/

















































































































































































Автор: Богданович Л.Б.
Теги: общее машиностроение технология машиностроения машиностроение промышленный дизайн
Год: 1976




Текст
Л. Б. Богданович, ХУДОЖЕСТВЕННОЕ
ФВИ рау™"ан КОНСТРУИРОВАНИЕ
В МАШИНОСТРОЕНИИ
Издание 2-е,
переработанное
и дополненное
Издательство
«TexHika»
Киев — 1976
6П5
Б73
УДК 621.001.2
Художественное конструирование в
машиностроении. Изд. 2-е,
переработанное и дополненное.
Богданович Л. Б., Бурьян В.А.,
Раутман Ф. И.
«Texniha». 1976. 184 с.
Рассмотрены принципы и приемы
художественного конструирования
и формообразования машин.
На конкретных примерах показан
процесс художественного
конструирования изделий
машиностроения на всех этапах
проектирования — от технического
задания до выполнения рабочего
проекта и модели.
Изложены эргономические основы
художественного конструирования.
Даны рекомендации по выбору цвета.
Приведены сведения
о промышленных образцах.
Рассчитана на конструкторов-
машиностроителей, может быть
полезной студентам вузов
машиностроительных специальностей.
Табл. 8, ил. 77, библиогр. 69
Рецензент канд. техн, наук
Ю. А. Крючков
Редакция литературы
по машиностроению и транспорту
Заведующий редакцией
инж. М. А. Василенко
Б 30108-192
М202(04)-76 57’76
©Издательство «Техн1ка»
1976 г.
ПРЕДИСЛОВИЕ
Создание продукции высокого качества
является сложной и многоплановой
задачей. Решение ее связано не только
с улучшением технико-экономических
показателей, но и с повышением
эстетических качеств всей выпускаемой
продукции. Немаловажную роль в создании
таких качеств выпускаемой продукции
призвано сыграть художественное
конструирование. Оно включает
комплексную разработку эстетически
совершенных машин, промышленных
изделий с учетом многообразных
связей машины со средой и человеком.
Поэтому оптимальные параметры,
компоновка функциональных узлов
и внешний облик изделия рождаются
только при совместном творчестве
конструктора и художника, которое
невозможно, если конструктору
неизвестны хотя бы основные принципы
и методы художественного конструирования.
В книге освещены не все проблемы
художественного конструирования
машин. Авторы ставили перед собой
задачу изложить в краткой форме сведения
по художественному конструированию,
с которыми должен быть знаком
конструктор-машиностроитель.
Во втором издании книги уделено большое
внимание эргономическому анализу,
вопросам проектирования и размещению
органов управления. Значительно расширена
3
глава, посвященная практике
художественного конструирования.
Изменены и существенно дополнены
все другие главы книги.
Авторы приносят глубокую признательность
Одесскому конструкторскому бюро
специальных станков и Киевскому филиалу
ВНИИТЭ за предоставленные материалы
по вопросам практики художественного
конструирования.
Отзывы и пожелания
просим направлять по адресу:
252601, Киев, 1, ГСП, Пушкинская, 28,
издательство «Техн1ка».
Глава I. ОСНОВНЫЕ НАПРАВЛЕНИЯ
ХУДОЖЕСТВЕННОГО
КОНСТРУИРОВАНИЯ И ЗАДАЧИ
ХУДОЖНИКА-КОНСТРУКТОРА
ХУДОЖЕСТВЕННОЕ КОНСТРУИРОВАНИЕ —
НЕОТЪЕМЛЕМОЕ ЗВЕНО
ПРОЦЕССА ПРОЕКТИРОВАНИЯ
Промышленная революция, охватившая
все отрасли деятельности человека, поставила перед
конструкторами новые задачи — придать машине зри-
тельно законченный и эстетический вид. Возникла не-
обходимость участия в проектировании изделий худож-
ника-конструктора, имеющего специальную подготовку.
Благодаря его усилиям появились изделия с новыми
качествами и неоспоримыми достоинствами. Потребо-
вались художники-инженеры, знакомые с функцио-
нальными особенностями машиностроительной про-
дукции, с конструированием и технологией изготовле-
ния этой продукции.
Практика создания промышленных изделий пока-
зала, что совершенство станков, транспортных и грузо-
подъемных устройств, инструмента и других изделий не
ограничивается только утилитарными свойствами. Если
изделие спроектировано и изготовлено с учетом «чело-
веческого фактора» — с учетом требований техники
безопасности, ^психофизических возможностей человека
и эстетического воздействия, — то это,несомненно, при-
водит к увеличению экономического эффекта, повыше-
нию культуры обслуживания и улучшению качества
работы. Пом имо этого, подобные изделия вызывают
бережное отношение со стороны обслуживающего пер
сонала, что способствует повышению их долговечности,
надежности в работе, увеличению производительности
труда и снижению брака.
Внешний вид машины, так же как и ее система уп-
равления, спроектированные с учетом «человеческого
фактора», в значительной степени влияют на создан не
благоприятной и располагающей обстановки, которая
снижает утомляемость оператора, делает труд радост-
ным и приносит ему моральное удовлетворение. Кроме
того, следует отметить, что «...эстетически совершенное*
изделие способствует утверждению прекрасного, фор-
мированию вкуса и мышления человека, т. е. стано-
вится действенным средством эстетического восприя-
тия» [2].
Отсутствие «человеческого фактора» ярко выражено
в примерах, которые приведены Р. Повилейко и Л. Ле-
вицким в книге «Человек. Машина. Красота» [38].
На одной фабрике в ФРГ была установлена швейная
машина, которая делала шесть тысяч стежков в минуту.
Такой темп работы выдерживала лишь одна работница
из 80. А между тем машина именно такого типа была
установлена в одном из самых известных музеев совре-
менного искусства. Ценители заявили, что машина на-
столько изящна и совершенна по форме и цвету, что ее
необходимо сохранить потомкам на память о промыш-
ленном искусстве наших дней. Во втором примере речь
идет о полуавтоматической машине, в которой условия
труда рабочего значительно изменились: он сидел в
удобном, «анатомически пригнанном» кресле, наблюдая
за световыми сигналами и цифрами, цвет и рисунок ко-
торых был тщательно продуман, управлял всего не-
сколькими легкими педалями и хорошо различимыми
переключателями. Если исходить из ограниченных
представлений о технической эстетике, то, казалось бы,
требования ее выполнены целиком. Однако темп работы
на таком привлекательном и удобном пульте оказался
настолько велик, что уже через месяц у рабочего появи-
лись признаки нервного утомления. Администрация не
согласилась снизить темп или сократить рабочее время,
и рабочий попал в больницу.
Еще один пример. Инженер по организации труда,
обследуя револьверный станок, серийно изготовляемый
одной западной фирмой, установил, что станок не при-
способлен к анатомическим возможностям человеческо-
го тела. Воссоздав образ оператора у рабочего места,
инженер убедился в том, что работать на этом станке
удобно только оператору с очень длинными руками
и ногами.
В соответствии с современными требованиями в ма-
шине любого назначения должны быть строго согласо-
ваны функциональные, эксплуатационные, технологи-
ческие и эстетические характеристики. В противном
6
случае изделие, не отвечающее этим требованиям,
а также удобству обслуживания, не может считаться
совершенным.
Художник-конструктор в машиностроении выступа-
ет в совершенно новой роли, отличной от той, в которой
мы привыкли видеть художника в общепринятом смыс-
ле этого понятия в прежние годы. И, если согласиться
с тем, что дизайнер* — художник-конструктор, то сле-
дует помнить, что это специалист нового тина, функции
которого нельзя ограничить оформлением готового из-
делия, а должно вменить в обязанность участие в созда-
нии изделия от начала проектирования до его изготов-
ления.
Дизайн — новый вид общественной практики. Воз-
никнув на базе современного производства в недрах
промышленного проектирования, он выделился из ин-
женерного проектирования в самостоятельную и специ-
фическую область профессиональной деятельности —
художественное проектирование.
Согласно определению, принятому на международ
ном семинаре в Бельгии (1964 г.) «дизайн — это твор-
ческая деятельность, целью которой является определе-
ние формальных качеств промышленных изделий. Эти
качества включают и внешние черты изделия, но глав-
ным образом структурные и функциональные взаимо-
связи, которые превращают изделие в единое целое как
с точки зрения потребителя, так и с точки зрения изго-
товителя».
Таким образом, художественное проектирование яв-
ляется неотъемлемой частью процесса проектирования
промышленных изделий, предназначенных для исполь-
зования человеком; оно должно обеспечить максималь-
* Употребляемый термин «дизайн» в переводе с английского
языка означает: конструировать, проектировать рисунок, эскиз,
проект. Следует только отметить, что английское слово дизайн,
кроме указанных значений, приобрело еще некоторые дополни-
тельные оттенки. Этим словом обозначается не всякий проект,
а только тот, который относится к сфере материальных вещей.
В термине дизайн заложен некоторый оттенок необычности, ост-
роумия. Англичане дизайнером нередко называют не просто
проектировщика новых вещей, но остроумного человека. Отсюда
дизайн не просто проект, а «остроумный проект», «красивый про
ект», «оригинальное необычное предложение» |12|.
ное соответствие изделий условиям эксплуатации и соз-
дание гармонически целостных форм изделия с высо-
кими эстетическими качествами.
Если, например, необходимо спроектировать специа-
лизированный станок, то уже после ознакомления с тех-
ническим заданием и изучения состояния вопроса воз-
никает много проблем. Ведущий конструктор должен
определить движения в станке для выполнения необхо-
дим ых операций, разработать, возможно, несколько
структурных, а вслед за ними — кинематических схем,
обосновать источник или источники энергии для глав-
ных и вспомогательных перемещений и решить вопросы,
связанные с креплением заготовки, установкой инстру-
мента, его охлаждением, удалением стружки и др.
На основании экономических расчетов и художествен-
но-конструкторского анализа возможных вариантов
рождается приемлемое решение в части кинематики
и компоновки станка. На этом же этапе решаются во-
просы, относящиеся к расположению вспомогательных
механизмов, размещению пульта управления, защит-
ных устройств, продумываются внешние формы станка
и отдельных его узлов. Последнее может повлиять
на расположение определяющих и вспомогательных
механизмов, на весовую характеристику, а также па
технологию изготовления основных корпусных де-
талей станка.
Таким образом, возникающая взаимосвязь в основ-
ном между формой, структурой и компоновкой всех
устройств в станке, вынуждает проектировщиков варьи-
ровать решения до получения оптимального.
После эскизных, а вслед за ними и технических раз-
работок и обсуждения принятого варианта на техниче-
ском совете конструкторского бюро, на заводе-изготови-
теле и у заказчика выносится окончательное суждение
о выбранной структуре станка и в целом о всей кон-
струкции.
Если предполагается серийное изготовление станка,
то для согласования и утверждения проект (принципи-
альные схемы, чертежи узлов и общих видов, расчеты
и обоснования) нередко дополняется объемным изо-
бражением станка или макетом, дающим полное пред
ставление о компоновке, формах станка и расположе-
нии органов управления,
я
Следующим этапом проектирования является кор-
ректировка утвержденного варианта и разработка рабо-
чих чертежей. Если проектом охватывается гамма (не-
сколько типоразмеров) специализированных станков
(например, нлоскошлифовал ьных или хонинговаль-
ных), то желательна проверка принятых решений на
моделях, макетах всей гаммы. Подобная практика почти
полностью устраняет изменения в проекте при изготов-
лении станка.
Методика макетирования и моделирования принята
многими проектными бюро и благодаря этому создано
немало эстетически полноценных изделий.
Художнику-конструктору необходимо обладать спо-
собностью синтеза, способностью, позволяющей объ-
единить и уравновесить самые разнообразные факторы.
Поле его деятельности огромно: от разработки замысла
и композиции изделия до изучения эстетических вкусов
потребителей. Он должен обладать различными дарова-
ниями: суметь нарисовать в воображении форму буду-
щей машины или изделия, быть мечтателем и практи-
ком, обладать даром научного предвидения.
В нашей стране уже принято рассматривать худо-
жественное конструирование как один из видов про-
мышленного дизайна, т. е. дизайна конкретных изде-
лий: станков, прессов, грузоподъемных и землеройных
машин и др. Л теория дизайна в ряде стран, в том числе
и в СССР, получила наименование «технической эсте-
тики», которая охватывает широкий круг проблем, свя-
занных с социальными, социально-экономическими, эр-
гономическими вопросами развития производства и по-
требления, закономерностями формообразования про-
мышленных изделий, принципами и методами творче-
ской работы художников-конструкторов.
Для полноценного участия в проектировании маши-
ны художнику-конструктору, в обязанность которого
входит определение соотношений многих факторов, свя-
занных с внешним видом проектируемого объекта, си-
стемой управления, технической характеристикой, необ-
ходимы познания в области инженерных наук. Помимо
машиностроительного черчения и изобразительных на-
выков он должен иметь представление об условиях экс-
плуатации проектируемой машины, чтобы повысить, а
не снизить полезные качества, знать свойства металлов
9
и материалов, чтобы полностью использовать присущие
им особенности, технологию изготовления, особенности
монтажа, упаковки, а также возможность применения
в машинах различных видов энергии и др.
На любом этапе проектирования деятельность ху-
дожника-конструктора неотделима от работы инженера-
конструктора. Прежде чем будет найдено оптимальное
решение, они должны спорить, предлагать возможно
даже и противоречивые решения, переделывать уже, ка-
залось бы, согласованные варианты. Только в результа-
те такого творческого поиска может получиться рацио-
нальное изделие с красивым внешним видом.
ОСНОВНЫЕ НАПРАВЛЕНИЯ
ХУДОЖЕСТВЕННОГО КОНСТРУИРОВАНИЯ
В начальный период развития художе
ственного конструирования в промышленности в нашей
стране был, до некоторой степени, использован опыт
зарубежного дизайна. На первых порах сопоставление
отдельных характеристик зарубежных и отечественных
образцов являлось, пожалуй, единственной формой ис-
следовательской работы. Выводы из этого сопоставле-
ния стали одним из аргументов в пользу внедрения
художественного конструирования в промышленное
производство. Этот путь сравнения сыграл положитель-
ную роль первого толчка в создании определенной кон-
цепции художественного конструирования [12].
Развитие художественного конструирования шло,
в основном, по двум направлениям.
Одно из них, характерное для капиталистического
мира, проявлялось в оформительском подходе к изде-
лию, и хотя имеется несколько оттенков, придающих
кажущуюся самостоятельность каждому из них, однако
сущность этого направления остается неизменной: ху-
дожественное конструирование сводится к игре форм,
линий, цвета. Художник-конструктор должен только
оформлять изделие. Это направление получило назва-
ние «стайлинг». По определению видного английского
художника-конструктора Хилла, «...термин «стайлинг»
обозначает придание изделию формы безотносительно
к функции изделия».
К)
«Стайлинг» в капиталистических условиях получил
большое распространение в 20 —30-х годах XX века,
в период кризиса, когда потребовалось любыми сред-
ствами завоевать потребителя. Художники, привлечен-
ные в промышленность, содействовали сбыту продук-
ции. Не случайно же Горольд Ван Дорен, автор извест-
ного зарубежного руководства по художественному кон-
струированию, писал, что «...это в основном искусство
использования линий, форм, тонов, цветов, материала
с целью вызвать у зрителя эмоциональную реакцию
и желание обязательно обладать данным изделием».
В этих словах выразилась философия значительной
части зарубежных дизайнеров прошлых лет.
Социальное положение дизайнера при капитализме
ставит его в зависимость от владельца производства, по-
этому художник нередко, следуя требованиям конъюнк-
туры, стремится обеспечить сбыт продукции за счет
эффективного внешнего вида, пренебрегая при этом
инженерно-психологическими характеристиками из-
делия.
Хотя еще имеются приверженцы подобного направ-
ления, однако никто из ведущих дизайнеров за рубе-
жом не отрицает того, что только оформительский под-
ход не может дать потребителю полноценного во всех
отношениях изделия. Ведущие специалисты и исследо-
ватели-дизайнеры за рубежом, такие как Т. Мальдона-
до, Р. Баяльски, Д. Оппенгейм, Г. Дрейфус и другие,
придерживаются того мнения, что неправильно привле-
кать художника-конструктора на последней стадии про-
ектирования с целью стилизации уже спроектированно-
го изделия.
Осуждая это направление, архитектор К). Сомов
[47] писал, что «...художественное конструирование —
это не наведение косметического глянца на уже скон-
струированную вещь. Эстетическое никак не может
быть привнесено потом, приложено к законченной
конструкции».
Второе направление, которого придерживается боль-
шинство ведущих специалистов в области художествен-
ного конструирования, проявляется в стремлении ху-
дожников-конструкторов создать совместно с другими
специалистами изделия, отвечающие потребностям че-
ловека.
11
Результатом такого подхода должно быть появление
изделий с новыми потребительскими качествами, к ко-
торым относятся удобство и безопасность его обслужи-
вания, привлекательный внешний вид, невысокая
стоимость. Такое направление в работе художни-
ка-конструктора является доминирующим в нашей
стране.
Глава П. ФОРМООБРАЗОВАНИЕ МАШИН
ФОРМА ИЗДЕЛИЯ - АКТИВНЫЙ ФАКТОР
Эстетические качества машин во многом
определяются их формой. Так, зрительное восприятие
каких-либо предметов осуществляется в такой последо-
вательности. Вначале воспринимается форма, затем
цвет и потом последовательно: элементы формы, детали,
особенности окраски. В этом процессе форма выступает
как один из наиболее активных факторов, поэтому ос-
новной задачей художественного конструирования яв-
ляется формообразование изделий.
На форму изделий машиностроения в большей или
меньшей степени оказывают влияние назначение изде-
лия, особенности эксплуатации, ремонта, транспорти-
ровки, удобства обслуживания, степень использования
стандартных и унифицированных деталей и узлов, эко-
номические факторы, а также технологические возмож-
ности предприятия, на котором намечено производство
данной машины и др. Здесь также играют роль соци-
ально-экономические условия, уровень развития техни-
ки, общественные вкусы.
Эстетические качества формируются с первых ста-
дий проектирования, и красота машины не может быть
создана за счет каких-то дополнительных элементов,
вводимых специально для красоты. Она определяется
целесообразностью машин, рациональностью и соответ-
ствием ее формы функциональному назначению и эсте-
тическим требованиям [46]. Под целесообразностью
машины подразумевается ее полезность на современном
уровне развития общества; соответствие формы функ-
циональным и эстетическим требованиям — это макси-
12
мальные удобства, безопасность и положительные эмо-
циональные воздействия на человека в процессе экс-
плуатации; рациональность формы машины — это ло-
гичность конструкции, удачные конструктивные реше-
ния, прогрессивность технологии изготовления и сборки
деталей и узлов.
Таким образом, изделие считается подлинно краси-
вым, если его содержание и форма выступают в ор-
ганическом единении. Красивыми выглядят аэроди-
намические формы современных воздушных лай-
неров. Внешний вид роторов турбин наглядно свиде-
тельствует о возможности передачи больших усилий
и эта способность подчеркнута изяществом их форм.
И в первом, и во-втором случаях красота форм основана
на строгом инженерном расчете. Форма же, например,
ювелирных изделий, декоративной керамики не обосно-
вывается, а создается художником.
Функциональные, технические и эстетические тре-
бования для изделий разного назначения неодинаковы.
Так, для машины определяющей является функция, а
для декоративных изделий — эстетические качества,и в
зависимости от преобладания тех или иных требований
должна меняться методика работы над формой. Роль
эстетических требований для таких изделий,как посуда,
одежда, декоративные изделия,возрастает и может быть
преобладающей. И хотя в решении учитываются вы-
бор материала, его свойства, особенности технологии,
все же влияние функциональных требований не яв-
ляется решающим.
Для промышленных изделий, и в том числе изделий
машиностроения, возможны различные сочетания
функциональных, эстетических и других требований,
поэтому решение эстетических задач в каждом кон-
кретном случае должно быть особым, без универсаль-
ных рецептов. Однако необходимо, чтобы удобство, тех-
ническое совершенство и красота изделия были в цент-
ре внимания при формообразовании.
Анализируя процесс восприятия, нельзя установить,
почему одна форма нам нравится, а вторая нет. Однако
представлению о полезных, целесообразных изделиях
соответствуют совершенные, целесообразные формы.
Таким образом, форма изделия является своеобразным
неотъемлемым признаком его ценности. Она высту-
13
пает как своеобразная интегральная характеристика
целесообразного, совершенного, полезного, как форма,
эстетически выразительная, способная вызвать эмоцио-
нальные переживания [35].
Зрительная оценка машины производится при
сравнении данного образа с подобным, стереотипным,
хранящимся в памяти. Она начинается с выяснения со-
ответствия изделия назначению, т. е. функции. Поэтому
конструктивная основа машины, ее рациональность,
технология изготовления должны параллельно привле-
каться как своеобразные информаторы функции. Вос-
приятие незнакомых изделий, машин может не сопро-
вождаться функциональной оценкой, а начинаться с
оценки формы по конструктивной и технологической
информационности. Значит, информационность формы
является своеобразной обратной связью цепи «содержа-
ние — форма» и выявление в форме совершенства тех-
нических качеств изделия составляет задачу художни-
ка-конструктора.
Работа над изделием протекает при постоянном со-
вершенствовании связей формы с функцией, конструк-
цией, технологией изготовления. Для большинства из-
делий функция их в значительной степени оказывает
влияние на форму. По этой причине всестороннее рас-
смотрение условий, при которых осуществляется ра-
циональное функционирование, использование изде-
лия, позволяет наметить направление поисков нужного
решения. Так как функционирование изделия связано
с человеком и средой, то указанные условия должны
отражать две группы связей «человек — изделие» и «че-
ловек—изделие—среда».
Связь формы изделия с его конструкцией разнооб-
разна. В ряде случаев по форме предмета можно легко
представить его конструктивную основу. В других слу-
чаях эта связь гораздо сложнее и форма в меньшей
степени информирует о структурном строении изделия.
С этой точки зрения изделия машиностроения можно
условно свести к двум группам [35]. В первую группу
входят изделия с почти или полностью скрытой кон-
струкцией, внешние формы которых представлены по-
верхностями корпусов или кожухов, т. е. оболочкой,
скрывающей конструкцию. Вторая группа включает
изделия с открытой конструкцией, в которых четко
14
просматриваются «работающие» элементы, например,
стрела автокрана представляет специфическую форму.
Ряд изделий имеет черты, присущие как первой, так
и второй группе.
Художественно-конструкторская разработка изде-
лий со скрытой конструкцией сводится к простран-
ственной организации компактных объемов. Техноло-
гические требования в этом случае выступают на пер-
вый план. Например, здесь не следует имитировать
формы, имеющие не свойственный данной матине ха-
рактер конструкции. Корпуса из тонколистового ма-
териала не должны напоминать литейные формы или
ассоциироваться с напряженной конструкцией и т. д.
Поиск формы ведется с учетом работы материала кон-
струкции. Форма должна правильно информировать
о действительных нагрузках.
Для изделий с открытой структурой задача заклю-
чается в том, чтобы нагляднее показать рабочую кон-
струкцию, выявить функцию машины. Стремление же
скрыть элементы конструкции отрицательно сказыва-
ются на выразительности общего вида.
Художественно-конструкторская отработка узлов и
деталей машины с целью выявления конструктивной
и функциональной роли тесно увязывается с технологи-
ей изготовления. Поэтому следует указать на необходи-
мость использования стыков, сочленений узлов и дета-
лей машины в эстетических целях. Во многих со-
временных машинах стыки не принято маскировать, их
тщательно прорабатывают и зрительно выделяют для
четкого согласования элементов.
Процессы формообразования изделий машинострое-
ния имеют ту особенность, что решение технических,
функциональных, эстетических и других задач проте-
кает не последовательно, а совместно; это значительно
усложняет данный процесс. Выбранный технический
вариант предопределяет не только компоновку машины,
но, в известной степени, и характер формы.
В заключение следует отметить, что существует
большое число изделий, функция которых зрительно
выражена недостаточно ясно. К таким изделиям можно
отнести многочисленные приборы, некоторые метал-
лообрабатывающие автоматы и др. Как показывает
практика, добиться эстетического совершенства формы
15
в этом случае особенно трудно. Ф. К. Эшфорд указыва-
ет, что разнообразие форм изделий с неясно выражен
ной функцией может быть обеспечено лишь путем все
стороннего учета эргономических аспектов каждого ви-
да работы [68], например, если рассматривать станок
не как автомат, а как продолжение определенной спо-
собности или способностей оператора, добиваться кос-
венного выделения функции ассоциативным путем там,
где нельзя выразить функцию непосредственно, а также
правильно использовать цвет, текстуру и оформление
изделия, добиваясь более полного визуального выраже-
ния каждого вида удобства, которое способно обеспе-
чить изделие.
КОМПОЗИЦИЯ И ЕЕ КАТЕГОРИИ
Соответствие формы содержанию может
быть достигнуто на основе использования закономерно-
стей и принципов строения формы, которыми распола-
гает композиция. Композиция является эстетической
характеристикой, отражающей систему организации
связей элементов формы и содержания изделия, дик-
тующей расположение основных элементов, частей из-
делия в определенной системе и последовательности.
В круг ее проблем входит исследование закономер-
ностей формообразования и компоновки изделий, а так-
же исследование целостного гармоничного строения
изделия в соответствии с функциональными, технико-
экономическими и эстетическими требованиями.
Теория композиции вооружает художника-кон-
структора общими закономерностями строения изде-
лий, средствами и приемами построения красивой фор-
мы. И хотя приемы использования закономерностей
композиции с течением времени могут меняться, знание
этих приемов и средств является непременным услови-
ем творческого решения задач художественного кон-
струирования.
Теория композиции содержит ряд понятий или. как
принято говорить, категорий, выработанных в процессе
развития изобразительного искусства, архитектуры и
прикладного искусства. Эти категории являются сред-
ствами создания гармоничных изделий и широко не
If)
пользуются в художественном конструировании. Основ-
ными категориями являются объемно-пространственная
структура и тектоника, а к вспомогательным относят
симметрию и асимметрию, пропорциональность, ритм,
масштабность, контраст и нюанс, свет и цвет, акцент
и т. д.
Формы изделий обладают определенными свойства-
ми. К простейшим из них относятся: пространствен-
ность, характеризуемая глубиной, протяженностью,
прерывистостью и конечностью, объемность, геометри-
ческое строение, весомость, прочность, массивность
и др. Целенаправленное пространственное расположе-
ние элементов формы составляет определенную струк-
туру изделия. Это расположение элементов начинают
на первом этапе проектирования и прежде всего рас-
сматривают такие первичные элементы композиции,
как функционирующий объем — будущий проектируе-
мый объект и пространство, окружающее его.
Предмет композиции — изделие и прилегающее к
нему пространство — образует объемно-пространствен-
ную структуру. Объемно-пространственная структура
изделий может быть простой (мебель, радиоаппаратура,
редукторы и т. д.) или сложной (металлорежущие стан-
ки, экскаваторы, сельхозмашины и др.). В процессе
работы подъемных кранов, экскаваторов, металлоре-
жущих станков и других машин изменяется взаимное
расположение узлов, а следовательно, и объемно-про-
странственная структура. Для таких изделий худож-
ник-конструктор должен прорабатывать и анализиро-
вать форму изделия при различных рабочих положени-
ях узлов и деталей.
Компоновка, как известно, предопределяет расчле-
ненность машины на узлы, взаимное их расположение,
соразмерность объемов и ряд других особенностей, от
которых зависят эстетические достоинства изделия.
Правила комбинаторики позволяют определить возмож-
ное число пространственных перестановок (вариантов
для заданного числа компонентов) узлов. Из них можно
выделить и использовать лишь небольшую часть. Более
того, из этого ряда технически целесообразных решений
далеко не все отвечают эстетическим требованиям.
Творческая совместная работа конструктора, худож-
ника-конструктора и заключается в том. чтобы из ряда
17
возможных вариантов выбрать такой, в котором гармо-
нически сочетались бы технические, эстетические
и другие качества.
Различное1 размещение объемов в пространстве при
компоновке изделий создает определенное впечатление:
напряженность, устойчивость, статичность, динамич-
ность. Значительную роль здесь также играет силуэт
изделия.
Зримое отражение в форме работы конструкции и
организации материала [48], способность сопротив-
ляться нагрузкам, напряженность элементов, проч-
ность, устойчивость выражает другая категория компо-
зиции, называемая тектоникой. Она является выраже-
нием закономерностей строения изделия, присущих
его конструктивной схеме, объективных физических
свойств, соотношения масс несущих и несомых частей
[35]. Тектоника опирается на закономерности кон-
структивной компоновки и проявляется во взаимном
расположении частей изделия, его пропорциях, ритми-
ческом строе форм. Так, например, форма сварной несу-
щей конструкции не должна вызывать сомнений, что
это именно сварной узел, а не отливка, либо если опора
машины воспринимает значительные нагрузки, это зри-
тельно должно ощущаться, и доверие к выбранному
решению, форме не должно быть поколеблено.
Промышленные изделия, форма которых не имеет
тектонической ясности, т. е не информирует, как рабо-
тает конструкция или ложно отражает работу конструк-
тивной основы, всегда композиционно неполноценны,
так как композицию машин, станков, в основном, пред-
определяет взаимообусловленность конструкции и фор-
мы, выраженные в конкретном материале.
На рис. 1,а приведен пример зрительного несоот-
ветствия массы блоков прибора. Верхний блок прибора,
который легче нижнего, воспринимается как более мас-
сивный из-за большего объема, создается впечатление,
что верхняя часть подавляет нижнюю. По этой причине
вся конструкция воспринимается как неустойчивая.
Консоль со столом вертикально-фрезерного станка мо-
дели 6А12П (рис. 1,6) имеет зрительно более неуравно-
вешенную тяжелую форму, чем станина, хотя по отно-
шению к станине консоль является невесомым эле-
ментом.
