/


































































































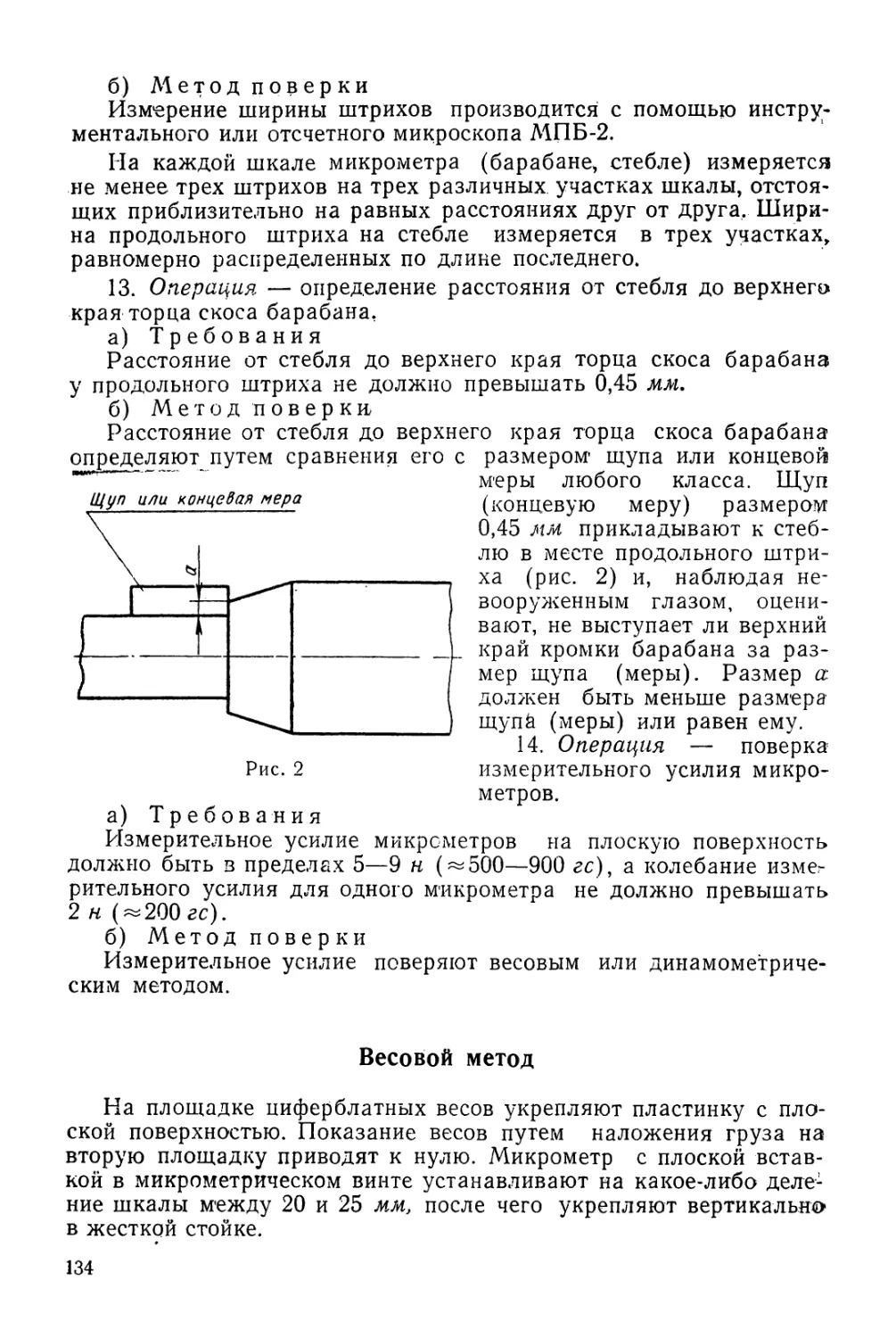















































































































Текст
КОМИТЕТ СТАНДАРТОВ,МЕР, И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
ПРИ СОВЕТЕ МИНИСТРОВ СССРчдхпчадПОВЕРКА
РЕЗЬБОИЗМЕРИТЕЛЬНЫХ
И ЗУБОИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВСБОРНИК ИНСТРУКЦИЙ И МЕТОДИЧЕСКИХ
УКАЗАНИЙИздание официальное19 6 6ИЗДАТЕЛЬСТВОСТАНДАРТОВ
КОМИТЕТ СТАНДАРТОВ,МЕР И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
ПРИ СОВЕТЕ МИНИСТРОВ СССРПОВЕРКА
РЕЗЬБОИЗМЕРИТЕЛЬНЫХ
И ЗУБОИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВСБОРНИК ИНСТРУКЦИЙ И МЕТОДИЧЕСКИХ
УКАЗАНИЙИздание официальноеИЗДАТЕЛЬСТВО КОМИТЕТА СТАНДАРТОВ, МЕР И ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
ПРИ СОВЕТЕ МИНИСТРОВ СССРМосква — 1966
УДК 621. 99:621. 753:621. 831. 089. 6Сборник «Поверка резьбоизмерительных
и зубоизмерительных приборов» включает
инструкции и методические указания, ут¬
вержденные до 1 декабря 1965 г.В связи с темг что инструкции и методи¬
ческие указания периодически пересматри¬
ваются и в них вносятся изменения необ¬
ходимо при пользовании сборником про¬
верять действие инструкций, методических
указаний и наличие изменений к ним по
«Информационному указателю стандар¬
тов»
Издание официальноеИнструкция разработана Бюро взаимоза¬
меняемости в металлообрабатывающей про¬
мышленности взамен раздела Б инструкции
45—48; утверждена Комитетом стандартов,
мер и измерительных приборов при Совете
Министров СССР 29 декабря 1958 г. и вве¬
дена в действие 1 мая 1959 г.ИНСТРУКЦИЯ 73—58
ПО ПОВЕРКЕ КОНИЧЕСКИХ РЕЗЬБОВЫХ КАЛИБРОВИнструкция устанавливает средства и методы поверки кони¬
ческих резьбовых калибров, находящихся в применения и выпус¬
каемых из производства и ремонта.Соблюдение требований дайной инструкции обязательно для
всех организаций и предприятий, производящих поверку кониче¬
ских резьбовых калибров.I. СВЕДЕНИЯ О КАЛИБРАХКалибры-пробки для контроля конических резьб должны изго¬
товляться с уступом в основной плоскости резьбы. У калибров-ко¬
лец основная плоскость должна сов¬
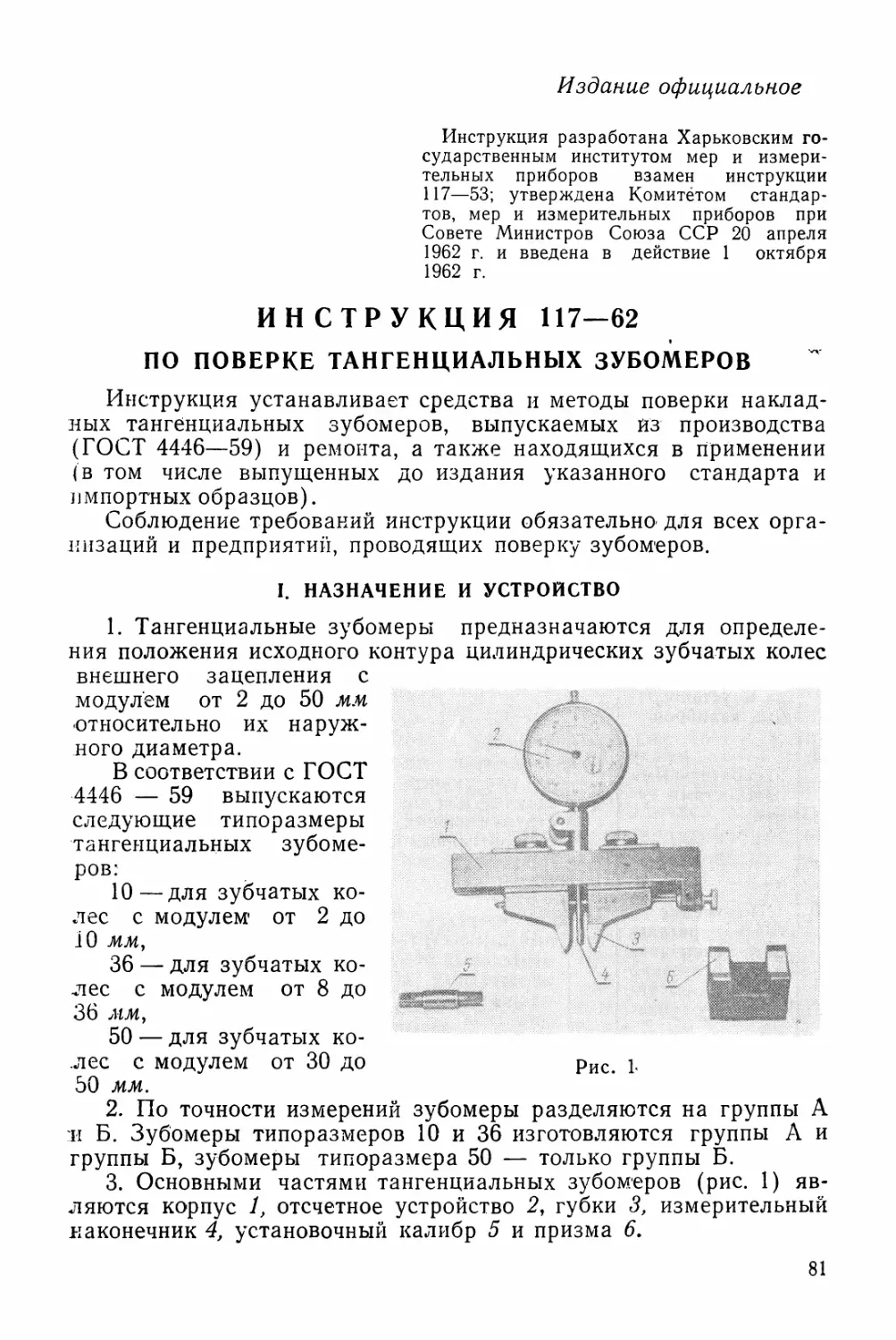
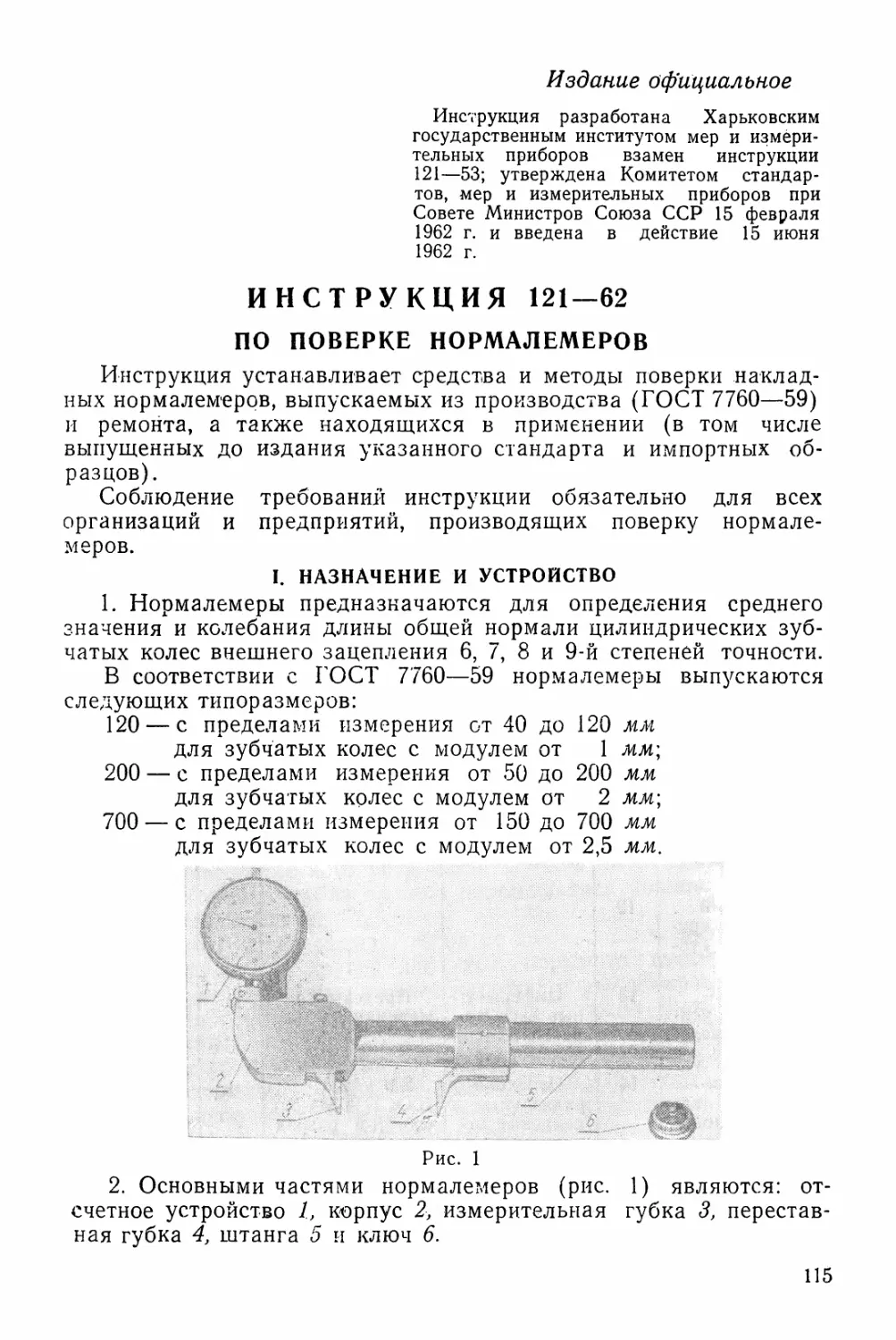
падать с торцом кольца (рис. 1).Профиль резьбы калибров дол¬
жен соответствовать указанному
на рис. 2.Требования к калибрам опреде¬
лены ГОСТ 8393—57, ГОСТ
8392—57, ГОСТ 632—57*, ГОСТ
631—57**, ГОСТ 633—50***,ГОСТ 6485—53, ГОСТ 7157—54.* С 1/1 1966 г. взамен ГОСТ 632—57 введен ГОСТ 632—64.** С 1/1 1965 г. взамен ГОСТ 631—57 введен ГОСТ 631—63.*** С 1/1 1965 г. взамен ГОСТ 633—50 введен ГОСТ 633—63.ОснобнояРис. 13
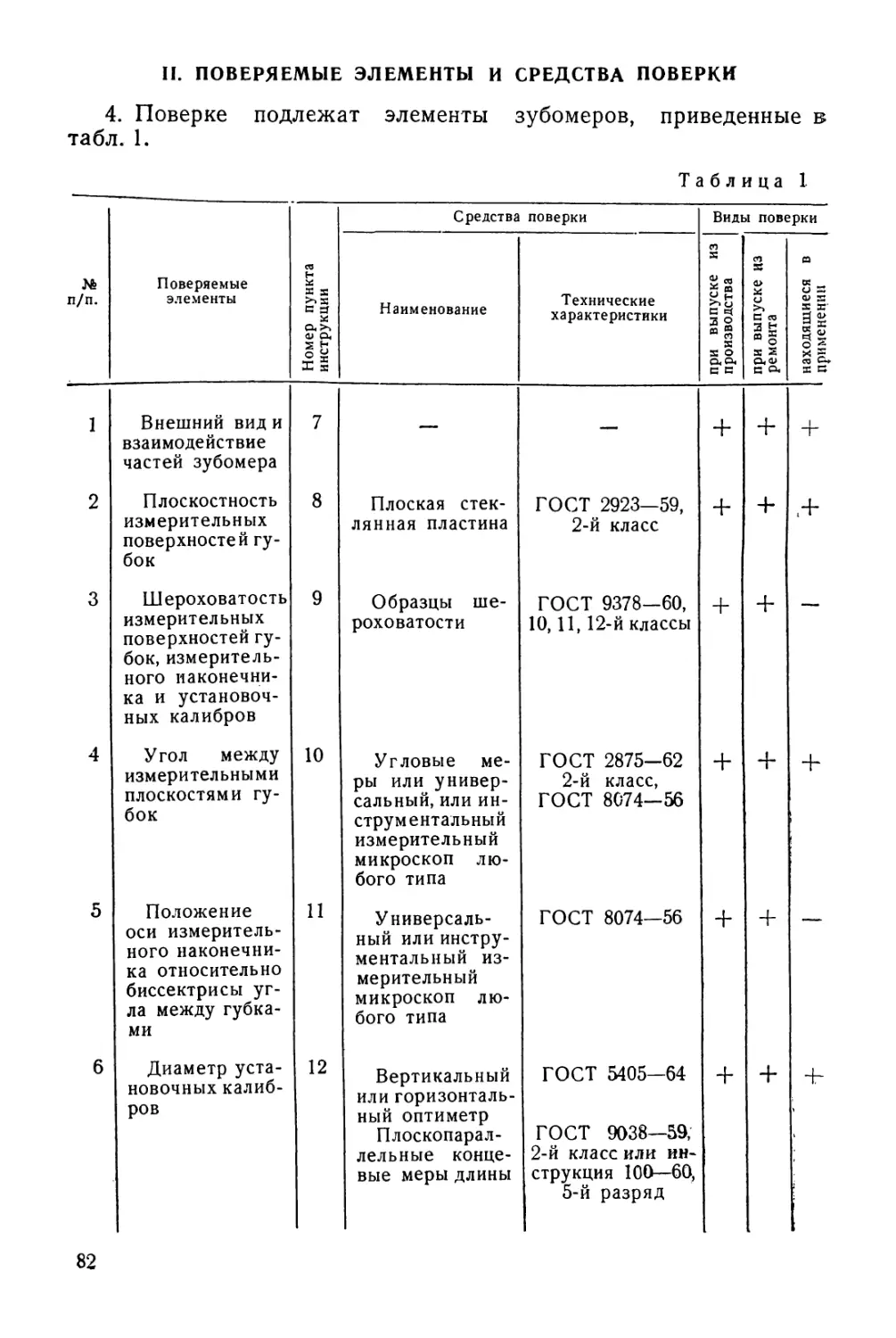
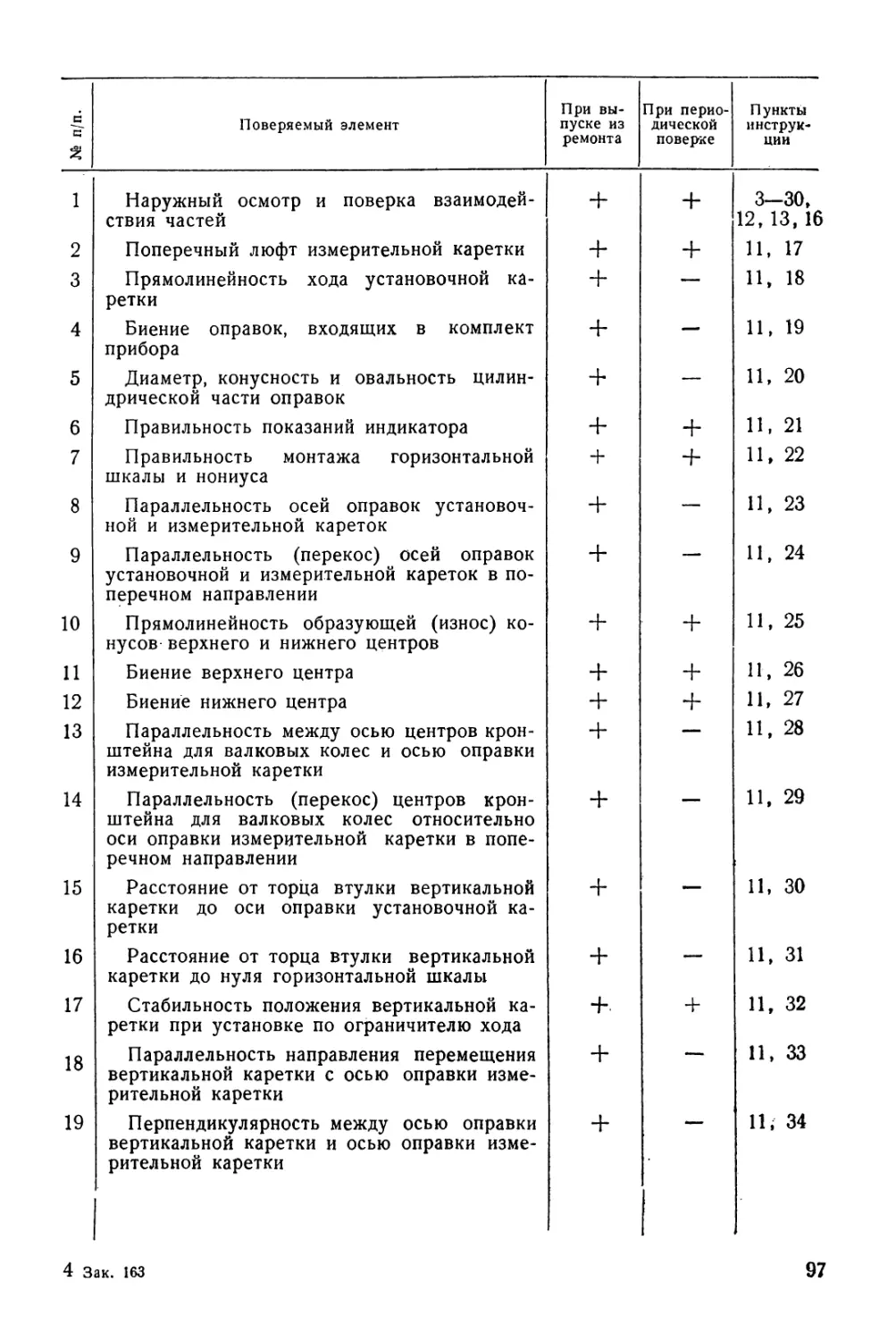
Профиль резьбы калибра-кольца Профиль резьбы калибра-пробкиРис. 2II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ1. Поверке подлежат следующие элементы конических резьбо¬
вых калибров (см. табл. 1).Таблица 1Средства поверкиПоверка калибровС2Поверяемые№ пунктов
инструкцииНаименованиеТехнические/характеристикиВыпускаемых
из производства |
1Вышедших
из ремонтаНаходящихся
в обращении]Внешний вид
калибра4—+++2Чистота по¬
верхности5Образцы чисто¬
ты поверхностиОт 7-го до 9-го
классов чистоты+——3Шаг резьбы
калибра-проб-
ки6УниверсальныймикроскопПовышенныецентрыНожи измери¬
тельные
Пружинная го¬
ловка с ценой де¬
деления 0,001 мм
Концевые ме¬
ры длины 5-го раз¬
рядаТин У И М-21
Тип СТ-2
ГОСТ 7013-54ГОСТ 6933-61Инстр. 100—60“Г4
ПродолжениеIi/U ONПоверяемыеэлементы№ пунктов
инструкцииСредства поверкиПоверкакалибровНаименованиеТехническиехарактеристикиCZ0QXjjs оСЬ
с с2 л03 Sх «
= нIIа аЯ як S<-> £
* X|э® VO£ оК ю4Половина
угла профиля
калибра-проб¬
ки7Универсальный
микроскоп
Повышенные
центры
Ножи измери¬
тельные
Инструменталь¬
ный микроскоп
Специальное
приспособление
Лупа 8х—ЮхТип УИМ-21Тип СТ-2ГОСТ 7013-54Тип ИТ
Тип БМИГОСТ 8309-57++5Средний диа¬
метр, конус¬
ность и оваль¬
ность по dcр
калибров-про¬
бок8Универсальный
микроскоп
Повышенные
центры
Ножи измери¬
тельные
Синусная ли¬
нейка 200 мм
Горизонталь¬
ный оптиметр
Измерительная
машина
Проволочки
Концевые ме¬
ры длины 5-го
разряда
Специальный
приборТип УИМ-21Тип СТ-2ГОСТ 7013-54ГОСТ 4046-61ГОСТ 5405-64Тип ИЗМ-10
ГОСТ 2475-62Инстр. 100—60+++6.Наружный
диаметр, ко¬
нусность и
овальностьПО ^нар ^а-либров-про-бок9Универсальный
микроскоп
Повышенные
центры
Ножи измери¬
тельные
Инструменталь¬
ный микроскоп
Синусная ли¬
нейка 200 мм
Концевые меры
длины 5-го раз¬
рядаТип УЙМ-21Тип СТ-2ГОСТ 7013—54
Тип ИТ
Тип БМИГОСТ 4046—61
Инстр. 103—60О-л_1+
Продолжениес*Поверяемыеэлементы№ пунктов
инструкцииСредства поверкиПоверка калибровНаименованиеТехническиехарактеристикишX 5
3 «-[
3 о
оэ
я го
* =
О о>,Он
С С
3 сп
Ю яX 2а =
2 о
ч S
о иа лсе _0 —s аК яе( ЯIf1 шИндикатор с
ценой деления
0,01 мм
Специальный
приборГОСТ 577—607Внутренний
диаметр ка¬
либров-пробок10Универсальный
микроскоп
Повышенные
центры
Инструменталь¬
ный микроскоп
Глубиномер
индикаторныйТип УИМ-21Тип СТ-2Тип ИТ
Тип БМИ
ГОСТ 7661-55+8Прямолиней¬
ность профиля
калибров-про¬
бок11Универсальный
микроскоп
Повышенные
центры
Инструменталь¬
ный микроскопТип УИМ-21Тип СТ-2Тип ИТ
Тип БМИ+++9Неперпендику-
лярность тор¬
ца пробки к
оси резьбы12Центры
Головка изме¬
рительнаяГОСТ 6934—62++— ’10Шаг резьбы
калибра-коль-
ца13УниверсальныймикроскопПружиннаяголовкаСпециальныйприборТип УИМ-21
ГОСТ 6933-61+11Половина
угла профиля
калибра-коль-
ца14Универсальный
микроскоп
Инструменталь¬
ный микроскопТип УИМ-21Тип ИТ
Тип БМИ+6
ПродолжениеЕ■NСПоверяемыеэлементы№ пунктов
инструкцииСредства поверкиПоверка калибровНаименованиеТехническиехарактеристики«л
О
И н
5 о
£ ^
S о
о ю
са сп
* S
о ОР> о«
с с
з со
ю SX тоs £Isа "
3 о,CQ sW *5*
|1
ga
Is,
sSЕ n12Конусность
по среднему
диаметру ка¬
либров-колец15СпециальныйприборСпециальныйприборТип ИВК+, ++13Конусность
по внутренне¬
му диаметру
калибров-ко¬
лец16ЩупИндикатор с
ценой деления
0,01 мм
Специальный
приборГОСТ 882-64
ГОСТ 577—60++14Свинчивае-
мость пары17Концевые меры
длины 5-го раз¬
ряда
Лекальная ли¬
нейка
Индикатор с
ценой деления
0,01 ммИнстр. 100—60ГОСТ 8026-64
ГОСТ 577—60t1++2. Температура помещения, в котором производится поверка
калибров, не должна отклоняться от 20°С больше чем на величи¬
ны, указанные в табл. 2.Таблица 2Допустимые отклонения
температуры от 20° в °СДопустимые
колебания темпера¬
туры в °СНаибольший измеряемый размер
конических резьбовых калибровв течение
сутокэ течение
часаГОСТ7157-54,ГОСТ6485-53гост633-50*гост8392-57,ГОСТ632-57**гост8393-57,ГОСТ631-57***110,1 220,26"———320,22"———430,3МТ—426мм168лш630,33/8"3"50 ,73830,3—2п—50* С 1/1 1965 г. взамен ГОСТ 633-50 введен ГОСТ 633-63.** С 1/1 1966 г. взамен ГОСТ 632—57 введен ГОСТ 632—64.*** С 1/1 1965 г. взамен ГОСТ 631—57 введен ГОСТ 631-63.7
3. В целях выравнивания температуры калибров и измеритель¬
ных средств перед поверкой рабочих размеров, калибры должны
быть выдержаны в помещении, где будет производиться поверка
в соответствии со сроками, приведенными в табл. 3.Таблица 3Поверка на чугунной плите Поверка на деревянном столеДиаметры калибровДо 50 ммОт 50
до 100 ммСв. 100 ммДо 50 ммОт 50
до 100 ммСв. 100 мм2 ч3 ч4 ч4 ч5 ч6 чОпределение отклонения размера калибра и установка на нуль
прибора производятся после выдержки, необходимой для стаби¬
лизации размера. Выдержка заканчивается после того, как отме¬
чают изменение показаний, равное или меньшее 0,1 мк в течение
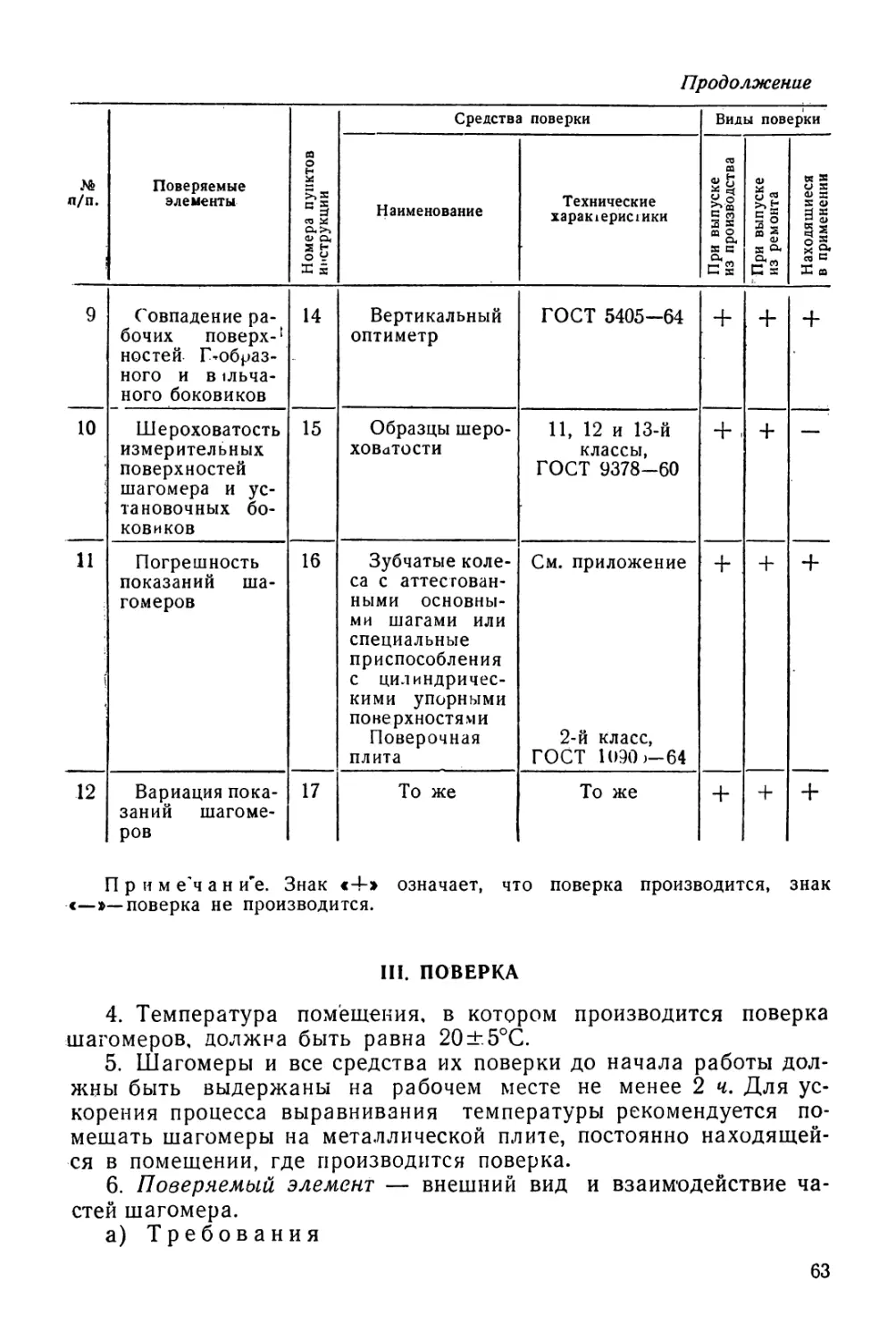
10 мин.III. ПОВЕРКА4. Поверяемый элемент — внешний вид калибра.а) ТребованияНа резьбе, а также на фланцах калибров не допускаются ца¬
рапины, заусенцы, следы коррозии и другие дефекты, влияющие
на измерение элементов резьбы и величины натягов.б) Методы поверкиПоверка производится наружным осмотром.5. Поверяемый элемент — чистота поверхности.а) ТребованияЧистота поверхности резьбы (за исключением проточек по впа¬
динам) должна быть не ниже 9-го класса, а измерительных пло¬
скостей — не ниже 7-го класса по ГОСТ 2789—59.б) Методы поверкиПоверка производится по образцам чистоты поверхности.6. Поверяемый элемент — шаг резьбы калибра-пробки.а) ТребованияПредельные отклонения шага резьбы между двумя любыми
витками не должны превышать отклонений, указанных в приложе¬
нии 1.Шаг измеряется параллельно оси резьбы.б) Методы поверкиУ калибров-пробок шаг поверяют не менее чем в двух сечениях
калибра.В каждом сечении измерение производят по всей длине (отсту¬
пая на 1 виток от начала нарезанной части с каждой стороны)', а
также между средним витком и одним из крайних.8
Методы поверки могут быть следующие:поверка на универсальном микроскопе с ножами и без ножей
(до frVe");поверка шагомером с пружинной головкой (от 1 Vs" ДО 16"),Поверка на универсальном микроскопеДля поверки шага на универсальном микроскопе без ножей по
штриховой головке калибр устанавливают в центрах микроскопа.
Поверку калибров диаметром свыше 100 мм производят в повы¬
шенных центрах, которые ориентируют по линии измерения, поль¬
зуясь неполной гладкой пробкой.Примечание. Поверку калибра в повышенных центрах необходимо пов¬
торять трехкратно независимыми измерениями.Перемещая каретку микроскопа в продольном и поперечном
направлениях, совмещают точку пересечения нитей окулярной сет¬
ки, с вершинами изображения витков резьбы (рис. 3) путем на¬
кладывания нити окулярной сетки по боковым сторонам профиля
изображения резьбы.Рис. 3 Рис. 4Величина шага на данном участке определяется разностью от¬
счетов по продольной шкале.Для поверки шага на универсальном микроскопе с ножами ка¬
либр устанавливается в центрах микроскопа так, чтобы его мень¬
ший торец приходился справа.Ножи придвигаются к граням соответствующих витков со сто¬
роны профиля, обращенного к наблюдателю.Нить сетки окулярной головки совмещают с изображением рис¬
ки ножа, находящегося слева от наблюдателя, и производят отсче¬
ты по продольной и поперечной шкалам.Затем перемещают стол в продольном направлении на вели¬
чину А (рис. 4), соответствующую номинальному размеру шага
на данном участке:A = S-n (1)9
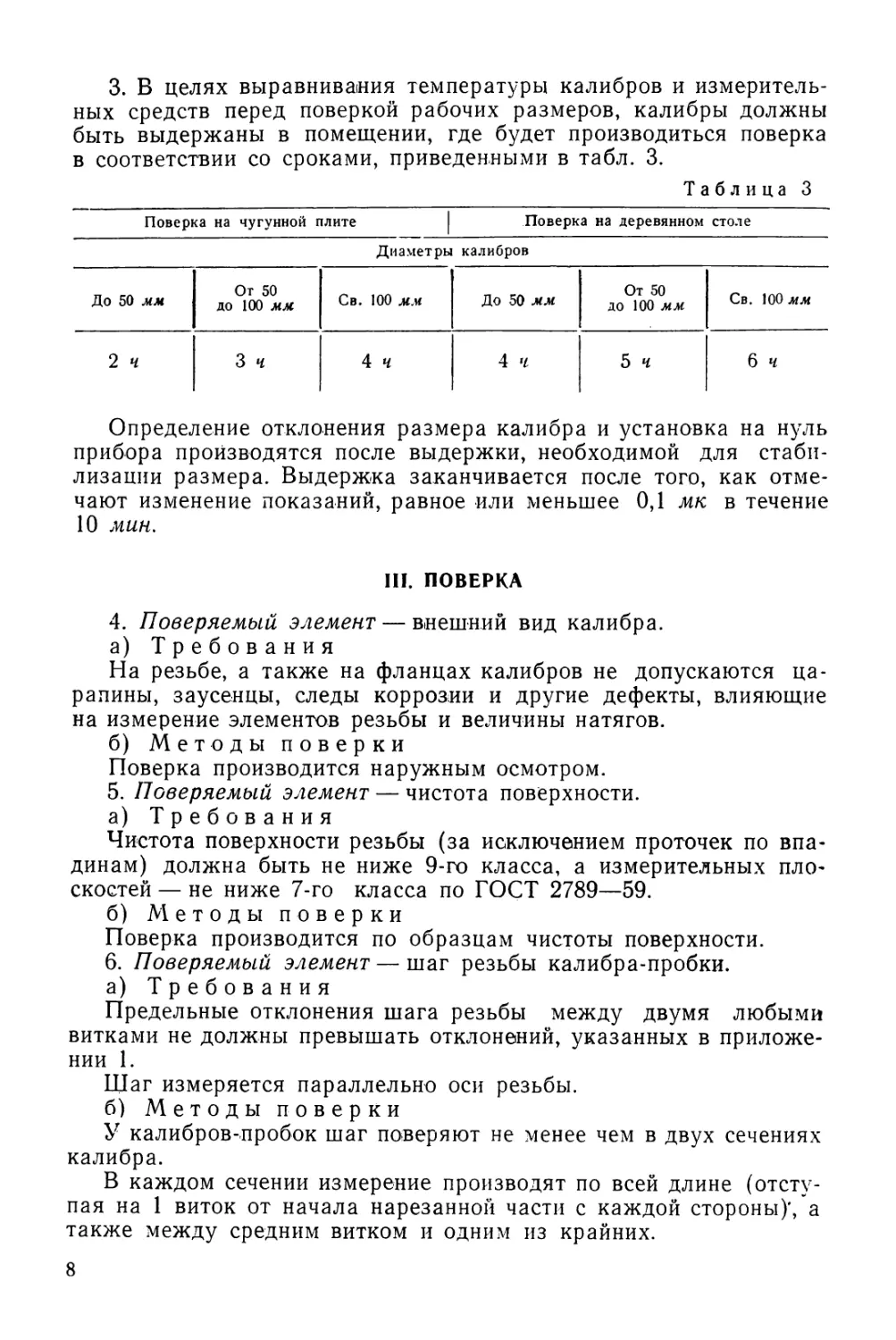
Каретку перемещают в поперечном направлении на величину В:B=Sn- tgcp, (2)где S — номинальный размер шага;п — количество витков, между которыми производится изме¬
рение;Ф — угол уклона конуса.Если после перемещения стола и каретки на величины А и В
нить окулярной сетки не будет совпадать с изображением риски
ножа, совмещения следует добиваться дополнительным перемеще¬
нием стола в продольном направлении.Погрешность шага на данном участке определяется величиной
дополнительного перемещения стола.За окончательную величину погрешности принимается .среднее
арифметическое из результатов измерений, произведенных на дан¬
ном участке резьбы по правым и левым сторонам профиля.Поверка шагомером с пружинной головкойСпециальный шагомер, предназначенный для контроля шага
конических резьб по методу сличения с образцовым калибром, по¬
казан на рис. 5.Специальный шагомер с пружинной головкой, предназначен¬
ный для контроля шага конических резьб с применением универ¬
сального или инструментального микроскопов, показан на рис. 6.Поверяемый калибр устанавливается в центрах специального
приспособления, у которого расстояние от опорной плоскости до
линии центров равно расстоянию от опорной плоскости до линии
измерительных наконечников шагомера. Предварительная уста¬
новка шагомера на требуемый размер осуществляется перемеще¬
нием пружинной головки 1 в стойке 2.10
После предварительной установки шагомер помещают на опор¬
ные поверхности приспособления и вводят наконечники шагомера
во впадины резьбы (до упора).Рис. 6Регулируя винтом 4, приводят показания пружинной головки
к нулю. Затем шагомер снимают с приспособления и, действуя
только винтом 3, вновь приводят показание пружинной головки к
нулю.После этого шагомер переносят на универсальный или инстру¬
ментальный микроскоп и измеряют расстояние между центрами
шариков. Шаг резьбы (Sn) на данном участке определяется п@
формуле:Sn=L-coscp, (3)где L — расстояние между центрами шариков шагомера.7. Поверяемый элемент — половина угла профиля калибров-
пробок.а) ТребованияПредельные отклонения половины угла профиля не должны
превышать отклонений, указанных в приложении 1.Биссектриса угла профиля должна быть перпендикулярна к оси
резьбы.11
б) Методы поверкиПоверка половины угла профиля производится на универсаль¬
ном пли инструментальном микроскопах по правым и левым сто¬
ронам профиля (рис. 7) не менее
чем на двух витках.Специальное приспособление для
измерения половин угла профиля
калибров-пробок крупных размеров
с помощью универсального или ин¬
струментального микроскопа пока¬
зано на рис. 8.Проверяемый калибр устанавли¬
вается в центрах приспособления.На основании 1 рис. 9, снабжен¬
ном нормальным пружинным при¬
жимом, помещается измерительный
нож 2. Основание прижимается бо¬
ковой плоскостью к базовой поверх¬
ности направляющей планки 3, и
лезвие ножа подводится вплотную к
стороне профиля резьбы. Правильность установки ножа контроли¬
руется с помощью лупы увеличением 8х —10х или специально при¬
способленного микроскопа.СРис. 8После того как нож установлен надлежащим образом, основа¬
ние 1 вместе с закрепленным на нем ножом переносят на сто л уни¬
версального или инструментального микроскопа.На столе микроскопа закрепляется направляющая планка, ба¬
зовая плоскость которой должна быть перпендикулярна линии
центров. Поверка перпендикулярности базовой плоскости планки
к линии центров производится по угольнику с острыми рабочими
ребрами. Погрешность рабочего угла угольника в линейной мере
не должна превышать 2,5 мк на 100 мм.Основание 1 прижимается боковой поверхностью к базовой
плоскости направляющей планки, после чего соответствующая
пунктирная нить окулярной сетки микроскопа наводится на риску
ножа.8. Поверяемый элемент — средний диаметр
овальность по dc? калибров-пробок.гСр , конусность и12
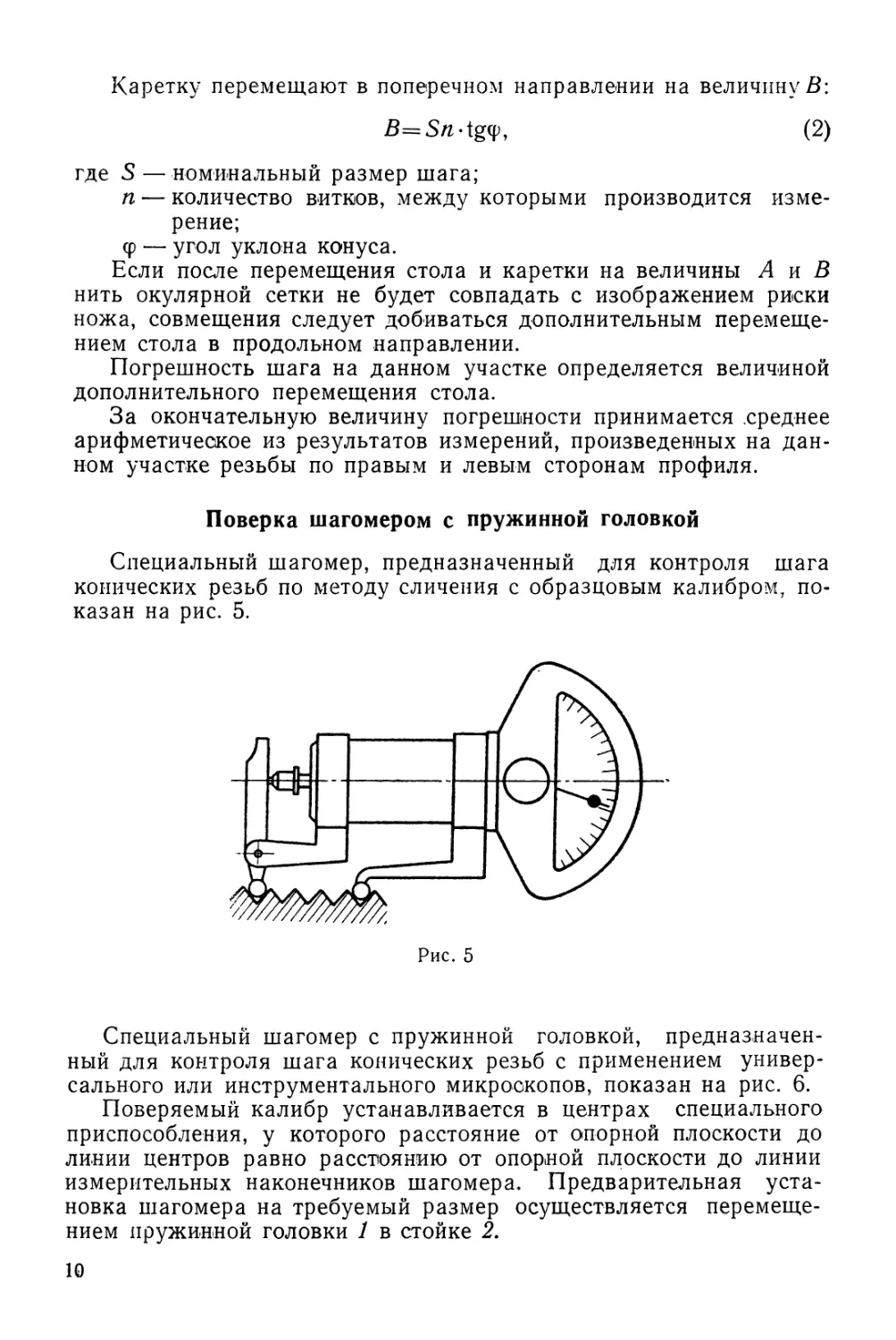
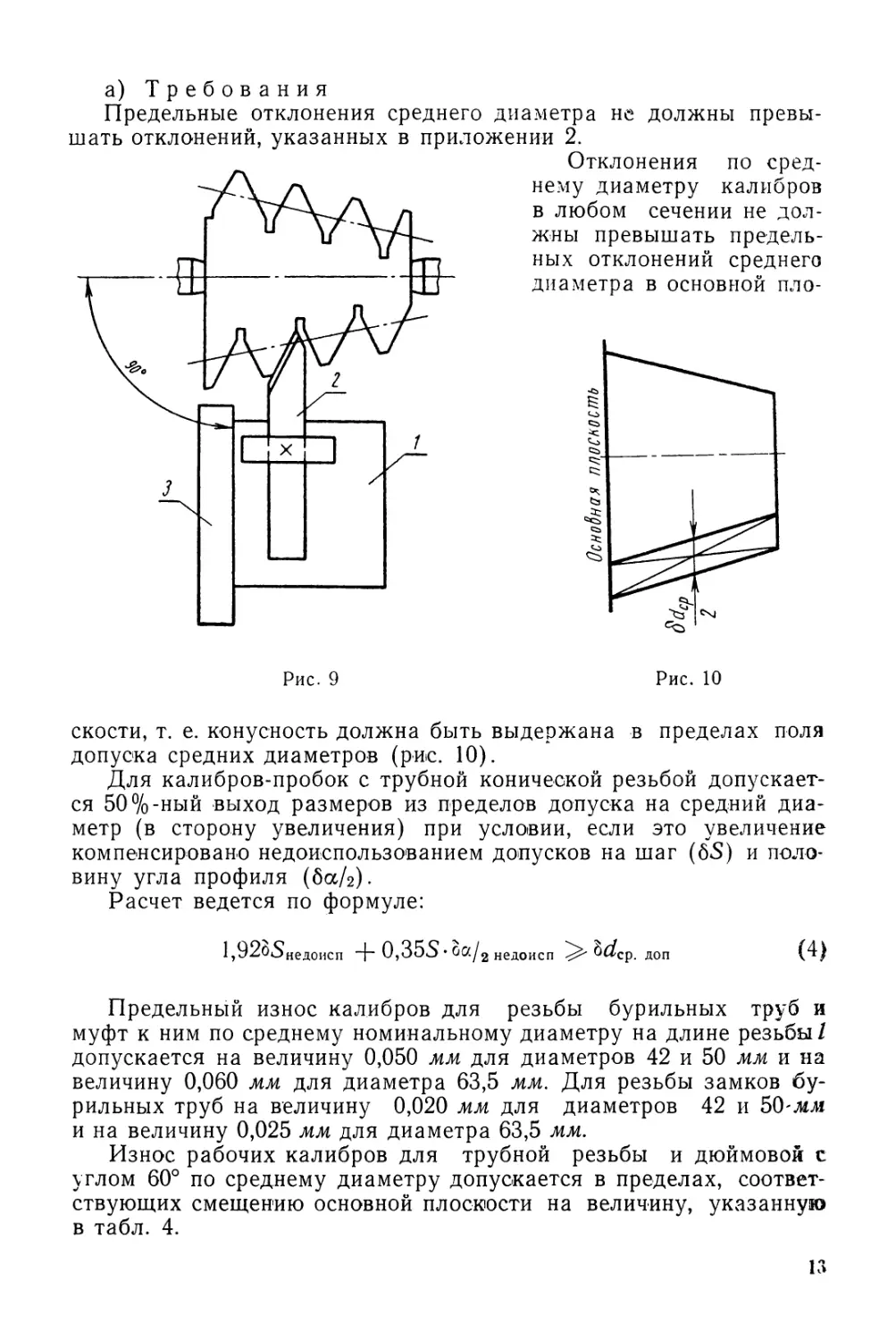
а) ТребованияПредельные отклонения среднего диаметра не должны превы¬
шать отклонений, указанных в приложении 2.Отклонения по сред¬
нему диаметру калибров
в любом сечении не дол¬
жны превышать предель¬
ных отклонений среднего
диаметра в основной пло-Рис. 9Рис. 10скости, т. е. конусность должна быть выдержана в пределах поля
допуска средних диаметров (рис. 10).Для калибров-пробок с трубной конической резьбой допускает¬
ся 50%-ный выход размеров из пределов допуска на средний диа¬
метр (в сторону увеличения) при условии, если это увеличение
компенсировано недоиспользованием допусков на шаг (65) и поло¬
вину угла профиля (ба/2).Расчет ведется по формуле:1,92SSH+ 0,355-осс/2 недоисп>bd,ср. доп(4)Предельный износ калибров для резьбы бурильных труб и
муфт к ним по среднему номинальному диаметру на длине резьбы/
допускается на величину 0,050 мм для диаметров 42 и 50 мм и на
величину 0,060 мм для диаметра 63,5 мм. Для резьбы замков бу¬
рильных труб на величину 0,020 мм для диаметров 42 и 50'ММ
и на величину 0,025 мм для диаметра 63,5 мм.Износ рабочих калибров для трубной резьбы и дюймовой с
углом 60° по среднему диаметру допускается в пределах, соответ¬
ствующих смещению основной плоскости на величину, указанную
в табл. 4.П
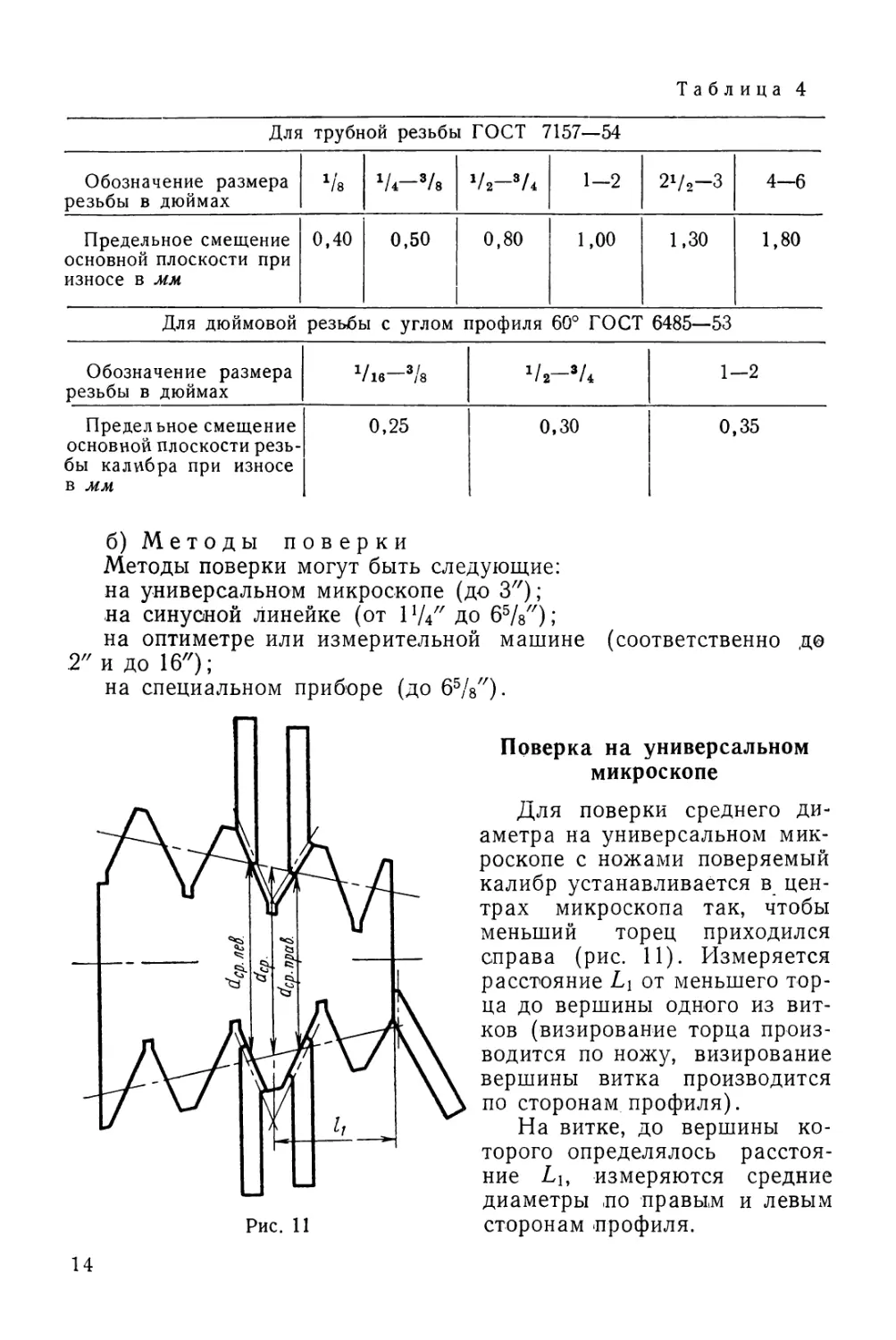
Таблица 4Для трубной резьбы ГОСТ 7157—54Обозначение размера
резьбы в дюймахVsV4-3/8V2-3/41-221/о—34—6Предельное смещение
основной плоскости при
износе в мм0,400,500,801,001,301,80Для дюймовой резьбы с углом профиля 60° ГОСТ 6485—53Обозначение размера
резьбы в дюймахVl6-3/8ч2-*и1-2Предельное смещение
основной плоскости резь¬
бы калибра при износе
в мм0,250,300,35б) Методы поверки
Методы поверки могут быть следующие:
на универсальном микроскопе (до 3");
на синусной линейке (от l1//' до 65/8");на оптиметре или измерительной машине (соответственно до
.2" и до 16");на специальном приборе (до 65/8").Поверка на универсальном
микроскопеДля поверки среднего ди¬
аметра на универсальном мик¬
роскопе с ножами поверяемый
калибр устанавливается в цен¬
трах микроскопа так, чтобы
меньший торец приходился
справа (рис. 11). Измеряется
расстояние L\ от меньшего тор¬
ца до вершины одного из вит¬
ков (визирование торца произ¬
водится по ножу, визирование
вершины витка производится
по сторонам профиля).На витке, до вершины ко¬
торого определялось расстоя¬
ние Lu измеряются средние
диаметры ,по правым и левым
сторонам профиля.14
Размер среднего диаметра на расстоянии LY от меньшего тор¬
ца подсчитывается по формуле:^ср. Lj— ‘^ср. прав ^ср. лев(5)где^ср-прав*> ^ср-левсредние диаметры, полученные при изме¬
рении по правым и левым сторонам про¬
филя резьбы;F — поправка, определяемая по формуле:7=К1{'(S+S tgcp • tga/2)(•S—Stgy tgg/g)■•Sin«/2J, (6>где К — конусность;a — угол профиля резьбы.Средний диаметр в основной плоскости определяется по фор¬
муле:dCp. п.о. = [(£ &) ^1] ^“b^cp.Li, (7)где L — расстояние от большего торца до меньшего (действитель¬
ная высота калибра);
dcр. Ьг—средний диаметр на расстоянии L\ от малого торца;
а — расстояние от большего торца до основной плоскости.
Для определения конусности измеряются в указанном порядке
два диаметра на расстоянии Ь2 и Lx от меньшего торца. Конус¬
ность подсчитывается по формуле:ЛГ=^ср. Lo ^ср. L.L^Li(8)Для определения овальности измеряется средний диаметр на
длине L3 от малого торца, для чего калибр поворачивается в цент¬
рах примерно на 90°; получен¬
ный размер приводится к ос¬
новной плоскости.Овальность калибра по мсреднему диаметру определя-
ется разностью диаметров
dcp. п. о. , полученных в раз¬
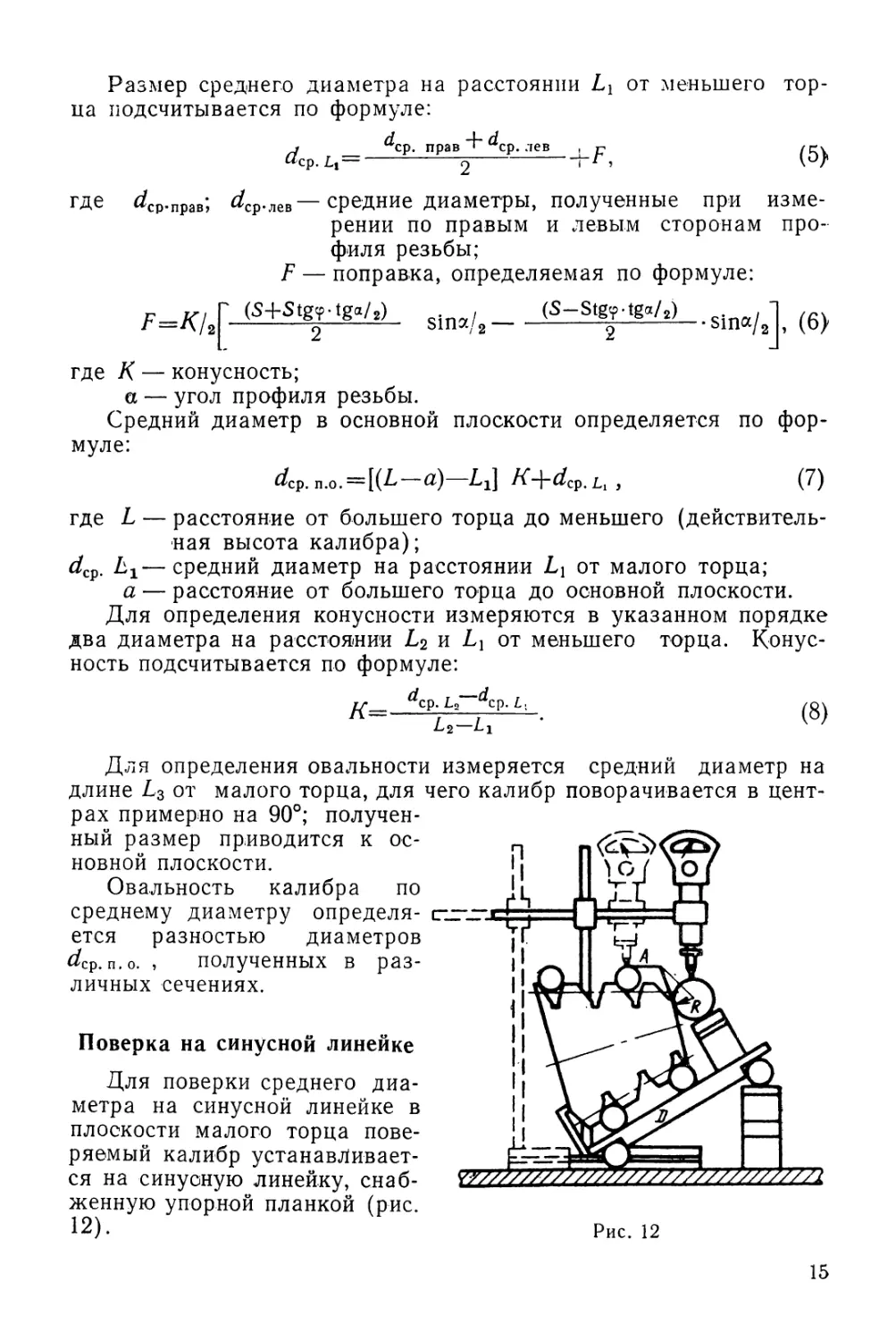
личных сечениях.Поверка на синусной линейкеДля поверки среднего диа¬
метра на синусной линейке в
плоскости малого торца пове¬
ряемый калибр устанавливает¬
ся на синусную линейку, снаб¬
женную упорной планкой (рис.
12).Рис. 1215
Размер блока концевых мер под ролик синусной линейки под¬
считывается по формуле:B=L-sin2(p, (9)где L — расстояние между осями роликов синусной линейки.Во впадины резьбы под калибр закладываются проволочки. Ко¬
личество проволочек указано в табл. 5.Таблица 5Номинальный размер резьбового
соединения в дюймахМинимальное количество проволочек,
на которые укладывается калибрДо 27/е
Св. 27/8 до 4
4 6V8
65/s 8456
7Размеры диаметра проволочек должны лежать возможно бли¬
же к величине, определяемой по формуле:2cosa /2(10)На синусную линейку со стороны меньшего торца устанавли¬
ваются два блока из концевых мер равного размера, на которые
устанавливается цилиндрический в.алик. Образующая валика долж¬
на касаться торца калибра.Сверху во впадину резьбы, отступая на 1 —1,5 витка от малого
торца, укладывается проволочка и определяется разность показа¬
ний пружинной головки на валике и проволочке.Средний диаметр в плоскости малого торца определяется по
формуле:d ср. м. т =AD—(11)где 6 — разность показаний пружинной головки на валике и про¬
волочке.Размер AD (рис. 12) подсчитывается по формуле:4D=^ctg(45°-?/2)+-^+tftg<p, (12)где R — радиус валика;L — размер блоков плиток под валиком.Значение Т определяется по формуле:T==d( 1 + -1 )- (13)
где d — диаметр проволочки
16
Для определения конусности по среднему диаметру поверяемый
калибр устанавливается на синусной линейке так же, как для изме¬
рения dcр в плоскости малого торца. Сверху во впадины резьбы по
концам нарезанной части закладываются две проволочки и опреде¬
ляются показания пружинной головки на обеих проволочках. Если
показание пружинной головки больше у малого торца, то угол ко¬
нуса меньше номинального, если показание больше у большего
торца, то угол конуса больше номинального.Средний диаметр в основной плоскости определяется по фор¬
муле:^ср. п. о —ср. м. т,(14)где L — длина калибра;
я?ср.м.т —средний диаметр в плоскости малого торца.Поверка среднего диаметра производится в дв^х сечениях ка¬
либра, расположенных примерно под углом 90°Овальность калибра по среднему диаметру/определяется раз¬
ностью средних диаметров в основной плоск<^ти)в различных се¬
чениях. л.> 'Ч _ хПоверка на оптиметре или измерительной ма!й*щ<&;Поверка среднего диаметра на оптиметре или измерит§лцюй
машине производится с помощью двух проволочек в заранее отме¬
ченных сечениях и направлениях.Разметка сечений и направлений может производиться на уни¬
версальном микроскопе или на плите с помощью блока из конце¬
вых мер и специальных боковиков.а) Разметка сечений на универ¬
сальном микроскопе производится в
следующем порядке:Измеряются расстояния Lx и Ь2
(рис. 13) от плоскости меньшего
торца до впадин вторых или третьих
витков, считая от каждого торца.К большему торцу калибра под¬
водится нож и по грани его наносит¬
ся чернилами риска на торце. Для
отметки впадин, до которых измеря¬
лись расстояния Lx и L2, наносятся
чернилами риски на сторонах про¬
филя, как указано на рис. 13.Затем калибр поворачивается на 90°, измеряется расстояние L3
от плоскости малого торца до впадины одного из витков и в ука¬
занном выше порядке наносится риска на торце и сторонах впади¬
ны, до которой измерялось расстояние L3.17Рис. 13
б) Разметка сечений на плите с помощью блока из концевых
мер и специальных боковиков (рис. 14) производится в следующем
порядке.Поверяемый калибр устанавливается меньшим торцом на пли¬
ту. Составляются два блока из концевых мер, к которым прити¬
раются боковики с «конически¬
ми наконечниками.Размер первого блока L\
выбирается так, чтобы можно
было ввести конический нако¬
нечник боковика во впадину
второго или третьего витка от
меньшего торца. Второй блок
должен иметь размер:L2=L1-{-Sn, (15)п—количество витков, взятое с таким расчетом, чтобы кони¬
ческий наконечник боковика можно было ввести во впа¬
дину второго или третьего витка от большего торца.Блоки поочередно придвигаются к калибру, наконечник вводит¬
ся во впадину резьбы и определяется (на просвет) сечение, в кото¬
ром образующие наконечников совмещаются со сторонами профи¬
ля резьбы. В этом сечении делают пометки чернилами на большем
торце калибра и сторонах профиля резьбы. Затем составляется
третий блок из концевых мер (с боковиком), размер которого дол¬
жен разниться от размера первого блока на величину S/4 (!/4 ша¬
га), и отмечаются сечение и виток, в которых образующие бокови¬
ка касаются сторон профиля резьбы.Для измерения среднего диаметра на оптиметре необходимо на
пинольную трубку установить большой наконечник с узкой изме¬
рительной поверхностью, а на трубку оптиметра нормальный пло¬
ский. На универсальном столике оптиметра на брусок высотою
15—20 мм укладывается блок из концевых мер, по которому уста¬
навливается оптиметр.Размер блока подсчитывается по формуле:В = dcр. т ~Ь (16)где dcp. — номинальный размер среднего диаметра на расстоя¬
нии Lx от малого торца.Размер N — определяется по формуле:N=d{ 1 + nUyS/A^lt-^fig,l,)+d ^ - I ).(!7)На блоке из концевых мер устанавливается малым торцом по¬
веряемый калибр и прижимается струбцинкой (рис. 15). Отметки,
нанесенные чернилами на калибре, должны быть направлены в
сторону трубки оптиметра и располагаться в плоскости измерения.Рис. 14где Li — размер первого блока;18
По блоку из концевых мер оптиметр настраивается на нуль.
