/
Теги: паспорт станки станкостроение паспорт товара
Год: 1962




Текст
chipmaker.ru
Учебно-производственное мастерские техникума
I'
НАСТОЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК С-08
Chipmaker.ru
Гост 370-41
1962 год
chipmaker.ru
ТЕХНИЧЕСКИЕ УСЛОВИЯ
на настольно-сверлильный станок С-08
Chipmaker.ru
1. Паспорт
2. Описание и инструкция
3. Нормы точности
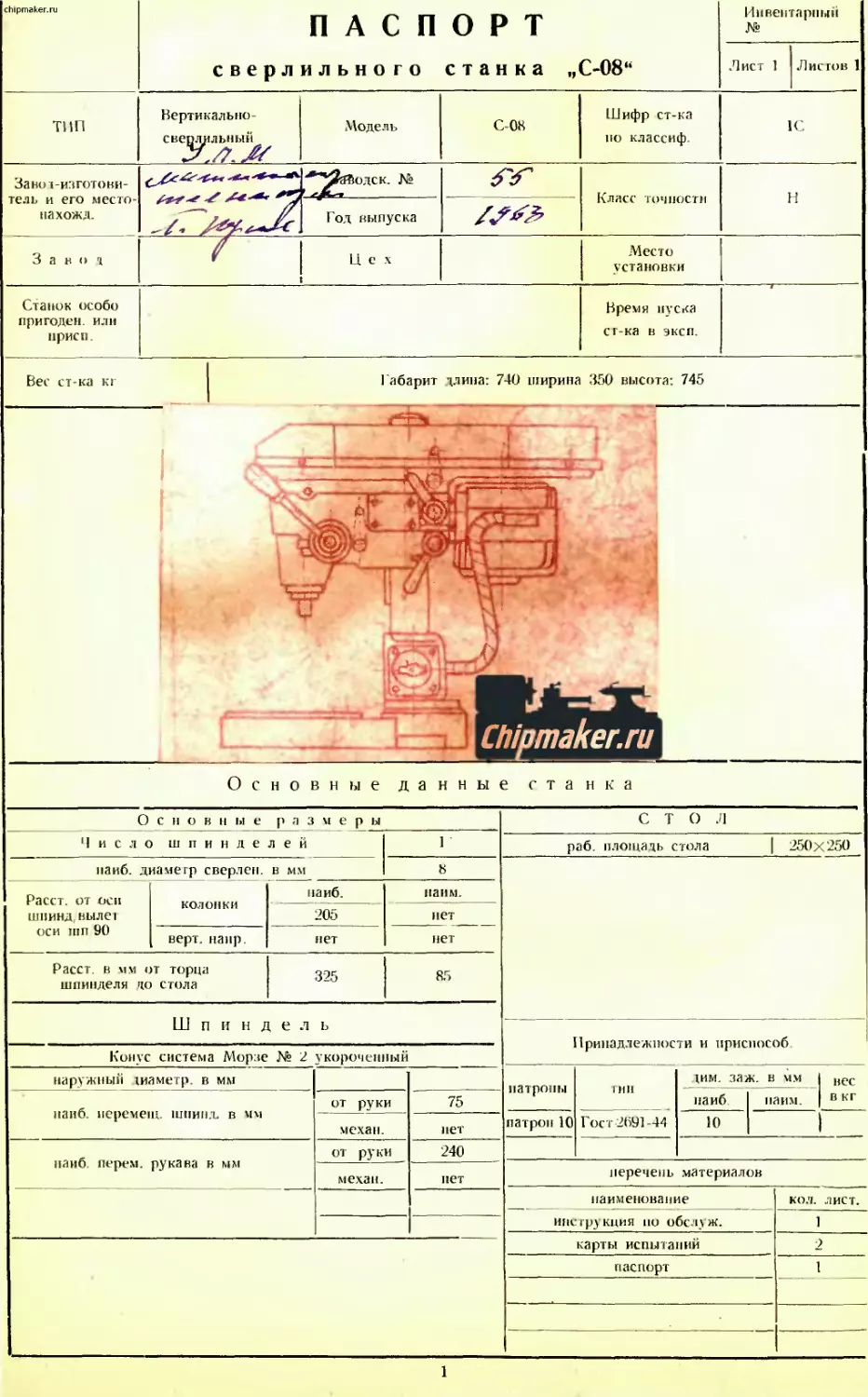
Основные данные станка
Основные размер ы с т о л
Число шпинделей — 1 раб. площадь стола | 250x 250
наиб, диаметр сверлен, в мм 8
Расст. от оси ШПИНД, ВЫЛС1 оси пт 90 КОЛОНКИ наиб. найм.