18
Наиболее распространенным композиционным недо-
статком, встречающимся в изделиях машиностроения,
является неуравновешенность. Рассмотрим несколько
примеров на условных моделях (рис. 2). Впечатление
устойчивости может быть достигнуто за счет увеличе-
ния основания конструкции (рис. 2, а, б) или путем
подчеркивания несущих элементов (рис. 2. в). Моде-
ли 7 и 2 (рис. 2) зрительно устойчивы, но по мере
уменьшения основания и увеличения высоты опоры
(модели 3, 4, 5) устойчивость моделей снижается.
Композиционное равновесие изделий, подобных по фор-
ме моделям 4, 5, зависит от распределения нагрузок от-
носительно центра тяжести, от способа закрепления
опоры и от того, как будут передаваться нагрузки (зри-
тельно) на точки основания для физического равно-
весия.
Таким образом, тектоника и объемно-пространствен-
ная структура отражают наиболее общие и важные свя-
зи и отношения явлений композиции.
Рис. 1. Зрительное несоответствие:
а масс блоков прибора; б мас< узлон нсрти кал i.ii о <)> ргзсрпо! станка
19
Симметрия, асимметрия, пропорции, масштабность,
повторность, контраст и нюанс — вспомогательные ка-
тегории композиции — являются одновременно и сред-
ствами соразмерного сочетания всех элементов изделия.
В технике широко используется симметрия и асим-
Рис. 2. Фигуры с подчеркнутой устойчивостью.
20
метрия: симметричные детали могут быть скомпонова-
ны в несимметричный узел, симметричные узлы — в не-
симметричный агрегат и т. д. Композиция изделия
обычно сочетает закономерности симметрии и асим-
метрии, но они в статичных и движущихся предметах
должны проявляться по-разному.
Симметрия применяется для уравновешенной ком-
позиции и служит для выражения статичности. Комп-
лексное использование закономерностей симметрии мо-
жет придать изделию динамичный характер. Так, мно-
гие транспортные машины при симметричном виде
сверху, спереди и сзади имеют асимметричные перед-
ние и задние части, придающие форме динамичность.
Этот же эффект может быть создан за счет нарушения
симметрии, например, за счет использования диаго-
нальных линий в прямоугольнике, дающих направле-
ние, или применения скругленных форм (рис. 3). Если
в стационарном оборудовании, мебели, приборной тех-
нике преобладающими являются статичные формы, то
в движущихся изделиях, например, транспортных сред-
ствах (авиационная, автомобильная техника, судострое-
ние) сущность машины выражает динамичная, одно-
сторонне направленная, как бы скользящая в простран-
стве форма. Динамичная форма наблюдается также у
таких неподвижных машин,как металлорежущие стан-
ки. Здесь она является следствием компоновки и не
вызвана условиями эксплуатации. Следует отметить,
что обтекаемая форма, которая характерна для изделий,
способных перемещаться с высокими скоростями,
слишком часто применялась в ряде изделий, где это не
вызвано необходимостью (приборы, бытовые изделия,
металлорежущие станки 50 —60-х годов).
Формирование асимметричных изделий тесно связа-
но с физическим равновесием частей, обеспечивающим
их жесткость, правильное функционирование и зри-
тельное уравновешивание масс. При нарушении зако-
нов равновесия статичная форма превращается в дина-
мичную (рис. 4, а). В одной конструкции машины мо-
гут сочетаться элементы статики и динамики точно
так же, как и в геометрических телах — конуса или
в пирамиды. Относительно своих оснований они ста-
тичны, но вдоль оси симметрии изменение размеров,
объемов, формы придает определенную направленность,
21
Рис. 3. Фигуры с подчеркнутой динамичностью.
Рис. 4. Равновесие форм.
динамичность (такие формы, как куб и шар, статичны
во всех направлениях). Равновесие формы, основанное*
на законе рычага (рис. 4,6), достигается не путем
расчетов, а интуицией и композиционными навыками
специалиста.
В машиностроении можно выделить три формы
асимметрии (рис. 5): весовую, геометрическую и зри-
тельную. Весомая асимметрия изделий с симметричны-
ми формами (рис. 5, а) характеризуется смещением
центра тяжести масс машины от оси симметрии. Гео-
метрическая асимметрия или асимметрия объемов
(рис. 5, 6) может наблюдаться при симметрично распо-
ложенных массах и неоправданных размерах кожухов.
Симметричное расположение объемов и масс в случае
неравномерного распределения зрительной нагрузки
оператора по обе стороны от оси симметрии приводит
к зрительной асимметрии (рис. 5, в).
Симметрия способствует выявлению главного в ком
позиции. Она предопределяет направленность движе-
Рис. 5. Виды асимметрии машин.
ния масс, линий к центру или к плоскости симметрии.
Симметричные формы воспринимаются сравнительно
легко, гармония же асимметричных форм раскрывается
постепенно. Тем не менее, нельзя говорить о достоин-
ствах симметричных и недостатках асимметричных
композиций вообще, симметрия сама по себе не обеспе-
чивает гармонии. Можно лишь отметить, что поиск
асимметричных форм и решений для художника-кон-
структора представляет более сложную и ответствен-
ную задачу из-за необходимости обеспечения компози-
ционного равновесия.
Симметричная композиция лицевой панели прибора
с симметричным расположением основных элементов по
оси представлена на рис. 6, а [47]. Незначительное сме-
щение влево на величину п одного из них нарушает це-
лостность панели (рис. 6, 6). Это произошло в результа-
те равнозначности элементов 1 и 2. Если же один из
элементов, например, 7, определяющий положение оси
симметрии, благодаря величине, цвету, рельефу конту-
ров в композиции будет доминирующим, более сильным
и значительным, такое смещение не отразится на урав-
новешенности. На рис. 6, в элемент 2 менее активен,
чем в предыдущих случаях, справа от его оси введена
небольшая надпись, нижние ручки сгруппированы по-
парно. Полученная симметричная схема с элементами
асимметрии не нарушает целостности композиции ли-
цевой панели прибора.
Рассмотрим другой возможный путь решения. Если
активность элемента 2 оставлена первоначальной, то его
смещение даже на большую величину (т\ > ??|) отри-
цательно скажется на целостности (рис. 6, г), хотя для
уравновешивания введены надписи слева от него. В слу-
чае смещения элемента 2 на целостность и
уравновешенность композиции достигается необходи-
мым смещением элемента 1 в противоположную сторо-
ну на расстояние k. Если решение рис. 6, в покоится на
симметричной основе с допустимыми отступлениями от
симметрии, то в последнем случае использован принцип
развития асимметричной композиции с уравновешен-
ными элементами. На рис. 6, д, е показаны приемлемые
варианты композиции, полученные за счет уравнове-
шенного расположения элементов 1 и 2, а также надпи-
сей и символов.
24
Незначительные отличия сравниваемых размеров,
форм, окраски и т. д. соответствуют нюансным отноше-
ниям и,напротив, резко выраженные различия сравни
ваемых характеристик — контрастным отношениям.
В нюансных отношениях сходство или повторность
Рис. (). Различные композиции лицевой панели прибора.
выражается сильнее различия. Примерный диапазон
нюансных отношений лежит в пределах от 1:1 до 2:1.
Различия более 2 : 1 приводят к тому, что сравнивае-
мые характеристики оказываются взаимосвязанными
по противоположному признаку, т. е. контрастные отно-
шения усиливают действительные различия. Здесь
большое противопоставляется малому, низкое — высо-
кому, горизонталь — вертикали, светлое — темному.
Так, если рядом с большим предметом установить та-
кой же, но значительно меньших размеров, то послед-
ний кажется меньше, чем он есть в действительности.
Однако, если между ними поместить ряд предметов
с монотонно убывающими размерами, то последний не
будет казаться таким уж маленьким.
Зрительная сопоставимость, например, размеров,
форм для отношений более 50 : 1 благодаря особеннос-
тям восприятия исчезает. В этом случае мелкие элемен-
ты при близком рассматривании воспринимаются как
отдельные детали, по не как составные части целого,
а для восприятия целого дистанция наблюдения ока-
зывается настолько большой, что элементы становятся
неразличимыми.
В ряде машин контрастные отношения определяют-
ся самой компоновкой, т. е. естественным путем, и здесь
они, безусловно, должны привлекаться в качестве
средств художественной выразительности. Однако воз-
можны случаи, когда контраст в форме изделия не про-
явлен и для ее активизации вводится искусственно, на-
пример, членятся простые объемы контрастными со-
четаниями цветов, тонов, применяются накладные де-
коративные элементы на кузовах легковых авто-
мобилей.
Высокой степени контраста можно добиться, исполь-
зуя отношения типа пятно — фон. Например, неболь-
шие темные органы управления на светлом фоне панели
контрастны, а на белом фоне становятся предельно кон-
трастными. Контраст привлекается не только для выра-
зительности и целостности композиции, он широко ис-
пользуется при отработке систем управления с целью
акцентировки внимания оператора. Контрастные отно-
шения могут придать форме динамичность, зрительный
эффект движения в направлении преобладающей ве-
личины.
26
В изделиях контраст может сопровождаться нюанс-
ными отношениями, они взаимосвязаны. Обычно мало-
выразительная форма лишена контрастных отношений.
Отсутствие нюансировки формы делает ее грубой, не-
гармоничной, незавершенной.
Нередко машины и приборы в соответствии с кон-
структивными особенностями должны иметь часто по-
вторяющиеся элементы, например, последовательно
расположенные узлы и корпусные детали в некоторых
автоматических линиях пищевой промышленности,
упаковочных машинах, металлорежущих станках,
приборы индикации и органы управления на пультах
и т. д.
Закономерное чередование или, как чаще говорят,
повторяемость таких элементов может служить сред-
ством художественной выразительности.
Существует два вида такой повторности — метриче-
ская и ритмическая. Метрическая (метр) создается по-
вторением элементов через равные интервалы или про-
является в равенстве элементов формы, интервалов
и других качеств. Такой порядок также называют мо-
дульным. В технике он широко используется не только
в функциональных целях (чередование клавиш вычис-
лительных машин, окон вагонов, крепежных элементов
и т. п.). Искусственно создаваемая повторяемость при-
влекается в качестве дополнительного средства органи-
зации формы или с декоративной целью. Метрический
порядок выражает статичность, покой.
Ритмическая повторность создается закономерным
чередованием соизмеримых элементов, располагаемых
в порядке возрастания и убывания. Ритм может прояв-
ляться как в закономерных изменениях размеров эле-
ментов, так и в изменениях интервалов, формы, площа-
ди, цвета и т. д. Ряд ритмической повторности может
быть контрастно или нюансно изменяющимся; это со-
общает композиции большую или меньшую динамич-
ность, внутреннюю напряженность движения эле-
ментов.
Ритмический ряд становится полноценным при чис-
ле элементов не менее четырех-пяти. Ритм может быть
направлен по горизонтали и по вертикали. Горизон-
тальные членения зрительно уменьшают высоту изде-
лия, а вертикальные» — увелпчивают. Горизонтальные*
членения массивного объема увеличивают статичность,
а вертикальные — способны придать форме легкость
(рис. 2, б).
Повторность, тесно связанная со всеми элементами
композиции, способна организовать форму, упорядочить
хаотичное нагромождение элементов машины. Простота
и ясность движения ритмических элементов формы —
непременное условие гармонии.
Метрическое членение, изображенное на рис. 7, а,
создает впечатление статичности, в то время как рит-
мическая повторность (рис. 7,6) подчеркивает дина-
мичность системы. Симметричное расположение двух
ритмических повторностей (рис. 7, в) с нарастанием
членений навстречу друг другу также создает впечатле-
ние статичности.
Метрический ряд выглядит незавершенным, если
его начало и конец четко не зафиксированы (рис. 8, а).
Для этого, например, на панелях пульта выделяют
крайние поля (рис. 8, б, в). Перенасыщение такого
ряда часто повторяющимися элементами приводит
к тому, что ряд как таковой уже не воспринимается.
Восстановлению утраченного качества, целостности по-
могают нюансные отношения. И, напротив, в разрежен-
ных рядах, когда восприятие затруднено благодаря от-
сутствию связей между элементами, связующим зве-
ном становятся контрастные отношения. Частые члене-
ния также приводят к дробности, измельченности, а
чрезмерная протяженность метрического ряда создает
однообразие, монотонность. Для активизации ряда его
либо прерывают,либо переходят на прогрессивный рит-
мический порядок. Метр и ритм могут взаимно со-
четаться.
Метрическое членение широко используется в кон-
струкциях кожухов в виде чередующихся рифлений
или ребер. Это, с одной стороны, повышает жесткость
тонколистовой конструкции, маскирует дефекты про-
ката, с другой,— позволяет использовать порядок чере-
дующихся элементов в эстетических целях.
Пропорции являются одним из основных средств
композиции, с помощью которого достигается важное
эстетическое качество изделия — пропорциональность,
соразмерность, определенное соотношение размеров де-
талей, узлов между собой и с целым изделием. Пронор-
28
6
Рис. 7. Метрическая и ритмическая повторности.
Рис. 8. Метрические* ряды:
а незавершенный; б. в заверни-........
О О О О О О О о ° 1 . О
оо о о 1 о о о о 1 ' о о 1 j о о о о о о о о о о
ции позволяют более целесообразно организовать фор-
му, с их помощью легче установить взаимосвязь меж-
ду другими средствами композиции.
На первых стадиях проектирования после выбора
принципиальной компоновки машины предваритель-
но художественно-конструкторская проработка компо-
зиционных вариантов заключается лишь в уточнении
ряда пропорциональных схем. Это позволяет сразу вы-
явить варианты, не дающие возможности использовать
гармоничную систему пропорций, и таким образом зна-
чительно облегчить поиск соразмерных конструкций.
В художественном конструировании используются
арифметические (или модульные), геометрические про-
порции, пропорциональные соотношения, связанные
с применением иррациональных величин (1, Г 2, р 3,...)
и др. Разновидностью геометрических пропорций яв-
ляется так называемый ряд «золотого сечения» — 0,146;
0,236; 0,382; 0,618; 1,000; 1,618... (сумма двух соседних
членов равна последующему члену), известный еще
художникам и зодчим античной эпохи. Этот ряд (ряд
Фибоначчи) имеет вид: 2 — 3 — 5 — 8—13 — 21...
На рис. 9 приведены схемы геометрических построе-
ний: системы прямоугольников с отношением сторон
1:1/2, 1 : ]/3, 1 : J/ 4, 1 : V5 (рис. 9, а); систем, в кото-
рых дана связь пропорций 1 : |/ 5 и ряда «золотого се-
чения» (рис. 9,б и в); системы пропорциональных пря-
моугольников с отношением 1 : 2 (9, г).
Система гармоничных пропорциональных отноше-
ний в технике базируется на ряде предпочтительных
пропорций. Базовый ряд предпочтительных пропорций
/780, составленный на основе ряда предпочтительных
чисел /?80 (ГОСТ 8031—56), представляет собой отно-
шения натуральных чисел от 1 до 50 (табл. 1). Более
редкие ряды /740, /720, /710, /75, соответствующие ря-
дам /?40, /?20 и т. д., выделяются из данной таблицы
выборочным способом.
Выбранные по той или иной пропорциональной сис-
теме размеры элементов машины, как правило, прове-
ряются художником-конструктором на модели изделия.
Масштабность предусматривает соразмерные соот-
ношения между человеком и машиной, необходимые
для постоянной связи между людьми и техникой. Поня-
ло
Рис. 9. Построение пропорциональных фигур.
Рис. 10. Фигуры, пропорции которых ассоциируются с большими
и малыми предметами.
Ряд предпочти
R 80 1,00 1,03 1,06 1,09 1,12 1,15 1,18 1,22 1,25 1,28
/7 80 1 34* 18 12 9 15 13 11 5 9
1 33 17 11 Т 7з И 9 4 7
R 80 1,80 1,85 1,90 1,95 2,00 2,06 2,12 2,18 2,24 2,30
/7 80 9 11 15 25* 2 35* 15 11 9 7
5 6 8 13 ~Т 17 7 5 т 3
R 80 3,15 3,25 3,35 3,45 3,55 3,65 3,75 3,87 4,00 4,12
/7 80 19 13 10 17 7 11 15 27* 4 41»
6 4 3 5 2 3 4 7 1 10
/?80 5,60 5,80 6,(И1 6,15 6,30 6,50 6,70 6,90 7,10 7,30
77 80 17 29* 6 31* 19 13 20 34* 7 22*
3 5 1 5 3 2 3 5 1 3
* Нерекомендуемые пропорции.
тие о масштабе машины формируется при сравнении
ее с подобными конструкциями и с размерами тела че-
ловека. Таким образом, масштаб является относитель-
ной характеристикой величины изделия. Он обусловлен
степенью расчлененности, деталировкой формы. Мас-
штаб машины считается крупным, если размеры ее
элементов (деталей, узлов) становятся больше привыч-
ных, нормальных размеров аналогов.
Большое и малое изделие, большая и малая по га-
баритам форма не могут иметь одинаковые членения,
деталировку, не должны решаться одинаково, иметь
одинаковые пропорции. Даже простые формы, пропор-
ции простых фигур ассоциируются с малыми и больши-
ми предметами (рис. 10): квадрат и куб. круг и шар,
полукруглая арка — с малыми; прямоугольник и парал-
лелепипед. эллипс и эллипсоид, пологая арка — с боль-
32
Таблица 1
тельных пропорций
1,32 1,36 1,40 1,45 1,50 1,55 1,60 1,65 1,70 1,75
4 И 7 10 3 И 8 13 5 1__
3 8 5 7 2 7 5 8 3 4
2,36 2,43 2,50 2,58 2,65 2,72 2,80 2,90 3,00 3,07
19 17 5 13 8 И 14 29» 3 31*
8 7 2 5 3 4 5 1(Г 1 10
4,25 4,37 4,50 4,62 4,75 4,87 5,00 5,15 5,30 5,45
17 13 9 10 19 24* 5 26* 16 И
4 3 2 3 4 5 “Г 5 3 2
7,50 7,75 8,00 8,25 8,50 8,75 9,00 9,25 9,50 9,75
15 31* 8 33» 17 35* 9 37* 19 39*
2 4 1 4 2 1 4 2 4
шими. Если, например, настольный пресс выполнен как
уменьшенная модель большой мощной машины — ста-
ционарного пресса, изделие получается немасштабным,
оно воспринимается выполненным в другом масштабе.
Это несоответствие, т. е. немасштабность незамедли-
тельно фиксируется глазом и вызывает неудовлетворен-
ность.
Масштабное изделие обладает элементами, позво-
ляющими соразмерить их с человеком, информирует
о незримом присутствии человека, об удобстве пользо-
вания изделием. Кнопки, шкалы приборов, рукоятки
управления, фары, люки, дверцы транспортных средств
и ряд других деталей имеют относительно постоянные
размеры, независимо от того, установлены они на боль-
шой или на малой машине. Эти детали являются мерой
масштабности и называются «указателями масштаба».
33
Масштабностью обладают изделия, у которых формы
соразмерны указателям масштаба. У небольших машин,
приборов «указатели масштаба» обычно укрупнены, они
выглядят относительно крупными, а у больших — бо-
лее мелкими.
Указателями масштаба могут быть не только детали
и узлы. Масштабность машины может также оценивать-
ся определенными размерами: высотой размещения ра-
бочей зоны, органов управления и средств индикации
над уровнем пола, высотой пульта управления, удобны-
ми для обслуживания; размерами между узлами и дета-
лями машины, удобными для наладки, осмотра, ремон-
та; размерами зон расположения органов управления,
соответствующими нормальным условиям труда, и т. д.
Приемлемые границы размеров, в пределах которых
должны вписываться проектируемые узлы машин, хо-
рошо известны квалифицированным конструкторам.
Узел воспринимается преувеличенно большим или ма-
лым, если эти границы нарушены, если слепо исполь-
зуемый опыт проектирования не подкреплен необходи-
мым расчетом. Точно такая же картина возникает в слу-
чае, когда формы одной машины слепо переносятся
в новую, другого назначения, когда не осознаны воз-
можности применяемых материалов, достоинства ис-
пользуемых технологических процессов изготовления
и т. д. В случае разномасштабное™ создается впечатле-
ние, что один из элементов машины заимствован у изде-
лий больших размеров, а другие — у изделий меньших
размеров.
Немасштабность может явиться результатом ложно-
го отражения в форме легкости, если конструкция ме-
таллоемкая, динамичности, если изделие стационарное,
и т. д. На рис. 11 видно, как изменяется форма и систе-
ма пропорций легковых автомобилей от многоместного
до микролитражного при изменении их абсолютных
размеров. Во всех машинах приведенного ряда неиз-
менными остаются размеры, связанные с человеком.
Крупные и уникальные по размерам машины-станки,
прессы и т. д. также должны быть соразмерными чело-
веку. Эта соразмерность достигается организацией ра-
бочего поста оператора, пульта управления, трапов, так
как лишь в этих зонах проявляется контакт человека
с большой машиной. Степень соразмерности машины
34
или ее части с человеком не всегда одинакова. Чем тес-
нее контакт машины с человеком, тем точнее должно
быть указанное соответствие. Немасштабность не толь-
ко нарушает цельность композиции, но и может нару-
шить нормальное функционирование машины.
Рис. 11. Пропорции легковых автомобилей
35
Основой для масштабных характеристик изделий
служат закономерности антропометрии и эргономики.
Художники-конструкторы, работающие в области при-
боростроения, пользуются антропометрической модуль-
ной системой, предложенной В. Пахомовым [7]. Эта
система (рис. 12), в основе которой принят модуль 5 см,
довольно точно отражает антропометрические данные
человека ростом 170 см (средний рост взрослого мужчи-
ны в СССР составляет 168 см) и позволяет для нужд
проектирования выделить ряды модульных величин по
закону «золотого сечения».
Известный французский архитектор Ле Карбюзье
предложил гармонический измеритель масштаба —
Модулор, в основу которого положены пропорции чело-
веческого тела и система чисел в соответствии с «золо-
тым сечением» (рис. 13). Каждая цифра составленного
Ле Карбюзье пропорционального ряда соответствует
определенной части тела человека, т. е. соизмерима
с размерами человеческой фигуры. Модулор «...делает
Рис. 12. Модульная система на основе модуля 5 см и ряда Фи
боначчи.
ЗВ
2260
плохое трудным, а хорошее1 легким»,— так оценил эту
гамму пропорций А. Эйнштейн. В Модулоре установле-
на взаимосвязь между метром, футом, дюймом и разме-
рами тела человека.
Рис. 13. Принципы построения Модулора. предложенного архи-
тектором Ле Карбюзье.
37
На практике успешно применяются принципы ант
ропоструктурной модульной координации размеров из
делим и оборудования. Созданная в Ленинградском фи-
лиале ВНИИТЭ подобная система основана на модуле1
Г) см, а ее величины характеризуют функционально не-
обходимые людям различного роста размеры оборудо-
вания. Так, предложенные типоразмерные ряды орга-
нов управления (рис. 14,а) на основе единого модуля
не только сокращают число типоразмеров и повышают
компоновочные свойства изделия, но и соответствуют
требованиям удобства пользования.
В гамме полуавтоматических фрезерных станков
(рис. 14,6) на основе указанной антропоструктурной
модульной системы взаимоувязаны размеры элементов
объемно-пространственной структуры и всего станка
в целом, пропорциональные соотношению между частя
ми и целым. Особое внимание уделено размерам стан-
ков, связанным с антропометрическими данными.
Рис. 14. Типоразмерный ряд органов управления (</) и гамма
дул ьной
ЗК
Глаз правильно воспринимает форму близкораспо-
ложенных объектов. Восприятие в ракурсе и удалении
всегда сопровождается ошибками, оптико-геометриче-
скими иллюзиями [52]. С этим приходится считаться
при формообразовании и вносить в форму поправки.
На рис. 15 представлены некоторые из подобных иллю-
зий. Иллюзия стрелок Мюллера—Лиера (рис. 15, а) со-
стоит в том, $1то благодаря эффекту сходящихся и рас-
ходящихся линий левый отрезок примерно на одну
треть кажется меньше правого, хотя они одинаковы.
Вариантом этой иллюзии является иллюзия полноты
(рис. 15, б, в, г). Условно изображенный силуэт кор-
пуса человека соответствует соотношению ширины та-
лии и плеч 1 : 2, однако на рис 15, б данное соотношение
воспринимается значительно большим. Этот эффект
дополнительно усиливается для случая, показанного
на рис. 15, в (такая картина наблюдается при сильной
затяжке пояса на платье). Орнамент ткани с расходи
станков (6), разработанные на основе антроноструктурной мо-
системы.
39
щимися линиями в районе талии, изображенный на
рис. 15, г, зрительно уменьшает объем талии. Эффект
зрительной вогнутости и выпуклости двух параллель-
ных линий показан на рис. 15, д,е. Иллюзия «излома»
прямой, пересекающей два прямоугольника, дана на
Рис. 15. Оптико-геометрические иллюзии.
40
рис. 15, ж. «Талиевая» линия автомобиля, опоясываю-
щая криволинейную поверхность кузова (рис; 15, з),
выполняется кривой с выпуклостью вверх (прямая «та-
лиевая» линия будет восприниматься провисающей, что
создаст неблагоприятное впечатление прогиба кузова).
Фигуры одних и тех же форм и размеров в зависимости
от цвета и фона воспринимаются неодинаковыми
(рис. 15, и). Членение помещений вертикалями или го-
ризонталями (рис. 15, к, л) создает впечатление покоя
или движения.
Форма изделий машиностроения зависит от многих
факторов. Изделия имеют определенную структуру,
конструкцию, функцию, величину, цвет, которые дик-
туют гармонию формы. О композиции изделия можно
говорить лишь в том случае, когда в процессе его созда-
ния не нарушена внутренняя логика строения, кон-
структивная целесообразность, а его отдельные элемен-
ты — узлы и детали — собраны в единое целое с уче-
том функциональной и эстетической целесообразности.
Художник-конструктор рассматривает проектируемую
машину как единую систему с функциональными, кон-
структивными и композиционными связями. В машине,
как и . в произведении искусства, должен быть четкий,
доступный для восприятия композиционный замысел:
какая-то часть, узел или деталь должна быть главной,
а что-то подчинено этому главному. Если такое взаимо-
подчинение отсутствует, целостность композиции нару-
шается. Целостное впечатление от конструкции нередко
нарушается, 1<апример, при механическом членении по-
верхностей, неудачной отделке и т. д. Этого можно
избежать, если все элементы композиции строго взаи-
моувязать.
Средства гармонизации являются своеобразной па-
литрой художника-конструктора, которой следует поль-
зоваться умело. Естественно, не во всех изделиях эти
средства проявляются в равной мере. Например, среди
множества выразительных гармоничных изделий встре-
чаются такие, у которых композиционной основой яв-
ляется ритм и неудачно подобран цвет, у других —
резко выявлена фактура и т. д.
Красота промышленных изделий создается совмест-
ным трудом ученых, инженеров, художников, эргоно-
мистов. Технический прогресс влияет на композицию
41
автомобилей, станков, прессов, бытовых приборов и
многих других машин. Типизация, стандартизация и
унификация накладывают па композицию машин свою
специфику, и композиционное разнообразие таких изде-
лий достигается вариантным сочетанием типизирован-
ных размеров, форм, компоновок.
Художественное конструирование является творче-
ским процессом, поэтому знания методов и приемов гар-
монизации необходимо, но еще недостаточно для созда-
ния эстетически совершенного изделия. Однако, имея
представление об этих методах и приемах, конструктор
сможет более квалифицированно решать свои задачи,
и содружество инженера-конструктора и художника-
конструктора станет более плодотворным.
ПРОПОРЦИОНИРОВАНИЕ МАШИН
Пропорции являются одним из основных
средств гармонизации формы. Разные виды пропорций
и методы назначения тех или иных пропорциональных
соотношений достаточно полно разработаны в архитек-
туре. Делаются успешные попытки воспользоваться
этими результатами и применительно к изделиям маши-
ностроения в процессе их художественного конструиро-
вания. Эта работа сопровождается обычно специальны-
ми геометрическими построениями, целью которых яв-
ляется решение задачи пропорциональной выразитель-
ности машины. Процесс назначения основных размеров
изделия или их анализ и дальнейшее уточнение этих
размеров, связанные с гармонизацией формы, получил
название пропорционирования. В процессе художест-
венного конструирования следует искать такую систему
пропорций, которая, отражая сущность изделия, сооб-
щала бы ему нужную выразительность. В практике ху-
дожественного конструирования наибольшее распро-
странение получило пропорционирование по «золотому
сечению» и пропорционирование на основе геометриче-
ского подобия.
В случае пропорционирования по «золотому сече-
нию» назначение основных габаритных размеров маши-
ны и ее узлов производится в соответствии со специаль-
ной шкалой. Построение такой шкалы (рис. 16) выпол-
няют на прямоугольном треугольнике с отношением
катетов 1 : 2. Большой катет приемами, понятными из
рисунка, делится на систему отрезков, размеры которых
Mq, М\, М2... подчиняются закону «золотого сечения».
В дальнейшем полученные отрезки согласовывают
Рис. 16. Анализ пропорций вертикально-сверлильного станка.
43
с размерами машины, принимая больший отрезок
Мо за наибольший габаритный размер. Такая методика
впервые была применена Л. Б. Эрлихом [66] при ана-
лизе пропорций вертикально-сверлильного станка ЮНО
(рис. 16).
Большинство размеров изделий машиностроения
диктуется конструктивными, технологическими и дру-
гими особенностями. Изменить эти размеры даже незна-
чительно в целях гармонизации формы часто не пред-
ставляется возможным. На практике их приходится
уточнять путем сочетаний величин ряда «золотого сече-
ния», например, суммируя величины Л/, многократно их
повторяя, деля на два и т. д.
В результате анализа изделий машиностроения
[28, 35] в отношении применения нропорционирования
но схеме «золотого сечения» можно рекомендовать сле-
дующее:
1. В процессе восприятия изделия прежде всего
фиксируются габаритные размеры, которые и характе-
ризуют гармонию формы. По этой причине следует со-
гласовывать с соответствующими крупными делениями
шкалы, в основном, лишь габаритные размеры. Увязка
со шкалой прочих размеров машины, соответствующих
величинам, начиная от Me , Mj и т. д., может не произ-
водиться.