Опуская столик, вводят калибр между наконечниками оптиметра.В отмеченную впадину резьбы закладывают проволочку; с про¬
тивоположной стороны закладывают вторую проволочку во впади¬
ну, расположенную выше отмеченной, и определяют размер Р2
(рис. 15). Затем вторую прово¬
лочку перекладывают во впадину, С
расположенную непосредственно
ниже отмеченной и определяют
размер Р\.Пр и мечание.. При определении
размеров Pi и ?2 нельзя поворачивать
столик в вертикальной плоскости.Размер среднего диаметра на Л .расстоянии Lx от малого торца * подсчитывают по формуле:*'cp.LlPi+P2-2N(18)Средний диаметр в основной
плоскости подсчитывается по фор¬
муле:Я?ср. п. о [(^—CL)—LJ K-j-dc'p.Lx (19)Рис. 15где L — длина калибра.Для определения конусности по среднему диаметру производят
измерение dcр на расстоянии Ь2 от меньшего торца.Конусность определяется по формуле:К=^cp.Lo ^cp.£iL2—Lx(20)Для определения овальности измеряется средний диаметр на
расстоянии L3 от малого торца во втором сечении калибра, распо¬
ложенном примерно под углом 90° к первому сечению, и получен¬
ный результат приводится к «основной плоскости измерения».Измерение среднего диаметра на измерительной машине про¬
изводится на основании тех же правил, что и при измерении на
оптиметре. Измерения калибров диаметром до 60—70 мм произ¬
водятся на нормальном столике. Измерения калибров свыше 75 мм
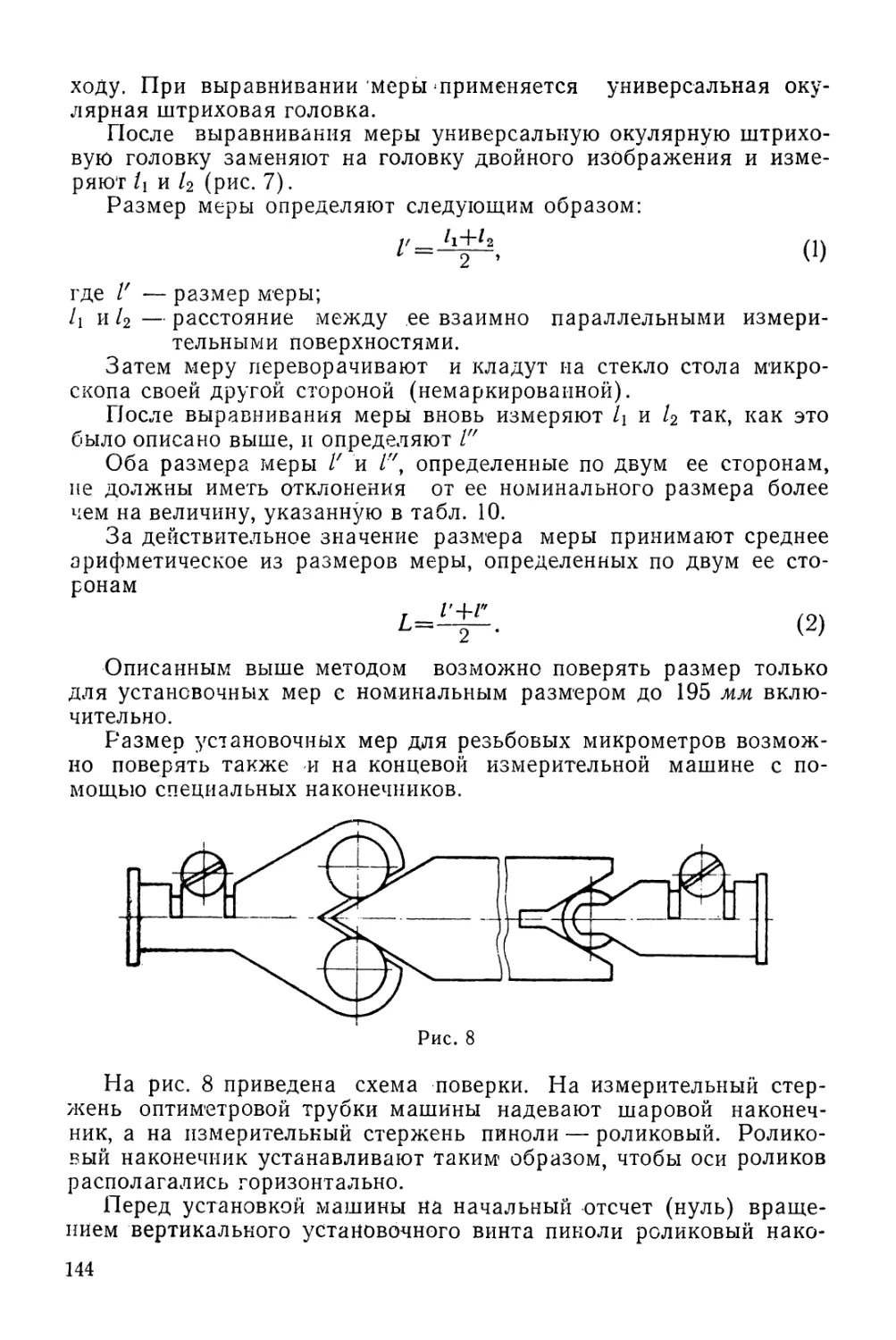
производятся на большом универсальном столе.Для измерения среднего диаметра на оптиметре или измери¬
тельной машине с помощью специальных наконечников на пи-
нольную трубку и трубку оптиметра надеваются специальные на¬
конечники с измерительными плоскостями, расположенными по
отношению к оси измерения под углом 90° — ср (ф — угол уклона
калибра).19
Регулировка наконечников производится по специальной угло¬
вой плитке (рис. 16) с углом, равным углу конуса поверяемого
калибра (2 ср).Поверка установки наконечников производится прокатыванием
проволочки между наконечником и угловой плиткой.Правильность установки характеризуется постоянством показа¬
ний по шкале оптиметра.Установка прибора ка требуемый размер производится по об¬
разцовой гладкой конической пробке.Угол конуса образцовой пробки не должен отличаться от но¬
минального угла конуса поверяемого калибра более чем на ±8";
диаметр в плоскости малого торца образцовой пробки должен быть
равен номинальному размеру среднего диаметра поверяемого ка¬
либра в плоскости малого горца (dcp.M.m) плюс поправка N, опре¬
деляемая по формуле:N=dh + ^)-4(ctga/2-tgVtga/2). (21)Измерение производится в следующем порядке: на плоско¬
параллельной подкладке, закрепленной на столике прибора, уста¬
навливается гладкая коническая пробка. Перемещениями столика
прибор устанавливается на нуль. Затем на место гладкой пробки
устанавливается поверяемый калибр. Перемещая столик в гори¬
зонтальной плоскости, калибр вводят между наконечниками.Во впадины резьбы, примерно в основной плоскости, заклады¬
ваются проволочки (рис. 17) и производится отсчет по шкале, на
основании которого и определяется погрешность среднего диамет¬
ра.Определение конусности производится на длине измерительной
плоскости наконечника, для этой цели проволочку помещают выше
и ниже первого положения.Для определения овальности проверяемый калибр поворачива¬
ют на столике примерно на 90° и вторично измеряют средний
диаметр.20
Поверка на специальном прибореПоверка среднего диаметра на приборе для контроля диамет¬
ров и конусности резьбовых калибров-пробок производится с по¬
мощью проволочек. Схема конструкции прибора показана на
рис. 18. Допускаемая погрешность показаний прибора ±2 мк.Расстояние h от плоскости стола до линии измерения cd при
нулевом показании по вертикальной шкале составляет постоян¬
ную прибора и определяется следующим образом.На плавающий в горизонтальной плоскости стол прибора
(рис. 18) устанавливается гладкий конический калибр, расстояние
между торцами которого измерено с надлежащей точностью.Линия измерения cd должна лежать, примерно, в плоскости-
среднего сечения калибра.Самоустанавливающиеся наконечники прибора приводят в кон¬
такт с калибром и определяют показания по вертикальной шкале
и шкале микромера.Затем калибр перевертывают, устанавливают на стол другим
торцом (на рис. 18 показано пунктиром) и определяют второе
показание по шкале микромера. После этого стол перемещают в
вертикальном направлении на величинугде Ad — разность показаний, отсчитанных по шкале микромера
при обоих положениях калибра.Повторением указанных приемов стол устанавливают так, что¬
бы при обоих положениях калибра показание по шкале микроме¬
ра сохранялось неизменным. При таком положении стола расстоя¬
ние от его рабочей плоскости до линии измерения cd будет равно
половине высоты калибра.Постоянная прибора К т. е. расстояние от плоскости стола до21
линии измерения cd при нулевом показании по вертикальной шка¬
ле составит А, (23)где Я — высота конического калибра;А — показание по вертикальной шкале.Измерение среднего диаметра калибра в заданном сечении
осуществляется следующим образом (рис. 18). Стол прибора уста¬
навливается так, чтобы расстояние от его рабочей плоскости до
оси измерения cd было равно расстоянию от базового торца ка¬
либра до сечения, в котором требуется измерить диаметр калибра.Правую бабку устанавливают по ориентировочной шкале так,
чтобы расстояние от вертикальной оси стола до оси наконечника
было равйо приблизительно половине величины измеряемого диа¬
метра калибра. Затем левую бабку подводят к правой до контак¬
та измерительных наконечников и, действуя маховичком микро¬
метрической подачи левой бабки, приводят к нулю показание мик¬
ромера. После этого отсчитывают первое показание по горизон¬
тальной шкале, отводят левую бабку, устанавливают на стол при¬
бора контролируемый калибр и, перемещая левую бабку, приво¬
дят наконечники в контакт с проволочками, вложенными во впа¬
дины резьбы. Перемещением левой бабки показание микромера
должно быть приведено к нулю. В этом положении отсчитывают
второе показание по горизонтальной шкале.Средний диаметр калибра в плоскости измерений определяется
по формуле:+4<ctea'*-tsVtga/*), (24)где М — разность показаний по горизонтальной шкале.Для определения конусности калибра диаметр его измеряется
еще в одном сечении, перпендикуля^рном оси.9. Поверяемый элемент — наружный диаметр, конусность и
овальность по наружному диаметру калибров-пробок.а) ТребованияПредельные отклонения наружного диаметра не должны пре¬
вышать величин, указанных в приложении 2.Отклонения разности наружных диаметров у пробок по длине
калибров должны быть в пределах допусков на диаметр в основ¬
ной плоскости, указанных в приложении 2.б) Методы поверкиМетоды поверки могут быть следующие:На инструментальном или универсальном микроскопах (соот¬
ветственно до 2" и до 3").Поверка по коническому кольцу (до 2")На синусной линейке (от \XU" до 16")Приспособлением с индикатором (от РД" до 16")На специальном приборе (до б5/^")-22
Поверка на микроскопеДля поверки наружного диаметра на микроскопе калибр уста¬
навливается в центрах микроскопа так, чтобы меньший торец .при¬
ходился оправа. К плоскости меньшего торца придвигается нож.Величина наружного диаметра на расстоянии Ь\ от меньшего
торца (рис. 19) определяется разностью отсчетов по поперечной
шкале.Примечание. Длина L\ выбирается так, чтобы в поле зрения микроскопа
с одной стороны нарезки помещалось не менее одной полной площадки витка,
а с другой стороны — не менее двух половин двух витков.Наружный диаметр измеряется не менее чем в двух сечениях.
Наружный диаметр в основной плоскости подсчитывается по фор¬
муле:где dНар. l-i—наружный диаметр на длине L\ от малого торца.Для определения конусности по наружному диаметру произ¬
водится измерение rfHaр на расстояниях Lx и Ь2 от малого торца.Действительное значение конусности подсчитывается по фор¬
муле:Для поверки наружного диаметра резьбовых калибров можно
пользоваться гладким коническим кольцом (рис. 20).На меньшем торце кольца должен быть сделан выступ, соот¬
ветствующий предельным размерам наружного диаметра поверяе¬
мого калибра.Для поверки наружного диаметра на синусной линейке в плос¬
кости малого торца поверяемый калибр устанавливается на си¬
нусную линейку, снабженную упорной планкой (рис. 21).^нар—\{L—й) Lx ] ,(25)L2—Li(26)Поверка по коническому кольцуРис. 19Рис. .20Поверка на синусной линейке23
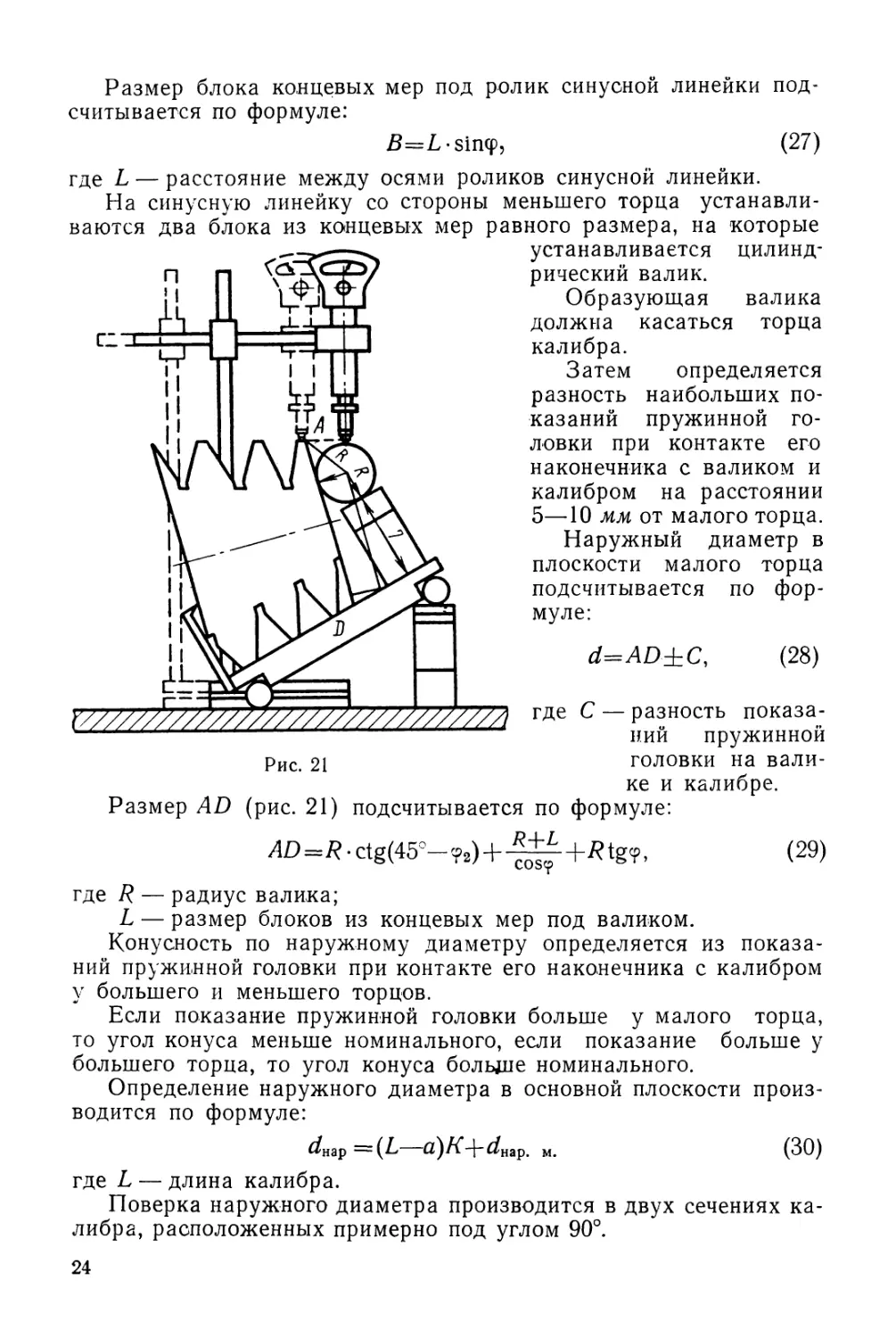
Размер блока концевых мер под ролик синусной линейки под¬
считывается по формуле:5=L -sincp, (27)где L — расстояние между осями роликов синусной линейки.На синусную линейку со стороны меньшего торца устанавли¬
ваются два блока из концевых мер равного размера, на которыеустанавливается цилинд¬
рический валик.Образующая валика
должна касаться торца
калибра.Затем определяется
разность наибольших по¬
казаний пружинной го¬
ловки при контакте его
наконечника с валиком и
калибром на расстоянии
5—10 мм от малого торца.Наружный диаметр в
плоскости малого торца
подсчитывается по фор¬
муле:d=AD±C, (28)где С — разность показа¬
ний пружинной
рис 21 головки на вали¬ке и калибре.
Размер AD (рис. 21) подсчитывается по формуле:AD=R.ctg(45°-?t)+-^-+Rig<f, (29)где R — радиус валика;L — размер блоков из концевых мер под валиком.Конусность по наружному диаметру определяется из показа¬
ний пружинной головки при контакте его наконечника с калибром
у большего и меньшего торцов.Если показание пружинной головки больше у малого торца,
то угол конуса меньше номинального, если показание больше у
большего торца, то угол конуса больше номинального.Определение наружного диаметра в основной плоскости произ¬
водится по формуле:^нар = (£—#)^-Ъ^нар. м. (30)где L — длина калибра.Поверка наружного диаметра производится в двух сечениях ка¬
либра, расположенных примерно под углом 90°.24
Овальность калибра по наружному диаметру определяется
разностью наружных диаметров в основной плоскости, измеренных
в различных сечениях.Поверка приспособлением с индикаторомПриспособление для контроля наружного диаметра конических
калибров-пробок посредством измерения разности между средним
и наружным диаметрами калибра, показа¬
но на рис. 22.В основании с плоской опорной поверх¬
ностью закреплен индикатор со сфериче¬
ским измерительным наконечником.Диаметр наконечника должен быть воз¬
можно ближе к величине 0,58 5.Установку приспособления наиболее
удобно производить по образцовому калиб¬
ру-пробке, разность между средним и на¬
ружным диаметрами которого известна.Установленное на нуль по образцовому
калибру приспособление переносится на по¬
веряемый калибр и определяется наиболь¬
шее показание индикатора.Наружный диаметр поверяемого калиб¬
ра в данном сечении определяется из урав¬
нения:^нар — rfcp+2 (Ь+с), (31)где dCp — действительный размер среднего
диаметра поверяемого калибра;b — разность между средним и наружным диаметрами образ¬
цового калибра;с — показание индикатора при установке приспособления на
поверяемый калибр.Измерения производятся в нескольких сечениях, равномерно
расположенных вдоль оси калибра, что позволяет определить пог¬
решность конусности по наружному диаметру.Поверка на специальном прибореМетод определения наружного диаметра на приборе для конт¬
роля диаметров и конусности резьбовых калибров-пробок аналоги¬
чен с поверкой среднего диаметра на этом приборе (рис. 18).Наконечники прибора приводятся в контакт непосредственно с
наружной поверхностью калибра.Наружный диаметр калибра определяется непосредственно по
разности показаний по шкале.Расстояния между сечениями, в которых измеряются диаметры
калибра, определяются по вертикальной шкале.25
10. Поверяемый элемент — внутренний диаметр калибров-про¬
бок.а) ТребованияОтклонения внутреннего диаметра не должны выходить за пре¬
делы следующих величин:Верхнее отклонение — 0 мк.Нижнее отклонение — не ограничивается.б) Методы поверкиДля поверки внутреннего диаметра на универсальном или инст¬
рументальном микроскопах калибр устанавливается в центрах; ни¬
ти профильной или штрихо-°/2 вой сетки совмещаются состоронами профиля резьбы.Площадка впадины резь¬
бы должна располагаться
ниже точки пересечения ни¬
тей окулярной сетки (рис.
23).Непосредственное изме-
рение внутреннего диаметра
Рис 23 не производится. Способыизмерения величин */г (рис.
23) специальных пояснений не требуют.Поверка внутреннего диаметра калибров свыше 65/з" произво¬
дится косвенным путем при помощи •индикаторного глубиномера
(рис. 22) с применением специальных острых наконечников.И. Поверяемый элемент — прямолинейность профиля калиб¬
ров-пробок.а) ТребованияОтклонения от прямолинейности сторон профиля резьбы калиб¬
ров не должны обнаруживаться при поверке на микроскопе 30-
кратного увеличения.б) Методы поверкиПрямолинейность образующих профиля резьбы поверяют на
универсальном или инструментальном микроскопе без ножей не
менее чем на двух витках.12. Поверяемый элемент — неперпендикулярность торца пробки
к оси резьбы.а) ТребованияНеперпендикулярность измерительной плоскости пробки по от¬
ношению к оси резьбы не должна превышать 0,03 мм на длине
диаметра пробки.б) Методы поверкиПоверка производится в центрах по микромеру с ценой деления0,001 мм или специальным приспособлением тип БВ-812 (рис. 24),
где разность показаний микромера при двух взаимно противопо¬
ложных положениях приспособления показывает удвоенную пог¬26
решность от неперпендикулярности измерительной плоскости к
резьбе.13. Поверяемый элемент — шаг резьбы калибра-кольца.Упора) ТребованияПредельные отклонения шага резьбы между двумя любыми вит¬
ками не должны превышать отклонений, указанных в приложе¬
нии 1.Шаг измеряется параллельно оси резьбы.б) Методы поверкиШаг калибров-колец поверяется не менее чем на двух сечениях
калибра. В каждом сечении измерения, производятся как на всей
длине (отступая на 1 виток от начала нарезанной части с каждой
стороны), так и между средним витком и одним из крайних.Шаг может быть поверен
тремя методами: 1) с помощью
шариков и специального уголь¬
ника на универсальном микро¬
скопе, 2) специальным шагоме¬
ром с пружинной головкой и
3) на специальном приборе
для контроля конических резь¬
бовых калибров.Поверка с помощью шарикови специального угольникаПри поверке шага с по¬
мощью шариков и специально¬
го угольника 2 (рис. 25) последний вводится в поверяемое кольцо и
струбцинкой 1 прижимается к торцу кольца плоскостью 3. Боковые
поверхности планки 5 должны быть параллельны осевой плоскости
резьбы.Рис.2527
Во впадины резьбы закладываются шарики, которые под дейст¬
вием собственного веса прижимаются к плоскости угольника 6. На
рабочую поверхность пластины 4 наносится тонкий слой сплава
воска с сургучом (1 весовая часть воска и 1 весовая часть сургуча);
пластина 4 прижимается к плоскостям угольника 3 и 6 и опускает¬
ся на шарики. Затем пластина 4 извлекается из кольца вместе с
прилипнувшими шариками.Расстояние между центрами шариков А измеряется на универ¬
сальном микроскопе; пластина 4 ориентируется по линии ЕЕ
(рис. 25).В каждом сечении поверка производится не менее двух раз.Погрешность шага на данном участке определяется как раз¬
ность между средним арифметическим из величин, полученных при
измерении, и номинальной величиной Ап, вычисляемой по фор¬
муле:Aa=V(Sn)2+R2-\-r2+2Rrcos($ — ~i) ±В, (32)где R — половина среднего диаметра в основной плоскости;г — половина среднего диаметра в сечении, отстоящем на
длине Sn от основной плоскости (r=R—Sntgtp);Р — определяется по формуле —*— = sin[3,
у — определяется по формуле —тг“ = sinv,Агде а — равно половине ширины плоскости пластины плюс ра¬
диус шарика.Поправка В подсчитывается по формуле:о (R r) ЛЗЗЧВ= 2 */?« Wи вводится при положении угольника и шариков, указанном на
рис. 24, со знаком плюс « + » при измерении шага левой резьбы и
со знаком минус «—» при измерении шага правой резьбы.Поверка шагомеромСпециальный шагомер с пружинной головкой предназначен
для контроля шага конических резьб по методу сличения с образ¬
цовым калибром.При контроле шага колец шагомер устанавливается на тре¬
буемый размер по образцовому калибру-пробке одинакового номи¬
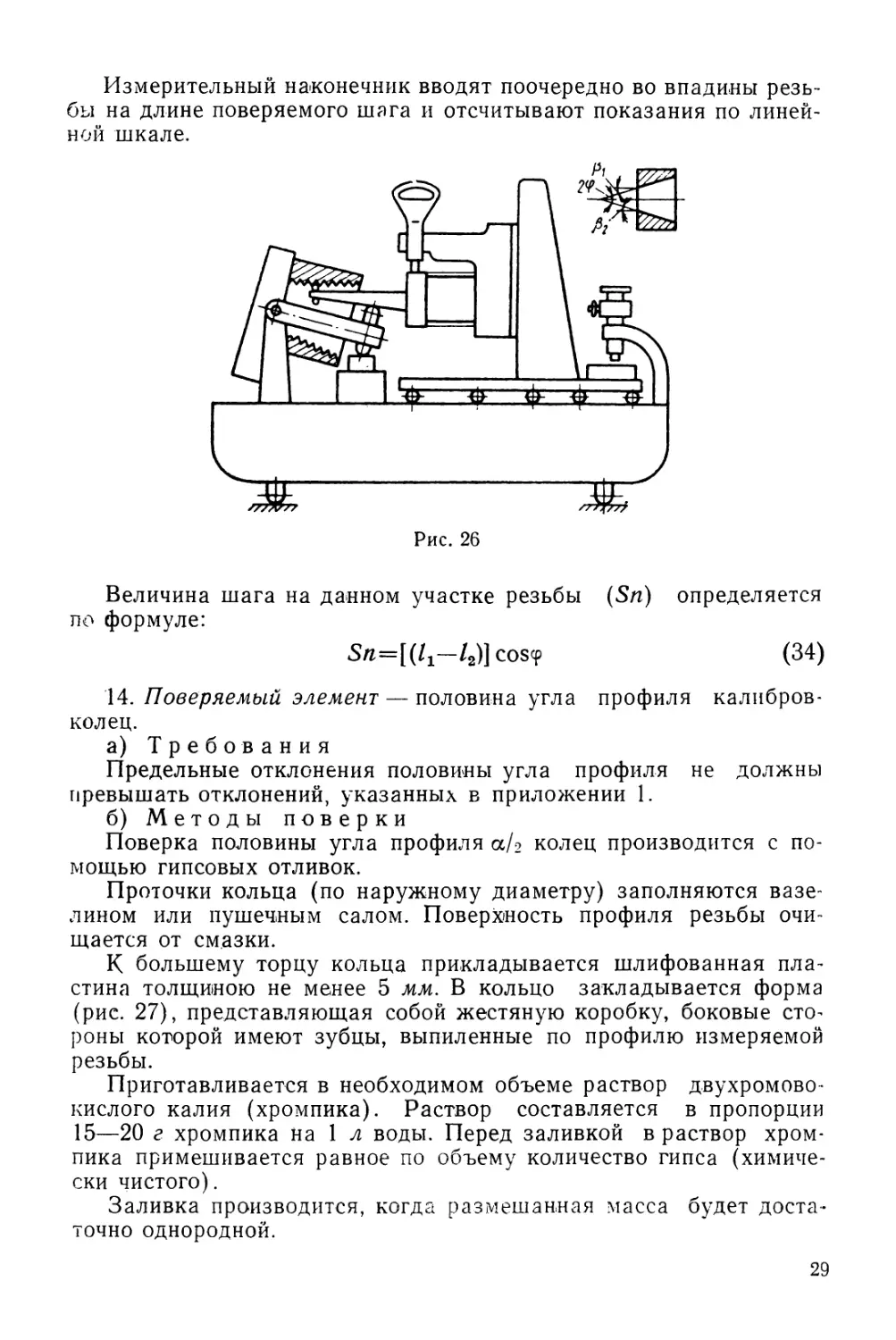
нального диаметра с поверяемым кольцом.Поверка на специальном прибореСхема конструкции специального прибора для контроля кони¬
ческих калибров-колец от 27и" до 6Ь/ЬГГ показана на рис. 26. До¬
пустимая погрешность показаний прибора ±2,5 мк.28
Измерительный наконечник вводят поочередно во впадины резь¬
бы на длине поверяемого шага и отсчитывают показания по линей¬
ной шкале.Величина шага на данном участке резьбы (Sn) определяется
по формуле:/2)]coscp (34)14. Поверяемый элемент — половина угла профиля калибров*
колец.а) ТребованияПредельные отклонения половины угла профиля не должны
превышать отклонений, указанных в приложении 1.б) Методы поверкиПоверка половины угла профиля а/2 колец производится с по¬
мощью гипсовых отливок.Проточки кольца (по наружному диаметру) заполняются вазе-
лином или пушечным салом. Поверхность профиля резьбы очи¬
щается от смазки.К большему торцу кольца прикладывается шлифованная пла¬
стина толщиною не менее 5 мм. В кольцо закладывается форма
(рис. 27), представляющая собой жестяную коробку, боковые сто^
роны которой имеют зубцы, выпиленные по профилю измеряемой
резьбы.Приготавливается в необходимом объеме раствор двухромово-
кислого калия (хромпика). Раствор составляется в пропорции
15—20 г хромпика на 1 л воды. Перед заливкой в раствор хром¬
пика примешивается равное по объему количество гипса (химиче¬
ски чистого).Заливка производится, когда размешанная масса будет доста¬
точно однородной.29
Ширина отливки не должна быть менее 25 мм у колец до 3" и
не менее 35 мм у колец свыше 3".Резьбовая часть отливки должна быть длиною не менее 30 мм.Отливка извлекается из кольца через 5—10 мин после заливки.Измерение половин угла профиля по гипсовой отливке произ¬
водится на универсальном или инструментальном микроскопах в
центрах.Для измерения в центрах отливка устанавливается в специаль¬
ном приспособлении (рис. 28).Измерение половйн угла профиля производят не менее чем на
двух витках, отступая от базовой поверхности на 1—1,5 витка.15. Поверяемый элемент — конусность по среднему диаметру
калибров-колец.а) ТребованияПредельные отклонения конусности не должны превышать от¬
клонений, указанных в приложении 2.б) Методы поверкиКонусность может быть поверена двумя методами:с помощью специального индикаторного прибора или на спе¬
циальном приборе для контроля конических резьбовых калибров.Поверка с помощью специального индикаторного
прибораИзмерение конусности резьбы производится с помощью специ¬
ального индикаторного прибора в двух сечениях калибра.Перед началом измерения размечают сечение, в котором будет
производиться поверка конусности резьбы кольца.Для этого с помощью угломера наносят карандашом линию
вдоль образующей конуса кольца (по линии внутреннего диамет-
ра).Измерение конусности начинают производить со стороны ма-
лого торца (рис. 29), где устанавливают шкалу индикатора на
нуль.30
Затем прибор вынимают из изделия, раздвигают его и уста¬
навливают на размер по блоку концевых мер, равный nSK где п —
количество витков, между которыми производится измерение; S —
номинальный размер шага; К — конусность калибра.Разница в отсчетах по индикатору между I и II положением
прибора показывает отклонения конусности от номинала.Калибры размерами меньше 472" поверяются приборами, по¬
казанными на рис. 30.31
Поверка на специальном прибореСхема конструкции специального прибора для контроля кони¬
ческих калибров-колец показана на рис. 26.Действительное значение угла конуса 2 ф определяется из схе¬
мы (рис. 31) по формулам-:где hx и h2 — измеренные линейные величины непараллельности
образующих конуса плоскости перемещения каретки
прибора;1\ и h — показания по линейной шкале.16. Поверяемый элемент — конусность по внутреннему диа¬
метру калибров-колеца) ТребованияКонусность должна быть выдержана в пределах поля допуска
внутренних диаметров (приложение 2).б) Методы поверкиКонусность по внутреннему диаметру калибров-колец может
§ыть поверена тремя методами.Первый метод — по гладкой конической пробке с помощью щу¬
па или «на краску».Второй метод — сравнение конусности по внутреннему диамет¬
ру с конусностью по среднему диаметру приспособлением, пока¬
занным на рис*. 32.Опорная поверхность основания приспособления для поверки
колец имеет цилиндрическую форму.Третий метод — поверка на специальном приборе. Метод, ана¬
логичный поверке конусности по среднему диаметру, описанный
в и. 15.17. Поверяемый элемент — свинчиваемость парыа) ТребованияВеличина натяга при припассовке кольца к пробке определяет¬
ся предельными отклонениями, указанными в табл. 4.б) Методы поверкиПоверка натяга свинченной пары калибров для обсадных труб,
насосно-компрессорных и бурильных труб производится с помо-82?=?1+Рг; Pi='P+A?i; р2=?-г-Д®2;(35)Рис. 3132
щью блока из концевых мер не менее чем в четырех точках, рас¬
положенных приблизительно под углом 90°.Схема поверки указана на рис. 33.Поверка натяга свшченной пары калибров для трубной кони¬
ческой резьбы и резьбы дюймовой с углом* профиля 60° произво¬
дится с помощью индикатора (рис. 35) в двух сечениях калибра,Для обеспечения плотного свинчивания резьбовой пары приме¬
няется приспособление с падающим грузом, изображенное на
рис. 36.Свинченная пара закрепляется в параллельных тисках за руч¬
ку пробки так, чтобы ось резьбы приняла приблизительно горизон¬
тальное положение, а отверстия на калибре-кольце расположились
горизонтальной плоскости.Рис. 32Рис. 33Рис. 34Рис. 35Зак. 16333
Стержень ударного приспособления вставляется в отверстие
кольца и с помощью ударов, наносимых падающим грузом, произ¬
водится довинчивание кольца.Число ударов груза, выбранного соответственно размеру калиб¬
ров, не должно быть меньше 12.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ18. Оформление результатов поверки калибров органами ОТК
завода-изготовнтеля производится путем выдачи выпускного атте¬
стата; или контрольного талона.19' Оформление результатов поверки в органах ведомствен¬
ного надзора производится путем отметки в аттестате о их год¬
ности.20. При несоответствии требованиям, изложенным в настоящей
инструкции, калибры к выпуску и применению не допускаются.ЗаменаГОСТ 6933—61 введен взамен ГОСТ 6933—54.
ОСТ 85000—39 отменен.ГОСТ 2475—62 введен взамен ГОСТ 2475—44.
ГОСТ 4046—61 введен взамен ГОСТ 4046—48.
ГОСТ 6934—62 введен взамен ГОСТ 6934—54.
ГОСТ 2789—59 введен взамен ГОСТ 2789—51.
ГОСТ 577—60 введен взамен ГОСТ 577—53.
ГОСТ 5405—64 введен взамен ГОСТ 5405—54.
ГОСТ 882—64 введен взамен ГОСТ 882—41.
ГОСТ 8026—64 введен взамен ГОСТ 8026—56.
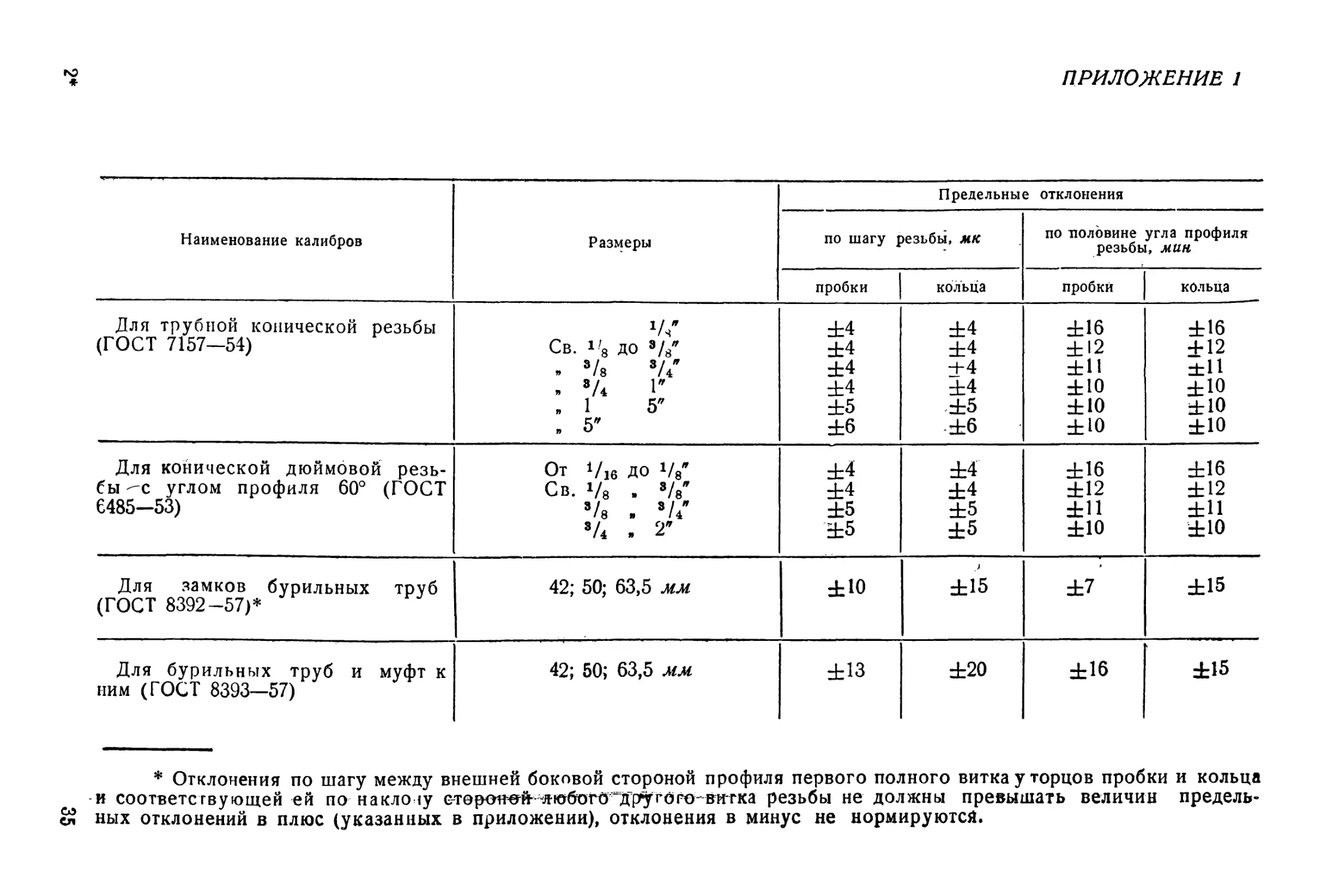
ПРИЛОЖЕНИЕ 1Наименование калибровРазмерыПредельны
по шагу резьбы, м/се отклоненияпо половине угла профиля
резьбы, мин.пробкикольцапробкикольцаДля трубной коническойрезьбыV/±4±4±16±16(ГОСТ 7157—54)Св.до »//±4±4±12+ 127в7/±4+4±11±11пгиГ±4±4±10±юп15"±5±5±10±10.5"±6±6±10±10Для конической дюймовой резь¬ОтVie ДО Ч»±4±4±16±16бы ^с углом профиля 60°(ГОСТСв.х/в. ’/в'±4±4±12±12€485-53)•и. ч:±5±5±11±11*h. 2'±5±5±10±10Для замков бурильныхтруб42;50;63,5 мм4-10±15±7±15(ГОСТ 8392 —57)*Для бурильных труб и
мим (ГОСТ 8393—57)муфт к42; 50; 63,5 мм±13±20±16±15* Отклонения по шагу между внешней боковой стороной профиля первого полного витка у торцов пробки и кольца
и соответствующей ей по наклону е-торо^е^ ладгбютб"другого- вигка резьбы не должны превышать величин предель¬
ных отклонений в плюс (указанных в приложении), отклонения в минус не нормируются.
ПродолжениеПредельные отклоненияНаименование калибровРазмерыпо шагу резьбы, мкпо половине угла профиля
резьбы, минпробкикольцапробкикольцаДля труб обсадных и муфт к ним
(ГОСТ 632-57)*Для конусности 1 :32 кон¬
трольные± 8±13±10±15Для конусности 1 : 32 рабо¬
чие±10±15±15±20Для конусности 1 : 16 кон¬
трольные±13±20±10±15Для конусности 1 : 16 рабо¬
чие±18±25±15±20Для труб бурильных с высажен¬Контрольные всех размеров±13±20±10±15ными концами и муфт к ним
(ГОСТ 631—57;**Рабочие всех размеров±18±25±15±20Для труб насосно-компрессорныхКонтрольные всех, размеров±13±20±10±15и муфт к ним (ГОСТ 633—50)***Рабочие всех размеров±13±20±15±22* С 1/1 1466 г. взамен ГОСТ 632-57 введен ГОСТ 632- 64.** С 1/1 1965 г. взамен ГОСТ 6.1—57 введен ГОСТ 631—63.'** С 1/1 1965 г. взамен ГОСТ 633-50 введен ГОСТ 633-63.
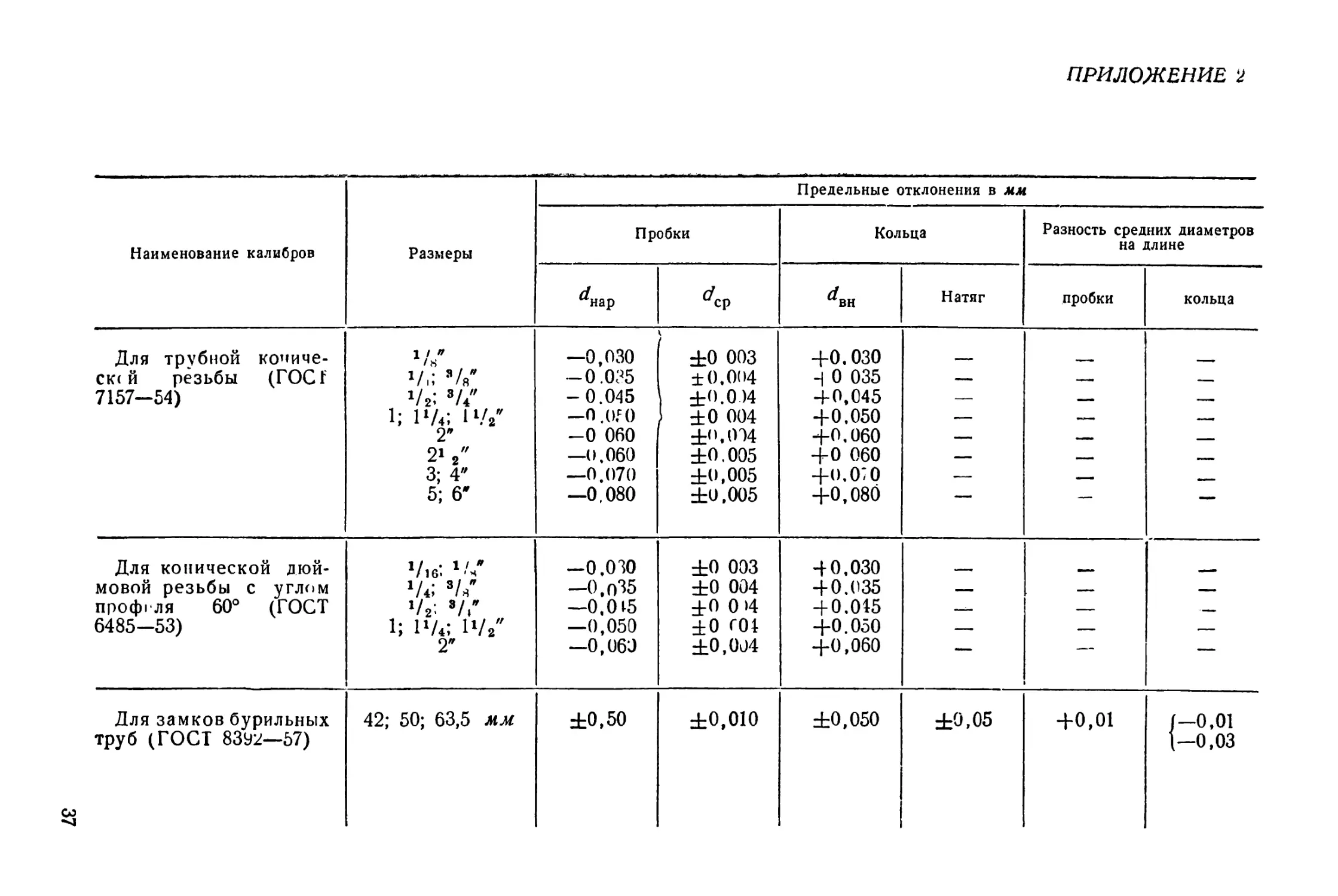
ПРИЛОЖЕНИЕ 2Предельные отклонения в ммНаименование калибровРазмерыПробкиКольцаРазность средних диаметров
на длине^нар°ср^внНатягпробкикольцаДля трубной кониче-ч/—0,030±0 003+0.030ск< й резьбы (ГСО-0.035±0,004Ч 0 035———7157—54)»/*: «Л*- 0.045±0.0)44-0,045———1; 1‘Л; IV.'—O.OfO±0 004+0.050———2”-0 060±п,014+0,060—— 24"—О.060±0.005+0 060—— 3; 4"—0.070±0,005+(1.070— 5; 6'—0.080±0.005+0,080“Для конической дюй¬Vie:-0.030±0 00340.030мовой резьбы с углом‘А; */*'-0.035±0 004+ 0.035———проф| ля 60° (ГОСТ>/*: 3/,'—0,01^5±0 0 >4+ 0.045——6485-53)1; п/«; 1‘/2"—0.05Q±0 Г04+0.050———2»—0,060±0,004+0,060“—Для замков бурильных
труб (ГОСТ 8392—57)42; 50; 63,5 ли/±0,50±0,010±0,050±0.05+0,01/—0,011—0,03
ПродолжениеПредельные отклонения в ммНаименование калибровРазмерыПробкиКольцаРазность срелних диаметров
на длине^нарdcp^внНатягпробкикольцаДля бурильных труб
и муфт к ним (ГОСТ
8393—57)42; 50; 63,5 мм/ +0 075
1 —0,125±0,025j 40.125
1 —0,075±0,1+0,020\ -0,005
\ —0,025Для труб обсадных и
муфт к ним (ГОСТ
632-57)*От 114 до 168 млг
„ 194 , 245
• 273 , 4.6/ 40,075
| -0,125{ ±0,025/ 40,125
\ -0,Э75±0,15±0,10±0,1540 015
40,025
+0,0251 —0,005
\ -0,030Для труб бурильных
с высаженными конца¬
ми и муфты к ним
(ГОСТ 63]—57)**От 60 до 168 мм/ 4 0 075
1 -0,125±0,025/ 40,125
( —0,075±0,1+0,025/ —0,005
\ —0,030Для труб насосно¬
компрессорных и муфт
к ним (ГОСТ 633—60)***
(трубы гладкие)lVi'/ 4 0..075
\ - 0,125±0,0251 40,125
| —0,075±0,010+0,100/ -0,020
\ -0,1202"1 40 075
\ -0,125±0,025/ +0.1 *5
\ -0,075±0,010+0,090/ —0,020
1 -0,110* С 1/1 1966 г. взамен ГОСТ 632—57 "вводится ГОСТ 632—64.** С 1/1 1965 г. взамен ГОСТ 631—57 введен ГОСТ 631—63.*** С 1/1 1965 г. взамен ГОСТ 633—50 введен ГОСТ 633—63,
ПродолжениеПредельные отклонения в ммНаименование калибровРазмерыПробкиКольцаРазность средних диаметров
на длине^нар^ср^внНатягпробкикольцаДля труб насосно-ком¬
прессорных и муфт к2V,'/ +0.075
1 -0.125±0,025/ +0.125
\ —0,075±0,010+0,060J “0,015
1 —0.035ним (ГОСТ633—50),(тру¬
бы гладкие)3; 31/*; 4"/ +0 075
1 —0.125±0,0251 +0.125
\ -0,075±0,010+0.050/ -0.010
1 — 0,С6Э<Трубы с высаженны¬
ми концами)1; IV*; 1*/*'/ +0,075
1 —0,125±0,025/ +0,125
1 —0,075±0,010+0,100( -0,020
\ —0;1202'/ 4 0,075
t —0,125±0,025/ +0.125
\ —0,07*±0,010+0,0701 -0.015
\ -0,0802 */.'/ +0,075
1 -0,125±0,025/ +0.125
1 -0,075±0,010+0,060/ -0.015
\ -0,0753; 31/,; 4"( +0.075
\ -0,125±0.025/ +0,125
1 —0,075+ 0,010+0,0501 —0,010
\ -0,060
Издание официальноеИнструкция разработана Харьковским
Государственным институтом мер и изме¬
рительных приборов, взамен инструкций
127—57; утверждена Государственным ко¬
митетом стандартов, мер и измерительных
приборов СССР 20 марта 1963 г. и введена
в действие 1 сентября 1963 г.ИНСТРУКЦИЯ 127—63ПО ПОВЕРКЕ ПРОВОЛОЧЕК И РОЛИКОВ
ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА
РЕЗЬБЫИнструкция устанавливает методы и средства поверки прово¬
лочек и роликов для измерения среднего диаметра резьбы, выпу¬
скаемых из производства (ГОСТ 2475—62) и находящихся в при¬
менении.Соблюдение требований инструкции обязательно для всех ор*
ганизаций и предприятий, проводящих поверку проволочек и ро¬
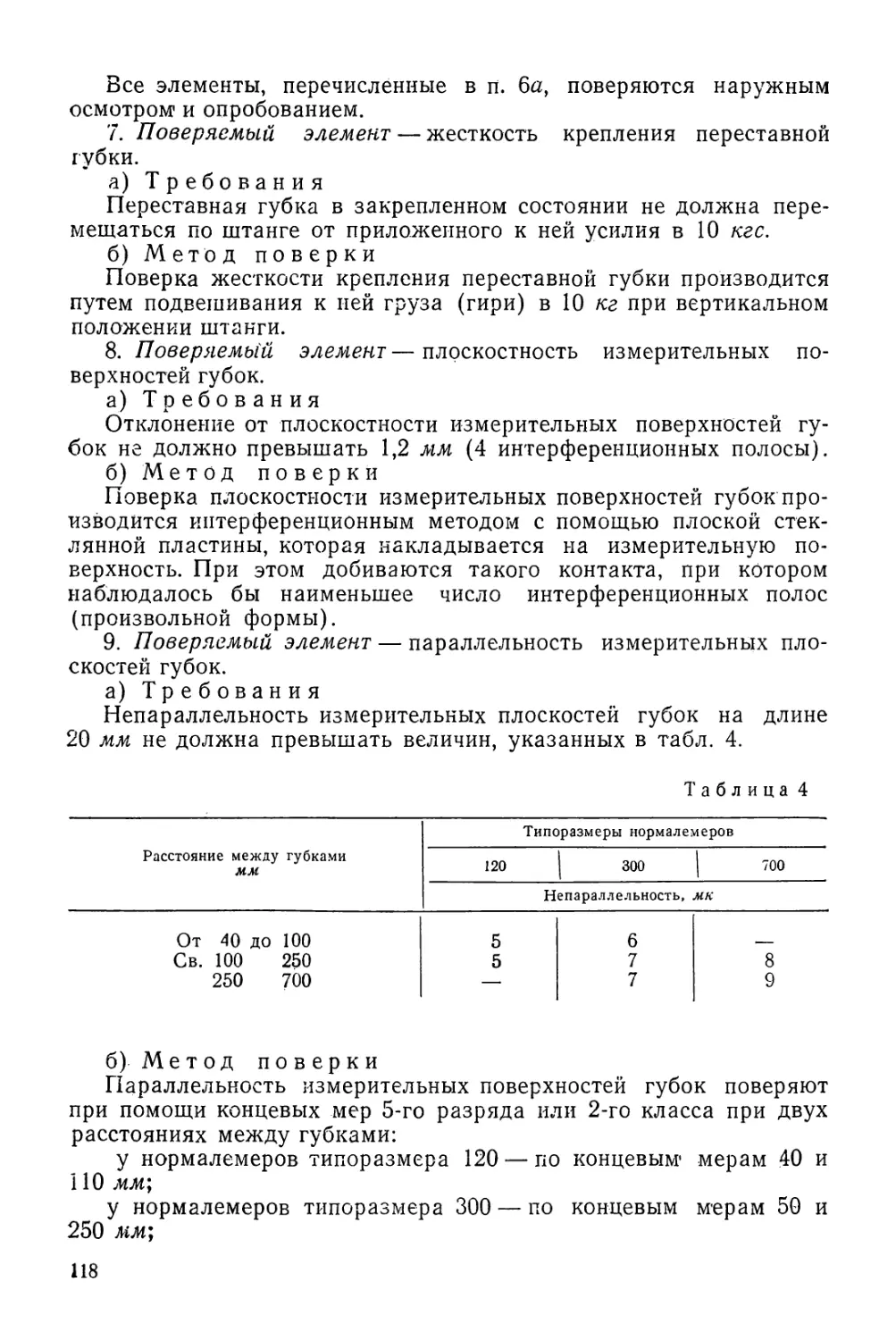
ликов.I. НАЗНАЧЕНИЕ1. Проволочки и ролики предназначаются для контроля
среднего диаметра метрических, дюймовых, трапецеидальных и
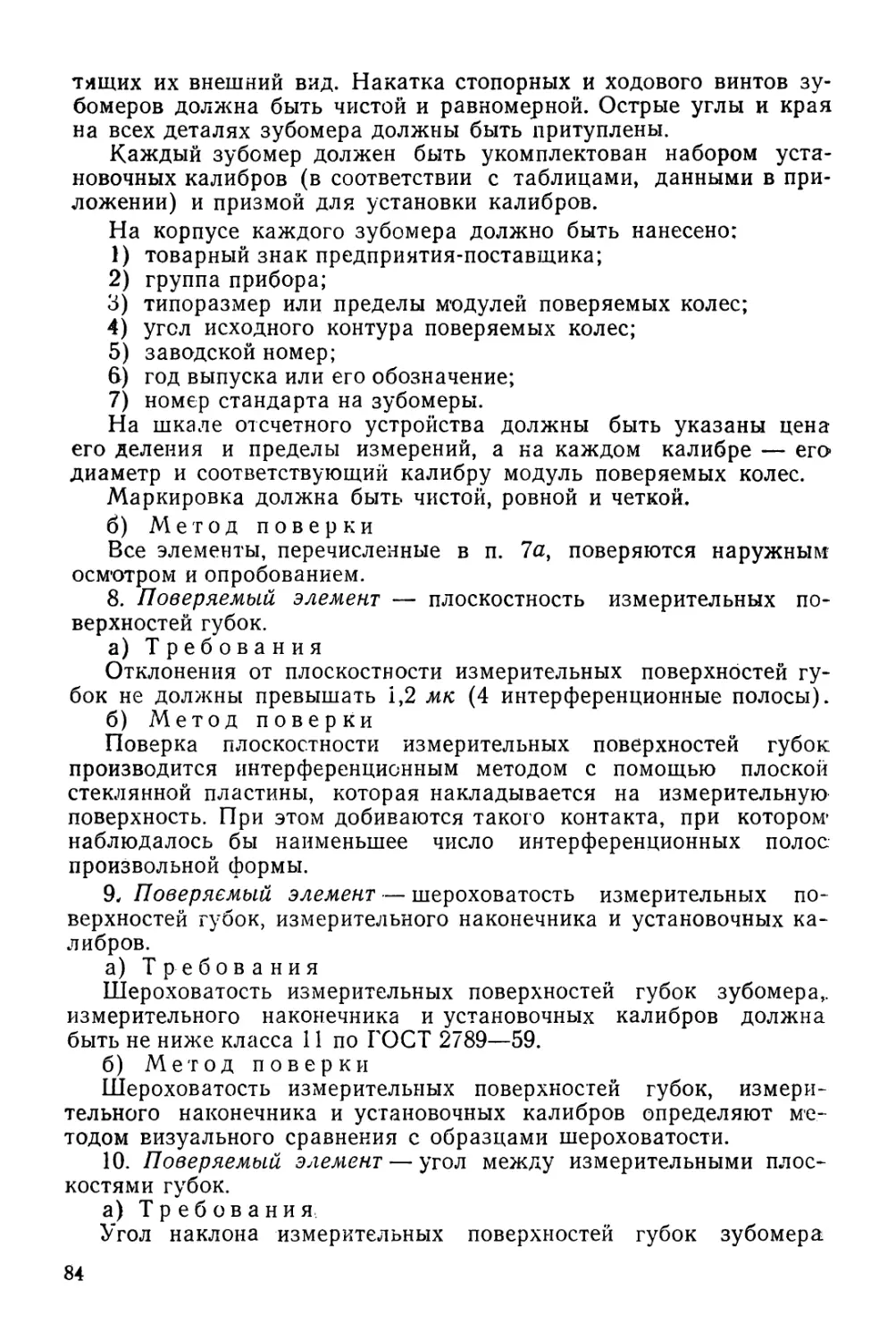
упорных резьб и разделяются по точности на два класса: 0 и 1,Тип I пРис. 12. Проволочки и ролики для контроля среднего диаметра резь¬
бы изготовляются по ГОСТ 2475—62 типов I (рис. 1), II (рис. 2)
и III (рис. 3).40
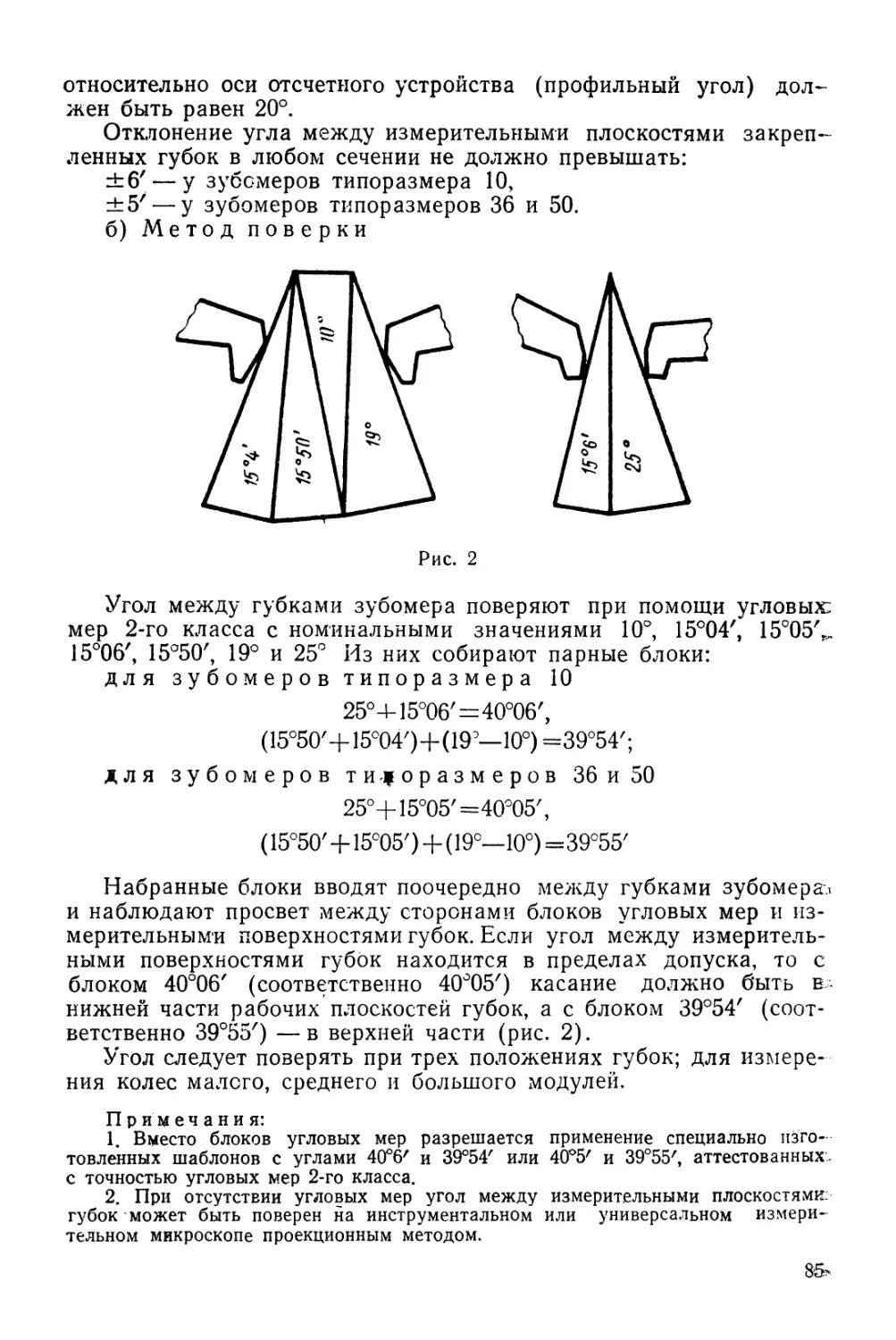
Тип II—Аi ф- (14—13WТип II—БШ18USА-АM--IЩ. LSТип И—Вс»П40Рис. 2
Тип illit13Рис. 3II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ3. Поверке подлежат элементы проволочек и роликов, приве¬
денные в табл.1.
