



























































































































































































































































































































































































































































Автор: Патон Б.Е.
Теги: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления металлургия испытания материалов товароведение силовые станции общая энергетика сварка металлы материаловедение электросварка дуговая сварка избранные труды
ISBN: 978-966-8872-09-9
Год: 2008




НАЦИОНАЛЬНАЯ АКАДЕМИЯ НАУК УКРАИНЫ
ИНСТИТУТ ЭЛЕКТРОСВАРКИ им Е.О. ПАТОНА НАН УКРАИНЫ
Б.Е. ПАТОН
ИЗБРАННЫЕ
ТРУДЫ
Киев
Институт электросварки им. Е.О. Патона НАН Украины
2008
УДК 621.791+669+620.22
Сборник посвящен 90-летию со дня рождения академика НАН Украины
Б.Е. Патона — выдающегося украинского ученого в области сварки, специальной
электрометаллургии и материаловедения. Сборник состоит из семи разделов,
охватывающих такие направления научной деятельности Б.Е. Патона, как сварка
плавлением, сварка давлением, металлургия дуговой сварки, специальная элек-
трометаллургия, сварные конструкции, космические технологии, а также при-
менение сварки в медицине. Каждый раздел включает обзор работ, библио-
графию и подборку наиболее важных публикаций, в которых приведены резуль-
таты работ, выполненных впервые в мировой практике и внесших револю-
ционизирующее влияние на развитие ведущих отраслей промышленности.
Для научных и инженерно-технических работников, преподавателей, ас-
пирантов и студентов вузов.
Зб1рник присвячено 90-р1ччю В1д дня народження академ!ка НАН У крайни
Б.С. Патона - видатного украшського вченого в галуз! зварювання, спещально!
електрометалургп та матер!алознавства. Зб1рник складаеться з семи розд!л!в, як!
охоплюють так! напрямки науково!’ д!яльност! Б.С. Патона, як зварювання
плавлениям, зварювання тиском, металурпя дугового зварювання, спещальна
електрометалурпя, зварш конструкцП та косм!чн! технологи, а також вико-
ристання зварювання в медицин!. Кожен роздЕп включае огляд роб!т, б!блю-
граф!ю та доб!рку найб!льш важливих публпсащй, в яких наведено результата
роб!т, виконаних уперше в св!тов!й практищ, та як! мали револющошзуючий
вп тив на розвиток пров!дних галузей промисловостЕ
Для наукових та шженерно-техшчних роб!тник!в, викладач!в, астрант!в
та студент 1в вищих навчальних заклад!в.
Редакционная коллегия:
К.А. Ющенко (раздел 1), С.И. Кучук-Яценко (раздел 2),
И.К. Походня (раздел 3), Л.М. Лобанов (раздел 4, 6),
Г.М. Григоренко (раздел 5), О.Н. Иванова (раздел 7)
Утверждено к печати ученым советом
Института электросварки им. Е.О. Патона НАН Украины
Редакционно-издательский отдел
Института электросварки им. Е. О. Патона НАН Украины
ISBN 978-966-8872-09-9
© Институт электросварки
им. Е.О. Патона НАН Украины, 2008
СОДЕРЖАНИЕ
К читателю ............................................................... 9
Об этой книге ........................................................... 10
Раздел 1. СВАРКА ПЛАВЛЕНИЕМ ............................................. 11
Патон Б.Е., Лебедев В.К. Автоматическое регулирование мощности сварочной
дуги .................................................................... 71
Дакара А.М., Патон Б.Е. Экспериментальное исследование процесса
(втосварки под флюсом при различных способах питания дуги ............... 87
ledoeap Б.И., Равнин Д.М., Патон Б.Е. Повышение скорости сварки под
флюсом ................................................................. 103
Патон Б.Е. Устойчивость горения дуги в сварочной цени, содержащей
индуктивность с насыщенным стальным магнитопроводом .................... 117
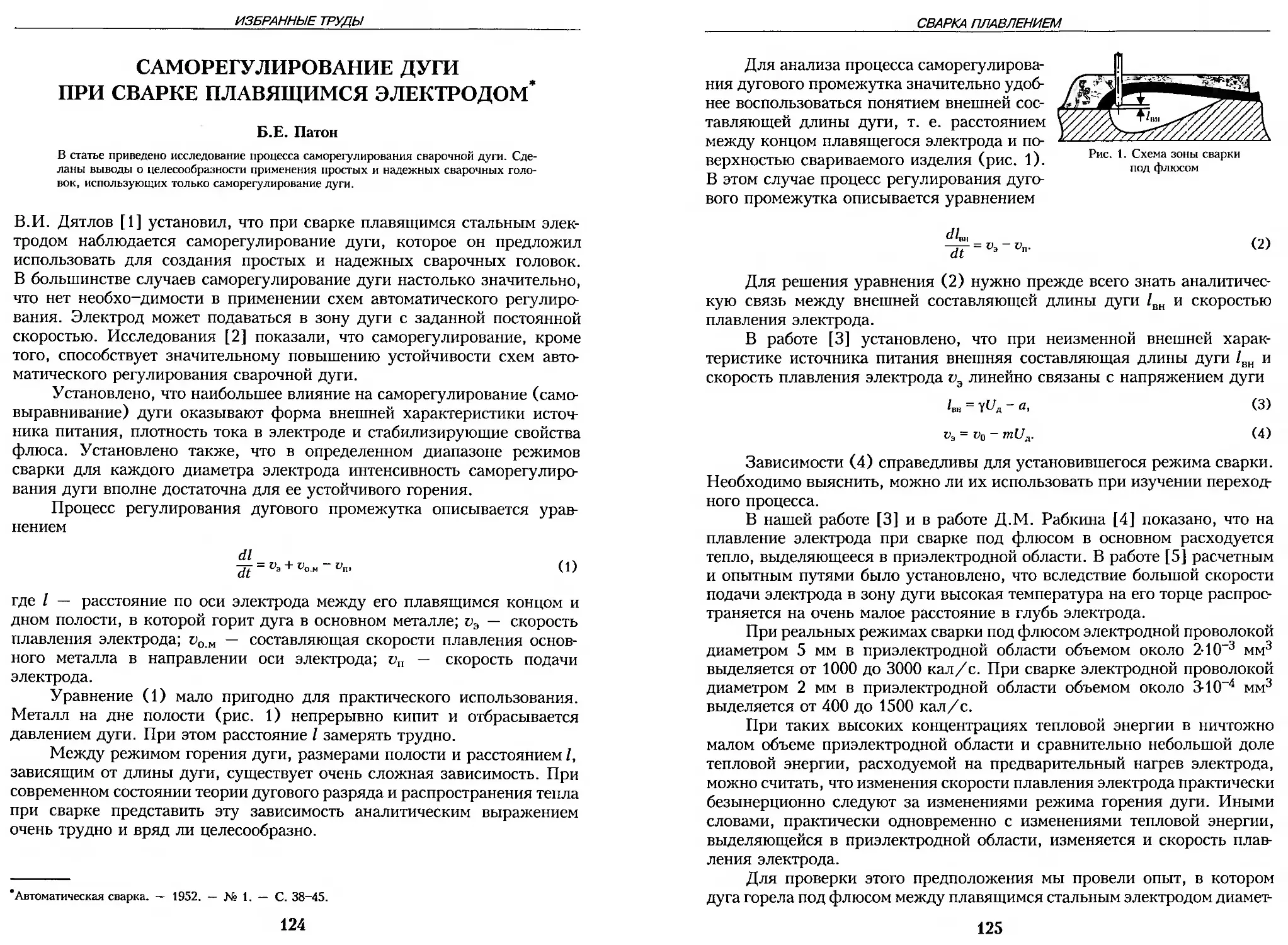
Патон Б.Е. Саморегулирование дуги при сварке плавящимся электродом ..... 124
Патон Б.Е., Потапьевский А.Г., Подола И В. Импутьсно-дуговая сварка
। давящимся электродом с программным регулированием процесса ........... 132
Патон Б.Е., Воропай Н.М., Бучинский В.П. и др. Управление процессом
дуговой сварки путем программирования скорости подачи электродной
проволоки .............................................................. 139
Патон Б.Е., Лебедев А.В. Управление плавлением и переносом электродного
металла при сварке в углекислом газе ................................... 146
Патон Б.Е., Гвоздецкий В.С., Кривцун II.В. и др. Гибридная лазерно-
микроплазменная сварка металлов малых толщин ........................... 153
Патон Б.Е., Ющенко К.А., Коваленко Д.В. и др. Роль парогазового канала в
формировании глубокого проплавления при А-ТИГ сварке нержавеющей стали . 162
Патон Б.Е., Дудко Д.А., Ющенко К.А. и др. Электрошлаковая сварка:
основные итоги, задачи и перспективы развития .......................... 172
Патон Б.Е., Медовар Б.И., Саенко В.Я. и др. Слоистая сталь для сварных
конструкций ............................................................ 188
Paton В.Е., Savitsky М.М., Savichenko А.А. et al. Welded high-pressure
cylinders reinforced with a composite material ......................... 194
Патон Б.Е., Саржевский В.А., Саенко В.Я. Многолетнее научно-техническое
сотрудничество ГП «Завод им. В.А. Малышева» и ИЭС им. Е.О. Патона в
области сварки и новых материалов ...................................... 201
Грикунов Г.Н., Патон Б.Е., Тавадзе Ф.Н. и др. Сталь .................... 209
Патон Б.Е., Бабаскин Ю.З., Шипицин С.Я. и др. Ферритная коррозион-
ностойкая сталь ........................................................ 211
Paton В.Е., Zamkov V.N., Prilutsky V.P. Narrow-groove welding proves its
worth on thick titanium. Titanium up to 100-mm-thick can be successfully welded
by the GT A process .................................................... 214
Патон Б.Е., Походня И.К., Патон В.Е. и др. Устройство для сварки
иеповоротных стыков труб ............................................... 221
Патон Б.Е., Походня И.К., Дубовецкий В.Я. и др. Способ автоматической
сварки неповоротных стыков труб ........................................ 226
Патон Б.Е., Билецкий С.М., Барвинко Ю.П. и др. Новая сварная
конструкция гасителя протяженных разрушений магистральных газопроводов . 229
5
СОДЕРЖАНИЕ
Патон Б.Е., Медовар Б.И., Манделъберг С.Л. и др. Сварные трубы для
магистральных трубопроводов ............................................ 237
Патон Б.Е., Мовчан Б.А. Электронно-лучевая технология: покрытия и новые
материалы ............................................................ 263
Paton В.Е., Movchan В.A. Composite materials deposited from the vapour phase
in vacuum .............................................................. 273
Раздел 2 . СВАРКА ДАВЛЕНИЕМ И ПАЙКА.................................. 289
Патон Б.Е., Лебедев В.К. Электрооборудование для контактной сварки.
Элементы теории
Глава 2. Вторичная цепь контактной машины ........................... 303
Глава 5. Управление процессом стыковой сварки оплавлением ........... 314
Глава 8. Трансформаторы для контактных машин переменного тока
промышленной частоты ................................................ 337
Патон Б.Е., Лебедев В.К., Кучук Яценко С.II. и др. Комплекс «Север-1» для
контактной стыковой сварки неповоротных стыков Tpv6 больших диаметров .. 369
Патон Б.Е.. Щербина В.Е., Лебедев В. К. и др Машина для контактной
стыковой сварки труб ................................................... 376
Патон Б.Е.. Лебедев В.К., Кучук-Яценко С.И. и др. Кольцевой
трансформатор .......................................................... 381
Патон Б.Е.. Лебедев В.К., Сахарное В.А. и др. Машина для контактной
стыковой сварки рельсов ................................................ 385
Патон Б.Е., Лебедев В.К., Сахарное В.А. и др. Машина для контактной
стыковой сварки ........................................................ 389
Патон Б.Е., Подола Н.В., Руденко П.М. Автоматизированная система для
экспериментальных исследований сварочных процессов на основе ВК М-6000 . 393
Патон Б.Е., Подола Н.В., Квачев В.Г. и др. Математическое моделирование
сварочных процессов для создания систем прогнозирования качества
соединений и оптимального управления ................................... 401
Патон Б.Е., Подола Н.В., Гавриш В. С. и др. Оценка качества контактной
точечной сварки с помощью нейронных сетей .............................. 408
Раздел 3. МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
КОНСТРУКЦИОННЫХ СТАЛЕЙ
И СВАРОЧНЫЕ МАТЕРИАЛЫ ............................................... 421
Раздел 4. СВАРНЫЕ КОНСТРУКЦИИ .......................................... 443
Патон Б.Е., Труфяков В.II. О повышении несущей способности и долговеч-
ности сварных конструкций .............................................. 452
Патон Б.Е., Труфяков В.И., Гуща О.II. и др. Ультразвуковой
неразрушающий метод измерения напряжений в сварных конструкциях ........ 461
Патон Б.Е., Казимиров А.А.. Лобанов Л.М. Снижение металлоемкости в
машиностроении и строительстве при применении дифференцированного по
прочности проката ...................................................... 469
Патон Б.Е., Лобанов Л.М.. Павловский В.И. и др. Изготовление сварных
крупногабаритных тонкостенных панелей из высокопрочных алюминиевых
сплавов ................................................................ 478
Патон Б.Е., Лобанов Л.М., Терещенко В.И. и др. Роботизированное
производство сварных ферм для перекрытий промышленных зданий ........... 490
Paton В.Е. Advanced trends in improvement of welded structures ......... 496
Патон Б.Е. Современные направления повышения прочности и ресурса
сварных конструкций .................................................... 510
6
СОДЕРЖАНИЕ
Патон Б.Е., Лобанов Л.М., Цыбулькин Г.А. и др. Автоматизированная
термическая правка сварных тонколистовых конструкций .................. 522
Патон Б.Е. Современные направления исследований и разработок в области
сварки и прочности конструкций ........................................ 532
Патон Б.Е., Лобанов Л.М., Са.чилов В.Н. и др. Расчет и особенности
технологии изготовления крупногабаритной сварной конструкции
преобразуемого объема ................................................. 545
Патон Б.Е., Панасюк В.В., Свенсон А.Н. и др. Новые разработки АН УССР в
области неразрушаютего контроля ....................................... 562
Патон Б., Недосека А. Диагностика сварных конструкций и обеспечение
безопасности окружающей среды.......................................... 571
Патон Б.Е., Троицкий В.А. Развитие неразрушающего контроля ответственных
металлоконструкций .................................................... 582
Раздел 5. СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ .............................. 595
Патон Б.Е., Медовар Б.И., Патон В Е. Новый способ электрической отливки
слитков ............................................................... 610
Патон Б.Е., Медовар Б.И., Латаш Ю.В. Электрошлаковый переплав сталей и
сплавов в медном водоохлаждаемом кристаллизаторе .................... 620
Патон Б.Е., Медовар Б.И., Бойко Г.А. и др. Новые возможности
шектрош лакового фасонного литья ...................................... 631
Патон Б.Е.. Латаш Ю.В., Воронин А.Е. и др. Порционная электрошлаковая
отливка слитков ....................................................... 634
Патон Б.Е., Медовар БЛЕ, Бойко Г.А. и др. Электрошлаковое литье и его
возможности ........................................................... 640
Патон Б.Е., Медовар БЛЕ. Орловский Ю.В. Новая безотходная техноло-
гия — электрошлаковое кокильное литье ................................. 649
Патон Б.Е., Медовар БЛЕ, Лако.чский В.И. и др. Дуговой шлаковый
переплав расходуемого электрода ....................................... 657
Патон Б.Е., Медовар Б.И., Григоренко Г.М. и др. Процессы азотирования при
дуговом шлаковом переплаве ............................................ 663
Патон Б.Е., Медовар Л.Б., Шевченко В.Е. и др. Электрошлаковые техноло-
гии в производстве биметаллических заготовок .......................... 666
Патон Б.Е., Медовар Л.Б., Саенко В.Я. и др. Новый технологический процесс
получения сверхкрупных стальных слитков способом ЭШН ЖМ ............... 671
Патон Б.Е., Мовчан Б.А. Электронный луч в современной вакуумной
металлургии ........................................................... 679
Патон Б.Е., Мовчан Б.А. Современное состояние и перспективы применения
электронно-лучевой плавки для получения чистых металлов и улучшения
свойств существующих сплавов .......................................... 685
Патон Б.Е., Тихоновский А.Л., Тригуб Н.П. Электронно-лучевой переплав —
ресурсосберегающий процесс вакуумной металлургии ...................... 693
Па7пон Б.Е., Тригуб Н.П., Жук Г. В. и др. Получение полых титановых
слитков методом ЭЛПЕ .................................................. 700
Патон Б.Е.. Тригуб Н.П., Ахонин С. В. и др. Получение титановых слитков из
недробленых блоков губчатого титана методом электронно-лучевой плавки . 706
Патон Б.Е., Лако.чский В.И., Дудко Д.А. и др. Плазменно-дуговой переплав
металлов и сплавов .................................................... 712
Патон Б.Е., Лако.чский В.И., Торхов Г.Ф. и др. Аустенитные высокоазотистые
хромоникелевые стали, выплавляемые в плазменнодуговых печах ........... 718
Патон Б.Е., Лако.чский В.И., Григоренко Г.М. и др. Получение слитков
способом переплава расходуемого плазмотрона в промышленных печах ...... 722
7
СОДЕРЖАНИЕ
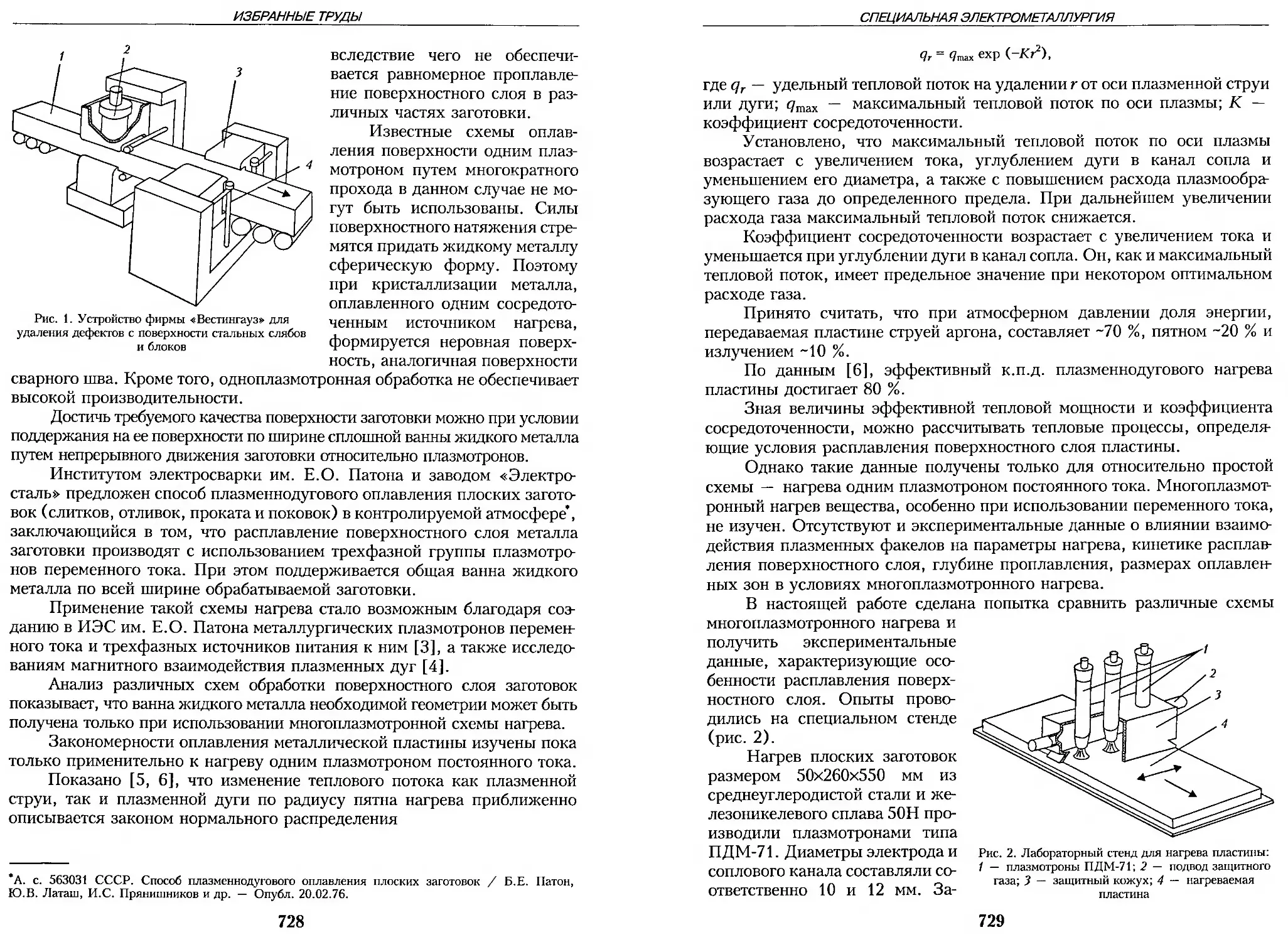
Патон Б.Е., Латаш Ю.В., Торхов Г.Ф. и др. Применение низкотемпературной
плазмы для переплава поверхностного слоя металлических заготовок ....... 727
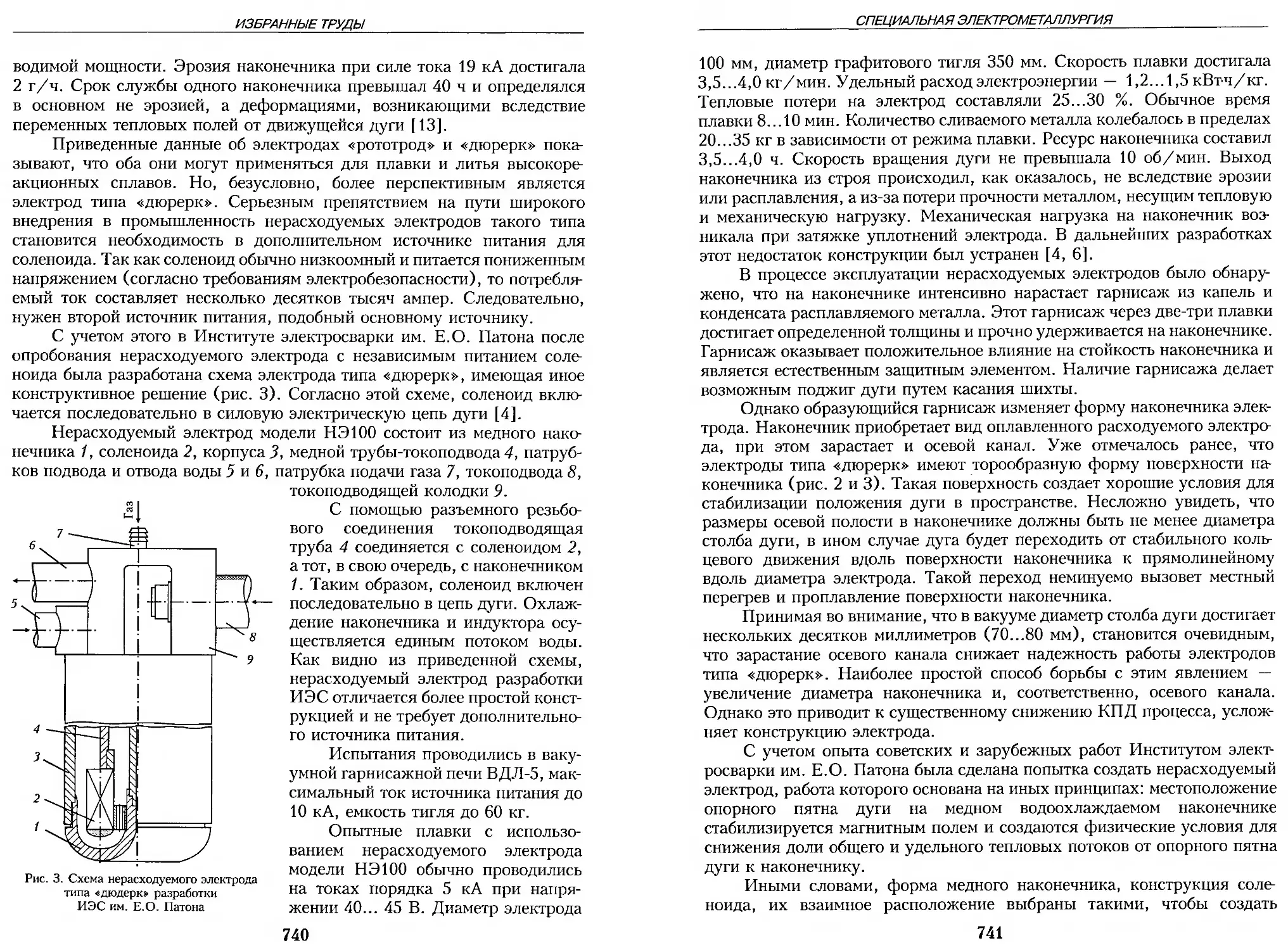
Патон Б.Е., Григоренко Г.М., Латаш Ю.В. и др. Нерасходуемые электроды
для плавки титановых кондиционных отходов в вакуумных гарнисажных печах .... 736
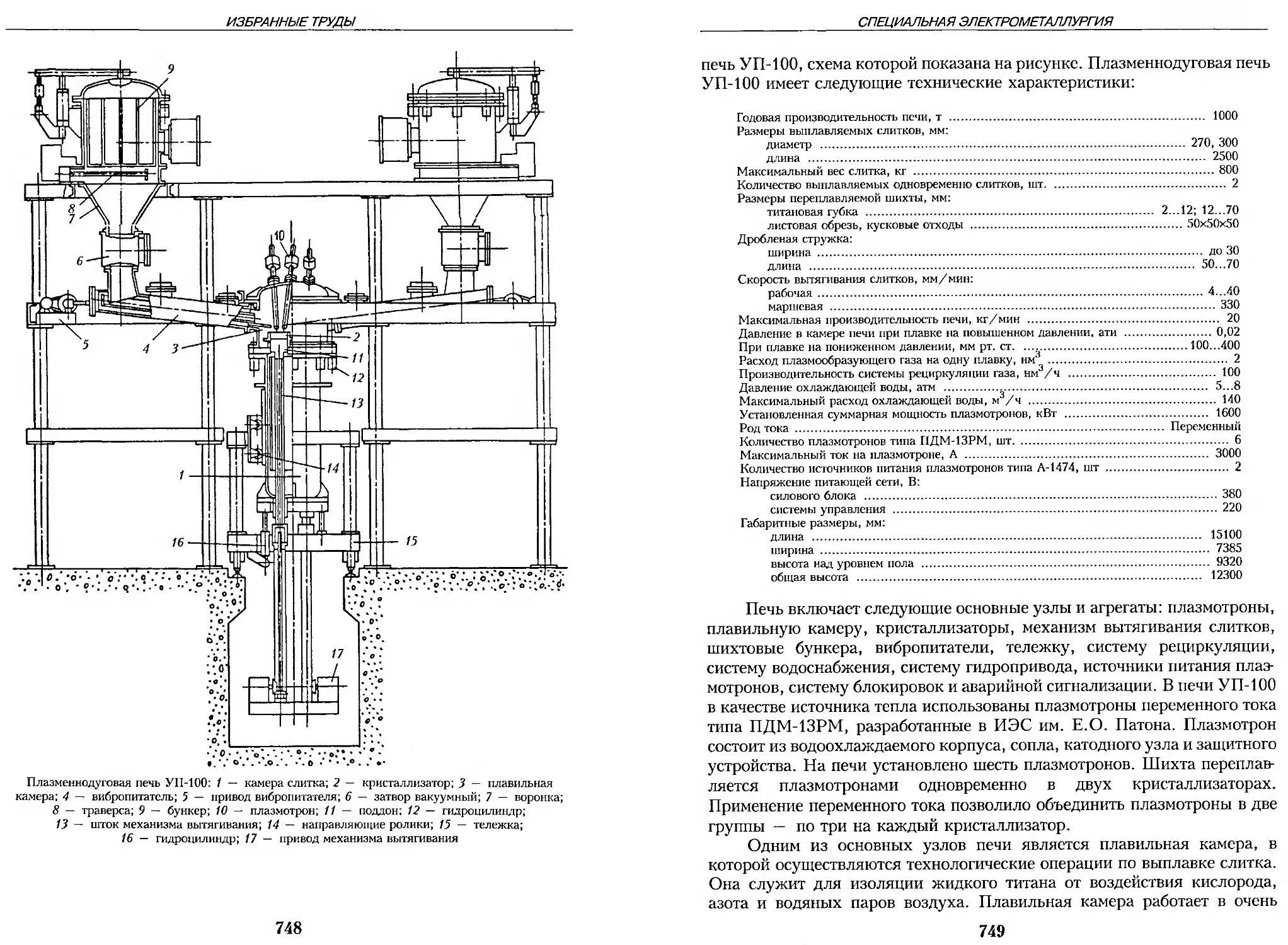
Патон Б.Е., Григоренко Г.М., Латаш Ю.В. и др. Плазменнодуговая печь
УП-100 для плавки кусковой титановой шихты ............................. 747
Патон Б.Е., Латаш Ю.В., Григоренко Г.М. и др. Индукционный переплав в
секционном кристаллизаторе (ИПСК) ...................................... 753
Патон Б.Е., Лакомский В.И., Григоренко Г.М. и др. Специальная
электрометаллургия: Полвека в действии Что дальше? ..................... 762
Раздел 6. КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ ... 771
Патон Б.Е., Латинский В.Ф. Сварка и родственные технологии в космосе
Глава 2. Оборудование для сварочных работ в космосе ................ 775
Глава 3. Сварочные и родственные технологии обработки материалов в
космосе ............................................................ 780
Патон Б.Е., Кубасов В.Н. Эксперимент по сварке металлов в космосе ...... 786
Патон Б.Е., Стесин В.В., Загребельный А.А. Опыт конструирования
технологического оборудования для работ на космических объектах ........ 793
Патон Б., Джанибеков В., Савицкая С. Испытано на орбите................. 809
Патон Б.Е. Технологические аспекты сварки в космосе .................... 817
Ка.чбу Ф., Лаверньо Ж., Мигулин В.В. и др. ARAKS — управляемый или
загадочный эксперимент? ................................................ 825
Патон Б.Е., Дудко Д.А., Лебедев В. К. и др. Активные эксперименты в
околоземном космическом пространстве ................................... 832
Патон Б.Е., Латинский В.Ф., Аснис Е.А. и др. Актуальные задачи получения
материалов электронной техники в условиях микрогравитации .............. 843
Раздел 7. СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ
В МЕДИЦИНЕ ........................................................... 849
Патон Б.С., Лебедев В.К., Ворона Д.С. та 1н. Cnoci6 з’еднання судин та
шших порожнистих оргашв тварини або людини й пристрш для його
зд!йснення ............................................................. 856
Paton В.Е., Lebedev V.K., Vorona D.S. et al. Bonding of soft biological tissues
by passing high frequency electric current therethorugh ................ 864
Патон Б.Е. Электрическая сварка мягких тканей в хирургии ............... 865
Paton В.Е., Lebedev V.K., Lebedev A.V. et al. System and method for control of
tissue welding ......................................................... 874
Патон Б.Е., Гвоздецкий В.С., Драновский В.И. и др. Плазменный
хирургический комплекс «Плазмамед» ..................................... 875
Патон Б.С., Коваль Ю.М., Калеко Д.М. та in. Феромагштний сплав на
основ! Mifli з ефектом пам’яп форми .................................... 878
Патон Б.С., Воз1анов О.Ф., Гладигиев В.О. та in. Екстрактор для вилучення
чужорщних об’екНв з порожнистих оргашв ................................. 885
Патон Б.С., Калеко Д.М., Коваль Ю.М. та 1н. Розчин для xiMinnoro
ср!блення вироб!в з шкель-титанових оплатив з пам’яттю форми (штинолу) . 891
8
К читателю
Бориса Евгеньевича Патона я знаю очень давно и преклоняюсь перед
его работоспособностью и продуктивностью. Общаясь сегодня с этим
великим нашим современником, всемирно известным ученым и организато-
ром науки, академиком Украинской, Российской, международных,
национальных и отраслевых академий наук многих стран, совершенно не
ощущаешь возраст Бориса Евгеньевича. Он всегда энергичен, полон идей, с
энтузиазмом готов поддержать и продвинуть к реализации любое прог-
рессивное начинание.
Поражают эрудиция и широчайший кругозор ученого, его стра-
тегический дар предвидеть наиболее прорывные и многообещающие на-
правления исследований, способность к постоянному самосовершенство-
ванию и ежедневному упорному труду. Научно-техническое творчество
Б.Е. Патона началось с исследований и разработок в области авто-
матизации электросварки под флюсом, которые стали классикой свароч-
ной науки. Сегодня он активно развивает нанотехнологии в области сварки
и родственных процессов, сварку медицине. А ранее создана специальная
электрометаллургия, разработаны методы сварки в морских глубинах и в
космосе. Не берусь перечислять все направления исследований и разработок
академика Б.Е. Патона и его сотрудников — они в той или иной мере
отражены в этой книге.
Замечательной особенностью патоновской школы является комплек-
сность решения научно-технических проблем. Для академика Б.Е. Патона
фундаментальная наука — это стартовая площадка для совершенство-
вания действительности, создания новых технологий, оборудования,
материалов, эффективных методов и форм реализации научных
достижений.
Уверен, что нас еще раз восхитят замечательные результаты тру-
дов Бориса Евгеньевича, его учеников и сотрудников. От всей души желаю
ему неиссякаемого творческого вдохновения и активного долголетия.
Ж.И. Алферов,
академик РАН,
Нобелевский лауреат
Об этой книге
Предлагаемое издание — это не только обзор основных направлений
и результатов научно-технической деятельности выдающегося
украинского ученого с мировым именем в области электросварки, метал-
лургии и технологии металлов академика Бориса Евгеньевича Патона, но
и своего рода летопись целой эпохи развития отечественной науки и
техники в области сварки и родственных технологий.
Работая рядом с Борисом Евгеньевичем долгие годы и хорошо зная его,
берусь утверждать, что в нашей Академии наук вряд ли найдется другой
ученый с таким же широким кругозором, диапазоном научно-технических
интересов, притом постоянно пополняемых. Борис Евгеньевич обладает
редким даром правильной и быстрой оценки новой прогрессивной идеи как
прикладной, так и фундаментальной. Он всегда искренне радуется каждому
крупному научному результату независимо от того, кому он принадлежит.
Несомненно, он выдающийся стратег, движитель и организатор научной
деятельности.
Академик Б.Е. Патон неустанно генерирует новые прогрессивные
идеи, щедро дарит их коллегам и консолидирует усилия по их воплощению
в жизнь. Он всегда стремится вовлечь в реализацию своих творческих
начинаний наиболее талантливых ученых и специалистов, сформировать
деятельный коллектив единомышленников, а на стадии внедрения
привлечь в него производственников. Борис Евгеньевич никогда не был так
называемым кабинетным ученым. Фиксация собственного авторства и
приоритета его никогда не заботили. Отсюда — изобилие соавторов
Б.Е. Патона. Главное — было бы дело сделано.
А сделано очень много. Это фундаментальные исследования процессов
сварки, овладение новыми источниками энергии, совершенствование свар-
ных конструкций, конструкционных и присадочных материалов, оборудо-
вания, технологии и автоматизированных методов управления,
расширение областей применения сварки. Впрочем, обо все этом вы сможе-
те прочесть в данной книге.
Издание избранных трудов академика Б.Е. Патона приурочено к его
90-летию, однако это лишь «промежуточный финиш». Уверен, жизнь и
творчество Бориса Евгеньевича ознаменуются еще множеством ярких
достижений, которые войдут в историю науки и техники.
В.Г. Барьяхтар,
Советник Президиума НАН Украины,
академик НАН Украины
Раздел 1
СВАРКА ПЛАВЛЕНИЕМ
Сварка плавлением занимает ведущую роль среди многих разнообразных
процессов получения неразъемных соединений материалов. Детальному
изучению дуги, принципов управления дуговым разрядом, обеспечению
устойчивого плавления и переноса металла, а также закономерностям
формирования шва посвящено большое количество научных статей, моно-
графий, авторских свидетельств и патентов Бориса Евгеньевича Патона.
С его именем связаны масштабные оригинальные работы в области
теории сварки плавлением, обоснования систем автоматического регули-
рования, разработки специализированного оборудования для дуговой и
шлаковой сварки, импульсно-дуговой сварки плавящимся электродом в
защитных газах, плазменной и микроплазменной сварки, сварки активи-
рованной дугой, механизированной сварки под водой, электронно-луче-
вой, лазерной и гибридной сварки, а также других.
СПОСОБЫ СВАРКИ ПЛАВЛЕНИЕМ
И СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
Научные основы и практическая разработка современного способа
электродуговой сварки под флюсом были заложены академиком Е.О. Па-
тоном и его школой в годы становления Института электросварки. Уже
тогда были созданы новые технология, аппаратура и оборудование для
автоматической и полуавтоматической сварки под флюсом и впервые
осуществлено их широкое внедрение в промышленность. Во второй
половине 40-х и в начале 50-х гг. XX столетия им опубликован ряд работ
[1-8], содержащих результаты выполненных исследований в области
сварки под флюсом. В частности, был определен нижний предел тока при
сварке, установлено минимально допустимое напряжение на дуге для
флюса АШ и электродов разного диаметра [2]. Разработана сварочная
головка, поддерживающая неизменными напряжение на дуге и силу тока
за счет изменения индуктивности сварочной цепи благодаря подмагни-
чиванию постоянным током. Предложены различные схемы автоматичес-
кого регулирования, обеспечивающие постоянство режима сварки при
колебаниях напряжения сети [3, 5].
В послевоенные годы сварка под флюсом на переменном токе
приобретает большое народнохозяйственное значение. Во многих отрас-
лях промышленности она становится ведущим технологическим процес-
сом. Расширяются области применения автоматической сварки под флю-
сом. Разрабатываются механизированные способы сварки швов на вер-
11
ИЗБРАННЫЕ ТРУДЫ
тикальной и наклонной плоскостях. Предложен новый способ шланговой
полуавтоматической сварки [1, 7], который в сочетании с автоматической
сваркой значительно потеснил ручную электродуговую сварку. Появи-
лись новые типы аппаратуры, оборудования, флюсов для электродуговой
автоматической и полуавтоматической сварки. Созданы новые сварочные
трансформаторы. Непрерывно растет их промышленный выпуск. Этому
способствуют теоретические и экспериментальные исследования элек-
трических процессов и схем питания сварочных дуг [4, 5] при сварке под
флюсом. Особое внимание уделяется вопросам автоматического регули-
рования мощности сварочной дуги и разработке схем, обеспечивающих
постоянство режима сварки при колебаниях напряжения сети. В этих
схемах были использованы сварочные головки с постоянной и автома-
тически регулируемой скоростью подачи электродной проволоки [6]. На
основе исследования процесса нагрева и плавления электрода при авто-
матической сварке под флюсом выведены и используются уравнения
температурного поля электрода. Получена зависимость между режимом
сварки и количеством тепла, выделяющегося при протекании по электро-
ду сварочного тока.
Широкое применение электродуговой сварки потребовало, кроме
исследований сварочной дуги, изучения также вопросов металлургии и
технологии сварки, анализа тепловых процессов, сварочных напряжений
и деформаций. Значительное внимание уделяется исследованию электро-
технических вопросов работы электрооборудования. Были изучены осо-
бенности работы сварочных трансформаторов и реактивных катушек,
проведен качественный и количественный анализ явлений, обусловлен-
ных наличием постоянной составляющей в кривых напряжения на дуге
и тока сварки [8].
Исследование сварочной цепи, содержащей дугу с шунтирующим
активным сопротивлением, показало, что непрерывное горение дуги в
этом случае невозможно. Для обеспечения устойчивого горения дуги с
шунтирующей цепью из последовательно соединенных индуктивного и
активного сопротивлений необходимо повышать напряжение холостого
хода сварочного трансформатора [9].
Анализ схем регулирования сварочной дуги показал, что при постоян-
ной скорости подачи электрода время стабилизации дуги резко сокращается
с уменьшением диаметра электрода и повышением плотности тока. Каждому
диаметру электрода соответствуют токи, меньше которых процесс стабили-
зации недопустимо длителен. При сварке электродом диаметром 1...3 мм
эти предельные токи практически совпадают с минимальными токами,
отвечающими устойчивому горению дуги переменного тока. Были установ-
лены обстоятельства, при которых необходимо применять автоматическое
регулирование сварочной дуги. Определены условия устойчивости при
автоматическом регулировании, разработана классификация систем регу-
лирования сварочной дуги для вероятных возмущений. Проведена оценка
качества отработки возмущений различными системами регулирования [10,
12
СВАРКА ПЛАВЛЕНИЕМ
14J. Сформулирован критерий оценки устойчивости горения сварочной
дуги [И]. Изучение явления саморегулирования дуги при сварке пла-
вящимся электродом позволило сделать вывод о целесообразности
применения простых и надежных сварочных головок, при работе которых
используется это свойство дуги [12].
В 1953 г. Б.Е. Патон и В.К. Лебедев опубликовали монографию
«Элементы расчетов цепей и аппаратов переменного тока для дуговой
сварки» [13]. В книге обобщены результаты расчетов аппаратов для дуговой
электросварки; изложены методы расчета сварочных цепей, содержащих
дугу переменного тока плавящимся и неплавящимся электродом. Дано
обоснование новым критериям устойчивого горения дуги, учитывающим
надежность повторного возбуждения; определены правила расчета свароч-
ных цепей, содержащих дугу с неплавящимся электродом и имеющих
значительную постоянную составляющую напряжения дуги. Составлена и
рассчитана схема однофазной сварочной нагрузки, обеспечивающая равно-
мерную загрузку трехфазной сети, что имело большое значение для элект-
родуговой и особенно для контактной сварки. Нестандартным и рациональ-
ным по тем временам решением стал трансформатор с подвижной обмоткой,
выполненный в виде автоматического регулятора сварочного тока. Транс-
форматор позволял исключить влияние колебаний напряжения сети на
качество швов, что очень важно для автоматической сварки под флюсом
всех видов изделий. Большое внимание уделено расчету магнитного рассе-
яния и диапазона регулирования сварочного тока.
В 1954 г. была выдвинута идея импульсного зажигания и повторного
возбуждения дуги переменного тока. Доказана целесообразность снижения,
благодаря этому, напряжения холостого хода сварочного трансформатора.
Разработанная оригинальная схема импульсного зажигания дуги [15, 18,
19] получила развитие в дальнейшем и нашла реальное воплощение в виде
устройств стабилизации горения дуги (УСГД) на современной элементной
базе. Эти решения используются в настоящее время в сварочных трансфор-
маторах типа СТШ, выпускаемым ОЗСО ИЭС им Е.О. Патона [34, 36].
Итогом многолетних исследований явилась монография «Сварочные ис-
точники питания с импульсной стабилизацией горения дуги» [37]. В рамках
исследований, проводимых в данном направлении, разработан способ дуго-
вой сварки, в котором на дугу переменного тока промышленной частоты
каждого полупериода налагают кратковременные импульсы тока определен-
ной формы, амплитуды и полярности Таким образом облегчается улуч-
шение повторного зажигание дуги, что повышает стабильность ее горения
и улучшает качество сварки. Максимальный ток импульсов зажигания
250...350 А при длительности 100...300 мкс. Способ может быть применен
при сварке без защиты дуги, в защитных газах и их смесях, под флюсом и
ручной дуговой сварке [43].
Прочное место в машиностроении и в некоторых других областях
промышленности и строительства заняла электрошлаковая сварка (ЭШС).
Это эффективный технологический процесс, нашедший широкое приме-
13
ИЗБРАННЫЕ ТРУДЫ
нение при изготовлении различных конструкций из металла большой
толщины. Значительный вклад в создание этого способа и в разработку
автоматического регулирования процесса внес Б.Е. Патон. В 1955-
1959 гг. в работах [16, 17, 20, 21], а позднее в 1980 г. [32] подробно
изложены особенности сварки толстого металла и дается описание сварочной
и электрической аппаратуры, схем автоматического регулирования элект-
рошлакового процесса. Трансформаторы ТШС-1000-3, ТШС-3000-3, разра-
ботанные в ИЭС им. Е.О. Патона, позволяют эффективно использовать
трехфазное питание аппаратов сварочным током. Достигнуты значительно
более высокие экономические показатели трансформаторов с жесткими
внешними характеристиками для электрошлаковой сварки по сравнению с
трансформаторами для дуговой сварки. Уменьшился их вес при более
высоком КПД и коэффициенте мощности, близком к единице. Система
автоматического регулирования электрошлаковой сварки отличается
высокими статическими и динамическими характеристиками при отработке
всех возмущений. Оптимизация достигается за счет регулирования уровня
металлической ванны путем изменения скорости перемещения аппарата и
регулирования напряжения холостого хода источника питания.
Работы по сварке в СО2 проводились в ИЭС с 1949 г. На первом
этапе были разработаны технология и оборудование для сварки изделий
из тонкого металла угольной дугой. Следует отметить, что поначалу
сварка в СО2 плавящимся электродом не обеспечивала получение плот-
ных швов. После решения металлургических проблем сварки в СО2
К.В. Любавским и Н.М. Новожиловым в ИЭС был разработан способ
импульсной сварки тонкой проволокой (диаметр 0,5... 1,2 мм) с принуди-
тельными короткими замыканиями, что позволило механизировать свар-
ку во всех пространственных положениях [22].
Изучение магнитогидродинамических явлений при сварке открыло
новые возможности увеличения скоростей сварки и повышения качества
соединений. Большой эффект был получен при использовании специаль-
но создаваемых объемных сил электромагнитного и электродинамическо-
го происхождения. Один из способов создания и регулирования объем-
ных сил заключается в периодическом их усилении посредством импуль-
сного увеличения сварочного тока. Работы в этом направлении получили
всестороннее развитие [23, 25, 27, 38-40]. Были созданы способы импуль-
сно-дуговой сварки плавящимся электродом (ИДСПЭ)в защитных газах.
Основой новой технологии стал способ, отличающийся от известных
наложением на дугу постоянного тока кратковременных импульсов. Для
ИДСПЭ разрабатывается специализированный источник питания [48].
Программное регулирование импульсов тока и частоты их следования
позволило управлять плавлением электрода, переносом расплавленного
металла, размерами и формой шва во всех пространственных поло-
жениях. По сравнению с другими способами, при ИДСПЭ благодаря
повышению устойчивости горения дуги значительно расширен диапазон
рабочих токов, выросла производительность и упростилась техника вы-
14
СВАРКА ПЛАВЛЕНИЕМ
полнения вертикальных, горизонтальных и потолочных швов. Приме-
нение программного управления с автокоррекцией позволило полностью
автоматизировать процесс выполнения импульсно-дуговой сваркой во
всех пространственных положениях сложных по геометрии швов [24, 43,
46]. На основе проведенного анализа сил, действующих на каплю рас-
плавленного металла электрода, доказана возможность обеспечения уп-
равляемого мелкокапельного переноса металла путем наложения на дугу
импульсов необходимой амплитуды и длительности [24]. Решена задача
автоматического управления процессом импульсно-дуговой сварки пла-
вящимся электродом. Сформулированы основные принципы построения
систем автоматического управления (САУ) процессом ИДСПЭ. Установ-
лено, что в зависимости от характера и степени возмущающих воздей-
ствий, а также от характера переноса металла электрода САУ ИДСПЭ
могут быть построены с обратными связями по интегралам от сварочного
тока, от напряжения на дуге либо от их произведения [26]. Определены
условия автоматического поддержания постоянства диаметра пере-
носимых капель при постоянной частоте следования импульсов тока
путем регулирования среднего значения напряжения на дуге и прак-
тически полной компенсации его колебаний посредством изменения длитель-
ности импульсов [27]. Впоследствии были созданы системы автоматической
стабилизации процесса ПДСПЭ, позволяющие при действии возмущений
стабилизировать средние значения сварочного тока и напряжения на дуге.
Применение таких систем позволяет также стабилизировать параметры швов
при линейных изменениях вылета электрода и уменьшить пористость шва
при сварке алюминиевых сплавов [33, 37].
При участии Б.Е. Патона [28] разработан способ управления сва-
рочным процессом путем программирования скорости подачи электрод-
ной проволоки. Диапазон рабочих токов при дуговой сварке плавящимся
электродом значительно расширен благодаря изменению скорости подачи
электродной проволоки в сварочную ванну. Для различных режимов
сварки сталей, алюминиевых сплавов и других металлов определены
параметры подачи проволоки, частота следования импульсов и интеграль-
ная скорость.
Эти процессы обеспечивали управление переносом электродного
металла для всех пространственных положений при защите дуги аргоном,
гелием, их смесями для сварки легированных сталей и цветных металлов.
Были созданы ряд источников тока [43-46] и технологии импульсно-ду-
говой сварки плавящимся и неплавящимся электродом сплавов и
легированных сталей, организовано изготовление генераторов импульсов.
Управляемый перенос металла, о котором шла речь выше, в начале был
достигнут тотько при сварке в инертных газах пли в смесях на их основе.
В активных газах обеспечить такой управляемый процесс не удавалось.
Параллельно изучается возможность сварки проволоками диаметром
1,6 мм и больше в активных газах. Были исследованы и разработаны
способ и технология сварки в СО2 вертикальных швов с принудительным
15
ИЗБРАННЫЕ ТРУДЫ
их формированием на металле средних толщин. Подтверждена возмож-
ность сварки легированных сталей повышенной прочности. Показана
эффективность сварки толстого металла в узкую щель полупогруженной
и погруженной дугой.
Исследования и разработки в области сварки в СО2, выполненные
Б.Е. Патоном, подтвердили перспективность применения этого способа в
промышленности [22]. Была показана возможность управления плавлением
и переносом металла в процессе сварки в углекислом газе, путем ва-
рьирования величины сварочного тока. Это позволяет существенно умень-
шить потери металла на разбрызгивание и улучшить внешний вид шва.
Выполненные работы позволили создать экономичный, простой,
высокопроизводительный способ механизированной сварки. Для его ши-
рокого применения необходимо было решить на государственном уровне
большое количество организационных и технических мероприятий.
В институте создается Научно-техническое бюро (НТБ ИЭС), которое
разрабатывает общегосударственные программы по массовому изготов-
лению сварных проволок, сварочной аппаратуры, систем производства и
централизованного обеспечения углекислым газом промышленных
предприятий и подготовке кадров.
Совместно с ЦНИИТМАШ была проведена гигиеническая оценка
сварки в СО2 и скорректирован ГОСТ на электродные проволоки.
Выполнение Государственной программы позволило обеспечить массовое
производство сварных конструкций с применением сварки в СО2.
Развитие сварки в среде защитных и активных газов предопределило
создание целого ряда полуавтоматов для сварки проволокой сплошного
сечения в углекислом газе — среди них полуавтоматы А537 (1957 г.) и
А547 [51]. Следует особо отметить, что конструкция А547 оказалась столь
удачной, что он серийно выпускается с различными модификациями с
1957 г. до нынешнего времени.
Комплекс этих работ, выполненных в Институте электросварки,
ЦНИИТМАШ, НИАТ и МВТУ, в 1963 г. был отмечен Ленинской
премией.
Продолжались исследования, направленные на совершенствование
управления характеристиками процессов дуговой сварки в защитных
газах. Оригинален метод, основанный на введении в дугу через электрод-
ную проволоку многокомпонентных легкоионизируемых и поверхностно-
активных добавок. Благодаря этому удалось повысить стабильность
процесса сварки в углекислом газе с мелкокапельным переносом элект-
родного металла на постоянном токе при прямой и обратной полярности,
на переменном токе и импульсной дугой. Была отработана технология и
началось изготовление активированной сварочной проволоки [31].
В начале 70-х гг. прошлого столетия в ИЭС были разработаны
способ сварки углеродистых сталей в смеси аргона с20%С02и5%02
[42] и технологии сварки этим способом целого ряда сталей. Указанная
смесь обеспечивала лучшие свойства и формирование шва, меньшее
16
СВАРКА ПЛАВЛЕНИЕМ
разбрызгивание и простую технику сварки. Благодаря ИЭС она также
получила широкое применение в СССР и за рубежом.
Итогом этого этапа работ стала вышедшая в 1966 г. книга Б.Е. Патона
и В.К. Лебедева «Электрооборудование для дуговой и шлаковой сварки» [25].
Широкое распространение во многих отраслях народного хозяйства
получили полуавтоматы для механизированных дуговых процессов
сварки и наплавки плавящимся электродом. Они занимают в промыш-
ленно развитых странах ведущее место среди аппаратуры всех видов
сварки [48]. В ИЭС всегда уделялось большое внимание механизации
процессов дуговой сварки, созданию и совершенствованию полуавтома-
тов. Это направление оказалось очень перспективным. В.Е. Патон с
коллегами (он осуществлял конструкторские работы) в короткое время
создали целое поколение такого оборудования.
Одними из первых, серийно выпускаемых, были полуавтоматы для
сварки под флюсом типа ПШ5 (1949-1951 гг.), ПШ54 (1954 г.). Их
основу составили изыскания, изложенные в работах о сварке под флюсом
[49], а также принятые принципы построения оборудования для дуговой
сварки [50]. Полуавтоматы сразу стали широко применяться в машино-
строении и особенно судостроении.
Появившийся новый вид электродной проволоки — порошковой
различного технологического назначения, а также возникающие потреб-
ности в механизированной сварке и наплавке, в частности вне цеховых
условий, привели к созданию новых полуавтоматов — типа А765.
Технические решения и широкие технологические возможности, заложен-
ные в конструкцию данного полуавтомата, — это надежная подача
порошковой проволоки; возможность наплавки при восстановлении и
упрочнении деталей и узлов машин непосредственно на рабочем месте.
Базовая модель современного полуавтомата ПШ107В используется
для применения порошковых проволок. На ее основе разработана ши-
рокая гамма модификаций полуавтоматов [52-55], которые с максималь-
ной эффективностью позволяют решать практически все задачи, связан-
ные со сваркой, наплавкой и резкой сталей, чугуна и сплавов алюминия.
Механизация сварочных работ за счет применения полуавтоматов и
порошковых проволок была расширена и на сварку под водой. ИЭС
им. Е.О. Патона — единственная в мире организация, которая успешно
освоила технологию и оборудование, используемые для таких целей.
Решение этой задачи ознаменовалось созданием нескольких конструкций
полуавтоматов; наиболее успешными были А1450, А1660.
Дуговая сварка металлов плавлением — непрерывно прогресси-
рующий технологический процесс. С каждым годом увеличивается объем
производства сварных конструкций, появляются все новые и новые
методы, способствующие повышению производительности труда и рас-
ширяющие технологические возможности сварочного производства.
2 — 8-1437
17
ИЗБРАННЫЕ ТРУДЫ
НОВЫЕ ПРОЦЕССЫ СВАРКИ ПЛАВЛЕНИЕМ
Возможность повышения производительности при сварке плавле-
нием всегда волновала Бориса Евгеньевича. Причем это касалось как
обычных дуговых процессов, так и специальных, таких, как сварка
сжатой дугой (макро и микроплазма), сварка по слою активирующего
флюса, способы сварки, использующие в качестве источников нагрева
шлаковую ванну, лазерный или электронный луч, гибридные методы.
Это потребовало глубоких физических исследований самих источников
нагрева и их взаимодействия с жидкой металлической ванной, изучения
условий концентрации и распределения тепла, процессов кристаллизации
и формирования швов.
В 1960-х гг. начаты работы, связанные с использованием сжатой
дуги для сварки металлов малой толщины. Этот способ получил название
микроплазменной сварки. Были исследованы особенности и разработана
теория контрагирования малоамперной сварочной дуги в различных
средах, в том числе в вакууме. Изучены катодные процессы в сварочной
дуге и определены условия стабильного горения малоамперной дуги с
холодным катодом [30]. Результаты теоретических и экспериментальных
работ позволили предложить новые способы микроплазменной сварки
металлов при нормальном и низком давлении. Способ микроплазменной
сварки алюминия запатентован в Англии, Италии, Франции, Германии,
Швейцарии, Швеции, Японии. Произведено и поставлено на промыш-
ленные предприятия соответствующее сварочное оборудование.
В конце 80-х гг. прошлого века в Институте электросварки
им. Е.О. Патона по инициативе Б.Е. Патона начались исследования
гибридных (лазерно-дуговых и лазерно-плазменных) процессов сварки и
обработки материалов. В ходе этих исследований было определено, что
при взаимодействии лазерного пучка с электрической дугой возможно
возникновение особого типа плазмы — комбинированного лазерно-дуго-
вого разряда, свойства которого отличаются как от свойств обычной
электрической дуги, так и от свойств оптического разряда, поддержива-
емого сфокусированным лазерным излучением. Установлено, что ком-
бинированный разряд, отличающийся принципиально новыми возмож-
ностями управления концентрацией тепловой и электромагнитной энер-
гии, может быть положен в основу создания нового класса плазменных
устройств, а именно интегрированных лазерно-дуговых плазмотронов, и
на их основе — гибридных лазерно-плазменных технологий. Исследо-
вались возможные схемы построения и конструкции лазерно-дуговых
плазмотронов прямого и косвенного действия. Создан ряд интегрирован-
ных плазмотронов различного технологического назначения. Разработа-
ны новые процессы гибридной лазерно-плазменной сварки и наплавки, в
том числе процесс гибридной лазерно-микроплазменной сварки металлов
малых толщин [57]. Достигнуты успехи в области гибридного лазерно-
плазменного напыления порошковых материалов, а также нанесения
18
СВАРКА ПЛАВЛЕНИЕМ
алмазных и алмазоподобных покрытий с использованием лазерно-дуго-
вого плазмотрона косвенного действия.
Способ дуговой сварки вольфрамовым электродом в аргоне по слою
флюса (получивший впоследствии название сварка А-ТИГ) был предло-
жен в Институте электросварки им. Е.О. Патона в середине 60-х годов
прошлого века сначала для титановых сплавов, затем для сталей и сплавов
на основе меди. Презентация указанного процесса и тестирование в Бри-
танском институте сварки в 1993-1995 гг. привлекли к нему внимание
специалистов ряда стран Европы, Азии, Америки и послужили толчком
для дальнейшего всестороннего изучения и практического использования
сварки А-ТИГ различных металлов и сплавов. Это связано с тем, что
применение активаторов при сварке вольфрамовым электродом в атмос-
фере инертных газов оказывает существенное влияние на дуговой разряд
и на формирование ванны [59].
В ходе этих исследований были установлены новые закономерности
протекания анодных процессов в сварочных дугах, обусловленные су-
ществованием системы «активированная дуга-металлическая ванна». Оп-
ределены пути управления тепловым и динамическим воздействием элек-
трической дуги на поверхность анода (сварочной ванны или капли
электродного металла). Предложенная иерархия физических процессов,
протекающих в прианодном слое дуговой плазмы (контрагирование
анодной области дуги), на поверхности и в объеме сварочной ванны
(термо- и концентрационно-капиллярная конвекция, испарение металла,
формирование квазипарогазового канала, действие сил Лоренца), позво-
ляет объяснить наблюдаемые особенности проплавления металла при
сварке А-ТИГ [60-62].
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА
В конце 50-х гг. прошлого столетия в Институте электросварки
им. Е.О. Патона приступили к сварке металлических материалов кон-
центрированным потоком электронов в вакууме.
Вопрос промышленного применения электронно-лучевой сварки тог-
да еще был достаточно дискуссионным, далеко не все сварщики под-
держивали идею применения и развития этого процесса. Так, многие
английские и американские специалисты задавались вопросом: зачем
необходима вакуумная защита, если стоимость аргона достаточно низка,
а стоимость традиционной сварочной аппаратуры по сравнению с элект-
ронно-лучевой в среднем в 100 раз ниже и при этом не предъявляются
столь жесткие требования к квалификации персонала?
В 1957 г. Б.Е. Патон принял решение о необходимости скорейшего
развития электронно-лучевой сварки. Под его непосредственным руко-
водством в Институте электросварки началось изучение технологических
возможностей электронно-лучевой сварки и принципов построения обо-
2* 19
ИЗБРАННЫЕ ТРУДЫ
рудования. Тогда же в ИЭС была создана первая лабораторная установка
и продемонстрирована сварка различных небольших изделий. Парал-
лельно такие работы велись в Московском энергетическом институте под
руководством Н.А. Ольшанского.
Очень скоро положительные результаты позволили институту пред-
ложить предприятиям атомного машиностроения новые технологии и
оборудование ЭЛ С для изготовления тепловыделяющих элементов из
химически активных металлов.
В последующие годы применение электронно-лучевой сварки рас-
ширялось, в первую очередь в атомной технике и в производстве жидкос-
тных реактивных двигателей.
Для специализированных участков ЭЛС [63] требовалось создание
вакуумных камер, транспортирование которых к месту эксплуатации
было затруднено, а иногда и невозможно из-за больших габаритов.
Отдельные потребители имели возможность изготовить вакуумную каме-
ру собственными силами. Требовалось лишь оснастить изготовленную
камеру энергетическим блоком: сварочной пушкой, высоковольтным
источником питания и системой управления. По инициативе ИЭС
в Украине на базе специализированного предприятия — Сумского завода
электронных микроскопов и электроавтоматики (СЭЛМИ) было орга-
низовано серийное производство энергетических блоков для сварки ме-
таллов, преимущественно средних и больших толщин. По исходной
технической документации Института объединение СЭЛМИ обеспечило
производство и поставку более 1000 комплектов таких блоков — СП-30,
У-250А, ЭЛА-60 и ЭЛА-120.
Подтверждением успешного применения ЭЛС в производстве изделий
космической техники служат факты расширения номенклатуры изготав-
ливаемых изделий на специализированных установках, а также реализация
идеи Б.Е. Патона об организации специальных цехов электронно-лучевой
сварки. Освоение ЭЛС в производстве космической техники осуществлялось
при тесном взаимодействии коллективов ИЭС, отраслевого научно-про-
изводственного объединения «Техномаш» и самих заводов.
Во время посещения Борисом Евгеньевичем производственного объе-
динения «Северное машиностроительное предприятие» в г. Северодвинск
Архангельской области возикла идея промышленного освоения электронно-
лучевой сварки при создании новых поколений атомных подводных лодок.
И уже по истечении двух лет объединенными усилиями ИЭС, ПО «Север-
ное машиностроительное предприятие» и отраслевого ЦНИИ «Прометей»
были созданы и введены в эксплуатацию уникальные установки ЭЛС.
Установка УЛ-189 была создана для ЭЛС продольных швов — так
называемых пазов — на обечайках из толстостенных высокопрочных ста-
лей. Установка УЛ-214 предназначалась для сварки кольцевых швов на
конструкциях из титановых сплавов диаметром до 8 м с толщиной стенок
100...200 мм [63]. Введенная в эксплуатацию в 1980-х гг., эта установка
успешно эксплуатируется и в настоящее время. Внутренние размеры ваку-
20
СВАРКА ПЛАВЛЕНИЕМ
умной камеры: диаметр 10,4 м, высота 9,6 м; объем составляет 860 м3.
Это оборудование и технология не имели аналогов в мире.
В октябре 1969 г. сварочный электронный луч был опробован в
открытом космосе на космическом корабле «Союз-6» (СССР): впервые
в мире на околоземной орбите выполнены технологические работы по
электронно-лучевой сварке и резке металлов [65].
В последние годы Борис Евгеньевич уделяет большое внимание
компьютерному управлению ЭЛС с многокоординатной системой переме-
щений, реализующему визуальный способ программирования [64] вместо
традиционно используемой в мировой практике системы записи программ
в виде G-кодов.
Сохраняя ориентацию на использование высокоточных CNC-систем, в
конце 1990-х гг. Институт электросварки совместно с Институтом проблем
математических машин и систем НАНУ разработали встраиваемые в CNC-
системы инструментальные программные средства, которые позволяют
оператору пользоваться так называемым визуальным методом проектиро-
вания программ электронно-лучевой сварки сложных конструкций.
ПОДВОДНАЯ СВАРКА И РЕЗКА
Первые опыты по подводной сварке металлическим электродом были
успешно осуществлены в 1932 г. академиком АН УССР К.К. Хреновым.
В этом же году проведено испытание подводной сварки на практике.
Работы К.К. Хренова явились фундаментом для дальнейшего развития
подводной сварки в СССР. Создание новых электродов и подготовка
водолазов-сварщиков обеспечили к концу 1950-х гг. применение сварки
и резки металлов под водой в судоремонте, на водном транспорте, при
строительстве гидротехнических сооружений. Накопленный опыт позволил
реально оценить возможности мокрой подводной ручной сварки. Основным
ее недостатками были значительный разброс механических и технологи-
ческих характеристик сварных соединений, их низкий уровень, очень малая
производительность процесса сварки. Большое влияние на качество шва
оказывали квалификация и личные качества водолаза-сварщика.
На все это накладывается человеческий фактор, обусловленный
необычностью условий выполнения работ и большой степенью риска для
жизни водолаза-сварщика. Во время пребывания под водой водолаз
должен прежде всего поддерживать свою жизнедеятельность; зачастую
работы выполняются в условиях плохой видимости и интенсивного
течения воды.
Начавшееся в 1960-х гг. освоение континентального шельфа потре-
бовало создания надежного инструмента для ремонта подводных трубоп-
роводов и платформ для добычи нефти и газа. Недостаточный уровень
качества сварных соединений, выполненных мокрой сваркой обычными
электродами, заставил специалистов ИЭС и зарубежных исследователей
искать другие пути решения этой задачи.
21
ИЗБРАННЫЕ ТРУДЫ
В Институте электросварки начались исследования, связанные с
созданием способа сварки под водой порошковой проволокой. Идея
использования самозащитной порошковой проволоки, принадлежащая
Б.Е. Патону, послужила началом развития в институте нового научного
направления — мокрой механизированной подводной сварки. Фундамен-
тальные исследования физических характеристик электрической дуги,
горящей под водой, металлургических особенностей протекания процес-
сов взаимодействия металла с газами в атмосфере парогазового пузыря и
формирования сварного соединения завершились созданием порошковой
проволоки, которая при сварке в нижнем положении обеспечивала полу-
чение швов, равнопрочных основному металлу — малоуглеродистой или
низколегированной стали типов СтЗ, 09Г2, 19Г. При сохранении преиму-
ществ ручной дуговой сварки — сравнительной простоте реализации и
маневренности — применение порошковой проволоки позволило повы-
сить уровень механических свойств металла шва, а также производитель-
ность процесса сварки.
Большой вклад в реализацию способа сварки порошковой проволо-
кой внес коллектив ОКБ ИЭС. Под руководством В.Е. Патона здесь было
спроектировано семейство полуавтоматов для подводной сварки, оригина-
льное конструктивное решение которых позволило отказаться от гермети-
зации погружного контейнера. Это в значительной степени упростило
конструкцию полуавтомата и облегчило его обслуживание водолазом,
обеспечив возможность замены катушки с порошковой проволокой под
водой на месте проведения работ. Последние модели полуавтоматов
прошли успешные испытания с имитацией глубин до 500 м.
Первым серьезным испытанием нового способа послужило участие
сотрудников ИЭС в 1974 г. в работах по подъему торгового судна
«Моздок». В результате столкновения оно получило пробоину в борту
размером 7x14 м и затонуло вблизи Одессы на глубине 34 м. Общая длина
швов, выполненных под водой, составила более 230 м. После этого судно
успешно подняли на поверхность.
С тех пор с использованием способа мокрой сварки порошковой
проволокой проведено множество работ, связанных с ремонтом и подъ-
емом судов, восстановлением причальных стенок и других портовых
сооружений.
Наибольший объем работ с ремонтом судов на плаву был выполнен
в Северном и Балтийском морях. Основные типы устраняемых повреж-
дений — навигационные, полученные вследствие плавания во льдах или
столкновения со скалами. В некоторых случаях суммарная протяжен-
ность швов, выполненных при установке заплат, превышала 100 м. После
окончания ремонта все суда прошли освидетельствование Регистром и
продолжили эксплуатацию.
Появление механизированного способа подводной сварки оказалось
очень своевременным, особенно при освоении залежей нефти и газа в
22
СВАРКА ПЛАВЛЕНИЕМ
Сибири. Трубопроводы, связавшие эти месторождения с Европейской
частью СССР, пролегли через многочисленные водные преграды. Начи-
ная с 1970-х гг. с применением технологии подводной механизированной
сварки порошковой проволокой было устранено более 70 повреждений
трубопроводов с максимальным диаметром труб 1020 мм и рабочим
давлением до 5 МПа [66].
Б.Е. Патон инициировал исследования, направленные на выпол-
нение работ на больших глубинах — до 200 и более метров, а также в
особо опасных условиях, прежде всего при наличии радиационного
излучения. Создаются материалы и технологии для сварки сталей аус-
тенитного класса; разрабатываются системы мониторинга процесса дуго-
вой сварки с контролем качества в реальном режиме времени на базе
использования систем искусственного интеллекта.
Многолетний опыт успешного использования подводной сварки [67]
помог в значительной степени преодолеть недоверие к ней со стороны
потенциальных потребителей. Это позволило рекомендовать применение
процесса при сооружении подводных металлоконструкций. Так, с помощью
сварки порошковой проволокой была выполнена герметизация стыков при
монтаже на плаву трех секций морской ледостойкой стационарной платфор-
мы. Масса металлоконструкции составила примерно 70 тысяч тонн, а ее
габарит — 126x126x24,5 м. Суммарная длина швов составила 1800 м.
В качестве еще одного примера можно упомянуть применение подвод-
ной-сварки при строительстве мостового перехода через р. Днепр в Киеве.
Четыре опоры моста представляли собой забитые в дно реки 74 трубы
диаметром 1400 мм. С помощью сварки закреплены на трубах бандажи и
приварены к ним горизонтальные и диагональные связи — трубы диаметром
530 мм. Суммарная длина швов составила более 8000 м.
Неотъемлемым компонентом технологического процесса ремонта
подводных металлоконструкций является дуговая резка. С учетом пот-
ребности ее механизации в ИЭС был разработан способ резки порошковой
проволокой без дополнительной подачи кислорода в зону горения дуги.
Окисление металла происходит за счет кислорода, выделяющегося в дуге
из компонентов шихты. Применение порошковой проволоки позволило
повысить производительность процесса и расширить его применение на
резку нержавеющих сталей и цветных металлов и сплавов.
Разработанная технология механизированной резки оказалась вос-
требованной при очистке русел рек, прибрежной морской зоны и аква-
тории портов от затонувших суден, а также при проведении аварийно-
спасательных операций. География работ, выполненных с участием сот-
рудников ИЭС, охватывает весь бывший Советский Союз — от резки
танкера «Людвиг Свобода» в порту г. Вентспилс на Балтике до подъема
атомной подводной лодки у берегов Камчатки, от демонтажа портовых
сооружений на острове Диксон в Карском море до ремонта нефтяных
платформ в г. Баку на Каспии.
23
ИЗБРАННЫЕ ТРУДЫ
Потенциал подводной сварки и резки далеко не исчерпан, а возмож-
ность роботизации этих способов делает их незаменимыми при работах
на больших глубинах и в условиях, опасных для жизни водолаза. Это
направление дуговой сварки плавлением является приоритетным в Ин-
ституте электросварки им. Е.О. Патона.
ЭЛЕКТРОШЛАКОВАЯ СВАРКА
В конце пятидесятых годов прошлого века, когда сварочному про-
изводству остро не хватало высокопроизводительных механизированных
способов неразъемного соединения металла большой толщины, в
Институте электросварки, впервые в мировой практике, была создана
электрошлаковая сварка (ЭШС). Электрошлаковый сварочный процесс
родился при попытках механизировать способ электродуговой сварки под
флюсом вертикальных стыковых соединений.
Г.З. Волошкевич и Б.Е. Патон обратили внимание на то, что при
определенных условиях, а именно в случае применения медных охлаждае-
мых водой пластин (ползунов), удерживающих расплавленный флюс от
вытекания из вертикально расположенного зазора, дуговой процесс может
переходить в шлаковый. При увеличении глубины расплавленного флюса
электрическая дуга шунтируется и гаснет, а сварочный ток, проходя через
образовавшуюся шлаковую ванну, выделяет определенное количество теп-
ловой энергии. Как оказалось, ее вполне достаточно, чтобы расплавить
присадочную электродную проволоку и оплавить кромки свариваемых
заготовок. Вертикальное расположение сварочного зазора и принудительное
формирование свариваемого пространства медными ползунами обес-
печивает образование сварного шва. Таким образом, был открыт совершенно
новый процесс сварки плавлением, который таил в себе огромные преиму-
щества для получения соединений металла большой толщины.
Для практического осуществления и эффективного использования
ЭШС в первую очередь потребовалось досконально изучить условия
существования электрошлакового сварочного процесса, определить ос-
новные принципы управления его тепловой энергией, обосновать требо-
вания к выбору основных и сварочных материалов (флюсы, электродные
проволоки). Стало понятно, что для осуществления ЭШС в промышлен-
ных условиях необходимо создать принципиально новое сварочное обо-
рудование (аппараты и источники питания) и технологическую оснастку,
обеспечивающие выполнение качественных неразъемных соединений
практически любой встречающейся в сварочном производстве толщины,
конфигурации и протяженности швов.
Решающую роль в успешном решении этих вопросов уже в началь-
ный период сыграло не только руководство работами по созданию нового
способа, но и участие Бориса Евгеньевича в разработке основ управления
процессом ЭШС [51, 68-70, 78]. В короткое время были изучены
24
СВАРКА ПЛАВЛЕНИЕМ
физические и температурно-временные условия протекания процесса.
Исследования влияния температурных режимов шлаковой ванны и
формы межэлектродного промежутка позволили сформулировать базо-
вые требования к источникам питания, главными среди которых, кроме
мощности, стали требования к типу вольт-амперной характеристики,
напряжению холостого хода, диапазонам регулирования вторичного на-
пряжения под нагрузкой. Были изучены тепловые, металлургические и
технологические особенности электрошлакового процесса. Созданы но-
вые высокоэффективные технологии, сварочное оборудование, оснастка
и источники питания, разработаны сварочные материалы. На основе
применения ЭШС были разработаны новые принципы конструирования
сварно-литых, прокато-сварных и сварно-кованых крупногабаритных
многотонажных металлоконструкций.
ИЭС активно пропагандирует новый процесс как в СССР, так и за
рубежом, добиваясь признания и широкого внедрения его в сварочном
производстве [71-77, 79-98]. И вполне естественно, что институт является
лидером в создании и внедрении наиболее широко распространенных
способов ЭШС — проволочными электродами, электродами большого
сечения и плавящимся мундштуком, а также специализированного свароч-
ного оборудования.
Создание нового процесса однопроходной сварки толстого металла
позволило коренным образом изменить стратегию развития тяжелого,
энергетического и транспортного машиностроения. Появилась реальная
возможность изготавливать качественно новые изделия — уникальные
по своей мощности агрегаты различных отраслей тяжелого машиностро-
ения, так как процесс позволял осуществлять неразъемные соединения
(швы) практически неограниченной толщины.
На основе технологий ЭШС были созданы ранее неизвестные образ-
цы машин и агрегатов: архитравы, станины прессов и прокатных станов,
рабочие колеса самых мощных в мире гидротурбин, негабаритные бан-
дажи вращающихся обжиговых печей, валы генераторов, тяжеловесные
узлы металлургического оборудования и др.
В творческий процесс разработки и освоения ЭШС удалось вовлечь
крупнейшие научно-исследовательские, конструкторские организации и
промышленные предприятия.
Новый сварочный процесс был взят на вооружение практически
всеми странами бывшего соцлагеря (ЧССР, ГДР, Венгрия, Болгария,
Польша, КНР и др.), а также развитыми капстранами (Великобритания,
Швеция, ФРГ, Франция, Япония, США, Канада и др.).
За разработку и внедрение в тяжелое машиностроение электрошла-
ковой сварки Б.Е. Патону и Г.З. Волошкевичу вместе с работниками ряда
заводов была присуждена Ленинская премия (1957 г.), а на Всемирной
выставке в Брюсселе ИЭС им. Е.О. Патона НАН Украины был удостоен
высшей награды — «Гран-при».
25
ИЗБРАННЫЕ ТРУДЫ
Важную роль в развитии процесса ЭШС и его распространении
сыграла монография авторского коллектива ИЭС под редакцией Б.Е. Па-
тона «Электрошлаковая сварка», изданная в 1956 году. В дальнейшем
она была дважды (1959 и 1980 гг.) переиздана в расширенном и допол-
ненном новыми данными виде, а также выпущена за рубежом в анг-
лийском переводе (в 1962 и 1983 гг.). Монография определила форми-
рование основных направлений развития и освоения электрошлаковых
сварочных и металлургических процессов.
С момента создания ЭШС и до настоящего времени в ИЭС уделяется
большое внимание всем аспектам научного и производственного развития
ЭШС [99-102]. Создаются новые технологии ЭШС, а также образцы
современного сварочного оборудования нового поколения. Наглядным
примером этому может служить современный аппарат АШ 115 М для
сварки неповоротных стыков больших диаметров [103].
ТЕХНОЛОГИИ СВАРКИ НА ОСНОВЕ ПРОЦЕССОВ
СПЕЦИАЛЬНОЙ ЭЛЕКТРОМЕТАЛЛУРГИИ
Идея использовать шлаковую ванну в качестве источника нагрева
при сварке изделий сложной формы была впервые реализована по
предложению Б.Е. Патона в процессе изготовления крупнотонажных
сосудов с патрубками [104, 105]. Электрошлаковый процесс позволяет
одновременно осуществлять две операции: образовывать стенку сосуда и
приваривать к ней патрубок, тоже полученный электрошлаковым мето-
дом — электрошлаковым литьем. При этом обеспечивается плавный
переход от патрубка к поверхности сосуда, поверхность литых патрубков
не требует дополнительной механической обработки.
Среди наиболее известных, взаимообогащающих одна другую тех-
нологий этого же направления можно назвать ЭШС по бифилярной схеме
(ЭШСб) крупных заготовок из поковок и отливок, а также использование
токоведущего кристаллизатора для наплавки и переплава. Важным вкла-
дом в развитие отечественного сварочного производства стал разработан-
ный по указанной схеме на основе электрошлакового переплава прин-
ципиально новый способ сварки заготовок сверхбольших толщин с ис-
пользованием неподвижных токоподводящих расходуемых электродов и
добавкой кусковых присадочных материалов (ЭШСб КПМ). Сварной
шов из простого соединительного элемента превратился в составную часть
сварного изделия.
Впервые способ был освоен на ПО «Ждановтяжмаш» (ныне «Азов-
маш») при изготовлении ковано-сварных заготовок рабочих валков из
стали 50ХН для толстолистового стана горячей прокатки Л П-4500 [106].
Масса такой заготовки после сварки составляла 103 т при диаметре
1250 мм. Сварные соединения сталей практически любого химического
состава имеют здесь минимальную зону термического влияния.
26
СВАРКА ПЛАВЛЕНИЕМ
Вот уже несколько десятилетий в металлургическом производстве
биметалл и биметаллические заготовки получают методами электрошла-
кового процесса (ЭШН, ЭШС, ЭШП и др.), которые обеспечивают
максимальное по сравнению с другими методами сопротивление срезу
плакирующего и основного слоев (>400 МПа), высокую сплошность
соединения слоев по площади листов [107]. Эта идея использования
электрошлаковой наплавки для получения крупнотоннажных биметал-
лических заготовок для прокатки на биметаллические листы впервые в
мире была предложена в ИЭС им. Е.О. Патона [ 108] и прошла апробацию
в промышленности еще около полувека назад. На Ждановском заводе
тяжелого машиностроения (ЖЗТМ — ныне «Азовмаш») и метал-
лургическом комбинате им. Ильича было освоено промышленное про-
изводство, по новой технологии, двух- и трехслойного проката толщиной
до 170 мм из биметаллических заготовок ЭШС массой до 15 т. Это
позволило в 1962 г. впервые изготовить на ЖЗТМ сосуды высокого
давления с толщиной стенки 100 мм и диаметром 1000 мм из биметалла
в штампо-сварном исполнении, предназначенные для работы при дав-
лении 35 МПа и температуре от -70 °C до +100 °C. На этом же заводе
освоено производство цилиндрических баллонов (с полусферическими
днищами) из биметалла толщиной 170 мм и диаметром 1500 мм для
работы при давлении 32 МПа и температуре от -40 °C до +100 °C. В 1967
г. на ЖЗТМ впервые в отечественной практике изготовлен штампо-свар-
ной корпус транспортного атомного энергетического реактора ОК-350 из
биметаллического проката. В создании биметаллического корпуса ОК-
350, кроме ИЭС им. Е.О. Патона, ЖЗТМ, металлургического комбината
им. Ильича, принимали участие НИКИЭТ, ИАЭ им. И.В. Курчатова,
ЦНИИ «Прометей» и другие организации [109].
В начале 1980-х гг. в ИЭС им. Е.О. Патона была предложена
принципиально новая технология получения цилиндрических заготовок
для сосудов высокого давления из раскатных многослойных заготовок.
Сущность этой технологической схемы состоит в том, что многослойную
заготовку, полученную путем канонической навивки рулонной ленты
толщиной 3...6 мм, нагревают в печи, а затем осуществляют раскатку
заготовки на стане до достижения требуемого сцепления между слоями
на основе автовакуумной сварки давлением [110-112].
Испытания [ИЗ] показали, что специальная конструкция много-
слойной заготовки и оптимальная технология ее раскатки обеспечивают
надежное сцепление между слоями и получение так называемого ква-
зислоистого металлического материала.
Широкие возможности для изготовления биметаллических загото-
вок, таких, как прокатные валки, открылись благодаря применению
нового электрошлакового процесса — наплавки с использованием
жидкого присадочного металла (ЭШН ЖМ), разработанного в ИЭС в
1990-е гг. Безусловным преимуществом этого процесса является воз-
27
ИЗБРАННЫЕ ТРУДЫ
можность наплавки металлов различного химического состава: нержа-
веющих, инструментальных и быстрорежущих сталей, жаропрочных
никелевых сплавов и др.
В рамках совместных работ с Новокраматорским машиностроитель-
ным заводом (НКМЗ) создан первый в мире промышленный агрегат для
производства методом ЭШН ЖМ композитных заготовок прокатных
валков диаметром до 1000 мм, с длиной наплавляемой бочки до 2500 мм
и массой до 20 т. Промышленные испытания на широкополосном стане
партии композитных валков станов горячей прокатки диаметром 740 мм
с рабочим слоем из быстрорежущей стали, изготовленных на НКМЗ по
технологии ЭШН ЖМ, показали повышение стойкости в 2-3 раза по
сравнению с серийными чугунными валками с отбеленным слоем.
Новые технологии сварки плавлением на основе специальной элект-
рометаллургии перспективны для использования в тяжелом машино-
строении [114]. Лучшим подтверждением этого являются разработанный на
основе применения жидкого присадочного металла принципиально новый
способ электрошлаковой сварки деталей сверхбольших сечений и габаритов
и специальное устройство для его осуществления [115], которые были
созданы в ИЭС в 2005 г. Применение электрошлаковой сварки с исполь-
зованием жидкого присадочного металла позволяет поднять на новую
качественную ступень производство крупногабаритных слитков и заготовок,
в частности роторных заготовок для энергомашиностроения, и знаменует
новый путь в развитии электрошлаковой сварочной технологии.
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ
ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Научное направление — изучение физико-металлургических осо-
бенностей и технологических процессов сварки среднелегированных вы-
сокопрочных сталей — неразрывно связано с Институтом электросварки.
Еще в годы войны (1944-1945 гг.) Б.Е. Патон и А.М. Макара
завершили этап экспериментальных исследований автоматической сварки
под флюсом [116, 117] этого типа сталей. В 1948 году выходят сборник
трудов по автоматической сварке под флюсом [118] и руководство по
автоматической сварке под флюсом [119] среднелегированных сталей.
В них обобщен опыт военных и послевоенных лет.
Практическое применение высокопрочных сталей в сварных конст-
рукциях отражено в вышедших под редакцией Б.Е. Патона трудах, в том
числе «Электрошлаковая сварка» [120, 121]. Дальнейшее развитие полу-
чили электрошлаковые технологии при производстве специальных заго-
товок и изготовлении сосудов высокого давления из среднелегированных
сталей. Были разработаны способ, технологии и оборудование для элек-
трошлакового обогрева (ЭШО) нерасходуемыми электродами [122, 123]
бесприбыльных слитков, получение биметаллических прокатных и штам-
28
СВАРКА ПЛАВЛЕНИЕМ
новых заготовок, полых заготовок цапфовых плит сталеразливочных
ковшей. Из полученной методом ЭШО двухслойной коррозионностой-
кой стали толщиной 8, 10 и 12 мм изготовлены железнодорожные
цистерны для перевозки агрессивных веществ и толстостенные баллоны
высокого давления.
Уделялось большое внимание вопросам сварки тонколистовых высо-
копрочных сталей, так как они использовались в качестве конструкционного
материала для корпусов твердотопливных ракет. В 1960-е гг., когда США
поставили на боевое дежурство межконтинентальные трехступенчатые твер-
дотопливные ракеты типа «Минитмен», С.П. Королев получил директиву
разработать адекватные средства. Конструкторское решение было предло-
жено, но большинство металлургических заводов поначалу не смогли
изготавливать металл нужного качества. Были применены стали мартен-
ситного класса с пределом прочности до 2000 МПа. Это позволяло сущес-
твенно уменьшить собственный вес ракеты и увеличить дальность полета.
Однако, отличаясь высокой прочностью, эти стали в сварных конструкциях
имели повышенную склонность к хрупкому разрушению.
Основываясь на опыте электрошлакового переплава шарикоподшип-
никовой стали, предложено использовать этот метод для радикального
улучшения качества и свариваемости высокопрочных сталей. Инициатива
была поддержена академиком М.К. Янгелем и руководством Приднепров-
ского региона. С 1963 г. на ракетостроительные заводы стал поступать
высокопрочный металл повышенной чистоты и, как следствие, плас-
тичности.
Изучение сталей, изготовленных с применением нового металлур-
гического передела, показало, что требуется совершенствование техно-
логии их сварки. Исследование свариваемости высокопрочных сталей
после рафинирующего переплава [124] позволило установить причины
уменьшения глубины проплавления основного металла при аргоно-дуго-
вой сварке. Снижение содержания вредных примесей повысило на
30...50 % пластичность металла и на 20...25 % прочностные характе-
ристики. Б.Е. Патон предложил преднамеренно вводить в зону плавления
дугой металла в малых количествах кислород и другие элементы, ак-
тивирующие дугу в инертной атмосфере. Использование этой идеи поз-
волило не только восстановить, но и увеличить в несколько раз проплав-
ляющую способность дуги. При этом сварные соединения по прочности
и пластичности не уступали основному металлу [125, 130].
Важным результатом этой работы явился оригинальный метод
сварки высокопрочных сталей вольфрамовым электродом с активирую-
щим флюсом, который не имел зарубежных аналогов.
Совершенствование технологий выплавки и сварки высокопрочных
сталей сыграло важную роль в поддержании паритета в техническом и
технологическом противостоянии США и СССР. Так благодаря заданиям
ракетчиков и научным разработкам ИЭС появились промышленные
29
ИЗБРАННЫЕ ТРУДЫ
методы рафинирования высокопрочных сталей электрошлаковым, элек-
тронно-лучевым, плазменно-дуговым переплавами.
Рафинирование высокопрочных сталей, позволило повысить выход
годного проката с 20 до 80 %. Новая технология прецизионной сварки с
поперечными колебаниями дуги и активирующим флюсом в инертных
газах обеспечила равнопрочность основного металла шва и ЗТВ при
уровне прочности соединения до 2000 МПа.
Использование высокопрочных сталей в сварных конструкциях
получило развитие при решении актуальной задачи создания сварных
облегченных баллонов высокого давления, в том числе используемых для
перевода автотранспорта с бензина на менее дефицитное и более эко-
логически безопасное горючее — природный газ метан [128].
Известно, что на автотранспорт, мировой парк которого превышает
700 млн единиц, расходуется до 70 % добываемой нефти. При этом в
окружающую атмосферу выбрасывается более 60 % всех загрязнений.
Переход на природный газ, запасы которого намного больше, позволяет
снизить в 3-5 раз выброс опасных для здоровья загрязнителей. Потребо-
вались емкости для газа, которые должны быть компактными и работать
при высоком давлении. Металл в таких емкостях постоянно работает в
условиях малоциклового нагружения. Сварные соединения, которые в
условиях статического нагружения емкостей (кислородные баллоны для
высотных систем самолетов и водородные баллоны) по служебным
характеристиками равноценны основному металлу, но в условиях мало-
циклового нагружения исчерпывают свой ресурс довольно быстро: за
5000...6000 циклов при требуемых более 15000.
Сравнение способов сварки, изучение геометрии изделий, структуры
и свойств основного металла, влияющих на малоцикловую усталость свар-
ных соединений высокопрочных сталей, показали, что для достижения
расчетной долговечности баллонов следует обеспечить измельчение микро-
структуры шва и ЗТВ, устранить концентраторы напряжения. Потребова-
лось стальной корпус баллона дополнительно упрочнять композиционным
материалом, который обеспечивает прочностные и эксплуатационные харак-
теристики на уровне требований к сварному корпусу.
Была разработана конструкция и освоено производство баллонов,
работающих как в условиях статического нагружения — для хранения
сжатых до 200...600 атм газов, так и малоциклового нагружения при
давлении до 200 атм, для работы в качестве заправочных емкостей на
автотранспорте и др. [126-129, 131].
Успешное решение проблемы применения высокопрочных баллонов
на автомобильном транспорте позволило перейти к проекту перевозки
морским транспортом в баллонах большой емкости сжатого газа, в
частности водорода.
В годы, когда началось активное освоение природных ресурсов в
северных регионах СССР, возникла необходимость в создании мощной
30
СВАРКА ПЛАВЛЕНИЕМ
горнорудной техники, машин и агрегатов с низкой удельной металлоем-
костью. Стало очевидным, что весьма перспективными для изготовления
таких сварных металлоконструкций являются низколегированные высо-
копрочные стали со структурой отпущенного мартенсита или бейнита.
В середине 1960-х гг. производство высокопрочных сталей было
освоено отдельными металлургическими комбинатами Советского Союза.
Одной из первых была разработана сталь марки 14Х2ГМР. Впос-
ледствии на ее основе был создан ряд высокопрочных сталей, таких, как
14Х2ГМРБ, 14Х2ГМРЛ, 14Х2ГМ, 13ХГМРБ. Однако возрастающие
требования к хладостойкости сталей потребовали их совершенствования.
В связи с этим в середине 1970-х гг. отечественными и зарубежными
металлургами освоено производство сталей, содержащих дисперсные
нитриды. В Советском Союзе они создавались на базе стали марки
12Г2СМФ. Широкое применение нашли и используются при изготов-
лении карьерных экскаваторов стали с пределом текучести более 590 МПа
марок 12ГН2МФАЮ и 12ГН2МФБАЮ, а также стали 14ХГН2МДАФБ
и 12ГЗМФАЮДР с пределом текучести более 690 МПа.
В связи с необходимостью совершенствования высокопрочных ста-
лей в начале 1980-х гг. по технологии, разработанной Б.Е. Патоном
и Б.И. Медоваром, впервые в отечественной практике успешно осущес-
твлен электрошлаковый переплав сталей с карбонитридным упрочнением
[132]. За счет этого содержание серы и фосфора в них были снижены до
уровня 0,01 и 0,02 % соответственно. Хладостойкость таких сталей уве-
личилась в несколько раз. В результате этих работ появились модификации
сталей 12ГН2МФАЮ и 12ГН2МФБАЮ марок 12ГН2МФАЮ-Ш и
12ГН2МФБАЮ-Ш.
Основные трудности, которые выявились с начала применения высо-
копрочных сталей в сварных конструкциях, были связаны с образованием
в околошовной зоне и в шве холодных трещин, а также структур, резко
снижающих сопротивляемость соединений хрупкому разрушению. Решение
этой задачи усложнялось тем, что требуемые эксплуатационные и техно-
логические свойства соединения должны обеспечиваться без термообработки
после сварки. Было установлено, что склонность сварных соединений к
образованию холодных трещин зависит от концентрации диффузионного
водорода в шве и от условий его охлаждения. Основные технологические
аспекты сварки высокопрочных сталей отражены в монографии, опублико-
ванной под редакцией Б.Е. Патона в 1974 г. [133].
Для автоматической сварки под флюсом высокопрочных сталей в
ИЭС им. Е.О. Патона были разработаны плавленые флюсы марок АН-17,
АН-17М и АН-43, а также проволоки сплошного сечения Св-08ХН2ГМЮ
и Св-08ХН2Г2СМЮ. Несколькими годами позже, когда для высокопро-
чных сталей начала широко применяться механизированная сварка в
СО2, а затем и в смеси газов на основе аргона, начали использовать эти
же проволоки диаметром 1,2...2,0 мм. Кроме этого, для сварки в за-
щитных газах были разработаны и освоены порошковые проволоки марок
31
ИЗБРАННЫЕ ТРУДЫ
ПП-АН54, ПП-АН55 и ПП-АН57. Применительно к ручной дуговой сварке
на монтаже созданы низководородные электроды марок АНП-1 и АНП-2.
В начале 1980-х гг. в промышленности нашли применение новые
высокопрочные стали с повышенной хладостойкостью, рассчитанные на
эксплуатацию в условиях Севера. Для их сварки создан ряд новых свароч-
ных материалов: проволоки сплошного сечения марок Св-07ХНЗГМФТЮ
и Св-10ХН2ГСМФТЮ, предназначенные для механизированной сварки
в смеси газов и в СО2, и электроды серии АНП-7 (тип Э-70) и АНП-8,
АНП-9, АНП-11 (тип Э-85) для сварки высокопрочных сталей повышен-
ной хладостойкости с пределом текучести 590...690 МПа [134]. Было
достигнуто измельчение структуры и модифицирование наплавленного
металла, глобулированы неметаллические включения. О том, что такие
работы являются актуальными и в настоящее время, говорится в статье
Б.Е. Патона «Современные направления повышения прочности и ресурса
сварных конструкций» [135].
СВАРКА БРОНЕВЫХ СТАЛЕЙ
Среди множества задач, над которыми постоянно работают несколь-
ко поколений патоновцев, весьма важным является создание сварочных
материалов и технологий, а также оборудования для изготовления кор-
пусных конструкций из броневых сталей и сплавов [136-141].
В разные годы этой тематикой занимались Е.О. Патон, Б.Е. Патон,
Б.И. Медовар, А.М. Макара, В.Ф. Мусияченко, В.Г. Гордонный.
Исследования по созданию технологий сварки броневых сталей в
институте начались в предвоенные годы. В годы Великой Отечественной
войны, когда институт был эвакуирован на «Уралвагонзавод» (УВЗ), эти
работы были существенно ускорены [137-140].
По прибытии в Нижний Тагил ученые института вместе с заводча-
нами сразу же приступили к разработке технологии и аппаратуры для
автоматической сварки под флюсом бронеконструкций.
В предельно сжатые сроки была создана технология скоростной
автоматической сварки на переменном токе брони марки 8С толщиной до
45 мм для танка Т-34, предусматривавшая применение низколегирован-
ной кремнемарганцевой (Св-18ГС) электродной проволоки, плавленых
флюсов АН-2 и АШ. Одновременно с разработкой технологии сварки был
спроектирован и изготовлен ряд сварочных установок, оснащенных но-
выми сварочными головками с саморегулированием электрической дуги
при постоянной скорости подачи электродной проволоки [141].
Только на УВЗ были созданы и введены в эксплуатацию 15 устано-
вок для автоматической сварки под флюсом различных узлов боевой
машины Т-34. В 1943 г. в мастерских института изготовлено и установлено
на заводах Наркомата танковой промышленности около 50 аппаратов для
автоматической сварки под флюсом.
32
СВАРКА ПЛАВЛЕНИЕМ
Созданная в тяжелых условиях военного времени технология поз-
волила повысить производительность сварки более чем в 5 раз, значитель-
но улучшить качество сварных швов; она стала основой для организации
поточного производства танка Т-34, который вплоть до середины 1950-х
годов оставался основным средним танком Советской Армии. Более
30 тыс. знаменитых «тридцатьчетверок» вышли из цехов УВЗ в годы
войны (133]. Одна из них навечно установлена во внутреннем дворе
Института электросварки им. Е.О. Патона. Танк был подарен коллективу
института в честь ознаменования 50-летия Победы в Великой Отечествен-
ной войне над фашизмом. Это дорогое для всех патоновцев место, где
каждый год ветераны войны и труда отмечают знаменательный день
Победы 9 мая.
В послевоенный период были созданы и начали применяться в
бронекорпусном производстве новые хромоникельмолибденовые высо-
копрочные стали повышенной (до 100 мм) толщины. Они отличались
достаточно высокой бронестойкостью, однако из-за большого содержания
углерода и наличия хрома, никеля и молибдена их свариваемость
ухудшилась — сварные соединения оказались склонными к образованию
холодных околошовных трещин. По этой причине, а также из-за недо-
статочной стойкости («живучести») сварных соединений при снарядном
обстреле технология автоматической сварки под флюсом, успешно приме-
ненная при массовом изготовлении танка Т-34, нуждалась в доработке
для новых моделей среднего танка. Последующий его тип — танк Т-54
изготавливался с использованием высоколегированных аустенитных про-
волок Св-08Х21Н10Г6, что значительно повысило стойкость швов против
образования холодных трещин. Возросла сопротивляемость хрупкому
разрушению при снарядном обстреле. Новая сварочная проволока марки
Св-08Х20Н9Г7Т [133] в сочетании со специально разработанным под нее
плавленым низкокремнистым флюсом марки АН-14 обеспечили таким
швам повышенную сопротивляемость образованию горячих трещин даже
в случае сварки на повышенных режимах. Впоследствии проволока
Св-08Х20Н9Г7Т вошла в Государственный стандарт СССР, а флюс АН-22
получил широкое применение и для сварки конструкционных сталей.
Производительность сварки, при сохранении качества соединений броне-
конструкций повышенной толщины, возросла за счет этого в 4-5 раз —
до уровня, который был достигнут при сварке танков Т-34. Она составила
около 20 кг наплавленного металла в час.
В середине 1960-х гг. при изготовлении бронекорпусов и башен танка
Т-55 на Омском машиностроительном заводе под руководством Б.Е. Па-
тона была опробована и внедрена в производство новая, разработанная в
ИЭС им. Е.О. Патона высокопроизводительная (до 30...35 кг наплавлен-
ного металла в час) технология двухдуговой автоматической сварки под
флюсом. Несколько позже на Харьковском заводе имени В.А. Малышева
была внедрена аналогичная по производительности однодуговая авто-
3 — 8-1437
33
ИЗБРАННЫЕ ТРУДЫ
матическая сварка под флюсом с удлиненным вылетом электрода, а на
УВЗ — технология автоматической сварки трехфазной дугой при выпол-
нении основных швов бронекорпусов танков Т-62 и Т-72. В эти годы
технология автоматической сварки под флюсом проволокой Св-
08Х20Н9Г7Т широко использовалась на упомянутых заводах для изго-
товления бронеконструкций средних танков Т-55 и Т-64 [142]. Общий
уровень автоматической и механизированной сварки был доведен до 60 %
(по массе наплавленного металла), осуществлено конвейерное производ-
ство бронекорпусов.
Одновременно с совершенствованием сварки бронекорпусов институт
занялся проблемой сварки элементов сверхмощного дизельного двигателя
для серии танков Т-55, Т-62, Т-64, Т-72, Т-80, Т-84. Впервые в мире было
освоено производство цельносварных роторов для турбонадува из высокоп-
рочных никелевых сплавов. Технология была использована в серийном
производстве. Мощность и долговечность двигателя значительно возросли.
Наряду с работами в области создания технологии автоматической
сварки корпуса среднего танка Т-54 Б.Е.Патон инициировал начало
исследований, связанных с разработкой технологии изготовления броне-
конструкции легкого танка. Корпус изготавливался из кремнемарганце-
вомолибденовой стали марки 2П толщиной до 20 мм. Небольшая тол-
щина, а также пониженное содержание в этой стали углерода и ле-
гирующих элементов позволили применить при сварке тонкостенной
брони низколегированную проволоку Св-08ГСМТ (ЭИ-581). В конце
1950-х годов на базе этой проволоки была создана и внедрена при
изготовлении бронекорпусов легкого плавающего танка ПТ-76 технология
автоматической сварки под плавленым флюсом АН-42. Технология газо-
электрической сварки проволокой Св-08ГСМТ получила быстрое и
широкое распространение в бронекорпусном производстве и стала основ-
ным процессом практически на всех заводах при изготовлении легких
танков и бронетранспортеров разных модификаций — ПТ-76, БМП-1,
БМП-2, БТР-50 и др. В дальнейшем она совершенствовалась, и в качестве
защитной среды начали использовать смеси газов на основе аргона.
Наряду с совершенствованием технологии сварки усовершенствова-
лись и сварочные материалы. В частности, в 1960-х годах был разработан
и внедрен на заводах Челябинска и Нижнего Тагила новый гранулирован-
ный керамический флюс марки КТФ-78 с улучшенными санитарно-ги-
гиеническими характеристиками, обеспечивающий повышенную сопро-
тивляемость металла шва образованию пор и горячих трещин. Флюс
широко использовался при однодуговой сварке бронекорпусов и башен
танков Т-10М и Т-62. В начале 1980-х гг. разработаны высоколегирован-
ная безникелевая проволока Св-08Х10Г32 и керамический низкоокис-
лительный флюс КМ-78А. Сочетание этих материалов обеспечило
практически двукратное снижение стоимости сварочных работ при сох-
ранении требуемого качества сварных соединений.
34
СВАРКА ПЛАВЛЕНИЕМ
Для восстановления башен танков из литой броневой стали СБл-1
разработана проволока Св-08ХГСН2МТ и на ее базе созданы электроды
Бл-1КА и УБТ-1, а также разработаны технологические рекомендации
по заварке дефектов в литых корпусах башен.
Не менее широкое использование в бронекорпусном производстве
нашла и технология механизированной сварки в углекислом газе с исполь-
зованием аустенитной проволоки Св-08Х20Н9Г7Т. Изначально она осущес-
твлялась на постоянном токе при обратной полярности и по производитель-
ности уступала механизированной сварке под флюсом. В ИЭС им. Е.О.
Патона и Харьковском заводе им. В.А. Малышева создали модифицирован-
ную цирконием проволоку Св-08Х20Н9Г7Т. Возросла стабильность дуги,
а производительность процесса увеличилась в 1,5 раза.
Дальнейшее совершенствование механизированной сварки брони
было достигнуто за счет новых, стабилизированных аустенитных порош-
ковых проволок, обеспечивающих одновременное увеличение производи-
тельности сварки, уменьшение разбрызгивания электродного металла и
повышение сопротивляемости металла шва образованию горячих трещин.
Новая порошковая проволока марки ПП-АНВ8 (Св-05Х21Н10Г2Т) впер-
вые применена при механизированной сварке в углекислом газе корпуса
танка Т-72. Для легких бронекорпусов сотрудники ИЭС разработали и
внедрили на Курганском машиностроительном заводе технологию сварки
гетерогенными швами с применением газоэлектрической облицовки швов
порошковой проволокой ПП-АН180. Это позволило повысить пулестой-
кость сварных соединений выше уровня, характерного для брони.
Применение проволоки ПП-АН180 решило также проблему восстанов-
ления деталей из брони высокой твердости, что существенно улучшило
технологию сборки бронекорпусов легких танков.
Как это не раз уже случалось, именно сварщики первыми указали
на возможность совершенствования корпусных материалов, применяв-
шихся для изготовления танков. Осознание того, что танк — это сварная
конструкция, которая после снарядного обстрела должна сохранять
целостность не только сварных швов, но и корпуса в целом, привело к
тому, что в ИЭС под руководством Б.Е. Патона были начаты работы по
совершенствованию толстолистовой брони для танкостроения.
На первом этапе этих исследований установили, что новые высоко-
прочные хромоникельмолибденовые броневые стали при удовлет-
ворительной стойкости к снарядному обстрелу не обладают достаточной
вязкостью и, как следствие, не удовлетворяют требованиям танкост-
роителей и армии по «живучести» (отсутствию отколов с внутренней
стороны бронекорпуса при снарядном обстреле). Ученые института про-
вели всесторонние исследования металла листовых слитков высокопроч-
ных сталей по всей металлургической цепочке производства броневых
сталей (от выплавки до прокатки и термообработки). Была создана
надежная технология производства танковой брони. При этом впервые
з*
35
ИЗБРАННЫЕ ТРУДЫ
была освоена выплавка таких сталей в кислородных конверторах с
последующим электрош лаковым переплавом (ЭШП), а впоследствии и
их непрерывная разливка. Новые прочные броневые стали начали изго-
тавливаться с применением способа ЭШП в конце 1970-х начале 1980-х гг.
[143]. Это вызвало необходимость совершенствования сварочных мате-
риалов и технологии сварки таких сталей.
Уже в середине 1980-х гг. были разработаны новые материалы: для
автоматической сварки под флюсом АН-22 и АН-22М — аустенитная
проволока ЭК-67 (Св-05Х20Н10М2Т); для механизированной сварки в
углекислом газе — аустенитная порошковая проволока ПП-АНВ9 (Св-
05Х20Н10М2Т). Они обеспечили более высокие, по сравнению с серийной
проволокой, механические свойства и технологическую прочность шва.
Разработанные на базе этих материалов технологические процессы сварки
корпусных сталей нового типа — 69Ш, 24Ш, 22Ш использованы при
изготовлении бронекорпусов средних танков последующих модифика-
ций — Т-80 и Т-84.
Исследования в ИЭС им. Е.О. Патона позволили применить в
танкостроении принципиально новый конструкционный материал —
армированную квазимонолитную сталь (АКМ). При ее создании исполь-
зовано новаторское предложение, направленное на уменьшение содер-
жания углерода в броневых сталях почти в 2 раза. Это решение, без
существенного изменения системы легирования, привело не только к
улучшению свариваемости, но и к заметному повышению вязкости
толстолистовой стали и ее «живучести» как бронекорпусного материала.
Новая броневая сталь АКМ и технология ее сварки были впервые
использованы при изготовлении сварно-катаной башни танка Т-80. Улуч-
шенная свариваемость броневой стали АКМ позволила повысить и «живу-
честь» танка.
В эти же годы Борисом Евгеньевичем организованы активные
исследования, направленные на создание сварных бронеконструкций из
разнородных материалов, в частности путем сварки стальной брони с
алюминиевой. В результате этих работ разработана технология, при
которой сварка броневой стали с алюминиевой броней толщиной до
100 мм осуществляется с использованием переходников специальной
конструкции. Последние изготавливаются автономно или с помощью
наплавки, что позволяет получать качественные сварные соединения
различных типов (стыковые, угловые, нахлесточные). За счет этого
жесткость днища без изменения массы танка удалось увеличить в несколь-
ко раз. Натурные испытания показали, что сварные соединения из
разнородных металлов выдерживают пулевой и снарядный обстрелы, а
также минный подрыв. Соответствующие технологии ИЭС реализованы
при изготовлении легких броневых машин.
В середине 1980-х гг. сотрудники ИЭС им. Е.О. Патона разработали
новую технологию высокоэффективной автоматической сварки пла-
вящимся электродом в аргоне брони на основе алюминия из сплава АМгб.
36
СВАРКА ПЛАВЛЕНИЕМ
Технология предусматривала оптимизацию условий сварки различных
типов соединений металла толщиной от 8 до 60 мм и использована при
изготовлении корпусов легких десантируемых танков и бронемашин пехоты
на Волгоградском заводе и Курганском машиностроительном заводе. В
начале 1990-х гг. ученые ИЭС разработали для Харьковского тракторного
завода установку УД-474 и новую технологию сварки конструкций штам-
посварных элементов из алюминиевого сплава марки АМгб для боевых
машин пехоты.
Менялось время, изменялись и подходы к изготовлению броневых
конструкций. Для разработчиков и изготовителей стало важным повы-
шение уровня механизации сварочных работ. К концу 1980-х годов он
возрос до 95 %. При этом доля автоматической сварки под флюсом (по
объему наплавленного металла) уменьшилась до 25 %, что в 2 раза
меньше, чем при изготовлении танка Т-34, а доля сварки в защитных
газах увеличилась до 70 %. Столь широкое использование механизирован-
ной газоэлектрической сварки в бронекорпусном производстве обуслов-
лено универсальностью этого процесса, позволяющего осуществлять свар-
ку внутренних и неудобных для автоматизации сварки коротких и
криволинейных швов. Специфические особенности конструкции броне-
корпусов сдерживали дальнейшую автоматизацию сварки. В связи с этим
в ИЭС начались интенсивные исследования, направленные на разработку
принципиально новых специализированных сварочных аппаратов с авто-
матическим программным управлением по всему циклу производства.
В основу создания этих аппаратов был положен принцип модульного
построения их структуры. Новые разработки нашли конкретное воплощение
в автоматах серии АД-238 и АД-241 [144], которые стали основой новой
конвейерной линии сварки различных швов бронекорпуса танка Т-72,
включая приварку бонок к бронелистам. Это послужило мощным толчком
для механизации сварочных работ при производстве бронетехники.
СВАРКА ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
И СПЛАВОВ
Вопросам сварки высоколегированных сталей в Институте электро-
сварки уделяется большое внимание с конца 1940-х г. Сварка кислотос-
тойких, жаропрочных, окалиностойких сталей и биметалла занимала
особое место в тематике ведущей группы исследователей этих материалов
в СССР, которую возглавлял Б.И. Медовар. Разработана и получила
признание теория образования горячих трещин. Основной вклад в ее
становление внесли Б.И. Медовар и Б.А. Мовчан. Большое внимание
уделено вопросам улучшения свариваемости существующих конструк-
ционных сталей. За короткий период в ИЭС были созданы и освоены на
металлургических заводах оригинальные электроды, сварочные прово-
локи и флюсы. С целью снижения содержания вредных примесей в ме-
37
ИЗБРАННЫЕ ТРУДЫ
талле и повышения стойкости против образования трещин при сварке
Б.Е. Патон и Б.И. Медовар обосновывают целесообразность [149]
применения электрошлакового переплава. Рафинирование металла по
содержанию серы и фосфора способом ЭШП стало широко применяться
металлургами. Это позволило улучшить свариваемость сплавов на основе
никеля в конструкциях для тепловой и атомной энергетики, а также
комплексно легированных нержавеющих сталей со специальными свой-
ствами — для большой химии.
В ИЭС была подтверждена положительная роль феррита при
пониженном содержании углерода в повышении стойкости сварных сое-
динений против особо опасных видов разрушения таких, как межкрис-
таллитная и ножевая коррозия. Интенсивно развиваются работы, связан-
ные со сваркой жаропрочных сталей и сплавов на никелевой основе.
Менее чем за десять лет (с 1952 по 1962 гг.) ИЭС становится одним из
мировых лидеров в области теории и практики механизированных про-
цессов сварки трудносвариваемых высоколегированных сталей. Под
редакцией Б.Е. Патона выходит монография «Сварка жаропрочных и
аустенитных сталей и сплавов», выдержавшая несколько изданий (1954,
1958, 1966 гг.) [151]. В начале 1970-х гг. расширились работы в области
сварки нового класса высоколегированных сталей, так как появилась
потребность в использовании малоникелевых и безникелевых корро-
зионностойких, износостойких, теплоустойчивых сталей. В ИЭС созда-
ется специализированная лаборатория, которую возглавил Н.И. Ка-
ховский. В лаборатории ведутся исследования электрошлаковой сварки
хромистых сталей для рабочих колес гидротурбин. Новая технология
реализуется на Ленинградском металлическом заводе для гидроагрегатов
Асуанской ГЭС в Египте. Совместно с ЦНИИЧермет им. И.П. Бардина
осуществляется широкое внедрение двухфазных малоникелевых фер-
ритно-аустенитных сталей в большой химии. В химическом и горном
машиностроении используются в сварных изделиях хромомарганцевые
стали. Разрабатываются и внедряются в продовольственном машиностро-
ении хорошо свариваемые хромистые стали ферритного класса [ 148]. Это
стало возможным благодаря тесным и добрым отношениям между Борисом
Евгеньевичем и руководством таких ведущих материаловедческих органи-
заций, как ЦНИИЧермет им. И.П. Бардина, ИМЕТ им. А.А. Байкова, а
также надежным связям ИЭС с флагманами металлургической промышлен-
ности — заводами «Электросталь», «Днепроспецсталь», «Запорожсталь»,
Челябинский металлургический комбинат и другие.
Бурное развитие ракетостроения, освоение ближнего и дальнего
космоса, выполнение «лунной программы» потребовали надежных свар-
ных конструкций, эксплуатирующихся при температурах, близких к
абсолютному нулю по Кельвину (-272,3 °C). Прежде всего понадобились
крупные изотермические резервуары большой емкости для ракетного
топлива, способные эксплуатироваться длительное время при повышен-
ном давлении жидкого кислорода, азота, водорода, гелия.
38
СВАРКА ПЛАВЛЕНИЕМ
При поддержке Б.Е. Патона был создан творческий коллектив,
состоящий из сотрудников институтов НАН УССР — ИЭС им. Е.О.
Патона, ИПП, ФТИНТ. Этот коллектив совместно с работниками ВНИИ-
криогенмаш, ЦНИИЧермет им. И.П. Бардина, Челябинского метал-
лургического завода и Института «Союзкислородмаш» Минмонтажспец-
строя СССР создали уникальные базы криогенного ракетного топлива на
стартовых комплексах в Байконуре и Плиссецке, которые успешно
эксплуатируются с 1975 г. Институт электросварки стал одним из ве-
дущих разработчиков и исполнителем этого грандиозного проекта.
Правительством СССР было поставлено задание не только разработать
новые конструкционные материалы и процессы сварки, но и создать
массовое производство специальных конструкций, уникальных по своим
служебным характеристикам. В СССР по инициативе патоновцев была
создана хорошо свариваемая стабильно-аустенитная сталь 03Х2ОН16АГ6,
которая на долгие годы обеспечила преимущество и приоритет советской
сварочной и материаловедческой школы в криогенной технике [145, 150].
На ее основе совместно с Институтом атомной энергии им. И.В. Курчатова
и ВНИИЭФА им. Д.В. Ефремова были созданы несущие элементы
сверхпроводящих систем первых опытных установок серии ТОКАМАК
для изучения термоядерного синтеза. Силовые системы сверхпроводяще-
го криогенератора были разработаны совместно с ФТИНТ НАН Украины
им. Б.И. Веркина и Ленинградским заводом «Электросила», а в содру-
жестве с ИВТАН АН СССР и Волгоградским заводом «Атоммаш» —
корпус сверхпроводящей системы МГД-генератора.
Для отработки конструкций и элементов крупных космических
аппаратов потребовалось создание в СССР уникальных имитаторов кос-
мического пространства. ВНИИкриогенмаш, учитывая опыт предыдущих
работ, посвященных созданию криогенных систем стартовых комплексов,
предложил ИЭС совместно выполнить такую работу. И здесь были
созданы условия для творческой работы коллективов Института элект-
росварки, ЦНИИЧермет, Челябинского металлургического завода и
Института черной металлургии Грузии, возглавляемого Ф.Н. Тавадзе.
В очень короткий период были созданы и освоены новые экономно-
легированные никелем стали [147], их сварка и построен уникальный
имитатор космоса объемом 10000 м3. Эти работы и исполнители были
высоко оценены Правительством СССР — Государственными Премиями
СССР, Премиями Совета Министров СССР, орденами и медалями.
Криогенное материаловедение и сварка криогенных конструкций
нового поколения для энергетических устройств развиваются в Институте
электросварки и сейчас. На повестке дня уже стоит развиваемая физиками
многих стран мира идея промышленной реализации управляемого термо-
ядерного синтеза. Опыт совместной работы Института электросварки,
ВНИИЭФА им. Д.В. Ефремова и ИАЭ им. И.В. Курчатова 1970-х гг. по
термояду позволил на новом этапе интегрировать украинскую физичес-
39
ИЗБРАННЫЕ ТРУДЫ
кую и материаловедческую науку в общемировые и Европейский проекты
создания действующих установок серии ИТЕР, которые начнут эксплу-
атироваться с 2040 г.
В современном турбостроении и авиадвигателях все больше исполь-
зуются конструкционные материалы нового поколения. Это высокопроч-
ные стали и сплавы с управляемой структурной дисперсностью, ком-
позиционные материалы с металлической или интерметаллидной мат-
рицей, сложные полимеры с металлической составляющей, монокрис-
тальные и особо чистые металлы. Необходимо создавать сварные изделия
из этих материалов и, соответственно, изыскивать новые технологические
процессы сварки. Это относится к созданным или развитым в ИЭС новым
методам сварки плавлением [146] и давлением, применению новых
источников нагрева, прежде всего использованию микродугового и микро-
плазменного разряда, геротронных технологий [152].
К технологическим процессам, которые до сих пор исследуются
сварщиками всего мира, относится метод активации процесса дуговой
сварки вольфрамовым электродом, первые результаты которого были
получены под руководством и при участии Б.Е. Патона почти полвека
тому назад. Увеличение производительности процесса сварки в 3-7 раз
было достигнуто при минимальных затратах — за счет нанесении тонкого
слоя активатора (в несколько десятков микрон). Идея активации процес-
са проплавления металла получила развитие при создании в Институте
электросварки серии активаторов ПАТИГ для соединения большой гаммы
нержавеющих сталей и сплавов на основе никеля. Патоновские актива-
торы этой серии триумфально прошли испытания во многих странах мира
и снова подтвердили высокий научный и прикладной уровень разработок
ИЭС. Впервые было показано [61], что возможность управления глу-
биной проплавления связана с созданием в анодной зоне на поверхности
жидкой металлической ванны особо перегретого локального участка
металла и с активным электродинамическим воздействием дуги. Это
позволило дать обобщенное теоретическое обоснование активации проп-
лавления металла при различных модификациях методов сварки.
Несомненным успехом Института электросварки является создание
теории сварки особо жаропрочных сплавов на никелевой и кобальтовой
основе и тугоплавких материалов. Предложены новые подходы к ре-
шению проблем свариваемости различных материалов, теоретически
обоснована и экспериментально доказана возможность соединять мате-
риалы, ранее считавшиеся не свариваемыми. Установлено, что с помощью
сварки можно изготавливать новые поколения высокоэффективных газо-
турбинных двигателей, крупные элементы турбин из сплавов с мо-
нокристальной структурой.
Комплексные исследования, выполняемые с участием ВИАМ
(г. Москва), ЦКБ «Прогресс» им. А.Г. Ивченко (г. Запорожье),
ОАО «Мотор-Сич» (г. Запорожье), заводом им. В.А. Малышева
40
СВАРКА ПЛАВЛЕНИЕМ
(г. Харьков) открыли возможность получения и ремонта новых видов
конструкций авиационной и транспортной техники.
Управление свариваемостью материалов позволяет институту не
только расширить перечень материалов, из которых изготавливаются
конструкции с невиданными до сих пор эксплуатационными свойствами,
но и предложить новые процессы их соединения. Время ставит задачу
вхождения сварки и родственных процессов в технический и техноло-
гический мир, оперирующий наноразмерным влиянием на материалы и
их сварные соединения. Потребность в нанотехнологиях проявляется уже
сейчас, когда все больше требуется конструкций из разнородных, в том
числе композиционных материалов. В ИЭС эти работы имеют приоритет-
ное значение.
В 1980 г. Правительство Украины приняло решение создать серию
памятных сооружений в ознаменовании 1500-летия г. Киева. К ним
относятся памятный знак-стела «Город-Герой Киев» на площади Победы,
арка Дружбы народов, архитектурный комплекс Музей Великой Отечес-
твенной Войны 1941-1945 гг.
Архитектор, народный художник СССР В. Бородай, задумал соз-
дать 64-метровую скульптуру из стали, которая венчает здание музея.
Наиболее сложную задачу — создание технологии сварки и сооружения
монументальной скульптуры «Родина-Мать» поручили Институту элек-
тросварки им. Е.О. Патона. До настоящего времени это самая крупная
цельносварная металлическая скульптура в мире.
Группа специалистов Института электросварки совместно с проекти-
ровщиками из института «Укрпроектстальконструкция» за короткий
период разработали и осуществили на Киевском заводе им. Парижской
коммуны весь цикл изготовления скульптуры.
Впервые в мировой практике был реализован уникальный проект
с использованием технологии блочного изготовления крупнотоннажных
элементов скульптуры, изготовленных методами сварки. При этом ре-
шались не только вопросы точного воспроизведения художественного
образа по маломасштабной модели автора, но и задача идеального
сочленения блоков на монтаже без деформаций на любом участке корпуса
и деталей скульптуры. Важно было также обеспечить длительную рабо-
тоспособность всех сварных элементов при любых атмосферных нагруз-
ках и предусмотреть возможность (при необходимости) выполнения
ремонтных работ без нарушения целостности скульптуры. Б.Е. Патон
пристально следил за всеми этапами этой работы. Многотонная цельнос-
в 1рная монументальная скульптура «Родина-Мать» поднялась ввысь на
одном из Печерских холмов г. Киева в мае 1982 г. [153]. Она была
изготовлена из украинского металла (сталь завода «Запорожсталь»)
трудом и умением рабочих-сварщиков Украины, умом и опытом техно-
логов, проектировщиков, архитекторов, большой группы заводских
инженеров, монтажников и других специалистов. Участники этой работы
были удостоены Ленинской премии, награждены орденами и медалями
41
ИЗБРАННЫЕ ТРУДЫ
СССР. Удивительное сочетание научной смелости, художественного дер-
зания, инженерной мысли и рабочей смекалки позволили коллективу
ИЭС подтвердить еще раз, что сварка может решать задачи любого уровня
сложности, многие из которых — впервые в мире. Символично, что в
древнем Киеве на небольшом расстоянии друг от друга стоят и служат
городу два уникальнейших сооружения XX века — самые крупные в свое
время в мире — цельносварной мост через Днепр и цельносварная
скульптура «Родина-Мать» комплекса Музей Великой отечественной
Войны 1941-1945 гг.
СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ
СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
Авиационная и космическая техника, тепловая и атомная энер-
гетика, химическая и продовольственная промышленность, различные
отрасли машиностроения — все они применяют цветные металлы в
различного рода сварных конструкциях. В начале 1950-х гг. в ИЭС
создается специализированный отдел по сварке этих материалов. Воз-
главил его Д.М. Рабкин.
В Украине происходит постоянное увеличение объемов применения
алюминия и высокопрочных сплавов на его основе. Используются дефор-
мированные полуфабрикаты для производства железнодорожных пас-
сажирских вагонов, легковых и грузовых автомобилей, автобусов, само-
летов, изделий медицинской и пищевой промышленности, а также в
строительстве. Применение новых сплавов предполагает решение трех
основных задач: уменьшение массы изделий, повышение их эксплуа-
тационных характеристик и снижение стоимости производства. Большое
внимание уделяется улучшению свариваемости сплавов и разработке
высокоэффективных технологий при изготовлении изделий новой тех-
ники [154-161].
Значительные трудности, возникающие при сварке плавлением алю-
миниевых сплавов, связаны с их большой химической активностью.
Взаимодействие с кислородом и склонность к поглощению водорода
приводят к возникновению в швах грубых оксидных пленок и пористости.
Высокопрочные алюминиевые сплавы склонны к образованию горячих
трещин и разупрочнению при сварке плавлением. Эти особенности явно
проявились в новых высокоресурсных алюминиево-литиевых сплавах,
которые, благодаря низкой плотности и повышенному модулю жесткости,
позволяют на 10... 15 % уменьшить массу конструкций.
Научные и инженерные разработки в области сварки алюминия и
его сплавов были начаты в Институте электросварки им. Е.О. Патона в
1951 г. Потребовалось в сжатые сроки организовать поточное производ-
ство цистерн из сплава АМц толщиной 18...20 мм для перевозки и
42
СВАРКА ПЛАВЛЕНИЕМ
хранения сжиженных газов и других химических продуктов, используе-
мых в качестве ракетного топлива.
Задача была решена путем разработки и внедрения в массовое
производство автоматической сварки по слою флюса марки АН-А1. Такая
технология была использована в массовом производстве емкостей на
заводах «Большевик» (г. Киев), «Красный Октябрь» (г.Фастов), на
Сумском машиностроительном заводе им. М.В. Фрунзе. На Мариуполь-
ском ПО «Азовмаш» этим способом изготавливались железнодорожные
цистерны и емкости для хранения и транспортировки различных пи-
щевых и химических продуктов, таких, как вода, молоко, азотная кислота
и другие.
В 1960-1970-х гг. началось активное применение алюминиевых
сплавов повышенной прочности в авиации. Сварка по слою флюса не
обеспечивала требуемых производительности, качества шва и эксплуа-
тационных свойств соединений. При сварке металла толщиной свыше
15 мм увеличивалась опасность образования шлаковых включений и пор
в швах. Указанные обстоятельства обусловили необходимость разработки
новых эффективных способов и технологий дуговой сварки в инертных
газах, а также электронным лучом.
Ведущее положение заняла аргоно-дуговая сварка неплавящимся
электродом на переменном токе.
Иттрированные электроды позволили увеличить мощность дуги в
1,5-2,0 раза и добиться существенного повышения ее проплавляющей
способности. Использование электродов диаметром 10 мм дало возмож-
ность сваривать за один проход однофазной высокоамперной дугой (до
900... 1000 А) алюминиевые сплавы толщиной до 20 мм, а трехфазной
дугой — до 30 мм. Было разработано соответствующее сварочное обору-
дование. Уже к середине 1960-х гг. технология автоматической сварки
высокоамперной дугой корпусных изделий ракет-носителей из сплава
АМгб эффективно использовалась на предприятиях конструкторских
бюро С.П. Королева, В.П. Челомея, М.К. Янгеля.
Идея интенсификации перемешивания металла сварочной ванны
с целью измельчения оксидных включений и одновременно его дегаза-
ции была реализована при сварке неплавящимся электродом пульси-
рующей дугой.
Была установлена высокая эффективность применения асимметрич-
ного разнополярного тока прямоугольной формы для дуговой и плазмен-
ной сварки.
Исследования физических явлений, происходящих в дуге, позво-
лили достичь более высокой концентрации тепловой энергии при гелиево-
дуговой сварке вольфрамовым электродом постоянным током по срав-
нению со сваркой переменным током в аргоне. Это способствовало
повышению проплавляющей способности дуги и снижению в 1,5-2,0 раза
погонной энергии.
43
ИЗБРАННЫЕ ТРУДЫ
В середине 1960-х гг. Б.Е. Патон инициировал расширение при-
менения импульсно-дуговой сварки плавящимся электродом, которая
используется в промышленном производстве алюминиевых конструкций.
Были созданы технологии сварки при изготовлении уникальных баков
для ракетно-космических комплексов на предприятиях НПО «Энергия»,
корпусов легких десантируемых бронемашин на Волгоградском заводе и
бронемашин пехоты на Курганском машиностроительном заводе, пас-
сажирских железнодорожных вагонов и вагонов метро, самосвальных
платформ автомобилей, автомобильных рефрижераторов, надстроек
судов и других изделий.
Высокие требования, предъявляемые к сварным соединениям толс-
тостенных емкостей из сплава АМцС и технического алюминия для
хранения и перевозки химически агрессивных продуктов, привели к
разработке в ИЭС им. Е.О. Патона высокопроизводительной технологии
сварки плавящимся электродом большого диаметра (3...4 мм) стационар-
ной дугой в смесях гелия и аргона. Такие смеси позволили не только
уменьшить в 2-8 раз объем микропустот в наплавленном металле, по-
высить механические свойства и коррозионную стойкость сварных
соединений, но и увеличить на 40...60 % производительность процесса
сварки. Новые технологии были успешно внедрены при изготовлении
емкостей на Балашихинском НПО «Криогенмаш», в поточном производ-
стве алюминиевых котлов железнодорожных цистерн на ПО «Азовмаш».
Для соединения компактных толстостенных (50... 150 мм) заготовок были
разработаны специальное оборудование и технология узкощелевой
сварки импульсной и стационарной дугой плавящимся электродом в гелии
и его смесях с аргоном.
Электронно-лучевая сварка (ЭЛС), в отличие от дуговых способов
соединения алюминиевых сплавов, характеризуется уникальным соче-
танием особенностей: высокой плотностью энергии в пучке малого диамет-
ра, надежной защитой зоны сварки и рафинирующим воздействием
вакуумной среды, возможностью достижения очень высоких скоростей
кристаллизации жидкого металла [156, 161]. ЭЛС применили для изго-
товления ответственных и высоконагруженных конструкций, работаю-
щих в условиях космического вакуума, знакопеременных нагрузок и
очень низких температур. В промышленных условиях освоена ЭЛС
деталей и узлов из высокопрочных алюминиевых, алюминий-литиевых,
алюминий-скандиевых сплавов — от миниатюрных до крупнога-
баритных, толщиной от десятых долей миллиметра до 200...600 мм. При
сварке крупногабаритных ракетных баков суммарная протяженность
сварных швов достигает 100... 150 м.
Использование сканирования пучком и программирования тепло-
вложения в сочетании с подачей присадочной проволоки позволяет
снизить требования к точности сборки стыка без потери качества
формирования швов при зазорах до 3,0 мм (толщина заготовок
50...100 мм).
44
СВАРКА ПЛАВЛЕНИЕМ
Хорошие результаты ЭЛС обеспечила при изготовлении стрингер-
ных панелей из тонколистового материала.
Большим достижением ИЭС последних лет стало создание техно-
логии электронно-лучевой сварки циркония большой толщины. Это
открывает больше возможности использования циркония в качестве
конструкционного материала для новых поколений летательных аппара-
тов и в энергетике.
В последние годы в ИЭС расширены технологические работы в
области сварки различных алюминиевых сплавов в твердой фазе.
Необходимость сварки высокопрочных алюминиевых сплавов
различных систем легирования (А1ДМ§, А1ДСи, А1Д7пДМ§ДСи) и
особенно нового класса сверхлегких алюминиево-литиевых сплавов, ко-
торыми занимаются академик И.Н. Фридляндер и его сотрудники,
привела к многолетнему творческому сотрудничеству ИЭС им. Е.О. Па-
тона и В И AM. Следствием этого явились успешное решение проблем
свариваемости, внедрение новых материалов и процессов сварки в про-
изводство. Эффективность сварных конструкций, например топливного
бака и кабины пилота из алюминиево-литиевого сплава типа 1420,
подтверждена созданием и многолетней эксплуатацией сверхзвуковых
истребителей серии МиГ-29.
Б.Е. Патон и руководители Всероссийского института авиационных
материалов разных лет И.И. Сидорин, А.Т. Туманов, Р.Е. Шалин,
Е.Н. Каблов сумели создать исключительно плодотворную творческую
атмосферу сотрудничества и взаимопонимания между коллективами
институтов. Это позволило авиационной и ракетной промышленности СССР
значительно опередить ведущие фирмы и ведомства западных стран в
использовании цельносварных блоков в летательных аппаратах. А энер-
гичная поддержка предложений Б.Е. Патона по широкому использованию
сварки в авиационной технике Генеральными конструкторами — А.А. Ту-
полевым, С.В. Ильюшиным, П.О. Сухим, С.А. Лавочкиным, А.С. Яковле-
вым, А.И. Микояном, П.В. Балуевым, О.К. Антоновым обеспечила прио-
ритет отечественной школы сварщиков и материаловедов.
В 1990-е гг. совместно с ВИАМ и ВИЛС, его руководителями
А.Ф. Беловым и В.И. Добаткиным были выполнены работы, направлен-
ные на улучшение характеристик технологичности, в том числе сварива-
емости алюминиевых полуфабрикатов путем оптимизации химического
состава и микролегирования цирконием и скандием перспективных спла-
вов. В ИЭС были созданы специальные сварочные материалы, содер-
жащие до 0,5 % скандия. Благодаря этому целый ряд высокопрочных
трудносвариваемых сплавов приобрели удовлетворительную сваривае-
мость, а прочность швов возросла на 10... 15 %. Еще более значительный
эффект достигнут при легировании скандием также и основного металла.
Результаты фундаментальных исследований и внедрение технологи-
ческих разработок в промышленное производство изделий из алюми-
ниевых сплавов были изложены в монографиях под редакцией Б.Е. Па-
45
ИЗБРАННЫЕ ТРУДЫ
тона. Разработки с участием ИЭС отмечены тремя государственными
премиями СССР и академической премией им. Е.О. Патона. Государст-
венная премия Украины присуждена «За создание теоретических основ
производства ответственных деталей и узлов машин из высокопрочных
легких конструкционных материалов».
СВАРКА ТИТАНА И ЕГО СПЛАВОВ
В начале 50-х гг., несмотря на то, что титан производился еще в
малых количествах, его стали применять в узлах боевых самолетов.
Появилась необходимость создания эффективных методов его сварки.
Столкнувшись с тем фактом, что титан в расплавленном состоянии
реагирует практически со всеми химическими элементами, зарубежные
исследователи сочли бесперспективным развивать сварку под флюсом и
разработали дуговую сварку в струе аргона или гелия. В СССР по такому
же пути пошли отраслевые научно-исследовательские институты оборон-
ного комплекса. Однако в те годы остро ощущалась нехватка аргона и
гелия, а качество этих защитных газов оставляло желать лучшего.
В 1953 г. начаты работы по созданию надежного и, главное, дешевого
способа автоматической сварки титана. Было принято смелое решение:
разработать автоматическую дуговую сварку титана под флюсом. В те
годы мало кто верил в эту идею. Проблема состояла в том, чтобы изыскать
такие компоненты флюса, которые не только не загрязняли бы швы
газами, т. е. не ухудшали их свойства, но и повысили их качество.
И такие компоненты в отделе, которым руководил С.М. Гуревич, были
найдены. Всего лишь за один год был выполнен комплекс исследований,
которые впервые в мировой практике привели к созданию технологии
сварки титана под флюсом на основе химически чистых материалов.
Появилась серия флюсов марки АН-Т. Разработка принципов построения
флюсов на основе галогенидов щелочных и щелочноземельных металлов
не только изменила все существовавшие ранее представления о метал-
лургических особенностях сварки титана, но и во многом определила
дальнейший путь отечественной сварочной науки в этой области.
Было установлено, что сварка титана возможна в активной среде, в
которой идут обменные реакции между шлаком и титаном. Как оказалось,
именно благодаря тому, что при сварке металл сварочной ванны взаимо-
действует с расплавом флюса определенного состава, достигается улуч-
шение, а не ухудшение свойств шва.
Так нетрадиционный подход патоновцев к решению сложной задачи
привел не только к созданию нового способа сварки титана, но и заложил
основы нового научного направления и становления отечественной школы
металлургии и технологии сварки титана. Эти разработки и сейчас
превосходят мировой уровень.
46
СВАРКА ПЛАВЛЕНИЕМ
Выполненные в дальнейшем в ИЭС исследования привели к соз-
данию принципиально новых для титана и не имеющих до сих пор
аналогов технологий сварки с использованием флюсов: это автоматичес-
кая сварка плавящимся электродом под флюсом, электрошлаковая свар-
ка, аргоно-дуговая сварка по слою флюса (TIG-F), аргоно-дуговая сварка
с присадочной титановой порошковой проволокой (TIG-FW). Разрабо-
танные сварочные материалы бьгли защищены авторскими свидетельст-
вами и зарубежными патентами в США, Японии, Германии, Франции
и других странах.
Участие Б.Е. Патона в фундаментальных исследованиях и при-
менении новых технологий отражены в цикле его работ с сотрудниками
[162-164].
Применение способа автоматической аргоно-дуговой сварки с по-
рошковой проволокой (TIG-FW) изменяет проплавляющую способность
дуги за счет ее контрагирования настолько, что позволяет сваривать без
разделки кромок металл толщиной до 16 мм. Использование этого
процесса сварки на заводе им. Артема (Киев) в 1974 г. позволило
заменить кованые титановые заготовки для силовых узлов штампо-свар-
ными и повысить коэффициент использования материала в шесть раз.
В 1983 г. был создан новый технологический процесс с применением
аргоно-дуговой сварки — сварка в узкий зазор магнитоуправляемой дугой
[165]. Этот способ наиболее перспективен при решении проблемы сварки
металла средней и большой толщины (до 110 мм). Сварка титана в
щелевой зазор значительно снижает стоимость сварных соединений и
одновременно повышает их качество.
СВАРКА КОНСТРУКЦИЙ ИЗ МЕДИ
В 60-70-х гг. прошлого столетия возникла необходимость в изготов-
лении сварных крупногабаритных толстостенных конструкций из меди и
ее низколегированных сплавов (хромовых бронз). Потребовалось массо-
вое серийное производство медных кристаллизаторов для вакуумно-ду-
говых и электрошлаковых печей. Если за рубежом такие проблемы
решались путем применения трудоемких и малопроизводительных про-
цессов многопроходной механизированной и ручной сварки, то в Ин-
ституте электросварки в сравнительно короткий срок были разработаны
новые высокопроизводительные технологии автоматической сварки меди
под флюсом, а также плазменно-дуговой и электрошлаковой сварки.
В основу их создания и промышленного освоения легли комплексные
исследования, связанные с разработкой специальных сварочных мате-
риалов. Понадобилось изучение тепловых и металлургических особеннос-
тей сварки меди больших толщин, оценка деформационной способности
и других служебных свойств соединений.
47
ИЗБРАННЫЕ ТРУДЫ
Как показали исследования [166], основным достоинством этих
процессов является возможность получения высококачественных свар-
ных соединений без предварительного подогрева, что особенно важно при
изготовлении крупногабаритных изделий. Сварку стали выполнять за
один проход с полным проваром свариваемых кромок.
В институте впервые в мире была также разработана технология
электрошлаковой сварки меди [167], используемая в основном для сое-
динения сечений большой толщины. Особенностью этой технологии
является создание условий, при которых достигается необходимый авто-
подогрев свариваемых кромок в процессе сварки.
Был усовершенствован и такой традиционный процесс дуговой сварки
меди и ее сплавов, как сварка в среде защитных газов плавящимся и
неплавящимся электродом. Применены новые присадочные порошковые
проволоки, активирующие флюсы-пасты, новые высокопроизводительные
покрытые электроды. Эти разработки внедрены и при изготовлении фурм
кислородного дутья, сварных заготовок бандажей-кристаллизаторов уста-
новок непрерывного литья и прокатки катанки из цветных металлов.
СВАРКА ТУГОПЛАВКИХ МЕТАЛЛОВ
Развитие ракетно-космической, авиационной, ядерной и других отрас-
лей новой техники потребовало создания сварных конструкций из металлов,
способных обеспечить их работоспособность в условиях высоких температур
и нагрузок, агрессивных сред, жидкометаллических, плазменных и газовых
интенсивных потоков, нейтронного облучения и в иных экстремальных
условиях [160, 166, 167]. Требованиям таких рабочих сред больше всего
отвечали тугоплавкие и химически активные металлы — цирконий, титан,
вольфрам, молибден, хром, ниобий. Однако применение указанных метал-
лов сдерживалось из-за их низкой технологичности и особенно сваривае-
мости. Это связано с низкотемпературной хрупкостью и сильной химической
активностью по отношению к элементам внедрения (азоту, кислороду,
водороду, углероду), что обусловливало снижение пластичности, ухуд-
шение механических и служебных характеристик и образование трещин при
механической обработке, штамповке и сварке.
С учетом все возрастающей роли тугоплавких и химически активных
металлов в 1965 г. в ИЭС создается специализированное подразделение
физико-металлургических процессов сварки активных и тугоплавких
металлов.
Впервые в мировой практике в содружестве с ГИРЕДМет были
разработаны свариваемые сплавы на основе вольфрама, молибдена,
ниобия, ванадия, хрома. Созданы теоретические и технологические осно-
вы их производства и сварки [167-169]. Прежде всего были изучены
механизм и кинетика взаимодействия металла шва с активными газами
на всех технологических этапах сварки. Созданы математические модели
48
СВАРКА ПЛАВЛЕНИЕМ
такого взаимодействия и установлены закономерности влияния примесей
внедрения на структуру и свойства сварных соединений [168].
Была изучена кинетика и установлены закономерности структурных
и фазовых превращений в процессе сварки, и прежде всего прямая их
зависимость от текстуры тугоплавкого металла, что позволило создать
технологию производства и критерии отбора пригодных для сварки
заготовок.
Для сварки изделий из вольфрама, молибдена, ниобия, циркония
разработаны специализированное оборудование и методы очистки и
контроля состава защитных газов.
Своими технологиями ИЭС участвовал в изготовлении таких уни-
кальных изделий новой техники:
цельносварные жидкометаллические контуры космических транс-
портно-энергетических установок из сплавов ниобия, ванадия;
штампо-сварные элементы реактивных двигателей из сплавов мо-
либдена, ниобия;
термоэмиссионные ядерные преобразователи для энергообеспечения
объектов космического, подводного и надводного базирования из моно-
кристаллов вольфрама, ниобия, молибдена;
тепловыделяющие элементы для атомных электростанций из сплавов
циркония, хрома;
тепловые трубы из ванадия, молибдена, ниобия;
сверхмощные СВУ-генераторы из ниобия.
ИЭС, создав новое направление в сварке цветных металлов впервые
в отечественной и мировой практике обеспечил возможность серийного
производства конструкций из этих материалов.
ПРОИЗВОДСТВО СВАРНЫХ ТРУБ
Производство и повышение эксплуатации характеристик сварных
труб занимают особое место в жизни и деятельности Бориса Евгеньевича
и Института электросварки в целом.
Первые публикации, касающиеся трубосварочного производства,
относятся к концу 1950-х гг. Тогда же был выполнен системный анализ
процессов производства сварных труб, применявшихся в мировой прак-
тике в период до 60-х гг. прошлого столетия [171]. Была показана
перспективность применения сварки под флюсом при изготовлении труб
с продольным (прямошовные трубы) и со спиральным швом (спирально-
шовные трубы), хотя на первом этапе в трубопрокатном производстве
главенствующее положение занимала контактная сварка труб.
Одновременно развивается и производство труб со спиральным
швом, сворачиваемых из рулонной полосы (ленты). При этом отмечалась
необходимость усовершенствования формовочного оборудования, пос-
4-8-1437
49
ИЗБРАННЫЕ ТРУДЫ
кольку собираемые кромки труб имеют превышение, что затрудняет
получение швов требуемого качества.
В работе [171] описаны способ производства и области использо-
вания плоскосворачиваемых труб. Такие трубы диаметром до 300 мм
с толщиной стенки до 4 мм, конструкция которых разработана по ини-
циативе института [174], нашли применение для трубопроводов с от-
носительно невысоким рабочим давлением.
В отделе, руководимом С.А. Мандельбергом, большое внимание
уделяется также оптимизации технологических схем производства труб
большого диаметра [172, 173]. Применительно к прямошовным трубам в
качестве наиболее перспективного способа рассматривается формовка в
прессах, которая до настоящего времени считается наиболее эффективной
и производительной для получения трубных заготовок. Интересно от-
метить, что уже в 1960 г. в работе [173] упоминалось о способе формовки
труб посредством многооперационной гибки листа с шаговой его подачей
в поперечном направлении. Этот метод в последние годы стал одним из
основных технологических процессов формовки заготовок для толсто-
стенных труб (с толщиной стенки 30... 50 мм), используемых при
сооружении сверхмощных, в том числе подводных, газопроводов. С
целью улучшения технологических схем производства труб с продольным
швом, применявшихся в рассматриваемый период, институт предложил
рациональный способ сварки и последовательность сварочных операций.
Принятая очередность выполнения двусторонних сварных соединений
труб (вначале наружный шов, а затем внутренний или наоборот) не
только обусловливает высокое качество швов, но и позволяет рациональ-
но решить конструктивное оформление сварочных станов и повысить их
производительность. На ряде отечественных и зарубежных трубосвароч-
ных заводов трубы сваривали в следующей последовательности: сборка
труб с предварительным соединением кромок отдельными прихватками,
далее сварка внутреннего и наружного швов. В работе [172] такая схема
производства труб была подвергнута справедливой критике, в первую
очередь из-за повышенной опасности образования горячих трещин в зоне
прихваток. С целью оптимизации технологической схемы производства
труб Борис Евгеньевич предложил использовать для сварки внутренних
швов проходного типа стан оригинальной конструкции, обеспечивающей
одновременно и сборку кромок трубных заготовок.
Анализ технологической схемы изготовления спиральношовных
труб впервые приводит ученого к выводу о преобладающем влиянии
взаимного перемещения свариваемых кромок на возникновение в швах
труб кристаллизационных (горячих) трещин. Этот вывод в дальнейшем
окажется определяющим в разработке оптимальной схемы производства
труб большого диаметра как со спиральным, так и с продольным швом.
Например, 1960-х гг. был предложен оригинальный способ производства
спиральношовных труб с применением трехслойной сварки [175].
50
СВАРКА ПЛАВЛЕНИЕМ
Новая технология изготовления спиральношовных труб и спроек-
тированное для этой цели оборудование (станы разработаны ВНИИТ-
Метмашем, а специализированные аппараты для сварки — ИЭС
им. Е.О. Патона) введены в действие в 1963 г. на Ждановском метал-
лургическом заводе им. Ильича. Сваривали трубы диаметром до 1220 мм
с толщиной стенки до 15 мм. Технологический и рабочие швы выполняли
под флюсом, причем для первого шва применяли одно-, а для остальных
швов — двухдуговую сварку.
При строительстве в 1970-х гг. нового трубосварочного цеха на
Харцызском трубном заводе идея трехслойной сварки была развита
применительно к производству прямошовных труб диаметром 1420 мм из
двух полуцилиндрических заготовок, формуемых из относительно узких
листов [184]. Для обеспечения высокой производительности сборочного
стана технологические швы сваривали в защитном газе на двух многого-
ловочных станах одновременно шестью сварочными аппаратами, что
обеспечило высокую производительность стана — до 40 труб в час.
Совершенствование сварочных технологий и систем контроль для
трубного производства постоянно входит в тематику института. В работе
[175] при исследовании двухдуговой сварки было установлено, что
взаимодействие дуг, горящих в общую сварочную ванну, существенно
влияет на их положение относительно жидкого металла сварочной ванны и,
следовательно, на положение самой ванны относительно дуг. При трехфаз-
ном питании и сдвиге фаз магнитное взаимодействие приводит также к
цикличным перемещениям дуг вдоль продольной оси ванны. Частота этих
перемещений вдвое превышает частоту переменного тока. При ком-
бинированном питании (одна дуга переменного тока, другая — постоянного
тока) дуги перемещаются с вдвое меньшей частотой. Раскрытие механизма
этих перемещений легло в дальнейшем в основу разработки новых
процессов трех-, четырех- и пятидуговой сварки труб [183].
Новые технологии, предназначенные для применения при производ-
стве труб большого диаметра, разрабатывали в ИЭС им. Е.О. Патона в
комплексе со специализированным трубосварочным оборудованием. Опи-
сание образцов такого оборудования дано в работах [170, 176, 183, 185,
186], причем основное внимание уделено модульному принципу про-
ектирования с использованием унифицированных узлов [186].
В работе [189] ставится вопрос о совершенствовании средств конт-
роля качества сварных труб большого диаметра магистральных трубо-
проводов с целью повышения надежности их эксплуатации. Подчеркива-
ется необходимость широкого применения ЭВМ в системах неразрушаю-
щего контроля сварных соединений для обработки и визуализации
результатов, а также включения таких систем в технологические линии
массового поточного производства труб.
Выбор стали для труб является важнейшим звеном решения проб-
лемы транспортных трубопроводов. Еще в ранних работах о трубном
производстве Борис Евгеньевич провел сравнительный анализ стали,
4*
51
ИЗБРАННЫЕ ТРУДЫ
применяемой в отечественном трубосварочном производстве и за рубе-
жом. Было отмечено, что при близком химическом составе указанных
сталей отечественный трубный металл того периода отличался повышен-
ными отклонениями по толщине и значительным разбросом механических
свойств [177, 183].
Требования к металлу для производства труб обобщены в работе
[188]. Указывается, что подход к решению этой проблемы, как и в
случаях других сварных конструкций, должен состоять в применении
материалов, специально разрабатываемых с учетом пригодности к сварке
и требований сварочных технологий.
В 1963 г. были начаты интенсивные исследования с целью использо-
вания «чистых» сталей (с низким содержанием серы и в целом неме-
таллических включений) для сварных конструкций широкого назначения,
в том числе труб большого диаметра. Эти исследования базировались на
опыте создания стали высокой чистоты по содержанию вредных примесей
в изделиях спецтехники, в частности полученных путем электрошлакового,
плазменно-дугового и электронно-лучевого переплавов. В мартеновском и
электросталеплавильном производстве начали применять рафинирование
металла в ковше жидким синтетическим шлаком. Это расширило возмож-
ности применения чистого металла. В работе [188] показано, что
рафинирование (повышение чистоты) значительно улучшает пластические
свойства и увеличивает энергоемкость вязкого разрушения стали, в том
числе на стадиях зарождения и развития вязкой трещины.
Б.Е. Патон стал инициатором исследований, посвященных уве-
личению производительности (пропускной способности) магистральных
трубопроводов, в частности за счет повышения давления транспорти-
руемого продукта. Вопросы обеспечения трубопроводных систем сверх-
высокого давления (10... 12 МПа) соответствующими трубами рассмат-
риваются в работах, опубликованных еще в начале 1980-х гг. [177, 184].
К сожалению, в тот период его предложения в части строительства
магистральных трубопроводов высокого давления по различным причи-
нам не получили должного развития. Как показало время, реализация в
последние годы ряда уникальных проектов сооружения подземных и
подводных газо- и нефтепроводов с рабочим давлением до 12,5 МПа и
перспективы создания трубопроводных систем давлением до 14 МПа
полностью подтверждают его предвидение.
Важнейшим вопросом развития систем трубопроводного транспорта
является обеспечение надежности их эксплуатации. Этой проблеме пос-
вящено ряд основополагающих работ Бориса Евгеньевича. В статье [177],
опубликованной в 1982 г., отмечается, что для обеспечения работоспособ-
ности прежде всего необходимо исключить возможность появления про-
тяженных участков разрушения магистральных трубопроводов. Извест-
но, что вязкость трубной стали оценивается по ряду показателей. Исполь-
зование при оценке качества трубной стали и труб большого диаметра
испытаний крупномасштабных образцов падающим грузом (DWTT) и
52
СВАРКА ПЛАВЛЕНИЕМ
обеспечение в изломе таких образцов 80 % вязкой составляющей при
расчетной температуре эксплуатации трубопроводов исключают возмож-
ность появления хрупких лавинных разрушений. Нормативное значение
ударной вязкости, достигаемое на образцах с острым надрезом, должно
отражать сопротивление металла вязким разрушениям. Было показано,
что для газопроводов диаметром 1420 мм на давление 7,5 МПа значение
ударной вязкости 80 Дж/см2 еще не исключает полностью опасность
разрушений. Чтобы гарантировать остановку развивающейся трещины в
газопроводах на давление 10 МПа, металл труб должен иметь ударную
вязкость при температуре эксплуатации не менее 180 Дж/см2, а на
давление 12 МПа — не менее 210 Дж/см2. Обеспечить такой уровень
вязкости трубной стали в указанный период не представлялось возмож-
ным. Поэтому в качестве одного из путей решения этого вопроса рас-
сматривался конструктивный подход, в частности установка специальных
гасителей протяженных разрушений. В случае локализации разрушений
с помощью гасителей требования к стали в отношении ее сопротивления
распространению трещины перестают быть определяющими.
Методы локализации вязких разрывов газопроводов, которые соо-
ружаются из труб, исключающих хрупкие разрушения, изучались
Б.Е. Патоном также в работах [178, 182]. В них подробно рассмотрены
различные конструктивные решения стопорных устройств-гасителей, га-
рантирующих остановку движущейся вязкой трещины в пределах их
длины. Распространение трещины в газопроводе происходит под дей-
ствием освобождающейся упругой энергии стенки и энергии истекающего
газа. При этом последняя значительно превышает упругую энергию
стенки и оказывает решающее воздействие на процесс распространения
и остановки разрушения. Поэтому погасить такую большую энергию
известными способами, например установкой барьеров в виде накладок
или увеличением толщины материала, весьма сложно. Было доказано,
что более рационально останавливать разрушение путем изменения про-
дольной траектории движения трещины на геликоидальную, что наиболее
просто может быть достигнуто путем создания разрыва сплошности в
стенке. С этой целью предложен новый тип барьера в виде многослойного
пакета, в котором часть слоев имеет сквозные прорези, расположенные
под углом к вероятному пути распространения трещины. Теоретический
анализ и испытания показали, что наличие прорезей даже в части слоев
стенки обеспечивает необходимые условия для остановки трещины во
всех слоях. Прорезь в этом случае решает двойную задачу: останавливает
трещину в том слое, в котором она выполнена, и обеспечивает создание
«бандажа» для выше- и нижележащих слоев, не имеющих прорези, в виде
неразрушенного участка стенки за прорезью.
Возрастающие требования к трубному металлу, значительное услож-
нение технологии его производства создали- в 1980-е гг. предпосылки для
поиска решений, при которых надежность газопроводов обеспечивается
53
ИЗБРАННЫЕ ТРУДЫ
благодаря использованию специальных конструкций труб. Институтом
предложена новая конструкция трубы с многослойной стенкой [184, 185].
В основу ее создания положены данные о снижении вероятности заро-
ждения разрушения в многослойном металле и особенностях распростра-
нения зародившейся трещины, резко ограничивающих ее протяженность.
Принципы создания новых конструкционных материалов для про-
изводства труб большого диаметра были развиты в работах [180, 181]. Речь
идет о получении так называемой квазислоистой (КСМ) и армированной
квазимонолитной (АКМ) стали, получаемой горячей деформацией загото-
вок, состоящих из отдельных элементов одного химического состава или из
литых заготовок, армированных твердыми вкладышами.
В последние годы достаточно широко обсуждаются различные проб-
лемы старения металла работающих магистральных трубопроводов. Эти
вопросы, которые имеют важнейшее значение для обеспечения длитель-
ной безаварийной эксплуатации трубопроводных систем, были детально
рассмотрены в работе [189]. Термин «старение» материалов трактуется
достаточно широко: в него включают процессы, характеризующие изме-
нения в материалах, связанные с длительностью эксплуатации конст-
рукции, роль конструктивных факторов и т. п. Оглядываясь на полвека
назад можно сказать, что в действующих и ныне строящихся магистраль-
ных трубопроводах различного назначения есть весомый вклад кол-
лектива Института электросварки и постоянного руководителя этих работ
Бориса Евгеньевича Патона.
В Институте электросварки предложен классификационный подход к
оценке состояния материалов находящихся в эксплуатации трубопроводов.
На основе большого массива экспериментальных данных показано, что во
многих случаях материал несущих элементов трубопроводов (основной ме-
талл и сварные соединения) после длительных сроков эксплуатации сохраняет
высокую работоспособность и, следовательно, может обеспечивать их экс-
плуатацию в безаварийном режиме. Предложенные подходы к оценке состо-
яния материала широко используются при проведении диагностических
обследований трубопроводов и определении их остаточного ресурса [187].
СВАРКА ТУРБИН
К началу 1960-х гг. в Советском Союзе развернулось интенсивное
строительство электростанций. При этом возраставшая с каждым годом
потребность в увеличении производства электроэнергии удовлетворялась за
счет повышения единичной мощности энергоблоков. В 1970-е гг. эта задача
приобрела особую актуальность в связи с сооружением атомных электрос-
танций. Моноблочное исполнение турбоустановок с реакторами ВВЭР-1000
потребовало увеличения частоты вращения ротора до 1500 об/мин. Со-
здание таких паровых турбин предусматривало изготовление крупнога-
баритных роторов цилиндра низкого давления диаметром до 3000 мм,
54
СВАРКА ПЛАВЛЕНИЕМ
длиной около 12000 мм и массой порядка 200 т. Для изготовления
подобных роторов в цельнокованом варианте требовалось получать
единичные качественные слитки массой до 800 т и поковки до 500 т.
Харьковским турбинным заводом «Турбоатом», ИЭС им. Е.О. Патона,
ЦНИИТМАш и ВПТИТяжмаш был разработан принципиально новый
технологический процесс изготовления сварных роторов из заготовок
значительно меньших размеров. Такие заготовки были доступны в то время.
Они изготавливались на действующем оборудовании отечественных заво-
дов. При этом качество отдельных кованых заготовок оказалось значительно
выше, чем цельнокованого ротора, так как исключалась осевая зона
ликвации [194].
Это позволило применить прогрессивный метод сборки и сварки
ротора — с горизонтальным расположением оси. Принципиальная осо-
бенность стенда для горизонтальной сборки и сварки ротора заключается
в том, что элементы ротора (отдельные диски), изготовлены из поковок
массой до 40 т. Перед присоединением каждой последующей заготовки’
ее устанавливают в подвижном вращающемся центрирующем приспособ-
лении с базированием по предварительно обработанным торцам и наруж-
ному диаметру.
Разработанная в ИЭС технология и сварочная аппаратура с програм-
мным управлением процессом сварки [190, 192, 193] позволили выполнять
швы в узкую глубокую разделку кольцевых стыков ротора с использованием
предварительного и сопутствующего подогрева свариваемого изделия до
350 °C. Предложенный технологический процесс изготовления тяжелых
сварных роторов позволил не только увеличить производительность свароч-
ных работ и улучшить условия труда сварщиков-операторов, но и обеспечить
заданную высокую точность геометрии роторов.
Разработанный под руководством Б.Е. Патона технологический
процесс изготовления сварных крупногабаритных роторов мощных паро-
вых турбин и оборудование для сборки и сварки были успешно освоены
на Харьковском турбинном заводе «Турбоатом» при производстве штат-
ных роторов ЦНД турбин К-1030-60/1500 (мощностью 1000 МВт) для
энергоблоков АЭС [194].
ИНЖЕНЕРИЯ ПОВЕРХНОСТИ
Инженерия поверхности материалов является, наряду со сваркой и
спецэлектрометаллургией, одним их трех главных научных направлений
деятельности Института электросварки им. Е.О. Патона. Это направ-
ление включает любые способы термического, физического, химико-
термического изменения свойств поверхностных слоев материала с целью
придания им качественно новых функциональных характеристик —
такими являются коррозионная стойкость, термостойкость, износостой-
кость, радиационная стойкость, биосовместимость и многие другие. Окон-
55
ИЗБРАННЫЕ ТРУДЫ
чательно это направление оформилось в середине восьмидесятых, когда
Борис Евгеньевич решил создать в Институте несколько специальных
отделов, расширив тем самым исследовательские, проектные и техноло-
гические работы по созданию процессов и оборудования для газотер-
мического напыления, вакуумных физических и химических методов
нанесения покрытий, в дополнение к отделам дуговой наплавки, которой
Институт занимался с 1950-х гг.
Задачей базового отдела по газотермическим покрытиям, который
возглавил Ю.С. Борисов, было проведение работ, связанных с созданием
материалов и технологий их нанесения методами газотермического напы-
ления (электродуговым, газопламенным, плазменным, детонационным).
По сути отдел осуществлял как разработку, так и координацию работ в
области защитных и упрочняющих покрытий, дополняя деятельность
ИЭС как головной организации в Национальной академии наук Украины
и в СССР.
Основные направления изысканий в этой сфере заключались в
разработке материалов и технологии нанесения газотермических пок-
рытий с новыми типами структуры — аморфных, микрокристалличес-
ких, квазикристаллических; в создании методов повышения качества
защитных покрытий за счет дополнительного вложения энергии в напы-
ляемые частицы (в частности, путем реализации процессов самораспрос-
траняющегося высокотемпературного синтеза в их объеме) и применения
термической и химико-термической обработки напыленного слоя. Раз-
вивалось направление новых комбинированных и гибридных методов
нанесения покрытий и упрочнения поверхности — таких, как плазмен-
но-детонационный, лазерно-плазменный и другие.
Процесс газотермического напыления покрытий с аморфизированной
структурой, созданный в ИЭС, основан на фундаментальных теоретических
разработках условий формирования аморфного состояния материалов на
поверхности изделия. Это позволило выделить основные факторы, ответст-
венные за аморфизацию, сформулировать требования к исходным материалам
и оборудованию, определить параметры технологического процесса.
В результате появились новые материалы для аморфных покрытий
серии АМОТЕК, включая порошки, порошковые проволоки и гибкие
шнуры. Уровень свойств покрытий с аморфной структурой превышает в
1,5-3 раза свойства покрытий такого же состава, но в кристаллическом
состоянии. Сочетание высокого сопротивления таких покрытий как из-
носу, так и коррозии позволяет использовать их взамен гальванического
хрома, что является важным с точки зрения экологии.
Оригинальным, не имеющим аналогов в мировой практике, является
разработанный в ИЭС процесс микроплазменного нанесения покрытий с
использованием ламинарной плазменной струи аргона и источника
питания мощностью 1...2 кВт. Малый диаметр плазменного пятна позво-
ляет формировать локальные зоны напыления диаметром 1...5 мм, что
обеспечивает возможность прецизионного нанесения покрытий как из ме-
56
СВАРКА ПЛАВЛЕНИЕМ
таллов и сплавов, так и из оксидов, имеющих температуру плавления
2050...2700 °C. Эта технология нашла успешное применение в медицине —
при изготовлении эндопротезов с биокерамическим покрытием.
В 1988-2001 гг. создан принципиально новый процесс — упрочнение
поверхности методом плазменно-детонационной обработки. Сущность этого
процесса состоит в преобразовании детонационной волны в импульсную
струю плазмы с температурой (25...30)-103 К и скоростью 5...8 км/с.
В результате плазменно-детонационной обработки поверхности на ней фор-
мируется слой толщиной до 100 мкм при твердости 10...20 ГПа, что
обеспечивает повышение стойкости изделия против износа в 2-5 раз. Для
управления процессами создана оригинальная компьютерная модель про-
цесса плазменного напыления с программным обеспечением, что позволило
расширить область познания процессов, протекающих в плазме.
Разрабатываются новые виды оборудования для газотермического
напыления. Так, созданы установка сверхзвукового воздушно-газового
плазменного напыления «Киев-С» (совместно с Институтом газа
АН Украины); установки микроплазменного напыления МПН-001,
МПН-003, МПН-004; серия установок детонационного напыления —
«Перун-С», «Перун-Р», «Перун-М» (совместное Институтом сверхтвер-
дых материалов АН Украины).
С использованием метода сверхзвукового детонационного напыления и
установок «Киев-С» и «Перун» были разработаны технологии нанесения
покрытий с квазикристаллической и аппроксимантной структурой. Специаль-
ные керамические и комбинированные металлокерамические покрытия имеют
очень низкую теплопроводность, что открыло перспективу нанесения нового
класса теплозащищенных узлов энергетических установок.
Новая технология микроплазменного напыления биокерамических
покрытий позволяет формировать слои с заданным фазовым составом и
текстурой, что позволяет управлять процессом ресорбции (растворения)
материала покрытия в организме человека после установки эндопротеза.
Оригинальной и эффективной является другая технология — микроплаз-
менное распыление, обеспечивающее формирование титановых покрытий
с управляемой мультимодельной пористостью. Клинические испытания
показали высокую прочность соединения эндопротеза с костью при
применении таких покрытий.
Технология детонационного напыления износостойких покрытий из
карбидов и оксидов нашла широкое применение при организации спе-
циализированных участков газотермического напыления в Украине, Рос-
сии и других странах. Стойкость деталей и изделий с детонационными
покрытиями возрастает в 2-10 раз.
В ИЭС создана оригинальная технология получения износостойких
покрытий из карбидов ванадия и хрома в расплавах солей [195], пред-
назначенная для упрочнения режущего, гибочного, вытяжного и прессо-
штампового инструмента, обеспечивая повышение его стойкости до
57
ИЗБРАННЫЕ ТРУДЫ
50 раз. Разработанная технология защищена авторскими свидетельствами
и патентами Украины.
Эти процессы позволяют нанести покрытия с наноразмерной струк-
турой. Использование газотермического и магнетронного напыления,
гибридных методов лазерно-плазменного напыления с объединением
процесса нанесения покрытий и процесса синтеза в газовой фазе позво-
ляет получать широкий спектр материалов покрытий с управляемой
размерностью структурных составляющих, в том числе алмазные и
алмазоподобные покрытия без использования вакуума.
Развивается направление нанесения покрытий медицинского назна-
чения, в частности покрытий, используемых для стентов из циркония и
его сплавов, которые отличатся повышенной биосовместимостью и ак-
тивным взаимодействием с живой тканью.
Под руководством Бориса Евгеньевича были исследованы многие
физико-химические закономерности электронно-лучевого испарения и
конденсации металлических и неметаллических материалов в вакууме.
Эти работы, которые получили мировой приоритет, возглавил Б.А. Мов-
чан. Разработаны новые материалы и покрытия, промышленные техно-
логии и соответствующее оборудование, производство которого освоено
Опытным заводом Института электросварки.
Уже первые эксперименты показали металлургическую и техноло-
гическую эффективность данного источника энергии и возможность его
промышленного применения в других способах обработки материалов —
в первую очередь для плавления и рафинирования металлических ма-
териалов с целью улучшения их свойств, в том числе свариваемости, а
также для испарения материалов и получения различных покрытий.
Своеобразным толчком к применению окончательного решения
Борисом Евгеньевичем Патоном о развитии этих направлений в ИЭС
стала его встреча с Сергеем Павловичем Королевым.
По воспоминаниям М.Г. Глазунова, сотрудника конструкторского
бюро С.П. Королева, в книге «С.П. Королев — ученый, инженер,
человек» (Москва: Наука, 1987), в начале 1960-х гг. состоялось личное
знакомство Сергея Павловича с Борисом Евгеньевичем, в организации
которого он принимал участие. «В один из зимних вечеров Борис
Евгеньевич приехал на предприятие, и мы, группа сотрудников, встретив
академика в проходной, направились в кабинет Главного Конструктора».
В день знакомства с Главным Конструктором на совещании, а затем в
узком кругу проектантов были затронуты многие задачи, требующие
первоочередных решений: сварка больших емкостей для топлива и сварка
в космосе, ремонтные работы в космосе, нанесение защитных покрытий
на детали космических аппаратов, получение особочистого ниобия для
жидкометаллического контура и др.
Эти, а также последующие задачи, поставленные С.П. Королевым
перед ИЭС им. Е.О. Патона, предприятиями Министерства авиационной
промышленности СССР (Главными конструкторами академиками
58
СВАРКА ПЛАВЛЕНИЕМ
Н.Д. Кузнецовым и А.М. Люлькой), определили дальнейшее развитие
электронно-лучевых технологий в Институте электросварки.
Борис Евгеньевич выступил в качестве организатора и научного
руководителя при создании новых направлений электронно-лучевых
технологий получения и обработки неорганических материалов для аэро-
космической техники и специального машиностроения.
Практически одновременно осуществлялись исследования и разра-
ботки технологических процессов [196, 197], а также оборудования для
электронно-лучевой плавки и рафинирования тугоплавких металлов,
жаропрочных сплавов на основе никеля [198, 199, 201] и электронно-лу-
чевого испарения неорганических материалов в вакууме, осаждения
защитных покрытий на детали, работающие в условиях экстремально
высоких температур [200, 202-205].
В 1965 г. было начато первое промышленное производство особо
чистого ниобия и тантала на Химико-металлургическом комбинате треста
«Донбассцветмет», в 1970 г. — производство рафинированных никелевых
сплавов для авиационных двигателей на заводе «Электросталь» в Москов-
ской области. Несколько позже было организовано производство циркония
и гафния на Химико-металлургическом заводе в г. Днепродзержинск.
Одновременно с решением металлургических задач успешно осущес-
твлялись исследования и разработки защитных металлических, а затем
керамических покрытий для газотурбинных двигателей различного на-
значения (авиационных, судовых, электро- и газоперекачивающих
станций). Электронно-лучевые защитные покрытия позволяют во много
раз повышать эксплуатационные ресурсы многих изделий, в первую
очередь лопаток газовых турбин.
В 1985 г. на заводах Минавиапрома, Минсудпрома и Мингазпрома
работали 15 электронно-лучевых установок для осаждения защитных
покрытий на лопатки газовых турбин в городах Лыткарино (Московская
область), Куйбышев, Николаев (Украина), Камышин, Рыбинск.
В процессе исследований и разработки защитных покрытий был
накоплен большой объем экспериментальных данных, позволивший создать
научные основы парофазной технологии получения новых неорганических
материалов и покрытий. Работы ИЭС по этому направлению были удосто-
ены высокой правительственной награды — Ленинской премии.
С целью расширения сотрудничества Института электросварки с зару-
бежными организациями по инициативе Бориса Евгеньевича в 1994 г. был
создан Международный центр электронно-лучевых технологий.
Деятельность центра направлена на дальнейшее расширение возмож-
ностей технологии электронно-лучевого испарения и конденсации в ваку-
уме, в первую очередь для получения неорганических материалов с
регулируемой аморфной и наноструктурой.
Введение в паровой поток активных газов или соответствующих
добавок активных металлов позволило расширить гамму структур кон-
денсированных материалов и покрытий (многофазных, слоистых, по-
59
ИЗБРАННЫЕ ТРУДЫ
ристых, градиентных). Сформировалось новое технологическое комплек-
сное направление «Электронно-лучевая гибридная нанотехнология неор-
ганических материалов». Это — различные защитные и конструкционные
покрытия, специальные фольги, магнитные жидкости, структурные эле-
менты твердооксидных топливных элементов и каталитических ус-
тройств, фильтры, мембраны и др.
Электронно-лучевая гибридная нанотехнология способна заполнить
нишу между «тонкопленочными» и традиционными технологиями изго-
товления материалов и изделий. Главная особенность новой техноло-
гии — осуществление твердотельного синтеза заранее заданной последо-
вательности структур, вся совокупность которых представит новое
изделие. Подобно «тонкопленочной» технологии, для многих вариантов
изделий станет возможным отказ от традиционных этапов производства:
первоначального изготовления полуфабрикатов, например тонких порош-
ков, дальнейшей их обработки и изготовления отдельных частей и,
наконец, соединения в готовое изделие.
НАПЛАВКА
В 1954 г. в Институте электросварки был организован отдел физико-
металлургических процессов наплавки износостойких и жаропрочных
сталей. Отдел возглавил И.И. Фрумин. Наиболее обширными стали
разработки в области дуговой наплавки. Уже в начале 50-х гг. были
разработаны первая в СССР порошковая наплавочная проволока —
ПП-ЗХ2В8 и технология износостойкой наплавки стальных прокатных
валков, успешно примененные на Днепропетровском трубопрокатном
заводе. Стойкость валков повысилась примерно в 10 раз.
После такого успеха износостойкую дуговую наплавку начали приме-
нять на Магнитогорском, Кузнецком, Коммунарском (ныне Алчевском)
металлургических комбинатах — всего более чем на 50 металлургических
предприятиях. При поддержке Б.Е. Патона организовано производство
наплавочной порошковой проволоки на Магнитогорском метизно-метал-
лургическом заводе и создано серийное производство вальценаплавочных
станков на Краматорском станкостроительном производственном объеди-
нении [206].
В дальнейшем был создан целый ряд порошковых проволок ПП-Нп-
25Х5ФМС, ПП-АН132, ПП-АН147. Порошковая проволока ПП-Нп-
35В9ХЗГСФ вот уже около 50 лет остается одной из наиболее использу-
емых для наплавки не только прокатных валков, но и других деталей,
работающих в аналогичных условиях.
Всего в ИЭС разработаны более двух десятков порошковых прово-
лок, а также технологии наплавки под флюсом, открытой дугой и в
защитных газах различных деталей машин и механизмов, эксплуатирую-
щихся в условиях практически всех известных видов изнашивания: это
60
СВАРКА ПЛАВЛЕНИЕМ
валы, оси, крановые колеса и т. п.; штампы холодной и горячей штамповки;
плунжеры гидропрессов; ролики машин непрерывного литья заготовок;
детали, работающие в условиях интенсивного изнашивания [207, 208].
Разработана и используется в промышленности плазменно-порош-
ковая наплавка выпускных клапанов двигателей внутреннего сгорания;
энергетической и нефтехимической арматуры; червяков экструдеров для
прессования пластмасс и резиновых смесей; клапанов двигателей внут-
реннего сгорания; ножей горячей и холодной резки металлов; многолез-
вийного режущего инструмента и других деталей. Созданы специали-
зированные и универсальные установки для плазменно-порошковой на-
плавки, а также присадочные порошки на основе железа, никеля, кобаль-
та, меди [209, 210].
Значительный успех был достигнут в осуществлении ремонтных
работ ответственных деталей тепловой энергетики и авиационной техники
из высокожаропрочных сталей и сплавов.
Разработан ряд новых технологий электрошлаковой наплавки
(ЭШН). С использованием этого процесса была решена проблема на-
плавки прокатных валков из чугуна и заэвтектоидных сталей. Оригина-
льный секционный токоподводящий кристаллизатор позволяет использо-
вать в качестве присадки некомпактные материалы практически любого
химического состава в виде дроби, стружки, кусковых материалов и
жидкого металла. Производительность наплавки — до нескольких сотен
кг наплавленного металла в час.
Доведена до промышленного применения технология ЭШН неком-
пактными материалами (стружкой инструментальной стали и жидким
присадочным металлом) крупных молотовых штампов. Промышленные
испытания показали, что ЭШН штампов позволяет в 2-3 раза сократить
расход штамповой стали, успешно утилизировать стружку непосредствен-
но на предприятии, изготавливающем штампы. На участке наплавки
штампов ОАО «Токмакский кузнечно-штамповочный завод» работает
установка, которая позволяет наплавлять до 1000 т штампов в год.
В ИЭС разработана и внедрена в промышленности электрошлаковая
наплавка лентами (ЭШНЛ). Характерными особенностями ЭШНЛ явля-
ются высокая производительность (до 60 кг/ч) и очень малое проплав-
ление (доля основного металла в наплавленном 5... 15 %), что гарантирует
достижение заданного химического состава наплавленного металла в
первом наплавленном слое. Технология применяется, в основном, для
антикоррозионной наплавки плоских изделий и тел вращения большого
диаметра лентами из нержавеющих сталей и никелевых сплавов.
Следует подчеркнуть, что процессы механизированной электродуговой
наплавки в широкой номенклатуре технологий нанесения износостойких
покрытий доминируют и, видимо, сохранят свою ведущую роль в перспективе.
Специалисты ИЭС одними из первых в стране исследовали и создали
материалы, технологии и оборудование для механизированной наплавки
61
ИЗБРАННЫЕ ТРУДЫ
открытой дугой. Им принадлежит авторство такого широко известного
сегодня наплавочного материала, как порошковая лента.
На основе исследования износа наплавленного материала, а также
широких промышленных испытаний за короткий срок была разработана
серия самозащитных порошковых проволок и лент для нанесения наплавкой
износостойких покрытий на поверхности деталей, работающих в условиях
металлургического, энергетического и горнообогатительного производства.
Полученные материалы по своим качествам отвечают мировым стан-
дартам. На состав и технологию производства трех из них проданы лицензии
фирмам Франции и ФРГ. Организован выпуск разработанных материалов
на Торезском заводе твердых сплавов, Днепропетровском и Магнитогорском
метизно-металлургическом заводах, НПО «Тулачермет».
Комплекс проведенных исследований и результаты внедрения новых
материалов и технологий на многих заводах и металлургических
комбинатах были положены в основу проектирования и строительства
специализированных цехов по упрочнению и восстановлению деталей
машин наплавкой и предприятий по производству наплавочных порош-
ковых проволок и лент.
В 1984 г. комплекс работ по созданию специализированного цеха
для упрочнения и восстановления деталей оборудования методами на-
плавки на горно-металлургическом комбинате в г. Навои был отмечен
Государственной премией СССР.
В связи с созданием новых процессов организовано массовое про-
мышленное производство соответствующих материалов и оборудования.
Только универсальных наплавочных станков серии УД-209, которые
выпускались на протяжении 12 лет, было изготовлено в Украине и России
свыше 14000 шт.
Наиболее эффективно используются технологии ИЭС в метал-
лургической, горнорудной, нефтегазодобывающей промышленности, в
сельском хозяйстве, на транспорте и в энергетике, где рабочие органы
оборудования подвергаются интенсивному воздействию при ударных
нагрузках и в запыленных газовых потоках при нормальных и повышен-
ных температурах.
В начале 1970-х гг. в ИЭС началась разработка композиционных
сплавов из тугоплавких соединений для упрочнения деталей бурового
инструмента. Это стало импульсом для создания новой технологии и
оборудования автоматической плазменной наплавки при изготовлении
бурильных труб. Десятки специализированных установок УД-417 ис-
пользуются на нефтедобывающих предприятиях СССР.
Важнейшим достижением последних лет является создание промыш-
ленной технологии производства карбида вольфрама сферической формы
методом термоцентробежного распыления.
Разработка специализированного оборудования и оригинальная тех-
нология позволили создать на базе сферических гранул карбида вольф-
рама чрезвычайно износостойкий порошковый материал, который
62
СВАРКА ПЛАВЛЕНИЕМ
занимает ведущее место в мире среди материалов такого типа. Это
позволяет создавать новые технологии упрочнения для особо тяжелых
условий эксплуатации.
Получило развитие использование микродуг для прецизионных
сварочных и наплавочных технологий. Особые успехи были достигнуты
при создании микроплазменной наплавки (3...15 А) с использованием
дисперсных порошков легированных жаропрочных сталей и сплавов.
С их применением осуществляется ремонт лопаток авиационных дви-
гателей, агрегатов газоперекачивающих станций, паровых турбин тепло-
электростанций. Технологии позволили резко увеличить ресурс агре-
гатов. Создание нового оборудования расширило возможности выпол-
нения уникальных прецизионных работ на основе микродуговых про-
цессов в области инженерии поверхности.
1. Патон Б.Е. Сварка длинным гибким электродом под флюсом // Автоген, дело. — 1945. —
№ 1. — С. 1-2.
2. Патон Б.Е. О нижнем пределе сил тока при автосварке под флюсом // Там же. — 1946. —
№ 5-6. - С. 10-11.
3. Патон Б.Е. Новое в электрооборудовании для автоматической сварки под флюсом //
Там же. — 1946. — № 8-9.
4. Патон Б.Е., Остапенко Н.Г. Электрические процессы при сварке под флюсом // Автоматичес-
кая сварка под флюсом. — Киев: Машгиз, 1948. — С. 8-22.
5. Патон Б.Е. Схемы питания сварочных дуг // Сб. трудов по автоматической сварке под
флюсом. — Киев: Изд-во АН УССР, 1948. — С. 230-247.
6. Патон Б.Е., Лебедев В.К. Автоматическое регулирование мощности сварочной дуги. —
Там же. — С. 260-277.*
7. Патон Б.Е., Дудко Д.А., Рублевский И.Н. Шланговая полуавтоматичесая сварка под флюсом
// Там же. - 1949. - Сб. 8. - С. 11-20.
8. Патон Б.Е. Особенности работы электрооборудования при сварке неплавящимся электродом
// Там же. - 1950. - Сб. 9. - С. 10-28.
9. Патон Б.Е. О напряжении холостого хода трансформаторов для электродуговой сварки //
Автомат, сварка. — 1950. — № 1. — С. 60-77.
10. Патон Б.Е. Исследование схем регулирования сварочной дуги // Сб., посвященный 80-летию
со дня рождения и 55-летию науч, деятельности Е.О. Патона. — Киев: Изд-во АН УССР,
1951. - С. 426-450.
И. Патон Б.Е. Устойчивость горения дуги в сварочной цепи, содержащей индуктивность с
насыщенным стальным магнитопроводом // Автомат, сварка. — 1951. — № 2. — С. 56-63.*
12. Патон Б.Е. Саморегулирование дуги при сварке плавящимся электродом // Там же. —
1952. — № 1. — С. 38-45.*
13. Патон Б.Е., Лебедев В.К. Элементы расчетов цепей и аппаратов переменного тока для дуговой
сварки. — Киев: Изд-во АН УССР, 1953. — 165 с.
14. Патон Б.Е. Новая система регулирования сварочной дуги // Автомат, сварка. — 1954. —
№1. - С. 15-17.
15. Патон Б.Е., Завадский В.А. Импульсное зажигание дуги с целью значительного снижения
напряжения сварочного трансформатора // Там же. — № 4. — С. 46-52.
16. Патон Б.Е. Автоматическое регулирование электрошлаковой сварки// Там же. — 1955. —
№ 3. - С. 39-50.
17. Патон Б.Е. Источники питания и автоматическое регулирование электрошлаковой сварки //
Электрошлаковая сварка. — Киев; И.: Машгиз, 1956. — С. 104-115.
18. Патон Б.Е. Импульсное зажигание дуги и регулирование режимов сварки // Проблемы
дуговой и контактной электросварки: Сб., посвященный памяти Е.О. Патона. — Киев; М.:
Машгиз, 1956. — С. 242-254.
19. Патон Б.Е., Завадский В.А. Импульсное зажигание дуги при газоэлектрической и ручной
дуговой сварке // Автомат, сварка. — 1956. — № 3. — С. 26-35.
20. Патон Б.Е., Поповский О.В., Гупало Ю.Д. Автоматический регулятор напряжения электро-
шлаковой сварки // Там же. — 1956. — № 4. — С. 50-66.
21. Патон Б.Е. Источники питания и автоматическое регулирование электрошлаковой сварки //
Электрошлаковая сварка. 2-е изд., испр. и доп. — Москва; Киев: Машгиз, 1959. — С. 223-243.
22. Патон Б.Е., Лебедев В.К. Магнитогидродинамические явления при электрической сварке и их
использование // Новые проблемы сварочной техники. Сб. статей в ознаменование 30-летия
Института электросварки им. Е.О. Патона Академии наук УССР (1934—1964). — Киев: Техшка,
1964. - С. 322-336.
63
ИЗБРАННЫЕ ТРУДЫ
23. Патан Б.Е., Потапьевский А.Г., Подола Н.В. Импульсно-дуговая сварка плавящимся электродом
с программным регулированием процесса // Автомат, сварка. — 1964. — № 1. — С. 1-6. *
24. Патон Б.Е., Шейко П.П. Управление переносом металла при дуговой сварке плавящимся
электродом // Там же. — 1965. — № 5. — С. 1-7.
25. Патон Б.Е., Лебедев В.К. Электрооборудование для дуговой и шлаковой сварки. — М.:
Машиностроение, 1966. — 359 с.
26. Патон Б.Е., Шейко П.П. Автоматическое управление процессом импульсно-дуговой сварки
плавящимся электродом // Автомат, сварка. — 1967. — № 1. — С. 3-8.
27. Патон Б.Е., Шейко П.П. Автоматическое управление переносом металла при импульсно-дуго-
вой сварке // Там же. — 1971. — № 9. — С. 1-3.
28. Патон Б.Е. Пути развития автоматической дуговой сварки // Там же. — 1976. — № 5. —
С. 1-5.
29. Управление процессом дуговой сварки путем программирования скорости подачи электродной
проволоки / Б.Е. Патон, Н.М. Воропай, В.Н. Бучинский и др. // Там же. — 1977. — № 1. —
С. 1-5.*
30. Микроплазменная сварка / Б.Е. Патон, В.С. Гвоздецкий, Д.А. Дудко и др. — Киев: Наук,
думка., 1979. — 248 с.
31. Патон Б.Е., Воропай Н.М. Сварка активированным плавящимся электродом в защитном газе
// Автомат, сварка. — 1979. — № 1. — С. 1-7.
32. Патон Б.Е., Лебедев В.К. Источники питания // Электрошлаковая сварка и наплавка. — М.,
1980. - С. 182-190.
33. Патон Б.Е., Лебедев В.К. Управление плавлением и переносом электродного металла при
сварке в углекислом газе // Автомат, сварка. — 1988. — № И. — С. 1-5 *
34. Трансформаторы для дуговой сварки с устройствами стабилизации горения дуги / Б.Е. Патон,
И.И. Заруба, В.В. Андреев и др. // Сварщик. — 2002. — № 2. — С. 8-9.
35. Стабилизация процесса импульсно-дуговой сварки плавящимся электродом / Б.Е. Патон, П.П.
Шейко, А.М. Жерносеков, Ю.О. Шимановский // Автомат, сварка. — 2003. — № 8. —
С. 3-6.
36. Снижение материалоемкости источников питания и потребления электроэнергии при сварке / Б.Е.
Патон, И.И. Заруба, В.В. Дыменко, А.Ф. Шатан // Там же. — 2006. — № 10. — С. 20-29.
37. Сварочные источники питания с импульсной стабилизацией горения дуги / Б.Е. Патон, И.И.
Заруба, В.В. Дыменко, А.Ф. Шатан. — Киев: Экотехнология, 2007. — 247 с.
38. А. с. 162262 СССР, МПК Н 05 В. Способ автоматической (полуавтоматической) импульсно-ду-
говой сварки / Б.Е. Патон, А.Г. Потапьевский. — Опубл. 22.12.69; Бюл. № 3 (1970 г.).
39. А. с. 247430 СССР, МПК В 23 К 9/16. Способ импульсно-дуговой сварки / Б.Е. Патон, А.Г.
Потапьевский. — Опубл. 04.07.69; Бюл. № 22.
40. А. с. 469223 СССР, МПК Н05 В 7/18; В 23 К 9/00. Источник литания для импульсно-дуговой
сварки / Б.Е. Патон, В.К. Лебедев, Н.В. Подола, П.П. Шейко. — Опубл. 30.04.75; Бюл. №16.
41. А. с. 471969 СССР, МПК В 23 К 9/00. Способ дуговой сварки переменным током / Б.Е. Патон,
А.Г. Потапьевский, Н.В. Подола, В.Ф. Лапчинский. — Опубл. 30.05.75; Бюл. № 20.
42. Патон Б.Е. Газоэлектрическая сварка и рациональные области ее применения // Автомат,
сварка. — 1957. — № 3. — С. 1-8.
43. А.с. 162262 СССР, МПК Н 05 В. Способ импульсно-дуговой сварки / Б.Е. Патон, А.Г.
Потапьевский. — Опубл. 22.12.69; Бюл. № 3 за 1970 г. (патенты в ФРГ № 161353, в Англии
№ 1164005, в Италии № 833391, в Бельгии № 697476).
44. А. с. 247430 СССР, МПК В 23 К 9/16. Способ импульсно-дуговой сварки / Б.Е. Патон, А.Г.
Потапьевский. — Опубл. 04.07.69; Бюл. № 22 (патенты во Франции № 1602633, в Англии
№ 1164005, в Италии № 833391, в Бельгии № 697476).
45. Патон Б.Е., Потапьевский А.Г., Подола Н.В. Импульсно-дуговая сварка плавящимся элект-
родом с программным регулированием процесса//Автомат, сварка. — 1964. — № 1. — С. 1-6.
46. Патон Б.Е., Потапьевский А.Г. Виды процессов сварки в защитных газах стационарной и
импульсной дугой (обзор) // Там же. — 1973. — № 9. — С. 1-8.
47. А. с. 448106 СССР, МПК В 23 К 35/35. Защитная газовая смесь / Б.Е. Патон, А.В. Кирсанов,
В.В. Подгаецкий и др. — Опубл. 30.10.74; Бюл. № 40.
48. Патон Б.Е. Проблемы сварки на рубеже веков // Сварка и родственные технологии — в 21
век: Сб. тр. международ, конф., ноябрь 1998 г., г. Киев. — С. 5-12.
49. Патон Б.Е., Макара А.М. Экспериментальное исследование процесса сварки под флюсом. —
Киев: Изд-во АН УССР, 1944. - 92 с. •
50. Патон Б.Е. Выбор рационального типа сварочной головки // Тр. Всесоюз. конф, но автомат,
сварке под флюсом. — Киев: Изд-во АН УССР, 1948.
51. Патон Б.Е., Лебедев В. К. Электрооборудование для дуговой и шлаковой сварки. — М.:
Машиностроение, 1966. — 359 с.
52. Направления развития и совершенствования высокоэффективных систем оборудования для
дуговых механизированных способов сварки, наплавки и резки (Анализ разработок ведущих
фирм-производителей сварочного оборудования) // Б.Е. Патон, Д.А. Дудко, В.Ф. Мошкин и
др. // Свароч. пр-во. — 1999. — №. И. — С. 30-35.
53. А.с. 1668071 СССР, МПК В 23 К 9/073. Способ дуговой сварки и устройство для его
осуществления / Б.Е. Патон, Д.А. Дудко, Б.Г. Светников и др. — Опубл. 07.08.91; Бюл.
№ 29.
64
СВАРКА ПЛАВЛЕНИЕМ
54. Оборудование для дуговых механизированных процессов сварки и наплавки / Б.Е. Патон, В.А.
Лебедев, В.Г. Пичак, С.И. Притула // Автоматизация и современные технологии. — 2002. —
№ 8. - С. 33-41.
55. Применение полуавтоматов блочно-модульной конструкции типа ПШ107 для сварки, наплавки
и резки сталей и алюминия / Б.Е. Патон, В.А. Лебедев, В.Г. Пичак и др. // Автомат, сварка. —
2004. - № 4. - С. 32-37.
56. Патон Б.Е. Совершенствование способов сварки — один из путей повышения качества и
экономичности сварных конструкций // Там же. — 1995. — № 11. — С. 3-11.
57. Гибридная лазерно-микроплазменная сварка металлов малых толщин / Б.Е. Патон, В.С.
Гвоздецкий, И.В. Кривцун и др. // Там же. — 2002. — № 3. — С. 5-9. *
58. Paton В.Е., Kovalenko V.S. Forty years of laser technology: achievements, problems, prospects //
Proc. Int. Conf. Laser Technologies in Welding and Material Processing. Ukraine, Crimea, Katsiveli,
19-23 May 2003. - P. 9-13.
59. Применение активных флюсов и активных газов для повышения эффективности дуговой и
плазменной сварки / Б.Е. Патон, М.М. Савицкий. В.С. Гвоздецкий и др. // Автомат, сварка.
- 2003. - № 5. - С. 3-5.
60. Doc. IIW 212-1085-05. Formation of quasi keyhole is a cause of deep penetration in A-TIG welding
of stainless steel / B.E. Paton, K.A. Yuschenko, D.V. Kovalenko et al. — 5 p.
61. Роль парогазового канала в формировании глубокого проплавления при А-ТИГ сварке нержа-
веющей стали / Б.Е. Патон, К.А. Ющенко, Д.В. Коваленко и др. // Автомат, сварка. —
2006. - №6. - С. 3-8.»
62. Role of quasi-keyhole and Marangoni convection in formation of deep penetration in A-TIG welding
of stainless steel (Phenomenological model of A-TIG process) / B.E. Paton, K.A.Yuschenko, D.V.
Kovalenko a. o. // Proc. 3rd Int. Conf. Mathematical Modelling and Inform. Technologies in
Welding and Related Processes. Ukraine, Kiev, 6-8 June 2006. — P. 258-263.
63. Paton B.E., Nazarenko O.K. Electron beam welding: achievements and problems. — Yarwood:
Yarwood Academic Publishers, 1989. — 34 p.
64. Компьютерное управление процессом электронно-лучевой сварки с многокоординатными пере-
мещениями пушки и изделия / Б.Е. Патон, О.К. Назаренко, В.М. Нестеренков и др. //
Автомат, сварка. — 2004. — № 5. — С. 3-7.
65. Особенности аппаратуры и процессов электронно-лучевой сварки и резки в условиях космоса
/ Б.Е. Патон, О.К. Назаренко, В.И. Чалов и др. // Там же. — 1971. — № 3. — С. 3-8.
66. Патон Б.Е., Савич Н.М. К 100-летию сварки под водой // Там же. — 1987. — № 12. —
С. 1-2.
67. Paton В. Activity of PWI in field of underwater welding and cutting // Underwater wet welding
and cutting/ International seminar and workshop/ TWI Notrh, Middlesbrough, UK, 17-18 April
1997/ — Woodhead publishing Ltd. — 1998. — P. 1-5.
68. Патон Б.Е. Автоматическое регулирование электрошлаковой сварки // Автомат, сварка. —
1955. - № 3. - С. 39-50.
69. Патон Б.Е. Источник питания и автоматическое регулирование электрошлаковой сварки //
Электрошлаковая сварка. — Киев; М.: Машгиз, 1956. — С. 104-115.
70. Патон Б.Е., Поповский О.В., Гупало Ю.Д. Автоматический регулятор напряжения электро-
шлаковой сварки. — Автомат, сварка. — 1956. — № 4. — С. 50-66.
71. Патон Б.Е. Первые итоги внедрения и перспективы развития электрошлаковой сварки //
Свароч. пр-во. — 1956. — № 5. — С. 1-6.
72. Патон Б.Е. Опыт внедрения и перспективы развития электрошлаковой сварки // Промышл,-
экон. газ. — 1956, 1 апр.
73. Электрошлаковая сварка / Под ред. Б.Е. Патона. — Киев; М.: Машгиз, 1956. — 168 с.
74. Патон Б.Е. Совершенствуя методы электрошлаковой сварки... В Институте им. Е.О. Патона
// Пром.-экон. газ. — 1957, 16 янв.
75. Патон Б.Е. Электрошлаковая сварка // Там же. — 1957, 4 мая.
76. Патон Б.Е. Электрошлаковая сварка толстого металла. — Киев: ИЭС им. Е.О. Патона, 1958. — 8 с.
77. Патон Б.Е. Автоматическая электродуговая и электрошлаковая сварка, рациональные области
их применения // Всесоюз. науч.-техн, совещание по проблемным вопросам сварки. Ч. 1. —
М.: Машпром, 1958. — С. 3-21.
78. Патон Б.Е. Источники питания и автоматическое регулирование электрошлаковой сварки //
Электрошлаковая сварка. 2-е изд., испр. и доп. — М.; Киев: Машгиз. — 1959. — С. 223-242.
79. Патон Б.Е. Электрошлаковая сварка крупных конструкций из литья, поковок и проката //
Автоматизация машиностроительных процессов. Т. 1. Горячая обработка металлов. — М.:
Изд-во АН СССР, 1959. - С. 243-251.
80. Электрошлаковая сварка. — [М]: Профиздат, 1960. — 58 с.
81. Патон Б.Е. Оборудование для автоматической и полуавтоматической сварки под флюсом и
электрошлаковой сварки // Справочник по сварке. Т. 1. — М.: Машгиз, 1960. — С. 214-286.
82. Paton B.E. Electroslag welding is the most progressive and most efficient method of joining thick
metals // Revue Soud. — 1960. — № 2. — P. 153-163.
83. Патон Б.Е. Электрошлаковая сварка при ремонте тяжелых машин и механизмов // XII конгр.
Междунар. ин-та сварки. 29 июня - 5 июля 1959 г. в г. Опатия. — М.: Машгиз, 1961. — С. 49-59.
84. Paton В.Е., Medovar В.I., Latash Ju. V. Electroslag remelting of steels and alloys in water-cooled
copper moulds // Iron Steels. — 1961. — 34, № 3. — P. 102-104.
5-8-1437
65
ИЗБРАННЫЕ ТРУДЫ
85. Патон Б.Е. Электрошлаковая сварка — наиболее прогрессивный и производительный метод
соединения толстого металла // XIII конгр. Междунар. ин-та сварки. 13-19 июля 1960 г. в
г. Льеж. — М.: Машгиз, 1962. — С. 87-98.
86. Патон Б.Е., Бельфор М.Г. Оборудование для сварки и наплавки // Технология электричес-
кой сварки плавлением. — И.; Киев: Машгиз, 1962. — С. 327-424.
87. Патон Б.Е., Медовар Б.И., Луцюк-Худин В.А. Производство двухслойных листов с
применением электрошлаковой сварки // Бюл. ЦНИЙЧМ. — 1962. — № 6. — С. 18-24.
88. Paton В.Е. Electroslag welding of very thick material // Weld. J. — 1962. — 41, № 12. —
P.1115-1123.
89. Paton B.E., Medovar B.I. Electroslag remelting // Eng. Mater. Des. — 1962. — 5, № 10. —
P. 718-723.
90. Paton B.E. Anwendung des Elektroschlacke — Verfahrens in des Schweisstechnik und in der
Metallurgie // Schweissen und Schneiden. — 1963. — H. 12. — S. 519-523.
91. Патон Б.Е. Новый способ электрошлаковой сварки крупнотоннажных заготовок большого
сечения // Автомат, сварка. — 1971. — № 6. — С. 40-42.
92. Нова схема за производство на големи ковашки изковки на основата на електрошлаково
претопяване и електрошлаково заваряване / Б.Е. Патон, Б.И. Медовар, А.Н. Сафонников,
А.Н. Севрук // Заваряване. — 1971. — № 3-4. — С. 6-9.
93. Новый способ электрошлаковой сварки / Б.Е. Патон, Б.И. Медовар, А.Н. Сафонников и др.
// Свароч. пр-во. — 1972. — № 6. — С. 16-17.
94. Укрупнение слитков ЭШП при помощи ЭШС по бифилярной схеме / Б.Е. Патон, Б.И.
Медовар, А.Н. Сафонников и др. // Проблемы стального слитка. Физико-химические и
теплофизические процессы кристаллизации стальных слитков: Тр. V конф, по слитку. — М.:
Металлургия, 1974. — С. 718-722.
95. Патон Б.Е., Макара А.М., Новиков И.В. Повышение качества соединений, выполненных
электрошлаковой сваркой, путем местной нормализации газовым нагревом // Автомат,
сварка. - 1974. - № 10. - С. 39-42.
96. Изготовление заготовок термобиметалла с помощью электрошлаковой наплавки / Б.Е. Патон,
Б.И. Медовар, Л.Г. Пузрин и др. // Пробл. спец, электрометаллургии. — 1976. — Вып. 5. —
С. 13-18.
97. Патон Б.Е., Медовар Б.И., Лычко И.И. Будущее электрошлаковой технологии (переплав,
наплавка, сварка, литье // Проблемы электрошлаковой технологии. К ХХ-летию электро-
шлакового переплава. — Киев: Наук, думка. — 1978. — С. 7-26.
98. Новый способ сварки заготовок сверхкрупных сечений: электрошлаковая сварка неподвижным
электродом с добавкой кусковых материалов (ЭШС КПМ) / Б.Е. Патон, Б.И. Медовар, В.П.
Андреев и др. — Там же. — С. 40-47.
99. - Электрошлаковая сварка: Основные итоги, задачи и перспектива развития / Б.Е. Патон, Д.А.
Дудко, К.А. Ющенко и др. // Автомат, сварка. — 1997. — № 5. — С. 32-42. *
100. Electoslag welding: a status report / В.Е. Paton, D.A. Dudko, K.A. Yushchenko et al. //
Welding J. - 1997. - № 12. - P. 51-58.
101. Электрошлаковая сварка (перспективы развития) / Б.Е. Патон, Д.А. Дудко, А.М. Пальти и
др. // Автомат, сварка. — 1999. — № 9. — С. 4-6.
102. Пат. 68576 А Украина, МПК В 23К 25/00. Cnoci6 електрошлакового зварювання чи
наплавления / Б.С. Патон, К.А. Ющенко, I.I. Личко. — Опубл. 16.08.2004; Бюл. № 8.
103. Оборудование, техника и технология электрошлаковой сварки неповоротных кольцевых стыков
/ Б.Е.Патон, К. А.Ющенко, И.И.Лычко и др. // Автомат, сварка. — 2007. — № 7. — С. 25-28.
104. Патон Б.Е., Медовар Б.И., Патон В.Е. Новый способ электрической отливки слитков //
Бюл. техн, информ. НТО «Машпром». — 1966. — Вып. 1. — С. 3-9.
105. Патон Б.Е., Медовар Б.И., Бойко Г.А. Электрошлаковое литье. — Киев: Наук, думка,
1980. - 192 с.
106. Новый способ сварки заготовок сверхкрупных сечений: электрошлаковая сварка неподвжным
электродом с добавкой кусковых присадочных материалов / Б.Е. Патон, Б.И. Медовар, В.П.
Андреев и др. // Проблемы электрошлаковой технологии. — Киев: Наук, думка, 1978. —
С. 41-47.
107. Многослойная сталь в сварных конструкциях / Б.Е. Патон, Б.И. Медовар, А.К. Цыкуленко
и др. // Киев: Наук, думка, 1984. — 288 с.
108. А. с. 129473 СССР, МПК В 21 В 1/02. Способ получения многослойного проката. / Б.Е.
Патон, Б.И. Медовар, А.М. Макара и др. — Опубл, в 1960 г.; Бюл. № 12.
109. Перспективы производства сварных толстостенных биметаллических корпусов сосудов высо-
кого давления / Б.Е. Патон, А.Д. Чепурной, В.Я. Саенко, Л.Б. Медовар // Автомат,
сварка. — 2004. — № 1. — С. 30-39.
110. Новая технология производства сосудов высокого давления из раскатных многослойных обечае к
/ Б.Е. Патон, Б.И. Медовар, В.Я. Саенко и др. // Всесоюз. конф, по многослойным сварным
конструкциям и трубам: Тез. докл. — Киев: ИЭС им. Е.О. Патона АН УССР, 1980. — 64 с.
111. Новый подход к получению и разработке многослойных материалов из низко- и средне-
легированных сталей / Б.Е. Патон, Б.И. Медовар, В.Я. Саенко и др. // Пробл. спец,
электрометаллургии. — 1981. — Вып. 15. — С. 3—7.
112. Слоистая сталь для сварных конструкций / Б.Е. Патон, Б.И. Медовар, В.Я. Саенко и др.
// Автомат, сварка. — 1981. — № 7. — С. 1-4.*
66
СВАРКА ПЛАВЛЕНИЕМ
ИЗ. Бесшовные квазислоистые трубы, полученные горячей раскаткой многослойных заготовок /
Б.Е. Патон, Б.И. Медовар, В.Я. Саенко и др. // Пробл. спец, электрометаллургии. —
1984. - Вып. 21. - С. 29-34.
114. Патон Б.Е., Медовар Л.Б., Саенко В.Я. Новые возможности электрошлаковых технологий в
машиностроении // Металлургия машиностроения. — 2003. — № 1. — С. 2-5.
115. Пат. № 72664 Украгна, МПК В 23 К/00. Спосгб електрошлакового зварювання деталей
великих перер!з!в та габарипв i пристрш для його здшснення / Б.С. Патон, Л.Б. Медовар,
В.Я. Саенко. — Опубл. 15.03.05; Бюл. № 3.
116. Патон Б.Е., Макара А.М. Экспериментальное исследование процесса автоматической сварки
под слоем флюса. — Б. м.: Б. и., 1944. — 92 с.
117. Макара А.М., Патон Б.Е. Экспериментальное исследование процесса автосварки под флюсом
при различных способах питания дуги // Автоген, дело. — 1945. — Ns 5-6. — С. 1-8.
118. Автоматическая сварка под флюсом / Под ред. Е.О. Патона, Б.И. Медовара и др. — Киев;
М.: Машгиз, 1948.
119. Руководство по автоматической сварке под флюсом / Под ред. Е.О. Патона, В.В. Ше-
верницкого. — Киев; Львов; Гостехиздат, 1948. — 192 с.
120. Электрошлаковая сварка; Руководство / Под ред. Б.Е. Патона. — Киев; М.: Машгиз,
1956. - 168 с.
121. Электрошлаковая сварка / Под ред. Б.Е. Патона. — М.; Киев: Машгиз, 1959. — 410 с.
122. А. с. 489613 СССР, МПК В 1323 К 35/02, С 21 с 5/56, В 23 К 25/00. Составной нерасходуемый
электрод / Б.Е. Патон, А.М. Макара, Н.И. Пинчук и др. — Опубл. 1976; Бюл. № 40.
123. Новый процесс получения биметалла с коррозионностойким плакирующим слоем / Б.Е. Патон,
Н.М. Мосендз, В.М. Кулик и др. // Сталь. — 1983. — № 7. — С. 16-17.
124. Некоторые вопросы свариваемости конструкционных сталей, подвергнутых рафинирующему
переплаву / Б.Е. Патон, А.М. Макара, Б.И. Медовар и др. // Спец, электрометаллургия. —
1973. - Вып. 19. - С. 3-8.
125. Свариваемость конструкционных сталей, подвергавшихся рафинирующему переплаву / Б.Е.
Патон, А.М. Макара, Б.И. Медовар и др. // Автомат, сварка. — 1974. — № 6. — С. 1-4.
126. Патон Б.Е., Савицкий М.М., Кузьменко Г.В. Перспективы применения высокопрочных
среднелегированных сталей в сварных баллонах высокого давления для автотранспорта //
Автомат, сварка. — 1994. — № 3. — С. 4-9.
127. Патон Б.Е., СавицкийМ.М., Савиченко А.А. Конструкция и технология облегченных сварных
баллонов высокого давления // Там же. — 1995. — № 9. — С. 4-44.
128. Welded high-pressure cylinders reinforced with a composite material / B.E. Paton, M.M. Savitsky,
A.A. Savichenko, A.F. Lupan // Welding and Surfacing Rev. — 1997. — № 8. — P. 159-166.*
129. Сварные баллоны высокого давления, усиленные композиционным материалом / Б.Е. Патон,
М.М. Савицкий, А.А. Савиченко и др. // Технологии, системы. — 1999. — № 2. — С. 11-15.
130. Применение активных флюсов и активных газов для повышения эффективности дуговой и
плазменной сварки / Б.Е. Патон, М.М. Савицкий, В.С. Гвоздецкий и др. // Автомат,
сварка. — 2003. — № 5. — С. 3-6.
131. Пат. 18874 Украина, МПК F 17С 1/00. Баллон / Б.Е. Патон, М.М. Савицкий, В.М. Кулик
и др. — Опубл. 28.02.2000; Бюл. № 1
132. Исследование возможности повышения качества толстолистовых высокопрочных строительных
сталей 12ГН2МФАЮ (ВС-1) и 12ХГН2МФБАЮ (ВС-2) методом электрошлакового перепла-
ва// Б.Е.Патон, Б.И. Медовар, В.А. Тихонов и др.// Пробл. спец, электрометаллургии. —
1984. - Вып. 21. - С.3-7.
133. Технология электрической сварки металлов и сплавов плавлением/ Под ред. акад. Б.Е. Патона,
М.: Машиностроение. 1974. — 768 с.
134. А. с. 1447619 СССР, МПК. Сварочный материал/ Б.Е. Патон, В.Ф. Мусияченко, В.М.
Кирьяков и др. — Опубл. 30.12.88; Бюл. № 48.
135. Патон Б.Е. Современные направления повышения прочности и ресурса сварных конст-
рукций// Автомат, сварка. — 2000. — № 9/10. — С.3-9.
136. Патон Б.Е. Сварка длинным гибким электродом под флюсом // Автоген, дело. — 1945. —
№ 1. - С. 1-2.
137. Макара А.М., Патон Б.Е. Экспериментальные исследования процессов автосварки под
флюсом при различных способах питания дуги // Там же. — № 5-6. — С. 1 — 8.
138. Патон Б.Е. О рациональном выборе электрических схем управления автосварочными установ-
ками // Там же. — № 11-12. — С. 14-15.
139. Патон Б.Е., Макара А.М. Работа сварочных головок в условиях изменений сетевого напря-
жения // Там же. — 1946. — № 3-4. — С. 1-6.
140. Патон Б.Е. О нижнем пределе сил тока при автосварке под флюсом. — Там же. — № 5-6. — С. 10.
141. Патон Б.Е. Новое в электрооборудовании для автоматической сварки под флюсом. —
Там же. — № 8-9. — С. 31-32.
142. Патон Б.Е., Саржевский В.А., Саенко В.Я. Многолетнее научно-техническое сотрудничество
ГП «Завод им. В.А. Малышева» и ИЭС им. Е.О. Патона в области сварки и новых материалов
// Тр. Междунар. научн.-производств, конф., 26-27 ноября 2003 г. — Харьков: ГП «Завод
им. В.А. Малышева», 2003. — С. 8-17.*
143. Электпрыилаковый переплав / Б.И. Медовар, Ю.В. Латаш, Б.И. Максимович, Л.М. Сту-
пак. — М.: Металлургиздат, 1962. — 170 с.
5*
67
ИЗБРАННЫЕ ТРУДЫ
144. Перспективы развития оборудования для электродуговой сварки / Б.Е. Патон, В.Ф. Мошкин,
С.И. Пригула и др. // Пробл. сварки и спец, электрометаллургии. — Киев: Наук, думка,
1990. - С. 198-204.
145. А. с. 314801 СССР МПК С21с 51/52. Способ выплавки низкоуглеродистых высоколегирован-
ных сталей/ Б.Е. Патон, Н.И. Каховский, К А. Ющенко — Опубл. 21.09.71; Бюл. № 28.
146. А.с. 395200 СССР МПК В23к 9/16. Способ дуговой сварки плавлением/ Б.Е. Патон, В.К.
Лебедев, К.А. Ющенко и др. — Опубл. 28.08.73; Бюл. № 35.
147. А.с. 538055 СССР МПК 23с 38/58. Сталь/ Г.Н. Грикуров, Б.Е. Патон, Ф.И. Тавадзе, К.А.
Ющенко и др. — Опубл. 05.12.76; Бюл. № 45.*
148. А. с. 1112066 СССР МПК С22с 33/28. Ферритная коррозионностойкая сталь /Б.Е. Патон,
В.Н. Липодаев, К.А. Ющенко и др. — Опубл. 07.09.84; Бюл. № 33. *
149. Влияние электрошлакового переплава на свариваемость сталей и сплавов Б.И. Медовар, Б.Е.
Патон, Л.В. Чекотило.// Респ. межвед. сб. — 1981. — Вып.14.
150. А. с. 349319 СССР МПК С22с. 39/20. Стабильноаустенитная свариваемая нержавеющая сталь
/ Б.Е. Патон, Г.Г. Монько и др. — Заявл. 17.06.68.
151. Медовар Б.И. Сварка жаропрочных и аустенитных сталей и сплавов. — М.: Машиностроение,
1966. - 430 с.
152. А. с. 1565190 СССР МПК F16L 59/14. Способ нанесения покрытий / Б.Е. Патон, В.Е.
Скляревич, К.А. Ющенко и др. (не подлежит опубликованию).
153. Сварная конструкция скульптуры «Мать-Родина» в Киеве // Автомат, сварка. — 1981. —
№ 11. - С. 55-57.
154. Патон Б.Е., Ищенко А.Я., Рабкин Д.М. Перспективы сварки высокопрочных легких сплавов
// Избранные проблемы прикладной механики. — М.: ВИНИТИ, 1974. — С. 247-367.
155. Патон Б.Е., Рабкин Д.М., Ищенко А.Я. Сварка высокопрочных легированных сплавов //
Обработка легких и жаропрочных сплавов. — М.: Наука, 1976. — С. 49-56.
156. Электронно-лучевая сварка и последующая термомеханическая обработка обечаек большого
диаметра из сплава 1201 / Б.Е. Патов, О.К. Назаренко, А.А. Бондарев и др. // Автомат,
сварка. — 1983. — № 9. — С. 1-5, 13.
157. Патон Б.Е., Ищенко А.Я., Чаюн А.Г. Сварка сплава 1420 / Металловедение алюминиевых
сплавов. — М.: Наука, 1985. — С. 48-55.
158. Перспективы применения сварки при создании самолетов нового поколения / Б.Е. Патон,
А.Я. Ищенко, К.А. Ющенко и др. // Автомат, сварка. — 1996. — № 6. — С. 26-27.
159. Патон Б.Е., Ищенко А.Я., Бондарев А.А. Самолеты должны и будут свариваться //
Технология, системы. — 1999. — № 1. — С. 13-15.
160. Сварка в самолетостроении / Под ред. Б.Е. Патона. — Киев: МИИВЦ, 1998. — 695 с.
161. Ischenko A.Ya., Labur Т.М. Weldable scandium-contaming alumninum alloys / Ed. B.E.
Paton. — Amsterdam: Harwood academic publishers, 1998. — 111 p.
162. Paton B.E., Zamkov V.N., Prilutsky V.P. Le soudage A-TIG du titane et de ses aliiages //
Sondage et techniques connexes. — 1998. — Vol 52. — № 11-12. — P. 23-26.
163. Контракция дуги флюсом при сварке вольфрамовым электродом в аргоне / Б.Е. Патон, В.Н.
Замков, В.П. Прилуцкий, П.В. Порицкий // Автомат, сварка. — 2000. — № 1. — С. 3-9.
164. Paton В.Е., Zamkov V.N., Prilutsky V.P. Narrow-groove welding proves its worth on thick
titanium // Weld. J. - 1996. - № 5. - P. 37-41.*
165. A. c. 1244852 СССР МПК В 23 К 9/08. Способ электродуговой сварки / В.Н. Замков, В.П.
Прилуцкий, С.В. Лапченко (не подлежит опубликованию).
166. Технология электрической сварки металлов и сплавов плавлением / Под ред. Б.Е. Патона. —
М.: Машиностроение, 1974. — 718 с.
167. Патон Б.Е. Сварка цветных металлов в современной технике // Актуальные проблемы сварки
цветных металлов. Докл. I Всесоюз. конф. — Киев: Наук, думка, 1980. — С. 3-6.
168. Welding and surfacing reviews / Edited by B.E. Paton. Vol. 5, part 1. Welding of refractory
metals / E.A. Asnis, A.B. Goncharov, M.M. Nerodenko, E.P. Polishchuk // Harwood academic
publishers. — 1995. — October. — P. 83.
169. Blashchuk V.E. Corrosion of Zirconium alloy welded joints / Welding and surfacing reviews //
Edited by B.E. Paton. Vol. 11 // Harwood academic publishers, 1999. — April. — P. 87.
170. А. с. T95825 СССР, МПК В 23 К 31/06. Устройство для сварки неповоротных стыков труб /
Б.Е. Патон, И.К. Походня, В Е. Патон и др. — Опубл. 15.01.81; Бюл. № 2.*
171. Патон Б.Е. Производство сварных труб и механизация сварочных работ при строительстве
магистральных трубопроводов // Пути развития газовой промышленности СССР (Мат-лы
Всесоюз. совещания). — М.: Гостоптехиздат. — 1958. — С. 11-23.
172. О выборе схемы производства сварных прямошовных труб большого диаметра / Б.Е. Патон,
С.Л. Мандельберг, Р.И. Лашкевич. В.П. Марков // Автомат, сварка. — 1960. — № 31. —
С.3-14.
173. Целиков А.И., Патон Б.Е. Производство сварных труб больших диаметров в ФРГ и во
Франции // Сталь. — 1960. — № 3. — С. 243-253.
174. Патон Б.Е., Раевский Г.В. Плоскосворачиваемые трубы // Там же. — 1961. — № 11. —
С. 1012-1016.
175. Патон Б.Е., Мандельберг С.Л. Сварка под флюсом при изготовлении труб большого диаметра
// Автомат, сварка. — 1968. — № 3. — С. 41-46.
68
СВАРКА ПЛАВЛЕНИЕМ
176. Paton B.E. Mehrlagige Schweisskonstruktionen aus dem Hochdruckbehalter- und Rohrleltungsbau
der UdSSH // Vortrage derp Grossen schweisstechnischen Tagung des Sept. 1981 in Essen. —
Duesseldorf, 1981. — S. 55-57.
177. Патон Б.Е., Труфяков В.И., Киръян В.И. Требования к вязкости стали для магистральных
газопроводов при постановке в них гасителей протяженных разрушений // Автомат, свар-
ка. - 1982. - № 12. - С. 5-9.
178. Трубы и гасители разрушений с многослойной стенкой для магистральных газопроводов / Б.Е.
Патон, С.М. Билецкий, А.А. Рыбаков, Ю.П. Барвинко // Тр. VII совместного советско-за-
падногерман. сими, с концерном «Маннесманн АГ» по трубам большого диаметра. — М.: Б.и.,
1982. - С. 8-11.
179. Перспективы развития контроля качества и использования ЭВМ при производстве труб
большого диаметра / Б.Е. Патон, В.А. Троицкий, С.Л. Мандельберг, А.Р. Донин // Автомат,
сварка. — 1982. — № 10. — С. 41-47.
180. О характере разрушения квазислоистой (квазимонолитной) стали / Б.Е. Патон, Б.И.
Медовар, В.Я. Саенко, А.И. Кренделева // Металловедение и термин, обработка металлов. —
1983. - № 10. - С. 49-51.
181. Армированные многослойные и квазимногослойные металлические материалы / Б.Е. Патон,
Б.И. Медовар, В.Я. Саенко и др. // Пробл. спец, электрометаллургии. — 1981. — Вып.15. —
С. 3-7.
182. Новая сварная конструкция гасителя протяженных разрушений магистральных газопроводов
/ Б.Е. Патон, С.М. Билецкий, Ю.П. Барвинко, А.Ф. Терещенко // Автомат, сварка. —
1983. - № 7. - С. 1-5.*
183. Doc. IIW IX-G-314-83. Technology of welding of 1420 mm two-seam pipes for the trunk gas
pipelines / B.E. Paton, S.L. Mandelberg, S.E. Semenov, A.A. Rybakov. — 18 p.
184. Сварные трубы для магистральных трубопроводов / Б.Е. Патон, Б.И. Медовар, С.Л.
Мандельберг и др. // Сварка и специальная электрометаллургия: Сб. науч. тр. — Киев:
Наук, думка, 1984. — С. 12-33.*
185. Doc. IIW XI-435-85. Welding of multilayer pipes in their manufacture and construction of
highpressure gas pipelines / B.E. Paton, S.M. Biletskii, A.A. Rybakov et al. — 16 p.
186. Патон Б.Е., Мошкин В.Ф., Атаманчук В.А. Технология и оборудование для сварки труб
большого диаметра // Проблемы сварки и спец, электрометаллургии: Сб. науч. тр. — К.:
Наук, думка. — 1990. — С. 184-190.
187. Патон Б.Е., Иванцов О.М. Новое в строительстве и повышении надежности магистральных
газопроводов // Стр-во трубопроводов. — 1993. — № 6. — С. 4-8.
188. Чистый трубный металл — достижения, перспективы, проблемы / Б.Е. Патон, Б.И. Медовар,
С.Е. Семенов и др. // Пробл. спец, электрометаллургии. — 1999. — № 2 — С. 9-26.
189. О старении и оценке состояния металла эксплуатируемых магистральных трубопроводов /
Б.Е. Патон, С.Е. Семенов, А.А. Рыбаков и др. // Автомат, сварка. — 2000. — № 7. —
С. 3-12.
190. А. с. 434697 СССР, МПК В 23 К 29/00. Способ сборки и сварки кольцевых швов крупнога-
баритных конструкций / В. И. Ерохин, С.Ф. Кипальский, Б.Е. Патон и др. — Опубл. 05.12.74;
Бюл. № 45.
191. А. с. 434698 СССР, МПК В 23 К 37/04. Стенд для сборки и сварки кольцевых швов
крупногабаритных конструкций / В.Н. Ерохин, С.Ф. Кипальский, Б.Е. Патон и др. — Опубл.
05.12.74; Бюл. № 45.
192. А. с. 369995 СССР, МПК В 23 Р 31/06. Устройство для автоматической многопроходной
сварки кольцевых швов / В.А. Тимченко, Е.Ф. Маличенко, Н.И. Усик и др. — Опубл.
15.02.73; Бюл. №11.
193. А. с. 841838 СССР, МПК В 23 К 9/10, В 23 Р 37/02. Сварочная головка для многопроходной
сварки глубоких разделок / В.А. Тимченко, Е.Ф. Маличенко, Б.С. Касаткин и др. — Опубл.
30.06.81; Бюл. № 24.
194. Механизированная сварка под флюсом толстого металла в узкий зазор / А.К. Царюк, Б.С.
Касаткин, В.Д. Иваненко и др. // Автомат, сварка. — 1980. — № 10. — С. 47-51.
195. А.с. 1478655 СССР. Способ ХТО стальных изделий / Б.Е. Патон, К.А. Ющенко, Ю.С.
Борисов, В.Н. Шавловский (не подлежит публикации).
196. Paton В.Е., Movchan В.А. Electron-beam radial heaters for melting of metals // First Int. Conf.
Electron and Ion Science and Technology. — May 3~7, 1964, Toronto. Canada. — New-York;
London; Sydney: John Wiley and Sons. Inc., 1964. — P. 406-414.
197. Патон Б.Е., Мовчан Б.А. Электронный луч в современной вакуумной металлургии // Вести.
АН СССР. - 1965. - № 1. - С. 25-29.
198. Патон Б.Е., Мовчан Б.А. Современное состояние и перспективы применения электронно-лу-
чевой плавки для получения чистых металлов и улучшения свойств существу ющих сплавов / /
Литейные свойства металлов и сплавов. — М.; Наука, 1967. — С. 5-11.
199. Некоторые пути повышения качества сталей и сплавов для сварных конструкций / Б.Е. Патон,
Б.И. Медовар, Б.А. Мовчан, В.И. Лакомский // Свароч. про-во. — 1967. — № И. —
С. 7-10.
200. Paton В.Е., Movchan В.A., Demchishin A.V. Structure and properties of electron-beam evaporated
massive vacuum deposits / Fourth Int. Conf. Vacuum Metallurgy. Tokyo, Japan. June 4-8,
1973. - P. 162-167.
69
ИЗБРАННЫЕ ТРУДЫ
201. Патан Б.Е., Мовчан Б.А., Мисюра Р.С. Электронно-лучевая установка для получения
монолитных и многослойных слябов / Рафинирующие переплавы. — К.: Наук, думка. —
202. Жаропрочность литейных никелевых сплавов и защита их от окисления / Б.Е. Патон, Г.Б.
Строганов, С.Т. Кишкин и др. — К.: Наук, думка. — 1987. — 256 с.
203. Патон Б.Е., Мовчан Б.А. Электронно-лучевая технология: покрытия и новые материалы //
Проблемы сварки и спец, электрометаллургии: Сб. научн. тр., Киев. — 1990, — С. 269-274. *
204. Paton В.Е., Movchan В.А. Composite materials deposited from the vapor phase in vacuum //
Welding and Surfacing Reviews. — Vol. 2., Part 1. — Harwood academic publisher, 1991. —
P.43-64.*
205. Электронно-лучевая технология получения и механические свойства массивных конденсатов
А1 и Al-ZrB2 / Б.Е. Патон, Б.А. Мовчан, В.А. Осокин и др. // Пробл. спец, электрометал-
лургии. - 1994. - № 1/2. - С. 33-37.
206. Фрумин И.И. Современные методы механизированной наплавки // Сварка и спец, электро-
металлургия. — Киев: Наук, думка, 1984. — С. 130-139.
207. Kondratiev I.A., Ryabtsev I.A. Mechanaized electric-arc surfacing. — Harwood Academic
publishers, 1999. — 100 p.
208. Испытания прокатных валков, наплавленных электродными материалами стран СЭВ / П.В.
Гладкий, И.А. Кондратьев, П. Блашкович и др. // Информ, мат-лы стран СЭВ. — 1987. —
Вып. 2. — С. 45-48.
209. Материалы и методы наплавки уплотнительных поверхностей арматуры для энергетики /
И.И. Фрумин, П.В. Гладкий, В.Б. Еремеев, Е.Ф. Переплетчиков // Там же. — 1981. —
Вып. 2. - С. 75-79.
210. Специальные способы сварки, наплавки и резки. Плазменные способы / Э.М. Эсибян, К.В.
Васильев, П.В. Гладкий и др. / /Машиностроение. Энциклопедия в сорока томах. Том Ш-4.
Технология сварки, пайки и резки. — М.: Машиностроение, 2006. — С. 240-250.
’Отмеченные звездочкой работы приведены в оригинале в конце раздела.
70
СВАРКА ПЛАВЛЕНИЕМ
АВТОМАТИЧЕСКОЕ РЕГУЛИРОВАНИЕ
МОЩНОСТИ СВАРОЧНОЙ ДУГИ*
Б.Е. Патон, В.К. Лебедев
Электрический режим автоматической сварки определяется двумя основ-
ными величинами: напряжением и током дуги. Связь между этими вели-
чинами задается внешней характеристикой источника питания. В процессе
сварки напряжение и ток дуги должны поддерживаться неизменными. Для
этой цели служат сварочные головки и их электрические схемы.
Непременным условием устойчивой работы сварочной головки явля-
ется равенство скоростей подачи и плавления электродной проволоки.
Скорость плавления электрода определяется напряжением и током дуги, а
также рядом технологических факторов. Следует подчеркнуть, что скорость
плавления электрода однозначно не определяется мощностью дуги.
Одной и той же мощности могут соответствовать различные скорости
плавления электрода в зависимости от напряжения и тока дуги. К числу
технологических факторов относятся химсостав, диаметр электрода и
длина его участка, выступающего за контактные точки мундштука,
химсостав и грануляция флюса, теплоотвод в изделие, скорость пере-
движения дуги вдоль шва и др.
На рис. 1 представлена зависимость скорости плавления электрода
от напряжения дуги 1 для определенной внешней характеристики и
неизменных технологических факторов. Устойчивый режим работы сва-
рочной головки определяется точкой пересечения кривой 1 с статической
характеристикой сварочной головки, т. е. зависимостью скорости подачи
от напряжения дуги 2.
В зависимости от схемы сварочной головки эта характеристика
может иметь различный угол наклона к горизонтальной оси. Для головок
с постоянной скоростью подачи эта характеристика будет прямой, парал-
лельной горизонтальной оси 3. Статизм этой системы регулирования
равен бесконечности**.
’Сборник трудов по автоматической сварке под флюсом. — Киев: Изд-во АН УССР, 1948. —
С. 260-277.
’’Под статизмом системы регулирования понимается отклонение регулируемой величины, вызыва-
ющее изменение регулирующего воздействия на единицу.
71
ИЗБРАННЫЕ ТРУДЫ
вой /. Различие схем заключается в
В случае схемы автоматичес-
кого регулирования скорости по-
дачи электрода, обладающей ста-
тизмом близким к нулю, зависи-
мость между скоростью подачи и
напряжением дуги превращается в
прямую, практически перпендику-
лярную горизонтальной оси 4.
Все рассмотренные головки
независимо от статизма могут вос-
становить заданный режим при
его отклонениях, вызванных из-
менениями длины дуги. Во всех
этих случаях скорости плавления,
соответствующие изменившейся
длине дуги, определяются кри-
скорости установления заданного
. режима сварки.
Иначе обстоит дело при изменениях скоростей плавления, вызван-
ных перечисленными выше технологическими факторами либо колеба-
ниями напряжения сети. В этих случаях изменяется зависимость скорости
плавления электрода от напряжения дуги. С увеличением напряжения
сети, участка электрода, выходящего за контактные точки мундштука, с
увеличением зерна флюса и др., скорость плавления электрода уве-
личивается (кривая 5 рис. 1). При противоположных изменениях пе-
речисленных факторов скорость плавления электрода уменьшается
(кривая 6 рис. 1).
Из рис. 1 ясно, что в этих случаях головка с постоянной скоростью
подачи не может восстановить заданного напряжения дуги и продолжает
устойчиво работать при новых значениях напряжения дуги (точки А, В
рис. 1).
Заданный режим восстанавливается только в тех случаях, когда в
процессе регулирования исчезает причина, вызвавшая изменение ско-
рости плавления. Например, местный зазор, выхват в кромках сварива-
емого изделия, прихватка в разделке шва и др.
Интересно отметить, что большинство сварочных головок с авто-
матически регулируемой скоростью подачи также не в состоянии восста-
новить прежнее напряжение дуги при изменениях напряжения сети и
перечисленных выше технологических факторов. Новые значения напря-
жений дуги определяются точками С, D (рис. 1) пересечения кривой 2 с
кривыми 5, 6.
Только головки с статизмом близким к нулю могут восстановить
заданное напряжение дуги независимо от причин, вызывающих его
изменение. Однако при этом значительно изменяется скорость подачи
электрода, что часто недопустимо по технологическим соображениям.
72
СВАРКА ПЛАВЛЕНИЕМ
Приведенный краткий анализ показывает, что в зависимости от
статнзма регуляторов сварочных головок они с той или иной точностью
могут восстановить заданное напряжение дуги, независимо от причин,
вызывающих его отклонения. Однако при изменениях напряжения сети
восстановление заданного напряжения дуги, осуществляемое регулиро-
ванием скорости подачи, приводит к изменениям тока дуги и количества
расплавленной электродной проволоки. Эти вопросы были нами доста-
точно подробно рассмотрены [1]. Целью настоящей статьи является
рассмотрение способов, позволяющих поддерживать неизменным режим
сварки при колебаниях напряжения сети. Создание схем, обеспечи-
вающих сварку на неизменном режиме при изменениях отмеченных выше
технологических факторов, мы считаем нецелесообразным. При пра-
вильно выбранной технологии и внимании со стороны сварщика эти
факторы остаются постоянными в процессе сварки.
Независимо от типа сварочной головки для поддержания заданного
режима сварки при колебаниях напряжения сети, необходимо ввести в
схему регулирования новую регулирующую величину. Такими величи-
нами могут быть напряжение низкой стороны сварочного трансформатора
или индуктивное сопротивление сварочной цепи. В первом случае целью
регулирования является поддержание неизменным напряжения низкой
стороны сварочного трансформатора, во втором — изменение индук-
тивности по закону, позволяющему сохранить заданный режим сварки
при колебаниях напряжения сети (рис. 2). Практически более простым
и рациональным является второй способ, так как первый способ связан
с сложными релейно-контакторными схемами и не может обеспечить
бесступенчатого регулирования напряжения.
Схемы регулирования зависят от принципа действия и конструкции
сварочного трансформатора, дросселя и головки. Ниже мы рассмотрим
три схемы регулирования, одинаково пригодные для сварки головками с
постоянной и автоматически регулируемой скоростями подачи.
1. Рассмотрим схемы, в состав которых может входить один из
перечисленных ниже сварочных аппаратов:
а) дроссели, индуктивное со-
противление которых регулируется
путем изменения воздушного зазора
в магнитопроводе;
б) трансформаторы с повышен-
ным индуктивным сопротивлением
рассеяния, регулируемым путем
изменения взаимного расположения
обмоток на магнитопроводе;
в) трансформаторы с повы-
шенным индуктивным сопротивле-
нием рассеяния, регулируемым с
помощью подвижных магнитных
Рис. 2
73
ИЗБРАННЫЕ ТРУДЫ
Рис. 3
шунтов, расположенных на пути
потоков рассеяния.
Для того чтобы перечис-
ленные аппараты могли приме-
няться в схемах автоматического
регулирования режима сварки,
они должны снабжаться элект-
роприводом для перемещения
сердечника дросселя а, обмоток
б либо магнитных шунтов с.
Система автоматического
регулирования может быть
представлена скелетной схемой (рис. 3). В состав схемы входят изме-
рительный, задающий, усилительный, исполнительный элементы и ре-
гулируемый сварочный агрегат. Регулируемой величиной целесообразнее
всего принять напряжение дуги. При отклонении напряжения дуги от
заданного значения на усилительный элемент* подается разность между
существующим напряжением дуги и его заданным значением. Эта раз-
ность усиливается и подается на исполнительный орган — электропривод
сварочного аппарата.
На рис. 4 представлен вариант принципиальной схемы регулиро-
вания. Измерительным элементом схемы является чувствительное реле
PH электромагнитного типа. Электромагнитная сила притяжения якоря
*В некоторых схемах усилительный элемент может отсутствовать.
74
СВАРКА ПЛАВЛЕНИЕМ
реле уравновешивается силой пружины, которая является задающим
элементом схемы. При отклонении напряжения дуги от заданной ве-
личины равенство электромагнитной силы и силы пружины нарушается
и замыкается один из контактов реле в цепи катушки простейшего
электромагнитного таймера с регулируемым воздушным демпфером. Тай-
мер снабжен одним нормально разомкнутым контактом, замыкающимся
с выдержкой времени. Этот контакт включен в цепь катушки ре-
версивного магнитного пускателя, управляющего двигателем сварочного
агрегата. Выдержка времени необходима для облегчения режима работы
двигателя и управляющих им пускателей. Даже при очень устойчивом
режиме сварки напряжение дуги колеблется относительно среднего зна-
чения в пределах ±2 В. Колебания напряжения вызывают ложные
включения контактов реле PH. Если все эти включения PH будут
передаваться на двигатель, то число его включений может достичь 60 и
больше в минуту. Наличие выдержки времени между включением PH и
подачей напряжения на катушку пускателя, управляющего электро-
приводом сварочного аппарата, позволяет отсеять ложные включения PH,
вызванные кратковременными колебаниями напряжения дуги. Схема
будет реагировать только на длительные изменения напряжения дуги,
вызванные колебаниями напряжения сети.
Принцип действия схемы совершенно ясен при рассмотрении рис. 4.
При замыкании одного из контактов реле напряжения PH производится
включение двигателя Ддр. Направление вращения двигателя Ддр зависит от
того, включился ли контактор Б или М. При падении напряжения сети
смыкается контактор РНМ реле напряжения, в результате чего срабатыва-
ется контактор Б и двигатель начинает вращаться в направлении, соответ-
ствующем уменьшению индуктивного сопротивления. Напряжение дуги
возрастает. Как только напряжение дуги достигает величины, при которой
размыкается контакт реле РН^, двигатель Ддр останавливается. Таким
образом электропривод источника питания включается, когда UA Е [7Д н, и
выключается, когда 17д близко к заданной величине напряжения Uдн.
Точность восстановления заданного режима сварки определяется
чувствительностью реле напряжения, т. е. разностью напряжений, при
которых происходит размыкание контакта PHм и замыкание контакта PHБ.
Скорость восстановления режима зависит от скорости изменения
индуктивного сопротивления при перемещении сердечника дросселя,
катушек трансформатора или магнитных шунтов. Следует, однако, иметь
в виду, что стремление к сокращению времени восстановления режима
может привести к нарушению устойчивости работы схемы (появятся так
называемые качания).
Приведенная схема может быть использована в тех случаях, когда
напряжение сети изменяется плавно, без скачков.
Рассмотренная схема не является единственной; возможен целый
ряд других схем, отличающихся от схемы рис. 4 как принципиально, так
и по конструктивному оформлению.
75
ИЗБРАННЫЕ ТРУДЫ
Разобранная схема вполне пригодна и для
головок с переменной скоростью подачи при
условии замены реле напряжения реле тока,
реагирующего на изменения тока дуги.
2. В тех случаях, когда напряжение сети
изменяется резкими, часто повторяющимися
скачками, в качестве регулируемого сварочного
аппарата целесообразно использовать дроссель
насыщения. Изменение индуктивного сопро-
тивления дросселя насыщения производится
электромагнитным путем посредством изменения
магнитной проницаемости стального сердечника.
Разберем кратко принцип действия дросселя насыщения.
Дроссель насыщения (рис. 5) имеет трехстержневую магнитную
систему. На двух крайних стержнях располагаются обмотки переменного
тока, на среднем — обмотка постоянного тока*. Обмотки переменного
тока обычно соединяются параллельно. Благодаря согласованному вклю-
чению обмоток переменного тока, в обмотке постоянного тока переменная
электродвижущая сила не наводится. Постоянное магнитное поле, созда-
ваемое обмоткой, расположенной на среднем стержне, увеличивает насы-
щение магнитопровода. Изменяя величину постоянного тока, можно
регулировать степень насыщения магнитопровода и, следовательно, ре-
гулировать индуктивное сопротивление дросселя. При сравнительно ма-
лой мощности, потребляемой обмоткой постоянного тока, индуктивное
сопротивление дросселя насыщения может быть изменено в значительных
пределах. Так, для дросселей мощностью 70 кВ-A вполне достаточна
мощность источника постоянного тока 200...300 Вт.
На этом же принципе может быть сконструирован сварочный тран-
сформатор с магнитными шунтами. Магнитная проницаемость шунтов
изменяется при помощи постоянных магнитных полей, создаваемых
специальными обмотками. Изменяя величину тока в этих обмотках,
можно в широких пределах регулировать индуктивное сопротивление
сварочной цепи.
Схемы автоматического регулирования для трансформатора с насы-
щающимися шунтами аналогичны схемам с дросселями насыщения.
Наиболее целесообразно применение статических регуляторов, вы-
пускаемых промышленностью комплектно с генераторами постоянного
тока небольшой мощности. Возможны схемы с угольными, вибрацион-
ными и электромашинными регуляторами. В институте исследованы
схемы с вибрационным регулятором Тирриля, релейно-контакторная
схема астатического регулирования и схема с рототролом [2].
*В некоторых случаях целесообразно применять две обмотки постоянного тока и располагать их на
крайних стержнях. Обмотки постоянного тока следует соединять так, чтобы наводимые в них
электродвижущие силы компенсировались.
76
СВАРКА ПЛАВЛЕНИЕМ
В качестве примера на рис. 6
приведена схема с рототролом,
снабженным тремя обмотками воз-
буждения Wpjn, Wpe WP2. Об-
мотки WPi и Wp включены в схему
равноплечего мостика. Обмотка
постоянного тока дросселя насы-
щения разделяется на две совер-
шенно одинаковые части и дап2,
соединяемые с сопротивлениями R
в схему равноплечего мостика. В од-
ну из диагоналей этого мостика
включается якорь рототрола.
Сопротивление шунтовой об-
мотки рототрола подбирается та-
ким, чтобы рототрол находился на
пороге самовозбуждения.
В том случае, когда напря-
жение дуги равно заданному зна-
чению, токи в обмотках ®р1 и ®р2,
обусловленные напряжением дуги
и напряжением независимого ис-
точника (сеть постоянного тока),
почти полностью компенсируют
друг друга.
Включение обмоток рототрола wpl и ®р2 по схеме равноплечего моста
позволяет значительно повысить чувствительность схемы, так как отно-
сительно небольшие изменения напряжения дуги вызывают значительные
изменения ампервитков обмоток ®>р1 и и>р2. При нормальном режиме
работы токи, протекающие в обмотках о?р1 и юр2, близки к нулю, поэтому
сечение этих обмоток выбирается небольшим.
При отклонении напряжения дуги от заданного значения резко
изменяются суммарные ампервитки обмоток гор1 и «;р2, в результате чего
рототрол возбуждается. Изменяется ток в обмотках подмагничения дрос-
селя ®п1 и ®п2 в направлении, соответствующем восстановлению задан-
ного напряжения дуги. Схема обладает небольшим статизмом на всем
диапазоне регулирования и работает достаточно устойчиво при толчкооб-
разных изменениях напряжения сети.
Некоторым недостатком схемы является сложность настройки при
переходе на новый режим сварки. Порядок операций при настройке
следующий:
1. Потенциометр R1 устанавливается в положение, соответствующее
заданному напряжению дуги.
2. В процессе опытной сварки реостатом R2 устанавливается мини-
мально возможная величина напряжения на рототроле при заданном токе
77
ИЗБРАННЫЕ ТРУДЫ
в обмотках wn\ и &уп2 (при этом лампа Л не горит). Такая настройка
целесообразна для максимального использования рототрола.
В схему, приведенную на рис. 6, введено добавочное сопротивление
R3, механически связанное с ползушкой реостата R2. Связь между ползуш-
ками R2 и R3 выбирается такой, чтобы при обрыве дуги токи в обмотках
подмагничения, обусловленные напряжением независимого источника (сеть
постоянного тока) и рототролом, взаимно компенсировались.
Приведенная схема не требует специальных машин — рототрол
может быть изготовлен из обыкновенного генератора постоянного тока
мощностью до 0,5... 1 кВт. Большим преимуществом схемы является
полное отсутствие контактов. Недостатком схемы является необходимость
в дополнительном источнике постоянного тока.