2. При согласовании размеров изделия с делениями,
получаемыми в результате сочетаний основных отрез-
ков (Л/|, М2, Мз и т. д.), число членов, входящих в эти
сочетания, не должно превышать двух. Сочетания же-
лательно составлять из соседних членов ряда шкалы
(например, М\— М2, М4—М5 и т. д.).
3. В некоторых случаях возможно согласование
размеров с делениями, которые получаются в результа-
те сочетаний величин, не стоящих рядом на шкале «зо-
лотого сечения» (например, М\ — Мз, М2—М$ и т. д.).
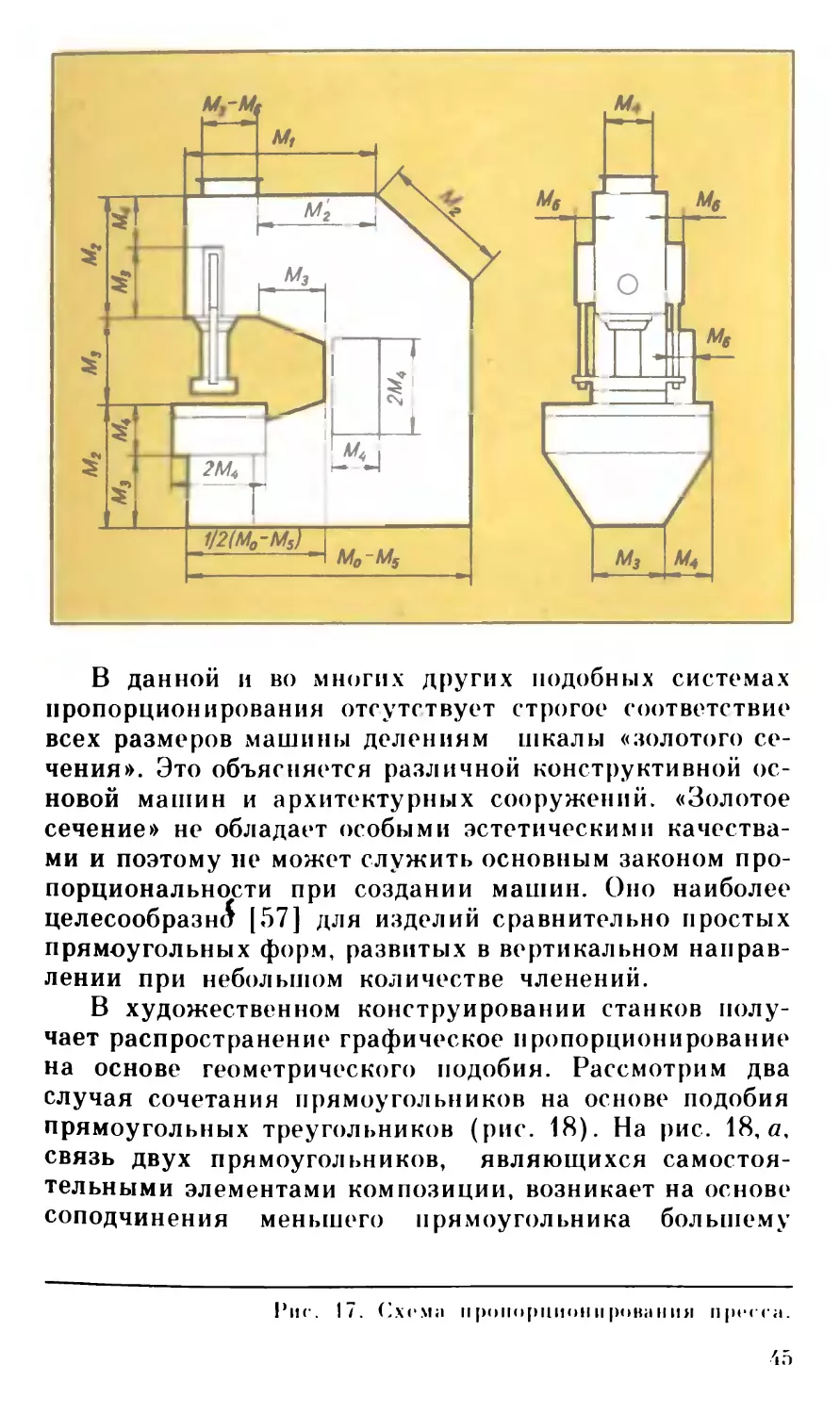
На рис. 17 приведены схемы нропорционирования
пресса. Фронтальный вид пресса является основным,
так как находится в поле длительного восприятия,
поэтому основные габаритные размеры передней части
взяты по шкале «золотого сечения». На другой проек-
ции — виде сбоку — горизонтальные размеры увязаны
с остальными в другой пропорциональной системе —
модульной.
44
В данной и во многих других подобных системах
пропорционирования отсутствует строгое соответствие
всех размеров машины делениям шкалы «золотого се-
чения». Это объясняется различной конструктивной ос-
новой машин и архитектурных сооружений. «Золотое
сечение» не обладает особыми эстетическими качества-
ми и поэтому не может служить основным законом про-
порциональности при создании машин. Оно наиболее
целесообразна [57] для изделий сравнительно простых
прямоугольных форм, развитых в вертикальном направ-
лении при небольшом количестве членений.
В художественном конструировании станков полу-
чает распространение графическое пропорционирование
на основе геометрического подобия. Рассмотрим два
случая сочетания прямоугольников на основе подобия
прямоугольных треугольников (рис. 18). На рис. 18, а,
связь двух прямоугольников, являющихся самостоя-
тельными элементами композиции, возникает на основе
соподчинения меньшего прямоугольника большему
Рис. 17. Схема пропорционирования пресса.
(части и целого). Соподчинение здесь обусловлено си
стемой подобных прямоугольных треугольников, впи
санных в рассматриваемые прямоугольники. В случае,
показанном на рис. 18,6, связь двух прямоугольников
получена путем повторения формы меныпего в боль-
шем, т. е. при расчленении целого на подобные части.
Соподчинение и расчленение в разнообразных сочета-
ниях обычно используются в качестве элементов пpo-
lio рцион и рования.
Выполняя схему графического пропорционирова-
ния, находят одну или несколько систем параллельных
и взаимно перпендикулярных прямых, образованных
гипотенузами подобных прямоугольных треугольников.
Эти треугольники должны вписываться в ортогональ-
ные проекции машины. Системы указанных прямых по-
зволяют установить необходимую пропорциональную
связь между членениями конструкции. Пропорциониро-
вание обычно производится в порядке значимости форм
Рис. 18. Сочетания прямоугольников:
и соподчинение части и целого; 6 расчленение целого на подобные части
46
от общего к частному, т. е. последующая система парал-
лельных и перпендикулярных прямых строится на чле-
нениях, найденных предыдущей аналогичной системой.
Схемы пронорционирования конструктивных форм
токарно-винторезного станка модели «Селтик» (фирмы-
изготовители «Ла Мондьяль» — Бельгия и «Мюллер и
Цезан» — Франция) представлены на рис. 19. По точке
пересечения Е взаимно перпендикулярных прямых АС
и BE (рис. 19, а) определено положение нижней плос-
кости корыта (Л/Я). Вертикальное членение по перед-
ней бабке проходит через точку N- (рис. 19,6), положе-
ние которой уточнено системой взаимно перпендику-
лярных прямых MN и NK. Членение ГО (рис. 19, в)
уточнено системой линий A N и NO. a QS (рис. 19, г) —
системой ВТ и PS. Членение суппорта и правой тумбы
уточняются соответствующими системами.
Построение подобных схем пронорционирования
в ряде случаев оказывается затруднительным. Выбран-
ная система прямых может не охватывать всех требуе-
мых для достижения пропорциональности элементов
формы. Тогда ряд элементов оказывается неувязанным
с Другими элементами в общей схеме пропорционирова-
ния, что неблагоприятно сказывается на пропорцио-
нальности всего изделия. Для таких случаев применяют
не одну, а несколько систем взаимно параллельных и
перпендикулярных прямых и схема пронорционирова-
ния должна обеспечить указанную связь между элемен-
тами формы. В зависимости от степени сложности про-
порционально^ структуры изделия число систем пря-
мых может меняться. Для таких систем характерны три
типа связей [5].
При первом типе связей построения указанных сис-
тем прямых не зависит одно от другого; они охватывают
основные, одни и те же размеры изделия,и связь между
системами достигается на основе соподчинения и рас-
членения одновременно.
Второй тип связи предусматривает такое построе-
ние системы, при котором последующая система строит-
ся на основе предыдущей системы параллельных пря-
мых. Здесь пропорционирование выполняется в поряд-
ке значимости от основных к частным элементам, а свя-
зи характеризуются зависимостью систем одной от
Другой.
47
Третий тип связи содержит характерные признаки
первых двух. Так, в примере на рис. 19 использована
графическая схема пропорционирования, состоящая из
четырех систем прямых. Первая и последняя системы
построены независимо одна от другой и от остальных.
Рис. 19. Схемы пропорционирования
48
вторая же зависит от первой и третья — от второй.
Известные на практике и описанные в специальной
литературе [28, 32, 57] схемы пронорционирования не
могут охватить все многообразие возможных вариантов
гармонизации размеров изделия. Каждая из схем
токарно-винторезного станка.
49
должна рассматриваться как частный случай решения
нропорционирования и не может механически перено-
ситься на другие даже подобные объекты без должного
обоснования.
Применительно к изделиям машиностроения исполь-
зование ряда предпочтительных пропорций осуществ-
ляют следующим образом. Устанавливаются пропорции
габаритных размеров машины, откорректированные по
табл. 1, либо пропорции основного элемента, опреде-
ляющего компоновку машины. Таким элементом может
быть обрабатываемая деталь, рабочая зона машины,
двигатель и др. По найденной таким образом пропорции
подбирают семейство отношений, кратных первона-
чальной. Например, если габаритные размеры главного
фронтального вида машины составляют 5 : 3, такими
отношениями будут 10 : 7, 7:5, 4:3, 8 : 5, и т. д. В со-
ответствии с принятым семейством прорабатывают все
элементы машины. При этом следует пользоваться воз-
можно меныпим рядом предпочтительных пропорций
семейства. Обычно таким образом прорабатывается не-
сколько вариантов и выбирается наиболее удачный.
В заключение следует отметить, что процесс гармо-
низации форм машины неизбежно связан с изменения-
ми размеров ее частей, деталей, узлов, т. е. с измене-
ниями конструкции. Возможности этих изменений для
изделий разного назначения различны. В тех случаях,
когда размеры элементов изменить не представляется
возможным, гармонизация необходимых размеров до-
стигается путем расчленения формы. Одним из возмож-
ных решений в этом случае может служить четкое вы-
деление определенных элементов формы, находящихся
длительное время в поле зрения оператора (таблицы
настроек, схемы, напели пультов управления машин).
Рассмотренные способы нропорционирования ис-
пользуются для гармонизации линейных величин без
учета объемно-пространственного характера формы ма-
шины, поэтому пропорционирование сочетают с объ-
емным моделированием. Это позволяет учесть особен-
ности зрительного восприятия изделия в различных
ракурсах и внести в форму необходимые коррективы.
Следует также отметить, что гармония формы харак
теризуется не только одними пропорциями, но и други-
ми категориями композиции, которые должны нахо-
50
диться в активном взаимодействии. Сам же процесс
нропорционирования является лишь своеобразным ма-
тематическим приемом «доводки», уточнения предва-
рительно выбранных форм машины и сам по себе не мо-
жет наделить изделие неоспоримыми эстетическими
качествами.
Выбранные пропорции узлов могут существенно по-
влиять на работоспособность машины. Исследование но
определению габаритных пропорций станков в связи с
их виброустойчивостью, выполненное Р. П. Повилейко
и Э. И. Шехвицем [39], показывает, что в основе ра-
циональных пропорций лежат не только приятные зри-
тельные ощущения, но и закономерности, связывающие
пропорции с частотами собственных и вынужденных
колебаний, внутренним распределением масс и жест-
костью. Варианты пропорций габаритных размеров, най-
денные в результате конструкторских и художествен-
ных разработок, могут быть проверены по частотам
собственных колебаний конструкций разных вариантов.
Для постоянных масс, объема станка и принятой высо-
ты, определяемой конструктивными особенностями
и требованиями удобства эксплуатации, разброс частот
становится зависимым от пропорций главного вида
(или вида сбоку). Сближением пропорций главного
вида и вида сбоку по величинам можно добиться
сужения полосы расположения частот собственных
колебаний и тем самым обеспечить длительное со-
хранение точности и работоспособности станка. Реше-
ние данной задачи может выполняться с применением
метода электрического моделирования.
Глава 111. ЭРГОНОМИЧЕСКИЕ
ОСНОВЫ ХУДОЖЕСТВЕННОГО
КОНСТРУИРОВАНИЯ
ОСНОВНЫЕ ЗАДАЧИ ЭРГОНОМИКИ
Мы живем в мире машин. Непрерывно
растет их число. Сегодня машины выполняют не только
силовые функции, но и ряд работ, которые всегда вы-
полнялись только людьми (вычислительные, логиче-
ские операции, распознавание образов и т. д.). Это по-
зволяет освободить человека от неквалифицированной
работы и в конечном счете приводит к изменению самих
принципов общения его с машиной.
С развитием автоматизации человек должен решать
более сложные задачи, связанные с повышением точ-
ности измерений и быстроты реакций, с увеличением
потока информации и необходимостью контролировать
процессы и принимать решения в ограниченные про-
межутки времени. Автоматизация не исключает челове-
ка из процесса управления большими и сложными сис-
темами, а ставит его в новые условия и задача созда-
телей новой техники заключается в том, чтобы для
человека эти условия были благоприятными.
В инженерной практике известны далеко не единич-
ные случаи, когда использование новых производитель-
ных машин и устройств не приводило к должному
эффекту из-за несоответствия их конструкции функ-
циональным особенностям человека. Таким образом, эф-
фективность машины определяется не только такими
ее характеристиками, как КПД, производительность,
трудоемкость изготовления, надежность и т. д., но и
тем, насколько легко и точно оператор сможет управ-
лять машиной. Последнее зависит от конструкции ма-
шины, от использованного способа подачи информации,
размещения органов управления, величин усилий и точ-
ности движений оператора при управлении.
В процессе работы от машины к человеку поступает
поток осведомительной информации: показания прибо-
ров, положения рабочих органов или обрабатываемой
детали, звуковые сигналы и т. д. В результате обра-
ботки этой информации человек подает новые команды
машине, воздействуя на органы управления, что в свою
52
очередь приводит к появлению новых элементов в пото-
ке осведомительной информации. Сложную машину,
техническую систему и человека сейчас уже невозмож-
но рассматривать раздельно. С одной стороны, машина
должна легко управляться человеком, а с другой,—
следует так обучить оператора, чтобы полностью реали-
зовать возможности машины. Таким образом, органы
управления и контроля являются звеньями, объединяю-
щими человека и машину в единую функциональную
систему — «человек—машина».
Данные по прогнозированию развития систем «чело-
век-машина» говорят о том, что в ближайшие десяти-
летия главные трудности проектирования будут связа-
ны не с оборудованием, а с определением путей и
средств оптимального взаимодействия человека и тех-
ники. Решение этой задачи невозможно, если в период
проектирования не принимались во внимание характер
и условия деятельности человека, если конструкция ма-
шины не согласована с оптимальными условиями ра-
боты, т. е. с требованиями гигиены, физиологии, психо-
логии и эстетики.
Успешное создание станка, пресса, подъемного кра-
на, стиральной машины, космического корабля зави-
сит от того, насколько полно учтены функциональные
особенности человека-оператора в системе «человек —
машина», насколько конструкция машины отвечает,
как принято говорить, «человеческому фактору». В на-
ше время происходят процессы своеобразного «очелове-
чивания» техники и воздействия техники на человека.
Значение «человеческого фактора» и в наше время ве-
лико. Так, по данным зарубежной статистики, 58—70%
аварий на производстве связаны с недооценкой «чело-
веческого фактора».
Благодаря эволюции техники резко изменился ха-
рактер трудовой деятельности человека. Современная
техника требует от рабочего не столько значительных
физических усилий, сколько точности реакций, про-
думанности действий, быстрых решений и, следователь-
но, значительного нервного напряжения. Поэтому ра-
циональную конструкцию машины нельзя создать, не
зная эргономики, изучающей функциональные возмож-
ности человека в трудовых процессах с целью создания
для него таких условий труда, которые обеспечивали бы
53
не только высокопроизводительный и безопасный труд,
но и необходимые удобства в работе, т. е. сохранение
его сил, здоровья, работоспособности.
Эргономика опирается на ряд технических, матема-
тических и антропологических наук. Предметом изуче-
ния эргономики является комплекс «человек — маши-
на — среда» как единое функциональное целое. Основ-
ные ее проблемы — это создание оптимального вариан-
та такого комплекса и высокоэффективное испльзова-
ние оператором машины, входящей в этот комплекс.
Создание такого комплекса на научной основе с учетом
современного уровня техники, возможностей человека
и свойств внешней среды всегда компромиссно. Методы
и принципы эргономики позволяют произвести «под-
гонку» техники к человеку и «подбора» человека к
технике.
К общим задачам эргономики относятся: разработка
эргономических требований к проектируемым системам
«человек — машина — среда»; рациональное распреде-
ление функций между машиной и оператором; обосно-
вание принципов создания систем «человек — маши-
на — среда» по заданным эргономическим требованиям;
научное обоснование методов отбора и подготовки опе-
раторов.
Эргономика изучает влияние различных факторов
окружающей физической среды (состава воздуха, ме-
теорологических условий, перегрузок, шума, освеще-
ния) на функциональное состояние и работоспособность
человека, разрабатывает средства эффективной защиты
организма от вредных влияний среды, устанавливает
общие принципы рациональной компоновки постов уп-
равления; формирует требования к проектированию ра-
бочих мест, определяет зоны размещения оборудования,
разрабатывает общие рекомендации по конструирова-
нию разных типов рабочих столов и сидений в зависи-
мости от характера работы и рабочей позы, исследует
эффективность различных типов индикации (зритель-
ной, слуховой и др.), изучает и оценивает различные
виды органов управления.
Таким образом, техническая эстетика и эргономика
играют важную роль в создании совершенных кон-
струкций различных машин на основе определенных
критериев.
54
Эффективность работы оператора зависит от усло-
вий его труда. Различают четыре тина условий: невыно-
симые, некомфортные, комфортные и высший комфорт.
Невыносимые — это такие условия, при которых чело-
веческий организм существовать не может, а поэтому
работа в таких условиях производится при полной или
частичной изоляции человека от вредного влияния
внешней среды (скафандры водолазов, костюмы нило-
тов истребительной авиации, устройства для подводных
работ). При некомфортных условиях один из показате-
лей внешней среды резко отличается от нормы (трудо-
вая обстановка в малярных, литейных, кузнечных, галь-
ванических цехах, работа в кессонах). При комфорт-
ных условиях все показатели внешней среды находятся
в удовлетворительном соответствии с «человеческим
фактором», а в случае высшего комфорта они находятся
в наилучшем соотношении. Согласно этим условиям
определены (рис. 20) зоны комфорта, в соответствии
с которыми разрабатываются средства защиты организ-
ма от воздействия вредных факторов внешней среды.
Учет «человеческого фактора» стал неотъемлемой
частью процесса художественного конструирования.
Точки соприкосновения художественного конструиро-
вания и эргономики многочисленны и особенно очевид-
ны, когда речь идет о форме, композиции, цвете. Антро-
пометрия, являющаяся одним из разделов эргономики,
широко привлекается для решения ряда конструктор-
ских и художественно-конструкторских задач, связан-
ных непосредственно с техникой безопасности. Так, вы-
сота ограждения и размещение его на оптимальном уда-
лении от опасной зоны с соблюдением необходимой за-
щиты оператора, как известно, может существенно
сказаться на габаритах, металлоемкости и внешнем
виде машины.
По данным графика (рис. 21) можно определить
минимально необходимое расстояние от ограждения до
места опасности в зависимости от высоты этого ограж-
дения и размеров опасной зоны [66]. Каждая кривая
графика характеризует максимальную амплитуду дви-
жения рук над ограждениями разной высоты. Кривая А
соответствует высоте ограждения 2,44 м. В — 2,13; С —
1,98; D—1,83; Е -1,68; Л—1,52; G — 1.37; Н -
1,22 м.
Если опасные элементы машины расположены над
ур<Л м пола на высоте 1,37 м, ограждение высотой
l,6<^Kvi следует удалить от опасных элементов на
0,48 к , а ограждение высотой 1,52 м — на 0,68 м и т. д.
Рис. 20. Комфортные зоны.
rtM
Основными эргономическими критериями хорошо
сконструированного оборудования являются его безо-
пасность, ремонтопригодность и удобство обслужива-
ния. Приведем некоторые простейшие эргономические
Рис. 21. График для определения минимально допустимого рас-
стояния ограждений от травмоопасной зоны.
57
требования и рекомендации к конструкции проектируе-
мого оборудования, которые не всегда учитываются кон-
структорами [19].
Для регулировки и подстройки рабочих органов
обычно используются специальные ручки. При их от-
сутствии такие операции приходится выполнять отверт-
кой без визуального контроля, тогда в конструкции
следует предусмотреть специальные направляющие, ис-
ключающие соскальзывание отвертки со шлица винта.
Рукоятки тонких регулировок приборов и машин
должны быть защищены от возможности их случайных
поворотов. В некоторых случаях для облегчения регули-
ровки предусматривают специальные опоры для кисти
или руки.
Часто заменяемые детали, узлы, блоки должны быть
не только легко доступными, но и расположены таким
образом, чтобы их замена не требовала дополнительной
разборки машины.
Периодическая смазка трущихся поверхностей
должна осуществляться без разборки узла либо смазки
должно хватать на весь срок службы этих поверхностей.
Отдельные точки смазки следует снабжать надписями
с указанием сорта смазочных материалов и периодич-
ности смазки.
Нельзя в кожухах и корпусных деталях, особенно
сварных, оставлять острые кромки и углы, которые мо-
гут быть причиной травм во время работы.
Необходимо, чтобы на ответственных крышках и ко-
жухах были предусмотрены специальные графические
обозначения, по которым можно было бы безошибочно
судить о том, закреплены ли должным образом прикры-
тые кожухом детали.
Если регулировку узла следует производить часто,
то целесообразно отказаться от съемного кожуха, необ-
ходимо предусмотреть в нем отверстия с заслонкой.
Такие заслонки нежелательно выполнять съемными.
Их снабжают фиксаторами, которые удерживают за-
слонку в открытом положении. Размеры таких ов|ер-
стий должны быть достаточными для выполнения^Вбо-
ты и наблюдения за ней. “
Проектирование совершенных систем «человек —
машина» и «человек —машина — среда» невозможно без
учета всех связей изделия с человеком и средой. Еще
58
на начальных стадиях проектирования тщательно
рассматриваются не только художественно-конструк-
торские особенности будущей системы, но и конкрет-
ные действия в ней человека. Такой анализ постоянно
напоминает художнику-конструктору о функциях ма-
шины, а эргономисту дает возможность уточнить ряд
положений эргономического характера. Эргономист по-
могает из ряда художественно-конструкторских реше-
ний выбрать оптимальный в эргономическом отношении
вариант. Модели и макеты такого варианта не только
служат для проверки композиционных решений, но
и позволяют экспериментально проверить соответствие
новой конструкции требованиям эргономики.
Таким образом,эргономика теснейшим образом,взаи-
мосвязана с проектированием и его неотъемлемым зве-
ном — художественным конструированием, так как
критериями ее анализа являются: оптимальное приспо-
собление конструкции к психофизиологическим осо-
бенностям человека; возможность с помощью кон-
структивных решений воздействовать на раскрытие че-
ловеческих способностей и их стимулирования с целью
оптимизации деятельности человека; возможность соз-
дания условий для возникновения положительных эмо-
ций и оптимального жизненного тонуса у оператора
в процессе взаимодействия человека и техники.
ВАБОЧИЕ ЗОНЫ И ЗАКОНОМЕРНОСТИ
РАБОЧИХ ДВИЖЕНИЙ
Предусматривая рабочее место оператора
для проектируемой машины, конструктор предвари-
тельно должен определить рабочее пространство и ра-
бочую зону [18—20, 26, 43, 50, 61, 66]. Под рабочим
пространством подразумевается совокупность всех то-
чек в пространстве, на которое может распространяться
воздействие человека во время работы (эти точки до-
ступны из одного положения оператора либо для их до-
стижения требуется его перемещение).
В отличие от рабочего пространства рабочая зона —
совокупность точек рабочего пространства, в котором
обслуживание машины производится оператором из
фиксированного положения.
.S9
Размеры рабочего места определяются размерами
поля зрения, зонами действия рук и ног во время
работы оператора.
Оптимальным решением при расчете рабочего места
оператора следует считать такое, когда обеспечена воз-
можность работы без излишней нагрузки не только в
положении стоя, но и в положении сидя. В этом случае
элементы управления должны быть расположены в
пределах радиуса действия рук (рис. 22, табл. 2) или
ног.
Различают оптимальные и полные размеры рабочего
места. Оптимальные размеры определяют наиболее
желательное пространство для размещения орга-
нов управления и индикаторов, поэтому наиболее важ-
ные, из них необходимо размещать в пределах этого
пространства. Полные размеры определяют только при-
емлемое, а не наиболее желательное пространство для
размещения органов управления и индикаторов. Рабо-
чее место должно обеспечивать одинаково хорош не
Рис. 22. Основные антропометрические размеры.
(И)
Таблица 2
Антропометрические данные населения СССР
Обозначение размеров Размер, мм
максимальный средний минимальный
А 672/610 622/568 572/525
В 777/711 723/661 610/510
С 2280/2110 2140/1981 2000/1860
D 1460/1365 1370/1281 1280/1200
Е 657/644 620/584 565/524
F 410/375 380/349 350/323
G 355/330 327/302 300/276
Н 500/457 465/427 432/395
I 950/846 830/726 710/600
К 1655/1548 1560/1458 1465/1348
L 366/344 352/322 436/310
М 1460/1365 1370/1281 1280/1200
N 1094/1021 1018/959 944/890
О 1090/1018 1014/956 940/887
Р 800/737 743/686 688/635
Q — 300/300 —
R 283/260 — 250/220
S 1775/1567 1680/1567 1585/1470
Примечание. В таблице представлены усредненные данные разме
ров (в числителе — для мужчин; в знаменателе — для женщин).
условия для работы возможно большему числу людей
различного роста и пропорций.
Для проектирования органов управления и контроля
необходимо знать границы и основные зоны зрительно-
го поля человека. Если фиксировать взгляд на непо-
движной точке, находящейся впереди наблюдателя на
уровне глаз, то при этом (более или менее четко) вид-
ны предметы, расположенные в пределах определенного
пространства (вверх, вниз, вправо и влево от централь-
ной точки). Это пространство называют зрительным но-
лем (рис. 23). Измеряют его угловыми мерами.
Исходной координатой поля зрения является линия
наблюдения — воображаемая линия от переносицы до
объекта, на котором фиксируется взгляд. Нормальная
линия наблюдения (или взора) проходит на 10° ниже
линии горизонтамири работе в позе стоя и на 15° —
в позе сидя.
▼
пр Г М . н
Ч движение головы
220°
Угол, измеряемый в вертикальной и горизонталь-
ной плоскостях, в пределах которого человек может
видеть органы управления и индикаторы, только пере
водя взор с необходимой скоростью и точностью, счи
тается оптимальным углом зрения. Углы зрения 30°
Рис. 23. Основные зоны зрительного ноля человека.
и 40° в врртикальной плоскости соответствуют работе
без напряжения глаз и концентрированного внимания.
На рис. 23, а даны предельные расстояния до объекта
при нормальной освещенности последнего. Наплучшее
восприятие обеспечивается в случае фронтального на-
блюдения с углом обзора 30° (рис. 23,6). Допустимый
угол рассматривания сбоку не должен превышать 45°.
При его увеличении изображение значительно иска-
жается.
В зависимости от четкости восприятия объектов
обычно зрительное ноле подразделяется на три основ-
ные зоны (рис. 23,6):
центрального зрения, характеризуется наиболее чет-
ким восприятием предметов в пределах 1,5 — 3°;
мгновенного зрения (18°), охватывает часть зри-
тельного поля, где возможно зрительное восприятие'
при ограниченном времени;
эффективной видимости, составляет угол 30° и со-
ответствует пространству, в пределах которого возмож-
но достаточно четкое восприятие при необходимости
концентрированного внимания.
Поле зрения ограничено углом зрения и дистан-
цией наблюдения. При движениях глазного яблока
и поворотах головы (без напряжения шейных и глаз-
ных мышц) поле зрения возрастает. Угол обзора при
неподвижной голове (рис. 23, б) составляет 120° и при
поворотах головы увеличивается до 220°.
При рассматривании объектов глаз двигается скач-
кообразно (о^оло 3% времени рассматривания расхо-
дуется на движение, остальное же время взор фикси-
рован). Продолжительность фиксационной паузы не-
велика и составляет 0,2 —0,5 с, однако и во время паузы
глаз совершает непроизвольные мелкие движения по-
рядка 18".
Весьма важными для художника-конструктора яв-
ляются также следующие закономерности:
1) горизонтальные движения глаз осуществляются
быстрее вертикальных, первые менее утомительны; в
свою очередь, горизонтальные размеры и пропорции
оцениваются точнее вертикальных;
2) прямолинейные контуры прослеживаются легче,
чем криволинейные, а плавные сопряженные переходы
линий — легче, чем ломаные. Неожиданные переходы
контура вызывают задержку зрительного восприятия,
привлекают внимание наблюдателя, поэтому эта законо-
мерность может быть использована при конструирова-
нии, когда необходимо выделить определенные элемен-
ты композиции;
3) скачкообразный характер движения предопреде-
ляет целесообразность применения ритмических ком-
позиций;
4) предшествующие образы оказывают влияние па
последующие в процессе быстрой смены объектов вос-
приятия. Например, если после продолжительного рас-
сматривания кривой перенести взгляд на прямую
линию, то прямая будет казаться изогнутой, после рас-
сматривания наклонной линия вертикаль (или гори-
зонталь) кажется наклонной и т. п. Это явление полу-
чило название «последействия образов».
