



















































































































































Автор: Бабичев А.П. Зеленцов Л.К. Самодумский Ю.М.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы машиностроение обработка металлов конструирование издательство ростовского университета
Год: 1981




ОНСТРУИРОВАНИЕ
И ЭКСПЛУАТАЦИЯ
ВИБРАЦИОННЫХ СТАНКОВ
ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ
СЕВЕРО-КАВКАЗСКИЙ НАУЧНЫЙ ЦЕНТР
ВЫСШЕЙ ШКОЛЫ
А. П. БАБИЧЕВ, Л. К. ЗЕЛЕНЦОВ,
Ю. М. САМОДУМСКИЙ
о
Конструирование
и эксплуатация
вибрационных
для обработки
станков
деталей
Ответственный редактор
доктор технических паук Л. С. Колев
f
-------------
Ворс ш * о з г рад г, к ого *
мп-чцагго ттнтуту
s I ТТ.-~"1,г ~ \м
ИЗДАТЕЛЬСТВО
РОСТОВСКОГО УНИВЕРСИТЕТА 1981
Б 12 , -
УДК 621.9.048.64621.924
Печатается по решению отделения машиноведения и машино-
строения Северо-Кавказского научного центра высшей шко-
лы и Совета Ростовского института сельскохозяйственного
машиностроения
ВецепзЙттщг >o$cfop технических наук Ф. С. Юнусов,
, ’' кандидат технических паук В. М. Б е с п а л о з
Бабичев А. П., Зеленцов Л. К., Самодумский Ю. М.
Конструирование и эксплуатация вибрационных станков
для обработки деталей. Издательство Ростовского универси-
тета, 1981.
160 с.
В книге описаны конструкции вибрационных станков и приспособлений, их клас-
сификация, методика расчета, пути автоматизации, модели станков зарубежных
фирм, содержатся рекомендации по эксплуатации.
Книга предназначена для научных и инженерно-технических работников, зани-
мающихся вопросами разработки и совершенствования технологии шлифования, по*
лирования, упрочнения деталей машин и приборов и создания соответствующего обо-
рудования и приспособлений. Опа может быть использована также студентами
вузов.
Б
-80
(С) Издательство Ростовского университета, 198L
Введение
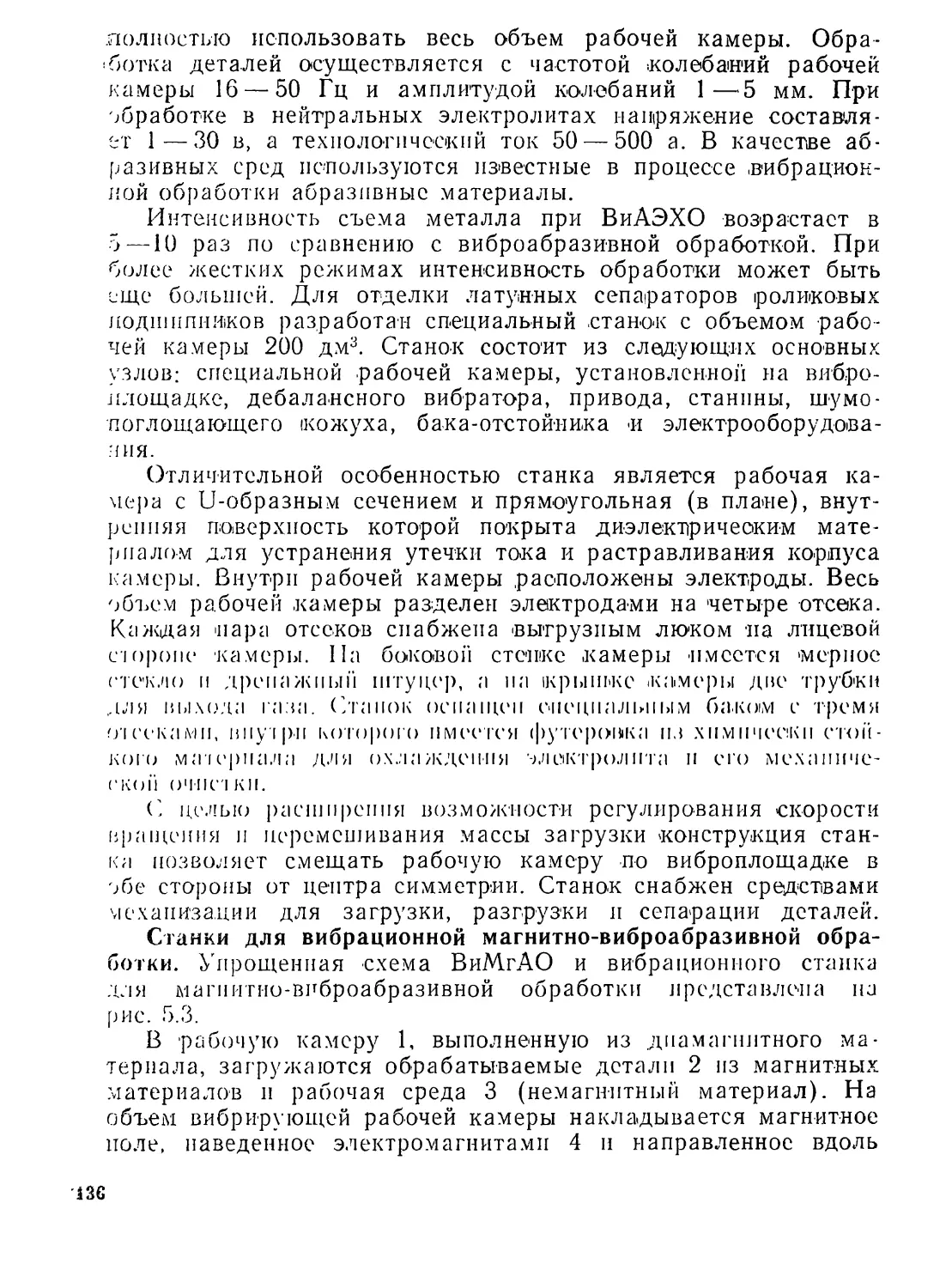
Вибрационные методы обработки и соответствующие машины и
оборудование получили за последнее время в различных отрас-
лях народного хозяйства широкое распространение. Их приме-
нение способствует интенсификации различных процессов, повы-
шает качество обработки, уровень механизации и автоматизации
многих трудоемких работ, экономическую эффективность и про-
изводительность труда.
Широкие технологические возможности этого метода в сочета-
нии с высокой производительностью па очистных, доделочных и
шлифовально-полировальных и упрочняющих операциях ставят
его в число наиболее актуальных и перспективных способов об-
работки и упрочнения детален машин и приборов. Высокая
интенсивность и экономичность вибрационных процессов обус-
ловлпваются возможностью обработки одновременно всей по-
верхности детален большого количества деталей.
К настоящему времени специалистами в пашей стране и за ру-
бежом выполнены работы, позволяющие раскрыть сущность про-
цесса, его закономерности и технологические возможности, что
создало предпосылки для его широкого промышленного внедре-
ния в технологию .машино- и приборостроения. Однако эти ра-
боты рассматривают преимущественно технологические задачи,
не затрагивая вопросов конструирования оборудования й расче-
та основных его элементов. Отсутствие обобщенных сгедений
об опыте конструирования и эксплуатации вибрационных стан-
ков, методике -их расчета несомненно является одним из основ-
ных .препятствий, сдерживающих широкое внедрение вибраци-
онной обработки в производство.
В предлагаемой книге делается ноныт.ка устранить отмеченные
недостатки. В пен представлен опыт авторов, а также других
специалистов по разработке конструкций, расчету их элёментов
и эксплуатации вибрационных станков для обработки деталей
машин и приборов.
1. ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ОБОРУДОВАНИЯ
ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ
1.1. СУЩНОСТЬ И ОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССА
Сущность процесса вибрационной обработки состоит в последо-
вательном иапесепии на поверхность обрабатываемых деталей
большого числа микроударов множеством частиц рабочей сре-
ды при их взаимном соударении и скольжении, вызванных дей-
ствием направленных вибраций, сообщаемых рабочей камере,
в которой размещены обрабатываемые детали и рабочая среда.
Его основой является механический пли механохпмпческпй
съем .мельчайших частиц металла и его окпелов с обрабаты-
ваемой поверхности, а также сглаживание микроисровиостей
путем их пластического деформирования частицами рабочей
среды, совершающими в процессе работы колебательное движе-
ние [3, 4].
Процесс вибрационной обработки протекает следующим об-
разом [3]. Обрабатываемые детали загружаются в рабочую ка-
меру, заполненную рабочей средой требуемой ха рактернстики.
Рабочей .камере, смонтированной па пружинах -и имеющей воз-
можность колебаться в различных направлениях, сообщается
вибрация от вибратора с частотой f= Г5—50 Гц и амплитудой
от 0,5 до 9 мм. В процессе вибрирования детали и рабочая среда
непрерывно подвергаются переменным по знаку ускорениям.
Рабочая среда и обрабатываемые детали приходят в интенсив-
ное относительное перемещение, совершая два вада движений:
колебание и медленное вращение (циркуляционное движение).
От стенок рабочей камеры вибрация передается прилегающим
слоям рабочей среды, которые передают ее следующим слоям
Я т. д.
В процессе обработки детали занимают различные положе-
ния в рабочей среде и проходят различные зоны рабочей каме-
4
ры, что обеспечивает достаточно равномерную обработку всех/
поверхностен, контактирующих с частицами рабочей среды. Воз-
действие на обрабатываемую деталь одновременно большого
числа мпкроударов в различных направлениях способствует
удержанию се во взвешенном состоянии, исключая, таким обра-
зом, грубые забоины и повреждения деталей.
Процесс обработки может протекать всухую, с периодической
пли непрерывной промывкой массы загрузки (детален, рабо-
чей среды) смазочно-охлаждающей жидкостью (СОЖ). Послед-
няя обеспечивает удаление продуктов износа (частиц металла
и абразива) с поверхности деталей и частиц рабочей среды,
смачивает детали и среду, помогает их разделению и равномер-
ному распределению деталей в рабочей среде. Путем изменения
уровня жидкости в рабочей камере регулируется интенсивность
обработки. В состав жидкого раствора могут вводиться различ-
ного рода химические добавки со специальными свойствами, что-
позволяет регулировать интенсивность процесса и качества об-
работки.
В зависимости от назначения операции могуг применяться
абразивные материалы различных характеристик, а также ме-
таллические и неметаллические полирующие материалы требу-
емой формы п размеров [4, 6, 32, 33, 37].
Интенсивность вибрационной обработки зависит и от таких
факторов, как режим (амплитуда А и частота колебаний f ра-
бочей камеры) и продолжительность обработки, характеристика
и размеры частиц рабочей среды, объем рабочей камеры и сте-
пень ее заполнения, механические свойства материала обраба-
тываемых деталей и др. К числу основных параметров, характе-
ризующих рассматриваемый процесс, относится характер дви-
жения рабочей камеры и частиц рабочей среды, их скорости и
ускорения, силы мпкроударов, контактные давления, темпера-
туры в зоне мпкроударов, средняя температура в рабочей ка-
мере и др.
В процессе обработки рабочая камера совершает гармони-
ческие (или близкие к ним) колебания, а ее точки движутся по-
траекторпям в виде окружности или эллипса. Чагинш рабочей
среды (ч. р. с.) -в течение (Каждого периода колебаний па некото-
ром его участке движутся вместе с рабочей камерой, и в этот
период их траектории и скорости совпадают или весьма близки.
Затем происходит отрыв частиц среды от стенок рабочей каме-
ры вследствие разности величины и направления их скоростей
и ускорений (после чего частицы среды совершают свободное -
перемещение (полет) [4]).
Граничный слой, а с ним и остальная масса рабочей! срсдьи
5
и обрабатываемых деталей как бы находятся в «зацеплении»
и обкатываются относительно друг друга под действием импуль-
сов движений, сообщаемых рабочей среде стенками рабочей ка-
меры при их встрече на некотором участке каждого цикла ко-
лебания последней.
Расчет сил соударения частиц рабочей среды п обрабаты-
ваемых деталей может осуществляться по формулам:
а) при обработке свободнозагруженных деталей
св
1111 Vq p c. as (^ш kg
k2
б) при обработке закрепленной детали
п г 1/ mi^i.p.c.cs(kinki,,kg / 3 \
Р3 =^= о I/ -----!-----------1 - — к'- ,
I ко 8 )
где mi — приведенная масса частицы рабочей среды;
Уч р-с- — скорость соударения;
os — предел текучести материала детали;
Rm — радиус сферы частицы (шара или абразивного
зерна);
к — коэффициент восстановления;
к2 — коэффициент повторных ударов;
kg — коэ(юнциепт демпфирования;
km - - коэффициент одновременности действия частиц
среды;
В - поправочный коэффициент:
в |4н (1--1<)С|? 1(1 к2)(ф
I ь )
Контактные напряжения и давления в зоне соударения опре-
деляются по формуле
। де а и b — размеры полуосей контактной площадки;
при а = Ь а = 0,0677 (Рс1),/з;
(I - диаметр пластического отпечатка.
Для определения средней температуры может быть исполь-
зована формула | 1].
-11' । ^ч.р.с. Rin (1 k) к,,, kg
427 Ст 7 и к г1
45
где Ci—удельная теплоемкость обрабатываемого материала;
у- удельный вес (плотность);
г -радиус пластического отпечатка;
н коэффициент пропорциональности.
Значения перечисленных параметров могут достигать: скоро-
сти частиц рабочей среды — 0,3—1 м/с; ускорения 20-150 м/с2,
силы мн’кроударов 1,5—3,0 кге и более; возникающие при этом
контактные давления в зависимости от размеров контактных
площадок могут достигать от 15 до 1500 кге/мм2; средние при-
ращения температуры в зоне действия мпкроударов от 20° до
700° С; средняя температура в рабочей камере обычно не пре-
вышает 30—40° С.
Таким образом, можно отметить следующие основные этапы
протекания процесса вибрационной обработки. Вибрация рабо-
чей камеры по .круговой пли эллиптической траектории при со-
ответствующей форме днища рабочей камеры вызывает цирку-
ляционное движение рабочей среды (в плоскости вращения не-
сбалансированных грузов и в направлении, противоположном
вращению вала вибратора) и колебания отдельных ее частиц.
Действие вибрации, передаваемое рабочей среде и обрабаты-
ваемым деталям, в наибольшей мере проявляется у стенок ра-
бочей камеры п по мере удаления от них гасится.
Па скорость циркуляционного движения рабочей среды ока-
зывает влияние амплитуда и частота колебаний: с их увеличе-
нием скорость движения рабочей среды возрастает. Несколько
меньшее влияние оказывает ряд других факторов: количество
и характер применяемого жидкого раствора, грануляция и фор-
ма частиц рабочей среды, степень заполнения рабочей каме-
ры и др.
Динамическое воздействие рабочей среды на деталь возра-
стает с увеличением глубины погружения детали и расстояния'
от стенок рабочей камеры до детали, режимов вибраций — Л и Г,
размеров и удельного веса частиц рабочей среды.
Ориентация обрабатываемых деталей непрерывно изменяет-
ся в процессе обработки. Свободно загруженные детали дви-
жутся в потоке циркулирующей рабочей среды с некоторым от-
ставанием по скорости циркуляции. Под действием вибраций
происходит перемешивание слоев рабочей среды, вследствие-
этого и обрабатываемые детали перемещаются не по строго^
концентрическим окружностям, а отклоняются на некоторое рас-
стояние от них, то приближаясь к центру, то снова удаляясь
к периферии.
Формирование поверхностного слоя в процессе вибрацион-
ной обработки происходит под действием многократно повтори-
7
гощихся мпкроударов частиц рабочей среды, вызывающих изме-
нение геометрических и физико-механических параметров по-
верхностного слоя (шероховатости, мпкротвердостп, остаточных
напряжений и структуры).
Форма и размеры следов обработки определяются характе-
ром рабочей среды, режимами обработки и характеристикой
обрабатываемого материала.
В практике встречается несколько технологических схем виб-
рообработкп: обработка свободно загруженных деталей (сравни-
юльно небольших размеров) с периодической или непрерывной
загрузкой и разгрузкой их, тяжелых и крупногабаритных дета-
лей, закрепленных в специальных приспособлениях, длиномер-
них деталей типа труб, прутков, профилен и проволоки путем
медленного «проталкивания» и «протягивания» их через окна,
выполненные в стенках рабочей камеры. Более подробные све-
дения о различных схемах обработки приводятся в последую-
щих разделах.
1.2. ОБЛАСТЬ ПРИМЕНЕНИЯ
И ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ
'Технологические возможности вибрационной обработки достаточ-
но широки и определяются особенностями взаимодействия ра-
бочей среды с поверхностью обрабатываемых деталей, режимами
обработки, характеристикой рабочей среды и др. [3, 4, 54, 55].
Сочетание таких элементов процесса, как последовательное
нанесение множества мпкроударов, интенсивное перемешивание
рабочей среды и обрабатываемых деталей при различной их
взаимной ориентации, сопровождаемых съемом металла, его
окислов п поверхностным пластическим деформированием, соз-
дает условия для выполнения очистных, доделочных, шлифо-
вально-отделочных операций. Это: очистка литых заготовок,
удаление облоя па заготовках из металлов, пластмасс и резины,
очистка деталей и заготовок от окалины и коррозии, шлифова-
ние и полирование поверхности, удаление заусенцев, скругление
и полирование острых кромок, поверхностный паклен, мойка и
сушка деталей, очистка деталей от нагара, накипи и плотно
прилипшего грунта -при ремонте и .восстановлении деталей
двигателей и др. [3, 4].
Конетруктивное исполнение оборудования для вибрацион-
ной обработки п досгаточно продолжительное протекание про-
цесса позволяет размещать н применять различные составы
твердых, жидких и смешанных рабочих сред. Эго создает усло-
вия для протекания как процессов механической обработки в
6
Схема технологических возможностей ллч вибрационной обработки
§ ь А v
к £ й S> £ jj
*!
№ ’W
П*? * $ ? Й
|ЛМ
' • <
| Tg^o/iortjyec^ue операции
гвидс микрорезания и пластического деформирования, так и фи-
.зико-химпческих процессов (химических реакций, диффузии,
адгезии, адсорбции),, а также их совмещения путем введения
.в состав рабочей среды соответствующих порошкообразных ма-
юриалов, растворов, суспензий электролитов, что позволяет в
процессе вибрационной обработки наносить па поверхность де-
талей некоторые виды покрытий (меднение, фосфатирование
и др.) (схема) [4,57].
Ниже более подробно рассматриваются примеры вибрацион-
ной обработки деталей па различных операциях.
Очистные операции (очистка деталей от окалины, формовоч-
ной смеси, следов коррозии). Вибрационная обработка позво-
ляет эффективно очищать поверхности деталей сложной формы
•от окалины, остатков формовочной смеси, следов коррозии, на-
гара и т. и. В качестве рабочих сред применяется широкая но-
менклатура абразивных и металлических частиц с промывкой
.жидкостью соответствующего состава [3, 4].
Снятие заусенцев и скругление острых кромок. Вибрацион-
ная обработка обеспечивает механизацию таких трудоемких и
малопроизводительных операций, выполняемых обычно вручную,
.как скругление острых кромок, удаление облоя и заусенцев.
Обработке подвергается широкая номенклатура деталей из
различных материалов. Характер протекания процесса позво-
ляет обрабатывать детали сложной .конфигурации в широком
диапазоне размеров с высокой производительностью. В качестве
рабочей среды используется гранулированный (преимуществен-
но формованный в виде треугольных или многогранных призм,
.шариков, пластин, звездочек и т. и.) абразив различной грану-
ляции. Зернистость, связка, грануляция частиц рабочей среды
выбираются в зависимости от конфигурации, веса и материала
деталей, а также предъявляемых к ним требований.
В настоящее время накоплен значительный опыт в области
исследования и внедрения технологических процессов вибраци-
онного шлифования и полирования деталей широкой номенкла-
туры [3, 4, 33, 56 и др.].
Отделочно-упрочняющая обработка. Вибрационная отделоч-
но-упрочняющая обработка улучшает качество поверхностного
слоя: снижает шероховатость поверхности, повышает микротвер-
дость, формирует благоприятные сжимающие остаточные' напря-
жения в поверхностном слое, что приводит к улучшению экс-
плуатационных свойств деталей: износостойкости, усталостной
прочности, отражательной способности и некоторых других
свойств [4].
В зависимости от размеров, материала, назначения и условий
10
эксплуатации деталей в качестве рабочей среды обычно исп-оль
зуются стальные шары и пглоролики различных диаметров. Ре-
жимы обработки: А= 1,5—6 мм, f= 15—35 Гц, Г = 20—180 мин.
В качестве промывочной жидкости обычно -используется
ный содовый раствор, керосино-масляпая смесь, водные и мас-
ляные растворы с добавкой поверхностно-активных веществ.
Вибрационной отделочно-упрочняющей обработке подверга-
ется широкая номенклатура деталей п инструмента.
Нанесение пленки дисульфида молибдена вибрационным
способом является эффективным средством уменьшения коэф-
фициента трения, повышения износостойкости деталей, позво-
ляет увеличить срок службы и надежность работы изделий [3,4].
Этим способом наносят дисульфид молибдена на поверх-
ность разнообразных деталей: гильз гидроцилиндров, шестерен,
реек, вкладышей сферических подшипников и т. п.
Совмещенный процесс вибрационной обработки и нанесения
покрытия в виде твердой смазки типа дисульфида молибдена
имеет ряд преимуществ по сравнению с другими методами: мно-
гократное соударение частиц рабочей среды с поверхностью
обрабатываемых деталей улучшает адгезию частиц твердой смаз-
ки с поверхностью; наличие циркуляционного движения частил
рабочей среды и деталей способствует равномерному нанесению
смазочной пленки па поверхность деталей; плотная упаковка
частиц среды и наличие динамического контакта между ними
способствует дополнительному измельчению частиц твердой
смазки.
Обработка пластмассовых изделий. Вибрационная обработ-
ка позволяет механизировать процесс удаления облоя па дета-
лях из пластмасс. Установлено, что при использовании в каче-
стве рабочей среды стальных шаров размеры, отражательная
способность и диэлектрические свойства пластмассовых деталей
нс изменяются.
Процесс осуществляется, как правило, без промывочных жид-
костей. Продолжительность обработки находится в зависимости
от объема рабочей камеры, конфигурации и размеров деталей,
режимов обработки. Следует иметь в виду, что процесс вибро-
обработки эффективен при толщине облоя до 0,4 мм, так как
при большей толщине удаление его затруднено.
Виброобработка повышает производительность труда в 3—
6 раз.
Мойка деталей машин и приборов. Моечные операции явля-
ются составной частью технологического процесса. Они осуще-
ствляются перед термообработкой, сборкой и после консервации.
В результате операций, предшествующих мойке, на поверхности
11
.детали появляются загрязнения: шлифовальные и полироваль-
ные пасты, консервирующие смазки, вязкие и жидкие минераль-
ные и растительные масла, абразив, стружка, пыль и прочее.
Трудоемкость операции мойки и очистки достигает иногда 10%
от общей трудоемкости изготовления изделия. Вибрационная
мойка сочетает растворение, смывание и, что самое главное,
механическое воздействие без применения ручного труда.
В качестве рабочей среды при впбромойке деталей прпме-
.няется крошка из пластмассы, резилы, кожи, древесины и не-
которых других материалов. Выбранная рабочая среда не дол-
жна оставлять рисок и царапин па обрабатываемой поверхности
и вступать в реакцию с моющим раствором.
В качестве моющего р а ст вор а применяются разнообразные
водные растворы и органические растворители.
Технико-экономическая эффективность процессов вибрацион-
ной обработки деталей машин и приборов. В числе основных
• технико-экономических преимуществ вибрационной обработки
можно отметить: высокую производительность за счет обработки
• одновременно большого количества деталей (до 30 тыс. штук);
широкие технологические возможности, в том числе возможность
•существенного улучшения качества поверхности и эксплуатаци-
онных свойств деталей; сокращение трудоемкости па 50—90%;
.автоматизацию и улучшение условий труда; экономию вспомо-
гательных материалов и инструмента на 50—90%, сжатого воз-
. духа на 70—100%.
Окупаемость затрат на внедрение процесса составляет от 0,1
до 1 года. В среднем годовой экономический эффект на единицу
.внедренного оборудования составляет от 2 до 30 тыс. руб. и
>более.
Технологические рекомендации. При разработке или выпол-
нении технологических процессов вибрационной обработки де-
талей необходимо учитывать ряд требований общего характера,
необходимых для получения оптимальных результатов.
Во избежание сильного загрязнения рабочей среды детали
перед обработкой должны быть очищены от смазки и грубых
загрязнений. Рабочую среду необходимо периодически попол-
нять, а износившиеся частицы удалять, ибо они могут забивать-
ся в мелкие пазы и отверстия обрабатываемых деталей.
Загружать камеру мелкими деталями с грубой исходной об-
работкой можно в больших количествах; при загрузке и раз-
грузке точных деталей с высоким классом шероховатости необ-
ходимо не допускать их падения с большой высоты и грубые
удары друг о друга пли о сию. Поверхность сига желательно
покрывать резиной. Сравнительно крупные детали массой до
U2
3 кг с чисто обработанной поверхностью рекомендуется загру-
жать и выгружать вручную поштучно. Тяжелые и громоздкие
детали обычно обрабатывают в закрепленном состоянии. Учи-
тывая некоторое различие в интенсивности обработки у дна ра-
бочей камеры и на поверхности в зависимости от ориентации
обрабатываемых поверхностей по отношению к направлению
движения потока рабочей среды, следует поворачивать детали
или изменять направление вращения вала вибратора. Отверстия,
пазы, канавки и другие элементы поверхности детали, которые
не должны обрабатываться, можно закрыть резиной, воском,
бумагой, древесиной, пластмассой и т. д. Острые кромки, кото-
рые не должны обрабатываться, закрываются покрытиями из
пластмассы или лака.
В большинстве случаев после виброабразпвной обработки
требуется промывка деталей. После промывки необходимо пред-
усматривать сушку деталей.
При выполнении отделочных операций с использованием раз-
личных рабочих сред необходимо тщательно промывать рабочую
камеру при переходе от одной рабочей среды к другой. Не ре-
комендуется смешивать при обработке детали, значительно от-
личающиеся по массе и (шзпко-мехапическим свойствам мате-
риала.
Серьезное внимание следует уделять организации рабочего
места и снабжению его всем необходимым для производитель-
ной и качественной работы. Оператор должен иметь технологи-
ческую карту с указанием всей последовательности выполнения
операций.
Виброабразивная очистка поверхности отливок средних раз-
меров массой до 5—7 кг производится в среде крупнозернистой
абразивной крошки и металлических тел в виде дроби, рубле-
ной стальной проволоки, мелких отходов листовой штамповки,
литых звездочек и т. и. Время обработки, приходящееся па
одну заготовку, составляет 0,01 — 0,5 мин. в зависимости от ко-
личества одновременно обрабатываемых заютовок. На ряде оте-
чественных заводов очистка точного литья и литья в землю про-
изводится на вибрационных станках с объемом рабочей камеры
100—300 дм3.
Наибольшими преимуществами обладает виброобработка
сравнительно небольших деталей массой до 1—2 кг. В ряде слу-
чаев виброобработка совмещает операции: очистку от окалины,
удаление заусенцев, удаление грата и улучшение шероховато-
сти поверхности. Виброобработка применяется для очистки от
окалины деталей подшипников качения, заготовок и деталей ав-
томобильных и тракторных двигателей, резцов, сверл, фрез после
13
термической обработки и сварки, деталей металлорежущих стан-
ков, холодильников и т. и. Время обработки партии деталей
колеблется от 5 до 40 мни. в зависимости от плотности окалины
и сложности формы деталей. Время обработки, приходящееся
на одну деталь, составляет 0,01—0,1 мин. При обработке дета-
лей больших размеров это время будет увеличиваться.
Необходимо более тщательно следить за состоянием литей-
ной оснастки и своевременно устранять причины, вызывающие
образование облоя повышенной толщины. При нормальной тол-
щине 0,3—0,5 мм облои удаляется полностью в течение 10—
40 мин.
При удалении заусенцев в зависимости от требований к ка-
честву поверхности, размеров заусенцев и марки обрабатыва-
емого материала в качестве рабочей среды применяется крупно-
или мелкозернистая абразивная крошка произвольной или спе-
циальной формы.
При скруглении острых кромок на деталях приборов, изго-
товленных из цветных металлов и сплавов, в качестве рабочей
среды может быть применена текстолитовая, стеклянная или дре-
весная крошка твердых пород, алюминиевая дробь, латунная
выштамповка.
Для скругления острых кромок на стальных закаленных де-
талях применяются абразивная крошка или шары и треуголь-
ные призмы. При наличии на обрабатываемой детали гладких
•цилипдри'чеоких отверстий 2—4-го классов точности с острыми
краями и заусенцами размер абразивной крошки должен быть
не более половины диаметра отверстия, так как при использо-
вании абразивной крошки 'больших размеров наблюдаются слу-
чаи завала острых кромок и заусенцев внутрь отверстия; это
происходит чаще всего при работе с абразивной крошкой вы-
сокой твердости.
У резьбовых отверстий должны быть сняты фаски, так как
отсутствие последних нередко приводит к завалу начала первого
витка, что затрудняет ввинчивание проходного резьбового ка-
либра. При наличии резьбовых отверстий малых размеров (4—
6 мм) следует размер крошки подбирать большим, чем размеры
отверстия. Это исключает случаи заклинивания в резьбовых от-
верстиях частиц рабочей среды. После обработки резьбовые де-
тали должны быть тщательно промыты для удаления остатков
износа абразива, снятого металла и окалины.
Удаление заусенцев происходят быстрее с деталей, имеющих,
большой вес.
.Виброотделка, обеспечивая получение шероховатостей поряд-
ка 0,15—0,25 мкм, не искажает точности полученных при шли-
14
фовапип геометрических форм деталей, так как в результате
виброотделки снимается слой металла не более 1—2 мкм. Кро-
ме этого, эксплуатационные качества поверхностей деталей, под-
вергнутых виброотделке, выше, чем шлифованных. При вибро-
отделке деталей небольших размеров (поршневые пальцы, коль-
ни подшипников, гайки, краны, шестерни и т. п.) одновременно
могут обрабатываться от 150 до 7 тыс. штук деталей. При этом
за 30—120 мин. шероховатость поверхности может быть сниже-
на. па 4 класса. Время обработки одной детали составляет 0,01 —
0.25 мин.
Вибрационная упрочняющая обработка осуществляется пре-
имущественно в металлических средах из закаленной стали и
в среде твердосплавных тел: шаров, роликов цилиндрических
и игольчатых, рубленой проволоки. Значительно реже для этих
целей используется абразивная среда высокой твердости.
При выполнении совмещенных процессов вибрационной обра-
ботки и покрытий важное значение имеет состав рабочей среды
в состояние исходной поверхности деталей. Режимы обработки
определяются обычно в соответствии с той механической обра-
боткой (очисткой, шлифованием, упрочнением и др.), с которой
совмещается покрытие.
2. КЛАССИФИКАЦИЯ ВИБРАЦИОННЫХ СТАНКОВ
2.1. КЛАССИФИКАЦИЯ СТАНКОВ
ПО КОНСТРУКТИВНЫМ ПРИЗНАКАМ
В настоящее время в нашей стране и за рубежом разработаны
в применяются несколько разновидностей вибрационных стан-
ков для обработки деталей [2, 4, 6, 40, 41, 42—44]. Их класси-
фикация осуществляется по ряду признаков, учитывающих прин-
ципиальные особенности вибрационных станков, назначение и
характер выполняемой работы.
Классификационными признаками могуч быть (рис. 2.1): ре-
жим работы, назначение, число колеблющихся масс, вид и ха-
рактер движения рабочей камеры, форма и объем рабочей каме-
ры, характеристика упругих связей, тип привода и его характе-
ристика, степень механизации вспомогательных операций и др.
По циклу процесса применяемые ныне ставки можно разде-
лить на станки периодического и непрерывного действия. По
режиму работы различают станки, работающие в дорезонанс-
ном, резонансном и зарезонансном режимах [10].
15
Дорезонансный
Форна
Резонансный
рабочей ланер о/
Роло*е~ие оси вибратора
£с помола?еловые операции
^енехамилироАа^н^е
Рис. 2.1. К.т1асс1|фл1<.'Щ1101Шые признаки вибрационных станков
16
Дорезонансный режим характеризуется тем, что частота вы-
нужденных колебаний вибростапка, возбуждаемая приводом, ни-
же частоты собственных колебаний системы. При этом режиме
отмечается повышенное давление на подшипники вибратора и
упругие связи.
Резонансный режим работы, при котором частота вынужден-
ных колебаний, создаваемая приводом, совпадает с одной из
собственных частот системы или близка к ней, характеризуется
низкой устойчивостью. Он слишком чувствителен к изменению
сопротивлений. Одним из достоинств машин резонансного типа
является возможность создания многомасспых машин большого
веса, меньшая энергоемкость привода.
При зарезонансном режиме частота вынужденных колебаний
системы, возбуждаемая приводом, значительно выше частоты
собственных ее колебаний. Он характеризуется минимальными
усилиями, действующими па подшипники вибратора и упругие
связи, и достаточно высокой устойчивостью.
/ Существующие станки для вибрационной обработки деталей
Э преимущественно работают в зарезонансном режиме [4, 29].
