/


































































































Текст
ОГЛАВЛЕНИЕ
Стр.
Предисловие....................................................................... 3
1. Особенности и проблемы конструирования МЭА.................................. 5
1.1. Основные предпосылки................................................. 5
1.2. Конструктивная иерархия и основные направления конструирования МЭА . 7
1.3. Проблемы комплексной микроминиатюризации РЭА......................... 12
1.4. Оптимизация конструкций МЭА.......................................... 14
1.3. Принципы компоновки микроэлектронных устройств и их комплексов . . 18
1.6. Унификация системы базовых конструкций МЭА...........................23
2. Элементная база МЭА...........................................................31
2.1. Корпусированные полупроводниковые ИС и их конструкционные особенности 31
2.2. Бескорпусные полупроводниковые ИС и компоненты........................... 35
2.3. Гибридные ИС и микросборки............................................... 37
3. Печатные платы, гибкие шлейфы и кабели........................................48
3.1. Материалы и методы изготовления печатных плат.............................48
3.2. Элементы конструкций печатных плат........................................53
3.3. Расчет элементов печатных плат, гибких шлейфов и кабелей .... СО
4. Помехоустойчивость цифровых функциональных ячеек и микросборок . 69
4.1. Виды паразитных связей в функциональных ячейках и МСБ .... 69
4.2. Внутренние помехи в МСБ и предельное быстродействие.................... 71
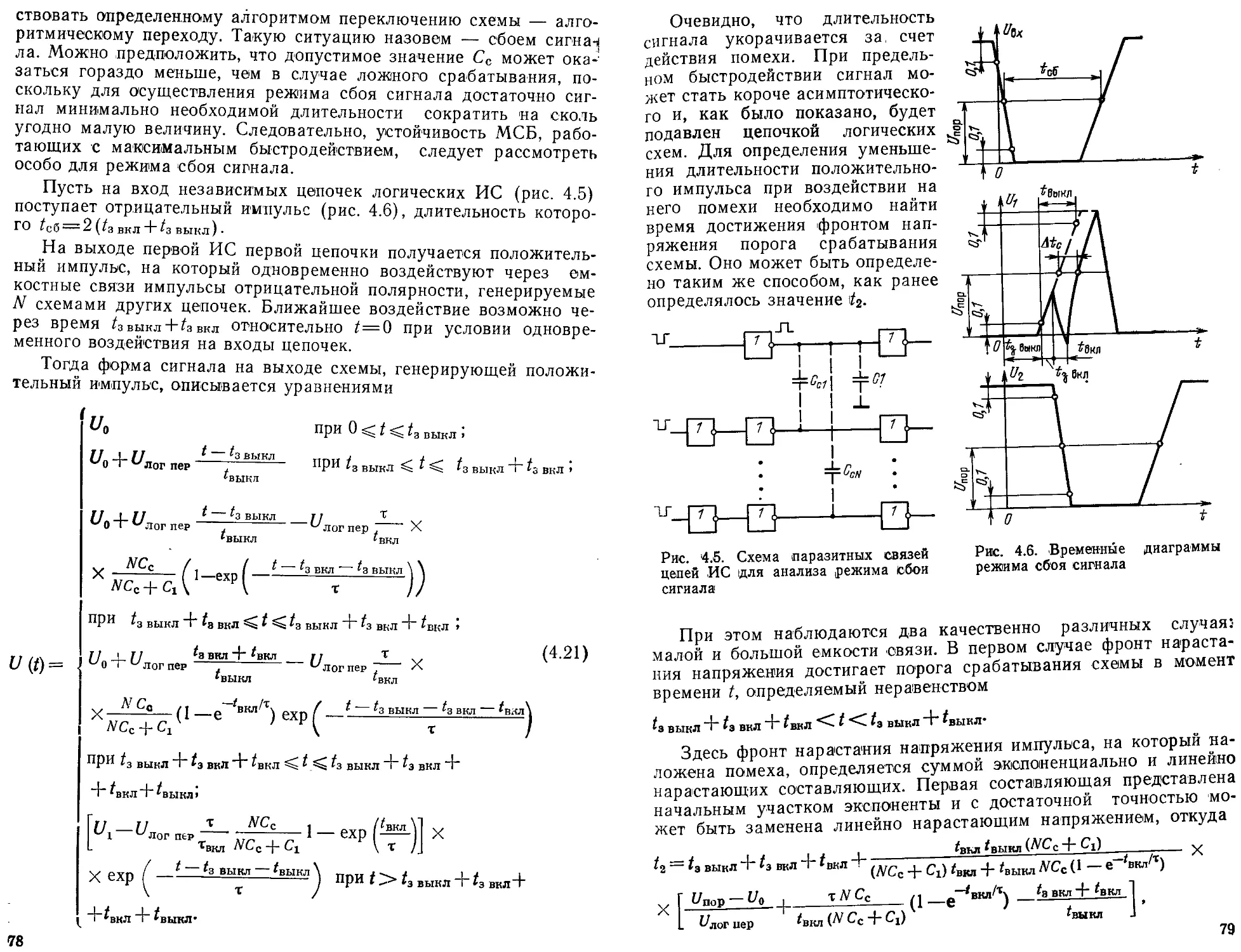
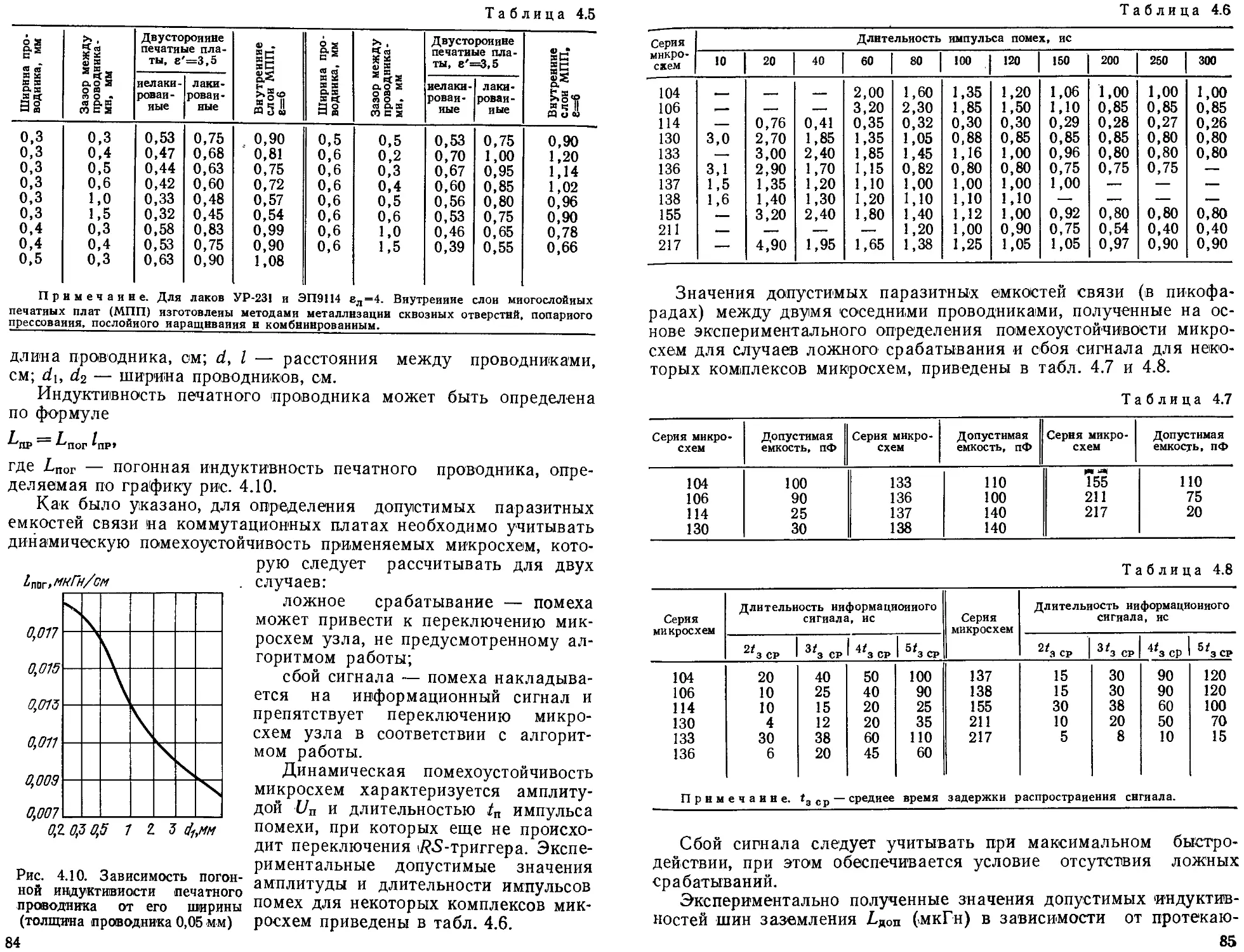
4.3. Помехоустойчивость в режиме максимального быстродействия .... 77
4.4. Электрические связи на коммутационных платах функциональных ячеек
н МСБ......................................................................... 81
5. Конструирование функциональных ячеек МЭА третьего поколения ... 89
5.1. Выбор варианта конструкции функциональной ячейки......................... 89
5.2. Выбор типоразмеров печатных плат......................................... 93
5.3. Правила установки корпусированных ИС и МСБ на печатные платы . . 94
5.4. Элементы электрических соединений и фиксации функциональных ячеек . 95
5.5. Типовые конструкции функциональных ячеек МЭА третьего поколения . . 99
6. Конструирование блоков МЭА третьего поколения................................106
6.1. Общие требования к конструированию блоков МЭА третьего поколения . . 106
6.2. Компоновочные схемы и конструкции блоков МЭА третьего поколения . . 108
7. Конструирование функциональных ячеек н блоков МЭА четвертого поколения 122
7.1. Специфика конструкций МЭА четвертого поколения................122
7.2. Конструкции цифровых функциональных ячеек МЭА четвертого поколения . 124
7.3. Конструкции аналоговых функциональных ячеек МЭА четвертого поколения 131
7.4. Конструкции блоков МЭА четвертого поколения...................133
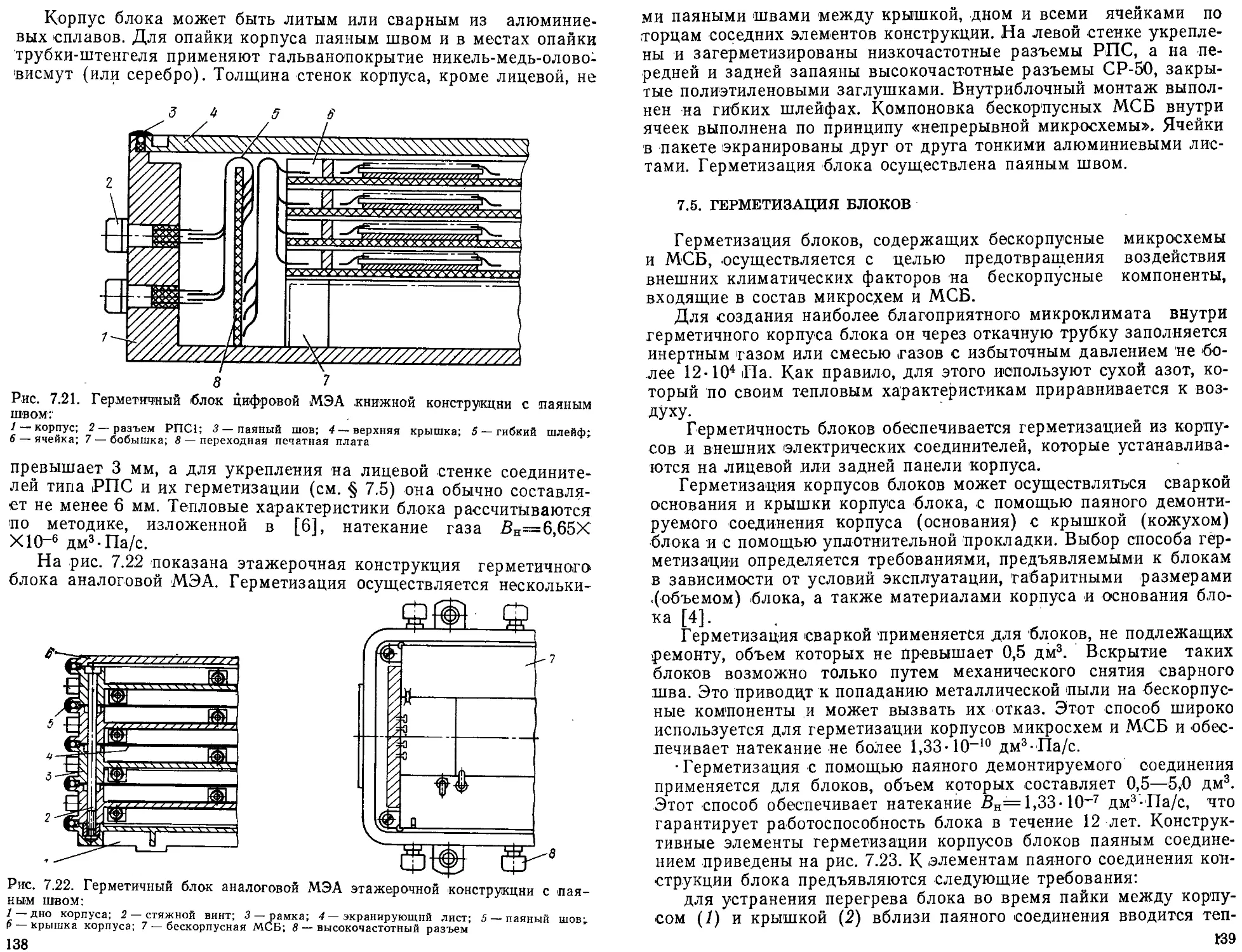
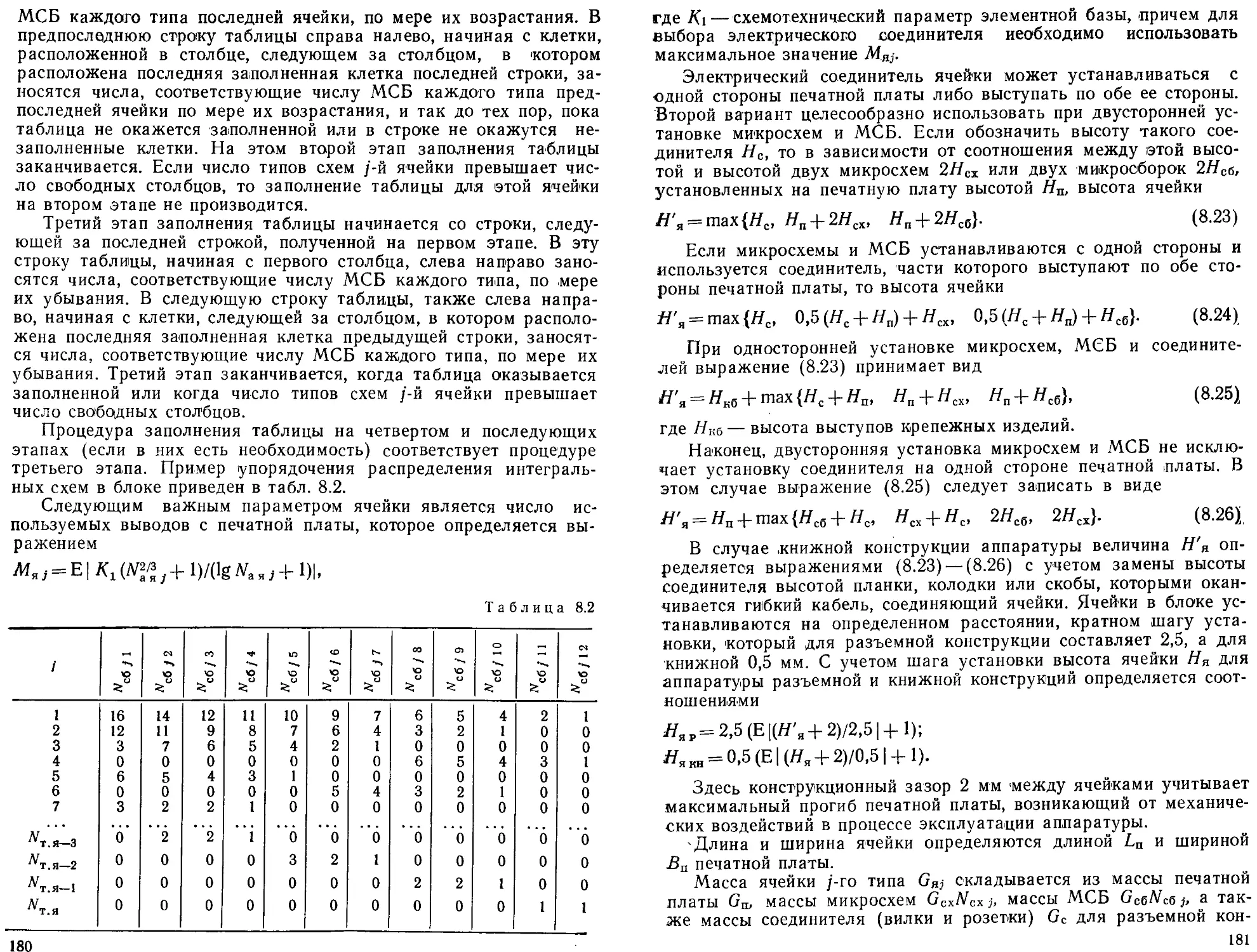
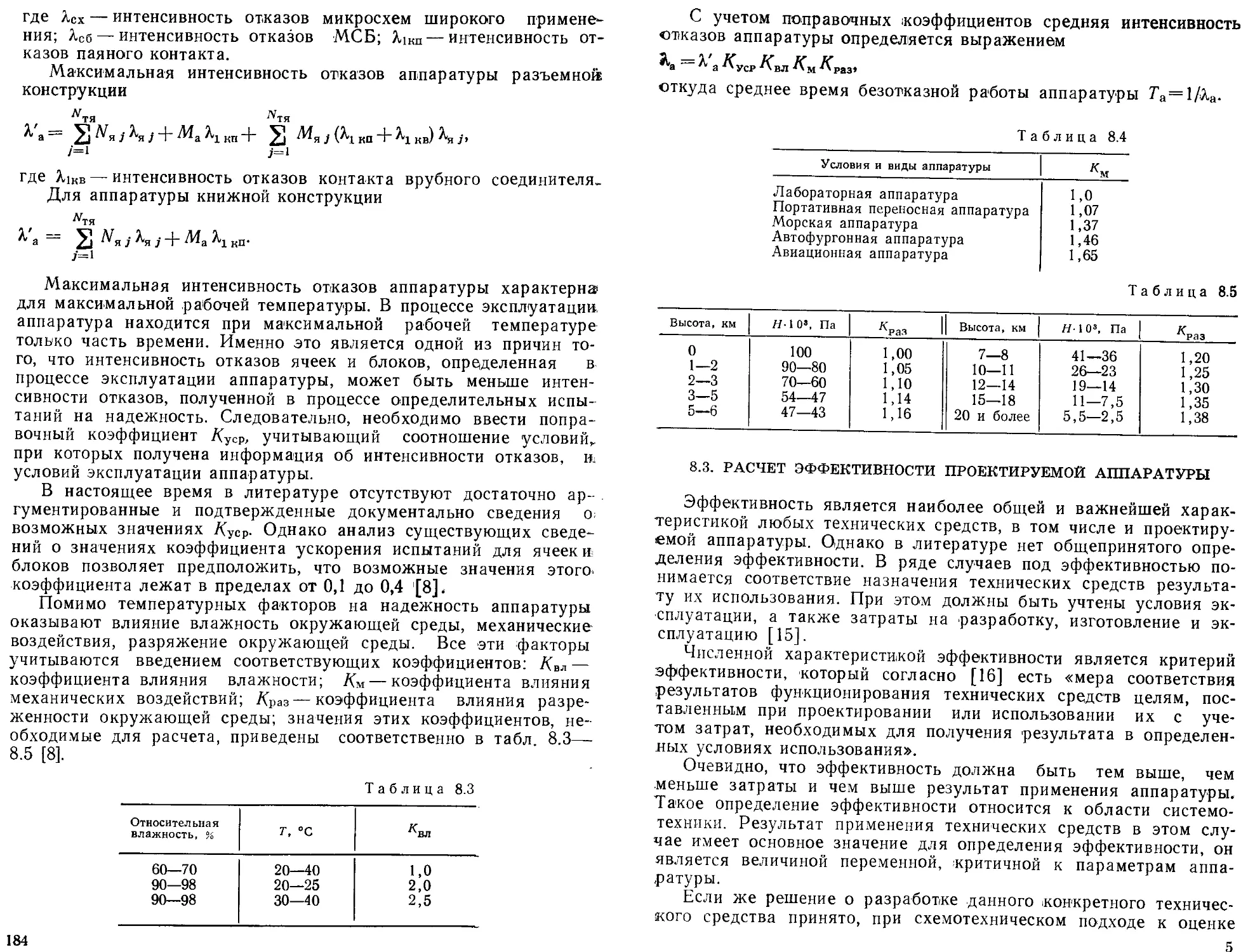
7.5. Герметизация блоков...........................................139
7.6. Распределение ресурса масс и объемов в конструкциях МЭА .... 145
7.7. Перспективы развития конструирования МЭА......................148
8. Компоновка и расчет параметров конструкций МЭА...............................153
8.1. Компоновка и расчет конструктивных параметров МСБ .... 153
8.2. Компоновка и расчет конструктивных параметров функциональных ячеек
н блоков......................................................................175
8.3. Расчет эффективности проектируемой аппаратуры..........................185
9. Оценка технологичности конструкций ......................................... 192
9.1. Технологичность конструкций............................................ 192
9.2. Основные показатели технологичности конструкций .........................194
9.3. Методика расчета показателей технологичности конструкций .... 195
9.4. Методика определения базовых показателей технологичности конструкций . 198
Список литературы................................. ..........................205
ББК 32.852
К63
УДК 621.396.049.76.001
Компоновка и конструкции микроэлектронной ап-
К63 паратуры: Справочное пособие/П. И. Овсищер, И. И.
Лившиц, А. К. Орчинский и др.; Под ред. Б. Ф. Высоц-
кого, В. Б. Пестрякова, jo. А. Пятлина . — М.: Радио
и связь, 1982.—208 с., ил.— (Проектирование радиоэлек-
тронной аппаратуры на интегральных микросхемах).
75 к.
Рассмотрены основные проблемы и задачи конструирования и компо-
новки микроэлектронной аппаратуры (МЭА) на основе системного под-
хода, комплексной микроминиатюризации, унификации и стандартизации
конструкций. Представлены типовые конструкции и компоновочные схе-
мы функциональных ячеек и блоков МЭА третьего и четвертого поколе-
ний. Даны рекомендации по выбору элементной базы н направления кон-
струнровання, а также приведена методика оценки технологичности аппа-
ратуры.
Для инженерно-технических работников, занимающихся конструиро-
ванием МЭА. Может быть полезна студентам вузов соответствующих спе-
цнальностей.
2403000000-124
к---------------
046(01)-82
ББК 32.852
6ФО.32
14-82
Редколлегия: А. Г. Алексенко, С. С. Бадулин, И. Н. Букреев, А. А. Васен-
ков, Б. Ф. Высоцкий (отв. редактор), Е. И. Гальперин (зам. отв. редактора),
В. И. Грозиова, Ю. И. Конев, С. В. Якубовский.
РЕЦЕНЗЕНТЫ: кандидаты техн, наук В. А. ВОЛКОВ, Г. А. ДМИТРИЕВ, В. А. ЕР-
МОЛАЕВ, А. П. НЕНАШЕВ, В. А. ШИТУЛИН, Д. В. ИЛЬИНСКИЙ, В. Н. ПУМИНОВ.
Редакция литературы по электронном технике
Негр Ильич Овсищер, Иосиф Исаакович Лившиц, Анатолий Константинович
арчинский, Татьяна Леонтьевна Воробьева, Андрей Сергеевич Назаров
Компоновка и конструкции микроэлектронной аппаратуры
Редактор Е. В. В я з о в а
Обложка художника В. В. Волкова
Художественный редактор Н. С. Шенн
Технический редактор Г. И. Голосовская
Корректор Л. В. Алексеева
МБ № 432
Сдано в набор 12.03.82 г. Подписано в печать 25.05.82 г.
Т-10045 Формат 60X90’/is Бумага ки.-журн. Гарнитура литературная Печать высокая
Уел. печ. л. 13,0 Усл. кр.-отт. 13,375 Уч.-нзд. л. 15,26 Тираж 30 000 экз. Изд. № 19722
Зак. № 37 Цена 75 к.
Издательство «Радио н связь», 101000, Москва, Главпочтамт, а/я 693
Типография издательства «Радио и связь» Госкомиздата СССР
101000 Москва, ул. Кирова, д. 40
© Издательство «Радио и связь», 1982
ПРЕДИСЛОВИЕ
Предлагаемое оправочное 'пособие из серии «Проектирование
радиоэлектронной аппаратуры на интегральных микросхемах»
ставит своей целью ознакомить читателя с теми изменениями, ко-
торые 1произошли в последнее время в компоновке и конструк-
циях радиоэлектронной аппаратуры (РЭА), что обусловлено ди-
намичным развитием микроэлектроники, повышением степени ия-
теграции микросхем и в свою очередь ростом функциональной
сложности РЭА.
Этот процесс, получивший название комплексной миниатюри-
зации, естественно, затронул все стороны жизненного цикла ра-
дио- и электронной аппаратуры, различные аспекты которого на-
шли и находят отражение как в более ранних публикациях [1J,
так и в уже вышедших книгах данной серии.
В этой книге более глубоко отражены состояние и перспекти-
вы развития техники компоновки и конструирования микроэлек-
тронной аппаратуры (МЭА) на базе накопленного опыта и пере-
довых направлений конструирования современной МЭА. Основой
создания современной МЭА являются большие (БИС) и сверх-
большие (СБИС) интегральные схемы, обеспечивающие ее высо-
кое качество. При выборе конструкции и компоновке МЭА, учи-
тывая эти факторы, необходимо четко представлять возможности
микроэлектроники на современном этапе ее развития. Задачей
разработчика — конструктора МЭА при выполнении компоновоч-
ных работ и выборе наиболее рациональной конструкции является
обеспечение наименьших материальных затрат на единицу выпол-
няемых функций, что нашло отражение в решениях XXVI съезда
КПСС. Решение этой задачи (разумеется, с учетом накладывае-
мых ограничений на информационно-материальные параметры)
носит нетривиальный характер хотя бы в силу того, что МЭА все
более становится «встраиваемой», являясь частью какого-либо
объекта (носителя).
В соответствии с поставленной целью написаны соответствен-
но и главы книги. В гл. 1 излагаются основные направления и
проблемы конструирования, компоновки современной МЭА, в том
числе требования комплексной микроминиатюризации, унифика-
ции и стандартизации. В гл. 2 приведены конструкционные пара-
метры микросхем и микросборок (МСБ), крайне необходимые
разработчику МЭА. В гл. 3 рассмотрены вопросы конструирова-
ния печатных плат, которые пока недостаточно полно изложены в
литературе, в то время как вопросы технологии их изготовлений
изложены очень подробно.
В гл. 4 отражены вопросы помехоустойчивости цифровой МЭА,
связанные с выбором схемотехнического решения и рациональной
топологии гибридных ИС.
Главы 5 и 6 посвящены рассмотрению наиболее типичных кон-
струкций функциональных ячеек (ФЯ) и блоков МЭА третьего
поколения. В гл. 7 обсуждаются вопросы компоновки и разра-
ботки конструкций МЭА высокой степени интеграции, т. е. четвер-
того поколения, в том числе на крупноформатных подложках. В
гл. 8 изложена одна из возможных методик обоснования и выбора
типовых конструкционно-технологических решений на стадии эс-
кизного проектирования МЭА.
Глава 9 посвящена оценке технологичности радиоаппаратуры.
В ней рассмотрены нормы и требования к технологичности МЭА.
Книга написана коллективом авторов под редакцией Б. Ф. Вы-
соцкого, В. Б. Пестрякова и О. А. Пятлина. Предисловие написано
Б. Ф. Высоцким, § 1.1—1.4 — Т. Л. Воробьевой и А. С. Назаровым,
§ 1.5—И. И. Лившицем и А. С. Назаровым, § 1.6, гл. 2—6 и 9
П. И. Овсищером, И. И. Лившицем и А. К. Орчинским, § 7.1, 7.3,
7.6, 7.7—А. С. Назаровым, § 7.2, 7.4, 7.5 — А. С. Назаровым и
А. К. Орчинским, гл. 8 — И. И. Лившицем.
Авторы выражают благодарность рецензентам кандидатам
техн, наук В. А. Волкову, Г. А. Дмитриеву, В. А. Ермолаеву,
А. П. Ненашеву, В. А. Шитулину, а также В. Н. Пуминову и
Д. В. Ильинскому. Авторы признательны кандидату техн, наук
П. И. Завалишину и В. Г. Зайцеву за плодотворную дискуссию,
способствовавшую улучшению книги, а также коллегам по работе
за полезные замечания при обсуждении рукописи.
Авторы и редакторы книги примут с 'благодарностью все кри-
тические замечания и пожелания читателей.
1. ОСОБЕННОСТИ И ПРОБЛЕМЫ КОНСТРУИРОВАНИЯ
МЭА
1.1. ОСНОВНЫЕ ПРЕДПОСЫЛКИ
Конструирование микроэлектронной аппаратуры наряду с ис-
пользованием традиционных принципов требует учета специфиче-
ских особенностей, определяемых как современным состоянием
радиоэлектроники в целом, так и особенностями микроэлектрон-
ного проектирования аппаратуры. В книге рассмотрены принци-
пы конструирования и компоновки РЭА, разрабатываемой для на-
родного хозяйства при широком внедрении микроэлектроники.
Исходными предпосылками при написании этой книги послу-
жили следующие факторы:
1. Микроэлектронная аппаратура создается на основе микро-
схем высокой степени интеграции, на несколько порядков превы-
шающей аппаратурную сложность РЭА традиционного исполне-
ния. При этом обеспечение крупносерийного выпуска ИС опреде-
ляет их минимальную стоимость и возможность широкого внедре-
ния принципов унификации и стандартизации.
2. Технология микроэлектроники позволяет широко внедрять
групповые методы изготовления аппаратуры и высокий уровень
автоматизации проектирования и производства.
3. Планарные конструкции устройств (приборов) МЭА позво-
ляют создавать на их основе высоконадежные и унифицированные
на аппаратурном уровне радиоэлектронные комплексы и системы
при резком снижении массогабаритных характеристик и парамет-
ров стоимости.
4. Микросхемотехника позволяет существенно'повысить функ-
циональные возможности аппаратуры различного назначения, а
также качественно улучшить ее параметры. Так, например, в тра-
диционной аппаратуре, где длина электрических соединений (на
основе использования печатных плат) достигает нескольких кило-
метров, на каждые 100 см печатных проводников задержка сиг-
налов составляет 10 нс, что, в частности, ограничивает быстродей-
ствие ЭВМ. В то же время отдельные устройства (например, вен-
тили) работают при задержках в 1 нс, что может обеспечить
сверхвысокое быстродействие цифровых устройств только при
исполнении аппаратуры на МСБ с высокой разрешающей способ-
ностью монтажа.
5. Уровень развития современной микроэлектронной элемент-
ной базы принципиально позволяет создавать радиоэлектронные
5
устройства различного назначения. Однако конструирование их
требует учета параметрических ограничений и разработки новых
схемотехнических принципов по созданию высокоэффективных,,
многоканальных устройств, обеспечивающих высокий энергетиче-
ский потенциал различными методами (например, путем схемотех-
нического и пространственного сложения мощностей).
Все эти особенности определили стратегию в конструировании
МЭА:
создание конструкций с высокой степенью интеграции;
освоение крупносерийного выпуска параметрических рядов
стандартизованных и унифицированных ИС различного назначе-
ния (корпусированных и бескорпусных);
разработка и серийный выпуск унифицированных крупных мо-
дулей, состоящих из совокупности МСБ.
Все это направлено на снижение материальных затрат в ап-
паратостроении при резком сокращении сроков изготовления за
счет широкого внедрения автоматизации на всех этапах создания
аппаратуры и унификации на всех уровнях иерархии МЭА.
Указанная стратегия позволила в настоящее время специалис-
там-схемотехникам подойти к формированию параметрических
рядов микроэлектронных устройств различного назначения.
В то же время перед конструкторами-разработчиками стоит
задача по реализации новых конструкций при широком использо-
вании унифицированных ИС, а также унифицированных ИС и
микросборок для бортовой и 'мобильной аппаратуры. Такой прин-
цип конструирования МЭА позволяет на основе рядов унифициро-
ванных модулей — корпусов ИС, МСБ, микроминиатюрных элек-
трорадиоэлементов (ЭРЭ) и функциональных компонентов осу-
ществлять их различное функциональное исполнение и наращива-
ние аппаратуры за счет использования ряда однотипных модуль-
ных конструкций в составе блоков, шкафов либо перехода к круп-
ноформатным ячейкам.
К основным проблемам современного конструирования радио-
аппаратуры относятся выбор того или иного варианта конструк-
ции, обеспечение надежности и эффективности производства, нор-
мального теплового режима и вибропрочности конструкции, уни-
фикация и стандартизация, комплексная микроминиатюризация..
Выбор конструкции зависит от назначения и области примене-
ния устройств, заданных электрических параметров и условий
эксплуатации, конструктивных показателей, сроков разработки и
серийности, стоимости и возможностей существующей элементной
базы. Сложность этой проблемы заключается в том, что она дол-
жна 'быть выполнена уже на самых ранних стадиях проектирова-
ния и конструктору необходимо разобраться в степени важности
множества взаимосвязанных факторов.
Проблема надежности и эффективности производства всегда
являлась одной из основных задач проектирования РЭА, причем
чем на более ранних его стадиях она решалась, тем более весо-
мым был ее результат в производстве и эксплуатации. В настоя-
щее время повышение надежности обеспечивается увеличением
степени интеграции ИС; применением многократного резервирова-
ния и внедрением в технологический процесс принципов физиче-
ской надежности, т. е. анализа и контроля надежности по всем
операциям технологического процесса с целью выявления при-
чин их ненадежности и принятия мер для их устранения. Это при-
водит к увеличению процента выхода годных изделий (или их се-
рийноспособности), а следовательно, и к уменьшению стоимости.
Уменьшение стоимости и повышение эффективности, разработки и
производства РЭА достигается также внедрением автоматизиро-
ванного оборудования и средств микропроцессорной техники, что
позволяет уменьшить затраты и сроки разработки и выпуска ап-
паратуры.
Проблема унификации и стандартизации также является одной
из важнейших задач, решение которой позволяет повысить каче-
ство РЭА при одновременном сокращении времени и затрат на
проектирование, в особенности для аппаратуры массового вы-
пуска. В данной книге этой проблеме посвящен § 1.5.
Проблема комплексной микроминиатюризации (КММ) воз-
никла сравнительно недавно. Раньше всегда существовала проб-
лема миниатюризации, основной целью которой являлось умень-
шение материалоемкости конструкций. Комплексная микромини-
атюризация базируется на системном подходе и достижениях мик-
роэлектроники. Так, например, основным средством КММ инфор-
мационных блоков РЭА является широкое внедрение БИС и
СБИС, энергетических блоков — повышение КПД и улучшение
теплоотвода, механических блоков — отказ от механических узлов
и замена их электронными и т. п. Основной задачей КММ явля-
ется уменьшение таких показателей конструкции, как масса, объ-
ем, потребляемая мощность, стоимость, интенсивность отказов и
др. на единицу выполняемых функций. Например, поскольку при-
менение новой элементной базы позволяет значительно умень-
шить массу и объем устройств ЭВМ, то это является достоинст-
вом КММ, однако это при той же мощности рассеивания ухудша-
ет тепловой режим этих устройств и, следовательно, заставляет
применять металлические основания вместо печатных плат, что
увеличивает отношение их массы к массе полезйых (схемных)
элементов, т. е. приводит к некоторому ухудшению коэффициента
дезинтеграции массы. С другой стороны, применение /металличес-
кого основания значительно улучшает вибропрочность конструк-
ции. В итоге комплексный показатель качества [2] конструкции
улучшается. Вопросам КММ посвящен § 1.2.
1.2. КОНСТРУКТИВНАЯ ИЕРАРХИЯ И ОСНОВНЫЕ
НАПРАВЛЕНИЯ КОНСТРУИРОВАНИЯ МЭА
Процесс развития РЭА обусловлен требованиями постоянного
усложнения выполняемых функциональных задач и расширением
областей применения. При этом функциональная сложность РЭА
7
за каждое пятилетие в последние 25 лет увеличивается примерно
в 10 раз. Функциональная сложность РЭА в свою очередь опре-
деляет аппаратурную сложность и обычно оценивается числом
схемных или активных элементов. С увеличением последней воз-
никает проблема, как разрешить противоречия в цепочке взаимо-
действующих и часто противоречивых факторов: сложность—на-
дежность — масса (объем) — энергопотребление — стоимость -=•
сроки разработки. Решение этой проблемы, как показывает весь
процесс развития РЭА, в первую очередь возможно и должно за-
ключаться в создании и совершенствовании новой элементной ба-
зы, новых методов конструирования и формообразования, новой
технологии изготовления, что определяет смену «поколений» РЭА.
Так, за истекший полувековой период развития произошла смеиа
трех поколений РЭА.
Основным отличительным признаком поколения РЭА считает-
ся элементная база и -метод конструирования: в первом поколе-
нии— электронная лампа, крупногабаритные навесные ЭРЭ и
блочный метод, во втором — транзистор, миниатюрные ЭРЭ и
модульный метод, в третьем — ИС с небольшой степенью интег-
рации (до 100—1000 элементов на корпус) и функционально-уз-
ловой метод, в четвертом — БИС и СБИС с числом элементов от
тысяч и до сотен тысяч элементов, функциональные компоненты
и (функционально-узловой метод с применением МСБ.
Аппаратура второго поколения, выполненная на основе тран-
зисторной техники и печатного монтажа, в конструктивном отно-
шении реализуется модульным методом, при котором базовым
схемным элементом стал функциональный узел (ФУ), что позво-
лило увеличить надежность, эксплуатационные характеристики ап-
паратуры, освоить серийный выпуск унифицированных ФУ. Про-
цесс унификации и стандартизации параметрических рядов ФУ,
их формы, габаритов и типов соединений привел к созданию кон-
струкций в виде модулей различного типа (этажерочных, плоских,
в том числе микромодулей).
Аппаратура третьего поколения выполняется на основе корпу-
сироваиных ИС, миниатюрных ЭРЭ и многослойных печатных
плат, что позволило уменьшить массогабаритные характеристики
аппаратуры (при тех же функциональных задачах) и существен-
но повысить надежность РЭА.
Если принять для какого-то образца аппаратуры первого —
четвертого поколений функциональную сложность постоянной, то
материальные затраты при переходе от одного поколения к после-
дующему уменьшаются примерно в 10 раз, а по мере совершен-
ствования технологии и повышения степени интеграции БИС и
СБИС это уменьшение будет еще более стремительным. Однако,
как уже отмечалось, через каждые 5 лет также примерно в 10 раз
происходит увеличение функционально-аппаратурной сложности,
поэтому в принципе они могут компенсировать друг друга. Отсю-
да следует, что:
8
1) для обеспечения эффективного развития РЭА необходимо,
чтобы Темин развития элементной базы и методов конструирова-
ния опережали темпы развития схемотехники;
2) совершенствование элементной базы и темпы ее развития
должны определяться особенностями и принципами развития са*
мой аппаратуры.
Возникшие новые схемотехнические методы построения МЭА
(микросхемотехника) позволили практически для всех функцио-
нальных узлов современных радиоустройств создать конструкции,
отвечающие основным принципам микроэлектронного конструиро-
вания (планарность конструкций, малые масса и габариты, высо-
кая надежность и т. п.). Так, в настоящее время генераторы и
усилители СВЧ выполняются на микрополосковых МСБ с бескор-
пусными СВЧ ИС, транзисторами и диодами; усилители радиоча-
стот — на МСБ с бескорпусными линейными ИС и интегральными
пьезофильтрами; аналого-цифровые и цифроаналоговые преобра-
зователи— йа МСБ с бескорпусными ИС операционных усилите-
лей и компараторов; цифровые вычислители — на МСБ с БИС
микропроцессоров; устройства силовой электроники и вторичные
источники питания — на силовых МСБ и т. п.
Иначе говоря, в настоящее время имеются не только реальные
возможности для создания функциональных узлов различного на-
значения на основе принципов комплексной микроминиатюриза-
ции, но и разработан широкий ряд унифицированных устройств
дискретной и аналоговой техники в микроэлектронном испол-
нении.
Рассмотрим далее принятую конструктивную иерархию МЭА
для общего представления и понимания изложенных в дальней-
шем вопросов. Если по уровням функциональной сложности РЭА
ее можно подразделить, начиная с высшего, на радиотехническую
систему, комплекс, радиоустройство, блок, субблок и функцио-
нальный узел [2], то подобное деление возможно и по ее конструк-
тивным уровням.
По сложности уровня компоновки конструкции подразделяют
на многоблочные (стойки, шкафы, контейнеры), моноблоки, функ-
циональные ячейки, микросборки и микросхемы. Таким образом,
можно говорить о существовании четырех уровней компоновки:
1. Микросборки и микросхемы (рис. 1.1). При этом, как из-
вестно, микросхемы предназначены для широкого применения и
выпускаются крупными сериями специализированными завода-
ми — изготовителями ИС, а МСБ (в основном гибридные) разра-
батываются для конкретной РЭА. Микросборки, как и микросхе-
мы, могут быть корпусированными и бескорпусными.
2. Функциональные ячейки (ФЯ) (рис. 1.2, 1.3), на общем не-
сущем основании которых компонуются как элементы первого
уровня (микросхемы и МСБ), таки навесные ЭРЭ, а также элемеи-
4 Для МЭА третьего поколения микросхемы удобно рассматривать как
первый уровень компоновки.
9
ты коммутации и контроля. В качестве несущих оснований функ-
циональных ячеек чаще всего применяются печатные платы, ме-
таллические рамки и листы.
3. Блоки, 'компоновка которых осуществляется путем сборки
ФЯ в пакеты, и корпусирование пакетов в блоки (рис. 1.4). Бло-
Рис. 1.2. Функциональная ячейка
третьего поколения разъемного
типа
Рис. 1.1. Корпусированная МСБ (верхняя
крышка снята)
ки имеют три конструктивные разновидности: книжную, разъем-
ную и кассетную (веерную). Выбор конкретной конструкции бло-
ка должен осуществляться с учетом следующих особенностей:
достоинствами книжной компоновки блоков МЭА являются
Рис. 1.3. Функциональная ячейка на корпусированных
ИС и МСБ
ивиЕОкая компактность, легкий доступ к микросхемам и МСБ при
их ремонте, возможность проверки и отладки блока во включен-
ном состоянии. Недостатком этого варианта в основном является
Затрудненный демонтаж ФЯ, что значительно увеличивает время
ремонта блока при его разборке. Книжная конструкция чаще
всего применяется для бортовых устройств с высокой надежно-
стью, где требования уменьшения масс и габаритов являются пер-
востепенными;
Рис. 1.4. Разъемная конструкция бло-
ка МЭА на коопусиоованпых БИС
достоинствами разъемной компоновки блоков МЭА являются
легкосъемность ФЯ, а следовательно, высокие ремонтопригодность
я эксплуатационное обслу-
живание (ремонт и провер-
ка ФЯ могут проводиться
как в выключенном состоя-
нии, так и с применением
дополнительной платы-
вставки — во включенном
состоянии). Основными не-
достатками разъемной кон-
струкции являются значи-
тельные потери массы и
объема, обусловленные на-
личием самих разъемов, и
Повышенная частота отказов
в их контактных парах. Не-
смотря на это, разъемная
конструкция блоков нашла
Весьма широкое применение
в МЭА наземного типа
(ЭВМ, бытовая аппаратура,
измерительная и др.). На рис. 1.4 показана разъемная конструкция
€лока МЭА четвертого поколения, выполненная с применением кор-
пусированных ИС высокой степени интеграции.
. Кассетная (веерная) компоновка блока обладает существен-
ным недостатком, заключающимся в том, что при ремонте и про-
верке работоспособности кассета откидывается на шарнире вверх,
что увеличивает длину проволочного монтажа. Поэтому кассетная
компоновка блока нашла весьма ограниченное применение в кон-
струкциях МЭА.
4. Многоблочные конструкции, в которых блоки компонуются
в общем несущем основании. Таким основанием для бортовой МЭА
может служить в частном случае общая амортизационная рама
пли стеллаж (рис. 1.5), для стационарной — шкафы, стойки и
пульты.
Анализ современного состояния РЭА различного назначения,
а также перспектив ее развития показывает, что с конструктив-
ной точки зрения особенно важными являются следующие направ-
ления:
11
традиционное — конструирование и компоновка МЭА с исполь-
зованием корпусированных ЙС и МСБ на печатных платах;
развивающееся — компоновка МЭА с использованием бескор-
пусных МСБ на металлических основаниях;
перспективное — конструирование МЭА с использованием БИС
и СБИС, в том числе матричных, в кристаллодержателях или на
лентах-носителях на крупноформатных («гигантских») металли-
ческих подложках.
1.3. ПРОБЛЕМЫ КОМПЛЕКСНОЙ МИКРОМИНИАТЮРИЗАЦИИ РЭА
Под комплексной микроминиатюризацией в широком смысле
понимают системный подход к применению в РЭА всех средств
микроэлектроники, отображающий внедрение новых принципов
создания РЭА на базе ИС сверхвысокой степени интеграции и
разработок математического и аппаратурного обеспечения для ав-
12
уаматизированных систем проектирования, конструирования, из-
готовления и контроля [2].
Основной задачей КММ при все возрастающей сложности ап-
паратуры является обеспечение ее высокой надежности, малых
масс и объемов, повышенных эксплуатационных характеристик,
технологичности и серийноспособности. Выполнение этих требова-
ний возможно в первом приближении в том случае, если практи-
чески все узлы, блоки и устройства, входящие в более сложные
комплексы, имеют соизмеримые значения основных конструктив-
но-технологических показателей (надежность, масса, объем, про-
цент выхода годных, стоимость и т. п.). Если снивелировать все
уровни основных показателей устройств РЭА не удается, то мож-
но утверждать, что задача КММ решается не полностью, а выб-
ранный вариант конструкции нельзя считать оптимальным. На-
пример, если большинство устройств комплекса выполнено на ИС,
а хотя бы одно из них — на дискретных элементах, то именно оно,
имея наименьшую надежность, будет в целом уменьшать надеж-
ность всего комплекса. То же самое можно утверждать и о мас-
се, технологичности, стоимости.
Примерами неполного решения вопросов КММ являются все еще существую-
щие диспропорции по основным показателям в конструкциях аппаратуры, такие,
как значительные «доли» масс и объемов кабельной сети и систем охлаждения
в многоблочных конструкциях, элементов коммутации (разъемов и жгутов) —
в блоках, несущих конструкций (плат, рамок, обечаек)—в функциональных
ячейках и т. д. Эти диспропорции приводят к значительным дезинтеграциям ос-
новных показателей конструкций при переходе от уровня элементной базы к бо-
лее высоким компоновочным уровням. Неэффективность конструкции характери-
зуется коэффициентами дезинтеграции (</>1), равными отношениям конструк-
тивных показателей на различных уровнях компоновки '[16]. Например, на уров-
не блока коэффициенты дезинтеграции массы, объема, допустимой теплонапря-
женности соответственно равны
_ /пб Уб Рулис .. ..
т. ,Яу ~ V 'qPW~ Р ’ (1Л>
mN VN S-д б
где me, Уб, Руд в — масса, объем и допустимая удельная мощность рассеивания
блока; mN, IS; РудИС — суммарные масса, объем бескорпусных ИС в блоке н
допустимая удельная мощность рассеивания в кристалле ИС. Коэффициенты де-
зинтеграции в блоке могут составлять сотни и тысячи единиц.
Аналогично могут быть рассмотрены коэффициенты дезинтеграции по дру-
гим определяющим параметрам.
Значительное уменьшение дезинтеграции по определяющим параметрам яв-
ляется основной задачей КММ. Это возможно за счет разработки единой тех-
нической политики при обеспечении принципа совместимости узлов по надежно-
сти, массам, объемам, планарности конструкций, технологии их изготовления,
стоимости, срокам разработки и др. К основным направлениям КММ относятся:
дальнейшее развитие и внедрение в практику проектирования, конструиро-
вания и технологии изготовления новых принципов схемотехники (микросхемо-
техникн);
разработка новых принципов компановки РЭА;
совершенствование и развитие новых способов и методов коммутации;
повышение эффективности систем теплопередачи при одновременном умень-
шении их масс и объемов;
разработка и промышленное освоение новых видов прочных, жестких и теп-
лопроводящнх материалов несущих конструкций;
13
дальнейшая автоматизация проектных, конструкторских работ и технологии
производства.
Оценить эффективность внедрения КММ в разработку того или иного вида
устройства РЭА можно с помощью относительных показателей качества конст-
рукции, которые определяются формулой й=М/Ф, вде М — значение материаль-
ного показателя, Ф — значение функционального показателя, т. е. через отноше-
ние количественных материальных показателей на единицу функциональных по-
казателей. Это отношение отражает уровень научно-технического прогресса в
данной области. Функциональные показатели вытекают из назначения устройст-
ва и определяют его возможности: для чего оно сделано и что оно может де-
лать. Материальные показатели вытекают из материального содержания изде-
лия, которое часто называют его конструкцией, и отвечают на вопрос, из чего
и как оно может быть сделано.
Каждый функциональный показатель (свойство) имеет свой материальный
эквивалент в виде массы т, объема V, стоимости С, надежности (интенсивности
отказов Л), срока разработки Т, потребляемой мощности Р и т. п.
1.4. ОПТИМИЗАЦИЯ КОНСТРУКЦИЙ МЭА
Под термином «оптимизация конструкции МЭА» в узком
смысле можно понимать выбор ее оптимальных форм, объемов,
элементной базы, тепловых режимов и т. п., т. е. выбор оптималь-
ного варианта конструкции МЭА. В более широком смысле он
включает в себя выбор конструкции более сложных устройств и
их комплексов, оптимальных по комплексному показателю каче-
ства конструкции (критерию оптимизации), полученных за1 счет
оптимизации, самой структуры и параметров проектируемых ус-
тройств и всего комплекса в целом.
Комплексный показатель качества конструкции неразрывно
связан с совокупностью его материальных параметров, что обеспе-
чивает требуемые значения функциональных .параметров. Он мо-
жет быть представлен в виде линейной и нелинейной функции, а
оптимизация его может быть проведена методами последователь-
ных итераций (приближений и подбора) или методами линейно-
го и нелинейного программирования с помощью ЭВМ.
В данном случае примем выражение комплексного показателя
качества конструкции в виде линейной функции, зависящей от
материальных показателей вида
К ~ Фт то + ffv Vo + Фр Ро + фс Со + Фд A0 + q>T То, (1-2)
где
фт, <fv, ..., фг — коэффициенты значимости, зависящие от назначе-
ния и условий эксплуатации аппаратуры, определяемые, как пра-
вило, методом экспертных оценок; т0, Vo, ..., То—материальные
параметры аппаратуры, нормированные относительно какого-ли-
бо заданного их значения (либо по ТЗ, либо относительно наибо-
лее сложного варианта).
Как видно из приведенного выражения, оптимальной будет
•конструкция, которая обладает минимальным значением комплек-
сного показателя качества, т. е. задача сводится к выбору вари-
анта с его минимальным значением.
Наиболее полно эти вопросы отражены в литературе [3, 4].
Решение задач оптимизации конструкций МЭА включает:
14
составление перечня исходных данных, их анализ и принятие
решения;
формирование математической модели;
составление структурной или функциональной электрической
схемы;
расчет материальных показателей конструкции на ранних эта-
пах проектирования и сравнение их с допустимыми на них огра-
ничениями;
в случае невыполнения условий на ограничения материальных
показателей составление новых вариантов структурного построе-
ния и расчет новых значений этих показателей конструкции; срав-
нение их с допустимыми;
в случае выполнения условий на ограничения материальных по-
казателей расчет комплексных показателей качества для каждого
варианта и выбор оптимального из них.
В перечень исходных данных, как показано в [3], входят:
подгруппа условий (например, условия эксплуатации, назначение
и тип устройства); подгруппа ограничений на структуру (напри-
мер, вид сигнала, направление конструирования); подгруппа со-
става качественных показателей (например, за определяющие
приняты надежность, масса, стоимость) и подгруппа ограниче-
ний (по допустимым отклонениям) на некоторые из этих показа-
телей качества.
Решение задач оптимизации конструкций на ранних стадиях
проектирования МЭА возможно, если с определенной точностью
можно определить наиболее важные показатели качества с допу-
стимой на этих этапах инженерной точностью расчетов, а далее
как критерий оптимизации — комплексный показатель качества-
При этом надо обязательно учитывать основные тактико-техниче-
ские и специальные требования к конструкции МЭА, отраженные
в действующей нормативно-технической документации [5—12].
Количественная оценка на этапе технического предложения та-
ких материальных показателей комплекса МЭА, как масса и объ-
ем, при заданных технических характеристиках осложняется тем,
что в этот период отсутствуют исходные для их расчета конструк-
торские документы (сборочные чертежи узлов, функциональных
ячеек, блоков). Основным исходным документом на этом этапе
является электрическая функциональная или принципиальная схе-
ма. На ее основе возможны количественные оценки надежности,
потребляемой мощности, стоимости. Зная потребляемую мощность
и задаваясь допустимой удельной мощностью рассеивания, мож-
но определить минимально допустимый объем конструкции уст-
ройств и комплекса в целом. Это правило обычно относится к кон-
струкциям с высокими удельными мощностями рассеивания (циф-
ровой МЭА). Если эта мощность, например для аналоговой МЭА,
довольно низкая, то допустимый объем может быть рассчитав
аналогично по изложенной далее методике для массы блока с ис-
пользованием данных табл. 1.1. Остается оценить массу комплек-
са и его отдельных устройств, причем с достаточной инженерной
15
Таблица 1.1
Компоновочная схема устройства Элементная база qV qm т', Yirlp&i*
КТЕ-ФЯ ФЯ-блок КТЕ-ФЯ ФЯ-блок
Двухплатная ФЯ на металли- ческой рамке третьего поколе- ния (см. рис. 5.5) Функциональные ячейки цифро- вой МЭА четвертого поколения: Корпусирован- ные ИС Бескорпусные МСБ 6,4 — 3,2 — 0,52
односторонняя (см. рис. 7.9) 11 — 7,7 — 0,85
двусторонняя (см. рис. 7.10) 5,7 — 4,8 — 1,03
сдвоенная (см. рис. 7.11) Корпусирован- ные ИС 6,8 — 5,0 — 0,86
Блок книжной конструкции на двухплатных ФЯ третьего по- коления 6,4 1,8 3,2 1,3 0,52
Блок книжной конструкции на двусторонних ФЯ четвертого поколения (см. рис. 7.21) Бескорпусные МСБ 9,2 1,9 5,3 3,0 1,07
Конструкция пенального типа (см. рис. 7.14) Бескорпусные МСБ, ЭРЭ 17,4 — 11,5 — 1,66
Примечания: I. КТЕ — конструктивно-технологическая единица, например корпу-
сироваиная ИС или бескорпусная МСБ. 2. Для КТЕ типа корпусированиой ИС не учиты-
вались коэффициенты дезинтеграции при переходе от кристалла ИС к корпусу. 3. т' —
удельная масса конструкции.
точностью. Эта задача решалась на более поздних этапах разра-
ботки известными методами расчетов объемов и масс по черте-
жам конструкции и выбранным материалам. С учетом требова-
ний комплексной микроминиатюризации и анализа прогрессивных
методов конструирования МЭА она может быть решена на этапе
раннего проектирования, если руководствоваться следующими по-
ложениями:
любой комплекс МЭА независимо от его назначения и объекта
установки может содержать как специфичные по своей конструк-
ции устройства, такие как антенны, мощные передатчики, индика-
торы, так и устройства, выполняемые на микросборках;
оценка масс специфичных конструкций устройств тсп может
базироваться на опыте разработок прототипов в отечествен-
ной и зарубежной практике или на расчете удельных коэффици-
ентов этих устройств; отметим, что задача определения удельных
коэффициентов является сложной и многокритериальной и тре-
бует статистических данных;
при расчете массы комплекса МЭА предполагается известной
массе кабельной сети /тгкаб между устройствами комплекса;
устройства, выполняемые на МСБ, могут содержать в своем
составе определенное число цифровых, аналоговых и силовых ФЯ
(последние являются децентрализованными встроенными вторич-
ными источниками питания, выполненными на силовых МСБ);'
каждая МСБ в зависимости от того, какие функции и сколько
их она включает, обладает определенной массой, которая для
16
«типовой» МСБ размером,, например, 24X30 мм может быть кон-
кретно рассчитана для цифровых, аналоговых и силовых МСБ;
если размеры МСБ отличаются от размеров типовой МСБ, но
кратны им, то пересчет масс не вызывает затруднений;
общее число МСБ и конкретное их содержание в разных ФЯ
определяются из электрической схемы каждого микроэлектронно-
го устройства (МЭУ); число и массы дополнительных ЭРЭ, сов-
местимых с МСБ, также определяются из электрических схем; для
пересчета масс МСБ и ЭРЭ в массы ФЯ, блоков и микроэлектрон-
ной части комплекса используются средние значения коэффициен-
тов дезинтеграции массы от МСБ к ФЯ (<7тмсв-Фя ) различного
типа, от ФЯ к блоку (<7тФя.Б) (табл. 1.1) и от блока к комплек-
су (<7тв-к ); Для рекомендуемых отраслевыми стандартами кон-
струкций ФЯ цифрового и аналогового типов, а также для не-
которых блоков МЭА такие данные были нами рассчитаны и све-
дены в характерные группы, отражающие достаточно устойчивый
характер величины с точностью не хуже ±10—15% (см. табл. 1.1).
Расчет массы МЭУ на бескорпусных МСБ на ранних этапах
проектирования проводится в следующем порядке:
по заданной электрической схеме устройства МЭА оно функ-
ционально и конструктивно расчленяется на г функциональных
ячеек цифрового типа, п — аналогового и I — силового;
по выбранной элементной базе и числу функций «типовой»
МСБ, например размером 24X30 мм, каждого типа определяется
средняя масса цифровой МСБ — т}, аналоговой—т2 и силовой —
для каждой ФЯ из электрической схемы определяются число
комплектующих МСБ и дополнительных навесных ЭРЭ, например
для цифровой ФЯ соответственно р и т'х, для аналоговой s и
гп'2. для силовой t и /тг'з!
рассчитываются активные (полезные) массы МСБ и ЭРЭ, вхо-
дящие в каждую цифровую, аналоговую и силовую ФЯ МЭУ со-
ответственно:
= рт1 + т\ ; тц, == sm2 4- m'2; my, = tm3 + т'3;
определяется масса пакета ячеек i-го МЭУ с учетом коэффици-
ентов дезинтеграции массы для выбранных компоновочных схем
этих ячеек от уровня МСБ до ячеек
^МЭУ; =<7тМСБ-ФЯ1 mN1r + Qm МСБ-ФЯг п + Qm МСБ - ФЯз
рассчитывается масса блока Pro МЭУ с учетом коэффициента
дезинтеграции массы в блоке
ты ’ Qm ФЯ-Б тМЭУг
рассчитывается суммарная масса комплекса
тК = Qms-K 3 + тсп + ткаб> U-3)
17
где qmE-K — коэффициент дезинтеграции массы в общей ферме
или контейнере.
Если рассчитанная масса комплекса превышает массу по тех-
ническому заданию, то это, естественно, приводит к выводу, что
необходима смена направления конструирования, т. е. смена эле-
ментной базы и методов компоновки.
1.5. ПРИНЦИПЫ КОМПОНОВКИ МИКРОЭЛЕКТРОННЫХ
УСТРОЙСТВ И ИХ КОМПЛЕКСОВ
Под компоновкой обычно понимают взаимную ориентацию из-
делий относительно друг друга в ограниченном пространстве. Ус-
становление основных геометрических форм и расстояний между
ними отражает компоновочная схема. Компоновочная схема мо-
жет быть выполнена детально в виде сборочного чертежа либо
упрощенно в виде эскизного рисунка. Для РЭА компоновочная
схема отражает характерные особенности той или иной конструк-
ции или его варианта.
При разработке РЭА часто говорят о модульном методе кон-
струирования (или компоновки), понимая при этом совершенно
разные понятия, поэтому и бытуют такие термины, как «модуль-
ный», «функционально-модульный», «модульно-ячеечный» и тому
подобные методы компоновки, которые только путают читателя.
