/




















































































































































































































Текст
Н, Н. ВЫСОЦКАЯ
А. М< ИЕРУСАЛИМСКИЙ
Р. А. НЕВЕЛЬСОН
В. А. ФЕДОРЕНКО
ТЕХНИЧЕСКИЕ
РАЗВЕРТКИ
ИЗДЕЛИИ
ИЗ ЛИСТОВОГО
МАТЕРИАЛА
•МАШИНОСТРОЕНИЕ*
Scan, mastering, compressed from trurl (trurl@ua.fm).
Thanks:
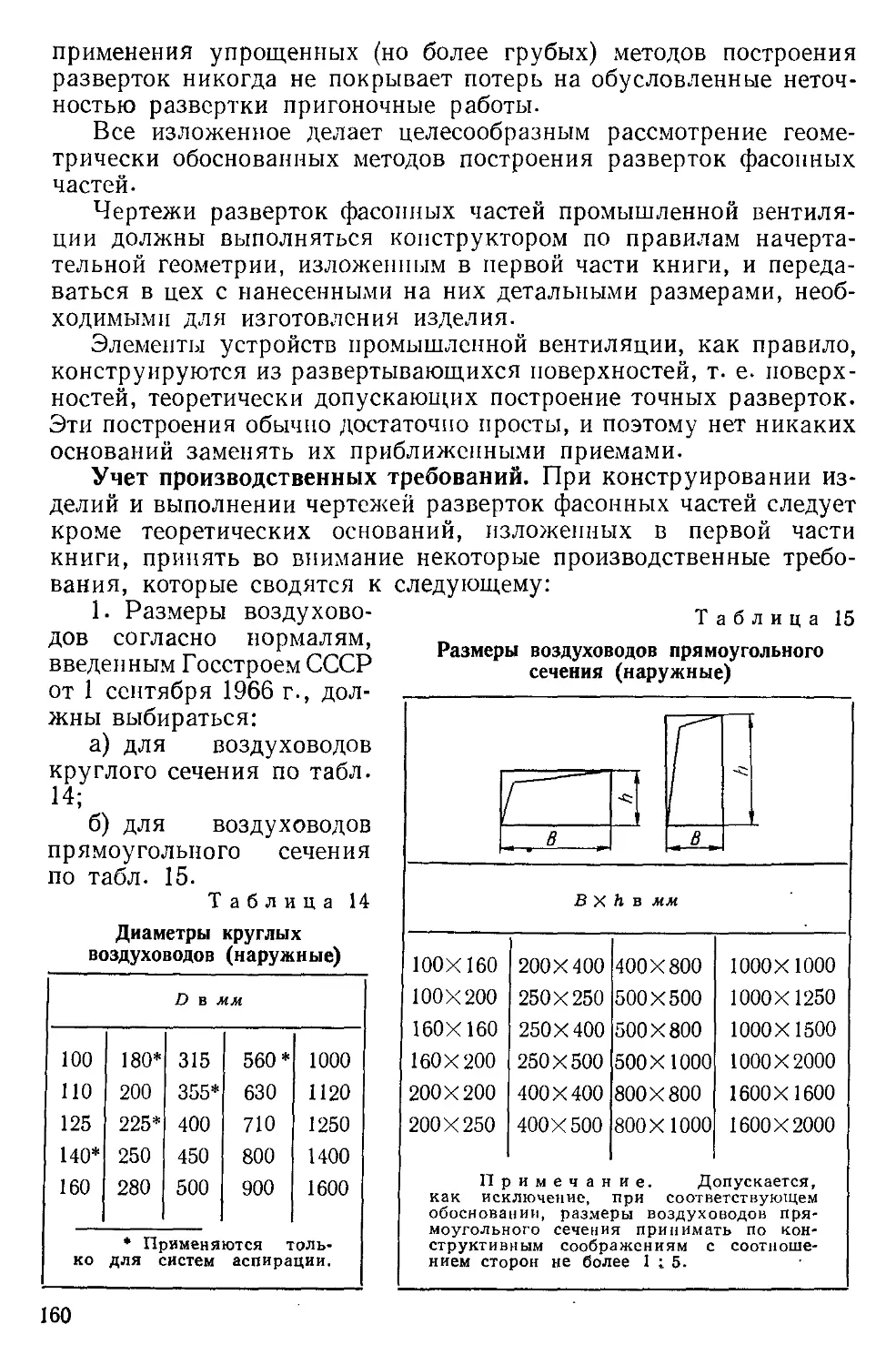
Author of book;
Canon (canon.com) for scanner;
Bolega (bolega@hotmail.ru) for ScanKromsator;
Billy (microsoft.com) for Paint;
LizardTech (info@lizardtech.com) for Document Express Editor.
Н. Н. ВЫСОЦКАЯ
А. М. ИЕРУСАЛИМСКИЙ
Р. А. НЕВЕЛЬСОН
В. А. ФЕДОРЕНКО
ТЕХНИЧЕСКИЕ
РАЗВЕРТКИ
ИЗДЕЛИЙ
ИЗ ЛИСТОВОГО
МАТЕРИАЛА
Издание второе,
дополненное и переработанное
ИЗДАТЕЛЬСТВО „МАШИНОСТРОЕНИЕ
ЛЕНИНГРАД 1968
УДК 621.751.744
Технические развертки изделий из листового материала. Высоцкая II. II.,
Иерусалимский А. М., Невельсон Р. А., Федоренко В. А., изд-во «Машиностроение».
1968. 272 стр. Табл. 29. Илл. 211. Библ. 33 назв.
В книге излагаются геометрические основы
построения развертывающихся и неразвер-
тывающихся поверхностей, при этом разби-
раются как графические, так и аналитические
методы. Рассматриваются общие вопросы
и конкретные примеры построения рабочих
чертежей разверток изделий из листового
материала применительно к конкретным про-
изводственным условиям, которые должны
учитываться конструктором при проектиро-
вании развертки.
Книга рассчитана на инженерно-техниче-
ских работников, связанных с проектирова-
нием изделий из листового материала. Она
также может быть использована разметчи-
ками для повышения их квалификации.
Рецензент инж. Л. Д. Пашков
Редактор канд. техн, паук Е. М. Балдина
3—1—3
289—68
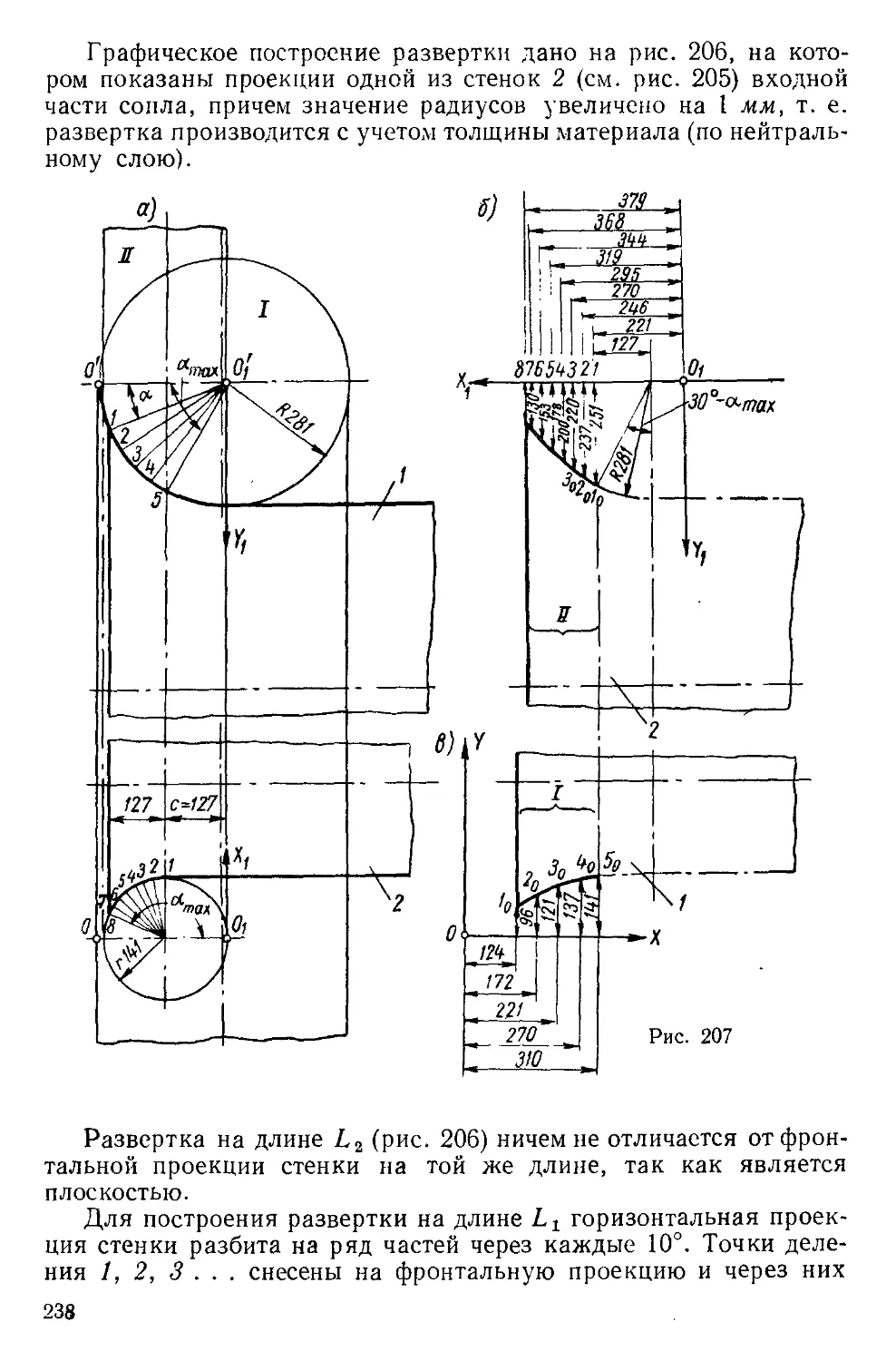
ПРЕДИСЛОВИЕ
Изделия из листового материала широко применяются в самых
различных отраслях промышленности.
Во многих случаях эти изделия изготовляются крупными
сериями. Если при этом изделия имеют сложную форму, то необ-
ходимая точность изготовления и экономное расходование мате-
риала могут быть обеспечены лишь при выполнении соответствую-
щих чертежей разверток. Предварительное построение точных
проекций линий взаимопересечения поверхностей должно про-
изводиться по правилам начертательной геометрии с учетом до-
стижимой в реальных условиях точности построений. Поэтому
чертежи разверток изделий из листового материала следует рас-
считывать и выполнять в конструкторском бюро, не передоверяя
этой работы разметчикам, как это имеет место на некоторых пред-
приятиях. В этом случае, во-первых, разметочный процесс почти
не подвержен техническому контролю, а во-вторых, в особенности
при построении разверток сложных изделий, где требуется высокая
квалификация разметчика, он является малопроизводительным
и неэкономичным.
Настоящая книга и имеет своей целью дать работникам кон-
структорских бюро соответствующий материал по построению
разверток изделий из листового материала. Она разделена на
две части. В первой части дана общая геометрическая теория
разверток, на основе которой излагается вторая часть, которая
посвящена вопросу составления и оформления рабочих чертежей
разверток с учетом производственных и технологических требова-
ний. Содержание второй части не является исчерпывающим,
и материалы ее, за исключением некоторых общих вопросов,
следует рассматривать как ряд примеров, иллюстрирующих
теоретические положения.
При проектировании развертки изделия из листового мате-
риала перед конструктором возникают две задачи:
1) построить и вычертить контур развертки, по которому
должен быть произведен раскрой материала;
2) нанести на чертеж размеры, необходимые разметчику.
Вторая задача может быть выполнена либо путем непосред-
ственного измерения фигуры, построенной на чертеже или на
1* 3
металле, либо путем вычисления соответствующих размеров, т. е.
аналитическим путем. Следует отметить, что аналитический метод
построения развертки позволяет широко использовать вычисли-
тельную технику. Кроме того, аналитические методы часто исполь-
зуются для уточнения отдельных элементов графических построе-
ний, например, при проекционном способе разметки.
В книге рассматриваются оба метода и приводятся таблицы,
упрощающие вычисления. При этом предполагается общее зна-
комство читателя с начертательной геометрией.
При подготовке рукописи ко второму изданию книга допол-
нена новыми материалами как в первой, так и во второй части.
В связи с этим произведена переработка текста и рисунков
и введены новые параграфы (в первой части — 13, 16, 21; во вто-
рой — 4, 9, 15, 16, 17 и 18).
Переработка рукописи и подготовка ее ко второму изданию
выполнена Н. Н. Высоцкой и Р. А. Невельсон.
Авторы
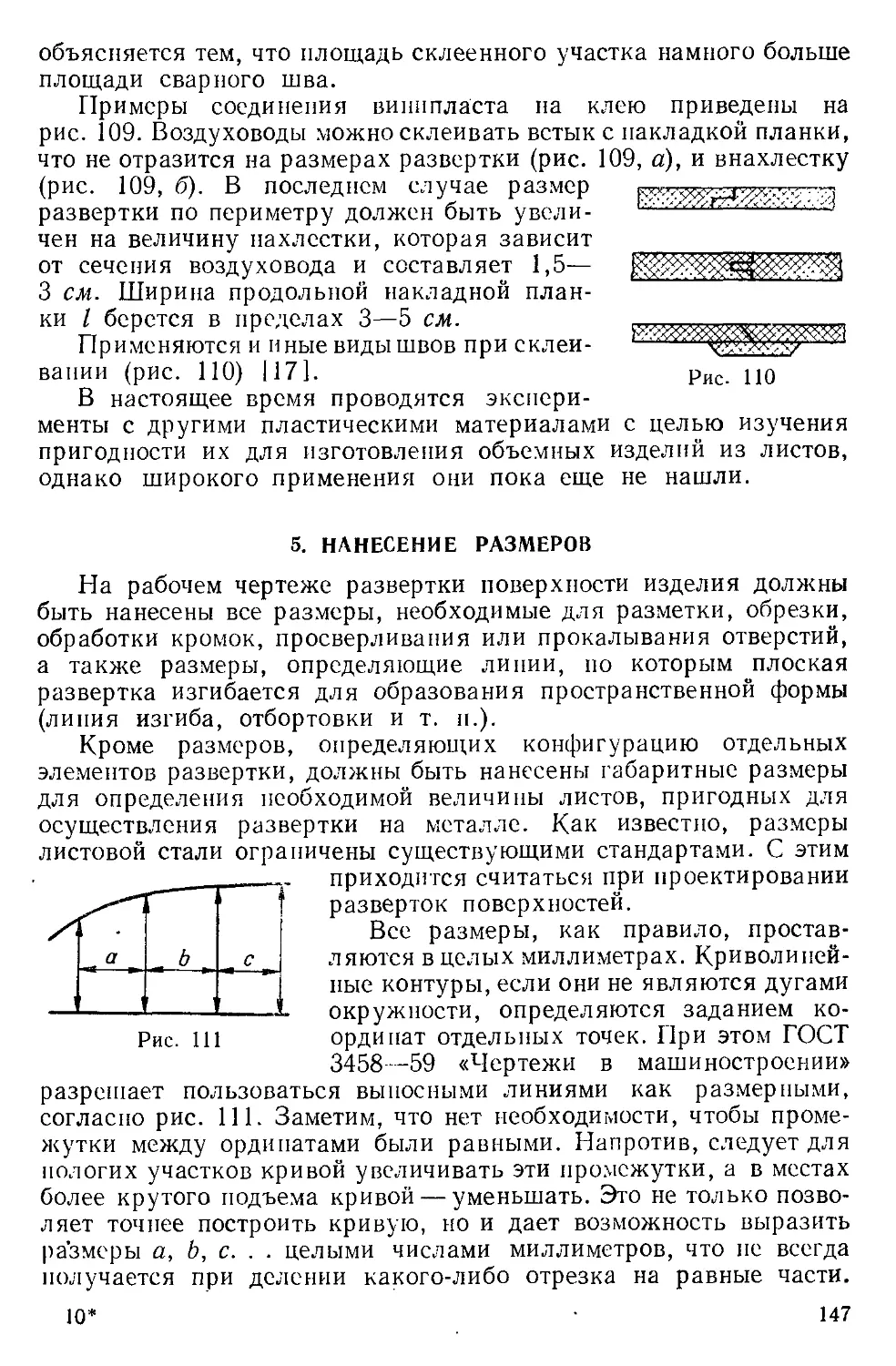
Часть первая
ГЕОМЕТРИЯ РАЗВЕРТОК
Глава I
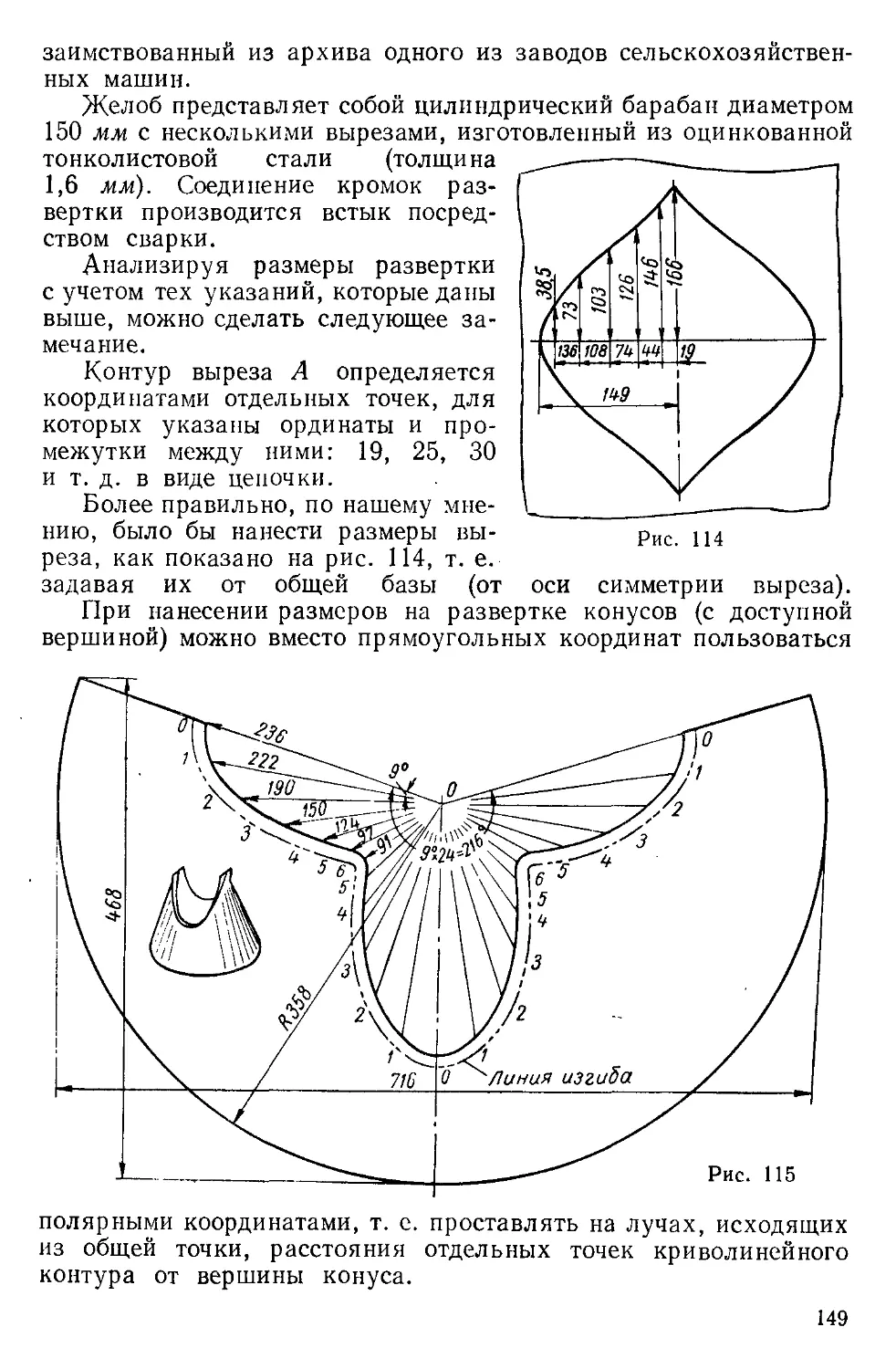
ОБЩИЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
С точки зрения построения разверток все поверхности, рас-
сматриваемые в начертательной геометрии, подразделяются на
развертывающиеся и неразвертывающиеся [22, 24, 31]. При этом
поверхность мыслится как гибкая, но нерастяжимая и несжимае-
мая пленка.
Развертывающимися называются такие поверх-
ности, которые могут быть всеми своими точками совмещены
с плоскостью, т. е. деформированы в плоскость без образования
разрывов или складок. Если совмещение с плоскостью при ука-
занных условиях осуществить невозможно, то поверхность отно-
сится к неразверты вающимся поверхностям.
Фигура, в которую преобразуется поверхность при совмеще-
нии с плоскостью, называется ее разверткой.
К развертывающимся поверхностям относятся: а) все много-
гранники (плоскогранные поверхности) — призмы, пирамиды,
призматоиды и другие многогранники; б) некоторые линейчатые
кривые поверхности — цилиндрические, конические, поверх-
ности с ребром возврата (развертывающиеся линейчатые поверх-
ности называются торсами).
Все прочие кривые поверхности как линейчатые, так и криво-
линейные1 относятся к неразвертывающимся поверхностям.
Возможность построения точной развертки многогранника
можно считать очевидной: так как все грани его являются огра-
ниченными частями плоскости, то каждую из них в отдельности
можно совместить с плоскостью чертежа; совокупность таких сов-
мещений образует полную развертку поверхности.
Рассмотрим возможность построения развертки линейчатой
кривой поверхности.
Линейчатыми кривыми поверхностями называются
такие, которые могут быть образованы движением пря-
мой. Этим свойством линейчатых поверхностей пользуются
1 Их называют также нелинейчатыми или поверхностями с кривэлинейными
образующими.
5-
в начертательной геометрии для изображения их на чертеже, т. е.
изображают прямую линию, которая называется образующей
в различных положениях, которые она занимает в пространстве,
образуя поверхность. Совокупность таких изображений образую-
щей и дает изображение поверхности, достаточное для графиче-
ского решения задач, относящихся к данной поверхности.
Процесс образования одной такой поверхности представлен
на рис. 1. Образующая MN скользит по двум расположенным
в пространстве кривым АВ и CD, которые называются н а прав-
В зависимости от закона движения прямой—образующей —
получаются различные виды линейчатых поверхностей.
Линейчатая поверхность является развертывающейся в том
случае, когда две смежные ее образующие лежат в одной плос-
кости, т. е. пересекаются или параллельны между
собой.
Примеры развертывающихся линейчатых поверхностей даны
на рис. 3—5.
На рис. 3 изображена в двух прямоугольных проекциях ци-
линдрическая поверхность общего вида. Образующая MN
скользит по некоторой кривой АВ1, которая является направляю-
щей, оставаясь все время параллельной заданному направле-
нию.
На рис. 4 дано изображение конической поверхности
общего вида. Здесь образующая SM скользит по некоторой кривой
1 Напомним, что когда в начертательной геометрии говорят «дана точка Д»,
«дана прямая MN», то это значит, что на чертеже даны проекции точки (а, а')
или проекции прямой (тп, т'п').
6
направляющей АВ, проходя во всех своих положениях через
неподвижную точку S (вершину).
Заштрихованную на чертежах полоску, заключенную между
образующими (параллельными на рис. 3 и пересекающимися на
s'
Рис. 3. Рис. 4.
рис. 4), можно считать в пределе плоской. Этим и обусловлена
возможность развертывания всех цилиндрических и конических
поверхностей.
На рис. 5 представлена в двух прямоугольных проекциях
поверхность с ребром возврата. Она получается сле-
дующим образом. Пусть дана
в пространстве некоторая кри-
вая линия АВ (еепроекции—ab
и а'Ь')- Возьмем на ней ряд то-
чек 1, 2, 3 и т. д. и проведем
во всех этих точках касатель-
ные к кривой АВ. Совокупность
бесконечного множества каса-
тельных образует данную по-
верхность. Направляющая кри-
вая АВ называется ребром воз-
врата.
Если рассмотреть заштрихо-
ванную на чертеже полоску ме-
жду двумя соседними образую-
щими (например, проходящими
через точки 4 и 5), то легко ви-
деть, что при бесконечном сбли-
жении точек 4 и 5 они в пределе
Рис. 5.
сливаются в одну точку и, следо-
вательно, выделенная полоска превращается в элемент плоско-
сти— в треугольник. Поэтому такая поверхность также является
развертывающейся поверхностью.
7
Коническую поверхность можно рассматривать как частный
случай поверхности с ребром возврата, когда ребро А В вырож-
дается в точку. У цилиндрической поверхности ребром возврата
является точка, лежащая в бесконечности.
Отметим общие свойства развертывающихся кривых поверх-
ностей и их разверток.
1. Длины соответствующих линий, расположенных на поверх-
ности и на ее развертке, равны между собой.
2. Углы между соответствующими линиями поверхности и раз-
вертки равны
собой. Однако для образующих конической
поверхности это свойство не сохраняется,
так как вершина конуса является особой
точкой и она нс обладает теми свойствами,
которые характерны обыкновенным точ-
кам. Угол между двумя образующими на
конической поверхности меньше угла ме-
жду соответствующими им прямыми на
' развертке.
3. Площади фигур, ограниченные соот-
ветствующими замкнутыми линиями на
поверхности и развертке, равны между
собой.
Как сказано выше, все прочие линейча-
тые кривые поверхности, в том числе и по-
верхность, изображенная на рис. 1 и 2
н д р о и д о м), являются в е р а з в е р-
поверхностями. У этих поверхностей (их
между
Рис. 6
(называемая ци л и
ты вающимися
также называют косыми поверхностями) две бесконечно близ-
кие образующие являются скрещивающимися пря-
мыми, т. е. они не лежат в одной плоскости.
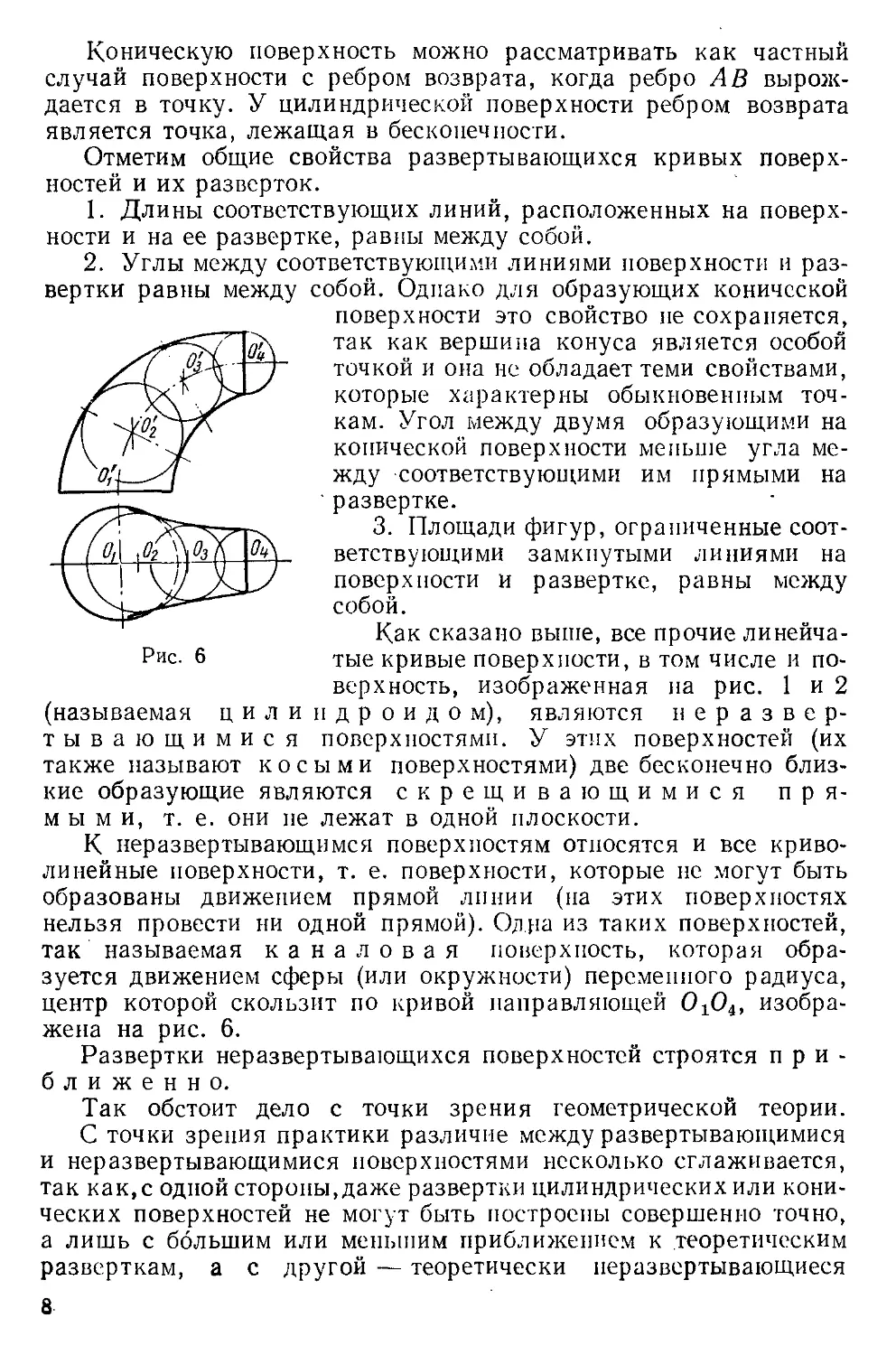
К неразвертывающимся поверхностям относятся и все криво-
линейные поверхности, т. е. поверхности, которые не могут быть
образованы движением прямой линии (на этих поверхностях
нельзя провести ни одной прямой). Одна из таких поверхностей,
так называемая каналовая поверхность, которая обра-
зуется движением сферы (или окружности) переменного радиуса,
центр которой скользит по кривой направляющей О^, изобра-
жена на рис. 6.
Развертки неразвертывающихся поверхностей строятся при-
ближенно.
Так обстоит дело с точки зрения геометрической теории.
С точки зрения практики различие между развертывающимися
и неразвертывающимися поверхностями несколько сглаживается,
так как, с одной стороны,даже развертки цилиндрических или кони-
ческих поверхностей не могут быть построены совершенно точно,
а лишь с большим или меньшим приближением к теоретическим
разверткам, а с другой — теоретически неразвертывающиеся
8
поверхности на практике могут быть тоже совмещены с плоскостью
за счет пластичности материала, от которой отвлекается геометрия.
Таким образом, практика вносит некоторые коррективы в по-
строение разверток, изучаемых в начертательной геометрии. Они
обусловливаются свойствами материала, ограниченными размерами
листов, из которых изготовляется развертка, толщиной материала,
различными экономическими или технологическими соображе-
ниями и т. п.
В первой части настоящей работы все эти дополнительные об-
стоятельства не учитываются, т. е. построение разверток рассмат-
ривается только с геометрической точки зрения.
Глава П
РАЗВЕРТКИ МНОГОГРАННИКОВ
1. ПРИЗМЫ
Разверткой поверхности многогранника называется плоская
фигура, полученная при совмещении всех его граней с плоскостью.
Построение развертки многогранника сводится к построению
истинных размеров и формы отдельных граней его, что и выпол-
няется на чертеже способами совмещения, перемены плоскостей
проекций или вращения, изучаемыми в начертательной геометрии.
Впрочем, в простейших случаях развертки могут быть вычер-
чены и без построения проекции многогранника.
Например, для построения развертки куба достаточно знать
размер одного ребра куба, так как все его грани являются квад-
ратами. Для построения развертки прямой призмы достаточно
знать размеры сторон основания и высоту призмы (т. е. длину бо-
ковых ребер), так как боковые грани в этом случае будут пря-
моугольниками (рис. 7).
В данном примере основание призмы представляет неправиль-
ный четырехугольник, поэтому развертка боковой поверхности
состоит из прямоугольников разной величины. Если основанием
призмы служит правильный многоугольник, что по большей части
и бывает на практике, построение еще более упрощается, так как
развертка составляется из равных прямоугольников.
Для получения полной развертки поверхности призмы надо
к развертке боковой поверхности присоединить фигуры нижнего
и верхнего оснований.
Это может быть выполнено различным образом, необходимо
только, чтобы присоединенная сторона каждого основания сов-
падала с соответствующей стороной боковых граней.
Если при соблюдении этого условия оказывается, что фигура
присоединяемого основания накладывается на развертку боковой
9
поверхности (что, конечно, нельзя допускать), то надо преобра-
зовать фигуру основания в ее «зеркальное отражение». На рис. 7
этот случай имеет место для нижнего основания призмы: четырех-
угольник I-IV-3-2 на развертке не совместим с четырехугольни-
ком основания призмы 1-2-3-4 посредством перемещения в пло-
скости чертежа, так как один из них является «зеркальным отра-
жением» другого.
На рис. 7 показано еще построение развертки призмы, усе-
ченной непараллельно основанию. Пусть Pv — фронтальный след
секущей плоскости. Для построения на развертке точек а0, Ьо и
пр. достаточно перенести по рейсшине точки а', Ь’ и пр. на соот-
ветствующие ребра, начерченные на развертке. Тогда ломаная
линия a0&0c0d0a0 ограничивает развертку боковой поверхности
усеченной призмы.
11остроепие фигуры сечения проще всего может быть выполнено
следующим образом: фронтальную проекцию сечения a'b'd'c’
надо расположить параллельно оси проекций где-либо на свобод-
ном месте чертежа; в точках а', b', d' и с' восставить перпенди-
куляры и перенести на них по рейсшине соответствующие гори-
зонтальные проекции a, b, с, d, совпадающие с точками 1, 2, 3 и 4
горизонтальной проекции основания призмы.
Построенную фигуру сечения надо присоединить к развертке
боковой поверхности, соблюдая условия, указанные выше.
Если чертеж развертки нанести на тонколистовой материал
и обрезать его по наружному контуру, то, сгибая полученную заго-
товку по линиям ребер до совпадения краев разверток, получим,
очевидно, исходную призму.
При этой операции возможна, однако, ошибка, которую сле-
дует заранее предусмотреть и предупредить.
Н)
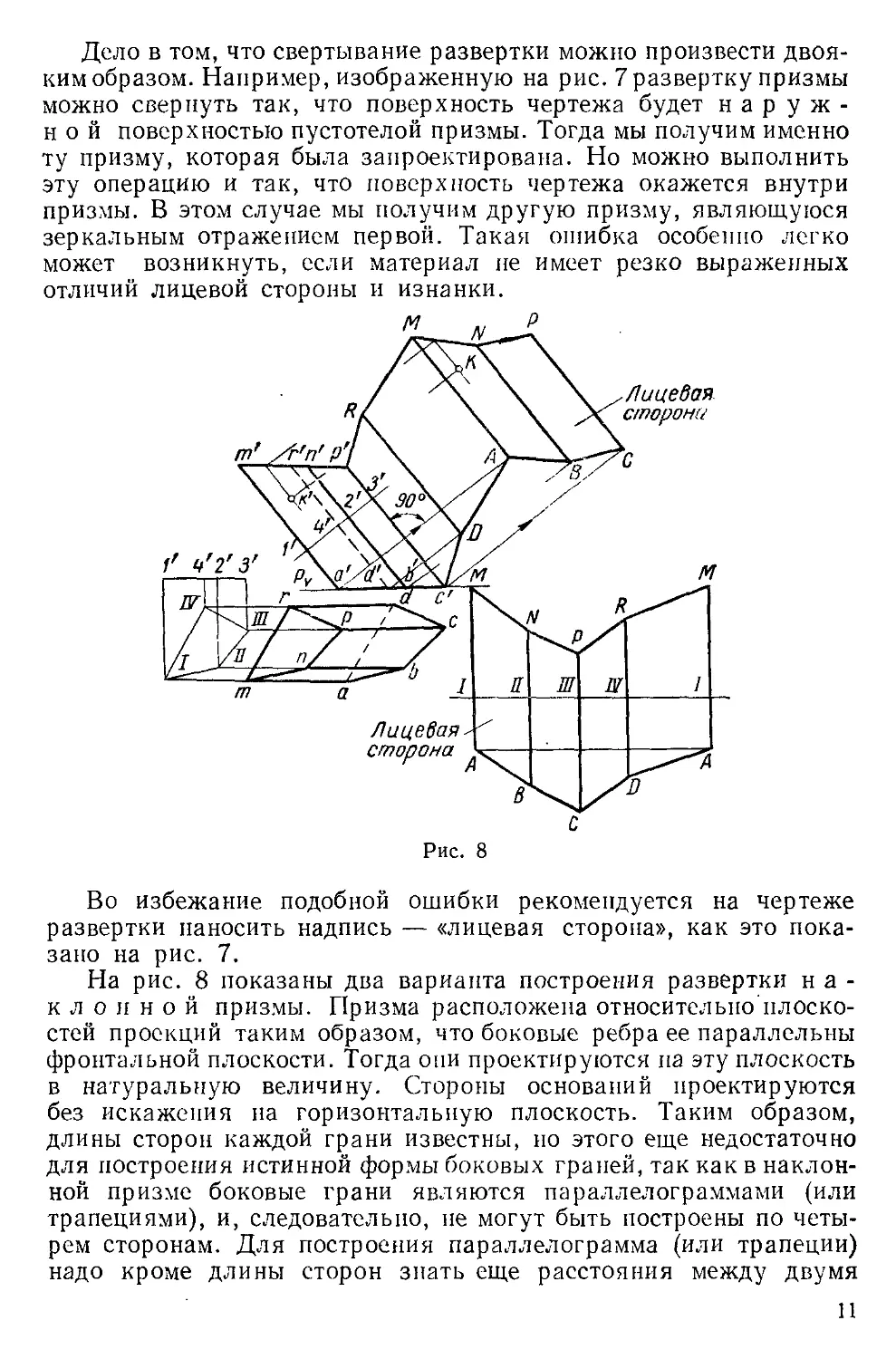
Дело в том, что свертывание развертки можно произвести двоя-
ким образом. Например, изображенную на рис. 7 развертку призмы
можно свернуть так, что поверхность чертежа будет наруж-
ной поверхностью пустотелой призмы. Тогда мы получим именно
ту призму, которая была запроектирована. Но можно выполнить
эту операцию и так, что поверхность чертежа окажется внутри
призмы. В этом случае мы получим другую призму, являющуюся
зеркальным отражением первой. Такая ошибка особенно легко
может возникнуть, если материал не имеет резко выраженных
отличий лицевой стороны и изнанки.
Во избежание подобной ошибки рекомендуется на чертеже
развертки наносить надпись — «лицевая сторона», как это пока-
зано на рис. 7.
На рис. 8 показаны два варианта построения развертки н а -
к л о п н о й призмы. Призма расположена относительно плоско-
стей проекций таким образом, что боковые ребра ее параллельны
фронтальной плоскости. Тогда они проектируются па эту плоскость
в натуральную величину. Стороны оснований проектируются
без искажения на горизонтальную плоскость. Таким образом,
длины сторон каждой грани известны, но этого еще недостаточно
для построения истинной формы боковых граней, так как в наклон-
ной призме боковые грани являются параллелограммами (или
трапециями), и, следовательно, не могут быть построены по четы-
рем сторонам. Для построения параллелограмма (или трапеции)
надо кроме длины сторон знать еще расстояния между двумя
11
параллельными сторонами. Для определения этих расстояний пере-
сечем данную призму в произвольном месте плоскостью Р, пер-
пендикулярной к боковым ребрам. Стороны такого перпендику-
лярного сечения и дадут искомые расстояния между боковыми
ребрами. Поэтому строим истинную форму нормального сечения
/—II—III—IV так же, как это было выполнено в предыдущем
примере (рис. 7). Затем на свободном месте чертежа проводим
горизонтальную прямую, откладываем на ней отрезки I — П\
II—I11 и пр. и проводим через их концы перпендикуляры к пря-
мой I—I. На этих перпендикулярах откладываем истинные вели-
чины отрезков боковых ребер вверх и вниз от прямой I—I, пере-
нося соответствующие отрезки с фронтальной проекции призмы.
Соединив концы отложенных отрезков, получаем развертку боко-
вой поверхности призмы. Для построения полной развертки надо
присоединить к полученной фигуре оба основания, соблюдая
условия, указанные выше (стр. 9).
Другой вариант развертки на рис. 8 построен без помощи
нормального сечения. Это построение основано на следующем
соображении. Боковые ребра призмы параллельны фронтальной
плоскости V, поэтому можно каждую грань повернуть вокруг соот-
ветствующего бокового ребра до положения, когда эта грань
окажется параллельной плоскости V. Тогда она спроектируется
на плоскость V без искажения. Повертывая таким образом после-
довательно каждую грань, получим всю развертку боковой поверх-
ности .
Развертывание начато от крайнего правого ребра СР. Для того
чтобы получить на чертеже лицевую сторону развертки, первой
вокруг ребра СР поворачивается грань CDRP, затем смежная
с ней грань DAMR и т. д. Если принять обратный порядок (т. е.
начать с грани CBNP и т.д.),то на развертке получится внутренняя
сторона поверхности призмы. При вращении грани CDRP вокруг
ребра СР точка d' будет перемещаться по перпендикуляру к оси
вращения, т. е. к ребру СР. Засекая этот перпендикуляр из точки с'
радиусом, равным cd, получим точку D, а следовательно, и контур
всей грани CDRP (параллелограмм). Следующую грань DAMR
вращаем вокруг ребра DR. При этом точка а’ тоже перемещается
по перпендикуляру к оси вращения. Засекая его из точки D радиу-
сом ad, находим точку А и т. д. На чертеже показано также, как
производится построение на развертке точки /(, лежащей на одной
из граней призмы.
На рис. 9 приведен еще один вариант построения развертки
той же призмы.
Каждая боковая грань призмы диагональю делится на два
треугольника. Горизонтальные проекции этих диагоналей пока-
заны на рис. 9, а штрих-пунктирными линиями. Натуральные
длины ребер призмы, как и ранее, определяются непосредственно
из чертежа. Натуральные длины диагоналей RA, MB, NC и PD
12
определены как гипотенузы прямоугольных треугольников
(рис. 9, б), у которых одним катетом является высота призмы,
а другим — горизонтальная проекция соответствующей диагонали,
После этого построение развертки (рис. 9, в) сводится к после-
довательному построению ряда треугольников по трем сторонам.
Рассмотренные примеры показывают, что как способы построе-
ния истинной формы граней призмы, так и взаимное расположение
их на чертеже развертки могут быть весьма разнообразны.
Даже такой простой многогранник, как куб, имеет двадцать
различных вариантов развертки. Полная развертка прямоуголь-
ного параллелепипеда имеет 96 вариантов.
2. ПИРАМИДЫ
Для построения развертки боковой поверхности прямой пи-
рамиды, основанием которой является правильный многоуголь-
ник, должны быть заданы: длина стороны основания ап и высота
Н 1 пирамиды.
1 Вместо высоты может быть задана также длина бокового ребра.
13
Если эти величины известны, то для построения развертки нет
надобности в предварительном вычерчивание проекций пира-
миды.
На рис. 10 изображение пирамиды дано лишь для наглядности.
Истинная длина боковых ребер L может быть определена графи-
ческим построением как' гипотенуза прямоугольного треуголь-
ника, одним катетом которого является Н, а другим R — радиус
окружности, описанной вокруг основания (как видно из чертежа,
этот радиус равен горизонтальной проекции любого бокового
ребра).
Рис. 10
Можно найти длину L и вычислением по формуле
L = УН2-\- R*,
найдя величину R по табл. II (см. приложение) или вычислив
ее по формуле
где п — число сторон многоугольника.
После этого чертеж развертки строят, как показано на рис. 10,
т. е. описывают радиусом, равным L, дугу окружности и откла-
дывают на ней п равных делений, хорды которых равны ап. Точки
делений А, В, С и пр. соединяют с центром дуги.
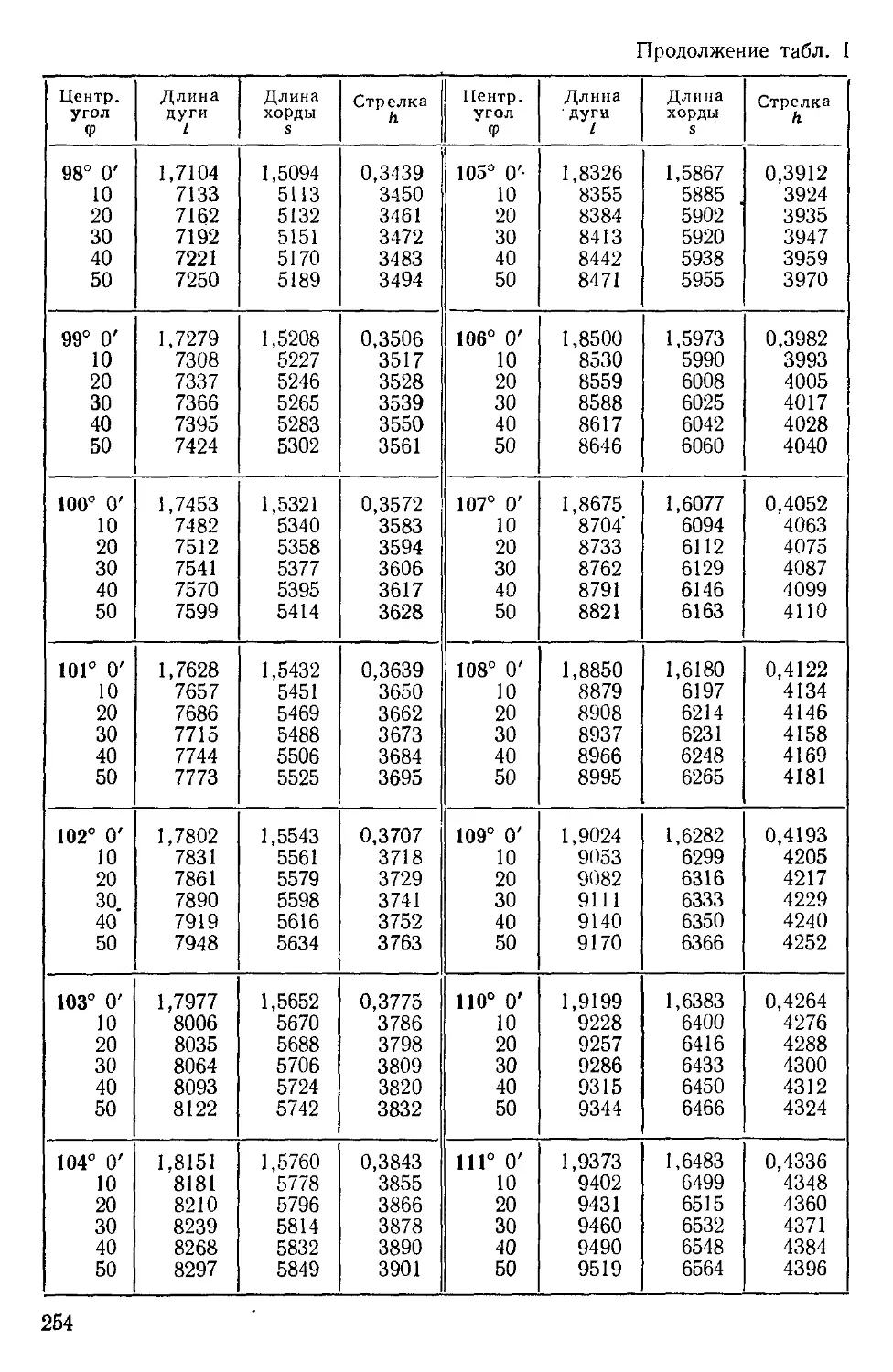
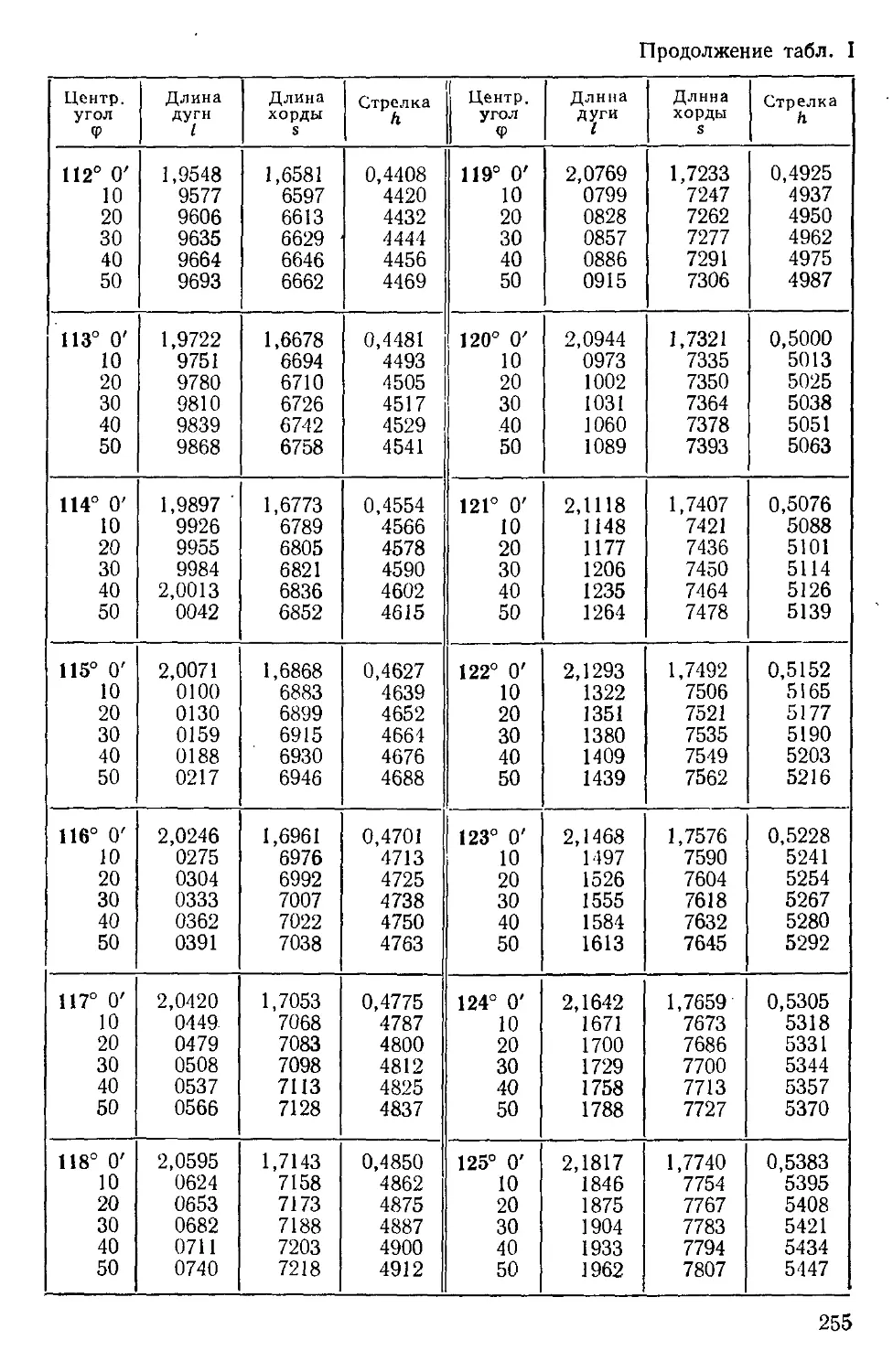
На рабочем чертеже, передаваемом разметчику, можно про-
ставить размеры L, h (стрелка дуги АА), s (хорда дуги АА)
и
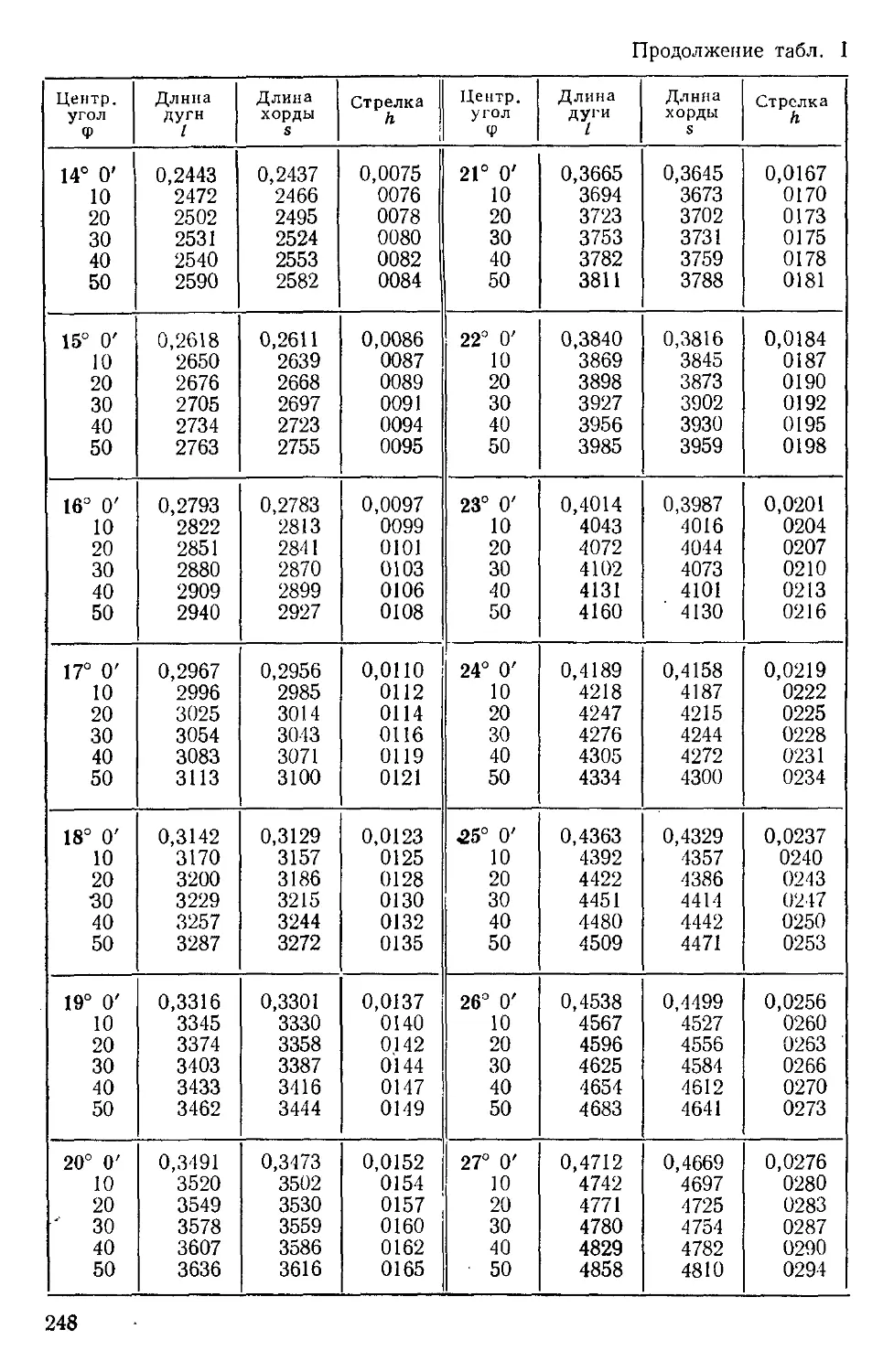
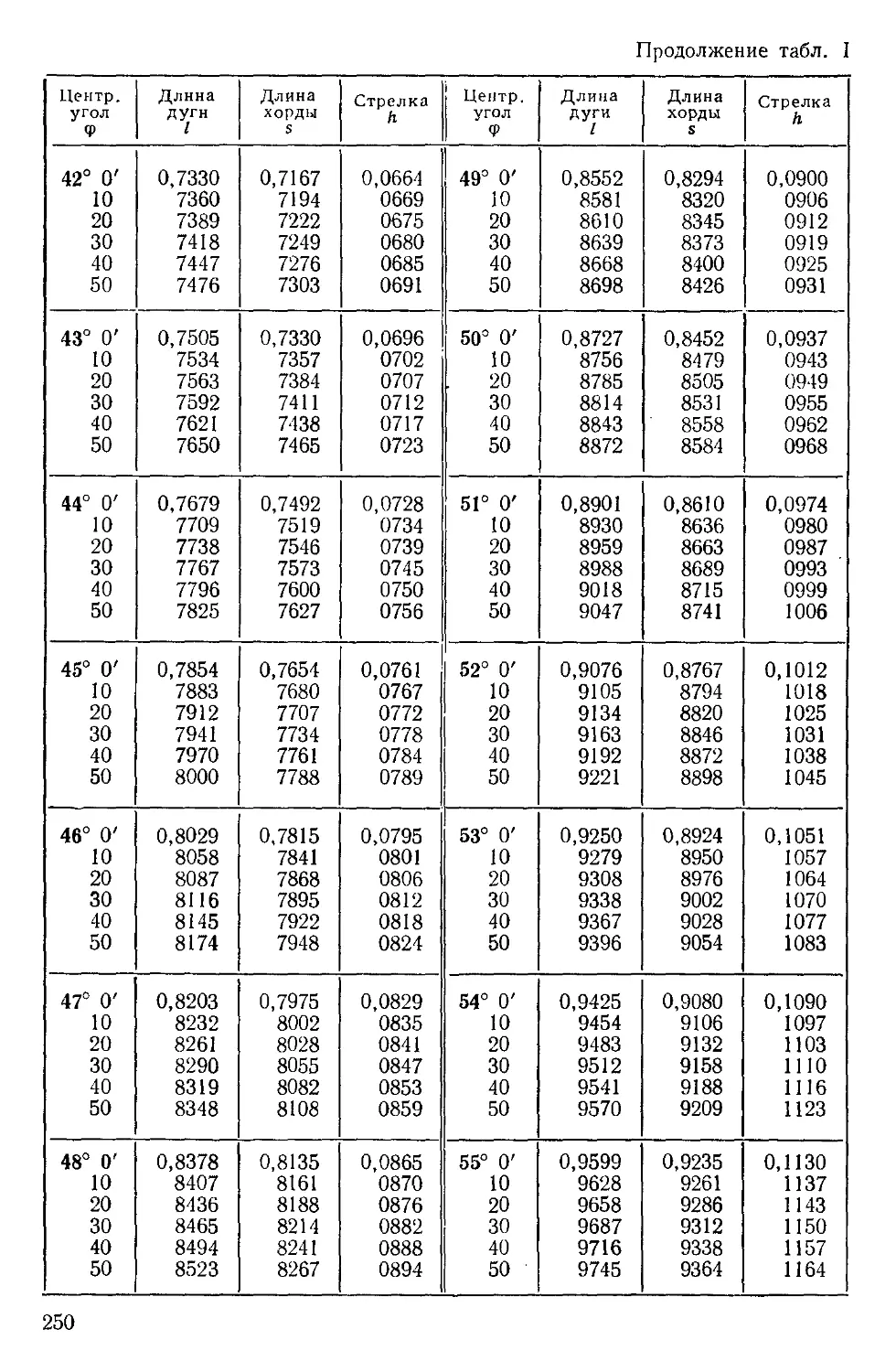
Размеры h и s могут быть измерены или вычислены при помощи
табл. I (см. приложение).
14
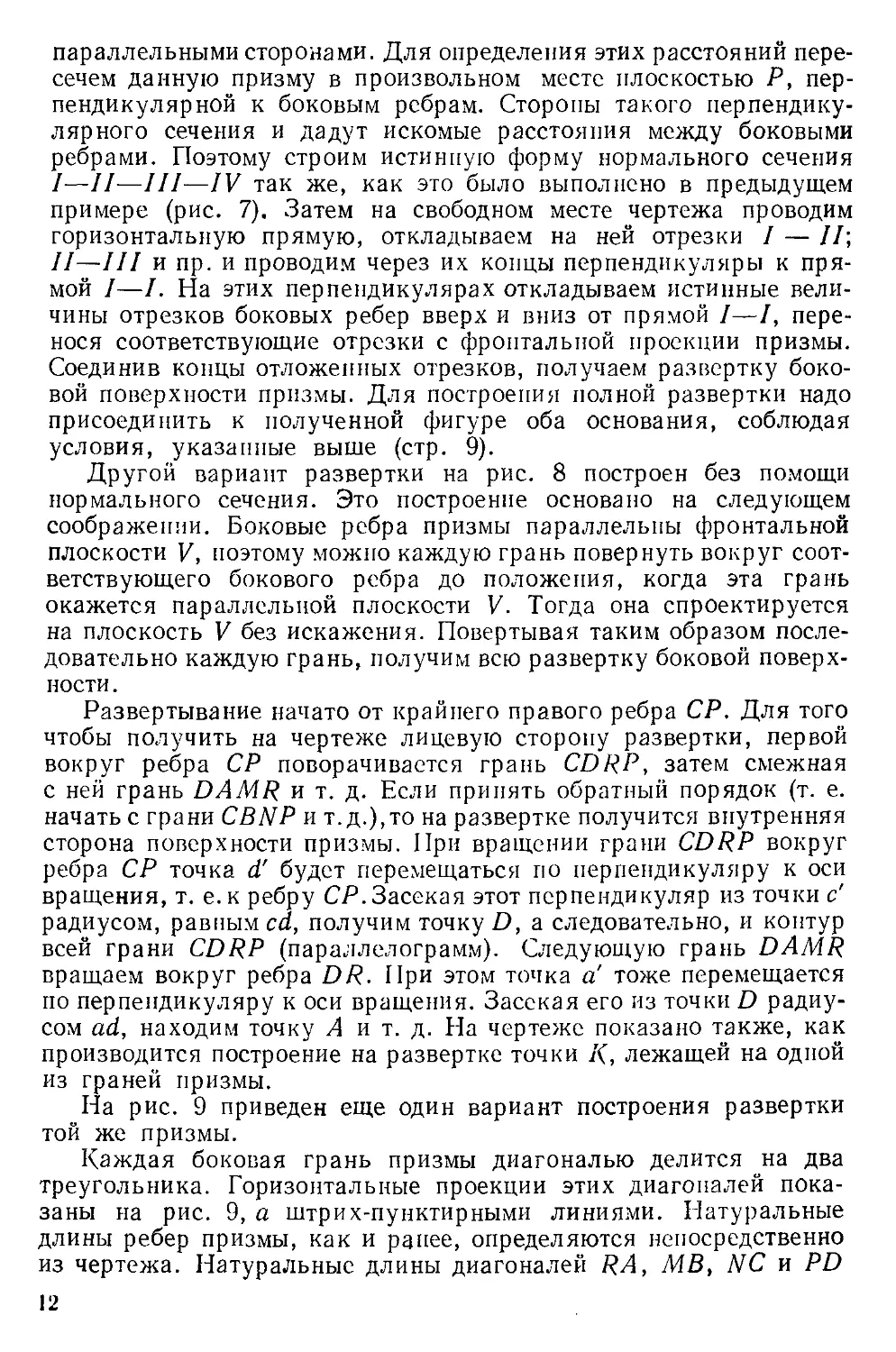
Чтобы воспользоваться этой таблицей, надо предварительно
определить угол ср всей развертки, который равен сумме плоских
углов р при вершине пирамиды: ср = пр.