Помимо схемы рис. 6, в институте были исследованы схема с
обычным регулятором Тирриля, комплектно с генератором ГС-350 мощ-
ностью 350 Вт, а также релейно-контакторная схема, исполнительным
элементом которой является реостат с ползушкой, передвигаемой двига-
телем переменного тока. Эти схемы работают вполне удовлетворительно,
однако, менее надежно, чем схема с рототролом.
Схемы с регулирующим трансформатором. Рассмотренные выше
схемы регулирования отличаются сравнительной сложностью и требуют
некоторого навыка и внимательности от обслуживающего персонала. В
условиях сварочных цехов такие схемы нежелательны.
Поэтому мы исследовали возможность применения для поддержания
постоянного режима сварки трансформатора с высокой индуктивностью
рассеяния, имеющего одну незакрепленную обмотку [3, 4]. Как известно,
такой трансформатор поддерживает постоянный ток, независимо от на-
грузки и напряжения, приложенного к его первичной обмотке. Рас-
смотрим кратко принцип действия такого трансформатора (рис. 7).
Электромагнитное усилие, действующее между обмотками транс-
форматора в направлении а, равно производной от энергии магнитного
поля в этом направлении
„ dw
Энергия магнитного поля трансфор-
матора (рис. 7) выражается формулой
I2W2 nonDcp
W =—=-----;—-
2 h
где Kr — коэфициент, являющийся
функцией габаритных размеров и
относительного расположения обмоток.
Следовательно, сила, действующая
между обмотками в вертикальном на-
правлении,
78
СВАРКА ПЛАВЛЕНИЕМ
с dw I2W2 Ц0лОср
F°-~d^-----2----h~KR-
Выражая Fa в килограммах, получаем
Fa = 6,4-lOVlV2 KR.
При закрепленной нижней катушке верхняя катушка под действием
электромагнитного усилия, направленного вверх, будет перемещаться.
Положение равновесия наступит при равенстве электромагнитного усилия
и веса подвижной (верхней) катушки.
Специальной конструкцией трансформатора и тщательным расчетом
можно добиться того, что KR остается приблизительно постоянным при
изменении расстояния а в широких пределах. Поэтому с достаточной
точностью можно сказать, что положение равновесия возможно только
при постоянном токе
6,4-10’8/W Kr = G,
п
где G — вес верхней катушки.
Из этого выражения следует, что I = A^G, где А = Jh/l(F*Wx
xyl6,WcpKR.
Какое-либо изменение напряжения, приложенного к первичной об-
мотке или изменение нагрузки, приводит к некоторому изменению тока.
При этом изменяется электромагнитное усилие. В результате верхняя
катушка получает ускорение и перемещается до тех пор, пока электро-
магнитное усилие не станет равным весу катушки.
Следовательно, в идеальном трансформаторе при отсутствии трения
и постоянном значении коэфициента KR положение равновесия возможно
только при строго неизменном токе. В реальном трансформаторе имеется
трение, благодаря которому трансформатор работает с погрешностью.
Если трансформатор отрегулирован на I = A'JG, то при движении ка-
тушки вверх равновесие наступит при Г = A^G + FT, где FT — сила
трения покоя. При движении катушки вниз равновесие наступит при
Г' = A^G - FT. Приближенно можно считать погрешность
л/g + t-; \
А/ = 0,5 у——=г - 1 100 %,
к о_/,т J
откуда видно, что с увеличением трения погрешность значительно воз-
растает.
При малом трении свободная катушка склонна к колебаниям [4],
для устранения которых трансформатор снабжается демпфером.
В институте был спроектирован и изготовлен описанный трансфор-
матор, фотография которого представлена на рис. 8. Для возможности
79
ИЗБРАННЫЕ ТРУДЫ
изменения тока в широких пределах часть
веса катушки компенсировалась противо-
весом. Для уменьшения трения был про-
веден ряд мероприятий. На рис. 9 предс-
тавлены результаты испытаний транс-
форматора в виде графиков /к 3 = До) и
хк = f(a). Из приведенных кривых видно,
что изменения KR практически не отра-
жались на величине 1К 3.
Опыты показали, что при изменении
в широких пределах индуктивного
сопротивления, на которое была замкнута
вторичная обмотка трансформатора, ток
оставался практически неизменным. С
увеличением компенсирующих противо-
весов (рис. 8) погрешность возрастала,
достигая 7...8 %, что можно объяснить
увеличением силы трения. Последнее
является значительным недостатком кон-
струкции.
Рассмотрим работу головок с пере-
менной, автоматически регулируемой и
постоянной скоростями подачи при питании их от трансформатора со
«свободной» катушкой (ТСК).
Головка с автоматически регулируемой скоростью подачи — ТСК.
Принцип действия сварочных головок с регулируемой скоростью подачи,
их работа при колебаниях напряжения сети достаточно изучены [ 1 ]. Все
головки этой системы построены по принципу поддержания неизменным
напряжения дуги. Трансформатор ТСК поддерживает неизменный ток
независимо от напряжения, приложенного к его первичной обмотке и
сопротивления нагрузки. Поэтому независимо от статизма головки такая
система будет поддерживать заданный режим сварки при колебаниях
напряжения сети.
Действительно, при питании дуги от ТСК, поддерживающего посто-
янный ток, скорость плавления электрода будет функцией напряжения
дуги оэ = f(.Up) (рис. 10). Устойчивый режим сварки определится точкой
пересечения статической характеристики головки 2 и кривой цэ = /( (7Д) /.
При идеальном ТСК, работающем без погрешности, устойчивый режим
возможен только при строго постоянном режиме сварки.
При изменении технологических факторов, как-то: химсостав,
диаметр электрода и его длина, выступающая за контактные точки
мундштука, химсостав и грануляция флюса и др., изменяется зависимость
К = 1а). При этом изменяется зависимость скорости плавления
электрода от напряжения дуги (пунктирная кривая 3 рис. 10). В резуль-
80
СВАРКА ПЛАВЛЕНИЕМ
Рис. 9
тате изменяется и напряжение дуги. Эти отклонения напряжения дуги от
заданной величины тем больше, чем выше статизм головки.
Перечисленные технологические факторы в производственных усло-
виях изменяются довольно редко. Практически возможным является
изменение участка электрода, находящегося под током. Однако даже при
простейшей схеме регулирования скорости подачи (рис. И), обладающей
относительно высоким статизмом (100 %), довольно большие изменения
вылета электрода приводят к незначительным изменениям напряжения
дуги. Так, при опытных сварках на режиме 17д = 35 В, /д = 900 А,
сопровождавшихся осциллографированием, увеличение вылета на 25 мм
привело к увеличению напряжения только на один вольт. Такое изме-
нение вполне допустимо.
Влияние остальных факторов мы не рассматриваем, так как их изме-
нение является прямым нарушением технологии и не должно допускаться.
6-8-1437
81
ИЗБРАННЫЕ ТРУДЫ
Скорость установления заданного режима сварки при питании го-
ловки с уп = var от ТСК вполне достаточна как при толчкообразных, так
и плавных изменениях напряжения сети. Это позволяет с успехом
применить такую систему для сварки открытой дугой голым либо обма-
занным электродом на относительно малых токах.
Работа головки с vn = var и ТСК при различных причинах, вызыва-
ющих отклонения заданного режима сварки, исследовалась нами с
помощью большого количества осциллограмм, которые мы не имеем
возможности здесь поместить за недостатком места.
Перейдем к рассмотрению работы головки с постоянной скоростью
подачи в комбинации с ТСК, что представляет наибольший практичес-
кий интерес.
Головка с постоянной скоростью подачи — ТСК. Нашей задачей
является поддержание неизменным режима сварки при колебаниях на-
пряжения сети. Выше, на рис. 10, мы показали в общем виде, что при
неизменных технологических факторах, трансформатор ТСК восстанав-
ливает заданный режим независимо от статизма головки. Головка с пос-
тоянной скоростью подачи обладает бесконечно большим статизмом.
Однако и в этом случае ТСК восстанавливает строго заданный режим
(в пределах своей погрешности).
При рассмотрении того же рис. 10 (кривая 4) мы видим, что при
изменении технологических факторов, перечисленных выше, головка с
vn = const, питаемая от ТСК, дает наибольшие изменения напряжения
дуги. Например, при сварке головкой с vn = const и ТСК на режиме Ua =
= 35 В; /д = 900 А изменение вылета электрода на 25 мм приводит к
повышению напряжения дуги на 6...8 В при неизменном токе. Поэтому
при сварке головкой с vn = const и питании ее от ТСК необходимо
поддерживать по возможности неизменным вылет электрода.
Перейдем к более подробному рассмотрению работы головки с vn =
= const и ТСК при колебаниях напряжения сети. Схематически переход-
ной процесс может быть представлен следующим образом (рис. 12). При
резком понижении напряжения сети в первый момент времени ток падает
до значения, определяемого точкой
В. При этом уменьшается электро-
магнитное усилие между обмотками.
Свободная обмотка опускается;
уменьшается индуктивное сопротив-
ление сварочной цепи. Ток растет до
заданного значения, по достижении
которого система вновь приходит в
равновесие.
Нетрудно показать, что при
прочих равных условиях равно-
весие в ТСК может наступить толь-
ко при прежнем напряжении дуги.
82
СВАРКА ПЛАВЛЕНИЕМ
их.х, в t/д. В /д. А Рд, кВт
60 33...35 700 22
65,5 35 740 23,6
71 33...35 740 21,6
75,5 35 740 24,2
80 34...36 740 25
85 35 740 24
| 90 36...37 740 27,4
Устойчивая работа головки возможна только при vn - vg —. В пределах
своей точности ТСК восстанавливает заданный ток /д = const. Поэтому
головка может устойчиво работать только при Кп = const, что возможно
при заданном напряжении дуги.
Для иллюстрации того, насколько изменился бы режим сварки при
наличии в сварочной цепи постоянного индуктивного сопротивления, на
рис. 12 нанесена кривая устойчивой работы головки DAE.
Возможность восстановления головкой с vn = const, питаемой от
трансформатора ТСК, заданного режима сварки при толчкообразных
колебаниях напряжения сети, была проверена нами экспериментальным
путем. Результаты опытных сварок на режиме Ua = 35 В; 1а = 740 сведены
в таблицу. Из таблицы видно, что режим [7Д = 25 В; /д = 740 практически
точно восстанавливался при изменении напряжения холостого хода на
50 % (60...90 В).
Необходимо отметить, что малая погрешность в полученных резуль-
татах в значительной мере объясняется резким изменением напряжения
холостого хода. Каждый опыт при новом Ux х начинался с возбуждения
дуги; при этом свободная катушка получала значительное ускорение, и
равновесие наступало при заданном значении тока (740 А).
При плавных изменениях напряжения сети, что имитировалось
плавным изменением индуктивного сопротивления дополнительного
дросселя в сварочной цепи, получаются худшие результаты. В этом
случае на точность работы ТСК более сильное влияние оказывает трение.
При опытных сварках наилучшие результаты были получены при
малом противодействующем грузе в ТСК (35 кг). В этом случае вредное
трение было сведено до минимума и трансформатор с точностью до 3.. .5 %
восстанавливал заданный режим сварки 1а = 1200 A; Ua = 39 В при
изменении дополнительной индуктивности от 0,005 до 0,035 Ом. При этих
опытах Uxx = 110 В.
На основании изложенного ясно, что головка с vn = const, питаемая
от ТСК, может достаточно надежно и точно поддерживать заданный
режим сварки при колебаниях напряжения сети.
Нам остается рассмотреть вопрос о скорости установления заданной
длины дуги при ее случайных изменениях в процессе сварки головкой с
г?п = const, питаемой от ТСК.
6*
83
ИЗБРАННЫЕ ТРУДЫ
Известно [ 1 ], что при сварке
головкой с vn = const и постоянном
индуктивном сопротивлении сва-
рочной цепи интенсивность процес-
сов регулирования определяется
формой внешней характеристики и
кривой устойчивой работы го-
ловки. Скорость протекания пере-
ходных процессов увеличивается с
уменьшением напряжения холосто-
го хода и увеличением тока корот-
кого замыкания.
Закон изменений тока при случайных изменениях длины дуги может
быть представлен кривой на рис. 13.
При питании дуги от ТСК и постоянной скорости подачи электрода
интенсивность процесса саморегулирования дуги значительно уменьша-
ется. Действительно, по принципу действия ТСК предназначен для
поддержания неизменного тока, поэтому восстановление заданной
величины дугового промежутка будет происходить в основном за счет
некоторой доли энергии, определяемой изменением напряжения дуги.
Естественно при этом возрастает время протекания переходного процесса.
Путем несложных математических операций, принимая I = const,
можно получить следующее уравнение переходного процесса:
и = —
д I? Ь1а
пЫл
+ U'eC
где UR — начальное значение напряжения дуги; kn = а - Ы7Д; Ua = т +
+ nlR, G — вес погонного метра электрода; vn — скорость подачи
электрода; 1Д — заданное значение тока.
Из приведенного уравнения ясно, что продолжительность восстанов-
ления заданного напряжения дуги определяется постоянной времени .
Следовательно, время восстановления напряжения дуги уменьшает-
ся с ростом тока /д с повышением зависимости коэффициента плавления
от напряжения дуги Ь, а также с повышением электрического градиента
напряжения в положительном столбе дуги п.
Расчет показывает, что при сварке на режиме С7Д = 35 В, 1а = 1200 А
головкой с гп = const, питаемой от ТСК, и последующем удлинении дуги
до (7Д = 55 В заданное напряжение дуги восстанавливается за 4 с.
Эксперимент показывает, что это время несколько больше (5...5,5 с).
84
СВАРКА ПЛАВЛЕНИЕМ
При сварке на режиме UR =
= 34 В, 1а = 800 А и удлинении
дуги до U'R = 50 В расчетное время
восстановления заданного напря-
жения составляет 10 с. При сварке
на режиме (7Д = 28 В, /д = 500 А и
удлинении дуги до (7Д = 40 В рас-
четное время восстановления очень
велико — порядка 40 с. Приведен-
ные данные справедливы для ма-
лоуглеродистой проволоки диа-
метром 5 мм и флюса АН-3.
На рис. 14 приведены кривые UR = f(t), характеризующие процесс
восстановления напряжения дуги, для двух рассмотренных выше
режимов сварки.
На основании приведенных данных и примеров можно сделать
следующие выводы:
а) время восстановления заданной длины дуги при ее случайных
изменениях значительно выше, чем при сварке головкой vn = const, и
постоянном индуктивном сопротивлении;
б) при сварке головкой с vn = const и питании ее от ТСК время
восстановления напряжения дуги для данного диаметра электрода в
основном зависит от тока дуги. Время восстановления напряжения резко
уменьшается с повышением плотности тока в электроде. По нашему
мнению, сварка головкой с vn = const, питаемой от ТСК, может быть
рекомендована для электрода диаметром 4 мм в диапазоне токов 500...
900 А, диаметром 5 мм 900... 1600 А.
Нами были исследованы некоторые способы повышения скорости
установления заданного режима сварки головкой с vn = const при питании
се от ТСК. Одним из таких способов является сильное демпфирование
ТСК. Это позволяет замедлить процесс установления заданного тока при
изменениях длины дуги и тем самым повысить интенсивность
регулирования длины дуги. Такой способ, отличаясь большой простотой,
обладает серьезными недостатками. Основными из них являются:
а) значительное уменьшение чувствительности ТСК к толчкообраз-
ным колебаниям напряжения сети;
б) значительное удлинение дуги при ее возбуждении, вследствие
замедленного подъема свободной катушки трансформатора.
Другим путем ускорения процессов установления заданного режима
сварки является создание в ТСК переменного противодействующего
усилия, являющегося функцией напряжения дуги. При этом можно
получить процесс регулирования длины дуги более интенсивный, чем при
сварке головкой с vn = const и постоянном индуктивном сопротивлении
сварочной цепи. Наиболее целесообразно в этом случае применить в ка-
85
ИЗБРАННЫЕ ТРУДЫ
честве агрегатов, создающих переменное противодействующее усилие,
моментные двигатели постоянного или переменного тока, питаемые от
напряжения дуги. Применение моментных двигателей позволяет легко
осуществить дистанционное управление индуктивным сопротивлением
ТСК, необходимое для первоначального подбора режима сварки. Опыты
показали, что моментные двигатели вносят дополнительную погрешность
в работу ТСК. Это вызывается значительным трением в подшипниках,
между коллектором и щетками, а также на шкиве двигателя.
По сути, устанавливая в ТСК моментный двигатель и схему управ-
ления им, мы переносим автоматическое регулирование из сварочной
головки в трансформатор. Однако это не имеет смысла, главным образом,
потому, что моментный двигатель вносит дополнительную погрешность в
работу ТСК, тогда как головка с vn = var, питаемая от ТСК, с большой
точностью восстанавливает заданный режим сварки при толчкообразных
и плавных напряжениях сети.
Выводы
1. Можно построить большое количество схем автоматического регули-
рования, обеспечивающих постоянство режима сварки при колебаниях
напряжения сети. В этих схемах могут применяться сварочные головки
с постоянной и автоматически регулируемой скоростями подачи.
2. Схемы, содержащие в качестве регулируемого сварочного аппа-
рата дроссель насыщения, одинаково пригодны как при плавных, так и
частых толчкообразных колебаниях напряжения сети.
3. Схемы, содержащие в качестве сварочного аппарата трансформа-
тор или дроссель с регулируемым электроприводом, дают лучшие резуль-
таты при длительных плавных изменениях напряжения сети.
4. Наибольшей простотой и надежностью отличаются схемы, содер-
жащие специальный трансформатор со свободно перемещающейся катуш-
кой ТСК. В этом случае роль регулятора выполняет сам трансформатор.
5. Схемы, содержащие головки с автоматически регулируемой, в
функции от напряжения дуги, скоростью подачи и ТСК, дают одинаково
хорошие результаты при толчкообразных и плавных изменениях напря-
жения сети.
6. Схемы, содержащие головки с постоянной скоростью подачи и
ТСК, дают хорошие результаты только при повышенных плотностях тока
в электроде.
7. Окончательный выбор лучшей схемы регулирования пока трудно
сделать, так как отсутствует опыт производственной эксплуатации всех
рассмотренных схем.
8. Необходимо дальнейшее совершенствование и упрощение схем
автоматического регулирования, обеспечивающих постоянство режима
сварки.
86
СВАРКА ПЛАВЛЕНИЕМ
1. Патон Б.Е. Сварочные головки и питание их током. — Киев: Изд-во АН УССР, 1947.
2. Фелъдбаум А.А. Связь устойчивости и статизма в электроприводе с бустергенератором //
Вести, электропромышленности. — 1946. — № 1.
3. Скоморохов А.А. Трансформаторы. — Киев: КПИ, 1930.
4. Лебедев В.К. О трансформаторах с подвижной обмоткой. — Киев: Ин-т электросварки.
Рукопись, 1947.
ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ
ПРОЦЕССА АВТОСВАРКИ ПОД ФЛЮСОМ
ПРИ РАЗЛИЧНЫХ СПОСОБАХ ПИТАНИЯ ДУГИ*
А.М. Макара, Б.Е. Патон
В настоящей работе приведены результаты экспериментального исследо-
вания процесса сварки под флюсом, проведенного в 1943-1944 гг.,
показавшего, что под слоем флюса происходит чисто электродуговой
процесс, в котором флюс практически не участвует.
Благодаря отсутствию в 1939-1940 гг. точного представления о
характере процессов, протекающих под флюсом, первоначально для
автосварки под флюсом была применена аппаратура, разработанная для
автосварки открытой дугой.
Однако исследование процесса автосварки под флюсом, проведенное
канд. техн, наук В.И. Дятловым, показало, что устойчивый процесс вполне
возможен при постоянной скорости подачи электрода в зону сварки.
Дальнейшие наши исследования показали, что при силах тока, больших
500 А, и при автосварке открытой дугой, сварочная дуга горит устойчиво,
когда электрод подается в зону сварки с постоянной скоростью.
Было установлено, что при автосварке на больших токах дуговой
промежуток настолько сильно ионизирован, что даже значительные откло-
нения длины дуги от заданной не нарушают устойчивого горения дуги.
Способы питания дуги сварочным током. Первоначально для пи-
тания дуги, горящей под слоем флюса, была применена обычная схема
питания, применяемая при ручной сварке, характерная неизменным
напряжением холостого хода сварочного трансформатора 65...70 В и
значительным индуктивным сопротивлением дросселя в сварочной цепи.
Данный способ дает относительно низкий коэффициент мощности и,
следовательно, отличается нерациональным использованием электроэ-
нергии. Как показали экспериментальные исследования, этот способ дает
’Автогенное дело. — 1945. — № 5/6. — С. 1-8.
87
ИЗБРАННЫЕ ТРУДЫ
наибольшие изменения режима сварки и качества швов при колебаниях
напряжения в сети.
С связи с наличием в сварочной цепи дросселя несовершенной
конструкции данный способ не вполне надежен в эксплуатации.
В первой части настоящей работы мы приводим подробные резуль-
таты исследования процесса автосварки под флюсом при этом способе
питания дуги.
Исследование дуги, горящей под флюсом, при больших силах тока,
сделало возможным применение для автосварки схемы питания дуги без
индуктивности дросселя в сварочной цепи. Этот способ является наиболее
экономичным, так как при нем коэффициент мощности близок к единице
и требуется только один сварочный трансформатор.
Однако при автосварке без индуктивности швы получаются хо-
рошими по качеству только при определенных сварочных режимах,
отсутствии зазоров, незначительном теплоотводе от места сварки и т. д.
Поэтому данный способ применим не для всех объектов и видов швов.
Результаты подробного исследования процесса автосварки при этом
способе питания дуги приведены во 2-й части работы.
Дальнейшее исследование, проведенное Г. 3. Волошкевичем, позво-
лило применить для питания дуги, горящей под флюсом, третий спо-
соб — сварку на максимуме мощности. Этот способ дает наиболее
устойчивое горение дуги. Случайные изменения длины дуги в процессе
сварки значительно меньше отражаются на мощности дуги, чем при
первых двух способах. Возбуждение дуги вполне устойчиво, так как для
автосварки применяются большие силы тока, а дуговой промежуток
изолирован от окружающей среды слоем флюса.
Сварка на максимуме мощности по сравнению с первым способом
характерна пониженным напряжением холостого хода сварочного транс-
форматора и меньшей индуктивностью в сварочной цепи. Это позволяет
исключить из сварочной цепи дроссель, создав повышенную индуктив-
ность в трансформаторе за счет потоков рассеивания.
Вследствие этого сварка на максимуме мощности обладает хорошими
экономическими и эксплуатационными показателями.
Опыт внедрения автосварки под флюсом показал, что обычно сварка
производится при более или менее значительных колебаниях напряжения в
сети. Поэтому наиболее правильно анализировать работу сварочных головок
при различных способах питания дуги в условиях изменяющегося в сети
напряжения. Исследования показали, что при всех головках и при всех
способах питания дуги в условиях колебаний напряжения в сети изменяется
мощность дуги. Это приводит к изменениям качества швов, различным в
зависимости от типа головки и способа ее питания сварочным током.
В результате исследований выдвинут вопрос о создании новой, более
совершенной сварочной головки, способной поддерживать постоянной
мощность дуги и обе ее составляющие — напряжение на дуге и силу
88
СВАРКА ПЛАВЛЕНИЕМ
сварочного тока. Такая головка позволит применять автосварку под
флюсом любых объектов, при любых режимах сварки и значительных
колебаниях напряжения в сети.
Экспериментальное исследование процесса при наличии значитель-
ной индуктивности в сварочной цепи. Путем снятия большого числа
осциллограмм при всевозможных режимах сварки мы установили, что
под флюсом (АН-2 и АШ) происходит дуговой процесс, в котором флюс
практически не участвует.
Рассмотрим, как протекает процесс при сварке под слоем флюса.
На рис. 1 представлены осциллограммы, снятые нами на шестишлей-
фовом осциллографе ЛХТИ, при различных режимах сварки легирован-
ной стали малоуглеродистой проволокой на флюсе АН-2. Кроме того, при
всех опытных сварках мы изучали форму кривых тока и напряжения на
экране осциллоскопа. Рассматривая эти осциллограммы, мы видим:
1) процесс сварки под слоем флюса является чисто дуговым процес-
сом, что совершенно ясно из рассмотрения кривых тока и напряжения;
2) на кривых напряжения совершенно не виден процесс переноса
металла.
На осциллограммах ручной сварки (голым электродом. — Прим,
ред.) этот процесс отражается в виде периодических коротких замыканий
во время перехода капель с
электрода на изделие. Отсут-
ствие коротких замыканий и
каких бы то ни было резких
провалов на кривой напря-
жения любой величины во
время сварки под флюсом за-
ставляет предположить, что
металл переносится мелкими
каплями. Максимальный
размер капли всегда меньше
длины дугового промежутка;
3) флюс электрически
не участвует в процессе. На-
илучшим доказательством
этого является полная иден-
тичность показаний прибо-
ров и кривых напряжения и
тока как при сварке под
флюсом АН-2 и АШ, так и
при сварке открытой дугой.
При токах 500 А и выше
имеет место саморегулирова-
ние длины и устойчивое го-
89
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Схема сварочной дуги: 1 —
электрод; 2 — нерасплавленный флюс; 3 —
спекшийся флюс; 4 — флюс,
расплавленный дугой; 5 — основной
металл; 6 — ванна расплавленного металла
рение открытой дуги. Описанный
процесс устойчивого горения дуги как
под флюсом, так и открытой дугой мы
наблюдали при сварке головкой с
постоянной скоростью подачи элект-
рода на разных силах сварочного тока
от 800 до 450 А при напряжениях на
дуге от 22 до 36 В;
4) при напряжениях на дуге,
превышающих 44 В, в каждом полу-
периоде появляются разрывы на кри-
вой тока (осциллограмма № 3).
В отличие от осциллограмм № 1 и 2
напряжение на дуге не остается пос-
тоянным в процессе горения дуги,
а растет с увеличением силы тока.
Сварочная дуга под слоем флюса имеет вид, схематически представ-
ленный на рис. 2. Дуга отдает свою энергию электроду, основному
металлу и флюсу. Расход энергии на угар, разбрызгивание и пр. отсут-
ствует. Расплавленный металл ванны после прекращения действия сва-
рочной дуги отдает тепло основному металлу и окружающим слоям
флюса, постепенно затвердевая и охлаждаясь до температуры основного
металла.
Количество энергии, идущей на плавление основного металла и
флюса, подсчитать трудно, так как оно определяется многими факторами,
резко отличающимися в различных случаях сварки. Например, соотно-
шение между величинами энергии, идущими на плавление и нагрев
основного металла и на плавление флюса, резко изменяется с изменением
теплоотвода в основной металл. Для сравнения в табл. 1 приведем
количество расплавленного флюса на погонный метр длины шва для двух
случаев:
№ 1) сварка металла со значительным теплоотводом;
№ 2) сварка металла с резко ограниченным теплоотводом. Сварка
производилась наплавкой валиков на узких тонких пластинках шириной
20 мм и толщиной 12 мм.
Вес расплавленного флюса определяется путем взвешивания корки
шлака, снятой со шва. Увеличение количества расплавленного флюса при
ограниченном теплоотводе в основной металл объясняется дополнитель-
Таблица 1
Режим (72, В ^д.В 4.. А Мощность дуги, кВт Вес шлака, г/пог. м Теплоотвод !
№ 1 69 22 625 13,8 120 Практически неограниченный
№ 2 68 22 625 13,8 170 Ограниченный
90
СВАРКА ПЛАВЛЕНИЕМ
ным количеством энергии, освободившейся для плавления флюса, за счет
наступившего теплового насыщения свариваемого металла (пластинки
20x12 мм). Значительно легче подсчитать количество энергии, идущей на
плавление электрода.
В практических расчетах режимов автоматической сварки пользуют-
ся формулой
Кп1 = д,
где д — вес наплавленного металла, г/ч; I — сила сварочного тока, А;
Кп — коэффициент плавления, г/(А-ч)‘.
Из большого числа опытов мы выяснили, что величина коэффи-
циента плавления зависит от напряжения на дуге, силы сварочного тока
и «вылета» электродной проволоки за контактные точки мундштука,
материала электрода и флюса и не зависит от увеличения напряжения
сварочного трансформатора свыше 70 В и величины индуктивности.
Разберем отдельно влияние этих факторов на коэффициент плавления.
1. Напряжение на дуге. При прочих равных условиях напряжение
на дуге определяется длиной дуги. Чем больше длина дуги, тем выше
напряжение на дуге. С изменением длины дуги изменяется соотношение
между энергией, расходуемой у поверхности электродов, т. е. на плав-
ление электрода и основного металла, и энергией в столбе дуги, идущей
в основном на плавление флюса. Чем больше длина дуги, тем большая
часть энергии дуги расходуется в столбе, и тем соответственно меньшая
часть энергии расходуется у поверхности электродов. Следовательно, при
неизменной силе тока и «вылета» электрода коэффициент плавления
достигает максимума при наименьшем напряжении на дуге, и наоборот.
2. Сила сварочного тока. При одном и том же диаметре электродной
проволоки изменения силы сварочного тока приводят к изменениям
плотности тока в этой проволоке. Плотность тока сказывается на степени
предварительного разогрева участка проволоки, выступающего за контак-
тные точки мундштука головки. Это влияет на скорость плавления
электродной проволоки. Если «вылет» электрода приближается к нулю,
коэффициент плавления перестает зависеть от силы сварочного тока и
становится постоянной величиной.
Изменения силы тока сказываются также на степени ионизации
дугового промежутка, что тоже отражается на величине коэффициента
плавления. Итак, с увеличением силы тока коэффициент плавления
возрастает, и наоборот.
3. «Вылет» электрода. Изменяя «вылет» электрода за контактные
точки мундштука, мы тем самым изменяем время, в течение которого
электрод находится под током. Это приводит к различному предваритель-
*При сварке под флюсом коэффициент плавления равен коэффициенту наплавки, так как отсутст-
вуют потери на угар и разбрызгивание металла.
91
ИЗБРАННЫЕ ТРУДЫ
Рис. 3
ному разогреву электрода, что и отражается на скорости его плавления,
а следовательно, и на коэффициенте плавления. Нельзя считать, что
количество энергии, расходуемой на предварительный разогрев прово-
локи, находится в прямой зависимости от «вылета», так как при изме-
нениях «вылета» изменяется не только время нахождения электрода под
током, но и сила этого тока. При введении того или иного участка
разогретого электрода в сварочную цепь мы вводим в нее некоторое
дополнительное омическое сопротивление, что и отражается на силе тока.
С увеличением «вылета» коэффициент плавления возрастает, однов-
ременно с этим сила тока несколько уменьшается. С уменьшением
«вылета» электрода коэффициент плавления уменьшается, одновременно
с этим сила тока несколько возрастает.
График зависимости коэффициента плавления от силы сварочного
тока и напряжения на дуге показан на рис. 3.
Длина столба дуги является основным фактором, определяющим
распределение энергии дуги на 1) выделяемую у поверхности электро-
дов, идущую в основном на их нагрев и плавление, и 2) выделяемую в
столбе дуги, которая путем излучения и конвекции передается окружаю-
щей среде.
Экспериментальное исследование длины дуги. Наши наблюдения
за процессом сварки открытой дугой, особенно за глубиной кратера,
показали, что при токах, которые обычно применяются для сварки под
слоем флюса (выше 500 А), столб дуги значительной своей частью
92
СВАРКА ПЛАВЛЕНИЕМ
располагается в свариваемом металле. Такое расположение столба дуги
естественно предположить и при сварке под слоем флюса.
В дальнейшем часть столба дуги, находящуюся в основном металле
(равную глубине кратера), будем называть скрытой составляющей длины
дуги, или сокращенно скрытой длиной дуги, а часть, расположенную над
поверхностью свариваемого изделия, назовем внешней составляющей
длины дуги, или сокращенно внешней длиной дуги.
За величину внешней составляющей длины дуги мы принимаем
расстояние от поверхности свариваемого металла до нижней точки конца
электрода.
Следовательно, для определения внешней длины дуги необходимо
фиксировать в процессе сварки положение, которое занимает конец
электродной проволоки относительно изделия. Для этой цели необходимо
одновременно прекратить плавление и подачу электродной проволоки.
Скрытую составляющую длины дуги, равную глубине кратера, из-за
практической невозможности ее точного определения мы условно при-
нимали равной глубине провара и определяли по макрошлифам. В даль-
нейшем следует помнить, что приведенные цифры по величине скрытой
длины дуги всегда будут преувеличены.
Нас интересовало выяснить зависимость полной длины дуги и ее
внешней и скрытой составляющей от режима сварки — напряжения на
дуге, силы сварочного тока, скорости сварки, а также от диаметра
электродной проволоки и грануляции флюса. Зная эти зависимости,
можно выяснить, как сказываются изменения полной длины дуги и
отдельных ее составляющих на устойчивости процесса сварки и на
основных параметрах автосварного шва.
Рассмотрим каждую зависимость отдельно.
На основании данных опытов на рис. 4 построены кривые за-
висимости:
Рис. 4
93
ИЗБРАННЫЕ ТРУДЫ
ln~f(.Ua); lm = f(Ua); /ск = f(Ua) при 7 = const.
На рис. 5 по данным опытных сварок построены кривые:
/п ~ /'(7СВ), /вн Д7СЬ), /ск /*(7СВ) при Uд — const.
Как видно из кривых, величина полной длины дуги определяется в
основном напряжением на дуге. Чем выше напряжение, тем больше длина
дуги. Наибольшая интенсивность изменения полной длины дуги при
малых напряжениях на дуге составляет 0,75 мм на 1 В. С ростом
напряжения на дуге она понижается до 0,4 мм на 1 В.
Скрытая длина дуги (глубина провара), как видно из кривых, в
исследованных пределах практически не зависит от напряжения на дуге.
Правда, при низких напряжениях (меньше 26 В) и при высоких напря-
жениях (выше 36 В) заметно незначительное уменьшение /ск.
Внешняя длина дуги с изменением напряжения на дуге изменяется
с одинаковой интенсивностью для всего исследованного нами диапазона
режимов сварки. Чем выше напряжение на дуге, тем больше внешняя
длина дуги.
Изменение силы сварочного тока мало сказывается на величине
полной длины дуги. Больше того, можно предположить, что наблюдаемые
изменения полной длины дуги в этом случае вообще являются
фиктивными и объясняются возросшей разницей между глубиной провара
и глубиной кратера. Действительно, с ростом силы тока при наплавках
на пластину сравнительно небольшой толщины (20 мм), интенсивность
охлаждения кратера уменьшается с приближением его глубины к толщине
детали. При этом нагревается до температур плавления больший объем
металла, примыкающего к кратеру, и глубина провара возрастает. Вы-
сказанное предположение подтверждается тем, что изменение полной
94
СВАРКА ПЛАВЛЕНИЕМ
длины дуги особенно существенно при больших глубинах провара,
приближающихся к толщине детали.
Как видно из кривых рис. 5, изменение силы тока вызывает особенно
интенсивное изменение скрытой длины дуги (глубины провара). Это также
подтверждается многими другими экспериментальными данными. Интен-
сивность изменения скрытой длины дуги возрастает с ростом силы тока. Это
обстоятельство и вызывает кажущееся изменение полной длины дуги.
Внешняя длина дуги изменяется с изменением силы сварочного тока
по прямолинейному закону, причем чем больше сила тока, тем меньше
внешняя длинна дуги.
Особо следует остановиться на тех режимах, при которых внешняя
длина дуги становится равной нулю или конец электрода погружается в
основной металл, т. е. вся дуга становится скрытой. Если электрод
погружается в кратер, то длина дуги становится меньше глубины кратера
в основном металле.
Режимы сварки, при которых полная длина дуги меньше глубины
кратера, характерны чрезмерно большой для данного напряжения на дуге
силой тока.
О практической негодности таких режимов скажем дальше.
Необходимо отметить, что независимость скрытой длины дуги от
напряжения на дуге сохраняется только при наличии внешней длины дуги.
По внешней длине дуги, равной нулю, изменение напряжения на дуге
происходит при изменении скрытой длины дуги. При сравнении внешнего
и скрытого расположения дуги можно установить, что величина напряжения
на дуге при одинаковых полных длинах дуг остается постоянной.
Полная длина дуги от скорости сварки практически не зависит. Но
скорость сварки существенным образом сказывается на расположении
дуги относительно поверхности свариваемого изделия, т. е. влияет на
величину скрытой и внешней составляющей длины дуги.
При увеличении скорости сварки внешняя длина дуги растет, а
скрытая длина дуги уменьшается. Прирост внешней длины дуги равен
уменьшению скрытой длины дуги. Следовательно, при увеличении ско-
рости сварки дуга, сохраняя свою длину, выходит из основного металла
благодаря уменьшению глубины кратера.
Некоторое уменьшение полной длины дуги при увеличении скорости
сварки очевидно также объясняется более сильным охлаждением кратера
с уменьшением его глубины.
Сравнение влияния на длину дуги скорости сварки и силы тока
показывает, что в обоих случаях изменения длины дуги происходят за
счет изменения глубины кратера.
Определение зависимости длины дуги от диаметра электродной
проволоки производилось при сварке на одинаковых режимах (17д, /св,
г?св) электродной проволокой диаметром 4, 5 и 8 мм.
Изменение диаметра электрода при неизменном режиме сварки
сопровождается изменением как полной длины дуги, так и отдельных ее
95
ИЗБРАННЫЕ ТРУДЫ
составляющих. Наибольшие изменения при этом претерпевает внешняя
длина дуги. Скрытая длина дуги изменяется значительно меньше. При
увеличении диаметра электродной проволоки дуга удлиняется и как бы
выходит из основного металла на поверхность.
Грануляция флюса. Опытные сварки производились на трех
фракциях флюса АН-2: мелкой, средней и крупной.
Крупную фракцию составлял флюс, оставшийся на сите 16 отв/см2,
прошедший через сито 12 отв/см2. Средняя фракция определялась
ситами 16 и 40 отв/см2, мелкую фракцию составлял флюс, прошедший
через сито 400 отв/см2.
Исследования показали, что степень грануляции практически не
влияет на полную длину дуги, но существенным образом сказывается на
величине отдельных ее составляющих. С ростом величины зерна флюса
уменьшается скрытая длина дуги, и за этот счет увеличивается внешняя
длина дуги. При этом изменяются размеры сварного шва.
Наиболее интенсивно изменяется ширина валика. С увеличением
крупности зерна увеличивается количество расплавленного флюса и
ширина валика шва. Однако увеличение зерна флюса может произво-
диться только до определенного предела, после чего горение дуги ста-
новится неспокойным. Сквозь слой флюса прорываются пламя и газы,
наблюдаются обрывы дуги.
С ухудшением условий ионизации столба дуги увеличивается ее
омическое сопротивление. Этим можно объяснить некоторый рост напря-
жения на дуге при неизменной ее длине, наблюдаемый при увеличении
зерна флюса.
Практическая неизменность силы сварочного тока при изменениях
величины зерна флюса объясняется тем, что незначительные изменения
омического сопротивления дуги не отражаются на величине полного
сопротивления сварочной цепи, содержащей значительную индуктив-
ность дросселя.
С ростом зерна флюса глубина провара благодаря уменьшению
кратера дуги уменьшается.
Площадь провара изменяется относительно мало, что объясняется
одновременным, с уменьшением глубины провара, ростом ширины шва.
Следовательно, путем изменения величины зерна флюса можно
добиться изменения размеров шва.
Наиболее вероятным объяснением перераспределения внешней и
внутренней составляющих длины дуги, с изменением величины зерна
флюса, является следующее: с увеличением зерна флюса повышается
расход энергии на его плавление. Степень ионизации столба дуги умень-
шается, охлаждение кратера увеличивается, поэтому его глубина несколь-
ко уменьшается, а внешняя длина дуги увеличивается, что приводит к
увеличению количества расплавленного флюса.
Влияние длины дуги на устойчивость процесса сварки и форми-
рование шва. Полная длина дуги, ее внешняя и скрытая составляющие
96
СВАРКА ПЛАВЛЕНИЕМ
определяют распределение энергии в дуге. Изменения длины дуги,
связанные с изменением режима сварки, сильно сказываются на ус-
тойчивости процесса сварки и на формировании шва.
Устойчивость процесса сварки зависит от силы тока, напряжения на
дуге и диаметра электродной проволоки. При малых силах тока (меньше
400 А) дуга горит устойчиво на низких напряжениях, т. е. при небольшой
длине дуги, и неустойчиво на высоких напряжениях, т. е. при длинной дуге.
При длинной дуге и малой ее мощности сильное охлаждение столба
дуги приводит к снижению его проводимости, и дуга гаснет.
При низких напряжениях на дуге и малых силах тока дуга уко-
рачивается и горит устойчиво, однако до известного предела. Этот предел
определяется режимом, при котором внешняя длина дуги становится
равной нулю. При этом горение дуги нарушается короткими замыканиями
в сварочной цепи. Напряжение на дуге, при котором внешняя длина дуги
становится равной нулю, зависит от глубины кратера, которая при
данных условиях сварки определяется силой тока. Поэтому чем меньше
сила сварочного тока, тем ниже напряжение, при котором дуга горит
устойчиво.
При больших силах тока изменение устойчивости дуги происходит
совершенно аналогично с той только разницей, что внешняя длина дуги
становится равной нулю при относительно больших напряжениях на дуге.
Полная длина дуги в этом случае имеет значительную величину (больше
10 мм).
С увеличением диаметра электродной проволоки при неизменных
силе тока и напряжении на дуге уменьшается глубина кратера и уве-
личивается внешняя длина дуги. Поэтому при увеличении силы тока для
возможности сварки на нормальных напряжениях необходимо увели-
чивать диаметр электродной проволоки.
Однако следует помнить, что горение дуги при несоответственно
малой для данного диаметра электродной проволоки, силе тока протекает
крайне неустойчиво. Снижение устойчивости происходит, вероятно, пото-
му, что катодное пятно становится значительно меньше сечения электро-
да, который из-за этого не плавится равномерно по всей поверхности.
Основным фактором, определяющим формирование шва, также
является внешняя составляющая длины дуги.
Она в основном определяет количество расплавленного флюса и
разогрев поверхности основного металла, т. е. в конечном счете ширину
провара. Практически установлено, что швы формируются лучше всего
при соотношении между высотой и шириной валика равной 1:7.
Режимы сварки, обеспечивающие данное соотношение, характеризу-
ются также высокой устойчивостью процесса.
Для электродной проволоки диаметром 5 мм эти режимы получаются
при следующих значениях силы тока и напряжения на дуге:
7 — 8-1437
97
ИЗБРАННЫЕ ТРУДЫ
1СВ = 500...600 A, Ua = 28...30 В;
1СВ = 700...800 A, Ua = 32...34 В;
/св = 900...1000 A, Ua = 36...38 В.
Все эти режимы характеризуются одинаковой внешней длиной дуги
равной 5...6 мм.
Таким образом, наличие внешней длины дуги определяет устой-
чивость процесса, а ее величина определяет форму валика.
Выводы
1. Полная длина дуги зависит от напряжения на дуге и диаметра
электродной проволоки. Чем они больше, тем больше длина дуги.
Уменьшение зерна флюса при поддержании постоянного напря-
жения на дуге также увеличивает длину дуги.
2. Скрытая длина дуги определяется для большинства режимов
глубиной кратера и изменяется в зависимости от силы тока, скорости
сварки, диаметра электрода и грануляции флюса. С ростом силы тока
она увеличивается и уменьшается с увеличением скорости сварки, диамет-
ра электрода и грануляции флюса.
3. Внешняя длина дуги изменяется при изменении напряжения на дуге,
силы тока, скорости сварки, диаметра электрода и грануляции флюса.
С увеличением UR, vCB, d3Ji и грануляции флюса внешняя длина дуги
увеличивается. С увеличением силы тока внешняя длина дуги уменьшается.
Следует разбить факторы, вызывающие изменение внешней длины
дуги, на две группы. К первой группе относятся напряжения на дуге и
диаметр электродной проволоки, ко второй — сила тока, скорость сварки
и грануляция флюса.
При изменении факторов первой группы изменяется полная длина
дуги, а изменения внешней длины дуги происходят как за счет роста
полной длины дуги, так и за счет изменения соотношения между отдель-
ными составляющими длины дуги.
При изменении факторов второй группы полная длина дуги пра-
ктически неизменна, и внешняя длина дуги изменяется только за счет
изменения скрытой длины дуги.
4. Указанные в первых трех выводах закономерности не относятся
к режимам сварки, при которых внешняя составляющая длины дуги
отрицательна.
Исследование длины дуги при этих режимах крайне затруднено и
нами не проводилось.
5. Внешняя длина дуги является основным фактором, определя-
ющим формирование шва и устойчивость процесса сварки.
Форма шва при различных режимах, но при одинаковой внешней
длине дуги является постоянной.
Оптимальные по устойчивости процесса и формированию шва
режимы сварки соответствуют внешней длине дуги, равной 4...6 мм.
98
СВАРКА ПЛАВЛЕНИЕМ
Экспериментальное исследование процесса при отсутствии индук-
тивности в сварочной цепи. Как известно, индуктивное сопротивление,
включенное в цепь дуги переменного тока, создает условия для непре-
рывного горения дуги, попеременно накапливая и отдавая электро-
магнитную энергию.
Экспериментальным путем мы убедились в том, что при некоторых
условиях процесс сварки устойчив и при отсутствии всякого допол-
нительного сопротивления в сварочной цепи. В этом случае напряжение
сварки практически равно напряжению низкой стороны сварочного
трансформатора.
Об этом же говорят также данные канд. техн, наук В.И. Дятлова,
опубликованные в октябре 1943 г. в «экспресс-информации» ЦНИИ-48.
Совершенно очевидно, что для сварки без индуктивности должны приме-
няться головки с постоянной скоростью подачи. Можно также применять
головки с автоматически регулируемой скоростью подачи, которые при
имеющем место в данном случае неизменном напряжении сварки работа-
ют как головки с постоянной скоростью подачи. Действительно, в данном
случае напряжение на дуге, т. е. напряжение вторичной стороны свароч-
кого трансформатора, неизменно и колеблется лишь в пределах, опреде-
ляемых изменениями падения напряжения во вторичной цепи трансфор-
матора при колебаниях силы тока.
Процесс сварки в этом случае вполне устойчив и дает качественные
швы при следующих силах тока в зависимости от диаметра электродной
проволоки: 500... 750 А для проволоки диаметром 4 мм; 550...900 А для
проволоки 5 мм; 650... 1200 А для проволоки 6 мм.
Неустойчивость процесса при малых силах тока проявляется в виде
частых обрывов дуги. Последующие возбуждения дуги происходят после
соприкосновения расплавленного шлака с оплавленным концом электро-
да, который непрерывно подается в зону сварки с неизменной скоростью.
Характер процесса хорошо виден на осциллограммах (рис. 6),
записанных при трех режимах сварки малоуглеродистой проволокой
диаметром 5 мм на флюсе АН-2. Рассматривая осциллограммы на рис. 6,
мы видим, что:
1. Процесс сварки является чисто дуговым процессом с разрывами
тока в каждом полу периоде.
2. Напряжение зажигания не на много превышает напряжение, при
котором дуга гаснет.
Незначительную величину напряжения зажигания дуги можно объ-
яснить высокой степенью ионизации дугового промежутка под действием:
1) больших сил сварочного тока и 2) слоя флюса, который изолирует
дугу от холодного окружающего воздуха.
Относительно устойчивое первоначальное возбуждение дуги при
низком напряжении холостого хода объясняется громадным количеством
тепла, выделяющимся в месте контакта электрода с основным металлом
7*
99
ИЗБРАННЫЕ ТРУДЫ
при протекании тока короткого
замыкания, не ограничиваемо-
го индуктивностью.
В момент затухания дуги
напряжение ниже, чем в момент
ее зажигания. Соответственно с
этим время, в течение которого
отсутствует ток, в начале каждо-
го полупериода больше, чем в
конце. Эта разница тем значи-
тельнее, чем выше напряжение
на дуге и ниже сила сварочного
тока. Наиболее вероятно это
объясняется неодинаковым теп-
ловым состоянием кратера в
электроде и основном металле.
За время горения дуги они успе-
вают сильно разогреться, что
способствует горению дуги при
более низких напряжениях. За
время перерывов в горении дуги
кратеры электродов успевают не-
сколько охладиться, благодаря
чему для возбуждения дуги тре-
буется повышенное напряжение.
Кроме того, это может быть
объяснено неодинаковой сте-
пенью ионизации дугового про-
межутка в начале и в конце
горения дуги.
3. Во время горения дуги напряжение на дуге несколько возрастает
с ростом тока, что соответствует самому дуговому процессу. Напряжение
низкой стороны сварочного трансформатора является собственно напря-
жением сварки. Несинусоидальная форма кривой напряжения низкой
стороны сварочного трансформатора при питании его синусоидальным
напряжением объясняется искаженной формой кривой магнитного пото-
ка. Это объясняется искажением кривой намагничивающего тока из-за
наличия дуги в цепи трансформатора.
4. На кривых напряжения так же, как и при сварке с индуктивностью
в сварочной цепи, совершенно не отражается процесс переноса металла.
На кривой напряжения отсутствуют характерные для процесса
ручной сварки зубцы и провалы, связанные с полным либо частичным
замыканием дугового промежутка каплями металла электрода. Можно
предполагать, что в данном случае процесс переноса металла мелкока-
100
СВАРКА ПЛАВЛЕНИЕМ
пельный, причем максимальный размер капли всегда меньше длины
дугового промежутка.
5. Флюс АН-2 и АШ практически не участвует в процессе сварки.
При проведении опытных сварок мы обнаружили, что при силах тока
600...800 А процесс практически устойчив и при выходе дуги из флюса,
т. е. при переходе на сварку открытой дугой.
Эффективные значения напряжения сварки и силы сварочного тока,
фиксируемые приборами, остаются совершенно одинаковыми как при
сварке закрытой дугой под слоем флюса, так и при сварке открытой
дугой. Совершенно одинаковыми остаются и кривые тока и напряжения,
фиксируемые на осциллограммах.
Это говорит о том, что в процессе сварки без индуктивности в
сварочной цепи флюс практически не участвует, несмотря на прерывистое
горение дуги.
При отсутствии индуктивности в сварочной цепи при сварке открьь
той дугой кривые тока получались менее устойчивыми, чем при сварке
под слоем флюса. Это объясняется неспокойным горением дуги (разбрыз-
гивание и пр.) при больших силах тока, примененных в процессе сварки
открытой дугой без индуктивности, а также меньшей степенью ионизации
дугового промежутка.
Экспериментальное исследование длины дуги. Экспериментально
установлено, что кратковременные короткие замыкания, появляющиеся
в сварочной цепи без индуктивности, зависят от силы сварочного тока и
от напряжения сварки. Чем больше сила тока, тем выше должно быть
напряжение сварки. Сравнивая процесс сварки с индуктивностью и без
нее, можно заметить, что при одинаковых силах тока устойчивый процесс
сварки при отсутствии индуктивности возможен на значительно меньшем
диапазоне напряжений сварки.
Как было установлено, устойчивость процесса при различных на-
пряжениях на дуге определяется величиной полной длины дуги и соот-
ношением ее внешней и скрытой составляющих. Поэтому причину умень-
шения диапазона напряжений сварки, обеспечивающих устойчивый
процесс сварки, следует также искать в изменениях длины дуги. Мы
исследовали зависимость длины дуги от напряжения сварки и силы
сварочного тока при отсутствии индуктивности.
Для того чтобы результаты замеров длины дуги были сравнимы с
результатами, полученными в первой части работы, методика, режимы
сварки в условия опытов выбраны одни и те же.
При одинаковых напряжениях на дуге внешняя и полная длина дуги
при отсутствии индуктивности в сварочной цепи меньше, чем при наличии
индуктивности. Закон изменения длины дуги с изменением напряжения
сварки и силы тока сохраняется примерно таким же, как и в случае сварки
с индуктивностью. Меньшая внешняя длина дуги при сварке без ин-
дуктивности означает, что для получения хорошо сформированных швов
необходимо применять более высокое напряжение сварки.
101
ИЗБРАННЫЕ ТРУДЫ
Таблица 2
Напряжение, В 26...28 28...30 30...32 32...34 34...36 36...38
Сила тока, А 500...600 550...650 600...750 650...800 700...850 750...950
На устойчивых силах тока при всех практически применяемых
напряжениях сварки внешняя длина дуги больше нуля.
Неустойчивость процесса при повышении напряжения сварки при
токах ниже 600 А в случае отсутствия индуктивности в сварочной цепи
проявляется значительно раньше, чем при наличии индуктивности. Объяс-
няется это более интенсивным охлаждением столба дуги вследствие пре-
рывистого горения. Изменение внешней длины дуги должно сказываться на
количестве расплавленного флюса. Количество расплавленного флюса при
одном и том же напряжении сварки уменьшается с ростом силы тока.
Режимы сварки, рекомендуемые для проволоки диаметром 5 мм,
указаны в табл. 2.
Однако и при приведенных режимах могут получиться некачествен-
ные швы. К причинам, вызывающим ухудшение качества швов при сварке
без индуктивности, следует отнести:
а) наличие зазоров и выхватов в кромках свариваемых листов. При
сварке по зазорам дуга часто «проваливается» в зазор. При этом дуга
резко удлиняется, и для поддержания ее горения необходимо резкое
повышение напряжения сварки. Однако при сварке без индуктивности
напряжение сварки практически равно напряжению источника, в связи с
чем неоткуда получить дополнительное напряжение для поддержания
горения дуги. Дуга кратковременно гаснет. Проволока продолжает пода-
ваться в зону сварки с прежней скоростью. Конец электрода касается
изделия либо расплавленного флюса. В сварочной цепи протекает ток
короткого замыкания, и электрод несколько оплавляется у изделия, после
чего возникает дуга, и процесс сварки продолжается до следующего
нарушения. Такие нарушения процесса связаны с резкими изменениями
глубины провара, количества расплавленного флюса и ширины шва. Шов
при этом формируется плохо;
б) повышение скорости сварки. При больших скоростях сварки дуга
быстро перемещается по холодному основному металлу, благодаря чему
сильно понижается устойчивость ее горения. Появляются частые обрывы
дуги, приводящие к резким колебаниям глубины провара и непроварам
вершины шва;
в) большой отвод тепла в массу свариваемого изделия. Большое
количество тепла, выделяемого в столбе дуги, расходуется на нагрев
основного металла. Количество энергии, расходуемой на плавление флюса,
уменьшается, в связи с чем резко ухудшаются условия формирования шва.
При сварке с индуктивностью это явление сказывается значительно меньше,
так как внешняя составляющая длины дуги больше.
102
СВАРКА ПЛАВЛЕНИЕМ
На основании изложенного мы приходим к выводу, что сварка без
индуктивности в производственных условиях может быть применена
только при качественной сборке, незначительном отводе тепла в изделие
и относительно малых скоростях сварки.
ПОВЫШЕНИЕ СКОРОСТИ СВАРКИ ПОД ФЛЮСОМ*
Б.И. Медовар, Д.М. Рабкин, Б.Е. Патон
Введение. Автоматическая сварка под слоем флюса позволяет сваривать
швы большого сечения за 1-2 прохода вместо 6-10 при ручной сварке.
Поэтому, даже сравнительно небольшие скорости автосварки (20...
25 м/ч) дают повышение производительности в 10-15 раз.
В настоящее время автосварка начинает широко применяться в
производстве строительных и других металлоконструкций, где преобла-
дают швы сравнительно небольшого сечения. Как на автомате, так и
вручную такие швы выполняются в один проход. В этом случае решающее
значение для повышения производительности приобретает фактор ско-
рости сварки.
Наиболее распространенный в сварных металлоконструкциях угло-
вой шов сечением 8x8 мм сваривается в настоящее время автоматами на
следующем режиме:
скорость сварки, м/ч ................................................... 30...40
сила тока, А ......................................................... 700...800
напряжение на дуге, В .................................................. 24...34
флюс .................................................................... АШМА
При сварке на таком режиме производительность повышается в
4-5 раз по сравнению с ручной сваркой. Однако большие затраты
времени на установку изделия снижают производительность автосвароч-
ных установок. Поэтому перед Институтом электросварки встал вопрос
о дальнейшем повышении производительности автосварки.
Повышение производительности может быть достигнуто за счет:
1) повышения скорости сварки,
2) сокращения вспомогательного времени.
В настоящей статье рассматриваются вопросы повышения произво-
дительности за счет повышения скоростей сварки.
‘Автогенное дело. — 1945. — № 7. — С. 1-8.
В настоящей статье приведены некоторые результаты работы, проводимой в Институте электр осварки
АН УССР с января 1944 г.
103
ИЗБРАННЫЕ ТРУДЫ
Повышение скорости сварки. Мы поставили перед собой конкрет-
ную задачу: разработать режимы сварки углового шва 8x8 мм на скорос-
тях, вдвое превышающих существующие, т. е. на скоростях порядка
60...80 м/ч в один проход.
Повышение скорости сварки требует пропорционального увеличения
количества наплавляемого в единицу времени металла электродной про-
волоки. Это может быть достигнуто двумя способами:
1) повышением легкоплавкости электродной проволоки;
2) увеличением силы тока.
Повышение легкоплавкости электродной проволоки достигается вве-
дением различных элементов (снижающих температуру плавления) в
состав проволоки. Так, например, кремнемарганцевистая электродная
проволока (ГОСТ 178-44), содержащая 0,6...0,9 % Si и 0,8...1,1 % Мп,
при одних и тех же силах тока, напряжении на дуге и прочих равных
условиях плавится в среднем на 25 % скорее, чем малоуглеродистая.
Для увеличения количества наплавляемого металла необходимо
повышать силу сварочного тока. При этом возрастает на 15...20 % и
коэффициент плавления. Так например, увеличивая силу тока с 1075 до
1400 А, т. е. в 1,30 раза, при сварке кремнемарганцевой проволокой
диаметром 7,6 мм мы увеличиваем скорость подачи электродной прово-
локи с 47 до 77 м/ч, т. е. в 1,70 раза. Коэффициент плавления соответ-
ственно возрастает от 15,3 до 18,8, т. е. на 23 %. В данной статье мы
рассмотрим только способ увеличения количества наплавляемого металла
путем повышения силы тока.
Вся существующая в Союзе автосварочная аппаратура рассчитана
на сварку вертикальным электродом либо электродом, наклоненным
поперек шва (для сварки угловых швов без лодочки). Поэтому, желая
использовать существующую аппаратуру для больших скоростей, мы
провели первую часть работы при сварке вертикальным электродом.
Сварка вертикальным электродом. Применительно к сварке угло-
вого шва 8x8 мм, имеющего сечение F = 40 мм2 (с учетом усиления),
переход от скорости сварки 40 м/ч к скорости 80 м/ч означает уве-
личение количества металла электродной проволоки, расплавляемой в
единицу времени от 12,5 до 25 кг/ч. При сварке головкой с постоянной
скоростью подачи электрода для электродной проволоки диаметром 5,6
и 8 мм получим скорости подачи и силы тока, приведенные в табл. 1.
Подсчет потребной скорости подачи ведется по формуле:
G ,
Ц>л = — м/ч,
где сэл скорость подачи электродной проволоки в м/ч; G — вес
наплавленного металла в кг/ч; д — вес погонного метра электродной
проволоки в кг.
Максимальные допустимые силы тока для малоуглеродистой элект-
родной проволоки диаметром 5,6 и 8 мм следующие: для проволок
диаметром 5 мм — 850 А, 6 мм — 1200 А, 8 мм — 1800 А.
104
СВАРКА ПЛАВЛЕНИЕМ
Таблица 1
Диаметр прово- локи, мм 5 6 8
Скорость сварки, м/ч Скорость подачи, м/ч Сила тока, А Скорость подачи, м/ч Сила тока, А Скорость подачи, м/ч Сила тока, А
МУ КМ МУ КМ МУ КМ
40 80 800 650 57 1050 850 32 1200 1000
80 160 1400 1150 114 1600 1300 64 1700 1400
Примечание. МУ — малоуглеродистая электродная проволока. КМ — кремнемарганцевая проволока. Данные соответствуют напряжению на дуге Ua = 30...32 В.
Сопоставляя данные табл. 1 с предельными токами, видим, что
сварку углового шва 8x8 при скорости г?св = 80 м/ч можно производить
только проволокой диаметром 8 мм.
Применение проволоки диаметром 8 мм связано с некоторой пере-
делкой автосварочной аппаратуры. Поэтому желательно было бы при-
менить проволоку диаметром 5 или 6 мм. Это можно осуществить, уложив
в разделку шва присадочную проволоку и снизив силу сварочного тока
до допустимых пределов. Однако, как показали опыты, сварка вертикаль-
ным электродом по присадочной проволоке на больших скоростях,
вследствие невозможности точной укладки отдельных кусков присадоч-
ной проволоки и непрерывных примерзаний электрода, практически
невозможна. Опасность примерзаний может быть устранена за счет
повышения напряжения дуги и увеличения внешней составляющей длины
дуги. Однако воспользоваться этим нельзя, так как повышение напря-
жения на дуге вызывает увеличение подрезов. Поэтому вся дальнейшая
работа по сварке, на больших скоростях вертикальным электродом про-
водилась проволокой диаметром 8 мм.
Идя по пути повышения силы тока, следует помнить, что с уве-
личением ее прежде всего возрастет глубина провара основного металла
и, следовательно, возрастет опасность прожогов, а затем изменится форма
самого шва. Чем больше сила тока, тем, соответственно, больше глубина
провара (рис. 1).
Так например, с увеличением силы тока 1 от 1050 до 1500 А при
наплавке на пластину толщиной 30 мм со скоростью г?св - 25 м/ч электрод-
ной проволокой диаметром 8 мм, при напряжении на дуге U = 32...34 В
под флюсом АН-2 глубина провара увеличивается с 10 до 18 мм.
При изучении кривых рис. 1 обнаруживается следующая интересная
особенность: при одной и той же силе сварочного тока наименьшая
глубина провара будет получена при сварке электродной проволокой
наибольшего диаметра. Такое чрезмерное увеличение глубины провара
при увеличении силы тока препятствовало бы применению больших сил
тока, если бы увеличение скорости сварки не снижало глубины провара.
Нами установлено, что в диапазоне скоростей сварки 40... 120 м/ч
105
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Кривые изменения глубины провара в зависимости от силы тока для проволоки разных
диаметров при va = 25 м/ч; Ua = 32...34 В, флюс АН-2
глубина провара с увеличением скорости сварки резко уменьшается
(рис. 2). Так например, с увеличением скорости сварки от 40 до 110 м/ч
при наплавке на пластину толщиной 30 мм на следующем режиме:
электродной проволокой диаметром 8 мм. [7 = 32...34 В, I = 1500 А, под
флюсом АН-2 — глубина провара уменьшается с 15 до 6 мм.
На рис. 2 кривые зависимости глубины провара от силы тока
построены с учетом оптимальной, для каждого диаметра проволоки, силы
тока. При изучении кривых рис. 2 выявляются следующие интересные
особенности:
а) чем больше диаметр электродной проволоки, тем интенсивнее умень-
шается глубина провара с увеличением скорости сварки от 40 до 80 м/ч;
б) на скоростях сварки порядка 100... 120 м/ч глубина провара в
меньшей степени зависит от диаметра электродной проволоки, чем при
скоростях до 80 м/ч. Так например, при асв = 40 м/ч на проволоках
Рис. 2. Кривые изменения глубины провара в зависимости от скорости сварки для проволоки
разных диаметров при UA — 32...34 В, флюс АН-2
106
СВАРКА ПЛАВЛЕНИЕМ
диаметром 5,6 и 8 мм глубина провара составляет соответственно 6, 11,5
и 15 мм. При гсв =120 м/ч глубина провара составляет соответственно
4,5, 5 и 5,5 мм.
Проведенные нами опыты показали, что при одновременном уве-
личении силы тока и скорости сварки последняя препятствует интен-
сивному росту глубины провара, вызванного увеличением силы тока.
Сила тока и скорость сварки влияют не только на глубину провара, но и
на форму валика (рис. 3).
Увеличение силы тока при неизменной скорости сварки и напряжении
на дуге почти не отражается на ширине валика, но вызывает значительное
увеличение высоты его. Так например, увеличение силы тока с 1050 до
1500 А при наплавке на пластину толщиной 30 мм на режиме: усв = 25 м/ч,
UR = 32 В, электродная проволока диаметром 8 мм, флюс АН-2 вызывает
увеличение высоты валика с 5 до 10 мм, т. е. в 2 раза. Ширина валика при
этом уменьшилась с 25 до 22 мм, т.е. всего на 15 %.
Проволока 04,8 мм, Проволока 06,1 мм,
сила тока I = 700 А, у з 38 А/мм 2 сила тока I = 110 А, у = 38 А/мм 2
Напряжение на дуге U = 32 - 34 В Напряжение на дуге U = 32 - 34 В
40 м/с 60 м/с 80 м/с / 80 м/с
50 м/с 70 м/с 40м/с / 7
50 м/с 70 м/с
Проволока электродная 07,6 мм, сила тока I = 1500 А, I = 33,4 А/мм2
напряжение на дуге U = 32 - 34 В
40 м/с 50 м/с 60 м/с /0 м/с 90 м/с 110 м/с
Проволока 04,8 мм, скорость сварки осв= 25 м/ч,
напряжение на дуге U = 32 - 34 В
400 А 500 А 650 А 725 А 825 А 925 А 1000 А
Проволока 06.1 мм, скорость сварки г?св= 25 м/ч,
напряжение на дуге Ua= 32 - 34 В
750 А 825 А 900 А 950 А 1075 А 1175 А 1225 А
Проволока 07,6 мм, скорость сварки осв= 25 м/ч,
1075 А 1125 А 1200 А 1275 А 1350 А 1450 А
Рис. 3. Влияние силы тока и скорости сварки на форму валика и провара.
Зона несплавления не указана
107
ИЗБРАННЫЕ ТРУДЫ
_i-----1-----1_____।____।_____।_____।_____।_____
40 50 60 70 80 90 100 м/ч
Рис. 4. Кривые изменения ширины провара в зависимости от скорости сварки
для проволоки разных диаметров при Vл - 32...34 В, флюс АН-2
Увеличение скорости сварки при неизменной силе тока почти не
отражается на высоте валика, но вызывает значительное уменьшение
ширины валика.
Так например, увеличение скорости сварки с 40 до 120 м/ч при
наплавке на пластину толщиной 30 мм на режиме: UR = 32 В, I = 1100 А,
флюс АН-2, — вызывает уменьшение ширины валика с 20 до 10 мм при
почти неизменной высоте валика. На рис. 4 нанесены кривые изменения
ширины валика в зависимости от скорости сварки. На рис. 5 — кривые
изменения высоты валика в зависимости от силы тока.
Изучение этих кривых позволяет сделать следующие выводы:
а) чем больше диаметр электрода, тем шире валик при одной и той
же скорости сварки;
б) чем больше диаметр электрода, тем меньше высота валика при
одной и той же силе сварочного тока.
Опыты показали, что одновременное увеличение силы тока и ско-
рости сварки приводит к резкому ухудшению формы валика (хорошую
форму имеет валик, где отношение ширины к высоте находится в
пределах от 5 до 7).
Выше указывалось, что переход на большие скорости (80 м/ч и
---------------------------- выше) требует обязательного повы-
Рис. 5. Кривые изменения высоты валика
в зависимости от силы тока для проволоки
разных диаметров при v„ = 25 м/ч,
ил = 32...34 В, флюс АН-2
шения силы тока и, как следствие,
большего диаметра электродной
проволоки (8 мм). Проволока
диаметром 8 мм по сравнению с про-
волоками диаметром 5 и 6 мм имеет
следующие преимущества:
1) допускает применение повы-
шенных сил тока без опасения перег-
рева металла электродной прово-
локи;
108
СВАРКА ПЛАВЛЕНИЕМ
2) дает относительно меньшую
глубину провара;
3) дает относительно меньшую вы-
соту валика;
4) дает большую ширину валика.
Несмотря на эти преимущества,
электродная проволока диаметром 8 мм
при вертикальном электроде дает вали-
ки плохой формы (рис. 3) для скорости
90 м/ч.
13
12
Рис. 6. Зона несплавления
При сварке на скоростях выше
80 м/ч мы обнаружили новое явление: образование в шве так называемой
«зоны несплавления» (рис. 6), которую мы объясняем так: дуга большой
мощности, горящая под слоем флюса, расплавляет на определенную
глубину основной металл. Расплавленный основной металл вместе с
поступающим жидким металлом электродной проволоки выдувается из
зоны горения дуги. В основном металле образуется кратер большой длины.
Дуга перемещается вдоль разделки шва, и перемешанный жидкий металл
заполняет кратер. При больших скоростях сварки увеличивается разрыв во
времени между образованием кратера в основном металле и заполнением
его жидким металлом. К моменту заполнения металлом кратер успевает
застыть настолько, что сплавление между металлом шва и основным
металлом становится невозможным. При сварке на больших скоростях
(порядка 100... 150 м/ч) в единицу времени на единицу длины шва
выделяется по сравнению с существующими режимами сварки (30...40 м/ч)
меньшее количество тепловой энергии. Разогрев основного металла умень-
шается, что также способствует образованию зоны несплавления.
Сварка угловых швов 8x8 на образцах таврового сечения не только
подтвердила выводы, полученные нами при наплавке валиков, но, как это
можно было ожидать, выявила еще худшее формирование шва, еще более
глубокую зону несплавления и появления краевых подрезов. При сварке
вертикальным электродом глубина провара так велика, что опасность
прожогов не устраняется даже при скорости сварки 80 м/ч. Требуется
весьма тщательная подгонка деталей без зазоров. При наличии зазора даже
до 1 мм наблюдаются прожоги и протеки. Это объясняется тем, что как
известно, условия формирования углового шва таврового соединения
значительно хуже, чем валика, наплавленного на поверхность листа.
Суммируя вышеизложенное, можно сделать следующий вывод:
плохое формирование шва, наличие зоны несплавления и подрезов,
глубокий провар, особенно опасный при сварке тавровых соединений
листов толщиной б...8 мм и при сварке по зазорам, превышающим 1 мм,
служат препятствием для применения высоких скоростей сварки
вертикальным электродом.
Мы проверили ряд мероприятий с целью устранения перечисленных
недостатков:
109
ИЗБРАННЫЕ ТРУДЫ
а) применение ленточного электрода;
б) повышение напряжения на дуге;
в) изменение гранулометрического состава флюса.
Каждое из этих мероприятий дало возможность несколько увеличить
ширину валика и уменьшить глубину провара, но радикального решения
вопроса не было получено.
Сварка электродом, наклоненным в плоскости шва. В процессе
сварки электрод может быть наклонен так, как показано на рис. 7, а и 7,
б. В зависимости от того, в какую сторону наклонен электрод, меняется
характер процесса образования шва.
1. Электрод наклонен в сторону сварки (рис. 7, а, рис. 8). В момент
возбуждения дуги в основном металле образуется кратер. Расплавленный
металл ванночки под давлением столба дуги выдувается на поверхность
листа (поз. /, рис. 8). В следующий момент, когда дуга переместится
несколько вправо, расплавленный металл стекает обратно в кратер
(поз. 2, рис. 8).
Разрыв во времени между моментом образования кратера в основном
металле и моментом заполнения его расплавленным металлом имел место
и при сварке вертикальным электродом на больших скоростях.
Однако в данном случае разрыв во времени увеличивается, так как
вследствие наклона электрода металл выдувается более интенсивно.
Таким образом, в процессе сварки наклонным электродом дуга
непрерывно горит между электродом и нерасплавленным основным ме-
таллом, а не между электродом и жидкой ванночкой, как это имеет место
при обычной сварке вертикальным электродом. К моменту заполнения
жидким металлом кратер успевает охладиться более интенсивно, чем при
сварке вертикальным электродом. Поэтому и зона несплавления больше.
Так например, при сварке на одном и том же режиме (сила тока
1100... 1200 А, напряжение на дуге 34...36 В, малоуглеродистая электрод-
ная проволока диаметром 8 мм, скорость сварки 80 м/ч) вертикальным
электродом зона несплавления проникает в глубь пластины на 3 мм, а
при сварке наклоненным электродом (под углом в 30° к горизонтали в
сторону сварки) несплавление имеет глубину 6 мм.
Следует отметить, что угол наклона существенно влияет на размеры
зоны несплавления. Чем больше угол наклона электрода к горизонтали,
тем меньше зона несплавления.
Поз 1
Рис 7
Рис. 8
110
СВАРКА ПЛАВЛЕНИЕМ
Если при а = 30° глубина зоны
несплавления 6 мм, то при а = 45°,
при всех прочих равных условиях,
глубина несплавления равна 3...4 мм.
Увеличение напряжения на дуге
способствует увеличению зоны несп-
тавления. Так например, при сварке
на одном и том же режиме (сила тока
1300 А, электродная проволока диаметром 8 мм, скорость сварки
100 м/ч) при напряжении на дуге UR = 30...32 В глубина зоны несплав-
ления составляет 3 мм, при Ua = 40...42 В — 5 мм и при Ua = 44...46 В
она составляет 6 мм.
Если электрод наклонен в сторону сварки, то глубина провара
несколько больше, а ширина валика несколько меньше, чем при сварке
вертикальным электродом.
В силу этих обстоятельств наклон электрода в сторону сварки не
может быть рекомендован для больших скоростей сварки.
2. Электрод наклонен в сторону, обратную направлению сварки
(рис. 7, б и рис. 9). В момент возбуждения дуги в основном металле
образуется кратер, и жидкий металл выдувается на поверхность листа
(поз. 1, рис. 9). В следующий момент электрод переместится. Дуга горит
уже не между электродом и нерасплавленным основным металлам, как
это было в предыдущем случае, а между электродом и жидким металлом,
выброшенным из кратера и растекшимся по поверхности (поз. 2, рис. 9).
Вследствие этого дуга менее концентрирована, валик получается широкий
и низкий, глубина провара значительно уменьшается, зона несплавления
полностью отсутствует.
Устойчивость процесса сварки. Устойчивость процесса сварки на-
клонным электродом зависит от угла наклона. Для каждого диаметра
электродной проволоки имеется свой предел угла наклона, при переходе
через который процесс сварки становится крайне неустойчивым. На
рис. 10 показаны области устойчивого горения дуги для электродной
проволоки диаметром 6 и 8 мм при скорости сварки 80 м/ч и оптимальных
силах тока, соответственно, 1100 А и 1400 А.
При угле наклона менее 50° для электродной проволоки диаметром
6 мм и менее 45° для проволоки диаметром 8 мм устойчивость процесса
сварки нарушается, валик становится неравномерным по ширине (с пере-
хватами). При а = 30° сплошной валик получить не удается, выходит
валик, состоящий из отдельных больших капель.
Рис. 10. 1 — зона неустойчивого горения дуги.
Для электрода 06 мм а = 50°, для электрода 08 мм а = 45°;
2 — зона устойчивого горения дуги для обеих проволок; 3 — наклон
сварочной головки под углом менее 30° трудно осуществим
Направление сварки
-------------►
111
ИЗБРАННЫЕ ТРУДЫ
Поз. 1 ^°3' ? Поз. 3 Направление
Рис. 11. Процесс образования капель
Рис. 12
Расстояние между этими отдельными каплями тем больше, чем больше
скорость сварки. Процесс образования отдельных капель может быть
пояснен такой схемой (рис. И): позиция 1 — дуга горит между электро-
дом и каплей жидкого металла; позиция 2 — электрод переместился, дуга
изгибаясь продолжает гореть между каплей и концом электрода; позиция
3 — электрод переместился дальше. При этом расстояние между каплей
и концом электрода увеличилось настолько, что дуга перебрасывается на
новое место, и процесс начинается снова. Перебрасыванию дуги способ-
ствует наличие токопроводного расплавленного флюса.
Периодические удлинение и сокращение столба дуги отражаются на
показаниях вольтметра. Стрелка прибора совершает плавные колебания
от 30 до 60 В и обратно. Подобное явление наблюдается при выводе дуги
из-под слоя флюса, т. е. при сварке открытой дугой.
Явление изменения длины дуги подтверждается следующим опытом.
При сварке электродом, наклоненным под углом 45°, одновременно
прекращается подача электродной проволоки и выключается сварочный
ток. Конец электрода оплавлен, как при сварке вертикальным электродам
(рис. 12, а).
При сварке электродом, наклоненным под углом 30°, прекращение
подачи электрода и выключение сварочного тока производятся одновре-
менно в момент, когда напряжение по прибору достигает максимального
значения. Конец электрода при этом оплавлен, как показано на рис. 12, б.
Если выключение подачи проволоки и тока производится в момент, когда
дуга перебросилась на новое место, то конец электрода оплавлен, как
указано на рис. 12, а.
Существенное значение для устойчивости процесса сварки имеет
место расположения точки подвода тока к изделию ( «земля» ) относитель-
но дуги. Сварку всегда нужно производить в направлении к «земле».
Форма валика и глубина провара. Если сварка производится элек-
тродом наклоненным, как указано на рис. 7, то валики получаются
хорошей формы. Даже на больших скоростях легко соблюдается оп-
тимальное соотношение между шириной и высотой (от 5 до 7). Так
например, при сварке вертикальным электродом на одном и том же
режиме (сила тока 1100...1200 А, напряжение на дуге 34...36 В, элект-
родная проволока диаметром 8 мм, скорость сварки 80 м/ч) получается
валик шириной 12... 14 мм и высотой 4...4,5 мм (отношение равно 3,5).
При сварке наклонным электродом под углом 45° валик получается
шириной 18...20 мм, высотой 3 мм (отношение от 6 до 7). Оба эти валика
112
СВАРКА ПЛАВЛЕНИЕМ
показаны на рис. 13. Глубина про-
вара при этом резко уменьшилась.
С уменьшением провара уменьши-
лась опасность прожогов и проте-
ков, имевших место при сварке
вертикальным электродом. Так,
если при сварке на указанном ре-
жиме вертикальный электрод дает
провар глубиной 8 мм, то наклон- Рис. 13
ный дает 3,5...4 мм. И форма ва-
лика, и глубина провара изменяются в зависимости от угла наклона. Чем
меньше угол наклона электрода к горизонтали, в пределах устойчивого
горения дуги, тем шире валик, меньше его высота и меньше глубина
провара.
При сварке наклонным электродом имеется возможность варить по
присадочной проволоке на больших скоростях. Это, видимо, объясняется
тем, что наклонный электрод гонит впереди себя ванночку жидкого
металла, которая расплавляет прилегающие к ней участки присадочной
проволоки еще до того момента, когда к ним приблизится конец электрода
и этим самым устраняет возможность примерзания последнего.
Возможность сварки по ржавчине. Известно, что сварка под флю-
сом вертикальным электродом по ржавой стали даже на скоростях 20...
40 м/ч невозможна из-за появления пор и свищей.
Выше указывалось, что наклонный электрод гонит впереди себя
ванночку жидкого металла, которая основательно прогревает поверхность
листа до того, как она подвергается непосредственному воздействию дуги.
При этом влага ржавчины, которая является причиной образования пор
в шве, заблаговременно удаляется до того, как она попадает в зону дуги.
Проведенные нами опыты подтвердили эти предположения. Большой
эффект получается при сварке на малых скоростях, так как в этом случае
ржавчина прогревается более длительное время. При сварке на скоростях
до 20...30 м/ч нам удавалось получать хорошие валики там, где
вертикальный электрод на том же режиме давал сравнительно много пор
и свищей.
Сварка угловых швов таврового соединения. Конкретная задача —
однопроходная сварка углового шва таврового соединения сечением 8x8
на скоростях 60...80 м/ч, вдвое превышающих скорости, применяемые
в настоящее время для проволоки диаметром 6 и 8 мм, разрешена нами
в двух вариантах. Первый вариант (проволока диаметром 6 мм) предус-
матривает использование существующей аппаратуры. Второй вариант
(проволока диаметром 8 мм) рассчитан на новую, более мощную свароч-
ную головку.
При сварке малоуглеродистой проволокой диаметром 6 мм мак-
симальная скорость сварки шва 8x8 составляет 50 м/ч, сила тока при
8-8-1437
ИЗ
ИЗБРАННЫЕ ТРУДЫ
этом достигает И00... 1200 А напряжение на дуге 34...36 В, угол наклона
50° к горизонтали. При сварке кремнемарганцевой проволокой диаметром
6 мм (ГОСТ 178-44) скорость сварки может быть повышена до 60 м/ч
при тех же силах тока, напряжении и наклоне электрода, за счет
увеличения коэффициента плавления. Для малоуглеродистой проволоки
скорость подачи 70...75 м/ч, для кремнемарганцевой — 85...90 м/ч. При
сварке электродной проволокой диаметром 8 мм как малоуглеродистой,
так и кремнемарганцевой при скорости 80 м/ч шов получается хороший.
Для кремнемарганцевой проволоки режим сварки следующий: сила тока
1400 А, скорость подачи проволоки 62...65 м/ч, напряжение на дуге
34...38 В, угол наклона 45° к горизонтали. Во всех случаях сварка
производится по направлению к точке подвода тока. Максимально до-
пустимые зазоры в соединении не должны превышать 1,5 мм.
Флюсы для сварки на больших скоростях. При сварке на больших
скоростях вертикальным электродом валики получаются очень узкие и
высокие, с подрезами и зоной несплавления. Применение больших сил
тока приводит к уменьшению внешней составляющей длины дуги и
снижению вследствие этого устойчивости процесса сварки на больших
скоростях.
Поэтому решающее значение приобретают те свойства флюса, кото-
рые влияют на формирование шва и устойчивость процесса сварки.
Уменьшение вязкости флюса должно улучшить формирование шва, а
удлинение внешней составляющей дуги за счет изменения состава флюса
должно повысить устойчивость сварочного процесса.
Известно, что различные марки флюсов при сварке на одном и том
же режиме дают швы различной формы.
Некоторые авторы* считают, что флюсы, дающие хорошее форми-
рование шва, обладают заметно более высокой температурой затверде-
вания, т. е. большей тугоплавкостью, и имеют соответственно более
крутую кривую нарастания вязкости вместе с понижением температуры.
Опыты показали, что решающее значение имеют не перечисленные
выше факторы, а вязкость расплавленного флюса при температуре
затвердевания металла шва. Чем ниже вязкость флюса при этой темпера-
туре, т. е. чем флюс более «жидкотекучий», тем лучше формирование
шва. Так например, даже такие очень близкие это своему составу флюсы,
как АН-2 и АШ дают валики разной формы: АН-2 дает более широкий
и низкий валик, а АШ дает узкий и высокий валик.
Флюс АН-2 обладает большей, чем флюс АШ, жидкотекучестью при
температуре затвердевания металла шва. В то же время флюс АШ менее
тугоплавкий, чем АН-2, может быть «исправлен», как это доказал
К.В. Любавский добавками таких плавней, как плавиковый шпат. В этом
'Любавский К. Отчет по теме № 2155/1, сент. 1944 г., стр. 6.
114
СВАРКА ПЛАВЛЕНИЕМ
случае флюс АШ с добавками, оставаясь по-прежнему менее легкоплавким,
чем АН-2, дает уже хорошее формирование шва. Это объясняется только
тем, что он становится более жидкотекучим при высоких температурах.
Кроме того, возможно, что снижение сил поверхностного натяжения
на границе расплавленных фаз металл-шлак также влияет на улучшение
формирования шва.
Устойчивость процесса сварки зависит от марки флюса. Характерно,
что флюсы, дающие меньшую устойчивость при сварке на больших
скоростях, вызывают уменьшение длины дуги. Так например, флюс
ОСЦ-45, дающий более короткую дугу по сравнению с другими марками
флюса, дает меньшую устойчивость процесса сварки на больших скорос-
тях*. При меньшей устойчивости процесса сварка сопровождается час-
тыми примерзаниями электрода.
Рекомендуемые флюсы. Флюсы АН-2 и АШПАТ, показавшие
лучшие результаты, обладают следующими недостатками: АН-2 недоста-
точно жидкотекучий флюс, АШПАТ недостаточно раскислен и дает поры.
Введение во флюс АН-2 сильного плавня — плавикового шпата —
в количестве 6...7 % улучшает формирование шва. Плавиковый шпат
может вводиться во флюс АН-2 в виде механической примеси. Удобнее
в эксплуатации применять плавленный флюс соответствующего состава
(45 % SiO2; 25 % СаО; 18 % МпО и 9 % CaF2) — флюс № 15.
Введение во флюс АШПАТ ферромарганца в количестве 5 % позволило
избавиться от пор. Ферромарганец может вводиться во флюс АШПАТ в
виде механической примеси. Рекомендуется приготовлять плавленый флюс
соответствующего состава (40 % SiO2; 22 % СаО; 18 % МпО; 10 % А12О3 и
9 % CaF2) — флюс № 16. Основой шихты может служить готовый флюс
АШ, получаемый с Ашинского металлургического завода.
В приведенных химсоставах обоих флюсов дано суммарное содер-
жание окиси марганца. При плавке в шихту вводится до 9 % углеродсо-
держащего компонента. Это делают для того, чтобы раскисленный флюс
содержал 2...5 % металлического марганца.
Рекомендуется применять при сварке плавленые, так называемые
стекловидные флюсы. Пемзовидные флюсы, обладающие высокой гигро-
скопичностью, требуют перед сваркой тщательного прокаливания для
удаления влаги во избежание появления пор.
Выводы
Переходу на более высокие скорости сварки под слоем флюса препятст-
вовали: плохое формирование шва, чрезмерно глубокий провар, прожоги
’Длина дуги определялась следующим образом: дуга выводилась из флюсов различных марок,
насыпанных на лист металла. При выходе из флюса ОСЦ-45 дуга удлинялась. При выходе из флюс а
АН-2 дуга укорачивалась. Поскольку длина открытой дуги на данном режиме практически одинаков а,
флюс ОСЦ-45 дает более короткую дугу, чем флюс АН-2.
8*
115
ИЗБРАННЫЕ ТРУДЫ
Таблица 2
кг № марки % SiO2 % СаО % МпО % А12О3 % CaF2 Прочие
15 45 25 18 - 9 4
16 40 22 18 10 9 4
и протеки, подрезы, зона несплавления. Задача сварки на больших
скоростях полностью разрешается наклоном электрода в сторону, обрат-
ную направлению сварки, и применением специального флюса. При этом
получаются швы хорошей формы без подрезов, прожогов зоны несплав-
ления, и уменьшается по сравнению с вертикальным электродом в 2 раза
глубина провара.
Рекомендуемые режимы однопроходной сварки углового шва тавро-
вого сечения 8x8.
1) Скорость сварки 60 м/ч.
Кремнемарганцевая проволока диаметром 6 мм, сила тока 1100...
1200 А, скорость подачи проволоки 85...90 м/ч, напряжение на дуге
34...36 В; угол наклона 50° к горизонтали в сторону, обратную направ-
лению сварки.
2) Скорость сварки 80 м/ч:
а) малоуглеродистая электродная проволока диаметром 8 мм, сила тока
1600...1700 А, скорость подачи 64 м/ч, напряжение на дуге 34...38 В, угол
наклона 45° к горизонтали в сторону, обратную направлению сварки;
б) кремнемарганцевая электродная проволока диаметром 8 мм, сила
тока 1350.... 1400 А, скорость подачи, напряжение на дуге и угол наклона
те же, что при сварке малоуглеродистой проволокой.
Во всех трех случаях сварка производится в направлении к точке
подвода тока к изделию на флюсах № 15 и 16 следующего состава
(табл. 2).
Флюсы должны быть раскислены настолько, чтобы в них нахо-
дилось от 2 до 5 % восстановленного марганца. Нижний предел содер-
жания марганца — для кремнемарганцевистой проволоки, верхний —
для малоуглеродистой.
116
СВАРКА ПЛАВЛЕНИЕМ
УСТОЙЧИВОСТЬ ГОРЕНИЯ ДУГИ В СВАРОЧНОЙ
ЦЕПИ, СОДЕРЖАЩЕЙ ИНДУКТИВНОСТЬ
С НАСЫЩЕННЫМ СТАЛЬНЫМ
МАГНИТОПРОВОДОМ*
Б.Е. Патон
Рассмотрено влияние насыщения стальных магнитопроводов индуктивностей на
величину мощности дуги и коэффициента мощности сварочной установки. Дана оценка
влияния насыщения на надежность повторных возбуждений и устойчивость горения
дуги. Выяснена отрицательная роль местных замыкании магнитопроводов индук-
тивностей. Предложен критерий оценки устойчивости горения сварочной дуги.
Искажение формы кривой тока в сварочной цепи вызывается двумя
причинами: несинусоидальной формой кривой напряжения дуги и значитель-
ным насыщением стальных магнитопроводов реактивных катушек, а в неко-
торых случаях и трансформаторов. При правильно выбранном напряжении
холостого хода трансформатора и ненасыщенной магнитной цепи реактивной
катушки кривая тока близка к синусоиде [1, 2]. Поэтому на форму кривой
тока решающее влияние оказывает насыщение стальных магнитопроводов
реактивных катушек (шунтов сварочных трансформаторов).
Искажение кривой тока дуги приводит к снижению мощности и
коэффициента мощности всей установки.
Коэффициент мощности дуги всегда меньше единицы. При одина-
ковых эффективных значениях напряжения и тока дуги величина
коэффициента мощности дуги уменьшается с увеличением искажения
кривых. Вследствие этого для повышения мощное и дуги и коэффициента
мощности целесообразно стремиться к минимальному искажению кривых
тока и напряжения. При непрерывном горении дуги и линейных со-
противлениях сварочной цепи коэффициент мощности дуги находится в
пределах 0,97...0,99. При сильном насыщении магнитопроводов в кривой
тока появляется значительная третья гармоника, находящаяся в противо-
фазе с третьей гармоникой кривой напряжения дуги. В результате этого
коэффициент мощности дуги снижается до 0,8 и ниже.
Степень насыщения магнитопровода индуктивности в сварочной
цепи оказывает значительное влияние на устойчивость горения дуги.
В момент повторного возбуждения дуги справедливо соотношение
с/Ф <7Ф di
‘Автоматическая сварка.
1951. - № 2. - С. 56-63.
(1)
117
ИЗБРАННЫЕ ТРУДЫ
U — напряжение холостого хода; <р — начальная фаза; (73 — напряжение
зажигания дуги; w — число витков индуктивности; Ф — магнитный
поток в стальном магнитопроводе; I — мгновенное значение тока.
Считаем, что при минимальном напряжении холостого хода, доста-
точном для непрерывного горения дуги, ее возбуждение происходит в
момент t = 0.
Тогда
U sin <р - U3 = 0
или
[di dt)t__0 = V
(2)
Ясно, что в этом случае = 0.
Дальнейший ход кривой = f(t) существенно зависит от степени
насыщения магнитопроводов индуктивностей сварочной цепи.
Если магнитопровод не насыщен, то есть индуктивность неизменна,
то при повторном возбуждении дуги напряжение на дуговом промежутке
скачкообразно изменяется от значения напряжения зажигания до напря-
жения горения (рис. 3). Сразу же вслед за возбуждением дуги скорость
нарастания тока скачкообразно увеличивается от нулевого до конечного
значения.
Иная картина наблюдается при наличии в сварочной цепи индук-
тивности с насыщенным магнитопроводом. В этом случае изменение
напряжения на дуговом промежутке от величины напряжения зажигания
до напряжения горения происходит не мгновенно, а в течение конечного
„ di
промежутка времени. Скорость нарастания тока^- увеличивается плавно
Рис. 1. Осциллограмма напряжения,
тока дуги и производной тока дуги
при В = 19,510 г
от нулевого значения до максимума
(рис. 1). При этом резко снижается
надежность повторных возбуждений
и устойчивость горения дуги.
В сварочной дуге переменного
тока температура разрядного проме-
жутка сильно колеблется, достигая
минимума вслед за прохождением
тока через нулевое значение. Невоз-
можность мгновенных изменений на-
пряжения на дуговом промежутке
способствует увеличению времени, в
течение которого дуга не горит. Это
118
СВАРКА ПЛАВЛЕНИЕМ
приводит к еще большему снижению температуры разрядного промежут-
ка, теряющего значительные количества тепловой энергии и заряженных
частиц. Разрядный промежуток сильно деионизируется, охлаждаются
пятна на электроде и изделии, что затрудняет повторное возбуждение
дуги. Для зажигания дуги требуются повышенные напряжения.
Невозможность мгновенного скачкообразного изменения напря-
жения на дуговом промежутке объясняется невозможностью мгновенного
изменения напряжения на индуктивности с насыщенным магнитопрово-
дом. Потери на вихревые токи и перемагничивание магнитопровода
возрастают пропорционально квадрату индукции. Размагничивающее
действие вихревых токов может быть представлено эквивалентным корот-
козамкнутым контуром. Известно, что при наличии такого контура
невозможно мгновенное изменение напряжения на индуктивности.
Наличие значительных потерь на перемагничивание также делает невоз-
можным мгновенное изменение напряжения.
Можно привести и такое соображение. Известно, что катушка со
стальным магнитопроводом может быть представлена схемой замещения, в
которой индуктивность зашунтирована активным сопротивлением, эквива-
лентным потерям в магнитопроводе. Чем меньше это сопротивление, тем,
при прочих равных условиях, медленнее может нарастать напряжение на
параллельно соединенных индуктивности и сопротивлении.
Аналогичные явления могут наблюдаться и в тех случаях, когда
реактивная катушка работает в ненасыщенной части кривой намагни-
чивания. Причиной может служить наличие короткозамкнутых контуров,
близость к обмотке массивных ферромагнитных деталей, стенок кожуха
и др. Этим, в частности, может быть объяснено известное на практике
недостаточно устойчивое горение дуги в сварочных цепях, содержащих
реактивные катушки с ненасыщенными магнитопроводами, но относительно
малыми воздушными зазорами и большим объемом стали в магнитопроводе.
В работе [1] мы установили, что мгновенное изменение напряжения
на дуговом промежутке, зашунтированном электропроводной флюсовой
оболочкой, теоретически невозможно. Скорость протекания переходного
процесса с момента погасания до повторного возбуждения дуги опреде-
ляется величиной шунтирующего сопротивления и характеристикой
магнитной цепи индуктивности.
Положив, что в момент t = 0 ток через шунтирующее сопротивление
равен нулю (7Ш = 0), получим:
U sin ф = w
<dt 1=0
= а
dlm dt
к Л
(3)
Из (3) найдем скорость нарастания тока —в момент t = 0:
119
ИЗБРАННЫЕ ТРУДЫ
dt J „
4 = о
U sin ф
б/Ф^
w TF
=
(4)
Как видим, скорость нарастания
щен магнитопровод индуктивности,
. б/Ф
тока тем больше, чем менее насы-
то есть чем меньше величина
dlw
производной jj-- С другой стороны, величина возрастает с повы-
шением напряжения холостого хода сварочного трансформатора U.
dlm
По величине можно судить о скорости нарастания напряжения
dU3 (11ш
между электродами —т— = 7?ш —7—, определяющей надежность повтор-
СХ L (XI/
ных возбуждений дуги. Последние в свою очередь в значительной мере
определяют устойчивость горения дуги.
Помимо критерия (4), устойчивость горения дуги, зашунтированной
флюсовой электропроводной оболочкой, должна быть также оценена по
ходу кривой = f(t) после возбуждения дуги, аналогично тому, как это
описано выше.
Практически, при сварке под распространенными в настоящее время
кислыми флюсами АН-348, ОСЦ-45 электропроводностью флюсовой
оболочки, окружающей дугу в процессе сварки, можно пренебречь [2,3].
При этом устойчивость горения дуги можно с успехом оценить по наличию
разрыва в кривой = f(t) в момент повторного возбуждения дуги.
На основании изложенного выше можно сформулировать критерий
устойчивого горения дуги: в момент повторного возбуждения дуги произвол-
di
ная должна иметь разрыв, скачкообразно изменяя свое значение в
пределах, обусловленных данными сварочной цепи и режима сварки.
С целью проверки высказанных положений мы провели соответст-
вующие опыты, сопровождавшиеся осциллографированием напряжения,
„ di
пропорционального производной
В качестве примера на рис. 1 приведена осциллограмма, снятая при
горении дуги под флюсом АН-348. В сварочную цепь был включен
дроссель РСТЭ-53 с замкнутым магнитопроводом. Напряжение холостого
хода трансформатора с Ек = 5,5 % равнялось 85 В. Режим сварки
характеризовался следующими данными: С7Д — 32...35 В; /д = 900 А;
осв = 25 м/ч. При этом индукция в магнитопроводе дросселя достигала
19,5-103 г. Как видим, в моменты прохождения тока дуги через нулевое
120
СВАРКА ПЛАВЛЕНИЕМ
Рис. 2. Осциллограмма напряжения,
тока дуги и производной тока дуги
при В = 15-103 г
Рис. 3. Осциллограмма напряжения,
тока дуги и производной тока дуги при
ненасыщенном магнитопроводе дросселя
значение скорость его нарастания равна нулю. Скорость остается
также небольшой и в последующие за возбуждением дуги моменты
времени. Повторные возбуждения дуги крайне затруднены; заметны
перерывы в горении дуги. Пики зажигания достигают четырехкратных
значений напряжения горения дуги.
На рис. 2 приведена осциллограмма, отличающаяся от предыдущей
несколько меньшей индукцией в магнитопроводе дросселя (15103 г).
Режим сварки был сохранен прежним. Здесь уже в моменты про-
хождения тока через нулевое значение скорость его нарастания больше
нуля. В тех полупериодах, когда катодом является свариваемое изделие,
пики зажигания не превышают дву-, трехкратного значения напряжения
дуги. Устойчивость горения дуги заметно повысилась.
Для сравнения на рис. 3 приведена осциллограмма тока и напря-
жения дуги, снятая при ненасыщенном магнитопроводе дросселя и
прежних условиях сварки. Скорость нарастания тока дуги достаточно
велика, на кривой = f(t) четко видны разрывы. Пики зажигания не
превышают двукратного значения. Горение дуги практически непрерывно
и очень устойчиво.
Таким образом, с уменьшением насыщения магнитопроводов реак-
тивных катушек и шунтов сварочных трансформаторов возрастает ско-
рость нарастания напряжения на электродах и тока в моменты его
прохождения через нулевые значения. Вместе с этим резко повышается
устойчивость горения дуги. Проведенные опыты полностью подтвержда-
ют возможность оценки устойчивости горения дуги с помощью сфор-
мулированного выше критерия.
Отрицательно влияют на устойчивость горения дуги местные замы-
кания магнитопроводов дросселей. При значениях тока, близких к нулю,
индуктивность сварочной цепи оказывается высокой; снижается скорость
121
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Осциллограмма напряжения и тока
дуги при местном замыкании
магнитопровода дросселя (В = 15-10 г)
нарастания напряжения на дуговом
промежутке, зашунтированном обо-
лочкой расплавленного электропро-
водного флюса. Появляются переры-
вы в горении дуги. С ростом тока
участки местного замыкания магнитоп-
роводов насыщаются и перестают иг-
рать существенную роль.
Приведенные соображения под-
твердились осциллографическим ис-
следованием. В качестве примера на
рис. 4 приведена осциллограмма, сня-
тая при горении дуги под флюсом
АН-348. В сварочную цепь был вклю-
чен дроссель РСТЭ-53 с воздушным зазором в магнитопроводе 3 = 3 мм,
в которой была введена стальная пластинка размером 15x15x3 мм. Эта
пластинка замыкала магнитопровод, увеличивая индуктивность при зна-
чениях тока, близких к нулю. Режим сварки характеризовался следу-
ющими данными: С7ХХ = 94 В; Ua = 32...38 В; /д = 480...520 A; fCB =
= 30 м/ч. При этом индукция в магнитопроводе достигала 15-103 Г. Как
видим, повторные возбуждения дуги затруднены. В те полупериоды,
когда катодом является изделие, наблюдаются трех- и четырехкратные
пики зажигания. Отчетливо видны перерывы в горении дуги. Дуга горит
очень неустойчиво, что наглядно характеризуется осциллограммой рис. 5,
снятой при скорости движения осциллографной бумаги 1 см/с.
На рис. 6 приведена осциллограмма, снятая при прежнем режиме
сварки. Из воздушного зазора дросселя РСТЭ-53 прежней величины была
изъята стальная пластинка. При этом возросла скорость нарастания
напряжения на дуговом промежутке. Улучшились условия повторного
возбуждения дуги. Увеличилась устойчивость ее горения.
Рис. 5. Осциллограмма, снятая
при прежнем режиме, по скорости движения
осциллографной бумаги 1 см/с
Рис. 6. Осциллограмма напряжения
и тока дуги
122
СВАРКА ПЛАВЛЕНИЕМ
Рис. 7. Осциллограмма напряжения
и тока дуги при ненасыщенном
магнитопроводе дросселя
Для сравнения на рис. 7 приве-
дена осциллограмма, снятая при
включении в сварочную цепь индук-
тивности с ненасыщенным магнито-
проводом и при прежнем режиме
сварки. Как видим, дуга горит пра-
ктически непрерывно, вполне устой-
чиво. Практически местное замыка-
ние магнитопроводов может встре-
титься в дросселях со стальными ре-
гулировочными винтами, в некото-
рых трансформаторах с насыщающимися магнитными шунтами и др.
Совершенно очевидно, что это явление недопустимо.
Выводы
1. Насыщение стальных магнитопроводов индуктивностей в сварочной
цепи приводит к искажению формы кривой тока. Искажение кривой тока
приводит к снижению мощности дуги и коэффициента мощности всей
установки.
2. При наличии в сварочной цепи индуктивности с насыщенным
магнитопроводом резко снижается надежность повторных возбуждений
и устойчивость горения дуги. Это объясняется малой скоростью изме-
нения напряжения на дуговом промежутке и недостаточной скоростью
нарастания тока дуги в моменты, следующие за его прохождением через
нулевые значения.
3. На надежность повторных возбуждении и устойчивость горения
дуги отрицательно влияют местные замыкания магнитопроподов
индуктивностей сварочной цепи. Последние приводят к снижению ско-
рости нарастания напряжения на дуговом промежутке, зашунтированном
оболочкой расплавленного электропроводного флюса.
4. Для устойчивого горения сварочной дуги необходимо, чтобы в
z di
момент повторного возбуждения дуги производная имела разрыв,
скачкообразно изменяя свое значение от нуля до конечной величины,
обусловленной данными сварочной цепи и режима сварки. Наличие
разрыва может служить критерием устойчивости горения дуги.
1. Патон Б.Е. О напряжении холостого хода трансформаторов для электродуговой сварки //
Автомат, сварка. — 1950. — № 1(10).
2. Остапенко Н.Г. Экспериментальное исследование сварочной дуги, горящей под флюсом //
Тр. по автоматической сварке под флюсом. Сборник № 9. - Изд. АН УССР, 1950.
3. Патон Б.Е. Об оценке стабилизирующих свойств флюса для автоматической сварки //
Автомат, сварка. — 1950. — № 2 (11).
123
ИЗБРАННЫЕ ТРУДЫ
САМОРЕГУЛИРОВАНИЕ ДУГИ
ПРИ СВАРКЕ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ*
Б.Е. Патон
В статье приведено исследование процесса саморегулирования сварочной дуги. Сде-
ланы выводы о целесообразности применения простых и надежных сварочных голо-
вок, использующих только саморегулирование дуги.
В.И. Дятлов [1] установил, что при сварке плавящимся стальным элек-
тродом наблюдается саморегулирование дуги, которое он предложил
использовать для создания простых и надежных сварочных головок.
В большинстве случаев саморегулирование дуги настолько значительно,
что нет необхо-димости в применении схем автоматического регулиро-
вания. Электрод может подаваться в зону дуги с заданной постоянной
скоростью. Исследования [2] показали, что саморегулирование, кроме
того, способствует значительному повышению устойчивости схем авто-
матического регулирования сварочной дуги.
Установлено, что наибольшее влияние на саморегулирование (само-
выравнивание) дуги оказывают форма внешней характеристики источ-
ника питания, плотность тока в электроде и стабилизирующие свойства
флюса. Установлено также, что в определенном диапазоне режимов
сварки для каждого диаметра электрода интенсивность саморегулиро-
вания дуги вполне достаточна для ее устойчивого горения.
Процесс регулирования дугового промежутка описывается урав-
нением
dl
^э + ^О.М Ц1» (1)
где I — расстояние по оси электрода между его плавящимся концом и
дном полости, в которой горит дуга в основном металле; иэ — скорость
плавления электрода; цо м — составляющая скорости плавления основ-
ного металла в направлении оси электрода; vn — скорость подачи
электрода.
Уравнение (1) мало пригодно для практического использования.
Металл на дне полости (рис. 1) непрерывно кипит и отбрасывается
давлением дуги. При этом расстояние I замерять трудно.
Между режимом горения дуги, размерами полости и расстоянием I,
зависящим от длины дуги, существует очень сложная зависимость. При
современном состоянии теории дугового разряда и распространения тепла
при сварке представить эту зависимость аналитическим выражением
очень трудно и вряд ли целесообразно.
‘Автоматическая сварка. — 1952. — № 1. — С. 38-45.
124
СВАРКА ПЛАВЛЕНИЕМ
1\ля анализа процесса саморегулирова-
ния дугового промежутка значительно удоб-
нее воспользоваться понятием внешней сос-
тавляющей длины дуги, т. е. расстоянием
между концом плавящегося электрода и по-
верхностью свариваемого изделия (рис. 1).
В этом случае процесс регулирования дуго-
вого промежутка описывается уравнением
б//вн
~dF = V3~v'
Рис. 1. Схема зоны сварки
под флюсом
(2)
Для решения уравнения (2) нужно прежде всего знать аналитичес-
кую связь между внешней составляющей длины дуги /вн и скоростью
плавления электрода.
В работе [3] установлено, что при неизменной внешней харак-
теристике источника питания внешняя составляющая длины дуги ZBH и
скорость плавления электрода v3 линейно связаны с напряжением дуги
/вн = Yt/д " а, (3)
ц, = vo ~ тил. (4)
Зависимости (4) справедливы для установившегося режима сварки.
Необходимо выяснить, можно ли их использовать при изучении переход-
ного процесса.
В нашей работе [3] и в работе Д.М. Рабкина [4] показано, что на
плавление электрода при сварке под флюсом в основном расходуется
тепло, выделяющееся в приэлектродной области. В работе [5] расчетным
и опытным путями было установлено, что вследствие большой скорости
подачи электрода в зону дуги высокая температура на его торце распрос-
траняется на очень малое расстояние в глубь электрода.
При реальных режимах сварки под флюсом электродной проволокой
диаметром 5 мм в приэлектродной области объемом около 2-10-3 мм3
выделяется от 1000 до 3000 кал/с. При сварке электродной проволокой
диаметром 2 мм в приэлектродной области объемом около ЗЮ-4 мм3
выделяется от 400 до 1500 кал/с.
При таких высоких концентрациях тепловой энергии в ничтожно
малом объеме приэлектродной области и сравнительно небольшой доле
тепловой энергии, расходуемой на предварительный нагрев электрода,
можно считать, что изменения скорости плавления электрода практически
безынерционно следуют за изменениями режима горения дуги. Иными
словами, практически одновременно с изменениями тепловой энергии,
выделяющейся в приэлектродной области, изменяется и скорость плав-
ления электрода.
Для проверки этого предположения мы провели опыт, в котором
дуга горела под флюсом между плавящимся стальным электродом диамет-
125
ИЗБРАННЫЕ ТРУДЫ
кТ РП кТРП
Рис. 2. Схема включения
двигателя головки
ром 5 мм и графитовой пластиной. Таким
образом исключалось плавление основного
металла, и все изменения длины дугового
промежутка обусловливались изменениями
скоростей подачи и плавления электрода.
Схема включения двигателя головки
приведена на рис. 2. Горение дуги начина-
лось при повышенной скорости подачи элек-
трода, затем подавался импульс на релеРП,
переключавшее напряжение на якоре двига-
теля головки. Электромеханическая пос-
тоянная времени двигателя не превышала
0,03 с. Переходный процесс установления скорости подачи электрода
практически заканчивался через 0,08...0,09 с.
В ходе опытов осциллографировались э. д. с. тахогенератора,
установленного на валу двигателя головки, напряжение и ток дуги. Из
приведенной на рис. 3 осциллограммы видим, что напряжение дуги
начинает возрастать сразу же после скачкообразного уменьшения ско-
рости подачи электрода. Между кривыми со и Ua практически нет сдвига
во времени. Наблюдаемое изменение напряжения дуги вызвано изме-
нением длины дуги, которое в свою очередь вызывается изменением
скорости плавления электрода. Аналогичные данные были получены
нами при изучении большого количества осциллограмм, снятых при
различных режимах горения дуги на графитовой пластине.
Полученные результаты с достаточной точностью могут быть расп-
ространены и на случаи сварки с плавлением основного металла. Это
обусловлено тем, что, вследствие относительно большой тепловой
инерционности сварочной ванны, кратковременные изменения режима
горения дуги мало отражаются на скорости плавления основного металла.
Кроме того, скорость плавления элект-
рода vg в большинстве случаев значи-
тельно превосходит составляющую ско-
рости плавления основного металла vo м.
Поэтому возникающие в переходных
режимах горения дуги изменения дуго-
вого промежутка в основном обусловле-
ны изменениями скорости плавления
электрода. Характер протекания пере-
ходного процесса остается примерно тем
же, что и при горении дуги на графи-
товой пластине. Об этом свидетельству-
ет, например, осциллограмма, приведен-
ная на рис. 4.
Таким образом, можно считать ус-
тановленным то, что изменения ско-
Рис. 3. Осциллограмма скорости подачи
электрода, тока и напряжения дуги
126
СВАРКА ПЛАВЛЕНИЕМ
Рис, 4. Осциллограмма скорости иодачи электрода, тока и напряжения дуги
роста плавления электрода практически безынерционно следуют за изме-
нениями тока и напряжения дуги. Последние обычно совпадают по фазе.
Следовательно, уравнение (4) может быть использовано при изу-
чении процессов регулирования дугового промежутка. Решая (2) (3) и
(4), получим
(5)
у
Здесь Тс = — — электросварочная постоянная времени, зависящая
от режима сварки, марки электрода, флюса и др.
Следовательно, нашу систему можно рассматривать как одно инер-
ционное звено, на вход которого подана постоянная величина———, а
выходной величиной является напря-
жение дуги. Система всегда устой-
чива, процесс установления протекает
по апериодическому закону. Это —
большое достоинство сварочных голо-
вок с постоянной скоростью подачи
электрода, использующих саморе-
гулирование дуги.
Длительность процессов уста-
новления дугового промежутка, обус-
ловленных саморегулированием сва-
рочной дуги, определяется величиной
электросварочной постоянной вре-
мени Тс, в наибольшей мере зави-
сящей от значения тп и стабилизи-
рующих свойств флюса у.
На рис. 5 приведена найденная
нами зависимость коэффициента тп от
тока короткого замыкания сварочной
цепи при сварке под флюсом АН-348
на переменном токе. Наиболее резкая
зависимость тп от тока наблюдается при
сварке электродами малого диаметра.
Значительно труднее найти зна-
чение у. Его можно наиболее точно
Рис. 5. Зависимость коэфициента m от тока
короткого замыкания сварочной цепи
127
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Осциллограмма скорости подачи электрода, тока и напряжения дуги
определить путем рентгенкиносъемки зоны дуги [3]. Однако такой путь
определения у сложен и практически мало пригоден.
Величину электросварочной постоянной времени Тг можно легко
определить опытным путем при периодических колебаниях скорости
подачи электрода. С этой целью на якорь двигателя головки необходимо,
помимо постоянного напряжения, подавать синусоидальное напряжение
с частотой порядка 1 пер/с. При этом г?п = г?п0 + v - sin £2£. Подставив
это выражение в уравнение (5), найдем
ил = ило + Ua. sin (£2t - ф), (6)
где
Ф = arc tg (ЙТС), (7)
откуда
Следовательно, зная угол <р и частоту Q, можно достаточно точно
определить величину электросварочной постоянной времени Гс,
избавившись от определения значений т и у.
Уравнение (6) хорошо подтверждается опытным путем. В качестве
примера на рис. 6 приведена осциллограмма скорости подачи электрода,
напряжения и тока дуги. С повышением частоты £2 угол сдвига фаз между
кривой скорости подачи электрода и напряжением дуги возрастает,
приближаясь к л/2. Синусоидальный характер кривых напряжения и
тока дуги на осциллограмме рис. 6 свидетельствует о правильности
выведенного нами уравнения (5).
На рис. 7 приведены полученные нами опытным путем зависимости
времени регулирования tp = ЗГС от тока короткого замыкания при 17х х =
= 81 в (для электродов диаметрами 3, 4 и 5 мм) и (7Х х = 60 В (для
электрода диаметром 2 мм). Как видим, при сварке электродами малого
диаметра это время незначительно и составляет десятые доли секунды.
Допустимое время установления tp следует определять с учетом
требований технологии сварки. С увеличением диаметра электродной
128
СВАРКА ПЛАВЛЕНИЕМ
проволоки и повышением токов дуги возрастает объем жидкого металла
в сварочной ванне и значительно увеличивается инерционность проте-
кания переходных тепловых процессов. Поэтому чем больше режим
сварки, т. е. чем выше ток и напряжение дуги, а также чем больше диаметр
электрода, тем более длительные отклонения режима сварки от заданного
значения могут быть допущены.
Наши опытные данные и длительный опыт эксплуатации сварочных
головок с постоянной скоростью подачи электрода позволяют установить
следующие значения переменного тока дуги, ниже которых процессы
установления излишне затягиваются:
d3„ мм 2 3 4 5
/дЫ„, А 250 350 450 650
При питании дуги постоянным током эти значения могут быть
снижены.
Соответствующее приведенным токам дуги время установления мо-
жет быть найдено при помощи кривых (рис. 7). Токи короткого замы-
кания сварочной цепи определяются приближенно по формуле
г г-___L___I
кз а'
В сварочной технике известно, что для каждого диаметра электродной
проволоки существует свой предел токов, ниже которого процесс горения дуги
неустойчив. Эти пределы можно приближенно определить, обратившись к
изучению процессов, протекающих в
катодной области дуги.
Катодное падение напряжения
в мощной сварочной дуге, горящей
под флюсом, зависит от химического
состава газов в дуговой полости,
тока дуги и диаметра электрода.
В работе [4] показано, что катодное
падение пропорционально отноше-
нию тока дуги к диаметру электрод-
ной проволоки. С другой стороны,
приняв катодное падение напряже-
ния равным потенциалу ионизации
газа положительного столба дуги,
получим
= 100- 110 А/мм. (8)
'min
Воспользовавшись равенством
(8), справедливым для флюсов АН-
Рис. 7. Зависимость времени установления от
тока короткого замыкания сварочной цепи
9-8-1437
129
ИЗБРАННЫЕ ТРУДЫ
Рис. 8. Кривые 1Л = Де?) и /д = <p(d)
348, ОСЦ-45, находим минимальные
токи для каждого диаметра электро-
да. По этим значениям тока строим
на рис. 8 кривую /д = f(d). Там же
строим по данным табл. 1 кривую
/ - <р(с/). Заштрихованное между
кривыми 1Д = (pftd) и 1Д = ДсО прос-
транство соответствует тем токам,
при которых нельзя получить удов-
летворительных результатов в слу-
чае сварки головками с постоянной
скоростью подачи электрода и следу-
ет применять схемы автоматического
регулирования сварочной дуги.
Как видим, при сварке под
флюсом на переменном токе электродами диаметрами 2 и 3 мм нижние
пределы токов, соответствующих устойчивому горению дуги и удовлет-
ворительному времени установления, практически совпадают. Поэтому
при сварке электродами диаметрами 3 мм и меньше практически нет
ограничений для применения головок с постоянной скоростью подачи
электрода, использующих только явление саморегулирования дуги.
Следует, однако, учесть, что головки с постоянной скоростью подачи
электрода обладают максимальной статической погрешностью. Они не
могут восстановить заданный режим сварки при изменениях вылета
электрода, отклонениях его диаметра от заданного значения, изменениях
химического состава и грануляции флюса и др.
Из (5) находим установившееся значение напряжения дуги
Выражение (9) показывает, что точность работы головки определя-
ется постоянством скорости подачи электрода (цп, и технологических
факторов (гО1 т). Постоянства скорости подачи электрода легко добиться,
применяя в сварочных головках двигатели с жесткой нагрузочной харак-
теристикой. Поэтому погрешность в основном определяется возможными
изменениями технологических данных (v0 и т).
Наибольшие изменения v0 и т наблюдаются при сварке электродами
малого диаметра [3], [5]. Это является отрицательной стороной
применения электродов малого диаметра при сварке головками с посто-
янной скоростью подачи. Ясно, что при сварке тонкой электродной
проволокой нужно возможно точнее сохранять неизменным вылет элек-
трода и другие технологические данные.
Возможные установившиеся режимы сварки под флюсом могут быть
охарактеризованы при помощи предложенных нами кривых устойчивой
работы головок с постоянной скоростью подачи электрода [6]. Эти
130
СВАРКА ПЛАВЛЕНИЕМ
кривые, построенные в координа-
тах С/д, /д, определяют связь меж-
ду напряжением и током дуги, со-
ответствующими заданным скорос-
тям подачи электрода, величине
его вылета и др.
Кривыми устойчивой работы
удобно пользоваться для анализа
работы сварочных головок при изме-
нениях внешней характеристики ис-
точников питания, дуги. Эти же
кривые используются для расчета
схем автоматического регулирования
уровня ванны при сварке вертикаль-
ных швов с принудительным фор-
мированием и др.
В качестве примера на рис. 9
приведены полученные опытным
путем кривые устойчивой работы
Рис. 9. Кривые устойчивой работы:
1 — v„ = 150 м/ч, /э = 20 мм;
2 — v„ = 225 м/ч, /э = 20 мм;
3 — i>„ = 150 м/ч, /э = 40 мм;
4 — ц, = 225 м/ч, /э = 40 мм
для малоуглеродистой проволоки
диаметром 2 мм. Сварка производилась на переменном токе под флюсом
АН-348-Ш; кривые построены для двух значений вылета электрода 20 и
40 мм. Как видим, изменение вылета приводит к значительной по-
грешности схемы, далеко выходящей за допустимые пределы.
Выводы
1. Интенсивность саморегулирования дуги резко возрастает с умень-
шением диаметра электрода и повышением плотности тока в нем. При
неизменной скорости подачи электрода диаметрами 1...2 мм время уста-
новления, обусловленное саморегулированием дуги, может достигать
0,1 с и меньше. Об этом времени можно судить по величине электросва-
рочной постоянной времени Тс.
2. Сварочные головки, использующие только саморегулирование дуги,
целесообразно применять во всех тех случаях, когда время установления
удовлетворительное. Для электродной проволоки диаметрами 4; 5; 6 мм и
больше существуют токи, ниже которых процесс установления недопустимо
длителен. При сварке электродами диаметрами 1...3 мм, даже при
минимально допустимых по устойчивости горения дуги токах, получается
вполне удовлетворительное время установления. Поэтому для сварки элек-
тродами диаметром 3 мм и меньше целесообразно применение только
сварочных головок, использующих саморегулирование дуги. При наиболее
распространенных режимах сварки электродами 4; 5 и 6 мм также наиболее
целесообразно применение головок с постоянной скоростью подачи.
3. Статическая погрешность сварочных головок, использующих
только саморегулирование дуги, резко возрастает с понижением диаметра
9* 131
ИЗБРАННЫЕ ТРУДЫ
электрода и увеличением плотности тока в нем. Особо больших значений
достигает статическая погрешность по режиму сварки при изменениях
вылета электрода. Поэтому при сварке электродами диаметрами 1...3 мм
следует предъявлять жесткие требования к точности ведения электрода
по разделке шва и сохранению постоянного вылета.
1. Дятлов В.И. Новый принцип построения сварочных автоматов // Вестник машиностроения. —
1943. - № 9-10.
2. Патон Б.Е. Выбор рационального типа сварочной головки // Тр. Всесоюз. конф, по авто-
матической сварке под флюсом. — Киев: АН УССР, 1948.
3. Патон Б.Е. Процесс плавления электрода при автоматической сварке под флюсом // Тр. по
автоматической сварке под флюсом. Сб. № 4. — Киев: АН УССР, 1949.
4. Рабкин Д.М. Энергетическое исследование приэлектродных областей мощной сварочной дуги
// Автомат, сварка. — 1951. — 17, № 2.
5. Патон Б.Е. Исследование процесса нагрева электрода при автоматической сварке под флюсом
// Тр. по автоматической сварке под флюсом. Сб. № 3. — Киев: АН УССР, 1948.
6. Патон Б.Е. Сварочные головки и питание их током. — Киев: АН УССР, 1947.
ИМПУЛЬСНО-ДУГОВАЯ СВАРКА
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
С ПРОГРАММНЫМ РЕГУЛИРОВАНИЕМ ПРОЦЕССА*
Б.Е. Патон, А.Г. Потапьевский, И.В. Подола
Предложен новый способ импульсно-дуговой сварки плавящимся электродом, от-
личающийся наложением на дугу постоянного тока кратковременных импульсов.
Программное регулирование импульсов тока и частоты их следования позволяет уп-
равлять плавлением электрода, переносом расплавленного металла, размерами и фор-
мой шва во всех пространственных положениях.
Электродуговая сварка плавящимся электродом получила наибольшее
распространение в промышленности. Непрерывное совершенствование
различных способов ее осуществлялось путем улучшения конструкции и
характеристик аппаратуры, расширения ассортимента электродной про-
волоки, выбора типа защиты дуги и характеристик источника питания и
т. п. С целью повышения качества швов все усилия до сих пор были
направлены на разработку источников питания и систем автоматического
регулирования, обеспечивающих неизменность выбранных параметров
режима в процессе сварки.
Известно, что основные параметры режима: ток /сп, напряжение (7Д
длина дуги и др. — претерпевают в процессе сварки изменения. Эти
изменения происходят как при воздействии на дугу внешних возмущений
’Автоматическая сварка. — 1964. — № 1 (130). — С. 1-6.
132
СВАРКА ПЛАВЛЕНИЕМ
(напряжения сети, разделки шва), так и закономерно возникающих в
процессе плавления электродной проволоки в зоне дуги.
Периодические изменения параметров режима дуговой сварки вы-
зываются капельным переносом металла, блужданием активных пятен и
столба дуги вследствие электромагнитных, тепловых и других воз-
действий. С уменьшением устойчивости горения дуги они увеличиваются.
В результате изменяются геометрические размеры шва.
Разработка сварочных источников питания и систем автоматического
регулирования сварочной дуги позволила повысить устойчивость ее
горения и в определенной мере стабилизировать размеры сварных швов.
Однако в этих источниках питания и системах автоматического ре-
гулирования не предусматривалось управление процессами образования
и отрыва капель электродного металла. Не удавалось внести коренные
изменения в процессы формирования шва, ход металлургических реакций
в дуге и увеличение производительности сварки.
Совершенно очевидно, что дальнейшее повышение качества и про-
изводительности дуговой сварки возможно лишь при более глубоком
изучении явлений, протекающих в дуге, и разработке новых приемов,
позволяющих активно управлять образованием и переносом капель элект-
родного металла. Наиболее перспективным в данном случае является
исследование дугового разряда и плавления электрода при кратковремен-
ных периодических изменениях тока, напряжения и длины дуги, задавае-
мых источником питания. Работы, выполненные в Институте электросварки
им. Е.О. Патона, позволили определить условия, обеспечивающие возмож-
ность активного воздействия на характер изменения физических процессов
в разрядном промежутке. В результате разработан новый способ импульс-
но-дуговой сварки плавящимся электродом в защитных газах, под флюсом
и без защиты дуги с возможностью программного управления образованием
каждой капли плавящегося электрода и, как следствие, размерами и формой
сварного шва во всех пространственных положениях.
Наиболее важным при дуговой сварке плавящимся электродом
можно считать процесс формирования капли электродного металла и ее
перенос в сварочную ванну на изделии. При обычных способах сварки
мы лишены возможности управлять формированием капли на конце
электрода, так как характер переноса металла зависит от режима сварки,
который задается обычно неизменным во времени в основном из техно-
логических соображений (размеров шва, его пространственного поло-
жения и др.). Известно также, что при обычном способе сварки наиболее
благоприятен мелкокапельный (или струйный) перенос металла, про-
исходящий при больших токах и характеризующийся повышением дав-
ления дуги и концентрацией теплового потока по оси ее столба.
Следовательно, чтобы управлять процессом образования капли при
мелкокапельном переносе металла независимо от технологических харак-
теристик шва необходимо периодически изменять мгновенную мощность
133
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Схема процесса импусльно-дуговой сварки (о) и типичные кривые тока и напряжения (б):
ИП — основной источник питания; ГИ — генератор импульсов, т„ — длительность паузы;
т„ — длительность импульса
дугового разряда. Импульс мощности должен быть достаточным для
образования на конце электрода капли металла необходимых размеров и
переноса ее на изделие. Такой процесс, названный нами импульсно-дуго-
вой сваркой плавящимся электродом, может быть осуществлен по схеме,
приведенной на рис. 1.
На дугу постоянного тока накладываются мощные кратковременные
импульсы тока, обеспечивающие формирование капли на конце плавяще-
гося электрода и перенос ее на изделие. Для обеспечения устойчивого
процесса весьма важен выбор параметров импульсов тока (амплитуды,
длительности и частоты следования), а также отношения амплитуды
импульса тока к току основной дуги. Исследования импульсно-дуговой
сварки при помощи скоростной киносъемки, синхронизированной с
осциллографированием тока и напряжения на дуге, показали, что весь
процесс может быть разделен на ряд аналогичных характерных циклов
(рис. 2).
Анализируя полученные данные, можно приближенно дать следую-
щее описание явлений, протекающих в течение одного цикла. Тепло,
выделяемое основной дугой в промежутке между импульсами, срав-
нительно невелико и недостаточно для плавления электродной проволоки
с заданной скоростью. Вследствие этого длина дугового промежутка
непрерывно уменьшается. Под действием импульса тока происходит
ускоренное оплавление электродной проволоки, и образовавшаяся на
конце электрода капля металла сбрасывается в сварочную ванну. Ско-
рость плавления проволоки при этом превышает скорость ее подачи и
длина дуги резко возрастает.
Тепловая инерция дуги и расплавленного металла оказывают боль-
шое влияние на характер переходных процессов при плавлении электрод-
ной проволоки и переносе металла. Вследствие наложения кратковремен-
134
СВАРКА ПЛАВЛЕНИЕМ
Рис. 2. Кривые тока и напряжения на дуге в течение одного цикла и фотографии характерных
моментов дуги при импульсно-дуговой сварке плавящимся электродом: U„ — напряжение на
основной дуге; 17и — напряжение на дуге во время импульса; 1„ — ток основной дуги;
— ток дуги во время импульса; Т — общее время цикла; т„ — длительность паузы,
т„ — длительность импульса
ных импульсов тока физические явления в дуговом разряде претерпевают
существенные изменения. Так, во время наложения импульса тока резко
увеличивается яркость свечения дуги, особенно в приэлектродных областях,
и уменьшается ее эквивалентное сопротивление от 0,1 до 0,03 Ом. В конце
действия импульса появляется большое количество паров электродного
металла. Это свидетельствует о том, что импульсное повышение тока дуги
существенно влияет на характер протекания дугового разряда. В результате
повышается его стабильность, что позволяет значительно уменьшить
нижний предел сварочного тока, соответствующий устойчивому горению
дуги. Например, при сварке алюминия в аргоне проволокой 01,6 мм
устойчивый процесс импульсно-дуговой сварки можно получить при токах
-30 А вместо 110... 120 А, а 02,0 мм — 50 А. Нижний предел тока при
сварке нержавеющей стали в аргоне проволокой 02,0 мм составляет 130 А
вместо 250...280 А при обычной аргоно-дуговой сварке. Во всех случаях при
этом наблюдается мелкокапельный перенос электродного металла, что
позволяет производить сварку во всех пространственных положениях.
Таким образом, наложение импульсов тока на основную дугу зна-
чительно расширяет диапазон рабочих токов. Появляется возможность
135
ИЗБРАННЫЕ ТРУДЫ
также использовать проволоки 01,6 и 2,0 мм для сварки тонкого металла
во всех пространственных положениях вместо применяемых проволок
01,0... 1,2 мм. Благодаря этому представляется возможным упростить и
облегчить сварочную аппаратуру для полуавтоматической сварки алюми-
ниевых сплавов и нержавеющих сталей.
Исследования показали, что импульсное изменение мгновенной
мощности дугового разряда позволяет управлять скоростью плавления
электрода. Соответствующим подбором тока основной дуги и импульсов
можно повысить скорость плавления электродной проволоки до 30 %.
От соотношения тока основной дуги и импульсов зависит различный
характер образования и отрыва капель с электрода. Так, перенос капли
с электрода может происходить при каждом импульсе тока и не при
каждом, например, через один импульс. При мощных импульсах тока
большой длительности возможно образование и отрыв от электрода
нескольких капель на протяжении одного импульса.
Изучение переноса металла при помощи скоростной киносъемки
показало, что при наложении импульса тока происходит резкое
увеличение электродинамических сил, которые формируют жидкий ме-
талл на электроде в виде капли с быстро сужающейся шейкой (рис. 2) и
сбрасывают ее строго в направлении сварочной ванны при любом прост-
ранственном расположении шва.
Это явление наблюдалось как при мелкокапельном переносе типа
струйного, так и при крупнокапельном переносе металла во всем диапазоне
рабочих токов. Принудительный направленный перенос значительно умень-
шает разбрызгивание и упрощает технику выполнения полуавтоматической
сварки в вертикальном, горизонтальном и потолочном положениях.
Из различных видов возможного переноса электродного металла при
импульсно-дуговой сварке наиболее поддается управлению процесс, при
котором каждый импульс тока приводит к отрыву только одной капли.
В этом случае, регулируя параметры импульсов тока и частоту их
следования, можно задавать определенный размер капель электродного
металла и время пребывания их в дуге. Последнее обстоятельство позво-
ляет достаточно точно задавать ход металлургических реакций при сварке
и получать требуемый состав и свойства шва. В качестве примера в
таблице приведен химический состав двух швов, выполненных импульс-
но-дуговой сваркой на одном и том же токе, но с различной частотой
следования импульсов. Сварка производилась постоянным током обрат-
ной полярности без защиты дуги.
Доля основного металла в обоих швах и их размеры были практически
одинаковы. Размеры капель и время пребывания их в дуговом промежутке
определены путем обработки кадров скоростной киносъемки.
Импульсное изменение тока оказывает большое воздействие на
ванну жидкого металла и формирование шва. Подбором параметров
импульсов тока и частоты их следования представляется возможным
136
СВАРКА ПЛАВЛЕНИЕМ
Исследуемый металл Химический состав, % Диаметр капель, мм Время пребывания капли в дуге, с
с Si Мп
Проволока диаметром 2,0 мм 0,10 0,83 1,88 - -
Основной металл Ст.З, 5 =10 мм 0,17 0,23 0,41 - -
Шов, сваренный при частоте 100 имп/с 0,09 0,42 0,85 1,50 0,01
Шов, сваренный при частоте 5 имп/с 0,07 0,28 0,51 4,30 0,20
изменять форму и размеры шва. На рис. 3 приведена форма поперечного
сечения наплавок на сталь Ст.З, выполненных импульсно-дуговой свар-
кой при различных соотношениях тока импульсов и основной дуги и
неизменной средней погонной энергии процесса.
Наложение импульсов тока вызывает пульсацию давления дуги,
которая улучшает формирование шва. Валик шва становится мелкоче-
шуйчатым с плавным переходом к основному металлу. При сварке
угловых соединений легко удается получить нормальное и ослабленное
сечение шва без подрезов. Пульсация давления дуги способствует также
поддержанию жидкой металлической ванночки и предотвращает ее сте-
кание при сварке вертикальных, горизонтальных и потолочных швов.
Благодаря этому можно увеличить сечение шва, выполняемого за один
проход во всех пространственных положениях.
Повышение стабильности процесса, увеличение глубины провара и
пульсирующее давление дуги значительно облегчают технику полуавто-
матической сварки вертикальных, горизонтальных и потолочных швов и
обеспечивают возможность ведения процесса с более высокими скорос-
тями чем обычно. На рис. 4 приведены макрошлифы поперечного сечения
угловых швов, выполненных обычной дуговой и импульсно-дуговой
сваркой в вертикальном положении сверху вниз. Как видно из рисунка,
несмотря на увеличение скорости сварки, глубина провара при импульс-
но-дуговой сварке намного больше чем при обычной.
Разработанный способ импульсно-дуговой сварки открывает широ-
кие возможности для автоматического регулирования переноса электрод-
ного металла при выполнении шва. Регулирование момента образования
капли, ее размеров и переноса может
осуществляться по наперед заданной
жесткой программе и по программе с
автокоррекцией. В качестве парамет-
ра обратной связи в последнем случае
могут быть использованы изменения
электрических величин (напряжения,
тока либо мощности дуги), характе-
ризующие определенные закономер-
ности при плавлении электрода (ко-
роткие замыкания дуги, момент отры-
а б в
Рис. 3. Форма поперечного сечения
наплавок, выполненных обычной (б)
и импульсно-дуговой сваркой (а, в)
плавящимся электродом без защиты дуги
при двух соотношениях параметров
импульсов. Наплавка выполнена при
одинаковой средней погонной энергии
процесса
137
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Макрошлифы поперечного сечения
угловых швов на алюминии 5 =10 мм,
выполненных обычной полуавтоматической
(«) и импульсно-дуговой (б) сваркой
в аргоне проволокой 02,0 мм сверху вниз.
Скорость импульсно-дуговой сварки
порядка 60 м/ч,
обычной дуговой — 40 м/ч
ва капли и др.), а также изменения
толщины деталей, размеров разделки
и др. Применение автокоррекции поз-
воляет полностью автоматизировать
дуговую сварку различных изделий во
всех пространственных положениях с
высокой производительностью и за-
данными наперед геометрическими
размерами и свойствами шва.
Полученные результаты свиде-
тельствуют о том, что способ импуль-
сно-дуговой сварки обладает значи-
тельными преимуществами перед из-
вестными и в ближайшем будущем
найдет широкое применение в про-
мышленности. Наиболее перспектив-
ными областями внедрения импульсно-дуговой сварки являются полу-
автоматическая сварка изделий из алюминиевых сплавов и сталей сред-
них толщин, имеющих швы, расположенные во всех пространственных
положениях, сварка металлов средних толщин на повышенных скоростях
и материалов с большой теплопроводностью, а также сварка в защитных
газах и средах с высокими потенциалами ионизации.
Выводы
1. Разработан новый способ импульсно-дуговой сварки плавящимся
электродом, отличающийся наложением на дугу постоянного тока крат-
ковременных мощных импульсов тока.
2. Программное регулирование импульсов тока позволяет управлять
плавлением проволоки, переносом электродного металла, химическим
составом, формой и размерами сварных швов во всех пространственных
положениях.
3. По сравнению с другими способами при импульсно-дуговой сварке
благодаря повышению устойчивости горения дуги значительно
расширяется диапазон рабочих токов, повышается производительность и
упрощается техника выполнения вертикальных, горизонтальных и пото-
лочных швов.
4. Применение программного управления с автокоррекцией позво-
ляет полностью автоматизировать процесс выполнения сложных швов
импульсно-дуговой сваркой во всех пространственных положениях.
138
СВАРКА ПЛАВЛЕНИЕМ
УПРАВЛЕНИЕ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ
ПУТЕМ ПРОГРАММИРОВАНИЯ СКОРОСТИ
ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ*
Б.Е. Патон, Н.М. Воропай, В.Н. Бучинский, В.В. Растегаев, С.В. Фенев
Важнейший фактор, определяющий производительность дуговой сварки
и качество швов, — оптимизация параметров процесса в заданном
диапазоне. Алгоритм управления процессом должен предусматривать
комплекс взаимосвязанных параметров, например, размер электродных
капель, частоту их переноса, длительность пребывания расплавленного
металла в жидком состоянии, погонную энергию, форму и геометрию шва.
Характер переноса металла при сварке плавящимся электродом оказывает
существенное влияние на технологические возможности того или иного
способа сварки, металлургические реакции в зоне плавления, механи-
ческие и другие свойства соединения. Крупнокапельный перенос затруд-
няет механизацию процесса сварки в защитных газах, особенно при
выполнении швов в положениях, отличных от нижнего, увеличивает
разбрызгивание, в ряде случаев не обеспечивает стабильного качества
соединений, в частности металла малых толщин.
Разработка новых приемов управления переносом электродного
металла и формированием шва может послужить основой для повышения
эффективности дуговой сварки.
Характеристики процессов сварки плавящимся электродом можно
изменить путем выбора определенного состава защитного газа [ 1 ] или его
давления [2], воздействием на состав и состояние поверхности электрод-
ной проволоки [3, 4], наложением на дугу импульсов тока [5], вибрацией
конца электрода [6] или изменением скорости подачи электродной про-
волоки [7]. Последний путь наименее изучен.
В настоящей работе исследован процесс дуговой сварки с программи-
рованием подачи электродной проволоки по законам, обеспечивающим
принудительный переход металла в ванну, выбраны оптимальные пара-
метры режимов сварки и изучены технологические возможности данного
способа.
Для изучения указанного процесса сварки в ИЭС разработан ряд
механизмов подачи, в основу которых положены малоинерционные без-
редукторные приводы, не содержащие вращающихся элементов и изме-
няющие режимы подачи проволоки в широком диапазоне. Программи-
рование подачи электрода достигается использованием схем управления,
построенных на интегральных логических элементах.
’Автоматическая сварка. — 1977. — № 1. — С. 1-5, 15.
139
ИЗБРАННЫЕ ТРУДЫ
Как известно, отрыву капли электродного металла при дуговой сварке
препятствуют преимущественно сила поверхностного натяжения и реактивное
давление паров металла. При наложении на базовый ток кратковременных
импульсов относительно большой величины резко возрастает электро-
динамическая сила, которая приводит к принудительному отрыву и переносу
капель металла в ванну, в том числе в различных пространственных поло-
жениях на токах, значительно ниже критических [5].
Сущность описываемого процесса сварки заключается в использо-
вании дополнительной силы, которая, будучи приложенной к капле,
изменяет характер переноса металла аналогично импульсу электроди-
намической силы при импульсно-дуговой сварке. Такой силой в данном
случае является сила инерции, возникающая при ускоренном движении
системы электрод-капля.
Характер изменения скорости подачи проволоки во времени и кадры
скоростной киносъемки дуги при сварке представлены на рис. 1. Базовые
значения скорости подачи электрода чередуются с импульсными ее изме-
нениями. Во время импульса £и скорость подачи проволоки достигает гтах за
время разгона tp, а затем уменьшается до скорости &min за время спада tc.
Средняя скорость подачи сварочной проволоки записывается в виде
ц, = + Tvmin), (1)
где fn — частота следования импульсов подачи; h — шаг подачи
проволоки; Т — период повторения импульсов.
Сумма h + &min в выражении (1) обусловливает размер капель
электродного металла. При fmin = 0 формула (1) принимает вид vn - fnh.
Здесь размер капель определяется шагом подачи электрода, а количество
Рис. 1. Изменение скорости подачи проволоки во времени и характерные кадры скоростной
киносъемки дуги при сварке в аргоне с программированием скорости подачи:
t„ — пауза между импульсами; tc — период спада импульса; v„ — амплитудное значение
импульса подачи; о, — мгновенная скорость подачи (остальные обозначения см. в тексте)
140
СВАРКА ПЛАВЛЕНИЕМ
Рис. 2. Кривые пути (а), скорости (б) и ускорения (в) системы электрод-капля во время
импульса подачи: э — электрод; к — капля; о — отрыв капли от электрода (движение капли
рассмотрено в неинерциальной системе отсчета)
переносимых капель — частотой импульсов подачи. Регулируя частоту
импульсов, шаг и базовую скорость, крутизну спада скорости подачи
(производная dv^dt определяет величину и направление силы инерции),
можно управлять частотой и скоростью переноса капель электродного
металла, их размером в широком диапазоне режимов.
По кадрам скоростной киносъемки, синхронизированной с осциллог-
рафированием параметров режима, построены кривые движения элект-
рода и капли во времени (рис. 2, а). Графическое дифференцирование
зависимостей 5Э = и 5К = f(t) дает кривые скоростей движения
электрода &э = f(t) и капли vK = f(t), а также их ускорения аэ = f(t) и
°к = (рис. 2> в^-
Рассмотрим поведение капли на электроде во время импульса пос-
леднего. До момента сообщения электроду импульса капля находится в
состоянии покоя: силы, действующие на нее, уравновешены (рис. 1,
кадр /). С течением времени tp скорость центра массы капли изменяется
по закону, близкому к синусоидальному. В начале первого полупериода
движение капли замедленно, так как на нее действует направленная к
электроду сила инерции, изменяющая форму капли (рис. 1, кадр 2).
Затем под действием упругих сил деформированной капли центр массы
ускоряется до величины, превосходящей ускорение электрода. К концу
периода tp капля вновь приобретает форму шара (рис. 1, кадр 3). На
участке времени tc (времени торможения электрода) капля снова
движется ускоренно: на нее действует импульс силы инерции, направлен-
ной к ванне. Импульс инерции нарушает равновесие сил, приложенных
к капле, и реакции связей, вызывая перемещение капли в сторону ванны
и отрыв ее от электрода.
Опытным путем установлено, что для отрыва капли скорость подачи
электрода должна быть 1,5...2 м/с. Оторвавшаяся капля перемещается
через дуговой промежуток со скоростью, близкой к амплитудному зна-
чению скорости электрода, за время действия импульса. При этом
кинетическая энергия движущейся капли на два порядка больше энергии
капли при естественном ее отрыве, что способствует направленному
переносу капель электродного металла в вертикальном и потолочном
положениях.
141
ИЗБРАННЫЕ ТРУДЫ
Таблица 1
Сварочная проволока Защитный газ Критический ток (А) для электродов диаметром, мм
0,8 1,2 1,6 2
СвАМгб Аг - 20...25 130...140 35-45 150...165 50, „60 190...210
Св-06Х19Н9Т Аг 25...30 35...40 40-50 70...80
160...170 230...240 260...270 280...300
Св-06ХН9Н9Т Аг + 15 % СО2 45...50 180...190 55-65 260...270 70-80 290...300 -
Примечание. В числителе приведены токи при сварке с импульсной подачей проволоки, в знаменателе —
с непрерывной ее подачей.
Возможность принудительного отрыва капель при сварке с импуль-
сной подачей проволоки позволяет трансформировать крупнокапельный
перенос электродного металла в мелкокапельный на токах, значительно
меньших критических токов наступления струйного переноса (табл. 1).
Следует отметить, что минимальный ток с импульсной подачей электрода
на 10...20 % ниже, чем при импульсно-дуговой сварке с наложением на
дугу импульсов тока. Это объясняется тем, что в последнем случае
минимальный ток в пределе равен среднему за цикл импульсному току,
который не может быть уменьшен ниже определенной величины из-за
потери способности оторвать каплю. При отрыве капли под действием
механической энергии это ограничение снимается.
Установлено, что оптимальный шаг подачи (при сварке проволокой
0 1...2 мм) находится в пределах 0,5...2,8 мм. Согласно выполненным
расчетам (коэффициент объемного расширения металла капли при пере-
ходе в агрегатное состояние принимался равным 1,2), диаметр перехо-
дящих капель соизмерим с диаметром электрода (рис. 3).
С увеличением шага подачи электрода возрастают масса и сила
инерции капель. Однако чрезмерное увеличение шага нежелательно, так
как это ухудшает устойчивость процесса сварки. При уменьшении шага
сила инерции снижается. Одновременно с уменьшением объема капли
возрастает сила поверхностного натяжения (осевая составляющая), пре-
пятствующая отрыву капель. В этом случае для обеспечения принудитель-
ного переноса металла необходимо значительно увеличивать скорость
движения электрода, что не всегда осуществимо.
Частоту импульсов подачи проволоки рекомендуется выбирать в
пределах 15... 100 1/с. Ограничение по частоте ее пульсации (нижний
предел) также вызвано ухудшением стабильности процесса сварки. Час-
тота подачи 100 1/с при выбранном выше шаге вполне обеспечивает
необходимую для сварки интегральную скорость подачи. С возрастанием
средней скорости подачи до определенной величины капельный перенос
переходит в струйный. Импульсное изменение скорости подачи в диапа-
зоне токов, свойственных струйному переносу, существенного влияния
142
СВАРКА ПЛАВЛЕНИЕМ
на видоизменение переноса металла
не оказывает, однако благоприятно
сказывается на форме шва и его
структуре.
Осциллограммы изменения то-
ка и напряжения (рис. 4) свидетель-
ствуют о высокой стабильности про-
цесса сварки с импульсной подачей
проволоки. Периодичность перено-
са капель и их размер строго дози-
рованы и зависят от параметров
импульса подачи проволоки. В ва-
риантах, зафиксированных на рис. 4,
а, б, г, дуга горит непрерывно. В ва-
рианте на рис. 4, в осуществляются
систематические короткие замыка-
ния каплей дугового промежутка,
что характерно для сварки срав-
нительно короткой дугой. Следует
заметить, что осевое изменение ско-
рости подачи электрода, осуществ-
ляемое с большей частотой, при по-
луавтоматической и автоматической
Рис. 3. Зависимость диаметра капли от шага
подачи проволоки: 1 — диаметр электрода
d, = 2 мм; 2 — d3 = 1,6 мм; 3 — d, = 1,2 мм;
4 — d3 = 1 мм
Рис. 4. Типичные осциллограммы параметров режима сварки с программированием скорости
подачи электрода: а — аргон, проволока АМгб диаметром 1 мм, 1п = 100 А, Цд = 20 В,
= 50 имп/с; б — Аг + 15 % СО;,, проволока Св-06Х19Н9Т диаметром 1,6 мм, /св = 150 А,
1/д = 22 В, f„ = 25 имп/с; в — то же, 17д = 19 В; г — СО2, проволока Св-08Г2С
диаметром 1,6 мм, Гсв = 300 А, 1/д = 32 В, f„ = 25 имп/с
143
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Внешний вид (а) и макроструктура (б) соединений, выполненных полуавтоматической
сваркой с программированием подачи электрода (сплав АМгб 8=1,5 мм, проволока 01 мм,
= 50 имп/с, /„ = 100 А, 14 = 20 В)
сварке имитирует осевые движения электродом, к которым обычно
прибегают при сварке штучными электродами. Благодаря этому умень-
шается разбрызгивание металла и упрощается техника механизированной
сварки швов в различных пространственных положениях.
Сварка с импульсной подачей проволоки обеспечивает равномерное
формирование шва с мелкочешуйчатой поверхностью (рис. 5). При
сварке алюминиево-магниевых сплавов уменьшается количество пыли,
осаждающейся на околошовной зоне. Обращает на себя внимание повы-
шенный коэффициент усвоения элементов с высокой упругостью паров.
Например, при сварке сплава АМгб проволокой СвАМгб в аргоне
содержание магния возрастает до 5,6 % по сравнению с 5,2 % при сварке
стационарной дугой. Свойства сварных соединений соответствуют требо-
ваниям, предъявляемым к ответственным конструкциям (табл. 2).
Как показали опыты, программирование подачи электродной про-
волоки позволяет решить и другие технологические задачи, например
регулирование тепловложения в основной металл и управление формой
проплавления швов, оптимизацию условий начала и окончания процесса
сварки, обеспечение доброкачественных швов при выполнении соеди-
Таблица 2
Основной металл и сварочная проволока Защитный газ ^СВ’ А 1/д,В У... имп/с Ов, кгс/мм2 кгс/мм2 8, % V. %
СтЗсп 6 = 3 мм, Св-08Г2С 01,4 мм со2 220 24 50 48,8 32,5 28,2 65,3
Сталь Х18Н10Т 6 = 2,5 мм, Св-06Х19Н9Т 01,2 мм Аг + + 10 % СО2 150 22 50 62,4 34,2 58,5 63.8
Сплав АМгб 8 = 2 мм, СвАМгб 01,6 мм Аг 80 18 50 30.6 16,5 42,0 30,2
Примечание. Представлены средние результаты для трех-пяти образцов. Положение шва нижнее.
144
СВАРКА ПЛАВЛЕНИЕМ
Рис. 6. Полуавтомат для сварки
с программированием подачи электродной
проволоки
нений с переменным зазором и т. д.
При этом в зависимости от конкрет-
ных задач изменение скорости подачи
проволоки может быть связано с од-
новременным регулированием элек-
трических параметров дуги как по
жесткой программе, так и с обратной
связью от параметров режимов.
Для реализации процесса сварки
с программированием скорости по-
дачи электрода в ИЭС создан полу-
автомат, предназначенный для сое-
динения различных металлов и спла-
вов толщиной 1...4 мм при /св = 60...
300 А во всех пространственных положениях (рис. 6). Особенность
электромагнитного механизма подачи проволоки данного полуавтома-
та — способность безынерционно изменять скорость подачи электрода
практически по любой программе и синхронно этому — сварочный ток,
что создает благоприятные условия для сварки металлов малых толщин,
обеспечивает доброкачественное выполнение электрозаклепочных и ко-
ротких швов, в том числе и в автоматизированных линиях. Небольшой
габарит и малый вес механизмов подачи проволоки позволяют упростить
конструкцию сварочных установок и улучшить их маневренность. Полу-
ченные результаты свидетельствуют о перспективности применения раз-
работанных электромагнитных приводов для полуавтоматов тянущего и
пушпульного типов.
Программирование скорости подачи электродной проволоки расши-
ряет технологические возможности и области применения механизиро-
ванной сварки конструкций из углеродистых и легированных сталей,
цветных металлов и сплавов.
Выводы
1. Диапазон рабочих токов при дуговой сварке плавящимся электродом может
быть значительно расширен путем изменения скорости подачи электродной
проволоки по программе, обеспечивающей принудительный перенос расплав-
ленного металла в ванну. Устойчивый управляемый процесс дуговой сварки
в аргоне и смесях на его основе с программированной подачей электродной
проволоки достигается при токах, в два-три раза меньше требуемых для
начала струйного переноса при стационарном режиме.
2. Благодаря импульсной подаче электродной проволоки при сварке
в аргоне и углекислом газе с принудительными короткими замыканиями
дугового промежутка стабилизируется частота коротких замыканий,
численные значения которых, как правило, равны частоте импульсов
подачи проволоки.
10 — 8-1437
145
ИЗБРАННЫЕ ТРУДЫ
3. Параметры режима сварки сталей и алюминиевых сплавов про-
волокой диаметром 1...2 мм в аргоне оптимальны при шаге подачи в
пределах 0,5...2,8 мм, частоте следования импульсов 15... 100 при ско-
рости подачи проволоки во время импульса 1,5...2 м/с и интегральной
скорости ее подачи 50...300 м/ч.
4. Программирование скорости подачи электродной проволоки по-
зволяет механизировать сварку металлов и сплавов толщиной 1...4 мм во
всех пространственных положениях, упрощает технику выполнения
электрозаклепочных и коротких швов, снижает потери металла на угар
и разбрызгивание, обеспечивает высокие механические свойства металла
шва и улучшает его формирование.
1. Петров А. В. Перенос металла в дуге при сварке плавящимся электродом в среде защитных газов
// Автомат, сварка. — 1955. — № 2.
2. Рабкш Д.М., Воропай М.М. Дугове зварювання в атмосфер! високого тиску // BicH. АН
УРСР. - 1973. - № 4.
3. LesnewichA. Electrode activation for inertgasshielded metal arc welding// Welding J. — 1955 —
№ 12.
4. Ерохин А.А. Основы сварки плавлением. — И.: Машиностроение, 1973.
5. Патон Б.Е., Шейко П.П. Управление переносом электродного металла при дуговой сварке
плавящимся электродом // Автомат, сварка. — 1965. — № 5.
6. Пацкевич И.Р. Исследование и применение вибродуговой наплавки. — М.: Машиностроение,
1964.
7. Найденов А.М. О механическом управлении переносом электродного металла // Автомат,
сварка. — 1969. — № 12.
УПРАВЛЕНИЕ ПЛАВЛЕНИЕМ
И ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА
ПРИ СВАРКЕ В УГЛЕКИСЛОМ ГАЗЕ*
Б.Е. Патон, А.В. Лебедев
Ключевые слова: сварка в углекислом газе, разбрызгивание металла, формирование швов,
нарушения, управление процессом сварки, с помощью ЭВМ, транзисторные регуляторы, исследо-
вания
Сварка в углекислом газе — один из наиболее распространенных спосо-
бов сварки плавящимся электродом. Существенные недостатки этого
процесса — повышенное разбрызгивание металла и не вполне удовлет-
ворительный внешний вид швов. Особенно заметно эти недостатки про-
являются при сварке проволоками диаметром 1,6...2,0 мм и средних
плотностях тока. Одной из причин разбрызгивания металла является
действие электромагнитных сил и плазменных потоков, отталкивающих
’Автоматическая сварка. — 1988. — № И (428). — С. 1-5.
146
СВАРКА ПЛАВЛЕНИЕМ
каплю от сварочной ванны. Капля непрерывно увеличивается; беспоря-
дочно двигаясь, она смещается с оси электрода, а затем может быть
выброшена за пределы ванны [1-3].
Уменьшить разбрызгивание и улучшить формирование сварных
швов можно, заменив СО2 смесями аргона (75...80 %) и углекислого газа
или аргона, СО2 и кислорода. Применение таких смесей экономически
оправдано, однако используются они пока мало из-за относительной
дефицитности аргона. Устранить недостатки данного процесса сварки
можно также, применив проволоки, активированные легкоионизируемы-
ми редкоземельными металлами и поверхностно-активными веществами.
Эти меры приводят к увеличению диаметра столба дуги, катодного и
анодного пятен, уменьшению массы капель. При достаточно большом
диаметре столба дуги электродинамические силы направлены в сторону
ванны и способствуют переносу капель. В случае увеличения поперечных
размеров дуги снижается удельная мощность в анодном и катодном
пятнах, и в результате давление паров, препятствующее переходу капли
в ванну, уменьшается [4].
Следует сказать, что попытки усовершенствовать процесс сварки
чисто электротехническим путем, предпринимавшиеся еще на начальном
этапе развития сварки в СОг, дали серьезные практические результаты
и по сути дела предопределили ее широкое использование в промышлен-
ных условиях. Было показано, что статические характеристики источника
питания дуги должны быть пологопадающими. Динамические харак-
теристики, определяемые в основном индуктивностью сварочной цепи,
должны обеспечивать перенос металла при коротком замыкании с ми-
нимальным импульсом электромагнитной силы. В этом случае степень
разбрызгивания металла может быть существенно снижена. Дальнейшие
многочисленные попытки уменьшить разбрызгивание путем оптимизации
формы внешней характеристики источника питания и уменьшения
индуктивности сварочной цепи не дали значительного эффекта.
Ряд авторов [5-12] для ограничения размеров капли рекомендовали
периодически снижать напряжение на дуге, что должно было способствовать
уменьшению разбрызгивания. Предложенное резкое уменьшение тока в
момент разрушения перемычки между каплей и электродом ослабляет силу
газодинамического удара и препятствует выбросам металла из ванны.
Однако широкое использование указанных рекомендаций в промышленных
условиях требовало создания принципиально новой силовой полупровод-
никовой техники и техники автоматического управления.
В последнее время в связи с развитием такой техники появилась
возможность применения ее средств с целью усовершенствования процес-
са сварки в СО2, особенно проволоками диаметром 1,6...2,0 мм, широко
используемыми в промышленности.
Настоящая работа посвящена исследованию способов управления
плавлением и переносом металла при сварке в углекислом газе проволо-
ками относительно большого диаметра.
ю*
147
ИЗБРАННЫЕ ТРУДЫ
Перенос электродного металла в сварочную ванну разделим условно
на три основные стадии. Во время первой стадии на торце электрода
образуется капля заданного размера. Во второй стадии рост ее прекращает-
ся, и вместе с концом электрода она приближается к сварочной ванне. Третья
стадия завершается переходом металла в ванну с разрушением перемычки
между каплей и электродом. Размер капли должен быть малым, во всяком
случае не больше диаметра электрода. При этом практически полностью
устраняется хаотическое движение капли [4]. О размере капли можно
судить по количеству электричества, протекающего через дугу.
Возможны два варианта получения капель заданной массы. По
первому варианту управление плавлением и переносом металла осущес-
твляется с помощью импульсов тока постоянной амплитуды /и и длитель-
ности £и. По второму — дуга питается от источника тока с пологопадаю-
щей внешней характеристикой. При помощи измерительного устройства
определяют количество электричества, прошедшего через дугу, и по
достижении заданного значения снижают сварочный ток с целью умень-
шения сил, отталкивающих каплю от ванны.
Остановимся более подробно на особенностях первого варианта.
После начала короткого замыкания капли с ванной через некоторый
интервал времени повышают ток, чтобы сообщить металлу требуемый
импульс силы, а к моменту отрыва капли от электрода — снова снижают
его. После отрыва капли и возбуждения дуги плавно повышают ток с
целью ослабления газодинамического удара.
Описанный цикл изменения сварочного тока и напряжения на дуге
показан на рис. 1.
Поскольку механизмы подачи проволоки работают без обратных
связей по параметрам сварочного процесса, целесообразно исследовать
динамические свойства систем регулирования. Это особенно важно в
случае механизированной сварки, при которой существуют значительные
Рис 1. Изменение тока и напряжения ил при питании дуги импульсами амплитудой 1„
и длительностью (сплошные линии) и при питании дуги от источника с пологопадающей
внешней характеристикой без ограничения энергии, расходуемой на образование капли
(штриховые линии)
148
СВАРКА ПЛАВЛЕНИЕМ
отклонения в значениях вылета электрода и скорости движения прово-
локи в осевом направлении.
Сделаем следующие допущения: нагревом вылета электрода проте-
кающим по нему сварочным током можно пренебречь; скорость
сближения капли с поверхностью ванны постоянна и равна скорости
подачи проволоки vn пр; поперечные размеры капли близки к диаметру
электрода [13]. В этом случае длина дуги уменьшается по закону
/д LH Цьпрб О)
где LH = L — &и.пр^к.з! L — длина отрезка проволоки, расплавившегося
за предыдущую стадию горения дуги; tK 3 — продолжительность корот-
кого замыкания капли с ванной; t — текущее время, отсчитываемое от
начала каждого цикла.
Скорость плавления электрода при фиксированном диаметре прово-
локи пропорциональна току:
апл = al, (2)
где а — коэффициент пропорциональности.
При отсутствии возмущающих воздействий по длине дуги и скорости
подачи проволоки электрод за время одного цикла t перемещается по
направлению к ванне на расстояние
Д ^п.пр^ц* (3)
Согласно рис. 1, длительность t равна
tu = tu + in + tK.3, (4)
где tu и tn — длительность импульса тока и паузы.
Среднюю длину межэлектродного промежутка за интервал времени
t можно определить с использованием выражения (1):
. _ (-^ ~ ЦьпрСз)
Сер - 2L
В соответствии с формулой (2), при питании дуги импульсами тока,
имеющими амплитуду 1К и длительность tK, значение L будет равно
L = a(Iut„ + I„tn), (6)
где 1п — ток паузы (рис. 1).
Используя формулы (3),
коротких замыканий fK3:
(4), (6), найдем значение L и частоту
АХС f" Сз),
149
ИЗБРАННЫЕ ТРУДЫ
Выражения (7), (8) показывают, что частоту переноса металла
определяют значения 7И, tH, In, vtl пр. Если 1П = 0, то значение L не зависит
от скорости подачи проволоки. В этом случае, как следует из формулы
(5), длина дуги слабо зависит от , а при tK3 « £ц остается
постоянной. С увеличением 1П влияние vn пр на /дср усиливается. Это
приводит к повышению эластичности дуги.
Рассмотрим динамические свойства системы регулирования. До-
пустим, что длина дуги скачкообразно изменилась. Поскольку скорость
подачи проволоки остается прежней, отклонение длины дуги приведет к
изменению времени tn. Согласно формуле (6), при /п = 0 значение L не
зависит от tn. Поэтому в следующем цикле образования капли длина дуги
будет такой же, как и до действия возмущения по длине дуги. Таким
образом, влияние скачкообразного изменения длины дуги на процесс
сварки устраняется предельно быстро — за один интервал времени
Быстродействие устранения возмущений по длине дуги дает возможность
вести сварку на небольших токах.
Увеличение скорости подачи проволоки приводит к уменьшению
времени tn. Возрастает частота импульсов и, следовательно, среднее
значение сварочного тока. Повышение vn возможно до такого значения,
при котором время tn становится равным нулю. Дальнейший рост ско-
рости подачи проволоки приведет к слиянию импульсов тока и нару-
шению устойчивости системы регулирования. Максимально допустимое
значение скорости подачи проволоки ®р можно вычислить по формулам
(3), (4), (7), считая, что tn = 0:
„max _
^п.пп 7 ? 7
Что касается отклонений вылета электрода, то они приводят к
небольшим изменениям массы капель, поскольку доля энергии, выделя-
ющейся в вылете электрода в обычных условиях, относительно невелика
(менее 15...20 %).
Свойства системы регулирования, основанной на интегрировании
сварочного тока, близки к свойствам системы питания дуги импульсами
постоянной амплитуды и длительности, так как за время ta расплавляются
отрезки проволоки постоянной длины.
Рис. 2. Схема транзисторного регулятора,
управляемого микроЭВМ
Экспериментальные иссле-
дования систем управления про-
водились с помощью транзистор-
ного регулятора, описанного ра-
нее [14]. Транзисторы / (рис. 2)
работают в режиме переключения
с частотой 20 кГц, обеспечивая
высокий КПД преобразования
энергии. На динамические свой-
ства регулятора большое влияние
150
СВАРКА ПЛАВЛЕНИЕМ
оказывает индуктивность кабелей, соединяющих его со сварочным аппа-
ратом и изделием 7. Для того чтобы максимально уменьшить
индуктивность и вместе с тем обеспечить соответствие реальным
производственным условиям, применяли кабели длиной 10 м, причем на
половине этого расстояния они находились в непосредственной близости
друг от друга. Это позволило достичь скорости изменения тока в свароч-
ной цепи 2-106 А/с. Индуктивность сварочной цепи осталась достаточной
для сглаживания выходного напряжения регулятора.
Для удобства формирования различных алгоритмов управления
была использована одноплатная микроЭВМ 5 типа «Электроника МС
1201.02». Входным сигналом является напряжение на дуге, преобразуе-
мое в цифровую форму АЦП (поз. 6). Вычислительная машина выраба-
тывает сигнал, пропорциональный требуемому значению сварочного тока,
который преобразуется в аналоговую форму ЦАП (поз. 4) и поступает
на один из входов регулятора тока 3. На второй вход с безындуктивного
шунта 2 поступает напряжение, пропорциональное действительному зна-
чению тока. Регулятор 3 в зависимости от разности между действитель-
ным и требуемым значениями тока производит включение или выклю-
чение транзистора /. Такая система регулирования наиболее проста и
имеет предельное быстродействие. Время расчета машиной требуемого
значения тока зависит от сложности программы и составляет 20... 100 мкс.
В экспериментах осуществлялась наплавка валиков проволокой типа
Св-08Г2С диаметром 1,6 мм автоматом АД С-502. Потери металла на
разбрызгивание оценивались коэффициентом Кн = (тбр/тпр), где тлбр —
масса брызг; тлпр — масса расплавленной проволоки.
Были исследованы три способа управления плавлением и переносом
металла. При первом способе питание дуги осуществлялось импульсами
постоянной амплитуды и длительности. При втором способе дуга во время
образования капли питалась от
источника с пологопадающей
внешней характеристикой. Для
устранения колебаний тока, свя-
занных с блужданием дуги, сис-
тема управления имитировала
включение дополнительной ин-
дуктивности 0,45 мГн в свароч-
ной цепи. Энергия, расходуемая
на образование капли, не огра-
ничивалась, но при возникно-
вении короткого замыкания ток
резко уменьшался до уровня /п
Рис. 3. Осциллограмма сварочного тока
и напряжения при питании дуги импульсами тока
постоянной амплитуды и длительности (проволока
типа Св-08Г2С диаметром 1,6 мм)
и поддерживался таким в те-
чение 0,6 мс (рис. 1). Это пре-
пятствовало отталкиванию кап-
ли. Управление переходом ме-
151
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Зависимость коэффициента потерь
металла на разбрызгивание /<„ от тока при
использовании проволоки диаметром 1,6 мм:
/ — питание дуги импульсами тока постоянной
амплитуды и длительности; 2 — то же от
источника, с пологопадающей внешней
характеристикой, обеспечивающего уменьшение
тока в начале и конце стадии короткого
замыкания; 3 — то же от обычного сварочного
выпрямителя
талла с торца электрода в ванну
осуществлялось так же, как и в
первом способе.
Третий способ управления
(для сравнения описанных выше
результатов с результатами, полу-
чаемыми при эксплуатации обыч-
ных источников питания) имити-
ровал работу обычного сварочно-
го выпрямителя с внутренним со-
противлением 0,02 Ом и дополни-
тельной индуктивностью 0,45 мГн.
Первый способ управления
обеспечивает стабильный перенос
металла, что, в частности, видно
из осциллограммы (рис. 3). По-
тери металла на разбрызгивание
по сравнению с обычным источни-
ком питания в наиболее неблаго-
приятном диапазоне рабочих то-
ков снижены на порядок (рис. 4).
При использовании второго способа разбрызгивание увеличивается, однако
оно все же остается заметно меньшим, чем при третьем способе. Это
обусловлено устранением отталкивания капель в случае коротких замы-
каний и ослаблением газодинамического удара при отрыве капель от торца
электрода. При применении обычного источника питания дуги частота
перехода капель в ванну и их масса нестабильны. Поэтому шов имеет
неровную поверхность. Так, при /св = 280 A, Ua = 26 В отклонения высоты
валика от среднего значения достигают 15 %. Управление плавлением и
переносом металла по первому способу сводит эти отклонения к 3 %.
Таким образом, управление плавлением и переносом металла при сварке
в углекислом газе путем изменения сварочного тока позволяет существенно
снизить потери металла и улучшить внешний вид шва. Для этого необходим
регулируемый источник питания дуги, обеспечивающий скорость изменения
тока в сварочной цепи не менее 2-106А/с. Достигнуть такой скорости из-
менения тока позволяют транзисторные регуляторы или источники питания
инверторного типа, работающие на частоте 20 кГц и выше.
1. Потапьевский А.Г Сварка в углекислом газе. — М.: Машиностроение, 1984. — 81 с.
2. Дюргеров Н.Г., Щекин В.А. О причинах разбрызгивания металла при газоэлектрической сварке
длинной дугой // Свароч. пр-во. — 1973. — № 10. — С. 47-48.
3. Перенос электродного металла при сварке в углекислом газе / А.Г. Потапьевский, В.С. Мечев,
В.Я. Лаврищев, Н.И. Костенюк // Автомат, сварка. — 1971. — № 6. — С. 1-4.
4. Воропай Н.М., Лаврищев В.Я. Условия переноса металла при сварке в углекислом газе // Там
же. — 1976. — № 5. — С., 8-11
5. А. с. 329970 СССР, МКН В 23 К 91/6. Способ дуговой сварки плавящимся электродом /
Н.Г. Дюргеров, Х.Н. Сатиров, В.А. Щекин и др. — Опубл. 07.04.72; Бюл. № 8.
6. Pulsed GMAW /F. Matsuda, М. Ushio, Н. Nishikawa, Т. Yokoo // Trans. JWRI. — 1985. —
14, № 1. - P. 13-19.
152
СВАРКА ПЛАВЛЕНИЕМ
7. Пат. 4546234 США, МКИ В 23 К 9/09. Output control of short circuit welding power source /
Ogasara Takaaki. — Опубл. 08.10.85.
8. A. c. 1168367 СССР, МКИ1 В 23 К 9/00. Способ электродуговой сварки с короткими
замыканиями дугового промежутка и устройство для его осуществления / А.Ф. Князьков, Ю.Н.
Сараев, А.К. Тимошенко и др. — Опубл. 23.07.85; Бюл. № 27.
9. Пат. 3523879 ФРГ, МКИ В 23 К 9/09. Kurzlichtbogen — Schweissverfahren. — Опубл.
08.01.87.
10. Заявка 59 150670 Япония, МКИ В 23 К 9/12. Способ управления процессом дуговой сварки на
постоянном токе / Хагивара Сэйго, Кояма Хидэюки, Кобаяси Макото; Мацусита дэнки сангё. —
Заявл. 17.02.83; Опубл. 28.08.84.
И. Влияние метода ограничения тока короткого замыкания на формирование вертикальных и
потолочных швов при сварке в углекислом газе / И.И. Заруба, В.П. Баргамен, В.В. Андреев,
М.Н. Сидоренко // Автомат, сварка. — 1973. — М» 4. — С. 64-67.
12. Хейфец А.Л. Сравнительная оценка некоторых способов уменьшения разбрызгивания металла
при сварке в СО2 // Там же. — 1986. — № 3. — С. 58-60.
13. Лебедев А,.В. Структурная схема процесса саморегулирования дуги при переносе металла с
короткими замыканиями // Там же. — 1978. — № 5. — С. 7-11.
14. Регулирование режимов механизированной сварки в СО2 при использовании многопостовых
источников тока / Ю.И. Драбович, А.В. Лебедев, В.В. Кравченко и др. // Там же. — 1987. —
№ 10. - С. 70-71.
ГИБРИДНАЯ ЛАЗЕРНО-МИКРОПЛАЗМЕННАЯ
СВАРКА МЕТАЛЛОВ МАЛЫХ ТОЛЩИН*
Б.Е. Патон, В.С. Гвоздецкий, И.В. Кривцун, А.А. Загребельный,
В.Ф. Шулым, В.Л. Джеппа
Разработана конструкция и создан опытный образец интегрированного плазмотрона
для микроплазменной, лазерной и лазерно-микроплазменной сварки различных ме-
таллов толщиной до 3 мм в автоматическом и ручном режимах. Проведены исследо-
вания технологических возможностей данного плазмотрона при сварке сталей, тита-
новых и алюминиевых сплавов в микроплазменном, лазерном и гибридном режимах.
Подтверждено существенное повышение эффективности использования энергии ла-
зерного пучка и микроплазменной дуги, объединяемых в гибридном процессе. Пока-
зана перспективность лазерно-микроплазменной сварки алюминиевых сплавов при
использовании микроплазменной дуги с разнополярными импульсами тока.
An integrated plasmatron has been designed and its pilot sample has been manufactured
for application in microplasma, laser-microplasma welding of various metals up to 3 mm
thick in the automatic and manual modes. Technological potential of this plasmatron has
been studied in welding steels, titanium and aluminium alloys in the microplasma, laser
potential modes. A significantly higher effectiveness of utilisation of the laser beam and
microplasma arc energy, combined in the hybrid process, has been confirmed. Good
prospects for application of laser-microplasma welding of aluminium alloys, using a
microplasma arc with current pulses of different polarity, are demonstrated.
Ключевые слова: электрическая дуга, лазерный пучок, титрированный плазмотрон,
микроплазменная, лазерная, лазерно-микроплазменная сварка, проплавление металла, космос,
исследования
’Автоматическая сварка. — 2002. — № 3. — С. 5-9.
“Работа выполнена совместно с Бременским институтом прикладных лучевых технологий (БИАС,
г. Бремен, Германия).
153
ИЗБРАННЫЕ ТРУДЫ
В последнее время все большее развитие получают комбинированные,
или гибридные технологические процессы, реализуемые путем совмест-
ного использования двух различных источников тепла, например, лазер-
ного пучка и электрической дуги. Первые исследования лазерно-дуговых
процессов сварки [1-5] показали, что они обладают целым рядом особен-
ностей, которые нельзя объяснить простой суперпозицией свойств исполь-
зуемых источников тепла, взятых по отдельности. В частности, установ-
лено, что при комбинированном воздействии на металлы существенно
увеличивается коэффициент использования энергии как лазерного, так и
дугового источников тепла, улучшается стабильность движения пятна
дуги по поверхности изделия. Все это позволяет более чем в полтора раза
увеличить максимальную глубину проплавления для соответствующего
лазерного процесса, но особенно важно при использовании лазеров
небольшой мощности, а также повысить стабильность и практически
удвоить производительность соответствующего дугового процесса.
Еще более обнадеживающие результаты были получены при исполь-
зовании в гибридном процессе сжатой (плазменной) дуги вместо свобод-
ногорящей. Известны две схемы реализации лазерно-плазменной
сварки — с расположением лазерного пучка и плазменной дуги под углом
друг к другу [6, 7] и их соосное объединение [8-11]. Последняя схема
представляется наиболее рациональной, поскольку обеспечивает необ-
ходимую коаксиальность теплового и динамического воздействия
источников тепла на поверхность сварочной ванны.
К сожалению, применить традиционные дуговые плазмотроны для
реализации гибридной, лазерно-плазменной сварки в рамках рассматрива-
емой схемы практически невозможно. Соосное объединение лазерного пучка
и плазменной дуги требует создания специализированных устройств —
интегрированных лазерно-дуговых плазмотронов [8-10, 12], основной осо-
бенностью которых является конструкция катодного узла (тугоплавкий
трубчатый катод или система штыревых катодов, расположенных по окруж-
ности), позволяющая вводить сфокусированное лазерное излучение в зону
сварки вдоль оси плазмоформирующего канала.
В настоящей статье представлены результаты испытаний опытного
образца интегрированного лазерно-дугового плазмотрона для автоматичес-
кой и ручной сварки различных металлов толщиной до 3 мм, а также
результаты исследований технологических возможностей гибридной сварки
нержавеющей стали, титанового и особенно алюминиевого сплава с перс-
пективой ее использования в условиях космоса.
Экспериментальное оборудование. С целью практической реализа-
ции процесса гибридной сварки металлов малых толщин была разрабо-
тана конструкция и изготовлен опытный образец универсального плаз-
мотрона для микроплазменной, лазерной и лазерно-микроплазменной
сварки в автоматическом и ручном режимах (рис. 1). Данное устройство
представляет собой двухэлектродный плазмотрон, имеющий вольфрамо-
154
СВАРКА ПЛАВЛЕНИЕМ
Рис. 1. Интегрированный
плазмотрон для микроплазменной,
лазерной и гибридной сварки в
автоматическом и ручном режимах
Рис. 2. Микроплазменная сварка
на прямой полярности
с использованием интегрированного
плазмотрона
вый катод диаметром 1,5 мм (для работы на прямой полярности) и
вольфрамовый электрод диаметром 2,5 мм (для работы в режиме разно-
полярных импульсов тока), установленные внутри водоохлаждаемого
корпуса. Электроды расположены диаметрально под углом 2 Г к оси
плазмотрона и имеют возможность перемещения вдоль своих осей. Плаз-
мотрон имеет сменное плазмоформирующее сопло, изготовленное из меди
или молибдена, с диаметром выходного канала 2...3 мм и внешнее сопло
для подачи защитного газа.
Предложенная конструкция плазмотрона позволяет вводить сфоку-
сированный лазерный пучок в зону сварки вдоль оси плазмоформирующего
сопла. Для этой цели в верхней части корпуса предусмотрен стыковочный
узел (рис. 2) для подсоединения плазмотрона к стандартной фокусирующей
системе RSY-FM-D160Z НР/2 с регулируемым фокусным расстоянием
160±6 мм, которая соединяется со световодом посредством коллиматора
RSY-KM-B120 HPW/2. Плазмотрон предназначен для работы с пучком
излучения ИАГ-лазера мощностью до 2 кВт (размер пятна фокусировки
0,6... 1,0 мм) при токах микроплазменной дуги прямой полярности до 50 А
и при использовании разнополярных импульсов тока амплитудой до 35 А.
Предварительные испытания плазмотрона в дуговом режиме, прове-
денные в ИЭС с использованием экспериментального источника питания,
включали:
определение условий возбуждения и поддержания дежурной и
основной дуги;
проверку функционирования плазмотрона на прямой и обратной
полярности;
предварительную оценку технологических возможностей плазмот-
рона в режиме микроплазменной сварки.
При диаметрах канала плазмоформирующего сопла 2...3 мм и
расходах плазмообразующего газа (аргон) 0,5...0,8 л/мин дежурная дуга
155
ИЗБРАННЫЕ ТРУДЫ
возбуждалась стабильно как между каждым из электродов и соплом, так
и между двумя электродами (ток дежурной дуги 5...7 А, напряжение
холостого хода 60 В). Наилучшая форма дежурной дуги с факелом
плазмы, выходящим за срез сопла, наблюдалась при ее горении между
электродами плазмотрона.
При расстояниях от среза сопла до поверхности образца/? = 2...3 мм
основная дуга прямой полярности возбуждалась и горела устойчиво в
диапазоне токов I = 32... 53 А при напряжении на дуге U = 29...36 В
((7ХХ = 80 В). Повышение напряжения холостого хода до 100 В позволило
добиться стабильного возбуждения и горения основной дуги при
увеличении расстояния до образца вплоть до 6 мм.
Для оценки технологических возможностей разработанного плазмот-
рона в режиме микроплазменной сварки использовали образцы толщиной
1,5; 2 и 3 мм из следующих материалов: нержавеющая сталь 12Х18Н9;
титановый сплав ОТ-4 и алюминиевый сплав АМгЗ.
Свариваемые образцы устанавливали на неподвижном сварочном
столе (с использованием медной подкладки), а плазмотрон был закреплен
на кронштейне сварочного трактора и перемещался при выполнении
сварочных операций (рис. 2). В ходе проведения технологических эк-
спериментов выполнялось проплавление образцов, а также сварка стыко-
вых соединений. Расход плазмоообразующего газа составлял примерно
0,6, защитного газа, охлаждающей воды 1,5 л/мин.
Установлено, что с помощью разработанного плазмотрона при
микроплазменной сварке дугой прямой полярности возможно получение
сварных соединений с полным проплавлением образцов из нержавеющей
стали и титанового сплава толщиной 1,0... 1,5 мм. Параметры режима
сварки при этом находились в следующих пределах: I = 43...52 A, U =
= 29...25 В, скорость сварки цсв = 0,24...0,4 м/мин. Ширина полученных
швов не превышала 3,5 мм. Заметных подрезов и провисаний швов не
наблюдалось, при этом предпочительнее выглядят швы, полученные при
расстоянии до образца, равном 2 мм.
Проведенные эксперименты показали недостаточность защиты
поверхности сварочной ванны, поэтому сварные швы отличались замет-
ным окислением. Поскольку увеличение расхода защитного газа не
приводило к заметному улучшению качества защиты, была проведена
частичная доработка плазмотрона, а именно: увеличен диаметр выходного
отверстия защитного сопла; изготовлено и установлено в это сопло
фторопластовое газораспределительное кольцо. Принятые меры в какой-
то мере улучшили качество защиты зоны сварки, но этого улучшения
оказалось явно недостаточно (требуется дальнейшая оптимизация
системы защиты шва).
К сожалению, возможности плазмотрона при его работе в режиме
разнополярных импульсов тока на первом этапе испытаний определить
не удалось в связи с неустойчивым функционированием имеющегося
источника питания.
156
СВАРКА ПЛАВЛЕНИЕМ
Технологические эксперименты. Технологические эксперименты по
использованию интегрированного плазмотрона для сварки в дуговом,
лазерном и гибридном режимах были проведены в БИАС (Германия). В
качестве источника питания дуги использовали серийный источник для
дуговой и плазменной сварки MESSER TIG 450 AC/DC-P с плавной
регулировкой тока от 5 до 450 А, включающий систему подачи и контроля
плазмообразующего и защитного газов, а также замкнутый контур
жидкостного охлаждения плазмотрона с блокировкой его включения.
Источник питания обеспечивал стабильное возбуждение дежурной дуги
как между одним из электродов и соплом плазмотрона, так и между двумя
электродами. Кроме того, данный источник снабжен осциллятором для
поджига основной дуги путем пробоя дугового промежутка, что поз-
волило в дальнейшем возбуждать основную дугу постоянного и перемеш
ного тока без использования дежурной дуги.
Для перемещения плазмотрона при сварке использовался робот-ма-
нипулятор фирмы KUKA, система управления которого позволяла прог-
раммировать все параметры сварочного процесса, что наряду с достоин-
ствами имело и определенные недостатки, так как не позволяло кор-
ректировать параметры режима в процессе сварки. При проведении всех
экспериментов скорость сварки задавалась равной 0,25 м/мин, что
является, во-первых, средним значением скорости при выполнении руч-
ных сварочных операций, а, во-вторых, работать на более высоких
скоростях не позволяла ограниченная мощность плазмотрона. Расстояние
от среза медного плазмоформирующего сопла до образца устанавливали
в диапазоне 2,0...2,5 мм, диаметр канала сопла плазмотрона был выбран
равным 2,5 мм. При проведении технологических экспериментов исполь-
зовали образцы тех же материалов и толщин, что и при испытаниях
плазмотрона в ИЭС им. Е.О. Патона.
Микроплазменная сварка. Для определения технологических воз-
можностей разработанного плазмотрона при работе в дуговом режиме
проводилась микроплазменная сварка на прямой полярности образцов из
нержавеющей стали 12Х18Н9 и титанового сплава ОТ-4. Были сварены
шесть стыковых соединений образцов толщиной 1,0... 1,5 мм при различных
значениях тока дуги I = 40.. .51 А, а также выполнено проплавление четырех
образцов толщиной 2...3 мм для последующего сравнения глубины и
ширины проплавления при микроплазменной сварке с соответствующими
параметрами швов, полученных при лазерной и гибридной сварке.
При сварке образцов из алюминиевого сплава микроплазменной
дугой переменного тока использовался режим сварки разнополярными
импульсами с частотой 125 Гц. Длительность импульсов прямой и обрат-
ной полярности составляла соответственно 65 и 35 %. Сварка выполнялась
при токах дуги 25...35 А. Следует отметить, что при токе микроплазмен-
ной дуги 25 А наблюдалась только очистка поверхности образца
толщиной 3 мм без заметного его проплавления. При сварке стыковых
соединений также наблюдалась хорошая очистка поверхности, однако
157
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Интегрированный
плазмотрон с подключенной
фокусирующей системой лазера
качественных швов с полным проплав-
лением образцов не удалось получить даже
при их толщине 1 мм и токе дуги 35 А.
Лазерная сварка. После завершения
экспериментов в дуговом режиме плазмот-
рон был подсоединен к фокусирующей
системе RSY-FM-D160Z 1/2 (рис. 3) и с
помощью гибкого световода подключен к
импульсно-периодическому лазеру с диод-
ной накачкой RS D4 044 (фирмы «Rofin-
Sinar») максимальной мощностью 4,4 кВт.
Проведена юстировка положения фокуса
лазерного пучка (размер пятна фокуси-
ровки 0,8... 1,0 мм) относительно поверхности образца при расстоянии от
среза плазмотрона h = 2 мм.
Вначале было выполнено проплавление и сварка образцов из нержа-
веющей стали и титанового сплава. Перед сваркой алюминиевых образцов
для предотвращения попадания отраженного излучения в оптическую
систему лазера, плазмотрон с установленной на нем фокусирующей
системой был повернут на угол 8° по отношению к вертикали (рис. 3),
при этом было скорректировано положение фокуса лазерного пучка
относительно поверхности образца. Были обработаны десять образцов из
указанных материалов толщиной 1,5...3,0 мм при мощности лазера
500... 1500 Вт. В результате удалось получить полное проплавление
образцов из нержавеющей стали толщиной 2 мм при мощности лазера
1 кВт. Для образцов из титанового и алюминиевого сплава толщиной 3 мм
глубина проплавления составила 1,2 мм при мощности лазера 0,5 кВт
(ОТ-4) и 0,8 мм при мощности лазера 1,5 кВт (АМгЗ). В случае сварки
стыковых соединений образцов из алюминиевого сплава толщиной 1,5 мм
полного проплавления достичь не удалось при увеличении мощности
лазера от 1 до 1,3 кВт.
Гибридная сварка. Перед проведением сварочных экспериментов в
комбинированном режиме плазмотрон с подключенной фокусирующей
системой был электрически изолирован от робота. После пробных вклю-
чений возникли проблемы с системой охлаждения лазера RS D4 044
мощностью 4,4 кВт, после чего к плазмотрону был подключен лазер
непрерывного действия RS CW 020 мощностью 2 кВт, пучок которого
фокусировался на изделие в пятно размером 0,6 мм.
Проплавление образцов из алюминиевого сплава АМгЗ толщиной
3 мм проводили в гибридном режиме (лазер + микроплазменная дуга
переменного тока). При амплитуде тока дуги 25 А и мощности лазерного
пучка 1... 1,5 кВт образец проплавлялся на глубину менее 1 мм, при этом
наблюдалось сильное почернение сварных швов, хотя в случае использо-
вания только микроплазменной дуги переменного тока этот эффект
158
СВАРКА ПЛАВЛЕНИЕМ
отсутствовал и происходила нормальная очистка поверхности алюминия.
При разборке плазмотрона (снятии защитного и плазмоформирующего
сопел) была обнаружена течь охлаждающей воды по пайке в нижней части
корпуса плазмотрона, которая, по всей видимости, и являлась причиной
ухудшения защиты зоны сварки. Несмотря на это, было выполнено проп-
лавление двух образцов алюминиевого сплава АМгЗ толщиной 3 мм в
режиме гибридной сварки (для проведения этих экспериментов плазмотрон
был отключен от системы охлаждения). Режимы гибридной сварки были
следующими: мощность лазера 1,2 кВт, амплитуда импульсов тока микроп-
лазменной дуги соответственно 25 и 35 А.
Результаты экспериментов. Разработанный интегрированный плаз-
мотрон для микроплазменной, лазерной и гибридной сварки позволяет
при работе в дуговом режиме на постоянном токе прямой полярности
получать стыковые соединения с полным проплавлением образцов из
нержавеющей стали и титанового сплава толщиной до 1,5 мм при токе
дуги 40...50 А и скорости сварки 0,25 м/мин.
Мощность плазмотрона при сварке алюминиевого сплава разнополяр-
ными импульсами (амплитудное значение тока 25 А) позволяет производить
только очистку поверхности образцов толщиной 3 мм без видимых следов
расплавления (рис. 4, а). Попытки выполнения стыковых соединений
алюминия при толщине образцов 1 мм показали, что указанная мощность
также является недостаточной для получения сварных швов с полным
проплавлением. Таким образом, необходимо повышение мощности плазмот-
рона (увеличение максимального значения тока дуги не менее чем до 50 А)
при работе в режиме разнополярных импульсов.
Эксперименты по лазерной сварке показали, что при выбранной
скорости сварки получение стыковых соединений образцов из нержаве-
ющей стали и титана толщиной 1,5 мм возможно при мощности лазера
750...800 Вт. Здесь следует отметить некоторую нестабильность процесса,
следствием которой является наличие различных по внешнему виду
участков поверхности шва при постоянстве параметров режима сварки.
Рис. 4. Макрошлиф образца с проплавлением при микроплазменной (с), гибридной (б)
и лазерной (в) сварке алюминиевого сплава АМгЗ (толщина 3 мм, скорость сварки 0,25 м/мин)
с использованием дуги переменной полярности (амплитуда тока 25 А, частота 125 Гц,
расход плазмообразующего газа (Аг) 0,5 л/мин) и ИАГ-лазера (мощность излучения 1,2 кВт,
размер пятна фокусировки 0,6 мм)
159
ИЗБРАННЫЕ ТРУДЫ
При выполнении стыковых соединений образцов из алюминиевого
сплава АМгЗ толщиной 1,5 мм полного проплавления не удалось получить
при повышении мощности лазера до 1,3 кВт. По всей видимости, требу-
емая для этого мощность лазера должна составлять не менее 1,5 кВт.
Кроме того, при лазерной сварке алюминия отсутствует очистка поверх-
ности от оксидной пленки в процессе сварки, результатом чего является
недостаточно высокое качество сварных швов.
Для сравнительной оценки различных способов сварки (микроплаз-
менной, лазерной и гибридной выполняли проплавление образцов из
различных материалов толщиной 2...3 мм на одной и той же скорости
(0,25 м/мин). В частности, в режиме микроплазменной сварки на прямой
полярности при токе дуги 50 А глубина проплавления составила 0,6 мм для
нержавеющей стали и 2,0 мм для титанового сплава (при этом ширина швов
соответственно 2,8 и 5,5 мм). В режиме лазерной сварки при мощности
лазера 1 кВт и той же скорости сварки удалось достичь полного проплав-
ления образца нержавеющей стали толщиной 2 мм, а при мощности 0,5 кВт
глубина проплавления составила 0,8 мм для нержавеющей стали и 1,2 мм
для титанового сплава (при ширине швов соответственно 1,4 и 2,5 мм).
При проплавлении алюминиевого сплава толщиной 3 мм микроплаз-
менной дугой переменного тока (амплитудное значение тока 25 А) заметное
расплавление металла отсутствует (рис. 4, а), а при увеличении амплитуды
импульсов тока до 35 А глубина проплавления составляет 0,7 мм, ширина
шва 4,0 мм, площадь проплавления 2,0 мм2 (рис. 5, а). При лазерном
проплавлении этого же образца на скорости 0,25 м/мин глубина проплав-
ления составила 0,4 мм при мощности лазера 1,2 кВт (рис. 4, в, 5, б).
При совместном использовании лазерного пучка мощностью 1,2 кВт
и микроплазменной дуги переменного тока (амплитуда тока 25 А) глубина
проплавления образца толщиной 3 мм при скорости сварки 0,25 м/мин
составляет 0,8 мм, ширина шва 2,0 мм и площадь проплавления 1,1 мм2
(см. рис. 4, б), тогда как в случае лазерной сварки при той же мощности
пучка и скорости сварки соответственно 0,4 мм, 1,2 мм и 0,35 мм2
(см. рис. 4, в), а при микроплазменной сварке 25-амперной дугой проп-
лавление отсутствует вообще (см. рис. 4, а).
Рис. 5. Макрошлиф образца с проплавлением при микроплазменной (о), лазерной (б)
и гибридной сварке алюминиевого сплава АМгЗ (толщина 3 мм) с использованием дуги
переменной полярности (ток 35 А) и ИАГ-лазера (мощность излучения 1,2 кВт)
160
СВАРКА ПЛАВЛЕНИЕМ
Еще более интересные результаты были получены при использовании
в гибридном процессе 35-амперной микроплазменной дуги и лазерного пучка
прежней мощности (1,2 кВт). В частности, было достигнуто полное проп-
лавление образца из АМгЗ толщиной 3 мм при ширине шва 4,9 мм и площади
его поперечного сечения 10,6 мм2 (см. рис. 5, в). Сравнивая полученные
данные с результатами проплавления образца при лазерной и микроплаз-
менной сварке в отдельности (ср. рис. 5, а~в), можно заметить, что площадь
проплавления при гибридной сварке алюминиевого сплава более чем в 4
раза превосходит сумму соответствующих площадей при лазерной и микроп-
лазменной сварке в отдельности. Это свидетельствует о существенном
повышении эффективности использования энергии источников тепла при
их объединении в гибридном процессе.
К сожалению, по причинам, изложенным выше, удалось получить
только один образец проплавления, выполненного в таком режиме.
Поэтому полученные результаты требуют дополнительного подтверж-
дения, для чего необходимо создание плазмотрона, позволяющего выпол-
нять сварку в режиме разнополярных импульсов при токах 50 А и выше.
Заключение. Проведенные предварительные исследования техноло-
гических возможностей интегрированного плазмотрона применительно к
микроплазменной, лазерной и лазерно-микроплазменной сварке позволяют
сделать вывод о перспективности гибридной сварки алюминиевых сплавов
лазерным пучком и микроплазменной дугой, горящей в режиме разнопо-
лярных импульсов тока. С одной стороны, такая комбинация позволяет
осуществлять очистку поверхности алюминия в процессе сварки, чего нельзя
достичь при чисто лазерной сварке, и тем самым повысить качество
получаемых сварных соединений. С другой стороны, совместное использо-
вание двух источников тепла позволяет существенно увеличить эффек-
тивность использования энергии каждого из них, что делает гибридную
сварку весьма привлекательной для использования, например, при ремон-
тных работах в условиях космических летательных аппаратов.
Представляется целесообразным продолжить начатые исследования
в направлении разработки более мощного интегрированного плазмотрона
на токи до 100 А при работе в режиме разнополярных импульсов,
предназначенного для использования совместно с диодным лазером мощ-
ностью 1,5...2,0 кВт, проведения экспериментальных и теоретических
исследований процесса гибридной сварки алюминиевых сплавов малых
и средних толщин, а также дальнейшего изучения технологических
возможностей данного процесса.
1. Steen W.M., Eboo М. Arc augmented laser welding // Metal Construction. — 1979. — 11,
№ 7. - P. 332-335.
2. Steen W.M. Arc augmented laser processing of materials // J. Appl. Phys. — 1980. — 51,
№ 11. — P. 5636-5641.
3. Diebold T.P., Albright C.E. «Laser-GTA» welding of aluminum alloy 5052 // Welding J. —
1984. - 63, №6. - P. 18-24.
4. TIC or MIG arc augmented laser welding of thick mild steel plate / J. Matsuda, A. Utsumi,
M. Katsumura et al. // Joining and Materials. — 1988. — 1, № 1. — P. 31-34.
11—8-1437
161
ИЗБРАННЫЕ ТРУДЫ
5. Особенности нагрева металла при лазерно-дуговой сварке / С.Г. Горный, В.А. Лопота, В.Д.
Редозубов и др. // Автомат, сварка. — 1989. — № 1. — С. 73-74.
6. Walduck R.P., Biffin J. Plasma arc augmented laser welding // Welding and Metal Fabric. —
1994. - 62, № 4. - P. 172-176.
7. Pat. 5866870 США, МКИ B23K 10/00, 26/00. Enhanced laser beam welding / R.P. Walduck. —
Publ. 02.02.99.
8. Патон Б.Е. Совершенствование способов сварки — один из путей повышения качества и
экономичности сварных конструкций // Автомат, сварка. — 1995. — №11. — С. 3-11.
9. Pat. 5700989 США, МКИ В23К 26/00, 10/00. Combined laser and plasma arc welding torch /
I.S. Dykhno, I.V. Krivtsun, G.N. Ignatchenko. — Publ. 23.12.97.
10. Сом А.И., Кривцун И.В. Лазер + плазма: новые возможности в наплавке // Автомат, сварка. —
2000. - № 12. - С. 36-41.
11. Laser-arc discharge: Theory and applications / V.S. Gvozdetsky, I.V. Krivtsun, M.I. Chizhenko et
al. — Harwood acad. publ., 1995. — Vol. 3. — 148 p. — (Welding and Surfacing Reviews).
12. Кривцуи И.В., Чиженко М.И. Основы расчета лазерно-дуговых плазмотронов // Автомат,
сварка. — 1997. — № 1. — С. 16-23.
РОЛЬ ПАРОГАЗОВОГО КАНАЛА
В ФОРМИРОВАНИИ ГЛУБОКОГО ПРОПЛАВЛЕНИЯ
ПРИ А-ТИГ СВАРКЕ НЕРЖАВЕЮЩЕЙ СТАЛИ*
Б.Е. Патон, К.А. Ющенко, Д.В. Коваленко, И.В. Кривцун,
В.Ф. Демченко, И.В. Коваленко
Представлены результаты экспериментальных исследований геометрических размеров
и формы поверхности сварочной ванны при ТИГ и А-ТИГ сварке поверхностной дугой
при неполном проплавлении нержавеющей стали типа 12Х18Н10Т (304Н). Высказано
предположение о том, что одной из причин глубокого проплавления при А-ТИГ сварке
является формирование парогазового канала и связанное с этим изменение ин-
тенсивности конвекции Марангони. Характерные для А-ТИГ сварки формы свободной
поверхности и дна сварочной ванны подтверждают существование предложенного
механизма глубокого проплавления.
Given are the results of experimental studies of dimensions and shape of the weld pool
surface in TIG and A-TIG welding of stainless steel 304N using the surface arc with
incomplete penetration. It is hypothesized that one of the causes of deep penetration in
A-TIG welding is formation of a keyhole and associated change in the Marangoni con-
vection intensity. Configurations of the free surface and bottom of the weld pool, char-
acteristic of A-TIG welding, prove this mechanism of deep penetration.
Ключевые слова: ТИГ и А-ТИГ сварка, дуга, сварочная ванна, проплавление, парогазовый
канал, конвекция Марангони, нержавеющая сталь
А-ТИГ сварка (ТИГ сварка по слою активирующего флюса) является
достаточно простой и эффективной альтернативой ТИГ сварке, а также
плазменной, лазерной и электронно-лучевой сварке. При сварке поверх-
ностной дугой глубина проплавления повышается более чем в 3 раза по
сравнению с ТИГ сваркой. Способ А-ТИГ сварки позволяет сваривать
Автоматическая сварка. — 2006. — № 6. — С. 3-8.
162
СВАРКА ПЛАВЛЕНИЕМ
различные металлы за один проход без разделки кромок и использования
присадочной проволоки, в частности, выполнять стыковые соединения
при односторонней сварке сталей малой и средней толщины (от 1 до
12 мм), двусторонней сварке сталей толщиной от 6 до 25 мм, а также
корневые швы в разделку с увеличенным притуплением кромок
(4...6 мм). Кроме того, А-ТИГ сварка дает возможность получать швы
одинакового размера и качества при сварке сталей одной марки, но
различной выплавки, а также обеспечивать более низкие значения дефор-
мации и усадки сварных соединений [1-4].
В настоящее время существуют различные гипотезы о причинах и
механизмах более глубокого проплавления при А-ТИГ сварке по сравне-
нию с ТИГ процессом. Предлагаемые гипотезы можно объединить в две
основные группы:
изменение характера и структуры гидродинамических потоков в
сварочной ванне в зависимости от направления течения Марангони [5,
6], а также повышения роли пондеромоторных (лоренцевых) сил при
формировании течения расплавленного металла [7, 8];
контрагирование дуги за счет электроотрицательных элементов и
изоляционного действия активирующего флюса, и обусловленные этим
повышение плотности тока и соответственно концентрации теплового
воздействия дуги на поверхности сварочной ванны [2, 9-11].
Проведенные нами ранее [12] исследования ТИГ и А-ТИГ сварки
нержавеющей стали 304Н (при использовании аэрозольного оксидного
активатора ПАТИГ С-А) показали, что с увеличением тока дуги происходит
перераспределение влияния механизмов глубокого проплавления (первая и
вторая гипотезы) на проплавляющую способность А-ТИГ сварки. В част-
ности, контрагирование дуги оказывается наиболее значительным фактором
при сварке на низких (до 100 А) токах. С повышением тока от 100 до 150
А влияние контрагирования дуги на глубину проплавления и формирование
шва ослабляется более чем в 2 раза в общем балансе механизмов, обуслов-
ливающих глубокое проплавление при А-ТИГ сварке.
Обычно исследования процесса проплавления свариваемого металла
проводятся на основе анализа размеров сварных швов (глубины проплав-
ления, ширины и коэффициента формы шва). Вместе с тем, в литературе,
освещающей вопросы А-ТИГ сварки, не уделяется достаточного внимания
деформации свободной поверхности жидкого металла, которая, на наш
взгляд, может оказывать существенное влияние на формирование свар-
ного шва.
В настоящей работе на основе анализа экспериментальных данных о
геометрии поверхности сварочной ванны при ТИГ и А-ТИГ сварке нержа-
веющей стали 304Н с неполным проплавлением выдвигается гипотеза об
образовании квазипарогазового канала при А-ТИГ сварке поверхностной
дугой и его роли в интенсификации конвективного переноса тепла в
расплавленном металле, обеспечивающего глубокое проплавление.
п*
163
ИЗБРАННЫЕ ТРУДЫ
Результаты экспериментальных исследований. Сварочные экспери-
менты выполняли на пластинах размером 150x50x9 мм из нержавеющей
стали 304Н (0,006 % S, 0,006 % О). Перед А-ТИГ сваркой на поверхность
пластины наносили равномерный контролируемый слой активатора (ок-
сида) шириной 5 мм и толщиной 20 мкм. Толщину слоя активатора
контролировали специальным толщиномером ТП-34 на основе вихрето-
кового преобразователя. В качестве активаторов использовали в отдель-
ности следующие оксидные соединения: А12О3, MgO, CaO, SrO, Сг2О3,
MnO, СоО, Fe2O3, Ga2O3, In2O3, GeO2, SnO2, V2O5, MoO3, TiO2, SiO2.
Эксперименты проводили на сварочной установке ОБ-2279 для ТИГ
сварки с тиристорным источником питания ВСВУ-315.
При проведении экспериментов использовали следующий режим
сварки: ток сварки — 100, 150 и 200 А; длина дуги — 1,5 мм (устано-
вочное расстояние от конца вольфрамового электрода до поверхности
пластины перед сваркой); скорость сварки — 100 мм/мин; защитный
газ — аргон; применяли вольфрамовый электрод (2 % Th) диаметром
3,2 мм, угол заточки составлял 30°, притупление — 0,5 мм.
Исходя из сложности контроля очертаний и измерения размеров
поверхности жидкой ванны непосредственно
Рис. 1. Внешний вид (сверху)
поверхности застывших сварочных
ванн при ТИГ (а) и А-ТИГ (б)
сварке при /С1] = 200 А
в процессе сварки использовали следую-
щую методику. Во время сварки осущест-
вляли мгновенный обрыв дуги путем вык-
лючения источника питания и остановку
перемещения образца относительно воль-
фрамового электрода. Форму затвердев-
шей поверхности металла в первом приб-
лижении можно рассматривать как очерта-
ния свободной поверхности жидкой
сварочной ванны. Анализ этой формы и
измерение геометрических размеров ее по-
верхности проводили на макрошлифах об-
разца, вырезанных как поперек шва в зоне
центра кратера, так и в продольном се-
чении шва.
Внешний вид поверхности затвердев-
ших сварочных ванн ТИГ и А-ТИГ при
сварке представлен на рис. 1, а. Соответс-
твующие макрошлифы, вырезанные из по-
перечного и продольного сечения швов,
даны на рис. 2. Для анализа профилей дна
и свободной поверхности сварочной ванны
в продольном сечении шва будем использо-
вать общую схему расположения электрода
относительно ванны и ее характерные гео-
164
СВАРКА ПЛАВЛЕНИЕМ
Рис. 2.Поперечное (а, 6) и продольное (в, г) сечения засьывших сварочных ванн при ТИГ (с, е)
и А-ТИГ (б, г) сварке (/„ = 150 А)
метрические размеры при ТИГ и А-ТИГ сварке (рис. 3). Значения
представленных на этом рисунке геометрических параметров для различ-
ных режимов сварки приведены в таблице.
При сравнении очертаний поверхностей продольных и поперечных
размеров сварочных ванн при ТИГ и А-ТИГ сварке выявилось их
значительное отличие (см. рис. 1, 2 и таблицу), что свидетельствует,
по-видимому, о различных механизмах проплавления при указанных
способах сварки. В частности, анализ размеров и формы наружной
поверхности затвердевших ванн при ТИГ и А-ТИГ сварке показал
следующее. Передняя и хвостовая часть поверхности сварочной ванны
при А-ТИГ сварке имеют выпуклую форму с четко выраженным харак-
терным углублением (лункой) вблизи центра кратера (см. рис. 1, б и 2,
б, г), что особенно заметно в поперечном сечении шва (рис. 2, б). Такого
существенного углубления при ТИГ сварке не наблюдается (рис. 1, а и
2, а, в). С повышением тока дуги глубина этой лунки увеличивается при
использовании всех исследованных оксидов. Вместе с тем, при одном и том
же значении тока эта глубина отличается в случае использования различных
оксидов. По степени увеличения глубины кратера Якр с одновременным
повышением глубины проплавления 7/11р оксиды можно расположить в сле-
165
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Схема измерения характерных размеров сварочной ванны при ТИГ и А-ТИГ сварке:
— длина ванны; La — расстояние от переднего края ванны к оси электрода;
LH , LH — расстояние от переднего края ванные до точки максимальной глубины
соответственно кратера и проплавления; HKftl Н1|р — глубина соответственно кратера
и проплавления
дующем порядке: отличающиеся более низкой (Л12О3, MgO, CaO, SrO,
Cr2O3, MnO, СоО, Fe2O3) и более высокой (Ga2O3, In2O3, GeO2, SnO2,
V2O5, MoO3, TiO2, SiO2) степенью проплавления. ИзмененияНкр нН
при использовании трех характерных оксидов (TiO2, Fe2O3, Л12О3)
приведены на рис. 4.
Анализ продольных шлифов швов, выполненных ТИГ и А-ТИГ свар-
кой, показал следующее. Как при ТИГ, так и при А-ТИГ сварке положения
точек максимального прогиба (лунки кратера) поверхности сварочной
ванны LH и максимальной глубины проплавления LH смещены по
кр 2 2 пр
отношению к оси вольфрамового электрода в сторону хвостовой части
ванны. В случае А-ТИГ сварки это смещение увеличивается при повышении
тока сварки, а также изменяется в зависимости от типа используемого
оксида. Однако при всех прочих равных условиях оно меньше, чем в случае
Режимы сварки и геометрические размеры сварочныех ванн при ТИГ и А-ТИГ сварке стали 304Н
толщиной 9 мм
Способ сварки (оксид) G. А Z„ мм Якр, мм L, мм Lu , мм кр Lu , мм пр L,, , мм пр
ТИГ 100 5,5 0,20 2,5 3,2 3,9 1,0
А-ТИГ (TiO2) 100 4,5 0,50 1,6 2,1 3,0 2,2
ТИГ 150 8,2 0,35 3,0 5,5 6,7 2,5
А-ТИГ (TiO2) 150 7,5 1,20 2,0 4,6 5,5 5,7
ТИГ 200 11,5 0,50 3,6 9,5 10,0 3,1
А-ТИГ (TiO2) 200 9,0 1,50 2,5 8,0 7,7 6,2
166
СВАРКА ПЛАВЛЕНИЕМ
Рис. 4. Влияние ТИГ и А-ТИГ процесса сварки с использованием различных оксидов на глубину
кратера Н¥р (черная область) и проплавления Н„р (заштрихованная) сварочных ванн
при /св = 200 А
ТИГ сварки. На рис. 5 схематически представлены результаты анализа
при 1СВ = 200 А.
Обсуждение результатов экспериментальных исследований. Про-
анализируем приведенные выше результаты экспериментальных исследо-
ваний с точки зрения возможного механизма глубокого проплавления при
А-ТИГ сварке. Из двух факторов, обусловливающих деформацию сво-
бодной поверхности сварочной ванны — газодинамического давления
столба дуги и давления отдачи паров — рассмотрим сначала первый. Как
известно, движение плазмы столба дуги происходит под воздействием
ротационной составляющей силы Лоренца, которая в условиях осевой
симметрии электромагнитного поля в столбе дуги является центростреми-
тельной (направлена к оси столба дуги). При ТИГ сварке эпюра распре-
деления магнитного давления по высоте столба имеет максимум вблизи
катода, где плотность тока максимальна. Вследствие этого в столбе дуги
Рис. 5. Схема продольных сечений застывших сварочных ванн при ТИГ (/)
и А-ТИГ (2) сварке (/„ = 200 А)
167
ИЗБРАННЫЕ ТРУДЫ
формируется поток плазмы в аксиальном направлении (от катода к
аноду), который при взаимодействии с поверхностью сварочной ванны
растекается, образуя характерную колоколообразную форму дуги. Воз-
никающее в прианодной области газодинамическое давление в определен-
ной мере способствует деформации свободной поверхности сварочной
ванны. Иначе обстоит в случае А-ТИГ сварки. Принято считать, что при
сварке по слою активирующего флюса происходит контрагирование дуги,
которое проявляется в уменьшении площади анодного пятна до размеров,
сопоставимых с площадью катодной области. При этом распределение
плотности тока по высоте столба дуги имеет два максимума, расположен
ных вблизи катода и анода. Аналогичный характер имеет также распре-
деление ротационной составляющей силы Лоренца, в связи с чем возни-
кают два встречных потока плазмы, направленных от катода и анода к
средней (по высоте) части столба. В результате их взаимодействия
наблюдается бочкообразная форма факела с максимумом давления в
месте столкновения потоков плазмы. Таким образом, газодинамическое
давление столба дуги как фактор деформации свободной поверхности
сварочной ванны при А-ТИГ сварке следует исключить. Отметим, что о
явлении контрагирования дуги при А-ТИГ сварке можно говорить лишь с
определенной степенью условности, понимая под этим термином прежде всего
уменьшение площади анодного пятна.
При анализе влияния эффекта контрагирования дуги на глубину
проплавления рассмотрим два характерных случая. При А-ТИГ сварке
на низких (до 100 А) токах формируется ванна небольшого поперечного
сечения. Образующаяся при этом сила поверхностного натяжения, про-
порциональная радиусу кривизны поверхности, превалирует над давле-
нием реакции отдачи паров, вследствие чего деформация свободной
поверхности сварочной ванны затруднена. Поэтому основным фактором,
определяющим проплавление основного металла при сварке на малых
токах, является перенос тепла из перегретой области, находящейся
вблизи анодного пятна, в глубь металла в соответствии с механизмом
теплопроводности и конвекцией, развивающейся в поле массовых сил
(силы Лоренца и Архимеда).
При повышенных (от 100 до 200 А) токах эффект контрагирования
дуги и связанное с ним локальное повышение температуры поверхности
сварочной ванны в пределах анодного пятна не могут обеспечить такого
существенного увеличения глубины, которое наблюдается при А-ТИГ
сварке. По нашему мнению, для увеличения глубины проплавления в
этом случае требуется не только перегреть приповерхностный слой
металла, но и обеспечить условия для деформации свободной поверхности
расплава с тем, чтобы приблизить источник тепла ко дну ванны (по
аналогии со сваркой высококонцентрированными источниками энер-
гии — лазерной и электронно-лучевой [13, 14]). В случае небольшой
площади свободной поверхности сварочной ванны подобная деформация
затруднена из-за высокого уровня сил поверхностного натяжения. Такие
168
СВАРКА ПЛАВЛЕНИЕМ
условия реализуются при интенсивном испарении металла с поверхности
сварочной ванны за счет реакции отдачи струи расширяющегося пара и
снижения коэффициента поверхностного натяжения расплава в перегре-
той области. Благодаря контрагированию дуги при А-ТИГ сварке вполне
вероятно, что соответствующее увеличение плотности теплового потока
на аноде способно обеспечить локальный перегрев и испарение расплав-
ленного металла и привести к существенному искривлению поверхности
сварочной ванны и образованию квазипарогазового канала [15].
С помощью экспериментальных исследований установлено [16], что
вследствие контрагирования дуги при А-ТИГ сварке на сварочном токе
200 А плотность теплового потока составляет 1-104 Вт/см2 и выше. Извес-
тно, что для интенсивного испарения металла его поверхность необходимо
нагреть источником, имеющим плотность теплового потока в пятне наг-
рева порядка 1-105... 1-106 Вт/см2 [14]. Хотя плотность теплового потока
в анодном пятне при А-ТИГ сварке остается ниже той, которая достигается
при лучевых способах сварки (мощность дуги распределяется на свобод-
ной поверхности сварочной ванны в пятне гораздо больших размеров,
чем типичное фокусное пятно), однако, с нашей точки зрения, она может
оказаться достаточной для того, чтобы обеспечить перегрев поверхности
расплава до температуры, близкой к температуре кипения, и выше.
Вследствие этого металл сварочной ванны интенсивно испаряется, а ее
свободная поверхность под воздействием реакции отдачи паров деформш
руется, образуя кратер и парогазовый канал [16], в котором происходят
процессы разлета и конденсации пара, аналогичные тем, которые проте-
кают в узких и глубоких парогогазовых каналах при электронно-лучевой
и лазерной сварке, хотя они и выражены не так ярко. В этом отношении
А-ТИГ сварка на повышенных токах занимает промежуточное положение
между дуговыми и лучевыми способами сварки.
Данные о проплавляющей способности ТИГ и А-ТИГ сварки, приве-
денные на рис. 4, свидетельствуют о том, что приращение глубины прсп-
лавления при А-ТИГ сварке существенно больше максимального прогиба
свободной поверхности. Поэтому в силу местного влияния глубокое
проплавление при А-ТИГ сварке не может объясняться только как
результат заглубления источника тепла (анодного пятна) и приближения
его ко дну сварочной ванны. Вероятнее всего, существует и другой
механизм, обеспечивающий такое проплавление.
Для дальнейшего исследования механизма глубокого проплавления
при А-ТИГ сварке обратимся к конвекции Марангони, которая возникает
под воздействием поверхностной капиллярной силы, образующейся
вследствие градиента коэффициента поверхностного натяжения вдоль
поверхности сварочной ванны. В отличие от ТИГ сварки, при которой
действие капиллярной силы направлено в сторону, противоположную
градиенту температуры — от центра к периферии ванны, при А-ТИГ
сварке в результате активации свободной поверхности расплава капил-
лярная^.сила действует в противоположном направлении [5, 6]. Под ее
169
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Схематическое изображение конвекции Марангони в случае плоской (о)
и искривленной (б) поверхности сварочной ванны
действием в приповерхностном слое сварочной ванны возникает течение
расплава, которое при сварке А-ТИГ направлено к тепловому центру
свободной поверхности ванны (к центру анодного пятна). Если свободная
поверхность сварочной ванны незначительно искривлена, то потоки
расплава, движущиеся к центру ванны навстречу друг другу, при столк-
новении теряют импульс, вследствие чего нисходящий поток расплава
становится слабоинтенсивным (рис. 6, а), а образующееся вихревое
течение, локализованное в верхней части сварочной ванны, оказывает в
ограниченной степени влияние на глубину проплавления. Гидродинами-
ческая обстановка в сварочной ванне существенно изменяется, если в
результате реакции отдачи паров на поверхности ванны образовался
парогазовый канал. В этом случае движущиеся вдоль наклонной повер-
хности канала потоки расплава встречаются под углом а ~ 45° (а,
возможно, и больше). В результате гидродинамического взаимодействия
этих потоков их импульсы суммируются, образуя интенсивное нисходящее
струйное течение (рис. 6, б), которое способно эффективно транспорти-
ровать перегретый металл ко дну ванны, обеспечивая тем самым сущест-
венное повышение глубины проплавления. Таким образом, парогазовый
канал можно рассматривать как геометрический фактор активации тече-
ния Марангони, интенсифицирующий нисходящий поток перегретого
расплава ко дну сварочной ванны. Вблизи дна ванны этот поток разво-
рачивается в сторону боковых стенок сварочной ванны. Имеющая место
в отдельных экспериментах бочкообразная форма поперечного сечения
шва, по всей вероятности, связана с тем, что возвратный поток расплава
сохраняет температуру, достаточную для подплавления боковых кромок.
170
СВАРКА ПЛАВЛЕНИЕМ
Предложенный механизм глубокого проплавления при А-ТИГ свар-
ке требует дальнейших исследований, направленных на прецизионное
определение плотности тока в анодном пятне и формы свободной повер-
хности сварочной ванны, фиксацию реальных очертаний квазипарогазо-
вого канала в процессе сварки. Несомненный интерес представляет также
математическое моделирование 3D процессов тепломассопереноса и гид-
родинамики сварочной ванны с учетом взаимодействия массовых и ка-
пиллярных сил, деформации свободной поверхности, испарения и кош
денсации вещества, а также особенностей горения дуги в условиях А-ТИГ
сварки. Модель такой структуры позволит дать количественную оценку
роли парогазового канала и конвекции Марангони в формировании
глубокого проплавления при А-ТИГ сварке.
Выводы
1. При А-ТИГ сварке на свободной поверхности сварочной ванны обра-
зуется характерный кратер с углублением (лункой), расположенным
вблизи центра поверхности ванны. С повышением тока дуги это углубле-
ние становится более узким и вытянутым в продольном сечении шва, что
обычно наблюдается при сварке высококонцентрированными источника-
ми нагрева с образованием парогазового канала, а также увеличивается
глубина кратера и проплавления при использовании всех исследованных
оксидов.
2. Установлено, что как при ТИГ, так и А-ТИГ сварке положение
точек максимального прогиба поверхности сварочной ванны и максималь-
ной глубины проплавления смещено по отношению к оси вольфрамового
электрода в сторону хвостовой части ванны. В случае А-ТИГ сварки это
смещение при всех прочих равных условиях меньше, чем при ТИГ сварке.
3. Высказано мнение, что гидродинамическое взаимодействие пото-
ков расплава, вызванных градиентом поверхностного натяжения, в усло-
виях деформированной свободной поверхности сварочной ванны (А-ТИГ
сварка на больших токах) приводит к образованию интенсивного нисхо-
дящего течения, которое транспортирует перегретый металл из анодного
пятна ко дну сварочной ванны, обеспечивая тем самым существенное
увеличение глубины проплавления.
1. Ющенко К. А., Коваленко Д. В., Коваленко И. В. Применение активаторов при дуговой сварке
вольфрамовым электродом в инертных газах (А-ТИГ) сталей и сплавов // Автомат, сварка. —
2001. - № 7. - С. 37-43.
2. Савицкий М. М., Кушниренко В. Н., Олейник О. И. Особенности сварки сталей вольфрамовым
электродом с активирующими флюсами (A-TIG-процесс) // Там же. — 1999. — № 12. —
С. 20-26.
3. Lucas W., Howse D. Activating flux — increasing the performance and productivity of the TIG
and plasma processes // Weld, and Metal Fabr. — 1996. — № 1. — P. 11-15.
4. Lucas W. Activating flux — improving the performance of the TIG process // Ibid. — 2000. —
№ 2. - P. 7-10.
5. Surface active element effects on the shape of GTA, laser and electron beam welds / C. R. Heiple,
J. R. Roper, R. T. Stagner, R. J. Aden // Welding J. — 1983. — 62, № 3. — P. 72-77.
6. Effects of activating flux on arc phenomena in GTAW / M. Tanaka, T. Shimizu, H. Terasaki et al.
// Sci. and Techn. of Weld, and Joining. — 2000. — 5, № 6. — P. 397-402.
171
ИЗБРАННЫЕ ТРУДЫ
7. Влияние активирующих флюсов на проплавляющую способность сварочной дуги и концентра-
цию энергии в анодном пятне / О. Е. Островский, В. Н. Крюковский, Б. Б. Бук и др. // Свароч.
пр-во. - 1977. - № 3. - С. 3-4.
8. Замков В. Н., Прилуцкий В. П. Теория и практика TIG-F сварки (A-TIG) (Обзор) // Автомат,
сварка. — 2004. — № 9. — С. 12-15.
9. Патон Б. Е., Замков В. Н., Прилуцкий В. П. Контракция дуги флюсом при сварке вольфра-
мовым электродом / / Там же. — 2000. — № 1. — С. 1-8.
10. A-TIG — increasing the performance and productivity of the TIG process / W. Lucas, D. Howse,
И. M. Savitsky, I. V. Kovalenko. — S. 1., [1996]. — 17 p. — (Intern. Inst, of Welding; Doc.
XII-1448-96).
11. LowkeJ., Tanaka M., Ushio M. Insulation effects of flux layer in producing greater weld depth. —
S. I., [2004]. - 7 p. - (Intern. Inst, of Welding; Doc. 212-1053-04).
12. Yushchenko K. A., Kovalenko D. V., Kovalenko I. V. Comparative analysis of TIG and A-TIG
welding of stainless steel. — S. 1., [2005]. — 9 p. — (Intern. Inst, of Welding; Doc. 212-1088-05).
13. Лесков Г. И., Трунов Е. Н., Живаго Л. И. Форма, размеры и устойчивость пародинамических
каналов в металле при электроннолучевой сварке // Автомат, сварка. — 1976. — № 6. —
С. 13-17.
14. Воздействие лазерного излучения на материалы / Р. В. Арутюнян, В. Ю. Баранов, Л. А.
Большов и др. — М.: Наука, 1989. — 367 с.
15. Formation of quasi keyhole is a cause of deep penetration in A-TIG welding of stainless steel / K.
A. Yushchenko, D. V. Kovalenko, I. V. Krivtsun et al. — S. 1., [2005]. — 17 p. (Intern. Inst, of
Welding; Doc. 212-1085-05).
16. Yushchenko K. A., Kovalenko D. V., Kovalenko I. V. Investigation of perculiarities of A-TIG
welding of stainless steels. — S. 1., [2003]. — 18 p. (Intern. Inst, of Welding; Doc. 212-1047-03).
ЭЛЕКТРОШЛАКОВАЯ СВАРКА: ОСНОВНЫЕ ИТОГИ,
ЗАДАЧИ И ПЕРСПЕКТИВЫ РАЗВИТИЯ*
Б.Е. Патон, Д.А. Дудко, К.А. Ющенко, И.И. Лычко,
И.И. Сущук-Слюсаренко
Ключевые слова: электрошлаковая сварка, наплавка, термообработка, научно-
технический уровень, технология, сварные соединения, механические свойства, режимы сварки,
сварочное оборудование, прогноз, перспективы, исследования, Украина
Электрошлаковая сварка (ЭШС) разработана в Институте электросварки
им. Е.О. Патона НАН Украины. В сочетании с принудительным форми-
рованием шва электрошлаковый процесс позволяет осуществлять одноп-
роходную сварку металлических заготовок практически любой толщины.
За сравнительно короткий период ЭШС получила широкое распростра-
нение как в отечественном, так и зарубежном сварочном производстве,
оказывая решающее влияние на характер и темпы технического прогресса
в тяжелом энергетическом, транспортном и других отраслях машиност-
роения, а также в строительстве [1-4].
Применение ЭШС позволило заменить крупные литые и кованые
конструкции, габарит и масса которых ограничены техническими возмож-
ностями существующего на заводах оборудования, сварно-литыми, свар-
* Автоматическая сварка. — 1997. — № 5 (530). — С. 32-42.
172
СВАРКА ПЛАВЛЕНИЕМ
но-коваными и прокатно-сварными. При этом свариваемые материалы
используются в наилучших сочетаниях, что значительно снижает уровень
металлоемкости и трудоемкости изготовления конструкций.
Эффективность ЭШС сильно возрастает с увеличением толщины
свариваемого металла. Анализ современного состояния технологии ЭШС
показывает, что ее применение целесообразно и вполне рационально при
соединении металла толщиной 40 мм и более. При толщине свариваемого
металла свыше 100 мм ЭШС по-прежнему остается наиболее эффективным
способом сварки в условиях как серийного, так и индивидуального
производства.
В случае толщины стенки 450 мм максимальная длина швов в
реально существующих конструкциях достигает 8000 мм, диаметр коль-
цевых швов 2600 мм. Рекордная фактическая толщина металла сварива-
емых заготовок достигала 2600 мм.
В промышленности наиболее широко применяются три основных
варианта ЭШС — электродными проволоками, плавящимся мундштуком
и электродами большого свечения. Благодаря им можно выполнить
практически любые соединения (стыковые, угловые, тавровые) и все
типы швов (прямолинейные, кольцевые, переменного профиля).
Осуществление ЭШС возможно на специализированных участках,
оснащенных сварочными установками и вспомогательным оборудова-
нием. Оборудование для ЭШС относится к устройствам средней степени
сложности, оно весьма надежно в работе. На отечественном серийном
оборудовании процесс может продолжаться непрерывно до 15... 16 ч.
Средняя загрузка установок составляет 30...35 %.
Необходимо отметить, что исследования физической сущности и
особенностей электрошлакового сварочного процесса с самого начала
имели технологическую направленность, поскольку в первую очередь
следовало решить конкретные производственные задачи. Однако однов-
ременно были выполнены важные научные исследования, касающиеся
стабилизации электрошлакового процесса, температурно-временных
условий образования сварного соединения, параметров термических
циклов сварки и т. п.
При этом были разработаны и опробованы оригинальные методики
исследований, например методики оценки склонности металла шва к
образованию трещин, измерения температурных полей однопроволоч-
ными термопарами, кинофотосъемка плавильного пространства через
прозрачную среду, физическое моделирование электрошлакового свароч-
ного процесса и др., которые позволили значительно расширить наши
представления о природе и особенностях этого уникального процесса
обработки металлов.
Всесторонне были исследованы режимы ЭШС и их влияние на
качество сварного соединения, разработано технологическое обоснование
выбора оптимальных режимов, которые гарантируют требуемые служеб-
ные характеристики сварных металлоконструкций. Особое внимание
173
ИЗБРАННЫЕ ТРУДЫ
уделено изучению механизмов образования горячих и холодных трещин,
а также разработке приемов их предупреждения.
Разработка и применение новых принципов конструирования сварных
металлоконструкций тяжелого машиностроения, предполагающего приме-
нение различных вариантов ЭШС, в значительной мере способствовали
расширению рациональных областей использования ЭШС при изготов-
лении крупных деталей. Параллельно с исследованием электрошлакового
процесса для промышленности разрабатывались техника и технология
производства крупных металлоконструкций из углеродистых и легирован-
ных сталей, а также из титана, меди, алюминия и сплавов на их основе.
В различных отраслях машиностроения наибольшее распростра-
нение получили сварные металлоконструкции ответственного назначения
из низколегированных сталей повышенной и высокой прочности типа
09Г2С, 10ХСНД, 14Г2АФ, 14Х2ГМР, 12ХМ, 35ХМЛ и др.
Основная технологическая задача при сварке этих сталей заключа-
ется в обеспечении требуемой ударной вязкости металла шва и ЗТВ.
Достигается это благодаря рациональному выбору основных и сварочных
материалов (легирование металла шва), режимов сварки и термообра-
ботки в зависимости от конкретных условий [ 1 ].
Так, изделия из сталей типа 16ХСНД, 08ГДНФЛ и др. можно
сваривать без последующей нормализации, причем прочность металла
шва обеспечивается за счет легирования марганцем, кремнием, никелем,
молибденом и хромом (в суммарном количестве около 1 %) при исполь-
зовании сварочных проволок типа Св-08Г2С, Св-08ГС, Св-04Х2МА,
Св-08ГСМТ и т. п. В этих случаях целесообразнее применять флюсы
АН-8, АН-9У, АН-22, АНФ-6.
При сварке толстостенных конструкций рекомендуют предварительный
подогрев начального и конечного участка шва до температур 423...573 К.
В случае ЭШС среднелегированных сталей типа ЗОХГСА,
ЗОХГСНА, 20ХНМФ, 25ХЗНМФ возникают особые затруднения, свя-
занные с обеспечением требуемых свойств металла ЗТВ, поскольку в
процессе образования сварного соединения здесь могут появляться
горячие трещины-надрывы, а влияние перегрева можно устранить только
посредством сложной многоступенчатой термообработки.
Эти стали в большей степени, нежели низколегированные, склонны
и к образованию холодных трещин, предупредить которые удается
предварительным (от 423 до 773 К), а иногда и сопутствующим подогре-
вом до температуры 423...623 К с последующим высоким отпуском еще
не остывшего сварного соединения (табл. 1).
Кроме того, возникают трудности с достижением значений ударной
вязкости металла шва на уровне основного металла даже после норма-
лизации (закалки) с отпуском. Поэтому иногда применяют такие
специальные дополнительные меры, как ковка сварных соединений, или
ужесточают требования к содержанию вредных примесей в основном и
присадочном металле [5, 6]. В случаях, когда необходимо достичь
174
СВАРКА ПЛАВЛЕНИЕМ
Таблица 1
Сталь Сварочные материалы Параметры режима сварки Вид термической обработки
ЭШС проволочными электродами
30Х2ГСНВМА, 5 = 50 мм Св-08ХЗГ2СМ, флюс АН-8 п = 1, /с = 500...550 А, Uc = 44...46 В Закалка от 1243 К + отпуск 483 К
20Х2МА, 8 = 12 мм То же и = 2, 1с = 450...500 А, Uc = 44...48 В, Ua = 0,06 м/с Нормализация 1183 К + отпуск 923 К
ЭШС плавящимся мундштуком
15Х2МФА, 8 = 650 мм Св-13Х2МФТ, пластина 15Х2МФ, флюс 48-ОФ-6 п = 8, Нс = 40...42 В, vc = 0,03 м/с Закалка от 1273 К + отпуск 923 К
20ХНМФ, 8 = 1000 мм Св-08ХН2М, пластина 20Х2НМФ, флюс 48-ОФ-6 п = 10, Vc = 54 В, ис = 0,035 м/с Нормализация 1123 К + отпуск 913 К
25ХНЗМФ, 8= 1800 мм Св-20ХНЗМФ, пластина 25ХНЗМФ, флюс 48-ОФ-6 п = 18, Нс = 40...43 В, vc = 0,03 м/с Нормализация 1223 К + отпуск 823 К
35ХНЗМФА, 8 = 750 мм Св-35ХНЗМФА, пластина 35ХНЗМФА, флюс 48-ОФ-6 п = 10, Uc = 42...44 В, ос = 0,03 м/с Ковка, закалка от 1023 К, отпуск 883 К —
Окончание табл. I
Сталь Металл шва ЗТВ
gt, МПа св, МПа 6, % V, % а,„ мДж/м2
ЭШС проволочными электродами
30Х2ГСНВМА, 8 = 50 мм - 1700 9 36 0,50 0,5
20Х2МА, 8 = 12 мм 540 660 18 70 1,00 1.0
ЭШС плавящимся мундштуком
15Х2МФА, 8 = 650 мм 540 650 18 73 2,00 2,5
20ХНМФ, 8 = 1000 мм 670 840 15 33 0,45 1,5
25ХНЗМФ, 8 = 1800 мм 700 830 15 60 1,00 1,0
35ХНЗМФА, 8 = 750 мм 690 820 20 60 1,40 1,4
Примечания. 1. Приведенные данные взяты из работы [1]. 2. Во всех случаях диаметр электродной
проволоки 3 мм. 3. Здесь п — количество электродов, шт.; 1С — сварочный ток; Uc — напряжение на
шлаковой ванне; v3 — скорость подачи электродов.
высоких значений ударной вязкости металла шва в состоянии после
сварки, прибегают к увеличению содержания никеля, марганца или хрома
в пределах 1.8...3 % (сталь типа ХГН2М, Х2Г2М, Х2ГНМ) [1].
Для ЭШС среднелегированных сталей применяют присадочный
материал идентичного с основным металлом состава или сварочные
175
ИЗБРАННЫЕ ТРУДЫ
проволоки типа Св-08ХН2М, Св-08ХЗГ2СМ, Св-10Х5М и др., которые
обеспечивают равнопрочность металла сварного соединения основному
металлу. При использовании низколегированных присадочных проволок
типа Св-08Г2С, Св-08ГС, Св-08ГСМТ и др. прочность металла швов
достигается за счет увеличения до 60 % доли основного металла. Исполь-
зуются флюсы марок АН-8, АН-9У, АН-45, ФЦ-6, 48-ОФ-6, АНФ-6.
Высоколегированные стали, представляющие собой сплавы на же-
лезной (> 45 % Fe) основе, в которых суммарное содержание легирующих
элементов составляет не менее 10 % (хром, никель и др.), характеризу-
ются высокими антикоррозионными, жаростойкими или жаропрочными
свойствами. Естественно, что физико-химические свойства и условия
эксплуатации изделий из этих сталей в решающей степени определяют
особенности технологии ЭШС.
В технологических процессах ЭШС очень важно правильно опре-
делить необходимую термическую обработку (предварительную, сопут-
ствующую или последующую). Так, при сварке сталей мартенситного
класса типа 16Х11Н2В2МФ, чтобы избежать образования холодных
трещин, необходим подогрев кромок и металла шва до температуры не
ниже 773 К (сварка в специальных термостатах).
Весьма широко применяются стали аустенитного класса типа
12Х18Н10Т, 10X11H23T3MP (жаропрочные), 10X17H13M3T (корро
зионно-стойкие), ХН78Т (жаростойкие), для которых разработаны техно-
логические процессы ЭШС, обеспечивающие высокий уровень служебных
свойств сварных соединений. В табл. 2 приведены примеры режимов ЭШС
высоколегированных сплавов электродами большого сечения.
ЭШС меди и ее сплавов применяют для соединения массивных
заготовок толщиной 60...200 мм с протяженностью стыка до 1000 мм.
Техника и технология сварки должны обеспечивать образование качест-
венного соединения стыков, имеющих высокий уровень теплопровод-
ности. Сварку выполняют преимущественно пластинчатым электродом
Таблица 2
Сталь Толщина свариваемых заготовок, мм Параметры режима сварки
ис. в /с, А/мм2 vc, см/с Ь3, мм Марка флюса
Мартенситного класса 60...220 20...29 0.6...3 0,025...0,083 32...42 АНФ-1 АНФ-7, АНФ-14, АНФ-6
Аустенитного класса 45...300 32...45 1,1...4,4 0022...011 32...45 АНФ 7 АНФ-14
На железонике- левой основе 40...120 28...36 1,3...41 0053...0116 36...40 АНФ-14, АНФ-22
На никелевой основе 42...125 23...30 1,4...26 0006...0083 30...40 АНФ-1, АНФ-7
Примечание. Здесь Zc — сила тока, отнесенная к 1 мм2 поперечного сечения электрода; Ь3 — сварочный
зазор.
176
СВАРКА ПЛАВЛЕНИЕМ
путем формирования швов непод-
вижными накладками из графита,
с использованием специальных
флюсов на основе фторидов ще-
лочноземельных элементов, на-
пример типа АНМ-10. Сварные
соединения отличаются равноп-
рочностью и одинаковой с ос-
новным металлом электропро-
водностью [7].
Широкое распространение
получила ЭШС алюминия и его
сплавов, применение которой
особенно экономически выгодно
при толщине металла 25 мм и
более. Сварку алюминия осу-
ществляют пластинчатым элек-
Рис. 1. Бандаж вращающейся обжиговой печи
75230 м (сварка на монтажной площадке в точный
размер без последующей механической обработки,
два стыка сечением 1350x600 мм)
тродом, плавящимся мундшту-
ком или неплавящимся электродом, а швы формируют преимущественно
неподвижными накладками [8].
Разработка технологии ЭШС титана и его сплавов способствовала
решению сложных проблем в самолетостроении, судостроении, химичес-
ком машиностроении и др. Титановые
Рис. 2. Сварно-литое рабочее колесо
турбины ГЭС единичной мощностью
0,5 МВт, состоящее из верхнего
и нижнего ободов и 14 лопастей,
приваренных способом ЭШС
плавящимся мундштуком
конструкции можно сваривать теми же
способами, что и стальные. Однако су-
ществует ряд специфических особеннос-
тей, например, необходимость защиты
зоны сварки аргоном и др. Освоена свар-
ка титановых заготовок толщиной 40...
1000 мм. Для обеспечения равнопроч-
ности основного металла сварного сое-
динения иногда применяют последую-
щую термообработку (отжиг) [9].
Внедрение техники и технологии
ЭШС и электрошлаковой наплавки
(ЭШН) в различных отраслях промыш-
ленности подтвердило их целесообраз-
ность и высокую эффективность, позво-
лило создавать уникальные образцы круп-
ных металлоконструкций на монтаже
(рис. 1), при производстве элементов мощ-
ных ГЭС (рис. 2), несущих конструкций
энергетических агрегатов (рис. 3), кузнеч-
но-прессового оборудования (рис. 4 и 5)
12-8-1437
177
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Сварно-кованая заготовка
трубной доски реактора из стали
08Х18Н10Т (два стыка сечением
4650x340 мм, ЭШС плавящимся
мундштуком без сборочных скоб)
А-535, А-1304, А-550 и др.),
Рис. 4. Сварно-литая станина массой 380 т
(ЭШС плавящимся мундштуком двух стыков
одновременно от одной установки, всего четыре
стыка сечением по 1200x800 мм)
и при выполнении ремонтно-восстано-
вительных работ (рис. 6). При этом
можно использовать как отдельные
серийные сварочные аппараты (типа
так и установки, укомплектованные спе-
циализированными аппаратами, оснасткой и приспособлениями, создава-
емыми в ИЭС им. Е.О. Патона по индивидуальным заданиям. Эти
установки универсальны, высоконадежны и, как правило, снабжены
дублирующими элементами, обеспечивающими замену любого вышедше-
го из строя рабочего узла резервным в течение 3...5 с без остановки
процесса сварки.
Систематические научные поиски в направлении дальнейшего
изучения энергетических возможностей ЭШС с целью уменьшения пере-
Рис. 5. Цилиндр гидропресса (ЭШС
проволочными электродами, толщина стенки
стыка 460 мм, диаметр цилиндра 2640 мм, сталь
20ХНМФА; вид после термической обработки)
Рис. 6. Восстановительная электрошлаковая
наплавка изношенных зубьев с большим
модулем (т = 26)
178
СВАРКА ПЛАВЛЕНИЕМ
грева металла шва и ЗТВ, повышения экономичности и эффективности
электрошлаковой технологии способствовали разработке новых приемов
сварки. Среди наиболее важных — ЭШС с увеличенным вылетом
электродной проволоки [10], с дозированной (модулированной) подачей
электрической энергии [11, 12], с дополнительной подачей порошкооб-
разного присадочного материала [13, 4], с сопутствующим охлаждением
[14, 16], с дифференцированием режимов по толщине свариваемого
металла [15] и т. д.
При ЭШС с увеличенным «сухим» вылетом электродная проволока
погружается в шлаковую ванну предварительно нагретой до температуры
1473... 1573. Фиксированное направление нагретой проволоки в зону сварки
достигается благодаря специальному мундштуку с неэлектропроводными
направляющими. Этот вариант обеспечивает увеличение скорости сварки в
1,5-2,0 раза при сокращении расхода электроэнергии на 25...30 %. Так,
например, пластины толщиной 100 мм из стали 20Х2М можно сваривать со
скоростью 1,9...2,0 м/ч, тогда как при ЭШС по обычной схеме уже при
цс — 0,9 м/ч в металле шва появляются горячие трещины.
Существенно уменьшить долю тепловой энергии, идущей на перегрев
основного и присадочного металла, возможно путем ее дозирования, когда
при непрерывной подаче электродной проволоки по заданной программе
периодически отключают (полностью или частично) источник питания.
Такая дозировка позволяет, например, для стали 20Х2М, получать
при температуре испытания 233 К значения ударной вязкости металла
ЗТВ на уровне 40...90 Дж /см2.
Дальнейшее усовершенствование способа скоростной ЭШС с авто-
матической коммутацией токоподвода к группам электродов и сваривае-
мым кромкам [12] для сталей типа 20К, 16ГС при толщинах 40...140 мм
способствует достижению высоких показателей ударной вязкости металла
сварного соединения без последующей высокотемпературной обработки
(табл. 3). Нормативный уровень ударной вязкости для сварных соеди-
нений из конструкционных низколегированных сталей, используемых в
котлостроении, составляет 29 Дж/см2. Исходя из этого, можно сделать
вывод о перспективности применения разработанной технологии при
изготовлении сосудов высокого давления.
Для реализации указанной технологической схемы разработаны
автоматические коммутаторы переменного (до 6 кА) или постоянного (до
1,5 кА) тока, которые могут работать в комплекте с серийными источ-
никами питания.
Введением в зону плавления электродной проволоки некомпактного
присадочного материала (крупка, порошок и др.) достигают более эф-
фективного использования тепловой энергии за счет значительного уве-
личения удельной поверхности присадочных материалов. Процесс ЭШС
с применением порошковых присадочных материалов (ППМ) позволяет
увеличить скорость сварки (табл. 4) при одновременном улучшении
качества сварного соединения. Так, например, при ЭШС листов из стали
12*
179
ИЗБРАННЫЕ ТРУДЫ
Таблица 3
Место расположения надреза Ударная вязкость, Дж/см2
Сталь 20К
Толщина 45 мм Толщина 100 мм
293 К 273 К 253 К 293 К 273 К 253 К
| Основной металл 111 102 74 158 140 60
[Ось шва 115 75 68 146 109 38
[Линия сплавления 92 71 65 175 167 49
12,5 мм от линии сплавления 95 70 61 109 109 54
110 мм от линии сплавления 117 105 136 136 111 95
Окончание табл. 3
Место расположения надреза Ударная вязкость, Дж/см2
Сталь 16ГС толщиной 140 мм
293 К 273 К 253 К
Основной металл 185 101 90
Ось шва 218 192 142
Линия сплавления 188 170 74
2,5 мм от линии сплавления 199 159 130
10 мм от линии сплавления 189 155 189
Примечание. Сварка выполнялась с использованием флюса АН-8 и сварочной проволоки Св-08Г2С
диаметром 3 мм.
10Г2ФР толщиной 40 мм без последующей нормализации значение порога
хладноломкости повысилось от 253 К до 233 К.
При ЭШС термоупрочненных сталей типа 14Х2ГМХР наблюдаются
разупрочнение металла ЗТВ и снижение уровня его пластических свойств.