Рабочее место оператора должно составлять с кон-
струкцией машины единый комплекс. Необходимо обе-
спечить естественное положение тела во время работы
с возможностью смены и чередования рабочих положе-
ний. Неудобная поза приводит к чрезмерному утомле-
нию, сутулости и может явиться причиной профессио-
нального заболевания. Таким образом, с целью умень-
шения утомляемости рабочее место и зона размещения
органов управления должны выбираться с учетом воз-
можных изменений рабочей позы.
Исходным положением оператора относительно ма-
шины считается такое, из которого оказывается возмож-
ным свободно наблюдать за рабочим процессом и управ-
лять им. В большинстве случаев рабочая поза стоя
является основной (крупное кузнечно-прессовое обору-
дование, большинство металлорежущих станков, литей-
ные машины и т. д.). Однако, например, подъемно-
транспортные машины рассчитаны на работу сидя,
а при проектировании многих легких и тяжелых, уни-
кальных станков предусмотрена возможность смешан-
ной позы.
На основании специальных данных эргономики,
учитывающих антропометрические показатели и харак-
тер рабочих движений человека, выявлены границы
удобных рабочих зон. На рис. 24 показаны рабочие
зоны для рук и ног, а также размерные соотношения
на рабочем месте.
64
Размеры зон ручного действия (рис. 24, а) опреде-
ляются расстоянием между плечевыми суставами —
условными центрами вращения рук,—оно составляет
380 мм; максимальной зоной досягаемости без наклона
корпуса, описываемой радиусом R = 720 мм; макси-
мальной зоной захвата без наклона корпуса, ограни-
ченной R = 600 мм; оптимальной зоной захвата, описы-
ваемой R = 300 мм; возможным увеличением зоны
досягаемости и захвата при корпусе, наклоненном впе-
ред на 400 мм.
Наиболее удобным для расположения ручных орга-
нов управления является пространство, ограниченное
оптимальными размерами (оптимальная зона ручного
действия). Длительная работа в пределах максималь-
ных зон утомительна, так как производится с предель-
ным вытягиванием рук. Все ручные органы управления
с учетом их нейтрального положения и перемещения
в любом направлении должны быть расположены в пре-
делах полной зоны ручного действия, т. е. пространства,
ограниченного предельными размерами.
Конструкция станины машины не должна мешать
свободному перемещению рабочего вдоль узлов, на ко-
торых расположены ручные органы управления.
Величина возможного перемещения оператора по
горизонтали во время управления машиной опреде-
ляется зоной действия ног. В боковой плоскости эта
зона описывается радиусом длины ноги при угле ее
поворота не более 30° от вертикали. Пространство, наи-
более удобное для размещения педалей, показано на
рис. 24, в. '
Антропометрические данные населения разных
стран отличаются друг от друга. Так, средний рост
взрослого мужчины в США составляет 176 см, а в Япо-
нии — 164 см. В соответствии со среднесоюзными дан-
ными для населения СССР средний рост мужчины при-
нят равным 168 см и женщины — 158 см (табл. 2).
Учет антропометрических данных при проектирова-
нии машин необходим для удобной работы как во
время эксплуатации, так и в период ремонта и отладки.
Поэтому в конструкции должны быть предусмотрены
оптимальные габариты смотровых люков, окон, проемов
между узлами и ответственными деталями. Так, реко-
мендуется выбирать ширину проема, равную 75%
65
1680
Рис. 24. Рабочие зоны и размерные
Q рабочие зоны для рук (/, 2. 3, 4 — соответственно оптимального захвата, опти
б — пространство для рук и ног при сидячей работе;
соотношения на рабочем месте:
мяльного ручного действия, максимальной досягаемости, максимального захвата);
в — пространство для наиболее удобного размещения педалей.
глубины зоны досягаемости плюс 150 мм (рис. 25, а):
диаметр отверстия, равным 110 мм, для того чтобы мож-
но было просунуть руку по локоть (рис. 25,6); диа-
метр отверстия, равным 125 мм, для того чтобы просу-
нуть руку по плечо (при работе в зимней одежде необ-
ходимо еще добавить 75 мм) (рис. 25, в); размеры про-
ема для выпрямленной кисти и для сжатой кисти та-
кими, как показано на рис. 25, г, д\ для кисти с пред-
метом свободное пространство вокруг объекта должно
быть равно 45 мм (для перчаток добавить еще 20 мм)
(рис. 25, е, ж). Для нажимной кнопки диаметр отвер-
стия должен составлять 40 мм (рис. 25, г), а для за-
хвата кнопки двумя пальцами необходимо, чтобы диа-
метр отверстия был равен 65 мм (рис. 25, и).
Фактические размеры рабочей зоны зависят от кон-
структивных особенностей обслуживаемой машины и
определяются либо экспериментальным путем с по-
мощью макетов и моделей, либо непосредственно в про-
цессе проектирования с использованием приемов сома-
тографии.
Рис. 25. Размеры свободного пространства для рук.
68
Во время работы движения человека должны под-
чиняться принципам естественности, одновременности,
симметричности и ритмичности, экономии движений,
а также некоторым закономерностям, связанным со ско-
ростью и точностью движений:
В соответствии с принципом естественности необхо-
димо. чтобы движения совершались в пределах поля зре-
ния, и каждое из них завершалось в положении, удоб-
ном для начала следующего движения. Желательно,
чтобы предыдущее и последующее движения были
плавно связаны.
В соответствии с принципом одновременности необ-
ходимо чтобы движения обеих рук по возможности
одновременно начинали и заканчивали действия и вы-
полняли одну и ту же операцию. Если работает одна
рука, то другая не должна бездействовать. Принцип
симметричности движений требует, чтобы при работе
двумя руками движения их были бы симметричными
и противоположными по направлению.
Принцип ритмичности движений заключается в том,
что движения должны быть не только пространственно
ограниченными и простыми, но и ритмичными, причем
предпочтение следует отдать свободному ритму, отли-
чающемуся от вынужденного ритма работы машины.
Основные закономерности, связанные со скоростью
и точностью рабочих движений, следующие:
1) время для выполнения движений зависит от дли-
ны пути; время, необходимое для начала и прекраще-
ния движения, постоянно, от длины пути оно не за-
висит;
2) плавные движения по кривой быстрее движений
по прямой или ломаной траектории;
3) движения вперед и назад быстрее, чем движения
в сторону; движения, выполняемые одной рукой, наи-
более точно и быстро совершаются под углом около
60° к направлению прямо вперед; движения, выполняе-
мые одновременно двумя руками,— под углом около 30°
к этому направлению;
4) движения рук в горизонтальной плоскости осу-
ществляются быстрее и точнее, чем в вертикальной.
69
КОНСТРУИРОВАНИЕ ОРГАНОВ
УПРАВЛЕНИЯ МАШИН
Проектирование органов управления ма-
шин начинается с выбора системы управления,
которая должна быть надежной в работе, удобной в об-
служивании, иметь оптимальное количество органов
управления и предотвращать аварии и травмы при пе-
регрузках или ошибочных действиях оператора. Удоб-
ство обслуживания обеспечивается за счет минималь-
ных затрат времени на выполнение операций управле-
ния, антропометрического соответствия, небольших за-
трат физических сил при манипулировании органами
управления, рационального расположения приборов
и органов управления, избавляющего оператора от из-
лишнего напряжения памяти и внимания.
Приборы и органы управления машины должны
быть расположены в рабочем пространстве в соответ-
ствии с логикой деятельности человека. Ведущий зару-
бежный специалист по эргономике Е. Дж. Мак-Кормик
рекомендует так группировать и размещать сигнальные
устройства и органы управления: по их функциям;
в зависимости от их значимости, т. е. помещать прибо-
ры, имеющие важное значение, там, где имеются наи-
лучшие условия для их восприятия; в зависимости от
особенностей каждого из приборов, т. е. с учетом точ-
ности, с которой должно быть снято показание прибора,
скорости восприятия, удобства манипулирования орга-
нами управления; в соответствии с последовательнос-
тью операций; в зависимости от частоты использова-
ния, т. е. чтобы наиболее часто используемые элементы
помещались в самых удобных для восприятия местах.
В зависимости от назначения органы управления
могут быть разбиты на четыре основные группы. К пер-
вой группе могут быть отнесены органы включения
и выключения, осуществляющие пуск и остановку ма-
шины (кнопки, педали, рукоятки и рычаги); ко вто-
рой — органы переключения с одного вида работы на
другой (рукоятки, штурвалы); к третьей — органы ре-
гулирования (рукоятки, штурвалы, кнопки); и к чет-
вертой — аварийные органы управления, требующие
минимального времени срабатывания (рычаги, кнопки
для нажатия ладонью).
70
Положение узлов, скорость их перемещения, на-
грузки, температуру и другие параметры оператор оп-
ределяет обычно по специальным устройствам — инди-
каторам (органам контроля и сигнализации), хотя мно-
гие узлы машины сами является своеобразными источ-
никами информации. Например, о работе транспортера
судят по перемещению ленты, мостового крана — по
положению тележки, токарного станка — по положению
суппорта и т. п.
В современных машинах часто осуществляется ди-
станционное управление,и тогда органы управления вы-
носят на отдельный пульт. Это дает возможность, с од-
ной стороны, свести усилия оператора к минимуму
и, с другой,— разместить органы управления не только
компактно, но и в удобном месте рабочей зоны. Однако
в этом случае у оператора ослабляются обратные связи,
поэтому на пульте следует широко применять специ-
альные индикаторы и символические указатели, по
которым оператор мог бы контролировать свои дей-
ствия.
Оформление органов управления и индикаторов не
должно быть монотонным. Следует стремиться к тому,
чтобы они были легко доступными, хорошо просматри-
вались и различались, например, по цвету или форме.
В зоне оптимального визуального контроля и опти-
мальной досягаемости располагают наиболее важные
и часто используемые органы управления. В особую
группу выделяют аварийные органы управления и те,
которыми пользуются «вслепую». Они должны не толь-
ко отличатьс$1 от обычных, но и быть пространственно
отделены от последних. Их располагают в местах, легко
доступных при любом положении оператора, а приборы
помещают на уровне глаз либо ниже. Используя цвет,
кодирование, месторасположение и другие средства,обе-
спечивают предохранение от случайного их включения.
Второстепенные органы управления можно распо-
лагать на крайних границах зоны досягаемости и визу-
ального контроля, а органы для периодической, нечас-
той настройки могут размещаться в наименее удобных
местах рабочей зоны или даже за ее пределами. Орга-
ны управления частого пользования нередко дублируют
для удобства пользования при разных положениях опе-
ратора.
71
Таблица 3
Характеристика рабочих поз при различном расположении
органов управления
Зона
Высота над
уровнем по-
ла, мм
Характеристика рабочей позы
По высоте
Нижняя не- 0—500
удобная
Нижняя удобная мало- 500-1000
Средняя на я удоб- 1000-1600
Верхняя удобная мало- 1600—1800
Верхняя неу-
добная
>1800
Значительное мышечное напряже-
ние вследствие неудобного поло-
жения тела. Угол наклона туло-
вища более 90°. Затрудняется
выполнение точных движений, уве-
личивается усилие при переклю-
чении рукояток управления
Небольшое напряжение, связан-
ность движений
Свободное положение тела
Пользование рукоятками управ-
ления происходит при вытянутых
руках и поэтому переключения
затрудняются. Обзор рабочих по-
верхностей снижен
Значительное мышечное напряже-
ние вследствие резкою разгиба-
ния шеи, туловища, вытягивания
рук, а иногда и поднимания на
носки
По фронту
Удобная боко- вая Малоудобная боковая 0-600 600 800
Неудобная бо- ковая >800
Свободное положение тела; пол-
ный обзор рабочих поверхностей
Положение тела рабочего вынуж-
денное; значительный наклон го-
ловы и туловища в сторону. Об-
зор рабочих поверхностей затруд-
нен
Рабочий вынужден совершать пе-
реходы по фронту за пределами
полукруга, описанного радиусом
его руки. Нарушен обзор рабочих
поверхностей
72
Органы управления располагают в две-три четко
различимые группы на двух-трех четко различимых
плоскостях. Характеристика рабочих поз при различ-
ном расположении органов управления, используемом
в станкостроении, приведена в табл. 3. Рекомендуемые
расстояния между органами управления даны ниже:
Расстояние ММ
Между рычагами и рукоятками..................180
Между крайними рукоятками при последова-
тельном и быстром приведении в. действие од-
ной рукой................................... 150
Между краями кнопок при последовательном
использовании ............................. 15
То же, при выборочном периодическом пользо-
вании ....................................... 50
Между рычагами, переключателями (тумбле-
рами) при последовательном пользовании 25
То же, при периодическом пользовании ... 50
Между ближайшими краями соседних пере-
ключателей при одновременном повороте двух
соседних переключателей обеими руками 75
То же, при работе в каждый момент только од-.
ним переключателем........................... 25
Между краями соседних маховичков (из расче-
та удобства одновременного пользования) 75
Между ручками на периферии машины . 300
Для одной системы целесообразно применить орга-
ны управления одного принципа действия.
Индикатор и соответствующий ему орган управле-
ния следует снабжать одинаковыми надписями или
условными обозначениями. Надписи должны быть ла-
коничными и не допускать противоречивых толкований.
В случае установки органа управления в паре с ин-
дикатором органы управления следует располагать ря-
дом с соответствующими индикаторами (лучше под
ними, чтобы не закрывать индикаторы рукой). Кроме
того, органы управления, приводимые в движение левой
рукой, располагают ниже или слева от индикатора,
а органы управления, приводимые в движение правой,—
ниже или справа.
Если органы управления расположены по ряду
причин на одной панели, а их индикаторы на другой,—
относительное размещение соответствующих элементов
в обоих случаях должно быть одинаковым.
73
Часто оператор одновременно следит за показания-
ми приборов на панели пульта и за работой машины,
тогда целесообразно приборы на пульте размещать в со-
ответствии с взаимным расположением узлов машины.
Если предусматривается последовательное исполь-
зование органов управления и индикаторов, то:
а) последовательность размещения должна совпа-
дать с последовательностью использования;
б) органы управления следует размещать в гори-
зонтальной плоскости слева направо или в вертикаль-
ной плоскости сверху вниз или рядами от верхнего ря-
да до нижнего и слева направо в каждом ряду;
в) органы управления необходимо размещать с ми-
нимально допустимыми интервалами;
г) индикаторы и органы управления следует раз-
мещать в одинаковом порядке, например, если инди-
каторы расположены горизонтально, то и органы уп-
равления необходимо располагать горизонтально.
Время поиска нужного органа управления должно
быть минимальным. Различные по форме и размерам
ручки, кнопки, рычаги, не только уменьшают опасность
ошибок, но и во многих случаях позволяют безошибочно
находить нужный орган управления «вслепую».
Простые управляющие движения типа «включить —
выключить» обычно выполняются при поступательных
движениях рук или ног с помощью кнопок, педалей,
рукояток и рычагов. Механическое регулирование чаще
производится с помощью маховиков и штурвалов, а дру-
гие виды регулирования — гидравлическое, пневмати-
ческое, электромеханическое — с помощью кнопок, ру-
кояток.
Для нефиксированных промежуточных положений
органов управления пригодны маховики и штурвалы
(для нагрузок не более ЮН — поворотные переклю-
чатели). Фиксированные конечные и промежуточные
положения лучше всего обеспечивают рычаги, ручки,
педали, кнопки.
Выбирая движения органов управления, необходимо
помнить, что движение «на себя» и «от себя» осуще-
ствлять легче, чем движения в сторону.
Связь между органами управления и индикаторами
(или узлами машины) должна быть прямой и простой.
Направление движения органов управления должно
74
соответствовать направлению движения рабочих орга-
нов машины, оно подчиняется правилам мнемоники.
Такое же соответствие предусматривается для стрелок
индикаторов.
Связь органа управления и указателя индикатора
может быть следующей:
а) при движущейся стрелке и неподвижной шкале
вращение органа управления должно соответствовать
движению указателя;
б) при неподвижной стрелке и подвижной шкале
вращение органов управления по часовой стрелке долж-
но вызывать движение шкалы против часовой стрелки;
в) вращающиеся органы управления желательно
сочетать с линейными индикаторами, если те и другие
лежат в одной плоскости; при вращении органа управ-
ления по часовой стрелке стрелка индикатора должна
двигаться вверх и вправо.
Представление, что наилучшим органом управления
является такой, для которого усилия перемещения ни-
чтожны, ошибочно. В этом случае оператор будет дей-
ствовать неточно, так как «не чувствует» органа управ-
ления. Некоторое сопротивление перемещению органа
управления заметно повышает точность управления.
Кроме того, с целью предотвращения самопроизвольно-
го включения органов управления или их смещения от
установленного положения вследствие вибрации, тряс-
ки вводится их надежная фиксация, например, за счет
сил трения (величина момента трения может достигать
3—7Н-м).
Усилия на ручках управления для нечастого поль-
зования приведены в табл. 4. А наибольшие допустимые
усилия на органах управления приведены ниже:
Мажси-
Орган управления шальное
усилие, Н
Кнопка легкого типа . 5
» тяжелого типа . 30
Ножная кнопка . 20 — 90
Тумблер легкого типа . 4,5
» тяжелого типа 20
Рычаг, действующий вперед-назад 150
* ” вправо-влево 130
Маховик . ........... 150
Штурвал .... 150
Таблица 4
Оптимальные усилия, прикладываемые к рукояткам управления
Высота располо- жения рукоятки от пола, мм Усилие, Н, прикладываемое рукой
левой правой
вверх вниз в сто- рону вверх вниз в сто- рону
500—650 140 70 40 120 120 30
650—1050 120 120 60 100 100 40
1050—1400 80 80 60 60 60 40
1400—1600 70 140 40 40 60 30
При частом пользовании (несколько раз в минуту)
усилия, указанные выше, снижают в 2—3 раза.
Предельные усилия при плавных движениях вра-
щаемых органов управления приведены ниже:
Характер управляющего движения
Максимальное усилие, Н
Работает кисть руки............... <10
» рука до локтя................... .23 — 40
» вся рука .......................80—100
Вращение с большой скоростью кистью
руки............................... ... 9 — 23
Вращение с точной установкой . . 23 — 25
Допускаемое усилие на педалях не должно превы-
шать 60 Н, если работает носок ступни, и 120 Н, если
работает вся нога в бедре и колене. При частом нажа-
тии педали усилие следует уменьшить до 20 Н. Необ-
ходимо, чтобы полный ход педали не превышал 125 мм.
Педаль может возвращаться в исходное положение
с помощью пружины, воспринимающей вес ступени.
Установлено, что для определенной операции регу-
лирования и каждого конкретного типа органа управ-
ления существует оптимальная величина усилия, при
которой обеспечивается максимальная точность регу-
лирующего действия. Увеличение или уменьшение этой
величины снижает точность движений оператора. Же-
лательно сохранять линейную зависимость между вели-
чиной усилия на органе управления и получаемым в ре-
зультате этого эффектом (например, в случае регулиро-
вания скорости перемещения машины или узла стан
76
Рис. 26. Рекомендуемые формы и размеры (а), угол поворота (б)
и положение (в) селекторных переключателей.
Рис. 27. Оптимальные размеры поворотных ручек и значения
прилагаемых к ним усилий.
1,5 Н - оптимально.
ЮН - максимально
20-оптимально
2Н-оптимально.
20Н-максимально
0,25-оптимально;
2.5-максимально
5-20ч- оптимально
50Н-максима
30-50н-оптимально;
ЮОН-максимально
ка). Поэтому при использовании сервомеханизмов, по-
зволяющих значительно экономить мышечную энергию
оператора, приходится применять дополнительные уст-
ройства для искусственной имитации противодействия
органов управления. Такими устройствами снабжены,
например,. системы управления многих самолетов.
На рис. 26—28 указаны оптимальные размеры рыча-
гов, вращающихся кнопок и рукояток [19, 55].
Рекомендуемые длины рычагов в зависимости от
максимальной частоты вращения приведены ниже:
Частота вращения
1/мин.
26
27
27,5
25,5
23,5
18,5
14
Длина, мм
30
40
60
100
140
240
580
Рис. 28. Формы и размеры кривошипных рукояток:
а рекомендуемые формы хвостовиков рукояток; б — размеры рычага; в — формы
ручек; г — оптимальное расположение рукоятки при работе стоя.
78
ЭРГОНОМИЧЕСКИЕ ОСОБЕННОСТИ
ХУДОЖЕСТВЕННОГО КОНСТРУИРОВАНИЯ
СРЕДСТВ ОТОБРАЖЕНИЯ ИНФОРМАЦИИ
О состоянии машины или управляемого
объекта, о характере отклонений рабочих параметров,
о результате своих действий оператор судит по данным
средств отображения информации (СОИ), основными
из которых являются контрольно-измерительная аппа-
ратура, счетчики, световые табло, мнемосхемы, цифро-
вые лампы и т. д.
СОИ снабжаются не только пульты управления
сложных систем, но и металлорежущие станки, прессы,
средства транспорта, бытовые машины и др. По этой
причине особенности художественного конструирова-
ния упомянутых средств, как правило, являются общи-
ми для многих отраслей промышленности, в том числе
и машиностроения.
Типичными задачами при выборе эргономических
характеристик и художественного конструирования
СОИ являются [5]: определение интенсивности потока
сигналов и согласование ее с возможностями операто-
ра; выбор типа СОИ; составление эргономических тре-
бований к СОИ в целом и к отдельным информаци-
онным элементам; композиционное и цветовое решение
СОИ; оценка и сравнение вариантов СОИ.
На практике широко используются такие виды СОИ:
изобразительные с элементами, внешне сходными с объ-
ектом, например, указатель в виде самолета на авиа-
ционном приборе; мнемосхемы; текстовые в виде сиг-
нальных табло или постоянных инструкций; индикаци-
онные (аналоговые в виде контрольно-измерительных
приборов и дискретные — сигнальные лампы, ме-
ханические указатели, барабанные счетчики, многока-
тодные цифровые лампы).
Часто полная информация о работе машины для
оператора оказывается излишней. Например, в ряде
случаев вместо стрелочного индикатора, показываю-
щего абсолютную величину какого-либо параметра, ус-
пешно применяют так называемые «Нуль-приборы»,
указатель которых фиксирует отклонение данного пара-
метра от нормы, от своеобразного нуля. Подобные
приборы показывают, в каком направлении следует
79
повернуть маховик или рукоятку, чтобы управляемая
система вернулась в заданное состояние. Излишняя
информация здесь отсутствует, код и декодирование
резко упрощены.
Наглядность — одно из важнейших условий вос-
приятия, и этому условию соответствуют изобразитель-
ные СОИ в виде «контактных аналогов» и мнемониче-
ских схем. Индикаторы, позволяющие наглядно су-
дить об обстановке и имитирующие «эффект при-
сутствия» — «контактные аналоги»,— дают картинное
представление об обстановке и заменяют несколько
обычных приборов. Контактный аналог поста управле-
ния подводной лодкой заменяет, например, восемь при-
боров. Он представляет собой электронно-лучевую труб-
ку, на экране которой изображена убегающая к гори-
зонту дорога, разделенная поперечными темными поло-
сами (рис. 29). При движении вперед создается эффект
набегания полос на оператора и изменение скорости
ощущается по темпу набегания полос. Крен на борт
и дифферент на нос или корму приводит к повороту
линии горизонта на экране и ее смещению по верти-
кали. Другими словами, оператор по индикатору фик-
сирует такую же картину, какую наблюдал бы с мости-
ка лодки при надводном плавании.
Мнемоническая схема выполняется в виде условного
графического изображения управляемого объекта с це-
лью облегчения запоминания функциональной схемы
управления, в ней связаны показания отдельных прибо-
ров с контролируемым и управляемым процессом.
Выбор типа СОИ производится в зависимости от осо-
бенностей системы контроля и управления, функций и
условий деятельности оператора, условий и особеннос-
тей протекания рабочих процессов, их скорости. В ма-
шиностроении, например, основными типами индикато-
ров визуальной системы информации машин и прибо-
ров являются устройства с неподвижной шкалой и
подвижной стрелкой, счетчики, лимбы и др. В зависи-
мости от решаемой задачи такие индикаторы могут ис-
пользоваться:
1) для количественного чтения, когда необходимо
передать информацию в виде абсолютных значений
управляемых величин (давление, скорость, пройденный
путь, количество изготовленных изделий);
80
2) для контрольного чтения, когда следует прове-
рить выполнение того или иного действия, т. е. работу
по системе «да—нет» (работает ли система смазки, про-
сверлено ли отверстие, включена ли муфта);
Рис. 29. Изображение реальной обстановки с помощью контакт-
ного аналога.
81
3) для качественного чтения или слежения, когда
нужно передать информацию о направлении показаний
(уменьшение или увеличение давления, нагрузки, ско-
рости) ;
4) для передачи информации в машину, например,
настройка станка для выполнения заданного вида рабо
ты, установка хода ползуна пресса.
Рекомендации но выбору указанных типов инди
каторов приведены в табл. 5.
Таблица 5
Рекомендации по выбору индикатора
Назначение индикатора Индикатор
с неподвиж ной шкалой и подвижной стрелкой с подвиж- ной шка- лой и не- подвиж ной стрелкой счетчик
Чтение количественное о : 0 +
» контрольное +' — —
» качественное + 0 —
Передача информации 4- 0 +
Примечание. Знаками «+» обозначено наиболее приемлемое реше-
ние; «О» — приемлемое, но не вполне удовлетворительное, «—» — неприем-
лемое решение.
Среди основных эргономических требований, предъ-
являемых к СОИ следует указать на следующие.
Информация, получаемая оператором от СОИ, долж-
на быть точной и своевременной, в количествах, соот-
ветствующих реальным возможностям человека по ее
переработке и достаточных для оценки ситуации, при-
нятия правильного решения и контроля за его испол-
нением.
Необходимо, чтобы форма информации была удоб-
ной для ее использования (перекодирование, пересчет,
перевод данных из одной системы в другую должны
быть исключены) и соответствовать психофизиологи-
ческим особенностям восприятия оператора. Известно,
что число одновременно успешно контролируемых чело-
веком информационных объектов составляет 7 + 2. Уве-
личение числа сигналов, например, с 75 до 95 в минуту
82
и затем до 125 увеличивает количество ошибок дей
ствий оператора соответственно с 25 до 58 и 87%
[5, 7, 31]. Упрощение процесса переработки информа-
ции достигается не только наглядным изображением па
СОИ соответствующих сигналов, по и алгоритмов необ-
ходимых ответных действий оператора. Известный
принцип расположения органов управления в соответ-
ствии с логикой действий оператора при типичных
ситуациях позволит оператору действовать уверенно
и почти рефлекторно, что особенно важно в аварийной
обстановке.
Размещение индикаторов выбирается в зависимости
от последовательности, частоты и длительности исполь-
зования оператором различных данных, от их влияния
на эффективность управления. Обобщение практическо-
го опыта и экспериментальные исследования позволяют
сформулировать ряд эргономических рекомендаций.
Центральное поле зрения используется оператором
для различения сигналов и деталей отображения, а пе-
риферическое — для различения только сигналов (в ос-
новном ахроматических).
Оптимальный горизонтальный размер СОИ, если им
предусмотрено пользоваться без перевода взгляда, не
должен выходить за пределы угла обзора, т. е. 30—40°,
для использования с переводом взгляда — 50 — 60° и с
поворотом головы — 90°. Необходимо, чтобы форма
СОИ способствовала снижению вредного влияния па-
раллакса при считывании информации. СОИ рекомен-
дуется расцрлагать по вертикали в пределах 0—30°
вниз от линии взора. Предельно допустимым располо-
жением является 30° вверх и 45° вниз от линии взора
(рис. 30). Фронтальные части индикаторов выставля-
ются перпендикулярно к линии взора. Второстепенные
приборы и устройства, не используемые оператором
в основной работе, выносят за поле зрения оператора.
Индикаторы объединяют при размещении по типу
или характеру выдаваемой информации. Они должны
образовывать четко различимые ряды или группы. Рас-
положение горизонтальными рядами считается пред-
почтительн ым.
Установленные на панелях управления стрелочные
приборы одинаковой формы облегчают поиск отклоне-
ний измеряемых параметров на одном из этих приборов.
83
Нормальное положение указателей приборов в случае
расположения их в горизонтальный ряд принимают
соответственно положению часовой стрелки на цифре 9
и при вертикальном расположении — на цифре 12. От-
клонения указателей воспринимается быстро, если при-
боры расположены в левой верхней четверти панели.
Размещение на панели до 6 приборов принято вы-
полнять в ряд. Если их число равно 25—30, они обычно
группируются в две или более зрительно различимые
группы.
Приборы, измеряющие подобные параметры, груп-
пируют в вертикальные ряды, а индикаторы разноха-
рактерных параметров — в горизонтальные. Приборы
одной функциональной группы располагаются в соот-
ветствии с последовательностью считывания контроли-
руемых параметров.
Во многих машинах взаимное расположение инди-
каторов согласовывают с пространственным расположе-
нием узлов машины (принцип «картинности»).
Время поиска индикатора должно быть минималь-
ным, для этого они или их группы выделяют место-
расположением, формой, цветом, размерами, типом
прибора, определенными световыми сигналами.
Информационная система мнемосхем не должна
быть перегружена. На них обозначаются только те
агрегаты и линии, где производится измерение требуе-
мых параметров и где установлены устройства воздей-
ствия на технологический процесс. Символы агрегатов
мнемосхемы должны хорошо различаться и легко за-
поминаться. Их выполняют лаконичными, стремясь
при этом сохранить сходство с контурами управляемых
агрегатов.
В тех случаях, когда нет необходимости определять
промежуточные значения измеряемых величин, цифро-
вые приборы предпочтительнее, например, стрелочных.
Шкалы приборов не должны иметь никаких дополни-
тельных фигур, значков, надписей, кроме градуировки
Рис. 30. Обзорность и расположение панелей пультов управле-
ния при работе:
° — сидя, с обзором поверх пульта; б сидя; в сидя и стоя, 1. 2, 3, 4 зоны для
расположения соответственно индикаторов и органов управления, второстепенных
индикаторов, важных ипдикаторон. органон управления.
85
и оцифровки. Исключение в некоторых случаях де-
лается для указания различных режимов работы, на-
пример, «норма», «отклонение», «авария», или «недо-
грузка», «норма» и «перегрузка».
Оцифровывают только основные деления шкал, наи-
более предпочтительными считаются деления:
0.1 0,2 0,3 0,4 0,5
1 4 3 4 5
10 20 30 40 50
100 200 300 400 500
о,.г) 1 1.5 2,0 2,5
5 10 15 20 2з
50 100 150 200 250
Цифры на шкалах приборов с подвижной
стрелкой
следует располагать вертикально. Деления, цифры и
указатели выполняют одного цвета; исключение воз-
можно лишь для цветового обозначения разных режи-
мов работы.