По назначению вибрационные станки подразделяются па уни-
Z нереальные п специальные.
' По числу колеблющихся масс вибрационные станки можно
разделить на одномассные, двухмасспые п многомассные. По-
следние пока не получили широкого распространения.
Перемещение рабочей среды в камере, обеспечивающее тех-
нологический процесс обработки деталей, определяется видом
и характером движения рабочей камеры. При всем их разнооб-
разии, все станки можно разделить по виду и характеру дви-
жения рабочего органа па две группы: движение в плоскости
и движение в пространстве (объемное). Так, например, рабо-
чие камеры, U-образпые в сечении, прямоугольной формы (в
плане), совершают эллиптическую траекторию движения в плос-
кости, перпендикулярной осн вибратора, а кольцевые (тороид-
ные) описывают сложные, замкнутые пространственные кривые.
Форма рабочей камеры оказывает влияние па характер к
интенсивность перемещения рабочей среды и обрабатываемых
деталей. Поэтому станки для вибрационной обработки деталей
разного назначения имеют рабочие камеры нескольких форм
(рис. 2.2). Как правило, сечение рабочей камеры имеет U-об-
разпую форму. В плане форма рабочей камеры может быть
прямоугольной (наиболее распространенная), кольцевой (торо-
идной) и др.
Тот или иной вид траектории движения рабочей камеры
обеспечивается соответствующим выбором динамических пара-
___ • --—ГЛГ
17
Р и с. 2.2. Классификация вибрационных станков по форме, разме-
рам и количеству рабочих камер: а) U-образные в сечении прямоли-
нейной формы (в плане); б) кольцевые (тороидные); в) тороидно-
винтовые спиральные; г) специальные
.метров системы, прежде всего таких, как жесткость упругих
связей и расположение их относительно центров тяжести ко-
леблющихся масс.
Под упругими связями вибрационных машин понимают обыч-
но совокупность эластичных элементов, объединяющих колеб-
лющиеся и неподвижные массы в единую упругую систему. В
рассматриваемых ъибрациопиых станках применяют упругие
связи в виде стальных спиральных пружин, пластинчатых рес-
сор, резипокордпых пневматических баллонов и упругих эле-
ментов из резино-металлических элементов.
Каждый из перечисленных видов упругих связей в зависи-
мости от вида и режима деформации и материала имеет свои
характерные, присущие ему упругие свойства, которые налага-
ют специфические особенности на выбор и расчет механических
параметров упругих связей.
Привод вибрационных станков сообщает колебательное дви-
жение рабочим камерам и создает возмущающую силу, необхо-
димую для преодоления внутренних и внешних сопротивлений.
Различные типы виброприводов характеризуются разным воз-
действием на ведомые звенья вибрационного станка. Существу-
ющие виброириводы подразделяю гея па инерционные, электро-
магнитные, пневматические, эксцентриковые, гидравлические и
ударные [11].
18
В вибрационных станках для обработки деталей, эксплуати-
рующихся при средних частотах колебаний, наибольшее распро-
странение получили инерционные вибраторы. Их достоинствами
являются возможность получения больших возмущающих сил
при небольших габаритах и весе привода, простота конструкции
и достаточно высокая надежность. Недостаток большинства кон-
струкций инерционных вибраторов — значительное время пуска
и выбега. Существуют конструкции вибраторов как с постоян-
ной, так и с регулируемой величиной возмущающей силы и ча-
стотой колебаний.
Различают конструкции вибрационных станков с горизон-
тальной, вертикальной, наклонной и поворотной осью вибрато-
ра. Положение осп вибратора определяет направление возму-
щающей силы.
По степени механизации и автоматизации вспомогательных
операций вибрационные станки можно разделить на три группы:
а) автоматические, в которых вес процессы, в том числе и
вспомогательные, автоматизированы;
б) механизированные, в которых для загрузки и сепарации
используются отдельные вспомогательные механизмы;
в) немехавизированные.
2.2. ОСНОВНЫЕ УЗЛЫ И ЭЛЕМЕНТЫ КОНСТРУКЦИИ
ВИБРАЦИОННЫХ СТАНКОВ
Для осуществления процесса обработки вибрационный станок дол-
жен иметь механизмы для загрузки и выгрузки деталей >и ра-
бочей среды, обеспечивающие колебания рабочей камеры с
требуемыми параметрами (траектория, амплитуда, частота), уда-
ление продуктов износа деталей и рабочей среды, очистку цир-*
кулирующей рабочей жидкости (или сжатого воздуха).
Типовой вибрационный станок (рис. 2.3) состоит из основа-
ния, па котором смонтирована рабочая камера с вибратором,
опирающаяся па упругие элементы привода вибратора,, эластич-
ной му (рты, бака-отстойника и системы циркуляции жидкости
(при работе сухим способом вместо жидкости применяют сжа-
тый воздух).
Рассмотрим конструктивные особенности важнейших узлов
вибрационных станков.
Основание. Основание (станина) вибрационного станка слу-
жит для монтажа на нем всех рабочих узлов: рабочей камеры
с вибратором и пружинами, привода вибратора с промежуточ-
ной опорой и некоторых вспомогательных устройств.
Основание воспринимает статические и динамические нагруз-
19
кп от массы частей станка, загрузки рабочей камеры и возму-
щающей силы вибратора. Вследствие переменного характера
возмущающей силы на основание действуют как горизонтальная,
так и вертикальная реакции. Во многих конструкциях вибраци-
онных станков центр тяжести обычно нс совпадает с осью виб-
Рис. 2.3. Типовая конструкция вибрационного станка: 1 — рабочая камера;
2— дебалансный вибратор; 3 — эластичная муфта; 4 — упругий элемент
(пружина), 5 — опора; 6 — основание; 7 — амортизатор; 8— двигатель; 9 —
клиноременная передача; 10 — привод вибратора; 11 — кожух привода; 12 —
кожух
ратора. В этом случае на основание действует еще и реактивный
момент от возмущающей силы. С увеличением массы и момента
инерции основания вынужденные колебания его уменьшаются,
вследствие чего повышается устойчивость работы вибрацион-
ного станка.
Основания выполняются в виде чугунных плит, каркасов,
рам, массивных коробок, сваренных из швеллеров и залитых бе-
тоном, отходами чугунного литья.
Основание опирается на амортизаторы, являющиеся разде-
20
ляющИхМ элементен между впорацпонпым станком и полом или
фундаментом помещения н обеспечивающие гашение вибраций,
передаваемых основанием.
Конструкции оснований вибрационных станков оснащаются
приливами и бобышками для закрепления на них опорных пру-
жин и цапф, рымболтами — для транспортировки к месту сбор-
ки основания и вибростанка в целом.
Рабочая камера. Резервуар, в который загружаются обраба-
тываемые детали и обрабатывающая среда, называется рабочей
камерой. В процессе работы рабочая камера непрерывно под-
вергается воздействию сложных динамических нагрузок, вызы-
ваемых возмущающим моментом привода и силами взаимодей-
ствия стенок и камеры с массой загрузки. Рабочая камера дол-
жна быть достаточно жесткой, прочной [4, 10].
По способу монтажа рабочие камеры подразделяются на
стационарные и съемные; по способу разгрузки — с люками или
разгрузочными окнами в торцевых стенках; бывают наклоняемые
и поворотные камеры.
Рабочие камеры с U-образпым сечением, прямоугольной фор-
мы (в плане) имеют различные соотношения ширины и длины.
<(ютиошепне ширины н длины обусловливается назначением
и 1 ехиологпческпмп условиями обработки. Камеры малых объ-
емов обычно имеют отношение ширины к длине близким к еди-
нице (0,7—0,9). Для вибрационных станков проходного типа и
для обработки длинномерных деталей используются удлиненные
рабочие камеры с соотношением ширины к длине от 1 :5 до
1:10. В отдельных случаях могут использоваться укороченные
камеры либо камеры, разделенные на секции в поперечном се-
чении [41].
Высота рабочих камер Н в большинстве случаев принимает-
ся равной двум радиусам R донной части. При необходимости
высота рабочей камеры может быть рассчитана по формуле
: нс. 2.4).
11 = 11)-| h = 2R |-11 или
I I = 2R R tg а,
где а — угол поворота плоскости АВ, зависящий от массы за-
грузки, амплитуды и частоты колебания рабочей ка-
меры;
h — высота подъема массы;
R—радиус цилиндрической части рабочей камеры.
Как отмечалось ранее, наиболее распространенным типом
является U-образиая в сечении прямоугольной формы (в пла-
не; рабочая камера.
21
На рис. 2.5 представлена рабочая камера вибрационного
станка ВУ-20ОМ.
Рабочая камера состоит из U-образпого в ссчеппп резер-
вуара прямоугольной формы (в плане) 1, крышки 2, разгрузоч-
ного люка 3, приемного лотка 4, люка для отвода С0Ж5, ребер
жесткости 6, бобышек 7. Внутренняя часть се облицована изно-
состойким материалом.
Р и с. 2.4. Схема расчета высоты рабочей камеры
Изменение формы сечения рабочей камеры путем скругления
одной из стенок способствует ускорению процесса обработки [4],
так как исключаются дополнительные завихрения в верхней ча-
сти камеры. В практике конструирования рабочих камер имеют
место случаи использования донной части эллипсной формы.
Такая форма повышает производительность процесса вибраци-
онной обработки. Объясняется это тем, что е увеличением поло-
гости донной части увеличивается длина ее активного участка
и уменьшается глубина слоя массы загрузки, п, следовательно,
уменьшается степень затухания амплитуды колебаний. Имеются
рекомендации применять рабочие камеры с эллиптической фор-
мой дна.
22
'5
Р и с. 2.5. Рабочая каме-
ра вибрационного станка
ВУ-200
Наряду с известными конструкциями рабочих камер находят
применение и специальные типы, например рабочая камера с
переменным поперечным сечением (Авт. свид. СССР № 474431).
Она состоит из трех частей: средняя часть имеет в сечении, пер-
пендикулярном к продольной осп, обычную U-образиую форму.
Длина этой части камеры выбирается предпочтительно из усло-
вия: /= (0,35-—0,4) L, где L — длина всей рабочей камеры. Об-
щая высота средней части принимается из условия, что Н =
= (2,5—3)R, где R— радиус нижней донной части. Длина рабо-
чей камеры L выбирается из условия, что опа не будет превы-
шать 3,5 R.
Со средней частью соединены две крайние, также имеющие
I '-образную форму, но переменного сечения, уменьшающегося
к торцам рабочей камеры. Высота торцовых стенок не должна
.превышать (0,5—0,6) Н, а угол, образованный вертикальными
23
стенками со средней частью, лежит в пределах 180°—45°. При-
менение рабочей камеры такой формы позволяет увеличить съем
металла на 20—30%, повысить производительность операции
при обработке плоских деталей па 50—60% за счет устранения
возможности собираться в пакеты.
Рабочие .камеры изготавливаются сварными (из листовой
стали) или литыми [4, 32].
Опыт эксплуатации вибрационных станков показывает, что
эффективность их применения в значительной степени зависит
от надежности и долговечности облицовки рабочей камеры. На-
дежность облицовочного материала определяется сопротивле-
нием абразивному изнашиванию, хрупкому разрушению под дей-
ствием многократно повторяющихся соударении с сыпучей сре-
дой и разрыву по резииомсталлнческому соединению. Надеж-
ность указанного соединения в значительной (мере усложняется
воздействием вибраций. К покрытию предъявляются следующие
требования: оно должно быть достаточно износостойким, надежно
приклеиваться или присоединяться механическим путем к степ-
кам рабочей камеры, гасить шум, хорошо противостоять щелоч-
иопкислотному воздействию химически активных рабочих жид-
костей, обладать достаточно большим коэффициентом трения.
К основным видам облицовок рабочих камер относятся кис-
лотно-щелочные и твердые износостойкие виды резины (напри-
мер, КЩ ГОСТ 7338-65, 8НЛТ и др.), пластмассы п др. Тол-
щина облицовки рабочей .камеры в зависимости от объема ра-
бочей камеры п назначения вибрационных станков принимается
равной от 3 до 50 мм.
Для закрепления облицовки на стенках внутренней полости
рабочих камер используются следующие методы: склеивание
(клей 8811, 411Б, комнаунд-клей марки К-139 и др.), вулканиза-
ция (гуммирование), механическое крепление. Все способы креп-
ления облицовки должны быть надежны .н исключать отрыв ее
от стенок и донной части. Опыт показывает, что использование
клея 88Н для приклеивания резиновой облицовки обладает ря-
дом недостатков: малая прочность соединений — не превышает
3,5 кгс/см2, низкая влагостойкость и др.
Имеются сведения об использовании эпоксидной мастики
УП-296Л для облицовки рабочих камер вибрационных станков.
•Облицованные с помощью эпоксидной мастики УП-296Л рабо-
чие .камеры показали высокую работоспособность вследствие до-
статочной прочности клеевого соединения па отрыв и сдвиг под
действием знакопеременных нагрузок п вибраций, высокого со-
противления химически активным растворам.
Известны также примеры использования устройств для ме-
24
панического крепления облицовки к рабочей камере с помощью
накладных планок, клиповых зажимов и др.
Помимо циркуляционного движения массы загрузки вокруг
т оризоитальной оси рабочей камеры она может перемещаться
и в осевом направлении. На скорость перемещения ее вдоль оси
рабочей камеры оказывает влияние угол ее наклона в горизон-
тальной плоскости относительно оси вала вибратора [33], а так-
же разность возмущающих сил дебалансов, создающих неоди-
наковые амплитуды колебания у одного и другого концов ра-
бочей камеры. Нередко для создания условий направленного
осевого перемещения массы загрузки вдоль рабочей камеры
^например, в установках проходного типа) предусматриваются
направляющие ребра, расположенные по винтовой линии.
Расчет длины рабочей камеры вибрационного станка проход-
ного типа на основе конструктивно-технологических параметров
осуществляется ио методике, изложенной в работе [4].
Для расширения технологических возможностей станков про-
водится модернизация рабочих камер за счет навешивания (за-
крепления) на торцевых стейках сменных рабочих камер не-
долитой емкости в 5 дм3 н более. (Змеиные рабочие камеры при-
чиняются для обработки особо мелких деталей как сухим спо-
>обом, гак и с применением рабочих растворов.
Как отмечалось ранее, наряду с рабочими камерами прямо-
угольной формы применяются кольцевые (тороидпые) и тороид-
но-виитовые спиральные камеры. Как правило,, они изготавли-
ваются путем гибки или вырезки отдельных элементов секций
и последующей сварки их. Используется также метод литья в
земляные формы с последующей очисткой, грунтовкой и окрас-
кой. Как правило, внутренние полости кольцевых (тороидных)
рабочих камер облицовываются резиной путем гуммирования.
Для обеспечения жесткости конструкциям рабочих камер,
’ •обеипо большой емкости, с внешней стороны предусматрива-
' н'я приварка пли отливка ребер жесткости, косынок и других
•лемептов. Для удаления продуктов износа рабочей среды и
обрабатываемых детален на дне рабочей камеры предусмат-
ривается одно или несколько сетчатых отверстий. Для умень-
шения шума, разбрызгивания рабочей жидкости (или пылеоб-
разования при сухом способе) рабочие камеры снабжаются
крышками. По конструкции крышки бывают цельные, состав-
ные, многосекционные; по виду материала, из которого изго-
тавливаются, — стальные, брезентовые, из резииокордной тка-
ни; но принципу действия — откидывающиеся, типа засло-
нок и др.
Вибратор. Является одним из основных узлов вибрационно-
го станка и предназначен для сообщения колебании рабочей
камере. В вибрационных стайках нашли применение следующие
типы вибраторов: инерционные, электромагнитные, пневмати-
ческие и гидравлические [7, 11].
Для правильного выбора типа привода применительно к
дайной конструкции вибрационного станка н конкретным усло-
виям эксплуатации необходимо руководствоваться основными
его динамическими характеристиками, а также эксплуатацион-
ными конструктивными соображениями. При этом решающим
фактором является возможность обеспечения заданных пара-
метров колебании. Независимо от тина вибратор должен отве-
чать следующим требованиям:
а) располагать мощностью, обсч'н<'чпlomeii заданные пара-
метры колебаний;
б) иметь наименьшие габариты при заданной мощности
(т. е. иметь наибольшую удельную мощность);
в) обладать достаточной надежностью, иметь минимальное
количество деталей, быстро выходящих -из строя;
г) располагать оптимальной массой колеблющихся частей;
д) иметь стабильные амплитудно-частотные характеристики
в пределах установленного допуска;
е) обеспечивать плавную работу без дополнительных шумов,
которые вредно отражаются на здоровье обслуживающего пер-
сонала;
ж) -иметь простую регулировку но 'частоте п амплитуде за-
даваемых вибраций, по крайней -мерс в пределах, определяемых
технологическими требованиям и;
з) использовать стандартные источники питания;
и) иметь несложную компановку с рабочим органом;
к) быть простым в нзготовлепни и экономичным.
Так как при работе инерционных вибраторов в зарезонанс-
ных режимах развиваются значительные возмущающие силы,
необходимо особое внимание уделять созданию падежных под-
шипниковых узлов вибратора [И].
Инерционный дебалансный вибратор состоит (рис. 2.6 ? из
неуравновешенной массы 1, называемой дебалапсом и вала 2,
вращающегося в подшипниках, закрепленных в корпусе 3. Кор-
пус крепится к колеблющимся частям станка. Центробежная
сила от вращения дебалапса воспринимается корпусом через
подшипники. Крутящий момент дебалапсному валу сообщается
двигателем, находящимся вне корпуса или встроенными в него.
Дебаланс представляет собой статически неуравновешенный ро-
тор. Основной характеристикой дебалапса является статический
момент массы шг.
26
А16
Вис. 2.6. Инерционный дсбалапспып вибратор
В вибрационных станках чаще всего применяются вибрато-
। ы ненаправленного действия из двух одинаковых дебалансов,
• •всаженных па общий вал, вращающийся равномерно с угловой
с коростыо, соответствующей частоте вынужденных колебаний
Iабочей камеры.
Дебалансы бывают двух типов: с постоянным в процессе за-
пуска и остановки статическим моментом массы (постоянные
небалансы) или с меняющимся в процессе запуска и остановки
статическим моментом массы (выдвижные дебалансы) [ГО]. Де-
балапсы первого и второго типов могут быть регулируемыми и
нерегулируемыми.
Постоянные дебалансы представляют собой простые по кон-
(i игурации, неуравновешенные относительно оси вращения де-
ил и.
I (('возможность изменения возмущающей силы вибратора с
гостоянпым дебалансом (при сохранении его частоты вращения)
раничиваст применение его в вибрационных станках. Пред-
почтительны регулируемые вибраторы, позволяющие изменять
в определенных пределах статический момент дебалансов. Кон-
структивно— это чаще всего раздвижные дебалансы с плавной
вли ступенчатой регулировкой момента, реже — с дополнитель-
। ыми съемными грузами.
Раздвижные дебалансы состоят из неподвижной части, жест-
• о закрепленной на валу вибратора и подвижной части, которая
пожег поворачиваться относительно неподвижной на некоторый
27
угол и закрепляться в таком положении. Поворот одной части
дебалапса относительно другой изменяет суммарный статиче-
ский момент. Раздвижные дебалансы позволяют изменять вели-
чину статического момента ступенчато или плавно. Недостаток
плавно регулируемых раздвижных дебалансов существующих
конструкций — низкая надежность закрепления поворотной ча-
сти дебалапса.
Неподвижная н подвижная части дебаланса имеют обычно
одинаковые статические моменты. Суммарный статический мо-
мент такого дебалапса подсчитывается по формуле
П1Г (тг)111;1х cos ,
где (nir)iiiax -максимальный статический момент дебалапса три
совмещении обеих его частей;
ср — угол поворота частей дебаланса относительно
друг друга.
Дебалапсы со съемными грузами состоят из основного деба-
лапса и съемных грузов. Изменение статического момента осу-
ществляется за счет установки грузов различного веса и, иногда,
изменением их количества.
Недостатком вибраторов со съемными грузами является не-
обходимость тщательной установки грузов, затяжки и особенно
стопорения болтовых соеднпений и повседневного наблюдения
за ними для обеспечения безопасности эксплуатации.
В вибрационных станках встречаются инерционные вибрато-
ры со встроенным электродвигателем (неуравновешенные грузы
располагаются на валу ротора электродвигателя) п вибраторы,
изготавливаемые без собственного привода, получающие враще-
ние через гибкие элементы от отдельного электродвигателя, за-
креп ленного неподвижно.
Для работы с повышенными амплитудами в зарезопап'.иой
зоне создана конструкция поршневого вибратора с безрезоюапс-
ны.м эффектам (Авт. свид. № 358135), обеспечивающего спо-
койный запуск и останов вибрационного станка с минимальным
возмущающим моментом при пуске и останове. Это достигается
за счет вращающихся цилиндров вибратора, в каждом из кото-
рых установлен поршень-дебаланс с автоматическим ходом На-
ходят применение и другие конструкции вибраторов.
В зависимости от технологического назначения и конструк-
тивных особенностей вибрационных станков внбровозбудптелн
разделяют по расположению: с горизонтальными и вертикально-
наклонными осями. Вибраторы с горизонтальным дебалапсаым
валом используются в станках с прямолинейной формой рабо-
28
чей камеры. Вибратор в большинстве случаев монтируется под
рабочей камерой (либо под вибрационной площадкой) в плос-
кости симметрии вибрационного станка (рис. 2.7, а). Однако
встречаются конструкции вибрационных станков, в которых виб-
раторы располагаются: под углом 15—30° к горизонтальной оси
симметрии рабочей камеры (рабочих камер) (рис. 2.7,6), между
рабочими камерами на двухкамерных вибрационных станках
(рис. 2.7, в), на впброплощадке рядом с рабочей камерой
(рис. 2.7, г) и т. д.
Р и с . 2.7. Расположение вибраторов: а — в плоскости симмет-
рии станка; б — под углом к вертикальной оси симметрии;
н между рабочими камерами; г — рядом с рабочей камерой;
J симметрично относительно рабочих камер
В работе [10] приведен пример разработки и внедрения в
промышленность двухкамерного вибрационного станка с располо-
жением двух вибраторов в вертикальной плоскости симметрич-
но относительно камер (рис. 2.7, д). Аналогичные конструкции
вибрационных станков приведены в работах [4, 41]. Указанное
расположение вибраторов позволило сократить габариты станка
в плане и улучшить условия его эксплуатации.
При разработке вибрационных станков с удлиненными ра-
бочими камерами возникает необходимость расположения и со-
29
Р и с. 2.8. Схема регулировки взаимного расположения подвижных
дебалансов относительно неподвижных
единения ряда вибраторов в линию. В этом случае валы отдель-
ных вибраторов между собой соединяются муфтами, представ-
ляющими собоп1Ьтрсзкп резино-тканевых (дюритовых) шлангов,
закрепляемых стяжными муфтами на концах соединяемых ва-
лов. В станках с рабочими камерами большой протяженности
(с Lmax^’2000 мм) н большой грузоподъемности (от 500 кг и
более) для соединения отдел ьных вибраторов используются кар-
данные шарниры [4].
30
Не останавливаясь па подробном описании конструктивных
особенностей вибратора с вертикальной осью вибрационного
станка УВСО-6, рассмотрим схему регулировки (рис. 2.8) вза-
имного расположения подвижных дебалансов относительно не-
подвижных и влияние ее па производительность процесса ме-
талл осъема.
По результатам металлосъема отмечено, что наиболее ин-
тенсивное движение и перемешивание рабочей среды и деталей
происходит при угле сдвига верхнего дебаланса относительно
нижнего на 105°—150°, при котором существенно изменяются
составляющие амплитуды колебаний. Величина этого угла за-
висит от грануляции и плотности частиц рабочей среды. Угол
поворота верхнего дебалапса определяется по лимбу. Верти-
кальная составляющая амплитуды колебаний от величины сме-
щения дебалансных грузов практически не зависит и регулиру-
ется весом верхнего дебаланса.
В работе [10] показано, что -использование в вибрационных
станках вибраторов с регулируемой на ходу амплитудой коле-
бания повышает производительность обработки па 30—45%.
Устройство с поворотом дебалансных грузов инерционного
вибратора на ходу нснользустся на установке УВГ-70М. Ориги-
нальные инерционные вибраторы с устропством для изменения
угла новорога дебалансовых грузов на ходу станка от комапдо-
аинарата и гидроусилителя описаны в работе [10].
Другие типы вибраторов: электромагнитные, пневматические,
гидравлические — ие приводятся в связи с тем, что их приме-
нение пока ограничено, хотя имеются отдельные случаи их эф-
фективного использования в конструкциях вибрационных станков.
Наиболее слабым звеном в конструкции вибраторов являют-
ся подшипники. Они подвержены действию больших инерцион-
ных сил, вследствие чего их долговечность (в особенности сепа-
раторов) существенно снижается. В настоящее время в СССР
и за рубежом в вибраторах вес* более широко применяются спе-
циальные* внброустойчнвьк* роликонодшииннкп с повышенным
начальным радиальным зазором и монолитным сепаратором из
цветных металлов пли пластмассы (латуни, бронзы, дюралю-
миния, текстолита, полиамидов), центрированным по наружно-
му кольцу подшипника [7]. Повышенный радиальный зазор
позволяет до известных пределов компенсировать неточность
изготовления и перекосы при сборке, а также температурные
деформации колец подшипников, возникающие вследствие тре-
ния сепаратора о поверхность кольца.
Использование в виброустойчивых подшипниках центриро-
ванных по наружному кольцу массивных сепараторов позволяет
31
значительно снизить износ гнезд и деформации сепаратора no,ij
воздействием вибрационных нагрузок, улучшить доступ смазка
к наиболее нагруженному внутреннему’кольцу, а также услови?
отвода тепла, возникающего вследствие трения сепаратора о по
верхность кольца.
Для обеспечения длительной бесперебойной работы вибра
тора немаловажную роль играет правильная смазка его под
шипников. Применяются густая и жидкая смазки. При эксплуа
тацип высокооборотных инерционных вибраторов чаще приме
няют жидкие смазки. Более подробные указания о смазочные
материалах можно найти в справочной литературе. Для заливу
и слива масла в корпусе вибратора устраиваются отверстия i
пробками для слива и масленки.
Привод. В соста
привода большииств
вибрационных станко.
входят: электродвигг
тель, клипоременная пе
редача 1, сменные шкг
вы, (вибратор 4, промс
жуточпый вал 2
его опора, эластичны
муфты 3 (рис. 2.9).
В приводах -псполе
зуются электродвигг
'гели постоянного ил
Рис. 2.9. Схема привода вала вибратора переменного ТОКа тр(
буемой мощности. Дв1
гатели постоянного тока обеспечивают бесступенчатое регулирс
ванне числа оборотов в довольно широких пределах, но они бс
лее дороги и требуют применения источников постоянного ток;
Поэтому применение их не всегда оправдано. Двигатели ра(
оматриваемых вибрационных станков, как правило, не соверши
ют значительных динамических нагрузок. В связи с этим обычн
используют асинхронные двигатели трехфазного то.ка единой о
рии, основного исполнения и с повышенным пусковым м(
ментом.
При выборе пли расчете мощности электродвигателя исходя
обычно пз опытных данных 13|, устанавливающих, что па кая
дые 251M3 объема рабочей камеры требуется около 1 кВт мои
мости электродвигателя. Однако длительная эксплуатация ви(
•рационных станков отечественных конструкций показала, чт
указанная мощность является завышенной. Так, например, ст;
32
пок с объемом рабочей камеры 100 дм3 имеет электродвигатель
мощностью 1,7 кВт, а станок с объемом рабочей камеры
200 дм3- - электродвигатель мощностью 4,0 кВт.
Сведения из зарубежной практики также указывают на зна-
чительное уменьшение .мощности электродвигателей, являющих-
ся приводом вибраторов. На 1 кВт мощности электродвигателя
приходится ориентировочно не менее 50 дм3 объема рабочей ка-
меры, причем эта величина возрастает с увеличением объема
рабочей камеры и достигает 100—200 дм3 на 1 кВт мощности
электродвигателя для крупных вибрационных станков. Передача
вращения от главного электродвигателя на промежуточный вал
осуществляется в большинстве конструкций станков с помощью
2- или 3-ступепчатых сменных шкивов и клиноременпой пере-
дачи. Применение ступенчатых шкивов позволяет получать не-
сколько частот колебаний возмущающей силы — по числу сту-
пеней шкива. Для регулирования частоты вращения вала виб-
ратора применяются также вариаторы скоростей [10], коробки
скоростей [32] и другие устройства.
Для большей изоляции вибрирующих частей станка от не-
подвижных в цепи передачи крутящего момента между проме-
жуточным валом и валом вибратора ставят эластичные муфты.
В последние годы находят применение вибрационные стан-
ки, оснащенные гидравлическими пульсационными приводами.
На рис. 2.10 приведена упрощенная схема гидравлического при-
вода вибрационного станка. Генератор колебаний 1 имеет при-
водной двигатель постоянного тока ЭА и связан соответственно
с двумя гидравлическими пружинами 2, выполненными в виде
поджатых до эллиптического сечения гидравлических шлангов.
При работе генератора к гидравлическим пружинам подводится
изменяющийся по синусоидальному закону объем жидкости, ко-
торый деформирует шланги. Деформация шлангов через крон-
штейн передастся внброплощадке 3, на которой установлена
рабочая камера.
Упругие связи предназначены для объединения колеблющих-
ся масс в единую упругую систему, либо для снижения дина-
мических нагрузок па основании станка. В отдельных случаях
упругие связи могут выполнять обе эти функции.
Наибольшее распространение в конструкциях вибрационных
станков получили упругие элементы, выполненные в виде сталь-
ных винтовых пружин, реже рессор. Для виброизоляции приме-
няются также резинометаллические детали. Находят примене-
ние иневмоупру.гие связи, отличающиеся простотой конструкции
и возможностью изменения в широких пределах их упругих
характеристик.
(3 2. Зак. 135
Упругие связи являются важными элементами вибрационных
станков. От их характеристики прочности и надежности во мно-
гом зависят режим работы, безаварийность и эффективность
эксплуатации. Поэтому дальнейшее развитие производства стаи-
Р.ИС. 2.10. Схема гидравлического привода вибрационного
станка
ков для вибрационной обработки потребует применения более
совершенных упругих элементов, простых но устройству, неслож-
ных в изготовлении, долговечных н надежных в работе.
Основным параметром упругой связи является жесткость.
По виду характеристики упругой восстанавливающей силы упру-
гие связи можно разделить на две большие группы: связи с ли-
нейными и нелинейными характеристиками. Нелинейности в ха-
рактеристиках упругих связей возникают из-за нелинейности
характеристик материала и конструкции. В первом случае воз-
никают, как правило, сравнительно небольшие нелинейные эф-
фекты, во втором — степень нелинейности принципиально может
изменяться в неограниченных пределах.
В вибрационных станках в основном применяются пружины
сжатия, которые воспринимают не только продольно-осевую
сжимающую нагрузку, но и поперечную изгибающую вследствие
эллиптической траектории колебания. Винтовые пружины вы-
полняются цилиндрическими пли коническими из круглого ма-
териала.. Упругая характеристика конических пружин нелиней-
34
на, однако процесс пх изготовления сложен и экономически для
получения нелинейных связей выгоднее идти по пути комбини-
рования различных цилиндрических пружин.
Имеются конструкции вибрационных станков, упругие связи
которых состоят из винтовых цилиндрических пружин и полу-
круглых (С-образных) рессор. Жесткость последних значитель-
но меньше основных цилиндрических пружин. Назначение по-
лукруглых рессор — удерживать колеблющиеся массы станка
при прохождении зоны резонанса в тех случаях, когда макси-
мальная амплитуда колебаний превышает статическую деформа-
цию опор под воздействием собственного веса колеблющихся
частей.
Рис. 2.-Ш. Схема закрепления пружин
В вибрационных станках пружины испытываю г знакопере-
менную нагрузку. Их закрепление производится специальными
пробками — ввертышамп, либо вкручиванием крайнего витка в
петлю для крепежного болта (рис. 2.1!). При применении про-
бок для облегчения смены пружины (в случае поломки) край-
ние витки не прижимаются и не обрабатываются, как это дела-
ется в пружинах, работающих па сжатие, а лишь производится
запиливание их для заправки в пробку. Эта конструкция наибо-
лее надежна и обычно применяется при диаметре проволоки
более 5 мм. Винтовая пробка захватывает 1,5—2,5 витка. Креп-
ление посредством отгиба и скручивания крайнего витка услож-
няет технологию изготовления пружин, и, кроме того, при рабо-
те возникает перегрузка отогнутых витков, вследствие чего в
расчете пружин должны применяться пониженные допускаемые
напряжения.
Пружины могут устанавливаться комплектами из двух штук,
35
2*
Рис. 2.12. 1 liicBMoynpy-
гие связи: а -• - лневмобу-
фсры; 6 — с жестким
центром; в — резинокорд-
пые лпевмобаллоны; 1 —
диск; 2 — диафрагма; 3 —
кольцо; 4 — опора
36
каждая из которых работает только на сжатие [7]. Расчет этих,
пружин производится так же, как и одиночных.
Пневмоупругие связи могут быть в виде ппевмобуферовь
(рис. 2.12, а) и пневмобуферов с жестким центром (рис. 2.12, б) ..
Кроме того, в последнее время находят также применение рези-
нокордпые пиевмобаллопы (рис. 2.12, в).
Пневмоупругие связи обладают рядом достоинств: большой
грузоподъемностью при относительно малой жесткости, возмож-
ностью изменения без остановки машины жесткости упругого
элемента за счет изменения в нем давления воздуха, что облег*
чает использование этих элементов в системах автоматического
регулирования, нелинейностью характеристики, улучшающей
амортизационные качества, надежностью и долговечностью, про-
стотой конструкции и обслуживания, бесшумностью в работе.