Угол р вычисляется по формуле
Минимальные размеры листа для выкраивания развертки опре-
деляются размерами s и L.
На рис. 10 показано также построение развертки усеченной
прямой пирамиды с высотой Н^. радиусом, равным Lx, прове-
дена вторая дуга из центра S, и точки пересечения ее с ребрами
полной пирамиды I, II, III и пр. соединены ломаной ли-
нией.
s'
Рис. 11
Если высота пирамиды не проходит через центр основания,
то пирамиду называют наклонной.
В общем случае все боковые грани наклонной пирамиды будут
треугольниками разной величины и формы и все боковые ребра
будут иметь разную длину. В частных случаях некоторые грани
и ребра могут быть равны. Например, на рис. 11 изображена
в двух проекциях наклонная пирамида с прямоугольным осно-
ванием.
Для построения развертки боковой поверхности наклонной
пирамиды необходимо предварительно определить истинные длины
всех ребер.
На рис. 11 ребра основания представлены в натуральную
величину па горизонтальной проекции, длины же боковых
ребер определены построением прямоугольных треугольников,
15
у которых одним катетом является высота пирамиды, а другим —
величины горизонтальных проекций соответствующих ребер.
После этого каждая боковая грань строится как треугольник —
по трем сторонам.
Таким образом, развертка получается в виде ряда примыкаю-
щих один к другому треугольников с общей вершиной S.
На рабочем чертеже развертки должны быть указаны длины
всех ребер или координаты всех вершин — точки А, В, С и пр.,
как это и показано на рис. 11.
Если пирамида пересечена какой-либо плоскостью Р (Pv),
не параллельной основанию, и требуется построить развертку
усеченной пирамиды, то для нанесения на развертку точек 1, 2,
3 и т. д. надо предварительно определить их действительные рас-
стояния от вершины S. Они найдены путем перенесения по рейс-
шине вертикальных проекций Г, 2', 3' и 4’ на гипотенузы s'А
и s'B построенных раньше прямоугольных треугольников.
3. ПРАВИЛЬНЫЕ МНОГОГРАННИКИ
Многогранник называется правильным, если у него
равны все грани и все пространственные углы при вершинах, а
следовательно, равны также все ребра, все плоские углы каждой
грани и все двугранные углы при каждом ребре.
В трехмерном пространстве существует только пять правиль-
ных многогранников:
1) правильный четырехгранник (тетраэдр), все че-
тыре грани которого являются равносторонними треугольниками;
2) правильный шестигранник (куб), все грани кото-
рого — квадраты;
3) правильный восьмигранник (октаэдр) — все грани
равносторонние треугольники.
4) правильный двенадцатигранник (додекаэдр) —
все грани правильные пятиугольники.
5) правильный двадцатигранник (икосаэдр) — все
грани равносторонние треугольники.
Из этих определений видно, что из всех призм правильной
является только куб, а из всех пирамид — только тетраэдр.
С развертками правильных многогранников можно встре-
титься преимущественно в картонажном производстве, в кристал-
лографии и в деталях архитектурных форм.
Построение разверток правильных многогранников основано
на одном общем их свойстве: вокруг каждого правильного много-
гранника можно описать шар.
При этом длина ребра а многогранника и диаметр О описан-
ного шара связаны между собой определенным отношением,
а именно:
16
Ребро тетраэдра ....................
» куба ...........................
» октаэдра .......................
» додекаэдра .....................
» икосаэдра ......................
аг=0,8160£>
а,<=0,57747)
ао=0,7071£>
ag~ 0,35690
аи=0,52600
Таким образом, для построения развертки должны быть заданы
или диаметр шара D или длина ребра а.
Если задан диаметр шара D, то длина ребра многогранника
может быть вычислена по вышеприведенным соотношениям или
построена графически. Это построение показано на рис. 12.
Пусть отрезок АВ равен заданному диаметру шара D. Построим
на нем полуокружность. Отложим от точки А отрезок АК = -у D
и восставим в точке Д перпендикуляр к АВ до пересечения с полу-
окружностью в точке Е. Соединяя точку Е с точками А и В, полу-
чим АЕ = ак (ребро куба) и BE = аг (ребро тетраэдра), а соеди-
нив точку С с А, найдем АС = а0 (ребро октаэдра).
Для построения ребра додекаэдра надоразделить ребро куба АЕ
в крайнем и среднем отношении (так называемое «золотое сече-
ние» отрезка). Для этого построим прямоугольный треугольник
AGE, у которого катет AG — ~ АЕ, и отложим на его гипотенузе
отрезок GH ~ GA. Тогда ЕН = ад (ребро додекаэдра). С доста-
точной точностью можно принять также, что ребро додекаэдра
равно половине ребра октаэдра: ад ~ 4>-a0.
2 Н. Н. Высоцкая и др. 17
18
Наконец, для определения ребра икосаэдра проведем в точке
В перпендикуляр к АВ и отложим на нем отрезок BF = АВ = D.
Точку F соединим с центром О полуокружности. Прямая OF
пересекает полуокружность в точке М, соединив которую с В,
найдем МВ — аи (ребро икосаэдра).
Определив таким образом длину ребра многогранника, легка—
построить в натуральную величину фигуру одной из граней.
Мы видели выше, что гранями правильных многогранников
могут быть только равносторонний треугольник, квадрат и пра-
вильный пятиугольник.
Для построения всей фигуры развертки многогранника надо
соединить между собой соответствующее число равных треуголь-
ников, квадратов или пятиугольников. Это соединение может
быть выполнено в различных комбинациях.
На рис. 13 дан один из вариантов построения развертки доде-
каэдра, состоящей из 12 пятиугольников. Построение произве-
дено следующим образом: проведена вспомогательная окружность,
диаметр которой D ----- 4,5 ад (точнее 4,49 ад) и в нее вписан пра-
вильный пятиугольник. Проведя диагонали, разбиваем его на
шесть равных пятиугольников, являющихся гранями додека-
эдра. Дальнейшее построение ясно из чертежа.
4. НЕПРАВИЛЬНЫЕ МНОГОГРАННИКИ
В заключение рассмотрим развертывание неправильного мно-
гогранника — призматоида; верхнее и нижнее основания
его являются многоугольниками, расположенными в параллель-
ных плоскостях, а боковые грани — треугольниками или трапе-
циями, вершинами которых служат вершины оснований.
На рис. 14, а изображен призматоид, верхним и нижним осно-
ванием которого являются прямоугольники, а боковая поверх-
ность имеет восемь треугольных граней. Для построения его раз-
вертки определены длины всех его ребер, как это было описано
уже ранее, а затем построены действительные фигуры треуголь-
ников по трем сторонам, согласно рис. 14, б.
На рис. 14, в изображен призматоид, верхним основанием кото-
рого является правильный шестиугольник, а нижним — прямо-
угольник. Его боковая поверхность состоит из двух равнобочных
трапеций и шести треугольников. Для построения развертки его
боковой поверхности достаточно определить натуральную длину
ребра А1 и высоту трапеции EF. Эти построения выполнены спо-
собом, изложенным ранее. Построение развертки (рис. 14, г)
начинается с построения трапеции АВ32 по ее основаниям и вы-
соте. В ней проведена диагональ 2В, при помощи которой построена
трапеция CD65.
Призматоиды широко применяются в технике, например,
при изготовлении различных переходных патрубков.
2
19
Глава III
РАЗВЕРТКИ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ
5. ОПРЕДЕЛЕНИЯ
Цилиндром будем называть часть цилиндрической поверхно-
сти, ограниченную двумя плоскостями, пересекающими обра-
зующие. Эти плоскости могут быть перпендикулярны к образую-
щим или наклонны к ним. Сечение плоскостью, перпенди-
кулярной к образующим, называется нормальным
сечением.
Любое сечение цилиндрической поверхности плоскостью может
быть принято за основание цилиндра.
Если за основание цилиндра принято его нормальное сечение,
цилиндр называется прямым; в противном случае — он на-
клонный.
Усеченным цилиндром будем называть часть цилиндри-
ческой поверхности, ограниченную двумя непараллельными пло-
скостями.
За основу дальнейшего подразделения цилиндров будем при-
нимать вид нормального сечения.
Круговым цилиндром называется цилиндр, нормальное
сечение которого — круг. Синонимом его является термин ци-
линдр вращения. Только круговой цилиндр может быть описан
вокруг шара.
Круговой цилиндр может быть прямым или наклон-
ным. В первом случае его основанием является к р у г; во вто-
ром — эллипс (так как сечение кругового цилиндра плоско-
стью, наклонной к образующим, является эллипсом). Отметим одну
особенность построения проекций наклонного кругового цилин-
дра, которую часто упускают из вида. Если форма эллипса, при-
нятого за основание кругового цилиндра, задана, то этим опре-
деляется и наклон образующих к плоскости основания и,
следовательно, их нельзя проводить под произвольным углом.
Соответствующее построение показано на рис. 15.
Для определения угла а, под которым образующие наклонены
к плоскости основания, надо соединить фокус / заданного эллипса
с концом с малой оси. Фронтальные проекции образующих дол-
жны быть параллельны прямой cf. Только при этом условии изо-
бражение будет правильным, т. е. цилиндр действительно будет
круговым. Если провести образующие как-либо иначе, например,
так, как показано штрих-пунктирными линиями, то начерченный
цилиндр окажется не круговым, и нормальное сечение его будет
не кругом, а некоторым эллипсом. Угол а можно определить и
b ,
аналитически из выражения sin а = —, где а и о — полуоси
заданного эллипса.
20
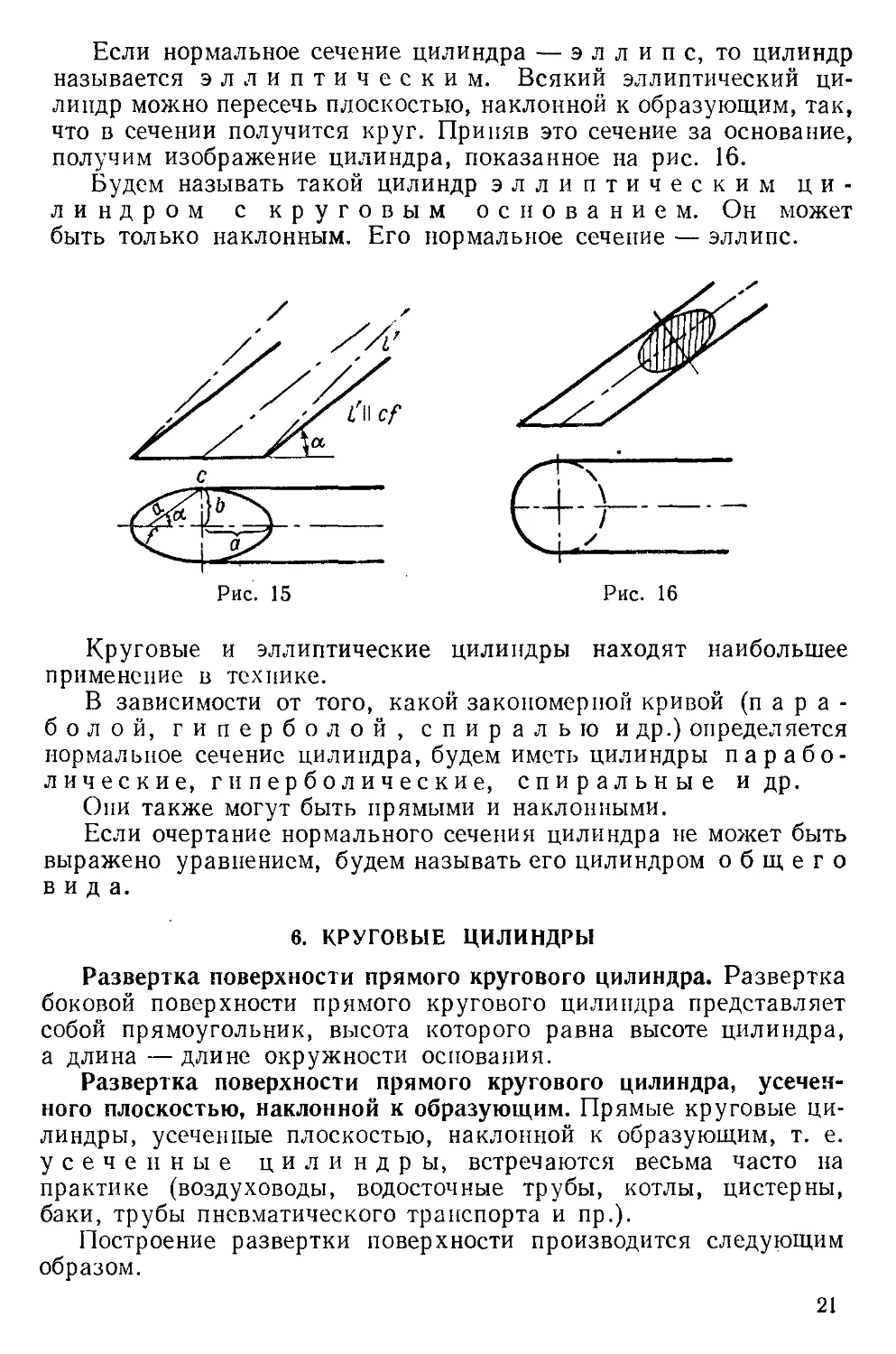
Если нормальное сечение цилиндра — эллипс, то цилиндр
называется эллиптическим. Всякий эллиптический ци-
линдр можно пересечь плоскостью, наклонной к образующим, так,
что в сечении получится круг. Приняв это сечение за основание,
получим изображение цилиндра, показанное на рис. 16.
Будем называть такой цилиндр эллиптическим ци-
линдром с круговым основанием. Он может
быть только наклонным. Его нормальное сечение — эллипс.
Рис. 15
Рис. 16
Круговые и эллиптические цилиндры находят наибольшее
применение в технике.
В зависимости от того, какой закономерной кривой (пара-
болой, гиперболой, спиралью и др.) определяется
нормальное сечение цилиндра, будем иметь цилиндры парабо-
лические, гиперболические, спиральные и др.
Они также могут быть прямыми и наклонными.
Если очертание нормального сечения цилиндра не может быть
выражено уравнением, будем называть его цилиндром общего
вида.
6. КРУГОВЫЕ ЦИЛИНДРЫ
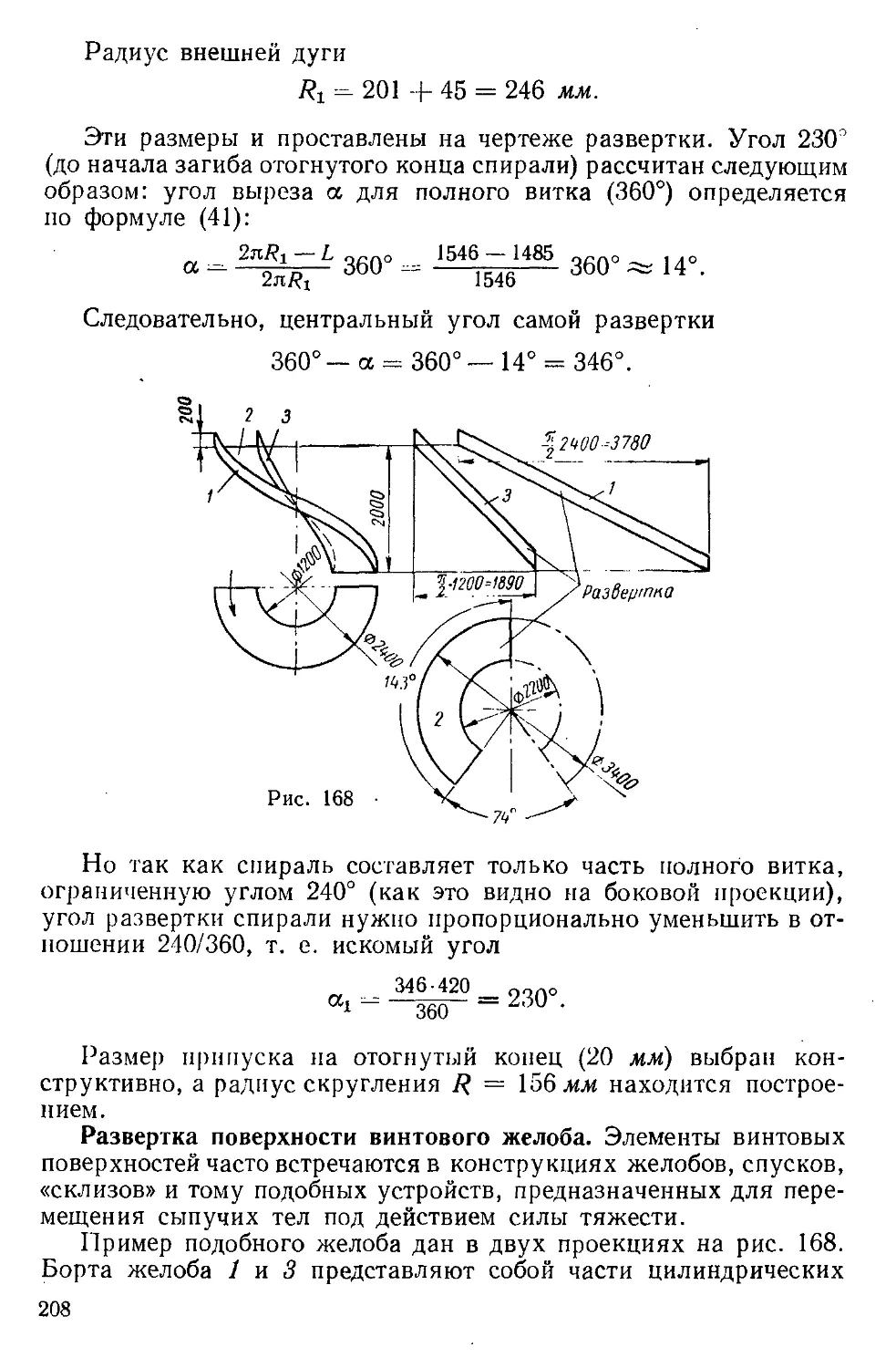
Развертка поверхности прямого кругового цилиндра. Развертка
боковой поверхности прямого кругового цилиндра представляет
собой прямоугольник, высота которого равна высоте цилиндра,
а длина—длине окружности основания.
Развертка поверхности прямого кругового цилиндра, усечен-
ного плоскостью, наклонной к образующим. Прямые круговые ци-
линдры, усеченные плоскостью, наклонной к образующим, т. е.
усеченные цилиндры, встречаются весьма часто на
практике (воздуховоды, водосточные трубы, котлы, цистерны,
баки, трубы пневматического транспорта и пр.).
Построение развертки поверхности производится следующим
образом.
21
Если цилиндр, изображенный на рис. 17, пересечь плоско-
стью Q, параллельной основанию и отстоящей от него на высоту
hy, то нижняя часть цилиндра с высотой hx развернется в прямо-
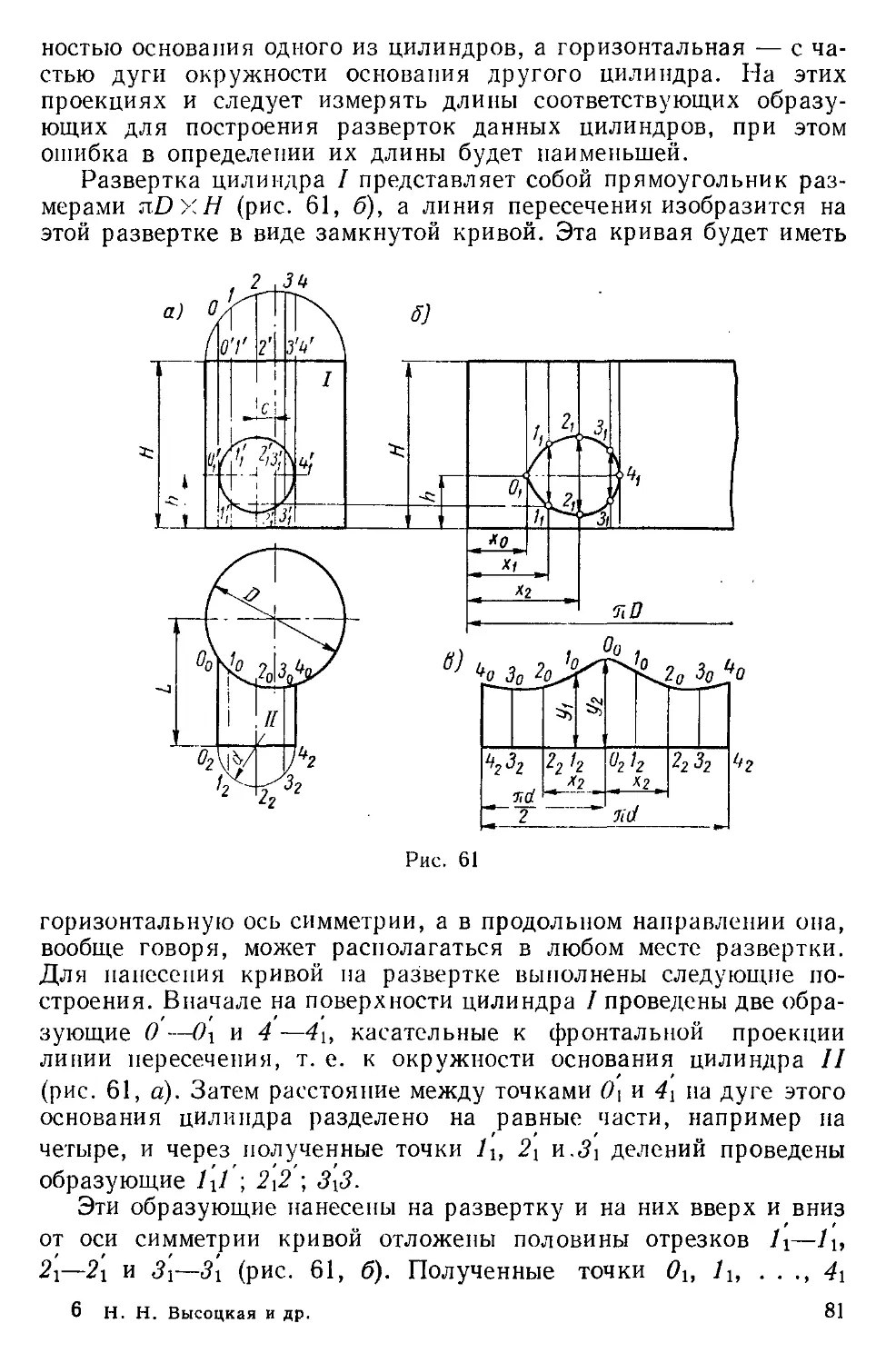
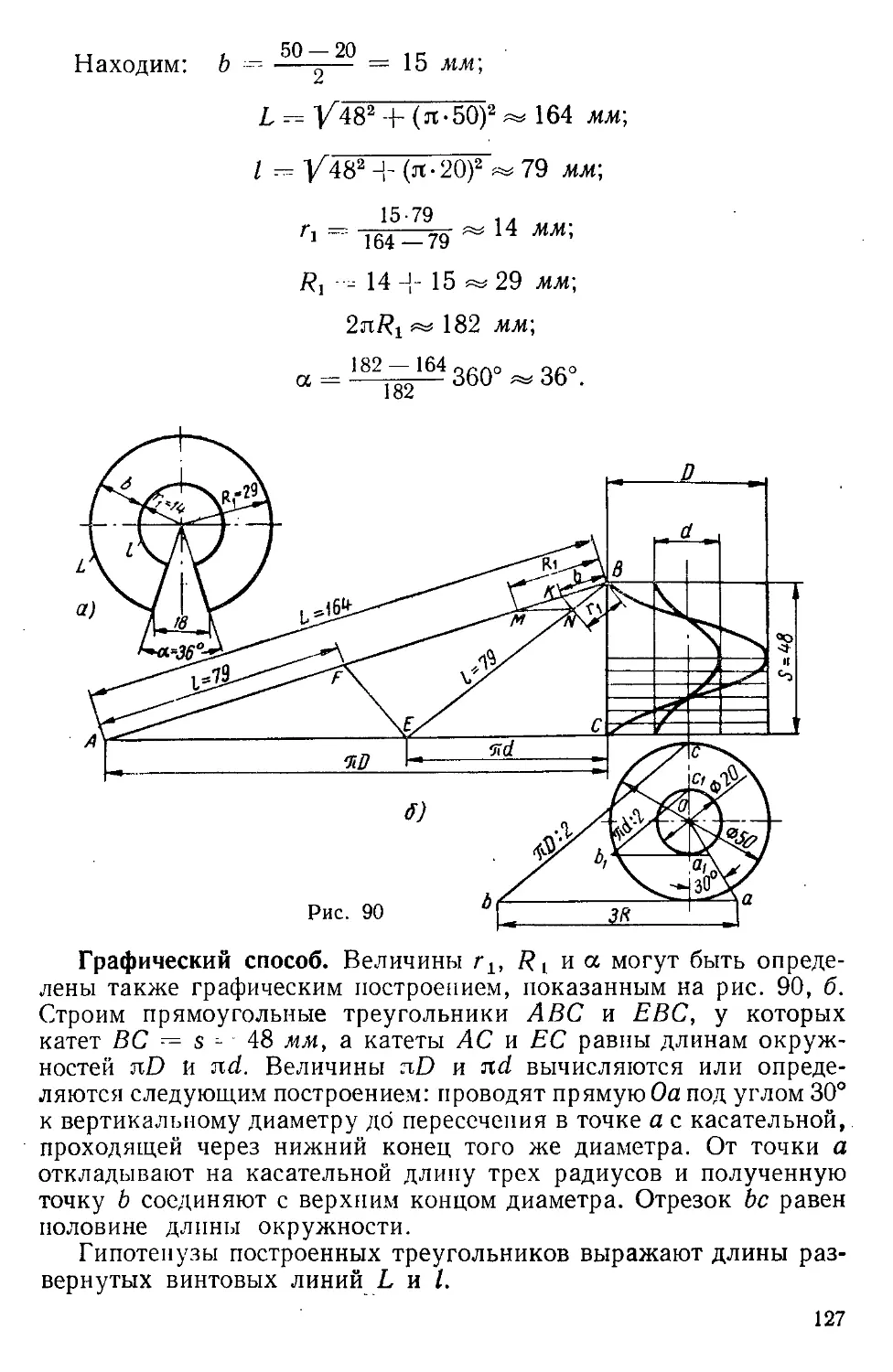
угольник с высотой /ц и основанием L = лс/.
Для построения развертки верхней части боковой поверх-
ности цилиндра окружность основания разбивают на равное
число частей (на рис. 17 на 12), точки деления сносят на фрон-
тальную проекцию основания и проводят соответствующие обра-
зующие цилиндра 1 —1\, 2 —2) и т. д. Затем длину L — nd раз-
вернутой окружности основания делят на такое же число равных
частей и из точек деления восставляют перпендикуляры, которые
определяют положение образующих на развертке цилиндра.
Остается отложить на них отрезки, длины которых определяются
на фронтальной проекции. Это выполняется при помощи перене-
сения по рейсшине точек Л, 2j и т. д.
Таким образом находят на развертке ряд точек 1г, 2lt 3t и т. д.,
соединив которые плавной кривой, получают очертание линии,
ограничивающей развертку боковой поверхности цилиндра.
На рис. 17 также показано перенесение произвольной точки А
с боковой поверхности цилиндра на развертку.
Из построения кривой на развертке боковой поверхности
усеченного цилиндра непосредственно следует, что она является
синусоидой, период которой равен длине окружности осно-
. d , а hl—hr o'o'r — 6 6'r
вания, а амплитуда А = у tg р — 2 = -----------, т. е.
полуразности наибольшей и наименьшей образующих цилиндра.
Это дает возможность, зная параметры цилиндра, Строить
очертание развертки боковой поверхности его без построения орто-
гональных проекций. ,
В этом случае для построения очертания развертки верхней
части боковой поверхности цилиндра на крайней образующей
(рис. 18) откладывают вверх от уровня hj, отрезок 3 — 3 —
= dtg р = 2Л, т. е. разность наибольшей и наименьшей образую-
щих, и на нем строят полуокружность, которую делят на равные
части с половинным числом делений (на рис. 18 — на 6 частей),
по сравнению с числом делений длины всей развернутой окруж-
ности основания. Из точек деления полуокружности проводят
параллели до пересечения с соответственными перпендикуля-
рами, восставленными из точек деления развернутой длины окруж-
ности основания. Получив на развертке ряд точек /х, 21; Зг и т. д.
и соединив их плавной кривой, получают синусоиду, которая
ограничивает очертание развертки.
Из построений, приведенных на рис. 17 и 18, следует: если
построение синусоиды производить, откладывая отрезки образую-
щих от средней линии I—I, а не от линии 6t (рис. 17), то до-
статочно знать длины этих отрезков только для V4 части цилиндра
22
Рис. 17
23
и при построении учесть только знак плюс и минус. Так, для ци-
линдра, изображенного на рис. 17, который разбит на 12 частей,
нужно знать ординаты //1, у2 и у3, т. е. три значения отрезков
образующих, а не шесть, что требуется в случае построения линии
пересечения от линии — 6,.
На чертеже поверхности развертки для точек 0lt 21г
. . ., 6г должны быть поставлены размеры координат хх, х2, . . .,
х6; У1, ^2> • • > Ув>' (на рис. 17) или ±х1; +х2, +х3; h\, h3;
±У1, +у2, ±у3 (рис. 18).
Представленные на рис. 17 и 18 развертки построены в пред-
положении, что поверхность данного усеченного цилиндра раз-
резана вдоль наименьшей образующей.
Можно разрезать поверхность цилиндра вдоль какой-нибудь
другой образующей, например вдоль наибольшей — 0'0\ = h2
(рис. 17). В последнем случае кривая, ограничивающая развертку
(показанная на рис. 17 штрих-пунктиром), будет симметрична
первой относительно оси I—I.
Способ ее построения остается тем же.
Если требуется построить истинную фигуру сечения, лежа-
щего в плоскости Р, которое является эллипсом, то его построение
ясно из чертежа (рис. 17). Следует только отметить, что хорды эл-
липса равны соответствующим хордам окружности основания
цилиндра, а именно, = I — I; 2г — 2Г = 2 — 2; Зг —
— Зг = 3 — 3 = d и т. д.
Эллипс можно построить и любым другим из известных спо-
собов, заметив, что его большая ось 2а равна отрезку 0\6\, а ма-
лая ось 2b = d.
Приведем один из них (рис. 19). На данных осях эллипса 2а
и 2Ь строятся, как на диаметрах, две концентрические окружности,
которые делятся радиусами-лучами на произвольное число
24
равных частей (на рис. 19 — на 12 частей). Если из одноименных
точек деления обеих окружностей проводить прямые, параллель-
ные осям эллипса, то в пересечении соответствующих прямых
получим точки 1 о, 20 и т. д., которые и будут точками, принадле-
жащими эллипсу. Для получения очертания эллипса все найден-
ные точки соединяются плавной кривой.
Аналитическое определение координат точек кривой, ограни-
чивающей развертку цилиндра. В том случае, когда приходится
иметь дело с небольшим углом наклона секущей плоскости к оси
цилиндра или с цилиндрами большого диаметра, где графическое
определение координат требует значительного масштаба умень-
шения, увеличивается погрешность
построения. В этом случае лучше
воспользоваться аналитическим опре-
делением координат развертки.
Пусть по-прежнему диаметр усе-
ченного цилиндра — d, наименьшая
и наибольшая образующие—hr и й2.
Разделим основание цилиндра на 2п
равных частей. Тогда длинаXjодного
деления на развертке основания
nd ,,,
Следовательно, абсциссы точек 1 х,
2lt Зх и т. д. (рис. 18) будут xt;
х2 = 2хг; х3 — Зхг и т. д. (или xk —
--- kxj. Ординаты этих же точек при отсчете от средней линии
I—I определяюся следующим выражением:
yk ----- ± A;Sin ka, (2)
где k — порядковый номер ординаты;
л hn — Н
А—амплитуда синусоиды, равная - 2 —;
а — центральный угол, соответствующий дуге одного деления
360°
окружности, равный —.
Для упрощения вычислений по формуле (2) значения для раз-
личного числа делений 2 п приведены в табл. 1.
Фигура сечения цилиндра плоскостью Р, наклоненной к ос-
нованию на угол |3, является эллипсом, оси которого:
2а • 2Ь - d.
cos р ’
Площадь сечения F3 — nab. Подставив значения полуосей,
получим
р nd2 1
э 4 cos Р
25
Таблица 1
Значения sin ka
k 2п
12 . 16 24 32 48 64 96
0 0,00000 0,00000 0,00000 0,00000 0,00000 0,00000 0,00000
1 0,50000 0,38268 0,25882 0,19509 0,13053 0,09802 0,06540
2 0,86611 0,70711 0,50000 0,38268 0,25882 0,19509 0,13053
3 1,00000 0,92388 0,70711 0,55557 0,38268 0,29028 0,19509
4 1,00000 0,86617 0,70711 0,50000 0,38268 0,25882
5 0,96600 0,83147 0,60876 0,47139 0,32144
6 1,00000 0,92388 0,70711 0,55557 0,38268
7 0,98079 0,79335 0,63439 0,44229
8 1,00000 0,86617 0,70711 0,50000
9 0,92388 0,77301 0,55557
10 0,96600 0,83147 0,60876
11 0,99144 0,88192 0,65935
12 1,00000 0,92388 0,70711
13 0,95694 0,75184
14 0,98079 0,79335
15 0,99518 0,83147
16 1,00000 0,86617
17 0,89687
18 0,92388
19 0,94693
20 0,96600
21 0,98079
22 * 0,99144
23 0,99786
24 1,00000
Примечание. Значения sin ka даны для одной четверти окружности.
В остальных четвертях они повторяются.
Отсюда
Р
э cos р ’
п nd2
где F = —-----площадь круга нормального сечения цилиндра.
Площадь развертки боковой поверхности цилиндра (рис. 18)
будет определяться как площадь прямоугольника высотой h3
(так как площади заштрихованных участков равны).
F6.n = xdh3
26
Примеры построения разверток усеченных круговых цилин-
дров. На рис. 20, 21 и 22 приведены некоторые примеры построе-
ния линии пересечения плоскостей с цилиндром на развертке боко-
вой поверхности цилиндра.
Цилиндр, изображенный на рис. 20, пересекается плоскостями
Р и Q, имеющими различный угол наклона к оси цилиндра. Каж-
дой секущей плоскости соответствует свой эллипс сечения, а каж-
дому эллипсу будет соответствовать на развертке своя синусоида.
Пересечение синусоид на развертке боковой поверхности цилин-
дра даст точки А и В; эти точки являются точками пересечения
эллипсов сечений и ограничивают участки синусоид, которыми
определяются контуры разверток /, II, III и IV частей
цилиндрической поверхности. Расстояние между точками А
и В на развертке равно длине дуги аЬ, стягивающей централь-
ный угол а, и может быть определено по табл. I (см. прило-
жение).
Вырез части боковой поверхности цилиндра, произведенный
двумя плоскостями, пересекающими не все образующие, пока-
зан на рис. 21. В этом случае нет надобности на развертке боковой
поверхности наносить полные синусоиды. Так, для цилиндра,
изображенного на рис. 21, построены только части синусоид в пре-
делах образующих 4—0—4, которые дают полное очертание выре-
занного отверстия. Для уменьшения длины горизонтальных линий
переноса вспомогательные окружности могут быть построены
на самой развертке, что повышает точность построения.
Чем меньше угол между секущей плоскостью и осью ци-
линдра, тем больше амплитуда синусоиды, т. е. тем больше радиус
вспомогательной окружности для построения линии пересече-
ния на развертке, что может создать затруднения при построении
чертежа. В таком случае, как мы уже видели, можно обойтись
и без нанесения вспомогательной окружности (рис. 22) и находить
точки 6U 5lt 4± и т. д. или 32, 2г, 12 и т. д. на развертке перене-
сением соответствующих точек с фронтальной проекции на одно-
именные образующие на развертке при помощи рейсшины или
посредством измерительного циркуля. Координаты точек для нане-
сения их на чертеж развертки во всех трех примерах могут быть
определены либо непосредственным измерением по чертежу (при
условии достаточно точного его выполнения), либо найдены
вычислением, как объяснено в предыдущем параграфе.
Развертка прямого кругового цилиндра, срезанного кривой по-
верхностью. Если прямой круговой цилиндр срезан какой-либо
фронтально проектирующей кривой поверхностью (рис. 23),
то построение развертки боковой поверхности производится точно
так же, как было показано на рис. 17 или 22, поэтому построение
на рис. 23 не требует дополнительных пояснений.
Что касается вычисления ординат, то соответствующие ука-
зания и формулы в том случае, если цилиндр пересекается другой
27
Рис. 20
Рис. 23
29
Рис. 24
Рис. 26
цилиндрической или конической поверхностью, приведены дальше
в гл. V, ч. I.
Развертка наклонного кругового цилиндра. Развертка наклон-
ного кругового цилиндра может быть построена такими же при-
емами, как и развертка прямого. Например, если наклонные ци-
линдры, изображенные на рис. 24 и 25, пересечь плоскостями Р
и Q, перпендикулярными к оси цилиндра, то эти плоскости рас-
секут каждый цилиндр на три части, причем часть II будет пред-
ставлять прямой круговой цилиндр, а части / и III — усечен-
ные круговые цилиндры. Построение разверток таких цилиндров
было рассмотрено выше.
7. ЭЛЛИПТИЧЕСКИЕ ЦИЛИНДРЫ
Определение полной длины эллипса и спрямление дуги. Пол-
ная длина (периметр) эллипса (рис. 26) может быть определена
по формуле
L - al,
где а — большая полуось;
I —длина эллипса при а ~ 1.
Величина I определяется по табл. 2 в зависимости от I — —-
отношения малой полуоси эллипса к большой.
Пример. Пусть дан эллипс, оси которого 2а = 200 мм;
2Ь = 148 мм.
74
Отношение полуосей i = ^ = 0,74. Находим в таблице
соответствующее значение I — 5,4969 и умножаем его на а, т. е.
на 100:
L = 5,4969-100 - 549,69 мм^ 550 мм.
Отсюда, длина половины эллипса равна 275 мм, а длина чет-
вертой части эллипса — 137,5 мм.
В том случае, если нужно определить длину дуги эллипса,
меньшей одной четверти, ее находят либо аналитически, либо
графически.
Аналитическое определение длины дуги эллипса. Длина дуги СЕ
эллипса (рис. 26) определяется по формуле:
'-'СЕ -аЕ(а,±), (3)
где а — угол, определяемый из выражения sin а =
а___________________________________________
= i V sinWa -
о
эллиптический интеграл второго рода, определяющий длину
дуги эллипса при a = 1 и при изменении угла а от 0 до 90°.
31
Таблица 2
Значения I в зависимости от отношения — = I
а
i 1 1 1 i 1 1 1 1 /
0,00 4,0000 0,20 4,2020 0,40 4,6026 ! 0,60 5,1054 0,80 5,6723
01 ООН 21 2186 41 6258 61 1324 81 7020
02 0038 22 2356 42 6492 62 1596 82 7317
03 0078 23 2531 43 6728 63 1870 83 7615
04 0131 24 2710 44 6966 64 2145 84 7915
05 0194 25 2892 45 7207 65 2421 85 8215
06 0267 26 3078 46 7450 66 2699 86 8516
07 0348 27 3268 47 7695 67 2978 87 8819
08 0438 28 3462 48 7942 68 3259 88 9122
09 0535 29 3659 49 8191 69 3541 89 9426
0,10 4,0640 0,30 4,3859 0,50 4,8442 0,70 5,3824 0,90 5,9732
11 0752 31 4062 51 8695 71 4108 ! 91 6,0038
12 0870 32 4269 52 8950 72 4394 92 0315
13 0994 33 4478 53 9207 73 4681 93 0653
14 1125 34 4692 54 9466 74 4969 94 0962
15 1261 35 4908 55 9726 75 5258 95 1271
16 1403 36 5126 56 9988 76 5549 96 1582
17 1550 37 5347 57 5,0252 77 5841 97 1893
18 1702 38 5571 58 0518 78 6134 98 2205
19 1859 39 5797 59 0785 79 6428 99 2518
Численные значения этого интеграла для различных значений
~ и а приведены в табл. 3. Приведенные в таблице величины
угла а соответствуют делению эллипса на 12, 24 и 48 частей (иначе
говоря, делению эллипса на 3, 6 и 12 частей).
Пусть полуоси а и b эллипса (рис. 26) соответственно равны
50 и 25 мм. Требуется определить длину дуги СЕ при
X 1
хе — 25 мм. Тогда sin а = -j- — -%-. Отсюда а = 30°.
По табл. 3 для ~ = 0,5 и а = 30° находим, что Е ^а, ==
= 0,5061. Следовательно, по формуле (3)
СЕ = 50-0,5061 = 25,3 мм.
32
Если требуется определить длину дуги BE, то она определяется
как разность дуг ВС = L и СЕ. Так, для того же случая,
т. е. при — = 0,5 и а = 30°, будем иметь
.ВЕ = ^ВС-.СЕ^а [£(i, ^) —с(а, |)] -
=50(1,2111 —0,5061) = 50-0,7050 = 35,25 мм.
Определение дуги эллипса графически. На том же рис. 26 по
казан графический способ определения длины дуги BE.
Длина дуги определена следующим образом. Точка В соеди
няется с точкой Е и из фокуса F на прямую BE опускается перпен
дикуляр FR. На продолжении
прямой BE откладывается отре-
зок BN = 1 у ВК- Через точ-
ку В проводится касательная
к эллипсу ВМ. Из точки N, как
из центра, радиусом R ~ NE
делается засечка на касатель-
ной. Длина отрезка ВЕ0 и есть
длина спрямленной дуги BE.
Этот графический прием при-
меним только в том случае,
если определение дуг начинать
от точек А или В. Величина определяемой дуги не должна пре-
вышать четверти полной длины эллипса.
Если нужно определить длину дуги ЕР, то построение произ-
водится дважды — для дуги BE и для дуги ВР.
Следует отметить, что этот способ пригоден также для опре-
деления дуг парабол и гипербол. Построение начинается от вер-
шины параболы или гиперболы и производится точно так же1.
Развертка прямого эллиптического цилиндра. Развертка боко-
вой поверхности прямого эллиптического цилиндра представляет
собой прямоугольник (рис. 27), высота которого равна высоте
цилиндра, а основание равно полной длине эллипса, вычисленной
с помощью табл. 2 или найденной графически, как указано выше.
При графическом способе определяется длина дуги 1/i эллипса
и умножается на 4.
Развертка прямого эллиптического цилиндра, усеченного пло-
скостью, наклонной к образующим. Если цилиндр, изображенный
на рис. 28, пресечь плоскостью R, то нижняя часть цилиндра,
согласно вышесказанному, развернется в прямоугольник с высо-
той hY и длиной основания L, равной периметру эллипса. Для
1 Способ предложен канд. техн, наук В. П. Гончаром.
3 Н. Н, Высоцкая и др.
33
Эллиптические
।
2п Е (°- 4)
12 24 48 а 0,20 0,25 0,30 0,35 0,40 0,45
— 1 7° 30' 0,13054 0,13054 0,13055 0,13057 0,13058 0,13060
— 1 2 15° 00 0,25894 0,25900 0,25900 0,25918 0,25930 0,25943
— — 3 22° 30' 0,38308 0,38331 0,38361 0,38400 0,38430 0,38474
1 2 4 30° 00 0,50098 0,50154 0,50221 0,50300 0,50392 0,50494
— — 5 37° 30' 0,61069 0,61180 0,61313 0,61469 0,61650 0,61853
— 3 6 45° 00 0,71057 0,71298 0,71486 0,71761 0,72077 0,72431
— — 7 52° 30' 0,79902 0,80216 0,80601 0,81048 0,81558 0,82122
2 4 8 60° 00 0,87492 0,87983 0,88573 0,89259 0,90036 0,90897
— 9 67° 30' 0,93736 0,94481 0,95378 0,96360 0,97491 0,98786
— 5 10 75° 00 0,98626 0,99704 1,00973 1,02411 1,04003 1,05782
— и 82° зо- 1,02261 1,03818 1,05609 1,07643 1,09751 1,12060
3 6 12 90° 00 1,05050 1,07227 1,09648 1,11483 1,15066 1,18016
построения развертки верхней части цилиндра намечают на дуге,
равной половине эллипса, ряд точек 1, 2,3,...,^ (на рис. 28,
п = 12), точки делений сносят на фронтальную проекцию и через
34
Таблица 3
тегралы 2-го рода
Е (а, —) а '
0,50 0,55 0,60 0,65 0,70 0,75 0,80 0,85 0,90 0,95
0,13062 0,13063 0,13066 0,13068 0,13071 0,13073 0,13076 0,13079 0,13083 0,13087
0,25957 0,25973 0,25990 0,26009 0,26050 0,26073 0,26073 0,26097 0,26124 0,26150
0,38527 0,38575 0,38684 0,38698 0,38764 0,38836 0,38914 0,38996 0,39083 0,39173
0,50609 0,50735 0,50873 0.51022 0,51181 0,51352 0,51533 0,51725 0,51926 0,52138
0,62083 0,62325 0,62594 0,62883 0,63193 0,63532 0,63872 0,64239 0,64625 0,65029
0,72822 0,73250 0,73714 0,74211 0,74741 0,75302 0,75894 0,76512 0,77163 0,77839
0,82754 0,83440 0,84168 0,84952 0,85782 0,86658 0,87575 0,83534 0,88530 0,90545
0,91839 0,92857 0,93946 0,95100 0,96317 0,97592 0,98922 1,00302 1,01731 1,03204
1,00085 1,01531 1,03066 1,04608 1,06372 1,08132 1,09956 1,11839 1,13780 1,14771
1,07586 1,09550 1,11618 1,13777 1,16021 1,18340 1,20732 1,23189 1,25705 1,28276
1,14504 1,17068 1,19740 1,22510 1,25268 1,28401 1,31319 1,34398 1,37540 1,40738
1,21106 1,24310 1,27635 1,31052 1,34559 1,38147 1,41808 1,45537 1,49329 1,53178
них проводят соответственные образующие цилиндра 1 —1\
2—21 . . . Определяют графически длины дуг ^0—1, ^0—2,
^0—3, которые откладывают затем на линии 0—0. Из точек 1, 2,
3 восставляют перпендикуляры, которые определяют положение
образующих на развертке цилиндра. Образующие 3—3lt 6—6±
на развертке отстоят одна от другой на V4 полной длины эллипса.
Для определения на развертке положения образующих, на
которых расположены точки 4Г и 5lt абсциссы их откладываются
от образующей 6—6г влево. Правая половина кривой симметрична
левой.
Точки /ъ 21(. . ..определяющие очертание кривой, ограничи-
вающей развертку, находятся перенесение.м по рейсшине точек 1\,
2] .. . с фронтальной проекции на соответствующие им образую-
щие развертки.
На рис. 28 также показано построение произвольной точки В
на боковой поверхности развертки цилиндра.
Если точки 1, 2 ... на горизонтальной проекции цилиндра
наносить с помощью вспомогательной окружности, построенной
на большой оси 2а как на диаметре (рис. 29) и разделенной на 2п
равных частей, то ординаты точек /х, 2Х . . . могут быть найдены
при помощи вспомогательной полуокружности, построенной на
h2—hlt как на диаметре, которая разбивается на п равных частей»
Построение ясно из рис. 29.
3* 35
На чертеже развертки должны быть поставлены размеры —
абсциссы и ординаты точек, определяющих контур развертки.
Аналитическое определение координат точек кривой, ограни-
чивающей развертку эллиптического цилиндра. Из рис. 29 сле-
дует, что для определения ординат точек кривой, ограничиваю-
щей развертку, можно воспользоваться той же формулой (2),
что и для определения ординат усеченного кругового цилиндра,
т. е.
yk = A sin k а,
где A =
k — порядковый номер образующей;
а — центральный угол, соответствующий дуге одного деления
„ 360°
окружности, равный .
Значения sin ka, для различного чисда деления 2п приведены
в табл. 1.
Абсциссы тех же точек могут быть подсчитаны с помощью
табл. 3.
Пример вычисления координат развертки
эллиптического цилиндра, данного на рис. 29, приведен нцже.
Пусть полуоси эллипса: а = 40 мм, b = 2Q мм, угол р = 45°.
Следовательно, амплитуда А — 40 tg р = 40 мм.
Порядок построения развертки:
1) V4 окружности, построенной нй 2а, как на диаметре, раз-
делена на три части, т. е. а = 30°; через точки деления проведены
вертикали до пересечения с эллипсом;
36
2) длины дуг ^0—1, ^0—2, ^0—3, вычисленные с помощью
табл. 3, отложены на основании развертки как абсциссы точек
кривой;
3) ординаты тех же точек вычислены по формуле yk =
= Л sin ka с помощью табл. 1. Результаты приведены ниже.
k Е f ka, — \ \ а / „ /. Ь \ х = аЕ \ ka, — ) \ a J sin ka yk=A sin ka
1 0,5061 Xj=20,24 мм 0,5000 i/1=20,00 мм
2 0,9184 х2--36,74 мм 0,8660 1/2—34,64 мм
3 1,2111 х3=48,44 мм 1,0000 y3= 40,00 мм
Для нанесения на чертеж развертки вычисленные значения
ординат и абсцисс следует округлить до числа целых миллиметров
или до 0,5 мм.
Фигура сечения цилиндра плоскостью яцляется эллипсом,
оси которого:
2a1==Jk ; 2bl-2b.
1 cosp ’ 1
Как видно из построения, в случае аналитического определе-
ния координат точек кривой нет надобности в вычерчивании орто-
гональных проекций эллиптического цилиндра. Для этого доста-
точно знать его параметры.
Развертка наклонного эллиптического цилиндра. Рассечем ци-
линдр, изображенный на рис. 30, двумя плоскостями Р и Q, пер-
пендикулярными к оси цилиндра. Получим прямой эллиптичес-
кий цилиндр II с высотой h и два усеченных цилиндра I и III с вы-
сотами hr и h2.
Цилиндр II развертывается в прямоугольник II, одна сторона
которого равна h, а другая — спрямленной длине эллипса пер-
пендикулярного сечения с полуосями а и Ь, а два усеченных эл-
липтических цилиндра развертываются в фигуры I и III при-
емами, разобранными на стр. 33—36.
Развертка эллиптического цилиндра с круговым основанием.
В том случае, если основание эллиптического цилиндра является
окружностью (рис. 31), способ перпендикулярного сечения с опре-
делением дуг эллипса, примененный на рис. 30, может быть за-
менен более простым способом, который, кроме того, дает и боль-
шую точность построения.
1. Проводим секущую плоскость Р, перпендикулярную к об-
разующим, через точку О. В сечении получаем эллипс, полуоси
которого в данном примере: а — 25 мм, b — 17,5 мм.
2. Вычисляе,м длину эллипса L — 135,4 мм и откладываем
ее на продолжении следа Ро.
3. На отрезке образующей 00п как на диаметре, строим полу-
окружность, делим ее на 6 равных частей и через точки 1, 2, 3, . . .
проводим прямые, параллельные Ра.
37
4. Вычисляем nd 13,1 мм (длины окружности основа-
ния цилиндра) и, взяв ее в циркуль, засекаем из точки О первую
из проведенных параллельных прямых. Получаем точку 10.
Из точки 10, как из центра, засекаем тем же радиусом вторую пря-
мую и находим точку 20 и т. д.
5. Если отсчет ординат точек вести от оси /—/, то точка 30
будет иметь ординату у3 = 0; ординаты точек 10 и 50 будут равны
у == +sin 60°Л = 15,45 мм; ординаты точек 20 и 40 будут равны
у2 = ±sin 30° А = 8,92 мм.
Абсциссы точки 30 = -j- L; точки 60 = ± L; xt и х2 опреде-
ляются по чертежу, но можно их и вычислить как длину дуг
эллипса.
38
8. ОВАЛЬНЫЕ ЦИЛИНДРЫ
Построение овалов. На практике эллипс часто заменяют ова-
лом, что весьма упрощает построение развертки.
Построение овала по данным осям приведено на рис. 32. По-
строение производится дугами окружности, описанными из цен-
тров Oj, О2, Оз и 04. Для нахождения
центров Ох и О2 откладывают на ма-
лой оси отрезок ОЕ = О А, т. е.
длину большой полуоси. Разность
полуосей, т. е. отрезок СЕ, отклады-
вают на прямой АС, соединяющей
концы данных осей — СЕ СЁг;
далее из середины отрезка АЕХ вос-
ставляют перпендикуляр, пересечение
которого сданными осями определяет
центры Ог и О2.
Два других центра О3 и О4 нахо-
дятся как точки, симметричные 0х
и 02. Дуги EAKi и NBNt, равные /2,
проводятся из центров Ох и О3 радиусом
KiDNy, равные —из центров О2 и
Рис. 32
r2 = OjX; дуги KCN и
04 радиусом гх = 02С.
Величины г2, гх, у и р могут быть вычислены и по формулам:
_ аа г>2 (а — 6) К а2 + Ь-
Г1 _ _ .
(4)
а2 + 62_(а_6) yai+b\ „
Г2 ------------Та---------, (3)
COS у = f Ь ; (6)
. ]/> + й2 >
0 = 90° — у,
(7)
где а и b — полуоси овала.
Такой овал для употребительных отношений мало отли-
чается от эллипса. Для определения полной длины его можно
даже пользоваться той же табл. 2 (погрешность —х/2 %).
Вообще же полная длина овала определяется по частям как
сумма дуг окружностей 2/х + 2Z2, а последние находятся по табл. I
(см. приложение).
Пример. Пусть даны полуоси эллипса а = 50 мм и b =
= 25 мм, т. е. — = 4>. Тогда по табл. 2 находим I — 4,8442,
fc = al = 50-4,8442 = 242,21 мм.
39
Заменим эллипс овалом с теми же размерами полуосей.
Тогда:
, _ 502 + 252 + (50 - 25) V 502 + 252 _ 3125 + 25/зТ25 _ Qn
— 2-25 50 90,45 ММ,
3125 —25 /3125 . „ . 25
Г, =----s-vtt-----= 17,27 мм', COS у = •
2 2-50 г /3125 ’
cos у = = 0,04472; у = 63° 26';
оо,У
р = 90° —у = 26° 34'.
Согласно табл. I (см. приложение):
/2 = 2,2143г2 = 38,34 мм;
h = 0,9273^ = 83,87 мм;
тогда
Loe = 2 (/х + /2) = 244,22 мм.
Погрешность составит
\~L^gU00^0,8%.
Развертки овальных цилиндров. Развертки боковых поверх-
ностей овальных цилиндров строятся как составленные из частей
кругового цилиндра.
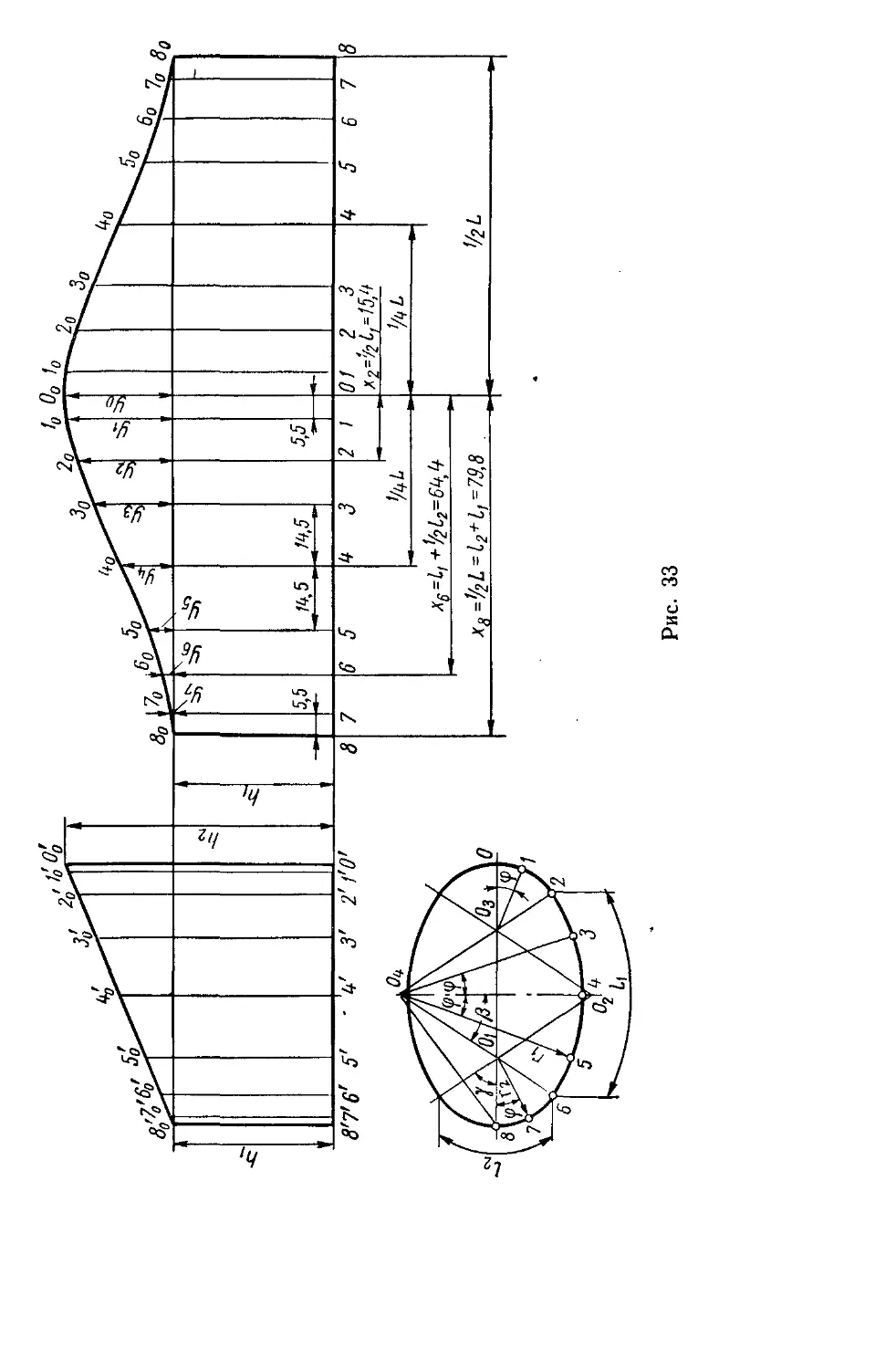
Пример построения развертки усеченного овального цилинд-
ра дан на рис. 33. Полуоси овала приняты равными: а — 30 мм;
b = 20 мм.
Порядок построения развертки.
1. Зная полуоси овала, вычерчиваем его вышеприведенным
способом и определяем по чертежу гх; г2; у и р.
Или же эти значения находим по формулам (4), (5), (6) и (7):
ЗО2 + 202 (зо _ 20) У ЗО3 + 202 1 300 4- 10 36
Н— 2 20 40 —41,5 ММ,
1300 — 10 36 20 п
г2 =---==:---= 15,67 мм; cos у = .„ „ „- = 0,555;
Z•uU 1U•и,О
у-56° 15'; р = 90°—у = 33°45'.
2. Определяем дуги /х и /2 по табл. I (см. приложение):
/2 = 1,9635 г2 = 1,9635-15,67 = 30,77 мм;
1Х = 1,1781 = 1,1781-41,5 = 48,89 мм.
3. Определяем полную длину овала, как сумму дуг,
Lot = 2/i + 2/г = 159,32 мм.
40
1Io O0
4. На основании развертки, равном Loo, откладываем от оси
симметрии длины дуг так, как показано на рис. 33, и из точек
деления восставляем перпендикуляры, на которых откладываем
длины образующих, беря последние с фронтальной проекции
цилиндра. Получаем точки Оо, 20, 40, 60 и 80.
5. Для выявления более точной конфигурации линии пересе-
чения наносим на основании цилиндра ряд дополнительных точек
1, 3, 5 и 7, задаваясь углом <р (20°) или определяя его по чертежу,
и через них проводим образующие.
6. Определяем с помощью той же табл. I (см. приложение)
длины дуг:
„0 — 1-= -7 — 5 = 0,3491 г2 = 0,3491-15,67 = 5,47 мм\
„3 — 4 = „4 — 5 = 0,3491 Гу --= 14,49 мм.
Полученные длины дуг откладываем на развертке от соответ-
ствующих образующих. Через полученные точки проводим пер-
пендикуляры и находим положение точек 10, 30, 50 и 70.
7. Ординаты точек кривой измеряются по чертежу и простав-
ляются согласно рис. 33.
Следует отметить, что ординаты точек кривой могут быть и
вычислены, если точки на овале наносить не произвольно, а с
помощью вспомогательной окружности, построенной на большой
оси (2а), как на диаметре. В этом случае построение развертки
производится так же, как для эллиптического цилиндра, т. е.
согласно рис. 29.