Таблица 1Средства поверкиВиды поверки№п/п.Поверяемый элементНомерпунктаинструк¬цииНаименованиеТехническиехарактеристикиПри
выпуске
из произ¬
водстваНаходя¬
щиеся
в приме¬
нении1Внешний вид проволо¬
чек и роликов6ЛупаУвеличение 5х или 8х++2Шероховатость рабо-;
чих поверхностей про-;
Волочек и роликов7Образцы шероховатости
ЛупаИнтерференционный ми¬
кроскопГОСТ 9378—60, классы
.12 й 13;Увеличение 5х или 8х
Тип МИИ-4+3Огранка рабочих по¬
верхностей проволочек
и роликов8Горизонтальный и верти¬
кальный оптиметры или
контактные интерферо¬
метрыПризматические вставки,
входящие в комплект резь¬
бовых микрометровСпециальные вставки и
призмыГОСТ 5405—64ГОСТ 82"Ю—57, типы
ИХПГ и ИКПВГОСТ 4380—63См. приложения 1 и 2++
ПродолжениеСредства поверкиВиды поверкип‘П/П.Поверяемый элементНомерпунктаинструк¬цииНаименованиеТехническиехарактеристикиПри
выпуске
из произ¬
водстваНаходя¬
щиеся
в приме¬
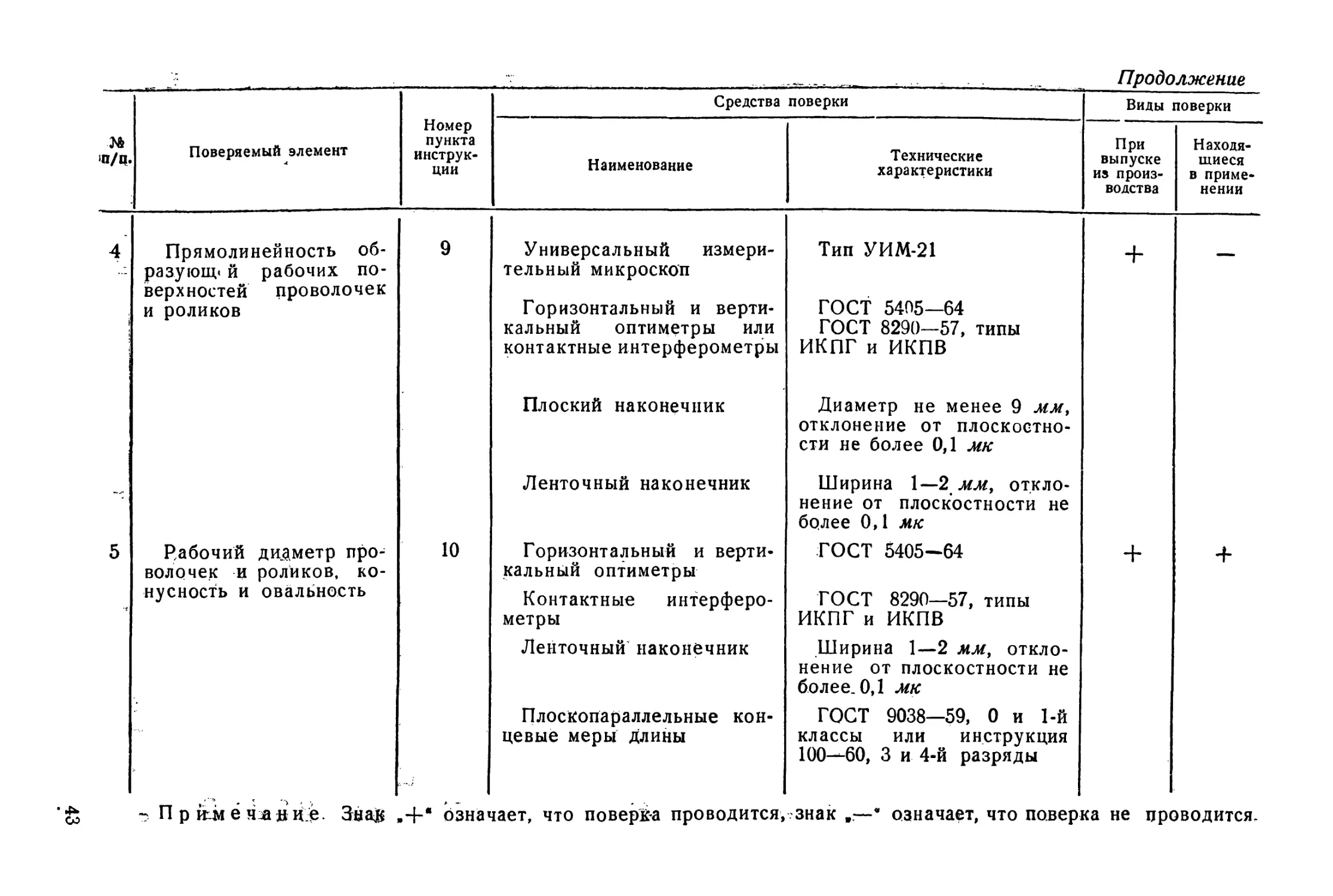
нении4Прямолинейность об-
разующ* й рабочих по¬
верхностей проволочек
и роликов9Универсальный измери¬
тельный микроскопГоризонтальный и верти¬
кальный оптиметры или
контактные интерферометрыПлоский наконечникТип У ИМ-21ГОСТ 5405—64
ГОСТ 8290—57, типы
ИКПГ и ИКПВДиаметр не менее 9 мм,
отклонение от плоскостно¬
сти не более 0,1 м/с+-Ленточный наконечникШирина 1—2 мм, откло¬
нение от плоскостности не
брлее 0,1 м/с5Рабочий дидметр про¬
волочек и роликов, ко¬
нусность и овальность10Горизонтальный и верти¬
кальный оптиметрыКонтактные интерферо¬
метрыЛенточный наконечникПлоскопараллельные кон¬
цевые меры длиныГОСТ 5405-64ГОСТ 8290—57, типы
ИКПГ и ИКПВШирина 1—2 мм, откло¬
нение от плоскостности не
более. 0,1 м/сГОСТ 9038—59, 0 и 1-й
классы или инструкция
100—60, 3 и 4-й разряды++П р й-м ё ч^а jtH'.ip. Зяа& ,+• означает, что повер&а проводится, знак * означает, что поверка не проводится-
III. ПОВЕРКА4. Приборы, на которых поверяются проволочки и ролики, дол¬
жны находиться в помещении, в котором проводится поверка, не
менее суток, а проволочки и ролики в подготовленном для поверки
виде — не менее 2 н.5. Отклонения температуры помещения, где проводится повер¬
ка проволочек и роликов, ог нормальной (20?С) не должны пре¬
вышать ±5°С.6. Поверяемый элемент — Внешний вид проволочек и роликов.а) ТребованияНа рабочих поверхностях проволочек и роликов не должно быть
трещин, вмятин, царапин и следов коррозии. Проволочки и ролики
должны быть размагничены. Нерабочие поверхности проволочек
и роликов должны быть подвергнуты антикоррозийной обработке.
Проволочки и ролики должны поставляться на поверку в виде
комплектов, состоящих из трех проволочек или роликов одного
диаметра.На бирках каждого комплекта проволочек и на каждом ролике
должно быть нанесено:товарный знак предприятия-поставщика;
номинальный размер;
класс точности;год выпуска или его обозначение.Для проволочек типа I маркировка устанавливается только на
футляре.На каждом футляре должно быть нанесено:
товарный знак предприятия-поставщика;
номинальный размер;
класс точности;ГОСТ 2475—62.Каждая партия проволочек и роликов должна сопровождаться
документом, удостоверяющим их соответствие требованиям ГОСТ
2475—62.б) Метод поверкиВсе элементы, перечисленные в п. 6а, поверяются наружным
осмотром. Рабочие поверхности проволочек и роликов осматри¬
ваются при помоши лупы.Размагниченность проволочек и роликов определяют соприкос¬
новением любых двух проволочек или роликов друг с другом. Если
проволочки или ролики не притягиваются друг к другу, то они
размагничены.7. Поверяемый элемент — шероховатость рабочих поверхностей
проволочек и роликов.а) ТребованияШероховатость рабочих поверхностей проволочек и роликовО класса точности должна быть не ниже 13-го класса, а прово¬
лочек и роликов 1-го класса точности — не ниже 12-го класса
чистоты по ГОСТ 2789—59.44
б) Метод поверкиШероховатость рабочих поверхностей проволочек и роликов
определяют методом сравнения их с круглыми образцами шеро¬
ховатости, применяя для этой цели лупу.Примечание. Для поверки шероховатости проволочек и роликов раз¬
решается применять специальные круглые образцы шероховатости, поьсренные
на интерференционном микроскопе МИИ-4 и аттестованные по 12 и 13-му клас¬
сам чистоты.При отсутствии круглых образцов шероховатости, шерохова¬
тость рабочих поверхностей проволочек и роликов следует по¬
верять на интерференционном микроскопе типа МИИ-4. Для этой
цели помещают поверяемую проволочку или ролик на столик при¬
бора и с помощью микровинта фокусируют объектив микроскопа
на испытываемую поверхность. Шероховатость определяют на глаз
(см. описание интерференционного микроскопа МИИ-4, даваемое
заводом-изгитовителем).Примечание Для крепления поверяемой проволочки или ролика на
столике микроскопа целесообразно применять пластилин.8. Поверяемый элемент — огранка рабочих поверхностей про¬
волочек и роликов.а) ТребованияОгранка рабочих поверхностей проволочек и роликов не дол^
жна превышать величин, указанных в табл. 2.Таблица 2КлассыточностиДиаметр проволочек и роликов D,
ммДопускаемая величина
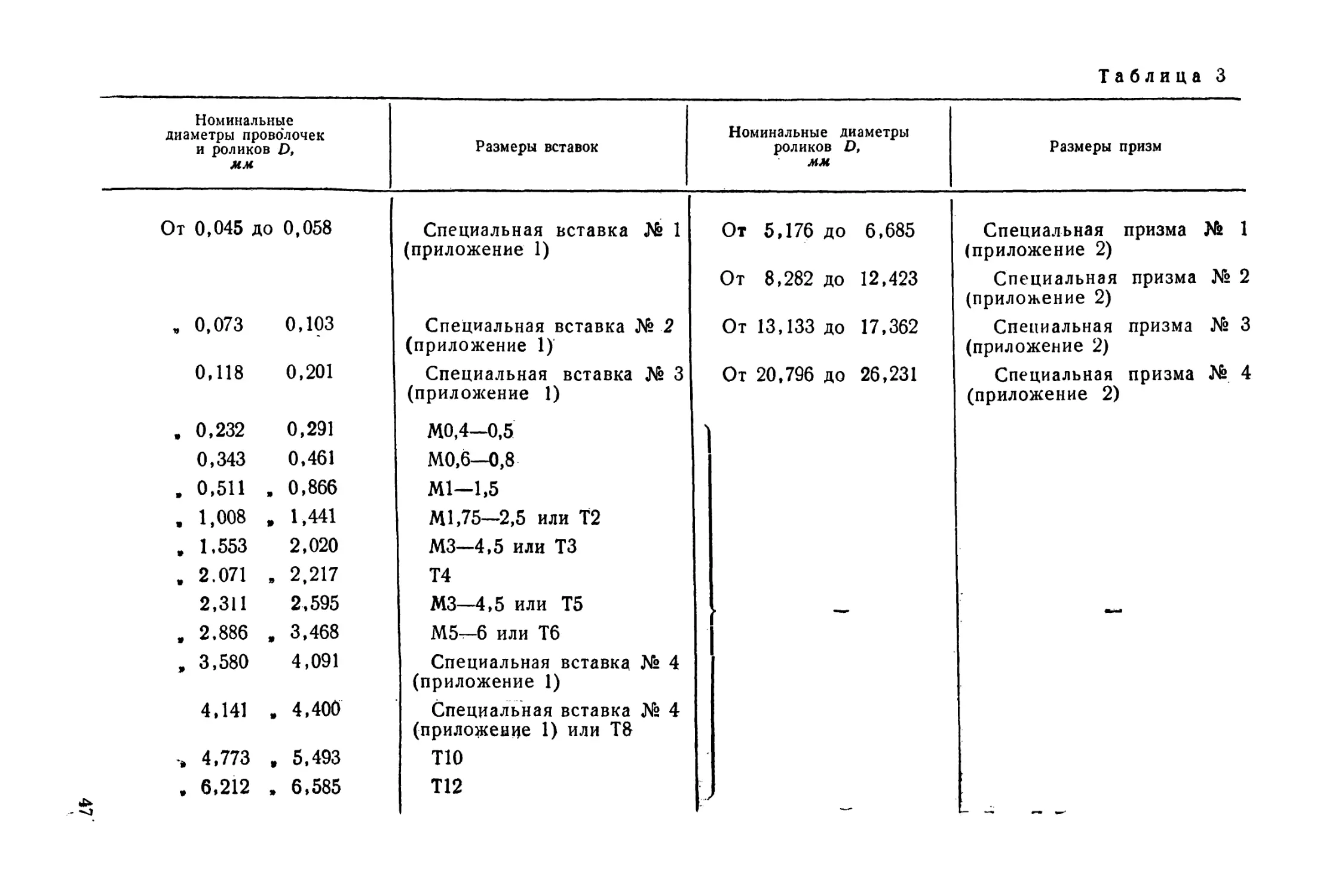
огранки, мкОт 0,045 до1,4410,5л1,5534,7730,6и5,1768,7670,810,353 .26,2311.0От 0,045 до0,1031,010. 1181,4410,8.1,5534,7731.05,1768,7671.510,35326,2312.0Примечание. Погрешности в зоне 0,5 мм от краев рабочих поверх¬
ностей не учитываются.б) Метод поверкиПр и поверке огранки необходимо руководствоваться следую¬
щими указаниями.45
®гРанкУ проволочек типа I, имеющих рабочий диаметр до
0,201 мм вкл., поверяют при помощи специальных вставок (при¬
ложение 1).Огранку проволочек типа I, имеющих диаметр более 0,201 мм
и огранку проволочек типа II (А, Б и В) всех номиналов поверя¬
ют при помощи призматических вставок, входящих в комплект
резьбового микрометра.Огранку роликов всех номиналов поверяют при помощи спе¬
циальных призм (приложение 2).Огранку проволочек поверяют на горизонтальном оптиметре
или на приборе ИКПГ. Для этой цели применяют переходную
втулку (рис. 4), одеваемую на
измерительный стержень пи-
нольной трубки прибора.В, переходной втулке укреп¬
ляют или специальные призма-
^ческие вставки (приложе-Рис. 4Рис. 5ние 1), или призматические вставки, входящие в комплект резьбо¬
вого микрометра.Вставки выбирают по табл. 3.Поверяемую проволочку подвешивают на кронштейне (рис. 5),
применяемом при работе с проволочками, так, чтобы середина
рабочей части проволочки приходилась против вставляемой в пе¬
реходную втулку призматической вставки. На измерительный стер¬
жень оптиметровой трубки или прибора ИКПГ надевают сталь¬
ной плоский ленточный наконечник, измерительную плоскость
которого ориентируют перпендикулярно граням впадины призма¬
тической вставки.Примечание. Щи поверке огранки проволочек типа I их помещают не-
посредственно в призматическую вставку. jПоверяемую проролочку серединой своей рабочей части вводят
во впадину призматической вставки и прижимают к ней прово¬
лочку плоскостью ленточного наконечника, укрепленного на оп-
тиметровой трубке так, чтобы указатель остановился вблизи нуля
шкалы прибора. После этого проволочку поворачивают вокруг ее
оси на 360°.Примерно через каждые 30° отмечают показания по шкале оп-
тиметровой трубки (при повороте проволочки следует обязательно
пользоваться арретиром).46
Номинальные
диаметры проволочек
и роликов D,
ммРазмеры вставокОт 0,045 до 0,0580,0730,1030,1180,2010,2320,2910,3430,4610,511. 0,8661,008. 1,4411,5532,0202.071„ 2,2172,3112,5952,886, 3,4683,5804,0914,141, 4,4004,773, 5,4936,212„ 6,585Специальная вставка № 1
(приложение 1)Специальная вставка № 2
(приложение 1)Специальная вставка № 3
(приложение 1)МО,4—0,5МО,6—0,8Ml—1,5Ml,75—2,5 или Т2М3—4,5 или ТЗТ4М3—4,5 или Т5М5—б или ТбСпециальная вставка № 4
(приложение 1)Специальная вставка № 4
(приложение 1) или Т8Т10Т12-Таблица 3Номинальные диаметры
роликов D,
ммРазмеры призмОт 5,176 до 6,685От 8,282 до 12,423От 13,133 до 17,362От 20,796 до 26,231Специальная призма № 1
(приложение 2)Специальная призма № 2
(приложение 2)Специальная призма № 3
(приложение 2)Специальная призма № 4
(приложение 2)
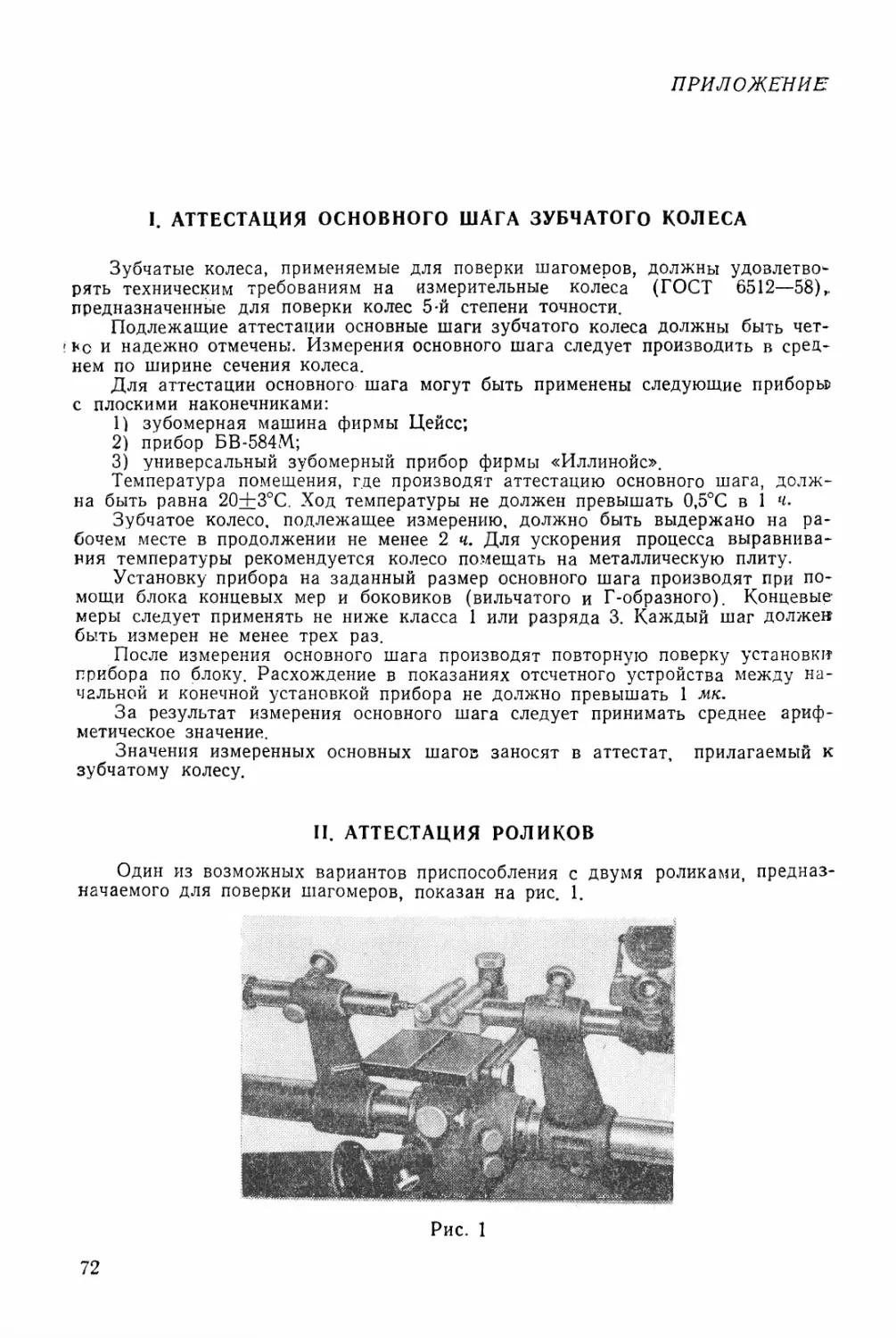
Огранка поверяемой проволочки определяется наибольшей раз¬
ностью показаний шкалы при полном обороте проволочки вокруг
ее оси.Огранку роликов поверяют на вертикальном оптиметре или на
приборе ИКПВ с помощью специальных призм (приложение 2).Призму устанавливают на столике прибора, при этом на из¬
мерительный стержень оптиметровой трубки надевают стальной
плоский ленточный наконечник так, чтобы длинное ребро нако¬
нечника было перпендикулярно ребру призмы.Поверяемый ролик серединой своей рабочей части помещают
во впадину призмы и плоский ленточный наконечник с трубкой
прибора приводят в соприкосновение с рабочей поверхностью ро¬
лика так, чтобы указатель прибора остановился вблизи нуля
шкалы.После этого ролик поворачивают вокруг его оси на 360°. При¬
мерно через каждые 30° отмечают показания по шкале прибора
(при поворотах ролика следует обязательно пользоваться арре¬
тиром).Огранка поверяемого ролика определяется наибольшей разно¬
стью показаний шкалы прибора при полном обороте ролика во¬
круг его оси.9. Поверяемый элемент — прямолинейность образующей рабо¬
чих поверхностей проволочек и роликов.а) ТребованияОтклонения от прямолинейности образующей проволочек и ро¬
ликов не должны превышать указанных в табл. 4.Таблица 4КлассыточностиДиаметры проволочек и роликов D,
ммДопускаемые отклонения
от прямолинейности образующей,
мкДо 0,1032.00От 0,118 до 1,4411.51,553 „ 26,2311,0До 0,1032,51От 0,118 до 1,4412.01,553 26,2311,5Примечание. Погрешность в зоне 0,5 мм от краев рабочей поверх¬
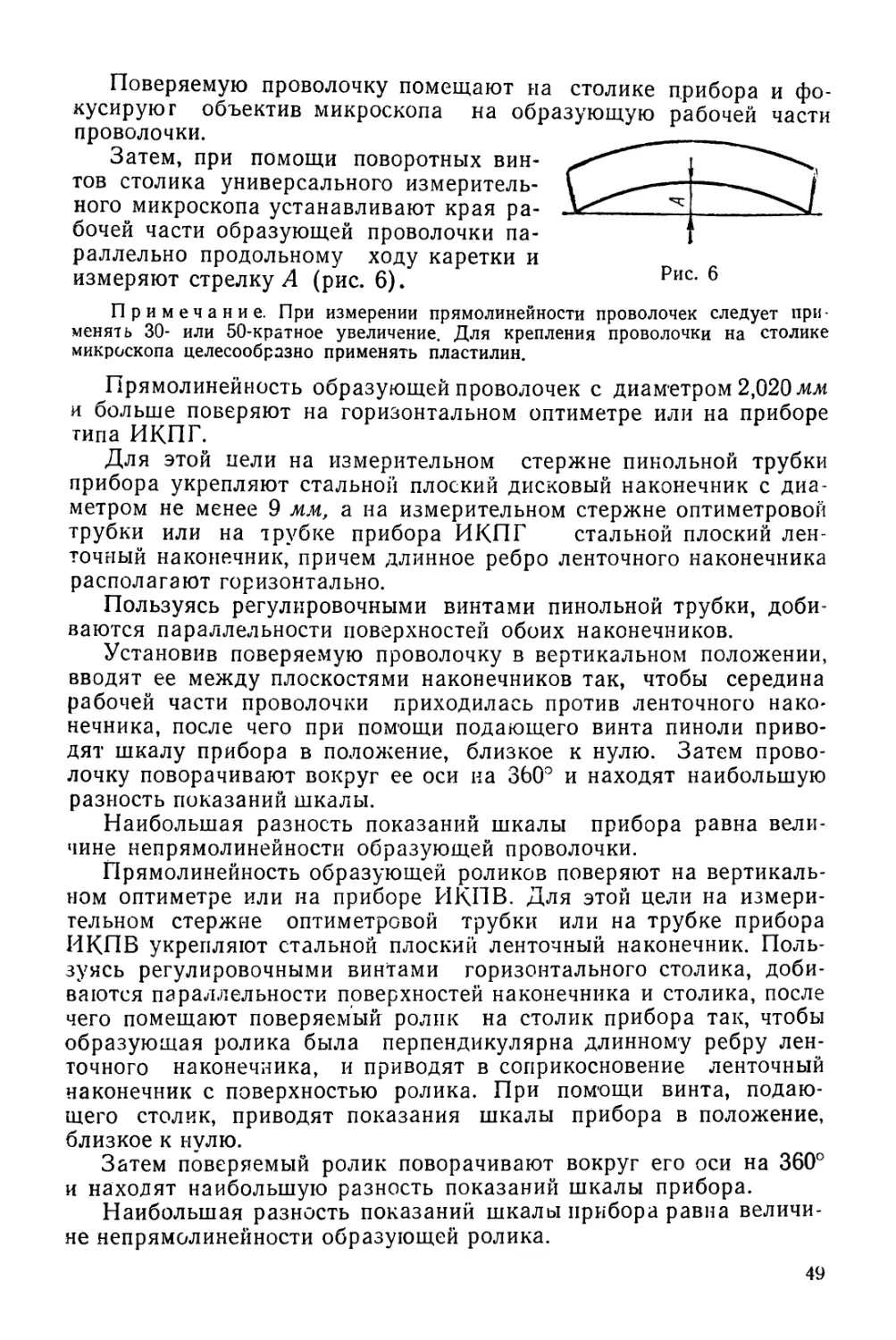
ности не учитывается.б) М ет о д поверкиПрямолинейность образующей проволочек с диаметром до
1,833 мм следует поверять на универсальном измерительном ми¬
кроскопе типа УИМ-21.48
Поверяемую проволочку помещают на столике прибора и фо¬
кусируют объектив микроскопа на образующую рабочей части
проволочки. Затем, при помощи поворотных вин-
тов столика универсального измеритель- Г ^—
ного микроскопа устанавливают края ра-
бочей части образующей проволочки па¬
раллельно продольному ходу каретки и
измеряют стрелку Л (рис. 6). Рис* 6Примечание. При измерении прямолинейности проволочек следует при¬
менять 30- или 50-кратное увеличение. Для крепления проволочки на столике
микроскопа целесообразно применять пластилин.Прямолинейность образующей проволочек с диаметром 2,020 жж
и больше поверяют на горизонтальном оптиметре или на приборе
типа ИКПГ.Для этой пели на измерительном стержне пинольной трубки
прибора укрепляют стальной плоский дисковый наконечник с диа¬
метром не менее 9 мм, а на измерительном стержне оптиметровой
трубки или на трубке прибора ИКПГ стальной плоский лен¬
точный наконечник, причем длинное ребро ленточного наконечника
располагают горизонтально.Пользуясь регулировочными винтами пинольной трубки, доби¬
ваются параллельности поверхностей обоих наконечников.Установив поверяемую проволочку в вертикальном положении,
вводят ее между плоскостями наконечников так, чтобы середина
рабочей части проволочки приходилась против ленточного нако¬
нечника, после чего при помощи подающего винта пиноли приво¬
дят шкалу прибора в положение, близкое к нулю. Затем прово¬
лочку поворачивают вокруг ее оси на 360° и находят наибольшую
разность показаний шкалы.Наибольшая разность показаний шкалы прибора равна вели¬
чине непрямолинейности образующей проволочки.Прямолинейность образующей роликов поверяют на вертикаль¬
ном оптиметре или на приборе ИКПВ. Для этой цели на измери¬
тельном стержне оптиметровой трубки или на трубке прибора
ИКПВ укрепляют стальной плоский ленточный наконечник. Поль¬
зуясь регулировочными винтами горизонтального столика, доби¬
ваются параллельности поверхностей наконечника и столика, после
чего помещают поверяемый ролик на столик прибора так, чтобы
образующая ролика была перпендикулярна длинному ребру лен¬
точного наконечника, и приводят в соприкосновение ленточный
наконечник с поверхностью ролика. При помощи винта, подаю¬
щего столик, приводят показания шкалы прибора в положение,
близкое к нулю.Затем поверяемый ролик поворачивают вокруг его оси на 360°
и находят наибольшую разность показаний шкалы прибора.Наибольшая разность показаний шкалы прибора равна величи¬
не непрямолинейности образующей ролика.49
10. Поверяемый элемент — рабочий диаметр проволочек и ро¬
ликов, конусность и овальность,а) ТребованияДопускаемые отклонения диаметров проволочек и роликов, ко¬
нусность и овальность их приведены в табл. 5.Таблица 5КлассыточностиДиаметры проволочек
и роликов D, ммДопускаемоеотклонениедиаметраДопускаемаяовальностьДопускаемаяконусностьмкДо1.441±0,250,50,5лОт1,553до4,773±0,300,60,6и5,176п8,767±0,400,80,810,353»16,231±0,501.01.0До0,103±0,501,00,81От0,118до1,441±0,500,80,811,553п4.773±0,601.01,05.176п8,767±0,801.51,510,353»26,231±1,002.02,0Примечание. Погрешность в зоне 0,5 мм от краев рабочих поверх¬
ностей не учитывается.б) Метод поверкиРабочий диаметр проволочек всех типов 0 и 1-го классов точ¬
ности, конусность и овальность их поверяют на приборе ИКПГ.Примечание. При отсутствии прибора ИКПГ поверку рабочих диамет¬
ров проволочек 0 и 1-го классов точности разрешается проводить на горизон¬
тальном оптиметре. Пои этом шкала оптиметровой трубки должна быть атте¬
стована в применяемом участке шкалы парным методом по концевым мерам
3-го разряда или 0 класса точности.Ролики 0 и 1-го классов точности следует поверять на верти¬
кальном оптиметре или на приборе ИКПВ.Для поверки проволочек и роликов 0 класса точности необхо¬
дима применять концевые меры 3-го разряда или 0 ^класса, а для
поверки проволочек и роликов 1-го класса точности — концевые
меры 4-го разряда или 1-го класса.Поверка проволочекПри поверке проволочек на горизонтальном оптиметре или на
приборе ИКПГ следует применять два стальных плоских лен¬
точных наконечника одинаковой ширины. Ширина ленточных на¬
конечников должна быть не менее 1 мм и не более 2 мм.Наконечники укрепляют на измерительных стержнях пиноли и
оптиметровой трубки или трубки прибора ИКПГ и устанавливают
так, чтобы их длинные ребра располагались горизонтально.50
Соответствующими винтами гшноли устанавливают плоскости
наконечников параллельно друг другу.Поверяемую проволочку подвешивают ка кронштейне (рис. 5).Примечание. Проволочки типа I помещают непосредственно между
плоскостями наконечников.При применении прибора ИКПГ и горизонтального оптиметра
необходимо руководствоваться следующим*. Цену деления шкалы
прибора ИКПГ следует установить равной 0,2 мк. Измерительное
усилие следует установить равным 50—60 гс. Проволочки с диа¬
метром от 0,045 до 0,866 мм поверяются в блоке с концевой ме¬
рой 1 мм.Прибор следует устанавливать по мере, размер которой опре¬
деляется соотношениемI = 1 мм-\-с1угде I—размер концевой меры, мм;d — диаметр поверяемой проволочки, мм.Примечание. Так как в наборах концевых мер могут отсутствовать ме¬
ры, номинальный размер которых равен /, то выбирают меру с номинальным
размером, близким к / в пределах +0,005 мм.Поверяемую проволочку располагают вертикально, а длинное
ребро концевой меры, вместе с которой поверяется проволочка, —
горизонтально (рис. 7).При поверке проволочек с диа¬
метром 1,008 мм и более прибор уста¬
навливают по концевой мере (или по
блоку концевых мер), близких к но¬
минальному значению диаметра пове¬
ряемой проволочки.Пример. Поверяемая проволочка
имеет номинальный диаметр, равный КонцеЪая
1,553 мм. Прибор следует установить ~мСпа—
по блоку концевых мер, состоящему
из меры 1,05 и 0,5 мм.При применении горизонтального Рис. 7оптиметра рабочий диаметр проволо¬
чек номинала до 0,170 мм поверяют непосредственно по шкале оп¬
тиметра с использованием необходимого для этой поверки участка
шкалы.Проволочки с рабочим диаметром от 0,201 до 0,343 мм, в слу¬
чае отсутствия концевой меры 0,3 мм (набор № 11 ГОСТ
9038—59), поверяют в блоке с концевой мерой 1 мм, а проволочки
с рабочим диаметром от 0,724 до 0,796 мм, в случае отсутствия
концевой меры 0,7 мм (набор № 11), — в блоке с концевой мерой
0,5 мм, причем? прибор устанавливают по концевой мере 1,2 или1,3 мм.При поверке проволочек с диаметром* от 0,402 до 0,572 мм
прибор устанавливают по концевой мере 0,5 мм.Проболочка.ей51
При поверке диаметров остальных проволочек прибор устанав
ливают по блоку концевых мер, размер которых близок к номи¬
нальному размеру диаметра поверяемой проволочки в пределах
0,01 мм.Рабочий диаметр проволочек на горизонтальном оптиметре или
на приборе ИКПГ поверяют не менее чем в трех сечениях: в се¬
редине и по двум краям1, расположенным на расстоянии 0,5 мм
от концов измерительной части проволочки. В каждом сечении
диаметр проволочки поверяют в двух взаимно перпендикулярных
направлениях.Наибольшая величина разности между показаниями шкалы в
двух взаимно перпендикулярных направлениях и в одном из трех
сечений определяет величину овальности, а наибольшая разность
показаний шкалы в трех поверенных сечениях определяет величи¬
ну конусности.При определении действительного значения диаметра поверя
емой проволочки на оптиметре следует внести поправку со зна¬
ком плюс в результат измерения.Величина поправки при ширине ленточного стального наконеч¬
ника 1 мм приведена в табл. 6.Таблица 6Диаметрпроволочки,ммПоправка,мкДиаметрпроволочки,ммПоправка,мкДиаметр
проволоч ки,
ммПоправка.мк0,0450 500,4330.252.0710 150,0480,500,4610.252.2170,150,0520,500,5110.252,3110.150,0,S80,450,5720.202.5950,150 0730,450,7240,202,8860 150,0880,450,7960,203,1060,150,1030 400,8Н60,203 1770,100,1180,401,0080 203,2870, 00,1300.351,0470.153.3100.100,1420.351, 1570,153,4680.100,1700.351.3020.153,5800,100,2010,301,4410 153,6660,100,2320,301,5530,154,0910,100.2600,301 .5910,154,1410.100,2910,301,7-420 154,211о.ю0,3430,251,8330.154 4000,100,4020,252,0200,154.7730,10Примечание. В случае применения стальных ленточных наконечников
с шириной 1,5 или 2 мм значения поправок, приведенных в табл. 6, следует
соответственно уменьшить в 1,5 или 2 раза. Поправку, составляющую
и меньше величины допуска на поверяемую проволочку, учитывать не следует.Наибольшая разность между измеренной величиной рабочего
диаметра проволочки в любой точке с учетом поправки и номи¬
нальным ее значением’ определяет отклонение диаметра прово¬
лочки от ее номинала.52
Поверка роликовРабочие диаметры роликов 0 и 1-го классов точности всех но¬
миналов, конусность и овальность их следует поверять на верти*
калъном оптиметре или на приборе ИКГШ. Для этой цели на из¬
мерительном стержне оптиметровой трубки или на трубке при¬
бора ИКПВ укрепляют стальной плоский ленточный наконечник.При помощи регулировочных винтов столика устанавливают
плоскость наконечника параллельно плоскости столика. Набирают
блок концевых мер, равный номинальному значению диаметра по¬
веряемого ролика, и по блоку мер устанавливают шкалу прибора
вблизи нуля. З^тем помещают поверяемый ролик на столик при¬
бора и, приведя его в контакт с плоскостью ленточного наконеч¬
ника, производят отсчет по шкале прибора. При измерениях сле¬
дует располагать ролик так, чтобы его ось была перпендикулярна
длинному ребру ленточного наконечника.Для выявления конусности и овальности рабочего диаметра
ролика его поверяют в грех сечениях (среднем и в двух крайних)
с поворотом в каждом1 сечении на 90°.Величину конусности, овальности и отклонение диаметра роли¬
ка от номинального значения определяют так же, как и для про¬
волочек.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ11. Результаты поверки проволочек или роликов заносят в про¬
токол или журнал поверки.12. Проволочки и ролики, удовлетворяющие требованиям ГОСТ
2475—62 и настоящей инструкции, признаются годными и на них
выдается свидетельство установленной формы с указанием класса
точности.13. Если одна из проволочек (или один из роликов) или все
три проволочки (или три ролика), входящие в комплект, не
удовлетворяют требованиям 0 класса точности, но удовлетворяют
требованиям 1-го класса, то комплект проволочек (роликов) аттес¬
туется 1-м* классом точности.14. Проволочки и ролики, не удовлетворяющие требованиям'
ГОСТ 2475—62 и настоящей инструкции, бракуются и к примене
нию не допускаются.ЗаменаГОСТ 4380—63 введен взамен ГОСТ 4380—48.
ГОСТ 5405—64 введен взамен ГОСТ 5405—54.
ПРИЛОЖЕНИЕ I
Специальные призматические вставкиНомер вставкиh, мм10,05020 0^030 16040,300ПРИЛОЖЕНИЕ 2Специальные призмы-«ОНомерhя |Lпризмымм17,001717210.002020316,002626422,003232
Издание официально*Инструкция 126—57 разработана Харь¬
ковским государственным институтом мер
и измерительных приборов взамен инст¬
рукции 2—48 и разделов В и Г инструк¬
ции 45—58; утверждена приказом Коми¬
тета стандартов, мер и измерительных
приборов № 182 от 4 мая 1957 г. и вве¬
дена в действие 1 сентября 1957 г.ИНСТРУКЦИЯ 126-57ПО ПОВЕРКЕ ИЗМЕРИТЕЛЬНЫХ НОЖЕЙНастоящая инструкция устанавливает средства и методы по¬
верки измерительных ножей (ГОСТ 7013—54), выпускаемых из
производства, после ремонта и находящихся в эксплуатации.I. ОБЩИЕ СВЕДЕНИЯ О НАЗНАЧЕНИИ И ТИПАХ
ИЗМЕРИТЕЛЬНЫХ НОЖЕЙ1. Измерительные ножи применяются при работе на универ¬
сальном и инструментальном (большая модель) измерительных
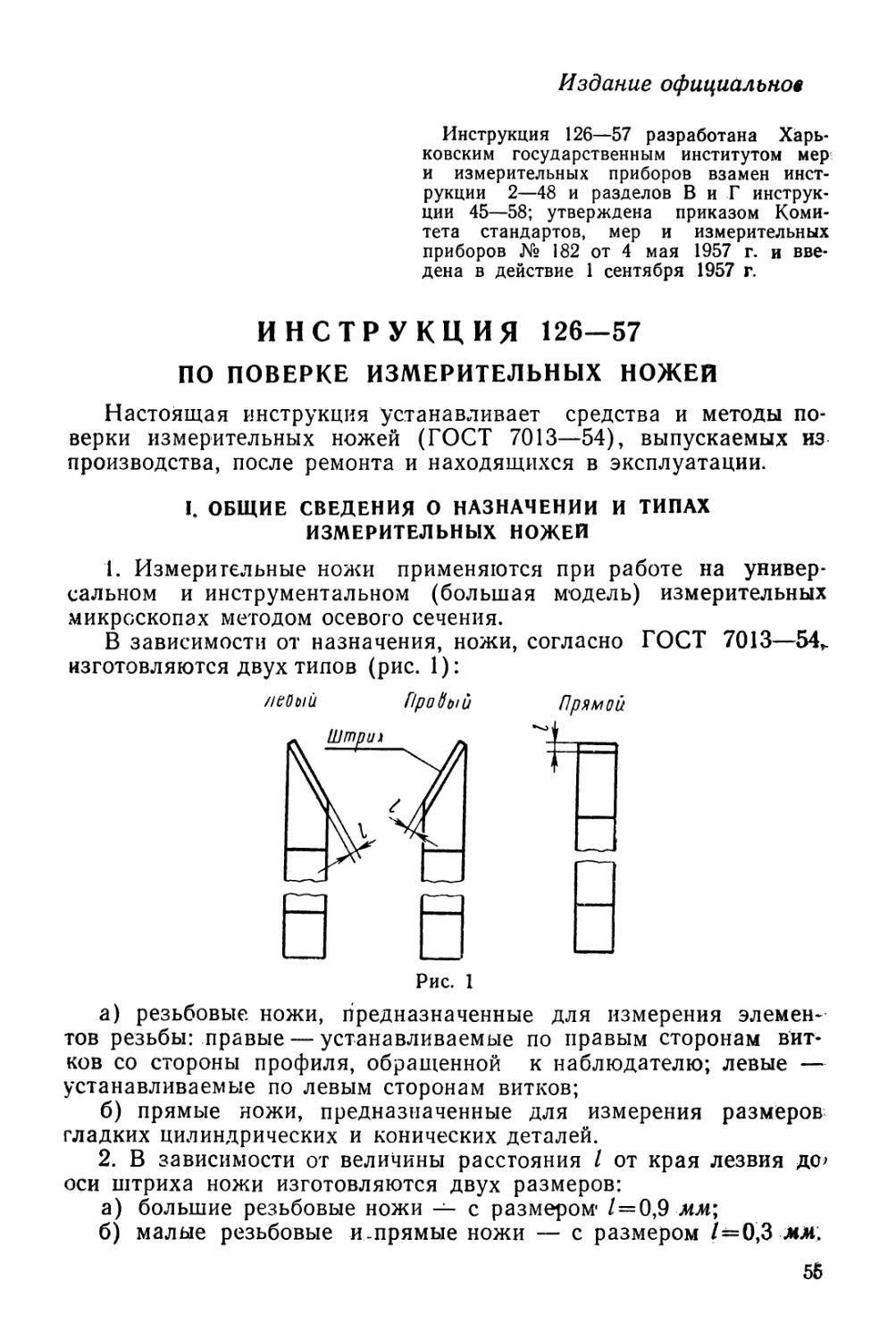
микроскопах методом осевого сечения.В зависимости от назначения, ножи, согласно ГОСТ 7013—54,.
изготовляются двух типов (рис. 1)://еОьш flpotibiu Прямойв вРис. 1а) резьбовые ножи, предназначенные для измерения элемен¬
тов резьбы: правые — устанавливаемые по правым сторонам вит¬
ков со стороны профиля, обращенной к наблюдателю; левые —
устанавливаемые по левым сторонам витков;б) прямые ножи, предназначенные для измерения размеров
гладких цилиндрических и конических деталей.2. В зависимости от величины расстояния / от края лезвия дсм
оси штриха ножи изготовляются двух размеров:а) большие резьбовые ножи — с размером' / = 0,9 мм;б) малые резьбовые и-прямые ножи — с размером /=0,3 мм.56
II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ
ИЗМЕРИТЕЛЬНЫХ НОЖЕЙ3. Поверяемые элементы и средства поверки измерительных
ножей указаны в табл. 1.Таблица 1Вид поверкиюО _Поверяемые элементыСредства поверкисо « О
g S дн• ® «К и; >*“* Sн 5че ^>.^S.с 3 с £
2 S о»о) а:
и SЯ 5 § 5-о а) с а
X s О соа,за <и с о2 о,ас ЕЗ сп «о% х1. Внешний осмотрЛупа с увеличением 8— 10х+++4ножа2. Высота ножаИзмерительные приборы с
ценой деления не более 0,002
л/л/-оптиметры (ГОСТ 5405-64),
миниметры и измерительные
пружинные головки (ГОСТ
6933—61)Концевые меры 2-го класса
(ГОСТ 9038-59) или 5-го раз¬ряда (инстр. 100—60)++—53. Прямолиней¬Универсальный измеритель¬+ность и ширинаный микроскоп+—6штриха4. Прямолиней¬Универсальный измеритель¬ность лезвияный микроскоп с применением+++контрольного цилиндра75. Расстояние отУниверсальный измеритель¬края лезвия до осиный микроскоп с применениемштриха (/)контрольного цилиндра или кон¬
цевой меры 4-го разряда разме¬ром 4—10 мм или специального8.9угольника+++Примечание. В случае, если измерительные ножи, находящиеся в эк¬
сплуатации, применяются только для поверки угла и шага резьбовых калиб¬
ров и не применяются для поверки среднего диаметра, то расстояние от края
лезвия до оси штриха (/) может не определяться, что должно быть оговорено
в документе о поверке.III. ПОВЕРКА ИЗМЕРИТЕЛЬНЫХ НОЖЕЙ4. Внешний осмотр ножей производится с помощью лупы. Пе¬
ред осмотром ножи освобождают от смазки и промывают в чи¬
стом авиационном бензине.Нели дефекты ножа, обнаруженные при внешнем осмотре,
настолько велики, что могут вызвать недопустимые погрешности
при их применении или явно мешают определению рабочего раз¬
мера (/), то нож бракуют и дальнейшей поверки не производят.5. Поверка высоты ножа h производится в одной точке
(рис. 2) при помощи прибора с ценой деления не более 0,002 мм56
(оптиметры, миниметры, измерительные головки) по концевым
мерам 5-го разряда.Действительный размер высоты ножа не должен выходить за.5-+-j,Uob—0,01.2 ММ.Рис. 26. Поверка прямолинейности и ширины штриха ножа произво¬
дится на универсальном измерительном микроскопе. Штрих дол¬
жен быть четким и равномерным по толщине на всей его длине.Прямолинейность и ширину штриха ножа определяют путем
сличения с пунктирной линией окулярной сетки микроскопа.Для этого, установив штрих ножа параллельно пунктирной
линии сетки и совместив их, наблюдают равномерность совмеще¬
ния на всей длине штриха. При этом штрих по прямолинейности
и ширине не должен отклоняться от пунктирной линии сетки мик¬
роскопа более чем на 7з ее ширины.7. Поверка прямолинейности лезвия ножа производится на
универсальном микроскопе одновременно с поверкой рабочего
размера при пом-ощи контрольного цилиндра, входящего в комп¬
лект микроскопа. Рабочими поверхностями этого цилиндра яв¬
ляются поверхности трех имеющихся на нем поясков различной
ширины.Рис. 3Контрольный цилиндр закрепляют в центрах микроскопа. По¬
веряемый нож приставляют без просвета к поверхности широкого
пояска цилиндра (рис. 3) и фокусированием добиваются резкого57
изображения штриха ножа; диафрагма должна быть установлена
при этом на максимальный раствор.Темная линия, наблюдаемая в месте соприкосновения ножа с
поверхностью цилиндра, должна быть равномерной ширины на
всей длине лезвия.8. Поверка рабочего расстояния I от края лезвия до оси штри¬
ха может производиться одним из следующих трех методов:а) с помощью упомянутого выше цилиндра,б) с помощью концевой меры,в) с помощью контрольного угольцика (зеркальным методом).9. Поверка расстояния от края лезвия ножа до оси штриха
с помощью специального цилиндра производится следующим об¬
разом.В центрах универсального микроскопа устанавливают кон¬
трольный цилиндр, диаметр которого в рабочей его части предва¬
рительно должен быть измерен с точностью не ниже ±0,0005 мм.
Поверяемый нож приставляют без просвета к поверхности широ¬
кого пояска цилиндра, совмещают штрих ножа с пунктирной ли¬
нией сетки, отстоящей от центральной линии на расстоянии, со¬
ответствующем номинальному рабочему размеру ножа, при этом
центральная линия сетки должна проходить по линии соприкосно¬
вения лезвия ножа с цилиндром, и производят по поперечной
шкале микроскопа первый отсчет.Затем1 поверяемый нож устанавливают с другой стороны ци¬
линдра. Каретку перемещают до совмещения штриха ножа с со¬
ответствующей пунктирной линией по другую сторону централь¬
ной линии сетки и производят второй отсчет. Разность между от¬
счетами определяет размер цилиндра, измеренный на микроскопе.Различают два случая поверки ножей:1) когда Ножи, поверяемые на данном микроскопе, предна¬
значены в лаЛьнейшем для работы на этом же микроскопе;2) когда р|ожи, поверяемые на данном микроскопе, предназна¬
чены для работы на другом микроскопе. В первом случае, при по¬
верке ножа, на его штрих наводят те пунктирные линии окуляр¬
ной сетки, которые отстоят от центральной линии на расстоянии,
равном (с учетом увеличения объектива) номинальному расстоя¬
нию от штриха ножа до его лезвия. Во втором- случае оба раза на
штрих поверяемого ножа наводят центральную линию окулярной
сетки.Разность между измеренным расстоянием на микроскопе и
действительным размером диаметра цилиндра в первом случае
дает удвоенную погрешность ножа, а во втором случае — удвоен¬
ный действительный рабочий размер / ножа.10. При поверке расстояния от края лезвия до оси штриха но¬
жа с помощью концевой меры на стеклянном столе микроскопа
устанавливается и закрепляется концевая мера 4-го разряда или1-го класса размером от 4 до 10 мм. Угол между измерительными
поверхностями этой меры и ее нерабочей поверхностью, которой
мера опирается на стеклянный стол, должен быть в пределах
90°±10'. Меру ориентируют так, чтобы ее измерительные поверх¬
ности были параллельны продольному ходу каретки измеритель¬
ного микроскопа.Погрешность ножа или его действительный размер определя¬
ют так же, как и при поверке по контрольному цилиндру.11. При поверке расстояния от края лезвия до оси штриха но¬
жа зеркальным методом применяется специальный угольник, ко¬
торый должен иметь шлифованное основание и зеркально дове¬
денную вертикальную грань (рис. 4).Рис. 4Рис. 5Угол м-ежду основанием и зеркальной гранью угольника дол¬
жен быть выдержан в пределах 90°±5/ Угольник устанавливается
на столе микроскопа так, чтобы зеркальная поверхность была об¬
ращена в сторону наблюдателя и направлена параллельно ходу
стола (рис. 5).Поверяемый нож приставляют лезвием вплотную к зеркаль¬
ной поверхности угольника и с помощью верхнего света добивают¬
ся отчетливого изображения штриха нежа и его изображения в
зеркальной поверхности угольника. Диафрагма нижнего освеще¬
ния должна быть при этом установлена на минимальный раствор.Погрешность расстояния от края лезвия до оси штриха опре¬
деляется полуразностыо между измеренным значением расстоя¬
ния от оси штриха д6 оси его изображения и удвоенным- номи¬
нальным размером ножа.12. Измерение размера I каждым из указанных методов про¬
изводится в двух сечениях: у начала ножа, примерно на расстоя¬
нии 0,5 мм от острия ножа, и в среднем сечении.В каждом сечении производится не менее трех независимых
измерений. За действительный размер I в каждом сечении при¬
нимается среднее арифметическое из трех измерений.Расхождение между действительными размерами I в двух се¬
чениях не должно превышать 0,0005 мм.59
За действительный размер расстояния от лезвия до штриха
ножа (/) принимается среднее арифметическое из двух его зна¬
чений у начала и в среднем сечении ножа.Отклонение действительного размера ножа от номинального
не должно превышать 0,0005 мм.13. В тех случаях, когда измерительные ножи предназначают¬
ся для поверки среднего диаметра резьбы определенного шага с
высокой точностью, то поверка рабочего размера ножей (/) про¬
изводится следующим* образом. Измерительные ножи приставля¬
ют к рабочей поверхности цилиндра или концевой меры не пол¬
ностью, а частью ножа на участке, равном длине профиля данной
резьбы, и поверку размера / производят на расстоянии, равном
V2 участка. В этих случаях удобно пользоваться узкими пояска¬
ми цилиндра.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ14. На измерительные ножи, признанные годными при повер¬
ке органами Комитета стандартов, мер и измерительных приборов
при Совете Министров СССР, выдается свидетельство установлен¬
ной формы.15. В удостоверение обязательной поверки в органах ОТК при
выпуске ножей из производства при положительных результатах
выдается выпускной аттестат.Результаты периодической поверки и поверки после ремонта
оформляются в порядке, установленном на предприятии.16. Измерительные ножи, не удовлетворяющие требованиям
настоящей инструкции или стандарта, к применению не допуска¬
ются.ЗаменаГОСТ 9038—59 введен взамен ОСТ 85000—39.
ГОСТ 6933—61 введен взамен ГОСТ 6933—54
ОСТ 20102 отменен.ГОСТ 5405—64 введен взамен ГОСТ 5405—54.
Издание официальноеИнструкция разработана Харьковским
государственным институтом мер и изме¬
рительных приборов взамен инструкции115—53; утверждена Комитетом стандар¬
тов, мер и измерительных приборов при
Совете Министров Союза ССР 9 июня
1962 г. и введена в действие 1 ноября1962 г.ИНСТРУКЦИЯ 115—62ПО ПОВЕРКЕ ШАГОМЕРОВ ДЛЯ ОСНОВНОГО ШАГА
ЗУБЧАТЫХ КОЛЕСИнструкция устанавливает средства и методы поверки наклад¬
ных шагомеров для основного шага зубчатых колес, выпускаемых
из производства (ГОСТ 3883—59) и ремонта, а также находящих¬
ся в применении (в том числе выпущенных до издания указанного
стандарта и импортных образцов).Соблюдение требований инструкции обязательно для всех ор¬
ганизаций и предприятий, производящих поверку шагомеров.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Накладные шагомеры с тангенциальными наконечниками
предназначаются для измерения основного шага цилиндрических
зубчатых колес внешнего
зацепления с модулем от
1,75 до 16 мм.В соответствии с ГОСТ
3883—59 выпускаются
следующие типоразмеры
шагомеров для основно¬
го шага:10 — для контроля
зубчатых колес с модулем
от 1,75 до 10 мм,16 — для контроля
зубчатых колес с модулем
от 8 до 16 мм.2. Основными частями
шагомеров с тангенциаль¬
ными наконечниками рис> \(рис. 1) являются: корпус1, отсчетное устройство 2, измерительный наконечник 3, установоч¬
ный наконечник 4, опорный наконечник 5, подставка 6, вильчатый
боковик 7, Г-образный боковик 8, державка 9.61
И. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ3. Поверке подлежат элементы зубомеров, приведенные в
табл.1.Таблица 1Средства поверкиВиды поверки№п/пПоверяемыеэлементыеэоныК*
^ я
<= Ef« S.
0.2?
а>I-X яНаименованиеТехническиехарактеристикисо
о
н
о» и* gи О>>шс 2чс"
С s<ио «3>* S3°
ее *
<иS лс£к £
О ка> XII
* S
£ с*оз СЕ а1Внешний вид
и взаимодейст¬
вие частей ша¬
гомера6"+'++2Измерительное
усилие шагоме¬
ра7Настольные
циферблатные
весы типа ВНЦ—++—3Взаимное рас¬
положение кон¬
цов измеритель¬
ного ,и устано¬
вочного наконеч¬
ников8ПредельныешаблоныРазность высот
0,6; 0,8; 1 85 и
2,15 мм++4Прямолиней¬
ность рабочей
кромки измери¬
тельного нако¬
нечника9Лекальная ли¬
нейка0 класс,
ГОСТ 8026—64+++5Плоскостность
рабочей поверх¬
ности устано¬
вочного нако¬
нечника10Плоская стек¬
лянная пластина2-й класс,
ГОСТ 2923—59++Ч”6Параллельность
рабочих поверх¬
ностей измери¬
тельного и ус¬
тановочного на¬
конечников11Плоскопарал¬
лельные конце¬
вые меры длиныЛекальная ли¬
нейка2-й класс,
ГОСТ 9038—59
или 5-й разряд,
инструкция
100—602-й класс,
ГОСТ 8026-64+, ++7Плоскопарал-
лельность по¬
верхностей ус¬
тановочных бо¬
ковиков12ВертикальныйоптиметрГОСТ 5405-64+++8Притираемость
рабочих поверх-”
ностей бокови¬
ков13Плоская стек¬
лянная пластина1-й класс,
ГОСТ 2923-59'+++62
ПродолжениеСредства поверкиВиды поверки№п/п.ПоверяемыеэлементыНомера пунктов
инструкцииНаименованиеТехническиехарак!ерис1икиПри выпуске
из производстваПри выпуске
из ремонтаНаходящиеся
в применении9Совпадение ра¬
бочих поверх-1
ностей Г-об^аз-
ного и в 1льча-
ного боковиков14ВертикальныйоптиметрГОСТ 5405-64+++10Шероховатость
измерительных
поверхностей
шагомера и ус¬
тановочных бо¬
ковиков15Образцы шеро¬
ховатости11, 12 и 13-й
классы,
ГОСТ 9378-60+,+11Погрешность
показаний ша¬
гомеров16Зубчатые коле¬
са с аттестован¬
ными основны¬
ми шагами или
специальные
приспособления
с цилиндричес¬
кими упорными
поверхностями
Поверочная
плитаСм. приложение2-й класс,
ГОСТ 1090 .—64+++12Вариация пока¬
заний шагоме¬
ров17То жеТо же+++П р и м е’ч а н ие. Знак «-!-» означает, что поверка производится, знак
«—»—поверка не производится.III. ПОВЕРКА4. Температура помещения, в котором производится поверка
шагомеров, должна быть равна 20±5°С.5. Шагомеры и все средства их поверки до начала работы дол¬
жны быть выдержаны на рабочем месте не менее 2 ч. Для ус¬
корения процесса выравнивания температуры рекомендуется по¬
мещать шагомеры на металлической плите, постоянно находящей¬
ся в помещении, где производится поверка.6. Поверяемый элемент — внешний вид и взаимодействие ча¬
стей шагомера.а) Требования63
Цена деления и пределы измерений отсчетного устройства ша¬
гомеров должны соответствовать приведенным в табл. 2.Таблица 2ТипоразмерышагомеровЦена деления отсчет¬
ного устройства, мм
не болееПределы измерений
по шкале отсчетного
устройства, мм, не менееНормируемый участок
отсчетного устройства.
мм, не менее100,001±0,250±0,075160,002Все наружные нерабочие поверхности шагомеров й установоч-
ных устройств должны иметь надежное антикоррозионное покры¬
тие, не имеющее дефектов, портящих внешний вид прибора.Острые углы и края на всех деталях прибора должны быть
притуплены. Накатка головок винтов прибора должна быть чистой
и равномерной.Перемещение опорного и установочного наконечников должно-
быть плавным, без скачков и заеданий.Шагомер должен быть укомплектован устройством (стойка с
державкой и специальными боковиками) для установки на требуе¬
мый размер основного шага.На корпусе каждого шагомера должно быть нанесено:1) товарный знак предприятия-поставщика;2) типоразмер шагомера или пределы проверяемых модулей,3) заводской номер;4) год выпуска или ею обозначение;5) номер стандарта;6) таблица основных шагов t0 при угле профиля 20°.На шкале отсчетного устройства должны быть указаны цена
деления и знаки « + » и «—».На обоих боковиках, входящих в комплект принадлежностей
к одному шагомеру, должен быть нанесен номер шагомера или
другие (одинаковые для обоих боковиков) условные знаки.Маркировка на приборе должна быть чистой, ровной и четкой.б) Метод поверкиВсе элементы, перечисленные в п. 6а, поверяются наружным
осмотром и опробованием7. Поверяемый элемент — измерительное усилие шагомера.а) ТребованияИзмерительное усилие шагомера не должно выходить за преде
лы 500 ± 150 гс.б) Метод поверкиИзмерительное усилие шагомера поверяют при помощи на¬
стольных циферблатных весов.Шагомер прикладывают плоскостью измерительного наконеч¬
ника к платформе весов и по их шкале определяют изменение из¬
мерительного усилия в пределах шкалы шагомера.64
8. Поверяемый элемент — взаимное расположение концов:, из¬
мерительного и установочного наконечников.а) ТребованияУстановочный наконечник должен быть короче измерительного
ка величину а, равную (рис. 2):0,7± 0,1 мм — у шагомеров типоразмера 10;2,0±0,15 мм — у шагомеров типоразмера 16.б) Метод поверкиВзаимное положение концов измерительного и установочного
наконечников определяют при помощи двух предельных шаблонов
с разностью высот 0,6 и 0,8 мм для шагомеров типоразмера 1Q и,
соответственно, 1,85 и 2,15 мм для шагомеров типоразмера 16.При поверке рабочую плоскость установочного наконечника
прижимают сначала к опорной плоскости шаблона с разностью
высот 0,6 мм (соответственно 1,85 мм). При этом должен наблю¬
даться просвет между верхней плоскостью шаблона и концом ус¬
тановочного наконечника (рис. За).Затем рабочую плоскость установочного наконечника прижи¬
мают к опорной плоскости шаблона с разностью высот 0,8 мм
(соответственно 2,15 мм). При этом должен наблюдаться про¬
свет между нижней плоскостью шаблона и концом измерительно¬
го наконечника (рис. 36).9. Поверяемый элемент — прямолинейность рабочей кромки
измерительного наконечника.а) ТребованияОтклонение от прямолинейности рабочей кромки измеритель¬
ного наконечника не должно превышать 0,001 мм.б) Метод поверкиОтклонение от прямолинейности рабочей поверхности измери¬
тельного наконечника поверяют с помощью лекальной линейки
на просвет. Видимого невооруженным глазом просвета не должно
быть.10. Поверяемый элемент — плоскостность рабочей поверхности
установочного наконечника.а5Рис. 2Рис. 33 Зак. 16365
а) ТребованияОтклонение от плоскостности рабочей поверхности установоч¬
ного наконечника не должно превышать 1,2 мк (четыре интерфе¬
ренционные полосы).Примечание. По длинным сторонам установочного наконечника на
расстоянии до 0,5 мм от края измерительной поверхности допускаются завалы.б) Метод поверкиПоверка плоскостности рабочей поверхности установочного на¬
конечника производится интерференционным* методом с помощью
плоской стеклянной пластины, которая накладывается на рабочую
поверхность. При этом добиваются такого контакта, при котором
наблюдалось бы наименьшее число интерференционных полос
произвольной формы.11. Поверяемый элемент — параллельность рабочих поверх¬
ностей измерительного и установочного наконечников.а) ТребованияОтклонение от параллельности при любом положении измери¬
тельного и установочного наконечников шагомера не должно пре¬
вышать:0,0010 мм — на длине 10 мм у шагомеров типоразмера 10,0,0025 мм — на длине 20 мм у шагомеров типоразмера 16.б) Метод поверкиПараллельность рабочих поверхностей установочного и изме¬
рительного наконечников поверяют в двух крайних положенияхустановочного наконечника при наст-
3 ройке на м-алые и большие модули.Сначала установочный наконечник1 (рис. 4) отводят от измерительного2 настолько, чтобы расстояние между
их рабочими плоскостями несколько
превосходило 5 мм у шагомеров типо¬
размера 10 и 24 мм у шагомеров ти¬
поразмера 16, и в таком положении
закрепляют. На рабочую плоскость
установочного наконечника помещают
рядом две концевые меры 4 по 5 мм
(или соответственно по 24 мм) и к их
поверхностям прижимают в попереч¬
ном направлении лекальную линей¬
ку 3, причем ее ребро должно одновременно нажимать и на рабо¬
чую поверхность измерительного наконечника. Если при этом
стрелка отсчетного устройства шагомера выходит за пределы его
шкалы, то следует переместить и снова закрепить установочный
наконечник на соответствующую величину. Перемещая лекальную
линейку вдоль поверхностей концевых мер, наблюдают показания
отсчетного устройства шагомера. После этого установочный нако¬
нечник передвигают на такое расстояние, чтобы при установке на
его рабочую поверхность двух концевых мер по 30 мм (для шаго¬66
мера типоразмера 16 соответственно по 45 мм) рабочая поверх-
ность измерительного наконечника слегка выступала над поверх¬
ностями мер. Затем, аналогично предыдущему, пр01В0Дят по по¬
верхностям мер в продольном направлении ребром1 лекальной ли¬
нейки, одновременно наблюдая за показаниями отсчетного устрой¬
ства шагомера.Наблюдаемые по отсчетному устройству шагомера отклонения
от параллельности измерительного и установочного наконечников
во всех случаях не должны превышать величин, указанных в
п. 11а.12. Поверяемый элемент — плоскопараллельность поверхностей
установочных боковиков.а) ТребованияОтклонения от плоскопараллельности рабочих поверхностей
боковиков установочного устройства не должны превышать
0,0006 мм.Примечание. На расстоянии до 0,5 мм от краев рабочих поверхностей
допускаются завалы.б) Метод поверкиПоверку плоскопараллельности рабочих поверхностей бокови¬
ков производят на вертикальном оптиметре в пяти точках для
Г-образного боковика и в шести
точках для вильч-атого (рис. 5).Для поверки плоскопараллель¬
ности боковиков шкалу оптиметро¬
вой трубки устанавливают по сред¬
ней точке и, перемещая боковики,
отсчитывают показания шкалы в
остальных точках. Наибольшая раз¬
ность показаний не должна превы¬
шать величины, указанной в п. 12а.13. Поверяемый элемент — при-
тираемость рабочих поверхно¬
стей боковиков. Рис. 5а) ТребованияПоверхности боковиков, между которыми вводятся концевые
меры, должны обладать свойством притираемости к этим мерам,
установленным для концевых мер класса 3 в соответствии с ГОСТ
9038—59.б) Метод поверкиПоверка производится с помощью плоской стеклянной пласти¬
ны, к которой боковик притирается своей рабочей поверхностью.
Возникающая при этом картина должна быть без интерферен¬
ционных полос с допустимостью оттенков в виде пятен, наблюдае¬
мых в белом свете.14. Поверяемый элемент — совпадение рабочих поверхностей
Г-образного и вильчатого боковиков.УтУ3*67
а) ТребованияПри притирке боковиков друг к другу рабочая поверхность
Г-образного боковика должна совпадать с опорной плоскостью
вильчатого боковика. Отклонение от совпадения поверхностей
не должно превышать:0,0005 мм — у шагомеров типоразмера 10,0,0010 мм — у шагомеров типоразмера 16.б) Метод поверкиСовпадение рабочей поверхности Г-образного боковика с опор¬
ной поверхностью вильчатого боковика поверяют, притерев их
друг к другу так, чтобы рабочая поверхность Г-образного бокови¬
ка находилась в прорези вильчатого.Собранные таким образом боковики устанавливают на столике
вертикального оптиметра и подводят поочередно под измеритель¬
ный наконечник оптиметра их рабочие поверхности (одна из ко¬
торых находится в прорези другой).Несовпадение рабочих поверхностей боковиков при их притир¬
ке друг к другу не должно превышать величин, указанных в п. 14а.15. Поверяемый элемент — шероховатость измерительных по¬
верхностей шагомера и установочных боковиков.а) ТребованияШероховатость измерительных поверхностей наконечников ша¬
гомера и боковиков установочного устройства должна быть не
ниже класса 12 по ГОСТ 2789—59.б) Метод поверкиШероховатость рабочих поверхностей наконечников шагомера
и боковиков установочного устройства поверяют путем1 визуально¬
го сравнения с образцами шероховатости.16. Поверяемый элемент — погрешность показаний шагомеров.а) ТребованияПогрешность показаний шагомера на нормируемом участке
его шкалы не должна превышать величин, указанных в табл. 3.Таблица 3Модул ь, ммДо 2,5Св. 2,5 до 6Св. 6 до 10Св. 10 до 16Допускаемая погрешность, мк (±)2/3,03,56,0б) Метод поверкиПогрешность показаний шагомеров определяют по аттестован¬
ным цилиндрическим зубчатым колесам' или по специальным при¬
способлениям с цилиндрическими упорными поверхностями (см.