Для борьбы с этим явлением используют принудительное сопутствующее
охлаждение зоны, примыкающей непосредственно к фронту кристалли-
зации шва, суть которого заключается в воспроизведении режима упроч-
нения металла сварного соединения в процессе ЭШС за счет создания
соответствующего термического цикла [15]. Такое решение отличается
минимальной продолжительностью нагрева и повышенной скоростью
охлаждения в области высоких температур, что предотвращает рост зерна
и распад аустенита в промежутках образования равновесных низкопроч-
ных структур, а также замедленное охлаждение при заданных темпера-
турах распада аустенита, ограничивая тем самым образование мартенсита
и обеспечивая режим частичного отпуска.
Таблица 4
Толщина металла, мм Скорость подачи электродов, см/с Сварочный ток, А Напряжение на шлаковой ванне, В Подача ППМ, г/ мин Скорость сварки, м/ч
30 4,42 900... 1000 42...46 300 4,7
60 4,42 900...1000 46...50 300 2,6
180
СВАРКА ПЛАВЛЕНИЕМ
Таблица 5
Условия выполнения ЭШС Скорость сварки, м/с Скорость охлаждения ЗТВ (К/с) в интервалах температур тзтв> с
1073 . .773 К 1573...1273 К
Без сопутствующего охлаждения 2,5 0,5...1,0 2,5...3,3 208
С сопутствующим охлаждением 2,5 2,0...2,5 4,4...4,8 160
То же 4,0 4,0..5,5 10,0...И,8 135
Примечания. I. Для образования бейнитной структуры скорость охлаждения должна составлять 3,5...
13,5 К/с. 2. Здесь тзтв, — длительность пребывания металла ЗТВ в области температур 1073...773 К.
Практически эта сложная задача в процессе выполнения шва реша-
ется следующим образом. Ниже ползуна устанавливают спреер, который,
перемещаясь со скоростью сварки, охлаждает водой шов и ЗТВ. Ширина
зоны охлаждения составляет 130... 140 мм. Изменение тепловой ситуации
в области действия спреера сводится к значительному увеличению ско-
рости охлаждения металла шва и ЗТВ. У сварного соединения из стали
14Х2ГМР толщиной 40...50 мм с сопутствующим принудительным охлаж-
дением разупрочнение уменьшается до 5...10 % (27...30 % при обычной
сварке), а ударная вязкость при температуре 233 К составляет 60...
70 Дж/см2. В табл. 5 показано влияние сопутствующего охлаждения на
параметры термического цикла.
Как следует из приведенной информации, практически все пере-
численные способы относятся к энергосберегающим технологиям, обес-
печивающим повышение производительности сварки в 1,5...3,0 и более
раз в зависимости от толщины металла, особенностей конструкций и
теплофизических свойств материалов. Все они призваны обеспечивать
или способствовать улучшению качества сварных соединений, особенно
выполняемых без применения высокотемпературной термообработки.
Но увеличение производительности процесса за счет повышения
скорости сварки, к сожалению, ведет к серьезным проблемам, связанным
с техникой выполнения шва. Опыт свидетельствует, что увеличение
скорости сварки до 5...6 м/ч в значительной мере затрудняет управление
сварочным аппаратом, а начиная со скорости 7...8 м/ч управлять аппа-
ратом вручную в условиях производства практически невозможно.
Успешное внедрение в производство перспективных технологичес-
ких приемов ЭШС невозможно без совершенствования имеющегося или
создания нового современного высокомеханизированного сварочного обо-
рудования, а также источников питания [17], включая системы авто-
матизированного контроля и управления параметрами сварки. В Ин-
ституте электросварки разработаны проекты новых образцов сварочного
оборудования, которые могут быть изготовлены по индивидуальным
заказам. Рассмотрены некоторые из них.
Аппарат АШ-112 представляет собой подвесной трехэлектродный
автомат для ЭШС вертикальных и кольцевых швов углеродистых и
легированных сталей толщиной 30... 450 мм, который может быть
181
ИЗБРАННЫЕ ТРУДЫ
установлен либо на механизме вертикального перемещения по типу
аппарата А-535 (рис. 7), либо на выдвижной балке, вертикально переме-
щаемой по колонне модели Т33050 (рис. 8). Оба варианта компоновки
автомата АШ-112 могут комплектоваться универсальной площадкой
Т81090 для обслуживания заднего ползуна.
Основные преимущества подвесного автомата АШ-112 перед аппа-
ратом А-535: он снабжен тремя индивидуальными приводами подачи
проволоки; обеспечивает механизированное изменение «сухого» вылета
электрода в процессе сварки; имеет систему автоматизированного конт-
роля (САК) на базе микропроцессора с электронными программаторами
режимов сварки, а также систему индикаторов фактической ширины
сварочного зазора и индикатор уровня жидкой металлической ванны;
обеспечивает питание сварочным током каждой электродной проволоки
от отдельного источника постоянного тока типа ВДУ-1201 или ВСЖ-1600.
Техническая характеристика аппарата АШ-112
Толщина свариваемого изделия, мм .................................... 30...450
Номинальный сварочный ток, А ......................................... 1250
Скорость подачи электродных проволок, см/с .......................... 0,2...2,0
Диаметр электродной проволоки, мм ....................................... 3
Количество электродных проволок, шт ..................................... 3
Скорость сварки, м/ч ................................................ 0,6..6,0
Скорость поперечных колебаний мундштуков, м/ч ....................... 21...75
Изменение «сухого» вылета, мм ....................................... 60...220
Род тока ....................................................... Постоянный
Расход воды в ползунах, л/мин ....................................... 20. 30
Номинальный режим работы ......................................... ПВ = 100 %
Колонна модели Т33050 (рис. 8) предназначена для установки и
перемещения подвесного автомата АШ-112 при ЭШС вертикальных и
кольцевых швов; кроме того, она может быть использована для установки
аппаратов дуговой сварки.
На консоли крепят аппарат АШ-112, катушки с проволокой, распо-
лагают место сварщика-оператора, на платформе колонны устанавливают
всю пускорегулирующую аппаратуру и источники питания. Такой сва-
рочный комплекс позволит значительно сократить сроки ввода аппарата
в эксплуатацию, поскольку нет необходимости в изготовлении нестандар-
тного оборудования; при этом улучшаются условия труда сварщика,
повышаются качество свариваемых изделий и культура производства.
Для повышения надежности выполнения ЭШС плавящимся мундштуком
применяют дублирование электродных проволок и оборудования [1].
Разработанный под эту схему аппарат АШ-113 (рис. 9) состоит из двух
одинаковых отдельных механизмов подачи электродных проволок.
В процессе сварки вышедший из строя механизм снимают с рабочего
места без удаления сварочных проволок из направляющих каналов и
заменяют его исправным. Допускается многократное дублирование не
только электродных проволок, но и подающих механизмов.
Другие преимущества аппарата заключаются в следующем: пода-
ющие ролики изолированы друг от друга; имеется возможность исполь-
182
СВАРКА ПЛАВЛЕНИЕМ
Рис 7. Аппарат для ЭШС электродными
проволоками типа АШ-112: с — компоновка;
б — общий вид (макет); / — передний ползун;
2 — индикатор уровня металлической ванны;
3 — передняя подвеска; 4, 13 — корректоры
мундштуков; 5 — пульт управления;
6 — рельсовый путь; 7 — мундштуки; 8 — задний
ползун; 9 — задняя подвеска; 10 — поперечный
корректор; 11 — ходовой механизм;
12 — механизм колебаний; 14 — механизм подачи,
15 — механизм изменения «сухого» вылета
электродных проволок
183
ИЗБРАННЫЕ ТРУДЫ
Рис. 8. Аппарат АШ-112 со сварочным комплексом: 7 — колонна Т33050;
2 — выдвижная консоль, 3 — аппарат АШ-112; 4 — площадка сварщика-оператора;
5 — площадка для обслуживания заднего ползуна; 6 — источники питания и шкафы управления
зования маломощных источников питания; отжатие прижимного ролика
производится автоматически и вручную; управление дублированием про-
волоки осуществляется автоматически.
Аппаратом можно сваривать стальные и алюминиевые металлокон-
струкции по трем схемам: три рабочие — три дублирующие проволоки
(рис. 9, а); шесть рабочих проволок: подающие механизмы установлены
в один ряд (рис. 9, б); сварка двух отдельных стыков с индивидуальным
управлением каждого подающего механизма (одновременно или со сме-
щением во времени).
Аппарат комплектуется двумя сварочными источниками питания
ТРМК-3000/1, двумя пультами и шкафом управления, а также пнев-
моблоком.
Техническая характеристика аппарата АШ-113
Сталь Алюминий
Толщина свариваемого изделия, мм: 50...700 50... 140
Номинальный сварочный ток (на один электрод), А 1000 2500
Скорость подачи проволоки, см/с 1,94...5,83 1,94...10,27
Диаметр проволоки, мм 3...4 8...10
Количество электродов, шт. 3 + 3 1 + 1
Технический уровень новых образцов сварочных аппаратов позволит
успешно реализовать уже имеющиеся технологические приемы и обеспечить
базу для дальнейшего совершенствования электрошлакового процесса.
184
СВАРКА ПЛАВЛЕНИЕМ
б
Рис. 9. Компоновка аппарата АШ-113 для ЭШС плавящимся мундштуком
Поэтому организация изготовления новых аппаратов и осуществ-
ление комплексной механизации сборочно-сварочных работ — одна из
главных задач повышения эффективности производства крупных метал-
локонструкций на данном этапе развития сварочного производства.
Можно предположить, что в ближайшие 5-10 лет развитие ЭШС
будет осуществляться в следующих направлениях:
создание новых качественных низколегированных высокопрочных
сталей с хорошей свариваемостью, соединения из которых (в состоянии
после ЭШС) не требуют высокотемпературной термической обработки,
особенно в диапазоне толщин металла 80...200 мм;
185
ИЗБРАННЫЕ ТРУДЫ
совершенствование имеющихся и создание новых сварочных мате-
риалов;
разработка научно обоснованных требований к исходным заготовкам
больших (до 3000 мм) толщин из легированных сталей повышенной
прочности;
дальнейшее совершествование техники и технологии ЭШС кольце-
вых швов, особенно заготовок диаметром более 2500 мм, на основе
современных представлений об электрошлаковом процессе и с использо-
ванием новых образцов сварочного оборудования;
исследование и разработка новых типов сварных соединений и
присадочных материалов, обеспечивающих высокое качество соединений
и уменьшение удельных затрат на единицу продукции;
исследование и разработка приемов и способов выполнения неразъ-
емных соединений компактного сечения с применением электрошлакового
процесса и жидкого присадочного металла;
широкое использование технологий ЭШС и ЭШН [18] в ремонтных
работах при восстановлении массивных деталей, вышедших из строя в
процессе эксплуатации;
разработка и создание экспертных систем и банков данных о техно-
логиях электрошлаковой сварки и наплавки.
Для развития автоматизированных процессов ЭШС необходимо
проводить научно-исследовательские и опытно-конструкторские разработки
в области поиска систем контроля положения проволочного электрода в
плавильном пространстве и его фиксации в заданном положении с целью
управления глубиной и равномерностью проправления кромок; бесконтактной
оценки глубины проправления кромок и глубины металлической ванны;
автоматизированного контроля глубины шлаковой ванны.
Выводы
1. Электрошлаковая сварка как процесс получения стыковых, угловых и
тавровых соединений с прямолинейными, кольцевыми или переменного
профиля швами был и остается основным и наиболее эффективным
технологическим приемом производства металлоконструкций со стыками
большой (свыше 100 мм) толщины практически из всех используемых
классов сталей, алюминия, меди, титана, а также сплавов на их основе.
2. Научно-технический уровень технологий и техники выполнения
ЭШС позволяет обеспечить изготовление практически любой крупногаба-
ритной металлоемкой конструкции с высоким уровнем служебных
свойств сварных соединений.
3. Разработаны основные критерии проектирования, созданы опыт-
ные образцы конструкций надежного и высокофункционального свароч-
ного оборудования, способного воспроизводить в условиях сварочного
производства новые эффективные приемы ЭШС.
186
СВАРКА ПЛАВЛЕНИЕМ
4. Осуществление намеченных на ближайшую перспективу меро-
приятий будет способствовать поддержанию высокого потенциала ЭШС
и значительному расширению сферы ее применения в машиностроении.
1. Электрошлаковая сварка и наплавка / Под ред. Б. Е. Патона. — М.: Машиностроение, 1980. —
511 с.
2. Электрошлаковая технология за рубежом / Б.И. Медовар, А.К. Цыкуленко, А.Г. Богаченко,
В.М. Литвинчук. — Киев: Наук, думка, 1982. — 320 с.
3. Irving В. UphlU welding stages a comeback // Weld. J. — 1995. — № 9. — P. 31-37.
4. Vanschen W. Ein fast vergesenes Verfahren Elektroechlackeechweissen // Praktiker. — 1995. —
№ 10. - S. 508-517.
5. Технология изготовления сварных массивных подштамповых плит из стали 25ХНЗМФ / М.Б.
Рощин, А.С. Гельман, И.А. Борисов и др. // Свароч. пр-во. — 1975. — № 7. — С. 14-17.
6. Технология изготовления крупных заготовок из стали 35ХНЗМФ методом электрошлаковой
сварки с последующей ковкой / А.И. Рымкевич, Н.В. Тихомиров, М.Б. Рощин и др. // Там
же. - 1973. - № 3. - С. 11-17.
7. Лычко И.И., Илющенко В.М., Алексеенко А. П. Электрошлаковая сварка толсто л истовой меди
// Автомат, сварка. — 1967. — Хг° 10. — С. 80.
8. Рабкин Д.М., Ищенко А.Я., Синчук А.Г. Электрошлаковая сварка алюминия и его сплавов //
Там же. — № 6. — С. 72.
9. Электрошлаковая сварка титановых сплавов / Я.Ю. Компан, В.Ф. Грабин, А.А. Абрамов и
др. — Ташкент: Фан, 1975. — 80 с.
10. Сущук-Слюсаренко И.И., Лычко И.И. Техника выполнения электрошлаковой сварки. — Киев:
Наук, думка. — 1974. — 85 с.
И. Сущук-Слюсаренко И.И. Некоторые приемы повышения производительности электрошлаковой
сварки // Автомат, сварка. — 1974. — № 2. — С. 46-49.
12. Новая технология электрошлаковой сварки толстолистовых сталей без последующей термообра-
ботки / О.П. Бондаренко, О.П. Москаленко, В.Г. Тюкалов, Ю.А. Белецкий // Там же. —
1994. - № 12. - С. 3-4.
13. Ивочкин И.И. Соседов А.Ф. Об эффективности применения порошкообразного присадочного
металла при электрошлаковой сварке// Свароч. пр-во. — 1969. — №11. — С. 18-19.
14. Применение термически упрочненных низколегированных сталей для объектов нефтяной и
газовой промышленности / Под ред. Н.М. Кошелева. — М.: Недра, 1977. — 212 с.
15. Управление распределением энергии в зоне сварки при ЭШС / О.П. Бондаренко, Ю.Н. Данкин,
И.И. Лычко и др. // Автомат, сварка. — 1986. — № 10. — С. 46-48.
16. Выбор режима охлаждения шва при ЭШС стали 14Х2ГМР / И.И. Сущук-Слюсаренко, В.М.
Хрундже Н.П. Лычко и др. // Там же. — 1978. — № 7. — С. 43-45.
17. Сущук-Слюсаренко И.И., Лычко И.И. Технология и оборудование для электрошлаковой
сварки. — Киев: ИЭС им. Е.О. Патона, 1990. — 20 с.
18. Электрошлаковая сварка и наплавка в ремонтных работах / И.И. Сущук-Слюсаренко, И.И.
Лычко, М.Г. Козулин, В.М. Семенов. — Киев: Наук, думка, 1989. — 192 с.
187
ИЗБРАННЫЕ ТРУДЫ
СЛОИСТАЯ СТАЛЬ ДЛЯ СВАРНЫХ КОНСТРУКЦИИ
Б.Е. Патон, Б.И. Медовар, В.Я. Саенко,
А.И. Кренделева, В.К. Постиженко
Известно, что многослойные металлы как конструкционный материал обла-
дают рядом существенных преимуществ по сравнению с монолитными.
Чередуя, например, твердые слои с мягкими, можно повысить пределы
текучести и прочности многослойного металла, а главное, увеличить его
способность к благоприятному перераспределению напряжений за счет
местной пластической деформации, т. е. конструкционную прочность [1,5].
Проведенные в последнее время в Институте электросварки им. Е.О. Патона
исследования позволили по новому подойти к вопросам производства
многослойных материалов — как однородных, так и разнородных [2-4].
Так, на основе сварки давлением [6, 8], реализуемой при горячей прокатке
пакетов из пластин рулонной низколегированной стали 09Г2СФ, разрабо-
таны принципиальные основы получения слоистого металла, состоящего из
отдельных слоев, причем прочность соединения слоев регламентирована
заданными пределами, что позволяет управлять характером разрушения
металла при различных нагрузках и повышать тем самым его физико-
механические свойства [7].
В настоящей работе приведены данные о разработке слоистого
металла для сварных конструкций с повышенными механическими свой-
ствами на основе малоуглеродистой низколегированной рулонной стали
09Г2СФ с различной долей рельсовой стали М76. В задачу исследований
входило определение влияния общей доли рельсовой стали и ее распре-
деления по слоям на механические свойства слоистого металла при
статическом растяжении, а также на его технологичность и свариваемость
при дуговой сварке плавлением.
Гетерогенный слоистый металл 09Г2СФ + М76 получали путем
горячей прокатки пакетов, собранных из пластин рулонной стали 09Г2СФ
и рельсовой стали, химический состав и механические свойства которых
в горячекатаном состоянии приведены в табл. 1 и 2. В пакетах 320х150х
х(30...70) мм изменяли долю рельсовой стали при одинаковом количестве
слоев, а также толщину слоев при практически одинаковой доле рельсо-
вой стали (табл. 3, рис. 1). Для достижения расчетного соотношения
долей стали М76 и 09Г2СФ в промежутках между пластинами рельсовой
стали располагали от одной до четырех пластин стали 09Г2СФ толщиной
3,3 мм. Пакеты в соответствии с рекомендациями работы [2] выдерживали
при 1150°С из расчета 1,5...2 мин на 1 мм толщины и прокатывали на
полосу толщиной 17 мм на листопрокатном стане Дуо «Шкода 600» за
‘Автоматическая сварка. — 1981. — № 7(340). — С. 1-4.
188
СВАРКА ПЛАВЛЕНИЕМ
Таблица 1. Химический состав исходных сталей
Сталь Содержание, %
с Si Мп Ni
09Г2СФ (ТУ 14-1-2074-77) <0,13 0,5...0,8 1,3...1,6 0,06...0,09
М76 (для рельсов Р65 по ГОСТ 8160-63) 0,69...0,82 0,13...0,2 8 0,75...1,05 -
Окончание табл. 1
Сталь Содержание, %
Сг о р S
09Г2СФ (ТУ 14-1-2074-77) 0,02...0,05 <0,009 <0,015 <0,025
М76 (для рельсов Р65 по ГОСТ 8160-63) - - <0,045 <0,035
Таблица 2. Механические свойства исходных сталей
Сталь от, МПа сгв, МПа V- % 5, %
Не менее
09Г2СФ 460 600 22 9
М76 (ТУ 14-1-20074-77) [9] 550 950 7 10
4-8 проходов с суммарной степенью обжатия 50...75 %. Макроструктура
полученного слоистого металла показана на рис. 2, а микроструктура —
на рис. 3. Металлографические исследования и замеры твердости металла
слоев М76 и 09Г2СФ в состоянии после прокатки показали наличие
диффузии углерода из рельсовой стали в сталь 09Г2СФ. Ширина зоны
диффузии составляет около 1 мм во всех случаях, за исключением
металла, содержащего 8 % рельсовой стали, где она вдвое меньше.
Рис. 1. Схемы пакетов для получения слоистой стали 09Г2СФ + М76 (заштрихована сталь М76)
189
ИЗБРАННЫЕ ТРУДЫ
Таблица 3. Зависимость механических свойств слоистой стали 09Г2СФ + М76 от доли
рельсовой стали и толщины слоев
Схема пакета в соответ- ствии с рис. 1 Характеристика слоистой стали 09Г2СФ + М7 (в состоянии после прокатки) Механические свойства
Сталь М76 Сталь 09Г2СФ Общая Степень деформа- ции. % Без термообработки
S каждого слоя, мм Доля, % 6 каждого слоя, мм толщина, мм ит, МПа ов, МПа 8, % «из- град
1 0,34 8 2,8 17,0 75 435 599 21,0 180
2 0,75 19 1,25 17,0 60 442 611 20,2 180
3 1,50 48 1,35 16,5 50 438 685 16,3 ПО
4 2,65 45 2,40 18,0 65 457 704 17,2 110
5 3,75 42 3,40 17,0 50 404 715 16,5 50
Окончание табл. 3
Схема пакета в соответ- ствии с рис. 1 =_ — —~ Механические свойства
Нормализация Закалка
ат, МПа а„, МПа 8, % «из- град ат, МПа ов, МПа 8, % «из- град
1 409 549 27,2 180 412 574 23,3 180
2 406 550 28,5 180 442 621 22,7 180
3 469 688 20,1 180 582 824 17,5 180
4 467 698 19,5 180 573 818 17,0 180
5 464 700 18,8 180 586 784 18,1 180
Полученную слоистую сталь исследовали в горячекатаном состо-
янии, а также после термообработки по режиму для рельсовой стали:
нормализация при 900 °C или закалка от 830 °C в масло с последующим
отпуском при 450 °C, 2 ч [9]. Механические свойства образцов типа I
(ГОСТ 1497-73) и углы изгиба в холодном состоянии приведены в табл. 3
и на рис. 4, вид образцов после изгиба слоистой стали — на рис. 5.
Слоистая сталь 09Г2СФ с долей рельсовой стали до 20 % вы-
держивает изгиб на угол 180° даже в горячекатаном состоянии. При
увеличении доли и толщины стали М76 углы изгиба образцов уменьша-
ются. После нормализации и закалки с отпуском образцы слоистой стали
во всех вариантах изгибаются на угол 180° независимо от толщины слоя
рельсовой стали.
В качестве эталона для сравнения испытана гологенная слоистая
сталь 09Г2СФ толщиной 16 мм, состоящая из 17 слоев и полученная при
аналогичных режимах прокатки пакета со степенью деформации 70 %.
Механические свойства такой стали приведены на рис. 4. Как видно из
рис. 4, в горячекатаном состоянии предел текучести гетерогенной слоис-
той стали по сравнению с гомогенной возрастает в среднем на 10 %
190
СВАРКА ПЛАВЛЕНИЕМ
независимо от доли и толщины слоя
рельсовой стали, а предел прочно-
сти — на 15...35 %, т. е. зависит от
доли рельсовой стали.
В нормализованном состоянии
величины СССт и Ств гетерогенной
стали по сравнению с гомогенной во
всех случаях возрастают соответст-
венно на 20 и 30 %.
После закалки и отпуска гетеро-
генной слоистой стали по режиму тер-
мообработки для рельсовой стали при
ее доле до 20 % величины ат и ов
остались на уровне гомогенной стали
09Г2СФ, а при 42...48 % рельсовой
стали от увеличился на 20 %, а <тв —
на 40 %. Свариваемость гетерогенной
слоистой стали с различной долей
стали М76 исследовали при дуговой
сварке горячекатаных образцов прово-
локой Св-08ГНМ под флюсом АН-60
на режиме: 1СВ = 950 А, (7Д = 48...
50 В, цсв = 42 м/ч. Макроструктура
Рис. 2 Макроструктура гетерогенной
слоистой стали 09Г2СФ + М76 со сварными
швами: а, б, в — 42...48 % М76;
г — то же 8 %
полученных сварных соединений приведена на рис. 2. В шве и околошов-
ной зоне гетерогенной слоистой стали 09Г2СФ + М76 дефекты не
обнаружены. Микроструктура рельсовой стали в околошовной зоне
представляет собой мелкопластинчатый перлит, окруженный сеткой до-
эвтектоидного феррита. В зоне перегрева зерно вырастает до балла 3,
встречаются также слои с зернами балла 1 и 2 (рис. 6).
На участке перегрева в околошовной зоне слоя 09Г2СФ наблюдается
видмандштеттовая структура с тонкими иглами, отходящими от фер-
ритной сетки и расположенными внутри зерен балла 3. Размер зерна
сталей М76 и 09Г2СФ вне зоны термического влияния оценивается
баллом 7-8.
Данные измерений твердости по
Виккерсу металла слоев в околошов-
ной зоне исследованных слоистых
сталей показали (рис. 7), что лишь
при 48 % стали М76 на участке
перегрева наблюдается повышение
твердости металла, которое предст-
авляет некоторую опасность с точки
зрения склонности к образованию
околошовных трещин.
Рис. 3. Микроструктура гетерогенной
слоистой стали 09Г2СФ + М76 (х100,
уменьш. 3/4): а - 8 % М76; <5 - 42 % М76
191
________________ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Зависимость предела прочности (незаштриховано) и предела текучести (заштриховано)
гетерогенной слоистой стали 09Г2СФ + М76 от доли А рельсовой стали и режима термообработки
в сравнении с гомогенной слоистой сталью 09Г2СФ (Л = 0): 1 - без термообработки; 2 - после
нормализации при 950 °C; 3 - после закалки от 830 °C с последующим отпуском 450 °C, 2 ч
(кроме случая 4 = 0, где температуры закалки 970 °C, отпуска 620 °C)
Рис. 5. Термообработанные образцы
гетерогенной слоистой стали 09Г2СФ + М76
с 48 % (о) и 8 % (б) рельсовой стали после
испытаний на холодный изгиб
Рис. 6. Микроструктура (хЮО, уменьш. 3/4)
участков шва, неполного расплавления и
перегрева сварного соединения гетерогенной
слоистой стали 0972СФ + 8 % М76
192
СВАРКА ПЛАВЛЕНИЕМ
Рис. 7. Распределение твердости металла сварного соединения слоистой стали
09Г2СФ + 48 % М76: 1 — слой М76; 2 — слой 09Г2СФ; 3 — участок твердо-жидкого состояния;
4 — ось шва; 5, 6 — участки замера твердости в шве, прилегающие к слоям 1, 2
Выводы
Гетерогенная многослойная сталь 09Г2СФ + М76 с долей рельсовой стали
до 48 % обладает хорошей технологичностью и свариваемостью. При этом
ее предел текучести повышается на 20%, а предел прочности — на 40 %
по сравнению с гомогенной слоистой сталью 09Г2СФ.
1. Астров Е.И. Плакированные многослойные металлы. — М.: Металлургия, 1965. — 236 с.
2. О самопроизвольной герметизации многослойных заготовок и пакетов при их высокотемператур-
ном нагреве / Б.Е. Патон, Б.И. Медовар, В.Я. Саенко, А.И. Кренделева // Докл.
АН СССР. - 1980 - 251, №5. - С. 1118-1119.
3. Трансформация сульфидных включений в стали в процессе автовакуумной сварки давлением
(АСД) / Б.Е. Патон, Б.И. Медовар, В.Я. Саенко, А.И. Кренделева // Там же. -- 1980. —
253, №3 - С 610-611
4. Квазислоистые и квазиволокнистые металлические материалы / Б.Е. Патон, Б.И. Медовар,
В Я. Саенко, А.И. Кренделева / Тез. докл. XVI сессии Научного совета, посвященного новым
металлическим материалам для машиностроения и методам их обработки. — Киев: ИЭС,
1980. - С. 3.
5. Погодин-Алексеев Г.И. Динамическая прочность и хрупкость металлов. — М.: Машиностроение,
1966. - 234с.
6. Самопроизвольная очистка металла от окисных пленок / Б.Е. Патон, Б.И. Медовар, И.В. Кирдо
и др. // Докл. АН СССР. - 1964. - 150, №1. - С. 72-73.
7. Патон Б.Е., Медовар Б.И. О новом классе металлических материалов // Там же. — 1980. —
253, №3. - С. 1120-1121.
8. Медовар Сварка жаропрочных аустенитных сталей и сплавов. — М.: Машиностроение,
9. Термические упрочненные рельсы / А.Ф. Золотарский, Я.Р. Раузин, Е.А. Шур и др. — М.:
Транспорт, 1976. — 164 с.
13-8-1437
193
ИЗБРАННЫЕ ТРУДЫ
WELDED HIGH-PRESSURE CYLINDERS
REINFORCED WITH A COMPOSITE MATERIAL*
B.E. Paton, M.M. Savitsky, A.A. Savichenko, A.F. Lupan
Natural gas is currently one of the most important, if not the only, type of
power supplies which can be an alternative to the light oil products usually
used in internal combustion engines. It has good antidetonation properties,
provides favourable mixing conditions and is characterized by wide ranges
of ignition when mixed with air. Used as a fuel, it lowers the amount of
harmful impurities an exhaust gases by 3 to 5 times, requires no essential
changes in the design of existing engines and guarantees its availability for
a minimum of 200 years.
One of the drawbacks of liquid fuel is the penetration of non-evaporated
particles into the cylinders. These particles remove grease from the walls of
the cylinders, resulting in their corrosion and wear. Additionally, carbon
particles which cause abrasive wear and deteriorate lubrication between
surfaces in friction are formed in diesels during combustion. These drawbacks
can be eliminated, the service life to overhaul of an engine can be increased
1.5 times and periods between oil replacement increased twice by using
gaseous fuel instead of liquid fuel [1].
A drawback of using natural gas as a motor oil in vehicles is its low
density.
As result of the fact that 1 nm3 of natural gas is equivalent to 1.0-1.12
litres of petrol in terms of combustion heat, under atmospheric pressure the
volume of a fuel tank needed for the gas would be 1000 times the volume
of the petrol tank.
To use the gas as a motor oil in a vehicle, it is necessary first to compress
pressure of 20-25 MPa, thus decreasing the volume of the fuel tank 200 to
250 times, and to put it in special cylinders or to liquefy it by cooling it to
-162 °C and then putting it in special heat-insulating vessels. The first case
causes problems associated with location of cylinders and preservation of the
necessary tonnage, while the second case has problems related to the high
costs of liquefaction and storage of the gas, thus requiring the creation of
specialized facilities and infrastructures. Therefore, in the world practice the
use of the compressed natural gas under high pressure holds the best hope
for motor transport [2].
The cylinders which are currently in use differ in design, capacity,
weight, dimensions and materials. However, until now there has been no
optimal solutions which would meet all the requirements.
’Welding and Surfacing Rev. — Harwood Academic Publishers GmbH, 1997. — Vol. 8. — P. 159-166.
194
СВАРКА ПЛАВЛЕНИЕМ
The Е.О. Paton Electric Welding Institute has been active in the
design, calculation and manufacture of pilot samples of cylinders, as well
as in their laboratory and field tests, since 1981. Most of the diverse designs
of welded steel and combined cylinders were approved during this period.
The latter consist of a welded metal liner and an external shell made of a
composite material of a type of glass-reinforced plastic, basalt-reinforced
plastic or a composite material reinforced with high-strength metal fibres.
The combined high-pressure cylinders are superior to all-metal ones in
reliability, service life and weight-dimension properties.
At the first stage of manufacture of a liner we thought it most
appropriate to use 2 mm thick 08kp type steel which had good operational
properties, was cheap and readily available. However, it presented problems
associated with its application at decreased temperatures. Impact bend tests
of specimens 2 to 10 mm in size showed that the impact toughness of the
steel decreased with a variation of temperature from minus 60 °C to plus
60 °C, especially in the case of an increase in the steel thickness [3]; that is
why it is better to use it only for thin liners of the 2 to 3 mm thickness. In
this case the metal liner acts as a sealing layer, while the composite material
sheath made by longitudinal-transverse winding of a glass fibre impregnated
with an epoxy binder performs the function of a load-carrying layer. Pilot
samples of such a cylinder had the perfection factor of К = М/ V = 1.3 kg/1
for a safety factor of n = 3. It should be noted though that such a cylinder
failed to meet the requirements of service life. As shown by tests, the number
of times it was filled did not exceed 4000. A thin-walled liner made of an
aluminium alloy of the AMG type provided no improvemen in the cylinder
quality either. The perfection factor of such a cylinder was raised to some
extent (K = 1.1 kg/1), but the number of times it was filled was not
fundamentally increased.
An essential improvement in the design of a cylinder was achieve by
using alloyed steels. Thus, a cylinder designed by the E.O. Paton Electric
Welding Institute in collaboration with the Institute of Mechanics (Fi-
gure 1) had a welded metal gas-tight casing comprising a straight-welded
shell with a wall thickness of 3.5 mm made of 08G2SFB steel and two
hemielliptic bottoms of 09G2S steel 5.6 mm in thickness. A collar-type union
Figure 1. Design of metal-plastic cylinder with 50 1 capacity: 1 — welded shell;
2 — ellipsoidal bottom; 3 — union; 4 — shank; 5 — nut; 6 — cup; 7 — circumferential winding;
8 — longitudinal winding
13*
195
ИЗБРАННЫЕ ТРУДЫ
was welded to one of the bottoms. The load-carrying composite sheath was
made by longitudinal-transverse winding of glass fibres impregnated with
the epoxy binder. The basic design elements of the cylinder were selected
so that the steel casing could withstand the operating pressure of Pop =
= 20 MPa and the composite sheath of 1.6 x Pop = 32 MPa. The cylinder
safety factor was not less than 2.6, i.e. fracture of the cylinder under static
pressure took place at the pressure of Pfr > 52 MPa. The described designs
of the cylinders have the perfection factors of К = 0.9 kg/1 and a service
life of more than 40 000 cycles (filling-emptying). They passed a set of stand,
field and run tests.
Technical documents for this type of cylinder for oxygen (P <
<15 MPa) and compressed natural gas (Pop < 20 MPa) were approved by
the State Standardization Office. They are in mass production now and have
been successfully operated in Ukraine since 1990 in buses and trucks. The
use of this type of cylinder makes it possible to increase the tonnage of a
gasified truck or bus by 0.5 t, in comparison with the earlier manufactured
cylinders. However, the noted decrease in weight of the cylinders is
insufficient for their utilization in cars. In this case a car had to be equipped
with two cylinders with a total capacity of 100 litres to ensure its
independent run. Together with the gas equipment, their weight would reach
about 100 kg, this inevitably would bring about problems associated with
overloading of a car.
In order to further reduce the weight and to achieve К < 0.6 kg/1, the
E.O. Paton Electric Welding Institute is now involved in development of
new lighter-weight cylinders.
As proved by the experience accumulated, the optimal solution of these
problems can be obtained by using high-strength steels [4, 5]. It can be seen
from Figure 2 that they allow a fundamental increase in pressure under which
the casing metal can reach its yield point. As a result, this makes it possible
either to raise the load on the metal casing or to decrease its thickness. In
Figure 2. Character of deformation of cylinders strengthened with glass-reinforced plastic
in a circumferential direction: 1 — low-alloy steel; 2 — medium-alloy steel
196
СВАРКА ПЛАВЛЕНИЕМ
Figure 3. Design of metal-plastic cylinder with 30 1 capacity: / — welded shell;
2 — spherical bottom; 3 — union; 4 — composite sheath
this case, as shown by calculations, to obtain the maximum effect as to
weight and cost, it is the metal casing that should be the basic load-carrying
element, whereas the composite sheath should play the role of an auxiliary,
stand-by element. Besides, in a case where the basic load-carrying element,
i.e. the steel casing, can withstand the load of not less than 1.6Pop and the
auxiliary composite element — about 1.0Po , there is no need to cover the
metal liner bottoms with the composite sheath. It means that, to manufacture
a reliable and serviceable cylinder, it is enough to reinforce only its
cylindrical part with a composite material (Figure 3). This provides a
fundamental reduction of the composite and labour consumption for the
manufacture of the sheath.
A tubular billet for the liner was produced by sheet rolling and
longitudinal welding. A technology of butt square-groove semi-submerged
argon-arc tungsten-electrode welding using an activating flux (A-TIG
welding) was used for this purpose [6]. This technology allows the basic
load-carrying layer of a weld to be formed from the parent metal and, by
eliminating the probability of overheating, the full-strength welded joints
to be made by heat treatment of metal having strength of up to 2000 MPa,
while essentially increasing viability of a cylinder under low-cycle loading
at high main stresses (Table 1). In the case of local gaps and weakening of
a weld section induced by fitting and welding of a longitudinal butt joint,
the technology allows a second weld pass to be made by using a filler wire
with a chemical composition similar or close to that of the parent metal. In
this case the layer of deposited metal is, as a rule, not thicker than 20 % of
Table 1. Mechanical and service properties of stell in 50 1 cylinders
Mechanical properties of parent metal Service properties
os, MPa cb, MPa a. % V, % J/cm2 P(t, MPa °b fr, MPa Safety factor
1580 1730 7.6 31 60 56.5 1765 2.85
1480 1520 9 36 81 52.2 1503 2.61
1210 1940 11 43 96 53.7 1342 2.68
1100 1150 12 48 110 52.5 1207 2.62
197
ИЗБРАННЫЕ ТРУДЫ
Table 2. Life of welded joints
Low-alloy steels Sketches of welds Medium-alloy steels
Stresses, MPa Cycles to fracture, q-ty Stresses, MPa Cycles to fracture, q-ty
300 340 380 158,272 24,455 852 1 350 24,000
300 340 380 93,562 16,379 336 1 700 40,000
the weld height and does not lead to a significant differences in properties
between weld and parent metals after heat treatment.
Hemispherical bottoms of the cylinder were also made of a sheet steel
by forming, allowing for probable reduction in area of the steel during
forming and the requirement of providing the necessary safety factor. The
bottoms were joined to the shell circumferential butt welding. A collar-type
union was welded into one of the bottoms.
Medium-alloy high-strength steels, the properties of which are given
in Table 2, were used to make the load-carrying liner for an experimental
batch of cylinders. Strength properties of parent metal, as can be seen from
this Table, varied widhin the range 1100 < Q, < 1900 MPa, thus providing
a perfection factor of the cylinders equal 0.45-0.65 kg/1.
Although an increase in strength of metal is, as a rule, accompanied by
decrease in ductility and impact toughness, it was established that it had no
essential effect on the character of fracture under static loading of the
cylinder casings when an internal pressure was applied up to their fracture.
The fracture was tough, without cleavage. The fracture has an arbitrary
path, crossing welds and regions of parent metal located at a distance from
the welds. It was not always possible to find a crack initiation centre with
sufficient reliability.
Under low-cycle loading within
the pressure range 0.2 to 20 MPa, the
fracture of the metal casings of the
cylinders changes its character. First,
with an increase in strength of parent
metal its low-cycle fatigue resistance
drops (Figure 4). Second, it is possible
to define clearly the region of initiation
of a fatigue crack and that of its further
propagation. In a majority of cases a
crack is initiated within the longitudi-
nal weld zone at a distance of 3-7 mm
from the fusion line and about 150-
200 mm from an intersection of a Ion-
Figure 4. Dependence of low-cycle fatigue
resistance of cylinder upon parent metal
strength
198
СВАРКА ПЛАВЛЕНИЕМ
gitudinal weld with a circumferential one, this being in agreement with the
data on the character of distribution of circumferential and longitudinal
strains in welded vessels [4]. The crack propagation occurs, as a rule, along
the generating line of a cylindrical portion of the cylinder over its entire
length at ob of parent metal above 1500 MPa, or over a length of 20-30 mm
at ob < 1300 MPa.
Analysis of the accumulated data and extrapolation of the curve given
in Figure 4 show that welded and seamless cylinder casings have similar
performances with a decrease in strength of parent metal to less than
700-800 MPa. That is, there is an actual possibility of manufacturing reliable
lighter-weight all-welded high-pressure cylinders by welding sheet steel with
minimum thickness tolerances. However, it is questioned whether these
cylinders are reliable enough. The questions arise because welds tend to
change the rigidity of structural members and affect uniformity of distribu-
tion of stresses during operation of a cylinder.
Therefore, in our opinion an improvement of reliability and fatigue life
of welded cylinder casings by using a light and thin composite sheath is a
justifiable and promising method. In order to manufacture a cylinder with the
improved weight and service parameters and to obtain an experimental proof
of validity of the design, comprehensive experimental studies were conducted
on composite materials based on various polymeric binders and glass, organic,
basalt and metal reinforcing fibres. The advantages of such composite materials
are most pronounced in structures for which the most important parameters are
their high specific strength, rigidity and impact resistance.
Reliability and fatigue life of this design of cylinders were studied in
accordance with requirements of the standards which provide for tests to an
internal pressure under static and low-cycle loading, as well as under
dynamic and thermal effect. A batch of experimental cylinders was manu-
factured to conduct such tests. The cylinders were subjected to preliminary
hydraulic tests at 1.5P , i.e. 30 MPa, and pneumatic tests at 1.0Pop, i.e.
20 MPa, to detect any discontinuity in a metal casing.
The static loading tests of the cylinders were conducted by gradually
increasing the internal pressure till the casing lost its air-tightness. Water
was used as a working fluid. The cylinders failed in a tough manner without
cleavage at pressures of (2.65-2.87)Pop, i.e. above 52 MPa, thus meeting
the requirements of the Safety Regulation for pressure vessels.
Fatigue tests were conducted by loading the cylinder with an internal
pressure to 20 MPa, followed by releasing the pressure down to megapascal at
the frequency of about 6 cycles per minute. After 24,000 loading cycles the
cylinder was destroyed by the static pressure of 57 MPa, thus making the
pressure 2.85Pop. The fracture was tough in character, featuring no cleavage.
Dynamic tests were conducted by hitting a cylinder filled with methane
gas at 20 MPa with a 7.62 mm armour-piercing bullet from a distance of
50 m. The speed of the bullet was 830 m/s. At a direct hit the bullet broke
through the cylinder wall, forming an inlet-funnel-shaped hole 16 mm in
199
ИЗБРАННЫЕ ТРУДЫ
diameter with smooth edges. The second wall of the cylinder remained intact
without any visible traces of distortion. The gas went through the newly
formed hole without igniting.
When tested in fire, a cylinder filled with the methane gas to a pressure
of 5 MPa also showed the high reliability of the suggested design. During
combustion of diesel fuel for 23 min, there was no ignition, neither the
composite sheath nor the exposed steel bottoms lost their strength. As a
result of heating, during the first 5-7 min the gas pressure in the cylinder
increased to 18 MPa and, then remained unchanged for the rest of the
combustion period, though the temperature of the steel liner reached 600 °C.
No loss of sealing or distortion of the metal liner occurred during the fire
tests. As to the composite sheath, its binder material burnt to a depth of
about 0.3 mm.
The tests show that the suggested design and technology for manufac-
ture of high-pressure cylinders provide competitive products that meet the
requirements of the European Standard. The additional light-weight com-
posite sheath that strengthens the cylindrical portion of the air-tight liner
made of a high-strength steel increases the weight of the cylinder by only
2-3 kg. At the same time, the life is increased by an order of magnitude.
With an effective volume of 50 1, the total weight of the combined cylinder
does not exceed 30 kg. It allows cylinders of these design to be installed in
any vehicle without any significant losses in tonnage or seating capacity.
1. Gainullin, F.G., Gritsenko, A.I., Vasiliev, Yu.N. et al. (1986) Natural gas used as a motor fuel in
transport. Moscow: Nedra.
2. (1992) Tecnical-and-economic requirements to gas-cylinder equipment of cars, buses and trailers.
In: Gas-cylinder cars: Handbook. Moscow: Transport, pp. 163-170.
3. Yuzkiv, Ya.M., Gavrilyuk, A.A., Ozerov, V.I. et al. (1990) Design and technology for manufacture
of metal-plastic cylinder casings. In: Advanced methods of making welded joints of structural steels
and cast iron: Transact, of the E.O. Paton EWI. Kyiv, pp. 127-136.
4. Kurkin, S.A. (1976) Strength of welded thin-walled pressure vessels. Moscow: Mashinostroeniye.
5. Paton, B.E., Savitsky, M.M., Kuzmenko, G.V. (1994) Prospects for the application of high-strength
medium-alloy steels for welded pressure cylinders used in motor transport. Avtoniatich. Svarka, 3,
pp. 4-9.
6. Savitsky, M.M. (1988) Weldability of high-strength steels in tungsten-electrode argon-arc welding.
СМЕЛ information materials, Issue 1, pp. 3-10.
200
СВАРКА ПЛАВЛЕНИЕМ
МНОГОЛЕТНЕЕ НАУЧНО-ТЕХНИЧЕСКОЕ
СОТРУДНИЧЕСТВО
ГП «ЗАВОД им. В.А. МАЛЫШЕВА»
И ИЭС им. Е.О. ПАТОНА В ОБЛАСТИ СВАРКИ
И НОВЫХ МАТЕРИАЛОВ*
Б.Е. Патон, В.А. Саржевский, В.Я. Саенко
Сотрудничество Института электросварки и Харьковского завода им. Ко-
минтерна началось в довоенные годы. В ИЭС исследовалась сваривае-
мость броневых сталей применительно к бронекорпусу танка Т-34.
Это сотрудничество еще более окрепло в Нижнем Тагиле, куда были
эвакуированы специалисты ИЭС и Харьковского завода. Специалисты
института совместно с работниками заводов приступили к разработке
технологии и аппаратуры для автоматической сварки под флюсом броне-
конструкций танка Т-34, изготовляемых из кремнемарганцевой брони
марки 8С толщиной до 45 мм.
В предельно сжатые сроки была разработана технология скоростной
автоматической сварки танковой брони под флюсом, предусматривающая
применение переменного тока, кремнемарганцевой (Св-18ГС) и низкоуг-
леродистой электродных проволок с закладкой в разделку кромок ана-
логичных присадочных проволок. Для скоростной сварки разработали
два варианта флюса: высококремнистый плавленый флюс АН-2 мокрой
грануляции и шлаковый флюс АШ, основанный на использовании обо-
гащенного марганцем шлака древесноугольных доменных печей
Ашинского металлургического завода. Одновременно с разработкой тех-
нологии сварки было спроектировано и изготовлено ряд сварочных
установок, оснащенных новыми сварочными головками. В основу конст-
рукции последних положен принцип саморегулирования электрической
дуги при постоянной скорости подачи электродной проволоки. Это
позволило существенно упростить конструкцию сварочных автоматов и
повысить надежность их эксплуатации. Всего на УВЗ было создано и
введено в эксплуатацию 15 установок для автоматической сварки под
флюсом различных узлов боевых машин Т-34.
Технология автоматической сварки под флюсом основных сое-
динений корпусов и башен танка Т-34, созданная в условиях военного
времени, позволила повысить производительность сварки более чем в
5 раз, значительно улучшить качество сварных швов и стала основной
для организации поточного производства танка Т-34.
Труды Междунар. научно-нроизводств. конференции, 26-27 ноября 2003 г. — Харьков: ГП «Завод
им. В.А. Малышева». — С. 8-17.
201
ИЗБРАННЫЕ ТРУДЫ
В послевоенный период усовершенствование защиты пошло по пути
создания и применения новых хромоникельмолибденовых сталей тол-
щиной до 100 мм. Обладая высокой бронестойкостью, эти стали из-за
высокого содержания углерода и наличия в них хрома, никеля и мо-
либдена отличались ухудшением свариваемости, что проявилось в обра-
зовании холодных околошовных трещин. По этой причине, а также из-за
недостаточной бронестойкости сварных соединений, технология авто-
матической сварки под флюсом соединений танка Т-34 оказалась не-
пригодной для новых модификаций среднего танка.
Корпус танка Т-54 изготавливался исключительно с применением
ручной сварки электродами с сердечником из аустенитной проволоки
Св-08Х21Н10Г6. Производительность сварки была низкой, что явилось
препятствием для наращивания объемов выпуска машин.
В 1951 г. Правительство специальным постановлением возложило
задачу автоматической сварки бронекорпуса танка Т-54 на ИЭС и Харь-
ковский завод им. В. А. Малышева. Для разработки технологии автоматичес-
кой сварки под флюсом за основу была принята аустенитная проволока
Св-08Х21Н10Г6. Швы, выполненные этой проволокой на переменном
токе, отличались пониженной сопротивляемостью образованию горячих
трещин в металле шва, что вызывало необходимость ограничения доли
основного металла в формировании шва.
Отмеченные трудности были преодолены с применением автома-
тической сварки на постоянном токе прямой полярности. В этом случае
доля основного металла в сварном шве существенно уменьшается. Для
получения качественных швов разработали новые сварочные материалы:
аустенитную проволоку Св-08Х20Н9Г7Т и плавленый низкокремнистый
флюс сухой грануляции АН-14. По сравнению с проволокой Св-
08X21Н10Г6 новая проволока отличалась некоторым пониженным содер-
жанием никеля и хрома, повышением марганца, а также наличием титана.
Модифицирующее действие последнего позволило существенно измель-
чить столбчатое строение металла шва, обеспечив повышенную сопро-
тивляемость образованию горячих трещин.
Применение постоянного тока и флюса сухой грануляции способст-
вовало снижению содержания водорода в наплавленном металле, что
обусловливало повышение стойкости околошовной зоны к образованию
холодных трещин. При высоком качестве сварных соединений бронекон-
струкций производительность однодуговой автоматической сварки, по
сравнению с ручной сваркой, возросла в 4-5 раз и составила около 20 кг
наплавленного металла за 1 ч.
В 1956 г. технология автоматической сварки проволокой Св-
08Х20Н9Г7Т под флюсом АН-14 на постоянном токе прямой полярности
была внедрена на Харьковском заводе им. В.А. Малышева при изготов-
лении бронекорпуса танка Т-54 и сварно-литой башни этого танка на
Мариупольском заводе им. Ильича. Впоследствии проволока Св-
08Х20Н9Г7Т вошла в Государственный стандарт СССР на сварочные
202
СВАРКА ПЛАВЛЕНИЕМ
материалы, а флюс АН-14 под маркой АН-22 получил широкое распрос-
транение для сварки конструкционных сталей.
В начале 1960-х годов технология автоматической сварки проволо-
кой СВ-08Х20Н9Г7Т под флюсом АН-22 широко применялась при изго-
товлении бронекорпусов и башен танка Т-55 на Омском машиностроитель-
ном заводе. Несколько позже на этом же заводе впервые в отрасли была
применена более производительная технология двухдуговой автоматичес-
кой сварки под флюсом с использованием тех же сварочных материалов,
что и при однодуговой сварке. При этом производительность процесса
возросла до 30...35 кг наплавленного металла за 1 ч.
Как показали исследования, проведенные в ИЭС им. Е.О. Патона
и на Харьковском заводе им. В.А. Малышева, указанный уровень
производительности можно достичь и в случае однодуговой сварки за счет
удлиненного вылета электрода. При прохождении тока по удлиненному
вылету электрода в нем выделяется тепло, проволока разогревается, и
скорость плавления электрода возрастает. Для практической реализации
этого способа производительной сварки применительно к серийным авто-
матам были разработаны специальные мундштуки.
К середине 1960-х годов технология автоматической сварки под
флюсом проволокой Св-08Х20Н9Г7Т прочно утвердилась на упомянутых
заводах для изготовления бронеконструкций танков Т-55 и Т-64. Часть
внутренних швов бронекорпусов этих танков выполнялась механизи-
рованной сваркой под флюсом. Это позволило довести общий уровень
автоматической и механизированной сварки до 60 % и осуществить
конвейерное производство бронекорпусов. Сварка отдельных узлов и
бронекорпуса при сборе на конвейере выполнялась серийными аппара-
тами конструкции ИЭС им. Е.О. Патона.
Так как отмеченные технологии предусматривали применение дорогос-
тоящих аустенитных проволок, в ИЭС им. Е.О. Патона проводились
исследования по созданию более экономичной технологии автоматической
сварки под флюсом. В 1950-х годах была разработана технология авто-
матической сварки под плавленым флюсом низколегированной проволокой
Св-08ГСМТ. Однако внедрить эту технологию при изготовлении бронекор-
пусов танка Т-64 не удалось из-за необходимости применения предваритель-
ного подогрева для предотвращения образования холодных трещин.
Значительно позже и только при изготовлении башни танка Т-55 авто-
матическая сварка под флюсом низколегированной проволокой Св-
10ХГСН2МТ без подогрева была применена в бронекорпусном производ-
стве Омского машиностроительного завода.
Способ газоэлектрической сварки в углекислом газе, разработанный
сотрудниками ИЭС им. Е.О. Патона совместно с рядом организаций в
конце 1950-х — начале 1960-х годов, нашел свое применение и в
бронекорпусном производстве. Созданная во ВНИТИ технология
механизированной сварки в углекислом газе аустенитной проволокой
Св-08Х20Н9Г7Т практически вытеснила механизированную сварку под
203
ИЗБРАННЫЕ ТРУДЫ
флюсом. Сварка в СО2 осуществлялась на постоянном токе обратной
полярности и по производительности уступала ранее применявшейся
сварке под флюсом. Сотрудники ИЭС им. Е.О. Патона и Харьковского
завода им. В.А. Малышева показали возможность осуществления газоэ-
лектрической сварки брони аустенитной проволокой Св-08Х20Н9Г7Т в
углекислом газе на постоянном токе прямой полярности. Производитель-
ность сварки при этом возросла в 1,5 раза без снижения качества сварных
соединений. Некоторое повышенное разбрызгивание электродного метал-
ла при этом способе сварки удалось существенно уменьшить за счет
дополнительного модифицирования проволоки цирконием.
В конце 1970-х — начале 1980-х годов новые, более прочные
броневые стали начали изготавливаться с применением способа ЭШП,
предложенного в ИЭС им. Е.О. Патона. Сотрудники ИЭС им. Е.О.
Патона и ВНИИстали установили, что при сварке новых броневых сталей
ЭШП принятыми в отрасли аустенитными материалами ухудшения ка-
чества сварных соединений не наблюдалось. Технологические процессы
сварки под флюсом АН-22 и в углекислом газе аустенитной проволокой
Св-08Х20Н9Г7Т с корректировкой режимов сварки корневых швов стали
ведущими и при изготовлении бронекорпусов средних танков последу-
ющих модификаций Т-80 и Т-84, выполненных из броневых сталей нового
поколения 69Ш, 24Ш, 22Ш.
Все же при использовании проволоки Св-08Х20Н9Г7Т (ЭИ-613),
обеспечивающей временное сопротивление разрыву металла шва
600 МПа, ощущалось несоответствие прочностных показателей по срав-
нению с основным металлом. Кроме того, использование щадящих ре-
жимов сварки для повышения технологической прочности соединений
привело к снижению производительности.
В середине 1980-х годов в ИЭС им. Е.О. Патона были разработаны
новые сварочные материалы. Новый плавленый флюс АН-22М значительно
превосходил по сварочно-технологическим свойствам флюс АН-22. Для
автоматической сварки под флюсами Ан-22 и АН-22М применялась аус-
тенитная проволока Св-05Х20Н10М2Т (ЭК-67), для механизированной
сварки в углекислом газе — порошковая проволока ПП-АНВ9, аналог
проволоки Св-05Х20Н10М2Т. Новые сварочные материалы обеспечили
более высокие механические свойства и технологическую прочность металла
шва (таблица). Прочность металла шва, выполненного новыми проволо-
ками, возросла на 10 %, что при некотором повышении пластичности и
вязкости обеспечило более высокие служебные свойства.
Технология автоматической сварки проволокой Св-05Х20Н10М2Т
под флюсами АН-22 и АН-22М, а также технология механизированной
сварки проволокой ПП-АНВ9 в углекислом газе, после всесторонних
испытаний и опытно-промышленной проверки были рекомендованы к
внедрению в производство бронекорпусов танка Т-80, изготавливаемого
из броневых сталей ЭШП.
204
СВАРКА ПЛАВЛЕНИЕМ
Таблица 1. Механические свойства металла шва при различных сочетаниях сварочных мате-
риалов
Сварочные материалы Оо,2» МПа ов, МПа 65. % V. % а„, Дж/см2 VKP, мм/мин
+20 'С -40 "С
ЭК-67, АН-22 375 680 52 55 170 136 6,5
ПП-АНВ9, СО2 445 678 36 54 150 110 8,0
ЭИ-613, АН-22 350 610 33 46 140 118 3,0
Примечания. 1. VKP — стойкость к образованию горячих трещин. 2. Приведены средние значения 3-5
испытаний.
В середине 1980-х годов ученые ИЭС им. Е.О. Патона разработали
армированную квазимонолитную сталь (АКМ) как альтернативный ва-
риант существовавшим броневым сталям ЭШП. Эта сталь не подвергалась
ЭШП и отвечала всем требованиям, предъявляемым к танковой броне. В
этой стали было уменьшено содержание углерода почти в 2 раза. Это
решение без существенного уменьшения системы легирования привело не
только к улучшению свариваемости, но и повышению вязкости тол-
столистовой стали и ее «живучести» как бронекорпусного материала.
Улучшенная свариваемость броневой стали АКМ позволила
получить высококачественные сварные соединения, выполненные элект-
ронно-лучевой сваркой (ЭЛС). По сравнению с дуговой многослойной
сваркой брони толщиной до 80 мм ЭЛС выполняется за один проход
(рис. 1). Высокие показатели снарядостойкости соединений, полученные
ЭЛС, близкие к основному броневому металлу, практически не могут
быть достигнуты с помощью дуговых процессов сварки. С применением
технологии ЭЛС горизонтальным лучем
в ИЭС им. Е.О. Патона был сварен
передний узел бронекорпуса танка Т-80
(рис. 2).
Отдельно остановимся на прогрес-
сивной технологии улучшения комплек-
са свойств и качества металла при-
менительно к бронеконструкциям мето-
дом электрошлакового литья. В конце
1970-х годов ИЭС им. Е.О. Патона сов-
местно с ПО «Ждановтяжмаш» (в на-
стоящее время Мариупольский завод тя-
желого машиностроения — МЗТМ),
ХКБМ им. А.А. Морозова и заводом
им. В.А. Малышева были проведены
работы по созданию на основе метода
электрошлакового литья (ЭШЛ) техно-
логии получения длинномерных У-об-
разных литых заготовок, включающих
Рис. 1. Макрошлиф сварного
соединения броневой стали толщиной
80 мм, выполненного ЭЛС
205
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Макрошлиф сварного
соединения макета переднего узла —
«носа» бронекорпуса танка,
выполненного ЭЛС
элементы различной толщины 20, 45, 60 и
120 мм. Ставили задачу провести сравни-
тельную оценку качества литой высокопро-
чной среднелегированной Cr-Ni-Mo-V
ЭШЛ стали в диапазоне толщин 20...
120 мм. Исходную сталь, типичного для
этого класса сталей химического состава,
выплавляли в дуговой электропечи. Слит-
ки катали на листы толщиной 45 мм, из
которых вырезали расходуемые электроды
для ЭШЛ. Переплав производили на печи
УШ-100 по схеме с неподвижным поддо-
ном и встречным движением расходуемых
электродов. В результате опытных плавок
были получены У-образные отливки высо-
той до 1200 мм и массой 0,5 т.
Химическую однородность отливки
оценивали по ее высоте на пробах, отобран-
ных из донной, средней и головной частей,
а также по ее сечению (табл. 2). Установ-
лено, что концентрация легирующих элементов остается практически
неизменной по всему объему отливки. Исследования показали, что для
металла отливки ЭШЛ характерна плотная однородная макроструктура,
однотипная во всех сечениях, которая представляет собой четко выражен-
Таблица 2. Химическая однородность по сечению отливок ЭШЛ
Объект исследования Место отбора проб 5, мм Сг Ni Мо S Р [О] [N]
Исходный металл ОДП Прокат 45 100 100 100 0,015 0,012 0,0044 0,017
Отливка ЭШЛ д 60 -2,2 -2,8 1,2 1,5 2,0 2,0 0,009 0,011 0,014 0,012 Не опред. Не опред.
Отливка ЭШЛ С 20 -1,7 1,2 2,0 0,008 0,013 Не опред. 0,017
Отливка ЭШЛ С 45 -2.2 0,8 0 0,009 0,013 0,0032 0,018
Отливка ЭШЛ С 60 -1,7 0,4 4,0 0,009 0,0014 0,0036 Не опред.
Отливка ЭШЛ с 120 -1,1 0,4 0 0,008 0,011 0,0030 0,015
Отливка ЭШЛ Г 60 -1,7 -1,8 0,5 0,4 0 4,0 0,010 0,010 0,012 0,011 Не опред. Не опред.
Примечание. 1 .Содержание хрома, никеля, молибдена приведено в относительных процентах (отклонение
от исходного — 100 %). 2. Для донной и головной частей приведены результаты двух плавок (числитель
и знаменатель). 3. Д — донная часть; С — середина; Г — головная часть.
206
СВАРКА ПЛАВЛЕНИЕМ
Таблица 3. Механические свойства Cr-Ni-Mo—V стали в литом (отливка ЭШЛ) и деформиро-
ванном (прокат, ОДП) состоянии
.. Объект исследований ств, Н/мм2 гч - S сч 2 X 65, % V, % КСЬ+20 Дж /см2 Дж/см2 КС1/_70 Дж/см2 «з. попер. V» попер.
85, прод. V, прод
ОДП Прокат б = 45 мм 1290 1200 1140 1135 11,0 6,8 50,0 31,0 84 68 84 73 77 66 0,62 0,62
ЭШЛ б = 20 мм 1225 1210 1124 1095 13,8 13,8 51,0 54,0 89 88 84 90 83 75 1,0 1,06
ЭШЛ б = 45 мм 1265 1230 1120 1135 14,3 14,3 56,5 58,5 90 87 86 84 74 70 1,0 1,04
ЭШЛ‘ 5 = 120 мм 1225 1210 1120 1150 13,5 12,5 50,5 48,0 99 99 87 81 78 70 0,93 0,95
ные столбчатые кристаллы, идущие от поверхности отливки под углом к
ее оси. Исходный металл (5 = 45 мм) отличается строчечной макрострук-
турой, образовавшейся вследствие деформации сульфидных включений
при прокатке. Из результатов газового анализа металла (табл. 3) следует,
что во всех исследуемых сечениях содержание кислорода в металле
одинаково и примерно на 20 % ниже, чем в исходном металле; содержание
азота в стали осталось практически на прежнем уровне.
Степень загрязненности стали неметаллическими включениями изу-
чали на пробах, вырезанных из осевой и периферийной частей элементов
отливки (толщина элементов 20, 45, 60 и 120 мм), а также их исходного
катаного металла. Исследования показали, что металл всех изучаемых
толщин загрязнен однотипными неметаллическими включениями, однако
размеры, форма и распределение их в исходном металле и металле ЭШЛ
существенно различны. В прокате включения сульфидов деформированы
и имеют вытянутую форму; оксиды типа шпинелей имеют размеры 15...
20 мкм (отдельные до 25 мкм), расположение их в основном строчечное.
В металле ЭШЛ сульфиды имеют вид округлых и угловатых включений
размером до 15 мкм, расположенных разориентированно. Размер оксидов
как одиночных, так и в небольших скоплениях (по 3-12 шт.), не превы-
шает 5 мкм.
Механические свойства Cr-Ni-Mo-V стали оценивались на образ-
цах, вырезанных вдоль направления вытягивания литого профиля и
перпендикулярно к нему (по ширине элементов отливки), а также на
продольных и поперечных образцах исходного катаного металла. Заго-
товки образцов исследуемого металла подвергались термической обработ-
ке (закалка + высокий отпуск) в одной садке. Литой металл перед
окончательной термической обработкой подвергался нормализации с
высоким отпуском. Кроме того, для выяснения влияния гомогенизи-
рующего отжига на механические свойства металла ЭШЛ заготовки
образцов элемента профиля толщиной 45 мм проходили предварительную
207
ИЗБРАННЫЕ ТРУДЫ
гомогенезацию. Результаты механических испытаний показали, что ме-
талл ЭШЛ имеет более высокие по сравнению с исходным прокатом
пластические и вязкостные характеристики, в том числе при отрицатель-
ных температурах, причем во всех сечениях механические характеристики
практически одинаковы. Последнее свидетельствует о том, что процессы
зональной ликвации при кристаллизации отливки полностью подавлены.
Аналогичный вывод может быть сделан и о дендритной ликвации, поскольку
продолжительный диффузионный отжиг не привел к заметному увеличению
механических свойств, за исключением пластичности.
При разработке технологии получения отливок ответственного на-
значения методом ЭШЛ существует ряд проблем, связанных с форми-
рованием литой заготовки, стабильностью процесса ЭШЛ и его эконо-
мичностью. Однако главным является вопрос обеспечения качества ли-
того электрошлакового металла и его эксплуатационных характеристик
на уровне катаного. Проведенные исследования еще раз подтверждают,
что литая высокопрочная среднелегированная Cr-Ni-Mo-V ЭШЛ сталь
в диапазоне толщин 20... 120 мм по своим механическим свойствам и
другим характеристикам не только не уступает катаному металлу откры-
той дуговой выплавки, но и превосходит его по комплексу вязкостных и
пластических характеристик, что создает условия для широкого внед-
рения металла ЭШЛ в машиностроительных отраслях промышленности.
Сотрудничество ИЭС им. Е.О. Патона и ГП «Завод им. В.А. Ма-
лышева» развивается и крепнет и в настоящее время. Среди последних
работ следует отметить приварку взрывом трубчатых элементов, лазерное
напыление и другие. Многие разработки ИЭС им. Е.О. Патона могут
быть востребованы на новом уровне в настоящее время и в будущем.
208
СВАРКА ПЛАВЛЕНИЕМ
СТАЛЬ*
Г.Н. Грикунов, Б.Е. Патон, Ф.Н. Тавадзе, Н.П. Антропов,
А.М. Сухини, К.А. Ющенко, В.П. Беляков, Г.А. Степанов,
Н.П. Филин, С.А. Некрасов, Н.А. Тулин, П.Ф. Дрожкин,
Б.Г. Вайнштейн, А.Ш. Гиндин, Н.И. Каховский, Г.И. Евченко
Изобретение относится к коррозионностойким нержавеющим сталям,
применяемым в деформированном или литом состоянии в криогенной и
вакуумной технике в качестве сварных конструкций, работающих в
интервале температур до -253 °C.
Сталь содержит (мае. %): углерод 0,01...0,10, сера до 0,02, фосфор
до 0,03, хром 13... 15, марганец 18...31, кремний до 1,0, молибден 2...3,
никель 8... 10, бор 0,004...0,008, железо — остальное. Механические
свойства известной стали в закаленном состоянии следующие:
Температура испытания, "С
20 -253
Предел прочности, кге/мм2 80 185
Предел текучести, кге/мм2 45 170
Относительное удлинение, % 60 30
Относительное сужение, % 70 35
Ударная вязкость, кге м/см2 30 15
В термоупрочненном состоянии при температуре -253 °C ударная
вязкость стали 10 кгс-м/см2.
Предлагаемая сталь отличается от известной тем, что с целью
повышения пластичности и ударной вязкости при температурах +700...
-269 °C в нее введены кальций, медь, титан и ванадий при следующем
соотношении компонентов (мае. %):
Углерод 0,01...0,10
Хром 13,0...19,5
Марганец 16...22
Кремний 0,2...1,0
Азот 0,05...0,24
Бор 0,0002.-0,0030
Никель 0,05-1,50
Молибден 0,01-0,80
Кальций 0,001.-0,100
Медь 0,05.-1,50
'А. с. 538055 СССР, МКИ2 С 22 С 38/58. - Опубл. 05.12.76; Бюл. № 45.
14 —8-1437
209
ИЗБРАННЫЕ ТРУДЫ
Титан 0,01...0,50
Ванадий 0,01...0,70
Железо Остальное
Сталь может содержать примеси: серу 0,01...0,04 и фосфор 0,01...
0,04. Данная сталь в закаленном состоянии имеет следующие механи-
ческие свойства:
Температура испытания, °C
+700 +20 -253
Предел прочности, кге/мм2 30 80 140
Предел текучести, кге/мм2 16 45 100
Относительное удлинение, % 62 70 16
Относительное сужение, % 78 70 20
Ударная вязкость, кгс-м/см2 33 более 30 20
После закалки и отпуска при 800 °C и 20-минутной выдержки ударная
вязкость не ниже 12 кгс-м/см2. Сталь характеризуется малой чувствитель-
ностью к концентраторам напряжений (о^/ов =1,2 при -253 °C).
Сталь обладает коррозионной стойкостью при атмосферных
условиях и в ряде агрессивных сред; имеет высокую стойкость против
коррозии под напряжением.
Сталь выплавляется в высокочастотных, плазменно-дуговых и элек-
тродуговых печах, подвергается электрошлаковому переплаву и элект-
рошлаковой разливке, куется, прокаливается и допускает все виды
сварки. Она может быть применена для изготовления конструкций, в
частности емкостей, работающих в интервалах температур 20...269 °C.
Формула изобретения. Сталь, содержащая углерод, хром, марга-
нец, кремний, азот, бор, никель, молибден и железо, отличающаяся тем,
что с целью повышения пластичности и ударной вязкости при темпе-
ратурах +700...-269 °C в нее введены кальций, медь, титан и ванадий при
следующем соотношении компонентов (мае. %):
Углерод 0,01...0,10
Хром 13,0...19,5
Марганец 16...22
Кремний 0,2...1,0
Азот 0,05...0,24
Бор 0,0002...0,0030
Никель 0,05...1,50
Молибден 0,01...0,80
Кальций 0,001...0,100
Медь 0,05...1,50
Титан 0,01...0,50
Ванадий 0,01...0,70
Железо Остальное
210
СВАРКА ПЛАВЛЕНИЕМ
ФЕРРИТНАЯ КОРРОЗИОННОСТОЙКАЯ СТАЛЬ*
Б.Е. Патон, Ю.З. Бабаскин, С.Я. Шипицин, К.А. Ющенко,
В.Н. Липодаев, Р.И. Морозова, Г.Ф. Настенко, Б.Г. Вайнштейн,
О.И. Тищенко, А.Ш. Гиндин, Л.И. Сенюшкин,
Л.А. Агишев, Н.А. Сорокина, В.И. Федорова, Е.Я. Чернышов
Ферритная коррозионностойкая сталь, содержащая углерод, кремний,
марганец, хром, ванадия, алюминий, железо, отличающаяся тем, что с
целью улучшения свариваемости и снижения порога хладноломкости она
дополнительно содержит титан, азот и магний при следующем соотно-
шении компонентов, мае. %:
Углерод .......................................................... 0,01...0,10
Кремний .......................................................... 0,05...1,00
Марганец ......................................................... 0,05...1,00
Хром ............................................................... 17...3
Ванадий ............................................................. 0,1...0,8
Алюминий ......................................... ............... 0,005...0,100
Титан ............................................................ 0,05...0,50
Азот ................................................. 0,02...0,14
Магний ...................................................... 0,001 ...0,020
Железо .......................................................... Остальное
Изобретение относится к металлургии, в частности к сталям, произ-
водимым в открытых дуговых печах и пригодным для изготовления
оборудования в химическом, пищевом машиностроении и других отрас-
лях промышленности с применением дуговых способов сварки.
Известна сталь [1] ферритного класса, содержащая, мае. %:
Углерод + азот ................................................... 0,002...0,010
Кремний.......................................................... 0,1...0,5
Марганец ............................................................ 0,1...0,8
Хром ................................................................ 17...27
Молибден ............................................................ 1,0...3,8
Ниобий .... ................................. ....................... 0,1...0,5
Иттрий....................................................... .. . 0 08.. 0,40
Железо . Остальное
Сталь обладает удовлетворительной коррозионной стойкостью,
однако пригодна для изготовления оборудования с применением дуговой
сварки лишь при толщине металла не более 5...6 мм.
Наиболее близкой к предлагаемой является ферритная коррозионно-
стойкая сталь [2], содержащая, мае. %:
Углерод .................................................. ... 0,01 ..0,06
Хром ...
Кремний
17,5...29,0
0,3.. 1,5
А. с. 1112066 СССР, МКИЗ С 22 С 38/28. - Опубл. 07.09.84; Бюл. № 33.
14*
211
ИЗБРАННЫЕ ТРУДЫ
Марганец ..................................................................... 0,1...3,5
Цирконий ..................................................................... 0,51...1,50
Алюминий ..................................................................... 0,03...1,20
Ванадий ................................................................... 0,005... 1,500
Редкоземельные металлы .................................................... 0,001...0,100
Железо ....................................................................... Остальное
Недостатком известной стали является плохая свариваемость, про-
являющаяся в охрупчивании околошовной зоны сварного соединения
повышенной температурой порога хрупкости, что резко ограничивает
область ее использования.
Цель изобретения — улучшение свариваемости и снижение порога
хладолемкости стали.
Для достижения поставленной цели ферритная коррозионностойкая
сталь, содержащая углерод, кремний, марганец, хром, ванадий, алюми-
Таблица 1
Плавка Химический состав стали, мае. %
с Si Мп Сг N V
Предлагаемая
1 0,05 1,00 0,05 17,0 0,02 0,1
2 0,01 0,60 0,20 22,0 0,09 0,3
3 0,10 0,05 1,00 30,0 0,14 0,8
4 0,04 0,30 0,40 19,0 0,06 0,4
5 0,04 0,20 0,10 18,6 0,08 0,5
6 0,03 0,60 0,12 18,0 0,04 0,2
7 0,04 0,80 0,30 24,0 0,08 0,7
Известная
8 0,03 0,8 2,00 22,0 - 0,6
Окончание табл. 1
Плавка Химический состав стали, мае. %
AI Mg Ti Zr P3M Fe
Предлагаемая
1 0,100 0,008 0,27 - - 81,402
2 0,090 0,001 0,05 - - 81,659
3 0,005 0,020 0,50 - - 67,385
4 0,080 0,012 0,28 - - 79,428
5 0,030 0,010 0,18 - - 80,260
6 0,080 0,008 0,15 - - 80,775
7 0,060 0,008 0,36 - - 73,652
Известная
8 0,200 - - 1,2 0,06 73,110
212
СВАРКА ПЛАВЛЕНИЕМ
ний, железо, дополнительно содержит титан, азот и магний при сле-
дующем соотношении компонентов, мае. %:
Углерод ........................................................................... 0,01...0,10
Кремний ........................................................................... 0,05...1,00
Марганец .......................................................................... 0,05...1,00
Хром ................................................................................. 17...30
Ванадий .............................................................................. 0,1...0,8
Алюминий ....................................................................... 0,005...0,100
Титан ........................................................................ 0,05...0,50
Азот......................................................................... 0,02...0,14
Магний ..................................................................... 0,001...0,020
Железо ........................................................................ Остальное
В качестве примесей сталь содержит серу и фосфор (до 0,035 %
каждого). Химический состав плавок предлагаемой стали и известной
приведен в табл. 1.
Выплавка в открытой индукционной печи и прокатка плавок сталей
на толщину 12 мм проходила нормально, без нарушения сплошности
металла. Выход годного составил 88...93 %. Горячекатаный лист по
партиям подвергали нормализации при 900 °C, 1 ч.
В табл. 2 приведены механические свойства сталей и сварных
соединений.
Таблица 2
Плавка Механические свойства стали при 20 °C после нормализации при 900 °C, выдержка 1 ч
а02, МПа ов, МПа 6, % V, % о„, Дж/см2
1 325 465 32,0 62,5 98
2 315 460 34,0 60 0 106
3 320 470 35,0 61,5 76
4 310 455 31,0 64,0 114
5 304 450 33,0 62,0 105
6 310 460 31,5 64,0 87
305 470 32,0 61,0 78
8 285 460 30,0 58,0 25
Окончание табл. 2
Плавка Механические свойства сварных соединений при 20 °C после сварки
а0 2» МПа ов, МПа 6, % V, % о„, Дж/см2
1 335 495 29,5 62,0 76
2 325 485 31,0 58,5 80
3 320 490 30,0 60,0 58
4 340 505 32,0 63,5 96
5 315 480 31,5 63,0 85
6 351 485 28,7 55,0 72
7 310 500 30,0 60,0 67
8 320 500 25,5 55,0 8
213
ИЗБРАННЫЕ ТРУДЫ
Таблица 3
Испытание в 40%-ной азотной кислоте при температуре, ’С Скорость коррозии плавки, мм/год
1 2 3 4 5 6 7 8
40 0,003 0,002 0,006 0,003 0,005 0,005 0,004 0,02
60 0,004 0,005 0,007 0,004 0,006 0,007 0,008 0,10
80 0,060 0,060 0,080 0,050 0,070 0,070 0,080 0,70
Кипение 0,300 0,280 0,360 0,260 0,300 0,310 0,430 1,50
В дальнейшем из всех сталей выполняли стыковые соединения
с применением ручной электродуговой сварки электродами АНВ-28 (оп-
тимальный состав 4).
Предлагаемая сталь и сварные соединения на ней обладают высокой
коррозионной стойкостью в окислительных средах типа азотной кислоты.
Результаты коррозионных испытаний приведены в табл. 3.
Предлагаемая сталь может найти широкое применение на предприя-
тиях Минхиммаша и Минхимпрома и в других отраслях народного
хозяйства СССР в качестве экономического заменителя никельсодер-
жащих сталей.
NARROW-GROOVE WELDING PROVES
ITS WORTH ON THICK TITANIUM
TITANIUM UP TO 100-mm-THICK CAN BE SUCCESSFULLY
WELDED BY THE GTA PROCESS*
B.E. Paton, V.N. Zamkov, V.P. Prilutsky
Titanium alloys currently follow only steels and aluminum in volume of use
in welded structures. In addition to the traditional applications in aerospace
engineering and shipbuilding, titanium alloys are now increasingly used in
chemical engineering, civil shipbuilding and transport engineering. Titanium
also holds promise for the fabrication of offshore platform structures. This
generates a need for new types of welded structures to be created for titanium
and, therefore, requires further improvement in technologies for its proces-
sing, among which welding takes first place.
‘Welding Journal. - 1996. - № 5. - P. 37-41.
214
СВАРКА ПЛАВЛЕНИЕМ
Despite the fact that the majority of welding methods used for other
metals also apply to titanium, arc welding heavy and medium sections of
titanium still presents a problem. Finding a solution for this problem is the
objective of this article.
An analysis of papers published on titanium in recent years showed
that the narrow-groove arc welding process has been the focus of attention
for researchers and welding engineers lately, since they regard it as the most
promising way to solve the problem of welding heavy and medium sections
of metal.
Narrow-groove welding has an advantage over other welding methods
with different groove preparations because of the minimum amount of
deposited metal. In its turn, this minimizes the required amount of welding
consumables and the total heal input. Taking into account the high cost of
welding consumables for titanium, as well as the lower thermal conductivity
and heat capacity of titanium alloys as compared to steels, narrow-groove
arc welding considerably reduces the cost of welded joints and, at the same
time, improves their quality by decreasing overheating in the heat-affected
zone and reducing its length.
Selection of welding scheme. Gas tungsten arc (GTA) welding is one
of the basic methods used to fabricate titanium structures. In order to develop
the equipment and technology for narrow-groove arc welding, the direct
current electrode negative (DCEN) arc was used as a welding heat source
with a nonconsumable tungsten electrode and argon shielding gas.
First, it was necessary to solve three major problems associated with
peculiarities of the narrow-groove arc welding process. It was necessary to
ensure: fusion of the weld metal with the vertical edges of the root opening;
a good view of the welding zone; and reliable shielding with argon.
Several methods were suggested in the literature to eliminate incomp-
lete fusion between the deposited beads and the vertical edges in the narrow
root opening: welding at higher welding currents; mechanical weaving of
the electrode from one edge to the other; successive arrangement of the beads
near the root opening edges; and oscillating the arc under the effect of the
alternating magnetic field [1-4]. An increase in the welding current leads
to an increase in the welding heat input and an enlargement of the HAZ,
and the mechanical weaving of the electrode and the successive arrangement
of the deposited beads require the widening of the root opening because of
the design features of the torches. Therefore, a welding scheme was accepted
that had the arc oscillating from one edge to the other at the frequency of
the magnetic field. It was suggested that varying the parameters of the
alternating magnetic field over certain ranges would make it possible to
control distribution of the thermal energy of the arc between the root opening
edges, the filler metal and the molten metal of the welding pool in a way
that should ensure reliable fusion of the beads with the edges. An electro-
magnet and its power supply were designed and manufactured, which formed
215
ИЗБРАННЫЕ ТРУДЫ
square electric pulses of alternating current within the 1 to 80 Hz frequency
range. The value of magnetic induction in the root opening equaled 4 mT
at the chosen design of the magnetic core.
Welding torch development. The authors of [5] suggested that a
small-sized welding torch be placed in the root opening for narrow-groove
welding by the CTAW process. This welding torch insulates a tungsten
electrode from the root opening walls and provides a current supply to the
electrode. The root opening width depends on the size of the torch casing.
To decrease the root opening (and, therefore, the volume of the deposited
metal necessary to fill it in), it seems appropriate to place only the tungsten
electrode in the root opening, instead of the entire torch. Such a design can
be realized only when the electrode possesses sufficient resistance al the large
value of the «dry» electrode extension.
Experiments were conducted to determine the resistance of tungsten
electrodes at an electrode extension of up to 150 mm (6 in.) under conditions
as close as possible to that of narrow-groove welding. To accomplish that,
a laboratory unit was developed (Figure 1), wherein the welding arc was
excited between the titanium and the tungsten electrode in a cooled titanium
crucible. Argon of 99.99 % purity served as the shielding gas and tungsten
rods of Grade ETY containing 1.5 % Y2O3 were used as electrodes. The
experiments proved that the 4- and-5 mm-diameter (0.16- and 0.20-in.)
electrodes had satisfactory resistance during continuous operation for 1.5 h
and al the current load of up to 450 A. The power losses in the «dry» electrode
extension were not more than 10 to 15 % of the total voltage drop within
the collet-electrode-welding arc region.
For the 3-mm (0.12-in.) diameter electrode, similar losses in the
electrode extension amounted to more than 50 %. Despite some erosion
occurring at the tips of the 4 and 5 mm diameter tungsten electrodes,
resulting from their operation for 1.5 h (Figure 2), the arcing process was
not disturbed and the arc parameters remained stable. Thus, it was
established that the tungsten elec-
trode could be used with a «dry»
electrode extension of up to
150 mm. This allowed the design
of a new welding torch, where a
collet supplying current to the
electrode and the gas shielding
elements were located over the
root opening and where only the
tungsten electrode was placed
into the root opening. This torch
design allowed the root opening
width to be reduced to 10 mm
(0.4 in.). Therefore, the thicknes-
ses of elements being welded ran-
Figure 1. Schematic of laboratory installation used to
study resistance of tungsten electrodes:
1 — torch; 2 — electrode; 3 — titanium crucible;
4 — cooling sheath
216
СВАРКА ПЛАВЛЕНИЕМ
Figure 2. Appearance of
the tungsten electrode tip
after operation for 1.5 h
ged from 20 to 110 mm (0.8 to
4.4 in.).
Laboratory welding
head. A small-sized device
YHC-2 was developed for visu-
al examination of the welding
process. This device made it
possible to watch the welding
zone with the help of a TV
camera (Figure 3). The above
units, completed with a filler
metal feed mechanism and a
system for automatic mainte-
nance of the stable arc length,
were used to assemble a labo-
ratory machine for narrow-gro-
ove welding of titanium (Figure 4). The machine was
then used for additional research to select the opti-
mum process parameters and develop the welding
technology.
Study of welding parameters. As shown by the
experiments, the maximum angle of deviation of the
arc in the plane normal to the weld axis (at the
Figure 3. Device YHC-2
for watching the welding
process
welding current value of 450 A) is 50 deg at the value of magnetic induction
of 4 mT. At the same time, analysis of macrosections of the welded joints
and video records of the welding process revealed that deviation of the arc
even by 40 deg provided reliable
fusion of the deposited bead with
the sidewalls at the frequency of
arc oscillations in the range of 3
to 80 Hz.
Optimum welding parame-
ters were selected by the authors
on the condition that the volume
of metal deposited per unit time
should be maximized. In GTA
welding, this depends on the feed
speed (Vf) and the diameter (dw)
of the filler metal. In turn, the
maximum permissible values of Vf
and c?w depend on the welding
current value. The higher the
value of the I-weld, the higher (in
a general case) the filler metal
feed speed and diameter. Therefo-
Figure 4. Schematic of laboratory installation for
narrow-groove welding: 1 — device for vertical
displacement of the torch; 2 — welding torch;
3 — control electromagnet; 4 — filler metal feed
mechanism; 5 — filler metal feed guide; 6 — spool;
7 — tungsten electrode
217
ИЗБРАННЫЕ ТРУДЫ
Figure 5. Macrosections of welded joinis: a —
50 mm-thick alloy Ti-6A1-4V; b — 100-mm-thick
Grade 2
re, the selected welding current ran-
ged from 400 to 450 A, which also
depended on the the tungsten elec-
trode resistance and the ability to
control the arc.
Additional experiments were
aimed at determining the maximum
amount of filler metal to be fed in
which reliable fusion with the edges
could be preserved and good bead
formation provided at the said valu-
es of the welding current. It was
found that with an increase in Vf of
up to 60 to 70 m/h (196.8-
229.6 (ft/h) (independently of the
filler metal diameter within the range from 2 to 4 mm (0.08 to 0.16 in.) the
filler metal was not melted completely. Individual (partially melted)
portions of the filler metal were melted into the weld pool behind the arc.
If, in this case, the controlling magnetic field was switched off (i.e., the arc
oscillations were stopped), the filler metal would be completely remelted
even at the higher values of Vf. This phenomenon appeared to be associated
with the fact that the arc oscillations caused by the magnetic field resulted
in dissipation of the heat flow of the arc and the heat affecting the filler
metal was insufficient to melt it completely.
These studies allowed the selection of a ratio of I-weld, V-weld and
the amount of the filler metal fed into the welding zone that ensured the
satisfactory weld formation and the sufficiently high productivity of the
welding process. Thickness of the bead deposited in one pass over the entire
root opening width was 5 to 6 mm (0.2-0.24 in.). Therefore, the process
developed for narrow-groove welding of titanium allowed large thicknesses
to be joined with a relatively small number of passes (Figure 5).
Mechanical properties and structural peculiarities of welded joints.
Additional investigations were made to study the effect of the arc oscillations
on the structure and properties of welded joints. The structural peculiarities
of the HAZ, the fusion zone and the character of dilution of the filler and
base metals in the welding pool were evaluated. Two sets of samples were
welded for these investigations. One of them used alloy AT3 (Ti-3A1-1.5
(Fe, Cr, Si) as a base metal and BT1-00 CB (Grade 1) wire as a filler metal.
In the second series of samples, commercial titanium BT1-0 (Grade 2) was
welded using alloy BT14 (Ti-4Al-3Mo-lV) wire. It was assumed that
different chemical compositions of the base and filler metals would allow
determination of the character of their dilution in the weld pool.
Microstructutal studies of both types of welded joints showed that the
controlling magnetic field did not exert any marked effect on the HAZ. In
welded joints made under similar conditions, with and without the arc
218
СВАРКА ПЛАВЛЕНИЕМ
Figure 6. Variations in contents of alloying
elements in the fusion zone during welding:
a — alloy AT3 (filler metal BT1); b — alloy
BT1 (filler metal BT14)
concentration of the alloying ele-
ments corresponding to their contents in the filler metal was observed in the
weld metal and was reduced practically to zero in the fusion zone. The length
of the region with the variation in the concentration of the alloying elements
was found to depend on the presence of the controlling magnetic field and
its frequency. Thus, in narrow-groove welding without the controlling
magnetic field this length (depending on the welding conditions) was 120
to 390 pm (Figure 6). Whereas in welding with the controlling magnetic
field (and under the same wel-
ding conditions) it decreased to
20 to 70 pm. It should be empha-
sized that the larger length of the
fusion zone (up to 70 pm) corres-
ponded to the higher frequency
of the magnetic field. However,
attempts to establish the quanti-
tative dependence of the length
of the fusion zone on the magne-
tic field frequency failed.
The investigations conduc-
ted on distribution of alloying
elements in the weld metal in
welding the commercial titanium
BT1-1 using the alloyed wire
(Ti-4AI-2Mo-lV), as well as in
welding the AT3 alloys using ihe
oscillations, the length of the HAZ
and the grain sizes in the HAZ were
identical.
As shown by X-ray microanaly-
sis of welded joints, both types of
samples featured a drastic variation in
concentration of the alloying elements
within the fusion zone. For welded
joints in alloy AT3 the concentration
of Al decreased from 2.0 wt.% in the
base metal to 0.2 wt.% in the weld,
which corresponded to the concentra-
tion of Al in the BT1-00 CB wire. A
similar jump in the concentrations of
Al, V and Mo was observed in the
commercial titanium welded joints
made using the alloy BT14 filler
metal. However, in these samples a
Figure 7. View of the welding zone though device
YHC-2: I — electrode; 2 — welding pool; 3 —
groove walls; 4 — filler metal
219
ИЗБРАННЫЕ ТРУДЫ
Mechanical properties and gas composition of weld metal and welded joints for alloys BTl-Oand BT6
Metal Yield stress, MPa Tensile strength, MPa Elonga- tion, % Reduction in area, % Impact toughness, J/cm2 Content in weld metal, wt.% 1
o2 n2 H2 I
BT1-0, 110 mm thick, base metal 297 431 30 62 234 (164) 0.110 0.03 0.0027
Weld metal' (along the weld) 309 399 38 65 249 (172) 0.105 0.03 0.0023
Welded joint (across the weld) - 408 — — 226** (15& 230 (161) — — —
BT6, 50 mm thick, base metal 862 942 14 31 79 (55) 0.195 0.039 0.0065
Weld metal' (along the weld) 891 957 9 25 53 (37) 0.204 0.04 0.0059
Welded joint (across the weld) — 936 — — 55” <391. 64 (44)
'Filler metal BT1-00 CB (for welding alloy BT1-0) and CT11 for welding alloy BT6.
"impact toughness in the fusion zone.
'"impact toughness in the HAZ.
'"In brackets — values of Charpy impact toughness with a notch, without brackets — Mesnager impact
toughness with a notch.
ВТ 1-00 CB filler metal did not reveal any liquation phenomena in ihe cast
metal. This is proved also by an analysis of the video records of the welding
process that showed the intensive dilution of the weld pool (Figure 7). It
should be also noted that, in addition to ensuring the guaranteed fusion of
the beads with the root opening edges and with each other, the welding
method developed prevents porosity of the welds. Studies performed using
layer-by-layer metallographic analysis, X-ray and ultrasonic inspection
showed a complete absence of pores in the welded joints made under optimum
conditions. Apparently, this is associated with the intensification of dilution
Figure 8. Commercial installation for narrow-groove magnetically impelled arc welding
220
СВАРКА ПЛАВЛЕНИЕМ
of the weld pool and with the improvement of conditions for the evolution
of gas from the molten metal.
Therefore, the method developed for narrow-groove magnetically im-
pelled arc welding of titanium made no essential changes in the structure of
welded joints.
Mechanical properties and gas composition of weld metal and welded
joints in the titanium alloys BT1-0 (Grade 2) and BT6 (Grade 5) are given
in Table.
Results of the investigations conducted served as a basis for the
development of a new commercial installation for narrow-groove magneti-
cally impelled arc welding (Figure 8).
1. Shtrikman, M.M , Grinin. V V. (1977) Automatic narrow-gap welding of high-strength steels and
titanium alloys. Welding Production, 1, 5-7.
2. Matveev, V. A., Cherkashina, I.A. (1993) Application of narrow-gap welding abroad. Electric Power
Engineering, 77(2), 20-22.
3. Application No. 52-52147. 1977. Japan. MKI B23 К 9/00. Method for tungsten electrode arc
welding. Tomita Makoto. Yokohama. Publ. 26.04.1977.
4. Application No. 52-52146, 1977. Japan. MKI B23 К 9/00. High efficiency method for arc welding.
Tomita Makoto. Yokohama. Publ. 6.04.1977.
5. Application No. 57-7376. 1982. Japan. MKI B23 К 9/08. Method for narrow-gap tungsten electrode
arc welding. Yamamoto Hideyuki. Okasako Kadzuo. Osaka. Publ. 14.01.1982.
УСТРОЙСТВО ДЛЯ СВАРКИ
НЕПОВОРОТНЫХ СТЫКОВ ТРУБ*
Б.Е. Патон, И.К. Походня, В.Е. Патон, М.Г. Бельфор, В.А. Котов,
Ю.И. Сапрыкин, Е.Я. Лещинский, В.Я. Дубовецкий, А.Н. Кутовой,
Л.Н. Копылов, В.И. Слепченко, М.Р. Униговский, В.С. Ротенфельд
Изобретение относится к оборудованию для сварки труб, а точнее для
электродуговой сварки неповоротных стыков при строительстве ма-
гистральных трубопроводов.
Известны автоматы для сварки неповоротных стыков труб с прину-
дительным формированием, содержащие шарнирно-роликовую цепь,
охватывающую трубу, звездочку, установленную на сварочной головке и
устройство для принудительного формирования сварного шва [1].
Однако усилие сцепления цепи с трубой недостаточно для точного
перемещения аппарата, так как вспомогательное время их установки на
трубу велико, что снижает производительность изготовления трубопровода.
‘А. с. 795825 СССР, МКИЗ В 23 К 31/06. - Опубл. 15.01 81; Бюл. № 2.
221
ИЗБРАННЫЕ ТРУДЫ
Известны также устройства для сварки труб, у которых цепь заме-
нена жестким рельсом, на котором укреплена сварочная головка, при этом
жесткий рельс с головкой устанавливается на трубу при помощи системы
рычагов быстрее, чем цепь [2] и (3].
Однако сварочные головки лишены возможности перемещаться друг
относительно друга, поскольку вращаются вместе с направляющей в одну
сторону, в то время как при сварке с принудительным формированием
двумя головками они должны вращаться в разные стороны, так как
каждая должна выполнять сварку «снизу-вверх», поэтому в известных
устройствах при вращении в одну сторону работает только одна головка.
Это снижает производительность изготовления трубопровода.
Наиболее близким к предлагаемому является устройство для сварки
неповоротных стыков труб, содержащее корпус с направляющими, вы-
полненный в виде двух шарнирно связанных между собой частей с
приводом их разведения, две каретки со сварочными головками и привод
перемещения кареток по направляющим [4].
Недостатком устройства является жесткая взаимная связь между двумя
головками, включающая возможность их одновременной работы, невозмож-
ность осуществления сварки «снизу-вверх» одновременно двумя головками.
Цель изобретения — повышение качества сварки и снижение тру-
доемкости установки ус-
тройства на стык.
Цель достигается тем,
что каретки и сварочные
головки выполнены соот-
ветственно в правом и ле-
вом исполнении, причем,
устройство снабжено шар-
нирно закрепленными на
корпусе фиксирующими
упорами.
На рис. 1 представлено
устройство, общий вид; на
рис. 2 — вид А на рис. 1;
рис. 3 — вид устройства с
раскрытыми полукольца-
ми; на рис. 4 — разрез Б-
Б на рис. 1; на рис. 5 —
последовательное переме-
щение сварочных головок
на рабочем холостом ходу.
Устройство состоит
из кольцевого рельса 1 ко-
робчатого сечения, наруж-
ный пояс которого служит
Рис. 1
222
СВАРКА ПЛАВЛЕНИЕМ
Рис. 2
хней части направляющей, вну-
три коробчатой конструкции расположен гидроцилиндр 16, корпус кото-
рого связан с кронштейном 15, а шток — с кронштейном 14. В нижней
части расположены ловитель 17
и защелка 18. Для фиксации
рельса на трубе служат четыре
фиксатора, по два на каждом
полукольце. Один из фиксато-
ров 19 является неподвижным,
второй 20 — выполнен в виде
рычага, который прижимается
к трубе 21 под действием пру-
жины 22 и штока 23. Шток
соединен с гидроцилиндром 24
фиксатора. Наличие убирающе-
гося фиксатора 20 с приводом
облегчает установку всего ус-
тройства на свариваемую трубу.
Для установки устройства па-
направляющей, на которого опи-
раются ролики двух ходовых ка-
реток 3 и 4. На наружном поясе
нарезано зубчатое колесо 5, с
которым зацепляются ведущие
шестерни приводов кареток. На
каретках расположены соответ-
ственно сварочные головки 6 и
7, устройства для принудитель-
ного формирования шва 8 и 9 и
катушки для проволоки 10. Ка-
ретки, сварочные головки и ус-
тройства для принудительного
формирования шва выполнены
соответственно в левом и правом
исполнении, направляющий рельс
представляет собой замкнутое
колесо, что позволяет кареткам
3 и 4 двигаться по всей окруж-
ности. Он состоит из полуколец
11 и /2, имеющих общую ось 13.
Полукольца снабжены кронш-
тейнами 14 и 15, образующими
пространство для прохода сва-
рочных головок под осью. В вер-
Рис 3
223
ИЗБРАННЫЕ ТРУДЫ
раллельно свариваемому стыку на кольцевом рельсе / предусмотрены
четыре выдвижные штанги 25 по две на каждом полукольце. Ось
выдвижных штанг параллельна оси свариваемой трубы, а их длина
соответствует расстоянию от рельса до оси шва. Штанги снабжены щупом-
указателем 26. В выдвинутом положении штанги фиксируются в осевом
направлении выступом 27. Штанги выполнены с возможностью осевого
перемещения относительно направляющей и с возможностью поворота
вместе со втулкой 28 под действием пружины 29. На оси 13 закреплен
хомут 30, связанный с гидроподъемником 31, соединенным со стрелой
трубоукладчика или другого средства, предназначенного для установки
устройства на трубу и для его перемещения от стыка к стыку. Гидроподъ-
емник обеспечивает плавную установку устройства на стык и регулировку
его положения относительно стыка.
Работа устройства происходит следующим образом. Устройство с
разведенными кольцами подается к стыку трубы и опускается при помощи
гидроподъемника 31. При этом гидроцилиндр 16 раздвинут, штанга 25 со
щупом-указателем 26 выдвинута, подвижные фиксаторы 20 утоплены под
действием цилиндра 24, каретки со сварочными головками 6 и 7 находятся
на середине полуколец 11 и 12. После ориентации устройства относитель-
но стыка трубы по верхним щупам-указателям масло подается в другую
полость гидроцилиндра 16. При этом полукольца сходятся, а нижние
выдвижные штанги 25 окончательно ориентируют рельс относительно
стыка. После замыкания полуколец их положение фиксируется защелкой
18, а затем снимается давление масла в цилиндре 24. Под действием
пружины 22 фиксаторы 20 выдвигаются, фиксируя положение рельса на
трубе. Штанги 25 поворотом вокруг своей оси освобождаются от осевой
фиксации и прячутся внутрь рельса. После этого происходит сварка труб
в автоматическом цикле в следующей последовательности. Правая голов-
ка производит сварку, перемещаясь на 90° от горизонтального положения
б-б
2/
против часовой стрелки, затем
на холостом ходу перемешается
по часовой стрелке на 180° и
производит сварку нижней пра-
вой четверти трубы, возвраща-
ясь при этом в исходное поло-
жение. Левая головка с момента
начала цикла на холостом ходу
перемешается на 90° от горизон-
тального положения против ча-
совой стрелки. Затем произво-
дит сварку левой полуокруж-
ности трубы, двигаясь со сва-
рочной скоростью на 180° по
часовой стрелке и возвращаясь
Рис. 4
224
СВАРКА ПЛАВЛЕНИЕМ
в исходное положение на холостом ходу. При этом время работы обеих
сварочных головок совпадает. По окончании сварки масло подается в
гидроцилиндры 24, происходит расфиксация рельса трубы. Затем с
помощью защелки 18 освобождаются полукольца 11 и 12, после чего при
сварке труб предлагаемым устройством обеспечивается высокое качество
сварных швов, а также удобство работы и обслуживание этого устройства.
Формула изобретения. Устройство для сварки неповоротных сты-
ков труб, содержащее корпус с направляющими, выполненный в виде
двух шарнирно связанных между собой частей с приводом их разведения,
две каретки со сварочными головками и привод перемещения кареток по
направляющим, отличающееся тем, что с целью повышения качества
сварки и снижения трудоемкости установки устройства на стык каретки
и сварочные головки выполнены соответственно в правом и левом испол-
нении, при этом устройство снабжено шарнирно закрепленными на
корпусе фиксирующими упорами.
Источники информации, принятые во внимание при экспертизе:
1. А. с. 284225 СССР, В 23 К 9/16. - Опубл. 08.10.69.
2. Пат. 3800116 США, 219-60. - Опубл. 1974.
3. Пат. 3188445 США, 219-60. — Опубл. 1950 (прототип).
4. А. с. 91807 СССР, В 23 К 31/06. - Опубл. 1950.
15-8-1437
225
ИЗБРАННЫЕ ТРУДЫ
СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ
НЕПОВОРОТНЫХ СТЫКОВ ТРУБ*
Б.Е. Патон, И.К. Походня, В.Я. Дубовецкий,
В.Н. Шлепаков, А.Н. Кутовон, Л.Н. Копылов,
Ю.А. Гаврилюк, В.И. Слепченко, А.Г. Мазель,
М.З. Шейнкин, М.Р. Уннговский, О.М. Серафин
Изобретение относится к сварке, а именно, к электродуговой сварке
неповоротных стыков труб с принудительным формированием и может
быть использовано при строительстве магистральных трубопроводов.
Известны способы автоматической сварки неповоротных стыков
трубопроводов со свободным формированием шва в среде защитных газов
и порошковой проволокой без дополнительной защиты [ 1 ].
Недостатками известных способов являются возможность получения
несплавлений между швом и кромками, большое количество основного и
вспомогательного оборудования и рабочей силы для обслуживания.
Наиболее близким к предлагаемому по технической сущности и
достигаемому результату является способ автоматической сварки непово-
ротных стыков труб, при котором свариваемый стык по периметру
разбивают на несколько отдельных участков, сварку каждого из которых
выполняют отдельной горелкой, при этом, по крайней мере, на одном из
участков присадочную проволоку подают в сварочную ванну по касатель-
ной к поверхности трубы [2].
Недостатком способа является то, что в потолочном участке стыка
и в верхнем положении формирование шва затруднительно, так как
сварочная ванна растекается, что не обеспечивает заполнение всего
сечения шва и приводит к плохому качеству сварного соединения.
Цель изобретения — повышение качества сварного соединения.
Указанная цель достигается тем, что согласно способу сварку выполняют
двумя горелками снизу-вверх, присадочную проволоку в начальной точке
сварки размещают на уровне наружной поверхности трубы и в процессе
сварки перемещают радиально внутрь, располагая проволоку в верхней точке
сварки на уровне внутренней поверхности трубы; сварку верхнего участка с
центральным углом 45...50° выполняют, располагая присадочную проволоку
под углом 15...20° к касательной к поверхности трубы.
С целью повышения производительности, в исходный момент сварки
одну горелку располагают в нижней точке трубы, вторую горелку — на
расстоянии 60...90° от первой, при этом, выполнив сварку участка второй
горелкой, ее перемещают из верхней точки в нижнюю точку трубы на
маршевой скорости и затем заваривают оставшийся участок трубы.
*А. с. 831462 СССР, МКИ3 В 23 К 31/06. - Опубл. 23.05.81; Бюл. № 19.
226
СВАРКА ПЛАВЛЕНИЕМ
Vcu
Рис. 1
способ размещения сварочных головок
На рис. 1 представлена
схема сварки, реализующая
способ; на рис. 2 — сечение А-
А на рис. 1.
Сварка неповоротного стыка
выполняется двумя сварочными
головками, перемещающимися
орбитально по периметру тру-
бы. Вначале сварки сварочные
головки устанавливают со сме-
щением относительно друг дру-
га на 60...90°, при этом одна из
головок занимает положение в
крайней нижней точке трубы, а
вторая головка — на вертикаль-
ной части. Сварочные головки
перемещают в крайнюю верх-
нюю точку трубы из своих на-
чальных положений. Вторую
головку, закончив сварку свое-
го участка, перемещают из вер-
хней точки в нижнюю точку
трубы на маршевой скорости и
затем заваривают оставшийся
участок трубы. Предлагаемый
позволяет производить сварку
одновременно двумя головками, что значительно сокращает время непо-
воротного стыка.
В начале сварки в крайней нижней точке стыка порошковую прово-
локу 1 устанавливают в сварочной полости параллельно ползуну 2 на
уровне наружной поверхности трубы 3. В процессе сварки ползун 2
перемещают вместе со сварочной головкой орбиталь-
но на поверхности трубы 3 снизу вверх, при этом
проволоку перемещают радиально внутрь, распола-
гая проволоку в верхней точке сварки на уровне
внутренней поверхности трубы. При выполнении
сварки верхнего участка неповоротного стыка на-
чиная с момента прохождения сварочной головкой
положения, соответствующего центральному углу
45...50°, сварочную проволоку располагают под
углом 15...20° к касательной к поверхности трубы.
Эти перемещения проволоки позволяют до-
биться надежного сплавления на нижнем и верхнем
участке неповоротного стык получить хорошее фор-
Рис. 2
мирование шва, а также предупредить вытекание
15*
227
ИЗБРАННЫЕ ТРУДЫ
расплавленного металла сварочной ванны из формирующих устройств.
Пример /. Время сварки стыка 0 1420 м с толщиной стенки 17 мм
ручной дуговой электросваркой составляет 74 мин, а применение предла-
гаемого способа при сварке в два слоя позволяет сварить стык за 37 мин.
Пример 2. В таблице приведены механические свойства металла шва
и сварного соединения, выполненного в два слоя.
Механические свойства Временное сопротивление разрыву, кге/мм1 2 Предел текучести кге/мм2 Относительное удлинение, % Ударная вязкость, кгс-м/см2 при -40 °C
| Требуемые >60,0 >42,0 >20,0 >5,0
Полученные предла- гаемым способом 64,0...64,4 64,2 55,1...57,4 56,3 21,7...22,7 22,1 11,6...12,5 12,0
Приведенные примеры указывают на высокие эффективность, про-
изводительность и качество сварного соединения, полученного при при-
менении предложенного способа.
Формула изобретения
1. Способ автоматической сварки неповоротных стыков труб, при
котором свариваемый стык по периметру разбивают на несколько отдель-
ных участков, сварку каждого из которых выполняют отдельной горел-
кой, при этом, по крайней мере, на одном из участков присадочную
проволоку подают в сварочную ванну по касательной к поверхности
трубы, отличающийся тем, что с целью повышения качества сварного
соединения сварку выполняют двумя горелками снизу-вверх, присадоч-
ную проволокой в начальной точке сварки размешают на уровне наруж-
ной поверхности трубы и в процессе сварки перемещают радиально
внутрь, располагая проволоку в верхней точке сварки на уровне внутре-
ней поверхности трубы.
2. Способ по п. 1, отличающийся тем, что сварку верхнего участка
с центральным углом 45...50° выполняют, располагая присадочную про-
волоку под углом 15...20° к касательной к поверхности трубы.
3. Способ по п. 3, отличающийся тем, что с целью повышения
производительность в исходной момент сварки одну горелку располагают
в нижней точке трубы, вторую горелку — на расстоянии 60...90° от
первой, при этом, выполнив сварку участка второй горелкой, ее переме-
щают из верхней точки в нижнюю точку трубы на маршевой скорости и
затем заваривают оставшийся участок трубы.
Источники информации, принятые во внимание при экспертизе:
1. Фамкевич А.С. Сварка магистральных и заводских трубопроводов. — М.: Гостоптехиздат,
1962. - С. 79-80.
2. А. с. 255441 СССР, В 23 К 31/06. - Опубл. 1964.
228
СВАРКА ПЛАВЛЕНИЕМ
НОВАЯ СВАРНАЯ КОНСТРУКЦИЯ ГАСИТЕЛЯ
ПРОТЯЖЕННЫХ РАЗРУШЕНИЙ МАГИСТРАЛЬНЫХ
ГАЗОПРОВОДОВ*
Б.Е. Патон, С.М. Билецкий, Ю.П. Барвинко, А.Ф. Терещенко
В последние годы в нашей стране и за рубежом существенно снижена
вероятность появления протяженных хрупких разрушений при эксплуа-
тации магистральных газопроводов, что явилось результатом большой
работы, выполненной советскими и зарубежными научно-исследова-
тельскими институтами, проектными организациями и заводами. Важную
роль здесь сыграло значительное повышение вязкости трубных сталей
при одновременном росте их прочности. На качественно новый уровень
поднялась технология выплавки и прокатки стали, усовершенствованы
технологии изготовления труб и сооружения магистральных газопрово-
дов. Полностью исключить или существенно снизить вероятность заро-
ждения и распространения протяженных вязких разрушений в реальном
газопроводе длиной в несколько тысяч километров не представляется
возможным. Поэтому особенно актуальной становится проблема умень-
шения протяженности вязких разрывов при строительстве газопроводов
в труднопроходимых северных районах [1].
С ростом давления газа и диаметра труб значительно возрастает запас
потенциальной энергии в газопроводе, и задача ограничения размеров
разрушения усложняется. Ряд исследователей считают, что локализация
вязких разрушений с заданной вероятностью может быть обеспечена путем
дальнейшего повышения вязкости стали до значений, в 1,5-2 раза превы-
шающих достигнутый ныне уровень [2, с. 63-64]. Между тем необходимо
учитывать, что высокоскоростное деформирование материала стенки трубы
в процессе ее разрушения затрудняет пластическую деформацию металла и
исключает полную реализацию достигнутых достаточно дорогой ценой
повышенных вязких свойств стали, определяемых на стандартных образцах
[3, с. 30]. Ограничены и возможности сталеплавильного и листопрокатного
производства при выпуске больших количеств экономически приемлемой
стали с требуемым уровнем вязкости и прочности [4]. В этих условиях
наиболее целесообразным путем локализации протяженных вязких разры-
вов является строительство газопроводов из труб, исключающих хрупкие
разрушения, с установкой в определенных местах специальных стопорных
устройств-гасителей, гарантирующих остановку движущейся вязкой
трещины в пределах их длины.
’Автоматическая сварка. — 1983. — № 7 (364). — С. 1-5, И.
229
ИЗБРАННЫЕ ТРУДЫ
В настоящее время по гасителям имеется обширная патентная литера-
тура [5-8 и др.]. Однако предлагаемые конструктивные решения не лишены
существенных недостатков, что затрудняет их применение. В ИЭС
им. Е.О. Патона выполнены работы по изысканию и разработке сварной
конструкции гасителя с многослойной стенкой, пригодного для массового
применения в действующих и вновь строящихся газопроводах. Ставилась
задача создать гаситель, конструктивные особенности стенки которого
обеспечивали бы остановку движущейся трещины в пределах его длины.
Рассмотрим тонкую растянутую пластинку, в которой под прямым
углом к действующим усилиям движется вязкая трещина. Остановить
такую трещину можно путем установки на пути ее движения барьеров в
виде накладок [9, с. 137-140] или устройства разрыва сплошности [10,
с. 278-282]. Накладки воспринимают упругую энергию, освобождающу-
юся при движении трещины, препятствуют раскрытию ее берегов и таким
образом останавливают разрушение. В случае выхода трещины на разрыв
сплошности скачкообразно исчезает напряженно-деформированное сос-
тояние, присущее ее вершине, и поскольку на противоположной границе
этого барьера отсутствуют условия для зарождения новой трещины [9, с.
280-282], разрушение остановится и в этом случае.
Распространение трещины в стенке газопровода, в отличие от рас-
тянутой пластинки, происходит под действием как освобождения упругой
энергии стенки трубы, так и энергии истекающего газа. При этом
последняя значительно превышает упругую энергию стенки и оказывает
решающее воздействие на процесс распространения и остановки разру-
шения [11]. Поэтому воспринять и погасить такую большую энергию
применением специальных устройств весьма сложно. В данном случае
более рационально остановить разрушение путем изменения продольной
траектории движения трещины на геликоидальную.
Известно, что возможность остановки разрушения путем изменения
направления распространения трещины зависит от соотношения скорос-
тей продольного продвижения трещины и радиального перемещения ее
берегов непосредственно за вершиной [12]. Изменить это соотношение
можно с помощью барьеров, устанавливаемых на пути распространения
трещины. Эти барьеры должны резко уменьшать продольную скорость
трещины, чем будут созданы условия для интенсивного раскрытия ее
берегов и изменения траектории движения трещины на геликоидальную.
Именно такими барьерами являются бандаж (накладка) и разрыв сплош-
ности, но механизм остановки ими разрушения несколько иной, чем в
растянутой пластинке.
Наиболее простым конструктивным решением создания разрыва
сплошности в стенке является прорезь. Однако в ряде конструкций
(например, в газопроводах) по условиям эксплуатации не допускается
прорезь во всю толщину стенки. Разработка в ИЭС им. Е.О. Патона
многослойных труб для магистральных газопроводов, отход от тради-
ционного представления о стенке трубы как монолитной конструкции
230
СВАРКА ПЛАВЛЕНИЕМ
позволили предложить новый тип барьера в виде многослойного пакета,
часть слоев которого имеет сквозные прорези, расположенные под углом
к вероятному пути распространения трещины.
Теоретический анализ такой конструкции показывает, что наличие
прорезей даже в части слоев стенки может обеспечить необходимые условия
для остановки трещины во всех ее слоях. Прорезь в этом случае играет
двойную роль: останавливает трещину в слое, в котором она выполнена, и
обеспечивает создание «бандажа» для выше- и нижележащих слоев, не
имеющих прорезей, в виде неразрушенного участка стенки за прорезью.
Остановка трещины бандажом рассмотрена в работе [13].
В ИЭС были проведены сравнительные испытания различных типов
барьеров для проверки их эффективности в сопоставимых условиях.
Лабораторные испытания проводились на образцах типа Робертсона.
Несмотря на то, что при испытаниях подобных образцов потенциальная
энергия в системе образец-машина на единицу ширины образца сущест-
венно меньше, в реальном газопроводе, ее значение все же превышает
уровень, необходимый для разрушения образца. Поэтому такие испы-
тания правомерны на этапе сравнительной оценки отдельных типов
барьеров. В дальнейшем наиболее перспективные из них подлежали
проверке в натурных условиях.
Образцы сечением 400x18 мм изготавливали из стали марки 09Г2С
и в процессе испытания растягивали на термостенде до напряжений о =
= 0,7ат, что примерно соответствовало величине расчетных напряжений
в стенке магистральных газопроводов. Упругая энергия системы термос-
тенд-образец составляла 85 Дж на 1 см ширины образца. Охлаждение
осуществляли с таким, расчетом, чтобы в момент инициирования трещины
температура образцов в зоне барьера была -20 °C. В таблице приведены
схемы испытанных образцов, типы барьеров и результаты испытаний.
Испытывались по пять образцов для каждого типа барьера. На образцах
создавался барьер (перпендикулярно к предполагаемой траектории
движения трещины), инициировалась трещина и проверялась способ-
ность барьера останавливать ее.
На образцах типа 1 барьер был в виде сварного щва. Шов наносился
с двух сторон. Вдоль шва появлялась зона остаточных напряжений.
Инициируемая трещина распространялась поперек шва и в процессе
движения пересекала весь сварной шов и образец. Зона напряжений
сжатия, образовавшаяся в процессе сварки, оказалась недостаточным
барьером для остановки движущейся трещины.
В образцах типа 2 было выполнено местное уменьшение толщины
образца с 18 до 3 мм. При испытании трещина вышла на барьер, пересекла
ослабление, а затем и весь образец. Местное ослабление сечения образца
принятых размеров не остановило разрушение.
На образцы типа 3 с двух сторон приваривались накладки сечением
30x10 мм. Сварные швы располагались по концам накладок, вне зоны
распространения инициируемой в образце трещины. Испытание образцов
231
ИЗБРАННЫЕ ТРУДЫ
8, мм
Образец
Схема разрушения
образцов при испытании
Е = 16,4
1= 16,4
)|= ♦ 4 4 4 ♦ 4
2>
♦ ♦ ♦ ♦ ♦ ♦
iJ-l
♦ 4 4 4 ♦ ♦
400
Г I
Результаты испытаний
Трещина пересекла сварной
шов
Трещина пересекла местное
уменьшение толщины
ш
Трещина остановилась в зоне
накладки
О
О
О
1 4 1
1 [
♦ 4 4 4 4 1 ♦ -
4 4 4 4 4 1 t t '
и II II
с*
1 + +
и
Трещина раздвоилась. Одна
ее ветвь остановилась на
отверстии, вторая пересекла
образец
Трещина вышла на сквозную
прорезь и остановилась;
зарождение трещины на
другой стороне прорези не
произошло
Трещина вышла на сквозные
прорези в промежуточных
слоях и остановилась во всех
слоях пакета (как с
прорезью, так и без прорези)
Трещина от прессованного
надреза распространилась до
прорезей во внутренних
слоях и остановилась; слои
без прорезей не разрушились
полностью
Трещина зародилась от
прессованного надреза и
пересекла все слои образца
Примечание. Образцы типов 1-6 и 8 испытывались при температуре -20 °C, типа 7 — при -60 °C.
232
СВАРКА ПЛАВЛЕНИЕМ
подтвердило эффективность такого барьера. Трещина распространялась
до накладок и останавливалась. Полное разрушение образцов не про-
исходило. Отметим, что в случае нанесения шва по всей длине накладок
трещина разрушала весь испытываемый образец.
На образцах типа 4 создавался барьер в виде ряда сквозных отверстий
на пути возможного распространения трещины. Предполагалось, что с
выходом на отверстие зарождение трещины в дальнейшем не произойдет.
Проведенные испытания подтвердили это. Наглядными являются образцы,
где трещина раздваивалась. Одна ветвь ее миновала отверстия и разрушила
весь образец. Вторая ветвь вышла на отверстие и остановилась.
В образцах типа 5 вместо круглого отверстия выполняли прорезь,
перпендикулярную траектории трещины. Принцип остановки разру-
шения тот же, что и в образцах типа 4. Испытания показали высокую
надежность такого барьера и подтвердили отсутствие зарождения новой
трещины на противоположной, гладкой боковой поверхности прорези при
температуре образца -20 и -60 °C.
Образцы типа 6 состояли из четырех слоев стали при суммарной
толщине пакета 16,4 мм (4x4,1 мм). В двух внутренних слоях выпол-
нялись прорези. В одном случае они были совмещены в одном сечении,
а в другом — разнесены. При испытаниях барьеры этого типа оста-
навливали трещину во всех образцах при температуре -20 °C.
Барьер из многослойного пакета с прорезями в части слоев по принципу
действия суммирует эффект остановки трещины образцами типов 3 и 5.
Сначала останавливается разрушение в слоях с прорезями. Трещина
выходит на сквозную прорезь. Зарождение ее на противоположной гладкой
поверхности прорези не происходит, что подтверждено испытанием образ-
цов типа 5. Неразрушившиеся участки слоев, находящиеся за прорезями, с
момента остановки трещины на прорезях начинают выполнять роль на-
кладки (бандажа) по отношению к слоям без прорезей. Поэтому в пос-
ледних, как и в образцах типа 3, трещина останавливается. Так в два этапа
происходит остановка разрушения во всех слоях барьера в виде многослой-
ной стенки, в части слоев которой имеются прорези.
Для дополнительной проверки эффективности нового барьера в более
жестких условиях испытывались многослойные образцы типа DWTT.
Образцы типов 7 и 8 состояли из четырех слоев общей толщиной 16,4 мм
(4x4,1 мм). Во внутренних слоях образца типа 7 на расстоянии 20 мм от
нижней грани выполнялись сквозные прорези шириной 3 мм. Температура
испытания составляла 0.. .-60 °C. Одновременно испытывалась партия таких
же образцов, но без прорезей во внутренних слоях (тип S).
Испытания многослойных образцов типа DWTT подтвердили боль-
шую надежность предлагаемого многослойного барьера. Образцы с про-
резями не разрушались полностью как при вязком характере разрушения
(при температуре от 0 до -30 °C), так и при полностью хрупком
разрушении (от -40 до -60 °C). Аналогичные образцы (тип S) без
233
ИЗБРАННЫЕ ТРУДЫ
прорезей разрушались по всему сечению над надрезом независимо от
характера разрушения.
Результаты испытания барьера с прорезями в отдельных слоях
показали, что такой барьер надежно реализует принятые теоретические
предпосылки: с выходом трещины на свободную поверхность границы
прорези исчезает вершина трещины с присущими ей особенностями
напряженного и деформированного состояния, останавливается разру-
шение в слоях с прорезями, а последующая работа неразрушенных (за
прорезью) участков как бандажей по отношению к слоям, не имеющим
прорези, приводит к остановке трещины и в слоях без прорезей.
Многослойный барьер [14, 15 в др.] может найти применение в
различных отраслях народного хозяйства: газовой промышленности
(магистральные газопроводы), судостроении и т. д.
Реализация многослойного барьера в трубопроводах удачно сочета-
ется с конструкцией и технологией изготовления многослойных труб для
магистральных газопроводов [16]. Такие трубы состоят из определенного
числа обечаек с многослойными и монолитными стенками, соединенных
между собой кольцевыми сварными швами. Многослойные обечайки
изготавливают путем навивки на цанговый барабан мерного отрезка
полосы-заготовки. Очевидно, что если на мерном отрезке полосы раз-
метить периметры витков будущей обечайки и по всей длине нескольких
промежуточных витков нанести барьер в виде прорези определенной
формы, а затем изготовить из этой полосы многослойную обечайку, то
стенка такой обечайки по всему периметру будет представлять барьер
типа 6 (таблица). Полученная таким образом обечайка является надеж-
ным гасителем протяженных вязких разрушений в магистральных газоп-
роводах. Отметим, что гаситель такой конструкции при испытаниях
останавливал и хрупкую трещину при температуре -47 °C.
Длина предлагаемой обечайки-гасителя, применительно к ныне при-
нятой конструкции многослойной трубы, составляет 1650 мм. Целост-
ность ее внутреннего слоя обеспечивает герметичность трубы, а сплош-
ность наружного — предотвращает межслойную коррозию.
Расположение прорезей и количество прорезаемых слоев выбирают-
ся из условий обеспечения статической равнопрочности обечайки-
гасителя с применяемыми трубами при нагружении их внутренним дав-
лением, а также создания дополнительных конструктивных факторов,
содействующих изменению продольного направления распространения
движущейся трещины на геликоидальное.
Проведенные теоретические и экспериментальные исследования
показали, что обечайка-гаситель со стенкой из четырех слоев будет
удовлетворять необходимым требованиям, если прорези выполнить так,
как показано на рис. 1. Прорези располагаются в промежуточных слоях
по двум винтовым линиям и разнесены относительно друг друга в плане.
При комплексных натурных испытаниях обечаек-гасителей на
полигоне и в условиях трассы гаситель с толщиной стенки 16,4 мм
234
СВАРКА ПЛАВЛЕНИЕМ
Рис. 1. Гаситель с многослойной стенкой: а — схема изготовления; б — общий вид гасителя
(прорези показаны условно); / — прорези; 2 — гаситель;
3 — участки трубы с монолитной стенкой
(4x4,1 мм) вваривали в плеть длиной 170 м из труб диаметром 1420 мм.
Температура стенки гасителя при испытании была -15 °C, а давление
воздуха — 7,5 МПа. Инициированная трещина вошла в гаситель и
остановилась в пределах его длины.
Анализируя общий вид разрушенной обечайки-гасителя (рис. 2),
можно сделать вывод о том, что с выходом трещины на барьер в виде
прорезей резко уменьшилась продольная скорость ее продвижения, в
результате чего произошло интенсивное раскрытие берегов и изменение
продольного направления распространения трещины на геликоидальное.
При раскрытии берегов целые слои стенки разрушались срезом вдоль
кромок бандажа, состоящего из
неразрушенных (за прорезью)
слоев. Расположение кромки по
винтовой линии способствовало
остановке разрушения в преде-
лах длины гасителя. Элементы
гасителя оторвались от неразру-
шенной части трубы по всему
периметру, и разрушение оста-
новилось. Так в испытанной
обечайке-гасителе реализова-
лись все принятые теоретичес-
кие предпосылки. Способность
обечайки-гасителя останавли-
вать движущуюся вязкую тре-
щину была дополнительно под-
тверждена при четырех ее на-
Рис. 2. Общий вид обечайки-гасителя после
остановки вязкой трещины (пневматические
испытания выполнены на севере Тюменской обл.;
диаметр труби 1420 мм; температура стенки трубы
при разрушении -15 °C; давление воздуха
в трубе 7.5 МПа)
турных пневматических испы-
таниях. Требуемая статическая
прочность обечайки-гасителя
доказана неоднократными гид-
равлическими испытаниями до
235
ИЗБРАННЫЕ ТРУДЫ
разрушения натурных образцов, которые были вварены в трубы раз-
личной длины.
Проведенные исследования и испытания, а также организация про-
мышленного производства обечаек-гасителей для магистральных газо-
проводов позволят надежно защитить от разрушений линейную арматуру,
труднодоступные для ремонта участки, значительно снизить сроки и
стоимость ремонта газопроводов и не прибегать к повышению норма-
тивного значения ударной вязкости стали с целью уменьшения длины
разрушения в газопроводе.
1. Иванцов О. М. Составляющие надежности трубопроводного транспорта. — Стр-во трубопрово-
дов. - 1981. - № 5. - С. 13-16.
2. Иванцов О.М., Харитонов В.И. Надежность магистральных газопроводов. — М.: Недра,
1978. - 164 с.
3. Разрушение. — М.: Машиностроение, 1977. — T. 5. — 463 с.
4. Петерс П.А. Разработка сталей на трубных заводах «Маннесман-Верке» для магистральных
газопроводов на 100 бар. — В кн.: Трубы большого диаметра. Тр. VII совмест. Сов-западпогер-
ман. симп. с концерном «Маннесман АГ», сентябрь 1982 г. — М.: Миннефтегазстрой, 1982. —
С. 128-137.
5. Пат. 3698746 (США). Crack arrestor / R. Loncaric. — Опубл. 17.10.72.
6. Пат. 4176691 (США). Apparatus for arresting propagation fractures in pipelines / D.W. Jude,
J.S. Bell. - Опубл. 04.12.79.
7. Пат. 4224966 (США). Crack arrestor / S. Somerville. — Опубл. 30.09.80.
8. Пат. 3870350 (США). Crack arrestor system / R.G. Loncaric. — Опубл. 11.03.75.
9. Броек Д. Основы механики разрушения. — М.: Высш, школа, 1980. — 366 с.
10. Финкель В.М. Физика разрушении. — М.: .Металлургия, 1970. — 376 с.
И. Шумейкер, Мак-Картни. Анализ перемещении при распространении разрушения срезом по
трубопроводу. — Тр. АОИМ. Серия Д. Теоретические основы инженерных расчетов, 1974. —
С. 32-36.
12. Анучкин М.П., Болотов А.С, Мирошниченко Б.И. Сопротивление труб газопроводов разру-
шению (методы оценки и требования). — В кн.: Трубы большого диаметра. Тр. VII совмест.
сов.-западногерман. симп. с концерном «Маннесман АГ», сентябрь 1982 г. — М.: Миннефтегаз-
строй, 1982. - С. 34.
13. Пат. 3349807 (США). Process of limiting ripping of high pressure compressible fluid conduit and
means therefor/D.D. Penman. — Опубл. 31.10.67.
14. Предварит, выкладка 31061661 А1 (ФРГ). Anordnung zur Unterbindung einer Rissbildung in
geschweissten Blechkonstruktionen / B.E. Paton, S.M. Biletsky, A.F. Teretschenko, J.P. Barvin-
ko. — Опубл. 19.02.81.
15. Пат. 83130 (Люксембург). Arret de cheminement de fissure dans une construction soudee en toles
/ B.E. Paton, S.M. Biletsky, A.F. Tereschenko, J.P. Barvinko. — Опубл. 10.09.81.
16. Трубы и гасители разрушений с многослойной стенкой для магистральных газопроводов / Б.Е.
Патон, С.М. Билецкий, А.А. Рыбаков, Ю.П. Барвинко. — В кн.: Трубы большого диаметра.
Тр. VII совмест. сов.-западногерман. симп. с концерном «Маннесман АГ», сентябрь 1982 г. —
М.: Миннефтегазстрой, 1982. — С. 8-11.
236
СВАРКА ПЛАВЛЕНИЕМ
СВАРНЫЕ ТРУБЫ
ДЛЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ*
Б.Е. Патон, Б.И. Медовар, С.Л. Мандельберг,
В.И. Труфяков, С.М. Билецкий
Становление и развитие производства сварных труб большого диаметра
в СССР началось в конце 40-х годов в связи с интенсивным ростом добычи
нефти и природного газа, увеличением их удельного объема в энергетичес-
ком балансе страны и, как правило, значительной удаленностью место-
рождений этих видов топлива от основных потребителей.
Пионерами производства труб этого типа были Ждановский (тогда
Мариупольский) завод им. Ильича и Харцызский трубный завод (ХТЗ)
[1, 2]. Здесь по инициативе Е.О. Патона и при участии института,
носящего его имя, на основе применения автоматической сварки под
флюсом и отказа от кузнечной сварки, выполнявшейся с помощью
примитивных, малопроизводительных, неприемлемых в санитарно-ги-
гиеническом отношении молотковых станов Дикке и роликозакаточных
машин Шпрангера было организовано изготовление труб для строитель-
ства магистрального газопровода Дашава-Киев и ряда других объектов
нефтяной и газовой промышленности.
Тогда на указанных заводах был освоен выпуск труб диаметром 529
и 630 мм, рассчитанных на рабочее давление 4,4 МПа (1 атм ~
~ 0,098 МПа). В настоящее время в Советском Союзе выпускаются
миллионы тонн сварных труб больших диаметров, в том числе трубы
диаметром 1420 мм, рассчитанные на рабочее давление 7,4 МПа, для
магистральных газопроводов.
Столь значительное увеличение основных рабочих параметров газо-
проводов в совокупности с необходимостью их строительства и эксплуа-
тации в сложных климатических условиях, в частности условиях Край-
него Севера и Сибири, потребовало принятия мер, снижающих опасность
разрушений. Применительно к трубам были существенно повышены
требования к свойствам основного металла и металла сварных соеди-
нений. Они были удовлетворены благодаря применению сложной техно-
логии выплавки, внепечной обработки и микролегирования стали, ее
прокатки на специальных станах по контролируемым режимам, а также
благодаря усовершенствованию технологии сварки.
Дальнейшая интенсификация транспорта газа основывается на повы-
шении рабочего давления до 9,8...И,8 МПа пока при неизменном
(1420 мм) диаметре трубопровода. Однако увеличение толщины стенки
труб усугубляет трудности обеспечения требуемых свойств стали, особен-
‘Сварка и специальная металлургия: Сб. науч, трудов. — Киев: Наук, думка, 1984. — С. 12—33.
237
ИЗБРАННЫЕ ТРУДЫ
но ее устойчивости против хрупкого и вязкого лавинного разрушения.
Преодоление этих трудностей осложнено необходимостью изготовления
значительных количеств металла и труб. Поэтому стала весьма актуаль-
ной разработка новых подходов к данной проблеме, основанных на
изменении конструкции труб и трубопроводов, что позволяет обеспечить
их стойкость против протяженных разрушений при использовании более
дешевой и менее дефицитной стали.
Трубы со сплошной стенкой. Трубы большого диаметра изготав-
ливают с одним или двумя продольными швами или швом, расположен-
ным по винтовой линии. Первые называют прямошовными, а вторые —
спирально-шовными.
Применительно к магистральному трубопроводному транспорту пря-
мошовные трубы получили преимущественное распространение, что обус-
ловлено более высоким качеством листового металла по сравнению с
качеством рулонной стали. Однако в последние годы доля спирально-
шовных труб в общем объеме выпуска труб большого диаметра возросла
вследствие достигнутого улучшения качества рулонного металла, а также
освоения производства спирально-шовных труб из отдельных листов.
Основным способом сварки труб для магистральных трубопроводов
является механизированная дуговая сварка под флюсом.
За рубежом прямошовные трубы из одного листа соответственно с
одним продольным швом изготавливают диаметром 530... 1420 мм.
В СССР трубы диаметром 530...820 мм выпускаются одношовными,
а диаметром 1020... 1420 мм — двухшовными, из двух листов. Ранее к
металлу труб предъявлялись только требования прочности, пластичности
и свариваемости. Сварные соединения должны были обеспечивать рав-
нопрочность и близкую основному металлу пластичность. Для повышения
гарантии герметичности обусловливалось требование сваривать швы труб
не менее чем в два слоя или с двух сторон.
Такой комплекс требований был впервые выполнен в СССР в 1954 г.
Харцызским трубным заводом при освоении производства газопроводных
труб диаметром 529...720 мм [3] из стали марки 14ХГС. Трубы изго-
тавливались с одним прямым швом длиной 6 м. Формовка выполнялась
на вальцах, сварка двухдуговая, двухсторонняя со скоростью 75.. .90 м/ч.
После сварки трубы подвергались горячей правке, являвшейся одновре-
менно нормализацией. Далее шестиметровые трубы сваривались встык в
двенадцатиметровые.
Разработка и освоение технологии и оборудования для производства
первых отечественных газопроводных труб, удовлетворявших основным
международным требованиям того времени, были осуществлены на ХТЗ
ИЭС им. Е.О. Патона АН УССР и Всесоюзным научно-исследовательским
трубным институтом (ВНИТИ) при участии проектного института Гипрос-
таль (Харьков). Сталь 14ХГС, как и остальные упоминаемые ниже трубные
стали, разработана Центральным научно-исследовательским институтом
черной металлургии (ЦНИИЧМ) им. И.П. Бардина.
238
СВАРКА ПЛАВЛЕНИЕМ
Выполненные на ХТЗ работы [2, 3], проведенные практически без
заимствования зарубежного опыта, заложили основы создания технологии
и оборудования для сварки прямошовных труб и во многом определили
дальнейшие пути развития их отечественного производства. Именно тогда
был впервые разработан и применен способ двухдуговой сварки с повышен-
ной скоростью [4], сконструирован первый, так называемый непрерывный
трубосварочный стан [5], разработана технология изготовления специаль-
ного пемзовидного флюса [6], применена многодуговая сварка труб на спуск
[7J. К достижениям того времени относится и разработка ИЭС им. Е.О. Па-
тона АН УССР первых специализированных аппаратов для многодуговой
сварки наружных и внутренних швов труб. Тогда же были уточнены и
сформулированы основные требования к технологии и оборудованию для
подготовки листов, формовки и отделки труб.
Более современным, основанным на прессовой формовке и экспан-
дировании, являлся цех Челябинского трубопрокатного завода (ЧТПЗ).
Здесь в 1956 г. совместно с ВНИТИ, ИЭС им. Е.О. Патона АН УССР,
Электростальским заводом тяжелого машиностроения (ЭЗТМ) и другими
организациями было освоено производство одношовных труб диаметром
530...820 мм и длиной 12 м [8].
Схема производства указанных труб приведена на рис. 1. После
правки и строжки формовка трубных заготовок осуществляется в три
Рис. 1. Схема технологического процесса изготовления прямошовных труб из одного листа на
ЧТПЗ: / — укладка листов в начале потока; 2 — правка; 3 — строжка кромок; 4 — подгибка
кромок; 5 — предварительная формовка; 6 — окончательная формовка; 7 — сварка под флюсом
наружного рабочего шва; 8 — сварка под флюсом внутреннего рабочего шва; 9 — ремонт
дефектных участков швов; 10 — плазменная обрезка концов труб; 11 — удаление утолщений
внутреннего шва по концам труб; 12 — экспандирование; 13 — гидроиспытание; 14 — торцовка
труб и снятие фасок; 15 — склад готовых труб
239
ИЗБРАННЫЕ ТРУДЫ
приема. Двухсторонняя сварка так же, как на ХТЗ, выполняется в
последовательности наружный-внутренний шов. Однако для устранения
кристаллизационных трещин, систематически образующихся в швах труб
при расплавлении прихваток [7], кромки заготовок ими предварительно
не связывались. Перед сваркой они совмещались в устройствах станов,
прообразом которых был упомянутый стан ХТЗ.
Необходимость значительного увеличения количества транспорти-
руемого газа и повышения экономичности его передачи на дальние
расстояния потребовала срочной организации производства труб больших
диаметров. Были разработаны оригинальные, не имевшие прототипов
технология и оборудование для изготовления труб из двух полуци-
линдров, формуемых из сравнительно узких листов [9, 10]. Производство
таких двухшовных труб сначала диаметром 1020 мм, а затем 1220 мм,
рассчитанных на давление 5,39 и 6,27 МПа, было организовано на ЧТПЗ
начиная с 1963 г.
Начало технологического потока изготовления труб из двух полу-
цилиндров и его конец в принципе не отличаются от принятых для
одношовных труб. Изменения имеются только при формовке и сварке.
Последней предшествует складывание двух полуцилиндров с помощью
специального механизма [10]. После выполнения первого рабочего шва
заготовка поворачивается на 180°, и в другом стане сваривается второй
наружный шов. Концы труб обрезаются и обрабатываются после сварки
внутренних швов. Далее для повышения точности размеров трубы эк-
спандируют, подвергая их остаточной деформации в пределах 0,4... 1,2 %.
Эта деформация обусловила дополнительные требования к технологии
сварки. Недопустимыми, вызывающими разрушения труб при эк-
спандировании оказались мелкие дефекты швов (подрезы, наплывы,
превышения кромок и др.), которые при горячей правке не проявлялись
отрицательно. Значительная потребность в трубах определяла необ-
ходимость поисков технологии, позволяющей сваривать их с максимально
возможной скоростью.
Основой работ, позволивших улучшить формирование швов и одно-
временно существенно повысить скорость их сварки, явились технологи-
ческие исследования, сочетаемые с изучением магнитогидродинамических
явлений в зоне горения дуг и сварочной ванне. Наиболее эффективными
оказались установление связи фазировки электродов и формирования
шва [И], изучение влияния магнитного поля сварочного контура на швы,
выполняемые внутри трубы [12], разработка способов многодуговой
сварки с колебаниями электрода [13], трехэлектродной сварки [14] и др.
Изменение скорости сварки труб, достигнутое в результате совершенст-
вования много дуговых процессов, показано на рис. 2.
По мере накопления опыта производства труб, строительства и
эксплуатации трубопроводов уточнялись требования к металлу и сварным
соединениям труб, определялись марки стали, сварочные материалы и
др. В результате для экспандированных труб диаметром до 820 мм была
240
СВАРКА ПЛАВЛЕНИЕМ
Рис. 2. Зависимость скорости сварки
прямошовных труб от толщины их стенок:
1,2 — двухэлектродные процессы. ЧТПЗ,
1957 и 1963 гг. соответственно;
3 — двухэлектродные процессы с
колебаниями переднего электрода, ЧТПЗ,
1965-1966 гг.; 4 — трехэлектродная сварка
ЧТПЗ. ХТЗ. 1972-1973 гг.
принята сталь 17ГС, а для труб диа-
метром 1020 и 1220 мм — сталь
17Г1С и 17Г1СУ (табл. 1). Следует
отметить, что двухшовные трубы в
СССР изготавливают не только из
полуцилиндров. На НТЗ трубы
диаметром 1020 мм, рассчитанные на
давление 5,39 МПа, производят из
так называемых карт, сваренных про-
дольным швом из двух узких листов.
Карты вальцуют и сваривают труб-
ным швом. Далее заготовки подвер-
гаются отделке, включая экспандиро-
вание. Завершает технологический
процесс стыковка двух шестиметро-
вых труб. Однако этот способ про-
изводства менее совершенен.
Строительство газопроводов
диаметром 1420 мм, рассчитанных на
давление 7,4 МПа, в том числе прок-
ладываемых от месторождений Край-
него Севера и Сибири, явилось важ-
нейшим этапом развития отечествен-
ной газовой промышленности. Кроме улучшения прочностных свойств и
повышения гарантированных значений ударной вязкости при минималь-
ной рабочей температуре, для металла труб таких газопроводов была
введена регламентация процента волокна в изломе крупномасштабных
образцов типа DWTT, оценивающих способность металла противостоять
распространению хрупкой трещины. Повышены нормы ударной вязкости
металла сварных соединений (см. табл. 1). Признано также необходимым
подвергать их эффективному 100%-му неразрушающему контролю.
Этим требованиям удовлетворяют трубы, изготовляемые из полу-
цилиндров в цехе ХТЗ (рис. 3), введенном в действие в 1974 г. [15].
С целью обеспечения более высоких требований и повышения эко-
номичности производства в технологический процесс и оборудование
этого цеха* внесены существенные изменения. Так, формовка заготовок
производится не в прессах, а в валково-роликовом стане [16]. Его
устройства позволяют получать заготовки относительно стабильных раз-
меров из листов с различной степенью пружинения без характерных для
валково-роликовой формовки искривлений кромок.
*В исследованиях по разработке технологии и оборудования цеха ХТЗ участвовали коллективы
ВНИТИ, ЭЗТМ, ИЭС им. Е.О. Патона АН УССР и др. Комплекс цеха спроектирован Укргипро-
мезом, головной проектировщик и поставщик оборудования — ЭЗТМ.
16-8-1437
241
ИЗБРАННЫЕ ТРУДЫ
Таблица 1. Характеристика трубных сталей
Марка стали Диаметр труб, мм; рабочее давление, МПа; завод-изго- товитель Содержание элементов, %
с Мп Si Cr V Nb N S Р
Нс более
14ХГС 530...1020; 5,4; ХТЗ 0,11...0,17 1,00...1,30 0,4...0,7 0,5...0,8 — - - 0.04 0,04
17ГС 530...820; 5,4; ЧПТЗ 0,15...0,20 1,0...1,4 0,4...0,6 - - — - 0,035 0,035
17Г1С 1020...1220; 5.4; ЧТПЗ 0,15..0,20 1,15...1,55 0,4...0,6 - — - - 0,035 0,035
17Г1СУ 1020...1220; 5,4; ЧТПЗ. НТЗ 0,15...0,20 1,15...1,55 0,4...0,6 — — — — 0,020 0,025
17Г2АФ 1420; 7,4; ХТЗ <0,20 1,3...1,6 0,3...0,5 - 0,08...0,12 - 0,015... 0,025 0,020 0.025
09Г2ФБ 1420; 7,4; ХТЗ <0,13 <1,7 <0,35 - <0,09 <0,05 - 0,010 0,020
Окончание табг. 1
Марка стали Характеристика металла труб Ударная вязкость сварного соединения (KCU), Дж/см2 (не менее)
а„, МПа ат, МПа 8, % Ударная вязкость, Дж/см2 (нс менее) Вязкая составляю- 1Щ1Я в образцах DWTT, %
кси KCV -40 'С -60 -с
14ХГС 490 340 20 - - - - -
17 ГС 510 350 20 29 при -40"С - - 190 -
17Г1С 510 350 20 29 при -40°С - - 190 -
17Г1СУ 510 360 20 39 при -40'С - - 290 -
17Г2АФ 590 410 19 49 при -40°С 79 при 0°С - 190 -
09Г2ФБ 550 420 19 49 при -60°С 79 при -15 °C 80 при -15 °C - 390
Примечания. 1. Предел прочности металла сварного соединения должен быть нс меньше прочности
основного металла. 2. С начала 50-х годов и в настоящее время к металлу труб на стали 14ХГС
предъявляются такие же требования по вязкости, как и к металлу труб из стали 17ГС и 17Г1С. 3. НТЗ —
I loBOMoCKOBCKiiii трубный завод.
Для предотвращения образования кристаллизационных трещин, часто
возникающих в рабочих швах труб вследствие деформаций и перемещений
кромок при их совмещении, в цехе ХТЗ трубы сваривают не в два, а в три
слоя: с наружной стороны в углекислом газе сваривают технологические
швы, под флюсом выполняют внутренние, а затем наружные рабочие швы.
Принцип трехслойной сварки рабочих швов труб был разработан в ИЭС
242
СВАРКА ПЛАВЛЕНИЕМ
Рис. 3. Схема технологического процесса изготовления прямошовных труб большого диаметра из
двух листов на ХТЗ: 1 — укладка листов в начале потока; 2 — правка; 3 — строжка кромок;
4 — формовка полуцилиндров в ва тково-роликовом стане; 5 — складывание полуцилиндров;
6 — сварка технологических швов в СО2; 7 — приварка технологических планок; 8 — сварка
внутренних рабочих швов под флюсом; 9 — сварка наружных рабочих швов под флюсом; 10 —
ультразвуковой контроль сплошности металла сварных соединений; 11 — рентген-телевизионная
расшифровка дефектов сварных соединений, отмеченных ультразвуком; 12 — ремонт дефектов
сварных швов; 13 — плазменная обрезка концов труб и технологических планок; 14 — удаления
утолщения внутренних швов у концов труб; 15 — экспандпрование; 16 — гидроиспытания;
17 — торцовка труб и проточка фасок; 18 — повторный ультразвуковой контроль сварных
соединений; 19 — рентген-телевизионная расшифровка дефектов, выявленных при повторном
ультразвуковом контроле; 20 — склад готовых труб
им. Е.О. Патона АН УССР [21] и впервые применен при сварке
спирально-шовных труб, о которых будет сказано ниже.
Применительно к комплексу ХТЗ ИЭС им. Е.О. Патона АН УССР
были решены задачи, из которых основными было создание технологии
и аппаратуры для сварки труб и ее контроля. Разработаны также
технические задания на проектирование всех трубосварочных станов. С
учетом специфики конструкции двухшовных труб и деформаций,
возникающих при их сварке, найдены и применены оптимальные
решения. Так, дуговая сварка технологических швов выполняется в
углекислом газе последовательно в двух агрегатах специального стана,
каждый из которых имеет по шесть сварочных головок, расположенных
через каждые 2 м [17]. Кромки заготовок собираются в агрегатах стана
встык по всей длине с зазорами и превышениями не более 1 мм. При
сварке полуцилиндры продвигаются в стане вперед на 2 м со скоростью
'«• 243
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Узел головок, опорных роликов и датчиков системы слежения аппарата А1448 для
трехдуговой сварки под флюсом внутренних швов прямошовных труб
2,5...3,0 м/мин, вследствие чего общая скорость сварки равна 15...
18 м/мин.
В начальный период из-за чрезмерных усилий, прикладываемых к
кромкам во время сварки и сразу после нее, технологические швы часто
разрушались. Преодоление этих трудностей стало возможным в основном
после освоения формовки заготовок, улучшения конструкции и настройки
агрегатов сварочного стана.
Сварка рабочих швов труб выполняется под флюсом тремя дугами
(рис. 4) [14]. Вследствие сварочных деформаций, проявляющихся глав-
ным образом после сварки первых рабочих внутренних и наружных швов,
положение сварочной ванны в пространстве изменилось, что существенно
отражалось на форме и качестве швов. Стабилизировать положение
ванны предполагалось спрямлением стыка на участке, где выполнялась
сварка с помощью устройств трубосварочных станов. Однако такие
устройства оправдали себя только для наружных швов. Негативные
условия формирования внутренних швов были компенсированы умень-
шением глубины их провара при соответствующем увеличении провара
наружных швов, выполнением сварки на спуск и др.
Современным требованиям к металлу труб для северных газопрово-
дов наиболее полно удовлетворяют малоперлитные микролегированные
стали контролируемой прокатки, в том числе сталь 09Г2ФБ [18], из
которой на ХТЗ изготавливают трубы диаметром 1420 мм, рассчитанные
на давление 7,4 МПа.
Для обеспечения заданных вязких свойств сварных соединений этих
труб (см. табл. 1) необходима технология, способная обеспечить ми-
нимальное охрупчивание металла околошовной зоны и повышенную
вязкость собственно металла шва. Такая технология была разработана на
основе трехдуговой сварки с пониженными тепловложениями и
применения экономнолегированной электродной проволоки Св-08ГМ и
Св-08ГНМ [19], сочетаемой с пемзовидным флюсом АН-60. Дальнейшее
улучшение вязких свойств металла шва, в частности обеспечение его
244
СВАРКА ПЛАВЛЕНИЕМ
ударной вязкости не менее 49 Дж/см2 при температуре -60 °C, для труб,
рассчитанных на давление 9,8 МПа, будет обеспечено на основе при-
менения электродных проволок с титаном и бором, сочетаемых с низкок-
ремнистыми плавлеными и керамическими флюсами.
Многолетний опыт производства двухшовных труб на ЧТПЗ и ХТЗ,
строительства из них магистральных трубопроводов и их эксплуатации
показывает, что, несмотря на вдвое большую протяженность швов,
двухшовные трубы по надежности мало уступают изготавливаемым из
одного листа. Некоторое сравнительно незначительное повышение трудо-
емкости и расхода металла компенсируется существенно меньшей
стоимостью вдвое более узких листов.
Как уже отмечалось, наряду с прямошовными для магистральных
трубопроводов применяют спирально-шовные трубы. Схема их производ-
ства из рулонной стали на станах конструкции Всесоюзного научно-иссле-
довательского института металлургического машиностроения (ВНИИ-
МЕТМАШ) приведена на рис. 5. После правки и обрезки концы полосы
совмещают и сваривают встык. Ее продольные кромки подвергают ме-
ханической обработке. Далее их подгибают, что позволяет избежать так
называемого крышей или домиком искажения формы трубы в зоне
сварных соединений. Продвигаясь, полоса поступает в подающую ма-
шину и далее под углом, равным углу сворачивания трубы, в формовоч-
ное устройство. В начале сопряжения кромок сформованной полосы
сваривается внутренний шов, наружный шов выполняется через полшага
спирали. После сварки на выходе из стана обрезают трубы заданной
длины и подвергают их отделке и испытаниям.
Способ производства спирально-шовных труб по такой схеме был
впервые разработан в ФРГ [20] и в 1959 г. осуществлен в СССР на
Ждановском металлургическом заводе (ЖМЗ) им. Ильича. С целью
повышения скорости сварки и снижения опасности образования в швах
кристаллизационных трещин были разработаны технология и оборудо-
Рис. 5. Схема технологического процесса изготовления спирально-шовных труб из рулонной
стали: 1 — разматывание полосы; 2 — правка полосы; 3 — обрезка концов полосы;
4 — стыковка концов полосы; 5 — образование петли; 6 — обрезка боковых кромок; 7 —
подача полосы в формовочное устройство; 8 — сварка внутренних швов трубы;
9 — формовка полосы; 10 — сварка наружных швов трубы; 11 — обрезка сваренных труб
245
ИЗБРАННЫЕ ТРУДЫ
ванне для сварки [21, 22], с помощью которых в зоне неполного
совмещения кромок выполняют технологический шов, связывающий
кромки при формовке. Через пол шага спирали сваривают наружный, а
еще через пол шага — внутренний рабочий шов. Оба этих шва полностью
перекрывают технологический.
Преимущества аналогичной технологии уже рассматривались приме-
нительно к прямошовным трубам. Для спирально-шовных труб они не
менее значимы, так как вследствие совмещения процессов формовки и
сварки при их изготовлении возрастает опасность образования в швах
кристаллизационных трещин.
Комплекс технологии и оборудования для трехслойной сварки
спирально-шовных труб диаметром 1020 мм разработан ИЭС им. Е.О. Па-
тона АН УССР [22] и впервые освоен в 1963 г. на станах ЖМЗ конструкции
ВНИИМЕТМАШа. Полученный опыт послужил основой создания и осво-
ения группы станов Волжского трубного завода [23].
В заключение отметим, что современные трубы большого диаметра
и сооружаемые из них магистральные трубопроводы являются как бы
детищем сварки. Именно сварка сделала возможной организацию массо-
вого производства экономичных и надежных труб этого типа. Опа же
является ведущим процессом в строительстве всех современных трубоп-
роводов. Характерно, что основой производства труб большого диаметра
стала сварка под флюсом. Обеспечивая требуемые свойства сварных
соединений, этот процесс оказался наиболее пригодным для массового
производства, выбор технологии для которого определяют исходя из
возможности обеспечения заданного уровня качества при многократном
(практически непрерывном) повторении операций, выполняемых с доста-
точной производительностью.
Примечательно, что в трубном производстве объем сварочных работ
и уровень их механизации наибольшие. Так, в подотрасли производства
труб большого диаметра ежегодно в нашей стране сваривается примерно
27 тыс. км двухсторонних стыковых швов металла толщиной 6...22 мм,
на что расходуется примерно 50 % производимого в СССР флюса и 20 %
используемой для сварки под флюсом электродной проволоки. При этом
доля полуавтоматической и ручной сварки, применяемой в основном при
устранении дефектов трубных швов, выполненных автоматической свар-
кой под флюсом, весьма незначительна и не превышает 0,3 % всего объема
сварочных работ.
Постоянный рост производства труб большого диаметра, значитель-
ные объемы сварочных работ и высокая ответственность трубопроводов
требуют проведения эффективных исследований в направлении снижения
дефектности швов и повышения вязких свойств металла сварных
соединений, увеличения скорости сварки, лимитирующей производитель-
ность оборудования, экономии сварочных материалов и др.
Многослойные трубы и гасители протяженных разрушении для
магистральных газопроводов. Традиционный путь решения проблемы
246
СВАРКА ПЛАВЛЕНИЕМ
получения труб для магистральных газопроводов на давление 9,8...
11,8 МПа и выше предусматривает дальнейшее развитие рассмотренной
технологии производства труб со сплошной стенкой на основе применения
низкоуглеродистой бейнитной стали, содержащей молибден, никель,
ниобий и другие легирующие элементы. Такая сталь, как и сталь для труб
диаметром 1420 мм, рассчитанных на давление 7,4 МПа, со стенкой
толщиной 15...22 мм, содержит минимальное количество серы и других
загрязнений, однако контролируемая прокатка в этом случае произво-
дится по еще более сложной технологии. Предлагается также применять
обычную прокатку и специальную термообработку. По такому пути
пошли ведущие зарубежные фирмы, производящие трубы большого
диаметра для газопроводов (ФРГ, Япония, США).
Возрастающие требования к металлу труб, значительное усложнение
технологии его производства и повышение стоимости создали предпо-
сылки для поисков решений, при которых надежность работы газопро-
водов обеспечивается путем конструктивных решений па основе более
простой и доступной стали.
Исходя из этих положений были созданы новые трубы с многослой-
ной стенкой [24-26]. В основу их создания положены данные о том, что,
во-первых, тонкий металл обладает более низкой критической темпера-
турой перехода в хрупкое состояние, чем более толстый такого же состава,
во-вторых, несущая способность пакета из нескольких слоев на 5... 12 %
больше, так как при одинаковом составе тонкий металл прочнее толстого
на указанную величину.
Вследствие конструктивных особенностей трубы с многослойной (МС)
стенкой позволяют снизить вероятность зарождения разрушения в основном
металле, а если оно зародилось, то принципиально изменить его характер.
Это определяется тем, что труба с МС стенкой малочувствительна к
дефектам, от которых обычно начинается разрушение, и МС стенка обладает
особенностями, приводящими к изменению траектории движения трещины
и ограничению ее длины. Это положение неоднократно подтверждалось при
проведении полигонных испытаний отдельных труб и плетей при гид-
равлическом и пневматическом нагружении.
Длина разрыва трубопровода диаметром 1420 мм из МС труб при
нагружении природным газом (со взрывом и возгоранием) составила
всего 8,5 м, в то время как на газопроводах со сплошной стенкой она во
много раз больше.
В результате опытных и промышленных работ, а также ряда прове-
рок и испытаний разработана конструкция МС трубы и создан комплекс
технологии и оборудования для массового производства таких труб из
рулонной горячекатаной стали.
МС труба длиной около 12 м состоит из семи обечаек, сваренных
кольцевыми швами. Количество обечаек в трубе определяется шириной
рулонной полосы. Так, для трубы из семи обечаек используется полоса
247
ИЗБРАННЫЕ ТРУДЫ
шириной 1700 мм, прокатываемая на станах непрерывной прокатки. Для
удобства выполнения работ при строительстве трубопроводов концевые
обечайки МС труб имеют сплошную стенку.
Схема технологического процесса производства МС труб приведена
на рис. 6. МС обечайка изготавливается из мерного отрезка полосы,
сворачиваемой в спираль Архимеда. Начало и конец полосы приварива-
ются нахлесточными швами с проплавлением не менее чем двух нижеле-
жащих слоев стенки. Число слоев обечайки и соответственно длина
мерного отрезка — заготовки рулонной полосы — выбираются в за-
Рис. 6. Принципиальная схема производства МС труб: 1 — склад рулонов; 2 — размотка
рулонов; 3 — правка полосы; 4 — ультразвуковой контроль полосы; 5 — сушка полосы;
6 — разрезка полосы на мерные длины; 7 — навивка обечаек; 8 — сварка наружного
нахлесточного шва; 9 — экспандирование; 10 — сварка внутреннего нахлесточного шва;
11 — ультразвуковой контроль внутреннего нахлесточного шва 12 — вакуум-пузырьковый
контроль внутреннего нахлесточного шва; 13 — торцовка обечаек; 14 — сборка обечаек
в трубную заготовку; 15 — сварка кольцевых швов внутри трубы; 16 — сварка кольцевых швов
снаружи трубы; 17 — контроль кольцевых швов (рентген-телевизионный
и вакуум-пузырьковый); 18 — гидроиспытание; 19 — обработка торцов труб;
20 — склад готовых труб
248
СВАРКА ПЛАВЛЕНИЕМ
висимости от толщины слоя и требуемой по расчету суммарной толщины
стенки трубы.
Выбор марки стали для МС труб и оптимальной толщины рулонного
горячекатаного металла производился с учетом обеспечения ов > 600 МПа,
от > 450 МПа, KCV2q - 80 Дж/см2 и обеспечения 80 % волокна при
испытании образцов DWTT. Сталь не должна была содержать молибден,
никель и ниобий.
Учитывалось, что с уменьшением толщины полосы при неизменном
диаметре трубы снижаются ее кольцевая жесткость и местная ус-
тойчивость стенок от воздействия изгиба и продольного сжатия. Имелось
также в виду, что с увеличением толщины полосы снижаются показатели
прочности и вязкости и ее толщина определяет величину уступа в зонах
нахлесточных и концевых швов.
Поскольку рулонная сталь имеет серповидность, которая может
достигать 15 мм на длине 10 м, изыскивались приемы, снижающие ее
отрицательное влияние. Было установлено [27], что прямая навивка МС
обечаек, т. е. выполняемая перпендикулярно к продольной оси, наименее
чувствительна к серповидности.
Разработанный технологический процесс изготовления МС обечаек,
в том числе навивка мерного отрезка полосы по спирали Архимеда и
прикрепление концов к прилегающим слоям, экспандирование обечаек
для уменьшения межслойных зазоров, их сборка в трубную заготовку и
сварка кольцевых швов между обечайками, для получения труб диамет-
ром 1420 мм и длиной до 12 м был опробован сначала в лабораториях
ИЭС им. Е.О. Патона АН УССР и далее на специально организованном
опытном участке для производства МС труб на ХТЗ (рис. 7).
Рис. 7. Опытный участок для производства МС труб на ХТЗ
249
ИЗБРАННЫЕ ТРУДЫ
Рис. 8. Характер разрушения МС трубы при гидравлических испытаниях
Испытания отдельных труб и трубных плетей, выполненные на
полигонах, показали, что МС трубы принятой конструкции, обладая
длительной статической прочностью, не подвержены хрупким разру-
шениям в заданном интервале температур, малочувствительны к поверх-
ностным дефектам заводского и монтажного происхождения и, как
правило, имеют малую (до 2-1,5 обечаек) длину разрушения (рис. 8).
В 1980 г. из первой партии труб диаметром 1420 мм с толщиной
стенки 16,4 мм (четыре слоя по 4,1 мм) был построен опытный участок
газопровода в районе г. Боярки, рассчитанный на рабочее давление
7,4 МПа, с целью отработки технологии строительства газопровода из
МС труб (рис. 9).
В процессе сооружения и испытания было установлено, что при
существующих методах строительства трубопроводов местная устой-
чивость стенок многослойных труб диаметром 1420 мм из полосы
толщиной 4 мм может оказаться недостаточной. Проверка герметичности
труб показала, что требования к заводскому контролю по этому критерию
должны быть более жесткими.
Рис. 9. Укладка в траншею участка газопровода из МС труб на давление 7,4 МПа
250
СВАРКА ПЛАВЛЕНИЕМ
По результатам проведенных работ были уточнены требования к МС
трубам и изготовлена вторая партия труб со стенками толщиной 21,6 мм
(четыре слоя по 5,4 мм) для участка газопровода длиной около 3 км,
рассчитанного на рабочее давление 9,8 МПа. Этот участок трубопровода
был успешно построен и испытан в 1982 г. на севере Тюменской области.
Поскольку на решение возникавших вопросов становления и
организации производства МС труб в примерной последовательности
лаборатория — опытный участок для изготовления труб — полигонные
испытания — опытный трубопровод — промышленный цех требовалось
недопустимо длительное время, промышленное производство МС труб
создавалось на основе только лабораторных и некоторых опытно-про-
мышленных данных. Такая практика усложнила проектирование, однако
позволила уже к концу 1981 г., т. е. почти одновременно с завершением
сооружения опытного участка газопровода, рассчитанного на давление
9,8 МПа, в районе г. Тюмень пустить первую очередь промышленного
цеха для производства МС труб.
При разработке проекта этого цеха, построенного на Выксунском
металлургическом заводе (ВМЗ) [28], были решены следующие основ-
ные задачи.
1. Производство МС труб подобно производству труб со сплошной
стенкой организовано как поточное с полной механизацией и возможной
в дальнейшем автоматизацией всех операций технологического процесса.
2. Поточная линия резки рулонной полосы запроектирована на
основе выпускаемых промышленностью машин, используемых для раз-
резания широкополосной стали на листы. В этой линии разрезается
рулонная сталь на мерные заготовки для МС обечаек, производится
контроль сплошности полосы и вырезка участков с дефектами, а также
стыковка немерных отрезков для уменьшения отходов. Мерные прове-
ренные полосы передаются на действующие потоки изготовления обечаек.
3. Оборудование для сворачивания МС обечаек обеспечивает их
навивку без закрепления начала полосы на барабане навивочного устрой-
ства при возможно большей плотности навивки и минимальной телес-
копичности слоев у торцов обечаек.
4. Разработана транспортная система конвейерного типа, обес-
печивающая автоматизированную подачу и уборку обечаек с рабочих
мест, где свариваются нахлесточные швы, экспандируются обечайки,
контролируются и ремонтируются нахлесточные швы, обрабатываются
торцы обечаек, накапливаются обечайки у сборочных машин.
5. Создан высокопроизводительный агрегат для сборки обечаек в
трубную заготовку длиной до 12 м.
6. Разработана технология автоматической сварки кольцевых сты-
ков между МС обечайками без предварительной облицовки (наплавки)
их торцов.
251
ИЗБРАННЫЕ ТРУДЫ
7. Разработаны оптимальные методы, технология и оборудование
для контроля качества МС обечаек и труб на всех этапах технологичес-
кого потока.
Рассмотренный комплекс работ выполнен ИЭС им. Е.О. Патона АН
УССР совместное ВНИТИ, Укргипромезом, ЭЗТМ, ВНИИМЕТМАШем,
ВНИИГАЗом* ВНИИСТом** при непосредственном участии ХТЗ и ВМЗ.
Созданные технология и оборудование для производства МС обеча-
ек позволяют решить еще одну весьма важную задачу. Речь идет о
существенном уменьшении длины вязких разрушений газопроводов. В
решении этой проблемы наметились два пути. Первый — это применение
труб из стали с такими высокими вязкостными свойствами, которые не
только исключают хрупкие разрывы, но и уменьшают длину вязких
разрушений. Второй путь основан на применении труб из освоенной
стали, исключающей только хрупкие разрушения. Для устранения про-
тяженных вязких разрывов газопровод оснащается специальными конст-
руктивными устройствами — гасителями, способными в пределах своей
длины остановить трещину. Такой подход позволяет избежать дальней-
шего повышения вязкостных свойств стали. Он весьма перспективен, так
как пока нет возможности производить в необходимых количествах
экономически приемлемую трубную сталь с ударной вязкостью в 1,5-2
раза больше гарантируемой ныне. Поэтому наиболее приемлемый путь
предотвращения протяженных вязких разрывов виден в том, что в
трубопроводы будут включаться специальные гасители.
В ИЭС им. Е.О. Патона АН УССР разработана новая конструкция
гасителя протяженных вязких разрывов, лишенная многих недостатков,
присущих аналогичным известным конструкциям. В основу новой конст-
рукции положена идея, сводящаяся к тому, что вязкая трещина оста-
навливается при сочетании двух факторов: выхода трещины на гладкую
разделительную поверхность и размещения на пути ее движения банда-
жей или накладок, препятствующих раскрытию берегов трещины.
Новый гаситель представляет собой МС обечайку, в части слоев
которой имеются прорези, разделительные поверхности, расположенные
под углом или перпендикулярно к возможной траектории движения
трещины. Остановка трещины в таком гасителе происходит следующим
образом: вязкая трещина входит в гаситель и вначале проходит по всем
его слоям. Достигнув прорезей, имеющихся в части слоев, трещина
останавливается и не зарождается на противоположной гладкой кромке
прорезей. Неразрушенные участки этих слоев, находящиеся за проре-
зями, начинают выполнять функции накладок для слоев, у которых нет
прорезей. Эти слои препятствуют раскрытию трещины в слоях без
прорезей и останавливают ее в них. Так происходит остановка разру-
ВНИНГАЗ — Всесоюзный научно-исследовательский институт природных газов.
ВНИИСТ — Всесоюзный научно-исследовательский институт строительства трубопроводов.
252
СВАРКА ПЛАВЛЕНИЕМ
шения во всех слоях гасителя. Новая конструкция гасителя может
выполняться не только в виде МС обечайки, но и в виде пакета. Поэтому
она может найти применение не только в трубопроводах, но и в конст-
рукциях, применяемых в судостроении, химическом машиностроении и
других отраслях.
Разработанная конструкция МС трубы и технология производства
таких труб позволяют легко организовать изготовление новых гасителей.
При этом геометрия прорезей может быть подобрана так, что при
внутреннем давлении статическая прочность обечайки не снизится.
Экспериментально и теоретически доказано, что оптимальной геометрией
прорезей является их расположение в промежуточных слоях обечайки в
виде двух винтовых линий — на одном слое в виде винтовой линии с
правым заходом, а на другом — с левым.
Гидравлические и пневматические испытания натурных МС обеча-
ек-гасителей диаметром 1420 мм показали, что их несущая способность
идентична несущей способности МС обечайки без прорезей. При пнев-
матических испытаниях гаситель вваривался в трубную плеть длиной
160 м. Испытания проводились при температуре -15°С, заполнении плети
воздухом на 100 °C и его давлении, равном 7,5 МПа. В средней трубе
плети инициировалась трещина, которая проходила через половину
длины разгонной трубы и входила в гаситель. Было установлено, что
гасители в пределах своей длины полностью останавливают разрушение.
Испытания показали, что новый гаситель весьма перспективен и его
целесообразно широко применять в действующих и вновь строящихся
газопроводах. Использование таких гасителей позволит сооружать газоп-
роводы с наперед заданной длиной максимально возможных вязких
разрывов, определяемой расстоянием между гасителями. Поскольку мак-
симальная длина разрывов в мощных газопроводах высокого давления
определяется интервалом установки гасителей, становятся реальными
возможность отказа от дальнейшего повышения требований к вязким
свойствам и использование более экономичных трубных сталей. В этом
случае уровень требований к вязкости стали будет определяться ее
способностью сопротивляться зарождению разрушений.
Для установления уровня вязкости трубной стали и сварных сое-
динений целесообразно использовать подходы и критерии механики
разрушения. Они позволяют обосновать этот уровень в зависимости от
дефектности материала труб и сварных соединений, а также от действу-
ющих напряжений. Наиболее подходящим критерием в данном случае,
очевидно, явится показатель 8С — критическое раскрытие вершины
трещины. Отражая уровень локальной пластической деформации металла
в вершине дефекта при разрушении, эта характеристика чувствительна к
изменению свойств материала под воздействием различного вида техно-
логических операций, в том числе сварки. Упомянем также, что уровень
вязкости, установленный по критерию 5С, можно впоследствии для каж-
дого конкретного случая связать с соответствующим значением ударной
253
ИЗБРАННЫЕ ТРУДЫ
вязкости и пользоваться на практике привычными данными и показате-
лями испытаний, например стандартными ударными образцами.
Сопоставление по 5С широко используемых трубных сталей показа-
ло, что в исходном состоянии их сопротивление возникновению разру-
шения практически не зависит от содержания в них тех или иных
легирующих добавок. Величина критического раскрытия вершины
трещины находится на уровне 0,17...0,25 мм. В то же время по
сопротивлению распространению хрупкого разрушения эти стали сущес-
твенно различаются. Однако необходимо учитывать, что при изготов-
лении труб, а также при строительстве и эксплуатации газопроводов
может происходить ухудшение исходных пластических свойств металла
в связи с деформационным старением. Чувствительность различных
сталей к этому показателю неодинакова. Поэтому предполагается, что
этот фактор при выборе трубных сталей должен быть определяющим. Из
числа рассмотренных сталей, не содержащих остродефицитных добавок,
слабочувствительны к деформационному старению стали 09Г2СФ и
10Г2Ф. До температуры -60 °C они показывают только вязкие разру-
шения, а величина критического раскрытия вершины дефекта
практически не изменяется и находится на довольно высоком уровне
(0,17... 0,18 мм). При этом обе стали хорошо сопротивляются развитию
хрупких разрушений. Поэтому их следует рассматривать как пример
сравнительно простых сталей для труб северных газопроводов, сооружа-
емых с гасителями протяженных разрушений.
Как уже упоминалось, нормативный уровень трещиностойкости
основного металла и сварных соединений должен устанавливаться в
зависимости от размеров дефекта и действующих напряжений. С этой
целью в ИЭС им. Е.О. Патона АН УССР на основе 5к-модели Леонова-
Панасюка-Дагдейла получены необходимые аналитические выражения,
устанавливающие функциональную зависимость между величиной пере-
мещения берегов трещины, ее размерами, механическими свойствами
материала, уровнем рабочих и остаточных напряжений.
Требуемые уровни трещиностойкости для основного металла и сварных
соединений должны уточняться исходя из условий эксплуатации и резуль-
татов контроля качества на всех стадиях изготовления труб и строительства
газопровода. Однако уже сейчас можно сказать, что достигнутое в настоящее
время значение трещиностойкости сталей достаточно для того, чтобы свести
к некоторому минимуму число очагов разрушения. Это, в частности,
подтверждается практикой эксплуатации северных газопроводов, количес-
тво разрушений которых резко сократилось.
В заключение следует подчеркнуть, что использование в магистраль-
ных газопроводах гасителей разрушения позволит применять для труб
более дешевые стали.
Трубы из новых конструкционных материалов — армированных
квазимонолитных и квазислоистых. В каждой МС трубе, как указыва-
лось, на пять многослойных обечаек приходится две со сплошной стенкой.
254
СВАРКА ПЛАВЛЕНИЕМ
Это значит, что в общем выпуске МС газопроводных труб количество
монолитных труб составляет не менее 2/7, т. е. почти 30 %. В этих
условиях возникла необходимость поиска принципиально новых решении
с целью создания из дешевой стали концевых обечаек, сочетающих в себе
достоинства труб обоих типов — со сплошной и МС стенками, ио в то
же время свободных от их недостатков.
В отечественной и мировой практике стали для газопроводных труб
выплавляют главнььм образом в кислородных конвертерах и разливают
на машинах непрерывного литья заготовок (МНЛЗ). Именно в массовом
производстве стали для магистральных газопроводов, работающих в
арктических условиях, нашли широкое применение новейшие методы
внеиечной обработки, включающие вакуумирование, глубокое обес-
серивание жидкого металла, его модифицирование, в том числе обработку
расплава кальцием, а также тщательное усреднение его состава в процессе
как выплавки, так и разливки. Сегодня стало привычным иметь трубную
сталь с казавшимся не так давно фантастическим сверхнизким содер-
жанием серы (например, 0,003...0,004 %), с очень мелким зерном и
удивительным сочетанием высокой прочности, хладостойкости, вязкости,
пластичности и хорошей свариваемости. Но все эти замечательные свой
ства можно наблюдать лишь при соблюдении сложного комплекса
условий, среди которых первое место занимает необходимость ле-
гирования стали дорогостоящими и остродефицитными элементами.
И чем больше толщина стального листа, тем, как правило, выше должна
быть степень легирования для достижения требуемых механических
свойств. По этой причине при поиске новых конструктивных решений
применительно к концевым обечайкам, как подчеркивалось выше, была
поставлена задача ориентироваться на простые, дешевые стали, не содер-
жащие дефицитных примесей, т. е. на такие стали, которые используются
в производстве МС обечаек. Иначе говоря, с самого начала вносилось
достаточно серьезное ограничение, заставившее разработчиков сосредо-
точить усилия на поиске совершенно новых средств решения задачи. Мы
специально столь подробно останавливаемся на всех этих вопросах, ибо
как бы ни было важно для читателя получить информацию о конечных
результатах работы, на наш взгляд, не менее важны сведения о методичес-
кой стороне дела. Возникает вопрос, как и почему было найдено именно
такое решение, приведшее к появлению принципиально нового класса
металлических материалов — армированных квазимоиолитных (АКМ)
и квазислоистых (КСМ), достаточно перспективных не только для
газопроводных труб [29].
Поначалу возникла идея повышения поперечной жесткости и про-
дольной устойчивости МС обечайки, например путем склеивания слоев,
из которых намотана трубная обечайка. Но наличие клея в межслойных
зазорах может очень усложнить или даже сделать неосуществимыми
операции разделительной резки и сварки в заводских и полевых ус-
255
ИЗБРАННЫЕ ТРУДЫ
ловиях. Тогда возникла идея сваривать слои обечайки, причем сваривать
так, чтобы не нанести ущерб главной характеристике МС трубы — ее
способности противостоять лавинным разрушениям. Вот здесь и вспом-
нили о так называемой автовакуумной сварке давлением (АСД), основанной
на обнаруженном в ИЭС им. Е О. Патона АН УССР еще в начале 60-х
годов явлении самопроизвольной очистки металлических поверхностей от
оксидной пленки и ржавчины в результате высокотемпературного нагрева
металла в условиях, исключающих непрерывный доступ воздуха к этим
поверхностям [30]. АСД в середине 60-х годов нашла промышленное
применение в производстве толстолистовой двухслойной стали (малоугле-
родистая или низколегированная + нержавеющая или кислотостойкая).
Проведенные в свое время опыты по прокатке герметизированных пакетов,
составленных из листов или плит одноименной стали, показали, что в
результате АСД достигается достаточно прочное сцепление между компо-
нентами пакета. Причем для сцепления слоев друг с другом не требуются
слишком большие обжатия. В готовом прокате вместе с тем сохраняется
слоистое строение. Иными словами, из герметизированных пакетов соответ-
ствующих геометрических размеров и формы можно выкатать слоеный лист,
из которого затем по классической технологии изготовить требуемую трубу
для концевых обечаек. Но для этого прежде всего нужно было убедиться в
том, что такого рода как бы слоистый металл не будет уступать настоящему
многослойному. Затем нужно было изыскать производственно надежный
технологический процесс для производства методом АСД как бы слоистого
листа (отсюда название — КСМ) и изготовления из него концевых обечаек
к МС трубам.
Исследования, проведенные сперва в лабораторных условиях, а
затем на Донецком металлургическом заводе им. В.И. Ленина и на заводе
«Запорожсталь», привели к однозначному выводу о том, что КСМ в
принципе может обладать свойствами многослойного. Вместе с тем был
сделан непреложный вывод, что так называемый пакетный метод полу-
чения КСМ непригоден для массового производства, характерного для
трубной промышленности. Слишком трудоемок процесс подготовки ком-
понентов МС пакета, его сборки и особенно герметизации.
Сперва нужно было избавиться от герметизации пакетов. Это было
сделано довольно скоро и легко: как и следовало ожидать, слой окалины,
образующийся на поверхности пакета в процессе нагрева его под прокат-
ку, служит своего рода герметикой, препятствуя доступу печной атмос-
феры в межслойные зазоры. Поэтому из негерметизированных пакетов
оказалось возможным прокатать отличный как бы слоистый металл
(рис. 10).
Решив задачу отказа от герметизации, нужно было подняться на
следующую ступень — отказаться от трудоемких и дорогостоящих паке-
тов. Здесь возникла оказавшаяся удивительно продуктивной идея рас-
катки МС обечаек. В этом случае в качестве заготовки для будущих
концевых патрубков МС трубы используются те же стандартные МС
256
СВАРКА ПЛАВЛЕНИЕМ
Рис. 10. Поперечный темплет КСМ. полученного путем прокатки негерметизированных пакетов
обечайки, из которых собирается собственно многослойная газопроводная
труба. Были проведены широкомасштабные опыты по изготовлению МС
заготовок и раскатке их на кольцепрокатных станах (рис. И), в которых
участвовали заводы «Уралхиммаш», ВМЗ, Кулебакский им. С.М. Кирова,
а также ВНИИМЕТМАШ. Из дешевой рулонной стали были получены
кольца КСМ, обладающие превосходными свойствами. Как видно из
табл. 2 и 3, такие кольца при толщине стенки, соответствующей толщине
магистрального газопровода с давлением газа до 9,8 МПа, отвечают всем
современным требованиям. Примечательно то, что сталь типа КСМ при
испытаниях на ударный изгиб и по методике DWTT нисколько не
уступает многослойной.
Требуемые показатели механических свойств достигаются в резуль-
тате надлежащего контроля отдельных параметров раскатки многослой-
ных заготовок — скорости деформации, температуры конца раскатки,
условий принудительного охлаждения.
Следует подчеркнуть, что процесс раскатки колец или обечаек при
соответствующем оборудовании весьма технологичен и производителен.
Годовая производительность одного кольцераскатного стана измеряется
сотнями тысяч тонн.
Каждая раскатанная обечайка это, по сути, бесшовная труба, но, к
сожалению, длина ее ограничена и, как правило, не превышает 1,5...2 м.
Рис. 11. Многослойная кольцевая заготовка диаметром 700 мм и квазислоистые кольца диаметром
1420 мм после раскатки на кольцепрокатном стане КПС-1000
17-8-1437
257
ИЗБРАННЫЕ ТРУДЫ
Таблица 2. Механические свойства металла для колец
Номер кольца Режим прокатки от, МПа а„. МПа 5. %
9-2 Без подстуживания, tr„ = 930 °C 407.. .407 407 544.. .544 544 28,8...28,8 28,8
6-3 Без подстуживания, tK„ = 800 °C 423...423 423 530. ..533 530 32.. ,34 33,2
7-6 С подстуживанием, tK„ = 800 °C 446...463 455 560...580 570 27,2..,31,2 29,2
7-3 Подстуживание + вода, СКц = 800 °C 474,. .539 502 717...743 728 22,0...22,8 22,1
Требование ТУ 14-1-2295-78 (не менее) 460 560 22
Окончание табл. 2
11омср кольца Режим прокатки v> % 2 Ударная вязкость, Дж/см
КС U so КСК-15
9-1 Без подстуживания, <Ю1 = 930 °C 64.. .64 64 164...189 174 78... 172 116
6-3 Без подстуживания, tm = 800 °C 58. ..59 58 148...159 149 153...154 155
7-8 С подстуживанием, tKu ~ 800 °C 64...64 64 152...200 184 151...154 153
7-3 Подстуживание + вода, tK11 = 800 °C 51...59 55 142...149 146 112.,,126 117
Требование ТУ 14-1-2295-78 (не менее) - 90 60
Примечание. Над чертой приведены предельные значения, иод чертой — средние.
Нетрудно заметить, что на основе раскатки МС заготовок в квазислоистые
обечайки можно строить производство не только концевых обечаек, но и
собственно газопроводных труб, состоящих из таких обечаек. У такого
типа труб много достоинств и потенциальных возможностей. Будущее
покажет, насколько оправдаются надежды, возглагаемые на такие трубы.
В процессе решения проблемы концевых обечаек родилось еще одно
направление в создании конструкционных материалов, обладающих свой-
ствами обычных монолитных сталей в условиях статического нагружения
и способностью МС металла сопротивляться ударным и взрывным нагру-
жениям, особенно опасным в арктических условиях. Речь идет о металле
АКМ [29, 31J. По своему строению и свойствам он подобен КСМ. Строго
говоря, наличие двух наименований, а не одного (и в том и в другом
случае мы имеем дело с металлом одного типа — как бы слоистым)
связано с необходимостью каким-то образом характеризовать разницу в
способах их получения. КСМ в общем случае получают путем горячей
деформации слоистой заготовки из катаного металла, а АКМ — горячей
деформации так называемых армированных литых заготовок. Эти литые
заготовки представляют собой стальные слитки (листовые, сортовые,
258
СВАРКА ПЛАВЛЕНИЕМ
Таблица 3. Результаты испытания металла колец по методике DWTT
Номер кольца Режим прокатки Количество волокна в изломе, %, при температуре испытания, ’С
-7 -15 -25
9-1 С подстуживанием, tK„ = 830 °C - 100 100 100 100
9-2 Без подстуживания, tK11 = 930 °C 100 100 0 0 -
7-3 С подстуживанием, tK„ < 800 °C - 100 100 -
7-6 » - 100 100 —
7-3 С подстуживанием (tK11 < 800 ”С) и охлаждением водой — — -
Требование ТУ 14-1-2295-78 (не менее) - 85 -
Окончание табл. 3
Номер кольца Режим прокатки Количество волокна в изломе, %, при температуре испытания, “С
-27 -30 -40 -50
9-1 С подстуживанием, tK11 = 830 °C 0 0 0 0 0 —
9-2 Без подстуживания, tK1I = 930 °C - - - -
7-3 С подстуживанием, tK11 < 800 °C 100 - 100 100 100
7-6 » 100 - 100 100
7-3 С подстуживанием (ZKI1 < 800 °C) и охлаждением водой 100 — 100
Требование ТУ 14-1-2295-78 (не менее) - - -
кузнечные), полученные заливкой жидкого металла в изложницу, внутри
которой установлен так называемый вкладыш соответствующей конст-
рукции (рис. 12). Этот вкладыш можно установить в изложницу перед
заливкой жидкого металла, а можно и погрузить в заполненную металлом
изложницу.
Применительно к сталям для газопроводных труб армирующий
вкладыш представляет собой набор пластин, параллельных широкой
грани изложницы. Такого рода вкладыш как бы разделяет внутреннюю
полость изложницы на своего рода отсеки, в которых и затвердевает
жидкий металл. В результате прокатки слитка, армированного таким
вкладышем, получают сперва слябы, а затем широкоформатный как бы
слоистый лист. Каждая пластина вкладыша в процессе прокатки сперва
на сляб, затем на лист постепенно утоняется. В готовом листе толщина
прослойки между соседними слоями измеряется долями миллиметра. При
17*
259
ИЗБРАННЫЕ ТРУДЫ
Рис. 12. Листовой 20-тонный слиток АКМ
сравнении темплетов КСМ и АКМ видно, что они не отличаются друг от
друга (см. рис. 10 и 13).
Как в производстве КСМ, в случае АКМ используется АСД.
Различие состоит лишь в том, что в производстве стали типа АКМ
процессы самопроизвольной очистки касаются соседних поверхностей
элементов вкладыша и закристаллизовавшихся объемов слитка, разделен-
ных этими элементами.
Способ производства стали АКМ разработан сотрудниками ИЭС
им. Е.О. Патона АН УССР и Института проблем литья АН УССР
совместно с заводами «Азовсталь», «Ждановтяжмаш», ЖМЗ им. Ильича,
«Запорожсталь» и др. На 20-тонных листовых слитках на стане 3600 по
контролируемым режимам прокатывают трубный лист для газопровод-
ных труб диаметром 1420 мм на давление 7,4 и 9,9 МПа — двухшовных
ХТЗ и спирально-шовных Волжского трубного завода. Всесторонние
испытания сварных труб из стали 09Г2СФ-АКМ подтвердили их высокое
качество (рис. 14, 15 и табл. 4).
Очень интересные результаты были получены при полевых испы-
таниях (гидравлических в пневматических) плетей и отдельных труб
нового типа до разрушения. Протяженность разрушения очень невелика,
так так трещина надежно локализуется в стали АКМ, а характер разру-
Рис. 13. Поперечный темплет АКМ листа, полученного прокаткой армированного слитка
260
СВАРКА ПЛАВЛЕНИЕМ
Рис. 14. Результаты испытаний по методике
DWTT листового металла толщиной 17,5 мм
для газопроводных труб диаметром 1420 мм
из стали 09Г2СФ (/), 09Г2ФБ (2)
и 09Г2СФ-АКМ (3)
Рис. 15. Характер разрушения трубы
диаметром 1420 мм с толщиной стенки
17,5 мм из стали 09Г2СФ-АКМ после
гидравлических испытаний
шения своеобразен — в месте разрыва происходит разделение стенки
трубы на отдельные слои и тонкие прослойки между ними.
При сварке газопроводных труб из новых конструкционных мате-
риалов (АКМ и КСМ) в заводских условиях требуется известная кор-
ректировка режимов сварки (в случае прямошовных труб), а также
режимов формовки (в случае спирально-шовных труб).
Трубы из стали АКМ и КСМ легко поддаются разделительной резке
и сварке в полевых условиях, что создает благоприятную обстановку для
их широкого внедрения. Следует отметить, что испытания труб нового
Таблица 4. Механические свойства стали 09Г2СФ-АКМ
Характеристики стали Сталь 09Г2СФ-ЛКМ Требование ТУ 14-1-2295-78 (не менее)
ат, МПа 480 ...520 510 460
о„ МПа 580...620 600 560
5s, % 22... 28 24 22
KCV_I5, Дж/см2 100...180 125 90
КСЩо, Дж/см2 80..117 105 60
| Количество волокна в изломе образца DWTT при -15 °C, % 100 85
Примечание. Над чертой приведены предельные значения, под чертой — средние.
261
ИЗБРАННЫЕ ТРУДЫ
типа, поставленных СССР некоторым зарубежным фирмам, подтвердили
их соответствие требованиям международных стандартов.
В заключение отметим, что ИЭС им. Е.О. Патона АН УССР за-
нимается сварными трубами большого диаметра для магистральных
трубопроводов с 1948 г. В течение этого периода, как было показано, сфера
работы института в указанной области значительно расширилась. Начав и
продолжая работу^ над комплексом вопросов сварки труб большого диаметра
традиционных видов, ИЭС им. Е.О. Патона АН УССР развил работы по
трубам для магистральных трубопроводов в направлении создания новых
видов труб — сварных многослойных — и на их основе — гасителей
протяженных разрушений газопроводов. Логическим продолжением этого
направления явилась разработка новых квазимногослойных металлических
материалов для труб большого диаметра. В дальнейшем ИЭС
им. Е.О. Патона АН УССР продолжит ставшие для него традиционными
работы в области совершенствования и развития производства сварных труб
для магистральных трубопроводов.
1. Гармашев Л.П. Автоматическая электросварка в производстве труб // Юбилейный сборник,
посвященный 80-летию Е.О. Патона. — Киев: Изд-во АН УССР, 1951. — С. 81—84.
2. Медовар Б.П., Лашкевич Р.И., Гарагуля А.М. Автоматическая дуговая электросварка труб
большого диаметра // Сталь. — 1951. — № 12. — С. 1104-1109.
3. Мандельберг С.Л., Княжинский 3.0. Технология производства сварных прямошовных газо- и
нефтепроводных труб большого диаметра // Свароч. пр-во. — 1958. — № 9. — С. 32-36.
4. Медовар Б.И. Двухдуговая автоматическая сварка на больших скоростях // Юбилейный
сборник, посвященный 80-летию Е.О. Патона. — Киев: Изд-во АН УССР, 1951. — С. 357-370.
5. Лашкевич Р.И. Трубосварочный стан для автоматической сварки под флюсом гоуб с прямым
швом // Сб. тр. по автомат, сварке под флюсом. — 1948. — № 1. — С. 315-326.
6. Лейначук Е.И. Выплавка флюса в электропечи промышленного тина / / Автомат, сварка. —
1951. - № 2. - С. 68-76.
7. Мандельберг С.Л. О повышении качества сварки газо- и нефтепроводных труб большого
диаметра / / Там же. — 1956. — № 5. — С. 66-72.
8. Новая технология производства сварных прямошовных нефтегазопроводных труб большого
диаметра / Р.И. Лашкевич, С.Л. Мандельберг, 3.0. Княжинский // Внедрение новых
способов сварки в промышленность. — Киев: Гостехиздат, 1959. — С. 93-107.
9. А. с. 150161 (СССР). Способ производства сварных двухшовных труб / М.В. Бабасов, Е.Я.
Осада, З.О. Княжинский и др. — Опубл. Б.И. — 1963. — № 24.
10. А. с. 166295 (СССР). Агрегат для производства сварных двухшовных труб / Я.Е. Осада, З.О.
Княжинский, Я.П. Осадчий и др. — Опубл, в Б. И. — 1964. — № 22.
11. Мандельберг С.Л., Лопата В.Е. О подключении сварочных трансформаторов при двухдуговой
сварке с повышенной скоростью // Автомат, сварка. — 1962. — № 10. — С. 85-87.
12. Мандельберг С.Л., Лопата В.Е. Влияние магнитного поля сварочного контура на форму швов,
сваренных внутри трубы // Там же. — 1962. — № 3. — С. 1-6.
13. Мандельберг С.Л. Многодуговая сварка на повышенной скорости с колебаниями электрода
поперек шва // Там же. — 1965. — № 2. — С. — 8~13.
14. Мандельберг С.Л., Сидоренко Б.Г., Лопата В.Е. Трехдуговая сварка под флюсом труб
большого диаметра с повышенной скоростью // Там же. — 1982. — № 7. — С. 36-38.
15. Производство сварных труб большого диаметра на Харцызском трубном заводе / О. А. Семенов,
П.Н. Калинушкин, Б.В. Кондратьев и др. // Сталь. — 1982. — № 4. — С. 64-67.
16. А. с. 361926 (СССР). Способ непрерывной валковой формовки нолуцилиндрических заготовок
/ Б.Д. Жуковский, З.О. Княжинский, Л.И. Зильберштейн и др. — Опубл. Б. И. — 1973. —
№ 9.
17. Сварка в СО2 сборочных швов прямошовных труб большого диаметра / С.Л. Мандельберг,
А.А. Рыбаков, Л.И. Файнберг и др. // Автомат, сварка. — 1979. — № И. — С. 56-58.
18. Новая малоперлитная сталь 09Г2ФБ для магистральных газопроводов диаметром 1420 мм /
Н.М. Лякишев, С.А. Голованенко, Ю.И. Матросов и др. // Сталь. — 1980. — № 4. —
С. 327-330.
19. А. с. 457566 (СССР). Сварочная проволока / С.Л. Мандельберг, С.Е. Семенов, Ю.Л. Богачек
и др. — Опубл. Б. И. — 1975. — 3.
262
СВАРКА ПЛАВЛЕНИЕМ
20. Патон Б.Е. Производство сварных труб большого диаметра в Федеративной Республике
Германии // Автомат, сварка. — 1958. — № 2. — С. — 92-96.
21. А. с. 182663 (СССР). Способ производства спиральношовных труб / Б.Е. Патон, С.Л.
Мандельберг. — Опубл. Б. И. — 1960. — X» 12.
22. Двухсторонняя трехстопная сварка сипральпошовных труб диаметром 1020 мм / С.Л. Ман-
дельберг, В.Е. Лопата, С.Е. Семенов и др. // Автомат, сварка. — 1966. — № 10. — С. 44-47.
23. Богатов Н.А., Маштелев С.П., Трефинов В.Т. Мощности освоены в срок. — Волгоград:
Нпжневолж. кн. изд-во, 1971. — 189 с.
24. Pat. 4095594 (США). Method of manufacturing laminated shells / В. Paton, S. Mandelberg,
S. Biletsky ct al. - Publ. 20.06.78.
25. Патон Б.Е. Диктует экономика // Наука и жизнь. — 1981. — № 2. — С. 6-10.
26. Билецкий С.М. Многослойные трубы // Там же. — 1981. — № 2. — С. 10-11.
27. Влияние серповидной рулонной стали на форму сварных многослойных цилиндрических конст-
рукций / С.М. Билецкий, В.С. Гашенко, И.С. Пилишенко и др. // Автомат, сварка. —
1978. - № 12. - С. 40-43.
28. Носков В. Есть многослойные трубы // Соц. индустрия. — 1982. — 20 авг.
29. Патон Б.Е., Медовар Б.И. Новые конструкционные металлические материалы — АКМ
(армированные квазимонолитные) и КСМ (квазислоистые) // Изв. АН СССР. Металлы. —
1981. - № 3. - С. 18-24.
30. О самопроизвольной очистке металлов от окисных пленок / Б.Е. Патон, Б.И. Медовар, И.В
Кирдо и др. // Докл. АН УССР. - 1964. - 159, № 1. - С. 72-73.
31. Патон Б.Е., Медовар Б.И. О новом классе металлических материалов // Там же. Сер. А. —
1980. - № 9. - С. 100-102.
ЭЛЕКТРОННО-ЛУЧЕВАЯ ТЕХНОЛОГИЯ:
ПОКРЫТИЯ И НОВЫЕ МАТЕРИАЛЫ*
Б.Е. Патон, Б.А. Мовчан
Процессы электронно-лучевого испарения металлов и неметаллов в вакууме и после-
дующей конденсации паровой фазы позволяют в широких пределах регулировать
структуру массивных конденсатов. Электронно-лучевые испарители производитель-
ностью 10...15 кг пара в час. делают возможным создание широкой гаммы покрытий
и новых материалов. Рассмотрены структура и свойства некоторых покрытий и ком-
позиционных материалов, осаждаемых из паровой фазы в вакууме. Обсуждается
также промышленное электронно-лучевое оборудование для получения указанных
материалов.
В конце 50-х - начале 60-х годов в Институте электросварки им. Е.О. Па-
тона были начаты исследования в области электронно-лучевых техно-
логий: сварки, плавки и испарения металлических материалов. В сере-
дине 60-х годов в институте на базе мощных электронно-лучевых пушек
разработаны технические средства для высокоскоростного испарения в
вакууме и начаты систематические исследования структуры и свойств
массивных конденсатов толщиной до 1...2 мм [1]. Фундаментальные
исследования физико-химических закономерностей высокоскоростного
испарения и конденсации в вакууме металлических и неметаллических
материалов, структуры и свойств массивных конденсатов, выполненные
’Проблемы сварки и специальной электрометаллургии: Сб. науч. тр. — Киев: Наук, думка, 1990. —
С. 269-274.
263
ИЗБРАННЫЕ ТРУДЫ
к настоящему времени, составили научную основу нового раздела совре-
менного материаловедения — конденсированные из паровой фазы неор-
ганические материалы [2]. Процессы испарения и конденсации паровой
фазы в вакууме открывают возможности конструировать материалы
регулируемой сборкой из отдельных атомов и, следовательно, при знании
программы этой сборки получать материалы с наперед заданной струк-
турой и свойствами.
Как известно, технологии подобного высшего класса прецизион-
ности получили название нанотехнологий. К этому следует добавить, что
производительность современных электронно-лучевых испарителей
равна 10... 15 кг пара в час и при необходимости может быть увеличена.
Поэтому сегодня можно говорить и о получении массивных материалов
конденсацией паровой фазы.
Испарение и конденсация — гибкие в технологическом отношении
физико-химические процессы, позволяющие синтез материала при осаж-
дении на подложку совместить с некоторыми другими технологическими
требованиями. Например, осуществляя осаждение парового потока на
поверхность заданной конфигурации, можно придать конденсируемому
материалу желаемую форму. Регулируя сцепление конденсата с подлож-
кой, можно достигать хорошего физического контакта (адгезии) на
границе или, наоборот, создавать условия для отделения полученного
материала от подложки. Поэтому конденсируемые материалы можно
получать в виде тонких (10... 150 мкм) защитных покрытий на готовых
изделиях; в виде толстых (до 1...2 мм) конструкционных покрытий,
выполняющих функцию несущего элемента конструкции; в виде самос-
тоятельных полуфабрикатов: фольги, ленты, листа; в виде заготовок и
изделий сложной формы, например тел вращения в виде массивных
заготовок для последующей термопластической обработки и придания
необходимой формы; в виде порошка. Необходимо особо подчеркнуть,
что реализуемые в замкнутом объеме в вакууме процессы испарения и
конденсации совершенны в экологическом отношении, так как исключают
какие-либо вредные выбросы в окружающую среду.
Металлические и керамические покрытия на лопатках современных
газовых турбин, полученные осаждением паровой фазы, — своего рода
визитная карточка этой технологии [3J:
Увеличение мощности, экономичности и долговечности газотур-
бинных двигателей и газотурбинных установок связано с повышением
рабочих температур, агрессивности топлива и продуктов его сгорания.
Современные жаропонижающие материалы на основе железа, никеля и
кобальта практически исчерпали свои возможности по жаростойкости.
Создание жаростойких покрытий — единственное, экономически оправ-
данное, решение проблемы сочетания высокой конструктивной прочности
материалов со способностью противостоять химическому разрушению при
высоких температурах.
264
СВАРКА ПЛАВЛЕНИЕМ
В Институте электросварки им. Е.О. Патона АН УССР разработаны
промышленная электронно-лучевая технология и оборудование для осаж-
дения в вакууме металлических и керамических покрытий на лопатки
газовых турбин различного назначения. Защитные покрытия толщиной
100... 150 мкм, увеличивая в 3-8 раз (в зависимости от условий работы)
долговечность лопаток, позволяют одновременно повысить рабочую тем-
пературу, газа т.е. экономичность турбины. Например, защитные пок-
рытия на лопатках газотурбинных установок ГТУ-100-750 пикового ре-
жима тепловых электростанций в несколько раз увеличивают радиус
лопаток; сокращают количество ремонтных простоев; повышают на
30...40 °C температуру рабочего газа и на 7...8 % пиковую мощность
турбины при одновременном снижении на 1,5...2,0 % расходуемого
газотурбинного топлива за счет более полного его сгорания.
Особенно эффективны двух- или трехслойные покрытия с внешним
керамическим слоем на основе ZrO2. На рис. 1 показаны кинетические
зависимости коррозии образцов сплава ЭП99 с однослойным кобальт-
хром-алюминий-иттрий и двухслойным Co-Cr-Al-YiZrO2, покрытиям
в золе газотурбинного топлива ГЗТ-1 при 750 и 800 °C. Удельная
концентрация соли С = 10...12 г/м2. Более высокая долговечность
покрытий металл-керамика обусловлена тем, что внешний керамический
слой практически не взаимодействует с солями, содержащимися в золе,
и ограничивает контакт агрессивных примесей с жаростойким метал-
лическим покрытием.
В качестве другого примера промышленного применения электрон-
но-лучевой технологии получения покрытий следует назвать корро-
зионно-стойкие металлические покрытия на стальной ленте [4]. В послед-
нее время электронно-лучевую технологию осаждения покрытий приме-
няют при металлизации конден-
саторной керамики, получении
биметаллических лент на основе
цветных металлов и некоторых
специальных фолы. Разработа-
ны также новые типы сварочных
проволок с многофункциональ-
ными покрытиями для стабили-
зации горения сварочной дуги,
модифицирования и микролеги-
рования металла сварного шва.
Необходимо отметить первые ре-
зультаты полученных в инсти-
туте толстых покрытий из высо-
котемпературной сверхпроводя-
щей керамики УВа2Си3О7_х.
На рис. 2 показана темпера-
турная зависимость электросоп-
Рис. 1. Коррозия образцов сплава ЭП-99 с
однослойным (/, II) и двухслойным (III, IV)
покрытиями в золе газотурбинного топлива, ”С:
1, 3 - 750; 2,4 - 800
265
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Температурная зависимость удельного
электросопротивления покрытия YBa2Cu3O7 .x
ротивления покрытия УВагСпзОу-^
толщиной 45 мкм, осажденного
на металлической подложке.
Электронно-лучевое испарение
BaO; Y2O3 и Си осуществлялось
из независимых источников. По-
сле конденсации покрытие вмес-
те с подложкой отжигали в ат-
мосфере кислорода. Температу-
ра сверхпроводящего перехода
равна91±1,0 К. Величина критичес-
кого тока достигает 920 А/см2 при
температуре кипения жидкого
азота (77,4 К).
Структурные элементы кон-
денсированных материалов (ве-
личина зерна, размер и форма
частиц второй фазы, микропо-
ры) можно регулировать в широких пределах соответствующим выбором
исходных веществ и параметров осаждения. Температура подложки, на
которой происходит конденсация, — один из основных параметров,
определяющих структуру и свойства материалов. Независимым испа-
рением исходных веществ и последующей конденсацией паровых потоков
на нагретой подложке можно проводить прямой синтез интерметаллидов
и тугоплавких соединений типа TiC, SiC.
Среди материалов, получаемых конденсацией, прежде всего следует
назвать дисперсно-упрочненные и микрослойные материалы. Дисперсно-
упрочненные материалы состоят из поликристаллической металлической
или керамической матрицы с равномерно распределенными в объеме
дисперсными частицами второй фазы. Анализ структуры и механических
свойств толстых дисперсно-упрочненных конденсатов на основе ОЦК и
ГЦК металлов, содержащих твердых частиц второй фазы до 5... 10
объемных долей (%), позволяет сделать вывод, что предел текучести о0,2
этих материалов можно представить следующей зависимостью:
^0,2 Оом +
рс5д
d f'
где o0M, GM, Ьм — предел текучести, модуль сдвига и вектор Бюргерса
кристаллической решетки матрицы соответственно; d и f — размер и
объемная доля частиц второй фазы; Р = 38...60 — некоторый
коэффициент, слабо зависящий от природы и формы частиц второй фазы.
Указанная зависимость в пределах численных значений коэффициента Р
266
СВАРКА ПЛАВЛЕНИЕМ
Рис. 3. Предел текучести двухфазных материалов Cu-ZrB2 (/) и Си-Мо (2)
в зависимости от содержания частиц второй фазы
согласуется с известным соотношением Орована, описывающим упроч-
нение материалов твердыми частицами второй фазы [5].
На рис. 3 приведены экспериментальные значения Ср 2 при комнат-
ной температуре дисперсно-упрочненных конденсатов Cu-Zrl^ и Сп-Мо
толщиной 1,0...2.0 мм в зависимости от содержания частиц второй фазы.
Скорость деформации 1,7-10-3 с. Отжиг конденсатов при 950 °C в вакууме
на протяжении нескольких часов не снижает указанных значений предела
текучести. Следует отметить, что сохранение чистой медной матрицы
вследствие отсутствия растворимости частиц второй фазы обеспечивает
высокую электро- и теплопроводность этих материалов — примерно
80...90 % от соответствующих значений чистой меди. Сочетание высоких
механических и электрофизических свойств делает подобные материалы
перспективными для современной электротехники и микроэлектроники.
Дополнительные возможности в достижении высокой прочности
двухфазных дисперсно-упрочненных материалов, осаждаемых из паро-
вой фазы, дает увеличение о0М, в частности вследствие образования
неравновесных твердых растворов. Примером рационального сочетания
указанных факторов может быть сплав на основе алюминия, полученный
английскими исследователями осаждением из паровой фазы с пределом
текучести о0,2 ~ 800 МПа [6].
Особый интерес представляют прецизионные структуры дисперсно-
упрочненных материалов, когда средний размер зерна матрицы D при-
ближенно равен свободному расстоянию между частицами Л, т. е. D ~ Л.
В небольшом интервале концентраций частиц второй фазы при D ~ Л.
наблюдается аномальное увеличение пластичности [7]. Подобные струк-
туры открывают возможность конструировать высокопрочные и достаточ-
но пластичные (вязкие) дисперсно-упрочненные материалы на основе
267
ИЗБРАННЫЕ ТРУДЫ
хрупких металлических и керамических матриц, например, на основе
хрома или бериллия.
Макрослойные материалы состоят из чередующихся микронных или
субмикронных слоев разнородных металлов или неметаллов. Выбором
материалов и толщин слоев при соблюдении физико-химических условий
их совместимости, включая удовлетворительную адгезию на межфазных
поверхностях, можно в широких пределах варьировать свойства микрос-
лоиных композиций.
На рис. 4 представлены температурные зависимости предела теку-
чести трех вариантов микрослойных материалов медь-молибден тол-
щиной 1,2... 1,4 мм. Все варианты имеют одинаковую толщину Л микрос-
лоев молибдена — 1,1±0,1 мкм а толщины микрослоев меди соответст-
венно равны 1,8; 5,0 и 7,0 мкм. Таким образом, объемная доля молибдена
составляет 0,38; 0,18 и 0,13 %. Для сравнения на рис. 4 пунктирными
кривыми нанесены температурные зависимости предела текучести
молибдена и меди. Скорость деформации 1,7-10-3 с-1. Из сопоставления
приведенных данных следует, что даже при относительно небольшой
объемной доле молибдена f- 0,38 и толщине стоя молибдена h = 1,1 мкм
предел текучести микрослойного материала Cu/Мо значительно превы-
шает предел текучести молибдена при комнатной и особенно при умерен-
ных температурах.
Рис. 4. Температурные зависимости предела текучести микрослойных конденсатов Си-Мо
с постоянной толщиной микрослоев молибдена, равной 1,1 мкм, и переменной толщиной
микрослоев меди, мкм: / — 1,8; 2 — 5,0; 3 — 7,0
268
СВАРКА ПЛАВЛЕНИЕМ
Экспериментально установлено, что предел текучести микрос-
лоиных материалов Cu/Fe, Cu/Cr, Cu/Mo cf> 0,5 можно представить
следующим соотношением:
, 30GHb„ г
°0.2 - °он + / >
где сон, GH, Ьн — предел текучести, модуль сдвига, вектор Бюргерса
кристаллической решетки материала несущего слоя (GH > GH) соответст-
венно. Таким образом, большая прочность подобных микрослойных
материалов может быть достигнута даже при относительно невысоких
значениях модуля сдвига несущего слоя. Например, для компози Fe/Си
с GFe = 8,1-104 МПа, feFe = 2,48-Ю-8 см о0н = 150 МПа; при fFe = 0,5 и
h = 0,5-10~4 см o0i2 = 750 МПа.
Соответствующим выбором материалов чередующихся микрослоев
можно создать системы, не подверженные химическому распаду при
высоких температурах вследствие взаимной диффузии компонентов, как
в случае Cu/Fe , Си/Сг и Cu/Mo. Распад микрослоев, обусловленный
сокращением суммарной площади межфазной поверхности и перестро-
ением микрослоев в более равновесную форму сферических частиц, также
можно свести к минимуму, регулируя толщину слоев.
Межфазные поверхности слоев разнородных металлов являются
эффективными барьерами на пути термически активируемого переме-
щения дислокаций в условиях ползучести. Это находит отражение в
высоких значениях жаропрочности, достигнутых в микрослойных
материалах [8]. Например, скорость установившейся ползучести микрос-
лоиных материалов Cu/Fe с одинаковой толщиной чередующихся
микрослоев меди и железа, равной 15...30 мкм, при 600 °C и напряжении
600 МПа примерно в 100 раз ниже по сравнению со скоростью уста-
новившейся ползучести железа. Дополнительное легирование несущих
железных микросклоев подобных материалов обеспечивает дальнейшее
повышение жаропрочности.
Твердость — также характерная функция структуры микрослойных
материалов. Микротвердость микрослойных конденсатов TiC/TiB2 с пе-
ременной толщиной чередующихся слоев TiC и TiB2 по длине образца
приведена на рис. 5 [9]. Схема изменения толщины слоев показана на
рисунке. Максимальные значения микротвердости приблизительно
31,0 ГПа присущи конденсатам с переменными микрослоями (1,5 мкм/
0,15 мкм) - (0,3 мкм/0,15 мкм) при объемных долях TiE^ 50...60, т.е.
при толщинах микрослоев TiC ~ 0,8 мкм и TiB2 ~ 0,8...0,9 мкм. Предел
прочности при изгибе также достигает максимума в этом интервале
концентраций [9]. Конденсаты с тонкими микрослоями (0,5 мкм/
0,25 мкм) - (0,25 мкм/ 0,5 мкм) имеют наиболее низкую микротвердость
и соответственно минимальную прочность при изгибе вследствие нару-
шения непрерывности (распада) отдельных микрослоев в исходных
269
ИЗБРАННЫЕ ТРУДЫ
TiC TiB2
Объемные доли, %
Рис. 5. Микротвердость микрослойных конденсатов TiC — TiB2 с переменной толщиной
чередующихся слоев TiC и TiB2, мкм: 7 — (1,5/0,15) - (0,3/1,5);
2 - (0,5/0,25) - (0,25/0,5); 3 - (5,0/1,0) - (1,0/5,0)
образцах. Наиболее вероятно, что распад микрослосв происходит под
действием внутренних напряжений дальнего порядка, вызванных межфаз-
ными поверхностями. Приведенные примеры демонстрируют возможности
конструирования особо твердых материалов с микрослойной структурой.
Другие физико-химические свойства микрослойных материалов, на-
пример тепло- и электропроводность, температурный коэффициент ли-
тейного расширения, также можно варьировать в широких пределах.
Практический интерес представляют и массивные микропористые
материалы, конденсируемые из паровой фазы. Ультрамелкая пористость
с размером пор около 5... 10 нм формируется при осаждении на подложках
с температурой менее 0,3 Тпл (Тпл — температура плавления конден-
сируемого материала, К). Металлические двухфазные материалы с более
грубой регулируемой пористостью (1,0...10,0 мкм) можно получать соот-
ветствующим выбором типа, количества частиц второй фазы и темпера-
туры конденсации [10]. Практическая, следовательно, экономическая
целесообразность применения материалов, конденсированных из паровой
фазы, определяется конечным результатом: надежностью, долговеч-
ностью, новыми эксплуатационными параметрами деталей машин, аппа-
ратов, приборов и различных устройств. Накопленные к настоящему
времени результаты лабораторных исследований и промышленного
применения неорганических материалов, осаждаемых из паровой фазы в
вакууме, позволяют выделить в качестве наиболее перспективных следу-
ющие направления:
270
СВАРКА ПЛАВЛЕНИЕМ
1. Осаждение металлических и керамических материалов на повер-
хности готовых изделий в виде покрытий толщиной 10...200 мкм с
заданными физико-химическими свойствами.
2. Осаждение толстых слоев (более 0,5 мм) в качестве: а) конст-
рукционных покрытий, например, оболочек, выполняющих функцию
несущего элемента изделия; б) второго слоя биметаллических заготовок,
предназначенных для дальнейших обработок; в) рабочего слоя мишеней
для магнетронного распыления.
3. Получение фольги, листа, труб и изделий более сложных форм
из труднообрабатываемых материалов, например хрома и бериллия.
4. Осаждение массивных заготовок (более 100 кг) известных высо-
копрочных материалов для последующей термомеханической обработки
с целью получения полуфабрикатов и изделий с оптимальной структурой
и высокими значениями физико-механических свойств, например высо-
копрочных сплавов алюминия [6].
5. Производство новых дисперсно-упрочненных, микрослойных и
микропористых материалов в виде покрытий, полуфабрикатов и изделий
из них с широкой гаммой физико-химических свойств, например Сп-Мо,
Pt-ZrO2, Сг-А12О3.
6. Получение управляемым при осаждении синтезом интерме-
таллидов, тугоплавких соединений, тонкой керамики, алмазоподобных
структур с заданными свойствами и технологическими решениями (пок-
рытие, фольга, лист, фигурная деталь), например, твердые материалы
TiC, SiC, магнитожесткие материалы Sm2COi7, Nd2Fe4B или сверхпро-
водящие покрытия УВа2СизО7-л-
Для получения неорганических материалов, осаждаемых из паровой
фазы, в Институте электросварки им. Е.О. Патона АН УССР создано
несколько типов электронно-лучевых установок [3, 11J. Разработаны
установки непрерывного действия или непрывного режима работы для
осаждения покрытий на проволоку, ленту, лопатки газовых турбин и
другие изделия.
На рис. 6 показана схема
универсальной установки, пред-
назначенной для получения ком-
позиционных материалов в виде
толстых (конструкционных) по-
крытий, полуфабрикатов и мас-
сивных заготовок для последую-
щей обработки. Основная техно-
логическая вакуумная камера 1
выполнена в виде восьмигран-
ника. Справа и слева располо-
жены камеры пушек 2. На вер-
хней, нижней и двух боковых
гранях технологической камеры
Рис. 6. Схема промышленной установки для
получения композиционных материалов
271
ИЗБРАННЫЕ ТРУДЫ
расположены сменные механизмы 3, 4 и 5 (заштрихованы), устанавлива-
емые в зависимости от выбранного варианта технологического процесса,
например, верхние механизмы для вращения круговой поверхности кон-
денсации; нижние — для подачи испаряемых материалов.
Установка имеет шесть электронно-лучевых пушек конструкции
Института электросварки им. Е.О. Патона АН УССР, силовой полупро-
водниковый источник питания мощностью 250 кВт или 2 — 250 кВт;
ускоряющее напряжение 20...25 кВ. Четыре пушки предназначены для
испарения соответственно из четырех независимых испарителей диа-
метром 70... 150 мм, две пушки — для подогрева поверхности кондеп-
сйции. Суммарная скорость испарения из четырех испарителей по 15...
20 кг/ч. Максимальные размеры поверхностей конденсации: прямоу-
гольной — 800x600 мм; круговой (диаметр) — 800 мм; цилиндрической
(диаметр) — 600 мм. Высота установки 4,5 м.
Как правило, исходные металлические материалы, предназначенные
для испарения, должны быть достаточно высокой чистоты. Поэтому
указанная установка позволяет также осуществлять предварительный
электронно-лучевой переплав заготовок с целью их рафинирования.
Имеется лабораторный вариант установки малых габаритов.
Системы управления установками состоят из блоков автоматической
стабилизации тока электронных лучей и ускоряющего напряжения, ста-
билизации уровня жидкой ванны испаряемого или переплавляемого
материала, датчиков контроля температуры поверхности конденсации и
др. Указанный аппаратурный комплекс в сочетании с ЭВМ позволяет
осуществлять автоматическое управление процессами электронно-лу-
чевого испарения и последующей конденсацией паровых потоков, а также
электронно-лучевого переплава заготовок исходных металлических
материалов.
1. Bunshah R.F. Vacuum Evaporation — History. Recent Developments and Application // Z. fur
Metallkunde. - 1984. - 75, № 11. - P. 840-846.
2. Мовчач Б.А. Получение новых неорганических материалов путем конденсации паровой фазы в
вакууме // Вест. АН СССР. — 1985. — № 7. — С. 21-29.
3. Жаропрочность литейных никелевых сплавов и защита их от окисления / Б.Е. Патон, Г.Б.
Строганов С.Т. Кишкин и др. — Киев: Наук, думка, 1987. — 258 с.
4. Шиллер 3. Гайзиг У., Панцер 3. Электронно-лучевая технология. — М.: Энергия. 1980. —
528 с.
5. Ханикомб Р. Пластическая деформация металлов. — М.: Мир, 1972. — 408 с.
6. Partridge P.G., McConnell М.С. The effect of microstructure and composition on the properties of
vapour quenched Al-Cr alloys // Acta. Met. — 1987. — 35, № 8. — P. 1981-1993.
7 Мовчан Б.А. Структурные условия максимальной пластичности двухфазных
поликристаллических материалов // Металлофизика. — 1985. - 7, № 6. — С. 75-83.
8. Вернадская И.В., Нероденко Л.М., Мовчан Б.А. Высокотемпературная ползучесть микрослой-
ных конденсированных материалов на основе железа // Пробл. спец, электрометаллургии. —
1985. - № 4. - С. 35-40.
9. Structure property relationships in microlaminate TiC/TiB, condensates / B.A. Movchan, A.V.
Demchishin., G.F. Badilenko et al. // Thin Solid Films. — 1982. — 97. — P. 215-219.
10. Мовчан Б.А., Гречанюк Н.И., Мушегян В.О. Структура и свойства пористых вакуумных
конденсатов Ni — А12О3 // Физика и химия обработки материалов. — 1984. — № 6. —
С. 92-96.
И. Paton В.Е., Movchan В. A. Production of protective coatings by electron beam evaporation //
Thin Solid. Films. — 1978. — 54. — P. 1-8.
272
СВАРКА ПЛАВЛЕНИЕМ
COMPOSITE MATERIALS DEPOSITED
FROM THE VAPOUR PHASE IN VACUUM*
B.E. Paton, B.A. Movchan
Electron beam evaporation of metals and non-metals in vacuum and subsequent conden-
sation of the vapour phase can regulate the structure of bulk condensates over wide ranges.
Electron beam evaporators of 10 15 kg of vapour per hour efficiency enable new composite
materials to be created. The structure and mechanical properties of two classes of composite
materials deposited from the vapour phase in vacuum, dispersion-strengthened and mic-
rolayer materials, are considered. The industrial electron beam equipment for producing
these materials is also discussed.
Introduction. The decisive role in the creation of new materials does not lie
in traditional technological approaches. Wide opportunities in producing
materials with preset properties were opened up by the physico-chemical
processes of evaporation and subsequent condensation of substances in
vacuum, interest in which has not lessened over the years.
The possibility of depositing thin metal films in vacuum was demonst-
rated by Nahrvold in 1887 [1]. Since that time the evaporation of materials
in vacuum, and the deposition of thin films, has been used in different
branches of physics as a means of fine physical experiment, for instance, in
studying the molecular-kinetic phenomena or phase transformations with
vapour-phase participation. Simultaneously, the improvement of vacuum
equipment and techniques of evaporation enabled wide practical applications
of thin films to be found: from antireflective or reflective optical coatings
to an independent class of thin-film materials that are the basis of modern
microelectronics and computer science.
In the mid-60s the E.O. Paton Electric Welding Institute developed
facilities for high-speed evaporation in vacuum using high-power electron-
beam guns and started systematic studies of the structure and properties of
bulk condensates 1-2 mm thick [1]. The experimental data gained so far
confirm the possibility of producing new inorganic materials using intense
vapour streams in vacuum [2]. It can also be added that the efficiency of
modern electron beam evaporators is equal to 10-15 kg of vapour per hour
and can if necessary be increased. Therefore, it is possible to say that bulk
materials condensed from the vapour phase can now be produced.
What are the technological advantages of producing bulk materials by
condensation of the vapour phase in vacuum? The fact is that the substances,
being in the vapour phase, are not «governed» by the laws of solubility.
Therefore, by the simultaneous evaporation of several materials, by mixing
'Welding and Surfacing Rev. — Harwood Academic Publishers GmbH, 1991. — Vol. 2. — Part 1. —
P. 43-64.
18-8-1437
273
ИЗБРАННЫЕ ТРУДЫ
their vapour streams, and then condensing them on substrates it is possible
to produce a combination and ratio of the components sufficient to create
structures that are very difficult or impossible to produce by other methods.
The processes of evaporation and condensation of the vapour phase in a
vacuum open up opportunities for developing materials by controllable
assembly of separate atoms and, consequently, knowing the programme of
this assembly, to produce materials with a preset structure and properties.
As we know, technologies of a similarly high degree of precision are named
nanotechnology.
It is typical that the processes of evaporation and condensation enable
the formation of the material on the substrate to be combined with other
technological requirements. For instance, by depositing the vapour stream
on the surface of a preset configuration it is possible to impart the desired
shape to the condensed material. By regulating the condensate adhesion to
the substrate, good physical adhesion at the boundary can be obtained or,
on the other hand, the conditions for separating the material produced from
the substrate can be created. The condensed material can be produced in the
form of thin coatings (10-150 pm) on products; in the form of thick
(1-2 mm) structural coatings performing the function of a supporting
element of the structures; in the form of semi-finished products: foil, strip,
sheet, billets and products of a complicated shape, for instance, solids of
rotation; and in the form of massive billets for subsequent thermoplastic
treatment and imparting the required shape, in the form of powder, etc. It
should also be noted that the processes of evaporation and condensation,
realized in a vacuum of 10-3—10~2 Pa, are perfect from the ecological point
of view, since any harmful emissions are eliminated. Metal and ceramic
coatings on the blades of modern gas turbines, produced by vapour phase
deposition, are in their way the visiting card of this technology [3].
1. General prospects for regulating structure and properties. The
structure of condensed materials can be regulated over a wide range by
appropriate selection of the deposition parameters. The temperature Ts of
the substrate on which the condensation is carried out is one of the main
parameters that determine the structure and properties of the material. Some
features of the formation of thick condensate structures at different values
of Ts and a three-zone structure model were suggested in [4], and confirmed
by many authors, for example in [1, 5-7].
In the first (low-temperature) zone, for Ts < 0.3 of the melting point
(Tm) of the material deposited, the condensates are non-equilibrium systems,
consisting of disorderly oriented superfine grains (islands) <10 nm in size,
or amorphous structures with dissipated microporosity. In the second
(intermediate) structural zone when 0.3Tm < Ts < 0.5Tm the condensates
are characterized by a columnar structure with crystallographic orientation.
The width of columnar crystallites elongated in the direction of entry into
the vapour stream increases as Ts rises, for instance, from 1 up to 25 pm for
thick nickel condensates. The microporosity has practically disappeared. In
274
СВАРКА ПЛАВЛЕНИЕМ
Figure 1. Tensile strength Gt, microhardness //„ and elongation in fracture 8 of pure nickel
condensates as a function of the substrate temperature Ts
the third (high-temperature) zone when Ts > 0.5Tm an equilibrium structure
is formed, which is similar to the structure of recrystallized metals and alloys.
Figure 1 shows the relationship between the mechanical properties of
nickel condensates of 1.0-1.2 mm thickness and a substrate temperature
reflecting the above-mentioned changes in structure. The condensation rate
was 15 pm/min. Similar relationships of mechanical properties are also
typical for other pure metals. Naturally, the mechanical properties of thick
condensates, corresponding to the preset temperature of the substrate, can
be changed by additional treatment, for instance, by plastic deformation
with subsequent annealing. The condensation of multicomponent systems on
substrates with Ts < 0.5Tm can produce materials with a metastable structure
controllable over wide ranges, non-equilibrium solid solutions in particular
[8, 9]. The possibility of forming amorphous structures and new non-equi-
librium phases during deposition on the substrate at Ts < 0.3Tm should be
especially noted. Thick condensates of carbon are typical examples of such
materials. Vapour phase deposition on substrates with a temperature from
room temperature up to approximately 1200 °C enables amorphous or close
to amorphous carbon structures to be obtained.
Carbon evaporation with ionization of the vapour stream and sub-
sequent condensation on the substrate at Ts < 250 °C can produce the crystal
modifications of carbon earlier observed in thin films, such as diamond,
carbide, and graphite [10, 11]. Figure 2 shows results of Auger spectroscopy
of carbon massive condensates. The analysis was made in the Department of
Electronics at Moscow State University by the authors of the technique [12].
The density distribution of electron states in carbon condensates shows the
prevalence of short-range order on the base of the diamond Sp3-bond
(~60 %). The Sp2-bond (graphite) amounts to approximately 30 % and the
Sp-bond (carbide) to approximately 10 %.
18*
275
ИЗБРАННЫЕ ТРУДЫ
Figure 2. Density distribution of electron states N(E) in the valence band of bulk carbon condensates
The substrate temperature also determines the size of dispersed particles
in condensates, produced by evaporation from independent sources of metals
and non-metals (oxides, carbides, and borides). On the basis of experimental
data, it was shown in [13] that the dependence of mean size d of dispersed
particles on Ts for these systems can be represented in the form
з f U'
d=Af exp ,
I RT*)
where U is the effective value of the activation energy of the second phase
of particle growth; /is the volumetric fraction of the second phase; R is the
gas constant; and A is a coefficient.
For the NiZrO2 system, U = 1.2 eV and A = 2-10~9 cm3. Experimental
values of the mean size of ZrO2 particles, for instance, for f = 0.02 (2 % by
volume) are equal to 20 nm at Ts = 630 °C and -120 nm at Ts = 1100 °C.
The dispersed particles in similar two-phase materials control the matrix
grain size. Therefore, with the help of Ts and f it is possible to regulate the
grain size over a wide range, for example, 1-200 pm [13]. Due to a weak
physico-chemical interaction of the dispersed particles with the matrix the
two-phase materials considered possess a rather high thermal stability when
they are heated to the temperature of matrix melting.
The pores should also belong to the regulated structure of elements
condensed from the vapour phase of materials of a dispersed type. Ultrafine
5-10 nm porosity is formed on condensation of metals and non-metals in the
first structure zone (Ts < 0.3Tm). Metallic two-phase materials with a coarser
regulated porosity (1-10 pm) are easily produced by an appropriate selection
of the type, number of particles of the second phase, and condensation
temperature Ts [14].
When studying the structure of materials deposited from the vapour
phase it is necessary to note the possibility of direct synthesis of intermetal-
lides and refractory compound of the TiC and SiC type by independent
evaporation of initial materials and subsequent condensation of vapour
streams on the heated substrate. In condensation, lower temperatures of
synthesis are observed compared with the temperature of formation of
compounds in the bulk phase: sintering of pressed powders of initial
276
СВАРКА ПЛАВЛЕНИЕМ
materials. For instance, massive condensates with a TiC structure are formed
when vapour streams of titanium and carbon are deposited on a substrate
with Ts = 650 °C.
The microlayer condensates consisting of alternating micron or submic-
ron layers of dissimilar metals and non-metals belong to the bulk materials
with elements of a non-traditional structure. By selecting the materials and
thicknesses of layers, when the physico-chemical conditions of their compa-
tibility are satisfied, including satisfactory adhesion at interfaces, it is
possible to vary the properties of the microlayer system over a wide range.
Below, the structure and properties of two classes of composite materials,
deposited from the vapour phase in vacuum, are shown as specific examples.
2. Two-phase materials of dispersed type. An analysis of the structure
and mechanical properties of thick dispersion-strengthened condensates
based on bcc and fee metals, containing up to 5-10 % by volume of
second-phase hard particles, enables us to conclude that the yield strength
of these materials can be represented by the following relationship:
°o.2 - °o + —д—
where Cq, Gm and Bm are the yield strength, shear modulus and matrix
Burgers vector, respectively; A is the mean free spacing between the particles;
and a = 25-40 is the certain coefficient, slightly dependent on the nature
and shape of the dispersed particles.
Since A = 2/3d/f, where d and fare the mean size and volume fraction
of the second-phase particles, respectively, this relationship can be easily
transformed to
(1)
₽GmBm
°0.2 ~ °0m + j / •
(2)
The coefficient P = 38-60. It is seen that the given relationships between
these numerical coefficients are correlated with the well-known Orowan
relation, describing the material strengthening with second-phase hard
particles [15].
Figure 3 shows an estimation of the yield strength of dispersion-streng-
thened condensates based on a number of metals, obtained with the help of
Equation (2) at a constant volume fraction f = 5-10-2 (5 % by volume) and a
variable value of the second-phase particles assuming P = 50. The hatched space
of 20-25 nm particle sizes corresponds to the expected values of the yield
strength a0 2 at which the condensates still keep a sufficient ductility factor for
practical purposes, for instance, the elongation being not less than 2-3 %.
Figure 4 shows experimental values of o0 2 at room temperature of
dispersion-strengthened Cu-ZrB2 and Cu-Mo condensates as a function of
the content of second-phase particles. These data are correlated with the
prediction for a copper matrix. The rate of deformation is 1.7-10-3 s. The
annealing of condensates at 950 °C in vacuum for several hours does not
277
ИЗБРАННЫЕ ТРУДЫ
Figure 3. Estimated values of the yield strength o02 of a two-phase metal-particle system as a
function of size of the particles for f = 0.05
Figure 4. Yield strength oC2 of two-phase Cu-ZrB2
(1) and Cu-Mo (2) materials as a function of the
content of second-phase particles
reduce the above-mentioned values of the yield strength. It should be noted
that the preservation of a pure copper matrix due to the absence of
dissolubility of second-phase particles provides high electric and thermal
conductivity of materials, approximately 80-90 % of the corresponding
values for pure copper. The combination of high mechanical and electrop-
hysical properties makes such materials extremely promising for modern
electrical engineering and microelectronics application.
The additional opportunity for achieving the high strength of two-phase
dispersion-strengthened materials, deposited from the vapour phase, increa-
ses <7o> in particular, due to the formation of non-equilibrium solid solutions.
Aluminium-based alloys produced
by vapour phase deposition with a
yield strength of o0.2 ~ 800 MPa
can serve as an example of a rati-
onal combination of the above fac-
tors [9].
The structures of dispersion-
strengthened materials when the
mean size of the matrix grain D is
approximately equal to the mean
free spacing between particles A,
i.e. D ~ A, are of interest. Over a
small range of concentrations of
second-phase particles at D ~ A an
anomalous increase in ductility is
observed [16]. Such structures
278
СВАРКА ПЛАВЛЕНИЕМ
open up opportunities for producing high-strength and fairly ductile (tough)
dispersion-strengthened materials based on a brittle metal and ceramic matrix.
Figure 5 shows the relationship between the bending strength ob, the
yield strength o02 in bending and the angle of bending a and the Cr2O3
content in chrome condensates [17]. Thick condensates were produced by
the independent evaporation of chromium and the oxide Cr2O3. The mean
values of the particles d of chromium oxide increase as the oxygen content
increases from d = 56 nm at 0.88 % O2 (0.40 vol.% Cr2O3) up to d = 82 nm
at 0.21 % O2 (0.95 vol.% Cr2O3). The width of columnar crystallites
decreases as the Cr2O3 content increases. In the range 0.45-0.55 vol.% Cr2O3,
D ~ 8 pm, d ~ 61 nm, and the mean free spacing between the particles also
equals 8 pm, i.e. in the range D - A and, as a result, the angle of bending
of 1.2 mm thick specimens reaches 160°. Similar relationships were obtained
for the Cr-Al2O3 system.
The second group of composite materials of a dispersed type, easily
produced by evaporation and condensation, are two-phase systems with a
high level of stronger particles of the second phase. It is shown in [18] that
the typical maximum strength of these materials is observed within 60-
80 vol.% of second phase, when the mean free spacing between particles A
is approximately equal to the mean spacing between the adjacent particles
X, i.e. the structure condition Л = X is satisfied.
Figure 5. Bending strength ob and yield strength o02 at bending and angle of bending
a of Cr-Cr2O3 condensates
279
ИЗБРАННЫЕ ТРУДЫ
Figure 6. Mechanical properties of Cu-Fe condensates
Figure 6 shows the mechanical properties of two-phase Cu-Fe conden-
sates at 20 °C, produced by independent evaporation of copper and iron. The
deformation rate was equal to 1.7-10-3 s-1. The dependences of the conditi-
onal yield strength and tensile strength on the second-phase particle content
have a gently sloping maximum for 60-75 vol.% Fe, the elongation in
fracture being a minimum. Over the range of concentration mentioned the
iron particles have the form of columnar crystallites of 0.6-0.8 pm width,
elongated in a direction normal to the surface of the specimen (the
condensation surface). There are thin copper interlayers between the
crystallites. There are separate microregions where adjacent crystallites
contact each other without any sign of a copper interlayer between them.
Similar maxima of the strength properties were also obtained in a study of
other two-phase metal systems condensed from the vapour phase, for
instance, Cu-Cr, Cu-Mo, Al-Ве. It has been established that the quantita-
tive relationship between the yield strength ct()2 and size d of second-phase
particles in the concentration range of the maximum (60-80 vol.%) can be
represented in the following form:
20Gpfep
o0.2 = Oop + —j Л (3)
where стор, Gp and bp are the yield strength, shear modulus and Burgers
vector of the material of the second-phase particles, respectively; and f is
the volume fraction of the particles.
The structure condition Л = X equally characterizes the two-phase
structure both of metal and cermet or ceramic materials. Figure 7 gives the
values of the tensile strength in bending of two-phase Mo-TiC materials,
280
СВАРКА ПЛАВЛЕНИЕМ
Figure 7. Bending strength of Mo-TiC condensates
produced by the independent evaporation of molybdenum, titanium and
carbon. The synthesis of TiC took place in condensation on a heated
substrate, the condensate thickness being 1.2 mm. Maximum strength is
observed at 80 vol.% TiC. Similar relationships are also typical for the
two-phase condensed systems Ti-TiC, Ni-TiC, and Si-SiC. It should be
noted that two-phase materials with a maximum strength within the
60-80 vol.% range of stronger phase can be produced by powder metallurgy
(pressing and subsequent sintering), for instance, Co-WC [19]; ZrO2-TiB2
[20]; ZrC-Al2O3 [21].
3. Microlayer condensates. Evaporation and condensation open up
practically unlimited opportunities in designing bulk microlayer materials.
The two-layer cermet coatings of up to 200 pm thickness used as protective
coatings are the simplest examples of similar materials [3].
By varying the thicknesses of the alternating matrix and the higher
modular (supporting) microlayer it is possible to regulate over wide ranges
the mechanical properties of microlayer materials. Figure 8 shows the
temperature dependence of the yield strength of three versions of microlayer
materials of Cu~Mo of 1.2-1.4 mm thickness. All the versions have the same
thickness h of microlayers of molybdenum (1 .l±0.1 pm) while the thicknesses
of copper microlayers are equal to 1.8, 5.0 and 7.0 pm, respectively. Thus,
the volume share of molybdenum amounts to 0.38, 0.18 and 0.13. For
comparison, the dashed curves in Figure 8 show the temperature dependence
of the yield strength of molybdenum and copper, the deformation rate being
281
ИЗБРАННЫЕ ТРУДЫ
Figure 8. Temperature dependence of the yield strength of Cu/Mo microlayer condensates with a
constant thickness of the molybdenum microlayers equal to 1.1 pm and alternative thickness of the
copper microlayers: 1 — 1.8; 2 — 5.0; 3 — 7.0 pm
1.7-10-3 s-1. It follows from the data that even at a relatively small volume
fraction of molybdenum f = 0.38 and a molybdenum layer thickness
h - 1.1 pm, the yield strength of Cu/Mo microlayer material considerably
exceeds the yield strength of Cu/Fe, Cu/Cr and Cu/Mo microlayer
materials with f > 0.5 and can be expressed by the following relation:
3°GA r /z4
n0.2 = o0s + ——f, (4)
where Cos, Gs and bs are the yield strength, shear modulus and Burgers vector
of the crystal lattice of the supporting layer material (Gs > Gm), respectively.
Thus, high strength of such microlayer materials can be achieved at relatively
low values of the shear modulus of the supporting layer. For example, for
Fe/Cu with GFe = 8.1-104 MPa, b?e = 2.48-10-8 cm and <jOs = 150 MPa at
= 0.5 and h = 0.5-10-4 cm, u0.2 = 750 MPa.
By a proper selection of materials of alternating microlayers it is
possible to produce systems not subjected to chemical decomposition at high
temperatures due to interdiffusion of components in the case of Cu/Fe,
Си/Cr and Cu/Mo. The decomposition of microlayers caused by the
reduction of the total area of the interface and restructuring of the
microlayers into the more equilibrium shape of spherical particles can also
be reduced to a minimum by regulating the thickness of the layers.
282
СВАРКА ПЛАВЛЕНИЕМ
Figure 9. Microhardness of equally thick Cu/Fe microlayer condensates as a function of the
thickness of the microlayers
Interfaces of dissimilar metal layers are effective barriers to thermally
activated displacement of dislocations in creep conditions. This is expressed
in the high values of the high-temperature resistance reached in microlayer
materials [22, 23]. For instance, the rate of steady creep of Cu/Fe microlayer
materials with a similar thickness of alternating microlayers of copper and
iron equal to 15-30 pm at 600 °C and 600 MPa stress is 100 times lower
compared with the rate of iron steady creep. The auxiliary alloying of
supporting iron microlayers of similar materials provides a further increase
in high-temperature resistance [22].
Hardness is also a typical function of the microlayer material structure.
Figure 9 shows the microhardness of equally thick Cu/Fe microlayer
condensates as a function of the thickness of a single layer [23]. The increase
in microhardness is observed at layer thicknesses 5 <1.5 pm. The microhar-
dness of TiC/TiB2 microlayer condensates with an alternating thickness of
TiC and TiB2 layers along the length of the specimen is given in Figure 10
[24]; the scheme of varying the thickness of the layer is also shown. The
maximum microhardness value is approximately 31 GPa, typical for conden-
sates with alternative microlayers (1.5 pm/0.15 pm)-(0.3 pm/0.15 pm)
for 50-60 vol.% TiB2, i.e. at TiC microlayer thicknesses of =0.8 pm and TiB2
of ~ 0.8-0.9 pm. The bonding strength also reaches a maximum within this
range of concentration [24]. Condensates with these layers (0.5 pm/
0.25 pm)-(0.25 pm/0.5 pm) have lower microhardness and, respectively,
minimum bending strength due to a lack of continuity (decomposition) of
separate microlayers in the initial specimens. It is most probable that
microlayer decomposition occurs under the action of long-range order stresses
caused by interfaces. The examples given demonstrate the possibility of
designing super-hard materials with a microlayer structure.
283
ИЗБРАННЫЕ ТРУДЫ
Figure 10. Microhardness of TiC~TiB2 microlayer condensates with different thicknesses of
alternating TiC and TiB2 layers: 1 — (1.5 цт/0.15 цт)-(0.3 цт/1.5 цт);
2 — (0.5 цт/0.25 цт)-(0.25 цт/0.5 цт); 3 — (5.0 рт/1.0 цт)-(1.0 цт/5.0 цт)
Other physico-chemical properties of microlayer materials, for instance,
thermal and electrical conductivity, and temperature coefficient of linear
expansion, can also be varied over a wide range [23].
4. Equipment. Several types of electron beam installation for producing
inorganic materials deposited from the vapour phase have been developed at
the E.O. Paton Electric Welding Institute. The installation of a continuous
operation has been developed for depositing coatings on wire, strip, gas turbine
blades and other products. Figure 11 shows a universal machine designed for
producing composite materials in the form of thick (structural) coatings,
semifinished products and massive billets for subsequent processing.
The main working vacuum chamber 1 is in the form of an octahedron.
The chambers of the guns 2 are located on the right and on the left. The
changeable mechanisms 3, 4 and 5, mounted depending upon the selected
technological process, are located on the upper, lower and two side faces of
the working chamber, for instance, the upper mechanisms — for rotating a
circular condensation surface, and the lower ones — for feeding the materials
to be evaporated.
The installation has six electron beam guns of the E.O. Paton Electric
Welding Institute design, and a high-power semiconductor power source of
250 kW or 2 x 250 kW capacity, the accelerating voltage being 20-25 kV.
Four guns are designed for evaporation, respectively, from four independent
evaporators of 70-150 mm diameter, and two guns are for preheating the
condensation surface. The total rate of evaporation from the four evaporators
is up to 15-20 kg/h. Maximum condensation surfaces are rectangular —
284
СВАРКА ПЛАВЛЕНИЕМ
Figure И. Industrial installation for producing composite materials (for designations see the text)
800 x 600 mm; circular (diameter) — 800 mm; and cylindrical (diame-
ter) — 600 mm. The height of the installation is 4.5 mm.
As a rule, the initial materials intended for evaporation should be fairly
pure. Therefore, the equipment can also perform preliminary electron beam
remelting of billets for refining.
There is a small laboratory prototype of the equipment.
The control system of the equipment consists of units for the automatic
stabilization of the electron beam current and accelerating voltage, stabili-
zation of the level of the molten pool of material being melted or remelted,
sensors for condensation surface temperature control, and others. This
equipment in combination with a minicomputer can provide automatic
control of the processes of electron beam evaporation and subsequent
condensation of vapour streams and also electron beam remelting of billets
of the initial materials.
CONCLUSIONS
The practical and, consequently, the economic aspects of the application of
materials condensed from the vapour phase are determined by the final result,
e.g. the reliability, service life, and the new operating parameters of the
components of machines, apparatus, instruments and various devices. The
results obtained to date of laboratory studies and the industrial application
of inorganic materials deposited from the vapour phase in vacuum, enable
us to distinguish the following trends as the most promising:
1. The deposition of metal and ceramic materials on workpiece surfaces
in the form of 10-200 pm thick coatings with preset physico-chemical
properties.
An example is the deposition of protective coatings on gas turbine
blades for different purposes. Two- or three-layer coatings with an external
ceramic layer on a ZrO2 base are especially effective. In recent years the
electron beam technology of coating deposition has been used in metallizing
285
ИЗБРАННЫЕ ТРУДЫ
capacitor ceramics, and producing bimetallic strip on a non-ferrous metal
base and some foils. New types of welding wires with multifunctional
coatings for welding arc burning stabilization, and for modifying and
microalloying the weld metal, have been developed. The first results obtained
for thick coatings of high-temperature superconducting ceramics
YBa2Cu3C7_x should be noted.
2. The deposition of thick layers (more than 0.5 mm) as:
structural coatings, for instance, shells, acting as the supporting
element of the workpiece;
a second layer on bimetallic billets designed for further processing;
the working layer of targets for magnetron sputtering.
3. The production of foils, plates, pipes and items of more complicated
shape and difficult-to-treat materials, for instance, chromium and beryllium.
4. The deposition of massive billets (more than 100 kg) of known
high-strength materials for subsequent thermomechanical treatment with an
optimum structure and high-value physico-mechanical properties, for instan-
ce, high-strength aluminium alloys.
