
плавления Ор (/), наплавки а„
(2) и потерь ф (3) в зависимо-
сти от величины относительной
массы покрытия Кп
391
Таблица 10 4. Требования ГОСТ 9467—75 к электродам для сварки углеро-
дистых и легированных конструкционных сталей
Тип элект родов Механические свойства металла шва или наплавленного металла при применении электро- дов диаметром более 2,5 мм Механические свойства свар- ного соединения при применении электродов диаметром 2,5 мм и менее Максимальное содержание серы и фосфора в металле шва или наплавлен ном металле, % Основное назначение электродов
Времен- ное со- против- ление при растя женин, МПа Относи- тельное удли- нение, °/ /о Ударная вяз- кость КС, ЧДж/м5 Времен ное со- против ление при растя женин, МПа Угол изгиба, град Сера Фосфор
не менее
Э38 380 14 0,30 380 60 0,05 0,05 Для сварки углеродистых и низколегиро ванных кон- струкционных сталей с <тв до 500 МПа Для сварки среднеуглероди- стых и низко- легированных конструкцион- ных сталей с ств свыше 500 МПа Для сварки легированных конструкцион- ных сталей по- вышенной проч- ности с сс свы- ше 600 МПа
Э42 420 18 0,80 420 120
Э42А 22 1,40 180 0,04 0,04
Э46 460 18 0,80 460 120 0,05 0,05
Э46А 22 1,40 150 0,04 0,04
Э50 500 16 0,60 500 90 0,05 0,05
Э50А 20 1,30 150 0,04 0,04
Э55 550 1,20 550 140
Э60 600 16 0,60 —
Э60А 18 1,00 — —
Э70 700 12 0,60 — —
Э85 850 0,50
Э100 1000 10 __ —
Э125 1250 6 0,40
Э145 1450 5
после цифры стоит буква А, то это означает улучшенные плас-
тические свойства.
Сведения об электродах приводятся в справочной литературе
по сварке, причем одновременно определяется их область при-
менения. Одному и тому же типу электрода соответствуют разные
марки электрода. Так, например, к типу Э42 будут относиться
электроды АНО-1, АНО-5, АНО-6, СМ-2, а также ОММ-5;
МЭЗ-04, ЦМ-7 и др. К типу Э42А — электроды УОНН 13/45.
392
Одинаковые свойства наплавленного металла и всего сварно-
го соединения в целом можно получить электродами разных
марок, с покрытиями разных составов, но относящихся к одному
и тому же типу электродов.
В зависимости от вида компонентов, которыми осуществля-
ется защита зоны сварки от атмосферы, все электродные покры-
тия можно разбить на следующие четыре группы (ГОСТ
9467—75):
1. Кислые покрытия (А), в состав которых входят оксиды
железа, марганца, титана и кремния, представляющие собой
шлаковую основу покрытия. Газовая защита создается органи-
ческими составляющими (крахмал). Раскислителем служит
ферромарганец. В состав этой группы входят электроды
ОММ-5, ЦМ-7, МЭЗ-04, СМ-5 и др.
2. Основные покрытия (Б) построены на основе карбоната
кальция (мрамор) и плавикового шпата (флюорита), который
служит шлакообразующнм компонентом. Газовая защита созда-
ется диссоциацией мрамора (СаСОз). В качестве раскислителей
используют ферротитан, ферромарганец и ферросилиций. В сос-
тав этой группы входят электроды марок УОНИ-13, СМ-11,
ОЗС, МР и др. К этой же группе относятся безокислительные
покрытия, содержащие мало СаСОз и много CaF2 (до 80%),
предназначенные для сварки высокопрочных сталей. Уменьшение
доли мрамора в составе покрытия снижает окисление металла
и уменьшает в нем содержание углерода К электродам с та-
кими покрытиями относятся ИМЕТ-4; ИМЕТ-8.
3. Рутиловые покрытия (Р) построены на основе рутила
Т1О2 с добавками полевого шпата, магнезита и других шлако-
образующнх компонентов. В качестве газообразующих веществ
используются орга.нические материалы (целлюлоза, декстрин)
и карбонаты (MgCO3, СаСО3). Раскислителем служит ферро-
марганец. Для повышения коэффициента наплавки в эти элек-
троды вводят порошок железа. Типичные электроды с таким
покрытием — электроды АНО-4, АНО-5, АНО-6.
4. Целлюлозные покрытия (Ц) построены на газообразующих
веществах (целлюлоза). В некоторые покрытия этого типа
вводят небольшие количества оксидов железа, марганца и тита-
на. Для раскисления сварочной ванны добавляют ферромарганец
и ферросилиций. Покрытия такого типа имеют электроды
ОМА-2, применяемые для сварки сталей малых толщин, ВСП-1
(с железным порошком), ВСЦ-2.
В настоящее время продолжается работа по разработке
новых малотоксичных электродов с пониженным содержанием
флюорита (CaF2) и пониженным содержанием марганца.
Оощие требования к электродам: точность размеров, соос-
ность покрытия и стержня, прочность сцепления покрытия с
металлическим стержнем (сколы), гарантированные механиче-
ские свойства наплавленного металла. Каждая партия электро-
дов имеет соответствующий паспорт. На электроды составля-
393
Рис. 10.15. Схема дуговой
сварки покрытым электро-
дом:
1 — газы, выделяющиеся
при разложении компонен-
тов покрытия, 2 — стер-
жень электрода; 3 — элек-
трод; 4 — покрытие элек-
трода; 5 — капля с плавя-
щегося электрода, покрытая
шлаком; 6 — дуговой раз-
ряд; 7 — зона термического
влияния, 3 — основной ме-
талл; 9 — сварочная ванна
ются соответствующие каталоги, облег-
чающие их выбор для проведения тех
или иных сварочных работ.
Процесс сварки покрытыми электро-
дами представлен на рис. 10.15. Электри-
ческий дуговой разряд возникает при ка-
сании изделия и горит между электродом
и сварочной ванной. Электродный стер-
жень плавится быстрее, чем покрытие,
и на торце электрода образуется углуб-
ление (втулка), которое направляет по-
ток газов и капли металла в сварочную
ванну. Капли металла проходят через ду-
говой промежуток уже закрытые тонким
слоем шлака. Капля активно взаимодей-
ствует со шлаком и газами дугового
промежутка и, попадая в ваину, осво-
бождается от шлака, который всплывает
и оттесняется давлением дуги. Плавя-
щийся на торце электрода металл раст-
воряет в себе раскислители, имеющиеся
в покрытии. В кристаллизующемся ме-
талле ванны идет интенсивная диффузия
между основным металлом ванны, но
из-за ограниченности времени невозмож-
на гомогенизация металла и всегда существует определенный
градиент концентраций между металлом шва и основным ме-
таллом.
В основном окислительно-восстановительные реакции между
шлаком и металлом сходны с рассмотренными ранее прн автома-
тической сварке под флюсом.
Рассмотрим металлургические процессы при сварке элек-
тродами различных групп.
Электроды группы А при сварке создают значительное
количество газов (СО2; СО; Иг; Н2О) в результате разложения
и окисления органических компонентов и обеспечивают хорошую
защиту от атмосферного воздуха.
Содержание гематита Fe2O3 в покрытиях этого типа требует
значительного количества раскислителей, главным образом
ферромарганца. Так, в электродах ЦМ-7 содержится до 33%
гематита и около 30% ферромарганца, что достаточно для вос-
становления почти всего железа, но все же в сварочную ваину
переходит достаточное количество марганца.
Окислительно-восстановительные процессы при сварке этими
электродами можно передать следующими уравнениями реакций:
(Fe2O3) + ЗМп-> ЗМпО + 2Fe (АЯ°<0);
(Fe2O3) +Мп-> (МпО) +2 [FeO] (ДЯ°<0);
394
( SiO2 ) +2Mn->2(MnO) + [Si];
[Mn] + [FeO] —(MnO) + Fe;
(MnO2 )+Mn->2MnO.
Первые два процесса экзотермичны и выделяют значительное
количество теплоты. Восстановление железа из покрытия увеличи-
вает коэффициент наплавки до 10...12 г/(А>ч).
Электроды группы Б при сварке осуществляют защиту зоны
сварки вследствие разложения мрамора СаСОз, а оксид кальция
СаО уходит на образование шлаковой системы основного типа
СаО — CaF2. Атмосфера сварочной дуги состоит из СО, СО2, Н2
и Н2О. Пары воды выделяются из покрытия и во избежание
появления водорода в зоне сварки эти электроды надо перед
сваркой прокаливать при температуре 470...520 К (до 570 К).
Содержание в покрытии нескольких раскислителей позволяет
получить хорошо восстановленный металл, содержащий мало
серы и не склонный к образованию горячих трещин. При сварке
высокопрочных, жаропрочных сталей применяют покрытия с по-
ниженным содержанием СаСО3 (15...20%), увеличивая CaF2
(60...80%). В этом случае удается избежать поглощения углеро-
да сварочной ванной и обеспечить содержание углерода в ме-
талле шва на уровне (0,05...0,02%)С, как это требуется по
техническим условиям. Недостаток этих электродов — малая
устойчивость дугового разряда, требующая сварки на постоян-
ном токе обратной полярности. Таким образом, технологические
возможности электродов группы Б несколько ниже, чем элект-
родов группы А. Повышенное содержание CaF2 вызывает
образование токсичных соединений и требует создания надежной
вентиляции.
Электроды группы Р осуществляют защиту зоны сварки
шлаками на основе TiO2, полевого шпата (Па2О-А12Оз-
•6SiO2), магнезита MgCO3, который, разлагаясь, дает боль-
шой объем СО2, но, кроме того, защитная атмосфера попол-
няется органическими компонентами. Электроды этой группы об-
ладают высокими технологическими свойствами — обеспечивают
высокую устойчивость горения дуги, хорошее формирование шва
и отделяемость шлаковой корки, возможность сварки в любом
пространственном положении шва. Кроме того, рутиловые
электроды малотоксичны и обеспечивают высокие механические
свойства у наплавленного металла.
Электроды группы Ц с органическим покрытием содер-
жат в своем составе до 50% органических веществ (пищевая
мука, целлюлоза) и при их разложении и окислении выделяется
большое количество газа, обеспечивающего хорошую защиту от
воздушной среды. Для предотвращения водородной хрупкости
или появления пор при сварке надо вводить окислители: ТЮ2,
FeO, МпО2. Для уменьшения влияния водорода в покрытия
вводят также плавиковый шпат CaF2. Надежная газовая защи-
395
Таблица 10.5. Массовые доли включений, %, при использовании для сварки
сталей электродов различных групп
Тип покрытия [О2] [Na] |Н2]Х ХЮ5 Неметаллические включения
Кислые А 0,9...0,12 0,010..0,025 15...20 0,10..0,20
Основные В 0,03 .0,05 0,007...0,012 До 4 До 0,10
Рутиловые Р 0,08.„0,09 0,016. „0,025 До 30 0,06...0,10
Целлюлозные Ц 0,04 „0,10 0,010...0,025 20...35 0,10...0,16
та позволяет снижать относительную массу покрытия: /(„ж20%.
Технологические свойства электродов типа Ц (ОМА-2, ВСЦ,
ВСП и др.) довольно высокие и их применяют при сварке в
различных пространственных положениях.
Важный показатель качества металла сварных швов —
содержание газов и неметаллических включений, влияющих на
прочностные свойства сварных соединений. В табл. 10.5 представ-
лены данные сравнительной оценки рассмотренных групп элект-
родных покрытий по содержанию в металле шва газов и шлаковых
включений.
Как видно из таблицы, электроды с основным покрытием
имеют существенные преимущества перед другими группами
покрытий. Поэтому электроды этого типа рекомендуются для
сварки ответственных конструкций из сталей повышенной проч-
ности (<тв> 500 МПа).
Металлургические процессы при сварке электродами сильно
зависят от характера переноса электродного металла, что, в
свою очередь, зависит от плотности электродного тока. При ма-
лых плотностях тока капли электродного металла крупные,
долго находятся на торце электрода и при коротком замыкании
между каплей и сварочной ванной переходят в нее лишь час-
тично (40...30% объема капли). Разрыв металлического мостика
сопровождается разбрызгиванием. При больших плотностях тока
(800... 1000 А на 1 мм диаметра электрода) наблюдается мелко-
капельный перенос металла и капли пролетают дуговой проме-
жуток с большой скоростью. Это влияет на интенсивность
протекания металлургических процессов при сварке.
Легирование металла шва при ручной сварке покрытыми
электродами. Металл шва образуется из основного металла,
электродной проволоки и покрытия, легирование осуществляется
следующим образом:
а) легирование путем введения в покрытие электрода порош-
кообразных металлических добавок или ферросплавов — марган-
ца, кремния, титана и др.;
б) легирование в результате восстановления оксидов, входя-
щих в состав покрытия, легко осуществляемое для малоактивных
металлов (никель, медь) и ограниченное для таких элементов,
как марганец, кремний и хром;
396
Рис. 10.16. Площади проплавления
Fo и наплавки Fc + п при сварке
электродами
в) легирование путем изме-
нения состава электродных про-
волок, дающее самые стабиль-
ные результаты;
г) легирование в результа-
те расплавления основного ме-
талла, что имеет место при
сварке высокопрочных и тепло-
устойчивых сталей.
При определении степени
легирования металла шва при
сварке электродами следует учитывать потери легирующих эле-
ментов, возникающие вследствие испарения, разбрызгивания ме-
талла и окислительно-восстановительных реакций со шлаком в
зоне сварки.
Для оценки изменения состава металла при сварке пользу-
ются сравнением полученного состава (аналитического) с «ис-
ходным» (см. с 370). Доли основного (о, площадь Fo) и наплав-
ленного металла (площадь Fc + n) с учетом перехода элементов
из стержня (с) и покрытия (и) можно определить по макро-
шлифу сварного соединения, если известна геометрия подготовки
кромок под сварку, но в отличие от сварки под слоем флюса
площадь наплавки Fc+n будет создаваться не только электрод-
ным металлом, но и металлом из покрытия (рис. 10.16):
FB / F с+п=о /{с + п}=т.
(10.6)
Зная отношение массы расплавленного покрытия к массе рас-
плавленного электродного металла Кт а также содержание
легирующего компонента в покрытии и долю его перехода в
сварочную ванну ф?, можно записать:
п/с = К1(х]ф = /г. (Ю.7)
Так как
о4-с + п=1, (10.8)
то, решая совместно уравнения (10.6)...(10.8), получим числен-
ные значения о, с, п. Если обозначить соответственно через
[х]о, Wc и [х]п массовые доли легирующего элемента в основном
и электродном металле и в покрытии, то «исходная» концен-
трация
И„=о[х]с + с[х]с + п[х]п. (10.9)
Сопоставляя фактический состав металла шва с «исходным»,
можно оценить легирование (нижний знак) или выгорание
(верхний знак) элемента:
[х]ш—[х]и=А[х] $ 0.
(10.10)
* В приближенных расчетах г|>э принимают за единицу.
397
Следует отметить, что расчет по «исходному» составу весьма
приблизителен, так как не учитывает потерь легирующих эле-
ментов от испарения, окисления, от разбрызгивания, которое
при ручной сварке достигает 15...20%.
При выборе новых электродов или при разработке новых
видов покрытий пользуются коэффициентами перехода или
усвоения, которые учитывают указанные потери и позволяют
раздельно оценивать переход того или иного компонента из
электродного стержня, покрытия и основного металла.
Коэффициент перехода элемента из стержня учитывает кон-
центрацию данного элемента в сварочной проволоке:
Пс=И'щ/И1> (10.11)
где т]с—коэффициент перехода элемента из сварочной проволо-
ки; —содержание элемента в шве; [х]с—содержание эле-
мента в сварочной проволоке.
Коэффициент перехода элемента из покрытия (т]„) учитывает
относительную массу покрытия К„:
Пп=[х]^/([х]Л„). (10.12)
Аналогично, коэффициент перехода ц0 учитывает переход
данного элемента из основного металла:
П»=И'Ж (10.13)
Общее содержание данного элемента в металле шва
[х]ш =[<+[%] "+И" (Ю.14)
Соотношение коэффициентов перехода таково:
т]п> П <> Ц (10.15)
Значение т]п мало потому, что ферросплавы реагируют с покры-
тием. Суммарный коэффициент перехода т] с учетом долей
участия основного (о) и сварочной, проволоки (с) металла, а
также добавок в покрытии (п)
оИш + 4х]ш+
Коэффициенты перехода зависят от многих факторов:
1. От основности шлака, а также от содержания в нем окси-
дов основного металла (см. с. 361).
2. От сродства элемента к кислороду — высокоактивные
металлы (Ti, Al) имеют очень малые коэффициенты перехода, а
коэффициент перехода, например Ni, близок к единице.
3. От наличия раскислителей для данного элемента в составе
покрытия, например, при наличии в составе покрытия А1 или
Ti коэффициенты перехода для Si и Мп существенно возрас-
тают.
4. От концентрации элемента в электродном стержне — с
увеличением концентрации коэффициент перехода данного эле-
398
мента сначала возрастает, но при содержаниях выше квазирав-
новесного он будет понижаться, а элемент будет, окисляясь,
переходить в шлак.
5. От относительной массы покрытия К„ до определенного
значения (Кп=25...30%) коэффициент перехода в металл воз-
растает, но затем начинает снижаться, так как при большой
толщине слоя покрытия реакции при плавлении идут менее ин-
тенсивно и ухудшается стабильность сварочного процесса. Это
связано с нарушением баланса распределения теплоты дуги на
плавление электродного стержня и покрытия.
6. От технологии изготовления покрытия (гранулометри-
ческий состав, пассивирование, сушка, прокалка).
7. От режима сварки — при повышенном напряжении на
дуге или длины дуги металл будет подвергаться окислению в
большей степени, так как ухудшается надежность защиты сва-
рочной зоны от окружающей атмосферы.
СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ
Несмотря на хорошее качество наплавленного металла, руч-
ная дуговая сварка толстопокрытыми электродами малопроизво-
дительна, а качество зависит от квалификации сварщика.
Попытки механизации сварочного процесса толстопокрытыми
электродами не дали положительного результата, что объясня-
лось трудностями обеспечения надежного токоподвода к свароч-
ной проволоке и удержания покрытия на ней, когда она свернута
в бухту.*
Возникла идея помещения порошкообразных компонентов,
которые используются в качественном покрытии, внутри пустоте-
лой электродной проволоки, получившей название порошковой
проволоки. Впервые в СССР порошковая проволока была примене-
на в институте электросварки им. Е. О. Патона в 1956—1957 гг. для
сварки в СО2.
В настоящее время порошковые проволоки нашли промыш-
ленное применение для сварки и наплавки в СО2 и без защитного
газа (самозащитная порошковая проволока). Они изготавлива-
ются из стальной ленты толщиной 0,2...0,5 мм, которая посте-
пенно сворачивается в трубку на специальных вальцах. На опре-
деленной стадии вальцовки в еще не закрытую полость электрода
засыпают порошкообразные компоненты — шлако- и газообразу-
ющие (при сварке в СО2 газообразующие компоненты не приме-
няются), раскислители, а в ряде случаев и специальные легиру-
ющие добавки, а также железный порошок. После этого трубку
вместе с порошковым материалом дополнительно обжимают,
очищают от следов смазки во время вальцовки и свертывают
в бухты. Диаметр порошковых проволок колеблется от 1,6 до
3 мм. Бухта такой проволоки ставится в сварочный автомат для
осуществления непрерывного процесса сварки. Однако шлаковая
и газовая защита зоны сварки при применении порошковой прово-
399
Рис 10 17 Схема сварки порош-
ковой проволокой
1 ~ порошковая проволока 2 —
стальная оболочка, 3 — наполни
тель порошковой проволоки, 4 —
дуговой разряд, 5 — капли ме-
талла, 6 — сварочная ванна, 7 —
газовая защита, 8 — капля шлака,
локи недостаточна, несмотря на со-
держание в ней 20.30% порошков,
поэтому для сварки ответственных
конструкций требуется дополнитель-
ная газовая защита (СО2). Недо-
статочная защита при применении
порошковых проволок по сравнению
с покрытыми электродами обуслов-
лена самим процессом плавления
проволоки в дуговом электрическом
разряде, как это показано на
рис. 10 17. Компоненты порошкового
сердечника получают меньшее коли-
чество энергии от дуги, замкнутой
на стальную оболочку снаружи,
и поэтому задерживается процесс
их плавления и замедляется метал-
лургическая обработка сварочной
ванны.
9 — зона термического влияния,
10 — основной металл
Таким образом, композиции по-
рошков, разработанные для элект-
родных покрытий, потребовалось
изменить, с тем чтобы создать более эффективные системы шла-
ков и раскислителей
По типу сердечника порошковые проволоки для сварки
подразделяют на рутиловые, содержащие в качестве основы
ТЮз (ПП-АН8, ПП-АН2, ПП-АН10 и др ), и рутил-флюоритные
на основе Т1О2 и CaFa (ПП-АН4, ПП-АН9, ПП-АН20 и др ).
Для сварки открытой дугой применяют порошковые проволо-
ки карбонатно-флюоритного типа, которые содержат газообразу-
ющие компоненты СаСОз и М^СОз, а также плавиковый
шпат, алюмосиликаты, раскислители (ПП-АН2, ПП-АН6 и др.).
В зависимости от марки порошковые проволоки используют
для сварки малоуглеродистых низколегированных и высоко-
прочных сталей и обеспечивают необходимые механические
свойства металла шва
Порошковые проволоки используют также и для наплавочных
работ с целью упрочнения поверхностных слоев.
10.5. Вакуумная защита сварочной ванны
Использование в новой технике сварных конструкций из
титана, молибдена, ванадия и других химически активных и
ту1оплавких металлов потребовало разработки принципиально
новых методов сварки и более эффективных способов защиты
сварочной зоны.
Значительные трудности дуговой сварки указанных металлов
обусловливаются тем, что наличие в шлаковой и газовой
фазах кислорода, азота, водорода и их соединений вызывает
400
охрупчивание, появление пор и резкое снижение физико-меха-
нических свойств сварных швов.
Получение высококачественных сварных соединений из
химически активных металлов оказалось возможным только
после разработки оборудования и технологического процесса
сварки электронным лучом в вакуумной камере. При степени
разрежения, равной Р=1,3-10~2 Па, в сварочной камере обес-
печивается содержание кислорода и азота значительно ниже
концентрации этих вредных примесей в аргоне высшей чистоты.
В качестве источника теплоты при сварке с вакуумной за-
щитой используется кинетическая энергия испускаемых раска-
ленным катодом свободных электронов, которые ускоряются
электрическим полем специального устройства (электронная
пушка). Физические и энергетические характеристики электрон-
ного луча подробно рассмотрены в разд. I.
Металлургические особенности образования шва при элек-
тронно-лучевой сварке во многом обусловливаются чрезвычайно
высокой плотностью энергии, выделяемой в пятне нагрева
(примерно 5-108 Вт/см2), и физическими условиями плавления
металла в вакууме.
Благодаря весьма высокой интенсивности и сосредоточенно-
сти такого источника нагрева, как электронный луч, достигается
исключительно узкое и глубокое проплавление металла в вакууме с
весьма незначительной по протяженности околошовной зоной,
что обеспечивает существенное снижение деформаций и сварочных
напряжений. Кратковременность пребывания сварочной ванны в
расплавленном состоянии, малый ее объем и незначительные раз-
меры зоны сплавления способствуют также уменьшению влияния
диффузионных процессов на пористость металла шва.
Положительное влияние вакуума на качество сварных сое-
динений выражается в том, что значительно ускоряются и
облегчаются процессы выхода газов и диссоциации оксидов
не только в поверхностных, но и из внутренних слоев металла.
Удаление кислорода и азота из сварочной ванны при электрон-
но-лучевой сварке происходит тем полнее, чем больше упру-
гость диссоциации оксидов и нитридов. Так, при сварке меди,
кобальта, никеля в камере с разрежением 6,5-10~2 Па обеспечи-
вается диссоциация оксидов этих металлов. Также диссоциируют
нитриды алюминия, ниобия, хрома, магния, молибдена и некото-
рых других металлов с высокой упругостью диссоциации ни-
тридов.
Высокая степень разрежения, которая может быть достигнута
в сварочной камере при сварке электронным лучом, способ-
ствует также разрушению поверхностных загрязнений и жидкост-
ных пленок, которые, как правило, препятствуют получению ка-
чественного сварного соединения при дуговых способах сварки.
Металлургические особенности процесса электронно-лучевой
сварки различных химически активных металлов подробно рас-
смотрены в работе [23].
>4—923
401
10.6. Вредные примеси в металле при сварке
и их удаление
Выше (см. гл. 9) уже рассмотрено поведение отдельных
компонентов сплавов и их влияние на качество получаемого
металла шва. Однако в заключение надо сделать обобщение
влияния на качество сварных соединений, так называемых
«вредных» примесей, к которым относятся сера, фосфор, кисло-
род, азот, водород, а в некоторых случаях н углерод.
Сера — всегда вредная примесь при сварке металлов, так
как она образует относительно легкоплавкие эвтектики Me —
— MeS, что создаст возможность образования «горячих» или
кристаллизационных трещин в металле шва. Ее содержание в
металле и в сварочных материалах всегда следует жестко лими-
тировать.
Снижение вредного влияния серы достигается ее переводом
из сульфидов железа в сульфиды с более высокой температурой
плавления (MnS; 7’пл=1883 К; CaS; 7'пл=2273 К), с тем чтобы
она не могла участвовать в процессе кристаллизации, образуя
неметаллические включения, еще в жидком металле сварочной
ванны (Т„л= 1800 К).
Это достигается при введении в сварочную ванну достаточно-
го количества марганца. Кальций вводят в металл ванны в виде
силикокальция через электродные покрытия или порошковую
проволоку.
Общее снижение содержания серы в металле при сварке
возможно при сильно основных шлаках. Бескислородные фто-
ридные флюсы также способствуют удалению серы из металла
в результате образования летучих фторидов металла (FeF2,
FeF3) и твердых сульфидов:
CaF2 + FeS^CaS + FeF2t.
Сера удаляется при электрошлаковой сварке и переплаве
металлов.
Фосфор — почти всегда вредная примесь в металлах, снижа-
ющая их пластичность. Так, при кристаллизации стали фосфор
образует ряд соединений с железом (БезР, Fe2P, FeP и FeP2),
отличающихся своей хрупкостью, кристаллы которых могут
стать зародышами холодных трещин. Содержание фосфора в
металле шва при дуговой сварке понизить практически не удает-
ся, так как он удаляется в окислительных шлаках, а сварочные
шлаки — восстановительные. Концентрация фосфора в шве
снижается только при электрошлаковой сварке.
При сварке медных сплавов фосфор не представляет собой
вредную примесь, так как он способен раскислять металл, обра-
зуя летучий оксид Р2О3:
5Cu2O + 2Cu3P-> 16Cu + P2O5f.
402
Кислород — вредная примесь в металле при сварке, снижаю-
щая пластические свойства металла, поэтому при всех видах
сварки предусматривается процесс раскисления металла шва до
допустимой нормы. При сварке металлов высокой активности
(Al, Ti, Zr) следует создавать бескислородную атмосферу —
аргон, гелий, вакуум, галидные флюсы, так как раскислителей
для таких металлов подобрать нельзя.
Однако при сварке конструкционных сталей следует сохра-
нять некоторую окисленность металла для уменьшения раство-
римости водорода.
Азот поглощается металлом сварочной ванны из атмосферы
дугового промежутка, в котором он находится в основном в
атомарном и частично в ионизированном состояниях. Раствори-
мость азота в жидком металле выше, чем в твердом, и в процессе
кристаллизации металла шва он может выделяться в газообраз-
ном состоянии, образуя поры.
При кристаллизации металла сварочной ванны азот образует
почти со всеми металлами соединения — нитриды различной
степени устойчивости (см. рис. 9.33). Особенно устойчивые
нитриды образуют ^-металлы IVB, VB, VIB групп периоди-
ческой системы. Нитриды железа Fe4N, FegN образуют очень
хрупкие игольчатые кристаллы, разрушение которых приводит
к зарождению холодных трещин (замедленное разрушение).
Из промышленных металлов только медь не дает устойчивых
нитридов и поэтому ее можно сваривать в атмосфере азота
(см. п. 10 3).
Однако азот не всегда представляет собой вредную примесь
и в некоторых сталях аустенитного класса содержание его
доводят до 0,3...0,4%.
Водород при сварке — всегда вредная примесь («водородная
хрупкость»).
Источники водорода при сварке металлов: 1) водород, по-
глощенный металлом из атмосферы дугового разряда, и 2) водо-
род, растворенный в основном металле.
Водород, поглощенный из атмосферы дугового разряда, в
которой он находится в атомарном и в ионизированном состоя-
ниях, при кристаллизации резко понижает свою растворимость
и, выделяясь из металла, вызывает возникновение пор и трещин.
Водород, содержащийся в основном металле, может нахо-
диться в состоянии твердого раствора внедрения — диффузион-
но-подвижный водород, а также находиться в связанном состоя-
нии — гидридный водород. Водород в молекулярном состоянии
находится в микронесплошностях металла.
Диффузионно-подвижный водород может перемещаться в ме-
талле в результате концентрационной или термической диффу-
зии, создающейся вследствие градиента температур. Последний
вид диффузии описывается уравнением
dm = -Dc0-^^Sdt, (10.17)
ЛТ dy
14*
403
(б) после сварки
Рис 10 18 Распределение водорода в титане (а) и в меди
где D — коэффициент диффузии, зависящий от температуры;
Со — исходная концентрация водорода; А// — разность энтальпий
dr
растворения водорода в данном металле; -----градиент тем-
ператур; S — сечение потока диффузии; t — время.
Если А77>0 (для Al; Си; Fe и др.), то направление потока
термодиффузии противоположно потоку теплоты, что характерно
для металлов, не образующих гидридов, у которых раствори-
мость растет с повышением температуры. Если АЯ<0 (Ti; Zr;
V; Nb и др.), то направление потока термодиффузии совпадает
с направлением потока теплоты, что характерно для гидридо-
образующих металлов. В результате образования сварного сое-
динения в условиях высоких градиентов температур возникает
неравномерная концентрация водорода, которая может быть уст-
ранена последующей термической обработкой. Примеры распре-
деления концентраций водорода после сварки приведены на
рис. 10.18, а, б.
Как видно из приведенных графиков, для металлов, не об-
разующих гидридов, максимальная концентрация водорода на-
блюдается вблизи линии сплавления (штриховые линии на рисун-
ке) , а для гидридообразующих — в зоне термического влияния.
Таким образом, при средней относительно небольшой концентра-
ции водорода в металле в сварном соединении возникают опас-
ные зоны повышенной хрупкости.
К основным путям снижения содержания водорода в зоне
сварки относятся: частичное окисление атмосферы в сварочной
зоне (сварка в СО2, использование электродов с руднокислыми
покрытиями), снижение парциального давления водорода н соз-
дание условий для уменьшения растворимости водорода в жид-
ком металле сварочной ванны (введение во флюсы и покрытия
СаЕг, фторидов и хлоридов) в целях связывания водорода в
прочные соединения, не растворяющиеся в жидком металле
404
(HF, HC1). Рекомендуется также проводить тщательную под-
готовку кромок под сварку, удаляя частично гидратированные
оксидные пленки на металле, уменьшать содержание водяных
паров в атмосфере дуги путем высушивания защитных газов
(СО2, Аг), прокаливать электродные покрытия и сварочные
флюсы перед сваркой.
Углерод, содержание которого стараются сохранить при
сварке конструкционных низколегированных сталей, представля-
ет собой вредную примесь при сварке специальных сталей и
жаропрочных сплавов, в которых содержание углерода должно
быть малым [(0,03.. 0,06%) С]
В результате взаимодействия с углеродсодержащими вещест-
вами в сварочных материалах (СаСОз и т. д.) содержание
углерода при сварке может подняться выше допустимых преде-
лов.
Раздел IV
ТЕРМОДЕФОРМАЦИОННЫЕ ПРОЦЕССЫ
И ПРЕВРАЩЕНИЯ В МЕТАЛЛАХ ПРИ СВАРКЕ
При сварке в металле происходят термодеформационные и
физико-химические процессы. Термодеформационные процессы
заключаются в упругопластическом деформировании металла
при неравномерном нагреве в процессе сварки и возникновении
вследствие этого временных и остаточных напряжений. Физико-
химические процессы при сварке происходят в твердом и расплав-
ленном металле и характеризуются фазовыми и структурными
превращениями, растворением и выделением веществ из раствора,
диффузией и другими явлениями.
Термодеформационные процессы и превращения в металлах
при сварке определяют технологическую прочность металла шва
и зоны термического влияния, т. е. стойкость против образования
локальных разрушений в процессе изготовления сварного соеди-
нения.
Кроме того, сварочные процессы в значительной степени
определяют эксплуатационные свойства конструкции. Вопросы
точности изготовления сварных конструкций основаны на знании
закономерностей образования деформаций и напряжений при
сварке. Эксплуатационные свойства сварных конструкций,
т. е. степень соответствия механических, физических и химиче-
ских свойств условиям и требованиям эксплуатации, также опре-
деляются термодеформациониыми процессами и превращениями
в металлах при сварке.
Глава И
ТЕРМОДЕФОРМАЦИОННЫЕ ПРОЦЕССЫ
ПРИ СВАРКЕ
11.1. Понятие о сварочных деформациях
и напряжениях
При равномерном нагреве материала происходит его свобод-
ное расширение без возникновения напряжений. Если же осуще-
ствляется неравномерный нагрев тела, то связи нагретых участ-
ков с ненагретыми препятствуют свободному расширению тела.
Вследствие этого в теле возникают температурные собственные
406
напряжения, существующие при отсутствии приложенных к нему
внешних сил. Температурные напряжения, возникающие в про-
цессе сварки, принято называть временными напряжениями.
Временные напряжения существуют в теле в процессе сварки
на всех стадиях нагрева, выравнивания температур и охлаж-
дения.
Неравномерный нагрев и изменение объема металла вследст-
вие температурного расширения, фазовых или структурных
превращений приводят к возникновению упругих и пластических
деформаций. В результате пластических деформаций в сварных
элементах после полного охлаждения остаются собственные на-
пряжения, которые называются остаточными напряжениями.
Механизм образования остаточных напряжений при сварке
можно проиллюстрировать следующим примером [17]. Рассмот-
рим пластину, по краю которой перемещается источник
нагрева, создающий установившееся температурное поле с мак-
симальным нагревом в точке расположения источника (точка О
на рис. 11.1, а). При этом в крайнем волокне пластины возника-
6)
Рис. 11.1. Механизм образования продольных напряже-
ний Ох в процессе нагрева кромки пластины движущимся
источником теплоты при различных значениях предела
текучести металла:
а — сгт->оо, б — сгт= 400 МПа, в — от= 200 МПа
407
ют сжимающие продольные напряжения ох, распределение
которых показано на рис. 11.1, а. Если максимальные значения
напряжений ох не достигают предела текучести металла, то это
означает, что при нагреве в нем происходят только упругие
деформации. Следовательно, после полного остывания напряже-
ния окажутся равными нулю, т. е. остаточные напряжения в этом
случае отсутствуют (рис. 11.1, а).
Рассмотрим этот же случай нагрева в предположении, что
предел текучести металла составляет <гт == 400 МПа и не изменя-
ется в процессе нагрева. Тогда напряжения сгх первоначально
возрастают, достигая значения предела текучести в точке Ai
(рис. 11.1,6). На участке AiB\ происходит пластическая дефор-
мация укорочения, а напряжения будут равны пределу текучести
Ох — От = 400 .МПа, если не учитывать упрочнения металла.
Начиная с точки Bit сжимающие напряжения уменьшаются по
кривой B\CiDi, которая эквидистантна кривой BD, перенесенной
с рис. 11.1, а. В точке G напряжения равны нулю, а далее
переходят в растягивающие. После полного остывания (точка
Di) сохраняются остаточные растягивающие напряжения <т0СТ,
значения которых в данном случае меньше предела текучести
металла.
Далее рассмотрим этот же случай нагрева в предположении,
что предел текучести имеет меньшее значение, например
<гт = 200 МПа (рис. 11.1, е). Напряжения сжатия ах достигают
в точке Лз значения предела текучести, и на участке A^Bz
будет происходить пластическая деформация укорочения. Затем
напряжения сжатия уменьшаются, в точке Сг окажутся равными
нулю и далее переходят в растягивающие. В точке N растягиваю-
щие напряжения достигают предела текучести и на участке ND2
происходят пластические деформации удлинения. После полного
остывания пластины (точка DA сохраняются остаточные собст-
венные растягивающие напряжения, равные пределу текучести
металла <гт = 200 МПа.
Собственные напряжения, как временные, так и остаточные,
подразделяют в зависимости от объема их взаимного уравно-
вешивания на напряжения первого рода, уравновешенные в мак-
рообъемах; напряжения второго рода, уравновешенные в объе-
мах одного или нескольких зерен; напряжения третьего рода,
уравновешенные в микрообъемах, соизмеримых с размером крис-
таллической решетки.
По аналогии с сопротивлением материалов собственные на-
пряжения подразделяют в зависимости от направления действия
на одноосные или линейные, действующие лишь по одному на-
правлению в теле; двухосные или плоскостные, действующие по
всем направлениям в плоскости; трехосные или объемные, дей-
ствующие по всем направлениям в пространстве.
В элементах сварных конструкций могут возникать одно-,
двух- или трехосные напряжения в зависимости от формы и раз-
меров свариваемых элементов. Напряжения, действующие вдоль
408
сварного шва, называют продольными и обозначают ах. Напря-
жения, действующие в плоскости соединяемых элементов перпен-
дикулярно оси шва, называют поперечными и обозначают су.
Напряжения, действующие в направлении, перпендикулярном
плоскости соединяемых элементов, называют напряжениями по
толщине сварного соединения и обозначают с2. Наряду с нор-
мальными компонентами в сварных соединениях могут дейст-
вовать соответствующие касательные напряжения тхр, туг, тгх.
Деформации, возникающие при сварке, обозначаются анало-
гично напряжениям. Различают нормальные компоненты свароч-
ных деформаций ех, гу, ег и сдвиговые Уху, Уух> Угх- Сварочные
деформации в общем случае определяют изменение линейных и
угловых размеров тела и характеризуют состояние отдельных
участков тела. Основные причины, вызывающие появление де-
формации при сварке, заключаются в неравномерном нагреве,
структурных превращениях и упругопластическом деформиро-
вании. Поэтому необходимо различать следующие составляющие
сварочных деформаций:
1. Свободная деформация, вызванная изменением температу-
ры и структурными превращениями
еСв=а7’, (11-1)
где а — коэффициент линейного расширения металла, I /К;
Т — изменение температуры точки тела, К.
2. Собственные или так называемые внутренние деформации
(е, у), состоящие из упругих еупр, уупр и пластических епл, упл
деформаций.
3. Наблюдаемые в процессе сварки деформации е„, у„, ха-
рактеризующие изменение линейных и угловых размеров тела,
которые можно зарегистрировать непосредственно измеритель-
ными приборами. Эти деформации определяются суммой свобод-
ных температурных и собственных деформаций
В н — В св + 8упр "4" 8 пл J
Уи===Уупр_|_ Упл.
(11.2)
Уравнения (11.2) могут быть записаны применительно ко
всем компонентам деформаций для соответствующих координат.
Если в рассматриваемый момент времени в теле уже были пред-
варительные (начальные) деформации то уравнения
(11.2) преобразуются к следующему виду:
ен= е СВ + еупр + 8 ПЛ + 8 нач
Ун= Уупр 4* Упл 4~ Унач •
(11.3)
409
Напряжения при сварке однозначно определяются значения-
ми упругих деформаций по следующим формулам:
Txg — Gyxyynft Туг — ^Уугупр, Тгх — О^гхупр,
где Е, G, v — соответственно нормальный модуль упругости,
модуль сдвига и коэффициент Пуассона.
Изменение положения или формы конструкции, т. е. искаже-
ние конструкции в целом, в результате сварки характеризуется
перемещениями. Перемещения при сварке связаны с наблюдае-
мыми деформациями (11.3) следующими формулами:
_dU _ dV _ dW
Ел“” dx’ dy’ ez"~ dz ’
„ — dU dv , — dv 1_ i dU
dy + dx’ dz + dy ’ YzXH-~Zr+-d7’'
где U, V, W — перемещения соответственно по осям х, у, г.
Сварочные деформации и перемещения по аналогии с напря-
жениями могут быть временными и остаточными. В зависимо-
сти от вызываемых искажений формы и размеров конструкции
различают следующие виды перемещений: укорочение, изгиб,
потеря устойчивости, скручивание и др. Эти (как правило, слож-
ные) перемещения конструкции можно представить в виде
суммарного проявления отдельных элементарных видов дефор-
маций в зоне сварных соединений. Поэтому основная задача —
умение правильно определить элементарные виды деформаций
в зависимости от режимов сварки, жесткости свариваемых
элементов и других параметров, которые используются для рас-
чета перемещений конструкции [17].
11.2. Свойства металлов при температурах
сварочного термического цикла
Особенность процесса образования деформаций и напряже-
ний при сварке — изменение свойств металлов в шцроких пре-
делах, обусловленное переменными температурами и характером
развития деформаций.
Параметры упругости металлов, используемые в расчетах
сварочных деформаций и напряжений (например, Е — нормаль-
ный модуль упругости, G — модуль сдвига, К — объемный мо-
дуль, v — коэффициент Пуассона), в малой степени зависят от
410
условий деформирования и могут определяться экспериментами
при различных температурах, соответствующих сварочным. Ука-
занные параметры упругости функционально связаны между со-
бой так, что независимыми остаются два параметра из четырех.
Известные экспериментальные данные показывают, что для
целого ряда конструкционных материалов изменение коэффици-
ента Пуассона при повышении температуры несущественно. По-
этому рекомендуется в расчетах сварочных деформаций и напря-
жений принимать коэффициент Пуассона v = const и равным
значению его при нормальной температуре. Для эксперименталь-
ного определения модуля сдвига проводят испытания на круче-
ние тонкостенного трубчатого образца при постоянной темпера-
туре с постоянной скоростью деформирования. Подобные испыта-
ния проводят для ряда температур из диапазона сварочных с
интервалом АГ = 50.. 100 К, начиная с нормальной температуры
То Диапазон сварочных температур для исследования деформа-
ций и напряжений следует ограничить максимальной температу-
рой Д, при которой предел текучести материала близок к нулю.
Для алюминиевых сплавов значение температуры Тк находится
в диапазоне 573...673 К, для низкоуглеродистых сталей 7'к =
= 873 К, для коррозионно-стойких сталей и титановых сплавов
Гк = Ю73 .1173 К Зная коэффициент Пуассона v, и модуль сдви-
га Gt, можно подсчитать значения нормального модуля Et и
объемного модуля /Q при соответствующей температура Г,:
Е ,= 20.(1 + v.);
„ __ 2G,(1 + у,) 0 1.6)
Л' I — 2v, ’
Можно определить нормальный модуль Е, эксперименталь-
но — растяжением образцов при постоянной температуре с пос-
тоянной скоростью деформирования. Испытания также следует
проводить для ряда температур из диапазона сварочных, а за-
тем, используя формулы (116), подсчитать значения модуля
сдвига G, и объемного модуля Л,.
Следует отметить, что целесообразно при проведении экспе-
риментов на кручение или растяжение подсчитывать модули при
разгрузке, а не на стадии нагружения. При этом используется
явление задержки ползучести при уменьшении напряжения, тог-
да как на стадии нагружения возможны погрешности вследствие
процесса ползучести (рис. 11.2). На рис. 11.3 представлены
экспериментальные кривые зависимости нормального модуля
упругости от температуры для ряда конструкционных матери-
алов.
При исследованиях процессов образования временных и
остаточных деформаций и напряжений важный фактор представ-
ляет собой вид деформационной характеристики материала, вво-
димой в расчет В большинстве случаев используют диаграмму
идеального упругопластического материала (рис. 11.4), характе-
411
51
Рис 11 2 Кривые нагрузки — разгрузки образцов при дефор-
мировании при постоянной температуре
а — растяжение, б — кручение
Рис 11 3 Зависимость нормального рис 114 Деформацион
модуля упругости от температуры ная характеристика иде
1 — коррозионно стойкая сталь ального упругопластиче-
12Х18Н10Т, 2 — ннзкоуглеродистая сталь ского материала
СтЗ, 3 — технический титан, 4 — алюми
ниевый сплав АМгб
ризуемую значениями модуля упругости Е и предела текучести
От материала. Применительно к низкоуглеродистым сталям по-
добное упрощение не приводит к большим погрешностям, так
как истинная диаграмма характеризуется наличием площадки
текучести при протекании пластических деформаций до 3 4%.
Максимальный уровень пластических деформаций при сварке,
как правило, не превышает указанной величины. Для титановых
и алюминиевых сплавов и для большинства легированных сталей
площадка текучести на диаграмме нагружения материала отсут-
ствует и при построении диаграммы идеального упругопластиче-
ского материала условно принимают <тт=о02 (см. рис. 11.2).
В этом случае схематизация в виде диаграммы идеального уп-
ругопластического материала с условным пределом текучести
приводит к погрешностям, так как пластическая деформация
сопровождается упрочнением металла и повышением в нем на-
пряжений выше условного предела текучести. На рис 11 5 для
412
Рис 11 5 Зависимость предела теку-
чести от температуры
1—коррозионно стойкая сталь 12 Х18Н10Т,
2 — низкоуглероднстая сталыСтЗ, 3 — тех
ническнй титан, 4 — алюминиевый сплав
АМгб
Рис 116 Дилатограммы ма
териалов при охлаждении об
разное
1 — сталь I2X18H10T, 2 — сталь
20X13
ряда конструкционных материалов представлены кривые зависи-
мости предела текучести от температуры, которые используются
в диаграммах идеального упругопластического материала При
выполнении приближенных расчетов используется схематизи-
рованная зависимость предела текучести от температуры Так, в
приближенных расчетах для низкоуглеродистой стали принима-
ют, что в диапазоне температур от Т — 273 К до Т — 773 К
предел текучести пе зависит от температуры, а далее при повы-
шении температуры до Т — 873 К уменьшается по линейному за-
кону до нулевого значения.