На наш взгляд, в широком смысле слова термин «модульный
метод» надо понимать как совокупность принципов проектирова-
ния и конструирования, в основе которых заложено одно общее
требование; так расчленить электрическую схему устройств на
модули (ФУ, ФЯ, блоки), чтобы они были как функционально,
так и конструктивно законченными и чтобы при этом их конструк-
тивные размеры либо повторяли друг друга, либо были кратны
одним базовым размерам, т. е. были унифицированными.
В размерном отношении модульная компоновка [13, 14] по-
лучается путем членения объема взаимно параллельными и пер-
пендикулярными плоскостями. Расстояние между смежными пло-
скостями в каждом из трех измерений для устройства в целом и
для отдельных его частей принимается равным или кратным раз-
меру основного модуля М, как показано на рис. 1.6. Модульная
компоновка позволяет «сворачивать» и «вытягивать», «разрезать»
и «разносить» в пространстве электрические схемы отдельных мо-
дулей в самых разнообразных вариантах и пропорциях. Общий
признак модульной компоновки — прямоугольность объема и его
частей упрощает стандартизацию модулей, позволяет установить
закономерные соотношения и типовые сопряжения между целыми
и отдельными его частями. Таким образом, модульный метод ком-
поновки можно считать одним из общих принципов конструиро-
вания РЭА.
К частным принципам компоновки следует отнести принципы
пространственной (объемной) и поверхностной (планарной) ком-
поновки устройств и их частей.
18
Рис. 1.6. Геометрическая мо-
дульность конструкций
Первый принцип был реализован в так называемом блочном
методе компоновки устройств, характерном для РЭА первого по-
коления [15]. Основные его черты, достоинства и недостатки до-
статочно известны. Главное, что при этом полностью отсутствова-
ла возможность автоматизации кон-
струирования и унификации изде-
лий.
Второй принцип, в функциональ-
но-узловом методе компоновки, ха-
рактерен для конструкций РЭА вто-
рого— четвертого поколений [16].
Основная его особенность состоит в
том, что практически все элементы
конструкций оказалось возможным
размещать на одной плоскости при
соизмеримых высотах комплектую-
щих изделий. При этом стало легче
обеспечивать требования унифика-
ции и стандартизации модулей и автоматизировать процессы проек-
тирования, конструирования и изготовления устройств.
Однако в аппаратуре второго поколения большое число эле-
ментов самой разнообразной формы препятствовало автоматиза-
ции компоновочных работ. Криволинейная форма большинства
элементов плохо согласовывалась с прямоугольной формой по-
верхности монтажной плоскости модуля. Разнообразие форм эле-
ментов не позволяло эффективно использовать поверхность мон-
тажной плоскости модуля. Существенным недостатком компонов-
ки модулей аппаратуры второго поколения являлось отсутствие
регламентации ориентирования элементов на поверхности мон-
тажной плоскости модуля. Введению такой регламентации пре-
пятствовало разнообразие форм элементов модуля.
С появлением аппаратуры третьего поколения при разработ-
ке корпусов микросхем в основном отказались от использования
элементов цилиндрической формы, приняв за основу прямоуголь-
ную форму, проекции всех элементов модуля стали прямоуголь-
ными, что способствовало улучшению компоновки ячеек. Сущест-
венным шагом в этом направлении явилось введение координат-
ной сетки, привязанной к сторонам печатной платы. Формулиров-
ка требования установки одного из выводов элементов в точке
пересечения координатной сетки явилась первым шагом на пути
автоматизации компоновки МЭА.
Спецификой компоновки ячеек с применением микросхем яви-
лось разделение печатной платы модуля на соответствующие кон-
структивные зоны (рис. 1.7). При этом компоновка элементов
ячейки (за исключением разъема) регламентировалась только
монтажной зоной. Технологическая зона, состоящая из четырех
краевых полей вокруг монтажной зоны, предназначается для кре-
пления печатной платы в технологической оснастке при сборке,
монтаже и контроле ячейки, а также для крепления несущей кон-
19
струкции (рамки), если.она предусматривается, установки разъ-
ема с выводами (и при необходимости — планки с контрольными
гнездами).
Если для модулей аппаратуры второго поколения характерно
достаточно произвольное расположение элементов, то специфи-
кой ячеек с применением микросхем явилось выделение участка
Рис. 1.7. Геометрия печатной платы:
Ln, — Длина и ширина печатной платы; Lo, Во — длина и ширина корпуса ИС; Ly, Ву —
установочные размеры ИС; Ъь В] — длина и ширина зоны установки ИС (S); у}, у2, х2 —
краевые поля печатной платы, соответствующие зонам расположения межъячеечной комму-
тации (Si), контрольной колодкн (82) н технологическим зонам (8з, 84)
монтажной зоны, где преимущественно концентрировались мик-
росхемы. При этом привязка выводов корпусов микросхем к точ-
кам пересечения координатной сетки печатной платы привела к
упорядочению расположения микросхем в виде горизонтальных
рядов и вертикальных столбцов. Это позволило в некоторых слу-
чаях характеризовать печатную плату максимальным числом ря-
дов и столбцов микросхем определенной серии, которые могут
быть скомпонованы на этой печатной плате.
Однако даже при самой высокой степени регулярности струк-
туры компонуемой части МЭА она не может быть реализована
только на микросхемах. Требование помехозащищенности ячейки
приводит к необходимости введения в нее наряду с микросхемами
фильтра цепей питания. Этот фильтр, как правило, состоит из
резисторов и конденсаторов. Поскольку цепи питания обычно вы-
водятся на крайние выводы разъема через крайние концевые кон-
такты, элементы фильтра устанавливаются на месте крайних мик-
росхем, расположенных на пересечении крайних столбцов с рядом,
ближайшим к концевым контактам.
Применение навесных ЭРЭ в сочетании с микросхемами не
дает полностью реализовать все преимущества последних. Осо-
20
бенно резко этот недостаток стал проявляться по мере роста сте-
пени интеграции микросхем. Для борьбы с этим недостатком бы-
ло предложено упаковывать навесные ЭРЭ в микросборки, корпу-
са которых конструктивно и технологически согласуются с корпу-
сами используемых микросхем высокой степени интеграции (ЙСЗ,
ИС4). В аппаратуре четвер-
того поколения при компо-
новке ячеек уже однозначно
используется разделение
монтажной зоны на отдель-
ные участки для компоновки
микросхем и МСБ. Дальней-
шее развитие аппаратуры
четвертого поколения приве-
ло к появлению конструкций
ячеек и блоков с общей гер-
метизацией, в которых ис-
пользуются бескорпусные
МСБ в сочетании с бескор-
пусными микросхемами и
компонентами. Здесь также
наблюдается деление несу-
щей конструкции основания
на участки, на каждом из ко-
торых скомпонованы МСБ
на подложках одного типо-
номинала.
Конструкция с общей
герметизацией характеризу-
ется известной гибкостью
компоновочных решений.
Наряду с компоновкой бес-
корпусных ИС и компонен-
тов на коммутационной пле-
ночной плате допускается
Рис. 1.8. Принцип моноблочного конструи-
рования радиоэлектронных комплексов в
герметичных корпусах
установка миниатюрных корпусированных ЭРЭ непосредственно
на плату.
Разделение монтажного пространства на зоны характерно не
только для ячеек на микросхемах и МСБ, но также и для более
высоких уровней компоновки аппаратуры, таких, как блок, при-
бор и шкаф. Центральную часть конструкции составляет зона
ячеек, в которой располагается пакет ячеек, выдвигаемый
вправо при контроле и профилактике. С левой стороны блока
предусмотрена зона коммутации ячеек, где сосредоточены розет-
ки разъемов. Эти розетки либо впаиваются в объединительную
печатную плату, либо устанавливаются на специальную раму и
соединяются жгутами проводов. В задней части блока (иног-
да в передней) предусмотрена зона коммутации выходных разъ-
емов.
21
Рассмотрим принципы компоновки микроэлектронных устройств в комплек-
сы. По назначению МЭА можно условно разделить на две основные группы:
универсальную и специального назначения, по объекту установки — на назем-
ную и бортовую, по серийности выпуска — на аппаратуру крупных и малых се-
рий.
Главным фактором, определяющим принцип компоновки МЭУ в комплекс,
является серийность их выпуска. Для крупносерийной аппаратуры основными
требованиями, определяющими метод компоновки МЭУ в комплекс, являются
требования уменьшения их стоимости, более широкое внедрение унификации и
стандартизации, автоматизация разработок и технологии изготовления. Более по-
дробно реализация этих требований изложена в § 1.5, 8.3 и гл. 9. Поэтому в
данном случае остановимся лишь на принципах компоновки бортовых комплексов
специального назначения, к которым предъявляются весьма жесткие требования
к объему, .массе и надежности. В настоящее время можно рассматривать два
принципа компоновки бортовых комплексов специального назначения: блочный
и моноблочный. При блочном принципе компоновки каждое МЭУ оформляется
в виде моноблока с защитным корпусом нли без него и может устанавливать-
ся в объеме рассредоточенно, например в рамах радиоотсеков.
При моноблочном принципе компоновки практически все без исключения
МЭУ компонуются в одном герметичном кожухе (рис. 1.8), т. е. сосредоточен-
но, а нх датчики и индикаторы с помощью кабельной сети располагаются по
корпусу объекта или в кабине.
Интересно сравнить, какой выигрыш может дать тот .или иной принцип ком-
поновки. Рассмотрим это на примере конструкций МЭА четвертого поколения
(см. гл. 7) по параметрам массы и объема.
При блочном принципе компоновки цепочка компоновочных уровней может
быть записана в виде; МСБ — ФЯ — блок — комплекс. При этом ФЯ представ-
ляет собой оребренную рамку, в которой содержится 8—12 МСБ, а далее эти
ФЯ объединяются в пакет и корпусируются, образуя блок. Блоки <в раме об-
разуют комплекс. В этом случае суммарный коэффициент дезинтеграции массы
(объема)
<?2 = ?МСБ-ФЯ^ФЯ-Б ?ФЯ’Б ?Б-К‘ (14)
Для моноблочного принципа компоновки достаточное число МСБ (около
24) крепится на металлической пластине, образуя ФЯ без оребрения, которые
далее закрепляются в «окнах» крупноформатной панели (П). Набор панелей,
собранных в пакет, корпусируется, образуя герметичный комплекс МЭУ. В этом
случае суммарный коэффициент дезинтеграции
„II_ „II „П „П /1
^2 = ?МСБ-ФЯ ‘/фЯ-п'/п-К • П-о)
Поскольку дезинтеграция массы (объема) на уровне МСБ — ФЯ для перво-
го варианта и МСБ—ФЯ — П для .второго в основном определяется наличием
ребер жесткости (для второго варианта в последнем звене цепочки), то можно
принять, что
^МСБ.фЦ ~?МСБ.фц ?фя-гт (1-6)
Общие приемы корпусирования пакета ФЯ и более крупноформатных пане-
лей обусловливают примерное постоянство коэффициентов дезинтеграции, по-
этому примем, что
^ФЯ-Б^^П-К’
Тогда с учетом выражений (1.4)— (1.7) выигрыш по массе (объему) для второ-
го варианта составит
В = /?s — ?б • К •
Значения % по массе н объему обычно составляют 2—3.
В заключение приведем порядок количественной оценки массы МЭУ комп-
лекса на ранних стадиях проектирования:
22
по заданной электрической схеме МЭУ проводится ее функциональное рас-
членение на i-e число панелей, каждая из которых содержит р цифровых, s —
аналоговых и t — силовых МСБ и определенное число навесных ЭРЭ;
определяются средние значения масс МСБ указанных типов (mi, /п2, отз) в
общая масса навесных ЭРЭ (/пэрэ);
рассчитываются активные (полезные) массы МСБ и ЭРЭ, входящих в каж-
дую t-ю панель,
«л?. = Р™! + s/n2 4- tm3 4- тдрэ .
рассчитывается масса i-й панели с учетом коэффициента дезинтеграции мас-
сы от МСБ к панели т п. = ?тмСБ-п mNi ’
k
определяется масса пакета панелей /nnaK= S '
рассчитывается масса моноблока МЭУ комплекса с учетом ее дезинтеграции
при корлусировании пакета панелей тБМЭУ=д тП-К/Ппак'
Далее по формуле (1.3) определяется суммарная .масса комплекса.
1.6. УНИФИКАЦИЯ СИСТЕМЫ БАЗОВЫХ КОНСТРУКЦИЙ МЭА
При построении системы несущих1) конструкций МЭА важное
значение приобретают типизация и унификация. Типизация и
унификация являются основными методами стандартизации. Ти-
пизация заключается в рациональном сокращении видов объектов
путем установления некоторых типовых, выполняющих большин-
ство функций объектов данной совокупности и принимаемых за
основу (базу) для создания других объектов, аналогичных или
близких по функциональному назначению. Поэтому этот метод ча-
стот называют методом базовых конструкций [1.17], где под базо-
вой несущей конструкцией понимают несущую конструкцию, яв-
ляющуюся основой для модификаций МЭА. Следует иметь в виду
отличие базовой несущей конструкции от унифицированной не-
сущей конструкции, под которой понимается несущая конструк-
ция [1.18], предназначенная для применения в аппаратуре различ-
ного назначения.
С помощью метода базовых несущих конструкций определяют-
ся конструкции, наиболее характерные и оптимальные для рас-
сматриваемого класса МЭА при разработке конкретного устрой-
ства или комплекса устройств. Объект типизации может претер-
певать некоторые частичные изменения или доработки для выпол-
нения определенных заданных функций. Метод .базовых конструк-
ций обеспечивает сохраняемость только отдельных объектов из
возможной совокупности. Другими словами, этот метод распрост-
раняется на малое число объектов большого числа функций.
Большой технико-экономический эффект метода базовых конструкций за-
ключается в следующем:
при разработке новых устройств используется проверенная базовая конст-
рукция, исключающая поиски возможных решений и возможные ошибки;
*> Несущая конструкция — элемент конструкции или совокупность элемен-
тов конструкции, предназиачеиные для (размещения составных частей аппаратуры
н обеспечения их устойчивости к воздействиям в заданных условиях эксплуата-
ции.
23
обеспечивается большая преемственность в производстве устройств, создан-
ных на одной базе; значительно ускоряется подготовка производства н снижа-
ются расходы на ее выполнение;
значительно облегчаются условия эксплуатации и ремонта устройств, имею-
щих много общих конструктивных элементов;
вокруг базовых (типовых) изделий легко могут создаваться различные мо-
дификации (типовые ряды) путем некоторых изменений типового изделия.
Применение -метода базовых конструкций непосредственно связано с унифи-
кацией изделий и с последующей их стандартизацией (например, корпусов бло-
ков аппаратуры).
Метод унификации — основной метод стандартизации, направленный на ра-
циональное сокращение существующей номенклатуры объектов путем отбора и
широкого использования некоторых изделий или создания новых изделий, т. е.
метод унификации обладает определенной универсальностью. Универсальность его
проявляется и -в том, что -метод не исключает из обращения другие -возможные
варианты объектов. Практическая работа с применением метода унификации
может осуществляться на разных уровнях и в различных аспектах деятельности:
внутрипроектной, межпроектной, отраслевой, межотраслевой и др. Работы по
унификации конструкций могут и не завершаться разработкой соответствующих
стандартов, но имеют большое самостоятельное значение, и -поэтому они в ряде
случаев рассматриваются как работы, предшествующие стандартизации.
Унификация как метод стандартизации имеет следующие признаки:
единообразие в конструктивном исполнении устройств;
функциональная законченность устройств;
подчинение основных параметров устройств общим требованиям или подчи-
нение основных параметров ряда определенному закону;
возможность использования унифицированных изделий -в составе устройств
или систем различного функционального иаэиачеиия, т. е. определенная универ-
сальность; -
обеспечение взаимозаменяемости на различных -конструктивных -уровнях с
учетом наличия единых габаритных, установочных и присоединительных разме-
ров.
Унификация приводит к сокращению номенклатуры изделий
в пределах устройства, класса устройств или целых групп. Она
неразрывно связана с наличием ряда одинаковых или -кратных ба-
зовых установочных и присоединительных размеров.
В настоящее время наблюдается тенденция системного подхо-
да к решению задачи унификации базовых несущих конструкций
МЭА. Одним из основных вопросов разработки унифицированной
системы базовых несущих конструкций (БНК) является вопрос о
формировании ее структуры, которая определяет внутреннюю ор-
ганизацию системы, а также установление уровней соотнесения
элементов структуры. При этом каждый уровень должен иметь
присущие ему характеристики, а элементы, соотнесенные с ним, —
вполне определенные признаки.
Наиболее распространенные системы БНК, используемые для
компоновки радиоаппаратуры, рассмотрены в работах [5—12,
18—22] и графически представлены на рис. 1.9—1.12. Для удоб-
ства некоторые данные о системах БНК сведены в табл. 1.2. Ана-
лизируя данные таблицы, следует отметить разнобой в термино-
логии, различное число уровней компоновки и отсутствие их
четкой формулировки, различный состав элементов систем ба-
зовых несущих конструкций и соотнесение их по уровням, неко-
торые системы базовых несущих конструкций вообще не имеют
24
таких соотношений. В состав систем базовых несущих конструк-
ций включены изделия различного функционального назначения.
Только в одном случае в элементы первого уровня включен кор-
Рис. 1.9. Система несущих конст-
рукций ЭВМ:
/— микросхема; 2~ ячейка; 3— панель;
4 — блок; 5 — рама; 6—стойка; 7 —
тумба; 8 — пульт
Рис. 1.10. Система несущих конструк-
ций РЭА:
/ — комплектный вставной блок; 2 — час-
тичные вставные блоки; 3—,кожух для
частичных вставных блоков/ 4— кожух,
для комплектного вставного блока; 5 —
блочный каркас; 6 — стойка; 7 — щит
Рис. 1.1 L Система несущих конструкций измерительных приборов:
/—корпус комплектных настольных блоков; 2 — корпуса малогабаритных блоков общего
назначения; 3 — корпуса блоков стоечного исполнения; 4 — настольный корпус с набором ма-
логабаритных блоков; 5 —установка комплектных наборов блоков <прнбор на прибор>; 6 —
корпус малогабаритного осциллографического блока; 7 — настольный шкаф с набором бло-
ков; 8 — передвижной шкаф с набором блоков
25
пус микросхемы. Смысловое содержание элементов отдельных
уровней различное. Например, в один и тот же уровень включа-
ются каркас и блок, кожух и стойка, т. е. не дифференцируются
функциональные и чисто конструктивные элементы, хотя только
последние должны входить в систему базовых несущих конструк-
ций.
Рис. 1.12. Система несущих конструкций
РЭА ГДР [1.22]:
/ — печатная плата; 2~ ячейка; 3— частичный
вставной блок; 4 — комплектный вставной блок;
5 — блочный каркас; 6 — кожух для настольно-
щитовых приборов; 7— стойка; 8 — шкаф; 9 —
щитовая секция
Рис. 1.13. Схема входимости элементов
унифицированиой системы базовых несу-
щих конструкций:
С — бескорпусная микросхема; 1 — корпусирован-
ные микросхемы и МСБ; 2 —ячейка; 3 — блок;
4 — шкаф и пульт; 5 — комплект шкафов, тумб и
пультов; 6 — радиотехнический отсек
Обобщая эти системы, можно разработать унифицированную
систему базовых несущих конструкций.
Применение системы БНК по уровням на примере ЕС ЭВМ
[19] по предложениям авторов [20] и по нашим предложениям
для унифицированной системы БНК приведено в табл. 1.3. Сле-
дует отметить, что функциональные элементы в уровни унифици-
рованной системы БНК не включаются, за исключением беокор-
пусных радиоэлементов, где конструкцию невозможно отделить
26
Таблица 1.2
Наименование системы Уровни систем БНК
0 I [ П III IV v
Аппаратура радиоэлектрон- —- Вставной частич- Вставной комплек- Кожух для ча-
пая. Основные размеры бло- ный блок тный блок, блоч- стичного блока,
ков. ГОСТ 12863—67 (при- ный каркас кожух для ком-
ложение) плектного бло-
ка, стойка
(шкаф), щит
ЕС ЭВМ. Уровни конструк- — Корпус ИС. Элек- Типовой элемент Панель Рама Стойка,
тивпых модулей. трорадиоэлемент. замены тумба,
ОСТ 4Г0.410.077—71 Специальный эле- мент пульт
Агрегатированные комплек- Монтажные Защитные рамки. Базовые каркасы Базовые каркасы — —
сы приборов и средств авто- платы. Вспомо- Монтажные платы, второго порядка, третьего порядка,
матизации. Система УТК. гательные дета- частичные (базо- блочные и комп- кожухи, стойки,
Основные размеры ОСТ ли и сборочные вые, вставные, при- борные) каркасы лектные каркасы, шкафы, секции щи-
25—38—71 единицы для навесные и встраи- тов и пультов, сто-
комплектации изделий других порядков первого порядка ваемые контейнеры лы
Агрегатированные комплек- Вдвижная мон- Частичный каркас Блочный каркас, Настенные кожу- — —
сы приборов и средств авто- тажная плата комплектный кар- хи, встраиваемые,
матизации. Система УТК- кас стационарная, пе-
Основные размеры редвижная и на- стольная стойки,
напольные и на-
стенные шкафы, тумба, стол, под-
ставка, секции пультов щитов
Шкафы и корпуса блоков ,— — Многогабаритные Корпуса комплект- Шкафы (с на- —
электроизмерительных при- боров. Система конструкций корпуса блоков ных блоков (на- бором блоков,
шкафов и корпусов блоков. ОСТ 4Г0.410.036—71 (общего назначе- ния, осциллографи- ческие) стольные, с набо- ром малогабарит- настольные, пе- редвижные).
ных блоков стоеч- Установка ком-
ного типа) плектных бло-
ков
Агрегатированная система атомного приборостроения Плата Блок частичный Каркасы, кожухи, комплектный блок, Стойки — —
АСАП [20] блок вентиляторов
Оборудование электроизме- рительное Плата печатная Каркас частичного блока Блочный переход- ной каркас Корпус стойки (шкаф) —
Каркасы, кожухи и кор- пуса: ОСТ 11П0.410.000—72 ОСТ 11П0.410.004—72 ОСТ 11П0.412.000—72 ОСТ ilin0.413.000—72 ОСТ 11П0.413.001—72 Частичный встав- Каркас комплект- ного блока Вставной блок. Подвесной кожух Каркас пульта, каркас стола, кожух
Стандартные Настенный щито-
элементы ной блок. Рамка Рамка для частич- вой корпус, шкаф,
для стандартного ного вставного пульт
элемента блока
Система типовых конструк- Монтажная Частичный блок Блочный каркас, Кожух для на-
ций. Электронные приборы. плата, вставной вставной, защи- вставной комплек- стольных блоков.
Предложения по стандарта- частичный блок щенный тный каркас Стойка, шкаф, щи-
зации. ГДР, 1971—1972 [22] (незащищен- ный) товая секция
от функционального элемента. Для оценки различия между эле-
ментом соответствующего уровня унифицированной системы БНК
и соответствующим ему уровнем компоновки в последней графе
табл. 1.3 приведены наименования уровней компоновки, в которые
входят соответствующие уровни элементов конструкций. Эти
уровни компоновки совместно с элементами унифицированной си-
стемы БНК и образуют множество конструкций. Принцип входи-
мости конструкции по нашим предложениям отражен на рис.
1.13 и в табл. 1.3.
Таблица 1.3
уровень конструкции Предложения [19] Предложения [20] Предложения авторов
— — Бескорпусные компоненты и детали, изготовляемые без операции сборки
1 0 1
/
Корпус микро- схемы, ЭРЭ, специальный ЭРЭ Корпус микро- схемы, корпус ЭРЭ, корпус специального ЭРЭ Коммутационно-пленочные платы МСБ, основание с вы- водами и крышка корпуса МСБ, корпусированные ЭРЭ
L Л 1
’ V
Типовой эле- мент замены Плата Печатные платы, гибкие пе- чатные кабели, разъемные соединители
1 \
LZIZ
1 з | Панель Каркас частич- ного блока Каркасы, корпуса и кожухи блоков
4
1 » 7 V 5 Рама Каркас беском- плектного блока Каркасы и панели стоек, шкафов, пультов и стелла- жей
5 Стойка, тумба, пульт Корпус изде- лия, шкафа, пульта Комплект шкафов и пультов аппаратуры одного вида
в — — Радиотехнический отсек но- сителя, аппаратное помете* ние
Создание унифицированной системы БНК с широкой вариант-
ностью компоновки позволяет на основе ограниченного числа ба-
зовых элементов получить неограниченное число компоновочных
решений МЭА [21]. В настоящее время проектировщики МЭА
пытаются решить этот вопрос с позиций комплексного охвата
всех конструктивных элементов и их типовых компоновок.
Широкая вариантность компоновки должна быть заложена в
решении любой системы конструктивных элементов, как это, на-
пример, выполнено в серии стандартов [22] (см. рис. 1.14).
29
Таким образом, размерно-модульная координация или модуль-
ность МЭА проявляется двумя стандартизуемыми характеристи-
ками: размерностью модуля и рядом размерных чисел. Ряд раз-
мерных чисел рекомендуется строить на основе ряда предпочти-
тельных чисел [17]. Ряды предпочтительных чисел, устанавливае-
мые нормативно-технической до-
кументацией [23], относятся к
числу важнейших конструктор-
ских норм.
В настоящее время разрабо-
тано несколько систем конструк-
тивных элементов на базе раз-
мерного модуля, составляющего
20 мм в соответствии с рекомен-
дациями СЭВ и МЭК [24]. Опыт
разработки этих систем обобщен
нормативно-технической докумен-
тацией [25], которая распростра-
няется на корпуса блоков вновь
разрабатываемой самолетной,
морской и наземной аппаратуры,
размещаемой в шкафах, стойках
и стеллажах.
Исходя из принципа входимо-
сти блоков выбираются размеры
стоек и шкафов. Наиболее полно
этот принцип реализован в нор-
мативно-технической документа-
ции [26]; здесь размеры стойки
выбираются кратными размерам
модуля-блока с уче-
зоны коммутации,
различных клас-
число плат типо-
Рис. 1.14. Варианты построения ап- основного
паратуры том запасов на
В аппаратуре
сов рекомендуется использовать ограниченное
номиналов [27].
На печатные платы устанавливаются ЭРЭ,
_______________ _____ J___ а также корпуси-
рованные или бескорпусные микросхемы и МСБ. Размеры этих
элементов характеризуются своей модульностью, причем размер-
ный модуль для этих элементов выбирается равным 5 мм.
В нормативно-технической документации регламентируются
пять типов корпусов микросхем [28]. Из них типы 1, 2, 4 и 5 яв-
ляются прямоугольными параллелепипедами, а тип 3 имеет форму
цилиндра. Корпус типа 1 имеет штырьковые цилиндрические вы-
воды, расположенные на нижней грани параллелепипеда — дне
корпуса, образованной большим и меньшим либо средним и мень-
шим ребрами параллелепипеда. Размерный модуль для этих эле-
ментов выбирается равным 0,5 мм. В микросборках устанавлива-
ются бескорпусные ЭРЭ, размерный модуль которых составляет
0,05 мм.
30
Таким образом, система унифицированных конструкций РЭА
опирается на следующую систему размерных модулей: 0,-05; 0,5;
5,0 и 20 мм.
2. ЭЛЕМЕНТНАЯ БАЗА МЭА
2.1. КОРПУСИРОВАННЫЕ ПОЛУПРОВОДНИКОВЫЕ ИС
И ИХ КОНСТРУКЦИОННЫЕ ОСОБЕННОСТИ
Корпусированные ИС, как известно, подразделяются на по-
лупроводниковые и гибридные. Все элементы полупроводниковых
ИС выполнены в объеме и на поверхности полупроводника
(рис. 2.1), а затем помещены в стандартные корпуса.
Рис. 2.1. Кристалл полупроводниковой 'Микросхемы
Основным материалом для полупроводниковых микросхем яв-
ляется кремний. Существенным достоинством этого материала яв-
ляется возможность получения на поверхности кремния стойкой
окисной пленки, которая служит защитным покрытием при про-
ведении ряда технологических операций, а также предохраняет
готовую схему от внешних воздействий. Вторым достоинством
этого материала является возможность значительно расширить
диапазон рабочих температур (до 150° С). Из других полупровод-
никовых материалов наиболее перспективными является арсенид
галлия.
Гибридная ИС (рис. 2.2) представляет собой корпусирован-
ную микросхему, выполненную на диэлектрической подложке,
все пассивные элементы которой неразрывно связаны между со-
бой пленочными проводниками и изготовлены в виде однослойных
или многослойных структур, а навесные компоненты, включая
31
бескорпусные ИС, вмонтированы пайкой или сваркой в контакт-
ные площадки.
Поскольку ИС являются основой элементной базы МЭА третьего поколения
(нулевой уровень) и являются для разработчика и конструктора аппаратуры
покупными изделиями, такими же, как резисторы, конденсаторы и др., то раз-
работчика и конструктора в первую очередь
метры и конструктивные особенности самих
интересуют их электрические пара-
корпусов ИС, а не того, что в них
заключено. Корпус ИС необходим,
во-первых, для защиты самих ИС
от действия окружающей среды,
а во-вторых, он стандартен и, сле-
довательно, заранее определяет
правила установки, сборки и мон-
тажа ИС на печатных платах. Су-
ществует большое число видов
корпусов микросхем. Различают
металлостеклянные, керамические
и пластмассовые корпуса.
В начале для микросхем мо-
дифицировали круглый металло-
стеклянный корпус транзистора,
увеличив число выводов до 8, а
затем до 12. Согласно ГОСТ
17467—72 это корпуса типа 3.
Корпуса этого типа состоят из
круглого металлического дна с 8
или 12 отверстиями, в которых че-
рез стеклянную изолирующую бу-
синку пропущен штыревой вывод,
и круглой цилиндрической крыш-
ки, выполняемой из того же
материала, что и дно. Чаще
всего в качестве материала
:овар или никель. Кристалл полу-
13-0,5
Рис. 2.2. Гибридная ИС
Рис. 2.3. Прямоугольный
корпус:
а — вид снизу; б — главный
вид
6,5 глав
6)
Рис. 2.4. Металлокерамический
корпус:
а — главный вид; б — вид сверху
для дна н крышки корпуса используется
проводниковой микросхемы крепится ко дну корпуса путем приклеивания или
пайки; между контактными площадками на кристалле и торцами выводов осу-
ществляется электрическое соединение путем приваривания гибких золотых про-
волочек, после чего корпус герметизируется сваркой либо пайкой.
Герметизация каждого вывода индивидуально увеличивает время изготовле-
ния дна корпуса (иногда его еще называют иожкой или держателем). После-
дующая модификация ножки позволяет герметизировать все выводы одновре-
менно при помощи общего стеклянного уплотнения, так называемой стеклянной
таблетки. Последняя модификация характерна для корпусов типа 301.8-2.
Круглые корпуса ставят перед разработчиком радиоаппаратуры много про-
блем при монтаже, и онн крайне неудобны для автоматизации производства
МЭА. Число выводов корпусов ограничено, манипуляции с ними затруднены.
Компоновка таких корпусов на печатной плате вызывает известные трудности и
требует применения многослойного монтажа. Это привело изготовителей микро-
схем к необходимости искать более целесообразную форму корпуса н, в част-
ности, такую, которая не ограничивала бы число возможных выводов. Так по-
явился прямоугольный корпус, повторяющий конфигурацию кристалла микро-
схемы. На рис. 2.3 приведен один из первых прямоугольных корпусов, соответ-
ствующих типу 1 (ГОСТ 17467—72). Прн изготовлении этих корпусов была
использована та же технология, что и прн изготовлении круглых корпусов, не
позволявшая автоматизировать процесс сборки корпусов, и такие корпуса в
новых разработках не используются.
Более технологичным оказался так называемый плоский прямоугольный кор-
пус с планарными выводами, относящийся к типу 4. Он оказался меньше и лег-
че, чем круглый, позволил увеличить число выводов н плотность монтажа на пе-
чатной плате, обеспечив «возможность визуального контроля присоединения мик-
Рис. 2.5. Пластмассовый
корпус:
а — главный вид; б — вид
сверху
Рис. 2.6. Металлокерамический
корпус с 16 выводами:
а — главный вид; б — вид сверху
33
32
росхем сверху. Корпус состоит из металлического дна-крышки прямоугольной
формы, а также прямоугольной стеклянной или керамической рамки, в двух бо-
ковых сторонах которой запрессовано по семь плоских (планарных) выводов.
Металлическое дно запрессовывается непосредственно <в рамку с выводами, в
верхнюю часть которой запрессовывается металлический фланец. Плоский кор-
пус герметизируется с помощью вакуум-плотиого соединения крышки с флан-
цем путем пайки или сварки. Внешний вид такого корпуса типа 401.14-3 приве-
ден на рис. 2.4.
Керамические корпуса обладают несколько худшими защитными свойствами,
чем металлостеклянные, и разгерметизация их возможна не только в местах со-
прикосновения и спая деталей, но и в результате механического повреждения
более хрупкого керамического основания или крышки, если оиа также выпол-
няется из керамики.
Лучшими защитными свойствами обладают керамические корпуса типа 5,
которые называют кристаллодержателями. Такой корпус представляет керамиче-
скую пластину, по периметру которой нанесены металлизированные площадки,
•используемые в качестве выводов. Эти выводы позволяют уменьшать размеры
корпуса, увеличивая их жесткость и стойкость к механическим воздействиям.
Другие технические характеристики корпусов при этом также улучшаются. Так
как небольшие кристаллодержатели имеют существенно более короткие выводы,
Рис. 2.7. Металлокерамический
корпус с 24 выводами:
а—главный вид; б — вид сверху
их применение позволяет повысить верх-
ний частотный предел типовой микро-
схемы примерно в 3 раза по сравнению
с величиной, обеспечиваемой при упа-
ковке этой микросхемы в другой корпус.
При одинаковом общем числе выводов
контактное сопротивление кристаллодер-
жателей намного меньше, чем у корпу-
сов других типов, что благоприятствует
решению проблемы сопряжения микро-
схем, имеющих низкое входное сопротив-
ление. Наконец, существенным преиму-
ществом кристаллодержателей по срав-
нению с другими корпусами является
простота их установки, соединения и пе-
репайки.
Однако желательно улучшить эконо-
мические характеристики кристаллодер-
жателей. В этом плане пластмассовые
корпуса имеют преимущества перед дру-
гими видами корпусов. Использование
пластмассовых корпусов позволяет осу-
ществить групповую герметизацию мик-
росхем, что снижает их стоимость. Такой
корпус (тип. 201.14-1) состоит из пласт-
массовой пластины, внутри которой ус-
танавливается кристалл, а в боковых
сторонах запрессовываются металличе-
ские выводы, как показано на рнс. 2.5.
Этот корпус относится к типу 2 (ГОСТ
17467—72).
Защитные свойства таких корпусов
еще хуже, чем керамических. Существо-
вание герметичных соединений между
пластмассой и металлом невозможно, так
как их коэффициенты термического рас-
ширения отличаются на порядок, кроме
того, сама пластмасса также обладает
низкими влагозащитными свойствами, а
следовательно, влага и агрессивные ве-
щества из окружающей среды могут лег-
34
ко проникнуть между выводами и пластмассой или сквозь пластмассу к крис-
таллу микросхемы. По этой йричине использование пластмассовых корпусов раз-
решается только в стационарной аппаратуре, устанавливаемой в закрытых п®-
мещениях.
С повышением степени интеграции полупроводниковых (микросхем возникла
необходимость в увеличении числа выводов [2]. Так появился металлокерами-
ческий корпус 402:16-1, внешний вид которого приведен на рис. 2.6. Модифика-
ция его —корпус 402.16-2 имеет более массивное металлическое дно с двумя вы-
ступами для крепления к металлической шине, используемой для улучшения
теплоотвода корпуса при упаковке в него кристаллов мощных микросхем.
Более широкое использование могут найти металлокерамические корпуса
209.24-1 (рис. 2.7) и 244.48-1. Они представляют керамическую пластинку пря-
моугольной формы с выводами, осуществленными по большим сторонам. В
центре пластинки имеется отверстие цилиндрической формы. Вокруг этого отвер-
стия на верхней и нижней сторонах керамической пластины установлены метал-
лические фланцы, которые специальными проводниками соединяются с общей
шиной. К нижнему фланцу приваривается ‘металлическое дно цилиндрической
формы, а к верхнему присоединяется крышка, которая может быть выполнена
из металла или керамики. Герметизация корпуса осуществляется сваркой или
склеиванием. Кристалл полупроводниковой схемы устанавливается на металли-
ческое дно, и его контактные площадки соединяются золотыми проволочками с
контактными площадками корпуса, расположенными по периметру выступа ци-
линдрического отверстия. Металлическое дно корпуса служит одновременно теп-
лоотводом для кристалла полупроводниковой микросхемы.
2.2. БЕСКОРПУСНЫЕ ПОЛУПРОВОДНИКОВЫЕ ИС И КОМПОНЕНТЫ
В настоящее время разработка полупроводниковых микросхем
в корпусах сопровождается, как правило, разработкой их анало-
гов в бескорпусном варианте. Бескорпусные полупроводниковые
микросхемы, транзисторы, диоды и другие детали образуют эле-
ментную базу гибридных микросхем, и без анализа их конструк-
ций трудно рассматривать конструкции гибридных микросхем.
Как и всякая деталь, предназначенная для сборки в сочета-
ниях с другими деталями, конструкция бескорпусного элемента
характеризуется формой, габаритными и присоединительными
размерами и параметрами присоединительных элементов. Как пра-
вило, конструкция бескорпусных элементов имеет прямоугольную,
а чаще квадратную форму, что более удобно с точки зренйя оп-
тимальной компоновки деталей на плоскости платы. Исключе-
ние составляют трансформаторы и некоторые виды резисторов и
конденсаторов.
Присоединительные элементы бескорпусных деталей весьма разнообразны.
Наряду с гибкими проволочными выводами используются гибкие лепестковые
выводы, выполненные из металлической фольги. Такие выводы привариваются к
лицевой стороне кристалла при его изготовлении перед операцией защиты по-
верхности эпоксидной смолой. При установке кристалла с гибкими выводами в
микросхему он крепится тыльной стороной к подложке при помощи эпоксидно-
го клея, после чего выводы изгибаются таким образом, чтобы они касались кон-
тактной площадки. Расстояние от края наиболее выступающей точки защитного
покрытия бескорпусного элемента до места изгиба вывода выбирается равным
не менее 0,3 мм. Недостатком этих выводов является трудность автоматизации
процесса присоединения при сборке микросхем. Однако такие выводы появились
ранее других, и в настоящее время от их применения не отказались.
Возможность автоматизации процессов сборки открывается при использова-
нии жестких выводов бескорпусных элементов. В настоящее время существуют
три разновидности жестких выводов: шариковые, столбиковые и балочные.
35
Шариковые выводы значительно отличаются по высоте, что требует прило-
жения ручных операций и повышает затраты на изготовление ИС. Недостатков
шариковых выводов лишены жесткие столбиковые выводы.
Балочные и лепестковые выводы являются жесткими для усилий, направ-
ленных в горизонтальной плоскости. Для усилий в вертикальной плоскости они
допускают известную деформацию. Поэтому более строго необходимо было бы
отнести эти выводы к полужестким.
Вид выводов определяет вариант установки бескорпусного изделия в гиб-
ридной микросхеме. Существует девять вариантов установки бескорпусных ЭРЭ,
наиболее характерные из которых приведены на рис. 2.8,а—д [3].
Рис. 2.8. Варианты крепления и при-
соединения бескорпусных электро-
радиоэлементов:
I — вид сверху; II — вид сбоку; а — крис-
талл с шариковыми выводами: б — крис-
талл с гибкими выводами, крепящийся
клеем; в — конденсатор, крепящийся пай-
кой, с наплывами припоя; г — конденсатор,
крепящийся пайкой, с лепестковым выво-
дом; д — конденсатор, крепящийся клеем,
с гибкими выводами
Жесткие выводы микросхем осуществляют одновременно функции механиче-
ского крепления и электрического присоединения. С помощью гибких выводов
всуществляется только электрическое присоединение. Для механического крепле-
ия бескорпусных ЭРЭ используется их приклеивание к коммутационной пле-
очной плате.
36
Наиболее распространенными бескорпусными компонентами с гибкими выво-
дами являются транзисторы, диоды, транзисторные и диодные матрицы, микро-
схемы. Гибкие выводы характерны также для резисторов, конденсаторов и
трансформаторов.
Жесткие выводы, в частности шариковые, в последнее время используются
редко в связи с трудностями обеспечения достаточной надежности соединений.
Такие выводы иногда применяются и в бескорпусных транзисторах и в бескор-
пусных микросхемах, например серии 703.
Балочные выводы в отечественных бескорпусных ЭРЭ встречаются редко,
а лепестковые используются в диодах и конденсаторах.
В резисторах и конденсаторах в качестве жестких выводов используются
также наплывы припоя. Такие изделия имеют луженные припоем боковые сторо-
ны, что позволяет электрически присоединять их к контактным площадкам на-
плывом припоя. С помощью наплыва осуществляются механическое крепление и
электрическое присоединение компонентов. Этот способ крепления применяется
при толстопленочной технологии изготовления коммутационной пленочной
платы.
Рассмотренные конструкции бескорпусных ИС и компонентов позволяют
достаточно полно осветить особенности компоновки гибридных микросхем я
МСБ.
2.3. ГИБРИДНЫЕ ИС И МИКРОСБОРКИ
В ряде случаев, в особенности для МЭА специального назна-
чения, приходится конструировать специализированные гибрид-
ные микросхемы (ГИС) — микросборки. Такие основные моменты
конструирования ГИС широкого применения, как выбор элемент-
ной базы, технологии изготовления, расчет пленочных элементов,
размещение элементов и компонентов, корпусирование и др., дос-
таточно хорошо известны разработчикам и конструкторам микро-
схем. Однако у разработчиков и конструкторов аппаратуры часто
возникают определенные трудности при конструировании МСБ. В
силу этого считаем полезным остановиться на некоторых особен-
ностях конструирования МСБ, при этом вопросам технологии бу-
дем уделять значительно меньшее внимание.
Тонкопленочные резисторы могут быть изготовлены из металлов, сплавов я
керметов (смесей металлов с керамикой). Широкое применение находит хромо-
никелевый сплав, поверхностное сопротивление пленки из которого достигает
300 Ом/D. Из сплава железа с хромом и никелем образуются пленки с поверх-
ностным сопротивлением до 150 Ом/П. Высокоомные пленки получаются из тан-
тала (до нескольких тысяч Ом/П). Еще большим поверхностным сопротивлением
обладают пленки из керметов. Типичными керметами являются палладиево-сереб-
ряные глазури, танталово-хромовые стекла. Резисторы на основе этих пленок ис-
пользуются в микросхемах, где допустим высокий температурный коэффициент
сопротивления.
Толстопленочные резисторы формируются из паст, которые содержат основ-
ные материалы, придающие пленкам необходимые физические свойства, и вспо-
могательные, служащие для обеспечения конструктивно-технологических требо-
ваний. Так, для хорошей адгезии частиц основного материала между собой и к
подложке в состав паст вводится мелкодисперсный порошок стекла. Для при-
дания пасте вязкости, позволяющей легко проникать через трафареты и, не рас-
текаясь, оседать на подложке, вводятся специальные вещества и растворители.
Структура резистивной пленки представляет собой дисперсное распределе-
ние проводящих частиц в стеклянной среде. Проводимость такой системы зави-
сит от электрического контактирования металлических частиц, их размеров я
плотности. Она определяется не только соотношением содержания проводящего
материала в стекле, но и сложными процессами взаимного растворения компот
нентов, окислительно-восстановительными реакциями, кристаллизацией при вы-
жигании.
37
В качестве резистивных паст обычно используют композиции на основе пал-
ладия, окисн рутения и сплавов палладия и серебра. Наиболее широко исполь-
зуются материалы на основе палладия. Свойства резистора в основном опре-
деляются окисью палладия, образующейся во время вжнгания. Для оптимиза-
ции температурного коэффициента, дрейфа шумовых характеристик н сопротив-
ления к палладию добавляют серебро, которое при вжиганин образует сплав
палладий-серебро. Сопротивления различных резистивных паст лежат в пределах
от 10 до 1 МОм/D.
Для изоляции резисторов н создания конденсаторов используются диэлект-
рические пасты. В качестве диэлектриков наиболее часто используются смеси
стекол и ферроэлектрических материалов. Так же как и в случае резистивных
материалов, при выборе материала диэлектрика необходимо найти компромисс-
ное решение между желаемыми значениями диэлектрической постоянной н тем-
пературным коэффициентом расширения. Основная трудность заключается в
большом различии коэффициентов теплового расширения диэлектрических мате-
риалов и материала подложки. Для уменьшения этого различия в смесях ис-
пользуют стекла с высокой температурой размягчения, что уменьшает средний
коэффициент теплового расширения. В качестве диэлектрика используется и
пленка стекла. Наибольшее распространение получили стекла с высоким содер-
жанием свинца. Коэффициент теплового расширения этих стекол можно изме-
нять и регулировать путем добавления разных количеств примесей окиси цирко-
ния. Для увеличения стойкости стекол к различным химическим воздействиям,
возникновению и росту трещин в них добавляют тугоплавкие соединения.
Стекло в качестве диэлектрической пленки используется и в тонкопленоч-
ной технологии. Однако наиболее широкое распространение здесь получили тер-
мическое испарение в вакууме и анодирование осажденных на подложку ме-
таллов: А1, Та, Ti, Nb, а также напыление моноокнсн кремния.
Таким образом, можно констатировать обширный перечень материалов, ис-
пользуемых для изготовления резистивных и емкостных элементов ГИС. Можно
предвидеть, что по мере развития технологии изготовления микросхем этот пе-
речень будет расти и изменяться. В основном на выбор материала при проек-
тировании резисторов ГИС оказывают влияние удельное сопротивление и ста-
бильность во времени.
В ряде случаев важны такие параметры материалов, как температурный ко-
эффициент и линейность сопротивления и токовые шумы. Хотя они и могут
влиять на выбор материала резистора, они не определяют конструкцию резис-
тора.
К конструктивным параметрам резистора относятся толщина, ширина и дли-
на пленки. Конструкция также определяется и конфигурацией пленки резистора.
В общем случае любая из возможных конструкций пленки резистора име-
ет прямоугольную или зигзагообразную конфигурацию. Прямоугольная форма
используется обычно для резисторов с малым сопротивлением и невысокой точ-
ностью. Чаще всего такую форму используют при толстопленочной технологии
изготовления резисторов. Зигзагообразная форма используется обычно для вы-
сокоомных резисторов, чаще всего при тонкопленочной технологии изготовления.
Одним из основных параметров резистивной пленки является удельное
электрическое сопротивление на квадрат площади. Значения этой величины зави-
сят лишь от удельного сопротивления материала, толщины пленки и являются
постоянными для квадрата любых размеров.
После выбора материала резистивной пленки н ее толщины необходимо оп-
ределить конфигурацию пленки, обеспечивающую получение резистора с задан-
ными размерами, сопротивлением, точностью исходного сопротивления, стабиль-
ностью во времени, номинальной мощностью, паразитными параметрами илн час-
тотной завнсимоетью.
Минимальные размеры резистора часто определяются его номинальной мощ-
ностью н стабильностью. Стабильность резистора может зависеть от толщины
пленки, и, так как при окислении свойства поверхностного слоя пленки изменя-
ются сильнее, естественно ожидать большего изменения сопротивления в более
тонких пленках. Толщина пленки определяет и поверхностное сопротивление.
Для мощных низкоомных резисторов предпочтительнее использовать пленки
с низким поверхностным сопротивлением. Для маломощных высокоомных резис-
38
торов предпочтительнее материалы с большим поверхностным сопротивлением,
так как минимальные размеры в этом случае мало зависят от требований по
мощности. В результате такого выбора резистивных материалов низкоомные ре-
зисторы получаются в виде широких линий, тогда как маломощные высокоом-
ные резисторы могут быть получены и в виде узких линий.
В общем случае сопротивление определяется не шириной и длиной линий, а
соотношением между ними или числом квадратов. На число квадратов прн
конструировании пленочных резисторов накладывают определенные ограничения.
Для обеспечения высокого уровня выхода годных изделий в процессе производ-
ства устанавливается верхний предел числа квадратов. Вероятность поврежде-
ния резистора из-за дефекта пленки тем больше, чем длиннее полоска резисто-
ра. В то же время более узкие полоски более уязвимы, так как дефекты с
меньшими размерами будут приводить к повреждению резистора. Если общее
число квадратов всех резисторов на одной подложке становится слишком боль-
шим, выход годных пленочных плат падает. Таким образом, суммарное сопро-
тивление резисторов на подложке является более существенной величиной, чем
число резисторов или сопротивление любого отдельного резистора. Обычно пол-
ное число квадратов прн современном уровне технологии ограничено величиной
50 000 из соображений обеспечения требуемого процента выхода годных пленоч-
ных плат. Исходя из полного числа квадратов и числа резисторов в схеме
можно ориентировочно определить максимально допустимое число квадратов
одного резистора.
Существует также практический нижний предел числа квадратов отдельного
резистора. Невозможно изготовить конфигурацию, состоящую менее чем из
0,1 квадрата.
Резисторы обладают точностью ±5% при тонкопленочной
технологии изготовления и ±20% прн толстопленочной. Если
необходима более высокая точность изготовления резисторов,
то применяется подгонка сопротивления под номинальное зна-
чение. Подгонка осуществляется воздушно-абразивной струей
либо лучом лазера. На рис. 2.9 приведена очень удобная для
подгонки конфигурация мощного резистора. Если в результате
подгонки резистор примет зигзагообразную форму, то его со-
противление увеличится почти вдвое, в то время как площадь
уменьшится незначительно, что не ухудшит мощностных ха-
рактеристик.
Пленочные элементы ГИС в смысле паразитных парамет-
ров имеют очевидные преимущества по сравнению с дискрет-
ными компонентами. Паразитные параметры дискретных ком-
понентов в основном обусловлены наличием выводов. В ГИС
межсоединения между пленочными элементами имеют фикси-
рованную конфигурацию и могут быть сделаны предельно ко-
роткими. Зная конфигурацию межсоединений и константы ис-
пользуемых материалов, можно рассчитать паразитные пара-
метры пленочных элементов. Паразитные параметры имеют
одинаковое значение для всех элементов с данной конфигура-
цией. При этом оказывается возможным найти конфигурацию,
оптимальную с точки зрения критических паразитных парамет-
ров резистора.
Основными паразитными параметрами резисторов являют-
ся последовательная индуктивность, шунтирующая емкость,
шунтирующее и последовательное сопротивления. Паразитные
индуктивность н емкость аналогичны тем же параметрам ди-
скретных резисторов, но в случае пленочных элементов они
могут иметь существенно меньшне значения. Обычно ими мож-
но пренебречь на всех частотах, за исключением весьма высо-
ких. Шунтирующее сопротивление обусловлено утечкой через
Рис. 2.9. Подгоночный резистор:
1 — нерегулируемый участок; 2 — участок грубой подгонки; 3 — участок
точной подгонки
подложку. Последовательное сопротивление связано с контактом резистивной в
проводящей пленок. Очевидно, что последовательные паразитные элементы имеют
большее значение для низкоомных резисторов, тогда как шунтирующие паразит-
ные элементы оказывают большее влияние на большее сопротивление. Эти фак-
торы необходимо учитывать при проектировании пленочных резисторов ГИС.
Конструирование пленочных конденсаторов проще, чем проектирование ре-
зисторов, так как слои различных материалов сами по себе образуют структуру
с параллельными обкладками, форма которых, как правило, выбирается прямо-
угольной. Здесь, как и при проектировании резисторов, существует проблема
выбора материалов. Для пленочных конденсаторов наиболее важными являют-
ся свойства диэлектрических пленок. Однако во многих случаях на свойства
диэлектрика оказывают влияние металлические электроды. Таким образом, не-
обходимо рассматривать все материалы в совокупности.
Наиболее важными свойствами материала, определяющими конструкцию в
параметры конденсатора, являются: диэлектрическая постоянная, электрическая
прочность, диэлектрические потери, стабильность, температурный коэффициент
емкости, нелинейность емкости, сопротивление изоляции. Во многих случаях вы-
бор материала определяется требуемыми эксплуатационными характеристиками
конденсатора.
Как только выбрана наилучшая комбинация материалов для конденсатора,
возникает задача определения толщины слоя каждого материала и линейных
размеров конденсатора. Выбор необходимой толщины диэлектрической пленки
определяется рабочим напряжением и электрической прочностью пленки. В не-
котором ограниченном диапазоне толщин электрическая прочность практически
не зависит от толщины пленки. Однако в очень тонких пленках диэлектриков
плотность дефектов доходит до 20 на квадратный миллиметр, поэтому электри-
ческая прочность таких пленок снижается. Для устранения этого недостатка в
качестве второго слоя диэлектрика используется окись марганца. Такая пленка
способна «залечивать» или изолировать дефекты нижнего слоя, так что даже в
очень тонких пленках можно получить высокую электрическую прочность.
Для некоторых диэлектриков существует также и верхний предел толщины
пленки. При напылении достаточно толстых пленок механические напряжения
могут привести к растрескиванию или разрывам. Электрическая прочность плен-
ки, толщина которой лежит между нижним и верхним пределами, почти не зави-
сит от толщины, но зависит от материалов электрода.
Обычно конденсаторы имеют одинаковую толщину диэлектрика, так как
пленка диэлектрика создается в едином технологическом процессе. Таким об-
разом, все конденсаторы имеют одинаковую удельную емкость. Этого можно из-
бежать, используя, например, последовательное соединение конденсаторов или
пленки диэлектриков разной толщины. В первом случае требуется увеличивать
площадь подложки, а во втором вводить дополнительные технологические опе-
рации, что практически используется сравнительно редко, так как увеличение
числа технологических операций приводит к удорожанию микросхемы. По этой
же причине в ГИС сравнительно редко используют многослойную конструкцию
конденсатора. Наиболее распространена конструкция с двумя пересекающимися
электродами, разделенными слоем диэлектрической пленки, как показано на рис.
2.10. Здесь в качестве материала электродов используется золото, в качестве
диэлектрика — окись тантала.
Реализация всех этих требований вызывает определенные трудности пр»
проектировании и изготовлении пленочных конденсаторов. Не удивительно, что
часто в ГИС используются дискретные навесные керамические конденсаторы.
Это характерно особенно для гибридной толстопленочной технологии, где затруд-
нительно получить конденсатор емкостью более 300 пФ, причем на площади, за-
нимаемой таким конденсатором, можно расположить навесной многослойный
конденсатор емкостью 10 000 пФ.
Элементы ГИС соединяются между собой проводящими пленками. Анало-
гичные проводящие пленки часто служат контактными площадками для присо-
единения навесных компонентов и для прикрепления внешних выводов. Эт»
пленки должны удовлетворять следующим основным требованиям: иметь малое
поверхностное сопротивление; поверхность, позволяющую осуществлять присо-
40
единение выводов; адгезию к подложке и другим пленкам; совместимость с тех-
нологией других пленочных элементов.
Всем этим требованиям не удовлетворяет ни один из материалов. Поэтому
проводящие пленки, используемые в гибридных тонкопленочных схемах, состоят
из нескольких слоев металлов. Эти слои обычно наносятся один на другой в
процессе напыления. В толстопленочных ГИС обычно используют специальные
проводящие пасты, которые после вжигания образуют соединительные провод-
ники. Такие пасты представляют собой композицию металлов с вязкими запол-
нителями. Содержание металлов в таких пастах выше, чем в резистивных па-
стах, причем для нанесения проводников нужно использовать только одну сто-
рону подложки. Нанесение и вжигание проводников с обеих сторон керамиче-
ской подложки усложняет технологический процесс и уменьшает процент вы-
хода годных изделий.
Обычно для образования межсоединений между компонентами и контакт-
ных площадок для присоединения выводов используется одна и та же проводя-
щая пленка. Такое совмещение функций не накладывает никаких ограничений
на конструкцию и является лишь средством уменьшения числа технологических
операций.
Рис. 2.10. Пленочный конден-
сатор:
1 — изоляционный слой; 2 — верх-
ний электрод; 3 — нижний элек-
трод; 4 — подложка
Рис. 2.11. Перекрестие горизонталь-
ного и вертикального соединитель-
ных проводников
Конструкция контактной площадки относительно проста. Верхний слой про-
водящей пленки должен обеспечивать возможность присоединения вывода. Раз-
меры и форма площадки также определяются типом вывода. В принципе плос-
кие выводы навесных компонентов предпочтительны по сравнению с цилиндри-
ческими и сферическими, так как при использовании первых большая площадь
контакта обеспечивает большую силу сцепления.
Если поверхностное сопротивление проводящей пленки недостаточно мало,
то на напыленную пленку можно гальванически осадить золото или медь. Для
этой же цели используется также облуживание пленки. При этом из-за высоко-
го удельного сопротивления большинства припоев получается небольшое увели-
чение проводимости, одиако преимуществом такого метода является одновремен-
ная припайка вывода.
При проектировании ГИС в большинстве случаев возникает задача обеспече-
ния изоляции перекрестий межсоединений. Чем сложнее схема, тем чаще вста-
ет эта„ задача. При разработке топологии схемы для уменьшения числа пере-
^Рестий производится соответствующая перестановка различных компонентов. В
* ИС малого уровня интеграции при использовании навесных компонен-
41
тов с проволочными выводами иногда удается полностью избежать появления
перекрестий. „
Существует несколько способов выполнения изоляции перекрестий. Самым
распространенным из них является перекрестие с использованием изоляционной
пленки подобно тому, как это делается в пленочном конденсаторе, показанном
на рис. 2.11, где два перпендикулярных провода, образующих перекрытие, раз-
делены слоем диэлектрика. При этом способе между проводящими линиями воз-
никает паразитная емкость. Обычно перекрестие должно быть выполнено так,
чтобы паразитная емкость была минимальной, поэтому наиболее подходящей
для изоляции перекрестий является толстая пленка диэлектрика с малой диэлект-
рической постоянной. Емкость уменьшается также при использовании узких про-
водящих линий, однако слишком сильное сужение линий может привести к за-
метному увеличению сопротивления. Таким образом, при конструировании пе-
рекрестий идут на компромисс между значением емкости связи между линиями
и значением последовательного сопротивления каждой линии. Методами пленоч-
Рис. 2.13. Многослойные
керамические коммута-
ционные платы:
а — вид сбоку; б — вид
сверху
и шагом его расположения.
i___________I
Их И*) Их Их Их
Лф/Лф/
Их Их Их Ж Их
\Т/ М/ хТТ *1/
_____________I
_ J
ффффф
Их Их Их Их Их
Аф/Аф/
Их Их Их Их Их
\1/ xjZ tJ/TTT \1/
И\ Их /К /т\
xlz
ФФФФФ
ффффФ
Их Их Их Их Их
Ц/ Ц/ XI/ Хф/ ХИ
ффффф
7
ФФФФ
ффффф
I—
Рис. 2Л4. Стандартное расположе-
ние контактных переходов
Рнс. 2.12. Установка бескорпусных
элементов на коммутационную пле-
ночную плату (/), основание кор-
пуса (2), дополнительную (5)
плату
ной технологии в ГИС реализуются межсоединения, контактные площадки, ре-
зисторы и конденсаторы, причем в ряде случаев требования, предъявляемые к
резисторам и конденсаторам, не могут быть реализованы методами пленочной
технологии. В этих случаях кроме бескорпусных активных элементов приходится
использовать дискретные навесные пассивные элементы. Конструкция этих эле-
ментов была описана в предыдущем параграфе.
Бескорпусные ЭРЭ устанавливаются на коммутационную пленочную плату
или на основание корпуса, как показано на рис. 2.12. Эти ЭРЭ могут устанав-
ливаться и на дополнительную плату, используемую для ужесточения дна кор-
42
.нуса. Для каждого гибкого н жесткого вывода устанавливаемого бескорпусного
ЭРЭ предусматривается отдельная контактная площадка. Допускается присоеди-
нение нескольких гибких выводов к одной контактной площадке, размеры ко-
торой при этом увеличиваются. Минимальный размер контактной площадки для
присоединения гибкого вывода зависит от таких факторов, как технология изго-
товления коммутационной платы, диаметр вывода бескорпусного ЭРЭ, метод при-
соединения. Минимальный размер контактной площадки для присоединения жест-
кого вывода определяется диаметром :
Один из размеров контактных
площадок на коммутационных пла-
тах, предназначенных для установки
первых выводов, увеличен на 200 мкм
в свободную от пленочных элементов
сторону — для бескорпусных ЭРЭ с
гибкими выводами; для бескорпусных
ЭРЭ с жесткими выводами контакт-
ная площадка увеличенного размера
не выходит за габаритные размеры
бескорпусного ЭРЭ.
Расстояние от края одного бес-
корпусного ЭРЭ с гибкими выводами
до контактной площадки для выводов
других ЭРЭ выбирается равным не
менее половины высоты бескорпусно-
го ЭРЭ. Расстояние между бескорпус-
ными ЭРЭ с гибкими выводами со-
составляет не менее 300 мкм.