Комбинированное использование таких различи
тельных признаков, как цвет и форма, яркость и поло-
жение элементов СОИ, позволяет повысить надежность
зрительного восприятия их сигналов.
Величина яркостного контраста между деталями
и отсчетными элементами не должна выходить за пре-
делы 65 — 95 % (для длительного восприятия — 85 —
90%).
Рекомендуемая частота мигания аварийных сигна-
лов (красный мигающий свет) составляет 3—8 Гц.
Отключение аварийно-предупредительных сигналов не-
обходимо выполнять оператору.
Текст сигнальных световых табло должен быть крат-
ким — не более 30 знаков, набранных из стандартных
букв и арабских цифр, легко и однозначно понятным.
Равномерное освещение СОИ должно исключать
блесткость и попадание отраженных от крышек прибо-
ров лучей в глаза оператору. Окрашенные панели дол-
жны иметь матовую или полуматовую поверхность.
Как правило, приведенные рекомендации следует экс-
периментально уточнять на моделях.
Улучшение восприятия СОИ зависит не только от
эргономических факторов, но и от использования ком-
позиционных средств, т. е. от художественно-копструк-
хг»
торского решения. Однако только учет требований
психологии восприятия и эргономики определяет воз-
можный поиск таких решений. В процессе этой работы,
находя разумный компромисс между противоречивыми
требованиями, выполняют большое число вариантов,
моделей, макетов.
Изучение роли формы и структуры объектов на их
восприятие дает возможность сформулировать прин-
ципы группирования точеных элементов в целостные
структуры [5], которые можно применять и в практике
создания СОИ. Основными из этих принципов являют-
ся: близкорасположенные друг от друга либо одинако-
вые (или сходные) по форме и цвету, либо движу-
щиеся в одном направлении элементы легче восприни-
маются как одна группа; образованный элементами
замкнутый контур зрительно создает целостное впечат-
ление; расположенная в определенном порядке часть
элементов способна повлиять на специфику восприятия
остальных элементов.
Основными принципами компоновки СОИ явля-
ются:
1) лаконичность; лишняя информация создает по-
мехи при выяснении состояния объекта, поэтому СОИ
должны содержать только такие элементы, без которых
осуществлять контроль и управление невозможно;
2) обобщение и унификация; символы подобных
объектов и явлений желательно обобщать и унифици-
ровать;
3) акцент на элементах контроля и управления;
необходимо, ч^обы наиболее существенные в отношении
контроля и управления элементы были зрительно выде-
лены (цветом, формой, размерами);
4) автономность; части СОИ самостоятельно конт-
ролируемых и управляемых автономных объектов, агре-
гатов, узлов выделяют в отдельные группы;
5) структурность; части СОИ для автономных объ-
ектов должны легко запоминаться и отличаться от дру-
гих частей; необходимо, чтобы их структура по возмож-
ности отражала характер объекта;
6) пространственное соотношение элементов конт-
роля и управления; этот принцип предусматривает со-
гласованное с расположением органов управления рас-
положение индикаторов на СОИ;
87
7) использование привычных ассоциаций и стерео-
типов; например, применяемые в СОИ символы различ-
ных параметров могут быть заимствованы из стан-
дартных или общепринятых обозначений; абстрактные
знаки, если это возможно, желательно заменять смыс-
ловыми символами, которые ассоциируются с опреде-
ленными объектами или явлениями.
Известные композиционные закономерности и при-
емы широко используются художником-конструктором
и в данном случае.
Целостность и завершенность композиции, опреде-
ляемая уравновешенностью ее частей относительно
главного центра, является результатом поиска возмож-
ных эстетических решений. Поиск равновесия в симме-
тричных композициях достигается почти автоматиче-
ски, если четко обозначена ось симметрии и число
предметов не превышает семи. В асимметричных ком-
позициях эта задача усложняется.
Сила воздействия каждого визуального раздражите-
ля, определяемая, например, площадью отдельных эле-
ментов, и их порядок расположения определяют после-
довательность обзора оператором элементов СОИ.
Большое число сигнальных ламп, приборов, табло
СОИ позволяет использовать их повторность, как одно
из средств композиции. Метрическое расположение
большого числа одинаковых элементов (больше семи)
не позволяет сразу определить их количество. Эта за-
дача заметно облегчается, если их сгруппировать. Вве-
дение акцента делает ряд более четким. Однако подоб-
ный ряд нельзя резко обрывать, так как он должен лег-
ко «читаться» не только с левого, но и с правого края.
Для его завершения можно увеличить интервалы перед
крайними группами элементов или вспомогательными
средствами, например, используя цвет,усилить акценты
в центральных группах. Возможны также решения, ког-
да крайние группы представлены более крупными при-
борами, сигнальными табло, инструкциями или обра-
зуют новый ритмический ряд, согласующийся с ос-
новным.
СОМАТОГРАФИЯ
Размеры рабочей зоны определяются экс-
периментальным путем с помощью макетов и моделей
либо непосредственно в процессе проектирования с ис-
пользованием приемов соматографии. Этими приемами
также пользуются для анализа положения тела и изме-
нения позы оператора для определения при проектиро-
вании пропорциональных соотношений человека и
машины.
Соматография использует схематическое изображе-
ние человеческого тела в различных положениях с уче-
том всех норм технического черчения и начертательной
геометрии. Она базируется на анатомии человеческого
тела и антропометрии, позволяет использовать системы
контурных элементов.
На практике методами соматографии пользуются
следующим образом. На рабочих чертежах машины
в соответствующем масштабе вычерчивается схематиче-
ское изображение фигуры оператора в одной или не-
скольких характерных рабочих позах. Контурное сома-
тографическое изображение фигуры оператора, вычер-
ченное с применением правил технического черчения
и начертательной геометрии, выполняется «прозрач-
ным», поэтому оно не заслоняет узлы и органы управ-
ления проектируемой машины. Обычно такой чертеж
дополняется углами зрения, а также размерами зоны
ручного действия и, если есть необходимость,— разме-
рами зоны действия ног.
Анализируя Атакой чертеж, называемый соматогра-
фической схемой, легко представить себе размеры ма-
шины, судить о масштабности изделия и удобства рас-
положения органов управления. При решении обратной
задачи методы соматографии позволяют обосновать оп-
тимальную форму и размеры изделия, рабочего места
и расположение органов управления.
Соматография не учитывает индивидуальных осо-
бенностей каждого отдельного человека, так как ориен-
тируется на «среднего человека», размеры фигуры кото-
рого получены эмпирически (они указаны в табл. 5).
Однако конструктору следует помнить, что проектируе-
мая машина должна одинаково удобно обслуживаться
людьми не только среднего, но и очень низкого и очень
89
высокого роста. В некоторых случаях, например, при
проектировании кабин средств транспорта, пассажир
ских кресел, рабочих мест диспетчерских культов ори-
ентируются на размеры фигуры взрослого мужчины вы-
сокого роста, это обеспечит комфорт для людей всех
категорий роста.
Анализируя степень удобства расположения орга-
нов управления и индикаторов ряда машин, к которым
можно отнести станки, автоматы для изготовления из-
делий из пластических материалов, литейные машины,
кузнечно-прессовое оборудование, следует учесть ряд
так называемых маскирующих антропометрических
факторов. К ним относятся:
1) высота фундамента станка над уровнем пола ле-
жит в пределах 100 — 250 мм;
2) уменьшение (увеличение) роста оператора (40 —
50 мм) за счет расслабления (легкого приподнятия)
тела;
3) легкий наклон корпуса без напряжения до 2 —
10° вперед и в сторону при работе сидя или стоя. При
таком наклоне расстояние до органов управления
уменьшается на 100—120 мм;
4) небольшой шаг в сторону или перенос центра
тяжести с одной ступни на другую, что позволяет
уменьшить расстояние до боковых элементов управле-
ния на 150 — 200 мм;
5) расстояние между оператором и передней плос-
костью станины (обычно составляет 150 — 200 мм);
6) высоту деревянных решеток, подкладываемых
под ноги (50—80 мм);
7) высоту каблуков; для женщин она составляет
50 мм, для мужчин — 25 мм.
Рассмотрим применение методов соматографии на
примерах.
Пример 1. Соматографический анализ кабины подъем
ного агрегата «АзИПМА 111-36» представлен на рис. 31. Перво
начальная конструкция кабины не обеспечивала необходимою
обзора (рис. 31, л), так как оператору для наблюдения за рано
чим инструментом приходилось приподниматься над сидением.
Такая неудобная рабочая поза вызывала быстрое утомление.
В новой конструкции этот недостаток устранен (рис. 31,6). Ор-
ганы управления находятся в пределах досягаемости и в наибо-
лее удобном для наблюдения месте (рис. 32. в ). Рабочие* дни
<Ю
женин сведены к движениям предплечья, кисти и пальцев рук,
отпала необходимость нагибаться во время работы. Наиболее
часто применяемые органы управления и индикаторы рас поло
жены на основном пульте в центре приборной панели. Индикато-
ры и органы управления, не используемые в основном рабочем
процессе, вынесены на вспомогательный пульт.
Рис. 31. Соматографическпй анализ поста управления подъемного
агрегата «АзИНМА 111-36».
91
Пример 2. Работа на токарно-винторезном станке новы
шенной точности модели 16У03П, предназначенном для выполне-
ния всех видов токарных работ, возможна не только в позе стоя,
но и в позе сидя. В процессе проектирования определялись про-
Рис. 32. Применение методов соматографии для анализа поло-
жения тела станочника при работе на токарно-винторезном стан-
ке модели 16У03П:
1 оптимальная зона захвата; 2 максимальная зона захвата; 3 максимальная
зона захвата при наклоне туловища.
92
порциональные соотношения оператора и станка, а также про-
водился анализ положения тела станочника при работе
(рис. 32, а — в}. Схемы, составленные с помощью методов сомато-
графии, выполнены для позы стоя (рис. 32. о), наиболее харак-
Рис. 33. Пр именение методов соматографии при анализе положе-
ния тела станочника, работающего па плоскошлифовальном
станке.
93
торной для обслуживания токарных станков, и позы сндя
(рис. 32, б, в). Наиболее часто используемые* органы управле
пня пуска и остановки рукоятки фартука и задней бабки, как
видно из схем, рас положены в оптимальной рабочей зоне. За н ре-
делы этой зоны не выходят органы управления фартуком и задней
бабкой при перемещениях этих узлов в крайние положения.
Наблюдение за обработкой детали удобно в двух рабочих позах.
Однако при работе сидя комфортные условия лучше, кроме* того
в этом случае* оптимальная рабочая зона охватывает больше* орга
нов управления станком, чем при работе* стоя.
Выступающие* за габарит тумбы маховичок и рукоятка обслу-
живанию станка не* мешают (оператор рас положен <»т них
('права).
Выполненный во фроптал ьной части тумбы проем позволяет
станочнику выбрать наиболее* удобное* для работы положен не*
тела и находиться в непосредственной близости от органов управ
лепия (в позе* стоя в зону проема входит правая йога оператора
(рис. 32. а); в позе* сидя обе* пени (рис. 32, б, в).
Таким образом, размеры и формы станка, а также* рае'положе*
пне* органов управления следует считать соответствуют!!ми антро
неметрическим данным.
Прим е* р 3. Характерные* рабочие позы, углы зрения и об
зора one*ратора но отношению к органам управления для плен ке
шлифовального станка показаны па рис. 33. Объектами обслужи
вания в станке* являются скомпонованные* в три группы органы
управления (первая группа — подвесной пульт управления, вто-
рая расположена на шлифовальной бабке* и третья на станине*)
и стол, на рабочую поверхность которого устанавливается шли
фуемая деталь или детали.
Анализируя методами соматографии конструкцию станка,
можно сделать такие выводы:
1) рабочую позу оператора при пользовании подвесным пуль-
том следует считать удобной;
2) для обслуживания органов управления, размещенных на
станине, характерна рабочая поза при наклонном корпусе; дан-
ными органами управления пол ьзу юте я сравните*;! ыю нечасто,
только при наладке станка, поэтому их расположение* можно
считать допустимым;
3) выступающие* маховички и панель пульта на передней
плоскости станины затрудняют установку па столе* изделия, что
заставляет подобную операцию производить, сместив стол в одно
из крайних положений;
4) маховик подъема траверсы шлифовальной бабки при
крайнем верхнем положении (это положение на рис. 33 показано
пунктиром) находится ш* только вне* оптимальной рабочей зоны,
но и вне зоны досягаемости, что является недопустимым.
Следовательно, копструкциопное* решение* станка не* соответ
ствует антропометрическим данным.
ЭРГОНОМИЧЕСКАЯ ОЦЕНКА МАШИН
, Методика эргономической оценки изделий
машиностроения еще не регламентирована государст-
венными и нормативными документами. Она находится
только в стадии разработки. Эргономические требова-
ния применительно к металлорежущим станкам широко
разработаны в Ленинградском филиале ВНИИТЭ [43].
В их основу положен анализ станков как целостной
системы «человек —машина—предмет труда».
Обобщение опыта общеэргономического подхода к
анализу промышленного оборудования, к которому
можно отнести и металлорежущие станки, позволило
наметить такую последовательность анализов: пози-
ционный, динамический, взаимодействия оператора
с машиной, усилий, прикладываемых к органам управ-
ления, информации и средств ее отображения.
Весь анализ проводится с учетом деятельности опе-
ратора, т. е. выясняется прежде всего, как отражается
взаимодействие станка с рабочим на результате рабо-
ты, как сказывается на самом рабочем процесс труда.
В процессе позиционного анализа выявляют поло-
жение тела оператора во время работы и проверяют,
насколько соответствует ему размещение органов
управления, контроля. Здесь используются данные ант-
ропометрии, справочные данные но размерам рабочих
и зрительных зон, методы соматографищ Впоследствии,
наблюдая характерные позы оператора, предварительно
полученные сведения окончательно уточняют. Гак, по-
зиционный анализ, проведенный группой специалистов,
выявил неудобную компоновку органов управления ря-
да моделей современных консольно-фрезерных и круг-
лошлифовальных станков.
Динамический анализ позволяет выяснить траекто-
рии движений оператора, изменение поз, длительность
рабочих операций, циклы работы станка и их элемен-
ты с целью выработки требований к компоновке орга-
нов управления и их размещению. Наиболее успешные
результаты в этом отношении дает фото- и киносъемка.
Динамический анализ и анализ взаимодействия опе-
ратора с машиной тесно взаимосвязаны. В результате*
этих анализов уточняется значимость технологических
операций, определяется частота использования всех
органов управления и контроля. Для проведения анали-
за на машину по технической документации состав-
ляется алгоритм деятельности оператора. Беседы с опе-
раторами и наблюдения за их работой дают возмож-
ность уточнить алгоритм, а затем составить матрицу
частоты использования органов управления и получить
данные о воздействии отдельных органов управления
на оператора.
Удобство работы на станке во многом определяется
величинами усилий, приложенных к органам управле-
ния, их направлением, траекторией и степенью плав-
ности движений. Данные анализа усилий позволяют
наметить конструктивные решения, реализация кото-
рых позволит улучшить пользование органами управ-
ления.
Анализ информации и средств ее отображения вклю
чает анализ мерительных, сигнальных устройств,
надписей, мнемосхем, выразительности форм органов
управления.
Контроль за соблюдением эргономических требова-
ний к источникам информации в настоящее время за-
труднен из-за того, что они не регламентированы госу-
дарственными и нормативными документами. По этой
причине многие современные станки имеют средства
отображения информации, спроектированные без учета
требований эргономики. Так, типичными недостатками
в организации информации и способах ее предъявле-
ния оператору станков общего назначения является:
1) лимбовые отсчетные устройства, дающие инфор-
мацию о взаимном положении инструмента и детали,
имеют сложную форму отсчета, требующую многоэтап-
ного декодирования и постоянного соотнесения с дан-
ными непосредственного наблюдения;
2) источники зрительной информации расположены
в слишком широкой зоне;
3) основная информационная нагрузка ложится па
зрительный анализатор, а кинестетические возможнос-
ти не используются;
4) мнемознаки и надписи не отвечают требованиям
кодирования и принципам компоновки.
Польские специалисты успешно применяют разра-
ботанную Г. Бюргером [67] и предложенную Вторым
Международным Конгрессом по эргономике в Дортмун-
96
де контрольную карту для анализа металлорежущих
станков. Она служит для систематизации анализа раз-
личных факторов, влияющих на трудовой процесс и
производительность труда, а также реакций организма
рабочего на степень рабочей нагрузки. Применение
таких карт позволяет получить важные данные для
проектирования оборудования и определения условий
труда.
Вопросы карты разделены на общие (с индексом А)
и частные (с индексом Б). На частные вопросы отве-
чают только в тех случаях, когда нельзя дать положи-
тельный ответ на вопросы группы Л. Ниже приводится
основная часть вопросов эргономической карты, пред-
ставляющая интерес при анализе работы металлообра-
батывающего оборудования [67].
А1. Является ли рабочее место достаточно про-
сторным?
Б1. Являются ли причиной недостатка производ-
ственной площади выступающие части машины?
А2. Обеспечивает ли расположение приборов, пред-
метов обработки и органов управления удобное поло-
жение человека при работе?
АЗ. Допускает ли размещение перечисленных эле-
ментов работу сидя?
А4. Находится ли рабочая плоскость на удобной
высоте с учетом рабочего положения и расстояния до
глаз?
Б2. Если работа выполняется сидя, есть ли место
для ног?
БЗ. От чег($ зависит неудобное положение при ра-
боте: от конструкции машины, расположения обраба-
тываемых предметов, инструментов или органов управ-
ления?
Б4. Нет ли какого-либо другого удобного для ра-
боты положения?
А6. Позволяет ли размещение приборов, обрабаты-
ваемых деталей, органов управления осуществлять
управление машиной с помощью рук или ног?
Б5. Не заставляет ли неудобное расположение ор-
ганов управления принять статически напряженную
позу?
Б6. Размещены ли инструменты и детали в преде-
лах оптимального радиуса действия?
97
Б7. Размещены ли органы управления в пределах
досягаемости с учетом положения тела при работе?
Б8. Правильно ли размещены ручки и рукоятки
с учетом требуемых для их перемещения усилий и дви-
жений?
Б9. Соответствует ли расположение приборов, де-
талей, органов управления последовательности и часто-
те выполнения операций?
А7. Обязательно или желательно управление ма-
шиной с помощью педалей?
Б10. Удобны ли конструкция, расположение и раз-
мер педалей?
А9. Обязательно или желательно нажатие кнопки
руками (пальцами) при ручном управлении?
Б19. Достаточна ли поверхность кнопок (соот-
ветствует ли она размерам пальцев)? Не слишком ли
глубоко следует вдавливать кнопки? Не слишком ли
гладкую поверхность имеют кнопки?
А10. Соответствует ли форма, величина и материал
органов ручного управления прилагаемому усилию?
All. Допустимы ли прилагаемые усилия с точки
зрения физиологии?
Б21. Можно ли уменьшить прилагаемое усилие по-
средством уменьшения веса предметов, с которыми про-
изводятся манипуляции, применения противовесов,
применения вспомогательных электрических, гидрав-
лических или пневматических устройств?
Б23. Применяются ли рукоятки достаточно часто?
Б26. Действительно ли необходимо приложение
значительного усилия? Размещены ли органы управле-
ния таким образом, чтобы их обслуживание исключало
напрасное расходование сил и ненужное статическое
напряжение?
А13. Обязательна ли подставка для ног?
А16. Применяются ли ручные инструменты?
А18. Может ли скорость машины регулироваться
в зависимости от возможностей исполнителя?
А20. Обеспечивает ли конструкция машины удоб-
ство обслуживания и ремонта (доступность, степень
риска, освещение и т. д.)?
А23. Требуется ли по условиям работы применение
индивидуальных средств защиты (спецодежда, обувь,
рукавицы, очки, шлемофоны, защитные щитки)?
98
Б45. Препятствует ли применение индивидуальных
средств защиты сбору информации?
Б46. Мешают ли средства индивидуальной защиты
выполнению движений или работе?
А25. Предъявляет ли данный вид работы высокие
требования к органам зрения?
А26. Требуется ли для выполнения данной работы
высокая освещенность?
А27. Обязательно ли наличие общего искусствен-
ного освещения?
А28. Обязательно ли наличие местного искусствен-
ного освещения?
АЗО. Достаточно ли четко можно распознать пред-
меты, учитывая непостоянство дневного освещения,
блики и т. п.?
Б50. Каков уровень освещенности (хороший, удов-
летворительный, неудовлетворительный) при естест-
венном и искусственном освещении?
Б51. Не приводит ли искусственное освещение к не-
желательным последствиям — мерцанию, стробоскопи-
ческому эффекту?
А31. Каково различие в яркости (контрастность)
между объектом и фоном (окружением) — большое,
среднее, незначительное?
Б53. Каково различие яркостей при естественном
и искусственном освещении — малое, среднее, большое?
А32. Существует ли возможность ослепления на ра-
бочем месте или вблизи него?
Б54. Что ^может являться причиной ослепления —
открытые источники света, отражение света от поверх-
ности или деталей машин, другие предметы?
А34. Каков размер предметов, которые следует раз-
личать,— очень мелкие, мелкие, крупные?
А35. Перемещаются ли (и если перемещаются, то
как — медленно или быстро) различаемые предметы?
А36. Соответствует ли расположение приборов,
предметов обработки и органов управления требовани-
ям хорошей обзорности?
А38. Размещены ли органы управления на опти-
мальном расстоянии в поле зрения?
А39. Размещены ли аварийные сигналы в центре
поля зрения и обращают ли они на себя внимание?
А40. Может ли работник видеть одновременно саму
99
обрабатываемую деталь и ближайшие к ней окружаю-
щие предметы?
А43. Желательно ли применение вспомогательных
оптических устройств?
Б56. Соответствуют ли вспомогательные оптические
устройства требованиям в отношении поля зрения: фо-
кусному расстоянию, степени увеличения?
А58. Достаточно ли четко видны деления шкал
приборов?
А59. Легко ли найти требуемый прибор?
А60. Легко ли отличить один прибор от другого?
Б59. Достаточно ли легко читаются показания при-
боров?
Б60. Правильно ли построены шкалы приборов,
нельзя ли их упростить?
Б62. Позволяет ли стрелка легко считывать нужные
цифры?
Б69. Вызывает ли погрешности при считывании по-
казаний характер размещения делений на шкале?
Б73. Достаточно ли близко расположены приборы
от соответствующих органов управления?
Б74. Расположены ли наиболее важные приборы
в оптимальном поле обзора?
Б76. Правильно ли и одинаково ли расположены
органы управления на однотипных машинах?
Б77. Требует ли считывание показаний приборов
ненужного поворота головы или тела?
Б78. Соответствуют ли размеры приборных и сиг-
нальных панелей в зоне действия рук и направленного
взгляда предъявляемым к ним требованиям при работе
сидя?
Б79. Соответствует ли точность приборов требуемой
точности показаний?
Б81. Снижено ли до возможных пределов время за-
паздывания показаний приборов?
Б84. Является ли прибор для получения необходи-
мой информации наиболее простым. Могут ли быть ис-
пользованы цветные зоны на шкале вместо цифр или
делений, если данная информация имеет значение толь-
ко для качественного контроля параметра?
Б91. Можно ли по положению органов управления
быстро определить ситуацию (например, включено —
выключено) ?
100
Б92. Не закрывает ли рука при перемещении органа
управления шкалу прибора?
Б94. Можно ли облегчить опознавание органов уп-
равления, использовав различия в форме, цвете, раз-
мерах?
А61. Связано ли выполнение работы с большой фи-
зической нагрузкой?
А65. Существуют ли при выполнении данной рабо-
ты моменты, когда требуются предельные напряжения?
Б96. Если так, то как часто они наступают и как
долго длятся, удобно ли рабочее положение, могут ли
быть эти нагрузки (степень нагрузки, длительность ее
воздействия и число случаев) уменьшены посредством
применения технических средств?
А72. Возможно ли изменение положения при ра-
боте?
А73. Предполагает ли работа правильное чередова-
ние работы и отдыха, а также динамических и стати-
ческих видов нагрузки?
А79. Существует ли соответствие между перемеще-
нием органов управления и вызываемыми ими эф-
фектами?
Б117. Всегда ли выполняемым движениям соответ-
ствует привычный эффект: при движении вперед —
открытие, движение вперед, больше,« + »; влево — за-
крытие, движение налево, меньше, «—»; назад — за-
крытие, движение назад, меньше, « —»; вправо — от-
крытие, движение направо, больше, « + ».
Б118. Соответствует ли расположение информаци-
онных приборов размещению ручек, рукояток и т. п.?
А80. Требует ли работа большой точности дви-
жений?
Б119. Если такая точность требуется по условиям
технологического процесса, позволяют ли органы уп-
равления ее осуществить?
А84. Следует ли при выполнении данной работы
строго придерживаться рекомендуемых действий или
они могут быть произвольными?
Л88. Легко ли перепутать сигналы?
А92. Размещены ли органы управления в последо-
вательности, соответствующей порядку выполнения
операций?
А93. Легко ли могут быть опознаны органы управ-
101
Таблица в
Нагрузка
Режим работы
физическая
психическая
Легкий
Средний
Тяжелый
ления по своей форме, размерам, обозначениям, цвету
в нормальных условиях и в аварийных ситуациях?
А94. Размещены ли органы управления как можно
ближе к соответствующим источникам информации?
Б136. Имеют ли сигналы общепринятое значение
(например, красный цвет — опасность) ?
А131. Соответствует ли физическая и психическая
нагрузка при работе возможностям мужчин и женщин,
молодых и пожилых работников?
А132. Попробуйте оценить по трехбалльной шкале
физическую и психическую нагрузку, вызванную усло-
виями и методами работы. Поставьте крестики в соот-
ветствующих графах табл. 6.
Глава IV. ПРАКТИКА ХУДОЖЕСТВЕННОГО
КОНСТРУИРОВАНИЯ
ПОСЛЕДОВАТЕЛЬНОСТЬ
ХУДОЖЕСТВЕННОГО КОНСТРУИРОВАНИЯ
МАШИН
Проектирование изделий машинострое-
ния, как правило, состоит из технического предложе-
ния, технического и рабочего проектов. На первой ста-
дии задаются все основные технические, экономические
и эстетические показатели, которые должны обеспе
чить высокое качество машины. На второй стадии раз
рабатываются принципиальные схемы и чертежи опре-
деляющих узлов, дающие достаточное представлен не
о проектируемой машине. И на третьей стадии проек-
тирования выполняется вся техническая документация,
которая необходима для изготовления опытного образ
ца или модели.
102
Доводка опытного образца до полного соответствия
техническому заданию может потребовать дополнитель-
ных работ, что выявляется в процессе его наладки и
испытания. Опытный образец или модель утверждается
комиссией, специально выделенной для этой цели. По-
сле приемки образца чертежи и другая документация
подвергаются корректировке, которая необходима для
последующего серийного производства.
На всех стадиях проектирования и изготовления
опытндго образца художник-конструктор принимает ак-
тивное участие. При составлении, технического задания
художник-конструктор приступает к разработке пред-
ложения, в процессе работы над которым на основе
художественно-конструкторского анализа должны по-
явиться первые эскизы внешнего вида будущей ма-
шины.
В художественно-конструкторский анализ входит
сбор информации, выбор действующих аналогов, рас-
смотрение функциональных достоинств изделия с уче-
том «человеческого фактора» и выявление связей
«предмет—среда», анализ соответствия материалов вы-
полняемой ими функции, выявление соответствия фор-
мы конструкции, определение технологичности кон-
струкции и композиция машины (изделия) [47]. В ре-
зультате анализа художник-конструктор определяет те
требования к изделию, которые учитываются при про-
ектировании и разработке поисковых эскизов графиче-
скими средствами на бумаге в черно-белом исполнении,
а затем и в ^бъеме.
Так рождается художественно-конструкторское
предложение, результатом которого будут два-три ва-
рианта конструктивно-технического и композиционного
решений изделия. Затем выбирается один из представ-
ленных вариантов, который наиболее полно соответ-
ствует требованиям, выявленным при художественно-
конструкторском анализе.
После этого художник-конструктор приступает к
художественно-конструкторскому проекту, в который
входит окончательная доработка выбранного варианта
с теми дополнениями, которые были замечены при рас-
смотрении художественно-конструкторского предложе-
ния, разработка и компоновка на изделии элементов
промышленной графики (мнемонические изображения.
10.3
товарные знаки). На этом этане художник-конструктор
в основном занимается объемным проектированием как
самого изделия, так и отдельных его элементов. Макеты
на этой стадии желательно выполнять в натуральную
величину и представлять до выхода чертежей техниче-
ского проекта. Здесь же выбираются конструкционные
и отделочные материалы. Эти два этапа художественно-
го конструирования выполняются на стадии техниче-
ского предложения и технического проекта.
В процессе рабочего проектирования художник-кон-
структор выполняет графическую часть, которая отно-
сится непосредственно к художественно-конструктор-
ским разработкам, и принимает участие в выполнении
конструкторско-технического проекта. В его функцию
также входит контроль соответствия рабочих чертежей
художественно-конструкторскому проекту. При созда-
нии опытного образца художник-конструктор осуще-
ствляет авторский надзор (соответствие выпускаемого
изделия его художественно-конструкторскому за-
мыслу).
Широко используемое в художественном конструи-
ровании объемное проектирование (макетирование и
моделирование) облегчает процесс формообразования
изделия, дает возможность проанализировать в объеме
различные варианты композиционного решения как от-
дельных узлов, так и всего изделия в целом; проверить
эксплуатационные, конструктивные и технологические
характеристики машины, а также сократить сроки про-
ектирования.
Макетирование — создание в объеме разрабатывае-
мого изделия на одной из стадии проектирования, что
необходимо для проверки компоновочных и эстетиче-
ских решений. Макетирование имеет такие разновид-
ности: объемное эскизирование (получают предвари-
тельные наброски формы) и поисковое макетирование
(производится поиск компоновки, решаются компози-
ционные, эксплуатационные и конструктивные во-
просы).