приложение).68
Для определения погрешности показаний шагомеров по атте¬
стованным зубчатым колесам следует брать не менее трех цилинд¬
рических колес с модулями, указанными в табл. 4.Таблица 4ТипоразмерышагомеровМодули аттестованных зубчатых колес, мм102,5 |1 6 !101681216При определении погрешности показаний шагомера по атте¬
стованному зубчатому колесу шагомер устанавливают сначала;
на размер основного шага по установочному блоку с боковиками, а
затем поверяют по аттестованному шагу зубчатого колеса.Примечание. Целесообразно поверку погрешности показаний, шаго¬
мера производить при установке его на плите.Погрешность показаний шагомера (разность между величиной,
указанной в аттестате, и полученной в результате измерения то¬
го же шага шагомером) не должна превышать величин, указан¬
ных в п. 16а.При отсутствии аттестованных зубчатых колес погрешность по¬
казаний шагомера может быть определена при помощи аттесто¬
ванного специального приспособления с двумя цилиндрическими
роликами 2 (рис. 6, на котором: 1 — измерительный наконечник,3 — установочный наконечник).Поверка шагомера в этом случае производится также в трех
точках его предела измерения. Расстояния / между соответствую-*69
щими образующими роликов для каждого типоразмера шагоме¬
ров даны в табл. 5.Таблица 5ТипоразмерышагомеровРасстояние I между образующими роликов, мм107,5183016243648Для определения погрешности показаний шагомера его уста¬
навливают, аналогично предыдущему, по блоку концевых мер с
боковиками на размер, определяемый из соотношения:L = l+d,где / и d — размеры, указанные в аттестате на приспособление.Затем поверяют шагомером размер аттестованного приспо¬
собления.Разность между величиной, указанной в аттестате, и опреде¬
ленной при помощи шагомера не должна превышать значений,
указанных в п. 16а.17. Поверяемый элемент — вариация показаний шагомеров.а) ТребованияВариация показаний шагомеров не должна превышать:0,0015 мм — у шагомеров типоразмера 10;0,0020 мм — у шагомеров типоразмера 16.б) Метод поверкиВариация шагомера определяется по аттестованному зубчато¬
му колесу одновременно с поверкой погрешности его показаний
путем многократных (не менее пяти) измерений одного и того же
шага.Примечание. При определении вариации показаний необходимо шаго¬
мер устанавливать в одном и том же сечении вдоль длины зуба колеса.При отсутствии аттестованного зубчатого колеса вариация по¬
казаний шагомера может быть определена при помощи специаль¬
ного приспособления с двумя цилиндрическими роликами (см.
рис. 6).Вариация показаний определяется разностью между наиболь¬
шим* и наименьшим значением показаний шкалы шагомера.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ18. Результаты поверки шагомеров заносят в протокол или
журнал поверок.19. Шагомеры, удовлетворяющие требованиям ГОСТ 3883—59
и настоящей инструкции, признаются годными, и на них выдается
свидетельство установленной формы.70
20. Шагомеры, не удовлетворяющие требованиям ГОСТ
3883—59 и настоящей инструкции, бракуются и к применению не
допускаются.ЗаменаГОСТ 8026—64 введен взамен ГОСТ 8026—56.
ГОСТ 5405—64 введен взамен ГОСТ 5405—54.
ГОСТ 10905—64 введен взамен ОСТ 20149—39.
ПРИЛОЖЕНИЕI. АТТЕСТАЦИЯ ОСНОВНОГО ШАГА ЗУБЧАТОГО КОЛЕСАЗубчатые колеса, применяемые для поверки шагомеров, должны удовлетво¬
рять техническим требованиям на измерительные колеса (ГОСТ 6512—58),.
предназначенные для поверки колес 5*й степени точности.Подлежащие аттестации основные шаги зубчатого колеса должны быть чет-
! ко и надежно отмечены. Измерения основного шага следует производить в сред¬
нем по ширине сечения колеса.Для аттестации основного шага могут быть применены следующие приборы*
с плоскими наконечниками:1) зубомерная машина фирмы Цейсс;2) прибор БВ-584М;3) универсальный зубомерный прибор фирмы «Иллинойс».Температура помещения, где производят аттестацию основного шага, долж¬
на быть равна 20+3°С. Ход температуры не должен превышать 0,5°С в 1 ч.Зубчатое колесо, подлежащее измерению, должно быть выдержано на ра¬
бочем месте в продолжении не менее 2 ч. Для ускорения процесса выравнива¬
ния температуры рекомендуется колесо помещать на металлическую плиту.Установку прибора на заданный размер основного шага производят при по¬
мощи блока концевых мер и боковиков (вильчатого и Г-образного). Концевые
меры следует применять не ниже класса 1 или разряда 3. Каждый шаг должен
быть измерен не менее трех раз.После измерения основного шага производят повторную поверку установки1
прибора по блоку. Расхождение в показаниях отсчетного устройства между на¬
чальной и конечной установкой прибора не должно превышать 1 мк.За результат измерения основного шага следует принимать среднее ариф¬
метическое значение.Значения измеренных основных шагов заносят в аттестат, прилагаемый к
зубчатому колесу.II. АТТЕСТАЦИЯ РОЛИКОВОдин из возможных вариантов приспособления с двумя роликами, предназ¬
начаемого для поверки шагомеров, показан на рис. 1.Рис. 172
приспособлению,diТехнические требования, предъявляемые к указанному
■следующие:1) длина рабочей части роликов /, по которой устанавливают поверяемый
шагомер (рис. 2), должна быть не менее 30 мм\ размер I указан в табл. 5 ин¬
струкции, остальные размеры приспособления являются свободными;2) отклонение от плоскостности бо¬
ковых граней призм 2 не должно пре¬
вышать 3 мк\3) отклонение от параллельности
одноименных граней призм вдоль их
длины не должно превышать 5 мк\4) отклонения от правильной гео¬
метрической формы роликов не долж¬
ны превышать 2 мк\5) непараллельность образующих
двух роликов, укрепленных в призмах
(рис. 1), на длине 30 мм (рабочая
часть) не должна превышать 3 мк\6) крепление роликов в призмах
должно быть жестким и надежным;7) аттестуемый размер / (рис. 6
инструкции) должен быть отмечен на
приспособлении;8) твердость роликов должна быть
HRC 58—62;9) шероховатость поверхности бо¬
ковых граней призм и роликов должна
быть не ниже класса 10 по ГОСТ
'2789—59.Для аттестации размера / и диа¬
метров роликов следует применять
концевые меры класса 1 или разряда 4
<ГОСТ 9038—59 и инструкция 100—60)Температура помещения, где производится аттестация приспособления,
должна быть равна 20±3°С. Ход температуры не должен быть более 0,5°С за
1 час.Шероховатость боковых граней призм и роликов поверяют путем визуаль-
«ого сравнения с образцами шероховатости. Шероховатость поверяемых по¬
верхностей должна удовлетворять требованиям п. 9 приложения.Отклонение от плоскостности боковых граней призм поверяют при помощи
лекальной линейки. Величину отклонения оценивают путем сравнения с эта¬
лоном просвета.Отклонения роликов от их правильной геометрической формы производят на
горизонтальном оптиметре. Для этой цели каждый ролик должен быть измерен в
трех сечениях и в двух взаимно перпендикулярных направлениях. Наибольшая
разность показаний шкалы оптиметра при измерении роликов не должна превы¬
шать величины, указанной в п. 4 приложения.Диаметры роликов d\ и d2 (рис. 2) также измеряют на горизонтальном оп¬
тиметре.Диаметр ролика измеряют посередине его рабочей части (на расстоянии
15 мм от края). Число измерений диаметра каждого ролика должно быть не ме¬
нее трех. Действительное значение диаметра каждого ролика определяется как
среднее из результатов измерений.Примечание. Диаметры роликов измеряют только после их изго¬
товления и ремонта.Рис. 2Аттестованные ролики закрепляют б приспособлении и измеряют на го¬
ризонтальном оптиметре непараллельность их образующих на длине рабочей
части 30 мм. Непараллельность образующих не должна превышать величины,
указанной в п. 5 приложения.73
Определение размера L (рис. 2 приложения) производят на горизонталь¬
ном оптиметре.Для измерения L набирают блок концевых мер, определяемый из соотно¬
шения:L=l+d,где / — подлежащий аттестации размер;
d — диаметр ролика.Установив оптиметр по блоку концевых мер, измеряют размер L посередине
рабочей части роликов.Число измерений размера L должно быть не менее трех.За результат измерения L принимают среднее арифметическое значение.
Размеры h и /2 определяются из соотношения:—dx и /2=L—(рис. 2)Значения диаметров роликов d\ и и размеров 1\ и /2 заносятся в аттестат.
Издание официальноеИнструкция разработана Харьковским
государственным институтом мер и изме¬
рительных приборов взамен инструкции116—53; утверждена Комитетом стандар¬
тов, мер и измерительных Лриборов при
Совете Министров Союза ССР 17 ноября1962 г. и введена в действие 1 марта1963 г.ИНСТРУКЦИЯ 116—62ПО ПОВЕРКЕ ШАГОМЕРОВ С ТОЧЕЧНЫМИ
НАКОНЕЧНИКАМИ ДЛЯ КОНТРОЛЯ ОКРУЖНОГОШАГАИнструкция устанавливает средства и методы поверки наклад¬
ных шагомеров с точечными наконечниками, выпускаемых из про¬
изводства (по ГОСТ 5368—58) и ремонта, а также находящихся в
применении.Соблюдение требований инструкции обязательно для всех ор¬
ганизаций и предприятий, проводящих поверку шагомеров.I НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Шагомеры для контроля окружного шага предназначаются
для поверки равномерности окружного шага цилиндрических и
конических зубчатых колес внешнего зацепления с прямыми и ко¬
сыми зубьями 7-й -и более гру¬
бых степеней точности.2. Основные технические
характеристики шагомеров:пределы измерений по мо¬
дулю:типоразмера I . 3— 15 ммII 10-26цена деления индикатора с
учетом отношения плеч измери¬
тельного рычага шагомера0,005 мм.3. Шагомер устанавливает¬
ся на размер по одной паре
■соседних зубьев и этот размер
сравнивается со всеми последующими. Измерительная губка 6
(рис. 1), неподвижная при измерении, может переставляться в пазу
корпуса 2 при .настройке и закрепляться в нужном положении
винтом 7. Подвижная измерительная губка 5 подвешена на пло¬
ских пружинах и передает отклонения через рычаг на индикатор 1.75
Базирование прибора проводится по окружности выступов иа
торцу колеса с помощью специальных упоров 4 и <9, закрепляемых:
на корпусе винтами 3 и 9. Предусматривается возможность изме¬
рения при установке прибора и колеса на плиту.И. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ4. Поверке подлежат элементы шагом-еров, приведенные в;
табл. КТаблица 1Средства поверкиВиды поверок№п/п.ПоверяемыеэлементыНомер пункта
инструкцииНаименованиеТехническиехарактеристикиПри выпуске из
производстваПри выпуске из
ремонтаНаходящиеся в
, применении1Внешний вид
и взаимодей¬
ствие частей ша¬
гомера7ЛупаУвеличение2—ЗХ+++2Положение
подвижной (из¬
мерительной)
губки относи¬
тельно шкалы
модулей8Плоскопа¬
раллельные кон¬
цевые меры
длиныГОСТ
9038—59, класс 3++3Соответствие
индикатора тре¬
бованиям ГОСТ
577—609Прибор для
поверки индика¬
тора часового
типа—+++4Правильность
расположения
опорных поверх¬
ностей10ПоверочнаяплитаГОСТ
10905-64,
класс 2++—5Погрешность
показаний шаго¬
меров11Зубчатые ко¬
леса, аттестован¬
ные по разности
окружных шаговПоверочнаяплитаМодуль:
3,5—6; 8—12;
10—16 и
22—26 ммГОСТ 10905—64,
класс 2+++76
Продолжение№п/п.ПоверяемыеэлементыНомер пункта
инструкцииСредства поверкиВиды поверокНаименованиеТехническиехарактеристикиПри выпуске из
производстваПри выпуске из
ремонтаНаходящиеся в
применении6Вариация по¬
казаний шаго¬
меров12Зубчатые ко¬
леса, аттесто¬
ванные по раз¬
ности окружных
шагов
Поверочная
плитаМодуль:
3,5—6; 8-12;
10—16 и
22—26 ммГОСТ
10905-64,
класс 2+++Примечание. Знак «+» означает, что поверка проводится, знак «—»,
поверка не проводится.III. ПОВЕРКА5. Температура помещения, в котором проводится поверка ша¬
гомеров, должна быть 20±5°С.6. Перед поверкой шагомеры и средства их поверки должны
быть выдержаны на рабочем месте не менее 2 ч.7. Поверяемый элемент—внешний вид и взаимодействие частей
шагомера.а) ТребованияНаружные нерабочие поверхности шагомера должны иметь
надежное противокоррозионное покрытие, без дефектов, портя¬
щих внешний вид прибора и влияющих на его точность.Накатка голсвок винтов прибора должна быть чистой и равно¬
мерной. Острые углы и края на всех деталях прибора должны
быть притуплены.На сферических измерительных поверхностях обеих губок при
осмотре их через лупу с 2—3-кратным увеличением не должно на¬
блюдаться повреждений в виде огранки, забоин, вмятин и корро¬
зии.Примечание. У приборов, находящихся в применении, допускаются
незначительные повреждения, не влияющие на точность приборов.Винты, стопорящие индикатор, опорные ножки (упоры) и
неподвижную губку, должны надежно крепить их на корпусе
прибора.Перемещение неподвижней (переставной) губки шагомера при
отпущенном крепежном винте должно быть плавным', без задер¬
жек и явно ощутимого люфта.Подвижная (измерительная) губка шагомера должна при на¬
жиме на нее перемещаться свободно, не касаясь стенок корпуса.77
На корпусе каждого шагомера должно быть четко нанесено:
товарный знак предприятия-поставщика;
типоразмер шагомера или пределы измерения по модулю;
порядковый заводской ном-ер;
год выпуска или его обозначение.В комплект шагомера для поверки окружного шага должны
входить:шагомер в собранном виде;индикатор часового типа с ценой деления 0,01 мм;
футляр для хранения прибора,б) Методы поверкиВсе элементы, перечисленные в п. 7а, поверяются наружным ос¬
мотром и опробованием.8. Поверяемый элемент: — положение подвижной (измеритель¬
ной) губки; относительно шкалы модулей.а) ТребованиеПогрешность расположения подвижной (измерительной) губки
относительно шкалы модулей для шагомеров всех типоразмеров
не должна превышать ±0,30 мм.б) Метод поверки 'Поверка правильности расположения подвижной (измеритель¬
ной) губки относительно шкалы модулей проводится с помощью
концевых мер. 3-го класса точности.Индикатору шагомера дают.натяг в 1 мм и шкалу индикатора
устанавливают на нуль. Затеям, нажав на измерительную губку и
заметив максимальное показание стрелки индикатора, определяют
величину рабочего хода губки. Разделив эту величину пополам,
находят отметку, соответствующую среднему положению губки.Для поверки правильности положения измерительной губки
относительно шкалы модулей штрих, нанесенный на движке пере¬
ставной губки, совмещают cof штрихом шкалы на корпусе шаго-
t мера, соответствующим модулю 10 мм. За-V. “п J тем составляют скобу из концевых мер с
/ / боковиками (по схеме рис. 2) размером
j 31,4 мм- (округленный размер окружного
“ шага при модуле 1.0 мм) и замечают пока¬зание шагомера при установке его по этой
скобе.Разность между, этим показанием и най-
рис> 2 денной ранее отметкой, соответствующейсреднему положению измерительной губки,
не должна превышать ±0,3 мм.Для ускорения массовой поверки можно пользоваться спе¬
циальной жесткой скобой того же размера, изготовленной с точ¬
ностью ±0,05 мм.9. Поверяемый элемент — соответствие индикатора требовани¬
ям ГОСТ 577—60. 'а) Требования‘78
Индикатор, приложенный к шагомеру, должен соответствовать
требованиям ГОСТ 577—60.б) Метод поверкиПоверка индикаторов, приложенных к шагомерам, должна про¬
водиться по методам, указанным в инструкции 141—55. «По по¬
верке индикаторов часового типа с ценой деления 0,01 мм».10. Поверяемый элемент — правильность расположения опор¬
ных поверхностей.а) ТребованиеБазовые поверхности корпуса шагомера должны лежать в од¬
ной плоскости.б) Метод поверкиПравильность расположения опорных поверхностей корпуса
поверяется на поверочной плите. Для этого на поверхность плиты
наносят возможно более тонкий слой краски (например, лазури,
растертой на веретенном масле) и притирают к ней опорные по¬
верхности собранного прибора.При правильном расположении опорных поверхностей краска
должна равномерно покрыть эти поверхности.11. Поверяемый элемент — погрешность показаний шагомеров.а) ТребованиеПогрешность показаний накладных шагомеров для окружного
шага не должна превышать величии, указанных в табл. 2.Таблица 2Модуль образцовых зубчатых колес
ммДопускаемая погрешность
мкСв. 2,5 до 65,06 106,010 168,016 3012,0б) Методы поверкиПогрешность показаний шагомера при поверке равномерности
окружного шага зубчатых колес (суммарная погрешность прибо¬
ра) определяется путем непосредственного измерения соответст¬
венным образом аттестованных зубчатых колес не ниже 4-й степе¬
ни точности или специальных измерительных колес.В этом* случае примейяемые в качестве образцовых зубчатые
колеса должны быть аттестованы ка неравномерность окружного
шага по всему венцу колеса.Для шагомеров типоразмера I целесообразно применять в ка¬
честве образцовых два зубчатых колеса модулей свыше 3,5 до 6 и
свыше 8 до 12 мм, а для шагомеров типоразмера II — два зубча¬
тых колеса с модулем свыше 10 до 16 и свыше 22 до 26 мм.Поверку шагомера по образцовому колесу следует проводить
на поверочной плите в следующей последовательности:1) снять заднюю опорную ножку;79
2) наложить шагомер тремя опорными плоскостями на плиту
и закрепить на ней.струбциной;3) установить передвижной наконечник в соответствии с моду¬
лем образцового колеса;4) установить индикатор в пределах нормированного участка
при среднем положении измерительного наконечника;5) отрегулировать опорные ножки так, чтобы закругленная
часть их опиралась на окружность выступов зубчатого колеса, а
измерительные наконечники касались одноименных профилей двух
смежных зубьев вблизи делительной окружности;6) установить индикатор на нуль по первой паре зубьев;7) поверить окружной шаг на трех участках зубчатого венца,
делая соответствующие отсчеты по индикатору.Число измерений разности окружных шагов каждой пары
должно быть не менее трех. За результат измерения разности ок¬
ружных шагов следует брать среднее арифметическое значение.Измеренные шагомерами типоразмеров I и II разности окруж¬
ных шагов не должны отличаться от указанных в аттестате, при¬
ложенном1 к образцовому зубчатому колесу, на величины, приве¬
денные в табл. 2.12. Поверяемый элемент — вариация показаний шагомеров.а)' ТребованиеВариация показаний шагомеров типоразмера I не должна пре¬
вышать 0,002 мм, а типоразмера II — 0,003 мм.б) Метод поверкиВариация показаний шагомера определяется по аттестованно¬
му зубчатому колесу одновременно с поверкой погрешности его
показаний- путем многократных (не менее пяти) измерений одно¬
го и того же шага.Примечание. При определении вариации показаний необходимо шаго¬
мер устанавливать в1 одном и том же сечении вдоль длины зуба колеса.Вариация показаний определяется разностью между наиболь¬
шим и наименьшим значением показаний шкалы шагомера.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ13. Результаты поверки шагомера заносят в протокол или жур¬
нал поверки.14. Шагомеры, удовлетворяющие требованиям ГОСТ 5368—58
и- настоящей инструкции, признаются годными и на них выдается
аттестат или свидетельство установленной формы. В противном
случае шагомеры бракуются и к применению не допускаются.ЗаменаГОСТ 10905—64 введен взамен ОСТ 20149—39.
Издание официальноеИнструкция разработана Харьковским го¬
сударственным институтом мер и измери¬
тельных приборов взамен инструкции117—53; утверждена Комитётом стандар¬
тов, мер и измерительных приборов при
Совете Министров Союза ССР 20 апреля
1962 г. и введена в действие 1 октября
1962 г.ИНСТРУКЦИЯ 117—62ПО ПОВЕРКЕ ТАНГЕНЦИАЛЬНЫХ ЗУБОМЕРОВИнструкция устанавливает средства и методы поверки наклад¬
ных тангенциальных зубомеров, выпускаемых йз производства
(ГОСТ 4446—59) и ремонта, а также находящихся в применении
(в том числе выпущенных до издания указанного стандарта и
импортных образцов).Соблюдение требований инструкции обязательно для всех орга¬
низаций и предприятий, проводящих поверку зубомеров.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Тангенциальные зубомеры предназначаются для определе¬
ния положения исходного контура цилиндрических зубчатых колес
внешнего зацепления с
модулем от 2 до 50 мм
относительно их наруж¬
ного диаметра.В соответствии с ГОСТ
4446 — 59 выпускаются
следующие типоразмеры
тангенциальных зубоме¬
ров:10—для зубчатых ко¬
лес с модулем* от 2 до
J0 мм,36 — для зубчатых ко¬
лес с модулем от 8 до
36 мм,50 — для зубчатых ко¬
лес с модулем от 30 до
50 мм.2. По точности измерений зубомеры разделяются на группы А
:и Б. Зубомеры типоразмеров 10 и 36 изготовляются группы А и
группы Б, зубомеры типоразмера 50 — только группы Б.3. Основными частями тангенциальных зубомеров (рис. 1) яв¬
ляются корпус 1, отсчетное устройство 2, губки 3, измерительный
наконечник 4, установочный калибр 5 и призма 6.Рис. L81
II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ4. Поверке подлежат элементы зубомеров, приведенные в
табл. 1.Таблица 1Средства поверкиВиды поверки№п/п.Поверяемыеэлементысоныя я
>> я
с я
ыо Q,
£ яНаименованиеТехническиехарактеристикитЯЖ 03>-> о
С е=(а 2со шИ СПя
я о0,0чс всо55а>«и>>С со
3 ёЯ 2
а.<и
с ла
к —
а я
а» я
Я Я'as5sо £
х 5со Сия с1Внешний вид и
взаимодействие
частей зубомера7——+++2Плоскостность
измерительных
поверхностей гу¬
бок8Плоская стек¬
лянная пластинаГОСТ 2923—59,
2-й класс++,+3Шероховатость
измерительных
поверхностей гу¬
бок, измеритель¬
ного наконечни¬
ка и установоч¬
ных калибров9Образцы ше¬
роховатостиГОСТ 9378—60,
10,11,12-й классы++4Угол между
измерительными
плоскостями гу¬
бок10Угловые ме¬
ры или универ¬
сальный, или ин¬
струментальный
измерительный
микроскоп лю¬
бого типаГОСТ 2875—62
2-й класс,
ГОСТ 8074—56+++5Положение
оси измеритель¬
ного наконечни¬
ка относительно
биссектрисы уг¬
ла между губка¬
ми11Универсаль¬
ный или инстру¬
ментальный из¬
мерительный
микроскоп лю¬
бого типаГОСТ 8074—56++6Диаметр уста¬
новочных калиб¬
ров12Вертикальный
или горизонталь¬
ный оптиметр
Плоскопарал¬
лельные конце¬
вые меры длиныГОСТ 5405—64ГОСТ 9038—59,
2-й класс или ин¬
струкция 100—60,
5-й разряд++Нг82
ПродолжениеСредства поверкиВиды поверкию<яSS№ПоверяемыеО» «Ч
* Ша»ки Ел/п.элементыпо>1*
£ SНаименованиеТехническиехарактеристикиО К
§ °
£ юЮ СО
Кк о
Q.O,с спри выпус
ремонтанаходящиеприменени7Правильность
геометрической
формы устано¬
вочных калибров13Вертикальный
оптиметр или
вертикальный
оптический дли¬
номер типа ИЗВ-1
Специальная
призмаГОСТ 5405—64
Угол 60°+++ЪПогрешность
и вариация по¬
казаний зубоме¬
ров14Установочные
калибры и приз¬
ма, входящие в
комплект зубо¬
мера++Примечание. Знак «-j-» означает, что поверка производится, знак
* —»—поверка не производится.III. ПОВЕРКА5. Температура помещения в котором производится поверка
зубомеров, должна быть равна +20±6°С.6. Перед поверкой зубомеры и установочные калибры должны
быть выдержаны на рабочем месте в течение не менее 2 ч. Для
ускорения процесса выравнивания температуры рекомендуется
зубомеры и калибры к ним помещать на металлическую плиту,
постоянно находящуюся в помещении, где производится поверка.7. Поверяемый элемент — внешний вид и взаимодействие ча¬
стей зубомера.а) ТребованияЦена деления отсчетного устройства (индикатора) зубомеров
группы А должна быть не более 0,005 мм, а пределы измерения —
не менее 2 мм.Цена деления индикатора зубомеров группы Б должна быть не
более 0,01 мм, а пределы измерения — не менее 5 мм.Губки зубомера с помощью ходового винта должны плавно,
без скачков и заеданий перемещаться вдоль корпуса прибора.
Крепление губок к корпусу стопорными винтами должно быть
надежным.Для контроля правильности повторной сборки зубомера на
корпусе и на губках его должны быть нанесены контрольные
риски.Все наружные нерабочие поверхности зубомеров должны
иметь надежное антикоррозионное покрытие без дефектов, пор¬83
тящих их внешний вид. Накатка стопорных и ходового винтов зу-
бомеров должна быть чистой и равномерной. Острые углы и края
на всех деталях зубомера должны быть притуплены.Каждый зубомер должен быть укомплектован набором уста¬
новочных калибров (в соответствии с таблицами, данными в при¬
ложении) и призмой для установки калибров.На корпусе каждого зубомера должно быть нанесено;1) товарный знак предприятия-поставщика;2) группа прибора;3) типоразмер или пределы модулей поверяемых колес;4) угол исходного контура поверяемых колес;5) заводской номер;6) год выпуска или его обозначение;7) номер стандарта на зубомеры.На шкале отсчетного устройства должны быть указаны цена
его деления и пределы измерений, а на каждом калибре — его-
диаметр и соответствующий калибру модуль поверяемых колес.Маркировка должна быть чистой, ровной и четкой.б) Метод поверкиВсе элементы, перечисленные в п. 7а, поверяются наружным
осмотром и опробованием.8. Поверяемый элемент — плоскостность измерительных по¬
верхностей губок.а) ТребованияОтклонения от плоскостности измерительных поверхностей гу¬
бок не должны превышать i,2 мк (4 интерференционные полосы).б) Метод поверкиПоверка плоскостности измерительных поверхностей губок
производится интерференционным методом с помощью плоской
стеклянной пластины, которая накладывается на измерительную
поверхность. При этом добиваются такого контакта, при котором*
наблюдалось бы наименьшее число интерференционных полос
произвольной формы.9. Поверяемый элемент — шероховатость измерительных по*
верхностей губок, измерительного наконечника и установочных ка¬
либров.а) ТребованияШероховатость измерительных поверхностей губок зубомера,.
измерительного наконечника и установочных калибров должна
быть не ниже класса 11 по ГОСТ 2789—59.б) Метод поверкиШероховатость измерительных поверхностей губок, измери¬
тельного наконечника и установочных калибров определяют ме¬
тодом визуального сравнения с образцами шероховатости.10. Поверяемый элемент — угол между измерительными плос¬
костями губок.а) ТребованияУгол наклона измерительных поверхностей губок зубомера84
относительно оси отсчетного устройства (профильный угол) дол¬
жен быть равен 20°.Отклонение угла между измерительными плоскостями закреп¬
ленных губок в любом сечении не должно превышать:±6' — у зубомеров типоразмера 10,±5' — у зубомеров типоразмеров 36 и 50.б) Метод поверкиРис. 2Угол между губками зубомера поверяют при помощи угловых:
мер 2-го класса с номинальными значениями 10°, 15°04', 15°05V
15°06', 15°50', 19° и 25° Из них собирают парные блоки:для зубомеров типоразмера 1025° 4-15°06'=40°06',(15°50,+15о04/)+(19°—10°)=39°54';для зубомеров типоразмеров 36 и 50
25°+15°05' =40°05',(15°50' +15°05') + (19°—10°) = 39°55/Набранные блоки вводят поочередно между губками зубомеры
и наблюдают просвет между сторонами блоков угловых мер и из¬
мерительными поверхностями губок. Если угол между измеритель*
ными поверхностями губок находится в пределах допуска, то с
блоком 40°06' (соответственно 40°05') касание должно быть в-
нижней части рабочих плоскостей губок, а с блоком 39°54' (соот¬
ветственно 39055') —в верхней части (рис. 2).Угол следует поверять при трех положениях губок; для измере¬
ния колес малого, среднего и большого модулей.Примечания:1. Вместо блоков угловых мер разрешается применение специально изго¬
товленных шаблонов с углами 40°6' и 39°54' или 40°5' и 39°55', аттестованных-
с точностью угловых мер 2-го класса.2. При отсутствии угловых мер угол между измерительными плоскостями:
губок может быть поверен на инструментальном или универсальном измерив
тельном микроскопе проекционным методом.85*
11. Поверяемый элемент — положение оси измерительного на¬
конечника относительно биссектрисы угла между губками.а) ТребованияСмещение оси измерительного наконечника относительно бис¬
сектрисы угла между измерительными поверхностями губок не
.должно превышать 0,25 мм.б) Метод поверкиСмещение оси измерительного стержня относительно бис¬
сектрисы угла между измерительными поверхностями губок зубо¬
мера определяют с помощью инструментального или универсаль¬
ного измерительного микроскопа. Для этого поверяемый зубомер
помещают на столике микроскопа и, пользуясь угловой шкалой,
устанавливают так, чтобы биссектриса угла между его измери¬
тельными губками была перпендикулярна направлению продольно¬
го перемещения каретки микроскопа.Затем, двигая каретку микроскопа в продольном направлении
и сфокусировав микроскоп на кромку губки, измеряют расстоя¬
ния Кх и К2 от образующих измерительного стержня зубомера до
сторон угла между его измерительными губками (рис. 3).Рис. 3Величина смещения оси измерительного стержня зубомера
относительно биссектрисы угла между губками определяется как
разность измеренных расстояний, деленная на два.Примечание. Если конец измерительного стержня зубомера не доходит
до верхнего среза его измерительных губок, то при переходе от образующей
измерительного стержня к стороне угла между губками допускается смещение
каретки микроскопа в поперечном направлении вдоль образующей стержня до
.появления в поле зрения микроскопа сторон угла между губками.Если в комплект прибора входит два измерительных стержня,
~то поверке подлежит положение их обоих.Поверку следует производить не менее чем в двух положениях
■’измерительных губок: для малых и для больших модулей.86
12. Поверяемый элемент — диаметр установочных калибров.а) ТребованияОтклонения диаметра калибров от номинала не должны пре¬
вышать:±0,002 мм — при диаметре калибра до 30 мм,±0,003 мм — при диаметре калибра более 30 мм.б) Метод поверкиДиаметр установочных калибров поверяют на вертикальном,
или горизонтальном оптиметрах с помощью концевых мер 5-го
разряда или 2-го класса.Поверку производят в двух крайних и одном среднем сечениях
с поворотом калибра вокруг оси на 90°.Отклонения диаметра установочных калибров в любом* сечении-
от значений, данных в табл. 1, 2 и 3 приложения, не должны выхо¬
дить за пределы, указанные в п. 12а.Примечание. Допускается поверка диаметра установочных калибров^
на горизонтальном или вертикальном оптическом длиномере с учетом погреш¬
ности шкалы длиномера.13. Поверяемый элемент—правильность геометрической фор¬
мы установочных калибров.а) ТребованияКонусность, овальность и огранка установочных калибров не¬
должны выходить за пределы допусков ка диаметр калибра, ука¬
занных в п. 12а.б) Мет од поверкиКонусность и овальность калибров поверяют на вертикальном1
или горизонтальном оптиметрах одновременно с поверкой их.
диаметра.Огранку установочных калибров выявляют с помощью верти¬
кального оптиметра или длиномера и специальной призмы с:
углом 60°.Призму с вложенным в нее калибром помещают на столике
вертикального оптиметра, подводят под измерительный (плоский)
наконечник и, поворачивая калибр в призме вокруг оси, отмечают
максимальное и минимальное показание по шкале прибора.Определение огранки следует производить в среднем и двух,
крайних сечениях калибра (на расстоянии 1—2 мм от края).14. Поверяемый элемент—погрешность и вариация показанийг
зубомеров.а) ТребованияДопускаемая погрешность и вариация показаний зубомеров
не должны гфевыша.ть величин, указанных в табл. 2.б) Метод поверкиПогрешность показаний зубомера определяют с помощью*
входящих в комплект установочных калибров. Для определения:
погрешности зубомера выбирают два установочных калибра*
пользуясь табл. 3.87
Таблица 2ГруппазубомераПеремещение
измерительного
наконечника мк,
не менееМодули контролируемых колес, ммВариациямкдо 2,5св. 2,5
до 6св. 6-
до 10св. 10
до 16св. 16
до 30св. 30
до 50Допускаемая погрешность, мк (±)0.58I1012А31,1—15200,5817Б2,30—20————53,20——25283550Зубомер устанавливают по калибру с меньшим диаметром
дна нуль,-а затем переносят на другой калибр с большим диамет¬
ром, и в обоих случаях по шкале индикатора делают отсчет.Таблица 3Модул[ и, ммГруппазубомераТипо¬размердо 2,5св. 2.5
до 6св. 6
до 10св. 10до 16св. 16до 30св. 30
до 50Диаметры калибров, мм103,0096,62012,037 , |А2,4076,01910,834———36——12,037■119,260————10,83418,056——103,0097,22212,037 __ 2,4074,8158,426———36——12,03721,667—43,334Б——9.63018,056—39,723 — —39,72350—————36,112————60,186—————54,167-J8
Разность отсчетов в этом случае должна соответствовать ве¬
личине, определяемой по формуле:bw(1_sinaJ’где h —разность показаний (расчетная) индикатора;
d\ — диаметр большего калибра;
d2 — диаметр меньшего калибра;ад —угол исходного контура.Для ад =20° формула принимает вид:A=0,9619.(flf1-d2).Отклонение указанной выше фактической разности отсчетов па
шкале индикатора от расчетной величины h не должно превышать
величин, указанных в табл. 2.Вариацию показаний зубомера определяют одновременно с
определением его погрешности показаний путем многократных (не
м-енее пяти) отсчетов по индикатору прибора, установленного по
одному из калибров, после трехкратного арретирования.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ15. Все результаты поверки зубомеров следует заносить в
протокол или журнал поверок.16. Зубомеры, удовлетворяющие требованиям ГОСТ 4446—59
и настоящей инструкции, признаются годными и на них выдается
свидетельство установленной формы.17. Зубомеры, не удовлетворяющие требованиям ГОСТ
4446—59 и настоящей инструкции, бракуются и к применению не
допускаются.ЗаменаГОСТ 5405—64 введен взамен ГОСТ 5405—54.
ПРИЛОЖЕНИЙТаблица 1Набор установочных калибров к зубоМеру типоразмера 10Размеры в ммМодуль22,252,52,7533,253.53,7544,25Диаметрдля колес2,4072,7083,0093,310*3,6113,912*4,2134,514*4,8155,116*калибрадля долбяков1,894—2,368—2,686—3,133—3,581—ПродолжениеРазмеры в ммМодуль4,555,566,578910Диаметркалибрадля колес5,4176,0196,6207,2227,8248,4269,63010,83412,037для долбяков4,0294,4764,9245,3725,8196,2677,162——Примечание. Калибры, диаметры которых отмечены знаком и калибры, предназначенные для настройки
зубомеров при контроле долбяков по ГОСТ 9323—60, должны поставляться по требованию заказчика.
Таблица 2Набор установочных калибров к зубомеру типоразмера 36Размеры в ммМодуль8910и1213141516Диаметр калибра9,63010,83412,037Ра13,241
3 м с р ы в14,445мм15,64816,85218,056Прос19,260ЬлжениеМодуль182022242628303336Диаметр калибра21,66724,07426,48228,88931,29733,70436,11239,72343,334Таблица 3Набор установочных калибров к зубомеру типоразмера 50Размеры в ммМодуль30333639424550Диаметр калибра36,11239,72343,33446,94550,55654,16760,136
Издание официальноеИнструкция» разработана Харьковским
государственным институтом мер и измери¬
тельных приборов; утверждена приказом
Главной Палаты мер и измерительных
приборов СССР Министерства финансов
СССР № 327 от 28 декабря 1953 г.На основании приказа Комитета стандар¬
тов, мер и измерительных приборов при
Совете Министров СССР № 117 от 22 де¬
кабря 1958 г. в инструкцию внесены изме¬
нения.ИНСТРУКЦИЯ 118—53ПО ПОВЕРКЕ МЕЖЦЕНТРОМЕРОВ ТИПА 763А. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА1. Межцентромеры типа 763 предназначены для измерения
.абсолютной величины и колебаний межцентрового расстояния ци¬
линдрических и конических зубчатых колес при плотном (двухпро-
фильном) зацеплении с измерительным колесом или парным рабо¬
чим колесом (рис. 1).Рис. 1. Межцентромер типа 7632. Межцентромеры типа 763 характеризуются следующими тех¬
ническими данными:а) предельные расстояния между осями оправок
установочной и измерительной кареток 50—250 мм;б) предельные расстояния между осями оправок
кронштейнов для малых колес 20—130 мм;в) предельный диаметр поверяемых валковых колес 160 мм;г) предельные диаметры поверяемых конических колес
50—400 мм;д) цена деления нониусов установочных шкал 0,05 мм;е) цена деления индикатора 0,01 мм\92
ж) предельная погрешность измерения межцентрового расстоя¬
ния колес 7-й степени точности при установке кареток по конце¬
вым м"ерам ±0,015 мм;з) предельная погрешность измерения межцентрового расстоя¬
ния колес 9-й степени точности при установке кареток по шкале
± 0,050 мм.Б. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ f3. В комплект межцентромера типа 763 должны входить:а) межиентромер—1;'б) кронштейн для валковых колес (рис. 2) — 1;в) кронштейн для конических колес (рис. 3) — 1;Рис, 2. Межцентромер с кронштейном для поверки
валковых колесРис. 3. Межцентромер с кронштейном для поверки
конических колес93
г) кронштейн для малых цилиндрических колес с двумя оправ¬
ками (рис. 4) — 2;Рис. 4. Межцентромер с кронштейнами для поверки
малых колесд) индикатор часового типа с ценой деления 0,01 мм— 1;е) оправка 0 20 мм— 1;ж) оправка 0 40 мм — 2;з) центры (верхний и нижний) — 2.Примечание. Кронштейны, указанные в подпунктах «б», «в», «г», и от¬
носящиеся к ним детали входят в комплект прибора в зависимости от потреб¬
ностей данного предприятия.4. Детали прибора не должны иметь пороков или повреждений,
которые могли бы повлиять на его точность (коррозии, вмятин, за¬
боин на рабочих поверхностях, повреждения индикатора и уста¬
новочных шкал).5. Горизонтальная и вертикальная установочные каретки долж¬
ны плавно, без задержек и явно ощутимого люфта, перемещаться
по своим направляющим.6. Прибор, установленный своим основанием на поверочной
плите, не должен иметь ощутимой качки.7. Крепление индикатора и кареток на станине прибора должно
быть надежным, обеспечивающим постоянство показаний при¬
бора.8. Деление и цифры на горизонтальной и вертикальной шкалах
и нониусах прибора должны быть четкими, деления нониусов дол¬
жны доходить до кромки, перекрывая деления шкал.9. Оправки и центры должны сидеть в своих гнездах плотно,
без ощутимого люфта.10. Мертвый ход винтов установочной и вертикальной кареток
не должен превышать V2 оборота.11. Погрешности межцентромера и его основных элементов
не должны превышать следующих величин, приведенных в таблице
на стр. 95 и 96.12. На корпусе прибора должны быть ясно видны следующие
обозначения:а) товарный знак завода-изготовителя;б) условное обозначение типа прибора;в) заводский номер прибора.94
"сНаименование погрешностиДопустимые погрешности*1234;ъ>6710-111213:14151617Поперечный люфт измерительной кареткиНецрямолинейность хода установочной ка-
ре.шиБиение оправокОтклонение диаметра цилиндрической части
оправки от номинального значения, конус¬
ность и овальность оправки.Диаметр оправки: 40 мм
20 ,Ю .Погрешность показаний индикатораПогрешность монтажа горизонтальной шка¬
лы нониусаОтклонение от параллельности осей оправок
установочной и измерительной кареток и осей
кронштейнов для малых колесПерекос осей оправок установочной и изме¬
рительной кареток и осей кронштейнов для
малых колесОтклонение от прямолинейности образующих
конусов верхнего и нижнего центровБиение верхнего и нижнего центровОтклонение от параллельности между осью
центров кронштейна для валковых колес и
осью оправки измерительной кареткиПерекос оси центров кронштейна для валко¬
вых колес относительно оси оправки измери¬
тельной кареткиПогрешность расстояния от торца втулки
вертикальной каретки до оси оправки устано¬
вочной кареткиПогрешность расстояния от торца втулки
вертикальной каретки до нуля горизонтальной
шкалыНестабильность положения вертикальной ка¬
ретки при установке по ограничителю ходаОтклонение от параллельности направления
перемещения вертикальной каретки с осью оп¬
равки измерительной кареткиОтклонение от перпендикулярности между
осью оправки вертикальной каретки и осью
оправки измерительной каретки10 мк20 мк на длине 100 мм
5 мк—11 мк— 9 *— б „По ГОСТ 577—60
±30 мк10 мк на длине 50 мм15 мк на длине 50 мм10 мк
1010 мк на длине 50 мм
15 мк на длине 50 мм
±10 мк
±50
510 мк на длине 50 мм
10 мк на длине 50 мм95
Продолжениес"2Наименование погрешностиДопустимые погрешности18Отклонение от взаимного расположения (пе¬
ресечения) осей оправок вертикальной и изме¬
рительной кареток30 МК19Погрешность монтажа вертикальной шкалы
и нониуса±5020Погрешность расстояния от осей оправок
кронштейнов для малых колес до нуля гори¬
зонтальной шкалы±5013. На нониусных шкалах прибора должка быть указана соот¬
ветствующая точность отсчета.В. СРЕДСТВА И МЕТОДЫ ПОВЕРКИ14. Для поверки межпентромера типа 763 необходимы следую¬
щие измерительные средства:а) инструментальный микроскоп;б) рычажные скобы с пределами измерения 0—25 и 25—50 мм;в) поверочная линейка 1-го класса точности длиной не м-енее
350 мм;г) индикаторы с ценой деления 0,01 и 0,002 мм на универ¬
сальной стойке;д) набор концевых мер б-го разряда или 3-го класса точности;е) приспособление для поверки индикаторов;ж) лупа с 2—3-кратным увеличением;з) лекальная линейка 1-го класса точности;и) угольник 100X150 мм 1-го класса точности;к) набор щупов 0,03—0,1 мм;л) державка для крепления индикатора на установочной и вер¬
тикальной каретках.Для производства поверки прибор устанавливается на пове¬
рочной плите 2-го класса точности размером* не менее 400X400 мм.15. Элементы, подлежащие контролю при выпуске межцентро-
мера из ремонта и при периодической поверке, приведены в таб¬
лице на стр. 97 и 98.16. Соответствие межцентромера требованиям пп. 3—10, 12
и 13 устанавливается путем внешнего осмотра и непосредственным
опробованием.17. Поперечный люфт измерительной каретки выявляется при
помощи индикатора с ценой деления 0,002 мм или любого другого
микромера на универсальной стойке.96
"S'2Поверяемый элементПри вы¬
пуске из
ремонтаПри перио¬
дической
поверкеПунктыинструк¬ции1Наружный осмотр и поверка взаимодей¬
ствия частей++3—30,
12, 13, 162Поперечный люфт измерительной каретки++11.173Прямолинейность хода установочной ка¬
ретки+—п.184Биение оправок, входящих в комплект
прибора+—11,195Диаметр, конусность и овальность цилин¬
дрической части оправок+—11,206Правильность показаний индикатора++11,217Правильность монтажа горизонтальной
шкалы и нониуса++11,228Параллельность осей оправок установоч¬
ной и измерительной кареток+—И,239Параллельность (перекос) осей оправок
установочной и измерительной кареток в по¬
перечном направлении+11,2410Прямолинейность образующей (износ) ко¬
нусов верхнего и нижнего центров++11,2511Биение верхнего центра++11,2612Биение нижнего центра++11,2713Параллельность между осью центров крон¬
штейна для валковых колес и осью оправки
измерительной каретки+11,2814Параллельность (перекос) центров крон¬
штейна для валковых колес относительно
оси оправки измерительной каретки в попе¬
речном направлении+11,2915Расстояние от торца втулки вертикальной
каретки до оси оправки установочной ка¬
ретки+11,3016Расстояние от торца втулки вертикальной
каретки до нуля горизонтальной шкалы+—11,3117Стабильность положения вертикальной ка¬
ретки при установке по ограничителю хода+.+11,3218Параллельность направления перемещения
вертикальной каретки с осью оправки изме¬
рительной каретки+и,3319Перпендикулярность между осью оправки
вертикальной каретки и осью оправки изме¬
рительной каретки+и,344 Зак. 16397
Продолжениес:cf2Поверяемый элементПри вы¬
пуске из
ремонтаПри пери¬
одической
поверкеПунктыинструк¬ции20Взаимное расположение (пересечение)
осей оправок вертикальной и измерительной
кареток+—И, 3521 1Правильность монтажа вертикальной шка¬
лы и нониуса++И, 3622Параллельность осей оправок кронштей¬
нов для малых колес+—И, 3723Параллельность (перекос) осей оправок
кронштейнов для малых колес в поперечном
направлении+11, 3824Правильность расстояния осей оправок
кронштейнов для малых колес до нуля го¬
ризонтальной шкалы++11, 39Универсальную стойку с индикатором устанавливают на пове¬
рочной плите, а измерительный наконечник индикатора упирают
в планку, крепящую линейку шкалы. Затем, нажимая слегка
рукой сбоку на измерительную каретку, отмечают отклонения
стрелки индикатора. Смещение стрелки индикатора при нажим-е
на измерительную каретку не должно превышать 0,01 мм.18. Прямолинейность хода установочной каретки поверяется
при помощи индикатора с ценой деления 0,002 мм и поверочной
линейки * 1-го класса точности.На плите параллельно продольным направляющим прибора
устанавливают поверочную линейку, а на установочной каретке
укрепляют державку с индикатором, измерительный наконечник
которого упирается в поверочную линейку (рис. 5).Рис.!5. Установка поверочной линейки и державки е индикаторомПоверочную линейку |вь1Ьтавляют так, чтобы показания инди¬
катора у| начала и конца хода каретки совпадали. Затем1 переме¬
щают установочную кар:етку и наблюдают изменения показаний
индикатора.
Аналогичные измерения производят и в горизонтальной плоско¬
сти, повернув соответственно линейку и индикатор на 90°Максимальная разность показаний индикатора при перемеще¬
нии каретки на 100 мм не должна превышать 0,02 мм.19. Биение оправок, входящих в комплект прибора, поверяетсй
при помощи индикатора или микрометра с ценой деления 0,002 мм.Слегка смазав посадочный конус поверяемой оправки, уста¬
навливают ее в соответствующее посадочное гнездо. Затем, под¬
водя измерительный наконечник индикатора к верхнему концу
цилиндрической части оправки и поворачивая оправку рукой, на¬
блюдают за показаниями индикатора.Биение оправки при установке индикатора на расстоянии
10 мм от верхнего края не должно превышать 0,005 мм.20. Диаметр, конусность и овальность цилиндрической части1
оправок поверяются с помощью рычажной скобы с ценой деления
0,002 мм сравнительным методом по концевым мерам- 6-го разря¬
да или 3-го класса точности.Отклонение диаметра оправки от номинального размера ’йё
должно превышать допуска, установленного для скользящей по¬
садки 1-го класса точности.Конусность и овальность оправки не должны выходить за пре¬
делы этих же допусков.21. Правильность показаний индикатора поверяется в саотвёт^-1
ствии с инструкцией 141—55 «По поверке индикаторов часового
типа с ценой деления 0,01 мм» и должна удовлетворять требова¬
ниям* ГОСТ 577—60. Погрешности показаний индикатора не
должны превышать следующих величин:В пределах
нормированного
участкаВ пределах
любого оборотаВ пределах
всего рабочего
ходаВариацияпоказаний6 М/С12 МК22 мк3 МК22. Погрешность монтажа горизонтальной шкалы с нониусом
определяется при помощи концевых мер 6-го разряда или 3-го
класса точности и лупы с 2—3-кратным увеличением.Поверку производят в трех положениях установочной каретки
блоками концевых мер номиналов 54,2; 101,5 и 201,8 мм. Блок
устанавливают между оправками и приводят последние в сопри¬
косновение с плоскостями концевых мер так, чтобы стрелка индй-
катора установилась между ггервым и вторым оборотам^, после
чего установочную каретку стопорят рукояткой. Затем, слегка riOL
качивая концевые меры, находят максимальное показание индика¬
тора и при помощи лупы отсчитывают фактическое показаний rid
установочной шкале с нониусом*. ;Г!4*
Расчетное показание шкалы прибора определяется из соотно¬
шения:где L — показание шкалы прибора;М — размер блока концевых мер;
di\id2 — действительные диаметры оправок, измеренные при по¬
мощи рычажной скобы или микрометра нулевого класса
точности.Разность между отсчетами по шкале и расчетным1 значением не
должна превышать ±0,05 мм.23. Параллельность осей оправок установочной и измеритель¬
ной кареток в продольном направлении поверяется с помощью
концевой меры номинала 70 мм 6-го разряда или 3-го класса
точности.Концевую меру помещают между оправками сначала в нижней
части, а затем в верхней части оправок и находят в том и другом
случае максимальное показание по шкале индикатора.Разность показаний индикаторов при верхнем и нижнем поло¬
жениях концевой меры не должна превышать 0,01 мм.24. Параллельность (перекос) осей оправок установочной и из¬
мерительной кареток в поперечном’ направлении поверяется с по¬
мощью поверочной линейки 1-го класса точности и индикатора
с ценой деления 0,002 мм на универсальной стойке (рис. 6).Рис. 6. Поверка параллельности осей оправок^Поверочную линейку укрепляют на поверочной плите вплотную
с прибором и к ней придвигают стойку с индикатором-, причем
измерительный наконечник индикатора приводят в соприкоснове¬
ние с-верхней частью одравки измерительной каретки. Перемещая
стойку с индикатором вдоль линейки, находят разность а\ макси¬
мальных показаний его при контакте с обеими оправками. Подоб¬
ную же разность максимальных показаний а2 находят при контак¬100'
lOте индикатора с оправками в нижней их части. Величина непарал¬
лельное™ оправок в поперечном направлении определяется раз¬
ностью ах — а2 отсчетов по верхним и нижним концам оправки.Разность а2—на длине 50 мм не должна превышать 0,015 мм.Примечание. Если разность а\ показаний индикатора при контакте его
с оправками в верхней части окажется больше 0,1 мм, то следует выровнять
линейку по отношению к прибору соответствующей прокладкой.25. Прямолинейность образующей (износ) конусов верхнего и
нижнего центров междентромера определяется ка инструменталь¬
ном микроскопе проекционным методом.Поверяемый центр устанавливают на V-образной призме на
столике микроскопа, перекрестие окулярной сетки с углом 60г
совмещают с образующими конуса цент¬
ра и затем центр медленно поворачивают
вокруг оси на 360°.Износ определяется величиной Д
(рис. 7), измеряемой в направлении, пер¬
пендикулярном оси. Величина износа А
не должна превышать 0,01 мм.26. Биение верхнего центра поверяет- ^ ^ ^ся с помощью оправки 0 20 мм, входя- исчин °износа^центрТ"'щей в комплект прибора, и индикатора с
ценой деления 0,002 мм на универсальной стойке.Между центрами прибора устанавливают оправку, помещают
ка плите или направляющих станины стойку с индикатором и при¬
водят наконечник индикатора в соприкосновение с образующей
оправки ближе к верхнему концу ее. Затем, придерживая рукой
оправку, поворачивают верхний центр, наблюдая за показаниями
индикатора.Отклонение стрелки индикатора при повороте центра на 360° не
должно превышать 0,01 мм.27. Биение нижнего центра определяется непосредственной
установкой измерительного наконечника индикатора перпендику¬
лярно образующей конуса ближе к его концу.Смещение стрелки индикатора при повороте центра на 360° не
должно превышать 0,005 мм.28. Параллельность между осью центров кронштейнов для
валковых колес и осью оправки измерительной каретки в продоль¬
ном направлении поверяется концевой мерой номинала 70 мм 6-го
разряда или 3-го класса точности аналогично указанному в п. 23
с тем отличием, что предварительно между центрами кронштейна
устанавливают входящую в комплект прибора оправку 0 20 мм,
обращенную цилиндрической частью вниз.Непараллельность оси центров кронштейна с осью оправки на
длине 50 мм не должка превышать 0,01 мм.29. Параллельность (перекос) центров кронштейна для валко¬
вых колес относительно оси оправки измерительной каретки в по¬
перечном направлении поверяется аналогично указанному в п. 24,101
с помощью дополнительной оправки 0 20 мм, установленной в
центрах кронштейна.Перекос оси центров кронштейна и оси оправки измерительной
каретки на длине 50 мм не должен превышать 0,015 мм.30. Расстояние от торца втулки вертикальной каретки до оси
оправки установочной каретки поверяется концевыми мерами
6-го разряда или 3-го класса с помощью оправок 0 20 мм, входя¬
щих в комплект прибора, и индикатора с ценой деления 0,002 мм.На измерительной и установочной каретках устанавливают
оправки и заменяют индикатор, входящий в комплект прибора, на
индикатор с ценой деления 0,002 мм. Затем помещают концевую
меру 50 мм между оправками установочной и измерительной ка¬
реток и смещают установочную каретку до тех пор, пока плоскости
меры не войдут в контакт с образующими оправок, а стрелка инди¬
катора не установится в пределах 2—3 оборотов. В этом положе¬
нии закрепляют установочную каретку и, слегка покачивая меру,
находят максимальное показание индикатора, после чего совме¬
щают нуль его шкалы со стрелкой. Затем меру удаляют и уста¬
навливают кронштейн для поверки конических колес, базируя его
по оправке. Закрепив кронштейн, опускают вертикальную каретку
в крайнее нижнее положение и устанавливают блок концевых мер
размером 35 мм так, чтобы одна плоскость блока упиралась в
оправку измерительной каретки, а вторая — в торец втулки верти¬
кальной каретки. Покачивая концевые меры, вторично замечают
максимальное показание стрелки индикатора. Разность показаний
индикатора при установках меры длиной 50 мм между оправками
и блока мер в 35 мм между оправкой измерительной каретки и
торцом втулки вертикальной каретки не должна превышать
0,01 мм.31. Расстояние от торца втулки вертикальной каретки до нуля
горизонтальной шкалы поверяется концевыми мерами 6-го разряда
или 3-го класса с помощью оправки 0 20 мм, входящей в комплект
прибора, и лупы с 2—3-кратным увеличением.Использовав установку с блоком концевых мер номинала 35 мм9
описанную в п. 30, при максимальном отклонении стрелки индика¬
тора одновременно отсчитывают с помощью лупы показания гори¬
зонтальной нониусной шкалы.Расчетные показания шкалы определяют из соотношения:L=M-j—1-25 мм,где L — показания шкалы;М— размер концевой меры;
d — действительный диаметр оправки, установленной на из¬
мерительной каретке;25 мм — величина, постоянная для данной модели прибора
(расстояние от торца втулки вертикальной каретки до
оси оправки установочной каретки).102
Разность между показаниями горизонтальной шкалы и расчет¬
ным значением не должна превышать ±0,05 мм.32. Стабильность положения вертикальной каретки при уста¬
новке по ограничителю хода поверяется индикатором с ценой де¬
ления 0,002 мм на универсальной стойке.Вертикальную каретку устанавливают по ограничителю хода и
в этом положении упирают измерительный наконечник индикатора
в плоскость среза втулки вертикальной каретки. Затем многократ¬
но (не менее пяти раз) поднимают маховичком вертикальную ка¬
ретку и возвращают ее до упора в ограничитель хода, наблюдая
при этом за показаниями индикатора.Разность показаний индикатора при многократной установке
вертикальной каретки по ограничителю хода не должна превышать0,005 мм.33. Параллельность направления перемещения вертикальной
каретки с осью оправки измерительной каретки поверяется с по¬
мощью индикатора с ценой деления 0,002 мм на специальной дер¬
жавке.Державка с индикатором крепится на вертикальной каретке,
и измерительный наконечник индикатора приводится в соприкосно¬
вение с оправкой, установленной в гнезде измерительной каретки
(рис. 8). Перемещая с помощью маховика вертикальную каретку,
наблюдают изменения показаний индикатора.уу/ууууу/уууууууууШ/ууу/,Рис. 9. Поверка перпендикулярности
осей оправокРис. 8. Поверка параллельности вер¬
тикальной каретки с осью оправкиСмещение стрелки индикатора на длине 100 лшне должно пре¬
вышать 0,02 мм.34. Перпендикулярность между осью оправки вертикальной ка¬
ретки и осью оправки измерительной каретки поверяется с по¬
мощью угольника 1-го класса точности.Угольник внутренней стороной прикладывают по образующей
к оправке (рис. 9), установленной на вертикальной каретке, а103
второй внутренней стороной приводят в соприкосновение с оправ¬
кой, установленной на измерительной каретке, и наблюдают про-
свет между внутренним ребром угольника и образующей одной из
оправок. Видимого на глаз просвета не допускается.35. Взаимное положение (пересечение) осей оправок верти¬
кальной и измерительной кареток поверяется с помощью лекаль¬
ной линейки 1-го класса и щупа толщиной 0,03 мм.В конусные гнезда измерительной и вертикальной кареток уста¬
навливают входящие в комплект прибора оправки 0 20 мм. Оп¬
равка, установленная в вертикальной каретке, подводится возмож¬
но ближе к оправке, установленной в измерительной каретке,
располагаясь над ней. Прикладывая к оправке измерительной ка¬
ретки лекальную линейку с одной, а затем с другой стороны, при
помощи щупа определяют зазор м-ежду рабочей плоскостью линей¬
ки и оправкой вертикальной каретки.Щуп толщиной 0,03 мм не должен входить в зазор между пло¬
скостью линейки и оправки.36. Правильность монтажа вертикальной шкалы и нониуса по¬
веряется с помощью концевых мер 6-го разряда или 3-го классаточности и лупы с 2—3-
кратным увеличением.Поверка производится
по концевым мерам в
трех положениях шкалы,
для чего применяют бло¬
ки концевых мер номина¬
лов 61,2; 131,5 и 201,8 мм.Блок устанавливают
на торец втулки измери¬
тельной каретки (рис. 10)
и оправку вертикальной
каретки приводят в сопри¬
косновение с верхней пло¬
скостью блока концевых
мер. После этого верти¬
кальную каретку закрепляют рукояткой и отсчитывают показания
вертикальной шкалы с помощью лупы.Расчетные показания шкалы определяют из соотношения:L=/W+dгде L — показания шкалы;М — размер блока концевых мер;
d — действительный диаметр оправки.Разность между действительным и расчетным показаниями
шкалы не должна превышать ±0,05 мм.37. Параллельность осей оправок кронштейнов для малых ко-104
лес в продольном направлении поверяется концевой мерой номи¬
нала 70 мм 6-го разряда или 3-го класса точности.Метод поверки аналогичен описанному в п. 23 настоящей ин¬
струкции.Непараллельность осей оправок кронштейнов для малых колес
ка длине 50 мм не должна превышать 0,01 мм.38. Параллельность (перекос) осей оправок кронштейнов для
малых колес в поперечном направлении поверяется аналогично
описанному в п. 24 настоящей инструкции.Перекос осей оправок в поперечном направлении на длине
50 мм не должен превышать 0,015 мм.39. Правильность расстояния осей оправок кронштейнов для
малых колес до нуля горизонтальной шкалы поверяется концевой
мерой номинала 15 мм 6-го разряда или 3-го класса точности с
помощью лупы с 2—3-кратньш увеличением.Правильность установки кронштейна определяется показанием
горизонтальной шкалы при установке концевой меры номинала
15 мм между оправками.Расчетные значения показания шкалы определяются из соотно¬
шения:L=Af + ^4p-4 ЮО мм,где L — показания шкалы;М — размер концевой меры;
diud2 — действительные диаметры оправок, служащих для повер¬
ки малых колес:100 мм — удвоенное расстояние между осью кронштейна и осью
оправки.Разность между действительным и расчетным показаниями го¬
ризонтальной шкалы не должна превышать ±0,05 мм.Г. УКАЗАНИЯ ПО ВЕДОМСТВЕННОМУ НАДЗОРУ40. Межцентромеры, находящиеся в эксплуатации, а также вы¬
ходящие из ремонта, подлежат ведомственной поверке.41. Результаты поверки оформляются в соответствии с поряд¬
ком, установленным на данном* предприятии.42. Межцентромеры, типа 763, не удовлетворяющие требова¬
ниям настоящей инструкции, к применению не допускаются.Примечание. Межцентромеры аналогичной конструкции (включая и
импортные) поверяются в соответствии с указаниями настоящей инструкции
и должны удовлетворять всем ее требованиям.ЗаменаГОСТ 577—60 введен взамен ГОСТ 577—53.
Издание официальноеИнструкция разработана Харьковским
государственным институтом мер и изме¬
рительных приборов взамен инструкции
119—53; утверждена Комитетом стандар¬
тов, мер и измерительных приборов при
Совете Министров Союза ССР 20 апреля
1962 г. и введена в действие 1 октября
1962 г.ИНСТРУКЦИЯ 119—62
ПО ПОВЕРКЕ БИЕНИЕМЕРОВ ДЛЯ ЗУБЧАТЫХ КОЛЕСИнструкция устанавливает средства и методы поверки биение-
меров, выпускаемых из производства (ГОСТ 8137—59) и ремонта,
а также находящихся в применении (в том числе выпущенных до
издания указанного стандарта и импортных образцов).Соблюдение требований инструкции обязательно для всех орга¬
низаций и предприятий, проводящих поверку биениемеров.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Биениемеры предназначаются для контроля радиального
биения зубчатого венца цилиндрических и конических зубчатых
колес с модулем от 0,3 до 10 мм и диаметром до 400 мм.В соответствии с ГОСТ 8137—59 биениемеры выпускаются сле¬
дующих типов:2—для контроля зубчатых колес с модулем от 0,3 до 2 мм диа¬
метром до 150 мм и с максимальным расстоянием между центрами
биениемера не менее 150 мм\10 — для контроля зубчатых колес с модулем от 1 до 10 мм
диаметром до 400 мм и с максимальным расстоянием между цент¬
рами биениемера не менее 350 мм,2. По точности измерений биениемеры разделяются на группы
А и Б.Биениемеры типа 2 группы А предназначаются для контроля
зубчатых колес 4, 5 и б-й степеней точности, а группы Б — для
контроля зубчатых колес 7, 8, 9 и 10-й степеней точности по ГОСТ
9178—59 и ГОСТ 1643—56.Биениемеры типа 10 группы А предназначаются для контроля
зубчатых колес 3, 4 и 5-й степеней точности, а группы Б — для
контроля колес 6, 7, 8, 9, 10 и 11-й степеней точности по ГОСТ
1643—56.3. Основными частями биениемеров типа 2 (рис. 1) являются:
станина 1, каретка 2, левая 3 и правая 4 бабки, центры 5, измери¬
тельный наконечник 6 и отсчетное устройство 7.106
Основными частями биениемеров типа 10 (рис. 2) являются:
станина 1, бабка (левая и правая) 2, центры 3, измерительныйРис. 1 Рис. 2наконечник 4, огсчетное устройство 5, измерительная каретка 6 и
измерительная бабка 7.II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ4. Поверке подлежат элементы биением-еров, приведенные
в табл. 1.Таблица 1Средства поверкиВиды поверки%ПоверяемыеэлементыНомер пункта
инструкцииНаименованиеТехническиехарактеристикиПри выпуске из
производстваПри выпуске
из ремонтаНаходящиеся
в- применении1Внешний
вид и взаимо¬
действие час¬
тей7+++2Угол конуса
измерительных
наконечников8Универ¬
сальный или
инструмента¬
льный изме¬
рительный
микроскоп
любого типа.ПоверочнаяпризмаГОСТ8074—56ГОСТ
5641—59,
тип I+++107
ПродолжениеСредства поверкиВиды поверки"с2ПоверяемыеэлементыСОНцС с*
US04 >><у о,5 нX кНаименованиеТехническиехарактеристикисош
н
о о
« ■=*
сJ О
>»аз
а 2ЦЯ С .С ха>Xи «а
с х
3 2
« 2
я лёъ« 5а s
а> кЯ а>asкцСО ^X я3Прямоли¬
нейность об¬
разующей из¬
мерительных
наконечников9ЛекальнаялинейкаГОСТ
8026—64,
класс 0+++4Шерохова¬
тость поверх¬
ности измери¬
тельных нако¬
нечников10Образцы
шероховато¬
сти поверх¬
ностиГОСТ
9378—60,
классы 10, 11
и 12++5Смещение
оси измери¬
тельного нако¬
нечника отно¬
сительно оси
центров11Поверочная
плита. Инди¬
катор со стой¬
кой. Две оп¬
равкиГОСТ
10905—64,
класс 2 ГОСТ
577—60, цена
деления
0,01 мм
Разность диа¬
метров 4 мм++6Погреш¬
ность и вари¬
ация показа¬
ний биение¬
меров12Аттестован¬
ные зубчатые
колеса пре¬
дельных или
близких к пре¬
дельным для
поверяемого
биениемера
модулейАттестован¬
ное биение
до 0,5 мм+++Примечание. Знак „ + “ означает, что поверка производится, знак
„—* — не производится.III. ПОВЕРКА5-. Температура помещения, в котором производится поверка
биениемеров, должна быть +20 ±6СС.6. Перед поверкой биениемеры должны быть выдержаны на
рабочем месте не менее 2 ч.7. Поверяемый элемент — внешний вид и взаимодействие час¬
тей биением'ера.а) ТребованияБиениемеры должны быть снабжены отсчетным устройством,108
цена деления и пределы измерений которого должны соответство¬
вать указанным в табл. 2.Таблица 2ТипбиениемераГруппаЦена деления отсчетного
устройства, мм,
не болееПределы измерения
по шкале отсчетного
устройства, мм,
не менееоА0,0010,05ZБ0,0020,201 пА0,(010,051UБ0,0050,60Угол поворота отсчетного устройства с измерительным наконеч¬
ником у биениемеров типа 2 должен быть не менее 90° в обе сто¬
роны от вертикального положения, а у биениемеров типа 10 — не
менее 70° в одну сторону от нулевого штриха в горизонтальной
плоскости.Цена деления шкалы поворота не более 1°.Наконечник биениемера должен иметь ход, достаточный для
вывода его из впадины зубчатого колеса с наибольшим модулем,
установленным для биениемера данного типа.Все подвижные детали биениемера должны перемещаться плав¬
но, без рывков, заеданий и ощутимой качки. Крепление отсчетного
устройства прибора должно быть надежным.Поверхности деталей биением'ера не должны иметь забоин,
царапин, трещин, следов коррозии и других дефектов, влияющих
на эксплуатационные качества прибора.Каждый биениемер укомплектовывается набором измеритель¬
ных наконечников:биениемеры типа 2 — в количестве 5 шт. (для модулей 0,3—0,4;0,5—0,6; 0,7—1,0; 1,25—1,5; 1,75—2 мм);биениемеры типа 10 — в количестве 6 шт. (для модулей 1—1,25;1,5—2; 2,25—3; 3,25—4.5; 5-6,5; 7—10 мм).На станине биениемера должно быть нанесено:1) товарный знак предприятия-поставщика;2) пределы измерений или типоразмер биениемера;3) группа прибора;4) заводской номер;5) год выпуска или его обозначение;6) номер стандарта.На каждом измерительном наконечнике должен быть указа»
соответствующий модуль.Маркировка на биениемере должна быть чистой, ровной и чет¬
кой.б) Метод повер киВсе элементы, перечисленные в п. 7а, поверяются наружным
осмотром и опробованием.№
8. Поверяемый элемент — угол конуса измерительных наконеч¬
ников.а) ТребованияИзмерительные наконечники, входящие в комплект биениеме-
ра, должны им'еть форму усеченного конуса с углом при вершине
40°. Отклонение углов, образованных осью конуса с его образую¬
щими, не должно превышать ±7'б) Метод поверкиПризму с вставленным в нее наконечником укрепляют на сто¬
лике универсального или инструментального измерительного мик¬
роскопа так, чтобы ось наконечника была параллельна попереч¬
ному ходу каретки микроскопа (для чего пользуются боковой
гранью призмы), и при помощи угловой шкалы микроскопа изме¬
рит углы, образованные осью наконечника с образующими его
койуса (рис. 3)..Напрадлениеперемещения
киретпхиРис. 49. Поверяемый элемент — прямолинейность образующей изме¬
рительных наконечников.а) ТребованияНепрямолинейность образующих конусов измерительных нако¬
нечников не должна превышать 0,002 мм на всей длине образу¬
ющей.б) Метод поверкиПрямолинейность образующих конуса измерительного нако¬
нечника поверяется при помощи лекальной линейки класса точно¬
сти 0 на просвет сравнением с образцами просвета.Ш, Поверяемый элемент — шероховатость поверхности измери¬
тельных наконечников.