Минимально допустимое расстоя-
ние между двумя соседними бескор-
пусными ЭРЭ на коммутационной
пленочной плате составляет 1,0 мм
для бескорпусных ЭРЭ с габаритами
1,85X1,85 мм и 2,0 мм для бескор-
пусных элементов больших размеров. ,
Существуют ГИС, изготовляе-
мые по методу многослойной кера-
мики (рис. 2.13). Конструирование таких микросхем состоит в том, что пассив-
ные элементы электрической схемы проектируют в виде пленочных элементов,
расположенных в нескольких слоях керамической платы. Связи между элемен-
тами электрической схемы осуществляются с помощью пленочных проводников,
расположенных на внутренних слоях керамической платы, соединенных контакт-
ными переходами. Достоинством этого способа изготовления микросхем являет-
ся возможность получения пленочных элементов методами, применяемыми при
производстве как тонкопленочных, так н толстопленочных микросхем.
Плату такой микросхемы получают путем спекания слоев из пластифици-
рованной керамической ленты с нанесенными на них проводниками из молиб-
деновой пасты и впрессованными металлическими контактными переходами.
Плата состоит из защитного диэлектрического слоя, по периметру которого
располагаются отверстия для доступа к контактным площадкам под внешние
выводы. Внутренние пленочные проводники располагаются на диэлектрических
слоях и соединяются контактными переходами (рис. 2.14); на верхнем ди-
электрическом слое располагаются контактные площадки под внешние выводы
микросхемы (рнс. 2.15); на нижнем диэлектрическом слое нанесены контактные
площадки для навесных элементов. К контактным платам под внешние выводы
Присоединяются 26 планарных выводои, расположенных по большим сторонам,
либо 40 выводов, расположенных по всем четырем сторонам. Такие платы яв-
ляются непосредственно дном (рис. 2.16) и крышкой корпуса, который содер-
ит еще керамическую рамку. Навесные детали крепятся непосредственно к
этим платам, которые устанавливаются с двух сторон керамической рамки и
герметизируются методами спекания керамики (рис. 2.17).
Корпуса со штырьковыми выводами можно расположить только по одну
«торону печатной платы. Более компактная компоновка микроэлектронной ап-
43
44
30,5
а)
S)
Рис. 2.18. Металлостеклянный кор-
пус с 40 планарным® выводами
проводников при минимальном числе ик
паратуры осуществляется прн двусторонней установке корпусов микросхем на
печатную плату. Такая установка возможна в основном прн использования
.корпусов типа 4 с планарными выводами, однако и металлостеклянные корпу-
са могут иметь планарные выводы. Одна из разновидностей таких металло-
стеклянных корпусов приведена на рнс. 2.18.
Гибридные микросхемы с индивидуальной герметизацией имеют свои пре-
имущества по сравнению с полупроводниковыми. Они не требуют такого слож-
ного оборудования при изготовлении, как полупроводниковые микросхемы,
подготовка нх производства также проще. Однако они имеют большую массу
н габариты, а характеристики надеж-
ности их несколько хуже, чем у по-
лупроводниковых. Эти недостатки в
известной мере уменьшены у бескор-
пусных гибридных МСБ.
Бескорпусные МСБ разрабатыва-
ются для эксплуатации в составе яче-
ек и блоков с общей герметизацией.
Они выполняются в виде подложки с
установленными на ней бескорпусны-
ми ЭРЭ и нанесенными пленочными
элементами, осуществляющими элек-
трическое соединение. Бескорпусные
ЭРЭ устанавливаются на подложки со
стороны расположения пленочных
элементов. Предпочтительны бескор-
пусные ЭРЭ, однотипные по располо-
жению выводов.
Взаимное размещение бескорпус-
ных ЭРЭ и микросхем на пленочной
плате МСБ следует проводить с уче-
том:
рационального использования
площади коммутационной пленочной
платы МСБ прн заданных ее внешних
габаритах;
минимально допустимых расстоя-
ний между бескорпусными ЭРЭ и
микросхемами;
выбранных вариантов установки
бескорпусных ЭРЭ и микросхем в
соответствии с нормативно-техниче-
ской документацией;
обеспечения минимальной длины
пересечений;
обеспечения требуемых размеров пленочных элементов и расстоянии меж-
ду проводниками и контактными площадками на коммутационной пленочной
плате;
обеспечения необходимого сопротивления проводящих слоев и изоляции;
максимально возможного исключения паразитных связей между бескорпус-
нымн ЭРЭ, микросхемами и соединительными пленочными проводниками;
требований по обеспечению заданного теплового режима.
Бескорпусные ЭРЭ н микросхемы следует устанавливать на коммутацион-
ной пленочной плате МСБ рядами, параллельными ее сторонам. Выбор шага
установки производится с учетом максимальных габаритных размеров и мини-
мально допустимого расстояния между соседними бескорпусными ЭРЭ, опреде-
ляемого требованиями топологии и технологии производства. Для аналоговой
МЭА эти правила часто нарушаются из-за нерегулярности схемной структуры,
композиции линейных ИС и навесных компонентов.
Для внешней коммутации по краям пленочной платы МСБ предусматри-
ваются выходные контактные площадки, которые могут располагаться по двум
противоположным сторонам нлн по периметру. Выбор расположения контакт-
45
ных площадок на пленочной плате производится с возможным учетом уста-
новления их в корпус и с учетом установления их непосредственно на печат-
ную плату.
Размеры монтажной зоны и шаг установки бескорпусных элементов по-
зволяют определить допустимое число последних иа коммутационной пленочной
плате. Для иллюстрации этого положения рассмотрим два примера.
Пример 1. Расчет числа бескорпусных микросхем на коммутационной пле-
ночной плате бескорпусной МСБ. Пусть принципиальная электрическая схема
имеет регулярную структуру, содержащую только одни компонент — бескор-
пусные микросхемы серии 734, и число слоев коммутационной пленочной пла-
ты не ограничено. Требуется определить максимально возможное число бескор-
пусных цифровых микросхем серии 734 на плате размерами 24X30 мм при
условии отсутствия контрольных точек в монтажной зоне и осуществления ком-
мутации платы с помощью контактных площадок, расположенных по двум ко-
ротким сторонам.
При расчете числа бескорпусных компонентов, размещаемых на заданной
плате, необходимо учитывать:
установочные размеры компонента в соответствии с требованиями [1—3];
зону теплового влияния;
полезную площадь коммутационной пленочной платы (монтажную зону);
рядность расположения элементов на коммутационной пленочной плате
бескорпусной МСБ, которая определяется равномерным числом элементов, рас-
положенных по горизонтали н вертикали полезной площади платы.
Площадь, занимаемая микросхемой серии 734, составляет 18 мм2. Площадь
зоны коммутации этой микросхемы занимает примерно половину площади мик-
росхемы, откуда общая площадь монтажной зоны составляет 27 мм2. Зона
теплового влияния одной микросхемы не распространяется на зону установки
другой микросхемы, в связи с чем можно ориентироваться на шаг установки
5,2 мм. Однако рекомендуемые шаги установки этой микросхемы 6,9 и 8,0 мм
Рис. 2.19. Расположение бескорпус-
ных компонентов на коммутацион-
ной печатной плате микросборки
Рис. 2.20. Расположение бескорпус-
ных компонентов на коммутацион-
ной печатной плате аналоговой мик-
росборкн
46
131 При условии использования этих шагов установки иа плате устанавлива-
ется девять микросхем серии 734. Пленочная плата бескорпусной МСБ с ус-
тановленными на ней бескорпусиыми микросхемами серии 734 приведена на
РИС Аналогично можно рассчитать размеры подложки бескорпусной МСБ.
Пример такого расчета приводится ниже.
Р Пример 2. Расчет размеров подложки бескорпусной МСБ. Пусть принци-
пиальная электрическая схема имеет нерегулярную структуру, навесные ком-
поненты которой приведены в табл. 2.1 н на рис. 2.20. Кроме компонентов в
схеме используется 15 пленочных резисторов. При определении варианта ком-
поновки бескорпусных ЭРЭ и микросхем на коммутационной пленочной плате
бескорпусной микросборки необходимо учитывать:
Таблица 2.1
Бескорпусиый ЭРЭ или микросхема Установочный размер, мм, не более Число компонен- тов Площадь, мм2
установоч- ного раз- мера ком- понента общая
Конденсаторы: КЮ-17В-М75-47 пФ 1,9X1,4 1 2,66 2,66
КЮ-17В-М1500-510 пФ 2,4X1,9 1 4,56 F 4,56
К10-17В-М1500-1200 пФ 4,2X3,0 1 12,60 12,60
К10-17В-М1500-2200 пФ 4,2x3,0 3 12,60 37,80
К10-17В-М1500-0.012 мкФ 6,2X4,6 4 28,52 114,10
К10-17В-Н50-6800 пФ 4,2x3,0 1 12,60 12,60
КЮ-17В-Н50-0,01 мкФ 4,2x3,0 1 12,60 . 12,60
КЮ-17В-Н50-0,047 мкФ 6,2X4,6 2 28,52 57,04
К53-15-30В 4,5X3,0 3 13,50 40,50
Транзистор 2Т307Б 1,86X1,05 4 1,95 14,70
Диод КД907 3,55X3,55 7 12,25 128,45
Трансформатор ТИГ24 5,50X5,20 1 28,60 42,90
Резистор СЗ-2 3,30X1,70 4 5,61 33,70
зону, занимаемую элементом и определяемую установочным размером,
площадью коммутации и зоной теплового влияния;
полезную площадь коммутационной пленочной платы бескорпусной МСБ;
обеспечение минимальной длины электрических связей между элементами.
Общая площадь пленочных резисторов Ss^ = 19,78 мм2«20 мм2 и склады-
вается из площадей:
5вз = 7,8X0,3=2,34 мм2; SK4 =8,4x0,1 = 0,84 мм2;
Sue = 6,7X0,1 = 0,67 mim2; SR7 =8,4x0,1=0,84 мм2;
Sus = 8,4X0,1 = 0,84 мм2; SBW= 1,4X0,5=0,70 мм2;
= 5,6X0,3=1,68 мм2; Sb12=3,1X0,5=I1,55 мм2;
Sbi4 = 3,5x0,2 = 0,70 мм2; SKi5=9,9X0,2=4,98 мм2;
Skis = 1,2X0,5 = 0,60 мм2; SKi7 = 2,2x0,2 = 0,44 мм2;
5b18 = 2,5X0,8=2,00 мм2; Sr 19 = 2,5 X 0,8 = 2,00 мм2;
Sb20 = 2,0X1,3 = 2,60 'MM2.
Общая площадь, занимаемая элементами и компонентами на коммутаци-
онной пленочной плате, составляет 538,25 мм2. Для соединения МСБ с печат-
ной платой требуется только 11 выводов, которые могут быть расположены по
одной короткой стороне подложки. Если выбрать подложку размером 24Х
ХЗО мм, то полезная площадь коммутационной пленочной платы МСБ со-
ставит 548,25 мм2, а следовательно, на такой подложке может быть расположе-
но рассматриваемое устройство.
47
3. ПЕЧАТНЫЕ ПЛАТЫ, ГИБКИЕ ШЛЕЙФЫ И КАБЕЛИ
3.1. МАТЕРИАЛЫ И МЕТОДЫ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
В настоящее время выпускаются односторонние, двусторонние,
многослойные и гибкие печатные платы. К гибким печатным пла-
там следует отнести и гибкие печатные шлейфы и кабели. Суще-
ствуют различные методы изготовления печатных плат [1]. К
наиболее прогрессивным относятся гальванохимический метод,
метод химического травления фольгированного диэлектрика, ме-
тод переноса изображения с запрессовкой в изоляционное осно-
вание, комбинированные методы.
Для изготовления односторонних и двусторонних печатных плат
используются гальванохимический и комбинированный (негатив-
ный или позитивный) методы. Гальванохимический метод исполь-
зуется при изготовлении односторонних плат без металлизации
отверстий для аппаратуры общего назначения. Наибольшее рас-
пространение в производстве двусторонних печатных плат полу-
чил комбинированный позитивный метод, который по сравнению
с негативным имеет следующие преимущества:
отсутствие воздействия электролитов на диэлектрическое ос-
нование платы, что дает возможность получать лучшие электри-
ческие характеристики и лучшую адгезию проводников с диэлект-
риком;
более высокое качество металлизации, простота оснастки при
гальванической металлизации, возможность механизации техноло-
гического процесса.
Достоинством односторонних и двусторонних печатных плат
являются простота и низкая трудоемкость изготовления. В то же
время этим платам присущи такие недостатки, как низкая плот-
ность размещения навесных элементов, необходимость дополни-
тельной экранировки, большие габариты и значительная масса.
Путем использования многослойных печатных плат можно су-
щественно увеличить плотность монтажа путем добавления слоев
без заметного увеличения габаритов. Важным преимуществом
многослойного печатного монтажа является размещение экрани-
рующих слоев непосредственно в печатной плате. Металлический
экранирующий слой может быть размещен между любыми внут-
ренними слоями или на наружных поверхностях. Экранирующие
слои могут быть соединены с конструктивными деталями рамы
для улучшения теплоотвода. Многослойный печатный монтаж
может быть защищен от механических повреждений и внешних
воздействий путем нанесения дополнительного слоя диэлектри-
ка. Однако основными преимуществами многослойного печатного
монтажа являются экономия объема при использовании узких и
тонких токопроводящих металлических соединений и малогаба-
ритных разъемов и потенциально высокая надежность.
В то же время многослойным печатным платам присущи сле-
дующие недостатки:
48
более жесткие допуски на размеры по сравнению с допусками
на размеры обычных печатных плат;
большая трудоемкость проектирования;
необходимость специализированного технологического обору-
дования;
длительный технологический цикл и сложный процесс изготов-
ления;
необходимость тщательного контроля практически всех опера-
ций, начиная с вычерчивания оригиналов и кончая упаковкой го-
товой платы в промежуточную технологическую тару для пере-
дачи ее в монтажный цех, причем визуальный контроль изделия
труден или невозможен;
высокая стоимость;
низкая ремонтопригодность.
Однако в аппаратуре, для которой обеспечение минимальных
габаритов и массы, а также максимально возможной надежности
является основным требованием, многослойные печатные платы
незаменимы.
В технологии изготовления многослойных печатных плат существуют два
направления:
1) изготовление с применением гальванохимнческнх процессов для получе-
ния межслойных соединений методом 'металлизации сквозных отверстий, ме-
тодом попарного прессования или послойного наращивания;
2) изготовление плат без межслойных соединений и получение их по-
следующей сваркой или пайкой (метод открытых контактных площадок и ме-
тод выступающих выводов).
Наиболее перспективным и широко применимым является метод металли-
зации сквозных отверстий. Он позволяет изготовлять платы с 10—16 слоями,
механизировать процессы изготовления плат и сборки ячеек, обладает сравни-
тельно невысокой трудоемкостью.
Остальные методы изготовления многослойных печатных плат не нашли
широкого применения. Метод послойного наращивания наиболее трудоемок и
длителен, а следовательно, нетехнологнчен, и прн новых разработках его при-
менять не следует. Методы .выступающих выводов и открытых контактных пло-
щадок с точки зрения технологичности изготовления многослойных печатных
плат просты, так как не используют гальванохнмнческих операций, но „в даль-
нейшем они приводят к повышению трудоемкости сборочных операций, таких
«ак гибка и разводка выводов микросхем.
Для названных методов характерны невысокая плотность монтажа, огра-
ниченная применяемость микросхем (только в корпусах с планарными вывода-
ми).
С целью повышения процента выпуска годных плат, применения на пред-
приятиях единого унифицированного технологического оборудования н сниже-
ния трудоемкости изготовления печатных плат на предприятиях происходит пе-
реход на единую базовую технологию изготовления, которой является:
хи мический метод — для односторонних плат;
ко мбинированный позитивный метод—для двусторонних плат;
по луадднтивный метод—для двусторонних плат с повышенной плотностью
ыонтажа;
метод металлизации сквозных отверстий — для многослойных печатных
плат.
Перспективы и пути совершенствования технологии изготовления печатных
плат заключаются в разработке экономически выгодных и технически оправ-
данных методов производства на базе прогрессивных технологических процес-
сов с применением новых материалов. К числу важнейших свойств материа-
лов, используемых для печатных плат, относятся хорошая технологичность,
49
позволяющая легко перерабатывать их в процессе производства, высокие элек-
трофизические, физико-механические и физико-химические параметры, а также
такие свойства, как устойчивость к воздействию ионизации, радиационная стой-
кость, способность работать в условиях вакуума. Материалы основания долж-
ны обеспечивать хорошую адгезию с токопроводящими покрытиями, мини-
мальное коробление в процессе производства и эксплуатации.
Различные материалы в разной степени отвечают поставленным требова-
ниям. Особенно существенно отличаются свойства неорганических и органиче-
ских полимерных материалов. Неорганические материалы отличаются высокой
нагревостойкостью, низким температурным коэффициентом расширения, хоро-
шими диэлектрическими свойствами, влагостойкостью и отсутствием или очень
малым выделением летучих продуктов в процессе воздействия эксплуатацион-
ных температур. Некоторые из них имеют высокую теплопроводность, особен-
но керамика, содержащая окись бериллия. Основные трудности при использо-
вании керамических материалов возникают при их механической обработке. В
этом отношении большими преимуществами обладает материал из слюды со
стеклянным связывающим составом, однако он относительно дорог. Отмеченные
недостатки неорганических материалов приводят к их редкому использованию
при изготовлении печатных плат.
Широкое применение при изготовлении печатных плат получили органи-
ческие полимерные материалы [2—4]. Это объясняется большим разнообрази-
ем технологических приемов их переработки и возможностью регулирования в
широком диапазоне практически всех наиболее важных технологических и экс-
плуатационных свойств. Наиболее важными являются электрические и механи-
ческие свойства, теплостойкость, влагостойкость, нагревостойкость, количествен-
ный и качественный состав летучих продуктов, выделяемых при воздействии
эксплуатационных температур.
Наиболее распространенными материалами при изготовлении печатных
плат являются гетинакс и стеклотекстолит. Гетинакс представляет собой сло-
истый прессованный материал, состоящий из нескольких слоев бумаги, пропи-
танной фенолоформальдегидной, крезолоформальдегидной либо ксинолофор-
мальдегидной смолой или их смесями. Этот материал обладает высокой элект-
рической прочностью и стабильностью диэлектрических свойств, хорошо подда-
ется механической обработке: расплавке, сверлению, точению, фрезерованию.
Используется как электроизоляционный материал для печатных плат, изготов-
ляемых гальванохимическим способом.
Стеклотекстолит представляет собой слоистый пластик, состоящий из стек-
лоткани, пропитанной модифицированной фенолоформальдегидной смолой.
Листовой стеклотекстолит поддается всем видам механической обработки, а
также склеиванию.
Для изготовления многослойных печатных плат применяются главным об-
разом фольгированные диэлектрики. Для фольгирования, как правило, исполь-
зуется медь, иногда алюминий и никель. Алюминий уступает меди из-за пло-
хой паяемости. Основным недостатком никеля является его высокая стоимость.
Среди фольгированных диэлектриков следует отметить фольгированный гети-
накс, фольгированный стеклотекстолит, низкочастотный фольгированный ди-
электрик, фольгированный армированный фторопласт.
В последнее время для изготовления многослойных печатных плат все
большее применение находят полиимидные материалы. По сравнению со стек-
лоэпоксидными пластиками полиимидные материалы допускают работу при бо-
лее высокой температуре, благодаря хорошей гибкости более удобны для про-
изводства. Фольгированные полиимидные пластики изготовляются прессовани-
ем, прокаткой между валками, нанесением слоя смолы на фольгу.
Слоистые материалы относительно малочувствительны к проникновению
влаги. Но и малое проникновение влаги может оказать существенное влияние
на работоспособность аппаратуры. Влага проникает в материал главным обра-
зом через торцевые части платы. Однако, если поверхность платы имеет ме-
ханические или химические повреждения, абсорбция может происходить и через
поверхность. Поэтому для устранения влияния влаги на работу печатных плат
и придания ячейке большей механической прочности рекомендуется использо-
вать защитные покрытия.
50
Надежное защитное покрытие для печатных плат должно обладать хоро-
шими влагозащитными и диэлектрическими свойствами. Как правило, исполь-
зуются:
покрытие односторонней платы только со стороны печатных проводников;
при этом защищают проводящие дорожки и обрезанные драя платы;
двустороннее покрытие печатной платы, в том числе и компонентов;
заливка блока в целом.
Первые два метода предпочтительны, если плата должна быть ремонтопри-
годна; в этом случае целесообразно использовать прозрачное покрытие. Тре-
тий способ обычно применяют для неремонтопригодных плат.
В настоящее время число материалов, пригодных для покрытия печатного
тлонтажа со стороны проводников, очень велико. Многие из них хорошо сов-
местимы с пайкой, т. е. их не надо удалять перед пайкой для присоединения
или отпайки компонентов. Их наносят распылением при маскировании контак-
тов. Чаще всего для покрытия используются лаки на основе алкидных стире-
новых смол или быстросохнущие модифицированные фенольные смолы. Эти
лаки высыхают на воздухе, они достаточно хорошо совместимы с канифольны-
ми флюсами. Одним из недостатков лаков является то, что они выделяют ор-
ганические пары, которые могут вызвать коррозию используемых металлов.
Кремнийорганические лаки обладают хорошими свойствами и применяются
в случаях, когда требуется максимальная тепловая долговечность. Однако они
относительно непрочны механически и неустойчивы к некоторым растворите-
лям. Винильные лаки образуют плотные пленки с характеристиками, удовлет-
воряющими механическим и электрическим требованиям.
Очень популярные лаки на основе эпоксидной смолы: они долговечны, об-
ладают хорошей адгезией к соответствующим образом подготовленным поверх-
ностям и отличными электрическими свойствами. Однако они не позволяют
создать ремонтопригодные покрытия, поскольку их трудно удалять, и адгезия
между отдельными слоями при многослойном покрытии может быть плохой.
Из современных органических материалов для покрытий наибольшее рас-
пространение получили акрилы, полиуретаны и изомеризованная резина. - Акри-
ловые лаки по общим характеристикам аналогичны виниловым. Они влагоус-
тойчивы и имеют хорошие электрические свойства, однако их стойкость по от-
ношению к некоторым растворителям недостаточно велика. Такие лаки не пре-
пятствуют пайке. Полиуретаны очень разнородны. Следует иметь в виду, что
при высокой влажности их свойства хуже, чем у материалов, полученных на
основе двухкомпонентной системы. Последние создают на основе полиэфирной
смолы, смешанной с изоцианатными компаундами непосредственно перед ис-
пользованием. Такие материалы обладают хорошей стойкостью к растворителям
и внешним воздействиям, а также имеют хорошие электрические свойства.
Все лаки можно использовать для покрытия печатных плат методами по-
гружения или распыления. Для защиты можно применять также парафины и
другие изолирующие материалы, например раствор кремнийорганическнх по-
лимеров в ксилене, который высыхает на воздухе и образует прозрачную вос-
кообразную гибкую пленку с хорошими гидрофобными и диэлектрическими
свойствами.
В литературе сообщалось о применении в качестве основания печатной
платы анодированных алюминиевых пластин, окисная пленка которых облада-
ет хорошими электроизоляционными свойствами. Применение металла в каче-
стве основания многослойных печатных плат обеспечивает надежное крепление
деталей, хороший теплоотвод, заземление; плата может иметь самую разно-
образную форму: угловую, ступенчатую, цилиндрическую. Элементы конструк-
ции такой платы удовлетворяют тем же требованиям, что и элементы конст-
рукций плат на изоляционном основании.
Каждый метод изготовления печатных плат предъявляет к элементам их
конструкции определенные технологические требования. Например, при изго-
товлении печатных проводников электрохимическим методом должны быть пре-
дусмотрены технологические проводники, соединяющие весь монтаж между со-
бой накоротко для обеспечения возможности отложения металла на всех со-
единениях схемы, а также намечены пути их разъединения на необходимые
51
отдельные проводники. Это требует дополнительных технологических отвер-
стяй на плате яля какях-лябо других мер.
Химический метод применяется для изготовления печатных плат яз одно-
стороннего фольгированного диэлектрика, чаще всего гетинакса. Как правило,
изготовление плат осуществлиетси на универсальных механизированных линиих,
состоищих из отдельных автоматов и полуавтоматов, последовательно выпол-
няющих операции технологического процесса. Дли максимальной механизации
и автоматизации процесса все печатные платы изготовлнютси на технологиче-
ских заготовках одного габарита, на которых может быть скомпоновано до
трех и более плат, т. е. используетси метод групповой обработки.
Схематическое изображение односторонней печатной платы приведено на
рис. 3.1. При конструировании печатных плат, изготовлиемых химическим ме-
тодом, следует учитывать, что монтажные отверстии, как правило, выполниют-
си без зенковании. Со стороны установки компонентов допускаетси зенкование
монтажных отверстий.
Рис. 3.1. Односторонний печатнаи
плата:
1 — контактная площадка; 2 — основание
платы; 3 — проводник, переходящий в
контактную площадку; 4 — монтажное от-
верстие
При изготовлении двусторонних печатных плат, как правило, яспользует-
си комбинированный позитивный метод, при котором экспонирование рисунка
соединений производится с фотопозитива (откуда и произошло название). Тех-
нологический процесс изготовлении двусторонних печатных плат комбинирован-
ным методом достаточно хорошо отработан и в значительной мере оснащен
специальным оборудованием.
На рис. 3.2 приведено схематическое изображение двусторонней печатной
платы, изготовленной комбинированным позитивным методом. При конструиро-
вании таких плат следует иметь в виду, что металлизированные отверстие
могут выполнитьси как с зенковкой, так и 'без нее. При отсутствии зенковкч
допускаетси уменьшение размеров контактных площадок, что ивлиетси одним
из путей увеличении плотности монтажа.
Рис. 3.2. Двусторонний печат-
наи плата:
1 — контактная площадка, перехо
дящая в проводник; 2 —основание
платы; 3 — проводник; 4 — металли-
зированные отверстия
Однако существенное увеличение плотности монтажа может быть достигну-
то только при использовании многослойных печатных плат. Многослойные пе-
чатные^ платы рекомендуетсн изготовлить методом металлизации сквозных от-
верстий. Сущность этого метода состоит в том, что необходимое ч тело слоев,
на которых тем или иным способом выполнены печатные соединении, склеива-
ется (прессуется), после чего в полученной многослойной плате сверлят сквоз-
ные отверстия и металлизируют их. При этом те слои, которые должны быть
соединены между собой, имеют контактные площадки, торцевые части которых
соединиютси с металлизированными отверстиими (рис. 3.3).
Рисунок соединений внутренних слоев многослойной печатной платы вы-
полниетси на заготовках из одностороннего пли двустороннего фольгированно-
го диэлектрика фотохимическим способом. Рисунок наружных слоев выполни-
етси комбинированным позитивным методом после прессовании многослойной
печатной платы.
52
Поскольку надежность межслойных соединений в значительной мере зави-
сит от качества соединения стенки металлизированного отверстии с торцевой
частью контактной площадки, используют подтравливание диэлектрика внутри
отверстия до металлизации. При этом часть поверхности контактной площадки
обнажается и при металлизации отверстии нолучаетси более качественное со-
единение стенки отверстии с контактной площадкой данного слоя.
Рис. 3.3. Многослойная печатная плата:
/ — сквозное металлизированное отверстие; 2 — проводник; 3 — контактная площадка; 4 —
диэлектрик; 5 — прокладочная стеклоткань
Пря необходимости повышения плотности проводящего рясунка использу-
ется метод металлизация сквозных отверстий с внутренними межслойными пе-
реходами. Пря этом печатные платы следует конструировать с применение»
двустороннего фольгированного материала. Для наружных слоев, сло-
ев питании и экранов, можно использовать и односторонний фольгированный
материал. Конструкции печатной платы, выполненной методом метал-
лизации сквозных отверстий с внутренними межслойными переходами, приве-
дена на рис. 3.4.
Ряс. 3.4. Многослойная печатная плата с внутренними межслойными перехо-
дами:
/ — сквозное металлизированное отверстие; 2 — проводник; 3 — контактная площадка; < —
диэлектрик; 5 — прокладочная стеклоткань; 6 — переходное металлизированное отверстие
3.2. ЭЛЕМЕНТЫ КОНСТРУКЦИЙ ПЕЧАТНЫХ ПЛАТ
Конструкции печатных плат характеризуются группой пара-
метров: структурных, геометрических и электрических.
53
к структурным параметрам относятся общее число слоев и
их конструкция (односторонние или двусторонние). Структуру
конструкции печатной платы образуют элементы конструкции:
соединительные проводники и зазоры между ними, контактные
площадки и зазоры между ними и соединительными проводника-
ми, технологические, монтажные, крепежные и металлизирован-
ные отверстия, посадочные места под ЭРЭ и электрические Лсое-
динители, экраны, вырезы в экранах. Форма металлизированных
-отверстий, как правило, выбирается круглая; форму остальных
элементов желательно выбирать прямоугольной или состоящей
из прямоугольников, соединенных различными способами.
К 'геометрическим параметрам относятся ширина печатных
проводников на сигнальных слоях и зазоров между проводника-
ми, диаметры металлизированного отверстия и зенковки; ширина
.зазора между металлизированными отверстиями и между отвер-
стиями и проводниками; расстояние между сигнальными и потен-
циальными слоями, в частности между слоями питания и земли;
шаг сетки и ширина проводников на потенциальных слоях; тол-
щина печатной платы заданной структуры и ее отклонение от но-
минала.
К электрическим параметрам относятся погонное сопротивле-
ние и погонная емкость (или волновое сопротивление) печатных
проводников на сигнальных слоях, коэффициент связи между пе-
чатными проводниками, определяемый уровнем взаимных помех.
Электрические параметры печатных плат рассматриваются в гл.
4, посвященной анализу помехоустойчивости МЭА.
Все параметры конструкции печатных плат взаимосвязаны.
Электрические параметры определяют требования к трассировке,
геометрическим параметрам сигнальных проводников и распо-
ложению сигнальных и потенциальных слоев относительно друг
друга. При отсутствии требований к электрическим параметрам
печатных плат, что характерно, например, для низкочастотных
устройств МЭА, число слоев и их расположение полностью зави-
сят от технологического процесса изготовления печатных плат.
При выборе структуры печатных плат устройств среднего и высо-
кого быстродействия наиболее важным является обеспечение эле-
ктрических параметров. Как правило, в этом случае используют
многослойные печатные платы.
Структура многослойных печатных плат может быть рассмот-
рена как множество отдельных и независимых потенциальных,
сигнально-потенциальных и технологических звеньев. Расположе-
ние и характер печатного рисунка потенциальных и технологиче-
ских звеньев практически не влияют на характер сигнальных
проводников. Потенциальные звенья находятся в многослойных
печатных платах между сигнально-потенциальными звеньями.
Они применяются в конструкциях плат при относительно большом
числе источников питания или при необходимости дублирования
некоторых потенциальных слоев для увеличения трассировочной
площади при больших значениях потребляемых токов. Наличие
54
технологических слоев, располагаемых с наружных сторон мно-
гослойной печатной платы, определяется, как правило, особен-
ностями технологического процесса изготовления многослойных
печатных плат.
Основными структурными звеньями в многослойных печатных
платах являются сигнально-потенциальные. Они могут быть с
одним или двумя потенциальными слоями и двусторонним их рас-
положением относительно сигнальных слоев.
Потенциальные слои сигнально-потенциальных звеньев в.
структуре многослойных печатных плат являются смежными и
располагаются рядами. Следовательно, сокращая расстояние ме-
жду звеньями, можно получить минимальное сопротивление цепей
питания. Другие электрические требования, например минималь-
ная индуктивность цепей заземления, могут обеспечиваться соот-
ветствующим рисунком слоя.
Число сигнальных слоев в сигнально-потенциальных звеньях
не превышает двух, так как во избежание перекрестных помех
печатные проводники прокладываются в разных слоях под пря-
мым углом, чтобы не располагаться один непосредственно под.
другим. В этом случае взаимная емкость сигнальных проводни-
ков оказывается минимальной. Минимальна она и при уменьше-
нии ширины печатного проводника, что позволяет развести сое-
динения более сложной схемы в меньшем числе слоев. Однако>
уменьшение ширины печатного проводника сказывается на тре-
бованиях к точности изготовления печатной платы.
По плотности проводящего рисунка и точности изготовления печатные пла-
ты и гибкие печатные кабели делятся на три класса. Первый класс характе-
ризуется наименьшей плотностью проводящего рисунка и наименьшей точ-
ностью изготовления. Второй и третий — повышенной и высокой плотностью*
проводящего рисунка соответственно высокой точностью изготовления.
Рекомендуется выполнять платы всех размеров с плотностью проводящего-
рисунка, соответствующей первому классу. На платах размерами 170 X 240 мм
может быть создана плотность проводящего рисунка, соответствующая второ-
му классу. И только на печатных платах размерами 170X150 мм может быть,
создана плотность проводящего рисунка, соответствующая третьему классу. На.
одной печатной плате могут располагаться элементы проводящего рисунка раз-
ных классов. В этом случае печатная плата относится к более высокому
классу.
Плотность проводящего рисунка гибкого печатного шлейфа или. кабеля*
определяется шагом расположения печатных проводников, который может быть
равным 1,25 или 2,5 мм. Максимальные размеры гибких печатных шлейфов, ка-
белей составляют 150X400 мм, при этом допустимый радиус изгиба гибкого-
печатного кабеля должен быть не менее. 10, а гибкого шлейфа — не менее
1,5 мм. Толщина гибкого печатного шлейфа или кабеля лежит в пределах
0,02—0,30 мм.
Толщина многослойной печатной платы определяется числом слоев, про-
кладок из стандартных материалов и технологией их склеивания. Суммарная;
толщина склеивающих прокладок между смежными слоями обычно выбирает-
ся не тоньше двух толщин проводников, расположенных на внутренних слоях.
Печатные проводники, как правило, выполняются одинаковой ширины на
всем их протяжении. В виде исключения проводники сужают до минимально
допустимых значений на небольшой длине в «узких» местах и в местах пере-
крестий проводников различных слоев. Рекомендуется не размещать проводни-
ки на минимально допустимом расстоянии от других печатных элементов. Ес-
55-
ли существует возможность, то необходимо использовать проводники макси-
мальной ширины. При этом проводники шириной более 3 мм разрабатываются
ио правилам выполнения экранов.
Экраны могут выполняться на внешних и внутренних слоях. Как правило,
«они выполняются с вырезами, площадь которых может достигать половины
общей площади слоя. Эти вырезы могут иметь прямоугольную форму, форму
овала, круга или сетки. Для внутренних экранов предпочтительной является
форма сетки. Если в зону экрана попадает отверстие, электрически с ним не
схем с планарными выводами
на печатной плате;
7 — корпус микросхемы; 2 — печат-
ная плата; 3 — первый вывод; 4 —
контактная площадка; 5 — контакт-
ная площадка под первый вывод
связанное, то вокруг такого отверстии вы-
полняется кольцевой или прямоугольный
вырез. Отверстия, электрически связанные с
экраном и попавшие в окна экранной сетки,
соединяются с ним печатными проводни-
ками.
Как правило, центры отверстий распо-
лагаются в узлах координатной сетки. Если
в конструкции навесного элемента имеются
два вывода и более, расстояние между ко-
торыми кратно шагу координатной сетки,
то центры отверстий под эти выводы обяза-
тельно располагаются в узлах координатной
сетки, а центры отверстий под другие выво-
ды располагаются согласно чертежу на дан-
ный элемент. Если в конструкции навесного
элемента не имеется выводов, расстояния
между которыми кратны шагу координатной
сетки, то в узле сетки следует располагать
центр одного из отверстий, принятого за
основное, а центры других отверстии распо-
лагаются на вертикальных или горизонталь-
ных линиях координатной сеткн, если это
допускает расположение выводов.
Для простановки размеров групповых
контактных площадок многовыводных ЭРЭ
изображение контактной группы приводит-
ся на поле чертежа, причем контактная пло-
Условное обозначение отверстий Диаметр отверстии, мм Диаметр нонтантной площадей, мм Наличие металлизации в отверстиях Число отверстий
О О,8*а>1 1Д5-о,1 есть 74
С 7,3 Z,O-o,l есть D8
е 1,№ z,5-o,i есть 11
в,0А5 — нет 4
Параметры элементов печатной платы, нроме мест, оговоренных особо Размеры, мм, не менее
6 свободных местах в узних местах
Ширина праваднинав 0,5 0,25
Расстояние между двумя прававнинами, нонтантными ппощаднами, лроваднином и нонтантной ллощаднай 0,5 0,25
Рис. 3.6. Чертеж печатной платы
Щадка под первый вывод многовыводного ЭРЭ выполняется отличной от осталь-
ных, как показано на рис. 3.5.
Проводники, ширина которых менее 2 мм, на чертежах обычно изобража-
ются сплошной линией, толщина которой равна двум толщинам контурных ли-
ний, как показано на рис. 3.6. Проводники, экраны и другие элементы, шири-
на которых 1более 2 мм, штрихуются под углом 45°. Если же чертежи выпол-
няются для размножения фотокопированием или электрографическим копиро-
ванием, то изображения широких печатных проводников и других элементов
проводящего рисунка полностью зачерняются. В -некоторых случаях контактные
площадки, примыкающие к проводникам, изображенным утолщенной линией,
не штрихуются.
56
57
При изображении проводников рекомендуется по возможности избегать ост-
рых углов около контактных площадок (рис. 3.7) и излишней металлизирован-
ной поверхности, что допускается только при изготовлении печатных плат хи-
диическнм методом.
Рис. 3.7. Примеры соединения от-
верстий печатными проводниками
Рис. 3.8. Гибкий печатный ' шлейф
с металлизированными контактными
площадками и отверстиями
Печатные платы ячеек соединяются между собой жгутами гибких прово-
дов, гибкими шлейфами или кабелями. Тканые и опрессованные кабели изго-
товляются из тех же проводов, что и жгуты. Плоская форма этих изделий по-
зволяет более рационально использовать внутренний объем корпуса блока.
Гибкие печатные шлейфы изготовляются по той же технологии, что и печат-
ные платы, однако более пластичная основа позволяет изгибать их под очень
острым углом для осуществления соединения двух параллельно расположен-
ных печатных плат ячеек.
По конструктивному оформлению п способам присоединения к печатным
платам гибкие печатные шлейфы могут быть выполнены в нескольких вариан-
тах. К первому относятся гибкие печатные шлейфы, оканчивающиеся металли-
зированными контактными площадками с отверстиями (рис. 3.8). Шлейфы ус-
танавливаются и запаиваются на штыри, расположенные на печатной плате
или колодке (рис. 3.9). Ко второму варианту относятся гибкие печатные
шлейфы, оканчивающиеся металлизированными контактными площадками, ко,-
торые после совмещения припаиваются к контактным площадкам печатной
платы. Такой шлейф приведен на рис. 3.10. Наконец, к третьему варианту от-
носятся гибкие печатные шлейфы, оканчивающиеся контактными лепестками,
которые припаиваются к контактным площадкам печатной платы. Эти шлей-
фы могут иметь однорядные (рис. 3.11,а) и двухрядные (рис. 3.11,6) контакт-
ные лепестки.
Гибкие печатные шлейфы, оканчивающиеся металлизированными контакт-
ными площадками, выдерживают большие механические воздействия. Однако
разрешающая способность технологии их изготовления невелика, и они ис-
58
пользуются при малом числе срединений. При большом числе выходных кон-
тактов с печатных плат необходимо использовать гибкие печатные шлейфы,
оканчивающиеся металлизированными контактными площадками без отвер-
стий, или шлейфы, оканчивающиеся контактными лепестками. Такие кабели
обязательно крепятся в зоне электрического присоединения к печатным платамг
Рис. 3.9. Гибкий печатный шлейф:
1 — печатная плата; 2—шлейф; 3 — колод-
ка
Рис. 3.11. Гибкий печатный шлейф с однорядным (а) и двухрядным (б) рас-
положением контактных лепестков
Рис. 3.10. Гибкий печатный шлейф-
с металлизированными контактными;:
площадками
59
с помощью прижимной пДанки или скобы, как показано на рис. 3.12 и 3.13.
Как и микросхемы в корпусах со штырьковыми выводами, гибкие печат-
вые шлейфы первого варианта устанавливаются с одной стороны печатной
платы. Все остальные гибкие печатные шлейфы можно устанавливать с двух
сторон печатной платы. Печатные тканые и опрессованные гибкие кабели ус-
Рис. 3.12. Гибкий печатный шлейф
с планкой:
1 — печатная плата; 2 — шлейф; 3 — план-
ка
Рис. 3.13. Гибкий печатный
шлейф со скобой:
1 — печатная плата; 2 — шлейф; 3 —
прокладка; 4 — скоба
таиавливаются только с одной стороны печатной платы, поскольку их жнлы
присоединяются с использованием металлизированного отверстия. Шаг рас-
положения отверстий под распайку жил тканых и опрессованных кабелей на
печатной плате, как правило, выбирается кратным 2,5 мм, откуда следует, что
разрешающая способность соединений тканым нли опрессованным кабелем ни-
же, чем соединений гибким печатным шлейфом.
3.3. РАСЧЕТ ЭЛЕМЕНТОВ ПЕЧАТНЫХ ПЛАТ, ГИБКИХ ШЛЕЙФОВ
И КАБЕЛЕЙ
Увеличение плотности печатного -монтажа, тенденция к авто-
матизации технологических процессов изготовления печатных
плат, необходимость уменьшения трудоемкости и повышения про-
цента выхода годных изделий существенно обострили вопросы
технологичности и серийноспособности печатных плат и гибких
печатных шлейфов и кабелей. При реализации схемотехнических
решений минимально необходимые размеры элементов печатного
монтажа и их взаимное расположение определяются в результа-
те расчета электрической схемы, но при этом часто не уделяется
достаточного внимания обоснованному определению технологичес-
ких допусков для производства. Между тем из практики произ-
водства печатных плат известно, что слишком малые размеры
элементов и жесткие допуски значительно снижают процент вы-
хода годных изделий, а следовательно, и экономичность произ-
водства. Поэтому при конструировании печатных плат после oir
60
ределения параметров элементов в результате расчета необходи-
мо определить их оптимальные размеры, приемлемые зазоры ме-
жду ними и реальные допуски на изготовление.
Методика такого расчета в известной степени зависит от спо-
соба изготовления печатных плат. На значения технологических
допусков и припусков непосредственное влияние оказывают спо-
собы конструирования фотошаблонов (ручное или автоматизиро-
ванное) и базирования при переносе рисунка на заготовки плат
и метод сверления отверстий (по рисунку с визуальным наведе-
нием на центр контактной площадки или по координатам на
станках с программным управлением).
Изложим методику расчета размеров основных элементов пе-
чатного монтажа в соответствии с производственно-техническими
требованиями для односторонних печатных плат, изготовляемых
химическим методом, двусторонних печатных плат, изготовляемых
комбинированным позитивным и электрохимическим методами, мно-
гослойных печатных плат, изготовляемых методами металлизации
сквозных отверстий и методом металлизации сквозных отверстий
с внутренними межслойными переходами, гибких печатных шлей-
фов, а также элементов проводящего рисунка на фотошаблонах.
Методика расчета предусматривает базовый способ изготовле-
ния односторонних и двусторонних плат, а также наружных сло-
ев многослойных печатных плат и гибких печатных шлейфов и
безбазовый способ изготовления внутренних слоев многослойных
печатных плат. В данном случае имеются в виду способы изготов-
ления, при которых:
базовые отверстия выполняются как на фотошаблонах, так и
на заготовках плат, и совмещение их друг с другом производится
при помощи фиксирующих элементов;
базовые отверстия на слоях выполняются после получения ри-
сунка схемы, а совмещение слоев производится на базовых шты-
рях пресс-формы.
Методика не предусматривает учета локальных изменений
размеров и формы элементов печатного монтажа, которые могут
возникнуть из-за нестабильности характеристик применяемых ма-
териалов или произвольного колебания технологических режимов
изготовления печатных плат и гибких печатных шлейфов.
Расчет рекомендуется начинать с определения размеров ме-
таллизированных отверстий. Металлизированные отверстия в пе-
чатных платах могут применяться как монтажные (для установ-
ки ЭРЭ) и как переходные (для создания электрических связей
между слоями). Диаметр монтажного отверстия должен быть
больше диаметра выводов навесных элементов на величину, удо-
влетворяющую условиям пайки и автоматизированной сборки яче-
ек. Для максимального уплотнения монтажа диаметр переходных
отверстий выбирается наименьшим, но в связи с ограниченной рас-
сеивающей способностью электролитов при гальванической метал-
лизации необходимо выдерживать предельное соотношение между
минимальным диаметром металлизированного отверстия ЛМмин и
61
толщиной платы Ярасч: iDM мин^^расчТь где yt— числовой коэф-
фициент.
Толщина двусторонних печатных плат равна толщине фольгиро-
ванного диэлектрика, а толщина многослойной печатной платы мо-
жет быть определена по формуле
Ярасч = 2Ясл + (0,5-0,6)2Япр>
где 2ЯСЛ— сумма толщин материала слоев; мм; ЕЯщ,— сумма
толщин материала диэлектрических прокладок, мм; коэффициент
при 2Япр учитывает усадку прокладок при прессовании пакета
многослойных печатных плат.
Коэффициент у] зависит от состава применяемого электролита
и ориентировочно может иметь следующие значения: 0,75—1,0
для сернокислого электролита без выравнивающих добавок;
0,33—0,4 для сернокислого электролита с выравнивающими добав-
ками; 0,4—0,5 для борфтористоводородного; 0,25—0,3 для пирофос-
фатного.
Таким образом, минимальный диаметр монтажного отверстия
мин = Н" ^расч Т1>
где DB— диаметр вывода навесного элемента; Д3 = 0,2-4-0,3 мм —
ширина зазора.
Контактные площадки отверстий можно рассматривать как
области печатных проводников, окружающие отверстия и обеспе-
чивающие пайку навесных элементов и электрический контакт
между цепями, расположенными на разных сторонах или слоях
печатной платы. Из-за особенностей процесса травления рисунка
сечение элементов печатного монтажа односторонних плат и внут-
ренних слоев многослойных печатных плат до металлизации от-
верстий уменьшается в результате бокового подтравливания
фольги, как показано на рис. 3.14. Это уменьшение, как правило,
соизмеримо с толщиной фольги Лф и зависит от состава травяще-
го раствора, способа травления и времени воздействия раствора
на фольгу. Уменьшение поверхности сцепления фольги с диэлект-
риком основания происходит вследствие частичного разрушения
адгезионного слоя диэлектрика и фольги, а конкретно это умень-
шение зависит от качества изготовления фольгированного мате-
риала.
Минимальный размер контактной площадки определяется ди-
аметром вписанной окружности обеспечивающим гаранти-
рованный поясок фольги вокруг отверстия, т. е. отсутствие разры-
ва контактной площадки при сверлении плат по заданным коор-
динатам, как показано на рис. 3.15. На этом рисунке у — заданная
координата расположения центра отверстия и центра контактной
площадки, проведенная через центр осей координат О; уотв — дей-
ствительная координата расположения центра отверстия О',
Укп — действительная координата расположения центра контакт
ной площадки Ока-
62
Как следует из рис. 3.14, на практике измеряется диаметр
нижней стороны контактной площадки, который с учетом радиуса
закругления вытравленной фольги, равного толщине фольги
/гф, составляет
Оман i мин + 2 Лф. _ (3.1)
Современные печатные платы могут иметь до 2—3 тыс. кон-
тактных площадок, а к :браку изделия может привести разрыв
даже одной из них, например разрыв площадки в месте подхода к
Рис. 3.14. Расположе-
ние контактной площад-
ки на односторонней пе-
чатной плате
Рис. 3.15. Возможное смещение кон-
тактной площадки на двусторонней
печатной плате
ней проводника, что приведет к разрыву электрической цепи. В
связи с этим при определении минимально необходимых разме-
ров предполагается возможность наихудшего сочетания погреш-
ностей размеров и расположений. По этой причине минимально
допустимый диаметр O'imhh зависит от максимального диаметра
отверстия фольги после сверления £>омакс, заданной ширины га-
рантированного пояска фольги в максимальных по значению и
наихудших по расположению полях допусков центра контактной
площадки 6'кп и центра отверстия 6OTB и определяется выражением
D 1 мнн ~ 2 (Вм + Do макс/2 "Ь ^отв + 8 кп)> (3-2)
где Вм — расстояние от края отверстия до края контактной пло-
щадки.
Максимальный диаметр просверленного отверстия определяет-
ся по формуле
Do Макс = ^св A D,
где Осв— диаметр сверла, мм; АО— погрешность диаметра от-
верстия, обусловленная биением сверла и точностью его заточки,
Мм; при использовании качественных твердосплавных сверл и
прецизионных сверлильных станков ДО = 0,024-0,03 мм.
63
С учетом толщины металлизации в отверстии и некоторой
усадки диэлектрической подложки фольгированного материала
диаметр сверла ОСв[мм] = ООтв+(0,14-0,15), где 2)ОТв— номи-
нальный диаметр металлизированного отверстия, мм.
Погрешность расположения отверстия б0тв=бо+бб, где бо—
погрешность расположения отверстия относительно координатной
сетки, обусловленная точностью сверлильного станка, мм; бб —
погрешность базирования плат на сверлильном станке, мм.
Погрешность расположения контактной площадки при изгото-
влении печатных плат определяется выражением
б'кп = + бс>
где бш—погрешность расположения контактных площадок на
фотошаблоне относительно заданных координат, мм; бэ — по-
грешность расположения контактной площадки на слое платы в
результате ошибки экспонирования, мм; бм — погрешность распо-
ложения контактных площадок на слое, возникающая после страв-
ливания фольги за счет линейной деформации материала диэлек-
трика, мм; линейная деформация основания фольгированных ма-
териалов, определяется их толщиной: при толщине 0,1—0,12 и
0,2—0,25 мм усадка составляет соответственно 0,05 и 0,03%; при
толщине 0,5 и более усадки практически
нет; бс — погрешность расположения фо-
тошаблона относительно базовых отвер-
стий заготовки, обусловленная неточно-
стью базовых отверстий фотошаблона ба
и заготовки б3 для односторонней печат-
ной платы (зависит в основном от точно-
сти оснастки и инструмента), или ошиб-
ка совмещения слоев в пакете многослой-
ной печатной платы, обусловленная точ-
ностью образования базовых отверстий в
слоях и точностью изготовления пресс-
формы (бПф) для прессования пакета.
В процессе изготовления многослой-
ных печатных плат часто предусматрива-
ется контроль смещения (ухода) кон-
тактных площадок после изготовления
слоев. В этом случае выражение для определения погрешности рас-
положения центра контактной площадки принимает вид
6'кп =Sy+6c,
где бу — суммарный уход центра контактной площадки относи-
тельно заданных координат, указываемый в технологическом про-
цессе и подлежащий контролю.
Минимальное необходимое окно фотошаблона О'ШМИн (см-
рис. 3.16), гарантирующее получение контактной площадки раз-
мером не менее заданного формулой (3.1), с учетом возможного
64
ммн
Д^мин
I ^/МИН |
Рис. 3.16. Расположение
контактной площадки на
двусторонней печатной пла-
те
(3.3)
уменьшения диаметра за счет подсвета при экспонировании ри-
сунка составит
D'lS МИН = D МИН + ^э>
где Аэ — погрешность диаметра контактной площадки на фотоко-
пии слоя при экспонировании рисунка, мм; как правило, Аэ не
превышает 0,03 мм.
Максимальный диаметр окна фотошаблона для контактной
площадки определяется по формуле
D ш макс D ш мин А
где АДп — допуск на изготовление окна фотошаблона, мм.
Тогда максимальный диаметр контактной площадки на слое
D макс ш макс 4“ ^э*
Особенности процесса нанесения гальванической меди на фоль-
гу и металлического резистивного покрытия на гальваническую
медь обусловливают увеличение замеряемых размеров элементов
конструкции печатной платы, а в результате бокового подтравли-
вания гальванической меди и фольги исходного материала умень-
шаются эффективные размеры элементов конструкции печатной
платы. Реальное увеличение соответствует сумме толщин гальва-
нической меди йг и металлорезиста йр:
^мин = МИН + 2 (Йр 4" Йр),
как следует из рис. 3.16.
При толщине гальванической меди в отверстиях около 0,025 м,м
в силу определенной рассеивающей способности электролитов на
поверхности проводников плат средних размеров величина йг со-
ставляет 0,05 мм. Толщина слоя металлорезиста различна; так,
для серебрения йр=0,01—0,015 мм, для блестящего неоплавляе-
мого покрытия олово—свинец йр=0,015—0,025 мм. Если металли-
ческим резистом является оплавляемый впоследствии сплав оло-
во—свинец, то его нависающие края расплавляются и силами по-
верхностного натяжения стягиваются в пределах гальванической
меди, поэтому формула (3.3) принимает вид
Й^МИН МИН 4" 2 Йр.
Контактная площадка минимального эффективного диаметра
^1мин также не должна разрываться при сверлении, тогда по ана-
логии с формулой (3.2) имеем
^1 МИн = 2(BM + O,5Do
макс + SOiB 6КП).
Однако в этом случае при базовом методе изготовления рисун-
ка и в связи с отсутствием линейной деформации достаточно тол-
стой платы максимальное смещение положения центра контактной
площадки
^кп = 6Ш + 6Э 4" «п 4" бф,
3—37
65
где бп — погрешность положения базового отверстия относитель-
но заданных координат на фотошаблоне, мм; бф — погрешность
положения фотошаблона относительно заготовки платы при бази-
ровании на кнопках, м'м.
Минимальный и максимальный диаметры контактной площад-
ки на фотошаблоне определяются по формулам
мии = 7?мин 0г 4" ^р) > маКс — мин 4“ 7)ш,
откуда максимальный диаметр контактной площадки
Тумаке = маис 4" (hr 4" hP + Аэ).
Контактные площадки соединяются между собой печатными
проводниками. При формировании проводников на фольгирован-
ном диэлектрике их минимально допустимая в производстве шири-
на определяется прежде всего адгезионными свойствами материа-
ла основания и гальваностойкостью оксидированного слоя фоль-
ги, так как браком является даже частичное отслаивание провод-
ника от основания диэлектрика. Поэтому минимальная ширина
проводника d'iMKH или й1мин (рис. 3.17 и 3.18) должна быть зада-
на в зависимости от указанного свойства применяемого мате-
риала.
Рис. 3.17. Расположение
проводника на односто-
ронней печатной плате
Рис. 3.18. Расположение про-
водника на двусторонней пе-
чатной плате
Рассуждая аналогично тому, как и при получении выражения
(3.1), минимальную замеряемую ширину проводников на односто-
ронних платах и внутренних слоях многослойных печатных плат
можно определить — как й/мин=й,1мин4-'2/1ф, а минимальная и мак-
симальная ширина линии на фотошаблоне — соответственно
& ш мин = d мин 4“ Аэ > ш макс ш мин 4" А Йш,
где Айш — допуск на ширину линий при изготовлении фотошаб-
лона, мм.
Тогда максимальная ширина проводников на односторонних
платах и внутренних слоях многослойных печатных плат й/макс=
= d'ra макс 4" Аэ-
66
Аналогично (3.2) получаем, что минимальная замеряемая ши-
рина проводников на двусторонних платах и наружных слоях мно-
гослойных печатных плат
4мин мин 4~ 2 (/lr /ip),
причем если в качестве металлорезиста применяется оплавляемое
покрытие олово—свинец, то формула упрощается: с?мин=^1мин+
+ 2йг.
Минимальная и максимальная ширина линий на фотошаблоне
определяется по формулам
dm мин = ^мин /ip) , макс = мин 4" А dm ;
тогда максимальная ширина проводника на плате
^макс = dm макс 4" (Лг ^р) Аэ.
Между печатными проводниками и контактными площадками
проводящего рисунка имеются зазоры, которые также относятся к
элементам конструкции печатной платы.
Минимальный зазор между проводником и контактной пло-
щадкой /'мин (ом. рис. 3.15) для односторонних печатных плат и
внутренних слоев многослойных печатных плат определяется в
виде
^мин = Ц l(D'MaKJ2 + бш) (d'KaKC/2 + 6d)],
где /э — расстояние между центрами рассматриваемых элементов
на чертеже, мм; 8d — погрешность расположения проводника от-
носительно координатной сетки на фотошаблоне, мм.
Для этого же случая минимальное расстояние между двумя
контактными площадками Гщмин и минимальное расстояние меж-
ду двумя проводниками /'шмин соответственно составляют
1 и мин = (^макс 4“ ^.кп) >
G п мин = (А макс 4" 2 бД.
Эти же минимальные зазоры на фотошаблоне определяют по
формулам
I ш мни = 1(0,5 D ш макс 4" ^ш) 4" (0,5 d ш макс 4" ®d)] »
I 1ш мин = ш макс 4” бш) , /щи мин в (^ ш Макс 4“ б^).
В магистральных каналах на печатных платах может прокла-
дываться некоторое число Nn печатных проводников. В этом слу-
чае минимальное расстояние для прокладки проводников между
двумя контактными площадками металлизированных отверстий
/ ммин определяется как
м мин = 0,5 D j макс 4" 0,5 D j макс 4“ 2 бИп 4" (d макс 4“ б</) Nл -|-
4~ / 1к мин (^л 4" 1) >
где /'1кмин — выбирается из таблицы [3.7] для соответствующего
класса плотности проводящего рисунка, мм; Т/шакс» ^макс —•
67
максимальные диаметры контактных площадок металлизирован-
ных отверстий, мм.
Минимальное расстояние для прокладки проводников между
двумя неметаллизированными отверстиями /'НМИн составляет
I в мив = 0,5 Dy макс + 0,5 /?2 макс 4" 60Тв 4" (^'манс 4" 6() А^л 4"
4-/'1« Мин 1)4-2/
оп»
где £>1макс, £>2макс — максимальные диаметры неметаллизирован-
ных отверстий, мм; /оп — расстояние от края неметаллизирован-
ного отверстия, края платы или выреза до печатного проводни-
ка, мм.
Минимальное расстояние для прокладки проводников между
контактной площадкой металлизированного отверстия и неметал-
лизированным отверстием /'мнмин определяется в виде
/ м и Мин = 0,5 D макс 4" 6КП 4“ 0,5 do макс 4" 5отв 4" (/ in Мин 4" d макс 4"
4- 6J Ул 4- /о.п-
Печатные проводники могут быть проложены в магистральном
канале, расположенном между металлизированным отверстием и
краем платы. Минимальное расстояние для этого случая состав-
ляет
/ мк мин ~ 0,5 D макс 4" 5к.п 4" (J in Мин 4" '-/макс 4“ ^л 4" /о.п-
Аналогично минимальное расстояние I нк мин для прокладки
проводников в магистральном канале между неметаллизирован-
ным отверстием и краем платы рассчитывается по формуле
I ИК мии = 0> /^Омакс 4“ 5ОТВ + (dM
акс 4-6<|Ж4-/Мни (АГл-1) + 2/0.п.
Для двусторонних печатных плат и наружных слоев много-
слойных печатных плат расчетные формулы для определения за-
зоров имеют другой вид:
/мин = /э-1(0,5 Do мако 4- бки) 4- (0,5 dMaKC 4- 6d)];
^к мии = (^о макс 4“ 2 ^кп) > мин (^макс 4“ 2 >
мин [(0,5Рш макс + 6Ш) + (0,5 б/щ макс + 6^)];
^шк мин = Фо макс 4“ 2 6щ) ,
^ШП мин /9 (dm макс 4-2 ад
/м мин = 0,5 Dr Макс 4" 0,5 Og макс 4" 2 6Н-П 4" (^макс 4" 4" /in мии (^ 4“ /)»
/и мин ~ 0,5 Dl макс 4*0,5 /)2 макс 4“ 2 6оТВ 4“ ('^макс 4“ $d) А/л 4" I in мин (А/л
- 1)4-2/оп;
/мн мин ~ 0,5 Dq макс 4-6кп 4” 0,5 I- 5qtb 4-(Г 1П мин 4- ^мнкс 4-
4" 6<е) АГЛ 4- /оп;
/мк МИИ 0,5 Dq макс 4-6
КП 4-(/' 1П мин 4" ^макс 4- 6<i) АГЛ 4- /ОП >
/нк мин 1=8 0,5 Do макс 4" 60тн 4" (^макс 4" А/л 4" / щ мин (А/л 1) 4" 2 /оп-
68
Кроме того, на наружных слоях печатной платы располагают-
ся контактные площадки под выводы ЭРЭ. Минимальное расстоя-
ние для прокладки проводников между контактной площадкой
металлизированного отверстия и контактной площадкой под пла-
нарный вывод
/Мп мин=0>5 Do Макс 4- 6КП 4- 6пЛ 4- ((/„акс 4- АГЛ 4- /'in мкн (^л 4-1)>
где 6п.л — расстояние от края контактной площадки под планар-
ный вывод до ближайшей линии координатной сетки, мм.
