/



































































































































Текст
молодого свЕРЛовшика
В. И. СЫСОЕВ
СПРАВОЧНИК молодого СВЕРЛОВЩИКА
Chipmaker.ru
ВСЕСОЮЗНОЕ УЧЕБНО-ПЕДАГОГИЧЕСКОЕ ИЗДАТЕЛЬСТВО ПРОФТЕХИЗДАТ Москва I9G2
6П4. 66
С95
Справочник содержит основные сведения по технологии обработки отверстий на сверлильных ст;(нках по процессам резания при обработке отверстий, выбору режимов резания, режущему инструменту и сверлильным станкам. Особое внимание в книге удслеНо описа. нию высокопроизводительной технологии, а также ме_ ханизации и автоматизации процессов обработки отверстий.
Справочник предназначен для учащихся Профессио. нально-технических училищ и для молодых рабочих-сверловщиков.
Все замечания и пожелания по книге просив направлять по адресу: Москва, Центр, Хохловскиц пер., 7, П рофтехиздат.
ПРЕ ДИ СЛОВИЁ
В решениях XXII съезда КПСС о создании материально-технической базы коммунизма в нашей стране одно из ведущих мест принадлежит машиностроению, которое на основе широкой механизации и автоматизации производства должно обеспечить высокий рост производительности труда во всех отраслях народного хозяйства.
Чтобы успешно решить важные задачи, стоящие перед машиностроением, необходимо в ближайшее время модернизировать устаревшее оборудование или заменить его новым, более совершенным.
Машиностроительные заводы изготовляют различное оборудование, станки, механизмы, приборы, детали которых имеют большое количество круглых отверстий. Эти отверстия получают различными способами, но наиболее распространенным является сверление.
В связи с техническим прогрессом важное значение приобретает повышение квалификации работников ' машиностроительной промышленности.
Для быстрого и правильного решения производственных задач сверловщику часто бывают необходимы справочные материалы, помогающие ему разрешать различные вопросы, которые возникают в процессе его работы.
Предлагаемый справочник написан в соответствии с программой для подготовки сверловщиков в профессионально-технических училищах.
Справочник состоит из девяти глав. Для удобства пользования справочником основной материал в нем расположен по видам обработки: сверление (глава III), зенкерование (глава IV), развертывание (глава V), нарезание резьбы (глава VI). Остальной материал распределяется следующим образом: основы резания металлов описаны в главе I, сверлильные станки — в главе II, технологический процесс обработки отверстий — в главе VII, техническое нормирование — в главе VIII и техника безопасности — в главе IX.
ГЛАВА I
ОСНОВЫ РЕЗАНИЯ МЕТАЛЛОВ
1. ОБЩИЕ СВЕДЕНИЯ
Обработку металлов резанием выполняют на металлорежущих станках, используя различный режущий инструмент, в основе действия которого лежит работа клина (рис. 1).
Для осуществления процесса резания необходимы два движения: главное, или движение резания, и движение подачи. При сочетании таких движений происходит снятие стружки с обрабатываемой поверхности.
Рис. 1. Схема резания клином
Рис. 2. Элементы резания при обработке отверстий (сверление)
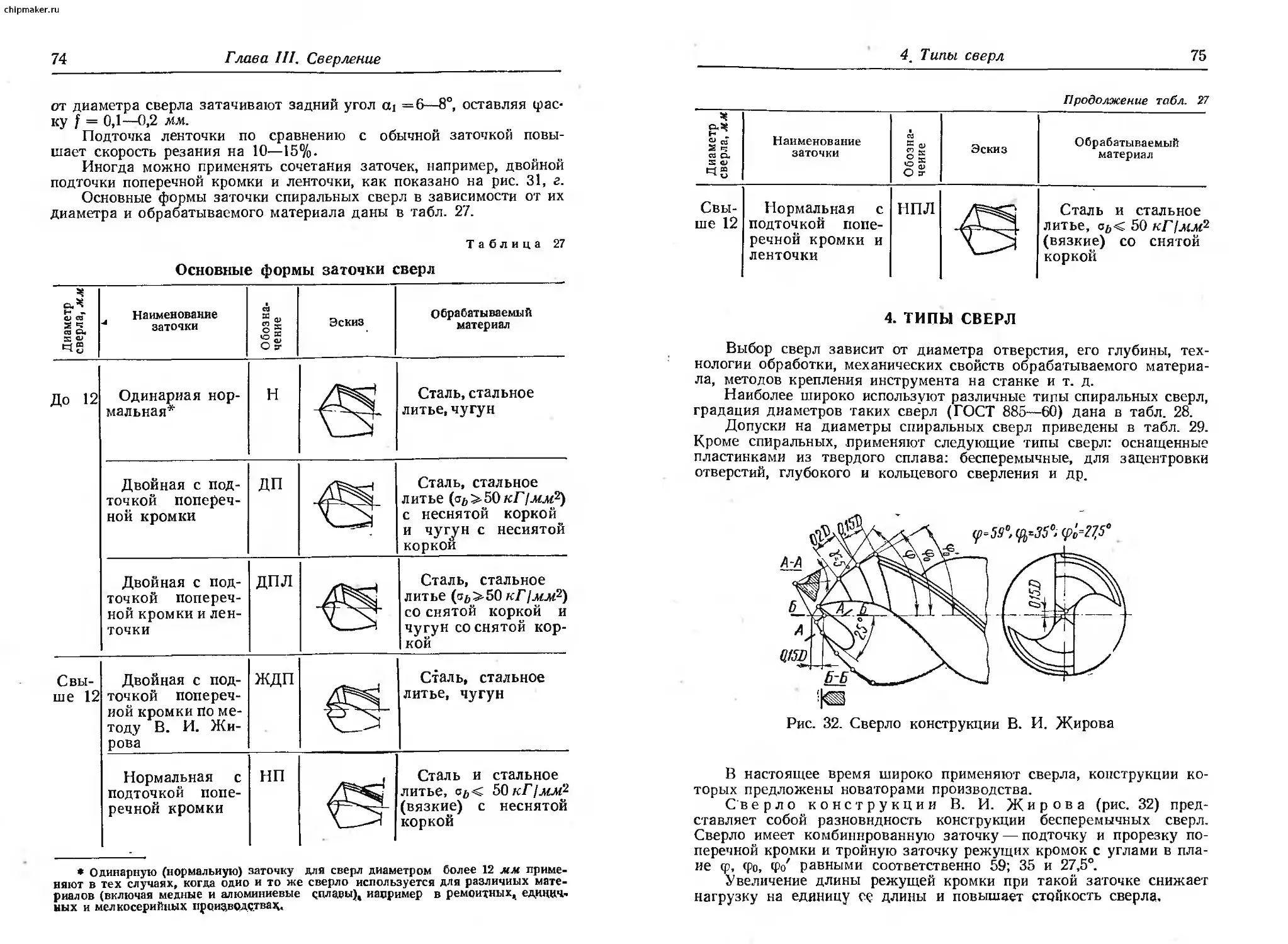
При обработке отверстий на сверлильных станках осуществляют следующие виды работ: сверление, рассверливание, зенкероваиие, развертывание, зенкование, цекование и нарезание резьбы метчиком (табл. 1).
Основными элементами резания при обработке отверстий являются следующие (рис. 2).
Таблица 1
Основные виды работ на сверлильных станках и применяемый инструмент
Сиды работ и применяемый инструмент
Сверление (а) и рассверливание (б) цилиндрического отверстия спиральным сверлом
Зенкерование цилиндрического отверстия спиральным зенкером
Зенкерование углублений различными зенкерами:
а) с подрезным ножом,
б) цилиндрическим головочным,
в) конической зенковкой
Подрезание бобышки торцовыми зенкерами:
а) иасадным,
б) пластинчатым (цекование)
Эскиз
Продолжение табл. 1
— у Виды работ и применяемый инструмент Эскиз
Обработка конического углубления зенковкой (зенкование)
Развертывание отверстии цилиндрической разверткой
Развертывание отверстии коническими развертками:
а) черновой,
б) чистовой
Нарезание резьбы в отверстии метчиком
Скорость резаиия v — окружная скорость наиболее удаленной от оси инструмента точки режущей кромки, определяется по формуле
r.-D-n
где D — диаметр инструмента, мм;
п — число оборотов инструмента в минуту.
Подача s — перемещение инструмента вдоль оси за один его оборот, измеряется в мм/об.
Глубина резания t — расстояние от обработанной поверхности до оси сверла, при сверлении в сплошном материале равна половине диаметра сверла:
D I = — ММ.
При рассверливании, зенкеровании и развертывании глубина резания
D— d I = -----мм,
2
где D — диаметр сверла, зенкера или развертки, мм\ d — диаметр ранее обработанного отверстия, лип.
Толщина среза а измеряется в направлении, перпендикулярном к режущей кромке:
s а = — sin <р мм.
Ширина среза b измеряется вдоль режущей кромки и равна ее длине:
D о = -----мм.
2 sin <f
Площадь поперечного сечения среза f, снимаемая двумя режущими кромками сверла за один оборот, определяется по формуле
D-s f=ss-i = 2а-b = —-— лд2.
2. ОБРАЗОВАНИЕ СТРУЖКИ
В процессе резания стружка, отделяясь от основной массы металла обрабатываемой заготовки, сильно изменяет свою форму — деформируется. Мягкие и вязкие металлы деформируются в большей степени, чем твердые и хрупкие. Внешний вид стружки зависит от тех условий, при которых происходит резание металлов.
Различают три вида стружки: сливную, скалывания и надлома (рис. 3).
Сливная стружка (рис. 3, а) образуется при обработке относительно вязких металлов (мягкая сталь, медь, алюминий, свинец и др.). Она имеет вид непрерывной ленты, завивающейся в спираль. Одна сторона стружки матовая, со множеством мелких зазубрин, трещин, а другая сторона, скользящая по передней поверхности инструмента, блестящая и гладкая.
Стружка скалывания (рис. 3, б) наблюдается при обработке меиее вязких металлов (сталь средней и повышенной твердости). Со стороны режущего инструмента стружка имеет гладкую поверхность, с противоположной стороны—шероховатую, с четко выраженными элементами скалывания.
Стружку надлома (рис. 3, в) получают при обработке
твердых и хрупких металлов (чугун и бронза). Она состоит из небольших деформированных элементов, которые слабо связаны или совсем не связаны между собой (сыпучая стружка). Некоторые элементы стружки, отрываясь от основной массы металла, оставляют следы неровностей на обработанной поверхности, ухудшая тем самым чистоту обработки.
а) В) 6)
Рис. 3. Виды стружки: а - сливная, б — скалывания, в — надлома
Кроме механических свойств обрабатываемого металла, на вид стружки могут влиять скорость резания, величина подачи, глубина резания, геометрия инструмента, охлаждение н т. д.'
3. ТЕПЛОВЫЕ ЯВЛЕНИЯ ПРИ РЕЗАНИИ МЕТАЛЛОВ
Интенсивность образования тепла в процессе резания зависит от пластических деформаций, трения стружки о переднюю поверхность инструмента, трения задней поверхности инструмента об обрабатываемый металл, а также от величины работы, затрачиваемой на резание.
Если допустить, что вся механическая работа резания переходит в теплоту, то количество теплоты Q, выделяемое при резании в единицу времени (минуту), определяют по формуле
Pz’V
Q = ккал) мин,
где Рг—сила резания, кГ;
v — скорость резания, м!мин\
427—тепловой эквивалент работы, кГм!ккал.
Температура резания изменяется в зависимости от выбора скорости резания, глубины резания, подачи обрабатываемого материала, геометрических элементов режущей части инструмента и смазочноохлаждающей жидкости. Так, например, с увеличением скорости резания температура резания значительно повышается. Увеличение подачи тоже повышает температуру резания, но в меньшей степени. При увеличении глубины резания температура резания незначительно повышается.
Применение смазочно-охлаждающей жидкости при резании металлов снижает треиие и силу резания, что способствует уменьшению тепловыделения и улучшению отвода тепла.
Распределение тепла и измерение температуры резания, возникающей при соприкосновении режущего инструмента со стружкой и обрабатываемой заготовкой, имеют большое практическое значение для определения напвыгоднейшего режима резания, стойкости инструмента, получения необходимого качества поверхности и точных размеров изготовляемой детали.
4. СИЛЫ РЕЗАНИЯ И КРУТЯЩИЙ МОМЕНТ
Обрабатываемый материал оказывает сопротивление сверлу, т. е. на сверло действует ряд сил. Если равнодействующую силу сопротивления, действующую на каждую кромку, приложить в некоторой точке А (рис. 4), то при разложении этой равнодействующей
Рис. 4. Силы, действующие на
по трем взаимно перпендикулярным направлениям получим составляющие — силы Рх , Ру и Рг-
Силы Рх, действующие в горизонтальном направлении, как равные по величине н направленные в противоположные стороны, взаимно уничтожаются.
Силы Ру, направленные вверх, затрудняют перемещение сверла в вертикальном направлении. В том же направлении на поперечную кромку действует сила Рп, препятствующая проникновению сверла в обрабатываемый материал. Для перемещения сверла вдоль оси механизму подачи станка необходимо преодолеть воздействие силы Р~2РУ'А-Рп, называемой усилием подачи, или осевой силой.
Установлено, что силы 2РУ, возникающие на режущих кромках, составляют около 45% от усилия подари Р; силы сопротивления возникающие на поперечной кромке, — примерно 50%, и силы трения — 2—5% от усилия подачи.
Кроме усилия подачи, на сверло действует крутящий момент Мг*=Рг -х (произведение силы
сверло сопротивления резания Р z на плечо).
Крутящий момент Мк складывается из мо-
' мента сил Рг момента сил трения на перемыч-
ке М„, момента сил трения на ленточках Л1ли момента сил трения стружки о сверло и обработанную поверхность Л4С s
Л4к = Мг4-Л4п + Л4л + Л4с.
Основное влияние иа суммарный крутящий момент оказывает момент на режущих кромках, равный примерно 85%. Крутящий момент на поперечной кромке составляет около 5%, момент сил трения ленточки и стружки — 10% от суммарного крутящего момента.
Для осуществления процесса сверления суммарный крутящий момент Мк должен быть меньше крутящего момента станка Л4СТ.
Крутящий момент станка определяют по формуле
7/гт* 71
Л1СТ = 716200 X 1,36 " - кГ мм,
где И сг — мощность электродвигателя станка, кет;
п — число оборотов шпинделя (сверла) в минуту;
т; — к. п. д. станка.
Усилие подачи и суммарный крутящий момент в основном зависят от свойств обрабатываемого металла, диаметра и геометрии сверла, величины подачи и охлаждения. Так, например, с увеличением предела прочности при растяжении о* и твердости НВ обрабатываемого металла усилие подачи и крутящий момент возрастают; с увеличением угла при вершине сверла 2<р вертикальная сила и, следовательно, усилие подачи тоже возрастают.
Передний угол изменяется в зависимости от угла наклона винтовой кЗтгавки сверла: он возрастает с увеличением угла наклона винтовой канавки. Это облегчает снятие стружки, вследствие чего усилие подачи и крутящий момент уменьшаются.
При увеличении толщины поперечной кромки возрастают усилие подачи и крутящий момент. Для уменьшения усилия подачи поперечную кромку подтачивают.
Смазочно-охлаждакЯгие жидкости уменьшают трение между стружкой, сверлом и обрабатываемой поверхностью, сильно снижая тем самым усилие подачи и крутящий момент. Так, например, применение охлаждения при сверлении стали уменьшает усилие подачи и крутящий момент примерно на 15—30%, при обработке чугуна — на 10—15%.
5. ИЗНОС И СТОЙКОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА
В процессе резания на трущихся поверхностях возникают значительные силы, действующие на инструмент, в результате чего поверхности стираются, а режущие кромки выкрашиваются. Непригодный для дальнейшей работы инструмент направляют на переточку.
Время работы режущего инструмента до затупления (т. е. от переточки и до переточки или до определенной величины износа). Измеряемое в минутах машинного времени, называют стойкостью инструмента.
Сверла из быстрорежущей стали изнашиваются по задней поверхности h3, передней поверхности, направляющим ленточкам, а также по уголкам в месте перехода от режущей кромки к ленточке hy (рис. 5, а).
При сверлении стали за лимитирующий износ принимают износ по задней поверхности h3, равный для быстрорежущих сверл 0,6— 1,2 мм, а при сверлении чугуна — износ по уголкам с максимально допустимой величиной hy, равной 0,5—1,2 мм.
Зенкеры изнашиваются в основном по задней поверхности и по уголкам (рис. 5, б), развертки — по задней поверхности и по уголкам в местах сопряжения режущих и калибрующих кромок (рис 5, в).
Метчики изнашиваются по задней поверхности зубьев заборной части. Величина допустимого износа метчика зависит от его диаметра (рис. 5, а).
Средние величины допустимого износа режущей части инструмента при обработке отверстий приведены В табл. 2.
Таблица 2
Средние величины допустимого износа режущей части инструмента
Инструмент Обрабатываемый материал и условия работы Материал режущей части инструмента Критерий затупления Диаметр инструмента Г), мм Допустимый износ, мм
Сверла Сталь. С охлаждением Р18 По задней поверхности - По ленточке <20 0,6—1,0 1.0—1,2
По задней поверхности По ленточке >20 1,0—1,2 1,3—1,5
Чугун. Без охлаждения По уголкам <20 0,5—0,8
>20 0,8—1,2
Сталь и чугун Т15К6, ВК8 По задней поверхности 10—12 13—18 19—25 26—30 0,4 0,6 1,0 1,3
Зенкеры Сталь. С охлаждением Р18 По задней поверхности — 0,5—1,5
Чугун. Без охлаждения По уголкам — 0,8—1,5
Сталь и чугун Т15К6, ВК8 По задней поверхности <20 21—40 41—60 61—80 1,0 1,2 1,4 1,6
Машинные развертки Сталь. С охлаждением. Чугун. Без охлаждения P18 По задней поверхности заборного конуса — 0,6—0,8
Сталь и чугун Т15К6, ВК8 По задней поверхности заборного конуса — 0^4—0,7
Машинные и ручные метчики Сталь Р18 По задней поверхности — 0,3—0,65
Чугун 0,2—0,4
Гаечные метчики Сталь Р18 По задней поверхности — 0,2—0,6
6. ЧИСТОТА ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Рис. 6. Профиль обработанной поверхности
После обработки отверстий на металлорежущих станках на обработанной поверхности всегда образуются неровности в виде выступов и впадин, или шероховатость, характеризующая чистоту поверхности. Так, например, при черновой токарной обработке (рис. 6) четко видны чередующиеся выступы и впадины, получаемые в результате главного вращательного движении V и поступательного движения подачи резца S. Если профиль поверхности рассматривать в направлении подачи, то можно заметить поперечную (имеющую форму профиля вершины резца) и продольную шероховатость.
Чистота обработанной поверхности зависит от свойств обрабатываемого металла, материала инструмента, углов его заточки, состояния режущих кромок инструмента, основных элементов режима резания (скорость резания, подача и глубина резания), применения смазочно-охлаждающих жидкостей, а также от вида обработки.
Шероховатость поверхности (ГОСТ 2789 —59) определяется или средним арифметическим отклонением Ra или высотой неровностей
ГОСТ 2789—59 устанавливает 14 классов чистоты поверхности. Для обозначения классов чистоты поверхности принят знак равностороннего треугольника (v), рядом с которым указывают номер класса, например V 4.
Шероховатость поверхности чистотой ниже 1-го класса обозначают знаком V , над которым указывают высоту неровностей R? в микронах, например у0,8у° .
Для установленных классов чистоты поверхности максимальные числовые значения шероховатости Ra или Rz при базовых длинах I должны соответствовать данным, приведенным в табл. 3.
Классы чистоты поверхности
Таблица 3
Классы чистоты поверхности и их обозначение Среднее арифметическое отклонение профиля Ra, мк Высота неровностей мк Базовая длина 7, мм
не бс лее
V 1 80 320
V 2 40 160 8
V з 20 80
Продолжение табл. 3
Классы чистоты поверхности и их обозначение Среднее арифметическое отклонение профиля Ra мк Высота неровностей /? МК Базовая длина 1, мм
не бо лее
V 4 10 40 9 Ъ
V 5 5 20
V 6 2,5 10
V 7 1,25 6,3 0,8
V 8 0,63 3,2 •
V.9 0,32 1,6
V1*) V11 0,16 0,08 0,8 0,4 0,25
Д12 0,04 0,2
А 13 0,02 0,1 A AR
А 14 0,01 0,05
Если требуется определить максимальную и минимальную величину шероховатости, то в обозначении следует указывать два номера классов, например V 8 — V 9.
Для определения чистоты поверхности применяют эталоны чистоты поверхности и различные приборы.
7. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
Необходимые для работы высокие режущие свойства -инструмента зависят от твердости, износостойкости при высоких температурах и теплостойкости материала, из которого он изготовлен. Твердость материала инструмента должна быть значительно выше твердости обрабатываемого материала.
Для изготовления режущих инструментов применяют следующие материалы:
1) углеродистые инструментальные стали;
2) легированные инструментальные стали;
3) быстрорежущие стали;
4) твердые (металлокерамические) сплавы;
5) керамические (минералокерамические) материалы;
6) абразивные материалы (используют при шлифовании и заточке режущего инструмента).
Углеродистые инструментальные стали
В зависимости от назначения углеродистая инструментальная сталь может содержать от 0,6 до 1,4% углерода. Она делится на два класса: качественную (марки У7, У8, У9, У10, УН, У12 и У13) с содержанием серы и фосфора не более 0,04% и высококачественную (марки У7А, У8А, У9А, У10А, УНА, У12А, У13А) с содержанием серы и фосфора не более 0,03%.
Марка стали без буквы А обозначает качественную сталь, марка стали с буквой А — высококачественную сталь. Цифры в марках стали обозначают среднее содержание углерода в десятых долях процента.
Механические свойства углеродистых инструментальных сталей приведены в табл. 4.
Таблица 4
Механические свойства углеродистых инструментальных сталей
Марка стали НВ, не более аь • кГ1мм* Марка стали НВ, не более аь > kI'Imm2'
У7, У7А 187 67 УЮ, У10А 197 71
У8, У8А 187 67 У11, У11А 207 75
У8Г, У8ГА 187 67 У12, У12А 207 75
У9, У9А 192 69 У13, У13А 217 78
Углеродистые инструментальные материалы обладают сравнительно невысокой теплостойкостью. При температуре 200—250° твердость сталей резко снижается.
Легированные инструментальные стали
Характерным признаком таких сталей является наличие легирующих элементов (хрома, вольфрама, ванадия и др.) и повышенное содержание марганца и кремния.
Хром повышает сопротивляемость износу и твердость стали, обеспечивая ее глубокую прокаливаемость, вольфрам повышает теплостойкость стали.
Механические свойства легированных инструментальных сталей приведены в табл. 5.
Легированная инструментальная сталь обладает невысокой теплостойкостью, но более высокой по сравнению с углеродистой температурной стойкостью (250—300°). Это позволяет использовать изготовленный из нее инструмент при более высоких режимах резания (скорость резания может быть увеличена на 20—40% по сравнению с инструментами из углеродистой инструментальной стали).
Легированные инструментальные стали применяют для изготовления различных видов инструмента-, хромистую (X) и хромокремни-
Таблица 5
Механические свойства легированных инструментальных сталей (сталь в состоянии поставки)
Марка стали яв, не более > КГ]ММг Марка стали НВ, не более аь • КГ/МЛ?
Х12 269—217 97—78 хгс 255—207 92—75
XI2М 255—207 90—75 ф 217—179 78—64
ХГ 241—197 87—71 8ХФ 207—170 75—61
X 229—187 83—67 В1 229—187 83—67
Х09 229—179 83—64 3X2 В8 255—207 92—75
9Х 217—179 78—64 4Х8В2 255—207 92—75
Х05 241—187 87—67 ХВ5 285—229 103—83
7X3 229—187 83—67 4ХВ2С 217—179 78—64
8X3 255—207 92—75 5ХВ2С 255—207 92—75
9ХС 241—197 87—71 6ХВ2С 285—229 103—83
6ХС 229—187 83—67 ХВГ 255—207 92—75
4ХС 207—170 75—61 9ХВГ 241—197 87—71
5ХВГ 217—179 78—64
5ХНМ 241—197 87—71
5ХГМ 241—197 87—71
5ХНТ 241 87
стую (9ХС) — для сверл, зенкеров, разверток, фрез, метчиков н плашек; вольфрамовую (В1) —для сверл, разверток, метчиков и фрез; хромовольфрамовую (ХВ5) — для резцов и фрез при обработке твердых металлов (закаленная сталь и твердый чугун); хромовольфрамомарганцовистую (ХВГ) и хромомарганцовистую (ХГ) — для инструментов, при изготовлении которых крайне нежелательна деформация (коробление) при закалке, например протяжки, длинные развертки, метчики и т. д.
Цифры, стоящие в марках сталей на первом месте, указывают содержание углерода в десятых долях процента (только в случае, если- сталь содержит меньше 1% углерода). Цифры справа от букв обозначают среднее содержание в процентах соответствующего легирующего элемента. Буквы, входящие в марку стали, означают: В —- вольфрам, Г — марганец, Н — никель, М — молибден, С — кремний, Ф — ванадий, X — хром, Т — титан.
Быстрорежущие стали
Быстрорежущая сталь — сталь с повышенным содержанием легирующих элементов (вольфрама, хрома и ванадия), благодаря чему она сохраняет режущие свойства при сравнительно высокой температуре нагрева (около 600°). Это позволяет инструментам из быстрорежущей стали работать на скоростях резания, в 2—3 раза превышающих скорости резания инструментом, изготовленным из углеродистой инструментальной стали.
По ГОСТ 9373—60 изготовляют следующие марки быстрорежущей стали: Р18, Р9, Р9Ф5, Р14Ф4, Р18Ф2, Р9К5, Р9К10, Р10К5Ф5 и
Химический состав быстрорежущей стали, %
Р18К5Ф2. Буква Р означает быстрорежущую сталь, цифры, стоящие за буквой Р, показывают среднее содержание вольфрама в процентах. Среднее процентное содержание ванадия в стали обозначают цифрой, проставляемой за буквой Ф, кобальта — цифрой за буквой К.
Химический состав быстрорежущей стали приведен в табл. 6.
Большинство режущих инструментов изготовляют из сталей Р9 и Р18, обладающих высокой теплостойкостью и повышенной твердостью. Режущие свойства сталей Р9 и Р18 примерно одинаковы, но повышенное содержание ванадия в стали Р9 (от 2 до 2,6%) затрудняет ее шлифование и приводит к быстрому засаливанию шлифовального круга.
Из стали Р9Ф5 преимущественно изготовляют режущие инструменты, предназначенные для выполнения чистовых операций.
Сталь Р18Ф2 используют для обработки материалов различной твердости, нержавеющих сталей и жаропрочных сплавов.
Высоколегированные быстрорежущие стали (кобальтовые Р9К5, Р9КЮ и ко-бальтованадиевые Р10К5Ф5, Р18К5Ф2) применяют для обработки нержавеющих сталей, жаропрочных сплавов, твердых материалов и др.
Твердые сплавы
Для обработки металлов резанием широко применяют режущий инструмент, оснащенный твердым сплавом.
Твердые сплавы изготовляют из мелкозернистых порошков тугоплавких металлов: карбида вольфрама, карбида титана и цементирующей связки кобальта.
Карбиды вольфрама и титана — химические соединения вольфрама и титана с углеродом, обладают очень большой твердостью и высокой износе- и теплостойкостью, благодаря чему режущие свойства твердосплавных инструментов сохраняются при нагреве до температуры 900—1000°. Кобальт является связующим веществом и .придает сплаву вязкость.
Твердые сплавы разделяют на две группы: вольфрамовую, обозначаемую ВК, и титановольфрамовую, обозначаемую ТК.
Сплавы вольфрамовой группы — однокарбидные. Их изготовляют следующих марок: ВК2, ВКЗ, ВК4, ВК6, ВК8, ВКЮ, ВКН.ВК15. Цифра, стоящая после буквы К, показывает процентное содержание кобальта.
Сплавы титановольфрамовой группы — двухкарбидные. Их изготовляют следующих марок: Т5К10, Т14К8, Т15К6, Т15К6Т, Т30К4 и Т60К6. Процентное содержание карбида титана в них обозначается цифрой, стоящей после буквы Т, процентное содержание кобальта — цифрой после буквы К.
Физпко-механические свойства твердых сплавов и их применение приведены в табл. 7
Вольфрамокобальтовые сплавы ВК2, ВКЗ, ВК6 и ВК8, обладающие повышенной вязкостью и небольшой хрупкостью по сравнению с титановольфрамокобальтовыми сплавами, в основном применяют для обработки чугуна, цветных металлов и неметаллических материалов.
Титановольфрамокобальтовые сплавы по сравнению с вольфра-мокобальтовыми имеют значительно меньший коэффициент трения, меньшую слипаемость (свариваемость) передней грани со стальной стружкой и повышенную сопротивляемость износу. Эти сплавы используют для обработки стали различных марок.
Сплав Т5КЮ — наиболее вязкий и прочный из сплавов, предназначенных для обработки стали. Он хорошо противостоит ударным нагрузкам, поэтому его используют при черновых работах с большим сечением стружки и неравномерным припуском на обработку.
Сплавы Т15К6 и Т14К8 применяют для получистовой обработки сталей с равномерным сечением стружки при непрерывном резании.
Режущие свойства у сплава Т14К8 такие же, как у сплава Т15К6, а вязкость более высокая.
Сплав Т15К6 применяется более широко по сравнению с другими сплавами, так как он один из наиболее пригодных для скоростных методов обработки стали.
Сплавы Т30К4 и Т60К6 используют для чистовой обработки стали с малыми сечениями стружки и большими скоростями резания.
Кроме перечисленных твердых сплавов (табл. 7), в настоящее время применяют следующие опытные марки сплавов:
а) титанотанталовольфрамовый сплав ТТ7К12 (7% карбидов титана и тантала, 12% кобальта и 81% карбида вольфрама) для тяжелых обдирочных работ;
б) титанотанталовольфрамовый сплав ТТ7К15 (7% карбида титана н тантала, 15% кобальта и 78% карбида вольфрама) для чрез-
Таблица 7
Физико-механические свойства твердых сплавов и их применение
Марка сплава Примерный химический состав, % Физике - механические свойства Применение
карбид вольфрама кобальт карбид титана предел прочности при изгибе ои , кПмм1 удельный вес твердость, HRA
ВК2 ВКЗ 98 97 2 3 — 100 14,9 89 Для чистовой обработки твердых чугунов, стекла, мрамора
ВК6 94 6 — 120 14,6 88,5 Для получистовой обработки чугуна и цветных сплавов
ВК8 92 8 — 130 14,4 88 Для черновой и получистовой обработки чугуна, цветных металлов и их сплавов и некоторых видов обработки сталей
Т5К10 85 9 6 115 12,4 88,5 Для черновой обработки стали с неравномерной стружкой и прерывистым резанием
Т15К6 Т14К8 79 79 6 7 15 14 НО 11,1 90 Для обработки стали с равномерной стружкой и непрерывным резанием
Т30К4 Т60К6 66 34 4 6 30 60 90 9,5 91 Для чистовой обработки стали при непрерывном резании
Таблица 8
Выбор марки материала режущей части инструмента
Марка материалов режущей части инструментов при обрабатываемых материалах
Наименование инструмента Сталь НВ до 230, аь до 85 КГ/ММ2 Чугун НВ до 220 Сталь НВ> 230, afy > 85 кГ]мм* Чугун Н В >220
Спиральные цельные сверла Р18; 9ХС; У12А; У10А Р18; 9ХС; У12А; У10А Р18 Р18
Сверла с пластинками из твердого сплава ВК8 ВК8 — ВК8
Цельные и насадные зенкеры Р18;9ХС; У12А; У10А Р18;9ХС; У12А; У10А Р18 Р18
Машинные развертки Р18; 9ХС; У12А; У10А Р18;9ХС; У12А; У10А Р18; 9ХС Р18; 9ХС
Вставные ножи к зенкерам и разверткам Т15К6 ВК8 Т15К6 ВК8
Центровочные сверла и зенковки Р18;9ХС; У12А; У10А Р18; 9ХС; У12А; У10А Р18;9ХС Р18; 9ХС
Цековки, зенковки Р18;9ХС; У12А Р18; 9ХС; У12А Р18; 9ХС Р18; 9ХС
Резцы в оправку и подрезные ножи Р18 Р18 Р18 Р18
Метчики Р18; 9ХС; У12А Р18;9ХС; У12А PI8 Р18
вычайно тяжелых обдирочных работ по корке при разнопеременном сечении среза и сильных ударах;
в) титановольфрамовый сплав Т5К12В (крупнозернистый) для тяжелых черновых работ при неравномерном срезе и ударах;
г) вольфрамовый сплав ВК6М (мелкозернистый) для черновой и получистовой обработки специальных твердых чугунов, твердой бронзы, легких сплавов, пластмасс и нержавеющих и жаропрочных сталей, а также сырых углеродистых и легированных сталей при тонких сечениях среза и малых скоростях резания.
Твердые сплавы, получающие при спекании высокую твердость, не требуют термической обработки. Однако благодаря повышенной хрупкости они склонны к выкрашиванию, особенно значительному при работе с ударной нагрузкой и вибрацией.
Пластинки из твердых сплавов для режущего инструмента (сверл, зенкеров, разверток и т. п.) изготовляют различной формы и размеров.
Керамические материалы
За последние годы советскими учеными создан новый материал для режущих инструментов — минеральная керамика, в состав которой не входят вольфрам, титан и кобальт. Поэтому стоимость керамики в несколько раз меньше стоимости металлокерамических сплавов. Лучшими режущими свойствами обладает керамика марки ЦМ-332.
Минералокерамические пластинки изготовляют на основе окиси алюминия (А12О3) методом прессования с последующей термической обработкой.
Керамика представляет собой белые пластинки различной формы, напоминающие фарфор. Она обладает высокой твердостью (HRAS0—93), температурной стойкостью (НО—120°) и неокис-ляемостыо, удельный вес ее 3,75—3,90 г/см3. Керамика не слипается с обрабатываемым материалом, благодаря чему создаются благоприятные условия для резания.
По сравнению с твердыми сплавами керамика обладает более высокой хрупкостью и недостаточной сопротивляемостью изгибу. Если предел прочности твердых сплавов при сжатии достигает 400 кГ/мм2, при изгибе—130 кГ/мм2, то предел прочности керамики при сжатии составляет 250 кГ/мм2, при изгибе — 30—40 кГ/мм2.
Следовательно, при работе инструментами из керамических материалов необходимо избегать ударной нагрузки и вибраций, которые могут привести к выкрашиванию режущих кромок и разрушению пластинок.
Выбор материала для режущей части инструмента
При работе режущим инструментом необходимо правильно выбирать материал для его режущей части. При этом следует учитывать особенности процесса резания, конструкцию инструмента и физико-механические свойства обрабатываемого материала.
Материалы, рекомендуемые для режущих инструментов при обработке отверстий на сверлильных станках, приведены в табл. 3.
ГЛАВА II
СВЕРЛИЛЬНЫЕ СТАНКИ
1. КЛАССИФИКАЦИЯ СВЕРЛИЛЬНЫХ СТАНКОВ
Металлорежущие станки классифицируют по цифровой системе обозначения моделей станков, разработанной Экспериментальным научно-исследовательским институтом металлорежущих станков' (ЭНИМС).
Согласно этой классификации сверлильные станки относятся ко 2-й группе и разделяются на шесть основных типов:
вертикально-сверлильные, обозначаемые 1;
одношпиндельные полуавтоматы, обозначаемые 2;
многошпиндельные полуавтоматы, обозначаемые 3;
радиально-сверлильные, обозначаемые 5;
горизонтально-сверлильные и центровальные, обозначаемые 8; разные сверлильные, обозначаемые 9.
В зависимости от цифрового обозначения типом сверлильных станков каждому станку присваивается свой номер. Номер модели станка может состоять из сочетания цифр и букв (А, Б, В и т. д.). Буквы обычно указывают на модернизацию модели станка.
Первые цифры моделей станка (слева направо) означают группу (2), вторые цифры — тип (1, 2, 3 и т. д.), третьи и четвертые — основные размеры станка (наибольший диаметр сверления в жл). Например, станок 2150 расшифровывается следующим образом: станок относится к сверлильной группе, тип станка — вертикальносверлильный, наибольший диаметр сверления 50 мл. У станка 2А150 цифры означают то же, что и у станка 2150, а буква А указывает на модернизацию станка.
В последнее время ЭНИМС разработал новые модели вертикально-сверлильных станков: 2Н118; 2Н125; 2Н135 и2Н150 с диаметрами сверления до 18; 25; 35- и 50 мм, Они характеризуются агрегатной компоновкой на основе единой базы.
По степени универсальности, главным образом в зависимости от конструктивных особенностей, сверлильные станки разделяются на три основные группы.
Универсальные или общего назначения:
а) вертикально-сверлильные (настольные, одношпиндельные, многошпиндельные с регулируемыми и нерегулируемыми шпинделями);
б) радиально-сверлильные (с неподвижной и поворотной головками; переносные).
Специализированные станки: агрегатные, групповые, автоматические и др.
Специальные станки: для глубокого сверления, автомату ц полуавтомату.
На универсальных станках выполняют основные технологические операции обработки отверстий. Специализированные и специальные станки предназначаются для ограниченного количества операций над определенными деталями.
2. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Вертякально-сверлильные станки — наиболее распространенный
тип сверлильных станков.
Эти станки универсальны: на них можно зенкеровать, развертывать и растачивать отверстия, подрезать (цековать) торцы и нарезать резьбу метчиками. Мощность станков и прочность их механизмов позволяют обрабатывать заго-
Рис. 7. Одношпиндельный вертикально-сверлильный станок модели 2А150
товки на высоких режимах резания и с относительно высокой точностью, а широкий диапазон чисел оборотов шпинделя дает возможность обрабатывать отверстия, используя различные режущие инструменты. Современные вертикально-сверлильные станки имеют шпиндельную головку с коробкой скоростей для получения различных чисел оборотов шпинделя и коробку подач. Подача шпинделя может осуществляться как вручную, так и автоматически.
На рис. 7 показан одношпиндельный вертикально-сверлильный станок модели 2А150, предназначаемый для работы в ремонтных, инструментальных и основных цехах мелкосерийного производства. Если станок оснастить многошпиндельной головкой, то его можно применять и в массовом производстве. У такого станка наибольший допустимый диаметр сверления в стали средней твердости (оь = 50—60 кГ/мм2) равен 50 мм.
Станок состоит из фундаментной плиты 14, станины (стойки) 10, коробки скоростей 7, электродвигателя 8, шпинделя 3, шпиндельной головки 9 с механизмом коробки подачи и рабочего стола /. Органами
управления станка являются штурвал 12 для подъема и опускания шпинделя, рукоятка 2 для переключения скоростей шпинделя, рукоятка 4 для включения, выключения и реверсирования электродвигателя, рукоятка 5 для переключения подачи, маховичок 6 для включения подачи, кольцо 11 для включения ручной подачи и рукоятка 13 для подъема и опускание стрлд.
Кинематическая схема одношпиндельного вертикально-сверлильного станка модели 2А150 изображена на рис. 8.
Шпиндель станка получает вращение от электродвигателя с N = 7 кет и п = 1500 об/мин, затем через клиноременную передачу с диаметром шкивов 173 мм вращение передается валу II коробки скоростей.
От вала II через четырехетупенчатые передвижные блоки 'зубчатых колес z = 36, z = 43, z = 30, z = 23 и z = 47, z = 40, z = 53, z=60 вращение передается валу III. Затем через зубчатую передачу z = 29 и z = 50 вращение сообщается валу IV, от которого через колесо z = 21 и передвижной блок зубчатых колес z = 43 и z = 72 передается валу V. От вала V через зубчатые колеса z=61 и z = 47 шпиндель получает восемь различных чисел оборотов и через колеса z=20 и z=61 еще четыре числа оборотов. Таким образом, шпиндель имеет 12 различных скоростей с широким диапазоном регулирования чисел оборотов.
Наименьшее и наибольшее числа оборотов шпинделя находят по кинематической цепи коробки скоростей от электродвигателя к шпинделю:
173 23 29 21 20
Пняим = 1500 •— • — • — • — • —
173 60 50 72 61
, 173 43 29 50 61
«наиб-1500-173 1 40 • go • 43 • 47 ~
Станок модели 2А150 имеет девять подач
« 32 об/мин,
1400 об/мин.
в пределах 0,125— 2,64 мм/об. Подача шпинделя осуществляется как автоматически, так и вручную. Механизм подачи получает вращательное движение от шпинделя 1 и через цилиндрические передачи z = 29 и z = 47, z = 29 и z = 46 передает его валу VI коробки подач.
От вала VI через тройной передвижной блок зубчатых колес z=18, z=24, z=30 вращение сообщается валу VII через зубчатые колеса со следующими вариантами зацепления:
18 24 30
46 ' 40 ’ 34 '
От вала VII движение передается валу VIII через тройной передвижной блок z=18, z=35 и г=18 вала IX. При этом возможны следующие передаточные отношения от вала VII к валу VIII:
34 18 34 35 . 51 35
35 ‘ 43 ’ 35 ‘ 26 ' 18 ' 26 '
Таким образом, шпиндель станка получает девять различных значений подач. От вала VIII вращение передается реечному зубчатому колесу z=14 через зубчатые колеса z=36 и 2=53, одноза-ходный червяк и червячное колесо z = 60.
Наименьшую и наибольшую подачи на один оборот шпинделя
о Й й
Техническая характеристика настольно-сверлильных станков Таблица 9
И* <и Я 5 е? Наибольшее расстояние от торца шпинделя до плиты, *мм й чисел! нделя 1 О « О.Я SS Габариты станка, мм
Модели станков Наибольший Д1 сверления, мм Наибольший . шпинделя, мм Вылет шпинде/ № конуса Морзе шпинделя Число ступене оборотов ШПН1 Число оборотов шпинделя в минуту Мощность эле двигателя прив квт длина ширина высота Вес станка, кГ N5 to й Ъ С
2А106 6 75 125 200 1 (укоро- 6 1545—15000 0,6 614 360 700 82 л п ь о* ж о
ченный) 8
С-07 6 70 200 400 1 — 870—3300 0,6 660 400 775 100 Я
С-08 8 75 205 325 2 (укоро- 8 850—9000 0,6 740 350 745 130 ь о* X
ченный) S й
НС12А 12 100 175 420 2 5 450—4500 0,65 770 465 700 121 D
НС12 12 100 200 400 1 3 504—1773 0,6 760 460 890 115 S л R
НС125 12 100 200 400 1 5 450—4430 0,6 760 470 955 180
ЭСН14 14 80 250 390 — 6 1038—2333 0,5 800 445 900 150 ЬО
Техническая характеристика вергнкально-сверлильны
СО оо to со
‘ВЯНВ1Э ЭЭ0 ю сч сч to о
тН СП «о сч со
г-н сч со
и О о to to о
» 3 о со со ю 8
- * 1—* сч сч сч со
£ * о ’-О о о о
та та jc S s ex, ю оо оо СП сч
*5 и г-*
та о ВНИ1 сч г—< о оо о 8 О со
f; t=( СП СП сч to со
I——* г-* г—»
швя ‘eKoandu оо to
BiraiEJHflVodxMQire чхэошпом 1—< сч о
1-й
з£* о о о О о
0,0 4 ‘-О о о о to
<u v со «-О to СО
2 о ел CO Ю El X X X X X
та и о 8 tQ о о о
о СО со тГ ю СО
СО
W Ж О Д, S О 0J та Ч 4° 9 Е ¥ сч оо 9 7 S' сч со* 1
о с s о 1 т*н г-н сч to 1—<
сГ о о о
heirou ^энэпЛхэ О1ГЭИЬ 1—-* СП Г-Н СП СП
СО to о со о о 8 оо
g Е •> S СП со •ф о
Чис; боро: 1ПИНД мин? сч о 7 оо 7 сч 7 сч
О Я со со СП со со сч
кээиь веэннишп soxodogo ИЭнэпАхз овхзэынгоя о сн СП сч 1—* сч
ИИ о tO to о
вкэянниш vox ишпчЕоднвн ‘-О 1——* т——* сч сч о со
KiraitHHum acdojtf вэЛион сч СО to СО
wk ‘В1ГЭКННШП йхэивиП' о СО tO тГ о СП to о о
—. г—< н
WK ‘В1ГО1Э ojghOQBd ov KiraVHHum ETidoi 650 8 о to о о о ю
10 ЭИНКОХЭЗве! ЭЭШЧЕОдивН 00 оо
ww изо xoithq 8 .я о о о ю 8
сч сч со со н-
WW ‘ВНН01Г -ааяэ dxanBHtf ципнигодивн со Ю СЧ to со о ю to
ели ков оо to сч to со о to о
Мод стан сч сч О) сч ся
определяют по кинематической цепи подачи от шпинделя к реечному зубчатому колесу:
29 29 18 34 18 36 1
«найм-1 Об. ШП,- • 4(, • 46 • • 53 60 X
X л-14-4 к 0,125 мм/об;
29 29 30 51 35 36 1
«наиб -1 об. пш. • 47 • 46 • 34 • 18 • 26 ' 53 ' 60 X
X л-14-4 w 2,64 мм/об.
Ручная подача осуществляется от штурвала 2 через конические зубчатые колеса г = 22 и z = 64, червячную передачу (однозаход-ный червяк и червячную шестерню z=60), зубчатое колесо z=14 на рейку.
Стол ‘Поднимается и опускается при помощи рукоятки через конические колеса z=12, z=42 и винт с шагом 1=8 мм.
Технические характеристики вертикально-сверлильных станков приведены в табл. 9 и 10.
3. РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Радиально-сверлильные станки применяют для обработки (сверление, зенкерование, развертывание и т. д.) нескольких отверстий в крупных и тяжелых деталях, которые трудно, а иногда и невозможно устанавливать на обычных вертикально-сверлильных станках, При работе на радиально-сверлильных станках удобнее передвигать не заготовку, а шпиндель с закрепленным в нем инструментом.
Радиально-сверлильные станки имеют следующие движения (рис. 9, а):
1) главное движение — вращение шпинделя (К);
2) движение подачи — вертикальное перемещение шпинделя (S);
Рис. 9. Схемы радиально-сверлильных станков
е)
Рис. 10. Радиально-сверли а — общий вид, б — кине
1Укет KZBoB/тн
б)
льный станок модели 2А55: магическая схема
3) установочные движения — вертикальное перемещение траверсы по колонне, радиальное перемещение шпинделя головки по траверсе и поворот траверсы вокруг оси колонны, осуществляемый вручную.
Для сверления вертикальных и наклонных отверстий применяют универсальные радиально-сверлильные станки. У таких станков шпиндельная (сверлильная) головка вместе со шпинделем поворачивается относительно траверсы под различными углами наклона, а траверса со шпиндельной головкой в свою очередь — относительно горизонтальной оси (рис. 9, б). Это позволяет устанавливать шпиндель с закрепленным в нем инструментом под любым углом в пространстве, и слёдовательно, обрабатывать отверстия в различных направлениях.
На рис. 10, а показан общий вид радиально-сверлильного станка модели 2А55 с наибольшим диаметром сверления по стали 50 мм. Станок состоит из следующих узлов: плиты 1, тумбы 2, колонны 4, рукава 5, шпиндельной головки 10 и стола 21.
Обрабатываемую деталь устанавливают на столе 21 или непосредственно на плите 1. Положение шпинделя изменяется поворотом рукава 5 и колонны 4 вокруг оси тумбы 2 и радиальным перемещением шпиндельной головки 10 по направляющим рукава 5. Тумба 2 жестко закреплена на плите 1, а колонна 4 допускает поворот около оси тумбы. Колонна на тумбе закрепляется затяжкой половинок хомута 3. При помощи электродвигателей 6 и 9, приводящих в действие гидравлические приводы, производят зажим колонны 4 па тумбе 2 и шпиндельной головки 10 на рукаве 5. Рукав перемещается по колонне при помощи винта- и механизма подъема и опускания, работающего от электродвигателя 7. В шпиндельной головке 10 расположены шпиндель, механизм главного движения и подач, гидравлический механизм зажима сверлильной головки на направляющих рукава и главный электродвигатель 8. Управление главным электродвигателем 8 шпиндельной головки и электродвигателем 7 механизма подъема и опускания рукава обеспечивается крестовым переключателем 13. При выборе чисел оборотов шпинделя и подачи пользуются круговой шкалой 11. Для включения различных чисел оборотов шпинделя предназначена рукоятка 17. Подача включается поворотом рукоятки 12. Быстрое перемещение шпинделя в осевом направлении производят вручную рычагами 14. Точная подача вручную осуществляется вращением маховичка 16. Механические подачи шпинделя включаются рукояткой 15. Поворотный стол 21 допускает установку обрабатываемой детали под углом, при этом рукоятка 19 освобождает поворотную часть стола от зажима, а рукоятка 18 вращает червяк 20.
Кинематическая схема радиально-сверлильного станка модели 2А55 изображена на рис. 10, б. Шпиндель VII получает вращательное движение и движение подачи от главного электродвигателя 8 шпиндельной головки 10 мощностью М=4,5 кет при числе оборотов п=1440 об!мин. Коробка скоростей станка допускает 19 различных скоростей правого вращения шпинделя — от 30 до 1700 об/мин. Левое (обратное) вращение шпинделя имеет 18 скоростей—от 34 до 1700 об/мин.
Вертикальное перемещение шпинделя (подача) осуществляется через коробку подач, при помощи которой можно получить 12 различных подач — от 0,05 до 2,2 мм/об. Вертикальное перемещение ру
кава 5 производится от электродвигателя 7 со скоростью
22 16 5,08 , „
Технические характеристики радиально-сверлильных станков приведены в табл. 11 и 12.
4. МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ
Многошпиндельные сверлильные станки применяют для одновременного сверления большого количества отверстий. При работе на многошпиндельных станках производительность труда значительно выше, чем на обычных вертикально-сверлильных одношпиндельных станках.
Станки изготавливают двух типов: а) с нерегулируемыми шпинделями — расстояния между осями шпинделей остаются постоянными и б) с переставными (регулируемыми) шпинделями и с шарнирными соединениями. Это позволяет устанавливать шпиндели станка в соответствии с расположением отверстий на обрабатываемой детали. Данные станки применяют главным образом в серийных и крупносерийных производствах.
На многошпиндельных станках можно выполнять над одной заготовкой ряд операций, используя различные инструменты, каждый из которых закреплен в отдельном шпинделе. Обрабатываемая заготовка последовательно перемещается по столу в процессе обработки.
Многошпиндельные станки применяют как с линейным, так и с круговым расположением шпинделей.
Для повышения производительности труда на одношпиндельных сверлильных станках применяют специальные многошпиндельные головки для: а) одновременного сверления нескольких отверстий в одной детали и б) одновременной обработки последовательным методом нескольких деталей с использованием для этого различного инструмента.
Головки изготавливают как с постоянными, так и с раздвижными шпинделями с расположением шпинделей по окружности и по прямой и с произвольным расположением. На рис. 11 представлена многошпиндельная головка с раздвижными шпинделями.
На шпинделе 9 закрепляют на шпонке центральное зубчатое колесо 8, которое находится в постоянном зацеплении с колесами 6, расположенными вокруг него. От этих колес через валы 7 и шарнирные телескопические валики 5, 4, 3 вращательное движение передается сверлильным шпинделям 1. Шпиндели закрепляются в требуемом положении втулками 11, которые зажимаются в скобах 2 болтами 10 и 12. Болты можно переставлять в круговой выточке кольца 13, а скобы перемещать в радиальном и круговом направлениях.
Таблица п
Модели станков Наибольший диаметр сверления, мм Наибольший вылет шпинделя, мм Наибольшее расстояние от торца шпинделя до плиты, мм Наибольшее перемещение шпинделя головки по рука- ву, мм Наибольшее перемещение рукава по колонне, мм Ход шпинделя в головке, мм № конуса Морзе шпинделя Количество ступеней чисел оборотов шпинделя Число оборотов шпинделя в минуту Число ступеней подач Подача на один оборот шпинделя, мм Мощность влектро-двигателя привода шпинделя, квпг Габариты станка, мм Вес станка, кГ
длина ширина высота
2А53 35 1200 1500 800 700 300 4 12 50-2240 8 0,06-1,2 2,4/2,8 или 2250 900 3070 3050
2Б53» 2Г53*» 2А56» 256» ' 2В56 2А55 2Б55 257 2Б57 258 2Б58 35 35 50 50 50 50 50 75 75 100 100 1500 3000 1250 1500 2095 1500 2000 2000 3000 3000 4000 1500 1350**» 1500 1400 1500 1950 1750 2600 2600 3000 1050 2600 900 900 1050 1500 1500 2500 2500 3500 680 820 600 680 700 700 1350 1350 1500 330 350 350 450 350 350 450 450 500 500 4 5 5 5 5 5 5 6 6 6 6 12 18 12 36 24 19 19 22 21 21 21 45-2090 30-1500 55-1140 23-1250 55-1680 28-1700 28-1700 1,2-1400 2,7-1400 9-1000 9-1000 12 18 9 18 9 12 12 18 18 18 18 0,03-1,0 0,03-1,2 0,15-1,2 0,12-3,34 0,19-1,2 0,05-2,2 0,05-2,2 0,037-2,0 0,1-2,12 0,1-212 0,1-212 4,b/5,U 2,8 4,5 5,8 5,8 5,5 4,5 4,5 7 7 или 10 14 14 2650 4640 2400 2700 2625 3600 3700 4860 4860 6000 980 1500 940 1050 970 1550 1550 1730 1730 2000 3350 2920 2860 3000 3265 3875 3875 4800 4800 5430 4100 6000 4200 5350 4100 10200 10600 17000 20000 32000
• Станки моделей 2Б53, 2А56 и 256 сейчас не изготовляются ## Гтлчлг илкапч ОРЕО J.__________ "•V1V-I
*•* Расстояние от торца шпинделя^до пола?
---niZ"u ’ vsnHdC НС ИЗГОТОВЛЯЮТСЯ,
>•» РасстоянийотИтоопа ПЛИТЫ и вертикального перемещения рукава.
Таблица 12
Техническая характеристика универсальных радиально-сверлильных станков ( переносных)
О, 5 4 с S и = 2 1ва вокруг сальной «дельной ой плос- сдельной юй плос- ф S Я X cj □ 3* * * Ф И 32 О Ч Я е; О к? Я S к а 0? Pi §• 8 S я о * й О 'О о ч Ф Число оборотов шпинделя в минуту £ О Оч о <о Я 5 г е g* Габариты станка, мм
Модели станков Наибольший диамет] ления, мм Наибольший вылет деля, мм Наибольшее горизо перемещение шпин; головки, мм Угол поворота рука продольной горизон оси, град. Угол поворота шшн головки в продолыт кости рукава, град Угол поворота шпи головки в поперечь кости рукава, град Наибольшее перем< салазок по стаиние Ход шпинделя в го Число ступеней чи ротов шпинделя Число ступеней п< Подача на один с шпинделя, мм Мощность Электре привода шпинделя; 1 длина | ширина 1 высота Вес стайка, кГ
2А592 25 815 500 360 360 —- — 130 2 4 175—980 — — 1,7 1800 680 2000 780
2П55 50 1500 800* — ±90 360 — 350 5 12 20—900 6 0,1-0,8 3,8/4,5 3250 1200 2350 4300
2П55С 50 1500 800* — ±90 360 2000 350 5 12 20—900 6 0,1—0,8 3,8/4,5 3620 1300 2700 7000
2П57 75 3450 250 ±90 ±30 — 4000 500 6 21 9—1000 18 0,2—2,12 14 6800 1730 4950 35000
Глава II. Сверлильные станки 4. Многошпиндельные сверлильные станки
* В станках моделей 2П55, 2ПБ5С горизонтально перемещается рукав со шпиндельной головкой.
Рис. 11. Многошлнндельная головка сверлильного станка
Рис. 12. Схемы силовых головок:
а — силовая головка с выдвижной пинолью модели АУ311-10А: / — электродвигатель, 2 — пиноль, 3 — шпиндель, 4 — дисковый кулачок, 5 — поводок, 6 — сменные зубчатые колеса, 7 — червячная передача; б—самодействующая силовая головка с барабанно-кулачковым приводом: 1 — электродвигатель, 2, 3, 7, 8, 9 — зубчатые колеса, 4 — зубчатое колесо, вращающее кулачковый барабан, 5—ролик, соединяющий барабан со шпинделем, 6 — барабан, свободно вращающийся на валу шпинделя; в — силовая головка с гидравлической подачей шпинделя: 1 — электродвигатель, 2 — редуктор, 3 — рейка, 4 — гильза шпинделя, б — шпиндель, 6— гидроцилнндр, 7 — поршень, 8 — гидронасос, 9 — валнк с реечным зубчатым колесом
5. АГРЕГАТНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ
Агрегатные станки компонуют из стандартных или нормализованных узлов и механизмов. Это многоинструментальные специальные станки высокой производительности. В зависимости от требований технологического процесса обработки деталей их легко можно перекомпоновать.
Агрегатные станки применяют в серийном, крупносерийном и массовом производствах. Наиболее широко их используют при обработке отверстий (сверление, рассверливание, зенкерование, развертывание, нарезание резьбы), механизации и автоматизации производственных процессов и в автоматических станочных линиях.
Применение современных агрегатных станков резко сокращает количество рабочих, уменьшает производственные площади, снижает трудоемкость и стоимость механической обработки.
При работе на агрегатных станках обрабатываемую деталь обычно закрепляют неподвижно в приспособлении, установленном на толе агрегатного станка. Детали обрабатывают с одной или нескольких сторон одновременно несколькими инструментами. Инструменты закрепляют в шпинделях, получающих вращение и поступательное движение от силовых головок.
Схемы некоторых силовых головок изображены на рис. 12. Силовые головки — это основные узлы агрегатных станков. Головки могут быть с механической системой подачи или с гидравлической. В зависимости от типа головок движение подачи на агрегатных станках передается либо шпинделю (пиноли), либо корпусу головки, перемещающейся по направляющим плиты или станины.
Технические характеристики силовых головок СКБ-1 и СКБ-8 приведены в табл. 13—16, силовых головок, выпускаемых Харьковским заводом агрегатных станков, — в табл. 17,
Таблица 13
Основные данные одно-и многошпиндельных самодействующих гидравлических силовых головок конструкции СКБ-1
Наименование параметров Размер
2 3
Условный диаметр сверления по стали, мм Мощность электродвигателя, кет «... 25 40
1,7—2,8 2,8—4,5
Диаметр цилиндра, мм .... 65 65; 90
Усилие подачи, кГ . 900 900; 1800
Скорость подачи (бесступенчатое регулирование), мм/мин . 35—900 35—900; 20—450
Скорость холостых ХОДОВ, м/мин 8,5 8,5; 5,5
Число оборотов приводного вала для многошпиндельных головок в минуту 710 720
Продолжение табл 13
Наименование параметров Размер
2 3
Число оборотов шпинделя для одношпиндельных головок в минуту 80—1250 56—900
Длина хода, мм 200; 400 200; 400; 600
Вес комплекта (в зависимости от длины хода и мощности электродвигателя), кГ1 одношпиндельные головки . 450—500 600—700
многошпиндельные головки . 400-450 500—650
Таблица 14
Основные данные многошпиндельных самодействующих гидравлических силовых головок конструкции СКБ-1
Наименование параметров Размер
4 1 5 1 б
Мощность электродвигателя, Л»/П Диаметр основного н дополнительного цилиндра, мм 4,5—7 7—14 14—28
90; 105 125; 150 180; 150
Усилие подачи основного цилиндра, к Г 2500 5000 11000
Скорость подачи (бесступенчатое регулирование), мм!мин ...... 12—1250; 10—650; 4,5—310;
14-950 7—450 7—450
Скорость холостых ходов, м]мин 9; 7 6; 4 3,5; 5
Число оборотов приводного вала в минуту . . . 720 730 730
Длина рабочего хода, мм 400; 600; 800 400; 600; 400; 600;
- 800; 1000 800; 1000
Вес комплекта (в зависимости от длины хода и мощности электродвигателя), кГ . , 800—1000 1250—1750 1900—2600
Таблица 15
Основные данные одно- и многошпиндельных электромеханических силовых головок конструкции СКБ-8
Наименование параметров Размер
2 3
Условный диаметр сверления по стали, мм .......... 25 40
Мощность главного электродвигателя силовой головки, кет 1; 1.7; 2,8 1; 1,7; 2,8; 4,5
Число оборотов глаиного электродвигателя в минуту .... 930; 1420 930; 1420; 1440
Число оборотов приводного вала в минуту 465; 710 465; 710; 720
Усилие подачи, кГ 1200 2500
Скорость подачи, мм[мин . . 17—161; 10,2—144;
26—246 15,6—214; 15,9—220
Мощность электродвигателя быстрых ходов, кет 0,6 1
Скорость быстрых ходов, м/мин 5,3; 5,47 4,4; 5,5
Длина рабочего хода, мм . . . 300; 400 400; 500
Вес комплекта, кГ 360 430
Таблица 16
Основные данные многошпиндельных электромеханических силовых головок конструкции СКБ-8
Наименование параметров Размер
4 5
Мощность главного электро- 10—14
двигателя силовой головки, кет 2,8—7
Число оборотов главного элек-
тродвигателя в минуту 930; 950; 1440 1460
Число оборотов приводного ва-
ла в минуту 465; 475; 720 730
Усилие подачи, кГ . 3200 6000
Скорость подачи, мм!мин . . . 10,4—216; 10,6—221; 16,1—335 16,4—349
Мощность электродвигателя
быстрых ходов, кет 1,7 2,8
СКОРОСТЬ бЫСТрЫХ ХОДОВ, MfMUH 4,48 5,05
Длина рабочего хода, мм . . . 500; 800 500; 800
Вес комплекта, кГ 1080 1700
Таблица 17
Основные данные самодействующих механических силовых головок с выдвижной пинолью конструкции ХЗАС
Наименование параметров Типы
МУ-411-10 АУ-ЗП-10А
Условный диаметр сверления, мм . 6 16
Мощность электродвигателя, кет . Наибольшее усилие подачи, кГ . . 0,6 1,7
120 400
Наименьшая подача, мм{об .... 0,02 0,03
Число оборотов шпинделя в минуту 157—6380 115—3000
Ход шпинделя, мм 55 75
Вес головки, кГ 80 160
Самодействующие механические головки выпускаются двух размеров с условным диаметром сверления по стали 6 и 16 мм.
Головки типа МУ-411-10 предназначены для одношпиндельных работ, головки типа АУ-311-10А— для одношпиндельных и многошпиндельных работ,
В табл. 18 приведены схемы агрегатных станков, скомпонованных из стандартных узлов, деталей и механизмов.
Таблица 18
Компоновка агрегатных Сверлильных станков и их характеристика
Схемы компоновки агрегатных станков
Краткая характеристика
Станок с тремя силовыми головками — две горизонтальные и одна вертикальная
Станок с тремя вертикальными головками
Схемы компоновки агрегатных станков
Краткая характеристика
Станок с двумя наклонно расположенными головками для сверления отверстий под углом
Станок 1 с радиально расположенными головками для обработки отверстий в радиальном направлении
Станок с горизонтальным и вертикальным расположением головок
Станок с горизонтальным и наклонным расположением головок
Схемы компоновки агрегатных станков
Краткая характеристика
Станок с одной вертикальной головкой н горизонтальным круговым перемещением заготовок (на круглом столе)
Станок с двумя вертикальными головками и горизонтальным круговым перемещением заготовок
Станок с радиально расположенными головками (внутри и снаружи)
Продолжение табл. (18
Схемы компоновки агрегатных станков
Краткая характеристика
Станок с двумя вертикальными головками, четырьмя радиально расположенными горизонтальными головками н горизонтальным круговым перемещением заготовок
6. АВТОМАТИЗАЦИЯ СВЕРЛИЛЬНЫХ СТАНКОВ
Для автоматизации процесса сверления применяют кулачковые механизмы, пневмогидравлические приводы и многопозиционные столы с автоматическим циклом обработки заготовки.
Чтобы сократить вспомогательное время на установку, крепление и снятие заготовки и смену инструмента, используют многопозиционные поворотные столы, а в серийном производстве — многопозиционные наладки с применением многошпнндельных сверлильных головок (насадок).
На рис. 13, а изображена схема четырехпозиционной обработки отверстий в три'перехода (сверление, зенкерование и развертывание) .
Из четырех позиций три (2, 3 и 4) являются рабочими и одна— загрузочной (/), на которой устанавливают и снимают детали.
Многопозиционную обработку применяют и для однопереходных операций (рис. 13, б). Четырехшпиндельная сверлильная головка смещается относительно оси стола на величину радиуса расположения отверстий на детали. За один рабочий ход головки в каждой детали просверливается 1 отверстие, а за один полный оборот стола—16 отверстий.
Зенкерование
Автоматизация установки, зажима и освобождения заготовок при сверлении
На рис. 14 показано автоматизированное устройство с загрузочными и зажимными устройствами. Обрабатываемые детали 1 цилиндрической формы, в которых должно быть просверлено отверстие, скатываются одна за другой по наклонному лотку 2 до упора пружинного ограничителя 4. При опускании шпинделя 3 кондукторная плита 5 призматическими выступами 6 центрирует и прижимает деталь, одновременно двумя штырями 7 опуская упор ограничителя 4, в результате чего ранее просверленная деталь скатывается в ящик 8. Дальнейший процесс обработки повторяется в таком же порядке. Следовательно, деталь устанавливают и снимают во время рабочего хода станка, существенно сокращая вспомогательное время.
В настоящее время при автоматизации металлорежущих станков используют различные пневматические устройства и приспособления. На рис. 15 изображена схема автоматического приспособления пневматического действия при сверлении валиков. Заготовки загружаются в наклонно расположенный магазин 5 и под действием собственного веса поступают к верхней плоскости толкателя 6, представляющего собой пневмоцилиндр. Толкатель перемещает валик, прижимая его к упору 2. Как только сверление закончится и давление в цилиндре снизится, пружина возвратит толкатель в ис-
ходное положение, а валик поступит в канал. Управление подачей шпинделя и золотником 3 пневмоцилиндра осуществляется кулачком 4. Опорные поверхности очищают от стружки сжатым воздухом через шланг 1.
Рис. 15. Схема автоматического пневматического приспособления для сверлильных станков
Автоматизация сверлильных станков для выполнения делительных работ
Для сверления отверстий, равномерно расположенных по окружности, в крупносерийных и массовых производствах применяют многошпиндельные сверлильные станки или головки. При мелкосерийном производстве рекомендуется использовать автоматизированный сверлильный станок со специальным делительным механизмом (делительным столом).
Делительный механизм устанавливают на столе станка. Он работает по схеме, изображенной на рис. 16, а. Приводной электродвигатель через цилиндрическую и коническую пары зубчатых колес передает вращение валу ], затем через муфту, сменные зубчатые колеса а и б и червячную передачу — поворотному столу 8. Кулачок 7, закрепленный на валу 6, связан с приводным электродвигателем через червячную передачу, сменные зубчатые колеса виги пару цилиндрических колес. Этот кулачок служит для осуществления подачи шпинделя станка. Однооборотная муфта получает вращение от вала 1,
При повороте стола кулачок 2, нажимая на рычаг 3, освобождает муфту 5, сцепленную с муфтой 4, и сделав один оборот, автоматически выключается. Сменные зубчатые колеса а и б подбирают так, чтобы за один оборот муфты 5 стол повернулся на требуемый угол. Цикл обработки настраивается зубчатыми колесами виг.
Шпиндель сверлильного станка получает движение (подачу) от кулачка 3 (рис. 16, б), а кулачок 3 — от механизма делительного стола 1. Этот кулачок, действуя на ролик качающегося рычага 2, приводит в движение рейку 5 при помощи шатуна 4. Рейка сцепляется с зубчатым колесом, сидящим на одной оси с реечным зубчатым колесом механизма подачи шпинделя станка. Таким способом
автоматическое движение подачи увязывается с поворотом делительного стола, на котором закрепляется деталь, требующая обработки отверстий, равномерно расположенных по ок' ружности.
Рис. 16. Автоматический делительный стол: о —схема делительного стола, б —схема привода подачи шпинделя сверлильного стайка кулачковым механизмом
7. АВТОМАТИЧЕСКИЕ ЛИНИИ СТАНКОВ
Автоматические линии — это комплекс автоматических станков, выполняющих в определенной технологической последовательности весь цикл операций по производству изделий и объединенных общими для всех линий механизмами управления и автоматическим транспортным устройством, перемещающим объект обработки от одного станка к другому.
Автоматические линии представляют собой дальнейшее развитие непрерывно-поточных линий. Наибольшее распространение они получили на автомобильных, тракторных и других заводах массового производства.
Применяют следующие виды автоматических линий:
1. Автоматические линии, состоящие из универсальных станков, полуавтоматов и автоматов, которые допускают переналадку на обработку различных однотипных деталей.
2. Автоматические линии из специальных станков, применяемые для обработки определенных деталей.
3. Автоматические линии из агрегатных станков.
4. Автоматические линии, предназначаемые для сборочных работ.
5. Автоматические линии, используемые для комплексной автоматизации всего технологического процесса.
Автоматические линии, применяемые в современном производстве, состоят из следующих основных механизмов:
автоматических станков;
тр анспортирующих устройств для перемещения деталей по линии;
ме ханизмов и устройств для накопления заготовок и питания ими станков;
ме ханизмов для фиксации заготовок и для поворота и установки заготовок на промежуточных операциях;
ме ханизмов и аппаратуры для управления всем циклом обработки на автоматической линии;
мех анизмов и аппаратуры для осуществления автоматического контроля;
механизмов для удаления и транспортирования стружки.
В качестве примера работы автоматической линии рассмотрим линию, предназначенную дли обработки отверстий под клапаны в блоке цилиндров автомобильного двигателя (рис. 17). На блоке цилиндров двигатели обрабатываются 12 отверстий (с 1 по 12) под клапаны на верхней плоскости блока и 7 отверстий (с 13 по 19) на боковой поверхности для маслопровода и пробок. На станках, на которых одновременно работают 67 инструментов, обрабатываются 19 отверстий.
На рис. 17, а изображена общая схема установки станков автоматической линии с транспортирующей цепью для перемещения заготовок, а на рис. 17, б — обрабатываемая деталь (блок цилиндров автомобильного двигателя). Перемещаясь от одной позиции к другой, блок последовательно обрабатывается на всех станках.
В процессе обработки блоки остаются неподвижными и только перед началом последующего цикла перемещаются на один шаг.
Время между изготовлением двух следующих одна за другой деталей представляет собой такт работы автоматической линии.
Технологический процесс обработки блока осуществляется в определенной последовательности.
На позиции 7 окончательно обрабатывают зенкерами шесть гнезд под выпускные клапаны. Шесть фасок под седла клапанов последовательно зенкуют на позициях 6 и 5. Двенадцать отверстий под втулки клапанов сверлит, зенкеруют и развертывают на позициях 4, 3, 2. На позиции 1 нарезают резьбу метчиками в отверстиях под маслопровод и пробки.
Все станки заканчивают свои операции одновременно, с тем чтобы можно было перемещать заготовки от одного станка к другому. Общий такт работы данной автоматической линии равен 2 мин. 4—1766
б)
Рис. 17. Схема автоматической линии станков:
« — общая схема установки станков, б — обрабатываемая декель — блок двигателя
Автоматическая линия управляется с электрифицированного пульта управления.
На Первом государственном подшипниковом заводе работает автоматический цех по производству шариковых и роликовых подшипников. Этот цех состоит из автоматической линии по производству шарикоподшипников и автоматической линии по производству роликоподшипников.
Сейчас от автоматизации отдельных участков и цехов переходят к автоматизации заводов. Несколько лет назад в Советском Союзе пущен в эксплуатацию первый автоматический завод, выпускающий поршни для двигателей грузовых автомобилей. Производительность такого завода вдвое больше, чем аналогичных заводов с обычными цехами.
8. НАЛАДКА И НАСТРОЙКА СВЕРЛИЛЬНЫХ СТАНКОВ
Перед началом работы на сверлильных станках необходимо произвести их наладку и настройку.
Под наладкой станка подразумевают его подготовку к выполнению заданной работы в соответствии с установленным технологическим процессом обработки.
В наладку сверлильного станка входят:
а) установка стола станка и закрепление его по высоте в требуемом положении;
б) установка и закрепление режущего инструмента непосредственно в шпинделе станка или при помощи вспомогательных инструментов — зажимного патрона или переходных втулок;
в) установка и закрепление заготовки на столе станка при помощи тисков, прихватов и прижимных планок или в приспособлении (оси инструмента и обрабатываемого отверстия должны совпадать);
г) установка в рабочее положение упоров и устройств для автоматического выключения подачи при получении заданной глубины сверления;
д) подвод смазочно-охлаждающей жидкости к месту обработки.
Настройка станка заключается в кинематической подготовке его к выполнению заданной обработки в соответствии с установленным режимом резания и технологией обработки детали.
Кинематические цепи стайка настраивают в соответствии с выбранными режимами резания — числами оборотов шпинделя и подачей:
а) при настройке цепи главного движения числа оборотов шпинделя устанавливают по скорости резания при помощи рукоиток и рычагов коробки скоростей;
б) при настройке цепи движения подачи подачи на станке устанавливают при помощи рукояток и рычагов коробки подач.
9. проверка сверлильных станков на точность
Проверка станков на точность заключается в установлении точности изготовления, взаиморасположения, перемещения и соотношения движений рабочих органов, несущих заготовку и инструмент.
Несмотря на то что чистота поверхности, точность формы и размеров обрабатываемой детали на станке зависят не только от точности станка, но и от инструментов, приспособлений, режимов обработки, точность станка является важнейшим фактором.
На точность обрабатываемой заготовки влияет и жесткость станка. Жесткость станка зависит от жесткости отдельных его деталей, количества стыков в узлах, зазоров в сопряжениях и тщательной сборки. Жесткость детали определяется ее способностью сопротивляться упругим перемещениям (деформациям, отжатиям).
Нормы точности и жесткости для вертикально-сверлильных станков приведены в табл. 19 и 20.
Таблица 19
Нормы точности вертикально-сверлильных станков (ГОСТ 370—60)
Что проверяется Допуск (мм) для станков со шпинделем при конусе Морзе Да
до 2 | свыше 2 до 4 | свыш е 4
Плоскостность рабочей поверхности стола (плиты) (выпуклость не допускается) 0,03 0,035 0,04
Радиальное биение оси конического шпинделя При замере у торца шпинделя
0,015 0,020 0,025
При замере на расстоянии 1 от торца шпинделя
0,020 0,030 0,040
На длине 1, мм
100 200 300
Радиальное биение наружной поверхности конуса шпинделя под инструмент 0,02 — —
Продолжение табл- 19
Что проверяется Допуск (лк) для станков со шпинделем при конусе Морзе У4
до 2 свыше 2 до 4 свыше 4
Перпендикулярность оси вращения шпинделя к рабочей поверхности стола: а) в продольной плоскости станка б) в поперечной плоскости станка На длине 1, мм
150 300 500
0,04 0,03 0,06 0,05 0,10 0,08
Перпендикулярность перемещения гильзы шпинделя или шпиндельной головки к рабочей поверхности стола: а) в продольной плоскости станка, б) в попе'речной плоскости ставка (в продольной плоскости станка нижний конец шпинделя может отклоняться только к колонне) На длине перемещения: до 100 мм а) 0,04 б) 0,03 до 160 мм а) 0,05 б) 0,04 до 250 а) 0,07 б) 0,05 свыше 250 а) 0,10 б) 0,07 Таблица 20
Проверка вертикально-сверлильных станков на жесткость
Что проверяется Наибольший диаметр сверления, мм Прилагаемая сила Р, кг Расстояние от оси шпинделя до точки намерения перемещений, мм Наибольшая допускаемая величина перемещений, мм
а 6
а) Перпендикуляр- 18 450 100 0,2 0,25 0,3 0,6
ность оси нагруженного 25 750 125 0,9
шпинделя к рабочей поверхности стола в продольной плоскости 35 1250 150 1,3
б) Относительное пе- 50 2000 175 0,35 2,0
ремещение под нагрузкой шпинделя и стола 75 3200 200 0,40 3,0
Примечание. Для станков на круглой колонне величина прилаг аемо й силы Р уменьшается на 40%.
ю. установка и закрепление режущего инструмента И ОБРАБАТЫВАЕМОЙ ДЕТАЛИ НА СВЕРЛИЛЬНЫХ СТАНКАХ
Режущие инструменты на сверлильных станках можно закреплять тремя способами (рис, 18): непосредственно в коническом отверстии шпинделя, переходных ко-
Рис. 18. Способы Закрепления инструментов на сверлильном станке:
а — непосредственно в шпинделе б — в переходных втуЛкйх. в — в сверлильном Патроне
нических втулках и в специальных эажямяых латроягх.
Инструменты с коническим хвостовиком устанавливают в коническом отверстии шпинделя, где они удерживаются благодаря силе трения. Из конического отверстия шпинделя инструмент выталкивают при помощи клина через прорезь.
Переходные конические втулки, наружный конус которых соответствует внутреннему конусу шпинделя, а внутренний коиус — конусу хвостовика инструмента, применяют в тех случаях, когда конус инструмента меньше конуса отверстия шпинделя (табл. 21).
Иногда применяют наборы из нескольких переходных конических втулок, вставляя их одна в другую. Размеры конусов для инструментов приведены в табл. 22 и 23.
Инструменты с цилиндрическими хвостовиками закрепляют в зажимных сверлильных патронах. Краткая характеристика таких патронов и их применение даны в табл. 24.
Таблица 21
Переходные втулки для инструмента с конусом Морзе (ГОСТ 9288—59)
Продолжение табл. 11
Размеры в мм
наружный g w<5 внутр ен- «п Исполнение D D, L {
Тип I. Короткие втулки
2 1 Б 17,780 12,065 93,0 17,5
3 1 А 23,825 12,065 98,0 4,5
3 2 Б 23,825 17,780 112,0 18,5
(4) (1) А 31,267 12,065 123,0 5,3
4 2 А 31,267 17,780 123,0 5,3
4 3 Б 31,267 23,825 140,0 22,3
(5) (2) А 44,399 17,780 155,5 6,3
5 3 А 44,399 23,825 155,5 6,3
5 4 Б 44,399 31,267 171,0 21,8
(3) А 63,348 23,825 217,5 7,9
4 А 63,348 31,267 217,5 7,9
6 5 А 63,348 44,399 217,5 7,9
№ конуса Морзе Исполнение D3 L I
наружный внутренний
Тип II. Длинные втулки
1 1 Б 12,065 20 145 69,0
2 1 Б 12,065 20 160 84,0
2 2 Б 17,780 30 175 84,0
3 1 А 12,065 20 175 98,0
3 2 Б 17,780 30 195 103,0
3 3 Б 23,825 36 215 103,0
(4) (1) А 12,065 20 200 123,0
4 2 А 17,780 30 215 123,0
4 3 Б 23,825 36 240 128,0
4 4 Б 31,267 45 265 128,0
Продолжение табл. 21
№ конуса Морзе Исполнение D, D, L 1
наружный внутренний
Тип II. Длинные втулки
(5) (2) А 17,780 30 250 155,0
5 3 А 23,825 36 270 155,5
5 4 Б 31,267 45 300 163,0
5 5 Б 44,399 63 335 163,0
(6) (3) А 23,825 36 330 217,5
6 4 А 31,267 45 355 217,5
6 5 А 44,399 63 390 217,5
При м еч а и и я, 1. Втулки с размерами конусов, указанными в скобках.
не рекомендуется применять.
2. Конусы Морзе определяют по ГОСТ 2847—45,-
3. Чистота поверхности конусов Морзе должна быть?
наружных — не ниже 8-го класса.
внутренних — не ниже 7-го класса.
Взаимное биение поверхностей внутреннего и наружного конуса Морзе не должно превышать для втулок типа 1—0,02 мм; типа 11—0,03 жл.
Таблица 22
Конусность наружных и внутренних конусов инструментов
Название конусов № конусов D-d Конусность k = ‘ Угол наклона 2«
Метрические 4 6 1 :20=0,05 2°51'51"
Морзе 0 1 2 3 4 5 6 1:19,212=0,05205 1:20,047=0,04988 1120,020=0,04995 1:19,922=0,05020 1 :19,254=0,05194 1 :19,002=0,05263 1:19,180=0,05214 2°58'54" 2°51'26" 2°51'41" 2°52'32" 2°58'31" 3°00'53" 2°59'12"
Метрические 80 100 120 (140) 160 200 1:20=0,05 2°5Г51"
Примечание.. Конусы с размерами, указанными в скобках, не рекомендуется применять.
Таблица 23
Конусы для инструментов
Наружные конусы с лапкой
(ГОСТ 2847—45)
Размеры в мм
Название и № конуса dt h e r
Морзе 0 9,212 6,115 5,9 59,5 6,5 1,00
, 1 12,240 8,972 8,7 65,5 8,5 1,25
, 2 17,980 14,059 13,6 78,5 10,5 1,50
, 3 24,051 19,131 18,6 98,0 13,0 2,00
. 4 31,542 25,154 24,6 123,0 15,0 2,50
» 5 44,731 36,547 35,7 155,5 19,5 3,00
. 6 63,760 52,419 51,3 217,5 28,5 4,00
Метрический 80 80,400 69,000 67,0 228,0 24,0 5,00
100 100,500 87,000 85,0 270,0 28,0 6,00
120 120,600 105,000 103,0 312,0 32,0 6,00
, 160 160,800 141,000 139,0 396,0 40,0 8,00
, 200 201,000 177,000 175,0 480,0 48,0 jlO.OO
Таблица 24
Зажимные патроны, применяемые на сверлильных станках
эскиз патронов
Название патронов и их применение
Трехкулачковый. Применяют для закрепления инструмента с цилиндрическим хвостовиком
Двухкулачковый. Используют для закрепления инструмента с цилиндрическим хвостовиком
Эскиз патронов
Название патронов и их применение
Цанговый. Применяют для закрепления инструмента с цилиндрическим хвостовиком
Быстросменный, с шариковым замком. Применяют при работе с быстрой сменой различных режущих инструментов
Качаюшийся. Используют для разверток. Допускает угловое отклонение оси развертки
Эскиз патронов
Название патронов и их применение
Самоустанавлива-ющийся.с шариками для развертки
Самоустанавлива-ющийся качающийся и плавающий. Применяют для точной обработки отверстий развертками
Самовыключающийся пружинный предохранительный. Рекомендуется для метчиков
Эскиз патронов
Название патронов и их применение
Самоустанавлива-ющийся фрикционный предохранительный, Используют для метчиков
Реверсивный патрон для нарезания резьбы метчиком, допускающий обратные вращения (вывертывание инструмента)
Патрон для подвода смазочно-охлаждающей жидкости к сверлу." Применяют при работе сверлами, имеющими каналы для подвода охлаждающей жидкости
Для правильной установки и закрепления заготовки на сверлильном станке применяют различные зажимные устройства и приспособления: машинные тиски (винтовые, эксцентриковые и пневматические), различные прихваты с винтами, призмы, угольники, упоры, домкраты, кондукторы и др.
Рис. 19. Способы закрепления деталей при помощи простых крепежных устройств
Закрепление деталей при помощи простых крепежных устройств показано на рис. 19. Для закрепления цилиндрических деталей используют настольные кулачковые и цанговые патроны. В последнее время широко применяют универсально-сборочные приспособления, составленные из нормальных быстросменных деталей.
11. ОЗНАКОМЛЕНИЕ СО СТАНКОМ И УХОД ЗА НИМ
Ознакомление со станком
1. Перед работой на новом станке необходимо тщательно изучить его устройство, приемы управления и ознакомиться с паспортными данными станка.
2. Перед пуском станка изучить назначение всех его рукояток.
3. Изучить пуск станка.
4. После изучения всех узлов, рычагов, рукояток станка пустить его в ход и испытать на холостом ходу.
5. Осмотреть все инструменты и приспособления станка.
Уход за станком
При уходе за станком необходимо выполнять следующие требования:
1. Перед пуском станок очищать от пыли и грязи, проверять ис
правность его смазочной и охлаждающей систем — наличие в них смазки и охлаждающей жидкости.
2. Смазку индивидуальных мест производить два раза в смену. Во избежание загрязнений масленки должны быть закрыты. Масляные ванны заливать до уровня, устанавливаемого по маслоуказа-телю.
3. Смазочно-охлаждающую жидкость заменять не реже одного раза в месяц.
4. По окончании работы станок очищать от стружек, протирать насухо направляющие и стол от грязи « эмульсии и смазывать тонким слоем масла.
5. О замеченных неисправностях и неполадках немедленно сообщать мастеру.
6. Все неисправности записывать в журнал. В журнале отмечать также осмотры, ремонты, аварии, переделки и т. д.
12. ПРИСПОСОБЛЕНИЯ ДЛЯ РУЧНОГО СВЕРЛЕНИЯ
Сверление отверстий при сборке деталей, особенно тяжелых и громоздких, при монтажных, ремонтных и строительных работах, а также по месту, как правило, выполняют вручную.
Рис. 20. Ручная дрель
Для сверления отверстий вручную используют ручные дрели, трещотку, а также механизированный инструмент — электрические и пневматические дрели.
Ручные дрели (рис. 20) применяют для сверления отверстий диаметром до 12 мм. Дрель состоит из патрона 1 для зажима
сверла, зубчатой передачи 2, неподвижной ручки 5, вращающейся рукоятки 3 и нагрудника 4.
Трещотками (рис. 21) пользуются лишь в тех случаях, когда необходимо сверлить отверстия в местах, недоступных для обработки на сверлильном станке, или электрической дрелью. Трещотка состоит из скобы 1, верхнего упора 2, гайки 3 для нажима на сверло, рукоятки 4, зажимного патрона 5, сверла 8, храпового колеса 9, шпинделя 6 и собачки храповика 7. При повороте рукоятки в одну сторону шпиндель со сверлом начинает вращаться, при повороте в обратную сторону собачка начинает скользить по зубьям храпового колеса. По мере углубления сверла в отверстие гайку для подачи сверла подвертывают.
Рис. 22. Электросверлилка типа И-29А с наибольшим диаметром сверления 23 мм
Электрические дрели (электросверлилки) представляют собой ручной электрифицированный инструмент для сверления отверстий в металле диаметром до 25 мм. Механизм дрели заключен в закрытом кожухе. На шпинделе закрепляется патрон, в который вставляют сверло. Вал ротора электродвигателя передает вращение шпинделю через промежуточные зубчатые колеса (редуктор).
Электрические дрели изготовляют различных типов. На рис. 22 изображена электросверлилка И-29А для сверления отверстий диаметром до 23 мм. Электрические сверлилки иногда применяют с гибким валом.
Техническая характеристика электросверлилок по металлу приведена в табл. 25.
Для сверления отверстий в труднодоступных местах иногда применяют электродрели, у которых шпиндель расположен под углом
chipmaker, ru
Глава II. Сверлильные станки
Г(в1гэдвм и ERodXBn еэд) ээд
е-
2
Г
^й-5
®Bg
3
Техническая характеристика электросверлилок по металлу
Электродвигатель I Габариты, мм
ВХОЭН0 о СО т-« 133,5 130 130 133,5 230 ООО со со ь- см о 1 Г-н со coco со
вниЯитп О СО СО 95 70 63 2 1 Т-М ЮСМЮЮО 1 b-г— г-м^СО | ,-м,-м СМ
ВИИ1ЯГ со см 226,5 ООО СМ СОСО см см см 387 ООЮЮЮСО 1 со Ю СОЮ 1 со СО со
Hiwflgo ‘иинэтп -Eda sxoodoMa ввнчввниион о о оо о г—< 11600 00911 00801 00801 12500 о о о о о о о ою о Ь- хг ОСО СО | т—< Г—< Г-Н
гие 'чхэонхпои веков irgadxon ввнчевниион 200 210 §82 см см см 400 450 800 600 840 1100
IUQ *ЧХЭОН -Шоп BBHCdirou БЕНЧЕВНЙНОН 100 120 по 100 120 200 270 270 600 330 600 800 400
е •оинож -bdiiBH aohogEd 36 220 СОСО О со со см см 88 О) см СОСО О О О О СО СО О') О1 см см см см см см
ПИХ С ЕЕй ««СС^Е-Сй
га
К X
IDIIfHIT
-ddfl30diMdV€ пи1
§
II
ад Зад
ЮООО ЮЮ1Л ООСОСОСО »—< r-ч г-< см см см см см
к оси инструмента, например, электродрели типа С-659 для сверления отверстий диаметром до 6 мм.
Пневматические дрели приводят в действие сжатым воздухом под давлением 4—6 ат, который поступает по резиновому шлангу из магистрали или от компрессора к двигателю дрели.
При нажатин на курок сжатый воздух приводит во вращение ротор, который через редуктор передает вращение шпинделю. Пнев-
Рис. 23. Пневматические дрели:
я —дрель РС-8 (наибольший диаметр сверления 8 мм): 1 — ротор. 2 — статор, 3 — патрон, 4 — шпиндель, 5 — редуктор, 6 — лопатки, 7 — курок, б — дрель И-34А (наибольший диаметр сверления 32 лии)
магические дрели выгодны в эксплуатации, так как они не боятся перегрузки, вызывающей нагрев у электродрелей и перегорание обмоток электродвигателя.
Пневматические дрели двух типов изображены на рис. 23.
Пневматические дрели применяют для сверления отверстий диаметром до 32 мм, а также и для зенкерования и развертывания. Для сверления отверстий в труднодоступных местах выпускаются специальные угловые пневматические дрели.
Техническая характеристика пневматических дрелей приведена в табл. 26, 5—1766
Таблица 26
Техническая характеристика пневматических дрелей
Тип дрелей Назначение Наибольший диаметр сверления, мм Вес, кГ 1 Полная длина, мм Давление воздуха, кГ1см* Расход воздуха, мЧмин Диаметр шланга в I свету, мм Число оборотов на холостом коду в минуту
СД-8М Сверление отверстий 8 1,8 212 5 0,55 12 2000
РС-8 То же 8 1,8 210 5 0,5 12 2000
РСУ-8 Сверление отверстий в труднодоступных местах 8 1,5 214 5 0,5 12 2000
РС-22 Сверление отверстий 22 9 342 5 1,7 16 400
РС-32 То же 32 Н,5 350 5 2,2 16 300
И-34А 32 14 375 5 2 ' 16 350
И-69 32 13,5 622 5 2,2 16 250
Д1-Б Сверление отверстий 3 1,1 142 5 0,3 12 18000
д-ш Сверление и зенкерование отверстий 5 0,93 142 5 0,3 12 3800
Д-2Б То же 5 1,27 162 5 0,4 12 14000
УД-1 Сверление отверстий в труднодоступных местах 5 1,17 200 5 0,3 12 3000
Д1Т-800 Сверление и зенкерование отверстий 5 1,2 175 5 0,3 12 800
Д-2М То же 8 1,28 162 5 0,4 12 2500
Д-2Т-350 8 1,5 200 5 0,4 12 350
УД-2М* Сверление отверстий в труднодоступных местах 10 1,55 235 5 0,4 12 2100
СПА-10* Сверление, зенкерование и развертывание отверстий 10 6 — 5 0,5 12 1600
СПА-20* То же 20 15 •—’ 5 — 12 100—800
* Опытные образцы.
ГЛАВА III
СВЕРЛЕНИЕ
(. ОБЩИЕ СВЕДЕНИЯ
Сверление один из широко распространенных методов получения отверстий в различных деталях. В качестве режущего инструмента при сверлении отверстии применяют различные типы сверл.