Поисковые макеты изготовляются из плотной бума-
ги, картона, фанеры, древесно-стружечной плиты, плас-
тилина, твердого пенопласта, органического стекла,
целлулоида, полистирола и других материалов, а также*
из сочетаний этих материалов. Например, дерево может
104
быть использовано для основы, на которую наносится
пластилин, допускающий пластическую проработку
формы. В зависимости от поставленной задачи и раз
меров проектируемого изделия при макетировании при-
меняются масштабы 1 : 20, 1 : 10, 1:5, 1:2.
На рис. 34 показан макет плоскошлифовального
станка с круглым столом и вертикальным шпинделем
модели ЗД756, который был изготовлен из плотной
бумаги в масштабе 1 : 10 только для проверки выбран-
ной компоновки.
В некоторых случаях, когда необходимо проверить
конструктивные и эксплуатационные характеристики,
поисковые макеты могут изготовляться в масштабе
1 : 1. Так, например, в Одесском специальном конструк-
торском бюро специальных станков (ОСКБ СС) секто-
ром художественного конструирования был изготовлен
в натуральную величину макет механизма перемещения
изделия с двумя шлифовальными головками обдирочно-
Рис. 34. Поисковый макет плоскошлифовалыюго станка модели
ЗД756 (бумага).
103
Рис. 35. Макет механизма перемещения изделия на обдирочно
шлифовальном станке.
шлифовального станка модели ВСЗ-166 (рис. 35). На
этом макете было проверено, удобно ли наблюдать за
дефектами, которые могут появиться во время шлифо-
вания. Общие виды этого узла и разрезы в нескольких
плоскостях не давали полного представления об удоб-
стве наблюдения за обрабатываемой поверхностью.
На рис. 36 показан аналог (а) и поисковые макеты
(б, в, г, д) «пистолета», который предназначен для очи-
стки поверхностей машины от стружки, пыли и других
загрязнений струей специальной жидкости. Для про-
верки конструктивных, эксплуатационных и эргономи-
ческих характеристик проектируемого «пистолета» ма-
кет его был изготовлен вначале примерно в натураль-
ную величину, из дерева и металла (рис. 36, б, в).
В дальнейшем с помощью пластилина макет был дове-
ден до натуральной величины и эстетически совершен-
ных форм (рис. 36, г, б).
Рис. 36. Аналог и макеты «пистолета» для очистки рабочих по-
верхностей от стружки, пыли и грязи.
106
9*
Рис. 37. Демонстрационный макет станка модели ЗД756. изготов-
ленный из полистирола и алюминия.
Рис. 38. Макет эталон внешнего вида токарно-винторезного
станка, выполненный в натуральную величину.
Материал, из которого изготовляют макет, выбирают
с учетом особенностей макетируемого изделия. Так,
для макетирования башенного крана или экскаватора
дерево и металл подходит больше, чем пластилин, из
которого невозможно изготовить детали, подверженные
изгибу.
Для экспонирования на выставках и для учебных
пособий изготовляют так называемые демонстрацион-
ные или окончательные макеты. Они являются копией
будущей машины, в них отражаются функциональные
и эксплуатационные особенности. На таких макетах
прорабатываются также элементы окраски.
На рис. 37 представлен демонстрационный макет
плоскошлифовального станка модели ЗД756, изготов-
ленный в основном из полистирола и алюминия.
Создание макета-эталона внешнего вида, который
облегчает работы при отделке готовой машины, реко-
мендуется осуществлять, как правило, при серийном из-
готовлении машины. При этом сокращается время,
необходимое для разработки рабочих чертежей и, кроме
того, при наличии такого макета можно получить пол-
ное представление о внешнем виде машины. Макет-
эталон выполняется из дерева, полистирола и металла
в масштабе 1:1.
На рис. 38 показан макет-эталон внешнего вида то-
карно-винторезного станка, который был изготовлен на
заводе «Красный пролетарий».
Моделирование — создание работоспособной копии
изделия. Это необходимо для окончательной проверки
функциональных, эксплуатационных, технологических
и других характеристик при серийном или массовом
изготовлении этих изделий.
Моделированию может подвергаться как все изде-
лие, так и отдельные его части или узлы, и произво-
дится это на экспериментальных участках завода или
в хорошо оснащенной лаборатории при конструктор-
ском бюро.
Проверку удобства пользования изделием и опреде-
ление масштабности его следует выполнять с помощью
макета человека, соответствующего масштабу изделия.
Масштабы макетов на всех этапах проектирования це-
лесообразно выбирать в зависимости от объемов из-
делий:
109
Объем проектируемого Масштаб макета
изделия, м3
1-3 . 1-1
3-9 . 1-3
9-36 1:5
36-150 1:10; 1:20
При разработке приборных панелей и органов уп-
равления их макетируют обычно в натуральную ве-
личину.
Следует отметить, что специфика условий среды
и эксплуатации изделий машиностроения требует не-
редко индивидуального подхода к каждому изделию
на этапах художественного конструирования и, в част-
ности, при объемном проектировании.
ПРОМЫШЛЕННЫЕ ОБРАЗЦЫ
И ТОВАРНЫЕ ЗНАКИ
Рациональность, новизна, оригинальность
и художественная выразительность форм машины в на-
стоящее время также важны, как и ее высокие технико-
экономические показатели. Внешний вид промышлен-
ных изделий является одним из решающих факторов,
так как в значительной мере способствует повышению
культуры производства, играет важную воспитательную
роль, обусловливает конкурентоспособность на внешнем
рынке. Машины, имеющие современную эстетическую
форму и отвечающие другим потребительским каче-
ствам, имеют повышенный спрос.
Лучшие разработки форм изделий машиностроения
регистрируются и охраняются государством в качестве
промышленных образцов.
В СССР в соответствии с «Положением о промыш-
ленных образцах» промышленным образцом (рисунком,
моделью) признается новое, пригодное к изготовлению
промышленным способом художественное решение из-
делия, в котором достигается единство его технических
и эстетических качеств.
Понятию «промышленный образец» соответствует
не «опытный образец», изготовленный на заводе, и не
первое изделие, поступившее в серийное изготовление,
ио
а форма промышленного изделия, его внешний вид,
оформление отдельных деталей, фактура поверхности,
цвет и тональные соотношения поверхности и различ-
ных деталей изделия. Следовательно, результат худо-
жественно-конструкторской разработки, где новизна
художественного решения, гармоничное и рациональ-
ное воплощение в форме изделия социальных и функ-
ционально-конструкторских задач, технологии, удоб-
ство эксплуатации, экономическая целесообразность яв-
ляются теми потребительскими качествами, которыми
должен обладать промышленный, образец.
Рассмотрим, как необходимо подготовить докумен-
ты, направляемые в Государственный Комитет Совета
Министров СССР по делам изобретений и открытий для
регистрации промышленного образца изделия «Токар-
но-винторезный станок».
Сопроводительное письмо. В нем указывается, что
промышленный образец разработан, к примеру, в связи
с выполнением служебного задания (может быть и по
собственной инициативе), а также название организа-
ции, которой должно быть выдано свидетельство на
промышленный образец. Тут же перечисляются доку-
менты и их количество, которые прилагаются к сопро-
водительному письму.
Заявление. В заявлении указывается наименование
предлагаемого промышленного образца, перечисляются
основные данные авторов (или автора): фамилия, имя
и отчество, место работы, служебное положение, до-
машний адре^.
Описание. В описании характеризуется прототип
или аналог (если такие имеются), описывается форма
прототипа без критических замечаний, форма предла-
гаемого изделия на промышленный образец (заключе-
ние об эстетических качествах формы не приводится).
Если предлагаемый образец обладает новыми техни-
ческими качествами, то необходимо указать, какими
и расшифровать их.
В конце описания отмечаются основные отличия
внешнего вида предлагаемого изделия от его прототипа
или аналога или, если последних нет, указывается осо-
бенность и оригинальность формообразования изделия.
Ниже приведено описание на промышленный обра-
зец «токарно-винторезный станок».
111
II р и м е р. Предлагаемый токарно-винторезный станок
предназначен для выполнения токарных работ в патроне, цент-
рах, а также для нарезания различных резьб.
Прототипом является токарный станок повышенной точности
модели С193Н. допускающий выполнение токарных работ только
с подачей резца вручную. В станке отсутствует коробка подач, хо-
довой винт, ходовой вал и фартук (рис. 39).
Рис. 39. Токарный станок повышенной точности модели С193Н.
112
Основными композиционными элементами станка модели
С193Н являются тумба 7, передняя бабка 2, суппорт 5, задняя
бабка 4, корыто 5, пульт управления 6 и подставка для ног 7.
Тумба имеет П-образную форму. В верхней части тумба соедине-
на с корытом массивной отливкой с закругленными краями. Пе-
редняя бабка в нижней части выполнена в виде прямоугольного
параллелепипеда, а в верхней — имеет скругление большого ра-
Рис. 40. Общий вид токарно-винторезного станка модели 16904
после художествен но-конструкторе кой разработки.
113
диуса и скошена вперед к шпинделю. Форма задней бабки обра
зована, в основном, криволинейными поверхностями. Станина
сплошная и имеет большие радиусы закругления на углах. На ле-
вой тумбе станины располагаются рукоятки управления скорос-
тями, на правой — размещен пульт управления станком и элек-
трошкаф.
На рис. 40 показан общий вид предлагаемого токарно-винторез-
Рис. 41. Токарно-винторезный станок (вид спереди).
114
ного станка, а на рис. 41—45 — соответственно виды его спереди,
сзади, а также с работницей у станка.
Основные композиционные элементы в предлагаемом станке
сохранились такими же, как в станке модели С193Н, однако фор-
ма этих элементов изменилась, а благодаря применению вариатора
в приводе шпинделя, коробки подач ходового винта и ходового
валика расширились технологические возможности станка.
Рис. 42. Токарно-винторезный станок (вид слева).
115
Приводим отличительные признаки внешнего вида станка:
1) тумба выполнена в виде параллелепипеда с нишей в пе-
редней части справа;
2) верхняя часть тумбы завершается прямоугольным коры
том с выраженной передней панелью;
3) справа внизу станины предусмотрена несколько скошен
ная вперед площадка для ног оператора;
Рис. 43. Токарно-винторезный станок (вид сзади).
116
4) прямоугольные формы повторяются в остальных узлах
станка;
5) задняя и передняя бабки ограничены плоскими поверх-
ностями;
6) применены новые формы для органов управления, раз-
меры которых соответствуют ГОСТ (рис. 44);
7) передняя часть корыта и подребрение выделены тоном.
Рис. 44. Токарно-винторезный станок (вид справа).
117
Фотографии. Они являются основным материалом,
по которому эксперт определяет, отвечает ли пред-
ставленное на рассмотрение изделие требованиям,
достаточным для регистрации изделия как «про-
мышленный образец». Ракурсов при фотографи
Рис. 45. Токарно-винторезный станок с работницей
118
ровании должно быть столько, сколько необходимо
для полного уяснения форм и особенностей изделия.
Все фотографии, кроме главных видов, представляют
в двух экземплярах. Главный вид (перспектива) пред-
ставляют в шести экземплярах и еще дополнительно
столько, сколько авторов и организаций-заявителей.
Фотографии должны быть высокого качества. Предла-
гаемое изделие на промышленный образец необходимо
фотографировать без вторых планов. Необходимо, что-
бы на лицевой стороне фотографии не было надписей;
с обратной стороны следует проставить номер фотогра-
фии, название предлагаемого образца и ракурса съемки.
На главном виде помимо этого должна быть подпись
руководителя организации-заявителя, печать.
Компоновочная схема. В ней изображаются контуры
основных узлов, из которых состоит изделие. На обрат-
ной стороне компоновочной схемы должны быть указа-
ны номер, наименование схемы, а также поставлены
подпись руководителя организации и печать.
Заключение о технологичности изделия. В нем фик-
сируется возможность изготовления узлов, деталей и в
целом всей формы, а также возможность исполнения
предложенного цветового решения.
Наряду с промышленными образцами, регистрации
подлежит также товарный знак — вид зрительного обо-
значения, помещенного на изделии или его упаковке
и позволяющего различать однородную продукцию, вы-
пускаемую различными предприятиями.
Во всех странах товарные знаки и знаки обслужи-
вания являются предметом ревностной охраны, они ре-
гистрируются и дают исключительное право на их ис-
пользование. Следует помнить, что необозначенная про-
дукция на внешнем рынке оценивается на 15—30%
дешевле.
Государственный комитет Совета Министров
СССР по делам изобретений и открытий 8 января
1974 г. утвердил новое положение о товарных знаках,
которое вызвано новыми формами и методами управле-
ния промышленностью, расширением экономических
отношений СССР с другими странами. Все это продик-
товало необходимость учесть требования, которые
предъявляются к товарным знакам при их регистрации
в других странах.
119
-д IBM &>
б
__ 6
О Olivetti К
Товарные знаки регистрируются в черно-белом ис-
полнении и могут использоваться в любом цветовом
сочетании. Они должны быть лаконичными, вырази-
тельными и не перегруженными изобразительными
средствами.
Рис. 46. Товарные знаки.
120
Различают товарные знаки словесные (рис. 46, а);
в виде аббревиатуры — сочетание первых букв названия
предприятия (рис. 46,6); символические (рис. 46, в)
и комбинированные (рис. 46, г и д).
Правовая защита промышленного образца и то-
варного знака повышает ответственность за качество
выпускаемой продукции, создает благоприятные усло-
вия для соревнования между заводами — изготовителя-
ми однородной продукции и обеспечивает условия для
заключения выгодных лицензионных соглашений.
ТЕХНОЛОГИЧНОСТЬ
И ХУДОЖЕСТВЕННОЕ КОНСТРУИРОВАНИЕ
Художественное конструирование тесно
увязано с вопросами технологии изготовления изделия,
поэтому из поля зрения художника-конструктора не
должны исключаться такие вопросы, как выбор и обо-
снование материала деталей проектируемой машины
и наиболее рациональные методы обработки данного
материала; характер взаимосвязи деталей, узлов и дру-
гих элементов; использование фактуры и цвета.
В практике художественного конструирования во
многих случаях установились положения, связывающие
понятия красоты и логичности с некоторыми правилами
технологии изготовления и сборки. Такие положения
приведены ниже.
Изделия £ простыми повторяющимися формами
технологичней в изготовлении; замена литых деталей
сварными в индивидуальном производстве и штампо-
ванными — в серийном привела к распространению
более технологичных прямоугольных форм с небольши-
ми радиусами закругления граней.
Применение кожухов нежелательно и допускается
только в особых случаях, когда это диктуется техни-
ческими соображениями, но не для того, чтобы скрыть
уродливую структуру изделия.
Не следует применять в машине, и тем более в од-
ном узле этой машины, крышки литые и изготовленные
из листовой стали. Это нетехнологично и неэстетично
(рис. 47, а). Не допускается крепление крышек и дру-
гих съемных деталей к различным плоскостям узла или
121
к двум узлам, как показано на рис. 47, б, так как такое
конструктивное решение усложняет сборку. Решение,
приведенное на рис. 47, в, относится к неудачным. Не
рекомендуется крышки и дверцы встраивать в станину,
заглублять, так как это усложняет обработку.
Рис. 47. Примеры некоторых конструктивных решений.
122
Если контур узла или машины получается сложным,
то желательно его расчленить или отказаться от такой
формы (рис. 47, г, д).
Не рекомендуется между корпусными деталями или
узлами оставлять небольшой зазор, так как это затруд-
няет удаление грязи из образованного пространства
(рис. 47, з). Более удачным решением является кон-
струкция, приведенная на рис. 47, ж, где одна деталь
перекрывает другую. Не рекомендуется применять раз-
личные приливы, бурты по периметру основания в кор-
пусных деталях, так как это усложняет технологию
изготовления моделей и последующие операции
(рис. 47, е).
Применение специальных декоративных деталей, не
выполняющих никаких рабочих функций, технологи-
чески не оправдано. Для декоративного оформления
в некоторых случаях имеет смысл использовать крыш-
ки, таблицы, рукоятки, товарные знаки и другие анало-
гичные детали.
УНИФИКАЦИЯ И СТАНДАРТИЗАЦИЯ
В ХУДОЖЕСТВЕННОМ КОНСТРУИРОВАНИИ
В практике художественного конструиро-
вания в последнее время все большее внимание уделяет-
ся унификации. С этой целью создаются типовые узлы,
детали, агрегаты, которые должны иметь, по возмож-
ности, единую форму. К сожалению, еще многие изде-
лия не отвечают требованиям удобства пользования ими
и имеют неприглядный внешний вид из-за того, что
при их проектировании основное внимание уделялось
надежности и долговечности, и не всегда выполнялись
требования технической эстетики.
Примерами устаревших форм, не отвечающих тре-
бованиям удобства пользования и имеющих непривле-
кательный вид, могут служить панели управления
с громоздкими надписями, маховички сложной формы,
всевозможные таблички с витиеватыми рамками, на
которые много лет тому назад были разработаны нор-
мали (в станкостроении). Все перечисленные элементы
широко применяются в станках и в других машинах,
с ними постоянно соприкасается человек, поэтому они
123
должны быть красивыми и отвечать требованиям удоб-
ства в эксплуатации. Основными задачами художника-
конструктора при проектировании машин, разрабаты-
ваемых на принципе унификации, являются рациональ-
ный выбор отдельных деталей, художественно-кон-
структорское оформление узлов, агрегатов машины,
отработка гармонично подобранных пропорций и по-
вторяемости форм унифицированных и стандартных
деталей и узлов. Повторяемость форм лучше проявляет-
ся, если нормализованные и стандартные детали и узлы
представляют собой простые геометрические фигуры.
Панель управления резьбонарезного станка модели
5Д07 (рис. 48) является хорошим примером художе-
ственно-конструкторской разработки этой весьма ответ-
ственной части станка. На панели расположены две
рукоятки, предназначенные для переключения скоро-
стей. На каждой рукоятке нанесены контрастные метки.
Над рукоятками размещены сегментные таблички: одна
со светлыми символами на темном фоне, другая — с
темными символами на светлом фоне. На горизонталь-
но расположенной таблице над сегментами слева по-
мещен символ, обозначающий обороты шпинделя, на
верхней светлой полосе нанесены цифры, соответствую-
щие числам оборотов шпинделя (16 ... 90), на сред-
ней (темной) и нижней (светлой) контрастно по отно-
шению к цвету полос изображено по шесть символов:
квадрат, треугольник и круг. Аналогичные символы на-
несены на сегментных табличках. Для получения на
шпинделе частоты вращения, например, 22 об/мин, не
обходимо левую рукоятку установить на «треугольник»,
а правую — на «круг». В этом станке чаще всего ис
пользуются средние числа оборотов шпинделя — 31
и 45, поэтому для лучшего запоминания указанные
числа оборотов обозначены одинаковыми символами.
Примером удачной унификации является червячный
редуктор. Старая конструкция его (рис. 49,а) не отве-
чала многим требованиям художественного конструи-
рования, поэтому перед дизайнером была поставлена
задача — создать червячный редуктор с максимальной
унификацией деталей при том же передаточном отно-
шении, конструкцией которого предусматривалось бы
исполнение его с верхним, нижним и боковым располо
жением червяка.
Как видно из рис. 49, б, в, г, сложные, витиеватые
и нетехнологичные детали редуктора старой конструк-
ции заменены деталями прямоугольной формы, что
позволило создать указанные модификации. Стенки ре-
дуктора, опорные фланцы вала червяка червячного
Рис. 48. Панель управления резьбонарезного станка модели 5ДО7.
125
о ®
колеса, кожух с жалюзи, предусмотренные для цирку
ляции воздуха, во всех исполнениях едины. Корпусная
деталь - основание редуктора в исполнении, пока
занном на рис. 49, г, не унифицирована, однако вы пол
Рис. 49. Червячный редуктор:
а - до художественно-конструкторской разработки; б, в. г — модификации редукто-
ров из унифицированных узлов и деталей.
126
йена таким образом, что возможна установка редуктора
в различных плоскостях.
Рукоятки являются принадлежностью почти всех
станков и машин, где вручную необходимо производить
Рис. 50. Рукоятки:
а традиционных форм; 6 разработанные н ОСКБСС
127
переключение скоростей, установочные движения или
закрепление резца и др. Сравнивая рукоятки, которые
ранее широко применялись в станках (рис. 50, а),
с рукоятками, разработанными ОСКБСС (рис. 50,6),
следует отдать предпочтение последним. Они изящны,
ими удобно пользоваться и,помимо этого, они обладают
технологическими преимуществами, поэтому более эко-
номичны.
ПРИМЕРЫ ХУДОЖЕСТВЕННОГО
КОНСТРУИРОВАНИЯ МАШИН
Токарно-винторезный станок для подвиж-
ных ремонтных мастерских. Оборудование подвижных
ремонтных мастерских, размещаемое в фургонах авто-
мобилей, должно иметь небольшой вес, малые размеры,
удобные формы и быть универсальным. Особенно это
относится к токарным станкам — наиболее распростра-
ненным, благодаря тому,что на них можно производить
большое количество разнообразных технологических
операций.
Токарно-винторезные станки модели ЛТ-10 и ЛТ-11.
изготовляемые отечественной промышленностью, а так-
же базовый станок модели 16Б20 (из гаммы станков
ЭНИМС) не отвечали требованиям потребителя и в зна-
чительной мере не соответствовали техническому зада-
нию на проектирование станка. Достаточно хотя бы
указать на то; что вес станка 16Б20 почти в два раза
превышал желаемый. Поэтому конструкторам было по-
ручено проектирование нового токарного станка для
подвижных мастерских.
При разработке нового станка прототипом послужил
станок модели ЛТ-11 (рис. 51).
К проектированию нового станка модели ИТ-1 при
разработке первого варианта не были привлечены ху-
дожники-конструкторы. Следствием этого, очевидно, и
является сохранение в станке ИТ-1 основных форм
станка ЛТ-11. Однако после привлечения к проектиро-
ванию художников-конструкторов пришлось по суще-
ству полностью изменить его форму, механизм управле-
ния, расположение некоторых вспомогательных
устройств.
128
11 роведем а пали з кон ст рукт и в 11 ы х. тех иоло г и чес к 11 х.
эксплуатационных п эстетических особенностей стан-
ков моделей ЛТ-11 и ИТ-1 (1 вариант).
Анализ конструкции. Станок модели ЛТ-1 1 сохра-
няет характерную для этого тина станков компоновку
основных узлов. Гитара, коробка передач и коробка
иодач имеет устаревшую систему управления. Вслед-
ствие размещения электрошкафа и бака для охлаждаю-
щей жидкости(под корытом для стружки загромождает-
ся пространство под станком, увеличивается занимае-
мая площадь и создается ряд неудобств при пользова-
нии рукоятками электрошкафа. Чугунные массивные
крышки передней и задней тумбы увеличивают вес и
зрительно утяжеляют форму станка.
Анализ технологичности. Фасонная конфигурация
чугунного кожуха гита цы (рис. 52) усложняет изготов-
ление и монтаж этого устройства, так как для обеспе-
чения совпадения контуров кожуха гитары с контурами
сопрягаемых корпусных деталей передней бабки и ко-
робки подач обрубку и опиловку приходится пропзво-
Рис. 51. Токарно-винторезный станок ЛТ-11.
129
Рис. 52. Кожух гитары фасонной конфигурации станка модели
ЛТ 11.
Рис. 53. Соматографический анализ токарно-винторезного стан
ка модели ЛТ-11
Удобная зона Нижняя менее Неудобная зона
удобная зона
дить вручную. Наличие выступов почти но всему пери-
метру с приливами под крепление усложняет техноло-
гию изготовления и увеличивает вес и габаритные раз-
меры станка.
Сложная форма корпуса коробки подач, задней баб-
ки и станины с консолью требует дополнительных за-
трат при их обработке. Подобные формы нельзя считать
удобными и технологичными при изготовлении отливок.
Сложный контур почти всех корпусных деталей с вы-
ступами и поднутрениями, литые крышки на тумбах
затрудняют такие технологические операции, как шпак-
левание и шлифование, которые осуществляются вруч-
ную. Усложняется также окраска и увеличивается вре-
мя, необходимое для качественного покрытия. С лице-
вой стороны на корпусе коробки иодач кренится не-
сколько литых деталей. Для обеспечения правильного
прилегания их к корпусу коробки необходимо произво-
дить тщательную подгонку.
Анализ удобства в эксплуатации. Станок имеет боль-
шое число рукояток управления, некоторые из них
к тому же расположены в нижней, менее удобной зоне
(рис. 53). В удобной зоне находятся только рукоятки
резцедержателя, задней бабки и управления коробкой
передач. Хаотичное расположение таблиц и поясняю-
щих надписей затрудняет ориентировку рабочего при
эксплуатации станка. Многочисленные выступы и под-
нутрения, консоли станины создают в станке благопри-
ятные условия для скопления грязи, затрудняют и при-
водят к излишним затратам времени на уборку станка.
При такой койструкции не выполняются требования
техники безопасности.
Анализ формы. Прежде всего следует отметить от-
сутствие композиционной связи, гармонического един-
ства конструктивных элементов, наружный контур
станка во всех проекциях и отдельные его корпусные
детали, крышки, фланцы имеют ступенчатую форму.
Наличие многочисленных деталей крепления создает
впечатление дробности, нарушается целостность формы
станка. Сложная конфигурация кожуха гитары, перед-
ней бабки, суппорта, коробки подач, задней бабки, ста-
нины и тумб с приливами по периметру в нижней
части придают станку архаичный вид. Этому способ
ствуют также большие радиусы в мечтах сопряжения
131
корпусных деталей. Задняя бабка имеет сложную об-
текаемую форму и слишком динамична, что не соответ-
ствует ее функциональному назначению.
В общем создается впечатление, будто станок состо-
ит из разнообразных и несогласованных между собой
частей. Это происходит потому, что основные горизон-
тальные и вертикальные линии в станке преломляясь,
дезорганизуют его форму. Таковы, в основном, недо-
статки станка модели «ПТ-11.
Сравнивая первый вариант станка модели ИТ-1
(рис. 54) со станком «ЛТ-11, следует отметить некото-
рые конструктивные и технологические изменения. Не-
сколько улучшилась система управления, однако махо-
вик механизма переключения передач расположен в
неудобной зоне, к тому же его нужно вращать двумя
руками. Поэтому это решение не может быть отнесено
к числу удачных. Конструкция и технологичность стан-
ка немного улучшены за счет изъятия нескольких ли-
тых деталей с лицевой стороны коробки подач.
Рис. 54. Токарно-винторезный станок модели ИТ-1 (первый
вариант).
132
К недостаткам следует отнести крепление двигателя
на подмоторной плите, сохранение расположения элек-
трошкафа под корытом, введение ребер жесткости на
крышке передней тумбы. Такие основные детали, как
станина, тумбы, задняя бабка, почти не были измене-
ны. Введение расчлененного корыта для стружки внес-
ло еще большую разобщенность в композицию станка.
Хотя и уменьшилось количество хаотично расположен-
ных мелких деталей, но общий контур станка остался
ступенчатым. Преломление горизонтальных и верти-
кальных линий сохранилось. Поэтому проект станка
ИТ-1 (в первом варианте) не утвердили, в основном,
из-за того, что в его конструкции были сохранены
архаичные формы.
Проведенный анализ конструктивных, технологиче-
ских и эксплуатационных особенностей станков моде-
лей ЛТ-11 и ИТ-1 с точки зрения современных тре-
бований показывает возможность создания более со-
вершенных конструкций и форм этих станков. Анализ
послужил основой для формирования художественно-
конструкторского замысла нового станка модели ИТ-1
(второй вариант). Поиски формы непосредственно увя-
зывались с инженерно-конструкторской проработкой
узлов станка, т. е. осуществлялся единый творческий
процесс (рис. 55).
Основным принципом при решении формы станка
было стремление выразить конструкторскую идею, свя-
занную с назначением станка, добиться лаконичности
и целостности зрительного восприятия с помощью раз-
личных композиционных средств.
Важную роль в создании эстетических форм станка
сыграло проведенное пропорционирование, т. е. подбор
соотношений размеров основных узлов между собой и
всей конструкции станка в целом. Подобный анализ
показан на рис. 56. При определении основных разме-
ров станка были использованы пропорции «золотого
сечения». В нашем случае, если длину станка принять
^о=1, а высоту—М ।
то соотношение будет та-
ким же, как, например, соотношение размеров передней
бабки 1Г и т-л-
133
a
6
Рис. 56. Схема нронорционирования нового станка модели ИТ-1
(второй вариант) но пропорции «золотого сечения».
В результате проведенного анализа по пропорцио-
нированию удалось получить контур станка более ла-
коничным, благодаря чему значительно улучшилось
восприятие его внешнего вида.
Ритм по ^вертикали снизу вверх уменьшающихся
простых геометрических фигур создает единообразие
сочетаний корпусных узлов между собой и в целом со
всем станком (рис. 57).
Основу композиции станка создают горизонтали, так
как обработка детали и членение основных узлов про-
исходит по горизонтали. Вертикальных линий значи-
тельно меньше и они строго подчеркивают горизонта-
ли, особенно в станке ИТ-1 (рис. 58 и 59).
Композиционная целостность и более организован-
ные и собранные формы станка ИТ-1 (рис. 60) полу-
чились также благодаря прямоугольной форме корыта,
Рис. 55. Этапы поиска формы токарно-винторезного станка.
135
Рис. 57. Ритм уменьшающихся по вертикали снизу вверх объ-
емов в новой модели ПТ-1 (второй вариант).
продолжением которого как бы является панель управ-
ления. Этому также способствует контрастность
в окраске. При светлой окраске всего станка в более
темный тон окрашены корыто и панель управления.
Новые композиционные решения вызвали суще-
ственные изменения в конструкции станка. В частности,
была предложена другая конструкция станины. Элек-
трошкаф под корытом снят, электрооборудование раз-
мещено на панели, которая установлена на лицевой
стороне передней тумбы. Рукоятка переключения ско-
ростей расположена удобно на передней стенке станка
на оптимальной высоте от пола. Охлаждающая
жидкость находится в полости задней тумбы. Ступенча-
тость контура ликвидирована. Несколько выступающая
передняя панель коробки над тумбой облегчает сборку,
и место стыковки получается более эстетичным.
Рис. 58. Основные горизонтали в композиции станков:
а — хаотично расположенные горизонтальные линии в станке модели ЛТ II: б -
то же, в модели ИТ-1 (первый вариант); в — горизонтальные линии расположены
в строго определенном порядке в модели ИТ-1 (второй вариант).