Если отверстие не металлизировано, то формула принимает
вид
Аш мии Dq макс 4“ ^отв 4“ ^пл 4" (/ in мин 4“ ^макс 4" &d) 4“
Если между контактными площадками под планарные выводы
отсутствуют отверстия, то минимальное расстояние для прокладки
проводников
/п мин ~ 2 6пл 4" ('/макс 4- -J- I щ мин (^л 4" /)
Изложенная методика стандартизована и широко используется
на предприятиях для расчета основных размеров элементов пе-
чатного монтажа и определения необходимых размеров элемен-
тов на фотошаблонах.
4. ПОМЕХОУСТОЙЧИВОСТЬ ЦИФРОВЫХ
ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК И МИКРОСБОРОК
4.1. ВИДЫ ПАРАЗИТНЫХ СВЯЗЕЙ В ФУНКЦИОНАЛЬНЫХ
ЯЧЕЙКАХ И МСБ
Повышение плотности пленочного и печатного монтажа плат,
микросборок и функциональных ячеек, снижение питающих на-
пряжений обусловливает необходимость учета паразитных связей
с целью обеспечения устойчивости микроэлектронных устройств к
действию возникающих помех.
Основными видами паразитных связей на коммутационных
пленочных и печатных платах являются связи, имеющая емкост-
ный и индуктивный характер и связь через общее активное и
индуктивное сопротивление шин питания (заземления).
Эквивалентная схема взаимодействия между двумя сигнальны-
ми проводниками, иллюстрирующая паразитные связи на комму-
тационных платах, приведена на рис. 4.1. В эквивалентной схеме
рис. 4.1,а через R1—R6 обозначены активные сопротивления про-
водников, через L1—L6 — их индуктивности, С1 — паразитная
емкость между сигнальными проводниками и С2 и СЗ — емкости
сигнальных проводников по отношению к шине заземления.
Известно [1], что индуктивности сигнальных проводников ока-
зывают влияние на задержку распространения (сигнала для логи-
ческих схем с фронтом сигнала /ф менее 5 нс, тогда при /ф>’5 нс
схему рис. 4.1,а можно упростить (рис. 4.1,6).
69
В случае, когда задержка сигнала в соединительных проводни-
ках меньше длительности фронта сигнала, нет необходимости на-
гружать линию на ее волновое сопротивление и все эффекты, свя-
занные с наводимой помехой, можно оценивать, применяя эквива-
Шина заземления Шина заземления
а) 5)
Рис. 4.1. Эквивалентная схема взаимодействия между двумя сигнальными ши-
нами
лентную схему с сосредоточенными параметрами. Это справедли-
во для линий, длина которых меньше максимальной,
^макс Aj> ^/4,
(4-1)
где и = 2-108 м/с — скорость распространения сигнала в линии
при диэлектрической проницаемости среды е=2,25.
Максимальная длина несогласованной линии при различных
длительностях фронта передающего сигнала приведена в табл. 4.1,.
В схеме рис. 4.1,6 управляющая логическая микросхема ИС1
соединена шиной с микросхемой—нагрузкой ИС2. Вторая пара
микросхем ИСЗ и ИС4 соединена сигнальной шиной, расположен-
ной параллельно первой. Первая шина находится в возбужденном
состоянии, так как на вход ИС1 подают импульсы от источника,
т. е. является активной. Вторая сигнальная шина находится в не-
возбужденном состоянии, однако из-за паразитной емкостной и
индуктивной связи между сигнальными проводниками в пассивной
цепи может возникнуть импульсный сигнал помехи. Сигнал поме-
хи при переключении логических микро-
Таблица 4.1 схем может возникнуть и в проводниках
/ф, нс 30 Ь 1
^макс, см 150 25 5
питания и заземления вследствие падения
напряжения на активном и индуктивном со-
противлениях этих проводников. При этом
для печатных плат активным сопротивле-
нием шин питания и заземления можно пренебречь по сравнению
с их индуктивным сопротивлением [2].
Для цифровых устройств, выполненных в виде МСБ или ФЯ с
применением многослойных печатных плат, характерны значи-
тельные емкостные связи между сигнальными проводниками, рас-
положенными на разных слоях коммутационных плат, вследствие
70
малой толщины межслойной изоляции, а также увеличение сопро-
тивления проводников пленочных плат МСБ из-за значительного
уменьшения площади их поперечного сечения.
Необходимость учета паразитных резистивных связей на ком-
мутационной пленочной плате МСБ вызвана уменьшением пло-
щади поперечного сечения проводников, что может привести к
увеличению наводок, обусловленных активным сопротивлением
пленочных проводников. Активное сопротивление пленочных про-
водников без изгибов определяется по формуле R=pNKB, где р —
удельное сопротивление материала, Ом/П; ЛДВ — число квадратов
.в проводнике.
На коммутационных платах различают емкостные связи, обра-
зованные проводниками, лежащими на одном и на разных прово-
дящих слоях. В связи с этим особое значение при компоновке ФЯ
приобретает оценка допустимых паразитных связей с учетом по-
мехоустойчивости применяемых серий микросхем. Помехоустой-
чивость микросхем определяется статическими факторами: напря-
жением порога срабатывания t7nop, напряжением логического нуля
Uo, (лог. 0) и логической единицы Ui (лог. 1), а также динамиче-
скими факторами: допустимой длительностью импульса помехи
гном доп при соответствующей допустимой амплитуде импульса
ПОМеХИ (7пом доп-
Для оценки статической помехоустойчивости микросхем ис-
пользуется передаточная характеристика. Статическая помехо-
устойчивость микросхем в наиболее неблагоприятных случаях,
когда на их входы подаются напряжения, равные уровням макси-
мального лог. 0 Помакс или минимальной лог. 1 Пшин, будет обес-
печена при выполнении следующих условий:
'^порО U0 макс > ОР1 <*Лмик. (4.2)
Если длительность помехи соизмерима с временем переключе-
ния микросхем, то помехи называются динамическими.
Динамические факторы помехоустойчивости обусловлены в
основном емкостными связями проводников в коммутационных
пленочных платах МСБ или печатных плат цифровых ФЯ. Анализ
динамической помехоустойчивости предусматривает исследование
двух случаев: ложное срабатывание и сбой сигнала.
4.2. ВНУТРЕННИЕ ПОМЕХИ В МСБ И ПРЕДЕЛЬНОЕ
БЫСТРОДЕЙСТВИЕ
Создание МЭА предусматривает широкое применение микро-
схем и микросборок повышенной степени интеграции. При проек-
тировании МСБ используются тонко- и толстопленочные коммута-
ционные платы и бескорпусные полупроводниковые логические
ИС. Для коммутационных плат характерны значительные емкост-
ные связи Сс между сигнальными проводниками, расположенны-
ми на разных слоях коммутационной платы, возникающих вслед-
ствие малой толщины изоляции и большого числа их пересече-
71
ний [2]. В связи с этим актуальной является задача исследования
зависимости помехоустойчивости цифровых МСБ от внутренних
помех, возникающих при переключении логических схем, и опре-
деления допустимой емкости связи, при которой не происходит
непредусмотренных алгоритмом работы переходов сигналов (не-
алгоритмических переходов).
Анализ влияния внутренних помех на помехоустойчивость МСБ
предусматривает исследование режима, при котором помеха воз-
действует на логический элемент, находящийся в статическом со-
стоянии, и переводит его в противоположное состояние — ложное
срабатывание.
Случай воздействия помехи на логический элемент, приводя-
щий к ложному срабатыванию, рассмотрен в работах [3—5]. Вос-
пользуемся методикой, изложенной в работе [5], и определим до-
пустимое значение емкости связи Сс. Наихудший случай взаимо-
действия логических ИС через емкостную связь сигнальных про-
водников коммутационной платы представлен на рис. 4.2. Пусть
помеха отрицательной полярности воздействует через емкости свя-
зи на проводник, соединяющий выход ИС1 и вход ИС2 при нали-
ffmr пер
Рис. 4.2. Схема взаимодействия ло-
гических ИС через емкости связи
пленочных (проводников коммутаци-
онной платы
Рис. 4.3. Временная диаграмма ре-
акции на запирающую помеху на
входе ИС2
72
чии на выходе ИС1 лог. 1. Очевидно, что этот случай является
наихудшим. Для упрощения анализа напряжение помехи аппрок-
симируем скачком. Тогда напряжения на входе ИС2 представим
в виде
мин
при t < 0;
1/(0 = мин . ^ЛогперО е 1 ) пРиО</</внЛ, *ВКЛ V’^C “Г ^1) У1МИН ' ^логпер(1 е 'вкд/Ое-^-'вкл»/*; *ВКЛ V*GC “Г ^1) При t /ВкЛ»
(4.3)
где £Лмин — минимальное напряжение лог. 1; т — постоянная
времени цепи связи ИС1 со схемами нагрузки ИС2—HCn+i; Л/ —
число одновременно включаемых схем!—генераторов помех;
/пил — длительность фронта включения ИС; Сх — емкость нагруз-
ки ИС; (Улогпер — напряжение логического перепада ИС.
На рис. 4.3 показаны отрицательный перепад напряжения по-
мехи, реакция на запирающую помеху на входе ИС2 и напряже-
ние t/вых (/) на выходе ИС2. Ложное срабатывание может произой-
ти в интервале времени tn—t2—ti, длительность которого зависит
от напряжения порога отпирания схемы Unop и типа ИС.
Для схем резистивно-транзисторной логики т определяется по
формуле
r = (NCc + C1)
Rk (/?б ~Ь /?эб)
nRn~\~R6 4- /?эб
4 = *вкл + *1п[(1-е вкл/Т)(
где RK, Re — сопротивления элементов ИС; R36 — входное сопро-
тивление транзистора ИС; п — число микросхем — нагрузок ИС1.
По уравнениям (4.3) определим время с момента начала воз-
действия помехи до начала реакции на выходе любой схемы—'на-
грузки (например, ИС2)
_______________________х N Сс //дог пер__________
1 xNCe //дог пер W1 МИН -и пор) /вкл ^Cc + Q)
и момент времени окончания реакции
________т М?с t/дог пер-
^вкл ^Cc + Cj)^ МИН ----//пор)
Тогда длительность реакции на запирающую помеху на уровне
порога на выходе ИС1 можно определить как
^п = /2—/1 = /вкл + т1п [(1 — е-<вкд/т) х
NCc t/дрг пер — (t/i мин — t/пор) /вкл (д t?c t?i)
^вкл (/VCc+Ci)(t/iMHH — //пор) J
Разложим это выражение в степенной ряд и ограничимся дву-
мя первыми членами ряда для экспоненциальной составляющей
73
и первым членом логарифмической составляющей. Тогда допусти-
мая емкость связи может быть определена в виде
Q ^ВКЛ (fJnjr пер ----£/Пор) ~Т ({/дог пер ~Ь U1 МИН — {/пор) (^П ДОП-^вкл)
2 ((/дог пер — {/1 мин + i/nop) N^экв
где «и.доп — максимально допустимая длительность реакции на
запирающую помеху на уровне порога; /?экв — эквивалентное со-
противление параллельно включенных выходных и входных со-
противлений ИС в точке наводки помехи.
В выражении (4.4) почти Bice аргументы могут быть определе-
ны по электрическим характеристикам применяемых ИС. Число
генераторов помех N определяется переключательной функцией и
топологией коммутационных
Рис. 4.4. Временные диаграм-
мы асимптотического сигнала
для комбинационных схем
плат МСБ. Значение (Пдоп опреде-
лим из условия, что при воздейст-
вии помехи на логический элемент
еще не происходит его переключе-
ния. Допустимая длительность по-
мехи фактически является [3] точ-
кой характеристики импульсной по-
мехоустойчивости <Un=f(tn), причем
в этой точке выполняется условие
Дп== лог пер-
Допустимая длительность по-
мехи /Пдод, входящая в формулу
Сс доп, требует более детального ана-
литического рассмотрения. Опреде-
лим параметры i(nflon, используя по-
нятие асимптотического сигнала
[6]. Известно, что благодаря нели-
нейности передаточной характерис-
тики и наличию порогов срабатыва-
ния по нулевому и единичному уров-
ням сигнала, логические ИС обла-
дают формирующими свойствами.
Такие схемы генерируют на выходе
асимптотический сигнал 1/а, опреде-
ляемый при отсутствии инвертиро-
вания сигнала в виде
С/а = НшС/г (/—/,), (4.5)
i— со
а при наличии инвертирования сиг-
нала — в виде
(7а= lim(72i (/—f2f),
I—оо
(4.6>
74
где Ui, U2i — напряжение на выходах i-й либо 2/-й схем; /,, /2г —
моменты начала формирования выходных напряжений U,j, U2i;
i — порядковый номер логической схемы, не инвертирующей сиг-
нал, либо пары логических схем, инвертирующих сигнал.
Асимптотический сигнал характеризуется потенциалами еди-
ничного и нулевого уровней, минимальной длительностью импуль-
са ta мин и длительностями фронтов.
Рассмотрим формирование асимптотического сигнала в цепоч-
ке инвертирующих логических ИС, в которых имеются режимы от-
сечки и насыщения. Предположим, что минимальная длительность
отрицательного импульса /-амин на выходе такой схемы при ус-
ловии, что сразу же после окончания режима накопления начина-
ется режим рассасывания, может быть определена по рис. 4.4 в
виде
t—я МИН = (/вкл 4~ /выкл)/2-Ни-Нр> (4.7)
где /Выкл — длительность фронта выключения; /н — время накоп-
ления; /р — время рассасывания.
Тогда минимальная длительность положительного импульса
/-Ьа мин = (3 /вкл /выкл)/2 4" /₽ 4" Аг (4.8)
Пусть на вход логической схемы подается отрицательный им-
пульс Двх> длительность которого при Д/->0
/_ = /_амив-ДА ’ .(4-9)
Из рис. 4.4 следует, что если за точку отсчета принять начало
фронта включения, то плоская часть отрицательного импульса на
входе первой логической схемы кончается в момент времени
^ = /_-0,5/выкл4-0,5/ввЛ. (4.10)
Плоская часть положительного импульса 171 на входе первой
логической схемы рассматриваемой цепочки кончается в момент
времени
/' = А 4~/3 вкл (4-11)
и начинается в момент времени
1 = А Вкл4*/з ВЫКЛ, (4.12)
где /3 вкл — задержка включения логической схемы; t3 Выкл — за-
держка выключения логической схемы.
Из выражений (4.11), (4.12) находим длительность /пл пло-
ской части положительного импульса на выходе первой логиче-
ской схемы
Ал ~ t У ^t— (/выкл /вкл)/2 4"/з ввл А выкл /выкл-
Тогда длительность положительного импульса
/+ = Атл 4" 0,5 (/Выкл 4" /вкл) = /+а мин А/. (4-13)
Длительность положительного импульса, соответствующая вы-
ражению (4.13), не обеспечивает полного накопления избыточного
75
заряда. Тогда в соответствии с [7] время рассасывания tp будет
функцией времени накопления и может быть представлено а
виде
/р /3 выкл тн ехр
^+а мин А *
Тн
где тн — постоянная времени накопления.
Уменьшение длительности Д/' отрицательного импульса на вы-
ходе второй логической схемы определяется выражением
Д/' = Д/[ 1+—
I A t
^+а мин
Тн
Разложив в ряд член ед</тн и учтя только два первых члена
ряда, так как приращение Д/->0, получим
Д/'=Д/ 1 -Ьехр I —
t , \1 / t ,
4а мин 1 4- Тн ехр — +а мин
Тн / J \ Тн
(4-14)
Выражение (4.14) показывает, что длительность сигнала на
выходе второй логической схемы уменьшилась на величину, боль-
шую Д/, а следовательно, длительность импульса /-амин не может
быть уменьшена без нарушения условия существования асимпто-
тического сигнала.
В обшем случае уменьшение длительности отрицательного им-
пульса Д/2з- на выходе 2/-Й схемы при наличии на входе цепочки
схем импульса, длительность которого меньше /-амин, может быть
определена методом общей математической индукции в виде
Д/2? = Д/
^+а мин
Гн
/-1 г
X 3 * 1 + ехр
i=o L
(4-15)
где /=1, .... k\ k — номер первой пары схем, на выходе которой
отсутствует реакция.
Полученные закономерности, определяющие характер измене-
ния длительности импульсов в цепочке логических ИС, позволя-
ют найти значение /Пдоп для выражения (4.4). Минимальная дли-
тельность отрицательного импульса /'Пдоп, не вызывающего реак-
цию на выходе логического элемента, на входную связь которого
наводится помеха, определяется выражением (при 1/Пор=
= 0,5[/логпер)
/ и Доп t—а мин (/вкл ~Ь /н ~Ь 0,5 /выкл) /3 выкл 0»5 /вкл* (4.16)
Выражение (4.15) получено при условии
1—1 If
1 + ехр I — 4-а мин) _ j ПрИ / = 1.
S) \ тн /]
76
В общем случае, если ставится задача устранения реакции на
помеху на выходе 2Л-й схемы, длительность отрицательного им-
пульса /2йПдоп определяется выражением
^пдопСД^-,) + Гпдоп- (4.17)
С другой стороны, в силу соотношения (4.9)
ДОП а МИН (4.18)
Приравнивая правые части (4.17) и (4.18) и решая полученное
уравнение относительно Д/, получаем
(4.19)
Подставив это значение Д/ в (4.18), определим допустимую
длительность отрицательной помехи на входе цепочки из 2k схем
Допустимые длительности сигнала помехи, определяемые вы-
ражениями (4.16), (4.20), следует использовать для расчета допу-
стимой емкости связи (4.4).
Рассмотренные цепочки логических схем, не охваченные обрат-
ными связями, характерны для комбинационных схем.
4.3. ПОМЕХОУСТОЙЧИВОСТЬ В РЕЖИМЕ МАКСИМАЛЬНОГО
БЫСТРОДЕЙСТВИЯ
Режим, при котором помеха через емкость связи Сс воздейст-
вует на непереключающуюся схему и изменяет ее состояние, вы-
зывая неалгоритмический переход, был назван ложным срабаты-
ванием. Определяемая при этом величина Сс является функцией
числа N одновременно переключаемых ИС — генераторов помех
и длительности помехи, допустимое значение которой /Пдоп опре-
делено с использованием понятия асимптотического сигнала.
При работе МСБ с максимальным быстродействием помеха
через Сс может воздействовать на информационный сигнал мини-
мальной длительности, «деформировать» его и тем самым препят-
77
ствовать определенному алгоритмом переключению схемы — алго-
ритмическому переходу. Такую ситуацию назовем — сбоем сигнал
ла. Можно предположить, что допустимое значение Сс может ока-'
заться гораздо меньше, чем в случае ложного срабатывания, по-
скольку для осуществления режима сбоя сигнала достаточно сиг-
нал минимально необходимой длительности сократить на сколь
угодно малую величину. Следовательно, устойчивость МСБ, рабо-
тающих с максимальным быстродействием, следует рассмотреть
особо для режима сбоя сигнала.
Пусть на вход независимых цепочек логических ИС (рис. 4.5)
поступает отрицательный импульс (рис. 4.6), длительность которо-
го (сб=2(73 вкл + /з ВЫКЛ )•
На выходе первой ИС первой цепочки получается положитель-
ный импульс, на который одновременно воздействуют через ем-
костные связи импульсы отрицательной полярности, генерируемые
N схемами других цепочек. Ближайшее воздействие возможно че-
рез время t3 выкл + t3 вкл относительно 2=0 при условии одновре-
менного воздействия на входы цепочек.
Тогда форма сигнала на выходе схемы, генерирующей положи-
тельный импульс, описывается уравнениями
и0
IT \ II --^3выкл
v0 1 илог пер ;----------
При 0 t t3 выкл ;
ПрИ t3 ВыкЛ выкл +С ВКЛ I
U I TJ t — ts выкл _______и v
v0Tv'лог пер лог пер , А
*выкл *вкл
—------( I —ехр
АГСс + Ci \ \
При t3 выкл ”h ig ВКЛ ^3 ВЫКЛ + 4 вкл ^вкл >
4“ лог пер
вкл 4~ ^вкл _
Сыкл
и —
w лог пер
‘вкл
(4-21)
X *Са.....(1-е *вкл/Т) ехр
NCc + Cj 7
t - 2з выкл ?з вкл С.гл
т
при t3 выкл 4~ is вкл 4“ ^вкл i С выкл "Ь С вкл
+ ^вкл
+ 4ыкл >
' т 1УСс <________________
Л0ГП6РТвкл NCc + Cr
' t С выкл Сыкл \
“Ь^вкл +1ВЫКЛ'
78
Очевидно, что длительность
сигнала укорачивается за. счет
действия помехи. При предель-
ном быстродействии сигнал мо-
жет стать короче асимптотическо-
го и, как было показано, будет
подавлен цепочкой логических
схем. Для определения уменьше-
ния длительности положительно-
го импульса при воздействии на
него помехи необходимо найти
время достижения фронтом нап-
ряжения порога срабатывания
схемы. Оно может быть определе-
но таким же способом, как ранее
определялось значение /2.
Рис. 4.6. Временные диаграммы
режима сбоя сигнала
Рис. 4.5. Схема паразитных связей
цепей ИС для анализа режима сбои
сигнала
При этом наблюдаются два качественно различных случая:
малой и большой емкости связи. В первом случае фронт нараста-
ния напряжения достигает порога срабатывания схемы в момент
времени t, определяемый неравенством
выкл -Нз ВКЛ 4" 1вкл < i ВЫКЛ 4“ ^ВЫКЛ"
Здесь фронт нарастания напряжения импульса, на который на-
ложена помеха, определяется суммой экспоненциально и линейно
нарастающих составляющих. Первая составляющая представлена
начальным участком экспоненты и с достаточной точностью мо-
жет быть заменена линейно нарастающим напряжением, откуда
. , . . . . _|___________^ВКЛ ^выкл Жс4-С1) ___ X
h - t3 ВЫКЛ i- Гз вкл -b ‘вкл -I- (NCc + С1) ,вкл + /выкл NCc (1 _ е-/вкл/т}
X t/дор — Up ।X N Сс ц_____________^вкл^ вкл 4~ ^вкл 1
б^лог дер ^вкл Сс -f- Cj) ^выкл J
79
где CZnop — напряжение порога срабатывания ИС (при условии
равенства порога при включении и выключении ИС).
При наличии большой емкости связи фронт нарастания напря-
жения достигает порога срабатывания схемы в момент времени
^>^звыкл + ^выкл. Тогда фронт нарастания напряжения импульса,
на который наложена помеха, определяется только экспоненциаль-
ной составляющей, откуда для определения t2 для второго случая
может быть использовано выражение
^ = *вкл + т In
т NCc Цдрг пер
Л____е
\ ^вкл (А^Сс + Cj) (171МИП — ^пор)
(4.22)
В дальнейшем логично рассматривать последний случай.
Уменьшение длительности импульса при воздействии помехи
Д / — / I t ^ПОР /
‘с 13 ВКЛ “ *2 и ‘выкл-
лог пер
(4.23)
Подставляя в выражение (4.23) значение t2 из соотношения (4.22)
и решая полученное уравнение относительно Сс, можно получить
Сс f у ^выкл ta выкл ^ькл 4"
\млог пер
X ^лог пер + У1 мин — t/nop ______Cj
2 At/?aKB (l/дог пер— мин + t/пор) N
(4.24)
где 7?экв определяется по постоянной времени цепи связи.
Рассмотренный режим сбоя сигнала определяется помехоустой-
чивостью МСБ при максимальном быстродействии. Необходимо
заметить, что в случае ложного срабатывания характеристика ди-
намической помехоустойчивости Un=f(tn) (рис. 4.7) содержит в
Рис. 4.7. Характеристика 1/п =
=f(/n) динамической помехо-
устойчивости ИС в режиме
ложного срабатывания
себе информацию о минимально
необходимом сигнале в режиме
сбоя сигнала (заштрихованная об-
ласть), т. е. предельно допустимая
помеха в характеристике Un=f(itn)
— это минимально необходимый
сигнал в режиме сбоя.
В режиме сбоя сигнала нару-
шение работы цифрового устрой-
ства произойдет при гораздо мень-
шей длительности помехи, воз-
действующей на полезный сигнал,
и соответственно меньшем значе-
нии Сс, чем в режиме ложно-
го срабатывания. Методика рас-
чета Сс, предложенная для режи-
ма ложного срабатывания, прием-
лема также и для режима сбоя
сигнала.
80
4.4. ЭЛЕКТРИЧЕСКИЕ СВЯЗИ НА КОММУТАЦИОННЫХ ПЛАТАХ
ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК И МСБ
Рис. 4.8. Зависимость коэффициента
пропорциональности Кп от парамет-
ров печатной платы:
l't d3, di — расстояние между печатными
проводниками; dit dz — ширина печатных
проводников
Возможности технологических процессов изготовления комму-
тационных плат МСБ и многослойных печатных плат ячеек позво-
ляют реализовать высокую разрешающую способность коммута-
ции. Значительная плотность расположения проводников и отно-
сительно малая толщина диэлектрических материалов, разделяю-
щих проводники различных слоев, способствуют возникновению
электрических связей на коммутационных платах, и в первую оче-
редь емкостных.
По геометрическому размещению проводников на платах сле-
дует различать емкостные связи между проводниками, лежащими
на одном проводящем слое, и между проводниками, лежащими на
разных проводящих слоях. Эти
связи необходимо учитывать при
конструировании ФЯ и оценке их
помехоустойчивости.
Емкость связи между парал-
лельными проводниками, лежа-
щими на одном слое, может быть
определена по формуле [9]
Спар i,j~ Спог li,j,
где Спог — погонная емкость про-
водника, пФ/см; li,j — длина вза-
имного перекрытия проводников,
см; г, /— номера проводников.
Погонная емкость проводника
определяется по формуле
Спог i. i ® >
где Кп — коэффициент пропор-
циональности (выбирается по гра-
фику рис. 4.8); е' — диэлектрическая проницаемость среды. Для
проводников, расположенных на поверхности платы, е/=(ео + е)/2,
где 80 — диэлектрическая проницаемость воздуха; е — диэлектри-
ческая проницаемость материала коммутационной платы.
Диэлектрическая проницаемость коммутационных плат, покры-
тых лаком, е'== (ел + е)/2, где 8Л — диэлектрическая проницае-
мость лака.
В работе [9] показано, что расчет погонной емкости можно
производить по формуле
Спог и [пФ/см] = 0,0885 8' Ci,,-,
где Citj — емкостный коэффициент г-го и /-го проводников.
В рассматриваемой системе проводников емкостные коэффи-
циенты зависят от ширины проводников, расстояния между ними
и их числа.
81
Расчет емкостей одиночных пересечений Спс, образованных
при взаимном перекрытии перпендикулярных проводников разных
слоев коммутационной платы, производится по формуле плоского
конденсатора
Спс = 0,0885 е" bt bj./d, (4.25)
где bi, bj — ширина проводников на разных слоях коммутацион-
ной платы, см; d — толщина изоляционного слоя, см; е," — ди-
электрическая проницаемость изоляционного слоя.
Выражение (4.25) не учитывает влияния краевого эффекта
эквивалентного конденсатора. При выполнении условия
необходимо производить расчет емкости пересечения по формуле,
учитывающей этот эффект [10].
В табл. 4.2 представлены результаты расчетных и эксперимен-
тальных значений погонных емкостей связи системы из пяти про-
водников, лежащих на одном слое коммутационной платы, изго-
товленной по толстопленочной технологии для различных отноше-
Таблица 4.2
d/Ь. С ПО1 1,2 ^пог 1,3 С , . пог 1,4 г пог 2,3 С пог 2,4
эксп. расчет эксп. расчет эксп. расчет эксп. расчет эксп. расчет
0,3 1,15 1,33 0,30 0,33 0,29 0,22 1,10 1,17 0,32 0,36
0,5 1,10 1,17 0,29 0,31 0,25 0,21 1,00 1,03 0,30 0,25
1,0 0,86 0,95 0,23 0,28 0,21 0,18 0,88 0,82 0,28 0,22
2,0 0,71 0,72 0,20 0,25 0,19 0,17 0,68 0,60 0,23 0,20
3,3 0,49 0,56 0,18 0,24 0,17 0,16 0,53 0,50 0,18 0,16
ний d/bi. Материалом платы является керамика 22ХС (е"~ 10),
материалом диэлектрического слоя — легкоплавкое стекло 660А
И"~Ю).
Для системы из трех планарных проводников коммутационной
платы, изготовленной по тонкопленочной технологии, при bt=d=
= 100 мкм (материал платы — ситалл СТ-501) получены следую-
щие расчетные и экспериментальные значения погонных емкостей:
Спог 1,2 расч = 0,65 пФ/см; Спог 1,2 эксп = 0,70 ± 0,30 пФ/см ;
Спог 1.3 расч = 0,30пФ/см; Спог 1,3 эксп = 0,40 ± 0,10 пФ/см.
Более существенными являются связи, образованные при пере-
сечении проводников разных слоев. Для тонкопленочных коммута-
ционных плат, толщина диэлектрического слоя которых состав-
ляет 0,5—2 мкм, выполняется условие &</d>10; следовательно,
емкость одиночного пересечения можно рассчитывать по формуле
'“'пс С'УД°ПС>
где 5Пс — площадь пересечения, см2; СУЛ — удельная емкость,
пФ/см2.
82
Таблица 4.3
В табл. 4.3 представлены значения
емкостей пересечения проводников, ле-
жащих на разных слоях тонкопленочной
коммутационной платы.
Экспериментальные значения погон-
ных емкостей связи между проводника-
ми, расположенными друг под другом на
соседних слоях, и между соседними про-
водниками одного слоя печатных плат
5 , мм2 ПС С , пФ по
0,01 0,15
0,04 0,55
0,06 0,85
0,09 1,1
0,16 2,0
приведены в табл. 4.4 и 4.5.
Паразитная взаимоиндукция между печатными проводниками
характеризуется коэффициентом взаимоиндукции (нГн), который
определяется по формулам
Л4 — 2/ПР[1п --------------1 1
L I 0,5(dj d2) ]
для платы без экранирующей плоскости (рис. 4.9, а),
М = 21Лр Г l' +-°^(dl + da)- 4- In-----------1
L lr (4?x -|- rf2) J
для платы с экранирующей плоскостью (рис. 4.9,6), где /пр —
Таблица 4.4
Ширина проводника, мм Двусторонние печатные пла- ты толщиной 1,5 мм Толщина изоляционного слоя МПП, мм
0,15 0,25 0,5
0,3 0,60 1,86 1,35 0,78
0,4 0,66 2,19 1,62 1,05
0,5 0,72 2,55 1,86 1,20
0,6 0,75 2,70 2,02 1,35
0,8 0,90 3,90 2,25 1,62
1,0 0,96 — 2,76 1,86
1,5 1,20 __ 2,28
2,0 1,60 __ 2,76
5,0 2,60 — — —
Примечание. Для межслойной изоляции многослойных
печатных плат (МПП), изготовленных методами металлизации
сквозных отверстий, попарного прессования, комбинированным,
послойного наращивания н двусторонних печатных плат» 8—6.
I’
di
ff)
7777.
dl
а)
Рис. 4.9. Расположение проводников на коммутационной плате без экраниру-
ющей плоскости (а) и с экранирующей плоскостью (б)
83
Таблица 4.5
Ширина про- водника, мм Зазор между проводника- ми, мм Двусторонние печатные пла- ты, g'=3,5 Внутренние слои МПП, е=6 Ширина про- водника, мм । Зазор между проводника- ми, мм Двусторонние печатные пла- ты, 8'=3,б Внутренние слои МПП, е=6
нелаки- рован- ные лаки- рован- ные нелаки- рован- ные лаки- рован- ные
0,3 0,3 0,53 0,75 0,90 0,5 0,5 0,53 0,75 0,90
0,3 0,4 0,47 0,68 0,81 0,6 0,2 0,70 1,00 1,20
0,3 0,5 0,44 0,63 0,75 0,6 0,3 0,67 0,95 1,14
0,3 0,6 0,42 0,60 0,72 0,6 0,4 0,60 0,85 1,02
0,3 1.0 0,33 0,48 0,57 0,6 0,5 0,56 0,80 0,96
0,3 1,5 0,32 0,45 0,54 0,6 0,6 0,53 0,75 0,90
0,4 0,3 0,58 0,83 0,99 0,6 1,0 0,46 0,65 0,78
0,4 0,4 0,53 0,75 0,90 0,6 1,5 0,39 0,55 0,66
0,5 0,3 0,63 0,90 1,08
Примечание. Для лаков УР-23! и ЭП9П4 ел=4. Внутренние слои многослойных
печатных плат (МПП) изготовлены методами металлизации сквозных отверстий, попарного
прессования, послойного наращивания и комбнинроваииым.
Рис. 4.10. Зависимость погон-
ной индуктивности печатного
проводника от его ширины
(толщина проводника 0,05 мм)
длина проводника, см; d, I — расстояния между проводниками,
см; d\, d2 — ширина проводников, см.
Индуктивность печатного проводника может быть определена
по формуле
^пр : = ^ПОГ ^ПР>
где Lnor — погонная индуктивность печатного проводника, опре-
деляемая по графику рис. 4.10.
Как было указано, для определения допустимых паразитных
емкостей связи на коммутационных платах необходимо учитывать
динамическую помехоустойчивость применяемых микросхем, кото-
рую следует рассчитывать для двух
случаев:
ложное срабатывание — помеха
может привести к переключению мик-
росхем узла, не предусмотренному ал-
горитмом работы;
сбой сигнала — помеха накладыва-
ется на информационный сигнал и
препятствует переключению микро-
схем узла в соответствии с алгорит-
мом работы.
Динамическая помехоустойчивость
микросхем характеризуется амплиту-
дой Uu и длительностью tn импульса
помехи, при которых еще не происхо-
дит переключения ^S-триггера. Экспе-
риментальные допустимые значения
амплитуды и длительности импульсов
помех для некоторых комплексов мик-
росхем приведены в табл. 4.6.
84
Таблица 4.6
Длительность импульса помех, нс
микро- схем 10 20 40 60 80 100 120 150 200 250 300
104 2,00 1,60 1,35 1,20 1,06 1,00 1,00 1,00
106 — — — 3,20 2,30 1,85 1,50 1,10 0,85 0,85 0,85
114 — 0,76 0,41 0,35 0,32 0,30 0,30 0,29 0,28 0,27 0,26
130 3,0 2,70 1,85 1,35 1,05 0,88 0,85 0,85 0,85 0,80 0,80
133 — 3,00 2,40 1,85 1,45 1,16 1,00 0,96 0,80 0,80 0,80
136 3,1 2,90 1,70 1,15 0,82 0,80 0,80 0,75 0,75 0,75 —
137 1,5 1,35 1,20 1,10 1,00 1,00 1,00 1,00 — —
138 1,6 1,40 1,30 1,20 1,10 1,10 1,10 — — —
155 __ 3,20 2,40 1,80 1,40 1,12 1,00 0,92 0,80 0,80 0,80
211 __ — — — 1,20 1,00 0,90 0,75 0,54 0,40 0,40
217 — 4,90 1,95 1,65 1,38 1,25 1,05 1,05 0,97 0,90 0,90
Значения допустимых паразитных емкостей связи (в пикофа-
радах) между двумя соседними проводниками, полученные на ос-
нове экспериментального определения помехоустойчивости микро-
схем для случаев ложного срабатывания и сбоя сигнала для неко-
торых комплексов микросхем, приведены в табл. 4.7 и 4.8.
Таблица 4.7
Серия микро- схем Допустимая емкость, пФ Серия микро- схем Допустимая емкость, пФ Серия микро- схем Допустимая емкость, пФ
104 100 133 по 155 по
106 90 136 100 211 75
114 25 137 140 217 20
130 30 138 140
Таблица 4.8
Серия микросхем длительность информационного сигнала, нс Серия микросхем Длительность информационного сигнала, не
2'з СР з/3 ср 4*3 ср И СР 2<зср З*3 СР 4*з ср Ч ср
104 20 40 50 100 137 15 30 90 120
106 10 25 40 90 138 15 30 90 120
114 10 15 20 25 155 30 38 60 100
130 4 12 20 35 211 10 20 50 70
133 30 38 60 ПО 217 5 8 10 15
136 6 20 45 60
Примечание. t3 ср — среднее время задержки распространения сигнала.
Сбой сигнала следует учитывать при максимальном быстро-
действии, при этом обеспечивается условие отсутствия ложных
срабатываний.
Экспериментально полученные значения допустимых индуктив-
ностей шин заземления £д0П (мкГн) в зависимости от протекаю-
85
щего в них импульсного тока, при котором еще не происходит пе-
реключения микросхем от помех в шине заземления, приведены в
табл. 4.9. При конструировании цифровых устройств паразитные
емкости между проводниками коммутационных плат и их индук-
тивности не должны превышать допустимых значений.
Таблица 4.9
Импульсный ток, протекающий по шине заземления, мА
микросхем 200 180 160 140 120 too 90 | 80 60 40 20 15 10
104 ’ — 0,06 0,08 0,10 0,11 0,15 0,20 0,25 0,36 0,50 —
106 0,25 0,30 0,36 0,40 0,44
114 0,33 0,44 0,55 0,80
130 __ — 0,04 0,14 0,27 0,46 0,54 0,63 —
133 — — 0,04 0,14 0,27 0,45 0,54 0,63 — — —-
136 0,16 0,23 0,32 0,44 0,80
137 0,08 0,40 0,60 —
138 0,22 0,37 0,62
155 0,10 0,12 0,15 0,20 0.25 0,36 0,40 0,45 — — — —
211 — —* —- 0,06 0,08 0,10 0,15 0,26 0,35 0,52
217 — — — —• — 0,05 0,10 0,16 0,25 0,40 0,55 — —
Допустимую длину /доп параллельно расположенных соседних
проводников с учетом одновременного действия емкостной и ин-
дуктивной паразитной связи рекомендуется определять по фор-
муле
‘Alon А. Доп Аи.ДопЛА.Доп Ач.Доп)>
где /с.доп=СдОП/СПог — допустимая длина параллельно располо-
женных соседних проводников при воздействии только емкостной
паразитной связи.
Допустимая длина параллельно расположенных соседних про-
водников при воздействии только индуктивной паразитной связи
для платы без экранирующей плоскости (см. рис. 4.9,а) опреде-
ляется из уравнения
521
*м.Доп
In 2 ^м.доп________ — 1
/' + 0,5(4! + d2)
2/,ср (4/n+t/o)
и для платы с экранирующей плоскостью (см. рис. 4.9,6)
уравнения
ИЗ
-2 I
1мДоп
/' + 0,5(4! +42)
24
1п ^м.Доп _ 2*з.ср (t/n +
/' + 0,5 (4Х + 42) /См Д /
где Лм=0,5—1 — коэффициент запаса; £7П — помехоустойчи-
вость микросхемы, приводимая в ТУ, В; До — значение лог. 0,
приводимое в ТУ, В; А/ — перепад тока в цепи питания при пере-
ключении микросхемы.
Допустимую длину трех параллельно расположенных провод-
ников (сигнальных шин) при одновременном переключении мик-
<86
г*
© f 1 СО ю
1 I 1 1 1 II 1 1 со СО
тг со"
। 1 7 । I 1
ю 1 1 1 1 1 1 cU 1 1 1
СО 04
со о ю io
। । 7 7 i 7 7
о сч 1 1 1 1 04 04 СТ) СО СЧ 2 04 04
LQ СО г., со со
1 1 1 1 1 1 1
о т । ср 1 1 1 1 + 1 1 о о , 04 04
TJ4 СО
со 04 04
Т 1 1 1 1 1 1 1 1
< о «5 1 1 1 1 1 1 1 1 + 4
s о
04
S X о г; — со 04 -56 со — “? । 1 । I I |
s О 1 1 1 1 1 1
о to га С*) со 1 1 тг со + -Г О 05
шине — 00 СТ) 2 со 2 о
о с о © Д 1 I 1 СТ) 04 1 1 1 1 A - 04
"
ч - -
2 га £ -Ф 04 S 8 оо у? Т 1 । 1 1 1
о о о о 1 1 00 1 1 Ю 04 й 8 ° ”
с
ьсный ток» 120 | 6—11 24—45 1 14—25 7 7 i i 7 7 i + со 2
5» с S — 9 36 73 со со о 00 *7 ’Г । 1 । । 1
X о I 1 1 1 1 1 1 1 1
ю 04 04 со 00 00 ’’f О 04 —
о со ь- со ] | 8 1 СТ) 7 7 । । 7 । ।
<£> 00 О со 04 см г- 00
ю о __, ,-4
о 04 со । 7 । । 1 1 1
О со 1 1 со со •—4 24- 1 1 1 > ’ ’ 04
—-
О 04 О со
о о 1 д 1 00 1 1 J, 1 1 Д 1 1
•—4 .
2
к к ях •ф СО О о о со « « ” 2 S 5 «
<з& •—4
S
2
росхем в двух активных цепях рекомендуется определять по фор-
муле I ДОП^0,5/доп-
Допустимую длину шины заземления рекомендуется опреде-
лять ПО формуле /зм доп — -^доп/^пог*
Допустимая длина /ЗМДоп (см) шин заземления шириной от
0,2 до 2 мм для некоторых 'серий микросхем в зависимости от про-
текающих импульсных токов, приведена в табл. 4.10.
При размещении микросхем на коммутационных платах необ-
ходимо обеспечивать минимальную длину 'соединительных провод-
ников между ними. Для снижения уровня помех, обусловленных
индуктивностью шин питания и заземления, рекомендуется увели-
чивать ширину шин от 2 до 5 мм, располагая друг под другом на
соседних слоях или выполняя в виде смежных плоскостей — для
получения возможно большей конструктивной емкости фильтра.
Для снижения уровня помех, обусловленных емкостной и ин-
дуктивной паразитными связями между печатными проводниками,
рекомендуется увеличивать расстояния между соседними провод-
никами и располагать проводники в соседних слоях во взаимно
перпендикулярных направлениях. Длина печатных проводников
не должна превышать допустимых значений, определяемых из ус-
ловия помехоустойчивости и заданного быстродействия микро-
схем. При определении допустимой длины печатных проводников
на платах с теплоотводящими шинами необходимо учитывать ем-
кость между теплоотводящими шинами и печатными проводника-
ми соседних слоев платы.
Емкость фильтрующего (сглаживающего) конденсатора Сф
(мкФ) рекомендуется определять по формуле
Сф >Л^2тп20/Еш,
где Д/т. '— наибольшая длительность фронта импульса тока в пе-
реключающих схемах, подключенных к участку шины питания,
мкс; п0 — число, показывающее, во сколько раз уменьшится амп-
литуда паразитных осцилляций в шинах питания;
[нГн] = 4 /пит (In - 2 /дит +0,5 + 0,224 dBM\
— суммарная индуктивность участков шин питания и заземления,
по которым замыкается ток переключающихся схем, где /Пит —
длина участка шины питания (заземления), см; h3M — толщина
земляной шины, см; d3tI — ширина земляной шины, см.
Для одновременного уменьшения низко- и высокочастотных
паразитных осцилляций в шинах питания рекомендуется парал-
лельно низкочастотному фильтрующему конденсатору включать
один или несколько (два, три) высокочастотных конденсаторов.
Низкочастотные конденсаторы фильтра рекомендуется устанавли-
вать по одному на каждый номинал питающего напряжения в не-
посредственной близости от разъема на плате.
88
5. КОНСТРУИРОВАНИЕ ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК
МЭА ТРЕТЬЕГО ПОКОЛЕНИЯ
5.1. ВЫБОР ВАРИАНТА КОНСТРУКЦИИ ФУНКЦИОНАЛЬНОЙ
ЯЧЕЙКИ
На современном этапе развития МЭА важными задачами явля-
ются улучшение качества работы радиоэлектронных устройств с
одновременным повышением их надежности, уменьшением массы,
габаритных размеров и потребляемой энергии при минимальных
сроках и затратах на этапах проектирования и производства ап-
паратуры.
Как уже отмечалось, вся МЭА подразделяется на ряд конструк-
тивных уровней, причем каждый из них характеризуется специфи-
ческими методами проектирования и изготовления. Наиболее тру-
доемкой в процессе проектирования и изготовления МЭА являет-
ся функциональная ячейка.
В процессе проектирования ФЯ необходимо решить следующие
задачи;
выбрать вариант конструкции ячейки;
осуществить рациональную компоновку конструктивно-техноло-
гических зон на печатных платах ячеек;
выбрать типоразмеры печатных плат;
определить тип электрического соединителя;
выбрать элементы крепления, контроля и фиксации;
выбрать метод изготовления печатных плат;
выбрать компоновку микросхем, МСБ и других ЭРЭ на печат-
ной плате;
обеспечить нормальные тепловые режимы;
защитить ячейки от механических перегрузок и т. д.
Очевидно, что решение поставленных задач оказывает влияние
на технологию изготовления аппаратуры и в дальнейшем на усло-
вия ее эксплуатации.
С другой стороны, специфика производства аппаратуры, требующая спе-
циально разработанных технологических процессов, связана с наличием высо-
копроизводительного технологического оборудования и в конечном итоге с
производственными возможностями. Как отмечается в [1], указанная взаимо-
зависимость меняет традиционные формы взаимоотношений разработчиков схе-
мы, конструкторов и технологов, т. е. разработка МЭА предусматривает комп-
лексное решение схемотехнических, конструкторских и технологических вопро-
сов.
В настоящее время в основу проектирования МЭА заложен функциональ-
но-узловой метод, который предпочтительнее функционально-каскадного. Он
позволяет повысить надежность аппаратуры, сократить сроки и стоимость
проектирования, повысить степень использования стандартизированных и уни-
фицированных узлов и элементов конструкции, автоматизировать и механизи-
ровать процессы изготовления, контроля и ремонта аппаратуры. Конструкцию
ячеек, блоков, шкафов и т. д. с применением микросхем и МСБ следует вы-
полнять с учетом требований технологичности, т. е. с использованием прогрес-
сивных методов изготовления и ремонта аппаратуры при высокой степени го-
товности аппаратуры к внедрению в серийное производство. Степень готовно-
сти аппаратуры в процессе эксплуатации характеризуется коэффициентом го-
товности, который в свою очередь зависит от выбранного уровня типового эле-
мента замены (ТЭЗ).
89
В зависимости от тактико-технических требований и условий эксплуатации
аппаратуры ТЭЗ может быть установлен на уровне микросхемы, ичейки, бло-
ка, а при агрегатно-модульном построении аппаратуры, как, например, для
крупных систем, — и иа уровне шкафа.
Однако наиболее широкое применение ТЭЗ нашел иа уровне ичейки.
Выбор варианта конструкции ячейки в основном определяетси тактико-
техническими требованиями на аппаратуру, требованием обеспечения заданного
показатели технологичности изделии и действующих нормативно-технические
документов иа ее проектирование и изготовление.
По своему конструктивному назначению ФЯ предназначены для установ-
ки в блоки, поэтому выбор варианта конструктивного исполнении ичейки ха-
рактеризуется вариантом конструкции блока. Существуют три основных вариан-
та конструкции блоков: разъемиаи, книжная и кассетная. Наиболее широкое
применение при проектировании МЭА третьего поколении нашла разъемная
конструкции блоков и наименьшее из-за низкой технологичности — кассетная.
Книжная конструкции применяется в основном дли аппаратуры, типовой
элемент замены которой не ниже уровни блока. Это обусловливается большим
временем, необходимым дли замены ичейки, так как межблочная электрическая
коммутации выполняется с помощью паяного, трудиодемонтируемого соедине-
ния. Конструктивно ичейки подразделяются по различиям в несущих конструк-
циях. Это различие заключается в наличии или отсутствии рамок, праднаэна-
Рис. бЛ. Классификации возможных
конструкций ФЯ
ченных дли улучшении эксплуата-
ционных параметров, а в некото-
рых случаях дли исключении дефор-
мации печатных плат ячеек, кото-
рая возникает в процессе как изго-
товления, так и эксплуатации под
действием внешней среды, неравно-
мерности нагревании печатных про-
водников при прохождении через
них электрического тока. Поэтому
выбор варианта исполнении ичейки
(рамочный или безрамочиый) дол-
жен осуществлитьси на первом эта-
пе проектировании исходи из требо-
ваний к механическим воздействиям,
а также с учетом линейных разме-
ров печатных плат.
Граница монтажа Граница монтажа
Рис. 5.2. Ячейка в безрамочном ис-
полнении дли блока разъемной кон-
струкции:
1 — печатная плата; 2 — электрический
соединитель; 3 — элемент крепления или
контроля; 4 — штырь-ловитель
Рис. ,5.3. Ячейка в рамочном испол-
нении для блока разъемной кон-
струкции:
]—печатная плата; 2 — электрический
соединитель; 3 — рамка; 4 — штырь-лови-
тель
90
На рис. 5.1 приведена классификации возможных конструкций, которая
включает в себя помимо различных исполнений и различные варианты компо-
новки ЭРЭ на печатных платах ичеек. На рис. 5.2 и 5.3 представлены ичейки
в безрамочном и рамочном исполнении. Возможны варианты конструкции »
Рис. 5.4. Двуплатнаи кассета блока разъемной конструкции в безрамочном ис-
полнении:
1 и 2—печатные платы; 3 — накладка; 4 — вилка соединителя; 5 — колонка; 6 — иевыпа*
дающий винт; 7 — штырь-ловитель
273 . .
Рис. 5.5. Двуплатная кассета блока книжной конструкции в рамочном испол-
нении:
Л 2 — печатные платы; 3 — микросхема; 4—рама; 5 и 6 — гибкий печатный кабель; 7 —
Пустотелая заклепка; 8 — втулка
91
<?2
Ss
в"
Si
конструктивное исполнение - кассет аналогично схеме, представленной на рис.
5.1. На рис. 5.4 показана двухплатиая ячейка в безрамоцном исполнении, пред-
назначенная для установки в блоках разъемной конструкции, а на рис. 5.5 —
двупланная кассета в рамочном исполнении, предназначенная для применения
в блоках книжной конструкции. Выбор того или иного конструктивного испол-
нения зависит от условий эксплуатации, тактико-технических требований на
аппаратуру, обеспечения заданной технологичности, а также от учета техни-
ко-экономических показателей, обоснование ко-
торых подробно изложено в гл. 9.
После осуществления выбора кон-
струкции ячейки (разъемной или книж-
ной) необходимо определить взаимо-
связь между отдельными конструктив-
но-технологическими зонами, которые
можно выделить на печатной плате
ячейки.
На рис. 5.6 показаны основные кон-
структивно-технологические зоны для
одноплатной ячейки, введены следую-
щие обозначения: S— зона размеще-
ния микросхем, МСБ и других ЭРЭ
(монтажная зона); Si — зона установ-
Рис. 5.6. Основные кон-
структивно-технологические
зоны ячейки в рамочном
исполнении с печатными
платами больших типораз-
меров
ки электрического соединителя и его
коммутации с зоной S; S2— зона рас-
положения элементов крепления ячей-
ки или элементов контроля; S3 и S4 —
конструктивно-технологические зоны,
предназначенные для установки ячеек
в блок.
а) &
Рис. 5.7. Основные конструктивно-технологические зоны ячей-
ки при одностороннем (а) и двустороннем (б) расположении
элементов
92
Такая компоновка конструктивно-технологических зон приме-
няется для ячеек различной.конструкции при малых механических
воздействиях и габаритах печатных плат. Чтобы повысить резо-
нансную частоту ячейки в рамочном исполнении при больших ти-
поразмерах печатных плат, можно ввести зону S5 (рис. 5.6) для
расположения дополнительных элементов крепления ячейки (эле-
менты рамки, планки и т. п.).
На рис. 5.7 представлена компоновка основных конструктивно-
технологических зон в поперечном сечении ячейки. Введены сле-
дующие обозначения: Япп — толщина печатной платы; Нс — вы-
сота электрического соединителя; На — высота элементов (мик-
росхем, МСБ и других ЭРЭ); Нм — высота пайки элементов или
высота механических элементов (рамки, крепеж, планки и т. п.);
Нк — высота элемента крепления или элемента контроля ячейки;
Ля — шаг установки ячейки в блоке; Ня — высота ячейки при
Нк<Нс, НЯ+АН — высота ячейки при НК>НС.
Следует отметить, что в процессе проектирования ячеек воз-
никает задача рационального выбора конструкции ячейки при раз-
личных вариантах компоновки конструктивно-технологических зон
для получения минимальной высоты ячейки. Однако в большин-
стве случаев не предъявляется особо жестких требований к объе-
му, и решение данной задачи начинают с выбора типа печатных
плат (двусторонних или многослойных), что порой является наи-
более важным в процессе проектирования и производства аппара-
туры. Соответственно выбранный метод изготовления печатных
плат определяет вариант установки элементов — односторонний
или двусторонний. Односторонняя или двусторонняя установка
элементов также определяется элементной базой, т. е. конструк-
цией корпуса с планарными или штырьковыми выводами.
Очевидно, что при применении микросхем или МСБ в корпусах
со штырьковыми выводами можно устанавливать их только с од-
ной стороны. В свою очередь, микросхемы и МСБ в корпусах с
планарными выводами можно устанавливать как с одной, так и
с двух сторон печатной платы ячейки.
Описанные варианты компоновки конструктивно-технологиче-
ских зон ячеек относятся как к разъемным, таи и к книжным кон-
струкциям ячеек. Однако при проектировании ячеек необходимо
точно определить отношение любых дополнительных конструктив-
ных элементов к соответствующей зоне.
5.2. ВЫБОР ТИПОРАЗМЕРОВ ПЕЧАТНЫХ ПЛАТ
Важным этапом в проектировании ячеек является выбор их ти-
поразмеров. Известно, что он прежде всего определяется тактико-
техническими требованиями на аппаратуру, которые задают ос-
новные условия эксплуатации и габаритные размеры изделия.
Однако, в свою очередь, выбор метода изготовления печатных
плат и технологическое оборудование их производства наклады-
вают свои ограничения на типоразмеры печатных плат, что в ко-
93
нечном итоге ставит перед разработчиком очень сложную задачу..
Поэтому в целях упрощения этой задачи разработана и широко,
применяется нормативно-техническая документация, регламенти-
рующая типоразмеры печатных плат [2, 3]. Кроме того, исполь-
зование ее способствует унификации типоразмеров печатных плат.
Для осуществления межвидовой унификации ячеек для различ-
ных видов аппаратуры широко используют типоразмеры печатных
плат [3]. Выбор необходимого типоразмера печатных плат ячеек,
должен определяться в первую очередь видом аппаратуры, вари-
антом конструкции ячейки с учетом конструкции блока и обеспе-
чения условий эксплуатации. Анализируя типоразмеры печатных
плат, следует отметить, что размеры 170 X 75 и 170X200 мм наи-
более широко применяются во всех видах аппаратуры.
Поэтому при модульном построении аппаратуры и при усло-
вии, что модулем является функционально и конструктивно закон-
ченная ячейка широкого применения, необходимо применять толь-
ко эти два типоразмера печатных плат.
5.3. ПРАВИЛА УСТАНОВКИ КОРПУСИРОВАННЫХ ИС И МСБ
НА ПЕЧАТНЫЕ ПЛАТЫ
Под компоновкой микросхем и МСБ следует понимать их вза-
имную ориентацию в рабочей зоне 5 печатной платы ячейки. Как
уже отмечалось, компоновка микросхем и МСБ может осущест-
вляться как с одной стороны печатной платы, так и с двух. Важ-
ную роль при компоновке микросхем и МСБ на печатной плате
ячейки имеет их способ установки [4]. Способ установки должен
обеспечивать: надежное механическое крепление и электрическое
соединение выводов с контактными площадками печатной платы
ячейки; возможность автоматизации и механизации сборки ячей-
ки; возможность обеспечения демонтажа микросхемы и МСБ в
процессе изготовления и настройки ячейки.
В зависимости от конструктивного исполнения корпуса микро-
схемы или МСБ они могут устанавливаться на печатные платы
ячейки с формовкой или без формовки выводов [4]. Формовка
выводов производится для увеличения расстояния между вывода-
ми, фиксации расстояния от корпуса до печатной платы, совмеще-
ния выводов с узлами координатной сетки печатной платы и обес-
печения плотного прилегания плоского вывода к контактным пло-
щадкам при его электрическом присоединении. Поэтому необхо-
димость введения дополнительных креплений [5] может повлиять
на установочную высоту элементов и соответственно на выбор ва-
рианта их компоновки. Таким же образом увеличение установоч-
ных размеров элементов и в конечном итоге увеличение высоты
ячейки Ня может происходить при введении в конструкцию тепло-
отводящих шин.
Микросхемы и МСБ в однотипных конструкциях на печатных
платах ячейки, как правило, располагаются рядами. При наличии
94
нескольких типов корпусов их желательно компоновать группами,
включающими в себя только один тип корпуса. Это позволяет
применять механизированные и автоматизированные методы сбор-
ки ячеек.
Установка и крепление микросхем и МСБ должны обеспечи-
вать свободный доступ к любой из них и возможность замены.
Шаг установки кратен основному шагу координатной сетки печат-
ных плат [3].
5.4. ЭЛЕМЕНТЫ ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИИ И ФИКСАЦИИ
ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК
Электрические соединения ячеек в блоках (внутриблочная
электрическая коммутация) выполняются с помощью разъемных
электрических соединителей, соединительных плат, переходных
контактов, гибких шлейфов, плоских кабелей и монтажных про-
водов. Выбор элементов электрических соединений ячеек осуще-
ствляется в зависимости от эксплуатационных требований выбран-
ного варианта конструкции ячейки (разъемная, книжная), конст-
руктивно-технологических требований, габаритных размеров со-
единителя, а также определяется необходимым числом контактов
в электрическом соединителе.
Следует отметить, что выбор типа электрического соединителя
всегда должен осуществляться с учетом рекомендаций норматив-
но-технической документации, которая предусматривает и обеспе-
чивает соответствующий уровень унификации изделия в целом.
При выборе соединителя необходимо резервировать не менее 10%
необходимого числа контактов.
Наиболее широкое применение получили разъемные электриче-
ские соединители, применяемые в блоках разъемной конструкции.
Они обеспечивают достаточно надежное электрическое соединение
и многосъемность ячеек в блоке.
Соединительные платы и переходные контакты используются
в ячейках и кассетах, к которым предъявляются требования обес-
печения высокой надежности электрических соединений малых га-
баритных размеров и массы и не предъявляется требование лег-
косъемности.
Гибкие шлейфы и плоские кабели, применяющиеся для внутри-
блочного монтажа в блоках книжной конструкции, позволяют бо-
лее рационально использовать объем блока, уменьшить его габа-
ритные размеры и массу, снизить трудоемкость монтажа путем
применения групповых методов пайки и повысить надежность
электрических соединений.
Как уже отмечалось, наиболее широкое применение для внут-
риблочной электрической коммутации МЭА третьего поколения
имеют электрические малогабаритные соединители врубного типа
(разъемы). Рекомендуемые для установки в ячейки малогабарит-
ные электрические соединители приведены в [3].
95
В зависимости от выбранного метода, выполняемого электри-
ческого монтажа между ячейками (коммутационная .печатная пла-
та, струнный монтаж, накрутка и т. п.) необходимо правильно
осуществить выбор сочетания вилок и розеток.
Следует отметить, что из числа рекомендуемых типов электри-
ческих соединителей целесообразнее всего применять электриче-
ские соединители типов ГРПМ9, ГРПП72, СНП38, СНО59 и
СНП34, которые обладают необходимым числом выходных контак-
тов и имеют надежный электрический контакт в контактных па-
рах. Кроме того, они удовлетворяют требованиям эксплуатации
различных видов аппаратуры и их применение обеспечивает меж-
видовую унификацию аппаратуры на уровне ячейки.
Соединительные платы используются как промежуточные пере-
ходные элементы для электрического соединения ячеек с монтаж-
ными проводами жгута, уходящими к разъему блока. Соедини-
тельные платы позволят осуществить холодное контактирование
выводов при настройке ячеек и аппаратуры в целом с последую-
щим запаиванием. Если сравнивать такое электрическое соедине-
ние при помощи соединителя с электрическим соединением вруб-
ного типа, то первое имеет повышенную надежность, однако не
удовлетворяет требованию легкосъемности ячеек, что и определя-
ет его малое применение. Использование соединительных плат не
дает выигрыша по сокращению объема на внутриблочной элек-
трической коммутации.
На рис. 5.8—5.9 приведены конструкции некоторых соединительных плат,
обеспечивающие надежную виутриблочную электрическую коммутацию.
Рис. 5.8. Установка соедини-
тельных плат с вилкой элект-
рического соединителя ГРППЗ:
1 — объединительная печатная пла-
та; 2 — печатная плата; 3— резь-
бовая втулка; 4 и 5 — соединитель-
ные платы; 6 — вилка ГРППЗ
Рис. 5.9. Установка соединитель-
ных плат с запаиваемыми кол-
пачками:
/ — узел; 2 — печатная плата; 3 — сое-
динительная плата; 4 — колпачок
96
Элементы крепления и фиксации являются неотъемлемой частью несущих
конструкций. От правильности их выбора и места установки зависит целост-
ность конструкции при эксплуатации. Поэтому для повышения механической
прочности конструкции ячеек прежде всего, как уже отмечалось, осуществляют
крепление навесных ЭРЭ держателями, приклеиванием и прилакировкой. Для
еше большего повышения прочности конструкции к механическим воздействиям
(вибрации, удары) вводят дополнительные элементы крепления и фиксации
ячеек, которые обеспечивают надежное крепление и фиксацию ячеек в блоке,
исключают самопроизвольное взаимное перемещение сопрягаемых элементов и
предохраняют аппаратуру от механических воздействий. К элементам креп-
ления и фиксации ячеек следует отнести различные планки, угольники, рамки,
штыри-ловители, скобы, стяжные винты и т. п.
