/










Теги: машиностроение
Год: 1978
Похожие




Текст
0 4 4 2
19 7 8
15 8 6
ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ ФОРМЫ ТЕЛ ВРАЩЕНИЯ
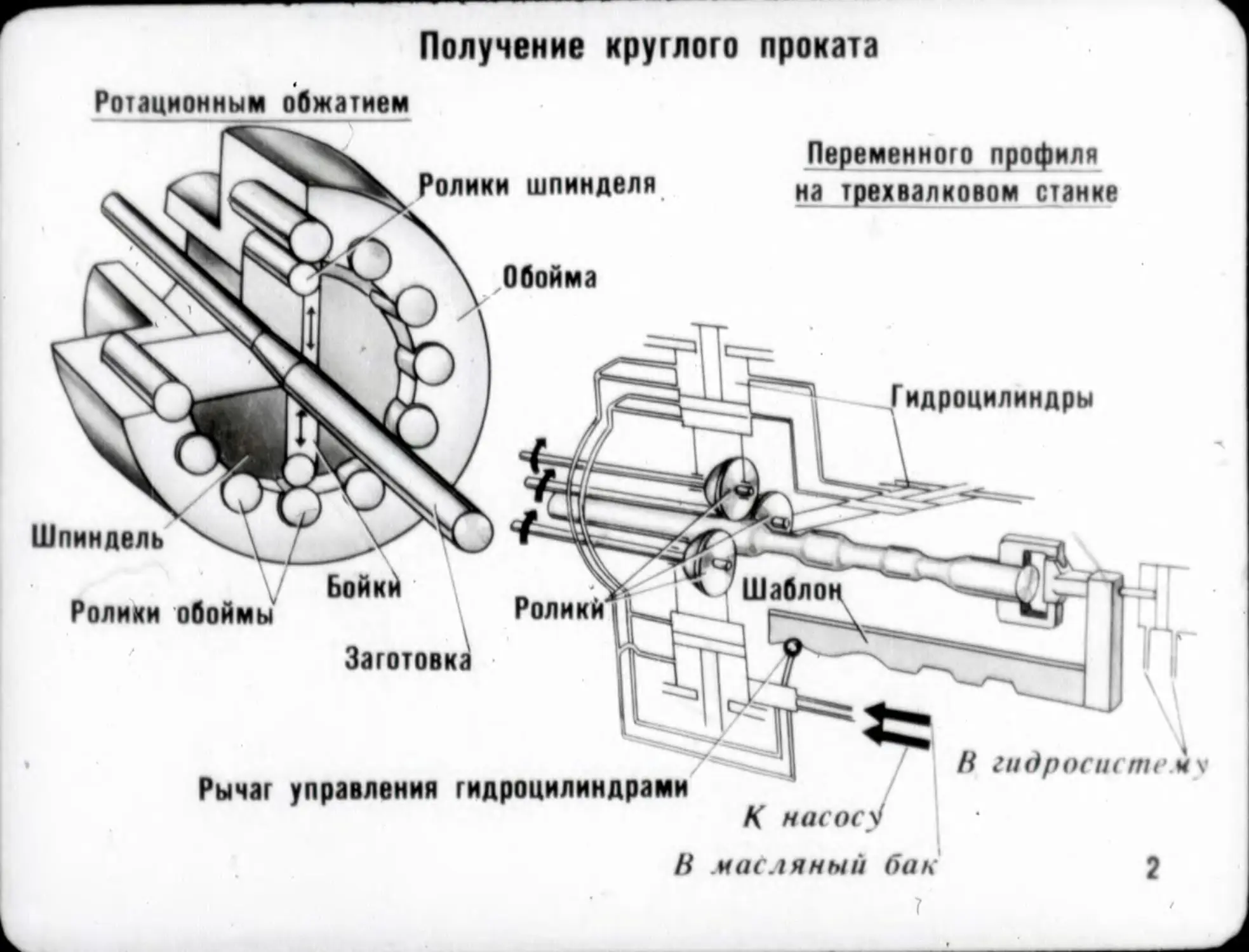
Заготовки для валов, фланцев, втулок
Прокат Форма поперечного сечения проката
Сталь горячекатаная круглая
Сталь прокатная широкополосная универсальная В»
Трубы стальные бесшовные горячекатаные (Q)
Передняя грань резца,
расположенная внизу
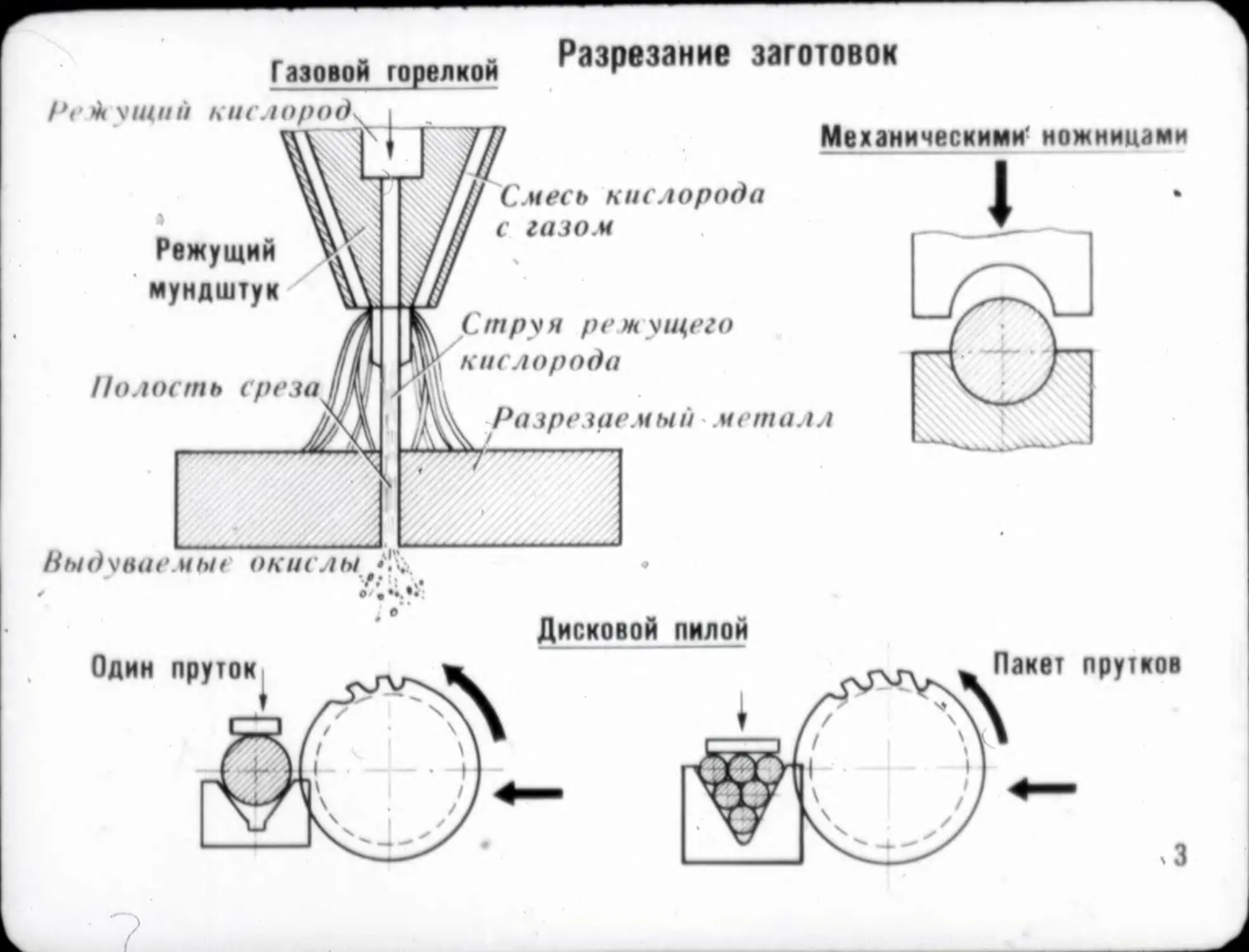
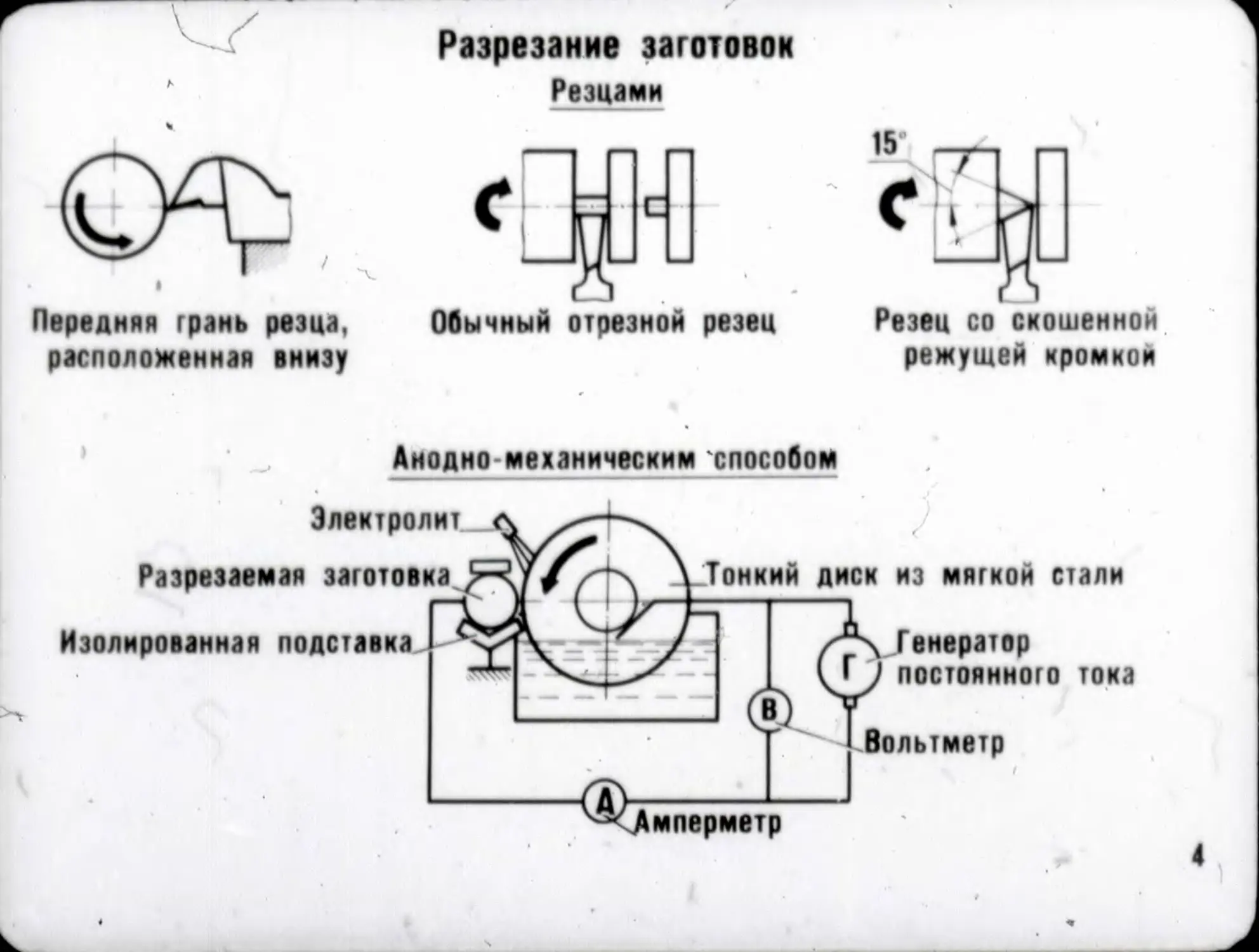
Разрезание заготовок
Резцами
Обычный отрезной резец
Резец со скошенной
режущей кромкой
Анодно механическим способом
Электролит <.