Нагрев и охлаждение металлов вызывают изменение линей-
ных размеров тела и его объема. Эта зависимость выражается
через функцию свободных объемных изменений а, вызванных
термическим воздействием и структурными или фазовыми пре-
вращениями. Часто эту величину а называют коэффициентом
линейного расширения. Значения коэффициентов а в условиях
сварки следует определять дилатометрическим измерением. При
этом на образце воспроизводят сварочный термический цикл и
измеряют свободную температурную деформацию есв на неза-
крепленном образце. Текущее значение коэффициента а пред-
ставляют как тангенс угла наклона касательной к дилатометри-
ческой кривой дъ^дТ. В тех случаях, когда полученная зави-
симость Ес^Т) значительно отклоняется от прямолинейного за-
кона, в расчет можно вводить среднее значение коэффициента
Оср = tgScp, определяемое углом наклона прямой линии
(рис. 11.6, кривая /). Если мгновенные значения а = дг^/дТ на
стадиях нагрева и охлаждения существенно изменяются при из-
менении температуры, то целесообразно вводить в расчеты
сварочных деформаций и напряжений переменные значения а,
задавая функции а = а(Т) как для стадии нагрева, так и для ста-
дии охлаждения. 413
Однако в общем случае, когда возможны резкие изменения а
от температуры вследствие фазовых превращений (рис. 11.6,
кривая 2), представляется затруднительным подбор непрерывной
функции. Проще аппроксимировать зависимость а = а(Г) кусоч-
но-линейной функции. На каждом температурном интервале
АГ, функция щ характеризуется средним значением
щ = tgO, = Лёсв/ЛЛ.
При точных расчетах следует дилатограмму разбивать на ма-
ленькие температурные участки с шагом АТ, = 20...30 К.
Расчеты сварочных деформаций и напряжений с использова-
нием схематизированных диаграмм идеального упругопластиче-
ского материала (см. рис. 11.4) или деформационных характе-
ристик (см. рис. 11.2), полученных на основе изотермических
испытаний образцов при постоянной скорости нагружения, сле-
дует рассматривать как приближенные. Для количественной оцен-
ки остаточных напряжений такие приближенные расчеты вполне
достоверны и обеспечивают необходимую для практики точность.
При определении временных напряжений в процессе сварки
приближенные расчеты с использованием схематизированных
диаграмм материалов не обеспечивают высокой точности. Для
повышения точности следует определять свойства металлов ис-
пытаниями не с постоянной скоростью нагружения, а при вос-
произведении термодеформационных сварочных циклов.
11.3. Понятие о термодеформационном цикле при сварке
Термодеформационный цикл сварки характеризует изменение
температуры и напряженно-деформированного состояния точки
тела в процессе сварки. При его воспроизведении на образце
можно создать такое же температурное и напряженно-деформи-
рованное состояние, какое существует в процессе сварки. Для
этого необходимо выполнить следующие требования: 1) образец
изготавливается из металла свариваемого объекта; 2) термиче-
ский цикл образца должен совпадать с термическим циклом при
сварке; 3) характер деформирования образца определяется ком-
понентами деформаций, возникающими при сварке, и упругими
свойствами металла.
Наиболее удобно и просто воспроизводить термодеформа-
ционный цикл закручиванием тонкостенного цилиндрического
трубчатого образца, так как в этом случае дилатометрические
эффекты в металле образца не будут влиять на угол закручива-
ния. Для определения закона изменения эквивалентного компо-
нентам деформаций в свариваемом объекте угла закручивания
трубчатого образца в общем случае объемного напряженного
состояния ел,..., Угх использу'ется математический аппарат теории
неизотермического пластического течения. Приращение полной
угловой деформации тонкостенного образца на шаге деформиро-
414
вания от состояния (k — 1) до состояния (А) определяется выра-
жением:
d^у = + 3(de:(fc))2 +-^—F. (11.7)
O(t — I) ' \ 0(4 _ I) ) 0(4 _ |)
Здесь
F = deXs oX[t _ d + ••• + dyzXiTzx^ _ 3decpt OcP(fe _ l)( (11.8)
где x — касательные напряжения при кручении образца; G — мо-
дуль сдвига металла; ds,Xt,..., dyZXt — приращения компонентов
деформаций в свариваемом объекте на рассматриваемом шаге
деформирования; decPj; = (dex, + + deZt)/3 — приращение
средней деформации; fe, — (^3))/(deXt — fe,)z -ф (rfey< —fe-t)~ 'Т~
+ (rfeZt — rfeX1)2 + (VaXfexv, + dyjZt + dyl^ — интенсивность при-
ращения деформаций; ох_,...,тгх _ — компоненты напря-
жений в начале шага деформирования; оср — (Ох +
+ %-j) + %_ 1,)/3 — среднее напряжение.
Анализ формулы (11.7) показывает, что программа закручива-
ния образца по времени не может быть определена по заданным
приращениям полных деформаций deXu...,dyzx„ а должна форми-
роваться на очередной шаг от состояния (fe — 1) до состояния (fe)
в соответствии с напряженным состоянием в начале рассматри-
ваемого шага деформирования. Это означает, что в момент вре-
мени (fe—1) следует выполнить вычислительные операции для
определения компонентов напряжений по приращениям компо-
нентов деформаций в соответствии с теорией пластического тече-
ния. Такая процедура испытания может оыть осуществлена только
на специальных установках, способных вести непрерывный анализ
состояния образца и быстрые вычислительные операции.
Практически воспроизведение термодеформационного цикла
осуществляется методом последовательных приближений, исклю-
чающим необходимость выполнения вычислительных операций
непосредственно в процессе воспроизведения цикла, т. е. отпа-
дает необходимость использования ЭВМ в установке.
В результате таких испытаний определяется зависимость ин-
тенсивности напряжений от интенсивности приращений пласти-
ческих деформаций и от температуры <ъ = с>г()</е,пл, Т) (так назы-
ваемая термодеформограмма), которая характеризует истинное
сопротивление металла деформированию в условиях сварочного
термического и деформационного цикла и отражает совокупное
воздействие основных явлений, сопровождающих процесс сварки.
Использование термодеформограмм вместо изотермических
характеристик металла в расчетах сварочных деформаций и напря-
жений обеспечивает высокую точность решения, в особенности
для компонентов временных деформаций и напряжений.
415
11.4. Теоретические методы определения
сварочных деформаций и напряжений
ГРАФОРАСЧЕТНЫЕ МЕТОДЫ
Для определения продольных деформаций и напряжений при
наплавке валика на кромку полосы и при сварке узких пластин
встык используется графорасчетный метод, разработанный
Г. А. Николаевым.
При этом принимается:
1) гипотеза плоских сечений, устанавливающая, что попереч-
ные сечения пластин в процессе сварки не искривляются;
2) гипотеза одноосных напряжений, согласно которой в сва-
риваемых пластинах возникают лишь напряжения
3) схематизация свойств материала в виде диаграммы иде-
ального упругопластического тела с постоянным значением
цт до Т = 773 Кис последующим линейным изменением его
до цт=0 при 7=873 К Остальные теплофизические и меха-
нические свойства считают постоянными.
В этом методе решения рассматривается квазистационарное
температурное состояние в пластине. Деформации и напряжения
на стадии нагрева определяют в поперечном сечении пластины,
где зона разогрева до 873 К имеет максимальную ширину.
Напряжения и пластические деформации укорочения в этом се-
чении определяются из условия равновесия внутренних сил, вы-
полняемого в результате графических построений [17]. Анало-
гичные построения выполняют для сечения пластины в зоне полно-
го остывания, в результате чего определяют остаточные напря-
жения и деформации.
По результатам расчетов, выполненных для низкоуглеро-
дистых сталей, остаточные продольные напряжения <jXOCt в шве
и околошовной зоне равны пределу текучести металла, что удов-
летворительно согласуется с многочисленными эксперименталь-
ными данными.
В дальнейшем метод Г.А. Николаева получил развитие в ра-
ботах Н. О. Окерблома. Было предложено рассматривать не одно
сечение, а ряд сечений на стадии нагрева и охлаждения. При
этом для каждого сечения выполняют графические построения,
аналогичные рассмотренным выше, с последовательным учетом
накапливаемых пластических деформаций. Это позволяет более
точно определять напряжения в процессе сварки, а остаточные
напряжения в шве и околошовной зоне также оказываются
равными пределу текучести металла. Однако осуществлять вруч-
ную графорасчетные построения для ряда сечений трудно, и
поэтому метод Н. О. Окерблома нашел практическое применение
лишь в последние годы при численной реализации его на ЭВМ.
Графорасчетные методы просты и наглядны, хорошо иллюст-
рируют механизм образования продольных деформаций и напря-
жений при сварке. Кроме этого, они имеют и практическое значе-
416
ние для определения остаточных деформаций и напряжений.
В частности, зная относительные деформации укорочения пласти-
ны ёост, нетрудно определить продольное остаточное укорочение
пластины
Апрод== £ OCT L у (11.9)
где L — длина пластины.
Результаты расчетов по формуле (11.9) удовлетворительно
совпадают с экспериментальными данными, полученными на уз-
ких пластинах из низкоуглеродистой стали. Узкими пластинами в
данном случае следует считать такие, при сварке которых шири-
на зоны пластических деформаций 2&пл меньше ширины пласти-
ны 2В в 3...4 раза, т. е. понятие ширины пластины при сварке
связано непосредственно с шириной зоны нагрева и соответствен-
но с шириной зоны пластических деформаций.
Графорасчетные методы можно использовать для определения
остаточных продольных напряжений <jXOct при сварке низкоугле-
родистой, а также аустенитной коррозионно-стойкой стали.
По результатам экспериментов значения остаточных напряжений
в шве и околошовной зоне для этих материалов близки к пределу
текучести, т. е. к расчетному значению.
Для титановых, алюминиевых, магниевых сплавов графорас-
четные методы Г. А. Николаева и Н. О. Окерблома не рекомен-
дуется применять, так как остаточные напряжения в шве по экс-
периментальным данным получаются меньше предела текучести.
Это несоответствие объясняется не только искривлением сечений
и нарушением принятой гипотезы плоских сечений, но и в значи-
тельной степени недостаточно точным учетом изменения свойств
материалов от температуры. Поэтому дальнейшее совершенство-
вание графорасчетных методов осуществлялось в направлении
более точного учета изменения свойств. При сварке реальных
конструктивных элементов (в отличие от наплавки валика на
кромку полосы и сварки встык узких пластин) существует, как
правило, сложное напряженное состояние, для которого нельзя
применять графорасчетные методы. В этом случае следует
применять методы, основанные на использовании теории упру-
гости и пластичности.
МЕТОДЫ, ИСПОЛЬЗУЮЩИЕ АППАРАТ ТЕОРИИ
УПРУГОСТИ И ПЛАСТИЧНОСТИ
Для решения задач по определению напряжений, возникаю-
щих в теле при неравномерном распределении температур, ис-
пользуется математический аппарат теории упругости. Принимая
условие независимости свойств материала от температуры и
используя закон Гука, определяющий линейную связь напряже-
ний и деформаций, удалось получить ряд решений применительно
к нагреву различных конструкций. Однако сварочный процесс
связан с изменением температуры в значительных пределах и, как
417
следствие, с пластическими деформациями Поэтому очень редко
в сварке встречаются случаи, когда теория упругости может
быть применена для количественного анализа сварочных напря-
жений. Но теория упругости может успешно применяться в
сварочных задачах, так как:
1) решение температурной задачи теории упругости в компо-
нентах деформаций и перемещений пригодно для практических
целей, и в теории сварочных деформаций ряд решений успешно
используется;
2) при точном упругопластическом решении результаты упру-
гого решения представляют собой первое приближение, т. е.
это как бы первый этап решения упругопластической задачи.
С помощью метода упругих решений выполнены решения за-
дач о распределении напряжений при осесимметричном нагреве
применительно к точечным электрозаклепочным сварным соеди-
нениям, а также о напряжениях в бесконечной пластине при
нагреве ее движущимся линейным источником и др.
Более точные количественные соотношения при решении
задач о сварочных деформациях и напряжениях могут быть
получены лишь при помощи теории пластичности в условиях
переменных температур. Математический аппарат теории плас-
тичности основан на нелинейных зависимостях между компо-
нентами напряжений и деформаций в пластической области.
Поэтому здесь уже нельзя непосредственно пользоваться методом
решения температурных задач в теории упругости, основанным
на суммировании напряжений.
Наиболее распространен для задач теории пластичности прин-
цип упругих решений, основанный на представлении решения
пластической задачи в виде решения последовательно уточняе-
мых задач теории упругости с некоторыми дополнительными
условиями. В зависимости от формулировки дополнительных
условий используются различные итерационные схемы, на кото-
рых на каждой итерации осуществляется решение упругой
задачи.
В основе методов упругих решений лежит итерационный про-
цесс уточнения дополнительных условий. С использованием этих
принципов разработаны методы решения упругопластических
задач для определения деформаций и напряжений при различных
случаях сварки [4]. Решение задач этими методами осуществ-
ляется в численном виде на ЭВМ. Результаты решения позволя-
ют анализировать как временные напряжения в процессе сварки,
так и остаточные после сварки. Разработанные алгоритмы ис-
пользуют для решения одноосных задач (наплавка валика на
кромку полосы, сварка встык узких пластин), задач плоского
напряженного состояния (сварка встык широких пластин, сварка
круговых швов на плоских и сферических элементах, сварка
кольцевых швов на тонкостенных цилиндрических оболочках,
сварка поясных швов в тавровых и других сварных соединени-
ях), задач плоской деформации (многослойная сварка встык с
418
различными разделками, наплавка валика на толстые листы и
др ). При решении задач в численном виде свойства металлов
в процессе сварки могут задаваться как в виде изотермических
характеристик, так и в виде термодеформограмм, полученных
в процессе специальных испытаний (см. п 11.3). В последнем
случае обеспечивается высокая точность результатов решения.
11.5. Экспериментальные методы определения
сварочных деформаций и напряжений
МЕТОДЫ ОПРЕДЕЛЕНИЯ ВРЕМЕННЫХ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Экспериментальные исследования сварочных деформаций и
напряжений проводят на образцах, свариваемом объекте или
его модели. Используя различные приемы моделирования, можно
добиться воспроизведения процессов образования сварочных де-
формаций и напряжений на лабораторных образцах небольших
размеров вместо реальных сварных конструкций. Правила масш-
табного моделирования основаны на подобии модели и натуры
[4]: предусматривается изготовление модели из того же металла,
что и исследуемый объект, обеспечиваются подобия геометри-
ческих параметров сварного соединения, режимов сварки, темпе-
ратурных полей, деформаций и перемещений модели и натуры.
Этими условиями можно пользоваться для моделирования напря-
жений и деформаций при однопроходной и многослойной сварке,
а также для моделирования сварочных деформаций и переме-
щений, возникающих в процессе электрошлаковой сварки пря-
молинейных и кольцевых швов.
Для оценки временных сварочных напряжений используют
методы оптического моделирования. Образцы изготавливают из
оптически активного материала (поликарбонат или эпоксидная
смола) и нагревают. В процессе нагрева регистрируют (визу-
ально или фотокиносъемкой) характерные картины светлых и
темных полос, возникающих на поверхности пластины при облу-
чении монохроматическим источником света. По этим картинам
Рис 117 Схемы измерения деформаций в процессе сварки
а — линейное напряженное состояние, б — плоское напряженное состояние (/ — база
измерения, 2, 3 — термопары)
419
определяют напряжения в оптически активном материале. Подо-
бие термоупругих напряжений модели из оптически активного
материала и металлического образца определяется их геометри-
ческим подобием, а также подобием полей температур.
Особенность определения деформаций в процессе сварки об-
разцов или конструкций — необходимость проведения измерений
в высокотемпературных областях.
В процессе сварки измерительные приборы регистрируют на-
блюдаемую деформацию, вызванную суммарным воздействием
температуры и внутренних сил (рис. 11.7). В соответствии с
формулой (11.2) упругие и пластические деформации, вызванные
внутренними силами, т. е. сварочными напряжениями, определя-
ются как
упр4~ 8 пл— С н Сев- (11.10)
Из формулы (11.10) следует, что для определения упругих
и пластических деформаций, т. е. собственных деформаций,
необходимо знать не только наблюдаемые деформации е„,
но и свободные температурные деформации есв. Поэтому в про-
цессе сварки наряду с регистрацией наблюдаемой деформации на
базе измерения предусматривается определение термического
цикла на этой же базе (см. рис. 11.7, а). Далее воспроизведением
термического цикла на образце из исследуемого металла снима-
ют дилатограмму (см. п. 11.2), по которой определяют свобод-
ную температурную деформацию еСв Вычитая значения есв из
значений е„для соответствующих температур, получаем значения
собственных деформаций.
В общем случае определения компонентов деформаций в
процессе сварки для плоского напряженного состояния необ-
ходимо проводить измерения на трех базах: расположенных
вдоль шва — ем(0, под углом 45° к направлению сварки —
ё|„(0 и под углом 135° —еДО- Одновременно записывают тер-
мический цикл T(t) (см. рис. 11.7,6),
С использованием круговой диаграммы деформации Мора
устанавливают связь между угловыми и линейными деформаци-
ями:
Yx^h===:Eih 8 2н; I
ег/н=е1н+е2н—ехв | I11-11)
Таким образом, продольные деформации ех„ измеряют непо-
средственно во время эксперимента, а поперечные и сдвиговые
деформации е#в и ?х#н вычисляют по экспериментально опре-
деленным наблюдаемым деформациям с помощью соотношений
(11.11).
Далее, как указывалось выше, на дилатометре воспроизводят
термический цикл сварки T(t) и определяют свободную темпера-
турную деформацию есв(/).
420
В соответствии с формулой (11.10) в каждый момент времени
определяют компоненты собственных деформаций
— Ехн £ св ;
Уху —'Ухуп.
На рис. 11.8 в качестве примера представлены наблюдаемые
деформации металла ехИ(Т), е|Н(Г), е2н(Г) при сварке и дилатограм-
ма металла есв(7’) для соответствующего термического цикла
в продольном сечении, расположенном на расстоянии у= 15 мм
от оси шва пластины толщиной 6=10 мм из коррозионно-
стойкой стали 12Х18Н10Т размером 400X400 мм, проплавляемой
посередине неплавящимся вольфрамовым электродом в среде
аргона (осв=2,8 • 10~3 м/с), тепловая мощность </=3670 Вт.
Здесь результаты представлены в координатах деформация —
температура с равномерной разбивкой температурной оси на
стадии нагрева от нормальной до максимальной температуры
и на стадии охлаждения от максимальной до нормальной
температуры.
Компоненты собственных деформаций ех(7’), е/7’), Уху(Т)
(рис. 11.9) вычисляют по формулам (11.12) с использованием
значений наблюдаемых деформаций и свободных температурных
деформаций.
По измеренным значениям компонентов собственных дефор-
маций можно вычислить собственные напряжения с привлечени-
ем расчетного аппарата теории пластичности, так как в общем
случае при сварке происходят не только упругие, но и пластиче-
ские деформации. Математическая связь между деформациями
и напряжениями устанавливается на основе современных теорий
пластичности. Для случаев сварки полнее подтверждается тео-
рия неизотермического пластического течения, которая позволяет
проследить развитие напряжений на всех стадиях нагрева и
остывания. Теория течения рассматривает связь между бес-
Рис. 11.8. Наблюдаемые деформации металла при сварке
ехн, е1н> 4>и и свободная температурная деформация есв сва-
рочного термического цикла
421
Рис 11 9. Собственные продольные ех, поперечные es и сдвиговые
деформации при сварке
конечно малыми приращениями деформаций и напряжений.
При использовании формул теории течения в практических
расчетах бесконечно малые приращения деформаций заменяют
конечными приращениями. С этой целью процесс нагрева и
охлаждения при сварке разбивают на отдельные участки с
интервалом Д7’=25...5О К, начиная от исходной температуры
Т перед сваркой. Для каждого интервала разбивки по кривым
кх(Т), гу(Т), уху(Т) вычисляют приращения компонентов деформа-
ции Двх, Лбу, ДуХ4г. Например, для произвольного интервала
от состояния (ft — 1) до состояния (k) приращения компонентов
деформаций составляют Де^), Де^), Ду^да (см. рис. 11.9).
Для расчета компонентов напряжений в пластической об-
ласти необходимо задать деформационные характеристики в
зависимости от температуры. В первом приближении можно
пользоваться идеализированными свойствами материала в виде
модели идеального упругопластического материала (см.
рис. 11.4). Предел текучести, модуль упругости и коэффициент
Пуассона свариваемого материала задают зависимыми от тем-
пературы От = От(Г), Е—Е(Т), v=v(T). В пределах интервала
деформирования [(ft—l)...(ft)] свойства материала принимают
постоянными, равными значению в точке ft.
Напряжения вычисляют в конце каждого интервала. Напря-
жения, полученные в конце предыдущего интервала, служат
начальными для рассматриваемого интервала. Напряжения под-
считывают по формулам (при вычислении ох„ в первой формуле
следует брать верхний, а oyt— нижний знак):
AeXi++[(1 - v(i _ гУ£(4 -1] (oX(i _ Д _,)
Ok =--------------------Z------------±
2(1 — v*)/£ft +Аг^л./ч^
± АЧ ~ Аеяг + К1 + v(*- о)/^- i)](g5t- о — ») ;
2 (1 + vtl/f* + ЗАг,пл ,/a,4
(11.13)
&Уху, + Tx?(t _ G(t
T x у k-----------------------
l/Gft + ЗАЕх ПЛ
422
На рис. 11.10 показаны ре-
зультаты расчетов компонентов
собственных напряжений ох, оу,
аху, выполненных в указанной
выше последовательности и соот-
ветствующих экспериментально
определенным значениям собст-
венных деформаций ех, гу, уху
(см. рис. 11.9).
Для получения более точных
количественных значений собст-
венных напряжений следует за-
Рис. 11 10 Собственные продоль-
ные <тх, поперечные <т„ и касатель-
ные 1ху напряжения при сварке
кладывать в расчет вместо диаграмм идеального упругопласти-
ческого материала реальные характеристики сопротивления
металла деформированию с учетом истории нагружения и физи-
ческих процессов, происходящих при сварке. Такие характе-
ристики сопротивления деформированию в виде термодеформо-
граммы получаются при воспроизведении термодеформационного
сварочного цикла на образце (см. п. 11.3).
В результате испытания определяется зависимость о. =
= o1($deinJi,7’) — так называемая термодеформограмма, которая
характеризует сопротивление металла деформированию в усло-
виях сварочного деформационного и термического циклов и
отражает совокупное влияние основных физических явлений,
сопровождающих сварочный процесс.
Компоненты напряжений второго приближения вычисляют
по формулам (11.13) с использованием реальных значений
о, из термодеформограммы вместо условных пределов текучести
Gt.
Результаты расчетов показывают, что второе приближение
уже обеспечивает высокую точность и последующее уточнение
не требуется.
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
Существующие методы определения остаточных напряжений
обычно разделяют на механические и физические. Механические
методы основаны на принципе упругой разгрузки объема металла
при его освобождении от остаточных напряжений путем раз-
грузки. Измеряя деформации, возникающие при разгрузке, мож-
но вычислить остаточные напряжения по формулам теории упру-
гости. В зависимости от расположения измеряемых баз механи-
ческими методами можно определить одно-, двух- и трехосные
остаточные напряжения [17].
Физические методы, в отличие от механических, не связаны
с обязательным разрушением металла для определения остаточ-
ных напряжений. Они основаны на определении изменения
423
свойств металла под влиянием остаточных напряжений. Если же
изменение свойств металла в шве и околошовной зоне вызвано
совокупным воздействием физико-химических процессов при
сварке и остаточных напряжений, то результаты измерений
физическими методами не однозначно характеризуют остаточные
напряжения. Ниже перечисляются наиболее распространенные из
физических методов, которые могут быть применены в отдельных
случаях при определении остаточных сварочных напряжений.
Магнитоупругий метод определения остаточных напряжений
основан на зависимости магнитной проницаемости объема метал-
ла от значения действующего в данном объеме остаточного
напряжения. Этот метод можно использовать лишь для метал-
лов, обладающих магнитными свойствами. Достоверные резуль-
таты получают при измерении остаточных одноосных напряжений
в основном металле сварного соединения. Применение этого
метода для определения остаточных напряжений в шве и около-
шовной зоне может приводить к заметным погрешностям. Это
объясняется тем, что магнитная проницаемость в шве и около-
шовной зоне после сварки изменяется по сравнению с ее значе-
нием до сварки не только под действием возникших остаточных
напряжений, но и вследствие изменения химического состава
шва, роста зерна, изменения структуры околошовной зоны и
других явлений.
Ультразвуковой метод определения сварочных остаточных
напряжений основан на зависимости скорости распространения
ультразвуковой волны в металлах от напряженного состояния
в них. Измеряют скорости распространения ультразвука на
отдельном участке металла до сварки и после сварки, и по изме-
нению скорости судят о значении остаточного напряжения. При
измерении остаточных напряжений в шве и околошовной зоне
неоднородность свойств может приводить к погрешностям ре-
зультатов Положительным свойством данного метода, так же
как магнитоупругого, следует считать мобильность проведения
экспериментов, не требующих больших подготовительных работ.
Рентгеновские методы исследования остаточных напряжений
основаны на определении расстояния между кристаллографи-
ческими плоскостями, т. е. деформации кристаллографической
решетки, с помощью измерения угла отражения луча. Остаточ-
ные напряжения этим методом можно определить с невысокой
точностью и только в тонком поверхностном слое. Для рентге-
новских методов исследования остаточных напряжений характер-
ны большая трудоемкость и высокая стоимость проведения
эксперимента.
Метод определения остаточных напряжений на основе регист-
рации твердости используют при исследовании поверхностных
напряжений. Разработанные физические основы метода устанав-
ливают однозначное влияние одно- и двухосных напряжений на
изменение твердости поверхностного слоя. Для участков сварно-
го соединения, претерпевших высокотемпературную пласти-
424
ческую деформацию в процессе сварки, т. е для шва и около-
шовной зоны, этот метод измерения остаточных напряжений
приводит к погрешностям.
11.6. Типичные поля остаточных напряжений
в сварных соединениях
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В ПРЯМОЛИНЕЙНЫХ
ОДНО- И МНОГОПРОХОДНЫХ СВАРНЫХ СОЕДИНЕНИЯХ
Для случаев однопроходной сварки встык с полным проплав-
лением пластин (рис. 11.11, а) из низкоуглеродистой стали рас-
пределение остаточных продольных напряжений ах в поперечном
сечении имеет характерный вид, представленный на рис.
11.11,в. Причина возникновения остаточных напряжений
ох — остаточные пластические деформации укорочения бхПЛ
в шве и околошовной зоне на ширине 26 пл (рис. 11.11,6). В про-
цессе сварки на стадии нагрева происходят пластические дефор-
мации укорочения, а на стадии охлаждения — пластические
деформации удлинения. Так как пластические деформации на
стадии нагрева по абсолютной величине больше, чем на стадии
Рис 1111 Остаточные продольные напряжения о* в поперечных сечениях
а—вид сварного соединения б — остаточные пластические деформации, в — низко-
углеродистая сталь (без потерн устойчивости), г—ннзкоуглеродистая сталь (с учетом
потери устойчивости), д— алюминиевый сплав, е — стали, претерпевающие структурные
превращения
425
охлаждения, остаточные пластические деформации представляют
собой деформации укорочения. Вследствие этого в шве и около-
шовной зоне на ширине 2Ьр возникают остаточные растягиваю-
щие напряжения, имеющие максимальное значение <jxmas в
шве (рис. 11.11, в). Эти напряжения уравновешиваются напря-
жениями сжатия в основном металле. Приведенное на рис.
11.11, в распределение остаточных напряжений характерно для
случаев, когда сварные пластины не теряют устойчивости, т. е.
не нарушается их плоскостность. Это имеет место при сварке
пластин в жестком приспособлении, препятствующем нарушению
плоскостности, а также приближенно и при сварке пластин
средней толщины (6=6... 15 мм) в свободном состоянии. При
сварке менее жестких пластин (6<6 мм), как правило, происхо-
дит потеря устойчивости, существенно изменяющая распределе-
ние напряжений, в особенности напряжений сжатия (рис. 11.11, г).
При сварке низкоуглеродистых сталей максимальные оста-
точные напряжения oimax, как правило, близки к пределу теку-
чести металла шва.
Эпюра остаточных напряжений, приведенная на рис. 11.11, в,
характерна для сварки пластин из низколегированной и аустенит-
ной сталей, титановых сплавов или в общем случае для сварки
металлов и сплавов, не претерпевающих структурных превраще-
ний при температурах Г<873...973 К- Максимальные остаточные
напряжения oxmax при сварке аустенитных сталей обычно превос-
ходят предел текучести. Это, по-видимому, связано с большим
коэффициентом линейного расширения, а как следствие, большой
пластической деформацией, вызывающей упрочнение металла с
образованием высоких значений продольных остаточных напряже-
ний. В титановых сплавах максимальные остаточные напряже-
ния, как правило, ниже предела текучести основного материала
в исходном состоянии и составляют (0,7...1,0) от. При этом высо-
кие значения остаточных напряжений соответствуют сварке на
интенсивных режимах с большой эффективной мощностью и
большой скоростью.
При сварке алюминиевых сплавов характерна особенность
распределения остаточных напряжений ох — их некоторое сниже-
ние в шве и в прилегающих к шву участках металла (рис. 11.11, д).
Максимальные остаточные напряжения ниже предела текучести
сплава в исходном состоянии и составляют (0,6...0,8) от.
Остаточные напряжения в легированных сталях, претерпе-
вающих структурные превращения на стадии охлаждения при
низких температурах (7<873...773 К), могут иметь принципиаль-
но иной характер распределения. В соответствии с дилатограммой
металла, показанной на рис. 11.6 (кривая 2), структурные превра-
щения на стадии остывания приводят к резкому увеличению
объема. Вследствие этого возникающие на стадии охлаждения
растягивающие напряжения снижаются и переходят в сжимаю-
щие. После окончания структурных превращений сжимающие
напряжения при дальнейшем охлаждении могут снова перейти в
426
растягивающие (рис. 11.11, е, кривая 2), но могут и оставаться
сжимающими в шве и околошовной зоне при полном охлаждении
(рис. 11.12, е, кривая 1). За пределами зоны пластических дефор-
маций остаточные напряжения могут быть как растягивающими,
так и сжимающими. Это определяется степенью неуравновешенно-
сти напряжений в зоне пластических деформаций. Соответствую-
щее сочетание режима и условий сварки может приближенно
обеспечить условие уравновешенности остаточных напряжений в
зоне пластических деформаций. Это означает, что в основном ме-
талле за пределами зоны пластической деформации остаточные
напряжения будут незначительными и не вызовут коробления
листов, т. е. не произойдет потери устойчивости.
В однопроходных сварных соединениях — втавр, внахлестку
и угловых — сказанное выше относительно значений и характера
распределения продольных остаточных напряжений ох в стыковых
швах сохраняет свою силу.
Кроме рассмотренных выше продольных напряжений при
сварке встык возникают поперечные напряжения При одно-
проходной сварке свободных пластин встык поперечные напряже-
ния Gy незначительны по величине. В зависимости от скорости
сварки, ширины пластин, характера их фиксации распределение
напряжений оу может быть различным. Характерный вид эпюры
остаточных напряжений gv по оси шва при автоматической сварке
пластин встык представлен на рис. 11.12, а. Напряжения сжатия
имеют максимальные значения на конечных участках. В средней
части напряжения оу растягивающие и незначительные.
Однако в ряде случаев характер распределения Gy может быть
иным. Например, при сварке пластин с малой скоростью на конце-
вом участке шва возникают большие растягивающие напряжения
Gy (рис. 11.12,6). Это объясняется тем, что ранее сваренные
участки шва успевают остыть и поперечная усадка, возникающая
при сварке концевого участка, приводит к значительным растяги-
вающим напряжениям Gy, иногда достигающим предела текучести
материала.
При подварке дефектов в сварных швах могут также возникать
большие растягивающие напряжения, вызванные поперечной
усадкой.
Рис 11 12 Распределение остаточных поперечных напряжений по оси
шва
а — при большой, б — при малой скорости сварки
427
Очень неблагоприятны условия сварки участков прерывистых
швов в свариваемых элементах, собранных без зазора. На свари-
ваемых участках возникает поперечная усадка, которая приводит
к появлению напряжений сжатия пу на свободных участках
стыка. При этом на концах свариваемых участков возникают
большие растягивающие напряжения, которые представляют
опасность при наличии концентраторов напряжений в виде щели.
Поэтому в ответственных конструкциях не рекомендуется исполь-
зовать сварные соединения с прерывистыми швами.
При многопроходной сварке пластин встык в общем случае
(рис. 11.13, а) возникают остаточные напряжения — продольные
ох, поперечные о9 и в направлении толщины сгг. Однако при
толщинах 6<40...80 мм сопротивление усадке металла по толщи-
не незначительное, и поэтому напряжения о2 малы. Формирова-
ние продольных напряжений ох при укладке каждого очередного
валика многослойного шва качественно подобно однопроходной
сварке. Последующие валики незначительно изменяют значение
остаточных напряжений ох, и поэтому их распределение по
толщине можно считать равномерным (рис. 11.13,6).
Формирование поперечных напряжений os происходит вслед-
ствие поперечной усадки укладываемого валика и под сильным
воздействием поперечной усадки последующих валиков. В связи
с этим распределение напряжений оу по толщине отличается
значительной неравномерностью.
При укладке очередного валика Дзп (рис. 11.13, а) в резуль-
тате поперечной усадки в нем возникают остаточные поперечные
напряжения растяжения. Нижележащие участки металла шва
оказывают сопротивление усадке слоя п, поэтому в них возника-
ют сжимающие поперечные напряжения. Кроме этого, без за-
крепления пластин происходит угловая деформация, вызываю-
щая пластические деформации удлинения еу и соответственно
поперечные напряжения растяжения ау в нижних слоях на-
плавленного металла. Совокупное воздействие указанных фак-
торов приводит к неравномерному распределению поперечных
напряжений (кривая 7 на рис. 11 13, в). На поверхности шва
растягивающие напряжения достигают О,5сгт и более В корне
Рис 11 13 Остаточные напряжения в многослойных швах
а — схема сварного соединения, б, в — соответственно распределение
напряжений <зх и по толщине шва
428
шва остаточные растягивающие напряжения весьма значитель-
ны, они могут быть на уровне временного сопротивления матери-
ала ов. Если сварка пластин осуществляется в приспособлении,
препятствующем возникновению угловых деформаций, то в корне
шва возникают сжимающие напряжения (кривая 2 на
рис. 11.13, в). При других схемах закрепления пластин, частично
препятствующих угловому повороту, возможны эпюры распреде-
ления напряжений, промежуточные между кривыми 1 и 2 на
рис. 11.13, в.
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В ЭЛЕКТРОШЛАКОВЫХ
СВАРНЫХ СОЕДИНЕНИЯХ
При электрошлаковой сварке соединение формируется сразу
по всей толщине. Возникающие остаточные напряжения в зна-
чительной степени зависят от толщины металла. При толщинах
до 100 мм усадка металла шва и высокотемпературной около-
шовной зоны в направлении толщины происходит свободно, по-
этому остаточные напряжения в направлении толщины ог не-
значительные Продольные остаточные напряжения ох достигают
предела текучести металла, и их распределение в поперечном
сечении подобно случаю однопроходной сварки пластин встык.
При дальнейшем увеличении толщины механизм образования
остаточных напряжений изменяется,
так как усадка металла в направлении
толщины не может при этом происхо-
дить беспрепятственно. Вследствие это-
го возникают значительные остаточные
растягивающие напряжения ог. С рос-
том толщины свариваемого металла
при электрошлаковой сварке наблю-
дается неравномерность распределения
температур по толщине, вызванная
теплоотдачей с поверхностей. При этом
температура в глубине шва выше, чем
на поверхностных участках. На стадии
охлаждения это приводит к появлению
растягивающих поперечных напряже-
ний ау в глубине металла шва.
На рис. 11.14 представлены харак-
терные эпюры распределения остаточ-
ных компонентов напряжений по оси
шва в электрошлаковой сварном сое-
динении толщиной б = 700 мм, полу-
ченные непосредственными измерения-
ми. На поверхности сварных соедине-
ний остаточные продольные напряже-
ния Ох невелики. Напряжения ох су-
щественно возрастают на глубине шва,
Рис 11 14 Распределение
остаточных напряжении по
толщине шва в электрошла-
ковом сварном соединении
толщиной 6 = 0,7 м
429
принимая в середине толщины максимальные значения порядка
предела текучести свариваемого металла от. Напряжения о? —
растягивающие — на поверхности равны нулю и возрастают к
середине толщины. Напряжения оу на поверхности сварных
соединений сжимающие, а в глубине швов — растягивающие,
достигая при этом значений, близких к пределу текучести метал-
ла. С ростом толщины свариваемого металла следует ожидать
возрастаний значений компонентов остаточных напряжений ох,
оу и ст? в глубине шва, что в условиях объемного напряженного
состояния может приводить к хрупким разрушениям на стадии
остывания сварной конструкции.
НАПРЯЖЕНИЯ ПРИ ОСЕСИММЕТРИЧНОМ НАГРЕВЕ
Осесимметричное распределение температур возникает при
контактной точечной сварке, при дуговой сварке электрозакле-
почных соединений, при термической правке. При этом возни-
кает осесимметричное поле напряжений, характеризуемое ком-
понентами ог и ое плоского напряженного состояния в полярных
координатах. Наиболее просто выполняется упругое решение.
Для осесимметричного нагрева пластины с произвольным зако-
ном изменения температуры в радиальном направлении известно
следующее упругое решение:
Or = C--^Trdr,
г о
о9 = С - аЕТ+-^- ^Trdr,
т о
(11-14)
где С — постоянная, определяемая из граничных условий на
контуре круглой пластины; для свободного контура пластины
радиусом R принимают при r = R ог=0; для пластины бес-
конечной протяженности постоянная С = 0.
При введении в пластину толщиной 6 некоторого количества
теплоты Q распределение температуры описывается зависимостью
Т = —(Ц.15)
где X — коэффициент теплопроводности; а — коэффициент тем-
пературопроводности; b — коэффициент температуроотдачи.
После подстановки (11.15) в (11.14) и выполнения интегри-
рования, получаем формулы для вычисления компонентов, воз-
никающих при осесимметричном нагреве напряжений в беско-
нечной пластине:
8лл6£ г v
ое= _ДЁ2_Г_1Д.(1 _е-7(4а0)_2е-<!/(4а01 (11 16)
oJiAofL г J
430
Рис. 11.15. Распределение темпера-
туры и компонентов напряжений
при осесимметричном нагреве
Рис 11 16. Распределение остаточ-
ных напряжений при точечной кон-
тактной сварке
На рис. 11.15 в качестве иллюстрации представлен характер
распределения в радиальном направлении компонентов напря-
жений, выраженных в долях от аЕТ. В центральной нагретой
части пластины возникают напряжения сжатия (как в радиаль-
ном направлении — ог, так и в окружном — ое).
В реальных случаях сварки в центральной части пластины
при нагреве возникают пластические деформации укорочения,
вызванные действием сжимающих напряжений ог и <т9, поэтому
при последующем охлаждении в пластине появляются остаточ-
ные напряжения. На рис. 11.16 показано характерное распреде-
ление остаточных напряжений ог и Ов в радиальном направле-
нии. При этом можно выделить три зоны. В зоне I остаточные
напряжения (как ог, так и ое) растягивающие и, как правило,
достигают значений предела текучести материала, т. е. ог =
==а0=ар В зоне II интенсивность напряжений о„ вычисленная
по значениям компонентов аг и о о, приблизительно равна пределу
текучести, т. е. о1 = от. В зонах I и II происходят пластические
деформации. В зоне III на стадиях нагрева и остывания возни-
кают только упругие деформации. В этой зоне компоненты
напряжений ог и о9 уменьшаются по абсолютным значениям
примерно обратно пропорционально квадрату радиуса.
11.7. Характер распределения временных
напряжений и деформаций при сварке
Первоначальные представления о формировании напряжений
и деформаций в процессе сварки основывались на упругих ре-
шениях.
Более точные представления о напряжениях и деформациях
при сварке основаны на упругопластических решениях, простей-
шее из которых графорасчетный метод, используемый для опреде-
431
Рис 11 17 Распределение продоль
ных напряжений и упругопластиче-
ских деформаций
ления продольных деформаций и
напряжений при наплавке валика
на кромку полосы и при сварке
пластин встык. На рис. 11.17
в качестве примера представлено
распределение продольных напря-
жений ох и упругопластических
деформаций ех в продольном се-
чении на расстоянии у= 2 см
от оси шва при сварке пластин
из коррозионно-стойкой стали
12X18HI0T. На стадии нагрева в
шве и околошовной зоне развиваются продольные собственные
упруго пластические деформации укорочения, достигающие мак-
симальных значений приблизительно при максимальных темпе-
ратурах Ушах. На стадии охлаждения изменяется знак прира-
щений деформаций ех, т. е. участки металла претерпевают
деформации удлинения в продольном направлении. Происходя-
щая на стадии охлаждения пластическая деформация удлинения
меньше по абсолютной величине, чем пластическая деформация
укорочения на стадии нагрева, поэтому остаточная пласти-
ческая деформация представляет собой деформацию укорочения.
Продольные напряжения ох на стадии нагрева сжимающие
(см. рис. 11.17). На этой стадии они резко возрастают, достигая
максимальных значений, близких к пределу текучести сваривае-
мого материала при данной температуре. После достижения
максимальных температур ох уменьшаются и на стадии охлаж-
дения переходят в растягивающие, достигая предела текучести
материала при комнатной температуре.
Представленные на рис. 11.17 кривые ах и ех рассчитаны
с использованием схематизированных диаграмм идеального упру-
гопластического материала, в свою очередь, полученных изотер-
мическими испытаниями образцов при постоянной скорости на-
гружения. Более точные значения временных напряжений опре-
деляют расчетами с использованием свойств материала, зада-
ваемых термодеформограммой (см. п. 11.3) вместо изотермиче-
ских характеристик (кривая о'х на рис. 11.17). Результаты приб-
лиженного (<7х) и уточненного (<7х) решений задачи указывают
на одинаковый характер изменения продольных напряжений при
сварке, однако значения напряжений в этих решениях различны.
Значения напряжений на стадии нагрева уточняются незначи-
тельно, тогда как на стадии охлаждения уточнение решения
весьма значительное. Процессы разупрочнения, ползучести, эф-
фект Баушингера* на стадии охлаждения приводят к снижению
* Эффект Баушингера заключается в том, что предварительная пластиче-
ская деформация металла растяжением уменьшает предел текучести при после-
дующем его сжатии и, наоборот, предварительная пластическая деформация
металлов сжатием уменьшает предел текучести при последующем его растяжении.
432
продольных напряжений на 25...50% по сравнению с результа-
тами приближенного решения, выполненного на основе схемати-
зированных свойств материала.
Таким образом, для более точного количественного опреде-
ления временных напряжений следует использовать в расчетах
свойства материалов, определенные при воспроизведении термо-
деформационных сварочных циклов.
При сварке реальных конструктивных элементов возникают
не только продольные, но и другие компоненты деформаций и
напряжений. Их можно определять расчетами на основе теории
пластичности (см. п. 11.4) или экспериментами для сложного
напряженного состояния (см. п. 11.5).
Глава 12
ОБРАЗОВАНИЕ СВАРНЫХ СОЕДИНЕНИЙ
И ФОРМИРОВАНИЕ ПЕРВИЧНОЙ СТРУКТУРЫ
МЕТАЛЛА ШВА
12.1. Понятие свариваемости
Монолитность сварного соединения при сварке обеспечивает-
ся образованием межатомных и межмолекулярных связей между
частицами соединяемых материалов на поверхности их контакта.
Различают две группы межатомных и межмолекулярных свя-
зей, имеющих электрическую природу: 1) физические (ван-дер-
ваальсовские) и 2) химические (ионная, ковалентная, металли-
ческая, водородная, донорно-акцепторная и их сочетания).
Прочность химических связей (энергия, требуемая для разъеди-
нения вещества на отдельные молекулы, атомы или ионы) со-
ставляет десятки и сотии килоджоулей, а физических — доли
и единицы килоджоуля.
В результате сварки образуются соединения с прочными
химическими связями.
При сварке в процессе образования химических связей сва-
риваемые материалы подвергаются механическому, физическому
или химическому воздействию. Явления, сопровождающие обра-
зование химических связей, называются сварочными процессами.
Сварочные процессы, характерные для сварки металлов, мож-
но условно разделить на три группы:
1) тепловые процессы, включающие нагрев, плавление и ох-
лаждение металлов;
2) термомеханические процессы, заключающиеся в пластиче-
ском деформировании металла с одновременным воздействием
высокой температуры;
3) физико-химические процессы, протекающие в твердом и
жидком металле: фазовые превращения, растворение и выделе-
ние веществ из раствора, диссоциация или образование химиче-
15—923
433
ских соединений, диффузия, обменные реакции между контакти-
рующими фазами и т. д.
Сварочные процессы определяют технологическую прочность
металла шва и зоны термического влияния, т. е. стойкость
металла сварного соединения против локальных разрушений в
процессе изготовления (сопротивляемость образованию разного
рода трещин). Кроме того, они в значительной мере определяют
эксплуатационную прочность, работоспособность сварного соеди-
нения — степень соответствия его механических, физических и
химических свойств требованиям эксплуатации.
Способность соединяемых металлов образовывать при сварке
качественное сварное соединение оценивают их свариваемостью.
Свариваемость — комплексная характеристика металла, характе-
ризующая его реакцию на физико-химическое воздействие про-
цесса сварки и способность образовывать сварное соединение,
отвечающее заданным эксплуатационным требованиям.
Основные критерии свариваемости следующие:
окисляемость металла при сварке, зависящая от его хими-
ческой активности;
сопротивляемость образованию горячих трещин и трещин при
повторных нагревах;
сопротивляемость образованию холодных трещин и замедлен-
ному разрушению;
чувствительность металла к тепловому воздействию сварки,
характеризуемая его склонностью к росту зерна, структурными
и фазовыми изменениями в шве и зоне термического влияния,
изменением прочностных и пластических свойств;
чувствительность к образованию пор;
соответствие свойств сварного соединения эксплуатационным
требованиям; к таким свойствам относятся: прочность, пластич-
ность, выносливость, ползучесть, вязкость, жаростойкость и жа-
ропрочность, коррозионная стойкость и др.
Различают физическую и технологическую свариваемость.
Под физической свариваемостью понимают способность металлов
образовывать в результате сварки каким-либо способом моно-
литные соединения с химической связью.