9. ЦИЛИНДРЫ ПАРАБОЛИЧЕСКИЕ, ГИПЕРБОЛИЧЕСКИЕ
И ОБЩЕГО ВИДА
Выше указывалось, что графический способ пригоден не только
для спрямления дуг эллипса, но и для спрямления дуг параболы
и гиперболы. Следует
напомнить только, что спрямление нужно
начинать от вершины параболы или ги-
перболы. Длина дуги, подлежащая спрям-
лению, определяется по чертежу визуально,
а остальная часть может быть заменена
хордами. Так, на рис. 34 видно, что нужно
спрямить лишь дугу AN указанным спо-
собом, а дугу NB, как имеющую большой
радиус кривизны, можно заменить хор-
дами.
Длина дуги может быть вычислена и по
формуле (рис. 34)
|_ О \ I / V \ * / J
если h значительно меньше I.
42
Приведенная формула приближенно применима для любых
выпуклых дуг такого вида.
Графический способ построения развертки параболического
и гиперболического цилиндров не приводится, поскольку он не
отличается от предыдущих.
Аналитическое определение координат точек кривой, ограни-
чивающей развертку усеченного параболического цилиндра. Нане-
сем точки 1, 2, ... на горизонтальной проекции цилиндра с по-
мощью окружности радиуса 7?, построенной на отрезке 060 как
на диаметре (рис. 35) и разделенной на 2п равных частей. Из чер-
тежа следует, что для определения ординат точек кривой, ограни-
чивающей развертку, можно использовать ту же формулу (2),
т. е. yk = A sin ka, имея в виду, что в данном случае под k сле-
дует подразумевать не порядковый номер образующей, а поряд-
ковый номер на вспомогательной полуокружности.
Абсциссы точек, равные длинам дуг параболы, определяются
по формуле
s^ = t/t(1 + t) + ln(/v + +
где k — порядковый номер образующей;
р — фокальный параметр параболы, уравнение которой может
быть представлено в виде и2 — 2рх;
xk — 7?(1 —cos&a).
Развертка цилиндра общего вида. Если дан цилиндр общего
вида, т. е. его нормальное сечение не является закономерной
43
кривой, то спрямление этой кривой можно выполнить путем замены
отдельных ее участков хордами. Число делений выбирается таким,
чтобы хорды мало отличались от длины дуги.
Так, кривая, приведенная на рис. 36, а, приближенно спрям-
лена в прямую 00, длина которой равна сумме хорд.
0 12 3 4 5 6 7 8 S Ю 11 О
Рис. 36
Либо, в случае замены кривой дугами окружности (рис. 36, б),
длины этих дуг могут быть определены аналитически или по табл. I
(см. приложение). Следует заметить, что для плавного перехода
одной^дуги в другую необходимо, чтобы точки их сопряжения ле-
жали на прямых, соединяющих центры.
В остальном построение развертки не отличается от построе-
ний, рассмотренных выше.
Глава IV
РАЗВЕРТКИ ПОВЕРХНОСТИ КОНУСОВ
10. ОПРЕДЕЛЕНИЯ
При изготовлении изделий из листового материала встречаются
преимущественно круговые и эллиптические конусы. Поэтому при
изложении построения разверток конусов рассматриваются ко-
нусы только этого вида.
Конусом будем называть часть конической поверхности, огра-
ниченную вершиной и каким-либо плоским сечением, пересекаю-
щим все образующие конуса. Любое такое сечение может, быть
принято за основание конуса. У прямых конусов основание опре-
деляет вид конуса, так как является его нормальным сечением,
т. е. сечением, перпендикулярным оси конуса. Так, у прямого
кругового конуса основание — окружность, а у пря-
мого эллиптического — эллипс.
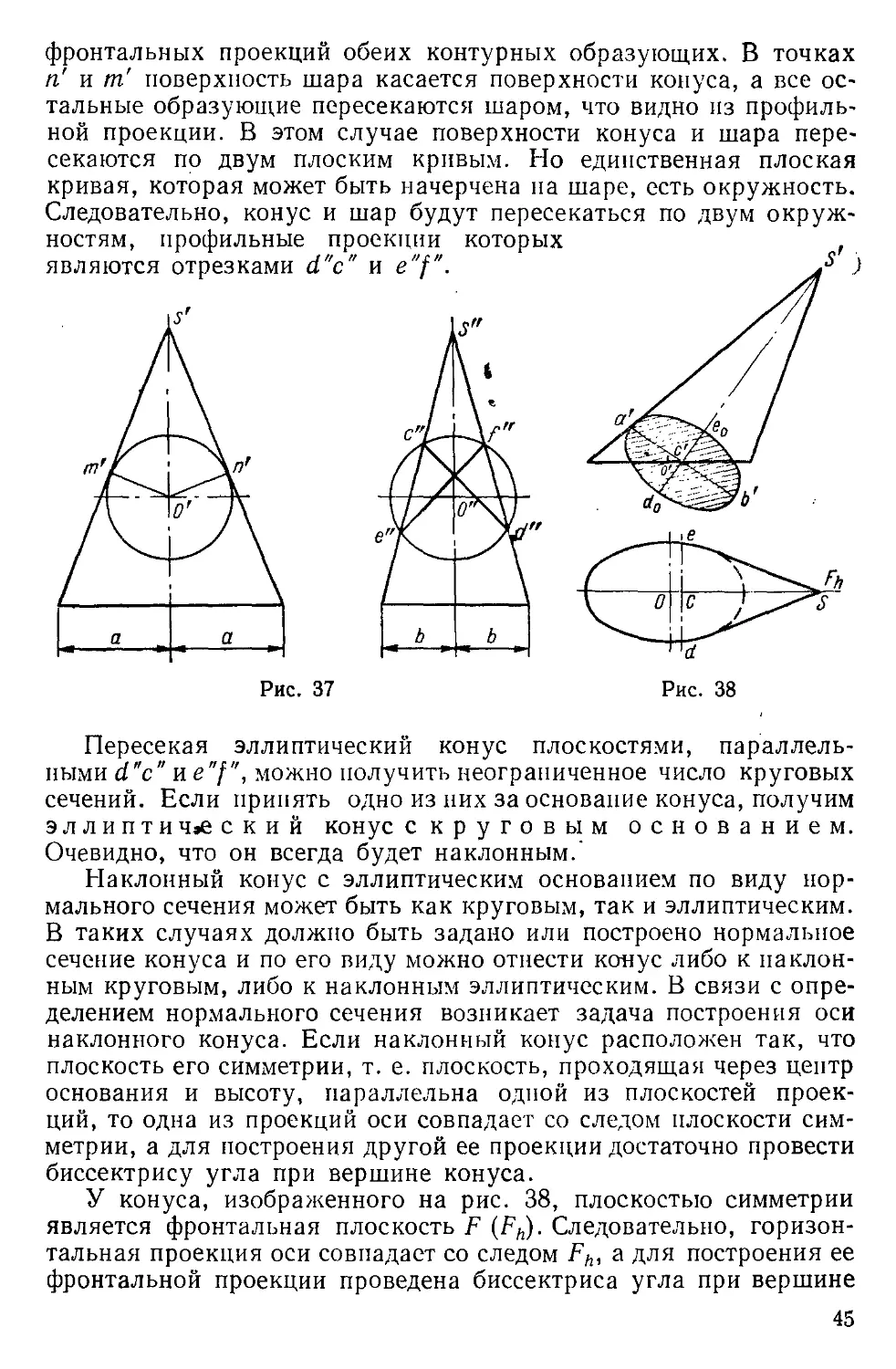
Эллиптический конус можно пересечь плоскостью так, чтобы
в сечении получился круг (рис. 37). Для этого из любой точки на
оси конуса очерчивают проекцию шара (окружность) так, чтобы
она касалась наиболее удаленных образующих, в данном примере—
44
фронтальных проекций обеих контурных образующих. В точках
п' и т' поверхность шара касается поверхности конуса, а все ос-
тальные образующие пересекаются шаром, что видно из профиль-
ной проекции. В этом случае поверхности конуса и шара пере-
секаются по двум плоским кривым. Но единственная плоская
кривая, которая может быть начерчена на шаре, есть окружность.
Следовательно, конус и шар будут пересекаться по двум окруж-
ностям, профильные проекции которых
Рис. 37 Рис. 38
Пересекая эллиптический конус плоскостями, параллель-
ными d"c" ne"f", можно получить неограниченное число круговых
сечений. Если принять одно из них за основание конуса, получим
э л л и п т и ч>е с к и й конус с круговым основанием.
Очевидно, что он всегда будет наклонным.'
Наклонный конус с эллиптическим основанием по виду нор-
мального сечения может быть как круговым, так и эллиптическим.
В таких случаях должно быть задано или построено нормальное
сечение конуса и по его виду можно отнести конус либо к наклон-
ным круговым, либо к наклонным эллиптическим. В связи с опре-
делением нормального сечения возникает задача построения оси
наклонного конуса. Если наклонный конус расположен так, что
плоскость его симметрии, т. е. плоскость, проходящая через центр
основания и высоту, параллельна одной из плоскостей проек-
ций, то одна из проекций оси совпадает со следом плоскости сим-
метрии, а для построения другой ее проекции достаточно провести
биссектрису угла при вершине конуса.
У конуса, изображенного на рис. 38, плоскостью симметрии
является фронтальная плоскость F (Fh). Следовательно, горизон-
тальная проекция оси совпадает со следом Fh, а для построения ее
фронтальной проекции проведена биссектриса угла при вершине
45
s'. Линия SC является осью конуса. Полезно заметить, что точки С
и О не- могут совпасть, поэтому ось любого наклонного конуса
не проходит через центр его основания. Если
провести через любую точку оси SC перпендикулярное к ней сече-
ние, то получим нормальное сечение конуса. Удобнее всего про-
вести это сечение через точку С, как это сделано на рис. 38. Тогда
линия а'Ь' будет большой осью эллипса, а линия dne0 = de —
его малой осью. При a'b' — doeo в сечении получится окружность.
На практике приходится выполнять построения на ограничен-
ной площади листа, поэтому вершина конуса иногда оказывается
за пределами чертежа, т. е. недоступна. Тогда задача построения
оси конуса оказывается связанной с задачей построения биссек-
трисы угла с недоступной вершиной.
На рис. 39 эта биссектриса построена следующим образом.
На стороне угла, например на АВ, берут произвольную точку К
и через нее проводят линию KL параллельно CD (другой стороне
угла). Далее строят биссектрису угла NKL и из ее произволь-
ной точки восставляют к ней перпендикуляр до пересечения со
сторонами АВ и CD в точках N и М. Затем из середины отрезка NM
восставляют перпендикуляр, который и будет искомой биссек-
трисой.
На рис. 40 показан иной вариант решения этой задачи. Здесь
вначале через произвольную точку К стороны АВ (или CD) про-
водят две прямые КМ АВ и КС I CD. Далее строят биссек-
трису КЕ угла LKM и из ее середины восставляют перпендику-
ляр 5S1; который будет искомой биссектрисой.
Любой конус может быть усечен плоскостью, параллельной или
непараллельной его основанию. Часть конуса, заключенную между
основанием и сечением, будем называть усеченным конусом.
11. КРУГОВЫЕ КОНУСЫ
Построение развертки прямого кругового конуса. Развертка
прямого кругового конуса (рис. 41, а) представляет собой сектор
круга, радиус которого R равен длине образующей конуса, а
46
длина дуги I равна длине окружности основания конуса. Обычно
конус задается высотой Н и диаметром основания d (рис. 41, б).
Тогда
r У (4)а + нг
и
I = nd.
(9)
Если на чертеже развертки задать эти два размера, то размет-
чик при раскрое материала сперва из выбранной точки О прове-
дет дугу радиусом R, а затем отложит на ней требуемую длину
Рис. 41
дуги I двумя равными частями от оси симметрии развертки. Но
развертка может быть построена и другим образом. Если известны
размеры R, S и Н то построение развертки нужно начинать
с построения равнобедренного треугольника ОАВ по основанию
АВ и высоте ОЕ. Определив таким образом положение центра О,
описывают дугу радиуса R и получают требуемый сектор. Необ-
ходимые для этого построения размеры R, S и Нг определяются
следующим образом. Радиус R можно вычислить по формуле (8),
длину хорды s и стрелки h находят по табл. I (см. приложение).
В этой таблице даются длины дуги, стрелки и хорды для радиуса,
равного 1. Чтобы воспользоваться таблицей, необходимо предва-
рительно вычислить центральный угол развертки по формуле
180° d /1ПЧ
Ф-—Ту- (Ю)
(если <р > 180°, то определяют хорду и стрелку h для угла 360°—
—Ф и по этим данным строят треугольник ЛОВ).
Пример. Пусть высота конуса Н = 6000 мм и диаметр
основания d = 1000 мм. По формулам (8) и (10) находим:
R = У60002 + 5002 = 6020 мм\
m 180° 1000 „до гд/
• 6020 4У Ь4 .
47
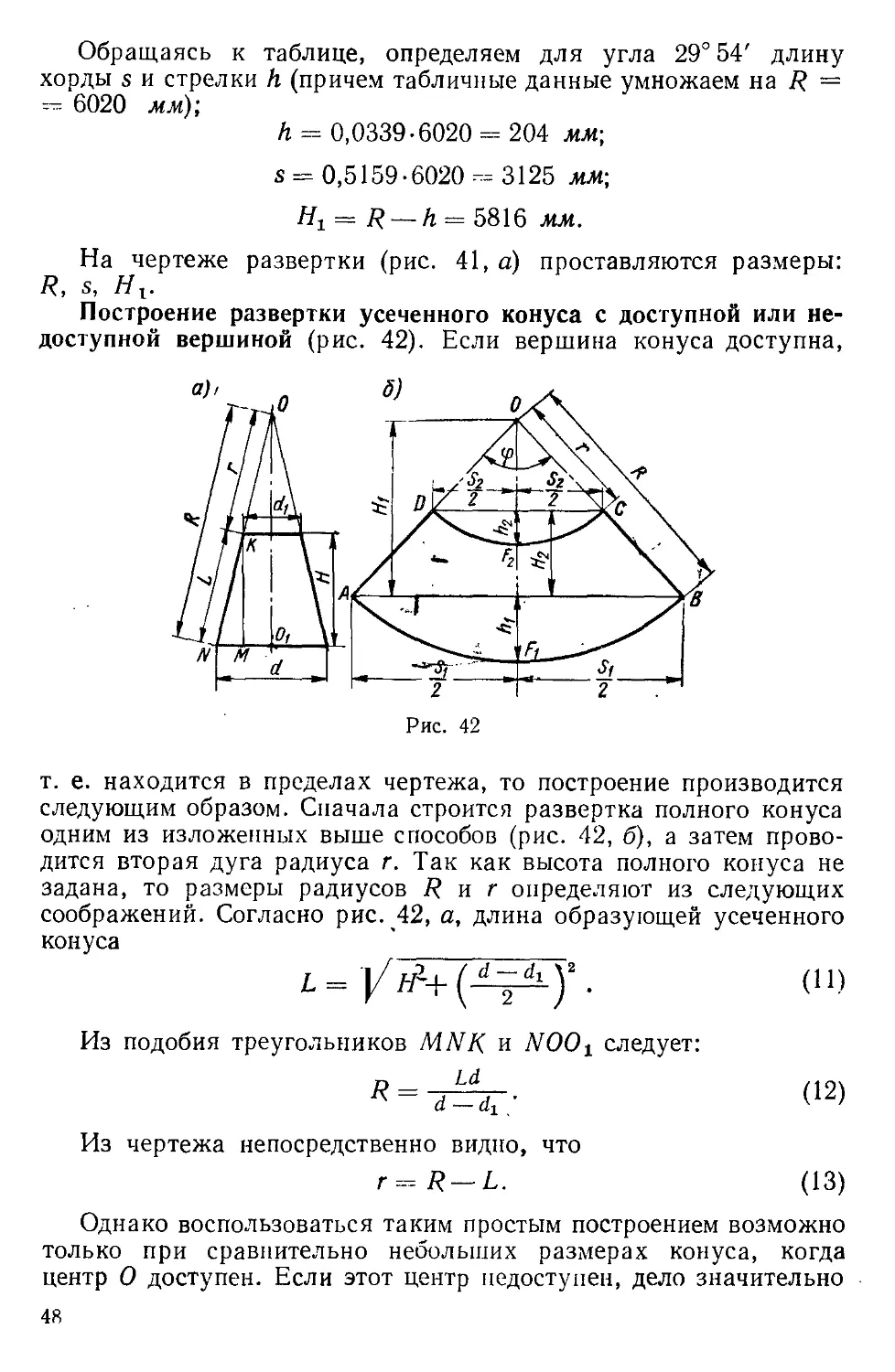
Обращаясь к таблице, определяем для угла 29° 54' длину
хорды s и стрелки h (причем табличные данные умножаем на R =
— 6020 мм);
h = 0,0339-6020 = 204 мм;
s = 0,5159-6020 -= 3125 мм;
Нх = R— h — 5816 мм.
На чертеже развертки (рис. 41, а) проставляются размеры:
R, s, Нг.
Построение развертки усеченного конуса с доступной или не-
доступной вершиной (рис. 42). Если вершина конуса доступна,
т. е. находится в пределах чертежа, то построение производится
следующим образом. Сначала строится развертка полного конуса
одним из изложенных выше способов (рис. 42, б), а затем прово-
дится вторая дуга радиуса г. Так как высота полного конуса не
задана, то размеры радиусов Я и г определяют из следующих
соображений. Согласно рис. 42, а, длина образующей усеченного
конуса
L = УНг+ (^Ч2 • (И)
Из подобия треугольников M.NR и NOOt следует:
« = та- <12>
Из чертежа непосредственно видно, что
г=Я — L. (13)
Однако воспользоваться таким простым построением возможно
только при сравнительно небольших размерах конуса, когда
центр О доступен. Если этот центр недоступен, дело значительно
48
усложняется и приходится действовать иначе. После того как
величины Я и г определены и вычислен центральный угол развертки
<р, определяют по таблице длины хорд АВ и DC и стрелок hr и /г2.
положение точек Fv и Я2.
Далее нужно построить равнобокую трапецию ABCD по сторонам
АВ и DC и высоте Н2 и определить
Непосредственно из чертежа вид-
но, что
H2 = L±h2-hx. (14)
Для построения очертаний ниж-
ней и верхней дуг нужно определить
координаты нескольких промежу-
точных точек каждой дуги (рис. 43).
Координаты точек рассчитываются на
основании следующей зависимости:
у = }/(/? + x) (R-x) -(Я- h), (15)
где Я — радиус дуги и h — стрелка.
Нужно заметить, что чертежник или разметчик может построить
очертание дуги без помощи циркуля, имея только размеры ее
стрелки и хорды. В этом случае он должен воспользоваться одним
из геометрических построений, показанных на рис. 44 и 45.
На рис. 44 отрезки АВ и EF представляют собой хорду и
стрелку искомой дуги. Для определения ее очертания сначала
построен прямоугольник ABMN. Для получения точек левой
Рис. 44
части дуги точка А соединена с точкой F, а затем из точки А вос-
ставлен перпендикуляр к отрезку ЛЯ до пересечения с прямой MF
в точке L.
Далее отрезки АЕ, AM и LF разделены на одинаковое число
равных частей, в данном случае на четыре равные части. Точки
деления отрезков АЕ и LF соединены прямыми 1—1; 2—2 и пр.,
а точки деления отрезка AM соединены с точкой F. В пересечении
лучей F—1, F—2 и пр. с одноименными прямыми 1—1, 2—2 и др.
получаются точки Ях, F2 и т. д., которые принадлежат дуге ЛЯ.
4 Н. Н. Высоцкая и др. 49
Таким же образом строят ряд точек и для правой части дуги.
Полученные точки соединяют плавной кривой. Этот способ может
быть обоснован геометрическими соображениями и является,
следовательно, теоретически точным.
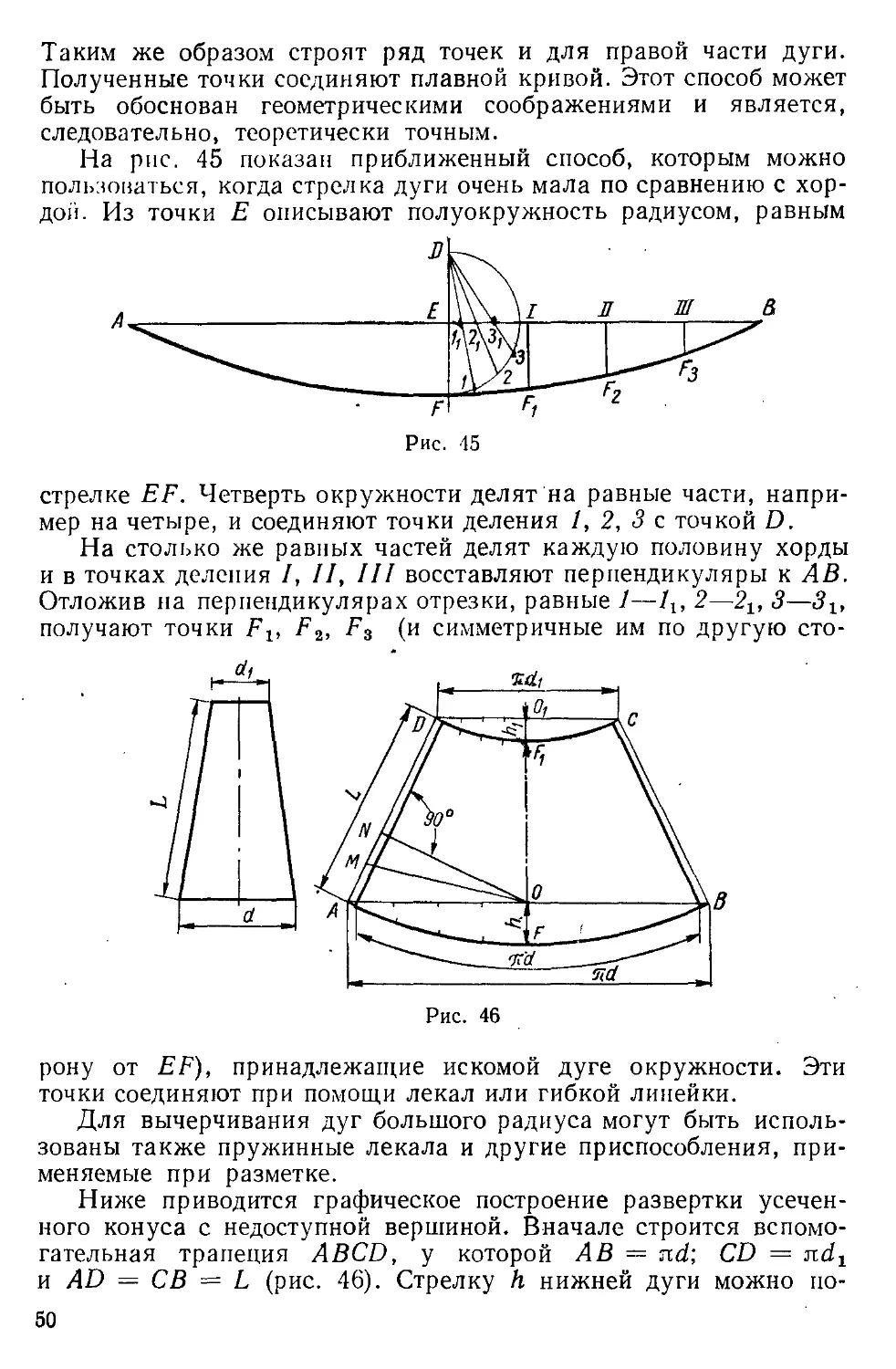
На рис. 45 показан приближенный способ, которым можно
пользоваться, когда стрелка дуги очень мала по сравнению с хор-
дой. Из точки Е описывают полуокружность радиусом, равным
стрелке EF. Четверть окружности делят на равные части, напри-
мер на четыре, и соединяют точки деления 1, 2, 3 с точкой D.
На столько же равных частей делят каждую половину хорды
и в точках деления I, II, III восставляют перпендикуляры к АВ.
Отложив на перпендикулярах отрезки, равные 1—2—2Г, 3—51(
получают точки Fr, F2, F3 (и симметричные им по другую сто-
рону от EF), принадлежащие искомой дуге окружности. Эти
точки соединяют при помощи лекал или гибкой линейки.
Для вычерчивания дуг большого радиуса могут быть исполь-
зованы также пружинные лекала и другие приспособления, при-
меняемые при разметке.
Ниже приводится графическое построение развертки усечен-
ного конуса с недоступной вершиной. Вначале строится вспомо-
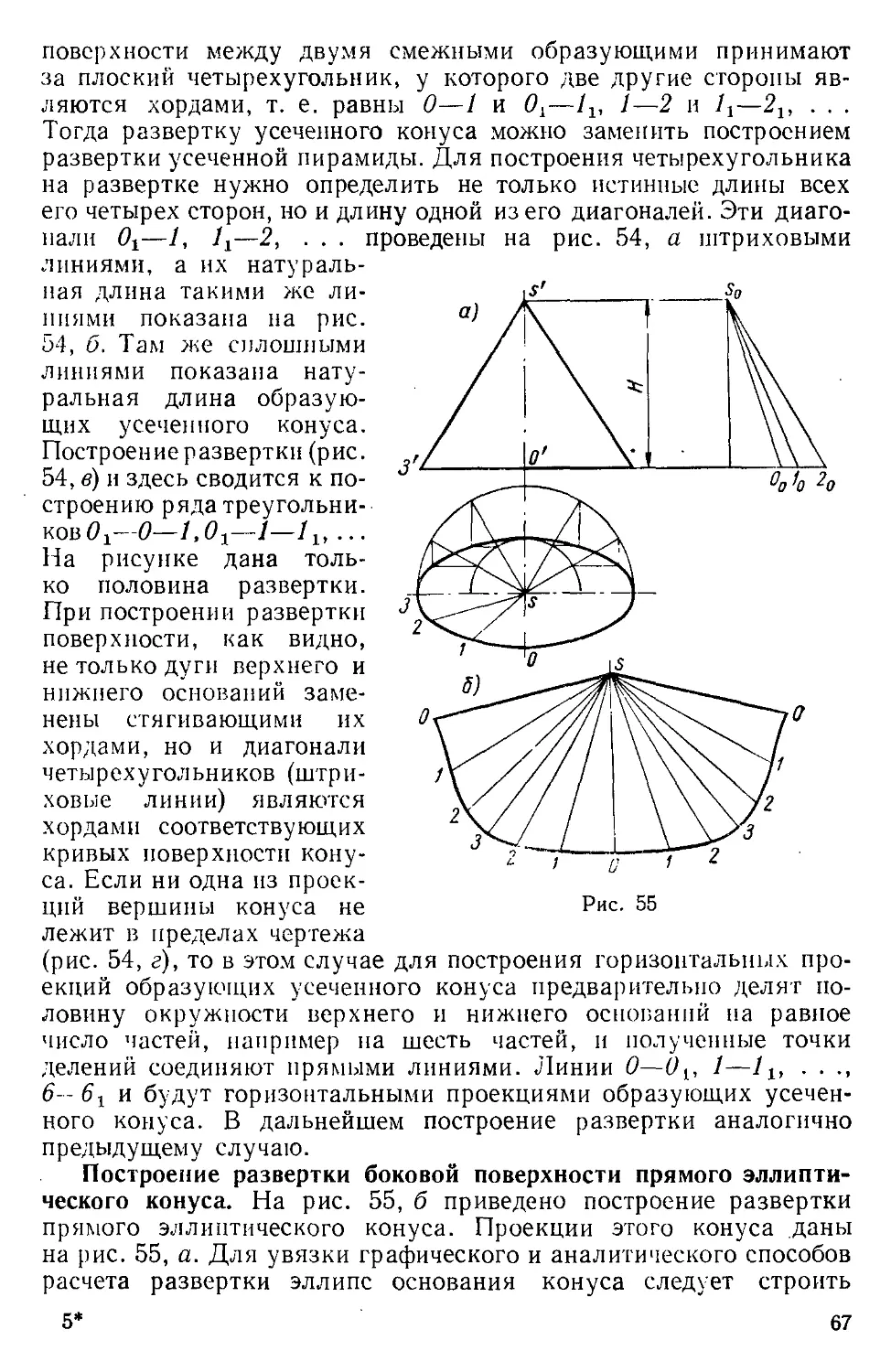
гательная трапеция ABCD, у которой АВ = nd; CD = лс^
и AD = СВ = L (рис. 46). Стрелку h нижней дуги можно по-
50
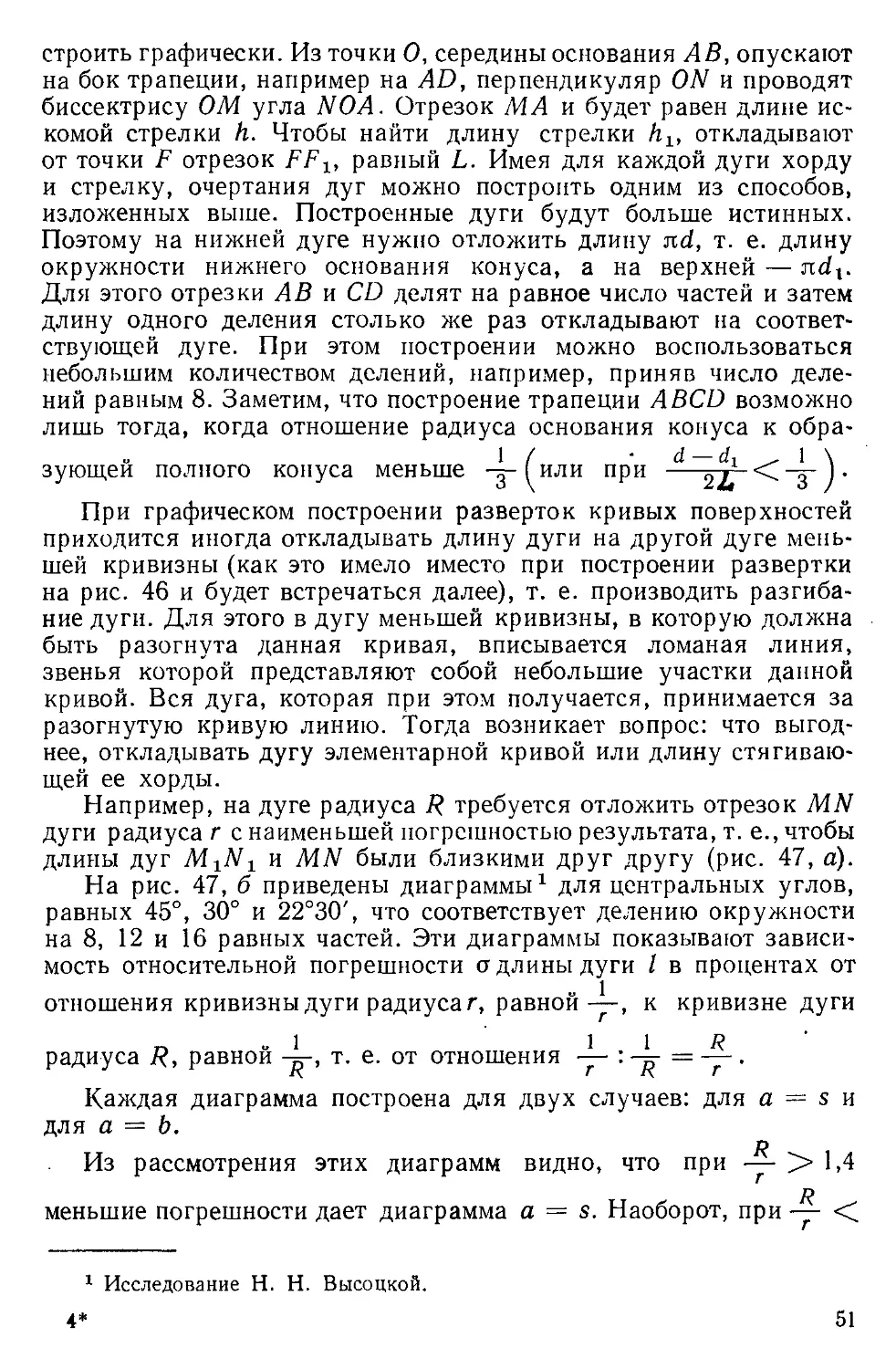
строить графически. Из точки О, середины основания АВ, опускают
на бок трапеции, например на AD, перпендикуляр ON и проводят
биссектрису ОМ угла NOA. Отрезок МА и будет равен длине ис-
комой стрелки h. Чтобы найти длину стрелки hlt откладывают
от точки F отрезок FFr, равный L. Имея для каждой дуги хорду
и стрелку, очертания дуг можно построить одним из способов,
изложенных выше. Построенные дуги будут больше истинных.
Поэтому на нижней дуге нужно отложить длину nd, т. е. длину
окружности нижнего основания конуса, а на верхней — ndx.
Для этого отрезки АВ и CD делят на равное число частей и затем
длину одного деления столько же раз откладывают на соответ-
ствующей дуге. При этом построении можно воспользоваться
небольшим количеством делений, например, приняв число деле-
ний равным 8. Заметим, что построение трапеции ABCD возможно
лишь тогда, когда отношение радиуса основания конуса к обра-
зующеи полного конуса меньше -д-(или при —22Г<-'-з~/
При графическом построении разверток кривых поверхностей
приходится иногда откладывать длину дуги на другой дуге мень-
шей кривизны (как это имело имеете при построении развертки
на рис. 46 и будет встречаться далее), т. е. производить разгиба-
ние дуги. Для этого в дугу меньшей кривизны, в которую должна
быть разогнута данная кривая, вписывается ломаная линия,
звенья которой представляют собой небольшие участки данной
кривой. Вся дуга, которая при этом получается, принимается за
разогнутую кривую линию. Тогда возникает вопрос: что выгод-
нее, откладывать дугу элементарной кривой или длину стягиваю-
щей ее хорды.
Например, на дуге радиуса R требуется отложить отрезок MN
дуги радиуса г с наименьшей погрешностью результата, т. е., чтобы
длины дуг M-iN-l и MN были близкими друг другу (рис. 47, а).
На рис. 47, б приведены диаграммы1 для центральных углов,
равных 45°, 30° и 22°30', что соответствует делению окружности
на 8, 12 и 16 равных частей. Эти диаграммы показывают зависи-
мость относительной погрешности о длины дуги I в процентах от
„ 1
отношения кривизны дуги радиуса г, равной —, к кривизне дуги
п „ 1 117?’
радиуса R, равной т. е. от отношения — : .
Каждая диаграмма построена для двух случаев: для а = s и
для а = Ь.
п
Из рассмотрения этих диаграмм видно, что при — > 1,4
меньшие погрешности дает диаграмма а = s. Наоборот, при — <
1 Исследование Н. Н. Высоцкой.
4*
51
< 1,4 лучший результат получается из диаграммы а — Ь. При
р
у- = 1,4 результат в том и другом случае одинаков.
Например, если на дуге развертки прямого кругового конуса,
радиуса R •= L (равного длине образующей конуса), нужно
отложить длину дуги одного деления окружности его основания
Рис. 47
радиуса г, то при пологих конусах выгоднее отложить хорду,
а при острых —дугу. На рис. 48 изображен предельный конус,
р
у которого — = 1,4.
Как видно, правильный выбор построения дает возможность
при разгибании длины дуги обойтись меньшим числом делений,
что значительно уменьшает графическую ошибку построения,
52
которая возрастает по мере последовательного откладывания
большого числа отрезков.
Построение развертки, боковой поверхности кругового конуса,
усеченного не параллельно основанию (при доступной вершине).
На рис. 49, а изображен круговой конус, пересеченный наклонной
плоскостью, а на рис. 49, б и в даны варианты его развертки.
Согласно принятым определениям, нижняя часть конуса пред-
ставляет собой усеченный круговой конус, а верхняя часть, если
рассматривать ее отдельно, является наклонным круговььм кону-
сом. Рассмотрим сначала построение развертки усеченного конуса.
Если вершина конуса лежит в пре-
делах чертежа, то сперва можно
построить развертку полного ко-
нуса, определив и указав на чер-
теже все необходимые для этого
размеры так, как это было рас-
смотрено ранее (рис. 41, а). Затем
полуокружность основания конуса
и половину дуги сектора разверт-
ки делят на одинаковое число рав-
Рис. 48
ных частей, например на шесть
частей, и через полученные точки
делений проводят образующие конуса. Далее, отмечают на рис. 49, а
точки пересечения образующих s'O', s' Г, s'2', ... с фронтальной
проекцией сечения, т. е. точки Оо> Л. • • • Для определения
истинной величины отрезков образующих s /1; s 2i, s3b . . . точ-
ки 1{, 2{, 3{ сносят по рейсшине на одну из крайних образующих,
например на образующую s'O', и получают точки 10, 2о, 30, . . .
Для получения симметричной развертки среднее положение
на ней должна занять образующая полного конуса SO, равная s'O',
как это сделано на рис. 49, б, или образующая S6 равная s'6',
как это выполнено на рис. 49, в. Далее, на образующей SO
(рис. 49, б) откладывают отрезок S0a, равный отрезку s Оо, и по
обе стороны от нее — отрезки SI0, S20, S30, . . ., соответственно
равные отрезкам s' 1'0, s'2'о, s30, • • • Полученные точки соединяют
плавной кривой. Развертка на рис. 49, в построена аналогичным
образом. Ее построение ясно из чертежа. Заметим, что часть
развертки полного конуса, заключенная между вершиной и одной
из построенных кривых, будет разверткой верхней части конуса.
Построив чертежи разверток, нужно прибавить к ранее простав-
ленным размерам (рис. 41, а) размеры соответствующих образую-
щих, т. е. длины SOo, S10, S20, . . . (или 0—0о, 1—10, 2—20).
Эти длины были определены графически, но их можно вычислить
аналитически на основании следующей зависимости:
Lk =
sin ft — tg у cos ft
sin ft ± tg у cos ft cos fea
(16)
53
•И
Рис. 49
54
и для усеченного конуса
lk=-R — Lk, (17)
где k — порядковый номер образующей;
/га — угол, определяющий положение ее горизонтальной
проекции;
180°
а = —------при делении половины окружности основания
конуса на п равных частей;
R — длина образующей полного конуса (значение углов 0
и у см. на рис. 49, а).
Определение величин tg у, L и R зависит от тех размеров,
которыми задан конус.
В данном случае имеем (рис. 49, а):
. d
tg т — 2н;
l - /(//- /Л)2 + 1(я - wJtgT]'2;
R — Ун^ + ^у.
Отсчет углов а нужно производить от цифры 0. Если начать
нумерацию от наименьшего отрезка образующей усе-
ченного конуса, как это сделано на рис. 49, а, то в знаменателе
формулы (16) нужно поставить знак минус. И наоборот, на-
чиная нумерацию от наибольшего отрезка образующей
усеченного конуса нужно поставить знак плюс.
Тогда значение cos ka будет соответствовать порядковому
номеру образующей (его можно определить из табл. 5).
Пример. Пусть дан усеченный прямой круговой конус
(рис. 49, а), у которого Нг = 200 мм, d ~ 800 мм, 0 = 45°, Н =
= 800 мм. Находим:
— d — 800 _ 1
V — 2Н — 1600 — 2 ’
у8002 + 4002 = 894,44 мм-,
L =
= /6002 + 3002 = 670,83 мм.
Далее имеем: при 0 = 45° sin 0 = cos 0.
Приняв в формуле (16) в знаменателе знак минус, получим:
Г = 670,83
k 2 — cos ka ’
lk = 894,44 — Lk.
55
Тогда точки делений окружности основания конуса нужно
занумеровать, как показано на рис. 49, а, и, следовательно, отсчет
углов ka, как сказано выше, производить от цифры 0. Число
делений п принимаем равным шести. (Значения cos ka для соот-
ветствующего деления берем из табл. 5.) Результат вычислений:
Порядковый
номер ka cos ла 2 — cos ka Lb lb
образующей
0 0 1,00000 1,00000 670,83 224
1 30° 0,86603 1,33397 592,27 303
2 60° 0,50000 1,50000 447,22 447
3 90° 0,00000 2,00000 335,42 559
4 120° —0,50000 2,50000 268,33 626
5 150° —0,86603 2,86603 234,06 660
6 180° —1,00000 3,00000 224,61 671
Построение развертки боковой поверхности конуса, усеченного
наклонной плоскостью, при недоступной вершине. На рис. 50, а
дан круговой конус с недоступной вершиной и усеченный наклон-
ной плоскостью. Построение развертки такого конуса следует
начать с построения вспомогательной развертки кругового ко-
нуса, усеченного плоскостью, параллельной основанию. Развертка
при недоступной вершине рассматривалась ранее (рис. 42 и 46).
Затем на поверхности конуса и на вспомогательной развертке
наносят ряд образующих. Для этого верхнюю и нижнюю полу-
окружности на рис. 50, а и половины соответствующих дуг на
рис. 50, б разбивают на одинаковое число равных частей, например,
на четыре равные части. Для получения истинных длин образу-
ющих заданного усеченного конуса точки их пересечения с се-
кущей плоскостью, т. е. точки /ь 2] и Зь как и в предыдущем
случае, сносят на боковую образующую и получают точки /0, 2о
и Зо. Далее, на средней образующей развертки откладывают
отрезок 0 — Оо, равный 0 —Оо, и затем по обе стороны от него
на соответствующих образующих — отрезки 1—10, 2—20, . . .,
соответственно равные отрезкам 0—/0, 0—20, . . . Полученные
точки Оо, 10, 20, 30 и 40 соединяют плавной кривой. Координаты
точек 0, 1, 2, ... измеряются по чертежу или определяются на
основании следующих зависимостей:
xk = R sin <рА;
Ук= R (costp*— cos-|-).
Координаты точек 0а, 10, 20 ... для верхней кривой рис. 50, б
вычисляются по формулам:
X°k = Г Sin (fk,
О ’’ ф
У к = rk cos ф* — г cos -f-.
56
В этих формулах:
7? — длина образующей полного конуса;
г — длина образующей от вершины до основания
k — Порядковый номер образующей;
п — число делений на половине дуги;
Ф — центральный угол развертки;
*₽ 4,
4k ~ 2п
Рис. 50
5
Размеры R и г определяются по формулам (12) и (13).
Так, для точки 3 (рис. 50, б):
(ф \
COS ф3 —cos
и для точки 30:
Хз = Г51Пфз; Уз = ГзСОЭфз — rcos
Длины образующих усеченного конуса могут быть рассчитаны
также и аналитически по формулам (16) и (17), только величины
Рис. 51
l5g у, L и R должны быть выражены, как и ранее, через зада иные
размеры /У, d, d1 и р (см. рис. 50, а). В этом случае имеем:
* 1 d d-t
L_ ( н , ________________!____У
cos у \ d — dj, 1 tg р — tg у / ’
На рис. 51, а изображен наклонный усеченный круговой
конус с недоступной вершиной и даны два его нормальных сечения.
Развертка такого конуса приведена на рис. 51, б. Ее построение
аналогично построению развертки на рис. 50, б и понятно из
чертежа. Образующие 0О1—002, 101—/02 , 201—202 . . . могут и в этом
случае определяться как графически, так и аналитически. В по-
58
следнем случае их длина рассчитывается по формулам (16) и (17).
Величины tg у, L и R, как и ранее, должны быть определены на
основании заданных размеров конуса.
12. ЭЛЛИПТИЧЕСКИЕ КОНУСЫ
Построение развертки боковой поверхности эллиптического ко-
нуса с круговым основанием. Из изложенного ясно, что развертку
любого кругового конуса можно построить теоретически точно.
Иначе обстоит дело при построении разверток эллиптических
конусов. В этом случае построение теоретически точной развертки
поверхности, хотя в принципе и возможно, но сопряжено со слож-
ными вычислениями, мало пригодными для практических целей.
Поэтому при изложении построения разверток поверхностей таких
конусов приводятся графические и графоаналитические способы.
Общий прием построения развертки поверхности конуса заклю-
чается в следующем. На поверхности конуса проводят ряд обра-
зующих, и часть поверхности, заключенную между двумя смеж-
ными образующими, принимают за плоскость. При таком условии
развертка поверхности конуса сводится к развертке вписанной
в него пирамиды. Очевидно, что чем больше взято число гра-
ней у вписанной пирамиды, тем больше эта развертка прибли-
жается к действительной, но, с другой стороны, нужно иметь
в виду, что с увеличением числа граней возрастает и графическая
ошибка построения.
На рис. 52, а даны проекции эллиптического ко-
нуса с круговым основанием. Как указывалось
выше, такой конус всегда наклонный. Для построения его раз-
вертки делят половину основания конуса на п равных частей,
например на четыре части. Точки делений соединяют с точкой s
и получают горизонтальные проекции образующих sO, si, . . ., s4.
Поверхность между двумя смежными образующими принимают
за плоский треугольник, у которого третьей стороной является
хорда, стягивающая дугу одного деления. Ее измеряют по чертежу.
Затем определяют натуральные величины образующих. На
рис. 52, в натуральные величины образующих найдены как гипо-
тенузы прямоугольных треугольников, катетами которых служат
высота конуса Н и горизонтальная проекция данной образующей.
Построение развертки (рис. 52, б) сводится после этого к построе-
нию ряда треугольников по трем сторонам. Крайними образую-
щими на развертке могут быть как наибольшие, так и наимень-
шие образующие конуса.
На рис. 52, б крайней образующей является наименьшая обра-
зующая S4. Построив таким образом развертку, соединяют
точки 0,1, . . ., 4 плавной кривой. Для того чтобы можно было
выполнить построение развертки на металле, нужно проста-
вить размеры или длины сторон треугольников (т. е. длины
59
образующих SO, SI, ..., S4 и длину хорды), или определить коор-
динаты точек 0, 1, ..., 4 от двух взаимно перпендикулярных осей
и указать размер Н (рис. 52, б). Если представляется возможность
построить развертку в достаточно крупном масштабе, то все
необходимые размеры с удовлетворительной точностью можно
определить графически, т. е. непосредственным измерением по
чертежу. В противном случае длины образующих следует вы-
числять по формуле (18) табл. 4, а длину хорды или дуги, соот-
ветствующую одному делению окружности основания конуса, на-
ходить по табл. I (см. приложение). Табл. 5 служит для упроще-
ния вычислений по формулам табл. 4.
В табл. 4 приняты следующие обозначения:
k — порядковый номер образующей;
Lk — натуральная длина соответствующей образующей;
Sk ($*,) — длина ее проекции на плоскость основания конуса;
ka — угол, определяющий положение этой проекции обра-
зующей;
180°
а = —— при делении половины основания окружности
на п равных частей;
Н — высота конуса;
s — проекция вершины конуса на плоскость основания.
60
Таблица 4
Формулы для вычисления длины образующих эллиптических конусов
Вид основания
Длина образующей
Lk = + с2 -|- cd cos ka * (18)
Эллипс
Наклонный конус
Lk = УН2 + Ь2 + с2 + (а2 — Ь2) cos2 ka + "*
+ 2ас cos ka
Прямой конус
Lk = V//2 + 62 + (а2 — 62) cos2 ka (20)
Четырехцентровый овал
cos у =--- : В = 90° — у;
Уа2 + Ь'2
а2 + 62 + (а — Ь) /а2 + Z>2 . _ ..
Г1 =--------------------------, С1 - гг - Ь,
а2 + 62_(а_6)1/а2 + &2 _
г2=------------, с2 = а г2,
Lk = ^/” № + г| + с| 2гcos
для I сектора
Lkt — ]/ + >2 т~ С2 “Ь 2f2c2 c0S Y*i
для II сектора
* Значения cos ka и cos2 ka прн п = 4, 6, 8, 12, 16, 24, 32 и 48 приведены
в табл. 5. , „
Отсчет углов а производится от цифры 0, которая ставится у наибольшей
образующей.
61
Таблица 5
Значения cos ka и cos2 ka (к табл. 4)
Порядковые номера образующих при cos Ла cos2 Ла
п = 4 п = 8 п -= 16 п = 32
0.(4) 0(8). 0(16) 0 (32) 1 1
— — — 1 (31) 0,995185 0,990393
— -- 1 (15) 2 (30) 0,980785 0,961939
— — — 3 (29) 0,956940 0,915734
— 1 (7) 2(14) 4(28) 0,923880 0,853554
— .... 5(27) 0,881921 0,777785
— — 3(13) 6 (26) 0,831470 0,691342
— — — 7(25) 0,773010 0,597544
1.(3) 2(6) 4(12) 8 (24) 0,707107 0,500000
— - — 9 (23) 0,634393 0,402454
— - 5(H) 10 (22) 0,555570 0,308658
— -- - - И (21) 0,471397' 0,222215
— 3(5) 6(10) 12 (20) 0,382683 0,146446
— — — 13 (19) 0,290285 0,084265
— — 7(9) 14 (18) 0,195090 0,038060
- — 15 (17) 0,098017 0,009607
2 4 8 16 0 0
Порядковые номера образующих при cos Да cos’ ka
п = 6 л=> 12 л — 24 п — 48
0(6) 0(12) 0 (24) 0 (48) 1 1
.— ’ - — 1 (47) 0,997859 0,995723
— — 1 (23) 2(46) 0,991445 0,982963
— — — 3(45) 0,980785 0,961939
•— 1 (11) 2 (22) 4 (44) 0,965926 0,933013
- - 5(43) 0,946930 0,896676
— - з (21) 6 (42) 0,923880 0,853554
— — 7(41) 0,896873 0,804381
1 (5) 2(10) 4 (20) 8 (40) 0,866025 0,749999
— — — 9 (39) 0,831470 0,691342
— — 5(19) 10 (38) 0,793353 0,629409
— — — И (37) 0,751840 0,565263
— 3(9) 6(18) 12 (36) 0,707107 0,500000
— — — 13 (35) 0,659346 0,434737
62
Продолжение табл. 5
Порядковые номера образующих при cos ka cos2 ka
п — 6 п = 12 п — 24 п = 48
— — 7(17) 14 (34) 0,608761 0,370590
— — — 15 (33) 0,555570 0,308658
2(4) 4(8) 8(16) 16 (32) 0,500000 0,250000
— — — 17 (31) 0,442289 0,195620
— — 9(15) 18 (30) 0,382683 0,146446
— — — 19 (29) 0,321439 0,103323
— 5(7) 10 (14) 20 (28) 0,258819 0,066987
— — — 21 (27) 0,195090 0,038060
— — 11 (13) 22 (26) 0,130526 0,017037
— — — 23 (25) 0,065403 0,004278
3 6 12 24 0 0
Примечания:
1. л — число делений на половине основания „конуса.
2. Для делений, стоящих в скобках, cos /га имеет знак минус.
На чертеже развертки нужно проставить длины образующих SO,
SI, S2, ... и длины хорд 0—1, 1—2, 2—3, . . . Определение же
координат х и у точек кривой на развертке аналитическим путем
сложно, так как требует определения углов между каждой парой
смежных образующих (все эти углы различны).
Заметим, что для уменьшения погрешности развертки следует,
1
как это изложено выше, при отношении кривизны окружности —
основания конуса к кривизне элементарного участка кривой раз-
вертки т. е. при отношении — > 1,4, воспользоваться дли-
ной дуги, соответствующей одному делению окружности основа-
п
ния конуса, а при — <1,4 — хордой (рис. 47 и 48). Так, напри-
мер, для участка кривой развертки (рис. 52, б) 3—4 нужно взять
дугу, а для участка 0—1 — хорду.
Для выбора длины элементарного участка окружности основа-
ния конуса можно руководствоваться кривыми на рис. 47, б.
Если образующие эллиптического конуса имеют большую
длину, то описанный выше графический способ построения раз-
вертки оказывается неудобным. Тогда развертку поверхности того
же эллиптического конуса можно построить иначе, исходя из
следующих соображений. Если из вершины конуса провести шар
произвольного радиуса и построить сначала развертку части
63
конуса между вершиной и линией его пересечения с шаром, то эта
развертка будет представлять сектор круга радиуса /?, так как
все отрезки образующих конуса между вершиной и точками их
пересечения с шаром будут равны его радиусу. Для того чтобы
определить положения образующих па развертке, достаточно на
дуге сектора отложить расстояние между точками их пересечения
с шаром. Для построения развертки всего конуса нужно на этих
образующих отложить их полную длину. Итак, для построения
развертки по этому способу нужно выполнить следующие графи-
ческие построения. Вначале нужно построить горизонтальные про-
екции образующих конуса sO, si, ... (рис. 52, а) и определить
их натуральную длину (рис. 52, в). Затем из точки s0, как из цен-
тра, проводят дугу произвольным радиусом R, принимаемым за
радиус шара (этот радиус на рис. 52, в равен длине s040), и отме-
чают точки пересечения дуги с соответствующими образующими,
т. е. точки 0?, /?, 21, . . . Заметив, далее, что отрезки 0°—Оз,
1°—1з, . . . представляют собой горизонтальные проекции равных
отрезков s0O?> soli, • • •, откладывают их на горизонтальных
проекциях образующих и получают точки 0lt llt 2lt . . .
(рис. 52, а), которые принадлежат горизонтальной проекции ли-
нии пересечения конуса с шаром. Далее, заменяя эту кривую
ломаной линией —2Г—Зг—4, определяют натуральную
величину отрезков 0г—llt —21; . . . Их натуральные величины
определены на рис. 52, в как гипотенузы прямоугольных треуголь-
ников, у которых одним катетом является горизонтальная проек-
ция данного отрезка, а другим — разность расстояний его концов
от основания конуса. Так, например, натуральная величина
отрезка бх—Д равна 03—/2; натуральная величина отрезка /х—2\
равна 13—22 и т. д. Для построения развертки (рис. 52, б) из
точки S проводят дугу радиуса R, равного S040, и откладывают
на ней по обе стороны от точки 0 расстояния 0г—Д — 03 — /2;
Л — 2i — 13 — 22 и т. д. Далее, через точки 0lt lr, 2lt . . . про-
водят образующие конуса и откладывают на них отрезки SO =
= SoOo, SI = 5О/Оит, д. Точки 0, 1, 2, ... соединяют плавной
кривой. Расстояния между точками 0 и 1, 1 и 2 и т. д. должны
быть равны между собой, что и служит проверкой точности по-
строения развертки.
Построение развертки боковой поверхности усеченного эллип-
тического конуса с круговым основанием. На рис. 53, б показано
построение развертки усеченного эллиптического конуса с круго-
вым основанием. Если вершина конуса лежит в пределах чертежа,
то построение развертки не отличается от предыдущего случая.
Выбор метода ее построения определяется размерами полного
конуса. Чтобы воспользоваться для расчета длин образующих
формулой (18), нужно предварительно определить высоту полного
конуса И и расстояния С и С2 (рис. 53, а). Если провести ли-
64
нию OiB параллельно s 6 , то из подобия треугольников О 0\В
и 0's'6' следует:
Н = -Hld
d — dt '
Из подобия треугольников O^s М и 0<,0zN находим:
с
•У»
Из чертежа (рис. 53, а) непосредственно видно, что
С2 = С — Сг.
На рис. 54 дан графический прием построения развертки по-
верхности усеченного эллиптического конуса с круговым основа-
нием в предположении, что вершина конуса недоступна,
но ее горизонтальная проекция (точка s) лежит в пределах чертежа
(рис. 54, а). Это дает возможность, как и в предыдущих случаях,
провести ряд горизонтальных проекций образующих s—0, s—1,
s—2, . . ., соединив точки делений основания с проекцией вер-
шины s.
Далее, отметив точки пересечения 0г, 1 lt 2lt ... этих образу-
ющих с верхним основанием, получаем горизонтальные проекции
О—0lt 1—llt 2—2t, . . . образующих усеченного конуса. Часть
5 Н. Н. Высоцкая и др. 65
Рис. 54.
66
поверхности между двумя смежными образующими принимают
за плоский четырехугольник, у которого две другие стороны яв-
ляются хордами, т. е. равны 0—1 и 0.—11У 1—2 и /j—21У . . .
Тогда развертку усеченного конуса можно заменить построением
развертки усеченной пирамиды. Для построения четырехугольника
на развертке нужно определить не только истинные длины всех
его четырех сторон, но и длину одной из его диагоналей. Эти диаго-
нали 0г—1, Д—2, . . . п
линиями, а их натураль-
ная длина такими же ли-
ниями показана на рис.
54, б. Там же сплошными
линиями показана нату-
ральная длина образую-
щих усеченного конуса.
Построение развертки(рис.
54, в) и здесь сводится к по-
строению рядатреугольни-
kobOj—0—1,0г—1—11У ...
На рисунке дана толь-
ко половина развертки.
При построении развертки
поверхности, как видно,
не только дуги верхнего и
нижнего оснований заме-
нены стягивающими их
хордами, но и диагонали
четырехугольников (штри-
ховые линии) являются
хордами соответствующих
кривых поверхности кону-
са. Если ни одна из проек-
ций вершины конуса не
лежит в пределах чертежа
(рис. 54, г), то в этом случае для построения горизонтальных про-
екций образующих усеченного конуса предварительно делят по-
ловину окружности верхнего и нижнего оснований на равное
число частей, например на шесть частей, и полученные точки
делений соединяют прямыми линиями. Линии 0—0{, 1—1 lt . . .,
6- б-i и будут горизонтальными проекциями образующих усечен-
ного конуса. В дальнейшем построение развертки аналогично
предыдущему случаю.
Построение развертки боковой поверхности прямого эллипти-
ческого конуса. На рис. 55, б приведено построение развертки
прямого эллиптического конуса. Проекции этого конуса даны
на рис. 55, а. Для увязки графического и аналитического способов
расчета развертки эллипс основания конуса следует строить
5*
67
способом, уже указанным ранее (см. рис. 19). На рис. 55, а вспомо-
гательная окружность разделена на двенадцать равных частей (эти
части могут быть и неравными). Полученные точки 0, 1, ... дуги
эллипса соединены с проекцией вершины s и получены горизон-
тальные проекции образующих sO, si, ... Для построения раз-
вертки в данном случае достаточно определить длину образующих
только для четверти полной поверхности конуса. Заметим также,
что очертание основания конуса, т. е. дуги эллипса, можно и не
строить, а ограничиться лишь построением его точек 0,1,2, . . .
для его четверти. Натуральные величины образующих определены,
как и выше, способом прямоугольного треугольника и соответ-
ственно равны отрезкам soOo, s0/0, s020.
Поверхность между двумя смежными образующими принимают,
как и ранее, за плоский треугольник, у которого третьей стороной
является хорда, стягивающая дугу, соответствующую одному
делению эллипса. Ее измеряют по чертежу.
Натуральные длины образующих могут быть определены
также и аналитически по формуле (20) табл. 4. Расчет длины
дуги каждого деления эллипса приводился в гл. III (стр. 31—33).
Построение развертки ясно из чертежа, т. е. сводится к по-
строению треугольника по трем сторонам.
На практике эллипс основания конуса иногда заменяется
овалом. Эта замена позволяет избежать довольно сложного
расчета длины дуги для каждого деления основания. Однако,
если вместо длины дуги одного деления брать длину стягиваю-
щей ее хорды, то замена эллипса овалом для графического по-
строения развертки на чертеже не дает существенных преиму-
ществ .
В табл. 4 дана формула для аналитического расчета длины
образующих, если основанием прямого конуса служит четырех-
центровый овал. Чтобы воспользоваться этими формулами, нужно
предварительно рассчитать радиусы овала rt и г2 и углы Р и у.
Для расчета длины дуги одного деления нужно предварительно
определить длины дуг для центральных углов р и у и затем
длину каждой дуги разделить на принятое для нее число равных
делений.
Построение развертки боковой поверхности прямого эллипти-
ческого конуса, усеченного не параллельно основанию (при до-
ступной вершине). На рис. 56, а изображен прямой круговой ко-
нус, усеченный наклонной плоскостью, и дана его развертка
(рис. 56, в). Вначале построена развертка полного конуса, как
это было описано выше. Затем определены длины Ътрезков обра-
зующих от вершины S до сечения (рис. 56, б) и отложены на соот-
ветствующих образующих развертки. Полученные точки 0, 1,
2, . . . соединены плавной кривой.
Как и ранее, образующие полного конуса SO, SI, S2, . . .
могут быть определены аналитически по формуле (20).
68
из
н
69
Образующие S0lt SI t, S2it . . . (рис. 56, а) рассчитываются
по формуле
. _ Ht sin p — oi cos p . /9n
sin p ± a1 cos ka lk>' Y ’
где Ik, являются образующими Sl2, S22, . . . прямого эллиптиче-
ского конуса, высотой (рис. 56, а), у которого, как видно из
чертежа, аг — а и, следовательно, ~Ь. Согласно фор-
муле (20), имеем
— ]/ /V2 + 52 + (а2 — 5i) cos2 ka
и для усеченного конуса
Ik — Lk Ik, •
Напомним, что отсчет углов а, определяющих положение гори-
зонтальных проекций образующих конуса (рис. 56, а) следует
начинать от цифры 0. Этим определяется выбор знака в знаме-
нателе формулы (21).
Если цифру 0 поставить у наименьшей образующей
усеченного конуса и, следовательно, от нее начать нумерацию
(как это выполнено на рис. 56, а), то в знаменателе следует по-
ставить знак минус. И, наоборот, начиная нумерацию с наи-
большей образующей усеченного конуса, в знаменателе нужно
поставить знак плюс.
Значения cos ka, как и ранее, можно определить из табл. 5.
Построение развертки прямого эллиптического конуса, усе-
ченного плоскостью как параллельной, так и непараллельной
основанию, для случая с недоступной вершиной производится
согласно рис. 54.
Выше были приведены графические и графоаналитические спо-
собы построения разверток поверхностей эллиптических конусов.
Ниже приводится аналитический расчет развертки поверхности
полного и усеченного прямого эллиптического конуса с доступной
вершиной.
Если из вершины конуса, как из центра, описать шар произ-
вольного радиуса г (рис. 57, а) и построить развертку части ко-
нуса между его вершиной и линией пересечения с шаром, то, как
уже указывалось выше, эта развертка будет представлять собой
сектор круга радиуса г.
Подобная развертка поверхности конуса была построена ранее
на рис. 52 графическим способом.
Линия пересечения конуса с шаром является пространственной
кривой (кривой двоякой кривизны). Зная длину этой кривой I
и радиус шара г, можно вычислить угол развертки 0 по известной
формуле
® ~ ~2лг~’ (22)
79
71
Задача, следовательно, сводится при аналитическом построении
развертки к определению длины кривой I 19].
Расчет длины / производится следующим образом:
, л I' । / ГТ W а** , / я \2 1 , ,
/ -= 4 J | 1 + в [ Г2 _ Лх2 + (^ 6 ) f2 _ Сх2 J dx>
О
где
А -1-Н-Л2; с- i-(-)2.
где а — большая полуось эллипса основания конуса;
b — малая полуось этого эллипса;
Н — высота конуса;
г — радиус шара.