Отверстия сверлят на различных сверлильных, а также на токарных, револьверных, расточных станках и автоматах. Обычно точность сверления не превышает 4—5-го классов точности, а чистота обработанной поверхности 3—5-го классов чистоты.
В процессе сверления сверло находится в более тяжелых условиях, чем резец и многие другие инструменты. Сверло обычно работает в сплошном материале, благодаря нему затрудняется отделение и вывод стружки и появляются дополнительное трение сверла о стенки отверстия и значительный нагрев.
Машинное время при сверлении и рассверливании отверстия определяют по формуле
А I -ф- Zt -ф- Zg
То ==----=-------------мин,
n-s n-s
где L — расчетная длина пути сверла (рис. 24) в направлении подачи, мм;
I —глубина отверстия, мм;
11 — величина врезания сверла, мл:;
12 — величина перебега сверла, jmai;
п — число оборотов сверла в минуту;
s — подача сверла, мм]об.
Рис. 24. Путь, проходимый сверлом: а — при сквозном сверлении, б — при глухом сверлении, в — при рассверливании
Величину врезания It для сверл с обычной заточкой и углом при вершине 2<р=116—118° определяют по формуле
А = — ctg <р л 0,3 D мм.
При рассверливании
. . D-—d
г, = / • ctg у = —— ctg т мм.
Значения It и /г приведены в табл. 105 и 106.
2. СВЕРЛО, ЕГО КОНСТРУКЦИЯ И ГЕОМЕТРИЯ
Сверла обычно состоят из следующих основных частей и конструктивных элементов (рис. 25),
Угол наклона поперек нои кромки
Поперечна» кромка
Рис. 25. Части и элементы спирального сверла
Угол наклона бинтовой канавки
Канавка
Режущие кромки
Рабочая часть включает режущую и направляющую части с винтовыми канавками.
Режущая часть состоит из двух главных режущих кромок, расположенных на конической поверхности и выполняющих основную работу резания, и поперечной кромки.
Шейка сверла — промежуточная часть, соединяющая рабочую часть сверла с хвостовиком.
Хвостовик служит для закрепления сверла в шпинделе станка или патроне и для передачи крутящего момента от шпинделя. У сверла небольшого диаметра хвостовик имеет форму цилиндра и закрепляется в специальном патроне; у сверла большого диаметра — коническую форму и закрепляется в коническом отверстии шпинделя или переходной конической втулке.
Лапка (у сверл с комическим хвостовиком) служит для выбивания сверла из конического отверстия шпинделя.
Главные режущие кромки образуются при пересечении передних и задних поверхностей сверла.
Винтовые ленточки — две узкие винтовые фаски, обеспечивающие направление и центрирование сверла в отверстии.
Угол при вершине сверла 2ф образуется главными режущими кромками; от его величины зависит величина переднего и заднего углов, а также форма режущей кромки. Для обычных стандартных сверл, предназначенных для сверления стали, чугуна и твердой бронзы, угол при вершине 2q> принимают равным 116—118°. При сверлении твердых и хрупких материалов он берется равным 130— 140°, при сверлении мягких и вязких материалов — 80—90°.
Рис. 26. Основные углы резания сверла
Сверло имеет такие же, как и резец, основные углы резания (рис. 26).
Передний угол у измеряется в плоскости, перпендикулярной к главной режущей кромке (плоскость ББ). Он образуется касательной AM к передней поверхности в точке А на режущей кромке и линией Л/<, перпендикулярной к поверхности резания в той же точке.
В различных точках режущей кромки передний угол имеет разные значения. Если у периферии сверла на наружном диаметре он имеет наибольшую величину (25—30°), то по мере приближения к вершине сверла уменьшается до величины, близкой к нулю (рис. 27), Задний угол а измеряется в плоскости АА, касательной к цилиндрической поверхности, ось которой совпадает с осью сверла (рис. 26). Он образуется касательной к задней поверхности в рассматриваемой точке А на режущей кромке н касательной в той же точке к поверхности резания. Задние углы у сверла различны Для
различных точек режущей кромки. Если в крайней точке наружного диаметра задний угол а = 8—10°, то у оси сверла а = 20—26° (рис. 27).
Поперечная кромка (перемычка) образуется при смещении главных режущих кромок сверла относительно его центра (см. рис. 25).
У сверл из инструментальной стали с фрезерованными канавками толщина поперечной кромки составляет (0,13—0,25) D, у сверл, оснащенных пластинками из твердого сплава — (0,27—0,3) D.
Рис. 27. Изменение переднего и заднего углов в различных точках режущей кромки сверла
Для повышения жесткости сверл толщину поперечной кромки увеличивают по направлению к хвостовику на 1,4—1,8 мм на каждые 100 мм длины. Для сверл с крутыми винтовыми канавками при со = 60° толщина поперечной кромки составляет 2—4,5 мм.
Витые сверла, канавки которых образуются не фрезерованием, а прокаткой, имеют одинаковую толщину поперечной кромки по всей длине рабочей части.
Угол наклона поперечной кромки ф образуется между проекциями поперечной кромки и главными режущими кромками на плоскость, перпендикулярную к оси сверла (см. рис. 25). Для сверл диаметром 0,25—15 мм ф =50°, для сверл диаметром 15—80 мм ф = 55°.
Ленточки (фаски) сверла (см. рис. 25) служат для уменьшения трения сверла в процессе работы и обеспечения направления в отверстии. Ширина ленточек 0,2—2,6 мм, высота 0,1—1,2 мм в зависимости от диаметра сверла. Ленточки шлифуют по диаметру. Для уменьшения трения ленточек о стенки отверстия диаметр сверла сокращают по направлению к хвостовику.
Величина обратной конусности сверла составляет 0,03—0,10 мм на каждые 100 мм длины.
Уменьшение диаметра сверла при переточках не влияет на диаметр отверстия, так как сверло несколько разбивает отверстие, что компенсирует уменьшение размера.
Профиль канавки обеспечивает правильное образование стружки и облегчает отвод ее из обрабатываемого отверстия.
Угол наклона винтовой канавки со определяет значение переднего угла 7: чем больше угол со, тем больше передний угол 7, что облегчает процесс резания и улучшает выход стружки. Угол наклона винтовой канавки со обычно относится к наружному диаметру сверла.
Спиральное сверло при постоянном шаге канавки для различных точек режущей кромки имеет различные значения угла со. У периферии сверла угол наклона винтовой канавки наибольший, по мере приближения к центру сверла он уменьшается. Угол со определяют по формуле
tsr со = -,
где D — диаметр сверла, мм\
Н — шаг винтовой канавки, мм.
Угол со выбирают в пределах 24—30°. Для сверл, предназначенных для сверления вязких и мягких металлов, угол со увеличивают до 35—40°.
Большой угол наклона винтовой канавки уменьшает жесткость сверла и прочность его режущих кромок. Поэтому у сверл малых диаметров угол наклона со меньше, чем у сверл больших диаметров.
3. ЗАТОЧКА СВЕРЛ И ЕЕ ПРОВЕРКА
Для нормальной работы инструмента важное значение имеет правильная заточка сверла. Критерием такой заточки является сохранение следующих заданных величин: угла при вершине 2<р; задних поверхностей режущей части сверла для получения заднего угла а и угла наклона поперечной кромки ф. Режущие кромки сверла должны быть одинаковой длины, прямолинейны и симметричны относительно оси сверла, а поперечная кромка должна проходить через ось сверла.
Коническую заточку задней поверхности сверла обычно осуществляют следующим образом (рис. 28). Сверло закрепляют в специальном приспособлении на станке и вместе с ним вращают относительно оси 00 условного конуса. Угол условного конуса составляет 26—30°, а угол, образованный осью условного конуса и осью сверла,—45°. Вершина конуса, по которому производится заточка, находится на расстоянии 1,90 от оси сверла. Как только сверло получает вращательное (качательное) движение, оно касается торцовой поверхности чашечного шлифовального круга, который и затачивает заднюю коническую поверхность сверла.
После заточки задняя поверхность сверла представляет часть поверхности условного коиуса, а поперечная кромка — линию пересечения двух конических поверхностей.
Рис. 28. Схема заточки сверла: 1 — шлифовальный круг, 2 — условный конус, 3 — затачиваемое сверло, 4 — зажимное приспособление
Для проверки угла при вершине, угла наклона поперечной кромки и симметричности режущих кромок применяют различные шаблоны (рнс. 29).
Правильность расположения поперечной кромки сверла проверяют оптическим прибором (рис. 30), который состоит из выдвижной призмы н оптической трубки.
Сверло укладывают на поверхность призмы. Через окуляр трубки видно расположение поперечной кромки н поле с расходящимся пучком нитей. В положении I проверяют, совпала ли поперечная кромка с осью сверла, а в положении II (при повороте сверла на 90°), проходит ли ось сверла через середину поперечной кромки.
Для повышения режущих свойств спиральных сверл в зависимости от условий обработки используют различные формы заточки режущей части сверла.
Нормальная заточка (рнс. 31, а) применяется при сверлении стали, стального литья и чугуна. Угол при . вершине 2<р=116—118°.
Подточка поперечной кромки толщиной до 0,ID (рис. 31, б) создает наиболее благоприятные условия резания, уменьшает уси-~ лне подачи и повышает стойкость сверла. Прочность сверла при этом поперечной кромки по всей
длине остается без изменений. Подточку поперечной кромки применяют для сверл диаметром более 12 мм.
Двойная заточка сверла (рис. 31, в) характеризуется двойной заточкой конической режущей части сверла. Основной угол при вершине такого сверла 2<р=116—118°, дополнительный угол 2<рс = 70—75° на длине b = 0,20.
При двойной заточке удлиняется режущая кромка, уменьшается давление на единицу ее длины и улучшается отвод тепла, что создает благоприятные условия для повышения стойкости сверла.
Двойную заточку используют при сверлении (сверла диаметром 12—80 мм) стального литья с од >50 кГ/мм2 или чугуна с неснятой коркой. Двойная заточка по сравнению с обычной увеличивает стойкость сверла в 2—4 раза, что позволяет увеличить скорость резания в 1,1—1,3 раза.
Подточка ленточки (рис. 31, г) уменьшает износ, наиболее сильный в уголках на границе ленточки и режущей кромки сверла, трение ленточек о стенки отверстия и повышает стойкость сверла. Для этого у ленточки на длине /1 = 1,5—5 мм в зависимости
не уменьшается, потому что толщина
Рис. 29. Шаблоны для проверки заточки сверла:
а, б — шаблоны для проверки углов и длины режущих элементов при вершине сверла, в — шаблон для проверки угла наклона поперечной кромки
Рис. 30. Прибор для проверки правильности расположения поперечной кромки сверла
Рис. 31. Формы заточки спирального сверла:
а — нормальная, б — подточка поперечной кромки, в—двойная, г — двойная заточка и подточка поперечной кромки и ленточки
от диаметра сверла затачивают задний угол ai =6—8°, оставляя (рас-ку f = 0,1—0,2 мм.
Подточка ленточки по сравнению с обычной заточкой повышает скорость резания на 10—15%.
Иногда можно применять сочетания заточек, например, двойной подточки поперечной кромки и ленточки, как показано на рис. 31, г.
Основные формы заточки спиральных сверл в зависимости от их диаметра и обрабатываемого материала даны в табл. 27.
Таблица 27
Основные формы заточки сверл
Диаметр сверла, мм Наименование заточки Обозначение Эскиз Обрабатываемый материал
До 12 Одинарная нормальная* н Сталь, стальное литье, чугун
Двойная с подточкой поперечной кромки
ДП
Двойная с подточкой поперечной кромки и ленточки
ДПЛ
Сталь, стальное литье (ай>50 кГ/мм2) с неснятой коркой и чугун с неснятой коркой
Сталь, стальное литье (зь>50 кГ/мм2) со снятой коркой и чугун со снятой коркой
С вы- Двойная с под-ше 12 точкой поперечной кромки По методу В. И. Жирова
ЖДП
Сталь, стальное литье, чугун
Нормальная с подточкой поперечной кромки
НП
Сталь и стальное литье, сй< 50 кГ/мм2 (вязкие) с неснятой коркой
♦ Одинарную (нормальную) заточку для сверл диаметром более 12 мм применяют в тех случаях, когда одно и то же сверло используется для различных материалов (включая медные и алюминиевые сплавы), например в ремонтных, единичных и мелкосерийных производствах.
Продолжение табл. 27
Диаметр сверла, мм Наименование заточки Обозначение Эскиз Обрабатываемый материал
Свыше 12 Нормальная с подточкой поперечной кромки и ленточки нпл Сталь и стальное литье, ай< 50 кГ[мм2 (вязкие) со снятой коркой
4. ТИПЫ СВЕРЛ
Выбор сверл зависит от диаметра отверстия, его глубины, технологии обработки, механических свойств обрабатываемого материала, методов крепления инструмента на станке и т. д.
Наиболее широко используют различные типы спиральных сверл, градация диаметров таких сверл (ГОСТ 885—60) дана в табл. 28.
Допуски на диаметры спиральных сверл приведены в табл. 29. Кроме спиральных, применяют следующие типы сверл: оснащенные пластинками из твердого сплава: бесперемычные, для зацентровки отверстий, глубокого и кольцевого сверления и др.
Рис. 32. Сверло конструкции В. И. Жирова
В настоящее время широко применяют сверла, конструкции которых предложены новаторами производства.
Сверло конструкции В. И. Жирова (рис. 32) представляет собой разновидность конструкции бесперемычных сверл. Сверло имеет комбинированную заточку — подточку и прорезку поперечной кромки и тройную заточку режущих кромок с углами в плайе <р, фо, фо' равными соответственно 59; 35 и 27,5°.
Увеличение длины режущей кромки при такой заточке снижает нагрузку на единицу ее длины и повышает стойкость сверла.
Подточка и прорезка поперечной кромки облегчает врезание сверла в обрабатываемый металл, в результате чего уменьшается усилие подачи. Так, например, при сверлении стали усилие подачи снижается в 2—3 раза, при сверлении чугуна — в 3—4 раза.
Значительное уменьшение усилия подачи позволяет работать на повышенных подачах и сверлить отверстия относительно больших диаметров не в несколько проходов, а в один, что значительно сокращает как машинное, так и вспомогательное время.
Кольцевое сверло конструкции А. П. Иванова (рис. 33) состоит из полого цилиндрического корпуса 3, на наружной поверхности которого нарезаны винтовые канавки для отвода стружки, и оправки 6 с водоприемником 5. На торце корпуса расположены резцы 1, образующие режущую кромку сверла. Резцы устанавливают в гнездах и закрепляют винтами, В стенках корпуса между винтовыми канавками находятся шариковые опоры 2. Шарики, поджимаемые пружинами, частично выступают во внутреннюю полость корпуса. Они придают сверлу направление и устойчивость во время работы, пока высверливаемый сердечник жестко закреплен. Шариковые опоры снижают силы трения и облегчают удаление высверленного сердечника из полости сверла. Охлаждающая жидкость поступает через кран в водоприемник 5, кольцо которого имеет уплотнения 4. Угол подъема винтовых канавок в передней части корпуса равен 20°, в остальной части — 30°.
Сверло имеет четное число чередующихся резцов. Резцы делятся на два типа: № 1—-прорезающие и № 2 — дорезающие. Их изготовляют из быстрорежущей стали Р18 или с пластинками из твердого сплава ВК8.
При обработке конструкционных сталей передний угол у для быстрорежущих резцов равен 20°, для резцов с пластинками из твердого сплава — 12°. Задний угол резцов а=8°.
Кольцевые сверла могут быть использованы на различных станках: сверлильных, токарных, револьверных, расточных и др. При кольцевом сверлении достигается значительная экономия режущего инструмента, металла и электроэнергии и повышается производительность труда.
Интересно отметить, что при кольцевом сверлении диаметром 200 мм в сгружку превращается только 26% металла, удаляемого из обрабатываемого отверстия.
Для центрирования кольцевых сверл в начальный момент работы применяют специальный цептроуловитель, вставляемый во внутреннюю полость сверла и удаляемый из нее после сверления иа глубину 10—15 мм.
Типы сверл и области их применения даны в табл. 30. Основные размеры наиболее часто используемых сверл приведены в табл. 31— 36, а рекомендуемые назначения сверл по диаметрам — в табл. 37.
5. РЕЖИМЫ РЕЗАНИЯ
Режимы резания при сверлении в основном характеризуются подачей и скоростью резания. Их выбирают для конкретных условий обработки в зависимости от иазначеиия стайка, инструмента, заготовки, требуемой точности и чистоты обработки.
Рис. 33. Кольцевое сверло конструкции А. П. Иванова
Выбор подач. Подачи выбирают в зависимости от диаметра сверла, обрабатываемого материала, материала режущей части инструмента и пр.
Подачи при сверлении стали и чугуна сверлами из инструментальных сталей приведены в табл. 38, подачи при сверлении чугуна сверлами, оснащенными пластинками из твердого сплава, —• в табл. 39, подачи при рассверливании различных материалов — в табл. 40.
Скорость резания. В процессе сверления отвод стружки затруднен из-за ограниченного пространства между стенками отверстия и поверхностью винтовых канавок сверла. Кроме того, значения переднего угла и угла резания для различных точек режущих кромок, неблагоприятные условия резания поперечной кромки и в ряде случаев необходимость сверления глубоких отверстий ухудшают процесс резания.
Выбор скорости резания при сверлении зависит от обрабатываемого материала, материала режущей части сверла, диаметра сверла, подачи, стойкости сверла, глубины просверливаемого отверстия, формы заточки сверла и охлаждения.
Скорость резания при сверлении
С . Г) v
V = —------- К м/мин
и при рассверливании
CV>D , V __ ----------к Ml мин»
,syv
где Cv — постоянный коэффициент, характеризующий обрабатываемый материал, материал инструмента, геометрию сверла и различные условия обработки;
D —диаметр сверла, мм;
Т — период стойкости инструмента в минутах;
s — подача, мм/об;
t — глубина резания при рассверливании (припуск на сторону), мм;
К. — общий поправочный коэффициент, учитывающий конкретные условия обработки (обрабатываемый материал Кмг, , глубину сверления Ki^.материал режущей части сверла/С и др.). К = KMv-Kiv-Kuv • • •;
m, zw xv,yv — показатели степеней.
Таблица 28
Градация диаметров спиральных сверл, мм (ГОСТ 885—60)
0,25 1,75 3,6 7,2 11,2 18 25 32 40,5 49,5
0,3 1,8 3,7 7,3 11,5 18,25 25,5 32,3 40,9 50
0,35 1,9 3,8 7,5 11,7 18,5 26 32,5 41 50,5
0,4 1,95 3,9 7,6 11,9 18,75 26,25 32,9 41,5 51
0,45 2 4 7,7 12 19 26,4 33 41,9 51,5
0,5 2,05 4,1 7,8 12,5 19,25 26,5 33,5 42 52
0,55 2,1 4,2 8 12,7 19,4 26,9 34 42,8 53
0,6 2,15 (4,25) 8,1 13 19,5 27 34,5 43 54
0,65 2,2 4,3 8,2 13,2 (27,25) 34,9 43,5 55
0,7 2,3 (4,6) 8,3 13,5 50,5 27,5 35 43,9 56
0,75 2,4 4,8 8,4 13,7 20,75 27,8 35,5 44 57
0,8 2,5 5 8,5 14 20,9 28 35,9 44,5 58
0,85 (2,55) 5,1 8,7 14,25 21 28,5 36 44,6 60
,0,9 2,6 5,2 8,9 14,5 21,25 29 36,5 44,9 61
0,95 2,65 5,5 9 14,7 21,5 29,25 36,9 45 62
1 2,7 (5,6) 9,2 15 22 29,4 37 46 63
1,1 2,8 5,7 9,5 15,25 22,5, 29,5 37,4 46,5 65
1,2 2,9 5,8 (9,6) 15,4 22,75 29,6 37,5 •46,8 68
1,25 3 6 9,7 15,5 23 29,9 37,9 46,9 70
1,3 3,1 6,1 10 16 23,25 30 38 47 71
(1,35) 3,15 6,2 10,1 16,25 23,5 (30,25) 38,5 47,5 72
1,4 3,2 6,3 10,2 16,5 23,9 30,5 38,9 47,9 75
1,45 3,3 6,5 10,4 17 24 31 39 48 78
1,5 (3,35) 6,7 10,5 17,25 24,25 (31,25) 39,5 48,5 80
1,6 3,4 7 10,7 17,4 24,5 31,5 40 48,9
1,7 3,5 7,1 11 17,5 24,75 31,9 40,4 49
Примечание. Сверла, диаметры которых указаны в скобках, изготовляются по соглашению с потребителем.
Таблица 29
Допуски на диаметры спиральных сверл (ГОСТ 8^5—60) Размеры в мм
Диаметры Сверла для точного машиностроения и приборостроения Сверла общего назначения
сверл Отклонения допуск Откл онения Допуск
верхнее | нижиее верхнее | нижнее
От 0,25 до 0,5 0 —0,01 0,01
Св. 0,5 до 0,75 0 —0,009 0,009 0 —0,015 0,015
. 0,75 , 1 0 —0,011 0,011 0 —0,02 0,02
, 1 . з 0 —0,014 0,014 0 —0,025 0,025
. 3 . 6 0 —0,018 0,018 0 —0,030 0,030
, 6 . ю 0 —0,022 0,022 0 —0,036 0,036
. 18 0 —0,027 0,027 0 —0,043 0,043
. 18 , 30 0 —0,033 0,033 0 —0,052 0,052
. зо . 50 0 —0,039 0,039 0 —0,062 0,062
. 50 , 80 0 —0,046 0,046 0 —0,074 0,074
Типы сверл и их применение
Таблица 30
Типы сверл, их основные размеры, мм Эскиз Применение
Спиральные с цилиндрическим хвостовиком длинные (ГОСТ 886—60) <7=2 — 20 £=95 — 245 7о=5О —165 £ исполнение!
Спиральные с цилиндрическим .хвостовиком короткие (ГОСТ 887—60)" <7=0,25—30 £=20 — 200 /о=6 — 120 исполнение!! Сверление отверстий при креплении сверла в патронах или специальных приспособлениях
Спиральные с цилиндрическим хвостовиком и укороченной рабочей частью (ГОСТ 4010—60) <7=1 —12 £=30 — 100 /0=8 — 50 Ну д тмжР ~г . исполнение!! — Г—>
Спиральные с цилиндрическим хвостовиком для автоматов (ГОСТ 2090—60) , <7=1,1—25 £=60 — 100 /о=ЗО —60 ч Сверление на автоматах (елевым вращением шпинделя'
Спиральные мелкоразмерные с утолщенным цилиндрическим хвостовиком (ГОСТ 8034- 56) Короткие <7=0,1 — 1 £=14 — 25 /0=1,2 —6 Длинные <7=0,25—1 £=25 — 36 70=6 —16 ъТ R1 Обработка отверстий в деталях приборов и точных механизмов
Спиральные с коническим хвостовиком (ГОСТ 888—60) ' <7=6 — 80 £=160 — 535 /0=78—285 Коиус Морзе № 1—6 Сверление отверстий при креплении сверла в шпинделе с коническим отверстием или в конических переходных втулках
U-Ц——J
^5» А
Спиральные с усиленным коническим хвостовиком (ГОСТ 889—41) <7=12 — 65 £=205 — 530 /о=11О —280 Коиус Морзе № 2 — 6 Для тяжелых работ
Глава П1, Сверление________ g Режимы резания
со
Продолжение табл, 30
Типы сверл, их основные размеры, мм Эсиив Применение
Спиральные с коническим хвостовиком удлиненные (ГОСТ 2092—60) </=6 — 30 £=230 — 410 /о=145 — 275 Конус Морзе № 1—3 /. L. t—_11—Li La Сверление отверстий, далеко расположенных от торца детали и в тех случаях когда сверла стандартной длины недостаточны (сверлят при помощи направляющих кондукторных втулок)
Спиральные с коническим хвостовиком укороченные (ГОСТ 8506—60) </=6—55 £=135 — 380 /„=55 — 200 Конус Мор'зе № 1 —5
Центровочные (ГОСТ 6694 — 53) .</=0,5—12 £=25 — 70 /0=8 —40 Г J Tj__ _д J. Сверление центровых отверстий
Центровочные комбинированные для образования центровых отверстий 60° без предохранительного конуса (ГОСТ 6694— 53) </=1 — 6 £=35 — 80 /о=1,5 — 8 Сверление центровых отверстий по ОСТ 3725 (тнп А)
Центровочные комбинированные для образования центровых отверстий 60° с предохранительным конусом (ГОСТ 6694-53)
</=1 — 6
£=35 — 80
Z0=l,5—8
Спиральные с цилиндрическим хвостовиком, оснащенные пластинками из твердого сплава (ГОСТ 6647—60)
d= 5 —12 £=75 — 115 _____________/„=40 — 70________________
Спиральные, с прямыми канавками и коническим хвостовиком, оснащенные пластинками из твердого сплава (ГОСТ
Длинные £=160 — 350
/0=78 — 200
Укороченные £=120 — 270
/„=35 — 122
Коиус Морзе № 1 — 4
С цилиндрическим хвостовиком и с косыми канавками, оснащенные пластинками из твердого сплава (ГОСТ 5349—60)
</=2,5—10,5
/0=4,5 —10
Длинные £=65—130
Короткие £=40 — 80
0,Ж" _ —
L
Сверление центровых отверстий по ОСТ 3725 (тип В)
Сверление отверстий в деталях из чугуна (особенно с литейной коркой), из очень твердой и закаленной стали твердостью HRC 60—64, пласт-масс, эбонита и стекла______
Сверлами с прямыми канавками выполняются отверстия глубиной не более 2 d; сверлами с винтовыми канавками— глубиной не более 4 d
Сверление отверстий в термически обработанной листовой стали
Глава III, Сверление g Режимы резания
Продолжение табл. 30
Типы сверл, нх основные размеры, мм Эскиз Применение
Спиральные с канавками для охлаждающей жидкости (по ведомственной нормали} seisms Обработка отверстий с подачей см азоч ио-охлаждающей жидкости под давлением
Кольцевые (по ведомственной нормали) UQ Сверление отверстий с оставлением цельного стержня внутри детали
Конические (по ведомственным нормалям) d=3 — 25 /.=192 — 510 /=50—363 Конусность 1:50 ts. Конусность 1 Я) § Сверление конических отверстий за один проход
"к ^л § rf* W ©’to СаЗ С*3 W W 00*4 03*01 О0-*£ 00 00 00 03 J00 юкэ оооо Ю КЭ ЬЭ ’-J да"о1Т.„"сл w а ьо ю юьо юьо ю “•-‘С сл
130 125 120 115 по 1—» о сл 100 со сл г-
00 Сл о СЛ О оз СП СП О . а СЛ о е
00 00 00 Vj сл**и 00 00 00 00 <> -ч -4 '« КВ*"-* © 00 -Ч 05 СП *4 *4 *4 03 03 'оо'кэ'**-* о *4 СП сз оз оз оз *00 кэ'н-» о СЛ сл^ сл сл сл СО -J’ СЛ КЭН* Сл^^ Ъ’оо£ Ь.
165 091 СП СЛ сл о 145 140 t*
1-» о 5 л о о ср сл 50 О е
п
я
К
•Q
Я
Ж
Z
о
гз
W
о
Й
р
о
С1> W 2®
2 Ci
л> •О
£ 00 S до я
я <р«
Q
к о®
"Sg
И
и
о
Г>
о
я
S
К
о
2
1а
й
S
я £
о
СП
Продолжение табл. 31
d L h d L h
8,9 9,0 9,2 170 115 14,25 14,5 14,7 15,0 210 140
9,5 (9,6) 9,7 10,0 10,1 10,2 175
15,25 15,4 15,5 215 145
16,0 16,25 16,5 220
10,4 10,5 10,7 11,0 180 120
17,0 17,25 17,4 17,5 225 150
11,2 11,5 Н,7 185 125
18,0 235 155
11,9 12,0 190
18,25 18,5 18,75 19,0 240 160
12,5 12,7 13,0 195 130
19,25 19,4 19,5 20,0 245 165
13,2 13,5 13,7 14,0 200
Примечания. 1. Сверла диаметром з мм и менее изготовляют без поводка.
2. Сверла диаметром до 6 мм можно изготовлять с наружным центром.
3. Сверла диаметром 12 мм и более выполняют с шейкой.
Таблица 32
Спиральные сверла с цилиндрическим хвостовиком короткие (ГОСТ 887—60) _____________________Размеры в мм____________________
d L d L I.
0,25 20 6 1,75 52 28
0,3 1,8
0,35 22 8 1,9 55 30
0,4 1,95
0,45 25 2,0
0,5 2,05 60 32
0,55 28 10 2,1
0,6 30 2,15
0,65 2,2
0,7 32 12 2,3
0,75 2,4 65 35
0,8 35 15 2,5
0,85 (2,55)
0,9 40 18 2,6
0,95 2,65
1,0 2,7
1,1 2,8
1,2 42 20 2,9 68 38
1,25 3,0
1,3 45 22 3,1 70 40
(1,35) 3,15
1,4 48 25 3,2
1,45 3,3
1,5 (3,35) 72 42
1,6 3,4
м 3,5
Продолжение табл. 32
а L Го а L I.
3,6 75 45 7,1 115 75
3,7
7,2
3,8
3,9 80 48 7,3
4,0 7,5
4,1 82 50 7,6 120 80
4,2
7,7
(4,25) 85 52 7,8
4,5
8,0
(4,6) 88 55 8,1 125 85
4,8
8,2
5,0 90 8,3
5,1 95 60 8,4
5,2 ' 8,5
5,5
8,7 130 90
(5,6) 100 65 8,9
5,7 9,0
5,8
9,2
6,0 9,5
6,1 105 1 68 (9,6) 135 95
6,2
9,7
6,3 10,0
6,5 10,1 140
10,2
6,7 ПО 70 1 '
10,4
10,5
7,0
10,7
11,0
Продолжение табл. 32
а L 1о d L to
11,2 145 100 18,0 185 115
Н,5 18,25
11,7 18,5
11,9 18,75
12,0 19,0
12,5 160 19,25
12,7 19,4
13,0 19,5
13,2 20,0
13,5 20,5 200 120
13,7 20,75
14,0
20,9
14,25
14,5 21,0
14,7 21,25
15,0 170 105 21,5
15,25
22,0
15,4
15,5 22,5
16,0
22,75
16,25
16,5 23,0
17,0
17,25 23,25
17,4
23,5
17,5
Таблица 33
Продолжение табл. 32
d L h d L к
23,9 200 120 (27,25) 200 120
24,0 27,5
24,25 27,8
24,5 28,0
24,75 28,5
25,0
29,0
25,5
29,25
26,0
29,4
26,25
29,5
26,4
26,5 29,6
26,9 29,9
27,0 30,0
Спиральные сверла с коническим хвостовиком (ГОСТ 888—60) Размеры в мм
Примечания. 1. Сверла диаметром до 12 мм предназначаются для работы на станках общего назначения; диаметром более 12 мм— для работы на автоматах ТЯЖеЛОГО ТИПа.
2. Сверла диаметром 3 мм и меиее изготовляют без поводка.
3. Сверла диаметром до б мм можно изготовлять с наружным центром
4, Сверла диаметром 12 мм н более выполняют с шейкой.
92 Глава III. Сверление Продолжение табл, 33
a Форма хвостовика L to Конус и его размеры
8,5 Б ♦ 170 88 Коиус Морзе № 1 £> = 12,240 Л = 65,5 Г =70 1
8,7
8,9
9,0 175 93
9,2
9,5
(9,6)
9,7
10,0 180 98
10,1
10,2
10,4
10,5
10,7
11,0 185 103
Н,2
11,5
11,7
11,9
12,0 190 108
12,5
5. Режимы резания
93
Продолжение табл, 33
a Форма хвостовика L и Конус и его размеры
12,7 А; Б 190 108 Конус Морзе № 1 D= 12,240 /t = 65,5 />'=70
13,0 13,2 195 113
13,5
13,7 14,0 14,25
А 200 118
14,5
14,7
205 123
15,0
15,25
15,4
15,5
Конус Морзе № 2 D = 17,980 /! = 78,5 />' = 83
16,0 Б 225 130
16,25
16,5
17,0 230 135
17,25
17,4
17,5
18,0 235 140
18,25
18,5
18,75 А; Б 240 145
19,0
19,25
Продолжение табл. 33
d Форма хвостовика L Конус н его размеры
19,4 А; Б 240 145 Конус Морзе № 2 0 = 17,980 /, = 78,5 /,'=83
19,5
20,0 А 245 150
20,5
20,75
20,9
21,0 250 155
21,25
21,5
22,0 255 160
22,5
22,75
23,0.
23,25
23,5
23,9 Б 290 . 170 Конус Морзе № 3 0 = 24,051 /, = 98 /,'= 105
24,0
24,25
24,5 А; Б
24,75
25,0 295 175
25,5
26,0 300 180
26,25 А
26,4
26,5
26,9
Продолжение табл. S3
d Форма хвостовика L h Конус н его размеры
27,0 А 305 185 Конус Морзе № 3 0 = 24,051 Z, =98 Z,' = 105
(27,25)
27,5
27,8
28,0 310 190
28,5
29,0 320 200
29,25
29,4
29,5
29,6
29,9
30,0
(30,25)
30,5
31,0 325 205
(31,25)
31,5
31,9
32,0
32,3
32,5
32,9 А; Б 365 215 Конус Морзе № 4 0 = 31,552 Л =123 // = 132
33,0
33,5
34,0
34,5
Продолжение табл, 33
d Форма хвостовика L 1с Конус н его размеры
34,9 А; Б 370 220 Конус Морзе № 4 D = 31,552 Z, = 123 А'= 132
35,0
35,5 А
35,9
36,0
36,5
36,9 375 225
37,0
37,4
37,5
37,9
38,0
38,5
38,9
39,0 380 230
39,5
40,0
40,4
40,5
40,9
41,0
41,5
41,9 385 235
42,0
42,8
43,10
43,5
Продолжение табл. 33
а Форма хвостовика L /о Конус и его размеры
43,9 А 390 240 Конус Морзе № 4 0=31,552 lt = 123 Z/=132
44,0
44,5
44,6
44,9 395 245
45,0
46,0
46,5
46,8 400 •я 250
46,9
47,0
47,5
47,9
48,0
48,5
48,9
49,0
49,5
50,0 А; Б 440 255 Конус Морзе № 5 0 = 44,731 It = 155,5 Z/ = 164,5
50,5
51,0
51,5 А 450 265
52,0
53,0
54,0
55,0
56,0
7—1766
Продолжение табл. 33
d Форма хвостовика L I. Коиус и его размеры
57,0 А 450 265 Конус Морзе № 5 Г» = 44,731 /1=155,5 // = 164,5
58,0 460 275
60,0
61,0
62,0
63,0
65,0
68,0 535 285 Конус Морзе № 6 £> = 63,760 Zt = 217,5 // =227,5
70,0
71,0
72,0
75,0
78,0
80,0
Таблица 34
Спиральные сверла с цилиндрическим хвостовиком, оснащенные пластинками из твердого сплава
(ГОСТ 6647—60) Размеры в мм
d L К d L h
5 5,1 5,2 75 40 8,2 8,3 8,4 90 53
5,5 (5,6) 5,7 5,8 6,0 80 45 8,5 8,7 8,9 9,0 9,2 9,5 (9,6) 9,7 95 56
6,1 6,2 6,3 6,5 6,7 7,0 7,1 7,2 85 50
10,0 10,1 10,2 10,4 10,5 10,7 100 60
• 7,3 7,5 7,6 7,7 7,8 8,0 8,1 90 53
11,0 НО 65
И,2 11,5 11,7 11,9 12,0 115 70
Таблица 35
Сверла с коническим хвостовиком, оснащенные пластинками из твердого сплава
(ГОСТ 6647-Размеры в -60) мм
О L
а Форма хвс товика ДЛЯ длинных сверл для укороченных сверл для длинных сверл для укороченных сверл № конуса Морзе
6,0 6,1 6,2 6,3 6,5 6,7 160 120 78 35
7,0 7,1 7,2 7,3 7,5 7,6 7,7 7,8 165 125 83 40
8,0 8,1 8,2 8,3 8,4 8,5 8,7 8,9 Б 170 130 88 45 1
9,0 9,2 9,5 (9,6) 9,7
175 135 93 50
10,0 10,1 10,2 10,4 10,5 10,7 180 140 98 55
Продолжение табл. 35
d . Форма хвостовика L к № конуса Морзе
для длинных сверл для укороченных сверл для длинных сверл ДЛЯ укороченных сверл
11,0 11,2 11,5 11,7 Б 185 145 103 60 1
12,0 12,5 12,7 205 165 по 63 2
13,0 13,2 13,5 13,7 210 170 115 68
14,0 14,25 14,5 14,7 215 175 120 71
15,0 15,25 220 180 125 76
15,4 15,5 16,0 16,25 16,5 225 180 130 80
17,0 17,25 17,4 17,5 230 185 135 85
18,0 18,25 18,5 18,75 235 190 140 90
А; Б
Продолжение табл. 35
d Форма хвое-товика L Jo № конуса Морзе
для длинных сверл для укороченных сверл для длинных сверл для укороченных сверл
19,0 19,25 19,4 19,5 Б А; Б 265 220 145 95 3
20,0 20,5 20,75 270 225 150 100
20,9 21,0 21,25 21,5 275 155
22,0 22,5 280 230 160 105
22,75 23,0 23,25 23,5 285 165
23,9 24,0 24,25 24,5 24,75 290 235 170 108
25,0 25,5 295 235 175 112
26,0 300 240 180
26,25 26,4 26,5 26,9 27,0 А 305 245 185
Продолжение табл. 35
а Форма хвостовика L Z. № конуса Морзе
для длинных сверл для укороченных сверл ДЛЯ ДЛИННЫХ сверл для укороченных сверл
(27,25) 27,5 27,8 Б 335 260 185 112 4
28,0 340 265 190 118
28,5 29,0 29,25 29,4 29,5 29,6 345 195
29,9 30,0 350 270 200 122
Примечания. 1. Сверла выполняют с винтовыми канавками. По требованию заказчика сверла можно изготовлять с прямыми канавками.
2. Пластинки твердого сплава формы 14 и их размеры даны по ГОСТ 2209—55.
Таблица 36
Сверла с цилиндрическим хвостовиком и с косыми канавками, оснащенные пластинками из твердого сплава
(ГОСТ 5349—60)
Размеры в мм
d d. L I, с № пластинки из твердого сплава
для длинных сверл для коротких сверл
(ГОСТ 2209—55)
2,5 2,3 65 40 4 0,6 1401
(2,55) 2,4 4,5 0,7 1403
2,6 2,4
2,65 2,5
2,7 2,5
2,8 2,6
X Продолжение табл. 36
d dl L 1. С № пластинки из твердого сплава
для длинных сверл для коротких сверл
(ГОСТ 2209-55)
2,9 2,7 65 40 4,5 0,7 1403
3,0 2,8
0,8 1 1405
3,1 2,9
3,15 3,0
3,2 3,0
3,3 3,1
(3,35) 3,2
3,4 3,2
3,5 3,3
3,6 3,4 5,0 0,9 1407
3,7 3,5
3,8 3,6
3,9 3,7
4,0 4,1 4,2 (4,25) 4,5 3,8 3,9 4,0 4,1 4,3 100 60
1409
(4.6) 4,4 5,5 1,0 1411
4,8 4,6
5,0 4,8
6 1,5 1413
5,1 4,9
5,2 5,0
5,5 5,3
1415
. (5,6) 5,7 5,8 6,0 5,4 5,5 5,6 5,8
Продолжение табл. 36
d d. L /о с № пластинки из твердого сплава
для длинных сверл для коротких сверл
ГОСТ 2209-55
(6,1) 6,2 6,3 5,9 5,9 6,0 100 60 6,5 1;6 1417
1419
6,5 6,7 6,2 6,4
7,0 6,7 130 80
7,1 7,2 7,3 7,5 6,8 6,9 7,0 7,2 7 i;e 1421
1423
7,6 7,7 7,8 8,0 7,3 7,4 7,5 7,7
8 2 1425
8,1 7,8
8,2 7,9
8,3 8,0
8,4 8,1
8,5 8,2
1427
8,7 8,4
8,9 8,5
9,0 8,7
1429
9,2 8,9 9
9,5 9,2
1431
(9,6) 9,3
9,7 9,4
10,0 9,7
10,1 9,8 10 2,5 1433
10,2 9,9
10,4 10,1
10,5 10,2
Таблица 37
0,9
1,2
1,3
1,4
1/16'
1,5
1,6
1,7
1,8
2
2,2
2,3
2,5
Рекомендуемые назначения сверл по диаметрам Размеры в мм
s я i я я S о X
S <я Я ч
5
Сверление на проход
1,21,1 1,3 1,2
1,4 1,3 1,5 1,4
1,6 1,5 1,7 1,6
1,5
Диаметры сверл
0,75 0,8
0,85 0,9 0,95 1
1,1 1,2
Сверление под резьбу
метрическую (ГОСТ 9150—59)
коническую (ГОСТ 6111-52)
2,5 2,4
2,7 -
1,9
2
2,4
2^8
3
1,9
2?2
2?5
1,4
Ь7 2,1 2,4
1,25
М5 1,6 1,75
2,05
1,4
Ь6
1,75
1,95
2,15
2,6 2,8 2,7 3,1 2,8 3,1
2,7 3
2,8 2,7
3 3,2 3,1 3,5 3,3 —. 3,5 — 3,1 —. —. 2,9 2,5 — —. 2,65 — — —. —
1/8" 8,7 8,7 8,4
3,5 3,7 3,6 4 3,8 —— 4 — —— 3,4 2,9 — 3,15 —— — — — — —. —.
3,6 4
4 4,2 4,1 4,5 4,5 5 4,5 — 4,1 — — 3,9 3,3 — — 3,5 — — — — — —. — — — —
4,5
4,6
3/16” 3,7
5 5,2 5,1 5,5 5,5 6 5,7 — 5,1 — —. 4,8 4,2 — —. —. 4,5 — — — — —. — — — —
5,5 5
5,6 6,1 6
6 6,3 6,2 6,5 6,5 7 6,7 —— —. 5,8 5 —. —— 5,5 5,2 —. — — — — —.
1/4" 6,7 7,2 7,6 — 5,1 11,5 11,2 10,7
7 7,3 7,2 __ 7,5 7,7 7,1 —. 6,7 6 —. 6,5 6,2 —. —— —
7,7
5/16" 8,3 — 8,5 9 — —— —. —. —— —— —— — а— —. —— 6,3 —
t 8,3 8,2 8,5 8,5 9 8,7 10,5 8,1 —— — 7,7 6,7 — —— 7,5 7,2 7 __ — — —. — — — —
9 — —. —. — — —. — — — 8,7 7,7 — —— 8,5 8,2 8 —— — —. —. — — — —
9,5 10
3/8" 9,7 __ 10,2 и — 12,5 — — — — — __ — 7,8 15 14,7 14
10 10,5 10,5 11 10,5 11 10,5 12,5 10,1 — — 9,7 8,5 — —. — 9,5 9,2 9 8,7 — — — — — — —
11 — —— —. — —— 10,7 9,5 —- —— 10,5 10,2 10
7/16" 9,2
11,5 12 12 12 —— — 12 —— —• —— —— — — —
12 12,5 __ 13 13 __ 14,5 —— — 11,7 10,2 —— —— 11,5 11,2 и 10,7 10,5 —— — —— —.
1/2" 13,2 —. 14 14,5 16 — — —. __ —. —— — — — 10,4 18,75 18,25 17,5
13 13,5 —— 13,5 — 14 —— — —. 12,7 —. — — — —. —. — — — —
14 9/16" 14,5 — 15 15 — 17 — — — 13,7 12 — — — 13,5 13,2 13 12,7 12,5 — — — 12 — — —
15 — — 14,7 —. 14 13,5 а--
5/8" 16,5 — 17 17 —— 19 — —. — __ 13,5 20,75 — —
16 16,5 16,5 17 16,5 17 17 19 — 14,25 15,5 14 —— — 15,5 15,25 15 15,5 __ — —. —• —
17 15,25 16,5 а— —. — — — —. 16 14,5 __ — —. —. —
18 18, Ь —. 19 — 22 —. 21 — 16,25 17,5 15,4 —. —— 17,5 17,25 17 — 16,5 16 —. —. —
19 — 20 20 21 — __ 16,5 18,5
3/4" 20 — 21 22 23 — — — — — — — —• — — — — — — 16,25 24,25 .‘23,Ь 22,7b
Г лава III. Сверление -
------------------------------- 5. Режимы резания
оо
20
21
22 7/8" 23
24 .25
1"
26
27
28 '/8" 30
31 ЧГ 32 33
Продолжение табл. 37
Диаметры сверл
Сверление иа проход Сверление под резьбу
^Точная сборка L руоая соор-ка а и1 метрическую (ГОСТ 9150—59) о? коничес-
1-я 2-я 1-я 2-я а в <и ф и га с 7 кую (ГОСТ 6111
5 га га Ф 3 а а а OJ « я id ю
I S a S S винты, и а винты, и S ВИНТЫ, 4 3 1ие под 3i ие под р: кровку ым шагом С4 о’ 0,25 0,35 to о 0,75 »—1 1,25 1/5 04 оо ю (ОСТ Г (ГОСТ 63 ртывания S ф а а га га 3
Л и а Е 4> ч я со Болты, шпильк Е •V ч а га СО Болты, ШПИЛЬК! в <v ч а га СО . Я £ч Ч и О С со я а а га а О < а а ч в а Ф Ч Оч W га и Сверлен ИЛИ ШЛ1 а Е^ Ы CJ с шагом с шагом с шагом с шагом с шагом с шагом с шагом с шагом с шагом с шагом с шагом ДЮЙМОВу] 1260) трубную без разве на конус с развер! иа конус
20,5 22,5 22,5 24,5 26* 28 21 23 26* 21 23 24 25 2? 29 -м 1 СО 1 1 1 СО 1 1 1 ‘ СО С4 сч 1 < 22 24 25 26 28" 29 24 27 24 26 27 28 31 32 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 17,5 18,5 19,5 20? 5 21,5 22,5 23?5 24,5 19,5 20,5 21,5 22,5 23,5 24,5 25?5 26,5 г}- О О Г - 1 о 1 lol 1 1 со С4 С4 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 — LO LO о 1 - 1 1 1 1 1 1 1 04 19,25 21,25 23,25 26?25 19 21 23 24 26 1 1 1 1 1 1 1 1 1 1 18,5 20,5 22,5 23,5 24?5 25,5 18 20 22 23 25 II 1 1 1 1 1111 II 1 1111111 19,25 Й 28~ 30?5 29,6 28,5
30 31 29 31 32 32 32 2У 31 32 33 32 30 32 33 35 35 - 25,5 27,5 27,5 29?5 26,4 — - — — 29,25 27 29 — 26,5 28? 5 26 Й 26,9 — 24?75 зГ —
33 — 33 35 37 — — — — — — — — — — — — — — 27,8 3<Г 38? 5 37,5
34 35 7“ 36 — 38 — — 29 31, Ь 32,3 29,4 — — — — 32,3 32 30,5 31,5 30 31 29?9 — —
34
1 31я"
35
36
37
38
1
39 .40 15/8
42
44
13/<
45
46
47
I7/,’
48
50 2’
52
— 35 — 35 - 36 - - -
37 38 40 42
— 38 — 38 — 39 — — —
39 40 42 — 44 —. —
40 — 41 — 43 — 45 — —
— —.