Технологическая свариваемость — технико-экономический по-
казатель. Она характеризует возможность получения сварного
соединения требуемого качества, удовлетворяющего требованиям
надежности конструкции при эксплуатации, с применением су-
ществующего оборудования при наименьших затратах труда и
времени.
Технологическая свариваемость определяется совокупностью
свойств основного металла, характеризующих его реакцию па
термодеформационный цикл сварки. Кроме того, она зависит
от способа и режима сварки, свойств присадочного металла,
применяемых флюсов, электродных покрытий и защитных газов,
от конструктивных особенностей свариваемого изделия и усло-
вий его последующей эксплуатации.
434
12.2. Общие положения теории
кристаллизации
Кристаллизация расплавленного металла состоит из двух
элементарных, одновременно протекающих процессов:
1) зарождения зародышей или центров кристаллизации;
2) роста кристаллитов из этих центров.
В зависимости от способов образования зародышей разли-
чают гомогенную или гетерогенную кристаллизацию. В чистом
от примесей жидком металле при охлаждении зародыши об-
разуются из наиболее крупных фазовых флуктуаций жидкой
фазы, выделение которых связано с флуктуациями энергии
(гомогенное зарождение). В технических металлах всегда име-
ются дисперсные включения примесей, на поверхности которых
и происходит образование центров кристаллизации (гетероген-
ное зарождение).
Движущая сила кристаллизации любого типа — разный ха-
рактер изменения свободной энергии металла в жидком и твер-
дом состояниях в зависимости от температуры (рис. 12.1). При
температуре выше некоторой критической Т,,л меньшей свободной
энергией обладает вещество в жидком состоянии, а при темпе-
ратуре ниже Т„л энергетически более устойчиво твердое состоя-
ние металла.
Температура Т„л, при которой равновероятно как твердое,
так и жидкое состояние,— равновесная или теоретическая тем-
пература кристаллизации. Затвердевание металла при этой тем-
пературе еще не происходит. Для кристаллизации необходимо
образование зародышей и их рост в результате присоединения
частиц контактирующей с ними жидкости. Это достигается при
температуре ниже критической, т. е. при переохлаждении.
Температура Уф к, при которой практически начинается кри-
сталлизация, называется фактической температурой кристалли-
зации.
Степенью переохлаждения АТ называют разность между тео
ретической и фактической температурами кристаллизации.
Переохлаждение в чистых
металлах называется термиче-
ским, в сплавах, где температу-
ра Тал уменьшается с повыше-
нием концентрации примеси, —
концентрационным.
В результате кристаллиза-
ции освобождается некоторая
энергия — теплота кристалли-
зации, численно равная скрытой
теплоте плавления. Эта теплота
отводится через границу разде-
ла твердой и жидкой фаз в бо-
лее холодное твердое тело.
Рис. 12.1. Зависимость свободной энер-
гии твердого (/) и жидкого (2) метал-
ла от температуры
15*
435
ГОМОГЕННАЯ КРИСТАЛЛИЗАЦИЯ
Из рис. 12.1 видно, что чем ниже температура Гфк, тем боль-
ше разность свободных энергий жидкого Fx и твердого F« ме-
талла. Изменение свободной энергии на единицу объема V за-
твердевающего вещества будет равно
= (12.1)
При кристаллизации объема V свободная энергия системы
уменьшается на величину Д/V.
Одиако при зарождении и росте кристаллов иа их границе
с жидкостью возникает и увеличивается поверхностная энергия
oSn (о — поверхностное натяжение, Sn — суммарная площадь
поверхности кристаллов).
Общее изменение свободной энергии
AF = oSn —AfV. (12.2)
Термодинамическая система стремится к минимуму свободной
энергии.
Зародыш будет расти, если при этом AF, уменьшается, т. е.
при условии Д/V > oS„.
Для зародыша сферической формы уравнение (12.2) можно
записать в виде
AF = 4лг2о — (4/3)nr3Af. (12.3)
Изменение свободной энергии в зависимости от размера
зародыша характеризуется кривой с максимумом (рис. 12.2). На
первых стадиях рост зародыша приводит к увеличению свобод-
ной энергии и его существование будет неустойчивым. При опре-
деленном критическом размере зародыша гк изменение свободной
энергии достигает максимума. Дальнейший рост кристалличе-
ского зародыша приводит к уменьшению AF и может продол-
жаться неограниченно. Зародыши критической величины, воз-
никшие как флуктуационные образования, становятся центрами
кристаллизации, из которых вырастают кристаллы.
Значения гк и AFK можно рассчитать, используя выражение
(12.3). Найдем частную производную
Рис. 12.2. Изменение свободной
энергии в зависимости от размера
зародыша
О.4л.2гк—Af. —1—n.3ri
or 3
Из условия = 0 находим г*.
гк=^. (12.4)
Подставим значение гк в урав-
нение (12.3) и получим
AFK=-^-n^. (12.5)
О Lil
436
Выразив значение Af из выражения (12.4) и подставив его
в уравнение (12.5) для зародыша сферической формы, у кото-
рого Хп = 4лг2к, получим
АГК=—osn. (12.6)
Выражение (12.6) показывает, что при образовании зароды-
ша критического радиуса поверхностная энергия на границе
кристалл — жидкость на ’/з компенсируется энергией флуктуа-
ции Л/^к, а на 2/з — объемной свободной энергией.
Из уравнения (12.4) видно, что гк тем меньше, чем больше
величина Af, которая растет с увеличением АТ (рис. 12.1).
Можно записать
Af = A7'As = A7'Q/7'M. (12.7)
где As — изменение энтропии при затвердевании; Q — скрытая
теплота затвердевания единицы объема. Следовательно,
Г[==2^_!_. (12.8)
Из уравнения (12.8) видно, что критический размер зароды-
ша уменьшается с увеличением степени переохлаждения
(рис. 12.3). При этом создаются условия для образования боль-
шего числа зародышей. Увеличение переохлаждения, как следует
из анализа уравнений (12.5) и (12.7), приведет также к умень-
шению AFK.
Подставив значение Af, выраженное согласно (12.7), в вы-
ражение (12.5), получим
AFK^-g^g„. (12.9)
Чем меньше критический радиус зародыша и чем меньше
флуктуация энергии, требуемая для его образования,-тем больше
вероятность образования зародышей wi (чцело возникающих
зародышей).
Согласно статистическим представлениям термодинамики,
Wi = (12.10)
где /гв — постоянная Больцмана.
Однако с увеличением переохлаждения
процесс диффузии будет тормозиться, за-
медляя подход новых атомов из жидкости
к кристаллу. Вероятность перехода атома
из жидкой фазы в твердую при образова-
нии зародыша
w2 = M2e~v/!k^T\ (12.11)
где U — энергия активации самодиф-
фузии.
Рис. 12.3. Зависимость
критического размера за-
родыша от степени пере-
охлаждения
437
Рис 12 4 Влияние степени пе-
реохлаждения на условия обра-
зования зародышей
Вероятность w, определяющая
общую скорость образования заро-
дышей (число центров кристаллиза-
ции л), равна произведению вероят-
ностей составляющих процессов
® = ®1w2 = M3e“,Af“ + t/W!in (12 12)
В формулах (12.10)...(12.12) Mi,
Мц, Л1з — постоянные коэффициенты,
зависящие от свойств материала.
После подстановки значения АЛ
в выражение (12.12) получим зависи-
мость числа центров кристаллизации
п от температуры:
n«®=M3expj--±r[l/+4na(^)2]}. (12.13)
Таким образом, под влиянием двух противоположных тен-
денций при изменении температуры складываются оптимальные
условия, при которых скорость образования зародышей кристал-
лизации максимальна (рис. 12.4).
ГЕТЕРОГЕННАЯ КРИСТАЛЛИЗАЦИЯ И СКОРОСТЬ
КРИСТАЛЛИЗАЦИИ
Поверхность раздела между образующейся твердой и исче-
зающей жидкой фазами создает энергетический барьер при
гомогенном возникновении зародышей, для преодоления которого
необходима флуктуация энергии, равная AFK Поэтому энергети-
чески более выгодно возникновение зародышей твердой фазы в
кристаллизующейся жидкости преимущественно на готовых
межфазных поверхностях. Такими поверхностями при гетеро-
генной кристаллизации могут быть поверхности твердых частиц,
всегда существующие в технических расплавах.
Наилучшие очаги гетерогенной кристаллизации — частицы
или поверхности того же металла, что и расплав, например
зерна основного металла, ограничивающие жидкую сварочную
ваину. Оплавленные зерна основного металла становятся заро-
дышевыми центрами кристаллизации, на которых, как на свое-
образной подкладке, начинают расти первичные кристаллы шва
(рис. 12.5). Растут кристаллы нормально к поверхности охлаж-
дения в глубь жидкого металла ванны, в направлении, обрат-
ном отводу теплоты.
При наличии готовых межфазных поверхностей увеличивает-
ся вероятность гетерофазных флуктуаций. Это приводит к появ-
лению плоских зародышей кристаллитов на межфазной поверх-
ности. Энергетические условия образования плоских зародышей
отличаются от условий возникновения трехмерных зародышей,
438
Рис 12 5 Схема роста кристалли-
тов в сварочной ванне
Рис 12 6 Схема образования плос-
кого зародыша
поэтому критическое состояние достигается при различных зна-
чениях переохлаждения.
Определим критический радиус плоского зародыша
(рис. 12.6). При его возникновении на поверхности кристаллита
площадь межфазной поверхности возрастает только на величину
боковой поверхности зародыша.
Баланс свободной энергии при возникновении плоского за-
родыша аналогично (12.2) будет
NF = 2л,гаа — лг2аД/. (12.14)
(12.15)
(12.16)
Аналогично рассмотренному выше случаю образования трех-
мерного зародыша критический радиус плоского зародыша
— _£_= аТпя 1
к~~ Af Q АТ ’
Критическое значение свободной энергии составит
. Г- __ 1 о __ яя2аТпл
ААк =-^f— — а5”~ .
Таким образом, число центров поверхностных зародышей,
образующихся вследствие флуктуации свободной энергии, с уче-
том процесса диффузии атомов будет равно
„ = М,ехр[_.^(0,+Л§^)], (12.17)
где U\—энергия активации диффузии атомов к плоскому
зародышу; М4 — постоянный коэффициент, зависящий от свойств
металла.
Из сравнения энергетических условий образования трех-
мерных (гомогенное зарождение) и двумерных (гетерогенное за-
рождение) зародышей видно, что для образования плоского
зародыша критического радиуса требуются меньшее переохлаж-
дение и меньшая флуктуация свободной энергии, чем при гомо-
генной кристаллизации.
Линейная скорость роста грани кристалла ирк, на которой
образуются плоские зародыши, определяется числом плоских
центров кристаллизации, возникающих в единицу времени —
формула (12 17). Из сравнения функциональных зависимостей
439
Рис. 12.7. Зависимость линейной
скорости роста кристалла вр к
(кривая 7) и числа центров
кристаллизации п (кривая 2)
от степени переохлаждения
изменения числа центров кристал-
лизации (12.13) и линейной скорости
роста кристаллов (12.17) от темпера-
туры видно, что интенсивности их из-
менения различны и зависят от сте-
пени переохлаждения (рис. 12.7).
Несовпадение скорости образования
центров кристаллизации и линейной
скорости роста кристалла существен-
но влияет на структуру кристалли-
тов. Так как при малых АТ скорость
роста кристалла растет быстрее, чем
число центров кристаллизации, то
при малом переохлаждении возника-
ет крупнозернистая структура. Уве-
личение числа центров кристаллиза-
ции и замедление скорости роста бу-
дут способствовать измельчению кристаллитов.
Достигнув максимума, скорости зарождения и роста кристал-
литов начинают снижаться, так как подвижность атомов с по-
нижением температуры понижается.
Каталитическое влияние готовых поверхностей раздела фаз
на возникновение зародышей зависит от действия факторов,
усиливающих или ослабляющих этот эффект. На процесс гетеро-
генной кристаллизации влияет краевой угол между подложкой
и находящимся на ней зародышем твердой фазы, так как от
значения этого угла зависит соотношение поверхностных энер-
гий между зародышем и сосуществующими фазами. Значение
краевого угла определяется такими факторами, как близость
структур кристаллических решеток подложки и твердой фазы
зародыша, а также химическая природа поверхности подложки.
Большинство применяемых в промышленности металлов со-
держит достаточное количество нерастворимых примесей и гете-
рогенное зарождение центров кристаллизации в их расплавах
происходит при переохлаждениях 1...10 К- Для интенсификации
процессов гетерогенной кристаллизации, а также в целях регу-
лирования размеров кристаллитов в расплав вводят модифика-
торы или катализаторы зарождения, стимулирующие образова-
ние зародышей. Эти вещества могут быть соединениями, не-
растворимыми в расплаве и хорошо им смачивающимися, т. е.
значения краевого угла с образующейся твердой фазой невели-
ки, или химическими элементами, которые образуют с жидким
расплавом соединения, способствующие зарождению центров
кристаллизации.
Еще один фактор, влияющий на условия гетерогенной кри-
сталлизации,— вид межфазной поверхности, разделяющей заро-
дыш и твердую подложку. В реальных случаях она может быть
выпуклой или вогнутой, что вызывает соответственно ослабление
или усиление катализирующего влияния подложки.
440
Кроме того, на поверхности ре-
альных тел, имеющих кристалли-
ческое строение, на гранях расту-
щего кристалла непрерывно воз-
никают различные дефекты по-
верхности (ступени, выступы) в
виде винтовых дислокаций или не-
достроенных атомных поверхно-
стей. Кромки таких дефектов по-
верхности энергетически более вы-
Рис. 12.8. Схема кристаллизации
при наличии дефектов поверхности
годны для закрепления атомов,
переходящих из жидкости в твердую фазу при кристаллизации.
Так, на схеме, представленной на рис. 12.8, каждое из последую-
щих положений атома I, 2, 3 энергетически более выгодно и ус-
тойчиво. В случаях 2, 3 отпадает необходимость в образовании
двумерных зародышей для начала формирования очередного слоя
при идеально плоской грани, т. е. происходит беззародышевый
рост кристалла, требующий очень малого переохлаждения (деся-
тые доли кельвина).
Наличие зон с различной интенсивностью осаждения атомов
при кристаллизации приводит к неравномерному росту кристалла
в различных зонах. Вблизи выхода на поверхность винтовой
дислокации возможен спиральный рост кристалла.
Вероятность образования двумерного зародыша существенно
зависит от плотности упаковки атомов грани кристалла, на
поверхности которой он образуется. Вероятность минимальна
для граней с плотной упаковкой атомов, где поверхностная
энергия также минимальна. На гранях же с менее плотной упа-
ковкой, характеризующихся большей поверхностной энергией,
зародыш образуется легче.
ОСОБЕННОСТИ КРИСТАЛЛИЗАЦИИ ЧИСТЫХ
МЕТАЛЛОВ И СПЛАВОВ
Рассмотрим направленную кристаллизацию, которая проис-
ходит при постоянном направлении отвода теплоты и определен-
ном градиенте температур в жидкой и твердой фазах. Распре-
деление температуры у межфазной поверхности определяется
соотношением градиентов температуры в жидкой и твердой фа-
зах, а также выделением при кристаллизации скрытой теплоты
плавления. В результате ее выделения температурные градиенты
снижаются в области жидкой фазы и возрастают в твердой.
Характер распределения температуры у межфазной поверхности
определяет ее микрорельеф, а следовательно, и структуру ме-
талла, формирующуюся в процессе кристаллизации.
При кристаллизации чистых металлов вследствие флуктуа-
ции появляются выступы на межфазной поверхности. Выступы
образуются в результате преимущественного развития плоскос-
тей кристалла с высокой плотностью упаковки атомов вследствие
441
Рис. 12.9. Распределение темпера-
тур перед фронтом кристаллизации
чистого металла:
Тф — фактическая температура; ТПЛ —
равновесная температура кристаллиза-
ции; окр — скорость кристаллизации;
/ — твердая фаза; // — расплав
интенсивного образования плос-
ких зародышей на гранях с малой
плотностью упаковки.
При отсутствии переохлажде-
ния появившийся выступ оказы-
вается в зоне с температурой выше
Тпл, что приводит к уменьшению
скорости кристаллизации. Фронт
кристаллизации выпрямляется, со-
храняя плоское очертание.
При наличии термического пе-
реохлаждения ДГ (рис. 12.9) вы-
ступы, образовавшиеся на меж-
фазной поверхности, попадают в
зону переохлаждения. Скорость их
кристаллизации увеличивается, и
они прорастают вперед. Плоский
фронт теряет устойчивость, искривляется, на нем появляются ячеи-
стые выступы. В момент выделения скрытой теплоты плавления
процесс роста кристалла приостанавливается, возможно даже
его оплавление. Кристаллизация приобретает прерывистый ха-
рактер.
Сочетание рассмотренных выше процессов, степень пере-
охлаждения расплава перед фронтом кристаллизации могут су-
щественно влиять на его искривление и, таким образом, при-
водить к формированию различных типов первичной структуры.
В кристаллизации сплавов существенную роль играют диффу-
зионные процессы и степень переохлаждения.
Процесс образования и роста зародыша сопровождается раз-
делительной диффузией в жидкой фазе (на межфазной границе),
выравнивающей диффузией в твердой фазе, а в ряде случаев
и конвективными потоками в жидкости, также выравнивающими
ее состав.
При умеренном переохлаждении образование зародыша в
сплаве происходит в условиях установления равновесной раз-
ности концентраций примеси в твердой и жидкой фазах (в со-
ответствии с диаграммой состояния).
Вследствие разности концентраций растворенного элемента в
твердой и окружающей ее жидкой фазе равновесие может
нарушаться в результате диффузионных процессов. Растворен-
ный элемент будет перемещаться в глубь жидкости, а соответст-
вующая часть атомов основного металла для восстановления
равновесия перейдет из жидкой фазы в твердую, что приведет
к дальнейшему развитию кристаллизации. Такую кристаллиза-
цию называют избирательной или диффузионной.
Если диффузия в жидкой или твердой фазе завершится не
полностью (при ускоренном охлаждении расплава), то кристал-
лизацию называют неравновесной.
В условиях, когда не успевает пройти диффузия в твердой
442
фазе, среднее содержание примеси в твердой фазе меньше, чем
равновесное.
При значительном переохлаждении (очень большие скорости
охлаждения) механизм кристаллизации сплава иной. Твердая
фаза интенсивно растет в результате присоединения любых ато-
мов, находящихся с ней в контакте: и атомов примеси, и атомов
металла. Такую кристаллизацию называют бездиффузионной.
Еще одна особенность кристаллизации сплавов — влияние
градиента концентрации растворенного элемента в слое пере-
охлажденного расплава, контактирующего с твердой фазой, на
температуру Тпл. При кристаллизации сплавов происходит диф-
фузионное перераспределение примесей между жидкой и твердой
фазами. Переохлаждение, связанное с перераспределением при-
месей, принято называть концентрационным переохлаждением.
Увеличение концентрации примеси перед фронтом кристалли-
зации приводит к снижению температуры ликвидуса. При этом
возникает область концентрационного переохлаждения АТ
(рис. 12.10), поскольку из-за изменения состава 1 этого слоя
меняется и температура кристаллизации 2. Фактическая темпе-
ратура 3 расплава, зависящая от сложившихся температурных
условий кристаллизации, может быть ниже равновесной темпе-
ратуры 2, что вызывает переохлаждение 4 и обеспечивает воз-
можность кристаллизации.
Протяженность участка концентрационного уплотнения 6 за-
висит от скорости кристаллизации
диффузионных процессов в жид-
кой фазе:
б = Г>ж/оКр, (12.18)
где Ож — коэффициент диффузии
примеси в жидкости; окр — ско-
рость кристаллизации.
Концентрационное переохлаж-
дение 4 характеризуется протя-
женностью зоны Ь, максимальным
значением и расстоянием m
от фронта кристаллизации до
участка максимального переох-
лаждения и возрастает с пониже-
нием градиента фактических тем-
ператур grad Тф = дТф/дх, а так-
же с увеличением концентрации
примеси перед фронтом кристал-
лизации. Концентрация примеси
будет возрастать с увеличением
скорости кристаллизации. Таким
образом, в случае сварки концент-
рационное переохлаждение метал-
ла шва определяется режимом
и интенсивности протекания
ционного переохлаждения (/ —
твердая фаза, Ц — расплав)
443
сварки (градиентом температур и скоростью кристаллизации, за-
висящей от скорости сварки), условиями теплоотвода из сва-
рочной ванны, составом сплава и его теплофизическими свойства-
ми. Влияние градиента температур и скорости кристаллизации на
концентрационное переохлаждение обобщает критерий концентра-
ционного переохлаждения
(D = grad Гф/^Окр (12.19)
ТИПЫ ПЕРВИЧНОЙ СТРУКТУРЫ
ПРИ КРИСТАЛЛИЗАЦИИ
Под первичной структурой (субструктурой) понимают струк-
туру металла, образующуюся в процессе первичной кристалли-
зации, т. е. при переходе расплавленного металла из жидкого
в твердое состояние.
Вторичная структура образуется в результате физико-хими-
ческих процессов и структурных превращений в твердом состоя-
нии.
Тип первичной микроструктуры сплава зависит от формы
роста кристаллов, определяемой видом фронта кристаллизации
и характером концентрационного переохлаждения перед этим
фронтом.
Рассмотрим три возможных случая кристаллизации сплава
при различной протяженности зоны концентрационного переох-
лаждения bi, bi и &з (рис. 12.11), вызванной различными рас-
пределениями температуры в жидкой фазе Т Тф2, Тфз (крите-
рии концентрационного переохлаждения соответственно Фь Ф2,
Ф3). Условием, определяющим характер роста кристалла и фор-
мирование первичной структуры, будет соотношение двух пара-
метров: Ф и ACa/k (А—экспериментально определяемая по-
стоянная для данного Со, зависящая от теплофизических
свойств, k — коэффициент распределения). При малой протя-
женности зоны концентрационного переохлаждения bi >
> ACo/k. В этом случае будет
образовываться ячеистая первич-
ная структура (рис. 12.12, а).
Эта структура состоит из ряда
параллельных элементов, имею-
щих форму стержней и ориенти-
рованных в направлении кристал-
лизации. Стержни в поперечном
сечении имеют форму шестиуголь-
ников. Верхняя свободная поверх-
ность кристаллов, обладающих
такой структурой, волнистая.
При средней протяженности
зоны концентрационного переох-
лаждения &2, когда Ф2 ж АСъ/k,
образуется ячеисто-дендритная
Рис 12 11 Влияние градиента тем
пературы перед фронтом кристалли
зации из концентрационное пере
охлаждение
444
61
Рис 12 12 Типы первичной структуры
первичная структура (рис. 12.12,6). Отдельная ячейка, оказав-
шись впереди своих соседей, начинает быстрее расти и разви-
ваться. По мере развития этого процесса выступ превращается
в иглу, на игле образуются ветви, а эти ветви, в свою очередь,
служат основой для следующих ветвей. Образуется ветвистая
дендритная структура.
Если протяженность зоны концентрационного переохлажде-
ния 6з достаточно велика и переохлаждение больше некоторой
критической величины, при которой еще происходит образование
ячеистой структуры, то на всех ячейках начинают образовы-
ваться ветви и они превращаются в дендриты. Условием обра-
зования дендритной первичной структуры (рис. 12.12, в) будет
Фз<ДСо/й. Дендриты сплавов имеют субструктуру, напоми-
нающую ячеистую. Образование такой структуры на дендритах,
растущих в расплаве, содержащем примеси, связано с тем, что
растущая ветвь дендрита отталкивает атомы примеси так же, как
и плоский фронт кристаллизации. Скопление примесей и кон-
центрационное переохлаждение приводят к образованию ячеек
на ветвях дендритов. С увеличением переохлаждения размеры
дендритов и их разветвленность возрастают.
Таким образом, вероятность образования разветвленной ден-
дритной структуры повышается с уменьшением градиента тем-
пературы grad Тф в жидкости перед фронтом кристаллизации,
с увеличением скорости кристаллизации икр и содержания при-
меси Со, а также с уменьшением коэффициента распределения
примеси k.
445
12.3. Особенности кристаллизации и формирования
первичной структуры металла шва
УСЛОВИЯ КРИСТАЛЛИЗАЦИИ МЕТАЛЛА
СВАРОЧНОЙ ВАННЫ
В результате воздействия сварочного источника теплоты сва-
риваемый металл расплавляется. Металл, ограничиваемый изо-
термической поверхностью 7’= Г™,, образует сварочную ванну.
Сварочная ванна перемещается по свариваемому изделию
вместе с источником теплоты. После затвердевания расплав-
ленного металла сварочной ванны образуется шов. Поперечное
сечение переплавленного металла условно делят на площадь
наплавки FB и площадь проплавления основного металла Fo
(рис. 12.13). Очертания зоны проплавления основного металла
характеризуется коэффициентом формы проплавления ip„P =
= b/h или относительной глубиной проплавления h/b, а также
коэффициентом полноты проплавления у.пр = FQ/(bh). Очертание
зоны наплавки характеризуется коэффициентом формы валика
фв= b/с и полноты валика p.B= F„/(be). Глубина и форма про-
плавления зависят от сосредоточенности источника теплоты,
определяемой способом сварки и силой сварочного тока. Так,
заглубление сварочных ванн имеет место при электронно-лучевой
и лазерной сварке, а также при дуговой сварке легких металлов
с использованием тока большой плотности. На рис. 12.14 пока-
заны формы поперечных сечений швов при различных способах
сварки.
На кристаллизацию расплавленного металла сварочной ван-
ны оказывают влияние следующие условия:
1. Наличие в ванне центров кристаллизации в виде зерен ос-
новного металла на границе сплавления (гетерогенный характер
кристаллизации).
2. Одновременный с кристаллизацией ввод теплоты в свароч-
ную ванну движущимся сварочным источником энергии, скорость
движения которого определяет скорость перемещения фронта
кристаллизации.
Рис. 1213. Схема поперечного
сечения шва
Рис 12.14. Поперечные сечения швов
при дуговой сварке на больших токах
(а), малых токах (б) и при электрои-
но-лучевой сварке (в)
446
3. Малый объем и непродолжительное существование рас-
плавленной ванны, большие средние скорости роста кристаллов.
4. Значительный градиент температур в ванне, большой пере-
грев металла в центре шва.
5. Интенсивное перемешивание металла ванны.
6. Воздействие иа кристаллизующийся металл термодеформа-
ционного цикла сварки.
В процессе кристаллизации металла шва формируется его
первичная структура, определяемая формой, размерами, взаим-
ным расположением кристаллитов, характером дендритных обра-
зований и фазовых выделений.
Форма и размеры кристаллитов шва представляют собой как
бы макроэлементы первичной структуры и их часто называют
макроструктурой.
Анализ процесса кристаллизации сварного шва, его макро-
структуры позволяет установить направление роста, форму и ха-
рактер смыкания кристаллитов в шве. Оценка параметров кон-
центрационного переохлаждения, распределений температурных
градиентов и скорости кристаллизации в различных зонах шва
необходимы для определения типа образующейся первичной
структуры.
СХЕМА КРИСТАЛЛИЗАЦИИ ШВА
В процессе кристаллизации форма межфазной поверхности
фронта кристаллизации может быть плоской (линейный процесс
кристаллизации при стыковой сварке стержней), цилиндрической
(плоский процесс при сварке пластин встык с полным проплав-
лением) и пространственной (объемный процесс при наплавке
или сварке массивного изделия).
Пространственный фронт кристаллизации широкого класса
сварочных ванн, встречающихся в практике, можно описать урав-
нением эллипсоида с полуосями I, р и h:
х2/12 + */7р2 + z2/h2 = 1. (12.20)
Значения /, р и h соответствуют длине, полуширине и глубине
фронта кристаллизации.
Направление роста кристаллитов нормально к фронту крис-
таллизации. Поэтому при линейном процессе кристаллизации
оси кристаллитов направлены по прямой, перпендикулярной
плоскому фронту кристаллизации. Такая макроструктура назы-
вается линейной.
При плоском процессе кристаллизации оси кристаллитов ле-
жат в плоскости, перпендикулярной цилиндрической поверхности
фронта кристаллизации. Макроструктура этого типа называется
плоской.
При объемном процессе кристаллизации оси кристаллитов
представляют собой пространственные кривые. Такая макро-
структура называется объемной. При больших скоростях сварки
447
Рнс. 12 15 Схема сварочной ванны (/ —
ось кристаллита)
объемная макроструктура
приближается к плоской, а
плоская к линейной.
В микроскопическом мас-
штабе процесс кристаллиза-
ции всегда объемный, так как
направления роста отдель-
ных граней кристалла в каж-
дый момент времени различ-
но ориентированы в прост-
ранстве.
Рассмотрим плоский про-
цесс кристаллизации. При
сварке в пределах сварочной ванны (рис. 12.15) одновременно осу-
ществляются два процесса: плавление {NOiN — фронт плавле-
ния) и кристаллизация {NMN— фронт кристаллизации). Свароч-
ная ванна и связанная с ней изотерма кристаллизации переме-
щаются вдоль оси шва со скоростью сварки.
Под схемой кристаллизации понимают форму осей кристал-
литов и значение угла 2а между касательными к осям (см. рису-
нок). Ось кристаллита /—воображаемая линия, определяющая
форму и направление границ кристаллитов. Форма, ориентировка
и размеры кристаллитов могут изменяться в широких пределах
в зависимости от технологии сварки и оказывать существенное
влияние на деформационную способность металла шва.
Направление роста кристаллита совпадает с направлением
максимального теплоотвода, т. е. с нормалью к изотерме кристал-
лизации. Следовательно, ось кристаллита, определяющая форму
и направление его границ, представляет собой ортогональную
траекторию семейства изотерм плавления (см. рисунок).
С точностью, достаточной для инженерных расчетов, кри-
вую NMN можно описать уравнением эллипса:
х?/{ОМ)2 + у2/{ON)2 =1. (12.21)
Уравнение семейства эллипсов, сдвинутых вдоль оси Ох, можно
представить в виде
F{x, у, с) = {х + с)2/{ОМ)2 + у2/{ON)2 -1=0, (12.22)
где с — параметр семейства (расстояние между соседними
эллипсами вдоль оси Ох).
Дифференциальное уравнение ортогональной траектории се-
мейства эллипсов (12.22) можно записать в виде
dy _ дР/ду _ (ОМ/ у
dx дГ/дх (ОН)1 х + с ’
(12.23)
Дифференциальное уравнение оси кристаллита как ортого-
нальной траектории семейства изотера получается исключением
448
параметра с из системы уравнений:
(х + с)2/(ОМ)2 + у2/(ON)2 - 1 = Os
dy/dx = \_(OM)2/(ON)2)y/(x + c). i
(12 24)
В результате получим уравнение оси кристаллита в виде
1/(W-/- о*In (12.25)
Зададим координату у в долях полуоси ON, т. е. у = kyON.
Уравнение (12.25) примет вид
* = 1 + ^1- 0226)
Kxzrl L. /Су
Введем обозначение
ф = - In 1 + ~ feL
Уравнение оси кристаллита примет вид
(12’27>
Выразив из уравнения (12.22) значение х + с и подставив его
в уравнение (12.23), получим выражение для определения тан-
генса угла а, образованного касательной к оси кристаллита с
осью Ох
= <|2-28>
V 1 ку
Введем обозначение g = — ky .
Vi —
Таким образом,
а = arctg [_(OM/ON)c,]. (12 29)
Значения коэффициентов ф и g для различных ky приведены в
табл. 12.1.
Таблица 121 Значения коэффициентов ф и s
ky Ф S ky Ф S
0,02 3,60 0,0200 0,25 1,10 0,2582
0,04 2,91 0,0400 0,30 0,92 0,3145
0,06 2,51 0,0601 0,35 0,77 0,3736
0,08 2,22 0,0803 0,40 0,65 0,4364
0,10 2,00 0,1005 0,50 0,45 0,5773
0,12 1,82 0,1209 0,60 0,30 0,7500
0,14 1,66 0,1414 0,70 0,18 0,9802
0,16 1,53 0,1621 0,80 0,09 1,3333
0,18 1,41 0,1830 0,90 0,03 2,0647
0,20 1,31 0,2042 1,00 0 ОО
449
Рис. 12 16 Изменение угла а
по ширине шва
Рис. 12 17. Зависимость пара-
метра ka от скорости сварки
Для суммарной оценки схемы кристаллизации используется
критерий ka, который позволяет судить о преимущесвенном на-
правлении осей кристаллитов при данном режиме сварки:
1
ka=^adky, (12.30)
о
где dky — бесконечно малый элемент ширины шва.
Таким образом, схема кристаллизации оценивается совокуп-
ностью углов, под которыми участки кристаллитов наклонены к
оси Ох. На рис. 12.16 показаны распределения угла а по ширине
шва от его оси (^ = 0) до линии плавления (ky — 1) при раз-
личных скоростях сварки и q/v = const. Зависимость параметра
ka от скорости сварки показана на рис. 12.17. С ростом погонной
энергии сварки значение ka увеличивается.
Используя выражение (12.28), можно получить уравнение
для определения скорости кристаллизации, т. е. скорости роста
кристаллов на различных участках их длины при сварке. Под
скоростью кристаллизации здесь понимается скорость затверде-
вания, т. е. скорость перемещения межфазной поверхности в
макромасштабе.
Вектор скорости кристаллизации направлен по нормали к
изотерме кристаллизации. Скорость кристаллизации оир = АВ/Lt,
где АВ—длина закристаллизовавшегося участка (рис. 12.18);
Lt — время кристаллизации.
Рассмотрим фигуру АВС. Так как размеры бесконечно малы,
можно считать ее прямоугольным тре-
угольником и принять АС = Дх. Тог-
да АВ = AC cos а = Дх cos а и скр =
=(Дх/Д() cos а; так как о —Дх/Д/ —
скорость сварки, то
г?кр = cos а. (12.31)
Выразив cos а через tg а и исполь-
зуя (12.28), найдем
и
Vkp (12-32)
Рис. 12.18. Схема расчета ско-
450
Рис. 12 20 Расчетная (сплошная)
и экспериментальная (штриховая
линия) изотермы плавления
Рис. 12.19. Изменение скорости кри-
сталлизации по ширине шиа при
q/v = const
На рис. 12.19 показаны распределения скорости кристаллиза-
ции по ширине шва при различных скоростях сварки.
С увеличением скорости сварки изотермы вытягиваются, ско-
рость кристаллизации и угол а возрастают. На оси шва »кр=и,
у линии сплавления г>кр=0.
Для использования формул (12.27), (12.29), (12.32) необхо-
димо знать размеры отрезков ОМ и ON (рис. 12.20). Их можно
определить, если известны очертания изотермы плавления, так
как точки М и N — характерные точки этой изотермы.
Рассмотрим температурное поле мощного быстродвижущегося
точечного источника на поверхности полубесконечного тела
(6.42). Температурное поле будем рассматривать в Системе коор-
динат х'у', так как источник теплоты находится в точке О', при
этом 2 = 0.
Запишем выражение (6.42), введя обозначение t =— х'/и:
Т = - —3— е~ (12.33)
<6 jtAjc
На изотерме плавления Т = Тпл.
Определим значение ОМ. ОМ = \О'М] — ]ОО'\; О'М = х'
при у = 0, откуда
О'М =--------1— (12.34)
2л>.7',.л
С учетом Т = ТПл запишем выражение (12.33) в виде
— vv2
1 =-------2—е
2лХ.^'Т„л
Прологарифмировав левую и правую части
(12.35), найдем
у = 1/±Д11п(_______£—Y
v r v \ 2лкх'Тг„)
ОО' — х'о при у - у max, т. е. при ду/дх' = 0.
(12.35)"
выражения
(12.36)
451
Продифференцируем выражение (12.36) по х' и, приравняв
нулю результат, найдем значение хб:
Отсюда с учетом направления оси Ох'
ОМ = -(-^=-±Y (12.38)
2лЛГпл \ е / '
Значение ON найдем, подставив значение х'о по формуле
(12.37) в формулу (12.36). CW = ymai при х' — х'о
ON = 1/ . (12.39)
г ne/.vJnj
Уравнение (12.27) оси кристаллита с учетом выраже-
ний (12.38) и (12.39) примет вид
х — 2,328 (а/и)ф. (12.40)
Расчетная ванна по форме и размерам несколько отличается
от реальной, форму и размеры которой определяли эксперимен-
тально (см. рис. 12.20). С учетом экспериментально установ-
ленных корректировочных коэффициентов т0 и «о получим
х =2,328 (гпо/rio) (а/и)ф. (12.41)
Для стали СтЗ тй = 1,67- 10-3д/ц; Па = 1,2-10—3<?/и + 0,2,
где q/v в кДж/м.
Аналогичные преобразования можно выполнить для расчет-
ной схемы мощного быстродвижущегося линейного источника
в пластине, описываемой формулой (6.45). В этом случае урав-
нение оси кристаллита имеет вид
х =1,164 (то/по) (а/и)ф. (12.42)
Практический интерес для анализа процесса кристаллизации
металла шва представляет расчетное определение поля градиен-
тов температуры.
Градиент температуры в направлении нормали п—п к фронту
кристаллизации будет равен
Для сварочных ванн, изотерма плавления которых описывает-
ся температурной зависимостью (6.42) для случая мощного
быстродвижущегося источника на поверхности полубесконечного
тела,
(12.44)
Для случая мощного быстродвижущегося линейного источни-
ка в пластине
452
дТ Т v
дп 2V
х/ - О2 +-А^~
' \ 2ax'mo / тоа
(12.45)
В формулах (12.44) и
(12.45) Т — температура точ-
ки, в которой рассчитывается
градиент температур. Рас-
пределение градиента темпе-
ратур и скорости кристалли-
зации вдоль фронта кристал-
лизации показано на рис.
12.21.
Рис. 12.2,1. Распределение градиента тем-
ператур (а) и скорости кристаллизации
(б) вдоль фронта кристаллизации
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ПЕРВИЧНУЮ СТРУКТУРУ
СВАРНОГО ШВА
Изложенные в п. 12.2 общие положения теории кристаллиза-
ции и основные закономерности формирования первичной струк-
туры справедливы и для процессов формирования первичной
структуры сварного шва.
При затвердевании расплавленного металла сварочной ван-
ны преобладает гетерогенный процесс кристаллизации и только
в центральной части ванны в очень редких случаях возможна
гомогенная кристаллизация.
Под влиянием конкретных тепловых и кинетических условий
кристаллизации металла шва, химического состава сплава, гра-
диента температур, скоростей сварки и кристаллизации в раз-
личных зонах шва возможно образование разной первичной
структуры — столбчатой, полиэдрической. Столбчатая и полиэд-
рическая структура, в свою очередь, могут быть ячеистыми,
ячеисто-дендритными, дендритными. Все эти структуры в шве
можно не только получить, но и управлять их развитием, изме-
няя условия роста, как это следует из теории концентрацион-
ного переохлаждения. Такие параметры роста кристалла, как
скорость кристаллизации окр и градиент температур в жидкой
фазе grad Тф, оказывающий наиболее существенное влияние на
образующуюся структуру, можно рационально подбирать и изме-
нять при сварке. Температурный градиент в жидкости может
быть повышен увеличением тепловой мощности дуги путем по-
вышения напряжения или силы тока или может быть понижен
путем предварительного подогрева. Скорость кристаллизации
можно регулировать изменением скорости сварки.
На тип структуры шва большое влияние оказывает концент-
рационное переохлаждение. Это влияние можно оценить, рас-
сматривая длину зоны переохлаждения Ь, максимальное пере-
охлаждение ДТтах и расстояние m от фронта кристаллизации
453
рисунка видно, что
Рис. 12.22. Зависимость типа струк-
туры от содержания примеси и
критерия концентрационного пере-
до зоны максимального переохлаждения (см. рис. 12.10), а так-
же учитывая концентрацию примесей Со и градиент температур
grad Гф
При малом Ь, т — 0 и Со -> 0, т. е. при кристаллизации почти
чистых металлов в отсутствие концентрационного переохлажде-
ния происходит плоская кристаллизация. Криволинейные очерта-
ния межфазной границы в сварочной ванне сглаживаются,
так как выступающие зоны попадают в область более высо-
ких температур и скорость их кристаллизации уменьшается.
Структура получается столбчатой. Такой тип структуры сущест-
вует вблизи зоны сплавления, так как здесь концентрационное
переохлаждение равно нулю.
При небольшом концентрационном переохлаждении (малых
Со, т, Ь) и большом grad То получается ячеистая структура.
В случае значительного концентрационного переохлаждения
(большие значения Со, т, Ь) для роста выступов фронта кри-
сталлизации в ванне создаются благоприятные условия.
У кристаллов появляются ветви второго порядка, свойствен-
ные дендритному строению. Последние порции расплава могут
оказаться настолько концентрационно переохлажденными, что в
них зарождаются новые кристаллы, которые, препятствуя росту
столбчатых кристаллов, образуют в центре шва зону с равноос-
ной структурой.
Полиэдрическая структура образуется при большой протя-
женности Ь, очень больших значениях m и малом grad В этих
условиях перед фронтом кристаллизации в зоне максимального
переохлаждения возможно самостоятельное зарождение цент-
ров кристаллизации, образование кристаллов, их развитие и
встречный рост в направлении растущих кристаллитов движу-
щегося фронта кристаллизации.
* Обобщенная зависимость типа структуры от содержания при-
меси С и значения критерия концентрационного переохлажде-
ния Ф представлена на рис. 12.22.
[ кристаллизации металлов с ма-
лым содержанием примесей в слу-
чае больших значений Ф в шве об-
разуется ячеистая структура. При
сварке сплавов в зоне сплавления
структура также ячеистая, а в
центре шва возможно образова-
ние дендритной структуры. Ячеис-
то-дендритная структура обра-
зуется при значительном содержа-
нии примесей и существенном уда-
лении зоны максимального кон-
центрационного переохлаждения
от фронта кристаллизации.
На тип первичной структуры
оказывают влияние способ и ре-
454
жим сварки, так как в зависимости от химического состава стали,
способа и режима ее сварки рассмотренные выше особенности
кристаллизации, эффекты концентрационного переохлаждения
могут быть разными.
Так, тип первичной микроструктуры в центральных зонах
швов сварных соединений стали зависит от состава и скорости
сварки. При изменении скорости сварки от 1,4 до 14 мм/с низко-
легированных сталей с 0,1...0,25% С первичная структура из-
меняется от неустойчивой ячеистой до ячеисто-дендритной, а при
сварке среднелегированных сталей с 0,3% С и более — от ячеис-
то-дендритной до развитой равноосной дендритной.
Первичную структуру сварного шва можно регулировать, ис-
пользуя различные металлургические и технологические приемы.
Подавление столбчатой структуры с целью получения равно-
осных кристаллов в швах осуществляется:
а) введением элементов — модификаторов 1-го рода (Ti, V,
Nb, Zr и др.);
б) введением модификаторов 2-го рода — поверхностно-ак-
тивных примесей;
в) введением элементов, образующих избыточные фазы в
твердых растворах (a-фаза, первичные карбиды и др.);
г) воздействием на сварочную ванну ультразвуковых колеба-
ний, механических вибраций или электромагнитным перемешива-
нием металла ванны;
д) термической и термомеханической обработкой, прокаткой
сварных швов для получения равноосной структуры.
12.4. Химическая неоднородность сварного
соединения
ОБЩИЕ ПОЛОЖЕНИЯ
Формирование сварного соединения при сварке плавлением
сопровождается сложными диффузионными процессами в жид-
кой и твердой фазах, которые приводят к изменению химиче-
ского состава в различных зонах, выделению или перераспреде-
лению примесей и легирующих элементов. При рассмотрении
явления концентрационного переохлаждения уже указывалось
на то, что состав кристаллизующейся твердой фазы будет от-
личен от состава исходного расплава. Вследствие этого по мере
увеличения количества затвердевшего металла состав остающе-
гося расплава, так же как и состав образующейся твердой
фазы, будет постоянно изменяться. Поэтому при неизменности
общего количества примесей в кристаллизующемся объеме
сварочной ванны содержание их в различных участках шва
неодинаково, что может приводить как к изменению прочност-
ных характеристик, так и к снижению показателей сваривае-
мости.
В качестве примера рассмотрим процесс кристаллизации рас-
455
Рис 12 23 Диаграмма состоя-
ния сплава, образующего не-
прерывный ряд твердых раство-
ров
плава со средним содержанием при-
меси Сж„. Процесс протекает в интер-
вале кристаллизации ДГ, в котором
жидкая и твердая фаза находятся
в равновесии.
На рис. 12.23 приведен участок
диаграммы состояния сплава, содер-
жащего примесь С, образующую не-
прерывный ряд твердых растворов.
В начальный момент затвердевания
при температуре То (на диаграмме
точка До) образующаяся твердая
фаза имеет состав, соответствующий
точке Во на линии солидуса, т. е. со-
держит Ств„ примеси, входящей в
твердый раствор. Поскольку это ко-
личество меньше, чем среднее, нахо-
дящееся в расплаве исходного соста-
ва, он обогащается компонентом С до содержания Сж1. Темпе-
ратура кристаллизации расплава этой концентрации будет ниже
и соответствует 1\, а образующаяся из него твердая фаза, со-
став которой определяется соответствующей точкой Bi на кривой
солидуса, будет содержать Ста, примеси и т. д. Таким образом,
вследствие того, что образующаяся твердая фаза всегда будет
иметь меньшее количество примеси, чем ее средняя концентрация
в расплаве, на поверхности раздела жидкой и твердой фаз будет
находиться слой жидкости, обогащенной примесью, — участок
концентрационного уплотнения.
В условиях медленного протекания процесса затвердевания
вследствие диффузии, а также конвективного перемешивания
растворенная примесь частично отводится от поверхности разде-
ла. В результате устанавливается некоторая пограничная кон-
центрация, обеспечивающая рост твердой фазы. При малых ско-
ростях кристаллизации межфазная выравнивающая диффузия
проходит полностью и состав жидкой и твердой фаз будет иден-
тичен.
В реальных условиях кристаллизации сварных швов, даже в
случае сварки на «мягких» режимах, диффузия в твердую фазу
незначительна и поэтому полного выравнивания концентраций не
происходит. Значительно большее значение имеет процесс отвода
примеси из зоны концентрационного уплотнения в жидкую фазу.
Скорость протекания этого процесса зависит от температуры
расплава, свойств примеси и жидкой фазы, а также от внешних
воздействий — конвективного, электромагнитного или механиче-
ского перемешивания.