5. The production of new dispersion-strengthened, microlayer and
microporous materials in the form of coatings, and semi-finished and finished
products of these materials with a wide range of physico-chemical properties,
for instance, Cu-Mo, Pt-ZrO2, Сг-А12Оз.
6. The production of intermetallides, refractory compounds, fine ceramics,
diamond-like structures with preset properties and technological solutions
(coating, foil, sheet, and profile) by synthesis controlled during deposition,
such as hard materials like TiC and SiC, high-coercivity materials like Sm^Coiy
and Nd2Fe4B or superconducting coatings such as ¥Ва2СизО7~х.
1. Bunshah, R.F. (1984) Vacuum evaporation — history, recent developments and application. Z. fuer
Metallk., 11(75), 840-846.
2. Movchan, B.A. (1985) Production of new inorganic materials by condensation of vapour phase in
vacuum. Vestnik AN SSSR, 7, 21-29.
3. Paton, B.E., Stroganov, G.B., Kishkin, S.T. el al. (1987) Heat-resistance of casting nickel alloys
and their protection from oxidation. Kiev: Naukova Dumka.
4. Movchan, B.A., Demchishin, A.V. (1969) Study of the structure and properties of thick vacuum
condensates of nickel, titanium, tungsten, aluminium oxide and zirconium dioxide. Fiz. Met.
Metalloved., 4(128), 23-30.
5. Bunshah, R.F. (1974) Structure/property relationships in evaporated thick films and bulk coatings.
J. Vac. Sci. Technol., 4(11), 633-638.
6. Thornton, J.A. (1974) Influence of apparatus geometry and deposition conditions on the structure
and topography of thick sputtered coatings. Ibid., 666-670.
7. Teer, D.G., Delcea, B.L. (1978) Grain structure of ion-plated coatings. Thin Solid Films, 54,
295-301.
8. Hentzell, H.T.G., Andersson, B., Karlsson, S.E. (1983) Crysiallographic structure of Ni-rich Ni/Al
films prepared by Co-evaporation. Acta Met., 7(31), 1131-1140.
9. Partridge, P.G., McConnel, M.C. (1987) The effect of microstructure and composition on the
properties of vapour quenched Al-Cr alloys. Ibid., 8(35), 1981-1993.
10. Streietskii, V.E., Padalka. V.G., Vacula, S.I. (1978) Some properties of diamond-like films, obtained
in condensation of plasma stream in the conditions of application of HF-potential. Zh. Tekh. Fiz.,
2(48), 377-381.
11. Weissmantel, C. (1985) Preparation, structure and properties of hard coatings on the basis of i-C and
i-BN. In: Thin films from free atoms and particles. Ed. by K.J. Klabunde. New York: Acad. Press.
12. Khvostov, V.V., Babaev. V.G., Guseva, M.B. (1985) Auger-spectroscopy of amorphous films of
carbon. Fiz. Tverd. Tela, 3(27), 887-891.
286
СВАРКА ПЛАВЛЕНИЕМ
13. Movchan, В.A., Badilenko, G.F., Demchishin, A.V. (1980) Effect of the second phase on the
structure and mechanical properties of vacuum condensates. Metallofizika, 1(2), 77-84.
14. Movchan, B.A., Grechanyuk, N.I., Mushegyan, V.O. (1984) Structure and properties of porous
Ni-Al2O3 vacuum condensates. Fiz. Khim. Obrab. Mat., 6, 92-96.
15. Ashby, M.F. (1969) Physics of strength and plasticity. Ed. by A.S. Argon. Cambridge: Massachu-
setts Institute of Technology.
16. Movchan, B.A. (1985) Structural conditions of maximum ductility of two-phase polycrystal
materials. Mat. Sci. Eng., 72, 109-117.
17. Movchan, B.A., Grechanyuk, N.I., Didikin, G.G. (1986) Structural maximum ductility of two-phase
materials, chrome-chrome oxide. Doklady AN SSSR, 6(291), 1358-1361.
18. Movchan, B.A. (1987) Structural maximum of strength of two-phase inorganic materials of dispersed
type. Doklady AN Ukr. SSSR., Series A, 7, 79-81.
19. Gurland, J., Parikh, N.M. (1972) Fracture VII. New York: Academic Press.
20. Watanabe, T., Shoubu, K. Mechanical properties of hot-pressed TiB2-ZrO2 composites. J. Amer.
Ceram. Soc., 68(2), 34-36.
21. Zambetakis, T., Guille, J.I., Wilier, B., Daire, M. (1987) Mechanical properties of pressure-sintered
Al2O3-ZrC composites. J. Mat. Sci., 3, 1135-1140.
22. Bernadskaya, I.V., Nerodenko, L.M., Movchan, B.A. (1985) High-temperature creep of multilayer
condensed materials on iron base. Problemy Spetselektrometallurgii, 4, 35-40.
23. Movchan, B.A., Bunshah, R.F. (1982) Structure/property relationships in microlaminate conden-
sates. In: Proc, of Seventh Int. Conf, on Vacuum Metallurgy. Tokyo, 96-109.
24. Movchan, B.A., Demchishin, A.V., Badilenko, G.F. et al. Structure-property relationships in
microlaminate TiC/TiB2 condensates. Thin Solid Films, 97, 215-219.
287
СВАРКА ПЛАВЛЕНИЕМ
Аппарат АШ 115М
для ЭШС
неповоротных
стыков опорного
кольца конвертора
емкостью 350 т
Б.Е. Патон, Г.З. Волошкевич, II II. Сущук-Слюсаренко
у аппарата ЭШС, 1962 г.
19 - 8-1437
СВАРКА ПЛАВЛЕНИЕМ
Сварно-литое рабочее колесо Красноярской ГЭС, массой 200 т,
Ленинградский металлический завод, 1963 г.
Ковано-сварная заготовка рабочего валка стана ЛП-4500,
выполненная ЭШС, масса 103 т
СВАРКА ПЛАВЛЕНИЕМ
Корпус сосудов
высокого давления с
выплавленными
патрубками
по методу ЭШВ
Сварная заготовка
(масса более 300 т)
и вал ротора
генератора АЭС
19*
СВАРКА ПЛАВЛЕНИЕМ
Сварная заготовка архитрава пресса, свариваемое сечение
2490x3860 мм, масса 150 т
СВАРКА ПЛАВЛЕНИЕМ
Штампосварной корпус атомного энергетического реактора
биметаллического проката ЖЗТМ, 1967 г.
СВАРКА ПЛАВЛЕНИЕМ
Композитный наплавленный валок диаметром 740 мм,
изготовленный по способу ЭШП жидким металлом
Автоматическая сварка ротора турбины К-1030-60 150
д 1Я Южно-Украинской АЭС
СВАРКА ПЛАВЛЕНИЕМ
Блок верхних опор, пролет моста, фрагмент подводной опоры моста через
р. Днепр. Полуавтоматическая сварка под водой, г. Киев, 2008 г.
СВАРКА ПЛАВЛЕНИЕМ
Морская ледостойкая стационарная платформа. Полуавтоматическая сварка
подводной части, 2005 г.
Ремонт подводного трубопровода
Полуавтоматическая сварка порошковой проволокой, 1973 г.
СВАРКА ПЛАВЛЕНИЕМ
Производство прямошовных
сварных труб диаметром 1020 мм,
толщиной стенки 27 мм на
Ижорском металлургическом
заводе
Подготовка к старту ракетно-
космического комплекса
«Энергия-Бу ран», сварные
элементы жидкотопливной
ракеты-носителя,
твердотопливных ракетных
ускорителей возвращаемого
на землю корабля
изготовлены из
алюминиевых сплавов
СВАРКА ПЛАВЛЕНИЕМ
Сверхзвуковой истребитель «МИГ-29»
со сварными элементами из алюминиевого сплава
Сварка корпусных элементов крейсера «Минск»
СВАРКА ПЛАВЛЕНИЕМ
Монтаж сварного криогенного резервуара диаметром 14 м
стартового комплекса «Буран», Байконур, Казахстан
СВАРКА ПЛАВЛЕНИЕМ
Цельносварной монумент «Родина-мать», Киев 1982 г.
СВАРКА ПЛАВЛЕНИЕМ
Ремонт турбин для газоперекачивающих станций Украины
СВАРКА ПЛАВЛЕНИЕМ
Установки для детонационного и
микроплазменного нанесения покрытии
СВАРКА ДАВЛЕНИЕМ
Мобильная
рельсосварочная
машина К920
Стационарная
рельсосварочная
машина К1000
СВАРКА ДАВЛЕНИЕМ
Передвижной речьсосварочный комплекс
Внутритрубная сварочная машина К700
СВАРКА ДАВЛЕНИЕМ
Контактная стыковая сварка шпангоутов на машине К393
Машина для контактной стыковой сварки листов и обечаек сечением
до 100000 мм2 из высокопрочных алюминиевых сплавов
20 - 8-1437
СВАРНЫЕ КОНСТРУКЦИИ
Цельносварной мост им. Е.О. Патона через р. Днепр в г. Киеве
Мост им. Е.О. Патона в часы пик, 2008 г.
СВАРНЫЕ КОНСТРУКЦИИ
Цельносварной мост через вход в Гавань в г. Киеве длиной 350 м
(стали 10ХСНД, 06ГБД)
Цельносварной автодорожный мост в г. Каменец-Подольском,
главные балки изготовлены из высокопрочной стали 14Х2ГМР
20*
СВАРНЫЕ КОНСТРУКЦИИ
Башня телецентра в г. Киеве
СВАРНЫЕ КОНСТРУКЦИИ
Автосамосвал «БелАЗ-549Б>>
грузоподъемностью 110 т.
Сварная платформа
массой 17 т изготовлена
из стали 13ХГМРБ
СВАРНЫЕ КОНСТРУКЦИИ
Сварка и намотка рулонной заготовки
Монтаж резервуара из рулонных заготовок
СВАРНЫЕ КОНСТРУКЦИИ
Непрерывный мониторинг резервуара для хранения аммиака
на Одесском припортовом заводе
Непрерывный мониторинг участка аммиакопровода длиной 1000 м
на мосту через р. Днепр
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Цех электронно-лучевой плавки титана мощностью 3000 т год
По 1ый слиток титана:
длина 2000 мм,
наружный диаметр 600 мм,
bhj тренний диаметр 200 мм
Слиток 0840 мм массой 11 т,
выплавленный из блоков титановой
губки массой 4 т в многофункцио-
нальной промышленной установке
ЭЛУ УЭ5810
20-тонная печь ЭШП
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Коленчатый вал морского дизельного двигателя, отлитый методом ЭШП
УШ-106 для электрошлакового производства бандажей цементных печей
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Плазменно-дуговая печь
на фирме «Крупп»
с плазмотронами ИЭС
им Е.О. Патона
НАН Украины
Электронно-лучевая
установка УЭ185М для
оплавления слитков титана
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Плазменно-дуговая печь
УП-100 для переплава сыпучей
шихты высокореакционных
металлов
Плазменно-дуговая печь
У-467 для выплавки
слитков из никелевых
сплавов, титана, азотированных
и высоколегированных сталей
Электронно-лучевая
установка УЭ5810 для
плавки недробленных
блоков губчатого титана
производительностью
1500 т год
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Отработка режимов и
параметров процесса
сварки в условиях
летающей лаборатории
В. Н. Кубасов и
Г. С. Шонин с установкой
«Вулкан» перед полетом
на «Союз-6», 1969 г.
Комплекс оборудования для
выполнения научно-
технологических
экспериментов, монтажных и
ремонтно-восстановительных
работ на космических
объектах в открытом космосе
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
С. Е. Савицкая проводит сварочный эксперимент за бортом
станции «Салют-7», июль 1984 г.
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Солнечная батарея многоразового раскрытия
на космической станции «Мир»
СВАРКА В МЕДИЦИНЕ
Биполярные хирургические инструменты дтя сварки живых тканей
СВАРКА В МЕДИЦИНЕ
Остановка кровотечения на
печени свиньи в полевых
условиях
illl
Плазменный хирургический
комплекс «Плазмамед»
Рабочие инструменты и сменные
насадки для аппарата
термоструйной сварки живых
мягких тканей
Операция с использованием
плазменного хирургического
комплекса «Плазмамед»
Раздел 2
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
КОНТАКТНАЯ СВАРКА
В начале 50-х годов прошлого столетия под руководством Б.Е. Патона в
ИЭС впервые были начаты работы по контактной сварке. Работы носили
комплексный характер: наряду с разработкой различных технологий
сварки давлением создавались системы автоматического управления про-
цессом сварки и оборудование для его осуществления. Такая организация
научно-исследовательских работ позволила в 1950-60-х гг. создать совер-
шенно новое направление — контактную сварку деталей большого попе-
речного сечения, не имеющую аналогов в мировой практике. Б.Е. Патон
внес значительный вклад в его развитие своими работами в области
автоматического управления и энергопитания контактных машин. Эти
работы обобщены им в монографии [ 1 ], подготовленной в соавторстве с
В.К. Лебедевым.
Исследования физических особенностей нагрева при контактной
сварке [1, глава 1] показали, что применяемый в большинстве известных
контактных стыковых машин метод сварки оплавлением с предваритель-
ным подогревом сопротивлением характеризуется низкими энерге-
тическими показателями, так как потери энергии в сварочной цепи
контактных машин соизмеримы с ее расходом на нагрев свариваемых
деталей. Особенно низкие показатели приходятся на период нагрева
металла при подогреве сопротивлением в режиме коротких замыканий.
В период оплавления энергетические показатели выше, но достигнуть
устойчивого оплавления удается только после подогрева до высокой
температуры.
Было установлено [1, глава 2], что снижение сопротивления корот-
кого замыкания сварочной цепи позволяет значительно уменьшить потери
энергии, при этом повышается устойчивость процесса оплавления и
появляется возможность его возбуждения без предварительного энерго-
емкого периода подогрева сопротивлением. Результаты этих исследо-
ваний на много лет предопределили совершенствование способа контак-
тной стыковой сварки путем создания технологий, базирующихся на
использовании сварки непрерывным оплавлением без предварительного
подогрева сопротивлением.
На следующем этапе целенаправленно проводились изыскания путей
снижения сопротивления короткого замыкания в контактных машинах
различного назначения [1, глава 2]. Определено влияние индуктивной и
активной составляющих сопротивления сварочной цепи на процесс нагре-
21 -8-1437
289
ИЗБРАННЫЕ ТРУДЫ
ва и устойчивость оплавления. Построены и изучены внешние харак-
теристики различных машин для контактной сварки и определены воз-
можные области достижения устойчивого оплавления при сварке деталей
с различной площадью поперечного сечения.
Были предложены схемы расчета элементов сварочного контура
контактных машин и проведено моделирование различных конструкций
сварочной цепи стыковых машин с учетом их специализации. Показано,
что создание дополнительных параллельных цепей вторичного контура в
сочетании с увеличением количества параллельно работающих сварочных
трансформаторов дает наиболее радикальные результаты и обеспечивает
снижение сопротивления сварочной цепи в несколько раз. Использование
трансформаторов специальной конструкции [1, глава 9], магнитопровод
которых охватывает весь периметр свариваемых деталей, позволяет
снизить сопротивление на порядок и более. Такие трансформаторы
особенно эффективны при сварке деталей, имеющих развитое сечение
(трубы, листы, профили). Эти разработки стали научной основой конст-
руирования практически всех стыковых машин, созданных в ИЭС,
которые отличаются низким сопротивлением сварочной цепи и лучшими
энергетическими показателями по сравнению с известными отечествен-
ными и зарубежными машинами.
Изыскание путей снижения сопротивления короткого замыкания в
сварочных машинах дало возможность значительно расширить области
применения сварки непрерывным оплавлением без предварительного подог-
рева сопротивлением и улучшить энергетические показатели при сварке
тонкостенных деталей. При сварке деталей с большой толщиной стенки (S >
> 10... 12 мм) достигнуть устойчивого оплавления без подогрева не удалось.
Кроме того, с увеличением толщины деталей требовалось большее энерго-
вложение, что невозможно в случае непрерывного оплавления. Эти проблемы
решены благодаря разработкам систем автоматического регулирования про-
цесса оплавления [1, глава 5]. Установлено, что устойчивое оплавление
деталей с большими поперечными сечениями невозможно при жестко
заданных программах изменения основных параметров сварки (скорость
оплавления и напряжение холостого хода). Разработанные регуляторы
скорости дают возможность автоматически корректировать скорость оплав-
ления, заданную программой, в периоды, когда ток в сварочной цепи
превышает установленные значения. Были определены статические харак-
теристики таких регуляторов и требования к быстродействию гидропривода
контактных машин. Показано, что с повышением инерционности приводов
необходимо изменять параметры статической характеристики регуляторов.
Результатом этих исследований явилось создание научной базы для
расчета и выбора компонентов гидроприводов мощных машин для сты-
ковой контактной сварки, вес подвижных колонн которых может изме-
ряться десятками тонн.
Применение регуляторов скорости позволило возбуждать и под-
держивать стабильным процесс непрерывного оплавления при сварке
290
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
компактных и развитых деталей с площадью поперечного сечения до
100 тыс. мм2. Для получения качественных соединений таких деталей
требуется интенсивный нагрев свариваемых торцов, которого не удава-
лось достигнуть при канонических способах сварки оплавлением. Кроме
того, при сварке таких деталей ограничены возможности энергоснаб-
жения и необходимо стремиться к снижению потребляемой мощности.
Проведенные исследования подтвердили, что наиболее высокий
термический КПД процесса оплавления обеспечивается в тех случаях,
когда все стадии процесса оплавления происходят при минимальных
значениях напряжения. При этом меньшая часть энергии расходуется на
взрывообразное разрушение контактов и потери на испарение, а нагрев
деталей увеличивается. Для выполнения этого условия напряжение необ-
ходимо равномерно снижать по мере нагрева торцов деталей по заданной
программе.
С участием Б.Е. Патона были разработаны различные системы
программного снижения напряжения в процессе оплавления [2].
Наиболее эффективным оказалось управление вентилями за счет изме-
нения угла их включения. В этом случае обеспечивается плавное
снижение напряжения без длительных перерывов в протекании тока,
которые неизбежно возникают при переключении напряжения с помощью
коммутаторов механического типа. Исследовано влияние перерывов тока,
возникающих при управлении вентилями, на устойчивость процесса
оплавления. Установлены допустимые пределы изменения этих парамет-
ров, при которых процесс остается стабильным.
Устойчивое оплавление при минимально возможном в каждый его
период напряжении обеспечивается только в том случае, когда сопро-
тивление сварочной цепи и напряжение в сети остаются постоянными в
течение всего периода сварки.
В реальных условиях эти величины не остаются постоянными, и для
устойчивого оплавления необходимо корректировать программы. Разработан-
ные программирующие устройства [3] позволяют задавать любую программу
изменения напряжения в функции длительности процесса или припуска на
оплавление, стабилизировать первичное напряжение, корректировать изме-
нение напряжения при возрастании сопротивления сварочной цепи.
Как и в регуляторе скорости, в программирующем устройстве приме-
нена быстродействующая обратная связь напряжения по сварочному току.
В случае спонтанного увеличения сварочного тока напряжение повышается
относительно уровня, заданного программой, что приводит к ускорению
плавления контактов и уменьшению проводимости контакта между дета-
лями. В первых промышленных системах регулирования напряжения
использовались игнитронные вентили, в оборудовании последующих поко-
лений они были заменены тиристорными. Системы непрерывно совершен-
ствовались; в современных образцах используются самонастраивающиеся
системы, которые обеспечивают выполнение оптимальных программ
21»
291
ИЗБРАННЫЕ ТРУДЫ
снижения напряжения с учетом реальных условий сварки (сопротивления
сварочной цепи и напряжения источника электропитания).
Перечисленные фундаментальные работы положены в основу раз-
работки многих поколений машин для контактной стыковой сварки
различного назначения, созданных в ИЭС за последние 30 лет. Все
машины отличаются оригинальными конструкциями сварочной цепи и
сварочных трансформаторов, оборудованы регуляторами скорости оплав-
ления и напряжения, программирующими устройствами. Эти разработки
запатентованы во многих странах и входят в состав оборудования,
экспортируемого в различные страны, а также являются предметом
лицензионных соглашений.
Среди крупных разработок в области контактной сварки, получивших
мировую известность, следует выделить технологии и оборудование для
контактной сварки труб, рельсов, деталей аэрокосмической техники.
Со времени строительства газопровода Дашава-Киев (первые после-
военные годы) Б.Е. Патон много внимания уделял развитию трубного
производства и строительству трубопроводов. При его активном участии
была выполнена крупная разработка — создание технологии и комплексов
оборудования для контактной сварки трубопроводов различного назна-
чения. Уже начальные работы в этом направлении увенчались созданием и
опробованием в производственных условиях первых образцов машин для
контактной сварки труб [4]. В их основу была положена идея использования
трансформаторов специальной конструкции, обеспечивавшей снижение
сопротивления сварочного контура почти на порядок по сравнению с
каноническими машинами. Появилась возможность сваривать трубы
диаметром до 400 мм с использованием технологии контактной сварки
непрерывным оплавлением. В последующие годы технология и оборудо-
вание совершенствовались; было разработано несколько поколений трубо-
сварочных машин различного назначения. В частности, создано оборудо-
вание для сварки обсадных труб над устьем скважины, что позволило
значительно сократить расходы на бурение скважин.
В начале 1970-х гг. в связи со значительным увеличением объемов
строительства трубопроводов, в том числе сверхмощных трубопроводов
диаметром 1420 м, возникла необходимость создания высокопроизво-
дительного оборудования для автоматической сварки труб в полевых
условиях, в том числе в условиях Крайнего Севера.
Было принято решение поддержать идею Б.Е. Патона о создании
передвижного трубосварочного комплекса на базе контактной сварки
оплавлением; разработан проект уникального трубосварочного комплекса
«Север» для сварки трубопроводов диаметром 1420 мм [5]. Сварочная
машина представляет собой самоходный внутритрубный снаряд, переме-
щающийся внутри трубопровода как по готовому пути. Внутритрубное
исполнение таких машин позволило значительно уменьшить их массу
(отнесенную к единице площади свариваемого сечения) и определить
наиболее эффективную схему организации работ при сварке монтажных
292
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
стыков трубопроводов [6, 7]. При этом удалось значительно (в 20 раз)
снизить сопротивление сварочной цепи за счет ее оригинальной конст-
рукции и использования специального трансформатора [8]. Благодаря
этому значительно уменьшилась мощность, потребляемая при сварке, что
позволило решить проблему энергоснабжения сварочных машин при
питании в полевых условиях от мобильных электростанций.
За последние десятилетия выпущено несколько поколений машин для
контактной сварки трубопроводов различного назначения, контактным
способом сварено более 70 тыс. километров различных трубопроводов в том
числе около 6000 км самых мощных трубопроводов (диаметром 1420 мм).
Все трубопроводы успешно эксплуатируются по настоящее время.
Первые машины для сварки рельсов в полевых условиях были
созданы в начале 1960-х гг. До их появления сварка рельсов выполнялась
на заводах. Для этой цели использовались контактные машины мощ-
ностью 500...700 кВ-A, имеющие вес 15...25 т. При строительстве бессты-
ковых путей в стационарных условиях сваривались плети длиной 400...
800 м, которые специальными поездами транспортировались к месту
укладки, что значительно усложняло строительные работы. Кроме этого,
не был решен вопрос ремонта путей, так как равнопрочные соединения
рельсовой стали можно было обеспечить только контактной сваркой.
Целью работ, проведенных в ИЭС, было создание легких мобильных
машин с минимальным энергопотреблением и высокой производительно-
стью. В основу решения этой задачи, как и в предыдущем случае, была
положена технология сварки непрерывным оплавлением с программным
регулированием основных параметров процесса [13, 15]. Конструктивные
решения основных узлов машины, прежде всего сварочной цепи, выпол-
нены с участием Б.Е. Патона. В машинах использовались два трансфор-
матора, встроенные в корпуса зажимов, а в качестве элементов вторичного
контура использованы штоки привода осадки [10]. Такая компоновка
позволила в 2,5-3,0 раза снизить сопротивление короткого замыкания, а
программное регулирование напряжения и скорости — обеспечить нагрев
рельсов, необходимый для качественной сварки без энергоемкого пред-
варительного подогрева сопротивлением.
Благодаря этим новациям мощность, необходимая для сварки, была
уменьшена в 3-4 раза, а вес машины — в 8-10 раз по сравнению с
известными стационарными рельсосварочными машинами. Разработан-
ные в ИЭС и изготавливаемые Каховским заводом электросварочного
оборудования мобильные рельсосварочные машины широко используют-
ся при строительстве и ремонте бесстыковых железнодорожных путей и
экспортируются во многие страны мира. Разработка технологии и обору-
дования для сварки рельсов в полевых условиях была отмечена
Ленинской премией за 1966 г.
Разработки в области автоматического управления контактной свар-
кой оплавлением получили дальнейшее развитие в 1970-80-е гг. при
создании в ИЭС комплексов оборудования для контактной сварки дета-
293
ИЗБРАННЫЕ ТРУДЫ
лей сложного профиля из высокопрочных сплавов на основе алюминия
[И]. Такое оборудование используется до настоящего времени на ве-
дущих предприятиях авиационной и ракетостроительной отрасли. При
изготовлении многих ответственных узлов ракетных систем «Энергия»,
«Зенит», «Циклон» и других использовалась контактная стыковая свар-
ка. Многолетнее применение этой технологии свидетельствует о ста-
бильном качестве соединений; в производственных условиях получают
сварные швы, практически равнопрочные с основным металлом. Решение
этой сложной задачи стало возможным благодаря созданию систем мно-
гофакторного регулирования процесса оплавления деталей сложного
сечения, а также оригинальной конструкции сварочной цепи, встроенной
в корпус зажимов сварочных машин [12]. Комплекс работ по созданию
технологий и оборудования для контактной сварки элементов узлов ракет
отмечен Государственной премией СССР в 1986 г.
В связи с возросшими требованиями, предъявляемыми к качеству
сварных конструкций в конце 1950-х гг. в ИЭС под руководством и при
непосредственном участии Б.Е. Патона были начаты работы, посвящен-
ные комплексной механизации и автоматизации контактной точечной,
шовной и рельефной сварки.
Применительно к контактной точечной сварке они развивались в
следующих направлениях: разработка локальных систем управления и
контроля; разработка устройств для программирования параметров ре-
жимов сварки.
Первые работы в области автоматизации были посвящены изучению
процесса контактной точечной сварки как объекта автоматического уп-
равления и регулирования. Было установлено влияние основных пара-
метров режима (сварочного тока, усилия сжатия электродов, длитель-
ности сварки и др.) на основные показатели качества соединений: диаметр
ядра сварной точки, глубину проплавления, прочность на срез и разрыв.
Изучение вопросов автоматического регулирования сварочных про-
цессов показало, что для обеспечения высокого качества сварных сое-
динений необходимо применять программирующие устройства и авто-
матические регуляторы. Определились возможные области применения
в сварочном производстве совершенных систем программного регули-
рования и кибернетики [14, 17, 18].
Рассматривались возможные системы управления и регулирования
точечной и шовной сварки. Проанализированы несколько типов соответ-
ствующих систем: жесткого управления, автоматической компенсации,
автоматического регулирования и комбинированных. Подтвердилась це-
лесообразность применения комбинированных регуляторов с компенси-
рующими устройствами для автоматического регулирования быстропро-
текающих процессов сварки; была разработана схема такого регулятора.
Проведенные испытания системы показали, что опа имеет высокие
статические и динамические характеристики [ 161.
294
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Большое внимание Б.Е. Патон уделял разработке и созданию ус-
тройств для программирования режимов сварки [15]. Так появились
программирующие устройства для автоматического регулирования быст-
ропротекающих и длительных процессов сварки. Программа режима
сварки записывается на специальных носителях, предназначенных для
многократного использования, что повышает технологическую дисцип-
лину на предприятиях. Следует отметить, что уже в 1950-х гг. в ИЭС для
этих целей стали использоваться электронные носители.
Дальнейшее совершенствование программирующих устройств связа-
но с использованием электронных устройств развертки. Развертка во
времени осуществлялась с помощью специальных газоразрядных при-
боров — декатронов, что позволило повысить надежность оборудования
при эксплуатации в условиях сварочных цехов [17, 18].
В начале 1960-х гг. Борис Евгеньевич обосновал перспективность
широкого применения автоматических систем управления. Было показа-
но, что контактные машины с программным управлением и регулиро-
ванием должны сыграть большую роль в сварочном производстве. С их
использованием создаются условия для значительного повышения про-
изводительности труда. Становятся возможными централизованная под-
готовка и рассылка родственным предприятиям программ оптимальных
режимов сварки. Это позволяет обеспечить стабильное высокое качество
сварных соединений. Дальнейший прогресс сварочной техники связан с
созданием и широким внедрением совершенных систем программного и
кибернетического регулирования [19].
В связи с появлением новой элементной базы разработаны цифровые
системы управления контактными точечными машинами. Преимущест-
вами таких систем являются высокая помехоустойчивость и надежность,
абсолютная точность отработки заданных интервалов времени для каждой
операции, малая зависимость работы аппаратуры от колебаний напря-
жения сети и других возмущений. Аппаратура, созданная для точечной
и стыковой сварки, имеет высокие технические характеристики [20].
При сварке деталей малых толщин применяются жесткие режимы
сварки, при которых длительность процесса составляет сотые доли секунды.
В этом случае система управления должна отличаться значительным быст-
родействием. Был разработан принцип действия регулятора, заключа-
ющийся в принудительном гашении игнитронов, что позволяет коррек-
тировать сварочный ток (напряжение) после зажигания игнитрона в том же
полупериоде. Такие регуляторы целесообразно применять при очень
жестких режимах, например при микросварке материалов малых толщин.
Предложен также способ автоматического регулирования режима
контактной сварки, в котором с целью повышения точности управление
сварочным током или напряжением осуществляют путем гашения газо-
разрядного прибора в каждом полупериоде в момент, когда эффективное
значение тока или напряжения достигает заданного уровня [19, 21, 22].
295
ИЗБРАННЫЕ ТРУДЫ
Дальнейшее совершенствование систем автоматического управления
и регулирования стало возможным благодаря более глубокому изучению
процессов контактной сварки и созданию математических моделей этих
процессов. Для этого под руководством и при непосредственном участии
Б.Е. Патона в начале 1970-х гг. были созданы первые автоматизирован-
ные системы для научных исследований на основе вычислительной
техники, включая мини- и микроЭВМ. Такие системы имеют широкие
возможности при изучении процесса точечной сварки различных сталей,
алюминиевых и магниевых сплавов [20, 23].
В ряде публикаций [24 и др.] описаны принципы построения,
структурная схема и состав программного обеспечения автоматизирован-
ной системы для экспериментальных исследований сварочных процессов
на базе вычислительного комплекса М-6000. Приведен пример использо-
вания системы для разработки и исследования математических моделей
контактной точечной сварки с целью создания алгоритмов контроля и
управления процессом.
С использованием разработанной методики построения математи-
ческих моделей процесса точечной контактной сварки получены матема-
тические модели на основе уравнений регрессии. Модель включает основные
параметры процесса и показатели качества — диаметр ядра точки и ее
прочность. С помощью таких моделей разработаны алгоритмы для контроля
качества. Применение статистических моделей перспективно для систем
прогнозирования качества сварки и оптимального управления [23-26].
Система контроля качества сварки на основе многофакторной мо-
дели реализована в серийном производстве клеесварных панелей узлов
самолетов из алюминиевых сплавов [26].
В последнее время прогнозирование качества сварки происходит с
применением принципов искусственного интеллекта, в частности, исполь-
зуются нейронные сети. На основе искусственных нейронных сетей
создаются модели сложных нелинейных объектов для контроля качества
точечной сварки в широком диапазоне изменения параметров режима и
толщин свариваемых деталей [27].
Уделяется внимание вопросам оценки качества контактной точечной
сварки в реальном времени с использованием регрессионных моделей и
искусственных нейронных сетей [27]. Проведены исследования структу-
ры нейронной сети, разработана оптимальная для точечной сварки трех-
слойная нейросетевая модель типа 9-3-1, на входы которой подаются
сигналы о сварочном токе, напряжении на электродах и продолжитель-
ности сварки, а на выходе предсказывается диаметр ядра сварной точки.
После обучения, в результате которого определяются синаптические
коэффициенты и пороги, нейронная сеть позволяет проводить оценку
качества сварки по диаметру ядра или прочности сварного соединения.
Экспериментальные исследования, проведенные при точечной сварке
низкоуглеродистой стали различной толщины, показали, что при помощи
296
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
нейросетей можно прогнозировать размеры сварной точки с требуемой
для производства точностью.
Предложенные Б.Е. Патоном принципы построения автоматических
систем и оригинальные технические решения легли в основу современных
компьютерных систем управления и контроля, которые в настоящее время
применяются в сварочном производстве и обеспечивают высокое качество
сварных конструкций в различных отраслях промышленности.
ОБРАБОТКА МЕТАЛЛОВ ВЗРЫВОМ
Исследования, связанные с обработкой металлов взрывом, в ИЭС
им. Е.О. Патона были начаты по инициативе академика Б.Е. Патона в
1962 г., для чего была организована лаборатория сварки взрывом (СВ).
В 1970-е годы под Киевом был создан специализированный полигон,
оснащенный цехом для производства зарядов взрывчатых материалов и
площадками для проведения в последующем работ по сварке, резке и
обработке металлов взрывом (НИЦ «Металлообработка взрывом»).
Исследования в области СВ с самого начала были направлены не
только на изготовление традиционных биметаллических и многослойных
заготовок, но и на создание пакета технологий соединения готовых деталей
и узлов. Это пионерское направление было признано как особая раз-
новидность процесса и получило название конструкционной СВ. Б.Е. Патон
инициировал также проведение комплекса фундаментальных исследований,
посвященных разработке физической теории процесса и практических
рекомендаций, обеспечивающих высокое качество сварных соединений [29].
При его непосредственном участии разработана оригинальная теория харак-
терного для СВ явления волнообразования на контактной границе, основан-
ная на представлении о возникновении и взаимодействии своеобразных
«бугров» пластической деформации, появляющихся при дозвуковых ско-
ростях точки контакта. Эта теория позволила не только объяснить механизм
образования основных типов получаемых соединений (в частности, причины
появления локальных и развитых расплавов, которые являются местами
скопления образующихся в процессе СВ интерметаллидов), но также
разработать эффективные способы управления процессом, с целью полу-
чения равнопрочных соединений.
Радикальной мерой борьбы с интерметаллидами при сварке разно-
родных материалов явилось использование промежуточных прослоек
металлов, обладающих удовлетворительной взаимной растворимостью с
обоими металлами свариваемой пары. При непосредственном участии
Б.Е. Патона разработаны технологии получения крупногабаритного биме-
талла с сочетанием трудносвариваемых металлов методом непосредствен-
ного плакирования, а также пакет оригинальных схем локальной сварки
взрывом, выполняемой на готовых деталях и изделиях, нашедших
297
ИЗБРАННЫЕ ТРУДЫ
широкое применение в промышленности. Основные положения этих
направлений приведены в монографии [28].
В частности, выполнены уникальные работы по ремонту сваркой
взрывом в цеховых условиях топливного бака универсальной ракетно-
космической транспортной системы «Энергия-Буран», обеспечившие ее
своевременный запуск в космос в 1988 г. Аналогичная технология пере-
дана для использования возможного ремонта в ракетно-космической
системе «Ариан-5» (Франция).
Успешно использована в газотранспортных предприятиях Украины
и России комбинированная технология СВ и дуговой сварки для под-
ключения отводов к магистральным газопроводам под рабочим давлением
без остановки перекачки газа и опорожнения газопровода [29].
В первую очередь следует отметить технологии изготовления свар-
кой взрывом панелей сборных кристаллизаторов для электрошлакового
переплава [30, 31], биметаллических (сталь+титан) трубных досок теп-
лообменников, соединения алюминиевых оболочек кабелей телефонной
связи, приварки медных рельсовых соединителей и соединения много-
жильных проводов на железнодорожном транспорте, технологию СВ
сталеалюминиевых штырей и анододержателей электролизеров алюми-
ния, метод внутреннего плакирования длинномерных трубчатых изделий,
технологию сварки ударной волной магистральных шинопроводов с
помощью миниатюрных зарядов и многие другие [28-31].
Значительный вклад внесен Б.Е. Патоном в решение весьма актуаль-
ной проблемы повышения надежности сварных конструкций. Ему принад-
лежит идея впервые в мировой практике применить с этой целью обработку
сварных соединений металлоконструкций взрывом [28, 35, 36]. Систе-
матические научно-исследовательские работы в этом направлении были
начаты в ИЭС в 1967 г. Уже первые эксперименты показали высокую
эффективность обработки взрывом для повышения выносливости сварных
соединений как с концентраторами напряжений, так и без таковых. При
этом был установлен факт заметного снижения сварочных остаточных
напряжений, влияние которых на служебные свойства конструкций, как
известно, весьма значительно.
Создана физическая теория этого процесса. В ее основу положено
представление о формировании под зарядом ВВ своеобразного напряжен-
но-деформированного следа обработки взрывом, характеризующегося двух-
осными напряжениями сжатия, достигающими предела текучести. Взаимо-
действие напряжений и деформаций в следе с имеющимися в сварном
соединении напряжений и обусловливает снятие исходных остаточных
напряжений. Разработана методика расчета параметров зарядов ВВ, обес-
печивающих снятие сварочных остаточных напряжений до наперед задан-
ного уровня, в том числе создание локальных полей остаточных напряжений
сжатия [37], благоприятно влияющих на целый ряд физико-механических
свойств сварных соединений, включая коррозионно-механическую проч-
ность соединений в щелочных и кислых средах, сопротивляемость усталос-
298
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
тным и хрупким разрушениям, консервацию трещин усталости, повыше-
ние коэффициента прочности соединений нагартованных и термоупроч-
ненных сплавов алюминия и др.
Весьма плодотворным оказалось предложение Б.Е. Патона изыскать
возможность создания с помощью обработки взрывом локальных зон
квазимногослойного строения металла [28], способных эффективно тор-
мозить развитие усталостных трещин на стадии их закритического роста.
Были выполнены всесторонние исследования различных аспектов
положительного воздействия обработки взрывом на служебные свойства
сварных соединений. Наиболее масштабное использование обработка
взрывом нашла на предприятиях Минцветмета и Газпрома [28, 34]. Она
была в свое время запатентована в ряде зарубежных стран и получила
широкое признание.
Особенно значителен вклад Б.Е. Патона в разработку комбиниро-
ванной взрывотермической обработки металла с литой структурой, вклю-
чая сварные швы [28]. Такая обработка позволяет благотворно влиять не
только на прочностные характеристики металла, но также на его плас-
тические свойства (например, на ударную вязкость при пониженных
температурах) и износостойкость при воздействии ударных нагрузок или
в условиях абразивного трения. Б.Е. Патон предложил также произво-
дить предварительную обработку взрывом подлежащих сварке кромок, а
неизбежный нагрев металла при дуговой сварке использовать как свое-
образную термообработку [38]. Этот процесс, названный условно взры-
восварочной обработкой, оказался особенно полезным и эффективным
применительно к дуговой сварке под водой.
Б.Е. Патон явился инициатором проведения в ИЭС, начиная с 1965 г.,
исследований по резке металлов и конструкций взрывом. Основное
внимание было уделено, прежде всего, разработке оригинальных и высоко-
эффективных удлиненных кумулятивных (УКЗ) [33] и удлиненных неку-
мулятивных зарядов взрывчатого вещества (УЗ) в металлической оболочке,
а также гибких так называемых шнуровых кумулятивных зарядов в по-
лимерной оболочке. Конструкция УКЗ, созданная в ИЭС, запатентована в
ряде западных стран. Выполнен большой объем работ, посвященных иссле-
дованию процесса кумуляции, эффективности действия УКЗ на различные
преграды, оптимизации способов надежного инициирования УКЗ и УЗ на
суше и под водой и разработке крупноразмерных кумулятивных зарядов со
сварной оболочкой для подводной резки толстостенных трубчатых конст-
рукций. НИЦ «Металлообработка взрывом» оснащен уникальным обору-
дованием для производства таких зарядов.
Разработанные устройства нашли крупномасштабное применение,
главным образом на газо- и нефтепроводном транспорте [34]. Чрезвычай-
ные работы выполнены во время ликвидации в 1986 г. последствий аварии
на Чернобыльской АЭС, а также при ликвидации в Украине шахтных
пусковых установок стратегических ракет.
299
ИЗБРАННЫЕ ТРУДЫ
Б.Е. Патону принадлежит идея разработки взрывной камеры ори-
гинальной конструкции [32], корпус которой образован отрезками заглу-
шенных с одного конца труб. Опытный образец этой камеры с допуска-
емой массой взрываемых зарядов до 200 кг построен на полигоне НИЦ
«Металлообработка взрывом» и успешно эксплуатируется в настоящее
время. Камера запатентована в Украине и ряде зарубежных стран.
Комплекс научно-исследовательских работ в области сварки взрывом
и результаты их масштабного внедрения в промышленность удостоены
Премии Совета Министров СССР в 1982 г. и премии Ленинского комсомола
в 1985 г.
ПАЙКА
В конце 1960-х гг. по инициативе Б.Е. Патона в ИЭС начались
работы в области пайки, конечным результатом которых явились зна-
чительные достижения в различных областях техники.
Б.Е. Патон внес большой вклад в разработку научных основ ваку-
умной пайки тонкостенных конструкций из нержавеющих сталей
различных классов, которые используются для получения изделий ответ-
ственного назначения (сотовые панели, антенны и др.), для чего созданы
соответствующие технологические процессы и оборудование. Разработан
уникальный комплекс (конструкция, материалы, оборудование) техно-
логического процесса изготовления нового типа аэродинамических по-
верхностей — решетчатых рулей современных ракет. В работе [39] отмече-
но, что создание сварнопаяных решеток послужило толчком к решению
кардинальных проблем развития авиации и ракетостроения (создание свер-
хтяжелых самолетов, дирижаблей, развитие других оригинальных идей).
Эта работа удостоена Государственной премии УССР.
На той же научной базе созданы технология вакуумной пайки
многослойных высокоэффективных пластинчато-ребристых теплооб-
менников для авиационной промышленности, а также технология пайки
компактных теплообменников для автомобильной промышленности.
Особая заслуга принадлежит Б.Е. Патону в области применения
пайки в космосе. Под его руководством был подготовлен и успешно
осуществлен эксперимент по пайке на околоземной орбите (станция
«Салют-7», космонавты Л. Кизим и В. Соловьев) [40]. Полученные
результаты позволили оценить различия в поведении расплава припоя на
Земле и в невесомости. Этот эксперимент получил высокую оценку
американских ученых, работающих в НАСА.
В 1970-х гг. в ИЭС разработаны оригинальные составы бессеребря-
ных припоев [41], которые успешно заменяют традиционные припои на
основе серебра, что обеспечивает значительный экономический эффект.
Созданы пасты и композиционные припои для пайки узлов электронной
техники. Введена в эксплуатацию производственная база для выпуска
таких материалов.
300
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Большой объем работ выполнен в рамках международного проекта
ТОКОМАК. Разработаны припои и технология пайки разнородных
соединений дивертора установки термоядерного синтеза (дисперсно-уп-
рочненная медь-вольфрам и графит-молибден). Получены данные о
работоспособности разнородных паяных соединений в условиях жестких
термоциклических нагрузок и нейтронного облучения.
На основе фундаментальных исследований разработан реактивный
флюс для пайки алюминия, который не имеет аналогов в мировой
практике и позволяет проводить процесс пайки без введения припоя.
Разработаны технология и материалы для п^йки алюминидов титана, для
чего построены диаграммы плавкости систем Ti-Zr-Fe и Ti-Zr-Mn.
В ИЭС разработан способ автовакуумной пайки крупногабаритных
конструкций [42, 43], позволяющей паять изделия, размер которых
ограничивается лишь возможностями термического оборудования. Метод
применен, в частности, при создании сосудов (массой до 100 т) для
перевозки отработанного ядерного топлива.
По инициативе и под руководством Б.Е. Патона в ИЭС разрабаты-
вается современная технология изготовления долот для добычи рассеянного
метана на шахтах Донецкого бассейна. Первые испытания в условиях шахты
им. Засядько показали, что создан отечественный инструмент на уровне
лучших мировых образцов, позволяющий отказаться от закупок за рубежом.
1. Патон Б.Е., Лебедев В.К. Электрооборудование для контактной сварки. — М.: Машиностро-
ение, 1969. — 440 с.*
2. Патон Б.Е., Кучук Яценко С.И., Поповский О.В. Игнитронные регуляторы стыковой сварки
// Автомат, сварка. — 1957. — № 1. — С. 55-62.
3. А. с. 203110 СССР, МПК В 23 К 11/24. Способ автоматического управления машиной для
контактной стыковой сварки оплавлением / Б.Е. Патон, О.В. Поповский, С.И. Кучук-
Яценко. — Опубл. 28.09.67; Бюл. № 20.
4 Контактная сварка магистральных трубопроводов / Б.Е. Патон, Г.В. Горбунов, В.К. Лебедев
и др. // Автомат, сварка. — 1957. — № 6. — С. 19-27.
5. Комплекс «Север» для контактной стыковой сварки неповоротных стыков труб больших
диаметров / Б.Е. Патон, В.К Лебедев, С.И. Кучук-Яценко и др. // Там же. — 1979. —
№ 11. - С. 41-45.»
6. А. с. 966896 СССР, МПК В 23 К 31/06, В 23 К 37/04. Поточная линия для сборки и стыковой
электроконтактной сварки труб в нитку магистрального трубопровода / В.Е. Щербина, Б.Е.
Патон, О.М. Иванцов и др. — 1981 г. (не подлежит публикации).
7. А. с. 818788 СССР, МПК В 23 К 11/04. Машина для контактной стыковой сварки труб / Б.Е.
Патон, В.Е. Щербина, В.К. Лебедев и др. — Опубл. 07.04.81; Бюл. № 10.»
8. А. с. 792307 СССР, МПК Н 01 F 31/06. Трансформатор / Б.Е. Патон, В.К. Лебедев, С.И.
Кучук-Яценко и др. — Опубл. 30.12.80; Бюл. № 48.
9. А. с. 904004 СССР, МПК Н 01 F 31/00, В 23 К 11/24. Кольцевой трансформатор / Б.Е. Патон,
В.К. Лебедев, С.И. Кучук-Яценко и др. — Опубл. 07.02.82; Бюл. № 5. •
10. А. с. 129758 СССР, МПК 21 Н 29/10. Машина для контактной стыковой сварки рельсов / Б.Е.
Патон, В.К. Лебедев, В.А. Сахарнов, С.И. Кучук-Яценко. — Опубл. 03.04.60; Бюл. № 13. *
11. А. с. 239453 СССР, МПК В 23 К. Машина для контактной стыковой сварки / Б.Е. Патон, В.К.
Лебедев, В.А. Сахарнов и др. — Заявлено 26.04.68 (не подлежит публикации).
12. А. с. 761185 СССР, МПК В 23 К 11 /04. Машина для контактной стыковой сварки / Б.Е. Патон,
В.К. Лебедев, В.А. Сахарнов и др. — Опубл. 07.09.80; Бюл. № 33.»
13. Патон Б.Е., Поповский О.В. Игнитронный прерыватель с автоматическим устройством для
устранения постоянной составляющей тока // Автомат, сварка. — 1955. — № 6. — С. 42-48.
14. Патон Б.Е. Программно^ и кибернетическое регулирование сварочных процессов // Там
15. Патон Б.Е., Гродецкий Ю.С. Программирование сварочных процессов // Там же. — 1959. —
16. Патон Б.Е., Гавриш В. С. Оптимальная система регулирования энергетических параметров
точечной и шовной сварки // Там же. — 1961. — № 4. — С. 18-24.
301
ИЗБРАННЫЕ ТРУДЫ
17. Патон Б.Е., Гавриш В.С., Гродецкий Ю.С. Универсальное программирующее устройство //
Там же. - № 7. - С. 15-20.
18. Патон Б.Е., Гавриш В.С., Гродецкий Ю.С. Программирующее устройство на декатронах //
Там же. — 1962. — № 5. — С. 1-4.
19. Патон Б.Е., Подола Н.В. Новые схемы автоматического управления и регулирования машин
для контактной сварки // Там же. — № 10. — С. 1-8.
20. Патон Б.Е. Дальнейшее развитие систем автоматического управления и регулирования свароч-
ных процессов // Там же. — 1963. — № 5. — С. 1-6.
21. Патон Б.Е., Гавриш В.С.. Гродецкий Ю.С. Безинерционные схемы автоматического регули-
рования процессов контактной сварки // Там же. — С. 7-10.
22. А. с. 163685, МПК 21 Н 29/20. Способ автоматического регулирования режима контактной
сварки / Б.Е. Патон, В.С. Гавриш, Ю.С. Гродецкий. — Опубл. 22.07.64; Бюл. № 13.
23. Автоматизация экспериментальных исследований сварочных процессов / Б.Е. Патон, Н.В.
Подола, В.И. Скурихин и др. // Автомат, сварка. — 1970. — № 6. — С. 1-6.
24. Патон Б.Е., Подола И.В., Руденко П.М. Автоматизированная система для экспериментальных
исследований сварочных процессов на основе ВК М-6000 // Там же. — 1977. — № И. —
С. 36-41.*
25. Математическое моделирование сварочных процессов для создания систем прогнозирования
качества соединений и оптимального управления / Б.Е. Патон, Н.В. Подола, В.Г. Квачев,
А.А. Урсатьев // Там же. — 1971. — № 7. — С. 1-5.*
26. Paton В.Е., Podola N.V. Automatic resistance welding control system base on statistical models
// IIW Public session. — Bratislava, 1979. — P. 148-156.
27. Оценка качества контактной сварки с помощью нейронных сетей / Б.Е. Патон, Н.В. Подола,
В.С. Гавриш, В.В. Лукович // Автомат, сварка. — 1998. — № 12. — С. 3-10.*
28. Петушков В.Г. Применение взрыва в сварочной технике / Под ред. Б.Е. Патона. — Киев:
Наук, думка, 2005. — 753 с.
29. А. с. 712 023 СССР, ПК В 23 К 9/02, В23 k 28/02, F16L 41/04, В23 К 20/00. Способ ремонта
газопровода под давлением / Б.Е. Патон, В.А. Динков, В Г. Петушков и др. (не подлежит
опубликованию).
30. А. с. 391 794 СССР, ПК В 23 К 19/00. Способ изготовления сваркой взрывом деталей с
внутренними полостями / Б.Е. Патон, Б.И. Медовар, В.Г. Петушков и др. (не подлежит
опубликованию).
31. А. с. 429 690 СССР, ПК С21 С 5/56. Водоохлаждаемый элемент / Б.Е. Патон, Б.И. Медовар,
В.Г. Петушков и др. (не подлежит опубликованию).
32. А. с. 410 611 СССР, ПК В 23 К 19/00. Камера для взрывной обработки металлов / Б.Е. Патон,
В.М. Кудинов, В.Г. Петушков и др. (не подлежит опубликованию).
33. А. с. 1 046 599 СССР, ПК F 42 В 1/02. Удлиненный кумулятивный заряд / Б.Е. Патон, В.М.
Кудинов, В.Г. Петушков и др. — Опубл. 08.06.83; Бюл. № 37.
34. А. с. 1.053 414 СССР, ПК В 23 К 28/00. Способ предотвращения лавинных разрушений
магистральных газопроводов / Б.Е. Патон, В.М. Кудинов, В.Г. Петушков и др. (не подлежит
опубликованию).
35. А. с. 600 961 СССР, ПК В 23 D 28/00. Способ снятия остаточных сварочных напряжений в
кольцевых швах труб / Б.Е. Патон, В.М. Кудинов, В Г. Петушков и др. (не подлежит
опубликованию).
36. А. с. 733 160 СССР, ПК В 21 D 26/06. Способ упрочнения изделий взрывом / Б.Е. Патон,
В.М. Кудинов, В.Г. Петушков и др. (не подлежит опубликованию).
37. А. с. 966 979 СССР, ПК F 42 В 1/00. Способ остановки роста трещин преимущественно в
магистральных трубопроводах / Б.Е. Патон, В.М. Кудинов, В.Г. Петушков и др. (не подлежит
опубликованию).
38. А. с. 1 292 293 СССР, ПК В 23 К 33/00. Способ подготовки изделий под сварку плавлением /
Б.Е. Патон, В.Г. Петушков, В.М. Кудинов и др. (не подлежит опубликованию).
39. Патон Б.Е. О творческой школе С.М. Белоцерковского // Решетчатые крылья в ракетострое-
нии, космонавтике, авиации. — М.: Новый Центр, 2007. — С. 379-380.
40. Космос: технология, материаловедение, конструкции: Сб. науч, трудов / Под ред. Б.Е.
Патона. — Киев: ИЭС им. Е.О. Патона, 2000. — 528 с.
41. Патон Б.Е., Россошинский А.А. Некоторые вопросы дальнейшего развития технологии пайки
//^ Современные методы пайки: Сб. науч, трудов. — Киев: ИЭС им. Е.О. Патона, 1982. —
42. Самопроизвольная очистка металла от окисных пленок / Б.Е. Патон, Б.И. Медовар,
И.В. Кирдо и др. // Докл. АН СССР. - 1964. - 159, № 1. - С. 72-73.
43. О растворении газов воздуха в твердом металле в процессе самопроизвольной очистки его
поверхности / Б.Е. Патон, Б.И. Медовар, Г.А. Бойко и др. // Там же. — 1968. — 181,
№ 1. - С. 779.
Отмеченные звездочкой работы приведены в оригинале в конце раздела.
302
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
ЭЛЕКТРООБОРУДОВАНИЕ ДЛЯ КОНТАКТНОЙ
СВАРКИ. ЭЛЕМЕНТЫ ТЕОРИИ*
Б.Е. Патон, В.К. Лебедев
Глава 2 . ВТОРИЧНАЯ ЦЕПЬ КОНТАКТНОЙ МАШИНЫ
§ 4. Конструкции вторичных цепей
Вторичная цепь, или вторичный контур, сварочной машины представляет
собой систему проводников, соединяющих сварочный трансформатор с
электродами машины. Размеры и конструкция вторичного контура опре-
деляют технологические возможности машины и ее энергетические пока-
затели. Чем дальше трансформатор от электродов машины (рис. 2.1) и
значительней расстояние между токоведущими элементами, тем больше
размеры деталей или узлов, которые можно сваривать, пользуясь ма-
шиной. Следовательно, увеличение площади, охватываемой контуром,
позволяет расширить области применения машины. Однако стремление
к увеличению размеров вторичного контура влечет за собой повышение
его сопротивления, а следовательно, и мощности, необходимой для сварки
деталей заданной толщины. Поэтому размеры вторичного контура долж-
ны иметь разумные пределы.
Для того чтобы снизить по
возможности мощность, потребля-
емую машиной, вторичные конту-
ры иногда конструируют так,
чтобы можно было регулировать
как расстояние между трансфор-
матором и электродами — вылет,
так и расстояние между токове-
дущими элементами по вертика-
ли — раствор. Наибольшее расп-
ространение получили машины
для точечной и рельефной сварки
с регулируемым раствором и пос-
тоянным вылетом.
Рис. 2.1. Вторичная цепь точечной машины:
/ — трансформатор; 2 — электроды;
3 — гибкая перемычка; 4 — плита для
регулирования раствора
’Патон Б.Е., Лебедев В.К. Электрооборудование для контактной сварки. Элементы теории. — М.:
Машиностроение, 1969. — С. 46-57.
303
ИЗБРАННЫЕ ТРУДЫ
Рис. 2.2. Гибкие перемычки: а — набранные из отдельных листов фольги; б — витые;
в — с гибкими многожильными проводами
При минимальной площади, охватываемой контуром, машина поз-
воляет получить наибольший сварочный ток. При максимальной площади
ток меньше, но представляется возможность сваривать детали больших
размеров.
Вторичный контур сварочной машины состоит из жестких и гибких
элементов. Последние необходимы для того, чтобы обеспечить возмож-
ность движения электродов во время работы машины. Часто вместо
жестких элементов применяют гибкие для того, чтобы упростить сборку
контура, снизить требования к точности изготовления элементов, а также
для того, чтобы упростить регулирование размеров контура.
Жесткие элементы выполняют из медного проката, отливают из меди
или бронзы, обладающей достаточно высокой проводимостью. Гибкие эле-
менты изготовляют из медной фольги: (рис. 2.2, а, 6} или круглых гибких
проводов (рис. 2.2, в), состоящих из большого количества тонких проволок.
Элементы из фольги изготовляют наборными и витыми. Наборный
элемент представляет собой пакет из прямоугольных листов фольги,
изогнутый в свободном состоянии по требуемой форме. Концы пакета
засверливают и прикрепляют к жестким элементам с помощью шпилек.
В редких случаях концы наборных элементов припаивают к массивным
частям. Гибкие провода главным образом припаивают. Для того чтобы
упростить операцию пайки, исключить возможность затягивания припоя
в провод, концы проводов обжимают медными втулками и затем к
обжатым концам на стыковой машине приваривают небольшие медные
цилиндры (рис. 2.2, в). В массивных же частях предусматривают глухие
отверстия, в которые вводят цилиндрики. Паяное соединение получается
между цилиндриками и массивной деталью.
Наименее надежной частью вторичного контура сварочной машины
являются разъемные соединения. Поэтому количество их должно быть
минимальным, а расположение удобным для периодического контроля.
Особенно опасны для контактов перегревы. Поэтому следует стремиться
к тому, чтобы контактирующие элементы хорошо охлаждались. Там, где
это возможно, массивные части у контактов должны иметь внутреннее
304
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 2.3. Скользящие контакты: а — в виде подшипника скольжения; б и в — то же,
разгруженного от механической нагрузки (1 и 2 — шариковые подшипники)
водяное охлаждение. Большой эффект дает серебрение контактирующих
поверхностей.
В роликовых машинах наиболее уязвимым местом являются сколь-
зящие контакты (рис. 2.3). Для машин малой мощности, предназначае-
22-8-1437
305
ИЗБРАННЫЕ ТРУДЫ
мых для сварки неответственных деталей, допустимы простейшие сколь-
зящие контакты, выполняемые в виде подшипников скольжения (рис. 2.3, а).
В машинах средней и большой мощности скользящие контакты большей
частью не используются для передачи механического усилия на ролик
(рис. 2.3, б, в). Ток передается через подшипники скольжения, в которых
одна из половин прижимается к другой со строго определенным усилием,
создаваемым несколькими пружинами. Благодаря такой конструкции до-
стигается более или менее стабильное сопротивление контакта. Хорошие
результаты дает облицовка рабочих элементов контакта серебром.
Известен ряд конструкций электрического соединения неподвижных
частей машины с вращающимися с помощью легкоплавких металлов и
сплавов. Такие конструкции еще не получили распространения. Однако
не исключено, что для машин большой мощности жидкостные контакты
после соответствующей конструктивной проработки станут наиболее эф-
фективными подобно тому, как щеточные контакты были вытеснены
жидкостными в мощных униполярных машинах.
В подвесных машинах для точечной сварки наиболее ответствен-
ными элементами вторичного контура являются гибкие кабели, с по-
мощью которых рабочий инструмент — клещи присоединяются к не-
подвижно установленному или подвешенному понижающему трансфор-
матору. Кабель должен быть достаточно легким и гибким, чтобы сварщик
не переутомлялся, непрерывно работая клещами в течение смены. Поэ-
тому для подвода тока к клещам применяются водоохлаждаемые кабели,
работающие при очень высоких плотностях тока, иногда до 100 А/мм2.
Используются кабели с одним многожильным проводом или с не-
сколькими (рис. 2.4). Последние называются бифилярными, поскольку
параллельные провода образуют прямую и обратную цепь для тока.
Бифилярные кабели обладают малым реактивным сопротивлением. Элек-
тродинамические силы, действующие на провода, взаимно компенси-
руются, и сварщик их практически не ощущает.
Подвод тока двумя кабелями менее совершенен, так как индук-
тивность их даже при плотной связке значительно больше индуктивности
бифилярного кабеля. Электродинамические силы расталкивают кабели,
и сварщик ощущает толчки при включении тока. Тем не менее, подвод
тока к клещам двумя раздельными кабелями получил широкое распрос-
транение главным образом благодаря
Рис. 2.4. Поперечные сечения бифилярных ка-
белей для подвесных машин
большой гибкости проводов и более
простому подключению их к элек-
трической цепи и системе охлажде-
ния. Повышенное реактивное сопро-
тивление сравнительно слабо отража-
ется на полном сопротивлении вто-
ричной цепи в связи с тем, что значи-
тельно ее активное сопротивление.
306
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
В машинах для стыковой сварки вто-
ричный контур обычно не используется
для размещения тех или иных частей
свариваемых деталей (рис. 2.5). Поэтому
размеры вторичного контура определяют-
ся возможностью обеспечения надежной
защиты трансформатора от частиц горяче-
го металла, вылетающих из зоны сварки.
Изоляционное расстояние между элемен-
тами контура, находящимися под разными
потенциалами, определяется по заданному
ходу подвижной части машины, а также из
условия предотвращения перекрытий че-
рез пыль и окалину, скапливающиеся на
изоляционных прокладках.
Рис. 2.5. Вторичный контур стыковой
машины МСМУ-150
§ 5. Расчеты параметров вторичных цепей
Ниже рассматривается вторичная цепь без сварочного трансформа-
тора. Расчет сопротивления короткого замыкания трансформатора при-
веден в гл. 8.
Вторичный контур любой контактной машины настолько сложен для
расчета, что в лучшем случае можно говорить лишь о приближенной
оценке величины сопротивления контура, а не о достаточно точном и
обоснованном определении его.
Нельзя считать, что плотность тока по сечениям проводников расп-
ределяется равномерно. Вытеснение переменного тока к поверхности
проводника (поверхностный эффект), взаимное влияние проводников на
распределение токов в них (эффект близости, кольцевой эффект),
наличие ферромагнитных масс в непосредственной близости к про-
водникам — все это оказывает большое влияние как на активное, так и
на реактивное сопротивление вторичного контура. Учесть эти явления
при расчете реальных конструкций практически невозможно. Даже для
более простых массивных электрических цепей, состоящих из бесконечно
длинных параллельных проводников, расчеты довольно сложны [125].
В рассматриваемом случае поля не плоскопараллельные, а трехмерные.
Возможно, что в дальнейшем расчеты подобного рода массивных
электрических цепей будут производиться с помощью вычислительных
машин. Пока же наиболее надежным способом предварительного опреде-
ления параметров вторичного контура контактной машины следует
считать непосредственное измерение сопротивления геометрически подоб-
ной модели, изготовленной из тех же материалов, что и контуры.
В соответствии с критерием 771 (см. § 3) измерения должны быть
проведены при частоте тока, обратно пропорциональной квадрату соот-
22*
307
ИЗБРАННЫЕ ТРУДЫ
ношения линейных размеров модели и натуры. В лабораторных условиях
моделирование обычно не сопряжено с какими-либо затруднениями и дает
наиболее надежные результаты. На моделях сравнительно просто про-
верить влияние изменения отдельных размеров и конфигурации элемен-
тов конструкции.
В литературе можно найти описания различных эмпирических и
полуэмпирических приемов, нашедших применение для ориентировочно-
го определения сопротивления вторичных цепей контактных машин. Во
всех случаях расчеты производятся без учета влияния эффекта близости.
При определении активного сопротивления отдельные элементы контура
рассматриваются как одиночные бесконечно длинные проводники. Со-
противление подсчитывается по формуле
где kn — коэффициент поверхностного эффекта, kn > 1; р — удельное
электросопротивление; I, S — длина и поперечное сечение рассматрива-
емого элемента.
Коэффициент поверхностного эффекта обычно задают в функции
критерия подобия Л1? записанного в видоизмененной форме [79]:
Р =
Яо-1О9’
где f — частота; Rq — сопротивление 1 см проводника постоянному току
в омах.
На рис. 2.6 приведены зависимости kn для проводников круглого и
прямоугольного сечений от параметра р и коэффициента формы, равного
отношению большей стороны к меньшей.
При определении сопротивления гибких элементов из фольги сле-
дует иметь в виду, что если концы этих элементов не монолитны, т. е.
пластинки фольги не сварены или не спаяны между собой, то контактное
сопротивление между пластинами оказывает большое влияние на распре-
деление тока в элементе и на сопротивление его.
Можно показать [74], что при одностороннем подводе тока
(рис. 2.7) сопротивление перемычки
^2RkR„
th(km) ’
(2.1)
где Rn = pl/ЪН — сопротивление одного листка фольги длиной /,
толщиной 8 и шириной Н; RK — переходное сопротивление между
соседними листками фольги;
k = ^2 Rx/Rn,
тп — толщина набора
перемычки.
308
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
сечений при различных значениях коэффициента формы [79]
Увеличение количества пластинок сверх определенного предела
[th(^7w) = 1] не дает снижения сопротивления. При одностороннем
подводе тока этот предел
и минимальное сопротивление пакета
Ориентировочно можно считать, что при стягивании пакета одной
шпилькой М10 или Ml2 сопротивление 7?к = 2...3 мкОм.
309
ИЗБРАННЫЕ ТРУДЫ
Рис. 2.8. Гибкая перемычка с
перекрестным подключением
Сопротивление RK в первом приближении обратно пропорционально
числу шпилек, т. е., если пакет стягивается, например, пятью шпильками,
то RK = 1/5 (2...3) мкОм.
При двустороннем подводе тока к пакету или при использовании
проводящих шпилек число N может быть увеличено вдвое. Сопротивление
элемента при этом уменьшится также почти вдвое. Двухкратное число
пластин может быть принято и для витого пакета (см. рис. 2.2, б).
Следует избегать соединений с перекрестным подключением гибких
перемычек (рис. 2.8). Такие перемычки должны иметь монолитные концы
для подключения к массивным элементам либо надежные устройства,
обеспечивающие двусторонний подвод тока к пакету, или, наконец, пакет
должен быть выполнен витым.
Значение RK не остается постоянным при эксплуатации машины и
всегда стремится к возрастанию. Поэтому там, где это возможно, следует
сваривать концы гибких перемычек, тем более, что эта операция просто
осуществляется на обычных точечных машинах.
При расчетном определении активного сопротивления машины сле-
дует учитывать переходные сопротивления между различными элемен-
тами вторичного контура. По данным завода «Электрик», среднее зна-
чение переходного сопротивления одного неподвижного контакта
принимается равным 2...8 мкОм (чаще порядка 3 мкОм), а подвижного
8...20 мкОм [ИЗ].
Реактивное сопротивление вторичного контура сварочной машины
часто определяют по графику (рис. 2.9), построенному по опытным
данным завода «Электрик» на основании измерений ряда контуров с
различным раствором и вылетом [4]. Как видно из графика, реактивное
сопротивление при частоте 50 Гц приблизительно пропорционально квад-
ратному корню из площади, охватываемой контуром. Ясно, что ре-
активное сопротивление зависит не только от площади, охватываемой
контуром, но и от размеров и конфигурации токоведущих элементов.
Поэтому график (см. рис. 2.9) может дать лишь сугубо ориентировочное
310
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 2.9. Зависимость реактивного
сопротивления вторичного контура
сварочной машины от площади 5,
охватываемой контуром
Рис. 2.10. Вторичный контур машины,
разделенный на участки для расчета
реактивного сопротивления
значение реактивного сопротивления.
Несколько более близкие к истине
результаты дает способ, разработан-
ный Л.В. Глебовым [26]. Способ не
имеет строгого обоснования и не соот-
ветствует общепринятой методике
расчета индуктивностей проводов и контуров. Тем не менее, способ
Л.В. Глебова удобен для практического применения.
Расчету предшествует разделение контура на участки, состоящие из
отрезков «прямого» и «обратного» проводов одинаковой длины и распо-
ложенных строго друг против друга, как это показано, например, на
рис. 2.10 (участки обозначены римскими цифрами). В пределах участка
поперечные сечения элементов должны быть постоянными. Реактивное
сопротивление вычисляется по формуле
х = Ех,/,-,
где Xi — индуктивное сопротивление единицы длины г-го участка, равное
со£г-; Ц — длина г-го участка.
Значения Lf рекомендуется определять по кривым, полученным
опытным путем при 50 Гц (рис. 2.11).
Для машин, рассчитанных на работу при повышенных или понижен-
ных частотах, полученное в результате расчета реактивное сопротивление
следует умножить на отношение //50. Такой пересчет не совсем
правилен, так как изменение частоты отражается на распределении токов
в проводниках, а следовательно, и на индуктивности контура. Однако
для ориентировочных расчетов, не преследующих высокой точности,
такой пересчет допустим.
В стыковых машинах, особенно специализированных, расстояние
между токоведущими элементами обычно невелико и ширина их
значительна. Это обстоятельство позволяет произвести ориентировочный
расчет сопротивления короткого замыкания машины, причем результаты
расчета будут заведомо несколько отличаться в большую сторону. До-
311
ИЗБРАННЫЕ ТРУДЫ
Рис. 2.11. Зависимость
индуктивности на единицу длины от
соотношения размеров токоведущих
частей: а — для прямоугольных;
б — для круглых проводников;
в — для сочетания
круг-прямоугольник; г — для
цилиндрического проводника
ограниченной длины
312
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 2.12. Расчетная схема
пустим, ЧТО С обеих сторон вплотную КО
вторичному контуру прилегают ферромаг-
нитные массы с магнитной проницаемостью
р, = оо (рис. 2.12). Тогда магнитное поле в
объеме, охватываемом контуром, станет
только функцией координаты х, и распре-
$пр
Рис. 2.13. К расчету сопротивления
вторичного контура стыковой машины
деление его будет близко к трапецеидальному. При таких условиях расчет
активного и реактивного сопротивлений не вызывает каких-либо затруд-
нений. Активное сопротивление можно найти по формуле
R = ZRj + lRiK,
где Rj = pi li/himj — сопротивление г-го элемента; Ц — длина г-го элемента;
Pi — удельное электросопротивление; Л,, тщ — поперечные размеры
(рис. 2.12); RiK — переходное сопротивление между элементами.
Вследствие эффекта близости в массивных проводниках проводит ток
только та часть, которая обращена внутрь контура. В первом приближении
в расчет можно принимать слой, равный глубине проникновения тока:
Если mi > А, то вместо mi подставлять А.
Реактивное сопротивление вычисляется по упрощенной формуле:
Ге , 1 е' , 1
X , о + _ дпр + „
где 5 — площадь, охватываемая контуром; 5„р — площадь продольного
сечения той части контура, где глубина проникновения тока А больше
толщины проводников; SnP — площадь продольного сечения проводящей
части тех проводников, толщина которых больше глубины проникновения
тока (рис. 2.13); h — средний поперечный размер контура. Показанная
на рис. 2.13 площадь
•$пр *$пр + *^пр
4. Ахун А.И. Контактные электросварочные машины. — М.;Свердловск: Машгиз, 1953.
26. Глебов Л.В. К расчету индуктивности вторичных контуров машин для контактной сварки //
Автомат, сварка. — 1964. — № 7.
74. Лебедев В.К., Сидоренко М.Н. О сопротивлении гибкой перемычки // Там же. — 1968. —
№ 6.
313
ИЗБРАННЫЕ ТРУДЫ
79. Мукосеев Ю.Л. Распределение переменного тока в токоподводах. — М.;Л.: Госэнергоиздат,
113. Рысъкова З.А. Трансформаторы для контактных электросварочных машин. — М.;Л.: Госэнер-
гоиздат, 1963.
125. Тозони О.В. Многофазные промышленные тоководы: Справ. — Киев: Наук, думка, 1966.
Глава 5 . УПРАВЛЕНИЕ ПРОЦЕССОМ
СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ
§ 21. Параметры режима сварки
и возмущающие воздействия
Процесс стыковой сварки оплавлением в общем случае включает в себя
три стадии: подогрев методом сопротивления, оплавление и осадку. Во
время первых двух стадий торцовые части свариваемых заготовок нагре-
ваются. Сварное соединение образуется при пластической деформации
разогретых торцов заготовок (осадке).
Часто стыковая сварка производится без стадии подогрева — непре-
рывным оплавлением. Однако такой процесс не всегда возможен. Если
поперечное сечение свариваемых деталей велико, а сопротивление свароч-
ной машины значительно, то без предварительного подогрева металла
оплавление осуществить не удается. Для оплавления предварительно подог-
ретого металла требуется меньшая мощность, и подогрев в таких случаях
используется как средство, обеспечивающее возможность оплавления.
Предварительный подогрев иногда служит как технологический
прием для расширения зоны разогрева металла. При непрерывном оплав-
лении основная часть энергии выделяется в узкой области, непосредст-
венно прилегающей к торцам свариваемых деталей. Нагрев удаленных
от оплавляемой поверхности объемов металла происходит главным обра-
зом вследствие теплопроводности. При предварительном подогреве со-
противлением источники выделения энергии рассредоточены и зона
разогрева охватывает почти полностью объем металла, находящегося
между зажимными губками сварочной машины.
Предварительный подогрев методом сопротивления часто применя-
ют при сварке деталей с небольшим поперечным сечением с целью
повышения производительности труда. При сварке таких деталей в
условиях практически неограниченной мощности требуемый подогрев
деталей легко получить методом сопротивления за более короткое время,
Патон Б.Е., Лебедев В.К. Электрооборудование для контактной сварки. Элементы теории. — И.:
Машиностроение, 1969. — С. 202-226.
314
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
ППППППП
_________Подогрев______
Оплавление
Рис. 5.1. Зависимость I = f(.t) — стыковая
сварка с предварительным прерывистым
подогревом
чем методом оплавления. В большин-
стве случаев подогрев производится
при повторно-кратковременном про-
текании тока (рис. 5.1).
Прерывание тока необходимо
для того, чтобы избежать возможных
местных перегревов металла. Детали
перед сваркой не имеют, как правило,
ровных торцовых поверхностей и ус-
тановка их в машину не может быть очень точной. Поэтому детали
контактируют, особенно в начале, по отдельным небольшим площадкам,
что приводит к неравномерности нагрева металла. Этому же способствуют
характерные для переменного тока поверхностный эффект и эффект
близости. Благодаря периодическому прерыванию тока достигается вы-
равнивание температуры нагрева по поперечному сечению деталей.
Прерывание тока может производиться либо путем разрыва свароч-
ной цепи при возвратно-поступательном движении одной из деталей, либо
путем периодического отклонения первичной обмотки трансформатора от
сети. Второй способ применяется очень редко, так как требует точной
подготовки торцов деталей под сварку. Первый способ в этом отношении
практичнее.
Режим предварительного подогрева можно характеризовать следую-
щими основными параметрами: напряжением холостого хода сварочного
трансформатора, сопротивлением машины, усилием сжатия свариваемых
деталей во время протекания по ним тока, длительностью импульса тока,
паузой между очередными замыканиями и общим временем. Влияние
параметров режима на тепловое поле в деталях такое же, как и при любом
другом способе сварки, при котором используется нагрев методом
сопротивления. Программа предварительного подогрева чаще всего зада-
ется и воспроизводится с помощью реле времени или устройств подобного
назначения. Введение в систему управления регуляторов с обратными
связями по тем или иным величинам позволяет автоматически уста-
навливать в зависимости от условий сварки общее время подогрева,
мощность или энергию с целью получения заранее выбранного теплового
поля к моменту начала оплавления.
Проблема стабилизации теплового поля, получаемого в результате
предварительного подогрева методом сопротивления, не имеет удовлет-
ворительного решения. Решение этой проблемы усложняется тем, что
распределение температуры по поперечному сечению деталей, несмотря
на повторно-кратковременный характер протекания тока, в значительной
мере зависит от подготовки торцов деталей под сварку и точности
установки их в машине. В этом состоит один из существенных недостатков
предварительного подогрева методом сопротивления.
Предварительному подогреву присущи и другие серьезные недо2
статки, ограничивающие области применения стыковой сварки оплав-
315
ИЗБРАННЫЕ ТРУДЫ
лением деталей с большим поперечным сечением. К их числу следует
отнести низкие энергетические показатели стыковых машин. По мере
увеличения площади поперечного сечения деталей электрический КПД
машин, представляющий собой отношение сопротивления деталей к
полному активному сопротивлению сварочной цепи, падает, снижается и
коэффициент мощности. Поэтому мощность машин с увеличением пло-
щади поперечного сечения деталей быстро растет, а производительность
падает. Предварительному подогреву присущи и технологические недо-
статки. Во многих случаях прерывистый подогрев дает чрезмерно ши-
рокую зону разогрева металла, в результате чего снижаются механические
свойства сварного соединения и неэффективно используется затраченная
на сварку энергия.
Все это привело к поискам путей, которые позволили бы использо-
вать для сварки деталей с большим поперечным сечением метод непре-
рывного оплавления. Первая задача, которую необходимо было разре-
шить, сводилась к обеспечению устойчивости непрерывного оплавления
деталей с большим поперечным сечением. Отчасти решение этой задачи
освещено в гл. 2, где описаны способы снижения сопротивления корот-
кого замыкания машин. Способ повышения устойчивости оплавления —
введение в систему управления машиной устройств с корректирующими
обратными связями — описан ниже. Вторая задача — изыскание путей
расширения зоны разогрева металла при непрерывном оплавлении —
также разрешена выбором рационального режима оплавления и повы-
шением термического КПД этого процесса.
Режим непрерывного оплавления определяется скоростью относи-
тельного перемещения деталей vn, равной приблизительно скорости
оплавления г?опл (эти два понятия в дальнейшем отождествляются),
вторичным напряжением холостого хода трансформатора, сопротивле-
нием машины, вылетом деталей и припуском на оплавление.
Наиболее существенное влияние
на тепловое поле в деталях оказывает
скорость оплавления. Чем больше ско-
рость, тем выше градиент температур-
ного поля и температура в объемах,
непосредственно прилегающих к оп-
лавляемым поверхностям (рис. 5.2).
При сварке тонкостенных деталей от-
носительное перемещение деталей
производят по закону (рис. 5.3), кото-
рый в первом приближении может
быть описан простейшей степенной
функцией S = atn, где обычно 1 < п <
< 2. Коэффициент а и показатель сте-
пени п подбирают опытным путем.
Рис. 5.2. Зависимость температуры 6 от
расстояния х (х = 0 — поверхность
оплавления) при разных скоростях и
одинаковых припусках
316
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 5.3. Графики перемещения 5 = f(t)
и скорости v„ = <p(t) при оплавлении с
ускорением
Оплавление с ускорением позволя-
ет за минимальное время достичь темпе-
ратуры плавления на торцовых поверх-
ностях свариваемых деталей. Однако
постепенное увеличение скорости оплав-
ления приводит к сокращению зоны ра-
зогрева металла, поэтому ускоренное
оплавление рационально только для де-
талей небольшой толщины. Для толстос-
тенных деталей требуется значительная
пластическая деформация, которая воз-
можна лишь при широкой зоне разогре-
ва металла. Ускоренное оплавление в
данном случае нерационально. Наиболее
широкую зону разогрева можно по-
лучить при малой, неизменяющейся во времени, скорости оплавления.
Как показывает опыт, для углеродистых и низколегированных сталей эта
скорость обычно составляет 0,15...0,25 мм/с.
Для повышения температуры металла на оплавляемых поверхностях
и создания достаточно высокого давления паров, препятствующих про-
никновению воздуха в искровой промежуток, конечная стадия оплав-
ления должна производиться при высоких скоростях (рис. 5.4). Про-
должительность этой стадии должна быть небольшой, иначе чрезмерно
сократится зона разогрева и пластическая деформация металла окажется
недостаточной для получения сварного соединения высокого качества.
Особенно опасны в заключительной стадии нарушения устойчивости
оплавления или перерывы в протекании тока через сварочную цепь, так
как нарушения такого рода обычно труднообнаруживаемые, ведут к
появлению дефектов в сварных соединениях [1].
Чаще всего программа оплавления5 = f(t) задается жестко. Однако
во многих случаях целесообразно применение систем управления с
обратными связями, автоматически устанавливающими скорость оплав-
ления в зависимости от условий сварки. В машинах для сварки деталей
с большим поперечным сечением, с целью
повышения устойчивости оплавления
применены автоматические корректоры
скорости оплавления.
Как отмечалось в гл. 1, термический
КПД оплавления зависит от напряжения.
Снижение напряжения до предела ус-
тойчивости сопровождается повышением
КПД, что выражается в повышении тем-
пературы во всей зоне нагрева (рис. 5.5).
При сварке тонкостенных деталей на-
пряжение не регулируется. Если оплав-
Рис. 5.4. Графики перемещения
5 = /(t) и скорости v„ = (p(t),
оплавление с ускорением только
в конечной стадии
317
ИЗБРАННЫЕ ТРУДЫ
Рис. 5.5. Зависимость
температуры 6 от расстояния х
при различных вторичных
напряжениях сварочного
трансформатора
(х = 0 — поверхность оплавления)
ление протекает с большим запасом ус-
тойчивости, то нет смысла стабилизировать
напряжение, так как небольшие колебания
напряжения сети, хотя и отражаются на зоне
пластической деформации деталей, но обычно
не приводят к отрицательным последствиям.
При сварке толстостенных деталей с
целью сокращения припуска на оплавление
и времени приходится прибегать к постепен-
ному снижению напряжения. По мере разог-
рева деталей оплавление может протекать
при пониженном напряжении. Это обстоя-
тельство используется для повышения тер-
мического КПД оплавления. Напряжение
постепенно снижается так, чтобы оплавление
в любой момент времени протекало на пре-
деле устойчивости. При этом за минимальное
время и при минимальном припуске образу-
ется наиболее широкая зона разогрева металла. Типичная программа
снижения напряжения показана на рис. 5.6.
Программа снижения напряжения может задаваться жестко как
функция времени или пути. Наибольший эффект может быть получен, если
система управления снабжена регулятором с обратными связями, уста-
навливающим напряжение автоматически в зависимости от условий сварки.
Сопротивление сварочной цепи оказывает влияние не только на
устойчивость оплавления. Замечено, что изменение сопротивления ска-
зывается на термическом КПД оплавления. Соотношение между ин-
дуктивным и активным сопротивлением также имеет некоторое значение
(рис. 5.7). Наибольший термический КПД наблюдается при преобла-
дании индуктивного сопротивления и наименьший — при преобладании
активного. В процессе сварки регулировать сопротивление машины, т. е.
е
Рис. 5.6. Графики вторичного
напряжения U2 = ДО и скорости
vn = <р(0- Пунктиром показана
зависимость V2 - f(t) при ступенчатом
регулировании напряжения с помощью
контакторов
Рис. 5.7. Зависмость температуры
0 от расстояния х при различных
cos <р сварочной цепи
(х = 0 — поверхность оплавления)
318
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
вводить или выводить какие-то дополнительные сопротивления, не имеет
смысла. Следует добиваться того, чтобы сопротивление при всех условиях
было минимальным. При этом обеспечивается возможность оплавления
при минимальном напряжении с наибольшими электрическим и тер-
мическим КПД.
Стабильное качество сварных соединений может быть гарантирова-
но, если все перечисленные выше параметры режима предварительного
подогрева и оплавления будут выдерживаться с высокой точностью.
Однако в производственных условиях неизбежны различного рода воз-
мущения, приводящие к отклонениям параметров режима сварки от
заранее подобранных. Наиболее опасны одновременно действующие даже
небольшие отклонения нескольких параметров, если каждое из них
способствует, например, снижению устойчивости оплавления или сни-
жению температуры. Общее отрицательное воздействие нескольких
отклонений часто приводит к дефектам в сварных соединениях.
Возмущения можно подразделить на две категории: внешние, вы-
званные колебаниями напряжения сети, нестабильностью зачистки повер-
хностей деталей под контакты, нестабильностью подготовки торцов дета-
лей под сварку и др., и внутренние, вызванные нарушениями в работе
самой машины и системы ее управления. Ниже мы будем рассматривать
возмущения, вызванные внешними факторами и в первую очередь наи-
более существенными: колебаниями напряжения сети и нестабильностью
переходных сопротивлений электрод-деталь.
§ 22. Управление предварительным подогревом
Системы автоматического управления подогревом можно подразделить
на три основные группы (рис. 5.8): 1) системы саморегулирования длитель-
ности подогрева с управлением по времени циклами замыкание — пауза;
2) системы жесткого управления по временной программе; 3) системы с
обратными связями по энергии, мощности или температуре металла. Рас-
смотрим некоторые примеры выполнения систем управления.
Системы первой группы. При системах управления этой группы
процесс прерывистого подогрева самопроизвольно заканчивается, как
только торцы заготовок нагреются настолько, что станет возможным
устойчивое оплавление при установленной скорости перемещения.
Автоматическое управление возвратно-поступательным переме-
щением плиты машины при подогреве обычно связывают или с резким
увеличением сварочного тока в момент короткого замыкания торцов
заготовок или с падением напряжения на сварочном контакте. На рис. 5.9
показана схема, в которой для автоматизации подогрева использовано
реле напряжения PH [25]. Обмотка реле подключена к зажимным губкам
машины (непосредственно или через повышающий трансформатор). При
включении сварочного трансформатора СТ срабатывает реле PH, которое
своими контактами \РН замыкает цепь питания реверсивного пускателя
319
ИЗБРАННЫЕ ТРУДЫ
Рис. 5.8. Классификация систем управления предварительным подогревом
В приводного двигателя Д. При этом подвижный зажим машины 1
перемещается до тех пор, пока свариваемые заготовки 2 не замкнут
накоротко сварочную цепь. При коротком замыкании напряжение резко
падает и становится недостаточным для удержания сердечника реле PH,
его контакт 1 PH разрывается, а контакт 2РН через пускатель Н включает
двигатель Д на реверс. После разрыва сварочной цепи напряжение на
электродах машины повышается, включается реле PH и повторяется
очередной цикл нагрева. Рассмотренные циклы будут повторяться до тех
пор, пока при последующем соприкосновении торцов уменьшение напря-
жения не достигнет порога отпускания реле PH.
Как уже отмечалось в гл. 1, при устойчивом оплавлении действую-
щее значение напряжения на свариваемых деталях мало отличается от
Рис. 5.9. Простейшее электромеханическое устройство управления циклом замыкание-пауза
320
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 5.10. Схема управления, обеспечивающая постоянный припуск на оплавление
напряжения холостого хода сварочного трансформатора. Поэтому при
переходе к непрерывному оплавлению реле напряжения остается вклю-
ченным, обеспечивая поступательное движение плиты машины вплоть до
осадки. В этой системе длительность импульсов подогрева определяется
временем срабатывания реле напряжения и скоростью реверсирования
подвижной плиты машины.
В некоторых машинах с гидравлическим приводом, например типа
МСГА-300, длительность импульсов подогрева устанавливается с помощью
реле времени, которое при срабатывании реле PH подает команду на реверс
после заданного времени протекания тока короткого замыкания.
При прерывистом подогреве торцы деталей немного оплавляются. В
зависимости от времени достижения заданной температуры подогрева
изменяется припуск деталей на подогрев и, как следствие, припуск на
оплавление.
На рис. 5.10 показана схема автоматизации предварительного подог-
рева, обеспечивающая постоянство припуска независимо от длительности
подогрева. Здесь при срабатывании реле PH в момент короткого замы-
кания одновременно с подачей команды на реверс запускается реле
времени РВ, настроенное на выдержку, равную времени подхода подвиж-
ной плиты машины до соприкосновения торцов после очередного реверса
при подогреве, плюс заданная дли-
тельность оплавления. При коротких
замыканиях реле РВ возвращается в
исходное положение, а при переходе
к непрерывному оплавлению включа-
ет электромагнит осадки ЭМО после
заданного времени оплавления. При
известной скорости vn постоянство
времени оплавления обеспечивает за-
данный припуск [135].
Схема, показанная на рис. 5.11,
также обеспечивает постоянство
припуска на оплавление с помощью
аналогичного реле времени РВ. Од-
Рис. 5.11. Схема управления
с электромашшшым усилителем
23-8-1437
321
ИЗБРАННЫЕ ТРУДЫ
нако возвратно-поступательное движение плиты при подогреве проис-
ходит не по команде реле напряжения PH, а за счет встречного включения
двух обмоток возбуждения электромашинного усилителя ЭМУ, одна из
которых ОВГ II («Вперед») подключена через выпрямитель к контакт-
ным зажимам машины, другая ОВГ I («Назад») — к источнику посто-
янного тока. После срабатывания реле времени обмотка ОВГ отключает-
ся, а обмотка ОВГ II переключается на источник постоянного тока.
Суммарный магнитный поток, создаваемый обмотками ОВГ II и ОВГ III,
возрастает, в результате чего двигатель Д резко увеличивает скорость,
производя осадку.
Рассмотренные регуляторы предварительного подогрева имеют су-
щественные недостатки, поскольку время перехода к оплавлению опре-
деляется температурой нагрева торцов, при которой подогрев самоп-
роизвольно переходит в оплавление. Эта температура нестабильна, она
зависит от многих факторов. Действительно, из формулы Л (см. § 2),
если ее записать для любого промежуточного теплового состояния дета-
лей, можно установить следующую связь между минимальным напряже-
нием U2, необходимым для оплавления с заданной скоростью, со-
противлением короткого замыкания zK 3 и cos <рк 3.
U2
———---------- = const,
Я гк з(1 + cos <рк з)
где q' — количество энергии, приходящейся на единицу веса оплавлен-
ного металла при данном тепловом состоянии деталей.
Из этого выражения следует, что прерывистый подогрев может
перейти в непрерывное оплавление, когда соотношение между указан-
ными величинами достигнет определенного значения, зависящего от
площади поперечного сечения деталей и скорости оплавления.
Выясним, какое влияние оказывают на подогрев колебания напря-
жения сети. Так как между напряжением сети и U2 имеется прямая
пропорциональность, то относительные значения колебаний напряжения
сети равны относительным колебаниям напряжения сварочного трансфор-
матора U2- Допустим, что номинальному напряжению U2h соответство-
вала энергия q^. Тогда при изменении напряжения на ДС72 должна
U2
измениться и энергия на Д<у так, чтобы отношение сохранилось
неизменным.
Нетрудно установить, что при малых колебаниях напряжения это
возможно при
Д?7 _ 2 ДСД
Ян UiK
Следовательно, самопроизвольный переход прерывистого подогрева
к непрерывному оплавлению при колебаниях напряжения сети сопрово-
322
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
ждается относительным изменением удельной энергии, вдвое превыша-
ющим относительное изменение напряжения сети.
Удельная энергия
q = q« + q* + k - — -eye,
к oxj
где qlt — энергия, затрачиваемая на испарение; С]ж — содержание тепла
в жидком металле, выбрасываемом из искрового промежутка; k - —
энергия, пропорциональная среднему градиенту температурного поля
непосредственно у поверхности оплавления и представляющая собой то
количество тепла, которое передается вглубь деталей вследствие теплоп-
роводности; суб — теплосодержание металла, соответствующее средней
температуре торцов свариваемых деталей 6. Можно показать, что
k
Эе']
дх)
= Л(60-6),
где А — коэффициент пропорциональности; 0О — некоторая постоянная
температура, определяемая физическими свойствами металла.
Видимо, сумма <уи + <уж остается приблизительно постоянной при
небольших колебаниях напряжения. Если исходить из этого предположе-
ния, то
q' = g'(0) - Ве,
где g'(0) — энергия q' при 6 = О, В — постоянная.
Изменение энергии
Д(?' - Вд0.
Выражения для q' и Aq' позволяют получить соотношение между
относительным изменением температуры и относительным изменением
напряжения:
де _ _ 1 ьи2
0Н <7z(0) _ j <4. ’
<7н
Как видно, положительным отклонениям напряжения соответствует
понижение температуры металла, при которой происходит самопроиз-
вольный переход к непрерывному оплавлению, и наоборот. Относитель-
ные изменения температуры могут во много раз превышать вызвавшие их
изменения напряжения, особенно при низких температурах пред-
варительного подогрева.
Большое влияние на среднюю температуру подогрева деталей ока-
зывают и колебания сопротивления короткого замыкания, обусловленные
нестабильностью переходных сопротивлений вторичной цепи и прежде
23*
323
ИЗБРАННЫЕ ТРУДЫ
всего контактов зажимные губки-детали. Неточность торцовки заготовок
также может привести к возбуждению оплавления при температуре
подогрева ниже предусмотренной.
Системы второй группы. Системы управления этой группы обеспе-
чивают нагрев заготовок при жестко заданном цикле подогрева, харак-
теризующемся строго определенной длительностью импульсов тока и пауз
между ними, усилием и общим временем подогрева. Команда на переход от
подогрева к оплавлению подается или счетчиком числа импульсов тока
короткого замыкания, или с помощью реле времени, настроенного на
заданное время подогрева. При срабатывании реле времени уменьшается
скорость перемещения плиты машины настолько, насколько это необходимо
для гарантированного возбуждения устойчивого процесса оплавления. Ко-
манда реле времени или счетчика импульсов на изменение скорости оплав-
ления должна отрабатываться системой управления при разомкнутой
вторичной цепи сразу же после очередного короткого замыкания.
Принудительный переход к непрерывному оплавлению возможен
без изменения скорости подвижной плиты машины путем повышения
напряжения сварочного трансформатора по окончании заданного цикла
подогрева. Длительность импульсов тока при подогреве и пауз между
ними задается с помощью реле времени, которые по принципу действия
не отличаются от реле времени, используемых для задания режима
точечной контактной сварки.
Системы управления второй группы обеспечивают более стабильный
разогрев деталей, чем системы первой группы. Можно показать, что при
колебаниях напряжения сети относительные изменения температуры равны
приблизительно удвоенному относительному изменению напряжения
Д0 Д1/ 2
— = 2 —
ен [/2н
При повышении напряжения температура возрастает, а при по-
нижении падает.
По основному показателю — стабильности нагрева металла системы
второй группы имеют преимущества перед системами первой группы,
однако и они далеко несовершенны, так как колебания напряжения сети
и сопротивления короткого замыкания оказывают сильное влияние на
температуру.
Системы третьей группы. Использование для управления предвари-
тельным подогревом систем с обратными связями по энергии, мощности
или температуре металла позволяет практически исключить влияние
колебаний напряжения сети и сопротивления короткого замыкания
машины на тепловое поле в деталях к моменту возбуждения непрерывного
оплавления. Поэтому системы третьей группы значительно совершеннее
систем первых двух групп. Тем не менее эти системы пока не получили
распространения, хотя никаких принципиальных затруднений, связан-
ных с их практической разработкой, не имеется.
324
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
-380В -380В
а б
Рис. 5.12. Структурные схемы систем управления
Структурные схемы двух систем управления, относящихся к этой
группе, показаны на рис. 5.12. Система, показанная на рис. 5.12, а,
обеспечивает подогрев деталей до заданной температуры при минимально
возможных колебаниях времени нагрева. Система содержит устройство
для стабилизации мощности соответствующей обратной связью, воздей-
ствующей на игнитронный или тиристорный контактор, и обратную связь
по температуре в какой-то строго фиксированной точке свариваемых
деталей. Обратная связь по температуре должна вырабатывать сигнал на
переход к оплавлению в момент достижения заданной температуры.
В системе на рис. 5.12, б сигнал на переход к оплавлению выраба-
тывается тогда, когда энергия достигает заданного значения. Точность
подготовки торцов деталей под сварку и установки их в зажимных губках
машины оказывает большое влияние на температурное поле и при
использовании систем с обратными связями.
§ 23. Программное управление процессом оплавления
Наиболее распространенным направлением автоматизации контактной
стыковой сварки непрерывным оплавлением является изменение основных
параметров процесса сварки по заранее выбранным программам. Число
регулируемых параметров должно быть сведено к минимуму. Практически
регулирование оплавления ограничено возможностью изменения по задан-
ной программе скорости перемещения плиты машины или вторичного
напряжения. Указанные параметры могут изменяться и одновременно в
функции времени или пути перемещения подвижной плиты. Классификация
систем программного управления приведена на рис. 5.13.
325
ИЗБРАННЫЕ ТРУДЫ
Рис. 5.13. Классификация систем программного управления
Наибольшее распространение получили системы жесткого управ-
ления по заранее выбранной программе скорости перемещения под-
вижной части машины. Система этого типа, как и всякие другие системы
жесткого управления, не отрабатывают множество возмущений, оказыва-
ющих влияние на ход процесса оплавления. К числу наиболее значитель-
ных возмущений следует отнести колебания напряжения сети. Если
машина работает на пределе устойчивости, падения напряжения сети
приводят к переходу оплавления в короткое замыкание, особенно в
наиболее ответственный момент перед осадкой, что вызывает появление
в соединениях опасных дефектов.
Повышение напряжения сети отражается на зоне разогрева металла.
Большое влияние на устойчивость оплавления оказывают колебания
сопротивления короткого замыкания в результате нестабильности состо-
яния поверхностей свариваемых деталей и зажимных губок машины.
Применение системы, обеспечивающей изменение скорости оплав-
ления по заданной программе, целесообразно преимущественно при
сварке тонкостенных деталей с небольшим поперечным сечением, когда
оплавление идет с большим запасом устойчивости, а требуемый разогрев
деталей происходит без каких-либо специальных мер. Для стальных
деталей толщина стенки обычно не превышает 8... 10 мм, а поперечное
сечение до 1000... 1500 мм2, если сварка производится на универсальных
машинах с сопротивлением короткого замыкания порядка 200...
300 мкОм. Для специализированных машин с малым сопротивлением
короткого замыкания диапазон площадей поперечных сечений расши-
ряется в большую сторону.
При сварке с предварительным подогревом требования к стадии
оплавления значительно более низкие. Роль оплавления в данном случае
326
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
сводится в основном к созданию пленки жидкого металла на торцах
заготовок и соответствующей защитной атмосферы в искровом промежутке.
Большой запас устойчивости процесса оплавления легко достигается
даже на машинах с повышенным сопротивлением короткого замыкания
благодаря предварительному подогреву металла и возможности повы-
шения напряжения без существенного ущерба для качества соединений.
Поэтому в машинах для сварки с предварительным подогревом оплав-
ление обычно производится по наперед выбранной жесткой программе
изменения скорости. Во многих машинах даже большой мощности ско-
рость оплавления с начала и до осадки остается постоянной.
Различные программы изменения скорости оплавления чаще всего
задаются с помощью кулачков. Скорость вращения кулачка и его профиль
определяют скорость оплавления. Такой способ программного управ-
ления прост, однако он обладает рядом существенных недостатков. При
сварке изделий, торцы которых обрезаны неровно, требуемый нагрев
возможен в том случае, если программа изменения скорости будет
задаваться с момента начала оплавления по всему сечению, а длитель-
ность оплавления косины не будет входить в общее время сварки. При
использовании кулачков это требование не удается выполнить. Между
тем в реальных условиях трудно обеспечить абсолютно ровную обрезку
торцов деталей, особенно с развитым сечением, и точную установку
деталей в машине.
Сварка на одной машине различных деталей значительно усложня-
ется, так как подбор подходящего режима сварки зачастую требует
изменения профиля кулачка. При длительной эксплуатации машины
рабочая поверхность профильных кулачков изнашивается, что приводит
к изменению заданной программы перемещения и нарушению ус-
тойчивости оплавления.
Для более стабильного задания закона перемещения используются
различные методы электрического программирования скорости оплав-
ления. На рис. 5.14 показана схема, построенная на усилителях постоян-
ного тока УПТ, обеспечивающая электрическое программирование необ-
ходимого изменения напряжения на выходе усилителя У ПТ-3, которое в
дальнейшем может быть подано на обмотку управления электро-
машинного или магнитного усилителя, питающего приводной двигатель.
Рис. 5.14. Схема задания программы
327
ИЗБРАННЫЕ ТРУДЫ
Необходимый закон изменения напряжения С7ВЫХ УПТ-3 задается
начальными условиями, постоянными времени и коэффициентами
усиления операционных усилителей.
В некоторых машинах конструкции ИЭС им. Е.О. Патона програм-
ма изменения скорости задается с помощью многоцепных реле времени.
В качестве такого реле используется командный прибор типа КП Э-12У.
Прибором можно задавать длительность операций путем включения или
выключения электрических цепей общим количеством до 12. Так как
электродвигатель привода и подвижная станина машины обладают неко-
торой инерционностью, то в данном случае скорость перемещения под-
вижной станины нарастает достаточно плавно. Могут применяться и
другие устройства, обеспечивающие изменение скорости оплавления по
заданной программе. В частности, в машинах, предназначенных для
сварки разнообразных деталей, сокращение времени на настройку ма-
шины достигается применением перфокарт. Программы скорости считы-
ваются с перфокарты, причем развертка записи ведется в функции
времени или пути, пройденного подвижной частью машины. Программное
управление с помощью перфокарт используется в некоторых машинах,
разработанных ИЭС им. Е.О. Патона.
Одним из преимуществ задания программы с помощью электричес-
кого устройства является возможность внесения некоторой поправки в
программу на неточность первоначальной установки деталей в машине и
косину их торцов. Вначале подвижная часть машины перемещается с
некоторой постоянной скоростью. При этом выбирается зазор между
деталями и сплавляются неровности на их торцах. Как только ток
оплавления достигнет заранее установленной величины, что свидетельст-
вует о начале оплавления по всей или большей части торцовых поверх-
ностей деталей, вступает в действие программирующее устройство.
В машинах с гидравлическим или пневмогидравлическим приводом
скорость изменения подвижной части машины чаще всего изменяется за
счет регулирования проходного сечения дросселя, через который проте-
кает масло или другая рабочая жидкость.
При постоянном давлении в гидросистеме и неизменной вязкости
рабочей жидкости управление с помощью дросселя дает хорошие резуль-
таты. Однако вследствие изменения температуры жидкости вязкость ее
и давление в гидросистеме не остаются постоянными. Поэтому выбранная
заранее программа скорости перемещения шиной не воспроизводится.
Стабильный закон изменения перемещения подвижной части ма-
шины с гидравлическим приводом может быть получен с помощью
следящего устройства с электромеханическим управлением (рис. 5.15)
[58]. Золотник гидропривода состоит из корпуса / и штока 4, который
перемещается в осевом направлении. В корпусе золотника пять
цилиндрических выточек, соединяющихся штуцерами с гидросистемой
машины. Центральная выточка соединена с линией нагнетания, две
крайние — со сливной линией. Выточка Б соединена с правой полостью
328
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
гидроцилиндра 5 перемещения под-
вижной станины 6, выточка А — с
левой полостью. В нейтральном поло-
жении шток своими рабочими пояс-
ками перекрывает выточки Л и Б, так
как ширина поясков больше ширины
выточек. В этом случае доступ масла
в полость гидроцилиндра переме-
щения перекрыт и подвижная станина
не может перемещаться.
Подача масла в полости гидро-
цилиндра перемещения подвижной
станины возможна при смещении
штока вправо или влево от нейтраль-
ного положения. В машинах конст-
рукции ИЭС им. Е.О. Патона шток
золотника перемещается с помощью винта редуктора, установленного на
неподвижной станине 2. Одноступенчатый червячный редуктор 3
приводится во вращение управляемым двигателем малой мощности.
Вращательное движение ротора электродвигателя кинематической
парой — винтом с гайкой преобразуется в поступательное. Шток зо-
лотника повторяет все движения винта. При смещении штока влево от
нейтрального положения открывается доступ масла в левую полость
гидроцилиндра привода, а правая соединяется со сливом.
Подвижная колонка, а вместе с ней и корпус золотника начнут
двигаться влево. Если прекратить движение штока золотника влево (оста-
новить двигатель), то корпус золотника будет перемещаться влево до тех
пор, пока пояски штока не перекроют выточки А и Б. Доступ масла в полость
гидроцилиндра прекратится, и станина остановится. При этом станина
пройдет такое же расстояние, на какое был сдвинут шток от нейтрального
положения. При непрерывном движении штока золотника станина машины
и установленный в ней корпус золотника непрерывно движутся вслед за
штоком, повторяя все его движения. Поэтому изменения вязкости рабочей
жидкости или просачивание ее из одной полости гидроцилиндра в другую
практически не сказываются на точности слежения.
Скорость движения станины пропорциональна скорости вращения
электродвигателя. Мощность электродвигателя привода механизма пере
мещения составляет всего 30...70 Вт. Это создает благоприятные условия
для разработки быстродействующих систем регулирования скорости пере
мещения подвижной станины с использованием маломощных электрома-
шинных усилителей (например, ЭМУ-ЗА), магнитных усилителей серии
ТУМ, транзисторных схем импульсного регулирования скорости вра-
щения приводного двигателя и других устройств.
При использовании систем с жестким заданием программы переме
щения подвижной части машины одними из наиболее существенных
329
ИЗБРАННЫЕ ТРУДЫ
возмущений, нарушающих заданный режим сварки, являются колебания
напряжения сети. Для устранения влияния колебаний напряжения сети
машины следует комплектовать стабилизаторами напряжения. Простейший
способ стабилизации напряжения сводится к питанию машины через
игнитронный или тиристорный прерыватель с соответствующей компа-
ундирующей связью, обеспечивающей изменение фазы включения преры-
вателя при колебаниях напряжения сети. Применение стабилизаторов тако-
го типа дает требуемый эффект при умеренных колебаниях напряжения
сети. Искажение формы кривой напряжения отражается на процессе оплав-
ления. При одном и том же действующем значении напряжения, но разных
углах включения термический коэффициент полезного действия оплавления
оказывается различным. Следовательно, чтобы обеспечить достаточно точ-
ное воспроизведение требуемой зоны разогрева, необходимо стремиться не
только к стабилизации действующего значения напряжения, но и по воз-
можности избегать существенного изменения формы кривой напряжения.
С этой точки зрения для стыковых машин целесообразны стабилизаторы,
не искажающие форму кривой напряжения.
Корректор скорости. В гл. 1, где речь шла об особенностях свароч-
ного контакта при непрерывном оплавлении, подчеркивалось, что
вследствие случайного характера образования элементарных контактов
возможны резкие снижения сопротивления. Поэтому оплавление при
жестко заданной скорости перемещения приходится вести с большим
запасом устойчивости. Отношение максимальной мощности, которую
может развить машина в сварочном контакте, к средней мощности обычно
больше 3...4. Это минимальное для саморегулирующегося процесса отно-
шение может быть снижено, если ввести в систему управления кор-
ректирующую связь, вступающую в действие при чрезмерном уменьше-
нии сопротивления сварочного контакта.
Принцип действия корректоров скорости оплавления поясняется
рис. 5.16. Кривая / представляет собой зависимость мощности, развива-
емой машиной в сварочном контакте, от тока, кривая 2 — зависимость
мощности, необходимой для оплавления свариваемых деталей, в функции
той же величины. Очевидно для того, чтобы кривая имела вид кривой 2,
развиваемой машиной, и мощности,
необходимой для оплавления, от тока
необходимо изменить в функции тока
скорость подачи оплавляемой детали.
Чем больше ток, тем должна быть меньше
скорость подачи. Устойчивое оплавление
возможно в любой точке кривой 2 с ха-
рактеристикой машины, соответствую-
щей кривой /.
Действительно, при любом отклоне-
нии тока от установившегося значения
баланс мощностей нарушается так, что
режим оплавления восстанавливается.
330
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 5.17. Схема корректора скорости
Например, при случайном увеличении тока мощность, развиваемая
машиной, оказывается всегда больше той мощности, которая необходима
для оплавления. Избыточная мощность ускоряет нагрев и разрушение
элементарных контактов, сопротивление сварочной цепи увеличивается
и ток восстанавливается. При уменьшении тока мощность, развиваемая
машиной, становится недостаточной, количество одновременно существу-
ющих элементарных контактов увеличивается и режим сварки восста-
навливается.
Принципиальная электрическая схема корректора скорости оплав-
ления для стыковых машин, привод которых собран по системе генера-
тор-двигатель, показана на рис. 5.17. Питание якоря электродвигателя
привода Дп производится от электромашинного усилителя Г/ЭМУ.
Обмотка возбуждения двигателя ОВД и одна из обмоток возбуждения
генератора ОВГ I получают питание от независимого источника (70.
Вторая обмотка возбуждения генератора ОВГ II предназначена для
стабилизации числа оборотов двигателя Дп при изменении нагрузки на
его валу. Стабилизирующая обмотка ОВГ II включена параллельно
якорю электродвигателя встречно обмотке ОВГ I. На обмотку ОВГ I
поступают также сигналы от корректора скорости, включенного через
согласующий повышающий трансформатор ТП и трансформатор тока ТТ
в силовую цепь сварочной машины.
Работа корректора скорости основана на сравнении двух напряжений:
напряжения С70, пропорционального допустимому диапазону изменения
сварочного тока, и регулируемого напряжения Up, пропорционального
текущему значению тока. Статическая характеристика измерительного узла
корректора скорости гвых = f(Up) представлена на рис. 5.18. Пренебрегая
нелинейностью сопротивлений выпрямителей 7?в1 и Rb2 и полагая напря-
жения Uo и U неизменными во времени, получим [87]:
________________+ B,a)R3 - Up(RBt + /^2)^2_______________
““ RbiRb1(R2 + R3 + Rm,0 + ^2^з(^г,| + RV2 + + ^вых(^|12^3 +
Ток гВЬ1Х равен нулю при
331
ИЗБРАННЫЕ ТРУДЫ
Рис. 5.18. Статическая характеристика измерительного узла корректора скорости
_ + Ri) ,,
Р» ~ R2(RbX + /?3) °’
Характеристика iBbIX = f(Up) не является линейной. Токи ix и г2 не
могут изменить направления вследствие наличия в их цепях вы-
прямителей. Поэтому после достижения токами iA и г2 нулевых значений
их цепи остаются разомкнутыми (см. рис. 5.17).
Условие отсечки при
_ и'р
О > Up, 2вых “
Условие отсечки при
тг ,, .
'-'О ^р> ^ВЫХ — •
Коэффициент усиления схемы представляется выражением
, _________________________R1(RbI + R3)_____________________
У + R'3 "l1 ^вых) "Р ^2-^з(^в1 "Р Rb2 "Р Rbmx) "Р ^вьгх(^в2-^3 RulRl')
Величина ky тем больше, чем меньше сопротивления Квых, 7?в1 и Rb2.
1
В пределе при /?в1 = Rb2 = 0 ky = ——, т. е. при этих условиях коэффициент
^ВЫХ
усиления перестает зависеть от сопротивлений R2 и R3 и определяется только
сопротивлением обмотки возбуждения генератора ОВГI.
Из рассмотрения зависимости гвых = f(Up) понятно, что, если не
предусмотреть специальных мер, характеристика корректора скорости
будет иметь вид кривой / на рис. 5.19. Другими словами, при увеличении
сварочного тока свыше определенных пределов ускорение движения
плиты машины при реверсе падает, в то время как для сокращения
времени замыкания плита машины должна перемещаться с наибольшей
скоростью.
332
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Для того чтобы характеристика „”/с
корректора скорости имела вид кривой
2 на рис. 5.19, в схеме корректора
предусмотрено поляризованное реле
РП (см. рис. 5.17), которое при ревер-
се подключает обмотку возбуждения
ОВГ II параллельно якорю двигателя
через сопротивление Д6. При соблю-
дении условия R6 > R5 встречный
магнитный поток, создаваемый обмот-
кой ОВГ II, резко уменьшается и ско-
рость движения плиты возрастает.
После разрыва сварочной цепи напря-
жение Up ~ 0, ток гвых изменит направ-
ление и свариваемые детали будут перемещаться навстречу друг другу
некоторое время с большой скоростью для быстрого закрытия образовав-
шегося зазора между деталями. Время движения плиты машины с
большой скоростью после устранения короткого замыкания определяется
параметрами цепи, состоящей из С\ и 1?4.
Эффективность действия корректоров скорости во многом зависит
от инерционности привода перемещения подвижной станины машины.
Замыкание деталей при оплавлении удается предотвратить в том случае,
если снижение скорости происходит настолько быстро, что предотвраща-
ется заметное увеличение площади, занимаемой элементарными контак-
тами. В противном случае корректор скорости будет только реверсировать
привод после замыкания, т. е. работать в режиме прерывистого подогрева.
Любой из приводов перемещения подвижной станины, применяемых на
стыковых машинах, обладает инерционностью. Она обусловлена на-
личием люфтов в механизме привода и возрастает с увеличением усилий,
на которые рассчитан привод подвижной станины. Поэтому быстрота
восстановления устойчивого процесса оплавления после замыкания за-
висит не только от параметров измерительного узла корректора скорости,
но и от кинематической схемы привода и массы подвижной станины
машины.
Тем не менее использование корректоров скорости подачи в зависи-
мости от тока в сварочной цепи значительно расширяет пределы
применения сварки методом непрерывного оплавления даже при исполь-
зовании обычных универсальных машин. Устойчивое оплавление круп-
ных деталей с помощью корректора может быть получено при сравнитель-
но высоком сопротивлении короткого замыкания машины. Корректор
позволяет также снизить вторичное напряжение, необходимое для воз-
буждения оплавления. На рис. 5.20 кривая 1 соответствует работе машин
с различными сопротивлениями ZK3 без корректора, а кривая 2 — с
корректором. С помощью корректора можно уменьшить минимальное
напряжение приблизительно на 20 % вне зависимости от ZK 3
333
ИЗБРАННЫЕ ТРУДЫ
Так как максимальная мощность, которую может развить машина,
пропорциональна квадрату напряжения, то применение корректоров
Ртах
позволяет снизить отношениес 3...4 до 2...3. Применение коррек-
торов позволяет, например, при сопротивлении короткого замыкания
машины порядка 90 мкОм производить сварку непрерывным оплавлением
деталей из углеродистой стали с поперечным сечением 8500 мм2. Если бы
не было корректора, то для этой цели потребовалась бы машина с
сопротивлением короткого замыкания не выше 50...60 мкОм. Несомненно,
что дальнейшее совершенствование динамических свойств корректоров поз-
волит еще больше снизить запас по мощности, свести его к минимуму и еще
больше снизить требования к сопротивлению короткого замыкания машин.
Корректор скорости вступает в действие периодически и на короткое
время. Благодаря этому заданная программа перемещения подвижной
части машины практически не нарушается корректором. Если на время
действия корректора отключать программирующее устройство, то
увеличение времени оплавления обычно не выходит за пределы 10 %.
Применение коррекции скорости подачи в зависимости от сварочно-
го тока целесообразно на всех машинах с программным управлением
сварочным циклом, включая стыковые машины с высоким сопротив-
лением короткого замыкания.
Регулятор напряжения. При сварке непрерывным оплавлением
изделий большого сечения необходимый разогрев торцов можно осу-
ществить за минимальное время и при минимальном припуске только при
снижении напряжения по заранее выбранной программе. Наибольший
тепловой КПД оплавления получается в том случае, если в любой момент
времени напряжение близко к минимально возможному значению, при
котором не нарушается устойчивость процесса оплавления.
Программное снижение напряжения обычно производится в соче-
тании с программным регулированием
скорости подачи подвижной станины
машины. Типичные программы изме-
нения указанных параметров режима
при сварке на рельсосварочных и других
машинах конструкции ИЭС им. Е.О.
Патона показаны на рис. 5.6. Регулиро-
вание напряжения U2 осуществляется
или контакторными схемами — перек-
лючением ступеней автотрансформатора
в первичной цепи стыковой машины —
или игнитронными прерывателями —
изменением углов зажигания игнитро-
нов. Преимущество последних состоит в
возможности плавного изменения напря-
Рис. 5.20. Зависимости минимального
вторичного напряжения сварочного
трансформатора от сопротивления
короткого замыкания машины
334
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
жения U2 и малой инерционности. Так же как, и при программировании
скорости оплавления, необходимый закон изменения сварочного напря-
жения устанавливают в функции времени оплавления или величины
перемещения подвижной плиты машины при сварке. В некоторых случа-
ях снижение напряжения С72 производится в зависимости от текущего
значения скорости перемещения ап.
Необходимая программа снижения напряжения U2 так же, как и
программа изменения скорости оплавления, задается с помощью много-
ценных реле времени, перфокарт и другими способами и устройствами.
Жестко заданная программа изменения напряжения требует стабильных
условий сварки. Поскольку последние практически никогда не остаются
неизменными, то для обеспечения устойчивости оплавления при ми-
нимальном напряжении необходимо, помимо коррекции программы ско-
рости перемещения, корректировать программу снижения напряжения в
зависимости от действительного хода сварочного процесса.
Наибольший эффект дают регуляторы напряжения, обладающие
минимальной инерционностью. Этому требованию в полной мере удов-
летворяет игнитронный регулятор напряжения, схема которого приведена
на рис. 5.21. Игнитронный регулятор выполняет следующие основные
функции: 1) изменяет напряжение в функции времени или пути переме-
щения подвижной части машины по заданной программе; 2) стаби-
лизирует первичное напряжение; 3) корректирует программу изменения
напряжения при возрастании тока свыше установленной величины.
Регулятор имеет четыре основных функциональных блока, указан-
ных на схеме. В конструктивном исполнении блоки / и IV не отличаются
от аналогичных по назначению блоков, применяемых в машинах для
сварки сопротивлением и описанных в предыдущей главе.
Блок задания программы изменения напряжения может быть выпол-
нен на базе многоцепного реле времени, устройства с перфокартой или
любого другого устройства, позволяющего получить достаточно плавную
Рис. 5.21. Схема регулятора с корректором напряжения: I — блок формирования поджигающих
импульсов; II — блок задания программы напряжения в функции времени или пути;
III — блок коррекции программы в функции тока; IV — блок сравнения
335
ИЗБРАННЫЕ ТРУДЫ
зависимость напряжения от времени. Блок коррекции программы в
принципе подобен рассмотренному выше узлу коррекции программы
скорости и представляет собой устройство, сравнивающее текущее зна-
чение сварочного тока с заданным и выдающее сигнал, пропорциональ-
ный току, если его значение превысило заданное значение. Один из
вариантов регулятора описан более подробно в работе [58]. Применение
игнитронных регуляторов с корректорами напряжения дает большой
технологический эффект, выражающийся в существенном повышении
термического коэффициента полезного действия и устойчивости процесса
непрерывного оплавления [89].
Преимущество систем управления с корректорами скорости и напря-
жения состоит также в том, что они обеспечивают с достаточно высокой
точностью воспроизведение заранее выбранных режимов сварки, благо-
даря чему достигается стабильность качества сварных соединений.
Игнитронные регуляторы пока еще не нашли широкого распростра-
нения главным образом вследствие недостаточной надежности игнитронов
и необходимости квалифицированного обслуживания. Однако эти труд-
ности имеют временный характер, и без сомнения можно сказать, что
регуляторы напряжения с игнитронами или, вероятнее, с тиристорами в
дальнейшем будут использоваться в машинах, предназначаемых для сты-
ковой сварки деталей с большим и компактным поперечным сечением.
1. Некоторые причины появления дефектов при контактной сварке рельсов / Н.Г. Агафонов,
С.И. Кучук-Яценко, В.П. Кривонос, С.А. Солодовников // Автомат, сварка. — 1967. —
№ 5. - С. 25-28.
25. Гельман А.С. Технология и оборудование контактной электросварки. — М.: Машгиз, 1960.
58. Кучук-Яценко С.И., Лебедев В.К. Контактная стыковая сварка непрерывным оплавлением. —
Киев: Наук, думка, 1965.
87. Автоматический регулятор напряжения электрошлаковой сварки / Б.Е. Патон, О.В. По-
повский, Ю.Д. Гупало // Автомат, сварка. — 1956. — № 4. — С. 50-66.
89. Игнитронные регуляторы стыковой сварки / Б.Е. Патон и др. // Там же. — № 1.
135. Шашерин М.А. Автоматизация стыковой сварки инструмента // Свароч. пр-во. — 1961. —
№ 12.
336
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Глава 8. ТРАНСФОРМАТОРЫ
ДЛЯ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА
ПРОМЫШЛЕННОЙ ЧАСТОТЫ*
§ 31. Особенности конструкций и вопросы расчета
Основная особенность трансформаторов для контактных машин состоит
в том, что они рассчитаны на очень малые напряжения (от 1 В до 10 и
реже до 20 В) и большие токи (до нескольких сотен тысяч ампер).
По технологическим требованиям контактные машины должны
иметь широкий диапазон регулирования вторичного напряжения. Регу-
лирование вторичного напряжения в требуемых пределах может про-
изводиться тремя способами: а) изменением коэффициента трансфор-
мации; б) изменением угла зажигания игнитронов или тиристоров; в)
комбинированным способом, предусматривающим как изменение коэф-
фициента трансформации, так и угла зажигания игнитронов.
В тех случаях, когда используются синхронные контакторы, регу-
лирование напряжения по второму способу наиболее удобно. Регулиро-
вание осуществляется плавно, в широких пределах; не требуется никаких
вспомогательных устройств для переключения обмоток трансформатора.
Конструкция трансформатора получается предельно простой. Однако
фазовому способу регулирования присущи и недостатки. Одним из
основных является снижение коэффициента мощности машины. Дей-
ствительно, коэффициент мощности
l\R
X~W?
где (7i, Ц — напряжение сети и ток, потребляемый машиной; /2 —
вторичный ток; R — общее активное сопротивление, приведенное ко
вторичной цепи машины. Если магнитная система трансформатора не
насыщена, то
W\
Учитывая это соотношение, получаем
’Патон Б.Е., Лебедев В.К. Электрооборудование для контактной сварки. Элементы теории. — М :
Машиностроение, 1969. — С. 301-335.
24-8-1437
337
ИЗБРАННЫЕ ТРУДЫ
1'1
х = — cos <р,
-*20
где /20 = ^'2о/2, cos ф = R/z — ток и коэффициент мощности при полно-
фазном режиме работы машины.
Фазовое регулирование сопровождается снижением коэффициента
мощности машины пропорционально глубине регулирования сварочного
тока. Поэтому наметившуюся в последние годы тенденцию многих инос-
транных фирм выпускать машины только с фазовым регулированием
вряд ли можно считать оправданной с технико-экономической точки
зрения. Более целесообразным следует считать комбинированное регули-
рование, при котором снижение коэффициента мощности за счет фазового
регулирования не слишком значительно.
По действующему в настоящее время ГОСТу на контактные машины
трансформатор должен иметь в зависимости от мощности 4... 12 ступеней
напряжения, причем отношение наибольшего напряжения к наименьшему
должно составлять 1,9...2,6. В некоторых случаях контактные машины
комплектуются нерегулируемыми трансформаторами, но при этом к
машине придается специальный регулировочный автотрансформатор.
Регулирование напряжения достигается либо изменением числа
включенных витков первичной обмотки, либо путем переключения от-
дельных первичных катушек с последовательного соединения на парал-
лельное. Для того чтобы такие переключения были возможны, первичные
обмотки трансформаторов выполняют из двух одинаковых половин,
располагаемых симметрично относительно средней плоскости.
К числу основных особенностей трансформаторов для контактной
сварки следует отнести также и то, что они работают, как правило, в
повторно-кратковременном режиме, причем продолжительность вклю-
чения их составляет от долей процента в специализированных машинах
для точечной сварки до 50 % в машинах для шовной и стыковой сварки.
Периодичность работы трансформатора не только предопределяет спе-
цифику теплового режима работы обмоток и сердечника, но также
является причиной возникновения переходных процессов намагничива-
ния сердечника, которые зачастую приводят к неблагоприятным пос-
ледствиям.
В этом отношении в наиболее тяжелых условиях работают транс-
форматоры, первичные обмотки которых включаются в сеть с помощью
асинхронных контакторов, механических или игнитронных. Приложен-
ное к первичной обмотке напряжение
где R\ и L\ — активное сопротивление и индуктивность рассеяния
трансформатора; W\ — число витков первичной обмотки; Ф — основной
магнитный поток трансформатора.
338
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Если магнитная система трансформатора не насыщена и сопротив-
ление короткого замыкания невелико, то
6?Ф
При их - Um sin ot
Ф =----— cos + С.
Допустим, что в момент включения трансформатора t = tx вследствие
остаточного намагничивания Ф = Фо. Определяя из этого условия
постоянную интегрирования, находим
14,
Ф =----[cos at, - cos at 1 + Фп.
tt?CD 1 J и
Если в установившемся режиме амплитуда магнитного потока в
трансформаторе Фт - Um/wxo, то в переходном режиме максимальное
значение магнитного потока Фтах (рис. 8.1) может быть вдвое больше
Фт, если даже Фо = 0.
Однако при асинхронном контакторе Фо может иметь любой знак в
зависимости от того, каким полупериодом, положительным или отрица-
тельным, закончилась предыдущая сварка. Поэтому в трансформаторе с
ненасыщающейся системой мгновенное значение магнитного потока мо-
жет превышать амплитудное значение более чем вдвое. Реальные транс-
форматоры не рассчитывают с таким большим запасом по магнитной
индукции, и поэтому во время переходных процессов их магнитная
система насыщается. В результате нарушается равенство ампервитков
обмоток, первичный ток резко увеличивается (рис. 8.2). Насыщение
магнитной системы сказывается на режиме сварки, потери в первичной
обмотке становятся выше расчетных. Вследствие появления в намаг-
ничивающем токе большой апериодической составляющей, а также сдвига
фаз между периодическими составляющими первичного и вторичного
Рис. 8.1. Кривые напряжения и магнитного потока в переходном процессе и стационарном:
а — асинхронный контактор; б — синхронный контактор
24*
339
ИЗБРАННЫЕ ТРУДЫ
Рис. 8.2. Осциллограмма токов и
напряжения при включении
контактной машины асинхронным
контактором (А.З. Блитштейн)
тока на обмотки воздействуют значительные
знакопеременные силы. При насыщении
магнитной системы первичный ток ограни-
чивается в значительной мере активным
сопротивлением и индуктивностью Lx.
Для работы с асинхронными контакто-
рами необходимы трансформаторы с пони-
женной магнитной индукцией, малой оста-
точной намагниченностью и хорошо укреп-
ленными обмотками.
При использовании синхронных кон-
такторов включение машины также сопрово-
ждается переходным процессом намагни-
чивания, однако этот процесс протекает
более благоприятно. Синхронный контактор
обычно работает так, что начало сварки
приходится на полупериод одной вполне
определенной полярности, а конец — на
полупериод обратной полярности. Поэтому
остаточный магнитный поток Фо входит в
приведенное выше выражение для магнитного потока Ф всегда со знаком
минус и способствует снижению максимального значения магнитного
потока Фтах (см. рис. 8.1, б). Для работы с синхронными контакторами
по этой причине более целесообразны сердечники с витыми магнитопро-
водами или плотно шихтованными, чтобы остаточный магнитный поток
был наибольшим. Вторая особенность работы синхронного контактора
состоит в том, что момент включения его (фаза соД) всегда больше угла
сдвига фаз ср между током и напряжением при полнофазном режиме
работы. Коэффициент мощности cos (р редко превышает 0,7...0,8. Отно-
шение же Ф0/Фт обычно больше 0,3.
Поэтому
®тах . . г
—-— = 1 + COS <р - -г~ < 1,5.
Ф,п Ф,п
Следовательно, для того чтобы исключить насыщение магнитной
системы трансформатора и предупредить переход контактора в режим
однополупериодного выпрямителя, необходимо так рассчитывать трансфор-
матор, чтобы был значительный запас по индукции. Часто это обстоятель-
ство не принимается во внимание, в результате чего контактные машины
неустойчиво работают при малых углах зажигания даже при соблюдении
условия (B/.J > ср. Поэтому приходится работать при завышенных углах
зажигания и не использовать полностью мощность машины, которую
она могла бы развить при минимальных коэффициентах трансформации.
Для сварки изделий из тонкого металла, особенно в электронной
промышленности, получили широкое распространение точечные ма-
340
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
шины, включаемые на один полупериод
переменного тока промышленной частоты.
В этих машинах магнитные системы транс-
форматоров не перемагничиваются. Маг-
нитный поток изменяется по частной кри-
вой намагничивания от Фо до Фтах(рис. 8.3).
Машины этого типа работают, как правило,
с повышенной намагничивающей составляю-
щей первичного тока.
Повысить степень использования маг-
нитных систем и первичных обмоток мож-
но, приняв меры для снижения остаточного
магнитного потока Фо. Наиболее просто
снизить Фо, применяя магнитные системы
со стыковыми соединениями вместо шихто-
ванных. Электротехнические стали облада-
ют малыми коэрцитивными силами. Вве-
Рис. 8.3. Кривая намагничивания
трансформатора машины
с однополупериодным игнитронным
контактором
дение в магнитную систему малых воздуш-
ных зазоров позволяет снизить остаточную индукцию практически до
нуля. Еще более эффективный способ состоит в принудительном пере-
магничивании магнитной системы трансформатора во время пауз между
очередными сварками. Так как продолжительность включения однополу-
периодных машин невелика, такая операция не вызывает затруднений,
но требует наличия источника питания малой мощности и дополнительной
аппаратуры управления.
Вследствие низкого напряжения вторичные обмотки выполняют
чаще всего в виде одного массивного витка. Реже используют трансфор-
маторы с двумя вторичными витками. Такие трансформаторы, рассчиты-
ваемые на повышенное вторичное напряжение, получили применение для
клещей, подвод тока к которым осуществляется с помощью кабелей. В
клещах со встроенными трансформаторами с целью снижения веса также
целесообразны двухвитковые вторичные обмотки.
По конструктивному исполнению обмоток рассматриваемые транс-
форматоры можно подразделить на две основные группы: а) трансфор-
маторы с цилиндрическими обмотками (рис. 8.4, о); б) трансформаторы
с дисковыми (или спиральными) обмотками (рис. 8.4, б).
Конструкции магнитных систем, вторичных витков и первичных
обмоток обстоятельно описаны и поэтому здесь не рассмотрены [ИЗ]. В
последние годы получают распространение трансформаторы с витыми
сердечниками (рис. 8.4, в, фирма «Сиаки»),
Трансформаторы для контактных машин имеют много общего с
печными трансформаторами, для которых, по выражению М. Видмара,
наиболее сложным является «проблема тока», т. е. создание таких
конструкций обмоток, соединений и выводов, при которых добавочные
потери не слишком велики. В данном случае эта задача осложняется очень
341
ИЗБРАННЫЕ ТРУДЫ
широким диапазоном регулирования вторичного напряжения. Для того
чтобы осуществить регулирование напряжения в заданном диапазоне и с
заданной плавностью, конструктор вынужден идти на резко неравномер-
ное распределение намагничивающих сил (н. с.) первичной обмотки.
Вследствие такого распределения н. с. заметно возрастает реактивное
сопротивление короткого замыкания и падает коэффициент полезного
действия трансформатора.
При расчете трансформатора по рекомендуемым методиками [76,
105 и др.] не представляется возможным, хотя бы сугубо приближенно,
оценить сопротивление короткого трансформатора с учетом реального
распределения намагничивающих сил первичной обмотки. Исходя из
опубликованных работ по вопросам рассеяния, невозможно дать более
точные способы расчета. В основу всех этих работ положено допущение
о равномерном распределении токов по сечениям отдельных проводников,
образующих обмотки. Такое допущение вполне приемлемо для силовых
и целого ряда других трансформаторов, однако оно совершенно не-
пригодно для сварочных трансформаторов с цилиндрическим вторичным
витком. При неравномерном распределении первичных н. с. плотность
тока в цилиндрическом витке изменяется по его высоте как по абсолютной
величине, так и по фазе. Во избежание существенной ошибки это явление
должно быть учтено при расчете.
Трансформатор с дисковыми обмотками можно было бы рассмат-
ривать как обычный трансформатор с несколькими вторичными обмот-
ками, соединенными параллельно. Такой случай рассмотрен Г.Н. Петро-
вым [105]. Для сопротивления короткого замыкания Г.Н. Петров получил
следующую формулу:
342
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
в которой
D
to’
q = 2
2122 й123 г124 212„
2132 г133 2'134
г13п
21п2 2jn3 ^\пп
Z\pq ~ + Z\g ~ Zpg ),
zpq — сопротивление короткого замыкания, соответствующее обмоткам
Р и q.
Первичной обмотке соответствует индекс 1, секциям вторичного
витка — индексы от 2 до п. Детерминант Dq получается из детерминанта
D путем замены q-ro столбца единицами. Ток в любой из параллельных
обмоток (секций) может быть найден по формуле
1 _£l£i
4 kT D'
Использование формул Г.Н. Петрова в данном случае сопряжено с
рядом существенных трудностей, прежде всего с необходимостью учета
влияния выводов от вторичных секций на сопротивления короткого
замыкания.
Опыт показывает, что выводы увеличивают сопротивление коротко-
го замыкания трансформатора на 20...40 %. Между тем, для оценки
влияния выводов не имеется никаких данных. При расчете z следует
учитывать также влияние вихревых токов в проводниках, увеличиваю-
щих Rpq и уменьшающих xpq. Учет влияния вихревых токов в обмотках
при вычислении zpq также затруднен. Вычисления zpq сильно осложнены
тем, что первичная обмотка состоит из нескольких (чаще всего 6... 12)
отдельных катушек. Поэтому только для определения zpq требуется
значительная вычислительная работа.
Применяемая методика расчета сопротивления короткого замыкания
трансформатора с дисковыми обмотками [ИЗ] базируется на том допу-
щении, что сумма ампервитков каждой катушечной группы, состоящей
из секции вторичного витка и двух прилегающих к ней первичных
катушек, равна нулю. При этом диаграмма намагничивающих сил каждой
катушечной группы имеет простейшую форму (рис. 8.5). В действитель-
ности картина распределения токов по секциям вторичного витка
значительно сложнее. Сопротивление выводов вторичного витка с учетом
неравномерности распределения токов в них расчетом не учитывается. В
результате расчет по простейшей методике, особенно при значительной
несимметрии расположения намагничивающих сил первичных катушек
343
ИЗБРАННЫЕ ТРУДЫ
Рис. 8.5. Упрощенная диаграмма
намагничивающих сил
освещены в литературе, в том
относительно секций вторичного витка,
дает сугубо ориентировочный результат.
Желательно так построить расчет
сопротивления короткого замыкания
трансформатора с дисковыми обмот-
ками, чтобы была возможность учесть
влияние выводов от секций вторичного
витка, а также влияние вихревых
токов в проводниках, из которых вы-
полнены первичные катушки и вторич-
ные секции. Поскольку поле рассе-
яния трансформатора очень сложно,
особенно в области вторичных выво-
дов, речь может идти только о при-
ближенном расчете, основанном на
ряде существенных допущений.
В связи с тем, что общие вопросы
расчета трансформаторов детально
числе и специальной [113], ниже мы
ограничимся лишь рассмотрением вопросов, связанных с расчетами
сопротивления короткого замыкания трансформаторов. Именно эта
область расчетов, как уже указывалось, нуждается в дальнейшем углуб-
лении и уточнении.
§ 32. Сопротивление короткого замыкания трансформатора
с цилиндрическим витком
При решении задачи о распределении тока в массивном цилинд-
рическом витке будем исходить из предположения, что плотность тока не
зависит от координат (р и р (рис. 8.6). Это предположение близко к
действительности при небольшом расстоянии А между контактными
плитами и при относительно малой толщине вторичного витка.
Допустим, что часть первичной обмотки выключена, так что токоп-
роводящая часть этой обмотки имеет не целое число слоев, как показано
Рис. 8.6. Поперечное сечение
трансформатора
с цилиндрическим витком
на рис. 8.7, а. В таком случае действительную
систему обмоток можно представить себе в
виде двух отдельных систем, совпадающих в
пространстве.
Первичная обмотка первой системы сос-
тоит из целого числа слоев, ее полный ток
равен полному току действительной первич-
ной обмотки (рис. 8.7, б). Полный ток вто-
ричного витка равен по абсолютной величине
и противоположен по знаку полному току
первичной обмотки. При одинаковых осевых
344
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
б
Рис. 8.7. Продольное сечение
обмоток трансформатора
размерах и симметричном расположении обмоток ток распределяется
практически равномерно по всей высоте вторичного витка. Поэтому
определение сопротивления короткого замыкания первой системы обмо-
ток не встречает затруднений.
Вторая система обмоток (рис. 8.7, в) при наложении на первую
должна дать действительное распределение токов в обмотках. Поэтому
полные токи как первичной, так и вторичной обмоток второй системы
равны нулю.
Определим поле рассеяния второй системы, используя метод нало-
жения гармонических обмоток [67]. С этой целью мы вынуждены сделать
еще одно допущение, а именно: будем считать, что торцы второй системы
обмоток упираются в ферромагнитные поверхности |р. = °°, у = 0|. Такое
допущение, как показывают опытные данные, не вызывает существенных
погрешностей. Введение ферромагнитных плоскостей позволяет рас-
сматривать вторую систему обмоток как пару коаксиальных трубчатых
проводников, имеющих бесконечно большую длину. Плотность тока в
этих проводниках изменяется в осевом направлении по периодическому
закону, причем период изменения равен 2т. Линейную плотность тока в
этих проводниках можно представить в виде тригонометрических рядов:
Oj — У, cos mt Оц — , Gjj,, cos mt
Рис. 8.8. Контур в объеме вторичного витка
Зависимость Oj = f(z) нам известна. Зависимость ап = (p(z) требуется
определить. Рассмотрим случай, когда А[ и Дп малы по сравнению с т.
Выделим в объеме вторичного витка контур К (рис. 8.8). Прямолинейные
отрезки длиной т/2д, являющиеся частями этого контура, параллельны
образующим внешнего цилиндра. Две
другие стороны контура представляют
собой дуги окружностей, радиус кото-
рых равен а2. Положим, что длина
каждой из дуг равна единице. Обходя
контур в указанном направлении,
можно составить следующее уравнение:
Oil
ЛПу+/“Ф = 0- (8.1)
345
ИЗБРАННЫЕ ТРУДЫ
где у — удельная проводимость; Ф — магнитный поток, пронизывающий
контур К.
Определим магнитный поток Ф, используя выражение для вектор-
ного потенциала цилиндрической обмотки с гармоническим законом
распределения тока в осевом направлении [67]:
= цод„и
, , . Л>(а)
Л (а) + - , ,
К0(а)
К}(а) К, wry
z
cos ил
(8.2)
где а — радиус обмотки;
а ао
а = пл-^; Oto = тт
70(х); К0(х); 7/х); К,(х) —
функции Бесселя нулевого и первого порядка от мнимого аргумента.
В данном случае векторный потенциал двух гармонических обмоток
и-го порядка при р = а2 будет равен
Й„)₽ = «2 = РоФЛ + on„Flln) cos ил |, (8.3)
где
F in = fli Л(«1) + / К,(а.) л0(а0 ^1(«2).
FПп - fl2
+ К,(а2) К1(а2).
Ко(ао)
Так как
Ф = Кй dl,
то
Ф« =
Учитывая, что
(8.4)
Ф = 2 Ф„,
из уравнения (8.1) определим амплитуду линейной плотности тока во
вторичном витке:
°11л - । •
^lln - ] Д2соц0у
Поделив обе части выражения (8.5) на Flt получим
(8.5)
346
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
vn„ = -vIn------f|n t
^||п " -I Д2йцоу
(8.5, а)
где Vjn = Щп/Fi — амплитуда п-й гармоники линейной плотности тока
первичной обмотки при Fj = 1; Уци — амплитуда п-й гармоники линейной
плотности тока во вторичном витке при Тд = 1.
Потери во втором витке
Рц - У J 5цЛ2б/г,
о
где /2 — длина вторичного витка.
Плотность тока 5П выражается через линейные плотности тока
следующим образом:
8ц - оно + X 8П ,
где Оцо — линейная плотность тока во вторичном витке первой системы
обмоток, равная F\/i.
Опуская простейшие преобразования, приведем окончательное вы-
ражение для потерь:
/2т
Рц = у^
Ionol2 + "2 S |8цп|2
П = 1
(8.6)
Если бы вторичный ток равномерно распределялся по всему витку,
то
^Ппост l^iol2.
Следовательно, коэффициент потерь для вторичного витка
,, - 1 4- 1 У 1°11я12
ЗЛ'.Ш2
(8.7)
или
так как
км - 1 + 2 S Уш»
*/юя = 1
IViiol = |VI0|.
(8.8)
Ряд, входящий в последнее выражение, весьма быстро сходится.
Обычно учет всего лишь одной или двух первых гармоник обеспечивает
достаточно высокую точность.
347
ИЗБРАННЫЕ ТРУДЫ
Радиальное поле рассеяния, создаваемое гармоническими обмот-
ками, вызывает добавочные потери не только во вторичном витке, но и в
проводниках, из которых выполнена первичная обмотка. Однако доба-
вочные потери в первичной обмотке из-за радиального поля рассеяния
должны быть значительно меньше, чем во вторичном витке, так как осевой
размер проводников первичной обмотки во много раз меньше ширины
вторичного витка.
Перейдем к определению индуктивности рассеяния. В даном случае
расчет индуктивности рассеяния по сравнению с ранее описанным [67]
усложняется тем обстоятельством, что токи в гармонических обмотках
одного и того же порядка смещены во времени относительно друг друга
на угол, отличный от нуля и 180°.
Определим энергию двух гармонических обмоток одного порядка
применительно к данному случаю. Допустим, что
а1п = С cos coi; стп„ = D cos at + E sin at.
Соответственно векторные потенциалы
Aln = C' cos f, AIIn = D’ cos at + E' sin at.
Так как энергия магнитного поля
VV = J A8dv,
V
то среднее значение энергии магнитного поля за период переменного тока
будет равно
W,, = J 4 Сб5 coS* rm | dv + f (DD' + EE') cos2 rm~dv +
ч
(8 9)
+ J | CD’ cos2 rm 4 dv + J C'D cos2 rm dv,
4 !ii
где vu — объемы обмоток.
Первые два интеграла выражают собственные энергии обмоток,
вторые два — взаимную энергию и должны быть равны друг другу.
Взаимные энергии гармонических обмоток разного порядка равны нулю,
поэтому энергия поля рассеяния трансформатора
w= iv0 + SnvIn+ W711B+TVIIIw].
11 = 1
Индуктивность рассеяния, приведенная ко вторичной цепи,
348
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
2W 2W
Используя данные, приведенные в ранее опубликованной работе
[67], а также учитывая выражение (8.9), получим
•ср Д|+ Аг
' Г+ 3
\kfi + X П +
(8 10)
+ 2 Vi„Rc( i/J>
где kR — коэффициент Роговского, определенный для первой системы
обмоток;
Re(Vn„) — действительная часть комплекса Ицп.
L}„ = Л(аО + ^i(at) Ki(ai).
Ряд, входящий в выражение (8.10), очень быстро сходится. Для
достаточно точного расчета необходимо учесть всего лишь один-два
первых члена. Формулы (8.8) и (8.10) справедливы для весьма тонких
обмоток. Однако их можно применять и для расчета реальных трансфор-
маторов при Д1 « т и Д2 « т. Осевые составляющие поля в приведенном
расчете принимаются во внимание с учетом действительных радиальных
размеров обмоток (первая система обмоток). Неравномерное распреде-
ление тока по толщине вторичного витка можно учесть, используя
известное [112] соотношение для проводников, находящихся во взаимно
перпендикулярных переменных магнитных полях:
k'M — k'„U + Kill 1.
где k'nu - <р(р) — коэффициент потерь для вторичного витка первой
системы обмоток. Функция <р(р) может быть взята из графика (рис. 8.9),
коэффициент
₽ = Д2^
где у — проводимость.
В процессе проектирования большое значение имеют способы при-
ближенной оценки тех или иных величин, ориентирующие про-
ектировщика при выборе наиболее рациональной конструкции. Выше
было установлено, что каждой н-й гармонике плотности тока первичной
обмотки соответствует ??-я гармоника плотности тока во вторичном витке.
Отношение модулей амплитуд этих гармоник
349
ИЗБРАННЫЕ ТРУДЫ
Рис. 8.9. Функции <р(р), <PZ(P) 11 У(Р) [112]
^>1,
Уц„ ’
что следует из выражения (8.5).
Это обстоятельство позволяет утверждать следующее:
а) потери во вторичном витке, вычисленные в предположении Vj =
= Уц (рис. 8.10, а), должны быть больше действительных потерь;
б) реактивное сопротивление короткого замыкания, вычисленное в
предположении Уц = -Ую (рис. 8.10, б), должно быть больше дейст-
вительного.
К рассмотренному типу трансформаторов можно отнести так назы-
ваемые кольцевые трансформаторы, получившие применение для стыко-
вой сварки труб (см. рис. 2.22).
Обмотки кольцевых трансформаторов обычно равномерно распре-
деляются по всему кольцевому сердечнику. Для регулирования напря-
жения конструктивно проще применить отдельный автотрансформатор,
чем секционировать первичную обмотку. Благодаря осевой симметрии
поля рассеяния расчет сопротивления короткого замыкания трансформа-
тора не представляет затруднений. В большинстве случаев возможно
подразделить обмотки трансформатора на ряд участков, для которых
диаграмма напряженностей магнитного поля имеет форму трапеции или
близка к ней (рис. 8.11). Тогда индуктивность короткого замыкания
может быть выражена в виде суммы индуктивностей отдельных участков.
Для участка, показанного на рис. 8.11, а, напряженность магнитного поля
в зазоре между катушками
ли
где I — вторичный ток.
350
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Опуская несложные вычисления, приведем окончательное выра-
жение для индуктивности элемента:
Но а + b
а=2Ё с+ 3
1п^, (8.11)
где с — расстояние между обмотками; а и b — размеры обмоток
(рис. 8.11, а).
Напряженность поля между обмотками и в объеме обмоток участка
(рис. 8.11, б) также зависит от диаметра. Обычно расстояние между
обмотками с, а также размеры а и b значительно меньше среднего
диаметра Dcp. Поэтому с достаточной точностью диаграмма напряжен-
ности поля рассеяния может быть представлена в виде трапеции с высотой
лОср-
Для этого случая
Но f а + ,
£б = ТюДс + ~J/c₽- (812)
Индуктивность элементов сложной конфигурации (рис. 8.11, с)
может быть определена путем подразделения этих элементов на отдель-
ные участки, в которых напряженность магнитного поля может быть
принята постоянной. Тогда
351
ИЗБРАННЫЕ ТРУДЫ
где Нп = -т" ; /„ — полный ток, охватываемый и-м кольцевым контуром,
или, если выделять кольца малой толщины,
ДР
Р„ ср
L.
Ho V ап + fe,
А-! С" + 3
(8.14)
В некоторых случаях расчетные формулы можно свести к более
привычному виду. Для этого следует элементы, указанные на рис. 8.11,
распрямить, сохранив прежней среднюю длину. Для элемента а получа-
ется следующее выражение:
Для элемента б приведенное выше упрощенное выражение сохраня-
ется прежним. Индуктивность элемента b может быть определена по
формуле
Bo I 11
=-75- So + - Snp , (8.16)
7lPcp )
где £)нр — средний диаметр элемента; So — площадь, охватываемая
элементом; Snp — площадь сечения проводников радиальной плоскостью.
Формулы (8.15) и (8.16) можно применять лишь при ограниченном
соотношении Сравнительные расчеты показывают, то эти форму-
лы дают заниженные результаты, причем при = 1,6 погрешность
составляет примерно 2 %, при D2/D\ = 2 — примерно 4 %. При
дальнейшем увеличении D2/D\ погрешность быстро растет. Для прак-
тических расчетов формулы (8.15) и (8.16) следует считать пригодными,
если D2/Di < 2.
В некоторых случаях обмотки кольцевых трансформаторов выпол-
няют в виде отдельных катушек, сердечник разделяют на две одинаковые
половины, а секции вторичного витка соединяют отдельными перемыч-
ками. В связи с осевой симметрией представляется возможным разделить
трансформатор на ряд одинаковых векториальных элементов (рис. 8.12).
Индуктивности заштрихованных частей обмоток можно с достаточной
точностью вычислить по формуле Роговского, пренебрегая взаимной
связью полей рассеяния соседних элементов. Индуктивность рассеяния
остальных частей может быть найдена по приведенным выше формулам
(8.13) и (8.14), в числители которых следует ввести число элементов
k = 2л/ср. При этом приходится считать, что перемычки между
вторичными секциями имеют форму замкнутых колец. Полученный таким
образом результат будет отличаться от действительного в меньшую
352
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 8.12. Секториальный элемент кольцевого трансформатора
сторону вследствие указанного допущения. Добавочная индуктивность,
обусловленная тем, что перемычки между вторичными секциями в дейст-
вительности не имеют формы замкнутых колец, может быть сугубо
ориентировочно определена по формуле Е.Г. Марквардта при условии
«распрямления» контура, по которому располагаются перемычки. Общее
сопротивление короткого замыкания трансформатора в k раз меньше
сопротивления секториального элемента.
§ 33. Сопротивление короткого замыкания трансформатора
с симметричными дисковыми обмотками
Для упрощения задачи необходимо сделать ряд существенных допу-
щений. Прежде всего придется не считаться с радиальной неравномерностью
распределения тока в тех частях вторичного витка, которые удалены от
выводов (рис. 8.13). При принятом допущении в объеме обмоток преобла-
дающими являются радиальные составляющие поля рассеяния, как в
обычном силовом трансформаторе с дисковыми обмотками. Осевое направ-
ление поля рассеяния преобладает лишь в небольшом объеме вблизи зазора
между выводами. Поэтому сопротивление короткого замыкания трансфор-
матора можно с достаточной точностью выразить в виде суммы
Z = zg„ + z.
где — сопротивление короткого замыкания трансформатора без
выводов; ze — сопротивление вторичных витков.
Сопротивление определяется обычным путем.
Перейдем к определению той
доли сопротивления короткого за-
мыкания трансформатора, кото-
рая приходится на выводы и части
обмоток, находящихся в непосред-
ственной близости к выводам.
При расчете индуктивности
рассеяния обычных трансформа-
торов с чередующимися дисковы-
ми обмотками часто рассматри-
вают не ограниченный, а бесконеч-
Рис. 8.13. Трансформатор с дисковыми обмотками
25 — 8-1437
353
ИЗБРАННЫЕ ТРУДЫ
0|
Рис. 8.14. Элемент обмотки
ный в осевом направлении ряд
чередующихся проводников
[76]. В данном случае придется
принять это допущение, пос-
кольку оно не влечет за собой
больших погрешностей и сущес-
твенно облегчит решение постав-
ленной задачи. Это допущение
позволяет рассматривать всего
лишь один элемент обмотки
(рис. 8.14), ограниченный в осе-
вом направлении идеальными
ферромагнитными плоскостями
(р = оо; у = 0).
Во избежание чрезмерного
усложнения задачи мы вынуж-
дены учитывать лишь одну сос-
тавляющую вектора магнитной
индукции Bz - В, полагая Ву =
= Вх = 0. Такое допущение может быть приемлемым лишь в том случае,
если т значительно меньше радиальных размеров обмоток, т. е. т « а.
Из последнего допущения следует, что в объеме обмоток могут быть лишь
две составляющие плотности тока, параллельного осям х и у. Для
удобства начало координат перенесем в точку 0 . При обходе контура К\,
параллельного плоскости YOZ, получим
или
H + ^dy
ду
т - Нт = cbydy
ЭН •
т — = со,,
Эг/
(8.17)
где — составляющая плотности тока во вторичном витке; Н —
напряженность магнитного поля; с — половина толщины вторичного
диска (см. рис. 8.14).
При обходе контура К2, параллельного плоскости XOZ, получим
Нт-
дН , , •
Н + — ах т = — ах + со,ах
I ду J 6
или
дН
-----+ с°у >
дх а У
(8.18)
354
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
где F\ — намагничивающая сила (н. с.) первичной катушки; —
составляющая плотности тока во вторичном витке.
Связь между плотностью тока во вторичном витке и напряженностью
магнитного поля вытекает из второго уравнения Максвелла:
rot£ = ^« rfF
так как уЕ = 3, то
rot5 = ~^ ~dt
или в символической форме
(8.19)
Э5„ Э5Х
Ъх оу
Дифференцируя уравнение (8.17) по у, а уравнение (8.18) по х и
используя уравнение (8.19), находим
Э2/7 д2н
дх2 ду2
= ja2H,
(8.20)
где
2 С
a =coYPoT.
При решении уравнения (8.20) примем следующие граничные
условия:
р
1. Н = —при у = 0, 0 < х < о1;
Еу
2. Н = - — при у = 0, а1 < х < /г;
3. Н = 0 при х = 0;
4. Н = 0 при у = а.
Три первых граничных условия вытекают непосредственно из рас-
смотрения магнитного поля в области выводов в соответствии с при-
нятыми выше допущениями. Четвертое граничное условие не соответст-
вует строгой картине магнитного поля, однако, как показывает опыт,
близко к истине. Это граничное условие позволяет заметно упростить
дальнейшие математические операции, так как оно ограничивает рас-
сматриваемую область прямоугольником 0 < х < /г; 0 < у < а. Вследствие
принятого допущения (Н = 0 при у = а) должна быть получена погреш-
ность при расчете активного и реактивного сопротивлений. По-видимому,
эта погрешность должна быть небольшой, поскольку основная часть
25*
355
ИЗБРАННЫЕ ТРУДЫ
энергии магнитного поля сосредоточена в удаленной от плоскости у = а
области.
Решение уравнения (8.20) будем искать в виде произведения двух
функций
X = ср(х)
и
Y = f(y).
В этом случае исходное уравнение (8.20) распадается на два отдель-
ных уравнения:
х"
X
* -i 2 • 2
—г- = к + ja ,
(8.21)
(8.22)
где X2 — некоторая постоянная.
Решение уравнения (8.27) может быть записано в следующем виде:
X = С sin Хх + D cos Хс.
Так как при х = 0 напряженность магнитного поля Н = 0, то D = 0.
Мы рассматриваем идеальное короткое замыкание трансформатора, т.
е. считаем, что вторичные витки соединяются между собой идеально
проводящим телом (у = «>), имеющим плоскую поверхность ЛА (рис. 8.15).
Очевидно, что электромагнитное поле в рассматриваемом объеме не
изменится, если идеально проводящее тело заменить зеркальными изобра-
жениями обмоток. Последние должны иметь обратное направление токов.
Возможность такой замены вытекает из
Рис. 8.15. Зеркальное изображение
обмотки (вывод от вторичного
витка)
условия эквипотенциальности поверхности
АА.
Вследствие симметрии
(й)лг = 2Л = = 0 = 0.
Следовательно, sin X2/z = 0 или X =
= к л/2/г, где к — целое число. Функция X
должна содержать только нечетные гар-
моники. Поэтому решение уравнения (8.21)
может быть записано в следующем виде:
X = Ск sin \.х,
где
= (2к + 1) —.
Перейдем к решению уравнения (8.22).
Правая часть уравнения
356
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
X2 + /а2 = e2(cos <р + j sin (рк),
где
е2 = VX4. + а4; <рк = arctg —;
X2
ек = е cos
<рк + 2л?г
2
<рх + 2лп
2
Так как
+ / sin
| Фк I , . ,п Фк
cos — + mt = (-1) cos —,
I ф„ ) „ <p..
sin — + mt = (-1) sin -y,
TO
. Фк . . Фк
е.к = ± s J cos — + ] sin —
Решение уравнения (8.22)
‘ 4 ~^КУ 4
Y =+/12^
Учитывая граничные условия, получим
7 = 2/1,
sh ёк(а - у)
eV
Перемножив функции X и У, найдем выражение для напряженности
магнитного поля В в виде бесконечного ряда:
У sh ёк(а -у) . лх
Н = Zj Ск-------—-----sin (2k + 1) -гт
ек 2Л
(8.23)
Исходя из граничных условий,
8F,h eV ________1_
л2та' sh ёка (2k + I)2
/П IXй71
sin (2к+1) 2А-
Таким образом, выражение для напряженности магнитного поля нам
известно. Используя уравнения (8.18) и (8.23), можно найти плотности
тока во вторичном витке и напряженность электрического поля.
357
ИЗБРАННЫЕ ТРУДЫ
Найдем потери энергии во вторичных витках. Вектор Умова-Пой-
тинга нормален лишь в одной поверхности вторичного вывода у = 0.
Поэтому комплекс мощности потерь для пары выводов
л
Р = 2т| (Ё)у=0(Я)у=(А.
о
где Н — комплекс, сопряженный с комплексом Н. После интегрирования
получим
“ sin2 (2к + 1) , •
• _ 64 F\h у 4 > 2h ch £,z? .
“ л4 ус(й')2 ,“0 (2к + I)4 sh Ека 6к‘
Определив вещественную часть комплекса Р, равную активной
мощности, и поделив последнюю на I2, найдем выражение для активного
сопротивления вторичных выводов:
, , ап
,3 “ sin (2к+1) — ( , • \
64 h v1 2/1 _ ch е,л .
" (2к +1)4 J’
(8.24)
где
ch £,.д 1 е.кд sh 2е,,)Д + екд sin 2екма
sh £,л , 2 sh2 ExSa + sin2 £КЛа
Фк . Фк
гкд = Ек cos екм = sin
Индуктивность рассматриваемого объема обмоток может быть пред-
ставлена в виде суммы
Z. — Le + Le.
По отношению ко вторичным виткам Le представляет собой «внеш-
нюю» индуктивность, aL" — «внутреннюю». Опуская несложный вывод,
приведем выражение для индуктивного сопротивления:
, , рлСоД ( 2
хв =со£в =—Y— Л--Д , (8.25)
где Д — расстояние между выводами (см. рис. 8.14).
Индуктивное сопротивление х" = (j)L найдем через среднее зна-
чение энергии поля рассеяния:
Wcp = ^jH2dv,
где Н — действующее значение напряженности магнитного поля.
358
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Так как Lo
о
2W
ср
, то при I = Fp используя выражение (8.23),
получим
„ _ 32ц0со /г3 у Sln (2к + *) 2h 1 ch ёкй
л4 (2к+1)4 Е^'« "ch^fi
(8.26)
где
1т
ch ёка .
, . ек
(ch е^й J
1 £кп1 sh 2е,,)й sin 2е,,(й
2 sh Екйа - sin2 ек,„а
Таким образом, мы получили формулы для расчета активного (8.24)
и индуктивного (8.26) и (8.25) сопротивлений выводов вторичного витка
трансформатора с симметричными обмотками. Результаты расчета по
указанным формулам необходимо делить на 2 п, где п — число парал-
лельных секций вторичного витка.
Расчет по полученным формулам (8.24) и (8.26) в значительной
мере облегчается тем, что ряды, входящие в эти формулы, весьма быстро
сходятся. Для вычисления Re и х" при обычных для сварочных транс-
форматоров размерах обмоток достаточно учесть лишь первые члены (к =
ТС ОС
= 0). Обычно а4 » X4. Поэтому е0 ~ а; (рк = у; еоэ = еОл( = -=.
При Eoafl = ЕолГ« > 2 формулы (8.24) и
5 10 а\ см
Рис. 8.16. Зависимости активного
и реактивного сопротивлений выводов
от а' при различных а
(8.26) упрощаются. При этом
7?е = х" =0,46 sin2 (8.27)
ус(а') 2 п
Из формул (8.24), (8.26) вытекает,
что:
359
ИЗБРАННЫЕ ТРУДЫ
1. Увеличение радиального размера дисков а' при реальных зна-
чениях а ведет к увеличению как реактивного, так и активного
сопротивлений (рис. 8.16).
л/2~
2. При а4 » Хд увеличение размера а свыше 1,5 не сопровожда-
ется снижением активного сопротивления (рис. 8.17) и с этой точки
зрения бесполезно.
Как показывает опыт, приведенные выше формулы обеспечивают
достаточную для практических целей точность.
§ 34. Сопротивление короткого замыкания трансформатора
с несимметричными дисковыми обмотками
Рассмотрим трансформатор, имею-
щий п вторичных параллельных секций и
2п первичных катушек (рис. 8.18, а). На-
магничивающие силы первичных катушек
Л, /г> •> fin в общем случае различны.
Воспользуемся методом наложения
и представим действительную систему
обмоток в виде трех совмещенных в прос-
транстве систем: двух симметричных
(рис. 8.18, б и в) и одной несимметричной
(рис. 8.18, г).
Первая система представляет собой
трансформатор с симметричными череду-
ющимися обмотками. Намагничивающая
сила каждой первичной катушки равна
2п
Hf
'2
д
^Чш111111111111111Ш1111П............IHIIII1II....
й’ 2п 2п’
(8.28)
IIIIIIIIIIIIIIIIII...........................Н1П11ГТГ
где Fj — полная намагничивающая сила
первичной обмотки; fK — намагничи-
вающие силы первичных катушек. Токи во
вторичных секциях также одинаковы и
равны
......ИНН...........ИНГ..........1И111ГГТТТП—
Рис. 8.18. Системы обмоток и
диаграммы напряженностей поля
-2о, = - —.
п
Сопротивление короткого замыкания
первой системы обмоток может быть опре-
делено на основании данных предыдущего
параграфа. Вторая система первичных на-
магничивающих сил магнитно не связана
со вторичной обмоткой. Соответствующие
360
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
этой системе вторичные токи равны нулю. Третья система первичных н.
с. представляет собой разность между действительной системой и пер-
выми двумя системами. Полная намагничивающая сила всех первичных
катушек этой системы
2и
Ед = о.
к — 1
В отличие от второй системы третья создает магнитные потоки,
сцепляющиеся с секциями вторичного витка. В связи с этим токи 1цк
отличны от нуля, однако их сумма
Е Лк = 0-
к - 1
Определим намагничивающие силы a2, fz, fin- Для этого
составим 2/2+1 уравнений:
Л = а, + а2 + Д;
. fl = а\ ~ ai + Л >
fin = at± а2 + fin I
2n
Е Д = о.
к = 1
Из этих уравнений находим
Л /г ~ /з + Л + /з + fin,
2п
f'\ = f\~ а\ ~ ai
И т.д.
(8.29)
(8.30)
Докажем теперь, что указанные выше три системы обмоток магнитно
не связаны, т. е. энергия поля рассеяния трансформатора
W = IV, + Wu + W1U, (8.31)
где Wj, и 1Уш — энергии магнитных полей соответственно первой,
второй и третьей систем, рассматриваемых независимо друг от друга.
Другими словами, требуется доказать, что взаимные энергии
Wnm = ^lHnHmdv = 0.
Для упрощения последующих рассуждений допустим, что рас-
сматриваемые обмотки находятся по всей своей длине в окне магнитной
системы. При этом можно считать, что поле рассеяния имеет всего одну
радиальную составляющую, а диаграммы в виде трапеций (показанные
на рис. 8.12) соответствуют диаграммам напряженности магнитного поля.
Для доказательства построим диаграммы напряженностей магнитного
361
ИЗБРАННЫЕ ТРУДЫ
поля, соответствующие отдельным намагничивающим силам третьей
системы обмоток (рис. 8.18, д').
Рассмотрим интеграл
где — напряженность поля первой системы обмоток (рис. 8.18, б);
Нр> — напряженность поля, соответствующая намагничивающей силе
третьей системы обмоток (рис. 8.18, д).
Как видно из диаграмм, слагаемые указанного интеграла можно
представить в следующем виде:
J H6Hfi-dv = g^arfp,
J H6Hfdv = g2atf2,
где g\, gi... ~ коэффициенты пропорциональности.
Если g\ = g^ = дз ... = g, что практически всегда имеет место, то
2п 2и
I нб £ Hf:dv = дер £ f’K = 0.
к=\ к=\
п
Учитывая, что 5} = 0. получаем
к= 1
Jнб £ H,.udv = 0.
К = 1
На этом основании мы можем сделать вывод о том, что первая и
третья системы магнитно не связаны. Рассмотрим теперь вторую и третью
системы. Допустим, что п (число вторичных секций) — четное число.
Тогда, как следует из диаграмм виг,
J HrlHf’dv = pa2f{ - qa2f{;
/ HeHfdv = ~pa2f2 - qa2f2;
J HeHfi'dv= -pa2ft - qafc;
I HeHf;dv = pa2ft - qa2fi ;
-- 27!----------------------------27Г
Ж £ Hf. = pa2{f{ ~ fl-fi-fi ....)- qa2 £ Д.
K=1 K=1
гдеpwq - коэффициенты пропорциональности, зависящие от геометри-
ческих размеров катушек и секций.
362
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Так как
2п
ЪГк = Onf'i - fi ~ /3 ~ Л + .... “ 2па2 = О,
к = 1
то
2п
К Е Нг. = 0.
№ 1
Таким же образом можно показать, что
Jk Е H,-ndv = о.
к= 1
В случае нечетного количества вторичных секций результаты полу-
чаются аналогичными. Совершенно очевидно также, что
J H6H„dv = 0.
Итак, мы доказали, что при вычислении энергии магнитного поля
рассеяния (или индуктивности рассеяния) указанные выше три системы
обмоток можно рассматривать обособленно. Аналогичным путем можно
показать, что при вычислении потерь энергии АР системы обмоток также
можно рассматривать обособленно, т. е. определять потери как сумму:
ДР = ДР( + ДРП + ДРШ, (8.32)
где APj, АРц и ДРщ — потери соответственно в первой, второй и третьей
системах обмоток.
Сопротивление короткого замыкания первой системы обмоток может
быть вычислено при помощи данных, приведенных в предыдущем параг-
рафе. Не представляет каких-либо затруднений расчет второй системы
обмоток. Сложнее обстоит дело с расчетом третьей системы обмоток.
Трудности, связанные с расчетом этой системы обмоток, можно до
некоторой степени обойти, если учесть, что на вторую и третью системы
обычно приходится меньше половины сопротивления короткого замы-
кания нормально сконструированного трансформатора. Как показывает
опыт, больше половины сопротивления приходится на первую систему
обмоток. В связи с этим расчет третьей системы обмоток представляется
возможным упростить за счет ряда допущений.
Основное затруднение при расчете третьей системы обмоток заклю-
чается в оценке сопротивления выводов вторичных секций. Поле рассе-
яния в этой области трансформатора настолько сложно, что его пока не
удается исследовать аналитически. Чтобы не усложнять дальнейшие
расчеты, мы примем без больших на это оснований, что сопротивление
выводов секции вторичного витка в данном случае такое же, как и для
363
ИЗБРАННЫЕ ТРУДЫ
Р <1
Рис. 8.19. Поперечное
сечение секций вторичного
витка
первой системы обмоток. До некоторой степени
такое допущение оправдывается тем, что в выводах
секций третьей системы должно наблюдаться
примерно такое же распределение токов, как в
выводах первой системы. Основные причины, вы-
зывающие неравномерное распределение токов в
секциях, сохраняются и в данном случае.
Для упрощения расчета желательно также
принять, что в объеме третьей системы обмоток имеет место только
радиальная составляющая поля рассеяния. Другими словами, мы будем
считать, что третья система обмоток находится между ферромагнитными
плоскостями (ц = о°; у = 0) причем расстояние между этими плоскостями
в точности равно радиальному размеру катушек.
Для того чтобы перейти к расчету сопротивления короткого замы-
кания, необходимо найти токи в параллельных секциях вторичного витка.
Рассмотрим пару соседних секций р и q (рис. 8.19). Для этой пары,
образующей замкнутый контур, можно составить следующее уравнение:
- i4Rc+jad>pq= 0.
Магнитный поток Фрд можно представить в виде суммы двух
потоков Фря и Фрд- Первый магнитный поток создается всей системой
намагничивающих сил, кроме намагничивающих сил секций р и q. Второй
магнитный поток создается только намагничивающей силой секций р и
q, т. е.
<bw = Lc(ip - Iq),
где Lc — индуктивность замкнутого контура, образуемого двумя со-
седними секциями. Следовательно,
откуда разность токов
^pq iP iq-ju Rc+^Lc-
Остановимся сначала на трансформаторах, рассчитанных на нор-
мальную частоту f = 50 Гц. В большинстве случаев wLc » Rc. Поэтому
при определении Д/р(? можно пренебречь активным сопротивлением
вторичных секций, т. е. считать, что
Фрд = ~Фрд И Фрд ~ 0-
Определим токи в секциях вторичного витка, полагая сопротивление
секций равным нулю. Допустим, что индукция в объеме между второй и
третьей катушками первичной обмотки равна нулю. По известным пол-
ным токам f2 и /"з построим диаграмму индукции между первой и второй
364
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
секциями вторичного витка (рис. 8.20).
Разность заштрихованных площадей
АВ CD и EFGH должна быть пропор-
циональна магнитному потоку, кото-
рый сцепляется с короткозамкнутым
витком, образованным первой и второй
секциями вторичного витка. Поскольку
сопротивление этого витка мы считаем
ничтожно малым, то магнитный поток,
сцепленный с ним, должен быть равен
нулю. Следовательно, нулевая линия
на диаграмме индукции должна быть
смещена в сторону большей из заштри-
хованных площадок на величину АВ,
которую можно найти из условия ра-
в с
Рис. 8.20. Диаграмма магнитной индукции
венства площадок A BCDEE' и Е FGH .
Обходя по контуру, показанному на рис. 8.20 пунктирной линией,
получим
+/г +Лн.
откуда
т' --К _ ДЬ '
Ли - /1 /2 -р^-а
или
tf +
1ц 1 =~fi ~ fl + fi ~ /з
4
m
(8.33)
Аналогично можно получить выражение для тока в k-ii секции
вторичного витка
, dA
Л1 к = ~FK + flu ~ fix + 1 ~
(8.34)
где
FK = f\ + fl + + fix + (All + Al2 + ••• +4lK-l)-
Из последнего выражения вытекает, в частности, что полному току
первичной катушки f с любым номером от 2 до 2п - 1 соответствуют токи
только в двух соседних секциях вторичного витка р и q, причем
Al, ~ ~kpf > Ak; ~ ~kqf»
где
365
ИЗБРАННЫЕ ТРУДЫ
J ь
d + ~
kP=l~~^~’ k4=X~kP>
d — расстояние между первичной катушкой и секцией р\ b — толщина
первичной катушки.
Крайним первичным катушкам с номерами 1 и 2п соответствуют токи
только в крайних секциях вторичного витка, равные и противоположные
по знаку полным токам первичных катушек.
Подсчитанные таким образом токи в параллельных секциях обычно
несколько отличаются от действительных, причем расчет дает несколько
большую неравномерность распределения токов, что вполне согласуется с
принятыми допущениями. По известным токам в секциях вторичного витка
нетрудно определить потери в обмотках и энергию поля рассеяния. Обмотки
можно рассматривать как проводники, уложенные в паз электрической
машины. При этом потери энергии вычисляются по формуле
Зи
др' + х Д^ЛР. (8-35)
Р = 1
где АРр — потери в р-м слое (в первичной катушке или в секции
вторичного витка) при постоянном токе;
k„P = <Р(₽) +
Ll
Ip
V(₽) + / cos av(P) -
* I)
коэффициент потерь для /?-го слоя; 1р — полный ток р-т слоя; 1и —
полный ток в объеме между дном паза и р-м слоем (рис. 8.21); a — угол
между векторами токов 1р и 1и; <р(Р) и ф((3) ~ функции «приведенной
высоты проводника» (см. рис. 8.9),
Р = Ьр
gN
2 а'
(8.36)
Потери в выводах
п
Ьр
Wx\\\\\\\\\
WWx4 где R,
s
к
§
a
о
сопротивление вывода от
секции, вычисленное для
в
вторичной
первой системы обмоток. Потери в
третьей системе обмоток
ДР|П = + Д-Ре-
с
в
ж
Рис. 8.21. Проводники, уложенные в паз
с ферромагнитными стенками
Активное сопротивление корот-
кого замыкания
366
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Энергия поля рассеяния [112]
= (8.37)
где /ср — средняя длина витка; Ьр — высота р-го слоя (см. рис. 8.21);
JP = ^ф'(Р) + 3(Д + ipIu cosa)v'(P).
ф'(р) и у'(р) «функции приведенной высоты проводника» Р (см.
рис. 8.9).
Для промежутков между катушками
1р = 0, чГ(Р) = 1.
Энергия поля рассеяния выводов
к = 1
где Le c — индуктивность выводов от вторичной секции, вычисленная для
первой системы обмоток.
Энергия поля рассеяния третьей системы обмоток
IVni = W' + ^Ve-
Реактивное сопротивление короткого замыкания
W] + + П7Ш
х = 2со----,-----.
Рассмотрим теперь случай, когда реактивное сопротивление со£с
соизмеримо с активным Rc или даже меньше его. Такое соотношение
между сопротивлениями может встретиться в трансформаторах для
сварки токами низкой частоты и т. п.
Допустим, что нашли токи в секциях вторичного витка, полагая
активное сопротивление секций равным нулю. При найденном таким
образом распределении токов отсутствуют результирующие магнитные
потоки между любыми двумя соседними секциями вторичного витка.
Однако действительные активные падения напряжения в секциях от токов
/цк отличны от нуля. Поэтому по секциям вторичного витка, кроме токов
/цк должны протекать токи Д/цк под действием э.д.с. Ек = ~1цкНс.
Учитывая принятые допущения, а также симметрию рсположения обмо-
ток относительно средней плоскости, нетрудно найти токи Д/цк и затем
по приведенным выше формулам подсчитать активное и реактивное
сопротивление короткого замыкания.
367
ИЗБРАННЫЕ ТРУДЫ
Определим Д/Пк для нескольких практически возможных случаев.
1. Количество вторичных секций п = 4. Вследствие симметрии
обмоток
ДЛг 1 = лЛи‘> ^112 = ^113;
ДТц ) + Д/ц з + Л/ц з + Д/ц 4 = 0;
A7n j = ~Д7ц 2-
Для контура, образованного двумя соседними секциями 1 и 2.
Ё2~ Ё} = 2Д/И 2RC + ]хсЁ1п 2,
где
Ё2 = -iU 2 Rc< = -/ц ! Rc.
Окончательно получим
где
Опуская выкладки, приведем основные формулы еще для двух
случаев, которые могут встретиться на практике.
2. Количество вторичных секций п = 5.
• Унг _ Л1 1 )(3+yv) -/112 +/цз
Д/ п 1----------------5------;
5(l+/v)-v2
2Ди - 3/п 2 + Л13 + Л(Ли -2/П2 + Л1з) (8.39)
Д/ п > =--------------------5----------- ;
5(1 + ;v) - v2
ДД з = -2(Д?И t + Д7П 2).
3. Количество вторичных секций п = 6.
• _ ~ Л1 1 (2 + /У) + /[[ 2 (1 + /v) + Л1 3
111- ,,(3 + /v)(l+/v) ;
. Г Ли + Л1 3 _ 27ц 2
Д/п 2 =---зуд;------ (8.40)
Д/ц 3 = 1 — Д(ц 2-
67. Лебедев В.К. Расчет индуктивности рассеяния трансформаторов с учетом кривизны обмо-
ток // Юбилейный сборник, посвященный Е.О. Патону. — Киев: Изд-во АН УССР, 1951.
76. Марквардт Е.Г. Электромагнитные расчеты трансформаторов. — М.: ОНТИ, 1938.
105. Петров Т.Н. Трансформаторы. — М.: Госэнергоиздат, 1934.
112. Рихтер Р. Электрические машины. — Т. I, ч. 3. — М.;Л.: ОНТИ, 1935; Т. IV. — М.;Л.:
ОНТИ, 1939.
ИЗ. Рыськова З.А. Трансформаторы для контактных электросварочных машин. — М.;Л.: Госэнер-
гоиздат, 1963.
368
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
КОМПЛЕКС «СЕВЕР-1» ДЛЯ КОНТАКТНОЙ
СТЫКОВОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ
ТРУБ БОЛЬШИХ ДИАМЕТРОВ*
Б.Е. Патон, В.К. Лебедев, С.И. Кучук-Яценко, В.А. Сахарнов,
С.А. Солодовников, М.Р. Униговский
Объем строительства трубопроводов различного назначения в нашей
стране непрерывно возрастает, причем резко увеличивается протяжен-
ность трубопроводов диаметром более метра. Большая часть их сооружа-
ется в труднодоступных районах Сибири и Крайнего Севера. Сварка
неповоротных стыков труб большого диаметра является трудоемкой и
ответственной операцией, во многом определяющей работоспособность и
надежность трубопроводов в целом.
До последнего времени практически все неповоротные стыки труб
сваривались вручную дуговым способом. Резервы повышения производи-
тельности при таком способе сварки в значительной мере исчерпаны.
Например, независимо от схемы организации работ производительность
ручной сварки неповоротных стыков труб диаметром 1420 мм не превы-
шает 1...1,2 стыка на одного сварщика за смену. Что же касается качества
сварных соединений, то оно существенно зависит от квалификации
сварщиков и климатических условий.
В последние годы в нашей стране и за рубежом интенсивно ведутся
поиски новых механизированных способов сварки неповоротных стыков
труб больших диаметров. Получен положительный опыт эксплуатации
многоголовочных установок для сварки в защитных газах тонкой прово-
локой в узкий зазор труб диаметром 800... 1420 мм с предварительной
обработкой торцов. Успешно ведутся работы по применению установок
для электродуговой сварки самозащитными порошковыми проволоками.
Оригинальным отечественным решением проблемы комплексной
механизации сборочно-сварочных работ при строительстве трубопрово-
дов является использование стыковой контактной сварки.
Первые установки для контактной сварки труб созданы ИЭС
им. Е.О. Патона совместно с организациями, подчиненными теперь Мин-
нефтегазстрою, еще в пятидесятые годы [1] и внедрены на строительстве
трубопроводов диаметром до 529 мм. В течение последних 15 лет для
контактной сварки секций из труб диаметром 114...325 мм серийно
выпускаются установки ТКУ С, на которых ежегодно сваривается около
2000 км труб. Многолетний опыт эксплуатации трубопроводов протяжен-
ностью в несколько десятков тысяч километров, сваренных контактным
‘Автоматическая сварка. — 1979. — №11. — С. 41-45.
26-8-1437
369
ИЗБРАННЫЕ ТРУДЫ
способом в различных климатических условиях, свидетельствует о высо-
ком качестве сварки.
Технико-экономические расчеты показывают, что с увеличением
диаметра и площади поперечного сечения труб эффективность применения
контактной сварки возрастает, так как время сварки, исчисляемое не-
сколькими минутами, при этом увеличивается незначительно по сравнению
с известными электродуговыми способами, при которых оно возрастает
пропорционально диаметру и толщине стенки труб.
Однако создание сварочных машин для контактной сварки труб
больших диаметров связано со значительными трудностями. С увеличе-
нием диаметра и площади поперечного сечения труб резко возрастает вес
и мощность машин, что ограничивает области их применения, особенно
в полевых условиях; возникает проблема обеспечения надежного функ-
ционирования сложных электрических и гидравлических узлов машин в
полевых условиях и особенно на Крайнем Севере. Известно также, что
при контактной сварке с увеличением площади сечения соединяемых
деталей труднее обеспечить стабильное качество соединений и исключить
опасность появления дефектов по линии сплавления [2]. Поэтому сварка
труб больших диаметров в полевых условиях потребовала принципиально
новых технологических и конструктивных решений основных узлов
машины и вспомогательного оборудования.
Технология сварки труб больших диаметров. Создание гаммы
машин для контактной сварки труб диаметром до 529 мм стало возмож-
ным благодаря найденному решению — снижению сопротивления корот-
кого замыкания сварочных машин и применению трансформаторов
специальной конструкции [3]. Это позволило возбуждать и вести ус-
тойчивый процесс непрерывного оплавления при относительно низких
удельных мощностях без предварительного подогрева торцов труб со-
противлением, как это принято при контактной сварке деталей с
большими поперечными сечениями на известных стационарных машинах.
Переход к технологии сварки непрерывным оплавлением позволил обес-
печить равномерный и устойчивый нагрев торцов труб, что является
основным условием получения качественного соединения. При сварке
труб диаметром 529 мм основные параметры, в частности скорость подачи,
задаются жесткой программой. При этом устойчивый процесс оплавления
гарантируется, если сопротивление сварочной цепи и источника питания
не превышает определенного уровня.
Например, по данным работы [4], устойчивое оплавление пластин
шириной 100 мм (8 = 10... 12 мм) возможно, если при жестко заданной
программе изменения скорости подачи и (72хх = 7 В сопротивление
сварочной машины не превышает 600 мкОм. Эту величину следует
рассматривать как предельно допустимую для лабораторных условий при
питании от жесткой сети, имеющей минимальное сопротивление. При
сварке в полевых условиях сварочная машина питается электроэнергией
от передвижной электростанции, генератор которой имеет относительно
370
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
большое внутреннее сопротивление, дополнительное сопротивление в
общую цепь вносят также токоведущие кабели. Кроме того, необходимо
учитывать, что активное сопротивление сварочной машины в процессе
эксплуатации может повышаться в результате нагрева токоведущих эле-
ментов сварочного контура, окисления переходных контактов, загряз-
нений токоподводящих башмаков. Поэтому в реальных условиях со-
противление короткого замыкания машины должно быть таким, чтобы в
пересчете на единицу длины периметра трубы его величина была меньше
600 мкОм. По данным эксплуатации имеющихся установок для контакт-
ной сварки труб диаметром 529 мм [5], она составляет 400 мкОм (при
= 7 В). '
Для обеспечения идентичных условий оплавления при сварке труб
диаметром 1420 мм в соответствии с теорией подобия [3] необходимо,
чтобы сопротивление короткого замыкания не превышало 8...9 мкОм.
По конструктивным соображениям выполнить это условие оказалось
невозможным, сопротивление короткого замыкания созданных образцов
машин превышало приведенное значение.
Наряду с максимально возможным снижением сопротивления корот-
кого замыкания машины понадобилось повысить устойчивость процесса
оплавления.
Исследованиями установлено, что применение регуляторов скорости
подачи, автоматически регулирующих ее величину при изменении тока в
сварочной цепи, позволяет значительно расширить области устойчивого
оплавления. В данном случае процесс оплавления можно возбуждать на
ровно обрезанных трубах, не имеющих скосов кромок, что практически
невозможно при жестко заданной скорости подачи. Значительно расши-
ряется область допустимых изменений переходных сопротивлений в
сварочной цепи, что связано с различной чистотой зачистки токоподво-
дящих башмаков и поверхности труб в местах токоподвода.
Сварка по программе труб диаметром 1420 мм с толщиной стенки
16,5...20 мм начинается с возбуждения оплавления по всему сечению
трубы (рис. 1). До этого момента происходит непрограммируемый цикл
оплавления неровностей на торцах
труб, при этом зазор между тру-
бами на отдельных участках может
достигать до начала оплавления
7 мм при отсутствии зазора на дру-
гих участках. Благодаря такой сис-
теме управления процессом значи-
тельно облегчается совмещение тор-
цов труб. В конце оплавления авто-
матическими устройствами конт-
ролируется длительность и програм-
ма изменения скорости подачи, вы-
держка под током при осадке и
26*
371
ИЗБРАННЫЕ ТРУДЫ
величина осадки. Сварка выполняется с минимальной осадкой, что
создает незначительный изгиб волокон металла в зоне термического
влияния и обеспечивает стабильность пластических свойств соединений.
Кроме того, при минимальных допусках на осадку меньше вероятность
изгиба предельно смещенных кромок труб вследствие отклонений диамет-
ров и толщин стенок труб или наличия вмятин на торцах.
Программа сварки предусматривает три периода оплавления.
В первом периоде скорость подачи непрерывно изменяется с целью
предотвращения коротких замыканий торцов при оплавлении неровнос-
тей. Во втором скорость подачи поддерживается на заданном уровне и
кратковременно снижается, если плотность тока в сварочной цепи превы-
шает заданные значения. При этом обеспечивается нагрев торцов до
заданной температуры. В течение первых двух периодов потребляемая
мощность автоматически поддерживается на минимальном уровне (удель-
ная мощность не превышает 7...8 Вт/мм2). В третий период, который
предшествует осадке, скорость подачи кратковременно повышается и
удельная потребляемая мощность возрастает до 14 Вт/мм2. Длительность
первого периода в зависимости от точности сборки труб перед сваркой
может изменяться от 60 до 100 с.
Длительность второго периода зависит от толщины стенки труб и
температуры окружающей среды. При сварке труб диаметром 1420 мм с
толщиной стенки 16,5... 19 мм при положительной и отрицательной (до
-30 °C) температурах окружающей среды длительность этого периода
принята соответственно 100 и 140 с. Длительность третьего периода
принята постоянной — 15 с. Таким образом, общая длительность сварки
в рассмотренных случаях составляет 3...4 мин.
Основные результаты механических испытаний образцов, вырезан-
ных из сварных стыков, находятся на уровне соответствующих данных
для основного металла (таблица).
Неразрушающий контроль качества сварных соединений выполня-
ется с помощью ультразвуковых дефектоскопов. Многоканальным ре-
гистрирующим прибором производится запись основных параметров,
влияющих на качество соединений: напряжение, ток, мощность, скорость
оплавления и осадки, величина осадки. Сравнение этих записей с эталон-
ными позволяет выявлять нарушения заданных режимов сразу же после
выполнения сварки. Следует отметить, что результаты операционного
Участок испытаний а, град ди, кгс-м/см2 кгс/мм2 кгс/ММ2 6, % V, %
при +20 °C при -40 °C после термообработки
Основной металл 110 12,0-22,9 16,4 - 43,8 59,4 27,5 65,7
Сварное соединение 104 3,0-9,6 5,2 3,6-16,7 10,2 42,9 58,7 22,0 65,0
372
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 2. Рабочее положение машины К700 перед сваркой (на краю плети)
контроля хорошо согласуются с данными неразрушающего ультразвуко-
вого контроля.
Сварочная машина К700. В основу конструкции машины для сварки
труб больших диаметров положена идея расположения машины внутри
трубы. Во время работы машина двигается внутри свариваемой нитки
трубопровода, как по готовому пути. Это позволило значительно снизить
вес машины и быстро ее перебазировать от стыка к стыку. Концы
свариваемых труб изнутри разжимаются цанговыми зажимами с усилием
до 1200 тс. При разжатии одновременно происходит центровка труб.
Сварочный трансформатор, встроенный в зажим через штангу и гибкий
кабель, подключается к источнику питания. В задней части машины
имеется привод ее самоходного перемещения со скоростью 0,05...0,5м/с.
На рис. 2 показано рабочее положение машины перед сваркой.
Одним из зажимов она разжата на краю плети, гибкий кабель, подающий
питание в машину, отключен от токоведущей штанги с помощью быст-
росъемного разъема. Привариваемая труба надевается на штангу и перед-
нюю часть машины, после чего ее привариваемый конец зажимается и к
штанге машины подключаются силовые кабели, кабель управления.
Производится центровка труб, и машина включается для сварки.
Техническая характеристика машины
Масса, т ................................................................... 25
Длина, м .................................................................... И
Мощность (кВ-А):
длительная ............................................................. 600
кратковременная ....................................................... 1000
Усилие осадки, тс ......................................................... 400
Усилие расжатия, тс ...................................................... 1200
Производительность, стык/ч ................................................ 6.. 8
Источник питания. Для питания машины и ее вспомогательных
устройств служит передвижная электростанция. Она транспортируется
тягачом вдоль свариваемой нитки трубопровода, при этом напряжение
373
ИЗБРАННЫЕ ТРУДЫ
через токоподводящий кабель от электростанции с помощью подвижной
стрелы периодически подается к штанге сварочной машины.
Основные технико-экономические данные электростанции ЭСД-1000
Длительная мощность, кВт ............................................... 1000
Общая масса, т ........................................................... 28
Расход топлива при номинальной нагрузке, л/ч ............................ 230
Расход топлива при сварке с производительностью 8 стык/ч, л/ч ............ 80
Установка для зачистки концов труб. Перед сваркой в местах
подвода тока к внутренней поверхности труб металл должен быть очищен
от окалины, ржавчины и грязи. Для механизированной очистки концов
труб иглофрезами Киевским филиалом СКВ «Газстроймашина» разрабо-
тана подвесная установка АЗТ (рис. 3). Установка последовательно
обрабатывает концы труб, уложенных вдоль трассы. Для этого она
вводится внутрь трубы, фиксируется там гидравлическими зажимами, а
затем зачищает поверхность трубы.
Техническая характеристика установки
Время зачистки одного конца трубы, мин ....................................... 2
Масса, т ................................................................... 2,8
Мощность установленная, кВт ................................................. 12
Мощность источника, кВт ..................................................... 30
Установка для снятия внутреннего и наружного грата сварных
швов. При контактной сварке внутри и снаружи трубы образуется грат.
Так как усиление шва, согласно СНиП, не должно превышать 3 мм,
лишний металл необходимо удалять. Внутренний грат в горячем состо-
янии снимается ножами, установленными на сварочной машине. Наруж-
ный грат снимается в холодном состоянии на участке, удаленном на
20...30 м от места сварки. Для удаления
наружного грата Киевским филиалом
СКВ «Газстроймашина» разработана
передвижная установка (рис. 4), входя-
щая в состав комплекса «Север-1».
Рис. 3. Установка АЗТ для зачистки
концов труб перед сваркой
Рис. 4. Установка для удаления наружного
грата
374
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 5. Схема комплекса «Север-1»: 1 — зачистное устройство; 2 — тягач электростанции;
3 — электростанция; 4 — вспомогательный кузов КУНГ; 5, 6 — трубоукладчики; 7 — сварочная
машина; 8 — установка для наружного удаления грата
Снятие грата производится двумя торцевыми фрезами, перемещающимися
по направляющим вдоль шва с возможностью копирования специальным
копирным устройством поверхности трубы в месте сварки.
Техническая характеристика агрегата
Производительность, стык/ч ................................................... 8
Масса, т .................................................................. 29,5
Мощность установленная, кВт .................................................. 9
Мощность источника, кВт ..................................................... 30
Опытный образец комплекса (рис. 5), изготовленный в 1975 г.,
успешно прошел производственные испытания при сварке труб диамет-
ром 1420 мм на нескольких строительных участках трубопровода Орен-
бург-Западная граница. Сваренные участки общей протяженностью бо-
лее 12 км в составе трубопровода сданы в эксплуатацию.
Сварочный комплекс «Север-1» обслуживает бригада из 12 человек.
Производственный образец комплекса «Север-1», изготовленный
опытным заводом ИЭС совместно с предприятиями Миннефтегазстроя в
1976 г., эксплуатируется с 1977 г. при строительстве трубопроводов на
севере Тюменской области.
В период зимней эксплуатации в 1978 г. достигнута производи-
тельность 6 стыков в час.
1. Контактная сварка магистральных трубопроводов / Б.Е. Патон, Г.В. Горбунов, В.К. Лебедев
и др. // Автомат, сварка. — 1957. — № 6. - С. 19-27.
2. Кучук-Яценко С.И., Лебедев В.К. Контактная стыковая сварка непрерывным оплавлением. —
Киев: Наук, думка, 1965. — 214 с.
3. Патон Б.Е., Лебедев В.К. Электрооборудование для контактной сварки. — М.: Машиностро-
ение, 1969. — 440 с.
4. Лебедев В.К., Горбунов Г.В. Сопротивление короткого замыкания стыковой машины и ус-
тойчивость процесса оплавления // Автомат, сварка. — 1958. — № 3. — С. 18-23.
5. Лебедев В.К. Горбунов Г.В. Контактная сварка трубопроводов. — Киев: Реклама, 1968.
375
ИЗБРАННЫЕ ТРУДЫ
МАШИНА ДЛЯ КОНТАКТНОЙ
_ _________ __ *
СТЫКОВОЙ СВАРКИ ТРУБ
Б.Е. Патон, В.Е. Щербина, В.К. Лебедев, О.М. Иванцов,
С.И. Кучук-Яценко, В.А. Сахарнов, Б.А. Галин,
М.Р. Униговский, О.М. Серафин
Изобретение относится к оборудованию для контактной стыковой сварки
кольцевых стыков труб как в стационарных условиях, так и в условиях
строительства магистральных трубопроводов нефтяной и газовой про-
мышленности, где требуются трубопроводы со всевозрастающими про-
ходными сечениями.
Известны машины для контактной стыковой сварки труб, которые
можно разделить на три типа:
а) наружные машины, все механизмы которых, в том числе и
сварочные трансформаторы, располагаются снаружи свариваемых труб
и которые, в свою очередь, можно разделить на проходные [1] и
накидные — разъемные [2];
б) внутритрубные машины, все механизмы которых, в том числе и
сварочные трансформаторы, располагаются внутри свариваемых труб или
плети [3];
в) комбинированные машины, в которых силовые механизмы цент-
ровки и осадки располагаются внутри машины, а сварочный трансфор-
матор и токоподводящие механизмы располагаются снаружи трубы [4].
Наружные машины целесообразно применять для сварки относи-
тельно малых диаметров труб. Для сварки труб больших диаметров
наружные машины делаются громоздкими и тяжелыми, доступ для
осмотра свариваемого стыка становится весьма затруднительным.
Внутритрубные машины целесообразно применять для сварки труб
больших диаметров как в стационарных условиях, так и в условиях
строительства магистральных трубопроводов, когда машина перемещает-
ся от стыка к стыку. Внутритрубные машины, зажатые габаритами трубы,
требуют высокой техники конструирования и производства, особенно в
части конструкции сварочного трансформатора и токоподводов.
Комбинированные машины могут быть применены для сварки труб
средних диаметров в стационарных условиях. Расположение механизмов
как внутри трубы, так и снаружи затрудняет доступ к ним и к сваривае-
мому стыку. Машины получаются весьма громоздкими.
Следовательно, наиболее целесообразными машинами для контакт-
ной сварки труб больших диаметров являются внутритрубные машины,
’Описание изобретения к авторскому свидетельству № 818788 от 07.04.81. — Бюллетень изобре-
тений. - 1981. - № 1. - С. 1-4.
376
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
однако в силу конструктивных трудностей промышленного применения
себе они не нашли.
Известна внутритрубная сварочная машина [5], содержащая централь-
ную штангу, на которой размещены зажимные механизмы, механизм оплав-
ления и осадки, а также опорные диски, расположенные по обоим концам
центральной штанги. Конструкция этой внутритрубной сварочной машины
является наиболее близким техническим решением к предлагаемому.
В конструкции этой машины можно выделить следующие недо-
статки.
Во-первых, работа зажимных конусов основана на использовании
трения-скольжения, что вызывает быстрый износ как штанги, так и
конусов, а следовательно, теряется их центровка.
Во-вторых, отсутствие регулируемых в радиальном направлении
относительно оси штанги зажимных механизмов не дает возможности
выставить механизмы друг относительно друга с необходимой точностью,
а также компенсировать износ направляющих во время работы.
В-третьих, машина рассчитана для работы в стационарных условиях,
так как сварка происходит в упор, и не может применяться в трассовых
условиях.
Целью изобретения является повышение надежности конструкции
путем снижения трения между ее элементами.
Указанная цель достигается тем, что распорные диски подвижного
и неподвижного зажимов снабжены роликоопорами, корпус подвижного
зажима выполнен в виде обоймы с роликоопорами, а центрирующие
элементы выполнены в виде рычагов с серьгами, шарнирно соеди-
няющими их с распорными дисками, причем рычаги подвижного зажима
шарнирно закреплены на обойме, а рычаги неподвижного зажима — на
втором опорном диске.
При этом оси роликоопор обоймы и распорных дисков выполнены
эксцентричными с возможностью стопорения в заданном положении, а
наружная поверхность штанги в местах контактирования с роликоопо-
рами снабжена термически обработанными вкладышами.
На рис. 1 изображена предлагаемая машина, общий вид; на рис. 2 —
то же, продольный разрез; на рис. 3 — сечение А—А рис. 2.
Машина состоит из семи основных блоков, функционально связан-
ных между собой: 1 — сварочная головка, 2 — отсек гидроаппаратуры,
3 — центральная штанга, 4 — насосная станция, 5 — привод насосной
станции и механизма перемещения машины в свариваемой трубе, 6 —
редуктор перемещения, 7 — механизм перемещения.
Сварочная головка содержит корпус 8, представляющий собой
полую штангу, на наружной поверхности которого закреплены
термические обработанные направляющие 9, выполненные в виде колец,
разрезанных на сегменты. По концам корпуса 8 жестко закреплены
опорные диски 10 и //.
377
ИЗБРАННЫЕ ТРУДЫ
Рис. 1
Рис. 2
В заднем опорном диске 7 7 жестко закреплены штоки 72 цилиндров
73 зажатия, жестко закрепленных на зажиме 14, и шарнирно с помощью
осей 75 с возможностью покачивания в радиальной плоскости закреплены
центрирующие элементы — рычаги 16. Другая сторона рычагов 16
шарнирно соединена с помощью осей 77 и рычагов (серег) 18 с распорным
диском 19.
На конце рычага 16, находящегося около свариваемого стыка,
жестко закреплены токоподводящие 20 и зажимные 27 вкладыши.
Распорный диск 19 может перемещаться вдоль штанги 8 под воз-
действием цилиндров 13 на радиально рас-
Рис. 3
положенных по концам тележки роликоо-
порах 22 по каленым направляющим 9,
выполненным в виде колец, разрезанных
на сегменты.
Роликоопоры 22 закреплены на сред-
ней эксцентричной относительно концов
части оси 23, концы эксцентричной оси
расположены в проточках выступающих
частей дисков. Ось 23 имеет на одном конце
зубчатый венец, который стопорит ее от
проворота с помощью стопора 24. Прово-
рачивая ось 23 за зубчатый венец, можно
приближать или отдалять роликоопоры 22
от поверхности вкладышей 9.
378
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Конструкция второго распорного диска подвижного зажима выпол-
нена аналогично за исключением того, что оси 15 рычагов шарнирно
закреплены не на неподвижном упорном кольце, а на корпусе 25 зажима,
выполненном в виде обоймы, на котором также жестко закреплены штоки
12 цилиндров 13 зажатия.
Корпус 25 подвижного зажима (обойма) может перемещаться вдоль
штанги 8 по закаленным направляющим 9 на роликоопорах 22, конст-
рукция которых аналогична соответствующей конструкции роликоопор
распорных дисков, под воздействием цилиндров осадки 26, жестко
закрепленных в упорном кольце 10. Штоки 27 цилиндров осадки жестко
закреплены на обойме 25.
Кольцевой сварочный транспортер 28 жестко установлен непосред-
ственно на штанге 8. Его вторичный виток посредством гибких шин
соединен с токоподводящими вкладышами 20.
Рабочий процесс сварки труб происходит в следующем порядке.
Машина заводится в свариваемую трубу так, что торец трубы
располагается посредине между вкладышами 20, подается масло в по-
лости 29 цилиндров зажатия, так как штоки 12 цилиндров жестко
закреплены в упорном кольце 11, начинает двигаться в сторону стыка
корпуса цилиндров, а вместе с ними и жестко связанный с ними распор-
ный диск 19. При этом начинают двигаться вперед и проворачиваться на
осях 17 внутренние концы серег 18. Изменяется наклон серег относитель-
но оси штанги 8, так как их верхние концы связаны осями 17 с
центрирующими рычагами 16 и, следовательно, не могут двигаться
вперед. Под воздействием расходящихся серег 18 расходятся в радиаль-
ном направлении центрирующие рычаги 16 и прижимаются к внутренней
поверхности трубы.
Таким образом, происходит зажатие первой свариваемой трубы,
причем чем больше будет угол между продольной осью машины и
продольной осью серег 18, тем больше усилие зажатия.
Далее на свободный конец сварочной машины со стороны штанги и
блока гидроаппаратуры надвигается вторая труба до упора в торец
первой. Зажатие производится вторым зажимом аналогично первому,
только штоки цилиндров отталкиваются не от неподвижного блока, а от
фланца обоймы 25.
Подаются ток на сварочный трансформатор 28 и рабочая жидкость
под давлением в полости 30 цилиндров осадки 26.
Поршни цилиндров своими штоками 27 перемещают в сторону стыка
подвижный зажим 25 и удерживаемую им свариваемую трубу. Под
воздействием тока торцы трубы оплавляются и разогреваются. После
достаточного разогрева, определяемого программой сварки, происходит
осадка. Сварка окончена.
После сварки масло подается в противоположные рабочим полости
всех цилиндров, и механизмы машины возвращаются в исходное поло-
жение. Машина с помощью своего механизма перемещения выезжает из
379
ИЗБРАННЫЕ ТРУДЫ
сваренной клети так, чтобы торец плети попал на место сварки и все
операции повторяются.
В отсеке гидроаппаратуры 2 расположены золотники, клапаны и
другая гидроаппаратура управления. Штанга имеет трубчатую конст-
рукцию и в ее полости расположены токоведущие силовые кабели
сварочного трансформатора и кабели управления.
Штанга служит для подвода электроэнергии от внешнего источника
и подключения кабелей управления.
Применение предлагаемой машины дает возможность значительно
повысить производительность труда, так как машина движется внутри
трубы, используя трубу как дорогу, что исключает необходимость наст-
ройки специальной дороги, необходимой для перемещения вдоль трассы
газопровода машин другого типа.
Формула изобретения
1. Машина для контактной стыковки сварки труб, содержащая
центральную штангу с двумя опорными дисками, неподвижный и
подвижный зажимы свариваемых труб с центрирующими элементами и
распорными дисками, установленными с возможностью перемещения
вдоль штанги от силовых приводов, привод оплавления и осадки, закреп-
ленный на одном из опорных дисков и связанный с корпусом подвижного
зажима, отличающаяся тем, что с целью повышения надежности конст-
рукции путем снижения трения между ее элементами, распорные диски
подвижного и неподвижного зажимов снабжены роликоопорами, корпус
подвижного зажима выполнен в виде обоймы с роликоопорами, а
центрирующие элементы выполнены в виде рычагов с серьгами, шар-
нирно соединяющими их с распорными дисками, при этом рычаги
подвижного зажима шарнирно закреплены на обойме, а рычаги не-
подвижного зажима на втором опорном диске.
2. Машина по п. 1, отличающаяся тем, что с целью обеспечения
возможности регулирования положения зажимов в радиальном направ-
лении, оси роликоопор обоймы и распорных дисков выполнены эк-
сцентричными с возможностью стопорения в заданном положении.
3. Машина по пп. 1 и 2, отличающаяся тем, что наружная поверх-
ность центральной штанги в местах контактирования с роликоопорами
снабжена термически обработанными вкладышами.
Источники информации, принятые во внимание при экспертизе
1. А. с. СССР № 231040, кл. В 23К 11/04, 1964.
2. А. с. СССР № 136485, кл. В 23К 11/04, 1960.
3. А. с. СССР № № 286103, кл. В 23К 11/04, 1969.
4. А. с. СССР № 381198, кл. В 23К 11/04, 1911.
5. А. с. СССР № 292143, кл. В 23К 11/04, 1969.
380
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
«_»__ ♦
кольцевой трансформатор
Б.Е. Патон, В.К. Лебедев, С.И. Кучук-Яценко, В.А. Сахарнов,
Б.А. Галян, С.Д. Добровольский
Изобретение относится к оборудованию для контактной стыковой сварки
изделий с сильно развитым периметром (например, труб большого
диаметра).
Известен трансформатор кольцевого типа для машины контактной
стыковой сварки, в котором с целью улучшения охлаждения, уменьшения
габаритов вторичная обмотка выполнена из двух последовательно сое-
диненных витков в виде коаксиально расположенных цилиндров, охва-
тывающих сердечник и первичную обмотку и образующих герметичный
кожух с двойными стенками, между которыми циркулирует охлаждаю-
щая жидкость [1].
Основным недостатком данных трансформаторов является то, что
активное сопротивление конструкции вторичной обмотки в виде двух
цилиндров намного выше сопротивления трансформаторов одновитковой
конструкции, что вызывает ограничение в сечении свариваемых сое-
динений и, следовательно, ухудшает качество сварного соединения.
Наиболее близким по технической сущности к предлагаемому явля-
ется трансформатор для контактной стыковой электросварки, в котором
магнитопровод выполнен круглым, многоугольным или прямоугольным
(по форме свариваемой детали), а секции первичной обмотки и витки
вторичной обмотки расположены по магнитопроводу равномерно и имеют
токосъемные кольца — башмаки. В случае необходимости магнитопровод
может быть изготовлен с разъемом по диаметральной плоскости [2].
Однако в известной конструкции трансформатора нерационально,
неполно используется пространство, занимаемое трансформатором, так
как определяющим в расчете является сечение первичной и вторичной
обмоток, расположенное по внутренней поверхности. В связи с этим в
наружной части трансформатора остаются пустые, неиспользованные
объемы и фактическая мощность сварочного трансформатора получается
ниже, нем при использовании всего объема в заданных габаритах.
Вторичный виток удален от магнитопровода, что приводит к потерям
мощности в трансформаторе.
Секции при расположении вторичного витка концентрично над
первичной обмоткой выходят большими по длине и их трудно собирать
на магнитопровод.
В-четвертых, в этом трансформаторе отсутствует водяное охлаж-
дение, так как введение охлаждения во вторичный виток увеличивает его
‘Описание изобретения к авторскому свидетельству № 904004 от 07.02.82. — Бюллетень изобре-
тений. — 1982. — № 5. — С. 1-4.
381
ИЗБРАННЫЕ ТРУДЫ
габариты и еще больше удаляют от магнитопровода. Охлаждение же
первичной обмогки вызывает значительное уменьшение ее сечения, при
этом увеличивается сопротивление, а, следовательно, и нагрев трансфор-
матора, т. е. введение охлаждения в первичную обмотку в данном случае
неэффективно.
Цель изобретения — уменьшение потерь и повышение мощности.
Указанная цель достигается тем, что секции первичной и вторичной
обмоток выполнены в виде дисков клиновидной формы, расположенных
эксцентрично относительно сечения магнитопровода.
Виток вторичной обмотки выполнен с охлаждающим каналом, а
токосъемные кольца имеют отверстия для подвода и отвода охлаждающей
жидкости.
Магнитопровод может быть выполнен из нескольких кольцевых
витых сердечников, стянутых стержнями.
На рис. 1 изображен трансформатор, поперечный разрез, общий вид;
на рис. 2 — разрез А~А на рис.1; на рис. 3 — схема подвода воды для
охлаждения вторичных витков трансформатора.
Трансформатор, расположенный на центральной штанге / (рис. 1)
машины для контактной стыковой сварки, состоит из магнитопровода 2
(рис. 1 и 2), выполненного в виде диаметрально разрезного (стык 3)
витого кольцеобразного сердечника, изготовленного из ленточной элект-
ротехнической холоднокатаной стали. Для получения сердечника надле-
Рис 1
382
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
жащего качества навивка производится лентой шириной до 110 мм. Для
получения одинаковых кольцеобразных витых сердечников 4 (рис. 2),
стянутых стержнями 5 (рис. 2 и 3), расположенными в один ряд по
Рис. 3
383
ИЗБРАННЫЕ ТРУДЫ
отношению к оси кольцевого трансформатора. Витые сердечники собраны
в общий магнитопровод с помощью общей обечайки 6 (рис. 2).
На магнитопроводе 2 (рис. 1) расположены секции 7 трансформа-
тора. Каждая секция 7 представляет собой набор клинообразных медных
дисков, состоящий из вторичного витка 8 с водяным охлаждением,
расположенного по центру, и дисков первичной обмотки. Эти диски 9
жестко соединены межу собой последовательно специальной перемычкой
10, проходящей над вторичным витком.
Таким образом, секция состоит из центрального вторичного витка 8
и первичной обмотки в виде двух витков 9, изолированных от вторичного
витка изоляцией 11 (рис. 1).
Как первичные витки 9, так и вторичный виток 8 изолированы от
магнитопровода изоляцией 12 (рис. 2).
Каждая секция 7 (рис. 1) в сборе залита эпоксидным компаундом.
Начало первичной обмотки каждой секции 7 соединено с кольцом
первичной обмотки близлежащей следующей секции последовательно с
помощью перемычки 13. Первичные витки подключаются к питающей
сети посредством клемм 14.
Для передачи сварочного тока от трансформатора к свариваемому
изделию в торце каждого вторичного витка 8 имеются соединительные
колодки 15 и 16 (рис. 2), которые в свою очередь соответственно
контактируют с общими для всех вторичных витков кольцами 17 и 18.
На концах этих контактных колец 18 и 17 прикреплены гибкие шины (не
показаны), связанные с контактными башмаками, прижимающимися
известными устройствами к изделию.
Охлаждающая вода подается через отверстие 19 (рис. 2 и 3) в полость
20, выполненные в центральной штанге 1. Через эту полость осуществляется
охлаждение одной половины всех секций трансформатора, при этом вода
попадает в полость 21 каждого вторичного витка этих секций через от-
верстия, выполненные в токоподводящем кольце /7 и соответственно в
соединительных колодках 15. Вода, охлаждая вторичные витки, попадает
через отверстия в колодках 16 в контактное кольцо 18, которое подает
охлаждающую воду второй половине секций трансформатора. Охлаждая
эти витки, вода через соответствующие отверстия в соединительных колод-
ках 15 и кольце / 7 выходит в полость 22 и через отверстие 23 в центральной
штанге 1 выводится из трансформатора. Таким образом, происходит про-
точное охлаждение сварочного трансформатора.
Выполнение обмоток в виде одинаковых отдельных клинообразных
секций, в состав которых входят набор дисков первичных и охлаждаемого
вторичного витков, позволяет упростить технологию изготовления и
сборки трансформатора, а также путем легкой замены вышедших из строя
секций значительно повышает его работоспособность.
Применение такой конструкции кольцевого трансформатора дает
возможность получить максимальную мощность трансформатора задан-
ного габарита, используя все пространство, занимаемое его конструкцией,
384
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
а, следовательно, значительно сократив габариты и вес, применить его в
устройстве с ограниченными габаритами (например, в контактных свароч-
ных машинах для труб среднего диаметра), получив при этом качественную
сварку толстостенных труб с минимальными затратами электроэнергии.
Формула изобретения
1. Кольцевой трансформатор, содержащий витой магнитопровод с разъе-
мом по диаметральной плоскости, на котором расположены секциони-
рованные первичная и вторичная обмотки, отличающийся тем, что, с
целью уменьшения потерь и повышения мощности, секции первичной и
вторичной обмоток выполнены в виде дисков клиновидной формы,
расположенных эксцентрично относительно сечения магнитопровода,
2. Трансформатор по п. 1, отличающийся тем, что витки вторичной
обмотки выполнены с охлаждающими каналами, а токосъемные кольца
имеют отверстия для подвода и отвода охлаждающей жидкости.
3. Трансформатор по пп. 1 и 2, отличающийся тем, что магнитопро-
вод выполнен из нескольких кольцевых витых сердечников, стянутых
стержнями.
Источники информации, принятые во внимание при экспертизе
1. А. с. СССР № 178429, кл. В 23 К 9/00, 1964.
2. А. с. СССР К& 93847, кл. В 23 К 11/24, 1961.
МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ
СВАРКИ РЕЛЬСОВ*
Б.Е. Патон, В.К. Лебедев, В.А. Сахарнов, С.И. Кучук-Яценко
Настоящее изобретение относится к машинам для контактной стыковой
сварки рельсов, содержащим сварочный трансформатор, контактные
зажимные губки, механизм зажатия с гидроприводом и гидропривод
осадки, снабженный устройством для осуществления заданной програм-
мы изменения скорости перемещения и осадки свариваемых рельсов.
Предлагаемая машина отличается от известных тем, что корпус
машины выполнен в виде двух клещевых зажимов, насаженных на общую
ось и надеваемых на свариваемые рельсы сверху в подвешенном состоянии.
Такое выполнение машины способствует снижению ее веса и облег-
чает сварку в полевых условиях.
’А. с. 129758 СССР, МКИ3 21 h 29ю. - Опубл. 1960; Бюл. № 13.
27 — 8-1437
385
ИЗБРАННЫЕ ТРУДЫ
Рис. 1
На рис. 1 изображена предлагаемая машина в общем виде; на
рис. 2 — то же, разрез по А~А на рис. 1; на рис. 3 — то же, разрез по
Б~Б на рис. 1; на рис. 4 — то же, разрез по В~В на рис. 3.
Машина представляет собой два клещевых зажима 1 и 2,
приводимых в действие гидроцилиндрами зажатия 3 через систему рыча-
гов 4 на зажимах, которая позволяет при относительно малых диаметрах
цилиндров получать большое усилие зажатия рельсов. Клещевые зажимы
насажены на общую среднюю ось 5. Правый зажим может только
поворачиваться вокруг средней оси; левый же, кроме того, может пере-
мещаться вдоль этой оси. Осевое перемещение левого зажима осуществ-
ляется с помощью двух гидроприводов осадки 6, работающих синхронно
от общей гидравлической магистрали. Между рычагами правого зажима
встроены два сварочных трансформатора 7, работающих параллельно.
Зажатие производится за шейку рельса с помощью сменных токоп-
роводящих губок 8, изготовленных в соответствии с профилем шейки
рельса. Вторичные витки трансформаторов при этом подключаются к
губкам, находящимся с одной стороны рельсов. Соединение вторичных
обмоток трансформаторов, находящихся в правом зажиме, с губками
левого зажима осуществляется гибкими перемычками 9. Губки и
вторичный контур трансформаторов охлаждаются водой. Машина под-
386
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
вешивается на подъемнике с помо-
щью серьги 10. Клещевые зажимы
и ряд других узлов и деталей
машины изготовляются сварными
из низколегированной стали. За-
жимные контактные губки изготов-
ляются из стали с наплавкой медью
у контактов. К машине придаются
масляный насос с масляным баком
и гидравлической аппаратурой уп-
равления, следящий гидропривод
(позволяющий автоматизировать
процесс сварки), а также шкаф с
рующим устройством.
А-А
Рис. 2
электроаппаратурой и программи-
Предмет изобретения
1. Машина для контактной стыковой сварки рельсов, содержащая
сварочный трансформатор, контактные зажимные губки, механизм
зажатия с гидроприводом и гидропривод осадки, снабженный устройст-
вом для осуществления заданной программы изменения скорости переме-
щения и осадки свариваемых рельсов, отличающаяся тем, что с целью
снижения веса машины и облегчения сварки в полевых условиях корпус
машины выполнен в виде двух клещевых зажимов, насаженных на общую
ось и надеваемых на свариваемые рельсы сверху в подвешенном состоянии.
27*
Рис. 3
387
ИЗБРАННЫЕ ТРУДЫ
В-В
А
Рис. 4
2. Машина по п. 1, отличающаяся тем, что с целью упрощения
конструкции во внутреннюю часть рычагов одного из зажимов встроены
два параллельно включенных сварочных трансформатора, вторичные
витки которых подключены к зажимным губкам, установленным в кле-
щевых зажимах с одной стороны от свариваемого рельса.
3. Машина по п. 1 и 2, отличающаяся тем, что с целью обеспечения
возможности сварки рельсов, уложенных в путь, она снабжена сменными
контактными зажимными губками, выполненными в соответствии с про-
филем шейки рельса для зажатия рельса за шейку и осуществления
токоподвода.
4. Машина по п. 1, 2 и 3, отличающаяся тем, что с целью повышения
устойчивости процесса сварки устройство для осуществления заданной
программы перемещения и осадки свариваемых рельсов выполнено в виде
электромеханической следящей системы, содержащей регулируемый
электропривод, перемещающий упорный шток, который взаимодействует
со штоком золотника гидропривода осадки.
388
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ*
Б.Е. Патон, В.К. Лебедев, В.А. Сахарнов, В.И. Тишура,
С.И. Кучук-Яценко, А.П. Мирошниченко, Л.А. Семенов, Ф.К. Порхун
Изобретение относится к сварке, а именно к оборудованию для контакт-
ной стыковой сварки, преимущественно к уникальным тяжелым стыкос-
варочным машинам для сварки кольцевых изделий из прессованных и
штампованных профилей.
Известна машина для контактной стыковой сварки, содержащая
шарнирно-соединенные подвижный и неподвижный корпуса с меха-
низмами для зажатия свариваемых деталей и цилиндр оплавления и
осадки [1].
Эта машина, а также аналогичные машины консольного типа, пред-
назначены для сварки кольцевых изделий.
Предельное усилие осадки машин этого типа составляет 300...350 т и
усилие зажатия — 400...450 т. Как показывают расчеты, пропорциональное
увеличение габаритных размеров указанных машин для восприятия усилий
осадки и зажатия в 1000 т является нерациональным. Усилие в 1000... 1200 т
для прессов консольного типа является предельным.
Между тем консольная сварочная машина гораздо сложнее пресса и
существенно отличается по конструкции: во-первых, в сварочной машине
совмещено одновременно три пресса (два пресса зажатия и один пресс
осадки), во-вторых, не исключено действие несимметричных нагрузок со
значительным эксцентриситетом и, в-третьих, для центровки торцов
изделия необходимо смещение одного пресса зажатия относительно дру-
гого. Создать несущие корпусы, станину и другие силовые узлы при таких
условиях, используя традиционные схемы машин, весьма сложно. Резко
дорожают машины, а механообработка корпусов и их изготовление
методом литья либо сварки трудоемки в техническом отношении.
Целью изобретения является повышение надежности и упрощение
технологии изготовления машины за счет выполнения ее сборно-разборной.
Указанная цель достигается тем, что каждый корпус выполнен из
верхней и нижней плит с пазами и размещенных между ними двух балок
с выступами, при этом в одной из балок выполнено отверстие, в котором
размещен механизм для зажатия деталей. На рис. 1 изображена предла-
гаемая машина, вид сверху; на рис. 2 — разрез А-А рис. 1; на рис. 3 —
сборно-разборные элементы одного из силовых корпусов.
Машина состоит из станины /, на которой закреплен неподвижный
корпус. К последнему на шарнире 2 прикреплен подвижный корпус.
Каждый корпус состоит из верхней 3 опорной и нижней 4 шарнирной балок.
‘Описание изобретения к авторскому свидетельству № 761185 от 07.09.80. — Бюллетень изобре-
тений. — 1980. — № 33. — С. 1-4.
389
ИЗБРАННЫЕ ТРУДЫ
Рис. 1
На балках выполнены выступы 5 и они сверху и снизу соединены
съемными плитами 6, монтируемыми на выступах 5. Между балками
размещен сварочный кондуктор 7 со свариваемым кольцом 8. Внутри
шарнирных балок 4 установлены механизмы для зажатия деталей 9. На
неподвижном корпусе установлены три сварочных трансформатора 10, а
также цилиндр 11 оплавления и осадки. Шток цилиндра через коромысло
12 и тяги 13 с помощью шарниров 14 и 15 соединен с подвижным
корпусом. Для прижатия кондуктора 7 к нижнему токоподводу в верхние
390
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 3
плиты 6 ввернуты резьбовые упоры 16. Чтобы исключить случайные
смещения верхних плит, в выступы 5 ввернуты болты 17, фиксирующие
поворотные планки 18.
Машина работает следующим образом.
На станину 1 крепится нижняя плита 6. В соответствующие гнезда
на выступах 5 устанавливаются верхняя 3 и нижняя 4 балки. Затем на
верхние упорные выступы 5 балок 3 и 4 монтируется верхняя плита 6,
фиксируемая поворотными планками 18.
Неподвижный корпус собран (проушины шарнира либо откованы
заодно с балкой 4 либо приварены к последней). Аналогично из двух
балок и двух плит собирается подвижный корпус.
Корпусы соединяются шарниром 2, устанавливаются источники
питания, механизмы зажатия привода оплавления и осадки и механизм
корректировки (не показан). Тяги 13 цилиндра 11 пропущены в специаль-
ные пазы, профрезерованные в балках 3 со стороны накладываемых
плит 6. Цилиндр 11 может быть и другим, например с одной тягой, однако
должен быть сохранен принцип симметричного приложения усилия
осадки к корпусам машины. Число и конфигурация упорных выступов
зависят от действующих нагрузок — усилий зажатия и осадки.
Перед установкой кольца верхние плиты 6 с обоих корпусов демон-
тируются. Предварительно освобождаются болты /7 и планки 18 поворач-
иваются на 90° (показано пунктиром на рис. 1). Длина планок выбрана
такой, чтобы при повороте они не выходили за габарит шпонок и не
391
ИЗБРАННЫЕ ТРУДЫ
препятствовали съему плит 6. После демонтажа верхних плит в образо-
вавшиеся зевы корпусов устанавливают кольцо 8 с предварительно
собранным (при необходимости) кондуктором 7. Упорами 16 осуществ-
ляется прижим кольца к токоведущим плоскостям вторичного контура
нижнего трансформатора, при этом плиты 6 удерживаются в рабочем
положении планками 18.
Производится зажатие кольца механизмом 9. При этом усилие
зажатия через выступы 5 передается плитам 6 и система: плиты 6, балки
3 и 4 и кондуктор 7 каждого корпуса — превращается в единое целое.
Включается цилиндр оплавления, производится сварка, разжатие из-
делия, демонтируются верхние плиты 6 и кольцо выгружается из
машины. Действие всех усилий воспринимается на несущие узлы и
передается симметрично по замкнутым схемам восприятия нагрузок.
Далее цикл повторяется.
Предлагаемая машина существенно упрощает процесс изготовления,
поскольку вес деталей значительно уменьшен, что, в свою очередь,
упрощает и изготовление заготовок, упрощается и удешевляется механо-
обработка и сборка узлов и деталей машины, благодаря уменьшению
габаритов и упрощению конфигурации деталей, простая конфигурация
съемных плит, которые могут быть изготовлены из листового проката,
возможность изготовления балок из поковок позволяет произвести их
термообработку с целью улучшения свойств и, следовательно, применить
более высокие допускаемые напряжения, что также способствует сни-
жению веса конструкции; упрощается обслуживание машины, резко
увеличиваются технологические возможности машины, поскольку пред-
ложенная компановка при замене отдельных деталей, в том числе —
корпусных позволяет сваривать широкий ассортимент изделий.
По предварительным данным экономический эффект — до
80 тыс. руб.
Формула изобретения
Машина для контактной стыковой сварки, содержащая шарнирно
соединенные подвижный и неподвижный корпуса с механизмами для
зажатия свариваемых деталей и цилиндр оплавления и осадки, отличаю-
щаяся тем, что, с целью повышения надежности и упрощения технологии
изготовления машины за счет выполнения ее сборно-разборной, каждый
корпус выполнен из верхней и нижней плит пазами и размещенных между
ними двух балок с выступами, при этом в одной из балок выполнено
отверстие, в котором размещен механизм для зажатия деталей.
Источники информации, принятые во внимание при экспертизе
1. А. с. СССР № 190764, кл. В 23К 11/02, 1965 (прототип).
392
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
АВТОМАТИЗИРОВАННАЯ СИСТЕМА
ДЛЯ ЭКСПЕРИМЕНТАЛЬНЫХ ИССЛЕДОВАНИЙ *
СВАРОЧНЫХ ПРОЦЕССОВ НА ОСНОВЕ ВК М-6000*
Б.Е. Патон, Н.В. Подола, П.М. Руденко
При экспериментальных исследованиях процессов сварки много времени
затрачивается на расшифровку и обработку данных, измеренных с
помощью осциллографов, самописцев и других регистрирующих при-
боров. В одной из работ** описана автоматизированная система сбора и
обработки экспериментальной информации, в которой параметры процес-
са измерялись специальным цифровым регистрирующим устройством, а
вычислительная машина «Минск-22» использовалась в основном для
пакетной обработки.
В дальнейшем в ИЭС была создана автоматизированная система
управления научными исследованиями (АНИ), проводимыми с целью
разработки новых систем автоматического управления сварочными про-
цессами на базе мини-ЭВМ (АСУ ТП СВ).
Современные мини-ЭВМ благодаря высокому быстродействию,
наличию развитой системы устройств для связи с объектом и програм-
много обеспечения, приемлемому объему памяти и относительно неболь-
шой стоимости широко применяются в системах автоматизации научных
исследований. Использование таких систем для лабораторных измерений
дает ряд существенных преимуществ по сравнению с традиционными
средствами. Так, одна и та же аппаратура может использоваться для
решения многих задач. Данные обрабатываются в реальном времени, а
это позволяет активно экспериментировать, т. е. измерять и анализиро-
вать данные в ходе эксперимента и своевременно вносить коррективы,
что невозможно при пакетной обработке. Особенно целесообразно ис-
пользовать системы АНИ на основе мини-ЭВМ при исследовании техно-
логических процессов с целью создания математических моделей этих
процессов, а также при отработке алгоритмов и макетов автоматизирован-
ных систем управления.
Система АНИ разрабатывалась с учетом необходимости ее при-
менения в экспериментах по различным способам сварки. Аппаратурная
часть системы скомпонована на базе агрегатных модулей АСВТ-М
вычислительного комплекса М-6000. Математическое обеспечение пост-
роено по модульному принципу и включает стандартные программы
управления вводом-выводом, трансляторы с языков МНЕМОКОД и
‘Автоматическая сварка. — 1977. — № И. — С. 36-41.
“Автоматизация экспериментальных исследований сварочных процессов / Б.Е. Патон, Н.В. Подо-
ла, В.И. Скурихин и др. // Автомат, сварка. — 1970. — № 6.
393
ИЗБРАННЫЕ ТРУДЫ
ФОРТРАН, систему БЭЙСИК, а также проблемно-ориентированные
программы для работы в реальном времени с различными объектами.
На систему возлагались следующие основные функции:
измерение, сбор и первичная обработка данных о процессе сварки;
контроль состояния оборудования и параметров режима сварки;
статистическая обработка данных эксперимента и расчет математи-
ческих моделей;
исследование моделей, отработка алгоритмов контроля качества
сварных соединений и управления процессом;
макетирование систем управления и их исследование на физических
моделях.
Предусматривалась также возможность расширения функций
системы путем включения дополнительных аппаратурных и программных
модулей.
Структурная схема системы представлена на рис. 1. В нее включен
процессор М-6000 с оперативным запоминающим устройством (ОЗУ) на
16 тыс. слов и арифметическим расширителем.
С помощью аналого-цифрового преобразователя, коммутаторов
среднего и низкого уровней, модулей управления коммутаторами, а также
нормирующих усилителей с аналоговых датчиков снимается информация.
Показания двухпозиционных датчиков вводятся через модули груп-
пового управления вводом дискретной информации, модули ввода ини-
циативных и дискретных сигналов, а также модули ввода число-импуль-
сных сигналов.
Для вывода управляющих сигналов применяются модули группово-
го управления выводом дискретной информации, бесконтактные и кон-
тактные модули кодового управления, модули позиционного управления,
а также цифро-аналоговые преобразователи.
При использовании всех модулей комплекса № 3 ВК М-6000 к
системе можно подключить 167 аналоговых датчиков, 184 двухпози-
ционных и 5 число-импульсных. Возможное количество управляемых
выходов зависит от типа подключаемых устройств, например, при управ-
лении двухпозиционными механизмами оно составляет 120.
Для связи системы с оператором используются перфоратор ПЛ-150,
фотосчитыватель FS-1501, устройство печати с клавиатурой «Консул»,
дисплей СИД-1000 и телетайп Т-63. Кроме того, имеется многоканальный
магнитофон и самописец Н327-5.
Программное обеспечение (ПО) системы АНИ состоит из внутрен-
него ПО ВК М-6000 и внешнего ПО (рис. 2). Основная часть программ
внешнего ПО составлена на алгоритмическом языке ФОРТРАН. Прог-
раммы обслуживания периферийных устройств (датчиков и исполнитель-
ных элементов) написаны на МНЕМОКОДе. В зависимости от решаемой
задачи можно использовать различный формат представления данных: с
фиксированной запятой при необходимости максимальной скорости обра-
394
Рис. 1. Структурная схема автоматизированной системы исследований сварочных процессов на основе ВК М-6000
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Структура программного обеспечения системы автоматизации исследований сварочных
процессов на базе мини-ЭВМ
ботки (при этом длина слова 16 или 32 бита выбирается с учетом точности
вычисления); с плавающей запятой при отсутствии строгих ограничений
по быстродействию.
Основу внешнего ПО составляют программы статистического анализа
и программы экспериментальных исследований. Для статистического
анализа данных разработаны следующие программы:
проверка закона распределения по методу Колмогорова;
проверка однородности дисперсий по критерию Кохрена;
двухфакторный дисперсионный анализ;
расчет средних значений, дисперсий и коффициентов корреляции;
расчет математических моделей по методу регрессионного анализа с
пошаговым исключением незначимых факторов;
расчет среднеквадратичного и относительного отклонения;
расчет амплитудно-частотных характеристик.
Для экспериментальных исследований в Институте электросварки
разработаны программные модули:
396
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
сбор, регистрация и накопление данных. Программа осуществляет
последовательный опрос датчиков параметров процесса сварки,
анализирует, какая операция цикла сварки выполняется машиной и с
заданной для каждой операции частотой опроса измеряет текущие
сигналы датчиков, формируя массивы данных;
контроль состояния оборудования;
первичная обработка данных. По массивам мгновенных сигналов
датчиков программа рассчитывает требуемые параметры процесса.
Модификация этого модуля вычисляет в реальном времени параметры
процесса, необходимые для расчета регулирующего воздействия;
проверка моделей (расчет моделей со структурой полинома первого
и второго порядка);
уточнение моделей по методу регрессионного анализа или по методу
стохастической аппроксимации;
обеспечение формирования управляющего воздействия с помощью
цифро-аналогового преобразователя для исполнительных устройств с
аналоговым входом;
модуль диалога, позволяющий исследователю ввести в память
системы данные о результатах эксперимента и включить в работу требу-
емую подпрограмму, находящуюся в памяти ЭВМ.
На основе перечисленных программных модулей созданы рабочие
программы накопления экспериментальных данных, экспериментальной
проверки и уточнения моделей контроля и регулирования
Система применялась при исследовании процесса контактной точеч-
ной сварки легких сплавов и сталей. На сварочной машине были уста-
новлены датчики параметров режима (усилия сжатия, сварочного тока,
напряжения между электродами) и датчики состояния оборудования
(наличия воды, воздуха и напряжения в сети). Аналоговые датчики через
нормирующие преобразователи подключены к модулям аналогового
ввода ВК М-6000, а датчики состояния оборудования — к модулям
дискретного ввода. Для регулирования процесса к ЭВМ подключена
схема управления сварочным током. Алгоритм исследования процесса
точечной сварки приведен на рис. 3.
Область исследования процесса, как известно, целесообразно огра-
ничить допустимыми отклонениями параметров режима с центром, соответ-
ствующим оптимальному режиму сварки. Область оптимальных режимов
определяется методом последовательного симплекс-планирования. В на-
йденной области производилось исследование влияния параметров режима
на диаметр литого ядра сварной точки, а также степень взаимной связи этих
параметров с целью определения переменных, которые целесообразно
включить в модель процесса. Параметры опытной сварки измеряли и
регистрировали системой АНИ с использованием программы накопления
экспериментальных данных. Полученные массивы данных обрабатывались
программой расчета средних значений дисперсий и коэффициентов кор-
реляции. При построении модели в нее включались переменные, которые,
397
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Алгоритм исследования процесса контактной точечной сварки с целью построения
математической модели
с одной стороны, значимо связаны с выходным параметром процесса а, с
другой, не имеют высокой взаимной связи. Математическая модель процесса
строилась с помощью программы расчета моделей по методу регрессионного
анализа с пошаговым исключением незначимых членов. Точность получен-
ных моделей проверялась по результатам опытной сварки образцов при
изменении ее режимов и возмущающих воздействий в заданном диапазоне.
При этом использовалась программа экспериментальной проверки моделей.
Результаты эксперимента обрабатывались программой расчета среднеквад-
ратичного и относительного отклонения для оценки ошибки прог-
нозирования по каждой модели. На основе анализа полученных данных
производился окончательный выбор математической модели процесса.
Исследовалась точечная сварка легких сплавов толщиной 2...3 мм
на контактной машине типа МТПТ-400. Описанные эксперименты про-
водились в условиях механического завода. Данные о параметрах режима
сварки записывались на измерительный магнитофон, затем в ИЭС
считывались с магнитной ленты в ОЗУ и обрабатывались на ЭВМ. Для
качественного анализа информация с магнитофона выводилась также на
самописец (рис. 4).
Рассмотрим работу программы экспериментальной проверки моде-
лей (рис. 5). Перед сваркой с помощью модулей диалога и формирования
управляющего воздействия можно задать сварочный ток через телетайп.
В начале массива данных (рис. 6) число 040 соответствует требуемому току,
398
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 4. Диаграммы усилия сжатия,
напряжения между электродами и
сварочного тока при сварке сплава АМгб
толщиной пакета 2,5 + 2,5 мм,
записанные измерительным магнитофоном
и выведенные на самописец
Рис. 5. Блок-схема программы
экспериментальной проверки моделей
0040У
F U I R Q
00422 00320 00219 02992 00215
01
00427 00384 00348 02259 00642
02
00431 00410 00420 01999 01318
03
00430 00414 00461 01839 02101
04
00430 00422 00500 01728 03098
05
00432 00432 00520 01701 04083
а буква У определяет смысл введенной ин-
формации «управляющее воздействие». В
ходе выполнения сварки по значениям сигна-
лов датчиков анализируется текущая опе-
рация (предварительное сжатие, сварка, про-
ковка) и с заданной для каждой операции
частотой формируется массив мгновенных
значений сварочного тока, напряжения между
электродами и усилия сжатия. После окон-
чания сварки по полученным данным рас-
считывается энергия, выделившаяся в свароч-
ном контакте, и сопротивление между элект-
06
00428
07
00426
08
00424
09
00423
10
00419
И
00419
12
FC
00424
00432
00438
00427
00410
00406
00395
Д*
51179
00526
00543
00552
00550
00567
00576
G
00081
01682
01651
01584
01526
01466
01404
N
00147
05081
06125
07314
08341
09369
10406
Q
11048
Диаметры ядра сварной точки
00447 00500 00491 00500 00475
родами. Предусматривается возможность
печати либо всех мгновенных значений пара-
метров, либо только совпадающих с мак-
симальными значениями тока сварки, либо,
наконец, текущих значений до первого мак-
симума и далее только соответствующих
максимумам тока.
Рис. 6. Данные экспериментального
исследования точности
прогнозирования моделей
контактной точечной сварки сплава
АМгб толщиной пакета 1,5 + 1,5 мм:
G — минимальная проводимость за
время сварки; N — количество
измерений сварочного тока
(остальные обозначения см. в тексте)
399
ИЗБРАННЫЕ ТРУДЫ
В приведенном примере распечатаны мгновенные значения усилия
сжатия F, напряжения между электродами U, сварочного тока I,
сопротивления R и энергии Q. После печати массива мгновенных значений
рассчитывается и печатается среднее сварочное усилие сжатия FC,
„ R\ ~ R-2
относительное изменение сопротивления за время сварки R =-=---, где
Ri и Т?2 — соответственно максимальное и минимальное сопротивление
R за время сварки. Все данные выводятся в относительных единицах.
Информация о параметрах процесса обрабатывается модулем про-
верки моделей. При этом рассчитывается диаметр ядра сварной точки по
пяти моделям, отличающимся своей структурой. Точность расчета выбра-
на до второго знака после запятой, т. е. число 447 означает 4,47 мм.
Анализ полученной информации позволяет выбрать оптимальную струк-
туру модели.
В дальнейшем предполагается расширение системы добавлением
магнитных дисков, что позволит существенно повысить ее эффективность
как при разработке программ, так и при проведении экспериментальных
исследований.
Применение разработанной системы позволило значительно сокра-
тить время исследований, а также выполнить более сложные экспе-
рименты, например исследовать макет системы регулирования точечной
сварки с обратной связью по математической модели процесса. В целом
система АНИ гибка, точна и оперативна при обработке данных и может
быть рекомендована для использования при экспериментальном исследо-
вании технологических процессов.
400
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
В октябре 1970 г. в ИЭС им. Е.О. Патона состоялась
конференция по автоматическому управлению свароч-
ными процессами. В этом номере журнала публикуются
материалы основных докладов по управлению контакт-
ной сваркой. Материалы докладов по управлению элект-
роннолучевой и дуговой сваркой будут помещены
в ближайших номерах.
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ
СВАРОЧНЫХ ПРОЦЕССОВ
ДЛЯ СОЗДАНИЯ СИСТЕМ ПРОГНОЗИРОВАНИЯ
КАЧЕСТВА СОЕДИНЕНИЙ
И ОПТИМАЛЬНОГО УПРАВЛЕНИЯ*
Б.Е. Патон, Н.В. Подола, В.Г. Квачев, А.А. Урсатьев
Последние годы характеризуются интенсивным развитием сварочной
науки и техники. Созданы новые способы сварки различных материалов,
разработано более совершенное оборудование, глубже изучены физико-
химические явления при сварке. Вместе с тем усиленное развитие ма-
шиностроения, создание новых конструкционных материалов предъявля-
ют к сварочному производству все более жесткие требования в части
повышения надежности и долговечности сварных конструкций. Эти
требования могут быть удовлетворены лишь при условии оптимального
управления сварочными процессами, при котором предполагается воз-
можность осуществлять количественные прогнозы.
Чтобы управлять сварочным процессом с помощью современных
средств автоматики, необходимо формализовать задачу, т. е. описать ее
достаточно точными математическими зависимостями. При этом объект
управления заменяется математической моделью, описывающей те особен-
ности процесса, которые существенны для управления им, и ограничения,
обусловленные технологическими, экономическими и другими причинами.
Процесс сварки может быть представлен не одной, а несколькими мате-
матическими моделями, отражающими его разнообразные стороны.
Можно было бы предположить, что чем ближе модель к действитель-
ности, тем точнее прогнозы и тем эффективнее, следовательно, управ-
ление. Однако это не так. Сварочные процессы настолько сложны, что,
’Автоматическая сварка. — 1971. — № 7. — С. 1-5.
Доложено на Всесоюзной конференции по автоматическому управлению сварочными процессами,
г. Киев, 13-14 октября 1970 г.
28-8-1437
401
ИЗБРАННЫЕ ТРУДЫ
попытавшись построить математическую модель, весьма близкую к реаль-
ному процессу со всеми его деталями и особенностями, можно прийти к
очень сложным уравнениям, вычисления по которым крайне затруднены
и приводят к существенным ошибкам.
Исходя из этих соображений необходимо стремиться к построению
сравнительно простой математической модели процесса сварки, отража-
ющей его самые существенные стороны.
Наиболее простыми математическими моделями объекта управления
являются его детерминированные статические модели, т. е. такие, в
которых не учитываются случайные изменения параметров, переходные
процессы, а также медленные изменения характеристик объекта во
времени (износ оборудования и т. д.). Значительно сложнее детерми-
нированные динамические модели объекта, отражающие особенности
поведения его во времени. Еще более сложны стохастические (вероятнос-
тные) модели, в которых часть или все характеристики процесса описы-
ваются случайными функциями времени.
В настоящее время для большинства способов сварки известны
основные качественные зависимости протекания процесса. К сожалению,
полных математических моделей его не существует.
Формализация цели управления процессом сварки заключается в
установлении математической зависимости между показателем качества
управления и параметрами математической модели процесса. Задача
оптимального управления сводится к определению экстремума критерия
качества управления. Один из таких критериев — минимум среднего
квадрата отклонения предсказанного значения от фактического (минимум
среднеквадратической ошибки предсказания).
Следует отметить, что строгое решение задачи оптимального управ-
ления представляет собой одну из труднейших проблем из-за высокого
порядка уравнений, описывающих задачи управления, отсутствия
универсальных математических методов решения и ограниченных воз-
можностей вычислительных машин. Наиболее часто задача управления
сводится к поддержанию заданных значений параметров, соответству-
ющих оптимальному решению, т. е. к стабилизации, программному или
следящему регулированию.
При построении математической модели процесса сварки необ-
ходимо решить, во-первых, можно ли вообще управлять им, учитывая
только выбранные входные переменные. При этом мерой тесноты связи
выбранных параметров с критерием качества может служить для без-
ынерционных линейных объектов множественный коэффициент корре-
ляции, для нелинейных объектов — корреляционное отношение. Во-вто-
рых, возникает вопрос о степени достоверности полученных из эк-
сперимента статистических оценок характеристик процесса. Методы ма-
тематической статистики позволяют дать ответ на этот вопрос.
Таким образом, для оптимального управления процессом сварки
необходимо экспериментально изучить зависимость критерия качества от
402
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
параметров режима сварки. Затем, пользуясь регрессионным анализом,
обработать на ЭВМ полученные в ходе эксперимента данные и установить
удельный вес каждого параметра, а также исключить из дальнейшего
анализа параметры ниже порогового. С целью уменьшения объема вход-
ной информации, необходимой для разработки математического опи-
сания, найти область оптимальных параметров методом последовательно-
го симплекс-планирования. Далее, применяя метод активного экспе-
римента, исследовать процесс в этой области и построить математическую
модель, которая может быть использована при создании систем прог-
нозирования качества процесса и оптимального управления им.
Рассмотрим для примера методику построения математической мо-
дели процесса контактной точечной сварки. Наличие информации о
диаметре ядра сварной точки в реальном масштабе времени может явиться
оценкой критерия качества соединения без его разрушения. В этой связи
теоретический и практический интерес представляет создание мате-
матической модели, описывающей статистическую зависимость размеров
ядра точки от параметров режима сварки: с/я = f(Iсв, U3, R3, FCiK, Р, Q),
где (7Я — диаметр ядра точки; /св, U3, R3, Рсж, Р, Q — параметры режима:
сварочный ток, падение напряжения на электродах, сопротивление в цепи
электрод-электрод, усилие сжатия, мощность, энергия соответственно.