205 нет
верт. наир. нет нет
Расст. в мм от торца шпинделя цо стола 325 85
Шпиндель Принадлежности и приспособ
Конус система Морзе № 2 укороченный
наружный щаметр. в мм патроны тип 1им. за ж. в мм вес в кг
наиб, перемет, шпинх в мм от руки 75 наиб. найм.
механ. нет патрон 10 Гост-2691 14 10
наиб, перем, рукава в мм от руки 240
механ. пет перечень материалов
наименование кол. лист.
инструкция но обе луж. 1
карты испытаний 2
паспорт 1
1
chipmaker.ru
сверлильного станка С-08
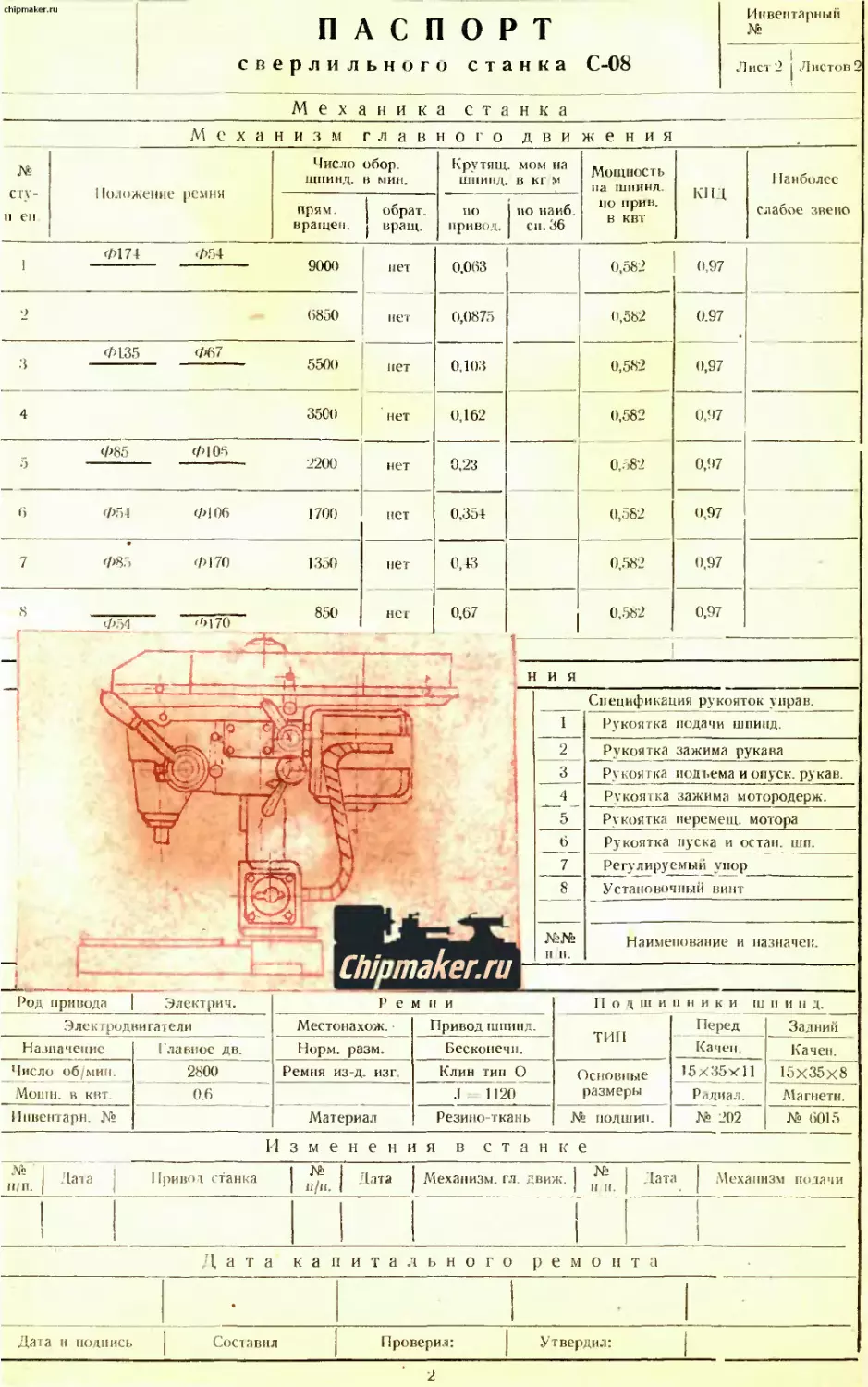
Механика станка
Инвентарный
№
Лист 2 । Листов 2
М е х а н и 3 м глав н о г о Д в и ж е н и я
№ с ту и еп I 1оложепне ремня Число шпинд. обор. в мин. Крутящ шпинд мом на в кг м Мощность на шпинд. КПД Наиболее
прям. вращен. обрат, врагд. по привод. I „о наиб. 1 си.36 по прив. в КВТ слабое звено
1 Ф174 Ф54 9000 пет 0.063 0,582 0,97
2 6850 нет 0,0875 0,582 0.97
3 Ф135 Ф67 5-500 .. нет 0,103 0,582 0,97
4 3500 нет 0,162 0,582 097
5 Ф85 Ф10-5 2200 нет 0,23 0,582 0,97