а) ТребованияШероховатость поверхности измерительных наконечников дол¬
жна быть не ниже класса 11 по ГОСТ 2789—59.б) Метод поверкиШероховатость поверхности измерительных наконечников пове¬
ряют путем визуалыюго сравнения с образцами шероховатости.11. Поверяемый элемент — смещение оси измерительного нако¬
нечника относительно оси центров.а) ТребованияОсь измерительного наконечника биениемера должна лежать
в одной плоскости с осью его центров. Смещение оси в любом по¬
ложении измерительного узла не должно превышать 0,2 мм.б) Метод поверкиВеличину смещения оси наконечника относительно оси центров
биениемеров типа 2 определяют при помощи индикатора, закреп¬
ленного в горизонтальном положении на муфте вертикальной
стойки высотой не менее 400 мм. Для этой цели может быть ис¬
пользован штангенрейсмасс с высотой штанги 500 мм, к подвижной
губке которого и крепится индикатор с помощью соответствующей
державки. Схема данного метода поверки показана на рис. 4.Для фиксации положения осей измерительного наконечника и
центров применяются две оправки с разностью диаметров dx—d2,
не превышающей 4 мм. Одну оправку (с большим диаметром)
помещают между центрами, а другую вставляют вместо измери¬
тельного наконечника.Примечания:1. Диаметры оправок предварительно измеряют с помощью микрометра с
точностью 0,01 мм.2. Перпендикулярность штанги штангенрейсмасса к его основанию также
поверяют предварительно с помощью того же индикатора и угольника. Откло¬
нение штанги от перпендикулярности к плоскости основания не должно пре¬
вышать 0,04 мм на длине штанги.Установив штангенрейсмасс с укрепленным на нем в горизон-
тальном положении индикатором на поверочной плите в направ¬
лении, перпендикулярном оси центров, измеряют расстояние1 = ах—а2 от поверхности оправки, укрепленной в центрах, до по¬
верхности оправки, поставленной вместо измерительного наконеч¬
ника, в их горизонтальных осевых сечениях (рис. 4). Здесь ах и
а2 — отсчеты по индикатору при установке его до контакта с по¬
верхностями оправок. Штангенрейсм'асс должен быть при этом до¬
статочно прочно укреплен на поверочной плите, чтобы он не сме¬
щался при перемещении муфты с индикатором по штанге.Величину / следует измерять при трех по высоте положениях
измерительного узла, соответствующих поверке колес наименьше¬
го, среднего и наибольшего диаметров.Величина I не должна отличаться от расчетной величины
d dl0 — —*2 г более чем на 0,2 мм.ill
Величину смещения оси измерительного наконечника относи¬
тельно оси центров биениемеров типа 10 определяют тем1 же мето¬
дом, как и у биениемеров типа 2, но индикатор в этом случае
укрепляют в вертикальном положении в обычной стойке; причем
в процессе измерения перемещается по плите стойка вместе с ин¬
дикатором до контакта измерительного наконечника сначала с
одной, а затем с другой оправкой в их вертикальных осевых сече¬
ниях. Схема метода поверки для этого случая показана на рис. 5.Величину 1 = а{—а2 следует измерять в этом случае также в
трех положениях измерительной бабки: для поверки колес наи¬
меньшего, среднего и наибольшего диаметров. Во всех случаях ве¬
личина / не должна отличаться от расчетной /0= — более чем
на 0,2 мм.12. Поверяемый элемент — погрешность и вариация показаний
биениемеров.а) ТребованияПогрешность и вариация показаний биением-еров на любом
участке шкалы, соответствующем установленным интервалам пере¬
мещения измерительного наконечника, не должны превышать в
пределах всей шкалы величин, указанных в табл. 3.б) Метод поверкиПогрешность показаний биениемеров определяют при помощи
специально аттестованных зубчатых колес, имеющих биение про¬
филя до 0,5 мм. Величина биения зубчатого колеса, применяемого
для поверки биениемера группы точности А, должна быть известна112
с точностью 1 мк, а группы Б — с точностыо\2 мк. Метод аттеста¬
ции величины биения зубчатого колеса приведём в приложении.j ТаблицаЗТип биениемераГруппаИнтервалы перемещения измерительного намжечника,
мм уВариация,мкдо 12св. 12
до 25св. 25
до 50св. 50
до 100св. 100
до 200у/ св. 200
до 400св. 400Допускаемая погрешность,
мкоА22,53 , 1ZБ—4456——21 ПА22,53 _ 11UБ—66667103При поверке биениемера в любом из интервалов перемещения
измерительного наконечника, указанных в табл. 3, выбирают по
аттестату два зуба колеса, между которыми биение соответствует
поверяемому участку, и сопоставляют величину биения, указанную
в аттестате, с величиной, показываемой прибором. Поверку по¬
грешности показаний производят последовательно во всех интер¬
валах, указанных в табл. 3.Вариацию показаний биениемера также определяют при помо¬
щи зубчатого колеса путем многократного арретирования измери¬
тельного наконечника, установленного по одному из профилей
колеса, и повторных отсчетов по шкале отсчетного устройства. При
повторных арретированиях зубчатое колесо вместе с оправкой
следует поворачивать на 360°.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ13. Результаты поверки биениемеров заносятся в протокол или
журнал поверск.14. Биениемеры, удовлетворяющие требованиям ГОСТ 8137—59
и настоящей инструкции, признаются годными и на них выдает¬
ся свидетельство установленной формы.15. Биениемеры, не удовлетворяющие требованиям ГОСТ
8137—59 и настоящей инструкции, бракуются и к применению
не допускаются.113
ПРИЛОЖЕНИЕМЕТОД АТТЕСТАЦИИ ВЕЛИЧИНЫ БИЕНИЯ ЗУБЧАТЫХ КОЛЕС,
ПРЕДНАЗНАЧАЕМЫХ ДЛЯ ПОВЕРКИ БИЕНИЕМЕРОВДля * аттестации биения зубчатого колеса следует применить бие*шемер
группы А, специально отобранный со следующими допускаемыми погрешностями
по отдельным элементам:1) отклонение величины половины угла конуса измерительного наконечника
не должно превышать +4';2) непрямолинейность образующей конуса измерительного наконечника не
должна превышать 0,001 мм;3) смещение осей биениемера не должно превышать 0,1 мм в любом поло¬
жении измерительного узла;4) вариация показаний отсчетного устройства не должна превышать0,001 мм.Примечания:1. Поверку угла конуса измерительного наконечника следует производить
на УИМ-21 или БМИ с применением ножей. Остальные элементы биениемера
поверяются при помощи средств и методов, указанных в инструкции.2. Отсчетное устройство должно быть аттестовано по концевым мерам
класса 1 или разряда 3.До аттестации величины биения зубчатого колеса последнее должно быть
жестко закреплено на оправке с центрами. В дальнейшем колесо не должно^
смещаться относительно оправки.Все зубья поверяемого колеса должны быть пронумерованы четко и надеж¬
но. Определение величины биения зубчатого колеса должно производиться
в среднем сечении его ширины.Величину биения следует определять по всем впадинам колеса не менее трех
раз и за результат брать среднее для каждой впадины. Результаты замеров ве¬
личины биения заносятся в аттестат.Примечание. Аттестацию биения зубчатых колес можно производить
на зубомерных приборах типа Цейсс, БВ-584 М или Иллинойс с применением
конусных измерительных наконечников. Эти приборы должны удовлетворять
техническим требованиям, приведенным в приложении.ЗаменаГОСТ 8026—64 введен взамен ГОСТ 8026—56.
ГОСТ 10905—64 введен взамен ОСТ 20149—39.
Издание официальноеИнструкция разработана Харьковским
государственным институтом мер и измери¬
тельных приборов взамен инструкции121—53; утверждена Комитетом стандар¬
тов, мер и измерительных приборов при
Совете Министров Союза ССР 15 февраля
1962 г. и введена в действие 15 июня
1962 г.ИНСТРУКЦИЯ 121-62
ПО ПОВЕРКЕ НОРМАЛЕМЕРОВИнструкция устанавливает средства и методы поверки наклад¬
ных нормалемеров, выпускаемых из производства (ГОСТ 7760—59)
и ремонта, а также находящихся в применении (в том числе
выпущенных до издания указанного стандарта и импортных об¬
разцов).Соблюдение требований инструкции обязательно для всех
организаций и предприятий, производящих поверку нормале¬
меров.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Нормалемеры предназначаются для определения среднего
значения и колебания длины общей нормали цилиндрических зуб¬
чатых колес внешнего зацепления 6, 7, 8 и 9-й степеней точности.В соответствии с ГОСТ 7760—59 нормалемеры выпускаются
следующих типоразмеров:120 — с пределами измерения от 40 до 120 мм
для зубчатых колес с модулем от 1 мм;200 — с пределами измерения от 50 до 200 мм
для зубчатых колес с модулем от 2 мм;700 — с пределами измерения от 150 до 700 мм
для зубчатых колес с модулем от 2,5 мм.Рис. 12. Основными частями нормалемеров (рис. 1) являются: от-
счетное устройство 1, корпус 2, измерительная губка 3, перестав¬
ная губка 4, штанга 5 и ключ 6.115
II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ3. Поверке подлежат элементы нормалемеров, приведенные в-
табл. 1.Таблица 1Средства поверкиВиды поверки"езПоверяемыеэлементы<янX X
>. Xс *4» О,S f-I»X хНаименованиеТехническиехарактеристикисоXО) со* 2
о ня °Ю СОСОXо»ао>>В «3 нЮ Xо
X зCl, <ис а«а«о sО —х -3 «к г
«=1 ^
ох 5СО 11Внешний
вид и взаимо¬
действие ча¬
стей6——+++2Жесткостькрепленияпереставнойгубки7Груз (гиря)10 кг++3Плоскост¬
ность изме¬
рительных
поверхностей
губок8Плоскаястекляннаяпластина2-й класс
(ГОСТ 2923—59)+++4Параллель¬
ность изме¬
рительных
плоскостей
губок9Плоскопа¬
раллельные
концевые ме¬
ры длины2-й класс
(ГОСТ 9038—59)
или 5-й разряд
(инструкция
100-60)+++5Шерохова¬
тость измери¬
тельных по¬
верхностей
губок10Образцы
шероховато¬
сти поверх¬
ности10, 11 и 12-й
классы(ГОСТ 9378—60)++6Рабочий
ход измери¬
тельной губ¬
ки12++7Измери¬
тельное уси¬
лие нормале¬
меров13Циферблат¬
ные весы ти¬
па ВНЦ или
динамометрПределы из¬
мерения 1000 кгс++8Погреш¬
ность и ва¬
риация пока¬
заний норма¬
лемеров14Плоскопа¬
раллельные
концевые ме¬
ры длины2-й класс
(ГОСТ 9038—59)
или 5-й разряд
(инструкция
100-60)+++Примечание. Знак означает, что поверка производится, знак• — не производится.116
III. ПОВЕРКА4. Температура помещения, в котором* производится поверка
нормалемеров, не должна иметь отклонений от +20°С, превышаю*
щих указанные в табл. 2.Таблица 2Типоразмеры нормалемеровДопускаемые отклонения температуры
от +20°С (±), град1206200470035. Перед поверкой нормалемеры должны быть выдержаны на
рабочем месте в течение не менее 2 ч. Для ускорения процесса
выравнивания температуры нормалем-еры рекомендуется разме¬
щать на металлической плите, постоянно находящейся в помеще¬
нии, где производится поверка.6. Поверяемый элемент — внешний вид и взаимодействие ча¬
стей нормалемера.а) ТребованияНормалемеры должны снабжаться отсчетным устройством',,
цена деления и пределы измерений которого должны соответство¬
вать указанным в табл. 3.Таблица 3ТипоразмерынормалемеровЦена деления отсчетного
устройства
мм, не болееПределы измерений по шкале
отсчетного устройства
мм, не менее11200,0051,03000,011,07000,011,5Крепление отсчетного устройства должно быть надежным.
Измерительная губка должна перемещаться плавно, без скач¬
ков, заеданий и качки.На поверхностях нормалемеров не должно быть рисок, забоин,
следов коррозии и других дефектов, портящих внешний вид и
влияющих на эксплуатационные качества нормалемеров.Накатка головок стопорных винтов должна быть чистой и
равномерной.Острые углы и края на всех деталях нормалемера должны
быть притуплены.На корпусе нормалемера должно быть нанесено:товарный знак предприятия-поставщика;верхний предел измерения;заводской номер;год выпуска или его обозначение.б) Метод поверки117
Все элементы, перечисленные в п. 6а, поверяются наружным
осмотром’ и опробованием.7. Поверяемый элемент — жесткость крепления переставной
губки.а) ТребованияПереставная губка в закрепленном состоянии не должна пере¬
мещаться по штанге от приложенного к ней усилия в 10 кгс.б) Метод поверкиПоверка жесткости крепления переставной губки производится
путем подвешивания к ней груза (гири) в 10 кг при вертикальном
положении штакги.8. Поверяемый элемент—плоскостность измерительных по¬
верхностей губок.а) ТребованияОтклонение от плоскостности измерительных поверхностей гу¬
бок не должно превышать 1,2 мм (4 интерференционных полосы).б) Метод поверкиПоверка плоскостности измерительных поверхностей губок про¬
изводится интерференционным методом с помощью плоской стек¬
лянной пластины, которая накладывается на измерительную по¬
верхность. При этом добиваются такого контакта, при котором
наблюдалось бы наименьшее число интерференционных полос
(произвольной формы).9. Поверяемый элемент — параллельность измерительных пло¬
скостей губок.а) ТребованияНепараллельность измерительных плоскостей губок на длине20 мм не должна превышать величин, указанных в табл. 4.Т а б л и ц а 4Расстояние между губками
ммТипоразмеры нормалемеров120300| 700Непараллельность, .мкОт 40 до 10056Св. 100 250578250 700—79б) Метод поверкиПараллельность измерительных поверхностей губок поверяют
при помощи концевых мер 5-го разряда или 2-го класса при двух
расстояниях между губками:у нормалемеров типоразмера 120 — по концевым' мерам 40 и
110 мм;у нормалемеров типоразмера 300 — по концевым мерам 50 и
250 мм;118
у нормалемеров типоразмера 700 — по концевым мерам 150 и
700 мм.Каждую концевую меру устанавливают последовательно в че¬
тырех положениях, как показано на рис. 2, и каждый раз произ¬
водят отсчет по шкале индикатора. Ширина захватываемого края
измерительных поверхностей губок должна составлять при этом>1,0—1,5 мм, а расстояние между крайними положениями концевой
меры вдоль короткого ребра губок — не менее 7 мм (рис. 2а) и не
менее 15 мм вдоль длинного ребра (рис. 26).Разность между наибольшим и наименьшим показаниями по
шкале индикатора для данного раствора губок определяет откло¬
нение от параллельности измерительных поверхностей нормале-
мера.10. Поверяемый элемент — шероховатость измерительных по¬
верхностей губок.а) ТребованияШероховатость измерительных поверхностей губок должна
быть не ниже 11-го класса по ГОСТ 2789—59.б) Метод поверкиШероховатость измерительных поверхностей губок определяют
методом визуального сравнения с образцами шероховатости.11. Перед дальнейшей поверкой нормалемера следует пред¬
варительно произвести установку индикатора. Для этого следует
переставную губку подвести до контакта (но без нажима) с изме¬
рительной и в этом положении закрепить, вынув ключ. Затем в
прибор вставляют индикатор и, дав ему натяг в один оборот
стрелки, также закрепляют. Наконец, с помощью переставной губ¬
ки, дают йндикатору дополнительный натяг в 15 дел шкалы (при
цене деления индикатора 0,005 мм — в 30 дел) и, снова закрепив
переставную губку, устанавливают шкалу индикатора на нуль.В дальнейшем, в продолжение всей поверки, положение инди¬
катора и положение его нуля изменять не следует. Если положе¬
ние индикатора почему-либо сбито, его установку следует повто¬
рить.12. Поверяемый элемент — рабочий ход измерительной губки.а) ТребованияаРис. 2119
Рабочий ход измерительной губки должен быть равен:0,6 мм— у нормалемеров типоразмера 120;0,8 мм — у нормалемеров типоразмера 300;1,0 мм — у нормалемеров типоразмера 700.Общий ход измерительной губки должен превышать рабочий
ход не менее чем на 0,5 мм. Рабочий ход начинается после пере¬
мещения измерительной губки из свободного состояния на 0,15 мм.б) Метод поверкиПоверка рабочего хода измерительной губки производится не¬
посредственно по шкале индикатора после его установки. Одно¬
временно поверяют и величину общего хода измерительной губки.13. Поверяемый элемент — измерительное усилие нормалеме¬
ров.а) ТребованияИзмерительное усилие нормалемеров в пределах рабочего хода
измерительной губки должно быть:200—600 гс — у нормалемеров типоразмеров 120 и 300;600—1000 гс — у нормалемеров типоразмера 700.б) Метод повер киИзмерительное усилие нормалемеров поверяется в пределах
рабочего хода измерительной губки при помощи настольных ци¬
ферблатных весов. Для этого плоскостью измерительной губки
нажимают (через бумажную прокладку) на платформу весов и по
шкале весов непосредственно определяют измерительное усилие в
начале и в конце рабочего хода губки.Измерительное усилие норм-алемеров можно определять также
при помощи динамометра, помещаемого между их губками.
В этом случае измерительное усилие определяется также в начале и
в конце рабочего хода измерительной губки.14. Поверяемый элемент — погрешность и вариация показаний
нормалемеров.а) ТребованияДопускаемая погрешность показаний нормалемеров на любом
участке шкалы, соответствующем нормируемой величине переме¬
щения измерительной губки, в пределах всего рабочего хода губ¬
ки и вариация показаний нормалемеров не должны превышать ве¬
личин, указанных в табл. 5.Таблица 5'ТипоразмерынормалемеровНормируемая величина
перемещения
измерительной губки,
ммРасстояние между губками, ммот 40
до 60св. 60
до 100св. 100
до 160св. 160
до 250св. 250
до 400св. 400
до 700Допускаемая погрешность (±), мк0,17 1200,15—99———Вариация333———120
ПродолжениеРасстояние между губками, ммТипоразмерынормалемеровНормируемая вели¬
чина перемещения
измерительной губки,
ммот 40
до 60св. 60
до 100св. 100
до 160св. 160
до 250св. 250
до 400св. 40ft
до 700Допускаемая погрешность (^), мк3000,10,279121515—Вариация3,544,555—0,2 15 7000,30,4Вариация———5206286б) Метод поверкиПогрешность показаний нормалемеров поверяют при помощи
блоков концевых мер не ниже 5-го разряда или 2-го класса точ¬
ности номиналов, указанных в табл. 6.Таблица бТипоразмеры нормалемеровБлоки концевых мер,мм12051,0и51.1;81,0и81,15; 111,0и111,1530051,0и51,1;81,0и81,2;251,0и251,2700201,0и201,2;321,0и321,3;651,0и651,4Меньший (из пары) блок концевых мер вводят м'ежду губками
в средней их части и закрепляют переставную губку, как только
будет достигнут контакт блока с губками и стрелка индикатора
установится вблизи нуля шкалы, после чего делают первый отсчет.Затем вводят, ничего не меняя в установке, второй (больший)
блок концевых мер и снова производят отсчет по шкале индика¬
тора.В том же порядке производят отсчеты и по остальным двум
парам блоков концевых*мер.Наибольшее отклонение разности показаний (допускаемая по¬
грешность) по шкале индикатора от разности блоков концевых мер
каждой данной пары не должно превышать указанных в табл. 5.Поверку погрешности показаний нормалемеров каждой парой
блоков концевых мер следует производить на трех разных участ¬
ках шкалы индикатора: в начале, в середине и в конце (в преде¬
лах одного оборота).Вариацию показаний нормалемера определяют одновременно с
определением погрешности его показаний путем повторных отсче-121
тов при арретировании измерительной губки (не менее 5 раз), уста¬
новленной'по одному из каждой пары указанных выше блоков кон¬
цевых мер.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ15. Все результаты поверки нормалемеров заносят в протокол
или журнал поверок.16. Нормалемеры, удовлетворяющие требованиям ГОСТ
7760—59 и настоящей инструкции, признаются годными и на них
выдается свидетельство установленной формы.17. Нормалемеры, не удовлетворяющие требованиям ГОСТ
7760—59 и настоящей инструкции, бракуются и к применению не
допускаются.
Издание официальноеИнструкция разработана Харьковским
государственным институтом мер и изме¬
рительных приборов взамен инструкции122—53; утверждена Комитетом стандар¬
тов, мер и измерительных приборов при
Совете Министров Союза ССР 9 ноября
1962 г. и введена в действие 1 марта 1963 г.ИНСТРУКЦИЯ 122—62
ПО ПОВЕРКЕ ШТАНГЕНЗУБОМЕРОВИнструкция устанавливает средства и методы поверки штан-
гензубомеров, выпускаемых из производства (ГОСТ 163—41) и ре¬
монта, а также находящихся в применении.Соблюдение требований инструкции обязательно для всех ор¬
ганизаций и предприятий, проводящих поверку штангензубомеров.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Штангензубомеры предназначаются для измерения толщины
зубьев цилиндрических зубчатых колес с прямыми и косыми зубь¬
ями по постоянной хорде или по хорде делительной окружности.В соответствии с ГОСТ
163—41 штангензубомеры
выпускаются с ценой деле¬
ния нониусов 0,02 мм и сле¬
дующими пределами изме¬
рения:типоразмер I — для из¬
мерения зубчатых колес с
модулем от 1 до 18 мм,типоразмер II — для из¬
мерения зубчатых колес с
модулем ют 5 до 36 мм.2. Основными частями
штангензубомеров (рис. 1)
являются: штанги 1 и <5,
губка штанги 6, рамка сРис. 1губкой 4, рамка с линейкой 11, нониусы 3 и 10, высотная линейка 5,
зажимы рамки 7 и 12 и микрометрические подачи рамок 2 и 9
(винт, гайка, движок и зажим).II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ3. Поверке подлежат элементы штангензубомеров, приведенные
в таблице.123
Средства поверкиВиды поверокt=
^ ■
с
2ПоверяемыеэлементысеНX я
с §а*>л
О) CUК яНаименованиеТехническиехарактеристики<и Д
* о
£2
с 23 оA CU
_ С <я
Я 0Q
ftn н
с я иО)* СОС ж
е о
3 2
сп а>ял
си П
с яя
« яО х
<и О5 *а %о СК
х ссоЯ «1Внешний вид
и взаимодей¬
ствие частей
штангензубо-
мера6Щуп 0,07 ммГОСТ 882—64+++2Правиль¬
ность установ¬
ки нониусных
линеек7ЛупаЛекальная
линейка или
поверочная
плитаУвеличение
2 зхГОСТ 8026—64,
класс 1ГОСТ 10905-64,
класс 2++13Ширина
штрихов и раз¬
ница в ширине
и длине штри¬
хов шкал8Инструмен¬
тальный изме¬
рительный
микроскопГОСТ 8074—56+4Погрешностьпоказанийштангензубо-мера9Гладкие ка¬
либры-пробки
или роликиДиаметр:
3-5, 5-8,
18—20 и
, 35—40 мм.
Точность ат¬
тестации не
грубее
±0,005 мм-L1++Примечание. Знак w-f-e означает, что поверка проводится, знак „—*
означает, что поверка не проводится.III. ПОВЕРКА4. Температура помещения, в котором проводится поверка
штангензубомеров, должка быть 20±5°С.5. Поверяемые приборы и все средства поверки их до начала
поверки должны быть выдержаны на рабочем месте в течение не
менее 2 ч.6. Поверяемый элемент — внешний вид и взаимодействие ча¬
стей штангензубом'ера.а) ТребованияНа поверхностях штангензубомеров не должно быть пороков
и повреждений (коррозии, вмятин, забоин и пятен).Примечание. У приборов, находящихся в применении, допускаются не¬
значительные повреждения, не влияющие на точность приборов.Накатка на зажимах рамок и движков и на гайках микромет¬
рической подачи должна быть чистой и равномерной.124
Штрихи и цифры обеих шкал и нониусов штангензубомера
должны быть отчетливы на всем их протяжении, причем штрихи
нониусов должны доводить до кромок их скошенных краев.Зажимы рамок и движков должны надежно стопорить их на
штангах зубомера.Мертвый ход микрометрических винтов не должен превышать
XU оборота.Рамки с нониусами должны перемещаться по штангам плавно,
без рывксв и заеданий и без явно ощутимого люфта. Зазор между
нониусом и шгангой не должен превышать 0,07 мм.Губки зубомера должны сходиться, не оставляя видимого не¬
вооруженным глазом просвета между ними. Просвет не должен по¬
являться также при закреплении в этом положении подвижной
губки крепежным винтом.На кромках губок и торце высотной линейки не должно быть
каких-либо повреждений или следов износа.На штангах зубомера должно быть четко нанесено:товарный знак предприятия-поставщика;верхний предел измерения по модулю;заводской номер.На нониусной линейке зубомера должна быть обозначена точ¬
ность отсчета по нониусу (0,02 мм).б) Методы поверкиВсе элементы, перечисленные в п. 6а, поверяются наружным
осмотром и опробованием.Зазор между нониусом и штангой определяется с помощью
щупа.7. Поверяемый элемент — правильность установки нониусных
линеек.а) ТребованиеПри сдвигании губок до полного их соприкосновения штрихи,
соответствующие нулевому отсчету, должны совпадать.б) Методы поверкиПравильность установки нониусной линейки горизонтальной
шкалы поверяется при сдвинутых до отказа губках. Совпадение
нулевых штрихов шкалы штанги и шкалы нониуса поверяется
сначала при отпущенном, а затем при зажатом винте подвижной
губки.В обоих случаях при рассматривании в лупу не должно на¬
блюдаться заметного взаимного смещения нулевых штрихов.Правильность установки нониусной линейки вертикальной шка¬
лы поверяется после установки торцов губок в одной плоскости с
торцом высотной линейки с помощью лекальной линейки или на
поверочной плите при отпущенном и зажатом крепежном винте
движка высотной линейки.При рассматривании в лупу не должно наблюдаться заметного
смещения нулевых штрихов.125
8. Поверяемый элемент — ширина штрихов и разница в шири¬
не и длине штрихов шкал.а) ТребованияШирина штрихов на штангах и нониусах должна быть 0,06—0,1 мм. Разница в ширине штрихов в пределах каждой шкалы, а
также шкал штанг и нониусов одного штангензубомера не должна
превышать 0,02 мм.Разница в длине соответствующих штрихов в пределах одной
шкалы не должна превышать 0,25 мм.б) Методы поверкиШирина штрихов на штангах и нониусах, а также разница в
ширине и длине штрихов поверяется на инструментальном измери¬
тельном микроскопе.Ширину и длину штрихов штанг и нониусов определяют в трех
местах, равномерно расположенных вдоль шкалы.Разницу в ширине штрихов определяют из результатов изме¬
рения ширины штрихов.9. Поверяемый элемент — погрешность показаний штангензу¬
бомера.а) ТребованиеПогрешность показаний штангензубомера не должна пре¬
вышать 0,02 мм (по обеим шкалам
при закрепленном и незакреплен¬
ном положении рамки).б) Методы поверки
Правильность показаний штан¬
гензубомера поверяется при помо¬
щи цилиндрических калибров-про¬
бок или роликов по схеме рис. 2.Для поверки штангензубоме-
ров с пределами измерения по мо¬
дулю 1—18 мм следует применять
два ролика с диаметрами 3—5 и
18—20 мм, а для штангензубоме-
ров с пределами измерения по модулю 5—36 мм — два ролика с
диаметрами 5—8 и 35—40 мм.Поверка правильности показаний штангензубомера заключает¬
ся в сравнении результатов измерения с помощью зубомера вели¬
чины хорды сечения ролика, перпендикулярного оси, с ее расчет¬
ной величиной. Для этого вертикальную шкалу зубомера устанав¬
ливают на размер, подсчитываемый по формуле:u_d (1"—sin ад)п- 2Расчетный размер хорды определяют по формуле:S — d-cosoLA,126
где S — длина хорды;h — высота дуги, стягивающей хорду;d —диаметр ролика;ад — угол исходного контура.При ад =20° приведенные выше формулы принимают вид:S=0,9397d и /z=0,3290d.•Для определения погрешности показаний зубомера находится
наибольшая разность между средней арифметической величиной,
полученной в результате измерения на роликах, и расчетной вели¬
чиной длины хорды.Эта разность не должна превышать ±0,02 мм.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ10. Результаты поверки штангензубомера заносят в протокол
или журнал поверки.11. Штангензубомеры, удовлетворяющие требованиям ГОСТ
163—41 и настоящей инструкции, признаются годными к примене¬
нию и на них выдается аттестат или свидетельство установленной
формы. В противном случае штангензубомеры бракуются и к при¬
менению не допускаются.ЗаменаГОСТ 882—64 введен взамен ГОСТ 882—41.
ГОСТ 8026—64 введен взамен ГОСТ 8026—56.
ГОСТ 10905—64 введен взамен ОСТ 20149—39.
Издание официальноеИнструкция разработана Харьковским
государственным институтом мер и измери¬
тельных приборов взамен инструкции
125—57; утверждена Государственным ко¬
митетом стандартов, мер и измерительных
приборов СССР 17 октября 1964 г. и вве¬
дена в действие 1 апреля 1965 г.ИНСТРУКЦИЯ 125—64
ПО ПОВЕРКЕ МИКРОМЕТРОВ СО ВСТАВКАМИИнструкция устанавливает методы и средства поверки микро¬
метров со вставками с ценой деления 0,01 мм следующих типов:МВМ — микрометров со вставками для измерения метрических
и дюймовых резьб;МВТ — микрометров со вставками для измерения трапецеи¬
дальных резьб и с шаровыми вставками;МВП — микрометров с плоскими вставками.Инструкция распространяется на микрометры со вставками,
выпускаемые из производства (ГОСТ 4380—63) и ремонта, а так¬
же находящиеся в применении (в том числе на микрометры, выпу¬
щенные до утверждения ГОСТ 4380—63, и на импортные образцы).Соблюдение требований инструкции обязательно для всех орга¬
низаций и предприятий, проводящих поверку микрометров со
вставками.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Микрометры типа МВМ предназначены для измерения сред¬
него диаметра метрических и дюймовых резьб.Микрометры типа МВТ предназначены для измерения среднего
диаметра трапецеидальных резьб, а также для измерения фасон¬
ных деталей.Микрометры типа МВП предназначены для измерения деталей
из мягких материалов.,Пределы измерения и величина измерительного перемещения
микрометрического винта для микрометров со вставками приве¬
дены в табл. 1.Таблица 1ТипымикрометровПределы измерения микрометров в
ммВеличина измеритель¬
ного перемещения
микром етрич еского
винта в ммМВМ0-150-250--25; 25-50; 50-75; 75—100; 125—150;
-175; 175—200; 200-225; 225-250;
-275; 275-300; 300-325; 325-35025128
ПродолжениеТипымикрометровПределы измерения микро
мм1метров йВеличина измеритель¬
ного перемещения;
микрометрического
винта в ммМВТ0—202020—45; 45-70; 70—95; 95-120; 120—145;
145—170; 170-195; 195-220; 220-245;
245—270; 270-295; 295-320; 320-34525мвп0—252. Основными частями микрометров со вставками (рис. 1) яв¬
ляются: стальная или чугунная скоба I, пятка 2, микрометриче¬
ский винт 3, стебель 4, барабан 5, вставки — призматическая 6',2 3 4 5Рис. Iконическая 7, укороченная коническая 8, плоская 9, шаровая 10 и
установочная мера 11.Примечание. Наименования вставок призматическая, конусная, плоская
и шаровая определяются формой измерительных поверхностей.II. ОПЕРАЦИИ, ПРОИЗВОДИМЫЕ ПРИ ПОВЕРКЕ,И ПРИМЕНЯЕМЫЕ СРЕДСТВА3. Операции, производимые при поверке, и применяемые сред¬
ства приведены в табл. 2.5 Зак. 163 12§
Таблица 2® нВиды поверок№ п/п.Операции, производимые
при поверкеНомера пункте
настоящей инс
рукцииСредства поверкиПри выпуске
из производ¬
стваПри выпуске
из ремонтаНаходящихся
в применении1Проверка внешнего
вида микрометра9—+++2Поверка взаимодей¬
ствия частей микро¬
метра10+++3Поверка шерохова¬
тости измерительных
поверхностей вставок
и установочных мер11Образцы шерохова¬
тости поверхности
ГОСТ 9378—60++4Поверка размеров
элементов отсчетных
устройств12Инструментальный
микроскоп типа ММИ
или БМИ или отсчет-
ный микроскоп типа
МПБ-2+5Определение рас¬
стояния от стебля до
верхнего края торца
скоса барабана13Щуп или концевая
мера длины, размер
0,45 мм++6Поверка измеритель¬
ного усилия микромет¬
ров14Циферблатные весы
типа ВНЦ, штатив или
динамометр. Приспо¬
собление для поверки
больших микрометров+++7Поверка погрешно¬
сти показаний микро¬
метрической пары мик¬
рометров15Плоскопараллельные
концевые меры длины
5-го разряда, инструк¬
ция 100—60, или клас¬
са 3, ГОСТ 9038-59+++вПоверка плоскост¬
ности измерительных
поверхностей плоских
вставок16Плоские класса 2,
ГОСТ 2923—59 или
плоскопараллельные
по ГОСТ 1121—54
стеклянные пластины+++9Поверка параллель¬
ности измерительных
поверхностей плоских
вставок микрометров
МВП17Концевые меры дли¬
ны 5-го разряда или
класса 4, инструкция
100-60+++10Поверка вставок18Универсальный из¬
мерительный микро¬
скоп, измерительные
ножи, переходная ко¬
нусная втулка++130
ПродолжениеGQВяды поверокесгОперации, производимые
при поверкеНомера пункте
настоящей ин¬
струкцииСредства поверкиПри выпуске
из производ¬
стваПри выпуске
из ремонтаНаходящихся
в применениииПоверка правильно¬
сти показаний микро¬
метров со вставками19Набор установоч¬
ных мер к микромет¬
рам со вставками
ГОСТ 4380—63 или
набор резьбовых ка¬
либров.Концевые меры 5-го
разряда, инструкция
100—60 или класса 3,
ГОСТ 9038—59+++12Поверка угла про¬
филя установочных
мер20Универсальный из¬
мерительный микро¬
скоп типа УИМ-21
и лекальная линейка
класса 1, ГОСТ 8026—64++13Поверка размера
установочных мер к
микрометрам21Универсальный из-
' мерительный микро¬
скоп типа УИМ-21,
окулярная головка
двойного изображе¬
ния, концевая изме¬
рительная машина и
специальные наконеч¬
ники+++Примечание. Знак означает, что поверка производится, знак „—
что поверка не производится.III. ПОВЕРКА4. Температура помещения, где производится поверка микро¬
метров, не должна выходить за пределы, указанные в табл. 3.Таблица 3Верхний предел измерения
микрометров в ммДопустимое отклонение
температуры от 20°С в °СДо 50±6От 75 до 150±4175 350±35. Перед поверкой микрометр, вставки и установочные меры
должны быть вынуты из футляра, промыты чистым' авиационным5*131
бензином, протерты чистой салфеткой и разложены на металли¬
ческой плите, находящейся в помещении, где производится повер¬
ка. В этом положении они должны находиться не менее 1 ч.При отсутствии плиты микрометр, вставки и установочные
меры могут находиться в открытом футляре. Выдержка их в этом
положении должна быть не менее 3 ч.6. Поверяемый микрометр, вставки, установочные меры и плос¬
копараллельные меры длины при поверке следует брать с по¬
мощью полотняной либо любой другой теплоизолирующей (напри¬
мер, капроновой) салфетки.7. При отсчете показаний следует применять лупу. Необходимо
избегать параллакса.8. Поворот микрометрического винта при поверках должен осу¬
ществляться путем плавного вращения трещотки до проскальзы¬
вания: на полном обороте — при поверке измерительного усилия и
на трех-четырех зубцах — при прочих поверках.9. Операция — проверка внешнего вида микрометра.а) ТребованияУ микрометров и установочных мер наружные поверхности де¬
талей не должны иметь пороков (вмятины, заусенцы, ржавчина,
забоины). Штрихи шкал должны быть ровными, четкими, равно¬
мерными по толщине и окрашены. Кромка конической части бара¬
бана должка быть ровной, без зазубрин и прорезов. Наружные
поверхности микрометров всех типов, за исключением микрометри¬
ческого винта, пятки, вставок и измерительных поверхностей уста¬
новочных мер, должны иметь антикоррозийное покрытие. (У мик¬
рометров, выпущенных до введения ГОСТ 4380—63, неизмеритель¬
ные поверхности установочных мер могут не иметь антикоррозий¬
ного покрытия). На измерительных поверхностях вставок к микро¬
метрам’ не должно быть видимых дефектов при наблюдении в лупу
с увеличением 4 х — 6х.На скобе микрометра должны быть нанесены марка завода-
изготовителя, пределы измерения* цена деления (0,01 мм) и номер
микрометра.Нерабочие поверхности установочных мер должны быть чисто
обработаны и на них должны быть нанесены марка завода-изгото-
вителя, угол профиля поверяемой резьбы и номинальный размер
меры.На хвостовой части конических и призматических вставок дол¬
жен быть нанесен условный номер, расшифровка которого должна
быть указана на укрепленной в футляре специальной таблице.
(У микрометров, выпущенных до введения ГОСТ 4380—63, на
хвостовой части вставок могут быть намаркированы пределы резь¬
бы по шагу, для поверки которой предназначены данные вставки.)На хвостовой части плоских вставок, поставляемых отдельно
от микрометра, должен быть нанесен товарный знак завода-изго-
товителя, у шаровых вставок, кроме этого, также диаметр их ша¬
ровой поверхности^132
6) Метод поверкиВсе элементы, перечисленные в п. 9я, поверяются наружным
осмотром.10. Операция — поверка взаимодействия частей микрометра.а) ТребованияМикрометрический винт при вращении его за головку трещотки
должен продвигаться в гайке без ощутимой качки, при этом’ не
должно наблюдаться трения барабана о стебель.Трещотка при сведенных вставках микрометра должна прово¬
рачиваться равномерно, без рывков и заеданий.Стопорное устройство должно надежно стопорить винт, не поз¬
воляя ему проворачиваться при вращении головки трещотки.При установке микрометра на нуль (при соприкосновении изме¬
рительных поверхностей микрометра между собой или с устано¬
вочной мерой) начальный штрих шкалы стебля должен быть ви¬
ден целиком, но расстояние от торца конической части барабана
до ближайшего края штриха не должно превышать 0,1 мм.Все вставки данного микрометра должны плотно до упора
входить в гнезда пятки и винта, причем призматические вставки
должны проворачиваться от руки.б) Метод поверкиПоверка производится опробованием.11. Операция — поверка шероховатости измерительных поверх¬
ностей вставок и установочных мер.а) ТребованияШероховатость измерительных поверхностей вставок и устано¬
вочных мер должна соответствовать указанной в табл. 4.Таблица 4Наименование измерительной поверхностиКласс чистоты
по ГОСТ 2789—59, не грубееИзмерительные поверхности резьбовых и шаро¬9вых вставокИзмерительные поверхности плоских вставок12Измерительные поверхности установочных мер10б) Метод поверкиИзмерение шероховатости измерительных поверхностей вставок
и установочных мер производят методом визуального сличения с
соответствующими образцами шероховатости поверхности.12. Операция — поверка размеров элементов отсчетных уст¬
ройств.а) ТребованияШирина продольного штриха на стебле и штрихов делений на
стебле и барабане должна быть равна 0,2±0,05 мм. Разница в ши¬
рине отдельных штрихов в пределах одной шкалы не должна пре¬
вышать 0,05 мм.133
б) Метод поверкиИзмерение ширины штрихов производится с помощью инстру¬
ментального или отсчетного микроскопа МПБ-2.На каждой шкале микрометра (барабане* стебле) измеряется
не менее трех штрихов на трех различных участках шкалы, отстоя¬
щих приблизительно на равных расстояниях друг от друга. Шири¬
на продольного штриха на стебле измеряется в трех участках,
равномерно распределенных по длине последнего.13. Операция — определение расстояния от стебля до верхнего
края торца скоса барабана.а) ТребованияРасстояние от стебля до верхнего края торца скоса барабана
у продольного штриха не должно превышать 0,45 мм.б) Метод поверки,Расстояние от стебля до верхнего края торца скоса барабана
определяют путем сравнения его с размером' щупа или концевойЩуп или концебая мерамеры любого класса. Щуп
(концевую меру) размеров0,45 мм прикладывают к стеб*
лю в месте продольного штри¬
ха (рис. 2) и, наблюдая не¬
вооруженным глазом, оцени¬
вают, не выступает ли верхний
край кромки барабана за раз¬
мер щупа (меры). Размер а
должен быть меньше размера
щуп& (меры) или равен ему.14. Операция — поверка
измерительного усилия микро¬
метров.а) ТребованияИзмерительное усилие микрометров на плоскую поверхность
должно быть з пределах 5—9 н ( — 500—900 гс), а колебание измег
рительного усилия для одного микрометра не должно превышать2 н (~200 гс).б) Метод поверкиИзмерительное усилие поверяют весовым или динамометриче¬
ским методом.Рис. 2Весовой методНа площадке циферблатных весов укрепляют пластинку с пло¬
ской поверхностью. Показание весов путем наложения груза на
вторую площадку приводят к нулю. Микрометр с плоской встав¬
кой в микрометрическом винте устанавливают на какое-либо деле1
ние шкалы м*ежду 20 и 25 мм, после чего укрепляют вертикально
в жесткой стойке.134
Вращая микрометрический винт при помощи трещотки, приво¬
дят его измерительную поверхность в контакт с поверхностью пла¬
стинки весов и после проскальзывания трещотки отсчитывают
величину измерительного усилия по шкале весов.Для определения колебания измерительного усилия микромет¬
ров, выпускаемых из производства, такие же измерения произво¬
дят при установке микрометра на какое-либо показание шкалы
между 0 и 5 мм, а также между 10 и 15 мм. Наибольшая разность
отсчетов по шкале весов во всех трех случаях не должна превы¬
шать 2 н ( — 200 гс).Динамометрический методИзмерительное усилие микрометра может поверяться также
с помощью специального пружинного динамометра.Динамометр располагают между измерительными поверхностя¬
ми микрометра [две плоские вставки или плоская (в пятке) и ша¬
ровая].Вращая микрометрический винт за трещотку до ее проскаль¬
зывания, замечают, находится ли торец скоса динамометра между
рисками, определяющими допускаемые пределы измерительного
усилия.При поверке измерительного усилия микрометров с верхним*
пределом измерения свыше 25 до 100 мм в качестве удлинителя
для динамометра можно использовать концевые меры или блоки
концевых мер с размером1, равным нижнему пределу измерения
данного микрометра (рис. 3).Рис. 3Измерительное усилие у микрометров с верхним пределом из¬
мерения свыше 100 мм поверяют с помощью динамометра и при¬
способления для поверки показаний больших микрометров
(рис. 4),135
15. Операция — поверка погрешности показаний микрометри¬
ческой пары микрометров.Приспособление для поверки погрешности
\показаний больших микрометрова) ТребованияПогрешность микрометрической пары микрометров не должна
превышать величин, указанных в табл. 5.Таблица 5Верхние пределы измерений микрометров
в ммДопустимая погрешность
микрометрической пары в
мк (±)МВМ и мвпМВТ25; 5020; 45475; 10070; 954125; 150120; 1455175; 200170; 1955225; 250; 275220; 245; 2706300; 325; 350295; 320; 3457б) Метод поверкиПравильность показаний микрометрической пары микрометров-
поверяют с помощью плоской (в пятке) и шаровой вставки и кон¬
цевых мер 5-го разряда или 3-го класса в следующих шести точ¬
ках: N; N+5 мм; N+10 мм; N+ 15 мм; N + 20 мм; N+25 лш, где
N — нижний предел измерения данного микрометра.Для удобства работы микрометр закрепляется в стойке.136
Правильность показаний микрометрической пары микрометров
с нижним1 пределом измерения свыше 100 мм допускается поверять
с помощью приспособления для поверки погрешности показаний
больших микрометров с плоской вставкой (в винте).В этом случае допустимое значение погрешности микрометри¬
ческой пары для микрометров с любым пределом измерения бе¬
рется как для микрометров с пределом измерения 0—25 мм.16. Операция — поверка плоскостности измерительных поверх¬
ностей плоских вставок.а) ТребованияОтклонение от плоскостности измерительных поверхностей
плоских вставок не должно превышать 0,9 мк (трех интерферен¬
ционных полос).б) Метод поверкиОтклонение от плоскостности измерительных поверхностей пло¬
ских вставок определяют интерференционным методом с помощью
плоской 2-го класса или плоскопараллельной стеклянной пласти¬
ны, которая накладывается на измерительную поверхность. При
этом добиваются такого контакта, при котором наблюдалось бы
наименьшее число интерференционных полос.Отклонение от плоскостности определяют путем' подсчета ин¬
терференционных полос или колец. Подсчет полос (колец) произ¬
водят, отступив на 0,5лшот края
измерительной поверхности. j17. Операция — поверка па¬
раллельности измерительных по¬
верхностей плоских вставок ми¬
крометров MB П.а) ТребованияИзмерительные поверхностиплоских вставок у микрометров2типа мвп не должны иметь от¬
клонения от параллельности бо¬
лее чем на 4 мк.б) Метод поверкиПараллельность измеритель¬
ных поверхностей плоских вста¬
вок поверяют по одному из бло¬
ков концевых мер, используемыхпри поверке погрешности пока- Рис. 5заний микрометра.Блок концевых мер устанавливают между измерительными
поверхностями микрометра в четырех попарно диаметральных
.положениях 1—3 и 2—4 (рис. 5). Для исключения влияния не¬
параллельное™ концевых мер, их устанавливают между измери¬
тельными плоскостями микрометра во всех четырех положениях
одним краем (А—В). Отклонение от параллельности измеритель¬
ных поверхностей вставок при данном их взаимном расположениизРис. 5137
определяют как наибольшую разность отсчетов микрометра, соот¬
ветствующих четырем положениям меры.Эта операция производится четыре раза, при этом вставка рас¬
положенная в пятке, последовательно поворачивается вокруг своей
оси каждый раз на четверть оборота.За отклонение от параллельности измерительных поверхностей
вставок принимается максимальное из отклонений, определенных
в каждом из четырех взаимных расположений вставок.18. Операция — поверка вставока) ТребованияКоличество и тип комплектующих микрометров вставок долж¬
ны соответствовать требованиям ГОСТ 4380—63 (или тому стан¬
дарту, в соответствии с которым выпущен из производства данный
микрометр).Отклонение размеров рабочего профиля вставок не должно*
превышать величин, указанных в табл. 6б) Метод поверкиВсе элементы, перечисленные в табл. 6, поверяются с помощью
универсального измерительного микроскопа.Вставки с помощью специальной переходной конусной втулки
устанавливают в скалки центровых бабок микроскопа. Высоту
профиля, смещение ребра двухгранного угла и вершины конуса*
ширину рабочего профиля, диаметр малого основания конуса п
ширину канавки у вставок следует измерять, пользуясь окулярной
сеткой универсальной штриховой головки. Половины углов рабо¬
чего профиля вставок следует измерять с помощью измерительных
кожей.Величина смещения ребра двухгранного угла призматических
вставок определяется относительно оси центров микроскопа. По¬
ложение оси центров предварительно фиксируют обычным мето¬
дом (т. е. в скалки устанавливают прямые центра и с помощью
сплошных линий окулярной сетки находят положение оси
центров).Величину смещения вершины конуса у конических вставок сле¬
дует производить в двух ее положениях (вставка поворачивается
на четверть оборота вокруг своей оси).19. Операция — поверка правильности показаний микрометров
со вставками.а) ТребованияПогрешность показаний микрометров МВМ и МВТ не должна
превышать величин, указанных в табл. 7.Погрешность показаний микрометров МВП не должна превы¬
шать ±0,005 мм.б) Метод поверкиПравильность показаний микрометров со вставками поверяют
одним из следующих двух методов:по двум аттестованным установочным мерам,, соответствующим138
? а 6 л и ц а бТип микрометраШаг резьбы
в мм или
число ниток
на 1"Высота
профиля
призматических
и укорочен¬
ных кониче¬
ских вставокДо ускаемое смешение
(±)Допускаемые отклоненияребра двух¬
гранного
угла приз¬
матических
вставоквершины ко¬
нуса кониче¬
ских и уко¬
роченных
конических
вставокполовины у
встапризматиче¬скихгла профиляВОКконических и
укороченных
коническихширины рабо¬
чего профиля
посередине его
высоты у приз¬
матических и
укороченных
конических
вставокдиаметра мало¬
го основания
конуса кониче¬
ских и укоро¬
ченных кони¬
ческих вставок
от ширины ка¬
навки парной
призматиче¬
ской вставкиммминмм0,4-0,450,10-0,120,0150,01026130,0100,0100,5-0,60,10—0,120,0150,01026130,0120,0120,7-0,80,12—0,200,0150,01020100,0150,015МВМ (для мет¬1-1,250,15—0,250,0200,0151470,0200,025рической резьбы)1,5-1,750,22-0,400,0200,0151470,0250,0402-2,50,25—0,500,0200,015И60,0300,0503-40,45-0,700,0300,020950,0350,0804,5-60,70—1,100,0300,020840,0450,10028—240,15-0,250,0150,0101580,0200,02520-160,22-0,400,0150,0101370,0250,040МВМ (для дюй¬14—110,25-0,500,0200,0151160,0300,050мовой резьбы)10-80,45-0,700,0200,015950,0350,0807-50,60—0,900.0300,020840,0450,1004,5-30,80-1,200,0300,020840,0600,12020,3—0,50,0150,010И60,040,1030,5-0,80,0150,010950,050,1240,6-1,00,0200,015950,060,15МВТ50,8-1,20,0200,015840,080,1861,0-1,50,0200,015840,100,2081,5-2,00,0300,020630,120,22101,5—2,00,0300,020630,150,25121,5—2,00,0300,020630,200,30
нижнему и верхнему пределам измерения поверяемого микро¬
метра;по аттестованной установочной мере (на нижнем пределе) в
аттестованным .резьбовым калибрам, соответствующим по номи¬
нальному значению шага резьбы каждой паре входящих в ком¬
плект микрометра вставок.Таблица 7Шаги резьб в ммЧисло ниток
на 1"Допускаемая погрешность показаний микро¬
метров (±) в мм при пределах измеряемых
размеровметрическихтрапецеидаль¬ных0—50 мм50-100 мм100— 200 мм200-350 мм0,4-0,45
0,5-0,6
0,7-0,8-28-240,010—-—1—1,251,5-1,75—20-1614—110,0100,0130,015—■2-2,5210-80,0130,0150,0203-44,5-63; 4; 5; 6
8; 10; 127—54,5-30,0150,0250,0250,035Правильность показаний микрометра со вставками по двум
установочным мерам поверяют в следующем порядке.В гнезда микрометра вставляют одну пару вставок из числа
входящих в комплект, и микрометр регулируют на «нулевой» от¬
счет по установочной мере, соответствующей нижнему пределу
измерения микрометра.После установки в нулевое положение производят четыре от¬
счета по шкале барабана микрометра, поворачивая каждый раз
призматическую вставку на четверть оборота.Затем производят отсчет при установке винта микрометра по
установочной мере, соответствующей верхнему пределу измерения,
(Призматическая вставка может находиться в любом- положении.)Наибольшая разность между любым из «нулевых» отсчетов;
(произведенных при четырех положениях призматической вставки)
и отсчетом по установочной мере, соответствующей верхнему пре¬
делу измерения поверяемого микрометра, не должна превышать
величин, указанных в табл. 7Такую же поверку производят с каждой парой вставок, входя¬
щих ц комплект данного м-икрометра.140
Поверку правильности показаний микрометров со вставками
по аттестованной установочной мрре и аттестованным резьбовым
калибрам производят аналогично одисанной выше, только конеч¬
ный- ,отсчет в этом случае производят при установке микрометра
по аттестованным калибрам,' имеющим; средний диаметр, близкий
к ^верхнему пределу измерения микрометра, и соответствующим
по! номинальному значению шага резьбы каждой паре, входящих
в комплект микрометра, вставок *Запись в протоколе поверки можно вести по форме, указанной
в табл. 8.Таблица 8Предел
измерения
микро¬
метра
в ммШаг резьба в мм
или число ниток
на 1"„Нулевые"
отсчеты А в
мкКонечный отсчет В
в мкНаибольшая разность
отсчетов С=В—А
в мкПоправка на мень¬
шую меру 'Д1 в мкПоправка на боль¬
шую меру или ка¬
либр Д2 в мкРазность поправок
на меры /=Д.2—Дi
в мкПогрешность микро¬
метра со вставками
q=C—l в мкЗаключе¬
ние о год¬
ности1IIшIV50-751,250+2—2+1+9+и+ 1,2-0,5-1,7+12,7ГоденАналогичным образом осуществляют поверку правильности по¬
казаний и у микрометров типа МВП. «Нулевые» отсчеты произво¬
дят при четырех положениях вставки, расположенной в пятке;
конечный — по блоку концевых мер (5-й разряд или 3-й класс)
с номинальным размером 25 мм. Наибольшая разность между
любым из «нулевых» отсчетов и конечным отсчетом по блоку кон¬
цевых мер не должка превышать 0,005 мм.20. Операция — поверка угла профиля установочных мер.а) ТребованияУгол профиля установочных мер для измерения метрических
резьб должен быть равен 60°, дюймовых —г 55°, трапецеидальных
резьб — 30°.Отклонение половины угла профиля установочных мер не долж¬
но превышать ±2'б) Метод повер.киУгол профиля установочных мер поверяют на универсальном
микроскопе проекционным1 методом.Меру с номинальным размером до 195 мм крепят прижимами
непосредственно к столу микроскопа и выравнивают так, чтобы
линия, соединяющая вершины ее углов (ось меры), совпадала с
направлением движения продольной каретки.* Поверка правильности показаний микрометров со вставками по аттесто¬
ванным резьбовым калибрам рекомендуется только при периодических поверках
микрометров на предприятиях в процессе эксплуатации.141
Для нахождения вершин углов меры используют имеющиеся на
окулярной сетке микроскопа перекрестие с углом 60°. Затем, как
обычно при измерении углов проекционным методом, определяют
половины углов: аг, а2; Pi и р2 относительно оси меры (рис. 6).При измерении каждой половины угла следует делать по три
независимых установки штриховой линии сетки микроскопа по
стороне угла, и за результат измерения принимать среднее ариф¬
метическое из полученных трех отсчетов.Такие же измерения производят, перевернув меру обратной сто¬
роной (маркировкой вниз).Половины углов профиля у мер с размером свыше 195 мм по¬
веряют подобным же образом (проекционным методом* с трехкрат¬
ным отсчетом), но меру не крепят к столу микроскопа, а прижи¬
мают своей боковой поверхностью к укрепленной на столе микро¬
скопа лекальной линейке, боковую грань которой выставляют по
направлению движения продольной каретки. Смещая меру вдоль
грани линейки, пока тог или ииой конец ее не появится в поле зре¬
ния микроскопа, измеряют наблюдаем-ые при этом половины углов
относительно боковой поверхности меры. Одновременно делают
отсчеты по поперечной шкале микроскопа, определяющие положе¬
ние вершины углов меры относительно линии измерения.Если разность этих отсчетов б равна или превышает 25 мк, то
для нахождения значений половин угла относительно оси меры
в полученные результаты измерения должна быть внесена поправ¬
ка с соответствующим знаком, абсолютное значение которой в ми¬
нутах находят по табл. 9.Таблица 9Разность отсчетов
по поперечной шкале
6 в мкНоминальный размер меры в мм2002252202502452752703002953253^0минуты (')От 25 до 500,50,50,50,50,50,5Св. 50 1001,51,01,01,01,01,0100 1502,02,01,51.51,51,5150 2003,02,52,52,02,02,0200 2504,03.53,03,02,52,5250 3005,04,04,03,53,03,0300 3505,55,04,54,03,53,5350 4006,56,05,04,54,54,0400 4507,56,56,05,55,04,5450 5008,07,56,56,05,55,0142
21. Операция — поверка размера установочных мер к микро¬
метрам.а) ТребованияРазмер установочных мер микрометров с резьбовыми вставка¬
ми должен соответствовать нижнему пределу измерений данным
микрометром*.Отклонения размеров установочных мер не должны превышать
величин, указанных в табл. 10.Таблица 10Номинальный размер установоч¬
ной меры в ммДопустимое
отклонение
в мм
(±)Номинальный размер устано¬
вочной меры в ммДопустимое
отклонение
в мм
(±)для метриче¬
ских и дюймо¬
вых резьбдля трапецеи¬
дальных резьбдля метриче¬
ских и дюй¬
мовых резьбдля трапецеи¬
дальных резьб25200,00252001950,006050450,00302252200,006575700,00352502450,0070100950,00402752700,00801251200.00453002950,00851501450,00503253200,00901751700,0055———У микрометров, находящихся в применении и выпускаемых из
ремонта, разрешается изменение номинального размера установоч¬
ных мер до 0,050 мм.В этих случаях на установочной мере должен быть отчетливо
нанесен измененный размер (с точностью до 0,005 мм для мер с
номинальным размером до 150 мм и с точностью до 0,010 мм для
мер с номинальным размером от 150 до 325 мм). Для этих уста¬
новочных м-ер действительны приведенные в табл. 10 значения до¬
пусков измененного номинального размера.б) Метод поверкиРазмер установочных мер может быть поверен с помощью уни¬
версального микроскопа или на концевой измерительной машине.Поверку на универсальном микроскопе производят с примене¬
нием окулярной головки двойного изображения.Установочная мера предварительно выравнивается на столе
микроскопа так, чтобы ее ось была параллельна продольному143
ходу. При выравнивании меры ^применяется универсальная оку¬
лярная штриховая головка.После выравнивания меры универсальную окулярную штрихо¬
вую головку заменяют на головку двойного изображения и изме¬
ряют 1\ и /2 (рис. 7).Размер меры определяют следующим образом:/'=-^±4 (огде Г — размер меры;1\ и /2 — расстояние между ее взаимно параллельными измери¬
тельными поверхностями.Затем меру переворачивают и кладут на стекло стола микро¬
скопа своей другой стороной (немаркированной).После выравнивания меры вновь измеряют 1\ и /2 так, как это
было описано выше, и определяют ГОба размера меры /' и определенные по двум ее сторонам,
не должны иметь отклонения от ее номинального размера более
чем на величину, указанную в табл. 10.За действительное значение размера меры принимают среднее
арифметическое из размеров меры, определенных по двум ее сто¬
ронамОписанным выше методом возможно поверять размер только
для установочных мер с номинальным размером до 195 мм вклю¬
чительно.Размер установочных мер для резьбовых микрометров возмож¬
но поверять также и на концевой измерительной машине с по¬
мощью специальных наконечников.На рис. 8 приведена схема поверки. На измерительный стер¬
жень оптим-етровой трубки машины надевают шаровой наконеч¬
ник, а на измерительный стержень пиноли — роликовый. Ролико¬
вый наконечник устанавливают таким* образом, чтобы оси роликов
располагались горизонтально.Перед установкой машины на начальный отсчет (нуль) враще¬
нием вертикального установочного винта пиноли роликовый нако-144
нечник устанавливают таким образом, чтобы ролики на глаз рас¬
полагались симметрично по отношению к шарику. После этого
наконечник вводят в контакт. Правильность установки роликового
наконечника проверяют путем арретирования шарикового наконеч¬
ника. При пятикратном арретировании вариация показаний по
шкале оптиметра не должна превышать 0,5 мк. Если при аррети¬
ровании наблюдается вариация, превосходящая 0,5 ж/с, то, вра¬
щая винт вертикальной установки измерительного стержня пиноли,
добиваются допустимого значения вариации. Затем, вращая винт
горизонтальной установки измерительного стержня пиноли, доби¬
ваются наибольшего показания по шкале оптиметра.После этого вновь необходимо проверить величину вариации
показаний по шкале оптиметра. Если величина вариации по-преж¬
нему лежит в допустимых пределах, переходят к измерению раз¬
мера поверяемой установочной меры, в противном* случае нако¬
нечники устанавливают заново.ПоверяехМую установочную меру вводят между измерительными
поверхностями наконечников. Удерживая меру неподвижно отно¬
сительно шарового наконечника, другой ее конец перемещают в
горизонтальной плоскости между роликами другого наконечника.
Если мера со стороны ее острого угла имеет конус, то. добиваются
максимума показаний; если мера, имеет призму, то добиваются
минимума показаний. Затем меру слегка покачивают вокруг ее
оси, добиваясь при этом минимума показаний (эта установка про¬
изводится только в том случае, если мера имеет со стороны ее
острого угла в качестве образующей конус).Отсчет по шкале оптиметра записывают в протокол. После
этого мера помещается между наконечниками другой стороной
(перевернутая вокруг своей оси на пол-оборота). Размер меры
измеряют вновь и записывают в протокол.Запись в протоколе поверки можно вести по форме, указанной
в табл. 11.Таблица 11Номинальный
размер меры
в ммОтсчеты по оптиметру в мкПоправка
на машину
в мкДействитель¬
ное отклоне¬
ние меры
в мкДействитель¬
ный размер
меры в ммI поло¬
жение
мерыII поло¬
жение
мерысреднее
положе¬
ние меры175+3,0+4,0+3,5-1,2+2.3175,0023IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ22. В удостоверение поверки в органах Комитета стандартов,
иер и измерительных приборов при Совете Министров СССР вы¬
дается свидетельство установленной формы или производится от¬
метка в паспорте, составленном органами ведомственного надзора145
на поверяемый микрометр со вставками, с наложением оттиска
поверительного клейма в месте отметки на паспорте.23. Результаты поверки микрометров со вставками органами
ОТК завода-изготовителя оформляются путем выдачи выпускного»
аттестата.24. Результаты ведомственной поверки оформляются путем от¬
метки в паспорте, составленном органами ведомственного надзора
за м-ерами и измерительными приборами.25. При несоответствии требованиям, изложенным в настоящей,
инструкции, микрометр к выпуску и применению не допускается..