Исследования проводили при сварке образцов из сплава АМгб на
низкочастотной контактной точечной машине. Вначале изучали возмож-
ность количественной оценки параметров, отрабатывали методику их
измерений, а также проверяли пригодность методов математической
статистики. С учетом того, что искомая модель необходима для активного
контроля процесса, в нее включены основные управляемые (/св, FCK) и
контролируемые ((7Э, R3, Р, Q) параметры, количественная оценка
которых в ходе сварки не вызывает особых затруднений. Была отработана
методика регистрации значений 1св, FOK, U3 и вычисления Р, Q, R3 [1 ],
оценена требуемая точность измерений, а также проведены опыты для
определения управляемости, воспроизводимости [3] и нормальности [4]
основных параметров режима сварки и выбранного критерия качества с1я.
Результаты обработки экспериментальных данных показали хорошую
воспроизводимость процесса и наличие одномерного нормального расп-
ределения для ряда исследуемых параметров. Это служит основанием для
использования методов статистического моделирования и позволяет над-
ежно интерпретировать полученные результаты. Далее, с целью умень-
шения входного описания методом последовательного симплекс-плани-
рования определялась область оптимальных режимов при варьировании
сварочного тока и усилия сжатия электродов, а также оценивались ее
границы. При этом максимальное значение тока ограничивалось выплес-
ком металла из-под электродов, а минимальное — наименьшим до-
пустимым диаметром ядра сварной точки (с/я < 35). Учитывая это, а также
возможный в производственных условиях диапазон изменения основных
параметров режима, дальнейшие исследования проводили при сварке
28*
403
ИЗБРАННЫЕ ТРУДЫ
стандартных образцов из сплава АМгб 5=1 + 1 мм на режимах, ограничен-
ных следующими значениями основных параметров: 16 кА < /св тах <
< 18,4 кА; 280 кГ < FC}K ср < 380 кГ. Кроме того, время сварки принималось
неизменным tCB = 0,06 с. Диаметр электрода составлял 20 мм, он имел
сферическую рабочую поверхность (гзат = 75 мм). Поверхность образцов
подготовлялась травлением согласно общепринятой методике.
Принятые ограничения, по-видимому, не являются слишком
строгими для начального этапа исследований и в целом соответствуют
технологическому процессу сварки ответственных конструкций.
Исходной информацией для статистического исследования служили
данные о параметрах, полученные после соответствующей обработки
измеренных в ходе сварки текущих значений тока /св, падения напря-
жения на электродах U3 и усилия сжатия FcyK, а также о диаметре ядра
точки, полученные при металлографических исследованиях соединений.
Эффективность использования метода регрессионного анализа су-
щественно зависит от соблюдения ряда условий, основными из которых,
кроме требования одномерного нормального распределения, являются
наличие информации о виде аппроксимирующего полинома, а также
отсутствие в модели сильно коррелированных переменных. Для проверки
этих положений был проведен двумерный статистический анализ, в ходе
которого оценивались форма и сила связи принятого критерия качества
с исследуемыми переменными, а также определялась степень корреляции
между параметрами. Сравнительная оценка тесноты связи проводилась
по коэффициенту корреляции г и квадрату корреляционного отношения
T]2. Вид аппроксимирующего полинома выбирался априори.
Двумерный статистический анализ показал, что для выбранного
диапазона изменения основных параметров режима зависимость диаметра
ядра от тока, падения напряжения на электродах, мощности, энергии,
затраченной на образование сварной точки, и сопротивления в цепи
электрод-электрод удовлетворительно описывается параболическим
полиномом второго порядка [2]. На основании этого сделано предполо-
жение о нелинейном характере многофакторной модели.
В рассматриваемом диапазоне изменения параметров режима не
удалось обнаружить сильных парных взаимодействий между сварочным
током, падением напряжения на электродах, сопротивлением в цепи
электрод-электрод и усилием сжатия. Коэффициенты парной корреля-
ции между ними не превышали 0,5. В то же время коэффициент
корреляции между мощностью Р и энергией Q, а также между Р, Q и
ICB, Ug достигал 0,9+0,93.
В связи с этим для исследования были выбраны два вида многофак-
торных моделей. В первую модель включали сварочный ток, падение
напряжения на электродах, усилие сжатия и сопротивление в цепи
электрод-электрод, т. е. (/я = Д/св, (7Э, R3, Рсж). Во второй модели, вместо
1СВ и U3, выбиралась мощность Р либо энергия Q: dB = f(P, R3, Fcx); с/я =
= ДО,к,. г«ж>-
404
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Уравнения регрессии в стандартизованном масштабе а п2 Е|, % Е2, %
d„ = 0,25л‘з - 4,4х2 - 5,2х2 - 1,9x1 + в.Зх^ + 2,4xtx4 (1) 14,7 0,932 4,21 4,11
d„ = 4,1х5 + 2,8х4 - 3,1х| - 2,9х4 (2) 12,1 0,917 5,63 5,31
</„ = 3,72х6 - 2,8х| - 0,15х4 (3) 11,7 0,915 5,86 5,67
dn = 2,1х( - 2,6х4 + 4,9хз “ 7,6х1х2 + 1,2х2х4 (4) 12,0 0,917 5,66 5.42
Для перечисленных сочетаний параметров рассчитывались лине-
йные и нелинейные модели, причем при переходе к модели более
высокого порядка ее начальное представление осуществлялось полным
полиномом. В ходе расчетов оценивалась значимость коэффициентов
уравнения регрессии по ^критерию и незначимые члены полинома исклю-
чались. Эффективность математических моделей проверялась по отно-
шению дисперсии наблюдаемых значений выхода 52а6 к остаточной
дисперсии 52ст [3] а = S2a6/S2CT. Кроме того, при выборе модели
принималась во внимание ее простота, т. е. при незначимом различии
52ст предпочтение отдавалось модели с минимальным количеством членов
в аппроксимирующем полиноме. Лучшие результаты по моделям первого
и второго вида приведены в таблице, где:
k — количество периодов промышленной частоты в импульсе свароч-
ного тока.
Кроме оценки эффективности (а, Т]2) для найденных моделей,
вычислялась средняя относительная ошибка предсказания
—____1_ V"1 (^я.изм Ф.р)
п d
ия.изм
100 %.
Здесь п — количество сварных точек; с/я.изм — измеренный по мак-
рошлифу диаметр ядра; (1Я р — рассчитанный диаметр ядра.
Ошибка предсказания вычислялась как по исходной информации,
на основе которой разрабатывалась модель (Ej), так и по информации,
которая не использовалась при построении модели (е2).
Полученные модели проверялись при дополнительной сварке 50
точек на режиме в окрестностях оптимального. По результатам этого
эксперимента рассчитывалась величина е2. Как видно из таблицы, сред-
няя относительная ошибка предсказания е2 не превышает значения Ер
405
ИЗБРАННЫЕ ТРУДЫ
Этот факт позволяет предположить надежное (в пределах ошибки Ej)
предсказание диаметра ядра сварной точки по моделям в заданном
диапазоне изменения параметров режима.
Уравнения (1)-(4) (таблица) моделировались на элементах аналого-
вой вычислительной машины МН-7. При этом от установленных на контак-
тной машине датчиков подавались на вход вычислительного устройства
сигналы, пропорциональные сварочному току, падению напряжения на
электродах и усилию сжатия. К выходу этого устройства подключался
цифровой вольтметр. На рис. 1 представлена структурная схема макета
устройства прогнозирования размеров ядра сварной точки по уравнению
(4). Коэффициенты передачи в устройстве были выбраны так, чтобы
показания вольтметра соответствовали прогнозируемым размерам (мм) ядра
точки. Затем сваривались на различных режимах стандартные образцы из
сплава АМгб 8=1 + 1 мм. Изменение тока /Свтах на ±10 % и величины
Ксж на ±20 % приводило к получению ядра точки 0 2+4,5 мм. Кроме того,
изменяли шунтирование тока путем выбора расстояния между сваривае-
мыми точками в пределах 10...20 мм. В качестве исходного выбран режим:
/св max = 17 кА, tCB + 0,06 с, Ксж = 320 кГ. Область исследованных режимов
приведена на рис. 2. Было сварено 80 точек. Предсказанные размеры
ядра точки (по показанию вольтметра) сравнивались с фактическими,
которые измерялись по макрошлифам под микроскопом. Затем вычисля-
Рис. 1. Структурная схема макета устройства прогнозирования размеров ядра сварной точки:
1 — сварочная машина; 2 — датчики; 3 — вычислительное устройство;
4 — регистрирующее устройство; БП — блок перемножения
406
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 2. Область исследованных режимов точеч-
ной сварки сплава АМгб: 1 — непровар; 2 —
выплеск
Рис. 3. Зависимость относительной ошибки пред-
сказания Е, от диаметра ядра d„
лась средняя относительная ошибка
предсказания £. На рис. 3 представ-
лена зависимость относительной
ошибки предсказания Ег от размеров
ядра <7Я.
Как видно из рис. 3, ошибка
предсказания наибольшая в области
режимов сварки, при которых получают малые размеры ядра точки. Их
фактически нужно расценивать как признак брака.
Для определения области применимости полученных моделей про-
изводилась опытная сварка при значительно большем диапазоне измене-
ния параметров режима. Так, при уменьшении сварочного тока на 20 %
номинального и увеличении усилия сжатия на 30 % относительная ошибка
предсказания возросла до 10 %.
Ошибка предсказания размеров ядра определяется не только степенью
точности математического описания процесса сварки, но и суммарной
погрешностью аналогового вычислительного устройства. Между тем приме-
ненные при моделировании элементы машины МН-7, особенно множитель-
ные устройства, обладают погрешностью 1,5+3 %. Хотя выбором режима
работы элементов инструментальные погрешности были сведены к
минимуму, общая ошибка, как показали расчеты, может достигать 1,5 % и
более. В дальнейшем, используя аналоговые усилители на микросхемах
(интегральные схемы), можно будет значительно уменьшить инструмен-
тальные погрешности и тем самым снизить ошибку предсказания.
Полученные результаты свидетельствуют о перспективности матема-
тического моделирования сварочных процессов на основе эксперимен-
тально-статистических исследований для создания систем прогнозирования
качества соединений и оптимального управления.
1. Автоматизация экспериментальных исследований сварочных процессов / Б.Е. Патон и др. //
Автомат, сварка. — 1970. — № 6.
2. Подола Н.В., Квачев В.Г., Урсатъев А.А. Оценка влияния параметров режима на размеры ядра
при точечной контактной сварке // Там же. — 1970. — № И.
3. Некоторые вопросы математического описания оптимизация многофакторных процессов //
Труды МЭИ. — 1963. — № 51.
4. Майзелъ М.Л., Шнайдман Л.М. Статистическое моделирование технико-экономических про-
цессов. — М.: Статистика, 1969.
5. Квачев В.Г. Выбор оптимального режима контактной точечной сварки методом планирования
эксперимента // Автомат, сварка. — 1971. — № 2.
6. Налимов В.В., Чернова Н.А. Статистические методы планирования экстремальных эксперимен-
тов. — М.: Наука, 1965.
407
ИЗБРАННЫЕ ТРУДЫ
ОЦЕНКА КАЧЕСТВА КОНТАКТНОЙ ТОЧЕЧНОЙ
СВАРКИ С ПОМОЩЬЮ НЕЙРОННЫХ СЕТЕЙ*
Б.Е. Патон, Н.В. Подола, В.С. Гавриш, В.В. Лукович
Ключевые слова: точечная контактная сварка, контроль качества, регрессионные
модели, нейронные сети, исследования, Украина
В настоящее время контактная точечная сварка является одним из наиболее
автоматизированных и производительных способов получения неразъемных
соединений и широко применяется в массовом производстве.
Так, кузов современного автомобиля состоит из 600...800 деталей,
300... 400 шт. из которых изготавливаются штамповкой. Почти все детали
и узлы собираются точечной сваркой; при этом количество сварных точек
на один кузов составляет 2000...5000. Примерно 70 % сварных точек
выполняется на специализированном оборудовании и роботизированных
автоматических линиях.
Для повышения надежности и прочности конструкции количество
точек на кузове устанавливается примерно на 30 % больше, чем необ-
ходимо. Это вызвано, в частности, тем, что до настоящего времени в
массовом производстве отсутствует эффективный контроль качества то-
чек в реальном времени. По существу качество сварных точек на произ-
водстве оценивается лишь по результатам выборочных механических
испытаний и металлографических исследований опытных образцов либо
разрушением сварных конструкций.
Известные методы неразрушающего контроля (рентгенопросвечива-
ние, ультразвуковой, дилатометрический и др.) в силу тех или иных
причин имеют ограниченное применение. Кроме того, эти методы, как
правило, могут быть использованы для регистрации качества уже выпол-
ненных соединений. Последнее приводит не только к удорожанию опе-
рации контроля, но и исключает возможность обнаружения брака в ходе
процесса сварки и своевременного его исправления. В результате сущес-
твенно снижается производительность контактной сварки и ее эко-
номические преимущества. Так, согласно данным работы [3], уменьшение
числа дефектных точек и снижение их общего количества за счет повы-
шения качества всего лишь на 10 % (при годовом выпуске автомобилей
в США около 13 млн) дает экономию 400...600 млн дол. в год.
В работах [1-4] приведены частные решения по контролю качества
соединения и управлению режимом сварки, однако широкого применения
в промышленности они не получили. Заметим, что в большинстве известных
работ авторы стремились изыскать какой-либо один параметр процесса,
информация о котором позволила бы оценивать качество соединения.
’Автоматическая сварка. — 1998. — № 12. — С. 3-10.
408
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Так, результаты проведенных исследований [5, 6] подтвердили воз-
можность использования перемещения электродов во время сварки для
автоматической оценки динамики образования сварной точки, а также для
регулирования процесса по сигналу обратной связи (о скорости переме-
щения верхнего электрода) в целях обеспечения заданного диаметра ядра.
Однако несовершенство датчиков и привода усилия сжатия электродов,
затирание и перекос в направляющих механизма привода контактной
машины препятствовали широкому внедрению указанного способа контроля
в промышленность. В последние годы отдельные фирмы рекламируют
специальные контактные, точечные машины, использующие этот принцип
в NPT System (Non Programming Technology).
Критерий качества контактной точечной сварки (прочность соедине-
ния, размеры литой зоны ядра и др.) определяется результатом взаимо-
действия многих параметров, изменение которых не всегда может быть
учтено вследствие их случайного характера. Кроме того, контактная сварка
может быть отнесена к такому классу технологических процессов, при
котором критерий качества (например диаметр ядра с!я), необходимый для
построения системы управления измеряется только в дискретные моменты
времени (при сварке и испытании опытных образцов), но не непрерывно.
Однако некоторые параметры процесса (сварочный ток /св, напряжение
между электродами С7ЭЭ усилие сжатия электродов F3Jl и перемещение
электродов /гэл), коррелированные с критерием качества (7Я могут измеряться
в любые дискретные моменты, а также непрерывно. Задача состоит в том,
чтобы с помощью непрерывного измерения основных параметров режима в
ходе сварки с определенной точностью автоматически оценивать размеры
диаметра ядра сварной точки.
Основными параметрами режима точечной контактной сварки явля-
ются временные зависимости сварочного тока и усилия сжатия электро-
дов. Существенное влияние на образование сварного соединения оказы-
вают также состояние поверхности свариваемых деталей, шунтирование
тока, размеры и форма рабочей поверхности электродов, изменение
сопротивления короткого замыкания контактной машины, толщина и
марка свариваемого металла и др.
В работе [ 1 ] предложена система автоматического контроля качества
точечной сварки, реализованная в серийном производстве клеесварных
панелей из алюминиевых сплавов на основе многофакторной рег-
рессионной модели вида
Ф, = йо + а1^эл + aiQ + йзО2> О)
где «о> й1> й2> аз ~ коэффициенты; F3n — усилие сжатия электродов;
О ~~ / йЭ.Э^СгА^
О
— энергия, расходуемая на сварку (здесь иэ э, гсв — мгновенные значения
напряжения между электродами и сварочного тока).
409
ИЗБРАННЫЕ ТРУДЫ
Проведенные исследования [2, 4], а также результаты практического
использования алгоритма контроля,основанного на зависимости (1), при
сварке узлов летательных аппаратов [7] подтвердили эффективность конт-
роля качества точек в ходе выполнения сварки деталей из алюминиевых
сплавов типа АМц и АМг. При этом удалось уменьшить рентгеноконтроль
сварных точек с 10 до 2 % от общего их количества, в 4 раза сократить
количество контроллеров и время контроля, а также необходимых
материалов (рентгенпленки, проявителя). Вместе с тем, оказалось, что
заданная точность (±10 %) оценки размеров ядра резко снижается за
периферией области параметров, в пределах которой проводили исследо-
вания. В условиях авиационного производства с жесткой регламентацией
технологии, требующей поддерживать сварочное оборудование на должном
уровне, система обеспечивает контроль размеров ядра точки с погрешностью
до 5 % [7]. При расширении области изменения параметров режима сварки
количество членов в модели (1) и их порядок возрастают, что затрудняет
использование таких моделей в реальном времени.
Нелинейный характер зависимости качества сварки от параметров
процесса точечной сварки требует нового подхода, в частности, для
решения задач, при которых жесткое поддержание технологии прак-
тически затруднено из-за дороговизны.
Принципы искусственного интеллекта в последние годы находят все
большее применение в системах контроля и управления сварочными
процессами [8-10]. Экспертные системы, нечеткая логика (fuzzy logic) и
нейронные сети являются новым перспективным направлением в совер-
шенствовании систем управления и контроля сварки с целью повышения
качества сварных соединений и экономической эффективности производ-
ства. Основным отличием систем, основанных на нечеткой логике и
нейронных сетях, по сравнению с традиционными является использо-
вание в их алгоритмах, кроме данных, полученных от датчиков, лингви-
стической информации от экспертов из экспертных систем, правила «if -
then» («если - то»), а также обученных моделей нейронной сети. Благо-
даря этому нечеткая логика и нейронные сети позволяют решать задачи,
не поддающиеся обычным статистическим методам.
В качестве архитектурных принципов построения нейронных сетей
выбираются простые модели биологических систем. Мозг человека имеет
более 100 млрд нейронов, а каждый из них — более 10 тыс. соединений
друг с другом. Если все соединения между нейронами человеческого мозга
вытянуть в одну линию, то можно 35 раз опоясать Землю.
Согласно существующей нейронной доктрине биологическая нерв-
ная система рассматривается в виде структуры, состоящей из множества
параллельно и связно работающих элементов-нейронов. Нейрон (рис. 1)
состоит из сомы — тела нейрона, к которому через отростки (дендриты)
подходят аксоны — многочисленные линии связи от других нейронов,
объединяющиеся в синапсы. Последние осуществляют преобразование
всех входов в сигнал, который воздействует на другой нейрон. При этом
410
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 1. Схема биологического
нейрона
Рис. 2. Структурная схема искусственного
нейрона: Увых — выходной сигнал
нейрон может перейти в одно из двух устойчивых состояний-в состояние
возбуждения или торможения. Искусственные нейронные сети (ИНС)
могут быть реализованы аппаратно или программно [10-13]. При этом
каждый нейрон имеет несколько входов и один выход, который может
как угодно разветвляться (рис. 2).
Входной сигнал каждого нейрона состоит из внешнего по отношению
к нейронной сети сигнала и взвешенного с синаптическими весами
сигнала w^, поступающего от остальных нейронов. Выходной сигнал сос-
тавит
вУвых = о
С п \
У, WjjXt + 0
где 6 — порог нейрона; o(S) =
1
1 + e-s
сигмоидная функция.
Искусственная нейронная сеть состоит из множества нейронов,
объединенных между собой связями. При этом входные нейроны составляют
первый входной слой, следующие слои называются скрытыми. Ко всем
нейронам скрытого слоя данные поступают от всех нейронов входного слоя
с весовыми коэффициентами — синаптическими весами. Число нейронов
во входном слое определяется количеством входных сигналов, число нейро-
нов и количество слоев скрытого слоя расчетам не поддаются, они опреде-
ляются на основе опыта или интуиции. При большой нелинейности выход-
ного параметра количество скрытых слоев и число нейронов в них уве-
личиваются. Выходной слой определяется количеством выходных сигналов.
Часто нейросеть имеет один выходной нейрон. При большем количестве
выходных параметров целесообразно иметь несколько нейросетей.
Искусственные нейронные сети формируются из нейронов, имею-
щих одинаковую структуру, но модели сетей существенно различаются.
Наиболее распространенной является модель ИНС «feed forward» с
алгоритмом обучения «back propagation» (с обратным распространением
ошибки), который представляет собой обобщенный метод наименьших
квадратов применительно к многослойным персептронам.
411
ИЗБРАННЫЕ ТРУДЫ
Искусственные нейронные сети не программируются, а обучаются.
Процесс обучения ИНС заключается в том, что набор входных данных
«пропускается» через нейронную сеть, чтобы по известным правильным
выходным данным и ответам (реакции) сети определить значение сина-
птических весов. Алгоритм обучения задается набором правил, которые
определяют, каким образом изменяются веса в ответ на входное воз-
действие. Обучение продолжается до тех пор, пока на выходе не будет
получен ответ с заданной погрешностью.
В начале обучения весовым коэффициентам присваиваются случай-
ные значения. Происходит прямое распространение входного сигнала
через сеть, вычисляется ошибка между полученным результатом и задан-
ным правильным значением, затем — обратное распространение ошибки
от выходного слоя нейронов к входному и модификация синаптических
весов и порогов нейронов. Процесс многократно повторяется до тех пор,
пока среднеквадратичная ошибка выходного сигнала не станет меньше
некоторого наперед заданного значения. Если эта ошибка в процессе
обучения уменьшается, сеть сходится.
С помощью ИНС можно строить сложные разделяющие поверхности
в пространстве параметров режима сварки (классификатор) или аппрок-
симировать сложную нелинейную функцию (интерполятор). Сварочные
процессы, как правило, характеризуются нелинейной зависимостью ка-
чества сварных соединений от параметров режима сварки. Кроме того,
информация о процессе часто имеет противоречивый характер, сигналы
от датчиков параметров режима содержат шумы, поэтому ИНС можно
использовать как для автоматической оценки качества, так и для управ-
ления технологическим процессом.
Многослойная ИНС с прямыми связями, обучаемая методом «back
propagation», является эффективным средством аппроксимации сложных
нелинейных функций, ее можно использовать для контроля качества
сварки (рис. 3).
Если на вход такой сети подать параметры, характеризующие
процесс точечной сварки, например /св, U3 э, tCB и др., а в качестве выхода
использовать показатели качества сварки с?я и усилия на разрыв Еразр, то
можно оценить функциональную связь между этими параметрами и в
дальнейшем такую нейронную сеть использовать для определения качес-
тва сварки без разрушения сварного соединения.
Нейронная сеть способна обрабатывать информацию после обуче-
ния. Сущность процесса обучения состоит в изменении весовых коэф-
фициентов связей между нейронами и их порогов возбуждения в соот-
ветствии с принятыми для этой сети правилами адаптации. Известны
несколько способов обучения нейронной сети. Наиболее распространен-
ным является способ с учителем, при котором используется обучающая
выборка параметров «вход-выход», например (/св, (7ЭЭ) - (1Я. При этом
на вход сети подаются параметры ZCB, (7ЭЭ, и др., а значене (1Я выхода
сети сравнивается с тем, которое задано в обучающей выборке. Получен-
412
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 3. Структурная схема нейронной сети типа 9-3-1 для оценки качества точечной сварки: (ф- и
< — синаптические веса соответственно скрытого и выходного слоев; а(5„), с(512)
и а(5)3) и c(S2) — сигмоидная функция нейронов соответственно скрытого и выходного слоев;
1-4 — интервалы длительности сварки
ная разница используется для изменения параметров сети — весовых
коэффициентов и порогов нейронов.
Для получения зависимости показателя качества сварного соедине-
ния — диаметра ядра от параметров, характеризующих процесс точечной
сварки, может быть использована трехслойная нейронная сеть, которая
обучается методом «back propagation».
Указанная нейронная сеть имеет 1 нейрон в выходном слое и от 2 до
15 нейронов в скрытом слое. Для обучения была сформирована выборка в
виде набора сварных точек при различных параметрах режима сварки; для
каждой точки записаны параметры, отражающие режим сварки, плюс
измеренное значение диаметра ядра. Нейронная сеть аппроксимирует за-
висимость диаметра ядра от входных параметров следующим образом:
^я.пр &
М-t С N - 1
6 + X wkc 0* + X WijXj
k=o j=o
где с1я пр — предсказываемое сетью значение диаметра ядра; М —
количество нейронов в скрытом слое; — синаптические веса связей
выходного нейрона; k — индекс, нумерующий нейроны скрытого слоя;
j — индекс, нумерующий компоненты вектора входных параметров; —
пороги нейронов скрытого слоя; Wy — синаптические веса связей нейро-
нов скрытого слоя; N — размерность вектора входных параметров; х}- —
компоненты вектора входных параметров;
o(S) =
1
1 + e-s
Обучение нейронной сети выполняется как итеративный процесс,
состоящий из множества циклов, в каждом из которых на вход нейронной
сети подается вектор входных параметров по очереди для каждой из точек
413
ИЗБРАННЫЕ ТРУДЫ
обучающей выборки. Ошибки вычисляются по формуле А = б/я - с1я ,
где с1я — диаметр ядра, имеющий реально измеренное для данной точки
значение. Затем определяются поправки для весов связей и порогов
нейронной сети. Для выходного нейрона
Дю* = Д0 = ХДо(5),
где коэффициент сглаживания Л = 0,01...0,5; У/, — выходы нейронов
скрытого слоя; и(5) — производная сигмоидной функции по ее аргументу
для выходного нейрона, равная, как нетрудно убедиться, </я.пр(1 _ с?я.Пр)-
Выходы нейронов скрытого слоя определяются из выражения
,V - 1
6* + X
Для нейронов скрытого слоя поправки вычисляются из следующих
выражений:
&wjk = ZAx.a(S); ДО* = ХД*о(5),
где Aft = а производная сигмоидной функции по ее аргументу для
каждого из этих нейронов равна У^(1 - У^). Полученные значения поправок
суммируются с соответствующими значениями весовых коэффициентов и
порогов. Процесс повторяется до достижения заданного количества
итераций (итерацией считается один проход по обучающей выборке с
вычислением поправок и модификацией весовых коэффициентов и порогов
для каждой из точек) либо до момента, когда среднеквадратичная ошибка
оценки диаметра ядра станет меньше некоторого заданного числа.
Одним из существенных недостатков классического метода обучения
«back propagation» является вероятность попадания в локальный минимум
функции квадрата вектора выходной ошибки в пространстве весовых
коэффициентов (синаптических весов) нейронной сети. Для выхода из
локального минимума в процессе обучения разработаны различные методы.
Нами был применен метод «убывающего е», при котором поправки, рас-
считанные для конкретной точки из обучающей выборки, суммируются с
весовыми коэффициентами и порогами только тогда, когда абсолютное
значение ошибки для этой точки превышает некоторое число е. Если для
всех точек обучающей выборки модуль ошибки меньше е, а критерий
остановки обучения еще не выполнен, то е умножается на некоторую
константу, меньшую единицы, и процесс продолжается.
Для обучения нейронной сети с целью предсказания качества точеч-
ной сварки по параметрам процесса разработана специальная программа
и многооконный интерфейс пользователя в среде Windows. Такой интер-
фейс представляет собой экранную форму панели обучающей системы
(рис. 4). Программа основана на использовании метода обучения «back
propagation» и позволяет задавать на входе нейронной сети различные
414
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
v,NN Training
•file Training- Heiwork’
D=5.B ‘ D j=5;5 1 raining sets fl “0000
Р Diameter estimation ] пц'з д=100 л| "f: ‘* c
W0705.WDF _o_|_U_2j_3j аэ] -5 61 i?7.| -84 19 1 10l l 1
W1105.WDF ; . . 12| ,3| 44| 15| f!6j Я7 Л81 П8I <20| 211 22l 23
VV2o06.WDF 241 25l 2El 271 281 29 301 «311 32l 33l 341 35
। - . Д', ’yrSr 'i^
3E| 37| 381 391 40| ‘41
Рис. 4. Экранная форма панели управления обучающей системы: пН — количество нейронов
в скрытых слоях; д — коэффициент сходимости
параметры процесса сварки и их сочетания. Результатом работы програм-
мы является расчет предсказываемого значения с1я пр сварной точки.
Применительно к оценке качества точечной сварки алгоритм работы
нейронной сети можно представить в виде схемы (рис. 5).
Вначале производится выбор режима обучения нейронной сети. При
этом задаются входные параметры, такие как /св, (7ЭЭ, сопротивление
между электродами R33 перемещение электродов 1гзл и др. Устанавлива-
ется коэффициент сходимости и количество нейронов в скрытом слое.
Разработанная программа позволяет изменять число нейронов от 1 до 15.
Затем нейронная сеть включается на обучение, при котором на ее входы
подаются данные о параметрах режима сварки и происходит коррек-
тировка весовых коэффициентов и порогов для каждого нейрона в
скрытом слое, а также для выходного нейрона. Цикл обучения повторя-
ется, а коэффициенты корректируются до тех пор, пока ошибка предс-
казания диаметра ядра не станет меньше заданного значения Д3. После
этого обучение заканчивается, параметры нейронной сети записываются
в файл и в дальнейшем такую обученную сеть можно использовать для
автоматического контроля качества сварки.
При построении регрессионных моделей процесса точечной сварки
[1] также используется метод обучения — значения коэффициентов при
переменных модели находятся на основе многочисленных экспериментов
после их статистической обработки.
При разработке нейронной сети для точечной сварки в качестве
входных параметров можно использовать сварочный ток 1СВ, напряжение
сети Uc, падение напряжения между электродами U33 усилие сжатия
электродов FC3K длительность сварки фв, а также производные: мощность
Рзл энергия QCB, сопротивление между электродами R33. Кроме того,
следует учитывать диаметр рабочей поверхности электродов, толщину,
марку и сочетание толщин свариваемых деталей, сопротивление коротко-
го замыкания машины, род тока (переменный, импульсный), возмож-
ность изменения сопротивлений короткого замыкания из-за внесения
ферромагнитных масс.
Для сбора и обработки данных о процессе сварки, необходимых для
ввода в нейронную сеть, была создана экспериментальная установка,
415
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Алгоритм обучения нейронной сети:
d„ „зм, d„ „p — диаметр ядра сварной точки
соответственно измеренный и
предсказанный; Д3 — заданная ошибка
включающая персональный компью-
тер IBM PC 486DX и клещи для
точечной сварки типа ARO (рис. 6).
Система снабжена датчиками свароч-
ного тока 1СВ, напряжения между элек-
тродами Ua 3, усилия сжатия электро-
дов FcyK, перемещения электродов Лэл.
В системном блоке персонального
компьютера установлена плата вво-
да-вывода дискретных и аналоговых
сигналов, через которую сигналы от
датчиков вводятся в компьютер, а уп-
равляющий сигнал подается на вход
фазовращателя. При проведении эк-
спериментов по сварке полученные
путем измерения данные вводятся в
компьютер и сохраняются в памяти в
виде отдельных файлов. После меха-
нических испытаний в эти же файлы
записываются данные о диаметре ядра
(1Я или усилии на разрыв Fpa3p.
Для управления процессом сварки
от персонального компьютера с по-
мощью интерфейса ввода-вывода типа
L-154, а также измерения и контроля
значений параметров режима разрабо-
тана специальная программа в среде
Borland С++ которая обеспечивает вы-
полнение следующих функций:
формирование и графическое
отображение на дисплее циклограм-
мы сварки (При этом пользователь
может задать длительности и значе-
ния сварочного тока, а также тока
подогрева и отжига, временные ин-
тервалы между импульсами и ко-
эффициенты модуляции);
управление процессом сварки по
заданной циклограмме без стабилиза-
ции и с обратной связью по току;
измерение и запоминание в па-
мяти ПК мгновенных значений сва-
рочного тока, напряжения между
электродами и усилия сжатия элект-
родов;
416
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Рис. 6. Структурная схема автоматизированной системы для сбора и обработки данных
выдачу графиков мгновенных значений /св(£св) и t/33(tCB) на экран
дисплея;
расчет действующих значений /св и U3 э, сопротивления R33, мощ-
ности Рсв, cos ср сварочной машины;
отображение рассчитанных данных в виде таблицы по каждому
периоду длительности сварки;
выдачу действующих и усредненных за время сварки значений /св и
U3 э, а также R33 и Рсв, на экран дисплея;
оценку качества сварки по обученной нейронной сети и текущим
параметрам процесса сварки;
сохранение параметров процесса сварки для каждой сваренной точки
в файле на жестком диске ПК;
выполнение режима калибровки измеряемых параметров.
Отображение результатов различных функций производится в виде
отдельных окон на экране дисплея. При этом существует возможность
изменять масштаб графиков по вертикали и горизонтали, а также размеры
самих окон.
Эксперименты по сварке проводили на образцах из низкоугле-
родистой стали толщиной 0,8 + 0,8, 1,2 + 1,2 и 2,0 + 2,0 мм.
Данные о режимах сварки и размерах сварной точки приведены
в табл. 1.
В ходе проведения экспериментов значения параметров режима
сварки изменяли: напряжение сети Uc — +5...-10 %; /св — +25...-30 %;
Таблица 1
Толщина образцов б, мм Сварочный ток /св, кА Длитель- ность сварки, периоды Усиление сжатия FC3K, даН Диаметр ядра </„, мм
номи- нальный мини- мальный макси- мальный номи- нальный мини- мальный макси- мальный
0,8...0,8 8,1 5,9 10,1 8 300 5,5 3,5 6,8
1,2...1,2 9,0 5,6 9,5 10 370 6,1 3,6 7,2
2,0...2,0 11,8 8,6 13,2 12 560 9,0 5,2 9,3
29 — 8-1437
417
ИЗБРАННЫЕ ТРУДЫ
Рис. 7. Зависимость ошибки предсказания диаметра ядра d„ от количества циклов для различных
входных параметров: 1 — Ic„ R3B — 4 интервала, 8 входов; 2 — ICB, U3.a — гистограмма,
6 входов; 3 — 1,„, и„л (среднее значение), 2 входа; 4 — (7ЭЭ интервала. 8 входов;
5 — /,,,, tCB, U33 4 интервала, 9 входов
диаметр электрода с/эл — на + 40 %. При этом диаметр ядра сварной точки
уменьшался на 30...40 %, т. е. от непровара до выплеска.
При обучении нейронной сети использовали результаты измерений
мгновенных значений сварочного тока гсв и падения напряжения между
электродами 17э э с интервалом от 50 до 200 мкс. После обработки мгновен-
ных значений получали производные параметры, которые вводили в не-
йронную сеть: /св — эффективное значение тока, усредненное за £св;
U33 — эффективное значение напряжения между электродами, усред-
ненное за iCB; /св1, /св2, /св3, 7св4 — эффективные значения сварочного
тока, усредненные за соответствующие интервалы времени (tCB разделено
на четыре равных интервала); то же для (7СВ1, Ucb2, Ucb3, UCBi; то же для
сопротивления между электродами Rggi, Rg.a2> R3.a3’ ^э.э4- Эти параметры
в различных сочетаниях вводили в нейронную сеть.
Обучение нейронной сети проводили при различном числе нейронов
в скрытом слое (3, 7, 10, 15) и заканчивали, когда максимальная ошибка
предсказания диаметра ядра составляла менее 5 % от номинального
значения (рис. 7).
После обучения нейронной сети, для которой ошибка предсказания
достигала dB < 5 %, проводили проверку этой сети на новой выборке
данных, которые ранее не входили в обучающую выборку. Так, на
образцах из низкоуглеродистой стали толщиной 5 = 0,8 + 0,8 мм было
выполнено 57 сварных точек, причем 21 из них использовали для
обучения нейронной сети, а остальные — для проверки. Проведенный
анализ показал, что лучшие результаты по точности предсказания dB
имеет нейронная сеть с восемью входами и тремя нейронами в скрытом
слое. Входными параметрами были выбраны ICB, 17ээ, усредненные по
четырем равным временным интервалам. При этом абсолютная
максимальная ошибка предсказания составила Дтах <0,2 мм.
Обученная сеть была проверена на других данных, которые не
входили в обучающую выборку. В этом случае ошибка предсказания
418
СВАРКА ДАВЛЕНИЕМ И ПАЙКА
Таблица 2
№ сварной точки d« »» мм „р, мм Лта«. мм Лот... %
1 5,8 5,6 -0,2 3,4
2 5,2 5,2 0 0
3 5,0 5,2 +0,2 4,0
4 4,5 4,7 +0,2 4,4
5 4,4 4,7 +0,3 6,8
6 3,8 3,9 +0,1 2,6
7 4,3 4,1 -0,2 4,6
8 5,9 6,2 +0,3 5,1
9 6,6 6,6 0 0
10 6,6 6,8 +0,2 3,0
И 5,7 5,7 0 0
12 3,4 3,6 -0,3 7,8
13 3,7 3,5 -0,2 5,4
14 4,6 5,0 +0,4 8,7
15 4,8 4,5 -0,3 6,2
16 5,0 5,0 0 0
17 4,2 4,6 +0,4 9,5
несколько возросла и не превышала 0,4 мм, а в относительных еди-
ницах — Дотн < 9,5 %.
Некоторые данные, полученные при проведении экспериментов и
расчетах, представлены в табл. 2.
Для оценки качества сварки деталей другой толщины, например
б = 1,2 + 1,2 и 2,0 + 2,0 мм, в нейронную сеть был добавлен еще один
вход, на который подавали значение, равное длительности сварки tCB
(см. табл. 1). В этом случае в обучающую выборку было включено 36
сварных точек для всех трех сочетаний толщин. Проверку обученной сети
осуществляли на 33 точках. Эксперименты показали, что с помощью
одной и той же сети (ZCB, Ua 3, tCB, 4 интервала, 9 входов) возможно
прогнозирование диаметра ядра при точечной сварке металла толщиной
от 0,8 до 2,0 мм, но при этом максимальная погрешность предсказания
возрастает до 12... 13 %.
Программа обученной ИНС занимает объем памяти равный 2,9 кбайт
и может быть записана в память контроллера для управления и контроля
процесса точечной сварки.
Выводы
1. Системы контроля с использованием многофакторных моделей на базе
регрессионных моделей и нейронных сетей обеспечивают автоматическую
оценку качества контактной точечной сварки как для низкоуглеродистой
стали, так и для алюминиевых сплавов и тем самым способствуют
повышению качества сварных конструкций.
2. Система контроля качества на основе обученной нейронной сети
работает в более широком диапазоне изменения параметров режима и
толщины свариваемых изделий и благодаря этому может использоваться
29*
419
ИЗБРАННЫЕ ТРУДЫ
в регуляторах контактных машин, предназначенных для точечной сварки
деталей автомобилей и других изделий.
1. Paton В.Е., Podola N.V. Automatic resistance welding control system base on statistical models
// IIW Public session — Bratislava, 1979. — P. 148-156.
2. Подола H.B., Руденко П.М. Математические модели и алгоритмы для АСУ ТП контактной
сварки. — Киев: Об-во «Знание», 1980. — 23 с.
3. Irving В. The Search goes on for the perfect resistance welding control // Welding J. — 1996.
- № 1. - P. 63-68.
4. Подола H.B., Руденко П.М. Автоматизированные системы для контроля и управления контак-
тной и дуговой сваркой на основе микроЭВМ. — М.: Машиностроение, 1988. — 60 с.
5. Паченцев Ю.А. Регулирование процесса точечной сварки по величине перемещения электродов
сварочной машины // Автомат, сварка. — 1951. — № 5. — С. 40-46.
6 Подола Н.В. О тепловом расширении металла при контактной шовной сварке / / Там же. —
1952. - № 4. - С. 60-61.
7. Подола Н.В., Никитин С.П. Система автоматического контроля контактной точечной сварки
легких сплавов на основе микроЭВМ / / Там же. — 1990. — № 3. — С. 35-40.
8. Analisis and development ot a real-time control methodology in resistance spot welding / C.L. Tsal,
W.L. Dai, W. Dickinson, J.C. Papritan // Welding J. — 1991. — № 6. — P. 339-351.
9. Martin P.J. Artifical neural networks in welding // Material. — 1994. — № 2. — P. 62-67.
10. Гладков Э.А. Задачи прогнозирования качества и управления формированием шва в процессе
сварки с использованием нейросетевых моделей / Свароч. пр-во. — 1996. — № 10. — С. 36-41.
11. Куссулъ Э.М. Ассоциативные нейронные структуры. — Киев: Наук, думка, 1992. — 144 с.
12. Huang Shisliend, Li Di, Soung Yonglun. Weld quality control by neural network // China
Welding. - 1994. - № 3(1). - P. 53-59.
13. Нейрокомпьютеры и интеллектуальные роботы / Под ред. Н.М. Амосова. — Киев: Наук.,
думка, 1991. — 272 с.
420
Раздел 3
МЕТАЛЛУРГИЯ
ДУГОВОЙ СВАРКИ
КОНСТРУКЦИОННЫХ СТАЛЕЙ
И СВАРОЧНЫЕ МАТЕРИАЛЫ
На протяжении всей многолетней истории становления и развития Ин-
ститута электросварки им. Е.О. Патона Академии наук Украины иссле-
дованиям и разработке сварочных материалов, созданию соответствую-
щей промышленной технологии и организации производства уделялось
постоянное и неослабное внимание.
Разработка покрытых электродов для ручной дуговой сварки началась
в институте с 1935 г. Были исследованы процессы стабилизации дуги и
созданы электроды со стабилизирующим тонким покрытием для сварки на
постоянном и переменном токе. Это позволило повысить производитель-
ность сварки по сравнению с электродами с меловым покрытием.
Довоенные исследования института в этом направлении обобщены в
работах [1-3].
Уже в первые годы существования института механизация сварки
считалась важнейшей его задачей.
В 1939-1940 гг. под руководством Е.О. Патона был разработан
способ автоматической сварки под флюсом [4]. Первый плавленый флюс
АН 1 создан в 1940 г. и использовался в сочетании с кремнемарганцевой
проволокой [5]. Производство флюса было организовано на заводе
«Пролетарий» в Донбассе. В 1941 г. был предложен высокомарганцевый
флюс АН Л.
Большое развитие автоматическая сварка под флюсом получила в
годы Великой Отечественной войны. Под руководством Е.О. Патона
были разработаны новые сварочные материалы (флюсы АН 2, АША и
АШМА, а также соответствующие электродные проволоки), технологии
автоматической сварки броневой стали, позволившие создать поточное
производство бронекорпусов танков, авиабомб, артиллерийских систем.
Наряду с большой и напряженной работой на оборонных заводах
коллектив института продолжал вести научные исследования. В 1942 году
В.И. Дятлов обнаружил явление саморегулирования плавления электро-
да при электродуговой сварке под флюсом. Исследование этого явления
Б.Е. Патоном совместно с А.М. Макарой, П.И. Севбо, М.Н. Сидоренко
421
ИЗБРАННЫЕ ТРУДЫ
позволило создать портативный, простой и надежный сварочный автомат
и использовать простейшие источники питания переменного тока.
Автоматизация процесса сварки позволила быстро нарастить объемы
выпуска танков и резко повысить качество сварных соединений.
Б.Е. Патон в годы войны и в первые послевоенные годы выполнил
ряд важных исследований в области сварки под флюсом [7-17]. Эти
исследования посвящены изучению процессов нагрева и плавления элек-
трода, размеров электродных капель, устойчивости горения дуги, само-
регулирования дуги при сварке плавящимся электродом. Исследованы
статические свойства автоматов для сварки под флюсом, предложена
методика анализа работы автоматов по статическим вольт-амперным
характеристикам. Б.Е. Патон показал, что оптимальные свойства имеет
автомат с постоянной скоростью подачи проволоки, укомплектованный
источниками питания с быстродействующим регулятором напряжения.
Этот вывод послужил основой при создании оборудования для меха-
низированной сварки под флюсом и в защитных газах.
В послевоенные годы Е.О. Патон организовал исследования элек-
трических, тепловых и металлургических особенностей процесса сварки
под флюсом, результаты которых опубликованы в монографиях [18, 19].
Отдельные главы этих монографий посвящены исследованиям элек-
трических процессов при сварке под флюсом, принципам действия сва-
рочных головок, регулированию процесса сварки под флюсом [20-22].
Кроме того, в них рассмотрены особенности тепловых и металлурги-
ческих процессов при сварке под флюсом, эффективность защиты зоны
сварки от воздуха, взаимодействие металла с газами и шлаком, способы
регулирования химического состава и свойств металла шва, образование
неметаллических включений, металлургические системы флюсов и элек-
тродных проволок, современные флюсы для сварки малоуглеродистых и
легированных сталей и технологии их промышленного производства.
В последующих работах ИЭС им. Е.О. Патона большое внимание
было уделено развитию исследований металлургических процессов
сварки под флюсом — образования пор, горячих трещин и неметал-
лических включений; определению температуры сварочной ванны,
изучению характеристик сварочных дуг, измерению температуры и опре-
делению составов газов, окружающих дугу, исследованию поверхностных
свойств сварочных флюсов и шлаков [23-39].
При высоких температурах столба дуги основные реакции должны
протекать с большими скоростями, обеспечивающими термодинамическое
равновесие [28]. Это положение было использовано при расчете реакций
в атмосфере дуг при сварке под флюсом [29]. Предположения о том, что
температура сварочной ванны и удельное теплосодержание металла в ней
являются функцией теплофизических свойств металла, были подтверж-
дены в работах [30, 31]. Исследования металлургических процессов
сварки и наплавки под флюсом, разработка сварочных и наплавочных
422
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
материалов успешно продолжалась в последующие годы [39-51]. Ряд
исследований обобщены в монографиях [34-38, 40, 42, 44, 48].
Бурное развитие машиностроения, строительства и других отраслей
народного хозяйства СССР в послевоенные годы потребовало создания и
исследования новых способов сварки конструкционных сталей различных
классов плавящимся электродом в защитных газах и их смесях, проволоками
сплошного сечения и порошковыми. Необходимо было создать промышлен-
ное производство покрытых электродов общего и специального назначения.
Остро стал вопрос о необходимости улучшения условий труда сварщиков
путем разработки низкотоксичных электродов.
Б.Е. Патон инициировал исследования, необходимые для решения
этих задач. Потребовалось углубление знания процессов, происходящих
в сварочной дуге, особенностей плавления и переноса электродного
металла, испарения металла и шлака и образования сварочных аэрозолей.
Необходимо было изучить процессы взаимодействия в системах металл-
газ, металл-газ-шлак, образования пористости в сварных швах, леги-
рования металла шва и возможности управления его структурой, массо-
переноса водорода в сварных соединениях и образования индуци-
рованных водородом холодных трещин (ИВХТ). Ниже излагаются
наиболее важные результаты этих исследований.
Стабильность дуги и перенос электродного металла. Стабильность
горения дуги и перенос электродного металла в значительной мере
определяются электрофизическими характеристиками дугового разряда,
связанными с составом и массой покрытия (флюса, проволоки), режимом
сварки, видом тока.
В реальных сварочных дугах первостепенное значение приобретают
эмиссионные характеристики электродных покрытий и шлаков. Покрытия
(шлаки), интенсивно эмитирующие электроны, обеспечивают более высо-
кую стабильность дуги и устойчивое повторное зажигание дуги переменного
тока при низких значениях напряжения зажигания [58, 60, 61].
Эмиссия положительных ионов необходима для поддержания элек-
тропроводности в приэлектродных областях и для компенсации объемно-
го отрицательного заряда у поверхности катода. Благодаря этой компен-
сации в поддержании электрического разряда могут участвовать термо-
электроны. Электроотрицательные элементы, вводимые в состав свароч-
ных материалов, например фтор, кислород и др., вызывают снижение
напряженности электрического поля у катода. Напряженность поля в
анодной области и падение анодного напряжения при этом возрастают,
что приводит к увеличению глубины провара в случае сварки на токе при
прямой полярности [129].
Электроотрицательные элементы в атмосфере дуги вызывают также
сильное контрагирование столба дугового разряда. Оценки, произведен-
ные на основе представлений о локальном термодинамическом равновесии
в столбе дуги и канальной модели столба, показали, что снижение
температуры на периферии токопроводящего канала должно приводить
423
ИЗБРАННЫЕ ТРУДЫ
к обогащению этой области отрицательными ионами. Изменение размеров
столба дуги путем введения электроотрицательных элементов в состав
сварочных материалов — эффективный путь управления параметрами
сварочного процесса.
Перенос электродного металла, особенно если он сопровождается
короткими замыканиями дугового промежутка, оказывает значительное
влияние на стабильность горения дуги. Для оценки стабильности дуги и
переноса электродного металла созданы статистические методы [61]. Дуга
переменного тока горит стабильно, если обеспечивается ее надежное
повторное зажигание [13, 15, 16, 20, 25, 26, 62].
Особенности переноса электродного металла при различных спосо-
бах дуговой сварки изучались многими учеными [ 11, 12, 16, 39, 52, 55-58,
60, 61, 71, 72, 121 и др.]. Разработана теория переноса электродного
металла и проведен анализ сил, действующих на каплю электродного
металла [39, 58, 60].
Предложены критерии оценки переноса электродного металла и ста-
бильности горения дуги [58]. Установлена связь между этими критериями
и технологическими характеристиками сварочных материалов.
Использование информационно-измерительных систем (ИИС) [59]
позволило автоматизировать сбор и накопление информации, произвести
ее математическую обработку в реальном масштабе времени, многократно
увеличить объем получаемой информации с одновременным сокращением
продолжительности ее обработки.
Накоплен большой экспериментальный материал в отношении ста-
бильности дуги и переноса металла [60, 61]. Исследован ряд систем
шлаков, установлены композиции шлаков, обеспечивающие одинаковую
стабильность дуги. Это позволяет при разработке электродных покрытий,
флюсов, порошковых проволок прогнозировать стабильность дуги, не
прибегая к экспериментам [131-133].
Повысить стабильность дуги можно, вводя в состав покрытия
(флюса) электроположительные элементы или низшие оксиды металлов
с переменной валентностью, выводя фториды в наружный слой пок-
рытий, снижая активность SiO2 в шлаке и увеличивая массу покрытия.
Введение легкоионизирующих элементов в покрытие, в сердечник
порошковой проволоки, во флюс приводит к повышению концентрации
положительных ионов в периферийной области дуги и к уменьшению ее
контрагирования вследствие компенсации действия отрицательных
ионов, а также к снижению работы выхода электронов из катода. В этом
случае необходимое значение плотности тока электронов, выходящих из
катода, может быть достигнуто при меньших значениях напряженности
электрического поля у катода.
Статистический подход, реализуемый с помощью ИИС, позволяет
в реальном масштабе времени дать вероятностную оценку влияния
различных факторов (состава сварочных материалов, режимов сварки,
вида тока и полярности) на возможность образования пористости в
424
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
сварных швах, вызванной удлинением дуги, а также оценить влияние
индуктивности сварочного контура и формы внешней характеристики
источника питания, исполнительных механизмов автоматов и полуавто-
матов на перенос металла и стабильность процесса сварки.
Испарение металла и шлака. Образование аэрозолей. Одним из
путей улучшения условий труда сварщиков является создание низко-
токсичных сварочных материалов. Твердая составляющая сварочного
аэрозоля (ТССА) образуется при конденсации паров металлов и шлака.
Решающее влияние на состав аэрозоля оказывают условия испарения
металла и шлака. Температура капли, ее удельная поверхность и скорость
перехода марганца из объема капли к ее поверхности определяют кон-
центрацию марганца в аэрозоле [64].
Удлинение дуги, увеличение удельной поверхности испарения при
измельчении капель ведет к более интенсивному испарению марганца.
Основным источником поступления марганца и железа в сварочный аэро-
золь является металлический расплав [94]. Наличие на его поверхности
пленки шлака препятствует испарению железа и марганца. Интенсивность
испарения марганца из расплавленного шлака увеличивается с ростом
основности и содержания в нем оксидов марганца [64]. Увеличение основ-
ности сварочных шлаков приводит к интенсификации испарения соединений
калия, натрия, магния и кальция, при этом значительно увеличиваются
валовые выделения ТССА. Для уменьшения валовых выделений ТССА
рекомендуется увеличивать в шлаках содержание структурообразующих
анионов кремния, титана, и алюминия и снижать содержание катионов-
модификаторов — калия, натрия, магния [65].
В настоящее время предельно допустимая концентрация элементов
в воздухе рабочей зоны установлена из предположения, что сварочный
аэрозоль представляет собой сумму простых оксидов и соединений эле-
ментов. Однако такое представление неверно. Например, марганец и
железо могут входить в состав различных соединений: марганец в виде
MnFe2O4, MnO-SiO2, MnF2 и др.; железо в виде Fe2O3, MnFe2O4, K3FeF6
и др. [66]. Токсичность в значительной мере зависит от валентности
марганца и хрома в составе аэрозолей. Чем больше валентность этих
элементов, тем выше токсичность ТССА.
Частицы сварочного аэрозоля имеют сложную морфологию и состоят
из ядра и оболочки. В состав ядра входят в основном комплексные
соединения железа и марганца типа шпинелей, а в состав оболочки —
сложные силикаты, фториды. Такое строение частиц характерно для всех
сварочных материалов (проволок сплошного сечения, порошковых про-
волок, электродов) [66]. Этот вопрос подробно рассмотрен в работах [67,
68]. Уменьшить валовые выделения сварочных аэрозолей можно за счет
обеспечения контроля следующих факторов: поддерживания номиналь-
ного напряжения сварочной дуги; улучшения шлаковой защиты металла;
уменьшения основности шлака; снижения содержания летучих элементов
(фтора, калия, натрия) и их соединений в шлаковом расплаве; исполь-
425
ИЗБРАННЫЕ ТРУДЫ
зования инверторных источников питания, которые ограничивают рост
тока при коротком замыкании и снижают температуру капель.
Взаимодействие металла с газами, пористость. Эти процессы изу-
чены в работах [19, 23, 27, 29, 34, 40, 41, 44-46, 53, 69, 70, 72, 74, 75,
79, 81, 83, 87, 88 и др.] и обобщены в работе [121]. Поглощение газов
расплавленным металлом определяется в основном составом атмосферы
дуги, наличием защитного слоя шлака и его свойствами, температурой
металла, кинетикой плавления электрода и переноса металла. Изучен
механизм абсорбции газов металлом при дуговой сварке. Показано, что
повышение содержания газов в металле сварного шва при сварке на токе
при прямой полярности связано с более низкой температурой капель [44].
При обратной полярности температура капель более высокая, увеличива-
ется испарение металла капель, снижается парциальное давление газов
на границе металл-газ [16, 44, 121-125]. Важное значение имеет раст-
воримость газов в металлах и ее температурная зависимость. Обзор
исследований растворимости азота и водорода в металлах и сплавах
приведен в работах [79, 126].
Вид температурной зависимости определяется состоянием атмосферы,
с которой контактирует газ. В случае контакта с обычной атмосферой в
условиях термодинамического равновесия максимальное содержание водо-
рода в металле наблюдается при температуре 2600 К, а при нагреве до более
высоких температур снижается из-за интенсивного испарения металла [ 126].
Как показали расчеты [122-125], при контакте железа с водородсодержащей
плазмой содержание водорода монотонно снижается с повышением темпе-
ратуры. Это связано, по-видимому, с тем, что при абсорбции газов из
обычной атмосферы лимитирующим звеном является диссоциация молекул
газа у поверхности металла. В процессе абсорбции из плазмы дугового
разряда степень диссоциации определяется температурой дуги, которая
слабо зависит от температуры поверхности металла [121].
Расчеты показали, что в большей части сечения столба дуги HF и
ОН полностью диссоциированы. При снижении температуры дуги эф-
фективность связывания водорода фтором или кислородом возрастает,
так как при равных давлениях HF и ОН имеют одинаковую степень
диссоциации при температурах, различающихся примерно на 1000 К [ 121,
123, 130].
Растворению водорода в металле капель и сварочной ванны препят-
ствует связывание его фтором. Наличие HF в атмосфере дуги подтверж-
дено экспериментально [75]. Связывание фтора в атмосфере дуги в
соединения со щелочноземельными металлами снижает возможность
образования HF и способствует повышению содержания водорода в
металле шва [29, 34, 41]. Введение в покрытие электрода, в керамический
флюс и сердечник порошковой проволоки карбонатов или высших
оксидов марганца и железа либо кислорода в смесь газов приводит к
снижению парциального давления водорода в атмосфере дуги и содер-
426
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
жания водорода в металле шва [23, 29, 34, 40, 41, 44, 46, 69, 76, 79, 84,
90, 98, 121].
Предупреждение поглощения азота достигается созданием надежной
газовой и шлаковой защиты расплавленного металла капли и ванны.
Взаимодействие металла с азотом в условиях сварки рассмотрено в
работах [79-81]. Шлаковый расплав оказывает существенное диффу-
зионное сопротивление поглощению металлом азота из газовой фазы.
Выделение газа из шлакового расплава повышает эффективность защиты
расплавленного металла от контакта с атмосферой.
Обеспечение газошлаковой защиты расплавленного металла при
сварке открытой дугой (электроды, порошковые проволоки) зависит от
кинетики диссоциации газообразующих компонентов покрытия сер-
дечника, от объема и поверхностных свойств шлакового расплава. Раз-
работаны расчетно-экспериментальный метод прогнозирования процесса
выделения газа из сердечника при высокой скорости нагрева [79] и
физическая модель взаимодействия металла с газами [80, 81]. Условия
кристаллизации сварочной ванны оказывают большое влияние на конеч-
ное содержание газов в металле шва [44, 82].
Характер перераспределения водорода между сварочной ванной и
закристаллизовавшимся металлом определяется в основном скоростью крис-
таллизации. При скоростях кристаллизации ванны, характерных для основных
процессов дуговой сварки, диффузионные процессы в значительной мере
подавлены, в металле шва фиксируется количество водорода, близкое к его
среднему содержанию в сварочной ванне. Азот имеет меньшую диффузионную
подвижность, чем водород, поэтому его диффузионное перераспределение в
процессе кристаллизации сварочной ванны еще менее вероятно.
Увеличение скорости кристаллизации ванны приводит к перераспре-
делению водорода в наплавленном металле: увеличивается содержание
остаточного водорода, удерживаемого металлом, и снижается доля
диффузионного водорода. Это объясняется изменениями структуры метал-
ла, степени напряженности решетки и появлением развитой сетки дисло-
каций [44, 69].
Водород в сварных швах находится в пересыщенном твердом раст-
воре, во включениях и вакансиях. Проведены исследования закономер-
ностей диффузии водорода в сварных швах. Водород отличается аномаль-
но высокой диффузионной подвижностью в металлах по сравнению с
другими примесями внедрения. Экспериментальное определение концен-
трационного поля водорода в сварных швах сопряжено со значительными
методическими трудностями [82]. В последнее время получили развитие
численные методы, для реализации которых необходима надежная
информация о температурно-концентрационных зависимостях парамет-
ров диффузии водорода в различных зонах сварного соединения. Исполь-
зование хроматографического метода [83, 84] позволило разработать
методику экспериментально-расчетного определения коэффициента диф-
фузии водорода в сварных швах и сталях в температурном диапазоне 20...
427
ИЗБРАННЫЕ ТРУДЫ
200 °C [85]. Получены новые данные о влиянии легирования металла шва
марганцем, никелем, молибденом, хромом на диффузионную подв-
ижность водорода [91]. Изучено влияние напряжений и деформаций на
водородопроницаемость и диффузию водорода в металле [86].
Большая диффузионная подвижность водорода в швах, выполнен-
ных высокоосновными сварочными материалами, в сравнении с рути-
ловыми материалами, связана с меньшим количеством «ловушек»,
удерживающих водород [127, 128].
Важнейшей проблемой дуговой сварки является предупреждение
пористости швов. Изучены составы газов, выделяющихся из сварочной
ванны при сварке стали под флюсом, и их влияние на пористость швов.
Показано, что, кроме оксида углерода, появление пор может вызывать
выделение водорода и азота из кристаллизующегося металла. Определен
состав газов и оценено давление водорода в порах [87, 88], а также
изучена кинетика зарождения и роста пузырьков газа в сварочной ванне
[44, 82, 121].
Вероятность образования зародышей пор будет большей для газа, с
которым металл имеет меньшее межфазное натяжение сгм_г на границе
металл-газ. Увеличение межфазного натяжения на границе и ухудшение
смачиваемости подложки металлом способствуют образованию ус-
тойчивых газовых зародышей. С этими обстоятельствами, по-видимому,
связан и тот факт, что хорошо раскисленный металл сварочной ванны
способен удержать меньшее количество газов по сравнению с плохо
раскисленным металлом [44].
Отсутствие заметного пересыщения говорит о гетерогенном меха-
низме образования пор в сварных швах. Причиной пористости при сварке
электродами с рутиловым и руднокислым покрытиями и порошковыми
проволоками подобного типа является главным образом выделение водо-
рода [44, 69, 72]. Водород диффундирует в газовый пузырек из жидкого
и закристаллизовавшегося металла.
Введение раскислителей в покрытие и сварочную ванну тормозит
десорбцию водорода из ванны, удлиняя процесс дегазации.
Эффективным средством борьбы с пористостью в этом случае явля-
ется интенсификация процесса газовыделения [44, 69]. Вязкость свароч-
ного шлака не оказывает существенного влияния на стойкость швов
против образования пор [34, 40]. Предупреждение пористости, вызванной
водородом, достигается за счет снижения содержания водорода в пок-
рытии (флюсе) путем высокотемпературной прокалки, изъятия из пок-
рытия веществ, содержащих кристаллизационную влагу, выбора ком-
позиций покрытия (флюса), обеспечивающих связывание водорода в дуге
фтором, либо снижения его парциального давления, улучшения защит-
ных свойств шлаков, увеличения массы покрытия, использования двух-
слойной конструкции электродного покрытия или порошковой проволоки
[44, 52, 70, 121].
428
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
Моделирование взаимодействия в многокомпонентных системах
металл-таз, металл-таз-шлак. Разработана физическая модель газона-
сыщения поверхностного слоя металла, находящегося в контакте с низко-
температурной слабоионизированной плазмой. Модель построена на
основе кинетической теории газов и учитывает движение ионов, атомов
и молекул в объеме плазмы, абсорбцию и десорбцию газа на поверхности
металла, взаимодействие сорбционного и десорбционного потоков газа у
металлической поверхности, а также диффузионный перенос растворен-
ного вещества в металлическом расплаве.
На основе физической модели создана математическая модель, пред-
ставляющая собой систему дифференциальных уравнений в частных
производных, совместное решение которых позволяет рассчитать параметры
процесса поглощения газов в металле в зависимости от характеристик
плазмы, длительности нагрева, парциального давления примеси в газе,
температуры и других факторов. Для решения системы уравнений массо-
переноса использовались численные методы. Были проведены расчеты с
целью выявления особенностей поглощения азота и водорода железом из
плазмы, содержащей в качестве примеси азот или водород. Активизация
молекул азота и водорода в плазме (возбуждение, диссоциация, ионизация)
качественно изменяет кинетику поглощения их расплавом по сравнению с
равновесными условиями: скорость растворения увеличивается на несколь-
ко порядков, экспоненциально зависит от температуры плазмы и линейно —
от парциального давления водорода [121-125].
Разработан алгоритм термодинамического описания высокотемпера-
турных процессов в многокомпонентных гетерофазных системах металл-
газ-шлак. Создана компьютерная программа для ЭВМ типа IBM РС/АТ,
предназначенная для численной оценки влияния температуры, давления
и исходного элементного состава системы на равновесный состав взаимо-
действующих фаз. При этом учитываются множество химических реак-
ций, происходящих между большим количеством химических соеди-
нений, которые входят в состав реагирующих фаз, а также при испарении,
конденсации, диссоциации и др. [90].
Термодинамический анализ путей снижения содержания водорода в
жидкой стали при изменении составов шлаковой и газовой фаз в условиях
сварки в углекислом газе показал следующее.
Эффективным способом снижения содержания водорода в жидком
металле является введение в газовую фазу SiF4 (на практике этого можно
добиться введением в покрытие электродов, в сердечник порошковой
проволоки кремнефторидов).
Увеличение окислительного потенциала газовой и шлаковой фаз не
приводит к существенному уменьшению массовой доли водорода в
жидком металле.
Термодинамический подход был использован при создании самоза-
щитных порошковых проволок на основе оксифторидных систем [92].
Защита расплавленного металла от абсорбции азота воздуха, достигается
429
ИЗБРАННЫЕ ТРУДЫ
путем окисления магния и алюминия в сердечнике проволоки и прове-
дения обменных реакций оксидов с фторидами.
Результаты многолетних исследований процессов взаимодействия
металла с газами и образования пористости в сварных швах обобщены в
монографиях [29, 34, 40, 44, 121J.
Химическая неоднородность, кристаллизационные трещины. Важ-
ное значение для разработки совершенных сварочных материалов и
эффективной технологии сварки имели исследования первичной
кристаллизации и микроскопической неоднородности сварных швов
[100-108].
Изучены закономерности ликвации элементов в сварных швах на
сталях. Получены систематические количественные данные о влиянии
углерода, марганца, серы и кремния на дендритную, зональную и
слоистую ликвацию марганца, кремния и серы в сварных швах [109-115].
Предложены пути снижения дендритной ликвации серы. Степень вред-
ного влияния сегрегирующих примесей серы и фосфора на низкотемпе-
ратурную хрупкость металла шва в основном зависит не от их общего
содержания, а от степени сегрегации фосфора в зеренной структуре
металла шва, размера, формы и распределения сульфидных включений
[48, 77, 111, 112, 115]. .
Предложены методы повышения хладостойкости сварных швов.
Необходимо максимально ограничить сегрегацию фосфора в зерне аус-
тенита за счет управления его перераспределением в первичной структуре
(дополнительным микролегированием); уменьшить количество и размер
оксисульфидов в центре аустенитного зерна за счет уменьшения в сварном
шве количества кислорода. Исходя из применяемой системы легирования
и системы раскисления, необходимо разграничивать примеси по степени
их отрицательного влияния на хладостойкость. При использовании сис-
тем легирования, содержащих никель или хром, основное внимание
следует обратить на содержание фосфора; в случае повышенного содер-
жания кислорода нежелательна примесь серы.
Для исследования ликвационных процессов, происходящих в сва-
рочной ванне и в сварных швах, разработан новый метод оценки химичес-
кой неоднородности металла швов [ИЗ]. По данным рентгеновского
микроанализа строятся карты распределения концентраций отдельных
элементов. Статистическая обработка информации, представленной на
концентрационных картах, позволяет установить распределение частоты
встречаемости определенной концентрации элемента и стандартное откло-
нение распределения, служащего параметром химической неоднород-
ности. С использованием этого метода изучена система легирования
Ni-Mn, а также установлены оптимальные концентрации этих элементов
в сварных швах.
Неметаллические включения. Закономерности окислительно-вос-
становительных реакций обусловливаются физико-химическими свойст-
вами покрытий (флюсов), их окислительным потенциалом и основностью
430
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
образующегося шлака; показателями плавления и переноса электродного
металла; закономерностями диффузионной кинетики, определяющими
лимитирующие звенья протекания реакции. Суммарная скорость окис-
лительно-восстановительных реакций ограничивается скоростью диффу-
зионного транспорта реагентов к межфазной поверхности. На этой основе
построены расчетные схемы окисления или восстановления элемента при
сварке [36]. Продуктами окислительно-восстановительных реакций явля-
ются неметаллические включения эндогенного типа. Они образуются в
металле сварочной ванны и в шве.
Особенности протекания окислительно-восстановительных реакций
марганца и кремния в зависимости от состава электродного покрытия и
их влияние на количество, состав, форму, дисперсность неметаллических
включений и механические свойства металла шва описаны в работах [36,
40, 94, 95]. В работах [40, 69, 96, 97] показана отрицательная роль
кремниевосстановительного процесса в снижении показателей плас-
тичности и ударной вязкости металла шва. Определены оптимальные
содержания кремния, обеспечивающие максимальную структурную и
химическую однородность сварных швов [95].
Включения могут служить зародышами игольчатого феррита, зна-
чительная доля которого в структуре шва обычно связывается с высокой
ударной вязкостью. Наличие низших оксидов титана и алюминия на
поверхности включений способствует зарождению феррита. Как показали
результаты исследований [163], вокруг включений типа алюмосиликатов
или оксидов титана, имеющих слоистое строение, образуется область с
повышенной дислокационной плотностью (р = 1-1012...1-1014 см-2), что
приводит к фрагментации формирующейся структуры на стадии инку-
бационного периода ее зарождения — участки с низкой плотностью
дислокаций (р = 1 -1010 см-2) разделяются областями со значительной (р =
= 1-1014 см-2) дислокационной плотностью. В таких зонах первичного
зерна образуется структура игольчатого феррита. Мелкодисперсные
включения гомогенного состава и крупные включения типа силикатов
марганца окружены твердым раствором со значительно меньшей плот-
ностью дислокаций (р < 1 -1010 см-2). В этом случае в пределах первичного
зерна образуется структура полигонального феррита. Установлено, что
для формирования сварных швов с высоким уровнем показателей вяз-
кости необходимо соблюдать определенный баланс между содержанием
кислорода и раскислителей в металле шва [164].
На основе термодинамических расчетов проанализированы раз-
личные способы удаления серы из жидкого железа [98]. Определено, что
наиболее эффективным является удаление серы при помощи шлаков с
высокой сульфидной емкостью. Исследования кинетики процесса пере-
хода серы из металла в шлак показали, что при сварке можно создать
такие условия, при которых возможна глубокая десульфурация металла
даже за небольшой промежуток времени, сравнимый с длительностью
существования сварочной ванны.
431
ИЗБРАННЫЕ ТРУДЫ
Эксперименты, проведенные на опытных образцах порошковых
проволок, подтвердили правильность теоретических выводов.
Пока не существует общепринятого мнения о механизме влияния
включений на структурообразование. Поэтому необходимы дальнейшие
исследования роли включений в зарождении и эпитаксиальном росте
феррита на некоторых кристаллографических плоскостях с малым несо-
ответствием параметров решетки поверхности включений и феррита;
разработка методов обеспечения оптимального размера включений, по-
стоянного требуемого содержания алюминия и титана в швах и оптималь-
ного содержания кислорода и раскислителей; углубленные исследования
механизма зарождения неметаллических включений, в том числе фи-
зические и математические модели этого процесса; дальнейшее изучение
физико-химического строения шлаковых систем с точки зрения их
влияния на образование зародышей включений; дальнейшее изучение
роли включений ангстремных размеров в формировании структуры свар-
ных швов [99]; разработка металлургических методов связывания суль-
фидов марганца и в целом серы в соединения, резко отличающиеся по
параметрам решетки от феррита.
Исследование систем легирования и прогнозирование микрострук-
туры металла шва. Изучению взаимосвязи между составом, структурой
и механическими свойствами металла сварных швов и соединений в
последние годы уделяется много внимания.
Проведение этих исследований вызвано необходимостью создания
материалов для сварки низколегированных высокопрочных сталей. Они
посвящены изучению этой взаимосвязи на примере многослойных свар-
ных швов, где можно выделить три характерные структурные зоны: зона
крупного зерна, мелкого зерна и столбчатой структуры. В системах
легирования Ni-Mn, используемых в сварных швах конструкций, кото-
рые работают при низких температурах, повышение хладостойкости
металла шва достигается за счет формирования структуры игольчатого
феррита, увеличения доли остаточного аустенита, уменьшения доли
карбидов, устранения перлита, измельчения частиц второй фазы в зоне
столбчатой структуры термообработанных валиков, уменьшения отно-
сительной площади зоны крупного зерна до 10... 15 % и формирования в
ней зернистого бейнита [116]. Такая структура достигается благодаря
легированию металла шва никелем и марганцем: 0,5... 0,7 % (мае.) Мп;
3,0...3,2 % (мае.) Ni или 1,1...1,3 % (мае.) Мп и 2,1...2,3 % (мае.) Ni.
При этом зона столбчатой структуры имеет структуру игольчатого
феррита, а вторая фаза представлена островками остаточного аустенита
и небольшим количеством мелких карбидов.
Применение высокопрочных сталей для изготовления сварных кон-
струкций, работающих в экстремальных условиях, потребовало опти-
мизации микроструктуры и механических свойств металла шва.
432
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
Содержание легирующих и микролегирующих элементов (марганца,
никеля, молибдена, хрома, бора, магния) изменяли в широком диапазоне,
с тем чтобы получить металл шва с пределом текучести от 450 до 900 МПа.
Установлено, что показатели механических свойств металла шва
определяются несколькими факторами: количественным соотношением
феррита игольчатого, зернограничного и феррита со второй фазой;
дисперсностью второй фазы, ее типом и морфологией, неоднородностью
распределения ее частиц; микронеоднородностью распределения леги-
рующих и примесных элементов. Требуемая прочность и ударная вязкость
металла многослойных сварных швов с пределом текучести до 600 МПа
достигается при содержании игольчатого феррита в металле шва не менее
70...80 % (об.) и наличии равномерно распределенных островков второй
фазы с мартенситно-аустенитной структурой в зоне столбчатой структу-
ры — системы легирования Mn-Ni и Mn-Ni-Mo (до 0,2 % (мае.) Мо).
В случае системы легирования Mn-Ni—Мо (предел текучести металла до
800 МПа) повышение прочностных характеристик многослойного шва
при сохранении высокой хладостойкости достигается за счет увеличения
объемной доли равноосной второй фазы (островки с мартенситно-
бейнитно-аустенитной структурой) и равномерно распределенных дис-
персных карбидов. При этом необходимо обеспечить постоянство доли
игольчатого феррита.
Микролегирование магнием и бором повышает ударную вязкость
металла шва за счет изменения дисперсности второй фазы, а также
степени химической микронеоднородности по никелю и марганцу. Эф-
фект микролегирования объясняется снижением температуры превра-
щения аустенита и повышением его устойчивости. При системе леги-
рования Mn-Ni-Mo-Cr микролегирование бором и магнием неэф-
фективно.
В последние годы все больше внимание уделяется управлению
структурой и свойствами металла шва путем изменения кислородного
потенциала флюсов [136]. Изучено влияние этого показателя на степень
легирования твердого раствора марганцем и титаном [134, 135, 137, 138]
и содержание углерода.
Экспериментальные исследования систем легирования металла шва
длительны и трудоемки, поэтому перспективнее проводить расчет и
прогнозирование микроструктуры металла сварного шва [117, 118].
Основой расчетов послужила предложенная в работе [119] физическая
модель, которая базируется на физических закономерностях формирования
микроструктуры низкоуглеродистого низколегированного металла. Модель
позволяет учесть пути формирования микроструктуры: прорастание иголок-
пластин видманштеттового феррита через весь поперечник зерна и «нака-
лывание» иголок-пластин в результате взаимодействия с зарождающимися
на распределенных в теле зерна аустенита включениях игольчатого феррита.
Доля игольчатого феррита вычисляется как разность между общим объемом
30-8-1437
433
ИЗБРАННЫЕ ТРУДЫ
структуры и объемными долями первичного (зернистого), видманштет-
тового феррита и объемом микрофаз.
Скорость роста различных модификаций феррита находится из
расчетных термокинетических диаграмм. С помощью же диаграмм опре-
деляются и температурно-временные диапазоны, в пределах которых
происходит указанный рост.
Разработанная программа для ПЭВМ типа IBM PC [120] позволяет
по заданному химическому составу металла шва рассчитывать изотерми-
ческие диаграммы распада аустенита и путем наложения кривой термичес-
кого цикла на эту диаграмму определять температуру начала распада
аустенита в условиях непрерывного охлаждения. Исходя из полученных
данных производится расчет объемной доли различных составляющих
микроструктуры. Расчеты используются для изучения влияния парамет-
ров сварочного процесса, химического состава металла шва, размеров
первичного аустенитного зерна на соотношение микроструктурных сос-
тавляющих металла шва. Определены оптимальные размеры аус-
тенитного зерна для обеспечения максимальной доли игольчатого фер-
рита в структуре металла шва. В металле с повышенным содержанием
легирующих элементов увеличение размеров аустенитных зерен приводит
к росту объемной доли игольчатого феррита.
Сравнение результатов расчета и эксперимента показало, что вы-
числительный эксперимент позволяет оценивать структурные изменения,
связанные с влиянием условий кристаллизации, химического состава
металла шва и других факторов.
Использование установки «Gleeble» позволяет успешно сочетать
экспериментальное изучение и математическое моделирование превра-
щения аустенита в сварных швах низколегированных сталей [139].
Индуцированные водородом холодные трещины в сварных соеди-
нениях из высокопрочных низколегированных сталей. В ИЭС им. Е.О.
Патона в течение многих лет проводятся исследования механизма обра-
зования холодных трещин, в том числе индуцированных водородом
(ИВХТ). Исследованы кинетика распределения водорода в сварных
соединениях, влияние концентраторов напряжений, механизм замедлен-
ного разрушения, водородное охрупчивание [144-152, 155-158], а также
возникновение водородной хрупкости в металле с ОЦК-решеткой [ 140-
142, 153, 154, 159-162].
Разработаны методы определения содержания диффузионного водо-
рода, положенные в основу международного стандарта. Проведены иссле-
дования диффузии и транспорта водорода в металлах, сварных швах и
соединениях для оценки влияния условий деформирования и ловушек на
характер массопереноса водорода. Предложена гипотеза и разработана
физическая модель водородного охрупчивания сталей и сварных швов;
разработаны методики оценки влияния водорода, базирующиеся на сов-
ременных представлениях металлофизики о механизме хрупкого разру-
шения сталей.
434
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
Обзор некоторых исследований, выполненных в ИЭС им. Е.О. Па-
тона НАН Украины по проблеме водорода в сварных соединениях,
приведен в работах [121, 127, 128].
Анализируя эти работы, можно сделать такие выводы [121].
1. Риск образования ИВХТ может быть оценен с помощью расчета
величины углеродного эквивалента Сэкв, характеризующего степень
легирования стали. Многочисленные технологические пробы позволяют
оценивать качественно комплексное влияние факторов, обусловливаю-
щих образование трещин.
2. Чувствительность к образованию ИВХТ зависит от микрострук-
туры стали. Например, двойниковый мартенсит значительно более чув-
ствителен к охрупчиванию, чем самоотпускающийся низкоуглеродный
мартенсит.
3. Нормальная температура наиболее благоприятна для образо-
вания ИВХТ.
4. Холодное растрескивание зависит от скорости деформации свар-
ного соединения: чем выше скорость нагружения, тем менее выраженным
становится охрупчивание.
5. Главным звеном механизма водородного охрупчивания является
поведение зародышевой микротрещины, возникающей в процессе дефор-
мации в присутствии водорода. Локализация отрицательного заряда на
адсорбированных атомах водорода приводит к снижению уровня нор-
мального напряжения, необходимого для перехода микротрещины к
автокаталитическому распространению в поле напряжений, что на мак-
роуровне воспринимается как эффект охрупчивания.
6. Наиболее важными факторами являются эволюция дислока-
ционной структуры при пластической деформации, а также свойства
границ зерен, частиц второй фазы, неметаллических включений. Особая
роль дислокаций в механизме водородной хрупкости обусловлена тем,
что их перемещение — основной механизм пластической деформации и
одновременно — наиболее эффективный способ транспортирования во-
дорода в объеме металла [140-142].
7. Неметаллические включения, в зависимости от их связи с
матрицей, могут действовать с самого начала деформирования как
трещины, а хрупкие включения могут сами инициировать зарождение
острых трещин.
8. Водород в металле шва и ЗТВ снижает удельную энергию
поверхности субмикротрещины. Снижение напряжения хрупкого разру-
шения пропорционально уменьшению удельной поверхностной энергии
металла под влиянием водорода.
9. Понизить восприимчивость сварного соединения к холодному
растрескиванию можно путем введения в металл шва ловушек водорода.
Ловушками водорода являются различные структурные дефекты такие,
как вакансии, дислокации, границы зерен, микро- и макропоры, частицы
второй фазы и т. п. Ловушками водорода также могут быть мелкодиспер-
зо*
435
ИЗБРАННЫЕ ТРУДЫ
сные равномерно распределенные в структуре стали неметаллические
включения и остаточный аустенит.
Новые сварочные материалы. На базе многолетних исследований
фундаментальных проблем металлургии дуговой сварки в ИЭС им. Е.О.
Патона проводились разработки сварочных материалов и технологий их
производства.
Разработаны флюсы для сварки сталей различного назначения, низко-
токсичные и высокопроизводительные электроды, порошковые проволоки
для сварки в защитных газах и без дополнительной защиты зоны дуги
(самозащитные). Организовано крупнейшее в мире промышленное про-
изводство сварочных материалов различного назначения. Характеристики
этих материалов описаны в многочисленных каталогах и справочниках.
Обобщенная информация приведена в работах [49, 121, 165-168].
Направления дальнейших исследований. В первых десятилетиях
XXI в. сталь остается основным конструкционным материалом. Опере-
жающими темпами будут создаваться новые типы высокопрочных низко-
легированных сталей, в том числе с особонизким содержанием углерода,
теплоустойчивых сталей, сталей для конструкций, работающих при
низких климатических температурах, для криогенной техники, высоко-
легированные стали различного назначения.
Дуговая сварка по-прежнему будет занимать важнейшее положение
среди многочисленных способов сварки плавлением. Для создания новых
сварочных материалов необходима оптимизация систем легирования ме-
талла шва, поиск путей снижения содержания водорода, азота и других
вредных примесей в металле швов с целью предупреждения образования
различных типов трещин.
Будут совершенствоваться сварочно-технологические свойства мате-
риалов с целью снижения пористости, предупреждения кристаллизацион-
ных трещин, улучшения провара, формы швов, отделимости шлаковой
корки, стабильности горения дуги, снижения разбрызгивания, выделений
сварочных аэрозолей.
Дальнейшее развитие получат физическое и математическое модели-
рование металлургических процессов дуговой сварки. Будут созданы
компьютеризированные банки данных и банки знаний, экспертные
системы по сварочным материалам различного назначения.
Особое внимание необходимо будет уделить совершенствованию обо-
рудования и технологии производства сварочных материалов, изысканию
сырьевых материалов стабильного качества, автоматизации аналитического
контроля и технологического сопровождения производства.
Для выполнения этих задач особенно необходимы высококвалифи-
цированные специалисты-металлурги с глубокими знаниями теории сва-
рочных процессов, физики, химии, а также специалисты в области
информационных технологий.
Решение этих задач будет способствовать развитию производства
сварных конструкций и сварочных материалов нового поколения.
436
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
1. Дятлов B.I., ФрумЫ 1.1. Виготовлення товстих електродних покрить is синтетичных шлаюв. —
К.: Вид-во АН УРСР, 1938. - 90 с.
2. Дятлов В.И., Фрумин И.И., Слуцкая Т.М. Электроды Института электросварки АН УССР /
Под ред. Е.О. Патона. — Киев: Изд-во АН УССР, 1941. — 136 с.
3. Кульчицкий Л. О. Энергетический баланс дуги при сварке металлическими электродами. —
Киев: Изд-во АН УССР, 1941. — 85 с.
4. Патон Е.О. Скоростная автоматическая сварка под слоем флюса. 3-е изд. — Свердловск:
Машгиз, 1942. — 208 с.
5. Сварка в СССР. — М: Наука, 1981. — Т. 1. — 531 с; Т. 2. — 492 с.
6. Дятлов В.И. Новый принцип построения сварочных автоматов / / Вести, машиностроения. —
1943. - № 9. - С. 8-14.
7. Патон Б.Е., Макара А.М. Экспериментальное исследование процесса автоматической сварки
под слоем флюса. — Киев: Ин-т электросварки АН УССР, 1944. — 92 с.
8. Патон Б.Е., Макара А.М. Экспериментальное исследование процесса автосварки под флюсом
при различных способах питания дуги // Автоген, дело. — 1945. — № 5/6. — С. 1-8.
9. Патон Б.Е., Макара А.М. Экспериментальное исследование процесса автоматической сварки
под слоем флюса. / / Сб., посвященный семидесятилетию со дня рождения и пятидесятилетию
научной деятельности Героя Социалистического Труда действительного члена АН УССР Евгения
Оскаровича Патона. — Киев: Изд-во АН УССР, 1946. — С. 56-129.
10. Патон Б.Е., Лебедев В.К. Автоматическое регулирование мощности сварочной дуги // Сб. тр.
по автомат, сварке под флюсом. — Киев: Изд-во АН УССР, 1948. — С. 260-277.
11. Патон Б.Е. Исследование процесса нагрева электрода при автоматической сварке под флюсом
/ / Тр. по автомат, сварке под флюсом. — 1948. — Сб. 3. — С. 13-28.
12. Патон Б.Е. Процесс плавления электрода при автоматической сварке под флюсом // Там
же. - 1949. - Сб. 4. - С. 22-38.
13. Патон Б.Е. Об оценке стабилизирующих свойств флюса для автоматической сварки //
Автомат, сварка. — 1950. — № 2. — С. 85-89.
14. Патон Б.Е. О размере электродных капель при сварке под флюсом // Там же. — № 4. —
С. 44-48.
15. Патон Б.Е. О напряжении холостого хода трансформаторов для электродуговой сварки //
Там же. — № 1. — С. 60-77.
16. Патон Б.Е. Устойчивость горения дуги в сварочной цепи, содержащей индуктивность с
насыщенным стальным магнитопроводом // Там же. — 1951. — № 2. — С. 56-63.
17. Патон Б.Е. Саморегулирование дуги при сварке плавящимся электродом // Там же. —
1952. - № 1. - С. 38-45.
18. Автоматическая сварка под флюсом / Под ред. Е.О. Патона, В.В. Шевернипкого и Б.И.
Медовара. — Киев: Машгиз, 1948. — 344 с.
19. Автоматическая электродуговая сварка / Под ред. Е.О. Патона. — М.; Киев: Машгиз,
1953. - 396 с.
20. Патон Б.Е., Остапенко П.Г. Электрические процессы при сварке под флюсом // Автоматичес-
кая сварка под флюсом / Под ред. Е.О. Патона, В.В.Шеверницкого и Б.И.Медовара. — Киев:
Машгиз, 1948. — С. 8-22.
21. Патон Б.Е. Принципы действия сварочных головок // Там же. — С. 217-240.
22. Регулирование процесса сварки под флюсом // Автоматическая электродуговая сварка / Под
ред. Е.О. Патона. — М.; Киев: Машгиз, 1953. — С. 270-288.
23. Ки^до И.В. О составе газов, окружающих дугу, при сварке под флюсом // Автомат, сварка. —
24. Рабкин Д.М., Фрумин И.И. Причины образования горящих трещин в сварных швах // Там
же. — № 2. — С. 3-43.
25. Остапенко Н.Г. Экспериментальное исследование сварочной дуги, горящей под флюсом //
Сб. тр. по автомат, сварке под флюсом. — 1950. — № 5. — С. 29-53.
26. Рабкин Д.М. Энергетическое исследование приэлектродных областей мощной сварочной дуги
// Автомат, сварка. — 1951. — № 2. — С. 3-25.
27. Кирдо И.В. Измерение температуры мощной сварочной дуги, горящей под флюсом //
[Юбилейн. сб., посвященный Е.О. Патону]. — Киев: Изд-во АН УССР, 1951. — С. 269-284.
28. Дятлов В.И. Особенности металлургических процессов при сварке под флюсом // Там же. —
С. 261-268.
29. Подгаецкий В.В. Реакции в атмосфере дуги при сварке под флюсом // Автомат, сварка. —
1953. - № 1. - С. 10-18.
30. Фрумин И.И., Походня И.К. Исследование температуры сварочной ванны // Там же. —
1955. - № 4. - С. 13-30.
31. Походня И.К., Фрумин И.И. О температуре сварочной ванны //Там же. — № 5. — С. 14-24.
32. Подгаецкий В.В., Рабкин Д.М. Флюсы для автоматической и полуавтоматической сварки. —
Киев: Изд-во АН УССР, 1954. — 56 с.
33. Низкокремнистые флюсы для автоматической сварки и наплавки / И.И. Фрумин, Д.М. Рабкин,
В.В. Подгаецкий и др. // Автомат, сварка. — 1956. — № 1. — С. 3-20.
437
ИЗБРАННЫЕ ТРУДЫ
34. Фрумин И.И. Автоматическая электродуговая наплавка. — Харьков: Металлургиздат, 1961. —
421 с.
35. Шдгаецький В.В. Флюси для мехашзованого електрозварювання. — К.: Держтехвидав УРСР,
1961. - 135 с.
36. Подгаецкий В.В. Неметаллические включения в сварных швах. — Киев: Машгиз, 1962. — 85 с.
37. Подгаецкий В.В. Сварочные шлаки. — Киев: Наук, думка, 1964. — 76 с.
38. Хренов К.К., Кушнерев Д.М. Керамические флюсы для автоматической сварки и наплавки. —
Киев: Гостехиздат УССР, 1961. — 263 с.
39. Дятлов В. И. Элементы теории переноса электродного металла при электродуговой сварке //
Новые проблемы сварочной техники. — Киев: Наук, думка, 1964. — 167 с.
40. Шдгаецький В.В. Пори, включения i тр!шини в зварних швах. — К.: Техшка, 1970. — 236 с.
41. Подгаецкий В.В. Процессы образования неметаллических и газовых включений в сварных швах:
Автореф. дис. ... д-ра техн. наук. — Киев, 1969. — 358 с.
42. Якобашвили С.Б. Поверхностные свойства сварочных флюсов и шлаков. — Киев: Техшка,
1970. - 208 с.
43. Григоренко Г.М. К вопросу образования пор в сварных швах // Автомат, сварка. — 1970. —
№ 10. - С. 13-17.
44. Походня И.К. Газы в сварных швах. — М.: Машиностроение, 1972. — 256 с.
45. Галинич В.П. Некоторые особенности взаимодействия металла, шлака и газа при электродуговой
сварке под флюсом: Автореф. дис. ... канд. техн. наук. — Киев, 1971. — 197 с.
46. Технология электрической сварки металлов и сплавов плавлением / Под ред. Б.Е. Патона. —
М: Машиностроение, 1974. — 768 с.
47. Мусияченко В.Ф. Основы металлургии и технологии сварки высокопрочных низколегированных
сталей. — Киев: Наук, думка, 1976. — 52 с.
48. Подгаецкий В.В., Парфессо Т.П. Трещины сульфидного происхождения при сварке стали. —
Киев: Наук, думка, 1977. — 152 с.
49. Подгаецкий В.В. Флюсы для сварки и спецэлектрометаллургии //Сварка и спецэлектрометал-
лургия. — Киев: Наук, думка, 1984. — С. 188-200.
50. Подгаецкий В.В., Кузьменко В.Г. Сварочные шлаки. — Киев: Наук, думка, 1988. — 252 с.
51. Касаткин Б.С., Мусияченко В.Ф. Применение флюсов АН-17М и АН-43 для сварки сталей
повышенной и высокой прочности // Автомат, сварка. — 1978. — № 10. — С. 49-53.
52. Походня И.К., СуптельА.М., Шлепаков В.Н. Сварка порошковой проволокой. — Киев: Наук,
думка, 1972. — 223 с.
53. Лакомский В.П. Взаимодействие диатомных газов с жидкими металлами при высоких темпера-
турах. — Киев: Наук, думка, 1992. — 231 с.
54. Походня И.К. Металлургия дуговой сварки сталей и сварочные материалы // Сварка и
специальная электрометаллургия / Под ред. Б.Е. Патона. — Киев: Наук, думка, 1984. —
С. 168—187.
55. Патон Б.Е., Потапьевский А.Г., Подола Н.В. Импульсно-дуговая сварка плавящимся элект-
родом с программным регулированием процесса//Автомат, сварка. — 1964. — № 1. — С. 1-6.
56. Патон Б.Е., Шейка П.П. Управление переносом металла при дуговой сварке плавящимся
электродом // Там же. — 1965. — № 5. — С. 1-7.
57. Патон Б.Е., Шейко П.П., Пашуля М.П. Автоматическое управление переносом металла при
импульсно-дуговой сварке // Там же. — 1971. — № 9. — С. 1-3.
58. Критерии оценки стабильности дуговой сварки на постоянном токе / И.К.Походня, И.И.За-
руба, В.Е.Пономарев и др. // Там же. — 1989. — № 8. — С. 1-4.
59. Информационно-измерительная система для исследования технологических свойств сварочных
материалов, оборудования и процессов сварки / И.К. Походня, Р.Г. Офенгенден, В.Н.
Горпенюк и др. // Там же. — 1979. — № 10. — С. 67-68.
60. Металлургия дуговой сварки. Т. 1. Стабильность дуги и перенос электродного металла / Под
ред. И.К. Походни. — Киев: Наук, думка, 1990. — 222 с.
61. Статистическая оценка переноса металла и стабильность сварочной дуги (методические
рекомендации) / И.К. Походня, В.Н. Горпенюк, В.Е. Пономарев и др. — Киев: ИЭС им. Е.О.
Патона, 1988. - 30 с.
62. Лесков Г.И. Электрическая сварочная дуга. — М.: Машиностроение, 1970. — 336 с.
63. Об испарении марганца при сварке стали / И.К. Походня, В.И. Швачко, И.Р. Явдощин, С.С.
Пономарев // Автомат, сварка. — 1982. — № 11. — С. 24-26.
64. Источники поступления марганца и железа в сварочный аэрозоль / И.К. Походня, И.Р.
Явдощин, А.В. Булат, В.И. Швачко // Там же. — 1981. — № 3. — С. 37-29.
65. Особенности испарения натрия, калия, магния, кальция из сварочных шлаков, содержащих
двуокись титана / И.К. Походня, А.В. Булат, И.Р. Явдощин и др. // Там же. — 1986. —
№ 3. — С. 27-29.
66. Войткевич В.Г., Сенкевич А.И. Изучение неоднородности состава частиц сварочной пыли
методом рентгеновской фотоэлектронной спектроскопии // Там же. — 1987. — № 3. —
С. 34—38.
67. Voitkevich V. Welding Fumes (Formation, Properties and Biological Effects). — Cambridge:
Abington Publishing, 1995.
438
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
68. Явдощин И.Р., Походня И.К. Образование сварочного аэрозоля при дуговой сварке плавлением
и его гигиеническая оценка // Тр. 1-й Междунар. конф. «Защита окружающей среды в
сварочном производстве». — Одесса: Астропринт, 2002. — С. 38-56.
69. Явдощин И.Р. Исследование и разработка универсальных электродов с рутиловым покрытием:
Автореф. дис. ... канд. техн. наук. — Киев, 1969. — 21 с.
70. Шлепаков В.Н. Исследование и разработка порошковых проволок карбонатно-флюоритного
типа для сварки открытой дугой: Автореф. дис. ... канд. техн. наук. — Киев, 1969. — 25 с.
71. Марченко А.Е. Исследование плавления и взаимодействия металла с газами при сварке высоко-
производительными электродами: Автореф. дис. ... канд. техн. наук. — Киев, 1964. — 16 с.
72. Суптель А.М. Исследование способа сварки открытой дугой порошковой проволокой: Автореф.
дис. ... канд. техн. наук. — Киев, 1967. — 18 с.
73. Лакомский В.И., Торхов Г.Ф. О поглощении азота из плазмы жидким металлом // Докл. АН
СССР. - 1968. - Т. 83, № 1. — С. 87-89.
74. Григоренко Г.М., Помарин Ю.М. Азот и водород в жидких металлах и сплавах. — Киев: ИЭС
им. Е.О. Патона, 1984. — 280 с.
75. Походня И.К., Швачко В.И. Образование фтористого водорода в дуговом разряде // Автомат,
сварка. - 1981. - № 2. - С. 11-13.
76. Кушнерев Д.М. Некоторые особенности процессов в газовой фазе при сварке под керамическим
флюсом // Свароч. пр-во. — 1959. — № 2. — С. 15-18.
77. Повышение стойкости металла шва против образования горячих трещин при сварке электродами
с рутиловым покрытием / И.К. Походня, И.Р. Явдощин, А.В. Булат, Г.А. Миронов //
Автомат, сварка. — 1978. — № 10. — С. 23-25.
78. Касаткин Б.С, Мусияченко В.Ф. Применение флюсов АН-17М и АН-43 для сварки сталей
повышенной и высокой прочности // Там же. — С. 49-53.
79. Шлепаков В.Н., Супрун С.А., Котелъчук А.С. Кинетика газообразования при сварке порошко-
вой проволокой // Информ, матер. СЭВ. — 1986. — Вып. 1. — С. 19.
80. Шлепаков В.Н. Взаимодействие азота с расплавленным металлом в условиях сварки порошковой
проволокой / / Металлургические и технологические проблемы сварки порошковой проволо -
кой. — Киев: Наук, думка, 1986. — С. 51.
81. Шлепаков В.Н. Металлургия и технология дуговой сварки низкоуглеродистых и низко-
легированных сталей самозащитной порошковой поволокой: Автореф. дис. ... д-ра техн. наук. —
Киев, 1988. — 35 с.
82. Походня И.К, Демченко В.Ф., Демченко Л.И. Математическое моделирование поведения газов
в сварных швах. — Киев: Наук, думка, 1979. — 54 с.
83. Походня И.К., Пальцевич А.П. Хроматографический метод определения количества
диффузионного водорода в сварных швах // Автомат, сварка. — 1980. — № 1. — С. 37-39.
84. Пальцевич А.П. Разработка методов снижения содержания водорода в сварных швах при
создании новых покрытых электродов и порошковых проволок основного вида: Автореф. дис.
... канд. техн. наук. — Киев, 1988. — 16 с.
85. Untersuchung des Diffusions Koeffizienten von Wasserstoff in deformierten stahl und in Schweis-
sguter aus basischen und rutilumhullten Elektroden / U. Dilthey, S. Trube, I.K. Pochodnya, V.A.
Pavlik // Schweissen und Schneiden. — 1992. — № 12. — S. 668-671.
86. Походня И.К., Павлык В.А., Швачко В.И. Влияние термообработки и деформации на
диффузию водорода и водородопроницаемость стали типа 10ХНЗДМ // Сб. докл. междунар.
научн.-техн. конф. «Металлургия сварки и сварочные материалы». — С.-Петербург: Изд-во
С.-Петербург., техн, ун-та, 1992. — С. 158-160.
87. Походня И.К., Пальцевич А.П. Определение состава и количества газов в порах сварных швов
// Автомат, сварка. — 1973. — № 6. — С. 18-19.
88. Походня И.К., Демченко Л.И. Расчетная оценка давления водорода в порах при охлаждении
сварных швов // Там же. — 1978. — № 3. — С. 27-29.
89. Корицкий Г.Г. Исследование и разработка высокопроизводительных электродов карбонатно-
флюоритного типа: Автореф. дис. ... канд. техн. наук. — Киев, 1969. — 16 с.
90. Походня И.К., Цыбулько И.И., Орлов Л.Н. Влияние состава шлака на содержание водорода в
жидком металле при сварке в СО2 // Автомат, сварка. — 1993. — № И. — С. 8-14.
91. Pavlyk V.A. The computerized analysis of hydrogen mass transfer in welds and steel / / Mathematic
modeling of weld phenomena 2 / Edited by H.Cerjak, Series editor: H.K.D.H.Bhadeshia. —
Cambridge: The Institute of Materials, 1995. — P.186-203.
92. Гаврилюк Ю.А. Разработка порошковой проволоки для сварки неповоротных стыков труб
магистральных трубопроводов из сталей с os = 650...750 МПа: Автореф. дис. ... канд. техн,
наук. — Киев, 1989. — 16 с.
93. Изучение поведения диффузионного водорода в металле шва методами математического
моделирования / И.К. Походня, Л.А. Тараборкин, В.Н. Упырь, А.П. Пальцевич // Информ,
материалы СЭВ. — 1986. — Вып. 2. — С. 20-23.
94. Походня И.К., Головко В.Н. Роль стадий капли и ванны в окислении марганца и кремния при
сварке в углекислом газе порошковой проволокой // Автомат, сварка. — 1974. — Ку 10. —
С. 5-6.
439
ИЗБРАННЫЕ ТРУДЫ
95. Влияние кремния на структуру и хладостойкость металла швов при сварке низколегированных
сталей высокопроизводительными электродами с покрытием основного вида / И.К. Походня,
Б.В. Юрлов, Г.А. Шевченко, И.Р. Явдощин // Там же. — 1987. — № 2. — С. 1-6.
96. Прогнозирование химического состава металла, наплавленного электродами с рутиловым и
ильменитовым покрытиями / И.К. Походня, Г.Е. Коляда, И.Р. Явдощин, О.Г. Касаткин //
Там же. — 1976. — № 7. — С. 1-4.
97. Влияние степени окисленности на особенности структуры и механические свойства металла
шва, выполненного электродами с рутиловым и ильменитовым покрытиями / И.К Походня,
Г.Е. Коляда, И.Р. Явдощин и др. // Там же. — 1982. — № 2. — С. 10-14.
98. Tsibulko l.I. Calculation of thermodynamic equilibrium in metallurgical system gas-slag-metall
// Proc. 2nd Intern. Seminar Numeric Analisis of Weldability (Graz, 10-12 May 1993)
99. Свецинский В.Г., Римский С.Т., Петров Ю.Н. Особенности тонкой структуры металла швов,
сваренных в защитных газах / / Автомат, сварка. — 1974. — № 8. — С. 5-8.
100. Мовчан Б.А., Позняк Л.А Радиографическое исследование внутрикристаллической неодно-
родности серы и фосфора в сварных швах // Там же. — 1956. — № 4. — С. 76-87.
101. Касаткин Б.С, Россошинский А.А. О влиянии легирующих элементов на развитие химической
неоднородности сварных швов / / Там же. — № 6. — С. 104-108.
102. Позняк Л.А. О влиянии углерода на дендритную неоднородность распределения серы в
сварных швах // Там же. — 1957. — № 1. — С. 1—7.
103. Россошинский А.А., Касаткин Б. С. Влияние некоторых легирующих элементов на химическую
неоднородность и механические свойства сварных швов // Свароч. пр-во. — 1957. — № 5. —
С. 1-6.
104. Позняк Л.А. Исследование влияния марганца на развитие ликвации серы в сварных швах
углеродистых сталей // Автомат, сварка. — 1958. — № 1. — С. 80-86.
105. Грабин В.Ф. Металловедение сварки плавлением. — Киев: Наук, думка, 1982. — 415 с.
106. Мовчан Б.А. Микроскопическая неоднородность литых сплавов. — Киев: Гостехиздат УССР,
1962. - 340 с.
107. Исследование микроскопической химической неоднородности в сварных швах / А.М. Макара,
И.Я. Дзыкович, Н.А. Мосендз, Т.Н. Гордань // Автомат, сварка. — 1956. — № И. —
С. 5-11.
108. Стеренбоген Ю.А., Демченко В.Ф., Абдулах В.М. Исследование процесса образования
химической неоднородности при кристаллизации металла шва // Там же. — 1977 — № 2. —
С. 5-8.
109. Особенности дендритной ликвации элементов в сварных швах на углеродистых сталях / И.К.
Походня, А.В. Булат, С.С. Пономарев, И.Р. Явдощин // Там же. — 1982. — № 5. — С. 1-3.
110. Исследование слоистой и зональной ликвации серы в сварных швах на углеродистых сталях
/ И.К. Походня, А.В. Булат, С.С. Пономарев, И.Р. Явдощин // Там же. — 1985. — № 5. —
С. 20-22.
111. Влияние фосфора на структуру и свойства металла швов при сварке низколегированных сталей
/ А.А. Алексеев, И.Р. Явдощин, В.Г. Войткевич, Ю.Д. Морозов // Там же. — 1989. —
№ 4. - С. 7-10.
112. Влияние серы на хладостойкость металла швов низкоуглеродистых сталей / И.Р. Явдощин,
А.А. Алексеев, И.К. Походня, Ю.Д. Морозов // Там же. — 1987. — № 9. — С. 19-22.
113. Pokhodnya I.K., Voitkevitch V. G. Investigation into chemical heterogeneity of weld metal alloyed
with nickel and manganese. — Doc. IIW Il-A-751-88.
114. Походня И.К., Корсун А.О., Мешков Ю.Я. Влияние ликвации кремния и марганца на условия
образования игольчатого феррита // Автомат, сварка. — 1986. — № 9. — С. 18-22.
115. Походня И.К, Корсун А.О., Головко В.В. К вопросу о механизме образования слоистой
неоднородности в структуре металла шва // Информ, материалы СЭВ. — 1987. — Вып. 1. —
С. 3-9.
116. Влияние никеля и марганца на структуру и свойства металла многослойных швов / А.А.Алек-
сеев, Б.В.Юрлов, Г.А.Шевченко / /'Автомат, сварка. — 1993. — № 3. — С. 17-20.
117. Котельчук А.С., Шлепаков В.Н. Оценка структурного состава металла низколегированных
швов, выполненных порошковой проволокой // Информ, материалы СЭВ. — 1989. —
Вып. 1. - С. 7-10.
118. Kotelchuk A.S., Gluschenko О.В. Practical application of the published model for estimating of
fractions of different microstructure components in one-pas weld metal / Mathematic modeling of
weld phenomena 2 / Edited by H. Cerjak, Series editor: H.K.D.H. Bhadeshia. — Cambridge:
The Institute of Materials 1995. — P. 153-161.
119. Bhadeshia H.K.D.H., Svensson L.E., Gretoft B. A model for the development of microstructure
in low-alloy steel (Fe-Mn-Si-C) weld deposits // Acta Metallurgica. — 1985. — 233, № 7. —
P. 1271-1283.
120. Котельчук O.C. Розробка порошкового дроту для зварювання вертикальних стикових з’еднань
низьколегованих сталей з примусовим формуванням шв!в: Автореф. дис. ... канд. техн. наук. —
КиТв, 1999. - 20 с.
121. Металлургия дуговой сварки. Взаимодействие металла с газами / И.К. Походня, И.Р. Явдощин,
А.П. Пальцевич и др. / Под ред. И.К. Походки. — Киев: Наук, думка, 2004. — 441 с.
440
МЕТАЛЛУРГИЯ ДУГОВОЙ СВАРКИ
122. Походня И.К., Швачко В.И., Портнов О.М. Математическое моделирование абсорбции газов
металлами в процессе сварки // Автомат, сварка. — 2000. — № 7. — С.13-17.
123. Pokhodnya 1.К., Portnov О.М., Shvachko V.I. Computer modeling of hydrogen absorption by
electrode metal drop under its intensive evaporation // Proc. 6th Seminar on the Numeric Analysis
of Weldability. — Graz, Austria, 2002. — P. 895-902.
124. Походня И. К. Математическое моделирование процессов взаимодействия металла с газами при
дуговой сварке // Автомат, сварка. — 2003. — № 2. — С. 3-10.
125. Походня И.К., Портнов О.М. Математическое моделирование абсорбции газов каплей элект-
родного металла / / Там же. — № 6. — С. 5-8.
126. Лакомский В.И. Растворимость водорода в жидком железе до температуры кипения // Докл.
АН СССР. - 1962. - Т. 143, № 3. - С. 628-629.
127. Pokhodnya I.K. Hydrogen behavior in welded joints // Proc. sem. «Hydrogen management in
steel weldments», Melbourne, October 23, 1996. — Melbourne: Welding Technology Institute of
Australia (WTIA), 1996. — 51 p.
128. Походня И.К. Проблемы сварки высокопрочных низколегированных сталей // Суч.
матер!алознавство: XXI. — К.: Наук, думка, 1998. — С. 31-89.
129. Pokhodnya I.K., Shvachko V.I. Negative ions in arc discharge column. — Kiev: E.O. Paton
Electric Welding Institute, 1991. — 13 p.
130. Походня И.К., Швачко В.И., Уткин С.В. Расчетная оценка поведения водорода в дуговом
разряде // Автомат, сварка. — 1998. — № 9. — С. 4-7.
131. Шлепаков В.Н. Современные методы исследования, прогнозирования и оценки свойств сва-
рочных порошковых проволок // Там же. — 2005. — h& 9. — С. 12-14.
132. Шлепаков В.Н., Котельчук А.С., Наумейко С.М., Билинец А.В. Влияние состава сердечника
порошковой проволоки на стабильность процесса дуговой сварки // Там же. — № 6. —
С. 18-22.
133. Шлепаков В.Н., Наумейко С.М. Самозащитные порошковые проволоки для сварки низко-
легированных сталей // Там же. — № 4. — С. 31-33.
134. Влияние микроструктурных факторов на склонность к хрупкому разрушению сварных швов с
ультранизким содержанием углерода / Г.М. Григоренко, В.В. Головко, В.А. Костин, В.Ф.
Грабин // Там же. — 2005. — № 2. — С. 3-11.
135. Морфологические особенности микроструктуры металла шва низколегированных сталей с
ультранизким содержанием углерода / И.К. Походня В.В. Головко, И.И. Алексеенко, В.А.
Костин // Там же. — 2004. — № 7. — С. 7-22.
136. Головко В В. Влияние кислородного потенциала сварочных флюсов на легирование твердого
раствора металла сварных швов // Там же. — 2006 — № 10. — С. 10-14.
137. Грабин В.Ф., Головко В.В. Влияние распределения марганца между структурными составля-
ющими на свойства низколегированных швов // Там же. — 2007. — № 12. — С. 26-29.
138. Головко В.В., Грабин В.Ф. Влияние легирования высокопрочного металла шва титаном на его
структуру и свойства // Там же. — 2008. — № 1. — С. 17-23.
139. Григоренко Г.М., Костин В.А., Орловский В.Ю. Современные возможности моделирования
превращения аустенита в сварных швах низколегированных сталей / / Там же. — № 3. —
С. 31-34.
140. Швачко В.И., Игнатенко А.В. Модель транспортировки водорода дислокациями // Там
же. - 2007. - № 2. - С. 27-30.
141. Игнатенко А.В. Математическая модель обратимой водородной хрупкости // Там же. —
№ 8. - С. 12-15.
142. Игнатенко А.В. Математическая модель переноса водорода краевой дислокацией // Там
же. - № 9. - С. 29-33.
143. Макара А.М., Лакомский В.И., Жовницкий И.П. Исследование распределения водорода в
сварных соединениях среднелегированных сталей с аустенитным и ферритным швами // Там
же. - 1958. - № И. - С. 23-29.
144. Макара А.М. Исследование природы холодных околошовных трещин при сварке
закаливающихся сталей //Там же. — 1960. — № 2. — С. 9-33.
145. Касаткин Б.С., Мусияченко В.Ф. Механизм образования интеркристаллитных холодных
трещин в околошовной зоне сварного соединения закаливающихся сталей // Пробл. проч-
ности. — 1974. — № 10. — С. 3-9.
146. Кинетика перераспределения диффузионного водорода между металлом сварного шва и
основным металлом при дуговой сварке / И.К. Походня, Л.И. Демченко А.П. Пальцевич, В.Г.
Устинов // Автомат, сварка. — 1976. — № 8. — С. 1-5.
147. Касаткин Б.С., Вреднее В.И. Особенности механизма образования холодных трещин в
сварных соединениях низколегированных высокопрочных сталей // Там же. — 1985. —
№ 8. - С. 1-6, 18.
148. Влияние водорода на склонность к образованию трещин в ЗТВ с концентратором напряжений
/ Б.С. Касаткин, О.Д. Смиян, В.Е. Михайлов и др.// Там же. — 1986. — № И. — С. 20-23.
149. Структура ЗТВ и имитация холодных трещин при сварке среднелегированной стали / Б.С.
Касаткин, Г.Н. Стрижук, А.К. Царюк и др. // Там же. — 1990. — № 2. — С. 1-5.
441
ИЗБРАННЫЕ ТРУДЫ
150. Миходуй Л.И., Мельник И.С., Позняков В.Д. Стойкость против замедленного разрушения
низколегированных сварных швов при сварке высокопрочных сталей с пределом текучести
более 600 МПа // Там же. — С. 14-20.
151. Мусияченко В.Ф., Миходуй Л.И. Водород при сварке высокопрочных сталей и его влияние
на стойкость сварных соединений образованию холодных трещин // Пробл. сварки и спец,
электрометаллургии. — Киев: Наук, думка, 1990. — С. 161-168.
152. Миходуй Л.И., Позняков В.Д., Мельник И. С. Особенности замедленного разрушения стали
12ГН2МФАЮ с различной концентрацией примесей//Автомат, сварка. — 1991. — №12. —
С. 6-20.
153. О механизме влияния водорода на хрупкость металлов / И.К. Походня, В.И. Швачко, В.Н.
Упырь и др. // Докл. АН СССР. - 1989. - Т. 308, № 5. - С. 1131-1134.
154. Походня И.К., Швачко В.И. Физическая природа обусловленных водородом холодных трещин
в сварных соединениях конструкционных сталей // Автомат, сварка. — 1997. — № 5. —
С. 3-12.
155. Касаткин Б.С., Миходуй Л.И. Влияние неметаллических включений и водорода на замедлен-
ное разрушение сварных соединений легированных сталей // Там же. — 1991. — № 8. —
С. 1-6.
156. Водородное охрупчивание и образование холодных трещин при сварке стали 25Х2НМФА /
Б.С. Касаткин, Г.И. Стрижук, В.И. Бреднев, А.К. Царюк // Там же. — 1993. — № 8. —
С. 3-10.
157. Касаткин О.Г. Особенности водородного охрупчивания высокопрочных сталей при сварке
(обзор) // Там же. — 1994. — № 1. — С. 3-7.
158. Царюк А.К., Бреднев В.И. Проблема предотвращения холодных трещин (обзор) // Там
же. - 1996. - № 1. - С. 36-40.
159. Pokhodnya I.K., Shvachko V.I. Effect of hydrogen on brittleness of structural steels and welds
// Proc. Eighth Intern. Conf, on Fracture (Ukraine, Kiev, June 1993). — P. 585-686.
160. Shvachko V.I. Studies using negative secondary ion mass-spectrometry: hydrogen on iron surface
// Surface Science. - 1998. - V. 411. - P. L882-L887.
161. Швачко В.I. Оборотна воднева крихвдсть ОЦК-сплав1в зал!за — конструкцшних сталей:
Автореф. дис. ... д-ра. ф!з.-мат. наук. — Харгав: НИЦ «Харювський ф1зико-техшчний
шститут», 2002. — 35 с.
162. Степанюк С.М. Оборотна воднева крих1сть при зварюванш високомщних низьколегованих
сталей. — Автореф. дис. ... канд. техн. наук. — Кшв: 1н-телектрозварювання iM. С.О. Патона,
2001. - 18 с.
163. Костин В.А. Влияние структурно-фазового состава металла сварных швов низколегированных
сталей на стабильность их механических свойств при низких температурах: Автореф. дис. ...
канд. техн. наук. — Киев: Институт электросварки им. Е.О. Патона, 2005. — 16 с.
164. Головко В.В. Взаимодействие металла со шлаком при сварке под агломерированными флюсами
низколегированных сталей: Автореф. дис. ... докт. техн. наук. — Киев: Институт электрос-
варки им. Е.О. Патона, 2006. — 32 с.
165. Порошковые проволоки для электродуговой сварки. Каталог-справочник / И.К. Походня, А.М.
Суптель, В.Н. Шлепаковидр. / Под ред. И.К. Походни. — Киев: Наук, думка, 1980. — 180 с.
166. Походня И.К. Сварочные материалы: состояние и тенденции развития // Прогресивш
матер!али i технологи. — Т. 1. — Кшв: Академперюдика, 2003. — С. 7-31.
167. Разработки отдела № 10 ИЭС: Электроды для сварки ответственных конструкций АНО-4И,
АНО-12С, АНО-27, АНО-36, АНО-37, 48ХН-4АН, 48ХН-5АН; газозащитные порошковые
проволоки ПП АН57, ПП АН63, ПП АН67, ПП АН70М, ПП АН8; самозащитные порошковые
проволоки ПП АНЗ, ПП АН7, ПП АН19Н, ПП АН60; агломерированные флюсы для сварки
48АНК-54, АНК-561, АНК-57, АНК-40; аналитическая лаборатория сварочных материалов;
новый метод количественного определения чувствительности конструкционных сталей к водо-
родному охрупчиванию // Технологии. Материалы. Оборудование. Каталог. Сварка, резка,
наплавка, пайка, нанесение покрытий. Разработки Института электросварки им. Е.О. Патона НАН
Украины. Весна-Лето 2005. — К.: ИЭС им. Е.О. Патона НАН Украины, 2005. — С. 44-63.
168. Походня I.K. (Бюб!блюграфп вчених Украши). — К.: Наук, думка, 2007. — 160 с.
442
Раздел 4
СВАРНЫЕ КОНСТРУКЦИИ
Развитие ведущих отраслей современной промышленности тесно связано
с решением задач, которые возникают при создании экономичных, на-
дежных и долговечных сварных конструкций, работающих на земле, в
космосе и под водой как в нормальных, так и в различных экстремальных
условиях эксплуатации. Объемы производства сварных конструкций
составляют сотни миллионов тонн в год.
Прогресс в области металлостроения неразрывно связан со школой
сварных конструкций, основанной Евгением Оскаровичем Патоном. Раз-
работки этой школы предусматривают комплексное решение исследова-
тельских, проектных и технологических проблем, возникающих при
изготовлении конструкций, включая разработку хорошо свариваемых
сталей и высокопроизводительных сварочных процессов, оборудования
и сварочных материалов, развитие методов расчета сварных соединений
и узлов, наиболее адекватных их действительной работе, а также изыс-
кание новых конструктивных форм, отвечающих требованиям высокой
технологичности изготовления и заводской готовности конструкций.
Б.Е. Патон в своей научной деятельности уделяет большое внимание
проблемам создания сварных конструкций как конечного продукта сва-
рочного производства. Под его руководством в ИЭС выполнен целый
комплекс фундаментальных и прикладных исследований в области
статической и циклической прочности сварных соединений, с учетом их
механической неоднородности и высокой остаточной напряженности,
сопротивления хрупким и усталостным разрушениям, работоспособности
в условиях низких климатических температур. Результаты проведенных
исследований послужили основой для разработки нормативных докумен-
тов по проектированию и изготовлению сварных узлов металлоконст-
рукций ответственного назначения. Созданы новые типы высокоэф-
фективных сварных конструкций, к которым относятся различные
строительные сооружения, пролетные строения автомобильных и желез-
нодорожных мостов, тяже л ©нагруженные конструкции горно-метал-
лургического комплекса, уникальные изделия преобразуемого объема и
многие другие.
В работах, посвященных сварным конструкциям, Б.Е. Патон
исходит из принципа, что изготовление металлоконструкций в заводских
условиях, по сравнению с монтажной площадкой, предоставляет больше
возможностей для использования высокопроизводительных способов
сварки, с обеспечением более высокого и стабильного качества сборочно-
сварочных работ. Вот почему он всегда ставит задачу — выполнять на
443
ИЗБРАННЫЕ ТРУДЫ
заводе максимальный объем сварочных работ. Ярким примером реали-
зации такого подхода явилось создание в 50-60-х годах прошлого века
технологии и оборудования для производства рулонированных резерву-
аров, благодаря которым в короткие сроки была решена проблема
восстановления резервуарного парка, разрушенного войной. Эти работы
были отмечены Ленинской премией.
Б.Е. Патон постоянно поддерживает новые направления совершен-
ствования сварных конструкций. Будучи активным сторонником исполь-
зования труб в сварных конструкциях и полагая, что работы в этом
направлении стимулируют совершенствование не только сварных конст-
рукций, но и технологических процессов сварки, он приложил немалые
усилия для реализации ряда новых идей при сооружении в 1973 г. башни
Киевского телецентра. В этом цельносварном сооружении была исполь-
зована высокопрочная сталь, впервые осуществлено безфасоночное при-
мыкание труб в узловых соединениях, монтаж осуществлен методом
подращивания. За создание башни коллектив разработчиков удостоен
Государственной премии Украины в области науки и техники.
Для освоения континентального шельфа потребовалось создание
специализированного завода по производству морских стационарных
платформ. С целью увеличения объема производства и повышения качес-
тва чрезвычайно ответственных и металлоемких конструкций морских
сооружений в 1987 году в ИЭС была создана специализированная
лаборатория с филиалом на Бакинском заводе стационарных глубоковод-
ных оснований. Ее задачей было внедрение современных эффективных
технологий сварки в производство платформ и обеспечение качества
конструкций на всех этапах их изготовления. Благодаря совместным
усилиям специалистов завода и института в кратчайшие сроки была
достигнута проектная производительность — 60000 т конструкций в год.
Параллельно в ИЭС были развернуты масштабные исследования проч-
ности конструкций из труб. Эти исследования позволили не только
разработать методики оценки прочности узловых соединений при
статическом и циклическом нагружении, сформировать методологию
оптимизации конструкций из труб, но и создать отечественную нор-
мативную базу для производства морских стационарных платформ.
Ускоренное развитие химической, нефтеперерабатывающей про-
мышленности и энергетики потребовало решения ряда сложных научно-
технических проблем. В частности, необходимо было увеличить единич-
ную мощность технологических линий и агрегатов, создать крупнога-
баритные аппараты высокого давления с внутренним диаметром до 4...
5 м, при толщине стенки до 400 мм и весе до 1000 т. Такие параметры
исключают использование традиционных технологий изготовления сосу-
дов методами ковки, гибки и штамповки из толстого листового проката.
Основы новой прогрессивной конструкции и совершенной техно-
логии изготовления многослойных рулонированных сосудов высокого
давления были разработаны в 1960-х годах при активном участии
444
СВАРНЫЕ КОНСТРУКЦИИ
Б.Е. Патона. Принципиальное отличие такого сосуда, от всех других
конструкций состоит в том, что отдельные обечайки или вся цилиндричес-
кая часть корпуса сосуда изготавливается не методом наслаивания обечаек
одна на другую, а способом непрерывной намотки в холодном состоянии
рулонной стали максимальной ширины на центральную обечайку.
Комплекс исследований показал ряд преимуществ многослойной
конструкции перед монолитной, а именно: большой запас пластичности
и деформативности, значительный ресурс работоспособности, вязкое
разрушение сосудов, возможность уменьшения веса сосуда за счет высо-
кой прочности рулонной стали малой толщины. Найдены способы эф-
фективной защиты многослойных сосудов от водородной коррозии. Се-
бестоимость изготовления рулонированных сосудов снизилась на 35...
40 % по сравнению с цельноковаными и на 20...25 % по сравнению со
штампосварными.
На заводе «Уралхиммаш» в начале 1980-х годов организовано
серийное промышленное производство крупногабаритных рулонирован-
ных сосудов, что было отмечено Государственной премией СССР по науке
и технике. Такие сосуды уже более сорока лет успешно эксплуатируются
на многих предприятиях.
Б.Е. Патон всячески поддерживает исследования, направленные на
повышение работоспособности сварных конструкций в условиях эксплу-
атации. Для этого в 1970-е годы в ИЭС был создан один из наибольших
в Украине по количеству и мощности оборудования (максимальное
усилие достигало 800 т) испытательный комплекс и организованы масш-
табные исследования несущей способности материалов и сварных
соединений, работающих в условиях статического, переменного и удар-
ного нагружений. Отличие этих работ по сравнению с исследованиями
других лабораторий состояло в том, что они проводились на больших
образцах — моделях сварных соединений. Это имело принципиальное
значение с точки зрения использования результатов лабораторных испы-
таний для прогнозирования работоспособности элементов сварных кон-
струкций. Среди наиболее весомых достижений здесь следует отметить
решение целого ряда методических вопросов, связанных с проведением
испытаний на усталость. В итоге были существенно развиты представ-
ления о том, как влияют на сопротивление усталости концентрация
напряжений, остаточные сварочные напряжения, изменение свойств ме-
талла в зоне термического влияния, вид, частота и форма нагружения,
асимметрия цикла, высокочастотная составляющая цикла от вибраций,
масштабный фактор и дефекты сварки [1, 2].
Важной разработкой, способствовавшей успешному проведению ука-
занных исследований, стало создание методологии и оборудования для
измерения напряжений в элементах сварных конструкций. В основу
нового неразрушающего метода было положено явление акустоупругости:
фазовые скорости упругих волн при прохождении их через напряженное
тело зависят от уровня напряжений. По данным измерения скоростей
445
ИЗБРАННЫЕ ТРУДЫ
распространения продольной и двух сдвиговых волн ортогональной
полярности определяются средние по толщине листа напряжения — как
остаточные сварочные, так и напряжения от внешней нагрузки [3].
Известно, что сопротивление усталости сварных соединений в исход-
ном после сварки состоянии ниже, чем у основного металла. Поэтому
одним из приоритетных направлений стала разработка способов повы-
шения несущей способности и долговечности сварных конструкций.
Предпочтение здесь отдавалось дополнительной обработке сварных
соединений, приводящей к изменению концентрации напряжений в зоне
шва и перераспределению остаточных сварочных напряжений. В 1980-х
годах в ИЭС разработана технология достаточно эффективной, высоко-
производительной и экономичной высокочастотной механической про-
ковки зоны перехода от металла шва к основному материалу. Существен-
ное повышение сопротивления усталости сварных соединений достигается
при этом за счет увеличения радиуса перехода от металла шва к основному
материалу и, следовательно, снижения концентрации напряжений, а
также создания в этой зоне сжимающих остаточных напряжений и
наклепа поверхностного слоя металла [6, 10, 12].
Помимо всестороннего изучения сопротивления сварных соединений
хрупким, вязким и усталостным разрушениям Б.Е. Патон основной целью
считает решение конкретных практических задач применительно к ответ-
ственным сварным металлоконструкциям, например таким, как мосты. В
связи с тяжелым положением в сварном мостостроении, сложившимся в
1970-80-е годы (трещины усталости в типовых пролетных строениях
железнодорожных мостов стали зарождаться через 1-7 лет эксплуатации)
в 1985 году с его участием был разработан Координационный план работ
по проблеме «Повышение стойкости сварных пролетных строений желез-
нодорожных мостов против усталостных и хрупких разрушений». К
выполнению этого плана были привлечены научно-исследовательские и
проектные институты Министерства путей сообщения СССР, Министер-
ства транспортного строительства СССР и Институт электросварки им.
Е.О. Патона НАН Украины. Планом предусматривались разработка мер
для обеспечения безопасности движения поездов по пролетным строениям
с усталостными трещинами и создание новых норм, правил проекти-
рования и изготовления сварных мостов, а также новых типовых проектов
сварных пролетных строений. В результате проведенных исследований и
глубокого анализа условий работы элементов сварных конструкций мос-
тов стало понятно, что в случае простой замены клепаных узлов пролет-
ного строения сварными без изменения схемно-конструктивного решения,
как это происходило при проектировании в 1950-70-х годах, не избежать
резкого снижения циклической долговечности. Основная причина это-
го — возникновение высокочастотных вибраций в элементах пролетного
строения и их наложение на напряжения от основных нагрузок. С учетом
данного ключевого явления в ИЭС была разработана принципиально
новая конструкция пролетного строения железнодорожного моста, име-
446
СВАРНЫЕ КОНСТРУКЦИИ
ющего подтвержденный на экспериментальном кольце ВНИИЖТ в
Щербинке ресурс около 100 лет. При этом была предложена замена
продольных и поперечных связей из уголков соответственно листами-
вставками на уровне верхних поясов и листовыми диафрагмами [10].
Проведен большой объем исследований, связанных с разработкой
новых подходов к оценке механических свойств металлопроката и его
нормативных характеристик прочности и пластичности, а также допуска-
емых напряжений, расчетных сопротивлений и коэффициентов безопас-
ности, при которых прокат может быть использован в конструкциях и
сооружениях. Одним из таких путей является дифференциация проката
по разным уровням прочности. Она осуществляется на основании
статистических данных относительно каждого вида и размера проката,
выпускаемого металлургическими предприятиями. Расчетные сопротив-
ления и допускаемые напряжения устанавливаются в зависимости от
усредненных значений прочности и их вероятности для каждой группы
металлопроката. Применение дифференцированого проката с повышен-
ными прочностными параметрами дает возможность существенно снизить
металлоемкость сварных конструкций [4].
Принципиально новым явилось создание крупногабаритных свар-
ных конструкций преобразуемого объема, в основу которого были поло-
жены разработанные ранее в ИЭС для аэрокосмической техники
принципы проектирования и изготовления цельносварных металлических
оболочек (их размеры на период доставки на орбиту уменьшаются до
размеров транспортных контейнеров) [8, 13]. Разработаны расчетные
схемы для определения напряженно-деформированных состояний транс-
формируемых конструкций в процессе преобразования и под действием
эксплуатационных нагрузок, а также технология изготовления таких
конструкций. Сварная емкость из стали 08Х18Н10Т была доставлена на
место монтажа в виде пакета гофрированных дисков и развернута под
давлением 0,1 МПа до проектного объема 40 м3. Преимуществами таких
емкостей являются полная заводская готовность, минимальный габарит
при транспортировке, минимальные трудозатраты при установке и раз-
вертывании на монтажной площадке. Они имеют перспективы широкого
применения для хранения жидких и сыпучих продуктов.
Б.Е. Патон предложил применить в аэрокосмической технике и
авиации сварные стрингерные панели и оболочки вместо дорогостоящих
фрезерованных конструкций [5, 8]. В этом направлении разработана
принципиально новая технология бездеформационной сварки стрингер-
ных панелей и оболочек из высокопрочных алюминиевых сплавов,
которая обеспечивает получение качественных швов большой протяжен-
ности при весьма низких остаточных сварочных напряжениях. Такие
конструкции позволяют в 3-4 раза повысить коэффициент использования
металла и могут эффективно использоваться для изготовления изделий,
447
ИЗБРАННЫЕ ТРУДЫ
к которым наряду с прочностью и жесткостью предъявляются высокие
требования по геометрической точности и весовым параметрам.
Важное значение имеют работы, посвященные вопросам комплексной
механизации и автоматизации производства сварных конструкций.
Примером эффективного решения здесь является автоматическая сборочно-
сварочная линия для производства стропильных ферм длиной до 12 м и
высотой до 2,5 м с конструктивными элементами из гнутосварных профилей
прямоугольного сечения [71. Впервые в мировой практике производства
таких конструкций осуществлены автоматическая сборка конструктивных
элементов фермы и роботизированная сварка ее узлов. Рабочий цикл
изготовления одной фермы составил 30 мин. Автоматизация и роботизация
технологических процессов и сопутствующих им транспортных операций
позволили значительно сократить затраты трудовых, материальных и энер-
гетических ресурсов на единицу продукции.
Разработана также линия для высокомеханизированного изготов-
ления газоплотных панелей энергетических котлоагрегатов [9]. Она
предоставляет возможность выпускать газоплотные панели длиной до 18
м и шириной до 3 м с применением автоматической сварки под флюсом
труб и полосовой стали. Высокий уровень механизации и автоматизации
сборочных, сварочных и транспортных операций позволяет существенно
сократить затраты ручного труда при значительном повышении про-
изводительности и увеличении выпуска продукции на единицу производ-
ственной площади, повысить качество панелей и снизить их стоимость.
Предложенные технические решения сохраняют актуальность и в насто-
ящее время, так как для Украины необходимо собственное производство
газоплотных панелей для крупных котлоагрегатов, являющихся основой
энергетических предприятий.
Б.Е. Патону принадлежит идея автоматизации термической правки
тонколистовых конструкций [11], получившая полноценное развитие в
работах Института электросварки. Разработаны математические методы
моделирования процесса термической правки, которые позволяют опре-
делять оптимальные технологические параметры этого процесса для
конкретных типов конструкций. Создан автоматизированный комплекс
для термической правки сварных тонколистовых конструкций на основе
математического моделирования, применения манипуляционного робота,
системы измерения деформаций и микроплазменного источника нагрева.
Процесс автоматизированной термической правки позволяет исключить
квалифицированный ручной труд, обеспечивает высокое качество поверх-
ности конструкции, повышает производительность, улучшает соответст-
вующие экологические показатели. Он находит применение в суд о-,
вагоно-, резервуаростроении и других отраслях промышленности, кото-
рые связаны с производством корпусных сварных конструкций.
Для решения проблем снижения удельной металлоемкости, уве-
личения эксплуатационной надежности и долговечности сварных конст-
рукций важное значение имеет комплекс работ, направленных на соз-
448
СВАРНЫЕ КОНСТРУКЦИИ
дание и применение сталей высокой и повышенной прочности [10].
Необходимый уровень их свойств обеспечивается экономным легиро-
ванием, низким содержанием вредных примесей и соответствующей
термической обработкой. Опыт изготовления и многолетней успешной
эксплуатации ряда ответственных сварных конструкций из высокопроч-
ных сталей (мощное горнорудное и нефтяное оборудование, платформы
автомобилей особо большой грузоподъемности, строите л ьно-дорожная и
грузоподъемная техника, строительные сооружения и пр.) убедительно
свидетельствует о надежности и эффективности разработанных мате-
риалов и технологических процессов сварки.
В последние годы большое внимание уделяется проблеме оценки
прочности конструкций, имеющих эксплуатационные дефекты, опреде-
лению и продлению их остаточного ресурса [10, 12]. Одним из многочислен-
ных примеров этого направления деятельности может служить создание
методики оценки прочности и остаточного ресурса эксплуатации трубопро-
водов, имеющих локальные коррозионные или эрозионно-коррозионные
повреждения. Использование достижений этих разработок на предприятиях
позволило практически исключить аварийные ситуации на трубопроводах
тепловых станций, оценить остаточный ресурс безаварийной эксплуатации
участков трубопроводов и выработать систему планирования ремонтов.
Б.Е. Патон является инициатором и научным руководителем целевой науч-
но-технической программы «Проблемы ресурса и безопасной эксплуатации
конструкций, сооружений и машин», в выполнении которой участвуют
многие институты Национальной академии наук Украины, вузы, отраслевые
институты, промышленные предприятия.
Повышение надежности сварных конструкций в значительной мере
обусловливается развитием методов неразрушающего контроля и диагно-
стики. В ИЭС выполнен большой комплекс работ в этом направлении.
Широкое применение получили созданные автоматизированные уста-
новки для ультразвукового контроля качества сварных соединений труб
большого диаметра. Такие установки работают на трубных и метал-
лургических заводах, трубосварочных базах, при строительстве маги-
стральных трубопроводов. Проведены работы, связанные с контролем
качества сварных соединений буровых долот, узлов энергетических уста-
новок, сварных соединений из легких сплавов и неметаллических ма-
териалов, а созданный в ИЭС комплект тренажеров позволяет эф-
фективно обучать операторов. Борис Евгеньевич обратил внимание на
новые технологические возможности ультразвукового контроля, которые
предоставляет использование компьютеризированных дефектоскопов и
высокочастотных акустических микроскопов, позволяющих контролиро-
вать ответственные узлы в энергетике, в машиностроении и космической
технике. Он возглавил развитие работ в новых направлениях неразруша-
ющего контроля, которые опираются на оценку технического состояния
протяженных объектов с применением низкочастотных ультразвуковых
волн, с использованием бесконтактного ввода акустических волн в объек-
->1—8-1437
449
ИЗБРАННЫЕ ТРУДЫ
ты при помощи электромагнитоакустических преобразователей, с опре-
делением параметров дефектов при помощи дифракции акустических
волн на дефектах и синтезированной фокусирующей аппаратуры, с
созданием систем цифрового радиационного контроля [14, 15, 17, 18, 20].
Одновременно широкое развитие получили работы по акусто-
эмиссионной диагностике, основанной на анализе сигналов, возникающих
при деформировании материалов конструкций. Она дает возможность
осуществления 100-процентного контроля объектов сравнительно не-
большим количеством датчиков и определения разрушающей нагрузки на
ранних стадиях возникновения опасных ситуаций. Проведены теорети-
ческие и экспериментальные исследования особенностей распространения
волн акустической эмиссии — носителей информации о процессах,
протекающих в материале при разрушении. Созданы информационно-
измерительные системы для их регистрации и анализа. Соответствующая
портативная аппаратура позволяет осуществлять надежный контроль
технического состояния сосудов под давлением, магистральных трубо-
проводов и других конструкций. Сопоставление сигналов акустической
эмиссии с реальными дефектами подтверждает высокую достоверность
получаемой информации. Этим методом уже проведено диагностирование
технического состояния более тысячи промышленных объектов. На осно-
ве его применения созданы системы непрерывного мониторинга ам-
миакопровода и крупногабаритных резервуаров для хранения аммиака.
Такие системы будут находить все более широкое применение для
проверки объектов, к которым предъявляются повышенные требования
безопасности эксплуатации [10, 12, 16, 19]. Работы по неразрушающим
методам контроля и технической диагностике отмечены Государственной
премией Украины в области науки и техники за 2006 г.
Борис Евгеньевич основал новое научное направление, связанное с
математическим моделированием в сварке и родственных технологиях. В
1964 г., когда еще только появились электронно-цифровые вычислитель-
ные машины весьма скромных возможностей, в ИЭС был создан отдел
математических методов исследования физико-химических процессов
сварки и родственных технологий.
С помощью методов математического моделирования сварочная
наука получила целый ряд обширных знаний в области нагрева, плав-
ления, кристаллизации металла, формирования микроструктур, кинетики
развития напряжений и деформаций, особенностей образования горячих
и холодных трещин, прогнозирования механических свойств шва и
околошовной зоны.
Значительные успехи достигнуты в последние годы в прогнозировании
ресурса безопасной эксплуатации сварных соединений и узлов, с учетом
наличия трещиноподобных дефектов, а также с учетом деградации в
процессе эксплуатации основных характеристик материалов, определяю-
щих сопротивление хрупко-вязкому, усталостному и коррозионному раз-
рушению. Разработанные подходы существенно вышли за пределы сугубо
450
СВАРНЫЕ КОНСТРУКЦИИ
научных исследований. С их помощью решается много практических
задач, связанных с безопасностью эксплуатации ответственных сварных
конструкций.
1. Патон Б.Е., Труфяков В.И. О повышении несущей способности и долговечности сварных
конструкций // Автомат, сварка. — 1982. — № 2. — С. 1-6.*
2. Патон Б.Е., Труфяков В.И., Кирьян В.П. Требования к вязкости стали для магистральных
газопроводов при постановке в них гасителей протяженных разрушений / / Там же. — 1982. —
№ 12. - С. 5-9.
3. Ультразвуковой неразрушающий метод измерения напряжений в сварных конструкциях / Б.Е.
Патон, В.И. Труфяков, О.И. Гуща и др. // Диагностика и прогнозирование разрушения
сварных конструкций. — 1986. — Вып. 2. — С. 34-38. *
4. Патон Б.Е., Казимиров А.А., Лобанов Л.М. Снижение металлоемкости в машиностроении и
строительстве при применении дифференцированного по прочности проката // Свароч. пр-
во. - 1987. - № 10. - С. 1-4.*
5. Изготовление сварных крупногабаритных тонкостенных панелей из высокопрочных алюми-
ниевых сплавов / Б.Е. Патон, Л.М. Лобанов, В.И. Павловский и др. // Автомат, сварка. —
1989. - № 10. - С. 37-45.*
6. Патон Б.Е., Труфяков В.И. Пути повышения надежности и снижения металлоемкости сварных
конструкций / / Проблемы сварки и спецэлектрометаллургии: Сб. научи, тр. — Киев, 1990. —
С. 4-10.
7. Роботизированное производство сварных ферм для перекрытий промышленных зданий / Б.Е.
Патон, Л.М. Лобанов, В.И. Терещенко и др. // Автомат, сварка — 1994. — № 12. — С. 26-29. *
8. Advanced trends in improvement of welded structures // Welded structures: Proc. Int. Conf.
Welded Structures (Kyiv, 18-22 Sept., 1995). — Amsterdam: Harwood Acad. Publ, 1997. —
P. 1-18.*
9. Высокомеханизированное изготовление газоплотных панелей энергетических котлоагрегатов /
Б.Е. Патон, Л.М. Лобанов, В.И.Терещенко, В.А.Тимченко // Автомат, сварка. — 1998. —
№ 2. - С. 24-31.
10. Патон Б.Е. Современные направления повышения прочности и ресурса сварных конструкций
// Там же. — 2000. — № 9. — С. 3-9.*
И. Автоматизированная термическая правка сварных тонколистовых конструкций / Б.Е. Патон,
Л.М. Лобанов, Г.А. Цыбулькин и др. // Там же. — 2003. — № 7. — С. 3-8.*
12. Патон Б.Е. Современные направления исследований и разработок в области сварки и прочности
конструкций // Там же. — № 10-11. — С. 7-13.*
13. Расчет и особенности технологии изготовления крупногабаритной сварной конструкции преоб-
разуемого объема / Б.Е. Патон, Л.М. Лобанов, В.И. Самилов и др. // Там же — 2006. —
№ 7. - С. 3-12.*
14. Патон Б.Е. Развитие исследований в области диагностики и прогнозирования разрушения
сварных конструкций // Диагностика и прогнозирование разрушения сварных конструкций. —
1985. - Вып. 1. - С. 3-7.
15. Патон Б.С. Неруйшвний контроль i надшшсть техшчних об’екпв // Bien. АН УРСР. —
1987. - № 1. - С. 71-76.
16. Прогнозирование прочности сварных конструкций статистическими методами / Б.Е. Патон,
В.Ф. Уткин, А.Я. Недосека и др. // Диагностика и прогнозирование разрушения сварных
конструкций. — 1998. — Вып. 7. Теория, методы и средства акустико-эмиссионной диаг-
ностики. — С. 1-12.
17. Новые разработки АН УССР в области неразрушающего контроля / Б.Е. Патон, В.В. Панасюк,
А.Н. Свенсон, В.А. Троицкий // Техн, диагностика и неразруш. контроль. — 1989 — № 2. —
С. 3-10.*
18. Paton В.Е., Troitskij V.A., Posypayko Yu.К. Firm foundation for NDT and considerable further
potential // INSIGHT. - 1997. •- 39, № 9. - P. 630-633.
19. Патон Б.Е., Недосека А.Я. Диагностика сварных конструкций и обеспечение безопасности
окружающей среды // Металев! конструкцн. — 1999. — 2, № 1. — С. 3-10.*
20. Патон Б.Е., Троицкий В.А., Развитие неразрушающего контроля ответственных металлоконст-
рукций // Автомат, сварка. — 2000. — № 9-10. — С. 100-106.*
‘Отмеченные звездочкой работы приведены в оригинале в конце раздела.
31»
451
ИЗБРАННЫЕ ТРУДЫ
О ПОВЫШЕНИИ НЕСУЩЕЙ СПОСОБНОСТИ
И ДОЛГОВЕЧНОСТИ СВАРНЫХ КОНСТРУКЦИИ
Б.Е. Патон, В.И. Труфяков
Известно, что переход на сварные соединения позволил существенно
снизить трудовые и материальные затраты при производстве металлокон-
струкций машин и сооружений. Под влиянием сварки изменилось и
продолжает изменяться конструктивное оформление различных сопря-
жений, узлов и соединений. Появилась возможность использовать более
совершенные системы металлоконструкций и применять элементы с
развитыми замкнутыми сечениями. Современный уровень сварочного
производства позволяет обеспечить необходимую несущую способность
таких элементов без каких-либо вспомогательных соединительных дета-
лей, которые в прежних конструкциях составляли до 30 % их массы.
Но было бы неправильно роль сварочного производства сводить
только к получению качественных соединений необходимой прочности и
долговечности при минимальных затратах труда на их выполнение. Это
важный и достаточно сложный вопрос. Но он является лишь частью
решения основной задачи сварочной науки и техники — создания
экономичных и высокопрочных сварных изделий и конструкций. Не
отдельно взятые соединения, а конструкция в целом должна рас-
сматриваться как конечный продукт сварочного производства.
На всех этапах создания конструкций сварочное производство играет
важную, а зачастую и определяющую роль. Выбор материала, конст-
руирование, заводское изготовление, монтаж, эксплуатационная надеж-
ность конструкции прежде всего определяются сегодняшними возможнос-
тями сварочного производства, его достижениями или, наоборот, теми
ограничениями, которые оно ставит. В то же время создание той или иной
конструкции определяет появление соответствующего арсенала способов
сварки, рождение новых технологий, во многих случаях исходящих от
сварщиков. Поэтому всегда существует взаимное влияние и тесная связь
между создаваемой конструкцией и сварочным производством. Можно
было бы привести множество примеров такой связи, способствующей, в
конечном счете, повышению надежности, долговечности, экономичности
‘Автоматическая сварка. — 1982. — № 2. — С. 1-6.
СВАРНЫЕ КОНСТРУКЦИИ
изделий и конструкций. Достаточно вспомнить, какую роль в этом
отношении сыграла дуговая сварка в развитии мостостроения, промыш-
ленного строительства и вагоностроения, в освоении секционного метода
строительства корпусов сосудов, рулонного способа изготовления резер-
вуаров; электрошлаковая — в коренном изменении технологии изготов-
ления крупногабаритных изделий тяжелого машиностроения и толстос-
тенных сосудов; контактная — в строительстве трубопроводов; электрон-
нолучевая сварка — в энергетическом машиностроении и т. д. Активное
«вмешательство» сварщиков в создание новых материалов и рациональ-
ных конструкций, обладающих повышенной надежностью и долговеч-
ностью, продолжается и в настоящее время. Примерами могут служить
сварные многослойные трубы и создаваемые в ИЭС новые материалы —
АКМ и КСМ.
Известно, что обеспечение неразрушимости магистральных газопро-
водов является в наше время одной из самых важных и сложных задач.
Наблюдалось много случаев их разрушения, в том числе и лавинного.
Чтобы исключить хрупкие лавинные разрывы магистральных газопрово-
дов, трубы изготовляют из хладостойкого металла. Последний получают
в строго контролируемых (как по температуре, так и по степени обжатия)
условиях проката, и при этом он должен содержать дефицитные добавки.
К примеру, в японских трубных сталях Х-60 и Х-70 контролируемой
прокатки содержится только 0,01 % С, но они легированы ниобием,
молибденом, бором, никелеми другими дефицитными добавками. Однако
использование даже таких сталей не исключает катастрофических аварий
газопроводов. Отличие заключается лишь в том, что при этом вместо
лавинных хрупких разрушений наблюдаются протяженные вязкие раз-
рывы. За последние годы в США произошло десять таких разрывов.
Протяженность каждого из них превышала 300 м. Были подобные
разрушения и в отечественных магистральных газопроводах, построен-
ных из хладостойких импортных труб.
Повышение предела текучести и хладостойкости влечет за собой
снижение относительного сопротивления разрушению в вязком состо-
янии. Поэтому добиться одновременного увеличения прочности стали,
обеспечить требуемую хладостойкость и повышенное сопротивление раз-
витию нестабильных вязких разрывов весьма сложно, а применительно
к газопроводам на давление 9800 кПа (100 атм) и более — вряд ли
достижимо в настоящее время при массовом производстве.
Переход на многослойные трубы снимает эту проблему. Такие трубы
могут изготовляться из сталей, не содержащих дефицитные добавки.
Существенно меняется положение и в случае постановки специаль-
ных гасителей разрушения в газопроводах из труб с монолитной стенкой.
Поскольку эти гасители исключают образование протяженных разрывов,
отпадает необходимость в повышении сопротивления стали вязким раз-
рывам. Более того, есть основания полагать, что существующие требо-
вания к сталям можно понизить.
453
ИЗБРАННЫЕ ТРУДЫ
Все это указывает на то, что обеспечение чисто металлургическим
путем надежной работы магистральных газопроводов и других конст-
рукций во многих случаях достигается значительно большей ценой, чем
при использовании конструктивных или конструктивно-металлурги-
ческих подходов.
Широкое распространение мнения о том, что созданием соответст-
вующих сталей и сварочных материалов можно обеспечить заданную
неразрушимость изделий и сооружений, привело к тому, что в последнее
время заметно уменьшился интерес к конструктивным и технологических
мерам повышения их надежности и долговечности. Изысканием
рациональных систем, узлов и соединений сварных конструкций теперь
занимаються значительно меньше, чем раньше, когда выбор материалов
был более ограниченным. В ряде случаев стали пренебрегать некоторыми
прежними правилами конструирования и изготовления, забывать то, что
в прошлом вызывало немало аварий.
Очагами разрушений во многих металлоконструкциях служили вто-
ростепенные элементы: составные ребра жесткости и фасонки, уторные
кольца, кремальерные рейки, различного рода обрамления и другие
подобные второстепенные детали, которые имели незаваренные щели или
малые зазоры и приваривались к основным несущим элементам продоль-
ными швами (рис. 1). Поскольку указанные щели не ослабляют расчетное
сечение, на них не обращали внимания. Но именно они служили ини-
циаторами разрушений и аварий, которые наблюдались в сферических
резервуарах, опорах линий электропередач, палубах траулеров, пролет-
ных строениях, фермах и во многих других сварных конструкциях. Не
останавливаясь сейчас на взаимодействии факторов, которые приводят к
резкому понижению прочности (об этом писалось уже достаточно), можно
напомнить, что в случае таких прикреплений несущие элементы из
низкоуглеродистых сталей могут разрушиться при номинальных напря-
жениях величиной лишь 20...30 МПа. При этом чем толще несущий
элемент, тем ниже будет его прочность при низких температурах. Переход
на обычные низколегированные конструкционные стали ненамного улуч-
шает это положение.
Рис. 1. Незаверенная щель в составных ребрах,
рейках, обрамлениях
Нормами и правилами про-
ектирования и изготовления свар-
ных конструкций такие соедине-
ния не допускаются. Тем не менее
они продолжают встречаться и в
новых проектах и еще чаще — в
реальных конструкциях. Доста-
точно сказать, что такие прикреп-
ления были обнаружены на одном
из олимпийских объектов в Киеве;
выяснилось также, что в транспор-
454
СВАРНЫЕ КОНСТРУКЦИИ
тных тележках весьма ответственных и дорогостоящих изделий встык
свариваются только полки швеллеров, а стенки, как в прежние времена,
«усиливаются» накладками, угловые швы которых пересекают узкую
щель между стыкуемыми стенками. Этот перечень можно было бы
продолжить, но вывод очевиден: многие инженеры и техники не имеют
соответствующей подготовки. В учебных курсах металлических конст-
рукций строительных институтов, например, вопросы конструктивного
оформления сварных соединений с учетом их хладостойкости не рас-
сматриваются.
Вторую значительную группу составляют разрушения, в которых
хрупкие разрывы вызывались усталостными трещинами. Следует подчер-
кнуть, что в условиях низких климатических температур при наличии
дополнительных ударов (даже незначительных) переход от усталостного
к хрупкому разрушению может произойти, когда глубина усталостной
трещины составляет только 3,5...4 мм. В частности, такие разрушения
наблюдались в экскаваторах и вагонных тележках. Небезопасно появ-
ление усталостных трещин также и в других изделиях и сооружениях,
работающих в аналогичных и менее жестких условиях.
Известно, что в исходном состоянии сварные соединения обладают
меньшим сопротивлением усталости, чем основной металл. На рис. 2
представлены кривые усталости основного металла, стыкового и нахлес-
точного соединений. Предел выносливости стыкового соединения состав-
ляет примерно половину, а нахлесточного (в зависимости от его вида) —
1 / 6... 1 / 4 предела выносливости основного металла с прокатанной повер-
хностью. Тем не менее даже такие сравнительно низкие уровни предела
выносливости соединений могут оказаться вполне достаточными для
исключения усталостных разрушений. При рациональном проектиро-
вании это достигается за счет более глубокого изучения и анализа
действующих нагрузок, выбора соответствующих конструктивных ре-
шений узлов и соединений, разме- ст
щения стыков в менее нагружен- f
ных сечениях и т. д. Однако в ряде
случаев сварные соединения в ис-
ходном состоянии не могут обес-
печить неограниченную выносли-
вость конструкций или их задан-
ную долговечность по числу цик-
лов. Тогда прибегают к дополни-
тельной обработке соединений или
переходят на более прочные стали.
Здесь уместно отметить, однако,
что некоторые нормы предписыва-
зависимо от размаха действующих
IgM
Рис. 2. Взаимное расположение кривых
усталости основного металла (/), стыкового (2)
и нахлесточного (3) соединений (схема)
ют проводить такую обработку не-
455
ИЗБРАННЫЕ ТРУДЫ
напряжений. Механической обработке, например, подвергаются сейчас
все сварные соединения растянутых элементов железнодорожных мостов.
Это существенно повышает трудозатраты. Механическая зачистка швов
по трудоемкости превосходит сборку и сварку, взятые вместе. Тем не
менее зачистка продолжает оставаться у нас наиболее распространенным
способом повышения сопротивления усталости сварных соединений.
За рубежом вместо механической зачистки швов широко использу-
ется заглаживание швов путем оплавления их границ вольфрамовым
электродом в среде инертных газов. В ГДР разработан специальный
автомат для сварки стыков в СО2 с дополнительным устройством,
позволяющим одновременно со сваркой выполнять такое заглаживание.
На этом автомате установлены две стандартные горелки с защитой дуги
аргоном. В Японии фирмой Мицубиси для повышения сопротивления
усталости нахлесточных соединений разработана аппаратура и техно-
логия дополнительной наплавки кромок шва мягкой ионной плазмой в
СО2. В нашей стране такая обработка применяется реже, хотя технология
ее разработана и достаточно подробно изложена в соответствующих
инструкциях. При пересмотрах норм проектирования и изготовления
сварных конструкций электродуговую обработку следует рекомендовать
взамен или наравне с механической зачисткой швов.
Известны способы повышения сопротивления усталости соединений,
основанные на искусственном наведении сжимающих остаточных напря-
жений. К ним относятся статическая перегрузка конструкций, поверхнос-
тный наклеп, точечный и местный нагрев, точечное и линейное пластичес-
кое обжатие, импульсная (взрывная) и ультразвуковая обработка, а
также нанесение соответствующих покрытий. Об эффективности этих
способов обработки в сравнении с упомянутыми выше (основанными на
уменьшении концентрации напряжений) можно судить по данным, приве-
денным в таблице.
Хотя не существует универсального способа, одинаково эффек-
тивного для всех видов соединений и условий их работы, приведенные
данные позволяют заключить, что местная обработка, повышающая вы-
носливость металла за счет наведения сжимающих остаточных напря-
жений, для большинства соединений оказывается более действенной, чем
способы, основанные на снижении концентрации напряжений. Исклю-
чение составляют стыковые соединения, для которых механическая
зачистка швов и электродуговая обработка столь же эффективны, как и
поверхностный наклеп. Однако на практике такие виды обработки приме-
няются редко. В последнее время в вагоно- и тепловозостроении некото-
рые швы после их заглаживания электродуговым способом стали до-
полнительно наклепывать многобойковым устройством. Возможно, что
такая комбинированная обработка в ряде случаев оправдана. Но она была
бы неоправданной при массовом использовании.
Из всех известных видов обработки наименее трудоемкой является
импульсная (взрывная). Речь идет не об упрочнении взрывом всего
456
СВАРНЫЕ КОНСТРУКЦИИ
Повышение пределов выносливости (%) сварных соединений низкоуглеродистых и низколе-
гированных сталей после различных видов обработки
Вид обработки Соединения Дополнительны е конструктивные и связующие элементы
стыковые с лобовыми швами с фланговыми швами
Механическая зачистка швов 60.. .90 20...95 20 - -
5... 25 0...10 0...30
Электродуговая обработка швов 35...90 35...280 0...30 - 60-80 10...20
Высокий отпуск 30-70 0 0 30 0 90...260 60
Предварительная статистическая перегрузка 50 - 45 40
Поверхностный наклеп пневмомолот- ком, многобойковым устройством и т.п. 80...105 35-55 40...100 60 20.,,40 25 255 25-75
Точечный и местный нагрев - - - 65
80...105 45...200
Точечное и линейное пластическое обжатие 40 30 - 70...90 ПО
Импульсная обработка 25 — - 75-120 45...125
Примечание. В числителе приведены данные о повышении предела выносливости при R = — 1, в
знаменателе — при R = 0.
изделия, а о локальной обработке (значительно меньшей интенсивности),
направленной в основном на создание в зонах концентрации сжимающих
остаточных напряжений. Впервые такая обработка была предложена ИЭС
в начале 60-х годов. После соответствующей публикации описанные опыты
повторили за рубежом. Затем в Канаде, Австралии и Японии были прове-
дены новые исследования в этом направлении, и, по-видимому, такая
обработка нашла там прямое применение. В нашей стране и в Югославии
использовать ее удалось главным образом для снятия остаточных напря-
жений в стыковых швах декомпозеров с целью повышения коррозионной
стойкости последних. Найти энтузиастов, которые помогли бы преодолеть
организационные и формальные препятствия, связанные с внедрением
взрывной обработки на заводах металлоконструкций, пока не удалось.
В настоящее время создается ультразвуковой способ обработки
соединений. Эта работа проводится совместно с одним из судостроитель-
ных заводов. Первые ее результаты обнадеживают.
Другой путь повышения сопротивления усталости сварных конст-
рукций — это переход на более прочные стали. Но данное направление
часто используется без ясного представления о том, в каких случаях эта
мера действительно может дать определенный эффект, а в каких она
приводит только к удорожанию конструкции. Не много и литературных
457
ИЗБРАННЫЕ ТРУДЫ
источников по этому вопросу, не говоря уже об отсутствии соответствующих
норм. При схематическом рассмотрении дело обстоит следующим образом.
Кривые усталости сварных соединений (рис. 2) резко меняют свой
наклон в двух точках. Верхний перелом чаще всего наблюдается в
интервале 5... 10 тыс. циклов, нижний — при 1,5...4 млн. На основе этого
выбор стали из условия повышения долговечности конструкции следует
увязывать с тем, какой из участков кривой является для нее наиболее
характерным.
Металлоконструкции оборудования атомной энергетики, метал-
лургической и химической промышленности испытывают за срок своей
службы небольшое число перемен напряжений, обычно менее 10000, т. е.
для них характерен верхний участок кривой усталости. Из двух однов-
ременно протекающих процессов накопления повреждений на этом учас-
тке — усталостного и квазистатического — определяющим разрушение
является последний (квазистатический). Этот процесс сопровождается
накоплением односторонних деформаций с образованием шейки, подобно
разрушению при однократном приложении нагрузки. Поскольку в свар-
ном соединении металл шва и зона термического влияния часто обладают
более высокими механическими свойствами, квазистатическое разру-
шение развивается, как правило, в основном металле, вдали от сое-
динения. В таких условиях переход на стали повышенной и высокой
прочности вполне оправдан. Подтверждением этого могут служить пред-
ставленные на рис. 3 кривые малоцикловой усталости необработанных
стыковых соединений сталей различной прочности.
Иное положение наблюдается на двух других участках кривой
усталости сварного соединения. Верхний перелом кривой обусловливает
не только смену характера разрушения (последний становится усталост-
ным), но и предопределяет место его появления. Разрушаться начинает
Рис. 3. Кривые малоцикловой усталости
стыковых соединений сталей различной
прочности при отнулевом цикле напряжений:
1 - М16С (а„ = 447 МПа); 2 - 14Г2АФ-У
(ов - 551 МПа); 3 - 13ХГМФ
(ов = 712 МПа); О, Д, О — квазистатическое
разрушение основного металла; А, —
усталостное разрушение сварного соединения
сварное соединение. Трещина за-
рождается по месту перехода от
шва к основному металлу либо в
зоне дефекта. По мере понижения
уровня действующих напряжении
кривые усталости сварного соеди-
нения, относящиеся к различным
сталям, начинают сближаться. На
уровне предела выносливости, а в
ряде случаев и выше они прак-
тически сливаются.
На рис. 4 совмещены диаг-
раммы предельных напряжений,
относящиеся к не обрабатываемым
после сварки стыковым соедине-
ниям низкоуглеродистой, низко-
легированной и высокопрочной
458
СВАРНЫЕ КОНСТРУКЦИИ
сталей. Ветви диаграмм совпада-
ют, размахи напряжении одни и
те же. Следовательно, в тех слу-
чаях, когда сварные элементы
испытывают сравнительно не-
высокие напряжения при боль-
шом числе их перемен (это
относится к вагонам, теплово-
зам, кранам, экскаваторам, мос-
там, цементным печам и многим
другим конструкциям), переход
на стали повышенной прочности
должен сопровождаться обра-
боткой наиболее ответственных
сварных соединений. Только
при этом условии удается ис-
пользовать преимущества таких
сталей. И чем выше их проч-
Рис. 4. Диаграммы предельных напряжений
стыковых соединений различных сталей:
ф — низкоуглеродистой;
О — низколегированной; И — высокопрочной;
1, 2, 3 — предельные статические напряжения
низкоуглеродистой, низколегированной и
высокопрочной сталей соответственно
ность, тем тщательнее должна проводиться та или иная обработка. Эти
положения не нашли еще отражения в нормах проектирования и изготов-
ления конструкций.
Большой резерв повышения надежности и долговечности машин и
сооружений при одновременном снижении их металлоемкости заключен
в более обоснованном подходе к нормированию расчетных нагрузок. В
то же время из-за неучета дополнительно действующих усилий и влияния
отдельных перегрузок преждевременное образование трещин и разру-
шения наблюдались в экскаваторах, подкрановых балках, газгольдерах,
воздухонагревателях доменных печей и в других конструкциях.
Установление расчетных нагрузок должно основываться на изучении
действительной нагруженности эксплуатируемых конструкций, статистичес-
ком и вероятностном подходах и достоверном прогнозировании возможного
изменения нагрузок в будущем. Одновременно в правилах проектирования
должны рекомендоваться соответствующие методы расчетов, конст-
руктивные и другие меры, позволяющие исключить преждевременные
разрушения, вызываемые не учитывавшимися ранее факторами. В этом
направлении большие работы выполняются ЦНИИПроектстальконструк-
цией. В частности, совместно с ИЭС они проводятся применительно к
глубоководным морским основаниям, подкрановым балкам и ортотропным
плитам автодорожных мостов.
Насколько эффективным является такой путь повышения несущей
способности и долговечности конструкций, можно судить по следую-
щему примеру.
В 1966 г. Воронежскому экскаваторному заводу имени Коминтерна
предстояло выпустить образец одноковшового универсального экскавато-
ра в северном исполнении. ИЭС поручалось разработать технические
459
ИЗБРАННЫЕ ТРУДЫ
условия на проектирование и изготовление стальных конструкций рабо-
чего оборудования этого экскаватора и принять участие в его изготов-
лении на заводе.
Работа была начата с изучения действительной нагруженности основ-
ных элементов и узлов подобного экскаватора с таким же объемом ковша в
эксплуатационных условиях. Запись напряжений проводилась одновремен-
но с регистрацией действующих усилий в течение многих рабочих циклов.
После этого не составляло большого труда обнаружить слабые места,
правильно запроектировать узлы, свести к минимуму обработку швов и т. д.
Этот опытный экскаватор модели Э-2005 на протяжении многих лет успешно
работает на Норильском горнометаллургическом комбинате имени А.П.
Завенягина, хотя его расчетный ресурс давно уже истек. При этом следует
отметить, что экскаватор изготовлен из обычной стали 09Г2С. Подобные
экскаваторы уже серийного производства, благополучно эксплуатируются
на многих предприятиях.
К аналогичным результатам привело изучение работы золотодобы-
вающей драги, некоторых антенно-мачтовых сооружений и других кон-
струкций. Такие исследования необходимо развивать.
Однако любые исследования, направленные на повышение надеж-
ности и долговечности машин и сооружений, ни к чему не приведут, если
качество изготовленной на заводе конструкции будет низким. Достаточно
сказать, что одна треть всех усталостных разрушений металлоконст-
рукций сооружений и машин, резервуаров и сосудов высокого давления
обусловлена дефектностью сварных соединений. Этот вопрос требует
особого рассмотрения.
Не затрагиваются в данной статье и многие другие вопросы, связан-
ные с рассматриваемой проблемой, например положение дел с использо-
ванием достижений механики разрушения при решении конкретных
практических задач, особенно в связи с внедрением новых материалов и
технологий; наблюдаемый большой разрыв во времени между окончанием
исследовательских работ н включением в нормативные документы соот-
ветствующих рекомендаций; необходимость развития теоретических
основ надежности сварных конструкций и т. д.
Однако и приведенных выше примеров, очевидно, достаточно, чтобы
прийти к заключению, что уровень проектирования сварных конструкций
во многих случаях не отвечает еще требованиям времени, а качество их
изготовления должно быть существенно повышено. Важную роль в
улучшении этого положения обязаны сыграть сварщики.
460
СВАРНЫЕ КОНСТРУКЦИИ
УЛЬТРАЗВУКОВОЙ НЕРАЗРУШАЮЩИЙ МЕТОД
ИЗМЕРЕНИЯ НАПРЯЖЕНИЙ
В СВАРНЫХ КОНСТРУКЦИЯХ*
Б.Е. Патон, В.И. Труфяков, О.И. Гуща, А.И. Гузь, Ф.Г. Махорт
Как известно, для измерения рабочих напряжений, возникающих в
конструкциях от внешних нагрузок, существует большой арсенал методов
и средств, обеспечивающих изучение одно- и двуосных напряженных
состояний. Измерение трехосных напряжений возможно лишь поляри-
зационно-оптическим методом на моделях [1] или методами, связанными
с разрушением изделия [2, 3]. Для измерения остаточных напряжений
до настоящего времени используются методы, требующие полного или
частичного разрушения изделия. Такие методы не экономичны, трудо-
емки и недостаточно точны, их применение на эксплуатируемых конст-
рукциях зачастую недопустимо. Поэтому развитие традиционных и раз-
работка новых методов измерения направлены на создание неразруша-
ющих методов определения сварочных остаточных напряжений. Со-
здание таких методов может существенно облегчить решение проблемы
развития систем контроля качества сварных соединений, выдвигаемой
развитием сварочного производства [4].
Изложим ультразвуковой метод определения напряжений (прило-
женных и остаточных) в твердых телах. В основу метода положено
явление акустоупругости, заключающееся в зависимости от напряжений
фазовых скоростей упругих волн при прохождении их через напряженное
тело. Пусть тело подвергнуто статическим однородным деформациям,
определяемым выражением
4 = 51т(Х; - 1)х;. (1)
Здесь — компоненты вектора перемещения в начальном состоянии;
Хг- — главные удлинения в направлении координатных осей Охг(г = 1,2,
3); Xj(t = 1, 2, 3) — декартовые координаты точки в естественном
(недеформированном) состоянии тела.
Исследование закономерностей распространения волн малой ампли-
туды в предварительно напряженных телах сводится к построению
решений линеаризированных уравнений движения теории упругости [5,
6], которые в случае однородной начальной деформации (1) можно
записать в виде
Ln.jUj = 0, (2)
‘Автоматическая сварка. — 1986. — № 2. — С. 34-38.
461
ИЗБРАННЫЕ ТРУДЫ
ipy Lmj — дифференциальные операторы с постоянными коэффи-
циентами
Э2 д2
Lmj ~ ~ ~ Ро^т/
дхидх; Э(2
Здесь величины о\т]п — компоненты тензора четвертого ранга й — в
общем случае анизотропии тел определяются выражениями [7]
^imjn ~ д
' д д Г д э
0E°Jlde°„ + Эе° J
ФОе *0
(4)
а в случае изотропных тел — соотношениями
^imjn ~ ^nihj№im^jn@in + О ^1/о)(8у8пйг 4" 8,„8ту)Ц/т + 8,-n8my0nn]. (5)
Выражения для величин ain и [iim приведены в работах [5, 6].
Компоненты тензора d) определяются формой упругого потенциала
Ф° и величиной предварительной деформации. Если тело ограничено
поверхностью, решения уравнений (2) должны удовлетворять еще и
граничным условиям [5,6].
Если в теле распространяется плоская упругая волна, то, как
известно, решения уравнений (2) в этом случае выбираются в форме
ит = u„,e‘l^r~mt>, ит = const, т = 1, 2, 3. (6)
Здесь К — волновой вектор; г = \\Xjji — радиус-вектор точки в началь-
ном деформированном состоянии тела; со — частота.
Подставляя решения (4) в уравнения движения (2), из условия
существования нетривиального решения получаем частотное уравнение
для определения скоростей распространения плоских волн
\bmJ - 8m;poco2| = 0, (7)
где
bmi = (8)
Величины bm]- определяют акустический тензор, их вид зависит от
формы упругого потенциала, начального напряжения и направления
распространения волны.
В работах [6, 8, 9] было показано, что при объяснении закономер-
ностей распространения волн в изотропном теле с начальными напря-
жениями упругий потенциал должен быть функцией трех инвариантов
тензора деформации. Если тело в естественном состоянии является
ортотропным, ортотропия свойств которого незначительна, то, как сле-
дует из результатов работ [6, 7], упругий потенциал Ф° можно предста-
вить в форме
ф° = 2 + 2 -^i3 + + 'g ^з, (9)
462
СВАРНЫЕ КОНСТРУКЦИИ
где квадратическая часть потенциала совпадает с потенциалом линейно-
упругого ортотропного тела, а кубическая часть потенциала совпадает с
кубической частью потенциала для изотропного тела. Подробно выбор
потенциала в форме (9) излагается в указанных выше работах [6, 7].
Не ограничивая общности результатов, примем, что волна распрос-
траняется в направлении Ох{, и рассмотрим ортотропное тело, анизот-
ропия свойств которого является незначительной. Тогда акустические
соотношения для продольной и двух сдвиговых волн, поляризованных
во взаимно перпендикулярных направлениях, в линейном приближении
имеют вид [6, 10]
2(« + Ь)
o°kk о?! 2Х + 2ц
ЗХ0(Х + 2ц) ЗК0(Х + 2ц) ц
Х(О;>2 + O33) CT?i
----— (2а + с + 2Х + 4ц) +---------—
3/Сд(Л + 2g) Л 4- 2g
, c<kk Х_+_2Ц
°ЗКоЦ |_ЗК0Ц
(ОН +022) 3Kcg°33
С
4ц
(10)
, o°t X + 2ц
ЗКоц L ЗК0ц
(011 +022 ЗКоЦ°22
С ои
+ 4ц/ U
>2 ______ z-^2 , z^2
'sx3 ~ +
1
1
Приведенные соотношения акустоупругости позволяют решить за-
дачу в обратной подстановке — по измеренным значениям скоростей
распространения упругих волн в твердом теле определить действующие
в нем напряжения [6].
Для случая трехосного напряженного состояния из формул (10)
после некоторых преобразований и допущений можно получить выра-
жения для оценки напряжений
n - CSI Csxn Cs,. CSJrQ _ C,j. С(хо
Он = ™i------с---------+------Р---------т2---------с—
о Щ Clx> ~~ C/jco А - п2 Cix2 — CjXjO А + П2 ('sXj — (^sx20
°22 = Т + ^2
q П\ ~ С1Ху0 А ~ ^2 Csx3 " ^sx30 А + ~ ^sx2^
033 = Т + ~ 2
(И)
Здесь введены следующие обозначения:
А = 2А; mt = Впг, т2 = Dm-, щ = Qn\ п2 = R„, тх = Вт; т2 = Dm;
n{ = Qn; n2 = Rn; В = 2В; D = 2D; R = 2R; Q = 2Q; n = „^ВГ>7Гп
1 1 BQ- DR
463
ИЗБРАННЫЕ ТРУДЫ
_ RQ л _ 4^2 .
т BQ-DR’ А 4ц + с’
_______3£0Ц_____
2Ь-(Х-2ц) 1+£
3/г0ц(Х + 2ц)
2ц(д + Ь) - Л(2Ь + с + 2Х + 4ц)
3^0ц
2Ь + + 2(2. + 2ц)
З&оЦ
2ц(а + Ь) + 2(2. + ц)(2Ь + с + 22. + 4ц) + 3/г0ц
Таким образом, акустические соотношения (И) позволяют при
измерении приращений скоростей сдвиговых и продольных волн, расп-
ространяющихся в одном направлении, и известных значениях постоян-
ных тйр т2 Пр й2, А, В, D, Q и R, вычисленных теоретически либо
экспериментально на тарировочных образцах, определять значения тре-
хосных напряжений в каждой точке тела.
В случае дву- и одноосного напряженного состояний эти выражения
упрощаются и записываются следующим образом:
о?] =0; 022 т 0; о°3 т 0;
О (<S^ “ Ggxj) А + В Gx, — Gx,0 А - В
°22= 2 2~:
(12)
о ~ G*3o А + В — G^o А ~ В
°33 = С^~“ 2 ~
Когда = 0; с^2 = 0; с^3 # 0, тогда
CSx3 ~ G*3o Gx3 — Gz20
Go Go
-0 -
°33 -
А.
(13)
Преимущества ультразвукового метода реализуются главным обра-
зом при измерении остаточных напряжений. В условиях определения
остаточных напряжений получить значения начальной скорости волны,
соответствующей незагруженному объекту, прямым измерением не всегда
возможно. Кроме того, на практике приходится измерять не скорость а
величину, пропорциональную скорости, например время, которое опре-
деляется не только действующими напряжениями, но и длиной пути.
Возникает задача нахождения значения этой начальной скорости или ее
временной характеристики.
В качестве контролируемой временной характеристики скорости
акустических волн наиболее часто используется частота рециркуляции
импульса — величина, обратная времени распространения акустического
импульса. С учетом изложенного выражения для определения остаточных
напряжений будут иметь следующий вид:
464
СВАРНЫЕ КОНСТРУКЦИИ
Он =
Fsx3Q ^sx2 ^sx20
sx,0
Fsx20
k? Fix, Fix,o>
F — F n F
1 SXz 1 sx20 1 sx3
~F~ ' p %5 L
*/xt0 ^sx20 rsxfi
0 i ” Flx.O Fs. ~ Fsx3Q
Озз = k3 -A------------ + k4 —A-----------i- - ks
‘Ixfi Psxfi
1 к
Fxx2° ~ 2 - к ^“2 + ‘“2" ^Fs0^ ~ y(2 - k)
0 _ . F'x< F‘xfi
°22 — «3
(14)
sx^O
sXjO - rsx20 т $0-
Здесь F/X1; F/X|0; FSX2; FSX2q; FSX3; FSX30 - частоты рециркуляции, соответ-
ствующие скоростям С/Х); С/Л1о; CSX2; CSX2o, CSX3; CSX3q. Начальная разность
частот рециркуляции AFS() = F^3 - F^2, k\ = тп\; к2 = 7rz2J «з - ~’
A + П2 D
k5 = —-—; к = Кроме того, здесь принято FSq = FSX2q, что, как свиде-
тельствует опыт, вполне допустимо.
Для двуосного напряженного состояния
0 . FsXl ~ FsZ2° L F^ ~ FsX3°
°22 - Кб--р---- “1 -р----->
rsx2Q Fsxfl
0 . Fsx3 ~ Fsx3° L FsXl ~ Fsx3°
33 = 6 " FSxo " 7 ” 1 <15>
Fxfi = (Fsx3 + Fxx2 - &Fso) - ^2* K) Fix,. FSX3o = Fsxfi + AFs0.
где
, A+B , A-В
k6 = ~2~' k^=~2~
Для одноосного напряженного состояния
Fsx3 ~ FSX3g F^- F.s^o
^sx^) ^sx20
2 “ “ Y(2~ k) f(x’:
CT33 -
A;
sxfi — Г SX1o
(16)
1
Необходимо также иметь в виду, что при измерении рабочих напря-
жений должна учитываться поперечная деформация изделия под нагруз-
кой [И], а при измерении остаточных напряжений описанным выше
методом такого учета не требуется.
Изложенный акустический метод измерения напряжений использу-
ется для измерения средних по толщине листа одно-, дву- и трехосных
рабочих и остаточных напряжений без разрушения объекта в лаборатор-
32-8-1437
465
ИЗБРАННЫЕ ТРУДЫ
Расчетные и измеренные значения напряжений
Материал Предел текучести Напряжения, МПа
расчетные измеренные
022 033 022 озз
Сталь СтЗ 250 32,6 -97,8 35,6 -102,6
Сталь 09Г2С 316 32,7 -98,0 30,2 -92,0
Сталь 10Г2С1 330 48,0 -145,0 50,0 -148,0
Сталь 14Х2ГМР 700 56,6 -170,0 49,0 -173,0
Сталь 45П7ЮЗ 405 57,9 173,7 67,3 -163,0
Сталь аустенитная специальная 1200 64,0 -190,0 67,0 -191,0
Сплав Д16 280 30,0 -90,0 40,5 -79,0
Сплав АМГ5в 160 25,5 76,5 34,0 -70,1
Оргстекло 40 1,82 -5,5 1,96 -5,3
ных образцах и реальных сварных конструкциях в процессе их монтажа
и эксплуатации.
Для реализации метода необходима специальная ультразвуковая
измерительная аппаратура. В Институте электросварки им. Е.О. Патона
АН УССР создана специальная портативная аппаратура, обеспечиваю-
щая относительную погрешность не более 1-10~5 [12]. Измерение
производится на частоте 5 МГц. В качестве акустических преобразовате-
лей используются кварцевые пластины, которые крепятся к изделию с
помощью электромагнитов.
В таблице приведены для ряда материалов расчетные и измеренные
с применением ультразвука значения компонент двуосных напряжений в
сжатых по диаметру дисках. Расхождение между этими значениями не
превышает ±10 МПа.
Для моделирования трехосного напряженного состояния толсто-
стенный сосуд из стали ЗОХГСА наружным диаметром 260 мм, внутрен-
ним — 220 мм и высотой 250 мм с донышками нагружался внутренним
давлением. В процессе нагружения измерялись напряжения в централь-
ной части стенки сосуда. Значения расчетных и измеренных значений
трехосных напряжений в стенке сосуда следующие:
Напряжения, МПа
Измеренные
76 125 -9,2
Расчетные
-15
Оценка напряжений проведена также методами сопротивления мате-
риалов [13] с последующим приближенным осреднением по толщине
стенки сосуда.
Эпюры сварочных остаточных напряжений, измеренных неразруша-
ющим ультразвуковым способом в сварных образцах и элементах конст-
рукций, показаны на рис. 1-3 при одно-, дву- и трехосном напряженном
466
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 1. Эпюры остаточных
напряжений в образце
с наплавкой, измеренные
ультразвуком (1) и тензометрами
сопротивления с разрушением
образца (2) (сталь 09Г2С)
Рис 2. Остаточные напряжения
в нижнем сечении опоры
телевизионной башни
(сталь 15Г72АФД): / — о22; 2 — O33
Рис. 3. Схема образца (д) и графики распределения компонент трехосных остаточных
напряжений (б) (сталь 12Г2АФЮ): 1 — 033; 2 — а22; 3 — ои
32*
467
ИЗБРАННЫЕ ТРУДЫ
состояниях. Эпюра одноосных остаточных напряжений в образце с
наплавкой приведена на рис. 1, кривая 1. Для сравнения там же
представлена эпюра остаточных напряжений, измеренных тензометрами
сопротивления с разрушением образца (кривая 2). Эти данные хорошо
согласуются с результатами измерения ультразвуком без разрушения.
Распределения компонент двуосных остаточных напряжений в нижнем
сечении опоры телевизионной башни показаны на рис. 2. На рис. 3
приведена схема сварного образца (рис. 3, а) и графики распределения
компонент трехосных остаточных напряжений (рис. 3, б).
Таким образом, соотношения акустоупругости позволяют получить
выражения для определения одно-, дву- и трехосных напряжений на
основе измерения скоростей распространения продольной и двух
сдвиговых волн ортогональной поляризации; метод, основанный на эф-
фекте акустоупругости, дает возможность определить средние по толщине
листа напряжения от внешней нагрузки, а также сварочные остаточные
напряжения без нарушения целости исследуемого объекта.
1. Экспериментальные методы исследования деформаций и напряжений: Справ, пособие / Б.С.
Касаткин, А.Б. Кудрин, Л.М. Лобанов и др. — Киев: Наук, думка, 1981. — 584 с.
2. Винокуров В.А., Газарян А.С. Остаточные напряжения в стыковых сварных соединениях
большой толщины // Свароч. пр-во. — 1961. — № 2. — С. 9-12.
3. Jesensky М. Meranie abjemovych zvyskovych napati vo zvarovych spojoch hrubostennych tiakovych
nadob // Zvaranie. - 1978. - № 28. - C. 4. - S. 105-107.
4. Патон Б.Е. Тенденции развития и пути повышения производительности сварки плавлением //
Технология электрической сварки металлов и сплавов плавлением. — М.: Машиностроение,
1974. - С. 24-31.
5. Гузь А.Н. Устойчивость упругих тел при конечных деформациях. — Киев: Наук, думка,
1973. - 272 с.
6. Введение в акустоупругость / А.Н. Гузь, Ф.Г. Махорт, О.И. Гуща. — Киев: Наук, думка,
1974. - 152 с.
7. Гузь А.Н. Механика хрупкого разрушения материалов с начальными напряжениями. — Киев:
Наук, думка, 1983. — 296 с.
8. К теории распространения волн в упругом изотропном теле с начальными деформациями /
А.Н. Гузь, Ф.Г. Махорт, О.И. Гуща, В.К. Лебедев // Прикл. механика. — 1970. — № 12. —
С. 42-49.
9. Гузь А.Н., Махорт Ф.Г. Об описании влияния конечных деформаций на скорости распростра-
нения упругих волн // Докл. АН СССР. — 1971. — 198, № 2. — С. 316-318.
10. К обоснованию теории определения начальных напряжений в поликристаллических телах
ультразвуковым методом / А.Н. Гузь, Ф.Г. Махорт, О.И. Гуща, В.К. Лебедев // Прикл.
механика. — 1971. — 7, № 12. — С. 17-24.
И. Гуща О.И. Некоторые особенности измерения напряжений акустическим методом // Автомат,
сварка. — 1984. — № 10. — С. 68-69.
12. Неразрушающий контроль материалов и элементов конструкций / А.Н. Гузь, М.Э. Гарф, Ф.В.
Малашенко и др. — Киев: Наук, думка, 1981. — 276 с.
13. Работное Ю.Н. Сопротивление материалов. — М.: Физматгиз, 1962. — 456 с.
468
СВАРНЫЕ КОНСТРУКЦИИ
СНИЖЕНИЕ МЕТАЛЛОЕМКОСТИ
В МАШИНОСТРОЕНИИ И СТРОИТЕЛЬСТВЕ
ПРИ ПРИМЕНЕНИИ ДИФФЕРЕНЦИРОВАННОГО
ПО ПРОЧНОСТИ ПРОКАТА*
Б.Е. Патон, А.А. Казимиров, Л.М. Лобанов
Черные металлы и особенно стальной прокат в экономике нашей страны
еще долгие годы будут основным конструкционным материалом. Однако
возможности экстенсивного пути развития черной металлургии, т. е. удов-
летворение возрастающих потребностей народного хозяйства в металлопро-
кате за счет увеличения производства стали, выпуска проката и стальных
труб, во многом исчерпаны. Поэтому одним из основных направлений
развития народного хозяйства (в первую очередь главных металлопотреб-
ляющих отраслей: машиностроения, металлообработки и строительства)
является пересмотр оценок качества металлопроката и уровня его исполь-
зования в конструкциях с технической и экономической точек зрения.
Недопустимо положение, когда металлопотребляющие отрасли рег-
ламентируют применение углеродистых и низколегированных сталей и
уровень использования их прочностных свойств. Неэффективна практика
минимизации типоразмеров проката. Предприятия и отрасли таким путем
облегчают условия металлоснабжения, но повышают металло-, тру до- и
энергоемкости производства конструкций и эксплуатационных расходов
в течение всего срока их службы.
Потребители стального проката непрерывно повышают требования
к его качеству, и металлурги в основном удовлетворяют их. Однако этот
фактор полностью не используется в целях снижения металлоемкости
конструкций. Коэффициенты безопасности, допускаемые напряжения и
расчетные сопротивления проката сохраняются неизменными.
Предприятия отраслей машиностроения и строительства ориенти-
рованы, главным образом, на снижение трудовых затрат. В связи с этим
конструктивные и технологические решения и приемы, которые при
снижении металлоемкости конструкций позволяют повысить их работос-
пособность, надежность, долговечность и другие качества, но требуют
повышенных трудовых затрат, не получили достаточного применения.
Необходимое качество выпускаемых конструкций в большинстве отрас-
лей обеспечивается увеличением толщин и сечений применяемого метал-
лопроката. Допускаемый при этом перерасход металла считают более
выгодным для изготовителя конструкций, чем применение с той же целью
конструктивно-технологических мероприятий, так как они увеличивают
’Сварочное производство. — 1987. — № 10. — С. 1-4.
469
ИЗБРАННЫЕ ТРУДЫ
затраты труда в производстве. Такой практике способствуют и практические
методы определения экономической эффективности снижения норм расхода
металла. В частности, недооценивается значение экономии затрат прошлого
труда, который в общей стоимости современной продукции доминирует. Не
учитываются последствия, обусловливаемые перерасходом конструкцион-
ного металла в металлургической промышленности и сопряженных с ней
отраслях народного хозяйства, на магистральном транспорте и при эксплу-
атации промышленной продукции и сооружений.
Для изменения сложившегося в машиностроении и строительстве
отношения к снижению металлоемкости конструкций необходимо уско-
рить введение в действие единой для всех отраслей народного хозяйства
методики определения экономической эффективности снижения металло-
емкости конструкций. Эта методика должна способствовать формиро-
ванию объективных взглядов и практических приемов определения основ-
ных экономических показателей, характеризующих народнохозяйствен-
ный доход, сопутствующий снижению металлоемкости конструкций. В
соответствии с единой методикой должны быть приведены прейскуранты
оптовых цен на прокат и металлоконструкции.
Первым шагом к созданию методики можно считать признание интег-
ральным показателем удельной металлоемкости национального дохода.
Правильное понимание и применение нового экономического показателя
должно быть обусловлено комментариями к единой обязательной методике.
Необходимо изложить и регламентировать единую систему определения
вспомогательных и промежуточных характеристик и показателей, которые
отражают эффективность мероприятий, проводимых на этапах производст-
ва проката, проектирования и производства конструкций, а также в период
эксплуатации промышленной продукции и сооружений.
Задания по снижению удельной металлоемкости национального
дохода выполнимы лишь при использовании в каждой отрасли комплекса
научно-технических, инженерно-производственных и организационно-
экономических мероприятий. Планируя их практическое применение,
следует учитывать, что большинство известных мероприятий требует
увеличения затрат производственных ресурсов и дополнительных ка-
питальных вложений. Все мероприятия, осуществляемые с привлечением
дополнительных капитальных вложений, приводят к цели по истечении
полного цикла их освоения, который обычно достаточно длителен, осо-
бенно в условиях действующего производства. Методы снижения метал-
лоемкости конструкций, требующие дополнительных затрат производст-
венных ресурсов, уступают по экономичности и срокам реализации
мероприятиям, которые могут быть проведены без таких затрат или при
небольшом их уровне. Удельная металлоемкость национального дохода
при малозатратных мероприятиях снижается пропорционально умень-
шению металлоемкости и повышению национального дохода. Поэтому
они должны быть использованы в первую очередь.
470
СВАРНЫЕ КОНСТРУКЦИИ
Указанным целям соответствует зародившийся и разработанный в
нашей стране комплексный путь снижения металлоемкости конструкций,
который создает предпосылки для уменьшения удельной металлоемкости
национального дохода на всех этапах его создания. Он основан на новых
подходах к определению механических свойств проката и его нор-
мативных характеристик прочности и пластичности, а также допускаемых
напряжении, расчетных сопротивлений и коэффициентов безопасности,
при которых может быть использован прокат в силовых конструкциях
промышленной продукции и сооружений.
В сферах производства и потребления проката проводятся меро-
приятия, отвечающие новому подходу к оценке его качества и определению
уровня использования в конструкциях. Так, в металлургическом производ-
стве реализуется комплекс мероприятий по повышению уровня прочности
и надежности, проката на этапе контроля его свойств и аттестации при
выпуске. Это достигается дифференциацией проката каждой марки стали
по двум группам нормативной прочности, обеспечением каждой поставляе-
мой партии металла установленными механическими свойствами с
довеительной вероятностью не менее 0,95. Дифференциацию проката про-
водят на основании статистического материала по каждому размеру и виду
проката, получаемого металлургическим предприятием по установившейся
технологии на конкретном оборудовании. Результаты обработки статисти-
ческих данных с использованием теории вероятности позволяют установить
зависимость контролируемых свойств проката от технологии выплавки
стали и режимов прокатки, регламентировать приемочные характеристики,
по которым необходимо вести отбраковку металла, чтобы принятый прокат
имел свойства установленного уровня, а их вероятность в каждой партии
соответствовала условию Рм > 0,95.
Теория показывает, а практика подтверждает, что заданный уровень
вероятности контролируемых свойств 1-й (С/н1) и 2-й (С1н2) групп
дифференцированного проката обеспечивается повышением приемочных
(браковочных) значений (чисел) соответственно на Atl и Д/2 против
нормативных.
Таким образом, механические свойства дифференцированного про-
ката определяются условиями его приемки: Cinl > CiH1 + Дг1; Cin2 > Cill2 +
+ Д/2. Действующие ГОСТы не обусловливают уровень вероятности
механических свойств каждой поставляемой партии проката. Приемку
ведут по условию: Cin0 > Сй|0 при Дг0 = 0, следовательно, нормативная
прочность проката завышена на Дг0. Дифференцированный прокат пре-
восходит идентичный тестированный по марке стали, виду и толщине.
При равенстве нормативных значений Сгн1 = Citi0
Cinl _ CiH1 + А,] _ । + Aji
С'пО G„0 СнО
При превышении нормативных характеристик дифференцированного
проката С1н2 > Ci[10
471
ИЗБРАННЫЕ ТРУДЫ
Сп2 _ С|н2 + Aj2
С,„о QhO
Такой подход к определению механических свойств проката и
разделению его на группы прочности позволяет прогнозировать ожидае-
мые результаты. Благодаря этому по изменению статистических харак-
теристик можно заблаговременно обнаружить негативные отклонения в
технологии выплавки стали и режимах прокатки и своевременно предот-
вратить их влияние на качество продукции.
Вероятностно-статистический метод аттестации проката по двум
группам прочности обеспечивает значительные преимущества по основ-
ной прочностной характеристике — пределу текучести сгтн. В этом
нетрудно убедиться, анализируя кривые распределения проката по уров-
ню предела текучести.
Рассмотрим листовую низкоуглеродистую и арматурную низколеги-
рованную стали (рис. 1 и 2). Кривые распределения и другие статис-
тические характеристики этих сталей являются результатам испытания
нескольких сот партий проката одинаковых марок стали, вида и толщины.
Первая характеризует листовой прокат стали ВСтЗсп толщиной 10 мм,
вторая — арматурную сталь 35ГС диаметром 20 мм. Разброс значений от
для каждой рассматриваемой стали значителен, и, следовательно, диффе-
ренциация проката каждого вида может быть весьма эффективной.
Нормативные значения предела текучести дифференцированного угле-
родистого листового проката определены в соответствии с ТУ 14-1-3023—
80 для 1-й группы прочности отн1 = 245 МПа и для 2-й группы сутн2 =
= 275 МПа. Средние квадратические отклонения предела текучести для
всей совокупности плавок 5 = 25 МПа, для партии проката 50= 10 МПа.
Арматурная сталь 35ГС характеризуется значениями 5 = 27,65 МПа
и50 = 6,57 МПа, для ее групп приняты отн1 = 392 МПа и отн2 = 422 МПа.
Статистические данные, приведенные выше, позволяют определить
приемочные числа для каждой группы листовой и арматурной стали по
формуле
Сп1(2) ^тн1(2) А1(2)>
где
Al(2) - ~ 1^0 и + 1)(^ + п) ^1(2)1
(п — число образцов, по которым определяют свойства каждой партии
проката; для дифференцированного проката п = 2, для гостированного
. , 5g . ,
п = 1; а — —~—-о-; /?i = сгт - <гтн1; fi2 = oT — отн2 здесь от — среднее значение
5 -56
предела текучести, соответствующее кривой распределения).
Расчеты дают следующие значения: для листовой стали Дт1 =
= 16,5 МПа, Ад =19,4 МПа, Стп1 = отп = 245 + 16,5 = 261,5 МПа; Стп2 =
472
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 1. Характеристики листовой стали ВСтЗсп толщиной 10 мм, дифференцированной по двум
группам: а — распределение массы по группам; б — уровень фактической нормативной
прочности; в — уровень фактической вероятности нормативной прочности
= отн2 = 294,4 МПа; для арматурной стали Дт1 = 11,5 МПа, Дт2 =
= 12,4 МПа, Стп1 = атп1 = 403,5 МПа; Стп2 = отн2 = 434,4 Мпа.
Приемочные числа являются абсциссами ординат, которые опреде-
ляют массу кондиционного проката и разделяют его на две группы
прочности (см. рис. 1 и 2). Очевидно, 1-я группа листовой стали
комплектуется партиями проката с приемочными значениями прочности,
находящимися в интервале 261,5...294,4 МПа. Нормативная фактическая
прочность проката этой группы выше обусловленной ТУ 14-1-3023-80
отн1 = 245 МПа и регламентированной ГОСТ 380-71 отн0 = 235 МПа
(см. рис. 1,6). Усредненная нормативная прочность согласно расчетам
по 1-й группе проката отн1с = 265 МПа, по 2-й — отн2с = 300 МПа.
Фактические значения предела текучести проката <гт-ф превышают
приемочные <гтпг- — на величину Дф - Дц2)- Поэтому характеристики
вероятности, оТН1-, вычисляемые с помощью формулы
+ dh
So<(d + п+ l)(d + п)'
возрастают по мере приближения к границе высокого уровня значений от
(см. рис. 1, в и 2, в). Усредненные значения вероятностей oTHi(2) для
473
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Характеристики арматурной стали 35ГС диаметром 20 мм, дифференцированной по двум
группам (обозначения см. рис. 1)
листовой стали ВСтЗсп 1-й и 2-й групп соответственно равны РМ1м =
= 0,9992 и Рмфс2 = 0,9997. Ф
Характеристики дифференцированного листового проката и арма-
турной стали, а также идентичного юстированного проката даны в
табл. 1. Дифференцированные по двум группам прочности листовая и
арматурные стали превосходят аналогичные стандартные не только по
прочности, но и по надежности. Высокая достоверность прочностных
характеристик дифференцированного проката каждой группы прочности,
обусловленная введением в ТУ и ГОСТы на металлопрокат обязательного
нового требования о гарантировании механических свойств с минималь-
ной граничной вероятностью для каждой партии проката Рм > 0,95,
позволяет использовать новые подходы к определению допускаемых
напряжений и расчетных сопротивлений дифференцированного проката.
Одним из возможных новых подходов является установление рас-
четных сопротивлений и допускаемых напряжений для дифференци-
рованного проката в зависимости от усредненных значений прочности и
вероятности механических свойств каждой группы металлопроката.
Такой подход позволяет без снижения существующих общих коэффи-
циентов безопасности работы конструкций повысить по сравнению с
уровнем 1985 г. допускаемые напряжения для проката углеродистой стали
474
СВАРНЫЕ КОНСТРУКЦИИ
Таблица 1
ГОСТ или ТУ, марка стали, толщина, мм 1 С-П СТН1 C-nii ®Tiii ®т>нс Доля группы в общей массе со.
ТУ 14-1-3023-80, ВСтЗсп, лист, 10 мм 1 2 245 275 261,5 294,4 265 300 0,352 0,589
ТУ 14-1-3023-80, 35ГС, арматура диаметром 20 мм 1 2 392 422 403,5 434,4 415 450 0,081 0,913
ГОСТ 380-71, ВСтЗсп, лист, 10 мм - 235 235 - -
ГОСТ 5781-82, 35ГС, арматура диаметром 20 мм — 392 392 — 0,994
Окончание табл. 1
ГОСТ или ТУ, марка стали, толщина, мм Вероятность атж- Расчетные Коэффициент повышения
норма- тивная Р"Ш усреднен- ная по группе факти- ческая ^мф1 Коэффициент надежности материала 1/Лф- допустимые напряжения г , °THic Ig] = Кб сопро- тивления Я = [а] R
ТУ 14-1-3023-80, 0,95 9,9992 1,0008 365 260 1,13 1,16
ВСтЗсп, лист, 10 мм 0,95 0,9997 1,0003 300 293 1,28 1,30
ТУ 14-1-3023-80, 0,95 0,9984 1,0016 — 388 — 1,063
35ГС, арматура диаметром 20 мм 0,95 0,9978 1,0022 — 420 — 1,15
ГОСТ 380-71, ВСтЗсп, лист, 10 мм - - - - 225 - 1
ГОСТ 5781-82, 35ГС, арматура диаметром 20 мм 0,95 — — — 365 — 1
1-й группы на 13 % и 2-й группы на 28 % (см. табл. 1). Расчетные
сопротивления могут быть выше установленных действующими СНиП
П-23-81 и СНиП 2.03.01-84 для листового проката стали ВСтЗсп
толщиной 10 мм 1-й и 2-й групп прочности на 16 и 30 %, а для арматурной
стали 35ГС диаметром 20 мм на 6,3 и 15 %.
Применение дифференцированного металлопроката с повышенными
допускаемыми напряжениями и расчетными сопротивлениями позволяет
снизить удельную металлоемкость машиностроительных конструкций в
среднем на 9 %, стальных конструкций промышленных и гражданских
объектов на 10 %, железобетонных в среднем на 9 %.
Переход к выпуску дифференцированного проката обусловливает
повышение его эквивалента прочности в среднем на 10 %. Этот эффект
достигается при существующем уровне сквозных приведенных затрат от
добычи сырья до отгрузки готового проката. Применение такого проката
позволяет потребителям снизить потребление конструкционной стали,
вспомогательных материалов, всех видов производственной энергии и
475
ИЗБРАННЫЕ ТРУДЫ
трудовых ресурсов. Ускоряется производство и снижается потребность в
капитальных вложениях на наращивание производственных мощностей.
Благодаря дифференциации проката народное хозяйство получает менее
металлоемкие виды промышленной продукции и сооружения, которые по
эксплуатационной экономичности превосходят эквивалентные конст-
рукции из стандартного проката.
Итак, дифференциации проката по разным уровням прочности
сопутствует положительный народнохозяйственный экономический эф-
фект, образующийся в сферах производства металла, изготовления и
монтажа конструкций, использования услуг сопряженных отраслей на-
родного хозяйства, а также металлосодержащей промышленной про-
дукции и сооружений в общественном производстве. Экономическая
эффективность дифференциации определяется раздельно по каждой
сфере с учетом их особенностей. Она выражается экономией приведенных
затрат при производстве эквивалентных по назначению и потребитель-
Таблица 2
Характеристика показателей Показатели и характеристики по машиностроению
1-й 2-й 1-й и 2-й
Сфера производства проката
Приведенные удельные затраты по дифференцированному и аналогичному стандартному (базовому) прокату, руб/т 253 263 263
Фактический эквивалент прочности дифференцированного проката, р 1,05 1,06 1,11 1,15 1,08 1,11
Коэффициент экономии приведенных удельных затрат, 1 - 1/Р 0,048 0,057 0,099 0,013 0,074 0,099
Экономия приведенных удельных затрат, отнесенная на 1 т вытесняемого базового проката, руб/т 12,64 15,01 26,33 34,22 19,48 24,61
Сфера производства конструкций
Относительное снижение металлоемкости конструкций, % 5 6 И 15 8 И
Относительная экономия расхода проката при изготовлении конструкций, % 5,95 5,9 12,4 13,6 9,26 10,3
Экономия приведенных затрат, отнесенная на 1 т вытесняе- мого базового проката, руб/т 20,54 21,0 42,74 48,42 31,94 36,8
Сфера услуг магистрального транспорта
Экономия транспортных расходов, отнесенная на 1 т вытес- няемого базового проката, руб/т 1,07 1,06 2,23 2,45 1,67 1,85
Сфера эксплуатации конструкций
Экономия удельных эксплуатационных расходов за год службы, отнесенная на 1 т вытесняемого базового проката руб/т 2,05 0,70 4,27 1,61 3,19 1,23
Общий удельный экономический эффект дифферециации, отнесенный на 1 т вытесняемого базового проката, руб/т 36,3 37,8 75,6 86,7 56,3 64,5
Примечание. В числителе даны значения по машиностроению, в знаменателе — по строительству.
476
СВАРНЫЕ КОНСТРУКЦИИ
ским свойствам видов продукции (работ) с учетом преимуществ диффе-
ренциации проката и без их учета.
Полная народнохозяйственная экономическая эффективность диф-
ференциации проката равна, очевидно, суммарному эффекту по всем
сферам, в которых проявляется действие дифференциации. Этот показа-
тель определяет экономию затрат живого и прошлого труда: от добычи
сырья для производства металла до окончания нормативного срока
службы конструкции.
Таким образом, суммарная экономия приведенных затрат по всем
сферам обращения дифференцированного проката (в явном и неявном
виде) характеризует полную народнохозяйственную экономическую эф-
фективность, обусловленную дифференциацией. Этот показатель может
быть исчислен на единицу массы вытесняемого базового проката или
вводимого нового. Таким удельным показателем удобно пользоваться при
изучении экономики крупных производств, а также применительно к
конкретному виду продукции.
Некоторое представление об общей эффективности дифференциации
проката и долевом значении отдельных сфер дают приведенные в качестве
примера данные табл. 2. Анализ показывает, что удельный национальный
доход, сопутствующий дифференциации, в 2,5 раза превышает народно-
хозяйственную стоимость сэкономленного проката.
Выводы
1. Отраслям промышленности и строительства рекомендуется оценить
техническую и экономическую сущность дифференциации проката и
принять меры по распространению вероятностно-статистического метода
аттестации на марки стали, еще не охваченные этой методикой. Следует
переработать существующие правила проектирования и расчета конст-
рукций, обеспечив широкое применение дифференцированного проката
вместо аналогичного стандартного, при полном использовании всех его
технических преимуществ, ускорить переработку существующей рабочей
документации на изготовление конструкций пониженной металлоемкости
из дифференцированного проката.
2. Госстандарту СССР целесообразно включить в ГОСТ 1.2-85
дополнительные требования, ориентирующие разработчиков на создание
ГОСТов и ТУ на производство конструкционного проката, который по
качеству превосходил бы лучшие зарубежные аналоги, и обязывающие в
ГОСТах и ТУ на металлопрокат нормировать вероятность основных
механических свойств.
3. Распространить государственную приемку на руководящие отрас-
левые материалы, определяющие расход и уровень использования конст-
рукционной стали, и проектную документацию, используемую при произ-
водстве металлосодержащих конструкций.
477
ИЗБРАННЫЕ ТРУДЫ
ИЗГОТОВЛЕНИЕ СВАРНЫХ КРУПНОГАБАРИТНЫХ
ТОНКОСТЕННЫХ ПАНЕЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ
*
АЛЮМИНИЕВЫХ СПЛАВОВ
Б.Е. Патон, Л.М. Лобанов, В.И. Павловский, А.А. Бондарев,
О.К. Назаренко, В.В. Лысак, Н. А. Пащин, В.Ф. Уткин,
В.Г. Ситало, В.С. Шелест
Ключевые слова: электроннолучевая сварка, алюминиевые сплавы, тонкостенные панели,
предварительное упругое растяжение, тавровые и стыковые соединения малой толщины, оста-
точные прогибы и напряжения, разработка технологии, эксперименты
В различных типах тонколистовых конструкций из алюминиевых сплавов
используются панели, представляющие собой листовые полотнища с
набором ребер жесткости. Применение таких панелей обеспечивает
минимальную массу изделия при достаточной прочности и жесткости
конструкции. Использование алюминиевых сплавов, характеризующихся
высокой технологичностью, позволяет значительно повысить
производительность практически всех операций по обработке металла
(прокатка, прессование, гибка, резание и др.).
Наибольшее распространение получила технология изготовления
панелей из алюминиевых сплавов путем горячего прессования. Недостат-
ками этой технологии являются невозможность получения металла в
нагартованном или термообработанном состоянии (что обусловливает его
невысокие прочностные характеристики), а также технологические ог-
раничения по ширине и толщине листа и ребер, их поперечному сечению
и другим геометрическим параметрам панелей [1]. Кроме того, способ
горячего прессования экономически целесообразно применять лишь при
серийном изготовлении панелей.
В некоторых случаях панели изготовляют путем фрезерования или
строгания толстолистовых заготовок. Эта технология малопроизводитель-
на, требует применения специализированных станков высокой точности.
Коэффициент использования металла в данном случае крайне низок, а
стоимость изготовления фрезерованных панелей, как и прессованных,
весьма высока.
Перспективным является применение крупногабаритных тонкостен-
ных панелей, у которых ребра жесткости привариваются к листовому
полотнищу. Такие сварные панели могут быть изготовлены практически
при любых сочетаниях толщины, геометрии и площадей поперечных
сечений листа и ребер из различных алюминиевых сплавов, включая и
высокопрочные. Однако для этого необходима тщательная отработка всех
’Автоматическая сварка. — 1989. — № 10. — С. 37-45.
478
СВАРНЫЕ КОНСТРУКЦИИ
операций технологического процесса, с тем чтобы обеспечить как требу-
емую точность изготовления сварных панелей, так и приемлемые
механические характеристики швов. Наибольшие трудности в этом случае
возникают при сварке крупногабаритных тонкостенных панелей. При
необходимости выполнения швов длиной > 0.5...1 м становятся серьезной
проблемой обеспечение точной сборки элементов под сварку (в связи с
начальными прогибами заготовок, их непрямолинейностью и т. д.),
исключение перемещений кромок в процессе сварки, автоматизация
сварочного процесса и т. п. Требование сохранения в ЗТВ прочностных
характеристик нагартованного или термоупрочненного металла также
накладывает ограничения на выбор способа сварки.
Исходя из вышеизложенного, представляется перспективным приме-
нение такой технологии изготовления крупногабаритных тонкостенных
панелей из высокопрочных алюминиевых сплавов, которая предус-
матривала бы сочетание лучевых способов сварки (прежде всего ЭЛС) с
предварительным упругим растяжением (ПУР) соединяемых листа и ребер
в продольном (относительно швов) направлении. Использование ЭЛС
обеспечивает минимальную протяженность зоны разупрочнения и снижение
остаточных деформаций коробления [2], упругое растяжение позволяет
повысить точность сборки, регулировать сварочные напряжения и дефор-
мации и создает условия для получения швов высокого качества [И].
Оценке эффективности предлагаемой технологии изготовления крупнога-
баритных панелей из алюминиевых сплавов и посвящена данная работа.
В качестве объекта исследования были выбраны панели из сплава
АмгбН, представляющие собой лист размером 2000x500x9 мм с тремя
приваренными продольными ребрами жесткости сечением 42x4 мм (рас-
стояние между ребрами 168 мм). Эти панели в дальнейшем укрупняли
по ширине с помощью ЭЛС встык.
Прежде всего на образцах были проведены опыты с целью выбора
наиболее технологичной конструкции соединения листа с ребром —
такой, которая обеспечивала бы стабильность процесса сварки, высокое
качество швов и требуемые эксплуатационные характеристики изделия.
Апробировали различные конструктивные варианты таких соединений
(рис. 1). Вынесение стыка на ребро (вариант I) позволяет заменить
двусторонний тавровый шов однопроходным стыковым и удалить зону
разупрочнения за пределы листа. Однако это требует использования
листов со сложным поперечным сечением (с продольными выступами).
Более того, в случае горизонтального расположения листа при приварке
ребра малой толщины формируется шов на вертикальной плоскости,
имеющий подрезы и вогнутость в верхней части. Применение ребер
жесткости с технологическим буртиком (вариант II) позволяет получать
швы практически без вогнутости. Однако в этом случае усложняется
подготовка стыкуемых кромок перед сваркой, снижается коэффициент
использования металла (из-за необходимости строгания или фрезеро-
вания выступа) и повышаются трудозатраты.
479
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Варианты сварных соединений листа с ребром жесткости применительно
к изготовлению панелей
В первом и втором случаях крайне сложно обеспечить требуемую
точность сборки элементов, особенно когда они имеют большую длину
(при ЭЛ С ширина зазора в стыке должна быть не более 0,2 мм, а
прямолинейность — не хуже 0,3 мм); иногда этого можно достичь при
использовании специализированной жесткой оснастки. Велика также
опасность оплавления поверхности листа проникающей частью электрон-
ного пучка, поскольку, из-за небольшой высоты выступа на листе и
наличия уже приваренных соседних ребер, угол между пучком и листом
значительно отличается от нуля (>20°). Вынесение стыка за пределы
листа приводит и к повышению остаточных деформаций — в результате
усадки металла шва создается значительный изгибающий момент.
В связи с вышеизложенным было решено ребро приваривать непос-
редственно к гладкому листу двумя угловыми швами (рис. 1, вариант
III)’, при этом предполагалось полное перекрытие швов и переплавление
торца ребра. Такая схема сварки позволяет устранить почти все конст-
руктивно-технологические недостатки предыдущих вариантов. Вместе с
тем в данном случае появляется опасность разупрочнения листа в зоне
ребер. Поэтому, если необходимо иметь минимальную массу изделия при
достаточно высокой прочности сварных тавровых соединений, применя-
ется химическое или механическое фрезерование листов, за исключением
участков общей шириной 12... 15 мм, которые при сварке нагреваются
выше 150 °C. Это позволяет компенсировать снижение прочностных
характеристик нагартованного алюминиевого сплава.
Технологию ЭЛС отрабатывали на образцах. Лист с ребром сва-
ривали двумя угловыми швами, выполняемыми последовательно одной
электронной пушкой. Для обеспечения проплавления торца ребра и
перекрытия швов угол между осью электронного пучка и плоскостью
листа устанавливали равным 25...30°. Оптимальные параметры режима
ЭЛС, при которых достигается формирование угловых швов без непро-
варов, трещин и пор, представлены в табл. 1.
Сварку панелей между собой (укрупнение) выполняли в нижнем
положении на весу с полным проплавлением за один проход. В качестве
присадочного металла использовали технологическую накладку сечением
20x5 мм из сплава АМгбН; последнюю перед сваркой плотно прижимали
сверху к стыку по всей его длине. Накладка играла также роль допол-
нительного теплоотвода. По завершении сварки оставшуюся часть на-
480
СВАРНЫЕ КОНСТРУКЦИИ
Таблица 1. Режимы электроннолучевой сварки панелей из алюминиевого сплава
Тип соединения Ускоряющее напряжение, кВ Ток пучка, мА Скорость сварки, мА Частота круговой развертки, кГц Амплитуда развертки, мм
Тавровое 60 55...65 16,7 0,8...1,0 0,6...0,8
Стыковое 60 75 .85 18,1 0,4. .0,6 1,1...1 3
Рис. 2. Макрошлифы тавровых (о) и стыковых
(б) соединений панели
кладки удаляли путем фрезерования. Механическим способом обрабаты-
вали также верхнюю и нижнюю части шва. Параметры режима ЭЛС,
обеспечивающие получение высококачественных стыковых швов, приве-
дены в табл. 1. Макрошлифы соединений показаны на рис. 2.
Угловые и стыковые швы панелей сваривали электроннолучевой пушкой
УЛ-141 в камере У5611 с использованием источника питания ЭЛА 60/60.
Перед сборкой листы и ребра обезжиривали органическими растворителями,
а свариваемые кромки шабрили вручную для удаления оксидной пленки.
После сборки (с обязательным контролем) выполняли с шагом 300 мм
технологические швы (прихватки), соединяющие ребро с листом.
Все тавровые и стыковые сварные соединения подвергали рентгено-
графическому контролю для выявления дефектов типа пор, оксидных
плен, трещин и несплавлений. На образцах-имитаторах проводили также
металлографические исследования с целью обнаружения скрытых дефек-
тов и изучения микроструктуры различных участков шва и ЗТВ. Протя-
женность зоны разупрочнения основного металла определяли по резуль-
татам замера твердости.
Из данных, приведенных на
рис. 3, видно, что в наибольшей
степени разупрочняется металл, на-
ходящийся непосредственно под
приваренным ребром. Общая ши-
рина этой зоны разупрочнения на-
ходится в пределах 12... 15 мм. На
твердость ребра сварочный нагрев
оказывает несколько большее влия-
ние: размер зоны разупрочнения
составляет здесь около 10 мм. В
стыковых соединениях листов
общая ширина этой зоны также
мала — 12...15 мм (6... 7 мм от оси
шва). Таким образом, данная техно-
логия сварки тавровых и стыковых
швов панели обеспечивает мини-
мальные зоны разупрочнения ос-
новного металла.
Предварительно проведенные
эксперименты по ЭЛС (на оп-
33 - 8-1437
481
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Распределение твердости металла в зоне сварных соединений: а — таврового;
б — стыкового; 1-1, 2-2 и 3~3 — сечения
тимальном режиме) опытной панели без применения упругого растяже-
ния соединяемых листа и ребер не дали положительных результатов.
Полученные швы имели низкое качество (одна из причин — значитель-
ные перемещения ребер и листа в процессе сварки), сварная панель
характеризовалась высоким уровнем остаточных продольных дефор-
маций (табл. 2) и несоответствием заданным геометрическим параметрам.
В то же время указанные трудности изготовления сварных тонкос-
тенных панелей большой протяженности могут быть устранены при
использовании метода предварительного упругого растяжения [8, 10, И].
Нами выполнен комплекс исследований с целью оценить эффективность
применения метода, изучить и оптимизировать его основные параметры
при сварке рассматриваемых конструкций. Установлено, что в данном
Таблица 2 . Остаточные деформации коробления сварных панелей
№ панели Предварительные напряжения Максимальный продольный прогиб /тах и длина его полуволны L Угловая деформа- ция листа, град Макси- мальная неплос- костность, мм
о„ МПа ар, МПа Ч'ГСр. МПа ft™, мм см мм см
1 0 0 0 35 190 - - 2,7 46
2 90 85 +5 -9 175 +1,5 20 1 9 14
3 155 150 +5 -7 150 +1,0 45 1,5 12
4 90 125 -35 -9,5 190 - - 1,8 15
5 155 125 +30 -2,5 100 +2 95 1,5 6
6 165 125 +40 -1,5 85 4 100 1,4 8
Примечания. 1. Индексы л и р соответствуют листу и ребру. Знак (+) имеют данные в случае, когда центр
кривизны прогиба находится под листом, знак (—) — с противоположной стороны, над ребрами.
З.Значения максимальных продольных прогибов приведены усредненными для трех ребер каждой панели.
4. Угловая деформация определялась в девяти поперечных сечениях панели, а затем усреднялась.
482
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 4. Поперечное сечение панели в зоне
таврового соединения и местоположение
нейтральных осей листа (/), ребра (//)
и панели (III): X — центры тяжести швов
недостатками технологического ха-
случае наиболее предпочтительна
схема приложения сил, при кото-
рой достигается равномерное расп-
ределение предварительных на-
пряжений как по длине, так и по
ширине соединяемых элементов.
Следует отметить, что эту извест-
ную схему [5] ряд авторов [3, 4, б,
7, 9] считают нецелесообразной из-
за необходимости использования
больших растягивающих усилий.
Но при этом рекомендуемая ими
схема локального нагружения в
зоне свариваемого соединения ха-
рактеризуется более существенным
рактера и в первую очередь низкой эффективностью с точки зрения
снижения сварочных напряжений и деформаций.
Кроме того, свариваемые лист и ребра значительно отличаются по
уровню жесткости, а силы усадки металла швов не совпадают с нейтраль-
ной плоскостью панели (рис. 4). Поэтому очевидным является большое
влияние начальных напряжений в этих элементах, и особенно разности
между ними, на уровень и характер остаточных деформаций коробления
конструкции. Такой подход реализован в расчетных схемах, приведенных
в работах [6, 7]. Однако, как показали эксперименты, применительно к
длинным панелям, свариваемым автоматической сваркой, получаемые с
помощью этих расчетных схем значения параметров предварительного
растяжения либо только ребра, либо ребер и листа не позволяют успешно
решить задачу о точности изготовления конструкции на высоком уровне.
Таким образом, необходимо экспериментальное определение и оптими-
зация этих параметров.
Для сварки панелей из алюминиевых сплавов в условиях ПУР разра-
ботан и изготовлен силовой сборочно-сварочный стенд (рис. 5), позволя-
ющий создавать независимое друг от друга продольное растяжение листа и
ребер до напряжений, соответствующих пределу текучести металла. Здесь
же производится сборка тавровых соединений с прижатием ребер к листу
так, чтобы зазоры в стыке не превышали 0,2 мм, а предварительно заданное
положение ребер относительно листа оставалось неизменным при сварке
всех швов. Максимальные растягивающие усилия, развиваемые на стенде:
для листа — 1250 кН, для каждого из трех ребер — 80 кН. Ширина захватов
листа — 50 мм, захватов ребер — 40 мм.
Стенд состоит из двух продольных колонн 5, двух поперечных
траверс 2 и 9, жестко связанных с колоннами, двух винтовых домкратов
10 (с редуктором) для растяжения листа, трех винтовых домкратов / для
растяжения ребер, четырех захватов листа 4, 7 с тягами 8 и шести захватов
ребер 3, 6 с тремя силовыми тягами. Колонны с траверсами воспринимают
зз*
483
ИЗБРАННЫЕ ТРУДЫ
3800
2000 -200
/ 2 3 4 5 6 7'8 9 10
Рис.5. Конструктивная схема силового стенда для сборки под ЭЛС стрингерных панелей
(обозначения см. в тексте)
всю нагрузку от растяжения листа и ребер. В состав стенда входят также
узлы прижатия и фиксации ребер, привариваемых к листу, и механизм
коррекции положения стенда в горизонтальной плоскости, обеспечива-
ющий параллельность свариваемых соединений направлению перемеще-
ния электронного пучка. Все необходимые установочные, корректирую-
щие и рабочие перемещения электронной пушки осуществлялись с
помощью трехкоординатного манипулятора.
Была изучена эффективность применения предварительного упру-
гого растяжения (с различными параметрами) в листе и ребрах. Установ-
лено, что при использовании начальных напряжений на уровне 70...
90 МПа в тонкостенных элементах большой протяженности обеспечива-
ется качественная сборка тавровых соединений, при которой прямолине-
йность ребер и плоскостность листа не превышает 0,5 мм на базе всей
длины (2 м), а зазоры в стыке не более 0,15 мм.
Сварена партия панелей с применением предварительного растя-
жения различного уровня. Анализируя остаточные деформации короб-
ления панелей (рис. 6, а, б), сваренных с ПУР малой величины (до
90 МПа) и без него, видим, что характер их распределения во многом
сходен: продольные прогибы — одного знака (хотя и разной величины);
поперечные прогибы — одного знака; продольная винтообразность, опре-
деляемая как величина отклонения одного из углов панели от плоскости,
проходящей через три остальных угла, незначительна и не превышает
3...4 мм. То, что центры кривизны продольных прогибов лежат выше
ребер (т. е. по знаку условно-отрицательны), объясняется действием сил
усадки, которые действуют выше горизонтальной нейтральной плоскости
(рис. 4) и создают соответствующий изгибающий момент. Предваритель-
484
СВАРНЫЕ КОНСТРУКЦИИ
г
Рис. 6. Остаточные деформации коробления панелей после сварки: а — без растяжения;
б-г — с применением ПУР (б — растяжение листа — 90 МПа, ребер — 85 МПа,
в - 90 и 125 МПа, г - 155 и 125 МПа)
485
ИЗБРАННЫЕ ТРУДЫ
ные растягивающие напряжения в листе и ребрах являются обратными
сварочным и компенсируют их при разгрузке панели после сборки.
Поэтому продольные остаточные прогибы панели, при изготовлении
которой используется ПУР, в общем случае будут всегда меньше. Уже
при начальных напряжениях около 0,5 предела текучести отожженного
сплава АМгбН они снижаются в 3-4 раза по сравнению с панелью,
сваренной без растяжения. Чем выше уровень начального напряженного
состояния, тем больше достигаемый эффект (табл. 2, панели № 1, 2 и 3).
И все же применительно к рассматриваемой задаче достигаемый
уровень продольных прогибов не является достаточным, так как даже
при сгнач ~ О,9<5о 2 имеющиеся прогибы (примерно 7 мм) превышают
допускаемые для данной конструкции. Тем не менее важно отметить, что
возможности исследуемой технологии с точки зрения регулирования
остаточных продольных прогибов панели пока не исчерпаны до конца.
Если предварительные растяжения листа и ребер создаются неодинако-
выми, то в зависимости от величины и знака разности этих напряжений
в конструкции при разгрузке после сварки будет возникать дополнитель-
ный изгибающий момент того или иного направления, что предопределяет
широкие возможности дальнейшего повышения точности изготовления
панели. Так, если растяжение
ребер больше растяжения листа
(табл. 2, панель № 4), то вслед-
ствие появления дополнительного
изгибающего момента, имеющего
одинаковый знак со сварочным,
остаточные прогибы панели не-
сколько возрастают. В то же
время при условии превышения
уровня начального растяжения
листа относительно ребра (па-
нели № 5 и 6) достигается не
только существенное снижение
остаточных продольных проги-
бов, но и возможно изменение
характера их распределения по
длине панели, а именно: прогибы
первой и второй половин шва
противоположны по знаку. Полу-
чаемая при этом синусоидальная
форма продольного прогиба па-
нели может иметь как симмет-
ричный (равенство полуволн),
так и асимметричный характер
(рис. 7, кривые 5 и 6) — в за-
висимости от того, насколько вы-
Рис. 7. Остаточные продольные прогибы
сваренных панелей в общем (о) и частных,
экспериментально определенных (б) случаях;
номера кривых соответствуют номерам
панелей в табл. 2
486
СВАРНЫЕ КОНСТРУКЦИИ
ше уровень растяжения листа по сравнению с ребром. Таким образом, здесь
существенную роль играют не только абсолютные значения растягивающих
напряжений в листе и ребре, но и разница между ними. Чем она больше в
пользу ребра, тем меньше размер продольных прогибов отрицательного
знака на участке первой половины шва и больше положительные прогибы
во второй половине. Следовательно, форма продольных прогибов меняется
от явно выраженной асимметричной к симметричной (панель № 5). Пос-
ледняя достигается при величине указанной разности начальных напря-
жений около 30 МПа, которая обусловливает непрямолинейность панели
по длине ±2 мм (рис. 6, г и 7). Дальнейший рост указанной разности между
растяжениями листа и ребер вновь приводит к асимметрии формы прогиба
(панель № 6), но иного рода, чем у панели № 5.
Появление столь необычной формы продольных деформаций короб-
ления объясняется изменением кинетики взаимодействия предваритель-
ных и сварочных напряжений по мере продвижения источника нагрева:
в первой части шва существенную роль играют начальные напряжения,
во второй преобладают сварочные. В полной мере это проявляется лишь
при сварке длинных соединений.
Обнаруженная особенность является принципиальной и имеет важ-
ное значение также с точки зрения решения последующей задачи повы-
шения точности изготовления широких стрингерных панелей-полотнищ,
получаемых путем сварки встык по длинным кромкам ранее изготовлен-
ных узких панелей. В этом случае остаточный продольный прогиб,
имеющий форму, близкую к асимметричной синусоидальной, при малых
амплитудных значениях более желателен для узких панелей, так как при
их последующей стыковке и в случае ориентации направления сварки
тавровых швов соседних панелей в противоположные стороны имеется
возможность значительно уменьшить остаточные продольные прогибы
широких панелей в зоне стыковых швов. Такой способ получения стыко-
вых соединений панелей целесообразен как при сварке с ПУР, так и без
него. Применительно к рассматриваемым в данной работе конструкциям
экспериментально установлено, что панельные полотнища, изготавлива-
емые путем укрупнения узких панелей с продольными прогибами
синусоидальной и примерно симметричной формы при условии ориен-
тации направления сварки тавровых соединений в противоположные
стороны, имеют остаточный продольный прогиб в зоне стыковых швов
не более 2...3 мм (или 0,5...0,75 мм/м).
Дальнейшее повышение точности изготовления сварной тонкостен-
ной крупногабаритной панели возможно в тех случаях, когда при сварке
стыковых соединений применяется ПУР, что обеспечит существенное
снижение уровня остаточного напряженно-деформированного состояния
листовой конструкции.
Важно также отметить, что при сварке с ПУР имеет место умень-
шение поперечных прогибов панелей. Так, сварка тавровых соединений
по новой технологии сопровождается меньшими в 1,5-2 раза угловыми
487
ИЗБРАННЫЕ ТРУДЫ
Рис. 9. Внешний вид опытных панелей,
сваренных ЭЛС с применением ПУР и затем
укрупненных по ширине стыковыми швами в
панельные полотнища
сваренного с применением ПУР (а11ач = 90 МПа, кривая /) и без него (2)
деформациями листа (табл. 2). Объясняется это следующим: действие
значительных по величине начальных растягивающих напряжений ана-
логично увеличению жесткости свариваемого узла, которое, с одной
стороны, препятствует накоплению угловых деформаций листа по мере
продвижения сварочной ванны, а с другой, — интенсифицирует при
охлаждении развитие пластических деформаций удлинения в ЗТВ, обрат-
ных по знаку полученным на стадии нагрева.
Уменьшение продольных прогибов панели при сварке с ПУР вызва-
но снижением напряжений. Проведены исследования остаточных про-
дольных напряжений в области тавровых швов панелей с помощью метода
разрезки зоны сварного соединения в среднем поперечном сечении на
темплеты шириной 3...8 мм, упругие деформации в которых определялись
механическим деформометром на базе 50 мм (общая погрешность изме-
рения — не более 0,002 мм). Из приведенных на рис. 8 эксперименталь-
ных данных видно, что в соединениях, сваренных без ПУР, уровень
остаточных продольных напряжений весьма высок и достигает 140...
150 МПа. В то же время в швах, при сварке которых применялось даже
относительно небольшое растя-
жение листа и ребер (на уровне
80... 100 МПа), остаточные напря-
жения снижаются более чем в
2 раза. С увеличением предвари-
тельного растяжения этот эффект
возрастает.
Таким образом, полученные
экспериментальные данные позво-
ляют считать, что минимальные
остаточные напряжения в исследу-
емых сваренных панелях достига-
ются при ЭЛС с применением
предварительного упругого растя-
488
СВАРНЫЕ КОНСТРУКЦИИ
Таблица 3. Свойства сварных соединений сплава АМгбН
Тип соединения ов, МПа а, град Зона разупрочнения листа
ширина, мм глубина, мм
Тавровое 380...400 65...80 12...15 3...4
Стыковое 300...340 50-60 13...16 9
жения соединяемых элементов, при котором лист растягивается до на-
пряжений 155±10 МПа, а ребра — на 30±3 МПа меньше (панель № 5).
По этой технологии сварена партия панелей, которые затем были укруп-
ненны стыковыми швами в панельные полотнища (рис. 9).
Рентген- и ультразвуковой контроль всех сварных соединений пане-
лей показал отсутствие каких-либо недопустимых дефектов.
Результаты механических испытаний образцов, вырезанных из сва-
ренных панелей, представлены в табл. 3.
Разрушение соединений происходило по линии сплавления и имело
хрупкий характер. Наименьшими прочностью и пластичностью отли-
чались стыковые швы, в которых зона разупрочнения распространялась
на всю толщину металла. В то же время механические характеристики
листа после приварки ребер жесткости изменились мало.
Оценка конструктивной прочности сваренных панелей производилась
по результатам их испытаний на устойчивость приложением сжимающей
продольной силы. Реальная нагрузка, при которой происходила потеря
устойчивости панели с одновременным появлением и раскрытием попе-
речных трещин в верхней части ребер, оказалась близкой к расчетной. При
этом сварные тавровые соединения не имели разрушений.
Выводы
1. Разработанная технология позволяет изготовлять крупногабаритные
сварные тонкостенные панели из высокопрочных алюминиевых сплавов
с обеспечением минимальных зон разупрочнения основного металла и
остаточных деформаций коробления.
2. Существует возможность получения высококачественных швов на
тавровых протяженных соединениях тонкостенных элементов с помощью
электроннолучевой сварки (при угле наклона луча к плоскости листа 20...
30°) и ПУР листа и ребер жесткости до 0,5...0,8 предела текучести.
3. Применение ПУР с целью обеспечения высокой точности изготов-
ления конструкций из алюминиевых сплавов наиболее эффективно при
условии оптимизации как величины растягивающих нагрузок, так и
разности напряжений, создаваемых в листе и ребрах перед сваркой.
Получаемые в результате остаточные продольные прогибы панелей не
превышают 0,5...0,7 мм на 1 пог. м.
• 4. В случае сварки длинномерных тонкостенных тавровых сое-
динений остаточный продольный прогиб панели может быть не только
489
ИЗБРАННЫЕ ТРУДЫ
одного, но и двух знаков. При этом соотношение длин участков с кривизной
различного знака в значительной мере зависит от параметров ПУР.
1. Профили специального применения из алюминиевых и магниевых сплавов: Справочник-каталог
/ Под ред. М. 3. Ерманка. — М.: Металлургия, 1980. — 368 с.
2. Электронно-лучевая сварка / Под ред. Б. Е. Патона. — Киев: Наук, думка, 1987. — 255 с.
3. Трочун И.П. Внутренние усилия и деформации при сварке. — М.: Машгиз, 1964. — 246 с.
4. Иевлев П.М. Растяжение свариваемых встык кромок как средство предупреждения коробления
тонких листов // Тр. ЦНИИ реч. флота. — 1955. — Вып. 31. — С. 87-100.
5. Шиганов Н.В. Влияние активных сил на деформации при сварке //Тр. МВТУ им. Н. Э.
Баумана. — 1949. — № 6. Напряжения и деформации при сварке. — С. 106-141.
6. Сагалевич В.М , Козлов С.В. Шамотко Е.Г. Снижение деформаций при сварке ребристых
панелей растяжением стенок // Свароч. пр-во. — 1975. — № 2. — С. 16-18.
7. Михайлов В.С., Фадеев И.С. Предупреждение остаточных сварочных деформаций при изготов-
лении сварных панелей на поточных линиях // Математические методы в сварке. — Киев:
Наук, думка, 1981. - С. 114-121.
8. Stanhope A. Welding airfame structures in titanium using tensile loading to overcome distortion
// Metal Construction and Brit. Weld. J. — 1972. — № 10. — P. 336.
9. Heinz O. Vermeidung der Beulen-und Wellenbildung beim Schweissen dunner Bleche // Schwe-
isstechnik. — 1969. — № 1. — S. 11-13.
10. Anderson I.W., Holt R.E. Prestressing for warpage control of welded steel sheet // Weld. J. —
1974. - № 7. - P. 431-437.
11. Lobanov L. M., Pavlovsky V. 1., Lysak V. V. Elastische Vorspannung beim Schweissen von Dunblechen
aus Alu-minimumlegierungen // Schweisstechnik (DDR). — 1987. — № 10. — S. 447-449.
РОБОТИЗИРОВАННОЕ ПРОИЗВОДСТВО
СВАРНЫХ ФЕРМ ДЛЯ ПЕРЕКРЫТИЙ
ПРОМЫШЛЕННЫХ ЗДАНИЙ*
Б.Е. Патон, Л.М. Лобанов, В.И. Терещенко, В.А. Тимченко, В.В. Волков
Ключевые слова: роботизированная дуговая сварка, фермы для перекрытий зданий,
автоматическая сборка под сварку, начальная адаптация сварочного робота, Украина
При возведении зданий промышленного и общественного назначения все
шире используется модульный принцип строительства с применением
сварных конструкций, изготовленных в заводских условиях. Например,
для перекрытий пролетов таких зданий применяются фермы различного
типа, поясные элементы и раскосы которых выполняются из трубчатых
профилей прямоугольного сечения, соединяемых дуговой сваркой.
Указанные фермы составляют до 30 % массы металлоконструкций
зданий и сооружений. В изготовлении они более трудоемки, чем другие
сварные конструкции, применяемые в строительстве. Большая трудоем-
кость изготовления ферм обусловлена значительным количеством свар-
ных швов сложной формы и неудобным для сварки их расположением
’Автоматическая сварка. — 1994. — № 12. — С. 26-29.
490
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 1. Схема одного из конструктивных вариантов фермы
Рис. 2. Внешний вид линии автоматической
сборки и роботизированной сварки
стропильных ферм
на изделии, а также значительными размерами и большим разнообразием
типоразмеров ферм. При этом к фермам, особенно к их сварным швам,
предъявляются высокие требования по качеству.
Фермы обычно изготовляются с применением ручного труда и
простейших приспособлений. Например, укладка раскосов и их сборка с
поясами в сборочном стенде, оснащенном винтовыми прижимами, выпол-
няется вручную, сварка ферм производится также вручную штучными
электродами или сварочными полуавтоматами в СО2, а транспортные
операции с тяжелыми деталями и фермами осуществляются с помощью
цеховых кранов.
Для радикального повышения качества ферм, существенного увели-
чения производительности труда и других экономических показателей
производства необходимо автоматизировать и механизировать выпол-
нение технологических процессов и сопутствующих им транспортных
операций, что позволит существенно сократить затраты трудовых, мате-
риальных и энергетических ресурсов
на единицу продукции.
Поставленная задача решена пу-
тем создания автоматической сбороч-
но-сварочной линии для производст-
ва стропильных ферм (рис. 1) типа
«Молодечно» длиной до 12 мм высо-
той до 2,5 м с конструктивными эле-
ментами, изготовленными из гнуто-
сварных профилей прямоугольного
сечения.
Линия (рис. 2 и 3) состоит из
одного модуля автоматической сбор-
ки и прихватки ферм и двух последо-
вательно работающих модулей ро-
ботизированной сварки раскосов с
поясами.
Модуль автоматической сборки
включает в себя два магазина-питате-
ля поясов ферм 1 (рис. 3), две группы
магазинов-питателей раскосов 3, чел-
491
ИЗБРАННЫЕ ТРУДЫ
Рис 3. Схема линии автоматической сборки и роботизированной сварки стропильных ферм
ночный монорельсовый транспортер поясов 2, челночный транспортер и
укладчик раскосов 4, стенд сборки и прихватки ферм 5.
Каждый из модулей роботизированной сварки состоит из двух
кантователей 6, двух сварочных роботов 8 и транспортного устройства 7
для быстрого перемещения фермы между узлами соединения раскосов с
поясами с целью подачи очередного узла в рабочую зону роботов.
Два пояса, по одному из каждого магазина 1, подаются транспорте-
ром 2 в стенд 5. В промежуток между поясами из магазинов 3 транспор-
тером-укладчиком 4 подаются, ориентируются под заданными углами и
укладываются в заданные места одновременно до семи раскосов. Пояса
и раскосы после укладки фиксируются в требуемом положении по упорам
и относительно друг друга с помощью пневматических прижимов. После
фиксации элементов фермы производится прихватка раскосов к двум
поясам с помощью автоматической сварки в СО2, выполняемой одновре-
менно восмью сварочными горелками. При этом каждый раскос прихва-
тывается к каждому из поясов в двух точках. Все эти операции осущес-
твляются соответствующими механизмами в автоматическом режиме.
После такой сборки ферма освобождается от прижимов и при
очередном ходе подвесного челночного транспортера 2 подается из сбо-
рочного стенда в первый кантователь 6 первого модуля роботизированной
сварки; одновременно в стенд сборки 5 поступает следующий комплект
поясов и раскосов. Цикл сборки повторяется.
В первом кантователе б собранная ферма поворачивается на 90° и в
таком положении с помощью транспортного устройства 7 подается на
приварку двух раскосов к поясу (узел фермы) первой парой роботов 8.
После завершения сварки одного узла ферма перемещается на шаг между
узлами с целью введения в рабочую зону этих же роботов следующего
узла фермы для его сварки. После приварки первой парой роботов всех
раскосов к одному поясу ферма поворачивается в горизонтальное поло-
жение вторым кантователем 6 первого модуля роботизированной сварки
и с помощью первого кантователя 6 второго модуля роботизированной
сварки кантуется на 90° для приварки раскосов ко второму поясу
с помощью второй пары роботов. После сварки всех узлов ферма с
помощью второго кантоватеяя 6, расположенного на выходе второго
492
СВАРНЫЕ КОНСТРУКЦИИ
модуля роботизированной сварки, кантуется в горизонтальное поло-
жение, затем она снимается с линии и передается при помощи транспор-
тных средств для последующих операций (контроль, нанесение покрытий
и т. д.).
Такие факторы, как большие размеры ферм, сложная форма линии
соединения, погрешности изготовления раскосов и поясов, а также погреш-
ности их сборки под сварку, невозможность точного размещения в рабочем
пространстве соединений раскосов с поясами, чрезвычайно затрудняют
применение автоматической сварки. Автоматизация сварки ферм прак-
тически возможна только с помощью роботов — в связи с тем, что они легко
перепрограммируются на сварку швов практически любой формы и способ-
ны автоматически корректировать траекторию перемещения точки сварки в
зависимости от фактического положения свариваемых элементов каждого
экземпляра изделия в рабочем пространстве. Кроме того, были разработаны
специальные программы адаптации, позволяющие учитывать случайные
отклонения размеров поперечного сечения раскосов.
Робот для сварки ферм может быть небольших размеров, если
предусмотрено относительное перемещение робота и изделия для пооче-
редного совмещения мест сварки с рабочей зоной робота. В данном случае
был выбран робот РМ-01 совместного белорусско-финского производст-
ва, подобный широкоизвестному PUMA-560.
Рабочие швы каждого узла фермы в разработанной линии выполня-
ются двумя роботами, расположенными по обе стороны от изделия
(рис. 4), так как одним роботом сварить замкнутый шов, соединяющий
раскос фермы с поясом, невозможно. Кроме того, сварка позволяет
одновременно с двух сторон уменьшить сварочные деформации изделия.
Требуемая корректировка программы перемещения сварочных горе-
лок осуществляется роботами по результатам автоматического измерения
фактического положения свариваемых деталей до начала сварки. Это
измерение выполняется путем касания изолированным соплом горелки,
электрически соединенным с ис-
точником напряжения 500 В повы-
шенной частоты (400 Гц), поверх-
ностей свариваемых деталей в
определенных точках, далее назы-
ваемых базовыми. В момент появ-
ления электрического контакта
сопла с изделием робот определяет
фактическое положение точки
касания в своем рабочем простран-
стве в координатах X, Y, Z.
Для выбора положения базо-
вых точек линия шва, свариваемо-
го одним роботом, условно делится
на следующие участки (рис. 5):
Рис. 4. Расположение сварочных горелок,
каждая из которых закреплена на отдельном
роботе, относительно свариваемого узла фермы
493
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Схема поиска базовых точек при измерении положения свариваемых деталей до начала с варки
прямолинейные, расположенные поперек пояса фермы (7-2, 5~б);
длина этих участков принимается неизменной, считается, что они смеща-
ются случайным образом параллельно самим себе, их положение опреде-
ляется измерением вдоль осей Z и У;
прямолинейные, расположенные вдоль пояса фермы (3-4), длина этих
участков и их положение определяются измерением вдоль осей Z и X;
участки, включающие закругления (2~3, 4~5), форма этих участков
принимается неизменной, считается, что они смещаются случайным обра-
зом параллельно самим себе, их смещение определяется на основании
измерений на остальных участках.
На рис. 5 участки 1-2, 2-3, 3~4, 4~5, 5~6, свариваемые роботом R1,
обозначены нижними индексами 1, а такие же участки, свариваемые
роботом R2, — нижними индексами 2. В последующих рассуждениях
индексы в обозначении участков не указаны, так как эти рассуждения
относятся в равной мере к одноименным участкам, свариваемым обоими
роботами.
До начала сварки робот R1 производит измерение минимум в
четырех базовых точках А\г, AJy, Btx, С\у в направлениях, указанных на
рис. 5 стрелками.
494
СВАРНЫЕ КОНСТРУКЦИИ
Измерение начинается с точки Л12, а затем на высоте h (равной около
10 мм) от поверхности / пояса выполняется измерение в точках Aly, Bix,
С\у. В результате определяются смещения базовых точек относительно
их программного положения, а именно: Дгя1 для точки Л12 Ауа} для точки
АХу, Ахьх для точки Biy, АусЛ для точки С1у. Угол ос между поясом I и
раскосом II принимается неизменным. Поэтому при заданной h поло-
жение точек Яр fep Ср лежащих на линии шва, однозначно определяется
положением точек АХу, Bix, Ciy. Координата г всего шва между точками
1 и 6 принимается равной координате z точки А12. Если верхняя плоскость
пояса I не может считаться параллельной оси У, то для определения
координат z всех точке шва необходимо производить по оси Z не только
в точке Л12, но и в точке С12 и осуществлять линейную интерполяцию
значения координаты z между точками 3 и 4.
Положение участка 1-2 вдоль оси У определяется положением точки
АХу а положение участка 5~6 вдоль оси У — положением точки С1у. Точки
Aiy и С1у выбираются приблизительно над серединой отрезков 1~2 и 5~6.