Непосредственно из рис. 57, а видно, что
u — —-
К а2 + Н2
Здесь вследствие симметрии пространственной кривой пере-
сечения конуса с шаром, значение интеграла представит одну
четвертую часть ее длины.
Вычисление этого интеграла удобно производить по способу
Симпсона.
Для этого промежуток от 0 (— х0) до аг (= хп) разбивается
и у—г (2-1 0 1
на п равных четных частей. Полагая ~ h, вычис-
ляют значение подынтегральной функции для х0 -= 0, xr — h,
х2 — 2h, . . ., хп nh (-“fli).
Так, обозначив подынтегральную функцию через f (х), будем
иметь:
. -|Д . 1 Г Ah2 . / Н \2 Ch2 1
У + в [ г2 А/г2 + [ ь ) г2 — СЛ3 J И Т‘ Д-
Затем для вычисления четверти длины кривой I пользуются
следующей формулой Симпсона:
j f (х) dx = 4 (*1) + 2/ +
0
+ 4/(x3) + • • • + 2/(x„_2) + 4/(хп_!) -I - f(x„)].
Напомним, что для получения полной длины кривой I резуль-
тат вычисления нужно умножить на четыре.
72
Определив таким образом длину кривой /, вычисляют по фор-
муле (22) угол развертки 0.
Далее половину дуги эллипса основания конуса делят на рав-
ные части, например на шесть равных частей, и через полученные
точки делений проводят образующие конуса (рис. 57, а). Затем
отмечают точки пересечения фронтальных проекций образующих
с фронтальной проекцией сечения, т. е. точки 0\, /1( 2lt ... Полу-
ченные длины образующих полного и усеченного конусов вычис-
ляют, как и ранее, по формулам (20) и (21). Но только углы а,
входящие в эти формулы, уже не будут равными и поэтому углы ka
нужно заменить углами <р,, ср2, <р3, которые также определяют
положение горизонтальных образующих конуса, но уже соот-
ветствуют делению дуги эллипса на равные части, и в знаменателе
формулы (21) поставить знак плюс. Итак, теперь имеем:
для образующих полного конуса (SO, S/, S2, . . .)
Llf — р /7а + Ь2 - (а2 — Ь~) cos <р;
для образующих от вершины до сечения (S0Y, Slx, S2lt . . .)
. _ Hi sin P —a2 cos P .0
ф ” Wi sin P + a2 cos ф Z|(”
где ________________________
- V H( Ч- bl (al — bl) cos2(p,
при a., -- ~ а и b., = b (применительно к обозначениям и раз-
мерам рис. 57).
Углы <рь 2, <₽з, • • определяются следующим образом. Обо-
значим четверть дуги эллипса основания конуса через Sn, т. е.
Sn •— и число равных делений на этой длине через п, тогда:
дуге 5, - будет соответствовать угол <р,,
» S., — 2 — » » » <р„,
“ п г -
» Ss = 3 ~ » » » ip3,
» Sn » » » 90',
причем углы нужно отсчитывать от малой полуоси эллипса
(рис. 57, а).
Длина дуги аЕ (k, <р) находится из таблиц эллиптических
интегралов для <р4 =- 90° и k = sin а = а-—- (откуда опреде-
ляется угол а).
Пусть четверто дуги эллипса разделена на три равные части,
его большая полуось а — 400 мм, а малая полуось b = 280 мм,
. |/4002 — 2802 п -711-7
тогда k = sin а -= ------------- = 0,7117.
73
По таблицам тригонометрических функций определяем, что
этому значению sin соответствует угол а, равный 45° 20'. Далее,
по углу а - - 45° 20' и углу ср -- 90° по таблице эллиптических
интегралов находим s3 = 0—3 -- 1,3434 (для а 1). Следова-
тельно:
S1 ‘ 5з=.°,447;
о
s2 s3 -= 0,894.
Из тех же таблиц находим, что дуге
sx = > 2—3 соответствует угол (рх 26° О';
s2 ~ 1—3 » » <р2 56° О'.
Заметим, что для определения углов фх, ср2, . . ., соответ-
ствующих вычисленным дугам эллипса, нужно пользоваться более
полными таблицами эллиптических интегралов, нежели таблицами,
имеющимися в любом математическом справочнике, или помещен-
ными в данной книге (табл. 3).
Приведенные выше значения s3, cpj и ф2 определены по таблице
эллиптических интегралов, помещенных в книге Е. Янке и Ф. Эмде
«Таблицы функций с формулами и кривыми».
Произведя все необходимые расчеты, приступают к построению
развертки. Построив сектор развертки радиуса г, половину длины
его дуги делят на то же число равных частей, как и половину дуги
эллипса основания конуса, т. е. на шесть равных частей. Через
полученные точки делений проводят образующие конуса и на
них откладывают вычисленные длины образующих полного и усе-
ченного конусов. Полученные точки 0,1,2,..., би 0г, /1(
2lt ...,(>! соединяют плавными кривыми (рис. 57, б).
На чертеже развертки следует указать размер радиуса г,
поставить длину хорды s и стрелки h, которые находят по табл. I
(см. приложение) для центрального угла 0, и размер Нг. Затем
нужно указать длины образующих полного и усеченного конусов
или величины координат точек кривых, вычисленных по формулам:
xk — Lk sin 0ft;
Ук = LftcosOft — rcos-y;
Xk, — lk, sin 0*;
, a 0
Ук, = lk, COS 0* — r COS -y •
13. ТОРСЫ
Образование в общем виде некоторой торсовой линейчатой
поверхности с ребром возврата рассматривалось в гл. I, рис. 5.
Легко видеть, что для построения развертки этой поверхности
следует воспользоваться способом треугольников (триангуляции).
74
Действительно, если в каждом четырехугольнике, на которые
разбита данная поверхность, провести диагонали (рис. 58, а) то
построение развертки сведется к построению треугольников по
трем известным сторонам.
На рис. 58, б показано графическое определение истинных
величин сторон только для треугольников 6'i0A5o и 6i05o5i„, на
которые разбит четырехугольник 6i0Z5c5i0, так как для всех
четырехугольников построения аналогичны.
Развертка всей поверхности приведена на рис. 58, в.
В технике большое применение нашли такие торсы, ребром
возврата которых является цилиндрическая винто-
вая линия с вертикальной осью (см. стр. 123). Такие поверх-
ности называются еще развертывающимися винто-
выми поверхностями (определение винтовой поверхности дано
на стр. 125) или развертывающимися гелико-
идами.
Итак, развертывающийся геликоид (рис. 59, а) образуется
движением прямой линии, которая во всех положениях остается
касательной к цилиндрической винтовой линии 1,2,3, . . .
Известно, что касательная в любой точке винтовой линии накло-
нена под одним и тем же постоянным углом [3 к горизонтальной
плоскости. Следовательно, образующие геликоида будут парал-
лельны образующим некоторого конуса вращения (рис. 5§? б)
с вершиной S, который называется направляющим конусом.
В сечении геликоида плоскостью, перпендикулярной к его оси,
получается эвольвента окружности 1, 2г, Зг, . . ., 131г
поэтому он называется еще эвольвентным геликоидом.
75
Рис. 59
76
Если пересечь развертывающийся геликоид круговым ци-
линдром диаметра D (рис. 59, а), ось которого совпадает с осью
геликоида, то линия их пересечения будет также цилиндрической
винтовой линией. Поверхность, заключенная между винтовыми
линиями, называется развертывающимся кольце-
вым геликоидом или винтом Архимеда.
На рис. 59, г построена развертка одного витка всей поверх-
ности и ее части, заключенной между винтовыми линиями (между
цилиндрами D и d), причем последняя достроена до развертки
полного витка.
Рассмотрим порядок построения развертки.
Обозначим шаг винтовой линии через t, длину образующей
направляющего конуса через /, а его радиус через г. Тогда tg (3 —
__ t . _ г
nd ’ а — cos Р
Так как все образующие геликоида параллельны образующим
направляющего конуса, то угол ср на развертке геликоида будет
равен углу ср сектора, представляющего развертку конуса.
Угол сектора развертки направляющего конуса, согласно фор-
муле (10), равен
2лг
фраЗ ' i •
Подставляя значение /, получим: фраз = 2ncos р или ф° =
-- 360” cos р.
Длина дуги /0, 20.....13и радиуса =- ()и1и развертки равна
длине винтовой линии 1, 2, 3, . . ., 13. Тогда
, nd
cosp •
Подставляя ф, получим
/ —
1 2 cos2 р
Величину /j можно определить и графически. Если построить
прямоугольный треугольник АВЕ (рис. 59, в) по углу р и катету
АЕ ~ , то гипотенуза АВ — -2 . Приняв ее за катет
прямоугольного треугольника АВК, определяем его гипотенузу
А К - d ^- - 1г.
2 cos2 р 1
Определив значение и <р, из точки Оо (рис. 59, г), как из центра,
проводим дугу радиусом lt в пределах угла ф и наносим на нее
точки 10, 2(), 5(), • • ., 13й, делящие эту дугу на 12 равных частей.
Далее, проводим в этих точках касательные к дуге и откладываем
отрезки 2о^1„, 5о<?10, . . ., 13о13\а, натуральные величины которых
определяются по ортогональным проекциям (за повторяемостью
материала построения на рис. 59 не приведены). Полученные
точки 70, 2\„, 3\0, . . ., 7<?i0 соединяем плавной кривой.
77
Заметим, что длина кривой /0, ?!„, 5ц, • • 13\0 равна длине
эвольвенты 1, 2lt 3lt . . 13А и тоже является эвольвентой окруж-
ности радиуса Следовательно, длины образующих (касательных)
равны соответствующим спрямленным дугам: 2о2ц = 5с5ц —
= “/о5о, 4[)4\п — и т. д., длины которых могут быть опре-
делены по табл. I (см. приложение).
Для получения развертки одного витка кольцевого геликоида
откладываем от точки 13п отрезок 13oX1I1q = 13'XIIГ (натураль-
ной величине образующей, заключенной между двумя винтовыми
линиями), и из точки Оо радиусом, равным О0Х1I1 (), проводим
дугу, пересекающую все касательные. Точки пересечения XIII(),
X1IO, XIо, . . ., /0 дают очертание развертки.
Глава V
ВЗАИМНО ПЕРЕСЕКАЮЩИЕСЯ ЦИЛИНДРЫ И КОНУСЫ
14. ПОСТРОЕНИЕ РАЗВЕРТОК ВЗАИМНО ПЕРЕСЕКАЮЩИХСЯ
ПОВЕРХНОСТЕЙ
Чтобы построить развертки поверхностей, находящихся во
взаимном пересечении, необходимо в общем случае построить
проекции их линии пересечения, а затем построить развертку
каждой поверхности в отдельности. Приемы построения таких
линий пересечения излагаются в курсах начертательной геометрии
и здесь рассмотрены не будут, так как предполагаются известными.
Приведем лишь несколько примеров построения разверток
пересекающихся кривых поверхностей, наиболее часто встреча-
ющихся на практике.
Частные случаи пересекающихся поверхностей. Рассмотрим
сначала несколько частных случаев взаимного пересечения кри-
вых поверхностей, когда одна из проекций линии пересечения
изображается прямой линией, сама же линия пересечения будет
плоской кривой (например, эллипсом или окружностью) или даже
прямой линией.
На рис. 60, а—ж приведены следующие наиболее распростра-
ненные случаи такого рода пересечений кривых поверхностей.
1. Два круговых цилиндра равного диа-
метра, оси которых пересекаются под прямым углом и парал-
лельны фронтальной плоскости проекций. В пересечении полу-
чаются либо один эллипс, либо два равных полуэллипса, либо
два равных эллипса. Все они проектируются на фронтальную
плоскость проекций в виде прямой линии, а их горизонтальные
проекции совпадают с проекцией основания одного из цилиндров.
2. Два круговых цилиндра равного диа-
метра, оси которых пересекаются под произвольным углом.
78
Рис. 60
7
В пересечении получается также эллипс, либо два неравных полу-
•эллипса, либо два неравных эллипса; вертикальные их проекции
по-прежнему изображаются прямыми линиями.
3. Конус и цилиндр или два конуса, описан-
ные вокруг одного и того же шара, имеют аналогичные линии пере-
сечения. При этом линия а'Ь', по которой пересекаются два конуса,
может быть эллипсом, параболой или гиперболой. Обозначим угол
между осями конусов через 0, а угол при вершинах пересекаю-
щихся конусов через и а2. Тогда, при 0 > И1 Иа в сечении
получается эллипс; при 0 = Д1 °2-парабола; при 0 < ад
гипербола.
4. Круговой конус и шар, центр которого лежит
на оси конуса, пересекаются по двум окружностям разных диа-
метров; их вертикальные проекции — прямые линии, равные диа-
метрам этих окружностей.
5. Круговой цилиндр и шар, центр которого
лежит на оси цилиндра, пересекаются по двум окружностям рав-
ного диаметра. Вообще шар пересекается по окружностям с любой
поверхностью вращения, ось которой проходит через центр шара.
6. Два цилиндра с параллельными обра-
зующими пересекаются по двум параллельным прямым,
которые являются их общими образующими.
7. Два конуса с общей вершиной пересекаются также
по двум образующим.
Развертки поверхностей цилиндров и конусов для случаев а,
бив (рис. 60) строятся так же, как развертки поверхностей ци-
линдров и конусов, усеченных плоскостью, не параллельной их
основанию. Построение подобных разверток было рассмотрено
выше: для цилиндра — в гл. III, рис. 17 и 20; для конуса —
в гл. IV, рис. 49 и 50.
Построение разверток поверхностей конусов и цилиндров для
случаев г, д, е и ж (рис. 60) тоже не отличается никакими особен-
ностями. Что касается развертки поверхности шара, усеченного
плоскостью, то ее построение рассматривается дальше (в гл. VI).
Построение разверток боковых поверхностей двух пересекаю-
щихся цилиндров, оси которых скрещиваются под углом 90°.
На рис. 61 дан пример построения развертки для двух пере-
секающихся круговых цилиндров, оси которых
скрещиваются под прямым углом. В этом случае линия их пере-
сечения будет пространственной кривой (иначе —
линией двоякой кривизны) и, следовательно, ни одна из ее проек-
ций не может быть изображена прямой линией. Но если располо-
жить эти цилиндры относительно плоскостей проекций так, как
показано на рис. 61, а, то не потребуется построения проекций
линии пересечения: ее фронтальная проекция совпадает с окруж-
80
ностыо основания одного из цилиндров, а горизонтальная — с ча-
стью дуги окружности основания другого цилиндра. На этих
проекциях и следует измерять длины соответствующих образу-
ющих для построения разверток данных цилиндров, при этом
ошибка в определении их длины будет наименьшей.
Развертка цилиндра I представляет собой прямоугольник раз-
мерами nD>',H (рис. 61, б), а линия пересечения изобразится на
этой развертке в виде замкнутой кривой. Эта кривая будет иметь
горизонтальную ось симметрии, а в продольном направлении она,
вообще говоря, может располагаться в любом месте развертки.
Для нанесения кривой на развертке выполнены следующие по-
строения. Вначале на поверхности цилиндра I проведены две обра-
зующие 0 —0\ и 4 —4i, касательные к фронтальной проекции
линии пересечения, т. е. к окружности основания цилиндра II
(рис. 61, а). Затем расстояние между точками б, и 4{ на дуге этого
основания цилиндра разделено на равные части, например на
четыре, и через полученные точки /ь 2Г и.31 делений проведены
образующие /Д ; 2\2 ; 3\3.
Эти образующие нанесены на развертку и на них вверх и вниз
от оси симметрии кривой отложены половины отрезков /1—Л,
2г—2i и <?1—31 (рис. 61, б). Полученные точки 0\, Л, . . 4i
6 Н. Н. Высоцкая и др. 81
соединены плавной кривой. На развертке должны быть определены
координаты точек кривой и положение ее оси симметрии. Коорди-
наты кривой на развертке определяются по чертежу или могут
быть рассчитаны аналитически, как это рассматривается ниже
(п. 15).
На рис. 61, в построена развертка цилиндра П (построение
такой развертки рассматривалось на рис. 23). И в этом случае
L^Lf+jlga-
Рис. 62
длины образующих 0г—Оо, 12—/0, . . . могут быть определены
как графически, т. е. непосредственным измерением по чертежу,
так и аналитически.
На развертке должна быть представлена ее длина и определены
координаты точек Оо, 10, 20, ... кривой.
Построение разверток боковых поверхностей цилиндров, оси
которых пересекаются под углом, неравным прямому. На рис. 62, а
изображены два круговых цилиндра неравных
диаметров, оси которых пересекаются под произвольным
углом. И в этом случае линия пересечения будет пространственной
кривой, ее профильная проекция совпадает с дугой окружности
основания цилиндра I. Однако для построения разверток того и
82
другого цилиндра необходимо иметь еще и фронтальную проекцию.
Две точки, принадлежащие фронтальной проекции линии пере-
сечения, находятся непосредственно в пересечении контурных
образующих — таковы точки Оо и 4о- Для нахождения других
точек проводят на поверхности цилиндра II ряд образующих и
находят на профильной проекции их точки пересечения с окруж-
ностью основания цилиндра I (точки Оо, Д, . . ., 4$); затем эти
точки сносят па фронтальные проекции соответствующих образу-
ющих. Полученные точки Оо, 10, . . ., 4о соединяют плавной кри-
вой.
Построение разверток аналогично предыдущему случаю. На-
туральные величины образующих на развертках равны их фрон-
тальным проекциям. На чертежах разверток (рис. 62, б и в) должны
быть проставлены все размеры, необходимые для их изготовления,
так, как указывалось выше.
Построение разверток поверхностей для случая пересечения
цилиндра с конусом. На рис. 63 изображены круговые ко-
нус и цилиндр; их оси пересекаются под прямым углом.
Фронтальная проекция линии пересечения совпадает с проекцией
основания цилиндра. Для построения развертки конуса достаточно
только одной фронтальной проекции, а для развертки цилиндра
необходимо построить и вторую проекцию заданных тел и их ли-
нии пересечения. Для построения линии пересечения применен
способ вспомогательных секущих плоскостей. Обе данные поверх-
ности рассечены горизонтальными плоскостями Р0, Рг, . . ., Р4.
Эти вспомогательные плоскости выбраны так, чтобы в пересечении
с каждой данной поверхностью получались окружности или пря-
мые. Действительно, в пересечении этих плоскостей с конусом
получаются окружности, горизонтальные проекции которых отме-
чены соответственно цифрами О, 1, 2, 3 и 4. С цилиндром же эти
плоскости пересекаются по его образующим, отмеченным на гори-
зонтальной проекции теми же цифрами 0, 1,2,3 и 4. В пересечении
построенных линий и получаются горизонтальные проекции то-
чек 0й, 10, 20, 30 и 40, принадлежащих линии пересечения. Учиты-
вая в дальнейшем построение развертки поверхности цилиндра,
разделим его основание на равные части (например, на 8 равных
частей) и через точки делений О', Г, . . ., 4' проведем фронтальные
следы Р„о, PVl, . . PVi секущих плоскостей. На рис. 63, б
изображена развертка цилиндра, для построения которой имеются
все данные. Длины отрезков 0—Оо, 1—/0, . . ., 4—40 образующих
на развертке соответственно равны их горизонтальным проек-
циям О—Оо, 1—10, . . ., 4—40, а расстояния между ними
На рис. 63, в вначале построена развертка поверхности полного
конуса так, как это указывалось на рис. 41, а, затем на ней на-
несена кривая линия пересечения; ее ось симметрии расположена
6*
83
на оси симметрии развертки. Для построения точек этой кривой
на поверхности конуса проведены.две образующие S1II, касатель-
ные к проекциям линии пересечения, и на фронтальной проекции
определены точки касания /Н\. Далее дуга основания конуса 111—
Ill разделена на равные части и через точки делений I и // прове-
дены дополнительные образующие, на фронтальной же проекции
Рис. 63
на них отмечены точки /ь /2, Н\ и //2 на линии пересечения. Чтобы
определить натуральные величины отрезков s I\, s'l?, . . s 111\,
точки I\, /2, . . ., ZZZi снесены параллельно основанию конуса на
крайнюю образующую и на ней отмечены точки /", /2, . . . Затем,
полученные отрезки отложены на образующих s—I, s—II и s—III,
проведенных на развертке конуса, для чего на дуге развертки
отложены хорды 1—II и II—III, соответственно равные хордам I—
II и II—III на рис. 63, а. Полученные точки 11г IIlt ПЦ и т. д.
84
соединены плавной кривой (рис. 63, в). На развертке должны быть
указаны все размеры, относящиеся к развертке полного конуса
и длины соответствующих образующих для построения на раз-
вертке кривой —Пу—nit . . .
Построение пересечения двух конусов. На рис. 64 даны в одной
проекции два круговых конуса, оси которых пересекаются
под некоторым углом. Чтобы избежать излишних построений
в этом случае, вначале лучше проверить, не описаны ли данные
конусы вокруг одного и того
же шара (если это не очевид-
но), т. е. не изображается ли
линия их пересечения отрез-
ками прямой. Так как в дан-
ном случае это обстоятель-
ство не имеет места, то про-
екция линии пересечения по-
строена по точкам способом
сечения вспомогательными
шаровыми поверхностями.
Выше указывалось, что ли-
ния пересечения конуса (или
цилиндра) с шаром, центр
которого лежит на оси дан-
ного тела, представляет
окружность. Это свойство и
положено в основу способа
сечения вспомогательными
шаровыми поверхностями.
Необходимым условием
для применения этого способа
является пересечение осей конусов (или цилиндров) и парал-
лельность этих осей плоскости проекций. Крайние точки линии
пересечения /' и 4' получаются непосредственно в пересечении
крайних (контурных) образующих данных конусов. Для получения
промежуточных точек линии пересечения сперва нужно определить,
в каких пределах следует брать величину радиуса шаровой по-
верхности. Так, для данного примера 7?min определяется из условия
касания шаровой поверхности большого конуса (шар меньшего
радиуса уже не пересечет большой конус). Д1Ш1Х будет равен рас-
стоянию^'/'. Итак, описав из центра 0' шар радиусом /?min, получим
окружность ///, по которой этот шар касается большего конуса;
эта окружность проектируется в виде прямой III. Данный шар
пересекается с меньшим конусом также по окружности, проекция
которой изобразится прямой III v В пересечении этих прямых
получим точку 3', принадлежащую искомой линии пересечения.
Пересекая обе поверхности шарами больших радиусов,
можно найти еще несколько точек. Так, например, получена
85
точка 2'. Нужно заметить, что все построения выполняются на
одной проекции и этой проекции вполне достаточно для построения
разверток обоих конусов. Построение разверток аналогично пре-
дыдущему случаю и здесь не приводится. Отметим только, что для
нахождения натуральных длин Si—3 и Si—2' нужно точки 3 и 2
снести па крайнюю образующую меньшего конуса перпендику-
лярно его оси. Линия пересечения двух цилиндров на рис. 62
также могла бы быть построена этим способом.
15. ВЫЧИСЛЕНИЕ КООРДИНАТ
Вычисление координат точек линии пересечения на развертках
цилиндрических поверхностей для частного случая, т. е. когда
линия пересечения является плоской кривой — эллипсом, было
приведено на стр. 25 и 36.
В данном параграфе рассматривается вопрос о вычислении
координат линии пересечения на развертках цилиндрических
поверхностей, пересекающихся по пространственной кривой, т. е.
кривой двоякой кривизны [7, 8].
Построение разверток поверхностей в случае пересечения кру-
говых цилиндров, оси которых скрещиваются под прямым углом.
На рис. 65 изображены два круговых цилиндра / и 11 с радиусами г
и R, оси которых скрещиваются под прямым углом и отстоят друг
от друга на величину с.
Линия пересечения на развертке поверхности цилиндра 1 опре-
деляется по уравнениям:
х = Rapad- (23)
у=±Угг — (с —7? cos а)2. (24)
Линия пересечения на развертке поверхности цилиндра II
определяется по уравнениям:
Xi = ralpad-, (25)
— (с—г cos а)2. (26)
В формулах (23) и (24) величины а и должны быть выражены
в радианах.
Отсчет угла а производится против часовой стрелки от нулевой
образующей, на которой помещается начало координат 0 — для
цилиндра I и 0v — для цилиндра II.
Как видно из уравнений, задаваясь различными значениями
углов а и аь будем получать различные значения х и у, xt и уг,
т. е. абсциссы и ординаты точек линий пересечения на развертках
того и другого цилиндров.
Характер линии пересечения зависит от относительного рас-
положения цилиндров, т. е. от величины с — расстояния между
осями.
86
Табл. 6, а также табл. 7 и 8 позволяют проследить, как изме-
няется вид линии пересечения на развертках в зависимости от
относительного расположения цилиндров I и II.
Такие таблицы значительно облегчают работу конструктора,
строящего развертку, так как он заранее может узнать, какой
примерно характер должна иметь линия пересечения.
Как видно из табл. 6, два цилиндра могут пересекаться:
1) по одной кривой линии (рис. а, б, в), что имеет место, если
1, причем, если с > R, то кривая имеет выпуклую
форму, а если с < R, то линия пересечения имеет вогнутость;.
2) по двум кривым линиям, имеющим одну общую точку
(рис. г, табл. 6), если с-г 1;
3) по двум отдельным кривым (рис. д, ё), если 2.f <С 1;
4) по двум кривым, пересекающимся в двух точках (рис. ж).
87
Таблица 6
Развертки поверхностей круговых цилиндров,
оси которых скрещиваются под углом (3 90”
88
Продолжение табл. 6
Таблица 7
Развертки поверхностей круговых цилиндров,
оси которых скрещиваются под углом 0 = 60°
Взаимное расположение цилиндров Вид кривых пересечения иа развертках
89
Продолжение табл. 7
Взаимное расположение
цилиндров
Вид кривых пересечения на развертках
90
Продолжение табл. 7
Взаимное расположение
цилиндров
Таблица 8
Развертки поверхностей круговых цилиндров,
оси которых скрещиваются под углом р = 30°
Взаимное расположение цилиндров
Вид кривых пересечения
на развертках
91
Продолжение табл. 8
92
Продолжение табл. 8
Пример вычисления координат приводится для первых трех
случаев, поскольку четвертый случай аналогичен сечению цилин-
дров плоскостью и рассмотрен в гл. III.
Пример. Построить линию пересечения па развертках по-
верхностей цилиндров / и //, если 7? — 30 мм; г = 20 мм и с
= 40 мм (расчет ведется в см; рис. 65).
Определение координат линии пересече-
ния на развертке поверхности цилиндра /.
1. Подставляем в уравнение (24) значения R, г и с (в см), полу-
чаем
у2, —9 cos3 а 4 24 cos а — 12.
2. Углы а и а, в некоторых случаях изменяются в пределах
от 0 до ±180°, а в некоторых случаях — в значительно меньшем
интервале. Поэтому, прежде чем задаваться значениями этих
углов, следует определить пределы их изменения.
Определяем а = а„|ах.
При у = 0 а = а„,ах,
отсюда
0 —9 cos2 а„|ах г 24cosaniax— 12;
cosamax = 4- 0,667; ашах = ±48° 10'.
Следовательно, значения а можно брать в пределах от 0
до 48° 10'.
93
3. Определяем по формуле (24) значение у, например, для а —
= 0,15, 30 и 45° (можно взять и другие углы).
При а = 0° у = t/max; t/Lx = —9 + 24 — 12; у = ± ]/3 =
= ± 1,73 см.
При а = 15° у2 = г2 — (с — R cos 15°)2 - 22 — (4 — 3 X
X 0.9659)2 = 2,785; у = ±1,67 см.
При а = 30° у = ± 1,42 см.
При а 45° у = ±0,68 см.
4. Определяем величины х для тех же значений а по формуле
(23), помня, что значения а здесь должны быть выражены в радиа-
нах
образующих а в град а в рад х — Ra (рад) в см
0 0 0 0
1 15 0,2618 0,785
2 30 0,5236 1,571
3 45 0,7854 2,356
4 48° 10' 0,8407 2,522
Для перевода градусной меры в радианную можно обойтись
и без табл. III. В этом случае пересчет производится следующим
образом:
_ 2 л 0
аРад ~ 360° а ‘
Так, для а = 15° будем иметь
- з^-15° = 0,2618.
Таким образом, для линии пересечения на развертке цилиндра I
может быть составлена следующая таблица координат:
№ образующих а в град X в мм у в мм
0 0 0 ±17,3
1 ±15 ±7,85 ±16,7
2’ ±30 ±15,71 ±14,2
3 ±45 ±23,56 ±6,8
4 ±48° 10' ± 25,22 0,0
Для нанесения на чертеж координаты следует округлить до
целых миллиметров или до 0,5 мм.
Определение координат линии пересе-
чения на развертке поверхности цилин-
дра II.
1. Подставляя в уравнение (26) значения R, г и с (в см), полу-
чаем
yl = —4 cos2 аг + 16 cos — 7.
1 Перевод градусной меры в радианную см. в табл. III (приложение).
94
2. Определяем 04 — almax.
ПрИ yr — 0 OCjl Oti max*
О = 4 cos otj max -|“ 16 cos otx max 7,
COS <Xx max = - ±—84'—4— = °’5; “1 max =±60°.
3. Определяем по формуле (26) значения при 04 = 0, 15,
30 и 45°.
При 04 0 //j =-- yt 111ах;
//i,nax R -(с -rcosO'J2; z/i,nax = 9 —(4 —2-1)2 5;
У1 max = ±2,24 см.
При 04 = 15° ух = ±2,17 см.
При 04 = 30° у! = ±1,98 см.
При 04 = 45° уг = ±1,55 см.
4. Определяем по формуле (25) значение x-l для тех же значе-
ний 04.
№ образующих а, а_град ах в рад
0 0 0
1 15 0,2618
2 30 0,5238
3 45 0,7854
4 60 1,0475
х, = га, (рад) в см
0
0,5236
1,0476
1,5708
2,0950 •
5. Составляем таблицу координат:
№ образующих
0
1
2
3
4
а, в град
0
±15
±30
±45
±60
X, в мм
0,0
±5,24
±10,48
±15,71
± 20,95
Ht в мм
±22,4
±21,7
±19,8
±15,5
±0,0
Как и для цилиндра I, координаты округляются до целых
миллиметров (или 0,5 мм).
На развертках поверхностей цилиндров I и II кроме координат
точек линии пересечения должны быть проставлены координаты
их начала 0 и 01г т. е. размеры Llt Hlt llt hx, а также длина и вы-
сота всей развертки.
Пересечение поверхностей круговых цилиндров, оси которых
скрещиваются под произвольным углом р. На рис. 66 изображены
два круговых цилиндра с радиусами R и г, оси которых скрещи-
ваются под произвольным углом р и отстоят друг от друга на ве-
личину с.
Линия пересечения на развертке цилиндра I определяется по
уравнениям:
х = Rapad\ (27)
у = р- [/? cos р sin а ± Угъ — (с — R cos а)2] (28)
95
Линия пересечения на развертке цилиндра // определяется по
уравнениям:
*1 = Г^1рад\ (29)
г/i = [г cos р sin ах ± ]//?2 — (с — г cos о^)2]. (30)
Для того чтобы проследить, как изменяется вид линии пере-
сечения в зависимости от относительного положения цилиндров,
Рис. 66
составлены табл. 7 (Р = 60°) и табл. 8 (Р = 30°). Таблицы состав-
„ г 1 с
лены для тех же значении -у = -ру и у _г с таким расчетом,
чтобы можно было иметь представление не только о том, как изме-
няется линия пересечения в зависимости от д°__г при Р = const,
но и как изменяется линия пересечения с изменением угла р при
— =-• const.
R — г
В тех случаях, когда все образующие поверхности одного ци-
линдра пересекаются поверхностью другого, как это часто имеет
96
место в конструкциях котлов, развертка внутренней части ци-
линдра отмечена штриховкой (см. рис. г, д, е, табл. 7).
Пример. Построить линии пересечения на развертках по-
верхностей I и II цилиндров, если R = 30 мм, г = 20 мм, с =
= 40 мм ир — 60°.
Построение линии пересечения на цилиндре I.
1. Подставляем в уравнение (28) значения R, г, с, р, получаем:
У = ~“б+“ [3 cos 60° sin а ± V22 —(4 — 3 cos а)2];
У = |3-0,5sina ± ]/4 — (4 — 3 cos а)2].
2. Определяем атах. В случае, если угол р 90°, то при
у = 0 а =R атах. Определяем атах графически, вычертив про-
фильную проекцию. Так, для рис. 66
°+ах 30 .
3. Определяем значения упри а=0,
15, 30 и 45°.
При а = 0
« = ± т^/4-(4-3.1Г -
= ± 2,0 см.
При а = 15°
» = -sir [3-0,5-0,2588 ±
+ ]/4 —(4 — 3-0,9659)2];
Рис. 67
t/ = -o^r(o>3882 ± !>67);
у 2,376 см\ Ух = —1,48 см.
4. Определяем значение х по формуле (27) при тех же а (так же,
как и в предыдущем примере).
5. Составляем таблицу:
№
образующих а в град X в мм Ух в мм у в мм
0 0 0 -1-20 —20
1 15 7,8 + 14,8 —23,7
2 30 15,8 +7,7 —25,1
3 45 23,5 •4*4,4 —20,1
4 50 26,2 —13,3 —13,3
Координаты на развертке должны быть округлены и простав-
лены на рис. 66. Расчеты для цилиндра II аналогичны.
Пересечение поверхностей двух эллиптических цилиндров.
На рис. 67 даны два эллиптических цилиндра, оси которых
7 Н. Н. Высоцкая и др. 97
скрещиваются под углом (3. Расстояние между осями цилиндров
равно с. Линия пересечения на развертке поверхности первого
цилиндра определяется по уравнениям Е
х = агЕ ; (31)
У — 'cJ'ft' I"«icos Р sin а ± Уbl — (с — ^cos а)21 . (32)
Линия пересечения на развертке поверхности второго цилиндра
определяется уравнениями:
Xi = a2E^, ах); (33)
У1 = ИНТ [°2cosР sln а ± V V6?—(с~ &2cosai)2] • (34)
Как находить абсциссы х, т. е. длины дуг эллипса, по задан-
ному значению угла а, рассмотрено в ч. I, п. 7.
Определение ординат точек линии пересечения по форму-
лам (32) и (34) не отличается от вычислений, рассмотренных
в предыдущих примерах, и не требует пояснений.
Следует заметить, что при [3 = 90° уравнения (32) и (34) при-
нимают вид:
у = ± -у- — (с — bx cos a)2;
Уl -= ± -f; (С —&2C0S OCj)2 .
Построение развертки поверхностей при пересечении эллипти-
ческого цилиндра с цилиндром вращения. Если цилиндр / на рис. 66
будет эллиптическим, то уравнения линии пересечения на раз-
вертке его поверхности имеют вид:
х = а,Е —, а);
1 \ О1 / ’
у ” sin~p~ [aicos₽sina ± У7"2 — (с — &iCosa)2] .
Уравнения линии пересечения на развертке поверхности кру-
гового цилиндра имеют вид:
х — гаг\
У = "iiTp р2 cos 0 sin “i ± X" jA? —(с —/'cosai)2] •
По этим формулам могут быть вычислены координаты точек
линии пересечения на развертках обоих цилиндров совершенно
так же, как в предыдущих случаях.
1 Значения эллиптических интегралов Е см. на стр. 34—35.
98
Построение разверток при пересечении поверхностей парабо-
лического цилиндра с цилиндром вращения. На рис. 68 изображен
круговой цилиндр I с радиусом основания R и параболический
цилиндр //, уравнение сечения которого может быть представ-
лено в виде х2 = 2 рг, где р — фокальный параметр параболы.
Оси цилиндров скрещиваются под прямым углом. Расстояние
между осями цилиндров равно с.
Линия пересечения на развертке
ляется по уравнениям:
s = Rapad; (35)
(с — 7? cos а)3
Z - 2~ . ^0)
кругового цилиндра опреде-
Линия пересечения на
развертке параболического
цилиндра определяется по
уравнениям:
У-- ±У/?2-(с-х)2. (38)
Значения х, как видно из чертежа, меняются в пределах
с — /? < х < с + R.
Можно от переменной х перейти к переменной а, так как х -
-с— R cos а. Тогда уравнение (38) принимает вид
у = ± R sin а.
Значения а меняются в пределах 0<а<360°. Отсчет угла а про-
изводится от образующей цилиндра, проходящей через точку Ох.
Следует заметить, что при с — 0 уравнения (36) и (38) прини-
мают вид:
_ R2 cos3 а
z~ 2р ;
у =- ± ]Л?2 — х2.
При с — R эти же уравнения принимают вид:
Я2 /1 \2
z-~2^-(l—cosa)2;
у — + Vx(2R — х).
7*
99
16. СОВМЕСТНЫЕ РАЗВЕРТКИ ДВУХ ПОВЕРХНОСТЕЙ
Совместной разверткой двух взаимно пересекающихся развер-
тывающихся поверхностей является такая их развертка, когда
она получается для той и другой поверхности единой, без обра-
зования разрывов и складок [4]. Очевидно, в этом случае задан-
ные поверхности на развертке переходят непосредственно одна
в другую и разделяющей линией является линия их пересечения.
На рис. 69, а изображены прямой круговой конус I и усечен-
ный прямой круговой конус II. Линией их пересечения будет
окружность их общего основания. Чтобы получить совместную
развертку этих поверхностей, необходимо равенство их конус-
ностей, т. е. если задан конус /, то конус // нельзя выбрать про-
извольно. Рассмотрим его построение. Пусть конус / задан высо-
той Н и диаметром основания d, тогда, отложив от основания по
другую сторону от вершины S высоту Н, находим вершину Sx
искомого конуса //. Затем поверхность этого конуса ограничи-
ваем на заданной высоте Н -г Нх плоскостью, параллельной или
наклонной к основанию, как это выполнено в последнем случае
на рис. 69, а. Тогда положение секущей плоскости должно быть
задано еще углом |3. Для построения совместной развертки нужно
вычислить по уже известным формулам (8) и (9) длину образую-
щей R прямого кругового конуса, центральный угол его раз-
вертки <р и определить построением натуральные длины образую-
щих Si/j, Sr?1( • . ., соответственно равные S11O,
. (рис. 69, а), разделив предварительно половину окружности
диаметра d на равное число частей, например на шесть частей.
Для построения более точной развертки длины образующих
SjOg, SJ 0, S^o, Si50, • • > могут быть рассчитаны по фор-
муле (16), где при нумерации образующих согласно рис. 69, а
в знаменателе нужно поставить знак минус и углы ka отсчиты-
вать от цифры 0. Далее, в этой формуле величина L будет рав-
няться /?]. В зависимости от заданных размеров будем иметь
/?!=/(д+Д1)2[1+(4)2]-
Входящие в формулу (16) значения cos ka могут быть взяты
из табл. 5.
Совместная развертка поверхностей прямого кругового и усе-
ченного конусов изображена на рис. 69, б. Ее построение ясно из
чертежа.
Как видно, линией, разделяющей развертки обоих конусов,
является дуга окружности радиуса R, т. е. развернутая линия
их пересечения 6—0—6.
На рис. 70, а изображены две взаимно пересекающиеся по-
верхности. Одна из них является поверхностью прямого
кругового конуса с вершиной S (s, s'), а другая коническая
100
3
Рис. 70
102
поверхность задана вершиной Sx (sp s') и направляющей кривой
О—1г—2,, . . которая является^липией их пересечения и пред-
ставляет собой пространственную кривую (кривую двоякой кри-
визны). Положение вершины конуса 32 выбрано не произвольно,
а определено на основании некоторой зависимости.
Пусть прямой круговой конус задан диаметром окружности
основания d и длиной образующей, которая равна некоторой
величине а (рис. 70, б). Продолжив одну из его контурных обра-
зующих, например правую, откладывают на ней отрезок s'm,
равный а 0 + cos -20, где ср — центральный угол развертки
этого конуса, равный при заданных его размерах —-—. Затем
из полученной точки т описывают дугу радиусом, равным а х
Х0 —cos а из точки п—дугу, радиусом, равным а. В пере-
сечении этих дуг и определится вершина Sj второй конической
поверхности. При такой зависимости двух построенных кони-
ческих поверхностей их развертка будет совместной, и линия,
разделяющая развертки, будет представлять собой половину
дуги эллипса с большой осью, равной 2а, и малой осью, рав-
ной 2Ь, где b равно a sin -2-, а вершины конусов 3 и Зъ совпадут
с фокусами эллипса.
Построение совместной развертки (рис. 71) следует начать
с построения половины эллипса по его большой и малой осям
любым общеизвестным способом. Затем из центра эллипса С по
большой оси для нахождения фокусов откладывают равные от-
резки CS и CSlt где
CS = CS1 = acos-2-,
и определяют таким образом положение вершин 3 и 3Р
Далее приступают к построению развертки поверхности пол-
ного кругового конуса. Для этого из точки 3, как из центра, опи-
сывают дугу радиусом, равным а 0 + cos -20 и через точку 3
и концы малой оси проводят крайние образующие сектора раз-
вертки. Затем, каждую половину полученной длины дуги делят
на равное число частей, например на шесть частей, и полученные
точки делений соединяют с точкой Si. Далее, отмечают точки
пересечения построенных образующих с эллипсом, т. е. точки 10,
20, 30, . . ., 60 и соединяют их с точкой Зг Полученные линии
являются образующими конуса I. Для построения кривой 62—
б>2—б2, ограничивающей развертку поверхности конуса II, посту-
пают следующим образом. Половину окружности основания пол-
ного конуса I делят на такое же число равных частей (рис. 70, а),
как и половину дуги сектора его развертки (рис. 71), т. е._
103
в данном случае на шесть равных частей и через полученные
точки проводят его образующие. Затем на фронтальной проекции
одной из контурных образующих, например на s'6', от вершины s'
откладывают отрезки s'l'o, s'2'Q, . . s’5'0, соответственно равные
отрезкам Sl0, S20, . . S50 развертки. Полученные точки /0,
20, . . ., 5о сносят на соответствующие фронтальные проекции
образующих s’ Г, s'2', . . s'5' параллельно основанию и полу-
Рис. 71
чают точки 2', . . ., 5', определяющие совместно с точками О'
и 60 фронтальную проекцию линии пересечения, и затем строят ее
горизонтальную проекцию 0—1—2, . . ., 60. Через точки О',
Гх, 2', . . ., 6' проводят фронтальные проекции образующих ко-
нуса II и отмечают точки их пересечения 0’2, Г2, 2'v . . ., 6'
с фронтальной проекцией линии, ограничивающей его на заданной
высоте Н. Горизонтальные проекции этих точек 02, /2, 22, . . ., 62
определяют горизонтальные проекции образующих.
Соединив точки 02, /2, . . ., 62 плавной кривой, получают
горизонтальную проекцию ограничивающей линии. Обычным прие-
мом строят натуральные длины образующих SY12, Sx22, . . ., Sx52
и откладывая их длину и длину образующих и S^,
104
которая определяется непосредственно из рис. 70, а, на соответ-
ствующих образующих развертки конуса с вершиной (рис. 71),
получают точки 02, /2, 22, . . ., 62. Затем эти точки соеди-
няют плавной кривой.
Для получения изделия изгибают развертку II по эллипсу
пересечения и свертывают ее совместно с разверткой I.
На рис. 72, а приведен еще один пример двух взаимно пересе-
кающихся поверхностей, развертка которых является совмест-
ной [5]. Одна из них принадлежит поверхности прямого кругового
цилиндра диаметра d любой заданной высоты, а вторая — кони-
ческая поверхность с вершиной в точке S (s, s'), а ее направляю-
щей является линия пересечения поверхностей N—1—2, . . М.
Эта поверхность тоже может быть ограничена на любом требуемом
уровне. На рис. 72, б показано построение вершины S, которая,
как и в предыдущих случаях, не может быть выбрана произвольно.
На крайних образующих фронтальной проекции цилиндра
нужно построить точки п' и т' с выбранной разностью высот Н
, n2R2
и из точки т описать дугу, радиусом, равным - , а из точки п —
D2 / d \
дугу радиусом, равным -|- Н (где R = -у }. В пересече-
нии этих дуг определится фронтальная проекция искомой вер-
шины s' и затем находится ее горизонтальная проекция s. Далее,
коническую поверхность ограничивают на уровне Н. В резуль-
тате такого построения, развертка конуса и цилиндра будет
совместной. Разделяющей их линией, как и в предыдущих слу-
чаях, является развернутая линия их пересечения, которая теперь
будет представлять собой параболу с раскрытием дуги, равным
2лД. Вершина конуса S совпадает с ее фокусом, фокальное
расстояние будет равно SN, т. е.
Л- SN
2 ° 4Н ’
д2 D2
a SM = Н является фокальным радиусом.
На развертке (рис. 72, в) парабола может быть построена гра-
фически по хорде, равной 2лД, и стрелке Н (рис. 72, г), или по
ее уравнению
х2 — 2/?z,
где
= 2/д^_\
Р 4Н )
Ввиду симметрии развертки, построена ее половина.
Далее, делят длину лД на равные части, например на шесть
равных частей (для большей точности дальнейшего построения
кривой на рис. 72, а отрезок М5 разделен точкой А пополам),
и через полученные точки делений проводят образующие
105
Рис. 72
106
цилиндра до пересечения с дугой параболы в точках 10, 20, 30,. . .
Затем, определив положение вершины S, через нее и полученные
точки 10, 20, 30, . . . проводят образующие конуса.
Чтобы построить очертание кривой, ограничивающей раз-
вертку поверхности I конуса, поступают следующим образом.
Половину окружности основания цилиндра высотой Н (рис. 72, а)
делят на такое же число равных частей, как и половину ее длины
на развертке, т. е. на шесть равных частей, и через фронтальные
проекции точек деления Г, 2', 3', . . . проводят образующие
цилиндра, затем на них откладывают отрезки Г10, 2'2Q, 3'03'0, . . .,
соответственно равные отрезкам 1—10, 2—20, 3—30, • • раз-
вертки.
Полученные точки 2', 3', . . . совместно с ранее построен-
ными точками т' и п' определяют фронтальную проекцию линии
пересечения и, следовательно, фронтальную проекцию направ-
ляющей конической поверхности. Ее горизонтальная проекция
совпадает с горизонтальной проекцией цилиндра. Далее, через
точки п', Гй, 2'0, 3'0, . . . проводят фронтальные проекции обра-
зующих конуса и отмечают их точки пересечения п', 22, • • •
с фронтальной проекцией, ограничивающей его линии на задан-
ном уровне. Затем строят горизонтальные проекции этих обра-
зующих и на них горизонтальные проекции точек /г2, /2, 22, 32, . . .
Обычным приемом находят натуральные величины отрезков обра-
зующих NN2, 12, 20—22, ... и откладывают их на соответ-
ствующих образующих развертки конической поверхности. Полу-
ченные точки N2, 12> • • • соединяют плавной кривой.
При необходимости более точного построения развертки эти
отрезки образующих могут быть рассчитаны аналитически по
формуле
L — j/ Z2 + (х2 Хо)2 (у2 Уоу,
где х2 и у2 определяются из уравнения кривой, ограничивающей
коническую поверхность в плоскости XOY:
Xi = Xi + (х0 — хх) 21 ;
Z1 Zq
2
Уз — Уо , _2 '
г1 — г0
х0, Уо, г0 — из уравнения параболы, навитой на поверхности
цилиндра:
х0 = R (1 — cos t);
у0 = R sin t\
г° — Н 1-----J ,
107
t — параметр, выражающий величину угла в радианах; и zx
являются координатами вершины S (рис. 72, б) и опреде-
ляются из уравнений:
7/2 . D И
Х1~ 2R К 8 “г 2R Z1’
~ . н (л2 8)
Zi - л 4//
Взаимно пересекающиеся поверхности, развертки которых
являются совместными, могут быть использованы, например, при
изготовлении штампованных деталей.
Цилиндрическая поверхность и связанная с ней коническая
(рис. 72) могут служить также основой для проектирования
устройств, позволяющих свертывать ленту пластического мате-
риала в непрерывный цилиндрический рукав. При этом кони-
ческая поверхность является направляющей и обеспечивает плав-
ное поступление ленты в формующий цилиндр.
Глава VI
ПРИБЛИЖЕННЫЕ РАЗВЕРТКИ
НЕРАЗВЕРТЫВАЮЩИХСЯ ПОВЕРХНОСТЕЙ
17. ОБЩИЙ ПРИЕМ ПОСТРОЕНИЯ ПРИБЛИЖЕННОЙ РАЗВЕРТКИ
КРИВОЙ ПОВЕРХНОСТИ
В гл. I было уже указано, что только некоторые линейчатые
поверхности (торсы) могут быть теоретически точно развернуты
в плоскость, а именно те поверхности, образующие которых либо
параллельны между собой, либо пересекаются в одной точке. Все
другие поверхности как линейчатые, так и с криволинейными обра-
зующими, относятся к числу неразвертывающихся поверхностей.
Тем не менее, на практике приходится выполнять прибли-
женные их развертки с тем, чтобы путем местных растяжений
и уплотнений материала придать плоской заготовке при сверты-
вании требуемую форму поверхности.
Общий прием приближенного построения таких разверток
состоит в том, что заданную поверхность разбивают на
отдельные элементы и аппроксимируют (заменяют) их элементами
развертывающихся поверхностей, которые и развертывают. Как
правило, аппроксимирующие поверхности или описы-
ваются или вписываются в заданную поверхность.
Чем на б о л ь ш е е число элементов разбивается кривая по-
верхность, тем ближе аппроксимирующие поверхности будут
по форме воспроизводить заданную.
108
Линейчатые поверхности обычно заменяются многогранными
с гранями в виде треугольников (или параллелограммов).
Криволинейные поверхности, например поверхности враще-
ния, — цилиндрами и конусами и т. п.
Обратимся, например, к рис. 2, на котором изображена в орто-
гональных проекциях одна из таких поверхностей. Если построить
на ней достаточное число образующих, то вся поверхность будет
разделена на ряд узких четырехугольников, конечно, не плоских,
а пространственных, так как соседние образующие не парал-
лельны между собой и не лежат в одной плоскости. Но, проведя
диагонали в каждом четырехугольнике, мы сможем разбить его
на два треугольника, являющихся заведомо плоскими фигурами.
Надо определить истинные величины сторон этих треугольников
и построить их один за другим в натуральную величину. Совокуп-
ность всех треугольников и образует приближенную развертку
данной поверхности.
В отдельных случаях мы уже пользовались описанным приемом
и раньше — при построении разверток некоторых развертываю-
щихся поверхностей (например, п. 13).
Значительно сложнее строить развертки криволинейных по-
верхностей, в особенности в тех случаях, когда их образующая
изменяет свою форму по мере продвижения по поверхности (кри-
вые поверхности с образующими «переменного вида»). Одна из
таких поверхностей изображена на рис. 73 в трех ортогональных
проекциях.
Заметим прежде всего, что к самому чертежу, на основании
которого строится развертка данной поверхности, должны быть
предъявлены строгие требования.
Если бы, например, на рис. 73, а ограничиться изображением
только внешнего очерка поверхности, как мы делаем это в случае
конических или цилиндрических поверхностей, то по такому
чертежу было бы невозможно построить развертку, так как про-
странственная форма поверхности не выявляется подобным изобра-
жением.
Подробное описание способов изображения на проекцион-
ном чертеже криволинейных поверхностей на входит в нашу
задачу Е
Заметим только, что для этой цели данную поверхность пере-
секают рядом параллельных плоскостей и наносят на чертеже
проекции этих сечений.
Так, поверхность на рис. 73, а рассечена тремя горизонталь-
ными плоскостями, Рх; Р2; Р3 и двумя профильными Qx и Qs.
1 Отсылаем интересующихся к специальной литературе, например:
1) Д. А. Вильямс. Построение криволинейных поверхностей. М., Маш-
гиз, 1951;
2) А. Н. Кириллов. Сюрфасография. М., ОНТИ, 1937.
109
Число плоскостей может быть и больше в зависимости от харак-
тера поверхности. Линии горизонтальных сечений проектируются
без искажения на плоскость Н (кривые ab, cd и ef), а линии вер-
тикальных сечений — на боковую плоскость W (кривые т"п"
и
Эти кривые могут быть, следовательно, непосредственно ис-
пользованы для вычерчивания шаблонов, необходимых для изги-
бания плоской развертки и проверки полученной поверхности.
Рис. 73
Линии сечений разбивают поверхность на криволинейные че-
тырехугольники. Приближенную развертку каждого из них можно
образовать из двух треугольников, полученных проведением диа-
гоналей. В рассматриваемом примере поверхность разделена на
18 треугольников.
Для построения развертки поверхности необходимо опреде-
лить по проекциям истинные длины всех трех сторон каж-
дого треугольника. Как известно, они могут быть найдены
вычислением или графическим построением как гипотенузы пря-
моугольных треугольников. При этом следует иметь в виду,
что большая часть сторон повторяется в каждой паре смежных
треугольников, а некоторые из них проектируются в нату-
ральную величину либо на горизонтальную, либо на профиль-
ную плоскость проекций.
Результаты можно записать примерно в следующем виде:
ПО
№
трсуголь- Длины сторон
н ик ов G /2 ^3
1 16 21 21
2 21 9 14
3 14 25 21
4 25 21 12
£ £ £
18 17 1*4 19
После этого можно приступить к построению развертки
(рис. 73, б). Она строится в виде ряда примыкающих один к дру-
гому треугольников. Каждый треугольник строят по трем сторо-
нам, длины которых записаны в таблице.
Чтобы избежать накопления погрешностей, рекомендуется на-
чинать построение со среднего пояса (т. е. с треугольников 7, 8,
9, 10, 11, 12), затем присоединить к ним треугольники верхнего
и нижнего рядов. Получающаяся при этом небольшая неувязка
(вследствие не совсем точного определения длины сторон) может
быть легко исправлена путем распределения ее между несколь-
кими смежными треугольниками.
Ломаные линии, ограничивающие развертку, заменяются
плавными кривыми, проведенными от руки или по лекалу. .
Таков наиболее общий прием построения приближенных раз-
верток неразвертывающихся поверхностей.
В зависимости от вида и свойств кривой поверхности могут
быть применены и другие графические способы построения раз-
верток. Эти частные способы рассматриваются ниже.
18. РАЗВЕРТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Элементы деталей машин, имеющих сферические (шаровые)
формы, обычно изготовляются посредством литья, штамповки или
механической обработки. Однако в случаях изготовления из листо-
вого материала форм днищ котлов, резервуаров, куполов, маячных
и понтонных поплавков, аэростатов и т. п., имеющих сферические
поверхности, пользуются построением их приближенных раз-
верток.
Известно, что поверхность шара F определяется формулой:
F = 4л/?2 = 12,566/?2 = nd2. Боковая поверхность шарового
пояса Fj = 2nRh, а поверхность шарового сегмента определяется
по формуле (рис. 74, а и б)
Fr = 2nRh = л (а2 + Я2).
Но так как сферическая поверхность принадлежит к неразвер-
тывающимся поверхностям, т. е. не может быть даже теоретически
111
точно развернута на плоскость, то развертку ее возможно осуще-
ствить только приближенно, путем вписывания в нее элементов
цилиндрических, конических или многогранных поверхностей.
Модель, изготовленная по приближенной развертке, практически
заменяет форму сферы. Из многочисленных вариантов приближен-
ной развертки шаровой поверхности на рис. 75 приводится ряд
примеров раскроя, часто применяемых на практике. Выбор ва-
рианта раскроя часто зависит от свойств материала, размеров
имеющихся в наличии листов, назначением поверхности.
Рис. 75
Рассмотрим несколько типичных вариантов разверток сфери-
ческих поверхностей.
Развертка из элементов цилиндрической поверхности. Через
ось шара NS проводим ряд меридиональных плоскостей, состав-
ляющих между собой равные углы (рис. 76). Плоскости делят
112
поверхность шара на ряд одинаковых сферических двууголь-
ников («лепестков»), которые можно принять приближенно за
отрезки цилиндрической поверхности.
В нашем примере шаровая поверхность радиуса 7? разделена
на 12 равных частей.
Для построения одного «лепестка» проводят вертикальную
прямую NS, равную х/2 длины большого круга. Отрезок ее ON =
2л2? лР и
= 4 = разделен на три равные части. Через точки деле-
Рис. 76
ния 0, 1 и 2 проведены параллельные прямые и на них отложены
отрезки АВ — ab\ CD = cd и EF = ef. Соединив плавными кри-
выми точки А, С, Е, N, F, D и В и построив нижнюю часть, сим-
метричную верхней, получим одну двенадцатую приближенной
развертки поверхности шара.
Остальные 11 двуугольников строятся аналогично.
Следует отметить, что это способ дает наилучшее приближе-
ние к форме шара при свертывании разверток [6].
Построение точек контура развертки «лепестка» можно выпол-
нить и таким способом, как показано с правой стороны развертки.
На АВ, как на диаметре, строим вспомогательную полуокруж-
ность и делим ее на столько равных частей, на сколько разделена
полуокружность меридиана (в данном случае на 6). Промежуточ-
ные точки контура: С, Е, F, D получаются в пересечении верти-
кальных прямых, проведенных через деления вспомогательной
окружности, с горизонтальными прямыми CD и EF.
8 Н. Н. Высоцкая и др, 113
Координаты точек контура развертки могут быть определены
и аналитически по формулам (1), (2).
Развертка по меридианам и параллелям. В этом случае длины
отрезков АВ, CD и EF (рис. 77) определяются по зависимостям:
/0 = АВ = ;
и п »
- CD = ;
1 п ’
/2 = EF =--
п
где п — число делений большого
круга (экватора или меридиана).
В остальном построение фигуры
одного «лепестка» не отличается
от предыдущего.
Вычисленные величины /0,
12, Для шара радиуса R = 1
при различных значениях п приве-
дены в табл. 9.
Развертка из двух шаровых сегментов и элементов шарового
пояса. Приближенно развертку шара можно образовать из двух
шаровых сегментов и шарового пояса, разделенного меридианами
на п равных частей (рис. 78).
Удобно основание сегмента взять на таком расстоянии h от
центра, чтобы хорда Г—3' равнялась стороне вписанного шести-
угольника, т. е. радиусу шара R. Тогда дуга а'—1', очевидно,
будет равна 1/в длины большого круга:
Таблица 9
Величины I при различном числе п делений большого круга шара
л = 8 п = 12 п — 16 п = 24 п = 32
/„=0,7854 4= 0,5236 /„=0,3927 /„=0,2618 4=0,1964
4=0,5554 4= 0,4535 4=0,3648 4=0,2529 4=0,1926
4=0,2618 4=0,2777 4=0,2267 4=0,1815
4=0,1503 ’ 4=0,1851 4=0,1633
4=0,1309 4=0,1389
4=0,0676 4=0,1091 4= 0,0751 4=0,0383
114
При этом контур развертки одного элемента шарового пояса вы-
черчивается очень просто: на вертикальной прямой откладываем
2 л;/?
отрезок CD = ^а' — Г — , отрезок ООг = 1,57? и отрезок
С02 = 1,50; затем проводим из центров и 02 радиусами С02
и DOt дуги А А и ВВ и откладываем на них АА = ^аа и ^ВВ =
— bb. Дуга аа = дуга . Все эти величины из-
вестны. Боковые стороны АВ также очерчиваются радиусом, рав-
ным 1,5/9.
Рис. 78
Развертки каждого из двух замыкающих сегментов выпол-
няются в виде плоского диска, радиус которого R2 принимается
равным хорде Г—2', следовательно, несколько больше Др Для
того чтобы придать вырезанному из металла диску выпуклую
форму, его обжимают на соответствующей оправке ударами мо-
лотка или с помощью пресса.
Развертка при замене шаровых элементов цилиндрическими и
коническими поверхностями. Шар рассекаем несколькими гори-
зонтальными плоскостями (рис. 79). Заменяем средний пояс 1
цилиндрической поверхностью, а поясы 2, 3 и 4 коническими.
Пояс 1 развертываем как прямой круговой цилиндр (п. 6, ч. I),
2 и 5-ю части — как усеченные конусы, а сегмент 4 — как пря-
мой конус с круговым основанием (п. 11, ч. I). Вершины конусов
обозначены через si, «2 и S3.
При большом диаметре сферы развертка каждого пояса может
быть разделена на отдельные части, размеры которых можно
8*
115
о
Рис. 79
Рис. 80
сообразовать со стандартными размерами листов материала.
На рис. 80 показан раскрой для получения шахматного располо-
жения швов.
Развертка из двух половин. Для обшивки сферических поверх-
ностей эластичными материалами (тканями) можно пользоваться
способом, предложенным акад. П. Л. Чебышевым х.
Очертание развертки полусферы имеет форму, изображенную
на рис. 81.
Развертка построена с помощью четырех касающихся одна
другой окружностей и сопрягающих их дуг. Размеры тп и pq
развертки равны между собой: тп = pq nR, где R — радиус
шара. Величины г и х определяются из уравнений:
2 (х + 2r) = nR и 2 (х + г)2 = (2г)2,
откуда
х = 0,27Д и г = 0,65Д.
Дуга т^! описывается из центра d, отстоящего от точки с
на расстояние cd 1,42Д.
Аналогично проводятся и другие сопрягающие дуги.
Такие две развертки из ткани натягиваются на поверхность
шара и сшиваются по концам диаметров т, q, п и р; затем сши-
ваются остальные части по дугам mq, qn, пр, и рт. Полученная
обшивка шара имеет всего один шов.
Другой вариант развертки поверхности шара, состоящей
из двух одинаковых частей, соединяемых одним швом, приведен
на рис. 82. Размеры на чертеже указаны по отношению к вели-
чине/), равной диаметру данного шара, увеличенному на толщину
материала. Этот способ применяется, например, заводом резино-
вых изделий «Красный треугольник» для обшивки теннисных мячей.
1 П. Л. Чебышев. Исследование о кройке одежды. Труды института
науки и техники, АН СССР, 1936.
117
Развертки вырубаются из мягкого сукна специальным штампом,
причем оси симметрии их располагаются под углом 45° к направ-
лению волокон основы ткани, чем достигается более равномер-
ное растяжение материала. Затем пара разверток приклеивается
накрест к поверхности мяча резиновым клеем и обжимается в сфе-
рической форме.
Развертка поверхности шара, усеченного плоскостью или од-
ноосной с ним поверхностью вращения. Сечение шара плоскостью
всегда представляет собой окружность, т. е. плоскую кривую.