43 — 44 — 46 — 48 — —
—— —— —— taw — — —
46 — 46 — 50 — 52 — —
56
60
62
31
32
33
34
35
37
39
41
42
43
45
47
49
33,5
- 34,9 39,5 -41?5 37?4
37,5 37
38,5 38
40,5 40
35,9 36,9 38?9
37,9
41,9
40,9
44,9 43,9
46,9 -
48,9 47,9
33,5
35,75
39
Примечания. 1. В таблицу включены диаметры наиболее часто применяемых сверл, вошедших в .Градацию диаметров сверл*.
2. В графе .Номинальный ряд диаметров* указаны диаметры:_
а) для болтов — диаметр d (ГОСТ 7781—57 — ГОСТ 7820—57);
6) для винтов — диаметр d (ГОСТ 1475—58 — ГОСТ 1491—58 и ГОСТ 8878 —58 — ГОСТ 8881—58);
в) для шпилек — диаметр d (ОСТ 20091—38);
г) для заклепок — диаметр d непоставленной заклепки (ГОСТ 1191—41 — ГОСТ 1196—41 и ГОСТ 1187—41 — 1 ОСТ 1188—41);
д) для шплинтов — диаметр d (ГОСТ 397—54);
е) для резьб — номинальный диаметр резьбы метрической (ГОСТ 9150—59), ' дюймовой, (ОСТ НПКТ 1260), (трубной (ГОСТ 6357—52), конической (ГОСТ 6111—52).
3. В графе .Точная сборка* указаны диаметры сверл, предназначаемых для точной механики и приборостроения (сборка 1-я) и для машиностроения, станкостроения и т. д. (сборка 2-я).
4. В графе .Грубая сборка* приведены диаметры сверл, предназначаемых как для машиностроения, так и для других отраслей промышленности.
_ 5. Режимы резания
Глава III. Сверление ______________________________
Подачи при сверлении сверлами
Диаметр сверла D, мм, до Сталь ад <80 кГ[мм* и алюминиевые сплавы Сталь = 80—100 кГ/мм1 Сталь а, о
Группа
I 1 II 1 III I | 11 | III 1
Подача л4,
2
4
6
8
10
13
16
20
25
30 Св.
30
до 60
0,05—0,06 0,08—0,10 0,14—0,18 0,18—0,22 0,22-0,28 0,25—0,31 0,31-0,37 0,35-0,43 0,39—0,47 0,45—0,55
0,04-0,05 0,06—0,08 0,11—0,13 0,13—0,17 0,16-0,20 0,19—0,23 0,22—0,27 0,26-0,32 0,29-0,35
0,33—0,41
0,03—0,04 0,04—0,05 0,07—0,09 0,09-0,11 0,11—0,13 0,13—0,15 0,15—0,19 0,18—0,22 0,20—0,24 0,22-0,28
0,04-0,06 0,06—0,08
0,10-0,12 0,13-0,15 0,17—0,21 0,19—0,23 0,22—0,28 0,26—0,32 0,29—0,35 0,32-0,40
0,03—0,04 0,04—0,06 0,07—0,09 0,09-0,11 0,13-0,15 0,14—0,18 0,17—0,21 0,20—0,24 0,22—0,26 0,24-0,30
0,02—0,03 0,03—0,04 0,05-0,06 0,06—0,08 0,08—0,11 0,10—0,12 0,12-0,14 0,13—0,17 0,14—0,18 0,16—0,20
0,03-0,04 0,04—0,06 0,08—0,10 0,11—0,13 0,13—0,17 0,15—0,19 0,18—0,22
0,21—0,25 0,23—0,29 0,27—0,33
0,60-0,70
0,45—0,55
0,30—0,35
0,40-0,50
0,30—0,35
0,20—0,25
0,30—0;40
Поправочные коэффициенты иа подачу в зависимости от глубины сверления (для I группы подач) выбирают по следующим данным:
Глубина сверления в диаметрах сверла 3D 50 7D 10D
Коэффициент Я» *5 1 1-0 1 0,9 0,8 0,75
Выбор
I группа. Сверление отверстий в жестких деталях без допуска или с допуском II группа. Сверление отверстий в деталях недостаточной жесткости (тонкостей допуска или с допуском до 5-го класса точности под последующую обработку метчиками.
111 группа. Сверление точных отверстий при последующей обработке одним чивыми опорными поверхностями.
Примечание. Для предупреждения поломки сверл при выходе их из отвер
из инструментальных сталей
Таблица 38
>100 кГ/мм^ Чугун ЯВ<200 и медные сплавы Чугун НВ >200
подач
II 1 III 1 I 1 II ' 1 III 1 1 1 11 III
ММ1об
0,03-0,04 0,02—0,03 0,09—0.11 0,06—0,08 0,05—0,06 0,05-0,07 0,04—0,05 0,03—0,04
0,04—0,05 0,03—0,04 0,18—0,22 0,13—0,17 0,09—0,11 0,11—0,13 0,08—0,10 0,05-0,07
0,06-0,08 0,04-0,05 0,27—0,33 0,20-0,24 0,13-0,17 0,18—0,22 0,13-0,17 0,09-0,11
0,08—0,10 0,05-0,07 0,36—0,44 0,27—0,33 0,18-0,22 0,22-0,26 0,16—0,20 0,11-0,13
0,10—0,12 0,07-0,09 0,47—0,57 0,35—0,43 0,23-0,29 0,28—0,34 0.21—0,25 0,13—0,17
0,12-0,14 0,08-0,10 0,52—0.64 0,39-0,47 0,26-0,32 0,31-0,39 0,23-0,29 0,15-0,19
0,13-0,17 0,09-0,11 0,61-0,75 0,45—0,56 0,31—0,37 0,37—0,45 0,27—0,33 0,18—0,22
0,15-0,19 0,11-0,13 0,70-0,86 0,52—0,64 0,35-0,43 0,43-0,53 0,32-0,40 0,22—0,26
0,17—0,21 0,12—0,14 0,78-0,96 0,58—0,72 0,39—0,47 0,47-0,57 0,35—0,43 0,23—0,29
0,20-0,24 0,13—0,17 0,9 -1,1 0,67—0,83 0,45—0,55 0,54-0,66 0,40—0,50 0,27—0,33
0,22—0,30 0,16—0,23 1,0—1,2 0,80-0,90 0,50-0,60 0,70-0,80 0,50—0,60 0,35-0,40
группы подач
до 5-го класса точности под последующую обработку несколькими инструментами, ные летали коробчатой формы, тонкие выступающие части летали и т. п.) без несколькими инструментами, сверление для последующего нарезания резьбы
зенкером или одной разверткой, сверление в деталях малой жесткости и с иеустой-
стия рекомендуется выключать автоматическую подачу.
Таблица 39
Подачи при сверлении чугуна сверлами, оснащенными пластинками из твердого сплава
Чугун
ЛО О 1=1 НВ <200 НВ>200
Группа подач
S * 1 1 11 1 1 11
raQ
К « *4 ч Подача j, мм[об
6 0,20—0,30 0,15—0,20 0,15—0,20 0,12—0,18
8 0,30—0,35 0,20—0,25 0,20—0,25 0,16—0,20
10 0,35—0,45 0,25—0,30 0,25—0,30 0,20—0,25
13 0,40—0,50 0,30—0,35 0,30—0,35 0,20—0,25
16 0,50—0,60 0,35—0,40 0,35—0,40 0,25—0,30
20 0,55—0,65 0,40—0,45 0,40—0,45 0,30—0,35
25 0,60—0,70 0,45—0,50 0,45—0,50 0,35—0,40
30 0,60—0,80 0,50—0,60 0,50—0,60 0,40—0,45
Поправочные коэффициенты на подачу в зависимости от глубины сверления (для I группы подач):
Глубина сверления в диаметрах сверла до 3 D 5Г> 7D
Коэффициент А". *5 1,0 0,9 0,8
Выбор группы подач
I группа. Сверление отверстий в условиях жесткой системы без допуска или с допуском до 5-го класса точности под последующую обработку несколькими инструментами.
И группа. Сверление отверстий в условиях недостаточно жесткой системы, сверление точных отверстий при последующей обработке одним зенкером или одной разверткой, сверление для последующего нарезания резьбы метчиками.
Примечание. Для предупреждения поломки сверл при выходе их из отверстия рекомендуется выключать автоматическую подачу.
Таблица 40
Подачи при рассверливании
Сталь, стальное литье, алюминиевые сплавы, чугун и медные сплавы
Сверла из стали Р18
Диаметр сверла D, мм Диаметр рассверливаемого отверстия d, мм Сталь, стальное литье и алюминиевые сплавы Чугун и медиые сплавы
Группа подач
111 1 п 111
Подача л-, мм'оо
25 10 15 0,7-1,1 0,8-1,2 0,5-0,7 0,6—0,8 0,3—0,4 0,4-0,5 1,1—1,5 1,2—1,6 0,7-1,0 0,8-1,1 0,4-0,5 0,45-0,6
30 10 15 20 0,7-1,1 0,7-1,1 0,8-1,2 0,5-0,7 0,5—0,7 0,6—0,8 0,3—0,4 0,3—0,4 0,4-0,5 1,0-1,4 1,1-1,5 1,2—1,6 0,7—1,1 0,8-1,2 0,8—1,2 0,4-0,5 0,45—0,55 0,5—0,6
40 15 20 30 0,8-1,2 0,9-1,2 0,9-1,3 0,5-0,7 0,6-0,8 0,6—0,8 0,3-0,4 0,4-0,5 0,4-0,5 1,0—1,6 1.1—1,7 1,2—1,8 0,7-1,1 0,8—1,2 0,8—1,3 0,4—0,5 0,5-0,6 0,6—0,7
50 20 30 40 0,9-1,2 1,0-1,3 1,0—1,4 0,7-0,8 0,7—0,9 0,8-0,9 0,4—0,5 0,4—0,5 0,5-0,6 1,2-1,8 1,3—2,0 1,3-2,0 0,9-1,3 1,0-1,4 1,0-1,4 0,5-0,6 0,6-0,7 0,7—6,8
60 30 40 50 0,9-1,2 1,0-1,3 1,0-1,4 0,7-0,8 0,8-0,9 0,8-0,9 0,4—0,5 0,4—0,5 0,5—0,6 1,2-1,8 1,3—2,0 1,3—2,0 0,9-1,2 0,9-1,3 1,0—1,4 0,55—0,6 0,6—0,7 0,7—0,8
Выбор группы подач
I группа. Рассверливание отверстий в жестких деталях без допуска или с допуском до 5-го класса точности под последующую обработку несколькими инструментами.
11 группа. Рассверливание отверстий в деталях недостаточной жесткости (тонкостенные детали коробчатой формы, тонкие выступающие части детали и т. д.) без допуска или с допуском до 5-го класса точности под последующую об-паботку несколькими инструментами и для последующего нарезания резьбы метчиками.
Ill группа. Рассверливание точных отверстий при последующей обработке одним зенкером или одной разверткой. '
Значения величин С^, т, zv, хъ и для сверл из быстрорежущей стали Р9 и Р18 приведены в табл. 41.
Скорости резания при сверлении стали и чугуна быстрорежущими сверлами из стали Р18 даны в табл. 42 и 44 и при рассверливании — в табл. 46 и 47.
Поправочные коэффициенты на измененные условия работы при ведены в табл. 43 и 45, а поправочные коэффициенты на изменен ные условия работы твердосплавным инструментом — в табл. 49.
Скорости резания при сверлении чугуна сверлами, оснащенными пластинками из твердого сплава ВК8, даны в табл. 48.
Числа оборотов сверл в зависимости от диаметра и скорости резания указаны в табл, 50,
r.ru
Таблица 41
Значения Ст т, zv, xv и yv для сверл из быстрорежущей стали Р9 и Р18
О Срабатываемый материал Вид обработки Подача, мм! об Коэффициент и показатели степеней
Со т Z°
Конструкционная углеродистая сталь с =75 кГ мм2, НВ 215 Сверление <0,2 >0,2 8,9 12,4 0,2 0,2 0,4 0,4 0,7 0,5 —
Рассверливание — 20,7 0,4 0,2 0,5 0,2
Серый чугун НВ 190 Сверление <0,3 >0,3 17,6 20,5 0,125 0,125 0,25 0,25 0,55 0,4 —
Рассверливание — 28 0,125 0,25 0,4 0,1
Примечание. Приведенные данные предусматривают сверление стали с охлаждением эмульсией и обработку чугуна без охлаждения.
Таблица 42
Скорости резания при сверлении
Углеродистая конструкционная сталь <3^=65 кП-мм2 Сверла из стали Р18
Работа с охлаждением
5 0 = 2 мм 0=3 мм D = 4 мм D = 5 мм
V ' « ° п ° V п
До 0,03 70,7 11240 83,0 8810
. 0,04 57,8 9185 67,9 7200 76,2 6060 —
. 0,05 44,9 7160 58,1 6165 65,1 5190 70,5 4540
. 0,06 43,5 6920 51,2 5425 57,4 4565 62,7 3995
. 0,07 39,1 6210 45,9 4875 51,5 4100 56,3 3585
, 0,08 35,6 5655 41,8 4435 46,9 3735 51,3 3265
, 0,09 32,8 5210 38,5 4085 43,2 3440 47,3 ЗОЮ
. 0,10 зол 4840 35,8 3795 40,1 3195 43,9 2795
. 0,12 26,8 4260 31,5 3340 35,3 2810 38,6 2455
. 0,15 — — 27,0 2855 30,2 2405 33,0 2105
. 0,18 — — — — 26,6 2115 29,1 1850
. 0,20 — — — — — — 27,0 1720
Продолжение табл. 42
D = 6 мм £) —8 ММ D —10 мм £> = 12 мм £> = 14 мм
° » ° п ° п ° « ° п
До 0,06 59,5 3155
„ 0,08 48,7 2580 54,6 2170 59,6 1900 55,9 1480 68,3 1555
. 0,10 41,7 2205 46,7 1855 51,1 1625 47,8 1270 68, б 1330
, 0,12 35,7 1945 41,1 1635 44,9 1430 42,1 1115 51,4 1170
• 0,14 32,8 1745 35,9 1470 40,3 1285 37,7 1000 46,2 1050
. 0,16 29,9 1590 33,6 1335 36,8 1170 34,4 912 42,1 957
„ 0,18 27,6 1465 31,2 1235 33,8 1075 31,7 840 38,7 880
. 0,20 25,6 1355 28,7 1145 31,4 1000 29,5 781 36,0 818
. 0,25 22,9 1215 25,6 1020 28,0 894 26,3 697 32,1 731
. 0,30 20,9 1110 23,4 935 25,6 815 24,0 636 29,4 667
S D = 1. мм £>=16 мм £> = 20 мм £> = 24 мм £> = 28 мм
о V п V п V п V п
До 0,12 52,9 1120 54,3 1080 59,3 943 57,6 764
. 0,14 47,4 1005 48,7 970 53,2 847 51,7 686
. 0,16 43,3 917 44,3 882 48,5 772 47,1 625 50,1 570
. 0,18 39,8 845 40,9 813 44,7 711 43,3 575 46,1 524
. 0,20 36,9 785 37,9 755 41,5 660 40,3 534 42,9 487
. 0,25 33,0 700 33,9 675 37,0 590 36,0 477 38,3 435
. 0,30 30,2 640 31,0 616 33,8 538 32,8 436 35,0 397
. 0,35 27,9 593 28,7 570 31,3 498 30,4 403 32,4 368
0,40 26,1 554 27,8 533 29,3 466 28,5 377 30,3 344
. 0,45 24,7 522 25,3 503 27,6 440 26,9 356 28,6 324
. 0,50 23,3 496 23,9 477 26,2 417 25,5 337 27,1 308
. 0,55 22,3 473 22,9 455 25,0 398 24,7 314 25,8 294
. 0,60 — — — — 23,9 381 23,6 301 24,7 281
5 £> = 30 мм £> = 35 мм О = 4( мм £> = 50 мм О = 60 мм
° » ° » V п » V п
До 0,15 53,8 571
. 0,20 44,1 467 43,8 399 46,2 368 48,3 308 49,7 263
. 0,25 39,3 417 39,2 356 41,3 328 42,9 273 44,3 235
, 0,30 36,0 381 35,7 325 37,6 300 39,2 249 40,5 214
. 0,35 33,3 352 33,1 301 34,9 278 36,3 231 37,5 198
. 0,40 31,1 330 31,0 281 32,7 260 33,9 216 35,1 186
. 0,45 29,4 312 29,2 265 30,8 245 32,0 204 33,0 176
• 0,50 27,9 295 27,7 252 29,9 232 30,3 193 31,3 166
. 0,55 26,5 280 26,3 240 27,9 222 28,9 184 29,9 158
. 0,60 25,4 270 25,3 230 26,6 212 27,7 176 28,7 152
. 0,70 23,5 249 23,4 213 24,7 197 25,6 163 26,5 141
. 0,80 22,0 233 21,9 198 23,1 183 24,0 153 24,8 132
Примечания. 1. Для сверл диаметром до 12 мм скорости резаиия подсчитаны для их нормальной заточки (Н), а свыше 12 мм — для двойной заточки с подточкой поперечной кромки (ДП).
2. Скорости резания рассчитаны иа обработку одним инструментом с заданным периодом стойкости при нормальном его затуплении.
Поправочные коэффициенты на скорость резания при обработке стали и алюминиевых сплавов для измененных условий работы
Стали
(сверление, рассверливание и зенкерование)
в зависимости от механических свойств и марки обрабатываемого ___________________________материала
Наименование обрабатываемого материала Марка материала Поправочный коэффициент при механических свойствах материала
НВ - - - ПО—140 о 7 о т—< 170—200 200—230 230—260 С ? с О 1 с с о 320—350 350-380
•о С? 0 « 10-20 20—30 30-40 40-50 50—60 60-70 70—80 80—90 С - с © 7 с с 110—120 120—130
Автоматные А12; А15; А15Г; А20; АЗО; А35 — — — — 0,87 1,39 1,2 1,06 0,94 — — — —
Углеродистые обыкновенного качества и конструкционные (С< О,6о/о) 0,8; 10; 15; 20; 25; 30; 35; 40; 45; 50; 55; 60; Ст. 0; Ст. 1; Ст. 2; Ст. 3; Ст. 4; Ст. 5; Ст. 6 — — — 0,57 0,72 1,16 0,88 0,78 — — — —
Хромистые Никелевые Хромоникелевые 15Х; 20Х; ЗОХ; 35Х; 40Х; 45Х; 50Х 25Н; ЗОН 12Х2Н4; 20Х2Н4; 20ХНЗА; 37XH3A — — — — — 1,04 0,9 0,79 0,70 0,64 0,58 0,54 0,49
Углеродистые инструментальные и конструкционные (С > О,6»/о) У8; У8А; У9; У9А; У10; У10А; У12; У12А; У13; У13А; У8Г; У8ГА; У10Г; У10ГА 1 — — — — — 0,8 0,70 0,62 0,57 0,52 0,48 —
Хромоникельвольфрамовые и близкие к иим 18ХНВА; 25ХНВА; 18Х2Н4МА; 18ХНМА; 45ХНМФА; 20ХНФА
Марганцовистые 15Г; 20Г; ЗОГ; 40Г; 50Г; 60Г; 65Г; 70Г; 10Г2; 30Г2; 35Г2; 40Г2; 45Г2; 50Г — — — — — 0,82 0,7 0,62 0,55 0,50 0,46 0,42 0,39
Хромомолибденовые и близкие к ним 12ХМ; 20ХМ; ЗОХМ; 35ХМ; 38ХМЮА; 35ХЮА; 0XM; 32ХНМ; 40ХНМА — — — — — 0,82 0,7 0,62 0,55 0,50 0,46 0,42 0,39
Хромомаргаи-цовистые и близкие к ним 15ХГ; 20ХГ;40ХГ; 40Х2Г; 55ХГ2; ЗЗХС; 37ХС; 35СГ; ЗОХГС; 35ХГС
Инструментальная быстрорежущая Р18 — — — — — — 0,6 0,53 0,47 0,43 0,39 0,36 0,33
СТ
Г лава III. Сверление „
----------__________________ 5. Режимы резания
Наименование обрабатываемого материала Марка материала Поправочный коэффициент при механических свойствах материала
НВ - — 110-140 С с 170-200 200-230 с о с О' с 260-290 С сч о: 1 с ст СЧ с tr СТ £ С а О' 5 «
Ч 10-20 20-30 30-40 40-50 с <2 с LC 60-70 О оп 1 о о -00-100 100-110 <? 7 с 7 С см
Дюралюминий — 1- — 5,5 4,5 3,6 -
Алюминий — — 5,5 4,5 —
Силумин и литейные алюминиевые сплавы — — 4,5 3,6
Принятые средние периоды стойкости инструментов Т, мин.
Диаметр инструмента D, мм 2—5 5-10 11-20 21-30 31-40 41-50 51-60 61-70 71-80
Сверление Рассверливание Зенкерование 8 15 30 15 50 50 30 70 70 45 90 90 60 110 но 75 90 120
2. в зависимости от отношения фактической сто Й К О с т и к нор мативной
т. Отношение 2— Т 0,25 0,5 1 2 4 6 8 10 12 18 24
Сверление, рас- 1,32 1,15 1,0 0,87 0,76 0,70 0,66 0,63 0,61 0,56 0,53
Коэффициент свеРливание
f^Tv Зенкерование 1,51 1,23 1,0 0,81 0,66 0,58 0,53 0,50 0,47 0,42 0,39
3. Kav в зависимости от марки материала инструмента
Марка материала инструмента | Р18 | 9ХС
Коэффициент KUv | 1,0 | 0,6
4. Кфу в зависимости от формы заточк и сверла
Форма заточки • 1 дп 1 н
Коэффициент Кфу 1 1,0 I 0,87
5. Ktv в за висимости от глубины сверления
Глубина сверления в диаметрах сверла до | 3D 4D | 5D 6D 8D | 10D
Коэффициент Klv 1 1 0,85 | 0,75 0,7 0,6 | 0,5
6. К/., в зависимости от отношения фактической глубины резания
к нормативной при зенкеровании
Отношение —т~ 0,5 1,0 2,0
Коэффициент Ktv | 1,15 | 1,0 | 0,87
Примечание. Поправочные коэффициенты даны для сверл и зенкеров из инструментальной стали.
Глава III. Сверление 5. Режимы резания
Таблица 44
Скорости резания при сверлении
Серый чугун НВ 195
Сверла из стали Р18
D = 2 мм D = 3 мм D = 4 мм D = 5 мм
S ° п V п V п V п
До 0,04 61,2 9735 67,7 7185 72,7 5790 76,9 4895
, 0,05 54,1 8615 59,9 6355 64,4 5120 68,1 4335
, 0,00 48,9 7790 54,2 5750 58,2 4635 61,6 3920
. 0,08 41,8 6650 46,2 4905 49,7 3955 52,5 3345
, 0,10 37,0 5885 40,9 4340 44,0 3500 46,5 2960
, 0,12 33,5 5230 37,0 3925 39,8 3165 42,0 2675
» 0,15 29,6 4710 32,7 3475 35,2 2800 37,2 2370
. 0,18 26,8 4260 29,6 3140 31,8 2530 33,7 2140
. 0,20 25,3 4020 28,0 2965 30,0 2390 31,7 2020
, 0,25 — — 24,7 2625 28,5 2265 28,1 1785
» 0,30 — — — — 26,6 2116 25,4 1615
D = 6 мм D — 8 мм D= 10 ММ D = 1 2 мм 14 ММ
V 1 " V 1 ” V 1 » V 1 п V
До 0,08 50,2 2660
. 0,10 44,4 2355 47,7 1900 — — — — —. —
» 0,12 40,2 2130 43,2 1715 45,6 1450 — — — —
. 0,15 35,5 1885 38,1 1520 40,4 1285 39,2 1040 48,5 1105
, 0,18 32,1 1705 34,5 1375 36,5 1160 35,1 941 43,9 998
. 0,20 30,3 1610 32,6 1295 34,4 1095 33,5 888 41,5 942
. 0,25 26,8 1425 28,8 1145 30,5 970 29,7 786 36,6 833
. 0,30 24,3 1285 26,0 1035 27,5 877 26,8 711 33,2 754
, 0,35 22,1 1170 23,7 942 25,0 797 24,4 645 30,1 684
. 0,40 20,9 1110 22,4 893 23,8 756 23,1 612 28,6 649
. 0,45 19,9 1055 21,4 852 22,6 721 22,0 584 27,2 619
. 0,50 19,2 1020 20,6 820 21,8 694 21,2 562 26,3 596
. 0,60 — — 19,0 756 20,2 643 19,6 521 24,3 552
. 0,70 — • — — — 19,0 603 18,4 490 22,8 519
. 0,80 — — — — — — 17,5 464 21,6 492
D=15 мм £)=16 мм D=20 мм 0=24 мм D=28 мм
Л ° V V V
До 0,15 49,4 1050 50,2 999
. 0,20 42,1 895 42,9 853 45,3 721 44,5 590 46,2 525
. 0,25 37,3 791 37,9 754 40,1 638 39,3 522 40,9 465
. 0,30 33,8 716 34,3 682 36,3 577 35,6 472 37,0 420
. 0,35 30,6 650 31,2 619 32,9 524 32,3 429 33,6 382
. 0,40 29,0 617 29,5 587 31,2 497 30,6 407 31,9 362
Продолжение табл. 44
D— 15 мм D = 1С мм D = 20 мм 0 = 24 мм D = 28 мм
S v 1 п ° V п V п V п
До 0,45 27,7 588 28,1 560 29,7 473 29,2 387 30,3 345
» 0,50 26,7 567 27,1 540 28,7 457 28,2 374 29,3 333
, 0,60 24,7 524 25,1 499 26,5 423 26,1 345 27,1 308
. 0,70 23,2 493 23,6 469 24,9 397 24,5 325 25,5 289
. 0,80 22,0 467 22,3 445 23,7 376 23,2 308 24,1 274
, 0,90 21,0 446 21,4 425 22,6 359 22,2 294 23,1 262
. 1,0 20,1 427 20,5 407 21,6 344 21,3 282 22,1 251
. 1,2 .— — 20,1 320 19,9 264 20,6 233
. М — — — 18,7 248 19,3 219
1,6 17,6 234 18,3 208
D = 30 мм 0 = 35 мм 0 = 40 мм D= 50 мм D = 60 мм
V п ° п ° 1 п ° 1 п ° п
До 0,20 47,1 499 46,9 426 51,2 406 49,7 316 50,7 269
. 0,25 41,6 422 41,5 377 42,9 341 43,9 280 44,8 238
. 0,30 37,7 399 37,5 341 38,8 309 39,7 253 40,5 215
. 0,40 32,4 344 32,3 294 33,4 265 34,2 218 34,9 185
. 0,50 29,8 316 29,7 270 30,7 244 31,4 200 32,1 170
. 0,60 27,6 292 27,4 250 28,4 226 29,1 185 29,7 158
. 0,70 25,9 275 25,8 235 26,7 213 27,3 174 27,9 148
. 0,80 24,6 261 24,5 223 25,3 201 25,9 165 26,4 141
. 0,90 23,4 248 23,3 213 24,1 192 24,7 158 25,3 134
. 1,0 22,4 239 22,3 204 23,1 184 23,7 151 24,2 128
. 1,2 20,9 222 20,8 190 21,5 171 22,1 141 22,5 119
. 1,4 19,8 211 19,6 178 20,2 161 20,7 132 21,2 112
. 1,6 18,6 198 18,5 168 19,1 152 19,7 125 20,0 107
. 1,8 17,7 161 18,5 146 18,8 119 19,1 101
Примечания. 1. Для сверл диаметром до 12 мм скорости резания подсчитаны для их нормальной заточки (Н), а свыше 12 мм-для двойной заточки с подточкой поперечной кромки (ДП).
2. Скорости резания, приведенные в таблице, рассчитаны иа обработку одним инструментом с заданным периодом стойкости при нормальном его затуплении.
Поправочные коэффициенты на скорость резания при обработке серого и ковкого чугуна для измененных условий работы
(сверление, рассверливание и зенкерование)
to
to
1. KMz, в зависимости от механических свойств и марки обрабатываемого материала
Поправочный коэффициент К при твердости НВ
Наименование обрабатываемого материала Марка материала . 35-65 70—80 60—80 60-90 70-90 105—125 125-145 145-165 165—185 185-205 205-225 225-245 245-265
Отливки из серого чугуна (ГОСТ 1412-54) СЧ12-23 СЧ15-32 СЧ18-36 СЧ21-40 СЧ24-44 СЧ28-48 СЧ32-52 СЧ35-56 СЧ38-60 — 1,15 1,0 0,88 0,79 0,71
Отливки из ковкого чугуиа (ГОСТ 1215—59) КЧ37-12 КЧ35-10 КЧЗЗ- 8 КЧ30- 6 КЧ40- 3 КЧ35- 4 КЧ30- 3 — — — 2,2 1,77 1,48 1,26 1,1 — — —
Продолжение табл, 45
2. Ксv в зависимости от состояния обрабатываемой поверхности при зенкерован ни_____________________________________________
Состояние обрабатываемой поверхности Предварительно обработанное отверстие Литое отверстие 3
Коэффициент КСр 1,0 0,75
Принятые средние периоды стойкости инструментов Т, мин.
Диаметр инструмента D. мм 2-5 6-10 11-20 21-30 32-40 41-50 51-60 61-70 71-80
Сверление Рассверливание Зенкерование 12 25 45 30 75 75 50 105 105 70 135 135 90 165 165 ПО 130 150
3. в зависимости от отиошения фактической стойкости к нормативной
~ ТФ Отношение — Т 0,25 0,5 1 2 5 6 8 10 12 18 24
Коэффициент 1,2 1,09 1,0 0,91 | 0,84 | 0,79 | 0,76 0,75 0,73 | 0,69 0,66
4. I(Uv в зависимости от марки материала инструмента
Марка материала инструмента Р18 9ХС
Коэффициент KUv 1,0 0,6
Кфъ в зависимости от формы заточки сверла
Форма заточки дп ждп Н
Коэффициент 1.0 1,05 0,84
6. в завнсимост и от гл у б и Н Ы сверления
Глубина сверления в диаметрах сверла до 3Z) 4D 50 60 8D 10D
Коэффициент Kiv 1,0 0,84 0,75 0,70 0,60 0,50
1. K-tv в зависимости от отношения фактичес к нормативной (для предварительно о б р а б при зенкероваиин) кой гл о т а н н о У б го ины резання отверстия
Л Отношение —%- 1ц 0,5 1,0 2,0
Коэффициент Ktv 1,00 1,0 0,93
Си О ё о CO о ND Сл to
О н-. О О О О О о ззвззза]^ О ни HU о О О О О О to о СО Оз СЛЦЗ» СаЗ to 05
3 3 3 * 3 33 HUh-OOOO^O NDOC003Cn4=»C0ND 33*3333 ни ни О О О о О О "to О СО ОЗ сл 4^. Ъо ND 05
1 1 1 1 1 1 1 1 ни ни tO ND ND COCO 4^ н\1Юни£л^)ОСп00 c a. II СЛ S Se
1 1 1 1 1 1 1 1 ни ни ник- tO ND ND СаЗ 4=*Сп*^с0ни4^со^ NDCnCASOCDCnNDOn a
*4 CD О СаЗ 05 со to со о 05 О со Саэ со сл со ни о ни ND ND ND CO СаЗ CO 4=» O'U^CD'O^OCO C04WOS4*4C1
a a ! o5=p и to ND ND ND CO CO 4^ СООСООзсОСО^ОЗ O^huqoojcoq^^ hunDNDNDNDCa30o4^ COONDOiCOtO^JOl 04^СОСлЗСОСлЭСлЗ^) О I d=10 мм
ни ни ни ни ни ни to IO ND •—14=» СО ND СаЗ СО СО н-4 со Ond оз ни и ни to ND ND СаЗ CO Ol^JCDND^-O^-CO СОСОСОСОСЛСООЗ^)
NDNDtONDCOCO4^4^ ОниЦ^ООниСлф^ О CD 03 4^ NDCO~- NDNDNDCaSCaShUhUCh CaSOcDCoOhu^jco ^OOOCC'U^- a
HutONDNDtOCA3Co4=»Cri CDOtOCnCDNDCn1—‘О 'ел'сл СЗ СаЗ to О СО 00 о NDtONDCA3COCO4^Cn NDCn^JNDCnCDCnCn oo o'co'nd сося 03 00 c a I d=30 мм 1
ND ND ND ND CO CO 45» 4^ oto^couu^q^c.Q О О 03 Co HU"ни m HUtOtOtOCA3CA3C04^ сПниф»С0О4^С0С0 CD CO 4^ и-1 О Cl CD CO <3 | 4=15 мм
и н- ни ни w ND to to СаЗ 4^ Ci CO Q to to to ни 03 co 321 263 ND CO CO ND ND CO Co to to CO CO 4^ Lh CO ни Q3 Ф» 03 ни CO 4^
totototooow^^cn ND СаЗ 03 CD С*Э ОЗ t-* co 0^)000зсо04^0 1 1 1 1 1 1 1 <3 a ЖЖ- 0[,=p ND ND ND CO CO CO 4> Сл HuOjOiONDOnNDND CO CO — CD CO СП О NDNDCa3Ca3Ca34^U1O3 Cn^J nucncOCoOND 4^COOCDNDCD^J — a
ни 1—1 ни HU to to to СаЗ СаЗ ^СЛ0СОИ-МООО ©HUOTCn^^tOtOCO
1 1 1 1 1 1 ND ND tO СаЗ СаЗ Ca3 45» Cn huca3030Co^)CqCO н^СОСЗ^ЗСЗОЗфжОО 1 1 1 1 1 1 1 1 a I d=20 мм
1 1 1 1 1 1 1 1 1 1 1 1 1 1 <3 1 d=50 мм
ND ND ND СаЗ СаЗ 4^ ф» СП CASCnCOtOCJlOOnO ни totoo^io-o 1 1 1 1 1 1 1 1 a
1 1 1 1 1 1 1 1 1 1 1 bill a
ъ & p 3 •§ о я <*> S § * о X <*> Скорости р
в a <3> i & я * Л со я Я S ьз я
О co я
о я О'
& В X я тз я “G.
<Ъ § я ъ Нм, я * <з> S & । рассв (Ъ СО я я я
<b оо с* ерл
<з> S
а я
о* 09
II р> ИНН 1
?: и
Н) о Ья
к S
и
о ND
СЛ
Продолжение табл. 46
d = 15 мм d = 20 мм d = 30 мм d — 40 ММ d = 50 мм
S’ v п ° п V п V п °
60 До 6,3 . 0,4 , 0,5 . 0,6 . 0,8 , 1,0 . 1,2 . 1,4 „ 1,6 1 II 1 1 II II 1 1 1 1 1 1 1 1 1 — 39,3 34,1 30,4 27,8 24,1 21,5 19,7 18,2 17,1 208 180 162 148 128 114 104 96 90 42,6 36,9 33,0 30,2 26,1 23,3 21,4 19,8 18,4 226 196 175 160 139 124 113 105 98 49,1 42,5 38,0 34,7 30,1 26,9 24,6 22,7 21,3 261 225 202 184 159 142 130 120 113
Таблица 47
Скорости резания при рассверливании Серый чугун НВ 195 Сверла из стали Р18
d~ = 10 мм d = 15 мм С. [ = 20 ММ
D S' V п V » °
25 0,2 0,3 0,4 0,6 0,8 1,0 1,2 1,4 1,6 43,9 37,3 33,2 28,3 25,2 23,1 21,4 20,1 19,1 559 475 423 360 320 294 272 256 243 45,7 38,8 34,6 29,5 26,3 24,0 22,3 21,0 19,8 581 495 441 375 334 305 284 267 253 —
30 0,2 0,3 0,4 0,6 0,8 1,0 1,2 1,4 1,6 44,6 37,9 33,8 28,7 25,6 23,4 21,8 20,5 19,4 473 402 359 305 271 248 231 217 206 45,9 39,1 34,8 29,5 26,3 24,1 22,4 21,2 20,0 487 414 369 314 279 256 238 223 212 47,8 40,7 36,2 30,8 27,5 25,1 23,3. 22,0 20,8 507 432 384 327 291 266 247 233 221
Продолжение табл. 47
й = 15 мм d = 20 мм й : 30 мм 4 = 40 мм d — 50 мм
D s
V 1 п V | п V п V п V п
о,3 38,2 304 39,1 311 41,9 334
0,4 34,1 271 34,8 277 37,4 297 — .—
0,6 28,9 231 29,6 236 31,8 253 — .— —
0,8 25,8 206 26,4 210 28,3 225 .— — —
40 1,0 23,6 188 24,1 192 25,9 206 — — — —
1,2 22,0 174 22,4 179 24,0 191 .— — .—
1,4 20,6 165 21,1 168 22,6 180 .—. — —
1,6 19,6 156 20,0 159 21,4 171 — —
1,8 18,7 149 19,0 152 20,5 163
0,3 38,4 245 40,1 255 42,9 273
0,4 — 34,3 218 35,7 227 38,3 244 — —
0,6 29,1 185 30,3 193 32,5 207 — —
0,8 .— 26,0 166 27,1 172 29,0 184 — —
50 1,0 — 23,8 151 24,7 158 26,5 169 — —
1,2 .— — 22,1 141 23,0 147 24,7 157 — —
1,4 — 20,7 133 21,6 138 23,1 148 — —
1,6 19,7 125 20,5 131 22,0 140 — —
1,8 — — 18,8 119 19,6 125 20,9 134 —
0,4 35,0 186 36,4 193 39,1 207
0,6 —_ „ 29,7 158 31,0 165 33,2 176
0,8 26,5 141 27,6 147 29,6 157
1,0 . 24,2 129 25,3 134 27,1 143
60 1,2 — — 22,5 119 23,5 125 25,2 134
1,4 21,2 112 22,1 117 23,7 125
1,6 20,1 107 20,9 111 22; 4 119
1,8 19,1 Ю1 19,9 106 21,4 113
2,0 18,4 98 19,1 101 20,5 109
Таблица 48
Скорости резания при сверлении
Серый чугун НВ 195
Сверла с пластинками из сплава ВК8
S £> = 6 мм £) = 8 мм О=.Ю мм
V п V V п
До 0,1 . 0,12 , 0,15 » 0,18 . 0,20 , 0,25 . 0,30 . 0,35 » 0,40 98,9 90,2 80,7 73,7 69,9 62,5 57,0 5245 4787 4281 3909 3708 3318 3028 112,2 104,2 95,5 85,0 80,7 72,2 65,0 60,0 4545 4148 3710 3386 3213 2874 2624 2429 116,5 104,2 95,1 90,3 80,7 73,7 68,2 63,8 3709 3317 3028 2873 2569 2346 2172 2031
$ /2=12 мм £>=14 мм />=15 мм />=16 мм
° V п V
0,15 0,18 0,20 0,25 0,30 0,35 0,40 0,45 0,50 97,0 88,6 84,0 75,2 68,6 63,5 59,4 56,0 53,2 2575 2350 2230 1994 1820 1685 1576 1487 1410 104,8 95,7 90,8 81,2 74,1 68,8 64,2 60,5 57,4 2384 2176 2064 1846 1685 1560 1459 1376 1305 99,1 94,0 84,1 76,7 71,0 66,5 62,7 59,4 2101 1994 1784 1628 1508 1410 1329 1261 102,3 97,1 86,8 79,3 73,4 68,6 64,7 61,4 2035 1931 1727 1577 1460 1365 1287 1221
D=20 мм £>=24 мм £>=28 мм £>=30 мм
° 1 п V . и °
0,25 0,30 0,35 0,40 0,45 0^50 0,60 0,70 0,80 97,1 88,6 82,0 76,7 72,4 68,6 62,7 58,0 1545 1410 1306 1221 1151 1092 997 923 94,8 86,5 80,1 74,9 70,6 67,0 61,2 56,6 1257 1147 1062 994 937 889 811 751 102,4 93,5 86,5 81,0 76,3 72,4 66,1 61,2 57,3 1164 1063 984 920 868 823 751 696 651 106,0 96,7 89,6 83,8 79,0 74,9 68,4 63,3 59,2 1124 1026 950 889 838 795 726 672 628
пр имечанне. Скорости резания рассчитаны на обработку одним инструментом с заданным периодом стойкости при нормальном его затуплении.
Таблица 49
Поправочные коэффициенты при сверлении, рассверливании и зенкеровании на скорость резания при обработке серого и ковкого чугуна для измененных условий работы
1. KMv в зависимости от механических свойств
Наименование материала Марка материала Поправочный коэффициент KMv при твердости НВ
105-125 125-145 145-165 165-185 185-205 205-225 225-245 ( 245-265
Отливки из серого чугуна (ГОСТ 1412—54) СЧ12-28 СЧ15-32 СЧ18-36 СЧ21-40 С424-44 СЧ28-48 СЧ32-52 СЧ35-56 СЧ38-60 — — — 1,15 1,0 0,88 0,79 0,71
Отливки из ковкого чугуна (ГОСТ 1215—59) КЧ37-12 КЧЗЗ- 8 КЧ40- 3 КЧ30- 3 КЧ35-10 КЧ30- 6 КЧ35- 4 2,2 1,77 1,48 1,26 1,1 — — —
2. KUv в зависимости от марки материала инструмента
Материал инструмента ВК8 В Кб ВК4
Поправочный коэффициент KUv 1 1,2 1,3—1,4
3, Kiv в зависимости от длины отверстия
Длина отверстия в диаметрах до 3D 4D 50 60 10D
Поправочный коэффициент K\v 1,0 0,85 0,75 0,60 0,50
Таблица 50
Число оборотов в минуту сверл различного диаметра в зависимости от скорости резания
Диаметр сверла, мм Число оборотов сверла (об!мин) при скорости резаиия, м1мин
10 15 20 25 30 35 40 45 50 60 100
1 3185 4780 6370 7960 9555 11150 12740 14380 15925 19110 31850
2 1592 2390 3184 3980 4776 5580 6368 8060 7960 9552 15920
3 1062 1590 2124 2660 3186 3720 4248 4780 5310 6372 10620
4 796 1195 1592 1990 2388 2790 3185 3595 3980 4780 7960
5 637 955 1274 1590 1911 2230 2548 2865 3185 3820 6370
6 531 796 1062 1326 1593 1855 2124 2387 2655 3180 5310
7 455 682 910 1135 1365 1590 1820 2045 2275 2730 4550
8 398 597 796 996 1194 1392 1592 1792 1990 2388 3980
9 354 530 708 885 1062 1238 1416 1593 1770 2122 3540
10 318 478 636 796 954 1114 1272 1433 1592 1910 3184
12 265 .398 530 663 795 929 1060 1193 1326 1592 2652
14 228 341 456 568 684 796 912 1010 1136 1364 2272
16 199 298 398 497 597 696 796 895 994 1194 1988
18 177 265 354 442 531 619 708 795 884 1062 1768
20 159 239 318 398 478 558 637 716 796 956 1592
22 145 217 290 362 435 507 580 652 724 870 1448
24 133 199 266 332 398 465 532 597 664 796 1328
26 122 184 244 306 366 429 498 551 612 736 1224
27 118 171 236 284 354 398 472 511 568 682 1136
30 106 159 212 265 318 371 425 478 530 636 1060
32 99 149 198 249 298 348 396 448 498 596 996
34 94 140 188 234 282 327 376 421 468 560 936
36 88 133 176 221 265 310 352 398 442 530 884
38 84 126 168 210 252 294 336 378 420 504 840
40 80 119 160 199 239 279 320 358 398 478 796
42 76 113 152 189 227 265 304 341 378 452 756
46 69 106 138 177 207 248 276 319 354 424 708
50 64 96 128 159 191 223 255 286 318 382 636
60 53 80 106 133 159 186 212 239 265 318 530
6. СВЕРЛЕНИЕ ОТВЕРСТИЙ В НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛАХ
Сверление отверстий в конструкционных пластмассах
При обработке пластмасс необходимо учитывать их особые свой.-: ства:
а) относительную мягкость, обуславливающую применение инструмента с более острыми кромками, чем при резании металлов;
Таблица 51
Режим резания при сверлении конструкционных пластмасс
Обрабатываемый материал Тип сверла Материал режущей части сверла Подаче, мм)об Скорость резания, м[мян Охлаждение
Текстолит ПТ Спиральное Р18 0,1—0,5 40—75 Без охлаждения или охлаждение воздушной струей
Текстолит Б То же Р9 0,1—0,6 35—70 То же
(металлургический)
Кордоволок-нит я Р18 0,1—0,6 35—70
Гетинакс Р9; Р18 0,1—0,4 30—40
Винипласт я Р9; У10 0,1—0,6 10—80 Охлаждение 5-процентной эмульсией
Микалекс С прямыми и винтовыми канавками ВКЗ; В Кб; ВК8 0,05—0,25 25—30 То же
Органическое стек- Спиральное Р18; Р9 0,05—0,3 40—50 •
ло
Полистирол То же Р18; Р9 0,03-0,1 15—50
Карболит (К-21-22) Перовое, спиральное Р18 0,05—0,25 3-5 Без охлаждения
Примечания, 1. У текстолита, кордоволокнита и ретинакса режимы резания даны для сверл диаметром от 5 до 20 мм и стойкостью от 5 до 20 мин.