Положение отрезка 3~4 вдоль оси X определяется положением точки
В1Х, выбираемой в средней части стороны Ц на высоте h от верхней
плоскости пояса I. Если координата х для всех точек отрезка 3~4 не может
быть принята постоянной, но участок 3~4 можно считать прямым, то
используют две точки — В[х и В"х. Если же участок 3~4 нельзя считать
прямолинейным, то следует производить измерения в трех точках —
В\х, В\х.
В результате измерений считаем, что точки 1~6 на шве смещены
вдоль осей X, У, Z относительно запрограммированного положения на
расстояния Дх, Ay, Az следующим образом:
точки 1 и 2 — Аув (или Дг/В); Ауп, Aza;
точка 3 — Ахв (или Ахв)\ Ауа; Aza;
точка 4 — Ахв (или Ахв)\ Аус; Azc; (или Azc)
точки 5 и 6 — Ахв (или Дхв-); Аус; Aza\ (или Дгс).
Участки 1~2, 2~3, 4~5, 5~6 при отработке программы не изменяют
длину и форму, а лишь смещаются в пространстве параллельно самим себе.
Длина участка 3~4 изменяется, если Ауа Ф Аус. Благодаря этому
учитываются случайные отклонения размера 1\ поперечного сечения раско-
са. При Aza Ф Azc участок 3~4 поворачивается в плоскости, параллельной
У/, а при Ахв Ф Ахв этот участок поворачивается в плоскости XY.
Случайные отклонения размера /2 учитываются благодаря изме-
рению положения раскоса вдоль координаты X обоими роботами (R1 и
R2). Так как длина отрезков 1-2 и 5~6 не меняется для каждого из
роботов, то перекрытия швов на участках 1\~б\ и 12~б\ изменяются на
размер случайного отклонения размера /2-
Внешний вид швов, сваренных одним роботом с автоматической
корректировкой траектории движения точки сварки, приведен на рис. 6.
495
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Фрагмент узла фермы после
сварки одним роботом
Применение автоматической сбор-
ки поясов с раскосами и прихватки
ферм, роботизированной сварки рабо-
чих швов, автоматической кантовки и
транспортировки ферм между сбороч-
ной и сварочными позициями позволяет
значительно сократить число рабочих-
сварщиков, улучшить условия труда и
повысить качество продукции.
Обслуживание линии предусмотре-
но всего двумя операторами в смену: одним на позиции сборки ферм (для
загрузки магазинов-питателей и наблюдения за работой модуля авто-
матической сборки) и одним на позициях сварки роботами (для наблю-
дения за работой роботов и их периферийного оборудования).
Производительность линии — 50 ферм в смену.
Компоновка линии, приведенная на рис. 3, может быть легко
изменена в зависимости от имеющихся производственных площадей.
Кроме того, при необходимости увеличить производительность
линии возможна организация двух параллельно работающих участков,
каждый из которых содержит два последовательных модуля роботи-
зированной сварки. Указанные модули обеспечиваются собранными и
прихваченными фермами, поступающими с одного модуля автоматичес-
кой сборки, который имеет большой запас увеличения производитель-
ности. Другим путем повышения производительности линии является
увеличение числа роботов в каждом из модулей роботизированной сварки
для одновременной сварки двух или более узлов фермы.
ADVANCED TRENDS IN IMPROVEMENT
OF WELDED STRUCTURES*
B.E. Paton
The progress in the leading branches of modern industry is closely connected
with the solution of those problems which are encountered in the creation
of reliable and long-lived welded structures. These structures are operating
on land, under water and in space, at normal, high and cryogenic tempera-
tures, in aggressive environment and in conditions of intense radiation. The
total volume of welded structure fabrication in the world amounts to
hundreds of millions of tons.
‘Welding and Surfacing Rev. — Harwood Academic Publishers GmbH, 1997. — Vol. 8. — P. 1-18.
496
СВАРНЫЕ КОНСТРУКЦИИ
The progress of metal construction was greatly enchanced by the school
of welded structures which was founded by Evgeny Oskarovich Paton. This
school provides an integrated solution to research, project and industrial prob-
lems associated with the creation of structures, including the development of
well-weldable steels, the development of methods of calculation of welded
joints and members, which completely meet their actual performance and the
development of high efficiency welding processes, equipment and materials, as
well as searching for new designs which use welding as the most effective
method of producing permanent joints, thus satisfying the requirements of the
high adaptability to manufacture and shop output of structures.
Many research and design organizations, higher educational institutions
and industrial enterprises have greatly contributed to the creation of rational
welded structures. Much useful work is done within the scope of the Inter-
national Institute of Welding.
Great achievements have been made in the creation of rational welded
structures. Among the notable research done with the participation of the
Paton Institute are a wide range of investigations of static and cyclic strength
of welded joints, their resistance to brittle fatigue and lamellar fractures
and the development of fundamentals of methods to assure reliability and
long life of the welded structures taking into account the requirements of
metal consumption reduction. A system of standard documents, which
regulate the design, calculation and fabrication of different welded structures
has been created. New types of economic and reliable welded structures have
been designed including light building metal structures, bridge transitions,
TV towers, off-shore stationary platforms and heavy-loaded hoisting machi-
nery made of high strength steels.
The problem of the wide application of advanced approaches of fracture
mechanics for evaluating the load-carrying capacity of welded joints working
in different loading conditions allowing for the specific cases, including a
multiaxial stressed state, residual stresses, geometric and physical heteroge-
neity, the presence of sharp cavities in some cases and probable defects is
important. This is explained by the fact that the traditional way of preventing
welded structure fracture which mainly consisted in limiting the size and
number of imperfections, reducting the stress concentration, rejecting crack-
like defects and providing a definite metal toughness level by testing standard
impact specimens does not always guarantee high structural reliability.
Accounting for the existence of crack-like defects in welded structures
that are not detected by non-destructive testing, the concept named «fitness
for purpose» finds more and more widespread recognition worldwide as it
is based not only on empirical experience, but also on quantitative methods
of calculation.
Over many years the comprehensive studies of the load-carrying capacity
of the welded joints have been carried out at the Paton Institute. Thus, the
resistance of different structural materials to the initiation and propagation
of fractures at the presence of cracks in the definite service conditions taking
• из? 497
ИЗБРАННЫЕ ТРУДЫ
Figure 1. Effect of technological processing on
the resistance to crack initiation and propagation
in high-strength steels: / — 12G2MFAYuSh —
after ESR; 2 - 12GN3MFAYuDR - blowing
with argon; 3 — 12G2MFAYu-U — blowing
with argon; 4 — 14KhGN2MDAFB — refining
with synthetic slags; 5 — N-A-XTRA-70 —
refining with synthetic flux; 6 — 14Kh2GMR;
7 - 12GN2MFAYu; 8 - 14KhG2SAFD
into account the effect of thermode-
formational cycle of welding and in-
itial and post treatment is being in-
tensively studied. As an example,
Figure 1 gives the data demonstrating
the effect of the processing method
in producing the parent metal on the
resistance to the initiation and propa-
gation of fractures caused by cracks
in high-strength steels. It is seen that
the electroslag remelting and steel
blowing with argon can drastically
increase the alloyed high-strength
steels resistance to the initiation and
propagation of the tough fracture at
the presence of cracks.
Figure 2 shows rather typical
results of testing crack resistance of
different zones of steel X70 welded
butt joints. The typical features of a
considerable scattering of values of
fracture toughness due to a chemical,
structural and mechanical heteroge-
neity of the welded joint metal sho-
uld be noted. It requires a probability
approach to describing the test re-
sults and defining the requirements
to the welded joint fracture tough-
ness. The above-mentioned refers not only to the results obtained in testing
at static load, but it appears more distinctly in evaluating the characteristics
of the resistance to the initiation and propagation of fractures caused by
cracks at afternate loads for different zones of the welded joints, especially
after long-time operation in conditions of high temperatures, aggressive
media or radiation.
A great deal of attention is paid to the methods of calculating the life
of the welded joint with undetected cracks. Without going into the specifics
of these methods, it should be noted that, in addition to making calculations
for critical structures with such hypothetical cracks, similar approaches on
the basis of the fracture mechanics are being developed for the wide class of
the welded joints which have sharp cavities of a design or technological
origin. Figure 3 shows such typical welded points with fillet and spot welds
with the sharp cavities stipulated by the geometry of the abutting elements
to be joined. Such joints are widely used in welded building structures,
shipbuilding, automobile and other branches of industry. They are not
498
СВАРНЫЕ КОНСТРУКЦИИ
Figure 2. Crack resistance of different zones of welded butt joint of steel X70:
• - 5C; © - 8,; (D - 8U; О - 8m (BS 5762:79)
usually of concern in the structures of sufficiently tough materials, but
require a certain concern when used in structures of materials with a limited
margin of toughness as, for example, steels of increased and high strength
and high-strength aluminium alloys.
The so-called concept «fitness for purpose» for the general-purpose
joints realized on the basis of a computer system developed at the Paton
Institute, requires no special knowledge of the user in the field of fracture
mechanics, mechanics of deforming and numerical methods. In addition, the
system provides auxiliary information, for example, about the effect of the
level of non-relaxed residual stresses or variation of geometrical weld sizes.
In evaluating the effect of residual welded stresses on the load-carrying
capacity of structures, accounting for sharp concentrators, it is important to
know how the value and distribution of residual welding stresses depends
upon the different design and technological factors. Considerable achieve-
ments have been attained in the development of the calculation approaches
for the determination of welding stresses on the basis of the theory of ther-
moplasticity and numerical methods, as well as in the creation of effective
experimental methods of residual stress control.
The non-destructive methods of determining residual stresses based on
ultrasonic probing of certain regions of the welded structures is used suc-
cessfully. In the Institute an instrument has been developed which allows
the stresses in laboratory and industrial conditions to be measured with high
accuracy.
At the Paton Institute a holographic method of residual stress deter-
mination has been developed. The local peculiarities of distribution of stresses
in arc and electron beam welding of steels and high-strength light alloys
have been revealed by this method. The holographic method measures not
only the residual stresses, but also evaluates the stress-strain state caused
by different kinds of service load, as well as realizing non-destructive quality
control and diagnostics of the welded joints and structures.
34*
499
ИЗБРАННЫЕ ТРУДЫ
The creation of systems for diagnostics of the load-carrying capacity of
welded structures both at their fabrication stages and in service acquires greater
and greater importance. The acoustic emission method provides wide opportu-
nities in this respect. The Paton Institute has developed specialized procedures
and equipment based on using the effect of the acoustic emission which occurs
when material deforms or fractures. The portable equipment allows the control
of the strength of objects such as pipelines and elements of off-shore stationary
platforms which are subjected to pressure and of many other critical structures.
Here, the weakened zone are localized at earlier stages of fracture. The
determination of the residual structure life is the final aim.
The developed methods of study of the stress-strain states allowed a
great deal of data to be obtained for the solution of problems of welding
stress and strain regulation in structures which require a high accuracy in
fabrication and reliability in service. The best results in the solution of such
problems in the cases of welding sheet and girder structures were attained
500
СВАРНЫЕ КОНСТРУКЦИИ
by inducing the preliminary stress-strain
states during assembly, these being op-
timized with respect to welding stresses
and strains. The schemes of the prelimi-
nary elastic deformation allowing resid-
ual welding strains to be avoided have
been developed for all types of welded
joints. Thus, to eliminate deflection in
welding circular joints in thin-walled
shell structures the preliminary elastic
bending of the near weld zone is used
(Figure 4). As shown in Figure 4, special
welding-assembly units are designed for
this purpose.
In welding longitudinal butt and
T-joints in flat structures the application
of pre-tension to the elements being
welded which provide the initial stresses
at the level of the residual stresses oc-
Figure 4. Assembly-welded installation for
deformation free welding of circular joints in
shell structures
curring in the weld during welding with-
out deforming, is optimum.
On the basis of such an approach
deformation-free methods of fabricati-
on of aluminium alloy welded panels
have been developed for use in
shipbuilding, aircraft, aerospace engineering and other branches of industry.
These technologies provide quality long joints obtained with automatic
methods of welding; elimination of temporary displacements in the welding
process and a drastic reduction in residual welding stresses and strains. The
optimizing of the schemes and parameters of the preliminary deformation is
decisive.
The welding of T-joints leads as is shown in Figure 5, a, to considerable
stress-strain states. The sample presented im Figure 5, a was made of AMg6
alloy using double-sided impulse argon arc consumable electrode welding.
Sheet distortion relative to the stiffener, which is variable over the joint
length, is observed. The residual stresses in the stiffener and sheet reach
values close to the yield strength.
Pre-tension of the sheet and stiffener allows the regulation of the residual
stress-strain state. The increase in initial tensile stresses leads to a high
reduction of welding stresses. The greatest effect can be obtained in the case
of values of tension pre-stresses in the sheet and stiffener at the level of the
yield strength of the material being welded (Figure 5, b.) In this case the
complete elimination of distortions and a drastic reduction of the residual
stresses is attained.
A similar mode of changing the residual stresses is shown in Figure 6.
In increasing the values of initial stresses from zero up to the yield strength
501
ИЗБРАННЫЕ ТРУДЫ
Figure 5. Shape changing deformations in welding T-joints of aluminium alloy AMg6:
a — welding without preliminary elastic deformation; b — welding with pre-tension of sheet
and stiffener with stresses close to the yield strength
value, the longitudinal residual stresses with respect to the weld are decreased
from 160 down to 50 MPa.
By applying the method of preliminary elastic deformation the problem
of automatic welding of large-sized aluminium alloy shipbuilding panels of
up to 9 m long and 1.5 m wide with longitudinal stiffeners of 100-120 mm
high was solved. Argon arc consumable electrode welding was used. By the
appropriate selection of preliminary deforming parameters it was possible to
provide the required accuracy in fabrication of the large-sized welded panels.
Figure 7 shows a sample of such a panel. The maximum residual longitudinal
deflections in the stiffener zone did not exceed 3-5 mm. The mechanical and
corrosion tests that were carried out in accordance with the requirements
Figure 6. Decrease of residual stresses in welding T-joints at different tensile stresses of sheet ( Gp')
and stiffener (op): a — = 0 and Cp = 0; b — о* = 0.2c02 and Op - c02; c - Gph = O.75go2
and Gq = 0.3cc 2; — Gp = 0.75gq2 and Cp = 0.75cp 2; e Gp ® Cp2 and Cp — Gp2
502
СВАРНЫЕ КОНСТРУКЦИИ
Figure 7. Shipbuilding panel made by argon arc welding subjected to preliminary elastic deformation
specified for ship hull structures confirmed the high service characteristics
of the welded panels.
The technology of fabrication of large-sized thin-walled panels of high-
strength aluminium alloys using electron beam welding and elastic pretension
of the sheet and stiffeners were also developed. The application of electron
beam welding provides a minimum length of weakening zone and produces
high quality welds. The elastic tension permits an increase in the accuracy
of the assembly and avoids the residual welding deformations. Figure 8 shows
a batch of panels which were welded on the basis of the suggested technology.
The panels were 2 m long and 1.5 m wide, these panels were then shaped
into the elements of cylindrical shells and the large-sized shells were welded
with longitudinal butt welds.
The results of testing these panels in accordance with the conditions of
their application in the latest engineering structures showed that they can
be effectively used in fabrication of heavy-loaded aerospace structures which
have strict requirements for weight parameter reduction, as well as for
strength and rigidity.
Figure 8. Panels made by using electron beam welding and preliminary elastic deformation
503
ИЗБРАННЫЕ ТРУДЫ
Figure 9. Electron beam welding of stringer shells using preliminary elastic deformation
The more complicated problem is also solved for the fabrication of
large-sized welded stringer shells without using the panels. Figure 9 shows
the loaded jig for welding the longitudinal stiffeners directly onto the large-
sized shell. Both the shell and the welded-on stiffeners were subjected to
the elastic pre-tension. Electron beam welding was used in a process similar
to that of the panel manufacture. The assembly-welding jig was arranged in
a vacuum chamber. Using this method, stringer cylindrical shells of 4 m
diameter and 2.5 m long were welded with high-strength aluminium alloy
AMg6 and a double cold working. The welded shells satisfied the high
requirements of quality and accuracy of fabrication. The residual deflection
of the shell in the zone of the stiffeners did not exceed 1.5-2.0 mm along
the whole length. Mechanical tests for axial compression and inner pressure
were made to evaluate the quality of the welded joints and welded shell
performance. This structure withstood all the designed loads.
Together with the solution of problems on the development of high
effective welded structures used in aerospace engineering, research has been
carried out for many years on welding in space, resulting in integrated
experiments made in open space for the deployment of truss structures in
which welding and brazing were used for the separate connections. Figure 10
shows the 15 m truss structures which were also deployed in space. They
are the load-carrying structures of re-usable solar arrays of the technological
module docked to the orbital space station «Mir». Several months ago, made
possible by due to the docking of the Shuttle to the station «Mir», cosmonauts
conducted a unique operation on folding these structures and transferring
them to another place and the next deployment. These structures are now
successfully operating in the orbital station «Mir». It can be stated that the
new solutions for the creation of continuously operating orbital stations will
require, even in the near future, the application of welding technologies in
open space for assembly-construction and repair work. This can be verified
by the preparation, at the present time, for conducting experiments on weld-
ing in open space at the US Shuttle by using the technology and versatile
504
СВАРНЫЕ КОНСТРУКЦИИ
electron beam tool which has been designed and manufactured by the Paton
Institute.
The collapsible thin-walled shell structures also show promise for space
applications. An example of this structure is given in Figure 11. The elements
of the welded air-tight shells are folded as a result of isometric transformation
of the surface into rings and then under on-site conditions, they are trans-
formed under the action of compressed air into the preset shell structures of
volumes which are tens of times larger. On this principle, similar vessels
with transformable volumes have been designed for storage of bulky and
liquid products. As-folded such vessels are completely manufactured in shop
conditions and with their relatively small dimensions and mass they are able
to use standard transportation. On-site they are transformed into large-sized
constructions.
The optimization of technological processes of fabrication contributes
to a large reduction of metal consumption in welded structures and an increase
in their reliability and service life. It is possible to increase considerably the
strength characteristics of welds to decrease the scattering of these charac-
teristics for different zones of the joint, thus leading to notable improvement
in reliability and reduction of metal consumption in the structure, as a whole,
by updating the technology of prefabrication, assembly, welding and post
treatment.
An example of new technological solutions for providing welded joints
of the high strength and reliability is given below.
The most important trend in improving shipbuilding
is the development of the technologies of manufac-
Figure 10. Truss structure for solar arrays
in station «Mir»
Figure 11. Collapsible
shell structure
505
ИЗБРАННЫЕ ТРУДЫ
turing ships with a double hull or bottom with rigid connection between
the outside and inner lining by using a single system of the longitudinal
stiffeners. In addition, series technical problems are encountered in the as-
sembly and welding of the upper lining to the longitudinal stiffeners. The
limited access to the welding zone determines the need to use slot welds as
the main technological option in order to provide a high quality of joint
assembly, accuracy in the welding arc orientation with respect to the stiffeners
being welded and efficiency of the selected welding process.
To solve the above-mentioned problem, the Paton Institute has devel-
oped suitable methods of electron beam welding and automatic consumable
electrode arc welding. Experiments were carried out on low-alloyed steels
used in ship-hull structures.
In the case of electron beam welding, three-pass welding is best when
the successively arranged welds overlap each other creating a common weld
without undercuts, as shown in Figure 12, a. In the case of the use of arc
methods the best effect was achieved with submerged arc welding. A
macrosection of such a joint is shown in Figure 12, b. A narrow weld with
a quality stiffener penetration and a good weld formation in the T-joint
fillets was obtained. The weld metal is dense and without pores, the weld
reinforcement being minimum. Such
technology could be used for the
manufacture of ship-hull structures
with double bottoms.
The majority of welded struc-
tures are operated in conditions of al-
ternate loads and, therefore, require
a great deal of attention to be paid to
the development of methods of im-
proving the fatigue resistance of the
welded joints. Figure 13 shows the
effectiveness of different kinds of
treatment of as-welded joints for im-
proving their fatigue resistance. The
most effective methods are those of a
local explosion and strengthening ul-
trasonic treatment. It should be noted
that at present special attention
should be paid to ultrasonic peening
treatment as it provides fatigue
strength of the joints at the level of
the parent metal.
Special requirements are speci-
fied for the reliability of railway
bridge spans. In the network of the
railways in CIS more than 3000
Figure 12. Macrosections of welded joints made by
using electron beam welding (c) and submerged arc
welding (b)
506
СВАРНЫЕ КОНСТРУКЦИИ
welded spans of a total mass of more
than 300 t are in service. In some of
these fatigue cracks are initiated.
The application of the ultrasonic
peening treatment to the welded
joints allows a considerable increase
in the service life of the railway
bridge spans.
A great deal of attention is paid
to the solution of the problems of
integrated mechanization and auto-
mation of welded structures. An ex-
ample of an effective solution to
such a problem is the assembly-wel-
ding production line, developed by
the Paton Institute, for the manu-
facture of truss girders with up to
Fzl Parent metall with as-rolled surface
.§> = И Welded joint in initial state
£ " I 1 As-treated welded joint
Figure 13. Effectiveness of different methods of
technological treatment of welds:
1 — mechanical; 2 — electric arc; 3 — air
plasma, 4 — high tempering; 5 — overloading;
6 — surface cold working; 7 — local heating;
8 — plastic; 9 — explosion; 10 — ultrasonic
24 m span and up to 2 m height from
closed-section profiles (Figure 14). In this line, shown in the Figure, the
assembly of girders is performed with the help of arc spot welding, and the
welding-on of braces to the girths — by the automatic welding with the
help of robots.
The line is attended by only two operators during a shift. The working
cycle of manufacture of one girder is 20-30 min. In addition, here, for the
first time, the process of the gas-electric welding of connections using robots
was realized in the manufacturing process (Figure 15).
For progress in the manufacture of welded structures in integrally-auto-
mated production lines it is necessary to create a new generation of automated
welding equipment on the basis of the modular principle of design and wide
computerization.
During recent years the requirements of industry for equipment and
materials for welding have been drastically increased for welding structures
in site conditions. At the Paton Institute, a new method of welding site
welds in different spatial positions has been suggested. It is based on a
method of welding with a solid wire pulsed arc in CO2. The special feature
of this method is that the conditions of the arc pulsating are set according
to a definite program depending on the spatial position of the weld and the
thickness and properties of the metal being welded. To realize this method
specialized automatic welding machines have been created. Figure 16 shows
the automatic machine, which was used for welding in the construction of
the South Road Bridge through the Dnieper river in Kyiv. In total, 4 km of
fillet welds were welded (12 mm leg for one pass) in the overhead position.
All the welds had a concave shape, a smooth transition to the parent metal
satisfied the quality requirements.
507
ИЗБРАННЫЕ ТРУДЫ
Figure 14. Automated line for welding roofing
truss girders used for industrial buildings
It should be noted that in the
near future we shall have to solve
the complex problems of the creation
of resources-saving methods in
welded structure manufacture which
use minimum material and a mini-
mum number of welds and have a
high adaptability to manufacture
and a high quality, reliability and
service life.
The level of the stand-
ardization and technological docu-
mentation greatly affects the impro-
vement of welded structures by re-
gulating their calculation, design
and manufacture. The continuing
progress of science in the strength of
materials and welded joints will,
over time, enable revision and chan-
ges to be made in the standardizing
of documentation and allow the cre-
ation of calculated methods to de-
termine the reliability and long life
of welded structures which take into
account their service conditions, de-
sign and accuracy of manufacture.
The considerable room for improvement in the reliability and life of
welded structures accompanied by a simultaneous reduction in their metal
consumption lies in an improvement in standardizing the calculated loads
and admissible stresses. The development of criteria and methods of
standardizing the reliability and life of welded structures and accounting for
their possible failures are important.
There is a large potential to decrease the metal consumption in welded
structures by optimizing the technological processes of their manufacture.
Standard technologies should meet the requirements of quality assembly of
components, optimum methods and conditions of their welding, ensuring a
high quality of joints, and a decrease of welding consumables, deposited
metal mass and labour consumption in welding. These should be compiled
in the form of rating-subject documents and standards for the technological
processes of the welded structure manufacture.
An important problem is the development of scientific technical methods
of servicing welded structures based on a carefully developed system of
periodic inspection and repair. In transport and power engineering such
systems have been in operation for many years and provide a considerable
508
СВАРНЫЕ КОНСТРУКЦИИ
Figure 15. Welding of roofing truss girder
connections with the help of robots
Figure 16. Automatic machine for
gas-shielded arc welding in different spatial
increase in service life of machines and equipment. However, in the most
branches of industry there are no regular inspections and repairs, this often
leads to premature breakdown of the welded structures caused by separate
small failures that could have been easily eliminated by periodic repairs. A
systematic study of this area is required, and appropriate standard documents
are to be created to cover the servicing of different types of welded structures.
At this time, a large number of welded structures, that are currently in
service, are approaching a critical age. Therefore, it is important to develop
scientific-technical approaches to the evaluation and extension of the service
life of welded structures of machines and equipment. Such approaches should
be based on an integrated analysis of all the stages of the life cycle of the
structure including the design, manufacture, assembly and service, as well as
developing recommendations for the repair and extension of the structure life.
The increase in quality and performance of welded structures is insepa-
rable from the updating of such important and labour consuming processes
as non-destructive quality control of welded joints. More works should be
done on the design of updated equipment for non-destructive quality control
both in shop and in site conditions. Especially vital is the work on the
creation of portable equipment for ultrasonic testing which could determine
and describe defects in three-coordinate planes automatically, and with a
high validity.
To control welded structures during their service life it is necessary to
develop further the means of technical diagnostics, among which, in our opinion,
acoustic emission and holographic interferometry are most promising.
509
ИЗБРАННЫЕ ТРУДЫ
СОВРЕМЕННЫЕ НАПРАВЛЕНИЯ ПОВЫШЕНИЯ
ПРОЧНОСТИ И РЕСУРСА
СВАРНЫХ КОНСТРУКЦИЙ*
Б.Е. Патон
Представлен комплекс актуальных проблем, связанных с созданием высокоэффективных
сварных конструкций, повышением их прочности и надежности, продлением ресурса
эксплуатации. Показана важность совершенствования научных подходов к проекти-
рованию сварных соединений. Рассмотрены вопросы оценки работоспособности ма-
гистральных и технологических трубопроводов, влияния пластической деформации на
вязкость разрушения трубных сталей. Приведены результаты исследований по разра-
ботке способов повышения сопротивления усталости сварных соединений и торможения
усталостных трещин. Отмечена необходимость более широкого применения высокопро-
чных сталей. Рассмотрены возможности методов акустической эмиссии и оптической
голографии для диагностики сварных конструкций.
The set of topical problems associated with fabrication of high-efficiency welded struc-
tures, increase in their strength and reliability and extension of their life is presented.
The importance of improvement of scientific approaches to design of welded joints is
shown. Consideration is given to issues related to evaluation of performance of main and
process pipelines and effect of plastic deformation on fracture toughness of pipe steels.
Results of investigations aimed at development of methods for improvement of fatigue
resistance of welded joints and fatigue crack arresting are presented. The demand for a
wider application of high-strength steels is noted. Capabilities of the acoustic emission
and optical holography methods in terms of using them for diagnostics of welded structures
are considered.
Ключевые слова: сварные конструкции, проектирование, изготовление, эксплуатация,
прочность, ресурс надежности, долговечность
Роль сварных конструкций, широко используемых в строительстве,
энергетике, транспорте, судостроении и других отраслях промышлен-
ности, неуклонно растет. Они работают на Земле, под водой, в космосе,
при нормальных, высоких и криогенных температурах, в агрессивных
средах и в условиях интенсивного радиационного облучения. Поэтому и
непрерывно повышаются требования к их качеству, надежности и долго-
вечности, что вызывает необходимость поиска новых конструктивно-тех-
нологических решений, совершенствования методов расчета, всесторон-
него исследования прочности сварных соединений, оптимизации техно-
логий изготовления конструкций.
Так сложилось, что большинство эксплуатируемых во многих стра-
нах ответственных сварных конструкций приближается к своему крити-
ческому возрасту. В сложном положении оказался целый ряд отраслей
промышленности (энергетика, транспорт и др.). Особое беспокойство
вызывает техническое состояние мостовых сооружений. Тревожит состо-
яние магистральных газо- и нефтепроводов. Возрастающая доля старых
трубопроводов, отработавших свой нормативный срок, является одной из
‘Автоматическая сварка. — 2000. — № 9/10. — С. 3-9.
510
СВАРНЫЕ КОНСТРУКЦИИ
главных причин увеличения количества аварий. Все большую остроту
приобретают проблемы ресурса энергетического оборудования на тепло-
вых и атомных электростанциях, оборудования в нефтехимической про-
мышленности, подвижного состава на железнодорожном транспорте.
Положение осложняется еще и тем, что в отдельных случаях устарела
или отсутствует нормативно-техническая документация, необходимая для
обеспечения надежной и безопасной эксплуатации промышленных и
хозяйственных объектов.
Поэтому весьма актуальной является проблема разработки научно-
технических подходов к оценке и продлению ресурса сварных конст-
рукций. Такие подходы должны базироваться на комплексном анализе
всех стадий жизненного цикла конструкций, включая проектирование,
изготовление и эксплуатацию. Для получения достоверной информации
об их техническом состоянии необходимо применение современных
средств технической диагностики.
Массовая доля металла шва в сварных конструкциях редко превышает
1 %. Однако их роль в обеспечении безопасной работы конструкций более
значительна. Как свидетельствует статистика, 70...80 % всех фиксируемых
отказов конструкций связаны со сварными соединениями. Поэтому одной
из важнейших задач является повышение качества проектирования сварных
соединений с учетом современных требований. Проблема проектирования
имеет много различных аспектов. Вот некоторые из них.
Первый аспект связан с необходимостью более детального изучения
поведения различных зон сварных соединений современных конструк-
ционных материалов применительно к реальным условиям эксплуатации
часто сверхсложным и в течение длительного периода. В качестве примера
можно привести один из достаточно известных во всем мире случаев
сенсибилизации аустенитных сталей типа 18-10 (AIS1304), т. е. прояв-
ления склонности околошовной зоны сварных соединений таких сталей
к образованию и развитию межкристаллитных коррозионных трещин под
напряжением. Подобные разрушения были обнаружены на трубопрово-
дах энергоблоков типа BWR американских АЭС еще примерно 30 лет
назад. Около 25 % стыков трубопроводов имели указанные дефекты, что
потребовало принятия кардинальных мер и больших затрат средств. На
АЭС с энергоблоками типа РБМК основные технологические трубопро-
воды Ду 300 контура многократной принудительной циркуляции изготов-
лены с учетом американского опыта. Сталь марки 08Х18Н9Т отличается
более высокой стойкостью против упомянутых выше разрушений. Тем не
менее уровень этой стойкости оказался явно недостаточным для реальных
условий эксплуатации, о чем свидетельствуют результаты произведенного
контроля на Ленинградской, Курской, Смоленской и Чернобыльской
АЭС. Сталь 08X18Н9Т имеет относительно высокое содержание углеро-
да, а стабилизации ее титаном недостаточно для подавления образования
карбидов хрома в металле околошовной зоны сварных соединении.
Однако это обстоятельство не было учтено при проектировании.
511
ИЗБРАННЫЕ ТРУДЫ
Следует отметить, что технология сварки стыков трубопроводов,
примененная заводом-изготовителем, позволила обеспечить довольно вьь
сокую производительность труда. При этом уровень остаточных попереч-
ных напряжений на внутренней поверхности труб был близок к пределу
текучести материала, что также способствовало образованию и развитию
в металле околошовной зоны межкристаллитных коррозионных трещин
под напряжением. В значительной степени этого можно избежать путем
изменения технологии сварки, т. е. за счет увеличения количества
проходов и уменьшения погонной энергии сварки.
Проблема сварных соединений корпусов ядерных реакторов типа
ВВЭР также хорошо известна. Ресурс блоков АЭС с реакторами этого
типа определяется преимущественно радиационным ресурсом корпуса
реактора, который в свою очередь зависит от сопротивления материала
корпуса хрупкому разрушению. При этом основным и лимитирующим
расчетным параметром для ВВЭР является критическая температура
хрупкости металла сварного шва, расположенного напротив активной
зоны реактора и испытывающего максимальное нейтронное облучение. К
сожалению, высокое содержание вредных примесей в металле сварного
шва (прежде всего фосфора, меди и др.) ускоряет охрупчивание и
вызывает необходимость применения специальных дорогостоящих мер
для его предупреждения.
Второй аспект проблемы проектирования сварных соединений, на
который следует обратить внимание, — применение современных подхо-
дов механики разрушения для оценки предельных состояний сварных
соединений при различных условиях нагружения. Объясняется это тем,
что традиционный путь предотвращения разрушений сварных конст-
рукций, заключающийся главным образом в ограничении размеров и
количества дефектов, снижении концентрации напряжений, недопущении
трещинообразных дефектов и обеспечении вязкости металла соответству-
ющего уровня по результатам испытаний стандартных ударных образцов,
не всегда гарантирует высокую надежность конструкций. Концепция,
учитывающая существование в сварных конструкциях необнаруженных
применяемыми методами неразрушающего контроля трещинообразных
дефектов и получившая название «Оценка соответствия назначению»,
находит все большее признание во всем мире, поскольку в ее основу
положены не только эмпирический опыт, но и количественные методы
расчета. Несмотря на довольно значительные теоретические успехи в этом
направлении, достигнутые и в Украине, практическое применение совре-
менных методов механики разрушения при проектировании сварных
соединений сдерживается отсутствием соответствующей нормативной
базы. Между тем МИС еще в 1990 г. выпустил документ «The fitness for
purpose of welded structures» (IIW/IIS-1157-90), в котором подробно
расписана процедура применения указанных подходов при про-
ектировании сварных соединений, что вполне может быть основой для
разработки соответствующей отечественной нормативной документации.
512
СВАРНЫЕ КОНСТРУКЦИИ
Одной из причин аварийных ситуаций на атомных и тепловых элект-
ростанциях является эрозионно-коррозионный износ внутренних поверх-
ностей трубопроводов, транспортирующих рабочую среду в условиях вы-
соких давлений, температур и скоростей. Существующие в СНГ норма-
тивные документы, которые регламентируют отбраковку участков трубоп-
роводов с такими повреждениями, не дают объективной оценки их работос-
пособности. В них единственным критерием допустимости дальнейшей
эксплуатации считают толщину стенки трубопровода в зоне локального
износа. В результате исследований, проведенных в ИЭС, разработан
принципиально новый подход к оценке прочности участков трубопроводов
с эрозионно-коррозионным износом и к прогнозированию их ресурса. Он
базируется на теоретических и экспериментальных зависимостях, харак-
теризующихся таким соотношением предельных размеров глубины и длины
зоны повреждения, при которых обеспечивается расчетная прочность тру-
бопровода в течение всего срока эксплуатации (рис. 1).
Особое положение занимает оценка эксплуатационного состояния и
остаточного ресурса магистральных трубопроводов. Нет необходимости
упоминать, что эти конструкции по своему значению, протяженности и
экологическому воздействию играют первостепенную роль среди многих
других инженерных сооружений. Исследования последних лет показали,
что несмотря на эффективные, на первый взгляд, способы коррозионной
защиты, в магистральных трубопроводах возникают многочисленные
дефекты как коррозионного, так и механического происхождения. Когда
речь идет о выявлении наиболее опасных эксплуатационных дефектов,
нередко рассматриваются два альтернативных подхода: испытания тру-
бопроводов повышенным давлением и внутритрубная диагностика.
Рис. 1. Диаграмма предельно допустимых размеров зоны повреждения от
эрозионно-коррозионного износа в трубопроводах (5„0„, 5ИЗН — толщина стенки трубы
соответственно номинальная, расчетная и в зоне износа; £„„„ и Ърасч — длина зоны износа,
соответствующая номинальной и расчетной толщине; R„ — средний радиус трубы в зонах износа)
35-8-1437
513
ИЗБРАННЫЕ ТРУДЫ
Следует признать, что использование первого подхода не позволяет
обеспечить необходимую работоспособность трубопроводов в связи с тем,
что наряду с выявлением наиболее опасных зон он способствует развитию
менее опасных дефектов, влияние которых на прочность может проявиться
спустя некоторое время. Вместе с тем внутритрубная диагностика дает
возможность фиксировать объемные коррозионные повреждения и измерять
толщину стенки трубы с высокой степенью точности и достоверности.
Однако обнаружение плоскостных дефектов в сварных соединениях сопря-
жено с определенными трудностями. Исходя из этого возникает необ-
ходимость в более точной оценке состояния трубопровода по данным
выборочного контроля в отдельных, наиболее ответственных местах, так
называемых горячих зонах. Диагностика этих зон составляет отдельную
научно-техническую проблему. При этом возникает ряд задач, связанных с
обоснованием метода определения мест шурфования и другими видами
наружного неразрушающего контроля. Серьезность подобных задач
иллюстрирует рис. 2, который дает представление о количестве и степени
опасности коррозионных дефектов на одном из нефтепроводов.
Проблемы, связанные с диагностикой магистральных трубопрово-
дов, не ограничиваются результатами внутритрубного неразрушающего
контроля. Возникает ряд аспектов, связанных как с расчетной оценкой
допускаемых дефектов, так и с оптимизацией ремонта магистральных
трубопроводов. Следует отметить, что существующие нормативы и лите-
ратурные данные имеют значительные расхождения в отношении опре-
деления размеров допускаемых дефектов. Кроме того, условия роста
технологических дефектов во времени требуют дополнительного изуче-
ния. В частности, исключая коррозионное воздействие, необходимо четко
определить, при каких условиях возможен рост усталостных трещин от
обычных технологических дефектов.
Рис. 2. Рабочие (О) и рассчитанные с учетом коррозионных повреждений критические (А)
и допускаемые () давления на двух участках нефтепровода, примыкающих к компрессорной
станции; Р — давление; L — протяженность участка трубопровода
514
СВАРНЫЕ КОНСТРУКЦИИ
При определении работоспособности трубопроводов необходимо
учитывать возможную деградацию служебных свойств металла в резуль-
тате старения во времени (например, общие и локальные изменения
вязкости разрушения, связанные с особенностями гидравлического и
механического эспандирования труб, формовки и т. д.). Без учета этих
особенностей могут возникать недопустимые погрешности в оценке
трещиностойкости трубопроводов.
Как показывает практика, условия эксплуатации трубопроводов,
отличающиеся от нормативных, могут весьма существенно изменить
механические свойства металла. В данном случае важное значение имеет
напряженно-деформированное состояние и среда. Нужно отметить, что
под действием этих факторов охрупчивание металла происходит в локаль-
ных зонах и его не следует распространять на весь металл трубопровода.
На изменение свойств металла существенно влияет пластическая
деформация. Она может возникать в зонах конструктивных концентра-
торов напряжений (места вварки тройников, отводов), различного рода
дефектов (трещины, непровары, несплавления, вмятины, царапины,
риски, изменения геометрии трубы. Результаты исследования влияния на
вязкость разрушения уровня пластической деформации растяжения и
сжатия е2 металла труб представлены в табл. 1. Вязкость разрушения
трубных сталей после пластического деформирования значительно умень-
шается. Так, при достижении показателя деформации 20 % сопротивление
стали марки 17Г1С инициированию вязкого разрушения снижается
практически до уровня хрупкого состояния. Наиболее низкие значения
вязкости разрушения были зафиксированы на образцах, имитирующих
типичные механические повреждения металла труб — вмятины с неглу-
бокими поверхностными надрывами (трещинами).
Поскольку большая часть сварных конструкций работает в условиях
повторно-переменных нагружений, важной проблемой является усталость
сварных конструкций, от которой зависит долговечность сварных мостов,
подвижного железнодорожного транспорта, грузоподъемных машин и
оборудования, морских стационарных платформ, антенно-мачтовых соо-
ружений, сельскохозяйственных машин и многих других конструкций.
Поэтому необходимо серьезное внимание уделять разработке способов
Таблица 1. Вязкость разрушения металла труб (8; — на стадии инициирования вязкой
трещины, 8т — на стадии ее перехода в нестабильное состояние) в зависимости от уровня
пластической деформации растяжения £( и сжатия Ej
Марка стали 5К, мм Е„ % е2, %
0 5 10 15 0 10 20
17Г1С Si 0,13 0,11 0,09 0,08 0,20 0,11 0,04
&т 0,38 0,23 0,11 0,09 0,25 0,21 0,08
Si 0,24 0,15 0,10 0,09 0,23 0,21 0,09
0,34 0,21 0,17 0,17 0,31 0,25 0,12
35*
515
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Кривые усталости трубчатых узлов при симметричном цикле нагружений: / — узлы
с ультразвуковой ударной обработкой; 2 — узлы без обработки (аа — амплитуда нагрузки)
повышения сопротивления усталости сварных соединений. Эффективным
является применение упрочняющей технологической обработки швов, осо-
бенно ультразвуковой ударной. Этот способ является развитием технологий
поверхностного пластического деформирования сварных швов. Такая обра-
ботка вызывает также релаксацию остаточных напряжений в шве и создает
благоприятные напряжения сжатия в поверхностных слоях металла.
Рис. 3 иллюстрирует эффективность использования ультразвуковой
ударной обработки сварных соединений для повышения сопротивления
усталости трубчатых узлов, в результате которой предел усталости
повысился в два раза и на порядок увеличилась долговечность.
В сварных соединениях сплошностенчатых пролетных строений
железнодорожных мостов, рам тележек и кузовов некоторых видов
железнодорожных локомотивов и вагонов, кранов и других конструкций
зафиксировано преждевременное образование усталостных трещин на
ранней стадии их эксплуатации, причем чаще всего в тех элементах
конструкций, в которых не предполагалось их появление и которые не
рассчитывались на воздействие переменных напряжений. Образование
трещин обусловлено неучетом влияния местных напряжений и вибраций,
возникающих вследствие необоснованного выбора при проектировании
схемно-конструктивных решений, а также других факторов. В этой связи
возникает необходимость в разработке эффективных мер по торможению
и остановке трещин в элементах эксплуатируемых конструкций.
На рис. 4 представлены результаты сопоставления эффективности
различных способов торможения усталостных трещин. Общепринятым и
наиболее технологичным способом остановки усталостных трещин явля-
ется заварка по предварительной разделке участков элементов конст-
рукций, поврежденных трещиной. В тех случаях, когда ремонт элементов
конструкций при помощи сварки затруднителен, для торможения трещин
может быть рекомендован способ высверливания отверстий в их вершинах
с установкой в них высокопрочных болтов или сравнительно легко
реализуемые способы, основанные на искусственном формировании
перед вершиной трещины благоприятных остаточных напряжений сжатия
516
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 4. Циклическая долговечность образцов при Ra = 0 и отах = 155 МПа после применения
различных способов торможения усталостных трещин: / — исходное состояние;
2 — высверливание отверстий в вершинах трещин; 3 — то же и установка в них высокопрочных
болтов; 4 — статическая перегрузка до 240 МПа; 5 — локальная взрывная обработка;
б — локальный нагрев; 7 — заварка трещин
путем использования статической перегрузки, локальной взрывной обра-
ботки или локального нагрева.
Существенный резерв повышения надежности и долговечности свар-
ных конструкций при одновременном снижении их металлоемкости за-
ключается в совершенствовании подходов к нормированию расчетных
нагрузок и допускаемых напряжений. Весьма актуальными являются иссле-
дования действительной нагружености сварных узлов. Основные причины
возникновения дополнительных напряжений заключаются в отличиях эк-
сплуатационной нагружености и реальной работы конструкции от расчетных
схем, принятых при проектировании. Эти отличия прежде всего связаны с
особенностями передачи нагрузок в конструкциях, со спецификой перерас-
пределения усилий в узлах и возникающим взаимовлиянием элементов,
наличием допусков на отклонения по геометрическим размерам, с вибрацией
отдельных конструктивных деталей.
Так, например, в балочных пролетных строениях железнодорожных
мостов появляются усталостные трещины в стенках главных балок у
обрывов поперечных ребер жесткости (рис. 5). Причина появления таких
повреждений связана с образованием дополнительных напряжений от
взаимодействия элементов пролетного строения и с наложением вибраций
отсеков стенок балки. Для повышения усталостной долговечности этих
узлов рекомендована приварка ребер жесткости к поясу балки и к стенке
с полным проваром и последующей ультразвуковой ударной обработкой
сварных швов. Результаты испытаний на экспериментальном кольце
ВНИИЖТ (Россия) при наработке, эквивалентной 20 годам эксплуа-
тации на сети железных дорог, подтвердили эффективность такой мо-
дернизации конструкции.
517
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Прикрепление ребер жесткости для повышения усталостной долговечности балочных
пролетных строений железнодорожных мостов: а — типовая конструкция;
б — конструктивно-технологическое решение, обеспечивающее сопротивление усталости;
/ — усталостные трещины; 2 — поперечные ребра жесткости;
3 — угловой шов с полным проваром
Актуальным является развитие научно обоснованных подходов к
продлению назначенного срока службы несущих конструкций ответствен-
ного назначения при гарантированном обеспечении безопасности их
эксплуатации. Продление ресурса работы таких конструкций дает
значительный экономический эффект, однако требует пересмотра регла-
ментированных действующими нормами сроков службы. Повысить оста-
точный ресурс можно за счет более полного использования заложенных
при проектировании запасов прочности и учета несоответствия между
расчетной и фактической наработками. Резервом продления сроков служ-
бы являются результаты анализа действительной работы конструкции,
обобщения опыта эксплуатации, модернизация и восстановительный
ремонт наиболее слабых узлов, совершенствование методов расчета с
использованием новых более обоснованных критериев предельного сос-
тояния. Упомянутый подход к гарантированному обеспечению остаточ-
ного ресурса с целью продления срока службы конструкций опробован
на пролетных строениях мостов, цистернах для перевозки жидкого
диоксида углерода, мостовых кранах, экскаваторах. В настоящее время
он используется для продления эксплуатации несущих конструкций
тягового подвижного состава на железных дорогах Украины.
В решении проблем снижения удельной металлоемкости, увеличения
эксплуатационной надежности и долговечности машин, механизмов и
инженерных сооружений важное значение имеет рациональное использо-
вание высокопрочных мартенситно-бейнитных сталей с пределом теку-
чести 600... 1000 МПа (табл. 2). Необходимый комплекс их свойств
достигается при содержании 0,10...0,17 % углерода путем легирования
марганцем, хромом, никелем, молибденом и другими элементами (при
суммарном содержании до 4...6 %) и применения термической обработки.
518
СВАРНЫЕ КОНСТРУКЦИИ
Таблица 2. Химический состав и прочностные свойства высокопрочных сталей
Марка стали Массовая доля элементов, %
с Si Мп Сг Ni Мо
12ГН2МФАЮ 0,09...0,14 0,2...0,5 0,9...1,4 0,2...0,5 1,4...1,7 0,15...0,25
12ГН2МФАЮ-У 0,09...0,14 0,2...0,5 0,9...1,4 0,2...0,5 1,4...1,7 0,15...0,25
13ХГМРБ 0,10...0,14 0,2...0,4 0,9...1,2 0,9...1,3 - 0,3...0,4
14ХГ2САФД 0,12...0,18 0,4...0,7 1,4...1,9 0,5...0,8 - -
12ГНЗМФАЮДР 0,10...0,15 0,2...0,4 1,2.. 1,5 - 2,8...3,0 0,3...0,4
14ХГН2МДАФБ 0,12...0,17 0,2...0,4 1,1...1,4 0,9...1,3 1,7...2,2 0,2...0,3
17Х2МБ 0,14...0,21 0,2...0,4 0,45...0,85 1,4...2,0 - 0,2...0,4
12ХГН2МФБДАЮ 0,09...0,15 0,2...0,5 0,6...1,1 0,6...0,9 1,4...1,7 0,4...0,6
12ХГНЗМАФД 0,10...0,15 0,2...0,5 1,0...1,3 0,6...1,0 2,5...3,0 0,4...0,6
Окончание табл. 2
Марка стали и0 2, МПа ав, МПа Si (отн. удл.), % Тт„. "С Ударная вязкость, Дж/сгч
KCU KCV
не менее
12ГН2МФАЮ 590 690 14 -70 29 -
12ГН2МФАЮ-У 590 690 14 -70 - 69
13ХГМРБ 590 690 14 -70 29 -
14ХГ2САФД 590 690 14 -40 39 -
12ГНЗМФАЮДР 685 780 16 -40 - 78
14ХГН2МДАФБ 685 780 16 -40 - 39
17Х2МБ 690 765 14 -50 39 -
12ХГН2МФБДАЮ 785 885 15 -70 29 -
12ХГНЗМАФД 980 1080 14 -70 59 -
Главные трудности при сварке высокопрочных мартенситно-бей-
нитных сталей обычно связаны с необходимостью предотвращения обра-
зования в металле шва и ЗТВ холодных трещин, а также формирования
структур, снижающих сопротивляемость сварных соединений хрупким
разрушениям. Поэтому для достижения свойств сварных соединений
таких сталей, равноценных основному металлу, и предупреждения обра-
зования в них холодных трещин были разработаны присадочные
материалы для основных процессов дуговой сварки (табл. 3). Отсутствие
концентраторов и низкий уровень остаточных напряжений сварных
соединений высокопрочных сталей способствуют удовлетворительному
сопротивлению зарождению и развитию усталостных и хрупких разру-
шений. Опыт изготовления и многолетней успешной эксплуатации ряда
ответственных сварных конструкций из высокопрочных сталей (мощное
горнорудное и нефтяное оборудование, платформы автомобилей особо
большой грузоподъемности, строительно-дорожная и грузоподъемная
техника, строительные сооружения и пр.) убедительно свидетельствует о
519
ИЗБРАННЫЕ ТРУДЫ
Таблица 3. Свойства сварных соединений высокопрочных сталей (а02 = 600...800 МПа)
Способ сварки Сварочные материалы Температура перехода в хрупкое состояние Tit еС Вязкость разрушения о,, мм Сопротивление усталости a_j, МПа
Автоматическая под флю- сом Сварочные проволоки Св-08ХН2ГМЮ Св-ЮХШГСМФТЮ Флюс АН-17М -60...-70 0,22 ..0,23 70...90
Механизированная в защитных газах Сварочные проволоки Св-07ХНЗГМФТЮ Св-ЮХШГСМФТЮ Защитная среда Аг + СО2 -70...-80 0,20...0,24 50...70
Ручная электродуговая покрытыми электродами Электроды марок АНП-8, АНП-9, АНП-10, АНП-11 (тип Э-70, Э-85) -40...-60 0,18...0,20 50...80
надежности и эффективности разработанных материалов и технологи-
ческих процессов сварки.
Повышение надежности и долговечности сварных конструкций обус-
ловлено совершенствованием методов их диагностики. Большие возмож-
ности в этом отношении предоставляет метод акустической эмиссии.
Разработаны специализированные методики и оборудование на основе
использования эффекта акустической эмиссии, возникающей при де-
формировании и разрушении материалов.
Портативная аппаратура позволяет осуществлять надежный конт-
роль технического состояния сосудов под давлением, магистральных
трубопроводов и других конструкций. Сопоставление сигналов акустичес-
кой эмиссии с реальными дефектами подтверждает высокую достовер-
ность получаемой информации. При этом осуществляется локация ослаб-
ленных зон на ранних стадиях разрушения. Конечной задачей является
определение остаточного ресурса. Акустоэмиссионным методом (АЭМ) в
настоящее время проводится диагностирование различных объектов про-
мышленности.
На основе применения АЭМ возможно в будущем создание систем
непрерывного мониторинга работоспособности конструкций, к которым
предъявляются повышенные требования по безопасности их эксплуа-
тации. Такие системы могут решать задачи оценки технического состо-
яния не только наземных объектов, но и, например, космических станций
с передачей информации на Землю. Весьма эффективно также при-
менение передвижных диагностических лабораторий, оснащенных базо-
вой акусто-эмиссионной аппаратурой.
Большие возможности для диагностики сварных конструкций имеют
методы оптической голографии. В ИЭС им. Е.О. Патона разработаны
методики контроля качества и определения напряженно-деформирован-
ных состояний сварных соединений и конструкций на основе голог-
рафической интерферометрии. Созданы компактные голографические
520
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 6. Интерференционные картины полос, характеризующие качество сварного соединения,
выполненного ротационной сваркой трением (материал — алюминиевый сплав толщиной 6 мм):
а — участок без дефекта: б — то же с дефектом
приборы, которые устанавливаются непосредственно на исследуемом
объекте и не требуют специальной виброизоляции. Разработаны автома-
тизированные системы компьютерной обработки голографических интер-
ферограмм. Особенно эффективно применение голографии для выяв-
ления трудноконтролируемых дефектов в элементах и узлах конструкций
из металлических и неметаллических материалов. Так, на рис. 6 предс-
тавлены результаты контроля качества сварного соединения, полученного
новым перспективным способом сварки ротационной сваркой трением.
Этот способ уже эффективно применяется для сварки конструкций
ответственного назначения из алюминиевых сплавов. Однако открытым
остается вопрос обеспечения достоверного и надежного контроля качества
сварных соединений, поскольку при таком способе сварки возможно
появление дефектов типа «слипание», которые трудно проконтролиро-
вать рентгеном и ультразвуком. Голографическая интерферометрия дает
возможность выявлять эти дефекты.
Они обнаруживаются по изменению интерференционной картины
полос в сравнении с картиной, фиксируемой на участке сварного сое-
динения без дефекта.
В заключение уместно отметить, что решение важных проблем
повышения прочности, надежности и долговечности сварных конст-
рукций требует активного сотрудничества специалистов ведущих свароч-
ных центров мира.
521
ИЗБРАННЫЕ ТРУДЫ
АВТОМАТИЗИРОВАННАЯ ТЕРМИЧЕСКАЯ ПРАВКА
СВАРНЫХ ТОНКОЛИСТОВЫХ КОНСТРУКЦИЙ*
Б.Е. Патон, Л.М. Лобанов, Г.А. Цыбулькин,
О.В. Махненко, Ю.Н. Переверзев
Разработана автоматизированная термическая правка сварных тонколистовых конст-
рукций с деформациями бухтиноватости. Создан автоматизированный комплекс для
термической правки сварных тонколистовых конструкций на основе математического
моделирования, манипуляционного робота, системы измерения деформаций и микроп-
лазменного источника нагрева. Автоматизированная термическая правка позволяет
исключить квалифицированный ручной труд, обеспечивает высокое качество повер-
хности листа сварной конструкции, повышает'прЬизводительность процесса, улучшает
экологические показатели.
Automated thermal strightening of welded sheet structures with buckling deformations
has been developed. An automated system has been designed for thermal sraightening of
welded sheet structures, based on application of mathematical simulation, manipulation
robot, deformation measurement system and microplasma heat source. Automated thermal
strightening allows elimination of skilled manual labour, provides a high quality of the
surface of a welded structure sheet, improves process efficiency and ecological charac-
teristics.
Ключевые слова: сварные тонколистовые конструкции, сварочные деформации, термичес-
кая правка, автоматизация процесса, математическое моделирование
Опыт изготовления сварных тонколистовых конструкций показывает, что
часто встречаемый вид местных деформаций — коробление (бухтинова-
тость) металла листа образуется вследствие потери устойчивости от
напряжений сжатия, вызванных продольной усадкой сварных швов от
приварки ребер жесткости. Если эти деформации превышают допустимый
уровень, обычно используют термическую правку, в результате которой
в металле листа возникают пластические деформации укорочения, позво-
ляющие убрать «лишний» металл.
Термическую правку сварных тонколистовых конструкций можно
рассматривать как непродуктивные затраты. Так, на судостроительных
заводах ее объемы по затратам квалифицированной рабочей силы состав-
ляют 10... 15 % суммарного объема затрат на сборку и сварку корпусных
конструкций, а в некоторых случаях при правке тонкостенных конст-
рукций могут достигать 40...45 % и более [1-3]. При производстве
корпусов вагонов деформации бухтиноватости составляют приблизитель-
но 50 % всех видов сварочных деформаций формоизменения, а затраты
на термическую правку могут достигать 20 % стоимости изготовления
корпуса вагона [4]. При этом до настоящего времени нет данных
относительно разработки и применения автоматизированной термической
правки сварных тонкостенных конструкций.
'Автоматическая сварка. — 2003. — № 7. — С. 3-8.
522
СВАРНЫЕ КОНСТРУКЦИИ
Величина остаточных пластических деформаций при термической
правке зависит от максимального значения и распределения температуры
нагрева, мощности источника, количества и расположения мест нагрева,
остаточных напряжений и жесткости конструкции, жесткости внешнего
закрепления и пр. Таким образом, эффективность термической правки
зависит от большого количества параметров, что является основной
проблемой при автоматизации такой технологической операции. Одним
из путей решения этой проблемы является выбор оптимальных парамет-
ров нагрева, количества и расположения пятен нагрева на основе мате-
матического моделирования процесса термической правки для каждой
конкретной конструкции. Современный уровень компьютерной техники
и расчетных методов прогнозирования напряженно-деформированного
состояния в тонколистовых конструкциях позволяет проводить такое
моделирование и определять оптимальные параметры процесса термичес-
кой правки оперативно, в режиме реального времени.
При автоматизации процесса термической правки тонколистовых
сварных конструкций важен правильный выбор источника нагрева. Тра-
диционно используется нагрев газовым пламенем, однако этот источник
нагрева имеет ряд недостатков с точки зрения автоматизации процесса.
Целесообразно рассмотреть возможность применения альтернативных
источников нагрева, например, электросопротивлением, индукционным,
плазменным и другими источниками. Для того, чтобы автоматизировать
контроль формы сварной конструкции и позицирование нагревающего
устройства, необходимо использовать либо промышленный робот, либо
специальный манипулятор.
Математическое моделирование. Оно может помочь решить две
задачи. Во-первых, определить оптимальные параметры нагрева, при
которых возможно получение максимальных остаточных пластических
деформаций усадки при отсутствии местной потери устойчивости листа
металла. Во-вторых, определить необходимое количество местных нагре-
вов и их расположение для того, чтобы устранить или уменьшить
деформации коробления конструкции в допустимых пределах. Мате-
матическое моделирование процесса термической правки должно выпол-
няться оперативно, в режиме реального времени, т. е. математическая
модель должна быть максимально упрощена. С этой целью форма пятна
нагрева была выбрана круглой (рис. 1).
Это позволило разработать для решения
первой основной задачи одномерную мо-
дель нагрева круглого пятна в листе метал-
ла бесконечных размеров. Были приняты
следующие допущения: плоское напряжен-
ное состояние и отсутствие перемещений из
плоскости; симметрия в плоскости листа;
неограниченные размеры листа, что соот-
ветствует реальным условиям нагрева кон-
523
Рис. 1. Схема нагрева круглого пятна
в листе металла (Л — толщина
листа; г0 — радиус пятна нагрева;
Q — мощность источника нагрева)
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Расчетные распределения температуры в стальном листе в разные моменты времени
от начала нагрева: 1 — t = 10; 2 — 30; 3 — 35; 4 — 300 с
центрированным источником на некотором удалении от края листа. При
решении использовали методы решения задач термопластичности [5]. В
результате последовательного прослеживания образования и развития
пластических деформаций во время нагрева и остывания определяли
остаточные пластические деформации усадки от такого нагрева в листе
металла. Модель дополнена также возможностью учета процесса местной
потери устойчивости. В результате путем последовательного уточнения
определяли оптимальные параметры нагрева, при которых возможно
получение максимальных остаточных пластических деформаций усадки
при отсутствии местной потери устойчивости листа металла.
В качестве примера на рис. 2 и 3 приведены расчетные данные
распределений температуры, пластических деформаций и напряжений в
стальном (Ст 3) листе толщиной 2 мм в разные моменты времени от начала
нагрева. Радиус пятна нагрева 10 мм, эффективная мощность источника
нагрева 245 Дж/с, время нагрева 30 с. На рис. 4 приведены данные из
работы [6] относительно рекомендуемых диаметров нагрева до температуры
600 °C, а также полученные расчетные данные относительно максимальных
диаметров пятна, при которых еще не возникает местной потери ус-
тойчивости при различном времени нагрева до температуры 600 °C. Чем
меньше время нагрева, тем больше максимальный радиус пятна нагрева.
Для получения этих данных использовали разработанный подход, в котором
потеря устойчивости происходит в достаточно большой области, где
возникают температурные напряжения сжатия. Для оценки критического
состояния, при котором происходит потеря устойчивости, использовали
метод Бубнова-Галеркина для жесткой круглой пластины, шарнирно
опирающейся по контуру и свободной в радиальном направлении [7].
После того, как вычислены оптимальные параметры круглого пятна
нагрева для данного материала и толщины листа металла, необходимо
определить количество таких пятен нагрева и их расположение для
данной конструкции с учетом ширины и длины зоны бухтиноватости,
524
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 3. Расчетные распределения пластических деформаций (а) и напряжений (б) в стальном
листе в разные моменты времени от начала нагрева: сплошная кривая — радиальные
деформации, точечная — тангенциальные
количества волн бухтиноватости и их максимальных прогибов (рис. 5).
Для оценки «лишней» площади F листа, которую необходимо убрать при
термической правке в рамках зоны бухтиноватости 0<х<а,0<у<Ь,
в общем виде используется формула
dxdy,
(1)
где Uz — перемещение точек листа в нормальном к поверхности направ-
лении.
525
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Зависимость максимального диаметра
пятна нагрева от толщины листа: / — t = 10 с;
2 — 30; 3 — 60; 4 — расчетные данные
Кузьминова
Величину F можно также при-
близительно определить, если извес-
тно только значение максимального
прогиба /о в центре зоны бухтино-
ватости 0 <х < а, 0 < у < Ь:
В результате нагрева круглого
пятна в листе металла образуются
остаточные пластические дефор-
мации усадки еР.(г), е^(г) (где г —
текущий радиус), которые приво-
дят к уменьшению площади листа металла
F, = 2л J г(е''г + Ерс/г.
о
(3)
Таким образом, если определены величины «лишней» площади листа
металла F и уменьшения площади листа металла от одного пятна нагрева
F1, то необходимое количество пятен нагрева приблизительно равно
<4>
При определении оптимального размещения пятен нагрева по пло
щади листа металла с бухтиноватостью используются следующие основ-
ные правила [6, 8]:
пятна нагрева не могут быть расположены возле приваренных ребер
жесткости ближе, чем на 75... 100 мм, иначе созданные нагревом пласти-
ческие деформации усадки увеличат прогиб бухтиноватости аналогично
действию усадки от сварных швов;
пятна нагрева в первую очередь размещаются вдоль приваренных
ребер жесткости в зоне остаточных напряжений сжатия, что в некоторой
Рис. 5. Схема участка сварной конструкции размером axb с деформацией бухтиноватости
526
СВАРНЫЕ КОНСТРУКЦИИ
степени способствует образованию и
развитию пластических деформаций
усадки;
расстояние между соседними пят-
нами нагрева определяется таким об-
разом, чтобы температурные поля от
пятен нагрева не влияли друг на друга,
что позволяет проводить термическую
правку без перерывов на охлаждение
У, ям
• • •
500 -
250 -
• • •
0 -------1-----1------L
а
листа металла;
если при выполнении указанных
выше правил невозможно расположить
все необходимое количество пятен на-
грева по площади листа, то процесс
термической правки следует разбить на
два, три или больше серий нагрева,
которые выполняются после остывания
листа металла.
• •••••••••
500 -
• •••••
250 - • • • • • •
• •••••••••
0 --1--।-1--
б
На рис. 6 приведен пример разме-
щения круглых пятен нагрева (радиус
пятна нагрева 10 мм, мощность ис-
точника нагрева 245 Дж/с, время на-
грева 30 с) по площади листа размером
1000x650x2 мм для различных макси-
мальных прогибов бухтиноватости (5,
10 и 13 мм). Параметры пятна нагрева
найдены как оптимальные с точки
зрения максимальных остаточных
пластических деформаций усадки для
листа металла из стали марки СтЗ
500
250
0 250 500 750 1000 X, я я
в
Рис. 6. Размещение пятен нагрева для
различных максимальных прогибов
бухтиноватости 5 (а), 10 (б) и 13 мм (в)
толщиной 2 мм при максимальной тем-
пературе нагрева 600 °C, времени нагрева 30 с и отсутствии местной
потери устойчивости листа во время нагрева.
Выбор источника нагрева. Традиционно, как уже отмечалось, для
термической правки используется нагрев газовым пламенем. Однако этот
источник нагрева имеет ряд недостатков с точки зрения автоматизации
процесса и обеспечения стабильных характеристик нагрева. К тому же
газопламенный нагрев имеет низкие экологические показатели.
Испытания источника нагрева электросопротивлением выявили
такой существенный недостаток, как повышенные требования к чистоте
поверхности листа металла, а также повреждения поверхности листа, что
при термической правке недопустимо.
Источник индукционного нагрева токами высокой частоты на основе
генератора мощностью 15 кВт и специально разработанного индукционно-
го нагревающего устройства (рис. 7) показал эффективность для толщины
527
ИЗБРАННЫЕ ТРУДЫ
Рис. 7. Источник индукционного
нагрева токами высокой частоты с
нагревающим устройством
Рис. 8. Микроплазменный источник нагрева
МПИ-4 с горелкой косвенного действия
листа металла от 6 мм и выше. Для меньшей толщины используемый
источник индукционного нагрева не обеспечивал малых размеров пятна
нагрева, что приводило к местной потере устойчивости листа металла.
Малые размеры зоны концентрированного нагрева удалось обес-
печить с помощью микроплазменного источника нагрева МПИ-4 мощ-
ностью 2 кВт с плазмотроном косвенного действия (рис. 8). При этом
микроплазменный нагрев не зависит от чистоты поверхности, не повреж-
дает поверхность листа металла при правильно выбранном режиме, легко
управляется, имеет низкое потребление энергии и высокие экологические
показатели. К недостаткам следует отнести сложность обеспечения стат
бильных характеристик при продолжительных режимах работы.
Учитывая доступность источника нагрева МПИ-4 и возможность соз-
дания горелки косвенного действия, был выбран микроплазменный ис-
точник нагрева.
Лазерный источник нагрева расфокусированным лучом удовлетворяет
практически всем требованиям, предъявляемым к источнику нагрева для
термической правки тонколистовых конструкций: высококонцентрирован-
ный нагрев, простота регулировки и управления, стабильность харак-
теристик, экологичность. Основной недостаток — высокая стоимость.
Однако, учитывая современную тенденцию к резкому снижению цены на
лазерные источники, можно отнести их к наиболее перспективным
источникам нагрева для автоматизации процесса термической правки.
Система контроля деформаций конструкции. Автоматизация про-
цесса термической правки тонколистовых конструкций потребовала соз-
дания системы оценки величины деформаций. Разработанная система
обеспечивает измерение деформаций в программно задаваемых точках,
равномерно расположенных с определенным шагом по всей площади
листа конструкции. При этом по разработанному алгоритму [9] осущес-
528
СВАРНЫЕ КОНСТРУКЦИИ
твляется локализация точек максимальных деформаций, измеряются и
фиксируются в памяти робота координаты этих точек и значения самих
деформаций. На основе данной информации управляющая программа
определяет количество и расположение пятен нагрева, необходимых для
термической правки бухтиноватости, либо прекращает процесс, если
деформации конструкции находятся в допуске. В качестве измерительно-
го элемента системы контроля использовали потенциометрический датчик
линейных перемещений, обладающий удовлетворительной точностью
(±0,2 мм) и простотой обработки сигнала.
Автоматизированный комплекс. На основе разработанных мате-
матических моделей создан автоматизированный комплекс для термичес-
кой правки тонколистовых сварных конструкций (рис. 9), включающий
манипуляционный робот РМ-01 (PUMA 560), оснащенный системами
контроля деформаций и управления процессом правки, и микроплазмен-
ный источник нагрева. Датчик деформаций и плазмотрон, выполняющий
роль нагревающего устройства, размещены на рабочей головке робота
таким образом, чтобы переход от операции измерения к операции нагрева
и наоборот происходил в результате простого поворота головки, выпол-
няемого по команде робота. Управляющая программа может находиться
в управляющем блоке робота либо в компьютере, который имеет прямую
связь с системой управления роботом. Процесс автоматизированной
правки происходит следующим образом. Оператор вводит в компьютер
данные о материале и толщине листа металла, энергетические параметры
источника нагрева и размеры пятна нагрева. Компьютер определяет
оптимальную продолжительность нагрева (при необходимости могут быть
рассчитаны оптимальные мощность нагрева и радиус пятна). Затем
оператор в режиме «обучения» фик-
сирует в памяти робота координаты
трех угловых точек поверхности
листа, для того чтобы задать границы
области бухтиноватости и так называ-
емую нулевую плоскость, относитель-
но которой и будут производиться
измерения деформаций. Далее про-
цесс правки происходит полностью в
автоматическом режиме: сначала
измеряются деформация листа, затем
данные измерений обрабатываются,
после чего происходит нагрев необ-
ходимого количества пятен в опреде-
ленных программой местах. Некото-
рое заданное время робот ждет осты- „ „ .
Рис. У. Автоматизированным комплекс для
ВаНИЯ КОНСТРУКЦИИ, после чего ПОВТО- термической правки тонколистовых сварных
ряет измерения деформаций. Данные конструкций
36 - 8-1437
529
ИЗБРАННЫЕ ТРУДЫ
Рис. 10. Результаты измерения прогибов U, сварных образцов в центральном поперечном сечении
до (1~3) и после (4-6) автоматизированной термической правки; 1-6 — номера образцов
измерений обрабатываются и процесс правки заканчивается (если дефор-
мации конструкции в допуске), либо повторяется с учетом последних
измерений.
Результаты испытаний. С помощью созданного комплекса в лабора-
торных условиях были проведены эксперименты по автоматизированной
термической правке тонколистовых конструкций на малых образцах
размером 450x450 мм. Образец получали приваркой листа (Ст 3) тол-
щиной 2 мм к рамке из уголка 50x50 мм. Величину деформаций бух-
тиноватости регулировали погонной энергией или длиной сварных швов.
На рис. 10 приведены результаты измерений прогибов трех сварных
образцов 450х450х х2 мм в центральном поперечном сечении до и после
автоматизированной термической правки. На рис. 11 показан сварной
образец № 1 с деформацией бухтиноватости до правки и после. Величина
прогиба была уменьшена с 4 до 1,4 мм. Учитывая малые общие размеры
образца, это хороший результат. Серия экспериментов подтвердила
принципиальную возможность применения автоматизированной терми-
ческой правки тонколистовых конструкций. Преимущества автомати-
зированной правки очевидны — процесс безударный, исключает квали-
фицированный ручной труд, обеспечивает высокое качество поверхности
Рис. 11. Сварной образец № 1 (450x450x2 мм) до (а) и после (6) автоматизированной
термической правки
530
СВАРНЫЕ КОНСТРУКЦИИ
сварной конструкции, повышает производительность в результате оп-
тимизации процесса и возможности управления одним оператором
нескольких комплексов, улучшает экологические показатели.
Выводы
1. Впервые показана возможность создания технологии автоматизирован-
ной термической правки сварных тонколистовых конструкций с дефор
мациями бухтиноватости.
2. Создан автоматизированный комплекс для термической правки
сварных тонколистовых конструкций на основе математического
моделирования, манипуляционного робота, системы измерения дефор
маций и микроплазменного источника нагрева.
3. Процесс автоматизированной термической правки позволяет иск-
лючить квалифицированный ручной труд, обеспечивает высокое качество
поверхности листа сварной конструкции, повышает производительность
процесса, улучшает экологические показатели.
4. Автоматизированная термическая правка сварных тонколистовых
конструкций может найти применение в отраслях промышленности,
которые производят различные корпусные сварные конструкции: суд о-,
вагоно-, резсрвуаростроении и пр.
1. Сварные строительные конструкции: Справочник / Под ред. Л.М. Лобанова. — Т. 1: Основы
проектирования конструкций. — Киев: Наук, думка, 1993. — 416 с.
2. Лопатин Н.И. Расчет общих и местных сварочных деформаций при сварке тонколистовых
конструкций из алюминиевых сплавов // Вопр. материаловедения. — 1998. — № 4. —
С. 47-52
3. Заикин В.М. Расчет режимов тепловой безударной правки сварных конструкций из алюминиево-
магниевых сплавов // Автомат сварка. — 1984 — № 6. — С. 62-66.
4. Matsui S Prevention of welding deformations in thin-skin welded structures // J of the Light
Metal Welding and Construction. — 1982. — 20, № 1. — P. 3-11.
5. Махненко В.И. Расчетные методы исследования кинетики сварочных напряжений и дефор-
маций. — Киев: Наук, думка, 1976. — 320 с.
6. Кузьминов С.А. Сварочные деформации судовых корпусных конструкций. — Л.: Судостроение,
1974. — 286 с.
7. Вольмир А.С. Устойчивость деформируемых систем. — М.: Наука, 1967. — 984 с.
8. Михайлов В.С. Правка судовых сварных корпусных конструкций. — Л.: Судостроение,
9. Цыбулькин Г.А. Алгоритм поиска максимальных деформаций листовых конструкций с помощью
манипуляционного робота // Автомат, сварка. — 1999. — № 6. — С. 55-57.
36*
531
ИЗБРАННЫЕ ТРУДЫ
СОВРЕМЕННЫЕ НАПРАВЛЕНИЯ ИССЛЕДОВАНИЙ
И РАЗРАБОТОК В ОБЛАСТИ СВАРКИ
И ПРОЧНОСТИ КОНСТРУКЦИИ
Б.Е. Патон
Представлен ряд разработок, выполненных в последние годы ИЭС им. Е.О. Патона.
В частности, гибридные способы сварки, активация процессов в сварочной ванне
микродозами химических элементов, электродуговая сварка закладным электродом,
установки для контактной и электронно-лучевой сварки, новые припои и флюс для
пайки, разработанные новые конструкционные материалы. Отмечено, что существенно
возросла доля конструкций сооружений и оборудования, приближающихся к своему
критическому возрасту. В этой связи актуальной является проблема достоверной
оценки остаточного ресурса конструкций с привлечением средств неразрушающего
контроля и технической диагностики. Рассмотрены технология и инструмент для
сварки живых тканей.
The paper presents some developments made lately by the E.O. Paton Electric Welding
Institute, such as hybrid welding methods, activation of processes occurring in the weld
pool under the effect of minor additions of chemicals, electric arc welding using an
embedded electrode, machines for flash butt and electron beam welding, new filler alloys
and fluxes for brazing, and new structural materials. It is noted that structures, const-
ructions and equipment that approach their critical age have substantially increased in
number. In this connection, the pressing problem is reliable estimation of residual life of
structures using non-destructive testing and technical diagnostics methods, e.g. holog-
raphy and shearography. Technology and instruments for welding of live tissues are
considered.
Ключевые слова: сварные конструкции, новые процессы сварки, гибридная сварка,
активация, контактная сварка, электронно-лучевая сварка и переплав, пайка, титан, остаточ-
ный ресурс, техническая диагностика, акустическая эмиссия, ширография, сварка живых тканей
Непрерывный рост наукоемкости сварочного производства способствует
повышению качества продукции, ее эффективности и конкурентоспособ-
ности. Сегодня сварка применяется для неразъемного соединения
широчайшей гаммы металлических, неметаллических и композиционных
конструкционных материалов в обычных условиях земной атмосферы,
Мировом океане и космосе. Объемы производства сварных конструкций
во всем мире составляют сотни миллионов тонн.
Несмотря на непрерывно увеличивающееся применение в сварных
конструкциях и изделиях легких сплавов, полимерных материалов,
композитов, основным конструкционным материалом по-прежнему оста-
ется сталь. Мировые производители реально опровергли прогнозы футу-
рологов о замене стали альтернативными материалами. Металлурги пока
уверенно выигрывают конкурентную борьбу на рынке конструкционных
материалов благодаря созданию и выпуску новых марок сталей (в первую
очередь высокопрочных) и революционному изменению производствен-
ных процессов. Мировое производство и потребление стали, несмотря на
‘Автоматическая сварка. — 2003. — № 10-11. — С. 7-13.
532
СВАРНЫЕ КОНСТРУКЦИИ
отдельные спады, неуклонно растет. Так, если в 1995 г. было произведено
750 млн т, то по прогнозу Международного института стали к 2005 г.
мировое производство стали превысит 900 млн т.
Известно, что до 70 % мирового потребления металлопроката при-
ходится на производство сварных изделий, конструкций и сооружений.
Это обусловлено тем, что сварные металлоконструкции благодаря хоро-
шей способности к рециклингу сохраняют перспективы для широкого
применения в ближайшем будущем. Отмеченные особенности определяют
общую положительную тенденцию роста мирового производства сварных
конструкций, динамичного развития мирового и региональных рынков
сварочной техники, а также объемов научных исследований и разработок
по совершенствованию сварки и родственных технологий.
Широкий комплекс работ в области сварки и прочности конструкций
выполняет Институт электросварки им. Е.О. Патона НАН Украины. В
последние годы сформировалось новое направление в создании науко-
емких технологий — гибридные способы сварки. Предложен новый
способ сварки алюминиевых сплавов малых толщин, заключающийся в
одновременном использовании лазерного пучка и микроплазменной дуги,
горящей в режиме разнополярных импульсов тока. Совместное воз-
действие на металл двух источников тепла дает возможность существенно
повысить эффективность использования энергии каждого из них. В
результате эффективность использования мощности микроплазменной
дуги может возрастать с 50 (при обычной микроплазменной сварке) до
75 % (в гибридном процессе).
При гибридной сварке без присадки алюминиевого сплава АМгЗ
толщиной 3 мм и скорости 0,25 м/мин полное проплавление образца
достигается при мощности лазера 1,2 кВт и токе дуги 35 А. Глубина
проплавления при микроплазменной и лазерной сварке на тех же
режимах составляет соответственно 0,7 и 0, 4 мм. Площадь поперечного
сечения шва при гибридной сварке в 4 раза превосходит сумму соответ-
ствующих площадей при лазерной и микроплазменной сварке (рис. 1).
Одним из перспективных направлений развития сварки является
активация микродозами химических элементов и их соединений процес-
сов в сварочной ванне и дуге, горящей в инертных газах. Достигнутый
Рис. 1. Проплавление металла при гибридной («), микроплазменной (б) и лазерной (в) сварке
алюминиевого сплава АМгЗ
533
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Стыковое соединение рельсов из
стали типа Р-65, выполненное
электродуговой сваркой закладным
электродом
уровень понимания природы явления
активации в настоящее время позво-
ляет использовать его для повышения
эффективности и совершенствования
плазменной и дуговой сварки пла-
вящимся электродом. Исследования
показали, что глубина проплавления
при этом возрастает соответственно в
2 и 4 раза, т. е. активация создает
предпосылки для осуществления
сварки в инертных газах на понижен-
ных погонных энергиях. Для сое-
динения деталей больших толщин
разработан новый процесс электроду-
говой сварки с использованием спе-
циального закладного электрода,
предварительно введенного в узкий
зазор между свариваемыми деталями
и покрытого тонким слоем (около
1 мм) изолирующего покрытия.
Сварку выполняют в вертикальном
положении за один проход. При этом не требуется применения устройств,
обеспечивающих перемещение электрической дуги. Последняя движется
самостоятельно по торцу плоского электрода в пределах всей ширины
зазора, обеспечивая необходимое проплавление кромок. На рис. 2 пока-
зан стык на рельсах, выполненный этим способом. Сварка закладным
электродом выполняется в автоматическом режиме, по сравнению с
другими способами сварки толстого металла она имеет ряд преимуществ,
в частности, возможность сварки в монтажных условиях и труднодоступ-
ных местах с обеспечением высокой производительности.
Контактная сварка оплавлением относится к числу наиболее эффек-
тивных способов соединения металлов. Это направление продолжает
успешно развиваться и его возможности далеко не исчерпаны. Разрабо-
тана новая разновидность способа сварки непрерывным оплавлением,
получившая название сварки пульсирующим оплавлением. Этот процесс,
запатентованный в ведущих странах мира, позволяет значительно
улучшить показатели контактной стыковой сварки и расширить области
ее применения. В частности, представляется возможным в 2-3 раза
уменьшить время сварки, снизить потери металла и потребляемую мощ-
ность. При этом достигается высокотемпературный нагрев металла, необ-
ходимый при сварке высокопрочных сталей и сплавов. Реализация нового
способа обеспечена благодаря разработке систем управления процессом
сварки с использованием современных средств автоматики и вычисли-
тельной техники. Такие системы позволяют осуществлять не только
многофакторное автоматическое управление процессом сварки, но и
534
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 3. Машина для контактной сварки рельсов железнодорожных крестовин
одновременно диагностировать качество соединений. На основе нового
способа разработаны технологии соединения высокопрочных рельсов,
разнородных материалов, в частности, соединений стали Гадфильда с
рельсовой сталью, инструментальных сталей, заготовок проката с боль-
шой площадью поперечного сечения. Разработаны новые поколения
машин для контактной сварки рельсов, железнодорожных крестовин
(рис. 3), проката. Серийный выпуск такого оборудования освоен на
Каховском заводе электросварочного оборудования, экспортирующем эти
машины во многие страны мира.
Активно развивается электронно-лучевая сварка: совершенствуется
оборудование и разрабатываются новые технологические приемы и
решения. Главным направлением совершенствования оборудования явля-
ется реализация возможности электронно-лучевой сварки изделий прос-
транственно сложной формы благодаря компьютерному управлению
всеми подсистемами установки и ходом технологического процесса.
В созданной электронно-лучевой сварочной установке КЛ-115
(рис. 4) осуществляется компьютерное управление перемещением пушки
по семи осям: по трем линейным осям, поворотом и вращением пушки по
двум осям, поворотом и вращением манипулятора изделия. Одновремен-
но можно управлять перемещениями по любым четырем осям и всеми
параметрами режима, что позволяет осуществлять сварку изделий
практически любой пространственной конфигурации. В процессе сварки
с помощью вторично-эмиссионной системы слежения «Растр» исключа-
ется уход пучка от стыка вследствие тепловых деформаций изделия.
Овладение процессом импульсного воздействия электронного луча
на сварочную ванну дало возможность существенно улучшить форму
швов. В частности, в результате применения продольной пилообразной
развертки луча получены соединения стали толщиной 60 мм в нижнем
положении с шириной расплавленной зоны около 1 мм и коэффициентом
формы шва 40 (рис. 5). По сравнению с проплавлением статическим
535
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Общий вид компьютеризированной установки КЛ-115 для электронно-лучевой сварки
крупногабаритных изделий
лучом коэффициент формы шва увеличен более чем в 2 раза. На
несквозных швах получено благоприятное для предотвращения корневых
дефектов закругление в корне шва (радиус 0,5 мм). Следует отметить,
что эти швы практически не уступают по своей геометрии швам, выпол-
Рис. 5. Швы со сквозным (я) и несквозным
(б) проплавлением на стали в нижнем
положении (С7уск = 60 кВ, /в = 235 мА,
осв = 18 м/ч, пилообразная развертка луча
специальной формы)
ненным на оборудовании с ускоря-
ющим напряжением 150 кВ.
Разработанные технология и обо-
рудование дают возможность с помо-
щью электронного луча создавать кон-
струкции различного назначения, как
например, заготовки для крыла пас-
сажирского самолета из высокопро-
чного алюминиевого сплава (рис. 6).
В связи с непрерывно увеличи-
вающимся многообразием сочетаний
трудносвариваемых разнородных ма-
териалов уделяется большое внимание
фундаментальным и прикладным
исследованиям в области пайки. Раз-
работаны новые припои для высоко-
температурной пайки высоколегиро-
ванных никелевых сплавов (напри-
мер, на основе системы Ni-Cr-Zr).
Они имеют новый качественный уро-
вень по сравнению с традиционными
и позволяют значительно расширить
объем применения конструкционной и
ремонтной пайки в современном
двигате л естроении.
536
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 6. Заготовка для крыла пассажирского
самолета из высокопрочного алюминиевого
сплава толщиной 100 мм. выполненная
электронным лучом
Большой шаг сделан в направ-
лении создания пропоев и технологии
пайки сплавов на основе интерме-
таллидов, в частности, y-TiAl — аль-
тернативы высоколегированным ни-
келевым сплавам. Соединения, полу-
ченные с использованием разработан-
ных припоев, близки к прочности
основного материала при комнатной
и высокой (700 °C) температурах, а
также при испытании на длительную
прочность (таблица).
Создан новый флюс для пайки
алюминия. Его отличительной чертой
является то, что пайка может про-
водиться без припоя, который обра-
зуется вследствие реакций компонен-
тов флюса с алюминием. Новый
флюс — хорошая основа для создания высокоэффективных технологий
серийного производства алюминиевых радиаторов, излучающих антенн
и других изделий различного назначения.
Рациональное использование новых конструкционных материалов с
высокими показателями механических свойств позволяет эффективно
решать проблемы снижения металлоемкости, повышения надежности и
долговечности сварных конструкций. Для изготовления конструкций
строительных сооружений созданы высокопрочные экономнолегирован-
ные стали марок 06Г2Б и 09Г2СЮч с пределом текучести более 440 МПа
и пределом прочности 590 МПа, с высоким сопротивлением слоистому
разрушению и высокой хладостойкостью при температурах до -70 °C, что
установлено на образцах с острым надрезом типа Шарпи (KCV 150...
300 Дж /см2). Под воздействием термических циклов сварки в достаточно
широком диапазоне скоростей охлаждения формируются высокие пока-
затели прочности, пластичности и хладостойкости металла ЗТВ этих
сталей. Установлено, что для снижения вероятности замедленного разру-
Прочностные свойства интерметаллидного сплава у-TiAI и его паяных соединений с применением
припоя системы Ti—Zr
Объект исследования, материал Прочность, МПа
при комнатной температуре при 700 “С Длительная при Т = 700 °C
нагрузка 140 МПа нагрузка 200 МПа
Сплав у-TiAl 650...700 320...350 - -
Паяное соединение 650...690 280...315 500 ч’ 300 ч*
Образец не разрушился
537
ИЗБРАННЫЕ ТРУДЫ
шения соединений сталей 06Г2Б и 09Г2СЮч условия их сварки должны
выбираться таким образом, чтобы содержание диффузионного водорода
в наплавленном металле [Н]диф < 10 мл/100 г, а скорость охлаждения
металла ЗТВ — г<уб/5 < 30 °C/с.
Алюминий и его сплавы по объемам производства и потребления
занимают второе место после стали. Все более широкое применение
находят высокопрочные алюминиево-литиевые сплавы, сплавы с предель-
но высоким легированием, а также сплавы, которые содержат в своем
составе эффективные модификаторы — скандий, цирконий и другие для
одновременного улучшения свариваемости материалов и механических
свойств сварных соединений.
Расширение областей применения алюминиевых сплавов в сварных
конструкциях зависит от обеспечения требуемого сопротивления
соединений усталостным разрушениям. Циклическая долговечность свар-
ных соединении алюминиевых сплавов составляет около 40 % соответст-
вующего показателя соединений конструкционных сталей. Поэтому свар-
ные алюминиевые конструкции в большей степени, чем стальные, нуж-
даются в послесварочной обработке. Исследования показали, что эф-
фективным способом послесварочной обработки сварных соединений
алюминиевых сплавов может стать поверхностное пластическое де-
формирование зоны перехода от шва к основному металлу высокочастот-
ной механической проковкой. Иллюстрацией к этому служат приведен-
ные на рис. 7 результаты усталостных испытаний стыковых сварных
соединений алюминиевого сплава АМгб в исходном состоянии, после
механической зачистки выпуклости и после высокочастотной механичес-
кой проковки с применением технологического оборудования сравнитель-
Рис. 7. Изменение значений предела ограниченной выносливости отах при N = 1-106 циклов
в зависимости от способа обработки сварного соединения сплава АМгб и асимметрии цикла R„
переменных напряжений
538
СВАРНЫЕ КОНСТРУКЦИИ
но небольшой потребляемой мощности (до 0,3 кВт) с пьезокерамическим
преобразователем. Повышение сопротивления усталости стыкового
соединения алюминиевого сплава АМгб после обработки по сравнению с
исходным состоянием в зависимости от асимметрии цикла составило
45...100 %.
Ведутся работы по созданию новых конструкционных хорошо
свариваемых титановых сплавов для аэрокосмической техники, химичес-
кого машиностроения, медицины и др. Создан опытный сплав Т-110
(Ti-5,5Al-l,2Mo—l,2V4Nb-l,8Fe), который по уровню прочности не
уступает известному сплаву ВТ22, но обладает хорошей свариваемостью
как дуговым, так и электронно-лучевым способами сварки. Сварные
соединения сплава Т-110 после термической обработки имеют удовлет-
ворительные характеристики пластичности при уровне прочности не
менее 95 % этого показателя основного металла (1100 МПа), а долговеч-
ность сварных соединений при нагрузке 600 МПа составляет 5-105 циклов.
Стойкость в агрессивных средах является одной из важнейших
характеристик титана, определяющих его широкое применение в химичес-
ком машиностроении. Наиболее высокая коррозионная стойкость у
технического титана и его сплавов с палладием. Однако прочность этих
сплавов не превышает 500 МПа. Коррозионная стойкость высокопрочных
промышленных титановых сплавов уступает этому показателю техничес-
кого титана.
Исследования показали, что повысить прочность титана без снгь
жения его коррозионной стойкости можно, если в качестве легирующих
элементов использовать изоморфные (Р-стабилизаторы, в частности,
молибден, ванадий, ниобий. На этой основе разработан титановый сплав
системы Ti- 4,5Al-2,5V-2,5Mo-3,5Nb-l,5Zr. Прочность сплава
(950 МПа) почти в 2 раза превышает прочность технического титана, а
его коррозионная стойкость под напряжением не уступает этому показа-
телю технического титана.
Теоретические и экспериментальные исследования в области хими-
чески чистых галогенидных флюсов для сварки титана и сплавов на его
основе легли в основу создания принципиально новых (применительно к
титану) способов сварки. К ним относится автоматическая сварка пла-
вящимся электродом под флюсом, электрошлаковая сварка титана, арго-
нодуговая сварка вольфрамовым электродом по слою флюса (А-ТИГ),
сварка в узкий зазор магнитоуправляемой дугой.
Разработаны порошковые титановые проволоки и технологии сварки
титана вольфрамовым электродом в аргоне. Этот процесс позволяет
выполнять однопроходные швы без разделки кромок на титане толщиной
до 16 мм. Созданы технологии механизированной сварки титана непла-
вящимся электродом и соответствующее оборудование для сварки в
заводских и монтажных условиях. Ведутся исследования по активации
металлургических процессов при ЭЛС титана с помощью соответству-
ющих флюсов.
539
ИЗБРАННЫЕ ТРУДЫ
Рис. 8. Титановый слиток (о)
и полуфабрикаты труб (б), полученные
электронно-лучевым переплавом
Созданы технологии электрон-
но-лучевого переплава и оборудо-
вание для производства титановых
слитков и полуфабрикатов (рис. 8) с
использованием более дешевого ис-
ходного сырья — титановой губки.
Установленное в НПЦ «Титан» обо-
рудование позволяет выпускать про-
мышленные партии титановых слит-
ков до 1500 т в год.
Конечным продуктом сварочно-
го производства являются сварные
конструкции. Создание надежных и
долговечных конструкций, работа-
ющих в различных условиях эксплу-
атации, остается важнейшей научно-
технической проблемой.
Сегодня существенно возросла
доля конструкций, сооружений и обо-
рудования, приближающихся к свое-
му критическому возрасту или уже
отработавших свой нормативный
срок. По оценкам специалистов, исчерпание ресурса оборудования и
машин в странах СНГ превышает 50 %. В сложном положении оказался
целый ряд отраслей промышленности (энергетика, транспорт, не-
фтехимическая, химическая и др.).
В сложившихся условиях первоочередным заданием является обеспе-
чение безопасной эксплуатации сооружений и конструкций. Поэтому
исключительно актуальной является проблема достоверной оценки остаточ-
ного ресурса конструкций и его гарантированное продление. За последние
годы много сделано для развития прочностных расчетов сварных конст-
рукций, достаточно интенсивно развивались методы и аппаратура техничес-
кой диагностики сварных соединений не только с целью выявления формы
и размеров дефектов, но и количественной оценки деградации прочностных
свойств конструкционных материалов. На основании полученных знаний
найдены новые подходы к оценке ресурса конструкций. Одним из таких
подходов, базирующимся на вероятностно-экономической основе, является
риск-анализ. Он позволяет получить достаточно обоснованную стратегию
обеспечения безопасной работы конструкции длительного срока эксплуа-
тации, когда усложнение условий их работы идет быстрее, чем исследование
и нормирование работоспособности.
Большое внимание уделяется оценке ресурса конструкций и аппара-
тов нефтеперерабатывающей промышленности, к характерным особен-
ностям которой относится разнообразие агрессивных сред, воздейству-
ющих на оборудование, а также многообразие эксплуатационных дефек-
540
СВАРНЫЕ КОНСТРУКЦИИ
Срок эксплуатации, годы
а
б
Рис. 9. Изменение прочностных свойств (а) и относительного удлинения (б) металла
нефтеперерабатывающего оборудования (марки 17ГС) за период эксплуатации
тов, начиная от коррозионно-эрозионных повреждений и заканчивая дегра-
дацией служебных свойств конструкционных материалов. На рис. 9 приве-
дены некоторые характерные примеры изменения прочностных харак-
теристик металла сосудов, работающих на протяжении 20 лет в углеводо-
родсодержащей среде. Прочностные характеристики за этот период
снизились примерно на И %, а относительное удлинение — на 35 %.
Дальнейшее развитие представлений о механизмах и скоростях развития
типичных эксплуатационных дефектов и повреждений в связи с оценкой
предельных состояний позволит обеспечить разработку более совершенных
нормативных документов для оптимизации ремонтно-восстановительных
мероприятий и повышения надежности сварных конструкций.
В настоящее время все более широкое применение находит техно-
логия акустоэмиссионной (АЭ) диагностики, основанной на анализе
сигналов, возникающих при деформировании материалов конструкций.
Она обеспечивает возможность эксплуатации конструкций по фактичес-
кому состоянию, минуя планово-предупредительные контрольные опе-
рации и ремонт. Широкое применение АЭ технологии объясняется воз-
можностью осуществления 100 %-го контроля объектов сравнительно
небольшим количеством датчиков и определения разрушающей нагрузки
на ранних стадиях возникновения опасных ситуаций. Эти достоинства
позволяют уже сейчас применять АЭ технологию для мониторинга
технического состояния конструкции в процессе эксплуатации. Напри-
мер, система АЭ диагностики, установленная на Одесском припортовом
заводе, призвана в течение 15 лет обеспечить непрерывный контроль 56-ю
датчиками состояния изотермического хранилища аммиака, поверхность
которого составляет 4500 м2.
Ведутся работы по совершенствованию систем неразрушающего
контроля магистральных трубопроводов. Для задач строительства и
эксплуатации магистральных нефте-, газопроводов разработан электро-
магнитно-акустический дефектоскоп, который успешно прошел промынь
ленные испытания. Возбуждение ультразвуковых волн осуществляется с
помощью электромагнитно-акустического преобразователя, не требующе-
го контактной жидкости. Этот метод контроля не критичен к качеству
541
ИЗБРАННЫЕ ТРУДЫ
поверхности трубы и форме валика усиления шва. Сканирование преоб-
разователя по поверхности трубы и ввод ультразвуковых волн в разных
направлениях обеспечивает идентификацию типа, размеров и располо-
жения внутренних дефектов в сварных соединениях и в материале трубы.
Разработаны методы лазерной интерферометрии для исследования
напряженно-деформированных состояний и контроля качества сварных
соединений и конструкций. Созданы компактные голографические при-
боры, с помощью которых осуществляется диагностика конструкций из
неметаллических и композиционных материалов. Развитием методов
оптической голографии является метод ширографии, основанный на элек-
тронной обработке оптической информации. Важным преимуществом этого
метода является бесконтактность измерений и возможность наблюдения в
реальном масштабе времени картины интерференционных полос на экране
дисплея, исключая какую-либо фотозапись. Методом электронной широг-
рафии эффективно осуществляется неразрушающий контроль качества
сварных баллонов для сжатого газа, используемого в качестве топлива для
двигателей внутреннего сгорания на автотранспорте (рис. 10).
Проектировать, строить и вводить в эксплуатацию в максимально
короткие сроки — такова тенденция в строительстве гражданских и
промышленных объектов с применением сварных конструкций. Яркий
пример — строительство в Киеве Международного выставочного центра.
Характерной особенностью инженерного решения конструкций (рис. И)
является система решетчатых ферм перекрытия с непосредственным
примыканием трубчатых элементов в узле пролетом 24, 35 и 54 м.
Возможностям сварки, по-видимому, нет границ. Подтверждением
тому является сварка тканей живых организмов. В СССР впервые этой
проблемой заинтересовался академик Г.А. Николаев применительно к
Рис. 10. Иллюстрация контроля качества сварных баллонов для сжатого газа методом
электронной ширографии: а — изделие без дефектов; б — баллон с волосной трещиной
в сварном шве
542
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 11. Решетчатые фермы перекрытия Международного выставочного центра в Киеве
сварке костей. Известны работы украинских ученых по склеиванию
хирургических ран и исследования, выполненные в Корнельском уни-
верситете (США).
ИЭС им. Е.О. Патона совместно с Институтом хирургии АМН и
Минздрава Украины при участии на начальном этапе объединения
«ОХМАДИТ» Минздрава Украины, а позже с привлечением Главного
госпиталя СБУ разработали новую медицинскую технологию соединения
сваркой мягких тканей без использования ниток, металлических скоб,
клеев-припоев или других инородных для организма веществ и изделий
из них. Новая сварочная технология признана оригинальной, что засвиде-
тельствовано патентами.
Установлено, что при определенных условиях можно осуществить
соединение разрезов тканей в результате тепловой денатурации белков,
приводящей к их коагуляции. При этом используются безопасные для
организма токи высокой частоты.
Первые опыты по использованию этой технологии, проведенные на
мелких лабораторных животных, подтвердили перспективность избран-
ного направления и позволили создать образцы оборудования для даль-
нейших исследований. Опыты на животных были завершены сваркой
разрезов различных органов у большой контрольной партии свиней с
получением устойчивых положительных результатов. Это открывает
возможность проверки этого способа на тканях человека. Первоначально
в экспериментах использовались удаленные органы. Затем после полу-
чения положительных результатов начались постепенно усложняемые
эксперименты по применению сварки непосредственно во время опе-
раций. Все это стало основанием для получения от Министерства охраны
здоровья Украины разрешения на применение в клинической практике
нового хирургического оборудования.
Аппарат для сварки мягких тканей состоит из источника питания и
управляющего компьютера (рис. 12). Компьютер не только управляет
источником питания, но и адаптирует процесс сварки к конкретным
543
ИЗБРАННЫЕ ТРУДЫ
Рис. 12. Оборудование и инструмент для сварки живых тканей: а — высокочастотный сварочный
источник питания; б — медицинский сварочный пинцет; в — медицинский сварочный зажим;
г — медицинский сварочный лапароскопический зажим
свойствам тканей соединяемых участков разреза. За прошедшие два года
в двух киевских клиниках с использованием сварки было прооперировано
около тысячи пациентов. Полученный опыт свидетельствует о перс-
пективности применения сварки в общей хирургии, хирургической гине-
кологии, урологии, отоларингологии и других областях медицины, свя-
занных с нарушением целостности тканей.
Можно ожидать, что в дальнейшем сварка позволит создать новые
хирургические приемы, изменить в лучшую сторону технику выполнения
некоторых сложных операций. Впереди еще много интересных исследо-
ваний в этом важном направлении. А пока нужно расширить круг клиник,
в которых применяется сварка с тем, чтобы, опираясь на полученный
опыт, довести экспериментальное оборудование до серийного производ-
ства и повсеместного применения.
Сварка и родственные технологии продолжают активно и всесторон-
не развиваться как вглубь, так и вширь. Создаются теоретические и
технологические предпосылки для изготовления новых изделий в
традиционных областях сварочного производства, а также для освоения
все более широких сфер ее применения, которые раньше считались
«экзотическими». На протяжении всего XXI века сварка и родственные
технологии сохранит свою роль ведущей и массовой технологии во всех
отраслях промышленного производства.
544
СВАРНЫЕ КОНСТРУКЦИИ
РАСЧЕТ И ОСОБЕННОСТИ ТЕХНОЛОГИИ
ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ СВАРНОЙ
КОНСТРУКЦИИ ПРЕОБРАЗУЕМОГО ОБЪЕМА*
Б.Е. Патон, Л.М. Лобанов, В.Н. Самилов, И.С. Пилишенко,
О.В. Махненко, Н.А. Пащин, В.А. Горинов, К.В. Шиян
Изложены основные принципы построения оболочечных трансформируемых конст-
рукций, предназначенных для хранения жидких и сыпучих продуктов, например,
топлива, воды, зерна и др. Представлены расчетные схемы и результаты расчета
емкостей на прочность и устойчивость к эксплуатационным и ветровым нагрузкам.
Описана технология сборки и сварки тонкостенных соединений конструкций со швами
большой протяженности.
Main principles of design of shell-type transformable structures intended for storage of
liquid and loose products, such as fuel, water, seed, etc., are described. Calculation
diagrams and results of calculations of strength and robustness of structures, as well as
their ability to resist service and wind loads are presented. The technology for assembly
and welding of thin-walled joints in structures with long welds is described.
Ключевые слова: сварные конструкции, трансформируемая оболочка, проектирование,
сборка, дуговая сварка, остаточные напряжения, деформирующая оснастка, монтаж
На современном этапе развития техники в ряде случаев имеет место
противоречие между необходимостью увеличения массы и размеров свар-
ных конструкций и сложностью их транспортировки. Особенно это
актуально для космической техники, где выполнение задач в значитель-
ной степени зависит от массы и размеров объекта.
В ИЭС им. Е.О. Патона сформулированы основные принципы про-
ектирования и изготовления цельносварных металлических оболочек, раз-
меры которых могут быть уменьшены на период доставки на орбиту до
размеров транспортных контейнеров. Такую возможность впервые
теоретически обосновал и сформулировал канд. техн, наук В.М. Балицкий,
что позволило изометрически трансформировать замкнутые оболочки из
стали и титановых сплавов. Конструкции предназначались для монтажа в
космическом пространстве жилых и лабораторных отсеков, шлюзовых
камер, переходов, складских и производственных сооружений [1].
Авторами сформулированы основные требования к сварным конст-
рукциям преобразуемого объема: полная заводская готовность; герметик
ность; минимальные габариты для транспортировки; минимальные тру-
дозатраты при установке и развертывании на монтажной площадке.
Проведенные в ИЭС им. Е.О. Патона теоретические и лабораторные
исследования позволили выбрать из большого количества существующих
вариантов формоизменения оболочек преобразуемого объема один,
‘Автоматическая сварка. — 2006. — № 7. — С. 3-12.
37-8-1437
545
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Макет оболочечной
конструкции с базовым элементом в
виде усеченного конуса для
космической техники до (/) и после
(2) преобразования [1]
наиболее простой в технологическом отно-
шении — преобразование поверхности усе-
ченного конуса в гофрированный диск.
Обоснование возможности целенап-
равленного изменения формы замкнутых
оболочек базируется на принципах теории
изометрического изгиба поверхности, опи-
сываемых уравнениями Кодацци-Гаусса.
Согласно теории изометрических преобра-
зований предполагается, что оболочку
можно изогнуть без растяжения или сжатия
материала, из которого она изготовлена.
В основу трансформируемых кон-
струкций положены принципы преобразо-
вания усеченных конических оболочек в
гофрированные диски, которые сопрягают-
ся торцевыми кромками в компактный пакет.
Для его трансформирования в герметичную
оболочку проектных размеров и объема соз-
давали избыточное внутреннее давление. На
рис. 1 представлен макет оболочки преобра-
зуемого объема из титанового сплава ВТ 1-0
диаметром 400 мм с толщиной стенки
0,1 мм. Оболочка в состоянии транспор-
тировки имеет высоту 65 мм, в рабочем положении — 2000 мм.
Целью настоящей работы являлась разработка расчетной оценки
напряженно-деформированного состояния крупногабаритной сварной
конструкции преобразуемого объема для хранения жидких продуктов, а
также технологии ее изготовления. Для этого выбран конструкционный
материал оболочки, проведена расчетная оценка напряженно-деформи-
рованного состояния конструктивных элементов оболочки при различных
схемах нагружения, разработана технология сборки и сварки оболочки,
проведены эксперименты по ее трансформированию, установке и монтажу
на строительной площадке.
В качестве конструкционного материала для оболочки выбрана высо-
колегированная сталь 08Х18Н10Т, отличающаяся высокой стойкостью
против коррозии, хорошей свариваемостью и обрабатываемостью. Спро-
ектирована и изготовлена опытная сварная емкость объемом 40 м3, диамет-
ром 3,8 м с толщиной стенки 2,5 мм, схема которой представлена на рис. 2.
Проведена расчетная оценка напряженно-деформированного состоя-
ния и прочностных характеристик этой емкости с учетом ее собственной
массы, массы хранимого продукта, давления столба жидкости продукта
и ветровой нагрузки при скорости ветра до 50 м/с.
В рамках теории осесимметричной деформации тонкостенных обо-
лочек вращения [2] определяли остаточные напряжения в стенке обо-
546
СВАРНЫЕ КОНСТРУКЦИИ
лочки после ее разворачивания и их
взаимодействие с напряжениями,
вызванными гидростатическим дав-
лением заливаемой жидкости и соб-
ственной массой конструкции. Ма-
териал оболочки при указанных
выше условиях нагружения ведет
себя в соответствии с теорией упру-
гопластического течения при изот-
ропном деформационном упроч-
нении в сочетании с условием теку-
чести Мизеса. На основе теории
упругости тонкостенных коничес-
ких оболочек вращения для случая
асимметричного нагружения [3]
определяли дополнительные напря-
жения от ветровой нагрузки. Выпол-
нен проверочный расчет на про-
чность и потерю устойчивости при
сжатии вертикальных стоек-опор, на
которые устанавливалась емкость.
Испытуемая емкость состоит
из четырех секций, которые в про-
цессе разворачивания приобретают
форму тонкостенных конических
0 600
0 400
Рис. 2. Схема крупногабаритной емкости в
развернутом состоянии: A-G — узлы
соединения секций
оболочек, имеющих диаметры торцевых сечений 3800 и 2750 мм при
высоте конуса Нк =1126 мм, что соответствует конечному углу конусности
ак = 25° (рис. 2). Сверху и снизу емкости расположены конические
донышки с горловинами. Схема узлов А, В, Е соединения секций между
собой с помощью шпангоутов и узлов F, G соединения донышек с
усилением в зоне горловины представлена на рис. 3.
В процессе разворачивания емкости геометрия донышек и узлов D,
Е, В, А, С существенно не изменяется. Трансформирование в основном
затрагивает четыре секции DE, ЕВ, В А, АС каждой емкости. При
формоизменении начальные гофры изменяют свои размеры, при этом их
количество остается постоянным. Можно считать, что торцы секций
имеют постоянные диаметры, определяемые соответствующими шпанго-
утами, т. е. при трансформировании происходит увеличение расстояния
Н между торцами.
Рассматривали некоторое произвольное состояние разворачивания,
когда текущий угол конусности а оболочки при разворачивании меньше
ак (рис. 4). При этом длина основания отдельного гофра 26(a) -
1900-1375
= —--------[мм], где N — количество одинаковых гофров; Н = (1900...
N sin a
37*
547
ИЗБРАННЫЕ ТРУДЫ
Е
Оболочка
Опорный
кронштейн
F
Фланец днища Донышко
Шпангоут
0400
Оболочка
0600
G
Фланец люка
Донышко
0720
Рис. 3. Конструктивная схема оформления узлов соединения емкости
1375)xctg а [мм], В системе координат у, х геометрию средней линии
образующей гофрированной конической поверхности можно описать
выражением
у = а 1
Т1Х
- cos —
о
где а, b — соответственно полувысота и полудлина гофра.
Длина средней образующей линии для одного гофра составляет
где
К 7LX
а -г sin —
b b
dr
(1)
548
СВАРНЫЕ КОНСТРУКЦИИ
Значение В известно и равно
1900-1375
N sin «и
= 177 [мм].
При N = 7 и ак = 25° из (1) для
различных значений а можно опре-
делить размеры гофра 2а и 2Ь из
системы уравнений
2 ______у
sin а = д sin ctxEfk) N1 + х2,
1900-1375
N sin a '
na
k2
где E(k) — полный эллиптический
интеграл второго рода.
В таблице приведены результаты
такого расчета при ак = 25° и данные
об относительном изменении макси-
мальной кривизны К™ах оболочки
вдоль образующей, т. е. в вершине
Рис. 4. Схема формоизменения
гофрированной стенки емкости в
зависимости от угла а
гофра. Из таблицы видно, что по мере уменьшения угла а снижается
высота гофра 2а и кривизна К™ах. В тонкостенной оболочке изменение
в = =
b ’
кривизны AKS определяет приращение Дем соответствующих деформаций
вдоль образующей через произведение ДК5Л/2, где h — толщина стенки.
Данные таблицы показывают, что приращения максимальных дефор-
маций ДЕ™ах (~ К“ах5/2) в процессе разворачивания оболочки в крайних
волокнах могут составить 20...25 %. Однако для аустенитной стали
возникновение таких деформаций не вызывает серьезной опасности,
Расчетные значения полувысоты а и полудлины Ь гофра, а также максимума кривизы /Cjl!lx
оболочки в зависимости от угла конусности а
а, град па/Ь 2Ь 2а 1/мм
25,0 0 177,0 0 0
26,0 0,40 171,2 21,8 0,00734
27,4 0,70 163,4 36,4 0,04345
30,9 1,00 145,9 46,5 0,04304
35,8 1,40 128,0 57,2 0,16869
41,7 1,80 112,6 64,5 0,10039
53,0 2,40 93,9 71,7 0,16051
63,1 2,80 84,1 75,0 0,20908
70,2 3,00 79,7 76,0 0,23639
81,3 3,20 75,9 77,4 0,26477
90,0 3,29 75,0 78,6 0,27548
549
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Схема тонкостенной
оболочки с произвольной формой
меридиана
учитывая хорошую способность к штамповке
данной стали малой толщины. Для расчета
распределения остаточных напряжений в обо-
лочке после разворачивания применяли
метод последовательного прослеживания
развития упругопластических деформаций по
мере увеличения внутреннего давления. При
этом использовали следующую систему
координат: s — координата вдоль криволине-
йной образующей; (3 — угол вращения вокруг
оси z (рис. 5). Непрерывная образующая 0 <
s < 1В представляется дискретными участ-
ками длиной As с соответствующей нуме-
рацией узлов (концов участков) 0, 1, 2, ...,
п - 1, п, п + + 1 (см. рис. 4).
Для каждого узла п с координатой sn
определяется значение координаты х„(ос) по
зависимости
*„(«) = Х(„-П(а) +
Зная координату хп(а), по (1) находим уп(а), а затем радиус
оболочки rn(sn, а):
rn(sn, а) = Го
//(сх)
---------хп(а.) - у „(а) tg (a) sin а + у „(а) /cos а = 1900 - х„ sin а + уп cos а,
COS Ct
I ттх
где го = = 1375 мм; Н(а) = 525 etg а [мм]; уп = а 1 - cos —-А .
k ° )
По rn(sn, а) определяем значения кривизны К$ и KQ для каждой п-й
точки по зависимостям [1]:
г" 1 — г2
___ГП , тли _ v 1 '
Го
,, rn +1 + rn -1 2rn тп + j r
где rn =-------^2-------; rn =---—----- (t? = 1, 2, ...). Полученные
результаты приведены на рис. 6.
Для каждого момента разворачивания, определяемого а, оценивали
уровень внутреннего давления Р, гарантирующий непрерывность процес-
са разворачивания. Это связано с тем, что по мере уменьшения текущего
угла конусности а и соответственно размеров 2а гофра для продолжения
процесса требуется увеличение давления Р. В качестве критерия необ-
550
СВАРНЫЕ КОНСТРУКЦИИ
холимого уровня давления Р при данном значении а принимали такое
значение Р, при котором происходит достаточно развитое пластическое
течение. Полученные для угла а данные о напряжениях и деформациях
использовали в качестве исходных для следующего шага прослеживания,
определяемого новым углом а - Да. Если давление Р не повышать, то
происходит частичная разгрузка, подтверждающая необходимость
увеличения давления Р для обеспечения процесса трансформирования.
Согласно теории тонкостенных оболочек, напряженно-дефор-
мированное состояние определяется перемещениями U и W точек
срединной поверхности, т. е. U(s) и W(s), напряжениями o5S(s, t), Орр($,
Q и деформациями eS5(s, О и £ss(s, Q, где £ — координата по толщине
оболочки, отсчитываемая от срединной ее поверхности (рис. 5). При этом
использовали расчетный алгоритм решения упругопластической задачи
[4]. Решение сводится к определению шести функций координаты s:
6/2 6/2
усилия Ns = f a5Sd^, момента Ms = = f oss£d£, перерезывающей силы Qs,
-5/2 -5/2
перемещений Д(7 и AW и приращения угла поворота нормалей Д©.
Напряжения oss и Орр связаны с приращениями перемещений и угла
поворота следующими зависимостями [2, 4]:
°ss= AitKjAW - —-— + Q ——) + zl2(KoAG + Kf/M7 + Kq£A0) + Уи;
os ds
Gpp = A/K/sW —--+ £ ——) + A\(KqMJ + + Kq^AQ) + Урр;
ds ds
Аг = Ш + К); Аг=Х + К); У* = А1Ь*+А2Ь№’ У№ = А,ЬРР + А^
bss ^2G) + t> ’ b₽₽ ^G+ b J’ b L 3 2GJJ ’
где К = I - 2v/ E — коэффициент объемного сжатия (здесь v —
коэффициент Пуассона; Ко = dr/rds-, у — функция состояния материала;
G = = £/2(1 + v) — модуль сдвига; * — индекс, относящий величину
к предыдущему шагу прослеживания, в соответствии с которым опреде-
ляются ДC7(s), hW(s) и Д0(х). При упругом деформировании у = 1/2G,
при пластическом течении у > 1/2G определяется условием текучести
Мизеса. Для вычисления y(s, на каждом шаге прослеживания исполь-
зовали итерационный процесс из работы [4].
На каждой итерации разрешающая система имеет вид
= B(s)j + f(s),
(2)
где векторы j и f состоят из шести функций координаты s:
551
ИЗБРАННЫЕ ТРУДЫ
где
Рис. 6. Распределение кривизны K,(s) гофрированной стенки емкости при а = 35,8
(сплошные кривые) и 70,2° (штриховые)
j(s) =
fN = K0
У₽, + £> Уй^-11) ^-21(^51^-13 ~ ^52^-12)]
1
[м - Kq' Yf,2+ [L22(YslL
12 Ул2-^-11) ^-22(У51^-13 У$2-£-12)] !
Кр, 1
= fu = (У$2-£-12 ~ У5|11з); Av = 0;
/е = (^si^-12 — D = £nL13 — L?2;
5/2 8/2
im,n = J^mC-,dz; = j Y^^dz; wj = 1,2; n= 1,2,3; / = $,₽.
-8/2 -6/2
Матрица B(s) размером 6x6 имеет вид
B(s) =
fltl O12 ... <2)6
«21 «22 ••• й26
«61 «62 ••• «66
где
552
СВАРНЫЕ КОНСТРУКЦИИ
2 J 1
«13, «14 = |£-11 — [£-21(£-1 1^-13 — £-2з£-12) - ^-22(^-21^12 - ^-22^-11)1 I
1
«21 “ уу (£-2з£-12 ^-22^-13); а22 ~ К0 р (£-22^12 £-гз£-п) 1 I
а2з -1;
D
2 1
«24 = Ко £-12 ~ [£-22(£-21£-13 - ^-22^-12) - £-2з(£-21£-12 ~ ^-22^-и)] !
к₽
«25 - «24 7Г,
Д-0
«26 — Kq
£-13 ~jj [^-22(^-22^-13 £-2з£-1г) -£-23(^-22^12 £-23-£-11)] ;
«31 -
«11
Ко+1
\ 7
«32 - «12 •7Г->
До
_ _ Ер _ К₽
«33 - J^o, «34 - «14 V> «35 -
До А0
_ Кр _ £-13 ____£42
«36 - «16 «41 - и > «42 - £) ;
К₽
«45 - «44 г’”ТТ~’ «46 - «211 «51 ~ Oj
До
_______. ___£-12 _ £-11
«56 ~ 1 > «61 “ jj > «62 - £)
«43 = 0; «44 = уу (£-22£-12 _ £-21-£-1з);
«52 = 0; Й5з = 0; а54 = Ks', «55 = 0;
63 = 0; «64 = уу (£-1г£-12 _ £-22-£-и);
Кр
«65 - «64 К1
Ко
а66 - а22 + Ко.
К системе обыкновенных дифференциальных уравнений (2) необхо-
димо присоединить еще условия на кромках s = 0 и s = s0.
Учитывая примерно одинаковое поведение элементов DE, ЕВ, АВ,
АС (см. рис. 2) при разворачивании емкости под действием внутреннего
давления Р можно рассмотреть один элемент DE, поместив начало
координат s = 0 в точку D.
При этом в точке Е (s = s0) применяют условие симметрии, а в точке
D (s = 0) — условие примыкания к достаточно жесткому донышку,
которые можно записать в виде
s = 0 Ns = PRo/2 cos а,
ДС7 cos (Р - а) + W sin (Р - а) = 0,
Д0 = 0;
5 = s0 MJ cos а - W sin а = 0,
Qs = 0, Д0 = 0.
(3)
Два последних условия в (3) взяты приближенно консервативными,
что связано с достаточно сложной конфигурацией узла£) (см. рис. 3),
поэтому наряду с (3) в качестве оценочного использовали также условие
значительной податливости узла D в виде
553
ИЗБРАННЫЕ ТРУДЫ
Рис. 7. Изменение давления Р, необходимого для разворачивания емкости, в зависимости от угла
конусности а
s = О Ns = PR0/2 cos а,
Ms = 0,
Q, = 0.
Вариация этих условий незначительно сказывается на остаточных
напряжениях разворачивания во всей оболочке, кроме небольшой зоны
при 5 = 0.
Получаемую в итоге систему решали численным методом с помощью
программы, разработанной в ИЭС им. Е.О. Патона [2]. При этом учитывали
такие свойства аустенитной стали, как модуль упругости Е = 2-105 МПа,
коэффициент Пуассона v = 0,3, предел текучести стт = 280 МПа.
На рис. 7 приведены расчетные данные, полученные при необ-
ходимом давлении Р для разворачивания емкости по мере уменьшения
текущего угла конусности а. Из рисунка видно, что в начальные моменты
при а > 41° необходимые значения Р весьма малы, однако по мере
уменьшения а необходимое давление возрастает. Эти расчетные данные
достаточно хорошо согласуются с экспериментальными, определенными
при разворачивании макета емкости в натуральную величину, изготов-
ленного из стали Ст.З, механические свойства которой достаточно близки
к принятым в расчете.
На рис. 8, а показано распределение остаточных напряжений oss на
внутренней и наружной поверхностях оболочки при условиях жесткого
закрепления на кромке ($ = 0). На рисунке видно, что эти условия влияют
на небольшом участке вблизи кромки 5 = 0. В остальной части оболочки
напряжения oss меняются периодически в соответствии с геометрией
расположения гофров. Максимальные значения остаточных напряжений
oss не превышают 100 МПа. Расчет распределения остаточных напря-
жений Орр на внутренней и наружной поверхностях оболочки (рис. 8, б)
показал, что эти напряжения меняются также в соответствии с располо-
жением гофра на оболочке, но более плавно, чем o>ss. Уровень о™ не
превышает 150 МПа. При этом локальные пики напряжений вблизи
кромки (5 = 0), характерные для o5S, отсутствуют.
554
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 8. Распределение остаточных напряжений (а) и Орр (б) на внутренней (сплошные кривые
и наружной (штриховые) поверхностях стенки емкости в условиях жесткого закрепления на кромке
(s = 0)
Следует отметить, что уровень остаточных напряжений после раз-
ворачивания емкости достаточно низкий, поэтому нагружение уже раз-
вернутой конструкции внутренним давлением Р = 0,1 МПа (что в 2 раза
выше максимального эксплуатационного давления) происходит в области
упругих деформаций (рис. 9).
Данное явление связано с глубокой разгрузкой емкости на последней
стадии разворачивания. Этой стадии предшествует достаточно интенсивное
пластическое течение с образованием «пластических шарниров» в зоне
распрямляющихся гофров (рис. 10). При этом существенно уменьшается
сопротивление изгибному деформированию, а воздействие относительно
невысокого внутреннего давления при разворачивании заметно превышает
сопротивление деформированию. Происходит скачкообразное выпрямление
стенки емкости и последующая релаксация напряжений от приведенных на
рис. 10 до остаточных (рис. 9).
Выполнен расчет сечений шпангоутов (см. узлы А и Е на рис. 3) с
учетом сопротивления потере устойчивости при разворачивании емкости
555
ИЗБРАННЫЕ ТРУДЫ
Рис. 9. Суммарные остаточные напряжения (а) и (б) на внутренней (сплошные кривые)
и наружной (штриховые) поверхностях стенки емкости после ее разворачивания и нагружения
внутренним давлением Р = 0,1 МПа
внутренним давлением и последующем нагружением эксплуатационной
нагрузкой (гидростатическим давлением). Поскольку шпангоут (узлыЛ
и В на рис. 3) приварен к обшивке емкости, то рассматривали вероятность
потери устойчивости соответствующего кольцевого участка емкости, сос-
тоящего из шпангоута и присоединенных к нему элементов обшивки.
Такая схема отличается определенной консервативностью, посколь-
ку обшивка имеет повышенную жесткость как за счет кривизны в
окружном направлении, так и вдоль образующей гофра и конструкции
узлов Л и В. Длину присоединяемых элементов выбирали в качестве зоны
«концевого эффекта» для конической оболочки [3].
Расчет показал, что при максимальном давлении разворачивания
0,1 МПа потеря устойчивости для узлов Л и Е рассматриваемых размеров
не происходит, что подтверждено экспериментально.
При эксплуатационном нагружении гидростатическим давлением во
время заполнения емкости сжимающие нагрузки в области Л и Е меньше,
556
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 10. Распределение остаточных напряжений (а) и (б) на внутренней (сплошные
кривые) и наружной (штриховые) поверхностях стенки емкости в начальный период ее
разворачивания
чем при разворачивании (Р < 0,05 МПа), поэтому можно считать, что
устойчивость узлов А и В указанных размеров обеспечена.
Разворачивание емкости сопровождается значительными локальными
пластическими деформациями, после чего формируется остаточное напря-
женное состояние, при котором эксплуатационное внутреннее давление
вплоть до 0,1 МПа создает только упругое нагружение стенки емкости;
сечения шпангоутов (узлы Л и Е рис. 3) являются достаточными с позиций
сопротивления потере устойчивости при разворачивании емкости.
Проведена расчетная оценка напряжений, возникающих в емкости
под воздействием собственной массы и гидростатического давления
залитой жидкости. Для этого выполнили расчет сечения шпангоута
(см. рис. 2) при максимальном заполнении емкости, который показал,
что наиболее благоприятным в плане напряженно-деформированного
состояния конструкции является сечение шпангоута 100x10 мм. При этом
уровень максимальных напряжений в локальной зоне примы кания к
557
ИЗБРАННЫЕ ТРУДЫ
шпангоуту не превышает 175 МПа на оболочке и 140 МПа на донышке,
что допустимо для аустенитной стали сот = 280 МПа.
Определяли напряженное состояние узла£> (см. рис. 3) при задан-
ном выше сечении шпангоута в процессе разворачивания емкости на
последнем этапе нагружения максимальным давлением Р ~ 0,1 МПа.
Установили, что при разворачивании в области узла D со шпангоутом
сечением 100x10 мм в оболочке формируется локальная зона
пластических деформаций от изгиба стенки непосредственно у шпангоута.
При этом зона пластических деформаций распространяется на расстояние
около 200 мм от узла D, а шпангоут работает в области упругих
напряжений. Малые значения пластических деформаций на поверхности
ED и днища DF при разворачивании (Р = 0,1 МПа) соответствуют
низкому уровню остаточных напряжений после снятия давления. Расчет
показал, что суммирование указанных полей напряжений с напряг
жениями, соответствующими нагружению емкости максимальной эксплу-
атационной нагрузкой, к существенным изменениям напряженного сос-
тояния оболочки не приводит.
Таким образом, конструкция узла D со шпангоутом сечением 100х
х10 мм обеспечивает работоспособность этого узла как при разво-
рачивании, так и при нагружении ее максимальной рабочей нагрузкой
(полное заполнение водой).
Проведенный расчет влияния на конструкцию ветровой нагрузки
(скорость ветра 50 м/с) показал, что во всей оболочке уровень нормаль-
ных и касательных напряжений от воздействия ветра составляет не более
8 МПа. Уровень окружных напряжений не превышает 20 МПа, что на
порядок ниже таковых от гидростатического давления. Таким образом,
можно считать, что максимальные напряжения могут увеличиться от
указанной нагрузки не более чем на 10 МПа.
Сварные швы выполняли автоматической сваркой неплавящимся
электродом в аргоне. Особое внимание уделяли стыковым сварным
соединениям при изготовлении конических заготовок. Выявлено, что швы
подвержены изгибным деформациям при формоизменении оболочки, а
поэтому необходимо высокое качество их выполнения. Выбор и отработку
режимов сварки осуществляли в соответствии со следующим требо-
ваниями: сварка за один проход с полным проплавлением; усиление шва
не более 0,5 мм; применение присадочной проволоки с повышенным
содержанием хрома марки Св-06Х19Н9Т, что компенсирует его потери
на выгорание в металле шва и сохраняет антикоррозионные свойства
последнего на уровне основного металла.
В результате отработки различных режимов сварки на образцах-
имитаторах соединений выбраны следующие параметры режима: свароч-
ный ток 1СВ = 175 А; напряжение на дуге !7СВ = 10 В; скорость сварки
&св = И м/ч; скорость подачи проволоки &пров = 24 м/ч; диаметр
сварочной проволоки 1 мм.
558
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 11. Общий вид плоской заготовки конической оболочки на стапеле
Оболочки конической формы, входящие в состав емкости, изго-
тавливали в виде развертки из шести секторов с последующим их
сворачиванием в конус и заваркой замыкающего стыка. Сборку и сварку
выполняли на специализированном стапеле, который имел высокую
точность позиционирования сборочного стыка относительно сварочной
головки. Процесс сварки и общий вид плоской заготовки для изготов-
ления конической оболочки представлен на рис. 11. Наиболее ответствен-
ной сварочной операцией является выполнение замыкающего стыка
(рис. 12), что в значительной степени определяет точность геометрии
конической заготовки в целом и может существенно влиять на гео-
метрические характеристики изделия при формировании гофров. Следует
отметить, что все стыковые соединения (кроме замыкающего) плоской
заготовки выполнены в условиях свободной реализации усадочных уко-
рочений сварных швов при остывании, что обеспечивалось условиями
сборки полотнища на стапеле. В то же время замыкающий стык выпол-
няли в условиях напряженного состояния за счет изгибных перемещений
свариваемых кромок, а это потребовало особой тщательности при сборке
Рис. 12. Собранный под сварку замыкающий стык шва конической оболочки на стапеле
559
ИЗБРАННЫЕ ТРУДЫ
Рис. 13. Общий вид сварной конической оболочки перед формированием гофров
соединений. Общий вид конической оболочки после выполнения всех
швов представлен на рис. 13.
Коррозионную стойкость сварных соединений определяли на образ-
цах по стандартной методике ускоренных испытаний кипячением в
растворе серной кислоты в течение 24 ч. Испытания проводили в два
этапа: на первом — использовали недеформированные образцы размером
80x20 мм, а на втором — изогнутые на угол 90° с целью пластического
деформирования металла шва зоны термического влияния. В ходе испы-
таний следов коррозионных повреждений обнаружено не было.
Важным этапом при создании емкости является процесс формоизме-
нения конической оболочки в гофрированный диск. Разработали оригина-
льный метод формирования плоских дисков с кольцевыми гофрами,
основанный на ротационном формоизменении замкнутых тонкостенных
конических оболочек вращения (рис. 14). С этой целью к вращающейся
заготовке прикладывали локальные усилия формирования. Подпор соз-
давали кольцевыми ребрами формы, представляющими собой выступы,
которые выполнены в массивной матрице, установленной на планшайбе
Рис. 14. Схема преобразования конической оболочки в гофрированный диск соответственно на
начальном (в), промежуточном (б) и завершающем (в) этапах: / — коническая заготовка; 2 —
формирующий ролик; 3 — прижим для закрепления заготовки на форме; 4 — форма-матрица
560
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 15. Вид крупногабаритной сварной конструкции преобразуемого объема перед (а), в
процессе разворачивания (б) и полностью развернутой (в)
карусельного токарного станка с шагом, равным шагу гофров диска.
Усилие формирования гофров создавали специализированным инстру-
ментом в виде ролика, установленного в резце-держателе суппорта и
перемещающегося вдоль оси вращения заготовки. После формирования
кольцевого диска высоту конической оболочки уменьшали в 15 раз и она
становилась равной высоте гофров.
Разработанный метод обеспечивает бездефектное изготовление коль-
цевых гофров и может быть реализован на заводах металлоконструкций
с применением несложной деформирующей оснастки и сборочных
приспособлений.
Полученные плоские диски с кольцевыми гофрами использовали в
качестве базовых элементов для создания конструкции преобразуемого
объема. Изготовили комплект базовых элементов в количестве 4 шт.,
затем осуществили укрупненную сборку и сварку элементов в единую
конструкцию. Провели проверку герметичности сварных монтажных
соединений оболочки. С этой целью гофрированный пакет нагружали
избыточным внутренним давлением (Р = 0,03 МПа). При контрольном
осмотре микротечей и других дефектов в полученных соединениях обна-
ружено не было.
Монтажную площадку для установки емкости выбрали в поселке
городского типа Лазурное Херсонской области. Засушливый климат этого
региона и постоянный дефицит воды предполагали интенсивную эксплу-
атацию емкости. На строительной площадке предварительно была пост-
роена опорная эстакада высотой 4,5 м.
Доставку конструкции к месту монтажа производили автотранспор-
том. Подготовка к разворачиванию емкости в рабочее положение заклю-
чалась в герметизации люка и всех технологических патрубков с подклю-
38-8-1437
561
ИЗБРАННЫЕ ТРУДЫ
чением подачи сжатого воздуха. Подготовленная к разворачиванию ем-
кость представлена на рис. 15, а. Увеличение давления внутри конст-
рукции осуществляли с помощью мобильного дизель-компрессора. Пер-
вая подвижка наблюдалась уже при давлении 0,04...0,05 МПа. Разво-
рачивание происходило последовательно — гофр за гофром, начиная с
первого диаметром 3760 мм, и сопровождалось мягкими хлопками. При
этом давление резко падало за счет увеличения внутреннего объема
резервуара. Последними трансформировали гофры диаметром 1710 мм
при давлении 0,1 МПа.
Процесс разворачивания емкости представлен на рис. 15, б, в.
Высота емкости, развернутой до рабочего состояния, практически совпа-
дала с проектной. После гидравлических испытаний емкость преобразу-
емого объема введена в эксплуатацию в качестве водонапорной башни.
Опыт, полученный при изготовлении трансформируемых оболочек,
показал их широкие возможности применения в сварных конструкциях
для хранения жидких и сыпучих продуктов.
1. Космос: технологии, материаловедение, конструкции: Сб. науч. тр. / Под ред. Б.Е. Патона. —
Киев: ИЭС им. Е.О. Патона, 2000. — 528 с.
2. Махненко В.И., Великоиваненко Е.А Расчет напряжений и деформаций в тонкостенной
оболочке с круговыми швами // Автомат, сварка. — 1982. — № 3. — С. 1-8.
3. Прочность, устойчивость, колебания / Под общ. ред. И.А. Биргера, Я.Г. Пановко: В 2 т. —
Мл Машиностроение, 1968. — T. 1. — 831 с.
4. Махненко В.И. Расчетные методы исследования кинетики сварочных напряжений и дефор-
маций. — Киев: Наук, думка, 1976. — 320 с.
НОВЫЕ РАЗРАБОТКИ АН УССР
*
В ОБЛАСТИ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Б.Е. Патон, В.В. Панасюк, А.Н. Свенсон, В.А. Троицкий
Описаны последние разработки ряда институтов АН УССР в области неразрушающего
контроля (НК) качества металлоизделий и сварных соединений. Отражены тенденции
развития методов и средств НК на Украине.
НК качества материалов и соединений все чаще применяется при изго-
товлении различных машин, конструкций и сооружений, в значительной
мере определяя их эксплуатационную надежность. Повышение качества
промышленной продукции и, как следствие этого, увеличение срока ее
безаварийной эксплуатации немыслимы без опережающего развития ме-
тодов и средств НК.
’Техническая диагностика и неразрушающий контроль. — 1989. — № 2. — С. 3-10.
562
СВАРНЫЕ КОНСТРУКЦИИ
Особенно эффективен НК, базирующийся на современных ЭВМ,
что позволяет включать его в производственные технологические линии.
Поэтому заинтересованность различных отраслей народного хозяйства в
практическом применении НК постоянно растет.
В АН УССР систематически ведутся теоретические и эксперимен-
тальные исследования, цель которых — усовершенствование наиболее
перспективных методов НК: акустических, радиационных, вихретоко-
вых, магнитных и др. [1-7].
Результаты этих исследований, как правило, используются при
создании новых приборов и систем НК.
Необходимо отметить, что в настоящее время в НК наиболее актуаль-
ные задачи — автоматический сбор и обработка дефектоскопической инфор-
мации, сопряжение средств НК с ЭВМ, разработка быстродействующих
многоканальных средств регистрации, создание методов и средств
регулирования параметров технологических процессов по результатам НК.
Важным этапом развития работ в области НК в учреждениях АН
УССР и республики явилось постановление Президиума АН УССР от
11.07.84 г. № 342 «О развитии работ в области неразрушающего контроля
в Академии наук УССР», определившее основные направления исследо-
вания и разработок на период до 1990 г.
Институту электросварки им. Е.О. Патона АН УССР, Физико-меха-
ническому институту им. Г.В. Карпенко АН УССР и ряду других
институтов поручена координация исследований и разработок по отдель-
ным направлениям НК. Рассмотрим основные из уже полученных за
последние годы результатов.
Ряд приборов, реализующих вихретоковые методы НК, разработан
в ФМИ им. Г.В. Карпенко АН УССР. Среди них дефектоскопы типа
«Полет», которые эффективно выявляют трещины в многослойных кон-
струкциях под металлической обшивкой толщиной до 5 мм, под слоем
герметика толщиной до 10 мм, а также определяют остаточную толщину
и диаметр язв локальной коррозии в оболочках толщиной от 3 до 5 мм и
глубину поверхностных дефектов (рис. 1) [8, 9].
Задачи, близкие к задачам НК, решаются с помощью прибора «Прут-2»,
предназначенного для автоматизированного контроля заполнения свароч-
ной порошковой проволоки
шихтой в процессе ее производ-
ства и использования в агрега-
тах автоматической сварки. При
этом обеспечивается контроль
при скоростях волочения до
500 м/мин. Выявляются неза-
полненные зоны, а также участ-
ки, в которых величина коэф-
фициента заполнения ниже нор-
мы. В составе комплекта техно-
Рис. 1. Дефектоскоп типа * Полет»
38*
563
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Прибор «Прут-2М»
логического оборудования, раз-
работанного ИЭС им. Е.О. Па-
тона АН УССР, прибор постав-
ляется в ряд стран (рис. 2) [10].
Вихретоковый структурос-
коп «Зона» предназначен для
получения графического изоб-
ражения изменений удельной
электрической проводимости
немагнитных материалов в зоне
сварного шва. Характер изме-
нений удельной электрической
проводимости связан с размерами зоны термического влияния, что поз-
воляет регулировать режим сварки. Разрешающая способность прибора
0,1 МСм/м.
Приборы типа «Опир» предназначены для измерения удельной
электрической проводимости в диапазоне от 1 до 60 МСм/м, погрешность
измерения до 2 %. Используется в машиностроении при контроле струк-
туры и механических свойств различных марок стали, титана, сплавов
других металлов, а также углекомпозиционных материалов. «Опир»
имеет линейную шкалу и допусковый контроль со звуковой сигна-
лизацией.
Толщиномеры типа «Эматол» предназначены для контроля пок-
рытий, нанесенных на металлическое основание. Обеспечивают изме-
нение толщины проводящих и непроводящих покрытий в диапазоне от
0,1 до 80 мм при одностороннем доступе к объекту контроля. Погрешность
измерения до 2 % [И].
К приборам, реализующим магнитный метод НК, относятся коэрци-
тиметры типа ИКС. Они предназначены для измерения коэрцитивной
силы (Нсм) в разомкнутой магнитной цепи.
Коэрцитивная сила — одна из наиболее структурочувствительных
характеристик ферромагнетиков, поэтому ее широко используют при
контроле качества термической и химико-термической обработки из-
делий. Измерение Нсм в разомкнутой цепи наиболее перспективно при
массовом контроле продукции, поддается автоматизации и широко ис-
пользуется при технологическом контроле в процессе изготовления про-
дукции, при входном и приемочном контроле.
Коэрцитиметры ИКС-52, И КС-103, ИКС-95 обеспечивают авто-
матическое измерение Нсм образцов твердых сплавов и сталей в диапазоне
от 1,5 до 500 А/см с погрешностью не более 2 %. Они используются в
машиностроении и порошковой металлургии при НК качества заготовок
и продукции.
Прибор ИКС-110 предназначен для автоматического измерения
коэрцитивной силы образцов магнитомягких материалов и изделий. Из
них в диапазоне от 0,1 до 10 А/см, с погрешностью измерения ±0,5 %.
564
СВАРНЫЕ КОНСТРУКЦИИ
Особенность этого коэрцити-
метра — возможность изме-
рения Нсм контролируемого об-
разца в двух взаимно противо-
положных направлениях на-
магничивающего поля с авто-
матическим вычислением рез-
Рис. 3. Дефектоскоп НК-138
ультата измерения в каждом на-
правлении, среднего арифмети-
ческого и относительной раз-
ницы между ними. Это значительно повышает достоверность контроля,
исключая влияние магнитных помех на результат измерений [12].
В ИЭС им. Е.О. Патона АН УССР разработаны многоцелевые
магнитные дефектоскопы для контроля качества сварных соединений, в
частности для контроля изделий сложной формы применяют дефектоскоп
НК-138 с автоматизированными процессами намагничивания и размаг-
ничивания (рис. 3), причем оптимальный режим процесса контроля
рассчитывается на ЭВМ.
Для экспресс-контроля качества сварных соединений, например в
полевых условиях, разработана регулируемая система намагничивания с
гибким ярмом на основе постоянных магнитов из редкоземельных эле-
ментов. Оперативную оценку качества соединений выполняют с помощью
локальных визуализаторов магнитных полей дефектов. В качестве
индикатора в них используется магнитная суспензия.
В Институте электродинамики АН УССР разработан дефектоскоп
для контроля качества алюминиевой сварной проволоки, принцип его
работы основан на сравнении электрических свойств контролируемого и
эталонного участков.
Большие работы ведутся в области акустических методов НК. Так,
в ИЭС им. Е.О. Патона АН УССР разработана и внедрена серия
автоматизированных установок ультразвукового контроля (УЗК) типа
У-664, У-175, НК-106 для контроля качества сварных швов труб боль-
шого диаметра. Скорость конт-
роля с помощью установки НК-
106 достигает 20 м/мин. Конт-
роль ведется с помощью шести-
восьми преобразователей. Каж-
дый канал имеет блок авто-
матической отметки дефектных
участков. Следящая система
позволяет поддерживать рас-
стояние между преобразовате-
лем и осью шва с точностью до
±2 мм (рис. 4). Ввод УЗ-коле-
баний в металл осуществляется
Рис. 4. Контроль качества сварных швов с помощью
установки НК-106
565
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Установка «Контроль-1»
с помощью локальной ванны через
клиновидный слой воды. Установ-
ка внедрена на трубных заводах, с
ее помощью контролируются свар-
ные швы труб в технологической
линии. Применение нескольких
преобразователей позволяет опре-
делить вид и ориентацию дефектов
и повышает достоверность контро-
ля [13, 14].
Для контроля качества сты-
ковых сварных соединений, вы-
полненных контактной сваркой,
создана опытная установка НК-
МЗ, позволяющая производить
контроль на трубных базах. В
основе работы установки лежит методика статистической обработки
У 3-информации адаптивным выбором порога отбраковки.
С участием ИЭС им. Е.О. Патона АН УССР разработан порта-
тивный УЗ-дефектоскоп с цифровой индикацией УД-13П, выпуск кото-
рого организован ПО «Волна».
Для УЗК качества заготовок бурильных замков в ФМИ им. Г.В.
Карпенко АН УССР разработана установка «Контроль-1». Процесс конт-
роля в ней автоматизирован, поэтому установка может использоваться в
технологической линии. Для контроля выбран теневой метод, что связано
с недопустимостью «мертвых» зон и небольшой толщиной стенки изделия.
Основной частью установки является 64-канальный трехракурсный дефек-
тоскоп. Применение трехракурсного прозвучивания повышает достовер-
ность контроля, особенно при обнаружении характерных для данного вида
изделий дефектов — радиально ориентированных трещин (рис. 5).
Контроль осуществляется прозвучиванием его по трем ракурсам
приемно-излучающими парами пьезоэлектрических преобразователей,
размещенных вдоль образующей с внешней и внутренней сторон изделия.
Изделие вращается относительно оси. За один оборот производится 256
измерений по каждому каналу [15.].
Успешно ведутся работы в области акустико-эмиссионного (АЭ)
метода контроля. Проведенные в последние годы исследования показали,
что этот метод особенно эффективен при контроле качестве сварных швов
в процессе их остывания.
В ИЭС им. Е.О. Патона АН УССР разработана методика комплек-
сного контроля труб большого диаметра при их изготовлении. При этом
совместно используются УЗК, рентгенотелевизионный контроль (РТК)
и метод АЭ. Опытно-промышленная проверка показала, что такой комп-
лекс значительно эффективнее традиционного сочетания УЗК + РТК,
особенно при выявлении развивающихся трещин [16, 17].
566
СВАРНЫЕ КОНСТРУКЦИИ
Для АЭ экспресс-контроля сварных изделий разработан переносной
малогабаритный прибор со встроенным регистратором АЭ-информации
на термобумаге [18].
В Институте проблем машиностроения АН УССР ведутся работы по
исследованию связей параметров сигналов АЭ с характеристиками раз-
рушения различных материалов и созданию приборов АЭ-диагностики.
Предложен новый подход к оценке прочности, основанный на измерении
относительного изменения скорости разрушения при упругом после-
действии в полимерных композиционных материалах. Это позволяет
оценивать прочность изделий после усталостных испытаний.
Разработан и выпускается серийно прибор КМС-М207, предназна-
ченный для НК качества изделий, изготовленных с помощью контактной
микросварки. В приборе регистрируется суммарное число импульсов АЭ
на заданном временном интервале после начала сварки [19, 20].
В Институте проблем прочности АН УССР разработана методика
оценки степени деформации и разрушения материалов по параметрам
сигналов АЭ при механическом нагружении. Разработан измерительный
комплекс АЭ, позволяющий получить такие параметры, как скорость
счета, амплитуда, амплитудное и спектральное распределения сигналов
АЭ, провести их статистическую обработку.
Проведены АЭ-исследования образцов поликристаллических, ком-
позиционных и других материалов, определены их механические свойства
в широком интервале температур, скоростей нагружения при статистичес-
ком и малоцикловом нагружениях [21].
В ИЭС им. Е.О. Патона АН УССР разработана и внедрена «Ин-
формационно-измерительная система технической диагностики»
ИИСТД-1, а также методика определения координат развивающихся
дефектов с оценкой степени их опасности для сосудов высокого давления.
В ФМИ им. Г.В. Карпенко АН УССР разработана методология
исследования процесса зарождения и распространения трещин в твердом
теле по параметрам сигналов АЭ. Сформулированы расчетная модель и
решения нестационарных динамических задач теории трещин, увязыва-
ющие характеристики трещин с параметрами сигналов АЭ [1].
Большое внимание уделяется в настоящее время обработке дефек-
тоскопической информации. Современные приборы НК, как правило,
содержат различные элементы обработки и хранения сигналов: опе-
ративную память, цифровую индикацию, пороговый детектор, форми-
рующий сигнал обнаружения дефекта и т. п. Эти элементы органически
входят в функциональную схему прибора и рассматривать их как самос-
тоятельные функциональные узлы нецелесообразно.
Однако с развитием быстродействующей микропроцессорной
техники все шире применяются автономные системы обработки данных
НК, не входящие непосредственно в состав прибора, а связанные с ним
различными устройствами сопряжения. Такие системы могут использо-
567
ИЗБРАННЫЕ ТРУДЫ
ваться в сочетании с различными установками и приборами НК, обес-
печивая их высокую производительность и надежность.
К указанным системам можно отнести устройство обработки и ввода
в ЭВМ дефектоскопических изображений, разработанное в Институте
радиофизики и электроники АН УССР. Устройство обеспечивает возмож-
ность повышения качества изображения применением различных
приемов: увеличением контрастности мелких деталей, корректировкой
яркостных и геометрических искажений, выделением точных линий
яркости [22].
В ФМИ им. Г.В. Карпенко АН УССР разработано устройство
анализа изображений при рентгенотелевизионном контроле продольных
швов труб большого диаметра. Оно позволяет выявлять дефекты сварного
шва при соотношении сигнал/шум не менее 0,8 при движении конт-
ролируемой трубы. При этом производительность контроля возрастает
более чем в три раза. Информация может быть введена в ЭВМ АСУ ТП
цеха для управления технологическим процессом.
При создании устройства разработаны элементы теории распозна-
вания телевизионных изображений в условиях воздействия временных
шумов и пространственных помех применительно к задачам НК: Для
борьбы с некоррелированными временными шумами предложены цифро-
вые фильтры на основе накопления информации и увеличения отношения
сигнал / шум за счет устранения статистической и структурной избыточ-
ности телевизионного изображения. Для ликвидации пространственных
помех разработаны нелинейные логические фильтры. Все это позволило
повысить порог обнаружения дефектов до 2 %, что близко к возможностям
РГК с использованием серебросодержащей рентгеновской пленки (1...
1,5 %). Так в ряде случаев контроля ответственных изделий оказалось
возможным отказаться от использования дефицитной рентгеновской
пленки и значительно повысить производительность [3, 23, 24]. Совмес-
тно с ЦНИИТМаш разработанное устройство внедряется на шести
предприятиях Минэнергомаша СССР.
Для обработки данных разработан комплекс программно-тех-
нических средств «Система» на базе ЭВМ СМ-4. С помощью комплекса
определяется суммарная относительная площадь дефектов типа рассло-
ений, надежно выявляются трещины и другие дефекты.
В комплексе используется медианная фильтрация, имеется устрой-
ство визуализации. Информация об участках контролируемого изделия,
содержащая допустимые дефекты, вводится в ПЗУ. Комплекс «Система»
работает в ускоренном масштабе времени по отношению к устройствам
первичного УЗК, и может одновременно обрабатывать информацию,
поступающую от нескольких таких установок [25].
В ИЭС им. Е.О. Патона АН УССР для Миннефтепрома СССР
разработана система СУ244 обработки и дешифровки рентгеноте-
левизионных изображений на основе применения микропроцессора. С ее
помощью получают объективную информацию, не зависящую от
568
СВАРНЫЕ КОНСТРУКЦИИ
квалификации оператора, что повышает достоверность правильного
решения о качестве изделия.
Наряду с развитием известных методов НК в АН УССР разрабаты-
вается ряд нетрадиционных методов контроля.
В Институте физики АН УССР на основе обнаруженного эффекта
чувствительности фотоэмульсионных слоев к воздействию неоднородного
электрического поля (электротопографический (ЭТГ) эффект) разрабо-
таны методы и средства контроля качества изделий твердотельной элек-
троники — полупроводниковых приборов, интегральных схем и др. В
СКТБ института изготовлено 60 экземпляров различных модификаций
приборов и комплектов аппаратуры ЭТГ-контроля.
Важнейшей областью, где может применяться электротопография,
является космическое материаловедение. С помощью прибора «Электро-
топограф-7» в бортовом исполнении, с 1983 по 1985 г. на орбитальной
космической станции «Салют-7» выполнено четыре серии экспериментов
«Электротопограф», посвященных исследованию динамики деградации
модельных и конструкционных материалов под действием физических
факторов космического пространства [6]. Проведенные исследования
приоритетны для страны и направлены на материалообеспечение
орбитальных космических станций нового поколения [26].
В ИЭС им. Е.О. Патона АН УССР предложен способ регистрации
течей при вакуумно-пузырьковом контроле герметичности сварных швов
при одностороннем доступе к сварному соединению, определены количес-
твенные характеристики этого метода и оптимальные условия его при-
менения [27, 28].
Большой экономический эффект дает применение разработанных
ИЭС им. Е.О. Патона АН УССР совместно с организациями Минхимпро-
ма малосеребряных и бессеребряных детекторов радиационного излу-
чения и соответствующей аппаратуры. Чувствительность при этом
достигает 1,5...2 %.
Таким образом, деятельность институтов АН УССР в области НК в
значительной степени обеспечивает постоянное совершенствование
методов и средств НК. Это увеличит вклад АН УССР в прогресс
отечественного машиностроения, темпы технического перевооружения
отраслей общественного производства.
1. Панасюк В.В., Андрейкив А.Е., Ковчик С.Е. Методы оценки трещиностойкости конст-
рукционных материалов. — Киев : Наук, думка, 1977. — 277 с.
2. Шестопалов В.П. Физические основы миллиметровой и субмиллиметровой техники. — Киев:
Наук, думка, 1985 — Т. 2. — 254 с.
3. Параллельная обработка информации. Параллельные методы и средства распознавания образов
/ Под ред. А.Н. Свенсона. — Киев: Наук, думка, 1985. — Т. 2. — 412 с.
4. Троицкий В.А., Радько В.П., Демидко В.Г., Бобров В.Т. Неразрушающий контроль качества
сварных конструкций. — Киев: Техшка, 1986. — 160 с.
5. Троицкий В.А., Радько В.П., Демидко В.Г. Дефекты сварных соединений и средства их
обнаружения. — Киев: Вища шк„ 1983. — 143 с.
6. Патон Б. С. Неруйнуючий контроль i надшшсть техшчних об’екпв / / В1сник АН УРСР. —
1987. - № 1. - С. 71-76.
569
ИЗБРАННЫЕ ТРУДЫ
7. Патон Б.Е., Недосека А.Я., Карбовский А.Д. Предварительная статистическая обработка
информации акустической эмиссии в реальном масштабе времени / / Диагностика и прог -
позирование разрушения сварных конструкций. — 1986. — Вып. 3. — С. 6-12.
8. А. с. 847176 СССР МНИ G 01 N 27/90. Способ вихретоковой дефектометрии неферро-
магнитных объектов / В.Н. Учанин, А.Я. Тетерко // Открытия Изобрет. — 1981. — № 26.
9. Тетерко А.Я., Учанин В.Н., Цирг В.Н. Опыт применения вихретоковых дефектоскопов типа
«ДУЭТ» и «ПОЛЕТ» // Тез. докл. IV отраслевой конф. «Повышение надежности авиационной
техники средствами неразрушающего контроля» (Саратов, май 1983 г.). — Саратов, 1983. —
С. 174-179.
10. Тетерко А.Я., Годовник О.Л. Электромагнитный прибор «Прут» для автоматизации контроля
заполнения шихтой порошковой проволоки // Диагностика и прогнозирование разрушения
сварных конструкций. — 1988. — Вып. 4. — С. 35-40.
И. Новые разработки для измерения электропроводности и толщины покрытий / Т.Н. Макаров,
И.А. Прудвиблох, М.В. Рак, С.С. Кочеркевич // Тез. докл. X Всесоюз. науч.-техн. конф.
«Не^азрушающие^физические методы и средства контроля» (Львов, 25-27 сент. 1984 г.). — М.:
12. А. с. 773543 СССР, МКН3 С 01 Р 33/12. Способы измерения коэрцитивной силы / И.А.
Прудвиблох, Б.С. Филюшин // Открытия. Изобрет. — 1980. — № 39.
13. Информационное письмо / АН УССР. Ин-т электросварки им. Е.О. Патона. — Киев, 1978. —
№ 18(1120): Автоматизированный ультразвуковой контроль сварных соединений труб большого
диаметра / И.Я. Шевченко, В.Ф. Балданов, Б.Ф. Гилевич, В.А. Литвиненко.
14. Шевченко И.Я., Васильев Л. Н., Балданов В.Ф. Ультразвуковой контроль сварных соединений
труб большого диаметра // Диагностика и прогнозирование разрушения сварных конст-
рукций. — 1986. — Вып. 2. — С. 23-26.
15. Методы и средства автоматизированного ультразвукового контроля изделий цилиндрической
формы / Л.В. Алехина, В.В. Кошевой, Н.П. Михайленко и др. // Неразрушающие методы
контроля в народном хозяйстве / (Материалы семинара, Рига, дек. 1986 г.). — Рига:
ЛатНИИНТИ, 1986. - С. 8-9.
16. Троицкий В.А., Донин А.Р. О возможности использования метода АЭ для оценки качества труб
большого диаметра // Автомат, сварка. — 1982. — № 9. — С. 45-48.
17. Донин А.Р., Троицкий В.А. Комплексный контроль сварных соединений — эффективный путь
повышения их качества // Там же. — 1983. — № 3. — С. 60-65.
18. Информационный листок/УкрНИИНТИ. — Киев, 1984. — № 84. — 150: Регистратор
импульсов акустической эмиссии / Л.Д. Нескоромный.
19. А. с. 1224720, МКИ4 G 01 N 29/04. Устройство контроля качества точечной сварки / М.Б.
Милешкин, Е.И. Музыка, Е.Ф. Лукьянов и др. // Открытия. Изобрет. — 1986. — № 14. —
С. 188.
4
20. А. с. 1226297, МКИ G 01 N 29/04. Устройство контроля качества точечной сварки / Е.И.
Музыка, М.Б. Милешкин, Е.Ф. Лукьянов и др. // Открытия. Изобрет. — 1986. — № 15.
21. Автоматизированная система «Эхо» для исследования акустико-эмиссионных свойств
материалов / Г.С. Писаренко, В.А. Стрижало, В.Г. Гришко и др. // Диагностика и прог-
нозирование разрушения сварных конструкций. — 1986. — Вып. 3. — С. 95-100.
22. Проблема визуализации информации и цифровая обработка сигналов / А.Я. Усиков, Ю.В.
Корниенко, Д.Г. Станкевич и др. // Вестник АН УССР. — 1982. — № 12. — С 69-79.
23. Матренко А.В., Газдайка Б.П. Автоматизация операций контроля качества металлоконструкций
с использованием средств рентгенотелевидения // Дефектоскопия. — 1984. — № 5. — С. 37-40.
24. А. с. 1354040 СССР, МКИ3 G01J 1/44. Способ выделения изображения дефекта / Б.П. Газдайка,
Т.Н. Луник, А.В. Матренко, В.В. Руденко // Открытия. Изобрет. — 1987. — № 73.
25. Комплекс программно-технических средств «Система» для сбора и обработки результатов
ультразвукового контроля / Р.А. Воробель, С.В. Негода, Б.А. Попов и др. // Тез. докл. XI
Всесоюз. науч.-техн. конф. «Неразрушающие физические методы и средства контроля» (Моск-
ва, 1987 г.). — Москва, 1987. — С. 69.
26. Кравцов А.Е., Шпак М.Т. Космическим стройкам // Правда. — 1983. — 16 ноябр.
27. Трощенко А.А. Сквозные дефекты сварных соединений // Дефектоскопия. — 1978. — № 6. —
С. 52-57.
28. Внедрение рациональной методики контроля герметичности в резервуаростроении / /Автомат,
сварка. — 1972. — № 10. — С. 76.
570
СВАРНЫЕ КОНСТРУКЦИИ
ДИАГНОСТИКА СВАРНЫХ КОНСТРУКЦИЙ
И ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ
ОКРУЖАЮЩЕЙ СРЕДЫ
Б. Патон, А. Недосека
Диагностика есть оценка состояния конструкций по характерным призна-
кам, определяющим это состояние. Мы приводим формулировку этого
понятия с целью установления нормального делового контакта при пос-
ледующем изложении материала статьи.
Практика эксплуатации машин, конструкций и сооружений все на-
стойчивее требует создания надежных методов и средств, с помощью
которых можно было бы определить долговечность и функциональные
возможности машины, конструкции или сооружения в любой момент
времени их работы как в прошлом, так и в настоящем, уметь на базе этих
данных получать информацию об их состоянии и поведении в будущем. В
то же время современная технология производства привела к созданию
конструкций, работающих в сложных параметрических условиях. Такие
конструкции и сооружения, как правило, имеют крупные габариты и
представляют в случае аварии серьезную угрозу окружающей среде. Это,
прежде всего, трубопроводы для транспорта нефти, газа, жидкого аммиака,
хранилища азота на предприятиях, производящих удобрения и серную
кислоту, подземные газохранилища на десятки миллиардов кубометров газа,
атомные электростанции и многое другое. Режим эксплуатации таких
конструкций не всегда осуществляется в жестких рамках эксплуатационной
технологии. Нередки случаи, когда в силу определенных обстоятельств
режимы эксплуатации нарушаются. Причиной этому может быть не только
человеческий фактор, но и определенные изменения в окружающей эксп-
луатируемый объект среде, например, изменение состава атмосферы, тех-
нологической воды, температуры, появления подвижек земной коры и др.
Учитывая изложенное, оценка состояния таких конструкций представляет
собой сложную научно-техническую задачу.
Обеспечение безопасности конструкций начинается задолго до пуска
их в эксплуатацию. Проводятся расчеты, испытания, проектно-конструк-
торские и другие работы, связанные с их созданием. И лишь на второй
стадии — стадии эксплуатации — начинают действовать мероприятия по
контролю за их состоянием, оценке их ресурса и определению реального
остаточного ресурса. Первая стадия — это задача специалистов в области
прочности, проектировщиков и создателей конструкций. Задача техничес-
кой диагностики — вторая стадия, которая наступает после введения
*Патон Б.Е., Недосека А.Я. Диагностика сварных конструкций и обеспечение безопасности окру-
жающей среды // Арсенал XXI в. — 2000. — № 1. - С. 69-73.
571
ИЗБРАННЫЕ ТРУДЫ
конструкции в эксплуатацию, и когда случайные просчеты в конст-
руктивных решениях, нарушения технологии изготовления и эксплуа-
тации, внешняя среда и время приводят к необратимым процессам
накопления повреждений в материалах, когда суммарный объем повреж-
дений может достигнуть критической величины в отдельных локальных
объемах и может начаться разрушение. Сказанное определяет основную
задачу технической диагностики — создание принципов и технологии
распознавания состояния материалов и конструкций в процессе их испы-
таний или эксплуатации.
Следует отметить, что, решая задачу создания современной идео-
логии и технологии работы диагностических систем, нам необходимо
было, прежде всего, ответить на следующие три вопроса:
1) Существуют ли в настоящее время теория, методы и средства,
которые при применении к конкретным промышленным объектам могут
ответить на вопрос, безопасна ли эксплуатация данных конструкций, а
если да, то в течение какого периода времени?
2) Если такие методы существуют, то какова их структура и состав
в применении к эксплуатирующимся конструкциям?
3) Какова стоимость реализации проекта обеспечения безопасности
эксплуатирующихся объектов? В какие сроки и при каких органи-
зационных структурах такая система может быть осуществлена?
Можно отметить, что в настоящее время наука о прочности ма-
териалов располагает следующими группами методов, способными
ответить на поставленные выше три основных вопроса.
1. Методы, основанные на привлечении общих теорий прочности
материалов. Эти методы могут быть использованы лишь в случаях, когда
предполагаемая авария может произойти в результате не появления
трещин, а ослабления несущего сечения конструкции за счет, например,
утонения стенки или изменения механических свойств материалов. Такая
методика должна применяться после того, как проверка тем или иным
способом показала, что трещин в материале нет.
2. Методы, основанные на общих законах механики разрушения для
материалов с появившимися и прогрессирующими трещинами. Этот метод
наиболее общий, однако, труден в применении, так как требует обнару-
жения места и параметров трещины, анализа напряженного состояния в
ее окрестности, анализа изменившихся за многолетнюю эксплуатацию
механических свойств материала в районе образовавшегося дефекта.
3. Группа методов третьего типа может быть условно охарактеризо-
вана как группа интегральных методов, которые реагируют лишь на
активизацию того или иного дефекта по сопутствующим ему процессам,
например, по излучению упругих волн, вызванных перемещением дисло-
каций, появлением их опасной концентрации в каком-либо месте конст-
рукции, появлением и развитием трещины. Группа этих методов наиболее
перспективна. К этой группе, прежде всего, следует отнести метод
572
СВАРНЫЕ КОНСТРУКЦИИ
акустической эмиссии (АЭ), достаточно разработанный и используемый
в мировой практике в настоящее время.
Таким образом, анализ состояния разработок по первому вопросу
позволяет сделать заключение, что к настоящему времени существует
достаточно отработанный арсенал методов и средств, способных решать
задачу оценки реального остаточного ресурса материалов, а значит и
конструкций.
Второй вопрос требует ответа на то, все ли существующие методы
разработаны так, чтобы их можно было использовать уже сейчас на
конкретных узлах и конструкциях. Известно, что теория — общая и
разработана применительно к любым конструкциям и материалам. В то
же время конкретная привязка этих разработок к конструкциям требует
в большинстве своем проведения работ, связанных с особенностями
эксплуатации этих конструкций. Поэтому существующие конкретные
методы и разработки должны постепенно быть приспособлены (адап-
тированы) к конкретным физическим объектам.
Необходимо дать ответ и на вопрос об объеме затрат, связанных с
применением средств диагностики на конкретных объектах. Как правило,
при формулировке программы работ, на начальном этапе, эти вопросы
не анализируются. Но, по-видимому, отвечать на них необходимо сразу,
так как создание систем диагностики промышленных объектов, обеспе-
чение безопасности их эксплуатации является сложнейшей научно-
технической задачей, решение которой требует иногда не меньшего
количества усилий и средств, чем те, которые были израсходованы на
создание самого объекта. Можно предполагать, что стоимость полного
объема работ по технической диагностике, например трубопровода, может
составить от 20 % стоимости затрат на его строительство, в зависимости
от состава и сложности выполняемых системой поручений. Однако,
по-видимому, эти затраты оправданы, так как своевременное обнару-
жение и ликвидация аварийных и предаварийных ситуаций позволят
избежать тяжелых материальных и людских потерь, а также существенно
повысить срок службы контролируемых изделий.
Традиционные методы контроля объектов связаны с прямым пере-
носом методов технологического контроля в эксплуатационный. При этом
забывают, что нормативная документация, регламентирующая до-
пустимость тех или иных дефектов, в технологическом контроле не
строгая и в подавляющем большинстве случаев не связана с прочностью
материала. Задачей технологического контроля, как мы знаем, является
обеспечение качества процесса производства и здесь могут быть допущены
некоторые «вольности» в определении критических значений допустимых
дефектов. Эксплуатационный контроль не допускает таких «вольностей».
Он требует 100 % контроля объекта и четкой связи выявленных дефектов
с прочностью и условиями эксплуатации материала. Разработанные в
Институте электросварки им. Е.О. Патона методы и аппаратура для
573
ИЗБРАННЫЕ ТРУДЫ
оценки состояния материалов конструкций в процессе их работы или
испытаний учитывают указанные особенности эксплуатационного контроля.
Они реализованы в диагностической аппаратуре трех типов. Пер-
вый, наиболее сложный тип аппаратуры, представляет собой авто-
матизированную структуру сбора и обработки информации, поступающей
с контролируемой конструкции по ряду измерительных каналов. Инфор-
мационными параметрами являются температура материала конструкции,
рабочее давление, напряженное состояние, состояние среды, акустичес-
кая активность материала в процессе его деформирования и др. Инфор-
мация, поступающая в блок обработки, дополняется информацией, полу-
ченной при предыдущих испытаниях. Решение об опасности эксплуа-
тации принимается при достижении деформируемым материалом
критических показателей, при которых начинают формироваться макрот-
рещины и создаются условия для появления магистральной разрушающей
трещины. Наиболее эффективной из разработанных систем первого типа
является система ЕМ А ЗЭ (экспертная диагностическая система), выпол-
няющая функции оценки состояния материала конструкции и управляю-
щая эксплуатацией объекта в предаварийной и аварийной ситуациях.
Система решает следующие задачи (рис. 1):
1. Измерение, обработку и представление с заданной степенью
вероятности исходных данных, необходимых для оценки несущей спо-
собности конструкций (нагрузка, скорость ее приложения, интенсивность
протекающих деформаций и развивающихся несовершенств и др.)
2. Экстраполяцию полученных исходных данных в направлении
принятой прогнозной координаты.
3. Расчет несущей способности конструкций по критичности проте-
кающих в материале разрушительных процессов, а также дополнитель-
ной, характеризующей условия производства и эксплуатации конструк-
ции, информации.
4. Оценку состояния конструкции возможных последствий аварии.
Отработку вариантов последствий по степени опасности.
5. Построение рандомизированного ряда опасностей и выбор
оптимального варианта. Принятие решения.
6. В соответствии с принятым решением выдачу команды испол-
нительным механизмам для изменения режима работы конструкции с
целью выхода из аварийного состояния, а также сообщение о возможности
выполнения ремонтно-восстановительных работ, необходимости частич-
ного или полного прекращения функциональной деятельности узла или
конструкции в целом.
7. Передачу информации о состоянии конструкции в центральный
диагностический пост для принятия решения по всему объекту.
Менее сложной и более дешевой является мониторинговая система
EMA ЗМ, которая выполняет функции непрерывного контроля конст-
рукций с выдачей информации о ее состоянии. При этом конструкция
574
СВАРНЫЕ КОНСТРУКЦИИ
Сводки о состоянии и
объеме измерений
Предварительное
решение
Центральный пульт управления
расчетов и анализа
Рис. 1. Диагностическая система ЕМА ЗЭ. Логическая схема работы
системы EMA ЗМ и ее математическое обеспечение не предназначены для
выполнения работ по прогнозированию состояния конструкции.
Наиболее дешевыми диагностическими системами являются системы
ЕМА 2 и ее улучшенная модификация ЕМА 3. Это мобильные пе-
редвижные системы, смонтированные в микроавтобусе и предназначен-
ные для периодического контроля конструкций на местах их локации.
Системы оценивают состояние материала конструкции в момент контроля
по ряду индивидуальных признаков работоспособности. Могут приме-
няться как для контроля объектов в процессе эксплуатации, так и при
регламентных испытаниях.
При испытаниях реальных конструкций с использованием аппара-
туры ЕМА 2 можно выделить некоторые особенности информации,
связанной с акустической активностью материала при испытаниях. Эти
особенности заключаются в возможности выделения на временной оси
абсцисс трех четко просматривающихся особых точек (рис. 2). Первую
особую точку можно рассматривать как первое предупреждение системы
о том, что в материале в определенном локальном объеме (координаты
указываются системой) начала формироваться область с накапли-
вающимися микроповреждениями. Эта область еще не опасна, но испы-
575
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. График оценки акустической активности
материала
тателю необходимо обратить вни-
мание на поведение материала в
этой области при дальнейшем по-
вышении нагрузки.
Если повышение нагрузки
приводит к развитию негативных
процессов в материале, то система
выдает второе предупреждение.
Второе предупреждение отражает
опасный характер развивающихся
в материале процессов. При этом
система отслеживает степень опас-
ности протекающих процессов,
проверяя наличие режима преда-
варийной ситуации по характер-
ным параметрам. В этом случае оператору необходимо прекратить испы-
тания или эксплуатацию конструкции и внимательно разобраться в
создавшейся ситуации. Дальнейшее повышение нагрузки опасно и, если
оно все-таки происходит, а негативные процессы в контролируемой
области продолжают развиваться, то система выдаст третье последнее
предупреждение о наступлении аварийной ситуации. Как правило, вслед
за этим предупреждением спустя 60...80 с происходит авария. Оператор
не должен доводить испытания до появления сигнала третьего предуп-
реждения. Работа системы диагностического контроля в режиме трех
предупреждений является существенным фактором в контроле состояния
конструкций в процессе эксплуатации, предупреждения их аварий.
Процесс распознавания состояния объектов значительно упрощен в
аппаратуре ЕМА 3, где оператор принимает решение по конкретным
указаниям, выведенным на экран монитора. В приведенной таблице
представлена схема оценок системой ЕМА 3 различных степеней опас-
ности в конструкциях при их нагружении. Показаны ситуации, фик-
сирующиеся системой с выводом на экран монитора различных по
опасности ситуаций.
Подобная технология была использована при неразрушающих испы-
таниях топливных баков ракет. Так, при нагрузке бака из алюминиево-
магниевого сплава Амгб сжатым воздухом до нагрузки, составляющей
30 % от разрушающей, устанавливали место возможного разрушения и
давление, при котором это разрушение произойдет. Если прогнозируемое
измерительным устройством давление разрушения бака было меньше
расчетного, то бак считался годным для эксплуатации. В противном
случае осуществлялся ремонт предполагаемого дефектного места и
производилось повторное испытание бака.
Обеспечение безопасности эксплуатации конструкций и сооружений
базируется не только на применении диагностической аппаратуры семей-
ства ЕМА, но и на комплексе мероприятий. Это в первую очередь:
576
СВАРНЫЕ КОНСТРУКЦИИ
Классификация состояния объектов при испытаниях системой ЕМА 3
Характер источника повреждений Состояние контролируемой области Реакция системного индикатора прибора ЕМА 3 Действия оператора
Нет источника Развитие дефектов не наблюдается Зеленый Продолжать нагружение (эксплуатацию)
Малоактивный Среднеактивный Незначительная подвижность дефектов Синий Обратить внимание! Продолжать нагружение (эксплуатацию)
Активный Неинтенсивное развитие дефектов Сиреневый Повышенное внимание! Приготовиться к возможному прекращению испытаний (эксплуатации)
Опасный Критически опасный Интенсивное развитие дефектов, предразрушающее состояние Сиреневый, звуковой сигнал Тревога! Сбросить нагрузку, прекратить испытания! (эксплуатацию)
Катастрофически опасный Разрушение Красный, прерывистые звуки Тревога!!! Немедленно прекратить испытания!!! (эксплуатацию)
1. Создание необходимой нормативно-технической документации по
процедуре технической диагностики.
2. Подготовка и сертификация персонала, осуществляющего конт-
роль состояния эксплуатирующихся конструкций.
3. Сертификация служб и лабораторий, осуществляющих практичес-
кую работу по технической диагностике.
В организационном плане такие работы должны выполняться спе-
циальным координационным центром, способным увязать требования
промышленности с возможностями разработчиков методик диагностичес-
кого контроля и контрольно-диагностической аппаратуры.
В Украине силами Национальной академии наук, Государственного
стандарта и Надзора за охраной труда создан Технический комитет по
технической диагностике и неразрушающему контролю ТК-78 (рис. 3).
Комитетом разработан комплекс мероприятий, выполнение которых позво-
ляет решить задачу обеспечения безопасности эксплуатации конструкций.
Наибольшим достижением в цепи этих мероприятий стала разработка
Техническим комитетом пакета государственных стандартов, регла-
ментирующих действия контролеров
состояния конструкций (стандарты
реальной диагностики). Как видно из
представленной на рис. 3 схемы, в
состав Комитета входит Националь-
ный аттестационный центр (НАЦ),
который осуществляет подготовку и
сертификацию специалистов и оцен-
ку технической компетентности диаг-
ностических лабораторий.
при проведении работ по оценке
Рис. 3. Схема Технического комитета ТК-78
39-8-1437
577
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Аттестация специалистов по годам
Рис. 5. Распределение по регионам
Украины специалистов, прошедших
переподготовку на курсах ТК-78
Динамика подготовки специалистов в Украине, начиная с 1994 г., и
распространение подготовки на регионы Украины представлены на
рис. 4, 5. При этом следует отметить, что основное внимание центра
сосредоточено на введении в практику диагностического контроля мето-
дов, которые оценивают реальный ресурс конструкций, позволяют доста-
точно надежно отслеживать изменения в структуре материалов в процессе
их деформирования при рабочих нагрузках. К этим методам в первую
очередь относятся доведенные до необходимого уровня эффективного
применения диагностические системы ЕМ А 2, ЕМА 3 и ЕМ А ЗМ. Они
позволяют достаточно надежно производить оценку состояния конст-
рукций в процессе эксплуатации, вовремя предупреждая о формировании
опасных зон.
И, наконец, о применении разработанных методик, нормативно-
технической документации и аппаратуры. ИЭС им. Е.О. Патона ведет
большую работу по применению разработанной методики и аппаратуры
на промышленных объектах Украины, России и Польши. При этом
наиболее активно, как уже было сказано, используются методы третьей
группы, а основной объем работ сосредоточен на предприятиях нефтепе-
рерабатывающего и нефтехимического комплекса, на трубопроводах
транспорта газа и нефти.
Так, испытания реактора вто-
ричного риформинга природного
газа в технологической цепи про-
изводства удобрений позволили
выявить серьезные дефекты в
сварных швах. Система ЕМА 2
(рис. 6) уже при давлениях, сос-
тавляющих примерно 47 % рабоче-
го, предупредила персонал об
опасных процессах, развивающих-
Рис. 6. Диагностическая система ЕМА 2
ся в конкретных зонах материала
578
СВАРНЫЕ КОНСТРУКЦИИ
реактора и о возможности аварии при продолжении нагружения. Однако
испытание продолжали и остановили при давлении, составляющем 69 %
рабочего, когда система дала предупреждение о возникновении преда-
варийной ситуации. После вырезки тройника в указанной системой зоне
была обнаружена трещина длиной 900 мм, глубина которой в некоторых
местах достигала 26 мм при толщине листа оболочки 30 мм (рис. 7).
В наших работах система ЕМА 2 также широко использовалась как
средство неразрушающего контроля, определяя места для последующего
контроля материала традиционными методами — ультразвуковая дефектос-
копия, толщинометрия и др. Так, при испытаниях печи в технологической
цепи крекинга нефти с помощью системы ЕМА 2 были обнаружены с точным
указанием координат дополнительно 43 дефекта к ранее обнаруженным
традиционными методами 40 дефек-
там. При этом понадобилось всего 8
датчиков на 600 м трубы (рис. 8, а).
Испытания хранилищ пропи-
лена на предприятии «Лисичанск-
нефтеоргсинтез» также позволили
выявить зоны с дефектами мате-
риала. Последующий контроль тол-
щинометрией позволил выявить чет-
кие размеры дефектов (рис. 8, б).
Использование АЭ системы при ис-
пытании труб в обвязке газораспреде-
лительной станции позволило произ-
вести оценку целостности материала
трубы (рис. 8, 6). Рисунок 9, а, б
иллюстрирует применение АЭ сис-
Рис. 7. Контроль корпуса реактора вторичной
переработки природного газа с применением
аппаратуры ЕМА 2. Квадратом показана зона
повышенной АЭ активности, выделенная
аппаратурой. Стрелкой показан макрошлиф
элемента сварного соединения корпуса реактора
с цилиндром тройника. Видна глубокая трещина
в околошовной зоне
Рис. 8. Примеры применения методики и
аппаратуры ЕМА 2 для АЭ диагностики
конструкций нефтеперерабатывающих
предприятий и элементов
газораспределительной станции
39*
579
ИЗБРАННЫЕ ТРУДЫ
Рис. 9. Примеры применения методики и
аппаратуры ЕМА 2 для-АЭ диагностики
барабанов котлов и подводной части
газопровода
тивность работы конструкций и
темы при испытаниях барабанов кот-
лов на электростанции «Жерань» в
г. Варшаве. Испытания осуществля-
лись с получением контрольной ин-
формации с четырех АЭ датчиков,
установленных на поверхности 11-
метрового барабана котла. Для уста-
новки АЭ датчиков потребовалось уда-
ление изоляции лишь в местах их креп-
ления. При работе с системой ЕМА 2
почти никогда не требовалось уда-
ление изоляции с испытываемого
объекта или проведение каких-либо
разборочных работ, связанных с уда-
лением частей конструкции, огра-
ничивающих доступ к объекту.
Следует отметить, что для вы-
полнения подобных испытаний тра-
диционными методами контроля
требуется время порядка 2-8 недель.
При выполнении работ с примене-
нием систем АЭ контроля время ра-
бот сокращается до 2-4 дней с су-
щественным повышением точности
оценок. В большинстве случаев время
АЭ диагностики определяется вре-
менем, необходимым для выполнения
подготовительных работ. Рис. 9, в
иллюстрирует работы по диагностике
подводной части газопровода Киев-
Курск в районе г. Киева.
Выводы
1. Безопасность и высокую эффек-
сооружений необходимо обеспечить
путем:
целевого повышения технического уровня кадров, обслуживающих
эксплуатацию конструкций, их переподготовки в направлении реальной
диагностики;
создания и сертификации в направлении реальной диагностики
контролирующих подразделений;
освоения более совершенной и эффективной диагностической
техники;
проведения 100%-го комплексного контроля объектов и сооружений;
580
СВАРНЫЕ КОНСТРУКЦИИ
расширения области диагностического контроля за счет его автома-
тизации;
внедрения современной диагностической нормативной документации
стандартов;
введения в практику контроля экспертных и мониторинговых диаг-
ностических систем и оборудования, работающих в режиме управления
производством в предаварийной ситуации (существующие мониторинго-
вые системы контролируют, как правило, технологические процессы
производства, а не объекты, в которых эти процессы осуществляются).
2. При выполнении диагностических работ необходимо четкое раз-
граничение между функциями, методами и средствами технологического
и эксплуатационного контроля.
3. Необходимо укрепление или создание специализированных цен-
тров по подготовке специалистов в области реальной диагностики с
типовым лабораторным оснащением и методическими материалами с
учетом новых подходов.
4. Необходимо международное сотрудничество по внедрению и
совершенствованию новой идеологии и диагностических систем по оценке
безопасности эксплуатации сварных конструкций для сохранения окру-
жающей среды.
Настало время дать широкую дорогу реальной диагностике, связы-
вающей неразрушающий контроль с наукой о прочности материалов с
учетом особенностей оценки состояния конструкций в процессе экс-
плуатации. Введение в практику контроля такой технологии позволит
существенно повысить конкурентную способность контролирующих
служб за счет обеспечения возможности ремонта конструкций по их
фактическому состоянию.
1. Патон Б.Е., Недосека А.Я. О состоянии работ в Украине по технической диагностике
промышленного оборудования, конструкций и сооружений // Автомат, сварка. — 1998. —
№ И. - С. 3-9.
2. Недосека А.Я. Основы расчета и диагностики сварных конструкций. — К.: Индпром, 1998. —
640 с.
3. Джексон Л. Новые технологии и будущее диагностики трубопроводов. / / Трубопроводный
транспорт нефти. — 1997. — № 10. — С. 32-33.
4. Дубицкий Л.Г. Физико-статистическая диагностика и оценка качества проблемы и решения:
Дис. ... д-ра техн, наук — М., 1997. — 98 с.
5. Качоровски М. Методы оценки износа материала и состояния сварных соединений, а также
прогнозирование долговечности тепломеханического оборудования электростанций // Докл.
междунар. совещ. «Ревитализация сварных конструкций». Охрид, Республика Македония
(14-18.IX.1992, 1992). Охрид, 1992. - С. 275-285.
581
ИЗБРАННЫЕ ТРУДЫ
РАЗВИТИЕ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
ОТВЕТСТВЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ*
Б.Е. Патон, В.А. Троицкий
Представлены некоторые разработки последних лет в области неразрушающего кон-
троля (НК), перспективные направления НК как основы технической диагностики
продолжительно работающих металлоконструкций, новые технологические возмож-
ности при компьютеризации процессов НК. Отражена роль Украинского общества
неразрушающего контроля и технической диагностики.
The paper presents some recent developments in the field of non-destructive testing,
promising directions of NDT as a basis for technical diagnostics of metal structures which
have been in service for a long time, new technological capabilities in computerisation
of the NDT process. The role of Ukrainian Society of Non-Destructive Testing and Tec-
hnical Diagnostics is shown.
Ключевые слова: неразрушающий контроль, техническая диагностика, метал-
локонструкции, дефекты, ультразвуковой контроль, компьютеризация
Потенциальные объемы применения и организация решения проблем
неразрушающего контроля в Украине. Традиционно в Украине серьез-
ное значение придается применению методов неразрушающего контроля
(НК) качества во всех крупных отраслях промышленности.
В промышленном комплексе бывшего СССР была принята отрасле-
вая организация технического контроля. Каждое министерство имело
свои научно-исследовательские институты. Как правило, одному из них
министерство поручало организацию головного в отрасли отдела НК,
который осуществлял научное и технологическое руководство решением
проблем НК, создание отраслевых нормативных документов, надзор за
выполнением НК на предприятиях.
До сих пор на многих предприятиях сохранились центральные
заводские лаборатории, одной из функций которых является организация
(проведение) НК. В настоящее время большинство отраслевых ин-
ститутов оказались за пределами Украины. Поэтому разработками конк-
ретных методик и оборудования для НК в настоящих условиях занима-
ются институты Национальной академии наук Украины, вузы, лабора-
тории крупных промышленных объединений и частные фирмы.
Поскольку основные производители дефектоскопического оборудо-
вания, как и некоторые отраслевые институты, остались за пределами
страны, появились новые фирмы, поставляющие и производящие дефектос-
копы, толщиномеры и другие приборы, необходимые для выполнения НК.
Возросла роль Украинского общества неразрушающего контроля и
технической диагностики (УО НКТД), которое ежегодно в Украине
проводит примерно пять тематических и отраслевых конференций. Стали
’Автоматическая сварка. — 2000. — № 9/10. — С. 100-106.
582
СВАРНЫЕ КОНСТРУКЦИИ
традиционными тематические семинары в Славском, Ялте, Ивано-Фран-
ковске, Киеве и Днепропетровске. В мае 2000 г. в Днепропетровске
проведена Третья научно-техническая конференция «Техническая диаг-
ностика и неразрушающий контроль в Украине».
У О НКТД является одним из фундаторов Европейской федерации
по неразрушающему контролю (EF NDT). Подписан ряд двусторонних
соглашений о сотрудничестве с аналогичными обществами России, Бела-
руссии, Хорватии, Польши, Чехии, Канады, Германии, Великобритании,
Дании, Италии, США и др. Общество принимает участие в заседаниях
рабочих групп федерации, в подготовке Всемирного конгресса по НК,
который состоится в октябре 2000 г.
В настоящее время в Украине действует шесть аккредитованных
аттестационных центров (в Киеве, Харькове, Днепропетровске, Запо-
рожье, Львове и Ивано-Франковске), занимающихся аттестацией персо-
нала по НК. Наиболее известный из них — Аттестационный центр НК
при ИЭС им. Е.О. Патона, который первым (еще в 1990 г.) получил
лицензию от Национального аттестационного комитета (НАК) СССР на
право аттестации специалистов НК.
НАК Украины ведет активную работу в рабочей группе EF NDT по
совершенствованию основного европейского стандарта EN 473 в части
аттестации персонала НК.
Некоторые разработки последних лет в области НК. В области
акустических методов НК разработаны и внедрены на трубных и метать
лургических заводах автоматизированные установки ультразвукового
контроля (УЗК) качества продольных сварных швов труб большого
диаметра с раздельной фиксацией дефектов в шве и в околошовной зоне.
Скорость контроля с помощью таких установок достигает 20 м/мин.
Контроль осуществляется посредством 6... 8 преобразователей. Каждый
канал имеет блок автоматической отметки дефектных участков. Следящая
система позволяет поддерживать расстояние между преобразователями и
осью шва с точностью до 2 мм. Ввод УЗ колебаний в металл производится
с помощью локальной ванны. Применение различных преобразователей
позволяет определить вид и ориентацию дефектов, повысить достовер-
ность контроля. Установка типа НК-180 производит автоматизированный
УЗК (АУЗК) труб диаметром 478... 1020 мм с толщиной стенки 8...32 мм
в технологическом потоке производства и на трубных базах, имеет ряд
бесспорных технологических преимуществ перед зарубежными анало-
гами, например по точности слежения за осью шва со сложной геометрией,
по расходам контактной среды и т. п. Однако наиболее значительным
преимуществом является раздельная регистрация дефектов металла шва
и околошовной зоны.
Для АУЗК стыковых сварных соединений, имеющих трудно выяв-
ляемые дефекты типа слипаний, оксидных плен и т. п., которые выпол-
нены контактной сваркой, создана опытная автоматизированная установ-
ка типа НК-143. В основе ее работы заложена методика статистической
583
ИЗБРАННЫЕ ТРУДЫ
обработки УЗ информации с адаптивным выбором порога отбраковки.
При этом без применения традиционной настройки по эталонам путем
записи всех отраженных от шва сигналов статистически устанавливается
браковочный уровень, соответствующий аномалиям стыкового сварного
соединения.
Для выявления в изделиях дефектов с низкой отражательной спо-
собностью на фоне структурных помех разработаны математические
модели волнового поля и алгоритмы обнаружения и распознавания
дефектов при автоматизированном контроле. На основе этих разработок
создана многоканальная установка типа НК-164, работой которой управ-
ляет микроЭВМ по программе, обеспечивающей выбор основных пара-
метров системы (количество и последовательность включения каналов,
задержка и длительность стробов для каждого канала, коэффициенты
усиления эхо-импульсов и т. д.). По этой же программе происходит
обработка результатов УЗК — вычисление адаптивного порога обнару-
жения, определение условных размеров, местоположения и вида дефек-
тов. Вся необходимая информация индицируется на экране дисплея и
запоминается на гибких магнитных дисках.
Поддержание работоспособности агрегатов атомной электростанции
(АЭС) обеспечивается за счет периодических профилактических ремош
тных работ, проводимых на основе результатов НК и технического
диагностирования. Очевидно, что эффективность профилактики зависит
в значительной степени от точности и достоверности данных, полученных
при НК.
Для АУЗК кольцевых сварных швов трубопровода первого контура
АЭС в ИЭС им. Е.О. Патона создан комплекс Н193, в котором восьмика-
нальный акустический блок перемещается легкосъемным двухкоордина-
тным сканирующим механизмом со скоростью до 25 м/мин. Система
управления, обработки, регистрации и отображения данных УЗК
реализована на базе индустриального компьютера AWS-350 и АЦП на 20
МГц фирмы «Advantech».
Комплекс Н193 обеспечивает дистанционный контроль кольцевых
сварных соединений и определение характеристик дефекта. Результаты
его эксплуатации на трубопроводах главного циркуляционного насоса
реактора РБМК-1000 Чернобыльской АЭС подтвердили технологичес-
кую эффективность комплекса.
Универсальность разработанной дефектоскопической аппаратуры
позволила создать на ее базе оборудование для АУЗК сварного шва и
основного металла стояков верхнего тракта технологических каналов
реактора РБМК-1000 и другого оборудования АЭС.
Для экспресс-контроля качества сварных соединений металлоконст-
рукций в полевых условиях в ИЭС им. Е.О. Патона разработан переносной
дефектоскоп на основе постоянных самарийкобальтовых магнитов типа
ЭМ-2, предназначенных для непрерывного намагничивания протяженных
стыковых сварных соединений и участков изделий из ферромагнитных
584
СВАРНЫЕ КОНСТРУКЦИИ
материалов на монтаже и в условиях, где энергоснабжение затруднено или
нежелательно. Устройство ЭМ-2 выполнено в виде магнитной колесной
пары с общей магнитной осью и размещенной на ней рукояткой из не-
магнитного материала, что позволяет производить намагничивание изделия
в любом пространственном положении. Устройство безопасно в работе, не
нуждается в питании электроэнергией, надежно удерживается на объекте
контроля от случайного отрыва силой поля постоянных магнитов. Вместе с
тем оно легко снимается с контролируемой поверхности путем поворота
рукоятки на 180° относительно магнитной оси. На основе этого устройства
налажено производство портативных дефектоскопов типа «МАГЭКС» для
магнитопорошкового контроля в полевых условиях.
В последние годы разработаны методики для НК различных пок-
рытий, керамических, композиционных и неметаллических материалов.
Из этих разработок наибольшее распространение получили методики
определения местоположения дефектов сварных соединений полиэтиле-
новых труб. Благодаря использованию УЗК в полиэтилене обнаруживают
дефекты типа трещин, непроваров, раковин, пор, несплавлений. Изучены
особенности УЗК сварных соединений полиэтиленовых труб с при-
менением эхо-импульсного и эхо-зеркального методов, а также метода
дифрагированных волн. Сравнительный анализ результатов УЗК с дан
ными разрушающих испытаний подтвердил высокую достоверность обна-
ружения дефектов различных типов в полиэтилене.
Перспективные направления НК как основы технической диаг-
ностики продолжительно работающих металлоконструкций. Одним из
быстроразвивающихся направлений является компьютеризация процесса
НК и совершенствование технологии дефектоскопии. Компьютерная
обработка позволяет визуализировать результаты контроля, существенно
повышать достоверность результатов испытаний, обрабатывать большие
массивы информации, разрабатывать принципиально новые технологии
НК. Преимуществами таких дефектоскопов перед другими образцами
аналогичного оборудования являются следующие:
возможность запоминания формы акустического сигнала, его спек-
тральный анализ с высокой разрешающей способностью разделять
принятые сигналы;
проведение статистической обработки информации в практически
реальном масштабе времени с построением соответствующих графиков;
применение метода синтезированной фокусной апертуры (Super-
SAFT);
реализация метода оценки размеров дефектов по временному интер-
валу между акустическими волнами, дифрагированными на его краях при
прозвучиванин широким пучком (метод TOFD) и т. д.
В последнем случае ориентация дефекта, затухание в материале,
качество акустического контакта оказывают на результаты контроля
значительно меньшее влияние, чем при эхо-импульсном и других обыч-
ных методах. Метод TOFD дает возможность обнаружения и оценки
585
ИЗБРАННЫЕ ТРУДЫ
Заказчик, город Сроки выполнения работ Объекты контроля Цель неразрушающего контроля
Кременчугский нефтепе- рерабатывающий завод, г. Кременчуг Март-июль 1994 г. Ректификационные колонны, трубопроводы, сепараторы, корпуса теплообменников Определение точных размеров дефектов сварных швов и основного металла
Ладыжинская тепловая электростанция, г. Ладыжин Август-сентябрь 1994 г. Гибы трубопроводов питательной воды Определение степени коррозионного поражения основного металла
Хмельницкая АЭС, г. Нетешин Март-июнь 1995 г. Трубопроводы первого контура блока № 1 Определение точных размеров дефектов
Кременчугский нефтепе- рерабатывающий завод, г. Кременчуг Июль-октябрь 1995 г. Ректификационные колонны, трубопроводы, сепараторы, корпуса теплообменников Выявление холодных трешин (вызванных водородным растрескиванием) сварных швов и основного металла
Чернобыльская АЭС, г. Славутич Август-ноябрь 1995 г. Трубопровод первого контура блока № 2 Обнаружение дефекта сварных швов
Укртатнафта (Кремен- чугский нефтеперераба- тывающий завод), г. Кременчуг Май-октябрь 1996 г. Ректификационные колонны, трубопроводы, сепараторы, корпуса теплообменников Выявление дефектов сварных швов и основного металла
Газопровод Дашава- Киев 1997 г. Переход через реку Разделение зон коррозионного поражения и расслоения металла
Херсонский нефтепере- рабатывающий завод, г. Херсон Октябрь-декабрь 1996 г. Реактор установки для получения кокса Установление картины коррозионного поражения основного металла
То же Май-июль 1997 г. Ректификационные колонны, трубопроводы, сепараторы, корпуса теплообменников Обнаружение растрескивания сварных швов
Укртатнафта (Кремен- чугский нефтеперераба- тывающий завод), г. Кременчуг Август-ноябрь 1997 г. То же Выявление дефектов сварных швов и основного металла
ЦТД «Диаскан», г. Луховицы 1998 г. Нефтепроводы с аномалиями, обнаруженными внутритрубным снарядом Выявление аномалии нефтепроводов методами TOFD, SuperSAFT
параметров дефектов в соединениях, выполненных контактной стыковой
сваркой, оплавлением, электронно-лучевой и другими трудными для
дефектоскопии способами сварки. Такие дефектоскопы использовали для
исследования керамических материалов, пластмасс, композитов. Ке-
рамику в последние годы широко применяют как альтернативный
материал в связи с ее низкой удельной массой, высокой коррозионно- и
износостойкостью.
586
СВАРНЫЕ КОНСТРУКЦИИ
Не менее важной проблемой в последнее время является оценка
преддефектного состояния материала, данные о котором в случае, когда
еще нет несплошности, позволяют принимать необходимые меры, предуп-
реждающие возникновение дефектов, а также прогнозировать ресурс
работоспособности изделия. Преддефектное состояние материала можно
прогнозировать на основе оценки пространственного распределения и
измерения некоторых физико-механических характеристик (ФМХ)
материала по объему изделия, определяющих его прочностные свойства.
Для оценки ФМХ металлических материалов одним из наиболее
приемлемых (из-за высокой проникающей способности) является метод
УЗ зондирования, поскольку ряд параметров зондирующего УЗ поля
(скорость, дисперсия, амплитуда, направление вектора поляризации)
зависят от ФМХ материала. Около 90 % работ по оценке ФМХ ультраз-
вуковыми методами базируются на использовании того факта, что ско-
рость ультразвука зависит от ФМХ. Метод оценки ФМХ акустическими
средствами, в отличие от метода акустической эмиссии, которая фик-
сирует разрывы в структуре материала, является пассивным, не требу-
ющим внешних нагружений. Изменение акустических свойств материала
является признаком структурных изменений, требующих заблаговремен-
ного выявления в ответственных объектах.
Зачастую оценку прочностных и других физических свойств металла
успешно выполняют и по магнитным свойствам [ 1 ] намагниченного
металла (коэрцитивная сила, остаточная индукция, магнитная проницае-
мость и т. п.), например, сортируют детали после закалки, узлы после
длительной эксплуатации.
В последние годы появился пассивный магнитный метод оценки
ФМХ металлоконструкций, не требующий применения специальных
внешних испытательных воздействий на металл и намагничивающих
устройств. Это метод так называемой магнитной памяти (ММП), осно-
ванный на анализе [2, 3] распределения магнитных полей рассеяния на
поверхности металлоконструкции, отображающих историю ее нагру-
жения, особенности эксплуатации. Магнитные поля на поверхности
металлоконструкции появляются как результат необратимых внутри-
структурных изменений в направлении действия главных рабочих нагру-
зок. Это явление объясняется наличием магнитного поля в каждом
микроэлементе структуры. Хаотически расположенные доменные
магнитные поля под действием механических внутриструктурных пере-
мещений в металле, например в зоне изгиба, приводят к их упорядочению
и соответственно к появлению магнитного поля на поверхности металла.
Естественно, чем интенсивнее и дольше нагружалась структура металла
тем большее магнитное поле на поверхности и вероятнее образование
трещины. Метод ММП нашел эффективное применение для оценки
состояния предразрушения лопаток турбин, железнодорожных рельсов и
т. п. В настоящее время подготовлена и реализуется программа по
внедрению метода ММП на объектах Госнадзорохрантруда Украины.
587
ИЗБРАННЫЕ ТРУДЫ
К сожалению, на практике зачастую приходится иметь дело с
большим количеством уже сформировавшихся дефектов, за развитием и
объединением которых надо наблюдать. Компьютеризация процессов НК
позволяет производить оценку дефектности наиболее нагруженных учас-
тков конструкции, в теле которой может присутствовать одновременно
множество разнообразных дефектов.
Примеры новых технологических возможностей при компь-
ютеризации процессов НК. По заказу Министерства энергетики и
электрификации Украины с помощью ультразвуковой компьютеризи-
рованной системы P-scan были произведены экспертная оценка состояния
металла ответственных элементов энергооборудования после проверки их
ручными ультразвуковыми дефектоскопами и сравнительное эксперимен-
тальное исследование традиционных технологических приемов на соот-
ветствие требованиям действующей в отрасли нормативной докумен-
тации. Такая ревизия использовалась для исследования трудно подда-
ющихся оценке питтинговой коррозии металла трубопроводов, гибов
паропроводов, сварных соединений на подкладных кольцах. Благодаря
возможности проведения анализа этих данных на разных уровнях
чувствительности, трехмерной форме представления информации о де
фектах, реализации методов TOFD, SuperSAFT, обзору всего поля
дефектов, удалось решить много принципиально новых задач, каса-
ющихся, например, внутритрубной диагностики магистральных нефтеп-
роводов. Пока внутритрубная диагностика имеет реальные успехи только
в профилометрии, в обнаружении аномалий геометрии трубопровода, в
определении потерь металла коррозионного происхождения.
ИЭС им. Е.О. Патона и ЦТД «Диаскан» (Россия) применили
экспертный УЗК для определения типа и точных размеров аномалий,
обнаруженных внутритрубными снарядами. Для этого в зонах аномалий,
зафиксированных снарядом, вскрывается трубопровод, очищается от
изоляции и по поверхности металла выполняется УЗК с помощью
компьютеризированного дефектоскопа P-scan. Так, в 1998 г. УЗК про-
изводили в 18 шурфах нефтепровода «Дружба» диаметром 1020...
1220 мм и толщиной стенки трубы 12 мм, в которых магнитный снаряд
компании «British Gas» обнаружил 29 дефектов размером от 40 до 90 %
толщины стенки трубы.
Для определения типа и высоты дефектов использовали метод
дифрагированных волн TOFD и метод синтезированной фокусирующей
апертуры SuperSAFT.
По результатам УЗК все исследованные швы были разбиты на
четыре группы в зависимости от степени опасности и срочности ремонта.
В первую группу вошло четыре сварных шва, для которых требо-
вался срочный ремонт. Эти швы имели плоскостные дефекты высотой
более 5 мм. Три других сварных шва были отнесены ко второй группе и
отремонтированы во вторую очередь. В третью группу зачислили четыре
сварных шва с незначительными по высоте и длине дефектами, за
588
СВАРНЫЕ КОНСТРУКЦИИ
которыми в настоящее время ведется наблюдение. В четвертую группу
вошло семь ложно забракованных снарядом сварных швов, в которых
дефекты ни одним из указанных методов УЗК не были подтверждены.
Было установлено, что ложные индикации магнитного снаряда
вызваны различными отклонениями формы сварного шва (смещения
кромок, разнотолщинность и овальность труб, утяжины и т. п.).
Сравнительный анализ показал, что совпадение данных УЗК с дефек-
тами, обнаруженными магнитным снарядом, составляет 75 %. Металлог-
рафические исследования подтвердили результаты УЗК, причем погреш-
ность определения высоты дефектов не превышала ±1 мм.
Таким образом, показана возможность достаточно точного изме-
рения размеров, типа и высоты дефектов в сварных швах магистральных
трубопроводов после диагностирования их магнитным снарядом.
В таблице указано еще 10 работ по УЗК ответственных объектов,
выполненных с использованием компьютеризированного УЗ дефектоско-
па. В каждой из них получены неординарные результаты, что невозможно
с помощью применения традиционных методик и средств УЗК.
На рис. 1 приведена распечатка результатов контроля сварного
соединения элемента станины толщиной 8 мм на участке длиной 125 мм,
где отчетливо видно, что часть отражателей являются дефектами шва и
лежат в его центральной части. По глубине они располагаются в средней
и нижней части сечения шва. Другая часть отражения вызвана дефектами
основного металла. Они располагаются вне зоны шва и примерно парал-
P-SCAH 1ПМЫГ
/81И UIKW
U
ВСНО VIEW
Upper
в Lower
вено U1W
Рис. 1. Расположение отражателей в зоне сварного соединения: а — вид сверху; б — вид сбоку;
в — запись эхо-сигналов вдоль шва; г — вид с торца; д — запись эхо-сигналов
поперек сварного шва
589
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Карты толщин металла с коррозионным поражением (с) и с расслоением (б)
дельно его центральной линии. По сечению металла эти отражатели
находятся ближе к внешней поверхности.
Примером изображения результатов контроля толщины является
карта коррозионного разрушения оболочки подземного резервуара
(рис. 2, о), на которой, видны характер разрушений, наличие отдельных
язв, их размер и ориентация. Профиль сечения участка с наиболее
интенсивными разрушениями позволяет оценить остаточную толщину в
отдельных точках оболочки резервуара и указать места, где наиболее
вероятно образование сквозного дефекта.
Аналогичный вид представления данных используется при эксперт-
ном заключении о характере дефектов с целью исключения ошибочной
интерпретации отражений от расслоений металла как признака язвенной
коррозии.
На рис. 2, б приведена распечатка результатов контроля толщины
трубного металла на воздушном переходе газопровода Дашава-Киев, кото-
рый, согласно заключению многих дефектоскопистов, был признан
аварийным. Отражения от ближайших раскатанных включений и рассло-
ений рассматривались, как глубокое коррозионное поражение изнутри.
Однако на распечатке (рис. 2, б) видно, что все отражатели лежат только
в средней части сечения металла, их отражающая поверхность плоская, что
характерно для расслоений, а не для коррозионных язв. Различия в
характере отражателей для участков с коррозионным разрушением и рас-
слоениями хорошо видны на графиках распределения толщины (рис. 3).
В случае коррозионного разрушения график распределения толщин
характеризуется плавной кривой, свидетельствующей о наличии отража-
телей во всем диапазоне толщин (рис. 3, а). При расслоениях подобный
график имеет два четко выраженных пика (рис. 3, б): один соответствует
номинальной толщине металла, другой — глубине расположения рассло-
ения. Таким образом, ранее принятое решение об остановке газопровода
оказалось ложным.
Трехмерная форма представления информации о дефектах
(см. рис. 1) позволяет в ряде случаев избежать грубых ошибок в оценке
590
СВАРНЫЕ КОНСТРУКЦИИ
Display level 4.9 ее С 1.4 х 1
Min value О.? ее
Mean value 3.9 мм
Max value 5.3 ме
Deviation 0.99 ее
Display level 9.0 ее С 88.4 X 1
Min value 5.9 ем
Mean value 13.6 ее
Max value 20.3 мм
Deviation 2.35 мм
6
Рис. 3. Графики распределения толщин при коррозионном поражении (о) и наличии расслоений (б)
дефектности объекта. Например, при контроле сварного шва на подклад-
ном кольце регистрируются сигналы, вызванные отражениями от кромок
подкладного кольца, которые могут иметь значительную амплитуду и
ошибочно интерпретированы как недопустимый дефект. На распечатке
зафиксирована цепочка дефектов, лежащих вдоль границы сварного
соединения. Видно, что эти отражатели смещены от центральной линии
шва и лежат как бы выше внутренней поверхности трубы. Такая картина
характерна для сигналов от кромки подкладного кольца, поскольку в этом
случае акустическая волна распространяется дальше не только в металле
сварного соединения, но и в металле кольца. В то же время отражатель,
который лежит на центральной линии шва, является дефектом корневой
части, и только он принимается во внимание при оценке качества
соединений.
Известно, что в ряде случаев по амплитуде эхо-сигналов нельзя
однозначно оценить размеры дефекта. Особенно часто это бывает при
обнаружении протяженных дефектов малой высоты или округлых, кото-
рые имеют малую отражающую способность. На рис. 4 приведена распе-
591
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Коррозионное поражение внутри металла
чатка результатов, полученных при обследовании участка трубы коллек-
тора пароохладителя с внутренним коррозионным разрушением в виде
мелких дефектов, расположенных на разной высоте. В данном случае
поверхность металла на стенках коррозионного рыхлого дефекта имела
нерегулярную структуру, вызывающую сильное диффузионное рассеяние
звуковой энергии. Поэтому амплитуды эхо-сигналов от дефектов имели
малое значение, а дефект по обычной технологии УЗК классифицировал-
ся как допустимый, хотя фактически общая степень разрыхления металла
была значительной.
При экспертной оценке подобных картин принимаются во внимание
не только амплитуды эхо-сигналов, но и характер распределения дефек-
тов в металле трубы. Из распечатки видно, что отражатели не лежат в
одной плоскости, что было бы характерно в случае слабой питтинговой
коррозии, снятой на другом участке (рис. 5), а занимают довольно
широкую зону (см. рис. 4) по сечению стенки. Самые сильные отража-
тели лежат на небольшой глубине. Все это свидетельствует о наличии
дефектной зоны, у которой в разных точках поверхности коррозия
протекает с различной скоростью, что бывает, например, при кави-
тационном разрушении.
Таким образом, использование наряду с амплитудными признаками
дефектов информации о местоположении всех отражателей позволяет
дать более правильную оценку состояния металла объекта исследуемой
зоны. По обычной технологии УЗК труба с мелкими дефектами считалась
годной, а после получении картин, приведенных на рис. 4 и 5, ее сняли
с эксплуатации.
За счет обработки значительного объема информации компьютери-
зированные системы обеспечивают более достоверную оценку дефект-
592
СВАРНЫЕ КОНСТРУКЦИИ
Рис. 5. Пример слабой питтинговой коррозии, выходящей на поверхность металла
ности объекта по сравнению с обычными средствами контроля. Инфор-
мация о местоположении, размерах и типах большого количества мелких
дефектов позволяет использовать опыт квалифицированных специа-
листов-экспертов для оценки состояния ответственных объектов.
С распространением компьютерных систем УЗК должны быть пе-
ресмотрены действующие нормы на УЗК, ориентированные только на
амплитудные признаки дефектов. В будущие нормы, кроме них, будут
входить статистические оценки, а также признаки взаимного располо-
жения дефектов, плотности распределения мелких отражателей.
1. Неразрушающий контроль качества сварных конструкций / В.А. Троицкий, В.П. Радько, В.Г.
Демидко, В.Т. Бобров. — Киев: Техшка, 1986. — 159 с.
2. Троицкий В.А. Краткое пособие по контролю качества сварных соединений. — Киев: ИЭС им.
Е.О. Па-она НАН Украины, 1997. — 224 с.
3. Дубов А.А. Диагностика усталостных повреждений рельсов с использованием магнитной памяти
металла //В мире неразрушающего контроля. — 1999. — № 5. — С. 22-23.
40 - 8-1437
593
Раздел 5
СПЕЦИАЛЬНАЯ
ЭЛЕКТРОМЕТАЛЛУРГИЯ
Металлургия вошла в жизнь и творческую деятельность Бориса Евгень-
евича Патона по вполне объективным причинам. Еще его отец —
создатель Института электросварки Е.О. Патон пришел к выводу:
сварщики не могут сосредоточивать свое внимание только на сварном шве.
Ведь без понимания природы сталей, особенностей их поведения под
нагрузкой, под воздействием термического цикла сварки добиться высо-
кого качества конкретных изделий (конструкций) невозможно. Можно
утверждать, что первая сталь с ограниченным содержанием серы и
фосфора появилась в Советском Союзе именно благодаря выработанным
в Институте электросварки им. Е.О. Патона определенным требованиям
к стали для сварных конструкций. Эти требования сформировались на
рубеже 1940-50-х годов, что совпало по времени с появлением электро-
шлаковой сварки [4, 22].
Б.Е. Патон, будучи человеком широкой технической эрудиции, уже в
молодые годы понял, что электрошлаковая сварка — это не просто новый
сварочный процесс или новый способ соединения металлов больших толщин;
он первым увидел, что в этом процессе таятся удивительные возможности
получения чистого металла особо высокого качества.
Не случайно при формировании как сварного шва, так и гигантского
слитка для крупных поковок массой в сотни тонн, действуют одни и те же
законы кристаллизации, законы образования нежелательных структур и
серьезных дефектов.
Одновременно с появлением электрошлаковой сварки в Институте
электросварки началось изучение путей применения сварочной метал-
лургии, или сварочной физико-химии, сварочной техники, при получении
слитков для прокатки и ковки.
Такой неожиданный, пионерский подход удивительно быстро дал
свои результаты. Уже в 1952 г. в лабораториях Института был получен
первый слиток, хотя и небольшого размера, с использованием электро-
шлакового процесса — процесса плавления расходуемого электрода в
шлаковой ванне, нагреваемой проходящим через нее электрическим
током. Слиток, полученный более 50 лет тому назад, лег в основание
целой подотрасли металлургии — того, что в англоязычной технической
литературе называют special melting, т. е. специальные методы плавки,
а в русскоязычной технической литературе обозначают термином «спе-
циальная электрометаллургия», — подотрасли, сосредоточенной на про-
40*
595
ИЗБРАННЫЕ ТРУДЫ
изводстве металлов, сталей и сплавов особо высокого качества, как теперь
принято говорить, для критического применения: в авиационной и кос-
мической технике, при сооружении конструкций, работающих на Край-
нем Севере в условиях отрицательных температур и знакопеременных
нагрузок под водой, в газовых турбинах, медицинских инструментах,
имплантантах и т. д.
С появлением электрошлакового переплава (ЭШП) во всем мире
начали создаваться специализированные производства, где под одной
крышей объединяли поначалу ЭШП и вакуумно-дуговой переплав
(ВДП), а потом и электронный луч и плазму. Три (кроме ВДП) из этих
основных процессов спецэлектрометаллургии — детища Института элек-
тросварки им. Е.О. Патона.
Б.Е. Патона всегда интересовала конечная цель — где будет приме-
няться металл того или иного химического состава, выплавленный под тем
или иным флюсом; не только то, как при изготовлении конструкций стали
или сплавы будут свариваться, но и в целом проблемы тех или иных областей
производства, где нашли применение эти конструкции [3-5].
Хорошо известно не только в странах бывшего Советского Союза,
но и в США, Японии, в Западной Европе, что годы холодной войны, как
это ни странно звучит, были «золотым веком» для металлургов, посколь-
ку гонка вооружений стимулировала развитие физико-химических основ
металлургии в создании новых сталей и сплавов и новых методов их
производства.
В связи с этим при рождении процесса электрошлакового переплава
Б.Е. Патон лично сформулировал ряд направлений в исследовании
данного процесса и разработке технологий получения различных сталей
и сплавов. В частности, одной из «вечных» проблем металлургии были
технология производства и качество подшипниковых сталей и подшип-
ников (подшипники качения, подшипники скольжения) — от небольших
приборных для военной и гражданской авиации до гигантских подшип-
ников для гидроэлектростанций.
В очень короткие сроки электрошлаковый переплав появился в
промышленности: в 1958 г. вступили в строй первые в мире промышлен-
ные печи ЭШП.
Известно, что на Западе в то время был взят курс на ВДП. В нашей
стране в конце 1950-х годов не было возможности следовать по такому
же пути, поскольку не хватало вакуумного оборудования, мощных источ-
ников постоянного тока, и альтернативой ВДП послужил ЭШП. Приме-
чательно, что в последующие годы ЭШП и на Западе не только выдержал
конкуренцию с ВДП, но занял достойное место в производстве металла
самого высокого качества.
Наиболее полная информация о новом способе электрической
отливки слитков на основе электрошлакового сварочного процесса впер-
вые была представлена в статье Б.Е. Патона, Б.И. Медовара и В.Е.
Патона, опубликованной НТО Машпром в 1956 г. [1]. В этой работе
596
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
рассматривались основные технологические схемы и особенности реали-
зации нового способа, применение однофазной и трехфазной систем
питания плавильного агрегата, возможные схемы получения слитков
круглого, квадратного, прямоугольного сечения и иной формы, в том
числе возможность непрерывной вытяжки слитков вниз из кокиля
(кристаллизатора). Отмечалось, что характерной особенностью нового
способа является совмещение процессов плавки и разливки металла, а
также отсутствие огнеупорных материалов в зоне плавления и кристалли-
зации металла. Жидкий электропроводный шлак, в котором происходит
превращение электрической энергии в тепловую, является не только
источником тепла, но и создает необходимые условия для рафинирования
переплавляемого металла от вредных примесей (серы, неметаллических
включений), надежно защищает расплавленный металл от воздействия
атмосферы и служит своего рода смазкой, облегчающей вытягивание
слитка из кристаллизатора. Впервые были сформулированы основные
требования к флюсам-шлакам для электрической отливки высоколеги-
рованных сталей и сплавов.
Наиболее важным достижением в разработке нового способа явилось
создание первого специализированного опытно-производственного агре-
гата Р-772 для изготовления круглых сплошного сечения и полых слитков
диаметром 135...300 мм и длиной до 1500 мм [2].
Первой в мире промышленной электрошлаковой печью была печь,
получившая индекс Р-909, спроектированная, изготовленная и опробован-
ная в ИЭС им. Е.О. Патона в 1956 г., а в мае 1958 г. она была запущена
на заводе «Днепроспецсталь» в г. Запорожье. Вскоре на этом же заводе был
построен первый в мировой практике специализированный цех ЭШП,
оснащенный печами ДСС-1, а затем Р-951. Первое промышленное при-
менение электрошлакового металла, рожденного на заводе «Днепро-
спецсталь», получила шарикоподшипниковая сталь ШХ-15. Ее пот-
ребителем был флагман советской подшипниковой промышленности 1-й
ГПЗ в Москве. Затем в их число вошел Запорожский моторный завод
(головной в составе нынешнего ОАО «Мотор-Сич»), Примерно в тот же
период в ИЭС им. Е.О. Патона совместно с НКМЗ была спроектирована и
изготовлена, а в начале 1958 г. введена в эксплуатацию на НКМЗ первая в
истории ЭШП промышленная трехфазная печь ЭШП-2, на которой был
освоен выпуск крупных кузнечных слитков — массой до 2 т из 12-процен-
тной хромистой жаропрочной стали для дисков судовых газовых турбин. С
этого момента началась эра промышленного использования ЭШП в нашей
стране и в мире. Работа удостоена Ленинской премии за 1963 г. [3].
Первой из стран Запада, проявивших деловой интерес к ЭШП, была
Франция. После посещения французскими специалистами ИЭС им.
Е.О. Патона и завода «Днепроспецсталь» летом 1963 г. две фирмы:
металлургическая «Компани дез ателье э форж де ла Луар» (КАФЛ) и
электромашиностроительная «Компани электромеканик» (КЭМ) —
приобрели советскую лицензию на способ ЭШП и оборудование для его
597
ИЗБРАННЫЕ ТРУДЫ
реализации. Летом 1965 г. на заводе фирмы КАФЛ в г. Фермини, близ
Сент-Этьена введена первая в Западной Европе электрошлаковая печь —
типа Р-951. Именно на этой печи успешно освоен ЭШП шарико-
подшипниковых, быстрорежущих, нержавеющих сталей и сплавов типа
инконель [5]. Через год заработала печь ЭШП в Шеффилде (Англия).
В Англии было начато серийное производство печей ЭШП. В 1970 г.
пустили первую печь по советской лицензии на фирме «Авеста»
(Швеция), а в 1972-74 гг. ряд печей ЭШП по советской лицензии
заработали в Японии. В США в конце 1960-х годов была опубликована
американская программа исследований в области ЭШП и поставлена
задача догнать русских. Об успехах американцев, купивших в мае 1969 г.
первую советскую лицензию на ЭШП, свидетельствует тот факт, что
спустя 8 лет в США годовое производство электрошлакового металла в
слитках достигло 126 тыс. т. Большинство печей ЭШП, работающих в
США, построено американской фирмой «Консарк корпорейшн», ранее
специализировавшейся на производстве только вакуумно-дуговых печей.
Электрошлаковый переплав в СССР развивался стремительно, ибо
главными потребителями металла особо высокого качества стали про-
изводители вооружения и различной военной техники (военно-морское
судостроение, танкостроение и др.). В конце 1980-х годов были построены
прекрасно оснащенные уникальные цехи ЭШП на НКМЗ, МК «Азовс-
таль» (г. Мариуполь), заводе «Красный Октябрь» (г. Волгоград).
Развитию ЭШП способствовала система прямой государственной
поддержки ученых и специалистов, плодотворно трудившихся не только
в ИЭС им. Е.О. Патона, но и в таких институтах, как ВНИИЭТО, ЦНИИ
«Прометей», ЦНИИЧермет, ВИАМ, ВИЛС, НИИХИМаш и др. Важен
и тот факт, что изобретения, связанные с новыми технологическими
процессами ЭШП и с оборудованием для их осуществления, запатенто-
ваны во многих странах мира (Франции, Германии, Японии, Швеции,
США и др.), причем только ИЭС — обладатель более 600 зарубежных
патентов в этой области.
В металлургии одной из наиболее актуальных является задача
получения слитка с высокой физической и химической однородностью и
с максимальным выходом годного [6]. Проблемой стального слитка
занимались многие научные организации и металлургические предприя-
тия. Однако предлагавшиеся ими меры не выходили за рамки некоторого
усовершенствования режимов заливки жидкого металла в форму
(изложницу), а также конструкции самой изложницы и прибыльной
надставки, что, естественно, не позволяло кардинально улучшить качес-
тво стального слитка. В начале 1960-х годов сотрудниками ИЭС во главе
с Б.Е. Патоном была предложена новая технология — электрошлаковая
отливка слитков (ЭШО).
ЭШО является методом комплексного воздействия на условия
формирования слитка, начиная с заливки жидкого металла в форму через
жидкий шлак и заканчивая выведением усадки в условиях электрошла-
598
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
кового обогрева головной части слитка. Слитки ЭШО, как показал опыт
их производства на Челябинском металлургическом заводе, Электрос-
тальском заводе тяжелого машиностроения, заводе «Электросталь» и
Юргинском машиностроительном заводе, по всем показателям превос-
ходили слитки обычного производства, а изготавливаемые из них изделия
отличались повышенными служебными характеристиками.
Способ ЭШО стал основой для создания различных электрошлако-
вых технологий получения кузнечных слитков. Среди них особо выделя-
ется способ порционной электрошлаковой отливки (ПЭШО), запатенто-
ванный во многих странах [9]. ПЭШО является методом укрупнения
слитка за счет сплавления отдельных порций жидкого металла, заливае-
мых в форму последовательно, с определенным интервалом, в условиях
электрошлакового обогрева зеркала металлической ванны. Именно при
таком способе имеется возможность организовать направленное затверде-
вание, подавление развития в формирующемся слитке дефектов ликва-
ционного и усадочного происхождения. Поэтому получаемые этим мето-
дом слитки отличаются высокой однородностью и чистотой. Особенно
эффективен способ ПЭШО для производства крупных и особо крупных
слитков — массой десятки и сотни тонн. Это подтвердили результаты
отливки данным методом на установке ЭШО-200И1 (завод «Энергомаш-
спецсталь», г. Краматорск) и исследования, в том числе с участием ЛПЭО
«Электросила» и ПО «Ижорский завод», слитков массой от 50 до 200 т
в литом и деформированном состоянии [10].
Большие возможности коренного улучшения структуры заго-
товительного производства в машиностроении открылись благодаря раз-
работке в ИЭС под руководством Б.Е. Патона в середине 1970-х годов
разновидности электрошлаковой технологии — электрошлакового литья
(ЭШЛ), которое на заводах тяжелого машиностроения позволяет пол-
ностью отказаться от ковки литого металла и при этом объединить в
машиностроительной заготовке оптимальную форму отливки и высокие
механические свойства поковки. Примечательно, что высокое качество
металла электрошлаковой отливки сочетается в ЭШЛ с чрезвычайно
высоким выходом годного, достигающим 85...95 %, и с полной ликви-
дацией брака в заготовительном производстве [11-13]. Работа удостоена
Государственной премии Украины за 1978 г.
В тяжелом и металлургическом машиностроении ЭШЛ нашло при-
менение при изготовлении заготовок штампов горячей штамповки, при
изготовлении цапф и подцапфовых плит к крупнотоннажным стале-
разливочным ковшам, при изготовлении валков для станов горячей и
холодной прокатки труб, крупных коленчатых валов судовых дизелей,
деталей промышленных тракторов, а также при изготовлении литосвар-
ных баллонов высокого давления [7, 8]. Наиболее полная информация о
технологиях и оборудовании для ЭШЛ представлена в монографии:
Патон Б.Е., Медовар Б.И., Бойко Г.А. Электрошлаковое литье. —
Киев: Наук, думка, 1980. — 192 с.
599
ИЗБРАННЫЕ ТРУДЫ
В конце 1960-х - середине 1970-х годов Институтом электросварки
совместно с ПО «Ждановтяжмаш» (теперь ОАО «Азовмаш») была
разработана технология производства литосварных сосудов высокого
давления, используемых при работах на повышенных параметрах. В
начале 1980-х годов там же было создано специализированное оборудо-
вание, разработана и освоена технология ЭШЛ полых цилиндрических
заготовок, днищ, патрубков и других деталей из аустенитной стали, а
также организовано производство литосварных сосудов, предназначен-
ных для работы при сверхнизких температурах и высоких давлениях.
Основное назначение ЭШЛ и его разновидностей (центробежного
ЭШЛ и электрошлакового кокильного литья) состоит не в замене таких
традиционных технологических процессов, как литье и ковка. ЭШЛ
следует рассматривать как один из высокоэффективных и металлосбере-
гающих методов заготовительного производства, позволяющий рас-
ширить выпуск заготовок и другой продукции с минимальной механичес-
кой обработкой.
Одним из наиболее ярких примеров эффективного использования
ЭШЛ является разработка и внедрение электрошлаковой технологии
изготовления заготовок вварных бандажей цементных печей на заводе
«Волгоцеммаш» (г. Тольятти). Разработчики предложили оригинальную
схему электрошлаковой печи для выплавки заготовки вварного бандажа
цементной печи [12].
Технология ЭШЛ, разработанная ИЭС совместно с заводом «Волго-
цеммаш», позволила решить проблему получения высококачественных
стальных заготовок вварного бандажа обжиговой цементной печи,
максимально приближающихся по форме и размерам к конечному изделию.
В связи с большими габаритами отдельные половинки (полубан-
дажи) свариваются в цельное кольцо электрошлаковым способом на
монтажной площадке.
Использование вварных бандажей ЭШЛ вместо применявшихся
ранее бандажей со свободной посадкой позволило снизить металлоем-
кость цементной печи на 147 т. Кроме того, значительно повысилась
работоспособность и, как следствие, производительность печи.
В начале 1970-х годов в ИЭС под руководством Б.Е. Патона
разработан новый способ переплава металлического расходуемого элект-
рода электрической дугой, горящей между торцом расходуемого элект-
рода и поверхностью жидкой шлаковой ванны в медном водоохлаждае-
мом кристаллизаторе, получивший название дугошлаковый переплав
(ДШП). В результате проведенных опытных и промышленных плавок
различных сталей и сплавов установлено, что по сравнению с ЭШП метод
ДШП при выплавке слитков позволяет в 1,5 раза уменьшить расход
электроэнергии, а также почти в 2 раза расход синтетического флюса на
1 т металла [16-18].
По качеству металл ДШП практически не уступает металлу ЭШП.
Главным достоинством ДШП является возможность легировать металл
600
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
азотом из газовой фазы, в том числе под давлением, при полном
исключении из технологического процесса производства высокоазо-
тистых сталей и сплавов дорогостоящих азотсодержащих соединений,
например нитрида кремния [17]. Показано также, что ДШП может быть
эффективен при производстве титана и его сплавов и позволяет получать
слитки с хорошей поверхностью, высокого качества и, главное, более
низкой стоимости по сравнению с металлом ЭШП.
В последние годы благодаря разработке в ИЭС им. Е.О. Патона
нового технологического процесса электрошлаковой наплавки жидким
металлом (ЭШН ЖМ), новой технологической схемы ЭШП с двумя
источниками питания (ЭШП ДС) и использованием токоподводящего
кристаллизатора открылись новые возможности для совершенствования
технологии получения биметаллических заготовок и изделий различного
назначения, таких, как композитные заготовки прокатных валков, биме-
таллическая арматура, подовые сталемедные электроды дуговых печей и
др. [19-21].
Безусловным преимуществом процесса ЭШП ЖМ является возмож-
ность наплавки материалами самого различного химического состава: это
нержавеющие, инструментальные и быстрорежущие стали, жаропрочные
никелевые сплавы и т. д. При этом высокое качество биметаллических
заготовок достигается при значительно более низкой их стоимости, чем
при ЭШП с применением расходуемых электродов.
В рамках совместных работ с ЗАО НКМЗ был выполнен проект
соответствующей адаптации печи ЭШП и создан первый в мире промыш-
ленный агрегат для производства методом ЭШН ЖМ композитных загото-
вок прокатных валков диаметром до 1000 мм, с длиной наплавляемой бочки
до 2500 мм и массой до 20 т, накоплен значительный опыт изготовления
заготовок с высокохромистым наплавленным слоем, прежде всего для
рабочих валков непрерывных широкополосных станов. Применение таких
валков показало, что их стойкость в 2-3 раза выше по сравнению со
стандартными чугунными валками, использовавшимися ранее.
Технология ЭШН ЖМ внедрена также при изготовлении биметал-
лических заготовок диаметром 350 мм с коррозионностойкой наплавкой
из аустенитной стали и основным слоем из стали 20ГС для биметалличес-
кого арматурного профиля.
♦ * *
В конце пятидесятых годов в Институте электросварки им. Е.О. Па-
тона по инициативе Б.Е. Патона были начаты эксперименты, связанные
с соединением металлических материалов с помощью концентрированно-
го потока электронов — электронно-лучевой сваркой. Уже первые эк-
сперименты показали эффективность этого источника энергии и возмож-
ность его применения также для плавления и рафинирования метал-
лических материалов с целью улучшения их свойств, в том числе сварива-
601
ИЗБРАННЫЕ ТРУДЫ
емости. Как отмечалось, вакуумная электрометаллургия (ВДП) в тот
период занимала ведущие позиции в решении задач получения мате-
риалов и сплавов высокой чистоты.
Новая технология — электронно-лучевой переплав (ЭЛП) явилась
одним из наиболее эффективных способов повышения служебных харак-
теристик металлов и сплавов [23-24], прежде всего в получении особо
чистых тугоплавких металлов (ниобий, тантал, цирконий, молибден и
др.). Благодаря высокой степени рафинирования и формированию более
однородных по химическому составу и структуре слитков существенно
повышаются физико-механические свойства металлов и сплавов,
увеличивается их технологическая пластичность. В отличие от ВДП, к
расходуемой заготовке для ЭЛП предъявляются минимальные требо-
вания, что позволяет уменьшить расход металла, одновременно достига-
ется значительное снижение трудовых (сокращение количества операций
по переделу) и энергетических затрат.
Первая отечественная промышленная установка для электронно-луче-
вого переплава была разработана и создана в ИЭС и внедрена на Донецком
химико-металлургическом заводе (ст. Донская Донецкой обл.).
На Артемовском заводе был налажен выпуск холоднокатаного листа
ниобия и тантала электронно-лучевой выплавки. Разработаны технологии
переплава ванадия, циркония, меди для электронной промышленности.
Получили развитие способ ЭЛП с применением промежуточной емкости
и способ выплавки плоских слитков в горизонтальном кристаллизаторе.
ЭЛП позволяет получать не только особочистые металлы, но и
сплавы с особыми функциональными свойствами. Для электротехничес-
кой и аэрокосмической промышленности в конце в 1960-70 гг. ИЭС был
разработан ряд оригинальных сплавов на основе никеля, ниобия, мо-
либдена с повышенной низкотемпературной пластичностью.
Особое место в электронно-лучевых технологиях занимает производ-
ство слитков из титана и его сплавов [25-28].
Научный и практический подход Б.Е. Патона к решению реальных
технических задач для нужд отечественной промышленности позволил в
короткий срок разработать технологию, изготовить оборудование, а также
создать научно-производственный центр «Титан» с минизаводом вакуум-
ной металлургии производительностью до 3000 т титановых сплавов в год
методом электронно-лучевой плавки.
Были разработаны новые отечественные сплавы из титана с более
высокими механическими и эксплуатационными свойствами, чем сущес-
твующие в мировой практике, для использования их в медицине, химичес-
ком машиностроении, автомобилестроении, в авиационной и военной
технике: сплавы Т80 и Т90, заменяющие сплавы ОТ4-1 и ОТ4 соответст-
венно и превосходящие их по уровню свойств и свариваемости, сплавы
Т100, превосходящий по механическим свойствам широко известный
сплав титана ВТ6 (Grade5), и Т-110, который по технологичности,
свариваемости и работоспособности в условиях циклических нагрузок
602
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
превышает широко используемый в авиации сплав ВТ22. Первый отечес-
твенный высокопрочный сплав Т-110 предназначен для использования в
самолетостроении (например, лайнеры АН70 и АН148).
Для дальнейшего снижения себестоимости и трудоемкости изготов-
ления слитков титана из первичного сырья в ИЭС впервые в мире разрабо-
тана технология электронно-лучевого переплава с промежуточной емкостью
(ЭЛПЕ) недробленых блоков губчатого титана массой 0,7...3,8 т, что
позволяет исключить из технологического цикла производства слитков не
только этап прессования расходуемого электрода для последующего переп-
лава, но и операцию дробления блоков губчатого титана [29].
Предложенная технология ЭЛПЕ блоков губчатого титана обес-
печивает повышение на 20 % технико-экономических показателей в
сравнении с ЭЛПЕ дробленого губчатого титана. Для реализации данного
способа в ИЭС им. Е.О. Патона в 2004 году была создана не имеющая
аналогов электронно-лучевая установка УЭ5810. Она позволяет сов-
местить процессы оплавления боковой поверхности блока на этапе пред-
варительного подогрева и плавки в одной вакуумной камере.
Использование указанной технологии в условиях промышленных
предприятий позволило организовать в Украине конкурентоспособное на
мировых рынках производство высококачественных слитков и слитков-
слябов титана.
Для сокращения потерь металла в ИЭС впервые в мире предложена
вместо механической обработки технология оплавления электронным
лучом боковой поверхности слитков как круглого, так и квадратного
сечений, а также слитков-слябов и создано соответствующее оборудо-
вание. Разработка удостоена Государственной премии Украины за 2006 г.
Оплавление таких слитков осуществляется за счет нагрева и рас-
плавления поверхностного слоя слитка электронным лучом вдоль его
образующей одновременно по всей длине. У круглых слитков ванна
жидкого металла перемещается по поверхности слитка благодаря его
вращению вокруг своей оси, а у слитков квадратного сечения и слитков-
слябов — с управлением развертками электронного луча. Процесс элек-
тронно-лучевого оплавления поверхностного слоя слитков характеризу-
ется высокой плотностью подводимой энергии, легкостью контроля и
управления технологическими параметрами, а также экономией до 15 %
металла, в зависимости от массы оплавляемого слитка.
Впервые в мировой практике предложены технология получения
горячекатаных труб непосредственно из литых трубных заготовок (ус-
пешно внедрена на Никопольском Южно-трубном заводе в 1998-
2000 гг.), а также технология производства полых слитков для изготов-
ления крупногабаритных титановых труб и колец из отечественных
титановых сплавов.
Разработка теоретических основ, технологии и оборудования элект-
ронно-лучевой плавки металлов и сплавов, проводившаяся под руковод-
ством Б.Е. Патона, изложена в двух монографиях: Электронно-лучевая
603
ИЗБРАННЫЕ ТРУДЫ
плавка / Б.Е. Патон, Н.П. Тригуб, Д.А. Козлитин и др. — Киев: Наук,
думка, 1997. — 266 с.; Электронно-лучевая плавка титана / Б.Е. Патон,
Н.П. Тригуб, С.В. Ахонин, Г.В. Жук. — Киев: Наук, думка, 2006. — 250 с.
* ♦ *
Идея плазменно-дугового переплава (ПДП) металлов и сплавов в
медном водоохлаждаемом кристаллизаторе полностью принадлежит Б.Е.
Патону. Он предложил заняться разработкой этого процесса в самом
начале шестидесятых годов прошлого столетия.
К тому времени в ИЭС им. Е.О. Патона уже были разработаны
электрошлаковый и электронно-лучевой переплавы. Начав заниматься
плазменно-дуговым переплавом, институт тем самым замыкал все три
физически возможных случая взаимодействия с жидким металлом второй
фазы: шлака, вакуума и газов в различных вариантах [30, 31, 34].
Работы в области плазменного переплава развивались значительно
быстрее, чем у двух других способов вторичного передела. Это объясняется
тем, что они опирались на опыт, накопленный при разработке ЭШП и ЭЛП.
Уже в 1966 году на Свердловском заводе ОЦМ была введена в
эксплуатацию первая в мире промышленная печь для переплава сплавов
на основе платины и палладия, используемых при производстве стекло-
волокна, потенциометрических сплавов, приборов слепой посадки само-
летов и, наконец, производстве микрочипов. На этом заводе впервые в
мире были получены чистые иридий и осмий в плавленом состоянии. До
этого их получали только в виде спеченных брикетов.
Этому успеху способствовало то, что слитки драгоценных металлов
малогабаритны и указанному заводу полностью подошла печь на слиток
диаметром всего лишь 100 мм.
Через год на Ижевском металлургическом заводе вошла в строй
плазменно-дуговая печь на слиток диаметром 150 мм, металл которой с
успехом использовался для изготовления некоторых деталей всемирно
известной автоматической винтовки конструкции Калашникова.
В 1967 г. на электрометаллургическом заводе в г. Электросталь была
пущена плазменно-дуговая печь новой конструкции для производства
специальных сталей и сплавов. На этой печи выплавлялись слитки массой
0,5 т и больше.
Далее последовали печи не только для переплава прецизионных
сплавов, но и для производства слитков компактного химически чистого
титана из губчатого металла (Запорожский титано-магниевый комбинат),
а также слитков титановых сплавов различного назначения.
Б.Е. Патоном было предложено применить плазменную плавку для
переработки отходов титана. В короткие сроки в лабораториях Института
электросварки проведены исследования процесса плазменной плавки из
листовых отходов, стружки и отходов губчатого титана.
Руководство Министерства цветной металлургии обратилось к
Борису Евгеньевичу с просьбой о создании промышленных печей для
604
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
этих целей. Такие печи были спроектированы, изготовлены и совместно
с Алчевским металлургическим комбинатом и Запорожским титано-
магниевым комбинатом сданы в эксплуатацию в 1972 и 1979 гг. [37].
На Алчевском меткомбинате впервые в мире методом плазменной
плавки были получены плоские слитки размером 800x120x1300 мм из 100 %
листовых отходов титана. После прокатки слитков из листа изготавливали
химическое оборудование, которое успешно эксплуатировалось на пред-
приятиях химического комплекса.
Плазменная двухручьевая печь УП-100, установленная на Запорож-
ском титано-магниевом комбинате, позволяет выплавлять из отходов
губчатого титана одновременно два слитка диаметром до 300 мм и длиной
2500 мм, а также два плоских слитка размером 400x200x2500 мм. Уни-
кальность печи заключается в том, что она позволяет выплавлять как
одновременно два слитка, так и попеременно по одному слитку с пе-
реливом из одного кристаллизатора в другой [38].
Слитки использовались в качестве расходуемых электродов в ваку-
умно-дуговых литейных печах для получения литых изделий. Тысячи
единиц запорной титановой арматуры установлены на предприятиях
химической промышленности во многих странах СНГ.
Серьезную проблему представляла рациональная переработка отхо-
дов титана, накапливавшихся на авиационных и моторостроительных
заводах. На Запорожском моторном заводе (ОАО «Мотор-Сич») сущес-
твующая промышленная печь ВДЛ-4 была оснащена разработанным в
ИЭС нерасходуемым электродом с рабочим током до 20 кА для получения
отливок ответственного назначения из 100 % отходов литья.
Мощность плазменнодуговых печей постоянно росла и достигла
выплавки 3,5-тонного слитка на Ижевском металлургическом заводе.
В короткие сроки с помощью плазменно-дуговых печей был решен
ряд крупных экономических задач, в частности производство высокопро-
чных канатов для сверхглубоких шахт (Ижевский металлургический
завод); внесен существенный вклад в решение проблемы вторичного
титана; получена биметаллическая сверхтонкая лента для магнитной
записи программ спутников Земли, работающих на орбите в длительном
автоматическом режиме (Ленинградский сталепрокатный завод), и др.
Поскольку в 1960-х и 1970-х годах мощности электропечестроения
в СССР были развиты слабо, для скорейшего распространения плазмен-
но-дугового переплава академик Б.Е. Патон предложил собственную
идею, которая заключалась в том, чтобы осуществлять процесс ПДП в
корпусе вакуумно-дуговой печи. Этот новый вариант плазменно-дугового
переплава получил название переплав «расходуемого» плазмотрона
(ПРП) [32].
Суть предложенного метода переплава состояла в том, что для
переплава вместо сплошного расходуемого электрода используется рас-
ходуемый электрод с осевым отверстием (полый электрод), через которое
в процессе плавки в зону дуги подается плазмообразующий газ. Состав
605
ИЗБРАННЫЕ ТРУДЫ
этого газа можно варьировать в зависимости от требований технологии,
т. е. это может быть инертный газ либо газовые смеси, в состав которых
наряду с инертными газами входят газы, например азот или водород,
которые взаимодействуют с жидким металлом.
Эта идея базировалась на прекрасном знании процесса вакуумно-ду-
гового переплава и на использовании физического явления так называемого
эффекта полого катода. При определенных параметрах электрического
режима внутренняя поверхность электрода может одновременно выполнять
роль катода и стенок сопла плазмотрона. В результате дуговой разряд по
своим физическим характеристикам переходит в плазменный.
Переплав расходуемого плазмотрона впервые был проведен в промыш-
ленных масштабах на электрометаллургическим заводе «Днепроспецсталь»
(г. Запорожье) в 1973 г. Были выплавлены слитки диаметром 320 мм
(массой до 1,0 т) из высокопрочной и жаропрочной азотсодержащей стали.
Параллельно с увеличением мощности плазменных печей проис-
ходил процесс совершенствования и наращивания единичной мощности
дуговых металлургических плазмотронов. Первые плазменно-дуговые
печи были оснащены дуговыми плазмотронами постоянного тока, способ-
ными в течение продолжительного времени (до 50 ч) работать на токе до
500 А. В дальнейшем на основании широких исследований был создан
ряд дуговых металлургических плазмотронов серии ПДМ, способных
работать длительное время (достаточное для ведения одной плавки) на
токах 5,0...6,0 кА.
Переломным этапом в создании мощных металлургических плазмот-
ронов явился переход на принципиально новый метод повышения стой-
кости электродов — применение плазменных катодов и создание трех-
фазных плазменно-дуговых комплексов переменного тока. Работы, свя-
занные с созданием и исследованием мощных металлургических плазмот-
ронов постоянного и переменного тока с плазменным электродом, про-
водились по инициативе Б.Е. Патона. Эти плазмотроны мощностью до 2
МВт и с большим ресурсом получили признание во многих промышленно
развитых странах и защищены патентами США, Англии, Германии,
Франции, Японии и других стран. Созданные на их основе плазменные
нагревательные комплексы переменного тока (трехфазная группа плаз-
мотронов и источники питания к ним) мощностью до 5 МВт закуплены
и успешно освоены фирмами «Крупп» (Германия), «Ниппон стил»
(Япония) и ОАО «Буммаш» (Россия).
Особого внимания заслуживают работы, посвященные плазменно-
дуговым комплексам, поскольку в металлургии они оказались наиболее
приемлемыми — как по технически более простому оснащению, так и по
технологическим возможностям. Такими комплексами могут оснащаться
дуговые сталеплавильные печи [35, 36]. В этом случае плазменно-дуговой
комплекс используется вместо графитовых электродов. Трехфазные ком-
плексы дуговых плазмотронов находят широкое применение при соз-
дании переплавных печей с формированием слитка в охлаждаемом
606
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
медном кристаллизаторе (печи УШОО, У600), их можно также исполь-
зовать для интенсификации плавки в индукционных печах открытого
типа или вакуумных (комплекс ПДТУ-300).
Одним из направлений в развитии прогрессивных плазменных тех-
нологий явилась плазменная внепечная обработка стали. Применение
плазменных источников тепла в этом процессе позволило избежать
недостатков, присущих ковш-печам с дуговым нагревом, и достичь более
высокого качества стали. Этими разработками заинтересовалась японская
фирма «Ниппон стил». В 1988 г. на этой фирме в технологической
цепочке домна — конвертер — плазменная внепечная обработка стали —
машина непрерывного литья был введен в эксплуатацию 100-тонный
ковш-печь, оборудованный плазменным нагревательным комплексом
Института электросварки мощностью до 5 МВт. В 1996 г. на ОАО
«Буммаш» (г. Ижевск) был успешно введен в эксплуатацию ковш-печь
емкостью до 30 т, оснащенный плазменным нагревательным комплексом
Института электросварки мощностью до 4 МВт. Скорость нагрева стали
в этом ковше-печи достигает 4... 15 °C/мин.