Разрезаемая заготовка ^
Изолированная подставка
Вольтметр
V Генератор
) постоянного тока
.Тонкий диск из мягкой стали
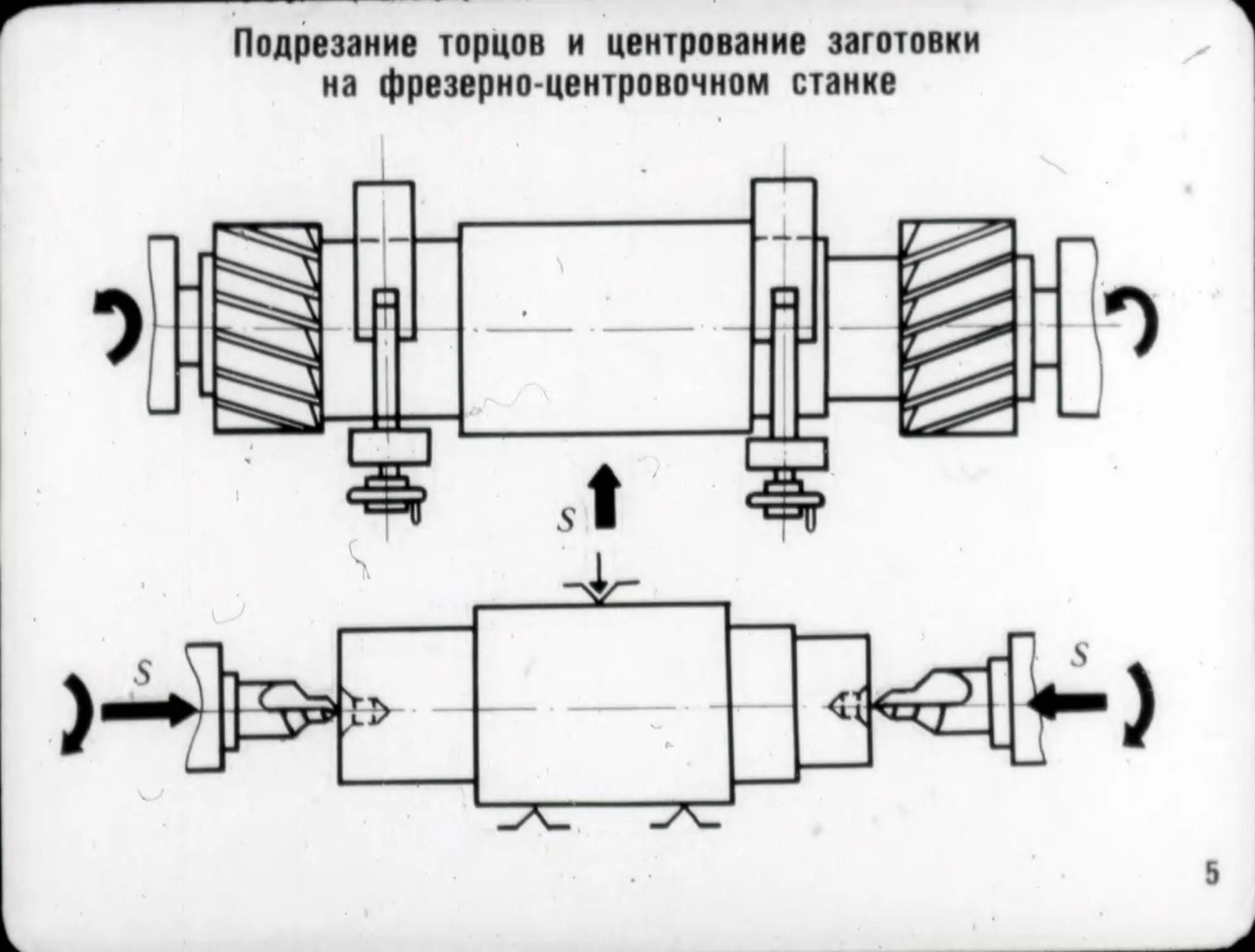
Подрезание торцов и центрование заготовки
на фрезерно-центровочном станке
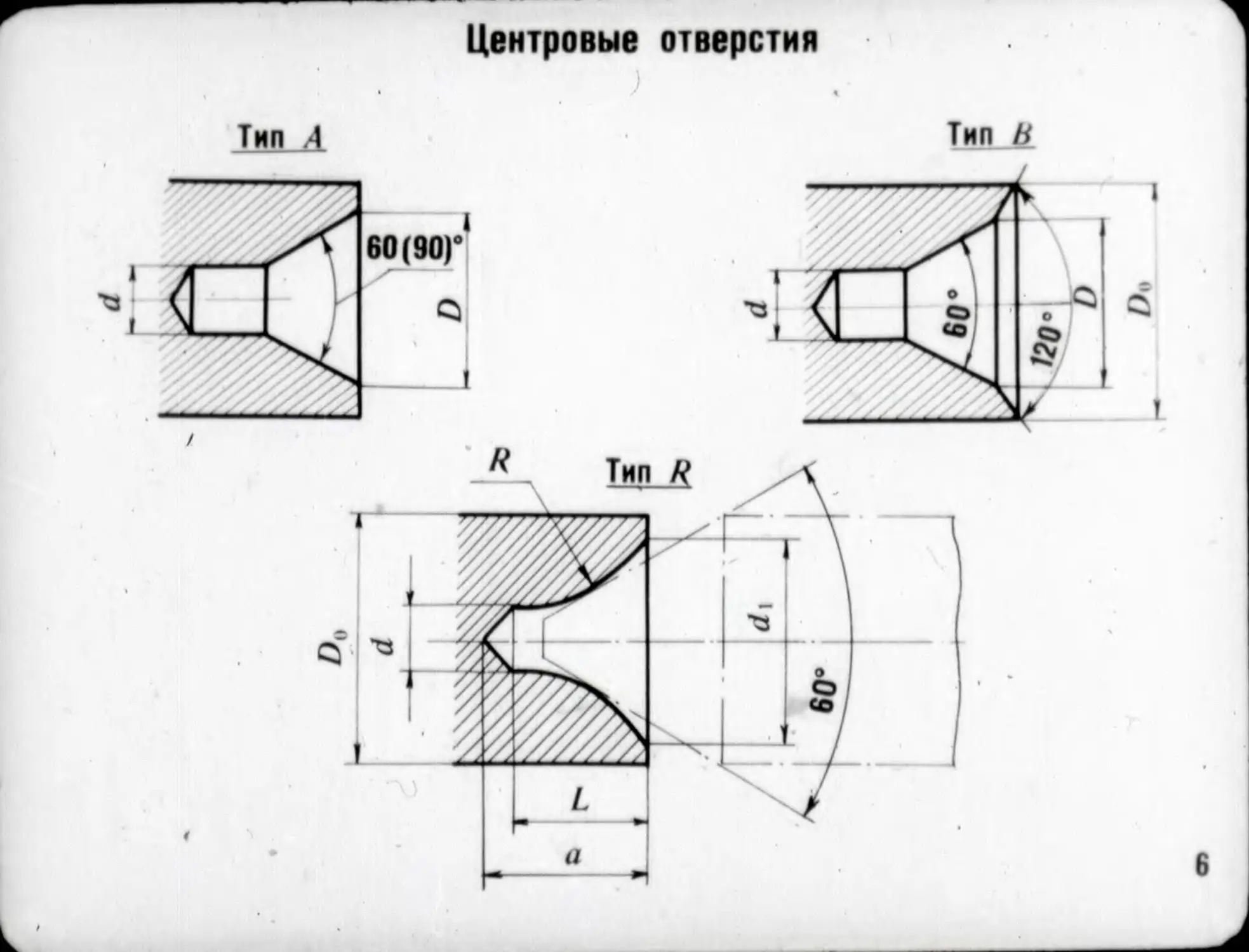
Центровые отверстия
ty)'
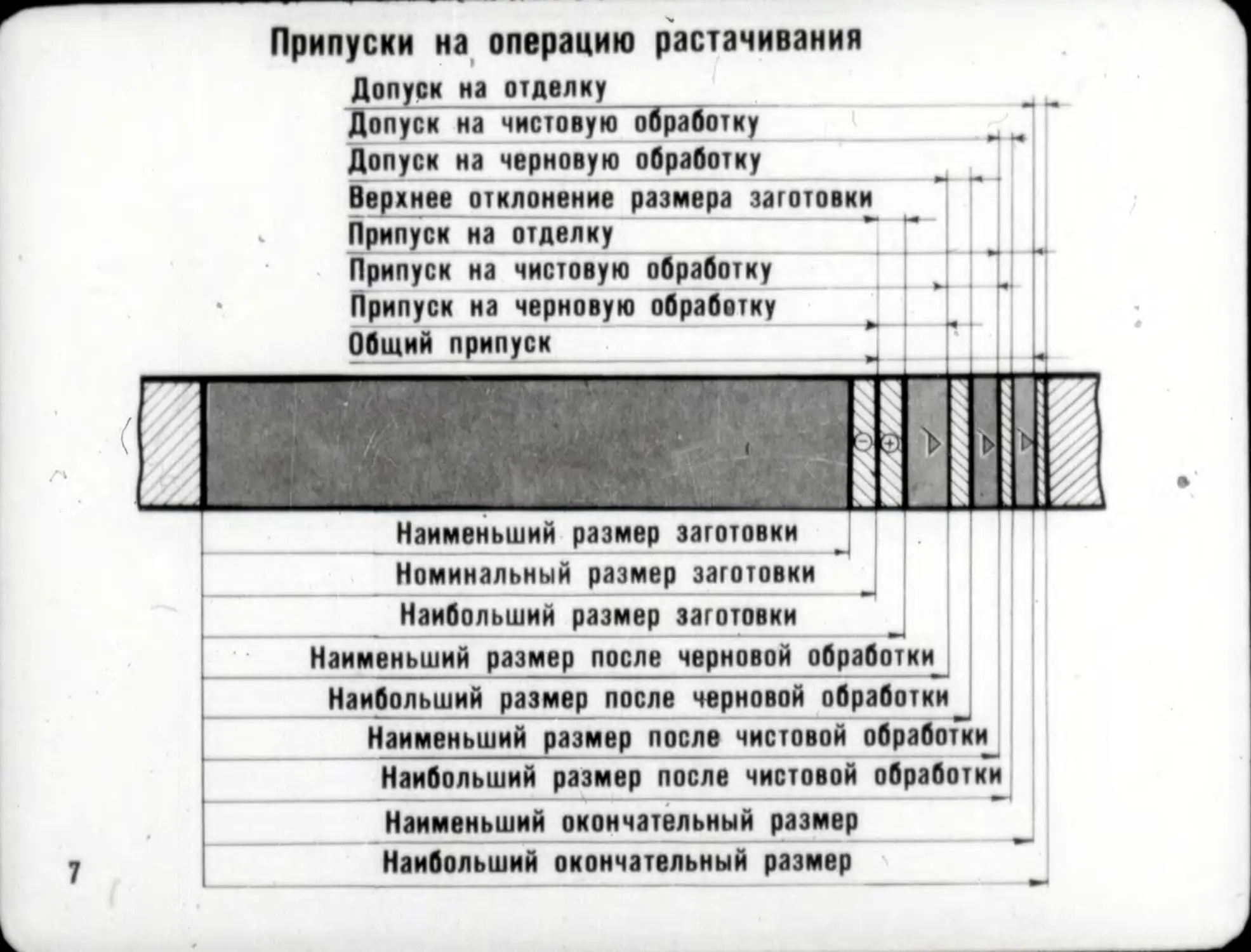
Припуски на операцию растачивания
Допуск на отделку
Допуск на чистовую обработку .
Допуск на черновую обработку
Верхнее отклонение размера заготовки
Припуск на отделку
Припуск на чистовую обработку
Припуск на черновую обработку
Общий припуск , ' " . .. .
IL ' ШИ
Наименьший размер заготовки I
Номинальный размер заготовки
Наибольший размер заготовки
Наименьший размер после черновой o6pa6oTKHj
Наибольший размер после черновой обработки
Наименьший размер после чистовой обработки^
Наибольший размер после чистовой обработки
Наименьший окончательный размер
Наибольший окончательный размер
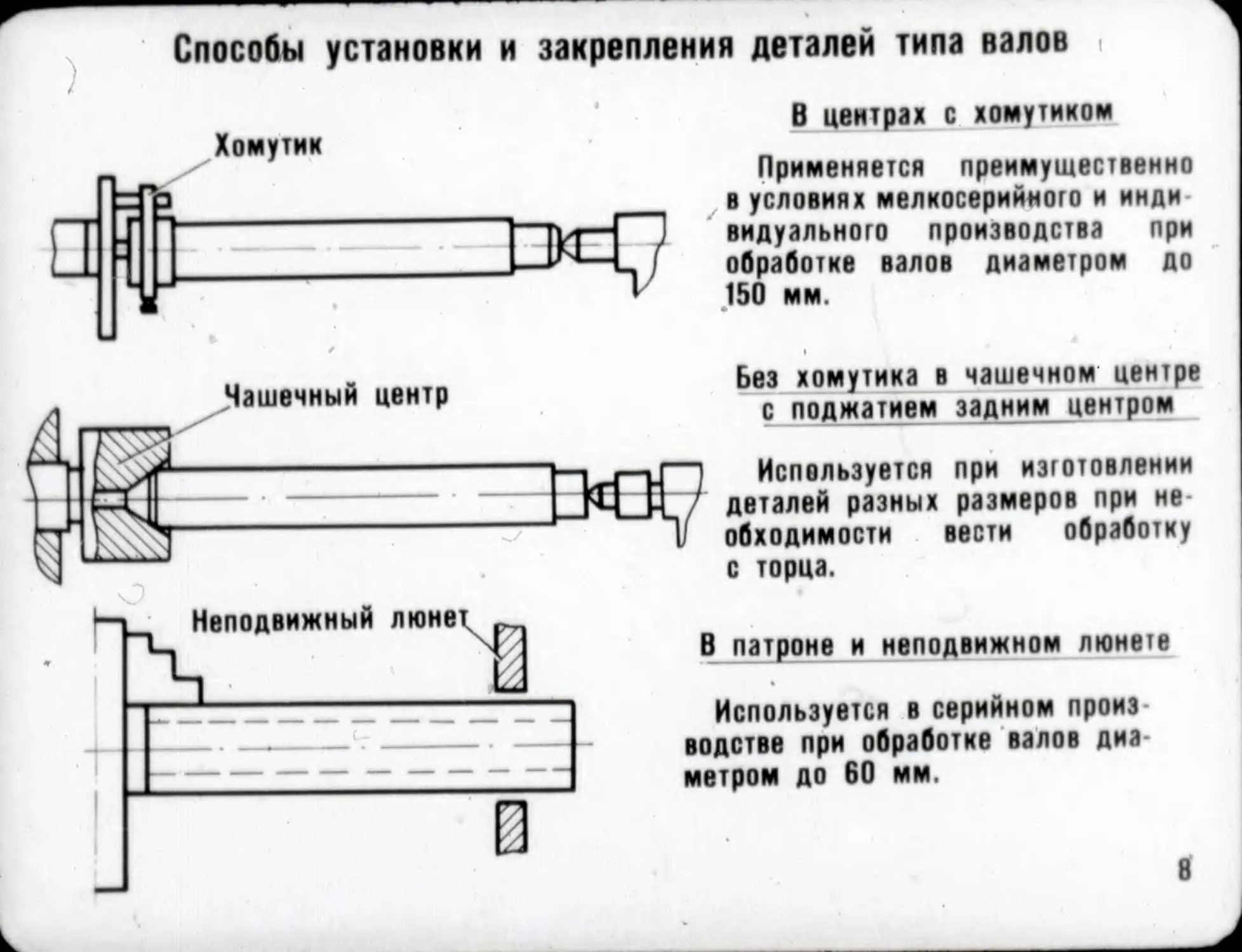
Способы установки и закрепления деталей типа валов
Хомутик
В центрах с хомутиком
Применяется преимущественно
в условиях мелкосерийного и инди
видуального производства при
обработке валов диаметром до
150 мм.
Без хомутика в чашечном центре
с поджатием задним центром
Используется при изготовлении
деталей разных размеров при не
обходимости вести обработку
с торца.
В патроне и неподвижном люнете
Используется в серийном произ
водстве при обработке валов диа
метром до 60 мм.
8
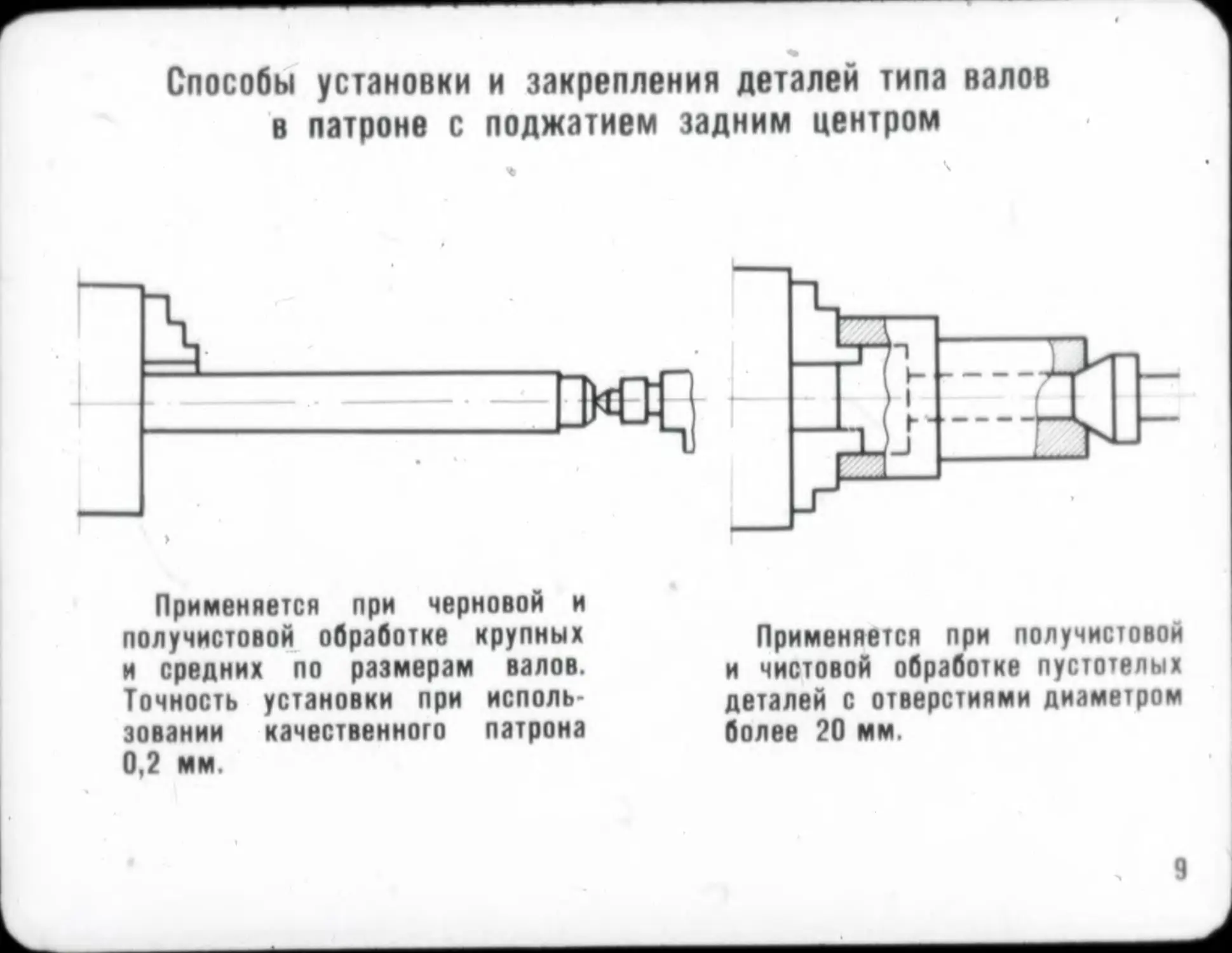
Способы установки и закрепления деталей типа валов
в патроне с поджатием задним центром
Применяется при черновой и
получистовой обработке крупных
и средних по размерам валов.