К недостаткам пневмоупругих связей следует отнести зависи-
мость их характеристики от давления в сети сжатого воздуха.
При питании от общей сети, где давление составляет 4—6 атм.
они имеют небольшую жесткость и могут применяться в станках
легкого типа. Для тяжелых станков с. большими колеблющими-
ся массами необходимо применение упругих связей с большей
жесткостью. Это вызывает необходимость увеличения количе-
ства таких связей и ведет к усложнению конструкции станка.
Одним из путей увеличения жесткости пневмоупругих связей,
является их секционирование. хЧногосекциопная ппевмоупругая
связь состоит из ряда эластичных резиновых оболочек.
Жесткость секционированной пневмоупругой связи пропор-
циональна числу параллельно установленных оболочек.
Муфты. Передача вращения от отдельно закрепленного элект-
родвигателя валу вибратора обычно передается через эластич-
ную муфту. Для большей изоляции вибрирующих частей станка
от неподвижных в цепи передачи крутящего момента на валу
вибратора помещают две эластичные муфты, разделенные про-
межуточным валом небольшой длины. Хорошо зарекомендова-
ли себя муфты с упругой резиновой оболочкой [41].
Существуют и другие конструкции гибких связей между ва-
лом вибратора и промежуточным валом: отрезки дюритового-
шланга, цилиндрические пружины, диски и лепестки из проре-
зиненных материалов, установленные на концах соответствую-
щих валов и соединенные болтами. Так, например, в конструк-
ции станка ВМИ-1004А [32] используется гибкая муфта, соеди-
няющая выходной вал коробки скоростей с валом вибратора.
Она выполнена из толстостенного резинотканевого рукава, внут-
ренняя полость которого заполнена деревянными пробками,,
предотвращающими его скручивание. Рукав закреплен на шей-
37
ках валов двумя полумуфтами. Свободная длина его должна
обеспечивать колебания виброплощадки в пределах до 30 мм в
любую сторону. Поэтому она выбирается равной или большей
четырех диаметров рукава. Применение такой муфты,, по мне-
нию авторов, повышает работоспособность станка по сравнению
с различными карданными устройствами. Промышленные испы-
тания этого узла показали высокую надежность.
Виброизоляторы. Эффективность виброизоляторов (аморти-
заторов) зависит от правильного выбора их жесткости и распо-
ложения. В вибрационных станках в качестве виброизоляторов
применяются стальные пружины, пружинно-пластмассовые, ре-
зипометаллическпе и резиновые амортизаторы [7]. Амортизато-
ры с резиновыми деталями обычно компактны и имеют простую
конструкцию, удобны в эксплуатации -и применяются сравни-
тельно чаще других. Жесткость амортизаторов должна -быть
такой, чтобы частота собственных колебаний основания па амор-
тизаторах была в несколько раз меньше частоты колебаний ра-
бочей камеры и вибратора. Применение виброизоляции без пред-
варительного расчета недопустимо, так как ее эффективность
может быть существенно снижена и нет гарантии, что вместо
положительного эффекта не ухудшатся условия эксплуатации
станка.
Для увеличения устойчивости — повышения поперечной при
сохранении постоянной продольной жесткости — амортизирую-
щие элементы делают сборными (слоеными), состоящими из
ряда цилиндрических амортизаторов с металлическими дисками.
В работе [7] приведены примеры конструкций резнпометал-
.личсских амортизаторов сжатия. В вибрационных станках реко-
мендуется использовать стандартизованные впбропзоляторы.
Для изоляции вибрационных станков с большими несбалансиро-
ванными массами используют донолннтсльпые устройства.
Виброплощадка. В некоторых моделях вибрационных стан-
ков (чаще всего многокамерных) имеется специальный узел —
!виброплощадка, на которой монтируются сменные рабочие ка-
меры. Опа опирается на упругие связи и к пей крепится вибра-
тор. Виброплощадка выполняется в большинстве случаев в виде
сварной плиты, па которой предусматриваются места крепления
рабочих камер и других узлов. Крепление камер должно быть
надежным и в то же время быстросъемным.
Вибронлощадка воспринимает возмущающий момент вибра-
тора и передает его рабочей камере (камерам), поэтому ее кон-
струкция, также как и рабочей камеры, должна быть достаточ-
но жесткой, для 'того чтобы в ее элементах не возникали пара-
зитные колебания н резонансные состояния.
:38
Система циркуляции рабочей жидкости. Важную роль в ра-
боте вибрационного станка выполняет система циркуляции жид-
кого наполнителя, обеспечивающая подачу жидкости в рабочую'
камеру в необходимых количествах, отвод ее из рабочей каме-
ры вместе с продуктами износа рабочей среды и обрабатыва-
емых деталей, очистку для последующей подачи в рабочую ка-
меру. Система включает следующие устройства: бак-отстойник,
трубопровод, насос с фильтром, краны. Бак-отстойник изготов-
ляется обычно сварным из листовой стали с внутренними пере-
городками. Емкость его выбирается приближенно из расчета
0,7—1,2 дм3 па 1 дм3 объема рабочей камеры. К основному ба-
ку-отстойнику рекомендуется устанавливать сверху дополнитель-
ный приемный бачок для грубой очистки стекаемой жидкости.
В этом бачке оседают наиболее крупные частицы, поэтому он
сравнительно быстро засоряется, особенно при работе с абра-
зивными средами пониженной твердости. Небольшие размеры
и вес, а также свободный доступ позволяют сравнительно легко
и часто очищать его. Кроме того, наличие бака грубой очистки
предохраняет основной бак-отстопппк от частых загрязнений и
уменьшает число его периодических промывок. Бак-отстойник
может располагаться рядом со станком пли под ним, в приямке.
Для отвода раствора с продуктами износа из рабочей камеры
применяют гибкий дюритовый шланг. Длина его должна быть-
минимальной, недопустимы также перегибы с малыми радиуса-
ми. При несоблюдении этих условий в местах изгиба шланга или
на участках большей длины образуются трудпоудаляемыс проб-
ки из продуктов износа.
Кожух. Станки небольших размеров, с объемом рабочей ка-
меры до 100—150 дм3 обычно полностью закрывают кожухом;
у более крупных рабочая камера сверху остается открытой. Ко-
жух служит шумопоглощающим элементом и вместе с тем суще-
ственно улучшает внешний вид установки. Для обслуживания
в процессе работы и наладки в кожухе делают проемы, закры-
ваемые крышками. Кожух чаще устанавливают и закрепляют
па основании, а в местах крепления размещают резиновые про-
кладки. В ряде случаев для полной изоляции кожуха от вибра-
ций, передаваемых основанием, его устанавливают на пол, за-
крывая основание с небольшим зазором по его периметру. Ко-
жух может быть изготовлен из листовой стали или пластмасс
с повышением жесткости отдельных мест за счет установки про-
филей. Металлический кожух покрывают изнутри звукоизолиру-
ющей мастикой или облицовывают звукоизолирующими мате-
риалами.
39
3. МЕТОДИКА РАСЧЕТА ВИБРАЦИОННЫХ СТАНКОВ
3.1. УРАВНЕНИЯ ДВИЖЕНИЯ РАБОЧЕЙ КАМЕРЫ
Режим работы вибрационных станков для обработки деталей в
значительной степени зависит от характера движения рабочего
органа и взаимодействия его с загрузкой.
Большинство современных станков для обработки деталей
работает в режиме непрерывного подбрасывания. Для получе-
ния исходных данных, необходимых при расчете элементов кон-
струкций станков, следует определить характер движения рабо-
чей камеры и учесть закономерности соударения загрузки и ка-
меры. Эксперименты показывают, что в процессе соударения,
особенно в мощных станках, развиваются большие усилия, су-
щественно влияющие на процесс виброобработки, и что переме-
щаемая масса рабочей среды и деталей не влияет на собствен-
ную частоту рабочего органа [47]. Воздействие загрузки в
режимах с подбрасыванием является источником дополнитель-
ных колебаний камеры с меньшей, чем вынужденная, частотой.
Для получения простого, но достаточно точного метода инже-
нерного расчета вибрационных станков в дальнейшем принима-
ются некоторые уточняющие предположения о характере дви-
жения рабочей камеры п соударения загрузки с ее стенками.
В результате получены формулы, позволяющие определить ос-
новные параметры колебаний рабочей камеры. Исходными дан-
ными для проектирования служат: технологический процесс:
размеры и материал обрабатываемых деталей; объем рабочей
камеры; амплитуда вынужденных колебаний камеры; частота
вынужденных колебаний камеры.
Движение рабочей камеры вибрационных станков с различ-
ными допущениями неоднократно исследовалось в работах [15,
25, 29, 48]. Характер движения — гармонические или близкие к
ним колебания.
У большинства используемых в промышленности вибрацион-
ных станков жесткости связей обычно соответственно равны
между собой, а их расположение симметрично относительно оси
камеры и всей .конструкции. Поэтому можно допустить, что
центр тяжести всей системы расположен на вертикальной оси
камеры. Ось вращения дебалапса в большинстве случаев тоже
находится па оси симметрии камеры. Такие предположения, от-
ражая общепринятые конструкции машин, значительно упро-
щают расчетные формулы. С учетом сказанного расчетная схе-
ма вибростапка представлена па рис. 3.1.
<40
В процессе работы:
вибрационный станок
преодолевает различ-
ные сопротивления. Ос-
новной вид сопротив-
ления — силы внутрен-
него трения между ча-
стицами абразива, де-
талями и стенками ра-
бочей камеры. Силы
эти носят характер су-
хого трения и постоян-
ны по величине (не за-
висят от скорости).
Под действием воз-
мущающей силы деба-
лансов in гео2 рабочая
камера станка совер-
шает сложные колеба-
тельные движения: по-
ст у п а тельное с а-м и л и -
Рис. 3.1. Расчетная схема вибрационного станка Ту -щущ Дх и Ау (по эл-
липсу) н вращательно-
колебательное вокруг центра тяжести системы О с угловой амп-
литудой колебаний Аф — для тех станков, у которых центр вра-
щения дебаланса не совпадает с центром тяжести. В работе [15]
для такой расчетной схемы получены следующие уравнения дви-
жения камеры:
х==Ах cos (cot — у);
у=Ау cos(o)t —у);
(р== А(р cos(«)t — У'(),
где
Ау = —Цг— cos 7;
Ру ,
41
cos yy>;
:-где
Г SKx
' ~~м~
1 ГSKx Zj + SKy/?
V Mig
'-собственные частоты колебаний камеры соответственно: гори-
зонтальная, вертикальная н вращательная,
где у, у<р — углы сдвига фаз вследствие сопротивления;
/1 — расстояние от точек присоединения упругих свя-
зей до вертикальной оси симметрии рабочей ка-
меры;
/2 — расстояние от точек присоединения упругих свя-
зей до центра тяжести системы;
h — расстояние оси вращения дебаланса от центра
тяжести системы;
g0= I/ ——радиус инерции системы относительно центра тя-
жести;
I — момент инерции массы движущихся частей стай-
ка М относительно центра тяжести системы;
г — расстояние центра тяжести дебаланса от оси вра-
щения (эксцентриситет массы);
m — неуравновешенная масса дебалапса;
sin у =
f
о
gr eo-
sin у? = -у-sin у;
где а — расстояние от центра тяжести загрузки .камеры до цент-
ра тяжести системы (рис. 3.1);
f — коэффициент сопротивления колебаниям.
3.2. ВЗАИМОДЕЙСТВИЕ КАМЕРЫ С ЗАГРУЗКОЙ
.Режим непрерывного подбрасывания, в котором работают вибра-
ционные станки, характерен тем, что этап подбрасывания сле-
42
дует сейчас же за этапом соприкосновения загрузки — среды и
деталей. Это позволяет рассматривать влияние загрузки на ка-
меру как действие периодических импульсов в момент соударе-
ния [17].
Известно, что при упругом соударении двух тел ударный,
импульс, действующий на каждое тело, равен
AS2 = - ASt -=(1 Ч- R)(V1 - v2) ? (3.2)
пц -h ni2
где Vi — v2— относительная скорость соударяющихся тел;
f f
V1 ” v2
R=------------коэффициент восстановления, представляю-
Vj — v2
щий собой отношение относительных скоро-
стей после удара и до удара;
mi, гп2— массы соударяющихся тел.
Нормальная относительная (к камере) скорость частицы за-
грузки в момент соприкосновения с поверхностью стенки камеры
может быть определена из уравнения [16]
Уп - (tn — to ) g cos a b(0 [cos (<otn— ey) — COS (cotjj — e )] ф yj .
(3.3)
1 Tn
где tn= -----момент падения частицы;
(О
.* %
t0 = — —момент отрыва частицы от виорирующеи поверх-
03 пости;
х сорад/с — частота вынужденных колебаний камеры;
b — приведенная нормальная амплитуда колебаний
точки камеры, соударяющейся с частицей;
уЗ —нормальная скорость в момент отрыва частицы от
поверхности камеры.
Для режима непрерывного подбрасывания время полета части-
цы можно принять равным [5]
tn-i;- —,
откуда
_ 2яр + 5*
tn — 7
(О
где р — кратность продолжительности полета частицы к период}
колебаний при установившемся движении.
43
Считая удар частиц упругим (R=H=O), находим скорость от-
зыва частицы относительно вибрирующей поверхности камеры:
Уо = — Ryn.
.Подставляя в уравнение (3.3) полученные значения tn, t*, ,
.находим:
Уп-
2тср
—- -g COS а.
(О
(3.4)
1 + R
’'Сумма проекций нормальных импульсов соударяющихся частиц
.на ось Y (рис. 3.2) составит:
^2 = -ES, = (l+R)y;ci)^-,
где
ТС тс
2 2
1 f • < 1 р 1 2кр
Упсо = ---------- yncosada =--------------------—1-
тс тс J тс J 1 + R ОУ
2 + 2 __ — _ 2L
2 2
X geos2 a da,
тс
• 1 2р (• .> « 1 тср
Уг.ср = - — V & C0S' a d a = — Г—T- — g
1 Н К о) J I 4- К <0
тс
“Т
«следовательно:
SS2 = - SS, = — g
О)
М3М
М34- М ’
(3.5)
где М3 — масса загрузки;
М —масса колеблющихся частей машины.
Располагая величиной периодического импульса, действу-
ющего на камеру в момент се соударения с загрузкой, можно
.приближенно определить колебания камеры, которые она вы-
зывает. С этой целью воспользуемся замкнутым способом ре-
шения подобной задачи [37].
44
Рис. 3.2. Схема относительных скоростей части-
цы загрузки в момент соударения с камерон
п — коэффициент вязкого сопротивления;
В таком случае
длительность каждо-
го импульса прини-
мается исчезающе
малой. Периодиче-
ский импульс вызы-
вает свободные коле-
бания, (Которые под
действием сил не-
улругого сопротивле-
ния затухают. В слу-
чае вязкого сопро-
тивления движение
описывается уравне-
нием:
ys=Ase-nt sin (p*t +
+ а), (3.6)
где ___________
р._> = |/ — п2— ча-
стота свободных ко-
лебаний;
л S е111
As = —-----, — --.г-.-— амплитуда колебаний;
М р* У e2nT - 2enT cos р* Т + 1
а = arete —----------------начальная фаза колебаний.
enT — cos рФ Т
В нашем случае согласно формуле (3.5)
тер М3 М
— g ---------
«о ь М3-| М
7ф М
—— О* ________
“> 1 кз
2тс
Т = рТ0=р------период переключения установившегося дви-
(0
жения загрузки (период импульсов).
Используя выражение коэффициента относительного ускоре-
д
пия w0= —— и подставляя значение импульса, получим для
g
амплитуды колебаний формулу:
w0 (1 + k3)~ e2nT — 2enT cos р* Т + 1
45
Для краткости записи вводим следующие обозначения:
яр _ епТ
Wo (1 + кз) Vе2пТ - 2е,,т со5рЛ+1 ’
As = —рНу.
(3.7)
В тех случаях, когда период импульсов Т в целое число раз
2я
.больше собственного периода колебаний — , наступает резо-
Р
ианспый режим, при этом
cos р*Т= 1,
следовательно:
р* епТ _ 1
w0(l + k3) е 1
(О
Из последнего уравнения следует, что резонансная амплитуда
при наличии сопротивления является конечной величиной, тем
меньшей, чем больше сопротивление (коэффициент п).
Для определения величины р воспользуемся графиком рабо-
ты [5]г на «котором показаны области существования и устойчи-
вости режимов с непрерывным подбрасыванием при разных зна-
чениях р и в зависимости от значения коэффициента восстанов-
ления R и относительного ускорения w0 (рис. 3.3).
Рис. 3.3. Области применения и устойчи-
вость режимов с непрерывным подбрасыва-
нрсдставляет собой отно-
шен немассы колеблющих-
ся частей машины к мас-
се загрузки, т. е.
В непосредственный кон-
такт с рабочей камерой
входит не вся масса за-
грузки, а лишь 20—40%.
Остальная среда переме-
щается иод влиянием ак-
11ием тпвного слоя, соприкасаю-
щегося со стенками рабо-
чей камеры. Это явление довольно четко фиксируется ускорен-
ной киносъемкой процессов виброобработки.
46
Чем выше интенсивность колебаний (больше значение w0),
тем меньшая часть загрузки соударяется с камерой. Поэтому
при определении коэффициента к3 необходимо в его формулу
1 вводить не всю величину массы М3, а только часть ее в указан-
ных выше пределах.
Используя принцип суперпозиции (наложения воздействия),
напишем уравнение движения камеры с учетом обратного воз-
действия массы загрузки, начало отсчета времени совместив с
моментом падения и взлета частиц t0:
у=Ау sin (cot + cot0 — у)— |3Aye“nt(sin p*t a). (3.8)
Величина фазового угла coto — у, отвечающего в рассматрива-
емом режиме моменту падения и отрыва частиц от камеры, опре-
деляется уравнением [5]:
(3.9)
w0 1 -I R
В уравнении (3.8) первое слагаемое описывает вынужденные
колебания камеры под действием дебалансов, второе — собствен-
ные колебания камеры иод воздействием массы загрузки.
На рис. 3.4 представлен график, построенный по уравнению
(3.8): первое слагаемое изображается сплошной, второе — пунк-
тирной и суммарное — штрих-пунктирной линиями. Кривые на
этом рисунке построены по следующим параметрам:
Ау=5 м.м — амплитуда вертикальных .колебаний;
<0=151 рад/с — частота вынужденных колебаний;
R=0,10 — коэффициент восстановления;
— =0,7 — отношение частоты собственных колебаний (суче-
(0
том демпфирования) к частоте вынужденных;
п = 25 — коэффициент вязкого сопротивления;
1 М a rr г
к3 =—=2,66 отношение масс колеблющихся частей машины
М3
и загрузки.
Как известно из теории колебаний, уравнение (3.8), описы-
вающее сложное колебание камеры с учетом обратного воздей-
ствия загрузки, не является гармонической функцией. Это слу-
чай сложения двух гармонических колебаний с неодинаковым
периодом, когда амплитуда и угол сдвига фаз суммарного дви-
жения не постоянны, а периодически изменяются [35].
Вибрационные станки обычно работают в зарезонансном
режиме, поэтому частота собственных колебаний р* меньше вы-
47
11
Рис. 3.4. Суммарные колебания камеры: вынужденные, импульсные,
суммарные
нужденпых о). Дополнительные колебания камеры с низкой ча-
стотой при определенных сочетаниях параметров машины и за-
грузки могут иметь значительные амплитуды, нс допустимые
для некоторых технологических процессов, например полирова-
ния. Поэтому при проектировании вибрационных станков сле-
дует проверять допустимость амплитуд по формуле 3.7.
Как'следует из этой формулы, относительная величина ампли-
туд таких колебаний р будет тем меньше, чем ближе отношение
Р*
частот — к единице, что соответствует резонансному режиму.
(О
Абсолютная величина амплитуд будет расти с увеличением ин-
тенсивности колебаний вследствие увеличения периода импуль-
сов р. Поскольку дополнительные колебания с меньшей часто-
той в какие-то периоды гасят основные колебания камеры с ча-
стотой возбуждения со (рис. 3.4), рекомендуется с целью ком-
пенсации при расчете дебалансов повышать расчетную амплиту-
ду основных колебаний Ау на 10—15%.
С учетом сказанного расчетная величина статического мо-
мента дебалансов определяется из уравнения
48
/Ру \
1—^ — 1 I м
тг= (1,104-1,15) Ау-А^----L----. (3.10)
cos 7
Принятые обозначения те же, что и в формулах (3.1).
* у
3.3. РАСЧЕТ УПРУГИХ СВЯЗЕЙ
Суммарная жесткость упругих связей станка определяет собствен-
ную частоту его колебаний, и эта зависимость устанавливается
формулой: ।
бку = -2- = р?м, (3.11)
V
где Q — осевая нагрузка;
f — деформация;
ру — собственная частота колебаний в направлении дей-
ствия силы Q;
•М—масса колеблющихся частей машины.
Анализ зависимости движения рабочей камеры вибрацион-
ного станка от основных параметров [12] показывает, что с уве-
личением жесткости упругих связей давление на подшипники
вала вибратора снижается, а давление на упругие связи возра-
стает. Согласно формуле (3.11), увеличение жесткости упругих
связей приводит к повышению собственной частоты колебаний.
Из трех режимов колебаний — дорезонансного (ру><о и
рх>(о), резонансного (ру = <х> или рх=(о) и зарезонансного
(ру<(о и рх<Ссо)—в настоящее время для вибрационных стан-
ков может быть рекомендован последний.
Резонансный режим работы станков желателен вследствие
уменьшения величины динамических усилий на основание и за-
трат энергии на преодоление вредных сопротивлений. Вместе с
тем работа вибрационных станков в резонансном режиме весь-
ма неустойчива, что объясняется нестабильностью сопротивле-
ний движению рабочих сред. Это ограничивает применение ре-
зонансного режима при виброобработкс. Создание вибраторов с
автоматически меняющейся частотой и конструкций упругих свя-
зей с нелинейной характеристикой позволит обойти это препят-
ствие. В этом направлении ведутся исследования.
По сравнению с дорезонансным зарезонансный режим имеет
преимущество: значительное уменьшение давления на упругие
связи и подшипники вала вибратора.
Давление на упругие связи при зарезонансном режиме бу-
49
дет равно разности между силой инерции, развиваемом мас-
сой М, и силой инерции массы гл, так как они направлены в
разные стороны [19]. Поэтому
р*о = рм - РГ„ = Мус о>2 = pJm; '
Pg = Мхс (о2 - р„,
(3.12)
где ус=Ау,
хс=Ах + — экстремальные отклонения массы М от рав-
новесного положения;
ру и Р* —давление па подшипники вала вибратора в на-
правлении оси у или х;
/2 — расстояние от центра колебаний до оси горизонтальных
упругих связей (рис. 3.1).
При выборе жесткостей упругих связей следует руководство-
ваться следующими соображениями:
— для станков, работающих в зарезонансном режиме, жест-
кость должна выбираться возможно меньшей, так как переход
Р и с. 3.5. Зависимость давления па подшипники рото-
ра Pm упругих связей Ро от отношения частей —
50
через резонанс происходит легче при наиболее низких угловых
скоростях дебалансов (со);
— упругие связи должны иметь возможность при переходе
колеблющейся системой зоны резонанса допускать относитель-
но большие деформации против установившегося режима рабо-
ты, т. е. обладать потенциальной способностью воспринимать
при выбеге и останове машины большую кинетическую энергию;
— с увеличением жесткости упругих связей давление на под-
шипники вала Рш снижается, а давление на упругие связи по-
вышается (рис. 3.5).
Удовлетворить эти противоположные требования одновремен-
но, очевидно, невозможно, поэтому в настоящее время проекти-
руют вибрационные станки с оптимальным отношением частот
собственных и вынужденных колебаний:
о2
— =0,44-0,6 (средняя зона диаграммы (рис. 3.5). Задав-
ав
шись отношением — н выбрав частоту возмущающей силы, мож-
(О2
но определить суммарную жесткость связей в вертикальном на-
правлении по формуле:
ЕКУ
<оМ, Н/м.
О 1 1
(3.13)
Стальные цилиндрические пру-
жины. Цилиндрические винтовые
пружины в вибрационных стан-
ках испытывают знакоперемен-
ную осевую нагрузку при одно-
временном нагружении попереч-
ными силами (рис. 3.6). Осевые
силы вызывают сжатие и растя-
жение, а поперечные—изгиб пру-
жины. Таким образом, при расче-
те приходится определять как
осевую, так п поперечную жест-
кость пружины. Осевая жесткость
определяется по известной фор-
Рис 3.6. Схема нагружения пру-
жины
муле:
у 8D3 i 8С3 i
Н/см,
(3.14)
где
G = 8-106 Н/см2—модуль сдвига;
51
d, см — диаметр проволоки пружины;
D,cm — средний диаметр пружины;
i —рабочее число витков пружины;
г D
С =-----индекс пружины,
d
Обычно индекс С лежит в пределах 4<Х<10. Поперечную жест-
кость цилиндрической винтовой пружины определяем по фор-
муле [19]:
где fCT—деформация сжатия пружины под статической осевой
нагрузкой;
Н —длина пружины под нагрузкой.
Для различных значений ур пружины, защемленной с двух
концов, построен график (рис. 3.7) зависимости коэффициен-
та X от отношения -ур Этот график значительно упрощает на-
хождение величины коэффициента Л. Точность предлагаемого
способа определения жесткости пружин вполне достаточна для
конструкторских расчетов пружин сжатия — растяжения со
сравнительно небольшим углом подъема витков а.
Основные размеры цилиндрической пружины определяются
из расчета на прочность при максимальной деформации [38].
8Pm^H/CM2, (3.16)
где
4с 4- 9
к ------- —поправочный коэффициент, учитывающий кри-
4с 3
визну и угол подъема витка пружины;
[т],кг/см2 — допускаемое напряжение сдвига, находится по
таблицам и графикам [13, 38, 51];
Ртах =Ку(Аутах4-fст)—максимальное осевое усилие;
52
Аутах, см — максимальная амплитуда колебаний в направ-
лении оси пружины;
Мо-
jL = —см — статическая осадка пружины от веса стапка.
т SKy
Р и с. 3 .7. График для определения поперечной жесткости пружины
В результате преобразования уравнения (3.16) получаем фор-
мулу для расчета диаметра проволоки пружины:
/К у (Aniax I ^ст) С к
(3.17)
Число рабочих витков пружины определяется по формуле
. = Gd
~~ 8сЗКу *
Полное число витков пружины равно
(3.18)
in=i + (l,5-r-5).
Полное число витков обычно округляется до целого. Количество
добавочных витков зависит от способа крепления пружины. Рас-
считанную пружину необходимо проверить на отсутствие ударов
по формуле
53
Нсв — Hg>Ay max — fcT,
где HCB = Hg + i(h — d)—длина ненагруженной пружины;
Hg= (in + 0,5)d —длина пружины, сжатой до соприкос-
новения витков;
f
h = d J- — + % —шаг пружины (обычно h находится в
i и
D D ч
пределах — — —);
fmax — деформация пружины при максималь-
ной нагрузке;
dp^0,l d — зазор между витками при максималь-
ной нагрузке.
Последнее неравенство преобразуется к виду:
Нсв Hg == i‘(h d) >АУ max — fcT-
Максимальная поперечная сила, вызывающая изгиб вертикаль-
ной пружины, определяется по формуле
Рх=АхтахКх, (3.19)
где Ах max — максимальная амплитуда горизонтальных колеба-
' ний станка (обычно при выбеге).
Максимальный изгибающий момент (считая, что торны пружи-
ны не поворачиваются относительно оси последней) определя-
ется по формуле [19]
м,„11х м,.1д за tg-lll. (3.20)
;i 2
Величина определена ранее (формула 3.15). Изгибающий
момент вызывает в сечениях витков, совпадающих с плоскостью
момента М3, нормальные напряжения изгиба [ст] и касательные
напряжения кручения [т]. Эквивалентные напряжения по теории
наибольших касательных напряжений находятся по формуле
м
«экв = кэкс — < Но. (3.21)
CFI4U <7I4L> * L J \ /
W и
Значение коэффициента кЭКв, зависящего от угла подъема вит-
ков а0 и индекса пружины с = —, приведены в таблице 3.1, даи-
d
ные которой заимствованы из работы [52]. Момент сопротивле-
ния витка пружины круглого сечения определяется: .
54
Значение коэффициента Как в
Таблица 3.1
1 D
Индекс пружины С = —
3 4 5 6 8 10 15 20
0 1,39 1,30 1,24 1,20 1,16 1,13 1,09 1,06
5 1,39 1,30 1,24 1,20 1,15 1,12 1,09 1,06
10 1,38 1,29 1,24 1,20 1,15 1,12 1,08 1,06
15 1,37 1,28 1,23 1,19 1,15 1,12 1,08 1,06
So 1,35 1,27 1,22 1,19 1,14 1,11 1,08 1,06
Стальные рессоры. В зависимости от конструкции стальные
рессоры могут быть одиночными и сборными, а также прямо-
линейными н с изогнутой осью. Ниже приводятся формулы для
расчета рессор [19].
Относительное перемещение концов рессоры (рис. 3.6)
> PIP / . , а - IP
Ч * :----- | - -----
12EI \ К)
где:
Q — вертикальное усилие на рессору от веса колеблющихся
частей машины;
I — момент инерции сечения рессоры.
Второе слагаемое относительного перемещения концов рессоры
значительно меньше единицы п им можно пренебречь, что не
вызовет большой погрешности в результате, тогда
, PI Р
О ;
12EI
(3.22)
жесткость рессоры:
12EJ
изгибающий момент в заделке:
М3=
PH
2
(3.23)
(3.24)
КНд .
155
напряжение изгиба, максимальное в заделке,
_________________________Мз _ PH
°" “ WH “ 2W„ *
Для прямоугольного сечения:
I bh3 17 Dk/M3
I = — ; К =Eb — ;
12 \ Н ) ’
3EPh . r . ЗРН
КН2 101,1 ’ °а~ bh- '
(3.25)
(3.26)
Для полукруглых рессор (рис. 3.8) вертикальное перемещение
концевого сечения [31] определяется:
Ру Rg
Оу = 1,571-^; (3.27)
горизонтальное перемещение концевого сечения —
Р R3
= 4,71 ; (3.28)
вертикальная жесткость рессоры —
Pv FI
Ку - 0,636 н ; (3.29)
Оу
горизонтальная жесткость рессоры -
Кх= = 0,212 (3.30)
Дх Rg
изгибающий момент в заделке от вертикальной силы —
My = PyR0; (3.31)
изгибающий момент в заделке от горизонтальной силы —
Mx = 2PxRo.
Для прямоугольного сечения- момент инерции сечения при
изгибе определяется:
56
. _ ЫР ф
_ 12 ’
к = 1,14.10е —- н/см;
(М3
\ h /
Кх = 0,38.10е —Н/см;
/Rq\®
\ h /
(3.33)
СР =
и
Му „ Ру Ro
--- = О -----
\уи bh2
у
= 6,84 • 10е
тде Ьсм и h см — ширина и толщина рессоры;
Ro - радиус кривизны рессоры.
Материалы для пружин и
рессор и допускаемые напря-
жения. Материал для пружин
н рессор должен обладать по-
сле соответствующей термооб-
работки устойчивыми во време-
ни упругими свойствами, зна-
чительной прочностью как ста-
тической, так и усталостной,
-большим сопротивлением удар-
ным нагрузкам, способностью
допускать достаточно большие
пластические деформации. Тер-
мообработка пружин и рессор
должна вестись в строгом со-
ответствии с установленным
оптимальным режимом [34,46].
Для изготовления пружин и
рессор применяют среднеугле-
родистые, высокоуглеродистые
й легированные стали в зави-
Р и с. 3.8. Схема нагружения полу-
круглой рессоры
симости от условий рабо-
ты [13].
Вопрос о выборе допуска-
емых напряжений при расчете пружин и рессор — один из наи-
более ответственных. При его решении необходимо учитывать:
качество материала и вид термообработки, характер пагруже-
57
лия пружины или рессоры, условия работы, степень ответствен-
ности и требуемый срок службы.
В справочнике [13] приводятся таблицы механических свойств
сталей, применяемых для изготовления пружин и рессор и да-
ются рекомендации по выбору допускаемых напряжений, кото-
рыми следует пользоваться при расчете упругих связей вибра-
ционных станков.
При предварительных расчетах в поисках лучших конструк-
тивных форм удобно использовать вспомогательные таблицы,,
имеющиеся в указанном справочнике.
3.4. ПАРАМЕТРЫ ВИБРАТОРА
Неподвижная и подвижная части раздвижного дебаланса имеют
обычно одинаковые статические моменты. Суммарный статиче-
ский момент такого дебаланса подсчитывается по формуле
mr = (mr),nax cos , (3.34)
где (mr)max — максимальный статический момент дебаланса при
совмещении обеих его частей;
Ф — угол поворота частей дебалапса относительно
друг друга (рис. 2.9).
Дебалапс состоит из уравновешенной и неуравновешенной
частей. Статический момент уравновешенной части дебалапса
равен нулю.
Величина необходимого статического момента небалансов
машины (их может быть несколько) определяется по формуле
(3.10). При первом приближении можно принимать cosy» 1. Ве-
личина возмущающей силы дебалапсов находится но формуле
р0=тго)2. (3.35)
Давление на подшипники вала вибратора при зарезонансном
режиме определяется как [12]
Pm max = ГПС02 (г — А). (З.З’б)'
В формулу (3.36) подставляется значение Ау пли Ах-| ЬА() в за-
висимости от того, определяют давление вдоль осн Y или X. Для
облегчения запуска и уменьшения резонансных явлений при вы-
беге впбростанка дебалансы необходимо проектировать с наи-
меньшим моментом инерции. При заданном статическом момен-
те дебаланса его момент инерции относительно осп вращения
зависит от формы сечении неуравновешенной части дебаланса.