В 1975 году Б.Е. Патон предложил коренным образом изменить
способы обработки поверхности слитков перед деформацией, основанные
на использовании плазменных источников нагрева. Так в ИЭС им. Е.О.
Патона появилось новое направление — плазменно-дуговое рафини-
рование поверхности (ПДРП) [33], безотходный метод устранения повер-
хностных дефектов.
Освоению этой технологии предшествовал большой объем физико-
химических и технологических исследований, включающий изучение
теплообмена, газодинамического давления плазмы на металл, локального
взаимодействия металла с газом в пятне нагрева и т. д.
Такие исследования были необходимы для управления глубиной
проплавления поверхностного слоя, размерами ванны и для предотвра-
щения слива металла с цилиндрической поверхности вращающегося
слитка, с учетом особенностей плазменно-дугового переплава поверхнос-
тного слоя заготовок из металлов с высокой теплопроводностью.
Конструкторско-технологические работы выполнялись совместно с
организациями Минчермета, Минцветмета и Минавиапрома СССР. На
заводах «Электросталь», ВСМПО (Россия) и «Днепроспецсталь»
(Украина) были созданы специализированные участки, оснащенные мно-
гоплазмотронными высокопроизводительными агрегатами ПДРП, пред-
назначенными для обработки плоских заготовок и цилиндрических
слитков диаметром до 800 мм и длиной до 3 м.
Область их применения охватывает дорогие жаропрочные диспер-
сионно-твердеющие сплавы на никелевой основе, нержавеющие стали для
тонкостенных труб, магнитно-мягкие сплавы и др. В 1990-е годы на этих
заводах основная масса слитков спецсплавов ВДП обрабатывалась с
применением плазменно-дугового нагрева.
607
ИЗБРАННЫЕ ТРУДЫ
* • •
Наряду с признанными методами, которые в свое время составили
основу специальной электрометаллургии, — способами выплавки, рафи-
нирования и обработки спецсталей и сплавов, необходимо отметить
разработанный в ИЭС им. Е.О. Патона в начале 80-х годов прошлого
столетия процесс выплавки слитков на основе индукционного нагрева —
индукционный переплав в водоохлаждаемом медном секционном крис-
таллизаторе (ИПСК). Этот процесс, который использует мягкий нагрев,
присущий индукционному источнику тепла, позволяет в отсутствие кон-
такта жидкого металла с огнеупорами получать и рафинировать высоко-
реакционные металлы и сплавы на их основе [39].
В ИЭС им. Е.О. Патона разработан ряд установок и технологий,
основанных на ИПСК, которые были внедрены в различных отраслях:
утилизация отходов титана («Киевтрактородеталь», г. Киев);
рафинирование отходов ванадийсодержащих лигатур (Ленина-
бадский комбинат редких металлов, Таджикистан);
рафинирование черновых редкоземельных металлов (Киргизский
горно-металлургический комбинат, Киргизия);
утилизация и рафинирование драгоценных металлов платиновой
группы (Екатеринбургский завод по обработке цветных металлов, Рос-
сия, Государственное предприятие «Рубин», Украина).
1. Патон Б.Е., Медовар Б.И., Патон В.Е. Новый способ электрической отливки слитков //
Бюл. техн, информ. НТО «Машпром». — 1956. — Вып. 1. — С. 3-9.*
2. Патон Б.Е., Медовар Б.И., Латаш Ю.В. Электрошлаковый переплав сталей и сплавов в
медном водоохлаждаемом кристаллизаторе // Автомат, сварка. — 1958. — №11. — С. 5-15. *
3. Патон Б.Е., Медовар Б.И., Латаш Ю.В. Современное состояние и перспективы дальнейшего
развития электрошлакового переплава на Украине // Металлург, и горноруд. пром-сть. —
1962. - № 5. - С. 12-19.
4. Патон Б.С., Медовар Б.1. Чиста сталь. — Ки!в: Т-во «Знания», 1966. — 56 с.
5. Патон Б.Е., Медовар Б.И., Латаш Ю.В. Современное состояние и перспективы развития
электрошлакового переплава в Советском Союзе и за рубежом / / Спец, электрометал -
лургия. — 1968. — Вып. 1. — С. 5-15.
6. Особенности строения и процессов кристаллизации крупных электрошлаковых слитков / Б.Е.
Патон, Б.И. Медовар, Ю.Г. Емельяненко, Ю.В. Латаш // Там же. — 1970. — Вып. 4. —
С. 3-8.
7. Электрошлаковая выплавка крупногабаритных полых заготовок / Б.Е. Патон, Б.И. Медовар,
Д.В. Чекотило и др. // Там же. — С. 43-45.
8. Новые возможности электрошлакового фасонного литья / Б.Е. Патон, Б.И. Медовар, Г.А. Бойко
и др. // Спец, электрометаллургия. Докл. Междунар. симп. по спец, электрометаллургии. Ч. 1 —
Киев: Наук, думка, 1972. — С. 126-130.*
9. Порционная электрошлаковая отливка слитков / Б.Е. Патон, Ю.В. Латаш, А.Е. Воронин и др.
// Спец, электрометаллургия. — 1973. — Вып. 19. — С. 24-29. *
10. Печь для порционной электрошлаковой отливки кузнечных слитков весом до 200 т / Б.Е. Патон,
Ю.В. Латаш, А.Е. Воронин и др. // Там же. — 1978. — Вып. 37. — С. 12-18.
11. Электрошлаковое литье и его возможности / Б.Е. Патон, Б.И. Медовар, Г.А. Бойко и др. //
Литейн. пр-во. — 1974. — № 4. — С. 1-4.*
12. Перспективность изготовления бандажей цементных печей методом ЭШЛ / Б.Е. Патон, Б.И.
Медовар, И.И. Кумыш и др. // Спец, электрометаллургия. — 1976. — Вып. 32. — С. 3-5.
13. Новый прогрессивный технологический процесс изготовления патрубков на корпусах оборудо-
вания АЭС методом электрошлаковой выплавки / Б.Е. Патон, Л.В. Тупицын, Ю.В. Соболев и
др. // Энергомашиностроение. — 1977. — № 1. — С. 27-29.
14. Патон Б.Е., Медовар Б.И., Орловский Ю.В. Новая безотходная технология — электрошлаковое
кокильное литье // Электрошлаковая технология. — Киев: Наук, думка, 1983. — 255 с. *
608
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
15. Центробежное электрошлаковое литье — новое направление электрошлаковой технологии /
Б.Е. Патон, Б.И. Медовар, В.Л. Шевцов и др. // Пробл. спец, электрометаллургии. —
1984. - Вып. 20. - С. 38-43.
16. Дуговой шлаковый переплав расходуемого электрода / Б.Е. Патон, Б.И. Медовар, В.И.
Лакомский и др. // Спец, электрометаллургия. — 1975. — Вып. 28. — С. 42-48.*
17. Процессы азотирования при дуговом шлаковом переплаве / Б.Е. Патон, Б.И. Медовар, Г.М.
Григоренко и др. // Пробл. спец, электрометаллургии. — 1991. — № 3. — С. 14-16. *
18. Дугошлаковый переплав — современное состояние и перспективы / Б.Е. Патон, В.Я. Саенко,
Ю.М. Помарин и др. // Там же. — 2002. — № 1. — С. 3-10.
19. Специальная электрометаллургия: полвека в действии. Что дальше? / Б.Е. Патон, В.И.
Лакомский, Г.М. Григоренко, Л.Б.Медовар // Соврем, электрометаллургия. — 2003. —
№ 4. — С. 3-7.*
20. Электрошлаковые технологии в производстве биметаллических заготовок / Б.Е. Патон, Л.Б.
Медовар, В.Е. Шевченко и др. // Там же. — № 2. — С. 8-11.*
21. Новый технологический процесс получения сверхкрупных стальных слитков методом ЭШН ЖМ
/ Б.Е. Патон, Б.И. Медовар, В.Я. Саенко и др. // Там же. — 2007. — № 1. — С. 5-9. *
22. Некоторые пути повышения качества сталей и сплавов для сварных конструкций / Б.Е. Патон,
Б.И. Медовар, Б.А. Мовчан, В.И. Лакомский // Свароч. пр-во. — 1967. — № 11. — С. 7-10.
23. Применение переменного тока в установках для электронно-лучевого переплава / Б.Е. Патон,
Ю.И. Ланкин, В.П. Мищенко и др. // Спец, электрометаллургия. — 1973. — Вып. 20. —
С. 55-60.
24. Способы кристаллизации металлов и сплавов в электронно-лучевых печах / Б.Е. Патон, Б.А.
Мовчан, А.Л. Тихоновский и др. // Там же. — 1981. — Вьш. 47. — С. 63-67.
25. Патон Б.Е., Тихоновский А.Л., Тригуб Н.П. Электронно-лучевой переплав — ресурсосберега-
ющий процесс вакуумной металлургии // Пробл. спец, электрометаллургии. — 1988. —
26. Некоторые тенденции развития металлургического передела титана / Б.Е. Патои, Н.П. Тригуб,
С.В. Ахонин и др. // Там же. — 1996. — № 1. — С. 25-31.
27. Патон Б.Е., Тригуб Н.П., Ахонин С.В. Перспективные технологии электронно-лучевой плавки
титана // Титан. — 2003. — № 2. — С. 20-25.
28. Получение полых титановых слитков методом ЭЛПЕ / Б.Е. Патон, Н.П. Тригуб, Г.В. Жук и
др. // Соврем, электрометаллургия. — 2004. — № 3 — С. 18-21.*
29. Получение титановых слитков из недробленных блоков губчатого титана методом электронно-
лучевой плавки / Б.Е. Патон, Н.П. Тригуб, С.В. Ахонин, С.В. Давыдов // Титан. — 2005.
- № 2. - С. 23-26.*
30. Плазменно-дуговой переплав металлов и сплавов / Б.Е. Патон, В.Н. Лакомский, Д.А. Дудко
и др. // Автомат, сварка. — 1966. — № 4. — С. 1-5.*
31. Аустенитные высокоазотистые хромоникелевые стали, выплавляемые в плазменно-дуговых
печах / Б.Е. Патон, В.И. Лакомский, Г.Ф. Торхов, В.А. Слышанкова // Докл. АН СССР. —
1971. - 198, № 2. - С. 391-393.*
32. Получение слитков способом переплава расходуемого плазмотрона в промышленных печах /
Б.Е. Патон, В.И. Лакомский, Г.М. Григоренко и др. // Спец, электрометаллургия. — 1973. —
Вып. 20. - С. 92-98.*
33. Применение низкотемпературной плазмы для переплава поверхностного слоя металлических
заготовок / Б.Е. Патон, Ю.В. Латаш, Г.Ф. Торхов и др. // Там же. — 1977. — Вып. 34. —
С. 86-96.»
34. Качество металла слитка ПДП весом 3,0-3,5 т. / Б.Е. Патон, С.П. Бакуменко, Ю.В. Латаш и
др. // Там же. — 1979. — Вып. 40. — С. 94-99.
35. Металлургические плазмотроны переменного тока / Б.Е. Патон, В.К. Лебедев, В.И. Лакомский
и др. // Там же. — 1974. — Вып. 4. — С. 85-95.
36. Трехфазные плазменные нагревательные комплексы и перспективы их применения / Б.Е.
Патон, Ю.В. Латаш, О.С. Заварило и др. // Пробл спец, электрометаллургии. — 1985. —
№ 1, сообщ. 1. — С. 50-55; № 2, сообщ. 2. — С. 53-57.
37. Нерасходуемые электроды для плавки титановых кондиционных отходов в вакуумных гарнисаж -
ных печах / Б.Е. Патон, Г.М. Григоренко, Ю.В. Латаш и др. // Спец, электрометаллургия. —
1979. - Вып. 39. - С. 103-114.*
38. Плазменнодуговая печь УП-100 для плавки кусковой титановой шихты / Б.Е. Патон, Г.М.
Григоренко, Ю.В. Латаш и др. // Там же. — 1980. — Вып. 41. — С. 124-129.*
39. Индукционный переплав в секционном охлаждаемом кристаллизаторе (ИПСК) / Б.Е. Патон,
Г.М. Григоренко, Ю.В. Латаш и др. // Там же. — 1980. — Вып. 43. — С. 110-119.*
’Отмеченные звездочкой работы приведены в оригинале в конце раздела.
41-8-1437
609
ИЗБРАННЫЕ ТРУДЫ
НОВЫЙ СПОСОБ
ЭЛЕКТРИЧЕСКОЙ ОТЛИВКИ слитков*
Б.Е. Патон, Б.И. Медовар, В.Е. Патон
Введение. В связи с развитием новых отраслей промышленности в пос-
ледние годы непрерывно возрастает потребность в металлах и высоко-
легированных сплавах с заданными свойствами. Для производства таких
металлов и сплавов недостаточно обеспечить высокую степень чистоты
исходных материалов. Необходимо не допустить загрязнения металла в
процессе его получения. К сожалению, современные методы плавки в
мартеновских, дуговых и индукционных печах имеют общий недостаток,
заключающийся в том, что переплавляемые металлы загрязняются в резуль-
тате взаимодействия расплава с огнеупорами, а также с воздухом. В
настоящее время в промышленности разрешена задача защиты жидкого
металла от загрязнений, поступающих из атмосферы плавильного агрегата.
С этой целью плавку и разливку ведут либо при вакууме либо в защитной
атмосфере инертных газов (аргона, гелия и др.). Однако защитить металл
от материала огнеупорной футеровки печи или тигля до недавнего времени
не удавалось. Чтобы решить эту задачу необходимо исключить возможность
контакта жидкого металла с огнеупором.
Такого рода принцип плавки металлов был впервые предложен
выдающимся изобретателем электрической дуговой сварки Николаем
Гавриловичем Славяновым еще в 1892 г. В своей книге «Электрическая
отливка металлов» он писал: «...приготовление каких угодно сплавов
может быть производимо при помощи электрической отливки совершенно
так же, как... плавление металла в тигле; стоит только вместо одинаковых
стержней... (электродов. — Прим, авт.) взять их из различных металлов
или подбрасывать в расплавленный металл куски другого какого-либо
металла.......
В 1954-1955 гг. в Институте электросварки им. Е.О. Патона
АН УССР разработан советский способ электрической отливки слитков
путем последовательной наплавки металла в металлическом кристаллиза-
торе с жидкостным охлаждением. Принципиальной, отличительной осо-
бенностью этого способа плавки металлов является применение бездуго-
’Бюллетень технической информации. — 1956. — Вып. 1. — С. 3-9.
610
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 1. Схема электрического процесса: а — электродугового под флюсом;
б — бездугового (электрошлакового)
вого сварочного процесса. В отличие от способа Славянова в этом случае
источником тепла служит не электрическая дуга, а жидкий электропро-
водный шлак, в котором происходит превращение электрической энергии
в тепловую (рис. 1).
Новый способ отливки слитков. Схема процесса отливки слитков по
способу Института электросварки представлена на рис. 2. В плавильное
пространство внутри медного, охлаждаемого водой, кокиля-кристаллизато-
ра подаются один или несколько электродов, в качестве которых служит
сварочная проволока диаметром от 5 до 8 мм различного состава.
Между электродами и поддоном возбуждается дуга, горящая под
толстым слоем зернистого сварочного флюса, который, расплавляясь,
становится электропроводным и вначале частично, а затем полностью
шунтирует дугу. В результате дуга гаснет и начинается бездуговой
сварочный процесс, получивший название электрошлакового.
Легирующие материалы в плавильное пространство подаются в виде
присадочной проволоки или сравнительно мелкоизмельченной крупки.
Попадая в жидкий шлак, легирующие материалы расплавляются, посте-
пенно погружаются в сварочную ванную и растворяются в ней.
По мере расплавления электродов и наращивания слитка поддон
постепенно опускается. Поддон может оставаться также неподвижным. В
этом случае кокиль должен перемещаться снизу вверх. Скорость переме-
щения слитка должна быть такой, чтобы уровень металлической ванны
оставался неизменным относительно контактных устройств (мундшту-
ков), подводящих сварочный ток к электродам. Жидкий шлак покрывает
тонкой пленкой стенки кристаллизатора и не только защищает кокиль от
непосредственного воздействия высокой температуры, развиваемой сва-
рочным током в шлаке близ конца электрода, но и служит своего рода
смазкой, облегчающей выход слитка из кокиля.
41
611
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Схема процесса отливки слитков по способу Института электросварки им. Е.О. Патона
АН УССР: / — формирующий кокиль; 2 — поддон; 3 — механизм вращения поддона;
4 — механизм опускания поддона; 5 — электродные проволоки; 6 — головки подачи
электродных проволок; 7 — бухта электродной проволоки; 8 — шихтопровод; 9 — ссыпные
трубки; 10 — дозатор шихты; 11 — бункеры для шихты; 12 — ванна расплавленного шлака
13 — ванна расплавленного металла; 14 — застывший металл слитка
Чтобы обеспечить постоянство химического состава слитка по высоте
необходимо обеспечить строгое постоянство соотношения количеств расп-
лавляемых электродного и присадочного металлов. С этой целью приводы
сварочных головок, подающих в зону плавки электродную проволоку, и
приводы дозирующих устройств снабжаются двигателями со строго посто-
янными числами оборотов. Кроме того, необходимо создать условия для
перемешивания шлака, а также металла.
Если расположить электроды в вершинах треугольника (рис. 3), то
в центральной части поверхности ванны тепловые потоки будут направ-
612
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
лены к каждому из электродов, что будет спо-
собствовать перемешиванию шлака и даст воз-
можность засыпать легирующие металлы по
центру кокиля. Металлические частицы, попа-
дающие на поверхность шлака, в основной
своей массе подхватываются потоками шлака и
разносятся к электродам, т. е. в области
наиболее высоких температур, где имеются
условия для наиболее полного усвоения свароч-
ной ванной легирующих элементов.
Процесс электрической отливки слитков
в принципе может быть непрерывным. Можно
отливать слитки разного диаметра от 100 до
300 мм. Поперечное сечение слитка определя-
ется формой кристаллизатора. Так, например,
можно изготовлять слитки круглого (рис. 4,
а), квадратного, прямоугольного сечений и
Рис. 3. Конвективные потоки
в шлаковой ванне при
трехэлектродной плавке
другой формы. Наряду со сплошными слитками можно отливать также
полые слитки в виде труб различного профиля с толщиной стенки
25...30 мм и более (рис. 4, б).
Новый способ электрической отливки позволяет получать металлы
и сплавы практически любого химического состава.
Рис. 4. Слитки, изготовленные по новому способу: а — сплошного сечения; б — полый
613
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Опытно-производственный агрегат
для электрической отливки слитков
Институтом электросварки раз-
работана конструкция опытно-произ-
водственного агрегата Р-772 для элек-
трической отливки слитков (рис. 5).
Этот агрегат предназначен для изго-
товления круглых сплошных и полых
слитков диаметром 135...300 мм и
длиной до 1500 мм, а также может
быть использован для изготовления
слитков другой формы равновеликого
сечения. Производительность агрегата
составляет от 35 до 150 кг/ч.
В состав установки Р-772, поми-
мо собственно плавильного агрегата,
входят трехфазный трансформатор
ТШС-3000/3, рассчитанный на фаз-
ный ток до 3000 А (суммарный до
9000 А), и пульт управления со встро-
енной в него аппаратурой автомати-
ки. Установка имеет отдельное водо-
снабжение, обеспечивающее интен-
сивное принудительное охлаждение кокиля, поддона, токоведущих час-
тей, защитных экранов, а также обмоток трансформатора.
Плавильный агрегат состоит из следующих основных узлов: 1) свар-
ной станины; 2) трех сварочных головок для подачи электродов диамет-
ром от 5 до 8 мм; 3) направляющей колонны с поддоном; 4) кристаллиза-
тора; 5) четырех присадочных головок; 6) дозатора с шихтопроводом.
Присадочные головки и дозаторы установлены на специальной металло-
конструкции. Колонна с поддоном размещается в котловане глубиной
около 2,5 м.
Сварочные головки осуществляют подачу электродных проволок
диаметром от 5 до 8 мм со скоростью, изменяемой в пределах от 50 до
305 м/ч. Каждая из трех головок имеет устройства, позволяющие сма-
тывать две бухты проволоки одну за другой, не прекращая процесса
отливки слитков.
Присадочные головки предназначены для подачи присадочных про-
волок диаметром от 2 до 5 мм. Эти головки так же, как и сварочные
головки, обеспечивают непрерывность процесса отливки при израсходо-
вании одной из двух катушек с присадочной проволокой. Скорость подачи
проволоки регулируется в пределах от 25 до 300 м/ч.
Дозирующее устройство состоит из ряда бункеров, из которых
легирующие материалы подаются через мерный вал в кристаллизатор.
Вал дозатора вращается с заданным числом оборотов, изменяемым в
широких пределах. Настройка дозатора предусматривает изменение не
614
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
только числа оборотов механизма, но также увеличение или уменьшение
объемов мерных отверстий.
Некоторые металлургические особенности нового способа элек-
трической отливки слитков. Основной особенностью нового техно-
логического процесса является совмещение процессов плавки и разливки
металла, а также отсутствие огнеупорных материалов в зоне плавки
металла и надежная защита его от кислорода, азота и водорода воздуха
толстым слоем жидкого шлака. Такие условия способствуют получению
высококачественных металлов и сплавов при условии применения исход-
ных материалов высокой степени чистоты.
Другой весьма важной металлургической особенностью способа
электрической отливки слитков является использование бескислородных
и неокислительных сварочных флюсов-шлаков.
К флюсам-шлакам для электрической отливки высоколегированных
сталей и сплавов предъявляются следующие требования.
1. Шлак не должен окислять легирующих элементов и, в том числе,
таких обладающих большим сродством к кислороду элементов, как,
например, алюминий, титан, цирконий, бор и др. Шлак не должен
препятствовать усвоению ванной жидкого металла легирующих элемен-
тов, подаваемых в шлак.
2. Шлак должен обладать соответствующей электропроводностью и
теплопроводностью и быть способным выделять требуемое для расплав-
ления электродов и шихты количество теплоты.
3. Шлак не должен быть слишком длинным, но не должен быть и
слишком коротким, что может отрицательно влиять на его способности
«смазывать» стенки кристаллизатора и облегчать выход слитка из кокиля.
4. Шлак должен быть достаточно легкоплавким, чтобы обеспечить
быстрое наведение шлаковой ванны в момент начала отливки слитка и
обеспечивать быстрый переход от дугового процесса к бездуговому.
В качестве шлаков для электрической отливки слитков с успехом
используются натуральный бескислородный флюс, представляющий
собой флюорит, а также неокислительные флюсы, построенные по
принципу так называемых белых шлаков (система CaO-MgO~CaF2).
Шлаки для электрической отливки могут быть одно- или многоком-
понентными. В последнем случае желательно применять плавленые, т. е.
синтетические шлаки, подобно таким флюсам-шлакам, которые широко
применяются при автоматической дуговой сварке. Флюсы, содержащие
кремнезем, не должны применяться в тех случаях, когда отливаемый
слиток должен быть легирован алюминием, титаном, цирконием, бором,
но могут быть иногда использованы при плавке сталей, легированных
хромом, вольфрамом, молибденом.
Третьей, весьма важной особенностью нового способа отливки
слитков является то, что направленность столбчатых кристаллов, рас-
тущих в жидком металле, резко изменяется. В отличие от слитков,
залитых в изложницу при всех других способах плавки металла и
615
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Направленность кристаллов в слитке: а — отлитом обычным способом;
6 — изготовленном по новому способу; е — фотоснимок полого слитка
имеющих радиальную направленность кристаллов (рис. 6, а), слитки,
полученные по этому способу, имеют четко выраженную осевую направ-
ленность кристаллов (рис. 6, б). Это объясняется последовательностью
процесса роста слитка и своеобразным характером температурного поля,
равномерно перемещающегося снизу вверх. При кристаллизации слитка
в изложнице кристаллы растут нормально к поверхности теплоотвода,
т. е. нормально к стенкам изложницы. Следствием этого является ра-
диальная транскристаллизация слитков высоколегированных сталей и
сплавов, сопровождающаяся часто появлением осевой рыхлости, а также
неизменной усадочной раковиной в головной части слитка.
При отливке слитков по новому способу между жидким металлом и
непрерывно охлаждаемыми стенками кристаллизатора всегда находится
тонкий слой полузастывшего шлака, служащий своего рода теплоизоля-
ционной прокладкой.
Ограниченный теплоотвод в стенки изложницы приводит к тому, что
сварочная ванна приобретает своеобразную чашевидную форму с доволь-
но плоским дном. Наличие трех электродов, т. е. рассредоточение
источника нагрева, также способствует образованию плоского дна
(рис. 7). При такой форме сварочной ванны преимущественное значение
для направления роста столбчатых кристаллов приобретает теплоотвод в
нижнюю часть уже отлитого и затвердевшего слитка, в результате чего
кристаллы растут не от стенок кокиля к центру слитка (такого рода
направленность роста кристаллов исчезает уже при удалении на 10...
15 мм от поверхности слитка (рис. 8), а преимущественно снизу вверх
вдоль оси слитка). В результате такой направленности роста кристаллов
полностью исключается опасность поражения слитков осевой рыхлостью
и образования усадочной раковины (рис. 9).
616
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 7. Форма металлической ванны при отливке слитков: а — одноэлектродной;
6 — трехэлектродной
Постепенное наращивание слитка по мере наплавления металла
сверху и непрерывное тепловое воздействие глубокой шлаковой ванны на
кристаллизующуюся сварочную ванну способствуют наиболее полной
дегазации металла и сводят к минимуму склонность к образованию
горячих или так называемых кристаллизационных трещин. Осевая на-
правленность кристаллов, пронизывающих слиток снизу доверху, неза-
висимо от его длины, способствует тому, что металл легче переносит
горячую механическую обработку (ковку, прокатку), чем слитки ана-
логичного состава, полученные путем заливки металла в изложницу.
В Институте электросварки уже освоен технологический процесс
получения слитков низколегированных сталей, например, стали марок
10Г2 с алюминием, хромистых нержавеющих
сталей с содержанием 12...25 % хрома (рис. 8),
хромоникелевых аустенитных сталей, а также
Рис. 8. Продольный разрез
слитка хромистой Рис. 9. Головная часть слитка хромоникелевой
нержавеющей стали, аустенитной стали, отлитого на агрегате
отлитого по новому способу Института электросварки
617
ИЗБРАННЫЕ ТРУДЫ
жаропрочных и кислотостойких сплавов на основе никеля, например,
сплава типа Х20Н80Т (марки ЭИ-437), сплавов никель-молибден типа
хастеллой и никель-медь типа монель-металла. При отливке низколе-
гированной стали в качестве электродов, образующих основу слитка,
применяется обычная малоуглеродистая сварочная проволока. Легиро-
вание алюминием достигается путем подачи в зону плавки, т. е. непос-
редственно в шлак, алюминиевой проволоки.
Слитки хромистой нержавеющей стали были получены нами при
использовании малоуглеродистой стандартной проволоки. Для получения
стали марки 2X13 вводился малоуглеродистый феррохром, для низкоуг-
леродистой стали — металлический хром марки ХО.
При отливке слитков на никелевой основе в качестве электрода
служила твердая никелевая проволока диаметром 5 или 6 мм, приготов-
ленная из никеля марки НО. Слитки сплава хастеллой были получены
при введении в зону плавки металлического молибдена чистоты 99,95 %
в количестве от 20 до 30 % веса расплавляемых электродов. Слитки
монель-металла отливались с применением двух никелевых и одного
медного электрода (в виде проволоки диаметром 4...5 мм).
При отливке слитков сплава типа Х20Н80Т основу сплава образуют
три никелевых электрода диаметром 5 или 6 мм. Дозатор подает и шлак
около 25 % (от веса никеля) металлического хрома в виде мелкой крупки.
Алюминий и титан подаются в виде проволоки диаметром 2.. .3 мм. Подача
этих металлов в виде порошка недопустима ввиду их сгорания еще в
момент приближения к поверхности шлака.
Во всех случаях обеспечивается равномерное распределение леги-
рующих элементов по высоте и сечению слитков. Естественно, что для
наиболее равномерного распределения легирующих материалов жела-
тельно, чтобы подача шихты производилась как можно чаще в виде
небольших порций.
Об однородности по химическому составу слитков, отлитых по
новому способу, можно судить по данным, приведенным в таблице.
Выход годного металла при изготовлении слитков по новому способу
чрезвычайно высок. Удалять приходится лишь небольшие куски по длине
слитка в его нижней и в головной частях. Общая длина этих участков
обычно не превышает 50 мм.
Таким образом, основным достоинством нового способа электричес-
кой отливки слитков является возможность получения металлов и сплавов
заданного состава, обладающих требуемыми свойствами и отличающихся
высокой степенью чистоты, ввиду исключения огнеупоров из зоны
плавки, совмещения процессов плавки и разливки, а также вследствие
совершенной шлаковой защиты металла от воздуха. Для получения
сплавов указанного качества требуется применять весьма чистые исход-
ные материалы, так как в новом процессе полностью исключена метал-
лургическая обработка металла шлаком, имеющая место в других
плавильных агрегатах.
618
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Химический состав слитков, отлитых по способу Института электросварки АН УССР
Тип сплава Место отбора стружки ДЛЯ анализа Химический состав в %
Углерод Крем- ний Мар- ганец Сера Фосфор Хром Никель Титан Алю- миний
X20H80T Край слитка 0,05 0,28 Следы 0,005 0,007 20,2 Осн. 2,43 0,73
Центр 0,05 0,26 » 0,005 0,007 20,0 2,42 0,75
1X13 Край слитка 0,08 0,10 0,26 0,028 0,012 14,2 0,10 - -
Центр 0,09 0,11 0,26 0,030 0,012 14,0 0,10 - -
Св-08Ю Низ слитка 0,09 0,14 0,44 - - - - 0,54
Верх слитка 0,08 0,15 0,43 - — — - — 0,56
Вместе с тем новый способ не свободен от недостатков. Главным из
них является относительно высокая стоимость полученных слитков,
обусловленная применением весьма дорогих особо чистых, часто трудно
измельчаемых исходных материалов. Другим недостатком является не-
возможность использования скрапа. Сравнительно малая производитель-
ность также является недостатком способа электрической отливки
слитков. Последний недостаток, по-видимому, можно в дальнейшем
устранить путем устройства многоместных плавильных агрегатов.
В настоящее время можно предположить, что новый способ отливки
слитков найдет применение в производстве высоколегированных сталей
и сплавов с особыми свойствами, получение которых в других металлур-
гических агрегатах либо затруднено, либо связано с понижением их
качества. Можно надеяться, что новый способ электрической отливки
найдет применение в производстве жаропрочных сталей и сплавов,
требующихся для нашей промышленности.
619
ИЗБРАННЫЕ ТРУДЫ
ЭЛЕКТРОШЛАКОВЫЙ ПЕРЕПЛАВ СТАЛЕЙ
И СПЛАВОВ В МЕДНОМ ВОДООХЛАЖДАЕМОМ
КРИСТАЛЛИЗАТОРЕ*
Б.Е. Патон, Б.И. Медовар, Ю.В. Латаш
Описаны основные особенности нового способа улучшения качества различных сталей
и сплавов путем электрошлакового переплава расходуемых электродов большого
сечения в водоохлаждаемом медном кристаллизаторе.
Развитие современной техники характеризуется широким применением
сталей и сплавов, обладающих различными специальными свойствами. В
связи с повышенными требованиями, предъявляемыми к качеству этих
материалов, совершенствуются оборудование и технология их производ-
ства. Ведутся непрерывные поиски новых технологических процессов,
обеспечивающих высокое качество металла.
На протяжении последних лет в нашей стране и за рубежом для
улучшения качества специальных сталей и сплавов находит применение
электродуговой переплав расходуемых электродов в медной водоохлаж-
даемой изложнице. Переплав ведется в вакууме либо в среде инертных
газов (аргон, гелий и др.).
Основные принципы дуговой плавки расходуемых электродов для
получения отливок были сформулированы выдающимся изобретателем
электрической дуговой сварки Н.Г. Славяновым еще в 1892 г. [1].
В металлургии идеи Н.Г. Славянова впервые были использованы
для получения слитков тугоплавких и высокореакционных металлов и
сплавов на их основе.
В 1904 г. Болтен [2] для получения литого тантала использовал печь
с расходуемым электродом. Однако интенсивное развитие способа дуго-
вой плавки расходуемых электродов и промышленное применение его
началось значительно позже и было связано с возникновением реактивной
авиации и атомной энергетики.
В 1940 г. фирмой «Келлог» [3] был разработан способ плавки в
медной водоохлаждаемой изложнице трубчатого расходуемого электрода,
внутрь которого во время плавки подавались легирующие компоненты.
Судя по литературным данным, этот способ не нашел широкого при-
менения. Однако установка фирмы «Келлог» послужила прототипом
современных агрегатов для дуговой плавки расходуемых электродов [4].
В 1944 г. в Детройтской лаборатории кампании «Клаймакс» путем
дуговой плавки в вакууме удалось получить ковкие слитки молибдена [5].
’Автоматическая сварка. — 1958. — № И. — С. 5-15.
620
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
В 1945 г. путем электродугового переплава в вакууме прессованных
вольфрамовых прутков были отлиты слитки вольфрама, а в 1950 г. этим
методом были получены ковкие слитки тантала и ванадия [6].
Способ электродуговой плавки расходуемых электродов в медной
водоохлаждаемой изложнице получил широкое применение для изготов-
ления слитков титата [7], циркония [8], урана [9] и других тугоплавких
и высокореакционных металлов и сплавов на их основе.
В последние годы этот способ нашел применение для улучшения
качества специальных сталей и жаропрочных сплавов на основе железа,
никеля и кобальта [10].
О масштабах применения дугового переплава этих материалов в
США [И] говорят следующие данные. На конец 1957 г. производствен-
ные мощности дуговых печей с расходуемым электродом составили 23
тыс. т в год, а к концу 1958 г. должны быть доведены до 45 тыс. т в год.
Максимальный развес слитка, получаемого этим способом, достиг 5,4 т.
При вакуумном дуговом переплаве расходуемых электродов в медной
водоохлаждаемой изложнице достигается высокое качество слитка и
снижение в нем сегрегации неметаллических включений, легирующих
элементов и примесей. Следствием этого является улучшение механи-
ческих свойств металла при комнатных и высоких температурных и
повышение его пластичности при горячей механической обработке.
По данным работы [12], улучшение качества металла в результате
дугового переплава следует отнести не столько за счет вакуума, сколько
за счет особых условий кристаллизации металла, заключающихся в
быстром и направленном снизу вверх затвердевании слитка при непре-
рывном поступлении сверху новых порций жидкого металла.
Для плавления расходуемых электродов взамен электродугового
может быть применен электрошлаковый процесс. Электрошлаковый
процесс плавления расходуемых электродов в виде проволок лег в основу
способа однопроходной сварки металла большой толщины.
В последние годы в Институте электросварки им. Е.О. Патона была
установлена возможность ведения электрошлакового процесса с исполь-
зованием расходуемых электродов большого сечения при малых плотнос-
тях тока в электроде. Благодаря этому стало возможным в ряде случаев
производить электрошлаковую сварку толстого металла не проволокой,
а электродами большого сечения (пластинами). На использовании элек-
тродов большого сечения и электрошлакового процесса основаны также
разработанные институтом способы наплавки, контактно-шлаковой
сварки и др. [13, 20, 21].
Начиная с 1954 г. в Институте электросварки им. Е.О. Патона
проводились исследования и опытные работы по разработке способа
улучшения качества и технологичности специальных сталей и сплавов на
основе сварочного электрошлакового процесса [13-19].
В результате этих работ институтом разработан способ электрошла-
кового переплава расходуемых электродов в медном водоохлаждаемом
621
ИЗБРАННЫЕ ТРУД,
кристаллизаторе (изложнице). Отработана техника и технология переп-
лава, спроектированы и изготовлены опытные установки для электрош-
лакового переплава.
В отличие от известного способа электродуговой плавки расходуе-
мых электродов в вакууме или в среде инертного газа, при котором
плавление электрода происходит за счет дугового разряда в газообразной
фазе, в случае электрошлаковой плавки плавление электрода происходит
за счет тепла, выделяющегося в расплавленном шлаке при прохождении
через него электрического тока.
В качестве расходуемых электродов используются штанги диаметром
до 200 мм, изготовленные из металла, выплавленного в обычных метал-
лургических агрегатах (электродуговая или индукционная печь и др.).
Расходуемые электроды могут быть литыми, коваными либо катаными
круглого или любого другого сечения. Можно также переплавлять пучок
электродов, набранный из штанг небольшого сечения различной формы.
Процесс электрошлаковой плавки ведется на переменном токе, что
является одним из важнейших его достоинств. При этом используются
простые и надежные печные трансформаторы с жесткой внешней характе-
ристикой. Возможны следующие варианты электрошлаковой плавки рас-
ходуемых электродов:
а) с вытягиванием слитка из кристаллизатора в процессе форми-
рования слитка, как при непрерывной разливке стали (рис. 1, а);
б) путем заполнения медной водоохлаждаемой изложницы
(рис. 1,6).
Рис. 1. Варианты электрошлаковой отливки слитков: а — с вытягиванием слитка из
кристаллизатора; б — с заполнением медной водоохлаждаемой изложницы
622
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Как в том, так и в другом случае может вестись плавка одного
расходуемого электрода при однофазной схеме питания либо одновремен-
но трех расходуемых электродов при трехфазной схеме питания. Однов-
ременная плавка трех электродов может производиться в одном или трех
отдельных кристаллизаторах.
При относительно малом диаметре расходуемого электрода можно
получить хорошо сформированный слиток большого сечения. Например,
электрод диаметром 80...85 мм можно переплавить в слиток диаметром
250 мм, при переплаве трех электродов можно получить слитки диамет-
ром 500 мм и более.
Обычно в процессе электрошлакового переплава должен сохранять-
ся неизменным ток в шлаковой ванне и глубина последней. Постоянство
тока достигается за счет применения автоматического регулятора тока,
воздействующего на скорость перемещения электрода. В случае надо-
бности легко может быть осуществлено программное изменение тока по
заданному закону. Например, целесообразно снижать ток в конце про-
цесса переплава. Вследстиие очень небольшого расхода шлака на обра-
зование тонкой корочки между поверхностью и внутренней стенкой
кристаллизатора, поддержание неизменной глубины шлаковой ванны не
представляет особых трудностей.
При электрошлаковой плавке плавление электрода и кристаллиза-
ция расплавленного металла происходят одновременно. В каждый момент
времени существует затвердевшая часть слитка и чашеобразной формы
ванна жидкого металла, покрытая сверху толстым слоем расплавленного
шлака (рис. 1). Наличие глубокой шлаковой ванны над ванной жидкого
металла способствует образованию более плотного слитка, чем в случае
дугового переплава.
При электрошлаковой плавке в медном водоохлаждаемом кристал-
Рис. 2. Макроструктура слитка, отлитого
электрошлаковым способом (продольный темплет,
верх слитка, сталь ЭИ654)
лизаторе создается направленность роста кристаллов слитка снизу вверх
(рис. 2). В связи с этим в слит-
ке, отлитом таким способом,
полностью отсутствуют различ-
ного рода дефекты, образую-
щиеся при обычной кристалли-
зации жидкого металла в излож-
нице: усадочные раковины, осе-
вая рыхлость и осевые кристал-
лизационные трещины. Отсут-
ствует также зональная ликва-
ция элементов. Отсутствие де-
фектов в слитке уже само по
себе способствует улучшению
его пластичности при высоко-
температурной механической
обработке (прошивке, ковке,
623
ИЗБРАННЫЕ ТРУДЫ
прокатке и т. д.). Наличие тонкой корочки шлака между слитком и
внутренней стенкой кристаллизатора обусловливает формирование глад-
кой и ровной поверхности слитков, позволяющей ковать или прокатывать
их без предварительной обдирки.
Важным фактором, способствующим улучшению деформируемости
металла, является эффективная обработка его шлаком специального
состава. При электрошлаковой плавке применяются шлаки систем CaF2~
А12О3; CaF-CaO; CaF2-Al2O3-CaO и другие. При электрошлаковом
процессе плавящийся электродный металл проходит через слой шлака,
имеющего температуру до 2000 °C, в виде мелких капель. Благодаря этому
достигается высокая степень взаимодействия металла со шлаком и
происходит значительное обессеривание металла и удаление из него
различного рода легкоплавких включений. Содержание серы в металле
при плавке под шлаками, содержащими СаО, снижается от 0,020...0,030
до 0,004...0,006 %, т. е. в 5-6 раз [17, 19].
В течение 1957 г. Институтом электросварки им. Е.О. Патона
совместно с рядом заводов были проведены исследования некоторых
высоколегированных сталей, подвергшихся электрошлаковому переплаву
в медном водоохлаждаемом кристаллизаторе.
Совместно с Южно-трубным заводом в г. Никополе проводились
работы по улучшению прошиваемости сталей ЭИ654, ЭИ769 и ЭИ770.
При прошивке кованой либо катаной
заготовки сплошного сечения из ука-
занных сталей, как правило, проис-
ходит либо разрушение ее в очаге де-
формации, либо качество труб получа-
ется явно неудовлетворительным:
внутренняя поверхность поражена де-
фектами в виде плен и трещин.
В Институте электросварки им.
Е.О. Патона на специальной установ-
ке для электрошлаковой плавки ме-
талла (рис. 3) были переплавлены
кованые трубные заготовки сталей
ЭИ654, ЭИ769 и ЭИ770 в слитки
диаметром 200 мм. Из слитков вновь
были откованы трубные заготовки
того же диаметра. Испытания пока-
зали, что в результате электрошлако-
вого переплава резко улучшается
прошиваемость сталей ЭИ654,
ЭИ769, ЭИ770. На рис. 4, а приведен
вид внутренней поверхности трубы из
стали ЭИ770, прокатанной из обыч-
ного металла, а на рис. 4, б показана
Рис. 3. Общий вид установки для
электрошлакового переплава
624
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 4. Внутренняя поверхность труб стали ЭИ770, прокатанных из обычного (о)
и прошедшего электрошлаковый переплав (б) металла
внутренняя поверхность трубы, прокатанной из металла той же марки и
плавки, но прошедшего электрошлаковый переплав.
Известно, что в обычном слитке двухфазной аустенитно-ферритной
стали наблюдается значительное увеличение содержания феррита по мере
приближения от периферии к центру слитка (рис. 5). В осевой части слитка
феррит имеет более грубое строение. Это заметным образом ухудшает
пластичность двухфазной стали при горячей механической обработке.
Исследование слитка двухфазной стали ЭИ654, отлитого электрош-
лаковым способом, показало, что феррит в нем по всему сечению
распределен практически равномерно, кроме того, строение его в цент-
ральных объемах слитка столь же тонкое, как и в поверхностном слое
(рис. 6). В связи с этим в кованой трубной заготовке, изготовленной из
слитка, полученного путем электрошлаковой плавки, распределение
феррита по сечению более равномерное, чем в трубной заготовке из
обычного металла. Кроме того, как видно из рис. 7, а и б, в трубной
заготовке, изготовленной из металла, прошедшего электрошлаковый
переплав, нет грубых скоплений неметаллических включений, главным
образом — нитридов, что характерно для трубной заготовки из обычного
металла. Это также способствует улучшению прошиваемости стали.
42 - 8-1437
625
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Распределение феррита в обычном слитке стали ЭЯ1Т [22]
Исследование макроструктуры трубных заготовок сталей ЭИ769 и
ЭИ770, изготовленных из металла, прошедшего электрошлаковый переп-
лав, показало полное отсутствие в металле каких-либо дефектов, в то время
как в заготовках обычного металла были обнаружены дефекты в виде
закованной осевой рыхлости, имевшейся в слитке. Такого рода дефекты
отрицательно влияют на прошиваемость заготовки, так как способствуют
образованию полости перед носком оправки в процессе прошивки.
Исследование микроструктуры металла обычных заготовок сталей
ЭИ769 и ЭИ770, как и в случае стали ЭИ654, показало наличие строчеч-
ных скоплений нитридов, чего нет в металле, подвергавшемся электрош-
лаковому переплаву.
Были проведены исследования температуры начала оплавления
границ зерен, являющейся важным критерием пластичности трубных
аустенитных сталей при высоких температурах. Исследования показали,
что при одинаковой температуре испытаний оплавление границ зерен в
металле, прошедшем электрошлаковый переплав, происходит менее
интенсивно, чем в обычном металле (рис. 8, а и б), что свидетельствует
о большей чистоте границ зерен в первом случае.
Совместно с Ново-Краматорским машиностроительным заводом в
г. Краматорске были проведены работы по улучшению качества и ков-
626
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 6. Распределение феррита в слитке стали ЭИ654, отлитом электрошлаковый способом
кости стали ЭИ726, идущей на изготовление дисков роторов турбин и
стали Х17Н2. Как и на трубных сталях, установлено, что электрошлако-
вый переплав позволяет значительно улучшить деформируемость металла
и его качество.
Рис. 7. Микроструктура трубной заготовки стали ЭИ654 (хЗОО): а — откованной из обычного
металла; б — откованной из металла, полученного электрошлаковым способом
42*
627
ИЗБРАННЫЕ ТРУДЫ
Рис. 8. Микроструктура стали ЭИ770 после нагрева при 1350°С, 10 мин (хЗОО):
а — обычный металл; б — металл, прошедший электрошлаковый переплав
Институтом и заводом «Электросталь» проводится исследование
быстрорежущей стали марки Р18М, выплавленной электрошлаковым
способом. Первые данные говорят о том, что в слитке стали Р18М,
отлитом электрошлаковым способом, распределение карбидной эвтектики
по всему сечению равномерно, в отличие от обычного слитка, в котором
наблюдается значительное увеличение содержания карбидной эвтектики
и огрубление ее строения от периферии к центру слитка (рис. 9, а~г),
что отрицательно сказывается на деформируемости стали и качестве
готового изделия. В настоящее время продолжаются исследования на
более крупных слитках, изготовленных электрошлаковым способом.
Рис. 9. Микроструктура слитка быстрорежущей стали Р18М: а — край обычного слитка;
б — центр обычного слитка [23]; в — край слитка, отлитого электрошлаковым способом;
г — центр слитка, отлитого электрошлаковым способом
628
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Очень большой интерес к электрошлаковому переплаву проявил За-
порожский завод «Днепроспецсталь». В мае 1958 г. на заводе пущен в
производственную эксплуатацию агрегат для электрошлакового переплава,
разработанный и изготовленный Институтом электросварки им. Е.О. Пато-
на. Таким образом, завод «Днепроспецсталь» является пионером в деле
внедрения нового способа улучшения качества сталей и сплавов.
Приведенные данные свидетельствуют о том, что разработанный
институтом способ электрошлакового переплава металла в медном водоох-
лаждаемом кристаллизаторе может быть с успехом применен для
улучшения деформируемости и качества розличных сталей и сплавов.
Выводы
1. Слитки, отлитые электрошлаковым способом (в отличие от слитков,
отлитых электродуговым способом), имеют совершенно гладкую поверх-
ность, в связи с чем в большинстве случаев не требуется обдирка их перед
горячей механической обработкой.
2. Для электрошлакового переплава используется переменный ток.
Источниками питания являются обычные печные трансформаторы, тогда
как для электродугового переплава требуются уникальные и дорогосто-
ящие генераторы постоянного тока большой мощности.
3. Электрошлаковый переплав в одном кристаллизаторе нескольких
расходуемых электродов (желательно количество электродов, кратное
трем) открывает широкие возможности отливки слитков практически
неограниченного диаметра и, следовательно, веса.
4. Способ электрошлакового переплава позволяет отливать слитки с
поперечным сечением самой различной формы. Причем соотношение
диаметров слитка и электрода может достигать 3...5, тогда, как при
дуговом переплаве, это соотношение не может превышать 1,5 (в про-
тивном случае резко ухудшается качество поверхности слитка).
5. При электрошлаковом переплаве создается возможность обра-
ботки металла шлаком. Это, в частности, позволяет уменьшить в 5...6 раз
содержание серы в металле слитка.
6. Оборудование для электрошлакового переплава значительно
проще и надежнее в эксплуатации, чем оборудование для электродугового
переплава в вакууме или в защитной газовой среде.
7. При электрошлаковом переплаве расходуемых электродов практи-
чески отсутствует опасность прожогов водоохлаждаемого кристаллизатора.
Между тем известно, что при дуговом переплаве весьма вероятны прожоги
изложницы, вследствие перебрасывания дуги на ее стенку. Прожог из-
ложницы может привести к взрыву. При электрошлаковом переплаве
прожог изложницы происходит очень редко и не приводит к взрывам.
8. На основании проведенных исследований металла, выплавленного
способом электрошлакового переплава, можно предположить, что этот
способ найдет применение как в черной, так и цветной металлургии для
629
ИЗБРАННЫЕ ТРУДЫ
получения слитков, свободных от различного рода литейных дефектов,
обладающих высокой физической однородностью, отличающихся отсут-
ствием зональной ликвации легирующих элементов, примесей и газов,
отсутствием сегрегации неметаллических включений и низким содержа-
нием их, имеющих более высокую пластичность при горячей механи-
ческой обработке, а также обладающих минимальной склонностью к
образованию флокенов (у флокеночувствительных сталей).
Авторы считают своим долгом выразить благодарность ра-
ботникам Южно-трубного завода И.И. Зуеву, Г.Г. Винниченко,
И.Ю. Коробочкину, О. С. Вильямс, Н.М. Большовой, И. С. Кирвалидзе,
И.С. Якименко, А.Я. Даргачу, И.И. Ватутину, работникам Ново-
Краматорского машиностроительного завода Б.Д. Иоффе, С. И. Ко-
валю, работникам завода «Электросталь» В. С. Култыгину, М.Я. Дзу-
гутову, Ю. Виноградову, участвовавшим в проведении исследова-
тельских работ, а также старшему лаборанту Л.И. Белявцеву,
активно участвовавшему в разработке и освоении техники электро-
шлакового переплава металла.
1. Славянов Н.Г. Электрическая отливка металлов. — СПб., 1892.
2. Bolten Von W. Das Tantul, seine Darstellung und seine Eigenschaffen. Ztsch. fuer Elektrochemie,
1905. Vol. И (немецкие патенты: 347024, 1904, u. 397641, 1905).
3. Hopkins R.K. Manufacture of alloy ingots (патенты США: 2191479, 1940, u. 2191480, 1940).
4. Ham J.L., Sibley C.B. Arc melting of reactive metals // J. of Metals. — 1957. — 9, № 7, July,
Sec. I.
5. Parke R.M., Ham J.L. The melting of molybdenum in the vacuum arc // Metals Technology. —
1946. — Sept.
6. Kinzel A.B. Vanadium metal — a new article of commerce // Metam Proress. — 1950. — 58.
7. Beal R.A., Wood E-V'-, Roberson A.H. Large titanium gastings produced successfully // J. of
8. Beal R.A., Borg J.O., Gilbert H.L. Production of zirconium alloys by consumable electrode arc
melting // J. Electrochemical Society. — 1955. — 102.
9. Lorenz F.R., Harford W.J. Sound uranium ingots cast using consumable electrode arc melting //
J. of Metals. - 1955. - 7.
10. Dyrkacz W.W. Melting process offers higher quality super alloys // Iron age. — 1955. — 176.
11. Dyrkacz W. W. Vacuum melting in the steel industry today // J. of Metals. — 1957. — 9, Dec.
12. Loria E.A.Techniques and problems in vacuum melting // Blast Furnace and Steel Plant. —
1955. - 146, № 1.
13. Руководство по электрошлаковой сварке / Под ред. Б.Е. Патона. — М.: Машгиз,1956.
14. Патон Б.Е., Медовар Б.И., Патон В.Е. Новый способ электрической отливки слитков //
Бюл. техн, информации. — 1956. — № 1.
15. Патон Б.Е., Медовар Б.И., Латаш Ю.В. Электрическая выплавка высоколегированной стали
и сплавов в водоохлаждаемом кристаллизаторе // Труды НТО ЧМ. — 1957. — XVIII, ч. 1.
16. Латаш Ю.В. Электрошлаковый переплав расходуемых электродов в медном водоохлаждаемом
кристаллизаторе // Там же. — Ч. 2.
17. Обессеривание сварочной ванны при электродуговой и электрошлаковой сварке / Ю.А.Стерен-
боген, Ю.В.Латаш, Б.И.Медовар, Ю. Н. Зайцев // Автомат, сварка. — 1957. — № 4.
18. Латаш Ю.В. Некоторые особенности электрошлаковой плавки расходуемых электродов боль-
шого сечения // Там же. — 1958. — № 6.
19. Медовар Б.И., Латаш Ю.В. Влияние рода тока и его полярности на обессеривание жидкого
металла при электрошлаковой процессе // Там же. — 1958. — № 8.
20. Стеренбоген Ю.А., Зайцев Ю.Н. Электрошлаковая сварка пластинчатым электродом // Там
же. — 1956. — № 4.
21. Д^дкоД.А^ Походня И.К. Контактно-шлаковая сварка деталей больших сечений//Там же. —
22. Астров Е.И., Юферов В.М. // Бюл. ЦНИИ ММП. — 1950. — 151, № И.
23. Дзугутов М.Я. Карбидная ликвация в быстрорежущей стали // Сталь. — 1950. — № 5.
630
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
НОВЫЕ ВОЗМОЖНОСТИ ЭЛЕКТРОШЛАКОВОГО
ФАСОННОГО ЛИТЬЯ*
Б.Е. Патон, Б.И. Медовар, Г.А. Бойко, И.И. Кумыш, В.Ф. Карпов
Уже более шести тысячелетий владеет человечество технологией литья.
От первых примитивных медных отливок халдейских умельцев к весьма
сложным по форме, достигающим иногда по весу многих десятков тонн
отливкам из высокопрочных сталей и сплавов в наши дни непрерывно
совершенствуется техника и приемы фасоннолитейного производства.
Первые стальные отливки были получены в середине XIX века. А
сегодня арсенал методов современного стального фасонного литья чрез-
вычайно велик. Все эти методы преследуют одну цель: при различных
условиях образования литого изделия обеспечить ему надлежащее качес-
тво. При этом главную роль играет качество исходного металла, из
которого формируется изделие, и условия расплавления металла.
Всем методам фасонного литья свойственно использование заранее
приготовленного расплавленного металла, который затем заливают в полость
литейной формы. В большинстве случаев литья жидкий металл во время
заливки формы и заполнения ее полости реагирует с газами воздуха и
атмосферы внутри формы. Кроме того, он может реагировать с ма-
териалом литейной формы.
Эти и другие факторы, характерные для технологии получения
литых изделий, во многих случаях оказывают существенное влияние на
их конечные качества. Как правило, свойства металла отлитого изделия
хуже свойств исходного металла. Такая зависимость в свойствах исход-
ного металла и конечного продукта полностью исключается при элект-
рошлаковом литье (ЭШЛ) фасонных изделий, которое сейчас широко
развивается на основе использования достижений ЭШП.
Технология ЭШП весьма удачно совмещает в себе все достоинства
ЭШП в смысла получения металла экстра класса и литья в смысле
отливки изделий сложной формы. Техника ЭШЛ предусматривает однов-
ременное непрерывное приготовление и расходование жидкого металла
непосредственно в водоохлаждаемой металлической литейной форме или
в полости, сообщающейся с нею.
Плавящийся под жидким шлаком металл расходуемого электрода
транспортируется в литейную форму, не соприкасаясь с воздухом, не
взаимодействуя с материалом этой формы. Кроме того, шлаковая ванна
рафинирует жидкий металл, который затем кристаллизуется в ме-
таллической форме в благоприятных условиях постепенного наплавления
литого изделия.
‘Специальная электрометаллургия. Ч. 1: Докл. междунар. симп. по спец, электрометаллургии,
г. Киев, июнь 1972 г. — Киев: Наук, думка, 1972. — С. 126-130.
631
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Схема выплавки методом ЭШЛ полого слитка с несквозным
отверстием: / — расходуемый электрод;
2 — наплавляемый слиток; 3 — монолитный неподвижный
охлаждаемый дорн; 4 — наружный кристаллизатор
В конечном счете металл электрошлаковой
отливки по свойствам не уступает металлу изде-
лия, выполненного из деформированного металла.
Весь накопленный опыт ЭШП подтверждает вы-
сказанный нами ранее тезис* о возможности и
целесообразности использования литого элект-
рошлакового металла в изделиях самого ответственного назначения.
Технология ЭШЛ в этом плане открывает широкие перспективы для
производства фасонного литья.
Электрошлаковое литье имеет отличную поверхность и при необхо-
димости весьма малые припуски на механическую обработку.
В Институте электросварки им. Е.О. Патона в последние годы
предложен ряд технических решений, положенных в основу ЭШЛ. Это
прежде всего метод получения полых слитков с применением подвижных
и неподвижных относительно слитка внутренних водоохлаждаемых до-
рнов многократного использования.
Схема выплавки полого слит-
ка с неподвижным внутренним до-
рном отличается простотой и над-
ежностью. Внутренний дорн выпол-
нен в виде монолитного сердечника,
заключенного в охлаждаемую ру-
башку. Во время выплавки слитка
такой дорн зажимается усаживаю-
щимся металлом. Если сердечник
дорна изготовить из металла с ко-
эффициентом литейного расшире-
ния большим, чем у металла слитка,
то его несложно извлечь из отливки
путем совместного нагрева и после-
дующего охлаждения ее и дорна. На
рис. 1 показана схема выплавки ме-
тодом ЭШЛ полого слитка с несквоз-
ным отверстием и использованием
описанного неподвижного дорна.
В настоящее время в промыш-
ленности освоена технология ЭШЛ
Рис. 2. Схема выплавки методом ЭШЛ
корпуса запорной энергетической арматуры:
1 — расходуемый электрод; 2 — наружный
кристаллизатор; 3 — приплавляемая деталь;
4 — внутренний подвижный дорн;
5 — наплавляемый слиток
’Электрошлаковая выплавка фасонных отливок: Лекция, прочитанная на шведско-советском
симпозиуме в марте 1971 г. / Б.Е. Патон, Б.И. Медовар, Г.А. Бойко и др. // Clean Steel. —
1971. - Vol. 2.
632
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 3. Схема изготовления методом ЭШЛ
заготовок коленчатого вала: / — расходуемый
электрод; 2 — приплавляемая шейка;
3 — наружный кристаллизатор; 4 —
наплавляемая щека
Рис. 4. Схема изготовления методом
ЭШЛ заготовки кривошипа крупного
коленчатого вала: 1 — расходуемый
электрод; 2 — приплавляемые щеки;
3 — наплавляемая шейка;
4 — наружный кристаллизатор
корпусов клапанов из аустенитной
корпусов запорной энергетичес-
кой арматуры (рис. 2) из тепло-
устойчивой стали типа 15Х1М1Ф,
стали типа 18-8, частей корпусов
сосудов высокого давления.
Несомненный интерес представляет получение изделий сложной
формы совмещением ЭШЛ с электрошлаковой сваркой. Для этого неко-
торые части будущего изделия устанавливают в кристаллизаторе таким
образом, чтобы во время отливки основной части изделия они при-
плавились к ней.
Технология литья с одновременным приплавлением заранее подго-
товленных частей изделия возможна лишь на основе электрошлакового
процесса. На рис. 3 показана схема получения весьма сложной машино-
строительной детали — коленчатого вала. Как видно на схемы, приплав-
ляемые щеки до отливки установлены в отверстия кристаллизатора шейки
будущего вала.
По аналогичной схеме (рис. 4) изготовляется кривошип коленчатого
вала. Во время выплавка шейки ранее выплавленные щеки приплавля-
ются к ней.
Технология ЭШЛ имеет большое прикладное значение, так как
позволяет эффективно решать проблему снижения трудоемкости и повы-
шения технологичности изготовления крупных изделий сложной форма,
которые раньше получала из поковок.
Имеющиеся оборудование и технология позволяют нашей промыш-
ленности получать методом ЭШЛ литые заготовки таких изделий ответ-
ственного назначения, как коленчатые валы и шатуны крупных дизелей
морских судов, корпуса энергетической арматуры и сосудов высокого
давления, полые слитки, валки холодной прокатки, гребные валы, заго-
товки роторов турбин и турбогенераторов, валы каландров и др.
633
ИЗБРАННЫЕ ТРУДЫ
В заключение можно выразить надежду, что в ближайшее время
ЭШЛ — новая профессия ЭШП — получит еще большее развитие и
распространение.
ПОРЦИОННАЯ ЭЛЕКТРОШЛАКОВАЯ ОТЛИВКА
СЛИТКОВ*
Б.Е. Патон, Ю.В. Латаш, А.Е. Воронин, В.А. Николаев, Л.Г. Пузрин,
И.А. Тулин, Н.Ф. Вастраков, М.И Кричевец, Б.М. Старостин
Описан новый эффективный и экономичный способ производства крупных слитков,
высокого качества. Приведены результаты его промышленного опробования.
Для производства деталей современных машин и механизмов с высокой
надежностью и долговечностью необходимо обеспечить высокую физичес-
кую и химическую однородность слитков, из которых они изготовляются.
Решить задачу выплавки слитка, не имеющего грубых дефектов
усадочного и ликвационного происхождения, тем труднее, чем крупнее
слиток.
Одно из основных условий получения плотного и физически одно-
родного слитка состоит в достижении последовательного, направленного
снизу вверх затвердевания металла в изложнице. Для снижения химичес-
кой неоднородности слитка необходимо также, чтобы в изложнице в
каждый момент присутствовало сравнительно небольшое количество
жидкого металла.
Оба эти условия можно выполнить, если жидкий металл в
изложницу подавать с небольшой скоростью, близкой к скорости его
затвердевания. Последнее имеет место при электрошлаковом, вакуумно-
дуговом, электроннолучевом и плазменнодуговом переплавах расходуе-
мых электродов или заготовок.
Однако существование перечисленных процессов не снимает зада-
чу повышения качества слитков, получаемых непосредственно из жид-
кого металла.
В последние годы Институт электросварки им. Е.О. Патона совмес-
тно с Челябинским металлургическим заводом и Электростальским заво-
дом тяжелого машиностроения работали над получением слитков спосо-
бом так называемой электрошлаковой отливки (ЭШО).
Исследования показали, что при обычной схеме ЭШО (наведение в
изложнице нерасходуемыми электродами шлаковой ванны, заполнение
’Специальная электрометаллургия. — 1973. — № 19. — С. 24-29.
634
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
изложницы металлом с обычными скоростями, электрошлаковый обогрев
головной части слитка) улучшается поверхность слитков, существенно
снижается содержание серы и неметаллических включений, а также
повышается выход годного металла.
Однако при такой схеме электрошлаковой отливки условия кристал-
лизации слитка в целом близки к обычным, в результате чего в слитках
ЭШО, как и в обычных, не исключено образование дефектов ликва-
ционного и усадочного происхождения.
В связи с изложенным, в ИЭС предложен и разрабатывается новый
способ ЭШО слитков, при котором электрошлаковый процесс использу-
ется не только для наведения шлаковой ванны и уплотнения головной
части слитка, а и для обеспечения вертикально направленного затверде-
вания слитка по всей его высоте.
Этот способ* основан на том, что металл в изложницу подается не
непрерывно, а отдельными порциями через значительные интервалы
времени. Это позволяет заполнять всю изложницу жидким металлом за
время, необходимое для его кристаллизации.
В водоохлаждаемой изложнице с помощью нерасходуемых электро-
дов наводится шлаковая ванна, которая затем подогревается в результате
протекания электрошлакового процесса.
В изложницу через шлак заливается порция металла той или иной
марки, выплавленного в дуговой или индукционной электропечи. При
этом нерасходуемые электроды, подогревающие шлак, автоматически (по
заданному электрическому режиму) поднимаются по мере подъема уров-
ня шлаковой ванны.
Вследствие подогрева периферии шлаковой ванны нерасходуемыми
электродами, установленными вблизи стенки изложницы, кристалли-
зация залитого металла здесь задерживается. При этом вводимая в
шлаковую ванну электрическая мощность выбирается с таким расчетом,
чтобы к моменту подачи в изложницу следующей порции жидкого
металла большая часть залитой ранее порции затвердела.
Когда в изложницу заливается следующая порция металла, она
перемешивается с остатком жидкого металла предыдущей порции. Эти
циклы (заливка порции металла — частичная ее кристаллизация с
подогревом периферии шлаковой ванны и зеркала металла) повторяются
многократно. Процесс заканчивается электрошлаковым обогревом голов-
ной части слитка, причем подводимая мощность постепенно снижается,
чтобы предупредить образование усадочной раковины при кристалли-
зации последней порции залитого металла.
*Б.Е. Патон, Ю.В. Латаш, А.Е. Воронин, Е.Т. Долбенко, А. Б.Верникидр. Способэлектрошлаковой
отливки слитков. Авторское свидетельство СССР № 341323 но заявке № 1668406/22-2 с приоритетом
от 11/VI-1971 г.
635
ИЗБРАННЫЕ ТРУДЫ
В результате подачи металла достаточно малыми порциями и обес-
печения вертикальной направленности его затвердевания может быть
получен слиток практически любого развеса с высокой физической и
химической однородностью.
Отливку слитка весом 200 т способом порционной электрошлаковой
отливки (ПЭШО) можно представить в качестве примера следующим
образом.
Сталь выплавляют в дуговой или индукционной (открытой или ваку-
умной) печи емкостью 20 т. Слиток весом 200 т отливают в десять приемов
с интервалом между подачей отдельных порций (20 т) жидкого металла в
изложницу в 5...6 ч (время, необходимое для выплавки 20 т стали). Общая
продолжительность отливки слитка будет свыше 60 ч. Усредненная скорость
заполнения изложницы при этом составит не более 3,5 т/ч. Столь малые
(для слитка 200 т) скорости заливки металла в изложницу в настоящее время
могли бы быть применимы лишь при переплаве расходуемых электродов
или заготовок. В случае необходимости при ПЭШО можно достичь еще
меньших скоростей наращивания высоты слитка и тем самым обеспечить
еще более высокую плотность и однородность металла. В этом отношении
возможности ПЭШО такие же, как и способов переплава с независимыми
источниками нагрева (ЭЛП и ПДП).
Основная задача при лабораторной проверке способа ПЭШО состояла
в установлении возможности получения этим способом слитков без грубых
дефектов на границе между отдельными порциями металла, в том числе,
неслитин и гофров с внедрениями шлака на их боковой поверхности.
Предпосылкой послужил опыт ЭШП и, в частности, тот факт, что
при достаточной мощности этого процесса на периферии металлической
ванны (у стенки кристаллизатора) остается хотя бы небольшой по высоте
цилиндрический участок жидкого металла.
Для проведения предварительных опытов по ПЭШО в Институте
электросварки была создана установка, состоящая из аппарата А-550 с
трансформатором ТШС-3000, водоохлаждаемой изложницы 0310 мм и
индукционной плавильной печи емкостью до 50 кг, питаемой от генера-
тора тока частотой 2500 Гц мощностью 100 кВт. Для непосредственного
слива металла из индукционной печи в изложницу эта печь наклоняется,
и металл поступает в специальный желоб, футерованный огнеупорной
массой. Шлаковую ванну наводят и подогревают одним графитовым
электродом 0150 мм. Порции металла массой от 10 до 50 кг заливали в
изложницу через каждые 30...50 мин.
Проведенные в 1971 году лабораторные опыты и исследования пока-
зали, что при соответствующих электрических и шлаковых режимах можно
обеспечить хорошее формирование боковой поверхности слитков, осевую
направленность их кристаллизации, отсутствие в них каких-либо дефектов.
В 1972 г. Институтом электросварки и Челябинским металлур-
гическим заводом было проведено промышленное опробование способа
порционной электрошлаковой отливки слитков.
636
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Опробование проводилось на установке для обычной электрошлако-
вой отливки, имеющей кристаллизатор сечением 0650 мм.
Методом ПЭШО получали слитки весом 5...6 т сталей марок 2X13,
ШХ15 и 18Х2Н4ВА.
Следует сказать, что в условиях ЭСПЦ-3 Челябинского метал-
лургического завода, где проводились опыты, не представлялось возмож-
ным обеспечить подачу металла достаточно малыми (для данного развеса
слитков) порциями и приблизиться к тем небольшим скоростям запол-
нения изложницы металлом, какие имеют место при переплаве расходу-
емых электродов.
Каждый слиток весом 5.. .6 т отливался в четыре приема, т. е. четырьмя
порциями весом от 1,0 до 2,0 т каждая. Интервал между подачей порций
составлял от одного до полутора часов (порции отбирали от металла
10... 12-тонных плавок, выполненных в 10-тонной дуговой электропечи).
В таких условиях средняя скорость отливки слитков колебалась в
пределах 1...1,5 т/ч, тогда как при переплаве расходуемых электродов
для получения аналогичных по сечению слитков требуются скорости не
более 600 кг/ч.
Хотя условия ПЭШО слитков были далеки от желаемых, результаты
опытов и исследований полностью подтверж-
дают теоретические предпосылки и свидетель-
ствуют о перспективности способа ПЭШО для
получения слитков высокого качества.
Прежде всего следует отметить то, что
слитки, полученные методом ПЭШО, отли-
чались хорошей поверхностью. Имевшиеся на
границах между порциями плавные и неглу-
бокие (2...3 мм) пережимы не препятствовали
прокатке слитков и не вызывали появления в
этих местах каких-либо дефектов. Все слитки
прокатывались без предварительной подго-
товки поверхности.
При исследовании продольных макро-
темплетов, вырезанных из слитков стали 2X13
(рис. 1), никаких дефектов не обнаружено.
Металл в литом состоянии, в том числе в
осевой зоне, плотный и однородный. Усадоч-
ная раковина в головной части практически
отсутствует.
Серный отпечаток, снятый с продольно-
го темплета слитка стали 2X13, показал, что
Рис. 1. Макроструктура слитка стали 2X13 весом 5 т,
полученного способом порционной электрошлаковой отливки
637
ИЗБРАННЫЕ ТРУДЫ
включений в стали ШХ15 (данные
двух плавок): I — обычного
производства; II — ПЭШО
Таблица 1
Сталь Содержание серы, %
в жидком металле в слитке
ШХ15 0,005+0,008 0,003+0,004
2X13 0,012+0,018 0,007+0,010
в металле нет дефектов ликвационного
происхождения (в частности сульфидных
шнуров и др.), свойственных обычным
слиткам.
Изучение катаного металла также сви-
детельствует о его высокой плотности и
однородности.
В результате ПЭШО содержание се-
ры в металле резко снижается (табл. 1).
Металл оказался весьма чистым от неметаллических включений. Иссле-
дование стали 18Х2Н4ВА при ступенчатой обточке показало отсутствие
в ней волосовин. В табл. 2 представлены результаты металлографической
оценки чистоты стали ШХ15, полученной способом ПЭШО. Здесь же
для сравнения приведены литературные данные о загрязненности стали
ШХ15 обычного производства и обработанной синтетическим шлаком.
Как видно из этой таблицы, содержание оксидов и сульфидов в металле
ПЭШО весьма незначительно.
Наличие в металле ПЭШО глобулей повышенного балла, очевидно,
связано с чрезмерно большой массой заливаемых порций и недостаточно
малой скоростью отливки слитков.
Высокая общая чистота металла ПЭШО подтверждается также дан-
ными электролитического выделения включений, приведенными в табл.З и
на рис. 2. Как следует из рисунка, общее содержание оксидных включений
в стали ШХ15 электрошлаковой отливки значительно ниже, чем в этой же
стали обычного производства. Следует обратить внимание также на равно-
мерное распределение включений по высоте слитка (табл. 3).
Таблица 2
Способ производства Масса слитка, т Средний балл Количество (в %) образцов с баллом выше 3
Оксиды Сульфиды Глобули Оксиды Сульфиды Глобули
Обычный 4,5 1,94 1,87 2,21 23,12 3,30 33,9
С обработкой синтетическим шла- ком 4,5 1,73 1,80 0,97 5,45 0,96 39,7
ПЭШО 5,7 0,98 1,06 0,95 0 0 22,2
638
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Таблица 3
Место отбора проб (расстояние от низа слитка, %) Содержание оксидов, % вес. Состав включений, %
SiO2 FeO СаО MgO А12ОЗ
4,0 0,0050 14,65 1,7 7,24 17,51 67,76
8,5 0,0050 8,90 0 3,93 16,08 67,92
25,0 0,0054 6,55 6,56 3,21 10,20 68,85
36,0 0,0048 6,05 0 2,01 0 79,81
47,0 0,0041 8,33 7,06 2,43 8,20 88,42
70,5 0,0049 17,66 7,97 6,22 0 68,44
81,0 0,0040 12,34 0 6,0 Сл. 78,93
86,0 0,0050 25,94 0 0 6,22 74,30
91,5 0,0045 17,60 0 3,11 5,49 87,33
Таким образом, результаты исследований свидетельствуют о том, что
при соответствующей отработке технологии процесса ПЭШО можно
получать металл весьма высокого качества.
Одним из важнейших достоинств способа ПЭШО является его
экономичность, обусловленная использованием жидкого металла и
высоким — до 95%-выходом годного (от жидкого металла до катаной или
кованой заготовки).
Судя по проведенным опытам, расход электроэнергии при ПЭШО
составляет 800... 1000 кВт-ч/т. Кроме того, осевая направленность крис-
таллизации слитка при ПЭШО достигается при сравнительно большой
производительности.
Экономичность — далеко не единственное достоинство ПЭШО
Возможность раздельного и независимого управления подводимой
электрической мощностью и количеством подаваемого в изложницу ме-
талла в процессе ПЭШО позволит при отливке самых крупных слитков
обеспечивать необходимые малые скорости наращивания их высоты без
ухудшения поверхности и качества металла на периферии.
Весьма ценной является возможность производства методом ПЭШО
слитков практически неограниченной массы при наличии одной-двух
сталеплавильных печей небольшой емкости, а также возможность полу-
чения таких слитков из электростали, вместо мартеновского металла.
В заключение можно сказать, что ПЭШО наиболее перспективна в
производстве крупных, в частности кузнечных, слитков для тяжелого
машиностроения. Однако этот способ может быть успешно применен и
при производстве на металлургических заводах передельных слитков
весом 5...10 т.
639
ИЗБРАННЫЕ ТРУДЫ
ЭЛЕКТРОШЛАКОВОЕ ЛИТЬЕ
И ЕГО ВОЗМОЖНОСТИ*
Б.Е. Патон, Б.И. Медовар, Г.А. Бойко, И.И. Кумыш, В.П. Андреев
Литье, и особенно крупнотоннажное, широко используется в машиност-
роительном производстве в качестве заготовок изделий. Изготовление
литой заготовки сложной формы значительно дешевле изготовления ее
другими методами. Размеры литых заготовок в большей степени
приближаются к размерам готового изделия, чем размеры поковки или
катаной заготовки.
Как правило, свойства металла литой заготовки хуже свойств исход-
ного металла. Это связано с тем, что современное литейное производство в
силу своей специфики вынуждено сначала отдельно приготовить расплав-
ленный металл, а затем залить его в полость литейной формы. И несмотря
на то, что сегодня литейное производство располагает достаточным количес-
твом средств для приготовления расплавленного металла самого высокого
качества, необходимость транспортировки металла к литейной форме и
реагирование его при заливке в форму с газами воздуха, атмосферой внутри
формы и ее материалом неизбежно приводит к загрязнению металла,
снижению его свойств, ухудшению качества поверхности отливки. При этом
надо иметь в виду, что крупные стальные изделия отливают преимущест-
венно в песчано-глинистые формы, где из-за медленного отвода тепла в
отливке возникают еще и дефекты кристаллизационного и ликвационного
происхождения. Хорошо известно, что ковка литого металла улучшает его
свойства. Поэтому во всем мире изделия ответственного назначения стре-
мятся изготовлять из деформированного металла, чаще всего из поковок.
Однако ковка не повышает чистоты металла, не устраняет приобретенную
в наследство от литой заготовки химическую неоднородность.
До сих пор машиностроение в основном руководствовалось альтер-
нативой: либо использовать литые фасонные заготовки с минимальными
припусками на механическую обработку и довольствоваться невысоким
качеством их металла, либо иметь кованые заготовки из металла требуе-
мого качества и расплачиваться за это непомерно высоким расходом
металла в стружку, повышенной трудоемкостью изготовления, необ-
ходимостью задалживать дефицитное кузнечно-прессовое оборудование.
Есть и другой путь, позволяющий гораздо проще решать проблему
одновременного сочетания в литой стальной заготовке сложной формы с
высоким качеством металла.
’Литейное производство. — 1974. — № 4. — С. 1-4.
640
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Технология электрошлакового литья (ЭШЛ) фасонных изделий* в
корне меняет сложившееся и подтверждаемое всем ходом современного
развития литейного производства мнение о неравноценности литого и
деформированного металла. ЭШЛ как технология получения фасонных
отливок обязана своим рождением достижениям электрошлакового переп-
лава (ЭШП), который ныне является одним из основных направлений
развития современной специальной электрометаллургии во всем мире.
Как это доказано исследованием многочисленных марок стали, литой
электрошлаковый металл по своим механическим свойствам равноценен
кованому металлу, отличается от последнего большей плотностью,
стабильностью и изотропностью свойств. При ЭШП химический состав
стали практически не изменяется, однако существенно улучшаются ее
пластические свойства.
Своим незаурядным качеством литой электрошлаковый металл прежде
всего обязан рафинирующему действию ЭШП, весьма благоприятным
условиям кристаллизации отливки в водоохлаждаемой изложнице.
Для иллюстрации качества литого электрошлакового металла на
рис. 1 и 2 приведено сравнение механических свойств некоторых ти-
пичных марок теплоустойчивых сталей в литом виде после ЭШП-2 со
свойствами тех же сталей в литом / или деформированном состоянии, но
обычной выплавки. Как видно из диаграмм, литой металл ЭШП превос-
ходит по механическим свойствам литой металл обычной выплавки
(см. рис. 1, где приведено сравнение механических свойств стали
15X1 MlФ при 20°С и при 565 °C в эксплуатации). Литой металл ЭШП
не уступает по этим же показателям и деформированному металлу
(см. рис. 2, где дано сравнение механических свойств деформированной
и литой стали 20Х2М в одинаковой толщине: 1 — листовой прокат
открытой выплавки, образцы вырезаны поперек проката; 2 — литой
электрошлаковый слиток-сляб, образцы вырезаны поперек кристаллов;
’Предложенная и разработанная в Институте электросварки им. Е.О. Патона.
43 - 8-1437
641
ИЗБРАННЫЕ ТРУДЫ
3 — листовой прокат открытой выплавки, образцы вырезаны по толщине
листа; 4 — литой электрошлаковый слиток-сляб, образцы вырезаны по
толщине плиты).
Горячедеформированная сталь, как известно, по сравнению с литой
обладает повышенной стойкостью против хрупких разрушений. Интерес-
но, что после ЭШП литая сталь не уступает деформированной стали
обычной выплавки по такому показателю, как критическая температура
хрупкости. В этом легко убедиться на
примере исследования сталей 20Х2М,
09Г2С, 15Х1М1Ф (рис. 3, сверху вниз)
в одинаковой толщине 90 мм. На
рисунке / — литой электрошлаковый
слиток-сляб; 2 — прокат открытой вы-
плавки; 3 — литой слиток-сляб откры-
той выплавки. В табл. 1 приведены
данные о влиянии ЭШП на ударную
вязкость теплоустойчивой роторной
стали 25ХНЗМФА.
Литой электрошлаковый металл
теплоустойчивой стали 15Х1М1Ф имеет
более высокую сопротивляемость разру-
шению (рис. 4: 1 — обычное литье о =
= 9 кгс/мм2; 2 — электрошлаковый
литой металл о = 12 кгс/мм2). Более
того, как видно из табл. 1 и 2, литой
электрошлаковый металл практически
не уступает электрошлаковому метал-
лу, подверженному деформации.
Однако возможности ЭШП далеко
не исчерпаны. Свойства литого элект-
рошлакового металла можно улучшить
путем повышения эффективности ра-
финирования жидкого металла, с од-
ной стороны, и улучшения кристал-
лизационной структуры отливки — с
другой. Наиболее верный путь к повы-
642
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Таблица 1
Температура испытаний в °C Поковка металла обычной выплавки Металл ЭШП*
Литой Уков 1,5 Уков 3
+80 9,6-13,2 11,4 18,0-22,6 20,3 12,9-16,0 14,4 14,5-16,3 15,4
+20 13,2-16,1 14,1 12,0-17,6 14,8 13,2-14,1 13,6 14,1-16,3 15,2
-40 12,0-12,7 12,3 15,8-18,3 17,0 11,4-16,7 14,0 15,6-16,0 15,8
-70 9,5-11,2 10,8 9,2-12,5 10,9 10,3-11,2 10,8 11,7-11,9 11,8
-110 5,5-6,1 5,8 4,4-8,5 6,4 5,9-6,9 6,4 6,4-8,5 7,4
Сталь 25ХНЗМФА [2].
Таблица 2
Размер поперечного сечения в мм Степень укова Механические свойства стали ЭИ961, полученной методом электрошлакового переплава [3]
ов в кгс/мм2 о5 в кгс/мм2 8в%
Диаметр 425 Без укова 120,0* 123,0 97,5 102,0 16,0 15,0
250x250 2,16 128,5 131,5 106,0 107,0 15,5 13,5
150x150 6,0 125,0 121,0 99,0 98,0 15,0 14,5
90x90 16,7 121,0 119,5 100,0 98,5 15,0 15,0
Окончание табл. 2
Размер поперечного сечения в мм Механические свойства стали ЭИ961, полученной методом электрошлакового переплава [3] Коэффициент анизотропии А+В 2
V в % А сн в кгм/см2 В
Диаметр 425 65,0 63,0 1,03 12,50 12,20 1,03 1,03
250x250 67,0 58,5 1,14 12,10 9,10 1,33 1,23
150x150 67,0 57,5 1,17 12,10 9,95 1,12 1,20
90x90 67,5 59,0 1,14 14,45 9,40 1,54 1,34
А и В — отношение относительного сужения или ударной вязкости продольных образцов к тем
же показателям поперечных образцов.
В числителе — продольные образцы, в знаменателе — поперечные.
43»
643
ИЗБРАННЫЕ ТРУДЫ
шению чистоты металла состоит в применении многокомпонентных рафи-
нирующих шлаков, использовании РЗМ и комплексных модификаторов.
Например, усталостная прочность электрошлаковой стали 38ХС в ре-
зультате ее обработки РЗМ в процессе ЭШП повышается в 2 раза.
Улучшить структуру отливки можно путем введения электромаг-
нитных колебаний в зону плавления, ведения плавки в импульсном
режиме, введения в металлическую ванну металлических частиц с целью
искусственного создания множества дополнительных центров кристал-
лизации. Если будущее изделие должно иметь полости, то при выплавке
заготовки такого изделия методом ЭШЛ следует стремиться к форми-
рованию этих полостей уже в заготовке, так как это позволит существенно
улучшить структуру отливки в целом.
Принимая во внимание высокие свойства литого электрошлакового
металла и потенциальные возможности его дальнейшего улучшения, его
все чаще используют, как предполагалось ранее [4], в конструкциях
изделий самого ответственного назначения [5-7]. Несмотря на очевидные
преимущества литого электрошлакового металла, в существующих техно-
логических условиях, стандартах на металл он не зарегистрирован как
материал, получаемый в условиях литейного производства. Более того, в
указанных нормах отмечается, что прочность литого изделия меньше, чем
прочность изделия из деформированного металла. Такое положение в
настоящее время является препятствием для широкого использования в
конструкциях ответственного назначения электрошлакового литого ме-
талла. В связи с этим мы разделяем точку зрения японских специалистов
о необходимости регистрации электрошлакового литого металла в
классификации Международной организации по стандартизации [9], а
также в соответствующих классификациях, стандартах и технических
условиях различных стран.
Поистине неограниченные возможности в использовании литого
электрошлакового металла в машиностроительном производстве откры-
вает технология ЭШЛ.
ЭШЛ в отличие от приемов обычного литья предусматривает однов-
ременное непрерывное приготовление и расходование жидкого металла
644
СПЕЦИАЛЬНАЯЭЛЕКТРОМЕТАЛЛУРГИЯ
в едином с литейной формой агрегате.
Вот как это происходит (рис. 5). В
плавильном пространстве литейной
формы, которая в данном случае явля-
ется металлическим водоохлаждаемым
кристаллизатором 2 и внутренние очер-
тания которого повторяют наружные
очертания отливаемой заготовки, соз-
дается жидкий электропроводный шла-
ковый расплав 3. Стальной расходуе-
мый электрод /, из которого приготов-
ляется жидкий металл для формирова-
ния отливки, плавится теплом, генери-
руемым в шлаке электрическим током.
Жидкий металл с оплавляемого конца
электрода, погруженного постоянно в
шлаковую ванну, транспортируется в
литейную форму, не соприкасаясь с воз-
духом. На рис. 5: 4 — литая обечайка
корпуса сосуда; 5 — водоохлаждаемый
дорн; 6 — металлическая затравка.
Таким образом, водоохлаждаемая
литейная форма, расходуемый электрод и электропроводный шлаковый
расплав и источник электрического тока являются необходимыми элемен-
тами своеобразного плавильного агрегата. Литейная форма при этом
выполняет две функции: во-первых, служит местом для приготовления
жидкого металла и, во-вторых, собственно используется по прямому
назначению — для формирования и кристаллизации отливки.
К числу достоинств ЭШЛ можно отнести отсутствие какого бы то
ни было взаимодействия жидкого металла с материалом литейной формы.
Шлаковая ванна, температура которой на 200...300 °C выше температуры
плавления металла расходуемого электрода, служит активной рафини-
рующей средой, ассимилирующей у проходящего через нее жидкого
металла неметаллические включения, в первую очередь серу, азот, кисло-
род, при определенных условиях, водород. Та же шлаковая ванна служит
надежной защитой жидкого металла от окисления во время его транспорта
в литейную форму. Возможность регулирования в широких пределах
скорости наплавления металла позволяет вести подпитку головной части
отливки в нужном режиме и полностью исключать условия для образо-
вания усадочной раковины и таким образом практически не иметь в
отливке прибыли. Благодаря тому, что литое изделие выплавляется в
тонкой корочке шлакового гарнисажа, оно имеет поверхность, практи-
чески не требующую последующей механической обработки. Металличес-
кая водоохлаждаемая форма отличается высокой долговечностью и спо-
собна выдержать от нескольких сотен до нескольких тысяч плавок.
645
ИЗБРАННЫЕ ТРУДЫ
Техника ЭШЛ позволяет вести про-
цесс отливки изделия с частичным а
или полным б непрерывным перели-
вом жидкого металла из плавильной
емкости в полость литейной формы
(рис. 6); при этом плавильная ем-
кость перемещается относительно не-
подвижной литейной формы по мере
заполнения ее металлом отливки. В
результате перелива удается замет-
ным образом повысить степень рафинирования жидкого металла и, в
частности, его дегазацию, в том числе и удаление водорода. Перелив
металла создает совершенно новые возможности получения отливок слож-
ной и разнообразной формы, недостижимой при электрошлаковом процессе
в его каноническом виде, когда расходуемый металлический электрод соосен
со слитком или отливкой. ЭШЛ с переливом металла практически снимает
все ограничения, связанные с соотношением сечений расходуемых электро-
дов и отливки. О больших возможностях ЭШЛ свидетельствует и такой
факт. Можно получить литое изделие развитого сечения и практически
любой формы, если предварительно отлитые части будущего изделия
установить в отверстия литейной формы для выплавки объединяющей их
части этого изделия. При этом во время выплавки объединяющей части
изделия к ней будут приплавляться другие части изделия, как это, например,
происходит при сварке, когда сварной шов соединяет свариваемые детали.
Таким образом получается даже самая сложная деталь машиностроения —
коленчатый вал (рис. 7, а\ 1 — расходуемый электрод; 2 — приплавляемая
шейка диаметром 480 мм коленчатого вала; 3 — металлическая водоохлаж-
даемая литейная форма; 4 — плечо коленчатого вала). При необходимости
могут изготовляться коленчатые валы практически неограниченных разме-
ров и веса (рис. 7, б, в).
Благодаря ЭШЛ в СССР решена проблема производства корпусов
запорной арматуры из теплоустойчивой стали типа 15Х1М1Ф и корпусов
клапанов из аустенитной стали 18-8, энергоблоков тепловых и атомных
Рис. 7
646
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 8
электростанций типа корпусов сосудов высокого давления (рис. 8, с-в):
/ — расходуемый стальной электрод; 2 — выплавляемая отливка; 3 —
внутреннее водоохлаждаемое устройство; 4 — водоохлаждаемая метал-
лическая литейная форма.
Не представляет технической проблемы изготовление литых валков
для станов холодной прокатки, близких по форме к готовому изделию
заготовок шатунов судовых дизелей, полых слитков — от заготовок для
прессования труб до толстостенных обечаек корпусов атомных реакторов.
Методом ЭШЛ могут быть изготовлены 100... 150-тонные бандажи свер-
хмощных цементных печей диаметром до 6...7 м, которые затем вварива-
ются непосредственно в корпус печи.
Большие перспективы имеет электрошлаковая технология получе-
ния литых изделий сложной формы путем сварки отдельных частей,
отлитых методом ЭШЛ. Это позволит расширить производство крупно-
габаритных литосварных изделий, не уступающих по эксплуатационным
характеристикам изделиям из штампосварных или кованосварных заго-
товок. Такой метод изготовления изделий сложной формы позволяет
практически полностью отказаться от применения кузнечно-прессового
оборудования. Благодаря своей простоте и простоте средств реализации,
электрошлаковая технология может быть применена на любом
(независимо от его размеров) машиностроительном предприятии. В ко-
нечном счете такое усовершенствование производства крупногабаритных
сварных конструкций сулит большие выгоды.
Простейшим и в то же время, пожалуй, одним из самых перс-
пективных примеров литосварного изделия является заготовка сверхмощ-
ного ротора турбогенератора весом 400...600 т, получаемая путем элект-
рошлаковой сварки по бифилярной схеме ЭШП относительно небольших,
весом 60...100 т, электрошлаковых слитков диаметром 2,5...3,0 м. Нет
необходимости перечислять здесь хорошо известные недостатки, которые
были бы присущи обычной технологии отливки и самой отливке такого
647
ИЗБРАННЫЕ ТРУДЫ
сверхкрупного слитка. О том, насколько сложна и трудоемка задача
осуществления подобной технологии, говорить не приходится. Предлага-
емая технология получения литосварных изделий позволяет не только не
задалживать кузнечно-прессовое оборудование, но и отказаться от его
строительства в будущем для нужд производства сверхкрупных ответст-
венных конструкций.
Электрошлаковая технология открывает поистине неограниченные
возможности в производстве фасонных композитных изделий. Части
будущего изделия, работающие в более сложных условиях, чем осталь-
ные, могут в процессе изготовления изделия отливаться методом ЭШЛ
из материалов, свойства которых в наибольшей степени отвечают спе-
цифическим условиям их работы. Например, можно отлить композитный
вал, у которого наиболее нагруженные части — шейки — выплавляются
по приведенной на рис. 8 схеме из более прочной стали, чем плечи. Более
того, сделав коленчатый вал композитным, можно уменьшить его размеры
и соответственно вес, что позволит, видимо, внести изменения в конст-
рукцию судового дизеля.
О том, что возможности ЭШЛ далеко не исчерпаны, свидетельствует
многогранность этой технологии. Оказывается, она позволяет получать
не только многотонные отливки сложной формы. На ее основе в СССР
эффективно решена проблема получения высококачественных преци-
зионных зубных протезов, коронок и других изделий для стоматологичес-
кой практики.
В рамках этого доклада не представляется возможным осветить
вопросы, относящиеся к ЭШЛ, мы попытались остановиться лишь на
главных из них. Следует, однако, с удовлетворением отметить, что
гениальные предсказания великого русского металлурга Д.К. Чернова о
потенциальных преимуществах литого металла перед деформированным
стали реальностью благодаря электрошлаковому процессу рафиниро-
вания металла и созданию благоприятных условий для его кристалли-
зации, как это имеет место при ЭШЛ.
В ближайшее время мы, несомненно, станем свидетелями дальнейшего
бурного развития новой и перспективной технологии ЭШЛ не только в
нашей стране, но и за ее пределами.
1. Пагпон Б.Е., Медовар Б.И., Латаш Ю.В. Электрошлаковая отливка и перспективы ее
применения в литейном производстве // Механические свойства литого металла. — М.: Изд-во
АН СССР, 1963.
2. Медовар Б.И. Электрошлаковый переплав и качество сварных конструкций. Проблемы
специальной электрометаллургии. Ч. 4. Докл. Международного симпозиума, посвященного
100-летию со дня рождения Е.О. Патона. — Киев, 1970.
3. Доронин В.М., Клюев М.М., Топилин В.В. Механические свойства высоколегированных
сталей и сплавов, полученных путем ЭШП. Информация ЦНИИинформчермет, серия II, инф.
№ 10, 1965.
4. Патон Б.Е. Новые направления развития специальной электрометаллургии. Проблемы
специальной электрометаллургии. Ч. 4. Доклады Международного симпозиума, посвященного
100-летию со дня рождения Б.О. Патона. — Киев, 1970.
5. Патон Б.Е., Медовар Б.И., Бойко Г.А. Кумыш И.И. и др. Elektroslag Remelting of Shaped
Castings. Clean Steel. V. 2, JVA. — Stockholm, 1971.
648
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
6. Патон Б.Е., Медовар Б.И., Бойко Г.А., Ковалев В. А. и др. Elektroschlakenschmelzen von
Formguss, «Neue Hutte», November, 1971.
7. Патон Б.Е., Медовар Б.И., Бойко Г.А., Баглай В.М. и др. Electroslag meeting of large-tonnage
ingots and shaped castings. Third International Symposium on Electroslag on other special Melting
Technology, p. II, june 8-10, 1971 Pittsburg, Pensylvania.
8. Электрошлаковое литье и его свойства / Б.Е. Патон, Б.И. Медовар, Г.А. Бойко, Л.В. Чекотило
и др. // Сб. докладов Международной конференции по электрошлаковому переплаву и
вакуумному переплаву сталей и сплавов. — Кладно: Изд-во НИИ СОНП, 1972.
9. Уджие А., Сато С, Нагати Дж. Применение электрошлакового переплава для получения
толстостенных сосудов высокого давления. Специальная электрометаллургия. Ч. II. Доклады
Международного симпозиума по специальной электрометаллургии. — Киев: Наук, думка, 1972.
НОВАЯ БЕЗОТХОДНАЯ ТЕХНОЛОГИЯ —
ЭЛЕКТРОШЛАКОВОЕ КОКИЛЬНОЕ ЛИТЬЕ*
Б.Е. Патон, Б.И. Медовар, Ю.В. Орловский
Рациональное и экономное использование металла — одно из главных
условий дальнейшего успешного развития промышленности нашей стра-
ны. В «Основных направлениях развития народного хозяйства СССР на
1981-1985 годы и на период до 1990 года» особое внимание уделяется
созданию и внедрению новых технологий, позволяющих максимально
снизить расход металла на каждом его переделе.
Одна из таких технологий разработана в Институте электросварки
им. Е.О. Патона АН УССР и получила название электрошлаковое ко-
кильное литье (ЭКЛ). ЭКЛ является двухстадийным процессом: на
первой стадии в электрошлаковой печи накапливают жидкий металл, а
затем производят разливку этого металла в кокили вместе со шлаком,
использованным при плаке.
Созданный на стыке электрошлаковой и литейной технологии метод
ЭКЛ имеет ряд преимуществ перед каноническим электрошлаковым
процессом и традиционной технологией кокильного литья.
Главным преимуществом электрошлаковой плавки в тигельной печи
перед плавкой в охлаждаемом кристаллизаторе является возможность
использовать составные расходуемые электроды самой различной кон-
фигурации с неравномерным по высоте сечением. Например, электроды
могут быть сварены из кусковой металлической шихты, лома, отбрако-
ванных деталей, изношенного инструмента и т. д.
Важным преимуществом также является возможность активного
воздействия на металлический расплав во всем его объеме. При элект-
рошлаковой тигельной плавке значительно упрощаются методы стаби-
‘Электрошлаковая технология: Сб. статей, посвященный 25-летию электрошлакового переплава /
Под ред. Б.Е. Патона, Б.И. Медовара, Л.М. Ступака. — Киев: Наук, думка, 1983. — С. 128-134.
649
ИЗБРАННЫЕ ТРУДЫ
Основные показатели электрошлаковых и индукционной печей
Параметр Электрошлаковая печь с охлаждаемым кристаллизатором Электрошла- ковая печь с керамическим тиглем Индукционная тигельная печь ИСТ-4*
Емкость тигля, кг 400 400
Диаметр плавильного пространства, мм" 400 400 350...400
Средняя производительность плавки, кг/ч 380 610 360
Мощность, потребляемая при плавлении, кВА 580 520 250
Частота питающего тока, Гц 50 50 2600
Удельный расход электроэнергии, кВт-ч/т 1500 820 860
Стойкость футеровки, плавок:
ОСНОВНОЙ - 45...50 40...50
кислой - - 100
Суммарные тепловые потери при плавке, % 80...85 40...42 38...45
КПД печи 0,15...0,20 0,58...0,60 0,55...0,62
Интенсивность угара легирующих при переплаве, % / мин:
W, Мо - - 0,05
Мп, Сг, V - 0,05 0,125...1,000
Si, Nb 0,14 0,18 1,0...1,5
Ti, Zr, Al, В 0,45 0,8...1,0 20...35
Степень рафинирования от примесей, %:
серы 60...65 60...65 -
фосфора - - ю‘”
Приведены данные из книг: Крамаров А.Д., Соколов А.Н. Электрометаллургия стали и ферро- сплавов. — М.: Металлургия, 1976; Фарбман С.А., Колобнев И.Ф. Индукционные печи для плавки металлов и сплавов. — М.: Металлургия, 1968. ,,Для электрошлаковой печи с охлаждаемым кристаллизатором дан диаметр кристаллизатора. Частичная деформация происходит в индукционной печи при двушлаковом процессе.
лизации химического состава сплава, особенно при наличии в нем легко-
окисляющихся элементов, облегчается техника легирования и модифи-
цирования.
При электрошлаковой плавке в тигельной печи могут быть до-
стигнуты более высокие значения производительности переплава, чем при
ЭШП, без ухудшения качества готового продукта, причем при плавке в
печи с керамическим тиглем высокая производительность достигается при
значительно меньших по сравнению с ЭШП величинах выделяемой в
шлаке электрической мощности.
Опыт применения электрошлаковых плавильных печей с керамичес-
ким тиглем показал, что они по основным технико-экономическим пока-
зателям (удельный расход электроэнергии, КПД, стойкость огнеупоров)
не уступают существующим индукционным печам аналогичной емкости
(см. таблицу). При этом, как показали исследования, они превосходят
открытые плавильные агрегаты по степени рафинирования и стабиль-
ности химического состава сплава по ходу плавки.
650
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Электрошлаковые тигельные печи значительно дешевле и проще в
эксплуатации, чем современные печи ЭШП, предназначенные для полу-
чения фасонных литых заготовок. В то же время в отличие от индукционных
печей электрошлаковые печи с керамическим тиглем не требуют применения
специальных источников питания повышенной частоты и громоздких кон-
деисаторных батарей.
Современная технология кокильного литья предусматривает обяза-
тельное нанесение на рабочую поверхность кокиля теплоизолирующих и
противопригарных покрытий, красок, облицовок и т. д. Эта операция, как
правило, довольно трудоемка, особенно при нанесении многослойных
облицовок. Кроме того, даже при наличии указанного теплоизолирующего
слоя поверхность кокиля испытывает довольно высокие термические напря-
жения. Стойкость кокилей, применяемых для литья высокотемпературных
расплавов (стали, чугуна и других), довольно низка. Это не позволяет
рационально использовать преимущества литья в кокиль: плотную структу-
ру отливок, связанную с высокой скоростью их кристаллизации, многок-
ратное использование литейных форм, легкость механизации и авто-
матизации процесса литья, высокую культуру производства.
Литье в кокиль электрошлакового металла вместе со шлаком, использо-
ванным при плавке, позволяет значительно расширить возможности ко-
кильного литья. Жидкий шлак, попадая на поверхность кокиля, образует на
ней тонкий теплоизолирующий слой шлакового гарнисажа, препятствующий
образованию поверхностных дефектов в отливках. При этом отпадает необ-
ходимость предварительного нанесения покрытий на рабочие поверхности
кокилей. Шлаковый гарнисаж, воспринимая на себя основную тепловую
нагрузку от заливаемого в кокиль расплава, снижает величину теплового
потока в стенку кокиля. Стойкость кокилей существенно увеличивается.
Однако этим не ограничивается полезный эффект от применения
разливки металла со шлаком. Шлак в процессе разливки расплава выпол-
няет еще две важные функции: во-первых, он покрывает струю металла при
разливке, предохраняя последний от вторичного окисления и, во-вторых,
всплывая в верхнюю часть литейной формы, выполняет роль тепловой
надставки, эффективно обогревая отливку в процессе кристаллизации.
На рис. 1 представлены фотографии отливок, полученных обычным
литьем в кокиль (1, а) и литьем в кокиль металла вместе со шлаком (1,6).
Как видим, при отсутствии над отливкой теплоизолирующего слоя шлака
в верхней ее части образуется «мост», способствующий формированию
закрытой усадочной раковины. Наличие шлака над отливкой коренным
образом меняет условия ее кристаллизации. Исследования показали, что
перегрев жидкого шлака снимается в 5...6 раз медленнее, чем металла.
Поскольку шлак при разливке имеет значительно более высокую темпе-
ратуру, чем заливаемый металл, шлаковая надставка в течение всего
процесса кристаллизации отливки активно обогревает ее верхнюю часть.
В кокильных отливках благодаря наличию указанного температурного
градиента практически по всей высоте формируется плотная дендритная
651
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Макроструктура отливки, полученной обычным литьем в кокиль (а)
и литьем в кокиль металла вместе со шлаком (б)
структура. Вместо закрытой усадочной раковины в отливках образуется
усадочная впадина с пологими краями. Глубина этой впадины и протя-
женность дендритной зоны зависят от размеров отливки и высоты шла-
ковой надставки.
Высокая чистота электрошлакового металла и плотная структура
отливок, полученных литьем в кокиль со шлаком, обеспечивают лучшие
показатели механических свойств литого металла. На рис. 2, 3 показаны
результаты сравнительных исследований механических свойств отливок,
полученных из сталей 20, 18Х2Н4ВА, 4Х4М2ВФС, Х18Н10Т различ-
ными методами: литьем в землю металла открытой выплавки, литьем в
кокиль металла открытой выплавки вместе со шлаком, полученным в
отдельном агрегате, литьем в кокиль электрошлакового металла вместе
со шлаком, использованным при плавке. Показатели качества металла
отливок даны в сравнении с аналогичными показателями литого металла
ЭШП и деформированного металла открытой выплавки. Установлено,
что электрошлаковый металл, залитый и кокиль со шлаком, по показа-
телям пластичности и ударной вязкости в 1,5...2,0 раза превосходит
металл, полученный обычным литьем в землю и кокиль. Металл открытой
выплавки, залитый в кокиль со шлаком, по свойствам занимает проме-
жуточное положение между металлом обычного литья и электрошлако-
вым. Как видно из рисунков, металл ЭКЛ не уступает по механическим
свойствам литому металлу ЭШП и деформированному металлу открытой
выплавки. Полученные данные позволили рекомендовать метод ЭКЛ для
производства литых заготовок деталей ответственного назначения взамен
изготовления их из поковок.
Указанные преимущества технологии электрошлакового кокильного
литья: возможность переплава металлоотходов с сохранением химичес-
кого состава стали или сплава, хорошая поверхность и высокое качество
отливок — позволили реализовать на ряде заводов замкнутый цикл
652
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 2. Механические свойства сталей, полученных различными методами: 1 — ТУ на кованый
металл; 2 — литье в землю; 3 — литье в кокиль; 4 — литье в кокиль со шлаком; 5 —
электрошлаковое кокильное литье; 6 — литой металл ЭШП; 7 — прокат открытой выплавки
производства прокатно-штампового инструмента из отработанных изде-
лий. Созданная на базе метода ЭКЛ технология проста: изношенные
изделия сваривают в расходуемый электрод, переплавляют в электрош-
лаковой тигельной печи и полученный жидкий металл вместе со шлаком,
использованным при плавке, заливают
в неохлаждаемые стальные или чугун-
ные кокили. На рис. 4 показана про-
мышленная двухручьевая электрош-
лаковая плавильно-разливочная печь
для производства заготовок калибров
холодной прокатки труб (ХПТ) на
никопольском Южнотрубном заводе.
Расходуемый электрод (рис. 5) состоит
из изношенных калибров, сваренных
внахлест по опорным плоскостям. Раз-
ливка расплава производится одновре-
менно в два чугунных кокиля (рис. 6).
Полученные отливки близки по кон-
фигурации и размерам к готовым
изделиям. На рис. 7 представлены фо-
тографии литых заготовок ЭКЛ ка-
рие. 3. Ударная вязкость стали
4Х4М2ВФС при повышенных
температурах: 1 — кокильное литье
металла открытой выплавки;
2 — электрошлаковое кокильное литье;
3 — ЭШЛ; 4 — прокат открытой выплавки
653
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Промышленная двухручьевая
электрошлаковая тигельная печь никопольского
Южнотрубного завода
Рис. 5. Расходуемый электрод,
сваренный из отработанных
калибров ХПТ, во время плавки
либров ХПТ-32У (слева) и готовые калиб-
ры после механической обработки. Приме-
нение технологии ЭКЛ на никопольском
Южнотрубном заводе позволило снизить
трудоемкость изготовления калибров почти в 2 раза.
Аналогичная технологическая схема реализована на Киевском заво-
де им. Ф.Э. Дзержинского, ПО «Киевтрактородеталь» и других пред-
приятиях. На рис. 8 показаны заготовка матрицы пресс-формы литья под
давлением, полученная методом ЭКЛ на Киевском заводе им. Ф.Э. Дзер-
жинского (слева), и изношенная матрица с сеткой разгара.
Применение составных разъемных кокилей позволяет получать
литые электрошлаковые заготовки раз-личной конфигурации. На рис. 9-
11 показаны заготовки пуансона вырубного штампа, кулака соледобыва-
ющего комбайна и вилки кардана, полученные методом ЭКЛ.
Опыт промышленного внедрения новой технологии показал, что при
ее использовании взамен получения инструмента из поковок и проката
значительно сокращается технологический цикл производства инструмен-
та, высвобождается дефицитное кузнечно-прессовое оборудование, более
рационально используется инструментальная сталь.
Рис. 6. Разливка расплава из двухручьевой
электрошлакой тигельной печи
Рис. 7. Заготовки калибров, полученных
методом ЭКЛ (слева), и готовые калибры после
механической обработки
654
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 8. Заготовка матрицы пресс-формы литья
под давлением, полученная методом ЭКЛ
(слева), и изношенная матрица с сеткой разгара
Только в сфере производства
экономится от 0,3 до 0,8 тыс. руб.
на каждой тонне инструменталь-
ной стали. Кроме того, во многих
случаях повышается стойкость ин-
струмента. Так, по данным Киев-
ского завода им. Ф.Э. Дзержин-
ского, стойкость горячей штампо-
вой оснастки повышается в 1,5...
1,7 раза, стойкость холодных от-
резных и высадочных штампов —
в 2...3 раза, стойкость пресс-форм
литья под давлением — в 1,5 раза.
По данным никопольского Южнотрубного завода, по стойкости
литой инструмент для холодной прокатки труб не уступает дефор-
мированному, а на ряде маршрутов прокатки превосходит последний в
1,1...1,3 раза.
Следует отдельно остановиться на резервах технологии ЭКЛ. Та-
кими резервами являются прежде всего способы воздействия на жидкий
расплав: модифицирование, введение микро- и макрохолодильников,
инокуляторов, вибрация, электромагнитное перемешивание и т. д. Кроме
того, немалые возможности открывает и термическая обработка готовых
отливок. В настоящее время она производится, как правило, по стандар-
тной, принятой для деформированного металла, технологии. Вместе с тем
использование специальных режимов термической обработки, в част-
ности, направленных на измельчение зерна и более
равномерное распределение карбидных включе-
ний, может еще более повысить качество металла
Рис. 9. Заготовка
пуансона вырубного
штампа, полученная
методом ЭКЛ
Рис. 10. Заготовка
кулака-резцедержателя
соледобывающего комбайна,
полученная методом ЭКЛ
Рис. И. Заготовка вилки
кардана, полученная
методом ЭКЛ
655
ИЗБРАННЫЕ ТРУДЫ
и долговечность работы инструмента. Так, применение оптимальной
термической обработки горячих штампов из стали 4Х4М2ВФС на Киев-
ском заводе им. Ф.Э. Дзержинского позволило повысить их стойкость в
3,0...3,5 раза по сравнению с коваными.
Однако область применения ЭКЛ не ограничивается только полу-
чением заготовок из инструментальных сталей. В перспективе —
производство изделий из специальных сплавов: жаропрочных, нержаве-
ющих и т. д. Как известно, эти сплавы трудно поддаются деформации и
механической обработке. Метод ЭКЛ может быть весьма эффективным
при изготовлении литых заготовок из этих материалов. То же самое
относится и к изделиям из конструкционных сталей, особенно при
производстве фасонных деталей. Использование ЭКЛ может значительно
снизить расход металла в стружку, уменьшить трудозатраты, повысить
коэффициент использования металла.
Главное достоинство ЭКЛ — исключительная простота и доступ-
ность. Опыт показал, что освоение этой технологии под силу не только
предприятиям с развитым металлургическим производством. ЭКЛ может
быть внедрено на предприятиях отраслей группы Б — легкой, пищевой,
местной — везде, где требуется осуществить замкнутый цикл производ-
ства заготовок деталей, запасных частей и инструмента из отходов сталей
различных марок.
Для полного удовлетворения потребностей различных предприятий
в оборудовании ЭКЛ в Институте электросварки им. Е.О. Патона разра-
ботана гамма установок, позволяющих получать отливки массой от
нескольких до сотен килограммов, включая печи как с программным
управлением, с широким использованием АСУ ТП, так и простейшие
электрошлаковые установки с ручным приводом, изготовление и эксплу-
атация которых под силу любой ремонтно-инструментальной мастерской.
Такие простейшие установки, питаемые от обычных сварочных
трансформаторов мощностью 150...200 кВ-A, могут переработать в год до
10... 15 т стальных отходов в высококачественные литые заготовки. Эти
«мини-установки» уже сейчас пользуются повышенным спросом и, по-
видимому, в ближайшее время найдут себе самое широкое применение.
Возможности новой технологии до конца еще не изучены и, конечно,
не исчерпаны. Многое определится в ходе дальнейших работ. Несомненно
главное — создан новый метод электрошлакового литья, метод высоко-
эффективный, простой и доступный, позволяющий в условиях каждого
предприятия или отрасли оперативно решать вопросы рационального и
экономного использования металла.
656
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
ДУГОВОЙ ШЛАКОВЫЙ ПЕРЕПЛАВ
РАСХОДУЕМОГО ЭЛЕКТРОДА*
Б.Е. Патон, Б.И. Медовар, В.И. Лакомский, В.Г. Попов, Л.В. Чекотило,
И.В. Шейко, Г.М. Григоренко, В.Н. Пахуридзе, А.И. Букало
Описан способ переплава расходуемого электрода дугой, горящей между концом элек-
трода и поверхностью шлаковой ванны. Отмечены преимущества этого способа по
сравнению с ЭШП и ВДП. Опытные слитки, выплавленные с применением указанного
способа, отличаются гладкой поверхностью, удовлетворительными структурой и ка-
чеством.
В Институте электросварки им. Е.О. Патона разработан* ** новый способ
переплава металлического расходуемого электрода электрической дугой,
горящей между поверхностью жидкой шлаковой ванны и концом переть
лавляемого электрода [ 1 ]. Этот способ получил название дугового шла-
кового переплава (ДШП).
О возможности осуществления дугового разряда между ме-
таллическим электродом и поверхностью жидкого шлака известно давно.
Так, в работе [2] изучался электрический разряд между металлическим
проводником и электролитом. Имеются сведения о переплаве расходуе-
мого электрода дугой постоянного тока, горящей на шлак, в камерной
печи, которая по существу является печью для вакуумно-дугового переть
лава [3]. Из-за сложной конструкции камерной печи данная технология
не нашла промышленного применения.
В дуговом шлаковом режиме на переменном токе [4] применяют
подпитку головной части слитков ЭШП. Однако трансформаторы, кото-
рые используются на печах ЭШП, имеют в основном низкое вторичное
напряжение (40ь90 В), вследствие чего устойчивого дугового процесса в
этих условиях достичь не удается.
Проведенные нами опыты показали, что при повышении напря-
жения до определенного уровня обеспечивается вполне устойчивый дуго-
вой процесс.
Новый способ ДШП объединяет в себе положительные стороны
электрошлакового и вакуумно-дугового переплавов. От ЭШП заимство-
ваны простое, дешевое оборудование (бескамерные печи и источники
переменного тока); жидкая шлаковая ванна, обеспечивающая рафини-
рование металла; условия, способствующие формированию хорошей
поверхности слитков и позволяющие получать слитки различной формы.
В то же время, как при ВДП, в качестве источника нагрева используется
электрическая дуга, обеспечивающая высокую концентрацию энергии в
зоне плавления металла, а следовательно, высокий КПД тепловой мощ-
‘Специальная электрометаллургия. — 1975. — № 28. — С. 42-48.
**В работе принимали участие Г.А. Мхитарян, И.А. Генис.
44 - 8-1437
657
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Схема дугового шлакового
переплава (ДШП): 1 — крышка;
2 — бункер; 3 — уплотнитель
ности. Имеется возможность удаления из металла водорода. Кроме того,
процесс дугового шлакового переплава отличается от ЭШП и ВДП
лучшим соотношением электрических параметров (низкие токи и высокие
напряжения).
Дуговой шлаковый переплав характеризуется следующими особен-
ностями: процесс осуществляется на переменном токе; электрический
режим переплава отличается высокими значениями рабочего напряжения
(выше 100 В) и низкими значениями тока (в 2-2,5 раза меньшими, чем
при ЭШП); используются обычные, простые по конструкции бескамер-
ные печи ЭШП; переплав осуществляется в герметичном кристаллизаторе
с регулируемой атмосферой. Герметизация кристаллизатора обеспечива-
ется при помощи флюсового затвора простейшей конструкции.
Первые опыты по дуговому шлаковому переплаву проводили в ИЭС
им. Е.О. Патона на электрошлаковой печи У-360. Питание печи осущес-
твляли от двух последовательно соединенных трансформаторов ТШП
10000/1, имеющих на вторичной обмотке четыре ступени напряжения
40,0; 50,7; 60,8; 72,4 соответственно. Таким образом, максимальное
напряжение источников питания могло достигать 144 В.
В качестве расходуемых электродов использовали круглые полые и
сплошные штанги из стали 35 диаметром
140 мм. Внутренний диаметр полых элек-
тродов составлял 20 мм. Их применение
позволяло подавать непосредственно в
зону плавления газ (аргон либо азот) и
изучать влияние того или иного газа на
характер электрического разряда, особен-
ности плавления электрода и качество
получаемого металла.
Схема дугового шлакового переплава
приведена на рис. 1. Опытные слитки
выплавляли в круглом кристаллизаторе
0250 мм и квадратном 0230 мм. Переп-
лав осуществляли под флюсом АНФ-6,
который предварительно расплавляли в
графитовом тигель-ковше и затем залива-
ли в кристаллизатор. Высота шлаковой
шапки в опытных плавках колебалась в
пределах 80... 120 мм. В конце плавки
отключали напряжение, замеряли длину
дугового промежутка и раздевали получен-
ный слиток. Технологические параметры
опытных плавок приведены в табл. 1.
Как показали опыты, устойчивый ду-
говой процесс при выбранном соотно-
658
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Таблица 1
Ко плавок Вариант технологии Сечение слитка, мм Z, ка U, в Длина дугового промежутка, мм
1 ЭШП в герметичном кристаллизаторе 0230 7,5 45 -
ДШП:
2 без подачи газа 0230 2,5 103 18
3 2,0 119 25
4 с подачей азота 0230 2,5 119 25
5 » аргона 0250 2,5 119 25
6 » азота 0250 2,5 115 20...25
Окончание табл. 1
№ плавок Вариант технологии Лшлв. мм 9газ, м3/т р, квт-ч/т G, кг/ч Вес слитка, кг
1 ЭШП в герметичном кристаллизаторе 90 - 1800 190 98,7
ДШП:
2 без подачи газа 87 — 1300 198 116,1
3 85 — 1270 200 151
4 с подачей азота 70 1,3...2,5 1320 210 239
5 » аргона 90 3,0 1300 220 196
6 » азота 120 1,3 1310 210 306
Примечание. Во всех случаях переплава поверхность слитков была хорошей.
шении размеров электрода и кристаллизаторов имеет место при напря-
жении 105...115 В и токе 2...3 кА.
При дуговом шлаковом переплаве происходит испарение компонен-
тов флюса, преимущественно CaF2 (табл. 2). На стенках кристаллизатора
образуется порошкообразный рыхлый конденсат толщиной до 1,5...2 мм
и довольно прочная «корона» из компонентов шлака высотой 70...100 мм.
Толщина этой короны достигает 3...4 мм. Следует отметить, что, несмотря
на значительное испарение компонентов шлака, в частности CaF2, в
процессе переплава состав применяемого флюса меняется незначительно
и, следовательно, свойства его сохраняются.
Подача азота или аргона в зону плавления электрода не оказывает
существенного влияния на электрический режим переплава, а также на
характер и скорость плавления электрода.
Замена полых электродов сплошными также не вносит каких-либо
существенных изменений в параметры процесса. Это свидетельствует о
том, что при данных расходах газа и электрическом режиме имеет место
обычный электрический дуговой разряд.
На рис. 2 показан внешний вид конца полого электрода после его
переплава в дуговом режиме с подачей через полость азота и без подачи
газа. Какой-либо заметной разницы в характере оплавления электрода
нет. Огарки электродов имеют плоские торцы, хотя с увеличением
напряжения наблюдается тенденция к образованию вогнутой формы
оплавленного торца.
44*
659
ИЗБРАННЫЕ ТРУДЫ
Таблица 2
Вариант технологии Место отбора проб Химический состав флюса, %
CaF2 ai2o3 СаО
Исходный флюс - 64,00 26,00 6,90
ЭШП в герметичном кристаллизаторе Шапка 63,20 27,00 7,01
Конденсат 76,87 19,27 Нс обн.
ДШП: Шапка 60,94 25,81 7,80
без подачи газа Корона 66,00 26,03 3,15
Торец электрода 71,63 23,80 Не обн.
Конденсат 87,57 8,99 Не обн.
с подачей аргона Шапка 62,58 25,40 8,60
Торец электрода 80,00 17,00 1,40
с подачей азота Шапка 62,20 24,80 8,47
Окончание табл. 2
Вариант технологии Химический состав флюса, %
SiO2 Fe2O3 MgO МпО S
Исходный флюс 1,03 0,78 0,60 0,15 0,020
ЭШП в герметичном кристаллизаторе 1,44 0,14 0,81 0,19 0,14
1,40 0,93 0,78 0,30 0,12
ДШП:
без подачи газа 2,64 0,88 0,98 0,46 0,22
2,2 1,18 0,86 0,30 0,18
1,8 1,80 0,84 0,60 0,14
1,4 1,73 0,66 0,59 0,10
с подачей аргона 1,8 0,26 0,90 0,10 0,40
0,6 0,89 0,47 0,35 0,24
с подачей азота 1,4 0,34 1,00 0,18 0,26
Рис. 2. Внешний вид конца полого расходуемого электрода, переплавленного в режиме ДШП:
а — с подачей через полость азота; б — без подачи газа
660
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Слитки, выплавленные в дуговом
режиме (рис. 3), покрыты слоем гарни-
сажа, толщина которого составила 1,5...
2 мм, и имеют гладкую поверхность —
такую же, как и при ЭШП.
Наличие жидкой шлаковой ванны
в данном случае, также как и при ЭШП,
способствует равномерному нагреву по-
верхности жидкой металлической ван-
ны. Благодаря этому обеспечивается хо-
рошее формирование слитков различ-
ного сечения (круглых, квадратных,
прямоугольных и т. п.). Это является
одним из существенных преимуществ
нового процесса по сравнению с вакуум-
но-дуговым переплавом.
От верхней части опытных слитков
были отобраны пробы на химический
анализ металла (табл. 3).
Как следует из таблицы, при ДШП
имеет место рафинирование металла от
серы, в том числе и при создании в
кристаллизаторе инертной атмосферы.
Угар легкоокисляющихся элементов, та-
ких, как кремний и марганец, практи-
чески отсутствует.
Слитки ЭШП и ДШП (см. табл. 1)
выплавляли с примерно одинаковой
производительностью, с тем чтобы можно было сравнить некоторые
технико-экономические показатели.
На рис. 4 представлена макроструктура этих слитков. В том и другом
случаях металл плотный, без каких-либо дефектов. Однако глубина
жидкой металлической ванны при выплавке слитков методом ДШП
значительно меньше, что также является весьма важным преимуществом
нового процесса. Данный факт можно объяснить тем, что при ДШП
Рис 3. Внешний вид слитка ДШП
диаметром 250 мм
Таблица 3
Вариант технологии Содержание, %
с Мп Si S Р
Исходный металл 0,45 0,62 0,47 0,019 0,032
ЭШП в герметичном кристаллизаторе 0,46 0,65 0,46 0,013 0,026
ДШП:
без подачи газа 0,47 0,50 0,43 0,012 0,024
с подачей аргона 0,45 0,52 0,47 0,012 0,026
661
ИЗБРАННЫЕ ТРУДЫ
Рис. 4. Макроструктура головной части слитков, выплавленных: а — методом электрошлакового
переплава (пл. № 1); б — дугового шлакового переплава (пл. № 2)
значительная доля тепла выделяется в дуговом промежутке и расходуется
в основном на плавление металла и перегрев верхних слоев жидкой
шлаковой ванны, в то время как при ЭШП тепловая мощность выделяется
непосредственно в слое жидкого шлака, вблизи поверхности раздела
шлака и металла.
Сравнительные данные об удельных затратах электрической мощ-
ности в процессе выплавки опытных слитков в режиме ЭШП и ДШП,
приведенные в табл. 1, свидетельствуют о том, что при дуговом шлаковом
переплаве на каждую тонну выплавляемого металла затрачивается в
среднем на 30 % меньше электрической энергии, чем при ЭШП.
Выводы
1. Разработанный и опробованный в ИЭС им. Е.О. Патона новый
процесс — дуговой шлаковый переплав (ДШП) объединяет в себе ряд
положительных сторон процессов ЭШП и ВДП. От ЭШП заимствованы
простое оборудование, наличие жидкой шлаковой ванны, источник пере-
менного тока. Использование же электрической дуги в качестве источника
тепла обеспечивает высокую концентрацию тепловой мощности в зоне
плавления металла и благоприятные условия кристаллизации металла.
2. Дуга переменного тока, горящая при ДШП между поверхностью
относительно глубокой шлаковой ванны и металлическим электродом,
обеспечивает выгодное соотношение электрических параметров (низкий
ток, высокое напряжение).
3. Применяемый при ДШП герметичный кристаллизатор позволяет
относительно легко поддерживать в плавильной полости регулируемую
атмосферу.
4. Процесс дугового шлакового переплава позволяет получать слитки
любой желаемой формы с хорошей поверхностью при меньшей, по
662
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
сравнению с ЭШП, удельной затратой мощности. Качество металла слитков
ДШП при этом удовлетворительное.
1. Способ переплава расходуемого электрода / Б.Е. Патон, Б.И. Медовар, В.И. Лакомский и др.
// Авторское свидетельство по заявке № 204778/22-2 от 9.VIII. 1974 г.
2. Хренов К.К. Электрическая сварочная дуга. — М.: Машгиз, 1949.
3. Пат. США № 3759311. РЖМ, 1974, № 7, 7В496П.
4. Способ электрошлакового переплава расходуемых электродов / Б.И. Медовар и др. Авторское
свидетельство № 289745 от 23.IX.1970 г.
ПРОЦЕССЫ АЗОТИРОВАНИЯ
ПРИ ДУГОВОМ ШЛАКОВОМ ПЕРЕПЛАВЕ*
Б.Е. Патон, Б.И. Медовар, Г.М. Григоренко, Ю.М. Помарин,
В.Я. Саенко, В.А. Тихонов
Ключевые слова: дуговой шлаковый переплав; азотирование; давление; жидкий металл: шлак
К дуговому шлаковому переплаву (ДШП) проявляют все больший интерес
исследователи и инженеры [1, 2]. В этом процессе в качестве источника
теплоты используются одновременно плазма электрической дуги и жидкий
шлак, причем можно повысить температуру на торце электрода, ин-
тенсифицировать ряд металлургических процессов и в то же время сох-
ранить достаточный прогрев периферийной части ванны за счет жидкого
шлака и создать хорошую шлаковую корку на поверхности слитка. Кроме
того, у ДШП есть ряд преимуществ (по сравнению с ЭШП): меньший
удельный расход электроэнергии; низкий расход дорогостоящего син-
тетического шлака; возможность обработки жидкого металла активным
газом в процессе плавки; простота его осуществления на имеющемся
оборудовании для ЭШП или ВДП (в первом случае потребуется лишь так
называемый флюсовый затвор для изоляции дуги от контакта с воздухом,
а во втором нужно отключить вакуумную систему). При этом достигается,
как и в условиях ЭШП, превосходная поверхность, химическая и структур-
ная однородность слитков.
Особого внимания заслуживает возможность при ДШП азотировать
жидкий металл непосредственно из газовой фазы при полном исключении
участия азотсодержащих ферросплавов или азотсодержащих неметалли-
ческих компонентов (вроде нитрида кремния) в технологии производства.
Необходимо отметить, что при использовании ДШП для выплавки
высокоазотистых сталей эффективность азотирования может быть повы-
* Проблемы специальной электрометаллургии. — 1991. — № 3. — С. 14-16.
663
ИЗБРАННЫЕ ТРУДЫ
шена путем уменьшения слоя шлака и создания открытого пространства
на поверхности ванны под электродом.
В случае азотирования из газовой фазы при плазменно-дуговом
переплаве (ПДП) для получения равновесной с внешним давлением
концентрации азота в металле достаточно контакта плазмы электрической
дуги примерно с 1/10 поверхности ванны.
При ДШП, как и при переплаве расходуемого плазмотрона (ПРП),
можно организовать подачу азота непосредственно в зону электрической
дуги через полость в электроде. Это позволит выдуть пары шлака и
повысить парциальное давление азота в атмосфере дуги. Повышение
давления также способствует увеличению концентрации азота в металле.
Правильно подбирая электрические режимы и технологические парамет-
ры, плавку можно вести при давлении в несколько десятков атмосфер,
так как и при таком давлении электрическая дуга достаточно устойчива.
Для анализа процессов поглощения азота при ДШП рассмотрим
схему переплава, приведенную на рисунке.
На поверхности ванны металла имеется кольцевой слой шлака. Дуга,
в основном, горит между расходуемым электродом и поверхностью
металлической ванны. Частично ток может протекать через дуговой
промежуток на шлак, который имеет достаточную электрическую про-
водимость в жидком состоянии, а со шлака на ванну.
На конце электрода имеется тонкий слой жидкого металла, который
поглощает азот. В этом слое зарождаются капли, которые, достигнув
Схема газообменных процессов при ДШП: 1 — слиток; 2 — металлическая ванна; 3 — шлаковая
ванна; 4 — электрическая дуга; 5 — расходуемый электрод; 6 — капли; 7 — кристаллизатор
664
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
определенного размера, отрываются и попадают прямо в металлическую
ванну или в шлак.
Концентрация азота в пленке определяется парциальным давлением
азота в газовой фазе с учетом общего давления в камере. Скорость
поглощения азота пленкой приближается к скорости в условиях погло-
щения при плазменно-дуговом плавлении, так как с металлом контак-
тирует активный газ. В основном это возбужденные молекулы.
По оси потока азота, который подается непосредственно в дугу, на
поверхности ванны, где толщина газового диффузионного слоя при-
ближается к нулю, с металлом могут контактировать и атомы азота. Но
в этом месте имеется интенсивный встречный поток паров металла,
который препятствует контакту атомов азота с поверхностью ванны.
Поэтому вероятней всего, что с металлической ванной будут контакти-
ровать возбужденные молекулы азота. Металл катода бомбардируется
положительными ионами азота, часть из которых внедряется в металл и
повышает концентрацию независимо от равновесия [3, 4].
Зона десорбции — часть поверхности, которая контактирует с газом
в основном в колебательном состоянии, — при ДШП покрыта шлаком.
Шлак тормозит процессы десорбции и способствует повышению скорости
поглощения азота. Также тормозит процессы десорбции высокая концен-
трация в шлаке азота и поверхностно-активных элементов, таких как
кислород, сера, кремний. Подбирая состав шлака, можно получить
скорость поглощения азота при ДШП не ниже, чем при ПДП.
Капли металла имеют ту же концентрацию азота, что и пленка
жидкости на торце электрода. За время пролета дугового промежутка капли,
хотя и контактируют с активной газовой фазой, дополнительно почти не
поглощают азот, так как время взаимодействия очень мало. В шлаковой
ванне время их нахождения больше, но диффузионные процессы затормо-
жены, т. е. поглощением азота и в этом случае можно пренебречь. Поэтому
в ванну поступает металл практически с той концентрацией азота, которая
была в пленке на торце электрода. Азот из газовой фазы поступает в ванну
и через поверхность адсорбции. При этом насыщается тонкий слой жидкого
металла у поверхности. Дальнейшая массопередача азота в глубь ванны
зависит от интенсивности макропотоков в жидкости.
При ДШП электрическая дуга (интенсивный осевой источник нагре-
ва) способствует перемешиванию металла в ванне за счет макропотоков,
выравнивает концентрацию азота в ванне и увеличивает градиент концен-
трации в пограничном диффузионном слое жидкого металла.
Схема нагрева металла и газообменные процессы при ДШП создают
все условия для интенсивного насыщения металла азотом из газовой фазы.
ДШП заготовок из стали марки 08Х18Н10Т без азота в кристаллиза-
торе диаметром 200 мм при парциальном давлении азота 0,1 МПа и
герметизации плавильного пространства с помощью флюсового затвора
дает концентрацию азота в слитке 0,20 %, что близко к значению
стандартной растворимости и содержанию азота при ПДП и ПРП. При
665
ИЗБРАННЫЕ ТРУДЫ
переплаве заготовок из стали подобного состава (Х18Н9) в плазменно-
дуговых печах получали концентрацию азота 0,20 % для парциального
давления азота в газовой фазе 0,1 МПа и 0,40 % — для 0,4 МПа.
Процесс дугового шлакового переплава несомненно весьма перспек-
тивен для получения слитков металла с высоким содержанием азота путем
легирования металла непосредственно из газовой фазы.
1. О месте электрошлаковой технологии в производстве сверхвысокоазотистых сталей / Б.Е.
Патон, Б.И. Медовар. В.Я. Саенко, В.А. Тихонов // Пробл. спец, электрометаллургии. —
1990 - № 3. - С. 4-13.
2. Азотирование жидкого металла из газовой фазы при дуговом шлаковом переплаве под давлением
/ Б.Е. Патон, Б.И. Медовар, В.К. Лебедев и др. // Там же. — С. 14-18.
3. Лакомский В.И. Плазменно-дуговой переплав. — Киев: Техшка, 1974. — 336 с.
4. Григоренко Г.М., Помарин Ю.М. Водород и азот в металлах при плазменной плавке. — Киев:
Наук, думка, 1989. — 200 с.
ЭЛЕКТРОШЛАКОВЫЕ ТЕХНОЛОГИИ
В ПРОИЗВОДСТВЕ БИМЕТАЛЛИЧЕСКИХ
ЗАГОТОВОК
Б.Е. Патон, Л.Б. Медовар, В.Е. Шевченко, В.Я. Саенко, А.В. Чернец
Показано, что применение в производстве биметаллических заготовок разработанных
в последние годы электрошлаковых технологических процессов с использованием
жидкого металла и электрошлакового переплава расходуемого электрода по двухкон -
турной схеме позволяет решить основные проблемы, связанные с обеспечением рав-
номерной и строго заданной глубины проплавления основного слоя биметалла и воз -
можностью его наплавки материалами самого различного химического состава: чугун,
медь, коррозионно-стойкие, износостойкие и быстрорежущие стали, жаропрочные
никелевые сплавы и др.
It is shown that the application of electroslag technological processes using the liquid
metal and electroslag remelting of a consumable electrode by a double-circuit diagram,
developed recently, in the production of bimetal billets makes it possible to solve the
major problems connected with the guarantee of uniform and strictly preset depth of
penetration of the base layer of bimetal and feasibility of its cladding with materials of
the most different chemical composition, such as: cast iron, copper, corrosion-resistant,
wear-resistant and high-speed steels, heat-resistant nickel alloys and others.
Ключевые слова: биметаллические слитки; электрошлаковая технология; ЭШТ с жидким
металлом; ЭШП по двухконтурной схеме; токоподводящий кристаллизатор
Главным сдерживающим фактором широкого промышленного использо-
вания биметаллов (листового и сортового проката, труб, проволоки и др.)
является высокая стоимость, а также не всегда стабильное их качество и,
прежде всего, проблема получения прочного соединения слоев, гаранти-
"Специальная электрометаллургия. — 2003. — № 4. — С. 8-11.
666
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
рующего высокую эксплуатационную надежность биметаллических изде-
лий. Среди применяемых методов получения биметаллических полуфаб-
рикатов и изделий особое место занимают различные методы электрош-
лаковой технологии (ЭШТ).
Впервые в мировой практике идея использования ЭШТ (наплавки,
сварки, переплава) при получении тяжелых биметаллических заготовок
с коррозионно-стойким плакирующим слоем для прокатки была предло-
жена в ИЭС им. Е.О. Патона НАН Украины в конце 50-х середине 60-х
годов прошлого столетия. На основе электрошлаковой технологии полу-
чения биметалла было создано промышленное производство толстостен-
ных штампосварных биметаллических сосудов высокого давления для
нефтехимической промышленности и атомной энергетики [1-4].
С развитием технических средств, применяемых при ЭШТ, появились
новые возможности, позволившие вести управление процессом кристал-
лизации металлической ванны, регулировать ее величину и форму, а также
изменять производительность электрошлакового процесса в широких пре-
делах, не нарушая его основных энергетических параметров.
Разработанные в последние годы новые технологические схемы, а
именно электрошлаковые процессы с жидким металлом (ЭШТ ЖМ) и
электрошлаковый переплав расходуемого электрода по двухконтурной
схеме (ЭШП ДС), помимо существенного расширения возможности
классических схем ЭШП, открыли совершенно новые перспективы в
производстве биметаллических заготовок самого различного назначения
[5, 7]. Указанные технологии базируются на использовании так называ-
емого токоподводящего кристаллизатора специальной конструкции, при
этом создаются благоприятные условия для управления кристаллизацией
металла.
Рассмотрим некоторые примеры применения ЭШТ ЖМ и ЭШП ДС
в производстве биметаллических заготовок.
Технология электрошлаковой наплавки жидким металлом (ЭШН
ЖМ) позволяет наплавлять наружные поверхности цилиндрических
заготовок практически любого диаметра — от 100 до 1000 мм и более и
получать композитные заготовки деталей различного назначения такие,
как прокатные валки и арматурные профили различного сечения (рис. 1),
ролики машин непрерывного литья заготовок. Толщина наплавленного
слоя определяется исключительно требованиями, заданными пот-
ребителем, и может составлять 20... 100 мм и более.
Преимуществами данной технологии являются: высокая производи-
тельность процесса, превосходящая в десятки раз производительность
традиционных методов наплавки, которая в зависимости от размеров
наплавляемых заготовок и применяемых материалов составляет 200...
800 кг/ч; низкий расход электроэнергии — 600...800 кВт-ч/т; возмож-
ность применения материалов самого различного химического состава.
При ЭШН ЖМ могут быть использованы чугун, быстрорежущие, инстру-
ментальные и нержавеющие стали, жаропрочные никелевые сплавы и др.,
667
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Внешний вид биметаллической заготовки прокатного валка диаметром 720 мм с рабочим
слоем из быстрорежущей стали (о) и биметаллической арматуры с защитным слоем из
нержавеющей стали типа Х18Н9Т сечением 14x14 мм (б)
в том числе материалы, которые не поддаются ни холодному, ни горячему
деформированию и практически не применяются для традиционных
наплавочных технологий в виде проволоки расходуемых электродов,
стержней, пластин и т. д.
Важнейшими параметрами качества биметаллических заготовок, оп-
ределяющими их технологичность при изготовлении, а также потреби-
тельские свойства, являются прочность сцепления и сплошность сое-
динения слоев. Комплекс свойств, характеризующих качество биметал-
лических заготовок, зависит в первую очередь от технологии получения
данных заготовок, а точнее от характера процессов, протекающих на
границе раздела материалов при их соединении.
Технология электрошлаковой наплавки жидким металлом применя-
ется на Новокраматорском машиностроительном заводе для получения
заготовок биметаллических прокатных валков [6]. В данном случае
инерционность электрошлакового процесса позволяет надежно управлять
глубиной проплавления наплавляемой заготовки, а значит, и зоной
соединения разнородных металлов, и распределением химических эле-
ментов в граничной зоне (рис. 2, 3).
Рис. 2. Макроструктура
биметаллической заготовки ЭШН
ЖМ (наплавленный слой — сталь
200ХЗМ4Ф7В, ось - сталь 40Х)
При реализации схемы ЭШП ДС
питание токоведущего кристаллизатора и
переплавляемого электрода осуществляет-
ся от разных источников. А это означает,
что жесткая связь между скоростью плав-
ления электрода и формированием слитка
разорвана, что, в свою очередь, значитель-
но расширяет возможности контроля и уп-
равления процессом ЭШП.
Проверка данной идеи в лаборатор-
ных и опытно-промышленных условиях
подтвердила это предположение [7]. На
рис. 4 представлена макроструктура опыт-
ного слитка диаметром 350 мм с зафикси-
рованной удивительно мелкой и практи-
668
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 3. Распределение химических элементов в поперечном сечении биметаллической заготовки
ЭШН ЖМ диаметром 720 мм (наплавленный слой толщиной -40 мм — сталь 200Х5М5В4Ф6,
ось — сталь 40Х)
чески плоской металлической ванной, которую удалось получить в ре-
зультате использования технологии ЭШП ДС.
Применение ЭШП ДС дает возможность выплавлять слитки пере-
менного по высоте химического состава с минимальной длиной переход-
ной зоны, что позволит решить проблему производства качественных
заготовок для энергетического машиностроения. Идея использовать ЭШП
со сменой электродов по ходу плавки или переплав составного электрода
для получения заготовки ротора турбины переменного состава не нова.
Однако при обычном ЭШП переходная зона между частями слитка
разного химического состава значительно шире и, по крайней мере, равна
диаметру слитка. На рис. 5 представлены
макроструктуры таких композитных заго-
товок и распределение химических эле-
ментов в переходной зоне.
На рис. 6 показана медно-стальная
заготовка подового электрода дуговой
печи, выплавленная по технологии ЭШП
ДС. По аналогичной схеме могут быть
получены соединения железнодорожных
крестовин (сталь 110Г13) с рельсами
(сталь 65Г). Первые опыты показали об-
надеживающие результаты. Опытно-про-
мышленное опробование ЭШП ДС при
Рис. 4. Профиль металлической
ванны при ЭШП ДС слитка
диаметром 350 мм (пунктиром
показан профиль ванны при
стандартном ЭШП)
669
ИЗБРАННЫЕ ТРУДЫ
Содержание элементов,
Расстояние от линии сплавления, мм
Рис. 5. Макроструктура зоны сплавления и распределение основных химических элементов
вблизи линии сплавления композитных заготовок, полученных ЭШП ДС
Рис. 6. Внешний вид медно-стальной заготовки подового электрода дуговой печи
670
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
производстве биметаллических слитков из различных металлов подтвер-
дило широкие технологические возможности этого способа и позволило
рекомендовать его в качестве нового технологического процесса для их
промышленного производства.
1. А. с. 129473 СССР, кл. 491,5. Способ получения многослойного проката / Б.Е. Патон, Б.И.
Медовар, А.М. Макара и др. — Заявл. 09.11.59; Опубл. 1960; Бюл. № 12.
2. Production of thick-walled welded vessels from two-layer steels with a corrosion-resistant austenitic
lining / B.I. Medovar, V.A. Lutsyuk-Khudin, V.Ya. Saenko et al. // Production, welding and
application of two-layer steel. — Moscow: GOSINTI, 1963. — P. 17-28.
3. Electroslag technology in machine-building / B.I. Medovar, V.Ya. Saenko, I.D. Nagaevsky,
A.D. Chepurnoy. — Kiev: Tekhnika, 1984. — 215 p.
4. Medovar B.I., Saenko V.Va., Medovar L.B. Electroslag processes used in production of clad
steel // The Paton Welding J. Pilot issue July, 1999. — P. 71-74.
5. Electroslag cladding by liquid filler metal / B.I. Medovar, A.V. Chernets, L.B. Medovar et al. //
The 4th European conf, on advanced materials and processes «EURO-MAT 95»: Symp. F-materials
and processing control, Padua / Venice, Italy, Sept. 25-28, 1995. — P. 165.
6. Ukrainian ESS LM HSS rolls for hot strip mills / B.I. Medovar, L.B. Medovar, A.V. Chernets
et al. // 42 MWSP conf, proc., ISS. - 2000. - Vol. XXXVIII. - P. 647-650.
7. New electroslag remelting technologies / L.B. Medovar, A.K. Tsykulenko, V.Ya. Saenko et al. //
Proceedings of International symposium on ESR technology & equipment, Kyiv, Ukraine, May
15-17, 2001. - MMS-2001. - P. 49-60.
НОВЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ПОЛУЧЕНИЯ СВЕРХКРУПНЫХ СТАЛЬНЫХ
СЛИТКОВ СПОСОБОМ ЭШН ЖМ*
Б.Е. Патон, Л.Б. Медовар, В.Я. Саенко, А.К. Цыкуленко,
Б.Б. Федоровский, В.И. Ус
Рассмотрены некоторые возможности разработанного в ИЭС им. Е.О. Патона нового
технологического процесса получения сверхкрупных стальных слитков способом
ЭШН ЖМ, основанного на применении однократной или последовательной многок-
ратной кольцевой электрошлаковой наплавки слоя металла заданного химического
состава на центральный осевой слиток или поковку аналогичного химического состава
и обеспечении удовлетворительной однородной структуры в наплавленном слитке.
Определены основные геометрические параметры наплавленных круглых слитков мае -
сой 100 т с применением процесса ЭШН на базе 20-тонной печи ЭШП в зависимости
от диаметра исходного центрального слитка. Проведены экспериментальные исследо-
вания модельных слитков ЭШН диаметром 170 мм из высоколегированной стали типа
316L, подтвердившие их высокую гомогенность, а также перспективность нового про-
цесса укрупнения сечения и массы стальных слитков.
Some possibilities of the new technological process of producing super-large steel ingots
using ESC LM method, developed at the E.O. Paton Electric Welding Institute and
based on application of single or sequential multiple circumferential electroslag cladding
of metal layer of preset chemical composition on a central axial ingot or forging of similar
chemical composition and on guarantee of a good homogeneous structure in the as-clad
’Специальная электрометаллургия. — 2007. — № 1. — С. 3-7.
В работе принимали участие: инж. Н.Т. Шевченко, В.Л. Петренко, В.В Жуков, В.М. Журавель,
В.А. Зайцев, Р.В Козин, А.А. Полишко, А.Г. Ремизов, В.М. Ярош (сотрудники ИЭС).
671
ИЗБРАННЫЕ ТРУДЫ
ingot, were considered. Main geometric parameters of as-clad round ingots of 100 t mass
using ESC process were determined on the base of 201ESR furnace depending on diameter
of initial central ingot. Experimental investigations were performed on model ESC ingots
of 170 mm diameter, made from high-alloyed steel of 316L type, which confirmed their
high homogeneity and also prospects of the new process of enlargement of section and
mass of steel ingots.
Ключевые слова: электрошлаковый переплав; круглые крупнотоннажные стальные
слитки ЭШП; высоколегированные стали и сплавы; пятнистая ликвация; укрупнение слитков
ЭШП; электрошлаковый переплав по двухконтурной схеме питания; электрошлаковая наплавка
жидким металлом; многократная кольцевая электрошлаковая наплавка
С развитием металлургической техники и повышением требований к
энергомашиностроению изменяется и получает новый импульс производ-
ство крупнотоннажных слитков из высоколегированных сталей и сплавов.
Для их изготовления используют разнообразные способы переплава,
включающие как двойной вакуумно-индукционный переплав (ВИП) +
электрошлаковый переплав (ЭШП) или ВИП + вакуумно-дуговой переп-
лав (ВДП), так и тройной ВИП + ЭШП + ВДП переделы, что связано с
проблемой образования пятнистой ликвации при увеличении массы и
сечения слитков, выплавляемых из современных высоколегированных
сталей и сплавов [1].
Чтобы обеспечить решение данной проблемы, необходимо постоянное
совершенствование технологий специальной электрометаллургии, в част-
ности разработка новых технологических процессов ЭШП больших слитков
из высоколегированных сталей и сплавов, склонных к пятнистой ликвации.
Приведенные в работе [2] макроструктуры продольного сечения боль-
шого и малого слитков ЭШП (рис. 1) показывают, что структура большого
слитка имеет двухзонное строение — периферийную область столбчатых
кристаллов и центральную область равноосных кристаллов, а макрострук-
тура малого слитка полностью состоит из столбчатых кристаллов, от-
личающихся более тонкой структурой по сравнению со структурой большого
слитка. Для большого слитка ЭШП, имеющего значительное сечение,
характерны более глубокая ванна и больший объем жидкого металла,
кристаллизующегося в каждый момент процесса его наплавки по высоте,
чем для слитка ЭШП гораздо меньшего сечения. Это и обусловливает более
грубозернистую макроструктуру больших слитков, а также создает бла-
гоприятные условия для развития в них процессов ликвации.
Разработанная в ИЭС им. Е.О. Патона новая технологическая схема
электрошлакового переплава по двухконтурной схеме (ЭШП ДС) [3-5]
отличается от канонической схемы ЭШП тем, что в ней не существует
жесткой связи между производительностью процесса и температурным
режимом плавки, характером теплоотвода, осуществляемого в централь-
ную часть слитка, и отводом тепла по его периферии. Применение схемы
ЭШП ДС в значительной мере расширяет возможности контроля про-
филя, глубины жидкометаллической ванны и протяженности двухфазной
зоны при затвердевании слитков с целью предотвращения развития в них
672
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
а
Рис. 1. Структурные зоны электрошлаковых слитков малого (с) и большого (б) сечения:
/ — столбчатые; 2 — равноосные кристаллы
о
нежелательных ликвационных процессов [3-5]. Тем не менее практичес-
кая реализация ЭШП ДС возможна только при использовании расходу-
емых электродов.
Большие возможности при решении проблемы производства круп-
ных кузнечных слитков для поковок роторов и дисков мощных современ-
ных паровых и газовых турбин из высоколегированных сталей и сплавов
получил разработанный в ИЭС им. Е.О. Патона новый технологический
процесс электрошлаковой наплавки укрупнения слитков (ЭШНу) [6],
основанный на применении одно- или многократной последовательной
кольцевой электрошлаковой наплавки слоя металла заданного химичес-
кого состава на центральный осевой слиток или поковку аналогичного
химического состава (рис. 2), и обеспечении удовлетворительной одно-
родной структуры в наплавленном слитке.
При использовании процесса ЭШНу металлическая ванна имеет
минимальный объем, а двухфазная зона твердожидкого состояния —
минимальную протяженность, позволяющую избежать образования дефек-
тов ликвационного происхождение в наплавленном слое. Процесс ЭШНу
может быть применен для изготовления как суперкрупных гомогенных, так
и гетерогенных слитков и поковок из разных сталей и сплавов [7].
Для высоколегированных сталей и сплавов, склонных к сегрегации,
толщина наплавленного слоя определяется, с одной стороны, техничес-
кими возможностями существующего оборудования для ЭШП, ас дру-
гой, — критическим размером кольцевого сечения металлического слоя
наплавки, при превышении которого в металле развиваются нежелатель-
ные ликвационные процессы. Поэтому при необходимости увеличения
45 - 8-1437
673
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Схема укрупнения круглых слитков по технологической схеме ЭШН с применением
расходуемых электродов: а — выплавка исходного слитка; б — однократная ЭШН;
в — двукратная ЭШН; / — металлическая ванна; 2 — шлаковая ванна; 3 — расходуемые
электроды; 4 — токоподводящий кристаллизатор; 5 — слиток; 6, 7 — слои металла
соответственно после одно- и двукратной наплавки
сечения и массы крупных слитков из указанных материалов на основе
процесса ЭШНу прежде всего следует оценить технические возможности
существующего электрошлакового оборудования.
Нами проведен расчет (таблица) необходимой толщины слоев ме-
талла для нанесения путем многократной кольцевой электрошлаковой
наплавки на исходные слитки разных диаметров (600...1250 мм), но
одинаковой массы (20 т), с целью получения укрупненных слитков ЭШП
массой до 100 т при условии применения оборудования 20-тонной стан-
дартной печи ЭШП, например ЭШП-20ВГ-И2, которыми оснащен элек-
тросталеплавильный цех МК «Азовсталь», или 20-тонной печи типа
УШ-100 [8]. С целью использования основного оборудования 20-тонной
печи ЭШП принято, что масса наплавленного металла каждого слоя
должна быть одинаковой для всех диаметров и равняться массе исходного
слитка (20 т). Для выполнения последнего условия в расчетах исходили
из тождественности площадей поперечного сечения 20-тонных первона-
чальных слитков соответствующих диаметров и площадей кольцевых
поперечных сечений каждого наплавленного слоя. Это позволяет исполь-
зовать для многократной последовательной наплавки слоев одинаковую
электрическую мощность, не превышающую таковую для стандартной
20-тонной печи ЭШП.
Анализ расчетных данных (таблица) показал, что если для исход-
ных слитков диаметром 600... 1250 мм толщина кольцевого наплавленного
слоя после первой наплавки составляет 123...256 мм, то после четвертой
наплавки, при которой получают 100-тонный слиток, она уменьшается до
71,0...147,5 мм.
Поскольку толщина наплавленного слоя определяется размером
кольцевого зазора между поверхностью центрального слитка и форми-
674
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Толщина наплавленных слоев металла при многократном укрупнении способом ЭШН ЖМ круглых
стальных слитков массой до 100 т
Исходный диаметр слитка Do, мм Высота исходного слитка, мм Диаметр слитка после первой наплавки Dit мм Толщина наплав- ленного слоя после первой наплавки Др мм Диаметр слитка после второй наплавки В2, мм Толщина наплав- ленного слоя после второй наплавки Д2, мм Диаметр слитка после третьей наплавки £)3, мм Толщина наплав- ленного слоя после третьей наплавки Д3, мм Диаметр слитка после четвертой наплавки D4, мм Толщина J наплав- ;il ленного слоя после четвертой наплавки Д4, мм
600 9000 846.0 123.0 1039 96.5 1200 80.5 1342 71.0
650 7680 916.5 133.0 1126 105.0 1300 87.0 1451 75.5
700 6600 987.0 143.5 1212 112.5 1400 94.0 1565 82.5
750 5800 1058.0 154.0 1300 121.0 1500 100.0 1674 87.0
800 5000 1131.0 165.5 1385 127.0 1600 107.5 1789 94.5
850 4500 1198.5 174.0 1472 137.0 1700 114.0 1900 100.0
900 4000 1269.0 184.5 1559 145.0 1800 120.5 2012 106.5
950 3600 1340.0 195.0 1645 152.5 1900 124.5 2120 110.0
1000 3250 1414.0 207.0 1732 159.0 2000 134.0 2236 118.0
1050 3000 1480.5 215.0 1819 169.0 2100 140.5 2348 124.0
1100 2680 1551.0 225.5 1905 177.0 2200 147.5 2460 130.0
1150 2450 1622.0 236.0 1992 185.0 2300 154.0 2571 135.5
1200 2260 1697.0 248.0 2078 190.5 2400 161.0 2683 141.5
1250 2000 1763.0 256.0 2165 201.0 2500 167.5 2795 147.5
Примечания. 1. Обозначения £>0, Dx, D2, D3, D4 и At. Д2. Д3, Д4, указанные в таблице, соответствуют
обозначениям, приведенным на рис. 3.2. Масса наплавленного металла каждого слоя одинакова для всех
диаметров и равна массе исходного слитка (20 т).
рующей поверхностью кристаллизатора ЭШП, наплавка металла в таком
малом промежутке с применением расходуемых электродов возможна
только по схеме ЭШП, при которой реализуется встречное перемещение
наплавленного слитка и короткого кристаллизатора с расширенной вер-
хней (шлаковой) надставкой.
Для ЭШНу можно использовать ЭШН жидким металлом (ЭШН
ЖМ) в сочетании с расходуемыми (или нерасходуемыми) электродами,
или без них (при условии применения токоподводящего кристаллизатора,
для которого расширенная верхняя надставка не требуется).
Для реализации ЭШН ЖМ нужно дополнительно оборудовать
стандартную 20-тонную печь ЭШП специальным агрегатом для получения
ЖМ требуемого химического состава, а также устройством для регла-
ментированной заливки его в токоподводящий кристаллизатор (рис. 3).
Существует еще одна проблема, которую необходимо разрешить с
целью реализации процесса ЭШНу на 20-тонной печи ЭШП, — это
соответствующее усиление механизмов установки и удержания централь-
ной заготовки в процессе многократной наплавки, когда ее диаметр и
масса постепенно возрастают и достигают предельных размеров (диаметр
2795 мм, масса 100 т).
45*
675
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Схема укрупнения круглых слитков по технологической схеме ЭШНу с применением ЖМ
(верхний ряд) и схематическое изображение структуры продольного сечения исходного слитка
(нижний ряд) (а), после одно- (б) и двукратной электрошлаковой наплавки (в): 7 — заливочное
устройство для подачи ЖМ в кристаллизатор; 2 — токоподводящий кристаллизатор;
3 — шлаковая ванна; 4 — металлическая ванна; 5 — центральный слиток; 6, 7 — слои металла
соответственно после одно- и двукратной наплавки
Следует также отметить, что центральный слиток при последователь-
ной ЭШН каждого слоя играет роль макрохолодильника, положительно
влияющего на форму металлической ванны и структуру наплавленного
металла. По мере увеличения с каждым наплавленным слоем диаметра
центральной заготовки это влияние становится более существенным.
На рис. 4 представлены фрагменты макроструктуры поперечного
сечения модельных слитков из высоколегированной стали типа 316L диамет-
ром 170 мм, полученных по технологической схеме (рис. 3, а, б) и в
Рис. 4. Макроструктура поперечного сечения слитка ЭШП из высоколегированной стали типа
316L диаметром 170 мм: а — модельного, полученного в результате однократной наплавки по
технологической схеме ЭШНу (рис. 3, б); б — контрольного, того же диаметра, изготовленного
по технологической схеме (рис. 3, а)
676
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 5. Микроструктура (а) и микротвердость HV (б) зоны сплавления модельного слитка ЭШП
диаметром 170 мм из высоколегированной стали типа 316L, полученного по технологической
схеме ЭШНу (рис. 3, б); 1 — наплавленный слой; 2 — зона сплавления;
3 — центральная заготовка, х50
результате однократной наплавки по технологической схеме ЭШНу
(рис. 3, б). В качестве центральной заготовки для ЭШН ЖМ выбрали
слиток ЭШП диаметром 110 мм из того же исходного металла.
Макроструктура модельного слитка ЭШНу выделяется четким нали-
чием границы между литым металлом центральной заготовки и наплав-
ленным слоем. Толщина наплавленного слоя в поперечном сечении мо-
дельного слитка ЭШНу практически одинакова. При этом его структура
отличается большей мелкозернистостью, особенно металл наплавленного
слоя, по сравнению с контрольным слитком аналогичного диаметра, но
полученного по стандартной технологии. Макро- и микроисследованиями
(рис. 5) не выявлены какие-нибудь дефекты (трещины, шлаковые вклю-
Рис. 6. Распределение хрома ( /), никеля (2) и молибдена (3) в зоне сплавления модельного
слитка ЭШП диаметром 170 мм из высоколегированной стали типа 316L, полученного по
технологической схеме ЭШНу (рис. 3, б); I — протяженность зоны сплавления слоев в
модельном слитке ЭШП
677
ИЗБРАННЫЕ ТРУДЫ
чения, отслоения и т. п.) в граничной зоне. Изучение распределения ле-
гирующих элементов (хрома, никеля, молибдена) и уровня микротвердости
в граничной зоне (рис. 6) также свидетельствует о высокой гомогенности
металла модельного слитка ЭШНу из высоколегированной стали типа 316L
диаметром 170 мм.
Выводы
1. Путем численного расчета показана принципиальная возможность
получения круглых стальных слитков массой до 100 т на базе 20-тонной
печи ЭШП.
2. Определены основные геометрические параметры наплавленных
слитков с применением процесса ЭШНу в зависимости от диаметра
исходного центрального слитка.
3. Проведенные экспериментальные исследования на модельных
слитках ЭШНу диаметром 170 мм из высоколегированной стали типа
316L подтвердили высокий уровень гомогенности слитков ЭШНу, что
свидетельствует о перспективности применения нового процесса ЭШНу
при решении проблемы увеличения сечения и массы крупных слитков из
высоколегированных сталей и сплавов, склонных к пятнистой ликвации,
в том числе на базе современных 20-тонных печей ЭШП.
1. Митчелл А. Об изготовлении крупных поковок из сплавов, чувствительных к сегрегации / /
Современ. электрометаллургия. — 2005. — № 2. — С. 3-8.
2. Электрошлаковый металл / Под ред. Б.Е. Патона и Б.И. Медовара. — Киев: Наук, думка,
1981. - 680 с.
3. К вопросу об электрошлаковой выплавке крупнотоннажных заготовок из высоколегированных
специальных сталей и сплавов / Б.И. Медовар, Л.Б. Медовар, А.К.Цыкуленко и др. // Пробл.
спец, электрометаллургии. — 1999. — № 2. — С. 26-30.
4. Исследование влияния параметров двухконтурной схемы ЭШП на размеры и форму металличес-
кой ванны / Л.Б. Медовар, А.К. Цыкуленко, А.В. Чернец и др. // Там же. — 2000. — № 4. —
С. 3-7.
5. Патон Б.Е., Медовар Л.Б., Саенко В.Я. Повышение эффективности производства металла
ЭШП // Там же. - 2002. - № 3. - С. 3-9.
6. Патон Б.Е., Медовар Л.Б., Саенко В.Я. О некоторых «старых-новых» задачах ЭШП //
Современ. электрометаллургия. — 2004. — № 3. — С. 7-10.
7. ESR for the compound ingots for special bimetallic products / L.B. Medovar, V.Ya. Saenko, Yu.M.
Pomarin et al. // LMPC-2005: Proc, of the intern, conf. (Santa Fe, Sept. 18-21, 2005). — Santa
Fe, 2005. - P. 715-731.
8. Электрошлаковая технология в машиностроении / Б.И. Медовар, В.Я. Саенко, И.Д. Нага-
евский, А.Д. Чепурной. — Киев: Техшка, 1984. — 215 с.
678
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
ЭЛЕКТРОННЫЙ ЛУЧ В СОВРЕМЕННОЙ
ВАКУУМНОЙ МЕТАЛЛУРГИИ*
Б.Е. Патон, Б.А. Мовчан
Получение новых конструкционных материалов, чистых металлов и сплавов
с особыми физико-химическими свойствами неразрывно связано с совер-
шенствованием существующих и разработкой новых технологических про-
цессов. Большие возможности заключены в процессах, протекающих при
высоких температурах в условиях высокого и сверхвысокого вакуума.
Практическая реализация этих процессов требует применения мощных
источников нагрева с большой удельной плотностью энергии. Самыми
перспективными для осуществления химико-металлургических процессов в
указанных условиях являются электронно-лучевые и плазменные («холод-
ная» плазма) источники нагрева в настоящее время и световые источники
(квантовые генераторы) в ближайшем будущем.
Основными особенностями электронного луча как источника нагрева
следует считать возможность плавного изменения температуры нагревае-
мого тела в широком диапазоне (от комнатной до 5000...6000 °C),
исключительную гибкость, позволяющую создать различные легко ре-
гулируемые конфигурации зон нагрева, обеспечение стабильности авто-
матизации и программирования процесса нагрева, большой к.п.д. элект-
ронно-лучевого нагревателя.
Электронно-лучевой источник нагрева в сочетании с высоким ваку-
умом привел к появлению новой электронно-лучевой технологии в метал-
лургии (электронно-лучевая плавка и рафинирование, выращивание мо-
нокристаллов, сварка, напыление, размерная обработка, отжиг и т. д.).
Особенно большие перспективы открывает электронный луч в современ-
ной вакуумной металлургии. Применение вакуума в металлургии обус-
ловлено возможностью смещения равновесия для реакций и процессов,
протекающих с участием газовой фазы и сопровождающихся увеличением
числа газовых молекул. При понижении давления могут получать ра-
звитие многие реакции, которые при атмосферном давлении не происхо-
дят вовсе или имеют тенденцию развития в противоположном направ-
лении. Это относится к реакциям восстановления, раскисления, дегаза-
ции, испарения летучих компонентов и т. п. Необходимо отметить, что
большинство из них сложные гетерогенные реакции, протекающие на
границах двух, иногда трех фаз. Поэтому их суммарная скорость будет
зависеть от переноса вещества к поверхности раздела фаз, химических
реакций на межфазных поверхностях, удаления продуктов от поверх-
ности раздела, условий теплопередачи и др. С этих позиций становится
’Проблемы специальной электрометаллургии. — 1988. — № 1. — С. 44-49.
679
ИЗБРАННЫЕ ТРУДЫ
очевидной необходимость применения хорошо регулируемых источников
нагрева, позволяющих в строго контролируемых условиях осуществлять
ту или иную реакцию.
Электронно-лучевой нагрев при вакуумной плавке имеет ряд
преимуществ по сравнению с другими методами нагрева, в частности
индукционным и электродуговым.
Индукционная вакуумная плавка производится в специальном тигле
из огнеупорных материалов. Эти материалы ограничивают возможность
получения высоких температур и высокого вакуума. Кроме того, многие
металлы, в частности тугоплавкие, обладают большой химической ак-
тивностью и взаимодействуют с материалом тигля. В результате такая
плавка не находит широкого распространения для получения особо
чистых металлов и сплавов. Разновидностью является плавка во взвешен-
ном состоянии (в поле индуктора), однако, как правило, это лаборатор-
ный метод, позволяющий получать незначительные количества металлов.
Более совершенна дуговая вакуумная плавка расходуемого электро-
да. Затвердевание металла осуществляется в медном водоохлаждаемом
кристаллизаторе, не взаимодействующем с жидким металлом. Однако в
дуговых вакуумных установках остаточное давление в зоне горения
должно быть не ниже десятых долей мм рт. ст. Дальнейшее понижение
давления приводит к нарушению стабильности горения дуги и самой
плавки. Большая скорость процесса ограничивает длительность пребы-
вания металла в расплавленном состоянии, устраняя возможность
значительного перегрева жидкой ванны.
Электронно-лучевая плавка лишена указанных недостатков. При
такой плавке кинетическая энергия направленного потока электронов
превращается в тепловую при их столкновении с поверхностью металла.
Формирование слитка производится по методу непрерывного литья в
медном водоохлаждаемом кристаллизаторе. Поверхность жидкой ванны
расположена на верхнем уровне кристаллизатора, что создает наиболее
выгодные условия для вакуумирования. Нижний предел вакуума над
кристаллизатором лимитируется лишь давлением паров самого металла
или летучих примесей. Путем изменения энергии электронного потока
можно плавно — от нуля до максимально возможной величины —
регулировать скорость плавки. Поэтому время выдержки жидкого метал-
ла в вакууме и степень его перегрева неограниченны. В качестве переп-
лавляемого материала могут быть использованы брикеты из порошка,
стружка, стержни и другие заготовки. Процесс плавки и поверхность
жидкого металла в кристаллизаторе доступны для визуального наблю-
дения и регулирования.
В настоящее время наибольшее распространение получили два типа
электронно-лучевых систем для вакуумной плавки: аксиальные электрон-
но-лучевые пушки и радиальные электронно-лучевые нагреватели. Пер-
вые разработки аксиальных пушек были осуществлены в ФРГ и ГДР.
680
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 1. Схема плавки: / — катодная головка; 2 — ускоряющий анод; 3 — переплавляемый
металл; 4 — каналы водяного охлаждения; 5 — анодный изолятор; 6 — поток электронов;
7 — кристаллизатор; 8 — слиток
Радиальные электронно-лучевые нагреватели созданы в СССР (Институт
электросварки им. Е.О. Патона Академии наук Украинской ССР).
На рис. 1 приведена схема электронно-лучевой плавки при помощи
радиального нагревателя. Плоские электронные пучки, формируемые
отдельными элементами нагревателя, посредством отклоняющих электро-
магнитов направлены в кристаллизатор. Пространственное расположение
нагревателя и кристаллизатора выполнено таким образом, что одна часть
электронных лучей плавит заготовку, а другая — поддерживает жидкую
ванну в кристаллизаторе. Пользуясь отклоняющими электромагнитами,
можно плавно изменять пространственное расположение электронных
лучей. Подача переплавляемой заготовки происходит непрерывно по мере
вытягивания слитка.
При данной схеме плавки процесс рафинирования можно с некото-
рой условностью разделить на четыре стадии.
Первая стадия — это дегазация переплавляемого металла в твердой
фазе при нагреве его до температуры плавления. В процессе устано-
вившейся плавки определенная часть переплавляемого материала,
начиная от оплавленного торца, выдерживается некоторое время при
высокой температуре. На этой стадии происходит дегазация металла за
счет удаления с поверхности газов, субокислов и летучих металлических
примесей. Указанные реакции идут достаточно быстро только в тонком
поверхностном слое. Дальнейшее их развитие лимитируется диффузией
в твердой фазе. Поэтому даже при самых медленных скоростях подачи
заготовки (порядка 10 мм/мин) и ее малых диаметрах (порядка 10 мм)
время выдержки недостаточно для объемного рафинирования металла.
681
ИЗБРАННЫЕ ТРУДЫ
Вторая стадия — рафинирование в процессе «капельной» плавки.
При оплавлении торца заготовки, формировании капель и стекании их в
кристаллизатор происходит ее интенсивная очистка за счет удаления
кислорода, водорода, азота в виде простых газовых молекул, СО или
соответствующих субокислов. На этой стадии интенсивно испаряются
металлические примеси с высокой упругостью пара (цинк, свинец,
висмут, марганец и др.).
Третья стадия — рафинирование в кристаллизаторе. Регулируемый
перегрев поверхности ванны в сочетании с высоким вакуумом способст-
вует дальнейшему удалению СО, субокислов и примесей с большой
упругостью пара. Регулируя степень перегрева поверхности жидкой
ванны и время выдержки (скорость вытягивания слитка), можно в
значительных пределах управлять скоростью очистки от многих при-
месей. Следует отметить, что стадии рафинирования изучены крайне
недостаточно. Поэтому вакуумная металлургия требует точных экспе-
риментальных исследований с применением масс-спектрометрии,
радиоактивных индикаторов, высокотемпературной пирометрии и других
методов современного анализа.
Наконец, четвертая стадия связана с направленной кристаллиза-
цией, которая, как известно, не является характерной особенностью затвер-
девания в вакууме. Однако при электронно-лучевой плавке благодаря
регулируемой в широких пределах скорости роста кристаллов и их строгой
направленности можно получить дополнительный эффект очистки от ряда
примесей. Максимальное разделение примесей в условиях направленной
кристаллизации достигается при отсутствии диффузии в твердой фазе и
полном перемешивании жидкости. Это легко выполнимо при скорости
вытягивания слитка менее 1 мм/мин. Примеси с коэффициентом распре-
деления меньше единицы будут оттесняться фронтом кристаллизации и
собираться в жидкой зоне. При направленной кристаллизации жидкая ванна
будет обогащаться также различными неметаллическими включениями,
всплывающими на поверхность жидкого металла.
Электронно-лучевая плавка как новое направление вакуумной ме-
таллургии уже вышла из стадии лабораторных исследований и все более
широко используется в промышленности, конкурируя с другими мето-
дами вакуумной плавки. Из рациональных областей применения элект-
ронно-лучевой плавки внимания заслуживают получение особо чистых
металлов и сплавов на их основе, улучшение существующих сплавов. Эти
материалы нужны для разных отраслей техники.
Даже на современном этапе электронно-лучевая плавка является
наиболее эффективным и экономичным процессом получения чистых
ниобия, тантала и многих сплавов на их основе. Известно, что тугоп-
лавкие металлы с объемноцентрированной решеткой очень чувствительны
к ничтожным количествам примесей внедрения (кислород, азот, угле-
род), которые, ухудшая их физико-химические свойства, затрудняют
применение этих металлов и сплавов в качестве конструкционных
682
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Таблица 1
Металл Состояние Содержание газов в %
о2 n2 Н2
Ниобий Исходное 0,06...0,1 0,01...0,02 0,01
После дуговой вакуумной плавки 0,03 0,01 0,001
После электронно-лучевой плавки 0,001 0,004 0,0001
Тантал Исходное 0,1 0,04 0,05
После двойной электронно-лучевой плавки 0,0003 0,001 0,0001
Степень деформации, %
Рис. 2. График механических свойств никеля:
сплошная линия — электронно-лучевая плавка,
пунктирная — электродуговая
материалов. По табл. 1 можно проследить, как уменьшается содержание
кислорода, азота и водорода в ниобии и тантале после плавки, причем
одновременно происходит уменьшение других примесей (кремний, желе-
зо, титан, алюминий, цинк, свинец и т. д.).
Рафинирование указанных металлов при электронно-лучевой плавке
сопровождается более чем двукратным снижением твердости, резким
повышением пластичности. Ниобий и тантал становятся весьма техно-
логичными — хорошо обрабатываются и свариваются. Эти особенности
сохраняются и в сплавах, полученных электронно-лучевой плавкой
чистых металлов с другими компонентами.
Электронно-лучевая плавка является эффективным средством рафи-
нирования и улучшения свойств также и других металлов: вольфрама,
молибдена, гафния, циркония, кобальта, никеля, железа, меди. На рис. 2
приведены механические свойст-
ва никеля марки Н-0 после элек-
тронно-лучевой и дуговой ваку-
умной плавки в зависимости от
степени деформации. Сопостав-
ление кривых показывает, что
электронно-лучевая плавка уве-
личивает пластичность металла,
снижая его твердость. Никель
сохраняет относительно высо-
кий уровень пластичности после
больших обжатий и хорошо
обрабатывается при комнатной
температуре.
В результате рафинирова-
ния металлов при электронно-
лучевой плавке меняются и фи-
зико-химические свойства. В
табл. 2 приведены скорости кор-
розии (г/м2-час) некоторых ме-
таллов до и после плавки. Для
никеля марки Н-0 и йодидного
683
ИЗБРАННЫЕ ТРУДЫ
Таблица 2
Металл Состояние Условия испытания
40 % H2SO4 70 % H2SO4 92 % H2SO4 37 % HC1
t = 60 “C t = 50 ‘С t = 80 °C t = 70 *C
Цирконий Исходное 0,040
После плавки 0,018
Никель Исходное 13,790
После плавки 5,660
Тантал Исходное 0,067
После плавки 0,047
Ниобий Исходное 0,528
После плавки 0,372
циркония наблюдается более чем двукратное уменьшение скорости кор-
розии в растворах серной кислоты.
В настоящее время накоплены данные, подтверждающие целесооб-
разность применения электронно-лучевой плавки для улучшения сущес-
твующих высоколегированных сплавов. Например, в шарикоподшип-
никовой стали одновременно с понижением уровня нежелательных
примесей происходит уменьшение неметаллических включений на 23...
70 % по сравнению с исходным состоянием; повышается пластичность
плохо деформируемых жаропрочных сталей.
Говоря об электронно-лучевой плавке, нельзя не отметить возмож-
ности прямого восстановления и одновременного рафинирования метал-
ла. По сообщению некоторых зарубежных фирм, в электронно-лучевой
установке можно получить металлический ниобий из окислов, применяя
в качестве восстановителей углерод, карбид кремния и алюминий. Этот
металл в два раза дешевле ниобия, получаемого обычным способом.
Все сказанное относилось к «простой» электронно-лучевой плавке в
вакууме 10-4...10~5 мм рт. ст. Степень рафинирования можно увеличить
использованием более высокого вакуума, специальных раскисляющих
добавок, активного воздействия на жидкую ванну и других факторов.
Надо отметить, что электронно-лучевые источники нагрева позволяют
получать заготовки сложной конфигурации путем разливки в вакууме.
Главные задачи в этом направлении — исследование металлургических
процессов в высоком и сверхвысоком вакууме, совершенствование аппара-
туры, разработка новых технологических процессов получения особо
чистых металлов и сплавов, улучшение существующих сплавов.
684
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ
ПРИМЕНЕНИЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПЛАВКИ
ДЛЯ ПОЛУЧЕНИЯ ЧИСТЫХ МЕТАЛЛОВ
И УЛУЧШЕНИЯ СВОЙСТВ
СУЩЕСТВУЮЩИХ СПЛАВОВ*
Б.Е. Патон, Б.А. Мовчан
Новым направлением в современной качественной металлургии является
применение электронно-лучевых источников нагрева для плавки, рафи-
нирования, разливки в вакууме, выращивания монокристаллов и других
технологических процессов. Электронно-лучевой нагрев при вакуумной
плавке имеет ряд преимуществ, по сравнению с другими методами
нагрева, в частности с индукционным и электродуговым.
Индукционная вакуумная плавка осуществляется в специальном
тигле из огнеупорных материалов. Эти материалы ограничивают возмож-
ность получения высоких температур и высокого вакуума. Кроме того,
многие металлы, в частности тугоплавкие и обладающие большой хи-
мической активностью, взаимодействуют с материалом тигля. Поэтому
этот метод не обеспечивает получения особо чистых металлов и сплавов
на их основе. Разновидностью метода индукционной плавки является
плавка во взвешенном состоянии (в поле индуктора). Однако этот метод
позволяет получать только незначительные количества металлов.
Более совершенной является дуговая вакуумная плавка расходуемо-
го электрода. Металл при этом затвердевает в медном водоохлаждаемом
кристаллизаторе, не взаимодействующем с жидким металлом. Однако в
дуговых вакуумных установках остаточное давление в зоне горения дуги
должно быть не ниже десятых долей миллиметра ртутного столба.
Дальнейшее понижение давления приводит к нарушению стабильности
горения дуги и прекращению процесса. Большая скорость плавления
ограничивает длительность пребывания металла в расплавленном состо-
янии, устраняя возможность значительного перегрева жидкой ванны.
Электронно-лучевая плавка лишена указанных недостатков. В элек-
тронно-лучевых установках кинетическая энергия направленного потока
электронов превращается в тепловую при столкновении электронов с
поверхностью металла. Слиток формируется по методу непрерывного
литья в медном водоохлаждаемом кристаллизаторе. Поверхность жидкой
ванны расположена на верхнем уровне кристаллизатора, что создает
наиболее выгодные условия для вакуумирования. Нижний предел ваку-
*Литейные свойства металлов и сплавов. — М.: Наука, 1967. — С. 5-11.
685
ИЗБРАННЫЕ ТРУДЫ
ума над кристаллизатором лимитируется лишь давлением паров самого
металла или летучих примесей. Изменением энергии электронного потока
можно плавно от нуля до максимально возможной величины регулировать
скорость плавки. Поэтому время выдержки жидкого металла в вакууме и
степень его перегрева не ограничены. В качестве переплавляемого материала
могут быть использованы брикеты из порошка, стружка, стержни и другие
заготовки. Процесс плавки и поверхность жидкого металла в кристаллиза-
торе доступны для визуального наблюдения и регулирования.
В настоящее время наибольшее распространение получили два типа
электронно-лучевых систем для вакуумной плавки: аксиальные электрон-
но-лучевые пушки и радиальные электронно-лучевые нагреватели. Первые
разработки аксиальных пушек были осуществлены в ГДР и ФРГ [1, 2].
Радиальные электронно-лучевые нагреватели созданы в Советском Союзе
(Институт электросварки им. Е.О. Патона АН УССР) [3]. На рис. 1
показана схема плавки одной аксиальной пушкой. Электронный пучок,
формируемый электромагнитными линзами, направлен по оси пушки.
Электронный луч плавит компактную заготовку и одновременно
поддерживает жидкую ванну в кристаллизаторе.
На рис. 2 приведена схема электронно-лучевой плавки при помощи
радиального нагревателя. Плоские электронные лучи, формируемые
отдельными элементами нагревателя, при помощи отклоняющих электро-
магнитов направлены в кристаллизатор. Пространственное расположение
нагревателя и кристаллизатора выполнено так, что одна часть электрон-
Рис. 1. Схема плавки при
помощи одной аксиальной
пушки: 1 — аксиальная пушка;
2 — электронный пучок;
3 — переплавляемый металл;
4 — кристаллизатор; 5 — слиток
Рис. 2. Схема плавки при помощи
радиального электронно-лучевого
нагревателя: 1 — переплавляемый металл;
2 — катодная головка; 3 — каналы
водяного охлаждения; 4 — ускоряющий
анод; 5 — отклоняющий электромагнит;
6 — слиток; 7 — кристаллизатор;
8 — электронный пучок
686
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
ных лучей плавит заготовку, а другая поддерживает жидкую ванну в
кристаллизаторе. При помощи отклоняющих электромагнитов можно плав-
но изменять пространственное расположение электронных лучей. Подача
заготовки осуществляется непрерывно по мере вытягивания слитка.
При осуществлении плавки по указанным схемам процесс рафини-
рования можно (с некоторой условностью) разделить на четыре стадии:
1. Дегазация переплавляемого металла в твердой фазе при нагреве
его до температуры плавления. В процессе установившейся плавки
определенная часть переплавляемого материала, начиная от оплавленного
торца, выдерживается некоторое время при высокой температуре. На этой
стадии происходит дегазация металла за счет удаления с поверхности
газов, субокислов и летучих металлических примесей. Указанные
реакции идут быстро только в тонком поверхностном слое. Дальнейшее
их развитие лимитируется диффузией в твердой фазе. Поэтому даже при
самых медленных скоростях подачи переплавляемой заготовки (порядка
10 мм/мин) и ее малых диаметрах (порядка 10 мм) время выдержки
недостаточно для объемного рафинирования металла.
2. Рафинирование в процессе «капельной» плавки. При оплавлении
торца переплавляемой заготовки, формировании капель и стекании ка-
пель в кристаллизатор происходит интенсивная очистка за счет удаления
кислорода, водорода, азота в виде простых газовых молекул или соответ-
ствующих субокислов. На этой стадии происходит интенсивное испарение
металлических примесей с высокой упругостью пара (цинк, свинец,
висмут, марганец и др.).
3. Дальнейшее рафинирование происходит в кристаллизаторе. Регу-
лируемый перегрев поверхности ванны в сочетании с высоким вакуумом
способствует дальнейшему удалению газов, субокислов и примесей с
высокой упругостью пара. Регулируя степень перегрева поверхности
жидкой ванны и время выдержки (скорость вытягивания слитка), можно
в значительных пределах управлять скоростью очистки от многих примесей.
Указанные стадии рафинирования изучены недостаточно, некоторые
реакции только качественно, о существовании других приходится лишь
предполагать. Поэтому дальнейшее развитие вакуумной металлургии
требует точных экспериментальных исследований с применением масс-
спектрометрии, радиоактивных индикаторов высокотемпературной пиро-
метрии и других методов современного анализа.
4. Наконец, четвертая стадия связана с направленной кристалли-
зацией, которая не является специфичной для затвердения в вакууме.
Однако в условиях электронно-лучевой плавки, благодаря регулируемой
в широких пределах скорости роста кристаллов и их строгой направлен-
ности, можно получить дополнительный эффект очистки ряда примесей.
Максимальное разделение примесей при направленной кристаллизации
достигается при отсутствии диффузии в твердой фазе и полном пере-
мешивании жидкости. Эти условия легко выполнимы при электронно-лу-
чевой плавке, когда скорость вытягивания слитка не превышает
687
ИЗБРАННЫЕ ТРУДЫ
1,0 мм/мин. Примеси с коэффициентом распределения меньше единицы
будут оттесняться фронтом кристаллизации и концентрироваться в
жидкой зоне. При направленной кристаллизации жидкая ванна будет
обогащаться также различными неметаллическими включениями, всплы-
вающими на поверхность жидкого металла.
Отечественные исследователи и конструкторы разработали несколь-
ко типов электронно-лучевых установок для плавки металлов мощностью
от 100 до 400 кВт. Оснащение предприятий качественной металлургии
для электронно-лучевой плавки осуществляется как отечественными ус-
тановками, так и установками, закупленными в ГДР и Японии.
Результаты лабораторных исследований, опытно-промышленной
проверки и промышленного применения электронно-лучевой плавки де-
монстрируют большую эффективность этого метода вакуумной плавки
для получения чистых металлов, улучшения существующих и получения
новых сплавов. Накопленный в настоящее время экспериментальный
материал свидетельствует о целесообразности применения электронно-лу-
чевой плавки для рафинирования и улучшения свойств ниобия, тантала,
молибдена, циркония, никеля, меди, железа и сплавов на их основе. Ниже
приведены примеры исследований рафинирующего действия электронно-
лучевой плавки, выполненных в Институте электросварки им. Е.О. Па-
тона АН УССР.
Ниобий и тантал. Эти металлы легко рафинируются при электрон-
нолучевой плавке от газов и летучих примесей.
На полноту процессов рафинирования при электронно-лучевой
плавке ниобия и тантала большое влияние оказывают скорость плавки
(время пребывания в расплавленном состоянии) и степень перегрева
выше температуры плавления. Влияние указанных параметров плавки на
степень рафинирования четко обнаруживается при измерении твердости
слитков. При оптимальных режимах электронно-лучевой плавки содер-
жание вредных примесей в ниобии и тантале в результате двойного
переплава неспеченных брикетов из порошка снижается до тысячных и
десятитысячных долей процента (табл. 1).
Рафинирование указанных металлов при электронно-лучевой плавке
сопровождается резким снижением твердости и повышением пластич-
ности. Ниобий и тантал высокой степени чистоты весьма технологичны:
легко деформируются на холоде и хорошо свариваются. Эти особенности
Таблица 1
Ниобий Содержение примесей, %
о2 n2 н2 с Fe Si Ti Твердость НВ
Исходный брикет 0,06 0,03 0,0010 0,02 0,08 0,05 0,01 -
Двукратная электронно- лучевая плавка 0,001 0,004 0,0001 0,02 0,01 0,01 0,01 45...50
688
СПЕЦИАЛЬНАЯЭЛЕКТРОМЕТАЛЛУРГИЯ
Таблица 2
Армко-железо Суммарное содержание газов, см3/100 г Содержание примесей, %
о2 n2 н2
Исходное 18,8 0,008 0,0048 0,0005
Электронно-лучевая плавка 2,8 0,0004...0,0008 0,0006...0,0012 0,0001
Окончание табл. 2
Армко-железо Содержание примесей, %
с Мп Si S Р
Исходное 0,024 0,22 0,18 0,025 0,01
Электронно-лучевая плавка 0,03 Не обн. 0,15...0,17 0,012...0,014 0,008...0,011
сохраняются и в сплавах на их основе, полученных электронно-лучевой
плавкой чистых металлов с другими компонентами.
Железо. Установлено, что при электронно-лучевой плавке Армко-
железа снижается содержание кислорода, азота, водорода, марганца и
серы (табл. 2). Содержание углерода, кремния и фосфора практически
не изменяется.
Применение специальной технологии электронно-лучевой плавки
Армко-железа позволяет также снизить содержание углерода и кремния
до значений 0,002 % С и 0,03 % Si.
Никель. При электронно-лучевой плавке никеля происходит эффек-
тивное удаление газов и ряда других примесей. Характерно, что при
скоростях вытягивания слитка до 6 мм/мин не обнаружено существенных
различий по чистоте и свойствам слитков. Сравнение степени чистоты
никеля электронно-лучевой, вакуумно-дуговой и индукционной плавки
приведено в табл. 3. Высокий вакуум, капельный перенос и перегрев
Таблица 3
Никель НП-2 Общее содержание газов, см3/100 г Содержание примесей, %
с О2 Н2 Си
Исходный 4,54 0,05 0,0021 0,002 0,04
Электронно-лучевая плавка 2,13 0,04 0,0008 0,0001 0,02
Окончание табл. 3
Никель НП-2 Содержание примесей, %
Fe Si Мп Mg РЬ Zn
Исходный 0,034 0,096 0,002 0,05 0,0006 0,005
Электронно-лучевая плавка 0,018 0,0017 Не обн. Не обн. 0,00008 Не обн.
46-8-1437
689
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Механические свойства никеля в
зависимости от степени деформации.
Сплошная линия — электронно-лучевая
плавка; штриховая — вакуумно-дуговая
плавка
,2 X «Z
поверхности металлической ванны при
электронно-лучевой плавке создают
благоприятные условия для практи-
чески полного удаления таких при-
месей как Zn, Мп, Pb, Bi и др. Плот-
ность никеля электронно-лучевой
плавки составляет 8,92... 8,94 г/см3.
Слитки электронно-лучевого никеля
обладают высокой пластичностью и
легко деформируются при комнатных
температурах. На рис. 3 представлена
зависимость механических свойств элек-
тронно-лучевого никеля в сравнении с
никелем вакуумно-дуговой плавки. Из
сопоставления свойств следует, что при
практически одинаковой прочности от-
носительное удлинение никеля элект-
ронно-лучевой плавки при больших
степенях деформации в 4-5 раз выше
по сравнению с никелем вакуумно-ду-
говой плавки.
При электронно-лучевой плавке к исходным заготовкам не предъяв-
ляются специальные требования по чистоте. Слитки высокой степени
чистоты получают как при плавке катодов марки НО, так и катодов марки
HI и НИ. Высокая эффективность электронно-лучевой плавки обна-
руживается при плавке сплавов на основе никеля: никель-вольфрам,
никель-цирконий, ковар и нержавеющих сталей.
Медъ. Получение вакуумплотной меди с минимальным содержанием
растворенных газов и летучих примесей успешно решается при помощи
электронно-лучевой плавки. Следует отметить, однако, что электронно-
лучевая плавка меди без применения раскислителей является малоэффек-
тивной. Лишь специальные методы раскисления, разработанные в Ин-
ституте электросварки им. Е.О. Патона, позволяли получить медь с
минимальным содержанием газов и других вредных примесей (табл. 4).
Электронно-лучевые слитки меди имеют гладкую блестящую поверх-
ность. Отсутствуют усадочные раковины и микропоры. Плотность элек-
тронно-лучевой меди в литом состоянии составляет 8,940...8,942 г/см3.
Медь электронно-лучевой плавки легко деформируется при комнатной
температуре, что исключает загрязнение ее в процессе изготовления
полуфабрикатов (листов, лент, фольги, прутков, труб). Механические
свойства электронно-лучевой меди в деформированном и отожженном
состоянии приведены в табл. 5. Для плавки высококачественных слитков
меди не требуется применение высокочистых исходных материалов (ка-
тодов МО и катодов двойной рафинировки). Наиболее пригодными для
электронно-лучевой плавки меди являются катоды ML
690
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Таблица 4
Медь Содержание примесей, %
о2 н2 Fe Ni Pb
Исходная 0,0014 0,0006 0,005 0,002 0,001
Электронно-лучевая плавка 0,0001 0,00001 0,0007 0,0007 0,0001
Окончание табл. 4
Медь Содержание примесей, %
Sn Zn Bi Sb As
Исходная 0,0002 0,001 0,0002 0,0007 0,0007
Электронно-лучевая плавка Не обн. Не обн. Не обн. Не обн. Не обн.
Таблица 5
Состояние меди электронно-лучевой плавки Механические свойства при 20 °C
cjs, кг/мм2 ов, кг/мм2 8, % V. %
Холоднодеформированное, степень дефор- мации 99 % 28,7 29,2 15,1 76,6
После отжига, 600 °C, 1 ч - 21,2 62,2 87,5
Сталь марки ШХ-15. Электронно-лучевая плавка снижает содер-
жание газов, вредных примесей, неметаллических включений и обес-
печивает получение металла, удовлетворяющего наиболее жестким
техническим условиям на шарикоподшипниковую сталь.
В табл. 6 представлен химический состав и содержание газов стали
до и после электронно-дуговой плавки.
Несмотря на практически полное удаление марганца при электрон-
но-лучевой плавке, прокаливаемость находится в обычных пределах.
Таблица 6
Сталь марки ШХ-15 Содержание элементов, %
с Мп Si S Р
Исходная 1,05 0,28 0,28 0,015 0,013
Электронно-лучевая плавка 1,04 0,04 0,29 0,006 0,014
Окончание табл. 6
Сталь марки ШХ-15 Содержание элементов, % Содержание газов, %
Сг Ni Си о2 N Н2
Исходная 1,50 0,11 0,06 0,0040 0,0070 0,0001
Электронно-лучевая плавка 1,40 0,012 0,04 0,0007 0,0013 0,00004
46*
691
ИЗБРАННЫЕ ТРУДЫ
Таблица 7
I Максимальные баллы шкалы, ГОСТ 1778-57
Оксиды Сульфиды Силикаты Глобули Точечные нитриды Строчечные нитриды
0 1,0 0 1,0 1,5 0,5
0 0,5 0 0 1,5 0,5
0 0,5 0 0 1,0 0,5
0 0 0 0,5 1,0 0
0 0 0 1,0 1,0 0,5
0 0,5 0 1,0 1,0 0,5
0 1,0 0 1,0 1,0 0,5
0 0,5 0 0 1,5 1,0
0 0,5 0 0 0,5 0,5
0 0,5 0 0,5 1,5 0,5
Структурная полосчатость металла составляет 1,0...2,5 балла шкалы
ГОСТ 801-60. Карбидная ликвация отсутствует.
Результаты металлографического контроля чистоты стали электрон-
но-лучевой плавки по неметаллическим включениям для десяти образцов
приведены в табл. 7.
В металле полностью отсутствуют оксидные и силикатные вклю-
чения. Металл электронно-лучевой плавки имеет небольшую загрязнен-
ность сульфидными включениями. В основном сталь загрязнена мелкими
нитридными включениями. Высокая упругость диссоциации нитридов
титана и циркония затрудняет удаление точечных включений при элект-
ронно-лучевой плавке. Увеличение степени чистоты по точечным вклю-
чениям следует проводить путем выбора исходных материалов, не загряз-
ненных титаном и цирконием.
Электронно-лучевая плавка — довольно экономичный процесс.
Даже на современной стадии своего развития она способна конкурировать
с дуговой и индукционно-вакуумной плавками. Удельные затраты (на
1 кг металла) зависят от величины слитка и конструктивных особенностей
плавильных установок. Применение специальных вакуумных шлюзовых
устройств, позволяющих осуществлять независимое от плавильного прос-
транства остывание слитка, значительно увеличивает производительность
установок, снижая тем самым производственные затраты.
В табл. 8 даны основные производственные затраты (на 1 т) металла
(меди, никеля, железа и их сплавов) в зависимости от размеров слитка
и способа его остывания.
Рассматривая электронно-лучевую плавку, нельзя не отметить воз-
можности прямого восстановления и одновременного рафинирования
полученного металла. По сообщению некоторых зарубежных фирм, в
электронно-лучевой установке можно получить металлический ниобий из
692
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Таблица 8
Размеры слитка Производственные затраты, руб./т !
Диаметр, мм Длина, мм Без шлюзовых устройств Со шлюзовыми устройствами
100 1000 530 350
150 1000 290 170
300 1500 - 85
300 2500 - 70
окислов, применяя в качестве восстановителей углерод и алюминий. Этот
металл в два раза дешевле по сравнению с ниобием, получаемым обычным
способом.
Степень рафинирования при электронно-лучевой плавке может быть
повышена в результате применения более высокого вакуума, специальных
раскисляющих добавок и других факторов.
Приведенные выше данные убеждают, что электронно-лучевая
плавка уже на данном этапе имеет самостоятельное значение и по мере
совершенствования аппаратуры, технологии и увеличения производи-
тельности плавильных агрегатов займет одно из ведущих мест в сов-
ременной качественной металлургии.
1. Von Aidenne М., Schiller S. // Kernenergie. — 1960. — 3, № 6.
2. Gruber H. / / Z. fur Metallkunde. — 1961. — 52. № 5.
3. Мовчан Б.А., Злотый А.В. Электролучевые радиальные нагреватели для вакуумной плавки
металлов // Автомат, сварка. — 1963. — № 3.
ЭЛЕКТРОННО-ЛУЧЕВОЙ ПЕРЕПЛАВ —
РЕСУРСОСБЕРЕГАЮЩИЙ ПРОЦЕСС
ВАКУУМНОЙ МЕТАЛЛУРГИИ*
Б.Е. Патон, А.Л. Тихоновский, Н.П. Тригуб
Ключевые слова: электронно-лучевой переплав; рафинирование металлов и сплавов;
кристаллизация и структура слитка; ресурсосбережение
В настоящее время электронно-лучевой переплав (ЭЛП) является одним
из наиболее эффективных способов повышения служебных характе-
ристик металлов и сплавов. Он применяется в исследовательской прак-
Специальная электрометаллургия. — 1988. — № 1. — С. 44-49.
693
ИЗБРАННЫЕ ТРУДЫ
тике и промышленности для получения особо чистых металлов и сплавов
с высокими физико-химическими и механическими свойствами.
Накопленный к настоящему времени экспериментальный материал
[1-3] по опытно-промышленному применению электронно-лучевого пе-
реплава не только подтверждает его преимущество по сравнению с
другими методами вакуумной металлургии, но и выявляет ряд преиму-
ществ. ЭЛП является наиболее приемлемым и экономически оправдан-
ным процессом получения особо чистых ниобия, тантала, циркония,
ванадия, меди, никеля, железа и других металлов и сплавов на их основе.
Исключение составляют металлы с высокой упругостью паров в точке
плавления, например хром и сплавы на его основе.
Весьма эффективно применение электронно-лучевого переплава для
повышения качества специальных сталей и сложнолегированных сплавов
на основе никеля и железа. При переплаве указанных материалов однов-
ременно с резким уменьшением содержания водорода, азота и кислорода
происходит практически полное удаление многих легкоплавких примесей
(свинца, цинка, висмута, олова и др.), снижается содержание неметал-
лических включений. Наблюдается также диспергирование и более рав-
номерное распределение по сечению слитка оставшихся в металле неме-
таллических включений.
Значительный прогресс в области электронно-лучевой технологии
достигнут в результате перехода от прямого переплава расходуемой
заготовки в кристаллизатор к переплаву с использованием промежуточ-
ной емкости (ЭЛПЕ) и способу формирования слитка в горизонтальном
кристаллизаторе (ЭЛПГ). В таблице представлены сравнительные дан-
ные о загрязненности неметаллическими включениями конструкционной
стали открытой дуговой плавки (ОДП), электронно-лучевого переплава
в кристаллизатор и с промежуточной емкостью.
В результате ЭЛП благодаря высокой степени рафинирования и
формированию более однородных по химическому составу и структуре
слитков существенно повышаются физико-механические свойства метал-
лов и сплавов. Увеличивается их технологическая пластичность, особенно
при обработке давлением. Например, тугоплавкие металлы и сплавы
вследствие их высокой пластичности и технологичности могут использо-
ваться в качестве конструкционных материалов. Эффективным является
применение этого процесса и для конструкционных сталей. Например,
высокопрочные стали после ЭЛП имеют более высокую циклическую
Способ получения стали Содержание неметаллических включений, % Количество оксидных включений (шт) по размерам, мкм
1,1 . 1,54 1,54...1,98 1,98 .3,08 3,08..3,96 3,96..5,5 5,5...7,92
ОДП 33,2-Ю-4 21 45 54 25 10 6
ЭЛП 3,9-10-4 28 24 5 1 0 0
ЭЛПЕ 1,0-10-4 10 8 1 0 0 0
694
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
прочность (предел усталости). В ряде случаев порог хладноломкости
снижается на 40...60 °C. Работа распространения трещины повышается в
3-3,5 раза по сравнению с металлом вакуумно-дуговой плавки. Рацио-
нально применение ЭЛП для получения хромистых нержавеющих сталей
ферритного класса, не имеющих в своем составе никеля и обладающих
очень высоким сопротивлением различным видам коррозии. В результате
ЭЛП получают стали этого класса с весьма низким содержанием углерода
и азота — менее 0,005 и 0,01 % соответственно. Сталь ферритного класса
с указанным содержанием углерода и азота может не только конкури-
ровать с аустенитными нержавеющими сталями, но и значительно пре-
восходить их по ряду эксплуатационных и технологических параметров,
а также по себестоимости. Прецизионные сплавы после ЭЛП при круп-
номасштабном производстве имеют такие физико-химические свойства,
которые ранее достигались лишь в лабораторных условиях на небольших
образцах. Например, индукция насыщения сплава 50Н после ЭЛП
повышается в 2 раза, что позволяет примерно вдвое уменьшить массу
магнитных сердечников и соответственно сократить расход меди и изоля-
ционных материалов.
Этот небольшой обзор показывает, что в сфере возможных областей
применения ЭЛП достигается значительная экономия материальных,
трудовых и энергетических ресурсов.
Рассмотрим далее основные пути ресурсосбережения за счет приме-
нения ЭЛП в металлургическом производстве.
При электронно-лучевом рафинирующем переплаве тугоплавких и
высокореакционных металлов и сплавов, где требуется снижать содер-
жание примесей в десятки и сотни раз, особое значение приобретает
правильный выбор (оптимизация) технологических параметров процесса.
В ИЭС им. Е.О. Патона АН УССР разработан экспериментально-рас-
четный метод прогнозирования и оптимизации параметров процесса ЭЛП
по результатам нескольких опытных плавок, осуществляемых в лаборатор-
ных или производственных условиях [4]. Этот метод позволяет обеспечить
с высокой точностью заданный химический состав слитков ЭЛП при
максимально высоких технико-экономических показателях (скорость переп-
лава, выход годного металла, удельный расход электроэнергии).
Практическое применение экспериментально-расчетного метода
оптимизации параметров процесса рафинирования при переплаве тугоп-
лавких металлов позволило повысить производительность оборудования
в 2,3 раза и выход годного металла на 10 %, а также снизить удельный
расход электроэнергии в 2-3 раза.
При переплаве черных и цветных металлов и сплавов в вакуумно-
дуговых печах (ВДП) предъявляются высокие требования к качеству
расходуемых электродов. Они должны иметь высокую плотность, позво-
ляющую пропускать электрический ток в десятки и сотни килоампер.
Электроды при большой длине должны иметь небольшую кривизну и
конусность, а диаметр их должен быть всегда меньше диаметра выплав-
695
ИЗБРАННЫЕ ТРУДЫ
ляемого слитка, чтобы избежать обрыва и попадания в ванну жидкого
металла «короны», образующейся на стенках кристаллизатора. В случае
сочетания ВДП с вакуумной индукционной плавкой (ВИП) расходуемый
электрод изготовляется методом прокатки или ковки, либо путем отливки
слитка в специальную удлиненную с небольшой конусностью изложницу.
На одном из торцов электрода необходимо изготовлять специальный
захват, способный пропускать большие токи.
В противоположность ВДП к расходуемой заготовке для ЭЛП
предъявляются минимальные требования. В качестве заготовки могут
использоваться слитки, отлитые в обычную изложницу или наборные из
отдельных пластин, штанг, прутков, а также брикеты, губка, небольшие
таблетки, гранулы и другие кусковые материалы. При этом диаметр
(поперечное сечение) расходуемой заготовки может быть значительно
больше диаметра выплавляемого слитка.
Эти преимущества ЭЛП позволяют снизить коэффициент расхода
металла в 1,2-1,3 раза по сравнению с ВДП и благодаря этому в ряде
случаев окупить все расходы по переделу. Одновременно достигается
значительное снижение трудовых (сокращение количества операций по
переделу) и энергетических затрат.
Важное место в ресурсосбережении занимает технология электрон-
но-лучевого оплавления поверхностного слоя расходуемых заготовок,
готовых слитков, фасонных отливок, поковок и проката взамен
механической обработки. Институтом электросварки им. Е.О. Патона
АН У ССР созданы и внедрены установки для оплавления поверхностно-
го слоя слитков и заготовок. Внешний вид такого слитка показан на
рис. 1. Технологический процесс ЭЛП высокореакционных сплавов поз-
воляет достичь экономии металла на 4...6 % и снизить трудовые затраты
на 25...35 %. Одновременно улучшается качество готовых слитков за счет
рафинирования поверхностного слоя и создания мелкокристаллической
высокопластичной оболочки.
При электронно-лучевом переплаве с промежуточной емкостью име-
ется возможность перерабатывать практически любые отходы метал-
лургического производства. При этом не требуется изготовления расхо-
дуемой заготовки. Таким методом из оборотного металла отливаются как
Рис. 1. Внешний вид слитка высокореакционного сплава с оплавленным поверхностным слоем
696
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
товарные слитки, так и расходуемые заготовки для последующего переп-
лава. В ИЭС им. Е.О. Патона разработан специальный метод ЭЛП
оборотного металла, загружаемого навалом на подину, гарантирующий
однородный химический состав по длине слитка даже в случае неодно-
родного химического состава исходной шихты. Важным преимуществом
электронно-лучевой технологии переработки оборотного металла являет-
ся то, что практически полностью сохраняются все легирующие элементы,
в том числе легкоокисляющиеся, и одновременно достигается значитель-
ная степень рафинирования металла от газов, неметаллических вклю-
чений и легко летучих примесей.
Значительный эффект ресурсосбережения достигается при осущес-
твлении в электронно-лучевых установках заготовительного литья. При-
менение промежуточной емкости позволяет получать одновременно не-
сколько стержневых слитков небольшого сечения (рис. 2), трубные
заготовки, а способом горизонтальной отливки — плоские слитки.
Не умаляя достоинства технологии отливки параллельно нескольких
слитков небольшого сечения и трубных заготовок, остановимся подробно
на принципиально новой технологии горизонтальной отливки слитков.
Традиционные способы ЭЛП и ЭЛПЕ ограничены по производитель-
ности. Обычно для получения однородных по химическому составу и
697
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Макроструктура плоского слитка нержавеющей стали сечением 300x600 мм
и высотой 150 мм
структуре слитков в зависимости от их диаметра и степени легирования
сплава линейная скорость вытягивания слитка составляет 1,5...10 мм/ мин.
Современные сложнолегированные сплавы так насыщены легирующими
элементами, что даже при минимальной скорости вытягивания на высоте
более 1...2 диаметров слитка от поддона в выплавляемом металле появ-
ляются дефекты ликвационного характера и значительная неоднород-
ность структуры. Поэтому наряду с совершенствованием традиционных
методов Институтом электросварки разработан способ горизонтальной
отливки слитков, расширяющий возможности (производительность) ЭЛП
за счет повышения скорости объемной кристаллизации благодаря
увеличению площади зеркала расплава металла. Горизонтальная отливка
плоских слитков методом ЭЛП обеспечивает их однородность по химичес-
кому составу и структуре. Макроструктура слитков плотная, без усадоч-
ных дефектов с направленным ростом кристаллов и весьма незначитель-
ным углом их разориентации относительно продольной оси (рис. 3).
Отливка горизонтальных слитков ранее применялась в металлургии.
Однако непреодолимые по тем временам трудности, связанные с образо-
ванием дефектов усадочного характера в верхней части слитка, заставили
отказаться от этой технологии. Применение такого универсального ис-
точника нагрева как электронный луч позволило полностью устранить
образование дефектов усадочного и ликвационного происхождения в
горизонтальных слитках и возродить эту технологию на качественно новом
уровне. Следует отметить, что прокат из горизонтальных плоских слитков
отличается высокой изотропностью во всех направлениях (вдоль, поперек
и по толщине).
Особенно перспективна технология горизонтальной отливки плоских
слитков в агрегате с использованием исходного жидкого металла, получае-
мого в открытых сталеплавильных печах. На этом пути требуется решить
ряд сложных технических задач по предварительному внепечному рафи-
нированию жидкого металла, подаче его в вакуумную камеру, повышению
мощности, надежности и ресурса работы электронных пушек и т. п.
Технология электронно-лучевой горизонтальной отливки позволяет
получать биметаллические и многослойные слитки с прецизионно-регули-
руемой зоной перехода между слоями. При необходимости получения
резкого перехода от слоя к слою наплавка второй составляющей про-
698
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис 4. Фрагмент мелкозернистой структуры слитка жаропрочного сплава
изводится на твердую подложку (первую составляющую), подогретую до
заданной температуры. В этом случае происходит как бы диффузионная
сварка слоев, один из которых является жидким, без наложения давления.
В случае плавного перехода между слоями его толщина регулируется путем
изменения глубины ванны перед наплавлением второй составляющей.
Электронно-лучевая горизонтальная отливка позволяет получать
слитки, пригодные для непосредственной прокатки на лист, минуя об-
жимные станы. При этом плоский слиток-сляб не требует предваритель-
ной механической обработки перед прокаткой, так как верх его имеет
зеркальную поверхность, а нижняя поверхность при необходимости
может быть оплавлена электронным пучком сразу же после отливки.
Применение электронно-лучевой горизонтальной отливки слитков даже
при использовании твердых расходуемых заготовок дает значительную
экономию ресурсов. По сравнению с получением листов и лент из слитков
ВДП при ЭЛП количество операций по переделу уменьшается почти
в 2 раза, а коэффициент расхода металла на получение готового прока-
та — в 1,5-1,8 раза.
Значительная экономия ресурсов ожидается от освоения процесса
быстрой кристаллизации и получения слитков из сложнолегированных
сплавов с мелкозернистой структурой (рис. 4). Исследования показали, что
в этих слитках протяженность осей и расстояние между осями дендритов
уменьшилось в 3-4 раза по сравнению со слитками ВДП. Соответственно
сегрегация основных легирующих элементов снизилась в 1,3-1,8 раза.
Полученные мелкозернистые гомогенные слитки обладают высокой
пластичностью и стойкостью против образования термических трещин.
В целом технология ЭЛП в настоящее время находится на стадии
подъема. Новые аппаратурные и технологические разработки, макси-
мально использующие преимущества электронного луча как источника
нагрева, легко регулируемого в широких пределах и независимого от
699
ИЗБРАННЫЕ ТРУДЫ
процесса плавления, в ближайшем будущем позволят решить ряд важных
задач по экономии ресурсов и обеспечению отраслей современного ма-
шиностроения металлическими материалами особо высокого качества.
1. Мовчан Б.А., Тихоновский А.Л., Курапов Ю.А. Электронно-лучевая плавка и рафинирование
металлов и сплавов. — Киев : Наук, думка, 1973. — 237 с.
2. Чистота и свойства сталей ШХ15, 18Х2Н4ВА и Х18Н10Т, переплавленных в электронно-лу-
чевой печи с промежуточной емкостью / Б.А. Мовчан, Н.П. Тригуб, В.И. Громов и др. //
Пробл. спец, электрометаллургии. — 1975. — Вып. 1. — С. 48-51.
3. Калугин А. С. Особенности производства и экономическая эффективность электронно-лучевого
переплава прецизионных сплавов // Там же. — С. 57-66.
4. Тихоновский А.Л., Тур А.А. Рафинирование металлов и сплавов методом электронно-лучевой
плавки. — Киев : Наук, думка, 1984. — 272 с.
ПОЛУЧЕНИЕ ПОЛЫХ ТИТАНОВЫХ СЛИТКОВ
МЕТОДОМ ЭЛПЕ*
Б.Е. Патон, Н.П. Тригуб, Г.В. Жук, С.В. Ахонин, В.А. Березос
Разработана технология производства толстостенных полых слитков большого диамет -
ра методом электронно-лучевой плавки с промежуточной емкостью. Методами мате-
матического моделирования подобраны оптимальные режимы плавки. Исследовано
качество полученных слитков.
Ключевые слова: полый слиток, электронно-лучевая плавка, промежуточная емкость,
математическое моделирование, сплавы титана, трубы большого диаметра
Трубные заготовки из титановых сплавов традиционно получают либо
механической обработкой катаных прутков, либо прессовой прошивкой
цилиндрических слитков, выплавленных с помощью вакуумно-дугового
переплава (ВДП) и прошедших предварительную механическую обработ-
ку [ 1 ]. При этом пластическая обработка трудоемка и требует содержания
значительного парка кузнечно-прессового оборудования. Механическая
обработка как слитка ВДП, так и трубной заготовки приводит к
значительным потерям металла (до 15 %).
В последнее время предпринято ряд успешных попыток применения
для производства титановых труб слитков электронно-лучевой плавки
(ЭЛП) [2, 3]. Слитки были выплавлены как в глуходонный кристаллизатор
с применением электромагнитного перемешивания, так и с использованием
промежуточной емкости. Качество полученных труб из металла ЭЛПЕ
соответствует требованиям стандартов [2,3]. Вместе с тем получали трубные
заготовки методами сверления и прошивки катаных прутков.
Кардинально новым подходом в производстве трубной заготовки с
точки зрения экономии материала и сокращения технологических опе-
Современная электрометаллургия. — 2004. — № 3. — С. 18-21.
700
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
раций является выплавка полых слитков методом электронно-лучевой
плавки с промежуточной емкостью (ЭЛПЕ).
Использование технологии ЭЛПЕ при выплавке титановых слитков
позволяет не только практически полностью разделить процессы плав-
ления и кристаллизации и тем самым управлять формированием струк-
туры полого слитка, но и обеспечить удаление из титана неметаллических
включений и такой вредной примеси внедрения, как водород.
Традиционная технология ВДП не обеспечивает гарантированное
удаление таких включений в полном объеме. Электронно-лучевая плавка
с промежуточной емкостью позволяет перегревать поверхность расплава
до температур выше, чем при ВДП, и дает возможность выдерживать
металл в жидком состоянии любое необходимое время [4, 5].
Анализ результатов экспериментальных плавок показал, что за время
пребывания жидкого металла в промежуточной емкости тяжелые включения
типа карбида вольфрама и молибдена оседают на дно и накапливаются в
гарнисаже, в то время как более легкие тугоплавкие включения нитрида
титана и насыщенные азотом частицы сс-титана растворяются в процессе
выдержки расплава в промежуточной емкости в условиях нагрева поверх-
ности расплава электронными лучами [6].
С целью отработки технологии получения полых титановых слитков в
ИЭС им. Е.О. Патона НАН Украины были проведены экспериментальные
плавки на электронно-лучевой установке с промежуточной емкостью УЭ-
182М. В качестве формирующего устройства использовали проходной
кристаллизатор с центральным дорном. Процесс получения полых слит-
ков осуществляли следующим образом.
Исходную заготовку загружают в печь и герметизируют ее. При
достижении рабочего давления в камере плавки 10-2 Па и электронно-луче-
вого нагревателя 10~3 Па в определенной последовательности включают
электрические блоки питания и управления электронно-лучевого нагревате-
ля. Механизмом горизонтальной подачи переплавляемую заготовку подают
в зону действия электронных лучей. Повышая ток накала катодов,
увеличивают мощность электронных лучей и прогревают заготовку. После
прогрева заготовки ее плавят в медную водоохлаждаемую промежуточную
емкость, где расплав металла накапливается и рафинируется от вредных
примесей, газов и неметаллических включений. Из промежуточной емкости,
по мере накопления, жидкий металл порциями сливают по сливному носку
в формирующий кристаллизатор, который состоит из внешней обечайки и
внутреннего дорна, изготовленных из водоохлаждаемой меди, на поддон,
где формируется полый слиток. По мере наплавления слитка его вытягивают
из кристаллизатора посредством штока механизма вытягивания.
В процессе плавки электронные лучи перемещаются по верхнему
торцу формируемого слитка и в зоне контакта расплава с рабочей
поверхностью дорна и кристаллизатора, компенсируя теплоотвод к крис-
таллизатору и дорну, что положительно сказывается на структуре полу-
чаемой заготовки. Одновременно развертка луча по свободной поверх-
701
ИЗБРАННЫЕ ТРУДЫ
ности расплава обеспечивает заданный температурный режим в металличес-
кой ванне. Такой характер обогрева слитка предотвращает образование
усадочной раковины в верхней части слитка, способствует растеканию
поступающего металла и формированию качественной боковой поверхности.
Процесс продолжается до полного сплавления исходной заготовки
и получения полого слитка необходимой длины. Мощность и скорость
наплавления плавки поддерживаются постоянными. Слив металла из
промежуточной емкости и вытягивание слитка из кристаллизатора про-
изводят периодически.
Для изучения закономерностей процессов рафинирования титана от
водорода при ЭЛПЕ полых слитков использовали математическую мо-
дель десорбции водорода при выплавке методом ЭЛПЕ сплошных
слитков [7]. При этом были внесены поправки в математическую модель
на наличие дорна, который формирует внутреннюю поверхность в слитке.
Построенная на основе материального баланса водорода в трех зонах
рафинирования металла (оплавляемый торец расходуемой заготовки, а
также ванны жидкого металла в промежуточной емкости и в кристаллиза-
торе) математическая модель устанавливает зависимость эффективности
рафинирования от технологических параметров плавки и кинетических
констант водорода в титане.
Обработка результатов экспериментальных плавок нелегированного
титана позволила получить численные значения коэффициента массопе-
реноса водорода в жидком титане и константы скорости поверхностной
реакции молизации водорода в титане:
= 3,1-Ю"3 м/с; = 6,0-Ю'2 м/(% с). (1)
Расчеты по математической модели для полого слитка позволили
установить зависимость эффективности рафинирования титана от водо-
рода при ЭЛПЕ при различных скоростях плавки (рис. 1).
Анализ полученных зависимостей показывает, что степень рафини-
рования монотонно возрастает при уменьшении скорости плавки. Это
обусловлено увеличением времени выдержки жидкого металла в вакууме.
«- 0,0014
I 0,0012
g 0,0010
“ 0,0008
§ 0,0006
8- 0,0004
I 0,0002
100 200 300 400 500
Скорость плавки, кг/ч
Рис. 1. Зависимость содержания водорода в
полом слитке от скорости плавки
Установлено, что рафинирование
металла при получении полых
слитков подчиняется тем же зако-
номерностям, которые установле-
ны при получении слитков сплош-
ного сечения.
Таким образом, проведенный
анализ удаления водорода при
ЭЛПЕ полых слитков показал, что
требуемый уровень содержания во-
дорода в слитках обеспечивается в
широком диапазоне значений тех-
702
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
нологических параметров, и оптимизацию технологического процесса
следует осуществлять с точки зрения обеспечения структуры полого
слитка и себестоимости его производства.
Для определения оптимальных теплофизических условий формиро-
вания слитка были проведены расчеты в рамках математической модели
тепловых процессов в цилиндрическом слитке [8], адаптированной для
случая полого слитка (рис. 2). В используемой модели жидкий металл
сливается в кристаллизатор порциями, а слиток из его вытягивается
периодически. Поверхность слитка обогревается тремя электронными
лучами, причем мощность W3 одного из них равномерно распределена в
ценральной зоне (Т?2 < г < -КД а двух других W\ и W2 сконцентрирована
в периферийных зонах. В математической модели контролируемыми
технологическими параметрами являются: мощности лучей Wt, W2 и W3,
периодичность заливки т, высота одновременно сливаемой в кристалли-
затор порции h, величина смещения периферийного луча от центра на
стенку кристаллизатора d.
Процесс переноса тепла описывается уравнением теплопроводности
в цилиндрической системе координат (г, О. z) для случая осевой
симметрии. Ось OZ системы координат совпадает с осью слитка (ось
симметрии), а ось OR — с радиальным направлением. Начало координат
задано на нижнем основании слитка.
Уравнение теплопроводности в этом случае принимает вид
Рис. 2. Схема моделирования процесса формирования полого слитка при ЭЛПЕ
703
ИЗБРАННЫЕ ТРУДЫ
дТ
дг,
дТ 1 д -^дТ
ср — =--гЦТ) —
dt г дЛ с. ,
д_
дг
ЭТ
Х(Г)—;
OZJ
R2< г <
О < z < s(t);
t > О,
где с — удельная теплоемкость; р — плотность; X — коэффициент
теплопроводности; К] и /?2 — внешний и внутренний радиусы слитка;
s(t) — текущая высота слитка.
При этом граничное условие на внутренней поверхности слитка —
теплообмен со стенкой дорна. В зависимости от того, в каком отношении
находится температура поверхности слитка с некоторой критической
температурой Тк (при которой поверхность слитка отделяется от стенки
кристаллизатора), теплообмен слитка с кристаллизатором осуществляет-
ся по разным законам.
При Т < Тк — по закону Стефана-Больцмана
где е — степень черноты; о — постоянная Стефана-Больцмана; Тср —
температура стенки кристаллизатора.
При Т > Тк — по закону Ньютона-Рихмана
r = R7~C^T ТсР)’
где а — коэффициент теплопередачи между слитком и кристаллизатором.
Скорость плавки была принята равной 100 кг/ч, периодичность
заливки порций жидкого металла — 3 мин. В результате проведенных
расчетов в качестве оптимального было выбрано распределение мощности
электронных лучей в кристаллизаторе (рис. 3), обеспечивающее мелкую
жидкую ванну на всей поверхности слитка (рис. 4). Такое распределение
обеспечивает равномерное растекание заливаемых порций жидкого ме-
талла и практически плоский фронт кристаллизации, способствующий
образованию в слитке гомогенной структуры из равноосных зерен.
С использованием рассчитанно-
го режима электронно-лучевого на-
грева полого слитка в кристаллизато-
ре на электронно-лучевой установке
УЭ-182М были выплавлены опытные
полые слитки титанового сплава ВТ
1-0 с внешним диаметром 600 мм,
внутренним — 230 мм и длиной 2 м
(рис. 5). Внешняя поверхность слит-
ков была оплавлена электронным
лучом [9].
Для определения в полых тита-
новых слитках внутренних дефектов
704
Рис. 3. Распределение удельной мощности
по торцевой поверхности слитка
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
600 £
590 «
580 в
И
100 ИЗ 126 139 152 165 178 191 204 217 230 243 257 270 283 296
Радиус, мм
Рис. 4. Температурное поле в полом слитке титана 0 600/200 мм
в виде неметаллических включений, а также пор и несплошностей
применялся метод ультразвуковой дефектоскопии. Исследования про-
водились с использованием прибора УД-11УА эхо-импульсным методом
при контактном варианте контроля. Рабочая частота анализа составляла
2,5 и 5 МГц, что обеспечивало максимальное соотношение сигнал/шум.
Исследование полых слитков производилось путем последователь-
ного ручного сканирования боковой поверхности вдоль образующей
цилиндра (параллельно продольной оси). Шаг между линиями скани-
рования равнялся 10...20 мм. Ось излучения соответствовала радиусу
цилиндра. Сканированию подвергалась вся боковая поверхность цилинд-
ра, что обеспечивало охват всего объема полого слитка.
При исследовании полых слитков наблюдались множественные от-
ражения малой амплитуды, что типично для литого металла и является
результатом отражения сигнала от границ зерен. Анализом не выявлено
отражений, которые можно было бы интерпретировать как крупные
неметаллические включения, поры, усадочные раковины.
Таким образом, УЗК показал, что в исследованных полых титановых
слитках отсутствуют несплошности, неметаллические включения с размером
более 1 мм, а также плотные скопления более мелких включений.
Результаты исследований методом УЗК были подтверждены визу-
альными исследованиями травленного фрагмента полого слитка (рис. 6).
Структура слитка однородная, состоящая из равноосных зерен размером
10...30 мм.
Рис. 5. Внешний вид оплавленного полого
слитка титана 0 600/200 мм
Рис. 6. Фрагмент полого слитка после
травления
4/ —8-1437
705
ИЗБРАННЫЕ ТРУДЫ
Таким образом, в ИЭС им. Е.О. Патона впервые в мировой практике
по разработанной технологии получен методом ЭЛПЕ толстостенный полый
титановый слиток большого диаметра. Технология получения титановых
полых слитков методом ЭЛПЕ и применение электронно-лучевого оп-
лавления их поверхности позволяет значительно снизить расход металла и
сократить количество технологических операций.
1. Полуфабрикаты из титановых сплавов / Н.Ф. Аношкин, М.З. Ерманюк, Г.Д. Агарков и др. —
И.: Металлургия, 1979. — 512 с.
2. Получение титановых труб из заготовок электронно-лучевой плавки с использованием отходов
/ Т.Н. Буряк, В.С. Вахрушева, С.В. Ладохин и др. / / Пробл. спец, электрометаллургии. —
2001. - № 3. - С. 24-29.
3. Калинюк А.Н., Козловец О.Н., Ахонин С.В. Производство полуфабрикатов из титановых
слитков, полученных методом электронно-лучевой плавки с промежуточной емкостью // Там
же. - 2002. - № 2. - С. 25-28.
4. Развитие технологии электронно-лучевой плавки титана / Б.Е. Патон, Н.П. Тригуб, В.Н.
Замков, С.В. Ахонин и др. // Там же. — 2000. — № 2. — С. 34-40.
5. Патон Б.Е., Тригуб Н.П., Ахонин С.В. Перспективные технологии электронно-лучевой плавки
титана // Титан. — 2003. — № 2. — С. 20-25.
6. Ахонин С.В. Математическое моделирование процесса растворения включений TiN в расплаве
титана при ЭЛП // Пробл. спец, электрометаллургии. — 2001. — № 1. — С. 20-24.
7. Математическое моделирование процессов рафинирования металлов от газов при электронно-
лучевом переплаве с промежуточной емкостью / С.В. Ахонин, Н.П. Тригуб, А.Н. Калинюк,
С.В. Цвелодуб // Там же. — 1995. — № 2. — С. 36-42.
8. Жук Г.В., Ахонина Л.В., Тригуб Н.П. Математическое моделирование процессов
кристаллизации титанового сплава T1-6A1-4V при ЭЛПЕ // Там же. — 1998. — № 2. —
С. 21-25.
9. Электронно-лучевое оплавление слитков титана / А.Н. Пикулин, Г.В. Жук, Н.П. Тригуб, С.В.
Ахонин // Современ. электрометаллургия. — 2003. — № 4. — С. 17-19.
ПОЛУЧЕНИЕ ТИТАНОВЫХ СЛИТКОВ ИЗ
НЕДРОБЛЕНЫХ БЛОКОВ ГУБЧАТОГО ТИТАНА
МЕТОДОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПЛАВКИ*
Б.Е. Патон, Н.П. Тригуб, С.В. Ахонин, С.В. Давыдов
Ключевые слова: электронно-лучевая плавка, блок губчатого титана, качество, слитки-
слябы, себестоимость
Титан и сплавы на его основе благодаря высокой удельной прочности и
коррозийной стойкости в последнее время находят все более широкое
применение в авиа- и ракетостроении, химическом и энергетическом
машиностроении, авто- и судостроении, а также при изготовлении
медицинского оборудования и спортивного инвентаря.
Решающим критерием при принятии разработчиками новых изделий
решения об использовании титана вместо альтернативных конструк-
’Титан. - 2005. — № 2. — С. 23-26.
706
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
ционных материалов является соотношение цена/качество. Поэтому
снижение себестоимости титановых слитков как исходного звена для
производства полуфабрикатов одновременно с повышением их качества
является актуальной задачей [1].
В последние годы в металлургическом производстве титана все
большее применение находит технология электронно-лучевой плавки с
промежуточной емкостью (ЭЛПЕ) [2, 3], которая обладает рядом преиму-
ществ, по сравнению с традиционной технологией вакуумно-дугового
переплава (ВДП) [4, 5].
Во-первых, при ЭЛПЕ отсутствует необходимость изготовления
прессованного электрода из кускового губчатого титана и в качестве
исходной шихты можно использовать до 100 % титанового лома.
Во-вторых, за счет перелива металла через промежуточную емкость
технология ЭЛПЕ обеспечивает гарантированное удаление тугоплавких
включений, состоящих из насыщенных азотом включений а-титана и
карбидов тугоплавких металлов [6]. В настоящее время ведущие авиа-
строительные фирмы США используют переплав с промежуточной
емкостью как обязательный этап получения титановых слитков для
деталей ответственного назначения.
Наконец, технология ЭЛПЕ также позволяет выплавлять квадрат-
ные слитки и слитки-слябы [7], что невозможно при ВДП, и, таким
образом, значительно снижать себестоимость производства титанового
листа на последующем переделе — прокатке.
С целью дальнейшего снижения себестоимости и трудоемкости изго-
товления слитков титана из первичного сырья в ИЭС им. Е.О. Патона
впервые в мире разработана технология ЭЛПЕ недробленых блоков губча-
того титана массой 0,7 т (рис. 1), что позволяет исключить из технологичес-
кого цикла производства слитков не только этап прессования расходуемого
электрода для последующего переплава, но и операцию дробления блоков
губчатого титана на куски размерами до 70 мм.
Как известно, поверхностный слой блока крицы имеет повышенное
содержимое примесей кислорода,
азота, хлоридов магния и пр., кото-
рые в процессе плавки не удаляются,
а переходят в слиток, снижая его
качество [8]. По традиционной техно-
логии удаление такого дефектного
слоя с поверхности блока крицы про-
исходит при его разделке путем меха-
нической вырубки, которая является
трудоемким процессом, приводящим
к безвозвратным потерям металла.
Разработанная технология ЭЛПЕ не-
дробленых блоков губчатого титана
включает этап электронно-лучевого
Рис. 1. Внешний вид блоков губчатого
титана массой 0,7 т
47*
707
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Внешний вид блока губчатого титана массой 0,7 т
с оплавленной поверхностью
оплавления поверхности блока, что позволяет
удалять дефектный поверхностный слой блока
губчатого титана непосредственно в электрон-
но-лучевой установке. Оплавление поверх-
ности блоков крицы массой 0,7 т осуществляли
в специализированной электронно-лучевой ус-
тановке оплавления УЭ185 (рис. 2). Процесс
оплавления проходил стабильно, электронно-
лучевые пушки работали устойчиво.
Очищенные от дефектного поверхност-
ного слоя блоки крицы переплавляли в элек-
тронно-лучевой установке с промежуточной
емкостью, формируя слитки нужной формы и
размеров (рис. 3).
В процессе плавки недробленого блока
губчатого титана образования брызг жидкого
металла и твердых частиц с оплавляемой по-
верхности расходуемой заготовки, характер-
ного для плавки дробленой губки, не обнаружено (рис. 4). Это обусловлено
отсутствием абсорбированной влаги внутри блока, а также предваритель-
ной дегазацией поверхности блока при ее электронно-лучевом оплав-
лении. Плавки блоков губчатого титана осуществлялись со скоростями
плавки кусковых отходов титана.
Для исследования распределения примесей по длине и поперечному
сечению от экспериментального слитка-сляба было отобрано 15 проб в
виде стружки для спектрального анализа и в виде кусочков для газового
анализа. Пробы отбирали в трех местах (край, центр, край) от верхнего
Рис. 3. Слябы нелегированного титана
165х х950х1800 мм, полученные методом
ЭЛПЕ недробленого блока губчатого титана
торца сляба, а также на расстоянии
400, 800, 1200 и 1600 мм от верха
Рис. 4. Процесс электронно-лучевой плавки
недробленого блока губчатого титана
708
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
[N] = 0,010
[Н] = 0,001
[N] = 0,09
[Н] = 0,001
[Fe] = 0,08
[С] = 0,006
[Fe] = 0,08
[С] = 0,004
[Fe] = 0,06
[С] = 0,007
[О] = 0,08
[N] = 0,008
[Н] = 0,001
[Fe] = 0,08
[С] = 0,011
[О] = 0,08
[N] = 0,009
[Н] = 0,001
[Fe] = 0,06------
[С] = 0,003
[О] = 0,08
[N] = 0,08
[Н] = 0,001
[Fe] = 0,10
[С] = 0,008
[О] = 0,10
[N] = 0,009
[Н] = 0,002
[Fe] = 0,10
[С] = 0,007
4 ►—[О] = 0,09
[N] = 0,011
[Н] = 0,001
Рис. 5. Схема отбора проб от сляба нелегированного титана 165x950x1800 мм
для проведения химического и газового анализов
[Fe] = 0,09
[С] = 0,013
[О] = 0,09
[N] = 0,010
[Н] = 0,002
[Fe] = 0,10
[С] = 0,008
[О] = 0,10
[N] = 0,008
[Н] = 0,001
[Fe] = 0,05-----
[С] = 0,005
[О] = 0,09
[N] = 0,010
[Н] = 0,001
[Fe] = 0,07
[С] =0,010
[О] = 0,08
[N] = 0,010
[Н] = 0,002
[Fe] = 0,09
[С] = 0,007
[О] = 0,10
[N] = 0,09
[Н] = 0,001
[Fe] = 0,06
[С] = 0,007
[О] = 0,09
[N] = 0,010
[Н[ = 0,001
[Fe] = 0,08
[С] = 0,015
[О] = 0,08
[N] = 0,010
[Н] = 0,002
[Fe] = 0,07
[С] = 0,008
[О] = 0,08
[N] = 0,010
[Н] = 0,001
сляба (рис. 5). Перед отбором проб указанные места боковой поверхности
зачищали.
Содержание азота, кислорода, водорода, железа и углерода в экс-
периментальном слитке-слябе из нелегированного титана представлено в
табл. 1.
Анализ полученных результатов показал, что распределение примес-
ных элементов по длине и поперечному сечению слитков-слябов равно-
мерное, а их содержание находится в пределах требований стандартов
для нелегированного титана (см. табл. 1).
Исследование макроструктуры поперечных темплетов слитков-сля-
бов показало, что металл плотный, однородный, дефекты в виде пор,
раковин, трещин и неметаллических включений отсутствуют.
Сравнение выхода годного металла показало, что при плавке крицы
и кусковых отходов потери титана из-за испарения фактически одинако-
вые и на 30...40 % меньше, чем при плавке дробленой губки фракции
12...70 мм (рис. 6).
709
ИЗБРАННЫЕ ТРУДЫ
Таблица 1. Распределение примесей по объему слитка-сляба нелегированного титана
Место отбора проб Средняя концентрация элементов, %
о N Fe С Н
Верхний торец Край 0,09 0,011 0,10 0,007 0,001
Центр 0,09 0,009 0,08 0,004 0,001
Край 0,08 0,010 0,08 0,005 0,001
400 мм от верхнего торца Край 0,09 0,010 0,07 0,008 0,001
Центр 0,08 0,010 0,08 0,015 0,002
Край 0,08 0,009 0,08 0,011 0,001
800 мм от верхнего торца Край 0,09 0,010 0,06 0,002 0,001
Центр 0,10 0,009 0,09 0,007 0,001
Край 0,08 0,008 0,06 0,007 0,001
1200 мм от верхнего торца Край 0,08 0,009 0,07 0,010 0,002
Центр 0,09 0,010 0,05 0,005 0,001
Край 0,08 0,008 0,06 0,003 0,001
1600 мм от верхнего торца Край 0,10 0,008 0,10 0,008 0,001
Центр 0,09 0,010 0,09 0,013 0,002
Край 0,10 0,009 0 10 0,008 0,002
Предложенная технология ЭЛПЕ блоков губчатого титана обеспе-
чивает повышение на 20 % технико-экономических показателей, в срав-
нении с ЭЛПЕ губчатого титана фракции 12...70 мм.
В настоящее время после реконструкции цеха восстановления губ-
чатого титана Запорожский титаномагниевый комбинат производит блоки
массой 3,8 т (рис. 7).
Рис. 6. Зависимость выхода годного металла Z
от удельного расхода электроэнергии Q
(точки — эксперимент,
сплошная линия — расчет)
Рис. 7. Внешний вид блоков
губчатого титана массой 3,8 т
710
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Для реализации разработанной
технологии электронно-лучевой плавки
недробленого блока губчатого титана в
ИЭС им. Е.О. Патона создана элект-
ронно-лучевая установка УЭ5810 с про-
межуточной емкостью (рис. 8), не име-
ющая аналогов в мире и позволяющая
совмещать процесс оплавления боко-
вой поверхности блока на этапе пред-
варительного подогрева и процесс
плавки в одной вакуумной камере.
Согласно предложенного техно-
Рис. 8. Внешний вид электронно-лучевой
установки УЭ5810
логического процесса, в электронно-
лучевой установке УЭ5810 перед началом плавки поверхность блока
крицы оплавляют путем развертки электронного луча вдоль линии,
образованной пересечением поверхности блока крицы с горизонтальной
плоскостью, которая проходит через ось блока. В процессе оплавления
поверхности блока крицы ванна жидкого металла, глубина которой
равнялась толщине дефектного слоя, сливается в охлаждаемую водой
изложницу, где и происходит затвердевание расплава в виде монолитного
слитка-электрода. Этот электрод может быть использован для получения
литых фасонных заготовок и деталей, которые допускают повышенное
содержание примесей, или как лигатура при производстве сталей и
жаропрочных сплавов. В процессе оплавления поверхность блока крицы
освобождается от насыщенного вредными примесями дефектного слоя.
Затем блок крицы подают толкателем в зону плавки над промежуточной
емкостью, где и происходит ее плавление.
Электронно-лучевая установка УЭ5810 позволяет выплавлять
слитки титана с максимальным диаметром 1200 мм, длиной 4000 мм или
слитки-слябы с поперечным сечением до 1320x420 мм, длиной 4000 мм
непосредственно из недробленых блоков губчатого титана.
Разработанная в ИЭС им. Е.О. Патона НАН Украины технология
электронно-лучевой плавки недробленых блоков губчатого титана для
получения высококачественных слитков и слитков-слябов, а также соз-
данное специализированное оборудование для реализации указанной
технологии в условиях промышленных предприятий позволили органи-
зовать в Украине конкурентоспособное на мировых рынках производство
высококачественных слитков и слитков-слябов титана.
1. Тригуб Н.П., Ахонин С.В. Рынок титана: текущее состояние и перспективы // Пробл. спец,
электрометаллургии. — 1998. — №4. — С. 74-77.
2. Paton В.Е., Trigub N.P., Akhonin S. V. Electron beam melting of titanium // Proc, of the Ninth
World Conf, on Titanium, Saint-Petersburg, Russia, 7-11 June 1999. — Saint Petersburg: CRISN
«Prometey», 1999. — P. 1372-1384.
3. Некоторые тенденции развития металлургического передела титана / Б.Е. Патон, Н.П. Тригуб,
СВ. Ахонин и др. // Пробл. спец, электрометаллургии. — 1996. — № 1. — С. 25-31.
4. Патон Б.Е., Тригуб Н.П., Ахонин С.В. Перспективные технологии электронно-лучевой плавки
титана // Титан. — 2003. — № 2. — С. 20-25.
711
ИЗБРАННЫЕ ТРУДЫ
5. Развитие технологии электронно-лучевой плавки титана / Б.Е. Патон, Н.П. Тригуб, В.Н.
Замков и др. // Пробл. спец, электрометаллургии. — 2000. — № 2. — С. 34-40.
6. Ахонин С.В. Математическое моделирование процесса растворения включений TiN в расплаве
титана при ЭЛП // Пробл. спец, электрометаллургии. — 2001. — № 1. — С. 20-24.
7. Электронно-лучевая плавка / Б.Е. Патон, Н.П. Тригуб, Д.А. Козлитин и др. — Киев: Наук,
думка, 1997. — 265 с.
8. Титан / В.А. Гармата, А.Н. Петрунько, Н.В.Талицкий и др. — М.: Металлургия, 1983. —
559 с.
6. Ахонин С.В. Математическое моделирование процесса растворения включений TiN в расплаве
титана при ЭЛП // Пробл. спец, электрометаллургии. — 2001. — № 1. —С. 20-24.
7. Электронно-лучевая плавка / Б.Е. Патон, Н.П. Тригуб, Д.А. Козлитин и др. — Киев: Наук,
думка, 1997. — 265 с.
8. Титан / В.А. Гармата, А.Н. Петрунько, Н.В.Талицкий и др. — М.: Металлургия, 1983. —
559 с.
ПЛАЗМЕННО-ДУГОВОЙ ПЕРЕПЛАВ МЕТАЛЛОВ
И СПЛАВОВ*
Б.Е. Патон, В.И. Лакомский, Д.А. Дудко, О.С. Забарило,
И.С. Прянишников, В.В. Топилин, М.М. Клюев
Рассмотрены существующие процессы рафинировки металла, кратко изложены осо-
бенности нового процесса — плазменно-дугового переплава металлов и сплавов.
Развитие современной техники характеризуется постоянно растущими тре-
бованиями к качеству металла. За последние 10... 15 лет был разработан ряд
технологических процессов, применение которых существенно повышает
качество металла. К таким процессам относятся: обработка жидкой стали
синтетическими жидкими сплавами в ковше или шлаковыми компонентами,
вдуваемыми в металл в порошкообразном состоянии, вакуумирование
жидкого металла в ковше или при разливке, продувка жидкого металла
инертным газом и др.
Кроме того, широко применяются способы рафинирующего переплава
металла: вакуумно-дуговой, электрошлаковый и электронно-лучевой. Инте-
ресно отметить, что в двух последних способах использованы источники
нагрева из арсенала сварочной техники. Способы электрошлакового и
электронно-лучевого переплава металлов появились тогда, когда уже
интенсивно использовалась электрошлаковая и электронно-лучевая сварка.
Сейчас развивается новый способ выплавки и рафинирующего пере-
плава металлов — плазменно-дуговой. Источник тепла — плазмотрон,
как и в предыдущих способах, до использования в специальной метать
лургии применялся в сварочной технике. К настоящему времени насчиты-
вается уже несколько сот исследований плазменной резки, напыления,
Автоматическая сварка. — 1966. — № 8. — С. 1-5.
712
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
сварки, наплавки, в то время как работ по использованию плазмы в
металлургических целях буквально единицы.
Основная цель всех перечисленных процессов — повысить чистоту
металлов и сплавов (снизить содержание серы, фосфора, газовых прш
месей, неметаллических включений, легкоплавких примесей и т. д.) и
улучшить их физико-механические свойства.
Число средств, которые применяются для достижения этих свойств,
можно свести к четырем. Прежде всего, это шлаки или газы, используе-
мые как рафинирующие реагенты для проведения реакций десульфу-
рации, дефосфорации, для экстрактивной вытяжки из металла раство-
ренных газов и удаления неметаллических включений. Во-вторых, повы-
шение температуры металлов, которое приводит к интенсификации про
цессов раскисления их растворенным углеродом, всплывания неме-
таллических включений и т. д. В-третьих, вакуумирование металла, зна-
чительно повышающее раскислительную способность углерода и снижа-
ющее содержание растворенных газов и легкоплавких примесей цветных
металлов, а также неметаллических включений путем их флотации при
барботировании металла. И, наконец, в-четвертых, принудительная
кристаллизация в медных водоохлаждаемых кристаллизаторах. Эта опе-
рация дает возможность, регулируя скорость кристаллизации, получить
желаемую макроструктуру, повысить плотность металла, оттеснить в
металлическую ванну неметаллические включения с низкой адгезией,
получить слиток без зональной ликвации, газовых пузырей и практически
без усадочной раковины.
В табл. 1 показано, как в различных процессах рафинирующей
обработки используются названные четыре средства повышения качества
металлов. Из таблицы видно, что наиболее прогрессивными процессами
являются все названные способы переплава металлов, так как в них
Таблица 1
Способ обработки металла Рафиниро- вание шлаком и газом Перегрев металла Вакууми- рование Принуди- тельная кристалли- зация
Вакуумирование в ковше и при разливке Нет Нет Есть Нет
Обработка синтетическим шлаком в ковше Есть Нет »
Продувка металла в ковше газом (рурсталь-ге- реус процесс) » » »>
Вакуумно-индукционная плавка Нет » Есть »
Вакуумно-дуговой переплав Есть
Электрошлаковый переплав Есть Есть Нет
Электронно-лучевой переплав Нет Есть »
Плазменно-дуговой переплав в регулируемой атмосфере Есть Нет
Плазменный переплав в вакууме Нет » Есть »
713
ИЗБРАННЫЕ ТРУДЫ
одновременно совмещается наибольшее число средств — три из четырех.