6 Ф54 Ф106 1700 пет 0.354 0,582 0,97
7 Ф85 Ф170 1350 нет 0,43 0,582 0,97
8 Г ФМ ''>170 850 нс г 0,67 0,582 0,97
НИЯ
По
Chinmaker.ru
4 L— 1 I i м'
< - । —22—- 2J
1 Спецификация рукояток тира в. Рукоятка подачи шпинд.
2 Рукоятка зажима рукава
3 Рукоятка иод нема и опуск. рукав.
4 Рукоятка зажима мотородерж.
5 Рукоятка перемещ. мотора
6 Рукоятка пуска и остан, шп.
7 Регулируемый упор
8 Установочный винт
№№ п п. Наименование и назначен.
П Н И К И ШНИ II д.
Род привода Электрич. Ремни
Электродвигатели Местона.хож. Привод шпинд.
Назначение 1 лавное дв. Норм. разм. Бесконечн.
Число об/мин. 2800 Ремня из-д. изг Клин тип О
Мощи, в КВТ. 0.6 J 1120
Инвентари. № Материал Резино-ткань
II о д ш и
ТИП Перед Задний
Качен Качен.
Основные 15X35 Х11 15x35x8
размеры Рачиал. ЛГагнетн.
№ подшив. № 202 № 6015
Изменения в станке
№ н/п. Дата Привод станка № н/п. Дата Механизм, гл. движ. № п и. Дата Механизм подачи
Дата капитального ремонта
•
Дата и подпись Составил Проверил: Утвердил:
2
chipmaker.ru