При отсутствии внешних воздействий интенсивность диф-
фузионных процессов и конвективного перемешивания чаще
всего бывает недостаточной для полного выравнивания концент-
рации в жидкости, в результате чего протяженность участка
456
концентрационного уплотнения и степень последнего могут
увеличиваться по мере роста объема твердой фазы.
В последних порциях кристаллизующегося расплава кон-
центрация примеси будет приближаться к Сж, а в образующейся
при этом твердой фазе — к СЖо, что соответствует исходному
среднему в расплаве. Последние порции жидкости могут быть
настолько обогащены примесью, что ее концентрация в расплаве
достигнет эвтектической. Оттесняемая гранями растущих крис-
таллитов, она затвердевает последней, образуя межзеренные про-
слойки.
Неоднородность по химическому составу, наблюдаемая в
отливках или сварных швах в результате особенности кристал-
лизационных процессов, называется ликвацией, а участки
закристаллизовавшегося металла с выраженным увеличением
содержания примеси — ликвационными зонами или просто лик-
вациями.
Наличие зон с увеличенной концентрацией примеси приводит
к существенному снижению температуры конца затвердевания
сплава, определяемой как температура неравновесного солидуса.
Распределение примеси или легирующего элемента при по-
стоянной скорости кристаллизации принято выражать через ко-
эффициент распределения k — отношение концентраций элемента
в твердой и жидкой фазах Ств/Сж. Для большинства сплавов
k < 1, т е растворимость элемента в твердой фазе меньше, чем
в жидкой.
ВИДЫ ХИМИЧЕСКОЙ НЕОДНОРОДНОСТИ
СВАРНЫХ ШВОВ
В сварных швах различают следующие виды химической
неоднородности: внутрикристаллитную, межкристаллитную, неод-
нородность в зоне сплавления, зернограничную и внутризе-
ренную. Последние два вида относятся к деформированному и
рекристаллизованному металлу, главным образом к металлу
околошовной зоны Основываясь на ранее изложенном представ-
лении о природе возникнове-
ния химической неоднород-
ности при кристаллизации
расплава, рассмотрим про-
цесс образования различных
ее видов (рис. 12 24).
Внутрикристаллитная хи-
мическая неоднородность.
Внутрикристаллитная неод-
нородность проявляется как
различное содержание при-
меси в последовательно кри-
сталлизующихся точках кри-
Рис 12 24 Виды химической неоднород-
ности сварного шва
457
сталлита (/, 2. 3, 4). Степень неоднородности такого вида мо-
жет быть различна и определяется условиями кристаллизации
сварного шва:
а) кристаллизация протекает в условиях полного перемеши-
вания расплава при ограниченной диффузии в твердую фазу.
Концентрационное уплотнение в этих условиях практически от-
сутствует, а кристаллизация проходит при постоянном увеличе-
нии концентрации примеси в расплаве (рис. 12.25, а). Содержа-
ние примеси в твердой фазе для этих условий может быть под-
считано как
Ств= &оСож(1 - я/"-1, (12.46)
где g — доля затвердевшего металла в общем объеме; k0 — ко-
эффициент распределения;
б) конвективные потоки в расплаве малы, а скорость кристал-
лизации достаточно велика, и диффузионные процессы в жидко-
сти не обеспечивают равномерного распределения примеси.
В этом случае возникает концентрационное уплотнение, протя-
женность и величина которого остаются практически постоян-
ными, резко изменяясь лишь к концу процесса (рис. 12 25,6).
На участке I концентрация примеси в твердой фазе зависит
от коэффициента распределения k и может быть подсчитана в
функции расстояния х от точки начала кристаллизации по урав-
нению
Сп= Со[1 — (1 — £о)ехр (— xvK?/D ж), (12 47)
где Ств—содержание примеси в твердой фазе; Со—исходная
458
средняя концентрация; ka—коэффициент распределения; цкр —
скорость кристаллизации; />ж—коэффициент диффузии примеси
в жидкости.
На стадии установившегося процесса II концентрация приме-
си остается практически неизменной, резко увеличиваясь лишь
в завершающей стадии затвердевания III;
в) кристаллизация протекает прерывисто вследствие наличия
концентрационного уплотнения, выделения скрытой теплоты
кристаллизации, а также из-за колебаний параметров режима
сварки.
В двух ранее рассмотренных случаях нами не учитывалось
влияние диффузии на степень химической неоднородности. При
установившихся непрерывных процессах кристаллизации незна-
чительное диффузионное перераспределение примесей приводит
к некоторому выравниванию концентраций, однако качественно
картину их распределения не изменяет. Для прерывистого про-
цесса кристаллизации характерно появление определенной пери-
одичности в распределении примесных элементов по длине крис-
таллита. В момент замедления, а затем и остановки процесса
диффузия примеси в жидкую и твердые фазы начинает играть
существенную роль в выравнивании составов как внутри одно-
родных фаз, так и между твердой и жидкой. Из рис. 12.25, в, вид-
но, что в момент остановки процесса затвердевания слои жид-
кости, прилегающие к твердой фазе, обедняются примесью
(—ЛС»), а затвердевший металл обогащается ею. Возобновление
процесса кристаллизации из обедненного состава жидкой фазы
приводит к снижению содержания примеси во вновь образую-
щихся кристаллитах ( —ДСТВ). Повторяясь периодически, этот
процесс приводит к появлению так называемой слоистой неод-
нородности. Количество легирующего элемента в жидкой и твер-
дой фазах иа границе сплавления определяется следующими
зависимостями:
ед=Сж.[-^-ехр(-хцкр/Пж)+11 ; (12.48)
L «о J
ЛСтв=Сж.-^^> ж (12.49)
*0 \ v, V2/
где D*—коэффициент диффузии примеси в расплаве; v — ско-
рость движения межфазной границы (роста кристалла); fe0—
коэффициент распределения; х — расстояние от межфазной гра-
ницы.
В общем виде в зависимости от конкретных условий процесса
затвердевания распределение примеси по длине кристаллитов
представлено на рис. 12.26. Любой процесс, приводящий к пере-
мешиванию в жидкой фазе, уменьшает протяженность зоны кон-
центрационного уплотнения. Для этих условий при проведении
расчетов принято применять не равновесный коэффициент рас-
459
Рис. 12.26. Распределение примеси
по длине I кристаллита:
1 — равновесная кристаллизация; 2 —
полное перемешивание расплава; 3 —
отсутствие перемешивания; 4 — частичное
перемешивание
Рис. 12.27. Кривые рас-
пределения примесей в
твердой фазе для раз-
личных значений kt.
пределения ka, а эффективный ЛЭф, который подсчитывается сле-
дующим образом:
k3* = < кт т - (12.50)
* Ао + (1 — А0)ехр(— vf>/Dx)
где б — глубина обогащенного примесями слоя расплава, примы-
кающего к поверхности кристаллизации; для реальных свароч-
ных процессов б= 10-2... 10-3 см.
Для практики наибольший интерес представляет распределе-
ние примесей в последней стадии кристаллизации, так как имен-
но это определяет температуру неравновесного солидуса и такие
важные технологические характеристики, как температурный
интервал хрупкости и пластичность металла шва в процессе
кристаллизации. Приведенные на рис. 12.27 зависимости, харак-
теризующие распределение примесей по длине I кристаллита
в зависимости от ko, показывают, что с уменьшением ko степень
неоднородности увеличивается.
Межкристаллитная химическая неоднородность. Межкристал-
литная химическая неоднородность определяется как отношение
концентраций примеси в пограничной зоне и в центре кристалли-
та (С5/С2, см. рис. 12.24). Микрохимическая неоднородность,
возникающая внутри столбчатых или равновесных кристалли-
тов, определяет и состав пограничных зон между ними. Уста-
новившаяся пограничная концентрация в жидком расплаве при
расстоянии между соседними кристаллитами (ветвями дендритов
или ячейками), равном 26, начинает резко возрастать, иногда
достигая значений, достаточных для образования новой фазы.
При ячеистом или дендритном типе кристаллизации в результате
460
а)
Рис. 12.28. Распределение примесей в зоне срастания
кристаллитов
прямого и бокового роста выступов примеси оттесняются в
межъячеистые или междендритные пространства. На рис. 12.28
показано распределение примесей в зоне срастания кристаллитов
при дендритном (а) и ячеистом (б) типе кристаллизации. В цен-
тральной части шва в зоне встречи двух противоположных
фронтов кристаллизации обычно количество примесей невелико,
во всяком случае не больше, чем в пограничных областях между
соседними ячейками или ветвями дендритов, так как большая
часть примесей захватывается боковыми гранями или ветвями.
Химическая неоднородность в зоне сплавления и в около-
шовной зоне. Рекристаллизационные процессы, происходящие
при сварке в околошовной зоне, как правило, сопровождаются
перераспределением примесей, что иногда приводит к развитию
химической неоднородности, особенно на границе с жидким ме-
таллом, в зоне полуоплавленных зерен. Процессы, связанные
с перераспределением примесей в твердом состоянии, в отличие
от ликвационных чаще называют сегрегационными, а образую-
щиеся места скопления примесей — сегрегациями.
Рассмотрим явления, связанные с появлением межзеренной
химической неоднородности в зоне сплавления и термического
влияния (соответственно С8/С7 и Сц/С9, см. рис. 12.24) приме-
нительно к однопроходной сварке неплавящимся электродом
однородного сплава.
Концентрация примесных элементов по границам зерен даже
у гомогенизированных сплавов всегда выше, чем в самом зерие.
Объясняется это тем, что границы представляют собой области
с сильно искаженной кристаллической решеткой, и атомы приме-
си, располагающиеся по ним, вносят в систему существенно
меньшие искажения, чем это было бы при растворении их в
кристаллической решетке. Это в равной степени относится к
461
примесям как внедрения (углерод, бор, азот), так и замещения
(алюминий, титан, ниобий).
При изотермической выдержке при температурах гомогени-
зации на границах зерен и в зернах устанавливаются равно-
весные концентрации в соответствии со следующей зависи-
мостью:
__ А С3ехр [(?/(/?/)] Г19Ч11
1-С3+ЛС3ехр[(?/(Я/)] ’ '
где Сг— концентрация примеси на границе зерна; С3 — кон-
центрация примеси в зерне; А — константа, учитывающая энтро-
пию системы; Q — энергия активации диффузии, зависящая от
разности энергий искажения решеток на границе и в зерне.
При сварке на стадии нагрева в зоне сплавления и в приле-
гающем к ней основном металле, начиная с некоторой температу-
ры Тд, получает развитие процесс выравнивания концентрации
примеси в результате диффузии. Диффузия развивается как в
пограничной зоне, так и внутри зерна. Степень интенсивности
процесса зависит от разности концентраций, температуры нагре-
ва, а полнота протекания — от времени пребывания рассматри-
ваемого участка в области высоких температур.
Согласно первому закону Фика, поток диффундирующего
вещества в единицу времени через единицу площади в направле-
нии х может быть выражен как
(12.52)
где D — А ехр[ — Q/(7?/)] —коэффициент диффузии.
Элементы, находящиеся в твердом растворе в виде примесей
внедрения, имеют меньшую энергию активации и поэтому диф-
фундируют более активно. Кроме того, интенсивность процесса
будет зависеть от толщины прослоек, а следовательно, от разме-
ров зерна. Чем более мелкозернистая структура, тем тоньше
пограничные прослойки и, следовательно, больше поверхность
диффузии. Одновременно с процессом рассасывания обогащен-
ных примесями границ зерен начинается и их объединение, т. е.
процесс слияния зерен в более крупные.
На рис. 12.29 приведены кривые, характеризующие процессы
выравнивания концентрации примеси С по границам и внутри
зерна на стадии нагрева до температуры солидуса Тс. В началь-
ный момент содержание примеси в зернах гомогенизированного
сплава С3 было равномерно распределенным. Содержание ее на
1ранице составляло сг. Начиная с температуры Тл происходит
выравнивание концентраций и к моменту плавления в погранич-
ной зоне шов — основной металл, разница в содержании приме-
сей становится минимальной
Максимальная температура нагрева у зоны сплавления дости-
гает температуры плавления (неравновесного солидуса). На
границе сплавления и на некотором расстоянии от нее в основном
462
Рис 12 29 Выравнивание концен-
трации в теле зерна и на границе
при нагреве
Рис 12 30 Локальное оплавление
границ зерен при нагреве
металле появляется жидкая фаза, располагающаяся по границам
зерен (рис. 12.30), обогащенным примесями, и вследствие этого
имеющая температуру плавления более низкую, чем зерно.
С этого момента начинается обратный процесс «восходящей
диффузии» примесей из тела зерна к его границе в соответствии
с коэффициентом распределения. В то же время в околошовной
зоне, удаленной от зоны сплавления настолько, что оплавление
не происходит, продолжается диффузия примесей от границы
в тело зерна вплоть до достижения равновесного соотноше-
ния.
В случае, если температура нагрева до достижения равновес-
ной концентрации будет ниже, чем температура закалки исход-
ного сплава, концентрация примесей на границах зерен будет
повышаться. При дальнейшем нагреве вплоть до температуры на-
чала роста зерна (Тнр) происходит рассасывание примеси. При
достижении Тяр и дальнейшем ее повышении одновременно
с процессом диффузии примеси в глубь зерна происходит интен-
сивный рост самих зерен вследствие перемещения (миграции)
старых границ и образования новых.
В процессе роста зерна мигрирующие границы захватывают
примесные атомы, увеличивая их концентрацию на периферии
зерен (сегрегация примесей). Степень сегрегации зависит от
граничной концентрации, температуры, физической природы
примеси и других факторов. В случае, если концентрация
примесей на границе зерна превышает пределы растворимости,
возможно образование в пограничной зоне легкоплавких эвтек-
тических фаз или даже химических соединений.
Образование обогащенных примесями границ зерна возможно
также и в сплавах, претерпевших полиморфные превращения.
Подобный вид микрохимической неоднородности может возни-
кать и при эксплуатации сварных соединений при высоких
температурах.
Внутризеренная химическая неоднородность. Внутризеренную
химическую неоднородность обычно связывают с наличием вну-
три зерна инородных частиц — карбидов, интерметаллидов,
463
фазовых включений, существующих в металле в состоянии по-
ставки. При воздействии термического сварочного цикла они мо-
гут не раствориться в связи с небольшим временем нахождения
при высоких температурах н остаться в зоне термического
влияния. Кроме того, в процессе охлаждения из твердых раство-
ров могут выпадать инородные фазы, которые приводят к увели-
чению внутризеренной химической неоднородности (Сю/Сэ, см.
рис. 12.24).
Наиболее вероятное место расположения этих включений —
зоны упругого искажения кристаллических решеток и места
скопления дефектов физического строения, так как эти зоны об-
ладают повышенным уровнем потенциальной энергии. Сосредо-
точение в них примесей приводит к снижению внутренней энергии
и повышению степени равновесности всей системы. Иными сло-
вами, движущая сила образования сегрегаций имеет термодина-
мическую основу.
Вокруг дефектов кристаллической решетки, в частности во-
круг дислокации, наблюдаются «атмосферы» из растворенных
атомов. Концентрация их по сравнению со средним содержанием
может быть подсчитана так:
Coexp[Q/(J?01
1 + Coexp[Q/(P'J]
где С — концентрация растворенного элемента в области физи-
ческого дефекта строения; Со — средняя концентрация в равно-
весной области; Q — разность энергий искажений после раство-
рения атомов второго элемента в первоначально неискаженном
и искаженном участке кристаллической решетки.
С повышением температуры и увеличением времени выдержки
концентрация примесей в самом зерне стремится к выравнива-
нию; чем больше несоответствие растворенного элемента в ре-
шетке растворителя, тем больше Q и тем вероятнее процесс
диффузии его к границе зерна либо в область физических
дефектов кристаллической решетки. Поэтому примеси, сильно
искажающие решетку маточного раствора, будут интенсивно
стремиться к границам зерна и обогащать ее, влияя тем самым
на механические и физико-химические свойства сплава.
Микрохимическая неоднородность с большой степенью точно-
сти и локальности (пятно анализа 1...4 мкм) может быть опре-
делена существующими методами анализа. При этом глубина
анализируемого слоя составляет 1...3 параметра кристалличе-
ской решетки. Иногда такого анализа бывает достаточно, чтобы
судить об эксплуатационных свойствах сварного соединения.
Однако в ряде случаев, например при определении степени
граничной неоднородности аустенитных зерен, локальность ана-
лиза может оказаться недостаточной. В этом случае представле-
ние о степени химической неоднородности можно получить, при-
меняя аналитические методы расчета.
464
ВЛИЯНИЕ РЕЖИМА СВАРКИ НА СТЕПЕНЬ
ХИМИЧЕСКОЙ неоднородности сварного шва
Химическая неоднородность сварных швов может быть след-
ствием недостаточной технологической культуры выполнения
работ или самой физической природы процесса формирования
сварного соединения и свойств свариваемого металла.
В первом случае, как правило, существует макронеоднород-
ность химического состава по длине шва или в отдельных его
объемах, вызванная колебаниями в составе свариваемых мате-
риалов — покрытии, флюсе, а также нестабильностью режима
и технологическими нарушениями.
Ниже будет рассмотрено влияние режима сварки на степень
химической неоднородности, возникающей как следствие воздей-
ствия термического цикла на материал конструкции. При этом
вероятность появления того или иного вида неоднородности
зависит от характера образующейся структуры, что, в свою
очередь, определяется как химическим составом сплава, так и
режимом сварки, главным образом скоростью охлаждения и
кристаллизации сварного шва.
Зональная, или линейная, ликвация свойственна процессу
кристаллизации с плоскими фронтами. При сварке зональная
ликвация проявляется весьма слабо и только при малых скоро-
стях охлаждения, например при сварке с “предварительным по-
догревом.
Наиболее вероятное место появления зональной ликвации —
ось шва, продольные границы, образованные встречей фронтов
кристаллизации.
Зональная ликвация может существенно ослаблять ось шва
и вызывает ряд нежелательных эффектов, в частности понижает
пластические и прочностные характе-
ристики шва, снижает его технологи-
ческую прочность.
Межкристаллитная, или межзе-
ренная, ликвация характеризуется
скоплением примеси у межзерениых
границ и проявляется в случае кон-
центрационного переохлаждения.
Концентрационное уплотнение, вы-
зывая ячеистую кристаллизацию,
одновременно приводит и к появле-
нию ячеистой ликвации, которая мо-
жет быть весьма значительной (кон-
центрация примесей может изменить-
ся в 10 раз и более). Особенно силь-
но явление ликвации выражено в слу-
чае ячеисто-дендритных и дендрит-
ных структур при продвижении фрон-
та кристаллизации в направлении за-
Рис. 12.31. Схема образования
междендритной химической не-
однородности
465
16—923
твердевания: размер дендритов увеличивается, количество жид-
кости в междендритном пространстве уменьшается, а концентра-
ция примеси в ней вырастает настолько, что может достигнуть
эвтектического состава. В этом случае в междендритном простран-
стве могут образовываться равноосные зерна эвтектики. На рис.
12.31 штриховкой показаны места повышенной концентрации при-
месей в случае роста кристаллов.
Вершины боковых ветвей дендритов почти смыкаются, за-
ключая между собой места, обогащенные примесями. При осты-
вании порций расплава 1, 2, 3, заключенных между дендритами,
происходит усадка и в образовавшиеся объемы дополнительно
втягивают пограничные слои жидкости, обогащенные примесями.
Такой механизм образования ликвационных зон может вызвать
явление обратной ликвации, т. е. повышение концентрации при-
меси в первых кристаллизующихся слоях даже по сравнению
со средним ее содержанием.
Такой вид химической неоднородности может проявляться
при повышенной скорости кристаллизации только у сплавов,
имеющих большую усадку. В этих условиях обогащенный при-
месями расплав, заключенный в объемах 1, 2, 3, может значи-
тельное время находиться в жидком состоянии после достижения
температуры равновесного солидуса.
Продолжающийся рост дендритов приводит к «закрытию»
этих объемов. Усадочные явления, сопутствующие остыванию
твердой фазы, создают большие избыточные давления внутри
жидкого расплава и выдавливают его в сторону, противопо-
ложную движению фронта кристаллизации, в межзеренные про-
слойки, расширяя их и обогащая примесями.
Внутрикристаллитная ликвация обусловлена различной раст-
воримостью примеси в твердой и жидкой фазах. Чем больше
коэффициент распределения отличается от единицы, тем сильнее
будет различаться состав кристаллитов, затвердевающих первы-
ми, от последующих.
Рассмотренные ранее процессы возникновения химической
неоднородности характерны в основном для малых скоростей
охлаждения или применительно к сварке для «мягких» режимов.
Скорости охлаждения кристаллизующегося металла шва при
сварке с большими погонными энергиями q/v обусловливают
достаточно интенсивное протекание диффузионных процессов,
что приводит к выравниванию состава и снижает внутрикристал-
лическую ликвацию (рис. 12.32). При увеличении скорости ох-
лаждения диффузионные процессы пройти не успевают и степень
внутрикристаллической ликвации Сл увеличивается вплоть до
максимума при значении W2. Дальнейшее увеличение скорости
охлаждения (®з), естественно, еще более подавляет диффузион-
ные процессы, однако степень внутрикристаллической ликвации
уменьшается в связи с изменением самого характера кристалли-
зации, приближением его к бездиффузионному процессу.
Следует заметить, что скорость охлаждения, влияя на степень
466
Рис 12 32 Влияние скорости ох-
лаждения иа степень внутрикрис-
таллической ликвации
Рис 12 33 Смещение температуры
неравновесного солидуса в зависи-
мости от скорости охлаждения
виутрикристаллической ликвации, изменяет положение точки
предельной растворимости на диаграмме состояния (рис. 12.33).
С увеличением скорости охлаждения от 0 до шг точка предельной
растворимости на бинарной диаграмме состояния смещается
влево в сторону меньших концентраций до тех пор, пока преобла-
дает диффузионный механизм кристаллизации. Существует пре-
дельная скорость охлаждения w2, при которой растворимость
наименьшая, а степень внутрнкристаллической ликвации макси-
мальная. При дальнейшем увеличении скорости охлаждения с
развитием процесса бездиффузионной кристаллизации предель-
ная растворимость смещается вправо к равновесному положе-
нию. Однако и в этом случае увеличение скорости охлаждения
однозначно приводит к снижению температуры неравновесного
солидуса.
12.5. Дефекты кристаллической решетки
в металлах при сварке
ПОНЯТИЕ О ДЕФЕКТАХ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ
В процессе кристаллизации в твердом металле возникают
дефекты кристаллического строения. Закономерность строения
кристаллической решетки нарушается наличием несовершенств.
Несовершенства кристаллического строения вызывают большие
флуктуации внутренней энергии, влияют на прочность, пластич-
ность, деформационную способность металлов, их коррозионную
стойкость, склонность к хрупким разрушениям, на технологи-
ческую прочность при сварке.
Можно выделить четыре основные вида несовершенств:
точечные (нульмерные), линейные (одномерные), поверхностные
(двумерные) и объемные (трехмерные).
16*
467
Рис 12 34 Точечные дефекты крис-
таллической решетки
а — незаполненный узел (вакансия),
б — атом внедрения, в — замещен-
ный атом
Дефекты можно также клас-
сифицировать как термодинамиче-
ски устойчивые и неустойчивые.
Термодинамически устойчивые де-
фекты возникают в тех случаях,
когда увеличение энтропии, вы-
званное противодействием иска-
жению решетки, уравнивает или
даже превышает прирост внутрен-
ней энергии, обусловленный этим
искажением.
Равновесное содержание таких
дефектов возрастает с повыше-
нием температуры, причем факти-
ческое содержание может не со-
впадать с равновесным из-за
флуктуации внутренней энергии.
Термодинамически неустойчивыми называются такие дефекты,
которые увеличивают свободную энергию кристаллов. Они могут
существовать только в неравновесных условиях, созданных,
например, сварочным процессом в металле сварного соедине-
ния.
Точечные несовершенства (рис. 12.34) — это пропуски отдель-
ных атомов в решетке (незаполненные узлы — вакансии), внед-
рения атомов в междоузлия, замещения атомов данного элемента
атомами другого элемента.
При образовании точечного дефекта заметные смещения
претерпевают лишь те атомы, которые близко расположены к
вакантному узлу, замещенному атому или междоузлию, занятому
атомом внедрения. По мере удаления от центра возмущения
искажения решетки быстро уменьшаются.
Образование точечных дефектов вызвано тем, что атомы,
совершающие колебания в узлах кристаллической решетки,
вследствие флуктуаций энергии или внешнего энергетического
воздействия получают дополнительный запас энергии и перехо-
дят в состояние с большей потенциальной энергией.
Обычно дефект решетки увеличивает'внутреннюю энергию и
энтропию кристалла.
Местная геометрическая и энергетическая неравномерность
в решетке вокруг точечного несовершенства приводит к тому,
что прн наличии внешних энергетических воздействий (нагрев,
деформация, облучение и т. д.) дефектные места выходят из
занимаемого положения и начинают перемещаться, уменьшая
запас внутренней энергии системы.
Точечные дефекты могут взаимодействовать друг с другом.
Если объединяются вакансия и атом внедрения, то происходит
аннигиляция обоих дефектов, и атом, бывший ранее междоузель-
ным, занимает нормальное положение в решетке. Две вакансии
могут объединяться в наиболее простой комплекс дефектов —
468
дивакансию. Процесс объединения вакансий может продолжать-
ся до образования небольшой микропоры.
Междоузельные атомы также могут объединяться и образо-
вывать комплексы.
Вакансии и междоузельные атомы, их миграция играют ре-
шающую роль в диффузионных процессах.
Известны следующие причины миграции точечных дефектов:
движение вакансий;
движение атома внедрения между атомами решетки (для
атомов внедрения малого размера, например для водорода);
переход примесного атома из одного узла в другой с заме-
щением атома решетки.
Рассчитаем равновесную концентрацию точечных дефектов на
примере вакансий.
Равновесную концентрацию вакансий будем определять из
условия минимума свободной энергии системы. Приращение
свободной энергии системы, вызванное образованием вакансии,
AF=AE —TAs, (12.54)
где АЕ — увеличение внутренней энергии кристалла; As — при-
ращение энтропии.
Система будет стремиться к равновесному состоянию, если
TAs^AE. Введем обозначения: Т — температура кристалла;
N — число атомов в кристалле; п — равновесное число вакансий;
U— внутренняя энергия, связанная с одной вакансией, т. е.
работа, необходимая для перемещения атома из его узла на
поверхность кристалла.
Общее увеличение внутренней энергии, связанное с наличием
вакансий, будет равно \E-nU.
Энтропия смеси N атомов и п вакансий в кристалле с
(V4-n узлами определяется уравнением
[жЯ <1255>
Используя приближение Стирлинга для расчета свободной
энергии F кристалла с п дефектами, получим
F=nU— J?bT[(./V + n)ln(JV + n) - nln п — Мп NJ. (12.56)
Равновесное значение п определяется при F=Fmin, т. е. из
условия dF/дп—0.
Продифференцируем выражение (12 56) и получим
U — Ы’[1п(./УЧ-п)+ 1 -Inn- 1] = 0.
После преобразования
= exp[-t//(feBT)].
469
Так как выражение для равновесной концентрации
вакансий можно записать в виде
n = Nexp[— U/(kbTJ].
(12.57)
К линейным несовершенствам можно отнести цепочки вакан-
сий и атомов внедрения, а также дислокации.
Дислокации представляют собой дефекты кристаллического
строения, вызывающие нарушения правильного расположения
атомов на расстояниях, значительно больших, чем постоянная
решетки. Они возникают случайно при росте кристалла и термо-
динамически неравновесны. Причинами образования дислокаций
могут быть также конденсация вакансий, скопление примесей,
действие высоких напряжений. Процесс преобразования скопле-
ний точечных дефектов в линейные идет с уменьшением сво-
бодной энергии кристалла.
Дислокации образуются вследствие появления в кристалле
дополнительной атомной плоскости (экстраплоскости), из-за
частичного сдвига одной части плоскостей по отношению к дру-
гой. На рис. 12.35 показана краевая, или линейная, дислокация.
Линия дислокации представляет проекцию внедренной экстра-
плоскости и обозначается знаком±, если экстраплоскость «встав-
лена» сверху (положительная
дислокация), — знаком Т, если
экстраплоскость «вставлена»
снизу (отрицательная дислока-
ция). Степень искаженности
кристаллической решетки (по-
казатель энергии нестабиль-
ности дислокации) определя-
ется вектором Бюргерса Ь,
Рис. 12.35. Схема краевой дисло-
кации:
PQ — экстраплоскость; ЕА (Ь) — век-
тор Бюргерса
Рис. 12.36. Схема винтовой дисло-
кации:
/ — экстраплоскость, //—// — линия
дислокации, ЕА (6) — вектор Бюр-
герса
470
модуль которого равен длине отрезка, на который одна из сторон
замкнутого вокруг дислокации четырехугольника ABCD длиннее
противоположной (рис. 12.35).
Вследствие смещения одной части атомных рядов кристалла
по отношению к другой под влиянием сдвиговых напряжений
т в кристалле у вершины смещения образуется винтовая дисло-
кация (рис. 12.36).
В реальном кристалле возможно также образование смешан-
ной (криволинейной) дислокации — сочетания краевой и винто-
вой дислокаций.
Наибольшее геометрическое и энергетическое возмущение в
кристалле сосредоточено вблизи линии дислокации.
Область кристалла, непосредственно прилегающая к дис-
локации, называется ядром дислокации. В этой области смеще-
ния атомов и напряжения, возникающие в металле вследствие
наличия дислокации, не подчиняются закону Гука. На рис. 12.37
показано распределение напряжений в окрестностях краевой
дислокации. Поле напряжений от дислокации за пределами
ядра имеет гиперболический характер, который изменяется по
мере приближения к ядру. Напряжения в зоне, удаленной от
ядра, можно вычислить по следующим формулам:
_ Gb у(3х2 + /)
х 2л(1 — ц) х2 + у‘
(12.58)
Gb у(х2 — у2)
'У 2л(1-р) хЧу2 5
_ Gb х^-у'2')
ху 2л(1 — ц) л^+г/2
(12.59)
где G — модуль сдвига; р — коэффициент Пуассона.
Формулы (12.58)... (12.60) справедливы для области, удален-
ной от дислокации не менее чем на пять межатомных расстояний.
Рис. 12.37. Распределение нормальных (в) и касательных (б) напряжений в ок-
рестностях краевой дислокации (а)
471
Дислокации могут взаимодействовать друг с другом, причем
дислокации одного знака отталкиваются, а разных — притяги-
ваются. Сила взаимодействия дислокаций определяется выра-
жением
где h — расстояние между дислокациями.
Взаимодействие дислокаций выражено во взаимодействии
(суммировании) полей их напряжений, при этом изменяется
суммарный уровень потенциальной энергии системы. Энергети-
чески выгодным будет взаимодействие одинаковых дислокаций
противоположного знака, приводящее к их аннигиляции.
Движущая сила любого вызванного наличием дислокаций
процесса в кристалле — потенциальная энергия дислокации,
которая пропорциональна квадрату вектора Бюргерса.
Для краевой дислокации
^=2^)= <12-62)
для винтовой дислокации
= (12.53)
Свободная энергия дислокации, подчиняющаяся уравнению
Гельмгольца (12.54), полностью определяется потенциальной
энергией. Это вызвано двумя обстоятельствами.
В области ядра дислокации перемещения атомов значитель-
ны, что приводит к большому изменению энтропии s, однако
объем ядра мал и общее возрастание связанной энергии Ts
системы будет незначительным.
Упругая область удалена от ядра, поэтому изменения колеба-
ний атомов этой области, вызванные наличием дислокации,
будут несущественными и приведут к несущественному измене-
нию энтропии s и связанной энергии Ts.
Дислокация представляет собой энергетически неуравнове-
шенный атомный комплекс с повышенной свободной энергией.
Под влиянием внешнего силового (энергетического) воздействия
она начинает двигаться к положению с наименьшей свободной
энергией (стабильному состоянию). В процессах возникновения
и движения дислокаций, в том числе при пластической деформа-
ции, они перемещаются к поверхности, где увеличивают плот-
ность участков с повышенной свободной энергией, повышенной
активностью, что имеет большое значение при сварке металлов
давлением в твердом состоянии.
Существует два основных типа движения дислокаций. При
скольжении или консервативном движении дислокации движутся
в плоскости, определенной линией дислокации и вектором Бюр-
герса. При переползании или неконсервативном движении дис-
локация выходит из плоскости сдвига.
472
В условиях низкой температуры, когда диффузия затруднена,
и при отсутствии избыточной концентрации точечных дефектов
движение дислокации почти полностью осуществляется путем
скольжения. Кроме того, пластическая деформация кристалла
происходит в результате движения (скольжения) одной плос-
кости атомов относительно другой по плоскостям скольжения.
Дислокацию при этом можно рассматривать как границу между
сдвинутой и несдвинутой частями кристалла. Таким образом,
при пластической деформации происходит движение дислокаций
путем скольжения.
Переползание дислокаций — диффузионный, термически акти-
вируемый процесс. Чаще всего переползание происходит при
высоких температурах в результате диффузии вакансий к дис-
локации и от нес.
К поверхностным несовершенствам кристаллического строе-
ния относятся искажения кристаллической решетки у поверх-
ности металла, границы зерен, блоков, структурных составляю-
щих.
Объемные несовершенства кристаллов могут быть вызваны
микроскопическими порами, трещинами, инородными включени-
ями.
ОСОБЕННОСТИ РАСПРЕДЕЛЕНИЯ НЕСОВЕРШЕНСТВ
КРИСТАЛЛИЧЕСКОГО СТРОЕНИЯ В МЕТАЛЛЕ
СВАРНОГО СОЕДИНЕНИЯ
Процесс сварки сопровождается интенсивным термодеформа-
ционным воздействием на металл. Высокие температуры нагрева,
неравновесные условия кристаллизации шва, высоко- и низко-
температурная пластическая деформация, значительная хими-
ческая неоднородность металла шва оказывают большое влияние
на образование и перераспределение дефектов кристаллического
строения в шве и зоне термического влияния.
Основной источник вакансий в свариваемых металлах —
тепловое возбуждение. Определенное влияние на генерирование
и перераспределение вакансий в околошовной зоне могут оказать
упругопластические сварочные деформации.
Равновесная концентрация вакансий в металлах при нагреве
до температуры плавления близка к 10~5.
На рис. 12.38 показаны концентрации вакансий в стали при
сварке и закалке в диапазоне температур от нормальной до
температуры ликвидуса Тл. Оба технологических процесса
приводят к существенному повышению концентрации вакансий
по сравнению с равновесной концентрацией.
В сварном соединении равновесная концентрация вакансий
резко снижается при удалении точки от зоны сплавления. Это
приводит к снижению интенсивности выделения вакансий в про-
цессе сварки и после нее.
473
Рис. 12.38. Зависимость концентра-
ции вакансий от температуры при
сварке и закалке:
1 — равновесная концентрация, 2—
сварка; 3 — закалка
Рис. 12 39 Характер изменения проч-
ности о и пластичности П металлов и
сплавов при нагреве до Тл
Плотность дислокаций (число дислокаций, пересекающих
единицу поверхности) в стали составляет 104 мм-2 после отжига,
5-Ю9 мм-2 после интенсивной пластической деформации и
Ю10 мм-2 после закалки. Сварное соединение включает в себя
зоны, испытавшие такие термические и термомеханические
воздействия, поэтому в различных зонах сварного соединения
плотность дислокаций может достигать указанных значений.
Характер распределения плотности дислокаций в сварном соеди-
нении может изменяться в весьма широких пределах. Он зависит
от химического состава и предварительной термической обработ-
ки свариваемого металла, способа и режима сварки, условий
охлаждения изделия. Так, например, максимальная плотность
дислокаций в сварном соединении стали 0Х18Н10Т наблюдается
в зоне, максимальные температуры нагрева которой при сварке
составляли 770...870 К.
12.6. Характер изменения пластичности и прочности
металлов и сплавов в области высоких температур при сварке
Механические характеристики сварного соединения — проч-
ность и пластичность — в период его формирования определяют
вероятность получения бездефектного соединения в такой же
степени, как прочностные и эксплуатационные характеристики —
степень надежности работы конструкции.
Обычно механические характеристики металла в области
высоких температур, достигающих температуры плавления, опре-
деляют на специальных установках, включающих в себя нагре-
вательное устройство, имитирующее температурный цикл сварки,
и механическую часть и оснащенных регистрирующими прибо-
рами. Подлежащий испытанию образец нагревают до темпера-
туры, при которой необходимо определить его свойства, и нагру-
жают, записывая кривые n=f(P).
474
На рис. 12.39 приведены типичные кривые, характеризующие
изменение прочности и пластичности сплавов при высоких тем-
пературах. В области нагрева до температур, близких к темпе-
ратуре равновесного солидуса (Тс), прочность и пластичность
сплавов резко падают. Пластичность остается на весьма низком
уровне в некотором интервале температур, а затем опять повы-
шается. Такое неоднозначное изменение свойств можно объяс-
нить, рассмотрев процесс кристаллизации металла из жидкого
состояния.
Исследуемый металл, нагретый до расплавления, охлажда-
ется и начиная с температуры 7"л в нем образуются зародыши
твердой фазы. До тех пор пока количество твердой фазы неве-
лико, металл находится в жидкотвердом состоянии (так опре-
деляет эту стадию затвердевания акад. А. А. Бочвар), пластич-
ность расплава практически не отличается от пластичности
жидкости, так как кристаллы твердой фазы свободно перемеща-
ются в жидкости, не ограничивая ее способность перетекать и
занимать любую форму (рис. 12.40, а).
Прочность такого жидкотвердого агрегата близка к нулю,
т. е. сопротивление деформированию практически отсутствует.
Начиная с некоторой температуры, названной температурой
верхней границы интервала хрупкости (7\Г), металл переходит
в стадию твердожидкого состояния, характеризующегося таким
увеличением количества твердой фазы, при котором возможность
жидкости перетекать между затвердевшими зернами резко
уменьшается. При деформировании происходит заклинивание зе-
рен и дальнейший процесс становится возможным только в
случае пластической деформации самих зерен либо смещения
их друг относительно друга. Обычно оба эти процесса протекают
одновременно. Деформация такого двухфазного агрегата при
условии сохранения сплошности в направлении действия сил Р
возможна только при смятии отдельных точек контакта зерен
(рис. 12.40,6, 1—2, 3—7 и т. д.), поворота прилегающих зерен
и их деформации. В ранней стадии такого деформирования
ния сплава в жидко-твердом (о) и твердо-жидком (б)
состоянии
475
не исключена возможность некоторого перетекания жидкости
в межзеренные пространства. В случае, если циркуляция жид-
кости между зернами нарушена, необходимо, чтобы существую-
щие между ними жидкие прослойки сами воспринимали растя-
гивающие напряжения. Вероятность такого явления в этой ста-
дии затвердевания велика, так как сопротивление разрушению
малых замкнутых объемов жидкости может быть весьма значи-
тельным. Оно зависит от поверхностного натяжения, температуры
и вязкости жидкости. Однако прочность закристаллизовавшейся
твердой фазы в этот период намного больше и поэтому, если
наступает разрушение, оно происходит по границам зерен, т. е.
имеет межкристаллический характер. Пластичность металла,
находящегося на такой стадии затвердевания, очень мала —
доли процента.
В то же время сопротивление пластическим деформациям с
возникновения явления заклинивания зерен и ограничения цир-
куляции жидкой фазы начинает возрастать. Если значение де-
формации в металле, находящемся в таком состоянии, превысит
его деформационную способность, произойдет хрупкое разруше-
ние по жидким прослойкам.
С дальнейшим снижением температуры возрастает объемная
прочность жидкости, уменьшается ее объем, увеличивается число
контактов между зернами. Одновременно с этим повышается
и прочность самих границ зерен. При некоторой температуре
границы упрочняются настолько, что разрушение начинает про-
ходить не по ним, а по телу самих зерен (точка А). Такая темпе-
ратура названа эквикохезивной. При этом пластические свой-
ства материала возрастают, так как деформация уже не концен-
трируется по малым прослойкам между зерен, а воспринимается
всем агрегатом в достаточной степени равномерно. Температура
резкого возрастания пластических свойств находится ниже тем-
пературы равновесного солидуса и носит название нижней грани-
цы хрупкости (Т н г). (Интервал температур, заключенный между
верхней и нижней температурной границами хрупкого состояния
металла, называется температурным интервалом хрупкости илн
сокращенно t.h.x.j
Кривая пластичности может иметь еще один минимум, рас-
положенный в области более низких температур, в частности,
в том случае, когда при высоких температурах сварочного цикла
происходит значительное перераспределение примесей из тела
зерна к его границам и образуются новые фазы эвтектического
характера. У однофазных сплавов могут образовываться новые
границы зерен с более высокими уровнями физической или хими-
ческой микронеоднородности, приводящей к понижению прочно-
стных и пластических свойств. Иногда первый и второй темпера-
турные интервалы низких пластических свойств расположены так
близко, что могут сливаться, образуя один т.и.х.
Нагрев испытуемых образцов в печи или проходящим током
для определения т.и.х. не в полной мере воссоздает специфику
476
сварки. Установлено, что на пла-
стичность сварных швов сущест-
венное влияние оказывает не толь-
ко химический состав, но и схема и
характер кристаллизации,глубина
проплавления и форма шва, диф-
фузионные и ликвационные про-
цессы и др. Для комплексной оцен-
ки влияния всех этих факторов,
присущих шву, полученному свар-
кой на исследуемых режимах, при-
меняется методика определения
пластичности и значений т.и.х.,
Тзг и Гнг непосредственно на сва-
риваемых образцах. Для этого
подлежащие исследованию образ- рис 12 4, Схема определения верх.
ЦЫ собирают В зажимном приспо- ней и нижней границ минимальной
Соблении ИСПЫТателЬНОЙ машины пластичности в т.н.х. при сварке
таким образом, что правый из них
фиксируется неподвижно, а левый
может получать в нужный момент сварки перемещение на заранее
заданную величину Д (рис. 12.41).
Включенный во время сварки деформирующий механизм ма-
шины растягивает сварной шов. Изменяя от образца к образцу
значение Д, можно найти такое Д, при котором появится трещи-
на. Максимальная деформация Д, мм, которая не приводит к
образованию трещины, называется предельной и соответствует
пластичности II шва при сварке в данных условиях.
На рис. 12.41 представлено распределение температур по оси
шва в момент испытания. Полученная длина трещины, спроекти-
рованная на кривую охлаждения, дает возможность определить
значение т.и.х., его верхнюю и нижнюю границы. Варьируя силу
сварочного тока, скорость сварки, состав присадочного металла
или сам способ сварки, можно в комплексе определить влияние
а)
Рис. 12.42. Кривые изменения пластичности в т.и.х. для сварки в ар-
гоне (а) и лазерной (б) для сплавов 0Х18Н9ВА (/) и 0Х18Н9ТЛ (2)
477
каждого из факторов на изменение пластичности в т.и.х. и ширину
интервала.
На рис. 12.42 приведены кривые изменения пластичности и
значения т.и.х. для двух сплавов при сварке.
12.7. Природа образования горячих трещин
при сварке
^Горячими трещинами называются хрупкие межкристаллитные
разрушения сварного шва или околошовной зоны, возникающие
в области температурного интервала хрупкости в результате
воздействия термодеформационного сварочного циклаГорячие
трещины чаще всего возникают в сплавах, обладающих выра-
женным крупнокристаллическим строением, с повышенной ло-
кальной концентрацией легкоплавких фаз. Согласно общеприня-
тым представлениям, они возникают в том случае, если интен-
сивность нарастания деформаций в металле сварного соединения
в период остывания приводит к деформациям большим, чем его
пластичность в данных температурных условиях. Способность
сварного соединения воспринимать без разрушения деформации,
вызванные термодеформационным циклом сварки, определяет
уровень его технологической прочности.
В МВТУ им. Н. Э. Баумана Н. Н. Прохоровым была разработана
теория технологической прочности металлов при сварке, согласно
которой сопротивляемость сварного соединения образованию го-
рячих трещин определяется тремя основными факторами: плас-
тичностью металла в температурном интервале хрупкости, значе-
нием этого интервала и характером нарастания деформации при
охлаждении (темпом деформации сварного соединения).)
Графически эти представления наглядно могут быть про-
иллюстрированы графиками, представленными на рис. 12.43.
Кривые пластичности П характеризуют изменение пластичности
сварного соединения в т.и.х., а кривые е — интенсивность нарас-
тания деформаций в сварном соединении в процессе остывания
или темп деформации де/дТ.
На рис. 12.43,а показано влияние величины минимальной
пластичности в т.и.х. на сопротивляемость сварного соединения
образованию горячих трещин. При этом принято, что деформа-
ционная способность сплава в т.и.х. определяется его пластич-
ностью, так как при температурах в области Гс упругой деформа-
цией можно пренебречь ввиду ее незначительности. При тех же
значениях т.и.х. и темпа деформации de/dT сплав, обладающий
большей пластичностью — Л3, трещины не даст, так как возника-
ющий темп деформации (кривая е) недостаточен для исчерпания
его пластичности.
У сплава, пластичность которого характеризуется кривой 2,
в момент, определяемый точкой А, значения пластичности и воз-
никающей деформации равны — кривые касаются. Это критиче-
478
ский случай. В сплаве, обладаю-
щем пластичностью в т.и.х., харак-
теризуемой кривой 1, при том же
темпе деформации е и температу-
ре, соответствующей точке Б, про-
изойдет исчерпание пластических
свойств и образуется трещина.
Таким образом, чем больше плас-
тичность сплава в т.и.х., тем при
равных прочих условиях меньше
вероятность образования горячих
трещин. ’
Значение пластичности П и ха-
рактер ее изменения в т.и.х. за-
висят от химического состава
сплава, схемы кристаллизации
сварного шва, развития химиче-
ской и физической неоднородности
и других факторов, значение и
степень влияния которых сущест-
венно зависят от методов, прие-
мов сварки, применяемых режи-
мов и т. д.
На рис. 12.43, б представлен
случай, когда сплавы при одина-
ковой минимальной пластичности
отличаются протяженностью тем-
пературного интервала хрупкости.
При этом принято, что характер
изменения пластичности в т.и.х. у
всех трех рассматриваемых спла-
вов одинаков и пластичность оста-
ется практически неизменной на
всем протяжении т.и.х.