Рис. 83
Как было выяснено в п. 15, ч. I в пересечении шара с цилиндром,
конусом или другой поверхностью вращения тоже получается
окружность при условии, если ось поверхности вращения про-
ходит через центр шара. Следовательно, все эти случаи аналогичны
один другому. Например, сечение шара, представленное на рис. 83,
118
можно рассматривать как сечение его плоскостью Р или как пере-
сечение с круговым цилиндром А. Вместо цилиндра можно было бы
предположить круговой конус или иную поверхность вращения.
Развертка поверхности шара во всех этих случаях будет одна
и та же.
Для ее построения строят сначала полную развертку шара
(или его части), например, так, как было показано на рис. 76 и 77.
Затем отмечают точки пересечения следа секущей плоскости
с меридианами, т. е. точки L, М, N и пр., и переносят их на раз-
вертку каждого «лепестка», откладывая истинные длины дуг AL,
ВМ, CN и т. д. Истинные длины этих дуг определяются на фрон-
тальной проекции путем сноса по рейсшине точек т', п', k' на
очерк шара: ^ВМ — е т\, .^CN — е п\, uDK = exk\.
Длины дуг AL и EF непосредственно дают их фронтальные про-
екции а'1' и e'f. Точки М, N и Д должны быть нанесены дважды
в одном уровне на каждой паре смежных «лепестков». Отмеченные
на развертке точки соединяются прямыми линиями.
19. РАЗВЕРТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ОБЩЕГО ВИДА
Аналогично развертке поверхности шара, рассмотренной выше
(рис. 76), могут быть построены развертки и других поверхностей
вращения. В качестве примера рассмотрим построение развертки
поверхности вращения, изображенной в двух проекциях на рис. 84.
Рассечем данную поверхность меридиональными плоскостями,
проходящими через ось, на 12 равных частей. На горизонтальной
проекции линии сечения изобразятся прямыми, совпадающими
с радиусами окружности. Для построения развертки одной части
поверхности проведем вертикальную прямую и нанесем на ней
длину спрямленной линии a'i', откладывая последовательно
отрезки a'b', b'c', c'd', . . ., h'i'. Через точки деления проведем
ряд горизонтальных прямых и отложим на них длины дуг /х,
12, /3, . . ., /9 симметрично относительно осевой линии. Соединив
концевые точки отложенных отрезков плавными кривыми, получим
очертание развертки одной секции, т. е. одной двенадцатой
поверхности. Остальные секции являются повторением первой.
Нижняя цилиндрическая часть данной поверхности развер-
тывается, как обычно, в прямоугольник.
Чтобы нанести на развертку очертание отверстия, имеющегося
в заданной поверхности, возьмем на его проекциях ряд точек,
расположенных на меридианах и параллелях, пересекающих
контур отверстия (точки 1, 2, 3, . . ., 10).
Нанеся эти точки в соответствующих местах на развертках
соответствующих секций II, III, IV, V, соединяем их плавной
кривой и получаем очертания выреза. Легко заметить, что точки,
лежащие на меридианах, повторяются дважды на развертках двух
смежных секций.
119
Рис. 84
120
20. РАЗВЕРТКА ПОВЕРХНОСТИ КОЛЬЦА КРУГЛОГО СЕЧЕНИЯ
Круговым кольцом называется поверхность, образуемая вра-
щением окружности вокруг оси, расположенной в плоскости
окружности, но не пересекающей ее. Элементы этой поверхности
весьма часто встречаются в технических формах.
На рис. 85 дана фронтальная проекция одной четверти кольца
(колено трубы диаметра d).
Рис. 85
Приближенная развертка его поверхности может быть выпол-
нена несколькими способами.
Первое, наиболее часто применяемое приближение, может
быть получено следующим образом: делят данный отрезок кольца
на несколько равных частей (например, на три), пересекая его пло-
скостями, нормальными к поверхности; каждое звено принимают
за усеченный цилиндр и развертывают его так, как было указано
выше (см. рис. 17). Соединив между собой все три звена, получают
121
приближенную форму, составленную из отрезков цилиндрической
поверхности. Этим способом строят, например, развертки цилин-
дрических отводов воздуховодов из кровельной стали (стр. 166).
Второй способ построения развертки одного звена показан на
рис. 85,
по линии
о
Рис. 86
внизу. Звено разрезают вдоль центровой окружности
К.К. на две половины I и II и каждую из них разверты-
вают отдельно.
Для этого проводят гори-
зонтальную прямую и в ка-
кой-либо точке ее, отмечен-
ной цифрой 0, проводят к ней
перпендикуляр. Далее, в обе
стороны от точки 0 отклады-
вают на горизонтальной пря-
мой отрезки, отмеченные циф-
рами 1, 2, 3 и равные
(в данном случае-^-). Для
получения точек А—А от-
кладывают на перпендику-
ляре в обе стороны длину
дуги 10 (равную половине
дуги а'—а'). Остальные точ-
ки /, II и III получают засеч-
ками следующим образом:
точку I засекают из центров
1 и 0 радиусами, равными со-
ответственно и точку
II засекают из центров 2 и 1
, nd
радиусами z2 и—jg-; точку
III — йз центров 3 и II радиусами /3 и Найденные точки
соединяют плавной кривой.
Третий способ построения приближенной развертки той же
поверхности показан на рис. 86. При этом способе необходима
вторая проекция (на рис. 86 дана только половина боковой про-
екции). Развертка поверхности составляется из 6 (или 8) продоль-
ных полос, попарно равных одна другой. Разделив полуокружность
диаметра d на три равные части 0—1, 1—2 и 2—3 и спроектировав
полученные точки на диаметр, проводят ряд концентричных окруж-
ностей, которые и разбивают фронтальную проекцию на требуемые
полосы I, II и III. Каждую из них делят радиусом на несколько
равных секторов и в каждом секторе проводят диагональ, т. е.
разбивают полосу на криволинейные треугольники. При построе-
122
нии развертки стороны этих треугольников принимают за отрезки
прямых, длина которых равна длине хорд, стягивающих соответ-
ствующие дуги. При этом хорды дуг /0, /2 и /3 проектируются
в натуральную величину (так как они лежат в плоскостях, парал-
лельных V); диагональ d2 тоже проектируется на V в натураль-
ную величину; истинные же длины диагоналей dt и da необходимо
предварительно определить любым способом, известным из на-
чертательной геометрии. Третьи стороны всех треугольников оди-
nd
каковы и равны -g-.
Построение развертки каждой полосы производится сначала
в виде ряда примыкающих один к другому треугольников (из
которых каждый строится по трем известным сторонам I, d и -g— 1,
а затем контур развертки обводится кривыми линиями.
Так же, как и в предыдущем способе, вырезанные из листа
заготовки обжимаются на оправке для придания им желобчатой
формы и соединяются между собой вдоль длинных краев.
21. ВИНТОВЫЕ ПОВЕРХНОСТИ. ОПРЕДЕЛЕНИЯ
Перед тем, как дать определение винтовой поверхности, на-
помним образование цилиндрической и конической винтовых ли-
ний и построим их изображения с тем, чтобы в дальнейшем не
останавливаться подробно на построении ортогональных проекций
винтовых поверхностей.
Цилиндрическая винтовая линия, или ге-
лика, представляет собой траекторию точки, которая с постоянной
скоростью движется по образующей цилиндра вращения, в то
время, как сама образующая с постоянной угловой скоростью
вращается вокруг оси цилиндра.
Высота s, на которую переместится точка вдоль оси цилиндра
при одном полном обороте, называется шагом винтовой линии.
Построение проекций винтовой линии непосредственно следует
из ее образования (рис. 87).
Горизонтальная проекция винтовой линии совпадает с про-
екцией цилиндра т. е. является окружностью диаметра d. Для
построения фронтальной проекции окружность и шаг винтовой
линии делят на одинаковое число частей (на рис. 87 на 12).
В пересечении горизонтальных и вертикальных прямых, про-
веденных через одноименные точки деления, получают фрон-
тальные проекции точек О', Г, IV, . . ., XIV винтовой линии,
которые соединяют между собой плавной кривой.
Один полный оборот винтовой линии называется ее витком.
На развертке винтовая линия преобразуется в прямую, которая
может быть представлена как гипотенуза прямоугольного тре-
угольника, один катет которого равен nd, д другой — шагу з
123
винтовой линии. На развертке видно, что винтовая линия с об-
разующими цилиндра составляет постоянный угол, равный
90° — а. Следовательно, все касательные к винтовой линии будут
наклонены к горизонтальной плоскости под одним и тем же уг-
лом а, который называется углом наклона, винтовой ли-
нии: tga — откуда a = arctg
Следует заметить, что винтовая линия соединяет две точки
цилиндрической поверхности, не лежащие на одной образующей,
по кратчайшему расстоянию (при движении по поверхности).
Такие кратчайшие линии называются геодезическими
линиями данной поверхности.
Фронтальная проекция винтовой линии является сину-
соидой. Ее уравнение можно представить в виде
d . 2л
х — -5-sin-у.
2 S'.
Коническая винтовая линия представляет со-
бой траекторию точки, которая с постоянной скоростью движется'
по образующей конуса вращения, в то время как сама образующая
с постоянной угловой скоростью вращается вокруг оси конуса.
Для построения проекций конической винтовой линии (рис. 88)
окружность основания конуса и шаг s винтовой линии делят на
одинаковое число частей (на рис. 88 на 12) и проводят соответ-
ствующие образующие конуса. Для получения фронтальной
проекции винтовой линии точки деления шага сносят на соответ-
ствующие фронтальные проекции образующих и соединяют их
плавной кривой (О', Г, 1Г, . . ., Х1Г).
124
Горизонтальная проекция конической винтовой линии может
быть построена либо по фронтальной проекции, либо, как спираль
Архимеда, графическим способом, применяемым при се построе-
нии (построение, выполненное на рис. 88, ясно из чертежа).
Заметим, что коническая винтовая линия в отличие от цилин-
дрической пересекает образующие конуса не под одинаковыми
углами, а развертка ее не яв-
ляется прямой линией (она по
виду представляет собой тоже
спираль Архимеда). Винтовая
линия на конусе не является
геодезической линией этой по-
верхности.
Винтовой поверх-
ностью называется такая
поверхность, которая описы-
вается какой-либо линией —
образующей — при ее вин-
товом Движении.
Из определения следует, что
винтовая поверхность может
быть задана образующей и двумя
соосными цилиндрическими вин-
товыми линиями, которые будут
являться ее направляющими.
Наибольшее распростране-
ние получили линейчатые
винтовые поверхности
(иначе их называют геликои-
дами), т. е. такие поверхно-
сти, образующей которых явля
Геликоид называется п р я
Рис. 88
ется прямая линия,
м ы м, если его образующая
составляет с осью винтовой линии прямой угол, в противном слу-
чае он называется наклонным или косым.
Рассмотрим некоторые линейчатые винтовые поверхности и
их развертки, которые получили наибольшее распространение
в технике.
22. РАЗВЕРТКА ПОВЕРХНОСТИ ПРЯМОГО КОЛЬЦЕВОГО
ВИНТОВОГО КОНОИДА
На рис. 89 изображен прямой геликоид, который образован
движением прямолинейной образующей NM по двум направля-
ющим (цилиндрической винтовой линии и ее оси), причем во всех
положениях образующая составляет с осью прямой угол и остается
параллельной плоскости параллелизма (на рис. 89 горизонтальной
плоскости).
125
По способу образования такая поверхность относится к виду
коноидов и может быть названа винтовым ко-
ноидом.
Если пересечь винтовой коноид круговым цилиндром диа-
метра d, ось которого совпадает с осью коноида,, то линия их
пересечения будет также цилиндрическая винтовая линия того же
шага и с той же осью.
Поверхность, заключенная между винтовыми линиями, назы-
вается кольцев
ым винтовым коноидом (рис. 90).
Приближенная развертка одного витка
прямой винтовой поверхности кольцевого
винтового коноида представляет собой часть
плоского кольца, заключенную между двумя
концентрическими дугами (рис. 90, а). Дли-
на L большой дуги равна длине одного витка
внешней винтовой линии; длина I меньшей
дуги равна длине витка внутренней винто-
вой линии. Радиусы дуг Rx и г1 и угол вы-
реза а могут быть определены аналитически
или графически.
Аналитический способ. Обозначим ширину
винтовой поверхности через Ь, приче.м b =
_D — d
2 '
Как указано выше.
L - Vs2 + (лП)а и I = ]Аа + (ж/)'а.
Рис. 89 Так как винтовые линии развертываются
в две концентрические дуги при одном и
том же центральном угле, а такие дуги относятся друг
к другу как их радиусы, то
L R,
I ~ п ’
Отсюда
0 = ^7-. (39)
так как
Ri = гг + Ь. (40)
Угол выреза а определяется из пропорции:
а . __ 2л/?! — L
2л/?! ~
(41)
Пример. Пусть D = 50 мм; d = 20 мм; $ = 48 мм.
126
, 50 — 20 1П
Находим: о -------%— = 15 мм;
L - ]/482 + (л-50)2 ~ 164 мм;
I - ]/482 + (л-20)2 79 мм;
15-79 1л
ri 164 — 79 ~ 14 ММ’
Ri 14 15 ~ 29 мм;
2nRt 182 мм;
а = 182 ~ 164 360° ~ 36°.
Графический способ. Величины rlt Rv и а могут быть опреде-
лены также графическим построением, показанным на рис. 90, б.
Строим прямоугольные треугольники АВС и ЕВС, у которых
катет ВС — s =- • 48 мм, а катеты АС и ЕС равны длинам окруж-
ностей nD И nd. Величины nD и nd вычисляются или опреде-
ляются следующим построением: проводят прямую Оа под углом 30°
к вертикальному диаметру до пересечения в точке а с касательной,
проходящей через нижний конец того же диаметра. От точки а
откладывают на касательной длину трех радиусов и полученную
точку Ь соединяют с верхним концом диаметра. Отрезок Ьс равен
половине длины окружности.
Гипотенузы построенных треугольников выражают длины раз-
вернутых винтовых линий L и I.
127
Для построений длины г у откладываем на АВ от точки А отре-
зок AF -- I и от точки В отрезок ВК — Ь. Соединяем точки F
и Е прямой EF и через точку К проводим прямую AW || EF до пере-
сечения с BE в точке Л/. Тогда отрезок BN = rt — 14 мм. (Дей-
ствительно, из подобия треугольников BEF и BNK. следует, что
44" = Но BN = rx; BE = Z; ВК = b; BF = L — /; от-
dL Dr х 1
сюда г у = ) Радиус Rx = гх + Ь = 14 + 15 = 29 мм.
Его можно найти и непосредственно построением, если через
точку N провести прямую NM || АС до пересечения с АВ. Тогда
отрезок ВМ — Ry -- 29 мм. (Действительно из подобия треуголь-
L Р \
ников ВАЕ и BMN следует, что —г- — ——. )
Для построения угла выреза а откладываем на окружности
радиуса Ry разность между длиной окружности 2nRy и длиной
дуги L, равную 18 мм, и концы отложенной дуги соединяем
с центром.
При больших значениях D, d и s выполнение вышеописанных
построений в натуральную величину затруднительно. В таком
случае следует пользоваться аналитическим способом или выпол-
нять построения в уменьшенном масштабе, что снижает точность
результата.
С построением разверток прямых винтовых поверхностей
приходится иметь дело при изготовлении шнеков, винтовых транс-
портеров, лопастей вентиляторов и т. п. (п. 12, ч. II).
Выкроив из листа требуемое количество отдельных витков,
можно образовать из них винтовую поверхность. Для присоеди-
нения витков к поверхности цилиндра диаметром d, на последней
прочерчивают винтовую линию заданного шага s. Способы при-
соединения и соединения витков зависят от принятой технологии.
23. развертка поверхности прямого винтового коноида
ПЕРЕМЕННОЙ ШИРИНЫ
Если винтовой коноид, изображенный на рис. 89, пересечь
круговым конусом, ось которого совпадает с осью коноида, то
линией их пересечения будет коническая винтовая линия того же
шага и с той же осью (рис. 91).
Если в предыдущем примере ширина винтовой поверхности b
была постоянной и развертка получалась в виде части плоского
кольца, ограниченного двумя концентрическими окружностями,
то для данного примера, где внутренняя направляющая винтовая
линия расположена на конусе, ширина поверхности коноида
непрерывно изменяется от максимальной величины b до минималь-
ной Ьу.
Горизонтальная проекция внешней винтовой линии (цилин-
дрической) является окружностью, а проекция внутренней вин-
128
товой линии (конической) представляет собой спираль Архимеда.
Для построения развертки определяют предварительно вели-
чины и а (как было указано на стр. 126). Чертят окружность
радиусом 7?! и наносят на ней центральный угол а. Полученную
дугу, длина которой равна L, делят на несколько равных частей
D
(на рис. 91 на 12) и проводят радиусы через точки деления. На ра-
диусах Откладывают последовательно длины отрезков 0—0х\
1—2—2х и т. д., взятые с горизонтальной проекции, где они
изображаются в натуральную величину. Таким образом, получают
ряд точек — 1Ъ 2lt 31( . . ., 12t, соединяемых плавной кривой.
24. РАЗВЕРТКА ПОВЕРХНОСТИ КОСОГО ВИНТОВОГО ГЕЛИКОИДА
Как указывалось на стр. 125, косой геликоид — винтовая по-
верхность, отличающаяся от прямого геликоида тем, что образу-
ющие ее не перпендикулярны к оси цилиндра, а наклонены к ней
под некоторым углом а, не равным прямому. Таким образом, во
всех положениях каждая образующая поверхности остается парал-
лельной соответствующей образующей некоторого соосного ко-
нуса вращения с углом при вершине, равным 2а, который назы-
вается направляющим конусом.
9 Н. Н. Высоцкая и др. 129
Если поверхность косого геликоида пересечь соосным с ним
круговым цилиндром диаметра 2г (рис. 92, а), то линией их пере-
сечения будет цилиндрическая винтовая линия того же шага.
Поверхность, заключенная между двумя цилиндрическими
линиями, называется кольцевым косым (или на-
клонным) геликои-
дом.
Такого рода поверхность,
применяется, например, в уст-
ройстве винтовых сепарато-
ров зерноочистительных ма-
шин.
Графический способ. Для построения развертки одного витка
данной поверхности разбивают горизонтальную проекцию на
равные части (например, на 12) и принимают каждую из них за
равнобокую трапецию.
Боковые стороны всех трапеций равны. Натуральную величину
их дает фронтальная проекция О' — 0\ = b — ширине поверх-
ности .
130
Величина Ь может быть вычислена по формуле
6 = ^.
sin а
Две другие стороны, например 0—1 и 0г—llt равны соответ-
ственно-^- L и I, где L и / — длины одного оборота внешней
и внутренней винтовых линий (определение L и I см. на стр. 126).
Для построения трапеции необходимо знать еще длину ее диаго-
нали, например 0—1,. Определив любым известным способом ис-
тинную длину диагонали по ее проекциям (01\ и О Д), строим
приближенную развертку поверхности как ряд примыкающих
один к другому равных треугольников (рис. 92, б). Каждый тре-
угольник строится по трем известным сторонам. Затем вершины
треугольников обводятся плавной кривой.
Аналитический способ. Он основан на изгибании поверхности
косого геликоида на однополостный гиперболоид вращения,
поверхность которого затем аппроксимируется (заменяется) усе-
ченным круговым конусом [25]. Размеры развертки одного витка
(рис. 92, в) определяются по формулам
6- - К(2^)’+<Я-
P==57i3£_zL; б =
25. РАЗВЕРТКА ВИНТОВОЙ ПОВЕРХНОСТИ ПЕРЕМЕННОГО ШАГА
В рассмотренных выше примерах внешняя и внутренняя вин-
товые направляющие данных поверхностей имели один и тот же
шаг.
Вследствие этого угол подъема внешней винтовой линии
меньше, чем внутренней, т. е. последняя поднимается более круто.
Иногда требуется увеличить угол подъема внешней винтовой
направляющей, что достигается увеличением ее шага.
Таким образом, винтовые направляющие имеют в этом случае
разные шаги S и s, и сама поверхность называется винтовой
поверхностью с переменным шагом.
На рис. 93 даны проекции V4 полного оборота такой винтовой
поверхности. Один конец образующей движется по винтовой
линии шага S и радиуса R, а другой — по винтовой линии шага s
и радиуса г.
При этом угол, под которым образующая пересекает верти-
кальную ось, уже не остается постоянным (как это имело место
у косого геликоида) и отрезки образующей, заключенные между
9* 131
направляющими, тоже не равны между собой. Минимальная
длина этих отрезков /0 = 00r — R — г-, максимальная Z4 =
= ]Л(5 — s)2 + (/? — г)2, т. е. равна гипотенузе прямоугольного
треугольника, одним катетом которого является фронтальная
проекция 4 —4\, а другим — горизонтальная проекция того же
отрезка.
Построение приближенной развертки для х/4 полного витка
произведено тем же способом, что и в предыдущем примере, но
в данном случае приходится определять по проекциям истинную
длину каждой боковой стороны заменяемых трапециями отсеков
поверхности и каждой диагонали. Это выполнено на рис. 93
построением прямоугольных треугольников по известным из
начертательной геометрии приемам.
Что касается двух других сторон всех отсеков, то они, как
и в предыдущем примере, равны и где п — принятое число
делений одного оборота винтовых направляющих (в данном
случае п = 16). Величины L и I определяются, как указано
на стр. .12.6;
Часть вторая
ПРОИЗВОДСТВЕННЫЕ РАЗВЕРТКИ
Глава 1
ОСОБЕННОСТИ ЧЕРТЕЖЕЙ ПРОИЗВОДСТВЕННЫХ
РАЗВЕРТОК ПОВЕРХНОСТЕЙ
1. ПРЕДВАРИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
Во второй части книги рассматриваются составление и оформ-
ление рабочих чертежей разверток, передаваемых в цех для
изготовления. При составлении таких чертежей необходимо учи-
тывать:
1) толщину материала, из которого выкраивается развертка;
2) технологические требования тех процессов, посредством
которых предполагается придать плоской развертке требуемую
пространственную форму;
3) вопросы, связанные с нанесением на чертеж развертки раз-
меров, обеспечивающих ее разметку на металле и обработку в пло-
ском виде;
4) вопросы экономии материала, т. е. наиболее целесообраз-
ного раскроя листов для уменьшения отходов и обрезков.
Все эти особенности составления чертежей производственных
разверток мы и постараемся отразить в дальнейшем изложении —
сначала в общем виде, а затем — на ряде конкретных примеров.
На основании этих примеров можно выполнить чертежи разверток
поверхностей и в не предусмотренных в настоящей книге случаях.
2. УЧЕТ ТОЛЩИНЫ МАТЕРИАЛА
Как известно, при изгибании листа (рис. 94) его наружная
поверхность АА растягивается, а внутренняя ВВ сжимается,
вследствие чего дуга АА больше дуги ВВ. Неизменным по раз-
мерам остается только некоторый так называемый нейтральный
слой листа NN, расположенный приблизительно посередине тол-
щины листа s.
Поэтому расчет размеров производственных разверток, подвер-
гающихся изгибанию, производится именно поэтому нейтральному
слою, а не по заданным, наружным или внутренним размерам изт
делия.
133
Поясним это конкретными примерами. Пусть требуется по-
строить развертку цилиндрического патрубка (рис. 95), внешний
диаметр которого d} и внутренний d2 заданы. Толщина листа,
употребляемого для изготовления патрубка, равна s.
Как известно, развертка прямого кругового цилиндра пред-
ставляет собой прямоугольник, длина L которого равняется
длине окружности основания
цилиндра. Однако для вы-
числения этой длины нельзя
Рис. 94 Рис. 95
воспользоваться ни диаметром du ни диаметром d2: в первом
случае длина развертки L окажется излишне большой, а во вто-
ром — недостаточной.
Расчет размера L необходимо произвести по нейтральному
слою, т. е. по диаметру D, который равен, как это видно из чер-
тежа, d±—s или + s (если принять, что нейтральный слой
находится посередине между
поверхностными слоями).
Следовательно, для определе-
ния размераLразвертки (так
называемого разметочного
размера) следует воспользо-
ваться формулами
L --= л (di — s)
или
L — л (d2 + s).
Однако вышеприведенный
расчет предполагает, что тол-
щина материала s очень мала
по сравнению с радиусом из-
гиба, т. е. s R- В случае относительно малых радиусов за-
кругления и при значительной толщине изгибаемого материала
приходится считаться с тем, что при больших деформациях ней-
тральный слой уже не проходит посередине толщины материала.
Поэтому расчет длины изгибаемых участков следует производить
в этом случае не по средней линии, а по линии, проходящей ближе
к внутренней дуге, так как смещение нейтрального слоя проис-
ходит в сторону сжатых волокон.
134
Например, для определения размеров развертки скобы, пока-
занной па рис. 96 и изготовленной из полосовой стали толщиной s,
длина развертки L определяется как сумма нескольких слагаемых:
L — li -j- 2Zg 2/3 2с -J- 2с1;
причем для вычисления длины дуг с и с± заданные на чертеже
радиусы их закруглений г и гг должны быть увеличены не на
а только на -у (приблизительно). Общая длина развертки равна
сумме прямолинейных участков и длин соединяющих их дуг
с радиусами R и /?].
Более точно расчетный радиус R дуги определяется по формуле
R — г |- xs,
где г — внутренний радиус сгиба; s — толщина сгибаемого ма-
териала. Коэффициент х зависит от отношения его значения
приведены в табл. 10.
Таблица 10
Значение коэффициентов х при гибке прямоугольных заготовок
из стали марок 10—20 на 90° [18]
Г S 0,5 0,6 0,8 1,0 1,5 1,8 2 2,5 3 4 5
X 0,38 0,385 0,405 0,42 0,44 0,45 0,455 0,46 0,47 0,475 0,48
Из таблицы видно, что нейтральный слой тем больше смещается
от середины к внутренней поверхности, чем отношение -у- меньше.
При -~->5 нейтральный
слой проходит по середине
толщины листа.
На рис. 97 приведен еще
один пример, подтверждаю-
щий необходимость учета тол-
щины материала. Здесь изо-
бражена в поперечном разрезе
часть клепаного цилиндри-
ческого барабана. Соединение
концов развертки произво-
дится встык, при помощи двух
накладок Л и В и заклепочных
швов /, 2, 3 и 4. Для того чтобы отверстия под заклепки,
просверленные или пробитые в развертках обеих накладок
и самого корпуса барабана, точно совпали при сборке, необходимо
135
расстояние между их осями рассчитать по дугам радиусов Rlt R2
и 7?3, вследствие чего на всех трех развертках они будут раз-
личны.
Другими словами, если расстояние между рядами заклепок
на развертке накладки А равно т, на развертке корпуса — п,
на развертке накладки В—k, то
т: п : k == Rr: /?2: Кз-
Приведенные примеры поясняют общее правило учета толщины
материала при определении размеров технических разверток
гнутых деталей: размеры развертки должны
рассчитываться по нейтральному слою
листа.
Разумеется, не всегда соблюдение этого правила является
строго обязательным. Если толщина материала очень мала по
сравнению с размерами самого изделия и к последним не предъяв-
ляется особых требований в отношении точности, то можно и не
принимать ее во внимание.
Для упрощения расчетов размеров заготовок при изгибании
под углом 90° с малыми радиусами сопряжения можно пользо-
ваться формулой
L = /1 + /2 ± А,
где А — поправка, величина которой берется по табл. 11;
и 12 — длины прямолинейных участков детали, измерен-
ные до внутренних поверхностей ее сторон
(рис. 98, а).
Таблица 11
Поправки А при расчете заготовок, изогнутых под углом 90° [18]
S Г
0,5 0,8 1,0 1,2 1,5 2,0 2,5 3,0 4,0
0,5 0,12 0,00 —0,07 —0,17 —0,28 —0,49 —0,70 —0,92 —1,34
0,8 0,29 0,19 0,16 0,03 —0,08 —0,28 —0,48 —0,70 —1,12
1,0 0,40 0,30 0,24 0,10 0,05 —0,14 —0,35 —0,55 —0,98
1,2 0,50 0,42 0,36 0,28 0,18 —0,02 —0,21 —0,42 —0,84
1,5 0,61 0,58 0,53 0,46 0,36 0,17 —0,00 —0,22 —0,63
2,0 0,92 0,86 0,80 0,74 0,65 0,47 0,30 0,11 —0,31 ’
2,5 1,15 1,10 1,06 1,01 0,92 0,77 0,60 0,41 0,02
3,0 1,39 1,35 1,31 1,27 1,19 1,05 0,89 0,71 0,32
4,0 1,86 1,84 1,80 1,78 1,71 1,59 1,45 1,28 0,95
5,0 2,33 2,32 2,30 2,27 2,23 2,12 1,99 1,85 1,53
136
Величина поправки А рассчитана по формуле
А = Л_/?-2г,
где /? — радиус кривизны нейтрального слоя в мм\
г — внутренний радиус изгибания в мм.
В случае изгибания под углом без закруглений или с закругле-
ниями малого радиуса (г < 3s) можно также пользоваться фор-
мулой
= /1 Ч" /2 Ч~ s,
где x's — величина прибавки материала на закругление.
Рис. 98
Обычно эта величина принимается равной (0,4-г0,6) s [16];
при этом чем мягче материал, тем меньше может быть прибавка..
В тех случаях, когда изгибание ведут до соприкосновения
сторон (рис. 98, б), длину заготовки рассчитывают по формуле
L /х + Z2 — 0,43s.
Как указывалось в начале данного параграфа, при изгибании
листа (см. рис. 94) его наружная поверхность растягивается, а вну-
тренняя сжимается. Поэтому при слишком малом радиусе изгиба-
ния может произойти разрыв наружных волокон материала.
Минимальные радиусы изгибания должна быть определены
из того условия, что наибольшая деформация, которая может
быть допущена для наиболее растянутого волокна, не должна
вызывать напряжение, превышающее 0,8 величины истинного
сопротивления разрушению.
Согласно результатам исследований [18], минимальный допу-
стимый радиус изгибания зависит:
1)щот механических свойств изгибаемого материала;
2) от угла изгиба (рис. 96);
3) от направления линии изгиба относительно волокон про-
ката.
Допускаемый радиус изгиба тем меньше, чем выше модуль
упругости и ниже предел текучести изгибаемого материала и
чем больше угол гр. Он уменьшается также при расположении
линии изгиба поперек волокон/гфоката и если по кромке заготовки
137
сняты заусенцы или если при изгибании они расположены по
внутренней поверхности.
Минимальный радиус изгиба может быть определен по формуле
#min “= Ks,
где s — толщина материала.
Значения коэффициента К в зависимости от материала и
условий изгибания приведены в табл. 12.
Таблица 12
Значения коэффициента К, определяющего минимальный
радиус изгиба, в зависимости от материала и направления
прокатки для случая изгибания на угол <р — 90°
при отсутствии заусенцев
Отожженный зованный или нормали- материал Наклепанный материал
Материал Расположение линии гибки
поперек во- локон про- ката вдоль волокон проката поперек во- локон про- ката ВДОЛЬ волокон проката
Алюминий Красная медь Латунь Л68 Сталь: 0,5; 0,8кп 0,8; 10; Ст.1, Ст.2 15; 20; Ст.З 25; 30; Ст. 4 35; 40; Ст.5 45; 50; Ст.6 55; 60; Ст.7 Дюралюминий: Д16-М Д16-Т Сталь нержавеющая Примечания: I. Для изгнбаиия пс иие промежуточные значе 2. Для изгибания у последующего отжига, ра 3. При изгибании н в 1,1 —1,3 раза. 4. Если имеются за значение радиуса изгиба 0,1 0,2 0,3 0,5 0,7 1,0 2,0 )д углом 45° к ния в зависим зкнх заготово? диусы изгиба угол меньше усенцы, распо следует уве,- 0,2 0,2 0,2 0,2 0,4 0,5 0,6 0,8 1,0 1,3 1,5 3,0 направлению п эсти от угла н< , полученных )рать, как для 90° значение р ложенные на ичивать в 1,5 0,3 1,0 0,4 0,2 0,4 0,5 0,6 1,0 1,0 1.3 1,5 3,0 2,5 роката следует клона линий вырезкой нли наклепанного адиуса изгиба таружной стор —2 раза. 0,8 2,0 0,8 0,5 0,8 1,0 1,2 1,5 1,7 2,0 2,5 4,0 6,5 брать сред- згнба. резкой без металла. увеличивать оне детали,
138
Приведенные минимальные радиусы изгиба относятся к ра-
диусам, оформляемым пуансоном.
Если нет конструктивной необходимости в назначении на де-
тали минимального радиуса, то с точки зрения усилия изгибания
и получения более качественной детали выгодно брать радиус
изгиба больше /?т)п.
Отметим также, что если деталь имеет форму скобы с горизон-
тальными полками (рис. 99, а) и получается в одном штампе, то
радиус rY на детали, обращенный в сторону матрицы, должен быть
больше 3s.
Рис. 99
Если г, <( 3s, в процессе изгибания на боковых полках детали
возможны вмятины и задиры, что особенно опасно для металлов,
имеющих плакирующий покров.
Длина прямой части отгибаемых стенок (полок) детали
(рис. 99, б) для обеспечения достаточной точности должна быть
больше двойной толщины, т. е. I — г 2s (при условии, что
s < 5 мм).
Не рекомендуется проектировать боковые стороны скошенными
до зоны деформации (рис. 99, в), так как в этом случае невозможно
обеспечить правильное изгибание. Такие детали следует кон-
струировать так, как показано штрих-пунктиром.
При наличии у деталей отгибаемых язычков (рис. 99, г) должны
быть выполнены местные вырезы шириной b s на глубину а г.
Значения наименьших радиусов изгиба для листового вини-
пласта даны в п. 4, ч. II.
3. УЧЕТ ТЕХНОЛОГИЧЕСКИХ ТРЕБОВАНИЙ
<
"Учитывая, что данная книга посвящена вопросам конструиро-
вания разверток, а не технологии изготовления изделий из листо-
вого материала, в этом параграфе мы ограничимся рассмотрением
лишь некоторых технологических требований.
Технологические припуски. Размеры разверток, полученные
в результате геометрических построений или расчетов, не всегда
139
являются окончательными для выкраивания из листа: к ним
должны быть добавлены припуски на обработку, если таковая
предусматривается конструкцией, и на соединение краев развертки
после изгибания.
Соединение краев развертки может быть выполнено различными
способами: посредством фальцевых швов, планок, реек, зигов;
сваркой; склейкой; клепкой; посредством фланцев.
Соединение посредством фальцевых швов, планок, реек, зигов
применяется при изготовлении изделий из тонколистовой стали.
Фальцем или замком (рис. 100) называется соедине-
ние между собой отогнутых кромок двух листов.
Рис. 100
Фальцевые швы различают по устройству замка. В зависимости
от конструкции фальцевые швы подразделяются на одинар-
ные, двойные, полуторные (комбинированные) и
угловые.
Кроме того, фальцы могут быть стоячими и лежачими.
По расположению на изделии (например, на воздуховоде) —
продольными и поперечными.
На рис. 100 изображены фальцы: а — одинарный лежачий,
б — двойной лежачий, в-—одинарный стоячий, г — двойной
стоячий, д —• полуторный лежачий, е — одинарный угловой,
ж — комбинированный угловой.
Ширина фальца зависит от его конструкции и толщины листовой
стали.
Так, например, ширина фальца для продольного шва прини-
мается равной 6—8 мм при толщине стали 0,5 мм, 8—10 мм при
толщине стали 0,8 мм и 10—12 мм при толщине стали 1,0—1,4 мм.
Для образования фальцев к разметочной длине L должны
быть добавлены соответствующие припуски. Размеры припусков,
принятые на практике, приведены в табл. 18 и 19.
В сварных конструкциях припуски имеют место лишь в случае
сварки по отогнутым кромкам (рис. 101, а) и внахлестку
(рис. 101, б).
140
Размеры для отбортовки при электродуговой сварке для сты-
кового и углового швов даны для листовой стали толщиной 1—
3 мм [20].
При соединении внахлестку при величине перекроя а с обоих
концов развертки должны быть добавлены припуски, равные
Таким образом, окончательная длина развертки будет Lr —
= L + а. Соединения внахлестку применяют обычно при сварке
листовой стали толщиной до 10—12 мм. Величина а должна быть
не меньше 3—5 толщин свариваемого металла.
Рис. 101
Также рассчитывается окончательная длина развертки при
клепке и склейке внахлестку.
Соединения при помощи планок и реек и припуски на развертку
даны в п. 8, ч. II.
Обработка кромок под сварку. Обработка кромок под сварку
предусматривается при толщине листов 4 мм и более и обычно
поясняется особым чертежом на свободном месте листа, на котором
вычерчена развертка.
На рис. 102, а, б и в приведены размеры для подготовки кромок
при электродуговой сварке для листовой стали толщиной до
20 мм для стыковых, угловых и тавровых швов соответственно
ГОСТу 5264—58 [20].
Размеры конструктивных элементов сварных швов для вини-
пласта приведены ниже в п. 4, ч. II.
Учет характера технологического процесса. Выбор наиболее
целесообразного варианта развертки поверхности может зависеть
от принятой технологии изготовления и, наоборот, анализ раз-
личных вариантов разверток может повлиять на выбор технологии
изготовления изделия. Приведем один из возможных примеров.
Развертка поверхности усеченного цилиндра, как известно, может
быть выполнена в двух вариантах / и II, показанных на рис. 103.
С геометрической точки зрения они равноценны. Практически во
многих случаях не имеет значения, какие очертания будет иметь
плоская развертка — согласно варианту / или варианту II.
Но предположим, что цилиндр изготовляется из толстолисто-
вой стали (толщина 10—15 мм), причем изгибание развертки
141
производится прокаткой ес на вальцах. В этом случае предпочти-
тельней вариант /, так как при варианте II лист легко перека-
шивается между валками и свернутая заготовка получает не-
правильную форму.
Рис. 102
4. ИЗДЕЛИЯ ИЗ ЛИСТОВОГО ВИНИПЛАСТА
В последнее время широкое применение получили пластмассы.
Это объясняется тем, что пластмассы обладают рядом преимуществ
по сравнению с другими материалами.
В производстве объемных изделий наиболее широко исполь-
зуется листовой винипласт. Винипласт обладает достаточ-
ной механической прочностью, высокой антикоррозийной стой-
костью, легко обрабатывается на металло- и деревообрабатыва-
ющих станках, при разогреве приобретает пластичность и легко
формуется, легко сваривается, легок, имеет красивый внешний
вид (винипласт выпускают окрашенным в различные цвета),
142
позволяет ремонтировать изделия путем заварки поврежденных
мест, приклеивается специальными клеями к древесине, металлу,
пластмассам и бетону, при охлаждении после нагревания приобре-
тает свои первоначальные физико-механические свойства, что
дает возможность повторного использования материала изделий,
бывших в употреблении, и т. д.
Высокие антикоррозийные свойства и инертность по отношению
к агрессивным средам делают винипласт весьма удобным кон-
структивным материалом для изготовления систем промышленной
вентиляции, химической аппаратуры, малонагруженных корпус-
ных деталей и т. п.1
В данном параграфе затронуты те положения, которые необ-
ходимо учесть конструктору при составлении рабочих чертежей
разверток поверхностей изделий из листового винипласта.
Принципы построения чертежей разверток изделий из листо-
вого винипласта остаются теми же, что и для изделий из листового
металла, но при этом необходимо учитывать некоторые особен-
ности .
1. Винипласт в процессе остывания после нагревания может
иметь усадку, достигающую 35 мм на 1 м длины. Причем усадка
винипласта в процессе остывания вдоль и поперек листа бывает
неравномерной (табл. 13).
Таблица 13
Усадка винипласта вдоль и поперек листа в %
Вид усадки Усадка в зависимости от t нагрева в °C
120 140 150
Вдоль листа 1,3—1,8 2,1—2,8 2,2—3,5
Поперек листа 0,4—1,4 1,9—2,8 1,2—2,0
Элементы изделия, изгибаемые по радиусу, требуют обяза-
тельного предварительного нагревания в термошкафах и набор
форм для различных диаметров, что усложняет их изготовление.
В связи с этим в некоторых случаях рационально избегать криво-
линейных элементов. Так, например, на рис. 104, а и б приведены
отвод и тройник прямоугольного сечения, которые были предло-
жены и изготовлены одним из трестов «Промвентиляция» и кото-
рые не содержат кривых поверхностей, взамен отвода и тройника,
предусмотренных нормалью (см. гл. II, п. 8) [33].
Наименьший радиус изгиба при изгибании листового вини-
пласта толщиной до 5 мм рекомендуется принимать равным 5 мм.
При больших толщинах наименьший радиус изгиба выбирается
равным толщине листа.
1 Наиболее полно физико-механические свойства винипласта, области его
применения, технология изготовления изделий из винипласта изложены в рабо-
тах [12, 21, 27, 29, 32, 33].
143
2. При выборе конструкции и для наиболее целесообразного
раскроя необходимо учитывать размеры листов, которые отличны
от размеров листового металла.
Размеры листового экструзионного винипласта (МРТУ
6—11—2—64), применяемого в конструкциях в качестве антикор-
розийного материала при температурах 0—60° С, следующие:
Длина в мм ...................................1400—1500
Ширина в мм .................................. 500—800
Толщина в мм.................................. 2,0—5,0
Усадка при 135° С вдоль направления экструзии , . Не более 8%
Размеры листового винипласта (ГОСТ 9639—61):
Длина в мм .................................. 1300—1500
Ширина в мм.................................. 500—650
Толщина в мм . .............................. 2--20
Допуск по длине и ширине в мм ............... ±5
3. Величина припусков на соединение краев кромок и размеры
для обработки кромок под сварку (склейку) отличны от величины
и размеров, принятых для листового металла.
Основным способом соединения деталей из винипласта яв-
ляется сварка.
Применяются два вида сварки: сварка с применением приса-
дочного прутка (пруток из винипласта) и сварка прессованием.
Виды сварных соединений при прутковой сварке приведены
на рис. 105, где а — стыковой V-образный шов; б — стыковой
Х-образный шов; в — стыковой V-образный усиленный шов; г —
144
шов внахлестку; д — угловой шов; е — угловой шов с односторон-
ним скосом; ж — угловой шов с двусторонним скосом; з — угло-
вой шов с соединением в замок; и — тавровый валиковый шов;
к — тавровый валиковый шов с односторонним скосом; л — тав-
ровый валиковый шов с двусторонним скосом. Как видно из
рис. 105, относительное положение соединяемых деталей такое же,
как и при сварке деталей из металла.
На прочность сварного соединения большое влияние оказывает
вид сварного соединения, профиль и угол раскрытия шва. Вид и
профиль шва выбираются в зависимости от требований, предъяв-
ляемых к изделию, конструктивных форм последнего и удобства
ведения сварки.
Рис. 106
Наибольшую механическую прочность имеют стыковые швы.
Из группы стыковых швов предпочтение следует отдать Х-образ-
ным швам, так как они отличаются большей прочностью. Х-об-
разными швами сваривают листы толщиной более 6 мм. Наиболь-
шую прочность имеют Х-образные швы с углом раскрытия 80—90°,
а V-образные швы —• с углом раскрытия 75—80° при толщине
свариваемого материала 6—12 мм. При толщине менее 6 мм угол
раскрытия шва принимается равным 55—60°.
Механическая прочность шва внахлестку (при одной и той же
толщине свариваемых листов) почти в шесть раз меньше прочности
шва встык.
Угловые швы рекомендуется использовать при приварке днищ
и крышек к объемным изделиям. Нецелесообразно изготовлять
стенки сосудов с применением угловых швов (рис. 106, а), так как
такие изделия обладают невысокой механической прочностью.
Наиболее целесообразные варианты приведены на рис. 106, б и в.
Наиболее удачный результат дает применение углового шва
с соединением в замок (рис. 105, з), а также шва с двусторонним
скосом (рис. 105, ж).
К тавровым валиковым швам следует прибегать только в ис-
ключительных случаях, так как этот тип шва не дает высоко-
прочного соединения (обычно тавровый валиковый шов приме-
няется при креплении вспомогательных элементов конструкции).
Рекомендуется выбор угла раскрытия согласно рис. 107 [17].
10 Н. Н. Высоцкая и др. 145
Сварка листового винипласта прессованием (что повышает
производительность труда по сравнению с прутковой сваркой
в 8—10 раз) позволяет сваривать листы толщиной 3—12 мм.
Кромки листов под сварку срезаются под углом 20—30°.
Рис. 107
60-75°
Рис. 108
Схема сварки прессованием приведена на рис. 108.
Сущность способа беспрутковой сварки основана на том, что
винипласт можно прессовать в разогретом состоянии. Так, если
разогреть предварительно срезанные под углом 20—30J кромки
листов 2, уложив их на плоское основание 3, и прокатить роли-
ком 1, листы сварятся между собой.
Однако применение беспрутковой
сварки ограничено, так как на суще-
ствующем оборудовании она может
быть выполнена только для плоских
поверхностей (картин).
Прочность сварного соединения
достаточно высока и приближается
к прочности основного материала.
Следует отметить, что для листов толщиной 2—3 мм можно
применять сварку токами высокой частоты. Как известно, в этом
случае листы свариваются внахлестку (без предварительной
обработки кромок), но при этом всегда имеют место вмятины от
электродов.
Выше отмечалось, что одним из достоинств винипласта является
его способность склеиваться специальными клеями. Склеивание
винипласта с винипластом применяется, например, при изготовле-
нии воздуховодов. Прочность клеевого соединения не уступает
прочности сварного соединения, а иногда и превышает ее. Это
146
объясняется тем, что площадь склеенного участка намного больше
площади сварного шва.
Примеры соединения винипласта на клею приведены на
рис. 109. Воздуховоды можно склеивать встык с накладкой планки,
что не отразится на размерах развертки (рис. 109, а), и внахлестку
(рис. 109, б). В последнем случае размер
развертки по периметру должен быть увели-
чен на величину нахлестки, которая зависит
от сечения воздуховода и составляет 1,5—
3 см. Ширина продольной накладной план-
ки I берется в пределах 3—5 см.
Применяются и иные виды швов при склей-
вапии (рис. ПО) 117]. рис. цо
В настоящее время проводятся экспери-
менты с другими пластическими материалами с целью изучения
пригодности их для изготовления объемных изделий из листов,
однако широкого применения они пока еще не нашли.
5. НАНЕСЕНИЕ РАЗМЕРОВ
На рабочем чертеже развертки поверхности изделия должны
быть нанесены все размеры, необходимые для разметки, обрезки,
обработки кромок, просверливания или прокалывания отверстий,
а также размеры, определяющие линии, по которым плоская
развертка изгибается для образования пространственной формы
(линия изгиба, отбортовки и т. п.).
Кроме размеров, определяющих конфигурацию отдельных
элементов развертки, должны быть нанесены габаритные размеры
для определения необходимой величины листов, пригодных для
осуществления развертки на металле. Как известно, размеры
листовой стали ограничены существующими стандартами. С этим
приходится считаться при проектировании
разверток поверхностей.
Все размеры, как правило, простав-
ляются в целых миллиметрах. Криволиней-
ные контуры, если они не являются дугами
окружности, определяются заданием ко-
ординат отдельных точек. При этом ГОСТ
3458 -59 «Чертежи в машиностроении»
разрешает пользоваться выносными линиями как размерными,
согласно рис. 111. Заметим, что нет необходимости, чтобы проме-
жутки между ординатами были равными. Напротив, следует для
пологих участков кривой увеличивать эти промежутки, а в местах
более крутого подъема кривой — уменьшать. Это не только позво-
ляет точнее построить кривую, но и дает возможность выразить
размеры а, Ь, с. . . целыми числами миллиметров, что не всегда
получается при делении какого-либо отрезка на равные части.
10* 147
Дуги окружности, проводимые из доступного центра и сравни-
тельно небольшими радиусами, требуют только указания коорди-
нат центра и задания величины радиуса. Но при недоступном
центре и очень большом радиусе следует указывать координаты
отдельных точек самой дуги, чтобы освободить разметчика от
необходимости выполнять на плазе сложные построения, описан-
ные в гл. IV (стр. 49—50).
Вообще требования и
условия разметки обяза-
тельно должны учитывать-
ся при назначении разме-
ров па чертеже развертки.
С этой точки зрения,
например, нельзя рекомен-
довать простановку разме-
ров цепочкой, показанную
на рис. 111,так как во из-
бежание накопления ошибок разметчику удобнее просуммировать
указанные размеры и отложить от некоторой базы размеры а, а-\-Ь,
а+^ + с... и т. д., согласно рис. 112, а. Целесообразно поэтому
и на чертеже нанести размеры так, как показано на рис. 112, а.
При этом в целях экономии места, занимаемого размерными
линиями, ГОСТ 3458—59 разрешает при отсчете размеров от
общей базы располагать размерные линии со стрелками на одном
конце по образцу рис. 112, б.
Для иллюстрации сказанного на рис. 113 воспроизведен чер-
теж развертки поверхности желоба винтового транспортера,
148
заимствованный из архива одного из заводов сельскохозяйствен-
ных машин.
Желоб представляет собой цилиндрический барабан диаметром
150 мм с несколькими вырезами, изготовленный из оцинкованной
тонколистовой стали (толщина
1,6 мм). Соединение кромок раз-
вертки производится встык посред-
ством сварки.
Анализируя размеры развертки
с учетом тех указаний, которые даны
выше, можно сделать следующее за-
мечание.
Контур выреза А определяется
координатами отдельных точек, для
которых указаны ординаты и про-
межутки между ними: 19, 25, 30
и т. д. в виде цепочки.
Более правильно, по нашему мне-
нию, было бы нанести размеры вы-
реза, как показано на рис. 114, т. е.
задавая их от общей базы (от
оси симметрии выреза).
При нанесении размеров на развертке конусов (с доступной
вершиной) можно вместо прямоугольных координат пользоваться
полярными координатами, т. е. проставлять на лучах, исходящих
из общей точки, расстояния отдельных точек криволинейного
контура от вершины конуса.
149
Примером такого способа нанесения размеров может слу-
жить рис. 115, на котором воспроизведен заводской чертеж раз-
вертки поверхности одной из деталей комбайна (колпак).
Заметим, что можно обойтись и без указания угла между
лучами (9°); деление дуги на равные части можно произвести
и не интересуясь величиной этого угла (например, пользуясь
данными табл. II, см. приложение) или последовательным деле-
нием дуги пополам, затем каждой части снова пополам и т. д.
Угловые размеры можно наносить в градусах и минутах,
так как построение соответствующих углов может быть выпол-
нено достаточно точно с помощью таблицы тангенсов (табл. IV,
см. приложение).
Поясним это построение примером. Пусть требуется начертить
угол 32° 25' (рис. 116, а). Проведем прямую АО и отложим на ней
отрезок, равный 1000 мм. Через точку Л проведем прямую ABjjOA.
Затем найдем в таблице значение тангенса угла 32° 25':
tg32°25' = 0,6350.
Умножив его на 1000, получим 635 мм. Остается отложить па пря-
мой АВ отрезок длиной 635 мм и соединить точки В и О. Угол
АО В — искомый.
В случае углов, близких к 90е, следует построить половину
требуемого угла и затем удвоить ее. Например, если нужно по-
строить угол 76е 48', то построение следует выполнить согласно
рис. 116, б, т. е. построить два угла 38е 24' по обе стороны пря-
мой АО.
Следует отметить, что применение проекционного метода раз-
метки [21], получившего распространение на ряде предприятий,
позволяет обойтись без простановки размеров на чертеже раз-
вертки (или в крайнем случае лишь простановкой справочных
размеров для контроля настройки проекционной системы).
150
При проекционном методе точный чертеж развертки поверх-
ности, выполненный в уменьшенном масштабе, проектируется на
листовой материал с помощью диапроектора. При этом увеличе-
ние выбирается таким образом, чтобы изображение развертки
получалось в натуральную величину. Контуры полученного на
листовом материале изображения обводят мелом или цветным ка-
рандашом.
Во избежание искажений формы развертки, необходимо,
чтобы поверхность экрана была строго перпендикулярна опти-
ческой оси и правильность настройки была проверена по настроеч-
ному кадру, которым может служить, например, окружность
заданного радиуса.
Применение проекционного метода требует, однако, навыка
в работе от руки при проведении кривых линий и хорошо выправ-
ленных листов и картин.
6. О ТОЧНОСТИ ОПРЕДЕЛЕНИЯ РАЗМЕРОВ РАЗВЕРТОК
ПОВЕРХНОСТЕЙ ГРАФИЧЕСКИМ ПУТЕМ
В первой части работы было уже показано, что размеры,
необходимые для вычерчивания развертки на металле и про-
ставляемые на ее чертеже, могут быть в ряде случаев найдены
двояки.м путем: 1) вычислением (аналитически) и 2) графически,
т. е. непосредственным измерением по чертежу.
В этих случаях у конструктора имеется, следовательно,
возможность выбрать тот способ, который представляется ему
более целесообразным, или даже пользоваться обоими, т. е. про-
верить вычислением сомнительные размеры, найденные графи-
ческими построениями.
Однако многие развертки кривых поверхностей могут быть
построены только графически и координаты их отдельных точек
не поддаются аналитическому определению и контролю.
Возникает вопрос: насколько надежны размеры развертки,
определенные чисто графическим путем, и дают ли они уверен-
ность в том, что готовое изделие будет иметь заданную форму
и размеры (в пределах производственных допусков). Необходимо
остановиться на этом вопросе, так как в практике конструкторской
работы часто имеет место некоторое недоверие к графическому
способу определения величин, как к недостаточно «точному».
Конструкторы пользуются им обычно лишь тогда, когда построе-
ние развертки выполняется в натуральную величину. Но это
возможно только для сравнительно небольших изделий.
Развертки поверхностей крупногабаритных деталей, есте-
ственно, приходится чертить в масштабе 1:2; 1:5 или 1 : 10.
Тогда конструктор, чтобы застраховать себя от ошибок, либо
совсем отказывается от нанесения на чертеж размеров, предо-
ставляя определение их разметчику, либо делает на чертеже
151
надпись: «размеры проверить па плазе», что, в сущности, сводится
к вычерчиванию развертки в натуральную величину, но уже не
на бумаге, а на самом металле.
В основе указанного предубеждения против размеров, опре-
деленных непосредственно по чертежу, выполненному в умень-
шенном масштабе, лежит, с одной стороны, излишняя доверчивость
к точности результатов вычислений (даже в тех случаях, когда
эти вычисления выполняются на основании приближенных эмпи-
рических формул) и, с другой стороны, недостаточная осведом-
ленность о точности графических построений.
Точность результата вычислительных операций, производи-
мых над приближенными числами (а таковы часто те числа, с ко-
торыми приходится иметь дело в технике), ограничивается точ-
ностью исходных данных. Если, например, эти исходные вели-
чины были даны с точностью до 0,1, то каким бы арифметическим
операциям мы их ни подвергали — умножению, делению, воз-
вышению в степень и пр., и сколько бы ни написали при этом
десятичных знаков, действительная точность результата не может
быть выше 0,1. Напротив, она всегда будет меньше, чем у исход-
ных чисел. Точность результата вычисления особенно понижается,
когда в дело вмешиваются несоизмеримые числа, тригонометри-
ческие функции, извлечение корней, логарифмирование и подоб-
ные операции. При вычислении, например, длины окружности
большого диаметра результаты могут отличаться на 15—20 мм
в зависимости от того, примем ли мы л, равным 3,14; 3,142 или
3,1416.
Применительно к разверткам изделий из листового материала
следует заметить, что геометрические размеры развертки поверх-
ности, даже вполне точные, еще не гарантируют требуемых раз-
меров готового изделия. Имеется немало причин, вызывающих
искажение размеров в процессе изготовления изделия из плоской
развертки. Действительно, металлические листы, на которых
размечается развертка, даже после предварительной правки
сохраняют все же некоторую волнистость, и, следовательно,
фактическая длина или ширина развертки оказывается несколько
больше заданной чертежом. Это удлинение фактически не учи-
тывается. Далее, при изгибании листа на вальцах или другим спо-
собом происходит «вытяжка» или, наоборот, «усадка» материала.
Величины этих изменений также не поддаются аналитическому
расчету.
Во избежание возможного брака, геометрические размеры раз-
вертки увеличивают иногда «с запасом» на 30—60 мм для того,
чтобы впоследствии, при окончательной пригонке, можно было
обрезать все излишки материала. Кроме того, делаются припуски,
предусматривающие возможный сдвиг листа при изгибании его
в штампе, достигающие 20—25 мм. Наконец, на кромках, подле-
жащих обработке, например, под сварку, делают соответствующие
152
припуски в 2—3 мм и более. Все эти поправки во многих случаях
далеко превышают те погрешности, которые свойственны графи-
ческим построениям.
Если чертеж развертки поверхности выполняется в уменьшен-
ном масштабе, допустим, в масштабе 1 : 10, то размеры, опреде-
ленные непосредственным измерением по этому чертежу, должны
быть умножены на 10, причем погрешность измерения, конечно,
увеличивается во столько же раз. Последнее обстоятельство
обычно и является главным аргументом против выполнения
графических построений с большим уменьшением масштаба.
Размер, найденный на плазе путем построений, выполненных на
металле в натуральную величину, кажется более надежным. Не
входя в обсуждение точности тех приемов, к которым прибегают
разметчики при расчерчивании крупногабаритных разверток,
рассмотрим, что же получается в результате умножения размеров,
взятых непосредственно с чертежа, выполненного в уменьшенном
масштабе. Длина отрезка, начерченного на бумаге, при измерении
масштабной линейкой с миллиметровыми делениями может быть
определена при достаточном навыке с точностью до 0,1 мм. При
умножении на 10 эта погрешность возрастает в 10 раз, что состав-
ляет 1 мм. Так как размеры на чертежах разверток проставляются
в целых миллиметрах, то, как видим, точность натурального
размера получается вполне достаточной. Она может быть еще
выше, если при измерении пользоваться не миллиметровой линей-
кой, а более совершенным измерительным инструментом, например
штангенциркулем с нониусом.
Сказанное подтверждается практикой некоторых передовых
судостроительных заводов, где разметка больших разверток на
металле производится следующим образом. Чертеж развертки
выполняется предварительно в уменьшенном масштабе, разу-
меется, с соблюдением правил точного черчения, т. е. возможно
тонкими линиями и с помощью проверенных и вполне исправных
чертежных инструментов, а затем фотографируется, и негатив
проектируется на плаз посредством специального оптического
приспособления (проектора) с увеличением в необходимое число
раз. Полученное изображение обчерчивается на металле размет-
чиками обычными методами. Таким образом, операции, связанные
с изменением и пересчетом размеров на масштаб 1:1, исклю-
чаются: чертеж увеличивается механически, причем, конечно, все
его погрешности также увеличиваются. Тем не менее они оказы-
ваются вполне приемлемыми для производственных целей.
Однако для определения размеров развертки графическим пу-
тем необходимо соблюдать некоторые правила, которые в обычной
практике машиностроительного черчения не применяются. В ма-
шиностроительной практике запрещается брать размеры непо-
средственно с чертежа при помощи циркуля или масштабной ли-
нейки. Поэтому точность вычерчивания изображений не играет
153
особой роли. Наоборот, в расчетных чертежах разверток размеры
определяются именно непосредственными измерениями на самом
чертеже и, следовательно, правильность результата будет всецело
зависеть от того, насколько точно выполнены все графические
построения.
Для повышения точности чертежа рекомендуется:
1. Применять бумагу с гладкой поверхностью и достаточно
плотную для того, чтобы можно было пользоваться твердыми
карандашами ЗТ—5Т.
2. Линии проводить легко, без нажима. Толщина карандаш-
ных линий при точном черчении должна быть ~0,1 мм (разумеется,
это не относится к рабочему чертежу развертки, передаваемому
в цех с нанесенными на нем численными размерами; такие чер-
тежи обводятся по общим правилам, установленным ГОСТом
«Чертежи в машиностроении»).
3. Масштаб расчетного чертежа развертки следует принимать
возможно крупней, при этом нет необходимости строго придер-
живаться ГОСТа 3451—59 и избегать нерекомендуемых масшта-
бов, например, 1:3, 1 : 8 и т. п., если они дают возможность
получить более крупное изображение.
4. Все чертежные и измерительные инструменты должны быть
тщательно проверены. Угольники следует применять возможно
большего размера. Масштабные линейки предпочтительно иметь
металлические. При измерении больших расстояний рекомен-
дуется пользоваться штангенциркулем с микрометрическим винтом.
5- Построение и измерение углов следует производить по таб-
лице тангенсов, а не транспортиром (стр. 150).
6. Если требуется отложить на прямой последовательный ряд
отрезков /1; /2, /3, . . ., /„, следует предварительно просуммиро-
вать их:
$2 ~ ^1 ~Ь ^2>
S3 — G + ^2 +
Sft — + G + Is + • • + In,
затем приложить к начерченной прямой масштабную линейку и
отметить точки, отстоящие от начальной точки на расстояниях
s2, s3, . . ., sn. Таким путем можно избежать накопления по-
грешностей.
Следует также иметь в виду, что точность отмеривания отрез-
ков при непосредственном прикладывании масштабной линейки
к прямой линии выше, чем выполнение этой операции измеритель-
ным циркулем (по исследованиям проф. Д. И. Каргина), так как
в последнем случае измерение происходит обычно не по прямой,
а по ломаной линии.
154
7. Для проверки совпадения проводимых штрихов с рисками
масштабной линейки, а также для отсчета долей миллиметра реко-
мендуется пользоваться лупой.
8. Для уменьшения ошибки при проведении прямой через две
точки А и В необходимо точки А и В брать как можно дальше
одну от другой.
9. Точка пересечения двух линий определяется тем точнее,
чем ближе к 90° угол между ними. Поэтому точки, найденные
пересечением прямых или дуг под очень острым углом, надо
считать ненадежными и проверять их положение другими сред-
ствами.
10. Исключением из предыдущего правила является деление
отрезка пополам с помощью циркуля. В этом случае засечки сле-
дует делать радиусом, длина которого лишь немного больше
половины отрезка.
11. Разведение ножек циркуля при точных построениях не
должно превышать 60°. При большем угле вносится значительная
погрешность.
12. При проведении пучка лучей через общую точку рекомен-
дуется не доводить их до точки. Это повышает точность приклады-
вания линейки, так как точка остается не закрытой линиями.
При очень длинных лучах целесообразно забить тонкую иглу
в общую точку пересечения лучей.
Соблюдение вышеуказанных правил точного черчения позво-
ляет получать графически численные величины с приемлемой точ-
ностью.
7. РАСКРОЙ МАТЕРИАЛА
При выкраивании разверток поверхностей из листового или
полосового материала, естественно, получаются отходы, т. е.