Точность установки при исполь-
зовании качественного патрона
0,2 мм.
Применяется при получистовой
и чистовой обработке пустотелых
деталей с отверстиями диаметром
более 20 мм.
Способы установки и закрепления деталей типа втулок
и дисков в универсальном самоцентрирующем
кулачковом патроне
За наружную
цилиндрическую поверхность
В распор
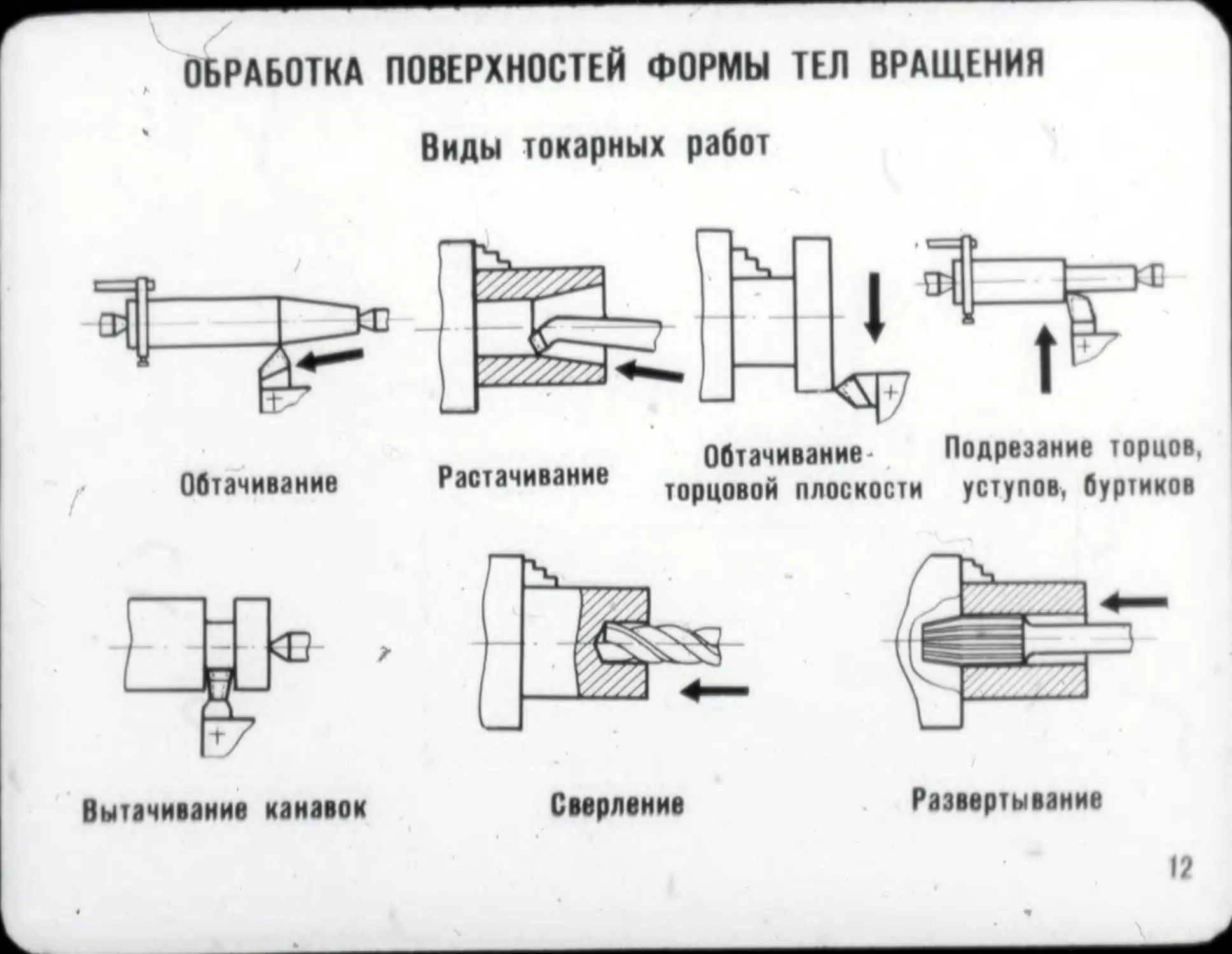
ОБРАБОТКА ПОВЕРХНОСТЕЙ ФОРМЫ ТЕЛ ВРАЩЕНИЯ
Виды токарных работ
Обтачивание Подрезание торцов,
Растачивание торцовой плоскости уступов, буртиков
Обтачивание
Сверление
Развертывание
12
Вытачивание канавок
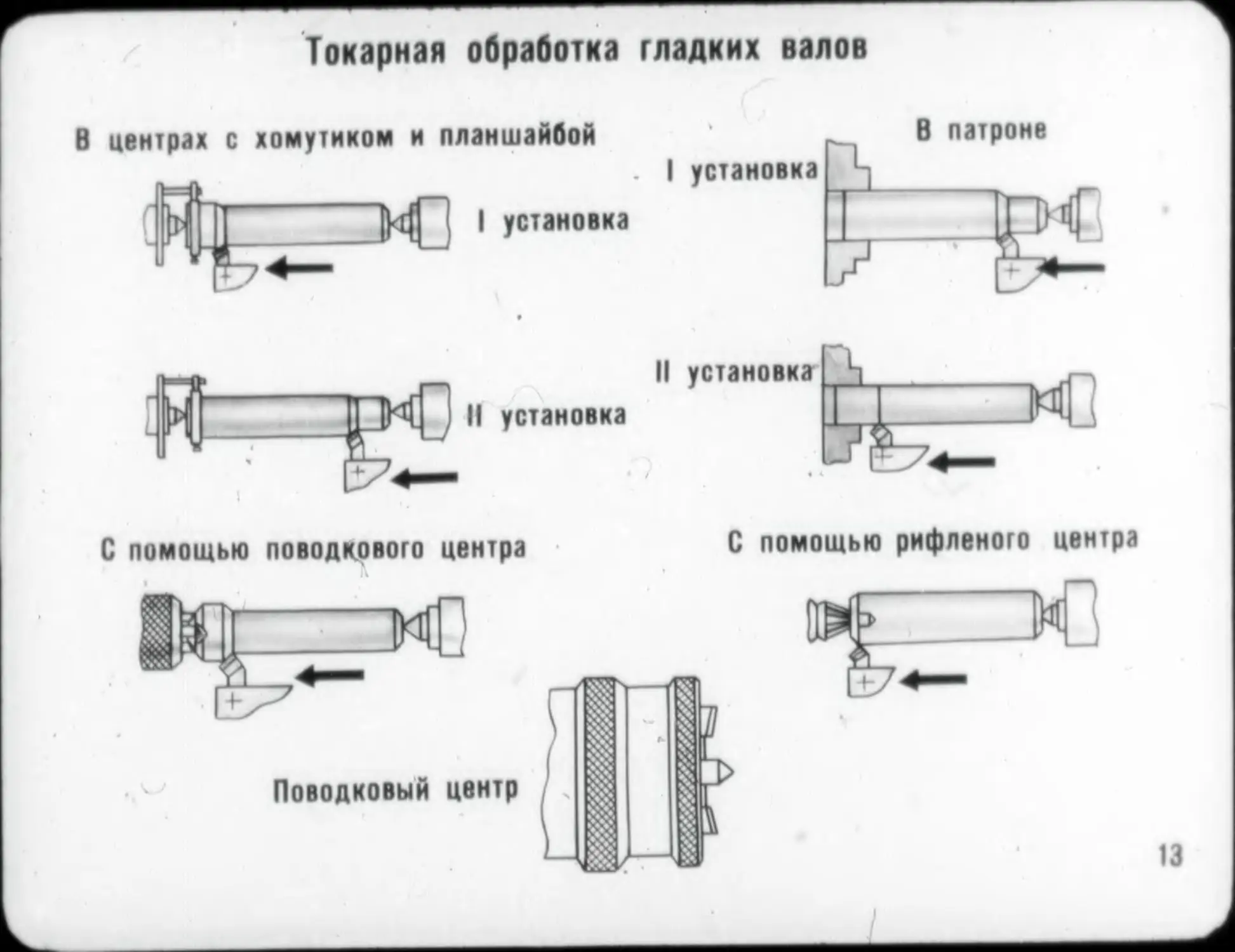
Токарная обработка гладких валов
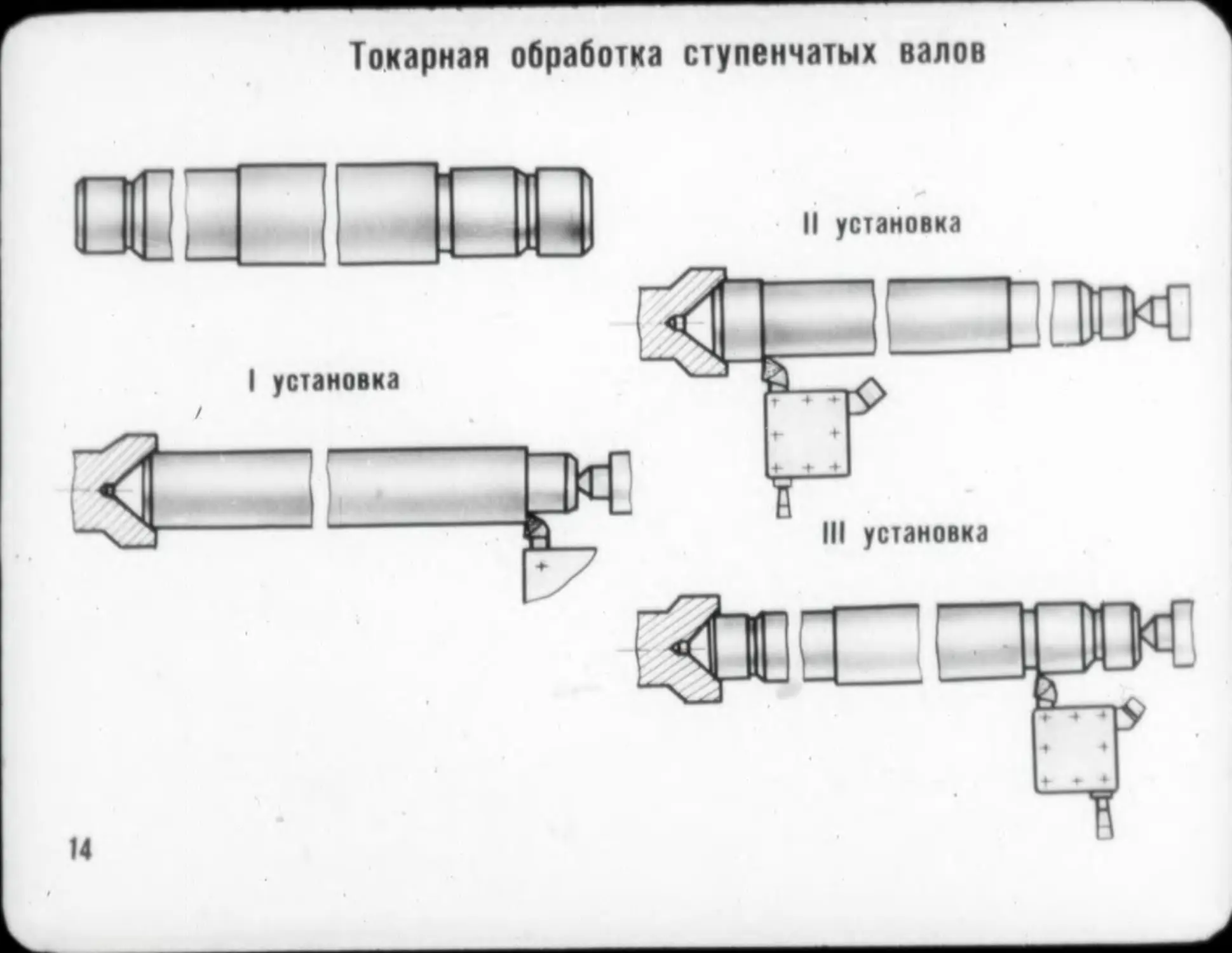