В этом случае^чем больше про-
тяженность температурного ин-
тервала хрупкости, тем больше ве-
роятность возникновения трещи-
ны. Значение_т.и.х., так же как и
значение минимальной пластич-
ности, зависит от многих факто-
ров, поддающихся управлению,
Рис. 12.43. Графическая иллюстра-
ция теории технологической прочно-
сти при кристаллизации
главные из которых — химический состав свариваемых материа-
лов и применяемых присадочных проволок, покрытия электродов,
флюсы, режим сварки, определяющий форму шва, схему кри-
сталлизации, и процессы структурообразования в шве и околошов-
ной зоне, размер зерна, характер и интенсивность протекания лик-
вационных и сегрегационных процессов и др.
На рис. 12.43, в рассмотрено влияние темпа деформации
479
Рис. 12.44. Взаимосвязь значе-
ния эффективного интервала
кристаллизации и сопротивляе-
мости образованию горячих тре-
щин
de/dT при одинаковых значениях П
и т.и.х. В сварном шве, при кристал-
лизации которого возникает темп де-
формации е, характеризуемый кри-
вой 1, при температуре 1\ появится
трещина, так как в этот момент зна-
чение деформации превысит пластич-
ность соединения в т.и.х. Для соеди-
нения, темп деформации которого
обозначен кривой 2, точка касания
при температуре Т‘> будет крити-
ческой.
Сплав, характеризуемый кривой 3,
трещины не образует; более того,
он имеет еще и некоторый запас
пластичности АЛ. Таким образом, чем
меньше темп деформации в т.и.х.,
тем меньше вероятность образования горячих трещин. Темп дефор-
мации, характеризуемый наклоном кривой е к оси температур и
кривизной самой кривой, зависит от усадки сплава и деформаций,
развивающихся в околошовной зоне. Следует иметь в виду, что
деформация в сварном шве, обусловленная кристаллизационными
и структурными процессами при остывании, распределяется по се-
чению весьма неравномерно: участки шва с более высокими тем-
пературами и вследствие этого менее прочные деформируются
больше, чем участки, прилегающие к зоне сплавления и охлаждаю-
щиеся более интенсивно. Такое неравномерное распределение
деформаций в сварном шве и т.и.х. иногда называют концентра-
цией деформаций.
Для равновесных условий кристаллизации акад. А. А. Бочвар
связывает вероятность образования горячих трещин с эффектив-
ным интервалом кристаллизации T3$, определяемым как интервал
температур, заключенный между температурой образования
кристаллического каркаса внутри расплава и температурой соли-
дуса. На рис. 12.44 изображен участок бинарной диаграммы со-
стояния. По вертикальной оси отложены температура Т, линей-
ная усадка сплава е и критическая скорость укр, определяющая
уровень технологической прочности сплава.
Штриховой линией нанесены температуры образования крис-
таллического каркаса. Заштрихованная область соответствует
значениям эффективного интервала кристаллизации Дф. Из приве-
денных кривых видно, что с увеличением Тэф возрастает линейная
усадка е. а уровень технологической прочности (скр) падает.
ВИДЫ ГОРЯЧИХ ТРЕЩИН
По температуре возникновения горячие трещины подразделя-
ют на кристаллизационные, возникающие в области температур
солидуса, и подсолидусные, температура образования которых
ниже температуры окончания процесса затвердевания.
480
По расположению в сварном соединении различают горячие
трещины в шве, в зоне сплавления, в околошовной зоне, а также
в зависимости от ориентировки их относительно направления
сварки — продольные и поперечные. Во всех случаях вероятность
образования трещин определяется соотношением пластических
свойств соединений в т.и.х. и темпом деформаций. Однако сте-
пень влияния отдельных технологических и металлургических
факторов для каждого вида может быть существенно различной
в связи с неодинаковыми условиями формирования химической
и физической неоднородности в различных зонах сварного соеди-
нения. Особо следует выделить трещины повторного нагрева,
образующиеся в ранее наложенных валиках при многослойной
сварке в результате термодеформационного воздействия от свар-
ки последующих слоёв.
Кристаллизационные трещины образуются, как правило, в
сварном шве и реже в зоне полуоплавленных зерен. На рис. 12.45
представлены характерные места расположения горячих кристал-
лизационных трещин в сварном соединении. Подсолидусные тре-
щины возникают в интервале температур второго минимума
пластичности, расположенного ниже температуры солидуса.
Сварной шов вследствие неравновесного процесса кристаллиза-
ции пересыщен дефектами кристаллической решетки, в том числе
и вакансиями, которые при растяжении активно перемещаются
к границам, расположенным перпендикулярно действующим уси-
лиям. Такие скопления вакансий сильно ослабляют границы и
создают предпосылки для возникновения зародышей разрушения.
Необходимые условия для возникновения разрушения — межзе-
ренная деформация или проскальзывание, возникающие как
следствие воздействия термодеформационного цикла сварки.
О наличии такого вида деформации свидетельствуют смещения
кристаллизационных слоев на поверхности сварных швов
(рис. 12.46). Смещения нередко сопровождаются значительной
пластической деформацией в пограничных областях. Если по гра-
Рис. 12.45. Характерные места рас-
положения горячих трещин:
1 — продольные по центру шва; 2 —
по границам кристаллитов; 3 — попе-
речные в зоне сплавления; 4 — про-
дольные в зоне сплавления
лизационных слоев в резуль-
тате деформаций
481
ницам зерен существуют скопления вакансии, микропор, приме-
сей, особенно примесей внедрения, поверхностная энергия, необ-
ходимая для зарождения трещины, при межзеренном проскаль-
зывании уменьшается. В том случае, если граничная диффузия
проходит энергично, то полости, образующиеся по границам зе-
рен, быстро заполняются и межзеренного разрушения не проис-
ходит.
Преимущественные места зарождения подсолидусных тре-
щин — ослабленные включениями и несовершенствами строения
границы кристаллитов, где межзеренные проскальзывания наибо-
ле выражены; чаще всего это участки, прилегающие к зоне
сплавления, и поперечные границы зерен в центре шва. С увеличе-
нием размеров зерна увеличивается и проскальзывание, а следо-
вательно, и вероятность образования трещин. Добавки в металл
легирующих элементов, как правило, увеличивают сопротивление
движению вакансий и дислокаций к границам зерен и снижают
вероятность образования трещин такого рода.
СПОСОБЫ ОЦЕНКИ СОПРОТИВЛЯЕМОСТИ СПЛАВОВ
ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН ПРИ СВАРКЕ
Случаи возникновения горячих трещин в процессе изготовле-
ния сварных конструкций привели к появлению множества мето-
дов оценки сопротивляемости применяемых сварочных материа-
лов их образованию. Их можно подразделить на следующие
основные группы:
1. Методы, позволяющие получать сравнительную количе-
ственную оценку применяемых сварочных материалов. Как пра-
вило, эти методы предусматривают принудительное деформиро-
вание сварных соединений по заданной программе в процессе
их формирования.
2. Технологические пробы различной жесткости. В этом слу-
чае величине деформации шва в т. и. х. задается типом опытной
свариваемой конструкции, ее размерами, последовательностью вы-
полнения швов и т. д.
3. Косвенные методы оценки технологической прочности по
результатам механических испытаний образцов, проводимых при
нагреве или охлаждении их по заданной программе, имитирую-
щей сварочный термический цикл.
Из методов количественной оценки технологической проч-
ности наибольшее распространение получил метод МВТУ
им. Н. Э. Баумана, основанный на выше рассмотренной теории.
Принципиальная сущность его заключается в деформировании
испытуемого сварного шва, находящегося в т.и.х., с заданным
темпом деформации вплоть до полного исчерпания пластичности.
Показателем сопротивляемости образованию горячих трещин
служит та максимальная скорость деформации, при которой тре-
щина не возникает, j
Предположим, что при сварке исследуемых материалов на
482
установленном режиме обес-
печивается термический цикл,
изображенный на рис. 12.47.
Пластичность сварного шва
в т.и.х., ограниченном Твг и
Тнг, изображена кривой П.
Деформация образца, вы-
званная его свободной усад-
кой Aet„ и формоизменением
Деф, не превышает его ми-
нимальную пластичность, т. е.
Дтт Л^гв ДСф. (12.64)
В этом случае сварной
шов будет иметь некоторый
запас пластических свойств,
определяемый как
Рис. 12 47 Схема, иллюстрирующая прин-
цип испытания по методике МВТУ
А3 77т1П (Аесв Леф)—27m,n Двз. (12.65)
Очевидно, что этот запас пластичности и будет определять
степень надежности сварного соединения образования горячих
трещин при сварке.
Обозначим
Леев— асвЛ7';
Аеф=афА7';
А3 = а3А7’;
Длил — «'Л Т .
(12.66)
Преобразуя выражение (12.65), получим
сс3 — ап (<Хсв ct ф)—ап ctBH. (12.67)
В этих выражениях асв= де^/дТ-, а^-де^/дТ, т. е. асв и
аф — это темпы деформации, обусловленные усадкой и формоиз-
менением, ап — предельный темп деформации, характеризующий
пластичность систем в т.и.х. Значение ап зависит от схемы крис-
таллизации шва, его химического состава и степени химической
неоднородности, формы шва, схемы главных напряжений, опре-
деляемых в значительной степени способом и режимом сварки.
Значение асв в основном определяется физическими парамет-
рами металла; аф зависит как от физических свойств металла,
так и жесткости конструкции, режима сварки.
Для определения запаса пластичности сварного шва в т.и.х.
следует задать сварному соединению, находящемуся в этом ин-
483
тервале температур, некоторый дополнительный темп деформа-
ции вплоть до полного исчерпания запаса пластичности и появ-
ления трещины, т. е. а3.
Согласно методу МВТУ, этот дополнительный темп деформа-
ции задается специальной машиной в виде скорости деформа-
ции de/dt.
Испытание проводится следующим образом: образцы из ис-
пытуемого материала собирают для сварки в захватах испыта-
тельной машины так, что один из них закреплен неподвижно,
а второй может получать поступательное движение с заранее
заданной скоростью v. В процессе сварки образцов на заданном
режиме, который в процессе испытания всей серии образцов
должен поддерживаться постоянным, после достижения устано-
вившегося температурного поля автоматически включается меха-
низм растяжения. Предположим, что в момент начала растяже-
ния в центре шва существовало распределение температур, изо-
браженное на рис. 12.47.
Спроектировав на горизонтальную ось (ось времени) темпе-
ратурные точки верхней и нижней границы т.и.х., получим дли-
тельность нахождения исследуемого участка сварочного шва
в хрупком состоянии (т.и.х./).
Предположим, что пластичность этого участка шва характе-
ризуется кривой П. Темп деформации, вызываемый процессами
свободной усадки и деформациями формоизменения асв — Оф, мень-
ше, чем предельный, и, следовательно существует определенный
запас пластических свойств, которые нужно определить. Задавая
дополнительный темп машинной деформации о, находят тот пре-
дельный, который приводит к исчерпанию запаса пластичности
и будет критерием запаса технологической прочности.
Для определения цкр необходимо сварить несколько опытных
соединений, испытывая их каждый раз с различной скоростью.
Так как согласно условиям испытания режим сварки должен
быть постоянным при сравнительном испытании всей серии, то
значения асв и аф или десв/дТ и де^/дТ остаются постоянными.
В этом случае дополнительный темп деформации, задаваемый
по времени де,,/dt, будет объективно оценивать запас деформа-
ционной способности сварного соединения в т.и.х.
Для проведения испытаний по этой методике применяют спе-
циальные машины типа ЛТП, разработанные в лаборатории тех-
нологической прочности МВТУ им. Н. Э. Баумана, в ИМЕТе сов-
местно с ЦНИИчерметом и в других организациях. Испытания
проводят с использованием различных способов сварки и свароч-
ных материалов — штучных электродов, сварочной проволоки и
флюсов, защитных газов и т. д.
Машины снабжены разнообразными захватами, позволяющи-
ми испытывать как различные типы сварных соединений — сты-
ковые, тавровые, нахлесточные, так и сварные соединения в раз-
личных направлениях — вдоль или поперек направления сварки.
Недостаток этого метода испытания — необходимость приме-
484
нения достаточно сложных и дорогих машин, выпускаемых весь-
ма незначительными сериями, а также существенно увеличива-
ющуюся сложность испытания при необходимости, например,
установить влияние режима сварки или способа сварки на со-
противляемость образованию горячих трещин. Объясняется это об-
стоятельство тем, что дополнительный темп деформации де^[dt
задается машиной линейно во времени и, следовательно, на-
копленное значение деформации в т.и.х. будет зависеть в этом
случае от времени пребывания сварного шва в этом интервале
температур. Поэтому для выявления влияния режима на техно-
логическую прочность при испытании по методике МВТУ необ-
ходимо определить термический цикл сварки для каждого из
испытуемых режимов и сделать соответствующий пересчет ма-
шинной деформации из временной зависимости деы]dt в темпера-
турную dejdt.
Сопротивляемость сварочных материалов образованию тре-
щин очень часто оценивают, сваривая специально подобранные
технологические пробы или конструкции, имитирующие сварные
соединения различной жесткости. При этом предполагается, что
проба должна обеспечивать кристаллизационные и деформацион-
ные условия в сварном соединении такие же или более жесткие,
чем при сварке реальной сварной конструкции.
Технологические пробы можно подразделить на пробы, позво-
ляющие получать количественную или качественную оценку тех-
нологической прочности металлов. К первому типу относятся
пробы, в которых темп деформации регулируется
конструктивных параметров. Как
чаще используют при лаборатор-
ных исследованиях.
К числу наиболее широко при-
меняемых можно отнести пробу
Боленрата, заключающуюся в
сварке встык пластин, закреплен-
ных в жестком приспособлении
(рис. 12.48, а). Значение дефор-
маций, воспринимаемое швом в
процессе кристаллизации, опре-
деляется разностью А — Десв —
— Абф. Регулируемая величина —
Деф. Чем больше расстояние I меж-
ду зажимами, тем менее жесткая
будет проба и меньше вероятность
появления трещин.
Проба МВТУ для тонколисто-
вого материала представляет со-
бой образец, составленный из пла-
стин различной ширины, собран-
ных на прихватках (рис. 12.48, б).
Деформации формоизменения воз-
изменением
такого типа
правило, пробы
а)
Рис. 12.48. Проба Боленрата (а)
и МВТУ для тонколистового мате-
риала (б)
485
никают главным образом от изгиба образцов вследствие нерав-
номерного нагрева по ширине. При малой ширине пластин нагрев
более равномерен и изгибная составляющая деформации отно-
сительно невелика. С увеличением ширины b пластины степень
неравномерности нагрева, а следовательно, и изгиб пластин уве-
личиваются, а затем с увеличением общей жесткости опять умень-
шаются. Показателем сопротивляемости образованию трещин
является диапазон значений Ь, при котором образуются трещи-
ны. Чем он меньше, тем выше сопротивляемость их образова-
нию.
На практике нашли применение и несколько жестких проб,
в которых в качестве критерия оценки принят изменяющийся
от образца к образцу режим сварки. В основу этих проб положе-
но известное обстоятельство, что увеличение скорости сварки
приводит к снижению сопротивляемости шва образованию горя-
чих трещин, так как уменьшается пластичность в т.и.х., ввиду
более неблагоприятной схемы кристаллизации.
Испытания на пробах, позволяющих получить чисто каче-
ственную оценку, заключаются в сварке опытных натурных или
макетных образцов и установления после сварки факта наличия
или отсутствия трещин. Пробы такого типа дают тем более
достоверный результат, чем больше темп деформации, возникаю-
щий при их сварке, соответствует существующему в реальной
конструкции.
Существенный недостаток всех жестких проб — то, что они
не дают представления о запасе пластических свойств или о том,
насколько он исчерпан. Однако проведение таких испытаний не
требует специальных машин, кроме того, они дают возможность
относительно просто и с большой степенью достоверности выя-
вить влияние режима и способа сварки, особенно если удается
подобрать пробу, достаточно хорошо имитирующую реальный
узел конструкции.
Как уже указывалось, темп деформации в т.и.х. зависит не
только от химического состава металла и режима сварки. В зна-
чительной степени он определяется и конструктивными особен-
ностями самого изделия, его способностью деформироваться под
действием теплового поля или напряжений, возникающих в свар-
ном соединении. Для того чтобы оценить влияние конструктив-
ных факторов самого узла на технологическую прочность сварно-
го соединения, иногда используют так называемый метод эталон-
ного ряда. Для этого конструкцию сваривают с применением
электродов или сварочной проволоки и флюсов, запас технологи-
ческой прочности которых заранее определен. Набор таких мате-
риалов с различными показателями v по степени убывания или
возрастания и называют эталонным рядом. Подобрав из серии
эталонного ряда сварочные материалы, исключающие появление
трещин, можно определить требования по запасу технологиче-
ской прочности, необходимые для бездефектной сварки конструк-
ций данного типа.
486
При разработке новых сварочных материалов, обладающих
повышенной технологической прочностью, часто важно знать не
только интегральную оценку их сопротивляемости образованию
горячих трещин при сварке, но и отдельно каждую из характе-
ристик, определяющую вероятность их появления. Главная из
этих характеристик — значение температурного интервала хруп-
кости, минимальная пластичность в этом интервале и темп на-
растания деформации Осв — де/дТ.
Один из методов определения т.и.х. и 6mm непосредственно на
сварном шве был рассмотрен в п. 12.6.
Для околошовной зоны эти показатели определяют на специ-
альных машинах, предусматривающих нагрев плоских или ци-
линдрических образцов проходящим током по заранее заданному
циклу, имитирующему нагрев в зоне термического влияния.
МЕТОДЫ ПОВЫШЕНИЯ СОПРОТИВЛЯЕМОСТИ СВАРНЫХ
СОЕДИНЕНИЙ ОБРАЗОВАНИЮ ГОРЯЧИХ ТРЕЩИН
Для повышения сопротивляемости сварных соединений обра-
зованию горячих трещин необходимо в процессе производства
стремиться к такому сочетанию их свойств в т.и.х., технологиче-
ских приемов и способов сварки, а также такому конструктивно-
му оформлению узлов, которые обеспечивали бы при минималь-
ных значениях деформации формоизменения максимальный уро-
вень показателя ап — асв. Для этого необходимо стремиться к
уменьшению интервала хрупкости, увеличению пластичности ме-
талла шва в т.и.х. и снижению темпа деформации.
Все известные способы повышения технологической прочности
в конечном итоге сводятся к следующим основным:
1) изменение химического состава;
2) выбор оптимального режима сварки;
3) применение рационального типа конструкции и порядка
наложения сварных швов.
Химический состав металла шва и основного металла — один
из главных факторов, определяющих значения т.и.х., 6min и в из-
вестной мере интенсивность развития деформации усадки. Свар-
ка плавлением представляет большие возможности регулирова-
ния состава металла шва, а в некоторой части и состава зоны
сплавления.
При сварке с применением присадочного материала—ручной,
сварке под флюсом, в аргоне и др. — химический состав металла
шва и особенности его кристаллизации определятся долей учас-
тия основного и присадочного металла и схемой кристаллизации,
зависящей как от условий затвердевания и химического состава,
так и от структуры основного металла, служащего подложкой,
на которой кристаллизуется шов.
Безусловно, эффективное средство повышения технологиче-
ской прочности — снижение содержания в сварных швах вред-
ных примесей (для сталей, серы, фосфора, по возможности угле-
487
рода), а также дополнительное легирование, способствующее
связыванию серы и фосфора в тугоплавкие соединения.
Большое влияние оказывает характер структуры, образую-
щейся при кристаллизации. Благоприятной, например, считается
дендритная равноосная. Для ее получения прибегают к модифи-
цированию сварных швов редкоземельными, тугоплавкими или
поверхностно-активными элементами. Нередко применяют также
различные способы внешнего воздействия на кристаллизующийся
металл шва — электромагнитное и ультразвуковое перемешива-
ние, механические колебания ванны в процессе кристаллизации
и др. Для создания условий, способствующих переходу от плос-
кой схемы кристаллизации к объемной, иногда прибегают к вве-
дению в сварочную ванну дополнительного холодного металла в
виде проволоки или металлической крупки того же состава, что
и свариваемый металл. Введение охлаждающей присадки созда-
ет в ванне зону термического переохлаждения и способствует
получению объемной схемы кристаллизации.
Обычно высокопрочные, высоколегированные стали и сплавы
больше подвержены образованию горячих трещин, чем обычные
конструкционные. Это можно объяснить большей направлен-
ностью кристаллитной структуры в шве, увеличенной усадкой, мно-
гокомпонентным легированием, способствующим образованию
эвтектических составляющих по границам зерен. Для повыше-
ния технологической прочности таких сплавов кроме очень жест-
кого ограничения содержания вредных примесей (серы и фосфо-
ра) часто прибегают к дополнительному легированию молибде-
ном, марганцем, вольфрамом, а также введением в шов некото-
рого количества модификаторов, способствующих измельчению
структуры.
В отдельных случаях технологическую прочность можно по-
высить изменением фазового состава металла шва. Так, установ-
лено, что образование в шве двухфазной структуры (аустенит
и первичный феррит или карбиды, аустенит и эвтектические
фазы) способствует подавлению транскристаллитной первичной
структуры, измельчают ее. На рис. 12.49 приведено изменение
показателей технологической прочности
V, мм/мин, в зависимости от количест-
ва ферритной фазы в сварных швах
на стали 0Х18Н10Т.
ц мм/мин
2 4
5 а, %
Рис. 12.49. Влияние доли а-
фазы в аустенитных швах иа
Влияние режима сварки на сопро-
тивляемость образованию горячих тре-
щин весьма важно вследствие следую-
щих причин: он представляет собой
главный фактор, определяющий форму
шва, характер и схему кристаллизации
и, кроме того, в значительной мере
определяет время пребывания металла
U CIJklLlIIlinUlA ШХ2С1Л. xiu о
повышение сопротивляемости ШВЭ И ОКОЛОШОВНОЙ ЗОНЫ В Области
образованию горячих трещин высоких температур, при которых
488
происходит не только формирование структуры, но и протекают
процессы, приводящие к появлению химической и физической
неоднородности.
Мягкие режимы способствуют протеканию равновесной крис-
таллизации, зона стыка противоположных фронтов кристалли-
зации выражена слабее, уменьшается концентрация деформаций.
В то же время более равновесные условия кристаллизации обес-
печивают протекание диффузионных процессов в околошовной
зоне и в шве, благоприятствуют развитию межзеренной и зо-
нальной ликвации. В целом возникающие деформации восприни-
маются кристаллизующимся швом более равномерно.
В реальных условиях для уменьшения вероятности образо-
вания трещин часто применяют режимы, отличающиеся малыми
скоростями и большим током, иногда даже рекомендуют предва-
рительный подогрев, однако результаты в этом случае не всегда
оказываются положительными, так как большое тепловыделение
при незначительной жесткости конструкции может вызвать до-
полнительные деформации формоизменения. Из всех параметров
режима особенно заметное влияние оказывает скорость сварки.
С ее увеличением возрастает длина сварочной ванны, фронт
кристаллизации приобретает плоский характер, образуя на оси
шва зону срастания кристаллитов. Такой шов малопластичен
в т.и.х. и вследствие этого подвержен образованию продольных
трещин в осевой зоне.
Кроме двух рассмотренных выше возможностей повышения
технологической прочности — изменение химического состава
металла шва и режима сварки — не менее важно правильное
конструирование сварных узлов, и грамотно назначенный поря-
док наложения швов. Все эти факторы определяют значение
деформации в т.и.х. и вследствие этого влияют на сопротивля-
емость образованию трещин. Полностью исключить влияние кон-
струкции на деформацию формоизменения без изменения самих
узлов практически невозможно, однако хорошо известны широко
применяемые на практике способы уменьшения этих деформаций,
например приемы сборки, уменьшающие вероятность образова-
ния трещин. К ним относятся технологические планки, привари-
ваемые в начале и конце швов, жесткое закрепление изделия
во время сварки с целью уменьшения его коробления, заварка
концевых участков швов в направлении к краю и выведению кра-
тера на технологические планки, сопутствующий или предвари-
тельный подогрев, многопроходная сварка и другие приемы.
Следует подчеркнуть, что все указанные факторы находятся
в тесной взаимосвязи и оказывают комплексное влияние как на
формирование структуры, ее макро- и микронеоднородность, так
и на развитие термодеформационных процессов при сварке.
Глава 13
ФАЗОВЫЕ И СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ
В МЕТАЛЛАХ ПРИ СВАРКЕ
13.1. Характерные зоны сварных соединений
Сварные соединения, выполненные сваркой плавлением, мож-
но разделить на несколько зон, отличающихся химическим со-
ставом, макро- и микроструктурой и другими признаками: свар-
ной шов, зону сплавления, зону термического влияния и основной
металл (рис. 13.1). Сварной шов характеризуется литой макро-
структурой металла. Ему присуща первичная микроструктура
кристаллизации, тип которой зависит от условий кристаллиза-
ции шва (см. гл. 12).
Зона термического влияния (ЗТВ) — участок основного ме-
талла, примыкающий к сварному шву, в пределах которого
вследствие теплового воздействия сварочного источника нагрева
протекают фазовые и структурные превращения. Это часто при-
водит к тому, что ЗТВ имеет отличные от основного металла
вторичную микроструктуру и величину зерна. В ЗТВ выделяют
околошовную зону (ОШЗ). Она располагается непосредственно
у сварного шва и состоит из нескольких рядов крупных зерен, в
том числе оплавленных. Поверхность сплавления отделяет ме-
талл шва, имеющий литую макроструктуру, от ЗТВ в основном
металле, имеющем макроструктуру проката или рекристаллизо-
Рис. 13.1. Характерные зоны сварных соеди-
нений, отражающие степень влияния свароч-
ного термического цикла:
Т. и Тс — температуры ликвидуса и солидуса;
Тп — температура начала фазовых н структутр-
ных превращений; 1 — шов; II — ЗТВ; III —
основной металл; IV — ОШЗ, V — ЗС
ванную макроструктуру
литой или кованой зато-
товки. На поверхности
шлифов, вырезанных из
сварного соединения и
подвергнутых травлению,
она при небольших уве-
личениях наблюдается
как линия или граница
сплавления (ЛС). Зона
сплавления (ЗС) — это
зона сварного соединения,
где происходит сплавле-
ние наплавленного и ос-
новного металла. В нее
входят узкий участок
сварного шва, располо-
женный непосредственно
у линии сплавления, а
также оплавленный уча-
сток ОШЗ. Первый уча-
сток образуется вслед-
ствие недостаточно эф-
490
фективного переноса расплавленного основного металла в цент-
ральные части сварочной ванны. В случае применения разно-
родных наплавленного и основного металлов этот участок отчет-
ливо наблюдается в виде переходной прослойки. Последняя
имеет, существенно отличающиеся от металла шва и ЗТВ хими-
ческий состав, вторичную микроструктуру и механические свой-
ства. На оплавленном участке ОШЗ возможно появление жид-
ких прослоек между зернами, имеющих смешанный состав в
результате перемешивания наплавленного и основного метал-
лов. Распределение элементов по ширине ЗС имеет сложный
характер, который определяется процессами перемешивания
наплавленного и основного металла, диффузионного перераспре-
деления элементов между твердой и жидкой фазами и в твердой
фазе на этапе охлаждения (см. гл. 12).
Основной металл, который не претерпевает изменений при
сварке, может влиять на превращения в ЗТВ в зависимости от
его макро- и микроструктуры, определяемых способом первичной
обработки металла (прокатка, литье, ковка, деформирование в
холодном состоянии) и последующей термической обработкой
(отжиг, нормализация, закалка с отпуском, закалка со старением
и т. п.).
13.2. Виды превращений в металле сварных соединений
В ЗТВ в процессе нагрева и охлаждения при сварке, а также
в шве при охлаждении получают развитие целый ряд фазовых
и структурных превращений. Под фазовыми превращениями
(переходами 1 рода) понимают превращения с образованием
новых фаз, отличающихся от исходных атомно-кристаллическим
строением, часто составом, свойствами, и разграниченных с ними
поверхностями раздела (межфазными границами). При образова-
нии новой фазы в ее объеме меняется свободная энергия, скач-
кообразно изменяются энтропия, теплосодержание и в момент
превращения теплоемкость стремится к бесконечности. В связи
с этим 'фазовое превращение сопровождается выделением или,
поглощением теплоты. При структурных превращениях (переходах
II рода) происходит перераспределение дефектов кристалличе-
ской решетки, легирующих элементов и примесей и изменение
субструктуры существующих фаз. Структурные превращения со-
провождаются плавным изменением свободной энергии, энтро-
пии и теплосодержания, скачкообразным — теплоемкости, и не
сопровождаются выделением теплоты.
Особенность фазовых и структурных превращений при сварке
по сравнению с термической обработкой заключается в том, что
они протекают в неравновесных условиях сварочного термоде-
формационного цикла (СТДЦ), т. е. в условиях быстрого нагре-
ва и охлаждения и одновременного развития сварочных дефор-
маций и напряжений. Характер превращений зависит от состава
сплава, максимальных температур нагрева, а их завершенность—
от скоростных и деформационных параметров сварочного цикла.
491
ТЕМОДИНАМИКА И КИНЕТИКА ФАЗОВЫХ
ПРЕВРАЩЕНИЙ В ТВЕРДОМ СОСТОЯНИИ
В металлах и сплавах в твердом состоянии фазовые превра-
щения вызываются полиморфными превращениями, растворени-
ем или выделением фаз из твердых растворов в связи с измене-
нием взаимной растворимости компонентов. Движущей силой
превращений служит разность свободных энергий (термодина-
мических потенциалов в случае, если при превращении возника-
ют высокие внутренние давления) исходной и образующихся фаз.
При этом могут происходить два отличающихся своим механиз-
мом типа превращений: диффузионное и бездиффузионное (мар-
тенситное) .
Термодинамика полиморфного превращения. Термодинамиче-
Рис. 13 2. Изменение свободной
энергии фаз в зависимости от тем-
пературы и состава в сплавах с
полиморфным превращением (а) и
диаграмма состояния сплавов (б)
скии анализ основан на рассмот-
рении изменений свободной энер-
гии в зависимости от температуры
и состава (рис. 13.2). Полиморф-
ное превращение в сплаве Со
при охлаждении происходит в ин-
тервале температур г<г~г\. Сво-
бодная энергия фаз а и у (Со
и Fy соответственно) в системе
твердых растворов А (В) зависит
от состава и описывается кривой
с минимумом. При понижении тем-
пературы Fa и Fy повышаются,
а их минимумы смещаются по
оси концентраций В При тем-
пературах ТА и ниже Fa и Fy
пересекаются друг с другом. Об-
щие касательные к кривым Fa
и Fy определяют концентрацию
фаз, при которых они будут на-
ходиться в равновесии (для а-
фазы линия А'В'-, для у-фазы ли-
ния А'В"). Точки на касательных,
соответствующие Со (k, I и п),
определяют свободную энергию
смеси равновесных фаз Fa + y-
При температуре выше или
равной T0Fa~^Fy (точки р и q),
поэтому полиморфное превраще-
ние с образованием смеси равно-
весных фаз может произойти
только в результате диффузион-
ного перераспределения В в ис-
ходной у-фазе до концентраций,
соответствующих кривым А'В' и
492
А'В". В сплаве состава Со a-фаза не сможет образоваться, так
как превращение должно произойти с увеличением F. Такое прев-
ращение относится к превращениям диффузионного типа и про-
исходит в условиях медленного охлаждения.
При быстром охлаждении у-фаза может переохладиться до
температур ниже То. В этом случае Fa<Fy для а- и у-фаз сплава
одного и того же состава Со (точки s и t соответственно). В ре-
зультате становится возможным образование a-фазы без диффу-
зионного разделения у-фазы на смесь двух фаз равновесного
состава; a-фаза имеет состав Со с равномерным распределением
В по объему. Такое полиморфное превращение является без-
диффузионным (мартенситным).
Следует отметить, что мартенсит менее устойчив, чем смесь
равновесных фаз, так как его свободная энергия выше энергии
смеси (точки s и п). Поэтому он будет стремиться распасться
на смесь равновесных фаз.
Кинетика диффузионного превращения. Диффузионное пре-
вращение происходит по механизму «образование зародыша и
рост новой фазы». Этот тип превращения подчиняется тем же
общим закономерностям, что и процессы кристаллизации жид-
кости (см. гл. 12). Существуют некоторые особенности, связан-
ные с твердым состоянием исходной и образующейся фаз и от-
носительно низкой температурой превращений. Образование за-
родышей критических размеров сопровождается увеличением
свободной энергии системы, равным т/3 поверхностной энергии
зародышей (остальные две трети компенсируются уменьшением
объемной свободной энергии). Возникновение зародышей обес-
печивается в результате флуктуационного повышения энергии
в отдельных группах атомов. При превращении в сплавах обра-
зуются фазы, отличающиеся по составу от исходной, поэтому для
образования зародыша необходимо также наличие флуктуации
концентрации. Последнее затрудняет образование зародышей но-
вой фазы, особенно если ее состав сильно отличается от исход-
ной. Другой фактор, затрудняющий образование зародыша
новой фазы, связан с упругой деформацией фаз, которая обу-
словлена различием удельных объемов исходной и образующей-
ся фаз. Энергия упругой деформации увеличивает свободную
энергию и, подобно поверхностной энергии, вносит положитель-
ный вклад в баланс энергии. Критический размер зародышей и
работа их образования уменьшаются с увеличением степени пе-
реохлаждения (или перегрева) по отношению к равновесной
температуре Гр*, а также при уменьшении поверхностной энергии
зародыша.
С понижением температуры уменьшается подвижность ато-
* Для однокомпонентной системы температура равновесия двух фаз соот-
ветствует 7д; для двухкомпонентного сплава с содержанием примеси Со (см
рис. 13 2) — кривой А'В".
493
мов, что затрудняет присоединение атомов друг к другу в про-
цессе образования зародышей критического размера. Таким об-
разом, зависимость скорости образования зародышей от степени
переохлаждения будет иметь максимум. С повышением темпера-
туры при нагреве выше Tv подвижность атомов будет возрастать,
что обусловливает монотонное нарастание скорости образования
зародышей с увеличением степени перегрева. Рост новой фазы
происходит за счет исходной путем относительно медленной
миграции межфазной границы в результате последовательного
перехода атомов через эту границу. Изменение составляющих
энергии при росте фазы, аналогичное ее изменениям при образо-
вании зародышей, также обусловливает зависимость скорости
линейного роста от степени переохлаждения, имеющую макси-
мум. При этом максимум скорости линейного роста сдвинут в
сторону меньших переохлаждений по сравнению с максимумом
скорости образования зародышей. При данной постоянной тем-
пературе процесс протекает изотермически и относительный
объем образующейся новой фазы V увеличивается со временем.
Общая скорость фазового превращения определяется суммой
скоростей зарождения и роста новой фазы (рис. 13.3).
Кинетика фазовых превращений при различных степенях пе-
реохлаждения описывается изотермической диаграммой превра-
щения, называемой также С-образной диаграммой превращения
(рис. 13.4). Фазовое превращение в условиях непрерывного ох-
лаждения или нагрева подчиняется тем же основным закономер-
ностям, что и изотермическое превращение. Условно превраще-
ние при непрерывном изменении температуры можно рассматри-
вать как серик) многочисленных изотермических превращений
при последовательно меняющихся температурах. Чем быстрее
меняется температура, тем меньше успевает образовываться новой
фазы при каждой степени переохлаждения. В результате прев-
ращение протекает в диапазоне непрерывно изменяющихся тем-
ператур при большей степени переохлаждения или перегрева,
чем изотермическое превращение. В этом случае кинетика фазо-
вого превращения описывается анизотермической диаграммой
Рис. 13.3. Кинетика (слева) и скорость (справа) изотермического фазового превра-
щения диффузионного типа зависимости от степени переохлаждения:
Ti — температура превращения, Одг — инкубационный период; — время превра-
щения; / — переохлаждение; // — перегрев
494
Рис. 13.4. С-образная диаграмма
изотермического фазового превра-
щения (обозначения см. рис. 13.3)
Рис. 13.5. Диаграмма анизотерми-
ческого фазового превращения:
w — скорости непрерывного охлажде-
ния; щкр — критическая скорость ох-
лаждения; Гын н Гм к — температура
начала и конца мартенситного пре-
вращения; штриховые лннин — кривые
изотермического превращения
превращения (рис. 13.5). При высоких скоростях охлаждения
(ш" ) исходная фаза может претерпевать только частичное
фазовое превращение диффузионного типа. При очень высоких
скоростях, превышающих критическую (да" > &yKp), фазовое
превращение диффузионного типа не успевает начаться и сплав
переохлаждается в область температур, где оно не может раз-
виваться из-за чрезвычайно низкой скорости диффузионных
процессов.
Кинетика мартенситного превращения. Мартенситное превра-
щение происходит путем совместного (кооперативного) переме-
щения многих атомов. Результирующее перемещение сводится к
тому, что ряд элементарных ячеек исходной фазы как бы одно-
родно деформируются, переходя в ряд элементарных ячеек
новой фазы. Мартенситное превращение называют бездиффузи-
онным или сдвиговым.
Превращение начинается и заканчивается при достижении
определенных фиксируемых температур Т„ „ и Т„к. При мартен-
ситном превращении в отличие от диффузионных, ТМн и Т м к не
зависят от скорости охлаждения, поэтому они на диаграмме фа-
зовых превращений выражаются горизонтальными прямыми
(см. рис. 13.5). При этом превращение начинается сразу после
достижения Тм.„,т. е. без инкубационного периода. После мар-
тенситного превращения всегда остается некоторое количество
исходной фазы, несмотря на охлаждение ниже Тмк. При постоян-
ной температуре в интервале TMii—Тык происходит быстрое
превращение определенной доли исходной фазы, после чего
превращение прекращается. При снижении температуры образо-
вавшиеся ранее участки мартенситной фазы обычно не растут, а
образуются ее новые участки. Превращение начинается внезапно
и происходит с очень большой скоростью, которая практически
495
не зависит от температуры. Степень превращения зависит от
температуры и не увеличивается со временем пребывания при
данной температуре.
Мартенсит — метастабильная фаза, для которой характерна
высокая плотность дефектов кристаллической решетки, особенно
дислокаций. Практически сразу после образования мартенсит
начинает претерпевать превращения в направлении достижения
более равновесного состояния. Этот процесс называется отпуском.
Отпуск представляет собой совокупность фазовых н структурных
превращений, которая включает перераспределение растворен-
ных компонентов, распад с выделением метастабильных и стабиль-
ных фаз и перегруппировку дефектов кристаллической решетки.
В зависимости от диффузионной подвижности атомов растворен-
ного компонента отпуск может протекать при комнатной темпе-
ратуре и особенно ускоряется при нагреве. Отпуск возможен
также в период завершения охлаждения в случае, когда скорость
охлаждения замедляется. Этот процесс называется самоот-
пуском.
Термодинамика выделения фаз при распаде твердых раство-
ров. Распад характерен для твердых растворов, имеющих огра-
ниченную и изменяющуюся с температурой растворимость. Рас-
пад происходит у твердых растворов тех составов, которые в
определенном диапазоне температур становятся пересыщенными.
При этом возможно выделение фаз твердого раствора другого
типа и состава или промежуточных фаз. Для технических спла-
вов наиболее частый случай — распад с выделением промежу-
точных фаз (карбидов, нитридов, гидридов, интерметаллидов),
отличающихся от исходного твердого раствора типом кристалли-
ческой решетки. Изменение свободной энергии твердого раство-
Рис 13 6. Изменение свободной энергии при выделении промежуточных фаз в
системе твердых растворов с изменяющейся предельной растворимостью примеси
(а) и диаграмма состояния сплавов (б)-------F3
496
ра и промежуточной фазы в зависимости от состава и темпера-
туры приведено на рис. 13.6. При температуре Tj сплаву с со-
держанием примеси Со (далее для кратности — сплаву Со)
соответствует ненасыщенный твердый раствор а. Его свободная
энергия Ft меньше, чем свободная энергия Fz у возможной смеси
чистого компонента А и твердого раствора концентрации Св,
имеющего при температуре Ti минимум свободной энергии. Сво-
бодная энергия смеси в сплавах составов А — Св определяется
отрезком прямой с— Ь', поэтому твердый раствор а является
устойчивым при Т\.
При охлаждении до Tz твердый раствор сплава Со становит-
ся пересыщенным на Со — Са. Его свободная энергия Е3 превы-
шает свободную энергию Ft смеси твердого раствора а состава
Са и промежуточной фазы 0. Свободная энергия смеси для
сплавов всех составов от Са до Со определяется касательной к
кривым свободных энергий составляющих смеси Fa и Ft) (а' —
— </'). По этой причине твердый раствор а становится неустой-
чивым и предрасположенным к распаду с выделением промежу-
точной фазы 0. Для развития процесса распада а необхо-
димо, чтобы свободная энергия стала уменьшаться по срав-
нению с Ез. Реализация этого условия возможно только при
наличии значительных флуктуаций концентрации элемента С в
отдельных малых зонах системы. Так, малые флуктуации Се —
— С/ приводят к повышению свободной энергии (Еб>Ез), следо-
вательно, в их зонах невозможно развитие процесса распада.
Существенно большие флуктуации Ct—Ci могут обусловить сни-
жение свободной энергии (Ев<Ез) и начало процесса распада.
Это равносильно преодолению определенного потенциального
барьера, т. е. самопроизвольное снижение свободной энергии
(Еб...Е4) становится возможным только после того, как она под-
нимется выше Е5.
Кинетика выделения фаз при распаде твердых растворов.
Распад с выделением фаз происходит по механизму образования
и роста зародышей в соответствии с общими закономерностями
этого механизма. Помимо затрат выделившейся объемной сво-
бодной энергии на приращение поверхностной энергии и компен-
сацию энергии упругих деформаций, образование зародышей
тормозится еще и необходимостью больших флуктуаций кон-
центрации. Поэтому для начала распада требуются большие
степени переохлаждения (пересыщения) и длительные выдержки
при соответствующих температурах. В то же время при данных
температурах должны заметно развиваться процессы диффузии
растворенных компонентов. Общая скорость образования новой
фазы в зависимости от степени переохлаждения описывается
кривой с максимумом. Чем больше степень переохлаждения, тем
меньшие размеры имеют устойчивые зародыши, способные к рос-
ту. В координатах температура — время процесс описывается
С-образной кривой. В реальных металлах возникновение зароды-
шей облегчается наличием дефектов кристаллического строения.
17—923
497
Зародыши обычно образуются на границах зерен и субзерен, в
скоплениях дислокаций, включениях, порах, что связано с умень-
шением затрат на приращение поверхностной энергии. Распад
также интенсифицируется после деформации, которая повышает
плотность дислокаций. При медленном охлаждении и малой сте-
пени переохлаждения образуются близкие к равновесию стабиль-
ные фазы с некогерентными границами раздела. Для них харак-
терно гетерогенное зарождение на высокоугловых границах
зерен и скоплениях вакансий (кластерах). В результате возмож-
но образование сетки выделяющейся фазы по границам зерен.
При ускоренном охлаждении и больших степенях переохлаж-
дения вместо стабильной фазы 0 часто образуется метастабиль-
ная фаза 0', содержащая обычно меньше растворенного компо-
нента, чем в стабильной (см. рис. 13.6). Фаза 0' зарождается
гетерогенно предпочтительно на малоугловых границах блоков
внутри зерен, скоплениях вакансий и отдельных дислокациях.
Они имеют полностью или частично когерентные границы разде-
ла. Возникновение метастабильных фаз обусловлено меньшим зна-
чением энергетического барьера при их зарождении, чем стабиль-
ных. Кроме того, для возникновения метастабильной фазы тре-
буются меньшие концентрационные флуктуации. При длительной
выдержке может произойти переход 0' в 0, в результате чего
будет достигнуто равновесное состояние сплава с минимальной
свободной энергией.
При высоких (закалочных) скоростях охлаждения и степенях
переохлаждения в некоторых сплавах типа твердых растворов
замещения (алюминиевых, медных, никелевых и др.) образуются
особого рода метастабильные фазы, представляющие собой ло-
кальные зоны с повышенной концентрацией легирующего элемен-
та. Из-за различия в атомных диаметрах металла-растворителя
и легирующего элемента скопление последнего вызывает местное
изменение межплоскостных расстояний. Эти зоны называют зо-
нами Гинье — Престона (ГП). Учитывая, что тип решетки не из-
меняется, зоны ГП часто называют «предвыделениями». Они
имеют форму тонких пластин или дисков и размеры порядка
10 3... 10 г мкм. Границы их раздела полностью когерентны, поэ-
тому поверхностная энергия зон пренебрежимо мала. У зон ма-
лого размера энергия упругих искажений решетки также мала,
поэтому энергетический барьер для их зарождения весьма неве-
лик. Зоны ГП зарождаются гомогенно на концентрационных
флуктуациях. Особенность образования зон ГП — быстрота и
безынкубационность их возникновения даже при комнатной и от-
рицательной температурах. Это обусловлено повышенной диффу-
зионной подвижностью легирующих элементов, которая связы-
вается с пересыщением сплава вакансиями при закалке.
Процессы выделения зон ГП, метастабильной и стабильной
фаз характеризуются своими С-образными кривыми в координа-
тах температура — время (рис. 13.7). Каждому виду фазы соот-
ветствует своя так называемая температура сольвуса, ниже кото-
498
Рис. 13 8. Зависимость прочности о
и пластичности 6 сплавов от про-
должительности старения при раз-
личных температурах (Г1<сГ2<СГз):
t— время Старения. — ста-
рение. />/3(^2) — перестаривание,
штриховая линия соответствует за-
калке
Рис. 13.7. С-образные кривые рас-
пада пересыщенных твердых рас-
творов в стареющих сплавах:
То. TQ,, Тгп — температуры, ниже ко
торых возможно образование 6, 8' и
ГП фаз, t — время старения
рой происходит их выделение (Тгп < Те- < То). При 7’<Ггп выде-
ление происходит в очередности ГП, 0' и 0. При этом возможно
независимое образование фаз, а также зарождение на ранее об-
разовавшейся фазе (0' на ГП, 0 на 0') или прямое превращение
менее стабильных выделений в более стабильные. При больших
степенях переохлаждения распад твердого раствора может про-
должаться длительное время, иногда месяцами и даже годами.
Процесс выделения мелкодисперсных избыточных фаз (зон
ГП и 0') в сильно переохлажденных твердых растворах называ-
ется старением или дисперсионным упрочнением. Эти процессы
сопровождаются существенным упрочнением сплава вследствие
торможения дислокаций выделившимися фазами.
Прочность и твердость сплава с увеличением продолжитель-
ности старения, как правило, вначале возрастают, достигают
максимума, а затем снижаются (рис. 13.8). Чем выше темпера-
тура старения, тем скорее достигается этот максимум. Дальней-
шее снижение прочностных свойств связано с перестариванием.