такая часть материала, которая в принятом варианте раскроя
остается неиспользованной. Раскрой необходимо проводить таким
образом, чтобы неиспользуемые в дальнейшем отходы были бы
минимальными. Это особенно важно в крупносерийном
и массовом производстве, где каждый процент экономии может
дать большой экономический эффект.
С конструкцией развертки поверхностей свя-
заны так называемые отходы раскроя. Этот вид отхо-
дов можно разделить на три группы [19]:
1. Отходы формы заготовок, которые образуются неисполь-
зованной частью материала, заключенной между наружными кон-
турами заготовок и прямоугольниками, охватывающими габарит-
ные размеры этих заготовок. К этой же группе относятся отходы,
возникающие в результате вырезки крупных отверстий, окон и т. д.
2. Отходы, вызванные особыми требованиями к расположе-
нию разверток на листе, которые возникают при необходимости
155
соблюсти непрямой угол между линией изгиба заготовки и на-
правлением прокатки металла-
3- Отходы некратности, которые возникают в тех случаях,
когда на листе стандартного размера не размещается целое число
заготовок.
Отходы формы заготовок иногда достигают 60—70%, причем
в ряде случаев это вызвано неудачной с точки зрения раскроя
конструкцией разверток. Поэтому технически грамотное проек-
тирование разверток должно производиться с учетом необходи-
мости максимальной экономии материала при раскрое.
Отходы формы заготовок также могут быть сокращены за счет
выбора наиболее рационального расположения заготовок на листе.
С этой целью составляются так называемые «карты раскроя»,
т. е. чертежи, на которых в уменьшенном масштабе, например
в х/20 или V25, вычерчиваются как габариты листа, так и контуры
выкраиваемых из пего разверток (рис. 117). При этом стремятся
расположить развертки в границах листа возможно плотнее с тем,
чтобы количество неиспользованных отходов (заштрихованных на
рис- 117) было минимальным, остатки же имели форму прямо-
угольников. Эти остатки вновь поступают на склад и могут быть
использованы для других заказов.
При выборе наиболее целесообразного варианта расположения
разверток следует вырезать из бумаги соответствующие выкройки,
раскладывая которые в габаритах листа, начерченных в том же
масштабе, нетрудно найти наиболее выгодную комбинацию.
На полях карты раскроя указываются номера чертежей раз-
верток, марка материала, его толщина, вес листа, вес разверток
(в случае надобности — чистый и черный), вес неиспользованных
отходов, вес остатков и другие сведения, например, «коэффициент
использования материала». Так называется отношение чистого
веса разверток, получаемых из данного листа, к полному весу
самого листа.
Карты раскроя служат, во-первых,. .руководством для раз-
метчика, и, во-вторых,..являются. основанием. для других отделов
155
завода при калькуляции себестоимости изделия и определения
количества потребных материалов.
Подобный анализ раскроя материала может иногда навести
на мысль о рациональном изменении и самой конструкции изде-
лия. Например, на рис. 118 показана развертка большого кони-
ческого зонта, имеющая диаметр 2600 мм и запроектированная,
как обычно, в виде сектора круга (рис. 118, а)- Для вырезки та-
кого сектора при размере листов 710 X 1420 мм необходимо израс-
ходовать 8 листов.
Между тем тот же конус можно образовать из нескольких сек-
торов, расположенных, как показано на рис. 118, б. При этом из
Рис. 118
одного листа выкраиваются два сектора (согласно рис. 118, в) и,
следовательно, понадобится только 6 листов.
Необходимо отметить, что изложенный подход к составлению
карт раскроя, который часто применяется на практике, является
по существу интуитивным и не позволяет достичь максимально
возможной экономии материала.
Геометрически обоснованные правила и положения, указы-
вающие способы нахождения наивыгоднейшего раскроя, изло-
жены в работе [19]- Следует отметить, что использование этих
правил и положений в ряде случаев позволяет провести сравни-
тельную оценку различных вариантов раскроя без составления
карт раскроя, т. е. аналитическим путем, а это дает возможность
применения электронных вычислительных машин, которые, как
известно, позволяют за короткое время перебрать большое коли-
чество вариантов.
Уменьшение отходов, вызванных особыми требованиями к рас-
положению деталей на листе, может быть достигнуто за счет так
называемого косого реза [19].
Уменьшение отходов нскратности наряду с указаниями, при-
веденными в вышеуказанной работе, может быть достигнуто и за
счет составления картин или лент из отдельных листов, постав-
ляемых промышленностью.
Составление картин и лент широко применяется, например,
при производстве устройств вентиляционных систем из листовой
Й7
стали [12, 21, 28]. Схемы расположения стандартных листов раз-
мером 710Х/120 мм и 1000x2000 мм, применяемые при изготов-
лении лент, даны на рис- 119, а и б.
Соединение краев листов производится как на фальцах, так
и сваркой.
Картина
Рис. 119
ГОСТом 8075—56 предусмотрены следующие размеры листов
тонколистовой (кровельной, оцинкованной и декапированной)
стали в зависимости от толщины листа (в мм):
При толщине 0,50; 0,55; 0,63 510X710; 710X1420; 710X2000; 510Х 1420; 600Х 2000; 750Х 2000
При толщине 0,70; 0,80 510X710; 710X1420; 710X2000; 1000X2000; 510Х 1420; 600Х 2000; 750Х 2000; 1250Х 2500
При толщине 0,90; 1,0; 1 1,12; 1,25; 1,40 710X1420; 750Х 2000; 1250> 600Х 2000; 1000Х 2000; 7 2500
При тотщине 1.60; 1,80; 2.0 710X1420; 600x2000; 710X2000; 750X2000; 1000X2000; 1250X2500; 1500Х 2500
ГОСТом 5343—54 предусмотрены размеры листов белой жести
512x712 мм толщиной 0,21—0,55 мм.
Размеры листов винипласта даны в п. 4 данной главы.
Отметим, что при раскрое картин, собранных из листов вини-
пласта, в целях обеспечения правильного изгиба следует избе-
гать попадания сварного шва на те части развертки, которые
в дальнейшем будут подвергаться изгибанию.
В этом параграфе были затронуты лишь некоторые вопросы
раскроя материала, подробное же рассмотрение этого вопроса не
входит в задачу данной книги-
158
Глава II
ПРОИЗВОДСТВЕННЫЕ РАЗВЕРТКИ ИЗДЕЛИЙ,
СОДЕРЖАЩИХ ЭЛЕМЕНТЫ РАЗВЕРТЫВАЮЩИХСЯ
ПОВЕРХНОСТЕЙ
8. ОБЩИЕ ЭЛЕМЕНТЫ УСТРОЙСТВ ПРОМЫШЛЕННОЙ ВЕНТИЛЯЦИИ
И ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
Особенностью современного производства элементов вентиля-
ционных систем является широкое применение нормализованных
деталей и типовых конструкций [21,28].
Это создало благоприятные предпосылки для централизации
проектирования разверток поверхностей нормализованных деталей,
что, в свою очередь, позволило осуществить
разработку чертежей разметочных шаблонов
в специальных проектных организациях,
располагающих возможностями расчета и
построения разверток с заданной точностью.
Примером тому может служить разработка
чертежей совмещенных шаблонов и инструк-
ций пользования ими трестом «Промвентиля-
ция» [28]. По шаблонам, выполненным в на-
туральную величину, производится разметка
нормализованных тройников и крестовин.
Общий вид шаблона представлен на
рис- 120.
Каждый шаблон предназначен для раскроя тройников и кре-
стовин с определенным основным диаметром корня при различных
сочетаниях диаметров ствола и ответвлений, меныпих или рав-
ных ему.
Шаблоны обеспечивают соблюдение геометрических размеров,
установленных нормалью, при сохранении постоянства централь-
ного угла тройников и крестовин.
Однако нормализованные фасонные части далеко не исчерпы-
вают всего многообразия элементов вентиляционных устройств.
Кроме того, нередко имеют место случаи, требующие частного
решения (не позволяющего использования нормализованных фа-
сонных частей).
Поэтому необходимость в построении разверток при изготов-
лении фасонных частей возникает достаточно часто.
Стремление ускорить построение разверток в производственных
условиях приводит обычно к упрощению методов конструирования
разверток за счет соответствующих потерь в точности построения.
Снижение точности при упрощенном раскрое, естественно, при-
водит к дополнительным затратам времени и труда на подго-
ночные работы. Практика показывает, что выигрыш за счет
159
применения упрощенных (но более грубых) методов построения
разверток никогда не покрывает потерь на обусловленные неточ-
ностью развертки пригоночные работы.
Все изложенное делает целесообразным рассмотрение геоме-
трически обоснованных методов построения разверток фасонных
частей.
Чертежи разверток фасонных частей промышленной вентиля-
ции должны выполняться конструктором по правилам начерта-
тельной геометрии, изложенным в первой части книги, и переда-
ваться в цех с нанесенными на них детальными размерами, необ-
ходимыми для изготовления изделия.
Элементы устройств промышленной вентиляции, как правило,
конструируются из развертывающихся поверхностей, т. е. поверх-
ностей, теоретически допускающих построение точных разверток.
Эти построения обычно достаточно просты, и поэтому нет никаких
оснований заменять их приближенными приемами.
Учет производственных требований. При конструировании из-
делий и выполнении чертежей разверток фасонных частей следует
кроме теоретических оснований, изложенных в первой части
книги, принять во внимание некоторые производственные требо-
вания, которые сводятся к
1. Размеры воздухово-
дов согласно нормалям,
введенным Госстроем СССР
от 1 сентября 1966 г., дол-
жны выбираться:
а) для воздуховодов
круглого сечения по табл.
14;
б) для воздуховодов
прямоугольного сечения
по табл. 15.
следующему:
Таблица 15
Размеры воздуховодов прямоугольного
сечения (наружные)
В X h в мм
100X160 200X400 400X800 1000X1000
100X200 250X250 500X500 1000X1250
160X160 250X400 500X800 1000X1500
160X200 250X500 500X1000 1000X2000
200X200 400X400 800X800 1600X1600
200X250 400X500 800X1000 1600X2000
П р и м е ч а н И е. Д опускается,
как исключение, при соответствующем
обосновании, размеры воздуховодов пря-
моугольного сечения принимать по кон-
структивным соображениям с соотноше-
нием сторон не более 1 ; 5.
Таблица 14
Диаметры круглых
воздуховодов (наружные)
D в мм
100 180* 315 560* 1000
110 200 355* 630 1120
125 225* 400 710 1250
140* 250 450 800 1400
160 280 500 900 1600
КО ♦ Применяются толь- для систем аспирации.
160
Аналогичные данные по фасонным частям приведены далее
(см. табл. 20, 22, 23, 24, 25, 26).
Толщину листов в зависимости от размеров воздуховодов реко-
мендуется выбирать по табл. 16 и 17.
Таблица 17
Толщина листов для воздуховодов,
изготовляемых из винипласта
Диаметр возду- ховода в мм Тол- щина листов в мм Периметр прямо- угольного сече- ния в мм Т ол- щин а листов в мм
До 315 2 До 1000 2
315—630 3 1000—3000 3
630—1250 4 3000—4000 4
Свыше 1250 5 4000—5000 5
5000—6000 6
Таблица 16
Толщина листов
для воздуховодов,
изготовляемых
из тонколистовой стали
Диаметр или большая сторона пря- моугольного воздуховода в мм Толщина стенок в мм
До 450 0,50—0,57
От 500 0,63—0,70
до 800
От 900 0,70—0,80
до 1120
Свыше 1250 1,0
Толщину материала
2. Фальцевые воздуховоды и фасон-
ные части изготовляются из тонколис-
товой стали толщиной 0,51—1,0 мм.
ввиду ее незначительности при расчете
размеров развертки не учитывают.
Сварные воздуховоды изготовляются из листовой стали тол-
щиной 1,5—5 мм.
Толщину материала при расчете размеров развертки в этом
случае следует учитывать.
3- Изготовление изделий больших размеров вызывает необхо-
димость предварительного соединения листов в картины. На неко-
торых предприятиях освоено изготовление лент из листов 710Х
х 1420 мм и 1000x2000 мм (см. рис. 119).
4. Виды фальцевых швов, применяемые при изготовлении из-
делий из тонколистового металла, приведены на рис. 100.
Припуски на продольные и поперечные торцовые фальцы при
изготовлении воздуховодов на фальцах вручную приведены
в табл. 18 и 19.
При выполнении полуторного фальца при ширине фальца 8 мм
припуск берется равным 22 мм с одной стороны листа и 12 мм
с другой; при ширине фальца 10 мм — 27 и 16 мм соответственно;
при ширине фальца 12 мм — 36 и 20 мм.
При выполнении комбинированного углового фальца припуск
на одном листе берется равным тройной ширине фальца, а на
другом — ширине фальца.
11 Н. Н. Высоцкая и др.
161
Таблица 18
Размеры припусков на одинарные и двойные продольные фальцы
Диаметр или большая сторона прямоугольного воздуховода в мм Одинарные фальцы Двойные фальцы
Ширина в мм Размер при- пуска в мм Ширина в мм Размер при- пуска в мм
100—450 6—8 21 — —
500 6-8 21 11 36
560—900 8—10 25 13 43
1000—1120 8—10 25
1250—1600 10—12 30 10 00
Таблица 19
Размеры припусков на одинарные и двойные поперечные торцовые фальцы
Диаметр или большая сторона прямоугольного воздуховода в мм Одинарные фальцы Двойные фальцы
Ширина в мм Размер при- пуска в мм Ширина в мм Размер при- пуска в мм
100—450 500 9 24—25 9 39—40
560—900 11 28—29 11 46—47
1000—1120 1250—1600 13 33—34 13 59—60
5. Воздуховоды прямоугольного сечения рекомендуется изго-
товлять из стандартных листов размером 710X1420 мм, причем
продольные замыкающие фальцы следует располагать на углах
(рис. 121, а, б и в).
Тип I выбирается при 2 (В + А) + припуск на фальц <710
и I = 1420 или <1420 и I = 710.
Тип II выбирается при (В + А) + припуск на фальц <710
и I - 1420 или <1420 и I = 710.
Тип III выбирается при (В + А) + припуск на фальц >710
и / — 1420 или >1420 и I — 710-
На рис. 121, а, б и в дан вид фальцевого шва, получаемый при
механизированном способе производства, а на рис. 121, г — при
ручном.
6- Для соединения прямоугольных воздуховодов часто при-
меняют рейки одинарные (рис. 122, а), двойные (рис- 122, б) и
тавровые (рис. 122, в), а также планки простые (рис. 123, а и б)
и Т-образные (рис. 123, в, г и б).
162
Тв »1Л f
IS)
Тип В
11*
Одинарные рейки применяются при стороне воздуховода не
более 500 мм, двойные и тавровые — при стороне более 500 мм-
Длина рейки должна быть на 100 мм больше, чем размер сто-
роны воздуховода (выступающую после установки часть рейки
загибают и обрезают).
Простые планки рекомендуются для соединения воздуховодов
с размером большей стороны до 350 мм (нестандартных) [12],
Т-образные планки типа А применяют для воздуховодов со сто-
ронами от 350 до 750 мм, типа Б — от 750 до 1000 мм и типа В —
при стороне больше 1000 мм. При применении планок соединение
скрепляется самонарезающими шурупами.
Соответствующие припуски выбираются согласно конструктив-
ным элементам, размеры которых приведены на рис. 122 и 123.
7. Припуск на закатку проволоки для придания кромке изде-
лия большей жесткости принимается равным 2,5 диаметра про-
волоки.
8. Припуск на отбортовку кромок при фланцевом соединении
берется шириной 10—15 мм (он не должен перекрывать отверстия
для болтов на фланце).
9. Для сварных воздуховодов и фасонных частей припуски на
сварку и обработка кромок даны на стр. 141 —142.
10. При изготовлении изделий из винипласта следует руковод-
ствоваться п. 4, ч. II.
Кроме изложенного при конструировании разверток следует
учитывать также, что производство воздуховодов и фасонных
частей является в значительной степени механизированным, и
как правило, имеет индустриальный характер.
Конструктору следует иметь в виду, что в настоящее время
полностью механизировано, например, производство звеньев воз-
духоводов круглого сечения и соединение их между собой; произ-
водство отводов круглого сечения из воздуховодов данного диа-
метра с помощью специальных шаблонов-копиров без предвари-
тельного раскроя отдельных звеньев и стаканов и соединения их
между собой в отвод; освоено производство (безраскройное) спи-
рально шовных воздуховодов из рулонной стали и т. д.
Многие технологические процессы стали типовыми [21, 28],
и это необходимо также учитывать при конструировании развер-
ток поверхностей деталей.
Развертки поверхностей цилиндрических отводов. Отводы при-
меняются для изменения направления воздуховодов и являются
одними из наиболее распространенных фасонных частей.
На рис. 124 показана фронтальная проекция типового отвода
с центральным углом а = 90°. Как видно из чертежа, отвод со-
стоит из нескольких звеньев, представляющих собой усеченные
цилиндры. Все средние звенья (II, III, IV, V, VI) одинаковы.
Крайние пелузвенья (/ и VII), называемые «стаканами», являются
двумя половинами среднего звена, разрезанного по оси симметрии,
164
следовательно, образующие их вдвое короче, чем у средних
звеньев-
Наибольшая образующая а каждого среднего звена носит
название «затылка» звена; наименьшая — b называется «шей-
кой» звена. На чертеже нанесены характеризующие отвод раз-
меры: D — диаметр воздуховода; Rcp — средний радиус; а —
центральный угол.
Установленные нормалью размеры отводов приведены
в табл. 20.
Таблица 20
Размеры цилиндрических отводов в мм
D (наружный) ^СР D (наружный) Rcp
1,50 2,00 1,50 2,00
100 150 200 450 675 900
но 165 220 500 750 1000
125 188 250 560 * — 1120
140 * — 280 630 945 1260
160 240 320 710 1065 1420
180 * — 360 800 1200 1600
200 300 400 900 1350 1800
225 * — 450 1000 1500 2000
250 375 500 1120 1680 2240
280 420 560 1250 1875 2500
315 473 630 1400 2100 2800
355 * — 710 1600 2400 3200
400 600 800
Примечания:
1. Отводы, как правило, собираются из пяти звеньев и двух стаканов. При
диаметрах до 315 мм допускается собирать из трех звеньев и двух стаканов.
2. Отводы с центральным углом менее 90° образуются за счет уменьшения
числа звеньев.
3. Радиус кривизны, как правило, применяется:
для систем вентиляции ^ср~ 1.5;
для систем аспирации = 2,0.
ср
* Применяются только для систем аспирации.
Заметим, что у всех стандартных отводов центральный угол
звена равен 15°, а центральный угол стакана — 7° 30'.
Построение разверток усеченных цилиндров дано на стр. 21 —
26.
На рис- 125, а приведен чертеж развертки одного звена фаль-
цевого отвода с простановкой размеров, обычно применяемой на
165
практике. При ручном способе заготовки звенья отвода обычно
соединяют одинарными поперечными фальцами (чем и определится
величина припуска е), продольные фальцы на звеньях выпол-
няются двойными.
Для раскроя листов делается шаблон, по которому и произво-
дится разметка (рис. 125, б).
При механизированном способе производства отводы круглого
сечения могут быть изготовлены, например, на зиг-машине из
заранее изготовленного
воздуховода по специ-
альным копирам, кото-
рые должны быть на
каждый диаметр отвода.
Соединение отдельных
звеньев в отвод выпол-
няется на зиг-машине
с помощью одинарного
или двойного зига 112].
Развертки поверхностей конических отводов. В практике вен-
тиляционных работ конические отводы применяются редко, как
правило, там, где ограниченность пространства не дает возмож-
ности применить нормализованные конструкции. Заданными ве-
личинами являются входной и выходной диаметры d1 и d2, сред-
ний радиус кривизны отвода и число звеньев (рис. 126, а).
Опишем сначала один из способов построения разверток звеньев
такого отвода, обычно применяемый в практике жестяницких ра-
бот. Для построения фронтальной проекции отвода проводят дугу
радиусом Rcp, равную 1/1 окружности, и делят ее на равные части
по числу звеньев. Через точки деления проводят в радиальном
направлении прямые, на которых откладывают диаметры основа-
ний усеченных конусов, являющихся звеньями отвода. Размеры
166
промежуточных диаметров получают, распределяя между ними
равномерно разность dr — d2, т. е. в данном примере уменьшая
каждый последующий диаметр, начиная с dlt на величину _А.
Соединив концы всех диаметров прямыми, получают контур
проекции отвода.
Из чертежа видно, что каждое звено является усеченным кону-
сом, но размеры всех этих конусов различны.
Чтобы упростить построение разверток звеньев, а также и для
наиболее экономного раскроя материала, преобразуют предвари-
Рис. 126
тельно данный отвод в прямой конус, показанный на рис. 126, б-
При выполнении этой операции заметим прежде всего, что длины
затылков звеньев а и шеек b на рис. 126, а не равны между собой
(так как наружная и внутренняя ломаные линии расположены не
концентрично). Длины затылков и шеек уравнивают, взяв сред-
ние арифметические всех значений а и всех значений Ь- На раз-
вертке длины затылков и шеек должны быть больше на величину
припуска на фальц. Обозначим эти увеличенные значения (с при-
пуском) через ах и bv
Чтобы составить из звеньев /, II, III, IV прямой конус, добав-
ляют к крайним звеньям заштрихованные на чертеже надставки.
Величина их определяется приближенно следующим образом: на
продолжении шеек крайних звеньев откладывают половину раз-
ности между а и Ь, т. е. 01 ~Ь\ и получают диаметры D1 и D2-
Теперь очертание прямого конуса, показанного на рис. 126, б,
может быть построено как равнобокая трапеция, основания
167
которой равны О j и£)2, а боковые стороны L = 2ах + 2b± + ai 2 bl ,
что видно из чертежа. Этот конус состоит приблизительно из та-
ких же звеньев, как и данный отвод, с той лишь разницей, что
звенья II и IV повернуты на 180° вокруг своей оси.
Остается построить развертку поверхности усеченного конуса
с доступной или недоступной вершиной и нанести на ней кривые,
ограничивающие развертки отдельных звеньев (рис. 127). Это
может быть выполнено любым способом из числа рассмотренных
в гл. IV (стр. 47—50). В данном случае построение ограничиваю-
щих развертки звеньев кри-
вых облегчается еще тем, что
отрезки образующих, заклю-
ченные между ними и поме-
ченные на рис. 127 одинако-
выми цифрами, повторяются
во всех звеньях.
Заштрихованные площад-
ки развертки являются неис-
пользуемыми обрезками.
Построение выполняется
так же и при ином централь-
ном угле, отличном от 90°,
Нетрудно видеть, что опи-
санное построение содержит
ряд весьма приближенных
допущений, не совпадающих
например, построенный на
рис- 126, б конус мы развертываем как круговой, между тем тео-
ретически он является эллиптическим конусом, ибо сечения D, и
D2 — эллипсы. Однако эти эллипсы практически мало отлича-
ются от окружностей ввиду малой конусности звеньев и боль-
шого угла наклона секущих плоскостей к оси конуса- А так
как для отводов вообще допускается значительная овальность
(стр. 178), то вышеуказанная погрешность построения вполне
приемлема.
Далее, как мы видели при построении фронтальной проекции
(рис- 126, а), длины затылков а и шеек b не могут быть равными
между собой. Между тем их делают одинаковыми, взяв некоторую
среднюю величину. Поэтому, если начертить точную фронталь-
ную проекцию отвода, составленного из звеньев, которые изго-
товлены по разверткам согласно рис. 127, то она не будет соответ-
ствовать чертежу, представленному на рис. 126, а.
Так как отдельные звенья, полученные таким образом, не
вполне соответствуют запроектированным, то и сама кривизна
отвода должна измениться, и положение центра О4 верхнего от-
верстия будет отличаться от заданного.
168
кругового конуса,
Можно предложить, например, более точный способ преобра-
зования заданного отвода в прямой конус (рис. 128).
Построим равнобокую трапецию, высота которой равна длине
х/4 окружности заданного среднего радиуса Rcp, т. е. 2лRcp : 4 =
— , а основания — d1 и d2, и примем эту трапецию за фрон-
тальную проекцию усеченного кругового конуса. Разделим ось
конуса на четыре равные части (по числу звеньев) и отметим на
ней точки О0; О4; 03 и 04. При четырех звеньях угол, составлен-
ный верхним и нижним основанием каждого
звена, равен 90° : 4 = 22° 30' (рис. 126, а).
Вообще при п звеньях он равен л7?ср : 2п-
Построим этот угол АВС (при помощи
таблицы тангенсов), расположив его так,
чтобы биссектриса была перпендикулярна
к оси конуса (рис. 128). Затем через точки
О0, О2 и Ол проведем прямые, параллельные
стороне ВС, и через точки CR и О3 — пря-
мые, параллельные стороне АВ.
Если разрезать наш конус по этим пря-
мым, получится ряд отдельных звеньев /,
//, III, IV, из которых можно составить
заданный отвод, если повернуть звенья II
и IV на 180° вокруг оси. При этом линии
стыка звеньев на чертеже его фронтальной
проекции (рис. 126, а) более точно совпадут
с направлением радиусов, и положение цен-
тров Оо и О., будет соответствовать заданным
размерам. Но длины затылков и шеек отдель-
ных звеньев не будут равны между собой,
как уже было отмечено выше (стр. 167).
Поэтому развертку каждого звена следует
строить отдельно, как развертку прямого
усеченного двумя наклонными плоскостями (стр. 53—58). К по-
строенным разверткам следует сделать необходимые припуски на
фальцы, после чего выкройки можно расположить на общем листе
примерно так, как это было показано на рис. 127.
Разумеется, рассмотренное построение также не абсолютно
точно с геометрической точки зрения, так как наклонные сечения
прямого конуса, в том числе первое и последнее, являются эллип-
сами (заметим, что разница уменьшается при увеличении числа
звеньев).
Если вышеописанное построение звеньев конического отвода
удовлетворяет практическим требованиям при изготовлении отво-
дов из тонколистового материала, когда сборка их может быть
осуществлена за счет этих деформаций, то в'том случае, когда
звенья отвода изготовляются из толстолистового материала и
169
соединяются сваркой, построение проекций отвода и разбивка
его на звенья должны быть выполнены более точно.
В этом случае необходимо считать обязательным условие,
чтобы входное и выходное отверстия были круглыми, а не эллип-
тическими, в особенности при значительной конусности отвода.
Далее надо иметь в виду, что если конусность отвода является
заданной величиной, то нельзя фиксировать положение и диаметры
обоих его крайних сечений, т. е. входного и выходного отвер-
стий.
При заданной заранее конусности может быть строго фикси-
ровано положение только одного из отверстий. Следовательно,
задание определенного угла конуса предполагает, что положение
второго отверстия при проектировании отвода может быть изме-
нено за счет удлинения или укорочения последнего полузвена или
примыкающего к нему прямого участка воздуховода. Весьма
часто такая возможность имеется, и это несколько упрощает
построение.
Мы рассмотрим здесь решение общей задачи, предполагая:
1) что диаметры и положение обоих отверстий отвода заданы и не
могут быть изменены; 2) что все звенья имеют одинаковую конус-
ность, т. е. являются отрезками одного и того же кругового ко-
нуса. Как сказано выше, угол конуса при этом не может быть за-
дан и, следовательно, должен быть найден проектировщиком.
Графическое решение этой первой задачи, необходимой для
дальнейших построений, представлено на рис. 129. Даны большой
и малый диаметры конического отвода d1 и d2, положение центров
отверстий А и С и направление осей АВ и ВС, соединяемых отво-
дом прямых частей воздуховода. Тем самым задан угол между
осями а и равный ему угол поворота отвода.
Проведя в точках А и С прямые, перпендикулярные к осям,
находим точку Р и угол поворота отвода /_АРС = а.
Построим кривую АС, касательную к осям в точках А и С.
Это можно выполнить, например, следующим образом: делим от-
резки АВ и ВС на одинаковое число равных частей и соединяем
прямыми точки, как показано на рис. 129. Кривая, огибающая
точки пересечения проведенных прямых, и будет искомой.
Если отрезок АВ — ВС, то кривая АС будет дугой окруж-
ности, описанной из центра Р.
Конический отвод можно рассматривать как циклическую
поверхность, полученную перемещением окружности переменного
радиуса по оси отвода, т. е. по кривой АС. Определим спрямлен-
ную длину кривой АС, что можно сделать с помощью гибкой ли-
нейки или графическим построением и отложим ее на перпенди-
куляре, восстановленном в точке А к прямой АР, так что АС± —
— АС. Через найденную точку Сг проведем прямую, параллель-
ную основанию конуса, и отложим на ней симметрично относи-
тельно точки Сг заданный диаметр d2. Затем через концы диаме-
170
тров dl и d2 проведем прямые и таким образом найдем вершину S
и угол при вершине <р прямого кругового конуса, из которого мо-
гут быть выкроены звенья проектируемого отвода.
Дальнейшее построение фронтальной проекции отвода по-
казано на рис. 130. Построив по заданным размерам точки А, В,
С, I, V и Р (рис. 129), делим угол поворота отвода а на 2 (п г 1)
равных частей, где п — требуемое число средних звеньев (не счи-
тая двух крайних полузвеньев). Пусть, например, а — 48°,
число средних полных звеньев п — 3. Тогда угол а надо разде-
лить на 2 X (3 + 1) = 8 частей. Получим угол полузвена р =
= -- 6° и угол полного звена 2|3 = 12°.
О
Строим затем исходный конус с основанием и углом <р
при вершине S. В пересечении его крайних образующих с лу-
чом Р—1 найдем точки 1 и 1 и таким образом получим проекцию
нижнего полузвена I—1—1—1 (рис. 130).
Для построения следующей пары полузвеньев, составляющих
первое среднее звено, восстановим в середине отрезка 1—1 перпен-
дикуляр и в пересечении его с осью конуса найдем точку Ох.
Из точки Ох, как из центра, опишем радиусом OtS дугу и отложим
на ней отрезок SSj (т. е. повернем вершину конуса на угол 2р).
Через точку Si и точки 1—1 проведем прямые, в пересечении
которых с лучами Р—И и Р—2 получим точки II, II и 2, 2,
171
2 Ji •
Рис. 130 Рис. 131
определяющие контур звена 1—2—2—1. Далее повернем ось ко-
нуса еще на угол 2|3, для чего из середины отрезка 2—2
восставим перпендикуляр и по предыдущему в пересечении его
с SjOj найдем второй мгновенный центр вращения 02. Из этого
центра радиусом 02Sl опишем дугу и отложим на ней отрезок S1S2.
Через вершину S2 и точки 2—2 проведем прямые, пересечения ко-
торых с лучами Р—III и Р—3 определят точки III, III и 3, 3,
т. е. контур звена 2—3—3—2. Точно таким же образом строится
третье звено 3—4—4—3, причем поворот вершины в положение S3
производится из центра 03, находящегося на оси S2O2 в пересече-
нии ее с перпендикуляром, проведенным через середину отрезка3—
3. Последнее положение вершины S4 при точном построении дол-
жно оказаться на продолжении оси ВС, а прямые, проведенные
из St в точки 4, 4, должны пройти через намеченные заранее
точки V—V. Этим контролируется правильность построения.
Следует контролировать также точность промежуточных графиче-
ских операций. Так, углы поворота оси конуса в положениях 5Х,
S2, S и S4 должны быть одинаковы и равны 2р.
Кроме того, надо иметь в виду, что два конуса могут пере-
секаться по плоской кривой (в данном случае —• по эллипсу)
только тогда, когда они описаны вокруг одного и того же шара,
т. е. образующие их являются касательными к контуру шара
(рис. 130).
Например, отрезок 2—2 является проекцией линии пересече-
ния конусов Sj и S2. Эта проекция может быть отрезком прямой
только при условии, что крайние образующие обоих конусов
будут касательными к общей окружности, описанной из центра О2.
Радиус этой окружности равен перпендикуляру, опущенному
из О2 на одну из образующих конуса 5Х. Эта геометрическая за-
висимость также позволяет контролировать правильность построе-
ний, что особенно необходимо при малом угле конусности, когда
вершина S недоступна. Построение можно вести и в обратном по-
рядке, начав его от меньшего диаметра d2.
Практически, в целях более равномерного распределения по-
грешностей, удобнее вести построение одновременно с обоих кон-
цов отвода, так как положение вершины S4 может быть намечено
непосредственно на оси ВС на расстоянии CS4 = CXS (рис. 129).
Таким образом, в первую очередь могут быть построены край-
ние полузвенья /—1—1—I и V—4—4—V. Затем следует построить
примыкающие к ним звенья 1—2—2—I и 4—3—3—4. Оставшееся
звено 2—3—3—2 может быть получено простым соединением
точек 2 и 3 прямыми линиями.
После того, как проекция отвода построена, звенья его могут
быть размещены на общем прямом конусе, как показано на рис. 131,
так как все они имеют одну и ту же конусность.
Развертки их строятся на одном листе так же, как показано
на рис. 127.
173
Между линиями, ограничивающими развертки соседних
звеньев, необходимо при изготовлении отвода из толстолистовой
стали предусмотреть промежутки для резки.
Развертки «уток». «Уткой» называется фасонная часть, при
помощи которой соединяются два воздуховода; оси этих воздухо-
водов либо лежат в одной плоскости, но смещены относительно
друг друга на величину h, называемую вылетом утки (рис. 132),
либо лежат в разных плоскостях.
Рис. 132
Рис. 133
Утки изготовляются прямоугольного и круглого сечений.
Утка круглого сечения выполняется из двух цилиндрических
отводов, которые развертываются в разные стороны и соединяются
между собой на фальцах непосредственно друг с другом (рис. 133)
или через прямую вставку I (рис. 132). Радиус кривизны Rcp,
по которому строится полуотвод, обычно принимается равным
(1,5ч-2) d (диаметр отвода), как это указывалось и раньше. Реко-
мендуется Rcp принимать равным 2d.
Исходными данными для изготовления утки являются вы-
лет h — расстояние между осями воздуховодов и диаметр воз-
духовода d. Следовательно, можно варьировать величины L
и Rcp.
174
Утка построена правильно, если осевые дуги касаются друг
друга (рис. 133) или оси прямой вставки (рис. 132). В последнем
случае к дугам проводится касательная, отрезок которой
между точками касания MN и определяет длину прямой
вставки I.
Если при заданных значениях h и L получается пересечение
осевых линий, что может иметь место, так как Rcp изменяется
только в небольших пределах, это значит, что длина утки L
задана недостаточной. Длину утки в этом случае нужно увели-
чить за счет уменьшения длины воздуховода. Минимальная дли-
на Lmln, необходимая для правильного построения утки, может
быть определена и по формуле
Ьга1п = -X- , (42)
где а — угол отвода, определяемый из формулы
Л = 47?ср sin2 4 • (43)
Действительно, из рис. 133 видно, что Lmln является катетом
прямоугольного треугольника, другой катет которого равен h,
а прилежащий острый угол равен -у-. Следовательно, Lmin =
Далее, из рассмотрения треугольников АОВ и АВЕ видно,
что
АВ = 2Rcp sin -J-; АЕ - А =" АВ sin 4 = 2R‘p sin2 IT *
Следовательно,
h 47?cpsin2 4-
Пусть требуется определить минимальную длину утки при
заданных значениях h — 500 мм nd-- 300 мм.
Выбираем значение Rcp 2d — 600 мм.
Определяем значение угла а из формулы (43)
sln ДГ = V 4Дбо = °’457; 4 = 27ОЮ'; а - 54э20'.
Так как отводы принято изготовлять с величиной централь-
ного угла а, кратной 5, то "‘выбирается ближайший больший
175
угол а = 55° (ближайший меньший угол приведет к увеличению
Rcp и Л) и уточняется значение Rcp.
Так, для данного случая
RCP= 570 мм -
4 sin2 у
= h = о 5206 = 999 ММ'
Для удобства подсчета
£min = —'—h^h.
tgTF
и
Rcp=^--
4 sin2 -у
значения коэффициентов и К2 Для употребляемых углов све-
дены в табл. 21.
Таблица 21
Значения коэффициентов Ki и К2
Угол отвода а в град Ki К, Угол отвода а в град к. к.
20 5,67 8,27 60 1,73 1,00
25 4,51 5,34 65 1,57 0,87
30 3,73 3,72 70 1,43 0,76
35 3,17 2,67 75 1,30 0,67
40 2,75 2,14 80 1,19 0,60
45 2,41 1,70 85 1,09 0,55
50 2,15 1,40 90 1,00 0,50
55 1,92 1,14 — — —
Так, для данного случая при а = 55° будем иметь: Lrain =
= Kh = 1,92-500 - 960 мм; Rcp = R2h = 1,14-500 == 570 мм.
Если заданная длина утки больше Lmln (рис. 133), то возду-
ховоды нужно либо удлинить, если необходимо, чтобы осевые
линии сопрягались, либо применить утку со вставкой. В последнем
случае, как видно из рис. 132, при тех же значениях h и d угол а
будет тем меньше, чем больше L по сравнению с Lmln.
176
Для того чтобы применить отводы с величиной центрального
угла а, кратной 5, нужно предварительно по заданным значе-
ниям h, Rcp и L определить а, а затем, взяв ближайший больший
угол, уточнить значения Lui. Предварительное значение угла а
просто определяется графически (непосредственным измерением
по чертежу).
Окончательные значения определяются по формулам, вывод
которых поясняет рис. 132:
h — iRcp sin2
l = -----:----—
sin а ’
г л г* . а а , ,
L — 4Rcp sin -g- cos-g- + Zcos а.
Построения разверток для уток, приведенные на рис. 132
и 133, ничем не отличаются от разверток цилиндрических отводов,
рассмотренных выше, а развертка прямой вставки I будет пред-
ставлять прямоугольник с высотой, равной I + е, и длиной,
равной nd е, где е — припуск на фальцы.
Развертка поверхности наклонного конического перехода с круга
на круг. Исходными данными являются: входной и выходной диа-
метры и d2, высота перехода Нг и расстояние сг («смещение»)
между осями окружностей верхнего и нижнего оснований
(рис. 134, а). Как видно из чертежа, такой переход представляет
собой усеченный эллиптический конус с кру-
говым основанием. При доступной вершине конуса его
развертка строится согласно рис. 53. Этим способом и построена
развертка на рис. 134, б.
Длины образующих могут быть рассчитаны графически или
вычислены аналитически по формуле (18) табл. 4. Чтобы восполь-
зоваться этой формулой, следует предварительно определить
размеры И, с и с—Cj (рис. 134, а) по формулам, приведенным
на стр. 65.
Для точек кривой на развертке должны быть определены коор-
динаты в прямоугольной системе координат либо проставлены
их радиусы-векторы R и указаны длины хорд I.
Если вершина перехода недоступна, то развертка выполняется
согласно рис. 54 (гл. IV).
Для изделий, не требующих для своего построения большой
точности, можно развертку такого перехода строить как раз-
вертку поверхности не эллиптического, а прямого кругового ко-
нуса, усеченного плоскостями, не параллельными основанию
(рис. 134, в). Тогда входные и выходные отверстия будут пред-
ставлять собой уже не окружности, а эллипсы. Эти отверстия
нужно проверить на овальность и убедиться, что она не превос-
ходит установленной для данного производства нормы. Для
12 Н. Н. Высоцкая и др.
177
воздуховодов из кровельной стали допускаются следующие откло-
нения на овальность 112]:
Диаметры воздуховодов
в мм
До 315
От 315 до 800
Более 800
Допускаемые отклонения
на овальность в %
от диаметра
.5
4
3
Развертки поверхностей для переходов с круглого на прямо-
угольное (или квадратное) сечение. Для перехода, изображенного
на рис. 135, заданными величинами являются: диаметр отверстия d,
стороны основания а и b и высота Н.
Вычертив горизонтальные проекции верхнего и нижнего ос-
нований, т. е. круга и прямоугольника, соединяют вершины
прямоугольника с точками 0 и 3 окружности, затем строят фрон-
тальную проекцию перехода. Боковая поверхность такого пере-
хода является комбинированной поверхностью: она состоит из
четырех плоских треугольников, отмеченных на рис. 135, а
178
цифрами / и II, и из четырех конических участков, обозначенных
цифрой III. Вершины этих четырех равных конических поверх-
ностей лежат в вершинах прямоугольника (точки s), а их основа-
ния совпадают с окружностью верхнего основания перехода.
Таким образом, каждая из
этих четырех поверхностей
является частью поверхно-
сти
са с
a)
эллиптического кону-
круговым основанием
Зп
Припуск на фальцы
Рис. 135
и может быть развернута так, как указано на рис. 52 (гл. IV).
На рис. 135, б построение развертки перехода начато с построения
треугольника I по стороне b и высоте Ях, равной отрезку s'О'
(рис. 135, а). К нему с обеих сторон пристроены развертки смежных
12:‘
179
с ним и касательных к нему конических поверхностей ///. Нату-
ральные длины образующих Solo, S020, S030 определены на
рис. 135, а способом прямоугольного треугольника и соответ-
ственно равны So/o, S020, S030- Длина стороны I принята равной
длине хорды одного деления основания. Дальнейшее построение
развертки ясно из чертежа.
Погрешность при замене дуги хордой для соответствующего
числа делений можно определить по графикам рис. 47. Для этого
1
предварительно следует вычислить отношение кривизны
Рис. 136
одного деления кривой развертки
(рис. 135,6) к кривизне— окруж-
ности основания перехода, т. е.
р
величину —. Так, например, при
R
— == 3 и при числе делении, рав-
ном трем (угол а = 30°), относи-
тельная погрешность равна —1%,
а при числе делений, равном че-
тырем (а-=22,5°), —0,56%. (Здесь
не учитываются погрешности, свя-
занные с графическшм построе-
нием развертки.)
Натуральные длины образую-
щих могут быть рассчитаны анали-
тически пб формуле (18) табл. 4.
Для этого нужно предварительно
определить величину с.
Из рис. 135, в видно, что
1/ а2 . 62
с = V т + т •
Затем, согласно данным табл. 4, деления окружности основа-
ния перехода нужно занумеровать так, как указано на рис.^^
т. е. поставить цифру 0 у горизонтальной проекции наибольшей
образующей и от нее начать отсчет углов ka. Величину cos ka
для соответствующего деления можно определить из табл. 5.
р I
Длина I (рис. 135, б) при отношении — > должна быть
взята равной длине дуги одного деления основания, в противном
случае — длине хорды. При этом, как видно из графиков рис. 47,
число делений может быть уменьшено.
На рис. 136 изображен косой переход с квадратного на круглое
сечение. Для его изготовления, кроме размеров И, d на, нужно
задать еще и размер е (смещение центров верхнего и нижнего осно-
ваний). Как и в предыдущем случае, соединив точки s с точками 0
180
и 3 окружности, разбивают боковую поверхность перехода на
четыре конические поверхности, обозначенные цифрами IV й V,
и четыре треугольника, обозначенных I, II и III и касательных
к коническим поверхностям. Построение развертки аналогично
предыдущей и па чертеже не показано. Разница состоит лишь в том,
Рис. 137
что развертки конических элементов IV и V будут в этом случае
неодинаковы, и для треугольников мы тоже будем иметь три раз-
ные формы.
Боковая поверхность перехода на рис. 137 разбита иначе,
чем у переходов, показанных на рис. 135 и 136. Середины сторон
основания а и b (точки s и sj соединены с точками 2 окружности.
181
В результате этого построения боковая поверхность перехода
будет состоять из восьми треугольников I и II касательных к че-
тырем коническим поверхностям III и IV. Построение этой раз-
вертки ясно из рис. 137, б. Оно аналогично предыдущим, но
требует большего числа построений. Поэтому следует предпочесть
разбивку боковой поверхности перехода, указанного на рис. 135.
Как видно из изложенного, построение разверток таких переходов
не представляет большой сложности в условиях конструкторского
бюро; построение шаблонов по заданным на чертеже развертки
размерам также не может вызывать каких-либо затруднений.
Рис. 138
Поэтому нет никакой необходимости в применении упрощенных
построений таких разверток, которые значительно искажают
заданную геометрическую форму переходов.
Развертки поверхностей тройников и крестовин. Тройники и
крестовины предназначаются для разветвления (объединения)
воздуховодов: первые — для разветвления одного потока на два,
вторые — на три потока. В зависимости от способа соединения
они разделяются на сварные, реечные и фальцевые.
По виду тройники делятся на прямые (рис. 138), где одна
часть, называемая стволом, является продолжением линии возду-
ховода, а другая часть, называемая ответвлением, отклонена от
ствола на некоторый угол, и штанообразные (рис. 139), где обе
части отклонены от оси воздуховода (рис. 138 и 139 следует рас-
сматривать только как схемы).
Нормализованные размеры тройников и крестовин приведены
в табл. 22 и 23.
На рис. 140, а фронтальная проекция тройника построена по
заданным размерам D, Dlt d, Н и 6.
Прежде чем рассматривать построение развертки, остановимся
на порядке построения фронтальной проекции. Вначале построена
проекция ствола, затем по углу а и размеру 6 определено положе-
ние центра Ог и па перпендикуляре т—ть проведенном к оси OjO,
отложен диаметр верхнего основания конуса ответвления d.
182
Таблица 22
Размеры прямых тройников и крестовин в мм
D, Dlt d (наруж- ный) а в град Н 6 ь 7), £>,, d (наруж- ный) а в град н 6 ь
100 306 153 265 450 980 490 850
по 326 163 283 500 1072 536 930
125 354 177 307 560 * 30 1184 592 1027
140 * 380 190 329 630 1316 658 1142
160 418 209 363 710 956 676 675
180 * 455 228 395 800 1065 753 733
200 30 514 257 446 900 1185 838 838
225 * 560 280 486 1000 45 1307 924 924
250 606 303 526 1120 1465 1036 1036
280 662 331 574 1250 1622 1147 1147
315 728 364 632 1400 1803 1275 1275
355 * 802 401 696 1600 2045 1446 1446
400 • Применяю 886 тся тол 443 ько для 769 систем аспирации — — —
Таблица 23
Размеры тройников штанообразных в мм
D, d. di (наруж- ный) а в град а 6 Н D, d, rfi (наруж- ный) а в град а 6 I/
100 303 157 293 450 975 505 943
по 321 166 310 500 30 1068 553 1032
125 348 180 336 560 * 1180 611 1140
140 * 377 195 364 630 1312 679 1267
160 415 215 401 710 948 726 876
180 * 452 234 437 800 1057 809 976
200 30 508 263 491 900 1178 902 1089
225 * 554 287 536 1000 1299 994 1200
250 601 311 580 1120 45 1457 1115 1346
280 657 340 635 1250 1614 1235 1491
315 723 374 698 1400 1794 1373 1657
355 * 798 413 771 1600 2036 1558 1881
400 881 456 851 — — — —
• Применяется только для систем аспирации •
183
Контурные образующие конуса ответвления на рис. 140, а постро-
ены следующим образом. Чтобы линия пересечения конусов ствола
и ответвления получилась плоской кривой, необходимо их поверх-
ности описать вокруг одного и того же шара, центр которого лежит
в точке пересечения их осей О. Для нахождения радиуса этого
0^4_____
шара из точки О опускают перпендикуляр на крайнюю образу-
ющую ствола до пересечения с нею в точке а (построение опу-
щено). Затем из точки О описывают окружность радиусом Оа,
которая и будет проекцией шара. Далее, из точек т и тх проводят
касательные к этой окружности и определяют точки касания b
184
и b} и, наконец, через точку О проводят линию, параллельную bblt
т. е. перпендикулярную к оси ответвления dv Для построения
развертки эту линию и принимают за проекцию нижнего основа-
ния ответвления. Линия пересечения построенных конусов изо-
бразится прямой линией. Одна ее точка k определяется в пересече-
нии контурных образующих того и другого конуса. Так как
вторая пара контурных образующих не пересекается в пределах
чертежа, то другая точка линии пересечения найдена иначе,
а именно: построены проекции линий пересечения I и II ствола
и ответвления с шаром, центр которого расположен в точке^О.
Точка пересечения этих линий f и будет искомой (гл. V, рис. 60).
Далее линия kf продолжена до пересечения с нижним основанием
ответвления в точке /\.
На практике эту проекцию заменяют упрощенной — рис. 140, б,
что допустимо, если изготовление тройника не требует большой
точности. На рис. 141 показано построение развертки ответвления.
Вначале построена развертка усеченного конуса с недоступной
вершиной высотой Д, и диаметрами оснований, соответственно
равными d и D, так, как это указывалось в гл. IV (рис. 46). Кривая
линии пересечения на развертке построена следующим образом.
На образующих 6'2—6'3, 5.2—53 и 4.2—43 отложены отрезки /6,
/3, /4, соответственно равные отрезкам 63—К, О3—5" и О3—4°
(рис. 140, б), и полученные точки соединены плавной кривой,
причем нижняя точка этой кривой совпадает с точкой <32. Для
185
получения точек нижней кривой очертания развертки на соответ-
ствующих образующих отложены отрезки /0, 1г и /2, соответственно
равные отрезкам О’—03, 1°- 03 и 2°—О3(рис. 140, б). На развертке
должны быть проставлены все размеры, относящиеся к построению
развертки усеченного конуса с недоступной вершиной, т. е. раз-
меры b2, b3, h2, h3 и Н2, и определены координаты точек кривой
или указаны длины отрезков образующих /0, Д, . . ., 1е. При
построении более точной развертки длины этих образующих могут
быть определены по рис. 140, а графически или рассчитаны ана-
Рис. 142
литически по формулам (16) и (17) гл. IV. Нижнюю кривую очер-
тания развертки для упрощения разметки практически принимают
за дугу круга со стрелкой, равной отрезку О2—О’ (рис. 141),
что допустимо для грубых изделий. Заметим также, что хорды Ь2
и Ь3 при малом угле развертки ср (ср < 25°) можно принять соответ-
ственно равными nD и nd; при этом погрешность в длине дуги
будет меньше 1%. Дальнейшие упрощения, применяемые иногда
на практике, являются уже слишком грубыми приближениями
к истинному виду развертки.
На рис. 142 построена развертка ствола. Ее построение анало-
гично построению развертки ответвления. Но в этом случае высота
усеченного конуса равна Н, а диаметры оснований—D и Dr.
Кроме того, нижнее очертание развертки ствола будет представлять
собой уже не лекальную кривую, как в предыдущем случае,
186
а часть нижней дуги усеченного конуса. Построение кривой линии
пересечения аналогично предыдущему. Длины Ц, 1Л и /6 также мо-
гут быть рассчитаны по формулам (16) и (17) стр. 53. На практике
разметчики проводят кривую линию пересечения на развертке
ствола по шаблону А, который получается после раскроя ответвле-
ния (рис. 142). Такая разметка, очевидно, окажется грубо при-
ближенной.
На рис. 143 изображена крестовина с равными диаметрами
ответвлений d. Заданными величинами будут: углы а, высота Н
и диаметры D, Dy и d. Проекция ответвлений построена
аналогично построению ответвления в предыдущем случае. На
рис. 144, а приведена развертка ответвления, а на рис. 144, б —
развертка ствола. Их построения отличаются от построений раз-
верток прямого тройника только тем, что конусы разрезаны по
образующим, противоположным предыдущему случаю.
Построения разверток прямоугольных фасонных частей доста-
точно просты, поэтому они опускаются [1].
Приведем лишь размеры на прямоугольные фасонные части
согласно новой нормали, упомянутой в начале параграфа (табл. 24,
25, 26).
187
Таблица 24
Размеры отводовпрямоугольного сечения в мм
В (на- руж- ный) 100 160 200 250 400 500 800 1000 1250 1600 2000
Н и L 200 290 350 425 650 800 1250 1550 1925 2450 3050
Примечания:
1. Радиус кривизны Rcp принимается равным ширине отвода.
2. Размеры h принимать по табл. 15.
Таблица 25
Размеры прямых тройников прямоугольного сечения в мм
В2*В
В^В
Bi 100 160 200 •250 400 500 800 1000 1250 1600 2000
н 300 390 450 525 750 900 1350 1650 2025 2550 3150
L В+ 100 B-i-130 B-j-150 В+175 В+250 В+300 В+450 В+550 В+675 В +850 В 4-1050
Примечания:
1. Радиус кривизны Rcp принимается равным ширине отвода.
2. Размеры h и В принимать по табл. 15.
Размеры ht и В2 соответствуют размерам h и В той же таблицы.
188
Таблица 26
Размеры штанообразных тройников прямоугольного сечения в мм
0,5 (Bi+B2)+B+100
Примечания:
1. Радиус кривизны Rcp принимается равным ширине отвода.
2. Размеры Л и В принимать по табл. 15.
9. РАЗВЕРТКИ ПОВЕРХНОСТЕЙ СОЕДИНИТЕЛЬНЫХ ЧАСТЕЙ
ТРУБОПРОВОДОВ
Фасонные элементы трубопроводов выполняются либо из ли-
стового материала, либо из стандартных труб [10, 261.
С этим связаны некоторые особенности построения чертежей
разверток.
В первом случае, т. е. когда фасонные элементы выкраи-
ваются из листового материала и путем даль-
нейшей вальцовки им придается требуемая форма, размеры раз-
верток должны рассчитываться с учетом толщины листового ма-
териала.
Кроме этого, линии разреза листов следует направлять по
образующим в пределах одного радиуса вальцовки, а при нали-
чии элементов плоскости (например, при построении перехода
с квадрата на круг) линии разреза намечать там, где листы остаются
плоскими. '
Во втором случае, т. е. при изготовлении фасонных частей
из стандартных труб или из труб, сваренных из листо-
вого металла, где присоединительные контуры
189
элементов размечают по шаблонам, накладываемым
на наружную поверхность трубы, а затем производят отрезку заго-
товки, при построении разверток для изготовления шаблонов
в качестве исходного (расчетного) диаметра нужно принимать на-
ружные диаметры труб. В то же время, для изготовления чертежа
шаблона, по которому нужно будет вырезать отверстие в трубе,
к которой будет присоединяться патрубок, врасчет следует при-
нимать наружный диаметр трубы и внутренний диаметр па-
трубка (присоединительного элемента).
На рис. 145, а приведен чертеж прямоугольного тройника,
где к трубе 2 диаметром DH присоединен патрубок 1 диаметром dH.
Для построения чертежа развертки для шаблона 1а (рис. 145, б)
использован наружный диаметр трубы 2—DH и наружный диа-
метр патрубка 1—dH.
Для построения чертежа развертки для шаблона 2а, по кото-
рому будут намечаться контуры вырезаемого отверстия (рис. 145, в),
использован наружный диаметр трубы 2—DH и внутренний диа-
метр патрубка 1—deH.
190
Порядок построения разверток, аналитическое определение
координат точек линии пересечения на развертках деталей 1
и 2, а также простановка размеров здесь не рассматриваются,
так как это изложено в п. 14 и 15, ч. I.
Так как соединение деталей будет произведено сваркой, то
необходимо указать обработку кромок, например, так, как дано
на рис. 145, г.
На практике часто вместо шаблона 2а используют патрубок,
который устанавливают на трубу 2, а затем очерчивают контур
отверстия. Размеченный контур для выреза уменьшают на толщину
стенки патрубка.
Подробно рассматривать построение разверток фасонных ча-
стей трубопроводов нет надобности, так как: 1) построение отводов
и различного рода переходов (диффузоров) было рассмотрено
ранее как в ч. I, так и в п. 8, ч. II; 2) в основе построения развер-
ток различного рода тройников и крестовин равнопроходных и
переходных, симметричных и несимметричных, прямоугольных
и косоугольных и т. д. лежит материал, изложенный в п. 14
и 15, ч. I.
Остановимся лишь на двух-трех примерах построения развер-
ток фасонных частей трубопроводов.
На рис. 146, а и б приведены колена трубопроводов, которые
предназначаются для изменения направления линии трубопро-
вода. Развертки звеньев колен сводятся к разверткам прямых
круговых цилиндров, усеченных наклонной плоскостью (см.
гл. III). Для примера развертка звена колена, изображенного на
рис. 146, а, приведена на рис. 146, в. Заметим, что чем больше
угол (3, тем больше радиус вспомогательной окружности г, так как
d В
Г 2 g 2 '
191
Переходный косоугольный симметричный тройник изображен
на рис. 147. Он может быть построен по заданным размерам Н,
d, a, D и расстоянию между осями О1О1. На рисунке его фрон-
тальная проекция построена следующим образом. Из точек пере-
сечения осей О и О1( как из центров, проведены окружности, ра-
диусы которых соответственно равны £>/2 и d/2. Это и будут контуры
тех шаров, вокруг которых должны быть описаны конусы 2 и
цилиндры 1 и 3, чтобы линии их пересечения были плоскими кри-
выми. Крайние образующие цилиндра 1 касаются окружности
с центром О, а контурные образующие цилиндров 3 — окруж-
ностей с центрами О±. Контурные образующие конусов 2 касаются
той и другой окружности. После такого построения точки пере-
сечения их образующих соединены прямыми линиями, которые
и будут проекциями линий пересечения данных поверхностей.
Затем на рис. 148, а, б и в известным способом построены раз-
вертки частей тройника, т. е. двух цилиндров 1 и 3 и конуса 2.
Развертка конуса построена как развертка прямого кругового
конуса с диаметром основания dx и вершиной S, а затем на ней
нанесены кривые линии пересечения.
192
13 Н. Н. Высоцкая и др.
19J
б)
194
равные части и через
На рис. 149 изображен прямоугольный раструбный равнопро-
ходный тройник. Раструбные тройники, так же как и раструбные
крестовины, обладают меньшими гидравлическими сопротивле-
ниями [10].
Как видно из чертежа (рис. 149, а), ’присоединяемый патру-
бок 1 вваривается не в основную часть тройника 5, а присоеди-
няется к ней при помощи раструбного перехода 2.
Нетрудно видеть, что половина раструба составлена из двух
плоских треугольников (3±—4Х—3j и цилиндрической поверх-
ности диаметром D, усеченной двумя плоскостями.
Натуральная величина треугольников представлена фрон-
тальной проекцией 51—4i—5i. Для построения развертки ци-
линдрической поверхности из точки О2 проводим четверть окруж-
ности диаметром D, разбиваем ее на три
точки деления 1 и 2 проводим образую-
щие 71/] и 212].
Построение развертки половины
раструба, приведенной на рис. 149, б,
ясно из чертежа.
На рис. 150, а приведен равнопро-
ходный тройник с вставкой. Вставка
представляет собой усеченный двумя
плоскостями эллиптический цилиндр '
с полуосями а и b = . Развертка эл-
липтических цилиндров рассмотрена
в гл. III, ч. I. Развертка вставки пред-
ставлена на рис. 150, б.
D,
воронка
Подлеечное
колено
Переводное
колено
Стык
10. РАЗВЕРТКИ ЭЛЕМЕНТОВ
ВОДОСТОЧНЫХ ТРУБ
На рис. 151 изображен общий вид
водосточной трубы и даны наименова-
ния ее отдельных частей. Для изготов-
ления такой водосточной трубы тре-
буется построение разверток всех ее со-
ставных частей. Соединение прямых
шеньев трубы производится вдвиганием
конца одного звена в другой на глубину
100 мм. Для осуществления такого сты-
ка.этим звеньям придают форму усечен-
ного конуса. В табл. 27 приведены дан-
ные для подбора диаметра водосточной трубы в зависимости от
высоты здания и даны карты раскроя прямых звеньев из стан-
дартного листа кровельной стали 710X1420 мм.
'/2D
Отмет
Рис. 151
13*
195
Подбор диаметров и числа водосточных труб
Таблица 27
Диаметр D в мм Одна труба на поверх- ность крыши площадью в м* Для зданий высотой
215 240—300 Свыше трех этажей
141 100—150 До трех этажей
105 60—80 Один этаж
j .473.{ ,473.
1 |
Труба D = 141 мм из трети листа
9
«5/43
0/4/?
Труба D = 105 мм
из полулиста
Ф2/7
Труба D = 215 мм
из полного листа
Ф21Ч-
9
। 473 I
1
5# ।
И
Как видно из этой таблицы, развертка звена ввиду его неболь-
шой конусности имеет вид трапеции, а контур всей развертки,
за счет неодинакового припуска на продольный фальц, — вид
прямоугольника. Колена водосточной трубы, представляют собой
круговые цилиндры равных диаметров, усеченные наклонными
плоскостями. Развертки таких цилиндров были приведены выше,
в гл. III, ч. I. Поверхность отмета на рис. 151 является частью
поверхности прямого кругового конуса. На рис. 152 даны его
фронтальный и боковой вид. Чтобы линия пересечения поверх-
ности отмета и примыкающего звена получилась плоской, обе эти
поверхности описаны вокруг одного и того же шара, диаметр
которого равен диаметру нижнего звена. Затем через точки s'
и О' проведена фронтальная проекция оси конуса. Построение
бокового вида ясно из чертежа. Развертка отмета строится как
развертка кругового конуса, усеченного двумя плоскостями,
наклонными к его оси. Построение такой развертки также было
рассмотрено выше (см. рис. 49), с той только разницей, что на
рис. 152 конус усечен не одной, а двумя наклонными плоскостями.
196
Для построения разверток отдельных частей, входящих в состав
водосточной трубы, должны быть заданы ее диаметр D и размеры,
относящиеся к каждому звену.
На рис. 153, а в качестве примера приведена фронтальная
проекция воронки водосточной трубы со всеми нанесенными на
Рис. 153
ней размерами, необходимыми для построения разверток ее со-
ставных частей. На рис. 153, б показана конструкция соединения
частей воронки, а на рис. 153, в — конструкция и размер продоль-
ного фальца. На рис. 154 приведена карта раскроя двух воронок
из листа размерами 710X1420 мм.
197
CO
WWW Рис- 155
Колено
Рис. 156
Рис. 157
Рис. 158
199
Механизация жестяницких работ позволяет значительно упро-
стить изготовление водосточных труб, а вместе с тем и построение
их разверток. На рис. 155 изображена труба, все криволинейные
части которой изготовляются из прямых цилиндрических звеньев.
На этих звеньях для изгибания поверхности цилиндра в элемент
поверхности кольца с одной их стороны делаются защипы («зиги»)
при помощи специального станка, благодаря чему звено изги-
бается. Нужный угол сгиба достигается определенным количеством
зигов. На рис. 156, а изображено колено трубы. На верхнем его
конце прокатан валик жесткости; его другой конец гофрируется
(для уменьшения диаметра) с одновременной прокаткой валика и
вставляется в негофрированный конец другого звена. При таком
осуществлении всех стыков трубы все ее звенья имеют одинаковый,
диаметр. На рис. 156, б дана развертка колена. Она представляет
собой прямоугольник размером 710x710 мм. На рис. 157 изо-
бражен отмет. Его развертка также имеет вид прямоугольника
размерами 710x710 мм, так как его конец обрезается по шаблону
уже в согнутом виде. Такого рода трубы изготовляются из оцин-
кованного железа толщиной 0,57—0,63 мм.