58
Минимальный момент инерции имеет круг, касающийся оси вра-
щения (точка 0, рис. 3.9), квадрат, центр которого отстоит от
оси вращения на расстоянии, равном 0,577 длины его стороны,
и круговой или кольцевой сектор с углом а=96°48'. Этот угол
не зависит от соотношения наружного и внутреннего радиусов
сектора [7].
Рис 3.9. Оптималь-
ные формы дебалансов
Массу неуравновешенной части дебаланса можно предста-
в .ть как
m=Fby, (3.37)
где F — площадь сечения дебаланса;
b —толщина неуравновешенной части дебаланса;
у — плотность материала дебаланса.
Статические моменты и моменты инерции массы дебалапсов
относи гелLuo осп вращения для наиболее употребительных форм
(;рис. 3.9) определяются по формулам
59
mr = — bvR:)sin —;
3 2
i. = ™ ;
(для кругового сек-
тора) ;
(3.38 a)
r3) sin —
2
(для кольцевого сек-
тора) ;
(3.38 б)
(mr) — bv R3 sin3 — ;
3 /
(для кругового
т R2 / 1 . I 2sin ф sin 2ф \ MCHia),
I = in — 1 -|--------------------— ;
2 \ 6 ср — sin ,
(3.38 в)
(mr) = rrbyR2;
I = 4 mR2;
£
(для круга, рис. 3.10); (3.38 г)
(mr) = by I a2;
(для квадрата). (3.38 д)
3.5. ОПРЕДЕЛЕНИЕ ЦЕНТРА ТЯЖЕСТИ
СИСТЕМЫ И МОМЕНТОВ ИНЕРЦИИ МАСС
При выводе уравнения движения рабочей камеры (3.1) предпола-
галось, что жесткости связей соответственно равны между со-
бой, а их расположение симметрично относительно вертикальной
оси камеры и всей установки Y. Кроме того, предполагается, что
узлы и детали станка также симметричны относительно верти-
кальной оси. Поэтому без большой погрешности можно считать,
что центр тяжести всей колеблющейся массы (точка 0, рис. 3.1)
находится также на вертикальной оси камеры, в ее равновесном
положении (хо = О). Вторая координата центра тяжести системы
(совпадающая с центром массы) определяется по известной в
механике формуле
и
2jm»yi
1„ - , (3.39)
п
2 1111
1-1
60
где mi — масса каждой составной части сложного тела;
yi — координата центра тяжести этой массы.
Следовательно, для нахождения координаты у0 целесообразно
всю колеблющуюся массу системы разбить на части, положе-
ние центра которых легко определяется. Масса каждой части
определяется по формулам:
mi=ViYi —масса сплошного элемента; (3.40)
mi = Si6iYi — масса тонкостенного элемента,
где Vj — объем элемента;
Si— поверхность элемента;
у —плотность материала элемента;
б, —толщина тонкостенного элемента.
Момент инерции твердого тела относительно оси есть мера
его инер'ции при вращении вокруг данной оси. При вычислении
моментов инерции сложное тело обычно разбивают на ряд про-
стых элементов (частей). При этом элементы тела могут быть
различно ориентированы относительно общей для всего тела
осп вращения (центра тяжести). Общий момент инерции в этом
случае равен сумме моментов инерции масс элементов относи-
тельно общей оси, т. е.
1<> ; I.H !- У]пц (x'j l- У,)’
(3.41)
где IOi — моменты инерции геометрически правильных тел,
из которых составлена машина, относительно
своих центральных осей, параллельных оси О;
mi — массы элементов машины;
Xi и yi — координаты центров масс элементов относительно
оси О.
Моменты инерции некоторых однородных тел относительно
центральных осей. Обозначения: S — расстояние центра массы
от оси окружности, in масса элемента, с -размер элемента
параллельной оси 0, 6- толщина обечайки, у — плотность мате-
риала элемента, 10 — момент инерции массы относительно осп О.
Моменты инерции прямоугольного параллелепипеда со сто-
ронами а, б, с определяются:
m = у abc,
Io = m
a2+ Ь2
12
(3.42)
>
61
полуокружности радиусом г —
m = риг 8 с,
S = 0,6366 г,
Io=O,595mr2; J
полукруга радиусом г —
7СГ2
m = т — с,
4 2
S =0,424 г,
Io=0,32т г2;
(3.43)
(3.44)
полого цилиндра с радиусами г и г0 (ось цилиндра параллельна
оси О) —
т 1 ।
0 — m 9
&
(3.45)
3.6. МОЩНОСТЬ ПРИВОДА
Затраты энергии в вибрационных станках обусловливаются пере- ;
смещением рабочей среды и деталей в камере и потерями в при- j
воде. В связи с тем, что обработка деталей осуществляется в '
1 процессе перемещения рабочей среды в камере, расход энергии
, па обработку можно определить (с некоторым приближением) i
j как потерю энергии при соударении частиц рабочей среды и
; детален с внутренней поверхностью камеры.
При рассмотрении процесса взаимодействия загрузки с каме-
рой принята гипотеза о плоском теле, позволяющая дифферен-
циальные уравнения движения тела разделить на две составля-
ющие: движение в нормальном и касательном направлениях к
поверхности камеры (рис. 3.2). Нормальная составляющая опре-
деляет периодичность соударения. Согласно принятой гипотезе
упругого удара по Ньютону, вводится коэффициент восстанов-
ления:
R = — ,
Уп
где уп — нормальная составляющая относительной скорости до
соударения;
уо—нормальная составляющая относительной скорости по-
сле соударения.
62
Значение коэффициента восстановления находится в пределах
O^R<1.
Взаимодействие частиц с рабочим органом в касательном на-
правлении описывается соотношением:
= 1 _ х,
хп
где хп — касательная составляющая относительной скорости до
соударения;
х0 —касательная составляющая относительной скорости по-
сле соударения;
X —так называемый коэффициент мгновенного трения при
ударе.
Значение (коэффициента мгновенного трепня ()<Jv<J. В настоя-
щее время считается доказанным, что в стационарном режиме
впбротран(‘портировання эти гипотезы наиболее справедливы
| 26 п | 27 |. Если направить ось Y но радиусу цилиндрического
дна камеры, а ось X но касателыюн, то потеря энергии при со-
ударении двух |сл выразится равенством
Т=ТУ I т,
где
У
м2
Mi + М2
1(у2 —У1)2— (у; - у?2];
1 м,м3
2 Mj + Mj
[(х2—xj2 — (х;-х;)2].
2
9
Выражения
У •> — Ух = Уп;
Уз - у! = Уо;
Х2 — Xj = хп;
х' — xj = х0
являются проекциями относительных скоростей частиц среды к
63
4.'.
поверхности камеры, поэтому приведенные формулы потери энер
гии принимают вид:
р 1 Мо . ’ о о
(3.46
т
Л X
1 м, м2
2 Mj + M2
(х£ — Xg).
Составляющие относительных скоростей частицы среды в мо
мент соударения с камерой (рис. 3.2) можно получить из урав
нений движения частицы па этапе полета [16, 17]:
Уп = " (tn - to ) g COS а h (•) [cos (o>tn ey) - COS (<otd — £y)]+yd ;
Xn =— (tn — tS' ) g sin а — aco [cos (wtn -|- ex) -cos (cots -|- £x)] + xd ,,
(3.47)
где a и b — приведенные касательная и нормальная амплиту
ды точки камеры, соударяющейся с частицей; J
8х и еу —сдвиг фаз колебаний точки камеры; I
Уо и xd — нормальная и касательная скорости в момент от-
рыва частицы от поверхности камеры.
Значение остальных величии, входящих в уравнение (3.47), при-
ведено выше. Там же определяется время полета частицы
2л р -|- й*
п
(I ।
В соответствии с принятыми гипотезами очевидно, что
Xq Хо — ( 1 Х)хп,
Уо = Уо = — Ryn-
Подставив найденные значения отрезков времени и начальных
скоростей в уравнения (3.47), получим значения скоростей ча-
стиц среды: |
1 2пр
в момент удара у,, = - ——------- geos а;
• 1 2пр
X,,----- ------------— gsina;
/. о>
(3.48)
С
64
после удара
К 2гср
у,>' ГТТ “ g cos а;
1 ФК <•>
’ 1 — X 2zp .
х,-----------——L g sin а
(3.48a)
11 о чс га вив соответствующие значения скоростей в формулу
(3,/|(>) и гуммируя потерн энергии частицами по всей камере,
получим
I
2
п
')
ММ3
Ту da = —
у 2 М + М3
яу
тс
т
тс
т
f (Уп- Уо)<1а =
MM3
M + M3
ТЕ
2
2
1 2кр \2 9 J
-------- g I COS2 a a a —
I - R w /
1 MM3
2 M + M3
TC
T
HR 2тср \2 2
---------- g cos2 a a a
1 + R J
Чак как
1_ MM:) /2кр \2 /1 — R \
T M + М4 V <0 g ) \1 + R ) 2
и по аналогии
1 MM3 /2др \ 2 /' 2 - X \ я
2 M -| M;1 \ >•> * M x / 2
llnaiiioi Jiii pi ini ,1:1 одно соударение
.'Inn l‘V>
Е = Fx + Еу = — - ММз - (— g И”-------—') > (3.49)
x y 2 м+ M3 \ <0 5 J \ к 1 — R / V ’
где M —масса камеры и всех колеблющихся частей станка;
М3 — соударяющаяся масса загрузки (раздел 3.2).
Согласно И. И. Блехману п Г. Ю. Джанелидзе [5], при до-
статочно больших ускорениях ^рассматриваемые станки, как
правило, работают с большими ускорениями) величину р можно
без большой погрешности заменить приближенным ее значением
р~р' = 2*> (L±R. + 1/ 1±Л\ при R¥=o, (3.50)
н 1 2* U - R Г 1 - R /
Ayw2
где Wq= —--------относительное ускорение,
g
Формулы (3.50) применимы при условии, что
Потери энергии в единицу времени или мощность, необходимую
для виброобработки, можно определить из отношения
Е тс ММ3 2тср R \
2яр ~ ~ М -|- М;, <•> k \ X ~ 1 |- R /
О)
Подставив отношение
ММ3
М + М3
м
1 + кз’
где
получим фор мулу
Nb-
к = —
3 Мз ’
для мощности, выраженной в киловаттах:
- 0,95 ~ ГТ
к., -|- 1 \ X 1 -|-
(3.51)
И. И. Блехмап и Г. Ю. Джанелидзе [5] рекомендуют в зада-
66
чах о вибротранспортировании
сыпучих .материалов ориенти-
ровочно принимать значение
коэффициента мгновенного тре-
ния X в пределах 0,3<Х<0,7.
Л.Г. Лойцянский и А. И. Лурье
[28] приводят значение коэф-
фициента .восстановления R
для 'некоторых материалов при
скорости 2,6 м/с: дерево о гу-
таперчу—0,-26; деревянные ша-
ры— 0,50; стальные шары —
5/9; шары из слоновой кости —
8/9; стеклянные шары — 0,94.
Необходимо учитывать, что эти
значения коэффициентов полу-
чены при соударении единич-
ных тел [24].
Характер зависимости мощ-
ности, необходимой для вибро-
обработки, от различных пара-
метров прослеживается на гра-
фиках в работе [18]. Мощно-
сти на этих графиках подсчи-
таны по формуле (3.51).
График (рис. 3.1'0) показы-
вает, что с увеличением коэф-
фициента восстановления мощ-
ность, рассеиваемая в среде,
Рис. 3.10. Зависимость мощности
7VB, рассеиваемой в рабочей среде, от
коэффициента восстановления R и
коэффициента мгновенного трения к
увеличивается, а с увеличением
коэффициента мгновенного трения — уменьшается.
График (рис. 3.11) показывает зависимость мощности от мас-
сы загрузки для двух сред с, различными константами R и %.
Две кривые графика свидетельствуют, что с увеличением массы
загрузки мощность увеличивается по закону гиперболы. Пред-
ставляет интерес сопоставление теоретических расчетов с резуль-
татами эксперимента, который проводился на установке ем-
костью 65 дм3 и массой колеблющихся частей 202 кг. Данные
экспериментального и теоретического исследования сопоставле-
ны на рис. 3.1.2.
Анализ кривых показывает, что теоретические мощности, под-
считанные по предлагаемой формуле, несколько превышают
фактически затрачиваемые, причем это расхождение тем боль-
ше, чем выше ускорение (w0), с которым камера подбрасывает
€7
3*
Рис. 3.41. Зависимость мощности NB, рассеиваемой в рабо-
чей среде, от веса загрузки Q3
загрузку. Это вполне объяснимо: при
вся среда одновременно соударяется с
Рис. 3.12. Зависимость мощности NB, рас-
сеиваемой в рабочей среде, от относительного
ускорения Wo:--------теоретическая,------—
экспериментальна я
больших ускорениях не
рабочей камерой, часть
ее «как бы находится во
взвешенном состоянии.
Расхождения эти срав-
нительно небольшие, и
формула (3.51) может
быть рекомендована к
применению при проек-
тированию новых стан-
ков.
При установившем-
ся режиме движения
станка, когда траекто-
рии движения массы
системы М и массы ви-
братора m представ-
ляют собой эллипсы
(уравнения 3.1), на под-
шипники будет действо-
вать давление
Pin = m (г(о2 4-
1- У -<3-52>
С8
где проекции ускорения центра вибратора (центр вибратора рас-
положен на осн Y) будут:
хш х -'г <?h = — Ах or cos (tot — 7) — Аср h со2 cos (cot — у?);
y,n = у = — Ау <»2 sin (wt — 7).
Углы сдвига фаз при поступательном движении у и вращатель-
но-колебательном уф мало отличаются по своей величине, поэто-
му можно допустить, что cos (cot — y)^cos((ot — уф). С учетом,
сказанного уравнение (3.52) можно представить:
Pm = тсо2 г
1 Н—— ]/”(Ax+A?h)2 cos2 (cot — т)4~Ay sin2(<ot—7) ;
(3.53)'
РП1 = г 1 |-
k2 sin2 (tot — 7)
где
k2 1 -
Максимальные давления на подшипники очевидно будут:
Рх = mor г Г 1 J
т 1
при a>t — 7 = 0;
ру = таг г
при
(3.54>
Здесь и дальше необходимо учитывать, что при зарезонансном
режиме работы (рх<«; ру<(о; рч,<а>) амплитуды колебаний Ах;
Ау; Аф в уравнениях (3.1) будут величинами отрицательными.
Работа, затрачиваемая за один оборот на преодоление сил
трения в подшипниках вибратора, будет:
Wm = 2 J bp Р™-f dwt.
1
Подставив в это выражение значение Рт согласно формуле
(3.53) и проинтегрировав, получим:
Win = |iIip • dma)2 г [ п — 2 —- Е (к)
Дж,
(3.55).
69
где pup — приведенный коэффициент трения подшипников вибра-
тора;
рпр = 0,002-^-0,004 для роликовых однорядных и сферических
L45];
d —диаметр вала вибратора в метрах;
Е(к) — полный эллиптический интеграл второго рода при мо-
дуле к.
Мощность на преодоление сил трения в подшипниках вибратора
Nni
2000 к ’
-0,636 Лх+ У Е(к)
, кВт, (3.56)
Мощность, необходимая для виброобработки деталей, находится
по формуле (3.51). Тогда мощность двигателя определится по
формуле
N = Nb + Nm ? (3.57)
Л
где т) — к. п.д. передачи от вала двигателя к валу вибратора.
13.7. ВИБРОИЗОЛЯЦИЯ СТАНКОВ
(указания по проектированию)
Виброизоляция машин — одно из наиболее эффективных мероприя-
тий, применяемых для снижения или исключения .колебаний коп-
стру|К|Ций зданий и сооружений, передачи их другим видам обо-
рудования, улучшение условий труда.
Для виброизоляцнн машпп рекомендуется применять преиму-
щественно внбронзоляторы из стальных пружин и резиновых
элементов.
Применение виброизоляцпонных устройств без расчета не до-
пускается [51J, так как если частоты собственных колебаний
изолируемой машины будут недостаточно низки по сравнению с
частотой вынужденных колебаний, то эффективность виброизо-
ляции будет невелика, а в отдельных случаях виброизоляцион-
ные устройства вместо пользы могут принести вред.
Виброизоляторы устанавливаются непосредственно под кор-
пусом изолируемой машины или под жестким постаментом. В
вибрационных станках его функции выполняет основание.
Постамент устраивается, если:
— корпус машины имеет недостаточную жесткость;
— размещение виброизоляторов под корпусом машины
^0
без постамента встречает (Конструктивные затруднения;.
— необходимо увеличить вес п моменты инерции массы изо-
лируемого станка в целях уменьшения амплитуд вынужденных
колебаний поддерживающих конструкций;
— требуется увеличить вес и моменты инерции массы изо-
лируемого станка в связи с увеличением жесткости виброизо-
ляторов с целью устранения недопустимых перекосов станка от
временных статических нагрузок н уменьшения амплитуд соб-
ственных колебании от случайных ударов
При расчете виброизоляцни для машин с периодической воз-
мущающей силой производятся:
al подбор основных параметров виброизоляции;
б) определение размеров упругих элементов виброизоля-
торов;
в) выбор расположе-
ния впбропзоляторов;
г) проверка частот соб-
ственных вращательных
колебаний изолируемого >
станка;
д) проверка величины
амплитуд вынужденных
.колебаний изолируемого
станка и вычисление воз-
мущающих сил, передаю-
щихся на поддерживаю-
щую -конструкцию.
Схема виброизолиро-
ванного станка представ-
лена на рис. 3.13. Здесь
М] — масса колеблющей-
ся системы станка. Выше
эта величина обознача-
лась М. Величина М2 —
“ масса основания. В даль-
нейшем все параметры
станка обозначены индек-
Р и с. 3.13. Расчетная схема виброизоли- сом 1, а параметры осно-
равэнного станка вания — индексо-м 2. Амп-
литуды колебаний станка и основания для данной двухмассной
расчетной схемы определяются [16]:
71
(3.58)
SKX1 /з + S iy?
lx
^2
и постамента
„ SKX + SKX , SK„ + SK
Px> ~ M3 ’ Pya M2
SKX|Z3 + SKyi/? + SKx/rbSKy,/3 .
m
q‘=AT’
m
q > -= —;
M2
II, 12—моменты инерции масс Mi и M2 относительно их центров
тяжести.
Степень амортизации колебаний при виброизоляции харак-
теризуется отношением амплитуд
АХ2 =
Ах Мо
АУа __ М
Ау. ~' М-
(3.59>
Из последних формул следует, что эффект снижения колебаний^
передающихся основанию вибрационного станка благодаря вве-
дению в его конструкцию элластичных виброизоляторов, может
оказаться весьма значительным. Амортизация тем выше, чем
больше пассивная масса (масса постамента) и ее момент инер-
ции относительно центра тяжести и ниже собственные частоты
колебаний масс Mi и М2, т. е. чем меньше жесткость основных,
упругих связей и виброизоляторов. Последнее справедливо для
зарезонансного режима (когда — <1), в котором обычно ра-
w2
ботают вибрационные станки для обработки деталей,
р2
При работе па далеко зарезонансном режиме ( —<С1) и на
73
О и привести их
элластичных виброизоляторах (р—<^1) в формулах (3.58) без
(1)2
• большой погрешности можно полагать: — —
М2 0)1
.к виду:
q! Г COS Y
1~ 9 >
1±-1
0)2
Р2
<12 Г —
(1)-
Pl Л/Pi
(3.60)
Из последних выражений следует, что амплитуда .колебаний ра-
бочей камеры почти не изменится вследствие виброизоляции
(см. формулу (3.1)). Что же касается колебаний постамента, то
^благодаря наличию в числителе члена — амплитуда его коле-
(1)2
• баний будет мала.
Если указанные выше условия не соблюдаются, установка
виброизоляторов несколько повышает амплитуду вынужденных
колебаний рабочего органа (Ai).
Расположение виброизоляторов (расстояния /3 и /4), как и
расположение основных упругих связей машины, влияет на ча-
стоту собственных вращательных колебаний изолируемой маши-
ны и постамента. Удаление виброизоляторов и основных упру-
гих связей от центров тяжести постамента (массы М2) и машины
(массы Mi) как в вертикальном, так и горизонтальном направ-
лениях, повышает, а (приближение их понижает частоты соб-
ственных вращательных колебаний.
Частота собственных колебаний постамента и жесткости виб-
роизоляторов должны выбираться таким образом, чтобы удовле-
творялись неравенства [51]
о2 _ ЛКуа < (V2. d2 = SKXa z у .
М2 \ 4 / ’ М2 \2,5) ’
SKX Ц + 2КУ1+ SKX ll + SKV ll / w \ 2
n2 = X* yi 1 xa У* < 1—-1 (3 61)
I2 \2,5 ) ‘ ’
Пружинные виброизоляторы. Для устройства пружинных виб-
роизоляторов пригодны любые пружины, жесткость которых
удовлетворяет условию (3.61).
Виброизоляторы следует располагать в плане таким обра-
зом, чтобы их центр жесткости находился на одной вертикали с
центром тяжести станка. При комбинированных виброизолято-
pax, кроме того, должны находиться на одной вертикали центр
жесткости пружин и центр жесткости резиновых элементов.
Центром жесткости виброизоляторов называется точка, через
которую проходит равнодействующая реакций всех виброизоля-
торов при одинаковой их деформации.
Виброизоляторы следует располагать так, чтобы был удобен
их монтаж и замена и чтобы была возможность наблюдения за
их состоянием в процессе эксплуатации. Для этого необходимо
предусмотреть зазоры или проходы, обеспечивающие доступ iko
всем внброизоляторам.
Число пружин выбирается из соображений удобства их раз-
мещения и установки. При расчете или проверке несущей спо-
собности пружинных виброизоляторов должны учитываться пе-
редаваемые на пружины -статическая и динамическая нагрузки.
Статическая и динамическая нагрузки на одну пружину
Р'_. • = (М| 1 М-,)к ; (3.62)
( 1 11
р;и11 -- Ку.ДАУ1 -|- /;1 A.J,
SKy„
где KYj=--------жесткость пружины в вертикальном лаправ-
п
лепнн;
Р^Р'ст+1,5 Р'дип — расчетная нагрузка на одну пружину;
1,5 — коэффициент, учитывающий усталость мате-
риала пружины. Размеры пружин определяются тем же мето-
дом, что и размеры основных упругих связей. Параметры пру-
жин подбирают по «Каталогу пружинных виброизоляторов и
пружин для выброизоляторов» [49].
Поверочный расчет виброизоляции. Приняв параметры виб-
роизоляторов, надлежит определить динамические нагрузки и
амплитуды вынужденных колебаний отдельных точек станка и
постамента и решить, допустима ли их величина санитарно-ги-
ги спич саки-ми и технологическими требованиями [1, 22]. Нагруз-
ки, передаваемые вибронзолнроваппымн машинами на строи-
тельные конструкции зданий, пе должны превышать предельных
значений, установленных соответствующими нормами [20, 21,
50]. Максимальные суммарные амплитуды отдельных точек
определяются по формулам (без учета разности сдвига фаз)
Ахс =АХ —р аАФ; (3.63)
Аус=Ау ЬАФ,
75
тдс а и b — координаты точки относительно центра тяжести
массы (Mi или М2).
Возмущающие силы, передающиеся изолированной машиной на
поддерживающую (несущую) конструкцию в рабочем режиме,
определяются по формулам
Рх0 = SKxu(AX2 + Z4AJ; ]
Руитах-4-ЕК>^/зА^+А^; I
Py.,n1|n = 4"EK^(A^-Z:!A'-)- 1
(3.64)
•Согласно формулам (3.64), вертикальное давление передается
^основанию несимметрично. Будучи переменной величиной, оно
.ИЗМеНЯеТСЯ ОТ РУотщ ДО РУитах .
Таким образом, сумма этих давлений — величина постоянная:
2Руо =2Ку> АУа.
(3.65)
Если уточненные величины амплитуд и нагрузок, передаваемых
станком опорным конструкциям, превышают допускаемые зна-
чения, следует изменить в соответствующую сторону значение
параметров виброизоляции.
3.8. ПОРЯДОК РАСЧЕТА ВИБРАЦИОННОГО СТАНКА
Накопленный опыт проектирования вибрационных станков позво-
ляет с достаточной точностью задаться массой рабочей камеры
и подвижных частей машины для каждого размера камеры. Ре-
жим работы машины (амплитуда, частота колебаний) выбира-
ется исходя из технологических требований.
Наилучшим для работы вибрационных станков является за-
резонансный режим (рх<(о; Ру<3°)- Наилучшим является режим
< достаточно интенсивным непрерывным подбрасыванием среды
в рабочей камере, при траекториях движения камеры, близких к
♦окружности. Этот режим осуществляется при соблюдении соот-
ношений
А - А > — 2<1 + R2)
> <о2 (1 + R)2 •
Экспериментальными исследованиями установлена прямая за-
висимость интенсивности обработки от скорости циркуляции за-
грузки, которая в свою очередь находится в прямой зависимо-
сти от амплитуды и частоты вынужденных колебаний камеры
чв
[16] . Установлено также, что при одной и той же возмущающей
силе (следовательно, при одном и том же ускорении) более ин-
тенсивная обработка происходит при большей амплитуде коле-
баний [15].
Располагая принятыми данными и изложенной теорией, мож-
но приступать к расчету основных параметров вибрационного
станка:
1. В соответствии с рекомендациями, изложенными в разде-
ле 3.3, принимается отношение собственных частот «колебаний
машины к вынужденным и определяется суммарная жесткость
упругих связей.
2. Выбирается тип, конструкция и определяются размеры
упругих связей.
3. Определяются величина необходимого статического момен-
та дебалансов машины, их конфигурация и размеры.
4. Определяются:
а) центр тяжести системы и моменты инерции масс подвиж-
ных частей машины и загрузки;
б) собственные частоты и максимальные амплитуды колеба-
ний рабочей камеры;
в) возмущающие силы и давления на подшипники и упругие
связи;
г) потребная мощность двигателя.
5. Проверяется обратное воздействие загрузки на колебания
рабочей камеры, согласовывается допустимость амплитуды этих
колебаний с технологическими требованиями. В случае необхо-
димости корректируются параметры вибрационного станка с
целью уменьшения этих амплитуд.
6. Устанавливается необходимость впброизоляции станка.
Выбирается схема виброизоляции и рассчитываются ее пара-
метры.
3.9. ПРИМЕР РАСЧЕТА ВИБРАЦИОННОГО СТАНКА
В качестве примера рассмотрим расчет вибрационного станка с
объемом рабочей камеры 200 дм3.
Исходные данные для расчета:
частота колебаний со = 151 рад/с и <0=210 рад/с,
амплитуда колебаний Ау=Ах=04-4,0 мм.
Согласно условию (3.66)
А.т. - А, — '
У Х (1 4- R)2
при значении коэффициента восстановления
77
R = 0,104-0,20
Ay-
1512 (1+ 0,l)2
9810 2(l + 0>22)
1512 (1 + 0,2)2
= 0,62 мм.
Следовательно, интенсивность колебаний с амплитудой
А^>0,624-0,72 мм обеспечивает режим с непрерывным подбрасы-
ванием.
Полезная емкость камеры при коэффициенте заполнения ее
объема 0,7—0,8 13].
V = (0,74-0,8)200 = 1404-160 дм3.
Плотность загружаемой среды и деталей па основе опытных
данных принимается равной 2,5—3,0 кг/дм3. Тогда масса загруз-
ки будет ।
М3 пип =140-2,5 = 350 кг,
М3 max = 160- 3,0=480 кг.
Принимаем среднее значение массы загрузки М3=400 кг.
Отношение массы колеблющихся частей станка М к массе
загрузки М3 в существующих конструкциях находится в преде-
лах *0,7—1,2. Меньшие значения отношения соответствуют стан-
кам 'большей емкости.
Принимая отношения — =0,76, находим массу колеблющих-
ся частей станка М —0,76-400—-304 кг.
В соответствии с рекомендациями, приведенными в разделе
3.3, принимаем отношение — =0,5.
CD2
Суммарная жесткость упругих связей в вертикальном направ-
лении определится по формуле (3.14):
Д <о2М = 0,5-1512-304 = 3460000Н/м = 34600 Н/см.
Схема расположения упругих связей (6 цилиндрических вер-
тикальных и столько же горизонтальных) показана на рис. ЗЯ.
Ориентировочно, на основе опыта, считаем, что поперечная жест-
кость проектируемых пружин составляет 2/3 их осевой жест-
кости.
Тогда осевая жесткость каждой пружины составит
78
SKy
Ку’= Г77-Л
34600
---------= 3460 Н/см,
6(1+*/з)
где n — число пружин.
По формуле (3.17) определяем диаметр прутка пружины.
Максимальную амплитуду колебания пружины можно предста-
вить как суммарную амплитуду вертикальных поступательных и
вращательных колебаний
max —
<P-
Так как Аф пока неизвестно, ориентировочно принимаем ве-
личину Ашах='1б мм с учетом резонанса в момент разгона.
Статический прогиб пружин определится по формуле
. Mg 304-9,81 n noz?
fCT = —— =--------— = 0,086 см.
ст ХКУ 34600
Величина статической деформации пружин меньше амплиту-
ды колебаний установки (Ау = 4 мм), следовательно, опорные
пружины будут работать на растяжение — сжатие, что потребует
специального крепления их концов одним из способов, показан-
ных на рис. 2.12.
Индекс пружины С принимаем равным 4Д тогда поправоч-
ный коэффициент определится из отношения
m = = 1 34.
4с-3 4-4,4-3
Выбирая для пружин сталь марки 60С2А, имеем для нее мо-
дуль упругости при сдвиге 0 = 7,45-10® Н/.см2 и допускаемое на-
пряжение при тяжелом режиме работы [т] =29000 Н/см2.
Диаметр прутка пружины будет равным:
,5 + 0,086).4,4-1,34 < рО
= 1,68см.
d = 1,6
29(Ю0
Округляем до ближайшего стандартного диаметра прутка —
d=18»MM. Средний диаметр пружины очевидно составит
D = c-d = 4,4-1,8^8,0 см.
Число рабочих витков пружины вычисляется по формуле (З.Г8):
. _ G d == 7,45-106-1,8 _ 5 7
~ 8с3 Ку 8-4,43-3460 ~ '
С двух сторон в пружину вворачиваются пробки (ввертыши),
поэтому полное число витков пружины будет равно
79
in = i + 4,3 = 5,7 +4,3 = 10,0 витков.
Длина пружины, сжатой до соприкосновения витков,
Hg= (in — 0,5) d= (10,0 — 0,5) 18 = 171 м=м.
Шаг витков пружины принимаем h=28 мм.
Его величина находится «в указанных ранее пределах:
— = 20 4-40.
4 2 4 2
h 28
Угол подъема витков tga0 = — • ------- 0,1115,
kD х 80
откуда ао=6°22'.
Длина пенагруженпой пружины
Нсв =Hg + i (h — d) = 171 + 5,7 (28 — 18) = 171 + 57=228 мм.
Поперечная жесткость цилиндрической пружины определя-
ется по формуле (3.45)
Кхп=КуХ;
fcT/H .
2/aH-tg аН/2-1 ’
аН/2=0,94]Лст/Н [(H/D)2+l,3],
где Н — длина пружины под осевой нагрузкой:
H = ih — fст=5,7-28 — 0,86=158,7 мм.
Тогда
fa
II
0,00542;
158,7
= J587 = j 98
80
II
~D
— = 0,94 |/0,00542[1,982+ 1,3] = 0,158;
Atgi» _ Л _ 1 0084;
аН 2 0,158
2 - . —q 2-0,158 л -q 1
а = — • 0,158 =---------- = 0,02 —
Н 15,87 см
. 0,00542 п с.
X = —!------------ 0,644;
1,0084- 1,0
80
КхП = Куn= КуХ=3460 • 0,644=2220 Н/см.
Ориентировочно принимаем, что максимальная поперечная
деформация пружины при переходе через резонанс будет
Ах1пах=15 мм =1,5 см.
Максимальная поперечная сила па одну пружину (форму-
ла (3.19))
Рх max = Ах maxKx n= 1,0 • 2220 = 3330 Н.
Максимальный изгибающий момент (считая, что торцы пру-
жины не поворачиваются относительно оси пружины) опреде-
лится по формуле (3.20):
мтах = Мзад = a2L = tg 0,158 = 25800 Н-см.
Эквивалентное напряжение по теории наибольших касатель-
ных напряжений определяется по формуле (3.21):
= к Мтах
иэкв кэкв
wn
Значение кЭкв находится по таблице 3.1, для с=4,4 и ао=6°22г
путем интерполяции: кЭКв=1,27.
Момент сопротивления витка пружины изгибу
wn = — = = 0,572 см3;
32 32
«экв = 1,27 ^22- = 57000 Н/см3.
9К 0,572
Сталь 60С2А после термообработки имеет следующие меха-
нические характеристики (ГОСТ 2052—53):
о„= 16000 кг/см2 =157000 Н/см2;
От = 14000 кг/см2= 137000 Н/см.
Учитывая, что это — кратковременная нагрузка, действующая
в период выбега, запас прочности пт = = 2,4достаточный
[13, 52].
Жесткости упругих связей, вертикальной и горизонтальной,
будут равны
SKy=SKx=6(l +0,644)3460=3410000 Н/м=34100 Н/см,
81
т. е. жесткость выбранных упругих связей на 1,4% меньше пред-
варительно заданной. Указанное отклонение находится в пре-
делах допускаемого для винтовых пружин и пересчета не тре-
бует.
о- Запроектированные пружины проверяем на отсутствие уда-
ров по формуле
Нсв — Hg^>Ay max — IctI
228— 171 =57> 15 — 0,86=14,14 мм,
т. е. неравенство соблюдается.