2. Для сверления в микалексе отверстий глубиной меньше двух диаметров применяют сверла с прямыми канавками, а при сверлении отверстий большей глубины — с винтовыми (спиральные).
3. Для сверления в карболите отверстий глубиной меньше двух диаметров используют перовые сверла, при обработке отверстий большей глубины — спиральные.
4. При сверлении отверстий в органическом стекле толщиной 3 мм и более значения подач необходимо уменьшать иа 30—50%.
5. Поправочные коэффициенты для скоростей резаиия при использовании сверл не из быстрорежущей стали могут иметь следующие значения:
Марка инструментального материала Р9, Р18 У12А, У10А Х12М ХВГ, 9ХВГ ВК6, ВК8
Поправочные коэффициенты на скорость 1 0,45 0,75 0.6 2,5
chipmaker.ru
132
Г лава III. Сверление
б) низкую теплопроводность, «изымающую необходимость уменьшения выделяющегося тепла (снижения режимов резания);
в) абразивное воздействие на инструмент некоторых пластмасс с высокими абразивными свойствами.
Режимы резания при сверлении конструкционных пластмасс приведены в табл. 51.
При сверлении отверстий ч слоистых пластмассах (текстолит,
Рис. 34. Сверла для сверления слоистых пластмасс:
а — с заниженной вершиной, б — с выступающей вершиной
гетинакс и т. д.) применяют специальные сверла с острыми подрезающими кромками по периферии сверла.
На рис. 34, а показана заточка сверл из быстрорежущей стали для сверления слоистой пластмассы. Геометрия режущей части таких сверл приведена в табл. 52.
Главные режущие кромки поднутрены по радиусу R с занижением вершины сверла на величину h.
Ленточки подтачиваются на длине l\ (Zi должна быть на 5—10 мм больше длины просверливаемого отверстия) и под углом 6°, т. е. на величину t на ширине ft.
Поперечную кромку подтачивают со стороны передних поверхностей под углом 10°, причем длина кромки а не изменяется (рис. 34, а, сечение АА).
Листовую пластмассу толщиной менее 5 мм сверлят на прокладке из мягких пород дерева.
Таблица 52
Геометрия режущей части сверл для сверления отверстий в пластмассе
а R h ft а Л X t
5 1,8 0,6 1,0 0,35 0,15 0,15
10 3,6 1,4 1,8 0,75 0,20 0,30
15 5,5 2,3 2,5 1,15 0,25 0,40
17 6,0 2,3 3,2 1,30 0,25 0,45
20 7,0 2,8 3,7 1,50 0,30 0,55
Для сверления пластмасс и дерева (фанеры) применяют быстрорежущие сверла с выступающей вершиной конструкции В. С. Коса-
рева и И. Ф. Бычкова (рис. 34, б).
Угол заострения главной режущей кромки <р" и угол при вершине 2<р равны по 60°
Высота выступа h для сверл диаметром 15—18 мм составляет 3—4 мм и уголки сверла выступают над впадиной /г! = 1,8 мм.
Для отверстий диаметром более 40 мм в листовом текстолите толщиной до 8 мм применяют циркульные резцы (рис. 35) с режущей частью из быстрорежущей стали или твердого сплава.
Сверление отверстий в резине
При сверлении резины используют спиральные и пустотелые (кольцевые) сверла (рис. 36), изготовляемые из углеродистой стали У10А, и У11А и У12А. Скорость резания при сверлении обычно составляет 20—40 м!мин.
Рис. 35. Циркульный резец со сбрасывателем для вырезки отверстий в листовом материале
Рис, 36. Сверла для сверления отверстий в резине: а — спиральное, б — кольцевое
ГЛАВА IV
ЗЕНКЕРОВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
Зенкерование применяют для увеличения диаметров цилиндрических отверстий, для полученных цилиндрических и конических углублений, а также для зачистки торцовых и фасонных поверхностей. Отверстия обычно зенкеруют после сверления, литья или штамповки, используя в качестве режущего инструмента зенкеры.
Зенкерование обеспечивает точность обработки отверстий в пределах 3—5-го классов точности и чистоту обработанной поверхности в пределах 4—6-го классов чистоты.
Рис. 37. Элементы резания при зенкеро-вании
Повышенная чистота и точность обработки зенкером объясняются в основном отсутствием поперечной режущей кромки, большим количеством зубьев и хорошими условиями резания.
Зенкер работает подобно сверлу при рассверливании отверстия, т. е. так же, как сверло, совершает вращательное движение вокруг оси, а поступательное вдоль оси отверстия.
В работе зенкер меньше отклоняется в сторону, чем сверло, так как у него больше направляющих ленточек. Обычно зенкеруют на сверлильных станках, реже на расточных, револьверных станках и токарных автоматах.
Элементы резания при зенкеровании представлены на рис. 37.
Припуск под зенкерование зависит от диаметра зенкера и обычно составляет 0,5—4 мм на сторону (табл. 53),
Таблица 53
Средние значения припусков под зенкерование
Диаметр зенкера, мм До 15 15 20 25 30 40 50 60 70 80
Припуск иа сторону, мм 0,5 1 1 1,5 1,5 2 2,5 3,0 3,5 4
Основные элементы резания при зенкеровании (рис. 37)—глубину t и скорость резания v — подсчитывают по тем же формулам, что и при рассверливании.
D — d T.-D-n
t = ------мм и а = ——— MIMUH.
2 1000 '
Подача выражается в миллиметрах за один оборот зенкера. Если зенкер имеет z режущих кромок, то подача, приходящаяся на каждую из них
s sz — — мм/зуб.
Площадь поперечного сечения среза, приходящаяся на одну режущую кромку:
s (D — d) fz = S,-t=------ мм2.
г ~ Чг
Площадь поперечного сечения среза за один оборот зенкера:
/=/г*
s(D — d)
-----—- мм2.
2
Машинное муле
время при зенкеровании определяют по фор-
Го =
L n-s
мин,
где L — расчетная длина пути (рис. 38), проходимого зенкером/ мм;
I — глубина зенкероваиия, мм;
136
Zi — величина врезания, лии:
, ,. D—d \
ч — ‘ • ctg<р — • ctg <р, где <р — главный угол в плане I ;
/2 — величина перебега, обычно равная 1—4 мм, или выход зенкера из обрабатываемого отверстия, выбирают в зависимости от подачи (Z2=»3s).
Рис. 38. Расчетная длина пути, проходимого зенкером
Значения величины врезания Z, и перебега Z2 приведены в табл. 105.
2. ЧАСТИ И КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ЗЕНКЕРА
Зенкер (рис. 39) обычно состоит из рабочей части, шейки и хвостовика.
Рабочая часть состоит из режущей и направляющей частей.
Режущая часть зенкера имеет режущие кромки, расположенные под углом <р=45—60°, которые выполняют основную работу резания.
Направляющая часть направляет зенкер и обеспечивает окончательный размер отверстия по диа
метру.
Ленточки (фаски) на направляющей части зенкера уменьшают трение и облегчают резание. Ширина ленточек 0,8—2 мм. Зен-
кер так же, как и сверло, для уменьшения трения имеет обратный конус, т. е. уменьшение диаметра по направлению к хвостовику 0,05— 0,10 мм на 100 мм длины.
, Рабочая часть Шейка
Режущая Направляющая часть\ / хвостовик часть
Пеаедняя ррерхность
Сердцевина Режущая кромка
енточка
Задняя 'поверхности'
Лапка
Угол в плане
^Угол наклона зинтовой канавки
Рис. 39. Части и элементы цилиндрического зенкера С коническим хвостовиком
Зенкеры с коническим хвостовиком изготовляют диаметром 10— 32 мм и с тремя режущими зубьями, а насадные зенкеры — диаметром 25—80 мм и с четырьмя режущими зубьями (рис. 40).
Угол при вершине 2ф является важным элементом зенкера и выбирается в пределах 90—120°. Для увеличения стойкости зенкера применяют двойную заточку, вводя дополнительный вспомогательный угол в плане ф1==0,5 ф, который образует переходную режущую кромку на длине 1—2 мм. Длина режущей кромки берется примерно в два раза больше глубины резания t. При обработке глухих отверстий с плоским дном угол в плане ф равен 90°.
Угол наклона винтовых к а н а в о к го существенно влияет на передний угол и процесс резания. Поэтому значение угла го выбирают с учетом механических свойств обрабатываемого ма-
териала. Например, для обработки мяг- 'Знс- 40. Насадной зенкер кой стали и алюминиевых сплавов <о=25—30°, для твердой стали го=15—
20°, для чугуна и бронзы со=1О°. С увеличением угла со жесткость зенкера понижается, поэтому для небольших диаметров этот угол желательно брать меньше.
Передний угол у зуба зенкера (см. рис. 37, сечение АА) зависит от обрабатываемого материала. По данным проф. Семенченко для быстрорежущих зенкеров передний угол равен:
у, град
Алюминий и латунь....................... 25—30
Мягкая сталь..........................15—20
Сталь средней твердости и стальное литье 8—12
Чугун средней твердости ..............6—8
Твердая сталь и твердый чугун .... 5—6
Задний угол а измеряется в главной секущей плоскости, для зенкеров из быстрорежущей стали — у периферии на наружном диаметре а=8—12°.
3. ТИПЫ ЗЕНКЕРОВ
По конструкции и назначению зенкеры разделяют на цилиндрические, конические, торцовые и комбинированные, по типу крепления — на хвостовые и насадные.
За последнее время широкое распространение получили зенкеры, оснащенные пластинками из твердого сплава. Такие зенкеры изготовляют как цельными, так и насадными.
Для зенкеровании различных гнезд с плоским дном под головки винтов и болтов применяют цилиндрические головочные зенкеры с режущими зубьями иа торцовой части поверхности (рис. 41). Направляющий цилиндрический стержень зенкера обеспечивает соосность отверстия и обрабатываемого углубления.
Для обработки конических углублений под головки винтов, снятия фасок и заусенцев с краев отверстий используют к ониче-
Рис. 42. Коническая зенковка
Рис 41. Цилиндрический головочный зенкер
/ Оправка
Рис. 43. Торцовый зенкер-цековка
ские зенковки (рис. 42) с углом при вершине 2<р, равным 30, 60, 90 и 120°, и числом зубьев от 6 до 12. Такие зенковки применяют и для получения центровых отверстий в заготовках.
При обработке торцовых плоскостей, различных приливов, бобышек под головку болта, гайку или шайбу применяют цекование, осуществляемое торцовыми зенкерами (цековками). Такие зенкеры имеют от четырех до восьми режущих зубьев, расположенных на торцовой поверхности (рис. 43). Торцовые зенкеры насаживают на оправку, а малые зенкеры изготовляют цельными. Угол резания зенкеров 6=80—90°, задний угол а=4—8°.
Для обработки сложных отверстий применяют комбинированные зенкеры, в большинстве случаев являющиеся многоступенчатыми, обеспечивающими одновременную обработку нескольких поверхностей отверстия.
Типы зенкеров и их применение даиы в табл. 54.
Основные размеры зенкеров приведены в табл. 55—59.
Типы зенкеров и их применение
Типы зенкеров и их основные размеры, мм
Эскиз
Применение
Зенкеры с усиленным коническим хвостовиком и с напаянными пластинками из твердого сплава (ГОСТ 3231—55)
D = 14-38
Короткие L = 160—290
I = 68—150
Длинные L = 190—350
I = 88—210
Число ножей г = 3—4
Конус Морзе № 2—4
Насадные зенкеры с напаянными пластинками из твердого сплава (ГОСТ 3231—55)
D = 34—80
L = 40—65
Наименьшее число
Окончательная обработка цилиндрических литых или предварительно просверленных отверстий и обработка отверстий под развертывание
Сборные зенкеры с коническим хвостовиком, со вставными ножами, оснащенными твердым сплавом (ГОСТ 9538—60)
D = 30—50
L = 250—300
Число иожей 2 = 3—4
Конус Морзе № 3—4_______________
Сборные насадные зенкеры со вставными ножами, оснащенными твердым сплавом (ГОСТ 9538—60)
О = 40—100
L = 45—70
Число ножей 2 = 4—6
Центровочные 60-градусные зенковки (ГОСТ 6694—53)
0 = 8
£ = 60
2<р = 60°
Окончательная обработка цилиндрических литых илн предварительно просверленных отверстий и обработка отверстии под развертывание
Обработка центровых отверстий (ОСТ 3725) типа А диаметром d = 0,5—1,5 мм
Глава IV. Зенкерование зенкеров
Типы зенкеров и их основные размеры, мм
Эскиз
Применение
Центровочные зенковки для центровых отверстий 60° без предохранительного конуса (ГОСТ 6694—53)
L = 35-70 /=1,5-11,5
Центровочные зенковки для центровых отверстий 60° с предохранительным конусом (ГОСТ 6694—53)
L = 35—70
/ = 0,7—9
Обработка центровых отверстий (ОСТ 3725) типа А диаметром d = 0,5—6 мм
Обработка центровых отверстий (ОСТ 3725) типа В диаметром d — 0,5—6 мм
Центровочные 60-градусные зенковки с коническим хвостовиком (ГОСТ 6694—53)
L= 135 и 150
Конус Морзе № 2
Обработка центровых отверстий (ОСТ 3725) типа А диаметром d — 8 и 12 мм
Головочные зенкеры для цилиндрических углублений с направляющей цапфой и цилиндрическим хвостовиком, оснащенные пластинками из твердого сплава (по ведомственным нормалям)
£1 = 7—17
£ = 80—130
Обработка гнезд с плоским дном под головку или шейку винтов и болтов
Головочные зенкеры для цилиндрических углублений с направляющей цапфой и коническим хвостовиком, оснащенные пластинками из твердого сплава (по ведомственным нормалям)
D = 17—32
£ = 145—200
Конус Морзе К» 2—3
коя часть
Обработка гнезд с плоским дном под головку или шейку винтов и болтов
Головочные зенкеры. для цилиндрических углублений со штифтовым замком (по ведомственным нормалям)
D = 6—60
Насадные торцовые односторонние зенкеры (по ведомственным нормалям)
D = 10—60
£ = 15—40
Обработка торцовых поверхностей
Глава IV. Зенкерование 3. Типы зенкеров
w
Типы зенкеров н их основные размеры, мм
Эскиз
Применение
Насадные торцовые двухсторонние зенкеры, оснащенные пластинками из твердого сплава (по ведомственным нормалям)
D = 12-75
L = 22-50
Обработка торцовых поверхностей
Двузубые зенкеры (по ведомственным нормалям)
D = 30-200
СО СО СО СО КЗ ЬО КЗ Си ►£* КЗ о 00 СЛ СИ & Таблица 56 Основные размеры насадных цельных зенкеров, мм
и-4 >—» »—* •—* •—* СП СО СО СО СО СО СО а.
4^ rfi. rfi. £ £ £ £ сл о оо о о о г-
Л. А. СО Ы сп сл to о со да о
1 <—1 »—4 1—* t—1 to С0 CD CD СЛ О СЛ а.
СП СП СИ СЛ фь 0» О о О О СП СП Сл
СЛСЛСлСЛСпСлО*- Ю О 00 СП КЗ О 00 ь
№ КЗ КЗ № КЗ КЗ •Ч “-] КЗ КЗ КЗ со а.
СП сл СЛ Сл СЛ СП сл о О О Сл СЛ СЛ о
00 *4 *4 *4 -'] СП сл о СО СЛ КЗ О 00 СИ ы
СО СО СО КЗ КЗ КЗ о КЗ КЗ КЗ “-J *ч а.
•ч СЛ СЛ СЛ СЛ О & о сл сл сл о о о г-
Обработка " отверстий со снятием больших припусков; обработка фасонных отверстий и отверстий ' в сплошном материале (вместе со сверлом)
СО со КЗ КЗ КЗ КЗ КЗ КЗ О 00-q О Сл ьс КЗ КЗ КЗ >->>-*>-4,-» СОКЗ1—‘ОСООО^СТ) 1 СЛ^ СО КЗ Ь-*О я о ь Ж Основные ра;
.иаметр | инальный
КЗ КЗ КЗ КЗ КЗ КЗ КЗ СИ сл сл Ох со СО оооо о оо cScSSStDOO^J^J оооооооо Сл Сл Си Сл ф* 4^ О О ОО О О 1 Корс змеры зе1
СО СО СО КЗ КЗ ооо оо о о ООФФФООЧЧ слслслслслслслсл сл сл СЛ СЛ Сл СЛ 00 00 00 00 00 00 - н ?! S «> нкеров (ГОСТ
сл
* 05 О
КЗ КЗ КЗ КЗ КЗ КЗ КЗ СО 0© СП СЛ СП сл ооооооо N3K3K3K3K3K3K3K3 ccSoooooo ос *4 S5> оооооо § X ническ -53)
>—* «—4 •—* ‘ »—*>—* >—» ч сл СЛ «К- £ £ со ооооооо СЛСЛСЛСЛСЛСЛ§5 СО 00 00 оо -о ОС 00 00 оо 00 00 - иные ИМ ХЕ0СТ<
со КЗ Морзе 3 в t & 3 ? с 3
Глава /У, Зенкерование_ 3 Типы зенкеров
Таблица 57
Основные размеры насадных зенкеров со вставными ножами, мм (ГОСТ 2255—51)
D L D L D L D L
40 45 50 55 68 60 85 70
42 45 52 55 70 60 88 70
44 50 55 55 72 65 90 70
45 50 58 60 75 65 92 70
46 50 60 60 78 65 95 70
47 50 62 60 80 65 98 70
48 50 65 60 82 65 100 70
Таблица 58
Основные размеры хвостовых зенкеров с напаянными пластинками из твердого сплава
(ГОСТ 3231—55)
Диаметр D, мм Длина L, мм № конуса Морзе Число зубьев Диаметр D, мм Длина I, мм № конуса Морзе Число зубьев
короткие длинные К о о длинные
14 160 190 2 3 25 230 260 3 3; 4
15 160 200 2 3 26 240 260 3 3; 4
16 170 200 2 3 27 240 260 3 3; 4
17 . 170 200 2 3 28 270 290 3; 4 3; 4
18 180 210 2 3 30 270 300 3; 4 3; 4
19 210 230 3 3 32 270 310 3; 4 3; 4
20 210 230 3 3 34 280 320 3; 4 3; 4
21 210 240 3 3 35 280 330 3; 4 3; 4
22 220 240 3 3 36 280 340 3; 4 4
23 220 250 3 3 38 290 350 3; 4 4
24 230 250 3 3
Таблица S9
Основные размеры насадных зенкеров с напаянными пластинками из твердого сплава, мм
(ГОСТ 3231—55)
D L а Ла пластинок (ГОСТ 2209-55) D L d № пластинок (ГОСТ 2209-55)
34 40 13 2505 55 55 22 2507
35 45 16 2505 58 60 27 2507
36 45 16 2505 60 60 27 2507
38 45 16 2505 62 60 27 2507
40 45 16 2505 65 60 27 2507
42 45 19 2505 68 60 27 2507
44 50 19 2505 70 60 27 2507
45 50 19 2505 72 65 32 2507
46 50 19 2505 75 65 32 2509
48 50 19 2505 78 65 32 2509
50 55 22 2507 80 65 32 2509
52 55 22 2507
4. РЕЖИМЫ РЕЗАНИЯ
Установление режима резания при работе зенкерами для конкретных условий обработки с учетом особенностей станка, инструмента и обрабатываемой детали сводится в основном к определению подачи и скорости резания. Глубина резания при зенкеровании зависит от конструкции и диаметра зенкера и припуска на обработку.
Выбор подач. Подачу выбирают максимально допустимой в соответствии с технологическими условиями обработки отверстия и классами точности и чистоты.
Технологически допустимые подачи при зенкеровании стали и чугуна быстрорежущими зенкерами и зенкерами, оснащенными твердым сплавом, для обработки сквозных отверстий приведены в табл. 60.
Для глухих отверстий и особенно для одновременной обработки дна отверстий подачи выбирают в пределах 0,2—0,6 мм]об.
Наибольшие подачи применяют при обработке без допуска или зенкеровании литых или прокованных отверстий, предварительно обработанных сверлом или резцом с последующим использованием двух разверток. Наименьшие подачи используют при обработке отверстий с точностью по 4-му классу и чистотой по 5-му классу, с последующей обработкой одним зенкером, имеющим небольшую глубину резания, или одной разверткой.
Скорость резания. Скорость резания зависит от обрабатываемого металла, материала инструмента, диаметра зенкера, глу-
Подачи при зенкеровании s, мм/off
Таблица 60
Зенкер из быстрорежущей стали Зенкер с пластинкой из твердого сплава
Диаметр зенкера, 1 мм Сталь с afj <90( кГ]мм2 Чугун । диаметр зенкера, мм Сталь Чугун
НВ<170 НВ>170 незакаленная закален-ная НН <170 //£>170
15 0,4-0,7 0,6 -1,25 0,35-0,75 15 0,4 -0,55 0,2 -0,4 0,6 -0,9 0,45-0,65
20 0,5-0,9 0,75-1,5 0,45-0,9 20 0,5 -0,7 0,3 -0,55 0,75-1,1 0,55-0,75
25 0,5-1,0 0,55—1,7 0,5 -1,0 25 0,6 —0,9 0,35-0,6 0,85-1,2 0,6 -0,8
30 0,6—1,1 0,95—1,9 0,58-1,15 30 0,65—1,0 0,4 -0,65 0,95-1,3 0,65-0,9
35 0,6-1,2 1,05-2,1 0,63-1,25 35 0,7 —1,1 0,4 -0,7 1,05-1,5 0,7 —1,0
40 0,7-1,3 1,15-2,3 0,7 -1,35 40 0,7 -1,1 0,45-0,8 1,15-1,7 0,8 -1,2
45 0,7-1,4 1,5 -2,4 0,75-1,45 45 0,75-1,2 1,25-1,9 0,9 -1,3
50 0,8-1,5 1,3 -2,6 0,8 -1,55 50 0,8 -1,3 — 1,35-2,0 0,9 -1,4
60 0,8-1,6 1,45-2,9 0,9 -1,75 60 0,8 —1,3 — 1,4 -2,1 1,0 -1,5
70 0,9-1,8 1,6 -3,2 1,0 -1,9 70 0,9 -1,4 — 1,5 —2,2 1,1 -1,6
80 1,0—2,0 1,7 -3,4 1,1 —2,0 80 более 1,0 -1,5 — 1,6 -2,4 1,1 -1,7
бины резания, подачи, охлаждения и периода стойкости. Ее подсчитывают по формуле
С .г>гу
v —----------------К м/мин,
X V *
Тт' t v • S*v
где Cv — коэффициент, характеризующий обрабатываемый материал и условия его обработки;
D — диаметр зенкера, мм;
Т — период стойкости в минутах;
t — глубина резания, мм;
s — подачи, мм/об;
К —поправочный коэффициент.
Значения zvt m, xv и yv для зенкеров из быстрорежущей стали выбирают по табл. 61.
Таблица 61
Значения Cm zv, m, xm yv для определения скорости резания при зенкеровании зенкерами из быстрорежущей стали
Обрабатываемый металл m xv
Конструкционная углеродистая сталь с а6 = 75 кГ/мм2 16,3 14,6 0,3 0,3 0,2 0,5
Серый чугун НВ 190 18,8 16,9 0,2 0,125 0,1 0,4
хвостовиком
даны
Примечание. Значения С v для зенкеров с в числителе, а для насадных зенкеров — в знаменателе.
При изменении условий обработки скорость резания умножают на поправочные коэффициенты, равные поправочным коэффициентам при сверлении (см. табл. 43 и 45).
Выбирают следующие периоды стойкости Т зенкеров из быстрорежущей стали.
1. Для цельных хвостовых зенкеров диаметром от 10 до 32 мм: а) Т = (0,8 —1,0) D (сталь);
б) Т = (1,5—1,7) В (чугун).
2. Для насадных зенкеров со вставными зубьями диаметром от 25 до 80 мм:
a) Т = (1,3— 1,7) D (сталь);
6)7= (2,5 — 3,5) £> (чугун).
(D — диаметр зенкера в мм, Т — период стойкости в минутах машинного времени). Большую стойкость выбирают для зенкеров с наибольшим диаметром.
Скорости резания при зенкеровании стали и чугуна зенкерами из быстрорежущей стали, а также зенкерами, оснащенными твердыми сплавами приведены в табл. 62—64 и 66, а скорости резания при зенковании и подрезании торцовых поверхностей — в табл. 67.
Поправочные коэффициенты на скорость резания при зенкеровании углеродистой и легированной стали для измененных условий работы выбирают по табл. 65.
Допустимые величины износа зенкеров даны в табл. 2.
Таблица 62
Скорости резания при зенкеровании
Углеродистая конструкционная сталь с сь~65 кГ1мм2 Зенкеры из стали Р18 Работа с охлаждением
D=15 мм, цельный; t=l мм 0=20 мм, цельный; Z=J,5 мм 0=25 мм, цельный; f™l,5 мм 0=25 мм, насадной; <=1,5 мм
S £1 п V п V п V п
0,2 41,6 883 — .
0,3 34,0 721 38,0 604 29,7 378 26,5 337
0,4 29,4 624 32,1 510 25,7 327 22,9 292
0,5 26,3 558 28,7 456 23,0 292 20,5 261
0,6 24,0 510 26,2 417 21,0 267 18,7 238
0,7 22,2 472 24,2 386 19,4 247 17,3 221
0,8 .— — 22,7 361 18,2 231 16,2 206
0,9 — — 21,4 340 17,1 218 15,3 195
1,0 — — 20,3 323 16,2 207 14,5 185
1,2 — — — — 14,8 189 13,2 168
Продолжение табл. 62
£> = 30 мм, цельный; t — 1,5 мм £) = 30 мм, насадной; < = 1,5 мм D = 35 мм, цельный; < = 1,5 мм £1 = 35 мм, насадной; <=1,5 мм О = 40 жж, цельный:
f = 2 ММ
V п V п V п V п V п
0.4 27,1 288 24,2 257 25,2 229 22,4 204 24,7 197
0,5 24,3 257 21,7 230 22,5 205 20,1 183 22,1 176
0,6 22,1 235 19,8 210 20,5 187 18,3 167 20,2 161
0,7 20,5 218 18,3 194 19,0 173 17,0 154 18,7 149
0,8 19,2 204 17,1 182 17,8 162 15,9 144 17,5 139
0,9 18,1 192 16,1 171 16,8 153 15,0 136 16,5 131
1,0 17,2 182 15,3 162 15,9 145 14,2 129 15,6 124
1,2 15,6 166 14,0 148 14,5 132 13,0 118 14,3 114
1,4 14,'5 154 12,9 137 13,4 122 12,0 109 13,2 105
1,6 — — — — 12,6 114 Н.2 102 12,3 98
Продолжение табл. 62
D = 40 мм, иасадной; < = 2 мм О = 50 мм, насадной; < = 2,5 мм 0 = 60 мм, насадной; < = 3 мм D = 70 мм, иасадной; < = 3,5 мм D— 80 мм, насадной; / = 4 мм
S' V п V п V п V п V п
0,5 19,7 157 18,5 118 17,6 94 —
0,6 18,0 143 16,9 108 16,1 85 15,5 70 14,4 57
0,7 16,7 133 15,6 100 14,9 79 14,3 65 13,4 53
0,8 15,6 124 14,6 93 13,9 74 13,4 61 12,5 50
1,0 14,0 111 13,1 83 12,5 66 12,0 54 П,1 44
1,2 12,7 101 12,0 76 П,4 60 10,9 50 10,2 40
1,4 П,8 94 Н,1 70 10,5 56 10,1 46 9,4 37
1,6 11,0 88 10,4 66 9,9 52 9,5 43 8,8 35
1,8 — — 9,8 62 9,3 49 8,9 41 8,3 33
2,0 —' — 9,3 59 8,8 47 8,5 39 7,9 31
2,2 — — —. -— 8,4 45 8,1 37 7,5 30
2,4 — — — — 8,0 43 7,7 35 7,2 29
2,6 6,9 27
Примечание. Поправочные коэффициенты иа скорость резания при измененных условиях работы приведены в табл, 43,
Таблица 63
Скорости резания при зенкеровании
Серый чугун НВ 195
Зенкеры из стали Р18
D = 15 мм, цельный; t = 1 мм £) = 20 мм, цельный; t = 1 мм £) = 25 мм, цельный; t = 1,5 мм 0 = 26 мм, насадной; t — 1,5 мм
S V п V п V п V п
0,3 33,1 702 35,1 558 _ — —
0,4 29,5 626 31,3 497 29,4 375 26,4 336
0,5 27,0 571 28,6 455 26,9 343 24,1 307
0,6 25,1 532 26,6 423 25,0 319 22,4 285
0,8 22,4 474 23,7 377 22,3 284 20,0 254
0,1 20,5 434 21,7 345 20,4 260 18,3 233
1,2 19,0 403 20,1 320 19,0 241 17,0 216
1,4 18,9 301 17,8 227 16,0 203
1,6 — 17,9 286 16,9 215 15,1 193
1,8 — — — — 16,1 205 14,4 184
Продолжение табл. 63
0 = 30 мм, цельный; t — 1,5 мм 0 = 30 мм, насадной; < = 1,5 мм 0 = 35 мм, цельный; < = 1,5 мм D = 35 мм, насадной; < = 1,5 мм 0 = 40 мм, цельный; <=2 мм
V п V п V п V п V п
0,5 28,0 296 23,7 251 — — — —
0,6 26,0 275 23,2 247 25,7 233 23,0 209 25,6 204
0,8 23,0 245 20,7 221 22,9 208 20,5 186 22,8 182
1,0 21,2 225 19,0 201 20,9 190 18,7 170 20,9 166
1,2 19,7 209 17,6 187 19,5 177 17,4 158 19,4 154
1,4 18,5 196 16,6 176 18,3 166 16,4 149 18,3 145
1,6 17,5 186 15,7 167 17,3 158 15,5 141 17,3 138
1,8 16,7 177 15,0 159 16,5 150 14,8 135 16,5 131
2,0 16,0 170 14,4 152 15,9 144 14,2 129 15,8 126
2,4 — — 14,7 134 12,4 116 14,7 117
2,8 — — — — — — — — 13,8 110
_________________Глава IV, Зенкерование
4. Режимы резания 153
Продолжение табл. 63
£>=40 мм, насадной; t = 2 мм D— 50 мм, насадной; /=2,5 мм D = 60 мм, насадной; t = 3 мм D = 70 мм, насадной; t = 3,5 мм D— 80 мм, насадной; t ~4 мм
V п V п V п V п V п
0,6 23,0 183
0,8 20,5 163 20,3 129 20,1 107
1,0 18,7 149 18,5 118 18,4 98 18,3 83 18 2 72
I,2 17,4 138 17,2 110 17,1 91 17^0 77 16,9 67
1,4 16,4 130 16,2 103 16,1 85 16,0 73 15 9 63
1,6 15,5 123 15,4 98 15,2 81 15,2 69 15'1 60
2,0 14,2 113 14,0 89 13,9 74 1з;э 63 13 8 55
2,4 13,2 105 13,1 83 13,0 69 12,9 59 12'8 51
2,8 12,4 99 12,3 78 12,2 65 12,1 55 12,1 48
3,2 — — 11,6 74 11,6 61 11,5 52 11^4 46
3,6 — — —• — 11,0 58 11,0 50 10,9 43
4,0 — — — — — — 10,5 48 10,5 42
мрноит.™МЛ»ЧЛ>И<,!! е' ПопРавочные коэффициенты иа спорость резания при измененных условиях работы приведены в табл. 45. г
Продолжение табл. 61
D = 30 мм; t = 1,5 мм D = 35 мм; t = 1,5 мм D - - 40 Mj и; 7 = 2 мм
5 V п V п V п
0,4 76,5 812 — — — —
0,45 73,9 784 76,6 697 78,4 624
0,5 71,6 759 74,2 675 75,9 604
0,6 67,8 719 70,3 639 71,9 572
0,7 64,7 686 67,1 610 68,7 546
0,8 62,1 660 64,5 586 66,0 525
0,9 60,0 637 62,3 566 63,7 507
1,0 58,1 617 60,3 548 61,7 491
1,2 — — — — 58,4 465
Продолжение табл. 64
Таблица 64
Скорости резания при зенкеровании £> = 50 мм; t = 2,5 мм £) = 60 мм-t = 3 мм D = 70 мм, t = 3,5 мм D = 80 мм; t = 4 мм
/?£ ...л
5
Зенкеры с пластинками из сплава TI5K6
Работа с охлаждением V п V п V
D— 15 мм ; / = 1 мм D = 20 мм ; t = 1 мм D = 25 мм ; t -- 1,5 мм 0,5 76,3 486 77,1 409 78,0 355 78,9 314
5
V п V п V п 0,6 72,3 460 73,0 387 73,9 336 74,7 297
0,7 69,0 439 69,7 370 70,5 321 71,3 284
0,2 72,4 1537 —
0,25 67,7 1437 80,5 1281 0,8 66,3 422 67,0 355 67,7 308 68,5 273
0,3 64,1 1361 76,3 1213 74,8 952
0,35 61,2 1300 72,8 1158 71 ,4 909 0,9 64,0 408 64,7 343 65,4 298 66,2 263
0,4 58,8 1248. 69,9 1113 68:6 873 255
0,45 56,8 1205 67,5 1074 66 ,'2 843 1,0 62,0 395 62,6 332 63,4 288 64,1
0,5 55,0 1168 65,4 1041 64,2 817
0,6 52,1 1106 61,9 985 60,7 773 1,2 58,7 374 59,3 315 60,0 273 60,7 241
0,7 49,7 1056 59,1 941 58^0 738
0,8 — — 56,8 904 55,7 709 1,4 56,1 357 56,6 300 57,3 260 57,9 231
0,9 — — 1 — — 53,8 685
Таблица 65
Поправочные коэффициенты на скорость резания при зенкеровании углеродистой и легированной стали для измененных условий работы
сл
1. /(ж в зависимости от механических свойств обрабатываемого материала
Наименование обрабатываемого материала Поправочный коэффициент К „ при механических свойствах стали
НВ — 110-140 140-170 170-200 200-230 230-260 260-290 290-320 320-350 350-380
°ь> КГ)ММ* 30-40 40-50 50-60 60-70 70-80 80-90 90-100 100-110 110-120 120-130
Автоматные, углеродистые, хромистые и хромоникелевые стали — 1,74 1,39 1,16 1,0 0,88 0,78 0,71 0,65 0,6 0,55
Углеродистые инструментальные, марганцовистые, хромоннкельвольфрамовые, хромомолибденовые и хромомарганцовистые стали 1,3 1,04 0,87 0,75 0,66 0,58 0,53 0,49 0,45 0,41
Примечания. 1. При работе без охлаждения скорость резания должна быть умножена иа коэффициент 0,7. 2. При использовании твердого сплава Т5К10 поправочный коэффициент равен 0,65.
2. в зависимости от глубины обрабатываемого отверстия
Глубина отверстия в диаметрах до I 3D I 5D I 8D I 10Z> Поправочный коэффициент I 1,0 | 0,85 I 0,75 | 0,60
а а
S к й к й
й й со
а
й 05
й
t& й
Й
СО Й X Й Л
Sa
И
К
СП
Сл
Продолжение табл. 66
5 D = 50 мм; 4 = 2,5 мм 0=60 мм; t = 3 мм D = 70 мм; 4=3,5 мм D — 80 мм; 4 = 4 мм
V п V п V п V п
0,6 97,3 620 92,1 489
0,7 90,8 578 85,9 456 82,4 375 79,7 317
0,8 85,5 544 80,9 429 77,6 353 75,1 299
0,9 81,1 516 76,8 407 73,6 335 71,2 283
1,0 77,3 492 73,2 388 70,2 319 67,9 270
1,2 71,2 454 67,4 358 64,7 294 62,6 249
1,4 66,5 423 62,9 334 60,3 274 58,4 232
1,6 62,6 398 59,2 314 56,8 258 55,0 219
2,0 56,6 360 53,6 284 51,4 234 49,7 198
2,4 — — — — 47,3 215 45,8 182
Примечание. Поправочные коэффициенты иа скорость при измененных условиях работы приведены в табл. 49.
Таблица 67
Зенкование и подрезание торцовых поверхностей инструментами из инструментальных сталей Выбор подачи и скорости резания
I. Подачи
Обрабатываемый материал
Диаметр обработки D, мм Стали с cj до 60 кГ/мМ1, мель и латунь Стали с ofc свыше 60 кГ/мм* Чугун, бронза и алюминиевые сплавы
Подача s, мм/оо
15 0,08—0,12 0,05—0,08 0,10—0,15
20 0,18—0,15 0,05—0,10 0,10—0,15
30 0,10—0,15 0,06—0,10 0,12—0,20
40 0,12—0,20 0,08—0,12 0,15—0,25
50 0,12—0,20 0,08—0,15 0,15—0,25
60 0,15—0,25 0,10—0,18 0,20—0,30
70 0,15—0,25 0,10—0,20 0,20—0,35
80 0,20—0,30 0,12—0,25 0,25—0,40
90 0,20—0,30 0,12—0,25 0,25—0,40
100 0,20—0,30 0,15—0,30 0,25—0,50
II. Скорости резания при работе зенковками и цековками из стали Р18
Обрабатываемые материалы Стали с до 60 кГ/мм2, медь и латунь Стали с свыше 60 кГ[ммч Алюминиевые сплавы Чугуи и бронза
Работа с охлаждением Работа без охлаждения
Скорости резания, м/мин 10—18 7—12 40—60 12—25
Примечание. При работе инструментами из стали 9ХС скорости резания следует умножать иа коэффициент 0,6—0,7, а при работе инструментами из углеродистой стали—на коэффициент 0,5.
ГЛАВА V
РАЗВЕРТЫВАНИЕ
1. ОБЩИЕ СВЕДЕНИЯ
Развертывание применяют для окончательной обработки отверстий с целью получения повышенной чистоты и точности.
Развертывание производят после предварительной обработки отверстий сверлом, зенкером или расточным резцом.
Чистота обработанной поверхности отверстия после развертывания достигает 7—8-го классов, а иногда даже —9-го класса. Развертывание позволяет получать отверстия по 2—3-му классам точности.
Для получения повышенной точности обработки припуск снимают последовательно двумя развертками. Первая (предварительная) снимает примерно две трети припуска, вторая (окончательная) — остальную часть.
Рис. 44. Схема резания разверткой
В зависимости от конструкции развертки, ее диаметра и технологических требований к ней припуск под развертывание обычно составляет от 0,1 до 0,3 мм на сторону.
Развертка представляет собой многолезвийный инструмент, так же как и сверло и зенкер вращающийся вокруг своей оси и поступательно перемещающийся вдоль оси отверстия.
Процесс резания при развертывании происходит так же, как и при зенкеровании, с той лишь разницей, что развертка имеет боль
шее число зубьев (в среднем от 6 до 12) и срезает значительно меньший припуск. Это существенно сказывается на повышении чистоты и точности обработки отверстий. Режущие кромки разверток, расположенные на поверхности заборного конуса, выполняют основную работу резания (рис. 44).
Скорость резания щ глубина резания t, подача на зуб зг и основное (машинное) время То при развертывании определяются аналогично зенкерованию (см. гл. IV).
2. ЧАСТИ И КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ РАЗВЕРТОК
Развертки состоят из трех основных частей: рабочей части, шейки и хвостовика (рис. 45).
Рабочая часть развертки в свою очередь делится на режущую и калибрующую части и обратный конус.
Режущая часть (заборный конус) длиной /1 имеет режущие кромки, выполняющие основную работу резания.
Рис. 45. Основные части и элементы цилиндрической развертки
Калибрующая часть /2 калибрует отверстия и направляет развертку в отверстии.
Обратный конус /з служит для уменьшения трения развертки о поверхность отверстия. Разность между наибольшим и наименьшим диаметрами обратного конуса составляет 0,01—0,08 мм.
Хвостовик служит для закрепления развертки в патроне или удержания ее в воротке во время работы. В зависимости от методов крепления хвостовики могут быть цилиндрическими с квадратной головкой или коническими.
Углы режущих зубьев выбирают в зависимости от обрабатываемого материала, конструкции развертки и ее назначения.
Главный угол в плане <р, или угол заборного конуса 2ф, (см. рис. 45) оказывает значительное влияние на осевое усилие: с его увеличением возрастает осевое усилие, в результате чего затрудняется продвижение развертки в глубь отверстия. Чтобы облегчить это продвижение, главный угол в плане ф у ручных разверток выбирают небольшим — в пределах 30'—1,5°. Для машинных разверток из инструментальных сталей угол ф берется равным 4—5° при обработке чугуна и ГО—15° при обработке стали. У разверток, оснащенных пластинками из твердых сплавов, главный угол в плане ф = = 30—45°.
Передний у го л у у разверток измеряют в плоскости, перпендикулярной к режущей кромке. Для чистовых разверток с радиальной заточкой передней поверхности передний угол у принимают равным 0°, для черновых и предварительных разверток, используемых при обработке вязких металлов, —5—10°. Развертки, оснащенные пластинками из твердых сплавов, изготовляют с отрицательным передним углом в пределах 0—5° для получения гладкой и чистой поверхности отверстия.
Задний угол а на заборной части развертки измеряют в той же секущей плоскости, что и передний, т. е. в плоскости, перпендикулярной к режущей кромке, обычно его выбирают в пределах ‘6—12°. Для чистовых ручных разверток задний угол берется меньшим (3—6°), чем для черновых. Задний угол калибрующей части обычно принимают равным нулю, так как зубья имеют ленточку на цилиндрической поверхности.
Угол наклона режущих кромок и канавок. Развертки изготовляют как с прямыми, так и с винтовыми канавками.
Развертки с винтовыми канавками рекомендуется применять для обработки отверстий, имеющих продольные канавки, пазы, выемки. В этом случае зуб врезается в металл не сразу по всей длине режущей кромки, а постепенно, обеспечивая тем самым высокую чистоту поверхности. Чтобы избежать ввертывания и затягивания таких разверток в отверстие, для правого вращения применяют развертки с левыми винтовыми канавками, и наоборот, для левого вращения—развертки с правыми винтовыми канавками.
Угол наклона канавок со выбирают в зависимости от обрабатываемого материала: для твердой стали ы = 6—8°, для мягкой стали со = 12—20°.
Число зубьев развертки выбирают в зависимости от обрабатываемого материала и диаметра развертки. Стандартные развертки имеют от 6 до 12 зубьев.
Если увеличить число зубьев развертки, толщина стружки, снимаемой каждым зубом, уменьшится и развертка начнет работать более плавно, в результате чего повысится чистота обрабатываемой поверхности.
Для повышения чистоты обрабатываемой поверхности отверстия стандартные развертки имеют неравномерный шаг зубьев по окружности. Например, если для развертки с числом зубьев z=10 360°
при равномерной разбивке угловой шаг <о= ~ =36°, то при нерав
номерной разбивке он будет равен: <0i = 33°; <о2=34°30'; (0з=36е; О4=37°30' и 0)5=39°. Последующие пять шагов повторяются в том же порядке.
Неравномерное распределение зубьев по окружности предупреждает появление продольных рисок и граненой поверхности, возникающих в результате неоднородного состава обрабатываемого материала.
Чтобы облегчить измерение диаметра развертки, шаг зубьев выбирают с таким расчетом, чтобы каждая пара диаметрально противоположных зубьев лежала на одном диаметре.
3. ТИПЫ РАЗВЕРТОК
Развертки разделяют:
1) по способу применения — на ручные (работа воротком вручную) и машинные (развертывание отве_рстий на сверлильных, токарных, револьверных и других станках);
2) по форме закрепления — на хвостовые и насадные;
3) по форме развертываемого отверстия — на цилиндрические и конические;
4) по конструкции зубьев — на развертки со вставными зубьями и на развертки с зубьями, выполненными за одно целое с корпусом (цельные);
5) по регулированию размера — на регулируемые и нерегулируемые.
Кроме того, применяют комбинированные развертки, одновременно обрабатывающие несколько отверстий, и развертки, оснащенные пластинками из твердых сплавов, используемые для повышения производительности.
Основные типы разверток и их применение приведены в табл. 68, а размеры наиболее распространенных типов разверток — в табл. 69—76.
4. РЕЖИМЫ РЕЗАНИЯ
Назначение режимов резания при развертывании так же, как и при других видах обработки, заключается в выборе наивыгоднейших глубины резания, подачи и скорости резания, обеспечивающих наименьшую трудоемкость выполнения операции при наиболее полном использовании режущих свойств инструмента, возможностей станка и соблюдении технических условий на изготовление деталей.
Развертка обеспечивает точное и правильное отверстие в пределах допусков и высокое качество обработанной поверхности. Развертки в основном изнашиваются по задней поверхности и в местах сопряжения режущих и калибрующих зубьев в уголках ленточки.
Допустимый износ зубьев развертки приведен в табл. 2.
По мере затупления зубьев развертки отверстия разбиваются. 11а разбивание отверстия и чистоту обработаииой поверхности влияет образование нароста и налипание мельчайших частиц металла на ленточки развертки, а также соосность развертки и предварительно обработанного отверстия.
Таблица 68
сп
ю
Типы разверток и их основные размеры, мм
Эскиз
Применение
Ручные цилиндрические (ГОСТ 7722-55)
D = 3—50
L = 80—360
I = 40—190
Машинные цельные с цилиндрическим хвостовиком (ГОСТ 1672—53) 0 = 3—9
I = 12—20
Короткие L = 45—60
Длинные L = 65—100
Обработка цилиндрических отверстий
Машинные цельные с коническим хвостовиком (ГОСТ 1672—53)
D = 10—32
I = 22—30
Короткие £ = 105—190
Длинные L = 140—240
Конус Морзе № 1—3
Машинные цельные насадные (ГОСТ 1672—53)
' D = 25-80
L = 40—65
/= 30—32
Обработка цилиндрических отверстий
Машинные с квадратной головкой (ОСТ НКТМ 2518—39) D = 10-32 £=140—290 1 = 40-70 7. Б ...С?