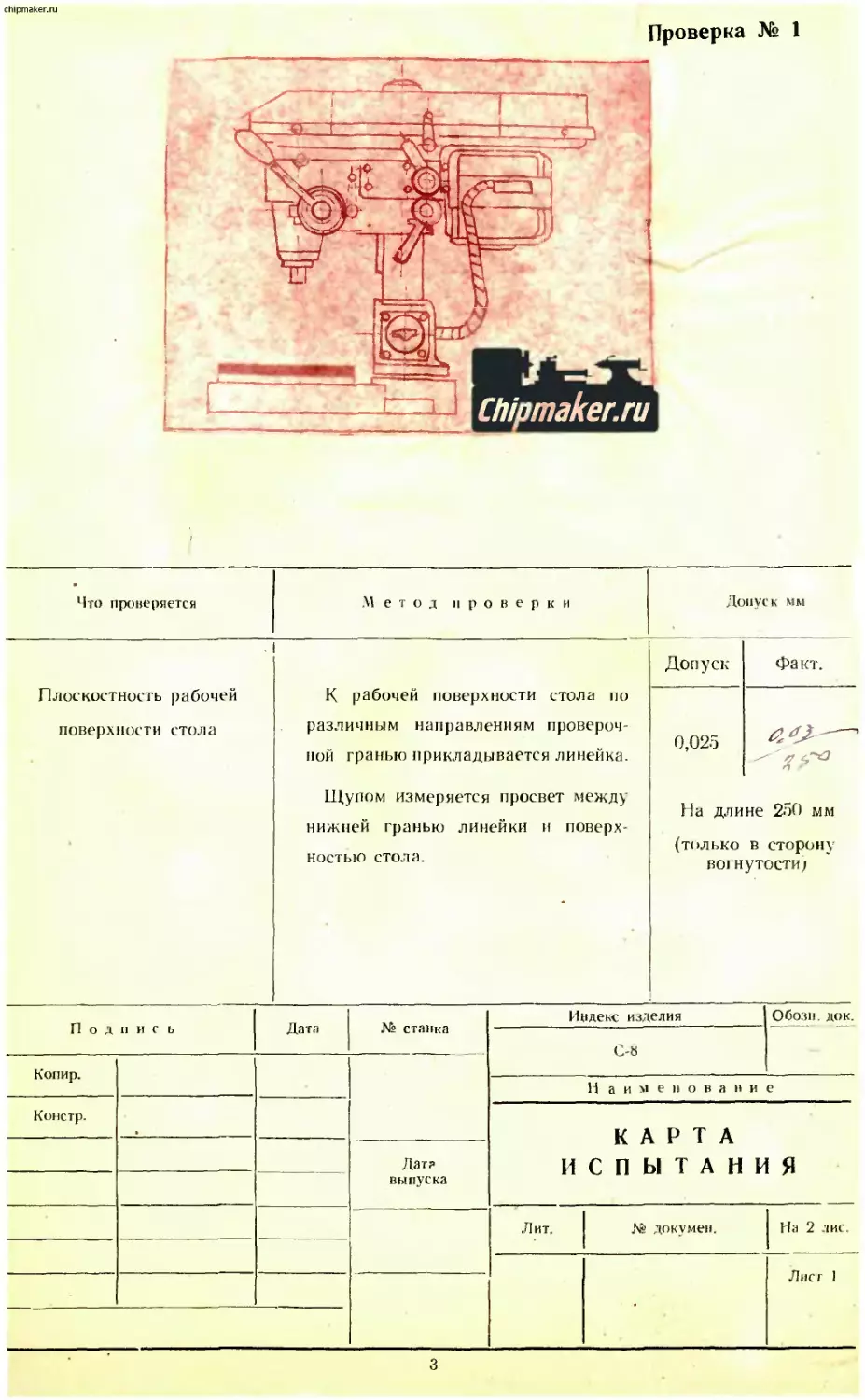
Проверка № 1
Что проверяется Метод и р о в е р к и Допуск мм
Плоскостность рабочей поверхности стола К рабочей поверхности стола по различным направлениям провероч- ной гранью прикладывается линейка. Щупом измеряется просвет между нижней гранью линейки и поверх- ностью стола. Допуск Факт.
0,025 На дли (т< 1ЛЬКО BOTH —1 не 250 мм в сторону утости)
Подпись Дата № станка Индекс изделия Обозп. ДОК.
С«
Копир.
И а и м е 11 о в а н и е
Констр. КАРТА ИСПЫТАНИЯ
Дат? выпуска
Лит. № докумеп. На 2 лис.
Лист 1
з
chipmaker.ru
Проверка № 2
• Что проверяется Метод проверки Допуск мм
Радиальное биение оси конуса шпинделя На шпиндель плотно одевается ци- линдрическая оправка. Индикатор устанавливается так, чтобы его мерительный штифт ка- сался поверхности оправки. Шпиндель приводится во враще- ние. Допуск Факт.
0,03 На длш ле 100 мм
Подпись Дата № станка Индекс изделия Обозп. док.
С-08
Копир.
Наименование
Про вер КАРТА ИСПЫТАНИЯ
1ата выщ ска
Лит. № докумеп. На 2 лис.