136
6
6
Рис. (И). Проект нового станка модели ИТ 1.
После изготовления опытного образца (рис. 61),
проведенных испытаний и некоторой корректировки
отдельных звеньев конструкции завод-изготовитель
приступил к серийному выпуску станков, обладающих
более совершенными формами, управлением, лучшими
техническими характеристиками, чем станок ЛТ-11.
Горизонтально-сверлильный станок для глубокого
сверления. Предназначен для сверления малых отвер-
стий диаметром 1—3 мм, глубиной до 100 мм в форсун-
ках топливной аппаратуры, в деталях различных при-
боров, когда необходимо, чтобы отношение длины от-
верстия к диаметру было большим 10.
Прототипом разрабатываемого станка послужил
полуавтомат модели КП 10 для сверления глубоких
отверстий малого диаметра, который был спроектирован
без участия художника-конструктора (рис. 62).
Рис. 59. Основные вертикали в композиции станков:
а преломление верти килей дезор|анилует общий контур в модели .’IT 11; б
то же, в модели ИТ-1 (первый вариант): в - строгие вертикальные членения ликни
дируют ступенчатость очертаний контура в модели ИТ-1 (второй вариант)
139
Анализ конструкции станка модели КП-10. Раз-
общение сверлильной головки 4 с тумбой 1 основани-
ем 2 создает лишние стыковые соединения. Основание
уменьшает полезный объем тумбы, который может быть
использован для более рационального размещения элек-
тро- и гидропривода. При уменьшении или устранении
стыковых поверхностей удешевляется изготовление
станка.
Расположение электродвигателя для вращения
шпинделя сверлильной головки на ее верхней плос-
кости приводит к дополнительным вибрациям. Меж-
центровое расстояние между шпинделем и валом элек-
тродвигателя мало, в результате чего создается боль-
шое число перегибов ремня.
Размещение пульта управления в основании, а элек-
троаппаратуры в тумбе усложняет разводку проводов,
ухудшает обслуживание электрооборудования, которое
установлено низко (на высоте, примерно, 0,45 м над
уровнем пола).
Рис. 61. Опытный образец токарно-винторезного станка модели
ИТ-1.
140
Значительное удаление гидроаппаратуры и других
функциональных узлов от насоса усложняет разводку
гидравлических магистралей и технологию монтажа
всей гидравлической системы.
Рис. 62. Полуавтомат для сверления глубоких отверстий, создан-
ный без участия художника-конструктора:
1 — тумба: 2 — основание; 3 — регулятор скорости; 4 — сверлильная головка;
5 — кожух патрона.
141
Отсутствие установочной плиты или стола перед
шпинделем усложняет переналадку полуавтомата на
обработку другого изделия, что, в свою очередь, огра-
ничивает область применения станка.
Рис. 63. Компоновочная схема станка модели КП-10:
/ ту мбн; 2 электрооборудование; 3 регулятор скорости; 4 ос нонам и с
5 кожух патрона; 6 кондуктор; 7 патрон с предохранительным устройством
8 приспособление; 9 электродвигатель шпиндельной головки; /0 распредели
тель ши и и дел ьиой головки; // электродвигатель насоса.
142
Анализ технологичности. Наличие большого количе-
ства разновеликих крышек и плат, стремление разме-
стить их в одной плоскости усложняет технологию
изготовления узлов и их сборку. Зазоры между крыш-
ками, оговоренные при проектировании, не были выдер-
жаны. Это отрицательно повлияло на внешний вид
станка, затруднило изготовление проема для крышки
пульта управления и прямоугольной выемки для крыш-
ки пакетного выключателя.
Анализ формы прототипа. Основными композици-
онными элементами полуавтомата модели КП-10
(рис. 63) являются тумба, основание, пульт управле-
ния, размещенный па основании, и сверлильная голов
ка. На лицевой стороне тумбы прямоугольной формы
располагаются две горизонтальные и одна вертикальная
крышки, которые должны находиться в одной плоскос-
ти, однако из-за различного способа крепления и не-
брежности монтажа крышка, закреплен пая на петлях,
несколько выступает, а зазоры между крышками не
выдержаны равновеликпми.
На верхней части тумбы располагается прямоуголь-
ная плита, являющаяся активным элементом в члене-
нии тумбы от основания шпиндельной головки.
На плите установлено основание таким образом, что
с четырех сторон остаются площадки, из которых оправ-
дано только наличие большей из них — передней, пред-
назначенной для размещения деталей и инструмента.
Зазоры между тумбой и основанием разобщают эти
объемы.
В станке отсутствует композиционная связь между
узлами (рис. 64). Наличие многих крышек, щитков,
дезорганизация горизонтален! и вертикалей создает впе-
чатление дробности, нарушается целостность форм.
Правая часть в станке перегружена деталями, вслед-
ствие чего создалась асимметрия, которая в данном слу-
чае не украшает станок.
Соматографический анализ. На станке КП-10 не со-
гласовано размещение органов управления с габарит-
ными размерами станка и антропометрическими дан-
ными человека. Панель пульта управления распо-
ложена на высоте, примерно, 1,1 м и углублена в нишу.
В результате этого обзор органов управления и сим-
волов затруднен, так как линия горизонта у стоящего
1 43
Рис. 65. Соматографический анализ станка модели КП-10.
человека проходит на высоте, примерно, 1,6 м над
уровнем пола (рис. 65). Большая насыщенность ма-
ленькой панели приборными рукоятками и символами
затрудняет пользование ею.
Рис. 64. Анализ формообразования станка модели КП-10
145
Рис. 66. Компоновочная схема станка «Хоранук»:
/ — станина; 2 гидравлическая установка; 3 агрегат охлаждения; 4 — стол для
приспособлений; 5 — сверлильная головка; 6 - электродвигатель головки: 7 — регу
лятор скорости; 8 — пульт управления; 9 электрошкаф.
После анализа конструктивных, технологических,
эргономических и эстетических особенностей станка
модели КПгЮ художники-конструкторы совместно с
другими специалистами создали более совершенную
конструкцию станка того же назначения.
Анализ конструкции станка «Хоранук» *. Совмеще-
ние тумбы и основания в общую станину (рис. 66)
позволило внутри ее свободно разместить насосную
установку, агрегат для охлаждения рабочего инстру-
мента и расположить электрошкаф с пультом управле-
ния в отдельно выделенной полости. Расположение
электродвигателя сверлильной головки внутри станины
под головкой позволило увеличить расстояние между
ними, применить устройство для натяжения плоского
ремня.
* Станок изготовляется на Кировоканском заводе прецизион-
ных станков (Армянская ССР). «Хоранук» в переводе на русский
язык обозначает «глубокое сверление».
146
Применение стола с Т-образными пазами обеспечило
удобную переналадку станка. А благодаря устранению
основания — промежуточного объема между сверлиль-
ной головкой и тумбой — в новом станке уменьшилось
Рис. 67. Анализ формообразования станка «Хоранук».
147
количество стыковых поверхностей, упростилась кон-
фигурация и конструкция станины, обработка ее ока-
залась менее трудоемкой.
Анализ формы станка «Хоранук». Композиция стан-
ка построена на ритмично-повторяющихся горизонта-
Рис. 68. Соматографиче^ский анализ станка «Хоранук».
148
лях, которые являются доминирующими в станине
и сверлильной головке. Устранено часть крышек и па-
нелей; осталась только передняя панель, которая
вверху стыкуется с панелью пульта управления без
зазоров, а внизу перекрывает проем в станине. Боковые
Рис. 69. Пропорционирование станка «Хоранук».
149
грани этой панели пригнаны заподлицо к боковым плос-
костям станины (рис. 67).
На передней верхней плоскости станины раскола
гается пульт управления под небольшим уклоном, вы-
тянутый по горизонтали. На нем четко выделены эле-
Рис. 70. Общий вид станка «Хоранук».
150
менты управления. Расположение пульта управления
соответствует требованиям эргономики (рис. 68).
В создании эстетических форм станка важную роль
сыграло проведение пропорционирования, т. е. пропор-
циональный подбор основных размеров деталей между
Рис. 71. Агрегат для среза грата модели 86Р (прототип).
151
собой и всей конструкции в целом (рис. 69). Общий
вид модели станка показан на рис. 70. Справа на
сверлильной головке расположен фирменный знак про-
ектной организации, слева на панели управления на-
несен товарный знак завода-изготовителя.
Горизонтальное членение в станине подчеркнуто
окраской. Верхний объем на сверлильной головке, па-
нель управления и крышка на станине выделены тоном.
Агрегат для среза грата. Этот агрегат предназначен
для удаления грата, который образуется в результате
контактно-стыковой сварки рельс.
Анализ конструкции и формы агрегата 86Р. Суще-
ствующие немногочисленные агрегаты для снятия грата
модели 86Р зарекомендовали себя с технической сторо-
ны вполне удовлетворительно, однако этому агрегату
свойственны недостатки конструктивного и эстетиче-
ского характера (рис. 71), которые могли возникнуть,
по-видимому, в результате только технического проек-
тирования.
В агрегате 86Р отсутствует композиционная связь
между элементами формы; рабочая зона загромождена
и не выделена средствами объемной и цветовой компо-
зиции; разводка гибких шлангов к силовым цилиндрам
и к аппаратуре управления в композиционном характе-
ре не найдена, а расположение органов управления,
контрольной аппаратуры не соответствует эргономиче-
ским требованиям; во время работы гидросистемы виб-
рирующие шланги отвлекают оператора и повышают
его утомляемость.
На основе агрегата 86Р Киевским филиалом
ВНИИТЭ создан агрегат 86РА, который существенно
отличается от прототипа (рис. 72). В нем остался прин-
цип действия, заложенный в агрегате 86Р, однако функ-
циональные узлы, их форма и компоновка всего агрега-
та претерпели существенные изменения.
Анализ конструкции и формы. Агрегат работает по
принципу станков, предназначенных для наружного
протягивания. Режущим инструментом являются три
резца головки 8. Верхний резец и два боковых в сово-
купности образуют профиль головки рельса. Смыкание
резцов до соприкосновения с профилем рельса произ-
водится с помощью двух рукояток 9 через передаточный
механизм, расположенный в резцовой головке.
152
Для снятия грата необходимо, во-первых, головку
перемещать с определенной скоростью (подачей) вдоль
рельса. Эту функцию выполняют два силовых цилинд-
ра 4 (виден только шток одного из них), встроенные
в нижнюю часть правого и левого корпусов агре-
гата 1 и 5. Штоки этих цилиндров с помощью
тяг 6 связаны шарнирными соединениями с голов-
кой. Во-вторых, перемещение головки возможно только
при неподвижных корпусах, для чего предусмотрен
цилиндр зажима, который через рычажную систему
обеспечивает зажим и разжим резцов.
Агрегат показан в рабочем положении. При транс-
портировке резцовая головка устанавливается перпен-
дикулярно к силовому цилиндру 2, который с помощью
цапф закреплен в проушинах станины 3, а шток при-
креплен к рычагу подъемника 7.
Пульт управления, на котором размещены три руко-
ятки распределителей и манометр, располагается на
наклонной поверхности правого корпуса. В левом кор-
Рис. 72. Агрегат для среза грата модели 86РА после художе-
ственно-конструкторской разработки.
153
нусе размещен аккумулятор, который должен поддер-
живать давление в цилиндре зажимного устройства во
время снятия грата.
Особенности форм агрегата 86РА. В результате ху-
дожественно-конструкторской проработки найдена но-
вая форма механизма подъема резцовой головки, а так
же ее корпуса; изменена форма и конструкция корпу-
сов; органы управления удалось расположить в опти-
мальной рабочей зоне, удобной для оператора; изменена
форма отдельных деталей, что позволило повысить их
технологичность.
Агрегат окрашен в оранжевый (предупреждающий)
цвет.
Молот листоштамповочный. Предназначен для фор-
мообразования деталей из листового материала методом
ударной штамповки. Развиваемое усилие находится
в пределах 8 кН.
За основу для данной разработки был принят молот
модели М-3139, выпускаемый заводом кузнечно-прессо-
вого оборудования им. Калинина (рис. 73).
Анализ конструкции и формы молота модели
М-3139. Вследствие членения мелкими элементами, на-
личия выпуклостей и вогнутостей форма молота в целом
является дробной и не воспринимается как единое це-
лое. Падющая часть молота — «баба» — сложной кон-
фигурации, она оснащена ребрами жесткости. Ниж-
няя часть молота — шабот — имеет неоправданно поло-
гое основание, которое в значительной мере увеличива-
ет габариты шабота в плане и мешает оператору. Тех-
нология обработки силового цилиндра, отлитого как
одно целое с верхней плитой трапецеидальной формы,
слишком сложна. При ремонте цилиндра и восстановле-
нии уплотнительных устройств штока необходимо, но-
существу, разбирать всю верхнюю часть молота. Фланец
и соответственно крышка цилиндра имеют неоправдан-
но большие размеры. Органы управления расположены
в неудобной зоне без учета психо-физиологических осо-
бенностей человека.
В целом молот модели М-3139 не соответствует тех-
нико-эстетическим требованиям.
Анализ форм молота новой модификации. Форма
молота в целом выражена четкими, простыми линиями
и плоскостями с применением плавных переходов от
154
одной детали к другой (рис. 74). ('танина, образованная
двумя стойками 4 и плитой 6*. является замкнутой фор
мой почти П-образного вида, несколько расширяется
к шаботу 7, в результате чего создается впечатление
устойчивости. Основание молота — шабот — имеет
Рис. 73. Молот модели М-3139 (прототип).
155
строгую и простую конфигурацию без выступов, тех
нелогичен в изготовлении и не создает помех во время
работы. Органы управления 3, 8 расположены в онти
мальных рабочих зонах.
Рис. 74. Молот модели М-3139 после художественно-конструк-
торской разработки.
156
В проекте цветового решения учтены психо-физио-
логические особенности человека и характер его ра-
боты. Предполагается окраска станины и цилиндра 7
голубой эмалью, стойкой к воздействию масел, воды,
высоких температур. Выделение падающей части 5
молота желто-черными полосами и окраска боковых
поверхностей подштамповочной плиты 2 в черный цвет
соответствуют требованиям техники безопасности.
Мульдозавалочная машина. Машина предназначает-
ся для загрузки сыпучих ферросплавов в электрические
печи с помощью мульд. Она обычно располагается на
рабочей площадке перед печным проемом и выполняет
захват мульд, транспортировку их к печи и загрузку
в печь. Грузоподъемность машины составляет 3 т; ско-
рость перемещения не превышает 30 м/мин.
Анализ конструкции. Прототипом вновь проекти-
руемого агрегата послужила машина, которая выполня-
ла все возложенные на нее функции, однако имела
много конструктивных и эксплуатационных недостат-
ков и создавала впечатление, будто она собрана из ка-
ких-то случайных и не увязанных между собою узлов
и деталей.
Открытая кабина, к тому же неудачной формы,
не защищает оператора от воздействия теплового потока
у печи, пыли и шума.
Пространство за кабиной загромождено бензобаком,
насосной установкой, двигателем внутреннего сгорания
(ДВС), поэтому зона обзора у оператора значительно
сужена. В результате этого затруднено использование
проема в задней части кабины в случае аварии.
Радиатор ДВС расположен перед хоботом, а поэто-
му подвержен воздействию высокой температуры при
нахождении машины перед печью. Это приводит к пе-
регреву охлаждающей жидкости.
ДВС с помощью редуктора, состоящего из кониче-
ских и цилиндрических зубчатых колес, а также откры-
тых карданных соединений связан с механизмом пере-
движения машины и гидравлическим насосом. Монтаж
и эксплуатация громоздкой кинематической цепи не-
удобны. Для очистки масляного бака гидравлической
системы необходим демонтаж насоса и редуктора.
Неоправдано применение передних колес большего раз-
мера, чем задних. Выхлопная труба, расположенная
157
почти рядом с оператором, создает во время работы
ДВС недопустимые условия, противоречащие требова-
ниям техники безопасности.
Анализ форм. При рассмотрении машины в целом
и таких ее определяющих узлов, как хобот с опорной
частью и гидравлическим приводом, кабина, рама с ко-
лесами, бензобак, противовес, можно заметить, что каж-
дый узел имеет свои неповторяющиеся линии. Это вно-
сит хаотичность в общую форму. Над кабиной, имею-
щей почти ромбическую форму, нависает крыша в виде
консоли с задней стороны. Противовес, подвешенный
очень низко на консольной части рамы, помимо верти-
кальных и горизонтальных, имеет наклонные линии.
После художественно-конструкторской разработки
работниками Киевского филиала ВНИИТЭ машина
полностью преобразилась.
Анализ конструкции и формы. Рациональная компо-
новка основных узлов машины, изменение конструкции
рамы, установка ДВС по вертикали, расположение ра-
диатора двигателя со стороны, противоположной хобо-
ту, замена разновеликих колес колесами одного размера
позволили улучшить эксплуатационные и, особенно,
эстетические достоинства машины (рис. 75).
Пропорциональная кабина, приподнятая над хобо-
том выше, чем в прототипе, имеет большие проемы, за-
стекленные со всех сторон специальным стеклом, ис-
пользуемым одновременно как теплоизоляционный
экран, создает более благоприятные условия для рабо-
ты, а это очень важно, если учесть, что машина работает
в «горячем» цехе.
Редуктор, поворотное устройство и аккумулятор по
мещены на передней части рамы, лобовая часть которой
закрыта гофрированным кожухом с целью улучшения
теплоотдачи.
Форма капота ДВС с жалюзи, форма кабины, ра-
мы, щитка над передними колесами придают компози-
ции машины направленность в сторону хобота.
Окраска верхней части машины и хобота в светло-
серый цвет, а бампера, мульды и рамп по всему пери-
метру — в контрастный темно-серый с синевой способ-
ствует лучшему восприятию машины.
Машина для транспортировки глинозема МРГ-2.
Машина МРГ-2 и прототип этой машины МРГ-1, пока-
158
Рис. 75. Мульдозавалочная машина
Рис. 76. Машина для транспортировки глинозема МРГ-1 (про
тотип).
занный на рис. 76, применяются для транспортировки
глинозема к электролизным ваннам и последующей
раздачи глинозема каждой из них.
Хотя сохранились все функциональные узлы и их
размещение, однако в результате художественно-кон-
структорских разработок были существенно усовершен-
ствованы ходовая часть, расположение силовой уста-
новки, конструкция бункера и полностью преобразова-
но рабочее место оператора.
Выбранная форма бункера машины МРГ-2 в виде
куба (рис. 77) при сохранении той же емкости позво-
лила уменьшить габариты машины, благодаря чему
увеличилась ее маневренность. Установка бункера на
горизонтально расположенный подрамник позволила
отказаться от передней опоры бункера (сложной кон-
фигурации), имеющейся в прототипе. Почти симме-
тричное размещение бункера создало более рациональ-
ное распределение нагрузок на колеса, что несколько
увеличило устойчивость машины. Рабочее место водите-
Рис. 77. Машина для транспортировки глинозема МРГ-2.
160
ля стало просторней, а предусмотренные с боков экраны
со светофильтрами в значительной степени устранили
воздействие тепла и света на водителя в зоне электро-
лизных печей.
Авторы проекта отошли от традиционных решений
и вместо двух мощных фар, которые нередко придаются
мобильным устройствам, установили для освещения
одну фару малого размера, обосновывая это тем, что для
машины, работающей в условиях цеха, нет необходи-
мости в мощных фарах. Предусмотренный вход на
площадку водителя отвечает требованиям техники без-
опасности.
Машина МРГ-2 удобна в эксплуатации и лишена на-
громождений (отсутствует передний щит сложной кон-
фигурации, нет крыльев над колесами и др.). Она вы-
полнена в простом и строгом стиле. Внешний вид ее
привлекателен.
ОЦЕНКА КАЧЕСТВА ИЗДЕЛИИ
МАШИНОСТРОЕНИЯ
Качество изделия определяется комплек-
сом показателей. Действительно, нельзя получить пол-
ное представление о машине, рассматривая только ее
технические показатели, такие,как производительность,
мощность, вес, КПД и т. д. Технический уровень,
экономические показатели, надежность и долговеч-
ность, технико-эстетические достоинства органически
переплетаются ^в изделии и поэтому при оценке каче-
ства должны рассматриваться в комплексе. Определе-
ние того или иного технико-экономического показателя
для различных машин производится, как правило, по
известным методикам. Оценка формы и эстетических
достоинств изделий представляет ряд трудностей.
В комплексе показателей для оценки уровня качества
промышленной продукции входят [53] следующие по-
казатели:
1) назначения; характеризуют ту полезную работу,
которую может выполнить данное изделие или которая
может быть выполнена с его помощью (грузоподъем-
ность крана, производительность станка, точность пока-
заний прибора и т. д.);
161
2) надежности и долговечности; характеризуют
свойства (безотказность, ремонтопригодность, сохра-
няемость) продукции в конкретных условиях ее ис-
пользования;
3) технологичности; зависят от эффективности кон-
структивно-технологических решений, принятых для
обеспечения высокой производительности труда при
изготовлении и ремонте продукции;
4) эргономические; характеризуют изделие как зве-
но системы «человек—изделие—среда» и учитывают
комплекс свойств человека (гигиенических, антропо-
метрических, психо-физиологических, физиологиче-
ских), проявляющихся в различных условиях произ-
водства;
5) эстетические; определяются художественной вы-
разительностью, оригинальностью, гармоничностью, це-
лостностью, соответствием среде, стилю;
6) стандартизации и унификации; зависят от степе-
ни использования в изделии стандартных деталей, уз-
лов и уровня унификации составных частей, входящих
в изделие;
7) патентно-правовые; характеризуют степень за-
щиты патентами основных технических решений и его
патентную чистоту;
8) экономические; характеризуют экономическую
эффективность мероприятий по повышению качества
с учетом затрат при разработке, изготовлении и экс-
плуатации.
Попытки комплексной оценки качества изделий в
основном делались применительно к производственному
оборудованию, а также применительно к машинам и
приборам бытового назначения (пылесосы, электро-
бритвы и т. п.). Качество изделий определялось после
изучения обширного материала. Например, оценка ка-
чества пылесосов может включать исследование их три-
дцати показателей [50], причем определение некоторых
из них обычно производят методом опроса с последую-
щей обработкой результатов статистическими методами.
В зависимости от назначения изделия количество пока-
зателей, по которым оценивается качество, может изме-
няться.
Комплексная оценка качества промышленных изде-
лий становится крайне необходимой, так как она дает
162
возможность определить, насколько данная машина, из-
делие превосходит лучший аналогичный образец или
отстает от него.
Оценка эстетических показателей качества изделий,
аттестуемых на Знак качества, возложена на ВНИИТЭ.
Им разработаны методические материалы и рекоменда-
ции по проведению подобной экспертизы [33], которая
включает анализ формы изделия с точки зрения отра-
жения в ней современных идейно-эстетических пред-
ставлений, выявления функционально-конструктивной
сущности изделия, обеспечения удобства пользования
и композиционного решения формы, совершенства про-
изводственного выполнения видимых элементов, а так-
же качества упаковки и рекламно-сопроводительной
документации; экспертиза включает также выведение
на основании проведенного анализа комплексной оцен-
ки в баллах и заключение о возможности рекомендовать
аттестуемые изделия к присвоению Знака качества.
Помимо оценки эстетических показателей качества,
в экспертном заключении приводятся конкретные не-
достатки художественно-конструкторского решения, ко-
торые предприятию-изготовителю следует учесть в
дальнейшей работе над изделием.
Метод оценки эстетических показателей качества
ОКАЭГ (оценка качества экспертом и группой), раз-
работанный ВНИИТЭ, базируется на работе ведущего
эксперта с экспертной группой, состоящей из четырех-
пяти специалистов. Они должны обладать достаточным
опытом практической работы в области художественно-
го конструирования и экспертизы, а также хорошо изу-
чить отечественные и зарубежные изделия-аналоги.
Оценка эстетических показателей качества выпол-
няется экспертом и экспертной группой раздельно по
пятибалльной шкале с диапазоном от 0 до 4 баллов
и возможным членением до 0,1 балла:
Группа изделий Баллы
Лучшие......................... 4; 3; 5; 3
Хорошие......................... 2; 5; 2
Удовлетворительные 1,5; 1
Плохие .... 0,5; 0
Ведущий эксперт и члены экспертной группы для
каждой группы эстетических показателей назначают
163
коэффициенты весомости m, которые не должны превы-
шать допускаемые значения, приведенные ниже:
Эстетические показатели т
Отражение в изделии современных идей-
но-эстетических представлений .... 0,15 — 0,25
Выявление в форме функционально-кон-
структивной сущности изделия .... 0,35 — 0,45
Использование композиционного решения
для выявления функционально-конструк-
тивной сущности изделия...........0,25 — 0,35
Совершенство производственного выпол-
нения видимых элементов формы. Выпол-
нение упаковки и рекламно-сопроводи-
тельной документации..............0,05 — 0,15
Сумма назначенных коэффициентов весомости должна
быть равна 1. Рассмотрим смысл указанных выше
эстетических показателей.
С целью определения отражения в изделии совре-
менных идейно-эстетических представлений его ана-
лизируют как элемент предметной среды с учетом уров-
ня развития производства, взглядов общества, вкусов
потребителей, современных тенденций формообразо-
вания подобных изделий, перспективности формы в от-
ношении морального старения, выявления в форме фир-
менной принадлежности.
Для выявления в форме функционально-конструк-
тивной сущности изделия анализируют соответствие
формы функции, назначению способу использования
(управления, наладки, контроля и др.), отражение в
форме конструктивной схемы изделия, рациональность
размещения узлов, целесообразность использования
внутренних пространств, удобство пользования, соот-
ветствие человеческому фактору; решение вопросов
стандартизации, унификации, модульной координации.
С целью оценки использования композиционного
решения для выявления функционально-конструктив-
ной сущности изделия его форму анализируют в компо-
зиционном отношении: выявляют главное в компози-
ции, соподчиненность элементов, уравновешенность,
соразмерность элементов между собой и целым (мас-
штаб, пропорции, ритм, цветовое решение), тектонич-
ность, грамотность выполнения графических элементов
и обусловленное композицией их расположение.
164
Для оценки совершенства производственного выпол-
нения видимых элементов формы изделия выясняют ка-
чество выполнения формы изделия, узлов и деталей
(четкость граней, сопряжений, отсутствие подгонки при
сборке, перекосов, не предусмотренных конструкцией
зазоров, качество покрытий и графических элементов),
а также рациональность упаковки и качество оформле-
ния документации.
По каждой группе эстетических показателей про-
ставляется дифференцированная оценка, а значение
комплексной оценки /fK определяется по формуле
п
Кк -- У kiirn,
» = i
где i — номер группы эстетических показателей; ki —
дифференцированная оценка группы i эстетических по-
казателей; mi — коэффициент весомости группы i эсте-
тических показателей.
Ведущий эксперт подобную работу проделывает
самостоятельно и докладывает ее результаты группе.
Анализ изделий группа производит в присутствии веду-
щего эксперта и обычно пользуется его перечнем эсте-
тических показателей, по которым каждый эксперт оп-
ределяет комплексные оценки. Данные оценки прове-
ряются на согласованность мнений по коэффициенту
вариации
Яг.ср
где а — среднеквадратичное отклонение проставленных
членами экспертной группы оценок
f 1 <4 - *г.ср)2 \
\ a \TD,D ,----./ .
\ п — 1 /
Здесь D — дисперсия проставленных оценок, Я*г.ср —
средняя оценка экспертной группы, которую опреде-
п
ляют по формуле /Сг.ср - где п - число чле-
нов экспертной группы; / — порядковый номер члена
экспертной группы; — оценка по данным / го члена
группы.
165
Если К < 0,3, проставленные оценки считаются
приемлемыми. В случае V > 0,3 проводится обсужде-
ние оценок экспертной группой, после которого все ее
члены выполняют повторную оценку с учетом обсужде-
ния без последующей проверки на согласованность мне-
ний. В этом случае средняя оценка группы определяет-
ся после обсуждения.
Ведущий эксперт может не менять своей первой
оценки после работы с группой. В противном случае
его оценка учитывается в дальнейшем как среднеариф-
метическое /Гэ ср Двух значений оценок и если
Кэ + к'э
не соблюдается условие Л —--------- X 100 10%.
Лэ min
Итоговая оценка эстетических показателей К изде-
лия определяется с учетом значений /Гэ ср и /Гг.ср. Весо-
мость мнений ведущего эксперта и всей группы прини-
мается одинаковой:
= 0,5 (/frcp + ff3Cp).
Судить об эстетических качествах проектируемых
изделий конструктор может, используя специально раз-
работанную систему контрольных вопросов 119, 21]:
1. Учитывалась ли при создании формы машины
эволюция в стиле промышленных форм? Учитывался ли
современный уровень требований к форме машины?
Учитывались ли сроки морального старения форм ма-
шины?
2. Организована ли композиционно форма машины?
3. Являются ли формы машины зрительно уравно-
вешенными, устойчивыми, особенно если смотреть на
нее с места наиболее частого наблюдения?
4. Не слишком ли много различных элементов нахо-
дится на поверхности машины? Не слишком ли далеко
выступают некоторые элементы над ее поверхностями?
5. Соответствует ли форма отдельных частей маши-
ны материалу, из которого они изготовлены, и техноло-
гии материала, а также усилиям, возникающим в кон-
струкции при работе? Тектонична ли форма?
6. Выразительны ли пропорции машины? Согласо-
ван ли с конструктивными особенностями машины рит-
мический строй формы?
7. Соответствует ли цветовое решение композицион-
166
ному строю формы оборудования? Подчеркивает ли
данный цвет композиционные особенности машины?
8. Логичны ли переходы элементов формы в другие
и согласованы ли они между собой?
9. Не нарушает ли многоцветность окраски цельно-
сти формы машины? Не противоречит ли цветовое чле-
нение поверхностей машины членению ее формы?
10. Спокойны ли и просты ли формы машины с по-
зиций рабочего места? Не выглядит ли машина слиш-
ком тяжеловесной или излишне легкой?
И. Информирует ли форма о назначении машины
и способах обращения с ее элементами?
12. Выявляет ли форма машины основные функцио-
нальные зоны?
13. Не нарушает ли расчлененность формы впечат-
ление устойчивости?
14. Согласуется ли цветовое решение с условиями
эксплуатации и функциональным назначением маши-
ны? Учитываются ли условия загрязнения на рабочем
месте в процессе эксплуатации машины?