Токарная обработка ступенчатых валов
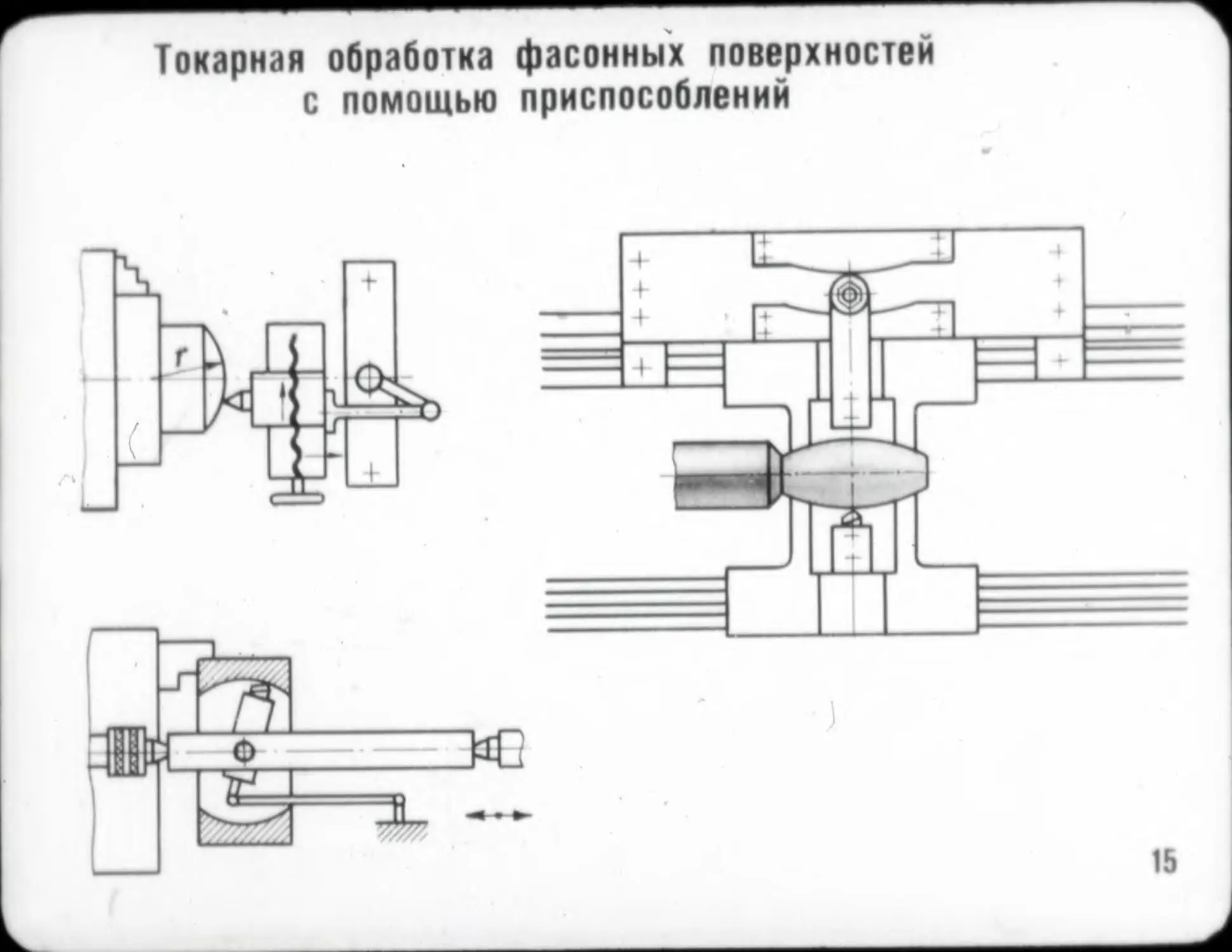
Токарная обработка фасонных поверхностей
с помощью приспособлений
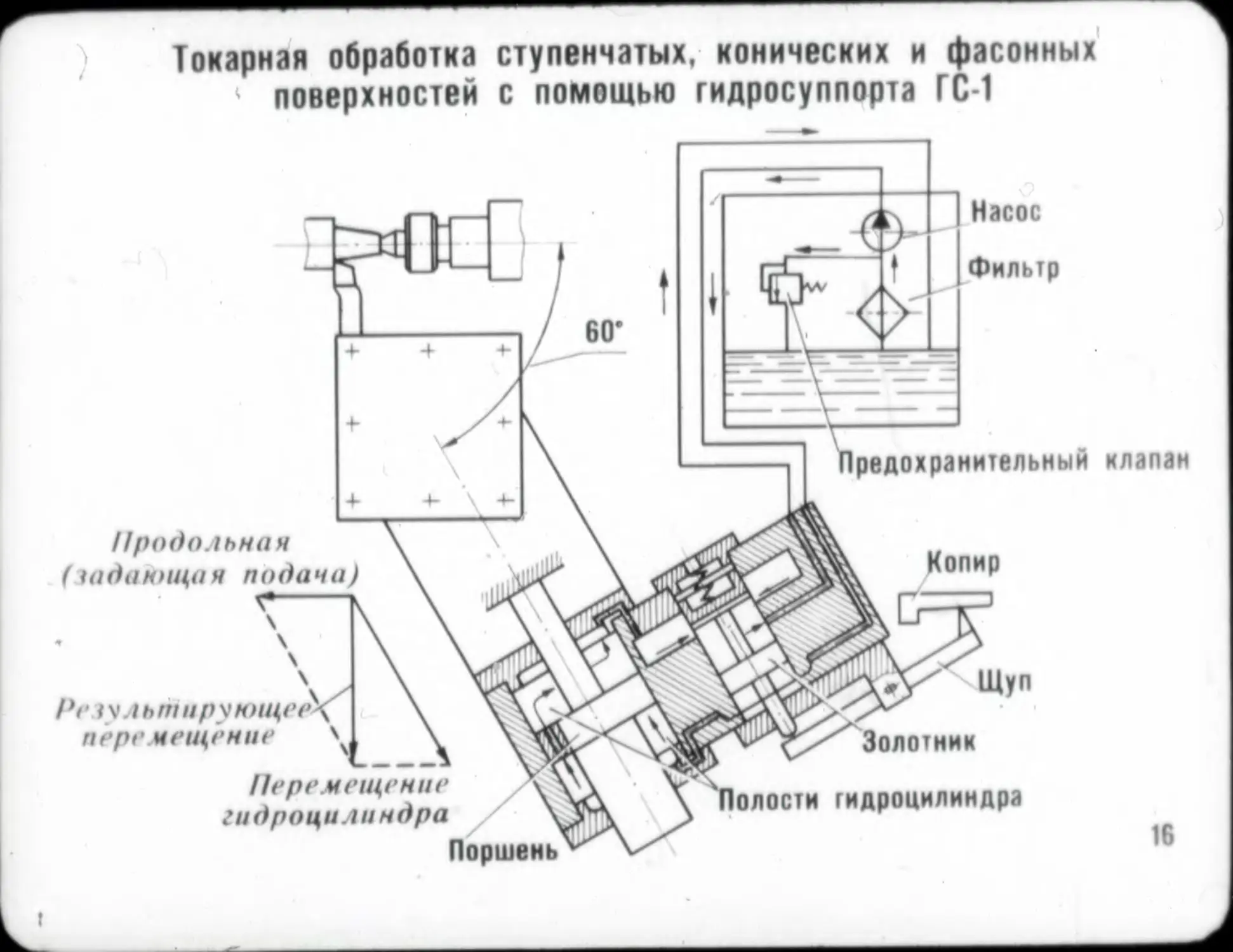
Токарная обработка ступенчатых, конических и фасонных
поверхностей с помощью гидросуппорта ГС-1
/ 60- * <- \ Продольная \ \ (задающая подача) \ \ , Результирующее^ \ перемещение Перемещение < у\ гидроцилиндра \z\ Поршень^Х/ Насос 1ф‘"'”р ।I Предохранительный клапан Копир ЩуП 3 о л о т н и к X ^Полости гидроцилиндра ' 16
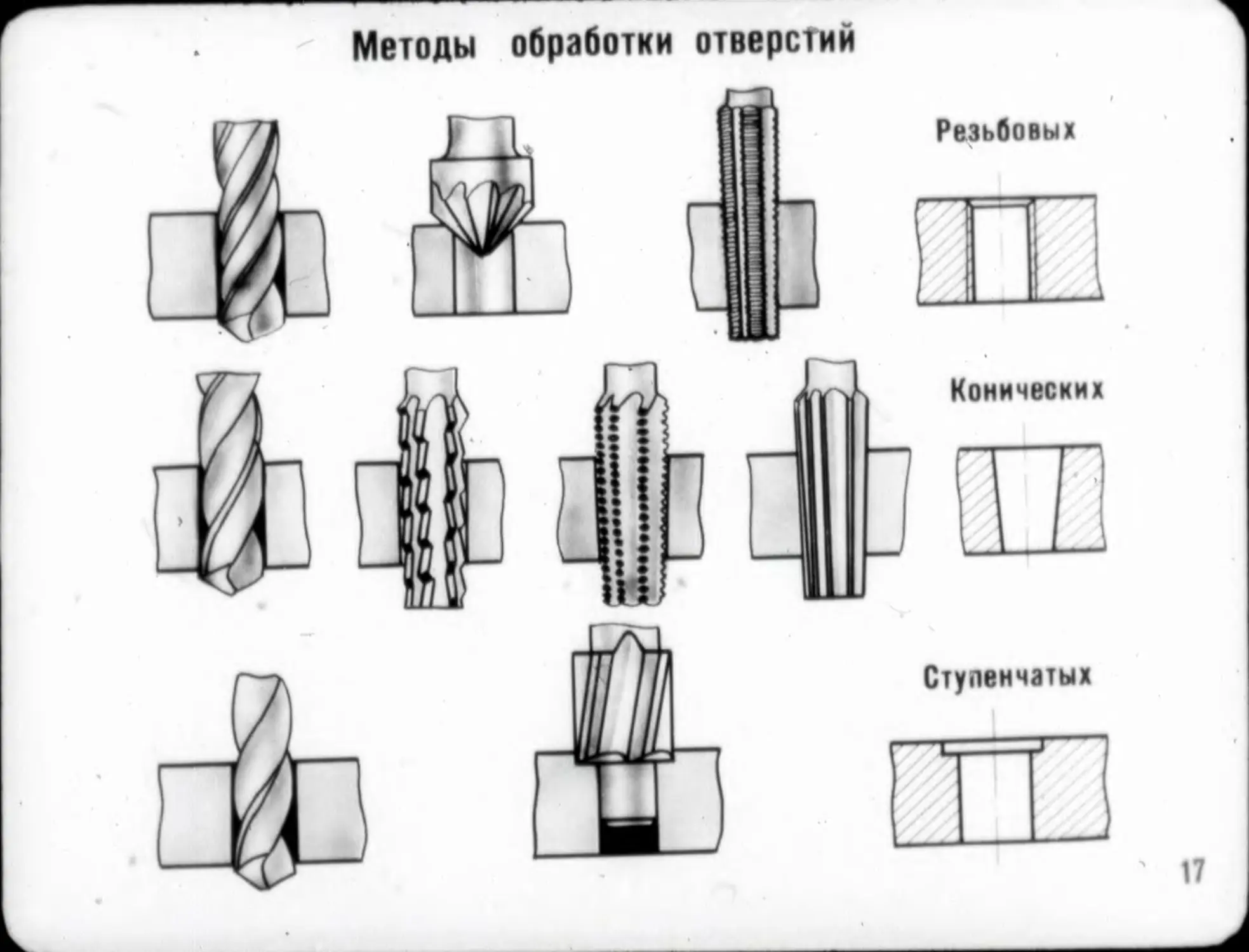
Методы обработки отверстий
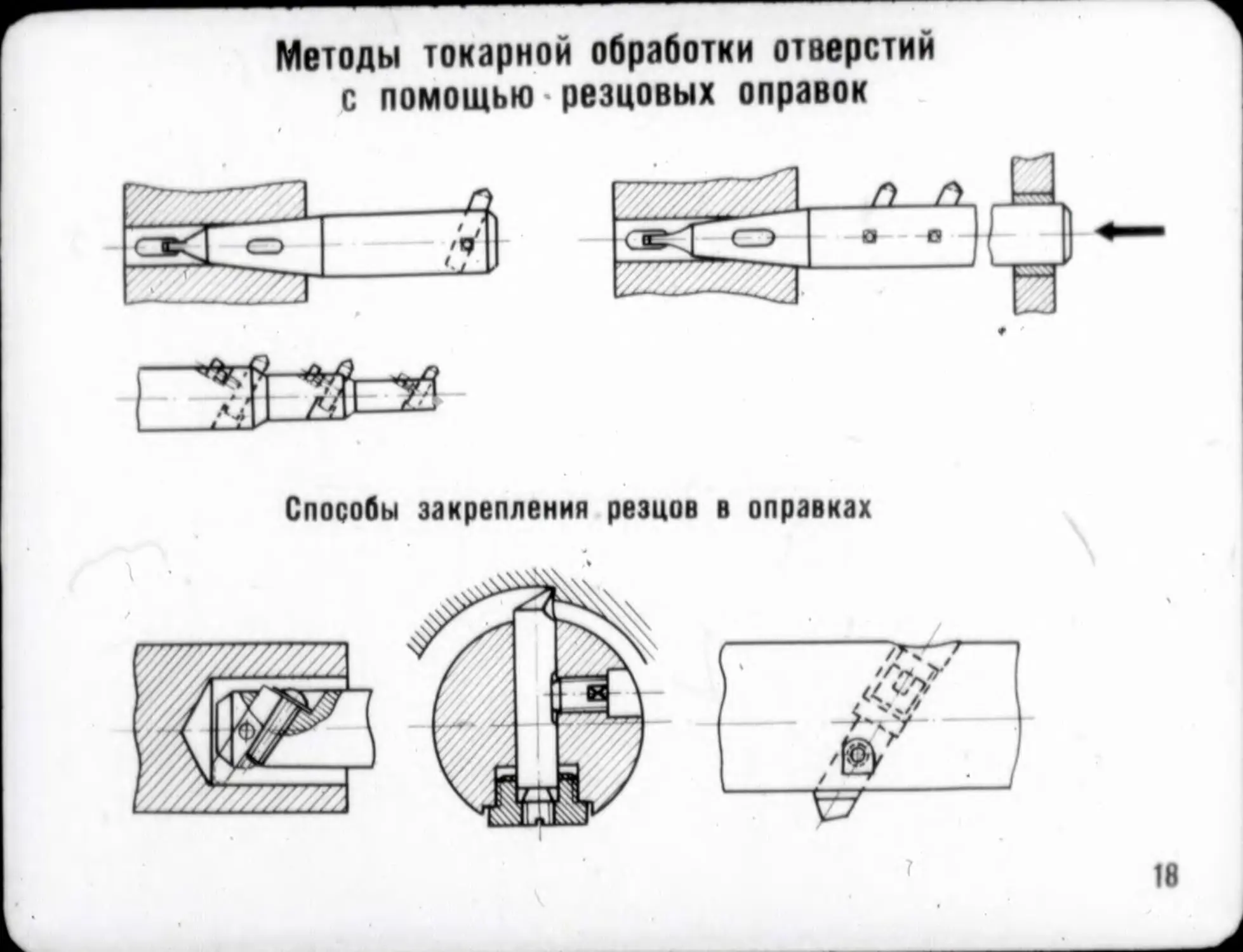
Методы токарной обработки отверстий