Лист 1
4
chipmaker.ru
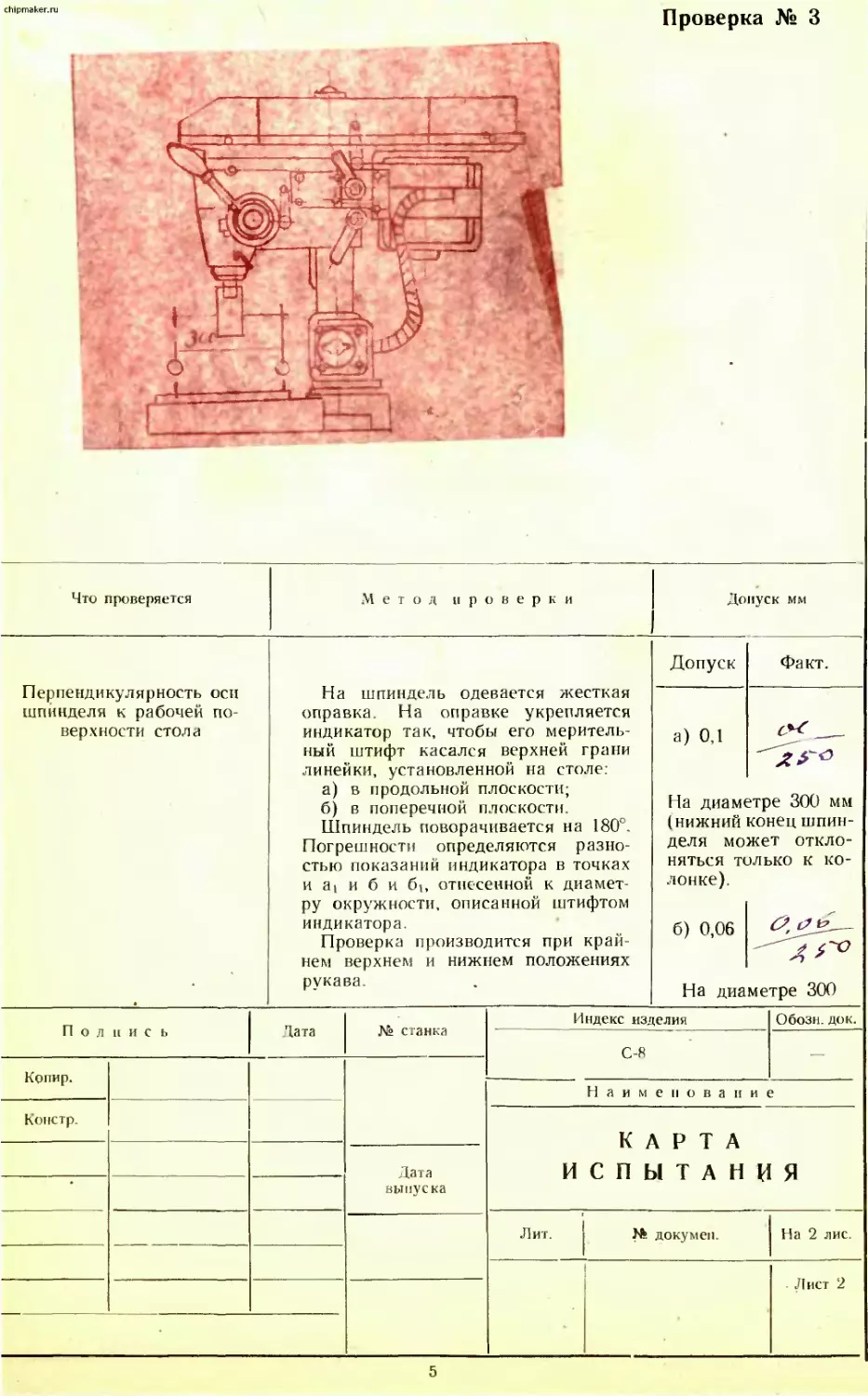
Проверка № 3
Что проверяется Метод проверки Допуск ММ
Перпендикулярность осн шпинделя к рабочей по- На шпиндель одевается жесткая оправка. На оправке укрепляется Допуск Факт.
верхности стола индикатор так, чтобы его меритель- ный штифт касался верхней грани линейки, установленной на столе: а) в продольной плоскости; а) 0,1
б) в поперечной плоскости. на диаметре ЛЛ) мм
Шпиндель поворачивается на 180°. (нижний конец шпин-
Погрешности определяются разно- деля может откло-
стью показаний индикатора в точках и ai и б и 61, отнесенной к диамет- ру окружности, описанной штифтом няться т< лонке). длько к ко-
индикатора. Проверка производится при край- нем верхнем и нижнем положениях б) 0,06 0,
рукава. На диаметре 300
Полнись Ч,ата № станка Индекс изделия Обозн. док.
С-8
Копир.
Наименование
Констр. КАРТА ИСПЫТАНИЯ
Дата выпуска
Лит. № докумеп. На 2 лис.