Последнее вызвано коагуляцией образовавшихся выделений, ко-
торая приводит к укрупнению частиц фаз и уменьшению их числа
в единице объема. Другой процесс при перестаривании — пере-
ход метастабильных фаз в стабильные и замена когерентных гра-
ниц раздела некогерентными. При достаточно низких температу-
рах старения процесс перестаривания не достигается. Упрочне-
ние при этом развивается непрерывно с затуханием во времени.
Пластические свойства при упрочнении в процессе старения
существенно снижаются вплоть до охрупчивания сплава. При
перестаривании они не восстанавливаются, а продолжают слабо
снижаться.
Подразделяют термическое (закалочное) и деформационное
старение. В свою очередь, старение закаленных сплавов подраз-
499
17*
деляют на естественное, происходящее при нормальной темпера-
туре, и искусственное, требующее нагрева до определенной тем-
пературы. Ориентировочно температура старения Т„ на макси-
мальную прочность и твердость составляет
7’CI«(0,5...0,6)7’nJ>
где Гпл—температура плавления.
Естественное старение развивается в сплавах с низкой Т„-„
например алюминиевых. В большинстве сплавов других металлов
возможно в основном искусственное старение.
Деформационное старение развивается после холодной де-
формации при последующей выдержке при нормальной темпера-
туре и особенно при нагреве до относительно невысоких темпера-
тур (например, для технического железа до 470 К). Деформаци-
онное старение возможно как в слабо пересыщенных, так и рав-
новесных сплавах типа твердых растворов внедрения, в которых
не происходит закалочное старение (например, в железе с содер-
жанием углерода менее 0,006% и азота менее 0,01%). Механизм
деформационного старения отличен от закалочного. Деформаци-
онное старение связано не с выделением какой-либо фазы, а с
сегрегацией растворенного элемента на дислокациях, образовав-
шихся в процессе деформации. На них образуются облака Кот-
трелла. При последующей пластической деформации для дви-
жения дислокаций необходимо вырывание их из облаков Кот-
трелла. Последнее требует повышения усилий для деформиро-
вания, что и служит причиной упрочнения сплава.
Старение, вызванное предварительной пластической деформа-
цией, называется статическим, деформационным старением. Ста-
рение, развивающееся в процессе пластической деформации,
называется динамическим. Условие динамического старения —
определенное соотношение между скоростями деформации и диф-
фузионным перемещением растворенных атомов. В данном слу-
чае происходит блокировка растворенными атомами дислокаций,
движение которых при деформировании по каким-либо причинам
замедляется, а вырывание дислокаций из облаков Коттрелла
при ускорении их движения служит причиной упрочнения. Ука-
занное выше соотношение устанавливается при определенных
температурах, например для низкоуглеродистой стали в диапа-
зоне 520...670 К. Частичное охрупчивание стали при этих темпе-
ратурах называется «.синеломкостью».
Когда распад твердого раствора завершается, в том числе и
при старении, и состав исходного твердого раствора приближа-
ется к равновесному, структура сплава остается нестабильной.
Это обусловлено тем, что фазовые выделения из-за разных ло-
кальных условий роста имеют различные размеры и форму, не
соответствующие минимуму свободной энергии. Поэтому выделе-
ния склонны к коагуляции (укрупнению) и сфероидизации (пре-
вращению неравновесных пластинчатых и игольчатых выделений
в равновесную форму, близкую к сферической).
500
При нагреве сплавов, находящихся при комнатных темпера-
турах в состоянии стабильного равновесия в виде смеси фаз,
происходит фазовое превращение, заключающееся в растворении
избыточной фазы. Этим превращением подвержены сплавы с пе-
ременной ограниченной растворимостью, образующие при высо-
ких температурах ненасыщенные твердые растворы. На темпера-
туру и интенсивность растворения оказывают влияние размеры и
форма частиц избыточной фазы. Чем дисперснее частицы, чем
больше радиус кривизны поверхности частиц, тем быстрее они
растворяются. Плоские иглообразные частицы растворяются
скорее, чем сферические. В условиях ускоренного нагрева, на-
пример при сварке, температуры начала и конца растворения
существенно повышаются.
СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ В СПЛАВАХ
ПРИ НАГРЕВЕ И ОХЛАЖДЕНИИ
При нагреве и охлаждении в металлах происходят следующие
основные структурные превращения: 1) образование границ зе-
рен; 2) выравнивание границ зерен и их рост; 3) перераспределе-
ние химических элементов; 4) коагуляция и сфероидизация фаз*;
5) изменение плотности и перераспределение дефектов кристал-
лической решетки.
Образование границ зерен — структурное превращение, при-
сущее литому металлу (сварному шву, отливке) в период завер-
шения его кристаллизации из жидкого расплава. Границы обра-
зуются непосредственно при срастании первичных кристаллитов.
Поскольку кристаллические решетки кристаллитов ориентирова-
ны произвольно, то их сопряжение при срастании кристаллитов
сопровождается существенными искажениями решеток. Эти иска-
жения и приводят к образованию граничной поверхности. Су-
ществует также мнение, что границы образуются путем собира-
ния дислокаций, неупорядоченно расположенных в металле после
затвердевания в одну граничную поверхность в результате про-
цесса полигонизации, однако более обоснован первый механизм
образования границ. Современные представления о строении
границ сводятся к тому, что на границах чередуются участки
хорошего и плохого соответствия кристаллических решеток со-
седних зерен. Это так называемые «островные» модели границ
зерен. Строение и протяженность участков плохого соответствия
зависят от угла разориентировки решеток смежных кристалли-
тов. Различают малоугловые (угол до 15°) и большеугловые
(угол свыше 15°) границы. Малоугловые границы описывают
как ряд отдельных дислокаций (рис. 13.9,а). Расстояние между
ними D определяется соотношением
D = b/Q,
где b — параметр решетки (модуль вектора Бюргерса); 0 — угол
разориентировки.
* Коагуляция и сфероидизация фаз рассмотрены выше.
501
Рис. 13.9. Дислокационные модели границ зерен:
а — малоугловая; б — большеугловая; в — специальная
Сопряжение узлов решетки между дислокациями сопровожда-
ется ее деформацией. Накопленная деформация на ряде решеток
компенсируется появлением нарушений кристаллического строе-
ния в виде дислокаций.
Большеугловая граница рассматривается как область скопле-
ний дислокаций, а сопряжение узлов достигается в результате зна-
чительных локальных искажений решетки. При произвольном
угле разориентации отсутствует какая-либо периодичность в рас-
положении узлов совмещения и искажения решетки, и это рас-
пространяется на приграничную зону относительно большой
ширины (примерно до 100 параметров решетки) (рис. 13.9,6).
При нескольких определенных углах разориентации, характерных
для каждого типа решетки, образуются так называемые специ-
альные границы. Они имеют определенную периодичность совме-
щенных узлов и практически идеальное сопряжение решеток
(рис. 13.9,в). При этом толщина приграничного слоя с искажен-
ной решеткой составляет всего 2...3 параметра решетки. Иска-
жения решетки на границе и в приграничных зонах приводят к
повышению на этом участке металла потенциальной энергии.
Эта энергия равна 1,0...10 Дж/м2 и сильно зависит от состава
и разориентации соседних зерен.
В момент образования границы зерен располагаются в зоне
срастания первичных кристаллитов и по форме совпадают с их
разветвленными контурами. Зоны срастания выявляются как
обогащенные примесями ликвационные участки, имеющие отлич-
ную от центральных участков кристаллитов степень травления
реактивами. Интенсивность травления плавно изменяется по ши-
рине зоны в несколько единиц или десятков микрометров (рис.
502
сталлитов
срастания элементов первичных кристал-
литов (Л) и границ зерен (В)
13.10). При травлении границы зерен проявляются в виде четкой
тонкой линии шириной около 10-1 мкм, т. е. на два порядка
меньшей, чем ширина зон срастания (рис. 13.11). Эффект трав-
ления границ связан со скоплением примесей в результате про-
цесса их сегрегации в приграничных зонах с искаженной решет-
кой. В случае малого количества примесей в металле или быстро-
го охлаждения, когда диффузионный процесс сегрегации не ус-
певает произойти, эффект травления ослабевает или исчезает
полностью. На свободной, чистой от оксидов поверхности границы
зерен выявляются в виде канавок термического травления. Ка-
навки образуются в результате местной пластической деформа-
ции, вызванной уравновешиванием сил граничного и поверхност-
ного натяжения. Термическое травление не связано с сегрега-
цией примесей, поэтому оно выявляет границы в низколегиро-
ванных сплавах и чистых металлах, а также в случае больших
скоростей охлаждения после затвердевания литого металла.
В процессе охлаждения расположение границ зерен, как пра-
вило, изменяется в результате процесса их миграции. После за-
вершения охлаждения в большинстве случаев границы не совпа-
дают с зонами срастания первичных кристаллов (см. рис. 13.11).
Выравнивание границ и рост зерен связаны со стремлением
системы к более равновесному состоянию с меньшей свободной
энергией. В соответствии с этим в литом металле после заверше-
ния кристаллизации и в отожженном металле при нагреве проис-
ходят изменения в положении границ зерен, приводящие к сни-
жению их поверхностной энергии. Последнее достигается в ре-
зультате уменьшения суммарной поверхности зерен. Она умень-
шается в результате выравнивания волнистых участков на гра-
ницах и уменьшения числа зерен, т. е. увеличения их размеров
(рис. 13.12,а). Этот процесс называется собирательной или вто-
ричной рекристаллизацией. Рекристаллизация реализуется в ре-
зультате смещения или миграции границ зерен.
503
5)
Рис. 13.12. Изменения формы и размеров зерен (а), схема выравнивания границ
зерен (б) и смещение стыка границ (а)
Степень миграции границ зерен определяется движущимися
силами миграции, подвижностью границ и временем пребывания
металла в области температур высокой диффузионной подвиж-
ности атомов. Движущая сила миграции определяется разницей
свободных энергий границ в данном неравновесном и равновес-
ном (после полного завершения миграции) состояниях. При
прочих равных условиях движущая сила зависит главным обра-
зом от конфигурации граничных поверхностей, характеризуемой
числом участков с повышенной кривизной в макро- и микроско-
пическом плане. Движущая сила на отдельных участках грани-
цы пропорциональна их суммарной кривизне l/7?i +1//?2, где
R\ и Ri — радиусы кривизны в двух взаимо перпендикулярных
направлениях. Мигрирующая граница движется обычно к центру
максимальной кривизны (рис. 13.12,6). Чем меньше число граней
у зерна, тем больше их кривизна при заданном размере и тем
интенсивнее идет миграция границ. На стыках границ зерна (для
двумерной системы трех зерен) движущая сила миграции про-
порциональна отклонению соотношения смежных углов от равно-
весного. Последнему соответствует равенство углов между тремя
границами, составляющих 120° (рис. 13.12,е). В этом случае
уравновешиваются силы поверхностного натяжения на стыкую-
щихся участках границ, что соответствует наименьшему значе-
нию свободной энергии. Смещение стыка границ О в положение
О' приведет к искривлению границ. Это вызовет перемещение
.границ в направлении к центру их кривизны до спрямления, т. е.
зерно А будет расти за счет зерен В и С.
Подвижность границ представляет собой функцию их структу-
ры, а также концентрации на них примесей. По современным
представлениям миграция границ происходит в результате эле-
ментарных актов переноса единичных атомов через границу.
504
Рис. 13.13. Спрямление границ, зе-
рен в результате обмена местами
атомов и вакансий (кружки —
атомы, крестики — вакансии)
Рис. 13 14. Схема тор-
можения движущейся
границы частицами
второй фазы
Миграция границ — термически активируемый процесс. Для
перехода от одного зерна к другому атом должен обладать не-
которым избытком энергии, т. е. энергией активации. При этом
частота перехода атомов, а следовательно, и скорость миграции
увеличиваются с повышением температуры.
Близость энергии активации миграции к энергии активации
самодиффузионных процессов свидетельствует о том, что мигра-
ция границ контролируется направленным перемещением вакан-
сий. Другими словами, движение границы представляет процесс
обмена местами атомов и вакансий (рис. 13.13). По своему атом-
ному механизму и энергии активации миграция занимает неко-
торое промежуточное положение между самодиффузией по гра-
ницам и объему зерен. В случаях малоугловых и специальных
большеугловых границ обмен местами атомов и вакансий проис-
ходит в малоискаженных приграничных зонах, поэтому энергия
активации миграции границы будет близка к энергии активации
объемной самодиффузии в решетке. По мере разориентации гра-
ницы и увеличения степени искажения решеток в приграничных
зонах доля энергии активации, связанная с образованием и пере-
мещением вакансий, будет уменьшаться. Общая энергия актива-
ции миграции будет приближаться к энергии активации само-
диффузии по границам. В соответствии с этим большеугловые
границы более подвижны, чем' малоугловые и специальные.
В условиях неравномерного распределения температуры, напри-
мер при сварке, отмечают, что наиболее интенсивная миграция
границ происходит в направлении тепловых потоков. Это, вероят-
но, обусловлено направленным потоком вакансий от более нагре-
того к менее нагретому участку металла.
Влияние примесей на подвижность границ чрезвычайно слож-
но. В ряде случаев примеси, концентрируясь на границах, суще-
щественно снижают их подвижность. В сплавах типа твердых
растворов скорость миграции границ практически всегда на не-
505
сколько порядков меньше, чем в чистых металлах. При переходе
от чистых металлов к слабым растворам (содержание примесей
менее 0,001%) скорость миграции резко уменьшается. При до-
статочно больших концентрациях наличие примесей перестает
существенно влиять на дальнейшее уменьшение скорости движе-
ния границ.
Существенное торможение движущихся границ происходит
при наличии нерастворимых примесей, частиц второй фазы или
неметаллических включений. При приближении границы к части-
цам между ними возникают силы притяжения, в результате
действия которых изменяется направление радиуса кривизны
соответствующего участка границы (рис. 13.14). Это уменьшает
общую движущую силу границы, что приводит к понижению
скорости ее миграции в целом. При встрече границы с частицей
силы притяжения достигают максимума. Они зависят от поверх-
ностного натяжения на поверхности раздела граница — частица
и радиуса частицы. Если движущая сила границы больше силы
ее притяжения, то граница оторвется от включения, в противном
случае она будет остановлена включением. Условие остановки
границ, выведенное К. Зинером, выражается следующим соот-
ношением:
где R и г — радиусы кривизны соответственно границ и дисперс-
ных частиц; f — доля объема, приходящаяся на частицу.
Из этого соотношения следует, что наиболее эффективно тор-
мозят границы мелкие частицы. В то же время вероятность ос-
тановки границ возрастает с увеличением размера зерен. Ми-
грация границ при условии длительного пребывания металла при
высоких температурах продолжается до установления равновес-
ного состояния.
Для изотермических условий конечный радиус зерна г3. в ре-
зультате нормального роста может быть приближенно рассчитан
по формуле
Гз.=[Ао + 2Лехр(------(13.1)
где г3.о — начальный радиус зерна; Qp—энергия активации со-
бирательной рекристаллизации; Т, t — температура и время при-
бывания при ней.
Значения г3.о, А и Qt определяют экспериментально.
Для случая сварки вместо Т подставляют выражение, опре-
деляющее температурное поле для заданных источника теплоты и
схемы свариваемого тела
i
Гз.=[г2з.0 + 2Д$ ехр(-^->Q1/2. (13.2)
Уравнение (13.2) решается методом приближенного интегри-
рования (методами трапеций или Симптона) с помощью ЭВМ.
506
При расчетах для легированной спокойной стали значения г3.о,
см, А, см2/с, и Qp, Дж, могут быть определены регрессионными
зависимостями:
г3.0 = (0,07156+ 3,041 1 С)-10~3;
Л =2,24 • 1016 ехр[— 2,54 • 102(S/C) ];
Qp= [1,088-4,98(S/C)] IO'18,
где S и С — содержание серы и углерода в стали, %.
В холоднодеформированном металле при нагреве миграция
границ зерен и изменение нх размера и формы имеет свои специ-
фические особенности. В этом случае получает развитие процесс
рекристаллизации обработки или первичной рекристаллизации.
Движущей силой процесса служит накопленная при пластиче-
ской деформации энергия, связанная в основном с образованием
дислокаций, имеющих высокую плотность (до 10и...1012 см'2).
Рекристаллизация обработки приводит к образованию новых
равноносных зерен с обновленной кристаллической решеткой. При
этом свободная энергия рекристаллизованного металла становит-
ся меньше, чем деформированного вследствие уменьшения плот-
ности дислокаций (до 10®...108 см' ). Процесс состоит из образо-
вания зародышей новых зерен и их роста. Имеется определенная
аналогия с фазовыми превращениями диффузионного типа. На-
копленная в объеме зерен энергия деформации примерно в 100
раз выше поверхностной энергии их границ, поэтому рекристал-
лизация на первых этапах может привести к образованию мелких
зерен и увеличению их числа (по сравнению с деформированным
металлом).
Рекристаллизация начинается при нагреве свыше температу-
ры рекристаллизации Грек, составляющий 0,4 Гпл т. е. когда ста-
новится заметной скорость самодиффузии. Процесс термически
активирован, т. е. для образования зародышей зерен и их роста
требуется определенная энергия активации, поэтому он получает
развитие в металле, претерпевшем определенную критическую
пластическую деформацию (около 5...10%), другими словами,
после накопления в металле некоторого минимума энергии.
С увеличением степени деформации снижается энергия актива-
ции рекристаллизации и несколько понижается Грск. Это приво-
дит к увеличению скорости рекристаллизации.
Перераспределение примесей и легирующих элементов в спла-
вах происходит в период их пребывания в температурных облас-
тях, когда существует заметная диффузионная подвижность этих
элементов. При этом возможны два противоположных процес-
са: выравнивание концентрации элементов по объему — гомоге-
низация, или их накопление на отдельных структурных состав-
ляющих, границах зерен и скоплениях дефектов кристаллической
решетки — сегрегация.
Гомогенизация приводит к устранению микрохимической не-
однородности (МХН), возникшей в результате дендритной ликва-
ции при первичной кристаллизации сплава. Последняя наи-
507
более ярко выражена в литом металле и сварном шве после
завершения затвердевания, однако в значительной степени
сохраняется и в деформированном металле даже после неодно-
кратной термической обработки. Гомогенизация происходит в
результате растворения избыточных фаз и выравнивающей диф-
фузии элементов по объему.
Для двухкомпонентных сплавов движущая сила выравнива-
ющей диффузии — градиент концентрации, а ее скорость про-
порциональна коэффициенту диффузии растворенного элемента.
В литых сплавах градиент концентрации зависит от состава спла-
ва и размера элементов первичной кристаллизации (ячеек,
ветвей дендритов). Чем они мельче, тем выше градиент концен-
траций. В этом случае также тоньше частицы избыточных фаз.
Эти два фактора служат ускорению общей скорости гомоге-
низации. Заметное развитие гомогенизация получает в об-
ласти температур свыше 0,8 ГПЛ как в процессе нагрева, так и
охлаждения. По мере развития гомогенизации ее скорость посте-
пенно затухает, поскольку уменьшается градиент концентрации.
В многокомпонентных системах, каковые представляют собой
современные технические сплавы, движущей силой диффузион-
ного перераспределения элементов служат не градиенты их кон-
центраций, а градиенты химических потенциалов элементов.
Последний определяет изменения свободной энергии локального
объема твердого раствора или фазы данного состава при добав-
лении одного моля диффундирующего элемента. В свою очередь,
химический потенциал будет зависеть от термодинамической
активности элемента, определяемой его концентрацией и взаимо-
действием с другими элементами, находящимися в растворе. Од-
ни из них могут повышать, другие — понижать активность диф-
фундирующего элемента. Диффузия элемента идет от зон, где
его активность выше, в зоны, где она ниже. В этом случае воз-
можна так называемая восходящая диффузия, при которой по-
ток элемента направлен против градиента концентраций, т. е.
в сторону увеличения концентрации элемента. При этом на пер-
вом этапе пребывания сплава при высоких температурах воз-
можно усиление МХН некоторых элементов, а затем после пере-
распределения других элементов — выравнивание их концентра-
ции по объему.
Перераспределение элементов между объемом зерен и их
границами имеет сложный характер и зависит от температуры.
Предельное развитие процесса — образование так называемой
равновесной сегрегации элементов на границах зерен, которая
оценивается отношением равновесных концентраций элементов
на границе С,р и в объеме зерна С3. Согласно теоретическим
представлениям Сгр возрастает по мере снижения температуры
(рис. 13.15). В реальных условиях нагрева или охлаждения
действительная или неравновесная сегрегация на границах СГ11
начинает развиваться при температурах выше температуры замет-
ной диффузионной подвижности растворенного элемента 7\.
508
По мере повышения температуры Сгн будет возрастать вплоть
до достижения СГ(» Интенсивность изменений Сгни степень приб-
лижения ее к Сгр будут тем больше, чем больше коэффициент
диффузии растворенного элемента и чем меньше скорости нагрева
и охлаждения. При дальнейшем возрастании температуры Сг„
будет снижаться, согласуясь с зависимостью изменения Сгр от
температуры (рис. 13.15, а). Начнется процесс «рассасывания»
сегрегата на границах, т. е. гомогенизация помимо внутренних
объемов зерна распространится на приграничные области. При
охлаждении процесс развивается в сторону повышения Сгн до дос-
тижения Сгр (рис. 13.15,5). При нагреве свыше температуры не-
равновесного солидуса Гс „ происходит оплавление приграничных
участков зерен. При этом границы зерен как поверхности раз-
дела исчезают. Более высокая растворимость легирующих эле-
ментов и примесей в жидком металле обусловливает насыщение
ими оплавленных участков в результате направленной диффузии
из твердой в жидкую фазу до концентрации С0Р Степени МХН в
данном случае соизмеримы с МХН в литом металле. Рассмотрен-
ный случай перераспределения примесей характерен для непосред-
ственно примыкающего к линии сплавления участка ОШЗ свар-
ных соединений, нагреваемого выше ТС№
Изменение плотности и перераспределение дефектов кристал-
лической решетки — процессы, которые протекают в металле, на-
ходящемся в неравновесном состоянии после холодной пластиче-
ской деформации или быстрого (закалочного) охлаждения с
высоких температур. Холодная деформация приводит к увеличе-
нию плотности дислокаций. У отожженного поликристаллического
металла плотность дислокаций 10е... 108 см-2, а после значитель-
ной деформации — 10и...1012 см-2. Дислокации образуют замкну-
тые сплетения, которые разделяют металл на отдельные ячейки
размером порядка одного микрометра. Внутри ячеек плотность
дислокации сравнительно не велика.
С С
Рис. 13.15. Схема развития неравновесной сегрегации растворенного эле-
мента на границах зерен при изменении температуры в процессе нагрева
(слева) и в процессе нагрева и охлаждения (справа):
С3и Сгр— равновесная концентрация в зерне и на границе; c'TW с''№ с0 г—нерав-
новесные концентрации иа границе при различных коэффициентах диффузии
D' и D" (или скоростях нагрева w'„ и н ее оплавлении; Тмакс— максимальная
температура нагрева, Гсн— температура неравновесного солидуса:
509
При пластической деформации также возрастает концентрация
точечных дефектов — вакансий и междоузельных атомов и дефек-
тов упаковки решетки. Неравновесная концентрация образовав-
шихся вакансий Ст приближенно может быть оценена по соот-
ношению
С„„»(10~4...10"5)е,
где е — степень деформации.
Холодная пластическая деформация сопровождается наклепом
(повышением прочностных и снижением пластических свойств),
а также изменением некоторых физических свойств, например
увеличением электросопротивления.
При быстром охлаждении при закалке или в процессе сварки
в металле также фиксируется неравновесная концентрация ва-
кансий. Равновесная концентрация вакансий Сор зависит от рода
металла и увеличивается с температурой. При охлаждении С„9
уменьшается в результате аннигиляции вакансий на стоках, кото-
рыми служат внешние поверхности, границы зерен (субзерен) и
дислокации. При ускоренном охлаждении Сор не успевает устано-
виться, поэтому в металле фиксируется часть числа вакансий,
соответствующего более высоким температурам. На рис. 13.16
приведены расчетные значения неравновесной концентрации ва-
кансий С„„ в железе для условий ускоренного охлаждения при
сварке (считается, что стоками служат только дислокации).
При нагреве металла с неравновесной концентрацией де-
фектов кристаллической решетки свыше температуры Т-вк 0,2 Тт
Рис 13.16 Соотношения равновес-
ной Сор и неравновесной Сс|1 кон-
центрации вакансий в железе в ус-
ловиях термического цикла сварки
(скорость охлаждения в диапазоне
870 770 К 20 К/с), N — частота
перескоков атомов
в нем развивается процесс воз-
врата. Первая его стадия, проте-
кающая без изменения внутрен-
ней структуры зерен, называется
отдыхом, вторая, связанная с
формированием и миграцией ма-
лоугловых границ, — полигониза-
цией.
При отдыхе наиболее важный
процесс — уменьшение избыточ-
ной концентрации вакансий (от
Ст до Gp). Вакансии мигрируют
к дислокациям, границам зерен и
внешним поверхностям и там
аннигилируют. Междоузельные
атомы аннигилируют на краевых
дислокациях и при встрече с ва-
кансиями. Скорость отдыха зави-
сит от энергии активации само-
диффузии и температуры. При
одинаковых относительно Т,.., тем-
пературах (так называемых го-
мологических) скорость отдыха
510
у разных металлов примерно одинакова. При этом абсолютные
температуры сильно отличаются Так, при нормальной темпера-
туре избыточные вакансии полностью исчезают у наклепанного
алюминия, частично — меди. Для начала движения вакансий
у никеля требуется нагрев до 370 К, а у железа — до 420.470 К.
Кроме того, при отдыхе происходят частичная перегруппировка
дислокаций и аннигиляция дислокаций разного знака. Резуль-
тат отдыха — восстановление таких физических свойств, как
электросопротивление, а также смягчение пиков внутренних
микронапряжений
Полигонизация — процесс образования разделенных малоуг-
ловыми границами субзерен. Полигонизация представляет собой
развитие возникшей при пластической деформации ячеистой струк-
туры Размытые, объемные сплетения дислокаций вокруг ячеек
становятся более узкими и плоскими и превращаются в субграни-
цы, а ячейки — в субзерна. Процесс развивается при температурах
более высоких, чем температура отдыха. Субграницы образуются
в результате поперечного скольжения и переползания дислокаций
в направлении достройки или сокращения экстраплоскостей. Хао-
тически распределенные дислокации выстраиваются в вертикаль-
ные стенки. Тело субзерен практически очищается от дислокаций.
Решетки соседних субзерен получают небольшую разориентиров-
ку (до нескольких градусов). Скорость полигонизации контроли-
руется относительно медленной скоростью переползания дислока-
ций, которая определяется скоростью перемещения вакансий.
Примеси, образующие на дислокациях облака Коттрелла, тормо-
зят полигонизацию. Субзерна при продолжительной выдержке
и повышении температуры склонны к коалесценции, т. е. укрупне-
нию Движущей силой в этом случае служит разность энергий
субграниц до и после коалесценции. При дальнейшем повышении
температуры получает развитие процесс первичной рекристалли-
зации
13.3. Фазовые и структурные превращения
при сварке сталей
Фазовые и структурные превращения при сварке конструк-
ционных сталей нередко вызывают понижение технологической
прочности, механических и эксплуатационных свойств металла
сварных соединений. Под технологической прочностью понимают
способность материалов без разрушения выдерживать термомеха-
нические воздействия в процессе сварки. В условиях указанных
воздействий часто существенно понижаются механические свойст-
ва металла, что вместе с довольно высокими сварочными дефор-
мациями и напряжениями может служить причиной образования
трещин.
Ориентируясь на максимальную температуру нагрева, в свар-
ном соединении сталей можно выделить несколько характерных
511
Рис 13 17 Разделение сварных
соединений стали на зоны, отра-
жающие характер фазовых и струк-
турных превращений.
I — зона превращений, /а —
участок первичной и вторичной крис-
таллизации, /б — участок полной
перекристаллизации, /е — участок
неполной перекристаллизации, 2 — зо-
на превращений метастабильного ме-
талла, 2а — участок отпуска и ре-
кристаллизации, 26 — участок воз-
врата и старения, Тл Т№ Гк, Гп —
температура ликвидуса, начала н кон-
ца а->у превращения и начала струк-
турных превращений при нагреве со-
ответственно
зон, в пределах которых происходят или могут произойти опре-
деленные фазовые и структурные превращения (рис. 13.17).
ПРЕВРАЩЕНИЯ В ОСНОВНОМ МЕТАЛЛЕ
ПРИ НАГРЕВЕ
При нагреве по мере повышения температуры металл претер-
певает последовательно целый ряд превращений.
На участке полной перекристаллизации (рис. 13.17,16) в ме-
талле проходят процессы аустенитизации, роста зерна и пере-
распределения легирующих элементов и примесей. Аустенитиза-
ция — переход Fea -► Fev. Этот переход для доэвтектоидных ста-
лей происходит в интервале температур, причем в условиях не-
равновесного сварочного нагрева с большими скоростями он на-
чинается и заканчивается при температурах более высоких, чем
равновесные ДС| иДй При нагреве до температур начала аустени-
тизации сталь получает структуру феррито-перлито-карбидной
смеси. Переход в аустенитное состояние представляет собой фа-
зовое превращение диффузионного типа. Превращение начинает-
ся на участках перлита. Зародыши аустенита образуются на
межфазных поверхностях феррит—цементит. Поскольку на каж-
дом участке перлита возникает несколько зародышей аустенита,
превращение Fe«->Fe7 приводит к измельчению зерна. При росте
зародышей зерен аустенита вместе с перестройкой ОЦК решетки
в ГЦК решетку возникает новая кристаллографическая ориента-
ция последней. В результате исчезают границы бывших* аусте-
нитных зерен и образуются новые границы при стыковке расту-
щих зерен. После завершения этого процесса образуются так
называемые начальные зерна аустенита. Чем дисперснее исходная
структура стали, т. е. чем больше межфазная поверхность, на
которой образуются зародыши зерен аустенита, тем меньше
размер начального аустенитного зерна.
Рост зерна аустенита характерен для ОШЗ, нагреваемой до
наибольших максимальных температур. Интенсивный рост начи-
* Зерна аустенита, образовавшиеся при нагреве свыше Асз при пред-
шествующей термической обработке
512
лается после достижения некоторой критической температуры
Тир» По значению Т„рз различаются стали природно-крупнозер-
нистые и природно-мелкозернистые. По данным практики терми-
ческой обработки ТирзДля этих сталей составляет 1203 К и 1273...
1373 К соответственно*. Значение Гирззависит от состава стали,
наличия примесей и метода раскисления. Элементы, образующие
труднорастворимые карбиды (Ti, V, Mo, W и др.), оксиды, суль-
фиды и нитриды (Ог, S, N2, А1), а также поверхностно-активные
(В) концентрирующиеся на границах зерен, повышают Тарз.
Рост зерна происходит в результате собирательной рекристалли-
зации, ведущий процесс которой — миграция границ зерен. Мелко-
дисперсные частицы карбидов и неметаллических включений за-
медляют миграцию границ и препятствуют росту зерна. Для
каждой стали характерен определенный предельный размер
зерна.
При сварочном нагреве высокие максимальные температуры
способствуют растворению карбидов и оксидов и обусловливают
высокую скорость самодиффузионных процессов. В то же время
большие скорости нагрева и относительно высокие скорости ох-
лаждения ограничивают пребывание металла при высоких темпе-
ратурах. В этих условиях в углеродистых и большинстве низко-
легированных сталей в процессе сварки дуговыми способами
аустенитное зерно в ОШЗ успевает вырасти практически до своих
максимальных размеров, при этом рост зерна происходит как на
этапе нагрева, так и на этапе охлаждения. Соотношение прира-
щения размера зерна на этих этапах зависит от состава стали
и теплового режима сварки <у/(о6) и температуры подо-
грева.
В сварных соединениях зону перекристаллизации разделяют
на два участка: зону перегрева с относительно крупным зерном
(Гмакс^ 1273 К) и зону нормализации с мелким зерном (Ттах<;
<1273 К).
В сталях, микролегированных Mo, V, Nb, Ti, В, Al и средне-
легированных, в состав которых входят Сг, Мо и другие карбидо-
образующие элементы, рост зерна в процессе сварки не успевает
завершиться. В этом случае появляется возможность существенно
ограничить рост зерна, ужесточая высокотемпературную часть
сварочного термического цикла. Весьма эффективно в этом отно-
шении применение лучевых способов сварки, в том числе и для
углеродистых и низколегированных сталей.
Следует отметить, что на участке ОШЗ, непосредственно при-
мыкающем к линии сплавления, наблюдаются аномалии в росте
зерна. Это, по-видимому, связано с оплавлением данного участка
при нагреве до температур в интервале Т<:—Тл (температуры
солидуса и ликвидуса соответственно). Оплавление происходит
* Согласно стандарту природную зернистость стали оценивают баллом
зерна, которое формируется после восьмичасовой выдержки стали при 1203 К
513
как при нагреве непосредственно источником теплоты, так и при
кристаллизации металла шва. При кристаллизации шва выделяю-
щаяся теплота затвердевания может привести к дополнительному
оплавлению ОШЗ, если Глом(Гсмши Тло„— температуры
солидуса металла шва и ликвидуса основного металла соответст-
венно). Если Гсмщ превышает Тлом, происходит полное расплавле-
ние части рассматриваемого участка ОШЗ, которая фиксируется
в ОШЗ как зона «расплавленного и неперемешанного со швом
основного металла».
В результате оплавления участка ОШЗ исчезает зеренная
структура, сформировавшаяся на этапе сварочного нагрева. Но-
вые границы аустенитных зерен образуются при затвердевании
расплавленного металла на оплавленном участке ОШЗ. Конечные
размеры зерна зависят от степени оплавления ОШЗ. При наличии
полностью расплавленной прослойки, затвердевание которой про-
исходит после начала кристаллизации шва, границы зерен на
этом участке ОШЗ представляют собой продолжение границ
относительно крупных зерен в металле шва. В этом случае на
участке ОШЗ, примыкающем к линии сплавления, наблюдается
наиболее крупное зерно в ОШЗ. При частичном оплавлении
границы зерен образуются по затвердевшим расплавленным про-
слойкам между частями оплавленных зерен, причем в зависимости
от степени дробления ранее существовавших до оплавления
зерен конечные размеры зерен могут быть соизмеримы с осталь-
ными зернами в ОШЗ или более мелкими. Во всех рассмотренных
случаях возможно подрастание аустенитных зерен на этапе ох-
лаждения. Об этом свидетельствует несовпадение границ новых
зерен с оплавленными границами старых и более крупный размер
новых зерен по сравнению со старыми. При анализе этого явле-
ния необходимо четко отличать оплавленные старые границы от
действительных границ аустенитного зерна.
Перераспределение легирующих элементов и примесей в сталях
при высокотемпературном сварочном нагреве — сложный диффу-
зионный процесс, который может приводить как к снижению,
так и повышению МХН. После завершения аустенитизации внутри
зерен аустенита существует неравномерное распределение леги-
рующих элементов и примесей, особенно углерода и карбидообра-
зующих. Углерод концентрируется в местах, где ранее распола-
гались частицы цементита, а также на участках зерна, где находят-
ся еще не полностью растворившиеся специальные карбиды.
Для сталей обыкновенного качества и качественных после горя-
чей обработки давлением (прокатки, ковки) характерна началь-
ная химическая неоднородность, связанная с волокнистой макро-
структурой и полосчатой микроструктурой. Волокнистая макро-
структура образована строчками раздробленных и вытянутых
вдоль направления деформации неметаллических включений
(сульфидов, оксидов, фосфидов). В зоне строчек имеет место
повышенное содержание S, Мп, О2, Si, Р, А1. Полосчатая микро-
структура вызвана более высокой концентрацией углерода в осях
514
дендритов по сравнению с зонами их срастания в исходных слит-
ках стали.
При нагреве после завершения аустенитизации в металле ОШЗ
внутри зерен развивается процесс гомогенизации по углероду и
другим элементам. Перераспределение элементов происходит в со-
ответствии со значениями градиента химического потенциала
в разных участках зерен. При этом вначале возможно временное
усиление МХН. Углерод перераспределяется из зон, обогащенных
некарбидообразующими элементами, в зоны, обогащенные карби-
дообразующими, поскольку первые повышают, а вторые понижают
термодинамическую активность углерода. При повышении содер-
жания углерода его активность увеличивается, в результате на-
правление перераспределения углерода изменяется, чему также
способствует произошедшее к этому моменту перераспределение
других элементов. При нагреве до температур свыше 1370...
1470 К развивается процесс гомогенизации в направлении равно-
мерного распределения элементов по телу зерен. Гомогенизация
продолжается также на ветви охлаждения до температур сохра-
нения диффузионной подвижности элементов или температур
начала фазовых выделений, например, карбидов в высоколегиро-
ванных мартенситно-стареющих сталях.
Степень завершения гомогенизации при сварке зависит от
Г max, диффузионной подвижности элементов, времени пребывания
при температурах гомогенизации и исходной макро- и микрохими-
ческой неоднородности. .Максимальная степень гомогенизации
соответствует участкам ОШЗ, нагреваемым до 7\, учитывая, что
коэффициенты диффузии элементов увеличиваются с повышени-
ем температуры в экспоненциальной зависимости. С наибольшей
скоростью гомогенизация происходит по С, с меньшей — по S, Р,
Сг, Mo, Мп, Ni, W в приведенной последовательности (коэф-
фициенты диффузии в железе при 1373 К составляют для С 10-11
и для остальных элементов 10-13...10~15 м2/с). Время пребыва-
ния при температурах гомогенизации зависит от теплового ре-
жима сварки, а также от класса применяемых сварочных мате-
риалов. Последнее связано с дополнительным нагревом ОШЗ вы-
деляющейся теплотой затвердевания шва (аналогично их влия-
нию на степень оплавления ОШЗ). Степень влияния металла шва
определяется Г^.Чем она выше, тем при более высоких гомо-
логических температурах происходит дополнительный нагрев
ОШЗ. При переходе от сравнительно тугоплавких ферритно-
перлитных сварочных материалов к более легкоплавким аусте-
нитным время пребывания ОШЗ свыше 1370 К уменьшается
примерно в 1,5 раза. Весьма существенно влияет исходное
состояние стали. Наличие труднорастворимых крупных скоагули-
рованных частиц легированного цементита и специальных кар-
бидов, например после отжига стали на зернистый перлит, за-
метно снижает степень гомогенизации.
Одновременно с перераспределением элементов по телу зерен
возможна их сегрегация на границах зерен. Однако, учитывая
515
высокую скорость сварочного нагрева и снижение степени равно-
весной сегрегации с повышением температуры, по-видимому, этот
процесс не приведет к значительному накоплению примесей на
границах при нагреве В процессе охлаждения, когда упомяну-
тые условия изменяются, сегрегация может привести к обогаще-
нию границ примесями (см. рис. 13 15). Развитие сегрегации
на границах также возможно при последующих нагревах в про-
цессе многослойной сварки и повторном нагреве при отпуске
сварных конструкций. Обогащение границ примесями — одна
из причин хрупкого межкристаллического разрушения в
ОШЗ.
Перераспределение элементов на оплавляемом участке ОШЗ
связано с появлением между оплавленными зернами прослоек
жидкой фазы. Характер МХН на оплавленном участке ОШЗ по-
добен МХН в сварных швах, однако показатели МХН в 1,2...
1,5 раза меньше. В среднелегированной стали показатели МХН
в конечной структуре составляют для Мо — около 1,5; для Мп —
около 1,4 и для S — около 1,2, при этом часто не наблюдается
ликвация С — видимо, сказывается влияние выравнивающей
диффузии в процессе гомогенизации при охлаждении. МХН не
зависит от применяемых сварочных материалов, хотя степень
оплавления ОШЗ различна — очевидно, основным определяю-
щим фактором перераспределения служит диффузия в твердой
фазе.
На участке неполной перекристаллизации (Ттах в интервале не-
равновесных температур ЯС1 — Ясз) происходит полное или частич-
ное превращение перлитных участков в аустенит и коагуляция
цементита и специальных карбидов при сохранении феррита.
Конечная структура после охлаждения будет характеризоваться
неравномерным размером зерна и неоднородностью структурных
составляющих. Если свариваемая сталь находилась в исходном
состоянии закалки и отпуска, то в этой зоне происходит раз-
упрочнение, т. е снижение прочности и твердости.
Определенной спецификой отличаются превращения в зоне
неполной перекристаллизации в мартенситно-стареющих сталях.
Современные мартенситно-стареющие стали имеют следующие
системы легирования. Н18К9, Х15Н5 и Х12Н10 Стали содержат
углерод (0,03...0,08%), а также Ti, Al, Mo, Nb, Си и другие
элементы. Последние обусловливают упрочнение в процессе ста-
рения. Стали применяются в состоянии закалки и старения с
исходной структурой низкоуглеродистого мартенсита, упрочнен-
ного высокодисперсными интерметаллидными фазами типа
N13T ЕегМо и др В зоне неполной перекристаллизации происхо-
дит так называемое обратное (а у) -превращение, при котором
часть мартенсита без распада на ферритно-перлитную смесь
превращается в аустенит. Превращение имеет сдвиговый харак-
тер, подобно мартенситному превращению, почему оно и было
названо обратным. Обратное превращение сопровождается коа-
гуляцией интерметаллидов и частичным их растворением в аусте-
516
ните Образовавшийся аустенит стабилен и большая его часть
не претерпевает превращения в мартенсит при последующем ох-
лаждении. Стабильность аустенита объясняется обогащением его
никелем при растворении интерметаллидов и наклепом при об-
ратном превращении. В конечной структуре может сохраняться
до 30% остаточного аустенита. Эта зона характеризуется зна-
чительным разупрочнением.
При нагреве до Тты ниже неравновесной ЛС1 фазовые и
структурные превращения происходят в том случае, если сталь
перед сваркой находилась в метастабильном состоянии для этого
диапазона температур. Метастабильны исходные состояния ста-
ли после холодной пластической деформации, закалки и низкого
отпуска, закалки и старения. В холоднодеформированной стали
развиваются процессы возврата и рекристаллизации обработки.
Последний процесс приводит к разупрочнению соответствующей
зоны сварного соединения. В низкоуглеродистой стали при нагре-
ве свыше 470 К возможно деформационное старение, приводя-
щее к снижению пластичности стали. В закаленных и низко-
отпущенных сталях происходят процессы высокого отпуска, в
результате чего сталь в этой зоне разупрочняется. В мартенсит-
но-стареющих сталях при выше их температур старения
протекает процесс перестаривания, заключающийся в коагуляции
интерметаллидов и приводящий к разупрочнению соответствую-
щей зоны соединения.
Степень завершенности процессов, развивающихся при нагре-
ве метастабильного металла, и изменений свойств сварного
соединения зависит от состава стали и времени пребывания
в диапазоне определенных максимальных температур. Последнее
зависит от теплового режима сварки. Кроме того, режим опре-
деляет ширину зон, в которых развивается тот или иной процесс,
а следовательно, и ширину зон разупрочнения или пониженной
пластичности. При применении мощных концентрированных ис-
точников теплоты эти зоны могут стать настолько узкими, что
не будут оказывать заметного влияния на прочность сварного
соединения в целом.
При многослойной сварке легированных и мартенситно-ста-
реющих сталей в метастабильном состоянии будут находиться
закаленные ранее сваренные слои шва и их ОШЗ. Последующий
нагрев при наложении очередных слоев до температур неполной
перекристаллизации и до Лы может быть весьма длительным.
В этих условиях возможно достаточно полное развитие про-
цессов отпуска, перестаривания и др. В некоторых легированных
сталях при температурах 570...770 К развивается отпускная
хрупкость, связанная с сегрегацией примесей, в частности фос-
фора, на границах аустенитных зерен. В мартенситно-старею-
щих сталях с углеродом до 0,08% в диапазоне температур
870... 1070 К возможно выпадение карбидов хрома по границам
зерен, вызывающее охрупчивание многослойного шва
517
ПРЕВРАЩЕНИЯ В ШВЕ И ОСНОВНОМ МЕТАЛЛЕ
ПРИ ОХЛАЖДЕНИИ
При охлаждении в области высоких температур в шве и в
ЗТВ, находящихся в аустенитном состоянии, продолжают разви-
ваться ряд процессов, начавшихся на этапе нагрева: гомогени-
зация, рост зерна и др. Некоторые процессы изменяют свое
направление. Так, по мере охлаждения усиливается сегрегация
примесей на границах зерен, а у мартенситно-стареющих сталей
при условии медленного охлаждения возможно выпадение карбо-
нитридов и карбидов хрома при температурах ниже 1320. .
1220 К. Основной процесс в сталях при охлаждении, оконча-
тельно определяющий микроструктуру и свойства металла свар-
ных соединений, — превращение аустенита.
Анализ превращений в сталях при охлаждении в процессе
сваркн выполняют с помощью так называемых «анизотермиче-
ских диаграмм превращения (распада) аустенита» (АРА) при-
менительно к термическим условиям сварки. Их строят на основе
экспериментальных данных, получаемых с помощью дилатомет-
рического или термического метода анализа. Дилатометрический
метод основан на регистрации изменений размера определенным
образом выбранной базы на свободном незакрепленном образце
в процессе его нагрева и охлаждения (рис. 13.18). В сварочных
быстродействующих дилатометрах применяют плоские или полые
цилиндрические образцы ограниченных размеров (например,
1,5ХЮХЮ0 мм или диаметром 6 мм с толщиной стенки 1 мм).
В образцах воспроизводится сварочный термический (СТЦ) или
сварочный термодеформационный (СТДЦ) циклы. Нагрев об-
разцов осуществляется проходящим электрическим током, ра-
диационным нагревом или токами высокой частоты. Необходимое
условие нагрева — равномерное распределение температуры на
Рис 13 18 Схема быстродействующего сварочного дила-
тометра
1 — гибкие шины, 2 — образец, 3 — кварцевые стержни,
4— рычажное устройство, 5 — индуктивный датчик, 6 —
элегтронный самописец, 7 — термопара, 8 — трансформатор
518
Рнс 13 19. Дилатограмма леги-
рованной стали на ветви охлаж-
дения стц
7„, Тк и Г», Т'к — температуры
начала и конца основного превра-
щения аустенита (беннитного, мар-
тенситного) и сопутствующего
(ферритного, перлитного) соответ-
ственно, EfH — наблюдаемая фазо-
вая дилатация, Тк п— температура
максимальной скорости превраще-
ния
Рис. 13 20 Схема термического
анализа превращений аустенита
в сварном шве
/ — образец, 2 — дуга, 3 — сва-
рочная ванна, 4 — термопара,
5 — электронный самописец, 6 —
электронное дифференцирующее ус-
тройство
длине базы измерения деформаций. Базу измерений выбирают
вдоль длины или ширины образца (чаще последнее, так как
по ширине образца легче обеспечить равномерное распределе-
ние температуры). Изменение размера базы регистрируют чувст-
вительными индуктивными датчиками. Изменение размера в
зависимости от температуры, фиксируемой термопарой, при-
вариваемой' в центре измеряемой базы, записывают с помощью
электронного двухкоординатного самописца или осцилло-
графа.