ПРИЛОЖЕНИЕ 1ПЕРЕЧЕНЬнестандартных средств и приспособлений для поверки микрометров
со вставками, рекомендуемых в настоящей инструкцииНаименованиеЭскизные чертежи с указанием технических требований> £о о
‘„тех
* с х яСпециаль¬
ный динамо¬
метрПриспо¬
собление для
поверки по
грешности
показаний
больших
микромет¬
ров~гз14Риски наносятся после тарирования пружины
силой в 5 и 9 я (^500 и 900 гс)А-А14,15147
ПродолжениеНаименованиеЭскизные чертежи с указанием технических требованийяпЗЗCl О я г“till
о го ог GS3Переход¬наяконуснаявтулка181. Биение конуса относительно, диаметра 3,48 мм
не более 3 мк.2. Свободные размеры — по 7-му классу точности.3. Материал — сталь марки У8А, калить до HRC
45—50.Специаль¬
ны^
наконечники
к концевой
машине1. Диаметр шарика dm выбирается из расчета касания
его с плоскостями призмы меры в их средней части.2. Диаметры роликов dp должны быть равны диаметру
шарика. Допустимая разница dm и dp—не более 0,5 мм.3. Расстояние между центрами роликов а = (d? 4- dm)XаXcos-y--4. dm и dp должны быть измерены с точностью не ниже0,001 мм.5. Разность диаметров роликов не должна превышать0,001 мм.6. Допуск на размер а±0,005 мм.21148
ПРИЛОЖЕНИЕ гМЕТОДИКА ПОВЕРКИ СПЕЦИАЛЬНЫХ НАКОНЕЧНИКОВ,
СЛУЖАЩИХ ДЛЯ ПОВЕРКИ УСТАНОВОЧНЫХ МЕРНа измерительных поверхностях наконечников (шарике и роликах) при
наблюдении в лупу с увеличением 8 < lOx не должно быть дефектов (цара¬
пин, забоин, коррозии и видимого износа).Диаметр шарика поверяется на вертикальном оптиметре или вертикальном'
длиномере с помощью плоского наконечника.Роликовый наконечник поверяют на универсальном микроскопе. Наконечник:
устанавливают на столик микроскопа своим фланцем и, наблюдая в проходящем,
свете, измеряют расстояние между роликами. При измерении применяют головку
двойного изображения.Допускаемые отклонения от номинального размера:диаметра шарика ±1*5 мкрасстояния между роликами a irD мкВсе измерения необходимо производить не менее трех раз и в трех сече¬
ниях; за результат принимать среднее из этих измерений.Примечание. Диаметр роликов определяют перед их запрессовкой ш.
корпус наконечника и записывают в аттестат данной пары наконечников.
Методические указания разработаны
Харьковским государственным институтом
мер и измерительных приборов.МЕТОДИЧЕСКИЕ УКАЗАНИЯ № 199ПО ПОВЕРКЕ СТАНКОВЫХ УНИВЕРСАЛЬНЫХ
ЗУБОМЕРНЫХ ПРИБОРОВМетодические указания устанавливают средства и методы по¬
черки станковых универсальных зубомерных приборов, находящих¬
ся в применении и выпускаемых из ремонта.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Станковый универсальный зубомеркый прибор (см. рисунок)
^предназначается для поверки измерительных зубчатых колес, атакже следующих элементов
зубчатых колес, начиная с 4-й
степени и ниже:а) абсолютной величины ос¬
новного шага;б) абсолютной величины и
равномерности длины общей
нормали;в) равномерности окружного
шага;г) равномерности толщины
зуба;д) радиального биения зуб¬
чатого венца.2. Основные технические ха¬
рактеристики станкового универ¬
сального зубомерного прибора:
пределы поверяемых зубча¬
тых колес по модулю 1 —10 мм;предельный диаметр поверяе¬
мого колеса 380 мм;предельные расстояния меж¬
ду центрами 50—355 мм;
цена деления отсчетного устройства (ортотеста) 0,001 мм.3. Основными частями приборов являются: нижняя плита 1У
шерхняя плита 2, регулировочный винт 3 каретки 5, стопорный150
винт 4, измерительная головка 6, ортотест 7, центры 8У круговойг
сектор 9, дуговая стойка 10, стойка с пружинным фиксатором 11 г.
станина 12, винтовая стойка 13, подъемный стол 14 и гайка 15.Круговой сектор 9 поворачивается вокруг горизонтальной оси*
в направляющих дуговой стойки 10, причем положение его фикси¬
руется по угловой шкале через окно в дуговой стойке. Дуговая
стойка в свою очередь может быть повернута вокруг вертикальной
оси.Подъемный стол 14 прибора может перемещаться в вертикаль¬
ном (с помощью винтовой стойки 13 и гайки 15) и горизонтальном
направлениях (в поперечном направлении — смещением верхней
плиты в пазах нижней плиты; в продольном направлении — смеще¬
нием нижней плиты в пазах станины).На подъемном столе с помощью болтов укрепляется измери¬
тельное устройство с перемещающейся в радиальном направлении
кареткой 5.Положение каретки по отношению к оси центров фиксируется
ограничителем хода и регулировочным- винтом 3.И. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ4. Поверке подлежат элементы приборов, приведенные в табл. 1Таблица 1саt- хЬй 5Средства поверкиВиды поверки№п/п.ПоверяемыеНомер пун
методическ
указанийНаименованиеТехническиехарактеристикиПри вы¬
пуске из
ремонтаНаходя¬
щиеся в
примене-
1 НИИ1Внешний вид и
взаимодействие
частей прибора8——++2Износ центров9Инструменталь¬
ный или универ¬
сальный измери¬
тельный МИКрО;
скоп любого типа++3Биение центров10 *ИндикаторШтативГОСТ 577—60,
тип IГОСТ 10197—62
тип Ш-1++•4Совпадение
осей центров11Лекальная ли¬
нейкаЩуп 0,05 ммГОСТ 8026-64,
класс 1; длина не
менее 250 ммГОСТ 882—64+151
ПродолжениеН XСредства поверкиВиды поверки№п/п.Поверяемыеас аcug я
4) 2И
5 Р СП
5 н со
2 « *НаименованиеТехническиехарактеристики1 СП2S«
оа £
о Яя * 8
0,0 2Спа.• со а
к я
ч « <и
0 0 2* £ я яЖ Зек5Параллельность
вертикального
перемещения
стола оси центров
прибора12АттестованнаяцилиндрическаяоправкаИндикаторШтативДиаметр не ме¬
нее 20 мм, дли¬
на 200 мм;
биение, конус¬
ность и оваль¬
ность не более
0,005 ммГОСТ 577—60,
тип IГОСТ 10197—62,
тип Ш-1+<6Стабильность
горизонтального
положения изме¬
рительной карет¬
ки при подъеме
стола13+7Стабильность
положения ка¬
ретки при оста¬
новке ее огра¬
ничителем хода14ЦилиндрическаяоправкаДиаметр не ме¬
нее 20 мм, длина
200 мм;биение, конус¬
ность и оваль¬
ность не более
0,005 мм++8Прямолиней¬
ность рабочих
кромок измери¬
тельных нако¬
нечников15Лекальная ли¬
нейкаГОСТ 8026—64,
класс 0; длина не
менее 100 мм++-'9Параллельность
рабочих кромок
наконечников
при установке их
для измерения
основного шага
и длины общей
нормали16Инструменталь¬
ный или уни¬
версальный из¬
мерительный ми¬
кроскоп любого
типа+^0Износ измери¬
тельных шари¬
ковых наконеч¬
ников17ЛупаУвеличение
2—3х++152
ПродолжениесоН X
« XСредства поверкиВиды поверки№п/п.ПоверяемыеНомер пуь
методическ
указанийНаименованиеТехническиехарактеристикиПри вы¬
пуске из
ремонтаНаходя¬
щиеся в
, примене-
1 НИИ11Погрешность
показаний орто¬
тестов18Плоскопарал¬
лельные конце¬
вые меры длиныВертикальнаястойкаГОСТ 9038—59,
класс 1ГОСТ 10197—62,
тип C-II++12Вариация пока¬
заний ортотестов19Плоскопарал¬
лельные конце¬
вые меры длиныВертикальнаястойкаГОСТ 9038—59,
класс 1ГОСТ 10197—62,
тип C-II+1Примечание. Знак „ + “ означает, что поверка проводится, знак
*—“, что не проводится.III. ПОВЕРКА5. Поверяемый прибор должен находиться в помещении, где
проводится поверка, в течение не менее суток до начала поверки.6. Температура помещения, в котором проводится поверка при¬
бора, в течение 2 ч до начала поверки и во время поверки не долж¬
на выходить за пределы 20:пЗоС.7. Рабочее место, на котором установлен прибор, должно га¬
рантировать его от сотрясений во время поверки. Перед поверкой
прибор с помощью трех опорных винтовых ножек необходимо
установить по вмонтированному в станину прибора уровню в гори¬
зонтальное положение.8. Поверяемый элемент — внешний вид и взаимодействие ча¬
стей прибора.а) ТребованияНа рабочих поверхностях прибора не должно быть коррозии,
забоин, царапин, следов износа и других заметных на глаз повреж¬
дений, которые могли бы повлиять на точность его показаний.Перемещение каретки и подъем стола с измерительной головкой
должны быть плавными, без толчков и задержек, но и без явно
ощутимого люфта.Круговой сектор при отпущенных крепежных винтах должен
перемещаться от руки на всем пределе его угловой шкалы.Дугообразная стойка прибора при отпущенных крепежных вин¬
тах должна от руки поворачиваться вокруг вертикальной оси на
всем пределе, определяемом пазОхМ для крепежных винтов.153
Корпус измерительной головки и шток измерительного нако-
гнечника должны плавно, но без явно ощутимого люфта, переме¬
щаться в своих направляющих.Винтовая стойка стола при закрепленном с,топорном винте не
должна иметь явно ощутимого люфта.Крепление соответствующими стопорными винтами верхней и
.кижней опорных плит стола, кругового сектора, дугообразной
стойки, измерительной головки, головки для поверки радиального
^биения, ортстестов, центров и измерительных наконечников долж¬
но быть надежным, предотвращающим проскальзывание.В комплект станкового универсального зубомерного прибора
шходят:1) станина с дугообразной стойкой и подъемным столом—1шт.;2) измерительная головка (без ортотеста) — 1 шт.;3) устройство для измерения радиального биения—1 шт.;4) ортотест с ценой деления 0,001 мм — 2 шт.;5) стойка с пружинным фиксатором поверяемого колеса—1 шт.;6) центр для установки поверяемых колес — 3 шт.;7) измерительные наконечники для измерения основного шага
■и длины общей нормали — 8 шт.;8) измерительные наконечники для измерения толщины зуба и
•разности окружных шагов — 2 шт.;9) шариковые измерительные наконечники — 20 шт.;10) ролик к стойке, используемый для создания измерительного
усилия — 1 шт.;И) груз для обеспечения постоянства измерительного уси¬
лия — 2 шт.;12) крепежные болты к устройству, применяемому для поверки
.радиального биения;13) ключ для завинчивания шариковых наконечников — 1 шт.;14) ключ для завинчивания крепежных винтов — 2 шт.Примечание. Отсутствие каких-либо вспомогательных средств, ограни¬
чивающее возможность применения прибора, не служит основанием для его
забракования. В этом случае в аттестате, прилагаемом к прибору, делается
отметка о недостающих до полной комплектности деталях.б) Метод поверкиВсе элементы, перечисленные в п. 8а, проверяются наружным
осмотром и опробованием.9. Поверяемый элемент — износ центров.а) Т р е б о в а н неИзнос центров не должен превышать 0,010 мм.б) Метод поверкиОпределение величины износа центров прибора проводится на
инструментальном' или универсальном измерительном микроскопе.Для поверки износа исследуемый центр помещают на столе ми¬
кроскопа в V-образной призме, установив ось центра в продольном
направлении. Затем совмещают перекрестие окулярной сетки, об¬
разующее угол 60°, с профилем центра.Л 54
Наблюдаемый в случае износа просвет у конца профиля цент¬
ра не должен превышать 0,01 мм в направлении, перпендикуляр¬
ном образующей конуса, или 0,015 мм в направлении, перпендику^-
лярном его оси.10. Поверяемый элемент — биение центров.а) Требование 1Биение центров не должно превышать 0,010 мм.б) Метод поверкиБиение центров определяется при помощи индикатора с ценой1
деления 0,01 мм на универсальной стойке.Для поверки биения центр устанавливают в нижнее гнездо ду¬
гообразной стойки до упора, на станине прибора помещают стой¬
ку с индикатором, и измерительный наконечник индикатора приво¬
дят в соприкосновение с поверхностью конуса центра ближе к его*
вершине. Затем, сообщив индикатору некоторый натяг, плавно по¬
ворачивают центр в его гнезде и отмечают показания шкалы инди¬
катора.Биение центра при установке оси измерительного наконечника
индикатора перпендикулярно образующей конуса при повороте
центра на 360° не должно превышать 0,015 мм.11. Поверяемый элемент — совпадение осей центров.а) ТребованияОси центров должны совпадать. Допускаемая погрешность0,05 мм на длине 100 мм.б) Метод поверкиСовпадение осей центров поверяется при помощи лекальной ли¬
нейки и щупа толщиной 0,05 мм. При этом1 центры сдвигаются так,
чтобы расстояние между их вершинами было минимальным
(50 мм). Затем вдоль образующей цилиндрической части одного из.
центров прикладывают лекальную линейку и при помощи щупа
поверяют величину просвета между ребром линейки и цилиндриче¬
ской поверхностью другого центра.При любом* положении лекальной линейки на расстоянии 100 мм-
от вершины второго центра щуп не должен проходить между реб¬
ром линейки и поверхностью центра.12. Поверяемый элемент—параллельность вертикального пере¬
мещения стола оси центров прибора.а) ТребованияВертикальное перемещение стола должно быть параллельно оси
центров прибора. Допускаемая погрешность 0,1 мм на длине'
300 мм.б) Метод поверкиПоверка параллельности вертикального перемещения стола оси
центров прибора при установке на нуль градусной шкалы кругово¬
го сектора проводится с помощью аттестованной цилиндрической
оправки и индикатора с ценой деления 0,01 мм на универсальной
стойке,155 >
Прл поверке круговой сектор стойки прибора устанавливают на
адуль, а оправку закрепляют в центрах. Затем на столе прибора за¬
крепляют стойку с индикатором так, чтобы измерительный нако¬
нечник индикатора упирался с некоторым натягом в поверхность
оправки, и стол опускают и поднимают в пределах 100 мм. Поверку
введут в двух взаимно перпендикулярных осевых плоскостях, пово¬
рачивая для этого дугообразную стойку прибора на 90е.Отклонение стрелки индикатора при подъеме стола в пределах
100 мм не должно превышать 0,1 мм.13. Поверяемый элемент—стабильность горизонтального поло¬
жения измерительной каретки при подъеме стола.а) ТребованияПри подъеме стола измерительная каретка должна сохранять
горизонтальное положение. Допускаемая погрешность 5"б) Метод поверкиСтабильность горизонтального положения измерительной ка¬
ретки при подъеме стола поверяется при помощи установленного
на каретке круглого уровня.При всех возможных положениях стола и каретки пузырек
уровня не должен выходить за пределы кольцевой риски его ам-
-пулы.14. Поверяемый элемент—стабильность положения каретки
при остановке ее ограничителем хода.а) ТребованияПри остановке каретки ограничителем хода она должна сох¬
ранять свое положение. Допускаемая погрешность 0,001 мм.б) Метод поверкиСтабильность положения каретки прибора при остановке ее
• ограничителем хода поверяется при помощи измерительной голов¬
ки, служащей для поверки радиального биения зубчатых колес.Круговой сектор устанавливают на нуль. В центрах прибора ук¬
репляют оправку. Измерительный наконечник головки, располо¬
женной радиально, доводят до соприкосновения (с некоторым на¬
тягом) с поверхностью оправки. Затем при повторных отводах ка¬
ретки и спуске ее до упора наблюдают за показаниями стрелки ор¬
тотеста.Показания стрелки ортотеста при повторных остановках карет¬
ки не должны изменяться больше чем на 1 мк.15. Поверяемый элемент — прямолинейность рабочих кромок
измерительных наконечников.а) ТребованияРабочие кромки измерительных наконечников должны быть
прямолинейными. Отклонение от прямолинейности не должно пре¬
вышать 0,001 мм.б) Метод поверкиПрямолинейность рабочих кромок измерительных наконечников
поверяется при помощи лекальной линейки 0-го класса точности на
лросвет.156
Видимого просвета по всей длине кромки наконечника не до¬
пускается.16. Поверяемый элемент — параллельность рабочих кромок на¬
конечников при установке их для измерения основного шага и дли¬
ны общей нормали.а) ТребованияПри установке наконечников для измерения основного шага
и длины общей нормали зубчатых колес рабочие кромки их долж¬
ны быть параллельны. Допускаемая погрешность 0,002 мм.б) Метод поверкиПараллельность рабочих кромок наконечников при установке
:их для измерения основного шага и длины общей нормали пове¬
ряется на инструментальном или универсальном измерительном»
микроскопе.Для поверки измерительную головку снимают с прибора и по¬
мещают на столе микроскопа так, чтобы шпиндель головки распо¬
лагался параллельно направлению продольного перемещения ка¬
ретки микроскопа. При этом наконечники с короткими измеритель¬
ными кромками, предназначенные для поверки основного шага, ус¬
танавливают на расстоянии 5—10 мм, а наконечники с длинными
кромками, предназначенные для поверки длины общей нормали,—
на расстоянии 1G0 мм друг ст друга. Затем измеряют расстояние
между кромками наконечников у концов и у пяток.Непараллельность кромок наконечников на длине кромки 10 мм
не должна превышать 2 мк.17. Поверяемый элемент — износ измерительных шариковых
наконечников.а) ТребованиеВидимого с помощью лупы изменения сферической поверхности
наконечников не допускается.б) Метод поверкиСтепень износа шариковых измерительных наконечников опре^
деляется визуально с помощью лупы с 2—3-кратным увеличением.18. Поверяемый элемент — погрешность показаний ортотестов.а) ТребованиеПогрешность показаний ортотестов, устанавливаемых на при¬
боре, не должна превышать величин, указанных в табл. 2.Таблица 2Интервалы делений шкалы ортотестаДопускаемая погрешность
в мк (±)От 0 до± 100,50± 301,00+ 601,50±1002,0157
б) Метод поверкиПогрешность показаний ортотестов измерительных головок по¬
веряется при помощи концевых мер 1-го класса точности на верти¬
кальной стойке со столом.Поверку проводят парным методом в соответствии с инструк¬
цией 142—63 «По поверке рычажно-зубчатых измерительных голо¬
вок с ценой деления 0,001—0,002 мм». Шкалу ортотеста поверяют
в интервалах от 0 до ±10, от 0 до ±30, от 0 до ±60 и от 0 да
± 100 мк.19. Поверяемый элемент — вариация показаний ортотестов.а) ТребованиеВариация показаний ортотестов не должна превышать 0,001 мм.б) Метод поверкиВариация показаний ортотестов определяется одновременно с
поверкой правильности их показаний в одной из средних точек
шкалы.При многократном арретировании (не менее 5 раз) вариация
показаний не должна превышать 1 мк.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ20. Станковые универсальные зубомерные приборы, удовлетво¬
ряющие требованиям методических указаний, признаются годными
и снабжаются аттестатом установленной формы.21. Если станковые универсальные зубомерные приборы не
удовлетворяют требованиям методических указаний, к ним прила¬
гается справка с указанием фактических погрешностей и ограни¬
чением области их применения, например, для колес более низких
степеней точности.Если погрешности отдельных элементов приборов превышают
двойной допуск на эти элементы, то приборы бракуются и переда¬
ются в ремонт.ЗаменаГОСТ 882—64 введен взамен ГОСТ 882—41.Инструкция 142—63 введена взамен инструкции 142—55.
ГОСТ 8026—64* введен взамен ГОСТ 8026—56.
Методические указания разработаны
Харьковским государственным институтом
мер и измерительных приборов.МЕТОДИЧЕСКИЕ УКАЗАНИЯ № 200ПО ПОВЕРКЕ ОПТИЧЕСКИХ ЗУБОМЕРОВМетодические указания устанавливают средства и методы по¬
верки оптических зубомеров, находящихся в применении и выпу¬
скаемых из ремонта.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Оптические зубомеры предназначаются для поверки толщины
зубьев цилиндрических зубчатых колес с прямыми и косыми зубь¬
ями по постоянной хорде или по хорде делительной окружности.2. Основные технические
характеристики оптических зу¬
бомеров:пределы измерения по мо¬
дулю 1,5—18 мм;цена деления шкал зубоме-
ра 0,02 мм.3. Корпус 3 оптического зу¬
бомера (рис. 1) несет непод¬
вижную измерительную губ¬
ку 7 Внутри корпуса зубомера
при помощи винтов с мелкой
резьбой перемещаются две
шкалы (вертикальная и гори¬
зонтальная) с ценой деления0,02 мм, нанесенные на стекле.С вертикальной шкалой связа- рис. iна высотная линейка 6, ас го¬
ризонтальной — подвижная измерительная губка 5.Для фиксации положения высотной линейки служит стопорное
кольцо 2. Винты тонкой подачи горизонтальной и вертикальной
шкал заканчиваются трещотками 1 и 4% обеспечивающими посто¬
янное измерительное усилие.Для отсчета показаний по шкалам служат визирные линии,
видимые вместе со шкалами в поле зрения лупы 5.159
II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ4. Поверке подлежат элементы зубомеров, приведенные в таб¬
лице.Средства поверки№п/п.ПоверяемыеэлементыНомер пункта
методических
указанийНаименованиеТехническиехарактеристики;1Внешний вид и
взаимодействие
частей зубомера7——2Правильность
установки шкал8Поверяемая плитаПлоскопараллель¬
ная концевая мера
длиныИнструментальный
или универсальный
измерительный ми¬
кроскоп любого типаГОСТ 10905—64,
класс 1ГОСТ 9038—59,
класс 3, размер
2—3 мм3Плоскостность
и параллельность
рабочих поверх¬
ностей губок9Лекальная линей¬
каПлоскопараллель¬
ная стеклянная пла¬
стина или плоско¬
параллельные кон¬
цевые меры длиныГОСТ 8026-64,
класс 0ГОСТ 1121—54, раз¬
мер 16 мм
ГОСТ 9038—59,
класс 3, размер 12
и 25 мм4Погрешность
показаний зубо¬
мера10Гладкие калибры-
пробки или роликиДиаметр 3—5 и
18—20 мм. Точность
аттестации не гру¬
бее ±0,005 ммIII. ПОВЕРКА5. Температура помещения, в котором проводится поверка оп¬
тических зубомеров должна быть 20±5°С.6. Поверяемые приборы и все средства поверки их до начала
поверки должны быть выдержаны на рабочем месте в течение
не менее 2 ч.7. Поверяемый элемент — внешний вид и взаимодействие ча¬
стей зубомера.а) ТребованияНа поверхностях зубомеров не должно быть лороков и повреж¬
дений (коррозии, вмятин, забоин, царапин и пятен), влияющих на
точность прибора.160
Штрихи и цифры обеих шкал должны быть окрашены и четко
видны на всем протяжении шкал. Видимое поле зрения шкал
должно быть чистым.При визировании шкал с одновременным покачиванием при¬
бора вокруг горизонтальной н вертикальной оси они не должны
иметь заметного на глаз смещения относительно визирных линий
(параллакса).Измерительные губки зубомера должны сходиться без замет¬
ного невооруженным глазом просвета между ними.Измерительные кромки губок зубомера должны быть ровными,
без следов износа или повреждений.Измерительный торец высотной линейки должен быть прямо*
линеен, без следов износа и повреждений.Ходовые винты зубомера должны плавно, без задержек (про¬
вертывания трещоток) и явно ощутимого люфта, перемещать под¬
вижную губку и высотную линейку на всем протяжении их ра¬
бочего хода.Стопорное устройство винта подачи высотной линейки должна
надежно крепить его в заданном положении, не допуская изме¬
нения отсчетов и перемещения вертикальной шкалы при вращении;
головки трещотки.б) Метод поверкиВсе элементы, перечисленные в п. 7а, поверяются наружный
осмотром и опробованием.8. Поверяемый элемент — правильность установки шкал.а) ТребованияПри сдвигании губок до полного их соприкосновения визирное
линии должны совпадать с нулем шкал. Смещение не должцо, пре¬
восходить У4 деления шкалы.б) Методы поверкиПоверка правильности установки горизонтальной шкалы про¬
водится при полностью сдвинутых губках сначала при отпущен¬
ном, а затем при затянутом стопоре. В обоих случаях вертикаль¬
ная визирная линия должна совпадать с нулем горизонтальной
шкалы.Правильность установки вертикальной шкалы в случае отсут¬
ствия на измерительных губках специальных фасок, предохраня¬
ющих губки от преждевременного износа, контролируется на по¬
верочной плите с помощью концевой меры номинала 2—3 мм.Поверяемый зубомер устанавливают торцами измерительных;
губок на плите, а под рабочее ребро высотной линейки подводят,
концевую меру, опустив линейку до контакта с поверхностью кон-^
цевой меры (рис. 2).Смещение деления шкалы, соответствующего номиналу конце¬
вой меры, по отношению к визирной линии не должно превышать
74 деления шкалы.Если на рабочих ребрах измерительных губок имеются специ-
альные фаски, снятые для предохранения губок от преждевремеи-6 Зах. 16316f
еого износа, то поверку правильности установки вертикальной шка¬
лы проводят так же, но предварительно с помощью инструменталь¬
ного или универсального микроскопа определяют расстояние от
линии рабочих вершин фасок измерительных губок до их торцов
(рис. 3).При дальнейшей поверке по концевой мере величина, отсчи¬
танная по вертикальной шкале зубомера, не должна отличаться
от величины l = n+k (где п — номинальный размер меры, k —
предварительно найденная величина расстояния от линии рабочих
вер^шин фасок до торцов измерительных губок) более, чем на
1Д деления шкалы.9. Поверяемый элемент — плоскостность и параллельность ра¬
бочих поверхностей губок.а) ТребованияРабочие поверхности измерительных губок должны быть плос¬
кими и параллельными при любом взаимном положении губок.б) Методы поверкиПлоскостность рабочих поверхностей измерительных губок зу-
чбомера поверяется при помощи лекальной линейки обычным ме-
тладом на просвет.Видимого невооруженным глазом просвета между рабочим1
ребром линейки и плоскостью губок не допускается.Параллельность рабочих поверхностей губок зубомера пове¬
ряется при помощи плоскопараллельной стеклянной пластины но¬
минала 16 мм.Сначала поверяют параллельность измерительных губок при
нулевой установке прибора, т. е. при сведенных губках. При этом
гне должно наблюдаться видимого невооруженным глазом про¬
света между губками.Затем между губками зубомера вводят стеклянную пластину и
^убки сводят до полного соприкосновения с поверхностями плас¬
тины.Измерительные поверхности губок должны полностью приле¬
тать к поверхностям стеклянной пластины (но не обязательно с
появлением интерференционных полос).КониеЛпя меоаКонцеВая мераРис. 2Рис. 3162
Эту же поверку можно проводить при помощи концевых мер
номиналов 12 и 25 мм на просвет.Видимого невооруженным глазом просвета между рабочими
поверхностями губок зубомера и измерительными поверхностями
концевых мер не допускается.10. Поверяемый элемент — погрешность показаний зубомера.а) ТребованиеПогрешность показаний оптиче¬
ского зубомера не должна превы¬
шать ±0,02 мм.б) ]Методы поверкиПравильность показаний оптиче¬
ских зубомеров поверяется при по¬
мощи цилиндрических калибров-
пробок или роликов по схеме рис. 4.Для указанной поверки следует
применять два ролика, имеющих
диаметры в пределах 3—5 и 18—20 мм. Поверка правильности пока¬
заний зубомера заключается в сравнении результатов измерения с
помощью зубомера величины хорды сечения, перпендикулярного»
оси ролика, с ее расчетной величиной. Для этого вертикальную-
шкалу зубомера устанавливают на размер, подсчитываемый по
формуле:и_ d(\ — Sinad)2 ’а расчетный размер хорды определяют по формуле:iS=flf*cos оса,где S — длина хорды;h — высота дуги, стягивающей хорду;
d — диаметр ролика;ао — угол исходного контура.При ао =20° приведенные выше формулы принимают вид*
5=0,9397 d и /i=0,3290 d.Для определения погрешности показаний прибора находалг шш*
большую разность между средней арифметической величиной, по¬
лученной в результате трехкратного измерения на каждом; из ро¬
ликов, и расчетной величиной хорды.Эта разность при поверке по обоим роликам не должна ире*-
вышать ±0,02 мм.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ11. Оптические зубомеры, находящиеся в эксплуатации и вы¬
шедшие из ремонта, подлежат ведомственной поверке в соответ¬
ствии с поверочной схемой данного предприятия.6*
Зубомеры, удовлетворяющие требованиям настоящих методи¬
ческих указаний, признаются годными и снабжаются аттестатом
установленной формы.12. Если зубомеры не удовлетворяют требованиям методиче¬
ских указаний, то они бракуются и к применению впредь до ре^
монта не допускаются.ЗаменаГОСТ 10905—64 введен взамен ОСТ 20149—39.
ГОСТ 8026—64 введен взамен ГОСТ 8026—56.
Методические указания разработаны
Харьковским государственным институтом
мер и измерительных приборов.МЕТОДИЧЕСКИЕ УКАЗАНИЯ №202ПО ПОВЕРКЕ УНИВЕРСАЛЬНЫХ РЫЧАЖНЫХ
ЭВОЛЬВЕНТОМЕРОВ С ПОСТОЯННЫМ ДИСКОМ
ОБКАТА И ЭЛЕКТРИЧЕСКИМ САМОПИСЦЕММетодические указания устанавливают средства и методы по¬
верки универсальных эвольвентомеров, находящихся в применении
и выпускаемых из ремонта.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Универсальный эвольвентомер с постоянным диском обката
и электрическим самописцем (рис. 1) предназначается для по¬
верки эвольвеитного профиля зубчатых колес с прямыми и косыми
зубьями как внешнего, такMgPa ^ эл^ектри^чески1^^а^(или оправки) поверяемого
колеса 100—420 мм;д) предельные расстоя- РИС. i
ния (по высоте) от контакт¬
ного шарика измерительного наконечника до нижнего центра
60—170 мм;е) цена деления отсчетного устройства (индикатора) эвольвен¬
томер а 0,001 мм;ж) масштаб увеличения самописца 1 1000.165
3. В универсальном эвольвентомере образцовая кривая раз¬
ных основных окружностей воспроизводится с помощью постоянно¬
го диска и рычажных передач, соотношение которых может
меняться.Контролируемое зубчатое колесо устанавливается в вертикаль¬
ных центрах. Радиус основной окружности контролируемого коле¬
са устанавливается по стеклянной шкале 10 (рис. 2) перемещаю¬
щейся каретки 4. Тонкая установка производится с помощью
микроподачи 11. Отсчет по шкале осуществляется по микроскопу
9 со спиральным нониусом. Вращением маховика 13 перемещается
ползун 3, от которого движение передается на постоянный диск1 и линейку 2, поворачивающуюся при этом на определенный угол.
Передача движения от ползуна 3 на постоянный диск (а также на
контролируемое колесо, установленное на одной оси с диском)
производится через линейку 16 с помощью двух стальных лент.
Движение на линейку 2 передается через ролик 17 и верхний ро¬
лик 15. Линейка 2 связана также с кареткой 5, на которой распо¬
ложен измерительный узел с наконечником 6. Конец измеритель¬
ного наконечника и поводок 14 находятся на одном расстоянии отпостоянного диска 1 и благодаря этому величина перемещения
конца измерительного наконечника равна дуге развертывания ос¬
новной окружности.Отклонения эвольвентной кривой от действительной, имеющей*
ся на контролируемом колесе, воспринимаются стрелочным от-
счетным* устройством 7 с ценой деления 0,001 мм и электрическим
самописцем 8 с увеличением 1000 хВеличина перемещения измерительной каретки может быть от*
считана по шкале 12.166
II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ4. Поверке подлежат элементы эвольвентомеров, приведенные в
табл. 1.Таблица 1Л)СОНXСредства поверкиВиды поверок"с%Поверяемые элементыНомер пун
тодических
занийНаименованиеТехническиехарактеристикиПри вы¬
пуске из
ремонтанаходя¬
щиеся в
примене¬
нии1Внешний вид и
взаимодействие
частей8——++2Правильность
расположения
установочной
стеклянной шка¬
лы в горизон¬
тальной плоско¬
сти9++3Правильность
расположения
установочной
стеклянной шка¬
лы в вертикаль¬
ной плоскости10++4Параллакс оку¬
лярной сетки от¬
счетного микро¬
скопа11++5Правильность
расположения
окулярной сетки
относительно
штрихов шкалы12++6Соответствие
увеличения мик¬
роскопа масшта¬
бам окулярной
сетки и стеклян¬
ной шкалы13++7Правильность
установки сте¬
клянной шкалы
на нуль14Контрольный
валик, входящий
в комплект при¬
бора++167
Про должениегаISSСредства поверкиВиды поверокс1?2Поверяемые элементыНомер пум
методическ
указанийНаименованиеТехническиехарактеристикиПри вы¬
пуске из
ремонтаНаходя¬
щиеся в
примене¬
нии8Погрешность
показаний инди¬
катора15Оптиметровая
трубка (на спе¬
циальной стойке)ГОСТ 5405-64++Упор—Контрольный
валик, входящий
в комплект при¬
бора—9Перпендику¬
лярность оси16ИндикаторГОСТ 577—60,
тип I+—центров к рабо¬
чей плоскости
станины прибораШтативГОСТ 10197—62,
тип LII-IVДиск обката,
входящий в ком¬
плект повероч¬
ного устройства
прибора—10Биение центров17ИндикаторГОСТ 9696-61++ШтативГОСТ 10197—62,
тип LLI-I11Мертвый ход
системы „диск
обката—ползу¬
нок—поперечная
каретка индика¬
тор"18Измерительное
зубчатое колесоГОСТ 6512—58
Любого модуля
в пределах
2—10 мм++12Прямолиней¬
ность хода по¬
перечной карет¬
киПараллельность
направления вер¬
тикального пере¬
мещения измери¬
тельного. нако¬
нечника оси цен¬
тров19Плоское зер¬
кало—++1320Автоколлима¬торЦилиндриче¬
ская оправкаДлина
200—250 мм;
овальность, ко¬
нусность и бие¬
ние не более
0,и02 мм+—168
Продолжение03Н X
« XСредства поверкиВиды поверок"сПоверяемые элементыS>>0сОн 5 S
о 5 со2 О со
5 Н я3 <U «X S >>НаименованиеТехническиехарактеристики« «2 Я «
« «и X
а * 2
So SС с о,§ к 5
§11=14Отклонение
длины измери¬
тельного нако¬21Гладкий мик¬
рометр 0—25 ммГОСТ 6507-60,
класс 0++нечника от но¬
миналаДиск обката,
входящий в ком¬
плект повероч¬
ного устройства
прибора■15Износ изме¬
рительных по¬
верхностей на¬
конечников22ЛупаУвеличение
2—Зх++16Диаметры дис¬
ков обката по¬
верочного уст¬
ройства23Крнцевая из¬
мерительная ма¬
шина—++Плоскопарал¬
лельные конце¬
вые меры длиныГОСТ 9038—59,
класс 117Прямолиней¬
ность и плос¬
костность линей¬
ки обката пове¬
рочного устрой¬
ства24Лекальная ли¬
нейкаГОСТ 8026—64,
класс 0; длина
450 мм+18Масштаб уве¬
личения само¬
писца25Поверочное
устройство, вхо¬
дящее в ком¬
плект прибора+19Погрешность
показаний при¬
бора26Поверочное
устройство, вхо¬
дящее в ком¬
плект прибора,
или образцовый
профильный
эвольвентный
кулачок+“ГПримечание. Знак ,,-р“ означает, что поверка проводится, знак
— что не проводится.169
III. ПОВЕРКА5. Поверяемый прибор должен находиться в помещении, где
ироводптся его поверка, в течение не менее суток до начала по¬
верки.6. Температура помещения, в котором проводится поверка при¬
бора, в течение суток до начала поверки не должна выходить за
пределы 20±2°С.7. Рабочее место, на котором установлен прибор, должно пре¬
дохранять его от всяких сотрясений во время поверки.Перед поверкой прибор необходимо установить в горизонталь¬
ное положение по находящемуся на нем круглому уровню с
помощью трех его винтовых опорных ножек.8. Поверяемый элемент — внешний вид и взаимодействие ча¬
стей.а) ТребованияПредъявляемый в поверку прибор не должен иметь внешних по¬
роков и повреждений, которые могли бы повлиять на его точность,,
например, коррозии и забоин на направляющих каретки, опорных
и измерительных поверхностях прибора; повреждений индикатора
и установочной шкалы; повреждений установочного микроскопа;
разрывов электропроводки, служащей для питания отдельных
устройств прибора, и т. д.В поле зрения отсчетного микроскопа не должно быть видимых
загрязнений окуляра, окулярной сетки и шкал, затрудняющих и по¬
нижающих точность отсчета.Ведущий ползунок и связанная с ним при помощи рычага и
скользящих звеньев поперечная каретка при вращении маховика
винта подачи должны перемещаться легко и плавно, причем при
крайнем положении ползунка поперечная каретка должна выхо¬
дить за пределы шкалы 100—0—100.При освобожденном стопоре продольная каретка должна легко
и плавно перемещаться по своим направляющим, причем в край¬
них положениях каретки шкала в поле зрения отсчетного микро¬
скопа должна выходить за пределы ее крайних делений, т. е. 0 и
200.Верхний центр должен вращаться в своем гнезде свободно, но
без ощутимого люфта.Перемещение пиноли верхнего центра при подъеме и опуска¬
нии ее с помощью кремальерного устройства должно быть плав*
ным, без явно ощутимого люфта.Верхняя выступающая из станины часть оси диска обкатаг не
должна иметь ощутимого при нажиме рукой люфта.При отпущенном стопоре измерительный наконечник должен
легко и плавно, но без ощутимого люфта, перемещаться с помощью
винта подъема на всем пределе 0—45 мм.При нажиме на измерительный наконечник стрелка индикатора
прибора должна перемещаться без задержек и скачков.170
Переключатель измерительного наконечника должен обеспечи¬
вать свободный переход с правого профиля зуба на левый в соот¬
ветствии с нанесенными на нем обозначениями.Все стопорные винты и устройства эвольвентомера должны на¬
дежно крепить соответствующие детали его в требуемом положе¬
нии.Фиксатор устройства, служащего для изменения масштаба диа¬
граммы, должен безотказно фиксировать рукоятку переключения
в соответствующем положении 1—2—3.При включенном самописце и установке реостата преобразова¬
теля в среднее положение частота колебаний якоря мотора, вос¬
принимаемая на слух, должна составлять 150—190 колебаний в
минуту.В комплект универсального эвольвентомера должны входить:1) эвольвентомер в собранном виде;2) преобразователь к электрическому самописцу прибора;3) приспособление для поверки правильности настройки при¬
бора с двумя дисками обката, имеющими радиусы приблизительно
€0 и 150 мм;4).валик для поверки установки шкалы прибора на нуль с муф*
той-фиксатором;5) поводок;6) хомутик с двумя удлинителями;7) три нижних центра различной длины;8) восемь измерительных наконечников с контактными шари¬
ками различного диаметра;9) измерительный наконечник для колес внутреннего зацепле¬
ния;10) две вставки к измерительному наконечнику для внутрен¬
него зацепления;11) переходная втулка к хомутику;12) два гаечных ключа для смены верхнего центра;13) два ключа для регулировки длины измерительных нако¬
нечников.Примечание. Отсутствие каких-либо из указанных выше вспомогатель¬
ных деталей не служит причиной для признания прибора негодным к примене¬
нию. В этом случае в прилагаемом к прибору аттестате делается отметка о
недостающих до полной комплектности деталях с указанием ограниченности
применения данного прибора.б) Методы поверкиВсе элементы, перечисленные в п. 8а, проверяются наружным
осмотром и опробованием.9. Поверяемый элемент — правильность расположения устано¬
вочной стеклянной шкалы в горизонтальной плоскости.а) ТребованияРасположение штрихов шкалы в поле зрения окуляров по всей
длине шкалы должно быть одинаковым и симметричным по отно¬
шению к продольной шкале окулярной сетки микроскопа.171
б) Метод поверкиПравильность расположения установочной стеклянной шкалы
в горизонтальной плоскости поверяется путем визуального наблю¬
дения поля зрения окуляра отсчетного микроскопа при продвиже¬
нии каретки вдоль всей шкалы.10. Поверяемый элемент — правильность расположения уста¬
новочной стеклянной шкалы в вертикальной плоскости.а) ТребованиеВсе штрихи шкалы на всем ходе продольной каретки при неиз¬
менной фокусировке окуляра отсчетного микроскопа должны быть
одинаково резко видны.б) Метод поверкиПравильность расположения установочной стеклянной шкалы в
вертикальной плоскости контролируется визуально одновременно с
поверкой правильности расположения шкалы в горизонтальной
плоскости.11. Поверяемый элемент — параллакс окулярной сетки отсчет¬
ного микроскопа.а) ТребованияВитки спирали окулярной сетки и штрихи основной шкалы при
одной и той же фокусировке должны быть видны с одинаковой
наибольшей резкостью, причем при боковом смещении глаза по
отношению к окуляру не должно наблюдаться смещения витков
спирали по отношению к штрихам основной шкалы.б) Метод поверкиВыявление параллакса окулярной сетки отсчетного микроскопа
производится визуально.12. Поверяемый элемент — правильность расположения окуляр¬
ной сетки относительно штрихов шкалы.а) ТребованиеПри установке спирального нониуса окулярной сетки на нуль
поле зрения окулярной сетки должно быть симметрично, а штрихи
основной стеклянной шкалы должны быть перпендикулярны к ра¬
диально расположенной прямолинейной шкале окуляра.б) Метод поверкиПравильность расположения окулярной сетки относительно
штрихов основной шкалы контролируется визуально одновременно
с поверками по пп. 9, 10 и И настоящих методических указаний.13. Поверяемый элемент — соответствие увеличения микроско¬
па масштабам окулярной сетки и стеклянной шкалы.а) ТребованиеУвеличения отсчетного микроскопа должны соответствовать
масштабам окулярной сетки и стеклянной шкалы. Допускаемая по¬
грешность ±0,7 мк.б) Метод поверкиСоответствие увеличения микроскопа масштабам окулярной
сетки и основной стеклянной шкалы устанавливается путем про¬
верки совпадения двух соседних штрихов шкалы с биссекторами172
крайних двойных витков спирального нониуса окулярной сеткн,
установленного на нуль.Если при установке одного из штрихов основной шкалы точно
на середину нулевого двойного витка спирального нониуса следую¬
щий штрих шкалы не устанавливается точно на середину десятого
двойного витка, то нужно привести его на середину вращением оку¬
лярной сетки с одновременным отсчетом величины отклонения по.
круговой шкале, выражая отклонение в десятых долях микрона.Таких поверок нужно провести не менее пяти в разных местах
основной шкалы и из полученных пяти отсчетов взять среднее
арифметическое.Величина среднего арифметического из пяти отсчетов не долж¬
на в этом -случае превышать ±0,7 мк.14. Поверяемый элемент — правильность установки стеклянной
шкалы на нуль.а) ТребованиеПогрешность нулевой установки стеклянной шкалы не должна
превышать ±0,5 мк.б) Метод поверкиПравильность установки основной стеклянной шкалы на нуль
поверяется по специальному контрольному валику, входящему в
комплект прибора.Валик устанавливают в центрах прибора и закрепляют, предо¬
храняя от поворота, при помощи специального хвостового упора,
надеваемого на пиноль верхнего центра; при этом хвостовую часть
упора вводят в развилку плеча валика и закрепляют винтом.
После этого измерительный наконечник устанавливают по высоте
так, чтобы подвижная метка на вертикальной шкале кожуха изме¬
рительной головки совпала с красной чертой.Чтобы не повредить наконечник, необходимо до приведения его
в контакт с опорной плоскостью валика установить поперечную
каретку по шкале на 10—15-е деление (со стороны наблюдателя).
К этому же делению следует возвращать ее и после проведения
поверки до момента обратного отвода продольной каретки.Затем продольную каретку по стеклянной установочной шкале
ставят на нуль, причем на нуль должен быть установлен и
спиральный нониус шкалы. После этого вращением установочного
винта валика опорную торцовую плоскость винта приводят в со¬
прикосновение с контактным шариком измерительного наконечни¬
ка так, чтобы стрелка индикатора стала вблизи нуля.При правильной установке стеклянной шкалы на нуль попереч¬
ная каретка должна оставаться неподвижной на всем пределе
хода ползунка, приводимого в движение ходовым винтом эволь-
вентомера, т. е. стрелка индикатора должна при этом оставаться
неподвижной.Допустимое колебание стрелки индикатора не должно превы¬
шать половины деления шкалы его, т. е. 0,5 мк.
Примечания:1. Ввиду влияния на нулевую установку шкалы температуры прибора эту
поверку следует проводить при температуре 20+1° С, выдержав в этих усло¬
виях прибор в течение не менее 6 ч.2. Для избежания частой юстировки прибора допускается в случае смеще¬
ния нуля определение поправки, которую нужно вносить при установке прибора
на соответствующий радиус основной окружности.3. При особо точных измерениях поправку следует определять каждый раз
перед началом работы на эвольвентомере.15. Поверяемый элемент — погрешность показаний индикатора.а) ТребованияПогрешность показаний индикатора не должна превышать ве¬
личин, указанных в табл. 2.Таблица 2Интервалы делений шкалы
индикатора, дел (±)Допускаемая погрешность,
мк (±)От 0 до 100,5, 0 201,0. 0 301,5б) Метод поверкиПоверка погрешности показаний индикатора проводится на
-месте при помощи оптиметровой трубки, установленной с помощьюспециальной стойки на продольной
каретке, причем на поперечной ка¬
ретке устанавливается соответству¬
ющий упор для измерительного на¬
конечника трубки (рис. 3).Затем между центрами прибора
устанавливают валик с опорной
плоскостью (см. п. 146) и измери¬
тельный наконечник эвольвентоме¬
ра приводят в соприкосновение с
этой плоскостью, причем продоль¬
ную каретку устанавливают с по¬
мощью отсчетного микроскопа на
одно из начальных делений (точная
установка не нужна).Поверку проводят в следующем
порядке: вращением маховичка хо¬
дового винта стрелку индикатора
ставят точно на нуль и делают от¬
счет по шкале оптиметровой трубки,
предварительно также установлен¬
ной вблизи нуля. Установку и от¬
счет следует повторить три раза.
Затем, не меняя нулевой установки, делают по три отсчета в
положениях стрелки индикатора на делениях его шкалы +10, 4 20
л +30.Рис. 3174
Результаты испытания рекомендуется записывать в журнал по¬
верок по форме, указанной в табл. 3. Таблица 3Деления шкалы
индикатораОтсчет по шкале оптиметраПогрешность в мм0+1,2
+1,4
+ 1.4средний +1,3—+10+ 11,4
-1-11,8
+ 11,5средний +11,6+0,3+20+21,8+21,6+21,9средний +21,8+0,5+30+32,1+31,8+32,4средний +32,1+0,8Поверка второй половины шкалы индикатора проводится в
том же порядке.16. Поверяемый элемент — перпендикулярность оси центров
к рабочей плоскости станины прибора.а) ТребованиеОсь центров должна быть перпендикулярна к рабочей плоско¬
сти станины прибора. Допускаемое отклонение 0,03 мм на длине
60 мм.б) Метод поверкиПерпендикулярность оси центров к рабочей плоскости станины
прибора поверяется по одному из дисков обката, входящих в
комплект поверочного устройства прибора, при помощи индикато¬
ра часового типа с ценой деления 0,01 мм на универсальной стойке^Диск устанавливают в центрах прибора, а стойку с вертикаль¬
но закрепленным на ней индикатором перемещают по кольцевой
шаброванной плоскости станины прибора, причем измерительный
наконечник индикатора должен опираться на торцовую кольцевую
поверхность диска обката (рис. 4).Разность показаний индикатора в диаметрально противопо¬
ложных точках диска обката в двух взаимно перпендикулярных
направлениях при диаметре диска, равном 60 мм, не должна пре¬
вышать 0,03 мм.175
1,7. Поверяемый элемент — биение центров.а) ТребованиеБиение центров не должно превышать 0,005 мм.б) Метод поверкиБяение центров приборов определяют при помощи индикатора
с иеной деления 0,001—0,002 мм на штативе.Штатив с индикатором поме¬
щают на верхней рабочей пло¬
скости станины, а измерительный
наконечник индикатора упирают
в поверхность поверяемого цент¬
ра на расстоянии 2—3 мм от его
вершины перпендикулярно к об¬
разующей конуса. Вращение как
верхнего, так и нижнего центров
при их поверке производится от
руки.Биение центра при повороте
его на 360° не должно превышать
0,005 мм.18. Поверяемый элемент —
мертвый ход системы «диск об¬
ката — ползунок — поперечная
каретка — индикатор»,а) Требование
Мертвый ход системы «диск
обката — ползунок — попереч¬
ная каретка — индикатор» не
должен превышать 0,010 мм.б) Метод поверкиМертвый ход системы «диск обката—ползунок—поперечная ка¬
ретка—индикатор» определяется с помощью измерительного зуб¬
чатого колеса любого модуля в пределах 2—10 ммКолесо устанавливают в положение, при котором проводится
поверка его профиля, и наблюдают колебание стрелки индикатора
эвольвентомера при нажиме на маховичок винта подачи до начала
обката к вершине зуба и обратно.При нажиме на маховичок в двух противоположных направле¬
ниях колебания стрелки индикатора не должны превышать 0,01 мм.19. Поверяемый элемент — прямолинейность хода поперечной
даретки.а) ТребованиеОтклонение от прямолинейности хода поперечной каретки не
должно превышать 0,001 мм на всем пределе.б) Метод поверкиПрямолинейность хода поперечной каретки поверяется автокол-
лимациоцным методом при помощи плоского зеркала и автоколли-
глатора, причем автоколлиматором может служить оптиметровая
трубка, из которой удалена втулка с измерительным наконечником
и зеркалом.Отражающее зеркало укрепляют на каретке, а оптиметровую
трубку — в специальной державке на верхней крышке переключа¬
теля масштаба прибора (рис. 5). Перемещая затем поперечную
каретку на весь предел ее хода, отмечают смещение изображения
шкалы оптиметровой трубки, образованного лучами, отраженным^
от зеркала на каретке.Рис. 5Смещение изображения шкалы оптиметровой трубки при пере¬
мещении каретки на всю длину ее хода не должно превышать од¬
ного деления, что соответствует угловому смещению в 30".20. Поверяемый элемент — параллельность направления верти¬
кального перемещения измерительного наконечника оси центров.а) ТребованиеВертикальное перемещение измерительного наконечника долж¬
но быть параллельным оси центров. Допускаемое отклонение
0,001 мм на длине 40 мм.б) Метод поверкиПараллельность направления вертикального перемещения изме¬
рительного наконечника оси центров поверяется с помощью ци¬
линдрической оправки длиной 200—250 мм, овальность, конусность
и биение которой не превышают 0,002 мм.Оправку закрепляют в центрах прибора, измерительный нако¬
нечник прибора приводят в соприкосновение с боковой образую¬
щей оправки и устанавливают стрелку индикатора вблизи нуля.
Затем, перемещая наконечник по высоте на веем пределе его хода,
замечают показания стрелки индикатора.Колебания стрелки индикатора на всем пределе хода измери¬
тельного наконечника прибора не должны превышать 0,001 мм.21. Поверяемый элемент — отклонение длины измерительного
наконечника от номинала.•177
а) ТребованиеОтклонение длины измерительного наконечника от номинала
не должно превышать ±0,010 мм.б) Метод поверкиОтклонение длины измерительного наконечника от номинала
определяется при помощи одного из дисков обката (меньшего диа¬
метра), входящих в комплект прибора, и гладкого микрометра 0
класса точности с пределами измерения 0—25 мм.Поверочный диск устанавливают в центрах (нижний центр вы¬
бирают самый короткий), ставят поперечную каретку по шкале
на нуль и движением продольной каретки приводят измеритель¬
ный наконечник в соприкосновение с одним из поясков поверочного
диска. Затем легким покачиванием от руки измерительного нако¬
нечника назад и вперед регулируют его контакт с диском так,
чтобы он едва ощутимо цеплял за поверхность диска, после чего
делают отсчет по установочной стеклянной шкале.Погрешность длины наконечника (А/) вычисляют по формуле:Д/=г0—(L где г0 — радиус диска (фактический);L — размер, отсчитанный по шкале;d — диаметр шарика наконечника, отдельно измеренный мик¬
рометром.Этой поверке следует подвергнуть все сменные наконечники
прибора.Примечание. При поверке указанным методом следует следить за тем,
чтобы сменный наконечник был вставлен в гнездо измерительного рычага до
зпора.Длину наконечника можно определить также непосредственным
измерением с помощью микрометра с пределами измерения 25—
50 мм.Измерительные наконечники должны иметь длину 38,86+^-
например, как указано в табл. 4.Таблица 4Диаметр шарика наконечника d
ммДлина наконечника, мм6,041,8603,1740,4451,5839,6500,739,210Длина наконечника не должна отличаться от указанной в таб¬
лице величины более чем на ±0,01 мм.178
22. Поверяемый элемент — износ измерительных поверхностей
наконечников.а) ТребованиеСледы износа, заметные при рассматривании измерительной
поверхности наконечников через лупу 2—3-кратного увеличения,
не допускаются.б) Метод поверкиДля обнаружения износа измерительных поверхностей наконеч¬
ников одновременно с поверкой их длины следует осмотреть при
помощи лупы состояние измерительной поверхности шарика в ме¬
сте контакта его с профилем зуба.При обнаружении следов износа шарик следует заменить или
повернуть в вилке наконечника, отпустив и снова подтянув кре-
лежный винт вилки.23. Поверяемый элемент — диаметры дисков обката повероч¬
ного устройства.а) ТребованияУказанные на дисках номинальные размеры диаметров долж¬
ны быть выдержаны с точностью ±0,001 мм для диска диаметром
120 мм и ±0,002 мм для диска диаметром 300 мм.б) Метод поверкиДиаметр дисков обката поверочного устройства поверяется на
концевой измерительной машине с оптическим отсчетом по кон¬
цевым мерам 1-го класса точности.Поверка диаметра диска проводится в двух взаимно-перпенди¬
кулярных направлениях по обоим поясам с соблюдением темпера¬
турных условий, предписанных при работе с концевыми мерами
1-го класса точности.Диск перед поверкой необходимо выдержать на станине конце¬
вой машины в течение не менее 2 ч.В случае расхождения результатов измерения с указанным на
диске номинальным размером на величину, превосходящую0,001 мм для малого диска и 0,002 мм для большого, к поверочным
дискам прилагают аттестат с указанием действительного разме¬
ра их.24. Поверяемый элемент — прямолинейность и плоскостность
линейки обката поверочного устройства.а) ТребованиеЛинейка обката поверочного устройства должна быть прямо¬
линейна.б) Мет од поверкиПрямолинейность и плоскостность линейки обката поверочного
устройства поверяются с помощью лекальной линейки 0 класса
точности длиной 450 мм.Просвет между ребром лекальной линейки и плоскостью ли¬
нейки обката ни в продольном, ни в поперечном направлении не
допускается.25. Поверяемый элемент — масштаб увеличения самописца.179
а) ТребованиеМасштаб увеличения самописца не должен отличаться от номи¬
нального (1 : 1000) более чем на ±10%.б) Метод поверкиМасштаб увеличения самописца определяется с помощью пове¬
рочного устройства, служащего для поверки правильности пока¬
заний прибора, с малым диском обката.Поверочное устройство с малым диском обката устанавливают
в центрах прибора, а на столике самописца закрепляют лист мил¬
лиметровой бумаги для снятия диаграммы. Поверку проводят при
неподвижном столике самописца, т. е. при включении первого ку¬
лачка переключателя масштаба.При поверке снимают две пары диаграмм: одну пару — при
движении измерительной каретки к наблюдателю (левый обкат) г
а другую — при движении каретки от наблюдателя (правый об¬
кат) .При снятии диаграмм продольную каретку устанавливают по
стеклянной шкале и отсчетному микроскопу на значения:г0+6 и г0—Ь,
где г0 — радиус поверочного диска, мм;b — произвольное небольшое число микронов (например, 20
или 30 мк).ПраВый обкат го=59,Ш±30мкЛ1 1J ! 1Л1-—Д-
- ^гyh"-г1 -щ+а2г 31мк —-кА18-- 1\-w-АW-ТГ'-н-- 4 30 \-30 -Рис. 6Рис. 7Масштаб увеличения определяют по полученным диаграммам
(рис. 6 и 7) по формуле:^Q * 1000w-2 Blгде w — масштаб увеличения самописца;а{ и а2 — численные значения абсцисс, измеренные по полу¬
ченным диграммам, мм;
г0 — радиус поверочного диска, мм;b — разность между величиной, установленной по шкале
продольной каретки, и диаметром поверочного диска,
выраженная в мк;I — численное значение ординаты, измеренное по полу¬
ченной диаграмме, мм.180
Величину дуги обката, соответствующую длине ординаты, вы¬
бирают произвольно и откладывают на графике между двумя про¬
извольными горизонтальными прямыми. Проведенные пером само-
писца линии при этом спрямляют при помощи линейки и тонко
зачиненного карандаша, после чего отсчитывают по клеткам мил¬
лиметровой бумаги величины aY и а2.Вычисленный по приведенной выше формуле масштаб увеличе¬
ния самописца не должен отличаться от номинального (1 1000}
более чем на 10%.26. Поверяемый элемент — погрешность показаний прибора.а) ТребованияПогрешность показаний эвольвентомера не должна превышать
±0,002 мм для диска диаметром 120 мм и ±0,003 мм для диска
диаметром 300 мм.б) Метод поверкиПогрешность показаний прибора контролируют с помощью по¬
верочного устройства, применяя последовательно оба диска об¬
ката.Установив в центрах прибора поверочное устройство и закре¬
пив на стодике самописца миллиметровую бумагу, устанавливают
продольную каретку на действительное значение радиуса приме¬
ненного диска обката и проводят поочередно правый и левый об¬
кат. Такую же операцию проводят и с другим диском обката.
Полученные при этом диаграммы (рис. 8 и 9) в идеальном случае
должны представлять собой прямые, параллельные перемещению
поперечной каретки, т. е. вертикально расположенные прямые.,• 'i~r0*i1радый
mam
T9,99451 1—1 'ПЛевый
оокат
1*59,9Шм'~hЛраВый
обкат
г0=Щ004ммЛевый
оокат
Тд = 150,004 ММРис. 8Рис. 9Местные ступенчатые смещения и общий наклон фактически
полученных диаграммных линий не должны превышать двух мил¬
лиметровых клеток (0,002 мм) для меньшего диска обката и трех
клеток (0,003 мм) для большего диска обката.1S1
Примечания:1. При описанной выше поверке нужно особенно тщательно следить за
чистотой рабочих поверхностей дисков и линейки обката, так как малейшие
загрязнения их вносят заметные искажения в диаграмму.2. При поверке с помощью диска большего диаметра не следует доводить
поперечную каретку до упора, так как при этом сбивается предварительная
установка индикатора. Достаточно проводить обкат в пределах 0—70 делений
поперечной шкалы.3. Как и при поверке зубчатых колес, обкат в этом случае следует прово¬
дить всегда от начала эвольвенты в направлении большего угла развернутости,
т. е. по шкале поперечной каретки — от нуля к обоим ее концам.В случае отсутствия или выхода из строя описанного выше
специального устройства для поверки правильности показаний
эвольвентомера, можно поверить его показания по образцовому
эвольвентному кулачку (образцовому профилю), аттестованному
особо точным методом специально для этой цели.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ27. Универсальные эвольвеитомеры с постоянным диском обка¬
та и электрическим самописцем, находящиеся в эксплуатации, а
также выходящие из ремонта, подлежат ведомственной поверке в
соответствии с поверочной схемой данного предприятия.Приборы, удовлетворяющие требованиям настоящих методиче¬
ских указаний, признаются годными и снабжаются аттестатом
установленной формы.28. Если эвольвеитомеры не удовлетворяют требованиям на¬
стоящих методических указаний, то к ним прилагается справка с
указанием фактических погрешностей и ограничением1 области их
применения, например, для колес более низких степеней точности.Если погрешности отдельных элементов прибора превышают
двойной допуск на эти элементы, то прибор бракуется и передает¬
ся в ремонт.ЗаменаГОСТ ,5405—64 введен взамен ГОСТ 5405—54
ГОСТ 8026—64 введен взамен ГОСТ 8026—56.
Методические указания разработаны
Харьковским государственным институтом
мер и измерительных приборов; утверж¬
дены Ученым советом института 28 декабря
1963 г.МЕТОДИЧЕСКИЕ УКАЗАНИЯ № 239ПО ПОВЕРКЕ УНИВЕРСАЛЬНЫХ
ЭВОЛЬВЕНТОМЕРОВ ТИПА КЭУМетодические указания устанавливают методы и средства по¬
верки универсальных эвольвентомеров типа КЭУ вновь изготовлен¬
ных, находящихся в эксплуатации и вышедших из ремонта.I. НАЗНАЧЕНИЕ И УСТРОЙСТВО1. Универсальные эвольвеитомеры типа КЭУ (рис. 1) предна¬
значаются для поверки профиля зуба цилиндрических зубчатых
колес внешнего зацепления с прямым
и косым зубом.2. Устройство прибора следующее:
основанием прибора служит станина 1,
на которой закреплен кронштейн 10,
несущий пиноль 7 вращающегося цент¬
ра 6. Пиноль перемещается в верти¬
кальном направлении посредством ры¬
чага 9.В процессе измерения рычаг 9 за¬
крепляется в требуемом положении
гайкой 8.По направляющей планке станины 1
перемещается суппорт 3 с измери¬
тельной кареткой 5. В рабочий шпин¬
дель 13 вставлен нижний центр. При
помощи маховика 15 нижний центр мо¬
жет подниматься и опускаться. Вра¬
щение измеряемого колеса 11, установ¬
ленного на оправке и закрепленного в
центрах, осуществляется при помощи
маховика 2.В измерительной каретке 5 с по¬
мощью державки закреплен измерительный наконечник 12.При измерениях профиля зуба колебания измерительного на-
хонечника, вызванные погрешностями профиля зуба, передаются
на индикатор 4.Измерительный наконечник на заданный радиус основной
окружности измеряемого колеса устанавливается по блоку кон¬
цевых мер, помещаемых между упорным винтом 14 и суппортом 3.3. Для воспроизведения эвольвенты в конструкции прибора
применен точный эвольвентный кулак, основная окружность кото¬
рого концентрична основной окружности измеряемого колеса.Наличие в приборе рычажной системы позволяет сравнивать
эвольвенту измеряемых колес различных основных окружностей
с точной эвольвентой кулака; при этом погрешность измеряемого
профиля отсчитывается с помощью индикатора, цена деления
которого равна 0,001 мм.Технические характеристики универсальных эвольвентомеров
типа КЭУ приведены в приложеиии.И. ОПЕРАЦИИ, ПРОИЗВОДИМЫЕ ПРИ ПОВЕРКЕ,И ПРИМЕНЯЕМЫЕ СРЕДСТВА4. Операции, производимые при поверке универсальных эволь¬
вентомеров, и средства поверки приведены в табл. 1.Таблица 1Виды поверокОперация, производимая
при поверкеСредства поверкиНомера пунктов
методических указанийвновь изготовленных 1находящихся в эксплуа¬
тациивышедших из ремонта11Проверка внешнего
вида и технического
состояния прибора и
отдельных его узловЛупа 4—6х5+++2Проверка параллель¬
ности оси державки
под измерительный
наконечник к опорной
плоскости станиныСпециальная оправ¬
ка. Концевые меры
3-го класса ГОСТ
9038—596++3i|Проверка прямоли¬
нейности перемещения
измерительной карет¬
киКонтрольная линей¬
ка 0 класса точности.
Измерительная голов¬
ка с ценой деления
0,001 мм7++-4 '11Проверка параллель¬
ности вертикальной оси
измерительной каретки
к оси центровЦилиндрическая оп¬
равка. Измерительная
головка с ценой деле¬
ния 0,001 мм8++.184
ПродолжениеиВиды повероко'УонтаНГО>»Операция, производимая
при поверкеСредства поверки2mонЬй :Н
К 5оS3со«1№ п/п.Яс Sсо
то го
о, ^0 >>1 5вновь изгXК3к<=(* 5ГО Sв =г5Проверка параллель¬
ности перемещения из¬
мерительной каретки к
плоскости, проходящей
через оси рабочего и
вспомогательного шпин¬
делейСпециальное при¬
способление. Измери¬
тельная головка с це¬
ной деления 0,001 мм9+'6Проверка параллель¬
ности перемещения
нижней и верхней ка¬
ретокКонтрольная линейка
0 класса точности. Из¬
мерительная головка
с ценой деления
0,001 мм10+7Проверка величины
хода измерительной
кареткиИзмерительная ли¬
нейка с ценой деления
1 мм11+—8Проверка прямоли¬
нейности перемещения
суппортаКонтрольная линей¬
ка 0 класса точности.
Измерительная голов¬
ка с ценой деления
0,001 мм12+9Проверка перпенди¬
кулярности перемеще¬
ний суппорта и изме¬
рительной кареткиСпециальное при¬
способление. Измери¬
тельная головка с це¬
ной деления 0,001 мм13+~Г10Проверка прямоли¬
нейности перемещения
нижней каретки в го¬
ризонтальной плоскос¬
тиСредства поверки
те же, что и в п. 8
настоящей таблицы14+11Проверка биения
вращающегося центраИзмерительная го¬
ловка с ценой деления
0,001 мм15++~г12Проверка биения
нижнего центраИзмерительная го¬
ловка с ценой деления
0,001 мм16++18.