Длина развернутого прутка пружины
. TtDin к80-10 осол
/н =------ = ---------= 2530 мм.
cos а0 cos 6° 22'
Ранее найденная гибкость пружины— = 1,98<5,1, следова-
тельно, устойчивость пружин обеспечена, поэтому дополнитель-
ной проверки на устойчивость не требуется [51].
Вибратор. Величина необходимого статического момента де-
балансов машины находится по формуле (3.10):
/ \
(mr)2 = 1,1 -Ау
--/М.
7 /
Принимаем в перво^м приближении cosy=l, тогда
, ч 1,1 (-4,0) (0,5-1) n
(mr)2=—• —--------- • 304 -= 0,6688 кг-м.
v 7 1000 1
Проектируем регулируемый дебалапсный привод, состоящий
из вала и двух нар дебалапсов. Каждая пара дсбалансов со-
стоит из неподвижной части, жестко закрепленной на валу ви-
братора, и подвижной, которая может поворачиваться относи-
тельно неподвижной на некоторый угол и закрепляться в таком
положении. Принимаем, что статические моменты подвижного и
неподвижного дебалансов одинаковы; форма дебаланса — коль-
цевой сектор, для которого статический момент определяется по
формуле (3.38 б)
(mr) =-lbT(R3-R’)sin f.
О Z
Принимаем следующие размеры дебаланса (рис. 3.14):
а = 96°48' = 1,690 рад — оптимальный угол;
32
статический момент одного дебалапса
тге 0,6688 Л 1z?_n
(mr)0=_JL = —-— = 0,1672 кг-м;
4 4
Ь=3,0 см — толщина диска дебаланса;
R о о
—-—2,о —отношение радиусов кольцевого сектора.
Ко
Из формулы (3.38 б) находим радиус Но-
гл 1 £Fro 2-3,0-7,85Q3D3 D3\ • 96°48
0,16/2 = •——— (2,83Rg — Rg) sin-------,
3-1000 7 2
откуда
R0=4,O9cm и R=2,8-4,09=111,45 cm.
Принимаем Ro = 45 мм,
R =115 мм.
Статический момент неуравновешенной массы принятого де-
баланса будет равен
(mr0) = А. .3-0'7-85 (11,53 — 4,53) • 0,748 = 16,75 кг • см =
v 3 1000 v 7
= 0,1675кг-м,
а масса \
m=yb-^-(R2 — R02) = 7^о3,° 0,845(11,52 — 4,52) =2,23 кг.
Эксцентриситет массы дебаланса составит
(mr) 0,1675 А А7С „
г = -—— = -------------- 0,075 м = 75 мм.
m 2,23
Соответственно момент инерции неуравновешенной массы деба-
ланса относительно центра вращения определится по формуле
R2 + Rg
2
ООО 0,1152 + 0,0452
—
I = m
(3.38 б):
Рис. 3.14. Схема дебаланса
= 0,0170 кгм2.
Определение центра
тяжести системы и мо-
ментов инерции масс.
Определение координа-
ты центра тяжести ко-
83
леблющпхся масс произ-
водим по формуле (3.39)
поагрегатно.
Размеры рабочей ка-
меры определяются за-
данным объемом и габа-
ритами обрабатываемых
деталей. Объем рабочей
камеры 200 дм3. Детали
малых -и средних разме-
ров. Конструктивная схе-
ма (камеры показана на
•рис. 3.15.
Полный объем рабочей
камеры согласно приня-
тым размерам составит
VP.K = (30-53 + х
Х76-10-3 = 204 дм3,
что соответствует зада-
нию.
Вспомогательные вы-
числения веса и положе-
ния центров масс отдель-
ных элементов рабочей ка-
меры и вибратора сведе-
ны в таблицу 3.3. В лей
положение центра масс
Рис. 3.15. Конструктивная схема рабочей ка-элементов определяется
меры относительно основания
опорной плиты камеры по
формуле (3.39). В соответствии с таблицей 3.3 координата цент-
ра массы рабочей камеры будет равна
у= -5L11 = 0,273м.
J 208,8
Положение центра масс колеблющихся частей станка будет
равно
57,11 - 10,33
208,8 4- 95,2
= 0,154м = 15,4см.
84
Таблица 3.3
Массы и моменты инерции элементов рабочей камеры и вибратора
Элементы Масса, кг Положение центров масс, м Стати- ческий момент, кг-м Момент инерции относитель- но центра масс систе- мы, кг-м2
Рабочей камеры
Обечайка 37,6 +0,249 9,30 4,58
Боковины 50,4 +0,300 15,12 3,93
Плита опорная 14,0 +0,005 0,07 4,14
Ребра под вертикальные +0,154 0,75
пружины 8,4 1,30
Ребра горизонтальные 6,8 +0,338 2,30 1,03
Ребра вертикальные ниж 0,45 1,06
ние 5,6 +0,080
Ребра вертикальные бо- +0,230 1,03 0,72
ковые 4,5
Угольники окантовочные 4,9 +0,590 2,89 1,52
Кольца под пружины 1,8 +0,132 0,24 0,17
Кольцо люка 0,4 +0,140 0,06 0,00
Крышка камеры 19,0 +0,600 11,40 4,43
Упоры под горизонталь- 1,17
ные пружины 13,0 +0,150 1,95
Облицовка резиновая 35,0 +0,283 9,90 3,04
Крышка люка 7,4 +0,140 1,04 0,98
Всего: 208,8 57,11 27,52
Вибратора
Неуравновешенная «часть дебаланса 9,0 —0,125 —1,125 0,85
Вал с деталями Плита корпуса вибра- 26,2 —0,125 —3,28 1,96
•тора 13,1 —0,005 —0,065 0,48
Корпус с деталями 44,9 —0,125 —5,61 3,59
Полумуфта 2,0 —0,125 —0,250 0,16
Всего: 95,2 —10,33 7,06
Момент инерции машины определяем как сумму моментов
инерции элементов относительно общего центра масс по форму-
ле (3.41). Все вспомогательные вычисления сведены в табли-
цу 3.3. Общий момент инерции колеблющихся частей станка
определится как сумма моментов рабочей камеры и вибрато-
ра, т. е.
1 = 1К 4-1В=27,52 +7,06=34,58 кг*м2
£5
и их масса
М= 208,895,2=304,0 кг.
Радиус инерции относительно центра масс системы (цент-
ра колебания) равен
i0=1/ -^- = 0,337м; 1§ = 0,113м2.
° V 304,0 ’ ’ 0
Ранее нами принята масса загрузки М3=400 кг.
При средней плотности загрузки в 1 дм3 2,5 кг рабочий объ-
ем камеры составит
Vp.K- =^=160дм\
При внутренних размерах рабочей камеры, показанной па
рис. 3.16, уровень ее заполнения определится размером Н, кото-
рый можно найти из уравнения
Рис. 3.16. Расчетная схема для определения положения
загрузки в камере
86
Положение центра массы рабочей среды определяем из
венства (рис. 3.16):
19 Ti-26,5-’
19-53. — —------0,424-26,5
2 2 - о
= — 1,3см.
pa-
ТС 26,5-'
2
Расстояние между центром колебаний и центром массы
грузки
за-
а = 300—154—13 = 133 мм.
Расстояние между центром колебаний и осью вибратора
h = 125 + 154=279 мм.
Определение собственных частот и амплитуд колебаний
Собственные частоты колебаний определим по
бочей камеры,
формуле (3.1):
ра-
Ру -
-Ку
м
3460000
304
11200;
ру - |/ 11200 = 106 рад/с,
Рх
3460000
304
2 __ ^КУ1 Zj
11200;
Рх
|/ 11200 = 106 рад/с;
р? =
=Ру тН-Рх-^
*5
м
0,012 =9510; р? = 95,5 рад/с.
Расстояния /1 =300 мм и /2
pi = 11200 11200
н 0,113 113
Углы сдвига фаз определяются по формулам [22]
f . а
sin 7 =----- и sin7?=—sin 7,
qrco2 h
где f — коэффициент сопротивления колебаниям.
На основании опытных данных [16] его можно принять рав-
ным 7,5 м/с2. Тогда
= 0,0022 м; qrw2 = 0,0022-1512 = 50,2 м/см2;
304
= — = 0,1493; 7=8°35'; cos 7 = 0,9888;
50,2 15»
тг
qr = —
М
sin 7
ST
sinb=A; sin 7 =-^--0,1493 = 0,0712, 7^ = 4° 5';
cos y(₽=0,9975.
Амплитуды колебаний при частоте со= 151 рад/с:
а) вертикальная
Av=-----3!---cos Т1 = °’0022 -0,9888 = — 4,26 мм;
у о2 11 /10б\2 ’
ру 1 — — 1
— - 1 (151/
(О- '
б) горизонтальная
А 0,0022 п „0оо , Ой
А, ----------0,9888 = -- 4,26 мм;
/106V
(151) ’ *
в) угловая (вращательная)
h 0,279
gr — 0,0022———
Af -----li- • cos .0,9975 = — 0,0093 paд л
P? . ' f^Y-1
~-1 1151/
to2 4 z
— 0° 32'.
C. A<«2 4,26-151= n _
Относительное ускорение w = — = — - -— -- 9,9.
Углы сдвига фаз при частоте со=21О рад/с определим:
qno2 = 0,0022 • 2102 = 97 м/с2;
sin -г : - 7-£- - 0,077d; cos ( = 0,997;
7 ----- 4С26';
sin 7„ = — sin 7= -5^- -0,0774 = 0.0369;
h * 0,279
cos уф=0,999; уф=2°07'.
Амплитуды колебаний при частоте <в=210 рад/с.
д = а = JX0022- = _ 00295 м — 2,95 мм;
v .
\210/ ~
А» = —°-’—- 0,999 = - 0,0070 рад = — О' 24'.
/95^5У
\ 210 ) ~
88
Относительное ускорение w =
2,95-210-’
9810
= 13,25.
Определение возмущающей силы и давлений на подшипники
и упругие связи. Величина возмущающей силы определяется по
формуле 3.35 и будет равна при частотах:
(0 = 151 рад/с Р0 = шгсо2=0,6688-1512=15200 Н;
<о = 210 рад/с Р0=шг(о2=0,6688-2Ю2=29400 Н.
Максимальные давления па подшипники определяются по
формуле (3.36)
Рт = Ш(02(Г — Ас),
где Ас — суммарная амплитуда колебаний оси вибрато-
ра, равная (но осн X) Лх-|’11ЛФ;
11 = 279 мм — расстояние от центра колебаний до оси вибра-
тора;
ЛСх=4,29 | -279-0,0092 = 6,86 мм.
Переписав формулу давления на подшипники в более удоб-
ном виде Р1П=тго)2(1——) и подставив значения входящих в
нее величин для <о = 151 рад/с, находим Р*= 15200
= 13900 Н.
По оси Y значение Ас равно Асу=Ау=4,29 мм.
РУ = 15200
по оси X при со = 210 рад/с
дСх = 2,95 + 279-0,079 = 5,15 мм; Р* = 29400
1 _
75
= 27200 Н;
по оси Y
АСу = Ау = 2,95мм; Ру =29400 1
—=28300 Н.
15
Давление па упругие связи при зарезонансном режиме, в ко-
тором работает станок, определяется по формулам 3,12. При ча-
стоте 151 рад/с в вертикальном направлении
89
Роу = Мус«>2 — РУ;
ус = Ау = 4,26 мм;
р = 304.4,26.151» _ 14400 = j 2 0
0 1000
В горизонтальном направлении хс=Ах + /2А(р,
где /2 = 1'0 мм — расстояние от центра колебаний до оси упругих
связей (рис. 3.1);
хс = 4,26-|- 10-0,0092=4,35 мм.
р 304-4.35.1 51» j 39000 = j 6300Н
° 1000
При частоте 210 рад/с соответственно
ус = Ау = 2,95 мм;
р = 304-2,95-210» _ 28300 =
0 1000
хс = 2,95 + 10-0,0079 = 3,03 мм;
р = 30£3,03;2102 _ 27200 = j 320() н
0 1000
Мощность двигателя (привод вибратора). Мощность, потреб-
ную для осуществления процесса обработки, определяем по фор-
муле 3.51:
м /1 nr М Р / 1 К \ о
Nь 0,95-------------------•------ кВт,
1 <•> \ а 1 -| R /
где М = 304 кг — масса колеблющихся частей машины (ранее
принята);
1 № 304 о cq
к3 =------------------- 2,53.
d |лМ3 0,3-400
Мз=400кг — масса загрузки (ранее принята);
р = 0,3 — коэффициент иеодновремениостп соударения;
Вибрационный станок может использоваться для разных тех-
нологических процессов с применением различных видов рабо-
чих сред, поэтому константами этих сред задаемся ориентиро-
вочно (см. раздел 3.6).
%='0,6 —коэффициент мгновенного трения;
R=0,'10 — коэффициент восстановления.
90
Кратность продолжительности полета частиц к периоду коле-
баний определяем по формуле 3.50:
, = Wo /1 +R , I Л1 + R^
Р -R + И 1 — R /
При частоте 151 рад/с ранее найденное относительное ускоре-
ние W=9,90, следовательно:
9,90
г 2я \1-0,1
при частоте 210 рад/с W= 13,25 и
= 3,67;
+ 1/" 1 +А!= 4 до.
И 1 - од /
13,25 / 1 + 0,1
2к \ 1 - 0,1
Соответственно мощность при частотах
-А*_\^3 14иВт;
1 I 0,1 /
3,02 кВт.
1 I о,11
Мощность на преодоление сил трения в подшипниках вибра-
тора определяется по формуле 3.56:
Nm = • Iх dm ш3 г 1 — 0,636 -Ах + hA?_ Е (к) , кВт;
при частоте 151 рад/с
Ш(о3г= (шгео2) со = 15200-151 = 2300000;
Ax-phA(p=6,86 мм ранее найдено;
г=75 мм — тоже.
Модуль эллиптического интеграла согласно выражению 3.53
представляет собой:
к =
= 0,784.
Полный эллиптический интеграл второго рода при модуле
К 0,784 находим по таблице [53] Е(0,784) = 1,290.
Далее принимаем:
(I —-60 мм -диаметр вала вибратора;
91
ц = 0,003 —приведенный коэффициент трения подшипников
вибратора;
• 0,003 • 0,06 • 2300000 Г 1 — 0,636 — • 1,29 ]= 0,192 кВт.
75
Nni =----
2000
Привод осуществляем посредством клиноремеииой передачи,
коэффициент полезного действия можно принять [45] т]=0,95.
Мощность двигателя определяется по формуле 3.57:
_ з.н + о.т
'G 0,95
при частоте 210 рад/с
тгс.)3=(тг(.)2) (о = 29400 • 210 = 6180000
ранее найдены Ах-|-hAfp = 5,15 мм;
г = 75 мм;
Na„
к =
/ 1 _ = 0,82;
5,152
Е(о,82)= 1,165;
— _L
m ~ 2000
•0,003-0,06-6180000 [1 - 0,636 ^-5 • 1,165
75
= 0,53 кВт;
и мощность двигателя
ди
-3,74 кВт.
Таким образом, большая мощность двигателя Мдв=3,74кВт
потребуется при режиме работы с угловой частотой со = 240 рад/с.
Колебания рабочей камеры при взаимодействии с загрузкой.
В результате взаимодействия с загрузкой возникают сложные
колебания рабочей камеры с частотой возмущающей силы со и
колебания с меньшей частотой. Движение камеры по оси Y в этом
случае приближенно описываются уравнением 3.8:
у=Ау sin (cot 4“ o)to — у)—%Aye“nt sin(p*t a),
где
w0(1 + кз) PL У e2nT _ 2enl cos p* T + 1
<0
92
о , sin р* Т
п- а = arctg----------—-------;
еп г _ cos р* Т
Р*т= — р-2к; пТ = — р2я.
со со
Отношение продолжительности полета частиц среды к пе-
риоду колебаний р здесь должно быть целое число», величина
которого определяется по графику (рис. 3.3) в зависимости от
относительного ускорения Wq.
Для режима работы с частотой со = 151 рад/с и wo=9,9O
р=3,0.
Коэффициент вязкого сопротивления (на основании опытных
данных) принимаем ориентировочно п=25 рад/с;
р = 1/’1О62 — 25Т=103^ ;
С
гр 103 Q Q Л 1
D... Т —--3-2тс = 4,1 тс;
Нл 151
sin р* Т = sin 4,1 тс = 0,309;
cos р* Т = 4,1 тс = 0,951;
пТ = —«3-2л = 3,12;
151
cnT_c3,i2==22,665; a=arctg——- = arctg (0,0142) = 0°49';
zz,bbb — О,У£>1
cos |>+ Т | 1 |/22,665'J 2-22,665-0,951 +1
л --------—--------1,045- 0,412.
103
9,90(2,53+1) --
151
Следовательно, амплитуда затухающих колебаний с частотой
р* —103 рад/с составит
ХАу=0,412-4,26= 1,76 мм.
Фазовый угол (oto — у определяется из уравнения 3.9
93
(oto —y=38°44'.
При сложении двух колебаний наибольшее влияние импульс-
ных колебаний скажется в первом полупериоде после соударе-
ния загрузки с камерой (рис. 3.4). При значении фазового угла
<0t + (<0to — т) = JL ;
<ot = (0>t„ - 7) = JL —38°44' =51°16' = 0,895 рад;
p* t = = — -51° 16' = 35°0';
nt = — o)t = — -0,895 = 0.1482;
<0 151
e-n‘ _ e-0,1482 = Oj862;
У=Ay L'l — 0,412 • 0,862 • sin (35°0'+ 0°49') ] =
Ay (1 — 0,208) =0,792Ay.
Для режима работы с частотой 210 рад/с соответственно
w()= 13,25; р = 5; р*Т = —-•5-2к = 4,91
1 \7
sin 4,91 л = 0,279; cos 4,91 л =—0,960;
пТ= — -5-2к 3,74; е"т = с3-74 = 42,15;
210
а = arctg---— = arctg (0,00525) = 0° 18';
5 42,15 + 0,960
---- еПТ = 42'15 -----=0.978;
1/Ле2пТ - 2enT cos Р* т + 1 1^42,152 - 2-42,15 (-0,960) + 1
к =--------—---------0,978 =- 0,668;
103 ’
13,25(2,53 -| 1) —
%АУ=0,668-2,95= 1,97 мм — амплитуда затухающих колебаний с
частотой р* = 103 рад/с;
cos (o>t0 — f) =
7C • 5
13,25
1-0,1
1+0,1
= 0,970;
<„)(, y=14°4' — фазовый угол падения и отрыва частиц;
<ot=90° — 14°4' -- 75°56' = 1,325 рад;
р Т=^-ш1= — -75°50' = 37° 14';
Е* «о 210
nt = — ®t= — • 1,325 = 0,158;
210
e-nt = е-о,158 = 0,854;
у=Ау [1 — 0,668 • 0,854 sin (37°14' + 0°18') ];
у=Ау(1—0,347) =0,653Ау в первом полупериоде (рис. 3.4),
Расчет виброизоляции станка. В рассматриваемом примере
виброизоляцию станка осуществляем с помощью цилиндриче-
ских пружин, поставленных под жестким и массивным основа-
нием. С целью поглощения вибраций утяжеляется основание
станка бетонной заливкой с таким расчетом, чтобы масса непо-
движных частей равнялась 2000 кг (при массе металлических
частей около 1300 кг). Масса подвижных частей установки най-
дена ранее. -
Момент инерции массы Mj 11=34,58 кг-м2 и суммарная жест-
кость упругих связей в вертикальном и горизонтальном направ-
лениях
ЕКУ1 = ЕКХ1 = 3410000 Н/м.
Принимаем жесткость внбронзоляторов в направлении оси Y
EKVj 560000 Н/м.
Тогда по формуле 3.58 частота собственных колебаний осно-
вания будет
Р2
У1 + ХКУ2 3410000 + 560000 . ло-
-------- =------------------ 1Уоо;
М2 2000
рУ2=44,5 рад/с.
Отношение частот вынужденных колебаний к собственным при
(о = 151 рад/с — = — = 3,4;
РУз 44,5
95
<л = 210 рад/с — = = 4,7.
Pv 44.5
Очевидно, что при первом режиме работы пе удовлетворяет -
ся условие — 3^4.
ру2
Учитывая, что изготовление виброизоляторов, удовлетворяю-
щих этому условию, связано со значительными техническими
трудностями и потребует увеличения масс неподвижных частей
машины и ее основания до 2700 кг, ограничимся полученным со-
отношением. В то же время добавочно усилим виброизоляцию
резиновыми пластинами.
В соответствии со схемой (рис. 3.13) момент инерции массы
неподвижных частей машины и основания можно приближенно
определить по формуле,
где а =850 мм — ширина основания;
Ь=240 мм — высота основания и рамы машины.
т пали 0,852 4- 0,242 1л 2
!> = 2000 ---—2— = 130,0 кг • м .
12
Радиус инерции массы
Ь = 1/" — = 1/" == о,255м;
|/ М._. V 2000
Н = 0,2552 = 0,065 М".
Отношение горизонтальной жесткости внбронзоляторов к верти-
калыюй принимаем равным Х= — J-=0,.35 (в дальнейшем ве-
личина X будет уточнена), отсюда горизонтальная жесткость ви-
броизоляторов будет:
SKx, =0,35-560000= 196000 Н/м,
Частоты собственных поступательных и вращательных колеба-
ний определяются по формулам
SK + 2КХ> 3410000 + 196000
п2 = ------!------- = ------------------
м2 2000
1803;
рХз =42,5 рад/с;
96
2
V
расстояния /3=0,5 м и /4 = 0,12 м (рис
тивно:
) задаются конструк-
р2
3410000-0,3-’ + 3110000-0,0Г- |- 560000-0,5- 106000-0,12
------------------------------------------------------------— Ot'OU .
130,0
Отношение
ранее.
частот р
ру = 44,5 рад/с найдено
151
42,5
151
58,9
Рха
удовлетворяют неравенству 3.61.
Степень амортизации определится по формуле 3.59 при ча-
€0 = 151 рад/с:
в вертикалыЮхМ направлении:
Mt Ру|
Ау3 Л'1о (О-’
стоте
Av
304 1062
2“ ,51’ -0,0818;
44,53
-г- - 1
Р
и
в горизонтальном направлении:
PJ,
А,
М->
(О-
Рх
— -1
(О*-
304 106-
2000'151-’
42,53
— 0,0812;
А
при вращательных колебаниях:
А
О
А
PL.
— - 1
0)2
130
42,5-
151-
1
АУ-2
а;,
Соответственно при частоте <о = 210 рад/с
304 106’3
2000* 2102
—--------= 0,0406;
2КЬ ~
97
4. Зак. 135
304 1062
0,0404;
1
42,52
2102
95,52
2121—= 0,0508.
<Р1
34,58
130
58,92
210-
Следовательно, степень амортизации при частоте вынужден-
ных колебании 210 рад/с будет примерно в два раза выше, чем
при частоте 151 рад/с.
Амплитуды колебания впбропзолпрованпого станка и осно-
вания определяются по формулам 3.58, где
q!r=0,0022 мм ранее найдено
q„ г = q, г — = 0,0022 • — = 0,000335 м;
11 м3 ’ 2000
h = 0,279 м;
if —0,113 м2;
1% —0 065 м2;
11=34,58 кг-м2;
12 = 130,0 кг-м2.
При частоте колебании <о = 151 рад/с
cosy =0,9888,
cos у<р=0,9975;
I 44,52 \
0,00221—1----- 1-0,9888
\ 1512 1
106- У 44,52
15Г2 ~ Л 15Г-
У1 —
-----------------= — 0,00465 м —
\ 304 106*
“ / 2000* 1511
— 4,65 мм;
106-’
0,000335- ,—-
0,9888
106^ 1
151- ~
1512
------------- - 0,00038 м = 0,38 мм;
304 106*
2000* 151 ‘
98
/ 42 5- \
0,0022 —:— - 1 0,9888
\ 151" )____________
I06J X/42.5S X 304 106*
- 1 —— - 1 ---------• ----
15 -'------------------------------Д15Г-’ / 2000 151*
= -0,00454 м =
4,54 мм
I06-’
<р.
106-'
0,000335 — 0,9888
--------—— = 0,00037 м = — 0,37мм
\/ 42,5- ч 304 106*
- 1 —;— - 1 -----------• -----
Д 15 Г* / 2000 151*
/ 58,9- X 0,279
0,0022 —1— - 1 —-----------0,9975
151** / 0,113
95,52 V 58,92 X 34,58
1512 1512 ~ 130,0
О.оюз рал-
151*
= — 0° 35,4';
95,5'-’ 0,279
0,000335 ------• --------0,9975
151- 0,065
58,92 \ 34,58
—— 1 —1—•
151- ) 130,0
-0’04,3'.
При частоте колебаний ю = 210 рад/с
'₽‘ " / 95,5-
\ 151-
= 0,00125 рад =
cosy = 0,997,
cos Y<p—0,999;
/ 44,52 X
0,0022 ---------— 11-0,997
_ \ 21Q2 I____________________
' У,— /106--’ V 44,52 \ 304 106*
------ 1 --------— 1 -----------------
\210J-Д 210-' )---2000 210'
1062
0,000335-------0,997
____________________210-
'у“— /1062 у 44,52 \ 304 106*
1,2102 ~ 1Д 2102 “ Д' 2000 210*
= —0,00299м=—2,99 мм
0,00012 м = 0,12 мм;
/ 42,5= X
°-0022 Н^г-1 -°-997
Ю62 у 42,52 \ 304 106*
7102 “ Д 2102 / 2000 210*
= —0,00296 м =
»9
—2,96 мм;
1062
0.00Л335 ----- 0.997
____________ ’ 2 ПР
,4062 у 49.5-
<210- Л 2102
1 58.9-
0.0022 ------
’ 210--
304 106'
,/ ” 20СМ)' 2101
'• 0/279
1 )•-------0.999
/ 0.113
- 0,00012 м = 0,12 хмм;
Г 95,ГР
/2КР
210-
34-58 95,51
130.0 210'
- 0,071 рад =
95,52 0,279
0.0(0335 ----2—• — -------.0.999
________________" 2102 0,065______________
( 95,5'2 \/ 58,92 3 4.5(8 95,5'
к 2102 ~ Д 2102 ~ J ~ 130.0-’ Зю*
— О 01,4'-
Динамические нагрузки на поддерживающую конструкцию.
Динамические нагрузки, передающиеся на поддерживающую
конструкцию в рабочем режиме, определятся по формулам 3.82
РУо = ЕКУз Ау,; Рх„ 2KXj (AXj + /г ).
При (о=151 рад/с
Ау, =0,38 мм,
Ах, : /.Д^ =0,37 ; 120-0,00125 = 0,52 мм;
руо =0,38-560=213 Н;
рХ( =0,52-196= 102 Н.
При (о = 210 рад/с
Ау,, =0,12 мм;
AXj -|-/4A7j =0,12-1- 120-0,00041=0,125 мм;
РУо =0,12-560 = 67,2 II;
Рх =0,125-196 = 24,5 II.
Таким образом, в результате внбропзоляцпи давление на
опорные конструкции снизилось:
100
при режиме о)= 151 рад/с
15200
вертикальное в = /1 раз;
16300
горизонтальное в —— > =160 раз;
нрн режиме «) = 210 рад/с
11300 1Г.,
вертикальное в - = 168 раз;
1 з1)П()
горизонтальное в =539 раз.
Расчет пружинных виброизоляторов. Исходя из конструктив-
ных соображений, зададимся числом пружин п = 8. Расположе-
ние пружин — вертикальное. Ранее, при расчете упругих связен,
станка их вертикальная и горизонтальная деформации приняты
равными
Ау, =АХ| =15 мм.
В этом случае деформация впброизоля горой (3.59) сославиг
.0,0818-15 -1,23мм;
AXj ( —JW) 0,0812-15 -1,22мм.
Расчетная статическая нагрузка, передаваемая ня виброизо-
ляторы, определится по формуле
рст = (Мх + М2) g= (304 4- 2000) • 9,81 = 22600 11.
Динамическая нагрузка
Ру, ДНИ Ау , Ь1\уа -
1.23-560000
1000
----- 690 II;
Рх, ДИН Ах2 — Кх.2
1.22-196000
1000
- 2'10 И.
Расчетные осевая и поперечная нагрузки на одну пружину'
соответственно составят (3.62)
рг РстН"1фР)7Д1 н 22600 + 1-5-690 _ _ 2954 11’
Уа п 8
р / _ 1Рх дни __ 1-5-240 _
х* 8 8
1101
Г1 В £
Принимаем индекс пружины с=—=6, что соответствует ПО-
tf
«I . 4с + 2____ 4-6 + 2 1 о л
правочному коэффициенту к =---------- =------1— = 1,24.
4с — 3 4-6 — 3
Диаметр прутка пружины определяем по (формуле 3.17. Ма-
териал прутка, для которого [т] =40000 Н/см2, — сталь 60С2А
(закаленная и отпущенная),
. . с т / 1,24-2954-6 1 1О
d = 1,6 I/ --------------- 1,19 см.
V 40000
Принимаем d = 12 мм. Средний диаметр пружины D=cd =
= 6-12 = 7'2 мм. Число рабочих витков пружины вычисляем по
формуле 3.18:
. _ 7,45-10^1,2
витка.
„ . 5600
8-6з--
8
Принимаем i = 7,5. Полное число витков пружины
Высота пружины, сжатой до соприкосновения витков,
Hg = (in — 0,5)d = (10 — 0,5) -12=114 мм.
Высота иенагруженной пружины
где h — шаг пружины, определяемый но формуле
h = d -|- + Зр;
, П’РУ
^max J К
У-j
8•2954
4,23 см —деформация пружин при
максимальной нагрузке.
Зазор между витками при максимальной рабочей нагрузке
6^0,1 <1, следовательно h 12 ' 0,15-12 = 19,5 мм.
7.5
Принимаем 11 = 20 мм. Пределы шага
п I) 7‘> 7‘>
h — --- — — - !• — ... 18 1 36;
. I . ъ i 1 * ч • 7
Нса= 114+ 7,5(20— 12) = 174 мм.
юг
Длина пружины под статической нагрузкой при
р •’•’(ММ)
fci. = —‘2- -- 4,04 см - 40,4 мм
1’К 5(М)<)
11 = 11,.,, - = 174 -10,4 = 134,6 мм.
Угол подъема витков
1И а„ — = — . .. 0,0884; а0 - 5’3'.
ь kD -72
Поперечная жесткость виброизоляторов (формула 3.15)
КХз = ХКу,,
где
0,91-1/ l£L. f±LY?.|. 1 з
V 11 (о/
На основе отношений
и
имеем
аД = 0,94]/"0,3(1,872+ 1,3) = 1,128
Тогда коэффициент л будет равен
- 0,345.
Полученное значение X примерно на 1,5% меньше принятого
ранее, что не выходит за пределы точности расчета.
Максимальный изгибающий момент, действующий в опор-
ном витке (считаем, что торцы пружины не поворачиваются от-
носительно оси пружины), определится по формуле 3.20:
Мзад
Р'
аН
а
2
Величина ранее найдена и равна 1,128, откуда
103
1,128-2 1.128-2 n
a —---------=-----------= 0,167 1/cm;
H 134,6
' M-.a, =--= - tg 1,128 = 570 H • CM.
‘'ai 0,167 b
Эквивалентное напряжение по теории наибольших касательных
напряжении определяется по формуле 3.21:
°э|;в - 3 к-экв —3;|Д Н/см2.
W п
Значение к:шп определяется но таблице 3.1. Для С=6 и
Л = 5°3/Г кЭКв=1,20.
Mo.v.enr сопротивления витка пружины
... ксР Г. 1,23
\\ и = — = -------= 0,1 / см”;
32 32
«эк» = 1,20 = 4030 Н/см2.
экв ’0.17 1
Для стали 60С2А, из-которой изготовляются пружины вибро-
изоляторов, после термообработки
ат= 14000 кгс/см2 = 137000 Н/см2.
Запас прочности по изгиб}7 составит
сг 137000
л -= —— - - -----=-= 34 —вполне достаточный.
з.)К1$ -1030
Ранее найденная гибкость пружины впбропзолятора = 1,87
меньше 5,1; устойчивость пружины обеспечивается, поэтому про-
верки на устойчивость не требуется [51J.
Длина развернутого прутка пружины составит:
/„ = = jLZ?10 =2270 мм.
cos а0 cos 5'3'
Рассмотрим другой метод проектирования вибрационного
станка. В его основу положен далеко зарезонансный режим ра-
боты, когда
р< (.)’; р; or; р- or.
В этом случае задаемся значительно меньшей жесткостью
упругих связей, чем в первом варианте, что позволит уменьшить
число и размеры цилиндрических пружин:
£Ку=5800 Н/см;
104
SKx = 2450 Н/см.
Дальнейший расчет параметров станка производится анало-
гично первому варианту. Результаты расчета сведены в табл. 3.5.