Изменение размера базы образца из стали при охлаждении —
результат сложения термического сокращения е, и фазовой ди-
латации расширения «7, связанной с перестройкой ГЦК-решетки
в ОЦК-решетку при Fev->-Fea. По дилатометрическим кривым
(дилатограммам) устанавливают температуры начала Т„ и конца
Тк превращений аустенита и соответствующую им наблюдаемую
фазовую дилатацию е/н (рис. 13.19). Дилатограммы снимаются
для серии СТЦ, охватывающей весь диапазон типовых режимов
сварки.
Термический анализ основан на регистрации эффекта выде-
ления теплоты, сопровождающего фазовые превращения аусте-
нита. Для термического анализа используют как образцы основ-
ного металла, подобные дилатометрическим, в которых воспро-
изводится СТЦ, так и сварные образцы. В последнем случае
термопару приваривают в ЗТВ или вводят в хвостовую часть
сварочной ванны. Это позволяет исследовать превращения аусте-
нита непосредственно в заданной точке сварного соединения.
519
Рис 1321 Характер кривых Т =
= f(f) СТЦ и ее производной dT/dt,
получаемых при термическом ана
лизе фазовых превращений
Такая методика в мировой прак-
тике получила название «ин
ситу»*.
Термический анализ позволяет
установить Т„ и Гк превращения
аустенита по отклонению кривой
7’=f(Z), соответствующей СТЦ,
от экспоненциальной зависимо-
сти. Поскольку это отклонение
не всегда имеет ярко выраженный
характер, анализируют зависи-
мость первой производной темпе-
ратуры по времени от температу-
ры dT/dt = f(t). Для получения
производной T—f(t) дифференци-
руется с помощью электронного дифференцирующего устройства
(рис. 13.20 и 13 21)
На диаграммах АРА Гн и Тк превращений аустенита наносят-
ся в зависимости от параметров СТЦ — скорости охлаждения
в диапазоне температур 873 773 К (ofys — цифры в индексе
соответствуют сотням градусов Цельсия) или времени охлажде-
ния от 1073.773 К (k/s) Диаграмма АРА дополняется данными
о составе структуры и макротвердости в зависимости от
®б/5 или te/s (рис 13 22).
На диаграмме АРА фиксируются критические значения
Ws/5 или tb/s, соответствующие появлению 5% мартенсита (®Mi,
4i), образованию 90% мартенсита {w,t, /„г), появлению 5% фер-
рита 4- перлита (Шфщ, /фП1) и образованию 100% феррита+
+ перлита (шфП2, /фПг). При наличии данных о параметрах
СТЦ для определенных типа и размеров сварного соединения,
способа и режима сварки можно определить состав структуры
ОШЗ однослойного соединения.
В зависимости от состава стали и СТЦ, т е соотношения
ws/5 и шИ|, wM2, №фп1 и а?фп2 в ОШЗ и шве при охлаждении воз-
можны фазовые превращения аустенита ферритное, перлитное,
мартенситное и бейнитное Часто имеет место смешанное пре-
вращение, т. е. несколько последовательно следующих друг за
другом видов превращений, например бейнитное и мартенситное;
ферритное, перлитное и бейнитное
Ферритное превращение характерно при сварке низкоугле-
родистых сталей и относительно малых скоростях охлаждения
при условии Ше/5 < г^ф ni Оно представляет собой превращение
диффузионного типа и начинается при некотором переохлаж-
дении ниже Агг. Зародыши ферритной фазы возникают на гра-
ницах аустенитных зерен (нормальный механизм превращения).
Этому процессу предшествует диффузионный отвод углерода во
* От англ in situ, т е на месте
520
Рис 13 22 Анизотермическая диаграмма превращения
аустенита (АРА) стали типа 20ХГСА (а) и состав струк-
туры (б)
Тм н и 7М к — температуры начала и конца мартенситного
превращения, ®б/5 и /8/5 — скорость охлаждения в диапазоне
873 773 К и время охлаждения от 1073 до 773 К, юм2, шм1,
^фп2 — критические скорости охлаждения, соответствующие
образованию 90% н 5% мартенсита (М) и 100% феррито —
перлита (Ф/7), Б— бейнит, Ао — остаточный аустенит
внутренние части зерна аустенита. Содержание углерода в об-
разующемся феррите не превышает 0,02%. Твердость феррита
составляет НВ 80 100 При непрерывном охлаждении количест-
во ферритной фазы, как правило, не достигает равновесного
значения При ТсЛг, происходит перлитное (или другое) пре-
вращение оставшейся части аустенита При этом образуется
перлит с С <0,8%, так называемый квазиэвтектоид Такой пер-
лит характеризуется увеличенной долей ферритной составляю-
щей
В сталях с крупным аустенитным зерном (сварной шов,
перегретая околошовная зона) при относительно высоких ско-
ростях охлаждения возможно выделение феррита в виде ориен-
тированных пластин внутри зерна аустенита (видманштеттова
521
структура). Ферритные пластины выделяются вдоль плотноупа-
кованных октаэдрических плоскостей решетки аустенита. Пред-
полагают, что механизм их образования такой же, как и у
мартенсита. Возможны случаи одновременного образования сет-
ки феррита по границам зерен и видманштеттова феррита, при-
чем по мере увеличения содержания углерода и уменьшения
размера зерна доля последнего уменьшается. Образованию вид-
маншттетовой структуры способствуют Мп, Сг и Мо. Выделения
феррита могут приводить к уменьшению прочности, а тонко-
пластинчатая видманштеттова структура — к снижению пластич-
ности.
Перлитное превращение характерно при сварке среднеугле-
родистых сталей и как дополнительное при сварке низкоугле-
родистых. Оно происходит при сравнительно невысоких ско-
ростях охлаждения при условии ьуо/ь < ДОфы. При С <0,8% пре-
вращение носит квазиэвтектоидный характер. Перлитное превра-
щение имеет диффузионный механизм и начинается с образова-
ния зародышей в виде перлитных колоний на границах аустенит-
ного зерна. Вначале вследствие флуктуации концентрации угле-
рода образуется тонкая цементитная (или ферритная) пластина.
При ее утолщении окружающий аустенит обедняется (или обога-
щается) углеродом и создаются условия для возникновения
примыкающих к ней пластин феррита (или цементита). Поперемен-
ное многократное возникновение пластин цементита и феррита при-
водит к образованию перлитной колонии, которая начинает расти
не только в боковом, но и торцовом направлении. Кооперативный
рост двухфазной колонии в торцовом направлении контролируется
диффузионным перераспределением углерода в объеме аустенита
перпендикулярно фронту превращения и вдоль фронта между
составляющими перлитной колонии.
Скорость роста перлитных колоний и межпластиночное рас-
стояние (между одноименными пластинами) зависит от степени
переохлаждения ниже Аг\. Для стали с 0,8%= С по признаку
дисперсности различают следующие разновидности перлитных
структур: собственно перлит, температуры образования 940...
920 К, межпластиночное расстояние 0,5...1,0 мкм, твердость
НВ 170...230; сорбит — соответственно 920...870 К, 0,2...0,4 мкм,
НВ 230...330; троостит — соответственно 870...770 К, 0,1 мкм,
НВ 330...400. Разделение условно, так как по мере понижения
температур превращения монотонно увеличивается дисперсность
структур. Наиболее высокие пластичность и ударную вязкость
имеет сорбит.
Характеристикой перлитной структуры служит также оконча-
тельный размер колоний (перлитных зерен). Чем меньше размер
аустенитных зерен и ниже температура превращения, тем
меньше размер перлитных зерен. С уменьшением их размера
повышаются механические свойства структуры.
Мартенситное превращение при типичных сварочных скорос-
тях охлаждения характерно для среднеуглеродистых легиро-
522
ванных сталей. При условии к?б/-.> и.'м2 происходит полное мер-
тенситное превращение, при а/6/s > i»mi — частичное мартенсит-
ное в оставшейся части аустенита после других более высоко-
температурных превращений. Превращение бездиффузионно и
происходит при переохлаждении аустенита до температур, при
которых диффузионные перемещения атомов железа практиче-
ски прекращаются, а углерода существенно замедляются. Оно
начинается и заканчивается при постоянных для сталей данного
состава температурах Т„ аТ„ м не зависящих от скорости ох-
лаждения. Превращение протекает по сдвиговому механизму.
Мартенситные пластины образуются вдоль плотноупакованных
октаэдрических плоскостей ГЦК решетки аустенита, которые
наиболее близки по атомному строению к плоскостям с максималь-
ной упаковкой в ОЦК решетке мартенсита. В результате крат-
чайших кооперативных атомных смешений (эквивалентных сдви-
говой деформации) ГЦК решетки аустенита превращаются в объ-
емно-центрированные тетрагональные решетки мартенсита. Пре-
вращение мартенсита не сопровождается выделением углерода из
твердого раствора, который после превращения становится пере-
сыщенным. Атомы углерода, расположенные в аустеците в срав-
нительно свободных пустотах вдоль ребер ГЦК решетки, ока-
зываются на гранях ОЦК решетки. Они препятствуют сдвиго-
вой деформации при превращении, в результате чего тетраго-
нальная решетка мартенсита искажается. Чем выше содержание
углерода, тем больше тетрагональность решетки. Твердость мар-
тенсита определяется содержанием углерода в стали и практи-
чески не зависит от содержания легирующих элементов
(13.23). Мартенситное превращение аустенита не бывает пол-
ным — в структуре всегда остается от 2 до 10% остаточного
аустенита (Ло).
В зависимости от внутреннего строения различают следую-
щие типы мартенсита: пластинчатый и пакетный. Пластинчатый
мартенсит также называют игольчатым, низкотемпературным и
двойниковым. Он образуется в высоко- и среднеуглеродистых
легированных сталях и имеет
пластин с двойниковыми прослой-
ками в средней части. В началь-
ный момент превращения, когда
образуется средняя часть пласти-
ны (так называемый «мидриб»),
пластическая деформация аусте-
нита, обусловливающая пере-
стройку решетки, происходит пу-
тем двойникования. Переферий-
ные области мартенситных плас-
тин имеют дислокационное строе-
ние с плотностью дислокаций
1О9...1О10 см-2. По мере снижения
температуры превращения доля
форму тонких линзообразных
Рис 13 23 Твердость мартенсита в
зависимости от содержания угле-
рода
523
двойниковых участков увеличивается Пластины мартенсита,
образующиеся в первую очередь при Тма, проходят через все
зерно аустенита, расчленяя его на отсеки. Следующие пластины
располагаются под углом к ранее образовавшимся и по длине
соизмеримы с размерами отсеков. В зависимости - от размеров
зерна аустенита пластинчатый мартенсит может быть крупно-
игольчатым, мелкоигольчатым или бесструктурным. В последнем
случае иглы мартенсита не различаются с помощью оптической
металлографии.
Пакетный мартенсит, также называемый реечным, массив-
ным, высокотемпературным и недвойниковым (дислокационным)'
имеет форму примерно одинаково ориентированных тонких
пластин (реек). Они образуют плотный более или менее равно-
осный пакет. Ширина реек 0,1 ..1,0 мкм, поэтому оптической ме-
таллографией выявляются только их пакеты. По этой причине
пакетный мартенсит получил название массивного. Пакетный
мартенсит образуется в большинстве низкоуглеродистых леги-
рованных сталей. Он характеризуется сложным дислокационным
строением с высокой плотностью дислокаций (до 10**... 1012 см-2).
Его образование обусловлено пластической деформацией исход-
ной решетки аустенита путем скольжения.
Тип мартенсита определяет его механические и технологи-
ческие свойства. Например, пластинчатый мартенсит в около-
шовной зоне более склонен к образованию холодных трещин,
чем пакетный. Это связано с тем, что у вершины двойниковой
пластины создаются высокие плотность дислокаций и уровень
микронапряжений.
Бейнитное превращение, называемое также промежуточным,
характерно при сварке большинства углеродистых и легирован-
ных сталей при скоростях охлаждения в диапазоне ши1...шМ2.
Оно происходит в интервале температур 770 К .. Тяя, когда само-
диффузия железа и диффузия легирующих элементов практиче-
ски отсутствуют, а диффузия углерода еще достаточно сущест-
венна. Различают верхний (Б3) и нижний (Б„) бейнит, образую-
щиеся соответственно в верхней и нижней части температурного
интервала превращения
Бейнитное превращение сочетает элементы перлитного и мар-
тенситного превращений. Ему предшествует диффузионное пере-
распределение углерода в аустените, в результате чего обра-
зуются участки, обедненные и обогащенные углеродом. Диффе-
ренциация участков по содержанию углерода тем больше, чем
выше температура превращения. При образовании Бв в обед-
ненных участках возникает пересыщенная углеродом ферритная
фаза по мартенситному механизму (низкоуглеродистый мартен-
сит). В обогащенных участках аустенита выделяются карбиды.
Окружающий карбиды аустенит с уже пониженным содержанием
углерода претерпевает (у-> а)-превращение. Отдельные обога-
щенные участки не претерпевают бейнитного превращения, а
при дальнейшем охлаждении превращаются в мартенсит или
524
остаются в виде До- Бейнит Бв имеет перистое строение. В нем
мелкие карбидные образования (в виде коротких палочек)
располагаются главным образом между сравнительно крупными
пластинками феррита. При образовании Б„ из-за меньшей под-
вижности углерода ферритная фаза в большей степени пере-
сыщена углеродом, поэтому карбиды выделяются главным об-
разом внутри ферритной фазы сразу после ее образования, по-
добно отпуску мартенсита По этой причине иногда Б„ по струк-
туре и свойствам считают аналогичным отпущенному мартенситу.
Строение Б„ — игольчатое с мельчайшими карбидными частица-
ми, расположенными в объеме ферритных пластин.
Верхний бейнит имеет пониженную прочность и невысокие
пластичность и вязкость из-за относительно больших размеров
составляющих структуры и повышенного количества нераспав-
шегося Д». Нижний бейнит, особенно образовавшийся при тем-
пературах на 50... 100 К выше Тия, наоборот, обладает благо-
приятным сочетанием указанных свойств.
При непрерывном охлаждении в условиях сварки часто ни
один вид превращения аустенита не успевает завершиться пол-
ностью, а по мере снижения температуры виды превращений
сменяют друг друга
Процентные содержания мартенсита М и ферритоперлитной
смеси ФП в зависимости от скорости охлаждения могут быть
описаны уравнением Авраами, применяемым для приближенной
оценки кинетики полиморфных превращений:
М=100 [0,95 — ехр (—^Мщ6/5П“)]; (13 3)
ФП = 100 ехр (—-^ф пад/5'ч,п), (13 4)
где &м, &фП, пи и Лфп — экспериментальные или расчетные коэф-
фициенты.
Содержание бейнита Б при заданной скорости охлаждения
определяется как дополнение к количеству мартенсита до 95%
или ферритоперлитной смеси до 100%.
Расчетное определение коэффициентов п и k возможно с ис-
пользованием критических скоростей охлаждения, взятых из
диаграмм АРА для анализируемых сталей (км, wMi, шф„2 и
щф„1, соответствующих образованию 90 и 5% мартенсита, 100
и 5% ферритоперлита), по соотношениям.
3,3475 к 0,1054
Ни — т ~~ И к и — "т : .
1п(даи2/ш„1) (w,i)
__ 4,067 , __ 2,9957
Лфп In (и»ф „2/и»ф П1) И * “ (г»ф1.1)'ч>” ’
При отсутствии диаграммы АРА критические скорости охлаж-
дения щм) и шМ2 можно приближенно рассчитать по химическому
525
составу стали, используя его обобщенный параметр Сэкв, харак-
теризующий прокаливаемость стали
с г , Мп . Si , Ni . Сг . Мо , Си . .
Сэкв — С н--+ -jy + -у- + — + -jy + (13.5)
+к + 5В’
где символы химических элементов обозначают их содержание
в стали, %.
По результатам математической обработки большого коли-
чества экспериментальных данных по программе регрессионного
анализа на ЭВМ. получены зависимости:
шМ1 = 0,343 Сэкв-4,116; (13.6)
= 3,217 Сэкв-3838 (13.7)
Критические скорости Л1 и шф „2 можно определить по прибли-
женным соотношениям критических скоростей
п2 0,1 Wq пЬ
Критическое время охлаждения в диапазоне 1073...773 К 41
и /„г можно рассчитать, воспользовавшись зависимостью 4/5
от да6/5ДЛЯ условий однопроходной сварки:
4/5 225/о)б/5.
Температуры ферритоперлитного (при a%/5 Щф п2) и мартенсит-
ного превращения (при a'6/5>a»M2) для легированных сталей
можно ориентировочно определить с помощью эмпирических
формул:
Тфп„ = 1133,60- 15,57MnNi—13,11Мп2-58,83Сг-115,16МпМо-
- 343,98С2 - 87,36Мп - 14,05Ni - 343,26MoV - 328,72V -
- 51,51Мо + 16,16ССг + 54,21МпСг + 148,76СМп + 6,75Сг2 +
+ 190,56SiMo + 2092,66V2; R = 0,754, 5 = 33,32; Тфп„ =
= 893,74 - 80,49Мп - 495,50С2 - 382,07V2 - 54,63Мо2 -
- 54,1 ICNi - 12,00Cr2 - 641,55MoV + 479,13С + 57,94МпСг +
+ 19,36Mn2 + 36,12СгМо + 125,14CrV 4- 1574,45V2; R =
= 0,767; 5 = 36,07; Тм„= 804,50 - 313.13С - 89,71Мп -
- 44,69SiNi - 680.88CV - 5,37Сг2 + 30,50Мп2 + 15,01Сг; R =
= 0,859; 5 = 26,20; Тк к = 678,18 - 1224,86С - 120,28№ -
—51,63Мп2—17,96МпМо—67,42CrV—304,52SiCr + 590,89ССг+
+ 65,16MnNi + 55,26Si + 492,00CMn + 88,57SiNi + 6,81 Ni2; R=
= 0,801; 5 = 35,60
(здесь R — коэффициент корреляции; 5 — стандартная ошибка).
Из рис. 13.24 видно, что все легирующие элементы, за исклю-
526
чением Со, снижают Т„, „ и
Тмк, особенно сильное воздей-
ствие оказывают С, Мп и Ni.
Следует иметь в виду, что
по приведенным выше выраже-
ниям можно лишь ориентиро-
вочно определять температур-
ные и кинетические параметры
процесса превращения аусте-
нита. Это связано с тем, что
они не учитывают особенностей
конкретной плавки стали за-
данного марочного состава, а
вместе с этим и степени завер-
шенности высокотемператур-
ных процессов в аустените при
сварочном нагреве. В зависи-
мости от качества шихты, спо-
соба выплавки, качества рас-
кисления, содержания неконт-
ролируемых примесей, а также
Рис. 13 24. Влияние легирующих эле-
ментов на Ги„ в различных плавках
стали 42Х2ГСНМА в условиях СТ1Д:
Гтах — 1570 К, <О„— 200 К/с; =
— 20 К/с, ДМе — изменение содержания
легирующего элемента по отношению к
марочному составу (данные Н. Н. Нови-
кова)
исходного структурного состоя-
ния стали эти параметры могут заметно изменяться. Недоста-
точно полная гомогенизация при сварочном нагреве, особенно
связанная с замедленным растворением карбидов, приводит
к повышению Тмл и Ткк и увеличению даМ2 вследствие умень-
шения содержания углерода и легирующих элементов в аусте-
ните. Включения оксидов, нитридов, сульфидов увеличивают
шМ!, укрупнение аустенитного зерна приводит к ее снижению.
Более надежно в настоящее время определение упомянутых
выше параметров экспериментальным способом путем построения
и обработки диаграмм АРА.
Химический состав стали, макро- и микроструктура и размеры
аустенитного зерна в шве и ЗТВ — главные факторы, опреде-
ляющие механические свойства, склонность к образованию хо-
лодных трещин и сопротивляемость хрупким разрушениям
этих зон сварного соединения.
СПОСОБЫ РЕГУЛИРОВАНИЯ СТРУКТУРЫ
СВАРНЫХ СОЕДИНЕНИЙ
Регулирование структуры ставит целью уменьшение содержа-
ния закалочных составляющих — мартенсита и нижнего бейнита,
повышения температуры их образования и получения наиболее
благоприятной их внутренней тонкой структуры, уменьшения раз-
мера действительного аустенитного зерна. Регулирование струк-
туры ЗТВ и шва возможно путем выбора рациональной системы
легирования и состава стали и сварочных проволок и термиче-
ского цикла сварки. Выбор состава стали из марок, выпускае-
мых промышленностью, возможен на этапах конструкторско-
527
технологической проработки сварных узлов или разработки
сталей для вновь создаваемых конструкций. Из высокопрочных
сталей (<ув до 1500. 2000 МПа) предпочтительно применение
комплексно-легированных сталей с минимально возможным со-
держанием С, одновременно легированных карбидообразующими
Мо и W. Из сталей повышенной прочности (<ув до 800 МПа) ре-
комендуется применение так называемых микролегированных
сталей, содержащих до 0,1% Си группу дисперсионно упроч-
няющих элементов Nb—V и Mo-—Nb—V (в сумме до 0,5%). При
разработке новых сталей следует учитывать влияние С и леги-
рующих элементов на Т„ и 7\ превращения аустенита, значения
ЩМ1 и и склонность к росту зерна в ОШЗ.
Выбор оптимального теплового режима сварки (q/v, темпера-
тур предварительного, сопутствующего и последующего подогре-
ва) — весьма эффективный технологический способ регулирова-
ния структуры металла сварных соединений. Его воздействие
на структуру проявляется через параметры СТЦ: />ю (время
пребывания сыше 1273 К), Ws/s или f8/s. Влияние каждого из
этих параметров зависит от состава сталей, которые в соответ-
ствии с характером их диаграмм АРА разделяют на несколько
групп. Группы объединяют стали по степени устойчивости аусте-
нита при температурах различных типов превращения:
I — с низкой устойчивостью при температурах феррито-
перлитного превращения (высокая ш>фП1);
II — с низкой устойчивостью при температурах бейнитного
превращения (высокая ам);
III — с высокой устойчивостью при температурах перлитного
и бейнитного превращения (низкие и wu2).
Для сталей I группы (углеродистых и низколегированных,
не содержащих карбидообразующих элементов) наиболее важ-
ный параметр — ze>6/s- Для них в пределах практически всех
способов сварки можно обеспечить Шв/5<Щфп1 и получить
ферритоперлитную или перлитно-бейнитную структуру, не склон-
ную к холодным трещинам. Поэтому для повышения сопротив-
ляемости сварных соединений этих сталей образованию трещин
эффективны повышение q/v и применение предварительного по-
догрева до температуры Т„ = 370...570 К- Оптимальные q/v и
Тп после теплового расчета СТЦ и определения ze»e/s (^e/s) могут
быть выбраны по диаграммам АРА.
Для сталей III группы (среднеуглеродистых среднелегиро-
ванных, содержащих карбидообразующие элементы) при сварке
в широком диапазоне режимов характерно мартенситное превра-
щение. Для них важно значение t>io, поскольку гомогениза-
ция аустенита и рост зерна в связи с наличием специальных
карбидов в исходной структуре замедлены и их можно регу-
лировать с помощью режима сварки. Поэтому для получения
благоприятной структуры при сварке этих сталей эффективно
снижение q/v, применение концентрированных источников теп-
лоты (плазменной, электронно-лучевой и лазерной сварки). Так-
528
же полезен сопутствующий подогрев, обеспечивающий замед-
ление охлаждения при температуре несколько выше Тик и при-
водящий к самоотпуску мартенсита.
Для сталей II группы (низкоуглеродистые среднелегирован-
ные, никелесодержащие) при сварке в широком диапазоне ха-
рактерно превращение в области нижнего бейнита, а затем
мартенсита. По влиянию параметров СТЦ они занимают проме-
жуточное положение. При их сварке рекомендуется умеренный
подогрев (до 350...400 К), не вызывающий существенного воз-
растания />ю, но обусловливающей Ше/5 < ом, и обеспечиваю-
щий бейнитное превращение при возможно более высоких тем-
пературах. Весьма эффективны сопутствующий и последующий
подогрев (при 400...480 К), приводящий к самоотпуску мартен-
сита.
13.4. Холодные трещины в сварных
соедииеииях
ПРИРОДА И МЕХАНИЗМ ХОЛОДНЫХ ТРЕЩИН
Холодные трещины (XT) — локальное хрупкое межкристалли-
ческое разрушение металла сварных соединений — представляют
собой частый сварочный дефект в соединениях углеродистых и
легированных сталей, если при сварке они претерпевают частич-
ную или полную закалку} Трещины образуются после окончания
сварки в процессе охлаждения ниже температуры 420...370 К
или в течение последующих суток. Они могут возникать во всех
зонах сварного соединения и располагаться параллельно или
перпендикулярно оси шва (рис. 13.25). Место образования и
направление трещин зависит от состава шва и основного ме-
талла, соотношения компонент сварочных напряжений и неко-
торых других обстоятельств. (Наиболее часты продольные XT в
ОШЗ. Образование XT начинается с возникновения их очагов на
границах аустенитных зерен на участке ОШЗ, примыкающем к
линии сплавления (рис. 13.26). Протяженность очагов трещин
Рис 13 25. Виды холодных трещин в
сварных соединениях легированных
сталей
1 — «откол», 2 — «частокол», 3 — «от-
рыв» по ЗС, 4 — продольные в шве
Рис 13 26 Межкристаллическин ха-
рактер разрушения иа участке очага
холодной трещины (4) и смешанный
на участке ее развития (В) в ОШЗ
529
18-923
составляет не более двух-трех диаметров аустенитных зерен.
При этом разрушение не сопровождается заметной пластиче-
ской деформацией и наблюдается как практически хрупкое.
Дальнейшее развитие очага в холодную микро- и макротрещину
может носить смешанный характер, т. е. проходить как по гра-
ницам, так и по телу зерен. Развитие трещин, особенно по телу
зерен, сопровождается заметной пластической деформацией. Из-
лом XT светлый без следов окисления: блестящий крупнокри-
сталлический в зоне очага и матовый мелкозернистый в зоне
развития трещины.
Холодные трещины — один из случаев замедленного разру-
шения «свежезакаленной» стали. Закономерности замедленного
разрушения следующие: 1) разрушение носит межкристалличе-
ский характер; 2) разрушение происходит через некоторый инку-
бационный период после приложения нагрузки при условии де-
формирования с малыми скоростями (fe 10-4 с“‘) или действия
постоянного усилия; 3) сопротивляемость замедленному разру-
шению значительно меньше кратковременной прочности и зави-
сит от времени действия нагрузки (рис. 13.27); 4) сопротив-
ляемость замедленному разрушению стремится к некоторому ми-
нимальному значению (ортш), которое соответствует периоду
времени 10...20 ч после окончания термического воздействия и
приложения минимальной разрушающей нагрузки; затем сопро-
тивляемость разрушению возрастает в течение от 1 сут до 10 сут
в результате так называемого процесса «отдыха»; 5) склонность
к замедленному разрушению полностью подавляется при охлаж-
дении ниже 200 К, восстанавливаясь при последующем нагреве
до нормальной температуры, заметно ослабляется при нагреве
до 370...420 К и полностью исчезает при нагреве до 470...570 К.
Зарождение очага замедленного разрушения свежезакален-
ной стали связывают с микропластической деформацией (МПД)
в приграничных зонах зерен. Наличие в структуре такой стали
Рис. 13 27. Зависимость сопро-
тивляемости замедленному раз-
рушению ор от времени t дей-
ствия нагрузки
Рис 13 28 Характер деформиро-
вания свежезакаленной стали
(штриховая линия непосредст-
венно после закалки, сплошная
после закалки и «отдыха»)
530
незакрепленных, способных к скольжению дислокаций при дейст-
вии сравнительно невысоких напряжений обусловливает МПД.
Особенно высока плотность дислокаций в свежезакаленном
мартенсите. Значение МПД лежит в диапазоне 10~6...10-4 и
проявляется прн напряжениях выше предела неупругости или
микроскопического предела текучести ол (рис. 13.28). Процесс
МПД — термически активируемый, т. е. его скорость зависит от
температуры и значения приложенных напряжений. После «от-
дыха» способность закаленной стали к МПД исчезает. Конеч-
ные высокая твердость и предел текучести закаленной стали —
результат старения, при котором происходит закрепление дисло-
каций атомами углерода. Особенности развития МПД достаточ-
но хорошо объясняют приведенные выше закономерности замед-
ленного разрушения.
.Механизм межкристаллического разрушения при образова-
нии очагов замедленного" разрушения может быть объяснен тем,
что максимальные плотность дислокаций и интенсивность МПД
приходятся на приграничные зоны зерен. Это обусловлено тем,
что мартенситное превращение начинается в центральных частях
зерен в верхней части температурного интервала превращения,
а заканчивается в приграничных зонах в нижней части этого
интервала. Кроме того, при образовании пластинчатого мартен-
сита его иглы при выходе на границы зерен вызывают в зонах,
примыкающих к ним, появление высоких плотности дислокаций
и уровня микронапряжений. При длительном нагружении по
границам зерен развивается локальная МПД, в результате
чего реализуется межкристаллическое разрушение по схеме
Зинера — Стро, предполагающей относительное проскальзывание
и поворот Зерен по границам (рис. 13.29).
Основные факторы, обусловливающие образование холодных
трещин, следующие:
1) структурное состояние металла сварного соединения 5Д,
характеризуемое наличием составляющих мартенситного и бей-
нитного типа и размером действительного аустенитного зерна d3;
2) концентрация диффузионного водорода в зоне зарождения
трещины Нд;
3) уровень растягивающх
сварочных напряжений I рода
Сев*
Критическое структурно-во-
дородное и напряженное со-
стояния в ОШЗ, обусловлива-
ющее образование XT, описы-
вается ниже приведенными со-
отношениями. Они получены
статистической обработкой ре-
зультатов испытаний на за-
медленное разрушение образ-
цов основного металла в струк-
Рис 13 29. Схема образования трещин
Ъри проскальзывании по границам
зерен
18*
531
турно-водородном состоянии ОШЗ с помощью программы ре-
грессионного анализа с применением ЭВМ. В качестве функции
отклика выбирались критические значения факторов трещино-
образования: количественный состав структуры (S„p), концентра-
ции диффузионного водорода Ндкр и уровня средних разрушаю-
щих напряжений *Р:
SKp = 714,754 + 37,467Ндо' - 231,0060 + 37,093*0' +
+ 14,943Нд + 1900,240* - 54,444H«rf3 + 27,941(о')2 —
— 313,425Со' — 197,069Нд — 324,147а' — 1161,793* —
- 527,92С2 - 42,65СНД + 299,65*; R = 0,997; Ss = 4,4; (13.8)
НдКр = 6,017 + 2,545*о' + 0,0025до' - 0,581Со' + 0,191 (о')2 -
- 14,099* + 3,53*— 0,0143д - 2,61о' - 7,1640+20,8890* +
+ 0,023SA* + 0,009С5д + 1,822С2; R = 0,999; SH = 0,034;
(13.9)
о'р = 2,753 - 0,51Нд* + 0,307СНд + 0,017Н2 - 4,1860 -
- 0,0055д - 4,457* + 10,2130* - 0,54Нд + 0,005CSfl +
+ 0,005S«*+ 1,021 С2+ 0,058*; Я=0,998; Sa= 0,024, (13.10)
где С — содержание углерода, %; 5Я — действительное содержа-
ние структурных составляющих, % ( + 5Д—мартенсит, осталь-
ное бейнит, — 5Д — ферритоперлит, остальное бейнит); * — диа-
метр действительного аустенитного зерна, мм; Нд — действитель-
ная концентрация диффузионного водорода, см3/Ю0 г (определе-
на хроматографическим методом); о' — относительный уровень
нормальных сварочных напряжений в анализируемом слое
(o' = 0св/оо,2ошз); R — коэффициент корреляции; S — стандарт-
ные ошибки.
Регрессионные уравнения действительны для сталей, химиче-
ский состав которых изменяется в следующих пределах:
0,08...0,45%С, 0,30...1,40%Si, 0,30...2,0%Мп, до 2,00%Сг, до
4,00%Ni, до 0,60%Мо, до 0,20V, СэКВ > 0,45. Уравнения SKp, Ндкр
и ОкР представляют собой семейство поверхностей в координа-
тах S, Нд, С при постоянных значениях осв/оо,20шз и * (рис. 13.30).
Пространству ниже этих поверхностей с определенной вероят-
ностью соответствует отсутствие XT в ОШЗ сварного соединения,
выше — их образование.
Для оценки стойкости сварных соединений против образо-
вания XT в ОШЗ необходимо действительную структуру (либо
максимальную концентрацию диффузионного водорода или макси-
мальное значение нормальной компоненты сварочных напряже-
ний) сопоставить с критической [формула (13.8)]. При этом
для указанного анализа необходимо иметь количественные дан-
ные обо всех основных факторах, обусловливающих образова-
ние XT. Например, при сопоставлении структур требуется учи-
тывать концентрацию диффузионного водорода и значения сва-
рочных напряжений. Количественная оценка структуры ОШЗ
532
может быть получена
опытным путем или при-
ближенно расчетом (13.3)
...(134). Определение
концентрации Нд в ОШЗ —
сложная задача, решить
которую в настоящее вре-
мя можно только путем
расчета в связи с боль-
шими градиентами рас-
пределения водорода по
ширине ОШЗ.
Различают следующие
формы существования во-
дорода в зависимости от
его состояния, положения
и подвижности в металле:
1) атомарный (или
ионизированный) — раст-
воренный в кристалличе-
М,%
100
Рис 13 30 Критические сочетания факторов,
обусловливающих потенциальную склонность
сталей к образованию холодных трещин при
ской решетке до предела сваРке
растворимости (равновес-
ный), растворенный сверх предела растворимости (неравновес-
ный), связанный с дефектами решетки (скопившийся в суб-
микроскопических «ловушках»);
2) молекулярный — скопившийся в микро- и макропорах
(«коллекторах»);
3) диффузионно-подвижный (Нд — способный к диффузион-
ному перемещению в решетке при появлении градиентов кон-
центраций, температур, напряжений, растворимости (в случае
разнородных металлов); к этой форме относится атомарный
водород, растворенный в решетке;
4) закрепленный — не способный к диффузии в металле при
данных условиях; к этой форме может относиться атомарный
водород в ловушках и молекулярный в коллекторах.
Все формы водорода находятся в термодинамическом рав-
новесии, зависящем от температуры. При повышении темпера-
туры свыше определенного уровня начинается зйметный переход
одних его форм в другие: растворимый неравновесный — в рав-
новесный, связанный в ловушках — в растворимый, молекуляр-
ный — в атомарный.
Поскольку всегда на поверхности ограниченного тела су-
ществует градиент концентрации водорода, происходит непре-
рывный выход Нд в атмосферу. Через определенный промежуток
времени практически весь водород должен десорбироваться из
металла, учитывая переход от одной формы существования во-
дорода к другой. При нормальной температуре относительно
быстро десорбируется из металла основная часть Нл, причем пе-
реход закрепленного водорода в Нд развивается чрезвычайно
533
медленно, т. е. закрепленный водород остается в металле прак-
тически неограниченное время. В сумме концентрации закреп-
ленного водорода и неуспевшего выделиться к данному моменту
Нд составляют концентрацию остаточного водорода Но.
Распределение Нд по объему сварного соединения и его концен-
трацию в любой заданной точке определяют экспериментально-
расчетным способом. Способ состоит в экспериментальном
определении исходной концентрации диффузионного водорода
в металле шва НШ(0), установлении зависимости коэффициен-
та диффузии водорода от температуры для шва, ЗТВ и
основного металла и параметров перехода остаточного (метал-
лургического) водорода Но в основном металле в Нд и обратно
при сварочном нагреве и охлаждении. Расчетная часть заклю-
чается в решении тепловой задачи для заданных типа сварного
соединения, режима сварки и решения диффузионной задачи.
Последняя для сварки однородных материалов представляет
численное решение дифференциального уравнения второго зако-
на Фика, описывающего неизотермическую диффузию водорода с
учетом термодиффузионных потоков в двумерной системе коорди-
нат:
дС д / г, дС \ д дТ \ .
dt ~ ду V Н ду ) ду ду) +
+ 4-(dh^tV (13.11)
1 dz \ н dz J dz \ и dz ) v f
где С — концентрация Нд, см3/100 г; t— время, с; — эффек-
тивный коэффициент диффузии водорода, зависящий от темпе-
ратуры, см2/с; х — термоградиентный коэффициент, см2/(100 г-К);
у, z — координаты, см.
Одно из главных начальных условий для решения (13.11) —
учет достоверного значения Нш(0). Для определения Нш(0) в сва-
рочной практике применяют ряд методов: «карандашную»
спиртовую или глицериновую пробы, вакуумный (методы ЛПИ
и МПС) и хроматографический (метод ИЭС). Наиболее простая
«карандашная» проба заключается в наплавке в медную охлаж-
даемую водой изложницу образца размером 8X12X70 мм, не-
медленной закалке в воду и помещении его в специальную про-
бирку (эвдиометр) со спиртом (или глицерином, подогретым до
310...340 К) (рис. 13.31). Весь выделившийся в эвдиометре Нд
принимают за НШ(0). Полное время выделения Нд составляет
5 сут. Наиболее точный хроматографический метод предусмат-
ривает наплавку валика на поверхность пластинчатого образца
8X7,5X25 мм, его немедленную закалку и помещение в герме-
тичную камеру. По мере выделения водорода через камеру
периодически пропускаются газ-носитель (аргон), смесь которого
с водородом анализируют хроматографом. Камеру устанавли-
вают в печь с температурой 420 К, при которой существенно
ускоряется выход Нд, но еще не происходит перехода остаточ-
534
Рис. 13.31. Карандашная проба для оценки Нш(0) (а) —
(/ — пробка, 2 — спирт, 3 — выделившийся водород,
4 — эвдиометр, 5 — образец) и кинетика выделения Нл
из образца (б)
ного водорода в Нд. В результате подогрева образца время
испытания сокращается с 5 сут до 2 ч. Значения НШ(о>, получен-
ные хроматографическим методом, примерно в 2 раза превышают
полученные карандашной спиртовой пробой. Расчет диффузион-
ного перераспределения Нд выполняют относительно принятого
НШ(о), определенного тем или иным методом.
Решение тепловой и диффузионной задачи выполняют чис-
ленным методом с помощью ЭВМ. Результаты расчета рас-
пределения Нд для стыкового многослойного соединения с Х-об-
разной разделкой приведены на рис. 13.32. Основные зависимо-
сти насыщения сварных соединений водородом следующие:
1) насыщение различных зон соединения водородом можно
охарактеризовать двумя параметрами — значением максималь-
ной концентрации Нд тах и временем достижения этой или задан-
ной концентрации tmaxj
2) для заданных составов шва и основного металла, толщи-
ны металла и типа разделки параметры вида Ндтах в основном
определяются Нш<о), а параметры вида Zmax — тепловым режимом
сварки. Так, HP„ах = (О,З...О,6)НШ(0); fSS3 изменяется в пределах
от нуля до нескольких десятков часов после сварки.
Сварочные напряжения могут быть определены эксперимен-
тальным или расчетным путем. Экспериментальный метод поз-
воляет оценить средние значения напряжений в шве и ЗТВ на
сравнительно большой базе. Однако найти распределение напря-
жений в ОШЗ, где градиент их изменения весьма велик, экспе-
риментальным методом нельзя. В принципе такое распределение
может быть найдено расчетным путем (рассматривается в курсе
сварочных деформаций и напряжений), однако расчет свароч-
535
Рис 13 32 Распределение Нд по различным сечениям мно-
гослойного стыкового X образного соединения (а) и в различ-
ные моменты времени (б) (/—6 номера слоев)
них напряжений очень сложен и практически возможен только
для ряда частных случаев
Для случая сварки жестко заделанных по концам элементов
поперечные сварочные напряжения, вызванные усадкой шва, мо-
гут быть ориентировочно определены по приведенному ниже
выражению, описывающему их распределение в ОШЗ по толщи-
не листа (по оси OZ).
„(г) _ £ 1 6 { л a q L
°* — Ж (1 + 4ez/62) су пб 8/1 —
- е/226зтв) (1 +т[£/(2бз.102)П ’ (13 12)
гДе Д—модуль упругости, МПа; Ь3 — длина свариваемых эле-
ментов от центра шва до заделки, см; е—эксцентриситет (рас-
стояние от центра тяжести сечения шва до середины сваривае-
мого листа по вертикальной оси Oz), см; г— расстояние от
расчетной точки до середины листа по вертикальной оси Oz, см
(вверх от середины листа гае меньше нуля, вниз — больше
536
нуля); 6 — толщина листа, см; 6Ш—высота шва, см; q — эф-
фективная мощность источника теплоты, Дж/с, v — скорость
сварки, см/с; а—термический коэффициент, 1/К; су—-объем-
ная теплоемкость, Дж/(см3-К); ед и е/2— фазовая деформация
шва и ЗТВ, %; Ьш и бзтв—ширина шва и ЗТВ, см; А, т и п —
экспериментальные коэффициенты (приняты соответственно рав-
ными 1,0; 0,086, 0,37).
СПОСОБЫ ОЦЕНКИ СКЛОННОСТИ МЕТАЛЛА
СВАРНЫХ СОЕДИНЕНИЙ К ХОЛОДНЫМ ТРЕЩИНАМ
Способы оценки склонности к трещинам подразделяют на:
1) косвенные и прямые (по характеру процедуры оценки);
2) качественные и количественные (по характеру критерия
оценки);
3) сравнительные и абсолютные (по характеру использова-
ния критериев оценки).
Косвенные способы позволяют оценивать склонность к тре-
щинам расчетным путем по химическому составу стали без ис-
пытания сварных соединений. Один из таких способов — оценка
потенциальной склонности стали по значению эквивалента угле-
рода Сэкв [см. (13 5)]. Значение Сэкв характеризует прокаливае-
мость стали, т. е. пропорционально ее критическим скоростям
охлаждения, обусловливающим закалку шМ2 и шм!. При задан-
ном термическом цикле чем больше Сэкв, тем больше содержа-
ние закалочных составляющих в структуре в ЗТВ. Однако Сэкв
не учитывает их свойств, например, тетрагональности и твердо-
сти мартенсита, которые определяются содержанием углерода.
Следовательно, учитывая (13 5), Сэкв можно использовать в ка-
честве сравнительного количественного показателя потенциаль-
ной склонности различных марок стали к образованию трещин
при условии, что содержания С и концентрации Нд в них равны.
По данным практики, при Сэкв>0,45% стали часто становятся
потенциально склонными к образованию трещин.
Более совершенен расчет стойкости сварных соединений про-
тив образования XT, основанный на сопоставлении действитель-
ного структурно-водородного и напряженного состояния с крити-
ческим. Такой расчет на ЭВМ по программе, включающей
решение тепловой задачи, расчет структуры, распределения диф-
фузионного водорода, сварочных напряжений выполняется в со-
ответствии с зависимостями (13 2)...(13.4), (13.11), (13.12).
Программа позволяет оценить выбранные материалы, конструк-
тивный и технологический варианты изготовления сварных узлов.
С помощью программы могут быть составлены технологические
карты свариваемости, наглядно иллюстрирующие развитие физи-
ческих процессов, ответственных за образование трещин, в за-
висимости от температуры подогрева ТП. Карты позволяют
определить необходимую температуру подогрева и допустимое
537
Рис 13 33 Технологическая карта свариваемости (холодные трещины в стали типа
18Х2Н4МА (С = 0,11%) толщиной 40 мм применительно к пробе СЭВ 19ХТ
(Вз =50 мм) Автоматическая сварка под флюсом, q/v = 45 818 Дж/см, шов
Св ОЗХГНЗМД, Нш ,01 = 4, 3,4 и 3,05 см’/100 г
содержание водорода в шве, предотвращающие трещины
(рис. 13.33).
Наиболее труден при составлении программы расчет свароч-
ных напряжений. Существующие программы (например,
«МВТУ-ЛТП2-Трещиностойкость») разработаны применительно
к стыковым сварным соединениям жестко заделанных элементов
типа стандартной технологической пробы СЭВ-19ХТ (рассмотре-
на ниже) с использованием (13 12).
Прямые способы оценки склонности сталей к XT включают
сварочные технологические пробы и специализированные меха-
нические испытания сварных соединений. Пробы представляют
собой сварные образцы, конструкция и технология сварки
которых вызывают интенсивное развитие одного или нескольких
основных факторов, обусловливающих образование трещин.
По назначению пробы разделяют на лабораторные и отрасле-
вые. Лабораторные пробы дают сравнительную оценку материа-
538
Рис 13 34 Технологическая сварочная проба СЭВ-19ХТ
лов безотносительно к их применению для изготовления ка-
кого-либо вида сварных конструкций Пробы отраслевого назна-
чения оценивают материалы в условиях, максимально прибли-
женных к конструктивным, технологическим и климатическим
условиям изготовления сварных конструкций определенного ви-
да. С их помощью окончательно выбирают материалы и техно-
логию, обеспечивающие отсутствие трещин при изготовлении
конструкций.