Для безрамочных ячеек разъемной конструкции основным элементом креп-
ления является планка, которая устанавливается на печатную плату ячейки с
противоположной стороны установки электрического соединителя. Такие план-
ки предназначены для индивидуального крепления ячеек в блоке и выполняют-
ся в различных конструктивных модификациях, что диктуется требованием лег-
косъемности ячеек и видами аппаратуры.
На рис. 5.10 показана планка с винтовым креплением, выполненная из
алюминиевого сплава АлЭ. Планка может применяться при достаточно жест-
ких условиях эксплуатации. На рис. 5.11 показана планка с винтовым креп-
лением.
Рис. 5.10. Металлическая планка с винтовым креплением
Планки, показанные на рис. 5.10—5.11, предназначены для установки на
печатную плату ячейки со стороной 170 мм. Планки имеют единые установоч-
ные и присоединительные размеры и предназначены для применения в аппара-
А-А
□РРОООПРРПI
Рис. 5.11. Пластмассовая планка с винтовым креплением
тУре, к которой предъявляются повышенные требования к механическим воз-
Действиим. I
В ячейках каркасной (рамочной) конструкции роль элемента крепления вы-
полняет рамка, которая создает необходимую жесткость конструкции ячейки
97
и одновременно позволяет осуществлять крепление ячейки в блоке. Наиболее
рГирокое применение рамочные конструкции находят в ячейках и кассетах
книжных конструкций (см. рис. 5.5).
Крепление печатных плат ячеек каркасной конструкции осуществляется с
помощью винтов, заклепок или резьбовых втулок. Крепление печатных плат в
ячейках осуществляется по углам не менее чем в четырех точках. При необ-
ходимости вводятся дополнительные точки крепления в средней части платы.
Расположение элементов крепления и их число определяются требованиями
механической прочности, предъявляемой к аппаратуре. На рис. 5.12 показаны
индивидуальное крепление каркасной ячейки разъемной конструкции, а на
рис. 5.13— групповое крепление ячеек в блоках книжной конструкции. Эле-
менты фиксации ячеек предназначены для ориентирования ячеек в блоках
разъемной конструкции и, как правило, выполняются в виде штырей-ловителей
и направляющих.
Рис. 5.12. Индивидуальное крепле-
ние (каркасной ячейки (разъемной
конструкции:
/ — ячейка; 2—рама; 3 — невыпадающий
винт; 4 — элемент блока
Рис. 5.13. Групповое крепление яче
ек ‘в (блоках книжной конструкции:
/ — ячейка; 2 — корпус блока; 3 — шарнир:
4 — втулка; 5 — основание; 6 — шпилька
Для фиксации каркасных ячеек разъемной конструкции, оканчивающихся
электрическими соединителями врубного типа, со стороны соединителя уста-
навливаются фиксирующие штыри-ловители, предназначенные для облегчения
совмещения ячейки с ответной частью электрического соединителя. Штыри вы-
полняются плавающими или с жестким закреплением (см. рис. 5.2—5.4). Шты-
ри следует располагать на максимальном расстоянии друг от друга.
Элементы контроля ячеек предназначены для осуществления контроля и
проверки работоспособности ячейки в процессе настройки, эксплуатации и про-
филактического ремонта. (Как -правило, элементы контроля устанавливаются на
краях печатных плат ячеек или в местах, легко доступных для подключения
необходимых контрольных приборов. Помимо групповых контрольных контак-
тов на планке применяются индивидуальные контрольные контакты, контроль-
ные гнезда и пистоны для контроля (рис. 5.14).
В некоторых случаях на планку ячейки устанавливают органы визуаль-
ного контроля в виде как миниатюрных ламп, так и органов подстройки пере-
менных резисторов; конденсаторов и потенциометров.
ОД •'
Рис. 5.14. Установка на плате контактов (а), контрольных гнезд (б) и писто-
нов для контроля (в)
5.5. ТИПОВЫЕ КОНСТРУКЦИИ ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК МЭА
ТРЕТЬЕГО ПОКОЛЕНИЯ
Современная МЭА в зависимости от условий эксплуатации и
предъявляемых к ней тактико-технических требований может про-
ектироваться на ячейках различного конструктивного исполнения.
Однако выбор и применение в аппаратуре массового изготовле-
ния той или другой конструкции должен строго соответствовать
требованиям действующей нормативно-технической документации,
которая в свою очередь учитывает уровень унификации и стан-
дартизации аппаратуры и ее составных частей, что в конечном
итоге влияет на технологическую подготовку производства и се-
рийное освоение нового изделия.
Приведем конструкции ячеек МЭА третьего поколения, кото-
рые предусматривают межвидовую унификацию для различных
видов аппаратуры. Чтобы осуществить правильный выбор конст-
рукции ячейки или кассеты, установлена условная классифика-
ция, приведенная на рис. 5.15. При данной классификации вид
99
аппаратуры, тип конструкции ячейки или кассеты и их типоразмер
ры обозначаются арабскими цифрами. Для обозначения видов ап-
паратуры устанавливается следующая условная классификация:
1 — стационарные ЭВМ;
2 — аппаратура дискретной автоматики;
3 — аппаратура стационарная (кроме ЭВМ);
4 — аппаратура, устанавливаемая на колесные шасси;
5 — аппаратура, устанавливаемая на самоходные шасси;
6 — морская аппаратура;
7 — самолетная аппаратура.
я х-х-х
| Типоразмер ячейки
Тип конструкции ячейки
К Х-Х-Х
| Типоразмер кассеты
Тип конструкции кассеты
В ив аппаратуры
ВиВ аппаратуры
Ячейка
Кассета____________
В)
Рис. 5.15. Система обозначения ячеек (а) и кассет (б)
Под типом конструкции следует понимать отличительные осо-
бенности конструкции ячейки: безрамочное (4) или рамочное (2)
исполнение; различные конструкции рамок, теплоотводящих шин,
элементов крепления и фиксации, различные типы электрических
соединителей и т. п. Под типоразмером следует понимать разно-
Рис. 5.16. Ячейки типов ЯМ-1 и
Я2-1-1:
1 — печатная плата; 2 — угольник; 3 — зак^
лепка 2,5X12; 4 — розетка соединителя
СНП34; 5 — плаика
100
видность конструкции только по
линейным размерам с сохране-
нием конструктивного исполне-
ния входящих в нее конструктив-
ных элементов.
На рис. 5.16 представлена кон-
струкция унифицированной ячей-
ки, предназначенная для исполь-
зования в стационарных ЭВМ и
в аппаратуре дискретной автома-
тики. Ячейка представляет без-
рамочную конструкцию, состоя-
щую из печатных плат с типораз-
мером 140X150 мм, угольника и
электрического соединителя типа
СНП34, установленного на сторо-
не 140 мм.
Ячейка типа Я1-2-1 (рис. 5.17)
предназначена для использования
только в стационарных ЭВМ,
имеет жесткую рамочную конст-
рукцию для исключения дефор-
мации в связи с большим типоразмером печатной платы (ЗЗОХ
Х150 мм). На ячейку устанавливаются два электрических соеди-
нителя типа СНП34, что обеспечивает наличие 270 выходных элек-
трических контактов.
Рис. 5.17. Ячейка типа %1-2-il:
/ — угольник; 2 —заклепка 2,5X5; 3 — розетка соединителя СНП34; 4— печатная плата; 5 —
плаика
На рис. 5.18—5.20 представлены унифицированные безрамоч-
ные конструкции ячеек с печатными платами, у которых базовая
сторона равна 170 мм (сторона установки электрических соедини-
телей). В зависимости от применяемых элементов крепления, вы-
бор которых определяется условиями эксплуатации аппаратуры, а
также от массы элементов, устанавливаемых на печатную плату,
и от требований к легкосъемности ячеек эти конструкции ячеек
Рис. 5.18. Ячейки типов Я4-1-1, Я4-1-2 и Я4-1-3:
/ — панель; 2 — печатная плата; 3 — вилка соединителя ГРПМ9; 4 — кодирующая планка
101
используются для аппаратуры, устанавливаемой на колесных
шасси.
Рассмотренные конструкции ячеек предназначены для исполь-
зования в блоках разъемной конструкции, в которых охлаждение
аппаратуры осуществляется с помощью естественного или прину-
Рис. 5.19. Ячейка типов Я4-2-11 и Я4-2-3:
/ — панель; 2—печатная плата; 3 — вилка соединителя ГРПП72
дительного воздушного охлаждения. Поэтому эти конструкции
применяются в аппаратуре, в которой используются микросхемы
и МСБ первой и второй степеней интеграции. При использовании
микросхем и микросборок третьей и четвертой степеней интегра-
Рис. 5.20. Ячейки типов Я4-3-11, Я4-3-2 и Я4-3-3:
1 — плаика; 2 — печатная плата; 3 — розетка соединителя СНП34
102
ции для увеличения отвода тепла с помощью кондуктивных тепло-
стоков используют конструкцию ячейки, приведенную на рис. 5.21.
Ячейка представляет собой жесткую рамочную конструкцию, рам-
ка которой выполнена совместно с теплоотводящими шинами и с
установленными на них микросхемами и МСБ. Эти конструкции
нашли применение только в самолетной аппаратуре.
Ячейка рис. 5.21 предназначена для использования в блоках
книжной конструкции. Типоразмер печатной платы ячейки 170X
Х.200 мм. Электрическая коммутация ячейки осуществляется с по-
мощью гибкого шлейфа.
Рис. 5.21. Ячейка книжной конструкции с применением микросхем и МСБ:
/ — печатная плата; 2—микросборка; 3 — рама; 4 — пустотелая заклепка; 5 — втулка
На рис. 5.22 представлена ячейка, предназначенная для уста-
новки непосредственно в шкаф. Ячейка содержит печатную плату
размером 170X280 мм. Существует модификация этой ячейки, со-
держащая помимо одной печатной платы размером 170X280 мм
и другую размером 170X240 мм. Связь между печатными плата-
ми осуществляется проводами либо гибким печатным кабелем.
Такие ячейки предназначены для применения в стационарной ап-
паратуре.
Рассмотренные конструкции ячеек обеспечивают возможность
компоновки микросхем, МСБ и других ЭРЭ и их взаимную элек-
трическую коммутацию в МЭА, удовлетворяющен^различным экс-
плуатационным требованиям.
Современные достижения в области полупроводниковой техно-
логии позволяют в настоящее время получать микросхемы, со-
держащие 104—106 элементов на корпус. Однако такая плотность
упаковки резко повышает выделяемую тепловую мощность. Неко-
103
торые типы микросхем ИСЗ и ИС4 выделяют тепловую мощность,
превышающую единицы ватт, при этом без применения специаль-
ного охлаждения аппаратуры может быть превышена допустимая
Рис. 5.22. Ячейка типа ЯЗ-1-1:
/ — печатная плата; 2 — верхняя направляющая; 3 — нижняя направляющая; 4 —розетка со-
единителя СНП34; 5 — панель; 6 — упор
температура. Поэтому при проектировании аппаратуры на микро-
схемах и МСБ необходимо производить расчет конструкции для
обеспечения нормального теплового режима по известным мето-
Рис. 5.23. Установка микросхем
и МСБ на теплоотводящие шины:
1 — рама; 2 — микросхема или МСБ;
3 — печатная плата; 4 — теплоотводя-
щая щина; 5 — контактная площадка
дикам [6 и 7]. Однако авторы настоящей книги считают важным
дать ряд практических советов и рекомендаций, которые могут
помочь в реализации поставленной задачи в процессе проектиро-
вания ячеек.
Для обеспечения нормальных тепловых режимов аппаратуры
применяется естественное или принудительное охлаждение. Вы-
бор способа охлаждения аппаратуры в основном зависит от отво-
димой тепловой мощности, вида аппаратуры и типа носителя, в
котором будет эксплуатироваться аппаратура. Конструкция ячей-
ки должна обеспечивать возможность свободного прохождения
воздуха в случае естественного или принудительного воздушного
104
охлаждения. Для отвода тепла от микросхем и МСБ рекоменду-
ется использовать кондуктйвные теплостоки в виде теплоотводя-
щих шин (рис. 5.23) и .металлических оснований (рис. 5.24).
Толщина теплостоков выбирается в пределах от 0,4 до 0,8 мм
для теплоотводящих шин, а для металлических оснований от 0,4
до 1,0 мм. Материал теплостоков —
алюминий и его сплавы.
Чтобы получить наибольший эф-
фект при отводе тепла от элементов,
установленных на теплоотводящие ши-
ны или основания, необходимо обеспе-
чить малое тепловое сопротивление
между рамой ячейки или корпусом
блока с теплоотводящими шинами и
основаниями. Выбор варианта обес-
печения теплового контакта зависит
от конструкции ячеек и блока. Реко-
мендуемые варианты тепловых контак-
тов показаны на рис. .5.25—5.26.
При применении ячеек в блоках,
работающих при естественной конвек-
ции, необходимо, чтобы выполнялись
следующие требования:
ячейки в блоках должны устанав-
ливаться вертикально; рекомендуется
устанавливать ячейки таким образом,
чтобы меньший размер являлся верти-
Рис. 5.24. Установка микро-
схем и МСБ со штырьковыми
(а) и планарными (б) выво-
дами на металлическое. ОСНО*
вание:
1 — металлическое основание; 2 —
микросхема или МСБ; 3 — плата
кальным;
расстояние между крайними точками микросхем или МСБ для
соседних ячеек следует выбирать не менее 5 мм;
теплоотводящие шины и металлические основания ячеек долж-
ны иметь надежный тепловой контакт с металлоконструкцией бло-
ка по максимально возможной поверхности;
Рис. 5.25. Контактирование шины с буртиком рамы:
1 — печатная плата; 2 — микросхема; 3 — теплоотводящая шина; 4— рама
тепловой контакт следует осуществлять через металлическое
основание в единой конструкции с рамой ячейки путем пайки,
105
сварки и склеивания мест соединений, а также при помощи закле-
почных и винтовых соединений.
В местах контактирования применяются теплопроводящие па-
сты с коэффициентом теплопроводности не ниже 0,5 Вт/(/м • град).
При использовании винтовых соединений тепловое сопротивление
контакта может быть уменьшено в результате повышения чистоты
Рис. 5.26. Контактирование рамы ячейки с корпусом блока с помощью одно-
скосного клина:
/ — печатная плата; 2 — микросхема; 3 — рама; 4 — корпус блока; 5 — винт; 6 — клин
обработки поверхностей, увеличения усилия сжатия, применения
напыленных или гальванических покрытий, мягкометаллических
прокладок. Теплоотводящие поверхности ячеек следует покрывать
гальваническими или лакокрасочными покрытиями, степень чер-
ноты которых не должна быть менее 0,9. При необходимости меж-
ду ячейками могут быть установлены тепловые экраны с высокой
степенью черноты и хорошим тепловым контактом с корпусом
блока. При использовании вытяжного или приточно-вытяжного
принудительного охлаждения необходимо устанавливать ячейки
в блоки таким образом, чтобы их больший габаритный размер
совпадал с направлением воздушного потока.
Выполняя эти требования и рекомендации, проектировщик
МЭА может существенно улучшить тепловой режим ячеек и бло-
ков.
6. КОНСТРУИРОВАНИЕ БЛОКОВ МЭА ТРЕТЬЕГО
ПОКОЛЕНИЯ
6.1. ОБЩИЕ ТРЕБОВАНИЯ К КОНСТРУИРОВАНИЮ БЛОКОВ МЭА
ТРЕТЬЕГО ПОКОЛЕНИЯ
Методы компоновки ячеек в блоки, рассмотренные в настоя-
щей главе для блоков в негерметичном исполнении, следует ис-
пользовать и при конструировании блоков в герметичном испол-
нении.
Выбор варианта конструкции блока и компоновки ячеек в бло-
ке, а также взаимное расположение других конструктивных зон
должны осуществляться исходя из технических требований, ана-
106
лиза основных определяющих факторов, специфичных для разра-
батываемой МЭА (надежность, ремонтопригодность, габаритные и
установочные размеры, .масса, тепловые режимы, условия эксплуа-
тации и т. п.). В основном блоки МЭА конструируются прямо-
угольной формы, за исключением блоков, устанавливаемых в спе-
циальные отсеки. Отклонение формы блока от прямоугольной
должно осуществляться только в технически обоснованных слу-
чаях, так как такое отклонение определяет невозможность приме-
нения автоматизированных методов проектирования и исключает
возможность использования типовых технологических процессов
сборочно-монтажных и регулировочных работ, а также примене-
ния высокопроизводительного технологического оборудования, что
в целом увеличивает себестоимость и сроки освоения аппаратуры.
Наиболее трудоемки в процессе проектирования блоков вы-
бор рационального варианта компоновки ячеек в блоке, обеспе-
чение минимальной длины цепей электрической коммутации и
нормальных тепловых режимов блоков и разработка или выбор
базовой несущей конструкции (БНК) блока, которая в свою
очередь обеспечивает два первых требования.
Действующая в настоящее время нормативно-техническая до-
кументация позволяет с минимальными затратами и временем оп-
ределить необходимую БНК блока в соответствии с заданным ви-
дом аппаратуры [1—6]. Эта документация определяет общие тех-
нические требования к БНК, основные габаритные, установочные
и присоединительные размеры, конструктивное исполнение БНК,
а также руководство по применению БНК в аппаратуре.
Следует отметить, что БНК блоков предназначаются для раз-
мещения, механического крепления, защиты от механических пе-
регрузок и внешних воздействий ячеек в блоках, а также блоков
в шкафах, стойках и стеллажах. Элементы несущих конструкций
должны обеспечивать надежное крепление ячеек с микросхемами,
МСБ и другими ЭРЭ и элементами электрической коммутации,
минимальную массу, максимальное использование однотипных де-
талей и их унификацию.
Материалы и покрытия, применяемые для изготовления эле-
ментов несущих конструкций блоков, должны выбираться в зави-
симости от назначения и условий эксплуатации аппаратуры. Эле-
менты несущих конструкций изготовляются литьем под давле-
нием, штамповкой, прессованием и сваркой профильных мате-
риалов. Однако в последнее время широкое применение начинают
получать профильно-сборные конструкции, что обусловливается
ростом номенклатуры прессованных профилей и их низкой себе-
стоимостью.
Вопросы осуществления внутриблочной электрической комму-
тации с применением прогрессивных методов монтажа рассматри-
вались в гл. 5, однако еще широко применяется объемный мон-
таж, выполненный объемным проводом.
Важную роль на этапе проектирования имеет правильный вы-
бор межблочного электрического соединителя, который зависит
107
от метода межблочной коммутации (петлевой, накидной или
врубной) и БНК блока, определенной видом аппаратуры.
Для электрических межблочных соединений следует использо-
вать следующие соединители: РПКМ, 2РМТ-А1 и 2РМДТ-А1,
РП-15, МР1, РСАТ, РСГТ и РСГАТ, РСГС, РСГБТ и РСГБАТ,
ГРПМ2, ГРПМЗ и ГРПМ9. С соединителями 2РМ.Т-А1 и
2РМДТ-А1 могут быть использованы плоские гибкие шлейфы и
опрессованные кабели.
Вопросы электрической защиты блоков, включая заземление
и экранирование, рассмотрены в [7]. Расчет тепловых режимов
блоков различного конструктивного исполнения рассмотрен в
[8, 9].
6.2. КОМПОНОВОЧНЫЕ СХЕМЫ И КОНСТРУКЦИИ БЛОКОВ МЭА
ТРЕТЬЕГО ПОКОЛЕНИЯ
Под компоновкой блоков следует понимать взаимную ориен-
тацию ячеек или других конструктивных зон (электрической ком-
мутации, механических элементов и т. п.) в заданном объеме бло-
ка. Чтобы определить факторы, влияющие на габаритные разме-
ры и конструктивное построение блоков, и установить их взаимо-
связь, необходимо рассмотреть существующие конструкции бло-
ков.
Рассмотрим книжный и разъемный варианты конструкций,
наиболее часто используемые в РЭА (рис. 6.1, 6.2).
Рис. 6.1. Вариант блока разъемной конструкции РЭА
О
По эксплуатационному назначению всю РЭА можно разбить
на три основных класса: аэрокосмическая, морская и наземная.
Каждый класс делится на группы, характеризующие место уста-
новки (носитель) для конкретной аппаратуры. С учетом требова-
ний, соответствующих условиям эксплуатации, предусматривается
определенное использование элементов несущих конструкций.
Требования по механическим воздействиям влияют на выбор
зазоров между ячейками с учетом деформации печатных плат
ячеек элементов несущих конструкций (рамки, ребра жесткости
и т. д.), элементов крепления (приливы, кронштейны, шарниры,
бобышки и т. д.), элементов конструкции корпуса блока и эле-
ментов крепления блоков в стойке, шкафу и т. д.
По климатическим требованиям условия эксплуатации оказы-
вают влияние на вариант исполнения корпуса блока: герметич-
ный, негерметичный. Повышение требований по механическим и
Рис. 6.2. Вариант блока книжной конструкции РЭА
климатическим воздействиям на аппаратуру приводит к увеличе-
нию вспомогательного объема блока, что в свою очередь влечет
за собой увеличение полного объема блока.
Следующим основным фактором, влияющим на габаритные
размеры блоков, является применяемая элементная база и число
элементов, размещаемых в блоке. При разработке современной
аппаратуры широко используются достижения в области микро-
электроники. Широкая гамма разработанных и серийно выпускае-
мых микросхем различной степени интеграции в сочетании с МСБ
позволяют даже при значительном увеличении числа элементов в
принципиальной электрической схеме блоков сокращать их габа-
ритные размеры, что достигается повышением плотности упаков-
ки элементов. Дальнейшее увеличение степени интеграции микро-
схем и МСБ, использование новых физических принципов функ-
ционирования, достижения в области пленочной и полупроводни-
ковой электроники, оптоэлектроники, акустоэлектроники, хемотро-
пики и других разделах физики твердого тела позволяют созда-
вать совершенную по своим тактико-техническим и экономическим
характеристикам микроэлектронную аппаратуру.
Элементы электрических соединений в блоках влияют на раз-
меры зон электрической коммутации, которые разделяются на
внутриблочные и межблочные. Внутриблочная зона образуется
элементами электрической коммутации между ячейками внутри
блока, межблочная — элементами электрической коммутации
между блоками в шкафу, стойке, пульте и т. д. с учетом объемов,
занимаемых частью межблочных электрических соединителей, вхо-
109
дящих в полный объем блоков. ^Межблочные электрические соеди-
нения могут осуществляться: жгутовыми соединениями с помощью
объемных проводов, разъемами, соединителями и гибкими шлей-
фами или гибкими печатными кабелями и коммутационной пе-
чатной платой.
Электрические соединители в ячейках занимают в блоках зо-
ну, равную 25—35 мм, что увеличивает одну из сторон блока в
зависимости от выбранного варианта компоновки. Жгутовые со-
единения, гибкие печатные и коммутационные платы увеличивают
габаритные размеры корпуса блока на 15—20 мм в двух взаимно-
перпендикулярных направлениях. Для обеспечения в блоках РЭА
нормального теплового режима применяются различные системы
охлаждения в зависимости от температуры окружающей среды,
максимально допустимой температуры ЭРЭ, варианта исполнения
корпуса блока (герметичный, негерметичный) и варианта конст-
рукции и компоновки ячеек в блоке.
Воздушная система охлаждения при естественной конвекции
вызывает необходимость выполнения зазоров между ячейками
6—8 мм для обеспечения нормального теплового режима внутри
блока. Воздушная система охлаждения с принудительным охлаж-
дением позволяет сокращать зазоры между ячейками до 2 мм, од-
нако вызывает увеличение объема блока на 10—15% за счет
установки вентилятора или воздуховодов.
В сочетании с перечисленными системами охлаждения применя-
ются кондуктивные теплостоки, т. е. вводятся радиаторы, теплоот-
водящие шины, тепловые трубки, оребрение корпусов блоков и
т. д., что также увеличивает габаритные размеры блоков (на 20—
25%) и влияет на размеры их несущих конструкций. Метод изго-
товления элементов несущих конструкций блоков (штамповка,
литье, прессование, механическая обработка) влияет на их габа-
Рис. 6.3. Схемы компоновки блоков:
L, Н, В — длина, высота и ширина блока; LK, Нк, Вк — части блока, занимаемые элементами
внутриблочного электрического соединения (коммутации)
ритные размеры. Особое внимание следует обратить на габаритные
размеры блоков и конструктивное исполнение вариантов компо-
новки ячеек и зоны внутриблочной электрической'коммутации в по-
лезном объеме блока (рис. 6.3). Как видно из рисунка, полезный
объем блока Vg можно условно представить в виде двух объемов:
объема Vi, занимаемого функциональными ячейками, и объема
V2, занимаемого под элементы электрического соединения и их
электрический монтаж.
Для рассматриваемых вариантов компоновки эти объемы мож-
но выразить следующим образом:
= LH (В—BK);V2 = LHBK для вариантов I и II; (6.1)
— —Нк) В ;V2 = LHКВ для вариантов III и IV; (6.2)
У1 = (Л—Z,K)//B;V2= LKHB для вариантов V и VI. (6.3)
Из рассмотрения формул (6.1) —(6.3) видно, что наиболее ра-
ционально использовать варианты компоновки V и VI и наименее
рационально— варианты I, II, так как в блоках РЭА, как правило,
L>H,L>B,H > В, (6.4)
поэтому получаем следующие неравенства:
yiv.vi> yiin,iv>yii,ii ;y2i,n>y2ni,iv>y2v,iv. (6.5)
Однако практика конструирования блоков радиоэлектронной
аппаратуры показала, что варианты компоновки II и VI не при-
меняются, так как имеют очень плохие условия как для естествен-
ной конвекции, так и при принудительном охлаждении из-за пере-
крытия зоны прохождения 'потока воздуха внутри блока.
Варианты компоновки I и III позволяют установить значитель-
но большее число ячеек по сравнению с вариантами IV, V; это сле-
дует из неравенства
Llha>B/h9 (6.6)
с учетом условия (6.4), где йя — шаг установки ячейки.
При рассмотрении вариантов компоновки I, III—V следует от-
метить, что для книжных конструкций предпочтительнее варианты
IV. и V, так как данные 'конструкции должны иметь относительно
небольшое число печатных плат (ячеек) по сравнению с разъемны-
ми конструкциями, что связано с невозможностью получения доста-
точного раскрыва ячеек. При естественной конвекции для блоков
разъемной конструкции применяют вариант компоновки III. В слу-
чае необходимости использования принудительного охлаждения в
разъемных конструкциях применяется вариант компоновки I.
При естественной конвекции в книжных конструкциях исполь-
зуются варианты компоновки IV и V. Эти варианты могут быть ис-
пользованы и при необходимости принудительного охлаждения с
111
условием установки вентилятора на заднюю или лицевую панель
блока для варианта IV и при обеспечении воздушного потока сни-
зу для варианта V.
Как отмечалось ранее, на выбор варианта компоновки оказы-
вает влияние необходимое число выходных контактов с печатной
платы ячейки. С этой точки зрения для разъемной конструкции
предпочтительнее является вариант компоновки I и для книжной
конструкции вариант компоновки IV. Но, как видно из условий
(6.5) и (6.6), при использовании вариантов компоновки I и IV
уменьшается полезный объем, поэтому на данном этапе проектиро-
вания блоков РЭА следует идти на компромисс. Практика конст-
руирования показывает, что число выходных контактов с одной пе-
чатной платы ячейки составляет 60—80.
Следующим фактором, влияющим на выбор варианта компо-
новки блока, является соотношение его линейных размеров: длины,
ширины и высоты. В качестве примера можно указать, что книж-
ные конструкции, выполненные по варианту компоновки V, имеют
максимальную плотность компоновки элементов в блоке, но в этом
варианте компоновки недостаточно рациональное соотношение сто-
рон печатной платы ячейки в свою очередь приводит к определен-
ным трудностям при проектировании печатного монтажа. Поэтому
печатные проводники на плате становятся длинными, что приводит
к увеличению паразитных емкостей и увеличению шага установки
микросхем на печатной плате по сравнению с вариантом компонов-
ки IV. Минимальная ширина блоков книжных конструкций долж-
на быть не более 120 мм.
Для блоков разъемных конструкций минимальные размеры вы-
соты и ширины блоков должны быть:
для варианта компоновки I Дмип^180 мм, Вмин^120 мм;
для варианта компоновки III Ямин^180 мм, ВМин^180 мм.
Таким образом, все рассмотренные факторы, так или иначе
влияют на выбор варианта конструкции блоков и соответственно
на его габаритные размеры. И правильность выбранной конструк-
ции в процессе эскизной проработки должна определяться комп-
лексом абсолютных (объем, масса блока, надежность и т. д.) и
относительных (коэффициент использования полезной площади,
объема, массы и т. п.) конструктивных показателей, а также коэф-
фициента плотности упаковки. Методика расчета таких показате-
лей рассмотрена в [10].
Как уже отмечалось, конструкции ячеек, рассмотренные в гл. 5,
предусматривают возможность установки их в различных видах
аппаратуры, обеспечивая при этом необходимые требования по га-
баритным, установочным и присоединительным размерам, а также
по условиям эксплуатации.
Однако выполнение требований, предъявляемых к блокам в от-
ношении их конструктивного исполнения, габаритных размеров и
других параметров, учитывающих внешние воздействия (климати-
ческие, механические и др.), еще не обеспечивает возможности со-
112
здания аппаратуры с межвидовой унификацией на уровне блоков.
Поэтому конструкции блоков, рассмотренные в настоящей работе,
предусматривают только внутривидовую унификацию на уровне
блоков, однако при их детальном анализе можно предположить,
что существуют все основные предпосылки для более полной их
унификации, т. е. для создания конструкций, отвечающих требова-
ниям межвидовой унификации на уровне блоков для различных ви-
дов аппаратуры.
Это направление обеспечивает дальнейшую возможность повы-
шения технологичности МЭА, сокращение сроков ее проектирова-
ния и освоения в серийном производстве. Как и при классифика-
ции ячеек для возможности кодирования конструкций блоков и
определения области их применения, принята условная классифи-
кация, приведенная на рис. 6.4. Такая классификация предназна-
чена для кодирования кон-
струкций блоков или, как
принято их называть, базо-
вых несущих конструкций,
которые при соответствую-
щем их описании могут быть
заложены в банк исходных
данных, что обеспечивает
возможность их выбора в
зависимости от вида аппара-
туры при автоматизирован-
ном проектировании на
уровне блоков.
Классификация видов
аппаратуры, понятия типа
типоразмера конструкции
аналогичны введенным при
классификации ячеек.
С учетом принятой клас-
сификации приведем описа-
ние конструкций блоков для
различных видов аппарату-
ры третьего и четвертого по-
колений.
На рис. 6.5, 6.6 приведе-
ны конструкции блоков типа
Б1 (для стационарных
ЭВМ). Основой конструкции
блоков являются панели с
групповыми направляющи-
ми и объединительная пе-
чатная плата. Направляю-
щие обеспечивают установ-
ку ячеек типа Я1 с шагом
15 мм.
б х-х->:
| типоразмер шасси Блока
Тип конструкции Блока
Вив аппаратуры
Блок
Рис. 6.4. Условная классификация
блока
Рис. 6.5. Общий вид блока разъемной кон-
струкции типа БР2-1:
/ — вилка соединителя СНП34; 2— ячейка с ро-
зеткой соединителя СНП34; 3 — задняя панель;
4 — направляющая; 5 — кронштейн; 6 — планка
из
Рис. 6.6. Общий вид блока разъемной кон-
струкции типа Б1-1-2:
/ — стяжка; 2 — ячейка с розеткой соединителя
СНП34; 3 — задняя панель; 4 — направляющая
Для внешней электрической коммутации блоков на объедини-
тельной плате предусмотрена установка электрических соедините-
лей типа СНП34. Базовая несущая конструкция блока типа Б1-2-1
(рис. 6.5) предназначена для установки 20 ячеек типа Я-1-1. Ба-
зовая несущая конструк-
ция блока типа Б1-1-2
(рис. 6.6) предназначена
для установки 40 ячеек
типа Я1-1-1.
На рис. 6.7 приведена
конструкция блоков типа
БЗ (для стационарной ап-
паратуры). Основой кон-
струкции является шасси
блока, состоящее из пе-
редней и задней панелей,
соединенных между собой
групповыми направляю-
щими, которые обеспечи-
вают возможность уста-
новки унифицированных
ячеек с типоразмерами
печатных плат 170X75 и
170X200 мм с шагом
15 мм. Для внешней
электрической коммута-
ции блоков на задней
панели предусмотрена
возможность установки
электрических соедините-
лей типа РП-14.
На рисунке 6.8 приве-
дена конструкция блока
типа Б4 (для аппаратуры,
устанавливаемой на шас-
си на колесном ходу). Ос-
новными элементами конструкции блока является шасси, состоя-
щее из передних панелей, соединенных с литыми рамами, на кото-
рые устанавливаются индивидуальные направляющие в зависимо-
сти от типа крепления ячеек. Направляющие обеспечивают уста-
новку ячеек с минимальным шагом 15 мм. Для внешней электри-
ческой коммутации блоков (при петлевой коммутации) использу-
ются электрические соединители типа ГРПМ9-62. Для внешней
электрической коммутации блоков (при врубной коммутации) ис-
пользуются соединители типа ГРПМ2. БНК конструкция блока
(Б4), приведенная на рис. 6.9, предназначена для установки ячеек
типа Я4 в один ряд, дополнительно обеспечена возможность уста-
новки вторичного источника питания, отдельного на каждый блок.
Для внешней электрической коммутации блоков предусмотрена
114
возможность установки врубных электрических соединителей типа
РП-15 на задней панели рамы блока и соединителей типа
ГРПМ1-122 на передней панели блока, предназначенных для на-
кидного монтажа со стороны оператора.
На рис. 6.10 показана БНК блока аппаратуры, устанавливае-
мой на шасси на гусеничном ходу. В этом блоке используются
унифицированные ячейки с типоразмерами печатных плат 170X75
Рис. 6.7. Общий вид блока разъемной конструкции типа БЗ-1-1:
/ — передняя панель; 2 — ячейка с вилкой соединителя ГРПМ9; 3 — нижняя направляющая;
4— верхняя направляющая; 5 — объединительная печатная плата; 6 — рама; 7 —кронштейн;
8 — вилка соединителя РП14
и 170X240 мм. Основными элементами шасси блоков типов Б5 яв-
ляются передние панели, соединенные с рамами, на которые уста-
навливаются индивидуальные направляющие.
Направляющие обеспечивают установку ячеек с минимальным
шагом 12,5 мм. Шасси блока Б5-1-1 предназначены для установки
ячеек в два ряда. Для внешней электрической коммутации блоков
с шасси типа Б5 используются электрические соединители типа
ГРПП72.
На рис. 6.11 приведена конструкция шасси блока типа Б6 для
морской аппаратуры. Основным элементом шасси блоков типа Б6
является передняя панель, соединенная с помощью двух групповых
направляющих с двумя литыми алюминиевыми рамами. Групповые
направляющие обеспечивают установку унифицированных ячеек с
115
шагом 17,5 мм. Для внешней электрической коммутации на зад-
ней стенке рамы шасси блока установлены электрические' соедини-
тели типа ГРПМ9.
На рис. 6.12 приведена БНК конструкция шасси блока типов
Б6 самолетной аппаратуры. Основными элементами шасси блока
являются передние и задние панели, выполненные штамповкой или'
Рис. 6.8. Общий вид блока разъемной конструкции типов Б4-1-1, Б4-1-2, Б4-2-1,.
Б4-2-2:
1—замок; 2 — ручка; 3 — передняя панель; 4 —рама; 5—стяжка; 6 — направляющая; 7 —
ячейка с вилкой соединителя ГРПМ9; 8 — планка
литьем под давлением из алюминиевых сплавов, соединенные
между собой с помощью групповых направляющих и двух рам.
Направляющие обеспечивают установку унифицированных ячеек
с шагом 15 мм. Для .внешней электрической коммутации блоков
шасси типов Б7 используются электрические соединители типа
РПКМ1.
1 1 с
На рис. 6.13 представлен блок разъемной конструкции для са-
молетной аппаратуры, состоящий из набора ячеек на микросхемах
ИСЗ и ИС4 и микросборках. Ячейки установлены параллельно пе-
редней панели. Две верхние направляющие и нижняя стенка кре-
пятся к передней и задней панелям блока, образуя замкнутую
жесткую конструкцию. Боковые и верхняя стенки для улучшения
теплообмена отсутствуют. Роль стенок блока выполняют стенки
ячеек с ребрами. Индивидуальное крепление ячеек осуществляется
невыпадающими винтами к верхней и нижней стенкам.
Рис. 6.9. Общий вид блока разъемной конструкции типа Б4-3-1:
/—розетка соединителя; 2 — ручка; 3 — передняя панель; 4 — планка; 5— замок; б — рама;
7 — направляющая; 8 — штырь-ловитель; 9 — ячейка с вилкой соединителя ГРПП72; 10 —
задняя панель; 11— стяжка
Для электрической межблочной коммутации используется элек-
трический соединитель типа РПКМ1. Представленные на рисунках
БНК шасси блоков для различных видов аппаратуры третьего по-
коления предназначены в основном для использования в шкафах
и стеллажах, имеющих только воздушно-принудительное охлажде-
ние. Однако повышенная плотность упаковки элементов и соответ-
ственно повышенная выделяемая мощность в аппаратуре четвер-
того поколения вызывают необходимость применять помимо воз-
душного-принудительного охлаждения и кондуктивные теплостоки.
Такие конструкции пока нашли применение только в самолетной
аппаратуре, к которой предъявляются повышенные требования к
массогабаритным конструктивным параметрам. На рис. 6.14 пред-
117
ставлена тепловая характеристика блока, конструкция которого
приведена на рис. 6.13. На рисунке приняты следующие обозначе-
ния: — перегрев корпуса микросхемы или МСБ; — мощность,
рассеиваемая в блоке; Н\— давление окружающего воздуха; G —
расход охлаждающего воздуха.
На рис. 6.15 представлена конструкция блока самолетной ап-
паратуры. Блок представляет книжную конструкцию с вертикаль-
ной осью раскрытия ячеек, на которые установлены микросхемы
Рис. 6.10. Общий вид блока разъемной конструкции типа Б5-1-1:
I — замок; 2—передняя панель: <3 — шасси; 4 — стяжка; 5 — направляющая; 6 — ячейка с
вилкой соединителя ГРПП72; 7 — упор
Рис. 6.11. Общий вид
блоков разъемной кон-
струкции типов Б6-1-1—
Б6-1-4:
1 — панель передняя; 2 —
ячейка с вилкой соедините-
ля ГРПМ9; 3 — направляю-
щая; 4 — рама; 5 — вилка
соединителя; 6 — штырь-ло-
витель; 7 — кодовый штырь
ИСЗ и ИС4 и микросборки. Ячейки шарнирно соединены между
собой и расположены перпендикулярно передней панели блока. В
корпусе блока предусмотрена средняя стенка, на которой закрепле-
ны объединительная печатная плата и ячейки. Электрический мон-
таж между ячейками выполнен гибким шлейфом. Для улучшения
теплообмена верхняя стенка блока образуется ребрами рамок яче-
ек. Межблочная электрическая коммутация блоков осуществляется
118
Рис 6.12. Общий вид блоков разъемной конструкции типов Б6-1-1 — Б6-1-4
I-передняя панель; 2-ячейка с вилкой соединителя ГРПМ9; 3 - направляющая; ра-
ма; 5 — вилка соединителя
электрическими соединителями типа РПКМ1, устанавливаемыми
на заднюю панель корпуса блока. Тепловая характеристика рас-
смотренного блока представлена на рис. 6.16.
Рис. 6.13. Блок разъем-
ной конструкции на мик-
росхемах ИСЗ и ИС4 и
микросборках;
1 — ячейка с разъемом^
РППМ26; 2 — передняя па-
нель; 3 — задняя панель;
4 — направляющая; 5 —
угольник; 6 — объединитель-
ная печатная плата; 7 — ро-
зетка соединителя РППМ^б;
Уб=12,2 дм3
Типоразмеры шасси (корпусов) блоков, представленные на рис.
6.5—6.13 и 6.15, определяются типоразмерами применяемых ячеек,
а также требованиями действующих нормативно-технических до-
Рис. 6.14. Тепловые характеристики бло-
ка, приведенного на рис. 6.13
кументов, регламентирующих установочные, габаритные и при-
соединительные размеры блоков в зависимости от вида аппара-
туры.
120
Рис. 6.15. Блок книжной конструкции на микросхемах ИСЗ и
ИС4 и микросборках (Рб = 5,7 дм3):
1 — ячейка; 2— передняя панель; 3 — задняя панель; 4— средняя ра-
ма; 5—боковая стенка; 6 — стяжной винт; 7 — объединительная печат-
ная плата; 8 — гибкий печатный кабель; 9— соединительная колодка
о 10 10 ЪО 40
Рис. 6.16. Тепловые характеристики
блока, приведенного на рис. 6.15
121
7. КОНСТРУИРОВАНИЕ ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК
И БЛОКОВ МЭА ЧЕТВЕРТОГО ПОКОЛЕНИЯ
7.1. СПЕЦИФИКА КОНСТРУКЦИИ МЭА ЧЕТВЕРТОГО ПОКОЛЕНИЯ
Отличительной чертой конструкций МЭА четвертого поколений
является применение в них БИС, СБИС, функциональных ком-
понентов и микросборок. Часто используются -бескорпусные МСБ
при вакуумно-плотной герметизации и заполнении внутреннего
объема блока инертным газом. Для МЭА четвертого поколения ха-
рактерна наибольшая плотность упаковки элементов в объеме у
(элементов на кубический сантиметр). __
В работе [1] показано, что Тб=|Уис/<7г, где Уб и уис — соот-
ветственно плотность упаковки элементов в объеме блока и сред-
няя плотность упаковки элементов в объеме ИС, применяемых в
нем; qv—-коэффициент дезинтеграции объема, откуда видно, что
наибольшая плотность упаковки может -быть достигнута в резуль-
тате дальнейшего совершенствования как элементной 'базы (БИС,
СБИС), так и методов комяоновки (уменьшение коэффициента де-
зинтеграции за счет применения бескорпусных -МСБ).
Повышение плотности упаковки приводит к увеличению удель-
ной мощности рассеивания, что ухудшает тепловые режимы, а -сле-
довательно, резко изменяет параметры и режим работы комплек-
тующих изделий относительно расчетных значений и тем самым
может приводить к увеличению постепенных и внезапных отказов,
уменьшению надежности. Таким образом, для уменьшения тепло-
напряженностей в блоках МЭА необходимы дополнительные кон-
структивные меры по улучшению теплопередачи. Как известно,
тепло передается от тела -в среду путем конвекции, лучеиспуска-
ния и теплопроводности. От внешней поверхности блока тепло пе-
редается в основном за счет конвекции и лучеиспускания, а внут-
ри блока — в основном за счет теплопроводности, так как воздуш-
ные зазоры в этих блоках достаточно малы, да -и сами объемы бло-
ков также малы. Поэтому в конструкциях -МЭА четвертого по-
коления для значительного увеличения теплопроводности внутри
блока в ФЯ вводятся теплоотводящие шины. Они могут быть вы-
полнены в виде значительных участков фольги на печатных пла-
тах, тонких металлических пластин, на которые устанавливаются
бескорпусные микросхемы и МСБ, металлических рамок с планка-
ми и т. п. Применение металлических рамок [2] повышает тепло-
передачу не только в ячейке, но и в пакете ячеек, а от него к кор-
пусу. Кроме того, наличие в конструкциях блоков МЭА металличе-
ских рамок значительно увеличивает собственную частоту конст-
рукции ячейки, тем самым повышая ее вибро- и ударопрочность.
Например, если отношение высоты ребра рамки /гр к толщине
планки /го (см. рис. 7.9) равно х=/гр//го, то и собственная частота
увеличивается примерно в такое же число раз [3].
Таким образом, применение металлических теплоотводящих
шин в первую очередь необходимо для увеличения допустимой
122
удельной мощности рассеивания. Реальные примеры подтвержда-
ют это положение. Так, в конструкции цифровой ФЯ третьего по-
коления, приведенной в [4], Содержащей 200 корпусированных ИС
(в корпусах 401.14-1), способных рассеивать до 40 мВт каждая, и
при объеме ФЯ У= 1,79X1,75X0,08=0,25 дм3 имеем Руд.доп=
= 32 Вт/дм3. В реальной конструкции ФЯ четвертого поколения на
металлической рамке, содержащей 6 бескорпусных МСБ с 16 бес-
корпусными ИС в каждой при той же мощности рассеивания каж-
дой ИС, имеем при объеме ячейки V— (0,96X0,96X0,06) дм3 =
= 0,055 дм3 удельную допустимую мощность, Дуддоп = 70 Вт/дм3,
т. е. в два раза большую.
Эта особенность в большей мере проявляется в конструкциях
цифровой МЭА четвертого поколения и модулей СВЧ, где в микро-
полосковых линиях передающих устройств существуют значитель-
ные проходящие мощности.
Другой отличительной чертой конструкций МЭА четвертого по-
коления является требование повышенной герметичности для защи-
ты бескорпусных МСБ от действия внешней среды. Степень герме-
тичности определяется натеканием газа Вн (или скоростью исте-
чения газа из объема)
дм3-Па 1__V А р
с
где V — объем газа внутри блока, дм3; Ар — избыточное давление
внутри блока, Па; t — срок службы или хранения блока, с. Для
блоков с объемом свободного газа от 0,15—0,5 дм3 степень герме-
тичности, равная 6,65-10~6 дм3-Па/с, обеспечивает внутри блока
выдержку давления, близкого к нормальному, в течение 12 лет, а
для менее ответственных случаев (сроком до 3 лет) она составля-
Рис. 7.1. Конструкция
герметичного блока
МЭА на бескорпусных
толстопленочных МСБ
и гибкими шлейфами
(верхняя крышка не
показана)
123
ет 133-Ю-6 дм3 Па/с. Более подробно вопросы герметизации бло-
ков МЭА на 'бескорпусных МСБ рассмотрены в § 7.5, а на рис. 7.1
в качестве иллюстрации показана конструкция герметичного блока
МЭА со снятой крышкой на бескорпусных толстопленочных МСБ
и шлейфовым монтажом.
В заключение отметим еще одну особенность конструкций, ха-
рактерную для аналоговой МЭА четвертого поколения. В аппара-
туре этого класса, как правило, основным является общее требова-
ние электромагнитной совместимости, в частности устранение вза-
имных наводок, которое может быть обеспечено экранированием.
Экранирование может быть локальное и общее. Локальное экрани-
рование было характерно для конструкций РЭА первого — третье-
го поколений, где частотно-избирательные узлы выполнялись на
каркасных катушках (в этих случаях сами катушки экранирова-
лись алюминиевыми или латунными экранами прямоугольной или
цилиндрической формы). В конструкциях приемоусилительных уст-
ройств МЭА четвертого поколения частотно-избирательные узлы
имеют планарную конструкцию и электромагнитные связи сущест-
вуют только по поверхности. Они могут образоваться и в объеме,
если верхняя крышка ФЯ близко расположена от поверхности
МСБ, но это зависит как от рабочей частоты, так и от реактивно-
стей самих частотно-избирательных узлов. За исключением диапа-
зона СВЧ, расстояние от МСБ до экрана практически не зависит
от частоты и определяется лишь высотой наиболее «высоких» ком-
плектующих элементов и компонентов ИС.
7.2. КОНСТРУКЦИИ ЦИФРОВЫХ ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК МЭА
ЧЕТВЕРТОГО ПОКОЛЕНИЯ
Наиболее важным электрическим параметром цифровых схем
обычно является их быстродействие, которому прямо пропорцио-
нальна потребляемая мощность. Это означает, что при применении
в ФЯ бескорпусных микросборок и малом объеме самих ячеек в
них существуют значительные удельные мощности рассеивания,
т. е. возникает необходимость отвода тепла с помощью металличе-
ских рамок, шин и т. п.
Рассмотрим некоторые типичные конструкции цифровых ФЯ
четвертого поколения [2, 4], в которых применены различные спо-
собы отвода тепла на корпус.
На рис. 7.2 приведен пример исполнения рамы, представляю-
щей групповую теплоотводящую шину, предназначенную для ис-
пользования в ячейках блока герметичной книжной конструкции с
воздуховодом. Между стенками рамы устанавливается печатная
плата, которая через шрорези в ней контактирует с бескорпусными
МСБ. Как правило, рамы (металлические основания) выполняются
из алюминиевых или медных сплавов. Толщина групповых метал-
лических оснований от 0,5 до 1,5 мм. Индивидуальные основания
могут быть толщиной от 0,2 до 0,5 мм.
124
Для приклеивания металлических оснований к печатной плате
применяется клей ВК-9. Для приклеивания бескорпусных микро-
схем и МСБ к металлическим основаниям применяется клей-герме-
тик эластосил 11-01, обладающий демпфирующим свойством. Бес-
корпусные микросхемы и МСБ с малой площадью подложек (не
более 24X30 мм) при обеспечении нормальных тепловых режимов
могут устанавливаться непосредственно на печатную плату с нане-
сенной эпоксидной маской, что позволяет исключить рельефность
платы, образуемую за счет печатных проводников.
Рис. 7.2. Рама ячейки герметичного блока МЭА с воздуховодом:
1 — П'образная металлическая пластина; 2 — воздуховод
Расчет числа бескорпусных микросхем и МСБ на печатной пла-
те ячейки осуществляется по методике определения числа корпус-
ных элементов. Установка бескорпусной МСБ представлена на рис.
7.3. На рис. 7.4 представлена разметка посадочных мест под бес-
корпусные МСБ.
По аналогии с ячейками, выполненными с применением корпус-
ных элементов, введем понятие размеров краевых полей на печат-
ной плате. Под размерами краевых полей хь х2, уи у2 понимаются
расстояния от края печатной платы по осям х и у до первого ря-
да контактных площадок для внешних выводов бескорпусных МСБ.
Краевое поле у2 для всех типоразмеров печатных плат с подлож-
ками бескорпусных МСБ составляет 12 мм при применении конт-
рольных колодок с запайкой штырей в металлизированные отвер-
стия или печатных контактных площадок и 10 мм при одиночных
пистонах и контактах.
125
Приведем типовые конструкции ячеек герметичных блоков разъ-
емных и книжных вариантов конструкции.
Ячейка, приведенная на рис. 7.5, состоит из металлических шин,
к которым пустотелыми заклепками крепится печатная плата. Бес-
4
корпусные МСБ непосредственно
установлены на металлические ши-
ны с двух сторон печатной платы.
К торцу одной из сторон платы че-
рез металлические шины крепится
прижимная планка, имеющая при-
ливы для крепления ячейки в блоке
с помощью невыпадающих винтов.
С противоположной стороны уста-
новлены лепестковые контакты
разъема с помощью развальцовки и
пайки в отверстия печатной платы,
которые служат для электрического
соединения ячейки с объединитель-
Рис. 7.3. Установка бескорпуоной МСБ на
металлическое основание:
1 — подложка МСБ с навесным компонентом (дру-
гие условно не показаны); 2—проводник, соеди-
няющий внешнюю контактную площадку МСБ с
контактной площадкой печатной платы; 3 — ме-
таллическая пластина; 4 — печатная плата; 5—
контактная площадка печатной платы
ной печатной платой блока. Для отвода тепла от ячейки прижим-
ная планка имеет хороший тепловой контакт с металлическими ши-
нами ячейки.
Рис. 7.4. Разметка посадочных мест на основании под установку бескорпусных
МСБ
LX,MM 4x1,мм 4у,мм Lyi,MM
48 54,3 30 35,5
и 30,5 30 35,5
ъг 38,0 20 15,5
зо 35,5 16 21,8
16 21,8 20 25,5
15 20,5 16 21,8
7,5 13,0 16 21,8
126
Ячейка, приведенная на рис. 7.6, состоит из П-образного метал-
лического основания, к которому с помощью сварки присоединен
воздуховод прямоугольной формы. Воздуховод имеет приливы для
крепления и шарнирного соединения ячеек в блоке. Печатная пла-
Рис. 7.5. Ячейка герметичного блока МЭА разъемной конструкции:
/—печатная плата; 2 — металлические шины — основания; 3 — бескорпусные МСБ; -/-—ле-
пестковый контакт разъема
та ячейки крепится к основанию пустотелыми заклепками. Бескор-
пусные МСБ непосредственно установлены на основание с двух
сторон. Электрическое соединение ячейки с объединительной печат-
ной платой блока выполнено с помощью гибкого шлейфа. Для от-
Рис. 7.6. Ячейка герметичного блока МЭА книжной конструкции с воздухово-
дом:
/ — металлическая пластина-основание; 2 — бескорпусные МСБ; 3 — воздуховод; 4 — печатная
контактная площадка; 5—печатная плата
127
вода тепла от ячейки основание по всей длине имеет хороший теп-
ловой контакт с воздуховодом.
Ячейка, приведенная на рис. 7.7, состоит из литой рамы, к ко-
торой пустотелыми заклепками крепится печатная плата с уста-
новленными на ней с двух сторон металлическими шинами. Бескор-
Граница монтажа
Рис. 7.7. Ячейка герметичного блока МЭА книжной конструкции с литой ра-
мой:
1— печатная плата; 2 — металлические шины; 3— бескорпусные МСБ; 4— выводное метал-
лизированное отверстие
пусные МСБ непосредственно установлены на металлические ши-
ны. На рамке предусмотрены приливы для шарнирного соедине-
ния ячеек в блоке. Для крепления ячейки в блоке предусмотрены
проходные втулки, через которые проходят крепежные винты.
Электрическое соединение с объединительной печатной платой бло-
ка выполнено с помощью гибкого шлейфа. Для отвода тепла от
ячейки рама имеет хороший тепловой контакт с шинами ячейки.
Ячейка, приведенная на рис. 7.8, состоит из печатной платы с
бескорпусными МСБ, установленными с двух ее сторон на инди-
видуальные металлические шины. Ячейки имеют петли для шар-
нирного соединения ячеек в блоке. На печатной плате предусмот-
рены отверстия для крепления ячейки в блоке с помощью винтов.
Электрическое соединение ячейки выполнено с помощью объемных
проводов, которые в целях предохранения от слома прошиваются
через два ряда неметаллизированных отверстий, находящихся на
печатной плате.
Ячейка, показанная на рис. 7.9, выполнена на фрезерованной
металлической (алюминиевой или магниевой) рамке по односто-
ронней компоновочной схеме. Металлическая рамка имеет по кон-
128
туру и оси 'симметрии ребра жесткости (обычно не более 6 мм вы-
сотой), а во внутренней плоскости — планки (толщиной 0,5—
0,8 мм), на которые с помощью компаунда КТ-102 укреплены бес-
корпусные МСБ. С обратной стороны по контуру ребер жесткости
к планкам приклеена печатная плата, в нижней части которой на,-
Рис. 7.8. Ячейка герметичного блока МЭА книжной конструкции:
1 _ печатная плата; 2 — индивидуальная металлическая шина; 3 — бескорпусная МСБ
Рис. 7.9. Односторонняя ячейка герметичного блока МЭА
на металлической райке:
/ — рамка; 2 — навесной ЭРЭ; 3 —планка; 4 — бескорпусная мик-
росборка; 5 — печатная плата; 6 — выводной контакт; 7 — крепеж-
ное отверстие; S — перемычки
129
ходится зона межъячеечной коммутации (с помощью либо гибких
шлейфов, либо проволочно-жгутового монтажа на гибкой матрице-
ремне [2]). Коммутация между бескорпусными МСБ 'осуществля-
ется золотыми проволочками диаметром 30—50 мкм и длиной не
более 3—5 мм, приваренными или припаянными одним концом к
выводным контактным площадкам МСБ, а другим —ж «язычкам»
металлизированных отверстий печатной платы, находящихся в «ок-
нах» между планками рамки. Для повышения надежности соеди-
нения’между контактной площадкой и язычком могут быть рыпол-
не'ны двумя золотыми перемычками. От металлизированных отвер-
стий соединения далее выполняются на обратной стороне печатной
платы, если она односторонняя. Если печатная, плата двусторон-
няя, то изоляция между печатными проводниками и планками рам-
ки осуществляется с помощью прокладки из стеклоткани, также
приклеиваемой к планкам и печатной плате с помощью компаун-
да. Для стягивания винтами ФЯ в пакет по углам рамки, а часто
и на оси симметрии имеются отверстия под винты, обычно диамет-
ром 3 мм.
На рис. 7.10 представлена аналогичная ФЯ, выполненная по
двусторонней компоновочной схеме. В данном случае в ее конст-
рукции имеется лишь одна широкая планка, расположенная гори-
зонтально', а бескорпусные МСБ приклеиваются к ней с двух сто-
рон и соединяются по принципу «непрерывной микросхемы» [2].
Рис. 7.10. Двусторонняя ячейка герметичного блока МЭА на металлической
рамке:
1 — рамка; 2 н 3 — верхняя и ннжияя печатные вставки; 4 — планка рамки; 5 — бескорпус-
иая МСБ; 6 — штыри
Коммутация между МСБ осуществляется непосредственно золо-
тыми перемычками между контактными площадками соседних
МСБ, а’в тех случаях; когда это неосуществимо (например, между
МСБ верхнего и нижнего рйдов), то соединение осуществляют вы-
водом кОйтактов на. верхнюю и нижнюю печатные вставки, а по-
следние соединяют жгутиками из тонкого провода, например ГФ-
130
100М, уложенными в канавки между ребрами жесткости рамки и
дополнительными буртиками (зоны Л). Жгутики закрепляют в ка-
навках с помощью клея-мастики ЛН-1.
Сдвоенная функциональная ячейка (рис. 7.11) выполнена из
двух односторонних рамок, между которыми проложена много-
Рие. 7.11. Сдвоенная
ячейка герметичного
блока МЭА ‘на металли-
ческих рамках:
1 — рамка; 2 — зона уста-
новки навесных ЭРЭ; 3 —
бескорпусная МСБ; 4 — резь-
бовая втулка; 5 — печатная
плата; 6 — зона выводных
контактных площадок
слойная печатная плата, приклеенная к ним. Для более жесткого
и надежного закрепления рамок и печатной платы по их углам
ввернуты резьбовые латунные втулки с внутренним диаметром под
стягивающие ячейки винты.
7.3. КОНСТРУКЦИИ АНАЛОГОВЫХ ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК
МЭА ЧЕТВЕРТОГО ПОКОЛЕНИЯ
Как уже было отмечено, для таких ячеек наиболее важным
требованием К конструкции является обеспечение экранирования,
обусловленного спецификой их работы. Например, для приемно-
усилительных трактов характерны, весьма малый входной сигнал
(до 10-8 В) и, следовательно, значительный коэффициент усиле-
ния, чтобы на выходе получить сигнал в несколько вольт. Обеспе-
чить такой коэффициент усиления на одной частоте невозможно,,
так как это может привести к самовозбуждению тракта, поэтому
используют многократное преобразование частоты, а следователь-
но, нужны и «развязки» по частотам, т. е. устранение взаимных на-
водок сигналов. Другой характерной особенностью конструкций
ФЯ приемно-усилительных трактов является их «пенальная» форма»
которая обусловлена необходимостью передачи сигнала в «линию»,
при которой в меньшей мере сказывается взаимное влияние сигна-
лов, передаваемых покаскадно от входа к выходу. Наконец, по-
следним требованием к конструкциям аналоговых ФЯ является
требование планарности их конструкций, т. е. совместимости по
высоте всех комплектующих элементов, в особенности частотио-
избират^льных узлов и навесных дискретных ЭРЭ.
131
Рассмотрим, некоторые типичные конструкции аналоговых ФЯ четвертого
поколения [1,2]. На рис. 7.12 показана функциональная'ячейка УВЧ, выпол-
ненная на 'печатной плате с приклеенными к ней бескорпусными усилительными
МСЬ и тонкопленочными катушками индуктивности на индивидуальных под-
ложках. На плате установлены также навесные дискретные элементы (дроссе-
ли и электролитические конденсаторы фильтров развязки по частоте). Вся кон-
струкция помещена в алюминиевый корпус-экран.