с помощью резцовых оправок
Способы закрепления резцов в оправках
18
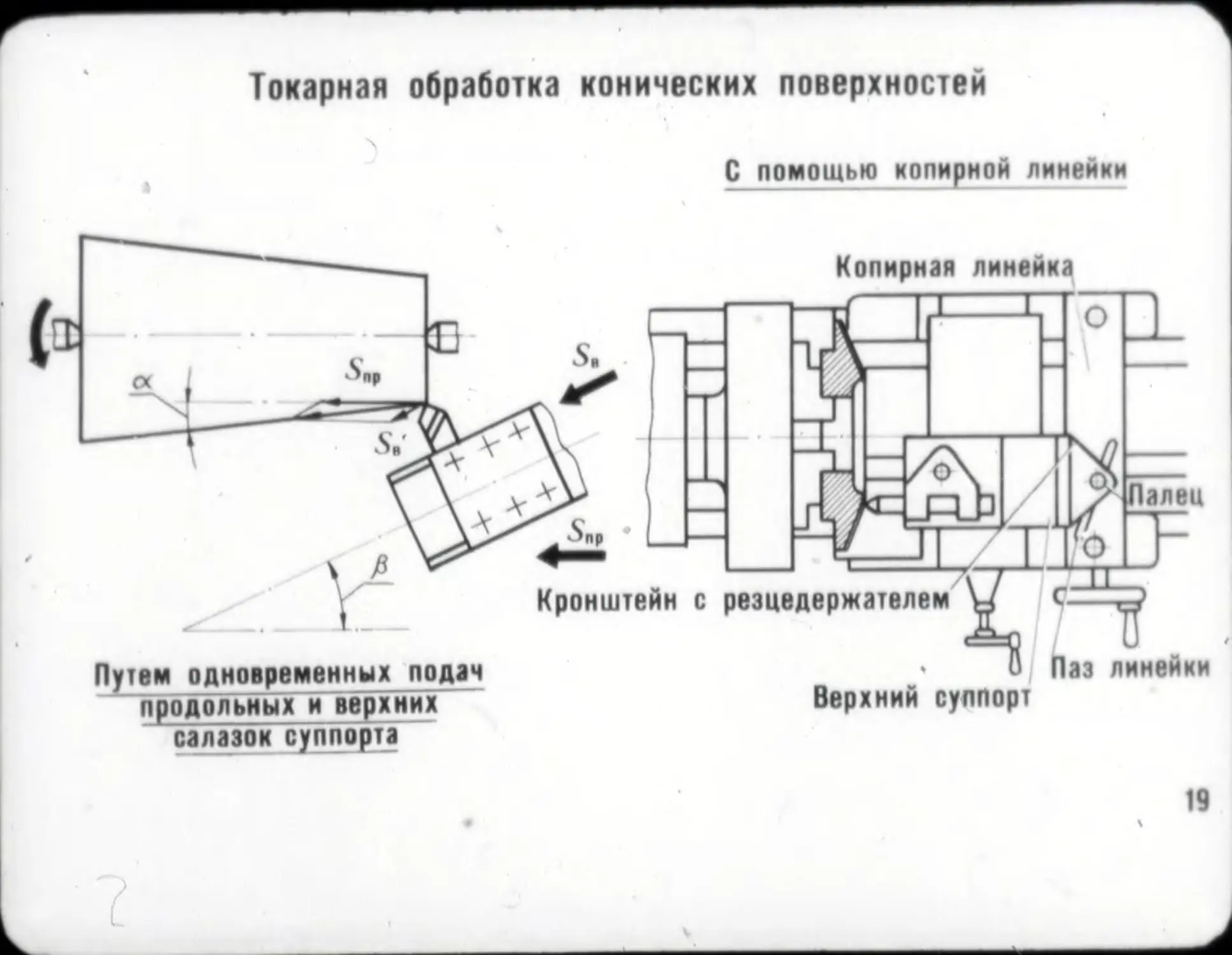
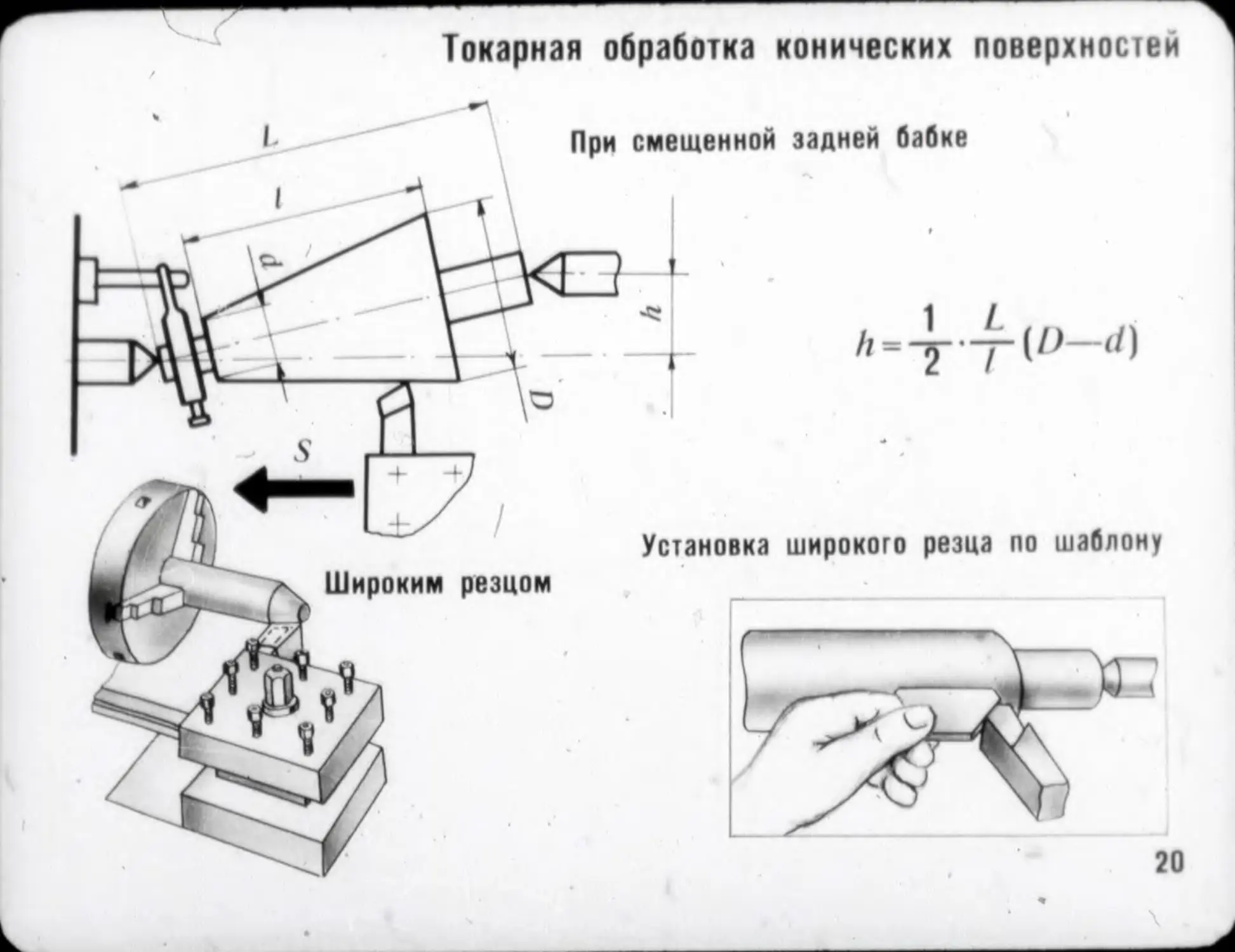
Токарная обработка конических поверхностей
С помощью копиркой линейки
Путем одновременных подач
продольных и верхних
салааок суппорта
Токарная обработка конических поверхностей
При смещенной задней бабке
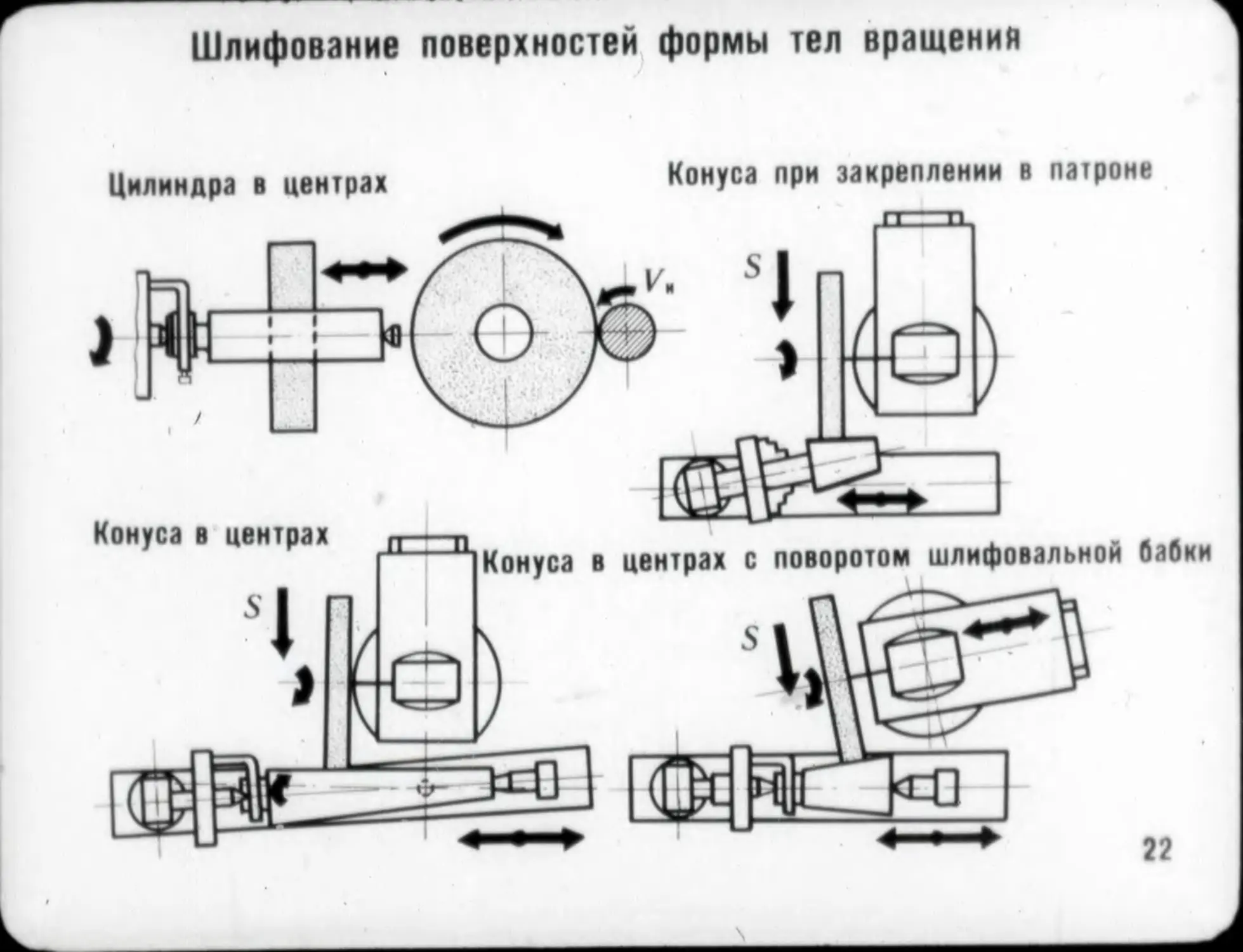
Шлифование поверхностей формы тел вращений
Цилиндра в центрах Конуса при закреплении в патроне
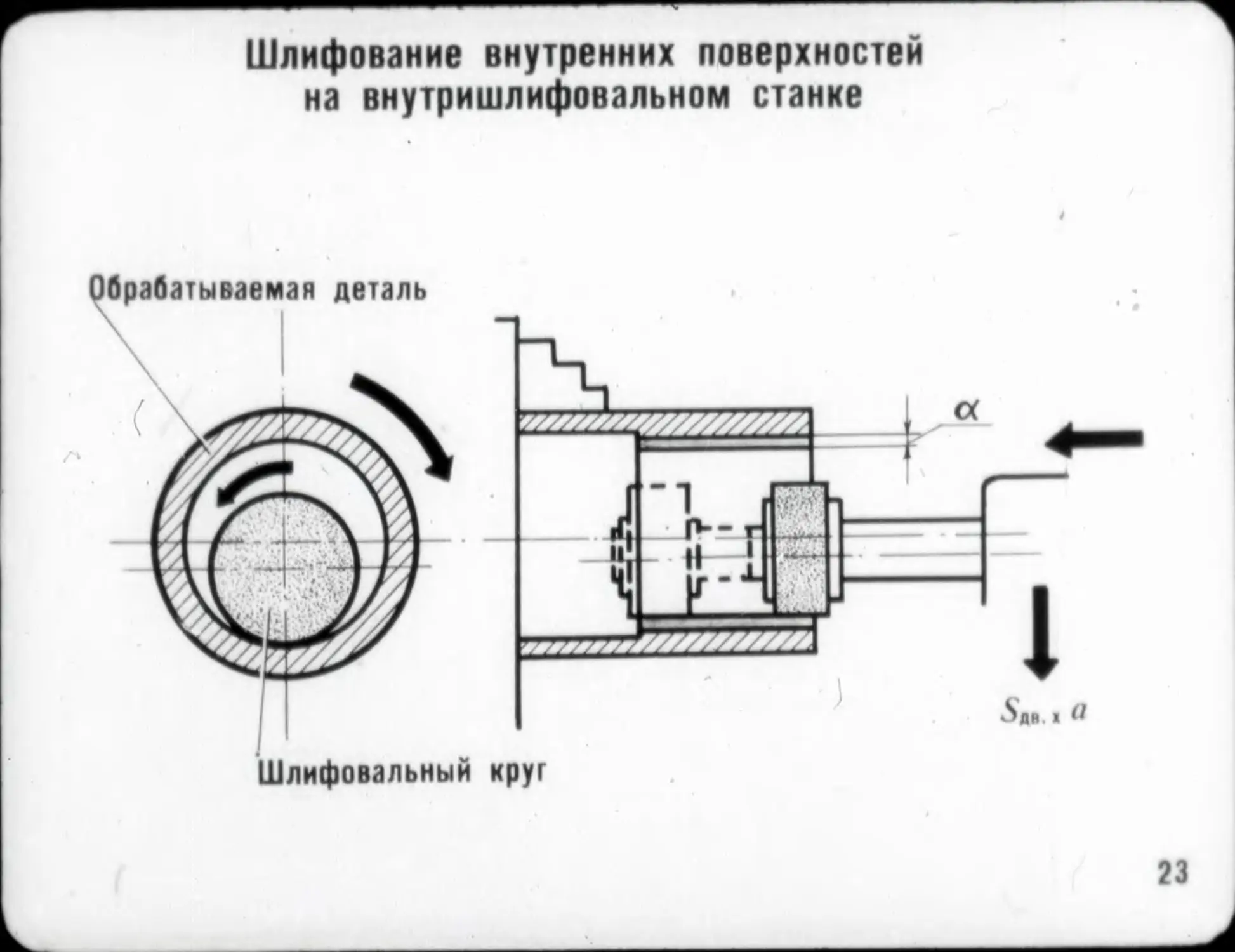
Шлифование внутренних поверхностей
на внутришлифовальном станке
Обрабатываемая деталь
Шлифовальный круг
23
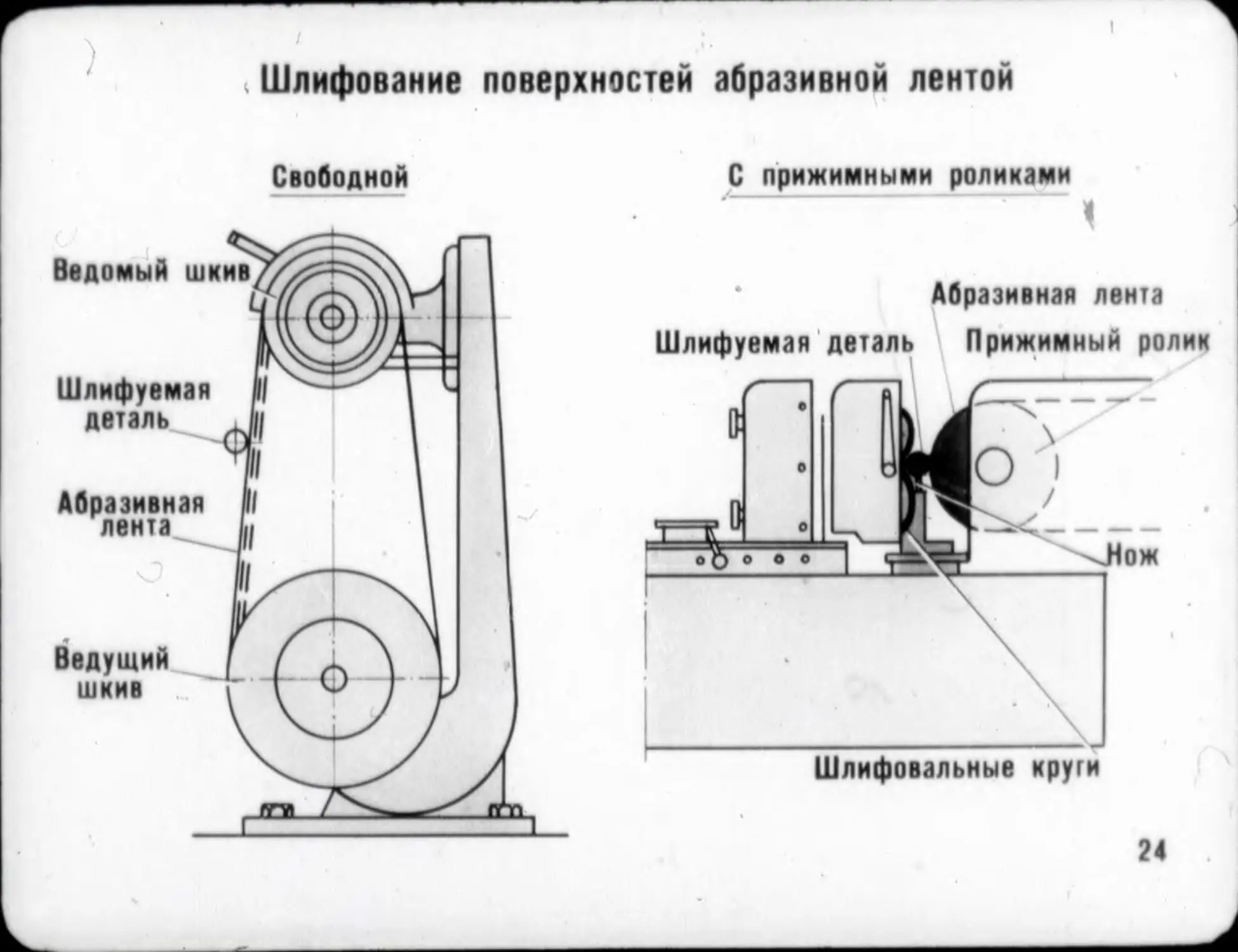