Т а б л и ц а 3.5
Расчетные параметры двух вариантов вибростанка
1 Iанменованпе расчетных Размер- Величина параметров Относи- тельная величина парамет- ров
параметров пость 1-й вариант 2-й вариант
Масса колеблющихся частей Суммарная жесткость уп- ругих связей Количество упругих связей: вертикальных горизонтальных Диаметр прутка пружин d Средний диаметр пружи- ны D Полное число витков Длина нснагружеппой пру- жины Нс в Собственные частоты коле- баний Статический момент деба- лансов Масса дебалансов Момент инерции дебалаи- сов 1к Амплитуды колебаний при to = 151 рад/с То же при (0 = 210 рад/с То же Относительное ускорение w= — g при со = 151 рад/с при (о = 210 рад/с Возмущающая сила Ро П1Г(*)2 при (0=151 рад/с при (0 - 210 рад/с кг 304 Н_ КУ = 341ОО см 1<х - 34100 шт. 6 1IJT. 6 мм 18 мм 80 шт. 10 мм 228 рад/с Ру = 106 Рх=106 Р =95,5 кг-м 0,67 кг 8,92 кг • м2 0,068 мм АУ = АХ = 4,26 рад Af = 0,0093 мм Ау = Ах —2,95 рад А? = 0,0070 — 9,90 — 13,25 Н 15 200 Н 29 400 310 КУ = 5800 Кх = 2450 6 0 12 63 11 197 43,2 28,1 39,0 1,23 15,10 0,135 Ау = 4,28 Ах = 4,08 А ,= 0,0107 Ау = 4,12 Ах = 4,02 А,,=0,01035 9,85 18,5 28 000 54 000 0,98 5,9 13,9 2,45- 3,77 2,45 0,55 0,59 0,50 1,005 0,72 0,55 0,55
105
Наименование расчетных параметров Размер- ность Величина параметров Относи- тельная величина парамет- ров
1-й вариант 2-й вариант
Давление па подшипники Р^= 14 400 Р^ = 26 500 0,54 ротора при ш = 151 рад/с Н Р„, = 13 900 Р^ = 25 500 0,54 Давление па подшипники Н Р>„=28 300 Р*=51 300 0,55 ротора при о; = 210 рад/с х РП1 = 27 200 Рп,= 49 400 0,55 Давление па упругие спя- ц рУ .15200 РХ = 3 730 4,0 зи при со =151 рад/с v v 1 PJ -- 16 300 Ро - 4 120 4,0 при ы - 210 рад/с н Р* = 11 300 Р^= 5 100 2,20 Р?= 13 200 Р£=6960 1,90 Потребная мощность, N КВт при со=151 рад/с 3,50 3,64 0,96 при со = 210 рад/с 3,74 5,32 0,70 Амплитуда колебаний с ча- стотой Ру при о) = 151 рад/с мм 1,75 4,75 3,7 при со = 210 рад/с мм 1,97 5,27 3,7
Из сравнения первого варианта проектирования со вторым
следует:
1. Режим работы, более близкий к резонансному (1-й вари-
ант), характеризуется применением дебалансов с меньшим ста-
тическим моментом, меньшей возмущающей силой и более низ-
ким давлением на подшипники вала, что обеспечивает большую
надежность вибростанка и меньшие потери па трение.
2. Большие давления на упругие связи, а следовательно, не-
сущие части зданий при режимах работы (1-й вариант) требуют
применения виброизоляционных устройств, которые снижают ди-
намические вертикальные нагрузки на поддерживающую кон-
струкцию от 71 до 168 раз и горизонтальные — от 160 до 539 раз.
3. Расход мощности при одинаковых амплитудах колебаний
практически одинаков (разница 4% в пользу 1-го варианта).
4. Динамические давления на упругие связи во 2-м варианте
меньше, чем в 1-м, однако передача па несущие конструкции
без виброизоляцин недопустима.
5. Повышенный момент инерции дебалансов 2-го варианта
вызовет увеличение резонансной амплитуды свободного выбега
машины.
106
6. За счет увеличения числа упругих связей, их жесткости
и креплении конструкция вибрационного станка 1-го варианта
получится сложнее 2-го.
7. Дополнительные колебания рабочей камеры от взаимодей-
ствия с загрузкой будут иметь большую амплитуду во 2-м ва-
рианте (в 3,7 раза), что может отрицательно сказаться на неко-
торых технологических процессах.
Окончательный выбор варианта оборудования будет зависеть
от условий конкретного производства, когда известны техноло-
гические процессы, для которых проектируется станок, и усло-
вия его монтажа.
4. ТИПОВЫЕ КОНСТРУКЦИИ ВИБРАЦИОННЫХ СТАНКОВ
Рассмотрим типовые конструкции вибрационных станков в соот-
ветствии с принятой классификацией.
На рис. 4.1 представлена конструкция вибрационною станка
ВУ-200 универсал иного назначения с U-образпой в сечении и
(прямоугольной формы (в плане) рабочей ,камерой емкостью
200 дм3 14, (S, 40].
Рис. 4.1. Вибрационный станок ВУ-200 универсального типа
(/ганок периодического действия применяется для обработки
деталей массой до 3—5 кг. Он имеет утяжеленное основание 1,
107
•сваренное из швеллеров и залитое бетоном. С целью снижения
уровня вибраций, передаваемых па пол или фундамент, между
основанием и полом предусматривается установка вибропзоля-
горов. На основании крепится подмоторная рама, на которой
монтируется асинхронный электродвигатель 2 с клпноременпым
приводом 3 к валу вибратора инерционного типа 4. На основа-
нии, с помощью упругих связей 5, монтируется рабочая каме-
ра 6 и инерционный вибратор 4. Вал вибратора (горизонталь-
ный) находится в плоскости симметрии рабочей камеры и соеди-
нен с валом привода с помощью двух эластичных Муфт 7. Упру-
гие связи рабочей камеры выполнены в виде шести винтовых
цилиндрических пружин, симметрично расположенных относи-
тельно вала вибратора. \
Клиноременный привод обеспечивает две частотьиколебаппй
рабочей камеры: 33 и 25 Гц. Раздвижные дебалапсы вибратора
(их па валу две пары) позволяют регулировать возмущающую
-силу и амплитуду колебаний рабочей камеры в пределах от О
до 6 мм. Станок работает в зарезонансном режиме. Траектория
рабочей камеры плоскостная.
Звукоизолирующий кожух станка 8 выполнен со срезанным
верхом, так что верхняя часть рабочей камеры выступает за
пределы кожуха. Это позволяет вести наблюдение за процессом
и производить загрузку обрабатываемых деталей и абразива.
Разгрузка рабочей камеры осуществляется через окно, выпол-
ненное в боковой стенке, противоположной от привода.
Система циркуляции эмульсин состоит из бака-отстойпнка,
-смонтированного па полу сзади станка, трубопроводов, насоса
с фильтром и крапами.
Вибрационный станок УВГ-200 и аналогичные: УВГ-2х50,
УВГ-100, У В Г-3-00 и др.— нашли широкое распространение в
стране благодаря своей универсальности, простоте конструкции
и надежности [2, 4, 8, 41].
В табл. 4.1 приводится краткая техническая характеристика
вибрационных станков отечественных конструкций с U-образпы-
мп в сечении и прямоугольной формы (в плане) рабочими ка-
мерами.
При небольшой номенклатуре деталей и необходимости по-
следовательной их обработки па операциях, например шлифо-
вания, полирования, глянцевания, целесообразно применение
многокамерных вибрационных станков с двумя п более рабочи-
ми камерами. В этом случае экономится производственная пло-
щадь, уменьшается количество и трудоемкость перегрузок, со-
кращается путь межоперацнопного транспортирования.
108
s
Характеристика отечественных моделей вибрационных станков с U-образными
в сечении и прямоугольной формы (в плане) рабочими камерами
Таблица 4.1
Модель Емкость рабочей камеры, дм3 Амплитуда колебаний, мм Частота колебаний, Гц Мощность двигателя, кВт Габаритные размеры, мм Масса, кг
Однокамерные
ВГУ-7 7,0 0,3 25 0.125 635X330X460 120
ВМ—12 12 0...3 16,6 1.5 2060ХЮ95ХЮ00 360
В—20А 20,0 0...5 25 0.6 1545Х870ХН25 600
ВУ—25 20 1 ...5 50 1,7 750X550X500
ВМП—25 25 0...4 0 ... 50 — 1800ХЮ00Х1400 —
ВУ—25 25 2 ... 3,0 25 0.12 1340Х760ХН85 150
ВМП—50 50 0...4 25,0 3 2290X990X1560 900
В-50 50 0,5 25; 36,7 3.8 2200X2500X1800 2500
ВПМ-50М 50 0...5 16,7; 25; 30 2,2 2300X1115X1550 1100
ВПЛ1-50С 50 0...5 16.7; 25; 30 2.2 23О0ХН15Х1550 1100
ВУД--125 50 2... 6 24.0 4.5 1000X1240X1200 2800
УВГ--7'-’ 70,0 0...6 23; 33 1.5 1480X1280X1915 1680
ВУД-25 75 1 ...5 24,0 7,0 1320Х1100ХН40 3600
ВМИ-10 80 0,2... 4 29; 33; 40 7.0 2300X1150X500 4050
ВУ-125 80 0... 2,5 45 7,0 1200X1200X1100 —
УВПД00 97 3...3,5 24 1,0 1640X1020X1130 400
ВМ-100 100 1 ...4 17; 21; 27; 33 3.0 1480X1760X2290 2520
ВПМ-100М 100 1 ...4 17; 22,0 4.0 2690X1165X1550 1385
ВПМ-1000 100 0...4 17; 25; 30 4,0 2465X1165X1550 1115
ВПМ-100М 100 1 ...4 17; 22,0; 26,7; 33,3 3.0 1480X1750X2290 2520
ВСД 00 100 0 ... 0,3 25; 33 4,0 1840X300X360 3000
ВУ-100 100 0...4 25,0 2,8 1700Х300ХИ00 7500
В5-9795 100 5...6 45,50 0,6 600X600X850 400
ВУК-100 100 2...5 24,0 4,5 1000X1240X1200 2800
Модель Емкость рабочей камеры, дм3 Амплитуда колебаний, мм Частота колебаний, Гц Мощность двигателя, кВт Габаритные размеры, мм Масса, кг
ВУ-250 130 0... 2,5 45 10,0 1300X1200X1100
УВГ-20О 200 0. ..6 24,2; 33,3 4,0 1900X1900X1300 1700
ВУ-200 200 0. ..4 24,1; 33,3 4,0 1900X1900X1300 2500
УВГ-200М 200 0. . .6 25; 33 4,5 1800X2080X1590 2300
АВМ-200 200 2. .. 5 24,0 5,5 2760X1220X1280 1440
ВПМ-200С 200 0. .. 5 16,7; 25; 30 7,0 2750X1370X1750 1800
ВУ-250 200 2. .. 5 24,0 10,0 1700X1000X1350 2000
ВУ-500 220 0.. .2,5 45.0 14,0 1700X1200X1600
УВГ-300 300 0. ..6 24; 33,3 4,5 2210X1670X1250 2000
ВУ-300 300 0. ..3 37; 43,0 10,0 4000X1200X1400 2200
ВУ-350 350 0. ..6 20; 25; 30 2950X1850X1500 2800
ВУ-500 220 0.. .2,5 45,0 14,0 1700X1200X1600 —
УВГ-500 500 0. . .4 25; 33,3 4,5 2150X2050X1500 2400
ВУД-1000 500 2 . ..5 25,0 10,0 2800X1200X1600 4000
ВУ-600 600 0 ..3 25,0 17,0 2820X1800X1600 3200
ВУ-850 850 0. ..6 20; 25; 30 17,0 3190X2100X1560 2900
УВГ-1000 1000 0. ..4 25; 33,3 7,0 2850X2170X1825 —
ВУД-2000 1000 1 . ..6 24 55,0 3150X1900X1200 —
ВУ-1200 1200 0. ..6 20; 25; 30 17,0 5200X2000X1320 3000
многокамерные
УВГ4Х Ю 10X4 0. ..4 30; 35 1,0 1304X952X1370 820
ВМ2 X 50 50X2 0. ..5 25: 33,3; 41,7 1,5 1760X1000X1500
СВИ—1 70X2 1 . ..5 24,0 4,5 1500Х1450ХИ00 760
313СП—62 100X2 1,5.. 7,7 24,0 7,0 1730X1410X1580 1750
AM—250 130X2 1 . ..3 36,6.. .43,0 10,0 — —
ВА—2200 1100X2 0. ..6 20; 25; 30 17,0 4800V3250X1600 7500
Наряду с многокамерными используются и мпогосекционные
рабочие камеры (в последних — большая рабочая камера раз-
делена перегородками на несколько секций). Например, шести-
секционный станок с общим объемом рабочей камеры 200 дм3
разработан для очистки литых заготовок постоянных магнитов
различных плавок (каждая плавка обрабатывается отдельно)
[41]. Этот станок отличается от других удлиненной рабочей ка-
мерой, разделенной перегородками на шесть секций, каждая из
которых имеет разгрузочный люк, расположенный на обечайке
у дна рабочей камеры. При отладке станков с удлиненными ра-
бочими камерами, в частности с многосекцпонными, трудно обес-
печить одинаковую работу рабочей среды во всех зонах камеры.
Для устранения этого явления необходимо иметь достаточно
жесткую виброплощадку (или рабочую камеру) и тщательно
ориентировать положение вибратора относительно рабочей ка-
меры.
Среди многокамерных станков встречаются конструкции с
двумя, тремя и четырьмя рабочими камерами. Многокамерные
станки входят в типы станков, разработанных в нашей стране,
а также в типы станков фирмы «Walther Trowal» (ФРГ). Широ-
кое распространение получил четырехкамерный вибрационный
станок УВГ-4х10 [2, 4, 41].
При обработке, длинномерных деталей (с 1500мм) исполь-
зуются вибрационные станки с удлиненными рабочими камера-
ми. Так, например, Ростовскпм-на-Дону институтом сельхозма-
шиностроения разработаны станки с удлиненными рабочими ка-
мерами ВУ-350, ВУ-850, ВУ-1200 для обработки длинномерных
деталей сложной формы.
Они предназначены для механизации очистных (очистка от-
ливок от окалины после термообработки, пригара, формовочных
и стержневых смесей, следов грязи и ржавчины), доделочных
(снятие заусенцев, удаление облоя с литья, изготовленного под
давлением, скругления и полирования кромок), шлифовальных,
полировальных, отдел оч по-у проч ня юных операций в условиях
индивидуального, серийного и массового производства.
Основной особенностью станков этого типа является исполь-
зование 2-х и 4-х инерционных вибраторов, расположенных под
днищем рабочей камеры вдоль оси и соединенных между собой
упругими втулочио-пальцевцми муфтами (станок ВУ-850) и зуб-
чатыми муфтами (станок ВУ-1200). Станки этого типа позволя-
ют производить обработку длинномерных деталей как в закреп-
ленном состоянии, так и со свободной их загрузкой.
Продолжает расширяться область применения вибрационной
обработки и за рубежом.
ш
Ряд зарубежных фирм: «Walther Trowal», «Metall-gesell-
schaft A. G.» (ФРГ), «Roto-Finish», «William Boulton Zimilted»
(Англия), ««Wibral» (Франция), «Almco», «Lorco», «Abrodo-Fi-
nichers», «Sweco», «Vibraslide», «Pangborn» (США)— разрабо-
тали вибрационные станки широкого и специального назначе-
ния [40, 43, 44].
Фирма «Walter Trowal», например, разработала и выпускает
станки типа V и VL, многокамерные типа V, однокамерные ав-
томатизированные тина VS с U-образной в сечении и прямо-
угольной формы (в плане) рабочей камерой [40]. Краткая тех-
ническая характеристика вибрационных станков этого типа
представлена в табл. 4.2.
Вибрационные станки типов VL и VS работают в автомати-
ческом или полуавтоматическом циклах в комплекте с моечной
машиной. Рабочая камера удлиненная, установлена с наклоном.
В рабочую камеру подается точно дозированное количество ра-
бочей среды п жидкости. «Масса загрузки в станках типа VS
циркулирует по замкнутому циклу, а на выходе из рабочей ка-
меры опа проходит очистку в магнитном сепараторе и возвра-
щается в рабочую камеру, а детали через специальное окно по-
ступают па транспортер пли в тару. Продолжительность цикла
обработки 1’0—60 минут. Станки типа L не имеют устройства
для возврата рабочей среды после отделения деталей. Указан-
ные станки применяются для очистки длинномерных деталей,
например профильного и круглого проката.
Фирма «Wibral» также выпускает однокамерные п многока-
мерные станки с U-образпоп в сечении и прямоугольной формы
(в плане) рабочей камерон.
Краткая техническая характеристика вибрационных станков
этой фирмы представлена в табл. 4.3.
Однокамерные вибрационные станки используются в серий-
ном производстве для отделки деталей средних размеров после
• механической -обработки и литья под давлением из легких
сплавов.
Многокамерные вибрационные ставки фирмы «Walther Tro-
wal» [44] (рис. 4;2) используются для чистовой высокопроиз-
водительной обработки деталей из различных металлов и спла-
вов. Стайки оснащаются двумя пли четырьмя рабочими каме-
рами. Рабочие камеры могут оснащаться сменными вставными
перегородками. Многокамерный станок фирмы «Wibral» моде-
ли 32/4 применяется для обработки нежестких деталей часовых
механизмов, ювелирных изделий?. Может быть снабжен четырь-
мя рабочими камерами по 8 дм3 или двумя с емкостью по 16 дм3.
112
113
Характеристика вибрационных станков фирмы «Walther Trowal»
Таблица 4.2
Модель Емкость рабочей камеры, дм3 Частота колебаний, Гц Мощность двигателя, кВт Габаритные размеры, мм Масса, кг
4 4.0 16,7 ... 45 0,75 290X890X370
65 65 16,7 ...45 3,0 1870ХЮ80Х1235 1550
150 150 16,7 ...45 5,5 2050ХН20Х1360 1840
150 150 16,7 ...45 5,5 2500X1120X1200 2260
200 200 16,7 ...45 5,5 2050ХП20Х1440 1900
330 330 16,7 ...45 11,0 2550X1360X1600 3290
480 480 16,7 ...30 15,0 2725X1420X1660 4360
500 500 16,7 ...30 15,0 4300ХН80Х1400 4400
850 850 16,7 ...30 18.5 5100X1110X1750 6700
1250 1250 16,7 ...30 18.5 3100Х11ЮХ1850 7000
32/2 32 16,7 ... 53,3 1.5 1705X920X950 770
32/4 32 16,6 ... 53,3 1,5 1705X920X950 770
300/2 300 16,7 ...30,1 11 2600X2390X1500 3350
400/2 400 16,7 ...30,1 11 2600X2390X1500 3380
500 500 16,7 ...30,1 17,2 4380X1770X1540 5000
850 850 16,7 .. 30,0 23,0 5300Х1980ХН80 8100
Таблица 4.3
Характеристика вибрационных станков фирмы «Wibral»
Модель Емкость рабочей камеры, дм3 Частота колебаний, Гц Мощность двигателя, кВт Габаритные размеры, мм Масса, кг
Однокамерные вибрационные станки
65 65 16,6... 50 3,0 1630Х670Х1ЮО 800
200 200 15... 48,3 7,5 2000ХИ20Х1680 1850
440 440 16,6... 20 15,0 2750X1360X1960 3950
Многокамерные вибрационные станки
32/4 4X8 15... 58,3 2,0 1665X870X910 750
(2X16)
300/4 4X75 16,6... 33,3 15,0 2600X2630X1480 3850
400/2 2X200 16,6... 33,3 15,0 2600X2630X1480 3650
Р п с. 4.2. Многокамерный станок фирмы «WaltlierTrowal»
Однако наряду с рядом преимуществ многокамерные вибра-
ционные станки имеют и недостатки. Они не позволяют обеспе-
чивать одновременно высокопроизводительную обработку дета-
лей на операциях, существенно отличающихся своим назначе-
нием, например при очистке, удалении облоя или заусенцев,
полировании пли глянцевании, так как выполнение их требует
различных режимов вибрации. Кроме того, многокамерные стан-
ки требуют равномерной загру.зкн каждой из рабочих камер,
иначе различные массы загрузки -камер приводят к нарушению
установленного характера движения внбрпрующих узлов станка.
Фирмой «Roto-Finish» также разработай ряд конструкций
вибрационных станков с U-образной в сечении и прямоугольной
формы (в плане) рабочей камерой [32]. Они имеют опрокиды-
вающуюся рабочую камеру для -выгрузки деталей и среды, снаб-
жены встроенным виброситом, защитными шумопоглощающимтг
кожухами. Частота вибрации регулируется в пределах '25—
35 Гц. Эти станки главным образом применяются на операциях
очистки и шлифования. Отделка поверхностей до высоких ил ве-
сов шероховатости требует 12—14 часов обработки и 3—4-крат-
ной смены состава рабочей среды [43].
Технические характеристики вибрационных станков OVIT
115
Таблица 4.4
Характеристика вибрационных станков английских фирм
Модель Емкость рабочей камеры, дм3 Г абарптпые размеры станка, мм Масса загрузки, кг
длина ! ш при ia высота
OV41T ИЗ 1371 1524 1625 40,8
OV81T 26G 1545 1880 1676 81,6
OV1EV 28,25 965 406 813 20,0
GV3EV 85 1321 737 1184 61,4
OV7EV 198 1448 914 1346 141,0
OV10EV 283 167G 940 1422 202,2
OV20EV 5GG 2137 1219 167G 404,G
фирм «Roto- Finish», «Osromatic» и др. фи рм (Англия) пред
ставлены в табл. 4.4 [40].
Принцип действия обоих типов станков идентичный. Харак-
терной особенностью станков типа OVIT является то, что рабо-
чая камера наклоняется вперед для выгрузки деталей, а у стан-
ков типа OVEV рабочая камера разгружается через торце-
вой люк.
В условиях поточного автоматизированного производства при-
менение описанных вибрационных станков не всегда целесооб-
разно и возможно. Для обработки непрерывно движущегося по-
тока деталей более приемлемыми являются вибрационные стан-
ки непрерывного действия с рабочей камерой проходного типа
и полностью автоматизированные.
В промышленности применяются две разновидности конструк-
ций станков непрерывного действия: с прямоугольной формой
рабочей камеры и с рабочей камерой в форме тора или со спи-
ральной рабочей камерой (сниратроны).
Преимуществом автоматизированных станков непрерывного
действия является одновременность выполнения основных и
вспомогательных элементов процесса, причем время обработки
перекрывает время вспомогательных операций. В ряде случаев
станки непрерывного действия па 25% производительнее обору-
дования, обрабатывающего детали отдельными партиями. Пре-
имуществом является также то, что они легко сочетаются с дру-
гими процессами. Например, детали, поступающие с линии после
штамповки-вырубки, могут автоматически направляться в моеч-
ную машину,, зачем па вибрационную обработку; далее детали
могут автоматически подаваться па промывку, сушку, окраску.
Недостатком вибростаиков непрерывного действия является их
ограниченная гибкость при изменении условий обработки. Для
этих станков желательно применять постоянный состав обраба-
J16
тывающеп среды, подбирать детали сравнительно простой фор-
мы п виды работ, выполняемые в сравнительно .короткое время
(до 30—40 мин). При необходимости более длительной обработ-
ки нужно установить параллельно в линии еще один, два или
более станков или дважды пропустить детали через рабочую ка-
меру. Несколько последовательно установленных вибростанков
применяют и в тех случаях, когда требуется многократная об-
работка в различных рабочих средах.
Вибрационный станок непрерывного действия представлен в
работе [41]. Обрабатываемые детали поступают в рабочую ка-
меру и вместе с наполнителем перемещаются вдоль камеры до
разгрузочного лотка. Движение камеры и разгрузочного лотка
происходит по винтовой линии под действием сил тяжести и
кругового перемещения деталей и рабочей среды, подвергаемых
вибрационному воздействию. В некоторых конструкциях стан-
ков для придания движения деталям и рабочей среде но винто-
вой .’ниши в рабочей камере установлены перегородки. Выходя-
щая из рабочей камеры масса понадает на сепаратор, где про-
щ-одпт разделение деталей н рабочей среды. Детали но транс-
пьютеру направляются на дальнейшую обработку или сборку,
а 1 абочая среда но другому транснортеру возвращается в рабо-
чу?о камеру к месту загрузки деталей.
Рабочие камеры проходного типа изготавливают удлиненны-
ми для того, чтобы за время прохождения от одного края к дру-
гому детали прошли необходимую обработку. Время прохож-
дения детали вдоль рабочей камеры можно регулировать с по-
мощью несбалансированных грузов, углом наклона перегородок.
Например, для камеры длиной 4000 мм время прохождения де-
талей составляет от 10 до 40 мин.
В работе [41] приведена принципиальная схема и описан прин-
цип работы одного из автоматизированных вибрационных стан-
ка-. ('танки такого тина могут встраиваться в поточные линии
п должны иметь устройства, обеспечивающие загрузку и выгруз-
ку рабочей среды н обрабатываемых деталей, их отделение от
рабочей среды и возврат последней в рабочую камеру. Пере-
численные устройства обеспечивают автоматизацию всех элемен-
тов операции.
По принципу работы автоматизированные станки подразде-
ляются па два типа: а) периодического действия, б) непрерыв-
ною действия. Имеются автоматизированные станки, разрабо-
танные зарубежными фирмами.
Так, фирма «Walther Trowal» выпускает станки проходного
типа AV, DVS, VS. Это оборудование применяется для ветра-
117
ивання в поточные и автоматические линии; они обладают вы-
сокой производительностью, занимают небольшую площадь.
Автоматический вибрационный станок непрерывного действия
фирмы «Wibral» описан в работе [40], а техническая характери-
стика оборудования этого типа представлена в табл. 4.5.
Таблица 4.5
Характеристика вибрационных станков непрерывного действия
Модель Емкость рабочей камеры, дм3 Частота колебаний, Гц Мощность > двигателя, кВт Габарит- ные размеры, мм Масса загрузки абразива, кг Масса загрузки деталей, кг
D—250 250 15.. .48,3 10 2600Х Х140Х XI175 350 40 ... 80
D—500 500 16,6. .. 33,3 20 3910Х Х1700Х XI540 700 80 ... 200
D—1000 1000 16,6. .. 33,3 25 6470Х Х2070Х Х2875 1200 150...350
Станки с удлиненной рабочей камерой используются для об-
работки разнообразных деталей .и ’могут -встраиваться в поточ-
ные линии. Время обработки партии составляет 20—30 мни.
Интересный по конструкции автоматический вибрационный
станок экспонировался на выставке в Ганновере. Станок состоит
из рабочей камеры емкостью 2000 дм3 с многослойной резино-
вой облицовкой, выгрузочного канала длиной 5000 мм, сепара-
тора, моечного устройства и трех вибролотков возврата частиц
рабочей среды производительностью 78 т/час. В качестве при-
вода используется электродвигатель мощностью 45 кВт с регу-
лируемым тиристорным устройством. Частота вращения деба-
лансных валов вибраторов — 800—1’600 об/мин. Передача от дви-
гателя к вибратору осуществляется через широкий клиновой и
зубчатый ремни. Центробежная сила, развиваемая дебалапсиы-
ми валами, 4X0200 кг. Выгрузочный канал получает принуди-
тельное колебание от отдельного вибратора н с электродвигате-
ля мощностью 1,3 кВт с регулируемой частотой вращения
1000—1350 об/мин.
В нашей стране получили распространение станки со спи-
ральной (рис. 4.3) н торовой формой рабочих камер с полуав-
томатическим циклом работы 6.
118
Р и с. 4.3. Вибрационный станок со спиральной рабочей камерой ВС—300
Рассмотрим принципиальное устройство станка со спираль-
ной рабочей камерой на примере станка ВС—300. Станок
(рис. 4.4) состоит из следующих основных узлов: пульта управ-
ления 1, рабочей камеры 2 с крышкой 3, опирающейся с по-
мощью впптовых пружин 7 па сварное основание 8. В центре,
внутри рабочей камеры, помещается инерционный вибратор 5,
вал которого приводится во вращение через эластичную .муфту
от электродвигателя. При вращении закрепленных на валу де-
балансов 4 (по два дебалапса с обеих сторон) создастся возму-
щающая сила, вызывающая колебания рабочей камеры. Ампли-
туду колебаний можно изменять за счет поворота секторных
дебалансов на определенный угол относительно друг друга. Из-
менение частоты колебаний достигается за счет смены шкивов
клииюременной передачи или изменения скорости вращения ва-
ла двухекоростного электродвигателя 10. Внутренняя поверх-
ность рабочей камеры облицована резиной и имеет окна с ре-
119
щетками, через которые стекает раствор, уносящий отраоотан-
ныс фракции и продукты съема с поверхностей деталей. Раствор
подается в рабочую камеру из гидробака 9 эмульсионным на-
сосом через трубку-распылитель. Под влиянием пространствен-
ных колебаний рабочей камеры загрузка совершает сложное
движение: вращательное относительно продольной оси рабочей
камеры и поступательное вдоль оси, в направлении подъема.
В -процессе относительного перемещения компонентов загрузки
осуществляется обработка деталей. По окончании процесса об-
работки -путь движения рабочей среды и деталей на приемный
скат перекрывается специальным мостиком 6, находящимся
внутри рабочей камеры, и масса загрузки направляется на раз-
делительную решетку, где п происходит отделение обработан-
ных деталей от частиц рабочей среды. Детали следуют в
приемную тару по лотку, а рабочая среда проходит через ячей-
ки разделительной решетки и возвращается в рабочую камеру
вибрационного станка.
Рис. 4.4. Принципиальная схема станка с торовой рабочей ка-
мерой
В табл. 4.6 приведена краткая техническая характеристика
отечественных станков этого типа.
120
Таблица 4.6
ЬЭ
Характеристика отечественных вибрационных станков со спиральной
рабочей камерой
Модель Емкость i рабочей камеры, дм3 1 Амплитуда колебаний, мм Частота колебаний, Гц Мощность двигателя, кВт Г абаритные размеры, м м Масса, кг
Знамя 1 25 1. ..2 40,7 1,7
ВС—100 100 0. ..3 25; 33 2,2 1500X1500X1500 3000
В—100 100 0. ..4 25; 36,7 5,5 1 —
УВСО—6 100 2 . ..3,5 2,5 2.2 1100Х1Ю0Х1320 650
УВСО—7 200 0. ..4 25 5.5 1435X1880X1760 1500
ВУС—250 250 0 . ..6 25; 33 5,5 1 800X1900X1700 1200
ВС—300 300 0 . ..3 24; 48 5,5 1 860X1850X1480 1100
У В П—350 850 0 . ..5 17; 33,7 7,5 6400X1900X3000 4248
ВУС—500 500 0 . ..5 25; 38 5,5 3320X2220X2748 1540
ВС—600 G00 0. ..3 25; 38 7,5 2550X2180X1810 5470
В ЭНИМСе разработаны конструкции автоматических виб-
рационных станков ВМПВ-100, ВМПВ-200, ВМПВ-400 и др. со
спиральными рабочими «камерами, сваренными из трубных от-
водов. Привод вибратора станка ВМПВ-100 осуществлен от
4-скоростного электродвигателя, па фланцевой части которого
установлен зубчатый редуктор с парой конических зубчатых
колес. Выходной вал редуктора соединен с валом вибратора
посредством шлицевого соединения и двойной упругой муфты.
Станок закрыт кожухом, имеющим поролоновое или из губча-
той резины шумопоглощающее покрытие. Загрузка -рабочей ка-
меры производится специальным подъемником. Обработанные
детали после ситовой сепарации выгружаются «в ковш подъем-
ника. Рядом со станком находятся бак с рабочей жидкостью,
циркулирующей по замкнутой системе, и бак с маслом для
смазки и охлаждения подшипников вибратора.
Технологическими особенностями подобных вибрационных
станков являются: отсутствие застойных мертвых зон, обеспече-
ние обработкой труднодоступных зон в деталях сложной конфи-
гурации (глухих полостей, щелей, глубоких пазов), предотвра-
щение слипания плоских деталей при обработке. Опп легко
встраиваются в автоматические линии.
В табл. 4.7 представлены краткие технические характери-
стики отечественных вибрационных станков с торовой рабочей
камерой.
В Ростовском-на-Дону институте сельскохозяйственного ма-
шиностроения для (вибрационной обработки детален приборных
подшипников из труднообрабатываемых металлов разработаны
вибрационные станки ВТУ— 10 н ВТУ— 25 с объемом торовых
рабочих камер соответственно (табл. 4.7) 10 и 25 дм3. Исполь-
зование их в производстве позволило обеспечить высококачест-
венное и стабильное удаление шлифовочных заусенцев, высо-
кую точность рабочих и вспомогательных поверхностей и тре-
буемую шероховатость.
Фирма '«William Boulton Limited» (Англия) выпускает 5 ти-
пов станков с торовыми рабочими камерами емкостью от 27,85
до 200 дм3 [40].
Конструктивной особенностью этого типа оборудования яв-
ляется то, 'что рабочая камера внутри покрывается полиурета-
новой облицовкой. После обработки разгрузка станка осущест-
вляется через отверстие в боковой стенке, закрываемое лкжом,
снабженным быстродействующей заслонкой. Использование
трехкомпонептной (объемной) .вибрации позволяет обрабаты-
вать труднодоступные места деталей. С целью снижения шума
т
Таблица 4.7
Характеристика отечественных вибрационных станков с торовой
рабочей камерой
Модель Емкость рабочей камеры. дм3 Амплитуда колебаний, мм Частота колебаний, Гц Мощность двигателя, кВт Габаритные размеры, мм Масса, кг
ВУТ—2 2.0 0.2 ... 2 30 0,02 220X220X300 20
ВТУ—10 10,0 0...3 52, 58,3 0,8 850X430X885 150
ВТУ—25 25.0 0 ... 3 52,3; 58,5 1,1 700Х700ХЮ65 180
ЗИМ—263 50 1 . . .5 24,0 1,22 700ХЮ00ХЮ50 335
ВУ—50 50.0 4,0 24,0 0,44 500X500X700 -
ВУТ—53 53,0 0 .. . 5 16,7 . . .50 1300X1300X1850 535
ВУТ—55 55 0,5 ... 2,5 23,3 0,37 620X620X660 235
ВУТ—60 60 1,5 ... 3 23,5 0,7 700X700X1’100 395
ВУТ—250 250.0 0...8 23,5 1,7 7000ХЮ00Х1300 650
и устранения разорызгивания жидкости раоочая камера сверху
накрывается брезентовой крышкой.
Фирма «Walther Trowal» разработала и поставляет заказ-
чикам вибрационные торовыс станки с вибраторами «Circion»
[44]. В табл. 4.8 приводятся основные техпичеакпе характе-
ристики оборудования [44] этой фирмы для выбрационпой
обработки.