ПродолжениеоВиды поверокс"■2Операция, производимая
при поверкеСредства поверкиНомера пунктов методиче<
ких указанийвновь изготовленных |находящихся в эксплуа¬
тациивышедших из ремонта13Проверка прямоли¬
нейности вертикаль¬
ного перемещения
нижнего центраТо же17+—+14Проверка параллель¬
ности опорной поверх¬
ности под ползун с
пальцем ходу изме¬
рительной каретки18++15Проверка погрешно¬
сти профиля устано¬
вочного эвольвентного
кулака (шаблона)Эвольвентомеры с
точностью ±0,001 мм19++16Проверка радиуса
основной окружности
кулака1) Зубомерная ма¬
шина.2) Концевые меры
3-го разряда20++17Проверка осевой
плоскости кулака1) Плита 0 класса.2) Лекальная линей¬
ка 0 класса.3. Измерительная го¬
ловка с ценой деления
0,001 мм.4. Концевые меры
3-го класса1 21++18Проверка правиль¬
ности нулевой уста¬
новки эвольвентомераИзмерительная го¬
ловка с ценой деле¬
ния 0,001 мм22+++19Проверка измери¬
тельного усилия изме¬
рительного наконечни¬
каСтойка с роликом,
гири23++20Проверка шерохо¬
ватости поверхности
измерительного нако¬
нечникаПрибор МИИ-424+4-186
ПродолжениеВиды поверокпзс"Операция, производимая
при поверкеСредства поверкиНомера пунктов методи¬
ческих указанийвновь изготовленны |находящихся в эксплуа¬
тациивышедших из ремонтаI21Проверка допусти¬
мой погрешности при¬
бораАттестованные
эвольвентные кулаки
или аттестованные из¬
мерительные колеса25+++22Проверка вариации
показаний прибораТо же26+++III. ПОВЕРКА5. Операция — проверка внешнего вида и технического состоя¬
ния прибора и отдельных его узлов.а) ТребованияПредъявляемый в поверку прибор не должен иметь внешних
пороков или повреждений, которые могут повлиять на точность и
правильную работу прибора (коррозия и забоины на направляю¬
щих, на опорных и измерительных поверхностях, повреждение
стрелки и шкалы отсчетного устройства, забоины на центрах,
измерительном наконечнике и на установочном эвольвентном' ку¬
лаке (шаблоне) и др.Державка с измерительным наконечником должна переме¬
щаться плавно, без заеданий и ощутимой качки.Суппорт должен перемещаться по станине без заеданий и
поперечной качки.Пиноль верхнего, центра должна перемещаться без ощутимой
поперечной качки. Вращающийся центр должен вставляться в от¬
верстие пиноли плотно. Шпиндель должен перемещаться вниз и
вверх, а также вращаться плавно, без люфтов и заеданий. Червяч¬
ный вал и вал с лимбом' должны вращаться без заеданий, толч¬
ков, осевого люфта и без «мертвого» хода.Окраска прибора должна быть равномерной, без пятен и дру¬
гих пороков.Маркировка прибора (марка завода-изготовителя, порядковый
номер прибора и год изготовления) должна быть четкой. На нера¬
бочей поверхности эвольвентного кулака (шаблона) должны быть
указаны радиус основной окружности и отклонения эвольвентного
пр.офиля от расчетного.187
б) Метод поверкиВнешний вид прибора и правильность работы его узлов прове¬
ряют осмотром и опробованием. В необходимых случаях следует
применять лупу.6. Операция — проверка параллельности оси державки под из¬
мерительный наконечник к опорной плоскости станины.а) ТребованияОтклонение от параллельности оси державки под измеритель¬
ный наконечник к опорной плоскости станины на длине 200 мм
не должно превышать 0,1 мм.б) Метод поверкиВ отверстие державки под измерительный наконечник встав¬
ляют цилиндрическую оправку, конусность которой не должна
превышать 0,01 мм (на всей длине), а ка станину прибора поме¬
щают блок концевых мер сначала в положение 1 (ем. рис. 2), а
затем в положение 2 и определяют величину зазора.7. Операция — проверка прямолинейности перемещения изме¬
рительной каретки.а) ТребованиеОтклонение от прямолинейности перемещения измерительной
каретки на длину 100 мм в горизонтальной плоскости не должно
превышать 0,001 мм, а в вертикальной плоскости 0,003 мм.б) Метод поверкиПоверку прямолинейности перемещения измерительной карет¬
ки в горизонтальной плоскости производят при помощи повероч¬
ной линейки и измерительной головки с ценой деления 0,001 мм
(рис. 3).На станину прибора помещают поверочную линейку, а на из¬
мерительной каретке укрепляют стойку с измерительной головкой
(например, магнитную стойку), затем при помощи измерительной
головки устанавливают линейку по двум ее концам' параллельно
движению измерительной каретки. После этого измерительную
каретку перемещают из одного крайнего положения в другое и
определяют разность показаний шкалы измерительной головки.188
При поверке прямолинейности перемещения измерительной
каретки в вертикальной плоскости поверочную линейку устанавли¬
вают параллельно ходу каретки в вертикальной плоскости. Все
остальные операции аналогичны поверке в горизонтальной плос¬
кости.8. Операция — проверка параллельности вертикальной оси из¬
мерительной каретки к оси центров.а) ТребованияОтклонение от параллельности вертикальной оси каретки к оси
центров на длине 100 мм не должно превышать 0,006 мм.б) Метод поверкиВ центрах прибора устанавливают цилиндрическую оправку,
диаметр которой по длине и в разных сечениях не должен иметь
отклонения более 0,002 мм. В державке измерительного наконеч¬
ника закрепляют измерительную головку таким образом, чтобы ее
наконечник упирался в оправку (рис. 4). Затем перемещают из¬
мерительную головку вверх или
вниз и определяют разность по¬
казаний ее шкалы. Поверку сле¬
дует производить в двух взаим¬
но перпендикулярных плоскостях.Для поверки в перпендикуляр¬
ной плоскости следует приме¬
нять оправку с лыской (см.
рис. 3).9. Операция — проверка па¬
раллельности перемещения изме¬
рительной каретки к плоскости,
проходящей через оси рабочего
и вспомогательного шпинделей.а) ТребованияОтклонение параллельностипри перемещении измерительной
каретки на длине 145 мм к оси
рабочего и вспомогательного
шпинделей не должно превышать Рис. 40,003 мм.б) Метод поверкиДля указанной поверки снимают крышку суппорта. В центро¬
вое отверстие вспомогательного шпинделя устанавливают специ¬
альное приспособление, контрольная плоскость которого парал¬
лельна плоскости, проходящей через центр рабочего и вспомога¬
тельного шпинделя (рис. 5). На измерительной каретке прибора
укрепляют измерительную головку, наконечник которой должен
упираться в контрольную плоскость приспособления.Измерительную каретку перемещают ка длину 145 мм и опре¬
деляют разность показаний шкалы измерительной головки.189
10. Операция — проверка параллельности перемещения нижней
и верхней кареток,а) ТребованияОтклонение от параллельности при перемещении нижней и
верхней кареток на длину 100 мм не должно превышать 0,005 мм.А~Вб) Метод поверкиНа нижней каретке укрепляют стойку с измерительной голов¬
кой таким образом*, чтобы измерительный наконечник упирался:
в рабочую часть поверхности контрольной линейки, установленную'линейку устанавливают парал¬
лельно движению верхней ка¬
ретки. Затем при помощи ру¬
коятки перемещают нижнюю*
каретку совместно с измери¬
тельной головкой на 100 мм и
определяют разность показа¬
ний ее шкалы.Аналогично поверяют па¬
раллельность перемещения
верхней каретки.11. Операция—проверка ве¬
личины хода измерительной
каретки.а) Требования
Величина хода измеритель¬
ной каретки должна быть не
менее 145 мм.б) Метод поверкиПри помощи масштабной линейки определяют величину пере¬
мещения измерительной каретки. ‘х12. Операция — проверка прямолинейности перемещения суп¬
порта.а) ТребованияОтклонение от прямолинейности при перемещении суппортана станине (рис. 6). Контрольную130
на длину 150 мм в горизонтальной и вертикальной плоскостях
не должно превышать 0,01 мм.0) Метод поверкиДля поверки прямолинейности перемещения суппорта в вер¬
тикальной плоскости применяют контрольную линейку или планку
с доведенными параллельными плоскостями, непараллельность
которых не должна превышать 0,005 мм.Сбоку станины устанавливают контрольную линейку или план¬
ку таким образом, чтобы ее рабочая поверхность была параллель¬
на перемещению суппорта (рис. 7).Параллельность линейки или планки устанавливают при помо¬
щи стойки с измерительной головкой, укрепленной на суппорте.
Затем перемещают суппорт на 150 мм и определяют разность по¬
казаний шкалы измерительной головки.Поверка прямолинейности перемещения суппорта в горизон¬
тальной плоскости аналогична поверке его перемещения в верти¬
кальной плоскости, но при этом наконечник измерительной головки
должен касаться линейки или планки, как это показано на рис. 8.13. Операция — проверка перпендикулярности перемещений
суппорта и измерительной каретки.а) ТребованияОтклонение от перпендикулярности при перемещении суппорта
и измерительной каретки на длину 145 мм не должно превышать
0,003 мм.б) Метод поверкиВ центрах прибора укрепляют специальное приспособление
(рис. 9) с двумя взаимно перпендикулярными плоскостями. При
помощи стойки с измерительной головкой, укрепленной на суп¬
порте, приспособление устанавливают так, чтобы одна из плоско¬
стей располагалась параллельно движению суппорта. Затем изме¬
рительную головку укрепляют на измерительной каретке так,
чтобы ее измерительный наконечник упирался во вторую плос¬
кость приспособления.Перемещая измерительную каретку на 145 мм, определяют раз¬
ность показаний шкалы измерительной головки.т
14. Операция — проверка прямолинейности перемещения ниж¬
ней каретки в горизонтальной плоскости,
а) ТребованияОтклонение c-т прямолинейности при перемещении каретки на
длину 100 мм не должно превышать 0,002 мм.б) Метод поверкиПоверку производят при помощи контрольной линейки и изме¬
рительной головки, аналогичной описанной в п. 7.15. Операция — проверка биения вращающегося центра.а) ТребованияБиение вращающегося центра не должно превышать 0,004 мм,б) Метод поверкиНа станину эвольвентомера устанавливают стойку с измери¬
тельной головкой таким образом, чтобы измерительный наконеч¬
ник упирался в коническую поверхность вращающегося центра
(рис. 10). Вращая центр в одном направлении, определяют раз¬
ность показаний шкалы измерительной головки.16. Операция — проверка биения нижнего центра.а) ТребованияБиение* нижнего центра не должно превышать 0,002 мм.б) Метод поверкиНа станину эвольвентомера устанавливают стойку с измери¬
тельной головкой таким образом1, чтобы измерительный наконеч¬
ник упирался в коническую поверхность центра (рис. 11). Пово¬
рачивая центр на угол, примерно равный 55°, в одну сторону, опре¬
деляют разность показаний шкалы измерительной головки.17. Операция — проверка прямолинейности вертикального пе¬
ремещения нижнего центра.а) ТребованияОтклонения от прямолинейности при перемещении нижнего
центра на длину 150 мм не должны превышать 0,007 мм.б) Метод поверкиНа станину прибора устанавливают угольник 0 класса точно¬
сти с широкими гранями так, чтобы его длинная сторона былаРис. 9Рис. 10192
параллельна оси нижнего центра (рис. 12). На нижний центр ук¬
репляют при помощи специального хомутика измерительную го¬
ловку так, чтобы ее измерительный наконечник упирался в рабо¬
чую грань угольника. Затем перемещают нижний центр на 150 мм
и определяют разность по¬
казаний шкалы измеритель¬
ной головки.Прямолинейность пере¬
мещения нижнего центра
следует поверять в двух
взаимно перпендикулярных
плоскостях.18. Операция — провер¬
ка параллельности опорной
поверхности под ползун с
пальцем ходу измеритель¬
ной каретки.а) ТребованияОтклонение от параллельности напревышать 0,002 мм.б) Метод п овер киНа суппорт устанавливают стойку с измерительной головкой, и
измерительный наконечник вводят в контакт с поверяемой поверх¬
ностью (рис. 13). Затем перемещают измерительную каретку на
100 мм и определяют разность показаний шкалы измерительной
головки.Рис. 11Рис. 12длине 100 мм не должно19. Операция — проверка погрешности профиля установочного
эвольвентного кулака (шаблона).а) Требования 'Отклонение кривой кулака от эвольвенты не должно превы¬
шать 0,002 мм.б) Метод поверкиПоверку эвольвентного кулака производят на индивидуально-
дисковом эвольвентомере, например, типа Феллоу, или на универ¬
сальных эвольвентомерах, например, типов Цейсе, Винко, Нейше*
нал, Мичиган-Тул или на приборе БВ-1089,7 Зак. 163
Поверку эвольвентных кулаков следует производить не менее
трех раз и за результат брать среднее значение.На эвольвентный кулак выдается свидетельство с указанием
действительных отклонений кривой кулака от эвольвенты для раз¬
личных углов развернутости.П римечания:1. Применяемый для поверки кулака эвольвентомер должен быть аттестован
с погрешностью, не превышающей 0,001 мм.2. При повеоке кулака температурные условия должны быть следующие:
отклонение температуры помещения от 20JC, в котором находятся эво ьв_нто-
мер и поверяемый кулак, не должно быть более ±1°С. Ход температуры за
время измерения не должен превышать 0,5° С в 1 ч.20. Операция — проверка радиуса основной окружности ку¬
лака,а) ТребованияОтклонения радиуса основной окружности от расчетной вели¬
чины не должны превышать ±0,002 мм.б) Метод поверкиВ центрах эвольвентсмера КЭУ помещают оправку с укреплен¬
ным на ней эвольвентным кулаком. Биение оправки не должно
лревышать 0,002 мм.На суппорт прибора помещают стойку с измерительной голов¬
кой. Цена деления измерительной головки должна быть 0,001 мм.Стойку с измерительной головкой устанавливают параллельно
ходу суппорта. Затем перемещают суппорт до тех пор, пока нако¬
нечник измерительной головки не коснется образующей кулака
с заданным радиусом.Установив стрелку измерительной головки вблизи нуля, отме¬
чают показания шкалы.Подобрав необходимей блок концевых мер 3-го класса точно¬
сти, измеряют расстояние между упорным винтом 14 (см. рис. 1)
и суппортом, после чего снимают кулак с оправки и, укрепив
оправку в центрах, перемещают суппорт до соприкосновения нако¬
нечника измерительной головки с образующей оправки и снова,
установив стрелку измерительной головки вблизи нуля, отмечают
показания шкалы.Затем при помощи блока концевых мер снова измеряют рас¬
стояние между упорным винтом 14 и суппортом.Определив диаметр оправки на горизонтальном или вертикаль¬
ном .оптиметре, вычисляют действительное значение радиуса основ¬
ной окружности, пользуясь соотношениемr0=L+ 2 »где г0 — радиус основной окружности кулака;
d —диаметр оправки;L — разность двух блоков концевых мер.Число измерений радиуса основной окружности должно быть
не менее трех. За результат измерения следует брать среднее
арифметическое значение.
21. Операция — проверка осевой плоскости1 кулака.а) ТребованияОтклонение от плоскостности осевой плоскости не должно пре¬
вышать 0,001 мм. Отклонение осевой плоскости от оси кулака не
должно превышать 0,002 мм.б) Метод поверкиПлоскостность осевой плоскости определяют или при помощи
лекальной линейки 0 класса точности с применением образцов про¬
света, или при помощи оптически плоского стекла.В случае применения оптически плоского стекла на поверяемой
плоскости должны наблюдаться интерференционные полосы любой
конфигурации. Отклонение осевой плоскости от оси кулака произ¬
водят на плите 1-го класса с центрами. Для этой цели кулак
с оправкой с предварительно измеренным диаметром укрепляют
в центрах. На плите помещают стойку с измерительной головкой
с ценой деления 0,001 мм. ,При помощи стойки с измерительной головкой устанавли¬
вают осевую плоскость параллельно плоскости плиты. Затем, по¬
местив на осевую плоскость блок концевых мер, равный радиусу
оправки, определяют при помощи стойки с измерительной голов¬
кой отклонение осевой плоскости от оси кулака. Для этой цёлй
ножку измерительной головки последовательно устанавливают на
образцовую оправку и на плоскость концевых мер и отмечают раз¬
ность показаний шкалы измерительной головки.22. Операция — проверка правильности нулевой установки
эвольвентомера.а) ТребованияНулевая установка прибора должна быть произведена с иОт
грешностью, не превышающей 0,002 мм.б) Метод поверкиПеред поверкой нулевой установки эвольвентомера необходимо
удалить блок концевых мер и совместить риски на ползуне и изме¬
рительной каретке. Затем стойку с укрепленной на ней измери¬
тельной головкой с ценой деления 0,001 мм устанавливают на ста¬
нину прибора так, чтобы наконечник головки упирался в измери¬
тельную каретку.Вращая маховик 2 (см. рис. 1), наблюдают за показаниями
измерительной головки, колебания которых не должны превышать0,002 мм. В случае, если измерительная головка покажет отклоне¬
ние более чем на 0,002 мм, необходимо отрегулировать винтовой
упор 14.23. Операция — проверка измерительного' усилия измеритель¬
ного наконечника.а) ТребованияИзмерительное усилие должно быть в пределах 400—500 гс.б) Мет од поверкиНа суппорт прибора устанавливают универсальный штатив, в7*195
державке которого закреплен блок (вращающийся ролик с канав¬
кой).Через блок (рис. 14), расположенный на одной высоте с изме¬
рительным наконечником прибора, перебрасывается гибкая нить.
Один конец нити закрепляют на измерительном наконечнике, ко
второму концу нити подвешивают предварительно оттарированную
чашку. На чашку укладывают гири до тех пор, пока стрелка от¬
счетного устройства не сделает один полный оборот.Рис. 14Измерительное усилие принимается равным сумме весов чашки
и разновесов.24. Операция — проверка шероховатости поверхности измери¬
тельного наконечника.а) ТребованияШероховатость поверхности измерительного наконечника дол¬
жна быть не ниже 11-го класса точности по ГОСТ 2789—59.б) Метод поверкиПоверку шероховатости поверхности измерительного наконеч¬
ника производят на микроинтерферометре МИИ-4.Примечание. Разрешается применять метод сличения качества шеро¬
ховатости наконечника с, образцами шероховатости соответствующего класса
•чистоты.25. Операция — проверка допустимой погрешности прибора.а) ТребованияПогрешность прибора не должна превышать величин, указан¬
ных в табл. 2.Таблица 2Диаметр основной окружности
аттестованного кул :ка или
измерительного колеса в ммДопустимая погрешность
в мм801203000.00300,00350,00406) Метод поверкиПеред поверкой суммарной погрешности прибора следует про¬
извести поверку измерительной головки в соответствии с методиче¬
скими указаниями № 189 «По поверке многооборотных индикато¬
ров с ценой деления 0,001 и 0,002 мм».
Допустимую погрешность эвольвентомера определяют по трем
аттестованным в органах системы Комитета стандартов, мер и из¬
мерительных приборов при Совете Министров СССР эвольвентным
кулакам или по трем аттестованным измерительным колесам с
диаметрами основной окружности 80, 120 и 300 мм.Перед поверкой прибор и аттестованные кулаки или аттесто¬
ванные измерительные колеса должны находиться в помещении,
где производится поверка в течеиие не менее 5 ч. Температура
помещения во время поверки погрешности прибора не должна
отклоняться от нормальной (20°С) более чем на ±2°С. Ход темпе¬
ратуры не должен превышать 0,5СС за 1 ч.Перед определением погрешности прибора устанавливают и
поверяют нуль прибора. Затем, набрав блок концевых мер
3-го класса точности, равный радиусу основной окружности при¬
меняемого кулака или измерительного колеса, устанавливают
измерительную каретку на заданный радиус. В остальном измере¬
ния производят так же, как и измерения зубчатых колес (см. ин¬
струкцию по пользованию прибором).Определение погрешности прибора необходимо производить не
М'енее трех раз и за результат принимать среднее арифметическое
значение.Величина погрешности показаний прибора определяется как
разность между наибольшим показанием отсчетного устройства
прибора и значением погрешности эвольвенты, приведенном в атте¬
стате на применяемый кулак или измерительное колесо.26. Операция — проверка вариации показаний прибора.а) ТребованияВариация показаний прибора не должна превышать 0,002 мм.б) Метод поверкиВариацию показаний определяют одновременно с определением
суммарной погрешности прибора по одному из кулаков или изме¬
рительному колесу. Для этой цели производят многократные изме¬
рения эвольвенты не менее десяти раз на одном и том’ же угле
развернутости.Наибольшая разность показаний шкалы отсчетного устройства,
полученная на одном из умазанных кулаков или измерительном
колесе, равна величине вариации показаний.Примечание. Разрешается применять для поверки эвольвентомеров ти¬
па КЭУ помимо приведенных в настоящих методических указаниях методов
средств и приборов и другие измерительные средства при условии обеспечения
ими требуемой точности.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ27. Если прибор удовлетворяет требованиям настоящих мето¬
дических указаний, сн допускается к применению и на него вы¬
дается удостоверение установленной формы. В противном случае
прибор бракуется и к применению не допускается.
ПРИЛОЖЕНИЕОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
УНИВЕРСАЛЬНЫХ ЭВОЛЬВЕНТОМЕРОВУниверсальные эвольвентомеры типа КЭУ характеризуются следующими
техническими данными:пределы измеряемых колес по модулю от 1 до 10 мм;
наибольший диаметр поверяемых колес 300 мм;
наибольшее расстояние между центрами 350 мм;
наибольший угол развернутости 55°;
цена деления лимба углов развернутости 1°;
цена деления отсчетного устройства 0,001 мм.
Методические указания разработаны
Харьковским государственным институтом
мер и измерительных приборов; утверж¬
дены Ученым советом института 1 февра¬
ля 1963 г.МЕТОДИЧЕСКИЕ УКАЗАНИЯ № 248ПО ПОВЕРКЕ ИЗМЕРИТЕЛЬНЫХ ЗУБЧАТЫХ КОЛЕСМетодические указания устанавливают методы и средства
поверки цилиндрических прямозубых измерительных колес
внешнего звольвентного зацепления с модулем св. 1 до 10 мм
(ГОСТ 6512—58), вновь изготовляемых и выпускаемых из про¬
изводства и ремонта.I. НАЗНАЧЕНИЕ ИЗМЕРИТЕЛЬНЫХ ЗУБЧАТЫХ КОЛЕС1. Измерительные зубчатые колеса предназначаются для по¬
верки раоочих колес в двухпрофильном и однопрофильном за¬
цеплении, а также для поверки зубоизмерительных приборов
(эвольвентомеров, биениемеров и др.).II. ПОВЕРЯЕМЫЕ ЭЛЕМЕНТЫ И СРЕДСТВА ПОВЕРКИ2. Поверяемые элементы измерительных зубчатых колес и
средства их поверки приведены в табл. 1.Примечание. Допускается применение измерительных средств, не пре¬
дусмотренных настоящими методическими указаниями, при условии, что их
предельная погрешность с учетом многократных измерений не будет превышать
‘/з допуска на поверяемый элемент, а систематические ошибки будут учтены.Таблица 1к, яВиды поверкиПоверяемый элементНомера пу
топ методи
ческих ука
нийСредства позеркивновь изго¬
товляемыхнаходящих¬
ся в экс¬
плуатации1. Внешний вид и тех¬
ническое состояние4ЛуПаЗХ —+1“Г2. Шероховатость ра¬
бочих поверхностей5Образцы шерохова¬
тости поверхности
1'ОСТ 9378-60+—199
ПродолжениеНомерапунктовметодиче¬скихуказанийВиды поверкиПоверяемый элементСредства поверкивновьизготовля¬емыхнаходя¬
щихся в
эксплуата¬
ции3. Диаметр посадочно¬
го отверстия6Горизонтальный опти¬
метрИндикаторный нутро¬
мер ГОСТ 9244-59, це¬
на деления 0,001 мм
Концевые меры ГОСТ
9038—59, 2 и 3-й класс++4. Биение окружнос¬
ти выступов (ED)7Плита с центрами ГОСТ
1(905—64, 1-й класс
Измерительная головка
ГОСТ 9696—61, цена де¬
ления 0,001 мм, предел
измерения 0—1 мм
СтойкаОправка, биение не
более 0,005 мм+5. Радиальное биение
зубчатого венца (£0)8Плита с центрами ГОСТ
10905—64, l-й класс
Измерительная голов¬
ка ГОСТ 9696—61, цена
деления 0,001 мм, пре-1
дел измерения 0—1 мм
СтойкаРолик, конусность и
овальность не более
0,001 ммБиениемер ГОСТ
8137—59. Цена деления
отсчетного устройства
0,001 ммУниверсальный зубо¬
мерный прибор с ценой
деления отсчетного ус¬
тройства < • ,001 Л'МУниверсальный прибор
типа БВ-£84М с ценой
деления отсчетного уст¬
ройства 0,001 мм++б. Биение по торцу
ступицы9Плита с центрами ГОСТ
10905—64, 1-й класс
Измерительная голов¬
ка, ГОСТ 9696—61, цена
деления 0,001 мм, пре¬
дел измерения 0—1 мм
СтойкаОправка, биение не
более 0,005 мм+200
ПродолжениеНомерапунктовметодиче¬скихуказанийВиды поверкиПоверяемый элементСредства поверкивновьизготовля¬емыхнаходя¬
щихся в
эксплуа¬
тации7. Накопленная пог¬
решность окружного
шага (At )10Различные приборы и
устройства для поверки
окружного шага и накоп¬
ленной погрешности ок¬
ружного шага с отсчет-
ными устройствами и с
ценой деления 0,001 мм++8. Размер по роли¬
кам (М)11Микрометр
ГОСТ 6507—60++9. Отклонение основ¬
ного шага (А^о)12Универсальные зубо¬
мерные приборы с от-
счетными устройствами и
с ценой деления 0,001 мм
Универсальный микро¬
скоп и измерительные
ножи+10. Разность основ¬
ных шагов13Универсальные зубо¬
мерные приборы с от-
счетными устройствами и
с ценой деления 0,001 мм++11. Высота головки
зуба (h')14Тангенциальный зубо-
мер ГОСТ 4446—59 с от-
счетными устройствами и
с ценой деления 0,01 мм+12. Профиль зуба (Д/)15ЭЕОльвентомеры раз¬
личных типов с отсчет-
ными устройствами и с
ценой деления 0,001 и
0,( 025 мм+13. Направление зуба
<ДЯо)16Эвольвентомеры и дру¬
гие приборы для повер¬
ки направления зуба с
отсчетными устройства¬
ми и с ценой деления
0,001 и 0,0025 мм+14. Колебание изме¬
рительного межцентро¬
вого расстояния за один
оборот колеса (Ля0)17Межцентромер с от¬
счетным устройством и
с ценой деления 0,001 мм++Примечания:1. Знак означает, что поверка производится, знак „—* означает, что
ловерка не производится.2. Под „отсчетным устройством" понимаются различного рода индикаторы,
ортотесты, микромеры и др.3. Если измерительные колеса применяются для поверки только рабочих
колес 7, 8 и 9-й степеней точности, то допускается периодическая поверка из¬
мерительных колес по двум параметрам: размеру по роликам и колебанию
межцентрового расстояния.201
3. Допустимые отклонения температуры помещения от нор¬
мальной 20°С при измерении колес различных степеней точности
приведены в табл. 2.Таблица 2Диаметры
измерительных, колесВ; ММИзуерительные колеса для контроля колес степеней точностиЯ и 618 и 9Допустимые отклонения температуры от 20°С в °ССв. 50 до 80±6±8±1080 120±4±6± 8120 200±3±4± 6Скорость изменения температуры воздуха в помещении, где по¬
веряются измерительные колеса, не должна превышать 0,5°С в час.Измерительные колеса до их поверки необходимо выдерживать
на рабочем месте не менее 2 ч, поместив их на массивную чугун¬
ную плигу.III. ПОВЕРКА4. Поверяемый элемент — внешний вид и техническое со¬
стояние.а) ТребованияРабочая поверхность зубьев, посадочного отверстия и торцов
ступицы должна быть чистой без ожогов, коррозии, глубоких
царапин и каких-либо других изъянов, ухудшающих эксплуата¬
ционные качества измерительных колес.б) Метод поверкиВнешний вид измерительного колеса поверяется осмотром (в
необходимых случаях следует применить лупу).5. Поверяемый элемент — шероховатость рабочих поверх¬
ностей.а) ТребованияШероховатость рабочей поверхности посадочного отверстия
не должна быть ниже 10-го класса, шероховатость рабочих по¬
верхностей з>бьев и торцовых поверхностей ступицы не ниже
9-го класса, шероховатость поверхности по окружности выступов
и торцовых поверхностей зубчатого венца — не ниже 8-го класса
(ГОСТ 2789—59).б) Метод поверкиПоверка проводится путем визуального сравнения со специ¬
альными образцами чистоты поверхности соответствующих клас¬
сов. При отсутствии образцов чистоты поверхности для поверки
шероховатости следует применить профилометр или профило¬
граф.6. Поверяемый элемент — диаметр посадочного отверстия.202
а) ТребованияОтклонения лиаметиа посадочного отиепстия пт нпмпняпяПримечание. Для измерительных колес, находящихся в эксплуатации,
отклонения диаметра посадочного отверстия от номинала не должны превышать
1У2 величины допуска, указанного в табл. 3.б) Метод поверкиДиаметр посадочного отверстия измерительных колес с моду¬
лем до 4 мм поверяется на горизонтальном оптиметре с примене¬
нием дуг с серьгами для внутренних измерений.Оптиметр устанавливается на заданный размер при помощи
блока концевых мер 2-го класса или 5-го разряда с притертыми
по концам боковичками.Для определения овальности посадочного отверстия следует
измерять его диаметр в среднем сечении, определяя наибольшее
и наименьшее показания оптиметра в двух направлениях, рас*
положенных под углом 90°.Для определения конусности следует измерять диаметр у тор;
цов и посредине посадочного отверстия.При определении диаметра у торцов отверстия следует отсту¬
пать на 1—2 мм.Для поверки диаметра посадочного отверстия измерительных
колес с модулем от 4 мм и более следует применять индикатор¬
ный нутромер с микрометром. Цена деления микрометра 0,001 мм.
Нутромер устанавливается на заданный размер при помощи
блока концевых мер 2-го класса или 5-го разряда с притертыми
по концам боковичками, Поворачивая и наклоняя нутромер от¬
носительно блока концевых мер, находят минимальное показа¬
ние микромера. Нутромер можно также устанавливать по атте¬
стованному кольцу. После установки нутромера замеряют от¬
клонения диаметров поверяемого отверстия. Замеры следует
проводить в трех сечениях отверстия (вблизи торцов и посредине).Для определения овальности отверстия следует измерять его
диаметр в среднем сечении, определяя наибольшее и наименьшее
показания микромера в двух сечениях, расположенных под уг¬
лом 90°.7. Поверяемый элемент — биение окружности выступов (£/>).Измерительные колеса
для контроля колес
степеней точностиПредельное отклонение
диаме1р* посадочного
отверстия в мк5 И 6
78 и 9+4+5+8203
а) ТребованияПредельное биение окружности выступов для всех степеней
точности и модулей измерительных колес не должно превышать
20 мк ГОСТ 6512—58.б) Методы поверкиПоверка биения окружности выступов на плите
с центрами (рис. 1)Измерительное колесо насаживают на оправку, величина бие¬
ния которой не должна превышать 0,005 мм, и устанавливают в
центрах, укрепленных на плите. Стойку с измерительной голов-кой также устанавливают на плите, причем измерительный нако¬
нечник м-икромера приводят в соприкосновение с вершиной зуба
и путем небольших поворотов колеса находят максимальное по¬
казание шкалы. Затем устанавливают стрелку вблизи кулевого
деления шкалы.Примечание. При измерении величины биения окружности выступов
следует применять сферический измерительный наконечник.Отметив показания шкалы, приводят следующий зуб в со¬
прикосновение с измерительным наконечником и снова, путем не¬
больших поворотов колеса, находят максимальное показание
шкалы.Таким способом проводят измерения по всем зубьям. Наиболь¬
шая разность показаний по шкале микромера равна величине
биения окружности выступов.Поверка биения окружности выступов на универсальном
зубомерном приборе* (рис. 2)Измерительное колесо, насаженное на оправку, укрепляют ш
центрах зубомерного прибора.* Описание прибора и технические требования) приведены в сборнике «Конт-
роль средств измерения зубчатых колес». Стандартгиз, 1959.Рис. 1204
На каретке 1 (см. рис. 2) зубомерного прибора при помощи
двух винтов 2 укрепляют ортотест 3 с шаровым сменным наконеч¬
ником. Шаровой наконечник приводят в соприкосновение с верши¬
ной зуба и путем небольших поворотов колеса находят максималь¬
ное показание шкалы измерительной головки.Нис. 2Установив при помощи гайки 4 с накаткой стрелку измеритель¬
ной головки вблизи нулевого деления шкалы, отмечают показания
шкалы. Затем приводят в соприкосновение с наконечником второй
зуб и, найдя максимальное показание шкалы, отмечают его.Таким способом отмечают показания шкалы по всем зубьям
поверяемого колеса. Наибольшая разность показаний шкалы
равна величине биения окружности выступов колеса.8. Поверяемый элемент — радиальное биение зубчатого вен¬
ца (Е0).а) ТребованияДопуск на радиальное биение зубчатого венца (ГОСТ 1643—56)
указан в табл. 4.Таблица 4Измерительные колесаДопускаемое биение в мк для колес диаметромдля контроля колессв. 89 до 120 мм 1I св. 120 до 2С0 ммстепеней точностисв. 50 до 80 ммX5 и 66,589,5710,512158 и 9172024б) Методы поверкиПоверка радиального биения зубчатого венца
на биениемере (рис. 3)Укрепленное на оправке поверяемое колесо устанавливают
в центрах прибора. В измерительном штоке укрепляют при по-
мощи гайки наконечник 1 с углом 20°, соответствующий модулю
поверяемого колеса.С помощью маховичка 2 подводят каретку с измерительной
головкой к поверяемому колесу так, чтобы измерительный на¬
конечник вошел в соприкосновение с боковыми сторонами зуба,
а стрелка измерительной головки находилась бы в среднем по¬
ложении. В этом положении каретку закрепляют и отмечают пока¬
зание шкалы.Рис. 3Затем, отведя шток рукояткой и поворачивая шестерню, вводят
измерительный наконечник во все впадины поверяемого колеса
и отмечают показания шкалы.Поверка радиального биения зубчатого венца при помощи
ролика на плите с центрами (рис. 4)Для измерения радиального биения зубчатого венца следует
применять ролик, плиту и измерительную головку со стойкой.Примечание. Измерительную головку следует брать с ценой деления
0,001 Ям, и плоским измерительным наконечником.Диаметр ролика выбирают таким образом, чтобы он касался
поверхности зубьев примерно по делительной окружности изме¬
ряемого колеса..Примерные размеры диаметров роликов для различных изме¬
рительных колес различных модулей приведены в табл. 10.Примечание. Если применяется измерительная головка с диапазоном
измерения порядка 2 мм. тс при поверке биения следует выбирать ролики,
касающиеся с профилем зуба по, постоянной хорде. В этом случае диаметр ро¬
ликов определяется из отношения:
где d — диаметр ролика, мм;т — модуль, мм:—угол задеьления, град.При ад =20°, d = 1,476 т.(2)Измерительное колесо, насаженное на оправку, укрепляют в
центрах,‘помещенных на плше.Во впадину зуба помещают ролик и измерительный наконеч*
ник микромера приводят в соприкосновение с роликом.Путем небольших поворотов колеса находят наибольшее пока¬
зание шкалы микромера и отмечают его. Затем1, поместив ролик в
смежную впадину и снова соответственно повернув колесо, нахо¬
дят наибольшее показание шкалы измерительной головки и отме¬
чают его.Таким способом определяют показания шкалы по всему ко¬
лесу.Радиальное биение зубчатого венца следует измерять дваж¬
ды при двух положениях колеса на оправке, повернутых друг от¬
носительно друга на 180°.За действительное значение величины биения принимают
среднее арифметическое значение разностей наибольших и наи¬
меньших показаний, полученных при двух положениях колеса на
оправке.Поверка радиального биения зубчатого венца на универсальной
зубомерном приборе (см. рис. 2)Для поверки радиального биения зубчатого венца применяют
ортотест, укрепленный на каретке прибора с шаровым сменном
наконечником, входящим в комплект прибора.Размер шарового наконечника подбирают с таким расчетом,
чтобы он карался примерно средней части профиля зуба.Рис. 4207
Для измерения величины радиального биения, шаровой на¬
конечник вводят во впадину зуба и отмечают показания шкалы
измерительной головки. Шкалу измерительной головки устанав¬
ливают вблизи нулевого деления при помощи гайки 4 с накаткой.Затем каретку оттягивают за спусковой крючок и, повернув
колесо, вводят шаровой наконечник в следующую впадину и сно¬
ва определяют показания шкалы ортотеста.Таким способом производят измерение по всем впадинам по¬
веряемого колеса.Радиальное биение зубчатого венца следует измерять дважды
при двух положениях колеса на оправке, повернутых вокруг ее
оси друг относительно друга на 180°.За действительное значение величины биения принимается
среднее арифметическое значение разностей наибольших и наи¬
меньших показаний, полученных при двух положениях колеса на
оправке.Поверка радиального биения на универсальном зубомерном
приборе типа БВ-584М * (рис. 5)Для поверки радиального биения зубчатого венца на измери¬
тельной каретке 1 (рис. 5) укрепляют специальный наконечник, а , в центрах прибора закрепляютШ поверяемое колесо. Затем вводятплотного соприкосновения его с
ба и отмечают показание измери-скова отмечают показания шка-ния по всем впадинам поверяе-венца следует измерять дважды
при двух положениях колеса на
оправке, повернутых вокруг ее оси друг относительно друга на
180°* Техническая характеристика на прибор БВ-584М дана в приложении 1.
За величину радиального биения зубчатого венца принимают
среднее арифметическое значение разностей наибольших и наи¬
меньших показаний, полученных при двух положениях колеса на
оправке.Э. Поверяемый элемент — биение по торцу ступицы.а) ТребованияДопуск на биение по торцу (ГОСТ 1643—56) ступицы приве-.5.Таблица 5Измерительные колеса
для контроля колес
степеней точностиДопустимое биение
торца ступицы в мк5 И 65788 и910б) Метод поверкиДля измерения биения по торцу ступицы следует применять
ллиту и измерительную головку со стойкой.Наконечник измерительной головки приводят в соприкоснове¬
ние с торцом сгупицы (рис. 6), затем, вращая колесо, отмечают
показание по шкале измерительной головки.Рис. 6Наибольшая разность показаний шкалы равна величине бие¬
ния торца ступицы.10. Поверяемый элемент — накопленная погрешность окруж¬
ного шага (Д/г ).а) ТребованияНакопленная погрешность окружного шага измерительных ко¬
лес (ГОСТ 1643—56) не должна превышать величин, указанных
в табл. 6.209
Таблица 6Измерительные колеса
для контроля колес
степеней точностиДопустимая накопленная погрешность окружного шага в мк
для колес с диаметромсв. 50 до 80 ммсв. 80 до 120 ммсв. 120 до 200 мм5.и 681011,571216198 и 9202530б) Метод поверкиОпределение накопленной погрешности окружного шага
на универсальном зубомерном приборе (рис. 7 и 8)Для определения накопленной погрешности окружного шага
измеряют разность окружных шагов поверяемого колеса.Для этой цели колесо насаживают*на оправку и помещают вРавномерность окружного шага по¬
веряют при помощи шаровых нако¬
нечников по схеме (см. рис. 7) в
среднем сечении по высоте зуба
(вблизи делительной окружности)
При поверке измерительный узел /
(см. рис. 8) закрепляют неподвиж¬
но, а к оправке зубчатого колеса
прикладывают постоянный враща¬
тельный момент при помощи гру¬
за Р (см. рис. 7).Стойка 2 (рис. 8) с фиксатором
в этом случае служит для крепле¬
ния ролика, через который перебра¬
сывается шнурок с грузом.
Равномерность окружного шага поверяют по всему в.енцу зуб¬
чатого колеса.центре зубомерного прибора.
Для исключения влияния биения оправки, поверяемое колесо
поворачивают на оправке на 18(Р и повторно измеряют равномер¬
ность окружного шага. Число измерений равномерности окруж¬
ного шага и число шагов, охватываемых измерительными нако¬
нечниками, для колес различных степеней точности приведено
в табл. 7.Таблица 7Число зубьев
поверяемого колесаЧисло шагов,
охватываемых
измерительными
наконечникамиЧисло измерений
каждого шагаИзмерительные
колеса для контроля
колес степеней
точности68446062.566252424624422438245 и 63642342430242624242220226842>От 60 до 2322}Равномерность окружного шага измерительных колес для
контроля колес 8 и 9-й степеней точности можно определять из
однократных измерений, если биение оправки, на котором наса¬
жено поверяемое колесо, не превышает 0,005 мм.Поверку равномерности окружного шага следует производить
по правым и левым профилям.Расчет, связанный с определением накопленной погрешности
окружного шага, рекомендуется вести по форме, приведенной в
табл. 8.Таблица 8НомеразубьевПоказания ортотеста в мкСреднее
в мкОтклонение
от среднего
шага в мкНакопленная
погрешность
шага в мк1-е измерение2-е намерение;
оправка
повернута
на 180°1— 3+4+ 5+4,5—1.3-1,33— 5+5+ 7+6,0+ 0,2—1,15- 7+7+ 9Н- 8,0+2,2+1 17- 9+8+ 11+9.5+3,7+ 4,89-11+6+ 11+8,5+2.7+7.511-13+5+ 6-4-5,5—о.з+7,213-15+5+ 5+5.0-0,8+6,415-17+4; + 5+4,5—1,3+5,117—1,9+4+ 4+4.0—1,8+3,3194*31 + 2+2,5—3,30211
Сумма отклонений из двух измерений 'EAt = 58MK. Среднее зна¬
чение отклоненийОпределение накопленной погрешности окружного шага
на приборе типа Иллинойс* (рис. 9)На приборе типа Иллинойс накопленная погрешность окруж¬
ного шага определяется так же, как и на зубом-ерном приборе,
путем сравнительных измерений окружных шагов поверяемого'
колеса.Для этой дели на приборе укрепляют измерительные шаровые
наконечники на оправке 1 (см. рис. 9). При помощи маховика 2Путем небольшого изменения расстояния между наконечника¬
ми дают натяг (в пределах одного оборота) индикатору и уста¬
навливают его в нулевое положение. Равномерность окружного
шага поверяют по всему венцу зубчатого колеса.При биении оправки, превышающем 0,005 мм, следует повтор¬
но проверить равномерность огфужного шага, предварительно по¬
вернув колесо относительно оси оправки на 180°.Измерительные колеса для контроля 8 и 9^й степеней точно¬
сти поверяются однократно, если биение оправки не превышает
0,005 мм. Равномерность окружного шага следует поверять по
правым и левым профилям зубьев колеса.Наибольшая накопленная погрешность окружного шага
Atz = 7,5 — (—1,3) =8,8 мк.Рис. 9каретку отводят в край¬
нее заднее положение и в
центрах прибора устанав¬
ливают оправку с поверя¬
емым колесом. Затем при
помощи маховика 2 пере¬
мещают каретку до со¬
прикосновения наконечни¬
ков с двумя одноименны¬
ми профилями двух зубь¬
ев примерно по делитель¬
ной окружности. Число-
шагов, помещаемых меж¬
ду измерительными на¬
конечниками, для колес с
различным числом зубьев
приведено в табл. 7.* Технические требования на отдельные узлы прибора приведены в прило-
жении 2.
Расчет, связанный с определением накопленной погрешности
окружного шага, рекомендуется вести по форме, приведённой в
табл. 8.Определение накопленной погрешности на универсальном
зубомерном приборе типа БВ-584М (рис. 10)Универсальный прибор БВ-584М позволяет измерять разность
соседних окружных шагов в угловых и линейных величинах.При измерении накопленной погрешности в угловых величинах
в гнездо измерительной каретки 1 укрепляют один наконечник с
шаровой измерительной поверхностью.Поверяемое колесо 2 насаживают на оправку 3 и помещают в
центре прибора. Затем приводят в контакт с шаровым наконечни¬
ком поверяемый зуб, примерно в
средней его части и, вращая махо¬
вик 4, добиваются нулевого показа¬
ния шкалы измерительной головки.При помощи микроскопа 5 произ¬
водят первый отсчет по шкале лим¬
ба.Примечание. Для исключения оши¬
бок лимба отсчеты следует производить
по двум диаметрально противополож¬
ным микроскопам.Затем наконечник выводят из
контакта с профилем зуба путем
оттягивания каретки 1. Маховиком 4
вращают колесо и вводят шаровой
наконечник в контакт с одноимен¬
ным профилем следующего зуба,
снова добиваясь нулевого показания
шкалы измерительной головки.Разность показаний шкалы лим¬
ба определяет действительное зна¬
чение углового шага, а погрешность
углового шага определяется разно¬
стью между расчетной и действительной величиной углового шага.Расчетная величина' углового шага вычисляется из соотноше¬
ния:где фр —расчетная величина углового шага;
z —число зубьев поверяемого колеса.Разность окружных шагов в линейных величинах определяют
следующим образом.Рис. 10213
Введя шаровой наконечник в контакт с любым профилем зуба
поверяемого колеса, отмечают первоначальное показание шкалы
лимба. Затем, устанавливая последовательно показания шкалы
лимба, равные <рр, 2<рр, Зфр и т. д., и приводя в контакт наконеч¬
ник с соседними профилями зубьев, отмечают показания микро¬
мера.Разность соседних окружных шагов определяется разностью
между двумя соседними показаниями измерительной головки.Обработка полученных значений разности окружных шагов для
подсчета накопленной погрешности аналогична показанной в
табл. 8.Для пересчета отклонения шагов из угловых в линейные вели¬
чины следует воспользоваться соотношением:A*0Kp=Aq>rd, (4)1де Д*окР —отклонения окружного шага, мм;Дф — отклонения окружного шага, рад;Го — радиус делительной окружности, мм.Величина определяется из соотношениягде т — модуль поверяемого колеса, мм;
z — число зубьев поверяемого колеса.11. Поверяемый элемент — размер по роликам (М).а) ТребованияПредельное отклонение размера по роликам* не должно превы¬
шать величин, приведенных в табл. 9.Таблица 9М)дуль в ммПредельное отклонение
размера по роликам в мкСв. 1 до 1,5± 601.5 2,5±1002,5 4±1504 6±2006 10±250б) Метод поверкиДва ролика, размеры которых выбраны в зависимости от мо-
дуля и числа зубьев, помещают в диаметрально противоположные
впадины между зубьями колеса и при помощи микрометра изме¬
ряют размер М между роликами.214
Т а блица J0Модуль в ммЧисло зубьевЛиаметр
измерительного
ролика в ммРазмер (Af) по роликам
в мм1,25682,59589,6191,5682,886106,7321,75603,287110,2192,0603,666125,6382,25564,091132,2142,5524,773137,7072.75465,176134 6903,0425,493134,3753,25386,‘Л2133,4£93,5366,585136,3473,75368,282U0.1724.0348,282150,о484,25348,282158,0164,5308.282147,6045,02610,353147,7125,52610,35315 >,1136,02610 Д 50172,4226,52412.423175,0)67,02412,423185,9128,02416.5Г5210,2289,02016.565204,89110,02017,362224,179Действительный размер М между роликами, приведенный в.
табл. 10, может быть определен по формуле.Для колес с четным числом зубьев:., тг cos<«>р>где М — размер между роликами, мм;
т — модуль, мм;
z — число зубьев;«а —угол зацепления, равный 20°;
о.х— угол давления в сечении х профиля зуба в град;
d —диаметр ролика, мм;0 и ©д. — эвольвентные углы, определяемые по формуле (8) или
по специальным таблицам (см. приложение 3)ea = tgfid — »д\ ,Rv^ = tga_r — aj (8>215
Для колес с нечетным числом зубьев:М--в-=mz cos адCOS аг
dcos2■ва(9)Диаметр ролика можно также определить из соотношения:d=2,07 mял иrf=l,73 » ) <Ю>Для колес с модулем от 1,25 до 5 мм следует брать коэффи¬
циент 2,07.Для колес с модулем свыше 5 мм следует брать коэффициент
1,73.Диаметр роликов должен быть определен с точностью до
± 0,002 мм.Помещая последовательно ролики в различные впадины, изме¬
ряют размер М по всему колесу.В соответствии с ГОСТ 6512—58, на измерительных колесах
должка быть замаркирована действительная величина смещения
исходного контура Ah. Величина Ah может быть определена по
формулеAh=KAM, (И)гдеК =2sin av2sin avsin ая•COSдля колес с четным числом зубьев иsin а 2г для колес с нечетным числом зубьев, мм;AM— разность между расчетной величиной М и
измеренной, мм.Примечание. В формулу (11) следует подставить наибольшую величи¬
ну Д М, полученную в результате измерения размера по роликам.Величина К для колес с четным числом зубьев приведена
в табл. 11.Таблица 11Модуль в ммЧисло зубьевК в ммМодуль в ммЧисло зубьевК в мм1,25680,5804,0340,6381,5680.5624,25340,6161,75600,5634,5300,6042,0600,5575,0260,6682,25560,5585,5260,6272,5,520.5776,0260,6132,75460,5^06,5240,642з;о420,5537,0240,6063,25380,5998.0240,6783,5360,5989,0200 6503,75360,65510,0200,611216
12. Поверяемый элемент — отклонение основного шага (Л/0)~а) ТребованияОтклонения основного шага измерительных колес не должны
превышать величин, указанных в табл. 12 (ГОСТ 1643—56).Таблица 12Модуль в мм/Измерительные колеса для контроля колес степеней точности5 и 678 н 9Допустимые отклонения основного шага в мкСв. 1 до 2,5±2,5±4±62,5 6±2,8±4,5±76 10±3,5±5,5±9б) Метод поверкиИзмерение основного шага на универсальном микроскопе
типа У ИМ-21 с применением измерительных ножей (рис. 11, 12)Схема измерения основного шага на универсальном м-икроско-
пе приведена на рис. 11. Подлежащее измерению колесо 1 (см.
рис. 12) укрепляют на столе универсального микроскопа при по¬
мощи зажима 2 и к профилю одного из зубьев приставляют ножЗ.Рис. 12Для измерения основного шага в среднем сечении колеса нож
помещают на концевой мере 4 или на какой-либо другой под¬
ставке.Подъемом* или опусканием микроскопа добиваются резкого
изображения риски, нанесенной на ноже. Для наблюдения риски
необходимо применять подсветку.Примечание При измерении основного шага на универсальном микро¬
скопе необходимо применять объектив с увеличением 3* или 5Х й полностью
■открыть диафрагму осветителя.217
Установленный на концевой мере нож необходимо расположить
перпендикулярно линии измерения. Для этого кож поворачивают
до тех пор, пока нанесенная на нем риска не совпадет с попе¬
речным штрихом окулярной сетки микроскопа, установленным по
градусной шкале в нулевое положение. При этом лезвие ножа
должно касаться профиля зуба или вблизи его ножки или го¬
ловки.Если нож касается профиля зуба вблизи его середины, то ко¬
лесо следует несколько повернуть и снова добиться указанной
выше установки ножа.Примечание. Необходимо следить за тем, чтобы нож касался профиля
зуба без просвета.После надлежащей установки ножа совмещают его риску со
штрихом окулярной сетки и проводят отсчет по продольной шкале
(если шаг измеряют по линии продольного перемещения каретки
микроскопа).Затем перемещением каретки вводят в поле зрения микроско¬
па следующий одноименный профиль соседнего зуба и, приставив
к нему нож, снова добиваются совмещения риски ножа со штри¬
хом окулярной сетки. Для исключения погрешности ножа необхо¬
димо, чтобы его касание с профилем зуба происходило на одном*
и том же участке лезвия.После этого проводят второй отсчет по продольной шкале.
Разность двух отсчетов даег величину основного шага поверяемо¬
го колеса.Аналогичным образом измеряют шаг по противоположным про¬
филям зубьев поверяемого колеса.Примечания:1. На универсальном микроскопе следует измерять действительное значение
только одного правого и одного левого основного шага. Действительные зна¬
чения остальных основных шагов определяют сравнительным методом на при¬
борах, описанных в п 13.2. При определении величины основного шага следует учитывать поправки
ка шкалу микроскопа, приводимые в аттестатах, прилагаемых к прибору.Необходимое число повторных измерений каждого шага на
универсальном микроскопе у измерительных колес различных
степеней точности указано в табл. 13.Таблица 13Измерительные колеса
для контроля колес
степеней точностиЧисло измерений
основного шага5 и 63У28 и 91За результат измерения основного шага ^0изм следует брать
среднее арифметическое значение из нескольких измерений, От¬
клонение основного шага определяется величиной At0y равной.218
разности между результатом измерения t0nm. (средн.) и величиной г
вычисленной по формуле:tQ=Tzm cos 0Ld (12)или при оса =20°, ^=2,9521 т. (П)ТаКИМ обраЗОМ, Д^о = ^Оизм. (средн.) —10. (14),Измерение основного шага на универсальном зубомерном
приборе (рис. 13 й 14)Для измерения основного шага на зубомерном приборе при¬
меняют два ножевых наконечника, укрепленных в специальных
гнездах прибора при помощи винтов 1 и 2.Рис. 13Расстояние между лезвиями наконечников должно быть равно
основному шагу, определяемому из соотношения (12).Расстояние между лезвиями устанавливают при помощи кон¬
цевых мер 2-го класса или 5-го разряда.Для этой цели собирают скобу из блока концевых мер и бо-
ковичков. Размер блока конце¬
вых мер L равен:L = t0—l, (15)где L —размер блока концевых
мер, мм;
to — величина основного ша¬
га, определяемая из со¬
отношения (12), мм;I —толшина боковичка, мм.Собранную скобу укрепляют
в струбцине и помещают на сто¬
ле зубомерного прибора.Затем лезвия наконечников
вводят в соприкосновение с измерительными плоскостями скобы
(рис. 14) и путем надлежащих поворотов и наклона столика при¬
бора находят минимальное показание шкалы измерительной го¬Рис, 14219
ловки и при помощи гайки 3 (см. рис. 13) устанавливают стрелку
прибора на нуль или вблизи нуля.Примечание. Некоторые зубомерные приборы не снабжены столиками.
В этом случае размер между наконечниками следует устанавливать вручную.После установки нуля, отведя каретку прибора в крайнее зад¬
нее положение, укрепляют в центрах на оправке поверяемое ко¬
лесо. Затем, поднимая и перемещая стол, приводят в контакт лез¬
вия наконечников с одноименными профилями двух соседних
зубьев.Примечание. Измерять шаг необходимо в среднем сечении колеса.Поворачивая рукой колесо в небольших пределах, отсчитыва¬
ют наибольшее и наименьшее показания шкалы.Указанным способом измеряют основной шаг по всем зубьям
поверяемого колеса.Для измерения отклонения основных шагов по противополож¬
ным профилям необходимо поверяемое колесо повернуть на оправ¬
ке противоположным торцом1.Число измерений каждого шага измерительных колес различ¬
ных степеней точности указано в табл. 13.При каждом повторном измерении основного шага следует по¬
верять установку наконечников по концевым мерам.Результаты измерения рекомендуется записывать по схеме,
указанной в табл. 14.Наибольшее отклонение основного шага равно 4 мк.Наибольшая разность между основными шагами 4—0,5 =
= 3,5 мк.За результат измерения каждого шага принимается среднее
арифметическое значение из показаний по шкале ортотеста.Таблица 14т = 10 мм; 2=20Основные шаги поправому профилюНомерзубьевНаибольшие показания по шкале
ортотеста в мкНаименьшие показания по шкале
ортотеста в мк1-е измерение| 2-е измерение |среднее1-е измерение2-е измерение |среднее1-2+2+2+ 20+ 1+0,52—3+ 1040.5+1+ 1+ 1.03-44-3+24-2,5+2+ 1+ 1,54-5+4+3+3,5+3+3+3.05-6+4+3+3,5+2+3+2.56—7+3+ 2+2,5+ 2+1+ 1.57-8+2+342,5+ 1+1+ 1,08-9+2+ 3+ 2 5+2+1+ 1,59-10+4+4+ 4,0+20+ 1,010-11+3+2+2,5+3+1+2,0220
ПродолжениеОсновные шаги по правому профилюНомерзубьевНаибольшие показания по шкале
орготеста в мкНаименьшие показания по шкале
ортотеста в мк1-е измерение2-е измерениесреднее1-е измерение| 2-е измерение| среднее11—12+з+4+3,5+i0+0,512-13+2+3+2.5+2+2+2.013-14+1+1+ 1.00+ 1+0,514-15+10+0,50+1+0.515-16+2+1+1,50+ 1+0.516-17+20+ 1.0+10+0.517—18+ 1+2+ 1.50+1+ 0,518-19+1+2+ 1,50+ 1+0,519-20+3-И+3,5+10+0,520-21+3+4 +2+2+2Измерение основного шага на универсальном зубомерном приборе
типа БВ-584М (см. рис. 10)Для измерения основного шага на приборе типа БВ-584М при¬
меняют два ножевых наконечника, укрепляемых на измеритель¬
ной каретке прибора.Расстояние между лезвиями наконечников должно быть рав¬
ным основному шагу поверяемого колеса.Расчетная величина основного шага определяется из соотно¬
шения (12).Расстояние М’ежду лезвиями наконечников устанавливают при
помощи концевых мер 2-го класса или 5-го разряда. Для этого
собирают скобу из блока концевых мер и боковичков. Размер
блока концевых мер определяют по формуле (15).Собранную скобу укрепляют в струбцине (см. рис. 14). Затем
лезвия наконечников вводят в соприкосновение с измерительными
плоскостями скобы, находят минимальное показание измеритель¬
ной головки и устанавливают его стрелку вблизи нуля.Этим заканчивается установка прибора на заданный размер
основного шага. После этого, отведя каретку 1 (см1, рис. 10) в
крайнее положение, укрепляют в центрах оправку 3 с поверяемым
колесом 2.Затем, перемещением и подъемом стола, приводят в контакт
лезвия наконечников с одноименными профилями двух соседних
зубьев в среднем сечении колеса. Поворачивая рукой колесо в
пределах наибольшего угла обката, определяют по шкале изме¬
рительной головки наибольшее и наименьшее показания.221
Указанным способом измеряют основной шаг по всем* зубьям
поверяемого колеса.Для измерения основных шагов по противоположным профи¬
лям необходимо поверяемое колесо с оправкой повернуть вокруг
горизонтальной оси на 180°Необходимое число измерений каждого шага измерительных
колес различных степеней точности приведено в табл. 13.При каждом повторном’ измерении основного шага следует
поверять установку наконечников по концевым мерам.Результаты измерения рекомендуется записывать по форме,
приведенной в табл. 14.За результат измерения каждого шага принимается среднее
арифметическое значение из показаний шкалы.13. Поверяемый элемент — разность основных шагов.а) ТребованияНаибольшая разность между двум'я любыми основными шага¬
ми в пределах колеса не должна превышать величины односторон¬
него отклонения, указанного в табл. 12 (ГОСТ 1643—56).б) Метод поверкиИзмерение разности основных шагов на универсальном
зубомерном приборе (см. рис. 13)Разности основных шагов определяют сравнительными изме¬
рениями, поэтому прибор устанавливают по одному из шагов по¬
веряемого колеса.Для этой цели поверяемое колесо укрепляют в центрах при¬
бора и путем перемещения каретки вводят два ножа в контакт с
двумя любыми одноименными соседними профилями.Затем при помощи гайки 3 (см. рис. 13) показание шкалы из»
мерительной головки устанавливают на нуль или на любое де¬
ление вблизи нуля и замечают показания шкалы.Примечание. Если при поворотах колеса в пределах перемещения изме¬
рительного узла показания шкалы меняются, то установку нуля шкалы следует
производить либо по наибольшему показанию, либо по наименьшему.После установки шкалы ортотеста по одному из шагов пове¬
ряемого колеса производят сравнительные измерения всех осталь¬
ных шагов.Результаты измерения следует записывать по форме, приве¬
денной в табл. 14.Число измерений разности основных шагов для измерительных
колес различных степеней точности указано в табл. 13.Разность основных шагов необходимо измерять как по пра¬
вым, так и по левым профилям.Примечание. Если на зубомерном приборе измерялись отклонения ос¬
новного шага, то нет необходимости измерять разность основных шагов Раз¬
ность основных шагов может быть определена из тех же данных (см. табл. И).222
Измерение разности основных шагов на универсальном
зубомерном приборе типа БВ-584М (см. рис. 10)При измерении разности основных шагов лезвия наконечников
устанавливают по одному из шагов поверяемого колеса.Для этой цели оправку с поверяемым колесом укрепляют в
центрах (см. рис. 10) и путем' перемещения каретки 1 вводят лез¬
вия измерительных наконечников в контакт с двумя одноименны¬
ми соседними профилями. Затем показания шкалы микромера
устанавливают на нуль или вблизи нуля.После установки прибора по одному из шагов поверяемого ко¬
леса производят сравнительные измерения всех остальных шагов.Результаты измерения рекомендуется записывать по форме,
приведенной в табл. 14.Число повторных измереиий разности основных шагов у из¬
мерительных колес различных степеней точности приведено в
табл. 13.Разность основных шагов необходимо измерять как по пра¬
вым, так и по левым профилям.Измерение разности основных шагов на приборе типа
Иллинойс (см. рис. 9)Для измерения разности основных шагов закрепляют в дер¬
жавках прибора тангенциальные наконечники и устанавливают
предохранительный упор. Затем, закрепив в центрах прибора по¬
веряемое колесо и установив при помощи маховика 2 (см. рис. 9)
изм-ерительную каретку в нужное положение, настраивают по
одному из шагов наконечники так, чтобы дать небольшой натяг
стрелке измерительной головки.После этого путем поворота циферблата измерительной головки
устанавливают его стрелку на нулевое деление или на любое, близ¬
кое к нулевому.Затем поочередно вводят все остальные шаги поверяемого ко¬
леса в контакт с наконечниками, отмечая показания стрелки из¬
мерительной головки. Число измерений разности основных шагов
для и?мерительных колес разных степеней точности приведено в
табл. 13.Разность основных шагов необходимо измерять как по правым,
так и по левым профилям.14. Поверяемый элемент — высота головки зуба (/*')а) ТребованияПредельное отклонение высоты головки зуба tshr не должно
превышать величин, указанных в табл. 15 (ГОСТ 6512—58).223
Таблица 15Измерительные колеса для контроля
колес степеней точностиМодуль в ммОбозначения5 и 6 |1 7 18 и 9Допустимые отклонения высоты
головки в мкСв. 1 до2,50—150—200—302,56ДВЛ'ДНЛ'0—200-300—406100—250-400-50б) Метод поверкиВысота головки зуба поверяется при помощи тангенциального
зубомера* (рис. 15). Схема поверки высоты головки зуба приве¬
дена на рис. 16.Рис. 15Тангенциальный зубомер устанавливают в исходное положе¬
ние по установочному ролику 4.Диахметр ролика, необходимый для установки зубомера, может
быть вычислен по формуле2 т-f"Ctgae — / J1—sin адSin a,? ,(16)* Описание тангенциального зубомера приведено в сборнике «Контроль
средств измерения зубчатых колес». Стандартгиз, М. 1959.224
где d — Диаметр установочного ролика, мм;т — модуль поверяемого колеса, мм;f —коэффициент высоты головки Л' — высота голов¬ки зуба, мм);
ад — угол профиля исходного контура, град.При а о =20° и при значениях Л', указанных в табл. 16 (ГОСТ
6512—58), формулу (16) можно записать так:d=2,2434 m-1,0396 ti (17)В табл. 16 приведены значения диаметров роликов для угла
аа=20° и высоты головки зуба /г', указанных в ГОСТ 6512—58, и
для высоты головки Л", равной модулю.Примечание. Зубомер можно устанавливать по роликам, пияметоы ко¬
торых вычислены для колес, не имеющих высотного корригирования. (Диаметры
роликов указаны в табл. 16; Л"=т). В этом случае необходимо учитывать'раз¬
ность показаний индикатора, определяемую из соотношения:A=/i'—771. (18)Таблица 16Модуль D ммЧисло зубьевДиаметрустановочныхроликовВысота головки
W в мм
(ГОСТ 6512 -58)Диаметр уста¬
новочных роликов
при высоте го¬
ловки h"—m в мм1,25681,4741,281,5051,5681.7431.561,8061*75602,0021,852,1062.0602.2722,132,4072.25562,5422,412,7082.5522,7812,723,0092.45463,0312,993,3103.0423,2793,32 !! 3,6113,25383.4963,65 13,9123.5363,7563.944,2133.75363,9324,314,5144.0344.1924,604,8154.25344,4514,895,1164,5334,7205,175,4175.0265,2395.756,0195.5265.7686,326,6206.0266,2876,907,2226.5246.8067,487,8247.0247.3358.058.4268.0248,3839.209,6309.0209,43110,С510.83310,02010,479 !11,5012,0379 Зм- 193.225
Так как величина А в этом случае может Достигать несколькихмиллиметров, то следует шкалу индикатора специально поверять
и при измерениях учитывать поправки на ее показания.В соответствии с модулем т и высотой головки h' выбирают
ролик и укрепляют его в стойке, прилагаемой к зубомеру.Затем раздвигают губки 2 (см. рис. 16) зубомера так, чтобы
касание образующей ролика происходило примерно в средней
части губок.Закрепив губки, устанавливают измерительную головку в та*
кое положение, чтобы ее измерительный наконечник 3 касался наи¬
высшей точки ролика, а стрелка измерительной головки находи¬
лась бы в пределах нормированного участка шкалы. В этом поло¬
жении измерительную головку закрепляют зажимным винтом и,
повернув циферблат, совмещают стрелку с нулем шкалы.Для измерения высоты головки поверяемого колеса зубомер
устанавливают на зуб 1 и, покачивая его, определяют наибольшую
величину отклонения стрелки от нулевого положения.Высоту головки зуба измеряют по всем зубьям. Для определе¬
ния Ah'деЙСТв = —h'изм необходимо исключить величину биения
окружности выступов и отклонения ее диаметра из расчетной вели¬
чины поверяемого колеса.В этом случаеЗдесь АЛ'дейс*в — действительное отклонение высоты головки зу¬
ба, мм;A/i'* — отклонение высоты головки первого зуба, опре-2 деленное тангенциальным зубомером, мм;АЛ'( i отклонение высоты головки для диаметрально' расположенного зуба, мм;
г — число зубьев поверяемого колеса;А«м — диаметр поверяемого колеса в мм, измеренный
при помощи микрометра, установленного по кон¬
цевым мерам 4-го класса (инструкция 100—60);D — диаметр поверяемого колеса в мм, определенный
из соотношения D = mz + 2h\Наибольшее отклонение высоты головки зуба АЛ'ИЗМ не должно
превышать величин допусков, указанных в табл. 15.В тех случаях, когда высота головки зуба одного или несколь¬
ких зубьев поверяемого колеса находится на границе допуска, не¬
обходимо сделать повторные измерения. Число повторных измере¬
ний высоты головки зуба измерительных колес, служащих для кон¬
троля колес 5, 6 и 7-й степеней точности, должно быть не менее
двух. При повторных измерениях следует поверять установку зубо¬
мера по ролику.226
За результат измерения высоты головки зуба принимают сред¬
нее арифметическое значение из числа повторных измерений.15. Поверяемый элемент — профиль зуба (А/)а) ТребованияПогрешности профиля Д/ зуба измерительных колес не должны
превышать величин, указанных в табл. 17 (ГОСТ 1643—56).■'SТаблица 17Модуль в ммИамгрительные колеса для контроля колес степеней точности5 и б8 и 9Диаметры измерительных колес в мм.00§ОоСЧосоо<моосоо<мооооо§*=(оо£о§ОоюО00Оюо00о»оЮ jо00оюИQсз0шd 1ашоОи/ wU1оПогрешность профиля в мкСв. 1 ДО 2,5
2,5 6
6 102,62,8.3,24,24,55,06,57,08,03,23,43,65,05,25,58,08.59,04,04,24,56,06,57,010,010,511,0Профиль зуба измерительных колес различных степеней точ¬
ности поверяют на эвольвентомерах, указанных в табл. 18.Таблица 18Типы эвольвентомеровИзмерительные колеса при контроле
колес степени точности5 и 678 и 9Универсальный эвольвентомер с са¬
мописцем типа ЦейссI ji1T j+Индивидуально-дисковый эвольвенто¬
мер типа БВ-1089i+1+ !-f.Универсальный эвольвентомер типа
Винко-Тул+++Индивидуально-дисковый эвольвенто¬
мер типа Фелло^+++Индивидуально-дисковый эвольвенто¬
мер типа Нейшенал-Тул+++Универсальный эвольвентомер типа
Мичиган-Тулj-i++Универсальный кулачно-рычажный
эвольвентомер типа Феллоу-12М—++Универсальный эвольвентомер типа
Оркутт—++8* 227
б) Методы поверкиПоверка профиля зуба на универсальном эвольвентомере
с самописцем типа Цейсс* (рис. 17, 18, 19)Подготовка прибора к работеПеред началом работы на приборе поверяют положение нуля
его шкалы при помощи прилагаемого к прибору специальногоРис. 17валика., / (см. рис. 1,7). Валик устанавливают в центрах прибора и
при помощи хвостовика 2 (см. рис. 17) соединяют с упорной муф¬
той 3, надеваемой на верхнюю пиноль прибора 4.Рис. 18В гнездо измерительного рычага помещают сферический нако¬
нечник 7 (см. рис. 18).* Технические требования на отдельные узлы прибора приведены в при¬ложении 4,
Размер А (см. рис. 19) применяемого измерительного наконеч¬
ника должен соответствовать данным, приведенным в табл. 19.Таблица 19Диаметр шарика в ммРазмер А измерительного
наконечника в мм6,0041,860±0,013,0040,360 t 0 013,1740,445 ±0.011,5039.6'0±0,011,5839.650 ±0,010,7039,210±0,01Примечания:1. Для исключения возможного контакта шарика с нера¬
бочей частью профиля зуба у его основания целесообразно
применять наконечник с малым шариком.2. Размер А следует определять при помощи микрометра.Наконечник вставляют до упора в гнездо измерительного ры¬
чага и закрепляют его стопорным винтом 8 (см. рис. 18).Измерительную каретку 5 устанавливают на нуль по шкале
прибора (см. рис. 17 и 20). На нуль устанавливают и шкалу спи¬
рального микроскопа. Измерительный 'наконечник приводится в
соприкосновение с опорной плоскостью регулировочного винта,
укрепленного на валике I (см. рис. 18).При помощи указанного винта стрелка измерительной головки
прибора устанавливается на нуль. После этого при помощи веду¬
щего маховика 6 (см. рис. 17) несколько раз обкатывают прибор
из одного крайнего положения в другое.При правильном положении нуля шкалы прибора шкала изме¬
рительной головки не должна во время обката показывать откло¬
нения, превышающие V2 деления (0,5 мк).Если же отклонение шкалы измерительной головки превышает
0,5 мк, то следует путем малых перемещений измерительной карет¬
ки, найти таксе ее положение, чтобы стрелка измерительной голов¬
ки при обкате показывала бы отклонения, не превышающие
0,5 мк*229
При указанном положении измерительной каретки отсчитыва¬
ют показания шкалы прибора. Если показания шкалы не равны
нулю, то при помощи винта 7 (см. рис. 20) следует установить шка¬
лу прибора на нуль.Поверка правильности профиля измеряемого зубчатого колесаИзмерительное колесо надевают на оправку, один конец кото¬
рой должен иметь шейку под отверстие ведущего хомутика.Второй конец оправки
должен иметь резьбу с гай¬
кой для закрепления пове¬
ряемого колеса.Биение посадочной ци¬
линдрической части оправ¬
ки не должно превышать
0,005 мм.Посадка измеряемого
колеса на оправку должна
быть плотной, без люфтов.В зависимости от дли¬
ны оправки и положения
измеряемого колеса на оп¬
равке, подбирают соответ¬
ствующий по длине сменный нижний центр и устанавливают его в
гнездо. Затем закрепляют в центрах прибора оправку с поверяе¬
мым колесом.После этого продольную и поперечную каретки устанавливают
в рабочее положение, для чего при помощи ведущего маховика 6
(см. рис. 17) смещают поперечную каретку так, чтобы индекс ка¬
ретки был совмещен с нулем шкалы, находящейся на правой сто¬
роне столика самописца.Затем перемещением измерительной каретки 5 (см. рис. 20) и
поворотом колеса вводят наконечник во впадину зуба и при помо¬
щи винта 8 для точной наводки устанавливают измерительную
каретку по шкале прибора на требуемый радиус основной, окруж¬
ности, определяемый из соотношения¬
ми*Г0~ —2~ COSOC0, (20)где т — модуль, мм;
z — число зубьев;
оса—угол зацепления, равный 20°.Примечание. При поверке профиля колес в различных сечениях зубг
измерительный наконечник устанавливают но высоте при помощи винта 9 и за¬
крепляют винтом 10 (см. рис. 20).Установив переключатель измерительного давления наконеч¬
ника в соответствии с поверяемым профилем*, поворачивают оправ-230
Ку с колесом в сторону измерительного наконечника до тех пор,
пока поверяемый профиль не коснется сферического наконечника и
стрелка измерительной головки не станет примерно в средней
части шкалы, после чего закрепляют стопорными винтами 11 пово¬
док и хомутик. Более точная установка нуля производится смеще¬
нием шкалы измерительной головки при помощи винта 12 или
винта 13, укрепленного на хомутике (см. рис. 20).После выполнения всех указанных операций обкатывают испы¬
туемый профиль, одновременно фиксируя наибольшее и наимень¬
шее показания шкалы измерительной головки.Поверку профиля зуба следует всегда начинать от основания
зуба, и обкат вести медленно и непрерывно в сторону поверяемого
профиля, не допуская соскакивания измерительного наконечника
с зуба.Число повторных обкатов каждого профиля измерительных
колес различной степени точности указано в табл. 20.Для исключения влияния биения оправки на измеряемый про¬
филь следует повторно его измерить при повороте оправки на 180°Таблица 20Измерительные колеса
для контроля колес
5 и 6-й степеней точностиИзмерительные колеса
для контроля колес
7-й степени точностиИзмерительные колеса
для контроля колес
8 и 9-й степеней точности322Число повторных измерений профиля зуба колес различной
степени точности в этом случае также должно быть равным числу,
указанному в табл. 20.Запись и обработку результатов измерения погрешности про¬
филя зуба рекомендуется производить по форме, приведенной в
табл. 21.Пример 1. В результате поверки одного профиля зуба измери¬
тельного колеса с т=10 мм, 2=20, были получены следующие по¬
казания шкалы (см. табл. 21).Таблица 21Номеразамеров1-е положение колеса на оправке2-е положение колеса на оправке
(оправка повернута на ЬО5)Наибольшие
показания
шкалы в мкНаименьшие
йоказания
шкалы в мкНаибольшие
Показания
шкалы в мкНаименьшие
показания
шкалы в мК1+5-1+2—102+3— 1+2-113+4-4+ 1-13Среднее+4—2+1.7-11,3231
Среднее значение наибольших показаний —17 ' =*2,85 МН. 2 11 3Среднее значение наименьших показаний ^“ =—6,65 мк.Погрешность профиля зуба равна 2,85—(—6,65) =9,5 мк.Эвольвенту измерительных колес следует поверять по обоим
профилям не менее чем на трех зубьях, равномерно расположен¬
ных по окружности колеса.В тех случаях, когда желательно представить погрешность
профиля поверяемого колеса графически, следует применять элек¬
трический самописец.Для этой цели промывают перо самописца и заполняют его
чернилами. Затем, подложив под боковые прижимные пластинки
стола миллиметровую бумагу, опускают перо самописца до сопри¬
косновения с бумагой.Включив общий включатель эвольвентомера и тумблер само¬
писца, расположенный на передней стенке прибора справа, мед¬
ленно вращают ведущий маховик 6 (см. рис. 17), предварительно
убедившись, что мертвый ход маховика прибора выбран. При
этом перо самописца записывает на миллиметровой бумаге откло¬
нения действительной эвольвенты от ее теоретической формы в
виде диаграммы в масштабе 1 мк на 1 мм.Поверка профиля зуба на эвольвентомере типа БВ-1089* (рис, 21)Подготовка прибора к' работеВ соответствии с параметрами колеса (m, 2 и аа) подбирают
основной диск, диаметр которого определяют из соотношения:D—mz cos аа, (21)где D — диаметр диска, мм;
пг — модуль, мм;z — число зубьев поверяемого колеса;
аа —угол зацепления, равный 20°Диск 2 (см. рис. 21) с указанным диаметром насаживают на
посадочную шейку нижнего центра и закрепляют прижимной
гайкой.Для установки острия измерительного наконечника 8 в плоско¬
сти катания поступают следующим образом.Маховиком 6 опускают измерительный узел в крайнее нижнее
положение. Затем, поместив на линейку катания 1 (см. рис. 22)
плоскую поверхность бруска 2 таким образом, чтобы часть плоско¬
сти бруска выступала над плоскостью катания, как показано на
рис. 22; приводят острие измерительного наконечника 3 в сопри¬
косновение с плоскостью бруска.* Техническая характеристика на отдельные узлы прибора приведена в при¬ложении 5.