15. Все ли органы управления выполнены в одном
стиле? Соответствует ли стилистическая форма органов
управления форме машины?
16. Как воспринимаются формы машины в условиях
предполагаемого освещения?
17. Будет ли машина гармонично вписываться в
композицию интерьера цеха, где она должна быть уста-
новлена?
18. Оправдано ли применение декоративных эле-
ментов формат машины? Не слишком ли активны деко-
ративные накладки, тильды, фирменные знаки в ком-
позиции машины?
19. Не хаотично ли расположены мелкие детали
формы и отделки на поверхности машины? Существу-
ет ли между ними композиционная связь?
20. Предусматривает ли технология изготовления
машины и, в частности, создание внешних элементов
формы,точность соблюдения композиционного замысла?
21. Имеются ли зазоры, углубления и стыки элемен-
тов формы, где возможно скопление пыли и грязи?
22. Хорошо ли выполнены крепежные детали? Не
слишком ли их много на внешней форме? Не выделяют-
ся ли они по цвету?
167
23. Соответствует ли конфигурация, частота и раз-
мер вентиляционных отверстий форме и размерам ма-
шины?
24. Нет ли излишней шероховатости или не слиш-
ком ли скользкие поверхности машины?
25. Выдерживают ли покрытия механические, хи-
мические и другие воздействия в процессе эксплуата-
ции? Обеспечивается ли стойкость отделочных материа-
лов и цвета покрытий?
26. Не много ли блестящих (полированных, хроми-
рованных и др.) деталей?
27. Совершенен ли товарный знак по форме, цвету
и рисунку? Правильно ли его размещение и вписывает-
ся ли он в композицию машины?
Глава V. ЦВЕТ
И ФУНКЦИОНАЛЬНАЯ ОКРАСКА
В МАШИНОСТРОЕНИИ
ОСНОВНЫЕ СВЕДЕНИЯ
О ПСИХОФИЗИОЛОГИИ ЗРЕНИЯ
Цветовая гамма окружающей обстановки
оказывает большое' влияние на жизнь человека. Мно-
гие исследователи [25, 41, 42] установили, что цвет и
свет, отдельные сочетания цветов не равнозначны но
своему эстетическому и психологическому воздействию
на человека. Одни сочетания цветов могут нравиться
больше, другие меньше, третьи производят неприятное
впечатление. Эффекты подобного рода зависят от мно-
гих условий, с которыми должен считаться дизайнер.
Многочисленные эксперименты показали, что цвет
в зависимости от спектрального состава и уровня его
интенсивности сильно влияет не только на зрительный
аппарат, но и на деятельность сердечно-сосудистой, эн-
докринной, центральной и периферической нервных
систем, на органы чувств. Так, красный цвет способ-
ствует повышению внутриглазного давления, зеле-
ный же, наоборот, снижает его и у здоровых людей,
и в особенности у больных глаукомой. Синий цвет бла-
готворно влияет на человека при некоторых невралги-
ческих состояниях.
16К
Исследователи установили также определенную за-
висимость производительности труда и частоты травма-
тизма от характера окраски поверхностей рабочих мест,
органов управления, с которыми соприкасается человек,
от спектрального состава и интенсивности источника
света.
На некоторых предприятиях рациональная окраска
рабочих мест привела к повышению производительнос-
ти труда на 25% [41] и к значительному снижению
непроизводительных потерь рабочего времени. Замена
темного пола на светлый в сборочном цехе 2-го часового
завода (г. Москва) повысила производительность на
7,5%. Объясняется это тем, что снизился яркостный
контраст между белым рабочим столом и полом. Функ-
циональная окраска рабочих мест на заводе проволоч-
ных канатов (США) повысила производительность
труда на 10%. Введение так называемых «предохрани-
тельных» красок способствовало уменьшению несчаст-
ных случаев, примерно, на 50% [41]. Окраска стен це-
хов в гамму оранжево-красных тонов на некоторых
заводах США способствовала в первые часы смены уве-
личению производительности. Однако уже во второй
половине рабочего дня эта окраска приводила к значи-
тельной потере трудоспособности. В то же время окрас-
ка станочного парка механических цехов ряда пред-
приятий в нашей стране в зелено-голубой цвет привела
к увеличению освещенности, примерно, на 10%, умень-
шилось общее утомление рабочих, сократилось число
несчастных случаев, заметно выросла производитель-
ность труда на протяжении всего рабочего времени
[42].
Опыты Шварца Л. А. и исследования Шевере-
вой В. К. [64] показали, что красный цвет при воздей-
ствии в течение часа почти вдвое понижает слуховую
чувствительность, а зеленый цвет не только повышает
ее, но при одинаковой яркости увеличивает мускульно-
двигательную работоспособность человека. Ряд иссле-
дователей приходит к выводу, что, по-видимому, гармо-
ничное сочетание цветов в рабочем помещении и у ра-
бочего места повышает производительность труда, а
дисгармоничное их сочетание может порождать состоя-
ние беспокойства и, следовательно, снижает производи-
тельность.
169
Научные данные о развитии органов зрения свиде-
тельствуют о том, что зрительный аппарат человека
приспособлен к той гармонии цветов, которая существу-
ет в природе, т. е. к естественному разнообразию цве-
тов: к цвету земли, неба, травы и воды в различиые
часы суток и во все времена года.
К сожалению, еще имеется немало примеров, когда
окраска стен, потолка и оборудования в промышленных
помещениях производится без учета условий, которые
необходимы для зрительного аппарата, приспособленно-
го к природным цветам. Загрязненные стены, отсут-
ствие контраста между темными панелями стен, окрас-
кой машин и одеждой рабочего не только затрудняет
ориентировку, но и различение предметов. Отсутствие
яркостных акцентов или цветовых контрастов при
окраске оборудования и помещений вызывает утомле-
ние зрительного аппарата, что способствует понижению
зрительной работоспособности.
Используя цветовые контрасты, следует учитывать,
что самый большой цветовой контраст создается тогда,
когда разница в яркостях мала, и когда их интенсив-
ность велика. Поэтому светлый предмет должен иметь
более темный фон. На сером фоне трудно рассматривать
и обмерять заготовку. Подсчитано, что для обнаруже-
ния черной нитки на черном фоне человек расходует
энергии в 2100 раз больше, чем при обнаружении
той же нитки на белом фоне [38].
Поверхности с большой яркостью могут вызвать яв-
ление ослепления, из-за чего нарушается четкость виде-
ния, появляется утомление глаза и общее физическое
недомогание. Кроме того, распределение яркости осве-
щения в поле зрения оказывает существенное влияние
на чувствительность глаза, на его адаптацию. Плохо
видно при хорошо освещенном рабочем месте, вокруг
которого темно, но еще хуже видно при плохо освещен-
ном рабочем месте и при хорошо освещенном фоне.
Художник-конструктор при выборе окраски машины
и отдельных ее узлов должен считаться с явлением, ко-
торое называется миражем. Подобное может произойти
после того, как взгляд сосредоточится на предмете,
окраска которого резко отличается от фона. Если крас-
ное пятно наблюдать на белом фоне около двух минут,
то после смещения взгляда на белую поверхность чело-
170
век увидит там зелено-голубое пятно. Длительность ми-
ража в большой мере зависит от интенсивности освеще-
ния, степени контраста и времени наблюдения за пред-
метом.
Если во время работы могут возникнуть опасные
ситуации, то нужно учитывать такие' возможные рас-
стройства цветового зрения: монохромозия — полная
цветовая слепота (встречается редко); аномальная три-
хромозия — понижение восприятия красного, зеленого
и синего цветов; аномальная дихромозия — частичная
цветовая слепота, при которой плохо различается крас-
ный цвет (дальтонизм).
Следует также помнить, что лиц с врожденными
расстройствами цвето-различительной функции нема-
ло (около 8% среди мужчин и 0,5% среди женщин).
В связи с этим в особо опасных ситуациях при исполь-
зовании красок безопасности желательно дополнять
сигналы словами, говорящими об опасности.
В зависимости от обстоятельств тот или иной цвет
вызывает у человека определенные чувства. Некоторые
создают впечатление' легкости или тяжести какого-либо
предмета, удаленности или близости его. Белый, светло-
серый, желтый, голубой вызывают ощущение чего-то
легкого и, наоборот, темные тона фиолето-синего цве-
та — ощущение тяжелого. Мебель, обитая тканью мяг-
ких красных тонов, кажется как бы теплее мебели хо-
лодных оттенков — голубого и синего. Точно также
в помещении, окрашенном в оранжевый цвет, кажется
теплее, чем в помещении сине-зеленого цвета, при од-
ной и той температуре.
Серийно выпускаемое оборудование рекомендуется
окрашивать в зеленый, серо-голубой, кремовый, корич-
невый и серый цвета. Перечисленные цвета окраски
оборудования в сочетании с правильно выбранными цве-
тами окраски потолка и стен не вызывают утомления
зрительного аппарата человека.
Учет психологического воздействия различных цве-
тов играет важную роль в технике безопасности. Ис-
пользование цвета в качестве кода — носителя инфор-
мации об опасности, может явиться дополнительным
средством предупреждения несчастных случаев.
В табл. 7 [6] приведены обобщенные сведения о психо-
физиологическом влиянии цвета на человека.
171
Таблица 7
Психофизиологическое влияние цвета на человека
Белый
Светло-се-
рый
Темно-серый
Черный
Красный
Оранжевый
Желтый
Зеленый
Голубой
Синий
Фиолетовый
Эффективность работы человека зависит от многих
факторов, среди которых условия внешней среды, а так-
же количество и качество получаемой информации об
опасной ситуации является основным. Важное значение
приобретают вопросы безопасности при ремонте, налад-
ке и периодическом осмотре оборудования без останов-
ки технологического процесса.
Рациональное использование сигнальных цветов во
многих случаях может значительно повысить надеж-
ность работы человека, сократить число ошибок в опас-
ных случаях. Существующие рекомендации, разрабо-
танные на основе отечественного и зарубежного опыта,
предусматривают применение сигнальных цветов на
промышленных предприятиях с целью повышения
безопасности труда и предупреждения аварий. Общие
положения об основных и вспомогательных сигналь-
ных цветах, их назначении и области применения при-
ведены в табл. 8.
172
Таблица 8
Назначение и область применения основных и вспомогательных
сигнальных цветов
Цвет Назначение Цвет, используемый для усиления зна- чения основного цве- тового сигнала Область применения
Основное
Красный Запрещение, сиг- нализация о не- посредственной опасности (о воз- можности аварии) и окраска уст- ройств для преры- вания процесса или движения Белый Ограждаемые участки машин и знаки, запре- щающие различные дей- ствия. Символ «молния»; кнопки и рычаги вклю- чения и аварийные — «Стоп». Лампы, сигнали- зирующие о нарушении технологического процес- са или условий безопас- ности; противопожарные устройства
Желтый Предупреждение, сигнализация о необходимости внимания, осто- рожности действий < Черный Наружные элементы обо- рудования, не полностью ограждающие механиз- мы; сигнальные лампы, предупреждающие о предстоящем переключе- нии автоматических станков и линий;элемен- ты внутрицеховых тран- спортных средств; стро ительные конструкции (для сигнализации об опасности)
Зеленый Разрешение, сиг- нализация о без- опасности Белый Кнопки и рычаги «Пуск»; пункты первой помощи, знаки, разрешающие различные действия; таб- лички, указывающие за- пасные и аварийные вы- ходы; средства для дру- гой информации, направ- ленной на обеспечение безопасности
173
Продолжение табл. 8
Цвет Назначение Цвет, используемый для усиления зна- чения основного цветового сигнала Область применения
Вспомогател ьное
Оранже- вый Промежуточное значение между красным и желтым Черный Для повышения конт- растности между маши- нами и фоном (для мо- бильных машин, рабо- тающих на открытом воздухе, сельскохозяй- ственных, строительных, дорожных и др.). Допус- кается нанесение цвета на внутренние поверх- ности ограждающих уст- ройств и ограждаемые участки машин и меха- низмов
Синий Производствен но - техническая ин- формация Белый Оформление производ- ственной информации (технические таблицы, плакаты, инструкции), не связанной с опаснос- тями или предосторож- ностями
Черный Усиление контра- ста основных цве- тов безопасности, надписи на жел- том, белом и оран- жевом фоне — Для обозначения направ- ления движения, для пояснительных надписей и символов, а также для приборов контроля, ок- сидированных инстру- ментов
Белый Усиление контра- ста основных цве- тов безопасности; надписи на крас- ном, зеленом, си- нем и черном фо- не — Для обозначения границ проходов, проездов и ра- бочих мест, направления движения и для поясни- тельных надписей на знаках
174
РЕКОМЕНДАЦИИ И ПРИМЕРЫ
ЦВЕТОВОЙ ОТДЕЛКИ
ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
Цвет оказывает влияние на качественное
восприятие готового изделия. Темные цвета, создающие
эффект тяжести, могут быть использованы для окраски
фундаментов, несущих конструкций, в некоторых слу-
чаях станин. Они как бы подчеркивают их назначение,
выполняемую функцию. Однако машины, полностью
окрашенные в темные тона, имеют неприглядный вид,
поглощают много света и создают фон, затрудняющий
различение очертаний изделий при выполнении, напри-
мер, точных работ. Яркие цвета, такие, как желтый,
красный, оранжевый, вызывают впечатление напряжен-
ности, тревоги. В то же время они способствуют появле-
нию ощущения тепла, благодаря ассоциации их с сия-
нием солнца и огня. Светлые тона используются для
уменьшения впечатления массивности. Если, например,
часть машины нависает над головой работника и своей
громоздкостью его утомляет, то можно создать впечат-
ление мнимого удаления окрашиванием ее в бледно го
л убой цвет, который ассоциируется в воображении
с небом.
Многие специалисты рекомендуют окрашивать обо-
рудование в светло-серые, светло-зеленые, зелено-голу-
бые тона, так как они обладают высоким коэффициен-
том отражения (около 60%) и создают впечатление
прохлады. Кроме того, станки и машины должны быть
окрашены таки(и образом, чтобы создавался некоторый
цветовой контраст между отдельными их частями. Та-
кой метод окрашивания в значительной мере способ-
ствует увеличению видимости и четкости рабочих дета-
лей и, следовательно, способствует повышению произ-
водительности труда и качества работы. Необходимо,
однако, избегать слишком резких цветовых контрастов,
так как они утомительны для глаз. Особенно важно
не окрашивать большие площади в яркие цвета.
Внутренние поверхности корпусных деталей целе-
сообразно окрашивать в светлые тона, так как это облег-
чает сборку, контроль и регулировку механизма, со-
бранного в корпусе. Внутренние части панелей, люков
нужно окрашивать в яркие цвета для того, чтобы они
175
отчетливо выделялись в открытом положении. Цветовое
обозначение приспособлений и некоторых инструментов
облегчает обслуживание сложных машин и установок.
Экспериментальным научно-исследовательским ин-
ститутом металлорежущих станков (ЭНИМС) в
1967 году разработана нормаль НО 6 — 2 «Окраска ме-
таллорежущих станков», которая включает: эталоны
цветов станочных эмалей: серый, светло-серый, фис-
ташковый, зелено-голубой и кремовый; общие указания
по цветовой отделке металлорежущих станков; требо-
вания, предъявляемые к металлическим поверхностям
деталей, узлов и станков, подготовленных для окраски;
схемы типовых технологических процессов окраски
станков и деталей; данные по лакокрасочным материа-
лам, рекомендуемым для окраски станков; общие ука-
зания по производству окрасочных работ.
Мобильные устройства (транспортная техника, кра-
ны, автопогрузчики, автомашины, электрокары и др.)
должны четко выделяться на общем фоне. Для привле-
чения к ним максимального внимания необходимы
сильные контрасты, такие,как черные и желтые полосы
на передних и задних частях машины.
Несмотря на различные случаи использования цвета
для эргономических целей, количество цветов должно
быть минимальным. Во многих случаях два или три
цвета обеспечивают необходимый эффект.
Особое значение приобретает цвет при использова-
нии его в сигнальных системах. Применение цвета для
любых кодирующих систем должно совпадать с укоре-
нившимся значением, которое им обычно придают. Оче-
видно, красный цвет, обозначающий «опасность» или
«стоп», неуместно применять для других целей. Цвето-
вой код не должен применяться в избытке. Экономное
употребление предупреждающего цвета, в который сле-
дует окрашивать наиболее опасные места, более
эффектно, чем применение его для общего покрытия.
Внешним поверхностям машины должно быть уде-
лено большое внимание. Тягостное впечатление остает-
ся от излишне богатой внешней отделки при небрежно
выполненном изготовлении и сборке механизмов. По-
верхности с большой яркостью могут вызвать явление
ослепления (из-за чего нарушается четкость видения),
утомление глаз и общее физическое недомогание.
176
При окраске потолков, стен и полов в промышлен-
ных помещениях надо избегать темных цветов, так как
они вызывают нежелательные контрасты с ярко осве-
щенным рабочим местом и светлоокрашенными маши-
нами, производят гнетущее впечатление, порождая бы-
строе зрительное и общее утомление. Светлые тона отра-
жают больше падающего на них света, производят более
благоприятное впечатление и вызывают желание сохра-
нить чистоту. Однако для окраски стен не следует при-
менять чисто белые краски, так как в результате этого
стены могут оказаться светлее рабочего места и вызвать
относительное ослепление.
Чаще всего для окраски стен промышленных поме-
щений применяются светло-зеленый, светло-голубой
или же светло-желтый цвет. Если необходимо нижнюю
часть стены окрасить в темный цвет, то высота панели
не должна превышать 1 — 1,5 м.
Белый потолок, находясь выше поля зрения, не
вызывает ослепления и отражает много света, благодаря
чему увеличивается освещенность рабочего места.
Для окраски полов рекомендуются светлые тона,
так как полы сильно отражают свет.
ЛИТЕРАТУРА
1. АзриканД. Форма как визуаль-
ное сообщение.— «Техническая эстетика», 1967,
№ 2.
2. Б л э к М. Подготовка художников-конструкторов
в Великобритании.— «Техническая эстетика»,
1964, №11.
3. Б у л а т В. «И. Оптические явления в природе.
М., «Просвещение», 1974. 143 с.
4. Варламов Р. Г. Основы художественного кон-
струирования радио и электронной аппаратуры.
М., «Советское радио», 1966. 243 с.
5. В е н д а В. Ф. Средства отображения информа-
ции. М., «Энергия», 1969. 303 с.
6. В л а с о в А. Ф. Цвет и безопасность труда. М.,
«Машиностроение», 1970. 87 с.
7. Вопросы эргономики. Сборник-хрестоматия. М.,
ВНИИТЭ, 1968. 121 с.
8. В о р о н о в Н. В., Ш е с т о п а л Я. Е. Эстетика
техники. М., «Советская Россия», 1972. 176 с.
9. В у д с о н У., Коновер Д. Справочник по ин-
женерной психологии для инженеров и худож-
ников-конструкторов. Перев. с англ. М., «Мир»,
1968. 482 с.
10. Га л узине ка я В. Этот предметный мир (за-
метки о дизайне).— «Наука и жизнь», 1974, № 7.
И. Ганзен В., Кудин П., Ломов Б. О гармо-
нии и композиции.— «Техническая эстетика»,
1969, № 4.
12. Глазычев В. Вопросы технической эстетики.
Вып. 2. М., «Искусство», 1970. 336 с.
13. Грейнер Л. К. Общие основы композиции про-
мышленных изделий. Л., изд. ЛДНТП, 1970.
31 с.
14. Д а н и л я к В. И. Стандарт, качество и эргономи-
ка. М., «Знание», 1972. 48 с.
15. Д а н и л я к В. И. Эргономика и качество про-
мышленных изделий. М., «Экономика», 1974.
152 с.
16. Д е н и с о в В. Г. Человек и машина в системе
управления. М., «Знание», 1973. 64 с.
17. Загора Э. Промышленная офтальмология. М.,
Медгиз, 1961. 376 с.
178
18. Зефельд В. В. Художественное конструирова-
ние операторских пунктов. М., «Машинострое-
ние», 1969. 152 с.
19. 3 и н ч е н к о В. П., Му ни по в В. М., Смо-
лян Г. Л. Эргономические основы организа-
ции труда. М., «Экономика», 1974. 240 с.
20. Инженерная психология в применении к про-
ектированию оборудования. Перев. с англ. М.,
«Машиностроение», 1971. 488 с.
21. Инженерно -психологическое про-
ектирование. Вып. 2. Инженерная психо-
логия и системное проектирование. Сб. перево-
дов под ред. А. Н. Леонтьева. М., Изд-во МГУ,
1970. 243 с.
22. К а з а р и н о в а В. И. О красоте предметов. М.,
«Знание», 1967. 65 с.
23. К а з а р и н о в а В. И. Товароведу о красоте и
композиции. М., «Экономика», 1973. 151 с.
24. К р а в к о в С. В. Глаз и его работа. М. —Л.,
Изд-во АН СССР, 1950. 520 с.
25. К р а в к о в С. В. Цветовое зрение. М., Изд-во
АН СССР, 1965. 161 с.
26. Краткая методика художественного конструи-
рования. М., изд. ВНИИТЭ, 1966. 278 с.
27. К р ю к о в Г. В. Основные принципы и законо-
мерности художественного конструирования из-
делий промышленного производства. М., изд.
МВХПУ, 1964. 38 с.
28. Крючков Ю., Мельников А. Пропорцио-
нирование станков.— «Техническая эстетика»,
1966, № 7.
29. К у д а ш е в и ч М. Требования технической эсте-
тики к изделиям тяжелого машиностроения.—
«Техническая эстетика», 1969, № 10.
30. Кудашевич М. Особенности художественного
конструирования горных машин.— «Техниче-
ская эстетика», 1970, № 5.
31. Л о м о в Б. Ф. Человек и техника. М., «Советское
радио», 1966, 464 с.
32. М е л ь н и к о в А. О. «О золотом сечении».—
«Техническая эстетика», 1968, № 8.
33. Методические рекомендации по проведению
экспертизы эстетических показателей качества
промышленных изделий, представленных к госу-
дарственной аттестации. М., изд. ВНИИТЭ, 1972.
101 с.
34. Монмолен М. Системы «Человек и машина».
Перев. с франц. М., «Мир», 1973. 256 с.
35. Основы методики художественного конструиро-
вания. М., изд. ВНИИТЭ, 1970. 226 с.
36. Повилейко Р. П. Архитектура машин. Ново-
сибирск. Западносибирское книжное изд-во,
1974, 143 с.
179
37. Повилейко Р. II., Левицкий Л. О при-
способленности современной техники к чело-
веку. Ч. 1, 2. Новосибирск, изд. НЭИ, 1966.
38. Повилейко Р. Н., Левицкий Л. В. Чело-
век. Машина. Красота. Новосибирск. Западно-
сибирское изд-во, 1969. 197 с.
39. Повилейко Р. П., Ш е х в и ц Э. И. Опреде-
ление габаритных пропорций станков в связи
с их виброустойчивостью.— В сб.: «Приборы
точной механики и технология приборострое-
ния». Под ред. Безменова А. Е., М., изд. ВЗМИ,
1971.
40. Проценко О. П. Основы художественного кон-
струирования. Челябинск, изд. ЧПИ, 1971.
198 с.
41. Р а б к и н Е. Б. Цветовое зрение.— «Здоровье»,
1957, № 1.
42. Р а б к и н Е. Б., Соколов Е. Г. Цвет вокруг
нас. М., «Знание», 1964. 31 с.
43. Р о м а н о в Г. М. К проблеме эргономической
оценки металлорежущих станков.— «Техниче-
ская эстетика», 1973, № 7.
44. С к о р и н о в Л. А., Вершинин К). Я., Ку-
дашевич М. И. Результаты художественно-
конструкторской разработки рудничного кон-
тактного электровоза К-14. Опыт художественно-
го конструирования горных машин 2 — 70—1,
НИИИНФОРМТЯЖМАШ, М., 1970, с. 22-25.
45. Соломонов С. А., В и н т м а н В. Э. Худо-
жественное конструирование промышленных из-
делий. Л., Лениздат, 1966. 37 с.
46. Сомов К). С. Анализ и конструирование.—
«Техническая эстетика», 1966, № 3.
47. Сомов К). С. Композиция в технике. М., «Ма-
шиностроение», 1972. 299 с.
48. Сомов Б. С., Федоров М. В. Потребитель-
ские качества промышленных изделий. М., Изд-
во стандартов. 1969. 213 с.
49. Сомов Ю. С. Художественное конструирование
промышленных изделий. М., «Машиностроение»,
1967. 175 с.
50. Техническая эстетика. Справочные мате
риалы для инженерно-технических работ-
ников. Новосибирск. Западносибирское
ЦБНТИ, 1966. 186 с.
51. Тола нс кий С. Оптические иллюзии. М.,
«Мир», 1966. 136 с.
52. Ф а с т о в с к и й В. В., Е г о ш и н Р. А., Сиро-
ч е н ко Ю. Т. Справочник по аттестации каче-
ства продукции. Харьков, «Прапор», 1974. 239 с.
53. Федоров М. В., Сомов Ю. С. Оценка эсте-
тических свойств товаров. М., «Экономика»,
1970. 207 с.
180
54. Фо л ьт а О. В., СмолинськийР. 3. Основи
художнього конструювання. К., «Вища школа»,
1973. 143 с.
55. Хилл П. Наука и искусство проектирования. Пе-
ревод с англ. М., «Мир», 1973. 263 с.
56. Художественное конструирование и науч-
но-технический прогресс. Под ред. М. В. Левита.
М.-Л., ЛДНТП, 1971. 104 с.
57. Художественное конструирование произ-
водственного оборудования. Часть 2. Некоторые
вопросы формообразования. М., изд. ВНИИТЭ,
1968. 121 с.
58. Художественное конструирование электро-
технических изделий. Под ред. В. И. Гукова. М.,
«Энергия», 1971. 196 с.
59. Чап анис А. О распределении функций между
людьми и машинами.— В сб.: «Инженерно-пси-
хологическое проектирование». Вып. I. Перев.
с англ, под ред. А. Н. Леонтьева. М., изд. МГУ,
1970. 225 с.
60. Чернышев А. Н. Художественное конструи-
рование полиграфического оборудования. М.,
«Книга», 1972. 167 с.
61. Чернышев А. Н. Эргономика в полиграфии.
М., «Книга», 1969. 168 с.
62. Шаронов В. В. Свет и цвет. М., Гос. изд. физи-
ко-математической литературы. 1961. 311 с.
63. Ш е ва рева В. К. Влияние цветового освещения
на мускульно-двигательную работоспособ-
ность.— «ДАН СССР. Проблемы физиологиче-
ской оптики». Т. 9. М., изд. АН СССР. 1950.
64. Щелкунов Д. Н. Человеческий фактор.—
«Машиностроитель», 1967, № 3.
65. Эргономика. Принципы и рекомендации.
Сборник. Вып. 5. М., изд. ВНИИТЭ, 1974. 167 с.
66. Эргономика. Проблемы приспособления усло-
^вий труда к человеку. Сборник статей. Перев.
с польск. М., «Мир», 1971. 421 с.
67. Эрлих Л. Б. Архитектура станков.— «Вестник
металлопромышленности», 1939, № 1.
68. Эшфорд Ф. К. Дизайн и промышленность. М.,
изд. ВНИИТЭ. 1968. 127 с.
69. Эшфорд Ф. К. О критериях эстетической оцен-
ки промышленных изделий.— «Техническая эс-
тетика», 1966, № 5.
ОГЛАВЛЕНИЕ
Предисловие.................... 3
Глава I. Основные направления художественно-
го конструирования и задачи художника-
конструктора ................................. 5
Художественное конструирование — неотъ-
емлемое звено процесса проектирования 5
Основные направления художественного
конструирования 10
Глава II. Формообразование машин . . 12
Форма изделия - активный фактор . 12
Композиция и ее категории . 16
Пронорционирование машин . 42
Глава III. Эргономические* основы художествен-
ного конструирования .... 52
Основные задачи эргономики............... 52
Рабочие зоны и закономерности рабочих
движения................................. 59
Конструирование органов управления ма-
шин ..................................... 70
Эргономические особенности художествен-
ного конструирования средств отображения
информации 79
Соматография............................. 89
Эргономическая оценка машин 95
Глава IV. Практика художественного конструи-
рования .................................102
Последовательность художественного кон-
струирования машин...................... 102
Промышленные образцы и товарные знаки 110
Технологичность и художественное констру-
ирование 121
182
Унификация и стандартизация в художе-
ственном конструировании ............... 123
Примеры художественного конструирования
машин................................... 128
Оценка качества изделий машиностроения 161
Глава V. Цвет и функциональная окраска в ма-
шиностроении ........................... 168
Основные сведения о психофизиологии
зрения.................................. 168
Рекомендации и примеры цветовой отделки
промышленного оборудования 175
Литература 178
Леонид Болеславович Богданович,
канд. техн, наук,
Владимир Андреевич Бурьян,
инж.,
Феликс Израилевич Раутман,
инж.
ХУДОЖЕСТВЕННОЕ
КОНСТРУИРОВАНИЕ
В МАШИНОСТРОЕНИИ
Издание 2-е,
переработанное
и дополненное
Редактор издательства инж.
П. Ф. Боброва
Переплет художника
М. Д. Шевченко
Художественный редактор
В. С. Шапошников
Технический редактор
С. В. Иванус
Корректор
Т. Е. Царинская
Сдано в набор 18.IX.1975 г. Подписано к печати
8.VII. 1976 г. Формат бумаги 84x100/32. Бумага оф-
сетная № 1. Объем 8,97 усл. печ. л.; 9,365 уч.-изд. л.
Тираж 24 000. Зак. 5-2368. БФ 11549. Цена 1 руб.
Издательство «Техн1ка» , 252601, Киев. 1, ГСП,
Пушкинская, 28.
Головное предприятие республиканского производ-
ственного объединения «Полиграфкнига» Госкомиз-
дата УССР. Киев. Довженко, 3.
1 руб.
л. б. БОГДАНОВИЧ ХУДОЖЕСТВЕННОЕ
в. а. бурьян КОНСТРУИРОВАНИЕ
Ф И РАУТМАН
В МАШИНОСТРОЕНИИ
Л. Б. БОГДАНОВИЧ, В. А. БУРЬЯН, Ф. И. РАУТМАН