Рис. 7.12. Пенальная
конструкция УВЧ на
тонкопленочных ка-
тушках индуктивно-
сти:
1 — печатная плата; 2—
тонкопленочная катушка
индуктивности; 3 — бес-
корпусная микросборка:
4 — корпус-экран; 5 —
навесной ЭРЭ; 6 — про-
волочные выводы
В случае более низких частот, например УПЧ, где требуются индуктивно-
сти свыше десятков микрогенрн, тонкопленочные катушки индуктивности не
могут быть выполнены приемлемых размеров, н тогда применяют тороидаль-
ные катушки индуктивности на магнитных сердечниках из феррита или кар-
бонильного железа. На рис. 7.13 показана конструкция ФЯ, выполненной на
таких катушках, установленных на боковых печатных вставках. В середине
Рис. 7.13. Пенальная конструкция УПЧ на тороидальных катушках индуктив-
ности (верхняя крышка и передняя стенка корпуса не показаны):
7 — корпус-экран; 2 — бескорпусная МСБ; 3—навесной ЭРЭ; 4 — тороидальная катушка;
5 — выводной штырь типа «слезка»; 6 — высокочастотный разъем СР-50; 7 — трубка-штенгель
ячейки расположены усилительные МСБ по принципу «непрерывной микросхе-
мы». Выводы от ФЯ осуществлены через индивидуальные стеклоспаянные
штыри типа «слезка» и малогабаритные высокочастотные разъемы СР-50. Кор-
пус-экран ФЯ герметизируется паяным швом (см. § 7.5). Для откачки возду-
ха и наполнения корпуса сухим азотом на боковой стенке имеется штенгель-
трубка (трубка откачки). Расположение комплектующих элементов односторон-
нее.
Конструкция аналоговой ФЯ пенальнЪго типа с односторонним расположе-
нием элементов показана на рис. 7-14. В корпусе ячейки укреплены беокор-
пусные усилительные МСБ с частотно-избирательными узлами, например ин-
тегральными пьезоэлектрическими фильтрами, а на печатной вставке—навес-
ные дискретные ЭРЭ (конденсаторы фильтров и т, п.). Конструкция имеет гер-
метичный корпус-экран. Герметизация осуществлена паяным швом по торцам
Рис. 7.14. Пенальная конструкция приемно-усилительного тракта на пьезо-
электрических фильтрах:
1 — низкочастотный вывод; 2 — корпус; 3 — фильтр; -/ — бескорпусная МСБ; 5—«паяный
шов»; 6 — трубка-Д1теигель: 7 — высокочастотный разъем; 8 — «лапка» крепления; 9 — на-
весной ЭРЭ
пенала. «Лапки» крепления с отверстиями нужны для стягивания ФЯ в па-
кет и образования этажерочкой конструкции приемно-усилительного блока (см.
рис. 7.22).
7.4. КОНСТРУКЦИИ БЛОКОВ МЭА ЧЕТВЕРТОГО ПОКОЛЕНИЯ
Применение в конструкциях блоков |МЭА четвертого поколения
бескорпусных МСБ позволяет значительно увеличивать плотность
упаковки элементов, а следовательно, получать гораздо меньшие
(в 5—6 раз) объемы блоков при одинаковой функциональной
сложности по сравнению с блоками, выполненными на корпусиро-
ванных ИС. Уменьшение объема блоков достигается также в ре-
зультате применения более прогрессивных методов монтажа (с по-
мощью гибких шлейфов и кабелей), компоновки (книжная вместо
разъемной) и малогабаритных соединителей (РИС, СР-50 и типа
«слезка»). Необходимость герметизации блоков и наличие внутри
Пих избыточного давления заставляют применять в их конструкци-
ях корпуса с довольно толстыми (до 3 мм) стенками, что сущест-
венно увеличивает коэффициент дезинтеграции массы даже при
алюминиевых корпусах. Чем больше обтаем блока, тем больше дол-
жно быть избыточное давление при одном и том же сроке службы
и тем более толстые стенки должен иметь корпус. Это является
одним из недостатков такого рода конструкций, обусловленных
требованием их Герметичности. Корпуса блоков могут иметь стан-
133
дартные размеры и формы [5], а для аппаратуры специального
назначения чаще всего выбираются из условий минимальных масс,
объемов, требуемых форм и степени планарности, обеспечиваю-
щих заданные тепловые режимы и вибропрочность при минималь-
ных объемах.
Рассмотрим некоторые типичные конструкции блоков МЭА чет-
вертого поколения на бескорпусных МСБ [2, 4].
Герметичный блок разъемной конструкции (рис. 7.15) состоит
из набора ячеек на бескорпусных МСБ (см. рис. 7.5), установлен-
ных параллельно передней панели. Корпус блока литой, выполг
нен из алюминиевого сплава Ал9. Герметизация блока осуществле-
на с помощью резиновых прокладок, выполненных из кремнийор-
ганической резины марки ИРП1265, установленных в пазы корпу-
са блока, и крепления болтами боковых крышек блока. Боковые
крышки блока съемные и так же, как корпус, имеют оребрение.
Рис. 7.15. Герметичный блок МЭА разъемной конструкции (Гб=9,9 дм3):
1— ячейка; 2 — корпус; 3 — боковая крышка; 4— средняя стенка; 5 — болт крепления; 6 —
ребристый теплоотвод
Для крепления ячеек в блоке на верхней и нижней стенках кор-
пуса предусмотрены групповые направляющие и приливы с резь-
бовыми втулками. На передней панели размещены разъем, герме-
тизируемый через уплотнительную прокладку, и трубка для откач-
134
ки воздуха и заполнения сухим азотом. Степень натекания данной
конструкции Вн== 1,2-10~4 дм3-Па/с.
На задней панели корпуса блока расположены штыри-ловите-
ли. Внутриблочное электрическое соединение между, ячейками осу-
ществляется с помощью накид-
ных перемычек, установленных
на штыри объединительной пе-
чатной платы. Для улучшения
теплового контакта между при-
жимными планками ячеек и
оребренной боковой крышкой
блока проложена гофрирован-
ная алюминиевая прокладка.
Тепловая характеристика
блока приведена на рис. 7.16,
где приняты следующие обо-
значения: йэ — перегрев корпу-
са микросхемы или МСБ; —
мощность, рассеиваемая в бло-
ке; /71—давление окружаю-
щей среды; G — расход охлаж-
дающего воздуха.При наличии
принудительного охлаждения
на верхнюю оребренную стен-
ку корпуса блока крепится ме-
Рис. 7.16. Тепловые характеристики
блока, приведенного на рис. 7.15
таллическая пластина, выполняющая роль воздуховода для на-
правленного движения воздуха. Блок выполнен в корпусе типораз-
мера 2,5 К по [5] и предназначен для самолетной аппаратуры.
Рис. 7.17. -Герметич-
ный блок МЭА
книжной конструк-
ции с воздуховодом
(Рб=5,7 дм3):
/ — передняя панель;
2 — ячейка; 3 — воздухо-
вод; 4 — печатная объе-
динительная плата с гиб-
ким печатным шлейфом;
5 — кожух
135
Блок герметичной книжной конструкции с вертикальной осью
раскрытия ячеек (рис. 7.17) состоит из набора ячеек на бескорпус-
ных МСБ (см. рис. 7.6), установленных перпендикулярно передней
панели блока. Передние и задние панели выполнены литьем под
давлением из алюминиевого сплава Ал9 и имеют покрытие Н24.0-
Ви6Н12. Кожух блока сварной,
выполнен из титанового сплава
ВТ 1-0 с покрытием Н12 с пос-
ледующим горячим лужением
припоем ПОС61. Боковые стенки
кожуха имеют ребра жесткости.
Герметизация блока осущест-
вляется пайкой кожуха с перед-
ней и задней панелями блока.
На передней панели блока рас-
положёны разъем, герметизиру-
емый через уплотнительную про-
кладку, трубка для откачки воз-
духа и заполнения блока сухим
азотом, а также отверстия для
подвода и отвода воздуха в
коллектор воздуховода. На зад-
Рис. 7.18. Тепловые характеристики панели блока расположены
блока, приведенного иа рис. 7.17 штыри-ловители. Внутриблочные
Рис. 7.19. Герметичный блок МЭА кнйжиой конструк-
ция (Рб=0,75 дм3)-.
/ — кожух; 2 —провод; 3 — панель крепления; 4 — рама; 5 —
ячейка
блока, приведенного на рис. 7.19
электрические соединения выполнены с помощью гибйих печатных
шлейфов и объединительной печатной платы. Отвод тепла от бло-
ка осуществлен с помощью воздуха, подаваемого принудитель-
ным способом по герметичным воздуховодам. Степень натекания
данной конструкции Ви = 6,65-10 '5 дм3-Па/с.
Тепловая характеристика блока приведена на рис. 7.18. Блок
заполнен в корпусе типоразмера 1,5 К по [5] и предназначен Для
гамолетной аппаратуры.
Блок герметичной книжной конструкции с вертикальной осью
раскрытия ячеек (рис. 7.19) состоит из двух ячеек (см. рис. 7.8)
па бескорпусных МСБ, установленных , перпендикулярно панели
блоба. Рама блока выполнена ли-
тьем под давлением из алюминие-
вых сплавов Ал9, панель и ко-
жух — из титанового сплава
ВТГО и имеют покрытие Н12 с
последующим горячим лужением
припоем ПОС-61.
Герметизация блока осущест-
влена пайкой кожуха с панелью.
Степень натекания корпуса, блока
Вн= 1,33• 10-6 дм3-Па/с. В кор-
пусе для фиксации рамы ячейка-
ми имеются упоры. Для крепления
ячеек в панели и раме имеются
приливы. На панели установлены
электрические соединители, полу-
ченные с помощью глазковых
многовыводных соединений, труб-
ка для откачки воздуха и запол-
нения сухим азотом и резьбовые
штыри-ловители. Внутриблочные
электрические соединения выполнены с помощью объемных прово-
дов. Тепловая характеристика блока приведена на рис. 7.20.,
Блок книжной конструкции цифровой МЭА, герметизируемый
паяным швом (рцс. 7.21), содержит обычно не более 10 ячеек на
металлических рамках (см. рис. 7.9—7.11), собранных в пакет и
закрепленных стяжными винтами, ввинчиваемыми в стальные или
титановые резьбовые втулки бобышек донной части корпуса. Внут-
риблочная коммутация осуществлена гибкими шлейфами. В более
ранних конструкциях она выполнялась на гибкой матрице-ремне
[2], представляющей лист бессернистой резины ИРП толщиной
4—5 мм с отверстиями для прошивки жгутами из тонкого провода
ГФ-100М. Однако объем, занимаемый этой матрицей-ремнем, со-
ставлял Г5—20% объема блока [6], что приводило к увеличению
его дезинтеграции. Применение гибких шлейфов значительно сни-
жает объем, занимаемый внутриблочным монтажом (до 5%), но
жесткость по оси раскрытия «книги» при этом практически пропа-
дает, и в разобранном виде ячейки не удерживают друг друга.
137
Корпус блока может быть литым или сварным из алюминие-
вых сплавов. Для опайки корпуса паяным швом и в местах опайки
трубки-штенгеля применяют гальванопокрытие никель-медь-олово-
висмут (или серебро). Толщина стенок корпуса, кроме лицевой, не
Рис. 7.21. Герметичный блок цифровой МЭА книжной конструкции с паяным
швом:'
/—•корпус; 2 — разъем РПС1; 3 — паяный шов; 4 — верхняя крышка; 5 — гибкий шлейф;
б — ячейка; 7— бобышка; 8 — переходная печатная плата
превышает 3 мм, а для укрепления на лицевой стенке соедините-
лей типа РПС и их герметизации (см. § 7.5) она обычно составля-
ет не менее 6 мм. Тепловые характеристики блока рассчитываются
по методике, изложенной в [6], натекание газа 5Н=6,65Х
ХЮ-6 дм3-Па/с.
На рис. 7.22 показана этажерочная конструкция герметичного
блока аналоговой МЭА. Герметизация осуществляется нескольки-
Рис. 7.22. Герметичный блок аналоговой МЭА этажерочкой конструкции с пая-
ным швом:
1 — дно корпуса; 2 — стяжной винт; 3 — рамка; 4 — экранирующий лист; 5 — паяный шов*,
£— крышка корпуса; 7 — бескорпусная МСБ; 8 — высокочастотный разъем
138
ми паяными швами между крышкой, дном и всеми ячейками по
торцам соседних элементов конструкции. На левой стенке укрепле-
ны и загерметизированы низкочастотные разъемы РПС, а на пе-
редней и задней запаяны высокочастотные разъемы СР-50, закры-
тые полиэтиленовыми заглушками. Внутриблочный монтаж выпол-
нен на гибких шлейфах. Компоновка бескорпусных МСБ внутри
ячеек выполнена по принципу «непрерывной микросхемы». Ячейки
в пакете экранированы друг от друга тонкими алюминиевыми лис-
тами. Герметизация блока осуществлена паяным швом.
7.5. ГЕРМЕТИЗАЦИЯ БЛОКОВ
Герметизация блоков, содержащих бескорпусные микросхемы
и МСБ, осуществляется с целью предотвращения воздействия
внешних климатических факторов на бескорпусные компоненты,
входящие в состав микросхем и МСБ.
Для создания наиболее благоприятного микроклимата внутри
герметичного корпуса блока он через откачную трубку заполняется
инертным газом или смесью газов с избыточным давлением не бо-
лее 12-104 На. Как правило, для этого используют сухой азот, ко-
торый по своим тепловым характеристикам приравнивается к воз-
духу.
Герметичность блоков обеспечивается герметизацией из корпу-
сов и внешних электрических соединителей, которые устанавлива-
ются на лицевой или задней панели корпуса.
Герметизация корпусов блоков может осуществляться сваркой
основания и крышки корпуса блока, с помощью паяного демонти-
руемого соединения корпуса (основания) с крышкой (кожухом)
блока и с помощью уплотнительной прокладки. Выбор способа гер-
метизации определяется требованиями, предъявляемыми к блокам
в зависимости от условий эксплуатации, габаритными размерами
.(объемом) блока, а также материалами корпуса и основания бло-
ка [4].
Герметизация сваркой применяется для блоков, не подлежащих
ремонту, объем которых не превышает 0,5 дм3. Вскрытие таких
блоков возможно только путем механического снятия сварного
шва. Это приводцт к попаданию металлической пыли на бескорпус-
ные компоненты и может вызвать их отказ. Этот способ широко
используется для герметизации корпусов микросхем и МСБ и обес-
печивает натекание не более 1,33-10—10 дм3-Па/с.
•Герметизация с помощью паяного демонтируемого соединения
применяется для блоков, объем которых составляет 0,5—5,0 дм3.
Этот способ обеспечивает натекание Вн=1,33-10~7 дм3-Па/с, что
гарантирует работоспособность блока в течение 12 лет. Конструк-
тивные элементы герметизации корпусов блоков паяным соедине-
нием приведены на рис. 7.23. К элементам паяного соединения кон-
струкции блока предъявляются следующие требования:
для устранения перегрева блока во время пайки между корпу-
сом (?) и крышкой (2) вблизи паяного соединения вводится теп-
139
ловая канавка (5). Прокладка (3) прямоугольного сечения изго-
товляется из термостойкой резины; размеры сечения прокладки
определяются расчетным путем;
диаметр проволоки (4) должен быть меньше ширины зазора
между крышкой и корпусом на 0,1—0,2 мм.
В паяном соединении проволока над прокладкой укладывается
по всему периметру соединения. Один конец проволоки через паз
в крышке выводится из зоны сое-
динения; обычно он укладывается
в тепловую канавку. Расстояние
по всему периметру соединения за-
полняется легкоплавким припоем,
как правило, ПОС-61. Паяное сое-
динение позволяет осуществлять
демонтаж (вскрытие корпуса) бло-
ка до трех раз.
Для предотвращения нару-
шения герметичности блока на-
ружная поверхность паяного со-
единения не должна являться ус-
тановочной поверхностью 'бло-
ка и все элементы крепления бло-
ков должны располагаться на
Рис. 7.23. Герметизация корпуса
блока с помощью паяного соеди-
нения
максимально возможном расстоянии от паяного соединения.
Герметизация с помощью уплотнительных прокладок (рис.
7.24) применяется для блоков, объем которых превышает 3 дм3,
1_(3о сжатия)
Рис. 7.24. Герметизация корпуса
блоков с помощью уплотнитель-
ной прокладки:
1 — основание блока; 2 — корпус бло-
ка; 3 — уплотнительная прокладка;
4 — болт; 5'— гайка
так как блоки меньших размеров герметизировать данным спосо-
бом нецелесообразно из-за больших потерь на элементы крепления.
Этот способ обеспечивает натекание Вн=1,33-10~4 дм3-Па/с.
140
Размеры конструктивных элементов (см.- рис. 7.24) выбираются
в зависимости от герметизируемого объема и избыточного давле-
ния, создаваемого в нем. Ширина фланца
Вф = 2/1к + 2,6£>к.б,
где hK — толщина стенки корпуса (кожуха); DK.$ — диаметр кре-
пежного болта.
Высота фланца Нф должна быть максимально допустимой.
Материал болтов должен иметь предел текучести в 2 или 3 ра-
за выше предела текучести материала фланца.
Размеры канавки и прокладки находятся в следующей зависи-
мости:
Вии Нт да 1,15 Впр Нпр,
где Вкя и ЯКн — ширина и высота канавки; Впр и Нщ> — ширина и
высота прокладки.
Длина плеча ЛПл= 1,5йк+1,Шк.б.
Число болтов и шаг их установки определяются с учетом внутт
реннего избыточного давления в блоке и усилия, необходимого для
деформации уплотнительного кольца для герметизации блока.
Межблочная электрическая коммутация в герметичных блоках
осуществляется с помощью герметичных соединителей типа РСГ
или врубных соединителей типа РПС1 с обеспечением их гермети-
зации. Однако номенклатура существующих электрических соеди-
нителей широкого применения не обеспечивает потребности разра-
ботчиков герметичной МЭА, поэтому часто они проектируют спе-
циальные электрические соединители с учетом типовых требований
к металлостеклянным спаям.
Способы герметизации электрических соединителей широкого применения
в герметичных блоках иллюстрируют рис. 7.25—7.27.
Монтажная плата, используемая для герметизации, должна иметь метал-
лизированную поверхность по всему периметру с двух сторон и по торцу. При
герметизации с использованием компаунда выводы электрических соедините-
лей .должны удлиняться путем припаивания жесткой проволоки.
Выбор способа герметизации электрических соединителей определяется
требованиями, которые предъявляются к блокам в условиях эксплуатации, с
учетом материалов и покрытий элементов конструкции корпусов блоков.
Герметизация и конструкции специальных электрических соединителей, гер-
метизируемых с помощью металлостеклянных соединений, имеют ряд специ-
фических особенностей [7], поэтому этот вопрос следует рассмотреть подроб-
нее. Все металлостеклянные соединения, которые используются при проекти-
ровании микросхем, МСБ и герметичных блоков МЭА, моя!но разделить на
глазковые, дисковые, окошенные и плоские. .Глазковые соединения применяются
при изготовлении цоколей реле, оснований корпусов Микросхем и МСБ, гер-
маводов, металлических ножек электровакуумных приборов, вилок штепсель-
ных электрических соединителей и подобных изделий. Дисковые соединения
применяются при изготовлении многокон*гактных токовых вводов, вилок элект-
рических соединителей, узлов электровакуумных приборов, оснований корпусов.
Окошенные соединения применяются при изготовлении окон резонаторов, вы-
сокочастотных фильтров и смотровых окон приборов, необходимых для визу-
ального контроля. Плоские соединения применяются при изготовлении основа-
ний металлостеклянных корпусов микросхем и МСБ с прямоугольным сечени-
ем выводов.
141
1
3 2 4
Рис. 7.26. Герметизация вилки разъ-
ема РСГ с помощью уплотнительной
прокладки и 'Компаунда:
1 — вилка разъема; 2 — корпус блока; 3—
уплотнительная прокладка; 4 — компаунд
I Рис. 7.25. Герметизация вилки
^соединителя РСГ с помощью
уплотнительной прокладки:
1 — вилка разъема: 2 — корпус
блока: 3 — уплотнительная про-
кладка
\
Граница монтажа
Рис. 7.27. Герметизация вилки разъема РСГ (а) и
и РПС1 (б) опайкой платы и заливкой компаун-
дом:
/— вилка разъема; 2 — монтажная плата; 3 —корпус бло-
ка; 4 — прокладка; 5—компаунд
142
Среди металлостекляниых соединений в зависимости от используемых ма-
териалов можно выделить согласованные и несогласованные (сжатые) спаи.
Нод согласованными спаями понимаются соединения, в которых коэффици-
енты температурного расширения (КТР) спаиваемых материалов (стекло —
металл обоймы) равны или мало отличаются по значению. Под несогласован-
ными спаями понимаются соединения, в которых КТР спаиваемых материалов
(стекло—металл обоймы) резко отличаются в интервале температур от ком-
натной до температуры размягчения стекла. Поэтому при проектировании от-
дельных узлов МЭА необходимо большое внимание уделять выбору материалов
и соответственно их взаимному сочетанию.
Для более четкого определения области применения металлостеклянных
соединений рассмотрим отдельно каждый тип соединения.
Под глазковыми соединениями следует понимать соединения, в которых
один или несколько выводов впаяны (оплавлены) в металлическую обойму че-
рез индивидуальный для каждого вывода стеклянный изолятор. Расстояние
/с между выводом и стенкой металлической обоймы должно быть больше или
равно 0,8 £>в, где DB— диаметр вывода; при использовании в качестве вывода
трубки расстояние между трубкой и стенкой металлической обоймы равно
0,5 dTp, где dTp — диаметр трубки. Допуски на межцентровые расстояния от-
верстий в металлической обойме и глазковом многовыводном соединении долж-
ны быть взаимосвязаны и определяются требованиями, предъявляемыми к
межцентровым расстояниям в готовом изделии.
Размеры конструктивных элементов (обоймы, вывода и изолятора) уста-
навливаются таким образом, чтобы обеспечить определенные зазоры между
деталями при сборке.
Наружный и внутренний диаметры стеклянного изолятора определяются
формулами
^и1 = Ог — 2 Z31; Оиз = DB —2 Z32,
где DT, DB— диаметры глазка и вывода; Zab Z32— размеры зазоров.
В глазковых соединениях, как правило, реализуется одиночный вывод.
Группу выводов позволяет реализовать дисковый соединитель. Под дисковым
понимают соединение, в котором несколько выводов впаяны (оплавлены) в
металлическую обойму через общий стеклянный изолятор (диск) (рис. 7.28).
Среди дисковых соединений различают согласованные и несогласованные спаи.
Стеклянный изолятор в дисковом соединении располагают симметрично по вы-
соте фланца Яф.
Минимальное расстояние йежду выводами 1В и между выводом и стен-
кой 1С обоймы должно быть не менее 0,8Оа.
Следует подчеркнуть, что в дисковых соединениях одновременно 'могут
применяться выводы разных диаметров.
Под окошечными понимают соединения, в которых в металлическую обой-
му впаяно стекло в виде диска или пластины.
Под плоскими понимают соединения, в которых металлические детали,
спаяны со стеклом по плоской поверхности. Минимальная толщина вывода^
в плоских соединениях равна 0,1 мм. Шаги расположения выводов определя-
ются видом изделий, ио обязательно должны быть кратны 2,5 мм. В плоском
соединении расстояние между стенкой обоймы и выводом 1С и между вывода-
ми ZB должно быть не менее 0,5 мм.
Для несогласованных (сжатых) спаев материал наружной металлической
детали (обойма) следует выбирать с КТР иа (20—80) -10-7 1/прад больше
КТР стекла. Для получения необходимого сжатия стекла достаточно увели-
чить толщину обоймы по месту спая или применить зажимное кольцо, при
этом стеклоизолятор следует располагать симметрично по высоте утолщенной
части обоймы. В несогласованных спаях для исключения краевого эффекта,
который может быть причиной появления трещин в стекле, следует заострить
край обоймы.
В соединениях, используемых в герметичных блоках, заполненных инерт-
ным газом с избыточным давлением, внутреннюю поверхность обоймы следует
делать конусной. Угол при вершине конуса должен составлять 5—10°. Протя-
143
^об
женность.спая по обойме рекомендуется не менее
3 мм. Шероховатость поверхностей металлических
деталей в местах спаивания со стеклом должна
быть в пределах 5—7-го классов чистоты. Кромки
деталей, впаиваемые в стекло, не должны иметь
заусенцев, острых углов. Все углы должны быть
скруглены.
Соответствие требований, предъявляемых к
герметичности корпусов блоков (критерий герме-
тичности— допустимое натекание), следует прове-
рять по графикам (позиции 1—4), приведенным иа
рис. 7.29 и 7.30; цифры на рисунках соответствуют
определенным условиям эксплуатации. Критиче-
ское сечение должно лежать в интервале 0,03—
0,50 см. Под критическим сечением понимается
размер сечеиия конструктивного элемента герме-
Рис. 7.29. Зависимость внутреннего сво-
бодного объема от натекания для раз-
личных Условий эксплуатации блоков,
герметизированных, пайкой и сваркой
Рис. 7.28. Дисковые сое-
динения. Согласованный
спай:
1 — металлическая обойма; 2 —
вывод; 3 — стеклянный изолятор
Рис. 7.30. Графики зависимости внутреннего свободного объема от натекания
для различных условий эксплуатации (блоков, герметизированных с помощью
уплотнительных резиновых прокладок
Замена прокладок через 3 года (а) н через 6 лет (б)
тизации (пайки, сварки или резиновой прокладки). Для блоков, критическое се-
чение которых отлично от 0,05 см и лежит в интервале 0,03—0,05 см, определен-
ное по графику расчетное допустимое натекание для критического сечения Zo =
= 0,55 см необходимо умножить на поправочный коэффициент q, равный отно-
144
шеиию действительного критического сечения 1с к критическому сечеиню Zo =
= 0,05 см:
q = lcfl0. (7.1)
Герметичность Вр блока следует принимать равной расчетному допусти-
мому натеканию 5Н для заданного критического сечения с учетом поправочно-
го коэффициента q по формуле Bp = Bnq, где первая значащая цифра округля-
ется до ближайшей цифры 5 или 1 в сторону уменьшения. Если для заданного
критического сечения расчетное допустимое натекание более 0,133 дм3-Па/с, то
герметичность блока принимается равной 0,133 ,дм3-Па/с.
Принятая герметичность блока указывается в конструкторской документа-
ции. После изготовления блоков проверку на герметичность осуществляют в
соответствии с этими требованиями.
Приведем примеры определения герметичности корпусов герметичных бло-
ков.
Пример 1. Определить критерий герметичности блока, герметизированного
пайкой, имеющего внутри свободный объем 200 см3, критическое сечение 1с —
= 0,05 см.
Воспользуемся графиками зависимости натекания Вн от внутреннего сво-
бодного объема VCB при значениях критического сечеиия Zo=0,05 см для раз-
личных групп эксплуатации блоков, герметизированных пайкой и сваркой (см.
рис. 7.29). По известным Zc = Zo=O,O5 см и УСв = 200 см3 определяем Вн =
= 9,3.|10-3 дм3-Па/с. Герметичность, определяемая натеканием, принимается
равной 9-Ю-3 дм3-Иа/с.
Пример 2. Определить герметичность блока, герметизированного с по-
мощью резиновых прокладок (замена через 3 года) и частично пайкой и свар-
кой, имеющего внутренний свободный объем Усв = 300 см3, критическое сечение
Z0=O,O3 см.
Воспользуемся графиками зависимости натекания от внутреннего свобод-
ного объема при значениях критического сечеиия Zo=O,O5 см для различных
групп эксплуатации блоков, герметизированных с помощью уплотнительных ре1
зииовых прокладок с заменой через 3 года (см. рис. 7.30,а).
По известным Zo=O,O5 см и VCB = 300 см3 определяем Вн = 0,14 дм3-Па/с.
Так как l^la, вводится поправочный коэффициент </ = 0,03/0,05 = 0,6, опреде-
ляемый по формуле (7.1).
Для заданного критического сечеиия расчетное значение натекания
Вр = 0; 14-0,6= 8,4-10-2 дмЗ-Па/с.
Герметичность, определяемая расчетным значением натекания, принимает-
ся равной 8-Ю-3 дм3-Па/с.
Пример 3. Определить критерий герметичности блока, герметизированного
пайкой и сваркой, имеющего внутренний свободный объем Ус в = 3000 см3,
критическое сечение Zc = 0,15 см.
По известным Zo=O,O5 см и УСв = 3000 см3 определяем Вн^0,133 дм3-Па/с
(см. рис. 7.29).
Так как поправочный коэффициент </ = 0,15/0,05 = 3, [см. (7,1)], то для
заданного критического сечения расчетное значение натекания ВрДг
лг 0,133 дм3.-Па/с.
Герметичность, определяемая расчетным значением натекания, больше 0,1;
принимаем ее равной 0,1 дм3-Па/с.
7.6. РАСПРЕДЕЛЕНИЕ РЕСУРСА МАСС И ОБЪЕМОВ
В КОНСТРУКЦИЯХ МЭА
Принципы комплексной миниатюризации прн конструировании МЭА, как
уже отмечалось выше, должны применяться на всех уровнях компоновки при
решении задач выбора конструкции. В вопросах формообразования конструк-
ций, блоков и функциональных ячеек МЭА эти принципы еще далеко не пол-
ностью нашлн реальное воплощение. Так, все еще наблюдается значительная
145
диспропорция между массой и объемом схемных компонентов (ИС, навесные
ЭРЭ, функциональные компоненты) и массой и объемом несущих конструкций
(платы, рамки, корпуса) и коммутации (элементы-соединителн, монтаж). Мас-
са и объем компонентов в общем балансе масс и объемов ячеек и блоков
МЭА составляет всего лишь единицы — десятые доли процента. Объясняется это
значительным отставанием техники компоновки и монтажа, технологии изго-
товления несущих конструкций н отсутствием новых более прочных, теплопро-
водных и технологичных материалов.
Известно [1], что масса и объем конструкции ячейки, блока МЭА опре-
деляются следующим образом:
= mN + mM ;
+^м + ^н + ^в,^
где m.v(V.v), Им(Рм), тн(^н)—соответственно массы (объемы) схемных ком-
понентов, монтажа, несущих конструкций; VB — объем воздушных промежутков
в блоке.
Исследований относительных распределений этих показателей для типич-
ных ячеек И блоков МЭА третьего и четвертого поколений дают следующие
результаты (табл. 7.1).
Таблица 7.1
Конструкитвное исполнение VJ< Zm V s Is I'b mN m X m X тн m 2 m', Г/СМ*
ФЯ третьего поколения двух- платная с ИС в корпусах 401.14-1, с гибкими шлейфами, печатными платами и рамкой- обечайкой 0,14 0,1 0,13 0,63 0,31 0,22 0,47 0,75
Блок МЭА третьего поколения книжной конструкции на двух- платных ФЯ 0,08 0,06 0,11 0,75 0,24 0,21 0,55 0,5
ФЯ четвертого поколения на металлической рамке с бескор- пуснямн микросборками (МСБ) двусторонняя 0,18 0,04 0,24 0,54 0,23 0,08 0,69 0,95
Блок МЭА четвертого поколе- ния книжной герметичной кон- струкции на двусторонних ФЯ с гибкой матрицей — «ремнем» 0,1. 0,1 0,2 0,6 0,15 0,23 0,62 1,05
При расчете конструкции МЭА третьего поколения за активные объемы
(массы) были приняты суммы объемов (масс) корпусированных ИС, за объе-
мы (массы) монтажа — объемы (массы) печатных плат и гибких шлейфов, за
объемы (массы) несущих конструкций — объемы (массы) металлических час-
тей конструкций (рамок, корпусов, втулок и т. п.). Для конструкций четверто-
го поколения аналогичные величины рассчитывались по объемам (массам) со-
ответственно МСБ, жгутов, гибких шлейфов, печатных вставок и металлических
рамок и корпуса. Если считать, что масса компонентов в корпусированных ИС
в 15 <раз (объем в 250 раз) меньше, чем самих корпусов ИС, а масса бескор-
пусных ИС в МСБ в 3,3 раза (объем в 70 раз) меньше, чем масса МСБ, то
отношение массы полезных элементов к общей массе ФЯ или блока составит
действительно единицы процента, а соответствующие отношения объемов —
единицы — десятые доли процента.
Как видно из таблицы, для конструкций ФЯ и блоков МЭА существуют
вполне определенные для современного уровня конструирования соотношения
.масс и объемов отдельных частей конструкции, которые можно использовать
при конструировании на ранних этапах проектирования.
146
Так, например, можно записать, что
^ + ^+2к+2^ = 1;
У2 V£ vt
ms mz mz
, , VN , , VM , Vh
m = ~ =m nJ~ +mM— — ,
2 S £ X
где m't m'jf, т'ы, тг* — удельные массы конструкции и ее отдельных частей
(ИС, компонентов, монтажа, несущих конструкций).
Хотя удельная масса т' ФЯ или блока МЭА не может сейчас считаться
обобщенным показателем качества конструкции, так как слишком возрос про-
цент массы металлических элементов конструкций для обеспечения нормально-
го теплового режима и вибропрочности, однако использование этого показате-
ля при расчете и выборе оптимальных конструкций надо признать рациональ-
ным.
Так, например, зная примерные соотношения объемов для ФЯ н блоков
МЭА третьего и четвертого поколений и удельные массы их элементов конст-
рукций (ИС, печатных плат, рамок, корпусов и т. п.), можно оценить, какой
материал можно использовать для них нли какое соотношение объемов надо
выбрать, чтобы удовлетворить требованиям ТЗ.
Пример 4. Пусть в цифровой двусторонней ФЯ на металлических титано-
вых рамках имеется 150 ИС с мощностью рассеивания каждой по 30 мВт, тог-
да общая мощность рассеивания составит 4,5 Вт. Если считать, что допустимая
удельная мощность ФЯ на металлических рамках не должна превышать
50 Вт/дм3, то допустимый объем ФЯ составит не более 0,09 дм3. Если по ТЗ
масса ФЯ не должна превышать 100 г, то удельная масса т'='1,11 г/см3. Да-
лее принимаем в качестве исходных данных: т'_v=.l,2 г/см3, /п'н=4,5 г/см3 и
гп'м=|1,85 г/см3. Тогда находим /+=1,2-0,18+1,85-0,04+4,5-0,24= 1,37>1,11,
т. е. больше, чем требуется. Выбираем рамку из алюминиевого сплава (т'н=
= 2,6 г/см3), тогда т'=Л,2-0,18+1,85-0,04+2,6-0,24 = 0,914<1,11, что удовлет-
воряет требованиям ТЗ.
Пример 5. Пусть для приемно-усилительной ФЯ допустимый объем из ус-
ловий удельной рассеиваемой мощности составляет не более 0,07 дм3. Тогда
?+=£71,43 г/см3. В этом случае допустимый объем монтажа ад ФЯ при алюми-
ниевых рамках
у т' — m'N VN/V2 — т'н VH/V^. 1,43 — 1,2.0,18 — 2,6-0,24 .
— —---------------------------— = 1 —
V2 т'м i>85
т. e. ФЯ может быть выполнена в виде односторонней ячейки с печатной пла-
той, объем монтажа которой не превышает 0,1—0,15 [6].
Таким образом, дальнейшее развитие конструирования МЭА требует но-
вых принципов компоновки конструкций. Развитие этих принципов должно
учитывать, где происходит наибольшая дезинтеграция массы и объема конст-
рукций МЭА на различных уровнях компоновки (см. табл. 7.1). Например,
применение полнимидных пленок вместо ситалловых подложек может значи-
тельно уменьшить дезинтеграцию в ячейках четвертого поколения на бескор-
пусных МСБ, а применение ИС в специальных кристаллодержателях и ком-
поновка нх на крупноформатных подложках [8] могут дать значительные вы-
игрыши в объеме и массе для ФЯ на корпусированных ИС.
Для уменьшения массы и объема несущих конструкций в МЭА необхо-
димо осваивать новые материалы и технологию их изготовления для получе-
ния минимальных масс и объемов монтажных и несущих конструкций, на-
пример новых видов печатных соединений на основе гибких печатных схем
[9] и оптических каналов связи и т. п. Знание распределения объемов и
147
масс в современных конструкциях МЭА позволяет провести оценку правильно-
сти выбора компоновочной схемы н материалов ячеек и блоков уже на ранних
стадиях проектирования.
7.7. ПЕРСПЕКТИВЫ РАЗВИТИЯ КОНСТРУИРОВАНИЯ МЭА
Степень интеграции интегральных схем в настоящее время про-
должает расти (появление БИС, СБИС), возрастает число элемен-
тов в одном кристалле и его размеры. Одновременно постоянно
растет и сложность микроэлектронных устройств (МЭУ). В этой
связи представляет интерес вопрос, в какой взаимосвязи с этими
процессами должно находиться дальнейшее развитие конструиро-
вания МЭА.
В гл. Л были определены основные направления конструирова-
ния МЭА и среди них выделены традиционные, развивающиеся и
перспективные.
Конструирование МЭА на основе традиционных методов, осно-
ванных на приемах, заимствованных из транзисторной техники на
печатных платах, хотя и получило сейчас широкое распростране-
ние, однако для будущих разработок не может быть признано оп-
тимальным. Объясняется это тем, что для наземных сложных уст-
ройств и комплексов значительно увеличивается длина печатных
проводников, а следовательно, и погонные паразитные параметры,
которое, например, для крупносерийных универсальных ЭВМ не
позволяют обеспечить сверхвысокое быстродействие даже при са-
мой современной элементной базе. Для бортовых МЭУ и уст-
ройств специального назначения требования минимальных масс и
объемов, а также повышенной надежности при этих методах кон-
струирования трудно выполнить из-за значительной дезинтеграции
(потери) объема, массы (табл. 7.2) и часто большого наличия ме-
нее надежных разъемных контактов вместо сварных и паяных на
гибких*печатных шлейфах.
Развивающееся направление конструирования на бескорпусных
БГИС и МСБ позволяет в несколько раз улучшить массогабарит-
ные показатели конструкции, ее надежность, быстродействие и ино-
гда потребляемую мощность. Основными, пока еще сдерживающи-
ми широкое внедрение этих методов конструирования причинами
являются необходимость разработки конкретных МСБ, дефицит
технологического оборудования для их изготовления и специалис-
тов, знакомых с новой технологией, более высокая стоимость.
Перспективным является конструирование МЭА на крупнофор-
матных (до 400X500 мм) подложках («гигантских» МСБ), выпол-
ненных либо на стальных листах-основаниях с многослойными тол-
стопленочными подложками («эмалированными подложками»), ли-
бо на алюминиевых листах-основаниях с приклеенной к ним много-
слойной трассировочной полиимидной пленкой. В обоих случаях
на подложку или трассировочную пленку устанавливают БИС и
СБИС в специальных малогабаритных корпусах-кристаллодержа-
'телях [8] или на лентах-носителях [1].
148
Таблица 7.2
Конструкция блока Конструкция ячейки ([31Я иви -do» 7 у * «т qtriZ
0х е и ЭД.Х- вен; • боя Е-ФЯ ЕР
и о « >. у га с S к. G Бес пус ИС X $
Цифровая
Разъемная
Книжная
Разъемная
Книжная
»
»
Односторонняя с ИС в
корпусах 244.48-1
Двусторонняя с ИС в
корпусах 401.14-1, двух-
платная (см. рис. 5.5)
Двусторонняя с бескор-
пусными МСБ 30 x48 мм
(см. рис. 7.5 и 7.15)
Двусторонняя с бескор-
пусными МСБ 30X48 мм
на П-обрадной пластине
(см. рнс. 7.6 н 7.17)
Односторонняя с бескор-
пусными МСБ 24X30 мм
на металлической рамке
(см. рис. 7.8 и 7.21)
Сдвоенная с бескорпус-
нымн МСБ 24X30 мм на
металлических рамках
(см. рнс. 7.14 н 7.21)
Двусторонняя с бескор-
пусными МСБ 24 X 30 мм
на металлической рамке
(см. рис. 7.10 и 7.21)
МЭА
300 20,3 1,2 7310 10 5,3 1,3 69
250 6,4 1,8 2880 15 3,2 1,3 62
70 12,8 1,5 1344 3,3 4,3 3,4 48
70 9 1,6 1008 3,3 5,3 2,4 42
70 11 1,5 1155 3,3 7,7 3,2 81
70 6,8 1,5 714 3,3 5 3,2 53
70 5,7 1,5 600 3,3 4,8 3,2 51
П р и е м о у с н л и т е л ь н а я МЭА
Этажероч-
ная
Пенальная с бескорпус-
ными МСБ 16X30 мм на
металлической рамке (см.
рис. 7.14 и 7.22)
70 17,4 1,5 1827
3,3 11,5 3,2 120
') КТЕ — конструктивно-технологическая единица: корпуснрованная ИС (для третьего
поколения) или .бескорпусная МСБ (для четвертого поколения).
Для оценки количественных показателей конструкций различных,
направлений и их сравнения рассмотрим гипотетические модели
ФЯ с постоянной площадью размещения компонентов, равной
—500X400 мм2=2Х103 см2. Для каждого варианта ФЯ соста-
вим условные модели конструкций и 'проведем расчет их основных
показателей качества по следующей методике [10].
Исходные данные: высота hK (мм) и площадь SK (мм2) крис-
талла, площадь активного элемента 5Э (мм2), число активных эле-
ментов в кристалле Ng.K, коэффициент дезинтеграции площади q8,
допустимая (удельная) мощность рассеивания с единицы поверхно-
сти платы Руд (Вт/см2), энергия переключения элемента £0 [Дж];
149
толщины кристалла hK и несущих конструкций hH{ [мм], удельные
плотности кремния рк и материалов конструкций pHf [г/см3].
Порядок расчета:
1. Если число элементов в кристалле неизвестно, то его опре-
деляют по формуле N3K=SkIS3.
2. Определяют плотность упаковки элементов на площади крис-
талла TsK=jVaK/5K=l/Sa.
3. Рассчитывают требуемое число кристаллов (ИС, БИС,
СБИС) ,Ук=52/^д5к, где qs— коэффициент дезинтеграции площа-
ди ячейки; qs=\ для «непрерывной микросхемы» и 7s>l для ос-
тальных вариантов размещения.
4. Определяют плотность упаковки кристаллов на площади пла-
ты и сравнивают ее с максимально возможной для вы-
•бранного метода компоновки; если она превышает уд макс, то qs
увеличивают.
5. Определяют конструктивную сложность Скэу ~N3=N3KNK.
6. Определяют допустимую мощность потребления (рассеива-
ния)
р ’ _ р с
* 0-макс ^уд
7. Рассчитывают максимально допустимую частоту переключе-
ния (тактовую) при максимальной мощности потребления ЕТйакс=
— Pom&kcIN3Eq, где Ео — энергия переключения вентиля.
8. Определяют полезный объем кристаллов, объемы несущих
конструкций и суммарный объем:
Vn =Ак£кУк ; VHi = hKi Sul; = ( йк + hui )Ss.
\ f=i /
9. • Определяют коэффициент дезинтеграции объема qv=
= V./VN.
10. Рассчитывают массы полезного объема (суммарную массу
кристаллов), несущих конструкций и суммарную массу:
k
MN = Pk^W ; m»i = Pai ; «X = mN + g
1=1
И. Определяют коэффициент дезинтеграции массы qm=m-zhnN.
12. Рассчитывают плотность упаковки элементов в конструкции
у=Ж .
Модель 1 — «непрерывная СБИС». В качестве базы принима-
ются СБИС И2Л больших размеров: 30X30 мм исходя из перспек-
тив до 2000 г. Особенностью этой модели является предположение,
что кристаллы могут быть соединены вплотную, без зазоров меж-
ду ними, т. е. без перехода на следующий промежуточный уровень
коммутации. Таким образом, они образуют как бы одну гигант-
скую СБИС, что и отражено в названии модели.
Толщину кристалла hK выбираем равной 0,2 мм. Компоновка
кристаллов — «непрерывная микросхема», т. е. 7s=l. Керамиче-
150
ская подложка (pHi=2,5 г/см3) имеет толщину 100 мкм, а метал-
лический стальной лист (рН2=8 г/см3)— 500 мкм. Число элемен-
тов в кристалле jV3K= 106 при SK=103 мм2; требуемое число крис-
таллов Мк=200. Допустимая мощность потребления До макс —
= 4-103 Вт, тактовая частота FTMaKC=2-10* 8 Гц при сложности
конструкции N3=Z-108 и выбранной элементной базе И2Л (Ео=
=0,1 пДж). Объем одного кристалла 0,2 см3. Общий объем крис-
таллов V'у=40 см3; габаритный объем ячейки =160 см3; коэф-
фициент дезинтеграции объема <?у=4,0. Масса кристаллов mN=
= 120 г, масса стальных листов 800 г, масса керамической под-
ложки 50 г, суммарная масса ячейки 970 г и коэффициент дезин-
теграции массы <7то=8,1.
Плотность упаковки элементов в конструкции у=106 эл/см3.
Все эти данные для модели 1 сведены в табл. 7.3.
Таблица 7.3
а 3
8 «
о о
Я 2
1
3
4
5
Конструкция
«Непрерывная СБИС»
на керамической под-
ложке с металличе-
ским основанием
«Мозаика СБИС» на
керамической подлож-
ке с металлическим
основанием
«Мозаика БИС» на
керамической подлож-
ке с металлическим
основанием
«Непрерывная МСБ»
на печатной плате
Функциональная ячей-
ка третьего поколения
2-108 2-103 1 0е
103 1 200 970 160
1-1082-103
7-106 2 • 103
106
4-103
3-10’2 ДО® 400
2-106 2-103 400
103 2,0 100 910 160
5,41800
870 160
8,1 4 I-IO*
15 8 7-Ю5
39,6 22 4,5-10*
4 7,5 6600 870 440
4 100 500 1000 970
54 83 6.10s
100 1600 2-10*
Модель 2 — «мозаика СБИС» — та же, что и модель 1, но с
«разрядкой» кристаллов СБИС для перехода на нижний уровень
коммутации. Принимаем зазор Д=кп0 между СБИС равным 6 мм,
где ао — сторона кристалла, тогда коэффициент зазора к = 0,2, и
по формуле <7s=4k2-|-4k4-1 [2] находим ^s=2,0. Число кристал-
лов равно 100, сложность конструктива 108 элементов. Остальные
параметры нетрудно определить, используя данные модели 1.
Модель 3 соответствует достигнутому-технологическому уровню.
«Мозаика БИС» на керамической шестислойной подложке со-
стальным основанием (толщина листа 500 мкм). БИС имеют раз-
меры 4X5 мм. Размер площади элемента выбран S3=5-10_3 мм2
[11]. Число элементов в кристалле составит А7ЭК=4-103 элемен-
тов; плотность упаковки в кристалле ys- =200 элементов на квад-
ратный миллиметр; зазор между кристаллами принимаем равным
3 мм; тогда к=0,66 и ^s=5,4; требуемое число кристаллов
151
==1800. Плотность упаковки БИС на площади р)авна примерно
1 БИС/см2, что соответствует данным [9].,Допустимая мощность
потребления при том же размере платы останется прежней. Рас-
четные значения остальных показателей по изложенной методике
приведены в табл. 7.3.
Модели 4 и 5 рассчитаны на элементную базу, широко приме-
няемую в настоящее время как по размерам кристалла (2X2 мм),
так и по степени интеграции Мж = 4О0 элементов на корпус. При-
веденные в табл. 7.3 расчетные показатели качества этих конст-
рукций указывают на возможность размещать на одной подложке
полностью все устройство типа ЭВМ сложностью от 2-1-05 до
З- Ю6 элементов.
Модель 4 построена с учетом применения бескорпусных МСБ,
расположенных по «непрерывной МСБ», а модель 5 — с учетом
использования обычных корпусированных ИС в планарных корпу-
сах типа 401.14-1 по рекомендациям [4].
По данным табл. 7.3 можно сделать следующие выводы:
перспективными направлениями конструирования, позволяющи-
ми на один-два порядка увеличить сложность системы при выпол-
нении ее в одной приемлемой по размерам и технологии конструк-
ции, являются методы компоновки БИС и СБИС на крупнофор-
матных многослойных керамических или полиимидных подложках
на металлическом основании;
конструкции МЭА третьего поколения имеют весьма низкие по-
казатели качества, например qv > 1000, поэтому их нельзя считать
перспективными для разработки новых МЭУ и комплексов.
Примечание. Поскольку основная цель разработки перспективных конст-
рукций МЭА состоит в том, чтобы объединить в одной конструкции большую
часть устройств комплекса, включая вторичные источники питания, то в рас-
смотренных вариантах необходимо учесть эту дополнительную площадь для
размещения вторичных источников питания на силовых МСБ [1]. Так как об-
.щая потребляемая мощность может составлять 4 кВт, то при КПД вторичных
источников питания, равном 80%, рассеиваемая в них мощность составит
800 Вт. Тогда при Руд = 2 Вт/см2 получим, что дополнительная площадь равна
400 см2, т. е. 20% суммарной площади конструкции.
В заключение рассмотрим изменение показателей качества кон-
струкций при расчленений их на более мелкие форматы ФЯ. При
расчленении крупноформатной платы на более мелкие увеличива-
ется площадь потерь в результате появления дополнительных крае-
вых,полей в местах разреза, что увеличивает qs и qv.
Изменения qy за счет появления дополнительных краевых по-
лей может быть оценено, например, по общей формуле1’ коэффици-
ента дезинтеграции объема для ФЯ третьего поколения (см.
рис. 1.7) ,
_ {2^ + Z.p [п + (п—l)fea]}{y2 + y1 + Bo[m + (m+ 1)^]Мя
а пт LoBoh
О В указанной формуле за полезный объем ФЯ принят суммарный объ-
ем всех корпусов ИС, не учитывающий дезинтеграцию объема внутри корпуса,
т. е. от .кристалла к корпусу (<?ук.кора~250).
152
где п, т — число микросхем соответственно по осям х и у\ /гя, h —
высота функциональной ячейки и высота микросхем; а — коэффи-
циент компоновки микросхем (для. односторонней ФЯ а=1, для
двусторонней а = 2); kx= (Lx—Lo)/Lo; ky=(By—Bo)/Во — коэффи-
циенты зазоров.
Расчеты показывают, что при расчленении ФЯ на более мелкие
части величина qv будет возрастать. Количественное ее увеличение
зависит от размеров корпусов ИС, шагов установки, краевых по-
лей и т. д. В качестве примера рассмотрим расчленение ФЯ треть-
его поколения (модель 5), а именно примем уменьшение ее пло-
щади в 20 раз, т. е. S2 = 100 см2; при этом для крупноформатной
ячейки <7v = 4,1, а для мелкоформатной <?у=4,65, или, иначе, ко-
эффициент дезинтеграции объема из-за появления дополнительных
краевых полей равен их отношению, т. е. qvK п = 1,13.
Кроме того, мелкоформатные ФЯ после расчленения надо па-
кетировать, а следовательно, создавать между ними по высоте па-
кета дополнительные воздушные промежутки, т. е. при этом в сум-
марный объем конструкции будет добавлена дополнительная со-
ставляющая. Как показывают расчеты для ФЯ, рассмотренных в
§ 5.5, 7.2, 7.3, эта составляющая в среднем для ФЯ третьего и чет-
вертого поколений равна 40% первоначального значения суммар-
ного объема каждой из яйеек. Иначе говоря, после пакетирования
объем увеличивается в 1,4 раза, или ^кпак=1,4,
Таким образом, за счет расчленения ФЯ’на более мелкие фор-
матки и их пакетирования получаем дополнительное увеличение
коэффициента дезинтеграции qv доп—><7кк.п-<7кпак, который в на-
шем случае составит qv Доп= 1,6, а общий коэффициент дезинтегра-
ции объема для ’пакета мелкоформатных ячеек модели 5 gv = 2560.
Если дополнительно учесть, что пакеты ФЯ должны корпусиро-
ваться, то, как показывают данные табл. 7.2, появляется дополни-
тельный коэффициент дезинтеграции, среднее значение которого
<7гфя-б-^>^- Тогда суммарный коэффициент дезинтеграции для кон-
струкции, состоящей из мелкоформатных пакетированных и корпу-
сированных ФЯ, qvx = 3940, т. е. в 2,4 раза больше, чем для одной
ФЯ модели 5. Это еще раз подтверждает вывод о том, что методы
конструирования из корпусированных ИС на печатных платах ма-
лого формата и с раздельной коммутацией для каждой ячейки,
имея дезинтеграции объема в несколько тысяч раз, становятся да-
леко не оптимальными не только для бортовых систем, но и для
наземных при постоянно увеличивающейся сложности систем.
8. КОМПОНОВКА И РАСЧЕТ ПАРАМЕТРОВ
КОНСТРУКЦИЙ МЭА >.
8.1. КОМПОНОВКА’И РАСЧЕТ КОНСТРУКТИВНЫХ
ПАРАМЕТРОВ МСБ
В настоящее время для пострбения гибридных микросхем ис-
пользуются бескорпусные элементы на основе схем резистивио-
153
транзисторной логики (РТЛ) и транзисторно-транзисторной
логики (ТТЛ). Схемы РТЛ, содержащие один вентиль в
кристалле, имеют ограниченное применение из-за относи-
тельно низкого быстродействия. Поскольку быстродействие эле-
ментной базы непосредственно влияет на производительность уст-
ройства, схемы РТЛ считаются неперспективными.
Однако исследование конструктивных разработок на их основе,
представляет определенный интерес, поскольку таким же образом
будут реализованы весьма перспективные схемы эмиттерно-совме-
щенной транзисторной логики (ЭСТЛ). Кроме того, с методологи-
ческой точки зрения целесообразнее начинать статистический ана-
лиз микросхем на кристаллах, содержащих один вентиль, чем на
многовентильной элементной базе. Кристалл схемы РТЛ имеет
квадратную форму и пять гибких выводов, которые припаиваются
либо привариваются к подложке микросхемы.
Схемы ТТЛ используются шире, чем схемы РТЛ. Особенностью
их является наличие в одном кристалле до четырех вентилей.
Кристалл имеет квадратную форму и 16 шариковых выводов.
На основе РТЛ-схем были реализованы микросхемы: счетчики
по модулю 60 и по модулю 10 и 4-разрядный регистр сдвига. На
основе ТТЛ-схем были реализованы микросхемы: счетчики по мо-
дулю 60 и по модулю 10, 4-разрядный дешифратор, пороговый вос-
станавливающий орган. Приведем результаты статистического ана-
лиза этих микросхем.
Одним из основных конструкционных параметров микросхем
является число выводов. В. литературе [4] подробно исследуется
этот вопрос, однако предложенные там зависимости не обладают
достаточной точностью. Для получения достаточно точных зависи-
мостей была собрана информация о большом числе функциональ-
но законченных частей аппаратуры, >в том числе и микросхем, ко-
торая приведена на рис. 8.1. Обработка этой информации позволи-
ла определить следующую зависимость:
Л4 = Е|К1 (<72/3+l)/(lg<7+1) |, (8.1)
где М — число выводов микросхемы; Ki— средний коэффициент
объединения по входу, увеличенный на единицу; <7 — уровень ин-
теграции микросхемы в эквивалентных вентилях0; Е — знак, ука-
зывающий на процедуру целочисленного выделения.
Другим важным конструкционным параметром микросхем явля-
ется число соединительных проводников и их распределение по
слоям. При двухслойной разводке соединительных проводников,
когда в одном слое они в основном проходят вертикально, а в дру-
гом— горизонтально, число перекрестий тем меньше, чем меньше
отношение числа проводников одного слоя к числу проводников
другого слоя. В то же время число первых должно превышать не-
который минимум, необходимый для обеспечения работоспособно-
*> Эквивалентный вентиль представляет совокупность из 10 элементов без
дифференцирования их электрических функций.
154
сти схемы. Анализ микросхем показал, что для реализации элект-
рических соединений между кристаллами в первом слое необходи-
мо проложить некоторое число проводников
Л41 = Е| (0,94-1,1) МКРАКР|, (8.2)
где Л1кр — число выводов кристаллов; Акр — число кристаллов. В
выражении (8.2) значения численных коэффициентов выбираются
на нижней границе при AfKp=C3 и на верхней границе при Л4кр^4.
Число соединительных проводников во втором слое
/И2 = Е 1(0,94-1,1)^!.
Соединительные проводники в слоях группируются по горизон-
тальным и вертикальным линиям. Первый слой (для однозначно-
сти будем считать, что в этом коммутационном слое соединитель-
Рис. 8.1. Зависимость числа выводов микросхем и ФЯ от технической слож-
ности !Va функционально законченных частей аппаратуры
ные проводники проложены вертикально) характеризуется коэффи-
циентом группирования
/<г1 = 0,5/nv, (8.3)
где ту — число горизонтальных рядов кристаллов микросхемы. В
первом приближении можно считать, что
fny = mx = V~N^, (8.4)
где тх — число столбцов кристаллов микросхемы.
С учетом соотношения (8.4) выражение (8.3) принимает вид
tfrl = 0,5 VN^P,
155
откуда число вертикальных линий первого слоя ЛГль на которых
группируется вертикальные соединительные проводники, опреде-
ляется выражением
ЖЛ1 = Е|(1,84-2,2)ЛГКР^КР|. (8.5)
Для второго коммутационного слоя характерен коэффициент
группирования горизонтальных соединительных проводников
/(г2 = 0,2тх = 0,2
В этом случае число горизонтальных линий, на которых группи-
руются горизонтальные соединительные проводники, составляет
МЛ2 = Е|(4£-^5,5)ГВД. (8.6)
Следующим важным конструкционным параметром микросхем
является распределение числа соединительных проводников по
длинам. Для выявления закономерности распределения числа со-
единительных проводников по длинам были построены гистограм-
мы распределений для каждого слоя. На рис. 8.2 приведена гисто,-
грамма распределения числа соединительных проводников второго
слоя М2 для порогового восстановительного органа в зависимости
ОТ ИХ ДЛИНЫ Z.
Рис. 8.2. Гистограмма распределения
числа соединительных проводников
Рис. 8‘.3. Функция распределения
числа соединительных .проводников
Статистический анализ большого числа гистограмм показал,
что при сглаживании функции может быть использован закон рас-
пределения Релея
0,
№(z) =
Z / Z2
—ехр( ------
о2 \ 2а2
— оо <2^X0;
0<2<оо,
где W.(z) —распределение плотности вероятности; z — наугад вы-
бранная длина соединительного проводника; о — среднее квадра-
тическое отклонение длины соединительного проводника.
На рис. 8.3 приведена статистическая функция распределения,
построенная на основе гистограммы, приведенной на рис. 8.2, и
теоретическая функция распределения,. соответствующая закону
распределения Редея. Вероятность согласования теоретической
функции распределения со статистической достаточно велика, и
можно принять для описания последней закон распределения
Релея;
Общая длина,соединительных проводников одного слоя может
быть определена исходя из, закона распределения проводников по
длинам путем интегрирования в виде
Zj =- j АГЛ1г1Г (z) dz,
о
где Li — общая длина соединительных проводников первого слоя;
b — ширина подложки микросхемы.
Для второго слоя общая длина соединительных проводников
i
L2~ \ Mn2zW (z) dz,
о
где / — длина подложки микросхемы.
Полученные интегралы не сводятся к табличным и не могут
быть выражены через протабулированную функцию. Однако они
могут быть заменены интегралами с бесконечными пределами, ко-
торые вычисляются. При этом учитывается, что максимальная дли-
на соединительного проводника микросхемы не превышает (0,7—
—0,8) Ьв первом слое и (0,7—0,8) I во втором, а среднее квадра-
тическое отклонение длины соединительного проводника лежит в
пределах (0,064-0,08) b и (0,08—0,12)1 для первого и второго сло-
ев соответственно. Кроме того, анализ гистограмм показывает, что
вероятность появления проводника, длина которого превышает
среднеквадратичное отклонение, резко уменьшается с увеличени-
ем длины. В этом случае верхний предел интеграла может быть
расширен до бесконечности без внесения сколько-нибудь заметной
погрешности. Известно ^5], что
( г1 ехр (—<p2z2) dz =
b
откуда для первого слоя можно записать
£;i=4Wi (0,067-4-0,110)bMKpNKp.
Аналогично может быть вычислена общая длина соединитель-
ных проводников второго слоя
£,2= (0,0904-0,165)/Акр.
Для определения длины шин питания и корпуса рассмотрим их
разводку, приведенную на рис. 8.4. Предположим, что нам извест-
но число рядов Шу и столбцов Шх кристаллов, которые связаны с
общим числом кристаллов в микросхеме зависимостью
Е | татх/Акр | = 1,
причем тх^ту.
157
Если учесть, что изоляция в месте перекрестия соединительно-
го проводника с шиной питания находится в худших условиях, чем
изоляция в месте перекрестия соединительного проводника с ши-
ной корпуса, то число первых перекрестий необходимо сводить к
минимуму. Для этого шины питания необходимо проложить в пер-
Рис. 8.4. Топология шин питания
вом слое, где расположено большее число соединительных провод-
ников, а шины корпуса — во втором, где меньше соединительных
проводников. В этом случае общая длина шин питания
Lni.n— (fiix—1) b +2Z,
а общая длина шин корпуса
Lui.k— (Шу +1)/ + 2&.
Тогда общая длина шин питания и корпуса
L-ш— (Щу 4- 3) I + (шх +1) Ь.
Общая длина всех проводников и шин МСБ
Z-o = Z[ (0,0904-0,165)Л/кр + ту + 3] +
+ b [ (0,067ч- 0,110) МкрМкр+тх +1 ].