Цилиндрические мелкоразмерные (ГОСТ 8035—56) 0 = 0,1—1 £ = 18—32 1 = 3-16 Обработка цилиндрических отверстий (приборостроение)
С коническим хвостовиком и со вставными ножами (ГОСТ 883—51)
D = 25-40 £=230—275 I» 28—38
Конус Морзе № 3—4
Предварительное и окончательное развертывание сквозных и глухих отверстий
о
СО'
Типы разверток и нх основные размеры, мм
Эскиз
Применение
Насадные со вставными ножами (ГОСТ 883-51)
D = 40—100
Короткие L = 45—70
I х 30-36
Длинные L = 70—95
I = 40—60
1
Машинные, оснащенные пластинками из твердого сплава, с цилиндрическим хвостовиком (ГОСТ 6646—53)
Л = 6—9
L = 95—100
4таим = 18
^наим = 4
Машинные, оснащенные пластинками из твердого сплава, с коническим хвостовиком (ГОСТ 6646—53) D = 10-32 £ = 140-240
' /Иаим = 18-26 гиаим = 4—6
Конус Морзе № 1—3_________________
Машинные насадные с напаянными пластинками из твердого сплава (ГОСТ 9329—60)
D = 34—50
L = 40—55
7 = 30
?наим = 6 Ю
Машинные насадные сборные с ножами, оснащенные пластинками из твердого сплава (ГОСТ 9329—60) D = 52-300 L =50—100
I = 30—55 ^наим = 6—16
Предварительное и окончательное развертывание сквозных и глухих отверстий
Форма А для раз Вер-ток диаметром дм мм
Развертывание цилиндрических отверстий на высоких CKopocTflxj резания
Глава V. Развертывание__ 4 Режимы резания
Типы разверток и их основные размеры, мм Эскиз Применение
Конические под конус Морзе (ОСТ НКТМ 2513-39) L = 95—310 1 = 64—205 /0 = 48—172 Коиус Морзе № 0—6 _ ~ ' ^14 5 - —1—).h L i Обработка конических отверстий
Конические под метрические конусы (ОСТ НКТМ 2514-39) L = 50—465 / = 32—336 /0 = 22—278 Конусы № 4—140
Под коническую резьбу диаметром до 2" (ГОСТ 6226—52)
D = 1/16—2"
L = 100—230
I = 20—52
Конус Морзе № 0—5
Конусность 1:16
L
Обработка конических отверстий под резьбу
\Концс Морзе
Конические под конические штифты (ГОСТ 6312-52) £> = 0,6-50
L = 40—440 / = 19—355 с = 5—10
Конусность 1:50
Обработка отверстий под конические штифты
Конические (ОСТ НКТМ 2516-39) 0 = 13—50 L = 120—245 / = 80—168 с = 18—30
Конусность 1:30
Обработка конических посадочных отверстий в инструменте
Разжимные ручные (ГОСТ 3509—47) 0=6—50 £ = 100—370 / = 45—150
Анаим — ] 1 38
Анаиб = 13 45
Ручное развертывание отверстий (ремонтные работы)
Глава V. Развертывание _____________ 4' Режимы Резания
Типы разверток и их основные размеры, мм
Эскиз
Применение
Плавающие (по ведомственным нормалям)
D = 25—600
Окончательная обработка отверстий, при которой нужно получить высокую точность без смещения оси отверстия и чистоту
Комбинированные цельные (по ведомственным нормалям)
D = 30—60
£)1 = 16—40
L = 400—1000
L (длинные) L (короткие) Основные размеры машинных разверток с цилиндрическим хвостовиком, мм (ГОСТ 1672—53)
О СП i451 Со
сп СП о 3,5; 4
8 СП о 4,5
ов Си 55 Сп
95 55 | 6; 7
001 60 8; 9
Число зубьев г
ОО 240 26; 27; 28
о 260 30; 32; 34
12 300 35; 36; 38
12 320 40; 42
КЗ I 360 1 44; 45; 46; 48; 50
Число 1 зубьев z о
ОО 140 | 11; 12; 13 1
160 14; 15;1б1
180 | 17; 18; 19,
200 | 20; 21; 22
220 23; 24; 25
Число зубьев z <5
СЛ 80 3; 3,5
90 4; 4,5
100 5; 6
110 7; 8
120 9; 10
Обработка двух последовательных цилиндрических отверстий с соблюдением соосности между ними
О
Я о а я S ф яз АЗ С0 3! .Ф яз tr 31 -В N3 Я if ел яз я й 8 й >а & С0 W ф яз н о я Таблица 4. Режимы резания
еь ю 169
Таблица 71
Основные размеры машинных разверток с коническим хвостовиком, мм
(ГОСТ 1672—53)
D Ю; (11) 12; (13) 14; (15) 16; 17 18; 19
L 105—140 115—150 125—160 135—170 140—175
Число зубьев г 6 8
№ конуса Морзе 1 2
D 20; 21 22; 23 24; 45 26; 27 28; 30; 32
L 160—190 150—200 175—225 185—230 190—240
Число зубьев z 8 10
№ конуса Морзе 2 3
Таблица 72
Основные размеры машинных насадных разверток, мм (ГОСТ 1672—53)
Номинальный диаметр L 1 d Номинальный диаметр L 1 d
25 40 30 13 48 50 30 19
26 40 30 13 50 50 30 22
28 40 30 13 52 50 30 22
30 40 30 13 55 50 30 22
32 40 30 13 58 55 32 27
34 40 30 13 60 55 32 27
35 45 30 16 62 55 32 27
36 45 30 16 65 55 32 27
38 45 30 16 68 60 32 27
40 45 30 16 70 60 32 27
42 45 30 19 72 60 32 32
44 45 30 19 75 60 32 32
45 50 30 19 78 65 32 32
46 50 30 19 80 65 32 32
Таблица 73
Основные размеры разверток диаметром 10—32 мм с коническим хвостовиком, оснащенных пластинками из твердого сплава, мм .
(ГОСТ 6646—53)
О L 'иаим d № конуса Морзе *ваим № пластинок (ГОСТ 2209-55)
10 140 18 8 1 4
11 140 18 8 1 4
12 150 18 9 1 4 2601
13 150 18 10 1 4
14 160 18 10 1 4
15 160 18 11 2 4
16 170 22 12 2 6
17 170 22 13 2 6
18 175 22 14 2 6 2603
19 190 22 15 2 6
20 190 22 16 2 6
21 190 22 17 2 6
22 200 22 17 2 6
23 200 22 17 2 6 2603
24 220 22 19 3 6
25 225 22 20 3 6
26 230 26 20 3 6
27 230 26 21 3 6
28 240 26 22 3 6 2605
30 240 26 23 3 6
32 240 26 23 з 6
Таблица 74
Основные размеры машинных насадных разверток, оснащенных пластинками из твердого сплава, мм (ГОСТ 9329—60)
D d L 1 Наименьшее »гисло ножей № пластинок (ГОСТ 2209—55)
Ряды
1 1 2 1 3
1 34 | 13 40 30 6 26
1 1 35 16 45 8
36 |
1 1 37
1 38 |
40 |
1 42 | 19 50 10
45 | |
1 47
1 48 | 22 55
50 | |
Таблица 7Б
Основные размеры конических разверток для обработки отверстий под конус Морзе, мм
I № конуса I Морзе Конусность dx Dy D d L l 7. h a
0 1:19,212=0,05205 6,547 9,878 9,045 8 95 64 48 9 6,2
1 1: 20,048=0,04988 9,571 12,913 12,065 10 100 67 50 11 8
2 1 :20,020=0,04995 14,734 18,730 17,781 14 125 80 61 14 11
3 1 :19,922=0,050196 20,011 24,880 23,826 20 150 97 76 19 16
4 1 :19,254=0,051938 26,231 32,464 31,269 24 180 120 97 21 18
5 1: 19,002=0,0526265 37,875 45,769 44,401 34 230 150 124 29 26
6 1:16^89=0,0521138 54,382 65,071 63,350 45 310 205 172 38 35
Таблица 76
Основные размеры конических разверток для обработки отверстий с конусностью (1:20=0,05), мм
№ метрического конуса di Ц D d L 1 /о h а
4 2,9 4,5 4 4 50 32 22 6 3
6 4,5 6,6 6 5 65 42 30 7 3,8
80 70,9 82,0 80 55 340 222 182 47 44
100 89,3 102,3 100 70 385 260 214 58 55
120 107,7 122,6 120 85 425 298 246 71 68
140 126,1 142,9 140 100 465 336 278 79 76
При развертывании рекомендуется применять охлаждающие жидкости (эмульсии, растительные масла), смазочные свойства которых облегчают процесс резания.
Мощность, затрачиваемая на процесс развертывания, настолько мала из-за небольшой глубины резания, что ее обычно при расчетах не учитывают.
Режим резания при развертывании характеризуется следующими параметрами:
а) наибольшей глубиной резания, определяемой припуском на обработку;
б) максимально допустимой подачей с учетом технологических условий обработки;
в) наивыгоднейшей скоростью резания.
Выбор подачи. Подачи при развертывании выбирают в зависимости от обрабатываемого материала, материала развертки и ее диаметра и требуемого класса точности.
Рекомендуемые подачи для разверток приведены в табл. 77.
Скорость резания. Скорость резания при развертывании зависит от обрабатываемого материала, диаметра развертки, стойкости, глубины резания, подачи и от других факторов и определяется по следующей формуле:
С . rfv v =----------------к м/мин,
Tm.fv . syv
где D — диаметр развертки, мм;
Т — стойкость в минутах;
t — глубина резания, мм;
s — подача, мм!об;
Р — общий поправочный коэффициент на условия обработки.
Таблица 77
Подачи при развертывании цилиндрических отверстий развертками из инструментальных сталей
1. Ручные
Обрабатываемый материал Подача л (мм',об) при диаметре отверстия D, мм
5 10 15 20 25 ! зо 40 50 60 80
Сталь с аь < <80 кГ/мм2 . . . 0,40 0,65 0,90 1,10 1,2 1,4 1,6 1,9 2,1 2,4
Сталь с аь > >80 кГ!мм2 . . . 0,30 0,50 0,80 0,90 1,0 1,1 1,3 1,5 1,7 1,9
Чугун с НВ<200, медные и алюминиевые сплавы 0,90 1,60 2,00 2,40 2,8 3,2 4,0 4,5 5,0 6,0
Чугун с НВ> 200 . 0,60 1,00 1,30 1,60 1,8 2,1 2,5 2,9 3,4 4,0
2. Механические
Чугун
ё" со Сталь Л В <200, медные и 7/Л->900
о алюминиевые сплавы
Подача s, мм}об, при группах подач
х £ Q I ч 111 • II III 11 III
10 0,8 0,7 0,5 2,2 1,7 1,4 1,7 1,4 1,0
15 0,9 0,8 0,6 ’2,4 1,9 1,5 1,9 1,5 1,2
20 1,0 0,8 0,7 2,6 2,0 1,7 2,0 1,7 1,4
25 1,1 0,9 0,8 2,9 2,2 1,9 2,2 1,9 1,5
30 1,2 1,0 0,8 3,1 2,4 2,0 2,4 1,9 1,5
35 1,3 1,0 0,9 3,2 2,6 2,0 2,6 2,0 1,5
40 1,4 1,2 1,0 3,4 2,7 2,2 2,7 2,0 1,7
50 1,5 1,4 1,2 3,8 2,9 2,6 3,1 2,2 1,9
60 1,7 1,5 1,4 4,3 3,4 2,9 3,4 2,6 2,2
80 и более 2,0 1,7 1,5 5,1 4,2 3,4 3,8 2,7 2,6
Выбор группы подач
1 группа. Предварительное (черновое) развертывание под следующий чистовой проход разверткой.
II группа. Чистовое развертывание отверстий осуществляется в один проход по 3—4-му классам точности или с чистотой поверхности по 5—6-му классам. Развертывание отверстий под полирование или хонингование.
III группа. Чистовой проход производится после чернового развертывания отверстий по 2-му классу точности с чистотой поверхности v 6—7.
Примечание. Подачи даиы для обработки сквозных отверстий. При развертывании глухих отверстий, особенно с одновременной обработкой диа отверстия, подачи принимают в пределах 0,2—0,5 мм)об.
Значение коэффициента Cv и показателей степеней гъ, т, хг, и Уи для разверток из быстрорежущих сталей Р18 и Р9 приведены в табл. 78.
Скорости резания при развертывании стали и чугуна даны в табл. 79—82.
Режимы резания при развертывании конструкционных пластмасс приведены в табл. 83.
Таблица 78
Значение величин Cv , ,т,хг, и yv для скорости резания при развертывании (для разверток из быстрорежущих сталей Р18 и Р9)
Обрабатываемый металл Коэффициент, показатели степеней
т
Конструкционная углеродистая сталь с = 65 кГ[мм2- .... 12,1 0,3 0,4 0,2 0,65
Серый чугун с НВ 195 .... 15,1 0,2 0,3 0,1 0,5
Ковкий чугун с НВ 150 .. . 23,2 0,2 0,3 0,1 0,5
Бронза с НВ 100—140 .... 34,8 0,2 0,3 0,1 0,5
Таблица 79
Скорости резания при развертывании
Углеродистая конструкционная, хромистая и хромоникелевая сталь с сь ~ 65 кГ1мм2
Развертки из стали Р18. Работа с охлаждением
1. Черновое развертывание
Л 0 = 5 мм; t = 0,05 мм D =10 мм; t = 0,075 мм D = 15 мм; t 0,1 мм
V v V 1 "
До 0,5 24,0 1528 21,6 686 17,4 371
. 0,6 21,3 1357 19,2 613 15,3 326
, 0,7 19,3 1223 17,4 553 14,1 299
, 0,8 17,6 1123 15,9 514 12,9 273
. 1,0 — — 13,8 439 И,1 236
. 1,2 — — 12,3 391 9,9 209
Продолжение табл. 79
S D = 5 мм; t - 0,05 мм 0=10 мм; t = 0,075 мм ~D - 15 мм; t — 0,1 мм
V | п V п V
До 1,4 — — — 9,2 195
. 1,6 — — — — 8,2 173
. 1,8 — — — — 7,7 162
» 2,0 — — — — 7,1 150
D = 20 мм; t — 0,125 мм D = 25 мм; t = 0,125 мм D = 30 мм; t = 0,125 мм 0 = 40 мм; / = 0,15 мм
5 V п V п V п V п
До0,5 18,2 290 16,6 211 — — —
, 0,6 16,1 258 14,8 188 — — — —
. 0,7 14,7 232 13,4 170 — — — —
, 0,8 13,5 213 12,2 156 12,9 137 12,1 96
. 1,0 11,6 184 10,6 135 11,2 119 10,4 83
. 1,2 10,3 164 9,4 118 9,9 105 9,1 73
. 1,4 9,3 148 8,5 109 8,9 95 8,4 67
. 1,6 8,6 137 7,8 99 8,2 87 7,5 60
. 1,8 7,9 126 7,2 92 7,6 81 7,2 56
. 2,0 7,4 119 6,7 85 7,1 75 6,7 53
. 2,2 — — (э,2 79 6,6 69 6,2 49
. 2,5 — — 5,9 76 6,2 66 5,7 45
. 3,0 — — — — 5,4 57 5,1 41
. 3,5 — — — — 5,1 54 4,7 37
. 4,0 — — — — 4,6 49 4,2 33
Продолжение табл. 79
D = 50 мм; t = 0,15 мм D = 60 мм; t =- 0,2 мм D = 80 мм; 1 = 0,25 мм
V п V п V п
До 0,8 11,4 73 10,7 56 9,8 39
. 1.0 9,9 63 9,2 49 8,5 34
. 1, 8,8 56 8,2 43 7,5 30
. L4 8,0 51 7,4 39 6,8 27
. 1,6 7,3 46 6,8 36 6,2 25
. 1,8 6,7 43 6,3 33 5,8 23
. 2,0 6,3 40 5,9 31 5,4 21,5
. 2,2 5,9 38 5,5 29 5,1 20
. 2,5 5,4 35 5,1 27 4,7 18,6
. 3,0 4,8 31 4,5 24 4,1 16,5
. 3,5 4,4 28 4,1 22 3,8 15
. 4,0 4,0 25,6 3,7 20 3,4 13,7
Примечание. Приведенные режимы резания обеспечивают получение отверстий по 3—4-му классам точности и чистоту поверхности по 5-му классу.
II. Чистовое развертывание
Класс точности Класс чистоты обрабатываемой поверхности Скорость резания г, м/мин
2—2а V7-V8 V6-V7 4—6 6—8
Примечание. Наибольшие скорости резаиия следует применять при развертывании нормализованных сталей, наименьшие — при развертывании вяз -ких сталей.
Принятые средние периоды стойкости разверток Т
Диаметр развертки D, мм 2—5 6—10 11—20 21—30 31—40 41—50 51—60 61—70 71—80
Стойкость Т, 8 15 30 45 60 80 95 НО 130
Поправочные коэффициенты иа скорость и число оборотов при черновом развертывании для измененных условий обработки . L В за°исимостн от механических свойств обрабатываемого материала
Наименование обрабатываемого материала Поправочный коэффициент Км^ КМп при механических свойствах
' НВ 110-140 140-170 170 -200 200-230 230-260 260-290 290- 320 320-350 350-380
аЬ, кГ/мм2 До 30 30-40 40-50 50-60 60-70 70-80 80-90 90-100 100-110 110-120 120-130
Автоматные, углеродистые, хромистые и хромоникелевые стали — — — 0,9 1,0 1 I 0,88 0,78 0,71 0,65 0,6 0,55
Углеродистые инструментальные, марганцовистые, хромоникельвольфрамовые, хромомолибденовые н хромомарганцовистые стали — — — — 0,75 0,75 0,66 0,58 0,53 0,49 0,45 0,41
Алюминиевые сплавы — 5,0 4,0 3,0 — — — — — — — —
Продолжение табл, 79
2. В зависимости от отношения фактической стойкости к нормальной
т 0,25 0,5 1,0 2 4 6 8 10 12 18 24
Коэффициент Л--, = КТ lv 1п 1,74 1,32 1 1-Q 1 0,76 0,57 0,49 0,43 0,40 0,37 0,31 0,28
3. В зависимости от отношения фактической глубины резання к нормативной
Отношение tu 0,5 1,0 2,0
Коэффициент Ktv ^Ktn 1,15 1,0 0,87
4. В зависимости от марки материала и н'с тру мента
Марка материала инструмента Р18 9ХС
Коэффициент ^"uj, ^ип
1,0
0,85
Глава V. Развертывание________ 4. Режимы резания
Таблица 80
Скорости резания при развертывании
Серый чугун НВ 195
Развертки из стали Р18
I. Черновое развертывание
D = 5 мм; t -- 0,05 мм 0=10 мм; <=0,075 мм D = 15 мм; i = 0,1 XJK
V п V п V п
До 0,5 , 0,6 18,9 17,2 1202 1097 17,9 16,3 568 419 15,9 14,5 338 308
, 0,7 15,9 1015 15,1 480 13„4 285
. 0,8 14,9 950 14,1 450 12,6 267
. 1,0 . 1,2 13,3 12,2 850 776 12,6 11,5 402 367 11,2 10,3 239 218
. 1,4 11,3 718 10,7 340 9,5 202
. 1,6 10,6 672 10,0 318 8,9 189
, 1,8 9,9 633 9,4 300 8,4 178
. 2,0 9,4 601 8,9 284 8,0 169
D = 20 мм; 1 = 0,125 мм D = 25 мм; < = 0,125 мм D = 80 мм; < = 0,125 мм D t- = 40 мм\ = 0,16 мм
V п V п V п V п
До 0,5 16,5 263 14,7 187 — —.
. 0,6 15,1 240 13,4 171 — —. —
, 0,7 14,0 222 12,4 158 — — —
. 0,8 13,1 208 11,6 148 12,1 128 11 ,5 91
. 1.0 П,7 186 10,4 132 10,8 114 10,3 82
. 1,2 10,7 170 9,5 121 9,8 104 9,4 75
. 1,4 9,9 157 8,8 112 9,1 97 8,7 69
. 1,6 9,2 147 8,2 105 8,5 90 8 ,1 64
. 1,8 8,7 139 7,7 99 8,0 85 7 ,6 61
. 2,0 8,3 131 7,4 94 7,6 81 7,3 58
. 2,5 7,4 118 6,6 84 6,8 72 6,5 52
. 3,0 6,7 107 6,0 76 6,2 66 5,9 47
. 4,0 ♦ — — 5,4 57 5 ,1 41
. 5,0 — — — 4,8 51 4,6 36
Продолжение табл. SO
О= 50 мм-. 1=0,15 мм D~ 60 мм; / = 0,2 мм D=80 мм', t = 0,25 мм
S V п V п V п
0,8 11,5 73 10,7 57 10,0 40
1,0 10,0 64 9,6 51 8,9 36
1,2 9,2 58 8,7 46 8,1 32
1,4 8,5 54 8,1 43 7,5 30
i;e 7,9 • 51 7,6 40 7,1 28
1,8 7,5 48 7,1 38 6,7 26
2,0 7,1 45 6,8 36 6,3 25
2,5 6,3 40 6,1 32 5,6 22
3,0 5,8 37 5,5 29 5,2 21
4Д> 5,0 32 4,8 25 4,5 18
5,0 4,5 29 4,3 23 4,0 16
Примечание. Приведенные режимы резания рассчитаны на получение отверстий по 3-му классу точности и 5-му классу чистоты поверхности.
II. Чистовое развертывание
Обрабатываемый материал Максимальная скорость резания V, MjMUH, не более, при классах чистоты
v6— v7 v7— v8
Серый чугун 12 6
Ковкий чугун 15 8
Медные сплавы 15 8
Примечание. Режимы резания даны для получения отверстий по 2-му классу точности.
Принятые средние периоды стойкости развертки Т
Диаметр развертки D, мм 2—5 6—10 11—20 21—30 31—40 41—50 51—60 61—70 71—80
. — Стойкость, Т, мин 12 20 35 60 80 100 120 145 170
Продолжение табл. 80
Поправочные коэффициенты на скорость и число оборотов при черновом развертывании для измененных условий обработки
1. В зависимости от механических свойств обрабатываемого материала
Поправочный коэффициент К при твердости НВ мп
Обрабатываемый to ю LO ю ю to 1О to
материал о S О 05 сч 1 to со о о» сч сч 1 СМ to 7
1 J д to 1 •о 1 ю LO to 1 g 1 to 1
со со см сч см
Серый чугун 1,16 1.0 0,88 0,79 0,71
Ковкий чугун — — — 2,2 1,77 1,48 1,26 1,1 —- —
Медные сплавы 8,0 4,0 3,3 2,0 2,0 1,35 1,35 — — — —
2. В зависимости от отношения фактической стойкости к нормативной
Т. ф т 0,25 0,5 1,о 2 4 6 8 10 12 18 24
Коэффициент Кт = Кт V п 1,51 1,23 1,0 0,81 0,66 0,58 0,53 0,50 0,47 0,42 0,39
3. В зависимости от отношения фактической глубины резаиия к нормативной
Отношение 0,5 1,0 2,0
Коэффициент К/ = К, lv тп 1,08 1,0 0,93
4. В зависимости от марки материала инструмента
Марка материала инструмента Р18 9ХС
Коэффициент К = К„ иу ип 1,0 0,6
Таблиц* 81
Развертывание отверстий коническими развертками из стали Р18
I. Выбор подачи
Диаметр отверстия О, мм Подача з, мм/об
При развертывании стали Прн развертывании чугуна
предварительном окончательном предварительном окончательном
5 0,08 0,05 0,08 0,08
10 0,10 0,08 0,15 0,10
15 0,15 0,10 0,20 0,15
20 0,20 0,13 0,25 0,18
30 0,30 0,18 0,35 0,25
40 0,35 0,22 0,40 0,30
50 0,40 0,25 0,50 0,40
60 0,50 0,30 0,60 0,45
II. Скорость резания v, м/мин
Развертывание Скорость резания о, м/мин
Конструкционные стали с а&, кГ/мм2 Инструментальные стали Чугун
до 60 60—90 св. 90
Предварительное 8—10 6—8 5—6 5—6 8—10
Окончательное 6-8 4—6 3—4 3—4 5—6
Примечания. 1. При работе развертками из сталей марки 9ХС скорости рсзання необходимо умножать на коэффициент 0,6.
2. Прн развертывании чугуна охлаждения не требуется.
Таблица 82
Развертывание стали и чугуна развертками с пластинками из твердого сплава I. Выбор подачи
Обрабатываемый материал Подача s, мм1об, при диаметре развертки D, мм
10-20 21-40 41-60 св. 60
Конструкционные углеродистые стали Ковкий и серый чугун II. С к о р о с т 0,8—1,2 1,0—2,0 ь р е 3 а 1,0—1,3 2,0—2,5 ния V, л 1,0—1,5 2,0—3,0 /мин 1,5—2,0 3,0—5,0
Обрабатываемый материал Материал режущей части инструмента Класс чистоты (ГОСТ 2789-69) Диаметр развертки, мм Скорость резаиия, mImuh
Конструкционные углеродистые стали с а6 = = 60—90 кГ/лси2 Т15К6 V5—V6 — 60—80
V7—V9 <20 15
>20 10
Серый и ковкий чугун НВ 150—220 П р и м е ч а и н е. При развср 7 ВК8 ВК6 ВК4 тыванни ста ип развер V6—V7 ли необходи тки мо охлажден! 60—80] ie.
Развертки Диаметр D, мм
С напаянными пластинками: с цилиндрическим хвостовиком с коническим хвостовиком насадные 6—9 10—32 34—50
Сборные регулируемые 50—100
Продолжение табл. 82
Геометрические параметры режущей части
Обоабатываемый материал Главный угол в плане <р Передний УГОЛ т Задний угол зуба Ширина ленточки Л мм
у главной режущей кромки по периферии а] (калибрующая часть)
град
Сталь и чугун 45 0 8 10 0,15—0,25
Таблица 83
Режимы резания при развертывании конструкционных пластмасс
Обрабатываемый материал Подача 5, мм1об Скорость резания V, MlMUH
Текстолит ПТ и Б 0,1—0,6 61—44
Кордоволокнит 0,1—0,6 66—45
Гетинакс 0,1—0,5 98—45
Винипласт 0,1—0,6 60—15
Примечание. При развертывании отверстий в винипласте следует применять для охлаждения Б-процеитиую эмульсию. Остальные пластмассы, указанные в таблице, не рекомендуется охлаждать жидкостью.
ГЛАВА VI
НАРЕЗАНИЕ РЕЗЬБЫ
I. ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБАХ
В современном машиностроении весьма широко применяют различные резьбы. Резьбы обеспечивают надежное соединение разъемных деталей машин и осуществляют передачи усилий и движений в прессах, домкратах, станках, редукторах и т. д.
Резьбы бывают наружными и внутренними. В зависимости от направления винтовой линии их раз-
деляют на правые и левые.
У правой резьбы нитки поднимаются слева направо, болт или гайка ввертываются по часовой стрелке (рис. 46,о), а у левой резьбы нитки поднимаются справа налево и болт и гайка завинчиваются против часовой стрелки (рис. 46,6). Правая резьба является основной и наиболее распространенной.
Если резьба состоит из двух, трех или нескольких параллельно навитых на цилиндре винтовых линий, то она называется соответственно двухзаходной, трехзаходной и мно-гозаходной.
Рис. 46. Резьбы: а — правая, б — левая
Основные элементы резьбы (рис. 47) следующие: наружный диаметр d, внутренний диаметр di, средний диаметр d2, шаг резьбы S, угол профиля а, теоретическая глубина профиля Н, высота профиля h и угол подъема винтовой линии т.
Рис- 47. Основные элементы метрической резьбу
Угол подъема винтовой линии резьбы Т (см. рис. 46) можно определить по формуле
где т — угол подъема резьбы, град;
S — шаг резьбы, мм;
<h— средний диаметр резьбы, мм.
В машиностроении наиболее часто применяют треугольную (как крепежную для соединения деталей), прямоугольную и трапецеидальную резьбы (для передачи движений и усилий).
Л4етрическая резьба является основным типом резьбы, применяемым в резьбовых соединениях. Угол профиля резьбы а = 60° (рис. 47).
Стандарт метрической резьбы (ГОСТ 9150—59) предусматривает резьбы с крупным шагом для диаметров 1—68 мм и резьбы с мелким шагом для диаметров 1—600 мм. Шаг резьбы изменяется в пределах от 0,2 до 6 мм. Резьбы с крупным шагом обозначают например М24, М36, резьбы с мелким шагом — М10Х1; Л420Х2.
Дюймовая резьба имеет угол профиля а = 55°, вершины и впадины у нее срезаны прямыми линиями. Наружный диаметр измеряют в дюймах, а шаг резьбы — числом ниток на длине в один дюйм (1").
Кроме указанных типов резьб, применяют трубную, прямоугольную (ленточную), трапецеидальную, упорную и специальные (конические, круглые и т. д.) резьбы.
2. СВЕРЛЕНИЕ ОТВЕРСТИЙ ПОД РЕЗЬБУ
Для нарезания резьбы метчиком отверстие предварительно обрабатывают сверлом или зенкером. Качество резьбы зависит от диаметра предварительно подготовленного отверстия. Если диаметр отверстия больше требуемого, нарезанная резьба в отверстии будет иметь неполный профиль; если диаметр отверстия меньше, вход метчика затрудняется, что приводит к срыву ниток резьбы, заклиниванию и поломке режущего инструмента.
Не рекомендуется нарезать резьбу в отверстиях, непосредственно полученных литьем или штамповкой, так как режущий инструмент, работая в неблагоприятных условиях, быстро изнашивается и резьба получается низкого качества.
Диаметр сверла под резьбу обычно выбирают по таблицам в зависимости от диаметра и шага резьбы и ее профиля (ГОСТ 885—60).
Размеры отверстий под метрическую резьбу (ГОСТ 9150—59), дюймовую (ОСТ НКТП 1260), трубную (ГОСТ 6357^52) и коническую (ГОСТ 6111—52) даны в табл. 37.
3. ЧАСТИ И КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ МЕТЧИКА
Метчик применяют для нарезания резьбы в отверстиях. Он представляет собой винт, снабженный одной или несколькими (прямыми или вивтовыми) продольными канавками, образующими ре
жущие кромки. Зубья метчика при ввинчивании в специально подготовленное отверстие постепенно прорезают на поверхности отверстия винтовую канавку, профиль которой соответствует профилю резьбы метчика.
В состав метчика входят следующие основные части и конструктивные элементы (рис. 48),
Рис. 48. Части и элементы метчика
Рабочая часть метчика I делится на заборную Л и калибрующую /г части.
Заборная часть метчика Ц выполняет основную работу резания.
В процессе работы каждый зуб заборной части метчика срезает металл тонкими слоями (рис. 49). Толщина среза аг зависит от числа зубьев (перьев) метчика, угла заборного конуса <р и шага резьбы. При уменьшении угла <р и увеличении числа перьев метчика толщина среза уменьшается.
Рис. 49. Схема последовательного срезания металла зубьями метчика
Калибрующая часть I2 служит для зачистки и окончательной калибровки нарезаемой резьбы, а также для подачи метчика.
Чтобы уменьшить трение между метчиком и нарезаемой резьбой и облегчить процесс резания, калибрующая часть имеет обратный конус. Диаметр хвостовика машинных метчиков на 100 лип длины уменьшается на 0,02—0,03 мм, для ручных метчиков эта величина еще меньше.
Хвостовая часть метчика /3 служит для закрепления метчика в зажимном патроне или воротке.
Угол заборного конуса <р выбирают в зависимости от условий резания и обрабатываемого материала, он обычно равен 5—25е.
Число канавок метчика зависит главным образом от его диаметра, требуемой чистоты, точности нарезаемой резьбы и свойств обрабатываемого материала. В большинстве случаев метчики для резьбы диаметром до 30 мм имеют три или четыре канавки.
Форма канавки и ее профиль обеспечивают необходимое пространство для стружки (не уменьшая при этом прочности метчика) и благоприятные условия резания.
Передний угол метчика Y (см. рис. 48) выбирают в зависимости от обрабатываемого материала:
у, град
Сталь мягкая .......... 12—15
Сталь средней твердости .......... 8—10
Сталь твердая.....................5
Чугун и бронза ...................0—5
Легкие сплавы ......................25—30
Задний угол а на заборной части по наружному диаметру метчика равен 6—12°.
4. ТИПЫ МЕТЧИКОВ
По конструкции и применению метчики разделяются на ручные, машинно-ручные, гаечные и т. д.
Ручные метчики (ГОСТ 9522—60) применяют в комплекте, состоящем из двух или трех метчиков, для нарезания резьбы вручную. Комплект из двух штук используют для резьб с шагом до 3 мм, из трех штук — для резьб с шагом более 3 мм. Ручные метчики обычно имеют прямые канавки.
Хвостовая часть метчика оканчивается квадратом, вставляемым в соответствующее квадратное гнездо воротка.
Для облегчения процесса резания первого (чернового) и среднего метчиков в комплекте размеры наружного и среднего диаметра уменьшены. Только последний (чистовой) метчик имеет полный профиль резьбы.
Машинно-ручные метчики (ГОСТ 3266—60) применяют для нарезания резьб всех размеров машинным способом и для нарезания резьбы вручную с шагом до 3 мм. Метчики изготовляют одинарными и комплектными — из двух штук (черновой и чистовой метчики).
При нарезании резьбы в сквозных отверстиях длина заборной части машинного метчика li = 6S, при нарезании резьбы в глухих отверстиях она будет меньше — lt = 3S.
Гаечные метчики используют для нарезания резьбы в гайках; их изготовляют с прямым (ГОСТ 1604—60) и с изогнутым хвостовиком (ГОСТ 6951—60). Последние применяют как на сверлильных станках, так и на специальных гайконарезных автоматах.
Типы метчиков приведены в табл. 84, размеры основных типов метчиков — в табл. 85—88.
Рис. 50. Резьбонарезная головка типа КБ: а — общий вид, б — схема
5. РАЗДВИЖНЫЕ РЕЗЬБОНАРЕЗНЫЕ ГОЛОВКИ
Раздвижные резьбонарезные головки используют для нарезания крупной резьбы в отверстиях. Для нарезания резьбы диаметром от 36 до 165 мм наиболее часто применяют резьбонарезные головки типа КБ (рис. 50).
По окончании нарезания резьбы установленной длины головка автоматически включается, плашки головки сдвигаются в радиальном направлении к центру, благодаря чему головка свободно выходит из резьбы. Это сокращает время обработки и исключает случаи порчи резьбы при вывинчивании инструмента.
Резьбу можно нарезать с принудительной подачей, при которой головка получает осевую подачу, равную шагу нарезаемой резьбы, и самозавннчиваннем, когда головка свободно перемещается в осевом направлении, постепенно ввертываясь в отверстие детали. Принудительная подача дает более высокую чистоту и точность нарезаемой резьбы.
Рис. 51. Установка резьбонарезной головки на сверлильном станке
Плашки головки можно [устанавливать на требуемый диаметр с точностью до 0,02 мм, что позволяет определять размеры резьбы головки, обеспечивающие необходимую точность для конкретных условий работы.
Для обработки стали передний угол плашек Т=15—25° и для чугуна Т=10—15°.
Каждому типу головки соответствует определенный диапазон диаметров нарезаемых резьб (табл. 89).
Установка резьбонарезной головки на сверлильном станке показана на рис. 51.
На станине станка устанавливают кронштейн 5, на котором закреплена колонка 2. По колонке перемещается вилка 3, входящая в выточку кольца выключения 6. Стопорные кольца 4 и 1 ограничивают ход вилки. Их положением определяется включение и выключение головки.
6. РЕЖИМЫ РЕЗАНИЯ
Машинное время То при нарезании резьбы метчиком за один проход определяют по следующим формулам:
при нарезании резьбы в сквозных отверстиях (рис. 52, а)
/ L + li + l2 L + Ц + /2 \ n-S + no-S ) '
при нарезании резьбы в глухих отверстиях (рис. 52, б)
где L глубина (длина) нарезаемого отверстия, лои; li — длина заборной части, равная (1—3) S лои; /2 — величина перебега, равная (2—3) S мм; п —число оборотов рабочего хода в минуту; п о — число оборотов обратного хода в минуту.
Рис. 52. Нарезание резьбы метчиком: а — в сквозном отверстии, б — в глухом отверстии
При нарезании резьбы последовательно несколькими метчиками машинное время умножают на число проходов (число метчиков).
Режимы резания при нарезании резьбы метчиками даны в табл. 91, стойкость метчиков — в табл. 90.
Продолжение табл. 84 >-
Типы метчиков и их основные размеры Эскиз Применение
3) для дюймовой резьбы (ОСТ НКТП 1260) d = К—2"; 4) для трубной резьбы (ГОСТ 6357—52) d = У> —2" Нарезание резьбы в сквозных и глухих отверстиях всех размеров машинным спосо- бом и вручную с ша- jg гом до 3 мм включи- § тельио °
Машинные для метрической резьбы диаметром от 0,25 до 0,9 мм (ГОСТ 8859-60) -С _ ° Нарезание резьбы в деталях приборов и g точных механизмов § <ъ
Гаечные (ГОСТ 1604—60): 1) для метрической резьбы с крупным шагом (ГОСТ 9150—59) d = 3—33 мм; 2) для метрической резьбы с мелким шагом (ГОСТ 9150— 59) d = 3—52 мм; 3) для дюймовой резьбы (ОСТ НКТП 1260) d = И—1И" 3/J t r-f-i-i ГЕ A-A Для диаметра резьбы до 45 мм Ф Для диаметра резьбы свыше 4.5 мм со Нарезание резьбы на о> сверлильных н гайко- 2 нарезных станках
h. L 4 Ф
Гаечные с изогнутым хвостовиком (ГОСТ 6951-60):
1) для метрической резьбы с крупным шагом (ГОСТ 9150-59)
rf = 5—24 мм;
2) для метрической резьбы с мелким шагом (ГОСТ 9150— 59)
rf = 5—24 мм;
3) для дюймовой резьбы (ОСТ НКТП 1260)
</ = И—1"
Для конической резьбы (ГОСТ 6227—52):
1) для конической резьбы с углом профиля 60° (ГОСТ 6111— 52)
21 для трубной коническом резьбы (ГОСТ 6211-52) d=K— 2"
Нарезание резьбы на гайконарезных автоматах с выбрасыванием нарезанных гаек без освобождения метчика нз патрона
Нарезание конической резьбы
t: £
S
CJ
S
-2 S гЗ
s 2 в; л « С1<
г: Л 4 J=3 « к
f—< н о о о гз
о О ИЮ tr х
CJ
Резьбонарезная головка типа КБ (см. рис. 50) устроена следующим образом. Корпус головки 10 представляет собой пустотелый цилиндр, в передней части которого имеются четыре или шесть пазов, куда вставляются плашки 2. Плашки, имеющие угол заборного конуса 20°, опираются на наклонные плоскости крестовины и поджимаются крышкой 13, которая привинчивается винтами 14 к корпусу головки. Регулировочный винт 4 завинчивается в крестовину 1. На сердечнике 9 закреплен палец 6 с рукояткой 7. Между сердечником 9 и ступицей внутри корпуса находится пружина 5. В упорном кольце 3 закреплены направляющие стержни 12, которые проходят через отверстия в кольце выключения 11 и стопорятся винтами. Головка закрывается либо поворотом пальца 6 с рукояткой 7, либо обратным перемещением упорного кольца 3.
таблица 86
Машинно-ручные метчики (ГОСТ 3266—60) для нарезания метрической резьбы с крупным шагом (ГОСТ 9150—59)
Размеры в мм
Номинальный диаметр резьбы d Шаг резьбы S L 1 А
Ряды Одинарные для отверстий Комплектные (из 2 шт.)
1-11 2-й 3-й сквозных а глухих б чернового I чистового II
1 25 1
1,1 0,25 1,5 0,75 1,5 0,5
1,2 28 8
1,4 0,3 1,8 0,9 1,8 0,6
1,6 0,35 32 9 2,1 1,0 2,1 0,7
1,8
2 0,4 36 2,4 1,2 2,4 0,8
2,2 0,45 10 2,8 1,4 2,8 0,9
2,5 40
3 0,5 45 12 3 1,5 3 1,0
(3,5) 0,6 3,6 1,8 3,6 1,2
4 0,7 50 14 4,2 2,1 4,2 1,4
(4,5) 0,75 4,5 2,2 4,5 1,5
5 0,8 55 16 4,8 2,4 4,8 1,6
Продолжение табл. 85
Номинальный диаметр резьбы d Шаг резьбы L 1 6
Ряды Одинарные для отверстий Комплектные (из 2 шт.)
1-й 2-й 3-й сквозных а глухих б чернового 1 чистового 11
6 1,0 60 18 6 3 6 2
7
8 1,25 70 20 7,5 3,8 7,5 2,5
(9)
10 1,5 80 25 9 4,5 9 3,0
(И)
12 1,75 90 28 10,5 5,2 10,5 3,6
14 2,0 32 12 6 12 4,0
16 100
18 2,5 40 15 7,5 15 5,0
20 110
22
24 3,0 120 45 18 — 18 6,0
27
30 3,5 140 55 21 — 21 7,0
33
36 4,0 160 60 24 — 24 8,0
39
42 4,5 180 28 — 28 9,0
45
48 5,0 200 30 — 30 10
52
Примечание. Метчики, диаметры которых указаны в скобках, не рекомендуется применять.
Таблица 86
Гаечные метчики (ГОСТ 1604—60) для нарезания метрической резьбы с крупным шагом (ГОСТ 9150—59)
Размеры в мм
Номинальный диаметр резьбы d Шаг резьбы S L 1 6 d>
Ряды 1 2
1-й | 2-й З-й
3 0,5 90 120 10 6 2,2 2,5
(3,5) 0,6 12 7
4 0,7 100 160 14 8 3
(4,5) 0,75 16 9 3,5 4
5 0,8 НО 180 10
6 1 120 200 20 12 4,5 5,5
7
8 1,25 140 220 25 16 6
О) 7
10 1,5 160 250 30 18 8
(И)
12 1,75 180 280 36 22 9
14 2 40 25 11
16 200 320 12
18 2,5 50 30 14
20 2,5 200 360 50 30 16
22 18
24 3 250 60 36 20
27 22
30 3,5 280 70 40 25
33
Примечание. Метчики, диаметры которых указаны в скобках, не рекомендуется применять.
Таблица 87
Гаечные метчики (ГОСТ 1604—60) для нарезания метрической резьбы с мелким шагом (ГОСТ 9150—59)
Размеры в мм
Номинальный диаметр резьбы d Шаг резьбы S L 1 Z, d,
Ряды 1 2
1-й 2-й 3-й
3 0,35 90 120 7 4 2,2 2,50
3,5
4 0,5 100 160 10 6 3 3,5 4
4,5
5 ПО 180
(5,5) 4,5
6 0,5 120 200 10 6 4,5 5,5 6
7
8 140 220
9 7
10 160 250 8
11
6 . 0,75 120 200 16 9 4,5 5,5 6
7
8 140 220
9 7
10 160 250 8
11
12 180 280 9
14 11
16 200 320 12
18 14
20 220 360 16
22 18
Продолжение табл. 87
Номинальный диаметр резьбы d Шаг резьбы 5 L 1 11 d.
Ряды 1 2
1-й 2-й 3-й
8 1,0 140 220 20 12 6
7
9
10 160 250 8
11
12 180 280 9
14 11
(15)_ 12
16 200 320
(17)
14
18
20 220 360 16
18
22
24 250 20
(25)
22
27
(28)
25
30 280
33
10 1,25 160 250 25 16 8
9
12 180 280
12 1,5 30 18
11
14
15
16 200 320 12
17
18 14
20 220 16
18
22
Продолжение табл. 87
Номинальный диаметр резьбы d Шаг резьбы S L 1 di
Ряды 1 2
1.Й 2-й 3-й
24 1.5 250 360 30 18 20
25
27 22
(28)
30 280 25
(32)
33
(35) 28
36
39 32
40
42
45 36
48
50 40
52
18 2,0 200 320 40 25 14
20 220 360 16
22 18
24 250 20
25
27 22
(28)
30 280 25
(32)
33
36 28
39 32
40
Продолжение табл. 87
Номинальный диаметр резьбы d Шаг резьбы S L 1 6 d,
Ряды 1 2
1-й 2-й 3-й
42 2,0 280 360 40 25 32
45 36
48
50 40
52
(30) 3,0 60 36 25
(33)
36 28
39 32
(40)
42
45 36
48
(50) 40
52
(42) 4,0 80 50 32
(45) 36
(48)
(52) 40
. Таблица 88
Гаечные метчики (ГОСТ 1604—60) для нарезания дюймовой резьбы (ОСТ НКТП 1260)
Номинальный диаметр резьбы d Шаг резьбы S, мм Число ниток на 1" L 1 h rf,
дюймы JKJK 1 2
И * 6,350 1,270 20 120 200 25 15 4,5
в/16 7,938 1,411 18 140 220 28 17 6
% 9,525 1,588 16 160 250 32 19 7
(’/те) 11,112 1,814 14 36 22 8
и 12,700 2,117 12 180 280 40 25 9
(9/.в) 14,288 11
я 15,875 2,309 11 200 320 45 28 12
% 19,050 2,540 10 50 32 14
и 22,225 2,822 9 220 360 55 34 18
1 25,400 3,175 8 250 60 38 20
1И 28,575 3,629 7 280 70 45 22
1 и 31,750 25
При мечание. Метчики, диаметры которых указаны в скобках, ие рекомендуется применять.