Шлифование поверхностей абразивной лентой
С прижимными роликами
Абразивная лента
Шлифуемая деталь Прижимный ролик
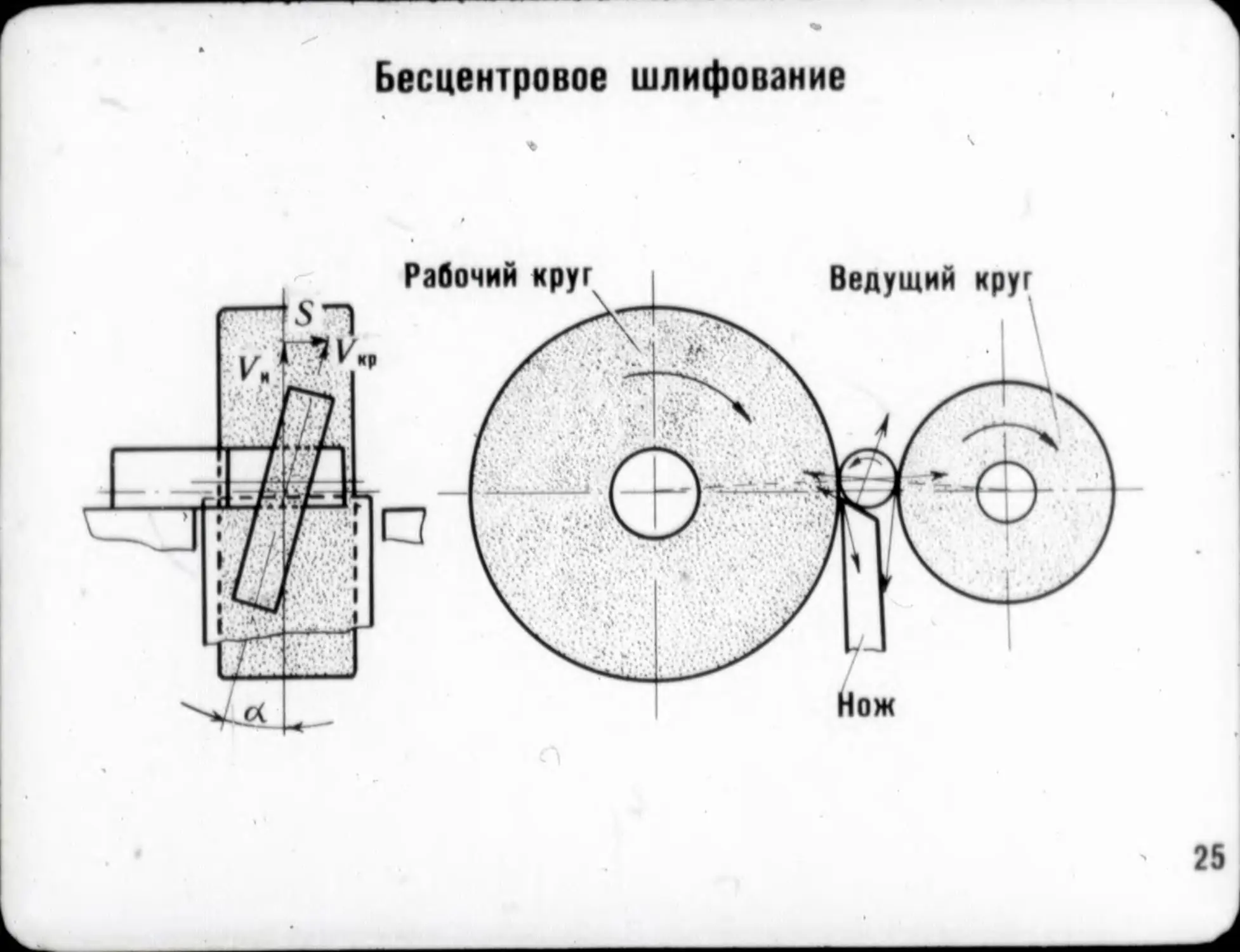
Бесцентровое шлифование
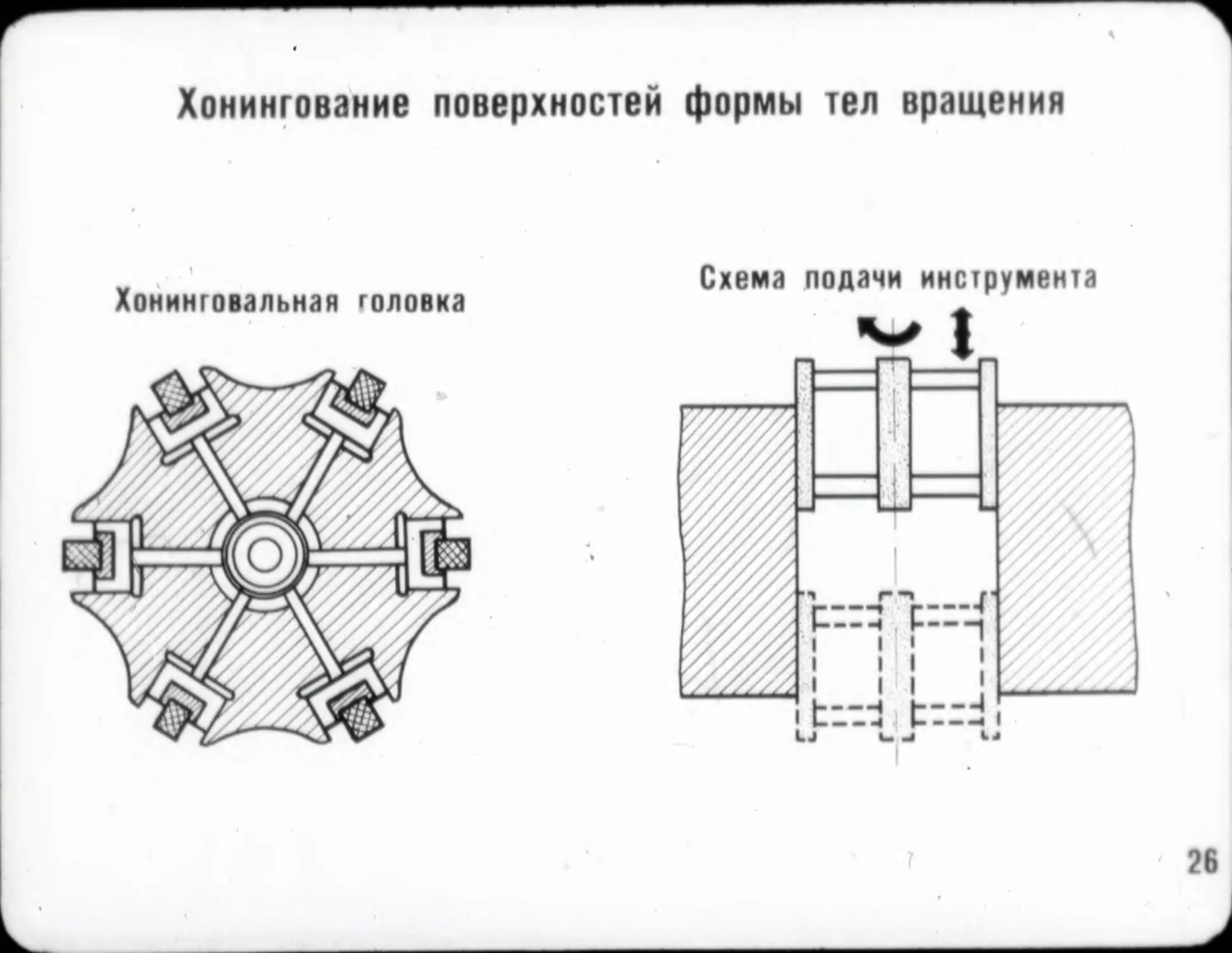
Хонингование поверхностей формы тел вращения
Хонинговальная головка
26
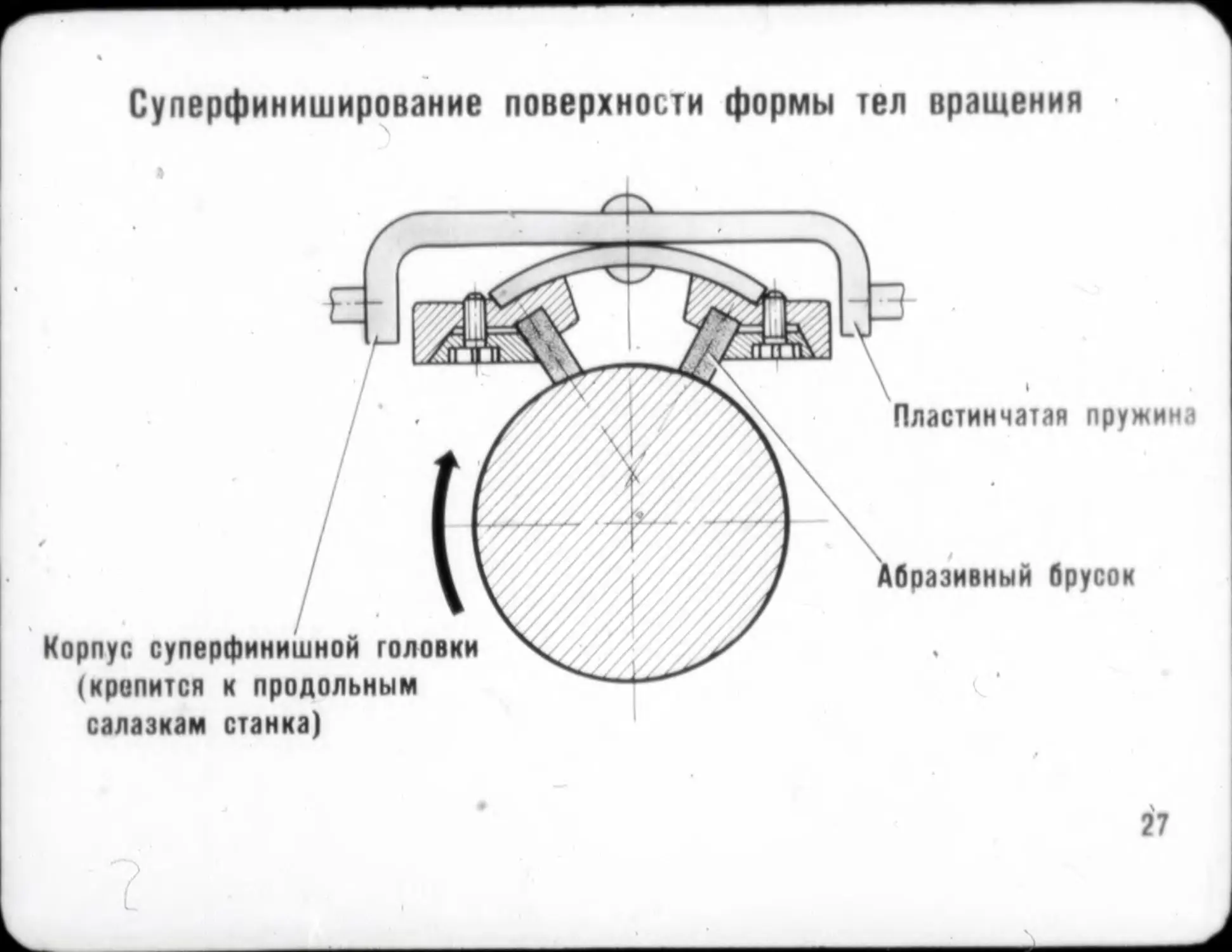
Суперфиниширование поверхности формы тел вращения
/г / * \ Корпус суперфинишной головки х. (крепится к продольным салазкам станка) Пластинчатая пружина J Абразивный брусок 27
ОБРАБОТКА ПОВЕРХНОСТЕЙ ФОРМЫ ТЕЛ ВРАЩЕНИЯ
В МЕЛКОСЕРИЙНОМ И СЕРИЙНОМ ПРОИЗВОДСТВЕ
По предварительной разметке детали
Разметку осуществляют с помощью линейки, шаблона или нутромера.