Конические переходы с одного диаметра на другой (воронки)
встречаются не только в устройстве водосточных труб, но и во
многих других изделиях из тонколистовой стали (бидоны, лейки,
урны и пр.). Если при этом угол конуса не имеет особого значения,
можно выбирать его величину 29, 60 или 97°, так как развертки
в этом случае получают очень удобную для раскроя форму */4,
*/2 или ®/< круга. Соответствующие развертки и относительные
размеры самих воронок показаны на рис. 158. Количество отходов
при раскрое листов в этих случаях может быть также уменьшено.
11. РАЗВЕРТКИ ПОВЕРХНОСТЕЙ БУНКЕРОВ
Бункером называется специальный резервуар, предназначен-
ный для вмещения и перегрузки сыпучих материалов. Бункеры
бывают весьма разнообразной формы. Наиболее распространенные
формы приведены на рис. 159 и 160. Форма бункеров на рис. 159, а,
б, в и г представляет собой сочетание из форм призмы и пирамид
прямой или наклонной. На рис. 159, д изображен пирамидальный
бункер. Форма бункеров (рис. 160, а, бив) образована сочетанием
цилиндра и конуса — кругового (рис. 160, а) и эллиптического
(рис. 160, б и в), а на рис. 160, г — сочетанием цилиндра и сферы.
На рис. 160, д изображен конический бункер. Построение раз-
вертки таких поверхностей было изложено в первой части; однако
при проектировании их необходимо считаться с некоторыми спе-
циальными требованиями.
В качестве примера на рис. 161, а дан бункер, форма которого
представляет собой прямую усеченную прямоугольную пирамиду.
Заданными величинами являются размеры отверстий а, аг и b, bt
200
и высота пирамиды h. При этом для хорошего опорожнения бун-
кера необходимо, чтобы наименьший из углов наклона стенки
(грани) бункера к горизонту, в данном случае угол а2, был больше
на 5—10° угла естественного откоса сыпучего материала в условиях
покоя. Чтобы материал не зависал на ребрах бункера, следует
определить угол наклона ребер к горизонту 0. Он должен быть
Рис. 160
несколько больше угла трения материала о стенку бункера.
Для определения величины этого угла, который, очевидно, будет
всегда меньше углов ах и а2, построена вспомогательная проекция
бункера, на которой одно из ребер бункера — ребро EF изобра-
зилось в натуральную величину. Угол наклона 0 этого ребра к го-
ризонтальной плоскости и будет искомым. Как видно из чертежа,
этот угол может быть рассчитан и аналитически по формуле
tgO = ,
где
и
а — О1
с ~
d
201
Обычно размеры бункера таковы, что его поверхность не может
быть выполнена из одного листа, поэтому для его изготовления
определяют форму и размеры каждой грани, а затем их соединяют
при помощи сварки. Боковые грани бункера представляют собой
равнобочные трапеции. Их 'основания заданы и соответственно
равны a, at п b, bа их высоты и Л2 определяются на фронталь-
ной и профильной проекциях. Для изготовления каркаса бункеров
большой емкости требуется определение размера угла у, например,
для размалковки угловой стали, из которой выполняется каркас
бункера, см. рис. 161, б. Этот угол является линейным углом, из-
меряющим двугранный угол между двумя смежными гранями
пирамиды. Он получается, если пересечь грани плоскостью,
202
перпендикулярной'^их ребру. Его натуральная величина опреде-
лена на рис. 161 следующим образом. Двугранный угол при
ребре EF пересечен плоскостью, перпендикулярной к этому ребру
и проходящей через произвольную точку Д ребра. Тогда в сечении
получится треугольник MNK, причем угол при вершине Д и
будет искомым. На вспомогательной проекции бункера этот тре-
угольник изображен прямой (m,, ti\) k\, а треугольник mnk яв-
ляется его горизонтальной проекцией. Для определения натураль-
ной величины угла MKN — у достаточно расположить прямую
(mini) ki параллельно горизонтальной плоскости, т. е. поставить
ее в положение (mini) Тогда угол mkon и будет искомым.
Угол у может быть рассчитан также аналитически по формуле:
7 = ^! + 72, где углы и 72, в свою очередь, определяются из
зависимости:
cos 7х cos cos af,
cos 7а = cos 62 cos а2.
На рис. 162 изображен бункер, поверхность которого представ-
ляет собой сочетание кругового цилиндра и эллиптического конуса.
Наименьший из углов наклона его образующих к горизонту,
в данном случае угол а, должен и здесь быть больше на 5—10°
угла естественного откоса сыпучего материала в состоянии покоя.
Развертка верхней цилиндрической части бункера будет представ-
лять собой прямоугольник размерами nDXh^. Развертка нижней
части бункера — усеченного эллиптического конуса с круговым
основанием — может быть построена при доступной (см. рис. 53)
или недоступной (см. рис. 54) вершине конуса. Однако следует
заметить, что ввиду больших погрешностей, которые получаются
в последнем случае построения развертки, лучше пойти на умень-
шение масштаба (но не менее 1 : 10) и выполнить, если возможно,
построение развертки при доступной вершине конуса. Натураль-
ные длины образующих могут быть определены аналитически
по формуле (18), табл. 4.
На рис. 163 приведен бункер корытообразной формы — пара-
болический бункер. Такие бункеры изготовляются из стальных
203
листов и применяются для кратковременного хранения сыпучих
материалов при постепенном их расходовании. Область их при-
менения — обогатительные фабрики, доменные цехи и крупные
котельные. Выгрузка материала производится через люки, рас-
положенные в донной части корыта. Один из таких люков изо-
бражен на рис. 163. Форма торцовой стенки имеет вид параболы,
уравнение которой в функциональной зависимости от у имеет
вид
-l,0h
0,851 h
-0,70bh
0,5535
0,032h
0.312h
0.208h
if26h
0,056h
Рис. 164
X
b
Пользуясь вышеприведенным уравнением, можно построить
контур торцовой стенки для раскроя материала. Для облегчения
вычислительных операций ниже приводится таблица отношений
в зависимости от значений -%- :
b
4- .........о,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
о
JL ........ 0,014 0,056 0,126 0,208 0,312 0,432 0,563 0,704. 0,851 1,000
п
По данным этой таблицы и построен контур стенки на рис. 164.
На рис. 165 дан графический прием построения очертания стенки
по заданным b и h. Уравнение контура стенки может быть пред-
ставлено в виде разности двух функций
Уравнение у’ = у h 1 у } — уравнение параболы второго
* h / х \
порядка, а уравнение у" = у (у) представляет собой уравне-
204
пие кубической параболы. Вершины обеих парабол расположены
в начале координат.
Для построения одной ветви параболы 2-го порядка определяют
ординату ее крайней точки (точка Д): при х = b у'а — h. За-
з
тем отрезки ОВ = Ь и В А — у h делят на одинаковое число рав-
ных частей, например на че-
тыре части, и нумеруют точки
согласно рис. 165. Вершину О
соединяют с точками делений
отрезка АВ, а из точек деле-
ний отрезка ОВ проводят пря-
мые, параллельные оси О Y.
Пересечением одинаково за-
нумерованных лучей опреде-
ляют ряд точек параболы.
Для удобства построения пра-
вую ветвь кубической параболы располагают ниже оси ОХ, т. е.
h. f х \&
строят ее по уравнению у"=—гдт) ' Вначале так же опРеДеляют
ординату ее крайней точки С при х = Ь ус = — у. Затем на отрезке
h
ВС = -у, как на диаметре, строят полуокружность и этот отрезок
делят на то же число равных частей, на которое ранее был разде-
лен отрезок ОВ, т. е. на четыре равные части. Точки делений /,
// и III переносят на полуокружность, проводя дуги из центра В.
Из полученных точек Ilt 11г и ///х опускают перпендикуляры
на ВС и точки 1, 2 и 3 соединяют с точкой О. В пересечении этих
205
лучей с прямыми, проведенными через точки 1, 2 и 3 отрезка ОБ
параллельно оси OY, получают точки кубической параболы. По
разности (алгебраической) ординат построенных двух кривых
строят искомую кривую. Вторая ее ветвь строится аналогичным
образом. Для построения развертки боковой поверхности бункера
(рис. 166), которая будет представлять прямоугольник разме-
ром sXl, необходимо определить размер s, т. е. длину параболы.
Она может быть определена приближенно по формуле
s kb.
Ниже приведены значения коэффициента k для наиболее упо-
требительных отношении у
4- • • • • 2/з 3/4 V8 Vi % 4/з 3/2
k ....... 2,4599 2,5661 2,7330 2,9144 3,2226 3,4381 3,7163
Длина кривой s может быть приближенно построена и графи-
чески путем замены небольших ее отрезков прямыми. Для умень-
шения ошибки следует брать отрезки кривой, мало отличающиеся
по длине от стягивающих их хорд.
Итак, имея длину бункера I и определив размер s, строят раз-
вертку его боковой поверхности (рис. 166). На развертке нанесено
отверстие одного из разгрузочных люков, изображенного на
рис. 163. Его построение ясно из чертежа.
Глава III
ПРОИЗВОДСТВЕННЫЕ РАЗВЕРТКИ
НЕРАЗВЕРТЫВАЮЩИХСЯ ПОВЕРХНОСТЕЙ
12. ТЕХНИЧЕСКИЕ РАЗВЕРТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ
Винтовые поверхности, приближенные развертки которых
были рассмотрены в общем виде в гл. VI, ч. I, находят обширное
применение в различного рода подъемно-транспортных устрой-
ствах, предназначенных для перемещения сыпучих, жидких и
газообразных тел.
Рассмотрим несколько конкретных примеров построения и
оформления чертежей таких разверток.
Развертка винта соломоподавателя комбайна. Рабочий орган
соломоподавателя, часть которого изображена на рис. 167, пред-
ставляет собой цилиндрический барабан 0 360. На поверхности
барабана расположены по концам два винта. В средней части
цилиндра, не показанной на рис. 167, имеется еще ряд отдельных
206
лопаток в виде угольников, прикрепленных болтами к поверх-
ности цилиндра.
Оба концевых винта одинаковы и отличаются только направле-
нием (правая и левая винтовые линии). Каждая из них, как видно
из чертежа, является частью одного витка винтовой поверхности
(прямого винтового коноида) с шагом 450 мм. Спираль изготов-
ляется из листовой стали толщиной 1,5 мм марки МСт.З и прива-
ривается к цилиндру угловым прерывистым швом. Отогнутый
конец ее приваривается встык к прямоугольной косынке, распо-
Рис. 167
ложенной вдоль образующей цилиндра. Ширина винтовой поверх-
ности b — 45 мм, и только вблизи левого конца эта ширина по-
степенно уменьшается до нуля.
Расчет размеров развертки ведется на полный виток по форму-
лам, приведенным в п. 22, ч. I, или графически, согласно рис. 90.
В данном случае имеем: S = 450 мм; D = 450 мм; d = 360 мм.
Длина одного витка наружной винтовой линии
L ----- У4502 Ч- (л-450)2 = 1485 мм.
Длина витка внутренней винтовой линии
I = ]/4502 + (л-360)2 = 1215 мм.
Радиус внутренней дуги развертки
451215
Г1 ~ 1485 — 1215 “ 201 ММ’
207
Радиус внешней дуги
— 201 + 45 = 246 мм.
Эти размеры и проставлены на чертеже развертки. Угол 230°
(до начала загиба отогнутого конца спирали) рассчитан следующим
образом: угол выреза а для полного витка (360°) определяется
по формуле (41):
2л/?! — L
2л/?1
360°
1546 — 1485
1546
360° 14°.
Следовательно, центральный угол самой развертки
360°- а = 360° — 14° = 346°.
Но так как спираль составляет только часть полного витка,
ограниченную углом 240° (как это видно на боковой проекции),
угол развертки спирали нужно пропорционально уменьшить в от-
ношении 240/360, т. е. искомый угол
346-420 _2 QO
Размер припуска на отогнутый конец (20 мм) выбран кон-
структивно, а радиус скругления 7? = 156л<Л4 находится построе-
нием.
Развертка поверхности винтового желоба. Элементы винтовых
поверхностей часто встречаются в конструкциях желобов, спусков,
«склизов» и тому подобных устройств, предназначенных для пере-
мещения сыпучих тел под действием силы тяжести.
Пример подобного желоба дан в двух проекциях на рис. 168.
Борта желоба 1 и 3 представляют собой части цилиндрических
208
поверхностей 0 2400 и 1200 мм, ограниченные двумя винтовыми
линиями, проходящими на расстоянии 200 мм одна от другой.
Так как цилиндрические винтовые линии с постоянным шагом
развертываются в прямую, то построение разверток бортов очень
просто: они имеют вид полос, длины которых можно вычислить
или определить графически как гипотенузы прямоугольных
треугольников, одним катетом которых будет половина шага
(2000 мм), а другим — длины полуокружностей 0 1200 и 2400 мм.
Нижний лист 2 желоба является частью одного витка винтовой
поверхности (прямого коноида) с шагом 2000x2 = 4000 мм. В дан-
ном случае эта часть составляет половину витка. Конечно, она
может быть меньше или больше.
Развертка нижнего листа рассчитывается по тем же формулам,
какими мы пользовались в предыдущем примере. При данных раз-
мерах желоба полученные размеры развертки проставлены на
чертеже.
Развертка желоба состоит из трех частей: двух прямых полос 1
и 3 и отрезка сектора 2, которые соединяются сваркой или иным
способом.
Развертка шнека. Построение развертки винтовой поверх-
ности шнека было подробно рассмотрено в п. 22, ч. I. При этом
способе развертка одного витка поверхности представляла собой
неполное плоское кольцо. Для получения непрерывной винтовой
поверхности требовалось соединение этих колец.
Полагая, что рассмотренные выше примеры на построение
развертки в виде неполного плоского кольца дают о нем доста-
точное представление, мы не будем больше на этом останавли-
ваться. Здесь мы хотим отметить только, что при наличии соответ-
ствующего оборудования винтовая поверхность шнека может быть
изготовлена и из непрерывной ленты [14].
Пример такого рода представлен на рис. 169 и 170. На рис. 169
даны две проекции шнека в сборе, а на рис. 170 показана сама
винтовая поверхность А до соединения ее с валом.
Она получается из стальной ленты марки МСт. 3 толщиной
3,5 мм и шириной 50 мм путем прокатки. Принцип этого способа
показан на рис. 170, б. Если ленту прямоугольного сечения про-
пускать между коническими вальцами, то вследствие изменения
сечения с прямоугольного на трапециевидное, сопровождающееся
и увеличением ширины ленты, лента начнет скручиваться в спи-
раль. После этого остается только растянуть эту спираль на-
столько, чтобы расстояние между соседними витками равнялось
заданному шагу винта, и обеспечить требуемые диаметры — вну-
тренний и наружный, что достигается соответствующим подбором
размеров конических вальцов. Полученную винтовую ленту
(рис. 170, а) надвигают целиком на вал и приваривают к нему.
Таким образом, отпадает необходимость в построении плоской
развертки: ее заменяет в данном случае стандартная плоская
14 Н. Н. Высоцкая и др.
209
210
лента. Однако такой способ образования поверхности при механи-
зированном процессе изготовления требует специального довольно
сложного оборудования и поэтому не всегда возможен.
Мы приводим этот пример как иллюстрацию того прогресса,
который иногда может быть достигнут в области производства
изделий из листового материала без предварительного вычерчива-
ния плоской развертки.
13. ПРЕОБРАЗОВАНИЕ НЕРАЗВЕРТЫ БАЮЩЕЙСЯ ПОВЕРХНОСТИ
В РАЗВЕРТЫВАЮЩУЮСЯ ПУТЕМ ИЗМЕНЕНИЯ КОНСТРУКЦИИ
ИЗДЕЛИЯ
Из рассмотрения способов построения приближенных развер-
ток неразвертывающихся поверхностей можно видеть, что такие
развертки, с одной стороны, гораздо сложней разверток торсовых
поверхностей, которые совмещаются с плоскостью без разрывов
и складок. Кроме того, развертки косых поверхностей менее
точны. При работе с приближенными развертками почти невоз-
можно избежать последующих исправлений и подгонок готового
изделия.
Дело особенно усложняется при очень больших габаритах изде-
лия, когда развертку приходится выполнять по частям из отдель-
ных листов, которые затем соединяются между собой тем или иным
способом.
Между тем во многих случаях представляется возможным
несколько изменять запроектированную конструкцию, без ущерба
для ее рабочих функций, с таким расчетом, чтобы она составлялась
из элементов развертывающихся поверхностей — большей частью
цилиндрических или конических.
Такие поверхности, как мы могли убедиться, строятся проще
и точнее, а размеры их можно проверить и уточнить аналитически.
Рассмотрим подобную реконструкцию на примере спиральной
камеры гидротурбины с вертикальным валом (рис. 171, а), которая
изготовлялась ранее как неразвертывающаяся поверхность.
14* 211
Эта камера, так называемая улитка, подводит воду к рабочему
колесу турбины.
Со стороны, обращенной к центру спирали, поверхность не
замкнута, внутренняя стенка имеет продольный вырез, края
которого АВ и CD параллельны и присоединяются к верхнему
и нижнему кольцам «статора», расположенного внутри улитки
и направляющего воду на лопасти рабочего колеса. На рис. 171, б
эти основные узлы направляющего аппарата турбины изображены
в упрощенном виде, причем показана только часть
Рис. 172
улитки.
Диаметр входного отверстия
улитки достигает 4—5 м.
При этом поперечное сечение
камеры изменяет свою форму:
круглое вначале, оно переходит
к концу в овальное.
Такая поверхность является
неразвертывающейся, что весь-
ма затрудняет построение раз-
верток звеньев, на которые
Рис. 173
разбивается камера, и образование из плоской заготовки их тре-
буемой поверхности. Кромки готовых звеньев обычно не совпадают
друг с другом, и приходится каждое звено подрезать и пригонять
в процессе сборки отдельно.
Поверхность спиральной камеры можно образовать из отрез-
ков прямых круговых конусов, если немного изменить ее форму,
что в данном случае вполне допустимо \ так как известны турбины,
спиральные камеры которых на всем протяжении имеют круглое
или даже прямоугольное сечение. Следовательно, предлагаемое
изменение конструкции улитки не может отразиться на ее рабочих
качествах.
Известно, что два круговых конуса пересекаются по плоским
кривым только в том случае, если они описаны вокруг одного и то-
го же шара (рис. 60, 140, 147).
Так как линии стыка отдельных звеньев должны быть именно
плоскими кривыми (эллипсами), то построение проекций звеньев
1 Предложение доц. М. С. Коркина.
212
следует вести согласно рис. 172, а, т. е. предположить, что внутри
спиральной камеры помещен ряд шаров постепенно уменьшаю-
щегося диаметра. Очертания каждого звена образуются касатель-
ными с^, с3е3 к проекциям шаров и линиями пересечения cLc;!,
е^з соседних звеньев. Эти линии, как мы знаем, также проекти-
руются в виде прямых.
Таким образом, звено получается как часть прямого кругового
конуса, усеченного двумя непараллельными плоскостями. Построе-
ние правильных разверток поверхностей таких конусов было под-
робно рассмотрено в п. 11, ч. I (см. рис. 50).
Примерный вид развертки одного звена показан на рис. 172, б.
Координаты точек кривых линий развертки определяются гра-
фически или аналитически (п. 11, ч. I).
На рис. 173 дано изображение макета спиральной камеры,
построенной вышеописанным способом.
14. ПЛОСКИЕ ЗАГОТОВКИ РАЗВЕРТОК КРИВЫХ ПОВЕРХНОСТЕЙ,
ПОЛУЧАЕМЫХ ДАВЛЕНИЕМ ИЛИ УДАРОМ
Такие заготовки, строго говоря, не являются развертками,
так как требуемая форма поверхности получается растяжением
или осаживанием материала, сопровождающимся изменением его
толщины.
Образование поверхности из плоской заготовки может быть
выполнено вручную — выбиванием заготовки на соответствующей
оправке ударами молотка или механически — с помощью пресса
и штампов.
Основная трудность состоит в определении размеров заготовки,
учитывающих формоизменение металла в процессе его изгибания.
Решающее значение при этом имеет непосредственный опыт, так
как факторы, влияющие на поведение металла при сильных дефор-
мациях, которым он подвергается, весьма многочисленны и не
поддаются точному учету. Все же при предварительном расчете
размеров и формы заготовки следует иметь в виду хотя бы глав-
нейшие из этих факторов, чтобы избежать грубых ошибок. Они
сводятся к следующему.
Изменение толщины заготовки при ее обработке может проис-
ходить двояким образом: 1) толщина металла уменьшается при
одновременном удлинении линейных размеров заготовки (вы-
тяжка), 2) толщина металла увеличивается при одновременном
уменьшении линейных размеров (усадка).
Первое из указанных явлений, т. е. вытяжка, происходит в тех
случаях, когда металл после деформации располагается по боль-
шему периметру, чем в заготовке.
Поясним это примером (рис. 174). Пусть требуется отфланце-
вать трубу, наружный диаметр которой равен d и толщина сте-
нок — s. Диаметр фланца должен равняться D. На рис. 174
213
нижняя часть исходной трубы, подлежащая отгибанию, показана
штрих-пунктиром. В данном случае металл первоначально рас-
пределяется по периметру окружности диаметра d, а после дефор-
мации — по периметру окружности диаметра D, т. е. происходит
переход с меныпего периметра на больший. Стало быть, образова-
ние фланца будет сопровождаться уменьшением толщины s;
и все же металла может не хватить, что повлечет за собой образо-
вание разрывов или трещин.
Образование необходимого запаса металла должно быть преду-
смотрено уже в развертке исходной трубы. С этой целью на раз-
вертке, начиная от линии изгиба, сделаны припуски («лацканы»).
Величина а принимается предварительно равной от 3s до 5s и
уточняется впоследствии опытным путем. Остальные размеры
развертки определяются по
формулам:
L =- n(d — s) мм
и
В = 1 \ 2-^ мм.
Рис. 175 Аналогичный случай имеет
место при отбортовке горло-
вин и других отверстий в днищах, крышках или стенках изделий
из листового материала. На рис. 175 приведен пример отбортовки
прямоугольного отверстия размерами а X Ь при высоте борта h.
Очевидно, в исходной детали должно быть вырезано меньшее от-
верстие с размерами а — 2h и b — 2h, которое затем отбортовы-
вается по линиям, обозначенным штрих-пунктиром. Следовательно,
и в этом случае металл с меньшего периметра распределяется на
больший.
При этом вследствие нехватки металла могут получиться неже-
лательные выемки с в углах отбортовки. Чтобы избежать, их, необ-
214
в развертке изделия, определяется
Рис. 176
ходимо предусмотреть припуски в углах вырезанного отверстия,
как показано штрихами на чертеже развертки.
При отбортовке круглых отверстий диаметр d отверстия, кото-
рое должно быть выполнено
по формуле
d = Ох — л (г -|- у) — 2h.
Значения величин, входя-
щих в формулу, поясняет
рис. 176.
Зависимость между мак-
симально допустимым диа-
метром D отбортованного от-
верстия и диаметром отверстия в плоской заготовке во избежа-
ние трещин и надрывов в отбортованной стенке определяется
отношением
А = —
й D
где k — коэффициент отбортовки, устанавливаемый опытом. Зна-
чения k, по данным практики холодной штамповки, приведены
для различных материалов (предварительно отожженных) [16].
Материал k
Жесть белая.................................0,70
Сталь листовая, толщина 3—6 мм (с удлине-
нием 20—25%)..............................0,78
Латунь Л62, толщина 0,5—6 мм ............0,68
Алюминий, толщина 0,5—5 мм .................0,70
Если отбортовке подлежит нецилиндрическое отверстие, со-
стоящее из прямолинейных и криволинейных участков (рис. 177),
,— __________________1Сэ| контур его можно разбить на
________________Sul нт несколько элементов, напри-
* мер I, II, III и IV.
При отбортовке элементов I
и II будут происходить при-
мерно такие же деформации ме-
талла, как и при отбортовке
цилиндрических отверстий. Сле-
довательно, для определения
размеров d и dt можно восполь-
зоваться вышеприведенной фор-
мулой. На прямых же участ-
ках III и IV будет происхо-
дить отгиб без деформации (п. 2, ч. II).
Полученную ступенчатую форму контура отверстия надо ис-
править на чертеже так, чтобы переход от одного участка к дру-
гому был плавный.
215
Обратное явление наблюдается при переходе от большего пери-
метра к меньшему..
Если, например, отштамповать из плоской четырехугольной
заготовки (рис. 178) коробку с высотой стенок h, то металл после
штамповки должен будет расположиться по меньшему периметру.
Рис. 178
Рис. 180
Вследствие избытка металла могут образоваться складки или
выступы п по углам коробки, которые придется срезать, или вы-
сота стенок h± окажется больше h. Если заранее срезать углы пло-
ской заготовки, как показано штрихами, можно избежать этих
недостатков.
Определение очертания и величины срезов для удаления из-
лишков материала, которые необходимо сделать в плоской прямо-
угольной заготовке, подлежащей отбор-
товке, может быть произведено графи-
ческим построением, показанным на
рис. 179. Из вершины А радиусом г,
равным высоте борта h, проводят дугу.
Из того же центра проводят вторую дугу
радиусом г1 -- 2h ив пересечении ее
с линиями сгиба получают точки Oj и
02. Из этих точек, как из центров, опи-
сывают еще две дуги радиусом г - ft,
касательные к первой проведенной дуге.
Сопряжение всех трех дуг и определяет
контур вырезки.
С подобными же явлениями приходится считаться при расчете
заготовок, из которых штампуются днища котлов и других цилин-
дрических резервуаров (рис. 180),
Заготовка представляет собой вырезанный из листа круг,
радиус Rx которого больше наружного радиуса днища R.
216
Если обозначить элементы профиля дншца, как показано на
рис. 180, то, исходя из геометрических соотношений, нетрудно
установить, что
Rx — R — s — г + 1 + h,
считая по нейтральному слою.
Однако этот радиус окажется преувеличенным: после штам-
повки высота цилиндрической части борта окажется больше h
вследствие некоторого избытка ме-
талла.
Следовательно, Rx нужно
уменьшить на некоторую величи-
ну k, т. е. принять, что исправлен-
ный радиус заготовки RX~ RX — k.
Проф. К. Г. Грейнер в своем
курсе «Котельное дело» на основа-
нии экспериментальных данных
рекомендует величину этой по-
правки
, _ 5000 (Z + й)
й ~ /? (Лг -р s)'
Пример. Пусть радиус наружного диаметра днища R -=
- 400 мм. Другие размеры, согласно рис. 180: s -- 20 мм-, г
100 мм и h — 100 мм. Тогда Rx R — s — г + I h
= 400 — 20 — 100 + 173 + 100 553 мм.
г, . 5000 (173 ~р 100) , -
Поправка k — 400 (Юо + 100-р 20) мм'
Окончательно Rx — R — k = 553 — 15 = 538 мм.
Рис. 182
Приведем 'еще формулы, по
которым рассчитываются заго-
товки для сферических и эллип-
тических днищ цилиндрических
резервуаров:
для сферических
днищ (рис. 181) диаметр за-
готовки
Пх = ^-(7?р + га).+ 2/г;
углы а и Р выражаются в градусах;
для эллиптических днищ (рис. 182) диаметр заго-
товки
Dx -= / (D — s) + 2h — s,
где / — полупериметр эллипса, определяемый в зависимости от
отношения полуосей и 6 по табл. 2 (стр. 32).
217
15. РАЗВЕРТКИ ПОВЕРХНОСТЕЙ СФЕРИЧЕСКИХ
РЕЗЕРВУАРОВ БОЛЬШОЙ ЕМКОСТИ
Сферические резервуары емкостью несколько сот м3 широко
применяются в химической и нефтеперерабатывающей промышлен-
ности.
Известны, например, конструкции резервуаров емкостью
400 м3, развертки которых выполнялись подобно примеру, при-
Рис. 183
веденному на рис. 78, но при п — 12. Следовательно, развертка
такого резервуара состоит из двух кругов (купольного и днище-
вого) и 24 одинаковых элементов шарового пояса.
В резервуаре емкостью 800 м3 предусматривалось наличие
среднего пояса.
Резервуар емкостью 600 м3 был запроектирован в соответ-
ствии с примером на рис. 80.
। Геометрическая сущность таких раз-
верток изложена в п. 18, ч. I.
Однако эти конструкции имеют недо-
статки, которые заключаются в большой
протяженности сварного шва, неравно-
прочности резервуара, расположении швов
по окружностям больших кругов, что не-
|Цр благоприятно сказывается на прочности
резервуара.
Способ образования сферической по-
рис. 184 верхности, при котором эти недостатки
в значительной степени ликвидируются,
был предложен инж. А. Ф. Маурером [2]. Согласно этому способу,
преобразованная поверхность сфер представляется состоящей
I первом случае из 12 шаровых сегментов, расположенных над
гранями додекаэдра (см. п. 3, ч. I), вписанного в сферу, и 20 ша-
ровых сегментов с вырезами; причем центры сегментов лежат в вер-
шинах додекаэдра (рис. 183, а и б). Во втором случае сфера состоит
из 32 шаровых сегментов, расположенных над гранями додекаэд-
роикосаэдра, вписанного в сферу (рис. 184), и 30 шаровых сегментов,
218
2,180
1,090
Рис. 186
2,880
0,36^0
Рис. 187
219
центры которых лежат в вершинах додекаэдроикосаэдра, с выре-
зами. Напомним, что додекаэдроикосаэдр состоит из 12 правиль-
ных пятиугольников и 20 правильных треугольников. Следует
отметить два положительных фактора:
1) преобразованная сфера состоит только из двух разновидных
элементов;
2) возможно изготовление этих элементов штамповкой вслед-
ствие небольшой стрелы прогиба шаровых сегментов.
Так, например, в первом случае (см. рис. 74, б) h = 2R 0,033.
На рис. 185, а дана развертка поверхности шарового сегмента
с вырезами для первого случая, на рис. 185, б — для второго.
Размеры заданы с учетом того, что исходной плоской заготовке
в дальнейшем будет придана сферическая форма.
Наиболее целесообразное расположение элементов при рас-
крое приведено на рис. 186 и 187.
К уже отмеченным преимуществам рассмотренных в этом па-
раграфе способов образования сферы следует добавить еще то,
что эти способы дают безотходный раскрой материала, равнопроч-
ность резервуара, значительно меньшую протяженность сварных
швов, возможность не располагать сварные швы по окружностям
больших кругов.
Глава IV
РАЗНЫЕ СЛУЧАИ РАЗВЕРТОК
16. РАЗВЕРТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ОТСОСА
Отсос, приведенный на рис. 188, применяется в цехах пред-
приятий резиновой промышленности. Отсос состоит из стакана 1,
перехода 2, цилиндрического патрубка 5 и элементов крепления:
растяжки 3 и косынки 4, которая крепится к переходу с помощью
заклепок 7.
Не представляя большого интереса с точки зрения построений
разверток, данный пример иллюстрирует специфику оформления
чертежей на изделия из листовых материалов, обусловленную
технологией их изготовления, и наглядно показывает, как услож-
няется первоначальный (геометрический) чертеж развертки.
Следует обратить внимание, что на общем виде и на чертежах
деталей (рис. 189 и 190) при помощи разрезов показаны типы и
размеры фальцевых швов, закатка проволоки 6 (рис. 188) и метал-
лического кольца 8, соединение деталей 2 и 4 с помощью
заклепок.
На чертежах разверток деталей 1 и 2 предусмотрены прямо-
угольные вырезы на припусках под фальцовку, а также даны ука-
зания о местах надреза выкроенной заготовки перед сгибанием-
220
Рис. 188
д-д
221
to
to
Рис. 190
1010 /35 Ю10
175
Заметим, что построение развертки перехода с круглого на
квадратное сечение было рассмотрено в п. 8, ч. II, поэтому нет
необходимости его повторять. Обратим внимание на то, что данная
развертка построена по иному принципу.
Развертка перехода выполнена как развертка прямого усечен-
ного конуса, диаметр нижнего основания которого выбран таким,
чтобы длина окружности его была равна периметру заданного
квадратного основания перехода. Построение подобной развертки
рассмотрено в и. 18, ч. II.
17. РАЗВЕРТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
КОРПУСА ЦИКЛОНА Ц-375
Циклон Ц-375 производительностью 1000—1500 м9!ч имеет
корпус (рис. 191), состоящий из деталей 1, 2, 3 и 4, изготовление
которых требует чертежей разверток.
Чертеж стенки циклона 1 и ее развертка приведены на рис. 192,
а и б. Как видно из чертежа, верхняя часть стенки ограничена
цилиндрической винтовой линией с шагом 225 мм. Как было ука-
зано выше (п. 21, ч. I), на развертке винтовая линия преобразуется
в прямую с углом наклона, тангенс которого равен отношению
шага винтовой линии к периметру окружности цилиндрической
поверхности. На основании этого и построена данная развертка,
где крайние точки наибольшей и наименьшей образующих (раз-
ность длин которых дает шаг винтовой линии) соединены прямой
линией.
Крышка корпуса 2 (рис. 193, а) является винтовой поверх-
ностью, которая называется прямым кольцевым винтовым конои-
дом (прямая винтовая поверхность). В п. 22, ч. I рассмотрены
аналитический и графический способы построения разверток такой
поверхности. Действительно, на основании формул (39), (40) и (41)
будем иметь:
внутренний диаметр кольца (рис. 193, б)
381 ~~ 230. j/2252 + (л • 230)а
2гу = —----------------г-= -= '—..- = 248 мм-,
У 2252 + (л-381)2-^/2252 + (л-230)2
наружный диаметр кольца
27?! = 2(123,5 + 38--р23°) = 399 мм-
угол выреза
а = -Я4002~1218 360° = 10,3°.
Чертеж и развертка входного патрубка даны на рис. 194, а и б.
На этом примере уместно напомнить, что на развертках во из-
бежание ошибки, которая может быть допущена при свертывании
223
224
Рис. 193
Рис. 194
15 Н. Н. Высоцкая и др.
225
(изгибании), следует отмечать, какая сторона считается лицевой
(см. и. 2, ч. I). Так, если данный патрубок будет свернут указанной
внутренней стороной наружу, то присоединение его к деталям 1 и 2
окажется невозможным.
Подсчитаем длину развернутого круглого фланца 4, выпол-
ненного из угловой стали 25 X 25
(п. 2, ч. II), в подобном случае рас-
чет длины развертки необходимо
вести по нейтральному слою. Поль-
зуясь таблицами сортамента на
угловую равнобокую сталь (ГОСТ
8509—57), находим, что нейтраль-
ный слой будет проходить на рас-
стоянии 7,7 мм от наружной сто-
роны полки. Отсюда расчетный диа-
метр будет равен: 378 мм f-
4- 2-7,7 мм — 393,4 мм.
Соответственно расчетная длина
развертки фланца будет равна
Lpase, расч 393,4 л = 1235 мм.
18. РАЗВЕРТКИ ПОВЕРХНОСТЕЙ
ДЕТАЛЕЙ ЦИКЛОНА СИОТ
На рис. 196 изображен циклон
СИОТ. Такие циклоны применя-
ются для грубой и средней очи-
стки воздуха от сухой неслипаю-
щейся и неволокнистой пыли.
х 4 (рис. 195). Как отмечалось
368 ... 34Z7
Рис. 196
Рис. 195
Основные детали этого циклона выполняются из листовой стали и,
следовательно, для своего изготовления нуждаются в развертках.
Построение некоторых разверток его деталей приводится ниже.
Развертка корпуса циклона 1. На рис. 197 приведен чертеж
корпуса циклона. Как видно из чертежа, он представляет
собой усеченный прямой круговой конус, ограниченный сверху
226
/5*
конической винтовой линией, горизонтальная проекция которой
является спиралью Архимеда.
Для расчета развертки исходными данными будут: наружный
наибольший диаметр полного конуса, равный 736 мм, внутренний
диаметр пылеотводящего отверстия, равный 68 мм, расстояние
по образующей между смежными точками витка, равное 227 мм,
и наибольший размер образующей усеченного конуса, равный
1337 мм.
Расчет размеров развертки произведен по средним диаметрам.
При толщине листа, равной 2 мм, наибольший диаметр d усе-
ченного конуса принят равным 734 мм и наименьший de — рав-
ным 70 мм.
Длина образующей полного конуса R вычисляется по фор-
муле (12)
R = L . d 7- = 1337 41^- 1478 мм.
d — dg 664
Для построения развертки вычисляем еще длины двенадцати
образующих от вершины конуса до винтовой линии /?1; Z?2, . . .,
/?12 (для каждой 1/12 части ее оборота). Для этого расстояние по
образующей, равное 227 мм, нужно разделить на 12 равных частей
и каждый последующий размер образующей уменьшить на
227/12 19 мм. Результаты вычислений:
R Ri R3 R& Ro Ro Ri Re Re Rio Rn 1?12
1478 1459 1440 1421 1402 1383 1365 1348 1327 1308 1289 1270 1251
Для построения развертки нужно еще определить величину г
и центральный угол развертки <р
г R — L = 1478— 1337 = 141 мм.
Центральный угол развертки <р вычислен по формуле
180° -d 180°-734 nno
(Р = -^-== 1478 - -90 •
Для построения кривой очертания развертки (рис. 198) дугу
радиуса, равного 1251 мм, делим на 12 равных частей и через
каждую точку деления проводим радиусы-векторы, на которых
откладываем их соответствующие длины. Полученные точки 0,
1, 2, . . ., 12 соединяем плавной кривой.
Заметим, что спираль Архимеда (рис. 197) строится графи-
чески (см. рис. 88). Однако для уточнения габаритных размеров
корпуса радиусы-векторы спирали -у-, 4?- и для каждой
четверти оборота могут быть вычислены аналитически.
228
Наименьший радиус-вектор из формулы (12) при принятых
обозначениях будет:
^12______Rljdf)___, |
2 -2(7?12-Ll2)"rl ~ 2141
1251-70
2-141
-f- 1 312 мм.
+ 1 -
Остальные радиусы-векторы на каждые четверть оборота бу-
368—312 ..
дут увеличиваться на .----------^sl4 мм.
Следовательно:
-ф- = 326 мм; = 340 мм; = 354 мм.
Развертка крышки корпуса 2. Крышка корпуса циклона
(рис. 199) представляет собой линейчатую винтовую поверхность
(геликоид). Она образуется
движением прямолинейной
образующей, которая пересе-
кает три направляющих: ко-
ническую винтовую линию,
одинаковую с конической
винтовой линией, ограничи-
вающей корпус циклона (см.
рис. 196), окружность отвер-
стия и ось винтовой линии и
отверстия. Такая поверхность
относится к неразвертываю-
щимся поверхностям, способ
построения ее приближенной
развертки указывался ранее
(п. 1», ч. I).
Для построения развертки
(рис. 200) вначале обычным
способом строится горизон-
тальная и фронтальная про-
екции конической винтовой
линии. Для этого одна из
окружностей основания ко-
нуса, например окружность диаметра, равного 734 мм, на кото-
ром нанесена эта линия, и расстояние по образующей между смеж-
ными точками витка разделены на одинаковое число равных час-
тей, в данном случае на двенадцать равных частей. Горизонталь-
ная проекция винтовой линии, как уже указывалось выше,
является спиралью Архимеда. Радиусы-векторы этой спирали,
проходящие через точки делений 0, 1, 2, . . ., 12, и являются гори-
зонтальными проекциями образующих. Эти образующие делят
окружность отверстия в точках 0и 1 ъ 2lt . . ., 12 г тоже на
двенадцать равных частей. Построив фронтальные проекции
229
этих точек, т. е. точки 0\, 1\,2\, . . 12\, определяем фронтальные
проекции образующих. Для этого точки Г, 2', . . 12’ соединяем
прямыми соответственно с точками /i, 2\, . . 12\ и находим их
Рис. 200
точки пересечения si, s-2, . . ., sJ2 с осью винтовой линии. Полу-
ченные линии 1 s'i, 2 s2, 12 s12 вместе с линией 0 s0 и являются
фронтальными проекциями образующих. Таким образом, поверх-
ность крышки при замене дуг окружности и отрезков винтовой
линии хордами разобьется на ряд трапеций. Затем полученные
230
трапеции диагоналями делятся на треугольники. Горизонтальные
проекции этих диагоналей проведены штриховыми линиями. Далее
построение развертки крышки (рис. 201, а) сводится к построению
ряда треугольников по трем сторонам, для чего предварительно
определяют их натуральную величину.
Натуральные длины отрезков винтовой линии 0—1, 1—2, . . .,
11—/2 будут равны соответствующим отрезкам кривой, ограничи-
вающей развертку корпуса циклона (см. рис. 198), так как эта кри-
вая и представляет собой развертку винтовой линии. Длину хорды
01—11 = 11—21 и т. д., стягивающую одно деление окружности
отверстия, определяют по горизонтальной проекции. Для опре-
Рис. 201
деления натуральной величины двух других сторон трапеции
(рис. 200) 1—11, 2—2Х, . . ., 11—Hi достаточно на фронтальной
проекции точки /0, 2о, . . ., Но соединить с точкой 0\. Получен-
ные отрезки loOi, 2q1\, . . ., 11оО\ вместе с уже имеющимися от-
резками 0 0\, 6 61 и 12 01 представляют их натуральную вели-
чину. Натуральные длины диагоналей 1—0t, 2—/1, . . ., 12—Hi
определяют как гипотенузы прямоугольных треугольников, у ко-
торых одним катетом является горизонтальная проекция данной
диагонали, а вторым — возвышение одного ее конца над
другим.
На рис. 200 показано построение таким способом натураль-
ной величины только диагоналей 4—Зх и 4Г—5.
Построив развертку, как указывалось выше, полученные
точки 0,1,2, . . ., 12 и 01, li, 21, . . ., 12г соединяют плавными
кривыми.
231
Чтобы удобнее было построить развертку на металле, для точек
кривых определяют их координаты в полярной системе коорди-
нат, как это выполнено на рис. 201, б.
Развертка корпуса раскручивателя 3. Корпус раскручивателя
(рис. 202, а) так же, как и корпус циклона (см. рис. 198), представ-
ляет собой усеченный прямой круговой конус, ограниченный
сверху конической винтовой линией. Поэтому расчет и построе-
ние его развертки аналогичны расчету и построению развертки
корпуса циклона.
При толщине листа в 2 мм наибольший диаметр усеченного
конуса принят равным 494 мм и наименьший — 327 мм. Таким
образом, наибольшая образующая полного конуса будет
* = 200 (49;2з27)^592 ^-
Затем, как и ранее, вычислены образующие полного конуса Rlt
Л?2..../?12 для каждой VJ2 части оборота винтовой линии.
Следовательно, каждый последующий размер образующей дол-
й 200 , с v
жен быть уменьшен на 2 ~ 16,7 мм-
232
Результаты вычислений:
Затем по этому углу и радиусу, равному 392 мм, определяют
для дуги сектора развертки длину хорды s и стрелки h. По табл. I
(см. приложение) находят:
|s= 1,9341-392^758 мм\ h = 0,7454-392 292 мм.
По этим данным, как указано на стр. 47, определив положение
центра 0 (рис. 202, б), описывают дугу радиусом, равным 392 мм,
и получают требуемый сектор. Построение кривой очертания раз-
вертки ясно из рис. 202, б.
Вместо хорды и стрелки на чертеже развертки можно проста-
вить размеры А и Б, определив их графически.
Спираль Архимеда, как и ранее, построена графически. Наи-
меньший радиус-вектор спирали, очевидно, равен (рис. 202, а)
164,5 мм. Остальные радиусы-векторы на каждые четверть обо-
248-164 л
рота увеличиваются на ----21 мм, т. е. будут соответ-
ственно равны 185, 206, 227 мм. Вместе с размером 248 мм они
определяют остальные габаритные размеры корпуса.
Развертка крышки раскручивателя 4. Крышка раскручивателя
(рис. 203, а) представляет собой конус, направляющей которого
служит коническая винтовая линия, ограничивающая и его кор-
пус 3 (см. рис. 196). Проекции винтовой линии строятся, как
и ранее, по 12 точкам, для чего прямая О' 12' точками О', 1п,
20, . . ., 12' разделена на 12 равных частей.
Соединив полученные точки винтовой линии с вершиной ко-
нуса, получим проекции его образующих: фронтальные — s'О',
s', /',... , s', 12' и горизонтальные — s0, si, s2, . . ., s!2.
Развертка конуса с достаточной степенью точности может быть
построена графически (аналитический ее расчет сложен), тем бо-
лее, что размеры крышки позволяют построить ее в крупном
масштабе.
Для получения развертки (рис. 203, б) нужно последовательно
построить ряд треугольников S—0—1, S—1—2, . . ., S—И—12,
две стороны которых являются соответствующими образующими
конуса, а третья — соответствующими отрезками винтовой линии.
233
Для получения очертания развертки точки 0, 1, 2, ..., 12
соединяют плавной кривой.
Для определения натуральных длин образующих достаточно
соединить на рис. 203, а точки делений 10, 20, . . 110 с точ-
кой s'. Отрезки s' 1 о, s'2o, . . s' 110 вместе с отрезком s'O' и s' 12'
будут натуральными длинами образующих.
Натуральные длины отрезков винтовой линии 0—1, 1—2, . . .,
11—12 будут равны соответствующим отрезкам кривой, ограни-
чивающей развертку корпуса раскручивателя (рис. 202, б), так как
эта кривая представляет собой развертку винтовой линии.
Координаты точек кривой развертки удобно задавать в поляр-
ной системе координат, как это и сделано на рис. 203, в.
Развертка патрубка раскручивателя 5. На рис. 204, а приве-
ден чертеж патрубка раскручивателя с параллельными основа-
ниями: одним — круглым и другим — треугольным. Для построе-
ния развертки его боковую поверхность заменяем поверхностью
усеченного прямого кругового конуса. Длину / наибольшей дуги
его развертки полагаем равной средней длине периметра треуголь-
ника основания, т. е.
I = 246 + 243 + 198 = 687 мм.
234
Диаметр основания усеченного конуса, соответствующий этой
длине дуги, определяем из формулы (9)
j I 687 с, 1 п
а = — _ -----=к219 мм.
я л
Диаметр другого основания принимаем равным 172 мм.
При заданной высоте Н патрубка, равной 253 мм, длина L
образующей усеченного конуса, согласно формуле (11), будет
L - У Н2 + ( d У1 )2 = У2532 + УУ) 254 мм.
Рис. 204
Далее, по формуле (12) вычисляем длину образующей полного
конуса:
n Ld 254 -219 , . оо
7? -7-j—-г- --= —11 88 ММ
(d — dd 47
и
г- 1188 — 254 -= 934 мм.
Затем по формуле (10) вычисляем центральный угол развертки
180э</ 180°-219 оооц,
<р=-^- = 118ё--^33 11 .
235
Для этого угла по табл. I (приложение) вычисляем величину
хорды и стрелки для большей и меньшей дуг развертки:
$ = 1188-0,5708 = 678 мм-, h = 1188-0,0416 = 49 мм;
= 934-0,5708 = 533 мм; = 934-0,0416 = 37 мм.
По этим данным строим развертку (рис. 204, б). Способ построе-
ния развертки при доступном и недоступном центре сектора
изложен ранее (стр. 48—50).
Построив развертку усеченного конуса, на ее большей дуге
откладываем хорды, равные средним значениям сторон треуголь-
ника основания, т. е. размеры 246, 198 и 243 мм.
19. РАЗВЕРТКА ПОВЕРХНОСТЕЙ СОПЛА И ДИФФУЗОРА
РАСХОДОМЕРНОЙ ТРУБЫ
Расходомерные трубы (трубы Вентури) прямоугольного сече-
ния применяются при измерении расхода воздуха или газа в воз-
духоводах.
Чертеж расходомерной трубы приведен на рис. 205. Труба
монтируется в коробке воздуховода прямоугольного сечения
1300 X 650 мм с помощью уголков 25 X 25. Толщина материала
236
трубы s — 2 мм. Состоит труба из сопла А с удлиненной прямо-
угольной частью Б и присоединенного к нему прямоугольного
диффузора В.
Размеры трубы таковы, что ее проекции и развертку можно
вычертить в масштабе 1 : 2 (и даже 1 : 1). Поэтому графическое
построение развертки вполне надежно и ему следует отдать пред-
почтение из-за простоты.
Можно, однако, проверить или уточнить координаты точек
кривой на развертке и аналитическим путем. Для сравнения
обоих способов остановимся на каждом из них.
Интерес представляет главным образом развертка входной-
части сопла на участке длиной L = 254 мм (рис. 205). Вход-
ная часть на длине 1Г образована четырьмя пересекающимися
цилиндрическими поверхностями радиуса Л = 280 мм и г = 140 мм,
а на длине /2—двумя цилиндрическими поверхностями радиуса
R = 280 мм и двумя плоскостями.
237
Графическое построение развертки дано на рис. 206, на кото-
ром показаны проекции одной из стенок 2 (см. рис. 205) входной
части сопла, причем значение радиусов увеличено на I мм, т. е.
развертка производится с учетом толщины материала (по нейтраль-
ному слою).
Развертка на длине £2 (рис. 206) ничем не отличается от фрон-
тальной проекции стенки на той же длине, так как является
плоскостью.
Для построения развертки на длине £х горизонтальная проек-
ция стенки разбита на ряд частей через каждые 10°. Точки деле-
ния 1, 2, 3 . . . снесены на фронтальную проекцию и через них
238
проведены образующие Г Г, 2'2', . . . Если теперь на оси х откла-
дывать спрямленные дуги 1—2, 1—3, 1—4, . . а на оси у значе-
ния +У1, ±у2\ i.y3.....которые берутся с фронтальной проек-
ции, то полученные точки 10, 20, 30, . . . дадут очертание кривой
пересечения на развертке. Таким же образом строится развертка
стенки 1 (рис. 205).
В п. 15, ч. I было рассмотрено аналитическое определение
координат точек линии пересечения на развертках цилиндров,
оси которых скрещиваются под прямым углом.
В данном случае входная часть сопла на длине = 127 мм,
как уже указывалось, образована пересекающимися цилиндри-
ческими поверхностями, оси которых скрещиваются под прямым
углом и отстоят друг от друга па величину с = 127 лиг (рис. 207).
Для учета толщины материала s 2 мм расчет производится
по нейтральному слою, поэтому значения R и г увеличены на 1 л/ль
Как видно из рис. 207, а, данный случай аналогичен примеру,
приведенному на рис. д, табл. 6.
Координаты точек кривой на развертке цилиндра II (стенка 2)
определяются по уравнениям (25) и (26):
= гс^;
уг = ±У R2 — (с — г cos ос,)2.
Как видно из рис. 207, а, значения угла а, нужно менять от п/2
ДО ССтах
cosalmax =----=--------щ- =—0,9007; а1П1ах = 154° 15'.
Данные расчета сведены в табл. 28.
Таблица 28
К аналитическому определению координат развертки цилиндра II
/V образующей О “1 а1 рад Xl см COS di Г COS di CM c—r COS di CM (c—r COSdj)2 О <Л О т 7 Of Л1/1 CM
1 90 1,5707 22,1 0,0000 0,0 12,7 161,3 628,3 25,1
2 100 1,7452 24,6 —0,17365 —2,44 15,12 228,6 561,0 23,7
3 НО 1,9199 27,0 —0,34202 —4,82 17,52 306,8 482,8 22,0
4 120 2,0944 29,5 —0,5000 —7,04 19,74 389,7 399,9 20,0
5 130 2,2689 31,9 —0,64279 —9,06 21,76 473,2 316,4 17,8
6 140 2,4435 34,4 —0,76604 — 10,80 23,50 552,2 237,4 15,3
7 150 2,6180 36,8 —0,86603 — 12,22 24,92 620,0 169,6 13,0
8 154е15' 2,6916 37,9 —0,90070 — 12,69 25,39 645,2 144,4 12,0
239
Развертка приведена на рис. 207, б.
Координаты точек кривой пересечения на развертке цилин-
дра I (стенка 1) определяются по уравнениям (23) и (24):
х — Ra,
у = ± Ут2 — (с — R cos а)2 .
Значения угла а нужно брать в пределах от а доашах(рис. 207, а):
cos а = = 0,904; а = 25° 19';
zol
COS amax = ~~ = 0,452; а,„ах = 63° 18'.
Данные расчета сведены в табл. 29.
Таблица 29
К аналитическому определению координат развертки цилиндра I
.Ns образую- щей а0 арад X см cos а R cos а см с—R cos а s’ сл О 0? г1 — (с — — Л cos а)2 см
1 25° 19' 0,44186 12,4 0,9040 25,4 —12,7 161,3 37,5 6,1
2 35°00' 0,61087 17,2 0,81915 23,0 — 10,3 106,1 92,7 9,6
3 45°00' 0,78540 22,1 0,70711 19,9 — 7,2 51,8 147,0 12,1 .
4 55°00' 0,95993 27,0 0,57358 16,1 — 3,4 11,6 187,2 13,7
5 63°18' 0,10479 31,0 0,44958 12,7 0 0,0 198,8 14,1
Развертка приведена на рис. 207, в; полная развертка расхо-
домерной трубы — на рис. 208.
20. РАЗВЕРТКИ ТЕЛЕСКОПИЧЕСКИХ ПРУЖИН
Телескопическая пружина, изготовляемая из полосовой или
листовой стали, с геометрической точки зрения представляет собой
спиральный цилиндр, направляющей которого является спираль
Архимеда, образующие же перпендикулярны к плоскости этой
спирали (рис. 209). Если такую пружину осуществить с постоян-
ным углом подъема а, то на фронтальной проекции центры тяжести
сечений витков расположатся на параболе \ поэтому такие теле-
скопические пружины называют также «параболоидными». При
постоянном угле подъема развертка рабочих витков пружины
ограничивается прямыми линиями, вследствие чего расчет разме-
ров и графическое построение развертки достаточно просты
(рис. 210).
1 С. Д. Пона мар ев. Пружины, их расчет и конструирование. М.,
Машгиз, 1954.
240
иг
•<Jtf и ввяйоэид "Н ’Н gj
60S ‘SHd .
09И
Длина 10 проекции рабочей части пружины приближенно под-
считывается по формуле
, ( D + d \
10^=лп^—
где п — число рабочих витков;
D и d — средние диаметры нижнего и верхнего витков пру-
жины.
Длина самой развертки рабочей части I = . Кроме того,
для образования опорных витков («мертвых») добавляется к ниж-
нему витку —l.DJt-y и к верхнему —1,5лт. е. в сумме надо
прибавить длину 1г
1 1 е / О + d \
/х % 1,5л (—~—X.
Размер L, который следует обозначить на чертеже заготовки,
равен
L — 10 + /г.
Пример. Пусть пружина имеет 3,5 рабочих витка. D =
= 217 мм; d = 60 jkjw; Н = 216 мм и h = 150 мм.
При этих данных:
/0 = л-3,5 (108,5 4- 30) = 1530 мм;
= 1,5л-138,5 = 652 мм;
L= 1530 4-652 = 2182 мм.
Для образования опорных витков концы заготовки обычно
срезаются, например так, как показано на рис. 210.
Имея в виду, что допуски на размеры готовых пружин общего
назначения и их разверток задаются как на свободные размеры
(8—9-го классов точности), в данном примере длину заготовки
можно принять L — 2182 ± 3,0 мм.
ВЫВОДЫ И ЗАКЛЮЧЕНИЕ
Рассмотренные в предыдущих главах конкретные примеры
производственных разверток не исчерпывают всего разнообразия
конструкций, которые могут встретиться на практике. Но настоя-
щая работа и не ставила перед собой подобной задачи. Приведен-
ных примеров, однако, достаточно для того, чтобы на их основе,
руководствуясь общими теоретическими принципами, изложенными
в ч. I, разработать чертежи разверток изделий из листового мате-
риала. ,
Анализ форм такого рода .—I—.
изделии показывает, что в
них повторяются одни и те
же элементы геометрических
поверхностей в различных
сочетаниях.
В виде примера на рис. 211
показано в двух проекциях
и в аксонометрическом изо-
бражении устройство всасы-
вающей трубы водяной тур-
бины, представляющее собой
весьма крупное и ответствен-
ное сооружение из толстоли-
стовой стали. Анализируя
его форму, можно сделать
вывод, что для построения
Рис. 211
разверток поверхность тру-
бы может быть разбита на несколько элементов, развертки
которых строятся по определенным правилам, описанным в настоя-
щей работе. В данном случае эти элементы таковы: 1 — кони-
ческая поверхность; 2 — цилиндрическая поверхность с горизон-
тальными образующими; 3 — цилиндрическая поверхность с вер-
тикальными образующими; 4 — плоская переходная поверхность;
5—часть кольцевой поверхности.
Остальные стенки трубы являются плоскостями. Все пере-
численные поверхности, за исключением части кольца — раз-
вертывающиеся и, следовательно, развертки их строятся и
16*
243
рассчитываются сравнительно просто и достаточно точно. Наиболее
сложным элементом является в данном примере кольцо. При-
ближенные развертки его приведены в п. 22, ч. I, но все же
конструктору следует подумать, нельзя ли без него обойтись, за-
менив поверхность кольца, например, конусом или другой раз-
вертывающейся поверхностью.
В п. 13, ч. II показано, что такая замена иногда возможна путем
небольшого и несущественного изменения конструкции и сопро-
вождается значительным упрощением как построения чертежей
и расчетов разверток, так и выполнения по ним самого изделия.
Разумеется, целесообразность и допустимость таких упроще-
ний может быть установлена только при том условии, если чертежи
разверток разрабатываются в конструкторском бюро, а не предо-
ставляются на усмотрение разметчиков.
Важным фактором прогресса в области изготовления изделий
из листового материала является механизация производства,
оснащение его соответствующими станками и приспособлениями.
На примере изготовления водосточных труб (п. 10, ч. II) можно
было видеть, что механизация процесса влечет за собой чрезвы-
чайное упрощение чертежей разверток: в большинстве случаев
развертки как прямых, так и фасонных частей превращаются
в простые прямоугольники, на которых надо только поставить
размеры сторон и припусков.
Еще более убедительным примером является современное
жестяно-баночное производство, которое насыщено станками-
автоматами, и поэтому надобность в чертежах разверток отпадает.
В этом отношении можно заметить некоторую аналогию с усло-
виями современного поточно-массового производства в машино-
строении: обработка с помощью различных приспособлений для
установки обрабатываемой детали на станке и для направления
режущего инструмента почти целиком устранила надобность
в предварительной разметке деталей. Область применения разметки
все более суживается; она сохраняет в настоящее время свое зна-
чение только в мелкосерийном или индивидуальном произ-
водстве.
Есть все основания предполагать, что расширение прогрессив-
ных методов изготовления изделий из листового материала, —
штамповки, давления, вытяжки, — внедрение специальных стан-
ков будут в ряде случаев упразднять необходимость в чертежах
разверток и упрощать их проектирование.
Характерным примером, подтверждающим это предположение,
являются новые методы получения деталей из листовых пласт-
масс, исключающие необходимость в построении разверток. Речь
идет о формовании деталей из тонких винипластовых листов сжа-
тым воздухом или вакуумом; при этом формуемый лист, прижи-
маемый действием вакуума или сжатого воздуха к пуансону,
принимает его конфигурацию.
244
Другим примером может служить безраскройное изготовление
сварных воздухопроводов спиральным методом, при котором воз-
духовод заданного диаметра изготавливают из рулонной стали
путем автоматической сварки по спирали.
Приведенными примерами, естественно, не ограничивается
опыт изготовления деталей из листового материала без предвари-
тельного построения разверток.
Однако отмеченные тенденции технического прогресса в про-
изводстве деталей из листового материала не дают никаких осно-
ваний утверждать, что вопросы теории и практики построения
разверток не являются актуальными. Как уже отмечалось выше,
работы, при которых без конструирования разверток не обойтись,
составляют значительную долю в общем объеме работ по изго-
товлению деталей из листовых материалов.
Поэтому внедрение рациональных методов конструирования
разверток, изложению которых посвящена эта книга, остается
одним из важных условий повышения технического уровня изде-
лий из листовых материалов.
ПРИЛОЖЕНИЕ
ТАБЛИЦЫ ДЛЯ ВЫЧИСЛЕНИЙ И СПРАВОК
Таблица I. Длины дуг, хорд и стрелок. Таблица содержит длины дуг I,
хорд s и стрелок h для центральных углов <р°, вычисленные через 10'для окруж-
ностей радиуса R — 1. При других величинах радиуса табличные значения умно-
жаются на данный радиус.
Например, при R250 мм и <р = 31°20': /= 250X0,5469 = 136,7 мм;
s 250x0,5401 = 110,7 мм; h = 250X0,0372 = 3,3 мм.
Для промежуточных углов <р° длины хорд s и стрелок h определяются интер-
полированием (с точностью до 3-го десятичного знака) или вычисляются по фор-
мулам:
s = 27? sin
h = 7? ( 1 — cos -у-) .
Длина дуги при увеличении угла ср на 1' увеличивается на 0,000291 R.
Таблица II. Деление окружности на п равных частей при диаметре
0=1. Для других диаметров длина хорды, указанная в таблице, умножается
на данный диаметр.
Например, при D = 80 мм и п = 19 длина хорды будет 0,164595x80 =
= 13,167690 13,2 мм.
Таблица III. Перевод градусной меры в радианную. Таблица служит
для перевода градусной меры в радианную и обратно. Ею можно также восполь-
зоваться для определения длины дуги при заданном центральном угле, или, наобо-
рот, определить величину угла по заданной длине дуги.
Примеры:
1. Угол 30°15' выразить в радианах. В таблице находим значение 0,52360
и 0,00436, соответствующие углам 30° и 15'. Их сумма 0,52796 дает величину угла
в радианах.
2. Определить в градусах величину угла 0,52796 радиан. В таблице находим
ближайшее меньшее значение 0,52360, что соответствует углу 30°; разности
0,52796—-0,52360 = 0,00436 в графе минут соответствует угол 15'. Таким обра-
зом, искомый угол равен 30°15'.
3. Определить длину дуги, стягивающей угол 30с15' при радиусе R — 240 мм.
Выражаем, как в первом примере, угол 30° 15' в радианах и умножаем найденную
величину на данный радиус: 0,52796x240 = 126,7104 мм.