Таблица 4.8
Характеристика вибрационных торовых станков фирмы «Walther Trowal»
Модель Емкость рабочей камеры, ДМ3 Частота колебаний, Гц Мощность двигателя, кВт Габаритные размеры, мм А", асе а, кг
CLM 5 5 2Г...70 0,75 325X495 76
CLM 10 10 21 ...70 0,75 700X515 80
CLM 75 75 20 ... 30 3,0 800X1210 420
CLM 125 125 20 ... 33 4,0 900X1280 450
CLM 250 250 18... 30 7,5 1150X1350 990
CLM 650 650 18...21 18,5 1600X1800 .2080
CLM 1000 1000 18...21 22,0 1900X1840 2290
Станки этого типа отличаются высокой производительностью
и эксплуатационной надежностью, требуют небольшой произ-
водственной площади, бесшумны в работе.
В зарубежной практике еппротропы получили также широ-
кое распространение. Вибрационные станки этого тина ширма
«Walther Trowal», например, выпускает с объемом рабоч’.'г ка-
мер от 100 до 980 дм3 [44].
Краткая техническая характеристика станков этого типа
приведена в табл. 4.9.
Таблица 4.9
Характеристика вибрационных станков со спиральной формой рабочих
камер фирмы «Walther Trowal»
Модель Емкость рабоче ii к а меры, дм3 Частота колоба н п ii, Гц Мощ- ность двигате- ля, кВт Габаритные размеры, мм Масса, к г
WS—100 100 21 .. 33,3 4,0 936X1300 450
WS—230 230 16,6. . . 30 7,5 1250X1400 1040
WS—650 650 16,6. . . 28,3 18,5 2080X1930 2269
WS — 980 980 16,6. .. 28,3 22 2080X1980 2470
324
Вибростанки высокопроизводительны, обладают большой
технологической универсальностью. Амплитуда и частота коле-
баний регулируются в широких пределах. Типаж вибрационных
станков со спиральными рабочими камерами объемом 50 —
1400 дм3 разработала и фирма «Meta 11 gesel 1 sch a ft A. G.»
(ФРГ) [40].
Краткая техническая характеристика вибрационных станков со
спиральной формой рабочих камер фирмы «Wibral» представ-
лены в табл. 4.10 [42].
Таблица 4.10
Характеристика отечественных вибрационных станков со
спиральной формой рабочих камер
Модель Емкость рабочей камеры, дм;! Частота колеба- ний, Гц Мощ- ность двигате- ля, кВт Габаритные размеры, мм Масса кг
WS—100 100 25,0 2,5 1270X1073X1220 500
WS—230 230 25,0 10,0 1775X1420X1400 —
WS—650 650 25,0. 25,0 2290X1820X1700 1700
WS—980 980 25,0 30,0 2390X2015X1900 - —
Наряду с неоспоримыми преимуществами вибрационные
станки со спиральными формами рабочих камер имеют ряд не-
достатков. Сравнительные исследования обработки деталей на
станках с прямоугольной формой -рабочей камеры и в рассмот-
ренных показали, что при равных условиях интенсивность съе-
ма металла при обработке в последних на 20 — 25% ниже [4].
Кроме того, для обслуживания вибрационных станков со спи-
ральными рабочими камерами необходимы вспомогательные
устройства: бакп-отстоГшиАи, •подъемники и др., требующие зна-
чп гелики о увеличения производственной и лоща ди.
Находя г применение вибрационные станин с цилиндрически-
ми и спецпалы1ыми рабочими камера-ми (иолушаровая, шаро-
вая и др.). В приведенной классификации вибрационных стан-
ков (рис. 2.2) показано, что расположение цилиндрических
рабочих камер, например, может быть с горизонтальной и вер-
тикальной осью цилиндра.
Вибрационные станки с цилиндрическими камерами и вер-
гпкальпой осью разработаны НИИЧАСпром [9, 29] (рис. 4.5)<
11 х краткая техническая характеристика приведена в табл. 4.1L
Вибраторы в этих станках расположены в поворотном крон-
штейне под впброплощадкой и имеют возможность менять по*
125
Таблица 4.11
Характеристика вибрационных станков с рабочими камерами
цилиндрической формы
Модель Емкость рабочей камеры, дм Амплитуда колебаний, мм Частота колебаний, Гц Мощность ЭЛ. двиг., кВт Габаритные размеры, мм Масса, кг
ПР 337 1; 2X0,25 0 . ..4 24 0,007 220X200X420 30
ПР 376М 10; 2X2; 0.. .5 24 0,08 320X320X900 50
8X0,25
ПР 355М 50 0 .. .. 6 24 0,6; 640X640X1400 300
0,7; 1,1
ложение своей оси относительно рабочей камеры, что позволяет
изменять направление циркуляции рабочей среды. Станки этого
типа предназначены преимущественно для удаления заусенцев
с мелких деталей методом управляемой пространственной виб-
рации. Могут также выполняться другие операции. Цилиндри-
ческую форму рабочих камер с горизонтальной осью вращения
имеют вибрационные станки BP-200, ВР-400 [10].
При обработке плоских, небольших размеров деталей ис-
пользование известных конструкций вибрационных станков за-
трудняется тем, что детали в процессе обработки «слипаются»,
что усложняет их обработку. С целью устранения этого недо-
статка предложена новая конструкция вибрационного станка.
В нем предусмотрено использование шаровой рабочей камеры,
имеющей возможность, опираясь па 3 шаровые опоры, вра-
щаться во всех направлениях (авт. свид. СССР № 416221).
В работе [32] описана конструкция рабочей камеры U-об-
разной формы с переменным поперечным сечением. Отмечается,
что при этом съем металла увеличивается на 20 — 30%, особен-
но при обработке плоских деталей.
Для определенных технологических целей разработан ряд
конструкций вибрационных станков, отличающихся по типу при-
вода рабочей камеры. К ним относятся вибрационные станки с
кулачковыми, крн вош п н но-шагу и н ы мн п эксцентриковыми при-
водами.
В Полтавском инженерно-строительном институте разрабо-
тан •низкочастотный вибрационный станок с кулачковым при-
водным устройством для черновой очистки деталей в абразив-
ной рабочей среде.
126
туе^лчАЛч.-’.
1'|н 1!» Вибрационный полуавтомат с
'ни ।i\oii рабочей камерой
• н.п ни. upon ню ипельпость процесса
В качестве преобра-
зователя привода ис-
пользуется шарппрпо-
рычажпоп .механизм Че-
бышева.
На рис. 4.6 показа-
на принципиальная кон-
структивная схема виб-
рационного станка с
шарнирно - рычажным
приводом конструкции
РИСХМа. От привода
через вал, имеющий
эксцентриситет «с» и
вращающий вокруг осп
О, движение сообщает-
ся платформе 2, кото-
рая шарнирно закреп-
лена в точке В и а ка-
чающейся подвеске 3.
Противоположный ко-
нец платформы, па ко-
тором закреплена ра-
бочая камера 4 с мас-
сой загрузки 5, описы-
вает требуемую траек-
торию, определяемую
соотношением настраи-
ваемых длил элементов
рычажного механизма.
Настройкой рычажного
механизма обеспечива-
ется получение траек-
тории качания рабочей
камеры от круговой до
эллипса с различным
соотношением осей, с
амплитудой от 0 до
40 мм и частотой от 5
до 3'0 Гц. Вибрацнон-
ци ный станок данной кон-
струкции позволяет по-
в 2,5—3/5 раза в сравнении
' и । in । I 111 а м и
Р и с. 4.6. Принципиальная конструктивная схема вибрационного
станка с шарнирно-рычажным приводом
Отмечалось выше, что по характеру вибрации рабочего ор-
гана вибрационные станки можно разделить на станки с плос-
костной или объемной траекторией вибрации, т. е. механические
колебания в этих типах станков осуществляются по двум или
трем координатам.
При объемной вибрации траектория и-мсст вид эллипса или
окружности, непрерывно изменяющих свое угловое положение.
На рис. 4.7 приведен общий вид стайка ЦВМ-3 с объемной
траекторией вибрации рабочей камеры [40]. Он предназначен^
для обработки наружных п внутренних поверхностей деталей,
различной /конфигурации в закрепленном состоянии. Примене-
ние объемной траектории вибраций позволяет лучше обраба-
тывать труднодоступные места деталей сложной формы, исклю-
чает возможность слипания плоских деталей, обеспечивая рав-
номерность их обработки при повышении производительности
процесса. Однако изучение работы этих станков показывает, что.
при прочих равных условиях последние имеют незначительные
технологические преимущества и .не могут широко использовать-
ся в промышленности. К недостаткам этих станков следует от-
нести сложность их конструкций, трудности отладки, регули-
рования и изменения режимов вибрации в процессе работы, низ-
кую работоспособность основных узлов.
В работе [32] представлена конструкция двухчастотного
вибрационного станка. Принцип действия его заключается в
том, что на основную частоту плоскостной вибрации наклады-
128
Pmc. 4.7. Общий вид станка ЦВМ-3 с объемной траекторией вибрации ра-
бочей камеры
вается более высокая частота такого же характера. Траектория
движения рабочей камеры при этом приобретает вид лепестков.
По предварительным лабораторным испытаниям отмечается уве-
личение производительности.
Оглпч<1 цельным признаком современных отечественных и
зарубежных вибрационных станков является способ разделения
массы загрузки па составляющие компоненты: детали, рабочая
вреда. Имеются две принципиальные схемы разделения массы
загрузки:
вне вибрационного станка;
непосредственно в рабочей камере.
В нервом случае для отделения деталей от рабочей среды
. 11> н мен я к > г простейшие устройства, выбор которых определя-
йся на tii.i'ieiiiieM выполняемой операции и видом производст-
ва. Binpne па правление следует считать более перспективным,
Г? II
а лк । г.
так как его реализация позволяет автоматизировать этот трудо-
емкий -.процесс и сократить площадь производственного участка.
В зависимости от способа разгрузки вибрационные станки
подразделяются: с опрокидывающейся рабочей камерой и раз-
грузкой через люк.
Вибрационные станки с разделением загрузки среды вне
рабочей камеры позволяют механизировать разгрузку, отсев
изношенного абразива, процесс сепарации массы загрузки, а
в отдельных случаях загрузку. Смесь рабочей среды и обраба-
тываемых деталей через торцевые люки выгружается на разде-
лительные устройства. Рабочая среда просеивается через сито,
а отработанные детали по склизу выгружаются в приемную та-
ру. Из приемной емкости с помощью подъемных устройств раз-
личного типа рабочая среда возвращается в рабочую камеру.
Представляет интерес с точки зрения •применения ориги-
нального ситового разделительного устройства колокольного
типа вибрационные станки УВП—100 и УВП—250. После
цикла обработки смесь деталей и рабочей среды выпускается
в приемный колокол конусного типа, закрепленный на стенке
рабочей камеры. Под действием вибрации и за счет поворота
колокола вокруг оси частицы рабочей среды просыпаются в
приемную тару, а детали через торцевой люк ситового устрой-
ства выгружаются в тару по приемному лотку.
Разработан также ряд механизированных вибрационных
станков с прямоугольной (в плане) рабочей камерой (рис. 4.8).
Станки разработаны в закрытом пгеполпени-и п оснащены загру-
зочными и разделительными устройствами. В них (рис. 4.8) ис-
пользуется скиповое загрузочное устройство для загрузки и раз-
грузки и разделения деталей.
Особенностью .магнитного сепаратора, используемого в ви-
бростанках, является отсутствие транспортирующей лепты. Он
устанавливается рядом с разгрузочным устройством н разде-
ляет детали и рабочую среду, транспортируемые по вибро-
сепаратору, на котором вместо решетки устанавливается
склиз.
При обработке длинномерных деталей и последующем -их от-
делении от рабочей среды могут рекомендоваться вибрацион-
ные -станки с овальными рабочими камерами, в торцевых
стенках которых установлены планшайбы (авт. свид. СССР
№ 315576).
Разработаны и эксплуатируются в производстве вибрацион-
ные станки, оснащенные специальными устройствами для от-
деления деталей от частиц рабочей среды без выгрузки по-
130
следнсй из рабочей камеры. Устройства подразделяются на
ситовые и электромагнитные. Примером использования ситово-
го разделения являются вибрационные станки типа «спират-
роп». Спецпа листами Львовского полптехтичсакого института
разработана конструкция ситового разделения деталей и ра-
бочей среды непосредственно в рабочей камере [40].
Р п » '1.8. Вибрационный станок с си говым сепаратором
В Ростовском-на-Дону институте сельхозмашиностроения раз-
работан автоматизированный вибрационный агрегат ВА-2200
(табл. 4.1), схема которого приведена на рис. 4.9. Он состоит из
двух параллельно расположенных рабочих камер емкостью
1100 дм3 каждая, где в качестве разделительного устройства
используется сито.
Агрегат состоит из станины, установленной на амортизато-
рах 4, двух рабочих камер 1 с приемными люками, установлен-
ных на спиральных пружинах дебалансных вибраторов 2, 5,
привозимых в движение от электродвигателя 3, лотков 7, ус-
131
Р и с. 4,9. Схема автоматизированного вибрационного
агрегата ВЛ-2200 с ситовым разделительным устройст-
вом
тановленных на торцах камер, быстросъемного сепаратора 6.
Работа предлагаемого агрегата осуществляется следующим об-
разом. Рабочая среда и обрабатываемые детали загружаются
в рабочие камеры, которым передаются вибрации посредством
вибраторов. Под действием вибраЦ|ИЙ рабочих камер масса за-
грузки посредством спиральных устройств, расположенных у
донной части рабочих камер, движется поступательно вдоль
оси камеры; через выходное окно попадает на лоток, а с него
в приемный люк смежной камеры, в которой процесс идет
аналогично.
132
В зависимости от продолжительности цикла обработки мас-
са может пройти один полный круг или несколько кругов, после
чего с помощью быстросъемного сепаратора детали отделяются-
от рабочей среды.
5. КОНСТРУКЦИИ СПЕЦИАЛЬНЫХ
ВИБРАЦИОННЫХ СТАНКОВ
(новые разновидности)
Основанием для создания специальных вибрационных станков-
послужили результаты разработки новых разновидностей виб-
рационной обработки, таких как шпиндельная виброотделка
(ШВиО), виброабразивная электрохимическая обработка
(ВиАЭХО); вибрационная магнитно-абразивная (ВпМг/\О), ви-
брационная механико-термическая обработка (ВиМТО). Они
освоены сравнительно недавно, поэтому к настоящему периоду
имеются сведения о разработке преимущественно лабораторных
или опытно-промышлеппых станков п устройств.
Станки для шпиндельной виброотделки. Процесс шпиндель-
ной виброотделкп детален, имеющих форму тел вращения: вту-
лок, колец подшипников, шестерен, прядильных колец и т. ,i.—
осуществляется путем закрепления их па вращающемся шпин-
деле станка -и погружения в абразивную среду рабочей каме-
ры. Для выполнения необходимых по количеству п характеру
движений обрабатываемой детали (пли группе деталей!) сооб-
щается вращение со скоростью 0,5—15 м/с или другие видьг
движений [4]. Рабочая среда (шлифзерно, смесь чугунной дро-
би и абразива грануляцией 3 — 5 мм и др.) подвергается воз-
действию направленных вибраций с частотой 25 — 33 Гц и
амплитудой 1,— 5 мм.
Вследствие высоких относительных скоростей детали (де-
талей) и абразивных частиц, создаваемых вращением шпинде-
ля п вибраций рабочей камеры, происходит интенсивный съем
мельчайших частиц металла и его окислов с обрабатываемой
поверхности, а также сглаживание мпкронеровностей путем их.
пластического деформирования. В зависимости от характерис-
тики рабочей среды, вида и режима движений процесс обеспе-
чивает выполнение операций: шлифованпя и отделки поверх-
ности,' удаления заусенцев, скругления и полирования кромок
[4]. Производительность процесса шпиндельной виброотделки:
превышает в 10—15 раз обычный процесс виброобработки..
Расположение шпинделя (шпинделей) может быть не только-1
вертикальным, но и горизонтальным или наклоненным под раз-
личными углами.
1133
В работе [4J описана конструкция специализированного
четырехшпиндельного станка для шпиндельной виброотделки
кромок зубьев шестерен, отделки наружной поверхности дета-
лей типа колец, втулок и т. п. Станок -состоит из колонны с
вертикальными направляющими, по которым перемещается
шпиндельный блок, и вибрационного станка на массивном ос-
новании. Станок сверху закрыт крышкой с четырьмя отвер-
стиями, сквозь которые могут проходить детали, закрепленные
на шпинделях. У отверстий имеются щеточные уплотнения,
обеспечивающие очистку поверхности деталей от абразива, а
также предотвращающие разбрасывание последнего быстро
вращающимися деталями.
Рис. 5.1. Станок для вибрационной отделки: / --виб-
рационный станок УВ11--»!()(); '2 --обрабатываемая де-
таль; //-—пульт управления; 7 шпиндель; «5- глав-
ный привод; 6 — двигатель механизма подъема шпин-
деля; 7 - колонна; 8 — станина станка
На рис. 5.1 представлен 2-шпиндслы1ЫЙ станок УВП-100 для
вибрационной отделки деталей тел вращения.
134
Станок может работать в автоматическом режиме с -ревер-
сом шпинделей в середине никла обработки. Время обработки
одной детали за висит от ее размеров, количества одновременно
обрабатываемых детален и находится в .пределах от 15 -сек до-
2 мин.
Станки для виброабразивной электрохимической обработки.
Как известно, в основе виброабразивной электрохимической
обработки (ВиАЭХО) лежит комбинированное воздействие на
обрабатываемые детали электрохимического растворения по-
верхностного слоя и механического разрушения его абразивом
с последующим удалением продуктов электрохимической ре-
акции [4]. Схема ВиАЭХО и оборудования (рис. 5.2) предус-
матривает обработку свободно запруженных в рабочую камеру
деталей.
Р п с. 5.2. Схема процесса и оборудования для ВиАЭХО:
/ — рабочая камера; 2 — облицовка; 3—катод; 4 —
пружины; 5 — вибратор; 6'—шланги для подачи элект-
ролита; 7 — насос; 8— бак с электролитом; 9 — анод;
10 — источник питания
Сущность .процесса заключается в следующем. Обрабаты-
ваемые детали погружаются в вибрирующую абразивную сре-
ду, увлажненную или заполненную электролитом требуемого
состава. Рациональное расположение электродов позволяет
135
полностью использовать весь объем рабочей камеры. Обра-
ботка деталей осуществляется с частотой колебаний рабочей
камеры 16 — 50 Гц и амплитудой колебаний 1—-5 мм. При
обработке в нейтральных электролитах напряжение составля-
ет 1—30 в, а технологический ток 50 — 500 а. В качестве аб-
разивных сред попользуются известные в процессе .вибрацион-
ной обработки абразивные материалы.
Интенсивность съема металла при ВиАЭХО возрастает в
5 —10 раз по сравнению с виброабразивной обработкой. При
более жестких режимах интенсивность обработки может быть
еще большей. Для отделки латунных сепараторов роликовых
подшипников разработан специальный станок с объемом рабо-
чей камеры 200 дм3. Станок состоит из следующих основных
узлов: специальной рабочей камеры, установленной на вибро-
площадке, дебалансного вибратора, привода, станины, шумо-
поглощающего кожуха, бака-отстойника -и электрооборудова-
ния.
Отличительной особенностью станка является рабочая ка-
мера с U-образным сечением и прямоугольная (в плане), внут-
ренняя поверхность которой покрыта диэлектрическим мате-
риалом для устранения утечки тока и растравливания корпуса
камеры. Внутри рабочей камеры расположены электроды. Весь
объем рабочей камеры разделен электродами на четыре отсека.
Каждая пара отсеков снабжена выгрузным люком па лицевой
стороне камеры. Па боковой стенке камеры пмсется мерное
стекло и дренажпый штуцер, а на крышке камеры две трубки
для выхода газа, (/ганок оснащен специальным баком с тремя
отсеками, внутри которого имеется футеровка па химически стой-
кого материала для охлаждения электролита и его механиче-
ской ОЧПС'1 кн.
С целью расширения возможности регулирования скорости
вращения и перемешивания массы загрузки конструкция стан-
ка позволяет смещать рабочую камеру по виброплощадке в
обе стороны от центра симметрии. Станок снабжен средствами
механизации для загрузки, разгрузки и сепарации деталей.
Станки для вибрационной магнитно-виброабразивной обра-
ботки. Упрощенная схема ВиМгАО и вибрационного станка
для магнитно-виброабразивной обработки представлена на
рис. 5.3.
В рабочую камеру 1, выполненную из диамагнитного ма-
териала, загружаются обрабатываемые детали 2 из магнитных
материалов и рабочая среда 3 (немагнитный материал). На
объем вибрирующей рабочей камеры накладывается магнитное
ноле, наведенное электромагнитами 4 и направленное вдоль
ИС
осп циркуляционного движения рабочей среды. Рабочая среда
иод действием вибрации интенсивно перемешивается, а обра-
батываемые детали удерживаются магнитным нолем. Деталям
может сообщаться осциллирующее движение в направлениях
Р п с. 5.3. Схема процесса ВпМтЛО и вид рабочей камеры вибрацион-
ного станка: /--рабочая камера; 2— обрабатываемые детали; 3—
частицы рабочей среды (абразив); 7 -- электромагниты с сердечниками
исрпеИдпкуляриом плоскости перемешивания рабочей среды,
путем переключения электромагнитов. Основными параметра-
ми, определяющими характер протекания процесса магиитно-
виброабразивной обработки, являются: режимы вибрации
(А=0,5—7 мм, f=16—30 Гц), характеристика и размеры ра-
бочей среды, частота и амплитуда осциллирования обраба-
тываемых деталей (или ферромагнитного абразива), магнитная
индукция (Ф 400— 1000 Вб).
Наложение магнитного поля на рабочее пространство рабо-
чей камеры вибрационного станка позволяет интенсифициро-
вать процесс. Увел и чей нс скорости относительного перемеще-
ния приводит к увеличению давления и сил микроударов час-
тиц рабочей среды па обрабатываемую поверхность детали,,
что способствует повышению интенсивности обработки. В част-
ности, съем металла в процессе магнитпо-виброабразивной
обработки в 1,5 — 3,5 раза выше по сравнению с обычной виб-
роабразивной обработкой. Предохранение обрабатываемых де-
талей от взаимных соударений в процессе обработки происхо-
дит в результате того, что детали в магнитном поле ориенти-
руются вдоль магнитных силовых линий и взаимно отталкива-
ются друг от друга в связи с одноименным намагничиванием
их концов. При определенном количестве деталей силы взапм
137
ного отталкивания и силы взаимодействия с полюсами электро -
/магнита вынуждают детали располагаться по образующим
некоторой поверхности, близкой к цилиндрической. При большом
количестве деталей они заполняют равномерно межполюсное
пространство, стремясь расположиться на одинаковом расстоя-
нии друг от друга. Детали вращаются вокруг общего центра
циркулирующей среды в направлении ее движения .и вокруг соб-
ственной оси. Циркуляция среды обеспечивает равномерный
съем металла. С помощью магнитного поля можно управлять
расположением и движением деталей в процессе обработки.
Наиболее целесообразно применять этот метод и вибрацион-
ные станки для чистовой обработки нежестких деталей и дета-
лей сложных форм с повышенными требованиями к точности
изготовления и качеству поверхности (кулачковые валики топ-
ливных насосов, распределительные валы двигателей, шпиндели
хлопкоуборочных комбайнов, шестерни, кольца и т. и.).
В работе [41] приведено описание опытного стайка для маг-
нитно-виброабразивиой обработки и его магнитной системы. Си-
стема состоит из магнитопровода, кернов с наконечниками, элек-
тромагнитных катушек и некоторых вспомогательных узлов. Ста-
нина, на которой монтируется магнитная система, устанавли-
вается на фундаменте независи-
мо от вибрационной площадки.
Зазор между полюсами устанав-
ливается регулировочными ла-
гунными винтами е мелкой резь-
бой.
X 10(?С
Рис. 5.4. Схема процесса
и вибрационного станка
('ланок имеет систему управ-
ления, .которая обеспечивает »ре-
гул-проваппе величины магнитной
индукции в рабочей зоне, вели-
чины зазора между полюсами и
рабочей камерой, частоты п амп-
литуды осциллирующего движе-
ния деталей (или ферромагнит-
ного абразива), а также ампли-
туды и частоты колебаний рабо-
чей камеры. Магнитная индукция
в рабочей зоне регулируется пу-
тем изменения .напряжения, по-
даваемого па обмотки катушек.
Изменение 'напряжения во всех
ВиМТОтРех 'Вариантах осуществляется в
цепи переменного тока е помощью
138
регуляторов напряжения. Частота осциллирующих движений де-
талей (или ферромагнитного абразива) регулируется путем из-
менения частоты переключения подачи питания на электромаг-
нитные катушки.
Станки для вибрационной механико-термической обработки
(ВиМТО). Вибрационная механико-термическая обработка
(ВиМТО) [4], характеризующаяся нагревом массы загрузки
(обрабатываемых деталей, стальных шаров и др.) до темпера-
туры 150—500° С [4]. Первичная экспериментальная проверка
показала возможность осуществления упрочняющей и стабили-
зирующей обработки и нанесения металлических покрытий
(алюминия, меди, титана и др.) этим методом.
Схема станка представлена на рис. 5.4. Вибротермокамера 7
с шарами 9 установлена на виброплощадке станка ВМ—2\5О
[4]. Расположенные на нижней части рабочей камеры трубча-
тые электронагреватели (ТЭН) 8 разделены тсплоотводящими
ребрами 10. Между кожухом 5 и камерой, а также во вставную
часть крышки закладываются теплоизоляторы в виде жаростой-
кой ткани или грапулпроваииой минеральной ваты. Крышка 4
кропится посредством откидных болтов 3.
Учитывая, что эксплуатация ТЭНов осуществляется при мак-
симальных температурах (550° - 600°С), желательно выбирать
их с наружной трубкой из жаростойкой стали. ТЭН рекомен-
дуется приваривать только в одной точке, так как относитель-
ное изменение его длины может привести к недопустимой де-
формации. Эта же причина затрудняет его механическое
крепление на вибрирующей камере. При проектировании про-
мышленных вибрационных станков следует особое внимание
обращать на конструкцию и монтаж ТЭНов и предусматривать
как можно лучший теплоотвод на камеру.
На эксперимспта|лы1ой камере установлено 20 ТЭНов. Под-
ключение их к электросети осуществлено по электросхеме, ко-
торая позволяет вводить в пусковой период все нагреватели.
При достижении определенной температуры часть ТЭНов от-
ключается для погашения инерции нагрева. Впоследствии для
поддержания требуемой температуры также работают только
«дежурные» нагреватели. При достижении номинальной темпе-
ратуры происходит отключение всех ТЭНов. Для защиты кон-
тактов потенциометра ПОР 1-03 применялись реле МКУ-48.
Описанная выше конструкция имеет недостатки: ограничен-
ность нагрева обрабатывающей среды до 550°С по условиям
эксплуатации ТЭНов; трудность монтажа и демонтажа нагре-
вателей; участие в .вибрации элсктроконтактов.
139
Р и с. 5.5. Принципиальная схема устройства для ВиУИО
В работе [4] представлена конструкция станка для вибро-
чермомеханнческой обработки колпакового типа. В качестве
:нагревателей применены нихромовые спирали, свободно лежа-
щие на крюках, вмонтированных в шамотные стены прямо-
угольной термокамеры, стоящей неподвижно, /(ля уменьшения
теплопотерь конвекцией воздуха применен «карман», засыпан-
ный песком или залитый маслом «Ваиор». Для загрузки и раз-
грузки рабочей емкости поднимается только крышка за рым-
болты.
К числу других разновидностей следует отнести вибрацион-
ную ударно-импульсную обработку (ВиУИмО). Она осуществ-
ляется с помощью устройства, имеющего гибкий рабочий орган,
который совершает периодические низкочастотные колебания.
Схема станка для ВиУИмО представлена па рис. 5.5. Гибкая
нить 1 через систему блоков соединена с механизмом возврат-
но-тюстунателыгого движения, состоящего из качающейся ку-
лисы 6, кулачка 7, редуктора 8, двигателя 9. На гибкой нити
укреплены жесткие площадки 2, 3, 4. Частицы рабочей среды
расположены в рабочей камере 5, закрепленной на жесткой
площадке 3.
При равномерном перемещении кулисы вниз жесткая площад-
ка движется вертикально с ускорением, при этом рабочие тела
140
приобретают скорость площадки. Достигнув верхнего положе-
ния, площадка останавливается, а рабочие тела, получив отно-
сительно высокую начальную скорость, устремляются к обра-
батываемой поверхности. При этом на поверхность детали на-
носятся -многократно повторяющиеся удары.
ВиУИмО имеет ряд преимуществ. В процессе обработки
частицы рабочей среды получают одинаковую скорость и воз-
действуют па поверхность всей массой. При этом диаметр час-
тиц не ограничивается конструкцией устройства, поэтому энер-
гетические возможности метода более высоки, а оптимальное
время обработки резко снижается и составляет при упрочне-
нии 0,5 — 2 мин.
Кроме того, частицы среды совершают колебательные дви-
жения в замкнутом объеме, поэтому отпадает необходимость
в целом ряде устройств для их сбора и возвращения в рабочую
камеру, как это имеет место при дробеструйной обработке, что
значительно сокращает габаритные размеры устройства и по-
зволяет использовать небольшое количество среды. Частота
колебании составляет 2 5 Гц, масса одновременно загружае-
мых частиц среды составляет до 20 к Г, площадь, подвергаемая
одновременной обработке, зависит от размеров рабочей камеры
и может составлять от 200 до 800 см2 и более. ВиУИмО обес-
печивает уменьшение шероховатости поверхности от 2,5 до
0,63 мкм, упрочнение поверхностного слоя деталей, декоратив-
ную отделку и др.
В типовых конструкциях станков этого типа рабочая камера
выполняется из резины, оклеенной с внутренней стороны тканью
пли кожей. В качестве гибкой нити используется трос или
втулочно-роликовая цепь типа ПР или ПВ. Жесткая площадка
исполняется из термически обработанного алюминиевого спла-
ва Д16 толщиной свыше 8 Mim. Станки могут оснащаться про-
тяжными устройствами для подачи и вывода из рабочей зоны
длинномерных деталей. Пульт управления располагается па
лицевых панелях станка.
6, РЕКОМЕНДАЦИИ ПО МОНТАЖУ,
ВЫБОРУ И ОПЫТУ ЭКСПЛУАТАЦИИ
ВИБРАЦИОННЫХ СТАНКОВ
Монтаж оборудования. Использование вибрационных стан-
ков ие требует специальных фундаментов. В большинстве слу-
чаев размещение основных узлов и агрегатов оборудования
производится на основании, которое опирается на специальные
141
амортизаторы или деревянные брусы [32]. Амортизаторы по-
глощают вибрацию работающего вибрационного станка, позво-
ляют устанавливать оборудование непосредственно на полу
цеха без каких-либо фундаментов и дополнительных креплений
и исключают передачу вибрации стоящему рядом оборудованию.
В отдельных случаях при использовании вибрационных стан-
ков с объемной трехкомпонентной вибрацией большой грузо-
подъемности оборудуются специальные фундаменты в соответ-
ствии с необходимыми требованиями. Баки-отстойники для
сбора шлама располагаются: рядом с вибрационными станка-
ми (УВГ-200 М, УВГ-200, ВМ2х50, ВУ-350, ВУ-850, ВУ-1200
и др.); внутри основания или рамы (УВГ 4х 1'0, ВТУ-10, ВТУ-25,
УВУ-200); на специально отведенном месте па участке.
Выбор вибрационных станков. Тип вибрационного станка
определяется видом обработки, весом и габаритными размера-
ми деталей, программой выпуска, требованиями к качеству
обработки и др. Уместно при этом исходить из того, что в за-
висимости от массы загрузки на 1 дм3 насыпного объема стан-
ки по назначению можно подразделить на легкие (1,3—1,6 кг),,
средние (2,2—2,6 кг) и тяжелые (4,4—5,0 кг). В связи с изло-
женным можно рекомендовать некоторые основные общие пра-
вила выбора оборудования для вибрационной обработки. При
необходимости выполнения технологических операций по сня-
тию заусенцев, удалению и притуплению острых кромок, очист-
ке поверхности, виброабразнвного шлифования и внброполи-
ровання мелких детален весом до 20 г и габаритными раз-
мерами до 25X25X25 мм необходимо применять станки легкого-
типа, однокамерные и многокамерные, например станки с коль-
цевой рабочей камерой (ВТУ-10, ВТУ-25, ВТУ-50 и другие. При
этом в каждой из рабочих камер могут обрабатываться детали
только одного наименования.
Для выполнения тех же операций на деталях средних раз-
меров (массой от 20 до 500 г) в условиях серийного производ-
ства можно применять вибрационные станки с объемом рабо-
чих камер 50— 150 дм3. Такие станки имеют обычно дебалан-
сный вибратор с горизонтальной осью, одну или несколько
рабочих камер, снабженных вспомогательными устройствами
для отделения деталей от частиц рабочей среды.
Для вибрационной обработки деталей массой до 5 кг и
габаритными размерами, по превышающими 300 мм, применя-
ются вибрационные станки с рабочими камерами объемом
200 дм3. Для загрузки и выгрузки станков этого типа целесо-
образно применять специальные вспомогательные устройства.
142
•При массе деталей свыше 5 -кг и длине свыше 2000 мм необ-
ходимо применять станки тяжелого типа с созданием специаль-
ных участков, оснащением их подъемно-транспортными сред-
ствами для загрузки и разгрузки деталей, рабочих сред,
приспособлений и т. д.