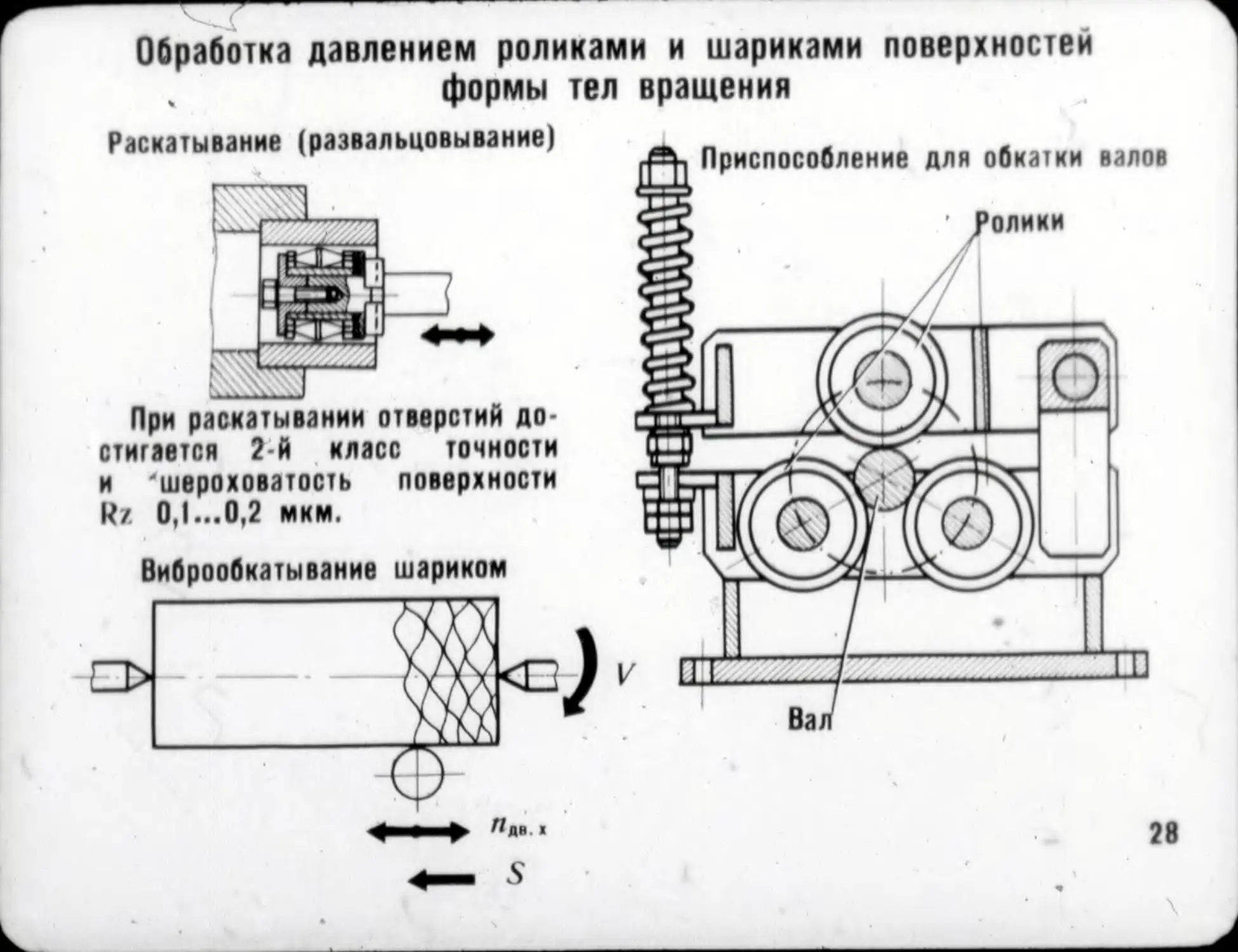
Обработка поверхностей формы тел вращения
путем установки резцов на размер
С помощью жесткого упора
Жесткий
продольный упор
(а
Мерные плитки^
Установка резца по упору требует
вдвое меньше времени, чем по изме
ригельной линейке.
Жесткие продольные упоры исполь
зуются для установки суппорта в по
ложение, обеспечивающее правильные
размеры при подрезании уступов, и
для ограничения продольного переме
щения суппорта.
При использовании индикаторного
упора обеспечивается наиболее высо
кая точность установки резца на раз
мер. зо
Обработка поверхностей формы тел вращения
путем установки резца на размер
с помощью гидросуппорта КСТ-1
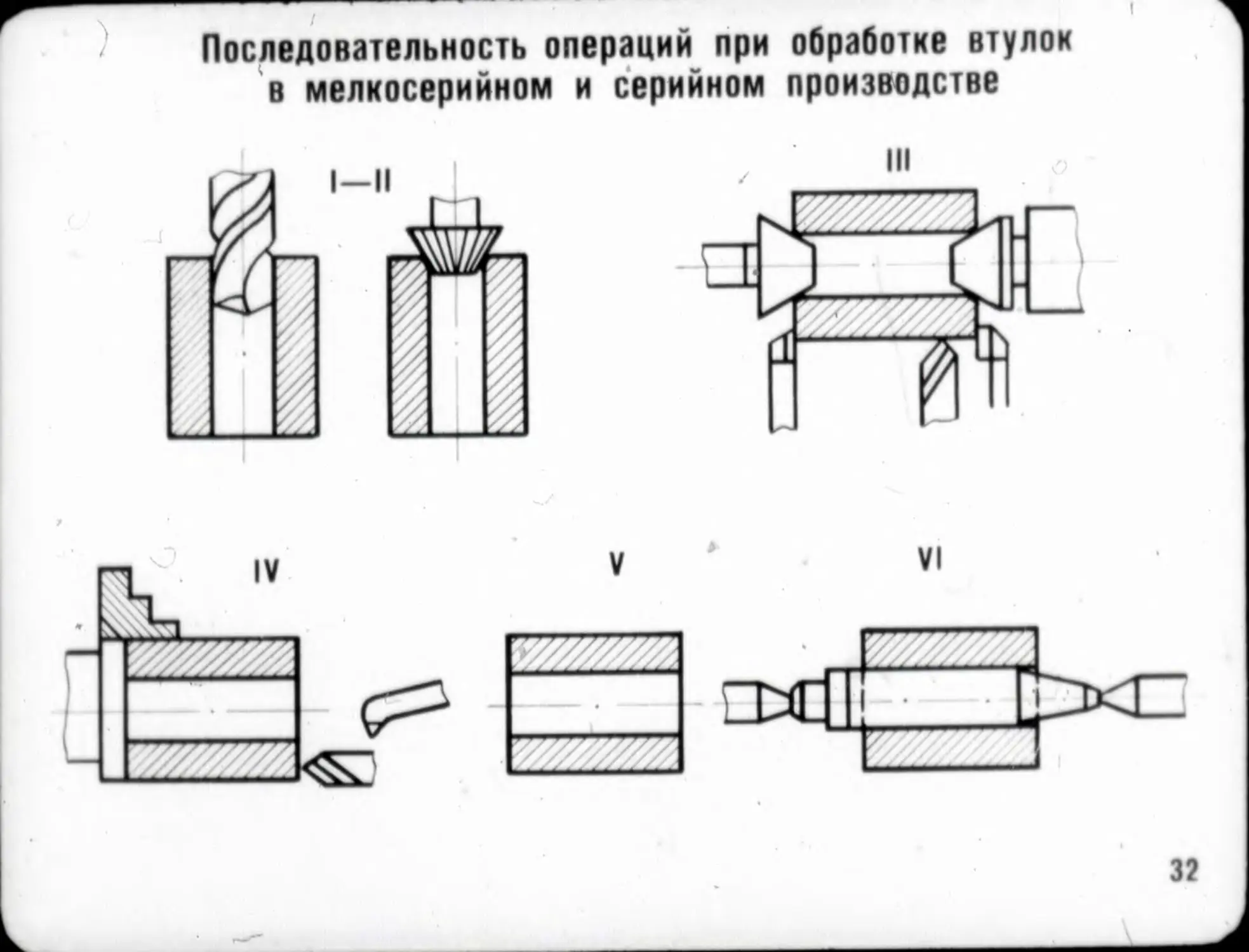
Последовательность операций при обработке втулок
в мелкосерийном и серийном производстве
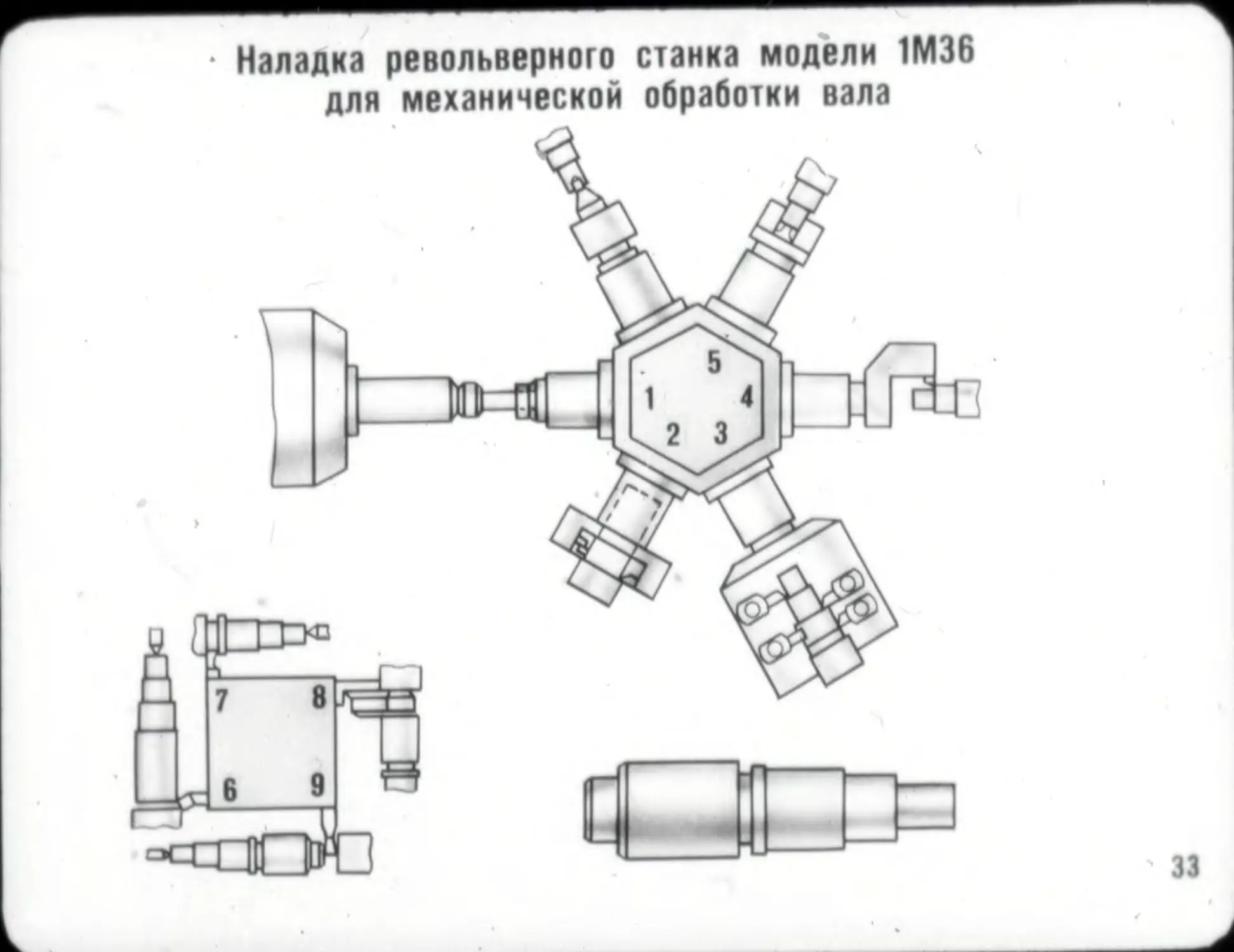
Наладка револьверного станка модели 1М36
для механической обработки вала
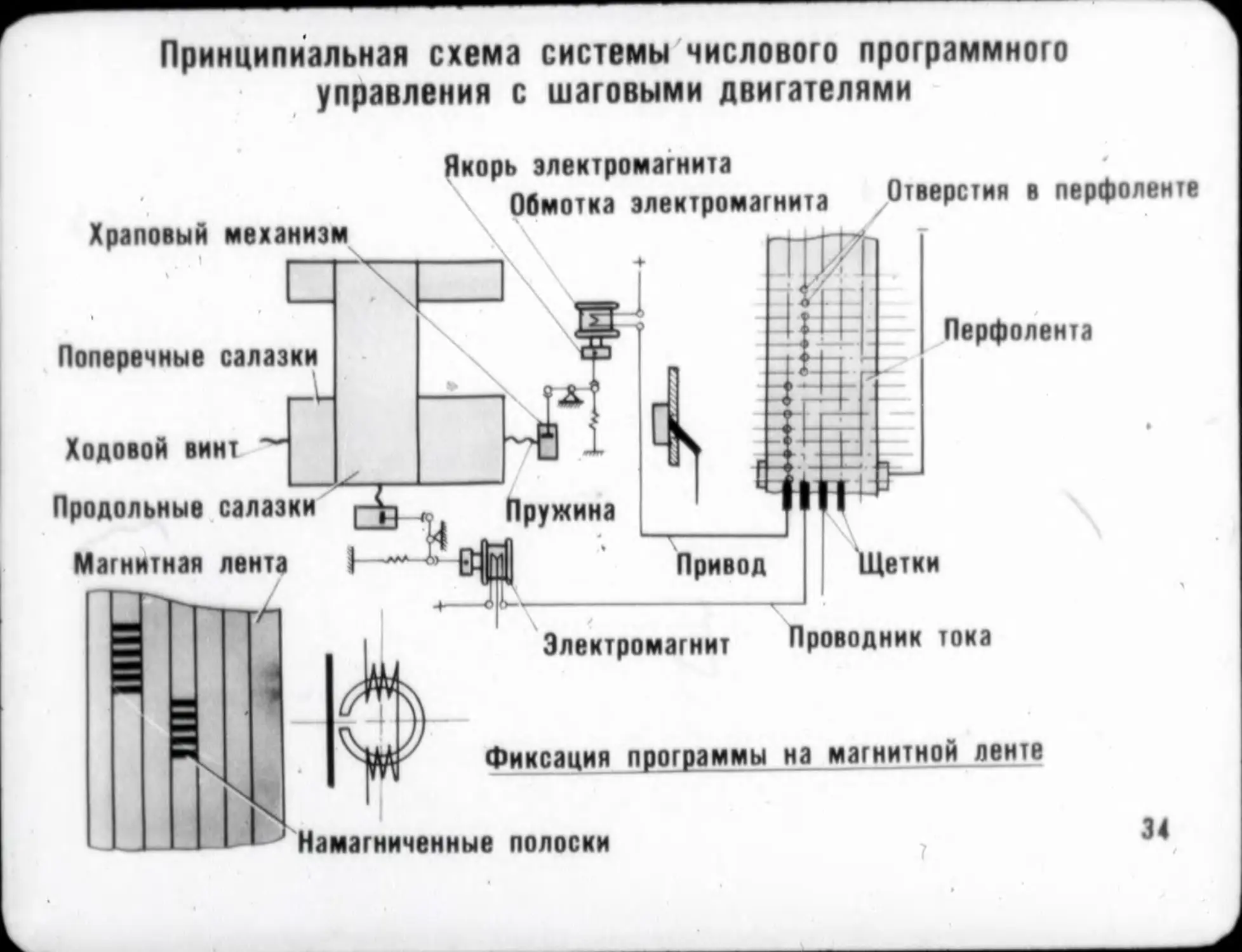
Принципиальная схема системы числового программного
управления с шаговыми двигателями
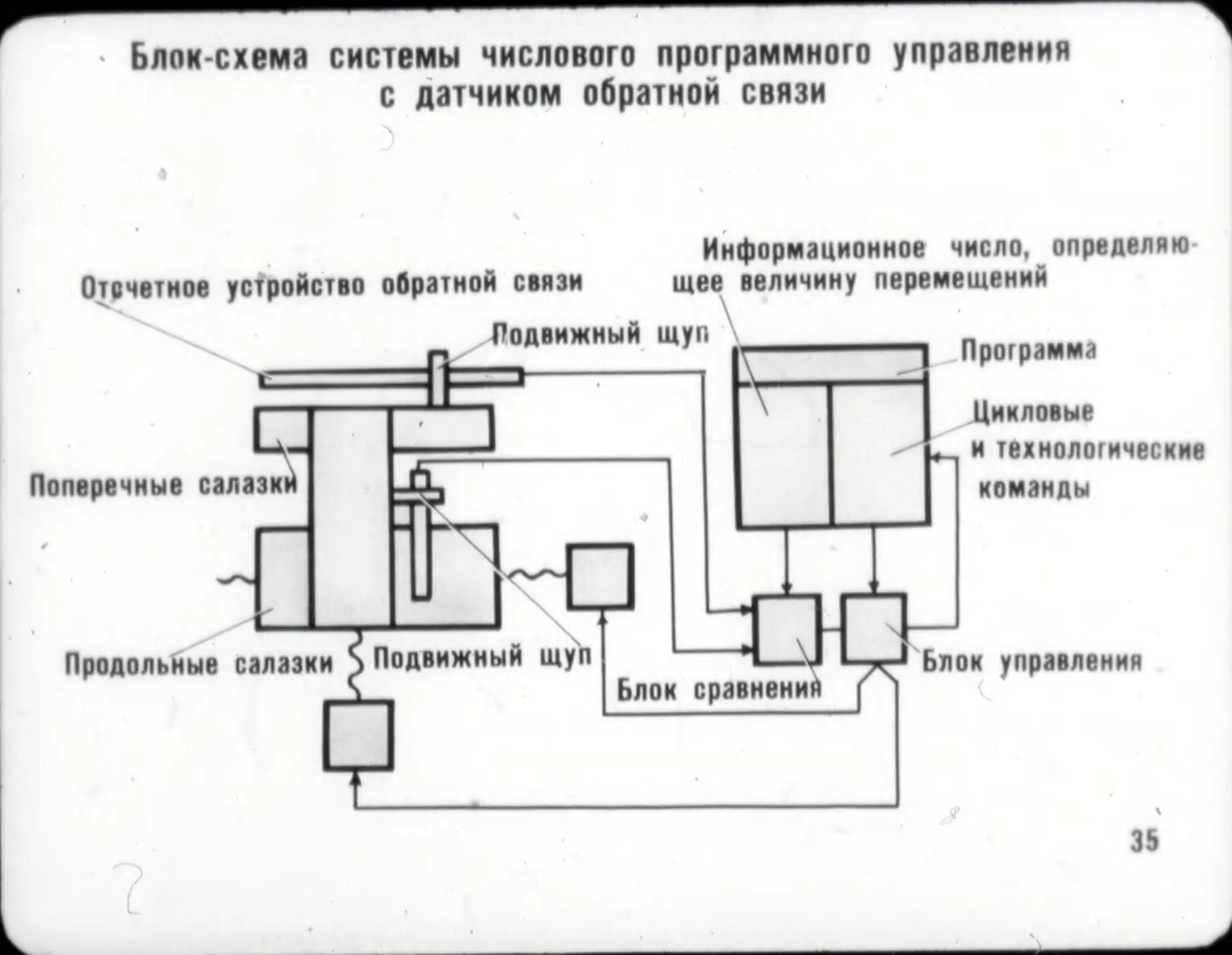
Блок-схема системы числового программного управления
с датчиком обратной связи
Информационное число, определяю
Отсчетиое устройство обратной связи щее величину перемещений
Подвижный щуп \
с Поперечные салазки Программа Цикловые и технологические команды
L Продольные салазки S Подвижный щуп . ' | Блок ср 1W ~*т—-М Цят* Блок управления авнений f j 35
ОБРАБОТКА ПОВЕРХНОСТЕЙ ФОРМЫ ТЕЛ ВРАЩЕНИЯ
ГРУППОВЫМ МЕТОДОМ
Детали, состоящие из элементов комплексной детали
Комплексная деталь может быть реальной или условной. Под реальной
понимается наиболее сложная деталь данной группы, обеспечивающая
функции комплексной детали.