Таблица 89
Диаметры нарезаемых резьб в зависимости от типа головки
Тип головки КБ-1 КБ-2 КБ-3 КБ-4 КБ-5 КБ-6 КБ-7
Диаметры нарезаемой метрической резьбы, мм 36—39 42—48 52-60 64—76 80—95 100— 130 135— 165
Таблица 90
Стойкость метчиков из быстрорежущей стали Р18
Типы метчиков Обрабатываемый материал Диаметр, мм Стойкость метчиков, мин.
Гаечные и машинные Углеродистые и легированные стали 10—30 90
Сталь жаропрочная 1Х18Н9Т (ЭЯ1Т) 5—12 20
Машинные Силумин 5—12 16—30 36—72 20 40 60
Дюралюминий 5—14 16—30 36—72 40 90 180
Чугун 5—36 30
Таблица 91 Режимы резания при нарезании резьбы гаечными и машинными метчиками
Диаметр резьбы d, мм Шаг резьбы S, мм Тип метчика и материал инструмента
Гаечный из быстрорежущей стали Р18 Машинный из быстрорежущей стали Р18
Обрабатываемый материал
сталь чугун
углеродистая =50—80 кПмм^ хромистая и хромоникелевая = =75 к Г 1мм2 жаропрочная 1Х18Н9Т (ЭЯ1Т) углеродистая =50- -80 к Г! мм2 хромистая и хромоникелевая Ofj = = 75 kPimm2 жаропрочная 1Х18Н9Т (ЭЯ1Т) серый НВ 190
5 0,5 12,5 С к о р о с т 11,3 ь р е з а 5,3 НИЯ V, м1м 9,4 UH 8,5 - 10,2
0,8 6,3 5,7 4,9 6,8
6 0,75 15,0 13,5 6,4 8,3 7,5 6,3 8,9
1,0 6,4 5,8 4,9 6,9
8 1,0 20,0 18,0 8,5 9,0 8,2 6,9 9,8
1,25 7,4 6,7 5,7 8,0
10 1,0 25,0 4 22,5 10,6 11,8 10,7 9,1 12,8
1,5 8,2 7,4 6,3 8,9
12 1,25 26,6 24,0 11,8 12,0 10,8 9,2 12,1
1,75 23,4 21,1 10 8,9 8,0 6,8 9,6
14 1,5 27,4 24,7 12,6 11,3 — 12,5
2,0 23,7 21,4 — 9,7 8,7 — 10,2
16 1,5 29,4 26,4 — 15,1 13,6 — 15,5
2,0 25,4 22,9 — 11,7 10,5 — 12,0
20 1,5 33,2 29,4 — 19,3 17,3 — 20,3
2,0 28,4 25,5 — 14,9 13,4 _ — 15,7
2,5 25,8 22,6 — 12,1 10,9 — 12,8
24 1,5 35,8 32,1 — 24,0 21,6 — 25,2
2,0 31,1 27,9 — 18,6 16,7 — 19,5
2,5 27,8 24,8 — 15,1 13,6 — 15,9
206 Глава VI. Нарезание резьбы б. Режимы резания
Поправочные коэффициенты на скорость в зависимости от класса точности резьбы
. Тип метчика Обрабатываемый материал Класс точности
1-й 2-й
Гаечные и машинные Сталь и алюминиевые сплавы . Силумин Дюралюминий и электрон . . . Сталь и чугун 0,8 1,3 0,77 0,8 1,0 1,65 1,0 1,0
ГЛАВА VII
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОБРАБОТКИ ОТВЕРСТИЙ НА СВЕРЛИЛЬНЫХ СТАНКАХ
1. ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
Технологическим процессом называют часть производственного процесса, непосредственно связанную с изменением формы, размеров, внешнего вида и свойств обрабатываемых материалов в соответствии с требованиями чертежа и технических условий.
Последовательность обработки деталей, оборудование, инструмент и приспособления, режимы обработки, средства и методы контроля качества детали — все это определяет технологический процесс.
Технологический процесс обработки состоит из следующих основных частей: операции, установки, позиции, перехода и прохода.
Операцией называют часть технологического процесса, выполняемую над одной определенной деталью (или над несколькими одновременно обрабатываемыми деталями) одним рабочим или несколькими рабочими (бригадой) непрерывно и на одном рабочем месте.
Установкой называют часть операции, осуществляемую при одном закреплении детали или нескольких одновременно обрабатываемых деталей.
Позицией называют каждое из различных перемещений детали относительно станка при одной ее установке, например, обработка детали в поворотном приспособлении при неизменном креплении детали.
Переходом называют часть операции, выполняемую над одним участком (или несколькими участками) обрабатываемой детали, одним инструментом (или несколькими одновременно работающими инструментами) при неизменном режиме резания. Например, если на сверлильном станке последовательно обрабатывать отверстие сверлом, зенкером и разверткой, то обработка состоит из трех переходов.
Проходом называют часть перехода, при которой снимается один слой металла с обрабатываемой поверхности без изменений в установке инструмента и режимов резаиия.
2. ВИДЫ ПРОИЗВОДСТВА
В машиностроении различают три основных вида производства: единичное, серийное и массовое.
Единичное производство характеризуется выпуском единичных деталей или машин каждого наименования. На станках выполняют разнообразные неповторяющиеся работы. Оборудование
преимущественно универсальное, допускающее выполнение различных операций на одном станке.
Серийное производство характеризуется выпуском однородной продукции обычно небольшими повторяющимися сериями (партиями). В зависимости от количества изделий в партии различают мелкосерийное и крупносерийное производство.
В серийном производстве применяют как универсальное, так и специальное оборудование. Частично используют принцип поточности и взаимозаменяемости, благодаря чему упрощаются сборочные работы, проводимые без дополнительных подгоночных операций.
Массовое производство предусматривает выпуск зна чительного количества однородной продукции. При массовом производстве операции обработки закрепляют за определенными рабочими местами, оборудование располагают по потоку в соответствии с технологическим процессом обработки, широко используют специальные и специализированные станки, механизируют операции, выполняемые вручную, и строго соблюдают принцип взаимозаменяемости. Как высшую ступень разновидности массового производства применяют производство деталей непрерывным потоком — заготовки передаются непрерывно от одного рабочего места к другому.
з. технологическая документация
Основным документом, отражающим утвержденный технологический процесс, является технологическая карта обработки.
В технологической карте механической обработки детали указывают следующие основные данные:
1) характеристику заготовки (наименование, материал, метод получения заготовки, размеры, вес и т. д.);
2) последовательность обработки с разбивкой па операции, установки, позиции, переходы и проходы, эскиз детали с указанием мест ее обработки и эскизы переходов с размерами для каждого перехода;
3) оборудование, применяемое для выполнения каждой опера ции (наименование, модель и краткая характеристика станков);
4) перечень закрепленной за каждой операцией технологической оснастки (режущий и измерительный инструмент, приспособления) и ее основные характеристики;
5) режимы резания, принятые для обработки (глубина резания, подача, скорость резания, число оборотов и число проходов), и расчетные размеры обрабатываемых поверхностей;
6) нормы времени и их состав, разряд работы и производитель ность в смену или в час;
7) методы технического контроля (перечень элементов, подле жащих контролю, и применяемый измерительный инструмент).
Технологический процесс разрабатывают на основе передовых методов труда и современной высокопроизводительной технологии. Он должен обеспечивать высокую производительность и экономичность при сохранении необходимой точности и чистоты обработанных поверхностей.
Технологическая документация состоит из следующих документов:
1) технологической карты, разрабатываемой на деталь и содержащей все операции обработки с разделением на установки, позиции и переходы;
2) операционной карты, разрабатываемой на операцию и содержащей эскизы обработки по позициям, установкам и переходам. Операционные карты иногда называют инструкционными, так как их используют для инструктажа рабочих о способах и последовательности обработки детали. Операционные карты обычно применяют в крупносерийном и массовом производствах;
3) маршрутной карты, разрабатываемой на одну деталь и определяющей последовательность обработки, т. е. маршрут передвижения детали по цеху.
4. ОСНОВНЫЕ ПОНЯТИЯ О БАЗАХ
В технологии машиностроения для достижения требуемой точности обрабатываемой детали необходимо правильно выбирать установочные базы.
Базой, или базирующей поверхностью, называют исходную поверхность, определяющую положение детали в процессе обработки. В машиностроении различают следующие основные виды баз: конст-. рукторские, технологические, измерительные и сборочные.
Конструкторской базой называют поверхность, линию или точку, от которых конструктор задает размеры или определяет положение дайной детали относительно других.
Технологическая установочная база представляет собой поверхность, определяющую положение обрабатываемой детали относительно режущего инструмента.
Измерительной базой называют поверхность, от которой отсчитывают размеры при измерении детали.
Сборочной базой называют поверхность, по которой деталь ориентируется по отношению к другим деталям при сборке узла или машины,
5. ПОСЛЕДОВАТЕЛЬНОСТЬ ОБРАБОТКИ ОТВЕРСТИЙ
Последовательность обработки отверстий устанавливают в зависимости от их размеров, требуемой точности, вида заготовки и от чистоты обработанной поверхности. Рекомендуемая последовательность переходов при обработке отверстий 2—4-го классов точности приведена в табл. 92.
При последовательной обработке отверстий сверлом, зенкером и разверткой технологическую точность и допуски на размеры обрабатываемых отверстий определяют по табл. 93.
Последовательность обработки отверстия 2—4-го классов точности Последовательность обработки отверстий классов точности OJ-f, Сверление Сверление или зенкерование Растачивание или зенкерование Растачивание или черновое зенкерование, зенкерование или чистовое растачивание Сверление, рассверливание или растачивание вместо рассверливания
3-го Сверление, развертывание Сверление, растачивание или зенкерование, развертывание Растачивание или зенкерование, развертывание Растачивание или черновое зенкерование или получистовое растачивание, развертывание Сверление, рассверливание, зенкерование или вместо рассверливания и зенкерования растачивание, развертывание 1
о сч Сверление, черновое и чистовое развертыва- ние Сверление, зенкерование или растачивание; получистовое и чистовое развертывание Растачивание или зенкерование, получистовое и чистовое развертывание Растачивание или черновое зенкерование, зенкерование нли получистовое растачивание, получистовое и чистовое развертывание Сверление, рассверливание, зенкерование или вместо рассверливания и зенкерования черновое растачивание, прлучис-товое развертывание, чистовое развертывание
Заготовка под отверстие Сплошной материал Сплошной материал Отлитое или прошитое отверстие с припуском до 4 мм на диаметр Отлитое или прошитое отверстие с припуском на диаметр более 4 мм Сплошной материал
Диаметр отверстия, мм До 10 От 10 до 30 От 10 до 30
Продолжение табл. 92 '
Диаметр отверстия, мм Заготовка под отверстие Последовательность обработки отверстий классов точности
2-го З-го 4-го
От 30 до 100 Отлитое или прошитое отверстие с припуском на диаметр до 6 мм Отлитое или прошитое отверстие с припуском иа диаметр более 6 мм Растачивание или зен-керование, чистовое и получистовое развертывание Растачивание или черновое зенкерование, зенкерование или получистовое растачивание, чистовое и получистовое развертывание Растачивание или зенкерование, развертывание Растачивание или черновое зеикерование, зенкерование или получистовое растачивание, развертывание ' Растачивание или зенкерование Растачивание или зенкерование или получистовое растачивание
Свыше 100 Отлитое или прошитое отверстие с припуском на диаметр 6 мм Черновое и получистовое растачивание, чистовое растачивание или развертывание специальной разверткой Черновое и получистовое растачивание, чистовое растачивание или развертывание специальной разверткой Черновое и чистовое растачивание
Таблица 93
Средняя технологическая точность различных методов обработки и допуски на размеры ' обрабатываемых отверстий, мм
ДИаметр отверстия, мм Показатели точности Сверление Рассверливание по кондуктору Зенкерование Развертывание
черновое однократное чистовое чистовое повышенной точности
без кондуктора | ПО КОНДУКТОРУ черновое чистовое
сталь чугун сталь чугун сталь чугун
До 6 Средняя точность Класс точности Допуск на отверстие 0,12 5 0,16 0,07 4 0,08 — — — 0,025 3 0,025 0,021 3 0,025 0,018 2а 0,018 0,017 2а 0,018 0,013 2 0,013 0,013 2 0,013 0,008 1 0,008
6-10 Средняя точность Класс точности Допуск на отверстие 0,16 5 0,20 0,09 4 0,10 1 1 1 — 11 1 0,030 3 0,030 0,025 3 0,030 0,023 2а 0,022 0,020 2а 0,022 0,016 2 0,016 0,016 2 0,016 0,011 1 0,011
10—18 Средняя точность Класс точности Допуск иа отверстие 0,21 5 0,24 0,12 4 0,12 0,11 4 0,12 0,21 5 0,24 0,11 4 0,12 0,035 3 0,035 0,030 3 0,035 0,027 2а 0,027 0,025 2а 0,027 0,019 2 0,019 0,019 2 0,019 0,013 1 0,013
Ш 1 лава VII. Технологический процесс обработки отверстий 5 Последовательность обработки отверстий
б. Точность обработки отверстий 215
Продолжение табл. S3
ЧЕВ1Э
S
ЛбохяЛгноя он эинваиЕЙоаээв^
Xdoi
-яЛяиоя ои
^±Jjaea VH. Технологический процесс о6работКи отеерстий
ж яг вихэ
-daaxo diowBHiT'
нАлАь : 0,015 1 0,015 । 0,018 1 0,018 810'0 1 0,018
чгвхэ 0,023 2 0,023 сГ 2 0,027 О со О о" 2 0,030
hAjAi. Ю 0,023 2 3 0,023 । 5 0,027 04 О 04 o' гл о со о o' 2 i 0,030
ЧЬ’ВХЭ
эоаохэиь
эоеоноэь
edoinKr
-ноя egg
со СО О со со го °. 1 о g 1 039 046 о О
о" 04 О о 04 О о" сЗ 040
aoeoHdah
ю см о‘ о “L 0 0 о со о о со О 0,049 3 0.060
о о X ю о О о о о го О О* го о В S О о Э со о’
Средняя точность Класс точности Допуск на отверстие Средняя точность I/ ПДЛЛ iveiavv. lU’iHUCTH Допуск иа отверстие
6. ТОЧНОСТЬ ОБРАБОТКИ ОТВЕРСТИЙ
Точность обработки отверстий и чистота обработанной поверхности зависят от следующих причин:
1) состояния станка и деформации его узлов;
2) заточки режущего инструмента и его закрепления;
3) установки и закрепления заготовки на столе станка или в приспособлении;
4) деформации заготовки при ее закреплении и деформации, возникающей от сил резания и температуры;
5) режима резания и технологии обработки;
6) точности измерительных инструментов и приборов;
7) квалификации и внимательности рабочего.
При обработке отверстий на сверлильных станках наиболее частыми являются следующие погрешности.
1. Разбивка отверстия вызывается следующими причинами: неправильной заточкой сверла (неравенство главных режущих кромок сверла); несоосностью рабочей части сверла и хвостовика (несовпадение оси вращения сверла с осью заборного конуса при его заточке); биением оси конуса шпинделя и погрешностью формы опорных шеек шпинделя и подшипников, вызывающей неравномерную разбивку (овальность отверстия).
2. Увод оси отверстия зависит от следующих причин:
1) неточности базирования заготовки или кондуктора по отношению к оси шпинделя станка (неперпендикулярность поверхности стола к оси шпинделя, рабочей поверхности стола к оси вращения стола, колонны радиально-сверлильного станка к поверхности стола или плиты и изогнутость направляющих траверсы радиально-сверлильного станка);
2) непараллельное™ оси шпинделя направлению перемещения гильзы при подаче сверла;
3) недостаточной жесткости и деформации узлов станка в процессе работы, вызывающих нарушение перпендикулярности оси шпинделя к поверхности стола и отклонение траверсы от первоначального правильного положения у радиально-сверлильного станка. Допускаемое отклонение от перпендикулярности оси шпинделя к рабочей поверхности стола должно соответствовать нормам точности, определяемым по ГОСТ 370—60 и 98—59;
4) погрешности кондуктора (неточность обработки базирующих поверхностей, заготовки или опорных плоскостей кондуктора);
5) деформации сверла под действием осевого усилия (сверление отверстий сверлами большой длины и небольшого диаметра). Для сверл из быстрорежущей стали при обычной подаче отношение длины рабочей части сверла и диаметра не должно быть более 6;
6) сверления отверстий в деталях с наклонными поверхностями (ось сверла смещается относительно оси отверстия, что приводит к уводу сверла).
3. Погрешности взаимного расположения осей отверстий при сверлении по разметке обычно вызываются неточной разметкой; сдвигом изделия; уводом сверла и разработкой направляющих втулок кондуктора. При неправильном базировании заготовки в кондукторе оси отверстия могут смещаться относительно базовой поверхности.
7. ВИДЫ РАБОТ НА СВЕРЛИЛЬНЫХ СТАНКАХ
На сверлильных станках могут быть выполнены следующие виды работ: сверление сквозных и глухих отверстий, рассверливание отверстий, сверление по разметке и кондуктору и т. д.
При сверлении сквозных отверстий с ручной подачей на выходе сверла из отверстия следует ослабить нажим на сверло, так как в момент выхода сверла сопротивление резанию уменьшается, сверло, захватившее слишком толстый слой металла, заклинивается неровностями на краях выходного отверстия и ломается.
При сверлении глухих отверстий на заданную глубину рекомендуется пользоваться упорными приспособлениями или упорной втулкой, применяемой только при ручной подаче. Если нет упорных приспособлений, ограничивающих осевое перемещение сверла, глубину сверления отмечают на сверле мелом или карандашом.
Глубину просверленного отверстия определяют глубиномером или по линейке и лимбу на станке. При нормальном процессе сверления стружка должна выходить из обеих спиральных канавок одинаковыми витками.
Рис. 53. Сверление неполных отверстий:
а — одновременно в двух деталях, б — в одной детали при помощи прокладки: 1—деталь, 2 — прокладка
При сверлении неполных отверстий (полуотверстий или отверстий меньших полуокружности) в тисках закрепляют две детали. Поверхности полуотверстий должны составить одну общую поверхность отверстия, которое зацентровывают на линии стыка закрепленных деталей (рис. 53, а).
При сверлении неполных отверстий в одной детали, равных полуокружности, а также больше или меньше ее, используют технологическую прокладку из того же материала, что и заготовка (рис. 53, б).
Рассверливание предварительно просверленных отверстий употребляют при изготовлении отверстий сравнительного большого диаметра (25 мм и более).
При увеличении диаметра сверла возрастает длина поперечной кромки (перемычки), находящейся в неблагоприятных условиях резания (малая скорость, больший угол резания), и, следовательно, осевое усилие и мощность резания. Чтобы устранить это вредное явление, отверстия сравнительно больших диаметров предварительно рассверливают, при этом перемычка второго сверла не участвует в работе.
Рассверливание уменьшает усилие подачи и увод сверла, благодаря чему процесс ведется при подаче в 1,5—2 раза больше, чем при сверлении одним сверлом того же диаметра.
Скорость резания при рассверливании примерно такая же, как и при сверлении отверстий соответствующего диаметра, а машинное
время значительно меньше.
Рекомендуемые режимы рассвер-ливаиия даны в табл. 40, 46 и 47.
Практически отверстия рассверливают при соотношениях диаметров сверл, приведенных в табл. 94. Следует отметить, что литые и штампованные отверстия обычно не рассверливают сверлом.
В зависимости от класса точности и величины партии обрабатываемых деталей сверление производят по разметке .и кондуктору.
Сверление по разметке применяют при ограниченном количестве обрабатываемых деталей и ремонтных работах.
При сверлении по разметке небольшие отверстия диаметром 0,25 D часто предварительно надсверливают с ручной подачей. Если отверстие смещается в сторону, крейцмейсе-
РиС. 54. Исправление увода сверла при надсверливании:
I — канавки, 2 — контур
просверливаемого отвер-стия, 3 — отверстие, уведенное в сторону
лем прорубают несколько канавок в радиальном направлении с той стороны отверстия, куда необходимо сместить сверло (рис. 54).
Только после надсверливания можно заканчивать процесс свер-
ления.
Сверление по кондуктору применяют, когда требуется высокий класс точности при достаточно большой партии деталей. Сверление по кондуктору по сравнению со сверлением по разметке более производительный способ, так как не нужно выполнять трудоемкую операцию — разметку.
Наиболее часто используют накладные и коробчатые кондукторы (рис. 55). Кондукторами с постоянными втулками пользуются при обработке отверстий одним инструментом, кондукторами со сменными втулками — при последовательной обработке отверстия ресколькими инструментами различных диаметров.
Рис. 55. Кондукторы:
а — накладной: 1 — корпус, 2 — направляющая втулка, 3 — крепежные винты, 4 — заготовка; б — коробчатый: 1—корпус, 2—окно, 3 — упор, 4, 6—направляющие втулки, 5, 7—крепежные винты, 8 — заготовка, Я 10 — отверстия в обрабатываемой детали
Таблица 94
Соотношение диаметров сверла и отверстия
Диаметр сверла D, мм
40 60 60
Диаметр предварительно просверленного отверстия d, мм ........
10—1510-15-2015-20-30 20-30-40 30-40-50
8. ОБРАБОТКА ОТВЕРСТИЙ КОМБИНИРОВАННЫМ РЕЖУЩИМ ИНСТРУМЕНТОМ
В настоящее время в прогрессивной технологии обработки деталей и при автоматизации производственных процессов все большее применение находят комбинированные режущие инструменты. Их используют на сверлильных и других металлорежущих станках. Применение такого инструмента сокращает машинное и вспомогательное время, номенклатуру необходимого инструмента, приспособлений и станков, допуская обработку сложных фасонных профилей повышенной точности.
Комбинированные инструменты могут работать следующим образом:
а) одновременно по всем ступеням (зенкеры и развертки);
б) частично одновременно (сверла-зенкеры, зенкеры-развертки и т. д.)
в) последовательно (сверла-зенкеры, зенкеры-развертки, зенкеры-развертки-зенковки, сверла-метчики и т. д.).
При работе инструментом используют следующие методы комбинирования:
а) образование фасонного профиля зубьев:
б) последовательная обработка ступеней;
в) чередовавие зубьев (зубья одной ступени чередуются с зубьями другой ступени).
Комбинированные инструменты имеют большую длину активной части режущих кромок, чем обычные, в результате чего возникают большие силы резания, которые необходимо учитывать при износе и стойкости инструмента.
Ступени комбинированного инструмента имеют различную нагрузку, что вызывает неравномерный износ инструмента. Для обеспечения равномерного износа следует учитывать возможности изменения режимов резания в зависимости от особенностей вступающих в работу ступеней.
Рис. 56. Обработка отверстий комбинированным инструментом: а - с последовательной работой ступеней, б — с одновременной работой ступеней, в — с частично одновременной работой ступеней
Для ступеней с повышенным износом применяют инструментальные материалы (быстрорежущие стали, твердые сплавы), обеспечивающие высокую стойкость. Для сложных многоступенчатых и фасонных инструментов стойкость увеличивают на 20—50%.
Машинное время при обработке отверстий комбинированным инструментом определяют с учетом особенностей обработки:
а) при последовательной обработке ступеней (рис. 56, а) машинное время равно сумме времени работы каждой ступени;
б) при одновременной обработке отверстий ступеней (рис. 56, б) машинное время подсчитывают по ступеням, обрабатывающим наибольшую длину;
в) при частично одновременной обработке отверстий ступеней
(рис. 56, в) машинное время определяют по первой наименьшей ступени, участвующей в обработке нескольких ступеней, так как оно перекрывает время других ступеней.
Комбинированные инструменты для обработки отверстий в сплошном материале
Для обработки отверстий в сплошном материале применяют следующие виды комбинированных инструментов: ступенчатые сверла, сверла-зенкеры, сверла-зенковки, сверла-зенкеры-развертки, сверла-развертки и сверла-метчики.
Рис. 57. Двухступенчатые сверла:
а — с режущими кромками на одной спирали;
б — с чередующимися режущими кромками
Ступенчатые сверла разделяются на:
1) сверла, получаемые перешлифовкой обычного сверла с режущими кромками первой и второй ступени на одной спирали (рис. 57, а). Их применяют при сравнительно малом перепаде диаметров ступеней;
2) сверла с чередующимися режущими кромками (рис. 57,б). Каждой паре режущих кромок соответствует своя пара ленточек.
Размеры рабочей части перечисленных сверл даны в табл. 95.
Таблица 95
Размеры комбинированных двухступенчатых сверл, мм
d а ь f /1 d а
5 1,о 1,0 0,5 0,1 28—30 4,4
6 1,1 — 31—32 4,8
7 8 1,2 0,8 0,3 33—34 5,2
1,4 — 35—36 5,6
9 1,6 ' — - 37 6,0
10—12 13—15 1,9 1,5 1,0 0,4 38 —
2,3 39—42 6,6
16—17 18—19 2,6 2,0 1,2 0,5 44—45 7,2
2,9 — 46—50 7,8 8,4
20—21 3,2 0,6 52—55
22—24 25—27 3,6 2,5 — — 58—60 9,0
4,0 0,7
ь / /I
2,5 1,2 0,7
3,0 — 0,8
— — —
3,5 1,5 0,9
— — 1,0
Сверла-зенкеры (рис. 58) используют для комбинированной обработки — сверления и зенкерования.
Сверла-зенковки (рис. 59) допускают сочетание сверления и зенкования под конус входной части отверстия.
Сверла-развертки (рис. 60) позволяют точно обрабатывать отверстия в сплошном материале, сочетая сверление с последующим развертыванием.
Сверла-метчики (рис. 61) применяют для нарезания мелкой резьбы невысокой точности в сквозных отверстиях.
Комбинированные инструменты для обработки деталей с отверстиями
Для обработки деталей с отверстиями применяют следующие виды инструментов: комбинированные зенкеры, зенкеры-зенковки, зенкеры-развертки, комбинированные развертки и комбинированный резьбонарезной инструмент — метчики.
Комбинированные зенкеры, кроме обычного зенкеро-
Рис. 58. Сверла-зенкеры:
а — цельное, б — сборное, в — сборное многоступен-чатое, оснащенное пластинками из твердого сплава
Рис. 59. Сверла-зенковки:
а — цельное, б — сборная зенковка, оснащенная пластинками из твердого сплава
вания, используют и для обработки соосных отверстий, находящихся на некотором расстоянии друг от друга.
Комбинированные спиральные зенкеры, изображенные на рис. 62,
с)
Рис. 62. Комбинированные спиральные зенкеры: а — с режущими кромками, расположенными иа одной спирали, б — с чередующимися режущими кромками
могут быть как с режущими кромками, расположенными на одной спирали, так и с чередующимися режущими кромками.
Зенкеры- зенковки (рис. 63) используют для обработки отверстий с конической входной частью.
Рис. 63. Зенкер-зенковка, оснащенный пластинками из твердого сплава
Зенкеры-развертки (рис. 64) применяют для последовательной обработки отверстий зенкером и разверткой, а также для обработки соосных отверстий, расположенных на некотором расстоянии друг от друга.
Рис. 64. Зенкер-развертка
Комбинированные развертки (рис. 65) обычно используют для совмещения чернового и чистового развертывания или для одновременной обработки нескольких соосных отверстий. Они могут быть цельными и со вставными зубьями.
Рис. 65. Комбинированные развертки:
а — цельная для обработки двух отверстий, б — регулируемая для обработки нескольких отверстий
Комбинированный резьбонарезной инстру-м ент — метчики применяют в комбинациях зенкер-метчик и развертка-метчик.
Рис. 66. Комбинированный метчик с различным шагом резьбы
Комбинированные метчики, используемые при обработке резьбо. вых соосных отверстий, бывают пли различных диаметров, но одного шага или с различным шагом резьбы (рис. 66). При различном шаге резьбы метчик второй ступени должен начинать обработку только по окончании нарезания резьбы метчиком первой ступени.
9. ОБРАБОТКА ОТВЕРСТИЙ В ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВАХ
Жаропрочные и титановые сплавы относятся к труднообрабатываемым материалам. Поэтому для обработки отверстий в этих сплавах применяют инструмент с соответствующей заточкой, изготовленный из материалов с высокими режущими свойствами, а также эффективные смазочно-охлаждающие жидкости.
Обработка жаропрочных сплавов
Сверление. При сверлении жаропрочных сплавов ЭИ766, ЭИ767 и ЭИ826 рекомендуется обработка сверлами из быстрорежущей стали Р9, Р18, Р9К10 и др. При использовании сверла диаметром до 12 мм подача «<0,1 мм.1об, скорость резания о=3—5 м/мин.
Жаропрочные и нержавеющие стали сверлят с обильным охлаждением пятипроцентной эмульсией.
Зенкерование. Для зенкерования жаропрочных сплавов применяют зенкеры из быстрорежущих сталей Р18 и Р9Ф5. При зен-керовании жаропрочных сталей глубина резания t = 1—3 мм, подача s = 0,1—1,5 мм/об и скорость резания v = 2—30 м/мин. В качестве смазочно-охлаждающей жидкости пользуются однопроцентной эмульсией при норме ее расхода 8—15 л/мин.
Развертывание. Для развертывания жаропрочных сплавов используют развертки из быстрорежущих сталей Р18 и Р9Ф5. При развертывании жаропрочной стали ЭИ69 выбирают следующий режим резания: t до 0,2 мм; s до 0,7 мм)об и v «3,5 м!мин.
Нарезание резьбы метчиками. Метчики изготовляют из быстрорежущей стали Р18 и Р9Ф5. Передний угол Y = +10°, угол заборного конуса для сквозных отверстий <р=2°, задний угол на зубьях заборной части а =8° и иа калибрующих а = 0°20'_ Зубья на калибрующей части расположены в шахматном порядке, что уменьшает трение и защемление метчика. Обратная конусность на калибрующей части составляет 0,1 мм иа 100 мм длины.
Допускаемая скорость резания v = 3—30 м/мин.
Смазочно-охлаждающие жидкости состоят из 60% сульфофрезо-ла, 25% керосина, 15% олеиновой кислоты при интенсивности подачи жидкости 15—20 л/мин.
Обработка титановых сплавов
Сверление. Сверла диаметром до 5 мм изготовляют из быстрорежущих сталей Р18, РК5, Р9К10 и Р9Ф5, сверла диаметром более 5 мм — из твердого сплава ВК8.
При угле 2<р = 120—130° применяют подточку поперечной кромки до 0,1Д и при угле 2<р = 130—140° и 2<р0 = 70—80° — двойную заточку. Для сверл из быстрорежущей стали s = 0,05—0,3 мм/об (в зависимости от диаметра сверла) и v — 2—4 м/мин, для сверл, оснащенных твердым сплавом, s = 0,05—0,2 мм/об и v = 9—15 м/мин. В качестве охлаждающей жидкости применяют касторовое масло, олеиновую кислоту или ее смеси.
Зенкерование. При зенкеровании отверстий диаметром менее 10 мм применяют зенкеры из быстрорежущей стали тех же марок, что и для сверл. Зенкеры диаметром более 10 мм изготовляют из твердого сплава ВК.8. Геометрические параметры зенкеров выбирают:
а) для зенкеров, оснащенных твердым сплавом: Т = 0—3°; а = 6—12° (больший на режущей части, меньший на калибрующей); 2<р = 90—120°, при двойной заточке 2<р = 120° и 2<р0 = 65—70°;
б) для зенкеров из быстрорежущей стали ? »О—3°; а=6—12“ и 2<р = 90—120°, 15—1766
Таблица S6
Смазочно-охлаждающие жидкости, используемые при обработке отверстий в различ ных _________________________________материалах
Обрабатываемый материал Смазочно-охлаждающие жидкости при
сверлении и зенкеровании развертывании нарезании резьбы метчиком
Углеродистая, конструкционная, инструментальная сталь Водный раствор соды. Водный раствор соды с антикоррозийной добавкой (нитрит натрия, жидкое стекло, тринатрийфосфат и Др.). Водный раствор мыла, буры, ализаринового масла, жидкого стекла и эмульсии. Смешанные масла Водный раствор мыла. Эмульсия. Осерненное масло. Смешанные масла Эмульсия. Осерненное масло. Осерненное масло с керосином. Смешанные масла
Закаленная хромоникелевая сталь Эмульсия (Юо/о эмульсо-ла, 5о/0 супьфофрезола, 0,2о/о кальцинированной соды и 84,8о/0 воды) Смесь (60о/о сульфо-фрезола, 25% керосина и 15% олеиновой кислоты)
Специальная легированная сталь Водный раствор соды, буры, мыла и' ализаринового масла, 5—10-процентная эмульсия Водный раствор мыла. Осерненное масло. Смешанные масла. Сульфофрезол и 2°/о четыреххлористого углерода Эмульсия. Осерненное масло. Осерненное масло с керосином. Осерненное масло с керосином и олеиновой кислотой. Смешанные масла
Стальное литье Эмульсия Эмульсия. Осерненное масло. Смешанные масла Эмульсия. Осерненное масло. Смешанные масла
Ковкий чугун Эмульсия Без охлаждения. Эмульсия. Минеральное масло 3—5-процентная эмульсия
Чугунное литье Без охлаждения. Эмульсия. Керосин. Водный раствор буры и глицерина Без охлаждения. Смешанные масла. Минеральное масло. Керосин Без охлаждения. 3—5-процентная эмульсия. Смешанные масла. Керосин
Нержавеющие жаропрочные сплавы и сталь 10-процентная эмульсия (5<>/о эмульсола, 2о/0 хлористого бария, 0,5—1»/о нитрита натрия). Другой состав (5—10% эмульсола и 2»/о сульфофрезола) 10—20-процентная эмульсия. Осерненное масло Смесь (50% осернен-ного масла, 30% керосина и 20% олеиновой кислоты). Смесь (80% сульфофрезола и 20% олеиновой кислоты)
Титановые сплавы Эмульсия. Осерненное масло. Касторовое масло и олеиновая кислота (зенкерование) Осерненное масло. 5-процентный раствор эмульсола в воде. Смесь (40% сульфофрезола, ЗО»/о олеиновой кислоты и 30»/о скипидара) Касторовое масло. Олеиновая кислота. Смесь (85«/о сульфофрезола и 15% олеиновой кислоты)
Бронза Без охлаждения. Эмульсия Эмульсия. Минеральное масло. Смешанные масла Без охлаждения. Смешанные масла
226 Глава VII. Технологический процесс обработки отверстий 9. Обработка отверстий в жаропрочных и титановых сплавах 227
Продолжение табл . 96 нарезании резьбы метчиком Эмульсия Без охлаждения. 3—5- процентная эмульсия. Осерненное масло. Смешанные масла Эмульсия. Смешанные масла | Эмульсия Без охлаждения. Эмульсия. Смешанные масла. Керосин 3—5-процентная эмульсия Без охлаждения. Обдувка сжатым воздухом
шо-охла1кдающие жидкости при S S а C3 И 3 & и СО СИ 1 3—б^процентная эмуль- 1 сия. Смешанные масла. Осерненное масло. Без охлаждения Эмульсия S3 43 S СТ) Эмульсия. Смешанные масла. Скипидар с керосином. Керосин. Сурепное 1 | 3—5-процентная эмуль-1 сия Без Охлаждения. Обдувка сжатым воздухом
Я-о СО со S и сверлении и зенкеровании Без охлаждения. Эмульсия Без охлаждения. Эмуль- 1 сия Эмульсия. Смешанные масла к ч S СТ) | Без охлаждения. Эмуль- 1 сия. Керосин 3—5-процентная эмульсия Без охлаждения. Обдувка сжатым воздухом
Обрабатываемый материал Цинк Латунь Медь Никель Алюминий и его сила- вы Волокнит, винипласт, органическое стекло, полистирол, поропласт и т. д. Текстолит, гетинакс, кордоволокннт, аминопласт и т. д.
Режимы резания при зенкеровании следующие:
а) для зенкеров, оснащенных пластинками из твердого сплава: t = 0,5—1,0 мм\ s = 0,1—0,3 mm)o6-, v = 10—15 м/мищ
б) для зенкеров из быстрорежущей стали: t = 0,3—0,8 мм; s — 0,05—0,2 мм/об и v = 3—5 м!мин.
В качестве смазочно-охлаждающей жидкости применяют касторовое масло вли олеиновую кислоту.
Развертывание. Развертки диаметром до 8 мм изготовляют из быстрорежущих сталей марок Р18, РК5, РКЮ, Р9К5 и Р9Ф5, развертки диаметром более 8 мм — из твердого сплава ВК8.
Геометрические параметры разверток следующие:
а) из быстрорежущей стали: Т = 0°; а = 10—15°; 2<р = 10—20° (для глухих отверстий 2<р = 60—90° и 2ф0 = 10—15°);
б) развертки, оснащенные пластинками из твердых сплавов: Y =0°; а=10—15°; 2<р=60—90° и 2ф0= 10—15°.
Режимы резания при развертывании следующие:
а) для разверток из быстрорежущей стали: t = 0,05—0,1 мм (в зависимости от диаметра отверстия); s = 0,05—0,2 мм!об и v = 2—3 м/мин;
б) для разверток, оснащенных твердым сплавом ВК8: t = =0,05—0,15 мм\ s=0,l—0,2 мм)об и о=10—15 mImuh.
В качестве смазочно-охлаждающей жидкости используют касто-ровое масло или олеиновую кислоту.
Нарезание резьбы метчиками. Метчики изготовляют из быстрорежущих сталей Р18, РК5, РКЮ, Р9Ф5 и Р9К5. Число метчиков в комплекте равно трем.
Геометрические параметры следующие: Т = 3—5°, задний угол заборного конуса а = 10—12°, обратная конусность 0,1 мм на 100 мм длины. Скорость резания п=1—2 м/мин. При нарезании резьбы метчиком с шахматным расположением зубьев по всей его рабочей части скорость резания v — 3—4 м/мин.
В качестве смазочно-охлаждающей жидкости применяют касторовое масло, олеиновую кислоту или ее смеси.
10. ВЫБОР СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИИ
Правильный выбор смазочно-охлаждающих жидкостей при обработке отверстий оказывает существенное влияние на сам процесс и его производительность.
Смазочно-охлаждающие жидкости при обработке отверстий должны обеспечивать наибольший отвод тепла из зоны резания, облегчать образование стружки и ее вымывание из отверстий, иметь хорошую смазочную способность, обладать антикоррозийными свойствами, быть безвредными для рабочих и устойчивыми при хранении.
Смазочно-охлаждающие жидкости при обработке отверстий обычно выбирают в зависимости от видов обработки (сверление, зенкерование и т. д.), характера обработки, размеров отверстия, заданной чистоты поверхности, материала детали и режущего инструмента, типа станка, режимов резания и других условий. Например, применение охлаждения при сверлении стали так же, как и при ее точении.
уменьшает усилие подачи и крутящий момент примерно на 15—30%, повышает допустимую скорость резания в 1,3—1,4 раза и, следовательно, снижает машинное время.
Рекомендации по выбору смазочно-охлаждающих жидкостей при обработке отверстий в различных материалах даны в табл. 96, нормы расхода — в табл. 97.
Таблица 97
Нормы расхода смазочно-охлаждающих жидкостей
Вид обработки Вид жидкости Нормы расхода жидкости, л]мин
Сверление Эмульсия 10—15
Зенкерование Эмульсия 6- 12
Развертывание Эмульсия 6—10
Осерненное масло 4—6
Нарезание резьбы Осерненное масло До 3
11. ИНСТРУМЕНТЫ ДЛЯ ИЗМЕРЕНИЯ ОТВЕРСТИЙ
Для измерения и проверки размеров обрабатываемых деталей используют различные измерительные инструменты. Измерительный инструмент выбирают в "зависимости от требуемой точности измерения, величины измеряемого размера, вида измеряемой поверхности И характера производства.
Характеристика измерительных инструментов, применяемых при обработке отверстий на сверлильных станках, приведена в табл. 98.
12. БРАК ПРИ ОБРАБОТКЕ ОТВЕРСТИИ И МЕРЫ ЕГО ПРЕДУПРЕЖДЕНИЯ
Причинами брака при обработке отверстий обычно являются: нарушение установленной технологии обработки, небрежная наладка и настройка станка, неправильная эксплуатация инструмента, нарушение режимов работы и т. д.
Различают брак исправимый (деталь используют только после дополнительной обработки) и неисправимый, окончательный (деталь не может быть использована).
Особое внимание необходимо обращать на состояние режущего инструмента. Ненадежное закрепление инструмента, несвоевременная смена затупившегося инструмента и его неправильная заточка являются основными причинами износа и поломки режущего инструмента. Виды износа и поломок сверл и способы их устранения даны в табл. 99.
Виды брака, встречающегося при сверлении, развертывании и нарезании резьбы метчиком, и способы его предупреждения и устранения приведены в табл, 100—102,
Наименование инструмента Внешний вид Предел измерения, мм Точность измерения, мм Применение
Микрометрический глубиномер и 0—25 25—50 50—75 75-100 0,01 Точное измерение глубины отверстий 1
11
ИНН •
Микрометрический нутромер (штихмас) О’ ^45 14° -g—4o_. i llh 75-175 75—575 150—1200 150—4000 0,01 Точное измерение диаметров отверстий d
Индикаторный нутромер 90 it 80 , i.70 1й 18—35 35—50 До 1000 0,01 Точное измерение диаметров отверстий d
Ц в e-
Гладкие предельные калибры-пробки Разный В пределах допуска Контроль размеров отверстий Точное измерение в серийном и массовом производствах
Конусные калибры Разный В пределах допуска Контроль конусов Морзе и метрических
Предельные резьбовые пробки Разный В пределах допуска Контроль внутренних резьб
1
232 Глава VII. Технологический процесс обработки отверстий 12. Брак при обработке отверстий и меры его
Таблица 99
Виды износа и поломок сверл и способы их устранения
Виды износа и поломок сверл Причины износа и поломок Способы устранения
Выкрашивание режущих кромок Высокая скорость резания Неправильный режим охлаждения (по количеству и по составу) Твердые включения Уменьшить скорость резания Увеличить количество охлаждающей жидкости и изменить ее состав Срубить твердые включения внутри отверстия или заменить заготовку
Затупление режущих кромок Продолжительная работа без переточки Завышенная подача Неправильная заточка Провертывание сверла в патроне Неточная пригонка конусных поверхностей хвостовика сверла к переходной втулке Заточить сверло Уменьшить подачу Правильно заточить сверло Тщательно закрепить сверло Исправить переходную втулку или заменить ее новой и закрепить сверло плотнее
Быстрый износ режущих кромок Высокая скорость резания Уменьшить скорость резания
Повреждение кромок ленточек Кондукторная втулка больше сверла Заменить втулку
Перелом сверла. Сильное затупление сверла Большой люфт (качка) Перегрузка сверла Спиральная канавка сверла забивается стружкой Малая скорость при большой подаче Мал задний угол сверла Пустоты, раковины и неоднородность обрабатываемого материала Своевременно перетачивать сверло Отрегулировать шпиндель Установить правильный режим работы Чаще выводить сверло из отверстия и очищать его и отверстие от стружки Увеличить скорость или уменьшить подачу Увеличить задний угол Заменить заготовку
Продолжение табл. 99
Виды износа и поломок сверл Причины износа и поломок Способы устранения
Поломка лапки хвостовика Грязь и заусенцы в переходной втулке Неточная пригонка хвостовика к конусной переходной втулке Очистить, насухо протереть переходную втулку и хвостовик сверла Закрепить сверло плотнее, исправить переходную втулку или заменить ее новой
Изменение вида стружки, образуемой при сверлении Откалывание режущей кромки и затупление сверла Правильно заточить сверло
Таблица 100
Виды брака при сверлении и способы его устранения
Виды брака Причины брака Способы устранения
Слишком большой диаметр отверстия Люфт шпиднеля станка Сверло с большим диаметром, чем у требуемого отверстия Неравные углы режущих кромок или разной длины режущие кромки, смещена поперечная кромка Люфт сверла в конусной переходной втулке Отрегулировать работу шпинделя Заменить сверлом требуемого диаметра Правильно заточить сверло Сменить втулку
Перекос отверстия Стол станка не перпендикулярен шпинделю Попадание стружки под нижнюю поверхность детали Неправильные (непараллельные) подкладки Проверить правильность положения стола При установке детали очищать ее и стол от стружки и грязи Исправить или сменить подкладки
Продолжение табл. 100
Виды брака Причины брака Способы устранения
Перекос отверстия Неправильная установка обрабатываемой детали на столе станка Неисправные и неточные приспособления Проверить установку и крепление детали Заменить исправными приспособлениями
Смещение отверстия Биение сверла в шпинделе Сверло уводит в сторону Неправильная установка и слабое крепление детали на столе станка (деталь сдвинулась при сверлении) Неверно размечена деталь при сверлении по разметке Устранить биение сверла Проверить правильность заточки сверла, выверить его на биение и правильно заточить Проверить установку и крепление детали, надежно закрепить деталь на столе станка Правильно разметить деталь
Грубо обработанная поверхность отверстия Завышена подача сверла Тупое или неправильно заточенное сверло Неправильная установка сверла и детали Недостаточное охлаждение или неправильный выбор охлаждающей жидкости Уменьшить подачу Правильно заточить сверло Проверить правильность установки крепления сверла и детали Увеличить охлаждение сверла или заменить охлаждающую жидкость
Увеличенная глубина отверстия Неправильно установлен упор на глубину отверстия Точно установить упор на нужную глубину
Таблица 101
Виды брака при развертывании и способы его устранения
Виды брака Причины брака Способы устранения
Не выдержан размер отверстия по диаметру Неправильно выбран диаметр развертки Биение развертки Заменить правильной по размеру разверткой Применить развертку с качающейся оправкой
Следы предварительной обработки отверстия Недостаточный припуск под развертывание Грубая обработка отверстия под развертывание Увеличить припуск Улучшить предварительную обработку отверстия
Следы дробления иа поверхности отверстия Завышенный припуск под развертывание Неправильные углы заточки зубьев развертки Неправильное крепление развертки Уменьшить припуск Правильно заточить развертку Применить развертку с качающейся оправкой
Надиры и выхваты на поверхности Небрежно заточенная или затупившаяся развертка Завышенный припуск под обработку Неудовлетворительный выбор или недостаточное количество охлаждающей жидкости (особенно при обработке вязких материалов) Правильно заточить развертку Установить припуск в соответствии с нормативами Увеличить подачу охлаждающей жидкости или заменить ее
Таблица 102
Виды брака при нарезании резьбы метчиками и способы его устранения
Виды брака Причины брака Способы устранения
Рваная резьба Затупившийся метчик Неудовлетворительное охлаждение Перекос метчика относительно отверстия при неправильной установке Применение остроза-точенного метчика Применение рационального и достаточного охлаждения Правильная установка метчика—без перекосов
Тупая резьба Завышенный диаметр отверстия под резьбу Низкие твердость и чистота поверхности зубьев, малые передние и задние углы и износ метчиков; высокая вязкость материала детали Правильный выбор и обработка диаметра отверстия под резьбу 14спользование метчиков требуемой конструкции и геометрии с учетом обрабатываемого материала
Неудовлетворительная чистота поверхности профиля резьбы Малая величина переднего угла метчика Недостаточная длина заборного конуса Сильное затупление и неправильная заточка метчика Низкое качество сма-зоч но-охл аждаю щей жидкости Несоответствующие качества материала детали Применение чрезмерно высоких скоростей резания Использование метчиков необходимой конструкции и геометрии Применение соответствующих смазочно-охлаждающей жидкости и материала Выбор рациональных скоростей резания
Продолжение табл.. 102
Виды брака Причины брака Способы устранения
Провал ПО калибрам-пробкам Разбивание резьбы метчиком при неправильной его установке Большое биение метчика Снятие метчиком стружки при вывертывании Применение повышенных скоростей резания Использование разных смазочно-охлаждающих жидкостей Неправильное регулирование " плавающего патрона или его непри-_ годность Правильная установка метчика Использование метчиков с допустимым биением и правильными канавками Выбор нормальных скоростей резания Применение наиболее эффективной смазочноохлаждающей жидкости Применение исправного патрона
Тугая резьба Неточные размеры метчика Большая шероховатость резьбы Применение метчиков необходимых размеров Нарезание чистой резьбы
Конусность резьбы Неправильное вращение метчика (разбивка верхней части отверстия) Отсутствие у метчика обратного конуса (зубья калибрующей части срезают металл) Правильная установка метчика Использование метчиков правильной конструкции -
Продолжение табл,, 102
Виды брака Причины брака Способы устранения
Несоблюде-. ние размеров резьбы (проходной калибр не проходит, непроходной проходит) Некачественный метчик по размерам и профилю Перекос метчика при установке и нарушение нормальных условий его эксплуатации Срезание резьбы при обратном ходе метчика Применение качественных метчиков Правильная установка метчика и соблюдение нормальных условий работы
Ухудшение качества резьбы Выкрашивание зубьев метчика (повышенная твердость и хрупкость). Завышенная величина передних и задних углов, короткая заборная часть и сильное затупление метчиков Неравномерная подача метчика (удар о деталь) в начале резания резьбы Использование качественных метчиков с правильной термообработкой; своевременная замена затупившихся метчиков Внимательное отношение сверловщика к работе
Брак резьбы из-за поломки метчика Закалочные трещины и повышенная хрупкость режущей части метчика, недостаточная глубина отверстия под резьбу, малый объем стружечных канавок и неправильный отвод стружки, защемление стружки при вывертывании метчика Заниженный диаметр отверстия под резьбу Применение метчиков требуемой конструкции с качественной термообработкой Выполнение правильных по размеру отверстий под резьбу
Продолжение табл. 102
Виды брака Причины брака Способы устранения
Срыв резьбы Диаметр' просверленного отверстия под резьбу меньше требуемого Затупившийся метчик Стружка забивается в канавках метчика Правильное сверление отверстия по диаметру под резьбу Применять правильно заточенный метчик с острыми режущими кромками Чаще вынимать метчик для удаления стружки
ГЛАВА VIII
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
1. ТЕХНИЧЕСКАЯ НОРМА ВРЕМЕНИ И НОРМА ВЫРАБОТКИ
К техническому нормированию относится изучение процессов труда, определение затрат рабочего времени и установление расчетных технических норм путем выявления и анализа имеющихся производственных возможностей н резервов.