Лист 2
5
chipmaker.ru
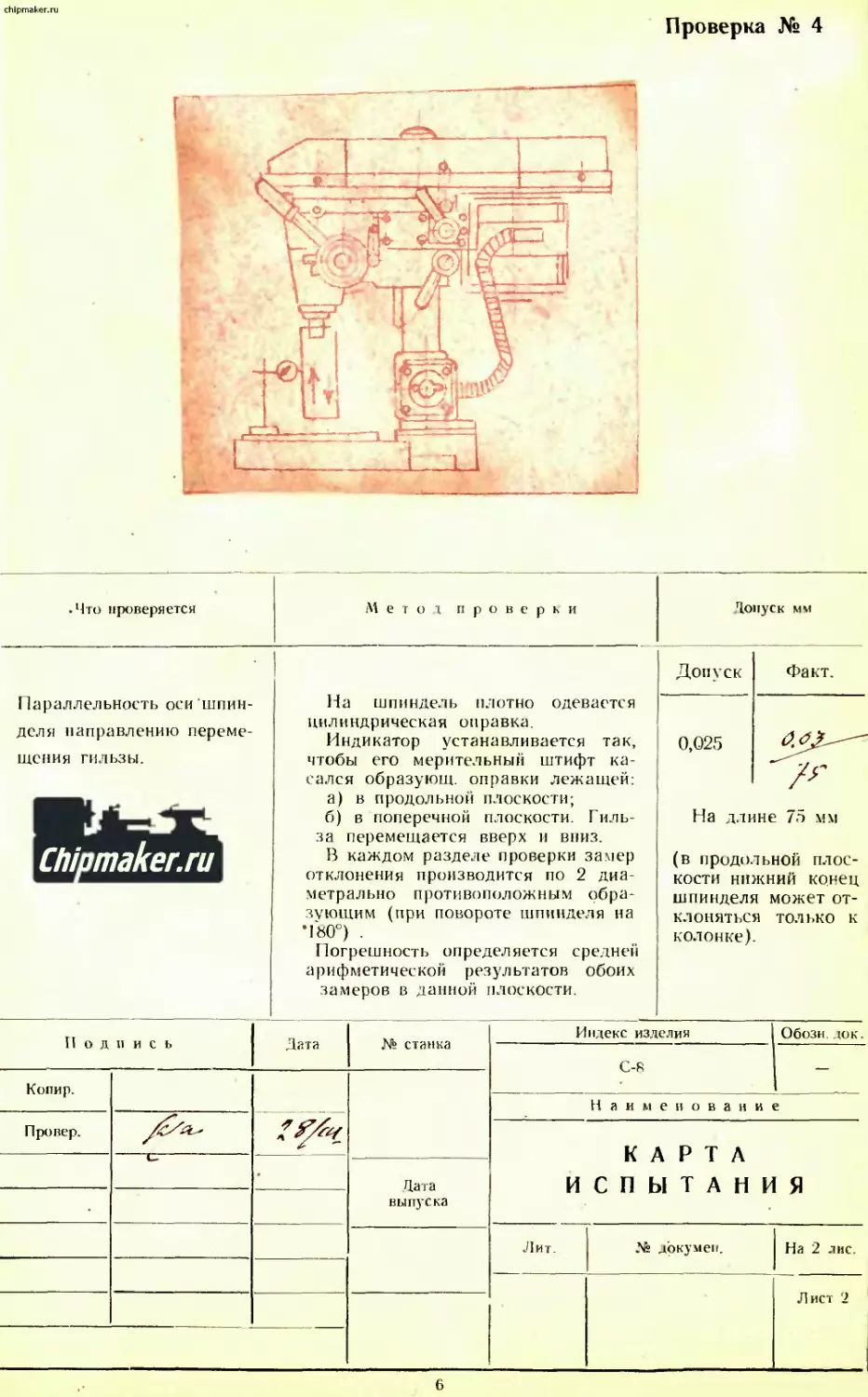
Проверка № 4
.Что проверяется
Метод проверки
'(опуск мм
Допуск Факт.
Параллельность оси’шпин-
деля направлению переме-
щения гильзы.
Chipmaker.ru
На шпиндель плотно одевается
цилиндрическая оправка.
Индикатор устанавливается так,
чтобы его мерительный штифт ка-
сался образуют, оправки лежащей:
а) в продольной плоскости;
б) в поперечной плоскости. Гнль-
за перемещается вверх и вниз.