Таблица IV. Тангенсы углов до 90!'. Таблица служит для построения
углов, заданных в градусах и минутах. Объяснение к пользованию таблицей при-
ведено ц. 5, ч. II.
246
Таблица 1
Длина дуги, хорды и стрелки при радиусе, равном 1
Центр, угол ф Длина дуги 1 Длина хорды S Стрелка h Центр, yi ол ф Длина дуги 1 Длина хорды S Стрелка h
0° 0' 0,0000 0,0000 0,0000 7° 0' 0,1222 0,1221 0,0019
10 0029 0029 0000 10 1251 1250 0020
20 0058 0058 0000 20 1280 1279 0021
30 0087 0087 0000 30 1309 1308 0021
40 0116 0116 0000 40 1340 1337 0022
50 0145 0145 0000 50 1363 1366 0023 :
1° 0' 0,0175 0,0175 0,0000 8° 0' 0,1396 0,1395 0,0024
10 0204 0204 0001 10 1425 1424 0025
20 0233 0233 0001 20 1454 1453 0026
30 0262 0262 0001 30 1484 1482 0027
40 0291 0291 0001 40 1513 1511 0029
50 0320 0320 0001 50 1542 1540 0030
2° 0' 0,0350 0,0349 0,0002 9° 0' 0,1571 0,1569 0,0031
10 0378 0380 0002 10 1600 1598 0032
20 0407 0407 0002 20 1629 1627 0033
30 0436 0436 0002 30 1658 1656 0034
40 0465 0465 0003 40 1687 1685 0036
50 0495 0495 0003 50 1720 1714 0037
3° 0' 0,0524 0,0524 0,0003 10° 0' 0,1745 0,1743 . 0,0038
10 0553 0553 0004 10 1774 1772 0039
20 0582 0582 0004 20 1804 1801 0011
30 0611 0611 0005 30 1833 1830 0042
40 0640 0640 0005 40 1862 1859 • 0043
50 0669 0670 0006 50 1891 1888 0045
4° 0' 0,0698 0,0698 0,0006- 11° 0' 0,1920 0,1917 0,0046
10 0727 0727 0007 10 1949 1946 0047
20 0756 0756 0007 20 1978 1975 0049
30 0785 0785 0008 30 2007 2001 0050
40 0815 0814 0008 40 2036 2033 0052
50 0844 0840 0009 50 2065 2062 0053
5° 0' 0,0877 0,0872 0,0010 12° 0' 0,2094 0,2091 0,0055
10 0902 0901 0010 10 2123 2120 0056
20 0931 0931 ООН 20 2153 2148 0058
30 0960 0960 0012 30 2182 2177 0059
40 0989 0990 0012 40 2212 2206 0061
50 1018 1018 0014 50 2240 2235 0063
6° 0' 0,1047 0,1047 0,0014 13° 0' 0,2269 0,2264 0,0064
10 1076 1076 0014 10 2298 2293 0065
20 1105 1105 0015 20 2327 2322 0068
30 1135 1134 . 0016 30 2356 2351 0069
40 1164 1163 0017 40 2385 2380 0071
50 1193 1192 0018 50 2414 2408 0073
247
Продолжение табл. I
Центр, угол Ф Длина дуги 1 Длина хорды S Стрелка h Центр, угол Ф Длина Дуги / Длина хорды S Стрелка h
14° 0' 0,2443 0,2437 0,0075 21° 0' 0,3665 0,3645 0,0167
10 2472 2466 0076 10 3694 3673 0170
20 2502 2495 0078 20 3723 3702 0173
30 2531 2524 0080 30 3753 3731 0175
40 2540 2553 0082 40 3782 3759 0178
50 2590 2582 0084 50 3811 3788 0181
15° 0' 0,2618 0,2611 0,0086 22° 0' 0,3840 0,3816 0,0184
10 2650 2639 0087 10 3869 3845 0187
20 2676 2668 0089 20 3898 3873 0190
30 2705 2697 0091 30 3927 3902 0192
40 2734 2723 0094 40 3956 3930 0195
50 2763 2755 0095 50 3985 3959 0198
16° 0' 0,2793 0,2783 0,0097 23° 0' 0,4014 0,3987 0,0201
10 2822 2813 0099 10 4043 4016 0204
20 2851 2841 0101 20 4072 4044 0207
30 2880 2870 0103 30 4102 4073 0210
40 2909 2899 0106 40 4131 4101 0213
50 2940 2927 0108 50 4160 4130 0216
17° 0' 0,2967 0,2956 0,0110 24° 0' 0,4189 0,4158 0,0219
10 2996 2985 0112 10 4218 4187 0222
20 3025 3014 0114 20 4247 4215 0225
30 3054 3043 0116 30 4276 4244 0228
40 3083 3071 0119 40 4305 4272 0231
50 3113 3100 0121 50 4334 4300 0234
18° 0' 0,3142 0,3129 0,0123 <25° 0' 0,4363 0,4329 0,0237
10 3170 3157 0125 10 4392 4357 0240
20 3200 3186 0128 20 4422 4386 0243
30 3229 3215 0130 30 4451 4414 0247
40 3257 3244 0132 40 4480 4442 0250
50 3287 3272 0135 50 4509 4471 0253
19° 0' 0,3316 0,3301 0,0137 26° 0' 0,4538 0,4499 0,0256
10 3345 3330 0140 10 4567 4527 0260
20 3374 3358 0142 20 4596 4556 0263
30 3403 3387 0144 30 4625 4584 0266
40 3433 3416 0147 40 4654 4612 0270
50 3462 3444 0149 50 4683 4641 0273
20° 0' 0,3491 0,3473 0,0152 27° 0' 0,4712 0,4669 0,0276
10 3520 3502 0154 10 4742 4697 0280
20 3549 3530 0157 20 4771 4725 0283
- 30 3578 3559 0160 30 4780 4754 0287
40 3607 3586 0162 40 4829 4782 0290
50 3636 3616 0165 50 4858 4810 0294
248
Продолжение табл. 1
Центр, угол ф Длина Дуги 1 Длина хорды S Стрелка h Центр, угол Ф Длина дуги 1 Дл ина хорды S Стрелка h
28° 0' 0,4887 0,4838 0,0297 35° 0' 0,6109 0,6014 0,0463
10 4916 4867 0301 10 6138 6042 0467
20 4945 4895 0304 20 6167 6070 0472
30 4974 4923 0308 30 6196 6100 0476
40 5003 4951 0311 40 6225 6125 0180
50 5032 4979 0315 50 6254 6153 0485
29° 0' 0,5061 0,5008 0,0319 36° 0' 0,6283 0,6180 0,0489
10 5091 5034 0322 10 6312 6208 0494
20 5120 5064 0326 20 6341 6236 0498
30 5149 5092 0330 30 6370 6263 0503
40 5178 5120 0333 40 6400 6291 0508
50 5207 5148 0337 50 6429 6318 0512
30° 0' 0,5236 0,5176 0,0341 37° О' 0,6458 0,6346 0,0517
10 5265 5205 0345 10 6487 6374 0521
20 5294 5233 0348 20 6516 6401 0526
30 5323 5261 0352 30 6545 6429 0531
40 5352 5289 0356 40 6574 6456 0535
50 5381 5317 0360 50 6603 6484 0540
31° 0' 0,5411 0,5345 0,0364 38° 0' 0,6632 0,6511 0,0545
10 5440 5373 0368 10 6661 6539 0550
20 5469 5401 0372 20 6690 6566 0554
30 5498 5429 0375 30 6720 6594 0560
40 5527 5457 0379 40 6749 6621 0564
50 5556 5485 0383 50 6778 6649 0569
32° 0' 0,5585 0,5513 0,0387 39° 0' 0,6807 0,6676 0,0574
10 5614 5541 0391 10 6836 6704 0578
20 5643 5569 0395 20 6865 6731 0583
30 5672 5600 0400 30 6894 6758 0588
40 5701 5624 0404 40 6923 6786 0593
50 5730 5653 0408 50 6952 6813 0598
33° 0' 0,5760 0,5680 0,0412 40° 0' 0,6981 0,6840 0,0603
10 5790 5708 0416 10 7010 6868 0608
20 5818 5736 0420 20 7040 6895 0613
30 5847 5764 0424 30 7069 6922 0618
40 5876 5796 0428 40 7098 6950 0623
50 5905 5820 0433 50 7127 6977 0628
34° 0' 0,5934 0,5847 0,0437 41° 0' 0,7156 0,7004 0,0633
10 5963 5875 0441 10 7185 7031 0638
20 5992 5903 0445 20 7214 7059 0644
30 6021 5931 0450 30 7243 7086 0649
40 6050 5959 0454 40 7272 7113 0654
50 6080 5986 0458 50 7301 7140 0659
249
Продолжение табл. I
Центр, угол Ф Длина дуги 1 Длина хорды S Стрелка h Центр, угол ф Длина Дуги / Длина хорды S Стрелка h
42° 0' 0,7330 0,7167 0,0664 49° 0' 0,8552 0,8294 0,0900
10 7360 7194 0669 10 8581 8320 0906
20 7389 7222 0675 20 8610 8345 0912
30 7418 7249 0680 30 8639 8373 0919
40 7447 7276 0685 40 8668 8400 0925
50 7476 7303 0691 50 8698 8426 0931
43° 0' 0,7505 0,7330 0,0696 50° 0' 0,8727 0,8452 0,0937
10 7534 7357 0702 10 8756 8479 0943
20 7563 7384 0707 20 8785 8505 0949
30 7592 7411 0712 30 8814 8531 0955
40 7621 7438 0717 40 8843 8558 0962
50 7650 7465 0723 50 8872 8584 0968
44° 0' 0,7679 0,7492 0,0728 51° 0' 0,8901 0,8610 0,0974
10 7709 7519 0734 10 8930 8636 0980
20 7738 7546 0739 20 8959 8663 0987
30 7767 7573 0745 30 8988 8689 0993
40 7796 7600 0750 40 9018 8715 0999
50 7825 7627 0756 50 9047 8741 1006
45° 0' 0,7854 0,7654 0,0761 52° 0' 0,9076 0,8767 0,1012
10 7883 7680 0767 10 9105 8794 1018
20 7912 7707 0772 20 9134 8820 1025
30 7941 7734 0778 30 9163 8846 1031
40 7970 7761 0784 40 9192 8872 1038
50 8000 7788 0789 50 9221 8898 1045
46° 0' 0,8029 0,7815 0,0795 53° 0' 0,9250 0,8924 0,1051
10 8058 7841 0801 10 9279 8950 1057
20 8087 7868 0806 20 9308 8976 1064
30 8116 7895 0812 30 9338 9002 1070
40 8145 7922 0818 40 9367 9028 1077
50 8174 7948 0824 50 9396 9054 1083
47° 0' 0,8203 0,7975 0,0829 54° 0' 0,9425 0,9080 0,1090
10 8232 8002 0835 10 9454 9106 1097
20 8261 8028 0841 20 9483 9132 1103
30 8290 8055 0847 30 9512 9158 1110
40 8319 8082 0853 40 9541 9188 1116
50 8348 8108 0859 50 9570 9209 1123
48° 0' 0,8378 0,8135 0,0865 55° 0' 0,9599 0,9235 0,1130
10 8407 8161 0870 10 9628 9261 1137
20 8436 8188 0876 20 9658 9286 1143
30 8465 8214 0882 30 9687 9312 1150
40 8494 8241 0888 40 9716 9338 1157
50 8523 8267 0894 50 9745 9364 1164
250
Продолжение табл. 1
Центр, угол Ф Длина дуги 1 Длина хорды S Стрелка h Центр, угол Ф Длина дуги 1 Длина хорды S Стрелка Л
56° 0' 0,9774 0,9389 0,1171 63° 0' 1,0996 1,0450 0,1474
10 9803 9415 1177 10 1025 0475 1481
20 9832 9441 1184 20 1054 0500 1489
30 9861 9466 1191 30 1083 0524 1496
40 9890 9492 1198 | 40 1112 0549 1504
50 9919 9518 1205 50 1141 0574 1512
57° 0' 0,9948 0,9543 0,1212 64° 0' 1,1170 1,0598 0,1520
10 9978 9569 1219 10 1199 0623 1527
20 1,0007 9594 1226 20 1228 0648 1535
30 0004 9620 1233 30 1251 0672 1543
40 0065 9645 1240 40 1286 0690 1550
50 0094 9671 1247 50 1316 0721 1558
58° 0' 1,0123 0,9696 0,1254 65° 0' 1,1345 1,0746 0,1566
10 0152 9722 1261 10 1347 0770 1574
20 0181 9747 1268 20 1403 0795 1582
30 0210 9772 1275 30 1432 0820 1590
40 0239 9798 1282 40 1461 0844 1597
50 0268 9823 1289 50 1490 0868 1605
59° 0' 1,0297 0,9848 0,1296 66° 0' 1,1519 1,0893 0,1613
10 0326 9874 1304 10 1548 0920 1621
20 0356 9899 1311 20 1577 0942 1629
30 0385 9924 1318 30 1606 0966 1637
40 0114 9950 1325 40 1636 0990 1645
50 0443 9978 1332 50 1665 1014 1653
60° 0' 1,0472 1,0000 0,1340 67° О' 1,1694 1,1039 0,1661
10 0501 0025 1347 10 1723 1063 1669
20 0530 0050 1354 20 1752 1087 1677
30 0559 0076 1362 30 1781 1111 1685
40 0588 0101 1369 40 1810 1136 1694
50 0617 0126 1376 50 1838 1160 1702
61° 0' 1,0647 0,0151 0,1384 68° О' 1,1868 1,1184 0,1710
10 0676 0176 1391 10 1897 1208 ’ 1718
20 0705 0201 1399 20 1926 1232 1726
30 0734 0226 1406 30 1956 1256 1734
40 0763 0251 1413 40 1985 1280 1742
50 0792 0276 1421 50 2014 1304 1751
62° 0' 1,0821 1,0301 0,1428 69° 0' 1,2043 1,1328 0,1759
10 0850 0326 1436 10 2072 1352 1765
20 0879 0351 1443 20 2101 1376 1775
30 0908 0376 1451 30 2130 1400 1784
40 0937 0400 1458 1 40 2159 1424 1792
50 0966 0425 1466 50 2188 1448 1800
251
Продолжение табл. I
центр, угол <Р Длина Дуги 1 Длина хорды S Стрелка h Центр, угол Ч> Длина Дуги Дл ина хорды S Стрелка h
70° 0' 1,2217 1,1472 0,1808 77° 0' 1,3439 1,2450 0,2174
10 2246 1495 1817 10 3468 2473 2183
20 2276 1519 1825 20 3497 2496 2192
30 2305 1543 1834 30 3526 2518 2201
40 2334 1567 1842 40 3555 2541 2210
50 2363 1590 1850 50 3584 2564 2220
71° 0' 1,2392 1,1614 0,1859 78° 0' 1,3614 1,2586 0,2229
10 2421 1638 1867 10 3643 2609 2238
20 2450 1661 1876 20 3672 2632 2247
30 2479 1685 1884 30 3701 2654 2256
40 2508 1709 1893 40 3730 2677 2265
50 2537 1732 1901 50 3750 2699 2275
72° 0' 1,2566 1,1756 0,1910 79° 0' 1,3788 1,2722 0,2284
10 2600 1780 1918 10 3817 2744 2293
20 2624 1803 1927 20 3846 2766 2302
30 2654 1826 1936 30 3875 2789 2312
40 2683 1850 1944 40 3904 2811 2321
50 2712 1873 1953 50 3934 2836 2330
73° 0' 1,2741 1,1896 0,1961 80° 0' 1,3963 1,2856 0,2340
10 2770 1920 1970 10 3992 2878 2349
20 2800 1943 1979 20 4021 2900 2358
30 2828 1966 1987 30 4050 2922 2368
40 2857 1990 1996 40 4079 2945 2377
50 2886 2013 2005 50 4108 2967 2387
74° 0' 1,2915 1,2036 0,2014 81° 0' 1,4137 1,2989 0,2396
10 2944 2060 2022 10 4166 ЗОН 2405
20 2974 2083 2031 20 4195 3033 2415
30. 3003 2106 2040 30 4224 3055 2424
40 3032 2129 2049 40 4254 3077 2434
50 3061 2152 2058 50 4283 3099 2443
75° 0' 1,3090 1,2175 0,2066 82° 0' 1,4312 1,3121 0,2453
10 3119 2198 2075 10 4341 3143 2462
20 3148 2221 2084 20 4370 3165 2472
30 3177 2244 2093 30 4399 3187 2482 .
40 3206 2267 2102 40 4428 3210 2491
50 3235 2293 2111 50 4457 3231 2501
76° 0' 1,3265 1,2313 0,2120 83° 0' 1,4486 1,3252 0,2510
10 3294 2336 2129 10 4515 3274 2520
20 3323 2359 2138 20 4544 3296 2530
30 3352 2382 2147 30 4574 3318 2540
40 3381 2405 2156 40 4603 3339 2550
50 3410 2428 2165 50 4632 3361 2559
252
Продолжение табл. 1
Центр, угол Ф Длина дуй Длина хорды S Стрелка h Центр, угол Ф Дл ина ДУГИ 1 Длина хорды S Стрелка h
84° 0° 1,4661 1,3383 0,2569 91° 0' 1,5882 1,4265 0,2991
10 4690 3404 2578 10 5912 4285 3001
20 4719 3426 2588 20 5941 4306 3012
30 4748 3447 2598 30 5970 4326 3022
40 4777 3469 2608 40 6000 4346 3032
50 4806 3490 2617 50 6030 4367 3043
85° 0' 1,4835 1,3512 0,2627 92° 0' 1,6057 1,4387 0,3053
10 4864 3533 2637 10 6086 4407 3064
20 4894 3555 2647 20 6115 4422 3074
30 4923 3576 2657 30 6144 4447 3085
40 4952 3597 2667 40 6173 4467 3095
50 4981 3620 2677 50 6203 4487 3106
86° 0' 1,5010 1,3640 0,2686 93° 0' 1,6232 1,4507 0,3116
10 5034 3661 2696 10 6261 4527 3127
20 5068 3682 2706 20 6290 4547 3138
30 5097 3704 2716 30 6319 4567 3148
40 5126 3723 2726 40 6348 4587 3159
50 5155 3746 2736 50 6377 4607 3169
87° 0' 1,5184 1,3767 0,2746 94° 0' 1,6406 1,4627 0,3180
10 5214 3788 2756 10 6435 4647 3191
20 5242 3809 2766 20 6464 4667 3201
30 5272 3830 2776 30 6493 4684 3216
40 5301 3851 2786 40 6523 4710 3223
50 5330 3872 2796 50 6552 4726 3233
88° 0' 1,5359 1,3893 0,2807 95° 0' 1,6581 1,4746 0,3244
10 5388 3914 2817 10 6610 4765 3255
20 5417 3935 2827 20 6639 4785 3266
30 5446 3956 2837 30 6668 4804 3277
40 5475 3977 2847 40 6697 4824 3287
50 5504 4000 2857 50 6726 4843 3298
89° 0' 1,5533 1,4018 0,2867 96° 0' 1,6755 1,4863 0,3309
10 5562 4039 2878 10 6784 4884 3320
20 5592 4060 2888 20 6813 4902 3330
30 5621 4080 2898 30 6842 4921 3341
40 5650 4101 2908 40 6872 4941 3352
50 5679 4122 2919 50 6901 4960. 3363
90° 0' 1,5708 1,4142^ 0,2929 97° О' 1,6930 1,4979 0,3374
10 5737 4163 2940 10 6950 4998 3385
20 5766 4183 2950 20 6988 5018 3396
30 5795 4204 2960 30 7017 5037 3407
40 5824 4224 2970 40 7046 5056 3417
50 5853 4245 2981 50 7075 5075 3428
253
Продолжение табл. I
Центр, угол <Р Длина дуги 1 Длина хорды S Стрелка h Центр, угол <Р Длина ' дуги Длина хорды S Стрелка h
98° 0' 1,7104 1,5094 0,3439 105° О'- 1,8326 1,5867 0,3912
10 7133 5113 3450 10 8355 5885 3924
20 7162 5132 3461 20 8384 5902 3935
30 7192 5151 3472 30 8413 5920 3947
40 7221 5170 3483 40 8442 5938 3959
50 7250 5189 3494 50 8471 5955 3970
99° О' 1,7279 1,5208 0,3506 106° 0' 1,8500 1,5973 0,3982
10 7308 5227 3517 10 8530 5990 3993
20 7337 5246 3528 20 8559 6008 4005
30 7366 5265 3539 30 8588 6025 4017
40 7395 5283 3550 40 8617 6042 4028
50 7424 5302 3561 50 8646 6060 4040
100° 0' 1,7453 1,5321 0,3572 107° 0' 1,8675 1,6077 0,4052
10 7482 5340 3583 10 8704 6094 4063
20 7512 5358 3594 20 8733 6112 4075
30 7541 5377 3606 30 8762 6129 4087
40 7570 5395 3617 40 8791 6146 4099
50 7599 5414 3628 50 8821 6163 4110
ЮГ 0' 1,7628 1,5432 0,3639 108° 0' 1,8850 1,6180 0,4122
10 7657 5451 3650 10 8879 6197 4134
20 7686 5469 3662 20 8908 6214 4146
30 7715 5488 3673 30 8937 6231 4158
40 7744 5506 3684 40 8966 6248 4169
50 7773 5525 3695 50 8995 6265 4181
102° 0' 1,7802 1,5543 0,3707 109° 0' 1,9024 1,6282 0,4193
10 7831 5561 3718 10 9053 6299 4205
20 7861 5579 3729 20 9082 6316 4217
зо. 7890 5598 3741 30 9111 6333 4229
40 7919 5616 3752 40 9140 6350 4240
50 7948 5634 3763 50 9170 6366 4252
103° 0' 1,7977 1,5652 0,3775 110° 0' 1,9199 1,6383 0,4264
10 8006 5670 3786 10 9228 6400 4276
20 8035 5688 3798 20 9257 6416 4288
30 8064 5706 3809 30 9286 6433 4300
40 8093 5724 3820 40 9315 6450 4312
50 8122 5742 3832 50 9344 6466 4324
104° 0' 1,8151 1,5760 0,3843 11Г 0' 1,9373 1,6483 0,4336
10 8181 5778 3855 10 9402 6499 4348
20 8210 5796 3866 20 9431 6515 4360
30 8239 5814 3878 30 9460 6532 4371
40 8268 5832 3890 40 9490 6548 4384
50 8297 5849 3901 50 9519 6564 4396
254
Продолжение табл. I
Центр, угол V Длина дуги 1 Длина хорды S Стрелка h Центр, угол Ч> Длина дуги Длина хорды S Стрелка h
112° О' 10 20 30 40 50 1,9548 9577 9606 9635 9664 9693 1,6581 6597 6613 6629 6646 6662 0,4408 4420 4432 4444 4456 4469 119° 0' 10 20 30 40 50 2,0769 0799 0828 0857 0886 0915 1,7233 7247 7262 7277 7291 7306 0,4925 4937 4950 4962 4975 4987
113° 0' 1,9722 1,6678 0,4481 120° 0' 2,0944 1,7321 0,5000
10 9751 6694 4493 10 0973 7335 5013
20 9780 6710 4505 20 1002 7350 5025
30 9810 6726 4517 30 1031 7364 5038
40 9839 6742 4529 40 1060 7378 5051
50 9868 6758 4541 50 1089 7393 5063
114° 0' 1,9897 ' 1,6773 0,4554 121° 0' 2,1118 1,7407 0,5076
10 9926 6789 4566 10 1148 7421 5088
20 9955 6805 4578 20 1177 7436 5101
30 9984 6821 4590 30 1206 7450 5114
40 2,0013 6836 4602 40 1235 7464 5126
50 0042 6852 4615 50 1264 7478 5139
115° 0' 2,0071 1,6868 0,4627 122° 0' 2,1293 1,7492 0,5152
10 0100 6883 4639 10 1322 7506 5165
20 0130 6899 4652 20 1351 7521 5177
30 0159 6915 4664 30 1380 7535 5190
40 0188 6930 4676 40 1409 7549 5203
50 0217 6946 4688 50 1439 7562 5216
116° О' 2,0246 1,6961 0,4701 123° 0' 2,1468 1,7576 0,5228
10 0275 6976 4713 10 1497 7590 5241
20 0304 6992 4725 20 1526 7604 5254
30 0333 7007 4738 30 1555 7618 5267
40 0362 7022 4750 40 1584 7632 5280
50 0391 7038 4763 50 1613 7645 5292
117° 0' 2,0420 1,7053 0,4775 124° 0' 2,1642 1,7659 0,5305
10 0449 7068 4787 10 1671 7673 5318
20 0479 7083 4800 20 1700 7686 5331
30 0508 7098 4812 30 1729 7700 5344
40 0537 7113 4825 40 1758 7713 5357
50 0566 7128 4837 50 1788 7727 5370
118° 0' 2,0595 1,7143 0,4850 125° 0' 2,1817 1,7740 0,5383
10 0624 7158 4862 10 1846 7754 5395
20 0653 7173 4875 20 1875 7767 5408
30 0682 7188 4887 30 1904 7783 5421
40 0711 7203 4900 40 1933 7794 5434
50 0740 7218 4912 50 1962 7807 5447
255
Продолжение табл. I
Центр, угол <Р Длина дуги 1 Длина хорды S Стрелка h Центр, угол <Р Длина дуги 1 Длина хорды S Стрелка h
126° 0' 10 20 30 40 50 2,1991 2020 2049 2078 2108 2137 1,7820 7833 7846 7860 7873 7886 0,5460 5473 5486 5500 5512 5525 133° 0' 10 20 30 40 50 2,3213 3242 3271 3300 3329 3358 1,8341 8353 8364 8376 8387 8399 0,6013 6026 6040 6053 6066 6080
127° 0' 2,2166 1,7899 0,5538 134° 0' 2,3387 1,8410 0,6093
10 2195 7912 5551 10 3417 8421 6106
20 2224 7925 5564 20 3446 8433 6119
30 2253 7937 5577 30 3475 8444 6132
40 2282 7950 5590 40 3504 8455 6146
50 2311 7963 5603 50 3533 8466 6160
128° О' 2,2340 1,7976 0,5616 135° 0' 2,3562 1,8478 0,6173
10 2369 7989 5629 10 3591 8489 6187
20 2398 8001 5642 20 3620 8500 6200
30 2428 8014 5656 30 3649 8511 6214
40 2457 8027 5669 40 3678 8521 6227
50 2486 8039 5682 50 3707 8533 6240
129° 0' 2,2515 1,8052 0,5695 136° 0' 2,3736 1,8544 0,6254
10 2544 8064 5708 10 3766 8554 6267
20 2573 8077 5721 20 3795 8565 6281
30 2602 8089 5734 30 3824 8576 6294
40 2631 8101 5747 40 3853 8587 6308
50 2660 8114 5761 50 3882 8598 6321
130° 0' 2,2689 1,8126 0,5774 137° 0' 2,3911 1,8608 0,6335
10 2718 8138 5787 10 3940 8619 6349
20 2746 8151 5800 20 3969 8630 6362
30- 2777 8163 5813 30 3998 8640 6376
40 2806 8175 5827 40 4027 8650 6389
50 2835 8187 5840 50 4057 8661 6303
131° О' 2,2864 1,8199 0,5853 138° 0' 2,4086 1,8672 0,6416
10 2893 8211 5866 10 4115 8680 , 6430
20 2922 8223 5880 20 4144 8692 6443
30 2951 8235 5893 30 4173 8703 6457
40 2980 8247 5906 40 4202 8713 6471
50 3009 8259 5919 50 4231 8723 6483
132° О' 2,3038 1,8271 0,5933 139° 0' 2,4260 1,8733 0,6498
10 3067 8283 5946 10 4298 8744 6512
20 3096 8294 5959 20 4318 8754 6525
30 3126 8306 5973 30 4347 8764 6539
40 3155 8318 5986 40 4376 8774 6552
50 3184 8330 6000 50 4405 8784 6566
256
Продолжение табл. I
Центр, угол <Р Длина дуги 1 Длина хорды S Стрелка h Центр, угол Ч> Длина дуги 1 Длина хорды S Стрелка h
140° 0' 10 20 30 40 50 2,4435 4464 4493 4522 4551 4580 1,8794 8804 8814 8824 8834 8843 0,6580 6593 6607 6621 6635 6648 147° 0' 10 20 30 40 50 2,5656 5685 5715 5744 5772 5802 1,9176 9185 9193 9201 9209 9217 0,7160 7174 7188 7202 7216 7230
141° О' 2,4609 1,8853 0,6662- 148° 0' 2,5831 1,9225 0,7244
10 4638 8863 6676 10 5860 9233 7258
20 4667 8872 6689 20 5889 9241 7272
30 4696 8882 6703 30 5918 9249 7286
40 4725 8891 6717 40 5947 9257 7300
50 4755 8901 6731 50 5976 9265 7314
142° 0' 2,4784 1,8910 0,6744 149° 0' 2,6005 1,9273 0,7328
ГО 4813 8920 6758 10 6035 9280 7342
20 4842 8929 6772 20 6064 9288 7356
30 4871 8938 6786 30 6093 9296 7370
40 4900 8948 6799 40 6122 9303 7384
50 4929 8957 6813 50 6151 9311 7498
143° 0' 2,4958 1,8966 0,6827 150° 0' 2,6180 1,9319 0,7412
10 4987 8976 6841 10 6209 9326 7426
20 5016 8985 6855 20 6238 9333 7440
30 5045 8994 6868 30 6267 9341 7454
40 5075 9003 6882 40 6296 9348 7468
50 5104 9012 6896 50 6325 9356 7482
144° 0' 2,5133 1,9021 0,6910 151° 0' 2,6354 1,9363 0,7496
10 5162 9030 6924 10 6384 9370 7510
20 5191 9039 6938 20 6413 9377 7524
30 5220 9048 6951 30 6442 9385 7538
40 5249 9057 6965 40 6471 9392 7552
50 5278 9066 6979 50 6500 9399 7567
145° 0' 2,5307 1,9074 0,6993 152° 0' 2,6529 1,9406 0,7581
10 5336 9083 7007 10 6558 9413 7595
20 5365 9092 7021 20 6587 9420 7610
30 5395 9100 7035 30 6616 9427 7623
40 5424 9109 7048 40 6645 9434 7637
50 5453 9118 7062 50 6674 9441 7651
146° 0' 2,5482 1,9126 0,7076 153° 0' 2,6704 1,9447 0,7666
10 5511 9135 7090 10 6733 9454 7680
20 5540 9143 7104 20 6762 9461 7694
30 5569 9151 7118 30 6791 9468 7708
40 5598 9160 7132 40 6820 9474 7722
50 5627 9168 7145 50 6849 9481 7736
17 Н. Н. Высоцкая и др.
257
Продолжение табл. I
Центр, угол Ф Длина дуги 1 Длина хорды S Стрелка h Центр, угол ф Длина дуй Длина хорды S Стрелка h
154° 0' 2,6878 1,9487 0,7750 161° 0' 2,8100 1,9726 0,8350
10 6902 9494 7765 10 8129 9730 8364
20 6936 9500 7779 20 8158 9735 8378
30 6965 9507 7793 30 8187 9740 8392
40 6994 9513 7807 40 8216 9745 8407
50 7023 9520 7821 50 8245 9749 8421
155° 0' 2,7053 1,9526 0,7836 162° 0' 2,8274 1,9754 0,8436
10 7082 9532 7850 10 8303 9758 8450
20 7111 9538 7864 20 8333 9763 8464
30 7140 9545 7878 30 8362 9767 8479
40 7169 9551 . 7892 40 8391 9772 8493
50 7198 9557 7907 50 8411 9776 8508
156° 0' 2,7227 1,9563 0,7921 163° 0' 2,8449 1,9780 0,8522
10 7256 9569 7935 10 8478 9785 8536
20 7285 9575 7949 20 8507 9789 8551
30 7314 9581 7964 30 8536 9793 8565
40 7343 9587 , 7978 40 8565 9797 8589
50 7373 9593 7992 50 8594 9801 8594
157° 0' 2,7402 1,9598 0,8006 164° 0' 2,8623 1,9805 0,8608
10 7431 9604 8021 10 8653 9809 8623
20 7460 9610 8035 20 8682 9813 8637
30 7489 9616 8049 30 8711 9817 8651
40 7518 9621 8063 40 8740 9821 8666
50 7547 9627 8078 50 8769 9825 8680
158° 0' 2,7576 1,9633 0,8092 165° 0' 2,8798 1,9829 0,8695
10 7605 9638 8106 10 8827 9832 8709
20 7634 9644 8120 20 8856 9836 8724
30 7663 9649 8135 30 8885 9840 8738
40 7693 9654 8149 40 8914 9844 8752
50 7722 9660 8163 50 8943 9847 8767
159° 0' 2,7751 1,9665 0,8178 166° 0' 2,8972 1,9851 0,8781
10 7780 9670 8192 10 9002 9854 8796
20 7809 9676 8206 20 9031 9858 8810
30 7838 9681 8221 30 9060 9861 8825
40 7867 9686 8235 40 9089 9865 8839
50 7896 9691 8250 50 9118 9868 8854
160° 0' 2,7925 1,9696 0,8264 167° 0' 2,9147 1,9871 0,8868
10 7954 9701 8278 10 9176 9875 8882
20 7983 9706 8292 20 9205 9878 8897
30 8013 9711 8307 30 9234 9881 8911
40 8042 9716 8321 40 9263 9884 8926
50 8071 9721 8335 50 9292 9887 8940
!58
Продолжение табл. I
Центр, угол Ф Длина Дуги 1 Длина хорды S Стрелка h Центр, угол Ф Длина дуги / Длина хорды S Стрелка h
168° 0' 10 20 30 40 50 2,9322 9351 9380 9409 9438 9467 1,9890 9892 9896 9899 9902 9905 0,8955 8969 8984 8998 9013 9027 174° 0' 10 20 30 40 50 3,0369 0398 0427 0156 0485 0514 1,9973 9974 9975 9977 9978 9980 0,9477 9491 9506 9520 9535 9549
169° 0' 2,9496 1,9908 0,9042 175° 0' 3,0543 1,9981 0,9564
10 9525 9911 9056 10 0572 9982 9578
. 20 9554 9913 9070 20 0601 9983 9593
30 9583 9916 9085 30 0631 9985 9607
40 9612 9919 9099 40 0660 9986 9622
50 9641 9921 9114 50 0689 9987 9636
170° 0' 2,9671 1,9924 0,9128 176° 0' 3,0718 1,9988 0,9651
10 9700 9926 9143 10 0747 . 9989 9666
20 9729 9928 9157 20 0776 j 9990 9680
30 9758 9931 9172 30 0805 9991 9694
40 9787 9934 9186 40 0834 9992 9709
50 9816 9936 9200 50 0863 9993 9724
171° 0' 2,9845 1,9938 0,9215 177° 0' 3,0892 1,9993 0,9738
10 9874 9941 9230 10 0921 9994 9752
20 9903 9943 9244 20 0951 9995 9767
30 9932 9945 9259 30 0980 9995 9781
40 9961 9917 9273 40 1009 9996 9796
50 9991 9949 9288 50 1038 9996 9810
172° 0' 3,0020 1,9951 0,9302 178° 0' 3,1067 1,9997 0,9825
10 0049 9953 9317 10 1096 9997 9840
20 0078 9955 9331 20 1125 9997 9855
30 0107 9957 9346 30 1154 9998 9869
40 0136 9959 9360 40 1183 9998 9884
50 0165 9961 9375 50 1212 9998 9898
173° 0' 3,0194 1,9963 0,9390 179° О' 3,1241 1,9999 0,9913
10 0223 9964 9404 10 1271 9999 9927
20 0252 9966 9419 20 1300 9999 9942
30 0281 9868 9433 30 1329 9999 9956
40 0311 9969 9448 40 1358 9999 9971
50 0340 9971 9462 50 1387 9999 9985
180° 0' 3,1416 2,0000 1,0000
17
259
Таблица II
Деление окружности на п равных частей при диаметре D = 1
Число делений п Длина хорды S Число делений п Длина хорды S Число делений п Длина хорды S
3 0,866025 37 0,084806 71 0,044233
4 707107 38 082579 72 043619
5 587785 39 080467 73 043022
6 500000 40 078459 74 042441
7 433884 41 076549 75 041876
8 382683 42 074730 76 041325
9 342020 43 072995 77 040789
10 309017 44 071339 78 040266
11 0,281733 45 0,069756 79 0,039757
12 258819 46 068242 80 039260
13 239316 47 066793 81 038775
14 222521 48 065403 82 038303
15 207912 49 064070 83 037841
16 0,195090 50 0,062791 84 0,037391
17 183750 51 061561 85 036951
18 173648 52 060378 86 036522
19 164595 53 059241 87 036102
20 156434 54 058145 88 035692
21 0,149042 55 0,057089 89 0,035291
22 142315 56 056070 90 034899
23 136167 57 055088 91 034516
24 130526 58 054139 92 034141
25 125333 59 053222 93 033774
26 0,120536 60 0,052336 94 0,033415
27 116093 61 051479 95 033063
28 111964 62 050649 96 032719
29 108119 63 049846 97 032382
30 104528 64 049048 98 032052
31 0,101168 65 0,048313 99 0,031727
32 098017 66 047582 100 031411
33 095056 67 046872 — —
34 092268 68 046183 — —
35 089639 69 045515 — —
36 087156 70 044865 — —
260
Т^а"б лица III
Перевод градусной меры в радианную
(Дуга, равная радиусу, имеет 57°17'44,8" = 1 радиану)
а а а а
в граду- в радиа- в граду- в радиа- в граду- в радиа- в мину- в радиа-
сах нах сах нах сах нах тах нах
1 0,01745 31 0,54105 61 1,06465 1 0,00029
2 03491 32 55851 62 08210 2 00058
3 05236 33 57596 63 09956 3 00087
4 06981 34 59341 64 11701 4 00116
5 08727 35 61087 65 13446 5 00145
6 0,10172 36 0,62832 66 1,15192 6 0,00174
7 12217 37 64577 67 16937 . 7 00204
8 13963 38 66323 68 18682 8 00233
9 15708 39 68068 69 20428 9 00262
10 17453 40 69813 70 22173 10 00291
И 0,19199 41 0,71558 71 1,23918 11 0,00320
12 20944 42 73304 72 25693 12 - 00349
13 22689 43 75049 73 27409 13 00378
14 24435 44 76794 74 29154 14 00407
15 26180 45 78540 75 30900 15 00436
16. 0,27925 46 0,80285 76 1,32645 16 0,00465
17 29671 47 82030 77 34390 17 00494
18 31416 48 83776 78 36136 18 00524
19 33161 49 85521 79 37881 19 00553
20 34907 50 87266 80 39626 20 00582
21 0,36652 51 0,89012 81 1,41372 21 0,00611
22 38397 52 90757 82 43117 22 00640
23 40143 53 92502 83 44862 23 00669
24 41888 54 94277 84 46608 24 00698
25 43633 55 95993 85 48353 25 00727
26 0,45379 56 0,97738 86 1,50098 26 0,00756
27 47124 57 99484 87 51844 27 00785
28 48869 58 1,01229 88 53589 28 00814
29 50615 59 02974 89 55334 29 00840
30 52360 60 04720 90 57080 30 00873
261
Продолжение табл. Ill
а а а а
в граду- сах в радиа- нах в граду- сах в радиа- нах в граду- сах в радиа- нах в мину- тах в радиа- нах
91 1,58825 121 2,11185 151 2,63545 31 0,00902
92 60570 122 12930 152 65290 32 00931
93 62316 123 14675 153 67035 33 00960
94 64061 124 16421 154 68781 34 00989
95 65806 125 18166 155 70526 35 01018
96 1,67552 126 2,19911 156 2,72271 36 0,01047
97 69297 127 21657 157 74017 37 01076
98 71042 128 23402 158 75762 38 01105
99 72788 129 25147 159 77507 39 01134
100 74533 130 26893 160 79253 40 01164
101 1,76278 131 2,28638 161 2,80998 41 0,01193
102 78024 132 30383 162 82743 42 01222
103 79769 133 32129 163 84489 43 01251
104 81514 134 33874 164 86234 44 01280
105 83260 135 35619 165 87979 45 01309
106 . 1,85005 136 2,37365 166 2,89725 46 0,01338
107 86750 137 39110 167 91470 47 01367
108 88496 138 40855 168 93215 48 01396
109 90241 139 42601 169 94961 49 01425
110 91986 140 44346 170 96706 50 01454
111 1,93732 141 2,46091 171 2,98451 51 0,01484
112 95477 142 47837 172 3,00197 52 01513
113 97222 143 49582 173 01942 53 01542
114 98968 144 51327 174 03687 54 01571
115 2,00713 145 53073 175 05433 55 01600
116 2,02458 146 2,54818 176 3,07178 56 0,01629
117 04204 147 56563 177 08923 57 01658
118 05949 148 58309 178 10669 58 01687
119 07694 149 60054 179 12414 59 01716
120 09439 150 61799 180 14159 60 01745
262
Тангенсы
Таблица IV
Г радуем Минуты 0 1 2 3 4 5 6 7 8 9
0 0,0000 0,0174 0,0349 0,0524 0,0699 0,0875 0,1051 0,1228 0,1405 0,1584
5 0014 0189 0363 0539 0714 0890 1066 1243 1420 1599
10 0029 0203 0378 0553 0728 0904 1080 1257 1135 1614
15 0043 0218 0392 0568 0743 0919 1095 1272 1450 1629
20 0058 0232 0407 0582 0758 0934 1110 1287 1465 1644
25 0072 0247 0422 0597 0772 0948 1125 1302 1480 1658
30 0087 0262 0436 0612 0787 0263 1139 1316 1494 1673
35 0,0101 0,0276 0.0451 0,0626 0,0802 0,0978 0,1154 0,1331 0,1509 0,1688
40 0116 0291 0465 0641 0816 0992 1169 1346 1524 1703
45 0130 0305 0480 0655 0831 1007 1184 1361 1539 1718
50 0145 0320 0494 0670 0846 1022 1198 1376 1554 1733
55 0160 0334 0509 0685 0860 1036 1213 1391 1569 1748
60 0174 0349 0524 0699 0875 1051 1228 1405 1584 1763
Градусы Минуты 10 11 12 13 14 15 16 17 18 19
0 0,1763 •0,1944 0,2126 0,2309 0,2493 0,2680 0,2868 0,3057 0,3249 0,3443
5 1778 1959 2141 2324 2509 2695 2883 3073 3265 3460
10 1793 1974 2156 2339 2524 2711 2899 3089 3281 3476
15 1808 1989 2171 2355 2540 2726 2915 3105 3298 3492
20 1823 2004 2186 2370 2555 2742 2930 3121 3314 3508
25 1838 2019 2202 2385 2571 2758 2946 3137 3330 3525
30 1853 2034 2217 2401 2586 2773 2962 3153 3346 3541
35 0,1868 0,2050 0,2232 0,2416 0,2602 0,2789 0,2978 0,3169 0,3362 0,3558
40 1884 2065 2248 2432 2617 2805 2994 3185 3378 3574
45 1899 2080 2263 2447 2633 2820 ЗОЮ 3201 3394 3590
50 1914 2095 2278 2462 2648 2836 3026 3217 3411 3607
55 1929 2110 2293 2478 2664 2852 3041 3233 3427 3623
60 1944 2126 2309 2493 2680 2868 3057 3249 3443 3640
263 '
Продолжение табл. IV
Градусы Минуты 20 21 22 23 24 25 26 27 28 29
0 0,3640 0,3839 0,4040 0,4245 0,4452 0.4663 0,4877 0,5095 0,5317 0,5543
5 3656 3855 4057 4262 4470 4631 4895 5114 5336 5562
10 3672 3872 4074 4279 4487 4698 4913 5132 5354 5581
15 3689 3889 4091 4296 4505 4716 4932 5150 5373 5600
20 3706 3905 4108 4314 4522 4734 4950 5169 5392 5619
25 3722 3922 4125 4331 4540 4752 4968 5187 5411 5638
30 3739 3939 4142 4348 4557 4770 4986 5206 5430 5658
35 0,3755 0,3956 0,4159 0,4365 0,4575 0,4788 0,5004 0,5224 0,5448 0,5677
40 3772 3973 4176 4383 4592 4806 5022 5243 5467 5696
45 3789 3990 4193 4400 4610 4823 5040 5261 5486 5716
50 3805 4007 4210 4418 4628 4841 5059 5280 5505 5735
55 3822 4023 4228 4435 4645 4859 5077 5298 5524 5754
60 3839 4040 4245 4452 4663 4877 5095 5317 5543 5774
Градусы Мин у 30 31 32 33 34 35 36 37 38 39
0 0,5774 0,6009 0,6249 0,6494 0,6745 0,7002 0,7265 0,7536 0,7813 0,8098
5 5793 6028 6269 6515 6766 7024 7288 7558 7836 8122
” 10 5812 6048 6289 6536 6788 7046 7310 7581 7860 8146
15 5832 6068 6310 6556 6809 7067 7332 7604 7883 8170
20 5851 6088 6330 6577 6830 7089 7355 7627 7907 8195
25 5871 6108 6350 6598 6851 7111 7377 7650 7931 8219
30 5890 6128 6371 6619 6873 7133 7400 7673 7954 8243
35 0,5910 0,6148 0,6391 0,6640 0,6894 0,7155 0,7422 0,7696 0,7978 0,8268
40 5930 6168 6412 6661 6916 7177 7445 7720 8002 8292
45 5949 6188 6432 6682 6937 7199 7467 7743 8026 8317
50 5969 6208 6453 6703 6959 7221 7490 7766 8050 8342
55 5989 6228 6473 6724 6980 7243 7513 7790 8074 8366
60 6009 6249 6494 6745 7002 7265 7536 7813 8098 8391
264
Продолжение табл. IV
Градусы Минуты 40 41 42 43 44 45 46 47 48 49
0 0,8391 0,8693 0,9004 0,9325 0,9657 1,0000 1,0355 1,0721 1,1106 1,1504
5 8416 8718 9030 9352 9685 0029 0385 0755 1139 1538
10 8441 8744 9057 9380 9713 0058 0416 0786 1171 1571
15 8466 8770 9083 9407 9742 0088 0446 0818 1204 1606
20 8491 8796 9110 9434 9770 0117 0477 0850 1237 1640
25 8516 8821 9137 9462 9798 0147 0507 0881 1270 1674
30 8541 8847 9163 9490 9827 0176 0538 0913 1303 1708
35 0,8566 0,8873 0,9190 0,9517 0,9856 1,0206 1,0569 1,0945 1,1336 1,1743
40 8591 8899 9217 9545 9884 0235 0599 0977 1369 1778
45 8617 8925 9244 9573 9913 0265 0630 1009 1403 1812
50 8642 8952 9271 9601 9942 0295 0661 1041 1436 1847
55 8667 8978 9298 9629 9971 0325 0692 1074 1470 1882
60 8693 9004 9325 9657 1,0000 0355 0724 1106 1504 1918
\^^Градусы Минуты 50 51 52 53 54 55 56 57 58 59
0 1,1918 1,2349 1,2799 1,3270 1,3764 1,4281 1,4826 1,5399 1,6003 1,6643
5 1953 2386 2833 3311 3806 4326 4872 5448 6055 6698
10 1988 2423 2876 3351 3848 4370 4919 5497 6107 6753
15 2024 2460 2915 3392 3891 4415 4966 5547 6160 6808
20 2059 2497 2954 3432 3931 4460 5013 5597 6212 6864
25 2095 2534 2993 3473 3976 4505 5061 5647 6265 6920
30 2131 2572 3032 3514 4019 4550 5108 5697 6319 6977
35 1,2167 1,2609 1,3072 1,3555 1,4063 1,4596 1,5156 1,5747 1,6372 1,7033
40 2203 2647 3111 3597 4106 4641 5204 5798 6426 . 7090
45 2239 2685 3151 3638 4150 4687 5253 5849 6479 7147
50 2276 2723 3190 3680 4193 4733 5301 5900 6534 7205
55 2312 2761 3230 3722 4237 4779 5350 5952 6588 7262
60 2349 2799 3270 3764 4281 4826 5399 6003 6643 7321
265
Продолжение табл. IV
X. Градусы Минуты 60 61 62 63 64 65 66 67 68 69
0 1,7321 1,8040 1,8807 1,9626 2,0503 2,1445 2,2460 2,3559 2,4751 2,6051
5 7379 8103 8873 9697 0579 1527 2549 3654 4855 6165
10 7437 8165 8940 9768 0655 1609 2637 3750 4960 6279
15 7496 8228 9007 9840 0732 1692 2727 3847 5065 6395
20 7556 8291 9074 9912 0809 1775 2817 3945 5172 6511
25 7615 8354 9142 9984 0887 1859 2907 4043 5279 6628
30 7675 8418 9210 2,0057 0965 1943 2998 4142 5386 2746
35 1,7735 1,8482 1,9278 2,0130 2,1044 2,2028 2,3090 2,4242 2,5495 2,6865
40 7796 8546 9347 0204 1123 2113 3183 4342 5605 6985
45 7856 8611 9416 0278 1203 2199 3276 4443 5715 7106
50 7917 8676 9486 0353 1283 2286 3369 4545 5926 7228
55 7979 8741 9556 0428 1364 2373 3464 4648 5938 7351
60 8040 8807 9626 0503 1445 2460 3559 4751 6051 7475
Градусы Минуты 70 71 72 73 74 75 76 77 78 79
0 2,7475 2,9042 3,0777 3,2709 3,4874 3,7321 4,0108 4,3315 4,7046 5,1446
5 7600 9180 0930 2879 5067 7539 0358 3604 7385 1848
• 10 7725 9319 1084 3052 5261 7760 0611 3897 7729 2257
15 7852 9459 1240 3226 5457 7983 0867 4194 8077 2672
20 7980 9600 1397 3402 5656 8208 1126 4494 8430 3093
25 8109 9743 1556 3580 5856 8436 1388 4799 8788 3521
30 8239 9887 1716 3759 6059 8667 1653 5107 9152 3954
35 2,8370 3,0032 3,1878 3,3941 8,6264 3,8947 4,1922 4,5420 4,9520 5,4397
• 40 8502 0178 2041 4124 6470 9136 2193 5736 9894 4845
45 8636 0326 2205 4308 6680 9375 2468 6057 5,0273 5301
50 8770 0475 2371 4495 6891 9617 2747 . 6382 0658 5764
55 8905 0625 2539 4684 7105 9861 3029 6712 104Э 6234
60 9042 0777 2709 4874 7321 4,0108 3315 7046 1446 6713
266
Продолжение табл. IV
Градусы Минуты 80 81 82 83 84 85 86 87 38 89
0 5,6713 6,3138 7,1154 8,1443 9,5144 11,430 14,301 19,081 28,636 57,290
5 7199 3737 1912 2434 6493 623 606 627 29,882 62,499
10 7694 4348 2687 3450 7882 826 924 20,206 31,242 68,750
15 8197 4971 3479 4490 9310 12,035 15,257 20,819 32,730 76,390
20 8708 5606 4287 5555 10,078 251 605 21,470 34,368 80,940
25 9228 6252 5113 6618 229 474 969 22,164 36,178 98,218
30 9758 6912 5958 7769 385 706 16,350 22,904 38,188 114,59
35 6,0296 6,7584 7,6821 8,8919 10,546 12,947 16,750 23,695 40,917 137,51
40 0844 8269 7704 9,0098 712 13,197 17,169 24,542 42,964 171,89
45 1402 8969 8606 1309 883 457 611 25,452 45,829 229,18
50 1970 9682 9530 2553 11,059 727 18,075 26.432 49,104 343,77
55 2549 7,0410 8,0476 3831 242 14,008 564 27,490 52,882 687,55
60 3138 1154 1443 5144 430 301 19,081 28,636 57,290 00
ЛИТЕРАТУРА
1. А г е е в В. С., Л я п и и а В. Ф. Раскрой фасонных частей промышлен-
ной вентиляции. Изд. второе. Изд-во литературы по строительству. Л., 1966. 83 с.
2. Александров Г. Л. Новый способ раскроя сферической поверх-
ности. Научные записки Одесского политехнического института, 1960, т. 21,
с. 67—77.
3. Алферов К-В.,Зенков Р. А. Бункерные установки. М., Машгиз,
1955. 308 с.
4. Б а л д и н а Е. М. Совместные развертки двух поверхностей без разры-
вов и нахлесток. Сборник трудов ЛМИ, № 49, Л., 1965, с. 89—102.
5. Ба л ди н а Е. М. Конструирование направляющей поверхности для
свертывания лепты из пластичного материала в непрерывный рукав. — «Вестник
машиностроения», 1966, № 2, с. 41—43.
6. Б а л д и н а Е. М. Исследование точности построения разверток шара
и кольца и формы тел, образованных при свертывании таких разверток. Сборник
трудов ЛМИ, № 49, Л., 1965, с. 81—88.
7. Б у т о в а Г. В. Аналитический способ построения разверток линий
пересечения эллиптических и круговых цилиндров. Сборник научных трудов
ЛЭТИИЖТ, вып. 4. Л., 1952, с. 265—273.
8. Бутова Г. В. Развертка линии пересечения параболического цилиндра
с круговым цилиндром и с плоскостью. Изв. ЛЭТИ им. В. И. Ульянова (Ленина),
вып. 39, Л., 1959, с. 264—270.
9. Бутова Г. В. Исследование линии пересечения эллиптического конуса
с плоскостью. Изв. ЛЭТИ им. В. И. Ульянова (Ленина), вып. 37, Л., 1959,
с. 262—273.
10. Головлев С. Г. Развертки элементов аппаратуры и трубопроводов.
М., идд-во «Машиностроение», 1967. 230 с.
11. Грингауз Ф. К. Слесарь-жестянщик по промышленной вентиляции.
М., Госстройиздат, 1959. 283 с.
12. Е г и а з а р о в А. Г. Изготовление и монтаж систем промышленной
вентиляции. М., изд-во «Высшая школа», 1965. 275 с.
13. Е м е л ь я н о в а Г. В. Справочник по проектированию разверток фа-
сонных частей трубопроводов. М.—Л., Госэнергоиздат, 1952. 175 с.
14. Ж у р а в л е в А. 3. Образование геликоидальных поверхностей про-
каткой.— «Сельхозмашина», 1949, №12.
15. Ж у р а в л е в Б. А., Лисицын С. Н. Справочник жестянщика.
М., Машгиз, 1960. 327 с.
16. 3 у б ц о в М. Е. Листовая штамповка. Изд. 2-е Л., изд-во «Машино-
строение», 1967. 504 с.
17. Лосев Б. И., Путинцев Г. В..Стрельцов КН. Обработка
и отделка деталей из пластмасс. Лениздат, 1966. 235 с.
18. Малов А. Н. Технология холодной штамповки. М., Оборонгиз, 1963.
563 с.
19. М о й ж е с Ю. Л. Геометрические основы рационального раскроя поло-
сового и листового материала. М.—Л., изд-во «Машиностроение», 1966. 108 с-
268
20. Мягков В. Д. Краткий справочник конструктора. М.—Л., Машгиз,
1963. 543 с.
21. Пашков Л. Д. Индустриальные методы устройства вентиляционных
систем. М., Госстройиздат, 1963. 126 с.
22. П о п о в Н. А. Курс начертательной геометрии. М., Гостехиздат, 1947.
459 с.
23. П у г а ч е в А. С. Развертки элементов листовых конструкций. Изд.
2-е. Судпромгиз, 1963. 320 с.
24. Р ы н и н Н. А. Начертательная геометрия. Л., Госстройиздат, 1939.
448 с.
25. Р я б и н о в Д. Л. Развертывание геликоида на основе изгибания по-
верхностей. Труды Моск, научно-метод. семинара по начертательной геометрии
и инженерной графике. Вып. 2, М., 1963, с. 212—216.
26. С е и цо в В. М. Развертки соединительных частей трубопроводов. М.,
Гос. изд-во по строит., архитектуре и строительным материалам, 1962. 58 с.
27. Справочник по пластическим массам. Под ред. М. И. Гарбара, М. С. Аку-
тина, Н. М. Егорова. М., изд-во «Химия», 1967. 462 с.
28. Справочник по специальным работам. Монтаж вентиляционных систем.
Под ред. канд. техн, наук И. Г. Староверова. М., изд-во литературы по строитель-
ству, 1966. 690 с.
29. Т е р е и т ь е в И. С. Обработка пластмасс, применяемых в машино-
строении. М.—Л., изд-во «Машиностроение», 1965. 220 с.
30. Т р о ц Н. Д. Устройство вентиляции в промышленном строительстве.
М., изд-во литературы по строительству, 1965. 157 с.
31. Ч е т в е р т у х и н II. Ф., Левицкий В. С., Прянишни-
кова 3. И. и др. Начертательная геометрия. 2-е изд. М., изд-во «Высшая школа»,
1963. 420 с.
32. Э л ь с т е р П. Б. Технология изготовления изделий из винипласта.
Изд. 2-е, М.—Л., изд-во «Машиностроение», 1961. 170 с.
33. IO д е е в А. В. Изготовление и монтаж систем промышленной вентиля-
ции из винипласта. Антикоррозийная защита воздуховодов. М., изд-во литературы
по строительству. 1966. 165 с.
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
члсть первая
ГЕОМЕТРИЯ РАЗВЕРТОК
Глава I. Общие понятия и определения................................ 5
Глава И. Развертки многогранников................................... 9
1. Призмы ................................................. —
2. Пирамиды .......................................... 13
3. Правильные многогранники.............................. 16
4. Неправильные многогранники .... 19
Глава III. Развертки поверхностей цилиндров .................... 20
5. Определения .............................. ... —
6. Круговые цилиндры ..................................... 21
7. Эллиптические цилиндры................................. 31
8. Овальные цилиндры ..................................... 39
9. Цилиндры параболические, гиперболические и общего вида 42
Глава IV. Развертки поверхностей конусов .......................... 44
10. Определения ................... ............ , . —
11. Круговые конусы .... ....... 46
12. Эллиптические конусы ................... .... 59
13. Торсы................................................ 74
Глава V. Взаимно пересекающиеся цилиндры и конусы.................. 78
14. Построение разверток взаимно пересекающихся поверхно-
стей ....................................................... —
15. Вычисление координат.................................. 86
16. Совместные развертки двух поверхностей 100
Глава VI. Приближенные развертки неразвертывающихся поверхно-
стей .............................................................._ 108
17. Общий прием построения приближенной развертки кривой
поверхности ................................................ —
18. Развертки сферических поверхностей .................. 111
19. Развертки поверхностей вращения общего вида........... 119
20. Развертка поверхности кольца круглого сечения ....... 121
21. Винтовые поверхности. Определения ..................... 123
22. Развертка поверхности прямого кольцевого винтового ко-
ноида .................................................... 125
23. Развертка поверхности прямого винтового коноида пере-
менной ширины ............................................ 128
24. Развертка поверхности косого винтового геликоида . . . 129
25. Развертка винтовой поверхности переменного шага ... 131
270
ЧАСТЬ ВТОРАЯ
ПРОИЗВОДСТВЕННЫЕ РАЗВЕРТКИ
Глава I. Особенности чертежей производственных разверток поверх-
ностей .................................................. 133
1. Предварительные замечания.................................. —
2. Учет толщины материала .................................... —
3. Учет технологических требований ......................... 139
4. Изделия из листового винипласта ......................... 142
5. Нанесение размеров ...................................... 147
6. О точности определения размеров разверток поверхностей
графическим путем .......................................... 151
7. Раскрой материала ....................................... 156
Глава И. Производственные развертки изделий, содержащих але-
менты развертывающихся поверхностей ................................. 159
8. Общие элементы устройств промышленной вентиляции и
пневматического транспорта .................................. —
9. Развертки поверхностей соединительных частей трубопроводов 189
10. Развертки элементов водосточных труб ................... 195
И. Развертки поверхностей бункеров ........................ 200
Глава III. Производственные развертки неразвертывающихся по-
верхностей ......................................................... 206
12. Технические развертки винтовых поверхностей............... —
13. Преобразование неразвертывающейся поверхности в раз-
вертывающуюся путем изменения конструкции изделия ... 211
14. Плоские заготовки разверток кривых поверхностей, полу-
чаемых давлением или ударом................................ 213
15. Развертки поверхностей сферических резервуаров большой
емкости ........................................... . . . 218
Гл а в а IV. Разные случаи разверток................................. 220
16. Развертки поверхностей деталей отсоса ................... —
17. Развертки поверхностей деталей корпуса циклона Ц-375 223
18. Развертки поверхностей деталей циклона СИОТ .... 226
19. Развертки поверхностей сопла и диффузора расходомерной
трубы ..................................................... 236
20. Развертки телескопических пружин ....................... 240
Выводы и заключение ................................................. 243
Приложение. Таблицы для вычислений и справок ........................ 246
Литература .......................................................... 268
Наталья Николаевна ВЫСОЦКАЯ
Александр Михайлович ИЕРУСАЛИМСКИЙ
Раиса Александровна НЕВЕЛЬСОН
Виктор Алексеевич ФЕДОРЕНКО
ТЕХНИЧЕСКИЕ
РАЗВЕРТКИ
ИЗДЕЛИЙ
ИЗ ЛИСТОВОГО
МАТЕРИАЛА
Редактор издательства В. П. ВАСИЛЬЕВА
Переплет художника О. П. АНДРЕЕВА
Технический редактор А. А. БАРДИНА
Корректор В. И. ПЛИТ КИНА
Сдано в производство 9/IV 1968 г. Подписано к печати 22/VII 1968 г. М-16413.
Формат бумаги 60Х90‘/ц. Печ. л. 17. Уч.-изд. л. 16,7, Тираж 19 500 экз.
Зак. 2093. Цена 1 р. 04 к.
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ»,
Ленинград, Д-65, ул. Дзержинского, 10
Ленинградская типография № 6 Главполиграфпрома
Комитета по печати при Совете Министров СССР
Ленинград, ул. Моисеенко, 10
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
39 1-я снизу Аз L,
51 16-я сверху Ю 1 Л. d — dt 2L
58 11-я снизу g Y tg Y
75 , 5-я снизу рис. 58, б рис. 59, б
97 6-я снизу + 4,4 — 4,4
111 4-й столбец,
2-я строка снизу 17 7
150 16-я снизу АВ ± ОА ' АВ 1 О А
158 2-я сверху 420 1420
180 12-я снизу рис. 49 рис. 52
229 18-я снизу п. 18 п. 17
Н. Н. Высоцкая и др. Зак. 2093