Контакт острия измерительного наконечника с плоскостью
бруска можно определить двумя способами:1) путем совмещения острия измерительного наконечника с
его зеркальным изображением, наблюдаемым в рабочей плоскости
бруска;2) перемещением измерительного наконечника в горизонталь¬
ной плоскости до совмещения на ощупь его острия с рабочей пло¬
скостью бруска.После установки острия измерительного наконечника в плоско¬
сти катания его закрепляют стопорным винтом.Для приведения острия измерительного наконечника в плос¬
кость проходящего через ось узла катания, необходимо воспользо¬
ваться радиальным срезом А или Б эвольвентного кулака (см.
рис. 24).Для этой цели оправку с звольвентным кулаком укрепляют в
центрах прибора и, совмещая острие измерительного наконечника
с плоскостью А или Б эвольвентного кулака, перемещают измери¬
тельный узел в радиальном направлении, добиваясь одинаковых
показаний шкалы измерительной головки 7 (см. рис. 21).Затем при помощи аттестованного эвольвентного кулака по¬
веряют правильность показаний прибора.Прибор считается годным к применению, если его погрешность
не превышает 0,003 мм в пределах угла развернутости, равного 35°.Сняв эвольвентный кулак и отведя каретку 10 (см. рис. 21)
при помощи маховика 11 в крайнее правое положение, устанавли¬
вают в центрах прибора оправку с поверяемым зубчатым коле¬
сом 4. Для этой цели верхний центр с кронштейном 5, перемещают
в вертикальном направлении.9 Зак. 163233
Затем, вращая поверяемое колесо вместе с оправкой относи¬
тельно центров, устанавливают поверяемый профиль против изме¬
рительного наконечника. В этом положении при помощи хомутика
12 связывают оправку 3 с хомутиком, укрепленным на нижнем
центре прибора.При помощи маховика 6 устанавливают измерительный нако¬
нечник в среднем сечении поверяемого профиля зуба, после чего
приводят в контакт основной диск 2 с линейкой 9 и, создав предва¬
рительный натяг стрелке измерительной головки 7 в пределах од¬
ного оборота его шкалы, приводят измерительный наконечник в
контакт с поверяемым профилем зуба.Поверка профиля зубаПри помощи маховика 1 плавно перемещают каретку 10 в сто¬
рону поверяемого профиля и определяют наибольшее показание
шкалы измерительной головки.Для исключения влияния биения оправки на результат измере¬
ния профиля зуба, следует повернуть оправку относительно пове¬
ряемого профиля зуба на 180° и в новом положении колеса на оп¬
равке снова измерить профиль зуба.Величина погрешности поверяемого профиля зуба определяет¬
ся разностью между средними значениями наибольших и наимень¬
ших показаний шкалы измерительной головки, полученных при
двух положениях колеса на оправке.Для поверки одноименного профиля другого зуба следует ко¬
лесо1 вместе с оправкой повернуть на нужный угол, предварительно
освббодив стопор хомутика 12 и выведя из впадины измеритель¬
ный наконечник.Для поверки противоположного профиля зуба следует или по¬
вернуть колесо на оправке противоположным торцом, или оправку
с колесом повернуть в вертикальной плоскости на 180°ЧйСло поверяемых зубьев в каждом колесе /должно быть не
кенеё трех, равномерно расположенных по окружности колеса.Число повторных измерений правых и левых профилей зуба
йойес различных степеней точности должно быть равно числу,
Указанному в табл. 20. Записывать и отрабатывать результаты из¬
мерения погрешности профиля зуба рекомендуется по схеме при¬
зёра 2;Поверка профиля зуба на универсальном эвольвентомере
типа Винко-Тул * (рис. 23)ал; inПодготовка прибора к работегС:Д^ртветс^вии с параметрами поверяемого колеса (m, z и аа)
.вщисл#jot, р^змер блока концевых мер, необходимый для установиО?• * г ТШййёскй'е .* "требования 'на отдельные узлы прибора приведены в при¬ложении 6.{234
ки прибора на заданный радиус основной окружности, из соотно¬
шения:cos <*«+/* (22)где т — модуль, мм;
z — число зубьев;ао — угол зацепления поверяемого колеса, град;1\ — расстояние от оси центров до плоскости угольника, за¬
крепленного на бабке, мм (в приборах типа Винко-Тул
/1 = 25,4 мм).Синусную линейку прибора устанавливают по блоку концевых
мер, размер которого определяют из соотношений:tg^-Щг; (23)Ж2=/2 sin ср, (24)где Rc —радиус сектора катания прибора, мм (в приборах типа
Винко-Тул 7?с = 254 мм);
h — длина синусной линейки, определяемая (расстоянием меж¬
ду осями ее роликов, мм (в приборах типа Винко-Тул
/2 = 25,4 мм).Примечание. К приборам типа Винко-Тул прилагается второй сектор
катания, радиус которого равен 127 мм.При поверке измерительных колес, служащих для контроля ко¬
лес 5, 6 и 7-й степеней точности, следует применять концевые меры4-го разряда или l-ш класса
точности.При поверке измеритель¬
ных колес, служащих для кон¬
троля колес 8 и 9-й степеней
точности, следует применять
концевые меры 5-го разряда
или 2-го класса точности.После подсчета размеров
концевых мер приступают к
установке измерительного на¬
конечника прибора.Для этой цели в центрах
прибора укрепляют устано- рис> 23вочный эвольвентный кулак сдвумя радиальными скосами А и Б (см. рис. 24). Приведя в со¬
прикосновение с плоскостью А или В (см. рис. 25) измерительный:
наконечник, перемещают его вдоль этой плоскости при помощи ру¬
коятки 1 (см. рис. 23) и добиваются путем поворота кулака неиз¬
менности показания шкалы измерительной головки. Это положен
ние шкалы является исходным (нулевым) при поверке профиля
зуба.9*235
Затем кулак’ удаляют, а на бабке прибора укрепляют устано¬
вочный угольник (см. ,рис. 25).При помощи ведущего маховика 2 (см. рис. 23) отводят карет¬
ку 3 прибора в крайнее переднее положение и под упорный ролик
синусной линейки 4 помещают блок концевых мер, вычисленный
по формуле (24)Затем помещают между плоскостью В (см. рис. 25) установоч¬
ного угольника и острием измерительного наконечника блок конце¬
вых мер, вычисленный по формуле (22). При помощи рукоятки 1
(см. рис. 23) перемещают каретку с измерительной головкой и
.добиваются контакта наконечника с блоком концевых мер. Легким
перемещением концевых мер по плоскости угольника определяют
на ощупь контакт измерительного наконечника с плоскостью, после
чего винтой 5 закрепляют ограничитель 6 радиального перемеще¬
ния каретки.При помощи рукоятки 1 отводят каретку с измерительной го¬
ловкой в крайнее заднее положение и, сняв угольник, устанавлива¬
ют в центрах поверяемое колесо, помещенное на оправке.Оправка с поверяемым колесом в центрах крепится при помощи
маховичка 7, поджимающего задний центр, причем степень зажа¬
тия должна быть такой, чтобы силы трения, возникающие между
оправкой и центрами, были достаточными для проворота без про¬
скальзывания оправки с колесом. Поворотом рукоятки 1 и враще¬
нием колеса приводят измерительный наконечник в соприкосновен
ние с поверяемым профилем зуба и устанавливают шкалу измери¬
тельной головки в исходное (нулевое) положение.Для измерения профиля зуба в различных сечениях колеса
освобождают стопор 8 и, переместив каретку с измерительной го*
ловкой до нужного сечения зуба, закрепляют ее тем же стопором.Поверка профиля зубаПри помощи маховика 2 (см. рис. 23) обкатывают колесо и,
наблюдая за шкалой измерительной головки, определяют наимень¬
шие и наибольшие ее показания.Рис. 24Рис. 25
Для исключения биения оправки на поверяемый профиль
оправку повертывают на 180° относительно поверяемого зуба и сно¬
ва проводят измерения профиля. Число повторных обкатов каждо¬
го профиля измерительных колес различной степени точности ука¬
зано в табл. 20. Запись и обработка результатов измерений при¬
ведены в примере 1 и табл. 21.Для поверки противоположного профиля зуба колесо поверты¬
вают на оправке противоположным торцом или повертывают оп¬
равку с колесом в горизонтальной плоскости на 180°.Число поверяемых зубьев каждого колеса должно быть не ме¬
нее трех, расположенных равномерно по окружности колес.Поверка профиля зуба на индивидуально-дисковом эвольвентомере
типа Феллоу* (рис. 26 и 27)Подготовка прибора к работеВ соответствии с параметрами поверяемого колеса (m9 z и а о )
подбирают два основных диска, радиусы которых определяют из
соотношения (20).Для крепления основных дисков 1 на валу прибора (см. рис. 26
и 27) поднимают при помощи подъемного механизма 2 и рукоят¬
ки 3 узел катания на высоту, не¬
сколько превышающую радиус ос¬
новных дисков, подлежащих уста¬
новке.Затем насаживают оба основ¬
ных диска на вал и, пользуясь
подъемным механизмом, опускают
узел катания до соприкосновения
дисков с направляющими линейка¬
ми 5. При этом следует -соблюдать
осторожность, чтобы не повредить
рабочих поверхностей направляю¬
щих линеек и дисков.Для установки острия измери¬
тельного наконечника 8 (см. рис.27) в плоскости катания дисков не¬
обходимо узел катания переместить
в крайнее левое положение. Затем,
поместив установочный угольник
(см. рис. 28) на переднюю направ¬
ляющую так, чтобы часть его пло¬
скости выступала над измеритель¬
ным наконечником, приводят острие переднего в соприкосновение
с плоскостью А установочного угольника.* Технические требования на основные диски и на отдельные узлы прибора
приведены в приложении 7.237
Контакт острия измерительного наконечника с плоскостью
угольника можно осуществить двумя способами:Рис. 271) путем совмещения острия наконечника 3 с его зеркальным
изображением 4, наблюдаемым в плоскости угольника 1, помещен¬
ного на направляющую линейку 2 (см. рис. 29);2) перемещением измерительного наконечника в вертикальнойплоскости до соприкоснове¬
ния на ощупь его острия с
плоскостью угольника.После установки острия
наконечника в плоскости ка¬
тания его закрепляют вин¬
том 7 (см. рис. 26 ).Для приведения острия
измерительного наконечника
в плоскость, проходящую че¬
рез ось узла катания, необ¬
ходимо поместить установоч¬
ный угольник ка специаль¬
ной площадке 6 (см. рис.
27) и, перемещая узел ката¬
ния до упора 9, привести в
соприкосновение с образую¬
щей оправки вертикальную
плоскость Б угольника (см.
рис. 28). В этом случае тор¬
цовая плоскость угольника
В должна войти в контакт с
острием наконечника и
стрелка индикатора должна
сделать примерно один обо¬
рот. Это положение стрелки
индикатора и является исходным при поверке профиля зуба. В
этом положении узла катания указатель углов развернутости 10
должен быть установлен на нулевое деление, нанесенное на диске11 (см. рис. 27).Рис. 28238
После установки измерительного наконечника укрепляют пове¬
ряемое колесо 4 (см. рис. 26) на оправке прибора. При этом с по¬
мощью промежуточных шайб устанавливают измеряемое колесо
так, чтобы наконечник находился в среднем сечении поверяемого
зуба.Следует иметь в виду, что при креплении колеса, во избежание
повреждения наконечника, необходимо отвести узел катания в
крайнее левое положение.Окончательное направление катания устанавливается при по¬
мощи заднего выравнивающего упора 12, вводимого в V-образный
кольцевой вырез диска 11, пользуясь рукояткой 13 (см. рис. 27).Поверка профиля зубаДля поверки профиля зуба перекатывают узел катания по на¬
правлению к измерительному наконечнику и вводят последний
между зубьями колеса, причем поверяемый профиль должен на¬
ходиться слева от наконечника. Затем слегка проворачивают ко¬
лесо относительно оправки до соприкосновения поверяемого профи¬
ля с острием измерительного наконечника и приводят шкалу изме¬
рительной головки в исходное (нулевое) положение. В этом поло¬
жении при помощи гайки 14 (см. рис. 27) окончательно закрепляют
поверяемое колесо на оправке и 'приступают к непосредственной
поверке профиля. Процесс поверки профиля заключается в пере¬
катывании основных дисков вместе с поверяемым колесом по на¬
правляющим прибора. При этом наблюдают за показаниями шка¬
лы и отмечают наибольшие и наименьшие показания.Для поверки противоположного профиля зуба следует колесо
снять с оправки и, повернув его противоположным торцом, снова
укрепить на оправке.Число повторных обкатов каждого профиля зуба измеритель¬
ных колес различных степеней точности приведено в табл. 20.Запись и обработка результатов измерения профиля приведены
в примере 2 и табл. 22.Пример 2. В результате трехкратной поверки одного профиля
зуба измерительного колеса с т = 6,5 мм, z = 24 были получены
следующие показания шкалы (см. табл. 22). Таблица 22НомеразамеровНаибольшие
показания
шкалы в мкНаименьшие
показания
шкалы в мк1+з—22+5— 13+4—3Среднее+4—2239
Погрешность профиля равна 4— (—2) =6 мк.Профиль зуба измерительных колес следует поверять по обоим
профилям не менее чем на трех зубьях, равномерно расположенных
по окружности колеса, примерно через 120°.Поверка профиля зуба на индивидуально-дисковом эвольвентомере
типа Нейшенал-Тул * (рис. 30 и 31)Подготовка прибора к работеВ соответствии с параметрами поверяемого колеса (m, z и аа)
подбирают два основных диска, радиус, которых определяют из со¬
отношения (20).Затем устанавливают измерительный наконечник в плоскости
катания основных дисков и по их оси.Для установки острия измерительного наконечника в плоскости
катания необходимо при помощи рукоятки 1 поднять груз 2 и снять
вал 3 с дисками 4 (см. рис. 30). На направляющие прибора 5 по-Рис. 30мещают линейку 6 (см. рис. 31) и при помощи винта 7 приводят
плоскость измерительного наконечника 8 в соприкосновение с плос¬
костью линейки.Момент контакта определяют на ощупь..Для установки острия измерительного наконечника по оси ос¬
новных дисков необходимо подобранные основные диски укрепить
на валу 3 (см. рис. 30). Вал с дисками помещают на направляю¬
щие прибора 5. На эти же направляющие помещают установочное
приспособление 9 (рис. 32), микровинт 10 которого предваритель¬
но устанавливают по блоку концевых мер. Размер блока должен
быть равным радиусу основных дисков. Следует применять конце¬
вые меры 5-го разряда или 2-го класса.Затем основные диски приводят в соприкосновение с плоско¬
стями 11, как это показано на рис. 32.* Технические требования на основные диски и на отдельные узлы прибора
приведены в приложении 8.240
При помощи винта 12 (см. рис. 31) приводят острие наконечник
ка в соприкосновение с торцом 13 микровинта 10 (см. рис. 32) и,
дав небольшой натяг стрелке измерительной головки (в пределах
одного оборота), отмечают ее показания. Это показание шкалы яв¬
ляется исходным при измерении профиля зуба.После установки измерительного наконечника насаживают на
вал поверяемое колесо и на тот же вал опускают груз 2.При указанных операциях следует соблюдать осторожность,
чтобы не повредить рабочие поверх¬
ности направляющих линеек и дисков.Поверка профиля зубаДля поверки профиля зуба перека¬
тывают узел катания по направлению
к измерительному наконечнику и вво¬
дят последний между зубьями колеса.Затем слегка поворачивают колесо
относительно оправки до соприкосно¬
вения поверяемого профиля с острием
измерительного наконечника и уста¬
навливают шкалу измерительной го¬
ловки в исходное положение.В этом положении при помощи гай¬
ки 14 (см. рис. 30 и 33) окончательно
закрепляют колесо на оправке и при¬
ступают к непосредственной поверке
профиля.Процесс поверки профиля заклю¬
чается в перекатывании основных дисков при помощи рукоятки по
направляющим прибора. При этом наблюдают за показаниями
шкалы измерительной головки и отмечают наибольшее и наимень¬
шее ее показание.241
Для поверки противоположного профиля зуба можно пользо¬
ваться второй измерительной головкой.Число замеров каждого профиля зуба измерительных колес
различных степеней точности приведено в табл. 20.Профиль зуба измерительных колес следует .поверять по обоим
профилям не менее чем -на трех зубьях, равномерно расположен¬
ных по окружности колеса, примерно через 120°Запись результатов измерения и способ определения погреш¬
ности приведены в табл. 22.Поверка профиля зуба на универсальном эвольвентомере
типа Мичиган-Тул * (рис. 34 и 35)В соответствии с параметрами поверяемого колеса (т, г и а о)
вычисляют размер блока концевых мер для установки синусной
линейки, пользуясь соотношениями:т — модуль, мм;z — число зубьев поверяемого колеса;
аа — угол зацепления поверяемого колеса, град;L — расстояние между осями роликов синусной ли¬
нейки, мм.В приборах Мичиган-Тул L = 406,4мм, Rдиска = 182,753 мм.При поверке измерительных колес, служащих для контроля ко¬
лес 5, 6 и 7-й степеней точности, следует применять концевые меры4-го разряда или 1-го класса точности.При поверке измерительных колес, служащих для контроля ко¬
лес 8 и 9-й степеней точности, следует применять концевые меры5-го разряда или 2-го класса точности. Для установки синусной ли¬
нейки 1 (см. рис. 34 и 35) отводят при помощи маховика 2 стол 3
в крайнее переднее положение до отметки «нуль» и помещают блок
концевых мер между роликами 4 синусной линейки (см. рис. 35).Прижав рукой синусную линейку к концевым мерам, закреп¬
ляют ее при помощи винта 5.Установку прибора на заданный радиус основной окружности
можно осуществить следующим образом.В центрах прибора укрепляют центровой калибр, диаметр ко¬
торого известен с точностью ±2 мк, и подводят маховиком 6 (см.
рис. 34) верхнюю продольную каретку 7 с измерительным на¬
конечником до его касания с образующей центрового калибра.* Технические требования на- отдельные узлы прибора приведены в при¬ложении 9.Подготовка прибора к работеtg?W-ZCOSa^(25)(26)где R — радиус диска, мм;242
Контакт наконечника определяют на ощупь. Затем набирают блок
концевых мер, размер М которого определяется из соотношения:М=г0—гК) (27)где г0 —радиус основной окружности поверяемого колеса, опреде¬
ляемый из соотношения (20), мм;
гк — радиус центрового калибра, мм.Поместив блок концевых мер между центровым калибром и из¬
мерительным наконечником, перемещают верхнюю продольную ка-Рис. 34 Рис. 35ретку до соприкосновения наконечника с плоскостью меры. Раз¬
мер М устанавливается на ощупь. После установки прибора на за¬
данный радиус основной окружности укрепляют на оправке пове¬
ряемое колесо 8 и поводок Э (см. рис. 35). Затем при помощи ве¬
дущего маховика 6 отводят измерительный наконечник от оси цен¬
тров на расстояние, несколько большее радиуса окружности голо¬
вок поверяемого колеса (во избежание поломок или порчи острия
наконечника, а также профиля зуба колеса). После этого укрепля¬
ют оправку с зубчатым колесом в центрах прибора. Для этого, от¬
пустив зажим 10 (рис. 35) бабки с центром, опускают ее в нужное
положение и закрепляют тем же зажимом. Против наконечника
устанавливают нужный профиль зуба поверяемого колеса и жест¬
ко закрепляют ведущий хомутик 11 прибора с поводком оправки.Для установки измерительного наконечника в исходное поло¬
жение посредством маховика 2 откатывают прибор до нулевого
положения его стола относительно неподвижных направляющих
станины.Во избежание порчи наконечника и профиля зуба необходимо
следить за тем, чтобы острие наконечника не касалось профиля
зуба. Для установки наконечника в нужном сечении поверяемого
колеса необходимо отпустить зажим 12 (см. рис. 34 и 35) и пере¬243
местить по вертикальным направляющим 13 кронштейн измери¬
тельного узла (поворотная головка, наконечник и измерительная
головка) в нужное положение по высоте. По окончании этой опе¬
рации тем же зажимом 12 измерительный узел закрепляется нз
кронштейне.Отпустив стопор 15 ведущего хомутика (см. рис. 35),/слегка
проворачивают оправку с шестерней до тех пор, пока стрелка из¬
мерительной головки не станет в исходное (нулевое) положение.
После этого при помощи стопора 15 ведущий хомутик (жестко
связывают со шпинделем прибора.Поверка профиля зубаПри помощи маховика 2 плавно обкатывают колесо и, наблю¬
дая за стрелкой измерительной головки, определяют наименьшее
и наибольшее показания шкалы; разность их и определяет вели¬
чину погрешности профиля зуба.Число повторных обкатов каждого профиля измерительных
колес различной степени точности указано в табл. 20.Запись результатов измерения и способ определения погреш¬
ности приведены в примере 1 и табл. 21.Для поверки одноименного профиля следующего зуба необ¬
ходимо колесо вместе с оправкой, поводком и ведущим хомутиком
повернуть на нужный угол, предварительно выведя из впадиньг
•измерительный наконечник и отпустив стопор 15 ведущей втулки
или повернув измерительное колесо на оправке.Для поверки противоположного профиля зуба колеса можно
пользоваться двумя способами:1) повернуть поверяемое колесо на оправке противоположным
торцом;2) повернуть на 180° измерительную головку прибора, причем
отсчет по градусной шкале, нанесенной на станине прибора, в этом
случае нужно производить не от нуля, а от 70°.Число поверяемых зубьев в каждом колесе должно быть не ме¬
нее трех, расположенных равномерно по окружности колеса.Поверка профиля зуба на универсальном кулачково-рычажном
эвольвентомере типа Феллоу-12М * (рис. 36)Подготовка прибора к работеВ соответствии с параметрами поверяемого колеса (т, 2 и аа)
вычисляют размер блока концевых мер из соотношений:Мх=-Щ- cosad, (28)М2=М, d~, (29)* Технические требования на отдельные узлы прибора приведены в прило¬жении 10.244
где\ т — модуль, мм;\ z —число зубьев поверяемого колеса;\ ао — угол зацепления, равный 20°;у^! — размер блока концевых мер, необходимый для установки
\ прибора на радиус основной окружности, мм;1 d —диаметр центрового калибра, мм;М2 — размер блока концевых мер, необходимый для установки
наконечника, мм.Для установки радиуса основной окружности блок, концевых'
мер Mi помещают между подвижной кареткой 1 и упором стани¬
ны 2 (см. рис. 36).В центрах прибора устанавливают центровой калибр, диаметр
которого известен с точностью ±2 мк. Затем перемещают карет¬
ку 1 в поперечном направлении при помощи рукоятки 4 до сопри¬
косновения упора каретки с плоскостью концевых мер М\. После:
этого блок концевых мер 2 приставляют к центровому калибру 1,
как показано на рис. 37, и добиваются путем перемещения измери¬
тельного наконечника 3 касания острия наконечника с плоской
концевой мерой (см. рис. 37). Момент касания определяется на
ощупь.Примечание. Перед началом поверки колес следует поверять правиль¬
ность показаний прибора при помощи аттестованного звольвентного кулака,
прилагаемого к прибору.Прибор считается годным к применению, если изменения показаний, индика¬
тора при поверке его по кулачку не превышают 0,004 мм в пределах угла
развернутости, равного 35°.Сняв центровой калибр и отведя каретку с измерительным
наконечником 3 в крайнее левое положение, укрепляют в центрах
оправку с поверяемым колесом и поводком 5 (рис. 38). При этом
груз 6 (см. рис. 36), прижимающий верхний центр, должен нахо¬PiiC. дбРис. 37245
диться, примерно, в горизонтальном положении. Затем вводят
поводок 5 (см. рис. 38) в вилку 7 шпинделя, а колесо поворачи¬
вают в центрах до тех пор, пока против измерительного наконеч¬
ника не окажется поверяемый профиль. В этом положении жестко
скрепляют оправку при помощи винта 8 с поводком.Опустив гайку 9, устанавливают острие наконечника в нужном
сечении поверяемого профиля и вращением маховика 10\(см.
рис. 36) устанавливают каретку в нулевое положение. Затем (осто¬
рожным поворотом колеса с оправкой приводят поверяемый (про-Рис. 38филь в контакт с измерительным наконечником, дав при этом
натяг стрелки измерительной головки примерно в пределах одного
оборота.Поверка профиля зубаПри помощи ведущего маховика 10 (см. рис. 36) плавно пере¬
мещают каретку в сторону поверяемого профиля и наблюдают
наибольшее и наименьшее показания шкалы.Для исключения влияния биения оправки на результаты изме¬
рений поверяемого профиля следует повернуть оправку относи¬
тельно поверяемого зуба на 180° и в новом положении колеса на
оправке снова проверить профиль. Число повторных обкатов каж¬
дого профиля измерительных колес различной степени точности
указано в табл. 20.Запись и обработка результатов измерения профиля приведены
в примере 1 и табл. 21.Для поверки противоположного профиля следует или повернуть
колёсо на оправке противоположным торцом, или перевернуть
оправку вместе с колесом в вертикальной плоскости на 180°.Число поверяемых зубьев в каждом колесе по правым и левым
профилям должно быть не менее трех, расположенных равномерно
по окружности колеса.На приборе типа Феллоу-12М следует поверять измерительные
колеса, служащие для контроля колес не выше 7-й степени точ¬
ности.246
Поверка профиля на универсальном эвольвентомере типа
Оркутт* (рис. 39)Подготовка прибора к работе
Гравильное положение изм-ерительного наконечника прибораустаУ)1авливают следующим образом,
крепляют на приборе центровую оправку, диаметр цилиндри¬ческий рабочей части ко-
тороРис. 398 2 3>й известен с точ- \ шНОСТэЮ ±2,0 МК, И ПО ?шкале 1 прибора устанав¬
ливается значение радиу¬
са этой оправки. Затем,
передвигая измеритель¬
ный наконечник 2 в его
гнёзде, добиваются каса¬
ния острия наконечника с
образующей цилиндра оп¬
равки, после чего нако¬
нечник закрепляют сто¬
порным ВИНТОМ' 3.Плечо 4 измеритель¬
ного рычага поворачивают на оси до его соприкосновения с нако¬
нечником 2 и дают необходимый натяг индикатору в пределах од¬
ного оборота, после чего стопорным винтом 5 закрепляют указан¬
ный рычаг. Затем маховичком 6 продольного перемещения карет¬
ки 7 отводят наконечник на безопасное расстояние от оправки.Примечание. При наличии аттестованного эвольвентного кулака следует
доверять правильность показаний прибора по этому кулаку. Отклонения показа¬
ний прибора при его поверке на угле развернутости порядка 35° не должны
превышать +4 мк.Затем укрепляют на оправке 8 прибора поверяемое колесо так,
чтобы впадина приходилась против измерительного наконечника,
и устанавливают шкалу прибора на заданный радиус основной
окружности, определяемый из соотношения (20).Вращением маховика 9 рукояткой и поворотом колеса на оп¬
равке вводят поверяемый профиль в контакт с измерительным
наконечником. При этом следует дать небольшой натяг стрелке
измерительной головки таким образом, чтобы стрелка его устано¬
вилась в пределах одного оборота.После указанных операций при помощи гайки поверяемое ко-*
лесо закрепляют на оправке.* Технические требования на отдельные узлы прибора приведены в прило¬жении 11.247
Поверка профиля зуба jПлавно вращая ведущий маховик 9, обкатывают поверяемый
профиль и определяют наибольшее и наименьшее показания
шкалы. *На приборе типа Оркутт следует поверять измерительные коле¬
са для контроля колес не выше 7-й степени точности. Число пов¬
торных обкатов каждого профиля измерительных колес различной
степени Точности указано в табл. 20.Запись и обработка результатов измерения профиля приведе¬
ны в примере 1 и табл. 21.Для поверки противоположного профиля зуба следует колесо
снять с оправки и, повернув его противоположным торцом, рнова
укрепить на оправке.Число поверяемых зубьев каждого колеса должно быть н^ ме¬
нее трех, равномерно расположенных по окружности.Примечание. В случае одновременной поверки серии измерительных
колес одинакового угла обката, целесообразно установить имеющийся на
диске 10 упор 11 на нужный угол развернутости, что значительно ускорит
поверку.16. Поверяемый элемент — направление зуба (А5о)-а) ТребованияДопуск на направление зуба для измерительных колес различи
ных степеней точности (ГОСТ 1643—56) приведен в табл. 23.Таблица 23Измерительные колеса
для контроля колес степеней
точностиДопуск на направление зуба
при ширине колеса
до 55 мм в мк5 И 66,578,98 и 910,5б) М е т о д поверкиПоверка направления зуба на плите с центрами
(рис. 40 и 41)На поверочной плите 6 (см. рис. 40) нулевого класса с установ¬
ленными на ней центрами 1 и 4 укрепляют цилиндрическую оправ¬
ку 2 длиной 150—200 мм. Конусность оправки на длине 100 мм не
должна превышать 0,002 мм. На той же плите при помощи струб¬
цин укрепляют поверочную линейку 5 с прямоугольным сечением
нулевого класса.К линейке приставляют стойку 3 с укрепленной на ней измери¬
тельной головкой с ценой деления 0,001 мм.Ножку измерительной головки приводят в соприкосновение с
образующей цилиндрической оправки. Перемещая стойку с изме¬248
рительной головкой вдоль образующей оправки, добиваются путем
соответствующих поворотов поверочной линейки минимальных
отклонений в показаниях шкалы. Наибольшие отклонения в пока¬
заниях шкалы при перемещении стойки на длине 100 мм не долж¬
ны превышать 0,004 мм. Этим заканчивается установка линейки и
стойки.Затем в центрах укрепляют оправку с поверяемым колесом 1
(см. рис. 41), ножку микромера 2 приводят в соприкосновение с
профилем зуба и отмечают показание шкалы измерительной го¬
ловки. После этого перемещают стойку вдоль линейки и наблю¬
дают наибольшую разность показаний по шкале на всей длине
зуба колеса.Направление зуба необходимо поверять на трех зубьях изме¬
рительного колеса, расположенных равномерно по окружности ко¬
леса по правым и левым профилям.Для поверки направления зуба по противоположной его сторо¬
не следует или повернуть оправку в центрах или перевернуть по¬
веряемое колесо на оправке.Поверка направления зуба на эвольвентомере типа ЦейссПоверяемое колесо с оправкой укрепляют в центрах прибора и
приводят измерительный наконечник в соприкосновение с профи¬
лем зуба, вблизи одного из торцов (отступая на 1—2 мм). Затем
при помощи гайки перемещают измерительный наконечник вдоль
образующей зуба от одного торца колеса к другому и наблюдают
показания шкалы измерительной головки. Наибольшая разность
показаний равна величине погрешности направления зуба.Поверку направления необходимо проводить на трех зубьях
измерительного колеса, расположенных равномерно по окружно¬
сти по правым и левым профилям.При поверке направления зуба прямозубых измерительных
колес необходимо шкалу лимба 2 (см. рис. 42) установить на нуль.12 3 д .1 *Рис. 40Рис. 41Поверка направления зуба на эвольвентомере
Б В-1089 (рис. 42)249
При этом направляющая для сухаря 3, связанного с линейкой
обката 1, станет параллельно оси поверяемого колеса 5.Установив измерительный наконечник 4 на один из концов по¬
веряемого зуба (отступя на 1—2 мм от торца зуба), отмечают
показание шкалы микромера. Плавным вращением маховика 6
перемещают микромер вдоль образующей зуба до его противопо¬
ложного торца и снова отмечают показание шкалы измерительной
головки.Наибольшая разность показаний шкалы равна величине по¬
грешности направления зуба. Для поверки направления зуба по
другому профилю необходимо оправку с поверяемым колесом по¬
вернуть в вертикальной плоскости на 180° или повернуть колесо
на оправке противоположным торцом.Направление зуба необходимо проверять по правым и левым
профилям на трех зубьях, равномерно расположенных по окруж¬
ности поверяемого колеса.Поверка направления зуба на спиралемере типа
Мичиган-Тул (рис. 43)Для поверки направления зуба прямозубых измерительных ко¬
лес под синусную линейку спиралемера необходимо поместить
блок концевых мер размером 13,565 мм.Рис. 42250
Установив измерительный наконечник 1 на один из концов зуба
(отступя на 1—2 мм от торца зуба) и заметив показание шкалы
измерительной головки, плавно вращают маховик 2. При этом из¬
мерительная головка перемещает¬
ся параллельно оси поверяемого - iW : :
колеса.Наблюдая показания шкалы
измерительной головки, опреде¬
ляют наибольшее отклонение
стрелки.Наибольшая разность показа¬
ний равна величине погрешности
направления зуба. Направление
зуба по другому профилю по¬
веряют или поворотом измери¬
тельной головки на 180° (если на
головке имеется один индикатор),
или (при наличии двух индикато- рис. 43ров на измерительной головке)приведя в контакт с шариком наконечника другой профиль зуба.Направление зуба необходимо поверять на трех зубьях измери¬
тельного колеса, равномерно расположенных по окружности колеса
по правым и левым профилям.17. Поверяемый элемент — колебание измерительного меж¬
центрового расстояния за один оборот колеса (Да0) *а) ТребованияДопуск на колебание измерительного межцентрового расстоя¬
ния за один оборот (ГОСТ 6512—58) приведен в табл. 24.Таблица 24Модуль в ммИзмерительные колеса для контроля колес степеней точности5 и 6718 и 9Диаметры измерительных колесв ммо00§о£оCNSсчосооСЧ8<мооet§§О«=с§О«=(О§ОюО00ю§оЮО00О!воисв.св.св.св.св.св.св.св.Допуск дс0 в мкСв. 1,0 до 2,5121315202124323438Св. 2,5 до 6,0——16——25——40Св. 6,0 до 10——19——30——48* В случае поверки колебаний измерительного межцентрового расстоянияотпадает необходимость поверки радиального биения измерительных колес,
б) Метод поверкиПоверка колебания измерительного межцентрового расстояния
за один оборот на межцентромере типа КДП-400 * (рис. 44)Поверяемое колесо насаживают на оправку установочной ка¬
ретки 1, а образцовое колесо насаживают на оправку измеритель¬
ной каретки 2.Для поверки измерительных колес, служащих для контроля
колес 7, 8 и 9-й степеней точности следует применять в качестве
образцового колеса измерительное колесо служащее для контроля
колес 5 и 6-й степеней точности с наименьшими погрешностями по
радиальному биению и разности основных шагов.Рис. 44R специальном гнезде укрепляют измерительную головку 3 с
ценой деления 0,001 мм. Затем маховиком 4 перемещают устано¬
вочную каретку до плотного контакта обоих колес. В этом поло¬
жении рукояткой 5 закрепляют установочную каретку. При этом
следует установить стрелку измерительной головки в среднем по¬
ложении путем перемещения регулировочного винта. Плавно пово¬
рачивая поверяемое колесо на оправке на целый оборот, наблю¬
дают за показанием шкалы и отмечают наибольшее и наименьшее
ее показание.Разность этих показаний равна наибольшему колебанию изме¬
рительного межцентрового расстояния.Колебания межцентрового расстояния необходимо измерять
при двух положениях образцового колеса относительно поверяемо¬
го, повернутых на 180°, и за результат измерений следует прини¬
мать среднее арифметическое значение.IV. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ ИЗМЕРИТЕЛЬНЫХ КОЛЕС18. Если вновь изготовленные измерительные колеса удовлетво¬
ряют по всем параметрам требованиям соответствующих степеней* Описание устройства прибора и правила пользования им приведены в
сборнике «Контроль средств измерения зубчатых колес». Стандартгиз, М. 1959.252
точности, то на торце колес маркируется эта степень, например*
«Ст 5—6». На колесах также маркируется действительная вели¬
чина смещения исходного контура, полученная при измерении ее
тангенциальным зубомером. При этом маркируется наибольшая
величина, полученная в результате измерений всех зубьев.19. На торце колеса, в соответствии с ГОСТ 6512—58, должны
быть обозначены:модуль;число зубьев;профильный угол исходного контура (аа=20°);порядковый заводской номер;год выпуска;цифры «1» и «2» на любых двух смежных зубьях’При периодической поверке измерительного колеса последнее
должно удовлетворять требованиям степени точности, указанной
на колесах. В противном случае оно переводится в более грубую
степень. Эту степень наносят на колесах (предварительно зачерк¬
нув намаркированную на них степень).20. Если колесо не удовлетворяет требованиям предусмотрен¬
ным ГОСТ 6512—58, оно бракуется.Периодичность поверки измерительных колес устанавливается
поверочной схемой, согласованной с органами Комитета стандар¬
тов, мер и измерительных приборов при Совете Министров СССР.
ПРИЛОЖЕНИЕ 1ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА И ОСНОВНЫЕ ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ НА ОТДЕЛЬНЫЕ УЗЛЫ УНИВЕРСАЛЬНОГО ПРИБОРА
ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ЗУБЧАТЫХКОЛЕС ТИПА Б В-584ММаксимальный вылет кронштейна с верхним центром 165 мм.Максимальное расстояние между центрами 500 мм.Минимальное расстояние между центрами 100 мм.Минимальное расстояние плоскости поверки от нижнего центра прибора
(для цилиндрических колес) 70 мм.Максимальный ход измерительного устройства 230 мм.Максимальный ход вертикальной стойки измерительного устройства 200 мм.
Максимальный ход продольной каретки измерительного устройства 35 мм.
Максимальный ход поперечных салазок 2 мм.Максимальное расстояние между измерительными наконечниками для изме¬
рения длины общей нормали 125 мм.Минимальное расстояние между наконечниками для измерения длины об¬
щей нормали 10 мм.Максимальный угол поворота измерительного-устройства 70°.Цена деления лимба 5'Погрешность лимба менее 2".Цена деления шкалы барабана окуляр-микрометра 2"Шаг рейки, наблюдаемой в окуляр микроскопа, 2'Несовпадение осей центров прибора не более 0,01 мм.Диаметр оправки 40 мм.Биение цилиндрической рабочей части оправки не более 5 мк.Отклонение от прямолинейности лезвий измерительных наконечников для
измерения основного шага на всей длине их рабочей части не более 1 мк.
Прибор снабжен лимбом с двумя отсчетными микроскопами.Габаритные размеры прибора 1015X585X1585 мм.Веа прибора 500 кг.ПРИЛОЖЕНИЕ 2ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ОТДЕЛЬНЫЕ УЗЛЫ
ПРИБОРА ТИПА ИЛЛИНОЙСНесовпадение осей центров прибора не более 0,01 мм.Диаметр оправки должен быть 40 СиБиение цилиндрической рабочей части оправки не более 5 мк.Индикатор должен быть с ценой деления 1^2 мк.Отклонение в показаниях индикатора в пределах одного оборота не
более 4 мк.Отклонение от прямолинейности лезвий измерительных наконечников на
.всей длине не более 1 мк.254
№п/п,12345678910111213141516171819№п/п.12345б78910111213141516171819ТАБЛИЦА ЗНАЧЕНИЯ 0 ДЛЯ УГЛОВ а от 1 до 60°*5'10/15/*20'25'30'35'40'45'£0'55'Порядок00235002810034600420005010059800704008210095001093013480,0000L603018040202002253025030277103058033610368904035044020,00005201056340609100573070780761008167087510930210000106680,00012090128471363414453153051618917107180591904520067211250,00023352245222573126978282662959430963323743382735324368640,00004008041750431704524047060489205093052800548105687058980,0006337065640679707035U72790752807783080440831008582088610,0009435097J21003410343106591098011308116431198412332126870,0013416137921417414563149601536315774161931661817051174920,0018397188601933219812202992079521299218102233022859233960,0024495250572562826208267972739428001286162924129875305180,0031832325043318533875345753528536005367353747438224389840,0040534413254212642938437604459345437462914715748033489210,0050729516505258253526544825544856427574175*42059434604600,00625486361 16468665773668736798569110702487139872561737380,000761307735078570798208107и82340836208492>862308756088890.009161092990943909580097220986601012101581030710456106080 010915110711122811387115471170911873120381220512373125430,012888130631324013418135981377913963141481433414523147130,0из книги Н. А. Калашникова „Исследование зубчатых передач'*, Машгиз, J941,
№п/п.Порядок0'10'15'20'200,01490415098152931549015689210,01734517560177771799618217220,02005420292205332077521019230,02304923312235772384524114240,02645026639269312722527521250,02997530293306133093531260260,03394734294346443499735352270,03828738666390473943239819280,04301743430438454426444685290,04816448612493644951849976300,05375154288547285522155717310,05980960335608666140061937320,06636466934675076808468665330,0734497406474634753077593434.0,08109781760824288310083777350,089342900589077791502922303600982209899099771005510133370107781С861109441102811113380118061189511985120751216539012911130061310213099132974001409714200143031440714511410153701548015591157031581542016737168551697417093172144301822218329183571858518714440197741991020047201852032345021460216062175321900 ., 22049Продолжение2Г>'158901844021266243862782031587357094020945110504375621762478692507656584457929631021211197122571339514616159281733518844204632219830'1609218665215142466028121319173604940602455375090156720630226983877200851429370110292112831234813493147221604117457189752060322348ЗГУ162961889121765249362842432249364324099745967513685722663570704307783985832944431037111369124411359214829160561757919106207432249940'16502191202201825214287293258336798413954660051838577366412271026784838652595190104521145512534136921493616270177021923820885226514Г>'167101935022278254952903732920371664179746837523125824964677716267913087223959421053311542126271379215043163861782619371210282280450'16920195832252925778293483326037537422014747652788587656423672230797818792596698106141163012721138931515216502179511950521171229581713219817227882606229660336023791042607477185326859285657987283880437886319745910696117181281513995152611661918076196392131523112[орядок№п/п.0,0200,0210,0220,0230,0240,0250,0260,0270,0280,0290,0300,0310,0320,0330,0340,035036037038039040041042043044045
Продолжение№п/п.Порядок0'10'15'20*25'30'35'40'45' .50'55'Порядок№п/п.460232682342423582237402389924059242202438224545247092487425040046470252062537425543257132588326055262282640126576267522692927107047480272852746527646278282801228196283812856728755289432913329324048490295162970929903300983029530492306913089131092312953149831703049500319093211632324325343274532957331713338533601338183403734257050510344783470034924351493537635604358333606336295365293676336999051520372373747637716379583820238446386933894139190394413969339947052530402024045940717409774123941502417674203442302425714284343116053540433904366743945442254450644789450474535145650459404623246526054550468224711947419477204802348328486354894449255495684988250199055560505185083351161514865181352141524725280553141534785381754159056570545035484955197555475590056255566125697257333576985806458433057580588045917859554599336031460697610836147261863622576265363052058590634546385964265646746508665501659136634066763671896761868050059Пользование таблицей. Даваемое число приставляется справа к данным соответственной строки графы „Порядок"
Пример: 15°10'=0,0063611.В пределах, меньших 5', применяется линейная интерполяция.
ПРИЛОЖЕНИЕ 4ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
НА ОТДЕЛЬНЫЕ УЗЛЫ ЭВОЛЬВЕНТОМЕРА ТИПА ЦЕЙСС
С ЭЛЕКТРИЧЕСКИМ САМОПИСЦЕМОтклонение нуля шкалы измерительной каретки прибора не более +0,5 ж,«с.Несовпадение осей верхнего и нижнего центра не более 10 мк.Биение верхнего центра не более 5 мк.Диаметр оправки должен быть 40 С\.Биение цилиндрической рабочей части оправки не более 5 мк.Отклонения в показаниях измерительной головки в пределах всей шкалы
яе более ±0,5 мк.Отклонение от плоскости торца регулировочного винта валика для установ¬
ки эвольвентомера на нуль не более 0,3 мк.Диаметры эталонных дисков, применяемых для поверки прибора, должны
•быть определены с точностью +1 мк. Отклонения от геометрической формы
указанных дисков не должны превышать 1 мк.Предельная погрешность прибора на угле развернутости ср=35° не должна
превышать величины, определяемой по формуле:А=+(1,5-г0,2-10~2 тг) мк.ПРИЛОЖЕНИЕ 5ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА И ОСНОВНЫЕ ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ НА ОТДЕЛЬНЫЕ УЗЛЫ ЭВОЛЬВЕНТОМЕРА
ТИПА БВ-1089Диаметры поверяемых зубчатых колес 40—600 мм.Модуль поверяемых колес 1—17 мм.Длина зуба поверяемых колес:при ср= 0° 150 мм* ср=60° 75Увеличение самописца 500:1... 5000:1.Цена деления лимба 20/.Цена деления оптического микрометра 1".Отклонения диаметров основных дисков прибора от расчетной величины
не должны превышать величин, указанных в таблице:Измерительные колеса для контрол
колес степеней точностиМодуль в ММ5 и 678 и 9Допуск в мкСв. 1 до 10±2±3±4258
Отклонение от плоскостности линейки обката не должно превышать 2 мк.Измерительная головка должна быть с ценой деления 1 мк. Отклонения в
показаниях измерительной головки на любом обороте не должны превы¬
шать 3:2 мк.Биение оправки, на которую насаживается поверяемое колесо, не более 3 мк.Предельная погрешность прибора на угле развернутости <р=35° не должна
превышать 3 мк.Габаритные размеры прибора 1760X1110X707 мм.Вес прибора 572 кг.ПРИЛОЖЕНИЕ 6ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯК ОТДЕЛЬНЫМ УЗЛАМ ЭВОЛЬВЕНТОМЕРА ТИПА ВИНКО-ТУЛОтклонение от прямолинейности плоскости синусной линейки и линейки
обката прибора не более 2 мк.Расстояние между осями роликов синусной линейки должно быть опреде¬
лено с точностью +0,002 мк.Острие измерительного наконечника не должно быть затупленным.Размер L (см. рис. 28) установочного угольника должен быть определен с
точностью +2 мк.Несовпадение осей опорных центров не более 10 мк.Измерительная головка должна быть с ценой деления 0,001 мм.Отклонения в показаниях измерительной головки на любом полном обороте
не более +2 мк.Размер радиуса сектора катания должен быть определен с точностью ±2 мк.Биение оправки для крепления поверяемых колес не более 5 мк.Отклонение плоскостности поверхностей А и Б установочного кулака (см.
рис. 24) не более 2 мк.Продолжение плоскостей А и Б должно проходить через ось кулака. Сме¬
щение плоскостей не более 2 мк.Предельная погрешность прибора на угле развернутости <р=35° не более 3 мк.ПРИЛОЖЕНИЕ 7ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К ОТДЕЛЬНЫМ УЗЛАМ ЭВОЛЬВЕНТОМЕРА ТИПА ФЕЛЛОУОтклонения диаметров основных дисков от расчетной величины не долж¬
ны превышать величин, указанных в таблице:Модуль В МЛИзмерительные колеса для контроля
колес степеней точности5 и 6 |7 | 8 и 9Допуск в мкСв. 1 до 101 ±2 I±3 1 ±4259
Отклонение, диаметров основных дисков в паре не должно превышать по¬
ловины величины указанных допусков.Отклонение от плоскостности направляющих линеек не более 2 мк.Обе рабочие поверхности направляющих линеек должны находиться в
•одной плоскости. Допустимое отклонение на всей длине линеек не более 4 мк.Острие измерительного наконечника не должно быть затупленным. Угол
наклона ребра трехгранной пирамиды измерительного наконечника к оси хво¬
стовика должен быть не менее а = 5—7° (см. рис. 29).Отклонение от плоскостности основания А установочного угольника не
более 3 мк.Отклонения от плоскостности поверхностей А, Б и В (см. рис. 28) не долж¬
ны превышать 5 мк.Отклонение размера L (см. рис. 28), равного радиусу оправки, на которой
укрепляется поверяемая шестерня, не должно превышать +2 мк.Чистота поверхности опорной плоскости установочного угольника должна
быть не ниже V 11.Измерительная головка должна быть с ценой деления 0,001 мм. Отклонения
в показаниях измерительной головки на любом полном обороте не более +2 мк.Биение оправки, на которую насаживаются основные диски и поверяемое
колесо, не более 3 мк.Предельная погрешность прибора на угле развернутости ?=35° не более 3 мк.ПРИЛОЖЕНИЕ 8ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
НА ОТДЕЛЬНЫЕ УЗЛЫ ЭВОЛЬВЕНТОМЕРА ТИПА НЕЙШЕНАЛ-ТУЛОтклонение диаметров основных дисков прибора от расчетной величины не
должно превышать величин, указанных в таблице:Модуль в ммИзмерительные колеса для контроля
колес степеней точности5 и 6 7 8 и 9Допуск в мкСв. 1 до 10 I +2 I ±3 I ±4Отклонение диаметров основных дисков в паре не должно превышать поло¬
вины указанной величины допуска.Отклонение от плоскости направляющих линеек не более 2 мк.Обе рабочие поверхности направляющих линеек должны находиться в од¬
ной плоскости. Допустимое отклонение на всей длине линеек не более 2 мк.Острие измерительного наконечника не должно быть затупленным.Угол наклона ребра трехгранной пирамиды измерительного наконечника ь
оси хвостовика должен быть не менее а=5—7°Измерительная головка должна быть с ценой деления 1 мк. Отклонения в
показаниях измерительной головки на любом обороте не более +2 мк.Биение оправки, на которую насаживаются основные диски и поверяемое
колесо, не должно быть более 3 мк.Предельная погрешность прибора на угле развернутости © =35° не
более 3 мк.260
ПРИЛОЖЕНИЕ 9ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К УЗЛАМ ЭВОЛЬВЕНТОМЕРА ТИПА МИЧИГАН-ТУЛОтклонение плоскости синусной линейки от прямолинейности не более 1 мк.Расстояние между осями роликов должно быть определено с точностью
212 мк.Острие измерительного наконечника не должно быть затупленным.Измерительная головка должна быть с ценой деления 1—2,5 мк. Отклоне-
лие в показаниях измерительной головки на любом полном обороте не более
(±2-5) мк.Размер диаметра диска обката должен быть определен с точностью ±5 мк.
Биение диска обката не более 5 м.к.Несовпадение осей опорных центров не более 10 мк.Биение верхнего и нижнего центров не более 5 мк.Биение оправки для крепления поверяемых колес не более 5 мк.Отклонение от прямолинейности установочных плоскостей прибора не
более 2 мк.Предельная погрешность прибора на угле развернутости <р =35° не более 3 мк.ПРИЛОЖЕНИЕ 10ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
НА ОТДЕЛЬНЫЕ УЗЛЫ ЭВОЛЬВЕНТОМЕРА ТИПА ФЕЛЛОУ-12МОтклонения профиля эвольвентного кулака прибора от теоретической эволь¬
венты на угле развернутости <р = 35° не более 3 мк.Острие измерительного наконечника не должно быть затупленным.
Измерительная головка должна быть с ценой деления 1—2,5 мк.Отклонение в показаниях измерительной головки на любом полном обороте
не более 2—5 мк.Биение верхнего и нижнего центров прибора не более 5 мк.Несовпадение осей опорных центров не более 10 мк.Биение оправки, ка которую насаживается измерительное колесо, не более
5 мк.Предельная погрешность прибора на угле развернутости <? =35° не более 5 мк.261
ПРИЛОЖЕНИЕ ITОСНОВНЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
НА ОТДЕЛЬНЫЕ УЗЛЫ ЭВОЛЬВЕНТОМЕРА ТИПА ОРКУТТБиение цилиндрической части оправки не более 5 мк.Биение диска обката в пределах угла развернутости Ф=35° не более 5 мк~Цена деления измерительной головки должна быть 1—2,5 мк.Отклонения в показаниях измерительной головки в пределах всей шкалы
не более 2—5 мк.Допускается применение измерительного наконечника как точечного, так и:
кромочного (линейчатого).Острие измерительного наконечника не должно быть затуплено.Отклонение нуля шкалы для установки радиуса основной окружности
не более ±1 мк.Отклонение от плоскостности линейки обката не должно превышать 2 мк~
СОДЕРЖАНИЕИнструкция 73—58 По поверке конических резьбовых калибров 3Инструкция 127—63 По поверке проволочек и роликов для измерениясреднего диаметра резьбы 40Инструкция 126—57 По поверке измерительных ножей 55Инструкция 115—62 По поверке шагомеров для основного шага зубчатыхколес 61Инструкция 116—62 По поверке шагомеров с точечными наконечникамидля контроля окружного шага 75Инструкция 117—62 По поверке тангенциальных зубомеров 81Инструкция 118—53 По поверке межцентрбмеров типа 763 92Инструкция 119—62 По поверке биениемеров для зубчатых колес 106Инструкция 121—62 По поверке нормалемеров 115Инструкция 122—62 По поверке штангензубомеров 123Инструкция 125—64 По -поверке микрометров со вставками 128.Методические указания 199 По поверке .станковых универсальных зубо¬
мерных приборов 150Методические указания 200 По поверке оптических зубомеров 159Методические указания 202 По поверке универсальных рычажных эволь-вентомеров с постоянным диском обката иэлектрическим самописцем 165Методические указания 239 По поверке универсальных эвольвентомеровтипа КЭУ 183-Методические указания 248 По поверке 'измерительных зубчатых колес 199
Поверка резьбоизмерительных
и зубоизмерительных приборовРедактор издательства Н. М. Кузнецова
Техн. редактор В. А. Мурашова
Корректор Г. М. ГапенковаT—16818 Сдано в набор 5/Х 1965 г.•Подписано в печать 27/XII 1965 г. Формат
бумаги 60x 907ie 8,25 бум, л. 16,5 печ. л.
17,75 уч.-изд. л. Тираж 6000 экз. Цена в пе¬
реплете 1 р. 04 к.Издательство стандартов.Москва, К-1 ул. Щусева, 4.Калужская областная типография управления
по печати облисполкома, пл. Ленина, 5
Прежде чем пользоваться сборником инструкций «Поверка резь¬
боизмерительных и зубоизмерительных приборов», внесите следу¬
ющие исправления:Стр.В каком местеНапечатаноДолжно быть37Приложение 2, табли¬ца, 2-я графа слева, 2-яV,/4;строка сверху199Таблица 1, 3-я графа
слева, 1-я строкасверхуЛупа Зх— хЛупа Зх—4х2154-я строка снизуе ии 0лг215ТаблицаиО, 1-яграфа справа, 7-я стро¬153,113ка снизу15 ,113216Таблица 11, 3-я графаслева, 5-я строка0,580снизу0,5 0225Таблица 16, 3-я графа7,335225слева, 4-я строка снизу7,3 5Там же, 2-я графа10,35справа, 2-я строка10, 5262снизуПриложение 11Предельная по¬
грешность прибо
ра на угле развер
нутости <р=35° н*
более 5 мкСб. „Поверка резьбоизмерительных и зубоизмерительных приборов",
Издательство стандартов, М., 1966.