Одна из наиболее эффективных лабораторных проб — стан-
дартная проба СЭВ-19ХТ по ГОСТ 26388—84 (рис. 13.34). Ис-
пытанию подвергают набор из трех плоских прямоугольных
стыковых образцов 1, различающихся длиной свариваемых эле-
ментов (2&i = 100, 2£>а = 150, 2&з == 300 мм) Перед сваркой об-
разцы закрепляют в жестком зажимном приспособлении 2. Весь
набор образцов сваривают одновременно за один проход на
стандартных режимах для каждого способа сварки и толщины
стали. После сварки образцы выдерживают в закрепленном со-
стоянии в течение 20 ч. В результате усадки сварного шва в
соединениях развиваются поперечные сварочные напряжения,
обратно пропорциональные длине образцов. Ориентировочно их
значение может быть определено по формуле (13.12). При дли-
тельном действии этих напряжений возможно замедленное раз-
рушение металла ОШЗ, которое проявляется в виде образова-
539
1000
Рис. 13 35. Технологическая сварочная проба ВНИИТС
ния XT. Трещины выявляют визуальным осмотром, а также трав-
лением поверхности и корня шва, а также прилегающей к нему
ЗТВ 5%-ным водным раствором азотной кислоты. После про-
сушки образцы разрушают. Протравленные части излома, выяв-
ляемые визуальным осмотром с помощью лупы трехкратного
увеличения, принимают за образовавшиеся при испытании XT.
За показатель склонности металла сварных соединений к обра-
зованию XT принимают максимальную длину свариваемых эле-
ментов, в которых образуются трещины (2бкр), а в качестве до-
полнительного количественного показателя — процентное отноше-
ние суммарной длины трещины 4 к длине шва /ш 100, %)
или минимальную температуру подогрева, при которой уже не
образуются XT Тп min*
Одна из проб отраслевого назначения — проба ВНИИТС.
Проба представляет собой натурный образец, воспроизводящий
многослойное стыковое соединение судовых корпусных конструк-
ций (рис. 13.35). Сварку пробы выполняют по технологии,
принятой при производстве подобного рода конструкций. На-
чальная температура образца составляет 250...500 К. После
выдержки пробы более 1 сут ее с помощью анодно-механиче-
ской резки разрезают на поперечные и продольные темплеты,
из которых изготавливают металлографические шлифы. Трещины
выявляют визуальным осмотром шлифов с применением лупы
трехкратного увеличения. Показателем стойкости сварных сое-
динений против трещин служит начальная температура, при
которой не образуются трещины.
Метод специализированных механических испытаний основан
на замедленном разрушении сварных образцов внешними по-
стоянными длительно действующими нагрузками. Серию образ-
цов нагружают различными по значению нагрузками непо-
средственно после окончания сварки и выдерживают их под
540
Рис. 13.36. Форма, размеры и схема нагружения Сварных
образцов по методу ЛТП2:
а — толщиной 1...3 мм; б — толщиной 8 ..20 им
нагрузкой в течение 20—24 ч. За сравнительный количественный
показатель сопротивляемости металла сварных соединений об-
разованию XT принимают минимальное растягивающее напряже-
ние от внешней нагрузки ор т1П, при котором начинают образовы-
ваться трещины' (см. рис. 13.27). Указанный метод учитывает,
что XT имеют характер замедленного разрушения и образуются
в послесварочный период, а предусмотренный им режим на-
гружения воспроизводит действие различных по значению оста-
точных сварочных напряжений. Разновидности этого метода
отличаются формой и размерами образцов, технологией их
сварки, процедурой выявления трещин и применяемым испыта-
тельным оборудованием.
По методу ЛТП2 в зависимости от толщины стали испытыва-
ют образцы нескольких типов (рис. 13.36) (ГОСТ 26338—84).
Образцы сваривают в медных охлаждаемых водой зажимных
приспособлениях, позволяющих регулировать и задавать требуе-
мый СТЦ. В момент времени, когда образцы охлаждаются до
420...320 К, их нагружают: плоские круглые образцы толщиной
1...3 мм — по схеме изгиба жестко заделанной по контуру плас-
тины распределенной нагрузкой р, тавровые образцы из стали
толщиной 10...20 мм — изгибающим моментом MK3T=Ph. В ре-
зультате. испытаний определяют приближенные значения раз-
рушающих напряжений по соотношениям теории упругости:
для плоского образца
ох = Gy = 0,12(£>,/s)2p + 4,4- 10-4(1/Е)(7)^5)У;
541
Рис 13 37 Образец вставка (а), пластина под сварку (б) и схема
нагружения образца (в) по методу «Имплант»
для таврового образца
= 6А1ЮГ/ (bP),
где Ь — ширина образца; k — средний катет шва на вертикаль-
ной стенке образца.
Метод «имплант», предложенный французскими исследовате-
лями, предусматривает испытание цилиндрического образца-
вставки (импланта) с винтовым надрезом (рис. 13 37)
(ГОСТ 26388—84). Образец монтируют на скользящей посадке
в отверстие пластины, на которую наплавляют сварной валик
и одновременно переплавляют верхнюю часть образца; СТЦ
регулируют, изменяя q/v. За стандартный СТЦ принят цикл с
/8/5, равным 10 с. В процессе охлаждения в диапазоне 420...
370 К образцы нагружают постоянным растягивающим усилием.
Разрушающие напряжения рассчитывают относительно попереч-
ного сечения образца в надрезе без учета концентрации напря-
жений.
Показатели сопротивляемости трещинам, получаемые с по-
мощью механических испытаний, оценивают только технологиче-
скую прочность металла в условиях СТДЦ, поэтому они не могут
быть непосредственно применены для оценки стойкости сварных
соединений и конструкций против трещин, так как образование
холодных трещин зависит также от значения сварочных на-
пряжений в сварных конструкциях. В принципе такая оценка
может быть выполнена путем сопоставления показателя сопро-
тивляемости трещинам н сварочных напряжений в одной и той
же зоне сварного соединения.
542
СПОСОБЫ ПОВЫШЕНИЯ СОПРОТИВЛЯЕМОСТИ
СВАРНЫХ СОЕДИНЕНИЙ ЛЕГИРОВАННЫХ СТАЛЕЙ
ХОЛОДНЫМ ТРЕЩИНАМ
Способы предотвращения холодных трещин в сварных соеди-
нениях направлены на уменьшение или устранение отрицатель-
ного действия основных факторов, обусловливающих их образо-
вание, путем: 1) регулирования структуры металла сварных сое-
динений; 2) снижения концентрации диффузионного водорода
в шве; 3) уменьшения уровня сварочных напряжений. Способы
регулирования структуры рассмотрены в п. 13.3 Наиболее часто
для предотвращения холодных трещин применяют предваритель-
ный нли последующий подогрев сварных соединений При сварке
углеродистых и низколегированных сталей, не содержащих ак-
тивных карбидообразующих, подогрев может исключить закалоч-
ные структуры в шве и ЗТВ. Кроме того, подогрев способствует
интенсивному удалению Нд из соединения. При невозможности
или нецелесообразности применения подогрева проводят низкий
или высокий отпуск сварных узлов непосредственно после сварки.
Для предотвращения XT в ряде случаев (мартенситные стали
небольших толщин) достаточен местный кратковременный отпуск
с помощью индуктора ТВЧ или других концентрированных источ-
ников теплоты с нагревом до 1000 К в течение 2.. 3 мин
Состав металла шва оказывает существенное влияние на соп-
ротивляемость ОШЗ, однако механизм влияния шва на ОШЗ
еще недостаточно изучен. Эффективно применение сварочных
материалов, имеющих более низкие температуры кристаллиза-
ции, превращения аустенита, чем у основного металла, а также
имеющих повышенную растворимость водорода и пониженный
коэффициент его диффузии. Этими эффектами отчасти можно
объяснить значительное повышение сопротивляемости ОШЗ
трещинам при применении аустенитных сварочных материалов
вместо ферритоперлитных. В отношении ферритоперлитных сва-
рочных материалов имеются данные, что оптимально превыше-
ние температур распада аустенита в шве над температурой рас-
пада аустенита в ОШЗ на 80 ..100 К.
Способы снижения концентрации водорода в металле сварных
швов главным образом основаны на устранении источников,
снабжающих атмосферу дуги водородом. Это прокалка электро-
дов с фтористо-кальциевыми покрытиями при 720...770 К, низкокрем-
нистых флюсов при 870 К и фтористо-кальциевых при 1170 К в тече-
ние 3...5 ч; осушение защитных газов селикагелем, чтобы их
точка росы поддерживалась на уровне не выше 218 К, очистка
свариваемых кромок и сварочной проволоки от ржавчины, масла
и других загрязнений.
В ряде случаев предусматривают связывание водорода в ат-
мосфере дуги в нерастворимые в жидком железе соединения.
В этом отношении эффективны основные покрытия электродов
и флюсы с максимально возможным содержанием СаРг, а также
543
содержащие прокатную окалину FeO. Аналогичный эффект до-
стигается при сварке в атмосфере смеси СО2Н-О2 (20%) и
СОг + хладон 12 (5%).
Мероприятия по снижению уровня сварочных напряжений
всегда способствуют повышению стойкости сварных соединений
против трещин. Способы регулирования напряжений рассмотре-
ны выше (см. гл. 11).
13.5. Хрупкое разрушение металла
сварных соединений
Различают пластичное (вязкое) и хрупкое разрушение метал-
лов. Характерная особенность пластичного разрушения — боль-
шая предшествующая пластическая деформация, составляющая
десятки и даже сотни процентов относительно поперечного суже-
ния или удлинения. Высокопластичные материалы разрушаются
путем среза (соскальзывания) под действием максимальных ка-
сательных напряжений (рис. 13.38, а), менее пластичные полу-
чают разрушение типа «конус-чашечка» (рис. 13.38, б). Излом
имеет матовый оттенок и волокнистый характер Пластичное раз-
рушение требует затрат большого количества энергии, поэтому
при эксплуатации конструкций случается сравнительно редко.
Хрупкое разрушение не сопровождается заметной пластиче-
ской макродеформацией и происходит при действии средних
напряжений, не превышающих предела текучести. Траектория
разрушения близка к прямолинейной, излом нормален к поверх-
ности и имеет кристаллический характер (рис. 13.38, в). Хрупкое
разрушение, как правило, внутрикристаллическое. Разрушение
происходит под действием нормальных напряжений и распро-
страняется вдоль наименее упакованной кристаллографической
плоскости, называемой плоскостью скола (отрыва). При некото-
рых условиях хрупкое разрушение бывает межкристаллитным
(например, при водородной хрупкости). Хрупкое разрушение
часто происходит внезапно
и распространяется с боль-
шой скоростью с малыми
затратами энергии. В ряде
случаев оно приводит к ка-
тастрофическим разрушени-
ям сварных конструкций в
процессе эксплуатации.
Металлы и сплавы с
ОЦК решеткой могут разру-
шаться пластично или хруп-
ко в зависимости от условий
эксплуатации: температуры,
скорости приложения на-
грузки, вида напряженного
состояния, наличия острых
544
надрезов и других факторов. Склонность к хрупкому разрушению
зависит от состава и структуры сплавов. Примеси и легирующие
элементы, блокирующие подвижность дислокаций, повышают
склонность к хрупкому разрушению. Переход от пластичного
к хрупкому разрушению может произойти при снижении темпе-
ратуры, увеличении скорости деформирования и остроты надре-
за до определенных пределов, характерных для данного
сплава
Процесс хрупкого разрушения может включать три этапа:
возникновение трещины, медленное (стабильное) ее развитие и
лавинообразное (нестабильное) распространение разрушения.
В зависимости от материала, геометрии изделия и условий на-
гружения продолжительность стадии медленного развития может
быть различной: либо совсем отсутствовать, либо быть весьма
длительной. В последнем случае отдельные конструкции допус-
кают к эксплуатации с трещиной или трещиноподобным дефек-
том при условии контроля за их медленным развитием и своевре-
менного предупреждения лавинообразного разрушения Для это-
го необходимо знание скорости медленного развития и критиче-
ского размера трещины, свыше которого начинается ее неста-
бильное распространение.
Существуют способы оценки склонности металла к возникно-
вению хрупкого разрушения и его сопротивления распростране-
нию хрупкой трещины. Наиболее распространенным способом
оценки склонности к хрупкому разрушению являются испытания
серии образцов Шарпи с V-образным надрезом на ударный изгиб
при различных температурах. Критерий оценки — критическая
температура перехода от вязкого
или порог хладноломкости (рис.
13.39), который соответствует
температуре достижения мини-
мальной ударной вязкости, рав-
ной 200 кДж/м2. Чем выше
Др, тем больше склонность метал-
ла к хрупкому разрушению. Зна-
чение Ткр используют для срав-
нительной оценки материалов, от-
личающихся составом и струк-
турой
Для оценки сопротивления ме-
талла нестабильному распростра-
нению хрупкой трещины применя-
ют один из двух взаимосвязан-
ных критериев: критический коэф-
фициент интенсивности напряже-
ний или вязкость раз-
рушения б/с(Дж/м2). Коэффици-
ент интенсивности напряжений
К, характеризует относительное
к хрупкому разрушению г кр
а)
Т
Рис 13 39 Образец Шарпи для
ударных испытаний (а) и диаграм-
ма результатов испытаний (б)
545
повышение растягивающих напряжений в локальной зоне у
ведущего края хрупкой трещины:
Д) — озт/,
где <т — среднее напряжение от внешней нагрузки; I — величина,
эквивалентная длине трещины, зависящая от геометрии изделия
и расположения трещины.
Значение Ktc— константа, характеризующая свойства мате-
риала. При Лл 7\1С начинается нестабильное распространение
хрупкой трещины.
Вязкость разрушения Gicпредставляет собой затрату энергии
на увеличение трещины на единицу длины при нестабильном
развитии и константу, характеризующую свойства материала:
GIC— — V2),
где v— коэффициент Пуассона; Е — модуль Юнга.
Значение /С1с устанавливают с помощью испытаний на вяз-
кость разрушения образцов с искусственно наведенной трещиной
путем их статического изгиба или растяжения. Соотношение раз-
меров образца (толщины, ширины и длины трещины) выбирают
таким образом, чтобы в зоне у вершины трещины создавалось
состояние плоской деформации. Нагрузку, соответствующую
началу нестабильного роста трещины (скачкообразное увеличе-
ние ее длины на 2%), считают критической и по ней рассчиты-
вают
Константы К1С и Glc используют для сравнительной оценки
материалов и расчета работоспособности конструкций, при нали-
чии трещин или технологических трещиноподобных дефектов
(например, непроваров, несплавлепий, макротрещин в сварных
соединениях). Зная К1(Г можно рассчитать допустимые средние
напряжения от внешней нагрузки или критический размер тре-
щины, до достижения которых конструкция может эксплуатиро-
ваться с наличием трещины.
Сварные соединения стальных конструкций в ряде случаев
склонны к хрупкому разрушению в условиях работы при отри-
цательных температурах и условиях динамического нагружения.
Этому способствует охрупчивание металла в ЗТВ вследствие
воздействия СТДЦ, а также наличия геометрических концентра-
торов напряжений и остаточных сварочных напряжений. В соеди-
нениях низкоуглеродистых сталей наиболее склонны к хрупкому
разрушению участки ЗТВ, нагреваемые до 470...770 К. Их охруп-
чивание связано с деформационным старением стали.
В соединениях легированных сталей наибольшую степень
охрупчивания получают участки ОШЗ на расстоянии около
0,1 мм от линии сплавления вследствие укрупнения зерна и обра-
зования твердых и малопластичных составляющих структуры
в результате превращения аустенита (так называемое «транс-
формационное» охрупчивание). Одной из причин охрупчивания
546
может быть сегрегация примесей на границах зерен, обусловли-
вающая межкристаллитное (межзеренное) хрупкое разрушение.
Эта причина характерна для многослойных сварных соединений
некоторых легированных сталей, подверженных отпускному ох-
рупчиванию. Степень охрупчивания различных зон сварного сое-
динения может быть оценена по повышению Ткр относительно
основного металла. Сопротивление зон распространению трещин
также оценивают соответствующими им значениями и G 1г
Снижение степени охрупчивания металла сварных соединений
или обеспечение заданных TKPtKica G |с достигается технологи-
ческими и металлургическими способами. Для низкоуглеродистых
сталей — это ограничение q/v или высокий отпуск сварных сое-
динений. Для легированных сталей технологические меры анало-
гичны применяемым для предотвращения холодных трещин.
Весьма эффективны, например, металлургические методы. Леги-
рование сталей Mo, Ni, снижение содержания вредных примесей
(S, Р, О2, N2 и Н2) уменьшает их склонность к хрупким разруше-
ниям. Стали ЭШП и ВДП и металл их сварных соединений
имеют достаточно низкие значения Ткр.
13.6. Трещины повторного нагрева
Трещины повторного нагрева образуются в процессе высокого
отпуска сварных соединений с целью снятия сварочных напря-
жений. Они характерны для низколегированных и легированных
сталей, в особенности для перлитных жаропрочных Сг — Мо —
V сталей. Трещины представляют собой межкристаллитное раз-
рушение в крупнозернистой части ЗТВ. Критический интервал
температур растрескивания 770...970 К.
Склонность к трещинам повторного нагрева зависит от соста-
ва стали, микроструктуры ЗТВ и значений остаточных сварочных
напряжений. Наличие в составе стали Сг, Mo, V, а также Си, Nb,
Ti и примесей (Р, As, Sb и др.) способствует появлению склон-
ности к растрескиванию. Ориентировочно потенциальную склон-
ность к образованию трещин можно оценить по выражению
4G = Сг + 3,3Mo + 8,1V — 2,
согласно которому при 4G > 0 стали потенциально склонны к
образованию трещин повторного нагрева. Повышение содержа-
ния С увеличивает склонность к появлению трещин, а легирова-
ние Мп и Ni понижает ее.
Образование трещин связывают с локальной пластической
деформацией ползучести, обусловливающей релаксацию (снятие)
сварочных напряжений. Нагрев и выдержка в критическом ин-
тервале температур приводят к выделению мелкодисперсных час-
тиц карбидов в теле зерен. Упрочнение последних способствует
развитию пластической деформации преимущественно в пригра-
ничных областях зерен. В результате относительного смещения
зерен на их стыках появляются пики микронапряжений, кото-
547
рые служат причиной зарождения очагов микротрещин. Образо-
вание микротрещин облегчается сегрегацией примесей на гра-
ницах зерен, снижающих их когезионную прочность (прочность
сцепления).
Качественную оценку склонности сталей к образованию тре-
щин повторного нагрева получают путем испытаний жестких
сварных проб, которые после сварки подвергают высокому отпус-
ку в течение 5... 15 ч. По результатам испытаний стали разделяют
на склонные и несклонные к растрескиванию. Сравнительную
количественную оценку получают путем механических испытаний
сварных образцов по методу ЛТП2 или «имплант», которые
выполняют в условиях длительного нагружения при температуре
высокого отпуска. Минимальные напряжения от внешней нагруз-
ки, при которых начинается растрескивание, принимают за пока-
затель сопротивляемости образованию трещин повторного
нагрева.
Меры предотвращения трещин повторного нагрева предусмат-
ривают выбор рационального легирования стали, особенно
уменьшение до возможного минимума содержания Мо и V, сни-
жение уровня остаточных напряжений в сварных узлах и повы-
шение температуры отпуска свыше 970 К.
Приложение. Характеристика некоторых марок электродов (ГОСТ 9467—75)
Тип элект- рода Марка электрода Предел текуче- сти, МПа Времен- ное со- против- ление разрыву, МПа Относи- тельное удлине- ние, % Относи- тельное сужение, о/ /о Ударная вяз- кость, Дж/см2 при температуре Угол изгиба Коэффи- циент на- плавки г/ (А-ч) Род тока Простран- ственное положение
+ 20°С — 40°С
Э42 О ММ-5 370 480 22 55 10 50 160 10,0 Постоянный и пе- ременный Любое
Э42 ЦМ-7 360 480 22 55 100 40 160 10,6 То же То же
Э42 АНО-1 380 460 28 60 130 80 180 15,0 То же Нижнее
Э42 ВСЦ-2 370 470 28 60 90 — 180 10,5 Постоянный лю- бой полярности Любое
Э42А УОНИ-13/45 360 460 26 65 220 180 8,5 8,5 Постоянный об- ратной полярности То же
Э46 ОЗС-2 380 460 24 55 180 — 180 8,5 Переменный и по- стоянный обрат- ной полярности »
Э46 ОЗС-6 390 480 24 55 12 8 180 10,5 Постоянный и пе- ременный »
Э46 АНО-3 380 480 25 65 15 10 180 8,5 То же
Э46 МР-3 380 480 25 65 15 10 180 7,8 Переменный и по- стоянный обрат- ной полярности
Э50 УОНИ-13/55 420 520 24 62 20 — 165 9,0 Постоянный об- ратной полярности »
Э150 НИ АТ-31 — 1600 10 — 5 — 40 10,0 То же >
СПИСОК ЛИТЕРАТУРЫ
1. Абрамова Б. Г., Картавцева В. Ф. Цветные индикаторы температуры.—
М.: Энергия, 1978. — 216 с.
2. Багрянский К. В., Добротина 3. А., Хренов К. К- Теория сварочных про-
цессов.— М.: Высшая школа, 1976. — 424 с.
3. Беляев Н. М., Рядно А, А. Методы теории теплопроводности. В 2-х ч.
М.: Высшая школа, 1982. Ч. 2.—304 с.
4. Винокуров В. А., Григорьянц А. Г. Теория сварочных деформаций и
напряжений. — М.: Машиностроение, 1984. — 280 с.
5. Волченко В. Н. Источники энергии сварочных процессов. — М.: Маши-
ностроение, 1971. — 75 с.
6. Гельман А. К. Основы сварки давлением. — М.:Мащиностроение,
1970. — 312 с.
7. Карлслоу Г. С., Егер Д. Теплопроводность. — М.: Наука, 1964. — 487 с.
8. Киреев В. А. Методы практических расчетов в термодинамике химических
реакций. — М.: Химия, 1975. — 535 с.
9. Лесков Г. И. Электрическая сварочная дуга. — М.: Машиностроение
1970. — 333 с.
10. Лившиц Л. С. Металловедение для сварщиков. — М.: Машинострое-
ние, 1979. — 243 с.
11. Линевес Ф. Измерение температур в технике: Справочник. М: Метал-
лургия, 1980. — 544 с.
12. Макаров Э. Л. Холодные трещины при сварке легированных сталей. М.:
Машиностроение, 1981. — 248 с.
13. Махненко В. И. Расчетные методы исследования кинетики сварочных
напряжений и деформаций. — Киев: Наукова Думка, 1976. — 320 с.
14. Махненко В. И. Тепловые процессы при сварке//Сварка в СССР.
Гл. 2. С. 27—44. — М.: Наука, 1981. Т. 2. — 494 с.
15. Махненко В. И., Кравцов Т. Г. Тепловые процессы при механизированной
наплавке деталей типа круговых цилиндров. — Киев: Наукова Думка, 1976. —
159 с.
16. Никифоров Г. Д. Металлургия сварки плавлением алюминиевых спла-
вов. — М.: Машиностроение, 1972. — 270 с.
17. Николаев Г. А., Куркин С. А., Винокуров В. А. Сварные конструкции.
В 2-х т. — М.: Высшая школа. Т. 1. 1982. — 272 с. Т. 2. 1983. — 344 с.
18. Новожилов И. М. Основы дуговой сварки в газах. — М.: Машинострое-
ние, 1979. — 230 с.
19. Петров Г. Л., Тумарев А. С. Теория сварочных процессов. — М.: Выс-
шая школа, 1977. —389 с.
20. Потапов Н. Н. Основы выбора флюсов прн сварке сталей. — М.: Маши-
ностроение, 1979. — 169 с.
21. Прохоров И. Н. Физические процессы в металлах при сварке. — М.:
Металлургия, 1968. Т. 1; 1971. Т. 2.
22. Рыкалин Н. Н. Расчеты тепловых процессов при сварке. — М.: Машгиз,
1954. — 296 с.
23. Сварка в машиностроении. Т. 1/Под. ред. Н. А. Ольшанского. — М:
Машиностроение, 1978. — 501 с.
24. Соединение труб из разнородных металлов/Киселев С. Н., Шевелев Г. Н.,
Рощин В. В. и др. — М.: Машиностроение. 1981. — 176 с.
25. Соммервил Дж. М. Электрическая дуга. — М.: Госэнергоиздат, 1962. —
142 с.
550
26. Физическая химия/Под ред. К. С. Краснова. — М.: Высшая школа,
1982. — 686 с.
27. Финкельнбург В., Меккер Г. Электрические дуги и термическая плазма. —
М.: ИЛ, 1961. — 289 с.
28. Фролов В. В. Физико-химические процессы в сварочной дуге. — М.:
Машгиз, 1954. — 129 с.
29. Фролов В. В. Химия. — М.: Высшая школа, 1986. — 542 с.
30. Фролов В. В. Поведение водорода при сварке плавлением. — М.:
Машиностроение, 1966. — 153 с.
31. Шиллер, Гайзич У., Панцер 3. Электронно-лучевая технология. — М.:
Энергия, 1980. — 528 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Авогадро число 53
Адгезия 15, 16, 17
Адиабатическая граница 148, 183
Айртон уравнение 94
Активация механическая 13
— радиационная 14
— термическая 14
Анод 73
Аустенитизация 512
Баланс энергии 58, 97, 98, 101
Баушингера эффект 432
Бесселя функция 171, 194, 201
Больцмана постоянная 91
— уравнение 14
Бюргерса вектор 472, 501
Ван-дер Ваальса силы 10, 11, 15
Вентильный эффект 91, 92
Вода адсорбированная 376
— гидратная 376
— цеолитная 376
Водород атомарный 533
— диффузионный 531, 533, 543
Вольтамперная характеристика 38
Внешний фотоэффект 61
Выравнивание температур 165, 167
Газ 35, 257
— идеальный 52
— плазмообразующий 104
— защитный 203
Газовая горелка 312
Газовый разряд дуговой 34
— — искровой 36, 37
— — коронный 36
— — тепловой 36
— — тлеющий 36, 37
---устойчивый 36
Газокинетическое сечение 40
Гаусса кривая 154
Гвоздовера сечение 41
Генри — Дальтона закон 287»
Гетеродиффузия 296
Гиббса — Коновалова правило фаз
277, 281
Гиббса треугольник 356
552
Гиббса энергия 267— 269, 271—273,
276, 281, 293
Гинье — Престона закон 498
Гомогенизация 507, 515
Границы большеугловые 501, 505
— зерен 501
— когерентные 498
— малоугловые 501, 505
— мигрирующие 504
— некогерентные 498
— специальные 502, 505
Дебаевский радиус поляризации 52
Деионизация 46
Дефекты кристаллической решетки 509-
— термодинамически устойчивые 468
— неустойчивые 468
— точечные 510
Диаграмма превращения анизотерми-
ческая 494, 518
— — изотермическая 494
Диффузия амбиполярная 56, 84
— восходящая 508
— процесс 306
— режим 307, 308
— скорость 84
Длина пробега 40
Дуга вращающаяся «бегущая» 86
— — «конусная» 86
— косвенного действия 103 (см плаз-
менная струя)
— прямого действия 103
Зона срастания первичных кристалли-
тов 502
— околошовная 490, 514
— сплавления 490
— термического влияния 490
Изделие 18
Излучение когерентное 117, 119
— монохроматическое 117
— полихроматическое 115, 116
— рекомбинации 47
— солнечное 47
— тормозное 47
Инструмент 18
Ионизация полем 73
— потенциал 44, 60
— термическая 43, 74, 97, 101
— энергия 44
Источник теплоты быстродействующий
179, 188, 191, 200, 216
— — линейный в бесконечной пласти-
не 171, 189
— — мгновенный точечный 152, 158—
161, 168, 175, 179, 233
— — линейный 153, 161, 164, 168
— — объемный 153
— — нормально круговой 196
— — плоский 153, 162, 166, 175
— — непрерывно действующий дви-
жущийся 153, 167
— — неподвижный 162, 165
— — плоский в стержне 164, 173
— — сварочный 154
Карбидообразование 338, 340
Катод неплавящийся 71
— область 71
— плавящийся 71
— пленочный 71
— термоэлектростатический 72
Катализ 297
— гомогенный 298
— гетерогенный 298
Квазинейтральность 51, 52, 57, 60
Клапейрона уравнение 40
Клаузиуса — Клапейрона уравнение
261
Когезия 16
Компоненты электродного покрытия,
гематит 320
— — — глинозем 390
— — — кварцевый песок 390
— — — крахмал 393
— — — магнетит 380
— — — мел 390
— — — мрамор 390, 393
— — —- полевой шпат 390
— — — поташ 390
— — — рутил 390, 393
— — — флюорит 390, 393
Коттрелла облако 500
Коэффициент полезного действия пе-
редачи энергии
— — — полный тепловой 233
— — — термический 20, 25
— термодинамический 20
— физический 20
— эффективный 20, 25
Кристаллизация гетерогенная 435, 438,
439 •
— гомогенная 435, 436, 439
— избирательная 442
— направленная 441
— неравновесная 442
— сплавов 441
— схема 448
— шва 447, 452, 453, 456
— чистых металлов 441
Лазер газовый 120, 121, 127
— полупроводниковый 123
— твердотельный 119, 120, 127
«Лазерная искра» 126
— технология 115
Лаижевена уравнение 33
Лапласа оператор 151
Ларморовский радиус 79, 84
Ле-Шателье принцип 275
Лоренца сила 35, 76, 79
Лошмндта число 53
Магнитная линза 111
Магнитное дутье 82
Макроструктура 447
Максвелла — Больцмана распределе-
ние 32, 49, 55, 63, 297
Максимума напряженности поля прин-
цип 73
Маха число 77
Me-дуга в вакууме 97
— — защитных газах 96
Межфазная поверхность 440
Металлическая связь 10
«Метелка» 86
Метод определения остаточных дефор-
маций н напряжений магннтоупру-
гий 424
— — — — — — механический 423
— - — — — — — на основе регист-
рации твердости 424
— — — —--------- рентгеновский 424
— — — — — — ультразвуковой 424
— — — — — — физический 425
Миграция границы зерен 503, 505, 507,
513
Мнкроплазма 106
Микросварка ПО
Модификаторы 440, 455
Монокристалл 11, 12
Нагреваемое тело, бесконечная пла-
стина 140, 147, 148, 164
— — бесконечное 140, 158
— — бесконечный и полубесконечный
стержни 141, 164
— — плоский слой 141
— — полубесконечиая пластина 141,
147, 161
— — полубесконечное 140, 158, 160,
163, 169, 185
Напряжения временные 407, 410
— второго рода 408
— одноосные 416
— остаточные 407, 410, 423—427
— первого рода 408
553
— при осесимметричном нагреве 430
— продольные 427, 428, 432
— растягивающие 427
— собственные 408
— средние 415
Ньютона правило 148, 149
Оптический квантовый генератор (см
лазер)
Охрупчивание 546, 547
Пайка 15, 16, 18
Паули принцип 31
Перенос заряда 34
— — металла 87, 90
Переохлаждение концентрационное 435,
443, 454
— термическое 435, 439, 442
Перестаривание 499
Пинч эффект 80—82, 101
— — электродинамические силы 89
Плазменная струя 76, 78, 103, 105, 106
Плазменный поток 90
Пластичность сварного шва 483
Поверхностная ионизация 69
Полупродводинк 34
Потенциальный барьер 61, 62
Превращение бездиффузионное 492
— бейннтное 524
— диффузионное 493
— мартенситное 495, 516, 522, 523
— перлитное 522, 526
— структурное 492, 511, 517
— фазовое 494
— ферритное 520
Приращение температур 168, 170—172,
174, 178, 179, 181, 184, 189
— предельное 175, 179
Пробег электрона 34, 43, 50, 84, 111
Проводник 34
Пуассона коэффициент 411, 472
— уравнение 51
Пятно анодное 88
— катодное 71—73, 87—89, 100
— нагрева 27, 71, 155, 156, 231
— фокальное 107, 126
Работа выхода 62, 64, 65
Разделение зарядов 52
Разделительная резка 384
Рамзауэра кривая 42
— сечение 41, 50, 60
— эффект 41
Распространение теплоты 181, 199
Раскислители, ферровальфрам 389
— ферромарганец 390
— ферросилиций 390
— феррохром 388
Резка газолазерная 128
— материалов 127
554
— плазменная 128
Рекомбинация 46, 47
Ричардсона — Дешмана формула 62,
63
Саха уравнение 53, 54, 58
Свариваемость технологическая 434
— физическая 435
Сварка алюминиевых сплавов 387
— вакуумным схватыванием 21
— взрывом 138
— давлением 13, 14, 17, 20, 21, 22
— диффузионная 15
— контактная сопротивлением 238
— точечная 243
— кузнечная 134
— магниевых сплавов 387
— меди и ее сплавов 388
— плавлением 13, 14, 20, 344, 367
— пластмасс 21
— под флюсом 368, 374, 394
— порошковой проволокой 399, 400
— сопротивлением 240
— стали 386
— термопрессовая 136
— ТВЧ 133
— титана и его сплавов 388
— трением 248
— ультразвуковая 137
— холодная 135, 136
— шовная 245
— электронно лучевая 228, 401, 446
— электрошлаковая 233, 235, 236
Сварочная ванна 228—230
Сварочные процессы тепловые 433
— — термомеханические 433
— — физико-химические 433
Сварочные соединения крестообразные
19
— — нахлесточные 19, 22
— — стыковые 19, 22
Сегрегация 461
— на границе зерен 508, 515, 518
— неравновесная 507
— равновесная 508
Сжатия столба дуги эффект 82
Сивертса закон 345
Система алюминий — кислород 325—
330
— водород — кислород 333
— железо — кислород — водород 342,
343
— — — углерод 335—338
— никель — кислород 323
— титан — кислород 324
— углерод — водород — кислород 334
Скин эффект 134
Склеивание 15, 21
Соединения клеевые, 8, 15, 17, 18
- монолитные 8, 16, 17
— немонолитные 8, 16, 17
— паяные 8, 13, 15
— разъемные 8, 16, 17
Соударение иеупругое 43
— упругое 42
Спекание 15
Способ сварки прессово механический
20, 26
— — термический 20, 23
— — термомеханический 20, 22
Стадийность процесса сварки 12
Стандартные условия 256, 266
Старение деформационное 499, 517, 546
— динамическое 500
— естественное 500
— искусственное 500
— статическое 498
— термическое 490
Степень ионизации 56
Стержень — см шнур диссоциации
(ионизации)
Стефана — Больцмана закон 58, 116,
145
Стокса уравнение 303
Структура при кристаллизации
— — — первичная 444, 445, 453
— — ------- дентритная 445
— — — — полиэдрическая 453
— — — — столбчатая 453
— — ------- ячеистая 454
— — — схватыванием 15, 26
Температурное поле 141
Температурный интервал хрупкости
478—483, 486, 487—489
Теплообмен, конвекция 145, 146
— лучистый 145, 146
— радиация 143, 145
— теплопроводность 143—145
Теплопродводиости дифференциальное
уравнение 151
Теплопроводность 57
Теплосодержание 142
Термические процессы 24
Термический цикл 211, 212, 217, 222,
232, 236, 249
Термическое равновесие 48, 49—51, 60
Термодеформограмма 432
Термодинамическая система гомоген-
ная 251
— — гетерогенная 251, 277, 280
— — изолированная 250
— — замкнутая 251
— — незамкнутая 251
Термодинамика 250
— первый закон 251
— второй закон 251
Термодинамические процессы необра-
тимые 252
— — обратимые 251
Термоионизация 101
Термомеханические процессы 24
Термомехаиическая реакция 12
Трещины горячие 478, 480, 482
— повторного нагрева 481, 547
— холодные 529—531, 538, 540—543
Триметилборат 384
Туннельные переходы 66
Термо —эдс 204
Уровень энергии 118, 119
Фаза 251
— метастабильная 496, 498
— промежуточная 497
— стабильная 498
Фаулера — Нордгейма формула 66
Ферми — Дирака статистика 31, 63
Ферми распределение 32, 61
— уровень 66, 67
Физическая адсорбция 15
Фика закон 302—304, 306
Флюсы активные 369, 373
— алюмосиликатные 369
— длинные 369
— керамические 374, 376
— кислые 374
— короткие 369
— коэффициент химической актив-
ности 372
— нейтральные 374
— основные 374
— плавленые 375
— стекловидные 369
— фторидные 369
Фотоионизация 45
Фурье закон 143, 150
Хемосорбция 15
Химическая неоднородность внутризе-
ренная 463
— — межкристаллитная 460, 461
Химическая связь ионная 9, 10
— — меж молекулярная 10
Холла эффект 34
Шнур диссоциации (ионизации) 78
Шоттки электрон 68, 69
Шоттки эффект 64, 65, 69, 70, 74, 79
Штейнбека принцип 58, 59
Эквивалентная температура 476
«Электрический ветер» 90
Электрод без покрытия 92, 93, 389, 390
— группа А 394, 396
---Б 395, 396
---Р 395, 396
555
---Ц 395, 396
— неплавящийся 93, 385
— покрытый 389, 396
Электродное покрытие вяжущее 390.
391
— — газообразующее 390
— — ионизирующее 390
— — кислое 393
— — легирующее 390
— — основное 393
--- раскислители 390
— — рутиловое 393
— — шлакообразующее 390
— — целлюлозное 393
Электрокапиллярный эффект 89
Электролит 298—290
— электрическая проводимость 289
Электромагнитное давление 81
Электронная пушка 107—109, 111
Электронная температура 50
Электронно-лучевая технология 106,
НО, 112, 157
Электронный луч 107—111, 113—115,
156
Эмиссионная пятнистость 68
Эмиссия автоэлектронная (см. элект-
ростатическая)
— вторичная 61, 66
— ионная 69
— диэлектрических слоев 68
— теория 60
— термоэлектронная 61, 62, 79, 91
— фотоэлектронная (см внешний фо-
тоэффект)
— фотоэмиссия 66, 67
— экзоэлектронная 68
— электронная 68
— электростатическая 61, 65, 66, 99
Энергетический барьер 11, 12
Энергия активации 12, 13, 296—298
— баланс 19, 67
— граничная 12
— дефомациоиная 12
— межфазная 14
— минимальная удельная 25, 26
— сварки 25
— процесса сварки 18, 21
— системы 12
Энтальпия 254
Энтропия 262, 264, 469
Эйнштейна закон 66
Этвеши закон 318
Эффективное сечение 60
Эффективный интервал кристаллиза-
ции 480
— потенциал ионизации 55, 59
Ювенильная поверхность 136
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
От авторов......................................................... 5
Раздел I
ИСТОЧНИКИ ЭНЕРГИИ ПРИ СВАРКЕ
Глава 1. Физические основы и классификация процессов при сварке
1.1. Виды элементарных связей в твердых телах и монолитных
соединениях ................................................. 8
1.2. Физико-химические особенности получения сварных, паяных и
клеевых соединений.......................................... 11
1.3. Термодинамика и баланс энергии процесса сварки.......... 17
1.4. Классификация процессов сварки.......................... 20
1 5. Оценка эффективности и требования к источникам энергии
для сварки ................................................. 27
Глава 2. Физико-химические процессы в дуговом разряде............ 31
2.1. Проводимость твердых тел, жидкостей и газов............. 31
2.2. Электрический разряд в газах............................ 36
2.3. Элементарные процессы в плазме дуги..................... 39
2.4. Элементы термодинамики плазмы........................... 48
2.5. Явления переноса, баланс энергии и температура в столбе
дуги........................................................ 55
2.6. Приэлекчродные области дугового разряда................. 60
2.7. Магнитогидродинамика сварочной дуги..................... 79
2 8. Перенос металла в сварочной дуге.................... 87
2.9. Сварочные дуги переменного тока......................... 91
2.10. Сварочные дуги с плавящимся электродом.................. 92
2.11. Сварочные дуги с неплавящимся электродом................ 99
2.12. Плазменные сварочные дуги.............................. 102
Глава 3. Термические недуговые источники энергии.................106
3.1. Электронно-лучевые источники........................... 106
3 2. Фотонно-лучевые источники.............................. 114
3.3. Газовое пламя.......................................... 129
3 4 Электрошлаковая сварка (ЭШС)........................... 129
3 5. Термитная сварка....................................... 130
Глава 4. Прессовые и механические сварочные процессы............ 131
4 1 Прессовые процессы..................................... 131
4.2 Механические процессы.................................. 135
Раздел II
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
Глава 5 Основные понятия и законы в расчетах тепловых процессов
при сварке........................................................ 140
5 1. Основные понятия и определения......................... 140
5 2. Поверхностная теплоотдача и краевые условия............ 145
557
5.3. Дифференциальное уравнение теплопроводности............... 150
5.4. Источники теплоты и их схематизация....................... 152
Глава 6. Тепловые процессы при нагреве............................... 157
6.1. Распространение теплоты от неподвижных источников . ... 158
6.2. Движущиеся источники теплоты.............................. 167
6.3. Периоды теплонасыщения и выравнивания температур при
нагреве движущимися источниками теплоты............... 175
6.4. Быстродвижущиеся источники теплоты................ 179
6.5. Влияние ограниченности размеров тела на процессы распро-
странения теплоты..................................... 183
6 6. Нагрев тел вращения........................... 189
6.7. Распределенные источники теплоты.................. 196
6.8. Расчет температур при сварке разнородных металлов .... 199
6.9. Использование ЭВМ для расчетов полей температур .... 201
6.10. Экспериментальное определение температуры при сварке . . . 203
Глава 7. Нагрев и плавление металла при сварке.............205
7.1. Влияние режима сварки и теплофизических свойств металла
на поле температур........................................... 205
7.2. Размер зоны нагрева....................................... 208
7.3. Термический цикл при однопроходной сварке. Максимальные
температуры.................................................. 211
7.4. Мгновенная скорость охлаждения при данной температуре 213
7.5. Длительность пребывания металла выше данной темпера-
туры ...........................................................216
* 7.6. Термический цикл при многослойной сварке..................217
7.7. Нагрев и плавление присадочного металла....................222
7.8. Плавление основного металла................................228
7.9. Тепловые процессы при электрошлаковой сварке...............233
7.10. Тепловые процессы при контактной сварке и варке с приме-
нением давления..................................................237
Раздел III
ФИЗИКО-ХИМИЧЕСКИЕ И МЕТАЛЛУРГИЧЕСКИЕ
ПРОЦЕССЫ ПРИ СВАРКЕ
Глава 8. Термодинамические и кинетические основы металлургических
процессов............................................................ 250
8.1. Приложение первого начала термодинамики к химическим про-
цессам ....................................................... 250
8.2. Второе начало термодинамики и его применение к физико-
химическим процессам...........................................259
8.3. Энергия Гнббса и учение о равновесии в гомогенных системах 267
8 4. Равновесие в гетерогенных системах. Растворы........... 277
8.5. Элементы электрохимии.................................... 288
8.6. Кинетика гомогенных процессов............................ 295
8.7. Кинетика гетерогенных процессов.......................... 304
Глава 9. Металлургические процессы при сварке........................ 313
9 1. Процессы окисления металла шва...........................313
9 2. Оценка термодинамической устойчивости соединений .... 314
9.3. Окисление металлов при сварке.............................317
9.4. Раскисление металла сварочной ванны.......................326
9.5. Взаимодействие металлов с газами при сварке...............331
9.6. Шлаковые фазы и их назначение.............................348
Глава 10. Особенности металлургических процессов при различных видах
сварки............................................................... 367
10.1. Способы защиты сварочной ванны от воздушной среды . . . 367
558
10 2. Шлаковая защита сварочной ваины........................... 368
10.3. Защитные газовые атмосферы при сварке плавлением .... 379
10.4. Смешанная газошлаковая защита сварочной ванны .... 389
10.5. Вакуумная защита сварочной ванны........................... 400
10.6. Вредные примеси в металле прн сварке и их удаление .... 402
Раздел IV
ТЕРМОДЕФОРМАЦИОННЫЕ ПРОЦЕССЫ И ПРЕВРАЩЕНИЯ В
МЕТАЛЛАХ ПРИ СВАРКЕ................................................... 406
Глава 11. Термодеформациоииые процессы при сварке..................... 4Qg
11.1. Понятие о сварочных деформациях и напряжениях.............. 406
11.2. Свойства металлов при температурах сварочного термического
цикла............................................................ 410
11.3. Понятие о термодеформационном цикле при сварке............. 414
11.4. Теоретические методы определения сварочных деформаций н
напряжений.................................................... 416
11.5. Экспериментальные методы определения сварочных деформаций
и напряжений.................................................. 419
11.6. Типичные поля остаточных напряжений в сварных соединениях 425
11.7. Характер распределения временных напряжений и деформаций
при сварке.................................................... 431
Глава 12. Образование сварных соединений и формирование первичной
структуры металла шва.............................................. 433
12.1. Понятие свариваемости...................................... 433
12.2. Общие положения теории кристаллизации...................... 435
12.3. Особенности кристаллизации и формирования первичной
структуры металла шва....................................... 446
12.4. Химическая неоднородность сварного соединения............ 455
12.5. Дефекты кристаллической решетки в металлах при сварке . . . 467
12.6. Характер изменения пластичности и прочности металлов н
сплавов в области высоких температур при сварке............. 474
12.7. Природа образования горячих трещин при сварке.............. 478
Глава 13. Фазовые и структурные превращения в металлах при сварке 490
13.1. Характерные зоны сварных соединений........................ 490
13.2. Виды превращений в металле сварных соединений . ... 491
13.3. Фазовые и структурные превращения при сварке сталей ... 511
13.4. Холодные трещины в сварных соединениях..................... 529
13.5. Хрупкое разрушение металла сварных соединений............ 544
13.6. Трещины повторного нагрева............................... 547
Приложение............................................................ 549
Список литературы..................................................... 550
Предметный указатель......................................... ... 552
Учебное издание
Владимир Никитович Волченко, Виктор Модестович Ямпольский,
Виталий Александрович Винокуров, Василий Васильевич Фролов,
Валентин Александрович Парахин, Виолетта Ивановна Ермолаева,
Эдуард Леонидович Макаров, Александр Григорьевич Григорьянц,
Валерий Степанович Гаврилюк, Владимир Викторович Шип
ТЕОРИЯ СВАРОЧНЫХ ПРОЦЕССОВ
Зав. редакцией А. В. Дубровский. Научный редактор Г. А. Самойленко.
Мл. редактор Т. Ф. Артюхина. Художник В. В. Коренев. Художествевный
редактор Л. К. Громова. Технический редактор 3. В. Нуждина. Корректор
В. В. Кожуткина
ИБ № 6394
Изд. № ОТ-484 Сдано в набор 02 10 87. Подп. в печать 26.10 88. Т-18 554.
Формат 60 X 901/1б Бум. офс. № 2 Гарнитура литературная. Печать высо-
кая Объем 35.0 усл. печ. л. 35,0 усл. кр.-отт.35,39 уч.-изд. л. Тираж 24 000 экз.
Зак. № 923. Цена 1 р. 60 к.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглииная ул.,
д. 29/14.
Ярославский яолиграфкомбинат Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
150014, Ярославль, ул. Свободы, 97.