В условиях крупносерийного и массового производства при
обработке деталей небольших размеров и массы особенно
удобны вибрационные станки проходного типа, позволяющие
сократить до минимума производственную площадь и изба-
виться от операций перегрузки. В таких случаях целесообразно
применять автоматизированные вибрационные станки с торо-
идио-виитовым и или удлиненными рабочими камерами прямо-
угольной формы, работающими в автоматическом пли полуав-
томатическом режиме.
При выборе оборудования необходимо произвести оценку
производственно-технологических воз мож постен вибрационных
станков, причем необходимо учитывать следующие факторы:
пределы амплитуд и частот колебании рабочей камеры; режим
вибрации (зарезонансный, резонансный н т. д.); емкость ра-
бочей камеры; мощность привода; удельный расход мощности
на 1 .кг 'массы загрузил!; наличие системы циркуляции рабочей
жидкости, степень технического совершенства (автомат, полу-
автомат, наличие реверсивных устройств, следящей системы
л др.), укомплектованность сопутствующнм оборудованием для
выполнения вспомогательных операцнй.
Опыт эксплуатации вибрационных станков. Основой высо-
коэффективной эксплуатации вибрационного станка любой кон-
струкции является строгое соблюдение установленных правил:
осмотра, наладки и обслуживания. Проверку технического со-
стояния станка начинают с внешнего осмотра. Затем проверя-
ют исправность всех механизмов, состояние упругих элементов,
пульта управления, привода и т. д.
При настройке вибрационного станка для работы необходи-
мо придерживаться следующего порядка.
1. Подготовка станка к р а б о т е. Рабочая камера
вибрационного станка заполняется рабочей средой не менее чем
на 3/4 ее насыпного объема. При определении максимально до-
пустимого количества обрабатываемых деталей, загружаемых в
рабочую камеру станка, необходимо исходить из того, что отно-
шение объема деталей к насыпному объему обрабатывающей
среды должно быть строго определенным. При выполнении опе-
раций грубой очистки, очистки от ржавчины, окалины, формовоч-
ной земли это отношение составляет 1:1; при шлифовальных опе-
рациях, при удалении заусенцев, скруглении острых кромок от-
143
'ношение должно составить не менее 1 : 2. При обработке деталей
хрупких, ажурных или с высокоточными геометрическими раз-
мерами отношение объема деталей .к объему рабочей среды дол-
жно составлять от 1 : 3 до 1:4.
Загрузка рабочей камеры должна непрерывно или периоди-
чески промываться рекомендуемым раствором СОЖ. Расход
жидкости устанавливается в пределах 3—1'5 л/мин, по она не
должна скапливаться в рабочей камере; слив должен полностью
обеспечивать вытекание подающегося раствора. Общая продол-
жительность обработки партии деталей устанавливается техно-
логическим процессом и составляет от 15 мин до 10 час и бо-
лее в зависимости от выполняемой операции, требований к ка-
честву обработки и от исходного состояния поверхности дета-
лей, а также принятых режимов обработки.
2. Режим работы и наладка. Амплитуда и частота
колебаний рабочей камеры выбирается в соответствии с требо-
ваниями конкретного технологического процесса, и их значения не
должны превышать паспортных. Режим работы вибрационного
станка устанавливается в соответствии с указанными в регла-
менте технологического процесса обработки конкретной груп-
пы деталей следующим образом. С помощью перестановки
клиновых ремней устанавливается необходимая частота коле-
баний. В отдельных конструкциях вибрационных станков из-
менение частоты вибраций осуществляется с помощью поворота
рукояток коробки скоростей (модель ВМИ-МММА) или руко-
яток бесступенчатого вариатора. Наладка заданной амплиту-
ды .колебаний осуществляется с помощью поворота подвижных
несбалансированных грузов относительно неподвижных либо
другим способом увеличения неуравновешенной массы вибратора.
3. О б с л у ж и в а п и с н ухо д. В процессе эксплуатации ви-
брационных станков необходимо производить .проверку и регу-
лировку отдельных узлов и деталей с целью поддержания их
нормальной работы. Особое внимание следует обращать на
состояние и степень износа внутренней облицовки рабочей ка-
меры. Износившуюся облицовку и остатки клея надлежит уда-
лить. Элементы резиновой облицовки вырезают из листов ре-
зины толщиной 5 — 20 мм. Внутреннюю поверхность рабочей
камеры тщательно очищают, обезжиривают, на зачипцснные
поверхности элементов резиновой облицовки п рабочей камеры
наносят тонкий слой клея типа 88Н МРТУ 38-5-880-66 или
4НБ .н подсушивают (8—10 мин). Затем наносится второй
тонкий слой клея и 1нюдсушивается 1- 3 мни. Элементы рези-
новой облицовки укладываются в рабочую камеру, поджима-
ются струбцинами, и внутренняя полость рабочей камеры за-
144
полнястся металлическими телами, шарами, роликами, мелкими
деталями для обеспечения плотного прилегания облицовки к
камере. Через двое суток рабочую камеру освобождают от за-
груженных металлических тел. Рабочая камера готова для
эксплуатации. Наилучший способ восстановления внутренней
облицовки рабочей камеры — гуммирование. В большинстве
случаев оно выполняется па специализированных предприяти-
ях РТИ или в условиях производства. Для этих целей целесо-
образно иметь запасную рабочую камеру, которая позволяет
без большого труда заменять вышедшую из строя. При техни-
ческом обслуживании необходимо:
1. Еженедельно проводить проверку проворачивания валов
вибраторов. Валы должны проворачиваться свободно, без заеда-
ний, нагрев подшипников вибраторов во время работы свыше
80° С не допускается.
2. Корпуса подшипников вибрационных станков периодичес-
ки заполняют смазкой. Смазку подшипников вибраторов про-
изводить шприцовкой через отверстия в крышках еженедельно.
3. Раз в неделю производить полную разгрузку рабочих ка-
мер, просеивать отработанный абразив через ситовые устройства
с размерами ячейки, соответствующими минимально допустимо-
му размеру частиц рабочей среды, производить очистку филь-
трующих сеток, шлангов, баков-отстойников.
При работе с оборудованием необходимо соблюдать общие
правила техники безопасности для рабочих-станочников:
1. К работе допускаются лица, прошедшие обучение по об-
служиванию вибрационных станков и инструктаж на рабочем
месте.
2. Лица, обслуживающие вибрационные станки, должны
знать устройство стайка и основные особенности технологии
вибрационной обработки.
3. Перед началом работы необходимо:
— привести в порядок рабочее место, удалить мешающие ра-
боте предметы, скользкие места на полу;
— проверить надежность крепления вибратора и рабочих
камер, исправность гибких и упругих связей пли пневмобал-
лонов;
— убедиться в наличии защитных кожухов на ременной пе-
редаче, соединительной муфте и вибраторе; удалить все посто-
ронние предметы (ключи, болты, гайки) с подвижных частей
вибрационного станка.
4. Включает вибрационный станок только оператор, его об-
служивающий.
145
5. По допускать длительной работы (более 30 сек.) вибра-
ционного станка в режиме резонанса.
(5 . При появлении цостороипнх шумов, стуков н т. п. (рабо-
тающий вибрационный станок создает равномерный шум низ-
кого тона) выключить оборудование.
7. Запрещается производить какие-либо работы по обслужи-
ванию (подтягивать гайки, производить смазку, подшипников
и т. д.) при работающем вибрационном станке.
Как и у всех рабочих машин, узлы вибрационных станков
подвержены взносу, в первую очередь их нагруженные элемен-
ты. Такими нагруженными звеньями являются гибкие и упругие
элементы, рабочая камера вибратора. Наиболее быстроизнаши-
ъающимися элементами являются эластичные муфты и облицов-
ка рабочих камер.
Для объективной оценки эффективности использования виб-
рационных станков и их эксплуатационных свойств за период
работы до первого капитального ремонта im-ожпо принять следу-
ющие показатели [40]: среднее время -непрерывной работы обо-
рудования (в часах) или годовой технический ресурс (То); ре-
сурс (в часах) до первого капитального ремонта (Тк.р). Тогда
коэффициент технического использования:
где Тк.р—время -непрерывной работы вибрационного станка до
первого капитального ремонта;
Тт,у. ---время всех простоев станка для проведения регла-
ментных работ но техническому уходу;
То — время простоя из-за возникших в станке отказов.
Коэффициент технического использования в общем виде харак-
теризует надежность и долговечность машины.
Коэффициент эксплуатационных издержек
_____ __________Qm________
чэ.п — ~________»
Q.M Т Чэкс
где QM — стоимость вибрационного станка, руб.;
Ч:жс — эксплуатационные издержки, связанные с техническим
обслуживанием оборудования за весь срок службы.
Коэффициентом эксплуатационных издержек более полно опре-
деляется уровень долговечности всех элементов.
Снижение шума вибрационных станков. Вибрационные стан-
ки во врем$Г работы производят шум, который в некоторых слу-
146
чаях превышает установленные нормы и, естественно, приводит к.
утомляемости обслуживающего персонала. Для разработки эф-
фективных мер по снижению уровня *и ослаблению шума необхо-
димо выявить источники возникновения шума в различных узлах
и элементах вибрационных станков. Исследования показали, что
основными источниками шума являются: -рабочая камера и
обрабатывающая среда, виброплощадка, вибратор и пружины.
Наиболее эффективным методом снижения шума в источнике
является демпфирование механических вибраций деталей, про-
изводящих шум [36J. Это достигается сочетанием металлических
«звучных» деталей с материалами, имеющими большое внутрен-
нее трение (резиной, битумом, битумизированным войлоком,
картоном и т. п.); при этом энергия колебаний детали расходу-
ется на преодоление внутреннего трения и поглощается.
Перспективным представляется способ снижения вибраций
металлических деталей -путем заполнения демпфирующими ма-
териалами специально предусмотренных полостей внутри самих
деталей (полых стержней, -корпусов двигателей с внутренними
полостями и т. д.). /К ослаблению шумя ведет и облицовка демп-
фирующими покрытиями кожухов из топкого листового метал-
ла, так как вибрации металлических кожухов вызывают шум.
Изоляция источников шума является одним из наиболее дей-
ственных способов его ослабления, так как позволяет снизить
уровень шума на 20—40 дБ и устранить из его состава высоко-
частотные звуки. Звукоизолирующие кожухи изготавливают из
относительно тонкого листового металла.-Изнутри кожух покрыт
звукопоглощающим материалом. Уровень -шума внутри кожуха
снижается на 10—15 дБ-
Вибрирующие поверхности больших размеров чаще всего
являются источником сильных шумов. В вибрационном станке,
как было указано выше, такими деталями являются рабочая
камера и виброплощадка. Для -понижения уровня шума необ-
ходимо уменьшить амплитуды вибраций поверхности этих дета-
лей н сократить время затухания их колебаний. Установлено,
что этого можно достигнуть 11ротИ|ВО'В11б.ра.ц11оппы-м покрытием
вибрирующих поверхностей. Например, разработанное в Чехо-
словакии противовибрационное покрытие «Антивиброн» значи-
тельно сокращает время затухания ’колебаний панелей,, снижает
шум от вибрирующей панели, действует как звуко- и теплоизо-
лирующее средство, а также как антикоррозионное покрытие.
Основной частью «Антивиброна» является специально обра-
ботанная шлаковата, которая смешивается с произвольным
связующим веществом, например краской, лаком и т. д., и соот-
ветствующим растворителем, например олифой.
147
Применение «Антивиброна» не требует сложных подготови-
тельных работ. Перед каждым покрытием смесь тщательно пе-
ремешивается, а затем при помощи кисти или пистолета-распы-
лителя наносят на детали. В качестве разжижителя служит
олифа. Состав должен быть не очень жидким, чтобы избежать
-стекания с покрываемой поверхности.
Если покрытие представляет собой очень жидкую смесь, сле-
дует наносить его несколькими слоями до тех пор, пока не будет
достигнута требуемая толщина, а следовательно, соответствую-
щее демпфирующее воздействие. Толщина покрытия «Антиви-
броном» колеблется в пределах 0,04—0,90 мм в зависимости от
толщины железного листа и предъявляемых требований.
При одинаковой толщине покрытий, например 0,7 мм, время
затухания колебаний листа железа уменьшается на 76%.
7. ПЕРСПЕКТИВЫ СОВЕРШЕНСТВОВАНИЯ И РАЗВИТИЯ
КОНСТРУКЦИЙ ВИБРАЦИОННЫХ СТАНКОВ
Все возрастающий объем использования вибрационной обработки в
технологических процессах изготовления деталей машин и при-
боров, несомненно, потребует дальнейшего развития работ в об-
ласти конструирования вибрационных станков и вспомогатель-
ного оборудования. Эти работы будут осуществляться в следую-
щих направлениях.
Разработка автоматизированных видов оборудования перио-
дического и непрерывного действия предусматривает автомати-
зацию прежде всего таких элементов процесса, как загрузка и
разгрузка обрабатываемых деталей -и отделение их от обраба-
тывающей среды. Следующим этапом может быть создание
комплекса устройств, последовательно обеспечивающих вибра-
ционную обработку в соответствующих средах, мойку, сушку,
межоперационное транспортирование, консервацию и при необ-
ходимости упаковку.
Использование систем программного управления основными
и вспомогательными процессами позволит создать полностью
автоматизированные участки :илп цехи. Следует отметить, что
совершенствование вибрационных станков, как и других типов
металлорежущих станков, сопровождается усложнением их
конструкций, повышением мощности п оснащением дополнитель-
ными устройствами.
Представляет интерес дальнейшая разработка новых видов
привода: гидравлических, электромагнитных, пневматических
148
вибраторов. Такие вибраторы более компактны, достаточно на-
дежны в работе, обеспечивают большую точность управления
режимами обработки. Их использование упростит конструкцию
•станков, повысит точность регулирования и управления. Боль-
шое внимание должно быть уделено разработке и совершенство-
ванию разделительных и погрузочно-разгрузочных устройств,
являющихся в большинстве случаев неотъемлемой частью кон-
струкции вибрационного станка. Вместе с тем разделительные
устройства должны быть сменными. К настоящему времени, как
известно, имеются разработки ситовых, магнитных, пневмати-
ческих и гидравлических разделительных устройств. Эти устрой-
ства необходимо совершенствовать, ибо невозможно создать уни-
версальное разделительное устройство вследствие многообразия
размеров и форм обрабатываемых деталей и частиц обрабаты-
вающей среды и их физнко-мехаппчсскнх свойств и весовых ха-
рактеристик. Поэтому станок в зависимости от назначения мо-
жет «иметь одно пли несколько разделительных устройств, уста-
навливаемых на определенный период работы (например, обра-
ботка одной или нескольких партий деталей в условиях серий-
ного производства). Как правило, сменяемость разделительных
устройств в условиях массового производства будет минимальной.
Из известных типов разделительных устройств наибольшее
распространение получили ситовые вследствие большей универ-
сальности, простоты и надежности. Этим устройствам и в даль-
нейшем, очевидно, будет отдаваться предпочтение при разработ-
ке вибрационных станков. У существующих конструкций стан-
ков недостаточно полно используются вибрации рабочих частей.
Поэтому в дальнейшем следовало бы предусмотреть использо-
вание колебаний прежде всего для подачи СОЖ (что в отдель-
ных конструкциях станков встречается), дополнительного при-
мешивания содержимого рабочей камеры, перемещения обра-
батываемой среды и детален на сепарирующих н транспортиру-
ющих устройствах (передача деталей на следующие операции,
возврат рабочей среды после разделения и т. н.), использование
в качестве привода погрузочно-разгрузочных устройств стайка.
Необходимо продолжить поиск наиболее рациональных форм
рабочих камер. Имеются предварительные данные, что рабочие
камеры с эллиптической формой дна, а также камеры с пере-
менной по длине формой поперечного сечения более эффектив-
ны в работе.
Представляет интерес дальнейшее изучение способов рацио-
нального размещения вибратора относительно рабочей камеры,
а также количество вибраторов для повышения интенсивности
обработки. Наряду с использованием инерционных вибраторов
149
и подвешиванием рабочей камеры на упругих элементах целе-
сообразно продолжить разработку станков с жесткой кинемати-
ческой связью и колебаниями в одной плоскости. Такие станки
могут найти применение в многокамерном исполнении при не-
большом объеме рабочих камер.
Обнадеживающие результаты, прежде всего для упрочня-
ющей обработки высокопрочных материалов, показали вибра-
ционные станки с виброусилителем, обеспечивающим получение
увеличенных амплитуд (до 110—15 мм). Указанные станки имеют
определенные преимущества перед обычными и, несомненно, по-
лучат дальнейшее развитие. Конструктивно они еще не опреде-
лились -с учетом всех особенностей и разрабатываются по ана-
логии с обычными вибрационными станками. Однако развитие
конструкций этих станков должно учитывать особенности про-
цесса, в связи в чем следует определить рациональную форму
рабочей камеры, учесть особенности методики расчета конструк-
тивных элементов.
В совершенствовании и развитии конструкций вибрационных
станков должны найти решение и такие проблемы, как вибро-
и шумоизоляция, разработка внешних форм, удобство обслужи-
вания, эстетико-эргономические проблемы. В частности, компо-
зиционно-эргономический анализ современных вибрационных
станков показал, что при их проектировании недостаточно уде-
ляется внимания эстетико-эргономическим вопросам. Так, боль-
шинство вибрационных станков имеет большую зону обслужи-
вания, метрические размеры по высоте пе согласованы с антро-
пологическими особенностями человека, что затрудняет визуаль-
ное наблюдение за процессом обработки .н сепарированием, а
при отсутствии мехатизпровап-ных способов загрузки усложняет
загрузку рабочей камеры.
Большинство вибрационных станков не имеет защитных и
звукопоглощающих .кожухов и не обеспечивает безопасность ра-
боты оператора. А имеющиеся защитные элементы на некоторых
вибрационных станках сделаны в угоду простоте конструкции,
технологии изготовления и другим техническим требованиям;
конструкции многих станков не отвечают принципам промыш-
ленной эстетики: нарушены общие закономерности гармониче-
ского построения станков, целостности композиции, взаимосвя-
зи отдельных частей, соподчинения главного второстепенному.
Имеются отступления и от эргономических принципов: рабочая
зона распространяется по всему периметру станка и рабочее
место не определено; конструктивное расположение и высота
рабочей 'камеры затрудняют визуальный контроль за ее работой
и обслуживанием. У многих станков затруднен быстрый и удоб-
150
доступ к рабочим органам для переналадки на различные
режимы работы.
•Вся сложность общей компоновки и конструирования виб-
рационных станков состоит в одновременном решетин всей со-
вокупности задач: функциональных, конструктивных, техноло-
гических, эстетических, эргономических, экономических, социаль-
ных; учета психофизиологических п биомеханических свойств че-
ловека. Конструкция и форма вибрационного станка должны
обеспечивать в первую очередь безопасные условия работы и
отвечать психофизиологическим, антропометрическим особен-
ностям человека. Заслуживает внимания разработка конструк-
ций станков с впбромапипуляторами, сообщающими закреплен-
ным в них деталям независимые колебания. В этом случае ре-
шаются, по крайней мере, две задачи: интенсификация процес-
са обработки и механизация вспомогательных операций.
Важное значение имеет дальнейшая разработка мероприятий
по повышению работоспособности элементов конструкции обо-
рудования (облицовки рабочих камер, подшипников вала виб-
ратора, упругих элементов, амортизаторов п т. д.).
Наконец, многое предстоит сделать в разработке конструк-
ций специализированных станков для осуществления новых раз-
новидностей вибрационной обработки. Многие из рассмотренных
выше рекомендаций характерны и для развития этой группы
станков. Вместе с тем здесь есть и свои особенности. Так, в об-
ласти конструирования станков для шпиндельной виброотделкк
необходима разработка новых схем, с учетом обработки новых
форм деталей, создание одно- и многошпиндельных станков на
основе прямоугольных и кольцевых (торондных) рабочих камер.
Оборудование для виброабразивной электрохимической об-
работки прошло стадию лабораторных исследований и первич-
ной промышленной апробации, подготовив, таким образом, до-
статочно обоснованные предпосылки для разработки промыш-
ленных вариантов ('танков. Значительный интерес иредставляют
ре.>\. ।ь ।;। j ы несло тона iiiiii процесса ВпМТО, в связи с чем разр.1-
бо| ка с танков для ВнМТО является весьма актуальной. Проб-
лемой является разработка эффективных устройств для нагрева
рабочего объема и теплоизоляции рабочей 'Камеры п корпуса
вибратора. К настоящему времени все еще пе получены удачные
решения в конструировании термокамер для обработки в усло-
виях низших температур (до —100° С и ниже), поэтому их раз-
работка является также одной из актуальных задач.
Вследствие недостаточной изученности технологических воз-
можностей вибрационной магнитно-абразивной обработки копст-
р.кцпп соответствующих станков пе получили большого развп-
151
тия. Однако по мере пополнения сведений в области технологии
дальнейшая разработка конструкций станков для ВиМгАО бу-
дет приобретать все большую актуальность. В начальной стадии
находится разработка вибрационных станков с жесткой кинема-
тической связью и станков для вибрационной ударно-импульс-
ной обработки.
Рассмотренный перечень конструкций вибрационных станков
не является всеобъемлющим и окончательным. В настоящее
время известны разработки и изобретения новых способов и
устройств для вибрационной обработки деталей, которые после
соответствующих исследований, несомненно, поставят новые за-
дачи в разработке оборудования. Непрерывное пополнение и
обновление сведений в области технологии виброобработки и
конструирования соответствующего оборудования подчеркивают
большую актуальность и многоплановость рассматриваемой
проблемы.
ЛИТЕРАТУРА
1. Алексеев С. П., Казаков А. М., Кол от ил о в Н. Н. Борь*
ба с шумом и вибрацией в машиностроении. М., 1970.
2. Альбом типовых конструкций оборудования для виброабразив-
ной обработки (виброгалтовки) деталей. Ростов н/Д, 1967.
Ь 3. Б а б и ч е в А. П. Вибрационная обработка деталей в абразивной
среде. М., 1968.
4. Бабичев А. П. Вибрационная обработка деталей. М., 1974.
5. Б л с х м а п И. И., Джанелидзе Г. Ю. Вибрационное переме-
щение. М., 1964.
6. В и б р а ц и о и и а я объемная обработка деталей машин на опера-
циях очистки, удаления заусенцев и шлифования. (Руководящий техниче-
ский материал, РТМ 23.4.47 — 73). Ростов н/Д, 1974.
7. Вибрационные машины в строительстве и производстве строи-
тельных материалов. (Под ред. В. А. Баумана, И. И. Быковского, Б. Г. Гольд-
штейна). М., 1970.
8. Вибрационные установки УВГ-70 и УВГ-200М. М., 1973,
(ЦНИИТЭИ тракторосельхозмаш. Информ, листок № 63, (104). Сер. 10—08).
9. Виброобрабатывающие полуавтоматы Пр. 377, Пр. 376 М,
Пр. 355. М., 1968.
10. Всесоюзный научно-технический семинар «Виброабразивная обра-
ботка деталей». Ворошиловград, 1978.
11. Гон чар ев пч И. Ф., Сергеев П. А. Вибрационные машины в
-строительстве. М., 1963.
12. Г о и ч а р е в и ч И. Ф., Земсков В. Д., Корешков В. И. Виб-
рационные грохоты и конвейеры. М., 1960.
13. Д с т а л и машин. Расчет и конструирование (под редакцией Н. С. Ачер-
капа), т. 2. М., 1968.
14. Жердочки и В. Д. Виброабразивная и виброхимпческая обработка
деталей РТМ 117—1045. М., 1971.
15. Зеленцов Л. К. Некоторые вопросы расчета виброустановок для
обработки деталей в абразивной среде. — В кн.: Прогрессивные методы от-
делочной обработки деталей машин. Ростов н/Д, 1968, вып. 12.
16. Зеленцов Л. К. Исследование движения рабочей среды и скорости
съема металла при вибрационной объемной обработке деталей. Канд. дис.
Ростов п/Д, 1968.
17. Зеленцов Л. К. Влияние рабочей среды па колебания вибрацион-
ной установки обьемпоп обработки детален.--В кн.: Состояние и перспск-
1ивы промышленного освоения вибрационной обработки. Ростов н/Д., 1974.
18. Зеленцов Л. К. Определение мощности объемной впброобработки
деталей. В кн.: Вопросы технологии отделочной н упрочняющей механи-
ческой обработки. Ростов н/Д, 1975.
19. Зеленцов Л. К- Поперечная жесткость цилиндрической винтовой
пружины при различных нагрузках и способах крепления. — В кн.: Упроч-
няющие, калибрующие и формообразующие методы обработки деталей. Ро-
стов н/Д, 1970.
20. II и стр у кци я по расчету несущих конструкций промышленных зда-
ний н сооружений на динамические нагрузки. М., 1970.
21. Инструкция по расчету покрытий промышленных зданий, воспри-
нимающих динамические нагрузки. М., 1967.
22. Инструкция по устранению вредных воздействий вибраций рабо-
чих мест на предприятиях железобетонных изделий (СН190—61). М., 1967.
23. 11 ори ш 1О. Г. Измерение вибраций. М., 1954.
153
24. Кобринский А. Е. п Кобринский А. А. Виброударные систе-
мы. М., 1973.
25. Л а в е и д ел Э. Э., С у б а ч А. П. Определение параметров движения
контейнера и загрузки с учетом их взаимодействия при объемной вибраци-
онной обработке. — В кн.: Вопросы динамики и прочности, вып. 22. Рига,
1972.
26. Л а вен дел Э. Э. Синтез оптимальных вибромашин. Рига, 1970.
27. Л а вен дел Э. Э. Система гипотез в технических расчетах по вибра-
ционному перемещению. — В кп.: Вопросы динамики и прочности, вып. 21,
1971.
28. Л о й ц я и с к пй Л. Г. и Лурье А. И. Курс теоретической механи-
ки, т. 2. М., 1955.
29. М а л к и и Д. Д. Новые вибрационные обрабатывающие и загрузоч-
ные устройства. — Часы и часовые механизмы, 1964, № 6.
30. Мал к и и Д. Д. Теория и конструирование объемных впброобрабаты-
вающих устройств. — В кн.: Вибрационная техника в машиностроении. Львов,
1967.
31. Машиностроение. Энциклопедический справочник, т. 1, вп. 2.
М., 1947—1948.
32. Обработка деталей свободными абразивами в вибрирующих ре-
зервуарах (Под ред. Карташова И. Н. и др.). Киев, 1975.
33. Объемная вибрационная обработка. М., 1970.
34. Остроумов В. П. и Карпунин В. А. Повышение динамической
прочности пружин. М., 1961.
35. П а и о в к о Я. Г. Основы прикладной теории упругих колебаний. М.,
1967.
36. Пет ру сов А. И. Зернообрабатывающие высокочастотные вибра-
ционные машины. М., 1975.
37. Пол и то в И. В., Кузнецов М. А. Вибрационная обработка дета-
лей машин п приборов. Л., 1965.
38. Пономарев С. Д. и д р. Расчеты па точность в машиностроении,
т. 1. М., 1956.
39. Потурасв В. II., Фр а и чу к В. II., Червоненко А. Г. Вибра-
ционные транспортирующие машины. М., 1964.
40. П р и м с п е и п е виброабразпвиой обработки в машиностроении. 8—
74-11. М., 1974.
41. Прогрессивные методы отделочной обработки деталей машин
(иод ред. А. П. Бабичева), выи. 12. Ростов п/Д, 1*9|67.
42. Проспекты фирмы «Wibral», Франция.
43. Проспекты фирмы «Roto-Finish», «Spiratron». Тура, 1967, 1968.
44. Проспекты фирмы «Walther Trowal» на вибростанки, 1974.
45. Решетов Д. Н. Детали машин. М., 1974.
46. Смирнов В. И. Термическая обработка стальных рессор и пружищ
М., 1944.
47. Спиваковский А. И., Г о и ч а р е в и ч И. Ф. Вибрационные кон-
вейеры, питатели п вспомогательные устройства. М., 1972.
48. Субач А. П. Двухмассовое модельное представление загрузки и
критерий оптимальности при объемной вибрационной обработке. — В кп.:
Вопросы динамики и прочности, выи. 23. Рига, 1972.
49. Типовые конструкции и детали зданий и сооружений. Серия
3.001—1. Вибропзолирующпс устройства фундаментов и оснований под ма-
шины с динамическими нагрузками, вып. 1. Каталог пружинных виброизоля-
торов и пружин для виброизоляторов. М., 1970.
50. Указания по проектированию полов производственных, жилых, об-
154
шественных и вспомогательных зданий, СН 300—65. Руководство по проек-
тированию виброизоляции машин и оборудования. М., 1972.
51. Чернышев Н. А. Напряженное состояние и деформация цилинд-
рических пружин, свитых из круглого прутка. — В кп.: Динамика и проч-
ность пружин. М., 1950.
52. Янке Е., Эм де Ф., Леш Ф. Специальные функции. М., 1968.
53. «Machine and Tool Blue Book». 1963, № 2.
3 54. «М etalworkin g Production», vol. 109, 1965, № 37.
” 55. «L a machine moderne», 1966, № 693.
56. Machinery and Production Engineering», 1969, № 7.
57. «Metal Finishing Journal». — Plunge polishing. A new technique for
metal finishing. Vol. 20, № 236, 1974.
ОГЛАВЛЕНИЕ
Введение с
1. Технологические возможности оборудования для вибрацион-
ной обработки ............................................ 4
1.1. Сущность н основные параметры процесса ... 4
1.2. Область применения и технологические рекомен-
дации ..... . . . . 8
2. Классификация вибрационных станков.....................!"
2J1. Классификация станков по конструктивным признакам 15
2.2. Основные узлы и элементы конструкций вибрационных
станков...............................................19
3. Методика расчета вибрационных станков ... . 40
3.1. Уравнения движения рабочей камеры ... .4]
3.2. Взаимодействие камеры с загрузкой ... .42
3.3. Расчет упругих связей ........ .49
3.4. Параметры вибратора..............................'4
3.5. Определение центра тяжести системы и моментов инер-
ции масс ... . 5)
3.6. Мощность привода...............................
3.7. Виброизоляцпя станков (указания но проектирова-
нию) .................................... . . 71
3.8. Порядок расчета вибрационного станка . 76-
3.9. Пример расчета вибрационного станка . . 7~
4. Типовые конструкции вибрационных станков . . 107"
5. Конструкции специальных вибрационных станков (новые
разновидности).................................. . . 145
6. Рекомендации по монтажу, выбору и опыту эксплуатации
вибрационных станков . . . . И ’
7. Перспективы совершенствования и развития конструкций
вибрационных станков ............................... ... 148
Литература .151
156
Издательство
Ростовского университета
в 1981 году выпускает книгу
Б. П. Пашаева «Теплофизические свойства метал-
лов и сплавов в твердом и жидком состоянии»^
Объем 10 п. л., тираж 1000 экз., цена 90 коп.
В монографии рассматриваются теоретические по-
ложения о характере изменения свойств металлов
и сплавов в зависимости от температуры и в част-
ности при переходе из твердого состояния в жид-
кое. Описаны разработанные и сконструированные
под руководством автора экспериментальные уста-
новки для последовательного измерения электро-
проводности, теплопроводности, термоэдс, скоро-
сти ультразвука, магнитной восприимчивости метал-
лов и сплавов в твердом и жидком состояниях.
Монография рассчитана на научных работников,
преподавателей и студентов физических факульте-
тов вузов, инженеров-специалистов в области фи-
зики металлов, физико-химических исследований
металлургических процессов и теплофизики.
Заказы направляйте по адресу:
344069, г. Ростов-на-Дону, 69,
Таганрогское шоссе, 104,
Книжный магазин «Книга—почтой» № 14.
Издательство
Ростовского университета
в 1981 году выпускает книгу
Э. Н. Мясникова «Сильные экситонные фото-
переходы». Объем 11 п. л., тираж 1000 экз., це-
на 1 руб. 30 коп.
Монография посвящена одному из разделов низ-
котемпературной кристаллооптики, быстро разви-
вающейся в связи с потребностями лазерной тех-
ники и оптоэлектроники. В ней дано определение
и проведено теоретическое рассмотрение оптиче-
ских свойств сильных экситонных фотопереходов,
показано, что эти свойства обладают рядом осо-
бенностей, обусловленных зонной структурой, по-
верхностной неоднородностью и пространственной
дисперсией диэлектрической проницаемости 'кри-
сталлов, изложена поляритонная теория экситон-
ной люминесценции.
Монография рассчитана на научных работников,
преподавателей, студентов старших курсов физи-
ческих факультетов вузов, изучающих свойства ди-
электриков и полупроводников.
Заказы направляйте по адресу:
344069, г. Ростов-на-Дону, 69,
Таганрогское шоссе, 104,
Книжный магазин «Книга — почтой» № 14.
И здлтольстпо
Ростовского университета
минус или! в 1982 году книгу
А. I. Никитина, В. А. Лошкарева «Теплоза-
щи111ые покрытия в динамике сплошных сред».
Обком 19 п. л., тираж 1000 экз., ориентировочная
цена 2 рубля.
Монография посвящена постановке новых физиче-
< них экспериментов при исследовании теплозащит-
ных покрытий на основе высокополимеров, прове-
денных на базе лазерных, спектральных, рентгено-
структурных, ультразвуковых и других методов.
Предложена постановка и решение задач по теории
тепловой защиты с привязкой к конкретному экс-
перименту.
Книга рассчитана на широкий круг научных и инже-
нерно-технических работников. Она также может
быть использована аспирантами и студентами стар-
ших курсов университетов и втузов при рассмотре-
нии специальных вопросов высокотемпературного
эксперимента.
Заказы направляйте по адресу:
344069, г. Ростов-на-Дону, 69,
Таганрогское шоссе, 104,
Книжный магазин «Книга — почтой» № 14.