Число перекрестий шин питания с шинами корпуса определя-
ется по формуле
Fm= (mx 1) (biy l)~AZKp. (8.7)
158
Число перекрестий соединительных проводников первого слоя с
шинами корпуса
Fi = E| (0,0674-0,11.0) Л1К (my+1)Акр|, (8.8)
а число перекрестий соединительных проводников второго слоя с
шинами питания
f2 = E| (0,090+;0,165)(тж+1Икр|. (8.9)
Число перекрестий соединительных проводников между собой
+С = Е| (0,006 4-0,018)Л1кр№кр|. (8.10)
Общее число перекрестий коммутационной пленочной платы
микросхемы можно найти путем суммирования выражений
(8.7) — (8.10) для определения перекрестий различных типов в ви-
де
+=Акр + Е| [(0,0904-0,165) + (0,067 4-0,110)AfKp] / Ж? +
+ (0,0064-0,018)AfKp№Kp|. (8.Ц)
Наконец, последним важным конструкционным параметром
коммутационных пленочных плат является число переходов со слоя
на слой Q.
Анализ исследуемых микросхем показал, что это число
(1,04-1,5) МкрАкр. (8.12)
Таковы .статистические зависимости между основными конст-
рукционными параметрами микросхем, их уровнем интеграции и
параметрами элементной базы, при помощи которой реализуются
эти микросхемы. Расчет остальных параметров производится на ос-
нове этих, уже определенных параметров
с учетом особенностей компоновки микро-
схем.
Рассмотрим вопрос о том, каким обра-
зом результаты статистического анализа
могут быть использованы при расчете кон-
струкционных параметров микросхем.' Оп-
ределение конструкционных параметров
микросхем начнем с анализа посадочного
места кристалла, приведенного на рис. 8.5.
Площадь посадочного места кристалла
ограничивается контуром, проведенным по
внешним краям контактных площадок, рас-
положенных на коммутационной пленочной
плате вокруг кристалла с гибкими вывода-
ми либо под кристаллом с жесткими шарико-
выми выводами. Поскольку кристаллы имеют прямоугольную фор-
му, общее число площадок вокруг них должно быть четным. По
числу контактных площадок и их характеристикам — стороне квад-
ратной контактной площадки а, минимальному расстоянию между
двумя контактными площадками di, минимальному расстоянию от
159
Рис. 8.5. Посадочное
место кристалла
края кристалла до края контактной площадки с можно определить
размеры посадочного места кристалла. Обычно вокруг кристалла
можно расположить некоторое число контактных площадок, кото-
рое-превышает необходимое. Поэтому минимальные размеры bt и
Л посадочного места кристалла с гибкими выводами определяются
по формулам
= + 2 (а~-с); = ZKP + 2 (а 4- с),
где 6Кр — ширина кристалла; ZKp— его длина.
Если принять разводку шин питания и корпуса, приведенную
на рис. 8.4, то минимальные шаги установки кристаллов Лвмин и
Лгмин по вертикали и горизонтали соответственно составляют
мии 2dlf hr мин = Zj -р Н-
Для минимизации длины соединений между элементами микро-
схемы форму подложки желательно выбирать квадратной. В этом
случае соотношение между числом рядов кристаллов ту и числом
столбцов тх можно записать в виде
ту мин ~ тх hr мИн.
С другой стороны, произведение числа рядов на число столб-
цов дает общее число кристаллов, откуда имеем
Mil Е IJ^-AZkP мин/^в МИН I-
Как правило, форма подложки микросхемы несколько отлична
от квадратной, так что соотношение сторон составляет 2 : 3 или
4 : 5. Это диктуется требованием обеспечения как можно большего
числа выводов с двух противоположных сторон корпуса микросхе-
мы. В связи с этим число рядов кристаллов целесообразно опре-
делять по формуле
™у — Е l[//.'VKP Лг MHH//iB мин 11,
а число столбцов — соответственно
тх = Е | NKPjmy + 0,999 |.
Для определения монтажного йоля подложки необходимо ре-
шить вопросы, связанные с разводкой соединительных проводни-
ков. Вернемся к рассмотрению посадочного места кристалла. Во-
круг кристалла с размерами &кР и ZKp можно расположить
Л4КВ = Е | 2(&кр + /кР + 2а + 4С)
I а 4-di
контактных площадок, из которых для осуществления электриче-
ских соединений используется только некоторое число Мк контакт-
ных площадок. В этом случае имеем
0,5(ЛГкв—М^ — х-^-у, (8.14)
где х и у — число неиспользованных контактных площадок соот-
ветственно вдоль большей и меньшей сторон кристалла.
160
Расстояние вдоль меньшей b'i и вдоль ‘большей стороны крис-
талла Z'i определяется зависимостями
Ь\ = [0,5 (Мкв—А1 кр) у (а 4- djytx 4- г/);
= [0,5 (Af кв — Мир) х (а 4- dj ]/(х 4- «/)•
При прокладке соединительных проводников под кристаллами
в областях подложки, не используемых для размещения контакт-
ных площадок, линии, на которых располагаются соединительные
проводники, группируются в пучки. Если наложить условие, чтобы
расстояние между линиями в пучках по горизонтали было близ-
ким к расстоянию между линиями в пучках по вертикали, то мож-
но записать
0,5 (Мкв — Л4К) хтх (а 4~ <6) 0,5 (Л/кв — Мк) уту (а 4- ^i) (8 15)
(х 4- У) Й1л1 (х 4- у) Мл2
Решая систему уравнений (8.14) л (8.15), можно определить
__j 0,5 (А?кв — Мкр) М1л ту .
Шх Й^Л2 4" тУ 44лр
__ 0,5 (44кв А4кр) -Мал тх
тх 44 Л2 4" ту Мм
Размеры суммарных свободных зон под кристаллами вдоль
меньшей стороны &2 и большей стороны определяются зависи-
мостями
b2 = ymy(a + d1); l2 = xmx(a + d1).
Следовательно, число слоев соединительных проводников
М — 2 [е I ^ту ^лХ +тх I | 11 (8.16)
сЛ [ |0,5(Л4кв — Мкр) тх ту (а + dj) I ]’
Разводка соединительных проводников топологии коммутацион-
ной пленочной платы микросхемы по площади посадочных мест
кристаллов требует не более двух слоев при равенстве целочислен-
ной части выражения (8.16) нулю, откуда вытекает условие
(ах 4" ^i) {ту МЛ14- тх М л-а) <0,5 тх ту (а 4- d±) (Мкв Мкр). (8.17)
Подставляя в условие (8.17) выражения (8.5), (8.6) и (8.13),
определяем условие двухслойной разводки топологии коммутаци-
онной пленочной платы микросхемы в виде
N ЕI р5кр -|- 2ZKP 4- 4а 4- 8с Л4кр (а — _4/С1Г (8.18)
КР IL а1 4" di J
Выражение (8.18) имеет физический смысл, если часть его, за-
ключенная в квадратные скобки, превышает единицу, откуда сле-
дует условие
Ькр + /Кр> 0,5 А1КР (а + dj 4- 0,5 (4Я, 4-1) (^ + dj-2а- 8с. (8.19)
Если условие (8.19) выполняется, то возможна разводка соеди-
нительных проводников по площади посадочных мест кристаллов
1«1
в два слоя на плате с размерами b и I. При этом максимально
возможное число рядов и столбцов
Шу = Е | (Ь— 2а—2d)/(&KP 4* 2а 4~ 2с 4- ах 4* 2dx) |;
тх = ЕI (Z— 2d)/(ZKP4~2d4- 2с + ах--|- dj |,
где d — технологическая зона подложки гибридной микросхемы,
т. е. область, в которой запрещается прокладывать пленочные эле-
менты и крепить навесные детали.
В этом случае на подложке максимально может разместиться
V = т т = ЕI_______________________bl-2(b + l)(a + d)______________I
к макс х j (j,Kp_|_2a-|-2c) (ZKp-J-2a+2c)4-(aj-|-2di) (&Kp-|-ZKp-]-4a-|-4c) |
кристаллов.
Таким образом, в случае выполнения условия (8.19), задавая
размеры сторон подложки b и Z, можно определить максимальное
число кристаллов, располагающихся на этой подложке, а следо-
вательно, решить и обратную задачу: по заданному числу кристал-
лов выбрать минимально допустимые размеры подложки.
Если условие (8.19) не выполняется, то разводка соединитель-
ных проводников по посадочным местам кристаллов в два слоя
невозможна. В этом случае необходимо увеличить шаг установки
кристаллов для уменьшения слойности коммутационной пленочной
платы. Ширина bg и длина Z3 площади, необходимой для располо-
жения линий, на которых группируются соединительные проводни-
ки вне посадочных мест кристаллов, определяется по формулам
&з = МЛ2 (ах 4* dx) b2, lg Af лх (ох 4" ^i) Z2,
откуда критерии для выбора ширины b и длины / подложки при-
нимают вид
[Mng(a1-\-d1)Jt-b1my—b24~2a + 2d] &<2[Afn2(a1-]-dx)4-
4- br ту—b24- 2а4- 2d];
[А1Л1 (йх + ^1) + тх—4 + 2d] I < 2 [А4Л1 (ах 4- dx) 4- Zx тх— Z2 -j- 2d].
При использовании кристаллов с жесткими (шариковыми) вы-
водами, когда прокладка соединительных проводников по посадоч-
ным местам под кристаллами невозможна, размеры площади, по
которой прокладываются эти проводники, определяются выраже-
ниями
= Af Л2 (^1 “Ь ^1)’ ^3 = Afjll (fll “I" ^1)>
откуда критерии для выбора подложки определяются в виде
IМл2 (01 + dj + b^ ту 4- 2а 4- 2d] < b < 2 [МЛ2 (ах + dx) 4-
4- ЬКР ту 4- 2а 4- 2d];
[Afлх (ах4- rfx) + ZKP тх4- 2d] < Z <С 2 [Млх (ах4- dx) + ZKP тх-ф 2d].
При получении расчетных выражений предполагалось, что ис-
пользуются кристаллы одного стандартного размера. На практи-
ке иногда возникает необходимость использования кристаллов
162
бескорпусных микросхем различных серий. В этом случае для рас-
чета размеров подложки в качестве стандартного выбирается крис-
талл такого размера, который в данном изделии используется
больше всего. Принимается, что посадочные места кристаллов,
размеры которых меньше стандартного, соответствуют посадочно-
му месту стандартного кристалла. Каждый кристалл больших
размеров, у которого размеры посадочного места и l!t превы-
шают размеры посадочного места типового кристалла Ь\ и /ь учи-
тывается в расчетах как некоторое число М, типовых кристаллов,
где величина Ni определяется выражением
При расчете размеров подложки аналогично могут быть учте-
ны и другие компоненты, размеры посадочных мест которых пре-
вышают размеры посадочных мест кристаллов.
Минимальные размеры подложки, на которой могут быть рас-
положены кристаллы гибридной микросхемы и осуществлена раз-
водка соединительных проводников между кристаллами, а также
необходимое число выводов микросхемы оказывают основное влия-
ние на выбор корпуса. При этом выбирается корпус, размеры
внутренней полости которого позволяют установить не более од-
ной подложки минимальных размеров. После выбора корпуса уточ-
няются размеры подложки таким образом, чтобы они соответство-
вали размерам внутренней полости корпуса.
Уточненные размеры подложки, как правило, превышают ми-
нимально допустимые. Исходя из условия обеспечения минималь-
ных емкостных связей между отдельными элементами МСБ и наи-
более благоприятного теплового режима внутри ее корпуса, необ-
ходимо равномерно распределять кристаллы по поверхности под-
ложки. При этом необходимо реальные шаги установки кристал-
лов на подложке привязать к координатной сетке топологического
чертежа. В этом случае шаги установки кристаллов по вертикали
/гЕ и горизонтали йг на подложке выбранных размеров b и I опре-
деляются выражениями
b — 2 (а -|- d) — &нр П _
h (ту — 1) |] ’
hB = h E
где h — шаг координатной сетки топологического чертежа.
При этом расстояния между кристаллами по вертикали &4 и
горизонтали /4 составляют
^4=^в ^кР’ ^4 = ^кр‘
Равномерное распределение кристаллов по подложке приводит
и к увеличению расстояний между посадочными местами кристал-
лов. Расстояние между посадочными местами кристаллов по верти-
кали &5 и горизонтали /5 можно определить в виде
b& = h,—Ьр Zs = /ir—Zp
163
откуда шаги расположения соединительных проводников верти-
кальных /?в.л и горизонтальных линий Аг.л определяются по фор-
мулам
йв.л ME | (&6 ту + b2)/h (Млг + Шу) | ];
М.л = Л [Е | (Z6 тх + Z2)//i (МЛ1 + тх) |]
для кристаллов с гибкими выводами,
h вл==л[е|----;
/1г.л -=^|е|--|
L I Л (Л4Л1 -j- тх) I
для кристаллов с жесткими выводами.
Увеличение шагов расположения вертикальных и горизонталь-
ных линий открывает возможность использования проводников и
расстояний между ними, превышающих минимально допустимые,
что позволяет увеличить коэффициент выхода годных коммутаци-
онно-пленочных плат, а следовательно, и коэффициент выхода
годных МСБ.
Помимо размеров подложки при проектировании МСБ необ-
ходимо прогнозировать их габаритные размеры и массу. Габарит-
ный размер МСБ с планарными выводами по ширине складывает-
ся из ширины корпуса и длины отформованного вывода. Габарит-
ные размеры МСБ со штыревыми выводами по длине и ширине со-
ответствуют габаритным размерам корпуса. Габаритный размер
такой МСБ по высоте превышает высоту корпуса на величину за-
зора между печатной платой и корпусом [6].
Масса МСБ складывается из масс корпуса, подложки, клея
для крепления подложки к корпусу и кристаллов. Масса кристал-
лов и корпуса является справочным параметром, массы подложки
и клея могут быть вычислены путем перемножения их геометриче-
ских размеров на соответствующую удельную плотность.
Таким образом, зная уровень интеграции проектируемой МСБ,
конструктивные параметры используемых кристаллов и разрешаю-
щую способность пленочной технологии, можно определить разме-
ры подложки и выбрать тип корпуса, минуя стадию разводки со-
единительных проводников.
Помимо числа элементов и их геометрических размеров на вы-
бор корпуса МСБ влияет тепловой режим внутри нее. Если ока-
зывается, что внутри МСБ устанавливается тепловой режим, при
котором 'перепады температуры хотя бы в одной какой-либо точке
превышают допустимые, то необходимо увеличить размеры корпу-
са с тем, чтобы разнести тепловыделяющие элементы на большее
расстояние и улучшить тепловой режим.
Анализ теплового режима микросхем основывается на теорети-
ческих предпосылках, изложенных в работе [7]. Не вдаваясь в
теоретические исследования теплового режима МСБ и не останав-
ливаясь на методике получения расчетных выражений, изложим
164
коротко процедуру расчета теплового режима, который необходим
для уточнения размеров подложки и выбора типа корпуса.
На рис. 8.6 приведена схема конструкции МСБ в металлостек-
лянном корпусе. К металлическому основанию (дну) (1) при помо-
щи клея (2) крепится керамическая подложка (<?). К подложке
при помощи клея либо шариковых выводов (4) крепятся кристал-
лы (5). Сверху конструкция закрывается металлической крыш-
кой (6), которая приваривается к основанию корпуса.
Рис. 8.6. Схема конструкции МСБ
дель пути теплового по-
тока от кристалла до
корпуса
Рис. 8.7. Тепловая мо-
Перед герметизацией либо из корпуса МСБ откачивается воз-
дух, либо корпус заполняется инертным газом при пониженном
давлении. По этой причине процесс конвекции газообразного носи-
теля внутри корпуса можно не рассматривать, полагая, что пере-
нос тепловой энергии из одной части МСБ в другую осуществля-
ется только за счет теплопроводности элементов конструкции. При
этом потоком тепла, уходящим с кристалла через гибкие выводы
(если они используются), диаметр которых составляет 25 мкм,
можно пренебречь по сравнению с потоком тепла, уходящим через
основание кристалла. Кроме того, для упрощения последующих
выкладок вначале примем, что любой из рассматриваемых крис-
таллов не попадает в зону теплового влияния соседнего кристалла
(при дальнейшем рассмотрении это влияние учитывается).
Принятые предположения позволяют построить модель пути
теплового потока от кристалла до корпуса МСБ (рис. 8.7). В соот-
ветствии с этой моделью температура р—«-перехода кристалла
определяется следующим образом
ТР-п = ^К.еХ + КР (^КР "К ^КЛ 1 4* ^?КЛ 2 4~ ^пд) I (8.20)
где Тк.сх — температура корпуса МСБ; Ркр — мощность, рассеивае-
мая кристаллом; /?кр — тепловое сопротивление кристалла; 7?Кл1 —
тепловое сопротивление клеевого зазора между кристаллом и под-
165
ложкой для схем с гибкими выводами или тепловое сопротивление
всех шариков для схем с жесткими выводами; Т?Кл2 — тепловое со-
противление клеевого зазора между подложкой и основанием кор-
пуса МСБ; /?пД — тепловое сопротивление подложки.
Тепловое сопротивление кристалла
^кр = ^кр/Нкр ^к₽ ^кр>
где бкр — высота кристалла, мм; цкр— коэффициент теплопровод-
ности кристалла, Вт/(мм-град).
Тепловое сопротивление участка клеевого зазора между крис-
таллом и подложкой
^КЛ1 = ^кл l/p-кл ^кр ^кр>
где бКл1 — ширина клеевого слоя между кристаллом и подложкой;
Цкл — коэффициент теплопроводности клея.
Тепловое сопротивление участка подложки под кристаллом
квадратной формы
п _ _________^пд______
Ф1пд b (0,5 /Кр Ц- бпд)2
и соответственно под кристаллом прямоугольной формы
_______________дпд____________
4Цпд (0,5 ЬКр бпд) (0,5 /кр бпд)
где бПд — толщина подложки, мм; цпд — коэффициент теплопровод-
ности подложки.
Тепловое сопротивление участка клеевого зазора клея между
подложкой и основанием корпуса МСБ для прямоугольных крис-
таллов
*кл 2 = ^клг/^Нкл (0,5 ZKP + бпд) (0,5 Ькр + 6ЯД),
а для квадратных кристаллов
П __ __________^КЛ 2______
4 Нкл (0,5 ZKp бпд)2
где бКл2—- ширина клеевого зазора между подложкой и основани-
ем корпуса.
При шариковых выводах (рис. 8.8) величина R определяется
несколько иным способом. Рассмотрим подробнее структуру шари-
кового вывода, формируемого в окне нитридной пленки (8). На
кремниевую пластину (1) нанесена золотая контактная площадка
(2), поверх которой располагаются ванадиевая (5) и медная (4)
тонкие пленки. На медную пленку устанавливается медный шарик
(5), покрытый пленкой серебра (6). Сверху шарик обволакивает-
ся слоем припоя (7).
То обстоятельство, что большинство элементов шарикового вы-
вода имеет форму, близкую к сферической, значительно усложняет
расчеты. Поскольку к таким расчетам не предъявляется требова-
ние обеспечения высокой точности, указанная трудность преодоле-
вается путем замены тел, форма которых близка к сферической, эк-
166
вивалентными телами цилиндрической формы. В этом случае мо-
дель пути теплового потока от кристалла к подложке может быть
представлена, как показано на рис. 8.9. Тепловое сопротивление
контактной площадки
R 1= 46j/nd22 Pau >
где 6] — толщина контактной площадки; d2 — диаметр части пло-
щадки, электрически контактирующей с шарикевым выводом;
Рис. 8.8. Структура шарикового вывода
ЦАи—коэффициент теплопроводности золота, ис-Т
пользуемого в качестве материала контактной пло-А ,
щадки. IJ 7
Тепловые сопротивления ванадиевого и медно-Т
го слоев составляют соответственно
г>' _ 462 . р> __ 4б3 Т
2 лД23цУц ’ 3 nd23.ucu ’ 1
где д2 и бз — толщины ванадиевого и медного ело-и
ев; d3 — диаметр площадок ванадиевого и медного Г Т
слоев; pv и цси — коэффициенты теплопроводности
ванадия и меди. т у
Медный шарик, установленный на медный слой, Г ’ I
имеет форму деформированной сферы, достаточно
близкую к цилиндрической. Поэтому тепловое со- Т Т
противление медного шарика Д т
------,----—---------------------------------------||
Рис. 8.9. Модель пути теплового потока от кристалла до под- Т
ложки через шариковые выводы-----------------------6
167
R'i = 464/nd% pcu,
где 64 — высота медного шарика.
Тепловое сопротивление R'$ серебряной пленки, покрывающей
медный шарик, представим в виде двух составляющих: теплового
сопротивления R'5 эквивалентного цилиндра толщиной 65, располо-
женного вокруг эквивалентного цилиндра, заменяющего медный
шарик, и теплового 'сопротивления R'e крышки серебряного ци-
линдра:
7? 5 = 4 б4/л (б5 -Т 2б5 d2) p-AgS
Я'6 = 4б5/л (б5 + d2)2 Цаю
где jiAg — коэффициент теплопроводности серебра.
Аналогично тепловое сопротивление слоя припоя представляет-
ся в виде двух составляющих R'7 и R's, определяемых выражения-
ми
___________4 (64 4~ 65)__________ .
я [б2в 4~ 26g {6g -|- d2)J Цпр
4 б6___________
я (65 + + ^г)2 Рпр
где Ццр — коэффициент теплопроводности припоя.
Полное тепловое сопротивление шарикового вывода согласно
модели, приведенной на рис. 8.9, составляет
Rm — R\ + ^ 2 + ^ 3 + 8 4"
_____R\ R g R’? 4~ 4~ R’^RgR'i_____
R’g R'i г R’s R e 4- R'g R't г R's R’14* R\ R i
Тепловое сопротивление зазора между кристаллом и подложкой
R' для тш жестких шариковых выводов при пренебрежении тепло-
вым сопротивлением газовой среды внутри МСБ составляет R'—
Rm/«Ни.
Таким образом, исходя из полученных значений тепловых со-
противлений элементов конструкции, при помощи выражения
(8.20) можно определить температуру р—«-перехода транзистора
бескорпусной микросхемы. Если выполняется условие
Т
1 Р-п * 1 Р-пдоп>
то необходимо выбрать корпус следующего большего размера,
проделать для него расчет теплового режима и убедиться, что
температура р—«-перехода не превышает допустимую. В против-
ном случае необходимо выбрать корпус еще большего размера, и
так до тех пор, пока внутри МСБ не установится допустимый теп-
ловой режим.
Тепловой режим внутри МСБ влияет не только на выбор кор-
пуса, но и на ее надежность. Рассмотрим расчет надежности мик-
росхем. До появления интегральной технологии радиоэлектронное
устройство представляло совокупность большого числа разнород-
ных деталей. Общепринятые методы оценки надежности подобных
устройств основываются на использовании информации, получен-
168
ной в результате статистических испытаний деталей аппаратуры.
Если эта информация достаточно достоверная и полная, можно,
используя математический аппарат статистической теории надеж-
ности, определить параметры надежности любого сколь угодно
сложного устройства. Такой подход соответствовал технологиче-
скому уровню производства аппаратуры, существующему до появ-
ления интегральной технологии, и уровню надежности дискретных
компонентов. При этом подходе только оценивался уровень надеж-
ности устройства, возможность какого-либо влияния на надежность
устройства отсутствовала.
Появление интегральных -схем и их внедрение -в аппаратуру су-
щественно изменили представление о ‘путях контроля надежности
радиоэлектронных устройств и их деталей. -Эксплуатационная ин-
тенсивность отказов некоторых ИС достигла 10~7 ч_|, а совершен-
ствование технологии и использование -специальных методов отбра-
ковки, вероятно, позволит уменьшить эту величину на один-два по-
рядка [8]. При таких значениях интенсивностей отказов проведе-
ние статистических испытаний становится экономически и техниче-
ски нецелесообразным вследствие непомерных трудностей получе-
ния -сколько-нибудь достоверной количественной информации о на-
дежности. Кроме того, МСБ иногда выпускаются настолько малы-
ми партиями, что необходимость увеличения их числа для обеспе-
чения испытаний на надежность может в несколько раз увеличить
затраты -на их производство.
С другой -стороны, по сравнению с обычной аппаратурой МЭА
состоит из значительно меньшего числа изделий, причем степень
однородности и контролируемости технологических операций изго-
товления этих изделий резко увеличивается. В связи с этим воз-
растает внимание к механизмам отказов, к причинам, вызываю-
щим отказ, наконец, к надежности каждого элемента, входящего в
состав микросхемы.
Полезность рассмотрения каждого отказа обусловлена тем, что
каждая микросхема может быть представлена как результат сово-
купности вполне определенных типовых технологических процессов
(например, сборка, установка, монтаж, цикл проверок). Отказ
каждого элемента микросхемы содержит полезную информацию о
недостатках технологических процессов (или оборудования), ис-
пользуемых при производстве микросхем.
При индивидуальном подходе к надежности каждой микросхе-
мы и каждой детали МЭА (включая контактные соединения и пе-
чатные платы) информация о параметрах надежности появляется
путем определения типовых механизмов отказов, изучения сопут-
ствующих косвенных признаков («симптомов»), -свидетельствую-
щих о возможности отказа, разработки методов раннего распозна-
вания (диагностики) отказов. Поскольку одни и те же технологиче-
ские процессы применяются при производстве различных микро-
схем, появляется возможность отказаться от дорогих 'и недостаточ-
но достоверных испытаний этих высоконадежных изделий, заменив
их более дешевыми испытаниями отдельных элементов, надеж-
169
ность которых определяется типовым технологическим процессом.
При этом появляется возможность уменьшения объема статистиче-
ских испытаний благодаря априорному знанию ряда закономерно-
стей, определяющих протекание процессов, приводящих к отказам
или влияющих на отказы.
Следствием нового подхода к надежности является то, что по-
является возможность повышения надежности комплектующих из-
делий микросхем путем их отбраковки по косвенным признакам
(шумы, тепловой рельеф, неразрушающие радиографические мето-
ды контроля). Новый подход к определению надежности преду-
сматривает обратную связь с производством, по которой поступает
информация о надежности, обеспечиваемой различными технологи-
ческими операциями. При этом появляется возможность повыше-
ния качества технологических операций, определяющих те или
иные виды отказов по данным физических исследований отказав-
ших образцов. Кроме того, появляется возможность проектировать
аппаратуру с учетом применения при ее изготовлении наименьше-
го возможного числа тех технологических операций, которые вно-
сят наибольший вклад в ее 'интенсивность отказов.
Направление работ по повышению надежности на основе изуче-
ния физических закономерностей, приводящих к отказам деталей,
получило название «причинного» подхода к проблеме надежности
аппаратуры. В настоящее время он доминирует при определении
надежности МЭА, и в литературе имеется много информации о
причинах отказов микросхем и МЭА.
Анализ причин выхода из строя МЭА позволяет установить, что
на современном этапе развития микроэлектроники преобладающи-
ми являются катастрофические отказы, обусловленные главным об-
разом неотработанностью некоторых технологических операций из-
готовления отдельных элементов микросхем. Совершенствование
технологических процессов приводит ежегодно к уменьшению ин-
тенсивности отказов МЭА в среднем на 20%.
Как видно из табл. 8.1, основным источником отказов микро-
схем являются нарушения электрических соединений цепей, при-
чем обрывы в электрических цепях заметно преобладают над ко-
роткими замыканиями. Постепенные отказы составляют незначи-
тельную часть всех отказов. Этот факт дает возможность утверж-
дать, что повышение надежности микросхем связано в основном с
устранением причин катастрофических отказов.
Известно, что для аппаратуры, в которой преобладают 'ката-
строфические отказы, характерен экспоненциальный закон рас-
пределения вероятности безотказной работы [9]. В этом случае
интенсивность отказов X функционально законченной части аппа-
ратуры (в том числе и микросборки) может быть определена пу-
тем суммирования интенсивностей отказов Z; входящих в нее эле-
ментов. В простейшем случае, когда отказы можно считать неза-
висимыми, слагаемые представляют собой интенсивности отка-
зов Ад деталей, входящих в устройство и характеризующих ка-
чество этих деталей.
170
Таблица 8.1
Вид отказа Число отка- зов, % Причина отказа Число отка- зов, %
при ис- пытани- ях при экс - плуата- ции при ио- при экс-
пыта- ниях плуата- ции
Катастрофический:
обрыв электри- 72 53 Низкая прочность термокомпрес- 26 24
ческой цепи ИС сионных соединений Механическое повреждение метал- 15 10
лизации Малая адгезия 11 3
Возникновение электроизолирую- щих или хрупких интерметалличе- 10 4
ских компаундов Дефекты приварки золотых про- 10 —
водников к траверзам Дефекты посадки кристалла иа — 12
ножку корпуса
короткое замы- Дефекты окисла 5 32
какие в электри- 7 37 Пробой р—«-перехода 2 —
ческой цепи ИС Наличие инородных частиц внутри — 1
корпуса Дефекты моитажа 4
прочие 1 7 Поломка внешних выводов. Не- правильный монтаж. Поврежде- ние корпуса 1 7
Постепенный:
ухудшение коп- 3 0 Электроизолирующая пленка на 3 —
тактных соедине- ний ИС границе раздела
шунтирующие 17 3 Инверсные каналы на поверхности 17 —
утечки в схеме структуры Загрязнение поверхности — 1,5
Негерметичиый корпус — 1,5
В аппаратуре на дискретных ЭРЭ процедура разделения уст-
ройства на детали не вызывала каких-нибудь изменений, поскольку
каждая из деталей (транзистор, конденсатор, резистор и т. д.)
существует как реальный физический объект, который изготовля-
ется и может быть проверен независимо. Как правило, считалось,
что в,клад паяных контактов и монтажа в суммарную надежность
аппаратуры на дискретных ЭРЭ достаточно мал для того, чтобы
вообще учитывать эти источники отказов.
Определение надежности микросхем и МСБ несовместимо с
такими представлениями. Вряд ли имеет смысл говорить о тран-
зисторах, конденсаторах и резисторах как об отдельных деталях
кристалла. В то же время контакты и подложка вполне могут
считаться такими «деталями», тем более что технологически они
вполне независимы и процессы их изготовления базируются на
вполне определенных типовых технологических циклах. Следова-
тельно, применительно к интегральной технологии изготовления
аппаратуры целесообразно рассматривать не детали как реаль-
171
ные физические объекты, а некоторые нарушения технологичес-
ких процессов, приводящие к отказам.
Среди всего многообразия дефектов, обнаруженных к настоя-
щему времени в микросхемах, следует выделить следующие наи-
более часто встречающиеся: дефекты в полупроводнике, в пассив-
ной подложке, дефекты металлизации на поверхности полупровод-
ника, коммутационной пленочной платы и внутрисхемных кон-
тактов.
Подробный анализ этих дефектов и характера их распределе-
ния [10] позволит разработать методику прогнозирования надеж-
ности микросхем и МСБ. Рассмотрим вначале бескорпусные мик-
росхемы, выполненные по полупроводниковой технологии. Осно-
вой микросхемы является полупроводниковый кристалл, пред-
ставляющий активную подложку, в теле которого сформированы
транзисторы, диоды и резисторы. Наличие дефектов в полупро-
воднике может со временем привести к отказу микросхемы. Изве-
стно, что дефекты в полупроводнике распределены равномерно.
Следовательно, интенсивность отказов активной подложки долж-
на линейно зависеть от ее размеров
^Пд = ^пдр^пд^пд> (8.21)
где АПДр —удельная интенсивность отказов активной подложки;
/пд — длина подложки; Ьпд — ширина подложки.
На так называемую «лицевую» поверхность кристалла наносится
металлизация, которая служит для соединения отдельных элемен-
тов схемы и формирования контактных площадок. Поскольку
кристаллы бескорпусных полупроводниковых микросхем содержат
небольшое число вентилей, рисунок металлизации довольно прост
и вклад ее в общую интенсивность отказов бескорпусной микро-
схемы настолько мал, что им можно пренебречь. Таким образом,
интенсивность отказов кристалла можно определять выражением
(8.21). Необходимо только учесть влияние теплового режима
(температура кристалла) и электрической нагрузки.
Принято считать, что повышение температуры является ос-
новным фактором, ускоряющим возникновение отказов в полу-
проводниковом кристалле. В большинстве случаев для выражения
зависимости интенсивности отказов от температуры используется
уравнение Аррениуса [8]
Х = Хое-л^,
где Т — абсолютная температура; 7.0 и А — некоторые постоянные
величины.
Опыт проведения расчетов показывает, что более удобным яв-
ляется выражение зависимости увеличения интенсивности отказов
при любой температуре от интенсивности отказов при нормаль-
ной температуры (20° С) при повышении температуры на опреде-
ленное число градусов. Обработка ряда результатов для полу-
проводниковых приборов позволила определить следующую за-
висимость:
Хт =Wc-l,38<7'-20°c)/10.
172
На температуру детали влияет ее электрическая нагрузка. Для
уменьшения интенсивности отказов дискретных ЭРЭ рекоменду-
ется использовать их в облегченном режиме. В тех случаях, 'ког-
да нагрузка определяется по току или мощности (например, для
резисторов или транзисторов), уменьшение мощности рассеяния
ведет к снижению рабочей температуры и, следовательно, к
уменьшению интенсивности отказов. Нагрузкой для конденсато-
ров является приложенное напряжение, и облегчение режима до-
стигается уменьшением его. Уменьшение напряжения питания
приводит и к уменьшению мощности рассеивания резисторов и
транзисторов, а следовательно, и к уменьшению электрической на-
грузки. Однако в микросхемах компоненты связаны между со-
бой таким образом, что индивидуальная регулировка электричес-
кой нагрузки оказывается невозможной. Например, уменьшение на-
пряжения питания может не оказать сильного влияния на интен-
сивность отказов какого-нибудь отдельно взятого транзистора, но
может вызвать нарушение работы схемы в целом. Для цифровых
схем потребляемая мощность помимо напряжения питания .может
зависеть от коэффициента разветвления по выходу. Поэтому для
учета электрической нагрузки цифровых схем вводится понятие
коэффициента электрической нагрузки Л'„. В связи с различным
протеканием токов нагрузки при различной логической реализа-
ции цифровых 'микросхем коэффициент электрической нагрузки
вентиля типов РТЛ и ЭСТЛ определяется по формуле
Лн=1-(1М-1/^Рмакс),
я вентиля типа ТТЛ
-|- Np макс)/2-А/р макс>
где ,VP Макс — допустимый коэффициент разветвления по выходу;
А'р — коэффициент разветвления по выходу в конкретном случае
применения микросхемы (на этапе эскизного проектирования, ког-
да принципиальная электрическая схема разрабатываемого уст-
ройства отсутствует, для ориентировочных расчетов можно при-
нять .Vp = /(•,).
С учетом максимальной температуры и реальной электрической
нагрузки интенсивность отказов кристалла полупроводниковой
микросхемы определяется выражением
Акр = 2о°с • 1,38<7’-2O°c)/io. 0,267(‘-kh), (8.22)
где Хкрго’с — интенсивность отказов кристалла при нормальной
температуре.
Испытания по определению интенсивности отказов проводятся
обычно при максимальных электрических нагрузках в нормаль-
ных условиях и при максимальной температуре. Однако прогно-
зирование интенсивности отказов микросхем производится, как
правило, для максимальной рабочей температуры с учетом неко-
торой усредненной электрической нагрузки.
173
Рассмотрим методику прогнозирования надежности гибридных
микросхем. На подложку ГИС методами пленочной технологии
наносятся коммутационные соединения, которые совместно с нод-
ложкой образуют коммутационную пленочную плату. Интенсив-
ность отказов такой платы определяется несколькими факторами.
Один из них должен учитывать размеры подложки и некоторую
удельную интенсивность отказов, которая применительно к раз-
личным технологиям изготовления микросхем будет различна.
Коммутационная пленочная плата состоит из пассивных элемен-
тов. Интенсивность ее отказов зависит от температуры, но на-
столько слабо, что для прогнозирования этой величины может
быть использовано выражение (8.22). При этом в основном учи-
тываются отказы, вызванные дефектами в соединительных про-
водниках. Коммутационно-пленочная плата имеет также некото-
рое число перекрестий F и переходов со слоя на слой Q, интен-
сивность отказов которых определяется соответственно выражени-
ями
A/r =Xfi F; Aq = Aqi Q,
где Afi и Aqi — интенсивность отказов соответственно одного пе-
рекрестия и одного перехода со слоя на слой. Принимается, что
интенсивность отказов этих элементов от температуры не зави-
сит.
Кристаллы бескорпусных микросхем устанавливаются на ком-
мутационно-пленочной плате и электрически соединяются с кон-
тактными площадками. Соединение шарикового вывода кристал-
ла происходит в одной точке (в смысле надежности), откуда ин-
тенсивность отказов всех контактных соединений шариковых вы-
водов может быть определена по формуле
Ах кс = АШ1 N№ А1Кр,
где АШ1 — интенсивность отказов одного шарикового вывода.
Если кристалл электрически соединяется с подложкой гибкой
проволочкой, то контактное соединение осуществляется в двух
точках, откуда интенсивность всех контактных соединений выво-
дов кристаллов может быть определена в виде
Ах кс= 2Ап1 А/кр Мкр,
где АП| — интенсивность отказов соединения проводника с кон-
тактной площадкой.
Наконец, контактные площадки коммутационно-пленочной
платы соединяются гибкими проводами с металлическими выво-
дами микросхемы. Эти элементы характеризуются интенсивно-
стью отказов
Ах в — (А1в + А1П) М сХ,
где Ав1 — интенсивность отказов соединения проводника с выво-
дом корпуса микросхемы.
174
Интенсивность отказов ГИС Хсх может быть определена путем
суммирования интенсивностей отказов соответствующих элемен-
тов:
^сх ^кр + ^пд + к.с + ^2 в-
Эта интенсивность отказов характерна для максимальной рабо-
чей температуры кристалла микросхемы при средней электричес-
кой нагрузке.
8.2. КОМПОНОВКА И РАСЧЕТ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ
ФУНКЦИОНАЛЬНЫХ ЯЧЕЕК И БЛОКОВ
Исходными данными для расчета конструктивных параметров
функциональных ячеек являются вариант конструкции блока, тех-
ническая сложность проектируемого блока и конструктивные па-
раметры используемых микросхем и МСБ. При конструировании
блока используются типовые конструктивные решения, изложен-
ные в [6].
Для расчетов необходимо знать габаритные размеры блоков
(рис. 8.10) и печатных плат (см. рис. 1.7). Размеры печатных
плат ячеек определяют габаритные размеры выбранно-
го корпуса блока. При этом следует иметь в виду, что
ячейки аппаратуры разъемной конструкции устанавливают-
ся вертикально поперек ребра L,
причем поле ответных разъемов __
для этих ячеек устанавливается л
также вертикально вдоль ребра
Н и перпендикулярно ребру В. |
Ячейки аппаратуры книжной кон-
струкции устанавливаются также
вертикально, однако вдоль ребра
L. Для аппаратуры каждого клас-
са разрешается применять печат-
ные платы определенных раз- рис 8.10. Эскиз блока МЭА
меров.
Некоторые обозначения элементов печатных плат приведены
на рис. 1.7. С четырех сторон по периметру печатной платы на-
ходятся краевые поля, на которых недопустима установка компо-
нентов, прокладка соединительных проводников, поскольку эта
зона используется для крепления к печатной плате рамки, вилки
(розетки) разъема или плоского шлейфа (кабеля) со скобой.
Часть печатной платы без краевых полей образует монтажное
поле. Размеры монтажного поля зависят как от размеров печат-
ной платы, так и от конструкции аппаратуры. Размеры посадоч-
ного места и шага установки микросхем на печатную плату ячей-
ки определяются выбранной элементной базой. Тогда на печатной
плате ячейки (см. рис. 1.7) можно расположить пу рядов и пх
столбцов микросхем:
175
Пу = ЕI (Вп - Во - У, - У2)/Всх | + 1;
nx = EJ(Ln—Lo——X2)/LCxl +1.
где Вп и Ln — ширина и длина печатной платы, Во и Lo— шири-
на и длина посадочного места микросхемы; Всх и Lcx — шаги уста-
новки микросхем по вертикали и горизонтали печатной платы; Ei,
У2 и Xi, Х2 — размеры краевых зон печатной платы соответственно
по вертикали и по горизонтали.
Число микросхем на печатной плате >Хсх=пхПуПуСт, где
Муст~1 для штырьковых выводов корпусов микросхем и 1 или
2 — для планарных.
Зная число микросхем, их рядов и столбцов, по методике, из-
ложенной в гл. 4, можно оценить помехоустойчивость ячейки. Ес-
ли требования по помехоустойчивости не выполняются, необходи-
мо уменьшить число столбцов пх на один и равномерно распреде-
лить микросхемы по горизонтали платы, после чего вновь повто-
рить оценку помехоустойчивости. И так до тех пор, пока требова-
ния по помехоустойчивости ячейки не будут выполняться.
Ориентировочная техническая сложность ячейки N'а.я = Nzx3сх,
где Лх — уровень интеграции микросхем.
Для определения числа ячеек в блоке необходимо .коснуться
вопроса структурного анализа аппаратуры. Здесь будут учтены
только структура блока и зависимость числа микросхем в ячейке
от степени повторяемости ячеек. Если считать, что техническая
сложность аппаратуры Л?а с учетом возможного введения избыточ-
ности определена, то ориентировочное число ячеек
JVz, = eI—1 + 1-
I ЛГая Г
Ячейки в аппаратуре определенным образом распределяются
по типам. Используя подобие функциональной законченности яче-
ек информационной законченности слов в тексте, для оценки рас-
пределения ячеек по типам можно пользоваться законом Ципфа,
согласно которому элементы информационного сообщения распре-
деляются обратно пропорционально числам натурального ряда.
Однако закон Ципфа, справедливый, как и все другие статистиче-
ские законы для больших выборок, искажается отклонениями на
малых выборках, характерных для МЭА, где число ячеек, как пра-
вило, не превышает нескольких десятков. В этом случае более прав-
доподобным оказывается закон, согласно которому элементы расп-
ределяются обратно пропорционально степеням по основанию 2
с показателями в виде чисел натурального ряда. В этом случае
ориентировочное число ячеек /-го типа определяется выраже-
нием
+ 1,
где / последовательно принимает значения чисел натурального
176
V
ряда, пока выполняется условие 2 М'^СМ'я, причем число ячеек
j=i
V—1
последнего у-го типа N'ay=N'a— 2 N'^. Здесь величина у опре-
1=1
деляет число типов ячеек NT.a.
Однако ни один класс аппаратуры не может быть реализован
на основе только микросхем широкого применения в силу ряда осо-
бенностей и условий эксплуатации, присущих только данной кон-
кретной аппаратуре. Специфика каждого вида аппаратуры требует
разработки специальных каскадов, присущих только этой аппара-
туре, которые не могут быть реализованы на микросхемах широкого
применения. Реализация таких каскадов на дискретных элементах
сводит до минимума все преимущества миниатюризации. Поэтому
для улучшения характеристик МЭА элементы специальных каска-
дов необходимо упаковывать в микросборки, конструктивно и тех-
нологически согласованные с микросхемами широкого применения,
используемыми в разрабатываемой аппаратуре. Это значит, что
микросборки разрабатываются на основе типовых конструктивных
элементов, как и микросхемы широкого применения, по базовой
технологии, принятой при изготовлении схем широкого применения.
Различие между этими категориями заключается в том, что
может быть невелика потребность в МСБ, серийность их низка и
изготовление их на специализированных предприятиях, предназна-
ченных для производства микросхем широкого применения, эконо-
мически нецелесообразно. По этим причинам качество МСБ не-
сколько ниже, а стоимость их изготовления несколько выше, чем
ИС широкого применения, при одном и том же уровне интеграции.
Однако применение МСБ экономически все же гораздо целесооб-
разней, чем реализация части аппаратуры на дискретных ЭРЭ и
печатном монтаже.
Статистический анализ различной аппаратуры показал, что чи-
сло микросхем широкого применения зависит от их уровня интегра-
ции и технической сложности аппаратуры. Ориентировочно число
микросхем широкого применения в проектируемой аппаратуре
где составляет 0,95 для аппаратуры вычислительной техники и
дискретной автоматики, 0,5 — для локационной и навигационной
аппаратуры и 0,25 — для контрольно-измерительной аппаратуры.
Число микросхем широкого применения на печатной плате ячей-
ки /-го типа Асх j зависит от повторяемости ячеек
V
2 [GV'h,)W'hj+ 1)]
V=1
Ориентировочно число МСБ на печатной плате ячейки /-го типа
j=Acx—Aex j.
177
Ориентировочно число МСБ на печатной плате ячейки /что типа
с учетом реализации их в .корпусе, отличном по габаритам от
корпусов микросхем широкого применения, составляет
ЛГ'сб ? = Е | ЛГсб j Вск £сб |,
где Веб и £Сб — шаги установки МСБ.
Уровень интеграции микросхем широкого применения ^Сх может
не совпадать с уровнем интеграции микросборок У. В результате
необходимое число МСБ на печатной плате ячейки /-го типа
N'"c§ определяется выражением
N". = ЕI ^'сб Жх+0,51,
причем для дальнейших расчетов выбирается число МСБ
tfc6,= min{A^6 .,
Тогда техническая сложность ячейки
Mi я } — Мб j + NСх j3^ex-
В связи с уточнением технической сложности ячеек необходи-
мо уточнить число ячеек первого типа
Mi — N Я1 + Е
*а~^яЛя!
---------+0,5
Приняв для всех других ячеек М3=МЯЗ-, можно определить
общее число ячеек путем суммирования числа ячеек каждого
типа.
Число ячеек в блоке является параметром, который в извест-
ной степени определяет структуру аппаратуры на уровне микро-
схем. Структурный анализ аппаратуры на уровне микросхем поз-
воляет разработать математическую модель, которая отражает чи-
сло микросхем вообще и число типов .микросхем широкого при-
менения и МСБ, а также распределение МСБ по типам в каждой
ячейке.
Исходной для такого анализа является техническая сложность
аппаратуры. Для функционирования цифровых устройств требу-
ется некоторый минимум исходного оборудования Л/и- На практи-
ке всегда приходится вводить избыток оборудования для .повыше-
ния надежности или помехозащищенности. С повышением уровня
интеграции используемых микросхем возрастает число недоис-
пользуемых элементов, т. е. таких микросхем, в которых исполь-
зуется только часть вентилей. Такой прием является следствием
стремления максимального использования микросхем широкого
применения, которые, как правило, являются универсальными мно-
гофункциональными устройствами.
Кроме того, при разделении принципиальной схемы на микро-
схемы и МСБ на этапе технического проектирования приходится
специально вводить избыток оборудования с целью уменьшения
числа контактных соединений вне микросхем. Этот избыток рас-
178
тет с ростом уровня интеграции. Для количественной оценки из-
быточного оборудования были обработаны материалы, приведен-
ные в литературе [4], на основании чего была получена зависи-
мость
^а = ^схЕ|(Уи + Д[ 13^3| )А7|.
Техническая сложность аппаратуры и уровень интеграции ис-
пользуемых микросхем определяют также число типов микросхем
и МСБ NT и число типов микросхем Nt.cx, а следовательно, и чис-
ло типов МСБ Nt.cq, необходимых для реализации проектируемой
аппаратуры. Эти величины определяются зависимостями
АС = Е
1,25/Уа (^сх + 4)
3 >^сх + 4J" сх + А^а
0,5 +1;
^тсх = Е|(£2-Г^сх/АГаЖ|;
сб = сх>
где 52 = 0,75 для аппаратуры вычислительной техники и дискрет-
ной автоматики, 0,55 —для локационной и навигационной аппара-
туры и 0,35—для контрольно-измерительной аппаратуры.
Ориентировочное число МСБ i-ro типа в ячейке j-го типа опре-
деляется зависимостью
^'сб/,/ = Е|-^-ехр(—) +1,
I сб \ т сб /
где i принимает значение от 1 до А'т<:б-
Для уточнения значения NC6i,j используется поправочный ко-
^т сб
эффициент Vj^=NC6jl 2 N'C6i,j- Тогда уточненное число МСБ
»=i
i-го типа в ячейке /-го типа NC6i,j> за исключением МСБ А/Тсб-го
типа, составляет
Nc6 i,j — Е | N сб i, j Vj | •
Уточненное число МСБ последнего типа можно найти как раз-
ность между величиной Nc(1 j и суммой микросборок предшествую-
щих типов.
Уточненное число МСБ всех типов во всех ячейках записыва-
ется в табличной форме. Число строк таблицы соответствует чис-
лу типов ячеек, а число столбцов—числу типов МСБ. Типам ячеек
присваиваются номера в возрастающем порядке по мере уменьшения
в них числа МСБ. В первую строку слева направо заносится чи-
сло МСБ каждого типа первой ячейки по мере их убывания. Ес-
ли в первой строке заполнены все клетки, аналогично заполняется
следующая строка, и так до тех пор, пока таблица окажется за-
полненной или в очередной строке таблицы окажутся незаполнен-
ные клетки. На этом первый этап заполнения таблицы заканчива-
ется.
Второй этап заполнения таблицы начинается с последней стро-
ки. В нее справа налево заносятся числа, соответствующие числу
179
МСБ каждого типа последней ячейки, по мере их возрастания. В
предпоследнюю строку таблицы справа налево, начиная с клетки,
расположенной в столбце, следующем за столбцом, в котором
расположена последняя заполненная клетка последней строки, за-
носятся числа, соответствующие числу МСБ каждого типа пред-
последней ячейки по мере их возрастания, и так до тех пор, пока
таблица не окажется заполненной или в строке не окажутся не-
заполненные клетки. На этом второй этап заполнения таблицы
заканчивается. Если число типов схем /-й ячейки превышает чис-
ло свободных столбцов, то заполнение таблицы для этой ячейки
на втором этапе не производится.
Третий этап заполнения таблицы начинается со строки, следу-
ющей за последней строкой, полученной на первом этапе. В эту
строку таблицы, начиная с первого столбца, слева направо зано-
сятся числа, соответствующие числу МСБ каждого типа, по мере
их убывания. В следующую строку таблицы, также слева напра-
во, начиная с клетки, следующей за столбцом, в котором располо-
жена последняя заполненная клетка предыдущей строки, заносят-
ся числа, соответствующие числу МСБ каждого типа, по мере их
убывания. Третий этап заканчивается, когда таблица оказывается
заполненной или когда число типов схем /-й ячейки превышает
число свободных столбцов.
Процедура заполнения таблицы на четвертом и последующих
этапах (если в них есть необходимость) соответствует процедуре
третьего этапа. Пример упорядочения распределения интеграль-
ных схем в блоке приведен в табл. 8.2.
Следующим важным параметром ячейки является число ис-
пользуемых выводов с печатной платы, которое определяется вы-
ражением
МЯ; = Е| l)/(lg/VaH7+ 1)1,
Таблица 8.2
/ О ЛГ сб У 2 СО О ю ю Wc6 j 7 N „ сб 1 8 б/ЗЭд, — V сб/ 10 'Vc6 / 1 1 "сб / 1 2
1 16 14 12 11 10 9 7 6 5 4 2 1
2 12 11 9 8 7 6 4 3 2 1 0 0
3 3 7 6 5 4 2 1 0 0 0 0 0
4 0 0 0 0 0 0 0 6 5 4 3 1
5 6 5 4 3 1 0 0 0 0 0 0 0
6 0 0 0 0 0 5 4 3 2 1 0 0
7 3 2 2 1 0 0 0 0 0 0 0 0
^т.я—3 о’ ”2 2 ”1 "6 ”6 “6 ”6 6 0 6 "о
^т.я—2 0 0 0 0 3 2 1 0 0 0 0 0
^т.я—1 0 0 0 0 0 0 0 2 2 1 0 0
^т.я 0 0 0 0 0 0 0 0 0 0 1 1
180
где Ki— схемотехнический параметр элементной базы, причем для
выбора электрического соединителя необходимо использовать
максимальное значение МЯ]-.
Электрический соединитель ячейки может устанавливаться с
одной стороны печатной платы либо выступать по обе ее стороны.
Второй вариант целесообразно использовать при двусторонней ус-
тановке микросхем и МСБ. Если обозначить высоту такого сое-
динителя Нй, то в зависимости от соотношения между этой высо-
той и высотой двух микросхем 2НСХ или двух микрооборок 2ЯСб,
установленных на печатную плату высотой Ня, высота ячейки
Я'я = тах{Яс, Я„ + 2ЯсХ, Яп + 2Ясб}. (8.23)
Если микросхемы и МСБ устанавливаются с одной стороны и
используется соединитель, части которого выступают по обе сто-
роны печатной платы, то высота ячейки
Я'я = шах{Яс, 0,5(Яс + Яп) + Ясх, 0,5 (Яс + Нп) + Яс6). (8.24).
При односторонней установке микросхем, МСБ и соедините-
лей выражение (8.23) принимает вид
Я'я = Якб + шах{Яс + Яп, Яп + Ясх, Яп + Яс6}, (8.25)
где Якб — высота выступов крепежных изделий.
Наконец, двусторонняя установка микросхем и МСБ не исклю-
чает установку соединителя на одной стороне печатной платы. В
этом случае выражение (8.25) следует записать в виде
Я'я = Нп + max {Ясб + Нс, Нсх + Нс, 2Нс0, 2НсХ}. (8.26)
В случае книжной конструкции аппаратуры величина Н'я оп-
ределяется выражениями (8.23)—(8.26) с учетом замены высоты
соединителя высотой планки, колодки или скобы, которыми окан-
чивается гибкий кабель, соединяющий ячейки. Ячейки в блоке ус-
танавливаются на определенном расстоянии, кратном шагу уста-
новки, который для разъемной конструкции составляет 2,5, а для
книжной 0,5 мм. С учетом шага установки высота ячейки Ня для
аппаратуры разъемной и книжной конструкций определяется соот-
ношениями
Яяр = 2,5(Е|(Я'я + 2)/2,5|+ 1);
/7якн = 0,5(Е| (Яя + 2)/0,5| +1).
Здесь конструкционный зазор 2 мм между ячейками учитывает
максимальный прогиб печатной платы, возникающий от механиче-
ских воздействий в процессе эксплуатации аппаратуры.
Длина и ширина ячейки определяются длиной La и шириной
Ва печатной платы.
Масса ячейки /-го типа Оя, складывается из массы печатной
платы Gm массы микросхем GcxNCXj, массы МСБ ЯСбЛЛ:бд а так-
же массы соединителя (вилки и розетки) Gc для разъемной кон-
181
струкции или масс колодки, планки, скобы и шлейфа и массы
рамки брам для книжной:
бя j = бп + GcX j + Gc6 Л/сб j Gc + брам. (8.27)
Общность выражения (8.27) не нарушается для случая исполь-
зования аппаратуры с общей герметизацией, когда AfCxj=O илв
при отсутствии рамки в ячейке (бРаМ=0),
Выбор конструкции блока в известной мере определяется на-
значением аппаратуры, а также требованиями действующей нор-
мативно-технической документации. Так, например, в аппаратуре
ЕС ЭВМ [11] используются стандартные панели, в которых раз-
мещается 20 или 40 ячеек (ТЭЗов), и задача прогнозирования
конструктивных размеров здесь сводится к выбору числа панелей
в зависимости от числа ячеек проектируемой аппаратуры А’я.
В аппаратуре других классов выбор корпуса блока произво-
дится в несколько этапов, причем процедура выбора для разъем-
ной и книжной конструкций носит различный характер. Для аппа-
ратуры разъемной конструкции вначале исходя из ширины печат-
ной платы Вп и ширины зоны коммутации ячеек LK в блоке, кото-
рая составляет 30—50 мм, выбирают ширину корпуса блока В. За-
тем определяют длину пакета ячеек L', учитывающую число ячеек
L', их высоту Ня и ширину зоны коммутации блока LK.’
Г=УяЯя + £к. (8.28)
По длине пакета выбирается длина корпуса блока, в котором
может быть размещен этот пакет. Если пакет не размещается и
можно использовать двухъярусную конструкцию корпуса блока,
то выражение (8.28) представляется в виде
Г = (Е|(^-1)/2|+1)Дя + £к.
Если и в этом случае пакет не размещается, то необходимо вы-
брать некоторое число блоков из ряда чисел 2я, где п — числа на-
турального ряда. В этом случае выражение (8.28) принимает вид
£' = Е|(^я1-1)/2я-Ч + Ек,
где п, начиная с 1, последовательно увеличивается на единицу до
тех пор, пока пакет ячеек длиной L' не будет размещаться в
корпусе блока длиной L. Тогда число блоков Nq принимается рав-
ным 2”.
Книжные конструкции находят применение в блоках, имеющих
постоянную фиксированную дл.ину, что обусловливается приме-
нением ячеек с печатными платами постоянных транзисторов. Для
увеличения технической сложности таких блоков увеличивается
число ячеек, которые характеризуют только изменение ширины
блока. Поэтому выбор корпуса блока при определенной его дли-
не сводится только к выбору ширины В. При этом исходной яв-
ляется ширина пакета ячеек В', которая определяется высотой
ячейки Ня, числом ячеек Ня и конструкционным зазором по 2 мм
с обеих сторон пакета ячеек. Если учесть, что каждые три ячей-
ки книжной конструкции приходится одна коммутационная плата»
1 QO
устанавливаемая с тем же шагом, что и обычная ячейка, то выра-
жение для определения ширины пакета примет вид
£' = 4(Е|(^-1)/3| + 1)Яя + 4. (8.29)'
Если ширина пакета превышает 120 мм, то используются два
пакета, раскрываемых один в левую, а другой в правую сторону.
При этом В' необходимо увеличить на 15 мм, чем учитывается
поворот двух групп шарниров в разные стороны.
По ширине пакета выбирается ширина корпуса блока, в кото-
ром может быть размещен пакет. Если пакет не размещается в
корпусе блока максимальной ширины, регламентируемой норма-
тивно-технической документации [11], то необходимо выбрать не-
которое число блоков из ряда чисел 2П. В этом случае выражение
(8.29) следует использовать в виде
Л' = 4(Е|(Уя1-1)/3.2"-*| + 1)Яя + 4,
где п, начиная с 1, последовательно увеличивается на единицу
до тех пор, пока пакет ячеек шириной В' не будет размещаться в
корпусе блока шириной В. Тогда число блоков аппаратуры Мб
принимается равным 2П.
Выбранные размеры В, L и Н характеризуют габариты блока.
Число используемых выводов блока определяется выражением
м ol KiKNa/No^ + i]
^б-г.| lgAZa_lgAZ6+1 •
По значению Мб выбираются тип и число разъемов блока. Вы-
бор типа и числа разъемов для присоединения к разрабатываемой
аппаратуре осуществляется исходя из числа используемых выво-
дов аппаратуры
Ма = Е|К1(М^ + 1)/(1ёМи+ 1) ].
Масса аппаратуры определяется по формуле
v
Ga = G6 Мб + g GH j Na j 4- G6c (Мбс + Mac) + GK,
/=>
где Ge — масса корпуса блока с учетом массы объединительной
платы, к которой крепятся разъемы ячеек в случае разъемной
конструкции, или с учетом массы коммутационных плат в случае
книжной конструкции; Gsc — масса соединителя блока (с ответ-
ной частью); Мбс — число соединителей в блоке (если Мб=1,
то Мбс=0); Мас — число соединителей аппаратуры для внешней
связи; GK—масса элементов крепления.
Рассмотрим методику расчета надежности аппаратуры и от-
дельных ее функционально законченных частей по мере их усло-
жнения. Будем рассматривать ячейку как некоторую совокупность
МСБ и микросхем широкого применения, установленных на общей
печатной плате. В этом случае интенсивность отказов ячейки /-го
типа
К j ~ Мс1 j ^СХ 4“ j ^сб ~Ь (Мя j -|- МсХ j Мсх + 44сб j Мсб) А кц,
183
где Хсх — интенсивность отказов микросхем широкого примене-
ния; ХСб — интенсивность отказов МСБ; Мкп — интенсивность от-
казов паяного контакта.
Максимальная интенсивность отказов аппаратуры разъемной
конструкции
Л^тя
а= S jкп 4- Мяу(Х1кп4-Х1КВ) Хя7,
7=1 7=1
где %1кв — интенсивность отказов контакта врубного соединителя.
Для аппаратуры книжной конструкции
Мя
а = 2 ^я j’^я j + \ КП-
7=1
Максимальная интенсивность отказов аппаратуры характерна
для максимальной рабочей температуры. В процессе эксплуатации
аппаратура находится при максимальной рабочей температуре
только часть времени. Именно это является одной из причин то-
го, что интенсивность отказов ячеек и блоков, определенная в
процессе эксплуатации аппаратуры, может быть меньше интен-
сивности отказов, полученной в процессе определительных испы-
таний на надежность. Следовательно, необходимо ввести попра-
вочный коэффициент /Суср, учитывающий соотношение условий,,
при которых получена информация об интенсивности отказов, и.
условий эксплуатации аппаратуры.
В настоящее время в литературе отсутствуют достаточно ар-
гументированные и подтвержденные документально сведения о.
возможных значениях КуСР. Однако анализ существующих сведе-
ний о значениях коэффициента ускорения испытаний для ячеек и
блоков позволяет предположить, что возможные значения этого,
коэффициента лежат в пределах от 0,1 до 0,4 [8].