36
Обработка заготовки на многорезцовом полуавтомате
t
Черновое обтачивание одного конца
Черновое обтачивание другого конца
Чистовое обтачивание концов вала
(в той же последовательности)
37
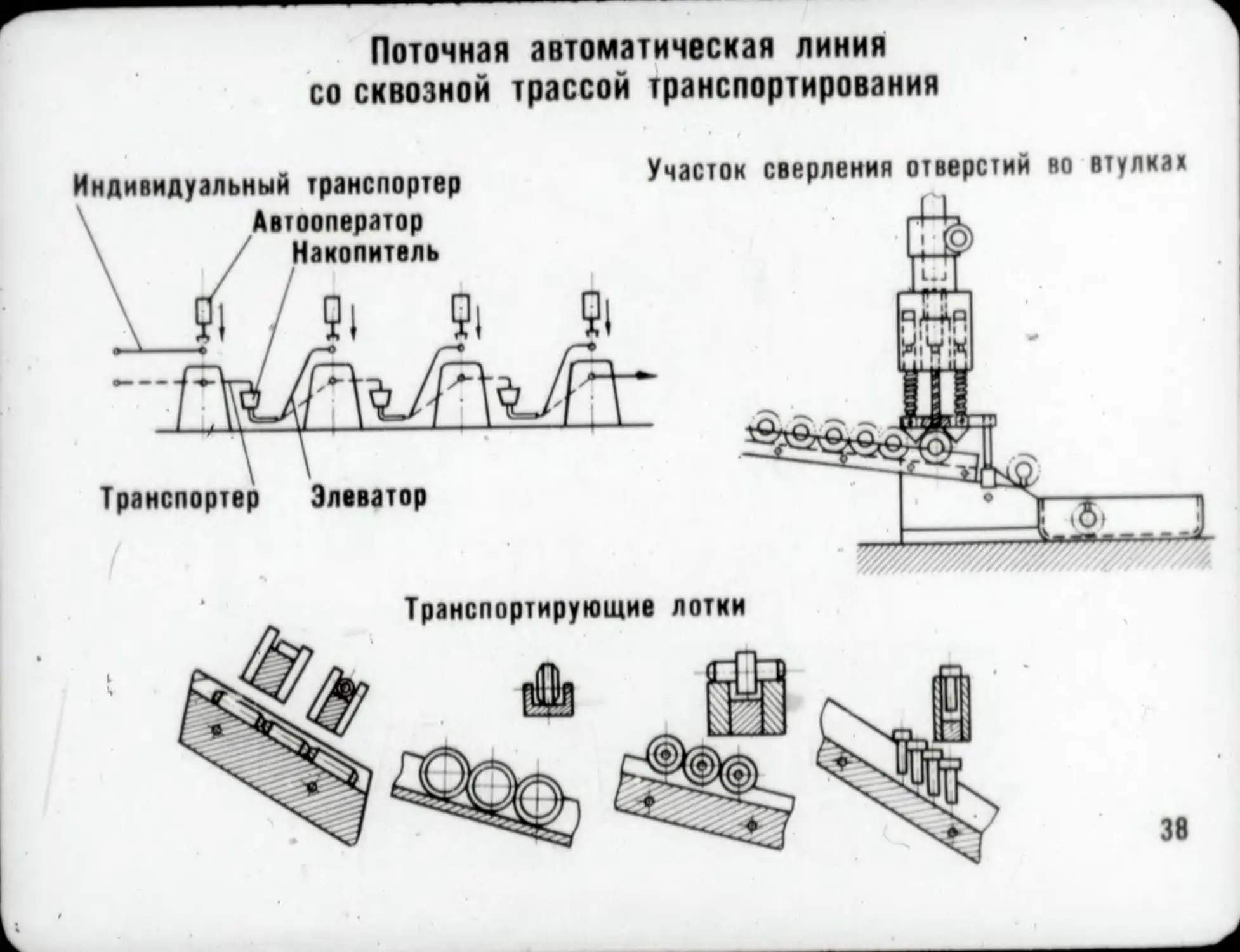
Поточная автоматическая линия
со сквозной трассой транспортирования
38
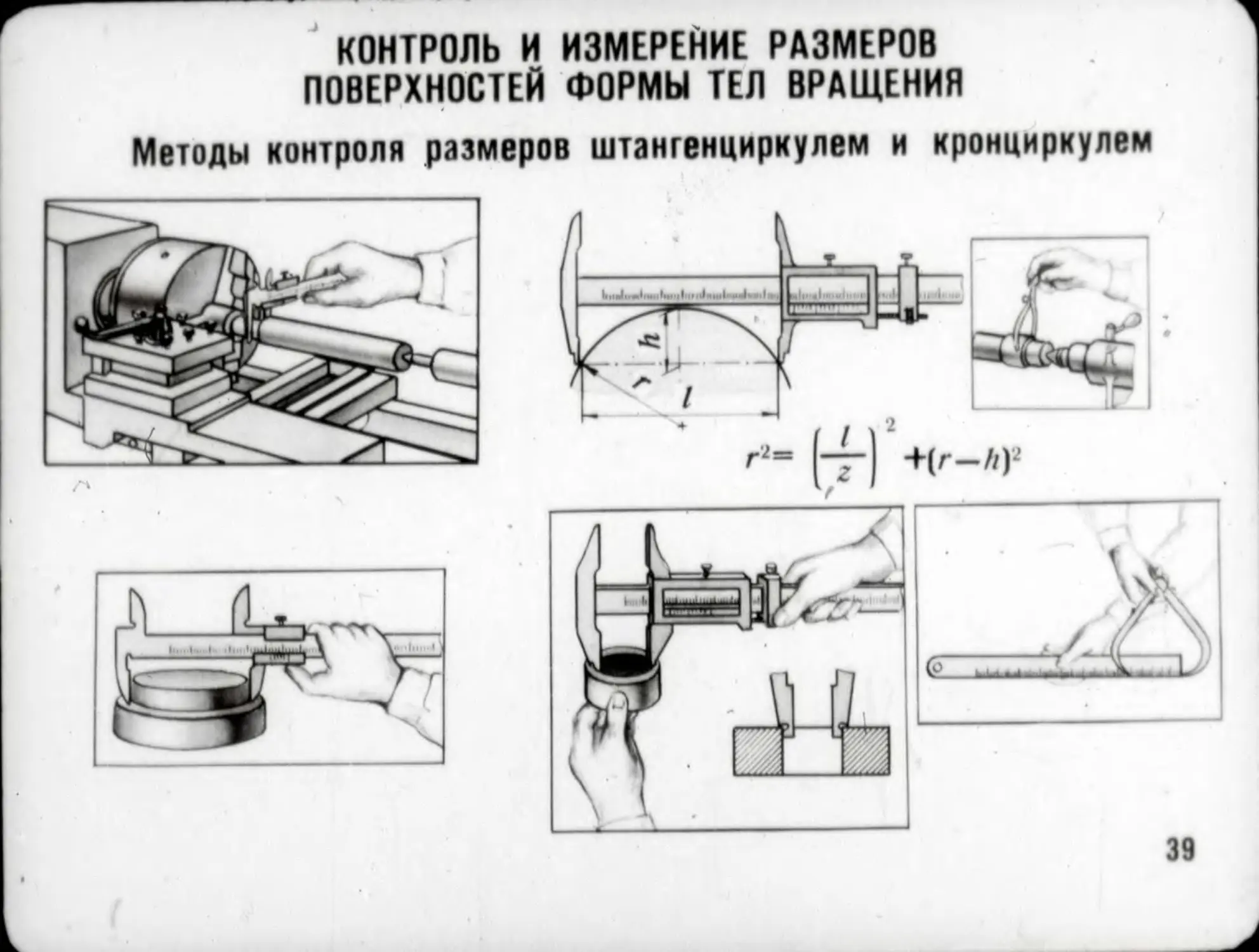
КОНТРОЛЬ И ИЗМЕРЕНИЕ РАЗМЕРОВ
ПОВЕРХНОСТЕЙ ФОРМЫ ТЕЛ ВРАЩЕНИЯ
Методы контроля размеров штангенциркулем и кронциркулем
Мвгядм несмел» риямврвн микрометром.
ММИЙрвМ И ИуТрОМврОМ
40
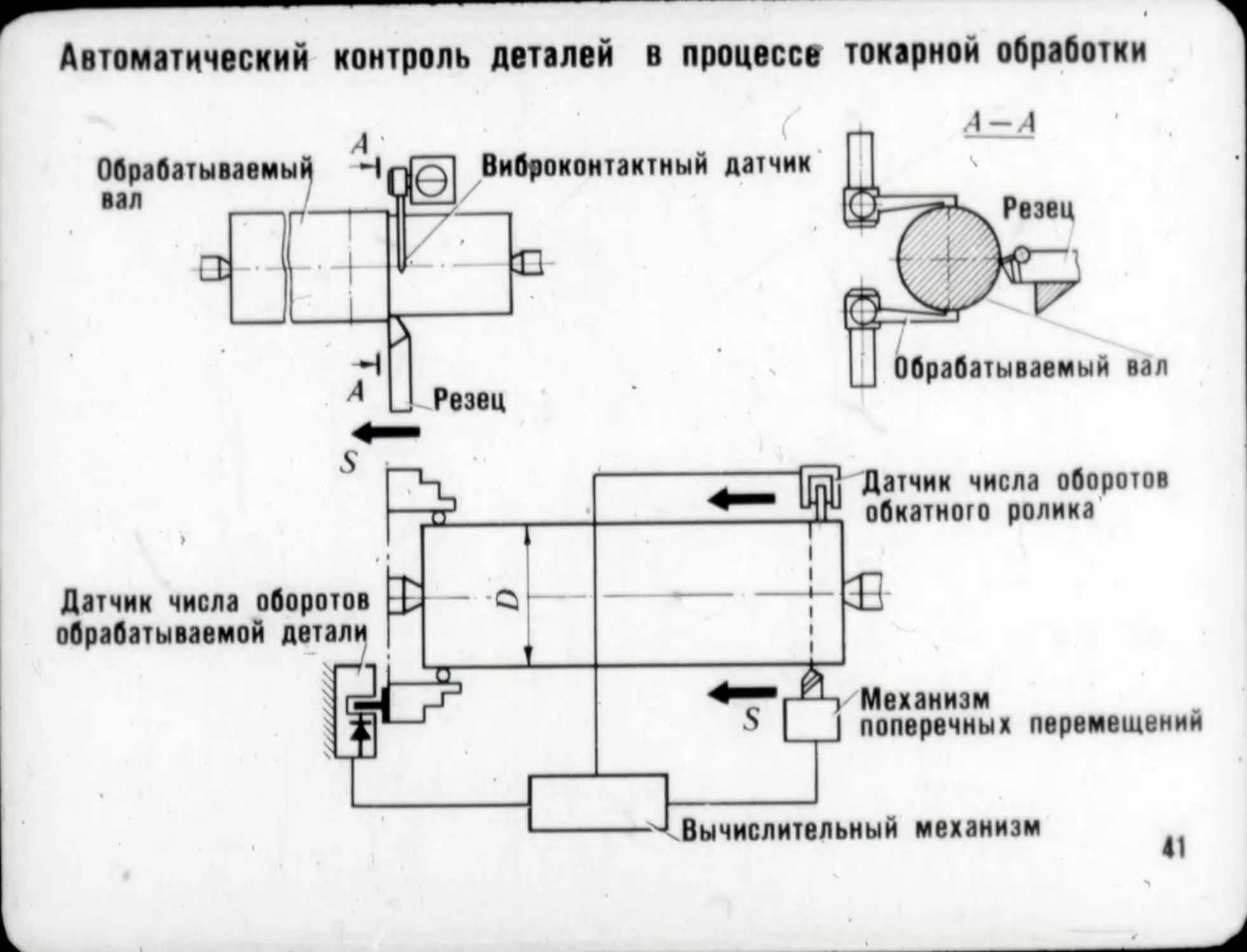
Автоматический контроль деталей в процессе токарной обработки
Конец диафильма
Автор кандидат технических наук
В. Б. Фейгин
Консультант кандидат технических наук
А. М. Кучер
Художник В. 3. Алексеева
Редактор Б. С. Горохова
Иадано Фабрикой экранных учебно-наглядных пособий
Всесоюаного треста пронаводстеенных предприятий
Государственного комитета Совета Министров СССР по профтехобрааованию
ЛЕНИНГРАД, 188085
ул. Зои Космодемьянской, 28