В каждом разделе проверки замер
отклонения производится по 2 диа-
метрально противоположным обра-
зующим (при повороте шпинделя на
•1«0°) .
Погрешность определяется средней
арифметической результатов обоих
замеров в данной плоскости.
0,025 ^3
На длине 75 мм
(в продольной плос-
кости нижний конец
шпинделя может от-
клоняться только к
колонке)
Подпись Дата № станка Индекс изделия Обозн. док.
С-Я —
Копир.
Наименование
Про вер.
КАРТА ИСПЫТАНИЯ
• Цата выпуска
Лит. № докумеп. На 2 лис.
Лист 2
— —
6
chipmaker.ru
ОПИСАНИЕ И ИНСТРУКЦИЯ
по обслуживанию сверлильного станка „08“
Быстроходный сверлильный станок «С-8» настольного типа предназначен для сверле-
ния отверстий диаметром до 8 мм.
('.танок приводится в движение электромотором мощностью 0,6 кв п=2800 об/мин.
(виженне на шпиндель станка осуществляется при помощи клинового ремня тип. «О»
и 2 ступенчатых шкивов, укрепленных па оси мотора и втулке шпинделя станка.
Путем перекидки ремня с одной ступени шкива на другую, шпиндель может дать
8 различных чисел оборотов, Минимальное число оборотов шпинделя 850 об/мин. Макси-
мальное число оборотов шпинделя 9000 об/мин.
Шпиндель смонтирован на шариковых подшипниках.
Осевые нагрузки воспринимает упорный подшипник .
Втулка шпинделя станка, на которой сиди г шкив, разгружает шпиндель от изгибаю-
щих сил, вызванных напряжением ремня.
Втулка смонтирована на 2 шариковых подшипниках.
Связь втулки со шпинделем осуществлена при помощи 2-х скользящих шпонок.
Подача шпинделя совместно с гильзой производится вручную, рукояткой С правой сто-
роны станка.
В исходное положение гильза со шпинделем возвращается пружиной.
1ля настройки на определенную глубину сверления на станке имеется упор
Установка упора производится поворотом его, а крепление осуществляется торцовым
зубом и гайкой.
Для более точной настройки на станке имеется установочный винт.
Натяжение ремня при перемене скоростей производится рукояткой (с левой стороны
станка), которая за счет реечной шестерни на оси рукоятки и рейки, нарезанной на мото-
родержателе, перемещает электромотор в нужном направлении и тем самым создает на-
тяжение ремня. ,
Создав определенное натяжение ремня, мотородержатель закрепляют поворотом ру-
коятки с правой стороны станка.
При сверлении различных деталей по высоте, рукав совместно с электродвигателем
может перемещаться по колонке.
Подъем и опускание рукава по колонке производится при помощи рукоятки, располо-
женной с левой стороны станка, при этом необходимо освободить его рукояткой с пра-
вой стороны станка
Для облегчения подъема рукава, а также удобства подъема перемещение осуществляет-
ся за счет 2 конических шестерен и червяка с рейкой.
После подъема или спускания, он должен быть закреплен рукояткой.
Включение и выключение станка осуществляется выключателем, вмонтированным в
колонку с правой стороны станка
Пуск ст а и к а.
Перед пуском все детали станка должны быть очищены и насухо протерты.
После этого необходимо смазать все подвижные части станка и вручную опробовать
вращение и подачу шпинделя.
Перед работой на станке, станку следует дать на некоторое время холостой ход.
Убедившись в правильности взаимодействия всех частей, станок можно пустить в
эксплуатацию.
С м а з к а.
Ввиду быстроходности станка на смазку необходимо обратить особое внимание.
Важнейшими частями, подлежащими смазке, являются шарикоподшипники шпинделя,
втулки шкива и гильза.
Смазка подшипников шпинделя и втулки шкива осуществляется через масленки с ша-
риком, для чего должна применяться шприп-масленка.
Подшипники шпинделя и втулки шкива необходимо смазывать «веретенным маслом
№ 2».
Смазка шестерен подъема рукава, а также реечной шестерни, червяка и рейки колон-
ки производится густой смазкой.
Смазка станка должна производиться не реже 1 раза в смену. Ж—>
Составил
ChLmaker.ru
Проверил