Помимо температурных факторов на надежность аппаратуры
оказывают влияние влажность окружающей среды, механические
воздействия, разряжение окружающей среды. Все эти факторы
учитываются введением соответствующих коэффициентов: Квл —
коэффициента влияния влажности; Км — коэффициента влияния
механических воздействий; Лраз — коэффициента влияния разре-
женности окружающей среды; значения этих коэффициентов, не-
обходимые для расчета, приведены соответственно в табл. 8.3—
8.5 [8].
Таблица 8.3
Относительная влажность, % Т, °C ^вл
60—70 20—40 1,0
90—98 20—25 2,0
90—98 30—40 2,5
184
С учетом поправочных коэффициентов средняя интенсивность
отказов аппаратуры определяется выражением
а КУСР ^Свл %м К раз»
откуда среднее время безотказной работы аппаратуры
Таблица 8.4
Условия и виды аппаратуры м
Лабораторная аппаратура 1,0
Портативная переносная аппаратура 1,07
Морская аппаратура 1,37
Автофургонная аппаратура 1,46
Авиационная аппаратура 1,65
Таблица 8.5
Высота, км Н-1 0®, Па ^раз 1 Высота, км Н-\ О3, Па TS ''раз
0 100 1,00 7—8 41—36 1,20
1—2 90—80 1,05 10—11 26—23 1,25
2—3 70—60 1,10 12—14 19—14 1,30
3—5 54—47 1,14 15—18 11—7,5 1,35
5—6 47—43 1,16 20 и более 5,5—2,5 1,38
8.3. РАСЧЕТ ЭФФЕКТИВНОСТИ ПРОЕКТИРУЕМОЙ АППАРАТУРЫ
Эффективность является наиболее общей и важнейшей харак-
теристикой любых технических средств, в том числе и проектиру-
емой аппаратуры. Однако в литературе нет общепринятого опре-
деления эффективности. В ряде случаев под эффективностью по-
нимается соответствие назначения технических средств результа-
ту их использования. При этом должны быть учтены условия эк-
сплуатации, а также затраты на разработку, изготовление и эк-
сплуатацию [15].
Численной характеристикой эффективности является критерий
эффективности, который согласно [16] есть «мера соответствия
результатов функционирования технических средств целям, пос-
тавленным при проектировании или использовании их с уче-
том затрат, необходимых для получения результата в определен-
ных условиях использования».
Очевидно, что эффективность должна быть тем выше, чем
меньше затраты и чем выше результат применения аппаратуры.
Такое определение эффективности относится к области системо-
техники. Результат применения технических средств в этом слу-
чае имеет основное значение для определения эффективности, он
является величиной переменной, критичной к параметрам аппа-
ратуры.
Если же решение о разработке данного конкретного техничес-
кого средства принято, при схемотехническом подходе к оценке
1 5
критерия эффективности результат применения аппаратуры яв-
ляется- величиной постоянной. В этом случае эффективность не
зависит прямо от результата применения аппаратуры, а сущест-
венно зависит от затрат, связанных с ее разработкой, производст-
вом и эксплуатацией. Результатом применения аппаратуры в дан-
ном случае можно считать реализацию функционирования ее в
течение времени технической долговечности. При сравнительном
анализе аппаратуры различной технической сложности целесооб-
разно использовать не абсолютные, а удельные затраты, прихо-
дящиеся на единицу технической сложности.
Техническая сложность аппаратуры зависит от уровня интег-
рации используемых микросхем. При повышении уровня интегра-
ции микросхем увеличивается число непродуктивно используемых
вентилей и, следовательно, возрастает их общее число в проекти-
руемой аппаратуре. Для сравнения вариантов аппаратуры одного
назначения, выполняемых на микросхемах различного уровня ин-
теграции, следует при оценке удельных затрат учитывать исход-
ную техническую сложность аппаратуры 7УИ. В этом случае крите-
рием эффективности проектируемой аппаратуры является интег-
ральный показатель качества [17], который определяется выра-
жением
п __8760<йТд
И 3/Na ’
где 3 — суммарные затраты на обеспечение функционирования
аппаратуры, руб.; <а — коэффициент эксплуатации аппаратуры;
Тп — техническая долговечность, лет.
Суммарные затраты складываются из затрат на разработку
Зр, производство Зп и эксплуатацию Зэ. Затраты на разработку
и производство аппаратуры относятся к капитальным единовре-
менным затратам 3«, затраты на эксплуатацию являются текущи-
ми Зт и определяются из расчета на один год. Для суммирования
разновременных затрат в общепринятой методике [18] вводится
нормативный коэффициент капитальных вложений Ен, при помо-
щи которого определяется часть капитальных вложений, соизме-
римая с текущими затратами. В этом случае общие затраты на
обеспечение функционирования аппаратуры в течение времени
технической долговечности определяются выражением
3 = ГД(3КЕН + 3Т).
Затраты на производство аппаратуры зависят от ее серийности,,
поскольку эта величина в конечном итоге определяет число мик-
росхем, ячеек и блоков, необходимых для производства всех ком-
плектов аппаратуры. Затраты на производство аппаратуры на
этапе эскизного проектирования определяются при помощи опто-
вых цен, которые могут быть получены путем прогноза на основа-
нии результатов статистического анализа предшествующих раз-
работок.
Затраты на разработку аппаратуры не зависят от серийности
этой аппаратуры. Однако поскольку эффективность аппаратурьв
186
оценивается по отношению к одному ее комплекту, при опреде-
лении капитальных затрат оптовую цену необходимо просуммиро-
вать с затратами на разработку, отнесенными к одному комплекту
аппаратуры. В этом случае формула для определения капитальных
затрат примет вид
Зк = Зп 4- Зр/£,
где g—серийность аппаратуры.
Текущие затраты складываются из затрат на обеспечение эк-
сплуатации аппаратуры, характеризуемой определенными объе-
мом, массой, потребляемой мощностью, и затрат на запасные из-
делия и приборы (ЗИП)
Зт = 3Э1? Зэе Зэр 4- 3,Ип,
где З3у — затраты на эксплуатацию аппаратуры, связанные с
обеспечением определенного объема, необходимого для нормаль-
ного функционирования; 33G — затраты на эксплуатацию аппара-
туры, связанные с обеспечением условий эксплуатации аппарату-
ры заданной массы (дополнительный фундамент, обеспечение за-
данной подъемной силы для авиационной аппаратуры); Ззр — за-
траты на эксплуатацию источников питания, необходимых для
функционирования аппаратуры; Ззин— затраты на обеспечение
запасными изделиями и приборами для эксплуатации аппара-
туры.
Таким образом, суммарные затраты на обеспечение функцио-
нирования аппаратуры
з = тл [(Зп 4- ЗЛ) Еи + Зэ^ + Зэ0 4- 3ЭР + 3ЗИП],
откуда интегральный показатель качества проектируемой аппара-
туры
т7________________8760о) Л'п___________ ол\
и (Зп 4- Зр/^) Ен 4- ЗэР 4~ Зэ0 4- 3Эр + Ззип
Величины, входящие в числитель выражения (8.30), задаются
разработчику и являются постоянными, а значение составляющих
элементов суммарных затрат зависит от выбранного разработчиком
конструктивно-технологического решения. Следовательно, повы-
сить интегральный показатель качества проектируемой аппара-
туры разработчик может, только уменьшая суммарные затраты,
варьируя различными конструктивно-технологическими реше-
ниями.
Рассмотрим, как влияют различные конструктивно-технологи-
ческие решения на различные затраты. Анализ начнем с уровня
микросхем и М.СБ.
Оптовая цена микросхем широкого применения выбирается по
прейскуранту. Оптовые цены разрабатываемых микросхем широ-
кого применения в единицах стоимости ориентировочно могут быть
определены по формуле
Цопт=Цо1^, (8.31)
187
где Цо1 — удельная стоимость' производства одного вентиля в мик-
росхеме уровня интеграции 3.
Удельная стоимость производства одного вентиля
Ц == С»~Ц° ^з+ -с»-Цо ^2—3 Со^Цо!^-^с
1 Z7% гг2о Зй
где 3^0— оптимальный уровень интеграции, характерный для оп-
ределенного года производства микросхем; Цо — удельная стои-
мость производства одного вентиля в микросхеме с оптимальным
уровнем интеграции; Со — стоимость производства одновентиль-
ной микросхемы. Значения З^о, Цо и Со при различной технологии
производства микросхем приведены в табл. 8.6.
Таблица 8.&
Показатели стоимости Технология
гибридная тонкопленочная гибридная толстопленочная
X пятилетка XI пятилетка X пятилетка XI пятилетка
^0 10 11 10 11
Цо 64 512 64 512
Со 1,20 0,97 0,80 0,65
1,37 1,17- 0,91 0,78
Выражение (8.31) справедливо для микросхем широкого при-
менения, число которых превышает экономически целесообразное
число микросхем в партии определяемое технологией и уров-
нем интеграции микросхем:
Л/эЦ = Е |^Ц1/4/У|,
где М>ц1 — экономически целесообразное число одновентильных
микросхем в партии; для гибридной тонкопленочной технологии
оно составляет 10 000, а для гибридной толстопленочной— 1000.
Прогнозируемая цена МСБ i-го типа определяется по формуле
е! iog2/^ia_+Л р в1 iog2/-^2— + i) |+ 1
ЦК=Ц V 1 /I
^Асб г ^-Аопт ист идз
ГДв Уст постоянный коэффициент снижения трудоемкости при
удвоении числа изделий в партии, который для расчета рекомен-
дуется принимать равным 0,8; одз — коэффициент, учитывающий
дополнительные затраты, необходимые на перестройку производ-
ства при переходе от изготовления микросхем одного типа к дру-
гому. Для расчета рекомендуется этот коэффициент выбирать
равным 1,05 при производстве гибридных тонкопленочных ИС »
1,03 при производстве гибридных толстопленочных ИС; Цопт —
оптовая цена микросхемы такого же уровня интеграции, как и
проектируемая МСБ.
Затраты на разработку микросхемы i-ro типа Зр; =
= 10 000 Ц01^У.
Для определения затрат на разработку ячейки /-го типа необхо-
димо знать конструктивный коэффициент пропорциональности пло-
щади посадочного места ЛДм = -йСх^сх/^сх<Дсхо, где Всхо, Ьсю —
шаги установки корпуса 401.14-3; BCI, Lcx —шаги установки
корпуса, используемого в рассматриваемой ячейке.
Затраты на разработку ячейки /-го типа
g __ Зр о Кп м '^'а я )__
р) / $ \'
7'tfcxo(l+O,llg— )
где Зро — затраты на разработку типовой ячейки (для расчета ре-
комендуется принять Зро=100 000 единиц стоимости); AfCxo— чи-
сло микросхем типовой ячейки (для расчета рекомендуется при-
нять Л/схо = 40); У'—уровень интеграции схем средней ячейки
рекомендуется для расчета принять 5Г,=4).
Затраты на производство ячейки /-го типа 3nj складываются
из затрат на комплектующие изделия и заработной платы произ-
водителям, которая учитывается путем введения коэффициента
пропорциональности А'я=1,41/yf3. При этом затраты на произ-
водство ячейки /-го типа
/ ^т.сб \
Зп/ = I Л^сх >Цопт+ 3 ^сб О’Дсб i I (1 + ^я)-
\ i=l >
Затраты на производство всех ячеек /-го типа, необходимых
для эксплуатации аппаратуры в течение времени технической дол-
говечности, Зпзд=ЗпА’д-
Затраты на разработку 3Рб и производство 3Пб блока аппара-
туры можно принять пропорциональными затратами на разработ-
ку и производство ячеек соответственно:
^тя Лт я
Зрб — Крб 3 Зр j N, j', Зи б = Кп б 3 Зд ]
i=i 1=1
где /СРб и /Спб — коэффициенты пропорциональности затрат на
разработку и производство блока аппаратуры соответственно.
Для расчетов можно принять /СРб = 0,125, а Дпб=0,015.
Затраты на разработку аппаратуры
Л’т я *т.сб
зР=зРб+ ззр;+ з 3pi.
j=i i=i
Соответственно затраты на производство аппаратуры разъем-
ной и книжной конструкции
^тя
3Пр = Зпб + 3 Зп ;^я ; + 1)!
/=1
/ ^тя \
Зпкн = 2|3Пб+ 3 3п>М-
' /=1
189
Рассмотрим, из чего складываются текущие затраты. Затраты
на эксплуатацию аппаратуры пропорциональны объему, массе и по-
требляемой мощности этой аппаратуры и определяются по фор-
мулам
Зэк == Зр э у (У6 Уохл) Уа;
Зэб = Зр эд (Gg + G0XJI) б;
Зэ<^ = Зр э (Рб З3охл) Мб,
где удельные коэффициенты ЗрЭк, ЗрЭс, 3p3<^> задаются разра-
ботчику аппаратуры; УОхл, G0XJI и &Охл — параметры системы ох-
лаждения.
Затраты на комплект запасных деталей
о- 1 /„18760(0 74 1 , \
ЗзИп — —— ( Е - + 1) ( Зпб 4- £ Зп 7 н I.
1 д \ । 1 Р I ' \ j=l /
Таким образом вычисляются основные виды затрат и с помо-
щью выражения (8.30) определяется эффективность проектируе-
мой аппаратуры.
Изложенная методика позволяет оценить интегральный пока-
затель качества проектируемой аппаратуры в зависимости от выб-
ранной элементной базы, уровня интеграции микросхем, техноло-
гии их изготовления и, наконец, конструкции аппаратуры. Зада-
ча эскизного проектирования заключается в выборе оптимального
конструктивно-технологического решения с целью получения мак-
симального интегрального показателя качества проектируемой ап-
паратуры.
Множество всех значений интегрального показателя качества,
соответствующее всем возможным конструктивно-технологичес-
ким решениям, образует многомерную функцию цели. Известно,
что многомерная функция может быть прозондирована плоскими
сечениями и представлена семействами функций одного перемен-
ного (аргумента), причем остальные переменные используются в
качестве параметра семейства. В нашем случае целесообразно
принять в качестве аргумента уровень интеграции микросхем, по-
скольку он образует наиболее широкую область существования
значений по сравнению с другими переменными.
Таким образом, математическая задача эскизного проектиро-
вания сводится к отысканию семейств функций цели и исследова-
нию их экстремальных значений для выбора максимума-мак-
симорума. Трудность такого исследования заключается в том, что
функция цели является дискретной и нелинейной в силу дискрет-
ности исходных данных и нелинейности промежуточных законо-
мерностей, используемых для определения ее значений, а следо-
вательно, при ее исследовании необходимо было бы использовать
190
аппарат нелинейного и дискретного программирования, который в
настоящее время еще находится в стадии разработки.
Более существенным, однако, является тот факт, что в силу
большого числа учитываемых параметров (а это определяется
системотехническим подходом к проектированию) и многознач-
ности промежуточных зависимостей (функциональных и логиче-
ских) в настоящее время не представляется возможным постро-
ить функцию цели в символическом виде для аналитического ис-
следования. В то же время алгоритм определения одного значе-
ния функции цели, соответствующего любому набору конструк-
тивно-технологических решений, существует и дает однозначный
результат. Это позволяет построить функцию в графическом ли-
бо табличном виде.
Опыт эскизного проектирования аппаратуры различной техни-
ческой сложности, различных классов и различного назначения
показывает, что, к сожалению, функция цели в некоторых случа-
ях не является гладкой и помимо глобального максимума имеет
локальные максимумы и минимумы. Следовательно, не может
быть использован метод наискорейшего подъема (спуска) для ее
исследования, и для отыскания максимума-максиморума необхо-
димо использовать метод последовательного перебора всех воз-
можных значений ее переменных. Последнее не представляет су-
щественной трудности при использовании ЭВМ.
Порядок расчетов для выбора оптимальных конструктивно-
технологических решений следующий. Область существования воз-
можных уровней интеграции МСБ разделяется на ряд равноотсто-
ящих значений. Определяется интегральный показатель качества
для минимального значения уровня интеграции, одной из техно-
логий изготовления МСБ, одной из разновидностей конструкции
аппаратуры и одной из разновидностей элементной базы. Затем
определяется интегральный показатель качества для следующего
уровня интеграции МСБ при прочих неизменных параметрах. И так
далее, пока не будет исчерпан весь ряд значений уровня интеграции.
Затем расчеты повторяются для другой технологии изготовления
МСБ при неизменных конструкциях аппаратуры и элементной
базе. Таким образом, получается семейство двух кривых функций
цели в табличной форме. Затем изменяется конструкция и расчеты
повторяются, в результате получаются три семейства функций
цели, которые можно рассматривать как род семейства. Наконец,
изменяется элементная база, и расчеты повторяются, в результа-
те чего получается не менее трех родов функций цели, которые
можно рассматривать как вид родов семейств функций цели,
представленных в табличной форме. Максимум-максиморум при
этом нетрудно определить перебором всех значений функций це-
ли, отбрасывая минимальные значения. Максимуму-максиморуму
функций цели и будет соответствовать оптимальный выбор кон-
структивно-технологических решений, и эскизное проектирова-
ние можно считать выполненным в полном объеме.
191
9. ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ
9.1. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Под технологичностью конструкций аппаратуры следует пони-
мать совокупность свойств конструкции, проявляющихся в воз-
можности оптимальных затрат труда, материалов и времени при
технической подготовке «производства, изготовления, эксплуатации
и ремонте, по сравнению с соответствующими показателями одно-
типных конструкций изделий того же назначения при обеспечении
установленных значений показателей качества и принятых усло-
виях изготовления, эксплуатации и ремонта [1].
Условия изготовления или ремонта изделия определяются спе-
циализацией и организацией производства, применяемыми техно-
логическими процессами и годовой программой.
Оценка технологичности конструкций может быть качествен-
ной и количественной.
Качественная оценка характеризуется технологичностью конст-
рукции обобщенно, на основании опыта специалистов-исполните-
лей (экспертов). Качественная сравнительная оценка вариантов
конструкции возможна на всех стадиях проектирования, когда
производится выбор лучшего конструктивного решения и требу-
ется определить степень различия технологичности сравниваемых
вариантов. Качественная оценка при сравнении вариантов конст-
рукции аппаратуры в процессе проектирования изделия предшест-
вует количественной и определяет целесообразность количествен-
ной оценки и соответственно затрат времени на определение чис-
ленных значений показателей технологичности сравниваемых ва-
риантов.
Количественная оценка технологичности конструкции выража-
ется показателем, численное значение которого характеризует
степень удовлетворения требованиям технологичности конструк-
ции. Количественная оценка рациональна только в зависимости
от признаков, которые существенно влияют на технологичность
рассматриваемой конструкции.
Целью такой оценки является обеспечение эффективной от-
работки аппаратуры на технологичность при снижении затрат
времени и средств на ее разработку, технологическую подготовку
производства, изготовление, эксплуатацию и ремонт.
Виды технологичности, главные факторы, определяющие тре-
бования к технологичности конструкции, и способы ее оценки
представлены на рис. 9.1. Классификация показателей технологич-
ности конструкции изделия приведена на рис. 9.2.
По области проявления различают производственную и эксп-
луатационную технологичность. Под производственной техноло-
гичностью конструкции понимается технологичность конструкции
изделия, определяемая применительно к его изготовлению [2].
Производственная технологичность конструкции изделия прояв-
ляется в сокращении затрат средств и времени на конструктор-
192
скую и технологическую подготовку производства и на процессы
изготовления, в том числе контроля и испытаний.
Эксплуатационная технологичность конструкции проявляется в
сокращении затрат времени и средств на техническое обслужива-
ние и ремонт изделия.
Технологичность конструкции
Показатели технологичности конструкций
Вивы
технологичности
(по области
проявления)
произВобственнал
В конструкторской
подготовке
производства
.В технологической
.подготовке
производства
В процессе
изготовления
эксплуатационная
при техническом
обслуживании
при ремонте
Способ оценки
качественная
количественная
Главные ср а к торы,
определяющие
требования
к технологичности
Наименование
ветаяь
сборочная
авинаца
комплекс
комплект
Обьем выпуска
Тип
производства
единичное
серийное
массовое
По области
проявления
производствен-
ные
По значимости
эксплуатацион-
ные
основные
дополнитель-
ные
по области
анализа
технические
технико-
экономические
По системе
оценки
базовые
разрабатываемой
конструкции
уровень
технологичности
По числу
характеризуемых
признаков
частные
комплексные
По способу
выражения
абсолютные
относительные
Рис. 9.1. Виды технологичности,
главные факторы, определяющие
требования к технологичности кон-
струкции, и виды оценки техноло-
гичности
Рис. 9.2. Классификация показате-
лей технологичности конструкций
Главными факторами, определяющими требования к техноло-
гичности конструкции, являются: наименование изделия, объем
выпуска, тип производства.
Объем выпуска и тип производства определяют степень тех-
нологического оснащения, механизации и автоматизации техно-
логических процессов и специализацию всего производства [3].
Введем следующие понятия. Базовый показатель технологич-
ности конструкций — показатель технологичности конструкции,
принятый за исходный при сравнительной оценке технологичнос-
ти конструкции изделия. Показатель технологичности разрабаты-
ваемой конструкции — показатель технологичности конструкции,
характеризующий один или несколько ее признаков на стадии раз-
работки конструкторской документации. Уровень технологичности
193
конструкций (уровень технологичности) — показатель технологич-
ности конструкций, определяемый относительно значения соответ-
ствующего базового показателя технологичности.
9.2. ОСНОВНЫЕ ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ
КОНСТРУКЦИЙ
Номенклатура основных показателей технологичности, ис-
пользуемых для оценки технологичности конструкций узлов и бло-
ков аппаратуры, приведена в [3]. Она может уточняться и допол-
няться с внедрением новых конструктивных решений и прогрес-
сивных технологических процессов.
Все показатели делятся на конструкторские и технологические.
Представление исходных данных для расчета показателей про-
изводится: по конструкторским показателям — конструктором; по
технологическим —технологом.
Расчет всех показателей по представленным данным произво-
дится технологом.
Количественный анализ конструкции изделий на технологич-
ность проводится в два этапа:
1) количественный анализ ранее разработанных базовых кон-
струкций (изделий-аналогов) с целью установления базовых по-
казателей и уровня технологичности для сопоставления и оценки
уровня технологичности вновь разрабатываемых изделий;
2) количественный анализ вновь разрабатываемых конструк-
ций по стадиям проектирования с установлением их уровня тех-
нологичности.
На стадиях эскизного и технического проектов, а также изго-
товления опытного образца (опытной партии) оценку технологич-
ности осуществляет предприятие — разработчик изделия. При из-
готовлении установочной серии и в серийном производстве оценку
технологичности осуществляет предприятие-изготовитель.
Для оценки технологичности конструкций аппаратуры исполь-
зуются относительные частные показатели Ki и комплексный по-
казатель Кк, рассчитываемый по средневзвешенному значению от-
носительных частных показателей с учетом коэффициентов <рг-, ха-
рактеризующих весовую значимость частных показателей, т. е.
степень их влияния на трудоемкость изготовления изделия.
Значения относительных частных показателей Кг находятся в
пределах 0</G:£:l, при этом рост показателя соответствует бо-
лее высокой технологичности изделия. Выражение для расчета
относительного частного показателя может иметь вид либо прос-
того отношения Ki=alb, либо разности 7(г=1—ajb. Первое выра-
жение применяется в тех случаях, когда величина а стремится к
Ь, что соответствует повышению технологичности изделия, вто-
рое — когда стремление величины а к b снижает технологичность.
Коэффициент ф,- зависит от порядкового номера основных по-
казателей технологичности, ранжированная последовательность
которых устанавливается экспертно, и рассчитывается по фор-
194
.муле фг = г/2’-1, где i— .порядковый номер показателя в ранжиро-
ванной последовательности.
Нормативы показателя технологичности для разрабатываемых
(или модернизируемых) изделий устанавливаются путем коррек-
тировки показателей изделий-аналогов с учетом изменения тех-
нического уровня изделия и условий его производства.
9.3. МЕТОДИКА РАСЧЕТА ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧНОСТИ
КОНСТРУКЦИЙ
Методика расчета показателей технологичности разделена на
две части: первая содержит формулы расчета конструкторских
показателей, вторая — технологических.
Коэффициент применяемости деталей определяется по формуле
где Утор— число типоразмеров оригинальных деталей в изделии;
NT — общее число типоразмеров деталей в изделии без учета
нормализованного крепежа.
Коэффициент применяемости ЭРЭ определяется по формуле
Кп ЭРЭ = 1 —N, op эрэ/Ут эРЭ,
где NT op эрэ — число типоразмеров оригинальных ЭРЭ в изделии;
Nt эрэ —общее число типоразмеров ЭРЭ в изделии.
К оригинальным относятся составные части (детали, узлы,
ЭРЭ), разрабатываемые и изготовляемые впервые как самим
предприятием-разработчиком, так и в порядке кооперирования с
другими предприятиями.
Коэффициент применяемости узлов определяется по формуле
К =1 — У /N
-<\пд 1 TOP ТУ»
где Утору — число типоразмеров оригинальных узлов в изделии;
NTy — общее число типоразмеров узлов в изделии.
Коэффициент повторяемости деталей и узлов определяется по
формуле
Д' _____1 _ Рт + РтУ
Аповду Nt + Ny’
где Уо— общее число деталей (без нормализованного крепежа)
в изделии, штук; Уу— общее число узлов в изделии, штук.
Коэффициент повторяемости ЭРЭ
NnOB ЭРЭ =1 — Ут ЭРэ/УэРЭ,
где УЭРЭ— общее число ЭРЭ, штук.
Коэффициент повторяемости микросхем и микросборок опреде-
ляется по формуле
УпоВСХ^ 1 Утк/УсХ,
где Утк — число типоразмеров корпусов микросхем и М.СБ в изде-
лии; Усх — общее число микросхем и МСБ в изделии, штук.
195
Коэффициент повторяемости печатных плат
^Повп= 1 А/тП/Л/п,
где jVTn — число типоразмеров печатных плат в изделии, в том
числе многослойных (без учета числа слоев); типоразмер печат-
ной платы определяется габаритными размерами и материалами,
используемыми в конструкции без учета различий в рисунке про-
водников; Afn— общее число печатных плат в изделии, штук.
Коэффициент повторяемости материалов в изделии определя-
ется по формуле
^ПОВ М = 1 ^м.м/^т ОР>
где AfMM — число маркосортаментов материалов, применяемых в
изделии. Под маркосортаментом понимается определенное сочета-
ние марки материала и его сечения (профиля), применяемых в
качестве заготовки, например сплав Д16Т (пруток диаметром
30 мм (или 40 мм, лист толщиной 2 мм).
Коэффициент использования микросхем и микросборок
Аисп ex = AfcX/(AfcX AfЭРэ)•
Коэффициент установочных размеров (шагов) ЭРЭ
•Ау Р = 1— Л^ур/Л^эрэ,
где jVyp — число видов установочных размеров ЭРЭ в изделии.
Коэффициент сложности печатных плат
^сл = 1' Л/мп/Л^п,
где NMn — общее число многослойных печатных плат, штук.
Коэффициент освоенности деталей
Коев = 1 Kop/N0,
где yVOp — общее число оригинальных деталей в изделии, штук.
Коэффициент сложности сборки
^ссб = А\.сл/Л/Ту,
где Л/тсл— число типоразмеров узлов, входящих в изделие, требу-
ющих регулировки в составе изделия с применением специальных
устройств либо пригонки или совместной обработки с последую-
щей разборкой и повторной сборкой.
Коэффициент сборности изделия
АССб — Ky/(NV + Л/о).
Коэффициент точности обработки
KT4=1-AL4/Afo,
где NT4 — число деталей (штук), имеющих размеры с допусками
по За классу точности и выше.
Коэффициент автоматизации и механизации подготовки ЭРЭ к
монтажу
Кмп ~ А/Мп ЭРЭ /AfЭРЭ»
196
где Л^мпэрэ — число ЭРЭ (штук), подготовка которых к монтажу
может осуществляться механизированным или автоматизирован-
ным способом. В число указанных ЭРЭ включаются ЭРЭ, не тре-
бующие специальной подготовки к монтажу (реле, разъемы, пат-
роны и т. п.).
Коэффициент автоматизации и механизации монтажа изделия.
/Сам = ^ам/Ум,
где тУам — число монтажных соединений, которые могут осущест-
вляться или осуществляются механизированным или автоматизи-
рованным способом, т. е. имеются механизмы, оборудование или
оснастка (или техническая документация) для выполнения мон-
тажных соединений; — общее число монтажных соединений*
Коэффициент автоматизации и механизации операций контро-
ля и настройки электрических параметров
ЛАМ кн/-^кн»
где Л;м кн — число операций контроля и настройки, которые мож-
но осуществить механизированным или автоматизированным спо-
собом. В число указанных операций включаются операции, не?
требующие средств механизации; JVKh — общее число операций
контроля и настройки.
Коэффициент применения типовых технологических процессов-
пр пр/^Пр>
где Л\. пр — число наименований типовых технологических про-
цессов, применяемых для изготовления изделия; Nnp — общее
число наименований технологических 1процессов, применяемых для
изготовления изделий (в том числе оригинальных).
Коэффициент прогрессивности формообразования деталей
Кф = МЛ
где Nnp — число деталей (штук), заготовки которых или сами де-
тали получены прогрессивными методами формообразования
(штамповкой, прессованием, порошковой металлургией, литьем
по выплавляемым моделям, под давлением и в кокиль, пайкой,,
сваркой, склеиванием, из профилированного материала).
Коэффициент сложности обработки
Л'со = 1 Л^стр/N0,
где NCTp — число деталей (штук), включая заимствованные и.
стандартные, требующие обработки снятием стружки.
Коэффициент использования материалов
^им ~ ^т/^ТМ>
где GT — масса изделия без учета комплектующих, кг; GTM —
масса материала, израсходованного на изготовление изделия, кг..
197"
9.4. МЕТОДИКА ОПРЕДЕЛЕНИЯ БАЗОВЫХ ПОКАЗАТЕЛЕЙ
ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ
IB число ютбираемых в качестве базовых должны включаться
также показатели, которые отказывают наибольшее влияние на
технологичность конструкции блоков определенного назначения и
условий применения.
По номенклатуре показателей блоки различной аппаратуры
можно условно разбить на четыре класса, которые имеют следу-
ющие обозначения: 1—радиотехнические, 2 — электронные, 3 —
электромеханические и механические, 4 — соединительные, комму-
тационные и распределительные.
Состав базовых показателей, их ранжированная последова-
тельность по значимости, коэффициенты значимости <рг-, а также
их определения на различных стадиях разработки аппаратуры
приведены в табл. 9.1, где в строках таблицы приняты следующие
обозначения: 4- — показатель определяется, ~ — показатель оп-
ределяется приближенно, — — показатель не определяется.
Идентификация оцениваемого по технологичности блока с тем
или иным классом блоков должна осуществляться на основе ана-
лиза принятых схемно- и конструктивно-технологических решений.
В том случае, когда анализируемый блок нельзя отнести к
данным четырем классам, можно произвести выделение нового
класса или подкласса, но обязательно (экспертным путем) необ-
ходимо установить номенклатуру основных показателей и их
ранжированную последовательность.
Основным показателем, используемым для оценки технологич-
ности конструкции, является комплексный (интегральный) пока-
затель, под которым понимается показатель технологичности кон-
струкций, характеризующий несколько ее признаков. Комплекс-
ный показатель определяется на основе базовых показателей по
формуле
S кг <рг
— =! Ki <Pi + Кг Фа + Ks <Pg
<Pi + <p2 + • • • + <pg
z=i
где К, — показатель, определяемый по таблице базовых показа-
телей соответствующего класса блоков; <рг — функция, нормирую-
щая весовую значимость показателя в зависимости от его поряд-
кового номера в таблице; i — порядковый номер показателя в ран-
жированной последовательности (место в таблице); g — общее
число относительных частных показателей в таблице для данной
стадии разработки изделия.
Величина <рг- принимается для каждого показателя соответст-
вующей строки таблицы независимо от полноты состава опреде-
ляемых показателей на различных стадиях разработки.
996
Таблица 9.1'
Порядковый номер в ран- | жирмянной послелота- ] тельная* О’) 1 Показатель технологичности ЭСКИЗНЫЙ проект Технический проект опытного 3 образца g* л te устано - вочных о серий 2 серийного ч пронэаоД’ ё ства s а
Электронные блоки
1 Коэффициент использования микросхем и МСБ в блоке Кисп сх 1,000 '-'•г + + +
2 Коэффициент автоматизации и механизации монтажа изделия Ка и 1,000 — + + -{*
3 Коэффициент механизации под- готовки ЭРЭ КмпЭРЭ 0,750 + + + 4-
4 Коэффициент механизации, кон- троля и настройки Км к н 0,500 3,10 + + +
5 Коэффициент повторяемости ЭРЭ Кпов ЭРЭ + + +
6 Коэффициент применяемости ЭРЭ КпЭРЭ 0,187 + + +
7 Коэффициент прогрессивности формообразования деталей Кф 0,110 — — + + +
Радиотехнические блоки
1 Коэффициент механизации под- 1,000 + + +
готовки ЭРЭ к монтажу ^мп ЭРЭ
2 Коэффициент автоматизации и механизации монтажа изделия Ка м 1,000 + + +
3 Коэффициент сложности сбор- ки Кс сб 0,750 — + + +
4 Коэффициент механизации кон- троля и настройки Км ки 0,500 —1 — + +
5 Коэффициент прогрессивности формообразования деталей Кф 0,310 —- — + +
6 Коэффициент повторяемости ЭРЭ Кпов ЭРЭ 0,187 —• — + + +
7 Коэффициент сложности обра- ботки Кс о 0,110 — — + + +
Электромеханические и механические блоки
1 Коэффициент точности обра- ботки Ктч 1,00 —. — + + +
2 Коэффициент прогрессивности формообразования деталей Кф 1,00 0,75 — —- + +
3 Коэффициент сложности обра- ботки Кс о -— + +
4 Коэффициент повторяемости деталей И узлов Кпов ду 0,50 — + — —.
5 Коэффициент сборности Ксв 0,310 —— + — +
6 Коэффициент сложности сбор- ки Кс с б 0,187 —— + + +
7 Коэффициент использования материалов Кмс 0,110 — — + +
19»
Окончание табл. 9.1
Показатель технологичности
<₽f
« Рабочая документация
Соединительные, коммутационные и распределительные
блоки
1
2
3
4
5
Коэффициент повторяемости
материалов Кпов я
Коэффициент сложности сбор-
ки Кс сб
Коэффициент точности обра-
ботки Ктч
Коэффициент прогрессивности
формообразования деталей Кф
Коэффициент использования
материалов Кк я
1,000
1,000
0,750
0,500
0,310
Расчет нормативного комплекса показателя производится по
формуле
<„.к = КаКсЛКтуКоП Кот ^пр»
где /Са — комплексный показатель изделия-аналога; Ксл— коэф-
фициент сложности (технического совершенства) нового изделия
по сравнению с изделием-аналогом; Кт.-у— коэффициент, учитыва-
ющий изменение технического уровня основного производства за-
вода— изготовителя нового изделия по отношению к заводу — из-
готовителю изделия-аналога; Коп и Кот — коэффициенты, учиты-
вающие применение уровня организации производства и труда за-
вода — изготовителя нового изделия по отношению к заводу —
изготовителю изделия-аналога; КПр— коэффициент, учитывающий
изменение типа производства (отношение коэффициента серийно-
сти нового изделия к тому же коэффициенту по изделию-аналогу).
Характеристика типа производства и значения соответствую-
лцих коэффициентов рассматриваются в [4]. Коэффициент слож-
ности Кел нового изделия определяется в зависимости от класса
блоков и значений основных технических параметров и составляет
1,02—1,2.
Расчет коэффициентов Кт.у, Ко.п, Ко.т, Кпр производится по
^формуле Kj = 3Hj/3aj, где / — индекс при коэффициентах, 3Hj п
3aj—значения соответствующих показателей технического уров-
ня, организации производства, организации труда и серийности
для нового изделия и для изделия-аналога, определяемые в со-
ответствии с методиками, приведенными в [5—7].
При отсутствии информации по отдельным характеристикам
соответствующие поправочные коэффициенты принимаются рав-
ными единице.
1200
Рис. 9.3. Алгоритмы расчета комплексного показателя технологичности
201
сов: proc options chatnj;
DcL NT( 13) dec FLOAT'.
OcL(KPOVM>KcCB,KTiK=)KIHiKOBSiKPOBOE«
KCB.KCO.KM’.KAMtKMKNiKPOViKICPMC.KPj
КРОВ) DEC -loat;
^ET FlLE(SYSlNi) LIST(NT)5
IF ABS(NT(1)-1)>0.1 THEN DO?
IF ABS (NT (1)THEN DC)
IF NT(1) >4 THEN do;
KPOVN= 1-NT (2)/NT(3) ?
KCcB=l~NT (4) /NT (5)",
кт- 1-nt(6)/Nt(7);
KF=NT(8)/Nt(7);
KIM=NT(9)/N7(.1^1 ;
K0BS=(KP0VH + KCCBtKT*4.754KF»B.5+KIM*jtf.31)/3.56 5
ENO 5
ELSE no;
KPOBDE=1-((NT(6)4NT(7))/(NT(3)FNT(0))) 5
KCCB=1-NT(9)/NT(7);
KCB = NT(8)/(NT(B)4NT(3) )5
KT=1-NT(2)/NT(3) ;
kf=nt (4)/nt (31;
KCO=1-NT(5)/NT(3)5
XIM=NT(1I)/NT(11)5
K0BS=fKP0BBE*M,5tKcCB*>.187tKCB«X.31+KT*f.751KF+
КС0*Я.75+<1М«Я111)/3,О75
end;
end;
Рис. 9.4. Программа автоматизированного расчета комплексного показателя
Приведем пример расчета нормативного комплексного показа-
теля технологичности новой конструкции электронного блока на
этапе серийного производства.
Требуется определить нормативный комплексный показатель
технологичности нового изделия, соответствующего по назначений
и технической характеристике блоку АБ. Изделие-аналог имеет на
этапе опытного образца комплексный показатель технологично-
сти, равный 0,73.
202
else oo;
KCCB =1-nT(6)zNT(7);
KMP = NT(2 I'Nl (i>;
KAM=NT ( 4 j I 5);
KF=nT(101zNTI 111;
KMKN-NT< a > ZNT < 9(;
KPOV =1-NT(13|ZNT|3>;
kTsi-nt(12)/ni<id;
KOBS=iKCC3.0.7 5tKMptKAH+Kf*j8.5H'KHKN*4.5»KPOV*JJ<ijX).
zJ.B57;
end;
end;
else do;
KAM = NTI2)/NT'(3);
K1C₽NC = NTI4)Z(NT (4) «-NT t5));
KP =1-NT(10)/nT(9) ;
KPOB-l-N’19)'NT(5);
kmp=Nti6)znti5);
KFsnti11)ZNT(12);
kmkn=nt(7iznt(8;;
КОВЗ=(КАЮКТСРМС+КР*&.Ш+КРОВ*0.310+КМР*В.75«
KF*0.110tKMKN*0,5)/j,857;
end;
PUT SKIP(2>;
PUT EDITt 'ПОКАЗАТЕЛЬ ТЕХНОЛОГИЧНОСТИKOBE) l
(Aix14) )F (j,j);;
END coe;
технологичности
Порядок расчета.
1. Определяем коэффициент технического совершенства нового
изделия по сравнению с аналогом по параметру IT — уровню ком-
плексной микроминиатюризации. Достигнутый уровень комплекс-
ной миниатюризации изделия-аналога 77а = 0,58. Расчетный пока-
затель уровня комплексной миниатюризации для нового изделия
77„=0,60.
Коэффициент сложности (техническое совершенство) нового
2031
изделия рассчитываем по формуле
ЛсЛ = пн/77а = 0,60/0,58 = 1,03.
2. Определяем коэффициент изменения технического уровня
основного производства заводов. Технический уровень основного
производства завода, изготовляющего изделие-аналог, составля-
ет 0,30, а завода, на котором намечается выпуск нового изделия,
этот показатель принят равным 0,35.
Коэффициент изменения технического уровня основного про-
изводства заводов рассчитываем по формуле
Лт.у= Му.в/Му.а = 0,35/0,30= 1,17.
3. Определяем коэффициенты изменения уровня организации
труда Ко.т, производства Ло.п и серийности.
Принимаем все коэффициенты равными единице.
4. Нормативный комплексный показатель технологичности но-
вой конструкции определяем по формуле
Ан.« = /Сн.а К'.с Ko.T *О.П Кпр = 0,73 • 1,03 • 1,17 • 1 • 1 - 1 = 0,88.
При известном нормативном комплексном показателе оценка
технологичности разрабатываемого изделия выражается отноше-
нием достигнутого показателя Лк к нормативному Лн. Это отно-
шение должно удовлетворять условию: Лк/Лн^Е
При большом числе оцениваемых блоков целесообразно рас-
считывать комплексный показатель технологичности с помощью
ЭВМ по алгоритму расчета, приведенному на рис. 9.3. Этому ал-
горитму соответствует программа на универсальном алгоритмиче-
ском языке PL/1 (рис. 9.4). В данной программе определяется
нормативный комплексный показатель технологичности разраба-
тываемых блоков соответствующего по назначению и технической
характеристике класса.
Исходными для расчета нормативного комплекса показателя
технологичности являются значения показателей для каждого
класса блоков. Исходные данные представлены в виде одномер-
ного массива.
Первым значением массива является класс блока, который
обозначается цифрой, соответствующей данному -блоку. Даль-
ше идут значения показателей в том порядке, в котором они ука-
заны в приложении для заданного блока. Число всех значений ис-
ходных данных должно быть равно 13. Если их меньше, то недо-
стающие значения записываются нулями.
Таким образом, составленный массив исходных данных дол-
жен быть отперфорирован. Элементы исходного массива могут
занимать все 80 колонок перфокарт.
Разделителем между элементами является запятая. В самом
конце массива запятая не ставится. Дробная часть числа отделя-
ется от целой точкой. Перфокарта с данными для расчета помеща-
ется в конец программы между картами //GO.SYSIN DD * и / •.
Задача решается на ЭВМ ЕС-1030.
204
СПИСОК ЛИТЕРАТУРЫ
К главе 1
1. Пестряков В. Б. Конструирование радиоэлектронной аппаратуры. — М.: Сов.
радио, 1969.
2. Основы проектирования микроэлектронной аппаратуры/А. Г. Алексенко,
С. С. Бадулин, Л. Г. Барулин и др.; Под ред. Б. Ф. Высоцкого. — М.: Сов.
радио, 1977.
3. Гуткин Л. С. Оптимизация радиоэлектронных устройств по совокупности по-
казателей качества. — М.: Сов. радио, 1975.
4. Конструирование и расчет больших гибридных интегральных схем, микросбо-
рок и аппаратуры на нх основе/Г. В. Алексеев, В. Ф. Борисов, Т. Л. Воробье-
ва и др.; Под ред. Б. Ф. Высоцкого. — М.: Радио и связь, 1981.
5. ГОСТ 12863—67. Аппаратура радиоэлектронная. Основные размеры блоков.
6. ГОСТ 17600—72. Стойки радиоэлектронной аппаратуры. Основные размеры
и общие технические требования.
7. ГОСТ 13216—74. Надежность. Общие технические требования и методы ис-
пытаний.
•8. ОСТ 4Г0.070.026—75. Изделия электронной техники, электротехники н мнкро-
сборки для радиоэлектронной аппаратуры, разрабатываемой на базе комп-
лексной миниатюризации. Общие технические требования.
9. ОСТ 4Г0.419.201—76. Корпуса блоков, монтажные рамы и стеллажи самолет-
ной радиоэлектронной аппаратуры. Общие технические требования.
10. ОСТ 4Г0.412.201—76. Аппаратура радиоэлектронная. Конструкции несущие.
Шкафы изделий радиоэлектронной аппаратуры, возимой в автомобильных ку-
зовах, фургонах и контейнерах. Общие технические требования.
11. ОСТ 4Г0.410.203—76. Аппаратура радиоэлектронная стационарная. Конструк-
ции несущие. Шкафы. Общие технические требования.
12. ОСТ 4Г0.ОИ'0.009—76. Аппаратура радиоэлектронная. Блоки и ячейки на
микросборках и микросхемах. Конструирование.
13. Преснухин Л. Н., Шахнов В. А., Кустов В. А. Основы конструирования мик-
роэлектронных вычислительных машин. — М.: Высшая школа, 1976.
14. Майоров С. А., Крутовских С. А., Смирнов А. А. ЭВМ. Справочник по кон-
струированию.^— М.: Сов. радио, 1975.
15. Варламов Р. Г. Компоновка радиоэлектронной аппаратуры. — М.: Сов. радио,
1975.
16. Конструирование микроэлектронной аппаратуры/Б. Ф. Высоцкий, А. И. Голо-
вин, В. В. Марков и др.; Под ред. Б. Ф. Высоцкого. — М.: Сов. радио, 1975.
17. Аристов О. В., Шебанов В. М. Основы стандартизации и контроля качества
в радиоэлектронике. — М.: Изд-во стандартов, 1975.
18. ОСТ 4Г0.410.206—78. Аппаратура радиоэлектронная. Конструкции несущие.
Термины и определения.
19. Файзулаев Б. Н., Микитин В. М. Выбор оптимальной геометрии и компонов-
ки функциональных узлов процессора быстродействующих ЭВМ. — Вопросы
радиоэлектроники. Сер. ЭВТ, 1970, вып. 3.
20. Струков О. Д., Плотницкий А. М., Романов Ф. И. Типовые конструкции конт-
рольно-измерительного оборудования. — Обзоры по электронной технике. Сер.
8./ЦНИИ Электроника. — М., 1975, вып. 3.
21. Диденко К- И., Розен Ю. В., Хромов В. Г. Унификация конструктивной базы
агрегатироваиных комплексов ГСП. — Приборы и системы управления, 1972,
№ 8.
22. Elektrotechnik, Elektronik. Einheitliches Gefabsystem EGS. DDR Standart In-
stitut fur Nachrichten-technik, Berlin, 1971.
23. ГОСТ 8032—56. Предпочтительные числа и рйды предпочтительных чисел.
24. Рекомендации МЭК, № 482—75. Размеры электронных приборных модулей
(для ядериых электронных приборов).
25. ОСТ 4.410.004—75. Аппаратура радиоэлектронная. Ко-рпуса блоков. Основ-
ные размеры.
26. ОСТ 4Г0.410.217—80. Аппаратура радиоэлектронная. Конструкции базовые
несущие. Корпуса шкафов РЭА, устанавливаемые на самоходные шасси. Кон-
струкция, размеры и технические условия.
205
27. Рощин Г. И. Несущие конструкции и механизмы РЭА: Учебник для ву-
зов.— М.: Высшая школа, Ф981.
28. ГОСТ 17467—72. Микросхемы интегральные. Корпуса. Типы и размеры.
К главе 2
1. Лаймеи. Рост числа выводов стимулирует конструктивные изменения корпу-
сов для БИС. — Электроника, 1977, № 6.
2. Валиев К. А., Кармазииский А. Н., Королев М. А. Цифровые интегральные-
схемы на МДП транзисторах. — М.: Сов. радио, 1971.
3. ОСТ 4Г0.010.043—75. Узлы и блоки радиоэлектронной аппаратуры иа микро-
схемах. Микросборки. Установка бескорпусных элементов и микросхем. Кон-
струирование.
К главе 3
1. Печатные схемы в приборостроении, вычислительной технике и автоматике/
Под ред. А. Т. Белевцева — М.: Машиностроение, 1973.
2. Справочник по печатным схемам: Пер. с англ./Под ред. Б. Н. Файзулаева.—
М.: Сов. радио, 1972.
3. Филии Г. В. Определение оптимальных размеров основных элементов печатно-
го монтажа. — Обмен опытом в радиопромышленности, 1977, вып. 3.
К главе 4
1. Лиии Д., Мейер Ч., Гамильтон Д. Анализ и расчет интегральных схем. В
2-х т. — Мир, 1969, т. 2.
2. Овсищер П. И., Лазер И. М., Шубарев В. А. Электрические связи иа ком-
мутационных платах микросборок. — Вопросы радиоэлектроники. Сер. ТПО,
1974, вып. 2.
3. Наумов Ю. Е. Интегральные логические схемы. — М.: Сов. радио, 1970.
4. Аваев Н. А., Бедрековский М. А., Наумов Ю. Е., Пучков И. Ф. К вопросу об
импульсной помехоустойчивости интегральных логических схем. — Микроэлект-
роиика/Под ред. Ф. Я. Лукина. — М.: Сов. радио, 1969, вып. 3.
5. Наумов Ю. Е., Бедрековский М. А., Пучков И. Ф. Анализ внутренних помех
в устройствах, содержащих интегральные логические схемы. — Микроэлектро-
иика/Под ред. Ф. В. Лукина. — М.: Сов. радио, 1197|1, вып. 4.
6. Левин В. Н., Файзулаев Б. Н. Анализ передачи импульсных сигналов в це-
почке однородных формирующих каскадов. — Радиотехника, 1966, т. 21,
№ 4.
7. Степаиеико И. П. Основы теории транзисторов и транзисторных схем. — М.:
Энергия, 1973.
8. Лазер И. М., Овсищер П. И., Шац С. Я., Шубарев В. А. Сравнительный
анализ логических схем триггеров. — Вопросы радиоэлектроники. Сер. ТПО,
1975, вып. 2.
9. Агапченко М. Б., Федеева Л. Б. Паразитные емкости в микросхемах. — Элект-
ронная техника. Сер. 1. Микроэлектроника, 1969, вып. 1.
10. Иоссель Ю. Я-, Коганов Э. С., Струиский М. Г. Расчет электрической емко-
сти.— М.: Энергия, 1969.
11. Пикелис В. Г., Симхес В. Я- Паразитные связи и наводки в быстродействую-
щих ЭЦВМ. — Минск: Наука и техника, 1967.
К главе 5
1. Проектирование микроэлектронных цифровых устройств./О. А. Пятлин,
- П. И. Овсищер, И. М. Лазер и др. — М.: Сов. радио, 1977.
2. ГОСТ 10317—72. Платы печатные. Основные размеры.
3. ОСТ 4Г0.010.009—76. Аппаратура радиоэлектронная. Блоки и ячейки иа мик-
росборках и микросхемах. Конструирование.
4. ОСТ 4Г0.010.030—73. Установка навесных элементов иа печатные платы. Кон-
струирование.
206
5. Ортенберг В. Д. Конструирование электронной аппаратуры иа микроузлах с
герметичными оболочками. — М.: Машиностроение, 1971.
<5. Дульиев Г. Н., Семяшкин Э. М. Теплообмен в радиоэлектронной аппаратуре. —
Л.: Энергия, 1968.
7. Роткоп Л. Л., Спокойный Ю. Е. Обеспечение тепловых режимов при конструи-
ровании РЭА. — М.; Сов. радио, 1976.
8. Варламов Р. Г. Компоновка радиоэлектронной аппаратуры. — М.: Сов. радио,
1975.
К главе 6
1. ОСТ 4410.004—76. Аппаратура радиоэлектронная. Корпусы блоков. Основные
размеры.
2. ОСТ 4Г0.410.077—75. Единая система ЭВМ. Базовые конструкции. Основные
параметры.
3. ОСТ 4Г0.410.009—77. Аппаратура радиоэлектронная. Корпусы шкафов, шас-
си блокови секций. Конструкция и размеры.
4. ОСТ 4Г0.412.202—77. Блоки аппаратуры с применением микросхем. Конструк-
ция и размеры.
5. ГОСТ 17413—72. Корпуса блоков и монтажные устройства самолетной ра-
диоэлектронной аппаратуры. Основные размеры.
6. ГОСТ 17045—71. Корпуса блоков самолетной радиоэлектронной аппаратуры.
Типы. Габаритные размеры.
7. ОСТ 4Г0.010.009—76. Аппаратура радиоэлектронная. Блоки и ячейки иа мик-
росборках и микросхемах. Конструирование.
8. См. [6] к гл. 5.
9. См. [7] к гл. 5.
10. Варламов Р. Г. Компоновка радиоэлектронной аппаратуры. — М.: Сов. радио,
1975.
К главе 7
1. Основы проектирования микроэлектронной аппаратуры/А. Г. Алексенко,
С. С. Бадулин, Л. Г. Барулин и др.; Под ред. Б. Ф. Высоцкого. — М.: Сов.
радио, 1977.
2. Конструирование микроэлектронной аппаратуры/Б. Ф. Высоцкий, А. И. Голо-
вин, В. В. Марков и др.; Под ред. Б. Ф. Высоцкого. — М.: Сов. радио, 1975.
3. Конструирование и расчет больших гибридных интегральных схем, микросбо-
рок и аппаратуры на их осиове/Г. В. Алексеев, В. Ф. Борисов, Т. Л. Во-
робьева и др.; Под ред. Б. Ф. Высоцкого. — М.: Радио и связь, 1981.
4. ОСТ 4Г0.010.009—76: Аппаратура радиоэлектронная. Блоки и ячейки иа мик-
росборках и микросхемах. Конструирование.
5. ГОСТ 10745—71. Корпуса блоков самолетной радиоэлектронной аппаратуры.
Типы. Габаритные размеры.
6. Плаксин Г. А., Марков В. В., Стукалов В. Н. Применение гибких печатных
плат (шлейфов) для виутриблочиого монтажа в МЭА. — Электронная техни-
ка. Сер. 11, 1976, вып. 1.
7. ОСТ 4Г0.010.042—75. Соединения металлостекляииые вакуумно-плотные. Ти-
пы и основные размеры.
8. Спектор. Платы, позволяющие разместить свыше тысячи ИС. — Электроника,
1979, № 6.
9. Лаймен. Новые методы компоновки, повышающие плотность расположения
элементов. — Электроника, 1978, № 20.
10. Васенков А. А., Высоцкий Б. Ф., Назаров А. С., Курбаков В. Г. О выборе
конструктивов микроэлектронных устройств и систем иа БИС. — Микро-
электроника и полупроводниковые приборы/Под ред. А. А. Васенкова,
А. Я. Федотова. — М.: Сов. радио, 1980, вып. 5.
К главе 8
1. Хилл П. Наука и искусство проектирования.—М.: Наука, 1972.
2. Рузавин Г. И. Математизация научного знания. — М.: Знание, 1977.
207
3. Стапелев Ю. М., Старосельский В. А. Моделирование в сложных системах. —
М.: Сов. радио, 1974.
4. Руссо Р. Л., Вольф П. К. Машинно-ориентировочный метод разбиения и
отображения графов логических схем ЭВМ. — В кн.: Автоматизация в про-
ектировании. Пер. с англ./Под ред. Д. Калахана, К. Фрейтага и С. Мит-
тера. — М.: Мир, 497Й.
5. Справочник по вероятностным расчетам/Г. Г. Абезгауз, А. П. Трон, Ю. Н. Ко-
пенкии, И. А. Коровина. — М., Воеииздат, 1970.
6. ОСТ 4Г0.010.009—76. Аппаратура радиоэлектронная. Блоки и ячейки на мик-
росхемах и микросборках. Конструирование.
7. Дульиев Г. Н., Тариовский Н. Н. Тепловые расчеты электронной аппарату-
ры.— Л.: Энергия, 1971.
8. Miranda R. Integrated circuits reliability acsessment. —- Proc the 12 National
Symposium on Reliability and Qnaiity Control, N—Y, 25—27/1, 1966.
9. Герцбах И. В., Кардииский X. Б. Модели отказов. — м.: Сов. радио, 1966.
10. Ефимов И. Е. Надежность полупроводниковых интегральных схем. — М.:
Стаидартгиз, 1969.
11. Конструирование функциональных узлов ЭВМ на интегральных схемах/
Б. И. Ермолаев, В. И. Вартанян, И. В. Дуров и др.; Под ред. Б. И. Ермолае-
ва.— М.: Сов. радио, 1978.
12. См. [71 к гл. 5.
13. Спокойный Ю. Е. Выбор плотности компоновки элементов радиоаппаратуры
при оптимальном ее охлаждении,-—-Вопросы радиоэлектроники. Сер. ТРТО,
1968, вып. 1.
14. Герцбах И. В. Модели профилактики. — М.: Сов. радио, 1969.
15. Цветков А. Г. Принципы количественной оценки эффективности радиоэлект- ;
ровных средств. — М.: Сов. радио, 1971.
16. Архангельский Е. А. К вопросу определения понятий «система» и «критерий
эффективности» в технике. — Известия ЛЭТИ, 1972, вып. 107.
17. Лившиц И. И., Несговоров Б. А., Овсищер П. И. Анализ и выбор показате-
лей эффективности аппаратуры на микросхемах. — Вопросы радиоэлектрони-
ки. Сер. ТПО, 1973, вып. 1.
18. Типовая методика определения экономической эффективности капитальных
вложений. — М.: Экономика, 1968.
К главе 9
1. ГОСТ 18831—73. Технологичность конструкций. Термины и определения.
2. ГОСТ 14.202—73. Правила выбора показателей технологичности конструкций
изделия.
3. ОСТ 4Г0.091.219—76. Узлы и блоки радиоэлектронной аппаратуры. Методика
оценки и нормативы показателей технологичности конструкций.
4. ОСТ 4Г0.050.021—75. Научная организация труда. Методика расчета норма-
тивов технологической трудоемкости изготовления новых изделий.
5. ОСТ 4Г0.091.097—74. Оценка технического и организационного уровня пред-
приятия. Методы расчета и нормативы технического уровня основного и вспо-
могательного производства.
6. ОСТ 4Г0.091.098—74. Оценка технического и организационного уровня пред-
приятия. Методы расчета и нормативы уровня организации в основном и
вспомогательном производстве.
7. ОСТ 4Г0.091.099—74. Оценка технического и организационного уровней пред-
приятия. Определение состояния организации производства.
ОГЛАВЛЕНИЕ
Стр.
Предисловие....................................................................... 3
1. Особенности и проблемы конструирования МЭА.................................. 5
1.1. Основные предпосылки................................................. 5
1.2. Конструктивная иерархия и основные направления конструирования МЭА . 7
1.3. Проблемы комплексной микроминиатюризации РЭА......................... 12
1.4. Оптимизация конструкций МЭА.......................................... 14
1.3. Принципы компоновки микроэлектронных устройств и их комплексов . . 18
1.6. Унификация системы базовых конструкций МЭА...........................23
2. Элементная база МЭА...........................................................31
2.1. Корпусированные полупроводниковые ИС и их конструкционные особенности 31
2.2. Бескорпусные полупроводниковые ИС и компоненты........................... 35
2.3. Гибридные ИС и микросборки............................................... 37
3. Печатные платы, гибкие шлейфы и кабели........................................48
3.1. Материалы и методы изготовления печатных плат.............................48
3.2. Элементы конструкций печатных плат........................................53
3.3. Расчет элементов печатных плат, гибких шлейфов и кабелей .... СО
4. Помехоустойчивость цифровых функциональных ячеек и микросборок . 69
4.1. Виды паразитных связей в функциональных ячейках и МСБ .... 69
4.2. Внутренние помехи в МСБ и предельное быстродействие.................... 71
4.3. Помехоустойчивость в режиме максимального быстродействия .... 77
4.4. Электрические связи на коммутационных платах функциональных ячеек
н МСБ......................................................................... 81
5. Конструирование функциональных ячеек МЭА третьего поколения ... 89
5.1. Выбор варианта конструкции функциональной ячейки......................... 89
5.2. Выбор типоразмеров печатных плат......................................... 93
5.3. Правила установки корпусированных ИС и МСБ на печатные платы . . 94
5.4. Элементы электрических соединений и фиксации функциональных ячеек . 95
5.5. Типовые конструкции функциональных ячеек МЭА третьего поколения . . 99
6. Конструирование блоков МЭА третьего поколения................................106
6.1. Общие требования к конструированию блоков МЭА третьего поколения . . 106
6.2. Компоновочные схемы и конструкции блоков МЭА третьего поколения . . 108
7. Конструирование функциональных ячеек н блоков МЭА четвертого поколения 122
7.1. Специфика конструкций МЭА четвертого поколения................122
7.2. Конструкции цифровых функциональных ячеек МЭА четвертого поколения . 124
7.3. Конструкции аналоговых функциональных ячеек МЭА четвертого поколения 131
7.4. Конструкции блоков МЭА четвертого поколения...................133
7.5. Герметизация блоков...........................................139
7.6. Распределение ресурса масс и объемов в конструкциях МЭА .... 145
7.7. Перспективы развития конструирования МЭА......................148
8. Компоновка и расчет параметров конструкций МЭА...............................153
8.1. Компоновка и расчет конструктивных параметров МСБ .... 153
8.2. Компоновка и расчет конструктивных параметров функциональных ячеек
н блоков......................................................................175
8.3. Расчет эффективности проектируемой аппаратуры..........................185
9. Оценка технологичности конструкций ......................................... 192
9.1. Технологичность конструкций............................................ 192
9.2. Основные показатели технологичности конструкций .........................194
9.3. Методика расчета показателей технологичности конструкций .... 195
9.4. Методика определения базовых показателей технологичности конструкций . 198
Список литературы................................. ..........................205