Технической нормой времени называют время, необходимое для выполнения заданной работы с учетом наиболее эффективного использования всех средств производства, отвечающих уровню современной техники и передового опыта производства.
Количество продукции (в штуках, килограммах и т. д.), которое должно быть изготовлено в единицу времени (в минуту, час или смену), называют нормой выработки. В состав нормы штучного времени (время, необходимое для изготовления одной детали) входят основное время, вспомогательное время, время обслуживания рабочего места и время перерывов на отдых.
Штучное время Т ш определяют по формуле
7ш==7'о4~ 7в4~ ^обсЧ" ?отд мин,
где Т 0 — основное (машинное) время;
Т в —вспомогательное время;
Т обе—время обслуживания рабочего места;
Т отд — время перерывов на отдых.
Основное время — время, затрачиваемое непосредственно на обработку детали, т. е. на изменение формы, размеров и качества поверхностей зенкерования, Основное
обрабатываемой детали (например, путем сверления, развертывания и т. и.).
время Т о находят по формуле
L • (1-4~ Ь ~Ь
То =------I —---------------мин,
n-s n-s-t
где L — расчетная длина обработки, т. е. общая длина прохода инструмента в направлении подачи (L = I+I1+I2);
I —длина обрабатываемой поверхности, мм.;
11 — величина врезания, мм;
I2 — величина перебега инструмента, мм.;
п — число оборотов детали в минуту;
s — подача, мм/об;
h
I — число проходов (< = — );
h — припуск на обработку, мм;
t — глубина резания, мм.
Вспомогательное время Ts—время, затрачиваемое рабочим на установку я снятие детали и инструмента, пуск и остановку станка, подвод и отвод инструмента, на измерение детали и т. д.
Сумму основного То и вспомогательного Тв времени называют оперативным временем Т Оп •
Время обслуживания рабочего места Т обе —• время, затрачиваемое рабочим на уход за рабочим местом и оборудованием, т. е. на смену затупившегося инструмента, регулирование инструмента, его раскладку и уборку в начале и конце смены, а также на подналадку станка в процессе работы, его чистку и смазку.
Норму выработки А вир за смену в штуках определяют по формуле
кт ____ ^см
” выр — >
1 ш
где ТСм — продолжительность смены в минутах. При семичасовом рабочем дне
420 Т^выр - ™ •
1 ш
Подготовительно-заключительное время ТП.з— время, необходимое рабочим для ознакомления с работой (с чертежом, технологической картой и т. д.), наладки станка, инструментов, приспособлений для изготовления заданной партии деталей, а также для выполнения действий, связанных с началом и окончанием данной работы (получение материалов, заготовок, сдача готовой продукции и т. п.).
При массовом производстве, когда оборудование настроено на выполнение одной операции, подготовительно-заключительное время не учитывают. Для каждой новой партии изделий его подсчитывают отдельно на всю партию.
В техническом нормировании существует еще штучно-калькуляционное время Т ш.к определяемое по формуле
т _ т I Т— т Ш.К - < Ш | »
П
rjxe п — количество деталей в партии.
2 . ОПЛАТА ТРУДА
Труд рабочего оплачивается в соответствии с технически обоснованными нормами времени, учетом квалификации труда, условий работы и т. д. Существуют две основные формы заработной платы рабочих: сдельная и повременная.
Сдельная форма оплаты труда имеет несколько систем: обычную сдельную, сдельно-премиальную, сдельно-прогрессивную и аккордную.
Наиболее распространенной является обычная сдельная система, при которой труд оплачивается в соответствии с выполненной работой, независимо от проработанного времени.
При повременной форме оплаты труда исходят из количества проработанного времени и присвоенного рабочему разряда или оклада, независимо от объема работы.
При сдельной оплате труда исходят из ставки рабочего 1-го разряда и тарифных коэффициентов. Сейчас в машиностроении и металлообрабатывающей промышленности введена новая тарифная сетка из шести разрядов и соответствующих им тарифных коэффициентов. Для сверловщиков тарифная сетка предусматривает четыре разряда.
Первому разряду соответствует самая низкая квалификация рабочего. Ставки последующих разрядов определяются умножением ставки 1-го разряда на соответствующий тарифный коэффициент. Тарифный коэффициент показывает, во сколько раз тарифная ставка рабочего более высокого разряда превышает тарифную ставку рабочего 1-го разряда.
Тарифная сетка и часовые ставки для рабочих предприятий машиностроения и металлообработки (первая группа) приведены в табл, 103,
Работы, типичные для каждого разряда, определяют по тарифноквалификационному справочнику. Разряды рабочим обычно присваивает квалификационная комиссия по результатам пробной работы, проверки теоретических знаний и практических навыков рабочих в соответствии с требованиями тарифно-квалификационного справочника.
Т а б л и ц а 103
Показатели Разряды
1 2 3 4 5 6
Тарифные коэффициенты 1,0 1,13 1,29 1,48 1,72 2,0
Увеличение тарифной ставки в «/о по сравнению с предыдущей — 13 14,1 14,7 16,2 16,2
Часовые ставки (коп), для сдельщиков, занятых на холодных работах, и повременщиков, занятых на горячих работах с вредными условиями труда 0—32 0— 36,2 41?3 0—47,4 0—55 0—64
8. ТАБЛИЦЫ ДЛЯ НОРМИРОВАНИЯ
Таблица 104
Величины врезания Tt и перебега /2 при сверлении в сплошном материале
Угол при вершине 2 ср, град
90 116-118 125 130 140
При обработке Величина перебега при сверле-
Диаметр сверла эбонита, стали, чугуна и красной латуни, мягкой бронзы алюминия, дюралюминия, элект-
D, мм целлулоида твердой бронзы меди мина, баббита ход 72, мм
Величина врезания 71, мм
h=0,5D 1, «0,310 7,=0,26О 7,=0,23D 7 ,=0,180
2 1,0 0,62 0,52 0,46 0,36 о,5
3 L5 0,93 0,78 0,69 0,54 0,5
4 2,0 1,2 1,0 0,92 0,72 1,0
5 2,5 1,5 1,3 1,2 0,90 1,0
6 3,0 1,9 1,6 1,4 1,1 1,0
8 4,0 2,5 2,1 1.8 1,4 1,0
10 5,0 3,1 2,6 2,3 1,8 1,5
12 6,0 3,7 3,1 2,8 2,2 1,5
14 7,0 4,3 3,6 3,2 2,5 1,5
16 8,0 5,0 4,2 3,7 2,9 1,5
18 9,0 5,6 4,7 4,1 3,2 2,0
20 10,0 6,2 5,2 4,6 3,6 2,0
22 п,о 6,8 5,7 5,1 4,0 2,0
24 1г;о 7,4 6,2 5,5 4,3 2,0
26 1з;о 8,1 6,8 6,0 4,7 2,0
28 14’0 8,7 7,3 6,4 5,0 2,5
30 15’0 9,3 7,8 6,9 5,4 2,5
32 16,0 10,0 8,3 7,4 5,8 2,5
34 17,0 10,6 8,8 7,8 6,1 2t5
36 18,0 11,2 9,3 8,3 6,5 2,5
38 19,0 П,8 9,9 8,7 6,8 3,0
40 20,0 12,4 10,4 9,2 7,2 3,0
45 22,5 14,0 П,7 10,3 8,1 3,0
50 25i0 15,5 13,0 11,5 9,0 3,0
55 27,5 17,0 14,5 12,7 9,9 3,0
60 30,0 18,6 15,6 13,8 10,8 3,0
Ппимечания. 1 Чтобы сверло свободно подходило к обрабатываемой
поверхности с рабочей подачей, величину врезания Г, увеличивают на и,о—z мм.
2. При сверлении в упор величина переоега 3. При работе сверлами с двойной заточкой 'g—V» величину врезания увеличивают на
1—4 в зависимости от диаметра сверла,
Таблица 105
Величины врезания Ц и перебега Z2 при рассверливании
Угол при вершине 2 <р, град
90 116—118 125 130 140
При обработке Величина
алюминия, перебега
Глубина резания эбонита, целлулои- стали, чугуна, твердой брон- красной меди латуни, мягкой дюралюминия, силумина, влек- при рассверливании на
да зы бронзы трона, баб- проход If,
бита мм
Величина врезания <1, мм
h = t 0,61 1, =/ • 0,52 h = t -0,47) 1,=4 • 0,36
2 2 1,2 1,04 0,94 0,72 1
3 3 1,8 1,6 1,4 1,1 1
4 4 2,4 2,1 1,9 1.4 1
5 5 3,1 2,6 2,3 1,8 2
6 6 3,6 3,1 2,8 2,2 2
8 8 4,9 4,2 3,8 2,9 2
10 10 6,1 5,2 4,7 3,6 2
12 12 7,3 6,2 5,6 4,3 2
14 14 8,5 7,3 6,6 5,0 3
16 16 9,7 8,3 7,5 5,8 3
18 18 11,0 9,4 8,5 6,5 3
20 20 12,2 10,4 9,4 7,2 3
25 25 15,4 13,0 11,7 9,0 3
Примечания. 1. Чтобы сверло свободно подходило к обрабатываемой поверхности с рабочей подачей, величину врезания I, увеличивают на 0,5—2 jkjk.
2. При рассверливании в упор величина перебега 1г = 0.
Таблица 106
Величины врезания 1\ и перебега Z2 при зенкеровании и развертывании
Зенкерование Развертывание
Величина перебега Z3 при
работе
0,05 0,95 0,57 0,24 0,19 — 0,05 .—. 5 1,0
0,10 1,90 1,10 0,47 0,37 -— 0,10 — — 6 1.0
0,125 2,40 1,40 0,59 0,48 -— 0,125 — 8 1,0
0,15 2,90 1,70 0,71 0,56 — 0,15 — — ю. 1,5
0,20 3,80 2,30 0,95 0,75 — 0,20 — —. 12 1,5
0,25 4,80 2,90 1,20 0,92 — 0,25 — — 14 1,5
16 1,5
0,30 5,70 3,40 1,40 1,10 — 0,30 .— —. 18 2,0
0,40 — —— — —— — 0,40 —. — 20 2,0
0,50 — — — 0,87 0,50 0,29 0,13 25 2,0
30 2,5
0,60 —. — — —- 1,00 0,60 0,35 0,16 35 2,5
0,70 — —— — — 1,20 0,70 0,40 0,19 40 3,0
45 3,0
0,80 — — — — 1,40 0,80 0,46 0,21 50 3,0
0,90 — — — — 1,60 0,90 0,52 0,24 55 3,0
1,00 — — — — 1,70 1,00 0,58 0,27 60 3,0
1,50 — — — — 2,60 1,50 0,87 0,40 65 4,0
2,00 —— — — — 3,50 2,00 1,20 0,54 70 4,0
2,50 — — — — 4,30 2,50 1,40 0,67 80 4,0
3,00 — — — -— 5,20 3,00 1,70 0,81 90 4,0
4,00 — — — — 6,90 4,00 2,30 1,10 100 4,0
Примечания. 1. Чтобы инструмент свободно подходил к обрабатывав мой поверхности с рабочей подачей, величину врезания Ц увеличивают иа 0,5— 2 мм.
2. При обработке отверстия в упор величина перебега Zt=0.
0,3—0,5 длины калибрующей части развертки верткой
Рекомендуемое число выводов и вводов сверл, связанное с удалением стружки
Обрабатываемый материал Диаметр сверла, мм Число выводов и вводов сверл при глубине сверления, мм
6 10 15 20 25 30 40 50 60 70 80 90 100 125 150 175 200
Сталь с aft<45 кГ’мм- 2 1 2 4 7
и алюминий 3 — 1 2 3 5 7
4 — — 1 2 3 4 7
5 — — 1 1 2 3 5 7
8 — — — — 1 1 2 3 4 5 7 —— — ___
10 — — — — — 1 1 2 3 3 5 6 7 — — —,
12 — — — — — — 1 1 2 2 3 4 5 7
15 1 1 2 2 3 3 5 7 — .
18 1 1 1 1 2 2 3 5 7
20 1 1 1 1 2 3 4 5 7
25 1 1 1 1 2 3 4 5
30 1 1 1 2 2 3
40 1 1 1 2
Сталь с я/, >45 кГ/мл2 2 — 1 3 5
и латунь 3 — — 1 2 3 5
4 — — 1 1 2 3 5
5 — — — 1 1 2 3 5
Чугун и бронза
8 ___ 1 1 2 3 3 5
10 — — — — — — 1 1 2 2 3 4 5 — — — —
12 — 1 1 2 2 3 3 5 — — —
15 — 1 1 1 2 2 3 5 — —
18 — 1 1 1 1 2 3 4 —
20 — 1 1 1 1 2 3 4 5
25 — 1 1 1 2 2 3
30 1 1 2 2
40 1 1 1
2 1 2 3
3 — — 1 1 2 3
4 — — 1 1 2 3
5 — — — — 1 1 2 3
8 — — — — — 1 1 2 2 3 — — — — — —
10 — — — — — — — 1 1 2 2 2 3 — — —
12 — —_ — — 1 — — — 1 1 1 2 2 3 — —— —
15 — — 1 1 1 1 2 3 — —
18 — 1 1 1 1 2 3 —
20 1 1 1 2 2 3
25 1 1 1 2
30 1 1 1
40 1 1
Глава VIII. Техническое нормирование 3. Таблицы для нормирования
Время на выводы и вводы сверла для удаления стружки прн работе на вертикально- и радиальносверлильных станках
Обрабатываемый материал Диаметр сверла, мм Рабочая подача Время (лгпи) при длине сверления для всех групп станков, мм
10 15 20 25 30 40 50 60 70 80 90 100 125 150 175 200
Сталь с оа<45 3 Ручная 0,04 0,08 0,06 0,04 0,12 0,06 0,04 0,20 0,28 0,17 0,12 0,30 0,28 —
кГ1мм2 и о алюми- 5 Механическая Ручная 0,11 0,08 0,28 0,20 0,22 0~ 0,40
НИЙ 8 Механическая — — — 0,06 0,06 0,11 0,17 — — — — — —
Ручная — — — 0,04 0,04 0,06 0,08 0,06 0,12 0,16 0,20 0,29 — — — — — —
10 Механическая — — — — 0,11 0,17 0,17 0,29 0,35 0,43 — — — —
Ручная — — —— 0,04 0,04 0,08 0,12 0,12 0,21 0,26 0,32 — — —- —
12 Механическая — — — 0,06 0,06 0,11 0,11 0,18 0,25 0,33 0,49 — — —
Ручная Механическая — — 0,04 0,04 0,08 0,08 0,13 0,19 0,25 0,38 — — —•
15 — — — 0,06 0,06 0,11 0,12 0,19’ 0,20 0,15 0,35 0,53 —— —
Ручная Механическая — — —— 0,04 0,04 0,08 0,09 0,14 0,27 0,42 0,38 0,30 — —
18 20 — — — — — — 0,06 0,06 0,06 0,06 0,06 0,07 0,07 0,12 0,07 0,13 0,13 0,22 0,22 0,55 0,40 0,59
25 0,06 0,07 0,07 0,08 0,14 0,23 0,15 0,32 0,42
30 • 0,07 0,08 0,08 0,16 0,27
40 а 0,08 0,09 0,09 0,18
Сталь с аь>45 3 Ручная 0,04 0,08 0,12 0,20 0,28 0,20
хГ'мм2 н латунь 5 Механическая Ручная 0,06 0,04 0,06 0,04 0,11 0,08 0,17 0,12 0,17 0,17 0,29
8 Механическая — 0,06 0,06 0,11 -— — —
Ручная __ —— 0,04 0,04 0,08 0,12 0,12 0,21 — — — — — —
10 Механическая — —— — 0,06 0,08 0,11 0,11 0,18 0,25 0,33 — — — —
Ручная —— 0,04 0,04 0,08 0,06 0,04 0,08 0,13 0,19 0,25 — — — —
12 Механическая Ручная Механическая Ручная Механическая — — — — — 0,06 0,04 0,11 0,08 0,06 0,04 0,12 0,09 0,19 0,14 0,20 0,15 0,35 0,27 — —
15 — — — — 0,06 0,04 0,07 0,05 0,12 0,09 0,13 0,10 0,22 0,17 0,38 0,30 — —
18 0,06 0,07 0,07 0,08 0,14 0,23 0,32
20 Механическая
25
30
40 •
Чугун и бронза 3 Ручная 0,04 0,04 0,08 0,12
5 Механическая —1— — — 0,06 0,06
Ручная — — — 0,04 0,04
8 Механическая — — — — —
Ручная — — — — —
10 Механическая — — — — —
Ручная — — — — —
12 Механическая — — — — —
Ручная — — — — —
15 Механическая
Ручная
18 Механическая
20
25
30
40 •
- — 0,06 0,07 0,07 0,07 0,08 0,08 0,14 0,08 0,08 0,23 0,15 0,09 0,09 0,32 0,16 0,16 0,09 0,42 0,27 0,18 0,10
0,11 0,17 -
0,08 0,12
0,06 0,06 0,11 0,11 0,18 — — —. — —
0,04 0,04 0,08 0,08 0,13 — — — — — —
— 0,06 0,06 0,11 0,12 0,12 0,20 — — — —
— 0,04 0,04 0,08 0,09 0,09 0,15 — —— — —
— — 0,06 0,06 0,07 0,12 0,13 0,22 —— — —
— —— 0,04 0,04 0,05 0,09 0,10 0,17 — —— ——
0,06 0,07 0,07 0,08 0,14 0,23 — —
0,04 0,05 0,05 0,06 0,11 0,18 — ——•
—— 0,07 0,07 0,08 0,08 0,15 0,24 —
0,07 0,08 0,08 0,15 0,16 0,27
0,08 0,09 0,09 0,18
0,09 0,09 0,10
0,09 0,10
S50____________Глава УШ. Техническое нормирование д Таблицы для нормирования
Таблица 109 to ц
Вспомогательное время на установку и снятие детали вручную при работе на вертикально- и радиально-сверлильных станках
Способ установки детали Характер выверки Состояние установочной поверхности Число болтов Время (мин) при весе детали, кг, ДО
0,25 0,5 1 3 5 8 12 20
На столе без крепления: установить н снять перевернуть На столе в щипцах или пинцете — - - 0,05 0,04 0,05 0,06 0,05 0,06 0,08 0,05 0,08 0,11 0,06 0,13 0,06 0,14 0,07 0,16 0,09 0,18 0,10
На столе с крепле-вием болтами и планками Без выверки Обработанная 1 0,36 0,39 0,42 0,50 0,55 0,60 0,70 0,80
Необработанная из проката 2 - - - 0,65 0,75 0,85 0,95 1,10
Необработанная (отливка) 2 - - 0,65 0,75 0,85 1,00 1,10 1,25
Простая выверка Обработанная 2 0,46 0,70 0,80 0,95 1,00 1,20 1,35 1,60
Необработанная (отливка) 2 - - 1,05 1,15 1,35 1,55 1,85 2,15
Сбоку стола на опоре с креплением болтами и планками Без выверкн Обработанная или необработанная из проката 2 - - 0,70 0,80 0,95 1.05 1,10 1,30
Необработанная (отливка) ' 1 2 - - 0,80 1,0 1,10 1,20 1,35 1,55
Простая выверка Обработанная или необработанная из проката 2 - - 0,85 1,10 1,30 1,50 1,75 2,10
Необработанная (отливка) 2 — - 1,00 1,30 1,55 1,80 2,10 2,50
Сбоку стола на весу с креплением болтами и планками Простая выверка Обработанная или необработанная из проката 2 — - - 1,20 1,50 1,80 2,0 2,40
Необработанная (отливка) 2 - - - 1,45 1,80 2,10 2,40 2,80 D
В тисках с винтовым зажимом Без выверки Обработанная или необработанная из проката — 0,25 0,27 0,29 0,32 0,36 0,41 0,46 js £
С выверкой Обработанная илн необработанная из проката — - 0,44 0,47 0,50 0,55 0,65 0,70 0,85 g Я о
Необработанная (отливка) - - 0,70 0,80 0,85 0,95 1,05 1,30 1,50 g "Q о
В тисках с пневматическим зажимом Без выверки Обработанная - - 0,16 0,17 0,19 0,22 0,26 0,31 о 0,36 S
Необработанная из проката - - 0,39 0,43 0,49 0,55 0,60 0,70 0,85
С выверкой Необработанная - - 0,65 0,75 0,80 0,90 1,0 1 [1,25 1,40 го Сп-
Продолжение табл. 109
Способ установки детали Характер выверки Состояние установочной поверхности Число болтов Время (мин) при весе детали, кг, до
0,25 0,5 1 3 5 8 12 20
В тисках с эксцентриковым зажимом Без выверки Обработанная - - 0,18 0,19 0,21 0,25 0,29 0,34 0,39
С выверкой Необработанная из проката - — 0,37 0,39 0,43 0,48 0,55 0,65 0,80
На столе пакетом из нескольких листов с креплением струбцинками, болтами и планками Без выверки Обработанная или необработанная из проката - — — — — — 0,65 0,95 1,2
В самоцентрирую-щем патроне Без выверки Обработанная или необработанная из проката — 0,16 0,16 0,17 0,18 0,20 0,24 0,28 0,35
Таблица 110
Вспомогательное время на комплекс "Рием™ С ПР°Х0Д°М при работе на вертикально-гверлильных станках
Наименование прохода Рабочая подача Время на проход (мин) при группе станков с наибольшим диаметром сверления, хм, до 12 | 25 1 50 |_ 75 При суммарной длине перемещения шпинделя (подвод+вывод+отвод), мм, до
100 200 100 300 500 100 300 | 500 100 300 500 700
Сверление по разметке Механическая 0,11 0,12 0,13 0,14 0,15 0,15 0,16 0,18 0,17 0,18 0,20 0,22
Ручная 0,09 0,10 0,11 0,12 0,13 0,12 0,13 0,15 0,14 0,15 0,17 0,19
Сверление по кондуктору, рассверливание, зенкерование, развертывание, растачивание Механическая 0,07 0,08 0,08 0,09 0,10 0,09 0,10 0,12 0,11 0,12 0,14 0,16
Ручная 0,05 0,06 0,06 0,07 0,08 0,06 0,07 0,09 0,08 0,09 0,11 0,13
Зенкование, цекование плоскостей: верхней Ручная 0,05 0,06 0,06 0,07 0,08 0,06 0,07 0,09 0,08 0,09 0,11 0,13
ниж-и ей Ручная 0,26 0,28 о,зс | 0,32 0,34 | 0,31 | 0,33 0,35 0,38 0,40 1 6,43 । 0,45
Глава VIII. Техническое нормирование Таблицы для нормирования
сл
, Продолжение табл. ПО
Наименование прохода Рабочая подача ; Время на проход (лия) при группе станков с небольшим диаметром сверления, мм, до
__ 12 25 50 1 75
При суммарной длине перемещения шпинделя (подвод+вывод+отвод), мм, до
100 200 100 300 500 100 I 300 | 500 [ 100 | 300 1 500 1 700
Нарезание резьбы метчиком Без реверса (в сквозных отверстиях) 0,11 0,12 0,14 0,15 0,16 0,15 0,16 0,18 0,18 0,19 0,21 0,23
Нарезание резьбы метчиком С реверсом: автоматическим 0,08 0,09 0,09 0,10 0,11 0,10 0,11 0,13 0,12 0,13 0,15 0,17
ручным 0,10 0,11 0,11 0,12 0,13 0,12 0,13 0,15 0,14 0,15 0,17 0,19
Таблица 111
Вспомогательное время на комплекс приемов управления станком, связанных с проходом при работе на радиально-сверлильных станках
S к х , а ю о «5о * Время на проход {мин) прн группе диаметром сверления, станков с наибольшим мм, до
£ Ч 35 50 1 75
Характер обработки Рабочая подача <У 2 £ ч С CJ п у я 5 2 S Л* при суммарной длине перемещения шпинделя (подвод+вывод+ Ч-отвод), мм, до
g § 2 о ча в § 100 300 500 100 ' 300 500 100 300 500 700
Сверление по разметке Механическая 0 500 1000 0,11 0,16 0,19 0,12 0,17 0,20 0,14 0,19 0,22 0,14 0,20 0,23 0,15 0,21 0,24 0,17 0,23 0,26 0,16 0,23 0,26 0,17 0,24 0,27 0,19 0,26 0,29 0,21 0,28 0,31
Ручная 0 500 1000 0,09 0,14 0,17 0,10 0,15 0,18 0,12 0,17 0,20 0,11 0,17 0,20 0,12 0,18 0,21 0,14 0,20 0,23 0,13 0,20 0,23 0,14 0,21 0,24 0,16 0,23 0,26 0,18 0,25 0,28
Сверление по кондуктору, рассверливание, зенкерование, развертывание и растачивание Механическая 0 500 1000 0,08 0,13 0,16 0,09 0,14 0,17 0,11 0,16 0,19 0,10 0,16 0,19 0,11 0,17 0,20 0,13 0,19 0,22 0,12 0,19 0,22 0,13 0,20 0,23 0,15 0,22 0,25 0,17 0,24 0,27
Ручная 0 500 1000 0,06 0,11 0,14 0,07 0,12 0,15 0,09 0,14 0,17 0,07 0,13 0,16 0,08 0,14 0,17 0,10 0,16 0,19 0,09 0,16 0,19 0,10 0,17 0,20 0,12 0,19 0,22 0,14 0,21 0,24
Глава VIII. Техническое нормирование $ Таблицы для нормирования 2о7
Продолжение табл. Hl
Таблица 112
Вспомогательное время на приемы, связанные с переходом и не вошедшие в комплекс, прн работе на вертикально-н радиально-сверлильных станках
Наименование приемов Время (лсин) при группе станков с наибольшим .диаметром сверления мм, до
Вертикально-сверлильные
12 25 50 75
Р ад и ал ьно-свео ли льные
- 35 50 75
Включить или выключить вращение шпинделя: кнопкой рычагом рубильником — 0,01 0,02 0,03 0,01 0,02 0,03 0,01 0,02 0,03 0,01 0,02 0,03
Изменить число оборотов шпинделя или величину подачи: одним рычагом двумя рычагами — 0,02 0,03 0,03 0,04 0,03 0,05 0,04 0,06
Установить инструмент и снять в кулачковом патроне — 0,12 0,14 0,17 0,19
в быстросменном патроне диаметр инструмента, мм 15 25 0,05 0,06 0,05 0,06 0,05 0,06 0,05 0,06
в конус шпин- деля № конуса 1—2 3 4 5 6 0,07 0,07 0,09 0,09 0,13 0,18 0,24
резец в резцедержатель — — 0,05 0,06 0,85
нож в резцедержатель — 0,36 0,36 0,48 0,60
г Поставить кондукторную втулку и снять 17* Внутренний диаметр втулки, мм, до 15 25 40 60 75 0,06- 0,06 0,07 0,06 0,07 0,09 0,06 0,07 0,09 0,10» 0,12
Продолжение табл. 112
Наименование приемов Время (мин) при группе станков с наибольшим диаметром сверления, мм, до
Вертикально-сверлильные
12 25 50 75
Радиально-сверлильные
— 35 50 75
Включить или выключить охлаждение — 0,02 0,02 0,03 0,03
Смазать инструмент — 0,04 0,04 0,05 0,06
Наименование приемов Время (мин) при весе детали или летали с приспособлением, кГ, до
S 15 30
Подвести детали или деталь с приспособлением "при обработке первого отверстия 0,01 0,015 0,04
Перемещение детали или детали с приспособлением по столу на расстояние, мм до 200 0,02 0,03 0,06
СВ. 200 0,03 0,04 0,08
Кантование приспособления 0,04 0,06 —
Наименование приемов Время (мин) при размере приспособления, .мм, до
300X500 500X1000 500X1000
Повернуть приспособление «а оси под углом фиксации 0,09 0,11 0,14
Таблица 113
Время на обслуживание рабочего места при работе на сверлильных станках
Наибольший диаметр просверливаемого отверстия, мм, до Оперативное время, °/0
12 1,5
25—50 2,0
75 2,5
Табл и ц а 114
Время перерывов на отдых при работе на сверлильных станках
Характер работы Вес детали, кГ, до Машинно-руч-ное время в оперативном, % Оперативное время опера-* ций, мин, до
0,1 0.2 | 0,5 1 более
Вре ия, %» от оперативного времени
20 7 6 5 4
1 40 7 6 6 5
80 7 7 7 7
20 7 6 5
5 40 — 7 6 6 .
80 — 7 7 8
С ручной пп-
дачей 20 7 5
10 40 — — 7 6
80 — — 8 8
20 8 ’ 7
20 и более 40 — — 8 8
80 — — 8 9
С механи-
ческой подачей Нс 4
Таблица 115
Подготовительно-заключительное время при работе на вертикально- й радиально-сверлильных станках
1. На наладку станка, инструмента и приспособления
Способ крепления детали Характер крепления Количество режущих инструментов в наладке Время, мин., нри группе станков
1 11 ш
с наиС ром п отве; олыпим рсеверян )СТИЯ, м диамет-ваемого м, до
12 25-50 75
1—5 3 4 5
Без крепления 6—10 — 5 6
На столе Св. 10 — 7 8
С креплением 1—5 4 5 6
двумя болтами с 6—10 — 7 8
планками Св. 10 — 8 10
Без крепления 1—5 6—10 Св. 10 5 6 7 О
приспособления 9 10
В приспособле-
яии или тисках
при установке вручную С креплением 1—5 9 10
приспособления 6—10 — 10 11
четырьмя болтами Св. 10 — 12 13
Без крепления 1—5 6 10 — 8 10 9 11
В приспособлении или тисках прн установке приспособления Св. 10 — 12 13
краном С креплением 1—5 11 12
приспособления 6—10 — 13 14
четырьмя болтами Св. 10 — 15 16
Продолжение табл. 115
Способ крепления детали Характер крепления Количество режущих инструментов в наладке Время, мии., при группе станков
1 II 1 III
с иаиб ром П] отвер олыпим эосверли стия, м диамет-ваемого м, до
12 25-50 75
Сбоку стола на опоре или на ве- 1—5 13 20
cv с креплением болтами и план- 6—10 — 15 22
ками Св. 10 17 24
2. На дополнительные приемы
Установка дополнительного стола — 3,0 3,0
Поворот стола на угол — 2,0 2,0
Установка многошпиндельной го- — 20 25
ловки Установка одного упора 1,0 1,0 1,5
Установка дополнительного болта — 0,6 0,6
3. На получение инструмента и приспособлений до начала и сдачу после окончания обработки
Получение исполнителем работы 1—5
инструмента и приспособлений до Св. 5
начала и сдача нх после окончания обработки
5,0
7,0
ГЛАВА IX
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА И ТЕХНИКА БЕЗОПАСНОСТИ
1. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СВЕРЛОВЩИКА
Рабочим местом сверловщика называют определенный участок производственной площади, закрепленный за рабочим (или бригадой рабочих) и предназначенный для выполнения требуемой работы. Рациональная организация рабочего места сверловщика предусматривает наиболее удобное для работы размещение различных орудий труда, обеспечение полной безопасности работы и поддержание нормальных условий труда на рабочем месте.
Правильная организация рабочего места способствует повышению производительности труда, освобождая рабочего от лишних движений, вынужденных перерывов, непроизводительных затрат времени на поиски заготовки, инструмента, приспособлений н т. д.
На рабочем месте сверловщика должны находиться станок, инструментальный шкафчик, готовые детали и заготовки, станочные приспособления, а также подставка — упор под ноги и защитные устройства. Чертежи обрабатываемых деталей, карты технологического процесса обработки, рабочие наряды или сменные задания должны быть расположены таким образом, чтобы ими удобно было пользоваться.
Следует также предусматривать и нормальные гигиенические условия труда: рациональные движения, нормальную температуру и чистоту воздуха, влажность и т. д. Опыт работы новаторов производства показывает, что соблюдение порядка и чистоты на рабочем месте — важнейшее условие повышения производительности труда, качества продукции и безопасной работы.
2. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА СВЕРЛИЛЬНЫХ СТАНКАХ
Задачей техники безопасности является осуществление мероприятий по предупреждению несчастных случаев, улучшение условий труда рабочих и их обучение безопасным приемам работы.
Причины несчастных случаев
Причинами несчастных случаев (производственных травм) могут быть движущиеся части станков, инструментов и приспособлений (ушибы, порезы, переломы); отлетание стружки (ожоги, порезы); нагретые части изделий, инструментов и оборудования (ожоги);
2. Техника безопасности при работе на сверлильных станках 265
электрический ток и падение тяжелых предметов на рабочих; недостаточная освещенность рабочих мест и проходов.
Обычно рабочие получают травмы из-за несоблюдения следующих правил по технике безопасности: отсутствия или несовершенства ограждений и предохранительных устройств, индивидуальных средств защиты рабочих (очки, щитки, спецодежда и пр.); конструктивных недостатков приспособлений для закрепления инструмента и заготовки; неправильных приемов работы на станке; недостаточного местного освещения, а также плохой организации рабочего места станочника и нарушения планировки оборудования в цехе и пр.
Основные правила техники безопасности при работе на сверлильных станках
Перед началом работы на сверлильных станках необходимо выполнять следующие требования:
i) осматривать рабочее место и убирать со станка и проходов все, что мешает нормальной работе;
2) проверять и обеспечивать нормальную смазку станка;
3) осматривать ограждающие и предохранительные устройства, режущий инструмент и приспособления;
4) проверять вручную, а затем на холостом ходу, нет ли заедания и значительных люфтов в движущихся частях станка;
5) проверять исправность устройств для включения станка (кнопки, рубильник), переключения скоростей и механизмов управления станком;
6) устанавливать индивидуальное освещение станка, наиболее удобное для работы;
7) производить пробный пуск станка и контрольный осмотр рабочего места.
Во время работы на станке необходимо соблюдать следующие правила:
1) содержать рабочее место в чистоте и порядке, своевременно очищая стол станка от стружки, масла и эмульсии;
2) не держать на столе станка обработанные детали, инструменты, ключи, крепежные болты, заготовки, обтирочный материал и пр.;
3) правильно устанавливать обрабатываемую деталь и надежно крепить ее в тисках, приспособлениях и кондукторах;
4) не удерживать заготовку руками на столе станка в процессе ее обработки;
5) не оставлять ключа в сверлильном патроне после смены режущего инструмента;
6) не останавливать рукой вращение шпинделя, патрона и не браться руками за вращающиеся режущий инструмент и части станка;
7) не нажимать сильно на рычаг подачи сверла при сверлении вручную отверстий малого диаметра и не применять более высоких подач, чем в карте технологического процесса прн автоматической подаче;
r. ru
266 Рабочее место и техника безопасности
8) систематически следить за состоянием режущего инструмента, не допуская его чрезмерного затупления;
9) работать только исправным вспомогательным инструментом, не применять прокладок при работе ключами и не удлинять гаечные ключи трубами;
10) применять предохранительные очки и защитный щиток из органического стекла для предохранения глаз и лица сверловщика от ожогов и повреждений;
(1) немедленно останавливать станок при заедании в направляющей втулке или поломке инструмента, обнаружении неисправности в станке, приспособлении, ослаблении крепежных болтов, планок и прокладок.
ЛИТЕРАТУРА
Бромберг Б. М. Современные радиально-сверлильиые станки. Трудрезервнздат, 1958.
Винников Н. 3. и Френкель М. И. Сверловщик. Проф-техиздат, 1960.
Власов С. Н. Автоматические линии н цехи. Изд-во «Знание», 1960.
ВПТИ. Нормативы для технического нормирования работ на сверлильных станках. Машгиз, 1958.
Галей М. Т. Зенкеры. Машгиз, 1960.
Гладилин А. И. и Малевский Н. П. Справочник молодого инструментальщика. Трудрезервнздат, 1958.
Данилевский В. В. Справочник молодого технолога-машиностроителя. Профтехиздат, 1960.
Д а щ е в с к и й П. И. и Заславский С. Ш. Памятка для сверловщиков. Машгиз, 1956.
Еремеева Н. М. Сверла. Машгиз, 1959.
Ж а р л и к о в И. В. Комбинированные режущие инструменты. Машгиз, 1961.
Иванов А. П. и Оборин А. И. Конструкция и эксплуатация кольцевых сверл. ААашгиз, 1955.
Карцев С. П. Резьбонарезной инструмент. Машгиз, 1959.
Кузнецов А. П. Сверление. Машгиз, 1955.
К У ч е р И. М. и К у ч е р А. М. Модернизация и автоматизация станков. Машгиз, 1958.
Маслов Д. П., Данилевский В. В. и Сасов В. В. Технология машиностроения. Машгиз, 1956.
П о и о в В. М. и Г л а д и л и н а П. И. Сверловшик. Трудре-зервиздат, 1958.
Работии А Н. Зенкерование и развертывание. Машгиз, 1959.
Справочник нормировщика-машиностроителя, т. 2. Машгиз, 1961.
Сысоев В. И. Резание металлов, станки и инструмент. Машгиз, 1960.
Терентьев И. С. Сверлильные станки и работа на них. Машгиз, 1960.
Ф е л ь д ш т е й н Э. Н. Как лучше использовать режущий инструмент.- Гос. изд-во БССР, Минск, i960.
ОГЛАВЛЕНИЕ
Стр.
Глава I. Основы резания металлов . . . . ................ 5
1. Общие сведения .... . .5
2. Образование стружки . . . . 8
3. Тепловые явления при резании металлов . 9
4. Силы резания и крутящий момент . . .10
5. Износ и стойкость режущего инструмента 11
6. Чистота обработанной поверхности . . .14
7. Материалы для изготовления режущего инструмента 15
Углеродистые инструментальные стали , , . 16
Легированные инструментальные стали . 16
Быстрорежущие стали . 17
Твердые сплавы . 18
Керамические материалы ... . .22
Выбор материала для режущей части инструмента 22
Глава II. Сверлильные станки ........ ... 23
1. Классификация сверлильных станков . . 23
2. Вертикально-сверлильные станки . , 24
3. Радиально-сверлнльные станки . 29
4. Многошпиндельные сверлильные станки 33
5. Агрегатные сверлильные станки . 38
6. Автоматизация сверлильных станков ... ... 46
Автоматизация установки зажима и освобождения заготовок при сверлении . . .46
Автоматизация сверлильных станков для выполнения делительных работ . . .47
7. Автоматические линии станков . 48
8. Наладка и настройка сверлильных станков 51
9. Проверка сверлильных станков на точность , 51
10. Установка и закрепление режущего инструмента и обрабатываемой детали на сверлильных станках 54
11. Ознакомление со станком и уход за ним > ... 61
Ознакомление со станком ......... .61
Уход за станком . ....... . . » i 61
12. Приспособления для ручного сверления............. 62
Глава III. Сверление . 67
1. Общие сведения . ... 67
2. Сверло, его конструкция и геометрия . 68
3. Заточка сверл и ее проверка . . .71
4. Типы сверл .... . .75
5. Режимы резания . 76
6. Сверление отверстий в неметаллических материалах 130
Сверление отверстий в конструкционных пластмассах 130
Сверление отверстий в резине......................133
Глава IV. Зенкерование . . > . . 134
1. Общие сведения . ...... 134
2. Части и конструктивные элементы зенкера . 136
3. Типы зенкеров...................... . . . . 137
4. Режимы резания . . 147
Глава V. Развертывание.................................. 158
I. Общие сведения . . . . . 158
2. Части и конструктивные элементы разверток . . . 159
3. Типы разверток . . . ......................» 4 161
4. Режимы резания ... . . 161
Глава VI. Нарезание резьбы . , . 186
1. Общие сведения о резьбах ... . 186
2. Сверление отверстий под резьбу . . . 187
3. Части и конструктивные элементы метчика • 187
4. Типы метчиков ........................... , 189
5. Раздвижные резьбонарезные головки . 190
6. Режимы резания........................... . . .192
Глава VII. Технологический процесс обработки отверстий на сверлильных станках................................... . 208
1. Общие сведения о технологическом процессе . . ' . 208
2. Виды производства.................... . . 208
3. Технологическая документация . . 209
4. Основные понятия о базах .... ... . 210
5. Последовательность обработки отверстий . . 210
6. Точность обработки отверстий ... . 215
7. Виды работ на сверлильных станках..................216
8. Обработка отверстий комбинированным режущим инструментом .............................................218
Комбинированные инструменты для обработки отверстий в сплошном материале . ................... 220
270
Оглавление
Комбинированные инструменты для обработки деталей с отверстиями 221
9. Обработка отверстий в жаропрочных и титановых сплавах .... . . . . 224
Обработка жаропрочных сплавов . .... 225
Обработка титановых сплавов ...... 225
10. Выбор смазочно-охлаждаюших жидкостей прн обработке отверстий ........... ...... . 229
11. Инструменты для измерения отверстий . ... 230
12. Брак при обработке отверстий и меры его предупреждения . ..........: 230
Глава VIII. Техническое нормирование . . . 242
1. Техническая норма времени и норма выработки . . 242
2. Оплата труда , . ... 243
3. Таблицы для нормирования . ... 245
Глава IX. Организация рабочего места и техника безопасности 264
1. Организация рабочего места сверловщика . ... 264
2. Техника безопасности при работе на сверлильных станках . , .... . 264
Причины несчастных случаев . . . . 264
Основные правила техники безопасности при работе на сверлильных станках . . . ... 265
Литература . . ' . 267
Сысоев Владимир Иванович
СПРАВОЧНИК МОЛОДОГО СВЕРЛОВЩИКА. М., Профтех-пз дат, 1962.
272 с. с илл.
6П4.66
' Научный редактор Ш. Я. Лившиц Редактор Л Л. Боброва Техн, редактор М. Н. Персон Корректор Н. С. Степанова
А-11316 Формат Уч.-нзд. Сдано в набор 28/VII 1962 г. Подп. к печ. 29/XI 1962 г. бум. 84ХЮв'/зг—8.5 физ. п. л., 13,94 усл. п. л. В I п. л. 39 800 зн. 13,87 л. Уч. № 71'5912 Тираж 55 000 Цена 59 коп.
Издательство Профтехивдат, Москва, Хохловский пер., 7 Типография Профтехизлата. Москва, Хохловский пер., 7. Зак. 1766