Ни один другой процесс не может соперничать с переплавом.
Плазменно-дуговой переплав металлов возможен в двух вариантах.
Во-первых, он может осуществляться в нейтральной или восстановитель-
ной атмосфере в условиях нормального или избыточного давления. Этот
процесс позволяет переплавлять сплавы с легкокипящими компонентами,
исключая их избирательное испарение. Потерь на испарение при этом
практически нет. При переплаве понижается концентрация газов в метать
ле как растворенных, так и связанных в прочные соединения.
По второму варианту плазменно-дуговой переплав выполняют в
вакууме. Его следует осуществлять, если требуется более глубокая дега-
зация металла, а раскисление его производить при помощи углерода,
растворенного в сплаве. Из таблицы видно, что первый вариант плазме1ь
но-дугового переплава аналогичен электрошлаковому, а второй — элек-
тронно-лучевому переплаву. Ниже будет показано, что эта аналогия не
только формальна, но проявляется и в самом существе процесса.
Плазменно-дуговой переплав развивается на основе опыта и до-
стижений существующих способов электронно-лучевого, электрошлако-
вого и вакуумно-дугового переплава.
Интересно сопоставить плазменно-дуговой переплав металла с
другими способами, широко распространенными в СССР и за рубежом,
например, с вакуумно-дуговым и электрошлаковым.
Как следует из табл. 2, плазменно-дуговой переплав по возможнос-
тям относительно регулируемой атмосферы печи, стабильности процесса,
регулируемых скоростей плавления и кристаллизации, химического сос-
Таблица 2
Переплав Атмосфера печи Возможность получения квадратных и плоских слитков Возможность работы со шлаком
Вакуумно-дуговой Вакуум Нет Практически нет
Электрошлаковый Нейтральная, восстановительная, окислительная Есть Только со шлаком
Плазменно-дуговой То же и вакуум Со шлаком и без него Практически нет
Окончание тпабл. 2
Ограничение по химическому составу переплавляемого металла Регулирование теплового баланса Регулирование температуры металлической ванны Регулирование скорости кристаллизации металлической ванны
Нельзя плавить металл, легированный азотом, марган- цем Ограниченное Ограниченное Ограниченное
Трудно плавить металл, легированный титаном
Практически нет В широких пределах В широких пределах Практически не ограниченное
714
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 1. Опытная установка для плазменной плавки
тава переплавляемого металла и т. д., значительно
превосходит электрошлаковый и тем более ваку-
умно-дуговой переплав. Так, например, при ваку-
умно-дуговом и электрошлаковом переплаве изме-
нение скорости плавления непременно влечет за
собой колебания электрического режима плавки,
а это, в свою очередь, приводит к изменениям
температуры металла в ванне. Таким образом, при
этих способах переплава между скоростью плавки,
током и температурой ванны существует жесткая
связь. В отличие от этого плазменно-дуговой
процесс очень гибкий. Он позволяет в определен-
ных границах варьировать скорость плавления.
изменяя лишь скорость подачи штанги и
вытягивания слитка при постоянной мощности, и независимо от скорости
плавления легко изменять температуру перегрева металла в ванне. Пос-
леднее очень важно для управления процессами рафинировки металла
(удаления газов, раскисления металла, удаления легкоплавких примесей
цветных металлов) и создания желаемой макроструктуры слитка.
В ИЭС в течение ряда лет ведутся работы по применению низкотем-
пературной плазмы для обработки материалов. Были сконструированы и
построены печи для плазменно-дугового переплава высоколегированных
сталей и сплавов в водоохлаждаемый кристаллизатор по принципиально
новой схеме.
На рис. 1 показана одна из опытных установок для
плазменной плавки. Печи дают возможность получать
слитки 050... 100 мм, / < 600 мм.
Примененная схема позволяет тонко регулировать
обогрев различных частей металлической ванны и при
необходимости вращать ее. Это обеспечивает равномер-
ный капельный перенос расплавленного металла в ванну,
дает возможность путем рассредоточенного нагрева
ванны на малых слитках и вращения ее на больших
получать плоскую конфигурацию дна ванны. Чем форма
площе, тем выше качество слитка, его плотность, одно-
родность, меньше неметаллических включений. Плоское
дно ванны обеспечивает направленную кристаллизацию
вдоль вертикальной оси слитка (рис. 2). Особо следует
подчеркнуть, что плоское дно и соответственно осевую
Рис. 2. Макрофотография продольного разреза слитка никеля,
= 9 мм/мин
715
ИЗБРАННЫЕ ТРУДЫ
кристаллизацию можно получить неза-
висимо от теплопроводности переплав-
ляемого металла.
Необходимо отметить еще одну по-
ложительную сторону принятой техно-
логической схемы плазменно-дугового
переплава. Известно, что для вакуумно-
дугового переплава не безразлична кон-
фигурация электрода для выплавки
слитка. При плазменно-дуговом про-
цессе форма сечения штанги не влияет
ни на качество поверхности слитка, ни
на энергетические режимы работы уста-
новки. Практически осуществлен переп-
лав в круглые слитки квадратных, пря-
моугольных, круглых и набранных из
тонких прутков штанг. Из штанг раз-
личного профиля можно выплавлять
квадратные и прямоугольные слитки.
Источником тепла при плазменно-дуговом переплаве служит плаз-
мотрон. Это конструктивно весьма простое и в то же время эффективное
устройство для превращения электрической энергии в тепловую.
По принципу работы различают плазмотроны прямого и косвенного
действия. Для плавки металлов обычно применяют плазмотроны пос-
тоянного тока прямого действия (рис. 3), в которых дуга горит между
вольфрамовым катодом / и плавящимся металлом 4. Дуга стабили-
зируется холодной стенкой медного водоохлаждаемого сопла 3 и вихре-
образным потоком аргона?. КПД этих плазмотронов на 20...30 % выше,
чем плазмотронов косвенного действия. По такой принципиальной схеме
строятся все плазмотроны постоянного тока независимо от их назначения.
Однако конструктивное оформление и рабочие характеристики метать
лургичеСкого плазмотрона должны отличаться от плазмотронов для
сварки или резки. В частности, в металлургическом плазмотроне разру-
шения катода и сопла должны быть исключены или во всяком случае
сведены к минимуму, чтобы не загрязнять вольфрамом или медью
переплавляемый металл.
Эти свойства металлургического плазмотрона должны сохраняться
в широком интервале мощностей и скоростей подачи плазмообразующего
газа для того, чтобы осуществлять как концентрированный, так и рассре-
доточенный нагрев металлической ванны. В ИЭС им. Е.О. Патона
разработаны конструкции металлургических плазмотронов, удовлетворя-
ющие этим требованиям. Разрушение медного сопла в них полностью
устранено, а абляция катода составляет 0,03 г вольфрама в час.
Плазмотрон для работы при нормальных и повышенных давлениях
газа ПДМ-3 (рис. 4) работает в интервале мощностей 5...50 кВт. Его
716
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 5. Временная характеристика тока плазмотрона ПДМ-3
рабочее напряжение 40...80 В при (7ХХ = 120 В. Расход аргона при
различных режимах 3...7 л/мин.
В отличие от свободно горящей электрической дуги плазмотроны
обеспечивают чрезвычайно устойчивый режим. В качестве примера приве-
дена временная характеристика напряжения (рис. 5). Колебания, соот-
ветствующие частоте перехода капель, составляют 0,6 %. Следовательно,
отпадает проблема регулирования напряжения на дуге. Тепловой КПД
таких плазмотронов очень высокий, в частности у плазмотрона ПДМ-3
он составляет 85...95 %.
Плазменному переплаву подвергли ряд металлов и сплавов. Повер-
хность слитков переплавленных металлов была отличного качества
(рис. 6). Усадочная раковина совершенно отсутствовала, а концентрация
вредных газовых примесей резко снизилась. Например, переплав черно-
вого никеля марки НП-3, содержащего Ni + Со > 99,3 %, привел к
глубокому раскислению металла. Содержание кислорода понизилось от
1,77-10-2 до 3...7-10-4 %, плотность металла возросла с 8,8040 до
8,8424 г/см3. Переплавленный металл прокатали в холодном состоянии
от 75 до 0,10 мм с одним промежуточным отжигом.
Рис. 6. Внешний вид поверхности слитков после плазменно-дугового переплава
717
ИЗБРАННЫЕ ТРУДЫ
Плазменно-дуговой переплав магнитно-мягких сплавов привел к
полутора-двукратному возрастанию магнитных свойств и значительному
улучшению их пластичности.
Исследование качества жаропрочного сплава на никелевой основе
после плазменно-дугового переплава свидетельствует о том, что по срав-
нению с исходным металлом в два-три раза увеличивается технологичес-
кая пластичность, на 40...60 % — длительная прочность, на 20...30 % —
пластические характеристики (5, у) при рабочих температурах.
Полученные результаты позволяют сделать вывод о важных техно-
логических преимуществах плазменно-дугового переплава по сравнению
с другими способами переплава.
Хорошее качество переплавленного металла свидетельствует о
больших перспективах применения нового технологического процесса в
электрометаллургии.
АУСТЕНИТНЫЕ ВЫСОКОАЗОТИСТЫЕ
ХРОМОНИКЕЛЕВЫЕ СТАЛИ, ВЫПЛАВЛЯЕМЫЕ
В ПЛАЗМЕННОДУГОВЫХ ПЕЧАХ*
Б.Е. Патон, В.И. Лакомскнй, Г.Ф. Торхов, В.А. Слышанкова
Несколько лет тому назад группой сотрудников Института электросварки
был разработан способ плазменнодугового переплава металлов и сплавов
в водоохлаждаемом кристаллизаторе и аппаратура для его осуществления
[1]. Ныне плазменнодуговой переплав уже применяется на ряде метал-
лургических заводов для производства сталей и сплавов ответственного
назначения.
Отличительной особенностью нового способа специальной электро-
металлургии является существенная интенсификация процессов взаимо-
действия плазмообразующих газов с металлическим расплавом. Реакция
растворения азота в жидком железе и его сплавах в плазменнодуговых
печах протекает, в частности, со скоростями, на порядок большими, чем
в других плавильных агрегатах [2]. Последнее позволило нам разработать
технологию легирования сталей азотом из аргоно-азотной плазмы регу-
лируемого состава и отказаться от применения дорогих азотированных
ферросплавов при выплавке азотсодержащих сталей. Используя приемы
разработанной технологии, можно выплавлять стали, содержание азота
*Докл. АН СССР. - 1971. - 198, № 2. - С. 391-393.
718
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Состав стали
К? п/п Химический, % Структурный
Сг Ni N Металлографическая оценка По Шеффлеру [4], без азота
1 18,3 2,2 0,44 А + М + Ф М + Ф
2 18,3 6,2 0,59 А А + М + Ф
3 19,5 4,7 0,33 А + М + Ф
4 19,5 4,7 0,48 А
5 21,0 3,0 0,45 А+ 10 % Ф
6 21,0 3,0 0,55 А + следы Ф
7 21,0 3,0 0,58 А
8 21,0 6,0 0,47 А + 21 % Ф
9 21,0 6,0 0,56 А + следы Ф
10 21,0 6,0 0,61 А
И 23,5 6,5 0,42 А+ 10 % Ф 80 % Ф + А
12 23,5 6,5 0,45 А + следы Ф
13 23,5 6,5 0,51 А
14 28,1 2,3 0,74 А + 25 % Ф Ф
15 27,8 4,8 0,76 А + И % Ф
16 26,9 8,2 0,92 А 80 %'Ф + А
Примечание. Ь — аустенит, М — мартенсит, Ф — феррит.
в которых значительно превышает уровни, достигаемые при традицион-
ных методах плавки.
Как известно, в хромо-никелевых сталях азот является эффективным
заменителем никеля. Введение в аустенитную нержавеющую сталь 0,15 %
азота эквивалентно 2...4 % никеля, а 0,25 % N заменяет от 2,5 до 6,0 % Ni.
Этим объясняется стремление металлургов ввести в сталь возможно больше
азота. Однако в обычных случаях верхний предел содержания азота
ограничивается уровнем стандартной растворимости (SN) этого газа в стали
конкретного состава при температуре ликвидус [3].
В плазменнодутовых печах с кристаллизатором, напротив, можно вы-
плавлять стали, содержание азота в которых в 2...4 раза выше значения SN.
В таблице представлены примеры химического и структурного сос-
тава сплавов, выплавленных в плазменнодуговой печи. В качестве исход-
ных материалов использовали железо, хром и никель высокой чистоты
(сумма примесей в каждом <0,1 %). Структурный анализ сплавов про-
изводился после их закалки с 1150 °C. Как видно из таблицы и рис. 1,
достаточно превысить уровень всего лишь в два-два с лишним раза,
чтобы получить чисто аустенитную структуру тех сплавов, которые в
случае отсутствия азота содержат до 80 % феррита.
Влияние высоких концентраций азота на структуру хромоникелевых
низкоуглеродистых сталей хорошо видно на рис. 2. Структурные диаг-
раммы, представленные на этом рисунке, построены на основе ставшей
классической диаграммы Шеффлера [4].
719
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Структура (xlOO) Cr-Ni-N сталей (цифры соответствуют порядковым номерам в таблице)
Зависимость между Сг и Ni, соответствующая границам определен-
ного типа структур, найдена с учетом азотной сорбционной емкости
сплава в жидком состоянии. Для того чтобы условия сорбции азота
ставами различного состава были сравнимы, нами принята одна темпе-
720
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Ni, мае. %
в г
Рис. 2. Структурная диаграмма низкоуглеродистых хромоникелевых сталей с различным
содержанием азота [N]: a ,боо-с» 6 2 teoo-c* ® 3 •Si ieoo*c> г 4 Si, ieoo-с
ратура для всех сплавов (1600 °C) Стандартную растворимость азота в
расплаве (£«, 1боо °с) мы вычисляли по уравнению, наилучшим образом
описывающему экспериментальные данные [3, 5]:
SN, 1600-е = ехр {-3,03 - 0,000785[Сг]1 2 3 + 0,1085[Cr] - 0,023[Ni]}.
Специальные опыты по определению никелевого эквивалента азота
в исследуемых сплавах показали, что в случае [N] > 5N значение
эквивалента превышает 11,5 [6] и составляет 19....22, что ближе к
значению, полученному в работе [7].
Анализ диаграмм показывает, что увеличение азота в сплавах Fe-Cr-
Ni расширяет аустенитную область и при содержании азота, равном 4
5n, 1600 вс в сплавах с 17,5 % хрома и выше, можно, по-видимому,
получить чисто аустенитную структуру без никеля (рис. 2, г).
Пластическая деформация и термическая обработка высокоазо-
тистых сплавов в печах с нерегулируемой атмосферой не вызывают
потери газа с поверхности слитка.
Нам представляется, что высокоазотистые аустенитные стали, вы-
плавляемые в плазменнодуговых печах, найдут широкое применение в
химическом, энергетическом, пищевом и торговом машиностроении в
качестве коррозионностойких высокопрочных немагнитных материалов.
1. Патон Б.Е., Лакомский В.И., Дудко Д.А. и др. // Автомат, сварка. — 1966. — № 8. — С. 3.
2. Лакомский В.И., Торхов Г.Ф. // Докл. АН СССР. — 1968. — 183, № 1. — С. 87.
3. Лакомский В.И., Торхов Г.Ф. // Физ. и химия обработка материалов. — 1971. — № 4.
48-8-143/
721
ИЗБРАННЫЕ ТРУДЫ
4. Schaeffler A.L. // Metal Progress. — 1949. — 56, № 6. — P. 680.
5. Григоренко Г.М., Торхов Г.Ф., Лакомский В.И. // Докл. АН СССР. — 1970. — 194, № 4. —
С. 881.
6. Pryce L., Andrews K.W. // J. Iron and Steel Inst. — 1960. - № 8. - P. 415.
7. Мелькумов И.Н., Топилин B.B. // Металловедение и термообработка. — 1969. — № 3. — С. 47.
ПОЛУЧЕНИЕ СЛИТКОВ СПОСОБОМ ПЕРЕПЛАВА
РАСХОДУЕМОГО ПЛАЗМОТРОНА
J]c
В ПРОМЫШЛЕННЫХ ПЕЧАХ
Б.Е. Патон, В.И. Лакомский, Г.М. Григоренко, И.В. Шейко,
А.И. Букало, К.С. Ельцов, Н.В. Стеценко, А.Н. Коротков,
Е.И. Мошкевич, А.И. Пахомов, В.Д. Шевченко
Описаны результаты опытно-промышленного опробования способа переплава расхо-
дуемого плазмотрона в реконструированной вакуумной дуговой печи ДСВ-3,2 завода
«Днепроспецсталь».
В последние годы в ИЭС им. Е.О. Патона в лабораторных условиях был
опробован новый способ плазменнодугового рафинирующего перепла-
ва — переплав расходуемого плазмотрона (ПРП) [1, 2]. Выполненные
лабораторные исследования показали, что указанный способ обладает
многими достоинствами общепризнанного способа ПДП, но в то же время
выгодно отличается пониженным расходом электроэнергии и плазмооб-
разующего газа и, кроме того, не требует сложного оборудования [2, 3].
ИЭС им. Е.О. Патона совместно с заводом «Днепроспецсталь»
разработали конструкцию печи для переплава расходуемого плазмотрона
[4]. Предложенная конструкция позволяет использовать обычную ваку-
умную дуговую печь с незначительными переделками. В пятом сталеть
давильном цехе завода «Днепроспецсталь» была осуществлена реконст-
рукция промышленной вакуумной дуговой печи ДСВ-3,2. Схема рекон-
струкции, общий вид печи и газового пульта показаны на рис. 1, 2 и 3.
Реконструкция включала в себя замену двух узлов печи. Вместо штока
механизма подачи заготовки был установлен полый шток 4 с флюсобун-
кером 3 в верхней части и механизмом 6 герметичного крепления полой
заготовки в нижней части. Поскольку новый шток был выполнен того же
диаметра, что и старый, то использовалось имеющееся уплотнение.
Вместо взрывного клапана были установлены фильтр и устройство 8 для
сброса газа из печи. Кроме этого, печь была оборудована газовым пультом
2 для регулирования расхода и состава плазмообразующего газа.
‘Специальная электрометаллургия. — 1973. — № 20. — С. 92-98.
722
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 1. Схема реконструированной печи вакуумного дугового переплава ДСВ-3,2: / — баллоны с
плазмообразующим газом; 2 — газовый пульт; 3 — флюсобункер; 4 — шток механизма
перемещения электрода; 5 — камера; 6 — захват; 7 — электрод; 8 — устройство для сброса
отработанного газа; 9 — бустерный насос; 10 — кристаллизатор
Описываемая печь позволяет выплавлять слитки весом до 1000 кг.
Она питается постоянным током от стандартного выпрямительного агре-
гата АВП-2213/6.
48*
723
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Общий вид
реконструированной печи
ДСВ-3,2
Рис. 3. Пульт печи ДСВ-3,2
На печи была проведена серия плавок в
кристаллизатор 0320 мм. Для плавок исполь-
зовались полые электроды стали 18Х2Н4ВА
с наружным диаметром 260 мм, внутренним
85 мм и длиной 2500.. .3000 мм. Эти электроды
были отлиты в волнистый кристаллизатор на
машине полунепрерывного литья полых стальных заготовок МПНЛС-270
во ВНИИМЕТМАШе.
Перед плавкой наружная поверхность электродов зачищалась. Диа-
метр обработанного электрода составлял 250...255 мм. Переплав вели в
аргоне при давлении в камере 1,0... 1,1 ата. Расход аргона в среднем
составлял 10 м3/т. Режимы и некоторые технологические параметры
плавок приведены в таблице.
Из таблицы видно, что, изменяя ток плавки, можно в широких
пределах менять скорость наплавления слитка. При этом удельный расход
электроэнергии с повышением производительности процесса снижается.
Перед плавкой камеру печи вакуумировали и начинали процесс при
давлении -0,1 мм рт. ст., а затем после наведения ванны жидкого металла
плавильную камеру печи заполняли аргоном до атмосферного давления.
Газ подавали через электрод и через натекатель в корпусе печи одновре-
менно. Расход аргона, подаваемого в полость электрода, составлял 25...
30 л/мин.
№ опытов Д1Л» А ЦрВ Упл, ММ/МИН Производи- тельность, кг/ч Вес слитка, кг Расход электроэнергии, кВтч/кг
1 6,5 45+48 7,7 288 825 1,03
2 6,0 44+45 7,4 241 785 1,10
3 7,0 49+50 10,7 360 740 0,90
4 5,0 45+46 4,9 170 530 1,20
5 6,0 42+44 7,9 240 930 1,12
6 5,5 40+44 6,9 220 640 1,12
724
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 4. Огарок полого электрода
после окончания плавки
По мере наполнения печи аргоном
происходило повышение напряжения на
дуге до рабочего значения, которое при-
мерно вдвое выше, чем при ВДП.
В процессе всех плавок боковые раз-
ряды отсутствовали, несмотря на то, что
зазор между стенкой кристаллизатора и
электродом составлял, в отличие от ваку-
умно-дугового процесса, лишь -30 мм.
Плазменный факел практически не выхо-
дил из-под торца электрода. При этом то-
рец был почти плоским и гладким с не-
большим коническим углублением в районе
отверстия. Перенос металла осуществляет-
ся каплями с поверхности всего торца;
одновременно существуют пять-семь цент-
ров каплеобразования (рис. 4).
При переплаве полого электрода в ва-
кууме форма торца электрода иная. В этом случае значительно оплавля-
ется кромка торца электрода.
На рис. 5 представлены вольт-амперные характеристики разряда при
переплаве расходуемого плазмотрона и вакуумном дуговом переплаве. Из
рисунка видно, что при ПРП крутизна вольт-амперных характеристик
значительно больше, чем при ВДП, и соответственно больше градиент
падения напряжения в столбе дуги. При ПРП он составляет примерно
1 В/мм, а при ВДП 0,15 В/мм.
Металл слитков, полученных переплавом расходуемого плазмотро-
на, имеет плотную структуру без дефектов. Первичная структура слитка
(0320 мм) ПРП стали 18Х2Н4ВА показана на рис. 6.
Выплавленные слитки имеют хорошую наружную поверхность
(рис. 7). Изменение химического состава в поверхностном слое слитка
Рис. 5. Вольт-амперные характеристики плазменной дуги при переплаве: 1 — в атмосфере
аргона, = 31 мм; 2 — то же, /д = 25 мм; 3 — в вакууме, /д = 25 мм; 4 — то же, /д = 21 мм
725
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Макроструктура слитка ПРП
стали 18Х2Н4ВА
Рис. 7. Слиток весом 825 кг,
полученный переплавом
расходуемого плазмотрона в
кристаллизатор 0320 мм
ПРП, в отличие от слитка вакуумно-дугового
переплава, не наблюдается. Слитки могут
прокатываться или коваться без обдирки.
Промышленное опробование способа
ПРП с использованием вакуумных дуговых
печей дает основание утверждать, что этот способ является весьма
перспективным для выплавки крупнотоннажных слитков ряда сталей и
сплавов, которые затруднительно или невозможно переплавлять методом
ВДП, например сталей, легированных марганцем. При этом упрощается
обслуживание печи (не нужны бустерные насосы) и повышается выход
годного металла.
Большой интерес могут представить переплав расходуемого плаз-
мотрона с подачей шлака на зеркало ванны, а также легирование металла
азотом из газовой фазы. При этом процесс переплава становится еще
более экономичным, так как газообразный азот дешевле аргона и отпадает
необходимость использовать при выплавке заготовки азотированные
ферросплавы.
1. Способ плазменнодугового переплава расходуемой заготовки / Б.Е. Патон, А.И. Целиков и др.
Авторское свидетельство № 320173 от 23 сентября 1969 г.
2. Плазменнодуговой переплав расходуемого плазмотрона / Б.Е. Патон, В.И. Лакомский и др.
// Специальная электрометаллургия. — 1971. — Вьп. 10.
3. Григоренко Г.М., Шейко И.В. Глубина и форма ванны при переплаве расходуемого плазмотрона
// Там же. — 1971. — Вып. 13.
4. Печь для плазменнодугового переплава металлов и сплавов /Б.Е. Патон, В.И. Лакомский и
др. Авторское свидетельство № 337035 от 29 марта 1971 г.
726
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
ПРИМЕНЕНИЕ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ
ДЛЯ ПЕРЕПЛАВА ПОВЕРХНОСТНОГО СЛОЯ
МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК*
Б.Е. Патон, Ю.В. Латаш, Г.Ф. Торхов, И.С. Прянишников,
В.К. Кедрин, А.И. Букало, Л.Р. Тагер
Рассмотрены различные схемы оплавления поверхностного слоя металлических загото-
вок. Показаны преимущества использования группы плазмотронов переменного тока.
Приведены экспериментальные данные, характеризующие особенности расплавления
поверхностного слоя заготовки несколькими плазмотронами Описана установка Об-
1957, предназначенная для оплавления промышленных плоских заготовок, и приве-
дена ее техническая характеристика.
Область применения низкотемпературной плазмы как концентрирован-
ного источника энергии постоянно расширяется. В металлургии в насто-
ящее время в промышленном или полупромышленном масштабе приме-
няются плазменнодуговая резка заготовок, плазменнодуговой переплав и
кристаллизатор, выплавка металлов и сплавов в плазменных и плазмен-
но-индукционных печах с керамическим тиглем.
Плазменнодуговая технология благодаря широким возможностям
таким, как глубокое рафинирование металла, регулирование скорости
переплава, легирование расплава азотом из газовой фазы, раскисление
металла водородом, может быть использована для повышения качества
поверхностного слоя металлических заготовок, в частности, для его
рафинирования и ликвидации дефектов (трещин, пор, грубых неме-
таллических включений) [1]. В отличие от других способов, сопряжен-
ных с потерями металла при удалении дефектного слоя, данная техно-
логия позволяет полностью сохранить металл.
Поиски различных способов безотходного удаления поверхностных
дефектов с заготовок на стадиях металлургического производства интен-
сивно ведутся и за рубежом.
Так, американской фирмой «Вестингауз» запатентовано [2] устрой-
ство для удаления дефектов с поверхности стальных слябов и блюмов
(рис. 1). В устройстве поверхность 1 заготовки обрабатывается быст-
родвижущейся по кольчевой траектории электрической дугой, генери-
руемой нерасходуемым электродом 2. Обработка поверхности происходит
под защитным кожухом 3 в среде инертного газа, подаваемого через
нерасходуемый электрод. Вне кожуха предусмотрены устройства 4 для
подачи воды на оплавленную поверхность с целья интенсивного охлаж-
дения металла.
Однако описанная в патенте [2] схема не позволяет регулировать
распределение тепловых потоков по обрабатываемой поверхности,
’Специальная электрометаллургия. — 1977. — № 34. — С. 86-96.
727
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Устройство фирмы «Вестингауз» для
удаления дефектов с поверхности стальных слябов
и блоков
вследствие чего не обеспечи-
вается равномерное проплавле-
ние поверхностного слоя в раз-
личных частях заготовки.
Известные схемы оплав-
ления поверхности одним плаз-
мотроном путем многократного
прохода в данном случае не мо-
гут быть использованы. Силы
поверхностного натяжения стре-
мятся придать жидкому металлу
сферическую форму. Поэтому
при кристаллизации металла,
оплавленного одним сосредото-
ченным источником нагрева,
формируется неровная поверх-
ность, аналогичная поверхности
сварного шва. Кроме того, одноплазмотронная обработка не обеспечивает
высокой производительности.
Достичь требуемого качества поверхности заготовки можно при условии
поддержания на ее поверхности по ширине сплошной ванны жидкого металла
путем непрерывного движения заготовки относительно плазмотронов.
Институтом электросварки им. Е.О. Патона и заводом «Электро-
сталь» предложен способ плазменнодугового оплавления плоских загото-
вок (слитков, отливок, проката и поковок) в контролируемой атмосфере*,
заключающийся в том, что расплавление поверхностного слоя металла
заготовки производят с использованием трехфазной группы плазмотро-
нов переменного тока. При этом поддерживается общая ванна жидкого
металла по всей ширине обрабатываемой заготовки.
Применение такой схемы нагрева стало возможным благодаря соз-
данию в ИЭС им. Е.О. Патона металлургических плазмотронов перемен-
ного тока и трехфазных источников питания к ним [3], а также исследо-
ваниям магнитного взаимодействия плазменных дуг [4].
Анализ различных схем обработки поверхностного слоя заготовок
показывает, что ванна жидкого металла необходимой геометрии может быть
получена только при использовании многоплазмотронной схемы нагрева.
Закономерности оплавления металлической пластины изучены пока
только применительно к нагреву одним плазмотроном постоянного тока.
Показано [5, 6], что изменение теплового потока как плазменной
струи, так и плазменной дуги по радиусу пятна нагрева приближенно
описывается законом нормального распределения
*А. с. 563031 СССР. Способ плазменнодугового оплавления плоских заготовок / Б.Е. Патон,
Ю.В. Латаш, И.С. Прянишников и др. — Опубл. 20.02.76.
728
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Qr Ятгм СХр ( ,
где qr — удельный тепловой поток на удалении г от оси плазменной струи
или дуги; qmax — максимальный тепловой поток по оси плазмы; К —
коэффициент сосредоточенности.
Установлено, что максимальный тепловой поток по оси плазмы
возрастает с увеличением тока, углублением дуги в канал сопла и
уменьшением его диаметра, а также с повышением расхода плазмообра-
зующего газа до определенного предела. При дальнейшем увеличении
расхода газа максимальный тепловой поток снижается.
Коэффициент сосредоточенности возрастает с увеличением тока и
уменьшается при углублении дуги в канал сопла. Он, как и максимальный
тепловой поток, имеет предельное значение при некотором оптимальном
расходе газа.
Принято считать, что при атмосферном давлении доля энергии,
передаваемая пластине струей аргона, составляет -70 %, пятном -20 % и
излучением -10 %.
По данным [6], эффективный к.п.д. плазменнодугового нагрева
пластины достигает 80 %.
Зная величины эффективной тепловой мощности и коэффициента
сосредоточенности, можно рассчитывать тепловые процессы, определя-
ющие условия расплавления поверхностного слоя пластины.
Однако такие данные получены только для относительно простой
схемы — нагрева одним плазмотроном постоянного тока. Многоплазмот-
ронный нагрев вещества, особенно при использовании переменного тока,
не изучен. Отсутствуют и экспериментальные данные о влиянии взаимо-
действия плазменных факелов на параметры нагрева, кинетике расплав-
ления поверхностного слоя, глубине проплавления, размерах оплавлен-
ных зон в условиях многоплазмотронного нагрева.
В настоящей работе сделана попытка сравнить различные схемы
многоплазмотронного нагрева и
получить экспериментальные
данные, характеризующие осо-
бенности расплавления поверх-
ностного слоя. Опыты прово-
дились на специальном стенде
(рис. 2).
Нагрев плоских заготовок
размером 50x260x550 мм из
среднеуглеродистой стали и же-
лезоникелевого сплава 50Н про-
изводили плазмотронами типа
ПДМ-71. Диаметры электрода и
соплового канала составляли со-
ответственно 10 и 12 мм. За-
Рис. 2. Лабораторный стенд для нагрева пластины:
1 — плазмотроны П ДМ-71; 2 — подвод защитного
газа; 3 — защитный кожух; 4 — нагреваемая
пластина
729
ИЗБРАННЫЕ ТРУДЫ
глубление электрода — 10 мм. Расстояние между плазмотронами на срезе
сопел — 70 мм, длина дуги — 30...40 мм. Ток плазмотронов составлял
200...500 А, напряжение — 60...65 В. Аргон подавали как в плазмотроны,
так и в защитный кожух для предотвращения окисления металла. Расход
газа в каждом плазмотроне и в защитном кожухе составлял соответствен-
но 12 и 500 л/мин.
Пластины нагревали тремя плазмотронами, питаемыми либо посто-
янным, либо переменным трехфазным током промышленной частоты.
Как известно, между плазменными дугами, горящими в непосредственной
близости друг от друга, возникают силы, существенно влияющие на
пространственное положение плазменных факелов и вызывающие пере-
мещение активных пятен по оплавляемой поверхности.
С целью выбора оптимальных условий нагрева были опробованы
три варианта питания плазмотронов.
В первом варианте каждый плазмотрон питался переменным током
от отдельной фазы трехфазной сети.
Было замечено, что часть времени плазмотроны работали в режиме
косвенного действия. При этом наблюдалось резко выраженное сканиро-
Рис. 3. Последовательное изменение положения плазменных дуг за один полупериод тока через
равные промежутки времени при нагреве пластины тремя плазмотронами переменного тока
730
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 4. Нагрев пластины тремя
плазмотронами прямой полярности
Рис. 5. Нагрев пластины тремя
плазмотронами (крайние подключены к
току прямой полярности, средний —
обратной полярности)
ванне дуги среднего плазмотрона по линии расположения плазмотронов.
Колебания крайних дуг имели значительно меньшую амплитуду (рис. 3).
Во втором варианте плазмотроны были подключены к отдельным
источникам постоянного тока с подачей отрицательного потенциала на
плазмотроны, а положительного — на пластину. В этом случае крайние
дуги стягивались к центральной (рис. 4).
В третьем случае наравление тока в среднем плазмотроне было
изменено на противоположное. При такой схеме подключения все дуги
располагались параллельно (рис. 5).
Взаимное расположение плазмотронов, плазменных факелов и эф-
фективных пятен нагрева для указанных схем подключения плазмотро-
нов при токе 400...450 А и длинах дуг 30...35 мм характеризуют рис. 3-5
и данные таблицы.
Протяженность оплавленной зоны при прочих равных условиях
наименьшая в случае нагрева плазмотронами постоянного тока прямой
полярности и наибольшая при питании плазмотронов переменным током.
Применение плазмотронов переменного тока [3] имеет и другие
преимущества — упрощаются источник питания и силовые цепи. Поэтому
для переплава поверхностного слоя плоских заготовок предпочтительнее
использование плазмотронов переменного тока. На рис. 6-10 приведены
экспериментальные данные, характеризующие закономерности расплав-
ления поверхностного слоя плоской заготовки из среднеуглеродистой
стали тремя плазмотронами переменного тока (/ = 400...450 А, длина
дуг — 40 мм).
Вариант питания плазмотрона Род тока Расстояние (мм) между
осями плазмотронов на пластине эффективными пятнами нагрева
I Переменный ток 55 76
II Постоянный ток (прямая полярность) 55 40
III Постоянный ток (крайние плазмотроны — прямая полярность, средний — обратная) 59 72
731
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Изменение протяженности L расплавленной зоны (о) и суммарной площади S
оплавленных участков (б) в зависимости от времени нагрева
На рис. 6, а показана общая протяженность зоны расплавленного
поверхностного слоя металлам в зависимости от времени нагрева без
относительного перемещения плазмотронов и пластины. Изменение об-
щей площади расплавленного металла в зависимости от времени показано
на рис. 6, б.
При линейном расположении плазмотронов длительность работы
среднего плазмотрона в сравнении с крайними в режиме косвенного
действия больше (см. рис. 3).
Следовательно, условия нагрева пластины крайними и центральным
плазмотронами существенно отличаются. Нагрев плазмой, выделенной из
разряда, обусловлен только теплопроводностью, конвекцией и излучением.
В случае же нагрева металла непосредственно в разряде в теплообмене
Рис. 7. Изменение площади оплавленных
участков поверхности под крайними / и
средним 2 плазмотронами в зависимости от
времени нагрева
появляется дополнительная составля-
ющая — энергия заряженных час-
тиц, движущихся в электрическом
поле. Эффективность нагрева плаз-
мотронами прямого действия на 10...
30 % выше, чем косвенного [6].
Поэтому представляет большой
интерес изучение кинетики расплав-
ления поверхностного слоя металла
каждым плазмотроном в отдельности
(рис. 7). В начальный период нагре-
ва площадь поверхности металла,
расплавленного под крайними плаз-
мотронами, возрастает быстрее, чем
под центральным.
Однако по мере прогрева часть
пластины, которая находится в зоне
центрального плазмотрона, воспри-
732
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 8. Изменение максимальной глубины проплавления h в зависимости от времени нагрева и
тока плазмотронов: а — нагрев крайними плазмотронами; б — нагрев центральным
плазмотроном; 1 — I = 500 А; 2 — I = 350 А; 3 — I = 200 А
нимает тепло и крайних плазмотронов. Поэтому размеры пятен расплав-
ленного металла выравниваются, а затем площадь расплавленной повер-
хности в центральной зоне становится больше.
Аналогичная картина наблюдается и при анализе глубины проплав-
ления металла плазмотронами (рис. 8).
Расплавление поверхностного слоя металла несколькими плазмотро-
нами сопровождается интенсивным нагревом пластины. На рис. 9 пока-
зано распределение температур в поверхностном слое заготовки (на
глубине 10 мм) по продольной оси при различном времени нагрева тремя
плазмотронами.
В процессе направленной кристаллизации расплавленного слоя фор-
мируется плотный металл без дефек-
тов макроструктуры (рис. 10).
С учетом полученных данных
ИЭС им. Е.О. Патона совместно с
заводом «Электросталь» разработана
установка 06-1957 для оплавления
промышленных плоские заготовок
(рис. И) из прецизионных сплавов
типа 29НК, 50Н, 79НМ, 45Н и др.
Установка включает в себя гер-
метичную водоохлаждаемую камеру,
внутри которой в горизонтальной
плоскости перемещается обрабатывае-
мая заготовка. Переплав ее поверх-
ностного слоя осуществляется груп-
пой плазмотронов.
Рис. 9. Распределение температур в
поверхностном слое заготовки при
различном времени нагрева: 1 — 1 мин;
2—3 мин; 3—5 мин; 4—1 мин
(а — расстояние от оси заготовки)
733
ИЗБРАННЫЕ ТРУДЫ
Рис. 10. Структура исходного металла (низ) деформированной стальной (а, х2) и литой из
сплава 50Н (б, х8) заготовок и переплавленного слоя (верх) этих заготовок
Рис. И. Установка для оплавления промышленных заготовок: / — герметичная камера;
2 — охлаждаемые медные башмаки; 3 — оплавляемая поверхность; 4 — неподвижные
плазмотроны ПДМ-750; 5 — подвижная группа плазмотронов ПДМ-750
734
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Для предотвращения слива металла с кромок заготовки по всему ее
периметру устанавливаются медные водоохлаждаемые башмаки.
Техническая характеристика установки такова
Количество плазмотронов, шт........................................... 5
Род тока ......................................... Постоянный, переменный
Диапазон рабочих токов, А ..................................... 400... 1000
Плазмообразующий газ .................................... Аг, Аг + 20 % Нг
Общий максимальный расход газа, м3/ч ................................. 10
Давление в камере, атм ..........................................0...0.7
Полярность плазмотронов при работе на постоянном токе... Прямая, обратная
Скорость перемещения заготовки, мм/мин ........................ 3...300
Скорость возвратно-поступательного движения центральной группы плазмотронов,
цикл/мин ....................................................... 0...60
Размеры оплавляемых заготовок, мм:
длина ...................................................... 575...600
ширина ..................................................... 250...300
толщина................................................... 32...50
Установочное расстояние до среза сопел плазмотронов, мм ...... 0...150
Технологический процесс переплава поверхностного слоя заготовок
заключается в следующем.
Обрабатываемая заготовка 3 устанавливается в камере 1. К кромкам
заготовки прижимаются башмаки?. Камера вакуумируется и наполняется
рабочим газом.
Крайние плазмотроны 4 в процессе оплавления остаются непод-
вижными и устанавливаются так, чтобы оплавлялась кромка заготовки.
Центральной группе плазмотронов 5 сообщается поперечное возвратно-
поступательное движение.
После наведения ванны жидкого металла по всей ширине заготовки
последней сообщается поступательное перемещение.
Расчеты показывают, что экономический эффект плазменнодугового
оплавления 4000 т непрерывно литых заготовок из прецизионных сплавов
29НК, 79НМ, 45Н, 50Н перед их деформацией в условиях завода
«Электросталь» составит -900 тыс. руб. в год. Кроме того, повысится
производительность обработки заготовок из упрочненных сложнолеги-
рованных сплавов.
1 Металлургические особенности плазменнодугового переплава высоколегированных сталей в
медном водоохлаждаемом кристаллизаторе / Б.Е. Патон, В.И. Лакомский, Г.Ф. Торхов, В.А.
Слышникова // Плазменные процессы в металлургии и технологии неорганических ма-
териалов. — М.: Наука, 1973. — С. 110-122.
2. Pat. 3538297 US. Apparatus for removing defects from slabs and blooms of steel and other metals /
D.A. Maniero, G.A. Kemeny, A.M. Bruning.
3. Металлургические плазмотроны переменного тока / Б.Е. Патон, В.К. Лебедев, В.И. Лакомский
и др. // Спец, электрометаллургия. — 1974. — Вып. 24. — С. 85-95.
4. Лебедев В.К., Букало А.И., Забелин В.Н. К вопросу исследования магнитного взаимодействия
плазменных дуг переменного тока // Проблемы спец, электрометаллургии. — Киев: Наук,
думка, 1976. — — Вып. 5. — С. 94-96.
5. Рыкалин И.Н., Кулагин И.Д., Николаев А.В. Тепловые характеристики взаимодействия плаз-
менной струи с нагреваемым телом // Автомат, сварка. — 1963. — № 6.
6. Николаев А.В. Плазменнодуговой нагрев вещества // Плазменные процессы в металлургии и
технологии неорганических материалов. — М.: Наука, 1979. — С. 20-32.
735
ИЗБРАННЫЕ ТРУДЫ
НЕРАСХОДУЕМЫЕ ЭЛЕКТРОДЫ ДЛЯ ПЛАВКИ
ТИТАНОВЫХ КОНДИЦИОННЫХ ОТХОДОВ
В ВАКУУМНЫХ ГАРНИСАЖНЫХ ПЕЧАХ*
Б.Е. Патон, Г.М. Григоренко, Ю.В. Латаш,
Ю.В. Лисовой, В.В. Степаненко, И.Д. Быков,
Ю.Н. Росс, В.Ф. Федирко, К.К. Ясинский, В.В. Гусев
Рассмотрены схемы водоохлаждаемых нерасходуемых электродов различных конст-
рукций, отмечены их преимущества и недостатки. Приведены результаты испытаний
описанных электродов при плавке титановых отходов. Показана большая перспек-
тивность применения нерасходуемого электрода с магнитной стабилизацией дуги для
плавки и фасонного литья титана и его сплавов в вакуумных гарнисажных печах.
Приведены химический состав и механические свойства сплавов титана, полученных
с помощью нерасходуемых электродов из 100 % кондиционных отходов.
Титан и его сплавы, как наиболее экономичные и надежные в эксплуа-
тации конструкционные материалы, призваны сыграть существенную
роль в техническом прогрессе. Использование материалов на основе
титана позволяет повысить параметры технологических процессов и
производительность оборудования, снизить его металлоемкость. Из года
в год расширяется применение титана как по объему производства, так и
по областям использования в промышленности. Вслед за авиаракетостро-
ением, судостроением титановые сплавы находят все более широкое
применение в нефтехимическом машиностроении, строительстве и других
областях промышленности.
Однако широкое использование титановых сплавов сдерживается
все еще недостаточным развитием технологических процессов изготов-
ления титановых заготовок и эффективных методов регенерации вто-
ричного титана.
В настоящее время, даже при использовании самой современной
технологии получения изделий из титановых сплавов, выход годного
остается все еще низким [1]. Большая часть образующихся отходов
представляет собой кондиционный металл, загрязненный лишь с повер-
хности примесями газов, углерода и других элементов.
Проблема рационального использования титановых отходов весьма
актуальна, поскольку решение ее позволяет значительно снизить стои-
мость изделий и увеличить их общий выпуск из дешевого сырья.
С развитием технологии металлургического передела титана возмож-
но ожидать снижения доли отходов, однако пока рост потребления титана
опережает темпы роста выхода годного.
Широкое промышленное использование отходов титановых сплавов
применительно к литью титановых отливок сдерживается в основном
‘Специальная электрометаллургия. — 1979. — №39. — С. 103-114.
736
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
отсутствием простого и надежного метода плавления, позволяющего пере-
рабатывать отходы на существующем плавильно-заливочном оборудовании.
Наиболее перспективным направлением в решении проблемы исполь-
зования отходов при выплавке титана и его сплавов является оснащение
плавильных агрегатов независимыми источниками нагрева, позволяющими
легко регулировать перегрев жидкого металла ванны и максимально вовле-
кать отходы собственного производства в металлооборот [5].
Применение независимых источников нагрева, к которым относятся
дуговые, плазменнодуговые, электроннолучевые, индукционные, исклю-
чает такие операции при переработке отходов, как измельчение, прессо-
вание или компаудирование расходуемых электродов. При выполнении
этих операций неизбежно ухудшается качество металла из-за до-
полнительного насыщения примесями и возрастает его стоимость за счет
использования дорогостоящего оборудования.
Из указанных независимых источников нагрева наименьшее приме-
нение в настоящее время получили индукционные. Основная трудность
в создании индукционных печей для плавки высокореакционных ма-
териалов заключается в низкой стойкости материала тигля.
Широкое использование электроннолучевых источников нагрева
ограничивается некоторыми характерными особенностями их работы.
Большие значения удельной мощности, подводимой к поверхности ванны,
в сочетании с относительно высоким вакуумом (порядка 1-10-4...
1-10-5 мм рт. ст.) приводят к потере легколетучих компонентов расплава.
Процесс усугубляется отсутствием естественного перемешивания ванны.
Принудительное перемешивание ванны усложняет конструкцию печи,
снижает надежность ее работы.
В этой связи представляет большой интерес возможность использо-
вания плазменнодуговых источников нагрева. Применение обычных метал-
лургических плазмотронов прямого или косвенного действия затруднено в
виду того, что плавку необходимо вести в вакууме при давлении не выше
1-10“2 мм рт. ст. Однако уже при давлении ниже 100 мм рт. ст. материал
катодов плазмотронов склонен к разрушению, резко падает КПД [8]. Выбор
более высоких рабочих давлений ведет к ухудшению качества металла.
Значительно рациональнее использовать нерасходуемые электроды.
Рассмотрим существующие конструкции нерасходуемых элекродов.
Как известно, для генерирования электродугового разряда применя-
ются нерасходуемые электроды двух типов — с горячей рабочей повер-
хностью и холодной.
Нерасходуемые электроды с горячей рабочей поверхностью — это
электроды из тугоплавких материалов, например из вольфрама или
графита [3, 7, 9]. Печи с такими нерасходуемыми электродами не
получили широкого распространения из-за отсутствия катодного ма-
териала высокой стойкости, исключающей загрязнение расплава мате-
риалом электрода. Кроме того, они, как правило, маломощные и исполь-
зуются в качестве лабораторных. К недостаткам нерасходуемых электро-
49 - 8-1437
737
ИЗБРАННЫЕ ТРУДЫ
дов с горячей рабочей поверхностью следует отнести и нестабильность
дугового разряда.
Принцип работы нерасходуемых электродов с холодной рабочей
поверхностью основывается на предотвращении расплавления материала
электродного наконечника интенсивным его охлаждением.
Расчеты и эксперименты показывают, что применение даже такого
хорошо теплопроводящего материала, как медь, не позволяет обеспечить
снятие тепловых потоков в зоне электродного опорного пятна дуги. Поэтому
обычно применяется принудительное перемещение опорного пятна дуги
относительно рабочей поверхности электрода. Этим достигается распреде-
ление теплового потока по большей площади, «эффективные» удельные
тепловые потоки снижаются и становится возможным отвод теплового
потока от рабочей поверхности нерасходуемого электрода.
Принудительное перемещение опорного пятна дуги возможно не-
сколькими способами. Практическое применение нашли два из них:
перемещение (вращение) нерасходуемого электрода, дуга неподвижна;
перемещение дуги, нерасходуемый электрод неподвижен. Дуга может
перемещаться под действием электродинамических или газодинамических
сил [4, 10-13].
На рис. 1 показана схема печи фирмы «Шлингер» с вращающимся
электродом, получившим название «рототрод» [12]. Печь предназначена
для плавки и литья высокореакционных сплавов.
Нерасходуемый электрод 1 устанавливают под углом к водоохлаж-
даемому тиглю 2. Тигель расположен в плавильной камере 3, соединенной
с камерой разливки 4, в которой установлена изложница для слитка 5.
Шихта для плавки поступает в тигель
через дозировочные бункера 6. Перед
плавкой плавильная камера эвакуи-
руется от газов до 1-10“3 мм рт. ст., а
затем заполняется аргоном до поло-
жительного давления. Были проведе-
ны успешные опыты на полупромыш-
ленной установке с медным враща-
ющимся со скоростью 250 об/мин
электродом 0500 мм, наклоненным к
вертикали на 20°, и медным тиглем
емкостью 2268 кг.
Сообщалось о вводе в эксплуа-
тацию промышленной установки, мощ-
ность которой 1000 кВт, ток до 20 кА,
производительность 455 кг/ч [12].
Имеются сведения о проектировании
печи с тиглем емкостью 5 т [И].
При относительно простой схеме
печи с электродами такого типа имеют
738
Рис. 1. Схема печи фирмы «Шлингер»
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 2. Схема нерасходуемого электрода
типа «дюдерк»
ряд существенных недостатков: труд-
но осуществить надежное вакуумное
уплотнение быстровращающегося
корпуса электрода довольно большого
диаметра; вынужденный выбор не-
больших скоростей вращения корпуса
электрода требует больших диаметров
рабочей части наконечника, что ухуд-
шает ведение процесса плавки, резко
снижает КПД печи.
Другая американская фирма
«Вестингхауз» разработала процесс,
получивший название «дюрерк»,
основанный на движении электричес-
кой дуги в магнитном поле [10]. Схема
нерасходуемого электрода типа «дю-
рерк» представлена на рис. 2.
Нерасходуемый электрод сос-
тоит из водоохлаждаемого медного
наконечника, соединенного с не-
сколькими концентрическими ци-
линдрами корпуса 8, который защи-
щен жаростойким покрытием 4.
Цилиндры образуют проходы для
ввода и вывода воды и позволяют
подавать через центральный канал
газы или различные материалы, а
также служат для подвода тока к наконечнику. Внутри наконечника,
имеющего торообразную форму поверхности, размещен заключенный в
капсулу соленоид 2, который создает радиальное магнитное поле вдоль
рабочей поверхности наконечника. Взаимодействие между собственным
магнитным полем дуги и магнитным полем соленоида заставляет дугу
двигаться по поверхности наконечника, описывая кольцевую траекторию.
Таким образом интенсивный тепловой поток от опорного пятна дуги расп-
ределяется по поверхности наконечника, предотвращая местное разрушение
и эрозию электрода. Обмотка соленоида питается постоянным током от
отдельного источника питания через токоподводы5. По данным, опублико-
ванным фирмой, разработаны электроды 051,102, 204 и 408 мм. Они могут
работать при атмосферном давлении и при разрежении до 1-10-3 мм рт. ст.
Например, нерасходуемый электрод 0102 мм имеет мощность до 1000 кВт
при силе тока до 25 кА. Испытания проводились при токе 14 кА на мощности
750 кВт в кристаллизаторах 0380...635 мм. Скорость плавки 5,5 кг/мин,
удельный расход электроэнергии 1,5 кВт-ч/кг. Тепловые потери в нако-
нечнике пропорциональны току дуги и составляли около 25 % под-
49*
739
ИЗБРАННЫЕ ТРУДЫ
водимой мощности. Эрозия наконечника при силе тока 19 кА достигала
2 г/ч. Срок службы одного наконечника превышал 40 ч и определялся
в основном не эрозией, а деформациями, возникающими вследствие
переменных тепловых полей от движущейся дуги [13].
Приведенные данные об электродах «рототрод» и «дюрерк» пока-
зывают, что оба они могут применяться для плавки и литья высокоре-
акционных сплавов. Но, безусловно, более перспективным является
электрод типа «дюрерк». Серьезным препятствием на пути широкого
внедрения в промышленность нерасходуемых электродов такого типа
становится необходимость в дополнительном источнике питания для
соленоида. Так как соленоид обычно низкоомный и питается пониженным
напряжением (согласно требованиям электробезопасности), то потребля-
емый ток составляет несколько десятков тысяч ампер. Следовательно,
нужен второй источник питания, подобный основному источнику.
С учетом этого в Институте электросварки им. Е.О. Патона после
опробования нерасходуемого электрода с независимым питанием соле-
ноида была разработана схема электрода типа «дюрерк», имеющая иное
конструктивное решение (рис. 3). Согласно этой схеме, соленоид вклю-
чается последовательно в силовую электрическую цепь дуги [4].
Нерасходуемый электрод модели НЭ100 состоит из медного нако-
нечника 1, соленоида 2, корпуса 3, медной трубы-токоподвода 4, патруб-
ков подвода и отвода воды 5 и 6,
Рис. 3. Схема нерасходуемого электрода
типа «дюдерк» разработки
ИЭС им. Е.О. Патона
патрубка подачи газа 7, токоподвода 8,
токоподводящей колодки 9.
С помощью разъемного резьбо-
вого соединения токоподводящая
труба 4 соединяется с соленоидом 2,
а тот, в свою очередь, с наконечником
1. Таким образом, соленоид включен
последовательно в цепь дуги. Охлаж-
дение наконечника и индуктора осу-
ществляется единым потоком воды.
Как видно из приведенной схемы,
нерасходуемый электрод разработки
ИЭС отличается более простой конст-
рукцией и не требует дополнительно-
го источника питания.
Испытания проводились в ваку-
умной гарнисажной печи ВДЛ-5, мак-
симальный ток источника питания до
10 кА, емкость тигля до 60 кг.
Опытные плавки с использо-
ванием нерасходуемого электрода
модели НЭ100 обычно проводились
на токах порядка 5 кА при напря-
жении 40... 45 В. Диаметр электрода
740
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
100 мм, диаметр графитового тигля 350 мм. Скорость плавки достигала
3,5...4,0 кг/мин. Удельный расход электроэнергии — 1,2... 1,5 кВт-ч/кг.
Тепловые потери на электрод составляли 25...30 %. Обычное время
плавки 8... 10 мин. Количество сливаемого металла колебалось в пределах
20...35 кг в зависимости от режима плавки. Ресурс наконечника составил
3,5...4,0 ч. Скорость вращения дуги не превышала 10 об/мин. Выход
наконечника из строя происходил, как оказалось, не вследствие эрозии
или расплавления, а из-за потери прочности металлом, несущим тепловую
и механическую нагрузку. Механическая нагрузка на наконечник воз-
никала при затяжке уплотнений электрода. В дальнейших разработках
этот недостаток конструкции был устранен [4, 6].
В процессе эксплуатации нерасходуемых электродов было обнару-
жено, что на наконечнике интенсивно нарастает гарнисаж из капель и
конденсата расплавляемого металла. Этот гарнисаж через две-три плавки
достигает определенной толщины и прочно удерживается на наконечнике.
Гарнисаж оказывает положительное влияние на стойкость наконечника и
является естественным защитным элементом. Наличие гарнисажа делает
возможным поджиг дуги путем касания шихты.
Однако образующийся гарнисаж изменяет форму наконечника элек-
трода. Наконечник приобретает вид оплавленного расходуемого электро-
да, при этом зарастает и осевой канал. Уже отмечалось ранее, что
электроды типа «дюрерк» имеют торообразную форму поверхности на-
конечника (рис. 2 и 3). Такая поверхность создает хорошие условия для
стабилизации положения дуги в пространстве. Несложно увидеть, что
размеры осевой полости в наконечнике должны быть не менее диаметра
столба дуги, в ином случае дуга будет переходить от стабильного коль-
цевого движения вдоль поверхности наконечника к прямолинейному
вдоль диаметра электрода. Такой переход неминуемо вызовет местный
перегрев и проплавление поверхности наконечника.
Принимая во внимание, что в вакууме диаметр столба дуги достигает
нескольких десятков миллиметров (70...80 мм), становится очевидным,
что зарастание осевого канала снижает надежность работы электродов
типа «дюрерк». Наиболее простой способ борьбы с этим явлением —
увеличение диаметра наконечника и, соответственно, осевого канала.
Однако это приводит к существенному снижению КПД процесса, услож-
няет конструкцию электрода.
С учетом опыта советских и зарубежных работ Институтом элект-
росварки им. Е.О. Патона была сделана попытка создать нерасходуемый
электрод, работа которого основана на иных принципах: местоположение
опорного пятна дуги на медном водоохлаждаемом наконечнике
стабилизируется магнитным полем и создаются физические условия для
снижения доли общего и удельного тепловых потоков от опорного пятна
дуги к наконечнику.
Иными словами, форма медного наконечника, конструкция соле-
ноида, их взаимное расположение выбраны такими, чтобы создать
741
ИЗБРАННЫЕ ТРУДЫ
максимально рассредоточенное опорное пятно дуги и ориентировать его
по оси электрода. Поверхность наконечника занимает по отношению к
соленоиду такое положение, что в каждой точке поверхности вектор
индукции магнитного поля практически направлен по нормали. Величина
индукции растет от оси к боковой поверхности электрода. Учитывая, что
дуга проявляет свойства диамагнитного вещества и, значит, стремится в
область меньшей напряженности магнитного поля, она в этом случае
оказывается в своего рода «магнитной потенциальной яме». Этим достига-
ется надежная стабилизация местоположения опорного пятна дуги. Наличие
магнитного поля в условиях теплового взаимодействия анодной зоны с
катодной способствует увеличению диаметра анодного пятна и уменьшению
доли общего теплового потока к электроду [2,8]. Следовательно, снижаются
удельные тепловые нагрузки на наконечник до величин, позволяющих
организовать надежное охлаждение рабочей поверхности. Магнитное поле
2
Рис. 4. Схема нерасходуемого электрода с
магнитной стабилизацией дуги (НЭМС)
также противодействует переходу диф-
фузного разряда к контрагированно-
му [2, 8].
Таким образом, был разработан
нерасходуемый электрод с магнитной
стабилизацией дуги (НЭМС). Изго-
товлены и испытаны электроды типа
НЭМС моделей НЭЮ, НЭ20 мощ-
ностью 500 и 1000 кВт на токи соот-
ветственно 10 и 20 кА.
Схема НЭМС представлена на
рис. 4. Конструкция электрода вклю-
чает: водоохлаждаемый корпус /,
медный наконечник 2, дефлектор 3
для организации потока охлаждаю-
щей воды, соленоид 4 для создания
магнитного поля, токоподвод 5. Рабо-
тает электрод типа НЭМС следую-
щим образом. Возбуждение дуги
производится касанием наконечника
расплавляемого металла и последу-
ющим растягиванием дугового проме-
жутка. С появлением тока соленоид,
включенный последовательно в цепь
дуги, создает магнитное поле.
Опробование указанных моде-
лей электродов типа НЭМС, исследо-
вания особенностей плавки и отработ-
ка технологических параметров про-
цесса выплавки титановых сплавов из
литейных отходов проводились на За-
742
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
порожском моторостроительном заводе «ЗПО «Моторостроитель» и в
ВИАМе. В качестве плавильного агрегата использовались вакуумные
гарнисажные печи ВДЛ-5 и ВДЛ-4. Нерасходуемый электрод монти-
ровался на печи взамен электроде держателя расходуемого электрода.
Плавильным тиглем служили графитовые неводоохлаждаемые тигли
0350, 650 и 850 мм. Шихта представляла собой предварительно подго-
товленные кусковые отходы титанового литья.
Вакуум в процессе плавок составлял 1-10“3...2-10-1 мм рт. ст. Ток
дуги изменялся от 3 до 15 кА, напряжение на дуге поддерживалось в
пределах 30...36 В. Продолжительность плавки — от 2 до 16 мин.
Обращает на себя внимание напряжение на дуге. Значения его
близки к обычным при ВДП титановых сплавов. Низкое напряжение
свидетельствует о небольшой длине дуги — 35...50 мм. Поскольку
нерасходуемому электроду типа НЭМС конденсат и брызги расплавлен-
ного металла повредить не могут, нет особой необходимости удалять
электрод от ванны. Короткая дуга дает возможность осуществить очень
важный в технологическом отношении процесс — интенсивное пере-
мешивание ванны жидкого металла. Перемешивание возникает под
действием электродинамичесих сил, появляющихся от взаимодействия
магнитного поля соленоида электрода и тока растекания от опорного
пятна дуги по поверхности ванны. Под действием этих сил появляется
круговое движение жидкого металла, наиболее интенсивное в централь-
ной зоне, где наибольшая плотность магнитного поля и тока растекания.
Кроме того, от динамического действия дуги искривляется поверхность
ванны и образуется воронка под электродом весьма значительной глубины
и диаметра — порядка 1,2... 1,5 диаметра электрода.
В результате частицы жидкого металла приобретают спиралеобраз-
ное движение, ванна интенсивно перемешивается, что позволяет ус-
реднить температуру и химический состав расплава и углубить ванну
жидкого металла. Это является значительным преимуществом указанного
типа электрода по сравнению с электроннолучевыми и плазменнодуго-
выми источниками нагрева. Например, при плазменнодуговом нагреве,
если не принимать специальных мер, ванна широкая и мелкая. При
электроннолучевом переплаве она еще более плоская. Это значительно
затрудняет широкое использование данных методов нагрева для плавки
металлов. Для сравнения на рис. 5 показана форма и размеры гарнисажа
после плавки с примерно равными энергозатратами расходуемым элект-
родом, плазмотроном и НЭМС. Видно, что форма гарнисажа при плавке
НЭМС близка к таковой при плавке с расходуемым электродом.
При неизменном значении величины тока изменением длины дуго-
вого промежутка можно управлять процессом перемешивания, получая
ванну различной глубины. С увеличением длины дуги уменьшается
глубина ванны и соответственно уменьшается количество расплавленного
металла. Так, например, в одной из плавок электродом модели НЭ20 на
печи ВДЛ-4 при токе 13 кА и напряжении 32 В слив металла G = 60 кг.
743
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Форма гарнисажа и глубина ванны жидкого металла после плавок различными
источниками нагрева: а — расходуемым электродом (N = 600 кВт, т1|л =10 мин, G = 100 кг);
б — вакуумным плазмотроном (N = 550 кВт, т,„ = 14 мин, G = 65 кг);
в — нерасходуемый электродом (Лг = 480 кВт, т11л =12 мин, G = 75 кг)
В другой плавке при том же токе и длительности плавления, но напря-
жении 40 В (длина дуги соответственно больше), хотя мощность и
возросла на 25 %, слив металла составил 44 кг.
Большое влияние на количество сливаемого металла оказывает и
время плавки. Так, например, при плавлении на постоянной мощности
480 кВт с увеличением времени плавки от 10 до 12 мин вес сливаемого
металла возрастает от 45 до 60 кг.
Интенсивное перемешивание ванны при плавке НЭМС выдвигает
проблему сохранности гарнисажа. Опытные плавки на печи ВДЛ-5 с
графитовым тиглем 0350 мм и электродом НЭЮ показали, что уже при
токах 3...4 кА идет размыв гарнисажа и насыщение расплава углеродом.
После установки в печь тигля с водоохлаждаемым поясом высотой 80 мм
в зоне зеркала ванны размыва не было на токах вплоть до 8 кА [10J.
Электрод НЭЮ рассчитан на токи до 10 кА и мощности до 500 кВт.
Его испытания проходили на токах 9 кА и мощности до 400 кВт. Ресурс
работы наконечника превысил 5 ч без заметных повреждений, но испы-
тания пока еще не закончены. Расход охлаждающей воды составлял
10 м3/ч, расход воды через водоохлаждаемый пояс — 13 м3/ч, разность
температур воды на входе и выходе в процессе плавки не превышала 4 °C.
Обычный режим плавки был следующий: ток 7...8 кА; напряжение 40...
42 В; время плавки от 8 до 12 мин. Слив металла составил 20... 30 кг.
Увеличить время плавления не представлялось возможным, так как
корпус печи охлаждался плохо.
Нерасходуемый электрод НЭ20 имеет такую же принципиальную
схему, как и НЭЮ, отличаясь конструктивными решениями. Диаметр
электрода 150 мм, длина 3 м. Электрод устанавливается на печь ВДЛ-4
взамен электро до держателя. Рассчитан на токи до 20 кА и мощность
1000 кВт. Электрод охлаждается водой, расход, в зависимости от степени
чистоты воды, от 20 до 40 у?/ч.
Электрод НЭ20 опробывался на печах ВДЛ-4 в ЗПО «Моторострои-
тель» и ВИАМе. Максимальный ток, на котором испытан электрод,
достигал 16 кА, напряжение — до 40 В, обычно 32...36 В. При исполь-
зовании круглого графитового тигля 0 650 мм оптимальные параметры
режима плавки были следующие: ток дуги 14... 15 кА; напряжение 30...
744
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
36 В; время плавки 12... 15 мин. При таком режиме обеспечивается неизмен-
ность бокового гарнисажа, а слив металла составляет 60... 80 кг. Учитывая,
что емкость тигля 0650 мм 100 кг, то достигнутый коэффициент слива
металла 0,8 при сохранности гарнисажа довольно высок.
На рис. 6 представлена зависимость количества сливаемого металла
от расхода электроэнергии. Как видно, эта зависимость в исследованном
диапазоне имеет прямолинейный характер: чем больше расход электроэ-
нергии, тем больше вес сливаемого металла. Из представленной зави-
Состояние металла Содержание, %
А1 Мо V Zr с Si [N]
Сплав ВТ5Л
Исходный 5,49 <0,5 Следы <0,3 0,01 0,028 0,018
После переплава 5,13 <0,5 s> <0,3 0,09 0,038 0,02
Исходный 6,2 <0,5 >> <0,3 0,01 0,08 0,025
После переплава 6,05 <0,5 <0,3 0,10 0,09 0,027
ОСТ 190030-77 4,1...6,2 <0,8 <1,2 <0,3 <0,2 <0,2 <0,05
Сплав ВТ9Л ।
Исходный 6,9 2,93 Следы 0,84 0,02 0,21 0,019
После переплава 6,75 2,8 » 0,8 0,04 0,21 0,02
ОСТ 190030-77 5,6...7,0 2,8...3,8 - 0,8...2,0 <0,15 0,2...0,35 <0,05
Сплав ВТ20Л
Исходный 6,4 1,1 1,2 1,9 Не опр. <0,1 0,017
После переплава 6,1 1,05 1,17 1,78 - 0,08 0,02
ОСТ 190030-77 5,5...6 8 0,5...2,0 0,8...1,8 1,5. .2,5 <0,15 <0,15 <0,05
Окончание табл.
Состояние металла Содержание, % Механические свойства
[О] [Н] ов, кгс/мм2 6, % V, % ап, кгс-м/см2
Сплав ВТ5Л
Исходный 0,14 0,01 Не опр. - - -
После переплава 0,16 0,01 87,6...88,0 6,0...11,2 15,8...28,6 4,75...5,25
Исходный 0,18 0,008 Не опр. - - -
После переплава 0,2 0,009 105,4..105,5 12,0...14,4 18,6...21,9 3,5...3,63
ОСТ 190030-77 <0,2 <0,05 >70 >6 >14 >3,0
Сплав ВТ9Л
Исходный 0,1 0,013 Не опр. - - -
После переплава 0,11 0,012 101,8...103,1 8,0...11,6 19,7...19,9 5,75...7,75
ОСТ 190030-77 <0,15 <0,015 >95 >4 >8 >2,0
Сплав ВТ20Л
Исходный 0,14 0,01 Не опр. - - -
После переплава 0,16 0,009 95...98 6,0..6,6 12,5...16,5 3,7...4,2
ОСТ 190030-77 <0,16 <0,015 >90 >5 >12 >30
745
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Зависимость количества сливаемого
металла от расхода электроэнергии при
различных методах плавки: 7 — вакуумным
плазмотроном (ц„ = 4,2...4,5 кг/мин,
К = 550...580 кВт); 2 — нерасходуемым
электродом (с11л = 5 .5,5 кг/мин,
N = 475...490 кВт); 3 — расходуемым
электродом (опл = 12 кг/мин, N = 600 кВт)
симости следует, что удельные энер-
гозатраты при одинаковом расходе
энергии, например 100 кВт/ч, при
плазменнодуговой плавке составля-
ют около 2,0, плавке с применением
НЭМС — 1,4, с расходуемым элек-
тродом — 1,0 кВт-ч/кг.
Для определения качества ме-
талла, полученного из 100 % кон-
диционных отходов, были проведе-
ны опытные плавки сплавов ВТ5Л,
ВТ9Л и ВТ20Л. Результаты спект-
рального, химического анализов и
некоторые механические свойства
выплавленных сплавов приведены
в таблице. Опытные плавки отхо-
дов сплавов ВТ5Л и ВТ9Л произ-
водились на печи ВДЛ-5 с электро-
дом НЭЮ, а сплава ВТ20Л на печи
ВДЛ-4 с электродом НЭ20.
Свойства полученного метал-
Содержание углерода в
ла удовлетворяют техническим требованиям.
отливках не превышает 0,1 %. Потери основного легирующего элемента
алюминия составляют 0,25...0,30 %, что несколько выше потерь при
плавке расходуемой заготовки, но значительно ниже потерь алюминия
при ПДП (0,5...0,8 %). Макро- и микроструктура отливок удовлет-
ворительна для литого состояния указанного сплава.
В заключение следует сказать, что нерасходуемые электроды типа
НЭМС еще требуют тщательного исследования и отработки элементов их
конструкции. Необходимо изучить характеристики разряда, влияние
различных параметров на стойкость наконечника, гидродинамические
процессы в ванне при плавке НЭМС. Но уже можно говорить о
большой перспективности применения нерасходуемых электродов типа
НЭМС для плавки и фасонного литья титана и его сплавов в вакуумных
гарнисажных печах.
1. Быков И.Д., Коцубенко Н.Г., Кру типорог Л. Г., Росс Ю.Н. Использование литейных отходов
титановых сплавов // Вакуумно-дуговая плавка. — 1972. — Вып. 8.
2. Кимблин С.У. Эрозия электродов и ионизационные процессы в призлектродных областях
вакуумных дуг и при атмосферном давлении // Экспериментальное исследование плазмотро-
нов. — Новосибирск: Наука, 1977.
3. Неуструев А.А., Ходоровский Г.Л. Вакуумные гарнисажные печи. — М.: Металлургия, 1967.
4. Получение качественных отливок из отходов титанового литья с помощью нерасходуемого
электрода / Б.Е. Патон, Г.М. Григоренко, Ю В. Лисовой и др. // Спец, электрометал-
лургия. — 1976. — Вып. 32. — С. 90-96.
5. Регенерация отходов титанового литья в авиационном моторостроении / Б.Е. Патон, В.И.
Лакомский, В.Н. Костяков и др. // Там же. — 1974. — Вып. 24. — С. 96-102.
6. Применение нерасходуемого электрода для выплавки титановых сплавов из кусковой шихты /
Б.Е. Патон, В.И. Омельченко, Г.М. Григоренко и др. //Тамже. — 1976. — Вып. 30. — С. 86-92.
746
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
7. Промышленные установки электродугового нагрева и их параметры / Под ред. А.Е. Никольс-
кого. — М.: Энергия, 1971.
8. Раховский В.И. Физические основы коммутации электрического тока в вакууме. — М.: Наука,
1970.
9. Свенчанский А.Д-, Смелянский М.Я. Электрические промышленные печи. Ч II. — М.: Энергия,
1970.
10. Akers R. Nonconsumable electrode makos vacuum arc melting more economical // Westinghouse
Eng. - 1970. - 30, № 4. P. 125-127.
11. Lowry I.D. Four de fusion a electrode non consumable rotarode // Vide. 1972. — 27, № 161.
P. 210-213.
12. Tyler M. Spinning electrode melts reactive metals at high purity // Prod Eng. — 1971. - 42,
№ 3. - P. 53-54.
13. Water-cooled nonconsumable electrode developed for vacuum melting reactive metals // Ind.
Heat. - 1969. - 36, № 10. - P. 1956-1958.
ПЛАЗМЕННОДУГОВАЯ ПЕЧЬ УП-100
ДЛЯ ПЛАВКИ КУСКОВОЙ ТИТАНОВОЙ ШИХТЫ*
Б.Е. Патон, Г.М. Григоренко, Ю.В. Латаш, А.А. Рогаткин,
В.С. Константинов, Н.В. Рейда, Л.М. Зильбер, М.М. Джонс
Приведена техническая характеристика плазменнодуговой печи для выплавки слитков
титана из кусковой шихты. Описано устройство основных узлов печи и дана краткая
характеристика работы оборудования.
При производстве титановой продукции образуется значительное коли-
чество титановых отходов, большая часть которых используется нера-
ционально. Около 60 % отходов титана используется для производства
ферротитана и титановой губки. Это обусловлено тем, что существующая
технология производства слитков не позволяет вовлекать в шихту более 30 %
отходов от общего веса шихты. Институт электросварки им. Е.О. Патона в
течение десяти лет занимается проблемой утилизации титановых отходов
путем их непосредственной переработки в слитки. Проведенные фундамен-
тальные исследования в области плазменнодуговой плавки титана, конст-
рукторские и технологические разработки позволили создать ряд схем,
которые дают возможность вовлекать в шихту до 100 % титановых отходов.
Одна из них реализована на Коммунарском металлургическом заводе, где
в течение пяти лет успешно эксплуатируется плазменнодуговая печь У-599
для выплавки слитков-слябов сплава ТВ-4К из 100 % отходов (листовой
обрези). В другой схеме заложены более широкие возможности. В качестве
шихты используются отходы литья, губка, листовая обрезь и стружка. Эта
схема реализована на Запорожском титано-магниевом комбинате. Совмест-
ными усилиями ИЭС им. Е.О. Патона, ЗТМК и Института титана в этом
году завершили строительство и ввели в эксплуатацию плазменнодуговую
’Специальная электрометаллургия. — 1980. — № 41. — С. 124—129.
747
ИЗБРАННЫЕ ТРУДЫ
Плазменнодуговая печь УП-100: / — камера слитка; 2 — кристаллизатор; 3 — плавильная
камера; 4 — вибропитатель; 5 — привод вибропитателя; 6 — затвор вакуумный; 7 — воронка;
8 — траверса; 9 — бункер; 10 — плазмотрон; 11 — поддон; 12 — гидроцилиндр;
13 — шток механизма вытягивания; 14 — направляющие ролики; 15 — тележка;
16 — гидроцилиндр; 17 — привод механизма вытягивания
748
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
печь У П-100, схема которой показана на рисунке. Плазменнодуговая печь
УП-100 имеет следующие технические характеристики:
Годовая производительность печи, т ................................... 1000
Размеры выплавляемых слитков, мм:
диаметр .......................................................... 270, 300
длина ........................................................... 2500
Максимальный вес слитка, кг ............................................800
Количество выплавляемых одновременно слитков, шт......................... 2
Размеры переплавляемой шихты, мм:
титановая губка .............................................. 2...12; 12...70
листовая обрезь, кусковые отходы ............................ 50x50x50
Дробленая стружка:
ширина ............................................................... до 30
длина .......................................................... 50...70
Скорость вытягивания слитков, мм/мин:
рабочая............................................................ 4...40
маршевая ............................................... 330
Максимальная производительность печи, кг/мин ......................... 20
Давление в камере печи при плавке на повышенном давлении, ати .........0,02
При плавке на пониженном давлении, мм рт. ст. .......................100...400
Расход плазмообразующего газа на одну плавку, нм3 ....................... 2
Производительность системы рециркуляции газа, нм3/ч ................... 100
Давление охлаждающей воды, атм ........................................ 5...8
Максимальный расход охлаждающей воды, м3/ч ............................ 140
Установленная суммарная мощность плазмотронов, кВт ................... 1600
Род тока ....................................................... Переменный
Количество плазмотронов типа ПДМ-13РМ, шт................................ 6
Максимальный ток на плазмотроне, А ................................... 3000
Количество источников питания плазмотронов типа А-1474, шт .............. 2
Напряжение питающей сети, В:
силового блока ....................................................380
системы управления ................................................220
Габаритные размеры, мм:
длина .......................................................... 15100
ширина .......................................................... 7385
высота над уровнем пола ......................................... 9320
общая высота ................................................... 12300
Печь включает следующие основные узлы и агрегаты: плазмотроны,
плавильную камеру, кристаллизаторы, механизм вытягивания слитков,
шихтовые бункера, вибропитатели, тележку, систему рециркуляции,
систему водоснабжения, систему гидропривода, источники питания плаз-
мотронов, систему блокировок и аварийной сигнализации. В печи УП-100
в качестве источника тепла использованы плазмотроны переменного тока
типа ПДМ-13РМ, разработанные в ИЭС им. Е.О. Патона. Плазмотрон
состоит из водоохлаждаемого корпуса, сопла, катодного узла и защитного
устройства. На печи установлено шесть плазмотронов. Шихта переплав-
ляется плазмотронами одновременно в двух кристаллизаторах.
Применение переменного тока позволило объединить плазмотроны в две
группы — по три на каждый кристаллизатор.
Одним из основных узлов печи является плавильная камера, в
которой осуществляются технологические операции по выплавке слитка.
Она служит для изоляции жидкого титана от воздействия кислорода,
азота и водяных паров воздуха. Плавильная камера работает в очень
749
ИЗБРАННЫЕ ТРУДЫ
жестких температурных условиях вследствие тепловых нагрузок от излу-
чения плазменных дуг и расплавленного титана.
В процессе плавки на внутренней поверхности камеры осаждаются
гигроскопичные хлориды магния. Они являются причиной образования
агрессивных соединений, вызывающих коррозию стенок камеры. Поэто-
му в качестве материала для ее изготовления выбрали коррозионно-стой-
кую нержавеющую сталь марки 1Х18Н10Т. Корпус камеры представляет
собой сварную оболочку, состоящую из цилиндрической обечайки с
эллиптической крышкой в верхней части и фланцем в нижней части.
Камера полностью охлаждается водой. К фланцам, расположенным на
цилиндрической части камеры, крепятся корпуса вибропитателей, патру-
бок системы рециркуляции и смотровая система. Нижний фланец камеры
служит для присоединения к ней плиты с двумя кристаллизаторами и
механизма вытягивания слитка. На фланце установлено разрезное коль-
цо, которое поворачивается вокруг вертикальной оси камеры. Оно пред-
назначено для фиксации гидрозамков. Поворот кольца осуществляется
гидроцилиндром. На крышке камеры имеется шесть отверстий для уста-
новки плазмотронов с механизмами регулировки. Механизмом регули-
ровки производится юстировка плазмотрона относительно зеркала ванны
для обеспечения равномерного плавления шихты. Механизм регулировки
имеет вакуумное уплотнение, которое состоит из набора колец вакуумной
резины, фторпластовых и металлических колец. Через это уплотнение
плазмотрон вводится в плавильную камеру. Перемещение плазмотрона
над поверхностью ванны обеспечивается вращением втулки относительно
корпуса. Осевое перемещение вдоль вертикальной оси производится
электроприводом. Наблюдение за плавкой осуществляется через смотро-
вую систему. Смотровое окно имеет корпус, кварцевые и свинцовые
стекла, привод для смены и чистки стекол. Изображение процесса плавки
через окно с помощью объективов «Гелиос-42» и системы зеркал прое-
цируется на экран. Он установлен в пультовом отсеке и вместе с
зеркалами собран в специальном металлическом кожухе. Изображение
плавки передается в цвете и в натуральную величину.
Одним из наиболее ответственных узлов печи является кристал-
лизатор. Он предназначен для расплавления в нем шихты, выдержки
жидкого металла и формирования поверхности слитка в процессе плавки.
На печи УП-100 предусмотрена установка двух круглых кристал-
лизаторов одинакового диаметра. Высота кристаллизатора составляет
280 мм. Такая высота обеспечивает образование прочной корочки затвер-
девшего металла на боковой поверхности слитка при скорости его вьь
тягивания до 40 мм/мин.
Кристаллизаторы установлены на общей плите. Расстояние между
ними — 20 мм. Тепловая нагрузка каждого кристаллизатора весьма
неравномерна. Его верхний пояс испытывает сильное тепловое воздей-
ствие, обусловленное контактом с жидким металлом и излучением плаэ-
750
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
менных факелов обеих групп плазмотронов. В нижней части кристаллиза-
тора, где слиток в результате усадки отделился от его стенок, тепловые
потоки меньше.
Через верхнюю часть кристаллизатора отводится 50...70 % мощно-
сти, расходуемой на плавление шихты. Кристаллизаторы охлаждаются
водой, которая подводится к каждому из них раздельно.
Уровень жидкого металла в кристаллизаторе поддерживается на
расстоянии 15...20 мм от верхнего его торца. По мере наполнения
кристаллизатора жидким металлом производится вытягивание слитка
специальным механизмом. Он позволяет вытягивать два слитка одновре-
менно или каждый отдельно. Механизм вытягивания состоит из следу-
ющих основных узлов: камеры слитков, приводов, штоков, поддонов,
гидрозамков, холодильников, стяжек-колонн. Камера слитков конст-
руктивно выполнена в виде цилиндрической обечайки с эллиптическим
днищем в нижней части. Для ее изготовления выбрана коррозионностой-
кая сталь 1Х18Н10Т. К верхней части камеры приварен фланец, на
котором расположены 12 гидрозамков для присоединения механизма
вытягиваная к плавильной камере. На боковой поверхности камеры
закреплены три направляющие, которые обеспечивают строго вертикаль-
ное перемещение механизма вытягивания при сборке печи. В нижней
части установлены два люка, предназначенные для чистки камеры и
обслуживания поддона в нижнем его положении. Перемещение штоков
производится с помощью приводов, которые представляют собой червяч-
но-цилиндрический редуктор с электродвигателем постоянного тока.
Число оборотов двигателя регулируется в пределах 150... 1500 об/мин.
На верхней части штока установлен водоохлаждаемый медный поддон с
затравкой из переплавляемого материала. Крепление затравки к поддону
выполнено с помощью специальных захватов. Охлаждение слитков про-
изводится в двух холодильниках, находящихся в камере слитков. Они
выполнены из двух труб различного диаметра, сваренных в нижней и
верхней части. Высота холодильника равна высоте наплавляемого слитка.
Шихта, предназначенная для переплава, загружается в ячеистые
бункера. Печь снабжена двумя бункерами емкостью по 800 кг каждый.
Бункер состоит из следующих основных узлов: корпуса, кассеты, крыш-
ки, траверсы, привода перемещения траверсы, промежуточной воронки,
гидроцилиндров, предохранительных люков. Бункер выполнен в виде
цилиндрической обечайки из нержавеющей стали. Верхний торец обе-
чайки закрывается эллиптической крышкой. К верхней части корпуса
приварен фланец, на котором расположены 12 гидрбзамков. Подъем и
опускание крышки выполняются гидроцилиндром.
На фланце крышки установлены два полукольца с гидроцилиндром.
С помощью этих полуколец и гидрозамков производится герметичное
соединение крышки бункера с его корпусом. Внутри бункера устанавлива-
ется кассета. Она имеет 12 ячеек, в которые загружается шихта. В нижней
части ячейки перекрываются крышками, которые удерживаются в закры-
751
ИЗБРАННЫЕ ТРУДЫ
том положении специальными крючьями. Открывание ячеек происходит
с помощью траверсы. Время полной разгрузки шихты из ячеек в за-
висимости от скорости плавки составляет 1...6 ч.
Вибропитатель служит для подачи поступающей из бункера шихты
в кристаллизатор. В состав вибропитателя входят: корпус, вибролоток и
привод. Корпус вибропитателя представляет собой водоохлаждаемую
трубу, которая одним концом через фланец крепится к корпусу пла-
вильной камеры. Другой фланец корпуса закрыт диафрагмой из вакуум
ной резины. Диафрагма состоит из двух слоев резины. Между слоями
для увеличения жесткости установлен титановый диск. Это позволяет
производить загрузку шихты как при пониженном, так и при повышенном
давлении в плавильной камере. Через диафрагму выведен шток вибро-
лотка. Вибролоток подвешен в корпусе питателя на двух серьгах. Он
изготовлен из нержавеющей стали. Это предотвращает загрязнение вы-
плавляемого титанового слитка железом. Насыщение жидкого титана
железом происходит при использовании в качестве материала для вибро-
лотка углеродистой стали. Внутри трубы расположен вибролоток. Часть
вибролотка, заведенная в плавильную камеру и подверженная тепловому
воздействию плазменных факелов, изготовлена медной и имеет водяное
охлаждение. Частота колебаний вибролотка регулируется изменением
числа оборотов электродвигателя. Шихта может подаваться в кристал-
лизатор непрерывно и порциями. Порционная подача осуществляется в
автоматическом режиме по заданной программе.
Установка рециркуляции газа предназначена для непрерывного
питания газом источников нагрева (плазмотронов) во время плавки.
Установка обеспечивает многократное использование газа с очисткой его
от газовых и механических примесей. Она включает следующие основные
узлы и агрегаты: компрессорные установки, вакуумные насосы, реси-
веры-газосборщики, реакторы поглощения водорода, блок осушки газа и
теплообменник, блоки регуляторов давления, шкаф газовых приборов,
фильтры, запорно-регулирующую арматуру.
Печь УП-100 позволяет выплавлять слитки непосредственно из
кусковой шихты, минуя стадию прессования электродов. Выплавленные
в этой печи слитки используются на ЗТМК в качестве расходуемых
электродов в вакуумных гарнисажных литейных печах типа «Нева».
Применение плазменнодуговой печи УП-100 в условиях ЗТМК для
получения слитков — расходуемых электродов позволяет получить эко-
номический эффект 340 тыс. руб. в год.
752
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
ИНДУКЦИОННЫЙ ПЕРЕПЛАВ
В СЕКЦИОННОМ КРИСТАЛЛИЗАТОРЕ (ИПСК)*
Б.Е. Патон, Ю.В. Латаш, Г.М. Григоренко, И.В. Шейко, М.П. Коржов
Дан анализ существующих схем индукционной плавки в холодном тигле. Описана
схема индукционного переплава в секционном кристаллизаторе (ИПСК), разработан-
ная в ИЭС им. Е.О. Патона. Приведены результаты исследования качества металла,
выплавленного на лабораторной установке по предложенной схеме. Показаны преиму-
щества ИПСК по сравнению с известными способами индукционной плавки
применительно к производству высококачественных слитков из различных металлов.
Необходимость коренного улучшения качества сталей и сплавов обус-
ловила появление и развитие принципиально новых методов производства
слитков, основанных на переплаве в охлаждаемой изложнице (кристалли-
заторе) заготовок из металла конечного (марочного) состава.
В настоящее время в специальной электрометаллургии применяются
следующие виды вторичного переплава металла: электрошлаковый
(ЭШП), вакуумно-дуговой (ВДП), электроннолучевой (ЭЛП) и плаз-
меннодуговой (ПДП).
Важнейшим достоинством всех этих процессов является обеспечение
последовательной, вертикально направленной кристаллизации слитка.
Благодаря этому подавляется развитие в нем дефектов, связанных с
усадкой и зональной ликвацией.
Переплавные процессы нашли широкое применение в производстве
высококачественных конструкционных, шарикоподшипниковых, нержа-
веющих и жаропрочных сталей и сплавов, прецизионных сплавов, а также
тугоплавких металлов и сплавов на их основе [2, 8, 9, 10].
Вместе с тем, существуют металлические материалы, которые не могут
быть улучшены перечисленными выше способами. К таким материалам
относятся: высокореакционные и сравнительно легкоплавкие металлы и
сплавы на их основе; сплавы, легированные элементами с высокой упру
гостью пара; сплавы с весьма широким интервалом кристаллизации.
Переплав в вакууме (ВДП и ЭЛП) сопровождается значительной
потерей легирующих элементов, даже таких как хром и марганец,
имеющих невысокую упругость пара по сравнению, например, с магнием.
Так, при ВДП потери хрома и марганца составляют 4...6 и 7...9 %
соответственно, а при ЭЛП (в связи с более глубоким вакуумом и
большим локальным перегревом металла) они достигают 30 и 70 %.
При ЭШП возможны потери высокореакционных и легкоиспаряю-
щихся элементов как в результате взаимодействия со шлаком и атмосфе-
рой в кристаллизаторе (при отсутствии герметичной камеры с инертной
средой), так и вследствие перегрева металла.
‘Специальная электрометаллургия. — 1980. — Вып. 43. — С. 110-119.
50-8-1437
753
ИЗБРАННЫЕ ТРУДЫ
ПДП позволяет вести процесс в контролируемой атмосфере и при
повышенном давлении, однако значительный локальный перегрев метал-
ла, связанный с высокой температурой плазмы, также ведет к потерям
легкоиспаряющихся элементов.
Для сравнительно легкоплавких металлов и сплавов, а также спла-
вов с широким интервалом кристаллизации более приемлемы процессы
переплава с независимыми источниками нагрева. Они позволяют вести
переплав на малых скоростях наплавления слитка, необходимых для
получения его высокой физической и химической однородности. Такими
процессами, в отличие от ВДП и ЭШП, являются ЭЛП и ПДП. Однако,
как указывалось выше, и ЭЛП, и ПДП сопряжены с большими потерями
элементов с высокой упругостью пара (легкоплавкие металлы, как пра-
вило, принадлежат к таким элементам).
Таким образом, для рассматриваемой группы металлических мате-
риалов наиболее пригодным оказался бы процесс переплава с незави-
симым и стерильным источником нагрева, позволяющим регулировать
температуру перегрева металла в широком диапазоне (вплоть до самых
низких его значений) и создавать над металлической ванной любую среду
при любом давлении.
Этим требованиям, на наш взгляд, должен отвечать процесс переп-
лава, основанный на индукционном нагреве.
Индукционный нагрев нашел чрезвычайно широкое промышленное
применение для осуществления разнообразных технологических процес-
сов (плавки, термообработки, сварки и т. д.).
В электрометаллургии на протяжении нескольких десятилетий ус-
пешно применяются индукционные печи, часовая производительность
которых составляет от нескольких килограммов до нескольких десятков
тонн. В настоящее время в индукционных печах выплавляются почти все
металлы и сплавы за исключением особо тугоплавких металлов и сплавов
на их основе [1].
Столь широкое применение индукционных печей для выплавки
металлов и сплавов обусловлено рядом преимуществ индукционного
нагрева по сравнению с другими видами электронагрева, а именно:
чистотой источника нагрева; хорошим перемешиванием жидкого металла
в процессе плавки, обеспечивающим однородность химического состава
в объеме ванны; возможностью поддержания температуры ванны в строго
заданном интервале; низким удельным расходом электроэнергии.
Однако серьезным недостатком существующих плавильных индук-
ционных печей является загрязнение жидкого металла в процессе плавки
в результате взаимодействия его с тиглем из огнеупорного материала.
На протяжении многих лет предпринимались попытки усовершен-
ствовать индукционные печи с тем, чтобы использовать их для производ-
ства высокореакционных металлов и сплавов [4, 6, 14, 16, 18, 20].
Впервые в 20-х годах фирмой «Сименс Гальске» была разработана
конструкция индукционной печи с охлаждаемым тиглем из электропро-
754
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
водного металла [14]. Для передачи энергии от индуктора к расплаву было
предложено стенку охлаждаемого тигля выполнять в виде отдельных
охлаждаемых секций, электрически изолированных друг от друга. Готовый
металл из холодного тигля сливали в изложницы или формы, где и
происходила его кристаллизация. Полученные слитки имели дефекты
усадочного и ликвационного происхождения, характерные для обычных
методов литья. Качество металла и его служебные характеристики не
улучшались. Поэтому данный метод промышленного применения не нашел.
Более совершенная схема (рис. 1) индукционной плавки была пред-
ложена в 50-е годы [3]. Расходуемая металлическая заготовка оплавляется
в индукторе, установленном над кристаллизатором. Капли жидкого металла
с торца заготовки падают в кристаллизатор. Однако, как отмечают авторы,
им не удалось получить на опытной установке плотный однородный слиток
из-за того, что обогрев металла в кристаллизаторе был недостаточен. Капли
металла в кристаллизаторе не образовывали жидкую ванну, а сваривались
между собой в твердом состоянии.
Несколько позднее было предложено устройство (рис. 2) для бес-
тигельной индукционной плавки в вакууме
[И]. Отличительной особенностью этого
устройства является то, что оно имеет два
индуктора, установленных один над другим
Рис. 1. Схема индукционного
переплава расходуемой заготовки:
1 — расходуемая заготовка;
2 — индуктор;
3 — кристаллизатор; 4 — слиток
Рис. 2. Вакуумная установка для
индукционной плавки расходуемой
заготовки: 1 — механизм перемещения
заготовки; 2 — герметичная камера;
3 — расходуемая заготовка;
4 — индукторы; 5 — изложница;
6 — жидкий металл
50*
755
ИЗБРАННЫЕ ТРУДЫ
в вакуумной камере. Верхний индуктор питается током повышенной частоты
и служит для оплавления расходуемой металлической заготовки, подавае-
мой сверху. Нижний индуктор питается током промышленной частоты. В
этот индуктор устанавливается форма, в которую производится слив
жидкого металла с расходуемой заготовки по мере ее оплавления. При
помощи электромагнитного поля, создаваемого нижним индуктором,
производится перемешивание жидкого металла в форме. Это позволяет, не
перегревая металл, получать плотные слитки с мелкозернистой структурой.
Однако этот способ индукционной плавки не нашел промышленного
применения из-за сложности плавильного оборудования и низкой
производительности.
В работах [6, 17] описан так называемый индукционно-шлаковый
переплав титанового скрапа и губки. В секционный охлаждаемый кристал-
лизатор 0 100 мм (рис. 3), установленный в герметичной камере, про-
изводится порционная загрузка скрапа или губки при помощи дозирующих
Рис. 3. Схема установки для
индукционно-шлаковой выплавки слитков:
1 — механизм вытягивания слитка;
2 — коаксиальный силовой кабель; 3 —
смотровое окно; 4 — переплавляемый скрап;
5 — вибрационный питатель; 6 — рабочая
камера; 7 — индуктор; 8 — секционный
кристаллизатор; 9 — слиток;
10 — камера слитка
устройств. Одновременно в крис-
таллизатор подается небольшое ко-
личество флюса. В качестве флюса
используется фтористый кальций,
который, нагреваясь от контакта с
металлом, расплавляется и образует
на стенке тигля тонкую корочку. Эта
шлаковая корочка предотвращает
электрическое замыкание между
отдельными секциями кристаллиза-
тора. В процессе плавки слиток
вытягивается из тигля вниз. Переп-
лав титанового скрапа осуществля-
ется в атмосфере гелия.
Существенными недостаткам
описанной схемы индукционного
переплава являются образование
дефектов на поверхности форми-
руемого слитка вследствие переме-
щения его относительно стенки
кристаллизатора, а также опас-
ность перемыкания секций жидким
металлом (при разрыве шлаковой
корочки).
При переплаве сплавов, имею-
щих широкий интервал кристалли-
зации, с вытягиванием слитка из
кристаллизатора возможны даже
обрывы слитка по всему его се-
чению. Следует также указать на
756
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
сложность оборудования, необхо-
димого для осуществления этой
схемы (вакуум-камера, механизм
вытягивания слитка).
Плавка в секционных охлаж-
даемых кристаллизаторах успешно
применяется для зонной очистки
реакционных металлов. В работе
[5] описаны установка (рис. 4) и
способ вертикальной зонной очист-
ки в секционном охлаждаемом
кристаллизаторе, сущность кото-
рого заключается в следующем: в
бункер 1 загружается кусковая
шихта 2 и производится герме-
тизация и вакуумирование уста-
новки, после чего рабочий объем
заполняется инертным газом до
давления 1,2 атм. Секционный
кристаллизатор 3 устанавливают в
такое положение, чтобы затравка 6
была на уровне нижнего витка ин-
дуктора 4, в затравку из бункера
подают кусковую шихту и включа-
ют генератор, питающий индуктор.
По мере поступления шихты она
расплавляется и образуется ванна
Рис. 4. Устройство для вертикальной выплавки
слитков: 1 — бункер; 2 — кусковая шихта;
3 — кристаллизатор; 4 — индуктор; 5 —
слиток; 6 — затравка; 7 — металлическая ванна
жидкого металла 7, в которую по
ходу плавки поступают кусочки шихты. По мере подъема уровня жидкого
металла в кристаллизаторе последний опускают вниз относительно индук-
тора. Отмечается, что на установке были выплавлены качественные
слитки 0 20...35 мм и длиной до 200 мм из титана, ванадия, хрома,
марганца.
Для выплавки слитков 0 100 мм и более описанная схема плавки не
приемлема ввиду того, что не позволяет перераспределять мощность, вкла-
дываемую в плавление расходуемой заготовки и обогрев ванны жидкого
металла, поскольку плавка осуществляется одним индуктором. Это затруд-
няет управление процессами плавления и кристаллизации металла, что
отрицательно сказывается при выплавке слитков большого сечения.
В Институте электросварки им. Е.О. Патона АН УССР проводились
работы по улучшению качества слитков путем воздействия переменным
электромагнитным полем на кристаллизующийся металл, который
заливают вместе с жидким шлаком в охлаждаемую металлическую
изложницу [12, 13]. Переменное магнитное поле создавали при помощи
757
ИЗБРАННЫЕ ТРУДЫ
индуктора, установленного снаружи изложницы, «прозрачной» для этого
поля. При воздействии электромагнитного поля на кристаллизующийся
металл достигается уменьшение головной и донной обрези при одновре-
менном рафинировании металла и улучшении его структуры.
Однако такая технология обработки металла нам представляется
недостаточно рациональной, поскольку плавка металла и формирование
слитка происходят в двух отдельных агрегатах.
Учитывая имеющийся опыт и недостатки существующих схем, в
Институте электросварки им. Е.О. Патона был разработан индукционный
переплав в секционном кристаллизаторе (ИПСК).
Отличительной особенностью этого способа является формирование
слитка путем заполнения достаточно высокого кристаллизатора ана-
логично тому, как это имеет место в подавляющем большинстве промыиь
ленных печей ЭШП и ВДП. При этом кристаллизатор одновременно
Рис. 5. Схема индукционного переплава
в секционном кристаллизаторе, предложенная
в ИЭС им. Е.О. Патона
является и камерой, благодаря
чему значительно упрощается
оборудование.
Принципиальная схема ин-
дукционного переплава в сек-
ционном кристаллизаторе пока-
зана на рис. 5. Расходуемая за-
готовка 1 закрепляется в сек-
ционном кристаллизаторе 2 и
при помощи индуктора 3 созда-
ется высокочастотное электро-
магнитное поле. В верхней об-
ласти 4 электромагнитного поля
производится оплавление рас-
ходуемой заготовки, а нижняя
область 5 этого же поля служит
для подогрева металлической
ванны 6. По мере оплавления
расходуемой заготовки ее опус-
кают вниз. В то же время по
мере наплавления слитка 7 ин-
дуктор перемещают вдоль крис-
таллизатора вверх. При этом
скорость перемещения индукто-
ра соответствует линейной ско-
рости наплавления слитка.
Преимущество этого мето-
да перед описанным выше сос-
тоит в том, что он позволяет
осуществлять переплав расходу-
емой заготовки не только путем
758
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 6. Общий вид лабораторной
установки с секционным
кристаллизатором
капельного переноса металла в кристалли-
затор, но и путем погружения ее нижнего
конца в металлическую ванну. При этом
уменьшается излучающая поверхность ме-
талла, что позволяет снизить тепловые
потери, практически исключить перегрев
жидкого металла, уменьшить потери метал-
ла за счет снижения его испарения, по-
высить КПД процесса, так как при погру-
жении расходуемой заготовки в ванну ее
плавление осуществляется как за счет
индукционного нагрева самой заготовки,
так и за счет теплопередачи от ванны.
На рис. 6 показана лабораторная ус-
тановка, предназначенная для индукционного переплава металлов и
сплавов в секционном кристаллизаторе, которая создана и работает в
Институте электросварки им. Е.О. Патона. Установка оснащена кристал-
лизатором 0 106 мм, состоящим из 32 изолированных друг от друга
секций. Секции собраны на текстолитовых фланцах и имеют автономное
охлаждение.
Снизу кристаллизатор герметично закрыт поддоном, а сверху —
крышкой с механизмом перемещения расходуемой заготовки. Установка
позволяет производить переплав как заготовки, так и кусковой шихты.
В последнем случае на верхнем фланце кристаллизатора, как это видно
из рис. 6, закрепляется бункер с шихтой.
Поскольку плавильное пространство герметизировано, можно про-
изводить плавки в контролируемой атмосфере в условиях повышенного
нормального или пониженного давления.
В качестве источника питания используется высокочастотный лам-
повый генератор серийного производства типа ЛЗ-107. Номинальная
мощность генератора 100 кВт. Частота тока, питающего индуктор уста-
новки, 66 кГц.
На этой установке проведено несколько серий опытных плавок, в
процессе которых отработана техника индукционного переплава в сек-
ционном кристаллизаторе, а также опробованы различные техно-
логические варианты переплава. Выплавлены слитки из алюминия, спла-
ва алюминий-магний, электролитического марганца, хрома и титана. Для
выплавки этих слитков были использованы различные виды шихты:
расходуемые заготовки, кусковая шихта и мелкая шихта в виде чешуек.
Переплав титановой губки, а также чешуйчатого хрома и марганца
производился с использованием флюса. Переплав расходуемых заготовок
из алюминиевомагниевого сплава осуществляли по двум вариантам: в
режиме капельного переноса металла с оплавляемого торца заготовки и
в режиме частичного погружения заготовки в металлическую ванну.
759
ИЗБРАННЫЕ ТРУДЫ
Рис. 7. Слитки 0 105 мм,
выплавленные на установке с
секционным кристаллизатором:
а — из сплава А1-4,2 % Mg;
6 — титановые
Рис. 8. Макроструктура слитков:
о — из сплава Al-4,2 % Mg;
б — титановых
Выплавленные на лабораторной уста-
новке слитки из алюминиевого сплава и титана имеют хорошее качество
поверхности (рис. 7). Для макроструктуры этих слитков характерна
направленная снизу вверх ориентация кристаллов (рис. 8).
Последовательное вертикальное наплавление слитков в процессе
ИПСК позволяет исключить образование усадочной пористости и
раковины в головной части слитка.
При переплаве алюминиевого сплава, содержащего до 4,2 % Mg,
потерь этого элемента не обнаружено, что обусловлено малым перегревом
жидкого металла.
При индукционном переплаве в секционном кристаллизаторе на
лабораторной установке удельный расход электроэнергии в зависимости
от переплавляемого материала составлял 2,5... 4,6 кВт-ч/кг. Этот пока-
затель в дальнейшем может быть значительно улучшен в результате
совершенствования технологии переплава и плавильного оборудования,
а также увеличения сечения и массы выплавляемых слитков.
Весовую скорость при переплаве расходуемых заготовок из алюми-
ниевого сплава изменяли от 0,30 до 0,85 кг/мин путем изменения скорости
перемещения индуктора относительно кристаллизатора при общей
мощности плавки 90...94 кВт, т. е. была установлена возможность широкого
варьирования скорости плавки при неизменной подводимой мощности.
Выводы
1 Индукционный переплав в секционном кристаллизаторе (ИПСК)
является перспективным способом производства высококачественных
760
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
слитков высокореакционных и легкоплавких металлов и сплавов, сплавов
с широким интервалом кристаллизации и сплавов, легированных лег-
коиспаряющимися элементами.
2. Разработанная в ИЭС им. Е.О. Патона схема ИПСК с заполнением
кристаллизатора-камеры позволяет создать сравнительно простое обору-
дование, пригодное для переплава как заготовок, так и кусковой шихты.
1. Вайнберг А.М. Индукционные плавильные печи. — М.: Энергия, 1967. — 418 с.
2. Вакуумная металлургия / Под ред. А.М. Самарина. — М.: Металлургиздат, 1962. — 537 с.
3. Грубер Г. Плавка металлов электронным лучом. — М.: ИЛ, 1963. — 69 с.
4. Донской А.В., Ратников Д.Г. Об использовании охлаждаемых тиглей в индукционных печах. —
Электротермия. — 1963. — Вып. 3. — С. 3-6.
5. Епифанов В.Г., Лесник А.Т. Зонная плавка металлов в водоохлаждаемых медных тиглях //
Вопросы физики металлов и металловедения. — Киев: Наук, думка. 1964. — С. 185-190.
6. Клайтс П.Г., Билл Р.А. Выплавка слитков и фасонных отливок методом индукционно-шлаковой
плавки // Электрошлаковый переплав. — Киев: Наук, думка, 1977. - С. 264-274.
7. Коган М.Г. Индукционная плавка в гарнисаже // Теплофизика высоких температур. —
1967. - 5, № 3. - С. 485-491.
8. Лакомский В.И. Плазменнодуговой переплав. — Киев: Техшка, 1974. — 334 с.
9. Латаш Ю.В., Медовар Б.И. Электрошлаковый переплав. — М.: Металлургия, 1970. — 273 с.
10. Мовчан Б.А., Тихоновский А.Л., Курапов Ю.А. Электроннолучевая плавка и рафинирование
металлов и сплавов. — Киев: Наук, думка, 1973. — 237 с.
11. А. с. № 133593. Бестигельное вакуумное индукционное устройство / З.А. Орешников и др.
12. А. с. № 304050. Устройство для отливки слитков / Б.Е. Патон, Б.И. Медовар, Л.Г. Пузрин и др.
13. Индукционно-шлаковая отливка слитков / Б.Е. Патон, Б.И. Медовар, Л.Г. Пузрин,
Г.А. Бойко // Проблемы специальной электрометаллургии: Материалы междунар. симп.,
посвященного 100-летию со дня рождения Е.О. Патона, Киев, 19-20 мая 1970 г. — Киев;М.,
1971. - С. 29-30.
14. Петров Ю.Б., Ратников Д.Г. Холодные тигли. — М.: Металлургия, 1972. — 93 с.
15. ТирЛ.Л., Фомин И.И. Современные методы индукционной плавки. — М.: Энергия, 1975. —
108 с.
16. Тир Л.Л., Чайкин П.М., Никольский Л.Е. Индукционные плавильные печи с холодным
тиглем // Электротермия. — 1968. — Вып. 73/74. — С. 68-71; 1969. — Вып. 79. — С. 33.
17. Clues P.G., Beall R.A. Inductoslag melting of titanium // Kept. Investig. Bur. Mines. U.S. Dept.
Interior. - 1969. - № 7268. - P. 1-20.
18. Пат. 3351686 США. Induction melting process of central core portion of cylindrical shaped
refractory materials / B. Gayet. — Опубл. 12.07.64.
19. Пат. 3223519 США. Induction furnace / G.H. Schippereit. — Опубл. 18.04.57.
20. Schippereit G.H., Zetherman A.F., Evers D.R. Coldcrucible induction melting of reactive me-
tals // J. of Metals. — 1961. — 13, № 2. — P. 140-144.
761
ИЗБРАННЫЕ ТРУДЫ
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ:
ПОЛВЕКА В ДЕЙСТВИИ. ЧТО ДАЛЬШЕ?*
Б.Е. Патон, В.И. Лакомский, Г.М. Григоренко, Л.Б. Медовар
Рассмотрены тенденции развития основных процессов специальной электрометал-
лургии: ВДП, ЭШП, ЭЛП и ПДП. Показано, что совершенствование этих процессов
должно идти по пути управления поведением металла при его затвердевании для
достижения оптимальных служебных свойств.
The tendencies in the development of basic processes of special electrometallurgy such
as VAR, ESR, EBR and PAR are considered. It is shown that the improvement of these
processe should be realized by control of metal behaviour in solidification to attain the
optimum service properties.
Ключевые слова: специальная электрометаллургия; вакуумно-дуговой, электрошлаковый,
плазменно-дуговой и электронно-лучевой переплавы; титан; суперсплавы; интерметаллиды
Ежегодное мировое производство стали вплотную приблизилось к мил-
лиарду тонн. В этом океане металла лишь немногим более 1 млн т
составляют высоколегированные стали и всевозможные сплавы, изго-
тавливаемые методами специальной электрометаллургии (СЭМ).
Специальная электрометаллургия с первых дней своего рождения была
предназначена и, по нашему мнению, надолго останется металлургичес-
кой базой для таких прогрессивных областей деятельности человека, как
авиация, космическая техника, электроника, медицина, энергетика.
Хорошо известные специалистам СЭМ достижения, которые можно
наблюдать в последние 15-20 лет [1, 2], позволили некоторым весьма
авторитетным представителям промышленности заявить, что сегодня
основные процессы и соответствующее оборудование специальной элект-
рометаллургии доведены почти до совершенства. Производственникам же
и ученым остается лишь улучшать системы управления и контроля
технологическими процессами. Удивительно, но такого рода высказы-
вания прозвучали и на недавнем международном симпозиуме по специаль-
ной электрометаллургии [1]. Подобные нотки успокоенности звучат не
только за рубежом, но и в СНГ.
Действительно, анализируя труды упомянутого симпозиума в соп-
оставлении с трудами предшествовавших трех международных встреч
спецэлектрометаллургов в г. Санта-Фэ, США** и многолетних междуна-
родных конференций американского вакуумного общества, начавшихся
в 1967 г. Первым международным симпозиумом по ЭШП***, можно
заметить, что в последние годы практически нет публикаций о новых
процессах и технологиях. В то же время все больше и больше появляется
сообщений о системах управления и математическом моделировании
’Специальная электрометаллургия. — 2003. — № 4. — С. 3-7.
’’Серия конференций в г. Санта-Фэ, США, проведенных в 1997-2001 гг.
’’’Серия конференций в 1967-1992 гг., проводившихся в разных странах.
762
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
процессов СЭМ. Однако такой анализ лишь на первый взгляд подтвер-
ждает тезис о том, что спецэлектрометаллургия достигла зрелости.
Мы полагаем, что в данный период идет лишь накопление предпосылок
для очередного бурного всплеска идей и появления новых технических и
технологических решений уже в ближайшее время. Такая уверенность в
нашем институте — Институте электросварки — зиждется на нескольких
основных, сегодня уже почти аксиоматических положениях. Во-первых,
установленный и осознанный впервые именно сварщиками арсенал широких
возможностей различного типа сварочных высококонцентрированных
источников энергии в повышении качества металла сварного шва, а следо-
вательно, и металла слитка любого из процессов СЭМ далеко не исчерпан.
Во-вторых, только при тщательном контроле нагрева, охлаждения и
движения металла, его поведения в двухфазной зоне можно осуществлять
не просто ускоренное затвердевание, а управлять размерами, формой и
распределением образующихся при затвердевании сплавов новых фаз.
Реализация такого рода управления пока еще далека от совершенства для
большинства сталей и сплавов СЭМ.
Что же такое СЭМ сегодня? Как правило, к СЭМ относят вакуум-
но-дуговой, электрошлаковый, плазменно-дуговой и электронно-лучевой
переплавы (ВДП, ЭШП, ПДП и ЭЛП). Поскольку зачастую расходуе-
мые электроды для ЭШП и ВДП выплавляют в вакуумно-индукционных
печах, то к СЭМ относят и вакуумно-индукционную плавку (ВИП).
Различные же технологические процессы получения новых материалов
путем распыления/осажденпя сегодня, за редким исключением, выде-
лились в отдельную подотрасль [3].
Как известно, хронологически первым был создан вакуумно-дуговой
переплав. Позже появился электрошлаковый переплав, за ним электрон-
но-лучевой и плазменно-дуговой переплавы в медный водоохлаждаемый
кристаллизатор. Вакуумно-дуговой и электронно-лучевой способы переть
лава металлов и сталей пришли к нам с Запада, а электрошлаковый и
плазменно-дуговой переплавы металлов в медный водоохлаждаемый
кристаллизатор родились в Советском Союзе. (В то время на Западе была
известна лишь плазменно-дуговая плавка в печах с керамическим подом).
Оформление же СЭМ как самостоятельной подотрасли металлургии
произошло только после появления ЭШП и строительства в СССР, а
затем и в других странах специализированных отделений и цехов.
Поскольку базой для сравнения качества металла, полученного
другими переплавными процессами, всегда являлся и является металл
ВДП, а также потому, что сегодня одной из принятых технологий СЭМ
является тройной переплав по схеме ВИП + ЭШП + ВДП, в ИЭС
им. Е.О. Патона достаточно хорошо знакомы с основными достижениями
в области ВДП. Это позволяет нам коротко сформулировать наше видение
тенденций развития этого процесса, пусть и на основе работ других
исследователей. Представляется, что благодаря современным системам
управления процессом ВДП, а сегодня речь идет уже о промышленном
763
ИЗБРАННЫЕ ТРУДЫ
применении нового поколения АСУ, построенных без датчика веса
электрода, в ближайшие годы можно ожидать появления промышленных
печей ВДП для производства слитков квадратного сечения [4]. Кроме
того, есть основания полагать, что особенности формирования слитка при
известной как «ВАД ЕР-процесс» разновидности ВДП позволяют
повысить локальное время затвердевания по сравнению с каноническим
переплавом и, следовательно, достичь нового уровня однородности из-
мельчения структуры переплавленного металла. Это особенно важно при
производстве суперсплавов, свойства которых весьма чувствительны к
нерегулярностям макроструктуры слитка.
Плазменно-дуговой и электронно-лучевой переплавы сегодня раз-
виваются преимущественно с использованием промежуточной емкости
или, как принято в англоязычной литературе, холодного пода. Основной
областью применения этих процессов сегодня стала плавка титана и его
сплавов. Широкие возможности управления затвердеванием при ЭЛП и
ПДП на холодном поду еще до конца не использованы. В работах
сотрудников института [5, 6] доказана возможность получения слитков
титановых и других сплавов с минимальной протяженностью жидкоме-
таллической ванны или даже вовсе без нее при электронно-лучевой плавке
на холодном поду. Эти результаты вполне очевидно могут быть до-
стигнуты и при холодноподовой плазменно-дуговой плавке. На рис. 1
представлены макроструктуры слитков титанового сплава типа 6-4, на-
глядно иллюстрирующие большие потенциальные возможности новых
приемов переплава. Не удивительно поэтому, что несмотря на доро-
говизну, по сравнению с ЭШП и ВДП, в самое ближайшее время следует
ожидать очередного витка в развитии технологии и оборудования для
ПДП и ЭЛП на холодном поду применительно к плавке суперсплавов и
других конструкционных материалов,
требующих особой гомогенности струк-
туры и химического состава, например
интерметаллидов. Отметим при этом, что
сегодня в Украине действуют промышлен-
ные холодноподовые печи ЭЛП для полу-
чения круглых и слябовых слитков массой
до 4 т (по титану) и проходят опробование
новые более мощные печи. За рубежом за
последние годы также запущено несколько
мощных холодноподовых печей ЭЛП и
ПДП для плавки титана.
Рис. 1. Структура слитков сплава ВТ6 диаметром
200 мм, выплавленных при различной мощности
обогрева в кристаллизаторе: а — стандартная
технология; 6 — новая технология
764
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Отметим тут еще одно существенное преимущество холодноподовой
плавки по сравнению с каноническими переплавными процессами СЭМ,
т. е. процессами переплава исходной заготовки (расходуемого электрода)
непосредственно в кристаллизатор. Это отсутствие жесткой связи между
подводимой мощностью (или скоростью плавления электрода) и ско-
ростью формирования слитка, что открывает практически широчайшие
возможности управления затвердеванием наплавляемого слитка. В этой
связи весьма перспективными представляются работы по получению
спиннингованием или распылением контролируемой струи жидкого ме-
талла, а затем заготовок (слитков) с ультрадисперсной кристаллической
структурой. Традиционно всевозможные технологии спиннингования и
распыления основаны на обычной индукционной плавке в вакууме.
Однако загрязнение металла огнеупорами, т. е. экзогенными неметал-
лическими включениями, до последнего времени существенно сдер-
живало применение распыленных заготовок для получения, например,
дисков авиадвигателей. Использование же спиннингования/распыления
металла, выплавленного без контакта с футеровкой в холодноподовой
печи, позволяет резко повысить качество заготовки. По этому пути
(исключение контакта жидкого металла, предназначенного для распы-
ления, с футеровкой) пошли специалисты «Джэнерал Электрик», соз-
давшие агрегат для получения распылением электрошлакового металла
заготовок дисков авиадвигателей (рис. 2). Таким образом, мы полагаем,
что в технике и технологии ПДП и ЭЛП в самое ближайшее время следует
ожидать существенного нового шага — промышленного применения
холодноподовой плавки для производства высококачественных слитков
сложнолегированных сплавов, в т. ч.
интерметаллических, как традицион-
ным переливом, так и распылением/
спиннингованием.
Однако вернемся к ЭШП. Повы-
шенный интерес к этому способу переп-
лава вполне понятен, так как ЭШП
уверенно занимает первое место среди
других способов передела металлов
СЭМ по объему производства. По раз-
ным оценкам [7, 8] методом ЭШП во
Рис. 2. Схема агрегата для получения распылением
электрошлакового металла заготовок дисков
авиадвигателей: 1 — печь ЭШП; 2 — расходуемый
электрод; 3 — кристаллизатор печи ЭШП;
4 — изоляция; 5, 6 — источники питания № 1 и 2;
7 — металлическая ванна; 8 — индуктор;
9 — распылитель; 10 — двухфазная зона;
11 — кристаллизатор; 12 — струя распыленного
металла; 13 — шлаковая ванна
765
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Схема процесса электрошлакового переплава расходуемого электрода в токоведущем
кристаллизаторе при использовании двухконтурной схемы подключения: / — токоподводящий
кристаллизатор; 2 — расходуемый электрод; 3 — шлаковая ванна: 4 — металлическая ванна,
5, 6 — источники питания № 1 и 2; 7 — слиток
всем мире производится около 800 тыс. т различных сталей и сплавов. Есть
новые разработки и по ЭШП. За последние годы были осуществлены два
принципиально новых процесса ЭШП, базирующихся на реализованной в
Институте электросварки идее токоведущего кристаллизатора [9].
Австрийская фирма «Интеко» на этой основе создала промышленную
установку по переплаву электрода большего сечения в слиток меньшего
сечения. В Италии на фирме «Вальбрунна» успешно эксплуатируется печь
ЭШП фирмы «Интеко», на которой фактически осуществлен непрерывный
электрошлаковый переплав [10, И].
Нами предложена и реализована двухконтурная схема ЭШП с двумя
источниками тока (рис. 3), позволяющая достичь почти такой же
независимости между подводимой мощностью и скоростью наплавления
слитка, как и при ПДП и ЭЛП. Это дает возможность в широких пределах
изменять не только глубину, но и форму металлической ванны, а следо-
вательно, существенно изменять и структуру слитка (рис. 4).
Более того, возможность работать с плоской и мелкой жидкоме-
таллической ванной позволила получать в результате смены электродов
по ходу плавки биметаллические слитки без протяженной зоны перемен-
ного состава.
Насколько еще далеки от совершенства наши знания о природе
процессов СЭМ свидетельствуют недавние результаты исследования ки-
нетики растворения ос-включений нитрида титана в титане [12]. Оказа-
лось, что при ЭШП в силу причин, требующих дальнейшего изучения,
скорость растворения этих частиц на два порядка выше, чем при ВДП
или холодноподовой плавке. В связи с указанной особенностью спе-
циалистами «Джэнерал Электрик» для производства титана предложен
766
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
Рис. 4. Макроструктура слитков ЭШП, выплавленных по двухконтурной схеме с различным
соотношением мощности, подводимой к электроду и токоведущему кристаллизатору
трехстадийный переплав с обязательным ЭШП перед последним ВДП,
ЭЛП или ПДП, как это показано на рис. 5, а [13]. В настоящее время
данная возможность, имеющая принципиальное значение для изгото-
вителей титана авиационного назначения, интенсивно исследуется. В
Институте электросварки предложено эту трехстадийную схему осущес-
твлять несколько по-иному, с завершающим ЭЛП (рис. 5, б).
Полученные в самое последнее время результаты давно запатенто-
ванного способа переплава позволяют предсказать хорошее будущее
также переплаву расходуемого плазмотрона (ПРП) и дуговому электрош-
лаковому переплаву (ДШП) (рис. 6). ПРП и ДШП сочетают в себе
преимущества ВДП, ПДП и ЭШП, могут осуществляться на переменном
и постоянном токе, обеспечивают качество металла не ниже, чем при
каноническом ЭШП, и позволяют довести удельный расход электро-
энергии до 800 кВт-ч/т. Кроме того, при ДШП и ПРП в атмосфере азота
достаточно просто осуществляется легирование переплавляемого металла
азотом из газовой фазы [14-17].
В данной статье мы не коснулись такого интересного процесса СЭМ,
как индукционная плавка в секционном кристаллизаторе или холодном
тигле [18]. Думается, однако, что в связи с ростом потребности в новых
Губка Губка
а Слиток Слиток
Рис. 5. Принципиальная схема применения ЭШП для рафинирования титана от высокоазотистых
включений: а — по схеме «Джэнерал Электрик» [14]; б — по схеме ИЭС им. Е.О. Патона
767
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Схема ПРП (в): 1 — полый электрод; 2 — герметичная камера; 3 — кристаллизатор;
4 — слиток; схема ДШП (б): 1 — слиток; 2 — металлическая ванна; 3 — шлаковая ванна;
4 — дуга; 5 — расходуемый электрод; 6 — кристаллизатор; 7 — источник питания
конструкционных металлических материалах, например интерметал-
лических, этот процесс получит дополнительный толчок к дальнейшему
развитию.
В заключение целесообразно еще раз обратиться к упоминавшимся в
начале статьи публикациям. В работе [2J есть краткое упоминание о
преимуществах дуговых печей постоянного тока, а в трудах [ 1 ] нет ни одной
статьи о роли тока или влиянии типа источника тока на качество металла
СЭМ. Нам представляется, что этот вопрос далеко не исчерпан и уж, по
крайней мере, не изучен до конца. Последние достижения в области
традиционных видов дуговой сварки с новыми источниками тока позволяют
нам утверждать, что именно на этом пути могут быть достигнуты новые
показатели различных технологических процессов СЭМ как в повышении
их экономичности, так и в улучшении качества металла.
Не менее важна и другая потенциальная возможность СЭМ — это
не просто ускоренное затвердевание слитков в водоохлаждаемых кристал-
лизаторах, а контроль и управление размерами и распределением уп-
рочняющих фаз и неметаллических включений! Пока это удается сделать
лишь для немногих видов сталей и сплавов, отдельных типов второй фазы
в том или ином сплаве. Наилучшие результаты достигнуты, пожалуй, при
ЭШП инструментальных сталей и то лишь для слитков сравнительно
малых размеров. Вместе с тем, сегодня металлургам становится все яснее
и яснее, что любой сплав по своей природе и строению фактически
является композиционным материалом. И как в любом композиционном
768
СПЕЦИАЛЬНАЯ ЭЛЕКТРОМЕТАЛЛУРГИЯ
материале оптимальные служебные свойства могут быть достигнуты лишь
в том случае, когда в матрице данного сплава, данного композита
упрочняющие частицы заданного размера распределены заданным образом
или хотя бы равномерно. А из известных сегодня металлургам методов
получения заготовок, которые могли бы быть отнесены к таковым, у которых
структура полностью контролируется и управляется, кроме специальной
электрометаллургии пока нет ничего. Поэтому мы полагаем, что следующий
этап развития СЭМ будет связан с исследованиями в двух основных
направлениях — применение новых источников нагрева и управление
затвердеванием металла.
1. Proceedings of the 2003 International symposium on liquid metal processing and casting, Nancy,
France, Sept. 21-24, 2003. — 441 p.
2. Волохонский Л.А Специальная электрометаллургия в СССР и России. (Обзор событий:
1953-2003 гг.) // Электрометаллургия. — 2003. — № 6. — С 2-8.
3. Мовчан Б.А , Малашенко И. С. Жаростойкие покрытия, осаждаемые в вакууме. — Киев: Наук,
думка, 1983. — 232 с.
4. A demonstration of melt rate control during VAR of «Cracked» electrodes / R.L. Williamson,
J.J. Beaman, D K. Melgaard et al. // Proceedings of the 2003 International symposium on liquid
metal processing and casting, Nancy, France, Sept. 21-24, 2003 — P. 29-38.
5. Жук Г.В Влияние мощности электронно-лучевого нагрева на структуру и свойства титановых
слитков // Металлургическая и горнорудная промышленность. — 2003. — № 3. — С. 36-38.
6. Электронно-лучевая плавка / Б.Е. Патон, Н.П. Тригуб, Д.А. Козлитин и др. — Киев: Наук,
думка, 1997. — 265 с.
7. Holzgruber W., Holzgruber Н. Development trends in electroslag remelting // Proceedings of the
international symposium on electroslag remelting technology and equipment, Medovar Memorial
symposium / Kyiv, Ukraine, May 15-17, 2001. — P. 71-77.
8. Moll M.A. The markets for re-melted steels & alloys // Proceedings of the 2002 International
symposium on electroslag remelting technology, Chicago, USA, Oct. 20-22, 2002.
9. Пат. 185682 США, В 22 Д 27/2. Аппарат для электрошлакового переплава и наплавки /
Г.В. Ксендзык, В.С. Ширин. — Опубл. 29.01.80.
10. Alghisi D., Milano М., Pazienza L. The electroslag rapid remelting process under protective
atmosphere of 145 mm billets // Proceedings of International symposium in ESR technology &
equipment, Kyiv, Ukraine, May 15-17, 2001. MMS-2001. — P. 97-112.
11. Холъцгрубер X., Гартен Л. Получение методом ЭШП слитков, близких по форме и размерам
поперечного сечения к прокату, и тенденции развития ЭШП на фирме «Интеко» (Австрия) //
Электрометаллургия. — 2003. — № 6. — С. 9-14.
12. Bewlay В Р., Cigliotti F.X. Dissolution rate measurements of TiN in Ti-6242 // Acta mater. —
1997. - 45, № 1 - P. 357-370.
13. ESR for titanium: yesterday, today, tomorrow / B.E. Paton, В I Medovar, M.G. Benz et al. //
Proceedings of the Ninth World conference on titanium, Saint-Petersburg, Russia, June 7-11,
1999. — P 1385-1398.
14. A. c. 337035 СССР, МКИ С 22 с / Б.Е. Патон, В И. Лакомский, Г.М. Григоренко и др. /
Заявка №1634222/22-2 от 29.03.71; выдано 14.07.73.
15. Получение слитков способом переплава расходуемого <плазмотрона» в промышленных печах /
№^0ПаТ°С ®'^ggIaK0MCKl1’’’ Г-М- Григоренко и др. // Спец, электрометаллургия. — 1973. —
16. Arc-slag remelting of steels and alloys / B.I. Medovar, V.Ya. Saenko, G.V. Grigorenko et al. —
Cambridge: International Science Publishing, 1996. — 160 p.
17. Arc-slag remelting for high strength steel / B.E. Paton, V.Ya. Saenko, Yu.M. Pomarin et al. //
Proceedings of the 2003 International symposium on liquid metal processing and casting, Nancy,
France, Sept. 21-24, 2003. - P. 59-65.
18. Шейко И.В. Новые технологии и оборудование для индукционной плавки металлов и сплавов:
Автореф. дис. ... д-ра техн, наук / Ин-т электросварки им. Е.О. Патона. — Киев, 2003. - 32 с.
51 -8-1437
769
Раздел 6
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ
И КОНСТРУКЦИИ
Более 40 лет продолжаются работы по сварке и резке, пайке и нанесению
покрытий в открытом космосе, проводимые коллективом ИЭС под руко-
водством Б.Е. Патона. За прошедшие годы получили развитие новые
научные направления в области создания крупногабаритных космических
конструкций и космического материаловедениея [1, 3].
В 1964 году была принята комплексная программа работ, связанных
с выполнением сварки и резки в открытом космосе. В том же году
началась разработка соответствующего оборудования и технологии. Вско-
ре была создана экспериментальная автоматическая установка «Вулкан»,
которая прошла всесторонние испытания на Земле и самолете-лабора-
тории [1]. 16 октября 1969 года в ходе полета космического корабля
«Союз-6» летчики-космонавты В. Кубасов и Г. Шонин, используя эту
установку, впервые в мировой практике осуществили сварку и резку
металлов в космосе [2]. В результате эксперимента было показано, что
наиболее подходящим методом сварки в открытом космосе является
электронно-лучевая сварка. Для этого имеются следующие предпосылки:
окружающая среда (космический вакуума, а также свойственный этому
процессу высокий КПД) — более 80 %. Этот уникальный эксперимент
можно считать началом эры космических технологий. Существует боль-
шое количество операций, в первую очередь ремонтных, для выполнения
которых предварительная наземная подготовка и отработка затруднена
или вообще невозможна. В таких случаях необходимо непосредственное
участие оператора-космонавта, который сможет на месте оценить объем
необходимых работ и принять решение о способе их выполнения.
Именно поэтому Б.Е. Патоном была выдвинута идея применения
ручной электронно-лучевой сварки в открытом космосе. В ИЭС впервые
был создан универсальный ручной электронно-лучевой инструмент
(УРИ), с помощью которого 25 июля 1984 года космонавты С. Савицкая
и В. Джанибеков на научно-исследовательском орбитальном комплексе
«Салют-7» в открытом космосе провели сварку, пайку и резку образцов,
а также эксперименты по нанесению покрытий [4]. Техника ручной
сварки, использованная ими при обработке образцов металлов, была
признана перспективной для работ в космосе, выполняемых вручную
оператором, снаряженным в скафандр. УРИ неоднократно использовался
на орбите для проведения различных работ по сварке и пайке.
51*
771
ИЗБРАННЫЕ ТРУДЫ
Значительное внимание Б.Е. Патон уделяет такому процессу, как
пайка конструкций в космосе. В 1986 году на станции «Салют-7» была
впервые проведена пайка узлов ферменных конструкций, которые под-
твердили возможность изготовления крупногабаритных конструкций в
космосе с помощью пайки. 1970-1980-е годы характеризуются большой
интенсивностью работ, проводившихся в указанных направлениях [5, 6].
Обобщение накопленного опыта позволило создать универсальный
комплект космических сварочных инструментов типа «Универсал», пред-
назначенный для эксплуатации на длительно действующих космических
орбитальных станциях [1].
Идеи Б.Е. Патона о применении механизированной сварки в космосе
легли в основу разрабатываемого в настоящее время в ИЭС нового
поколения сварочного оборудования и технологий для ремонта деталей и
узлов космических аппаратов на орбите.
По его инициативе в 1975 году были начаты систематические иссле-
дования в земных условиях и на летающей лаборатории процессов
нанесения покрытий в космосе методом термического испарения и кон-
денсации веществ.
Решить ряд проблем в этом направлении позволили исследования,
выполненные на протяжении 1975-1979 годов. Была разработана техно-
логия и аппаратура для проведения указанных работ в космосе. В течение
1979-1989 гг. на орбитальных комплексах «Салют-6», «Салют-7» и
«Мир» с применением установок «Испаритель М» и «Янтарь» в кос-
мических условиях были проведены эксперименты по получению тонко-
пленочных металлических покрытий [1, 3].
Космические эксперименты послужили основой для проведения в
дальнейшем фундаментальных исследований по другим научным направ-
лениям. Разработанная для целей сварки малогабаритная, надежно работа-
ющая в космосе электронно-лучевая аппаратура оказалась весьма полезной
для инжектирования электронных пучков, используемых при исследовании
магнитосферы Земли и околоземной плазмы. Долгосрочная программа
таких исследований была разработана двумя московскими институтами
(Институтом космических исследований и Институтом земного магнетизма,
ионосферы и распространения радиоволн), а аппаратура для исследований
была создана в ИЭС им. Е.О. Патона. В СССР было проведено два
космических эксперимента — «Зарница-1» (май 1973 г.) и «Зарница-2»
(июнь 1975 г.), которые позволили проверить некоторые модели строения
земной магнитосферы и поведения в ней частиц, полей и плазмы [8].
Анализ результатов, полученных в ходе эксперимента «Зарница-1»,
позволил приступить к планированию и осуществлению аналогичного
советско-французского эксперимента «Араке» [7]. Для проведения этого
эксперимента в ИЭС был создан гораздо более мощный инжектор
электронов (30 кВт при ускоряющем напряжении 15 кВ) и соответствую-
щая ему аппаратура электропитания, управления и телеметрии. Экспе-
римент был проведен в начале 1975 года.
772
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Результаты этих работ подтвердили большую перспективность ис-
пользования в экспериментальной космической физике управляемых
(активных) экспериментов для наблюдения физических процессов в
околоземном космическом пространстве.
Б.Е. Патон внес значительный вклад в создание новой технологии
и оборудования для получения в космосе совершенных полупро-
водниковых и композиционных материалов [9].
Космические условия (высокий вакуум и микрогравитация) могут
быть эффективно использованы для осуществления ряда металлурги-
ческих процессов, одним из которых является бестигельная электронно-
лучевая зонная плавка полупроводниковых монокристаллов и компо-
зиционных материалов с помощью электронно-лучевого нагрева.
Теоретические и экспериментальные исследования, проведенные под
руководством Б.Е. Патона в ИЭС совместно с другими институтами
Национальной академии наук Украины, показали несомненные перс-
пективы применения этого процесса в космосе.
Есть основания ожидать, что свойства полупроводниковых кристал-
лов, получаемых в космических условиях, по своим основным параметрам
будут близкими к теоретически ожидаемым. Высокими качественными
характеристиками будут обладать также и композиционные материалы,
полученные в космосе.
По инициативе и под руководством Б.Е. Патона в 1970-х годах были
начаты работы по созданию крупногабаритных конструкций в космосе.
Можно выделить несколько типов конструкций, изготовление и последу-
ющая эксплуатация которых тесно связаны со сваркой [1]:
несущие силовые жесткие фермы;
выдвижные системы, базирующиеся на ферменных конструкциях;
негерметичные оболочки;
герметичные оболочки;
трубопроводы.
Каждый из этих типов конструкций имеет свои особенности. Однако
общей характерной чертой, объединяющей их между собой, является то,
что габариты этих конструкций не позволяют доставить их на орбиту в
готовом для эксплуатации виде, что создает большие трудности. Кроме
того, в процессе эксплуатации такие конструкции должны соответствовать
многим чрезвычайно жестким требованиям:
высокая несущая способность при минимальной массе;
большой срок эксплуатации в космосе (двадцать пять и более лет);
низкая восприимчивость к воздействию окружающей среды;
высокая ремонтопригодность.
Весь этот комплекс вопросов и проблем привел к возникновению
нового научного направления — создания методов и средств сооружения,
технического обслуживания и ремонта крупногабаритных конструкций в
космосе.
773
ИЗБРАННЫЕ ТРУДЫ
В 1984-1985 гг. в ИЭС была спроектирована, изготовлена и испы-
тана четырехгранная преобразуемая ферма. Эксперименты по расклады-
ванию и складыванию этой фермы в космосе были выполнены в 1986 году
на орбитальной станции «Салют-7». В дальнейшем результаты этих
экспериментов были использованы в агрегате для раскрытия и склады-
вания многоразовых солнечных батарей, созданных в ИЭС для осна-
щения систем энергопитания орбитальной станции «Мир». Они успешно
работали в космосе в течение ряда лет.
Выполненные исследования и опыт эксплуатации полностью
подтвердили идею о высокой эффективности и гарантированном качестве
крупногабаритных космических конструкций, базирующихся на прин-
ципе полного изготовления и компактной укладки в стационарных ус-
ловиях на Земле и преобразования до рабочего размера после выведения
в космос. Конструкции, создаваемые с помощью этого метода, могут
использоваться и как самостоятельные, и как отдельные элементы других,
еще более крупных сооружений. Имеющийся опыт изготовления, раз-
ворачивания, сварки и эксплуатации в космосе крупногабаритных кон-
струкций говорит об их большой перспективности при создании сле-
дующих поколений орбитальных комплексов.
1. Патон Б.Е., Латинский В.Ф. Сварка и родственные технологии в космосе. Особенности и
перспективы. — Киев: Наук, думка, 1998. — 183 с.
2. Патон Б.Е., Кубасов В.Н. Эксперимент по сварке металлов в космосе // Автомат, сварка. —
1970. - № 5. - С. 7-12.
3. Космос: технологии, материаловедение, конструкции. Сб. науч. тр. / Под редакцией Б.Е.
Патона. — Киев: ИЭС им. Е.О. Патона НАН Украины, 2000. — 526 с.
4. Патон Б., Джанибеков В., Савицкая С. Испытано на орбите // Наука и жизнь. — 1986. —
№ 2. - С. 2-7.
5. Патон Б.Е. Технологические аспекты сварки в космосе // Schweissen und Schneiden. —
1990. - 42, № 3. - S. 117-120.
6. Paton B.E. State-of-the-art and prospects for development of aerospace engineering in the USSR
// Proc. Conf. Welding in Space and Construction of Space Vehicles by Welding, USA, Sept.
24-26, 1991. Miami. (Published in a shortened version).
7. APAKC — управляемый или загадочный эксперимент? / Б.Е. Патон, Ф. Камбу, Ж. Лаверньо
и др. // Nature. - 1978. - 271, № 5647. - Р. 723-726.
8. Активные эксперименты в околоземном космическом пространстве / Б.Е. Патон, Д.А. Дудко,
В.К. Лебедев и др. // Автомат, сварка. — 1999. — № 10. — С. 74-80.
9. Актуальные задачи получения материалов электронной техники в условиях микрогравитации
/ Б.Е. Патон, В.Ф. Лапчинский, Е.А. Асннс и др. // Косм1ч. наука i технолопя. — 1998. —
4, № 5/6. - С. 95-98.
774
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ
В КОСМОСЕ*
Б.Е. Патон, В.Ф. Лапчинскин
Глава 2. ОБОРУДОВАНИЕ ДЛЯ СВАРОЧНЫХ РАБОТ
В КОСМОСЕ
2.1. Особенности космической сварочной аппаратуры
Опыт, накопленный при проведении рассмотренных выше экспериментов
и исследований, показывает, что для выполнения в космосе работ с
использованием сварки и родственных технологий перспективны три типа
установок: автоматические, механизированные и предназначенные для
выполнения работ вручную (ручные инструменты). Каждый из них имеет
свою область применения.
Автоматические установки целесообразно использовать в тех случа-
ях, когда заранее, обычно еще на Земле, известны район и условия
проведения работ, тип сварного и паяного соединения, марка и толщина
обрабатываемых материалов, а технология и режимы функционирования
аппаратуры опробованы. Типичный случай использования таких устано-
вок — сборка в космосе больших ферменных конструкций (см. парагра-
фы 4.1, 4.3).
Механизированные установки целесообразно использовать тогда,
когда известны район и условия проведения работ, необходимо сваривать
протяженные швы, требуется высокая надежность сварных швов, не
допускающих таких дефектов, как негерметичность и непровары. Обычно
это монтажные и ремонтные работы, при которых роль оператора ог-
раничивается размещением аппаратуры в месте выполнения работ, выбо-
ром требуемого режима обработки, включением аппаратуры и контролем
качества выполненной работы. Типичный случай — ремонт трубопрово-
дов, ремонт корпуса космического аппарата.
Начиная с 1993 г. Институтом электросварки им. Е.О. Патона
совместно с Германским космическим агентством DARA и фирмой DASA
проводились работы по разработке механизированной сварки и родствен-
ных технологий в космосе.
‘Патон Б.Е., Лапчинский В.Ф. Сварка и родственные технологии в космосе. — Киев: Наук, думка,
1998. - С. 66-72.
775
ИЗБРАННЫЕ ТРУДЫ
Проведенный детальный анализ показал, что наибольший объем
ремонтно-восстановительных работ на космических аппаратах ожидается
при выходе из строя герметичных емкостей, трубопроводов, помещений
для экипажей и др.
До настоящего времени основной объем научно-технологических
исследований был направлен на выполнение сварочных и других работ
непосредственно оператором с помощью ручных инструментов. Как
указывалось выше, с помощью ручной сварки получить герметичные
соединения в ряде случаев весьма сложно.
Одной из главных трудностей при ремонте трубопроводов на косми-
ческих аппаратах является малое расстояние трубопроводов друг от друга
и от оболочки летательного аппарата (50...80 мм). Кроме того, надо иметь
в виду, что стыки труб, подлежащих ремонту — неповоротные, а внутри
трубопроводов могут быть остатки транспортируемых жидкостей. Весьма
ответственным является также ремонт цилиндрической оболочки корабля
в случае его разгерметизации по каким-либо причинам.
Значительно более перспективной для обеспечения герметичности
сварных соединений является механизированная сварка.
Комплект универсальных сварочных инструментов «Универсал»
может быть использован в качестве прототипа аппаратуры, создаваемой
для проведения механизированной сварки и пайки.
В качестве вспомогательного оборудования должны быть созданы
специализированные устройства, позволяющие выполнять как прямо-
линейные или круговые швы по заданной программе, так и неповоротные
стыки трубных соединений.
Как было указано выше, отличительным свойством трубопроводов
на космических аппаратах является малое расстояние их друг от друга,
поэтому для их ремонта методом сварки неповоротных стыков необ-
ходимо иметь малогабаритную электронно-лучевую пушку, обеспечиваю-
щую возможность вращения вокруг стыка, либо приборы управления,
вращающие луч вокруг стыка.
В настоящее время уже разработаны схемы и образцы специализи-
рованного сварочного оборудования, с помощью которого можно будет
проводить механизированную сварку, пайку и резку в космосе.
Ручные инструменты используются, как правило, при всех видах
ремонтных и во многих случаях монтажных работ, если не требуется
обеспечения гарантированной герметичности. В этом случае в функции
оператора входит оценка состояния обрабатываемого изделия, выбор
режимов обработки, непосредственное выполнение работы и, при необ-
ходимости, повторный ремонт дефектных участков. Типичный пример —
ремонт или замена потерявших устойчивость или разрушившихся стерж-
ней ферменных конструкций.
Независимо от типа космических сварочных установок все они имеют
общую специфику, отличающую их от земных.
776
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Специфика оборудования для сварочных работ в космосе определя-
ется необходимостью обеспечения абсолютной безопасности, особыми
свойствами окружающей среды, которые были рассмотрены выше,
уникальностью и высокой стоимостью каждого включения аппаратуры.
Космическое сварочное оборудование может быть специализирован-
ным (для однотипных операций с использованием одного технологичес-
кого процесса) или универсальным (позволяющим выполнять различные
операции с использованием нескольких технологических процессов).
Как уже отмечалось, в качестве источника тепла в большинстве
случаев сейчас применяется электронный луч [27, 40, 57, 77].
Сложность создания оборудования для сварочных работ в космосе
заключается в том, что оно должно, с одной стороны, обладать необхо-
димыми параметрами и качествами, присущими специализированной
сварочной аппаратуре, с другой, — полностью соответствовать специаль-
ным требованиям, предъявляемым к изделиям, выводимым в космос.
Рассмотрим основополагающие требования, которые должны выполнять-
ся неукоснительно [37].
Соответствие функциональным задачам. Оборудование для
сварки в космосе должно быть в максимально возможной степени приспо-
собленным для выполнения задач, которые на него возлагаются. Имеется
в виду строгое обеспечение требуемой мощности источника тепла, ско-
рости сварки, глубины проплавления, фокусировки пучка, номенклатуры
соединяемых материалов и других параметров, гарантирующих высокое
качество конечного продукта. В то же время нецелесообразно предус-
матривать значительные резервы по перечисленным параметрам, так как
это приводит к дисбалансу с другими, не менее важными, требованиями,
предъявляемыми к аппаратуре.
Безопасность. Потенциальными источниками опасности при
функционировании сварочной аппаратуры в космосе являются:
высокая температура, до которой нагрет расплавленный металл и
могут быть нагреты отдельные детали оборудования;
термическая разрушительная способность электронного луча;
повышенное напряжение источников электропитания;
сопутствующие явления (тормозное рентгеновское и инфракрасное
излучения, электро- и радиопомехи и т. п.).
Обеспечение абсолютной безопасности достигается соответству-
ющим выбором параметров аппаратуры и конструктивных решений,
локализацией и изоляцией зон потенциальной опасности, введением
различного рода ограничений, экранов, механических и электрических
блокировок и т. п.
Надежность. Можно выделить две составляющие надежности: над-
ежность технологии как сочетания ряда физических процессов и надеж-
ность функционирования оборудования. Обе эти составляющие взаимос-
вязаны. Но надежность технологии в большей степени зависит от уровня
знаний об условиях выполнения процессов и качества их предварительной
777
ИЗБРАННЫЕ ТРУДЫ
отработки, а надежность функционирования оборудования — от пра-
вильности конструктивных решений, выбора и качества конструк-
ционных материалов и комплектующих изделий, резервирования функ-
ционально важных узлов и т. д.
Минимизация габаритов, массы и энергопотребления. Это один из
наиболее сложных вопросов. Минимальные параметры обеспечиваются в
основном рациональным выбором конструкционных материалов и комп-
лектующих изделий, отвечающих современным требованиям, тщатель-
ным выполнением тепловых и механических расчетов, оптимизацией
эксплуатационных характеристик и т. д.
Следует отметить, что многие перечисленные выше требования
зачастую противоречат друг другу. Так, требование обеспечения мини-
мальных массы, габаритов и энергопотребления, как правило, проти-
воречит повышению надежности и безопасности аппаратуры. В свою
очередь, беспредельное повышение безопасности препятствует полному
выполнению функциональных задач, может уменьшать надежность и т. д.
Поэтому при создании оборудования приходится оптимизировать эти
требования с учетом приоритетности каждого из них.
Совместимость сварочного оборудования с космическим объектом.
Такая совместимость подразумевает:
отсутствие взаимных помех при функционировании сварочного обо-
рудования и систем космического объекта, включая электромагнитную
совместимость;
согласование параметров систем энергопитания, телеметрии и тер-
морегулирования (при необходимости);
соответствие габаритных характеристик аппаратуры и размеров
транспортных коммуникаций космического объекта;
максимально возможную степень использования приборов, аппара-
туры и коммуникаций, входящих в состав собственно космического
объекта;
соответствие дизайна сварочной аппаратуры и интерьера объекта и
удобство обслуживания аппаратуры;
соответствие органов управления и индикации сварочной аппарату-
ры и антропометрических данных экипажа объекта и специфики за-
щитного снаряжения, если таковое имеется.
Ремонтопригодность. Сложность космического сварочного обору-
дования и высокая стоимость доставки на космические объекты требует
обеспечения ресурса его работоспособности, измеряемого десятками лет.
Это невозможно осуществить без замены отдельных блоков или узлов.
Конструкция аппаратуры должна быть такой, чтобы можно было быстро,
легко и безопасно их заменять. Как правило, замена производится в
герметичных отсеках космических объектов. Но в ряде случаев может
потребоваться замена и за бортом, в открытом космосе. Такие работы
должен проводить оператор, снаряженный в космический скафандр.
778
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Поэтому конструкция узлов, заменяемых в открытом космосе, должна
позволять выполнять эти операции.
Контроль параметров процесса и диагностика состояния оборудо-
вания. Используется два вида контроля параметров — сопутствующий и
последующий. Они могут использоваться совместно или раздельно. Со-
путствующий контроль, т. е. контроль параметров процесса, используется
тогда, когда с аппаратурой непосредственно работает оператор. При этом
обычно один или два наиболее важных параметра непрерывно
фиксируются на хорошо наблюдаемом операторами табло. Остальные
измеряемые параметры могут отображаться периодически, по вызову.
Кроме того, все измеряемые параметры через собственную систему теле-
метрии сварочной установки подаются на вход системы телеметрии
космического объекта, регистрируются его записывающими устройствами
и через определенные промежутки времени передаются на Землю. Это
необходимо для последующего контроля и анализа режима работы аппа-
ратуры специалистами Центра управления полетом и специалистами-
сварщиками.
Диагностика состояния сварочной аппаратуры обязательно произво-
дится перед первым включением ее после доставки с Земли на борт
космического объекта. При необходимости диагностика может про-
водиться и перед последующими включениями. В зависимости от слож-
ности и ответственности оборудования применяют различные системы
диагностики — от простейшей, отвечающей лишь на вопрос «функ-
ционирует-не функционирует», до развитой, позволяющей определить
неисправный узел, причину возникновения неисправности, зафикси-
ровать автоматический переход на резервную систему или принять
решение о принудительном введении резервной системы вручную, дать
команду о замене оператором неисправного узла и т. д. [37].
Выполнение перечисленных выше требований достигается как за
счет собственно конструктивных решений, так и за счет четко отра-
ботанных методических рекомендаций по работе с аппаратурой. Эф-
фективность этих мероприятий проверяется на стадии всесторонних
наземных испытаний аппаратуры. Эти вопросы будут более подробно
рассмотрены в следующих параграфах.
27. Электронно-лучевая сварка / О.К. Назаренко, А.А. Бондарев, А.А. Кандалов и др. // Под
ред. Б.Е. Патона. — Киев: Наук, думка, 1987. — С. 255.
37. Некоторые принципы конструирования оборудования для технологических работ в космосе /
Б.Е. Патон, В.Ф. Лапчинский, В.В. Стесин и др. // Технология в космосе: Тем. сб. докл. IV
Гагаринских чтений. — М., 1977. — С. 16-23.
40. Патон Б.Е., Дудко Д.А., Лапчинский В.Ф. Сварочные процессы в космосе // Сварка и
спецэлектрометаллургия. — Киев: Наук, думка, 1984. — С. 121-129.
57. Оборудование для электронно-лучевой сварки / А.И. Чвертко, О.К. Назаренко, А.М. Святский
и др. — Киев: Наук, думка, 1973. — 408 с.
77. Paton В.Е. Technologische Gesichtspunkte des Schweissen im Weltraum // Schweissen und
Schneiden. - 1999. - 3, № 42. - S. 117-120.
779
ИЗБРАННЫЕ ТРУДЫ
Глава 3 . СВАРОЧНЫЕ И РОДСТВЕННЫЕ
ТЕХНОЛОГИИ ОБРАБОТКИ МАТЕРИАЛОВ
В КОСМОСЕ*
3.4. Сварка
Как уже отмечалось в параграфе 1.3, в космосе принципиально могут
быть использованы различные методы сварки. Их выбор в каждом
конкретном случае определяется рациональной областью применения
метода и условиями выполнения сварки. При этом надо иметь в виду, что
выполнять сварку в герметичных, заполненных атмосферой отсеках
космических аппаратов чрезвычайно трудно и опасно из-за неизбежного
загрязнения атмосферы и возможности возникновения пожара.
В случае острой необходимости в герметичных отсеках могут быть,
по-видимому, использованы холодная и контактная точечная сварки,
технологии которых практически не отличаются от земных. Однако до
сих пор опыта проведения сварочных работ в герметичных отсеках
космических аппаратов не имеется.
Значительно шире выбор методов сварки при работе в разгерметизи-
рованных отсеках или за бортом космических аппаратов. Большой объем
проведенных исследований (см. рис. 2.5) показал, что наиболее универ-
сальной и эффективной в этих условиях является электронно-лучевая
сварка [19-21, 35, 40, 41, 69, 77, 81], схема которой показана на рис. 3.9.
Это, однако, не исключает использования в случае необходимости и
других методов.
Электронно-лучевая сварка. Рассмотренные выше проблемы прак-
тически отсутствуют при электронно-лучевой сварке. Это не означает, что
электронно-лучевая сварка может быть применена в космосе совершенно
безболезненно. Существует целый ряд других трудностей, осложняющих
использование этой сварки в условиях космоса. Однако все они не носят
принципиального характера и могут быть успешно преодолены.
Излишне объяснять, что глубокий космический вакуум лишь спо-
собствует качественному выполнению электронно-лучевой сварки. Ис-
ключения возможны только при сварке некоторых многокомпонентных
сплавов, содержащих легко испаряющиеся присадки. Поэтому при рас-
смотрении технологии электронно-лучевой сварки основное внимание
уделено мерам, препятствующим возникновению дефектов сварных швов,
связанных с условиями малой гравитации и низкой температурой.
Малая гравитация может способствовать возникновению дефектов
двоякого рода — повышенной пористости и несплавлений. Повышенная
пористость связана с тем, что в малых гравитационных полях не происходит
Патон Б.Е., Лапчинский В.Ф. Сварка и родственные технологии в космосе. — Киев: Наук, думка,
1998 - С 105, 110-118.
780
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Рис. 3.11. Рентгенограммы сварных швов, полученных на сплаве АМг-6 в микрогравитации (с),
в земной гравитации (б) и при переходе от микрогравитации к перегрузке 2д (в)
естественного всплывания под действием архимедовой силы образующих-
ся в сварочной ванне пузырьков пара или газа. В наибольшей степени это
проявляется при сварке алюминиевых, магниевых или других материалов
с повышенным содержанием растворенных газов или компонент с боль-
шой упругостью пара.
Перемешивание сварочной ванны под действием стационарного элек-
тронного пучка не всегда способствует дегазации жидкого металла. В ряде
случаев наблюдается даже обратное влияние, когда инициируемый плав-
лением луча массообмен способствует перемещению пузырьков в хвосто-
вую кристаллизующуюся часть ванны, где и происходит их фиксация в
виде цепочки пор в корне шва. На рентгенограммах, приведенных на
рис. 3.11, хорошо видно, что этот эффект резко проявляется именно в
микрогравитации [5]. Обычно поры возникают по границам между
жидким металлом и растущими кристаллитами, в особенности в зазорах
между кристаллитами при дендритном фронте кристаллизации.
Наличие в зоне кристаллизации оксидных включений, как правило,
плохо смачиваемых расплавленным металлом, провоцирует возникно-
вение местных неспдавлений. Поскольку в микрогравитации оксидные
пленки не всплывают, а удерживаются в объеме расплавленной ванны,
то несплавления при кристаллизации могут возникать в различных местах
сварного шва. Расплавленный металл в этих случаях может выдавливать-
ся из межкристаллитного пространства силами поверхностного натя-
жения (см. рис. 3.3), образуя несплошности.
Наилучшим методом борьбы с этими дефектами является использо-
вание электронных пучков модулируемой мощности. При этом благодаря
циклически изменяющемуся механическому и тепловому воздействию
луча на сварочную ванну удается локализовать газовые и окисные
включения, организовать направленное принудительное перемещение их
к внешней поверхности жидкого металла и удаление их из расплава.
Частота модуляции может изменяться от 30 до 200 Гц и подбирается в
зависимости от скорости сварки, толщины и марки свариваемого
материала.
781
ИЗБРАННЫЕ ТРУДЫ
Изменение мощности, как правило, производится за счет управления
током пучка с амплитудой от 20 до 80 % номинального [5].
В остальном процесс электронно-лучевой сварки в космосе мало чем
отличается от сварки в земных условиях [27]. При этом надо подчеркнуть,
что речь идет о сварке тонколистовых (4 мм и менее) изделий (см. параг-
раф 1.2) [20, 21, 35, 40, 54]. Для этой цели используются электронные
пучки сравнительно невысокой плотности мощности (до 1-108 Вт/м2),
воздействие которых на свариваемый металл аналогично воздействию
хорошо контрагированной сварочной дуги [27].
При сварке электронным лучом тонколистовых материалов в назем-
ных условиях часто наблюдаются прожоги. В космосе опасность воз-
никновения прожогов существенно меньше, так как не происходит выте-
кания сварочной ванны под действием силы тяжести (см. параграф 3.1).
Тем не менее, при некоторых видах работ приходится специально не-
сколько расфокусировать электронный пучок. В случае очень больших
зазоров необходима подача присадочной проволоки, которая не только
обеспечивает заполнение зазора дополнительным металлом, но и снижает
температуру расплавленной ванны, препятствуя образованию прожогов
(см. рис. 3.4) [20]. При этом в невесомости даже на очень тонком металле
можно получить сварочную ванну очень больших размеров (рис. 3.12).
Такая возможность оказывается весьма полезной при заварке отверстий и
проведении других ремонтных работ, связанных с большими зазорами
между соединяемыми деталями. Малая опасность прожогов и использование
относительно низковольтной сварочной аппаратуры позволяет производить
электронно-лучевую сварку в космосе не только в автоматическом, но и в
ручном режиме работы. Это открывает очень широкие возможности для
использования сварки при ремонте космических аппаратов [40]. Подача
присадочной проволоки в этих случаях производится автоматически, с
помощью специальных подающих механизмов, размещаемых обычно на
самом электронно-лучевом инструменте (см. параграф 2.3). Вследствие
ограниченной мощности электронного луча обычно не стремятся достичь
высокой скорости сварки. Оптимальная скорость автоматической сварки
находится в пределах 5...20 мм/с. При работе вручную (или полуавто-
матически) скорость сварки, как правило, еще ниже.
Рис. 3.12. Макрошлиф сварочной ванны очень больших размеров, полученный при сварке
с присадкой в микрогравитации на летающей лаборатории
782
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Существенные отличия в технологию сварки могут внести присущие
космосу большие перепады температуры соединяемых материалов.
Низкая температура свариваемого металла приводит к возрастанию веро-
ятности хрупкого разрушения конструкции в процессе ее изготовления
или при последующей эксплуатации. В особенности нежелателен случай,
когда температура свариваемого изделия сильно изменяется в пределах
одного шва. Такой случай возможен, например, при сварке тонкостенной
обечайки из слабо теплопроводного металла, одна сторона которой
находится на солнце, а другая — в тени. При этом существенно возрас-
тают сварочные напряжения и деформации, а на теневой стороне, кроме
того, снижается стойкость металла шва против образования кристалли-
зационных трещин.
В таких случаях необходим предварительный контроль температуры
изделия и определенное программирование режима сварки по длине шва,
а иногда предварительный или сопутствующий подогрев охлажденных
участков соединения.
Надо отметить, что в условиях космоса сварка большинства сое-
динений производится на весу. Поэтому во многих случаях, в особенности
при сварке материалов с высокой теплопроводностью, для качественного
формирования шва желательно применять наружные теплоотводящие
накладки. Одновременно они играют роль термостабилизаторов.
Большинство типов сварных соединений на весу требуют пред-
варительной постановки прихваток. Длина прихваток обычно составляет
(3...4)8 (5 — толщина листа), а расстояние между ними — (70...80)8.
Переварка прихваток обычно затруднений не вызывает и не приводит к
возникновению дефектов.
Для обеспечения нормальных условий формирования начала и
конца шва при автоматической сварке могут быть использованы либо
выводные планки, либо специальное программирование мощности пучка
на этих участках. При ручной сварке возможно выведение кратера за
пределы шва с одновременной расфокусировкой пучка.
Чрезвычайно важной является проблема оценки и обеспечения
качества сварных швов, сваренных в космосе. Это связано с тем, что, как
уже отмечалось выше, существует ряд предпосылок к тому, что некоторые
факторы космического пространства (микрогравитация, особенности
космического вакуума) могут отрицательно сказываться на качестве
сварных соединений.
К сожалению, изучение этого вопроса наталкивается на ряд труд-
ностей, связанных главным образом с недостаточным количеством свар-
ных образцов, доставленных из космоса на Землю и тщательно исследо-
ванных. Это препятствует накоплению строго достоверных статисти-
ческих данных.
Много больше сварных образцов получено на летающей лабора-
тории. Здесь статистика более достоверна. Однако летающая лаборатория
не полностью воспроизводит основные факторы космического пространства.
783
ИЗБРАННЫЕ ТРУДЫ
Рис. 3.13 Типичная микроструктура
(х200) швов на образцах из стали типа
X18H10T, сваренных в космосе
Поэтому приводимые ниже данные
о качестве сварных образцов, получен-
ных в условиях космического простран-
ства, носят пока предварительный ха-
рактер и должны непрерывно уточнять-
ся. Совместный анализ всех имеющихся
образцов, полученных как в космосе,
так и на летающей лаборатории, позво-
ляет сделать вывод, что при правильно
выбранной технологии и технике сварки
качество полученных в космосе сварных
соединений нисколько не хуже, чем на
Земле [44, 47, 55, 56, 82].
Для большинства традиционных конструкционных материалов
(алюминиевые и титановые сплавы, нержавеющие стали) макро- и
микроструктура швов, полученных в космосе и на Земле, как правило,
значительных отличий не имеет.
Это же относится и к околошов-
ной зоне. На рис. 3.13 показана
микроструктура швов на образ-
цах из стали типа Х18Н10Т,
сваренных в космосе.
Электронно-микроскопичес-
кие исследования в некоторых
случаях показывают отличия в
дисперсности a-фазы и коли-
честве дислокаций. Обычно сс-
фаза в космических образцах
более дисперсна, а плотность
дислокаций выше (рис. 3.14).
По-видимому, эти отличия свя-
заны с высокой скоростью ох-
лаждения и малым временем
пребывания сварочной ванны в
расплавленном состоянии. Осо-
бенности космического вакуума
приводят к тому, что металл
швов, сваренных в космосе,
значительно очищен от водоро-
да и несколько обогащен кисло-
родом. Так, при ручной элект-
ронно-лучевой сварке ряда об-
разцов титанового сплава мас-
совая доля водорода в исходном
металле составляла 0,0056...
Рис. 3.14. Микроструктура (х20000) металла швов
на стали типа Х18Н10Т, полученная
на электронном микроскопе для условий космоса
(а, в) и наземных (б, г)
784
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
0,0072 %, а в сварных швах — 0,0010...0,0015 %. Соответственно содер-
жание кислорода в исходном металле 0,058...0,061 %, а в сварном шве —
0,071...0,084 %. Аналогичная закономерность отмечена и для сталей. Тем
не менее, делать какие-либо обобщающие выводы пока преждевременно,
поскольку количество исследованных образцов очень мало. Вообще,
имеющийся опыт показывает, что технология и режимы электронно-лу-
чевой сварки в космосе не универсальны. Обычно в каждом конкретном
случае приходится в той или иной степени корректировать технологию,
базируясь на накопленном банке данных. Прочность, пластичность и
плотность сварных соединений, полученных в космосе, при правильно
подобранной технологии нисколько не хуже, чем на Земле [82]. Это
относится и к алюминиевым сплавам с малым содержанием растворенных
газов и компонентов с большой упругостью пара.
В заключение необходимо отметить, что электронно-лучевая сварка
позволяет выполнять в космосе все виды сварных соединений — встык,
встык с отбортовкой кромок, нахлесточное, тавровое, угловое и прорезное
и, наконец, соединение электрозаклепками. При этом практически всегда
сварка может производиться навесу без применения каких-либо подкладок.
5. Ганиев Р.Ф., Лапчинский В.Ф. Проблемы механики в космической технологии. — М.:
Машиностроение, 1978. — С. 116.
19. Лапчинский В.Ф. Сварка в космосе. Технология электрической сварки металлов и сплавов
плавлением. — М.: Машиностроение, 1974. — С. 686-690.
20. Лапчинский В.Ф. Некоторые проблемы сварки тонколистового металла в космосе / /
Космические исследования на Украине. — Киев: Наук, думка, 1984. — Вып. 18. — С. 9-13.
21. Лапчинский В.Ф. Сварка в космосе. Сварка в СССР. — М.: Машиностроение, 1981. —
С. 487-494.
27. Электронно-лучевая сварка / О.К. Назаренко, А.А. Бондарев, А.А. Кайдалов и др // Под.
ред. Б.Е. Патона. — Киев: Наук, думка, 1987. — С. 255.
35. Применение сварки для ремонта космических объектов / Б.Е. Патон, Д.А. Дудко, В.Ф.
Лапчинский и др. // Космические исследования на Украине. — Киев: Наук, думка, 1976. —
Вып. 9. — С. 3-5.
40. Патон Б.Е., Дудко Д.А., Лапчинский В.Ф. Сварочные процессы в космосе // Сварка и
спецэлектрометаллургия. — Киев: Наук, думка, 1984. — С. 121-129.
41. Патон Б.Е., Дудко Д.А., Лапчинский В.Ф. Перспективы прикладных проблем космической
технологии металлов / / Проблемы космической технологии металлов. — Киев: Наук, думка,
1985. - С. 3-6.
44. Анализ результатов экспериментов, выполненных с универсальным ручным инструментом в космосе
/ Б.Е. Патон, В.Ф. Лапчинский, А.А. Загребельный и др. // Проблемы космической технологии
металлов. — Киев: Ин-т электросварки им. Е. О. Патона НАН Украины, 1986. — С. 5-13.
47. Исследование свойств и структуры сварных соединений сплава 1201, выполненных электронным
лучом при различных уровнях гравитации и низких температурах / Д.М. Рабкин, В.Ф.
Лапчинский, А.А. Бондарев и др. // Проблемы космической технологии металлов. — Киев:
Наук, думка, 1985. — С. 94-96.
54. Исследования некоторых вопросов свариваемости алюминиевых сплавов электронным лучом в
невесомости / Е.Г. Терновой, А.А. Бондарев, В.Ф. Лапчинский и др. // Космические
исследования на Украине. — Киев: Наук, думка, 1976. — Вып. 9. — С. 5-11.
55. Влияние гравитационных сил, растворенного водорода и исходной температуры на свой-
ства и плотность соединений при электронно-лучевой сварке легких конструкционных
сплавов / Е.Г. Терновой, А.А. Бондарев, В.Ф. Лапчинский и др. // Проблемы
космической технологии металлов. — Киев: Ин-т электросварки им. Е.О. Патона НАН
Украины, 1986. — С. 56-59.
56. Технология электрической сварки металлов и сплавов плавлением / Под ред. Б.Е. Патона. —
М.: Машиностроение, 1974. — 275 с.
69. Hoffmaister И., Rudiger I. Schweissen unter Weltraumbedingungen-Stand der Kenntnisse //
Schweissen und Schneiden. — 1982. - № 9. - S. 441-445.
52-8-1437
785
ИЗБРАННЫЕ ТРУДЫ
77. Paton В.Е. Technologische Gesichtspunkte des Schweissen im Weltraum // Ibid. — 1999. — 3,
№ 42. - S. 117-120.
81. Paton B.E. Welding in Space // Welding Engineering. — 1972. — № 1. — P. 25-29.
82. Paton B.E., Lapchinskii V.F. Materials science study of specimens of permanent joints and coatings
made in space // Proceedings of the International Institute of Welding Congress on Joining
Research. — Toronto, 1990. — P. 236-240
ЭКСПЕРИМЕНТ ПО СВАРКЕ МЕТАЛЛОВ
В КОСМОСЕ*
Б.Е. Патон, В.Н. Кубасов
С каждым годом ширится фронт космических исследований. Космонавтика
выдвигает перед учеными и инженерами все новые и новые задачи. Уже
становится вполне реальным осуществление различных технологических
операций в космическом пространстве. Поэтому столь важны и ответственны
исследования, выполненные в последнее время учеными-сварщиками с целью
разработки основ космической сварочной и металлургической техники. При
этом особое значение имел выбор наиболее перспективных с точки зрения
космических условий способов расплавления и сварки металлов.
Основные особенности космоса как среды для выполнения свароч-
ных работ заключаются в следующем:
1) наличие невесомости;
2) существование в окружающем пространстве глубокого вакуума
при очень высокой скорости откачки (диффузии) газов и паров, образу-
ющихся в зоне расплавления металла или поступающих туда;
3) весьма широкий интервал температур, при которых может на-
ходиться расплавленный и кристаллизующийся металл.
Космос, как известно, характеризуется прежде всего наличием глу-
бокого вакуума. В связи с этим там наиболее целесообразно использовать
именно те способы соединения металлов, которые испытаны и уже
применяются для сварки в вакууме на Земле. Это в первую очередь
диффузионная и электронно-лучевая сварка и резка. В то же время
развитие исследовательских работ по космической технологии металлов
привело к созданию таких способов, как сварка и резка плазменной дугой
низкого давления, сварка плавящимся электродом при низком давлении,
контактная (точечная и шовная) сварка в вакууме.
Часть этих способов не связана с расплавлением и свободной
кристаллизацией свариваемого металла, и их использование в космосе,
‘Космос: технологии, материаловедение, конструкции. Сб. науч. тр. / Под редакцией Б.Е. Пато-
на. — Киев: ИЭС им. Е.О. Патона НАН Украины, 2000. — С. 7-12.
786
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
по-видимому, не вызовет особых труд-
ностей. Однако области применения
этих способов ограничены. Остальные,
наиболее употребительные способы,
характеризуются расплавлением сое-
диняемого металла и наличием паров и
газов в месте сварки. Поэтому при-
менение этих способов в космосе пот-
ребовало проведения самых тщатель-
ных исследований.
Наибольшую сложность предс-
тавляла одновременная имитация ва-
куума и невесомости. Для этого был
создан комплекс оборудования, поз-
воляющий опробовать на борту летающей лаборатории в вакууме и
невесомости различные методы сварки и сварочные устройства (рис. 1).
Комплекс оборудования состоял из вакуумных камер, механических
форвакуумных и сорбционно-геттерных насосов, регистрирующих
приборов (скоростные и обычные кинокамеры и осциллографы) и аппа-
ратуры управления. На верхней крышке каждой вакуумной камеры могли
устанавливаться устройства для сварки различными способами — элек-
тронным лучом, плазменной дугой низкого давления и плавящимся
электродом.
При проведении экспериментов осциллографом регистрировали
основные электрические параметры режима сварки, давление в камерах
и силу тяжести на каждом участке полета. Поведение жидкой ванны и
капель электродного металла при сварке плавящимся электродом на
протяжении всего процесса регистрировалось кинокамерами со скоростью
24 кадра в секунду. Для фиксации быстротекущих явлений выборочно
проводилась киносъемка кинокамерами СКС-1М со скоростью 1000-5000
кадров в секунду. Киносъемка и осциллографирование были синх-
ронизированы; имелась также возможность фиксировать на линии шва
точку, в которой осуществлялась скоростная коносъемка. После завершения
летных экспериментов их результаты тщательно анализировались. Это
позволило выявить наиболее характерные особенности каждого способа
сварки в условиях невесомости. Вкратце они сводятся к следующему.
При электронно-лучевой сварке и резке в невесомости расплавлен-
ный металл удерживается в ванне или полости реза лишь силой поверх-
ностного натяжения, которая в общем случае уменьшается с повышением
температуры металла. Давление пучка и реактивное давление паров
металла стремятся вытеснить жидкий металл из зоны плавления. Поэтому
чрезвычайно важно было установить, удастся ли обеспечить хорошее
формирование швов при сварке электронным лучом, отличающимся
чрезвычайно высокой концентрацией энергии и, следовательно, вызыва-
ющим перегрев расплавленного металла. При резке требовалось прежде
52*
787
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Образцы соединений нержавеющей стали, выполненные электронно-лучевой сваркой:
а — в невесомости на борту летающей лаборатории; б — при действии силы тяжести
всего выяснить, будет ли расплавленный металл локализоваться по кромкам
с последующей кристаллизацией, или же под воздействием луча он удалится
из полости реза в виде капель, что в невесомости недопустимо.
Сварку и резку производили лучом небольшой мощности (1 кВт при
токе 70 мА и скорости сварки 30 м/час). Выполнялись разные виды
соединений: стыковые алюминиевого сплава АМгб, нахлесточные тита-
нового сплава ВТ1, соединения по отбортовке стали 12Х18Н10Т.
При непродолжительном пребывании расплавленного металла в
невесомости (до 25 с) установлена идентичность формы шва и величины
проплавления с получаемыми в обычных условиях (рис. 2). У образцов
из сплава АМгб, сваренных в невесомости, отмечена несколько большая
пористость. Это можно объяснить затрудненным выделением газов из
расплавленного металла при отсутствии силы тяжести.
Резка электронным лучом в невесомости также не вызывает особых
трудностей. Расплавленный металл при этом не удаляется из полости
реза, а кристаллизуется по кромкам в виде капель (рис. 3) либо непре-
рывного валика.
Таким образом, эксперименты подтвердили возможность электрон-
но-лучевой сварки и резки различных материалов в условиях кратковре-
менной невесомости.
Рис. 3. Резка электронным лучом титанового сплава BT1: а — в невесомости;
б — при наличии силы тяжести
788
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Рис. 4. Макро- (а) и микроструктура (б) (х20) сварного соединения сплава ВТ1, выполненного
плазменной дугой низкого давления в невесомости на борту летающей лаборатории
Аналогичные результаты получены при сварке и резке плазменной
дугой низкого давления. В невесомости удалось надежно осуществить
высококачественную сварку стали 12Х18Н10Т по отбортовке, выполнить
стыковые и нахлесточные соединения сплава ВТ1. Тщательно исследова-
лась микро- и макроструктура сварных соединений, причем каких-либо
существенных отклонений, связанных с воздействием невесомости, отме-
чено не было (рис. 4).
Следует указать на незначительное повышение механической проч-
ности сварных соединений титанового сплава, полученных в невесомости.
Для этого способа сварки характерно влияние вакуума и скорости
откачки на стабильность установления дугового разряда. При большой
скорости откачки плазмообразующий газ, который поступает из сопла
горелки, чрезвычайно быстро диффундирует в остаточную атмосферу
камеры, резко осложняя установление стабильной дуги. В результате
проведенных экспериментов были найдены приемы, позволяющие по-
высить надежность возбуждения дуги.
При изучении дуговой сварки плавящимся электродом в невесомости
центральной была проблема управления плавлением и переносом элект-
родного металла. Опыты по сварке проводились в контролируемой
атмосфере и в вакууме. Как показали исследования, при образовании и
переносе капель электродного металла в невесомости основное значение
приобретает сила поверхностного натяжения и смачивание металла.
При большой длине дуги, когда обеспечен свободный рост капли,
последняя может достигать очень больших размеров, определяемых в
принципе дуговым промежутком (рис. 5). При сварке на данном
режиме на Земле капля электродного металла в несколько раз меньше.
В невесомости форма капель, как правило, непрерывно изменяется,
но остается близкой к сферической, что свидетельствует о преимущест-
венном действии силы поверхностного натяжения. При сварке некоторых
металлов на кинограммах отмечено интенсивное вращение капель в
789
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Капля на электроде при сварке плавящимся
электродом в невесомости в летающей лаборатории
(контролируемая атмосфера аргона, сварочный ток 50 А,
напряжение на дуге 15 В, скорость подачи 180 м/час)
меридиональном направлении. В силу не-
прерывного изменения условий локализа-
ции активные пятна дуги также непрерыв-
но и беспорядочно перемещаются по повер-
хности капли и ванны. Процесс сварки при
этом не устойчив и не позволяет получить
доброкачественный шов.
Исследовались два метода стабилиза-
ции дуговой сварки плавящимся электро-
дом в невесомости. При большой длине
дуги процесс отлично стабилизировался
при наложении импульсов тока. В моменты
их действия резко возрастает электродина-
мическая сила, обеспечивающая отрыв ма-
ленькой капли металла от электрода и точ-
ное попадание ее в ванну (рис. 6). В случае
малой длины дуги (при значительной ско-
рости подачи электрода и низком напря-
жении) сварка происходит с короткими
замыканиями дугового промежутка. При
этом также гарантируется стабильный мел-
кокапельный перенос металла. В обоих
случаях качество швов высокое (рис. 7).
Проще оказалась сварка с короткими замы-
каниями, которая и была применена в даль-
нейших исследованиях процесса как в ва-
кууме, так и в контролируемой атмосфере.
Кристаллизация металла и формиро-
вание шва в невесомости тоже имеют свои
особенности. Отсутствие силы тяжести
приводит к тому, что под действием повер-
хностного натяжения металл стягивается с
краев шва к его оси. Тем не менее форма
шва остается вполне удовлетворительной.
Завершающим этапом исследований
явилась опытная сварка непосредственно в
Рис. 6. Перенос капель при импульсно-дуговой сварке
в невесомости в летающей лаборатории
(режим сварки см. рис. 5)
790
КОСМИЧРСКИР ТРХНОЛОГИИИ КОНСТРУКЦИИ
Рис. 7. Швы, сваренные плавящимся электродом на борту летающей лаборатории
околоземном космосе при длительной невесомости и вакууме, устано-
вившемся в разгерметизированном отсеке космического корабля.
Эти эксперименты проводились с применением установки «Вулкан»
(рис. 8), которая представляет собой комплексное автономное устройст-
во, позволяющее выполнять сварку несколькими способами: электронным
лучом, плазменной дугой и плавящимся электродом. Установка состоит
из двух блоков: в одном располагаются сварочные устройства и соединя-
емые образцы, в другом — система энергопитания, приборы управления,
измерительные и преобразовательные устройства, средства автоматики.
В спускаемом аппарате корабля размещен пульт управления сваркой.
Общий вес установки до 50 кг.
В соответствии с общей программой космических исследований
первый опыт по сварке в космосе
выполнен 16 октября 1969 г. на ко-
рабле «Союз-6» летчиками-космонав-
тами Г.С. Шониным и В.Н. Кубасо-
вым. После разгерметизации отсека
космонавт-оператор, находившийся в
спускаемом аппарате, в соответствии
с программой включил автоматичес-
кую сварку плазменной дугой низко-
го давления. Вслед за этим он привел
в действие автоматические устройства
для сварки электронным лучом и пла-
вящимся электродом. Во время каж-
дого опыта космонавт наблюдал за
работой установки по сигнальным
табло на пульте управления. Все дан-
ные о режиме сварки и условиях про-
ведения эксперимента передавались
на Землю и фиксировались самопи-
шущими приборами.
Рис. 8. Сварочная установка «Вулкан»
791
ИЗБРАННЫЕ ТРУДЫ
Рис. 9. Макрошлифы сварного соединения
(а) и одной кромки реза (б), выполненные
электронным лучом в космосе
Выполненный эксперимент под-
твердил сделанные ранее основные
предположения и результаты иссле-
дований, полученные в летающей ла-
боратории. Процесс плавления и рез-
ки электронным лучом протекает ста-
бильно, обеспечиваются необходи-
мые условия для нормального фор-
мирования сварного соединения или
реза (рис. 9).
Основные параметры режима
сварки плавящимся электродом на
корабле «Союз-6», а также структура
шва и околошовной зоны оставались
практически такими же, как при
сварке на Земле и в летающей лабо-
ратории; достигнуто необходимое
проплавление соединяемого металла.
Металл швов плотный, без газовых и
неметаллических включений; удаление газов из расплавленного металла
в процессе кристаллизации удовлетворительное. Существенных откло-
нений от заданного химического состава металла шва и переплавленного
электродного металла не обнаружено.
Исследование дуговой сварки плавящимся электродом показало, что
в условиях продолжительной невесомости, несмотря на высокую скорость
откачки, возможно образование длительного устойчивого дугового разря-
да в парах материала электрода.
Сварка плазменной дугой низкого давления на данной аппаратуре
не дала ожидаемых результатов. По-видимому, скорость диффузии плаз-
мообразующего газа в атмосферу корабля превысила ожидаемую. Поэто-
му его концентрация в дуговом промежутке оказалась недостаточной для
контрагирования дуги.
В то же время высокая скорость откачки газов через люк космичес-
кого корабля оказала положительное влияние при электронно-лучевой
резке. Наблюдающееся при этом выделение газов не сказалось на надеж-
ности работы электронно-лучевого оборудования.
Малогабаритные сварочные устройства, включенные в комплекс
установки «Вулкан», показали достаточную надежность и работоспособ-
ность в условиях космоса. Принципиальные решения, принятые при
разработке этих устройств, и данные самого эксперимента могут быть
положены в основу конструирования специальных сварочных установок,
предназначенных для выполнения конкретных технологических опе-
раций в космическом пространстве.
Эксперимент по сварке в космосе — это новый, важный этап
развития космической техники. Впервые в мировой практике в космосе
792
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
осуществлен технологический процесс, связанный с нагревом и расплав-
лением металла.
Следует отметить, что использование концентрированных свароч-
ных источников нагрева может оказаться полезным и нужным не только
при сварке или резке, но и для обработки деталей, получения особо
чистых металлов и выполнения других аналогичных работ в космосе.
ОПЫТ КОНСТРУИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ ДЛЯ РАБОТ
НА КОСМИЧЕСКИХ ОБЪЕКТАХ*
Б.Е. Патон, В.В. Стесин, А.А. Загребельный
За три десятилетия существования космической технологии как само-
стоятельной ветви науки создано в различных развитых странах множество
экспериментальных образцов оборудования, предназначенного для
реализации на борту космических объектов технологических процессов
главным образом с целью проведения глубоких материаловедческих иссле-
дований, изучения протекания физических процессов в невесомости, а также
для отработки и внедрения инструментария и приемов выполнения ручных
операций по монтажу и ремонту космических объектов и их систем.
Беспрецедентные возможности для системных исследований и пра-
ктических работ в этой области на борту строящейся в наши дни
Международной космической станции (МКС) вызвали серьезный инте-
рес ученых и инженеров разных стран, ранее не работавших в этом
направлении. Накопленный за предыдущие годы опыт, успех и неудачи
значительно облегчают их путь к окончательному превращению космоса
в постояннодействующую научно-исследовательскую и производствен-
ную базу для получения уникального технологического продукта.
Созданную и апробированную на сегодняшний день аппаратуру для
космической технологии можно условно разделить на две категории —
аппаратуру для материаловедческих и металлургических исследований и
для ремонтно-монтажных работ. Она решает разные задачи и, как
правило, эксплуатируется в различных условиях. Соответственно по-раз-
ному должны расставляться акценты при ее проектировании и наземной
экспериментальной отработке.
На аппаратуру обеих категорий распространяются общие требования
к космическим приборам и устройствам: минимальные габариты и масса,
‘Автоматическая сварка. — 1999. — № 10. — С. 59-66 (опубликована в сокращенном варианте).
793
ИЗБРАННЫЕ ТРУДЫ
динамическая прочность при транспортировке, надежность и безопас-
ность, работоспособность в вакууме и при колебаниях температуры,
совместимость с системами объекта, информативность [1—4].
Конечно, существуют некоторые различия в требованиях к служеб-
ной и научной аппаратуре, а также к аппаратуре, устанавливаемой на
беспилотных и пилотируемых объектах. Эти различия касаются преиму-
щественно частных вопросов, а основные требования для всего космичес-
кого оборудования едины. На предприятиях космической отрасли в
рамках СНГ были узаконены в нормативной документации технические
требования к аппаратуре, процедура наземной отработки космической
аппаратуры, номенклатура и методики предполетных испытаний. К
сожалению, накопленный опыт в основном оседает в служебной докумен-
тации, мало и отрывочно освещается в технической литературе.
Новым этапом в конструировании и наземной отработке аппаратуры
является сотрудничество с космическими центрами США в рамках соз-
дания аппаратуры для МКС. Обмен опытом, естественный при сот-
рудничестве, неизбежно заканчивается выработкой единых подходов и
нормативов, что, в частности, имело место при создании специалистами
НАСА и РКК «Энергия» единого стыковочного узла по программе ЭПАС
[5]. Сейчас комплекс «Универсал» для ручной электронно-лучевой
сварки (ЭЛС), созданный в ИЭС, прошел цикл испытаний в различных
космических центрах США по методикам, принятым в НАСА.
Среда. У создателей аппаратуры особый интерес вызывают сугубо
космические среды протекания технологических процессов, поскольку именно
они являются ключевыми для разработчиков технологии и конструкторов.
Вакуум в разной степени влияет на протекание технологических
процессов и работоспособность аппаратуры. Возможны варианты, когда
вакуум вообще не оказывает никакого влияния, так как исследуемый
процесс протекает внутри объекта в контролируемой атмосфере, например,
запаянной ампуле. Иногда вакуум является вспомогательной средой
(например, при нагреве ампулы с веществом в вакуумной печи со-
противления) или параметром технологического процесса (например, при
нанесении покрытий методом термического испарения).
Вакуум как фактор технологического процесса характеризуется
тремя параметрами — давлением, составом остаточной атмосферы и
скоростью откачки.
Обычно давление на поверхности космического объекта на высоте
полета выше остаточного окружающего атмосферного давления из-за
наличия вокруг него собственной атмосферы, образующейся из-за утечек
из гермоотсеков, выхлопных продуктов двигателей ориентации, субли-
мации конструкционных материалов [6].
Однако после первоначальной дегазации объекта и при неработа-
ющих двигателях ориентации давление приближается к атмосферному
(1 -10“4... 1-10-6 Па) уже на расстоянии около 1 м от поверхности летатель-
ного аппарата. Если принять специальные меры, например, создать
экран, ориентированный поперек вектора скорости объекта, давление за
794
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
таким экраном может достигать 1-10~9... 1-10“12 Па. Таким образом, при
проведении экспериментов в открытом космосе принципиальных проблем
с достижением вакуума практически нет.
Если технологический агрегат находится внутри вакуумированной
полости космического корабля, давление в рабочей зоне определяется
соотношением между поступлением газов (натекание плюс газовыде-
ление) и пропускной способностью вакуумпроводов. В этих условиях
трудно рассчитывать на высокий вакуум.
Например, анализ образцов, напыленных термическим испарением с
использованием аппаратуры «Испаритель», показал, что остаточное дав-
ление в зоне расположения образцов находилось в пределах
0,5-10-2 Па. Эксперименты проводились в шлюзовой камере станции
«Салют», которая имела диаметр около 800 мм и наружный люк в виде
диафрагмы диаметром около 300 мм; образцы располагались примерно в
250 мм от среза люка. В первом американском эксперименте по авто-
матической ЭЛС давление в камере объемом 0,03 мм3 с вакуумпроводом
диаметром —100 мм и длиной -300 мм также было не выше 1-10-1 Па, так
как электронный луч функционировал нормально [7].
При экспериментах с вакуумными печами сопротивления, где вакуум
является теплоизолятором и защитной средой для нагревателей, доста-
точно иметь в камере давление ниже 1 Па.
Проектные расчеты подтверждают, что универсальные камеры для
экспериментов, планируемые в составе специализированных техноло-
гических модулей, желательно оборудовать вакуумпроводами диаметром
не менее 120...160 мм и длиной не более 500...1000 мм.
При эксплуатации в таких камерах высоковольтной аппаратуры
испытания на пробой следует проводить с учетом зависимости С7пр = Д Pd)
(закон Пашена), имеющей минимум при Pd = 133,3-5-1333 Па-см. В общем
случае эта зависимость имеет вид U - f(pd) [8] (где С'ир — пробивное
напряжение; р — плотность газа; d — расстояние между электродами),
что указывает на необходимость проводить испытания при нескольких
значениях температуры.
В экспериментах по ручной ЭЛС проблем с качеством вакуума как
технологической среды не возникало; фокусировка электронного луча и
содержание газов в шве свидетельствовали о высоком вакууме в зоне
сварки, несмотря на «выхлоп» и натекание из скафандра.
Некоторые технологические процессы весьма критичны с точки
зрения остаточной атмосферы. В большей степени это относится к
получению полупроводников и новых материалов с уникальными
физическими и механическими свойствами. Эти проблемы подробно
описаны в [6, 19].
Скорость откачки выделяющихся газов как один из факторов,
характеризующий вакуумную обстановку, является параметром техно-
логического процесса. Это ставит под сомнение, в частности, успешную
реализацию плазменно-дуговых процессов за бортом космического объек-
та. Например, при подготовке эксперимента на установке «Вулкан»
795
ИЗБРАННЫЕ ТРУДЫ
пробные сварки проводили в вакуумных камерах объемом 0,1; 1 и 30 м3.
Подачу плазмообразующего газа каждый раз приходилось увеличивать в
2...3 раза. Перед натурным экспериментом подача газа была увеличена
еще в 2.5...3 раза, но в космосе возбуждение дуги не произошло.
Вакуум, как известно, является также фактором, понижающим над-
ежность механических систем из-за нарушения работы трущихся деталей.
Для технологической аппаратуры этот вопрос, как правило, не очень
актуален ввиду малых усилий и скоростей перемещения, а также небольшого
числа рабочих циклов. Тем не менее, при конструировании максимально
используется накопленный на предприятиях космической промышленности
опыт подбора материалов для пар трения, конструкции подшипниковых
узлов, специальных консистентных и твердых смазок [9].
Невесомость (микрогравитация) является основным технологическим
параметром, на котором базируется все космическое материаловедение.
Фоновые значения ускорения силы тяжести на неманеврирующем
космическом объекте составляют (1 -1СГ4...1-1(Г6)д в зависимости от уда-
ленности места замера от центра масс. Этот уровень повышается до
(1-10-2...1-10"3)(7 при включении двигателей ориентации. Возмущающим
фактором является также вибрация от работы механизмов, перемещений
и действий экипажа.
Кстати, измерения параметров собственной внешней атмосферы
орбитального комплекса «Мир», а также вибровозмущений и микроуско-
рений внутри его отсеков проводятся регулярно с 1989 г. По данным [10]
остаточное давление внешней атмосферы комплекса в непосредственной
близости от него в районе модулей «Квант» и «Природа» находится в
пределах 5-10~9...1-10-8 мм рт. ст. В зависимости от вида сложных
динамических операций (коррекция орбиты, разворот, стыковка транспор-
тного корабля и др.) фоновый уровень плотности остаточной атмосферы
комплекса может кратковременно (на период проведения операций)
увеличиваться до 2-10-5...2-10-7 мм рт. ст. Следует заметить, что благодаря
бесконечной скорости откачки, присущей космическому вакууму, на рассто-
янии 0,2...0,4 м от поверхности комплекса происходит выравнивание внеш-
него давления до значений, характеризуемых открытое космическое прост-
ранство (~10-7... 1СГ11 мм рт. ст. на высотах 250...500 км).
Вибровозмущения на орбитальном комплексе «Мир» определяются
[ 11 ] режимами эксплуатации и техническими характеристиками штатных
бортовых систем и агрегатов. Средняя мощность вибропроцессов для
типичных режимов эксплуатации составляет (З...15)щ^, однако в отдель-
ные моменты она может превышать -ЮОщд (в основном диапазоне частот
20...75 Гц). Микроускорения внутри комплекса «Мир» составляют по
отношению к до (гравитация на Земле) ~10-5...10-7, но при управлении
его ориентацией, поддержании неизменного положения в инерциальной
системе координат, развороте и др. это соотношение увеличивается до
1-10"3...4-10"4 [12].
На макроуровне эффекты, обусловленные невесомостью, проявля-
ются уже при КГ2# и выражаются в свободном дрейфе предметов в
796
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
пространстве, «безопорности» человека, перемещении жидкостей под
действием сил поверхностного натяжения и т. п.
Общими правилами конструирования являются защита аппаратуры
от попадания посторонних предметов, крепление съемных элементов,
наличие рукояток и поручней для оператора и т. д.
При конструировании ремонтно-монтажной аппаратуры, управляе-
мой и перемещаемой вручную за бортом космического объекта, удержание
расплава в тигле достигается с помощью капиллярных сил путем создания
градиента температуры в тигле или использования капиллярных струк-
тур, например, сеток [13]. Безопасность и точность манипуляций с
рабочим инструментом оператора, снаряженного в скафандр, обеспе-
чивает стационарное или передвижное рабочее место, оборудованное
ножным якорем, поручнями, устройствами для размещения технологичес-
кого оборудования и т. д. [14]. Особое внимание следует уделять
фиксации на поверхности объекта временно прокладываемых кабельных
сетей и гибких магистралей.
В материаловедческих экспериментах низкий уровень гравитации
открывает не реализованные пока возможности для контроля с помощью
слабых электрических и магнитных полей дрейфа расплава вне тигля
(электромагнитные и электростатические левитаторы) и для управления
формой выращиваемого монокристалла.
Эксперименты в условиях кратковременной невесомости подтверж-
дают [15, 16], что микрогравитация также расширяет возможности уп-
равления распределением в жидкости примесей, фракций и газовых
включений с помощью таких известных приемов, как вибрационное или
электромагнитное воздействие.
Экспериментально доказано, что на распределение микропримесей
в монокристаллах существенно влияют силовые поля особо низкой интен-
сивности (ниже 10“2д), возникающие в результате работы механизмов
космического объекта, деятельности экипажа, свободного вращения кос-
мического объекта вокруг центра масс. Для нейтрализации таких воздей-
ствий целесообразно располагать технологическую аппаратуру вблизи
центра массы объекта на виброзащитных платформах с низкой (менее
1 Гц) частотой собственных колебаний.
Минимально возможный уровень микрогравитации, по-видимому,
может быть достигнут при размещении технологической аппаратуры на
свободно дрейфующей платформе, соединенной с космическим объектом
только гибкой связью (или даже без нее).
Эксперименты по космической технологии 1970-1990-х гг. позво-
лили глубже изучить физику металлургических процессов в условиях
микрогравитации, выработать общие подходы к конструированию техно-
логической аппаратуры и отработать конструкции ее основных узлов.
Влияние тепловых режимов и терморегулирование технологичес-
кой аппаратуры рассматриваются в нескольких аспектах, например, с
точки зрения нагрева солнечной радиацией и охлаждения в тени аппара-
797
ИЗБРАННЫЕ ТРУДЫ
туры, работающей на внешней поверхности космического объекта (от -70
до +120 °C при давлении ниже 1.33-10-2 Па), и нагрева аппаратуры
теплом, используемым для реализации технологического процесса.
Применяемые для космической технологии высокотемпературные нагре-
ватели по потребляемой мощности (0,5...2,0 кВт) многократно превыша-
ют любой другой агрегат или прибор на борту космического объекта.
Для аппаратуры, располагаемой на внешней поверхности объекта,
используются обычные в космической технике средства — термостаби-
лизирующие покрытия и многослойная экранно-вакуумная изоляция.
Охлаждение длительно работающей бортовой аппаратуры обычно
обеспечивается подключением ее к жидкостному контуру системы термо-
регулирования космического объекта. Особенно сложной является проб-
лема терморегулирования малогабаритных ручных инструментов для
ремонтно-монтажных работ, автономно используемых за бортом и не
связанных с системой терморегулирования космического объекта. Так,
например, для ручных электронно-лучевых инструментов, разработан-
ных ИЭС (УРИ, «Универсал»), использовался комплекс конструктив-
ных и методических приемов ограничения нагрева:
тепловая изоляция горячих частей инструмента (тигля, катодного
узла), в результате чего достигается максимально возможный сброс тепла
излучением при высоких температурах (300... 1500 °C);
использование наружной поверхности корпуса инструмента, покры-
той термостабилизирующей эмалью, для сброса части тепла излучением
при умеренной (ниже 100 °C) температуре;
ограничение продолжительности включения (ПВ) инструмента
(ПВ > 20 %) в соответствии с реальными физическими возможностями
оператора, работающего в скафандре;
ограничение максимальной мощности инструмента (до 1 кВт) до
реально необходимой для ремонта типичных конструктивных элементов
космического объекта.
Функции и структура технологической аппаратуры. Состав и кон-
струкция технологической аппаратуры в основном определяются набором
выполняемых ею функций и условиями эксплуатации.
Для аппаратуры, реализующей металлургические процессы, харак-
терны технологии расплавления определенного участка слитка, длитель-
ное поддержание его в изотермическом или градиентном режиме и
автоматизированное перемещение расплавленной зоны со скоростью не-
сколько миллиметров в час. Из соображений безопасности и чистоты
эксперимента процесс обычно осуществляется в замкнутом объеме (каме-
ре, ампуле) внутри космического объекта. Технологический процесс
протекает без непосредственного участия оператора.
В аппаратуре или инструментарии для ремонтно-монтажных работ
технология предусматривает локальный нагрев и расплавление металла,
а также равномерное перемещение пятна нагрева вручную или с помощью
798
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
механизированных приспособлений со скоростью несколько миллиметров
в секунду. Процесс может сопровождаться механизированной подачей
расходуемого материала в виде проволоки или ленты. Работы выполня-
ются на наружной поверхности космического объекта с участием опера-
тора, снаряженного в скафандр. Состав технологической аппаратуры
зависит от ее функций.
Аппаратура для реализации металлургических процессов обычно со-
держит нагреватель (резистивный, электронно-лучевой, световой и т. д.),
приспособления и оснастку (ампулу с образцом, держатель образца и т. и.),
механическое оборудование (рабочую камеру, устройство для перемещения
нагревателя или образца, устройство для смены образцов и т. п.).
Однако технологическая аппаратура не может функционировать без
штатных систем космического объекта, обеспечивающих ее энерго-
питание, отвод выделяющегося тепла, вакуумирование рабочей камеры,
стабилизацию космического объекта на время эксперимента, передачу
телеметрической информации.
В некоторых случаях дополнительно требуются устройства, адап-
тирующие технологическую аппаратуру к космическому объекту. К таким
устройствам относятся, например, виброзащитная платформа. Строго
говоря, к адаптирующим устройствам можно отнести и вторичный ис-
точник питания, который входит в состав системы управления техно-
логической аппаратуры и преобразует энергию, получаемую от бортсети
космического объекта, в форму, необходимую для питания нагревателя
и управления его мощностью.
В состав системы управления входят также блоки, обеспечивающие
программирование рабочего цикла, реализацию программы, контроль
параметров технологического процесса и сбор информации для передачи
ее по телеметрическим каналам объекта.
Безусловно, космический объект и размещенную на нем техно-
логическую аппаратуру следует рассматривать как единый комплекс. В
современной космонавтике такие комплексы реализованы и получили
название технологических модулей (например, модуль «Кристалл» стан-
ции «Мир»),
Таким образом, за 30 лет пройден путь от автономной аппаратуры
для «пионерных» экспериментов, доказывающих осуществимость техно-
логических процессов в невесомости, до специализированных модулей в
составе долговременных орбитальных станций, позволяющих не только
осуществлять широкие научные исследования, но и организовать полуп-
ромышленное производство материалов с особыми характеристиками.
Обобщенная структура технологического комплекса приведена в
табл. 1.
По нашему мнению и опыту, составной частью такого технологичес-
кого комплекса следует считать также наземный комплект технологичес-
кой аппаратуры и стенд, с помощью которого оперативно выполняется
799
ИЗБРАННЫЕ ТРУДЫ
Таблица 1. Структура технологического комплекса
Состав комплекса, назначение аппаратуры Технологическая аппаратура Штатные системы космичес- кого объекта Наземное оборудо- вание
Рабочий блок Система управления Адапта- цион- ные устройства
Нагреватель Приспо- соб- ление и оснастка Механи- ческое оборудо- вание
Металлурги- ческие про- Электричес- кая печь со- Ампула для образца Герметичная рабочая Вторичный источник пи- Виброзащит- ная плат- Система энергопита- Дубликат технологи-
цессы полу- противле- Держатель камера тания (сило- форма ния ческой ап-
чения спла- ния ампулы или Устройство вой преоб- Вакуумный Система тер- паратуры
вов и выра- Электронно- образца для пере- разователь) экран морегули- Стенд для
щивание мо- лучевая мещения Блок управ- Платформа рования контрольного
нокристал- пушка нагревателя ления и свободно- Система те- экспери-
лов Концентра- тор искус- ствен- ного света Лазерный источник света или образца Устройство для смены образца програм- мирования Датчики технологи- ческих параметров Блок телеметрии Пульт уп- равления и программи- рования плавающая леметрии Система стабилиза- ции Система ва- куумирова- ния рабочей камеры мента Учебно-тре- нировочный макет
Ремонт и Электронно- Фокусирую- Устройство Вторичный Якорная Система Дубликат
монтаж ме- лучевая щее уст- для зак- источник пи- площадка электропита- технологи-
таллоконст- пушка ройство репления тания (сило- Подвижное ния ческой ап-
рукций с ис- Тигель для аппаратуры вой преоб- рабочее мес- Система те- паратуры
пользовани- ем сварки, пайки, нане- сения покрытий испарением в вакууме испаряемого материала Отклоняю- щее уст- ройство и кабелей Устройство для подачи присадочного материала Устройство для механи- зированного перемеще- ния нагре- вателя разователь) Блок уп- равления Блок теле- метрии Пульт опе- ратора Контроль- ный пульт то леметрии Скафандр космонавта Бортовой манипулятор Дополни- тельные разъемы электропи- тания в раз- ных точках поверхности объекта Гидромакет технологи- ческой ап- паратуры Учебно- трениро- вочный макет
контрольный эксперимент, облегчающий анализ результатов, получен-
ных в космических условиях.
Аппаратура для ремонтно-монтажных работ, по определению, не
должна быть «привязана» к конкретной точке на поверхности космичес-
кого объекта, а в экстренных случаях может потребоваться даже авто-
номность ее функционирования. Поэтому такая аппаратура не включается
в технологические модули, хотя фактически также составляет единый
комплекс с системами космического объекта.
Особенностью технологического комплекса, содержащего аппарату-
ру для ремонта и монтажа, является активное участие оператора, рабо-
тающего в скафандре; оператор является неотъемлемой обязательной
частью комплекса. Это дает основание считать такие комплексы раз-
800
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
новидностью системы человек-машина. Задачу адаптации человека в
скафандре к космическому объекту решают разработчики.
Адаптационными устройствами, облегчающими работу оператора в
скафандре, являются постоянные и подвижные рабочие места, оборудован-
ные якорными площадками. Для перемещения подвижных рабочих мест
могут быть использованы штатные манипуляторы, имеющиеся в составе
космического объекта, как это предусмотрено на корабле «Спейс Шаттл».
Примером комплексного подхода к оптимизации технологической
аппаратуры и адаптации ее к возможностям человека в скафандре может
служить компоновка оборудования планируемого космического экспери-
мента «Флагман», содержащего ручной инструмент для ЭЛС и резки
металлов, подвижное рабочее место оператора и верстак в виде барабана
со сменными кассетами с обрабатываемыми образцами.
При промышленном использовании ЭЛС высокая плотность энер-
гии, достигаемая в малом (диаметром 0,5... 1,0 мм) пятне нагрева при
ускоряющем напряжении около 30 кВ и более, требует точного (0,1...
0,3 мм) наведения электронного луча на свариваемый стык и поддер-
жания постоянной скорости сварки, так как остановка или замедление
приводят к прожогам. Опыты, проведенные с помощью фотооптического
имитатора электронного луча, показали, что человек в скафандре неспо-
собен выполнить вручную операции с такой точностью и плавностью
перемещений инструмента. В то же время эксперименты по сварке на
стенде с фрагментом скафандра доказали, что при снижении плотности
энергии примерно на порядок (диаметр пятна нагрева 2...3 мм) человек
способен не только выполнить непрерывный шов, но и управлять фо-
кусировкой луча, изменяя расстояние от инструмента до образца. Такую
«плохую», по земным понятиям, фокусировку вполне обеспечивает прос-
тейшая электронно-лучевая пушка диодного типа с прямонакальным
катодом и электростатической фокусировкой, работающая при этом на
малых (в пределах до 10 кВ) ускоряющих напряжениях. Это позволило
создать простейший по конструкции, надежный и компактный инстру-
мент, работающий без жесткого рентгеновского излучения и не требу-
ющий сложной системы управления.
Длительные сроки пребывания и функционирования технологичес-
кой аппаратуры на борту космического объекта заставляют заранее
заботиться о ее модернизации. Решить проблему модернизации и обеспе-
чения ремонтопригодности позволяет блочно-модульное исполнение.
Например, установка для материаловедческих исследований «Карат»
изначально комплектуется нагревательными элементами (печами) шести
типов, предусмотрена возможность применения других нагревательных
устройств и наращивание системы управления на базе собственной
микроЭВМ. Установка для ремонтно-монтажных работ «Универсал» [17,
18] комплектуется четырьмя типами рабочих инструментов — для нагре-
ва, сварки и резки; для сварки и пайки с подачей присадки; для нанесения
покрытий испарением металла из тиглей и испарением присадочного
53 - 8-1437
801
ИЗБРАННЫЕ ТРУДЫ
Таблица 2. Организация и проведение технологического эксперимента в космосе
№ п/п Этап разработки Исполнитель Содержание работы Мате- риальное (аппаратур- ное) обеспечение Итоговый документ Основание для продолжения работ
1 Научно-иссле- Научная лабо- Разработка принци- Лабора- Научное Резуль-
довательская ратория-раз- пиальной методики, торный обосновани таты
работа (НИР) работчик определение условий эксперимента и пара- метров технологи- ческой аппаратуры макет аппара- туры еэкспери- мента и ТЗ на экспе- римент Техни- ческое предложе- ние по техноло- гической аппа- ратуре конкурса научных разра- боток
2 Проектные проработки условий реа- лизации экспери- мента Проектанты космического объекта с уча- стием разра- ботчиков ап- паратуры Выяснение возмож- ностей объектов по обеспечению условий эксперимента Выяснение ограниче- ний на конструкцию аппаратуры Эскизный проект косми- ческого объекта Исходные данные для разра- ботки ТЗ Утвержде- ние эскиз- ного про- екта кос- мического объекта
3 ОКР КБ разработ- Разработка Лабора- Эскизный Согласова-
Эскизное про- чика аппара- технического задания торный проект ние эскиз-
ектирование технологичес- кой аппара- туры туры (ТЗ) Принципиальные кон- структорские решения аппаратуры и системы управления Выбор комплектующих изделий Предварительная программа и методика эксперимента Определение инфор- мационных потоков Определение грузо- потоков Программа обеспече- ния надежности Комплексная про- грамма эксперимен- тальной отработки Номенклатура макетов и вспомогательного оборудования Требования к экипажу План-график работ Расчет финансирова- ния макет аппара- туры (с дора- ботками) техноло- ного про- гической екта аппа- аппаратуры ратуры и плана- Проект ТЗ графика с План- разработ- график чиком работ объекта Открытие финанси- рования
802
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Продолжение табл. 2
№ п/п Этап разработки Исполнитель Содержание работы Мате- риальное (аппаратур- ное) обеспечение Итоговый документ Основание для продолжения работ
4 ОКР Рабочее про- ектирование технологи- ческой аппа- ратуры То же Изучение нормативной документации разра- ботчика космического объекта Конструирование ме- ханических узлов ап- паратуры Разработка и конс- труирование системы управления Макетирование меха- нических узлов и элементов системы управления Лабора- торные макеты меха- низмов и элементов системы управле- ния Рабочая документац ия технологи- ческой ап- паратуры и систем управле- ния (литера О) Согласова- ние меха- нической и электри- ческой привязки к объек- ту; согласова- ние конст- рукции ответ- ственных узлов с разра- ботчиком космичес- кого объекта
5 ОКР Рабочее проектиро- вание маке- тов и вспомо- гательного оборудования > Конструирование макетов, необходимых для испытаний, специальных при- способлений и инструмента, необхо- димых для наземного обслуживания Конструирование тары и упаковки Конструирование спе- циальных стендов Рабочая доку- ментация вспомога- тельного оборудова- ния Согласова- ние доку- ментации с испы- татель ными службами разработ- чика объекта
6 Изготовление опытного комплекта технологичес- кой аппара- туры Предприятие- изготовитель с участием КБ разработчика аппаратуры Изготовление деталей, сборка, заводской контроль качества Авторский надзор за изготовлением, теку- щая корректировка чертежей Предварительные (заводские) испытания Производ- ственное оборудо- вание пред- приятия- изготови- теля Протоколы Двусторон- предари- ний акт тельных приемки (завод- опытного ских) комплекта испытаний разработ- чиком ап- паратуры
7 Изготовление макетов вспо- могательного оборудования То же Изготовление, сборка, заводской контроль качества Авторский надзор за изготовлением Протокол заводского контроля Двусто- ронний акт приемки макетов разработ- чиком аппара-
туры
53*
803
ИЗБРАННЫЕ ТРУДЫ
Продолжение табл. 2
№ п/п Этап разработки Исполнитель Содержание работы Мате- риальное (аппаратур- ное) обеспечение Итоговый документ Основание для продолжения работ
8 Разработка КБ разработ- Разработка методики Программа Согласова-
программ и методик ис- пытаний чика аппа- ратуры каждого вида испы- таний, предусмотрен- ного Комплексной программой экспе- риментальной отра- ботки. Уточнение программ лабораторно- отработочных (ЛОИ), конструкторско-дово- дочных (КДИ) и спе- циальных испытаний и мето- ние про- дика грамм и ЛОИ методик Программа КДИ и и мето- специспы- дика таний с КДИ разработ- Программа чиками и мето- космичес- дика кого специаль- объекта ных испы- таний
9 ЛОИ Лаборатория разработчика; лаборатория типовых испытаний Испытания опытного комплекта техноло- гического оборудо- вания на функцио- нирование в штатных режимах на под- тверждение требований ТЗ по стойкости к воз- действиям факторов полета Опытный комплект аппара- туры, универса- льные стенды для типо- вых испы- таний, при- способ- ления для испытаний Прото- Утвержде- колы ние Пред- испытаний ставителем с заключе- заказчика ниями ис- отчета о пытате- ЛОИ лей Отчет о ЛОИ
10 кди Лаборатория- разработчик; испытательная служба раз- работчика объекта Испытания опытного комплекта технологи- ческого оборудования на функционирование при крайних значе- ниях факторов полета, испытания на надеж- ность в нештатных ситуациях, ресурсные испытания Опытный комплект аппара- туры Универса- льные и специаль- ные стенды Протоколы Утвержде- испытаний ние Пред- с заключе- ставителем ниями ис- заказчика пытателей отчета о Отчет о КДИ КДИ Утвержде- Перечень ние ТЗ замечаний
И Корректи- ровка кон- структорской документа- ции КБ разра- ботчика ап- паратуры Устранение замечаний и недостатков, выяв- ленных в ходе про- ведения ЛОИ и КДИ Доработка конструк- ции в соответствии с уточнениями, вне- сенными в ТЗ Откоррек- тированный комплект доку- мента- ции с ли- терой 01
804
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Продолжение табл. 2
№ п/п Этап разработки Исполнитель Содержание работы Мате- риальное (аппаратур- ное) обеспечение Итоговый документ Основание для продолжения работ
12 Изготовление Предприятие- Изготовление деталей, Произвол- Протоколы Акт при- штатных ком- изготовитель с сборка, заводской ственное предвари- емки плектов тех- участием КБ контроль качества, оборудова- тельных Пред- нологической разработчика наладка с участием ние (завод- ставителем аппаратуры аппаратуры разработчика Изготов- ских) заказчика Приемка Представи- ление испытаний, телем заказчика по подписан- программе предвари- ные Пред- тельных (заводских) ставителем испытаний заказчика Доработка опытного комплекта и макетов по результатам ЛО 1 и КДИ 13 Специальные Испытатель- Примерка размещения Опытный Протоколы Положите- испытания ная служба аппаратуры на объек- комплект испытаний льное зак- согласно разработчика те; испытание на аппара- с заключе- лючение комплексной объекта сов- функционирование туры ниями ис- Предста- программе местно с раз- совместно с системами Комплект пытателей, вителя за- эксперимен- работником электропитания тер- макетов: утверж- казчика тальной от- аппаратуры морегулирования и габаритно- денные работки управления объекта, массовый Пред- проверка электро- (ГМ); ставителем магнитной совме- учебно- заказчика стимости с объектом; трени- проверка выполнения ровочный штатных операций по (УТМ); обслуживанию ап- электри- паратуры, проверка ческий; функционирования тепловой аппаратуры в крат- макет для ковременной неве- гидрола- сомости; специаль- боратори ные испытания по (ГЛ); безопасности (при комплект необходимости) эксплуата- ционной докумен- тации
805
ИЗБРАННЫЕ ТРУДЫ
Продолжение табл. 2
№ п/п Этап разработки Исполнитель Содержание работы Мате- риальное (аппаратур- ное) обеспечение Итоговый документ Основание для продолжения работ
14 Обучение и Центр под- Ознакомление эки- Опытный Отчеты о Положи- тренировки готовки кос- пажей с научным комплект трениров- тельные экипажа монавтов сов- содержанием и целью аппара- ках результаты местно с ис- эксперимента, конст- туры, Замечания зачетов питательной рукцией аппаратуры, комплект экипажа (или экза- службой раз- методикой экспери- макетов менов) работника мента, программой Бортовая экипажа объекта и раз- работ докумен- работчиками Обучение и треки- тация аппаратуры ровка практических навыков по подготовке и проведению экспери- ментов, техническому обслуживанию аппа- ратуры Отработка действий экипажа при не- штатных ситуациях Техника безопасности Хронометраж выпол- нения работ 15 Приемо- Служба Проверка комп- Штатные Протокол Акт при- сдаточные входного лектности техноло- комплекты входного емки ап- испытания контроля гической аппаратуры, технологи- контроля паратуры разработчика эксплуатационной и ческой объекта сопроводительной аппара- документации, про- туры верка наличия поло- Стенды жительных заклю- или вспо- чений Представителя мога- заказчика тельные Проверка наличия приспо- пломб и отсутствия соб- внешних повреждений ления аппаратуры (при Виброиспытания на необхо- проверку крепежных димости) элементов и отсутствия резонансов при низких частотах Проверка исправности электрических цепей и сопротивления изоля- ции Проверка факта функ- ционирования в номи- нальном режиме Проверка тары и упаковки
806
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Продолжение табл. 2
№ п/п Этап разработки Исполнитель Содержание работы Мате- риальное (аппаратур- ное) обеспечение Итоговый документ Основание ДЛЯ продолжения работ
16 Комплексные Испытательная Проверка стыковки Штатный Запись в Положи- проверки ап- служба раз- электрических цепей; комплект бортжурна-тельные паратуры в работника проверка факта функ- аппарату- ле; сигна- результаты составе объек- объекта (до ционирования аппа- ры, уста- лы проверки та или его полета) или ратуры; проверка новлен- телемет- электричес- экипаж (во функционирования ный на рии кого макета время полета) информационных борту каналов 17 Наземное со- Лаборатория- Прямая связь из Штатный Доклады Безотказ- провождение разработчик ЦУПа представителя комплект экипажа ная эксперимента аппаратуры лаборатории с экипа- аппара- и записи работа жем, выполняющим туры, в аппара- эксперимент уста- бортжур- туры новленный нале на на борту борту; Синх- опытный ронное комплект выполнениеаппаратуры экспериме- в нта в лаборато- лабо- рии ратории Синхрон- ный конт- роль про- текания экспери- мента по каналам телеметрии "После монтажа аппаратуры на объекте перед полетом или во время полета.
материала. Каждый инструмент содержит типовой электронно-лучевой
нагреватель и необходимую оснастку. Существуют также разработки
специализированных инструментов для сварки неповоротных стыков
труб, для наложения заплат сваркой по контуру и др.
Таким образом, путь от научного обоснования до реализации тех-
нологического процесса на борту космического объекта весьма труден и
долог. Процедура организации и проведения космического эксперимента
основана на нормативных требованиях, существующих в космической
отрасли (табл. 2), но некоторые этапы по содержанию не характерны для
систем космических объектов и обусловлены спецификой уникальной
технологической аппаратуры, что делает ее еще дороже. Тем не менее,
опыт показывает, что «перепрыгивание» через этапы резко повышает
вероятность срыва научной программы и может грозить опасными
последствиями для космического объекта и его экипажа.
807
ИЗБРАННЫЕ ТРУДЫ
Выводы
1. Уточнены истинные значения факторов космического полета и тех-
нические требования к технологической аппаратуре с учетом их воздействия.
2. Понята необходимость и накоплен опыт создания на борту космичес-
кого объекта комплексов, включающих специальную технологическую аппа-
ратуру, штатные системы объекта, космонавта-оператора как часть системы
человек-машина, а также вспомогательные устройства, адаптирующие аппа-
ратуру к космическому объекту и возможностям космонавтов.
3. Осознана потребность и наработан опыт использования сменных
исполнительных органов и специальной оснастки для расширения воз-
можностей технологической аппаратуры.
4. Разработана и проверена процедура испытаний технологической
аппаратуры, гарантирующая ее надежность и безопасность с учетом
специфики использования. Эта процедура приемлема и для аппаратуры.
1. Автоматические планетные станции / В.В. Андреянов, В.В. Артамонов, И.Г. Атаманов и др. —
М.: Наука, 1973. — 280 с.
2. Патон Б.Е. Проблемы космической технологии // Косм, материаловед, и технология. — М.:
Наука, 1977. - С. 6-12.
3. Особенности оборудования для технологических работ в космосе / Д.А. Дудко, А.А. Загре-
бельный, В.Е. Патон и др. // Там же. — С. 12-16.
4. Применение сварки для ремонта космических объектов / Б.Е. Патон, Д.А. Дудко, В.Н.
Вернадский и др. // Косм, исслед. на Украине. — 1976. — Вып. 9. — С. 3-5.
5. Сыромятников В.С. Стыковочные устройства космических аппаратов. — М.: Машиностроение,
6. Акишин А.И., Дунаев Н.М., Константинова В.В. Собственная атмосфера космических аппа-
ратов и ее влияние на бортовые приборы и технологию в космосе // Косм, материаловед, и
технология. — М.: Наука, 1977. — С. 65-78.
7. Feret J.M., Mazelsky R. Skylab furnase system provides precise thermal environment for materials
experiments // Wheistinghouse Eng. — 1973. — № 11. — P. 174-179.
8. Мик Дж., Крэге Дж. Электрические пробы в газах. — М.: Изд-во иностр, лит., 1960. — 215 с.
9. Планетоходы / Под ред. А.Л. Кемурджиана. — М.: Машиностроение, 1982. — 319 с.
10. Svetchkin В.К., Nikitsky V.P., Neznamova L.O. Spacecraft proper atmospheric environment, as
one of the space factors affecting the systems operation life and realiability / / 7 Intern, symp. on
materials in a space environment, 16-20 June, 1997, France, Toulouse. — 1997. — P. 75-77.
11. РябухаС.Б., КиселевС.В. Исследование вибрационных возмущений на борту орбитального комплекса
«Мир» // Тез. докл. на 70-м Российском симп. «Механика невесомости. Итоги и перспективы
гравитационно-чувствительных систем», 11-14 апр. 2000 г., Россия. — 2000. — С. 7-8.
12. Сазонов В.В., Ермаков М.К., Иванов А.И. Измерение микроускорений на орбитальной станции
«Мир» во время экспериментов на установке ALICE // Косм, исслед. — 1998. — 36, № 2. —
С. 156—166.
13. А. с. 816070 СССР, МКП В 64G 1/00. Способ и устройство для плавления веществ в условиях
невесомости / А.А. Загребельный, В.Ф. Лапчинский, В.В. Стесин и др. — Опубл. 21.11.80.
14. Пат. 5779002 (США). Astronauts work station device / B.E. Paton, V.A. Kryukov, S.S. Gavrish
etal. - Опубл. 14.07.1998.
15. Ганиев Р.Ф., Лапчинский В.Ф., Охотин А.С. Использование контролируемых внешних воз-
действий для управления технологическими процессами в условиях микрогравитации // Косм,
технология / Под ред. Л. Стега; пер. с англ, под ред. А. С. Охотина. — М.: Мир, 1980. —
С. 64-72.
16. Попов В.И. Электродинамическое управление массопереносом в гетерогенных средах в условиях
мик^эгравитации / / Пробл. косм, технологии металлов. — Киев: ИЭС им. Е. О. Патона, 1986. —
17. Патон Б.Е., Лапчинский В.Ф. Сварка и родственные технологии в космосе. — Киев: Наук,
думка, 1988. — 184 с.
18. Пат. 5869801 (США). Device for manual electron beam processing of materials in space / B.E.
Paton, V.F. Lapchinskii, V.V. Stesin et al. — Опубл. 09.02.99.
19. Соколов А.В. Перспективы реализации вакуумных технологий в условиях орбитального полета
// Автомат, сварка. — 1999. — № 10. — С. 108-117.
808
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
ИСПЫТАНО НА ОРБИТЕ*
Б. Патон, В. Джанибеков, С. Савицкая
ТАСС СООБЩАЕТ
В соответствии с программой полета орбитального научно-
исследовательского комплекса <<Салют-7»~«Союз Т-11»-
«Союз Т-12» 25 июля 1984 г. космонавты Светлана Савицкая
и Владимир Джанибеков осуществили выход в открытое
космическое пространство. Основной задачей выхода явилось
проведение испытаний нового универсального ручного инстру-
мента, предназначенного для выполнения сложных техно-
логических операций...
Впервые в мире выход в открытый космос совершила
женщина-космонавт Светлана Савицкая. Успешное выпол-
нение ею уникальных экспериментов в условиях космического
пространства показало возможность эффективной деятель-
ности женщины при выполнении сложных работ не только
на борту пилотируемого орбитального комплекса, но и в
открытом космосе.
За этими скупыми фразами, взятыми из облетевшего весь мир
сообщения ТАСС от 27 июля 1984 г., многолетняя напряженнейшая, не
лишенная драматизма работа большого коллектива ученых, инженеров,
космонавтов. Речь идет о создании универсального ручного инструмента
(УРИ) и его испытании на орбите, участниками которого стала шестерка
космонавтов, работавших на борту корабля «Салют-7»: В. Джанибеков,
С. Савицкая, И. Волк, Л. Кизим, В. Соловьев и О. Атьков.
... Вспомним событие, которое произошло за пятнадцать лет до
этого. 16 октября 1969 г. в ходе полета корабля «Союз-6» летчики-кос-
монавты Г. Шонин и В. Кубасов впервые в мировой практике осущест-
вили сварку и резку металла в космосе. Этот уникальный эксперимент
можно считать началом эры космической технологии. Проводился он на
установке «Вулкан», созданной в ИЭС им. Е.О. Патона АН УССР и
позволявшей вести сварку различными способами: электронным лучом,
плазмой и дугой с плавящимся электродом. И все эти опыты выполнялись
в автоматическом режиме.
Вскоре был сделан следующий шаг в развитии космической техно-
логии. ИЭС разработал новую установку — «Испаритель». С ее помощью
’Наука и жизнь. — 1986. — № 2. — С. 2-7.
809
ИЗБРАННЫЕ ТРУДЫ
в условиях невесомости и забортного вакуума в автоматическом режиме
методом термического испарения и конденсации веществ наносились
тонкопленочные металлические покрытия на образцы из конст-
рукционных материалов.
Космонавты В. Рюмин и В. Ляхов в 1979 г., затем А. Попов и В. Рюмин
в 1980 г. и, наконец, в следующем году В. Коваленок и В. Савиных на борту
станции «Салют-6» провели эксперименты, подтвердившие высокую эффек-
тивность использования установки «Испаритель».
Экскурс в историю сделан не зря. Ведь именно опыт, накопленный в
процессе разработок «Вулкана» и «Испарителя», эксперименты с ними на
Земле и в космосе позволили создать универсальный ручной инструмент.
От автомата к ручному инструменту. Инструмент, разработанный
и изготовленный в ИЭС, позволяет производить и сварку, и резку, и
пайку, и напыление металла в открытом космосе. Универсальность
инструмента — исключительно важное его достоинство. С помощью
одного такого устройства космонавт сможет осуществить по своему
выбору нужную операцию в процессе профилактического ремонта
космического корабля, восстановить и по-
высить жизнеспособность, надежность
различных его узлов, напылять защитные
покрытия, собирать из модульных конст-
рукций орбитальные научные платформы,
сооружать крупные радиотелескопы, отра-
жающие экраны и т. д.
Станция «Салют-7». Рабочий пост
в открытом космосе. Эксперимент ведет
С. Савицкая
Технологическая установка
«Испаритель» для нанесения
тонкопленочных металлических
покрытий; внизу видны два
моноблока, каждый из которых
имеет свою электронно-лучевую
пушку. При создании УРИ удалось
в одном моноблоке разместить две
пушки: одна предназначена для
сварки, резки, пайки, а другая —
для нанесения покрытий
810
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
И если универсальность инструмента бесспорно оценивается как его
замечательная особенность, то может показаться странным, что выполнен
он в ручном варианте. Ведь «Вулкан» и «Испаритель» были авто-
матически работавшими установками. Почему же отказались от такого
режима и через 15 лет пришли не к роботу-манипулятору, а к ручному
инструменту?
Ничего странного в этом нет. Автоматы или роботы-манипуляторы
целесообразно применять, как правило, там, где набор технологических
операций четко определен, отдельные из них многократно повторяются
и где можно обеспечить жесткую пространственную ориентацию обраба-
тываемых деталей и изделий. При работе в открытом космосе могут
появиться самые неожиданные ситуации, требующие резки, сварки или
нанесения различных покрытий, причем зачастую вид и объем операций
будет определяться космонавтом непосредственно «на месте». Так,
В. Рюмину прежде, чем отцепить антенну от стыковочного узла, при-
шлось предварительно перекусить кусачками стальной трос. Л. Кизиму
и В. Соловьеву понадобилось вырезать фрагмент обшивки корабля на
агрегатном отсеке и фрагмент солнечной батареи. Словом, космонавтам
придется работать и на разных участках внешней поверхности космичес-
кого аппарата, и иметь дело с различными по физико-механическим
свойствам конструкционными материалами.
Еще в период испытаний установки «Вулкан» специалисты ИЭС
задумывались над созданием компактного, ранцевого универсального
инструмента с автономным источником питания, который мог бы поз-
волить космонавту провести работы, связанные с ремонтом или монта-
жом, на любом участке поверхности космического объекта. Перечень
наиболее необходимых для этих целей операций определился сразу:
резка, сварка, пайка и нанесение покрытий.
При выборе средств воздействия на материалы для выполнения всех
этих операций остановились на электронном луче. Почему?
Работая с электронным лучом, можно легко концентрировать энер-
гию в небольшом «пятне», что необходимо при сварке и резке, и также
нетрудно, не сфокусировав луч, равномерно распределять его энергию
по относительно большой поверхности, что требуется при пайке и испа-
рении металлов из тигля для нанесения покрытий. Немаловажным обсто-
ятельством при выборе электронно-лучевой технологии послужило ее
широкое распространение в земных условиях, где она доведена в ряде
случаев до полной автоматизации.
Лучшее — враг хорошего. Как нередко бывает при решении
сложных проблем, появились не только энтузиасты идеи создания
универсального инструмента, но и скептики. Энтузиасты стали воплощать
идею в чертежи, схемы, металл, испытывать отдельные узлы на
функционирование, а скептики — выявлять все новые и новые научные
и технические проблемы, без решения которых будто бы инструмент
создать нельзя. И надо заметить, что скептицизм был не «голым от-
811
ИЗБРАННЫЕ ТРУДЫ
рицанием», а имел серьезные основания, связанные со сложностью
возникающих задач, многие из которых никто еще до этого не решал.
Самой трудной была задача отвода тепла, неминуемо выделяющего-
ся при работе аппаратуры, особенно от той части инструмента, которую
космонавт должен держать в руке. Здесь максимально допустимая тем-
пература определяется самим материалом перчаток и скафандра. Конеч-
но, для земных условий это не проблема. Решается она весьма просто —
применяют систему принудительного охлаждения. Но в условиях космоса
это неприемлемо, так как привело бы к значительному усложнению
инструмента, увеличению его массы и габаритов и, как следствие, к
снижению мобильности и повышению расхода энергии.
Не менее сложные задачи возникали из-за того, что в электронно-лу-
чевых пушках формирование потока электронов, их ускорение и управление
лучом производят с помощью высокого напряжения (более 10 кВ). Из-за
этого при обработке материалов появляется вторичное (тормозное) рентге-
новское излучение, от которого надо надежно защищать человека.
К тяжелым последствиям может привести попадание на скафандр
капель расплавленного металла, образующихся при работе.
Сложность перечисленных технических проблем определялась прежде
всего тем, что традиционные решения, применяемые земной техникой для
близких или аналогичных условий, здесь практически не годились. Космос
и специфика деятельности в нем требуют обеспечить высочайшую надеж-
ность аппаратуры, полную безопасность людей при работе с ней, исключить
возможность какого-либо повреждения станции. И к тому же создаваемое
оборудование должно непременно отличаться компактностью, малым пот-
реблением энергии, быть легким и удобным в работе.
На первом этапе был разработан и изготовлен земной аналог буду-
щего космического инструмента. Это позволило проверить (1974 г.)
принципиальную жизненность самой идеи создания электронно-лучевого
инструмента с ручным исполнительным органом. Но оставались еще
нерешенными многие задачи, связанные с обеспечением надежной и
безопасной работы таким инструментом, и в том числе защита от возника-
ющего вторичного рентгеновского излучения.
К этому времени в летающей лаборатории на самолетах ТУ-104 и
ИЛ-76 начали отрабатываться конструкции тиглей, способных удержи-
вать в невесомости жидкий металл; в термобарокамере испытывались
миниатюрные высоковольтные преобразователи.
Особое внимание уделялось конструированию короткофокусной
электронной пушки с низким (до 10 кВ) ускоряющим напряжением.
Именно такие пушки позволили бы решить сразу две задачи. Коротко-
фокусность делала луч безопасным для далеко отстоящих предметов, в
частности корпуса космического корабля, а при ускоряющем напряжении
до 10 кВ уровень вторичного рентгеновского излучения становится ниже
допустимого, и тем самым автоматически снимается трудная проблема
защиты от него.
812
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
В то время параллельно создавалась установка «Испаритель». Для
нее удалось разработать электронную пушку именно с такими характе-
ристиками, которые полностью соответствовали и требованиям, предъяв-
лявшимся к пушке для ручного инструмента.
Моноблок, состоящий из короткофокусной пушки и миниатюрного
высоковольтного преобразователя, и стал унифицированным узлом
космической технологической аппаратуры.
Такой моноблок неоднократно испытывался в шлюзовой камере
(в условиях открытого космоса) станций «Салют-6» и «Салют-7» при
работе «Испарителя». Были получены сведения о работоспособности
моноблока в реальных условиях эксплуатации. Эти данные, имеющие не
только научную, но и большую практическую ценность, были использо-
ваны при проектировании и разработке космического варианта УРИ.
Наконец инструмент был изготовлен, успешно прошел испытания
по множеству частных и комплексных программ и был представлен на
строгий суд ученых и ведущих специалистов. Конструкция инструмента
вызвала неподдельный интерес, а результаты испытаний — некоторое
изумление и даже замешательство в рядах скептиков. И тем не менее
почти все они продолжали упорствовать в своих сомнениях по поводу
безопасности инструмента и потому, естественно, считали преждевремен-
ной работу с ним в космосе. Снова предлагались дополнительные устрой-
ства, «дабы не прожечь борт станции и не испортить скафандр», хитро-
умные электрические блокировки, механические ограничители переме-
щения инструмента, целые датчиковые системы, реагирующие на род
материала перед инструментом, регистрирующие расстояние до обраба-
тываемой поверхности и ее температуру и т. д. и т. п. Конечно, все эти
устройства должны были иметь обратную связь по цепям питания.
Оказалось, что создать уникальный, необходимый для практической
космонавтики инструмент во много раз легче, чем дать ему путевку в
жизнь. Необходимо было принимать решение: или с учетом «новых» идей
продолжать, не видя конца, модернизацию УРИ, или передать его для
завершающих испытаний и обучения работе с ним летчиков-космонавтов.
Взвесив все «за» и «против», аттестовав инструмент как вполне надежное,
безопасное в работе устройство, было принято решение передать его
специалистам космической техники.
УРИ как таковой. Что же представляет собой универсальный
ручной инструмент? Все узлы инструмента находятся в контейнере
размером 400x450x500 мм, сваренном из трубчатых элементов, что обес-
печило ему достаточную жесткость при малом весе. В этом контейнере,
его еще называют ранцем (можно носить за плечами), удобном для
закрепления на внешней поверхности орбитальной станции, смонтирова-
ны: вторичный источник питания с пультом, кабели, соединяющие
источник питания с бортовой розеткой и ручным инструментом, и собст-
венно сам рабочий инструмент в специальном ложементе. К контейнеру
813
ИЗБРАННЫЕ ТРУДЫ
Универсальный ручной инструмент:
1 — контейнер; 2 — вторичный
источник питания; 3 — пульт
управления; 4 — рабочий
инструмент; 5 — ручка с гашеткой;
6 — кабель; 7 — планшет с шестью
образцами
крепится планшет с образцами материалов
для сварки, резки, пайки и нанесения пок-
рытий.
Рабочий инструмент — это моноблок,
состоящий из высоковольтного источника
электропитания и двух электронных пу-
шек. Одна из них — для выполнения
технологических операций резки, сварки и
пайки; другая — пушка, где фокусирую-
щая система заменена тиглем с испаряемым
металлом и предназначена для нанесения
покрытий. У моноблока есть ручка, кото-
рой придана форма, удобная для работы
человека, одетого в скафандр.
Масса УРИ немногим более 30 кг, а
моноблока, которым оперирует космо-
навт, — чуть больше 2,5 кг. Потребляемая
мощность 750 Вт, ее можно регулировать в
зависимости от режима работы и обрабаты-
ваемого материала.
В Центре подготовки космонавтов испытания начались с барокаме-
ры. В ней организовали рабочее место оператора, подобное рабочему
месту космонавта на станции «Салют-7». Несколько операторов-испыта-
телей, среди которых была и женщина, снаряжались в доспехи космо-
навта, входили в вакуумную камеру и под наблюдением специалистов
выполняли операции сварки, резки, пайки металлов и нанесения пок-
рытий. Операторы сразу же отметили удобство работы с УРИ. Это было
очень важно. Однако еще важнее оказалось то, что даже испытатели, до
этого не имевшие дела со сваркой, уже со второго или третьего раза могли
выполнять любую из перечисленных технологических операций на
Рабочий инструмент: 1 — электронно-лучевая пушка для сварки, резки, пайки;
2 — электронно-лучевая пушка (с тиглем) для нанесения покрытия; 3 — высоковольтный
преобразователь; 4 — кабель питания; 5 — экран, защищающий руку от теплового излучения
обрабатываемого металла; 6 — ручка
814
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
«хорошо» и «отлично». В барокамере не только испытывался инструмент
и отрабатывалась технология, но и оценивались удобство работы в скафан-
дре, достаточность мероприятий по безопасности, подбирался режим труда
и отдыха. По результатам испытаний выработали программу проведения
эксперимента в космосе и разработали методику подготовки космонавтов.
Наконец универсальный ручной инструмент был включен в состав
научной аппаратуры станции «Салют-7».
Космонавты В. Джанибеков и С. Савицкая очень быстро освоили
инструмент и приступили к тренировкам с ним в барокамере, гидролабора-
тории и при кратковременной невесомости (25...30 с) в самолете-лабора-
тории. В ходе тренировок они отработали все действия, связанные с выносом
УРИ в космос, закреплением его на поручне и подготовкой к работе.
Пост в космосе. 25 июля 1984 г. В. Джанибеков и С. Савицкая
вышли в открытый космос. Джанибеков
тщательно закрепил УРИ к откидному по-
ручню. Получилось очень удобное рабочее
место оператора-сварщика с обеспечением
всех требований техники безопасности.
Космонавт-сварщик стоит на специальной
подножке-«якоре», ноги его зафиксирова-
ны. Перед ним на поручне установлен
УРИ. Пульт управления, рабочий инстру-
мент и планшет легко досягаемы. Нижняя
часть туловища космонавта защищена
самим контейнером. Левая рука космонав-
та находится на пульте управления, и от
случайного попадания электронного луча
ее защищает крышка пульта. В правой руке
космонавт держит рабочий инструмент, на-
правленный от космонавта в сторону план-
шета с образцами.
В целях обеспечения безопасности
станции рабочее место по отношению к ней
ориентировано так, чтобы луч, если он и
пройдет мимо планшета с образцами, не
мог коснуться ее корпуса. Если в случае
каких-либо непредвиденных обстоятельств
инструмент «выпадает» из руки, то гашет-
ка на ручке автоматически отключит его
электрическое питание. В случае заедания
гашетки космонавт отключит питание инст-
румента кнопкой «стоп» на своем пульте
управления. Чтобы исключить бесконт-
рольную и неуправляемую работу ин-
струмента, если это по каким-то причинам
Рабочий пост в барокамере.
Внизу — «якорь», в котором
фиксируются ноги космонавта;
универсальный ручной инструмент
с открытым планшетом закреплен на
откидном поручне фрагмента
станции «Салют-7»
815
ИЗБРАННЫЕ ТРУДЫ
не сможет сделать космонавт на рабочем месте, предусмотрена возмож-
ность отключения питания вторым и третьим членами экипажа; сделать
это они могут разрывом разъемного соединения кабеля, отключением
бортовой розетки и, наконец, с центрального пульта станции.
Оборудовав сварочный пост, В. Джанибеков подготовил инструмент
к работе и уступил место С. Савицкой. Сначала она выполнила операцию
резки, затем сварку, пайку и нанесение покрытия. Все действия подробно
комментировала.
Вот фрагменты радиопереговоров космонавтов с Центром управления
полетом, которые дают представление о том, как шел этот уникальный
эксперимент.
— Я начинаю работу, — докладывала Савицкая. — Включаю аппарат. Есть
питание. Есть след. Шов не очень ровный получается, но красивый. Закрываю план-
шет. Выдвигаю второй. Включаю режим, беру инструмент. Идет сварка металла.
— Пошел шов. Он ровный, красивый. Вижу его хорошо... Сейчас попробую
третий режим... Мне удобнее делать пятый образец... Выставляю его... Есть
пятно красное. Утюжу вверх и вниз ...
— Рекомендуем приступить к напылению, — подсказал оператор.
— Хорошо, — спокойно ответила Савицкая.
— Через минуту входите в тень, — напомнил оператор.
В следующем сеансе связи Савицкая сообщала:
— Первый планшет напылился энергично — это было очень хорошо видно.
Во время пайки образовалась блестящая капля...
Прекращать работу не хотелось, но программа есть программа, и
Савицкая уступила место Джанибекову.
— Я закончил пайку, — докладывал Джанибеков, который продолжил работу
с УРИ. — Напыляю. Как кисточкой работаю. В общем, маляром заделался...
Прекрасный инструмент. Думаю, у него большое будущее в космонавтике.
В. Джанибеков демонтировал УРИ и внес его в переходной отсек
станции. Люк закрылся.
Работа с УРИ в открытом космосе продолжалась 3 часа. Специа-
листы в Центре управления полетом внимательно следили за работой
космонавта. Все прошло очень четко и на одном дыхании. После возвра-
щения экипажа космонавтов на Землю образцы были переданы
специалистам для исследований.
Их результаты убедительно свидетельствуют, что и в космосе тра-
диционные земные операции соединения металлов, резки и нанесения
покрытия могут успешно применяться для проведения любых ремонтных
и монтажных работ.
Универсальный ручной инструмент сейчай находится на станции
«Салют-7». Специалисты готовят интересные программы по сварке и
пайке узлов ферменных конструкций.
Новая технология уверенно шагает в космос.
816
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
ТЕХНОЛОГИЧЕСКИЕ АСПЕКТЫ СВАРКИ В КОСМОСЕ*
Б.Е. Патон
Освоение околоземного пространства предполагает изготовление и сборку
мощных орбитальных станций и платформ непосредственно в космосе.
Такие проекты разрабатываются в СССР и в США. Например, платформы
в виде ферменных конструкций длиной более 100 м и массой в несколько
тонн не могут быть доставлены на орбиту одной ракетой. Доставка возможна
только в виде отдельных узлов, которые затем монтируются на месте, т. е.
в космосе. Для этого наряду с другими способами используют сварку,
которая так же, как пайка и термическая резка, необходима при ремонте
предназначенных для длительного срока службы конструкций. В связи с
этим возникает целый ряд новых научно-технических проблем. Например,
следует выяснить такие вопросы: внешнюю форму конструкций; способы,
механизмы, аппараты и пр., необходимые для их изготовления и монтажа;
технику безопасности; особенности, которые необходимо учитывать при
сборке и эксплуатации конструкций.
В СССР этими вопросами начали заниматься более 25 лет назад.
И целый ряд проблем уже решен. Результаты исследований позволили
сделать вывод, что и в космосе можно получить безупречные соединения
[1]. Далее речь пойдет о некоторых технологических, физических и
материаловедческих аспектах.
Технологические, физические и материаловедческие проблемы.
Космос как рабочую среду характеризуют четыре признака.
Невесомость. Она подавляет подъемную силу, конвекцию и целый
ряд других физических эффектов. Сказывается также, например, на
плотности материалов и их фаз, оказывает большое влияние на поверх-
ностное натяжение жидкостей. При сварке в космосе космонавту нельзя
опереться, как на Земле, что существенно затрудняет сборку и сварку.
Вакуум. Следует исходить из того, что крупногабаритные орбиталь-
ные станции сооружаются с учетом давления 10-2... 10-4 Па. Этот диапазон
давлений освоен при электронно-лучевой и диффузионной сварке. Одна-
ко космический вакуум отличается чрезвычайно быстрой, почти «беско-
нечной» скоростью откачки и очень высоким (до 80 %) содержанием
атомарного водорода. Работать приходится в скафандрах, что доставляет
дополнительные трудности.
Температура. Разница в диапазоне температур на солнечной стороне
и в тени довольно большая. Это означает, что конструкции подвергаются
воздействию температур примерно между -120 и +220 °C. Ослабленные в
космосе тепло- и массообмен приводят к тому, что лежащие вблизи друг от
друга зоны одной детали могут иметь большой перепад температур.
‘Schweissen und Schneiden. — 1990. — 42, № 3. — S. 117-120.
54-8-1437
817
ИЗБРАННЫЕ ТРУДЫ
Жесткое ионизирующее ультрафиолетовое облучение. В ходе про-
должительного воздействия оно ухудшает свойства материалов и сварных
соединений. Оказалось, что в космосе можно применять различные
способы сварки, пайки, термической резки и напыления, причем каждый
имеет свои достоинства и недостатки. На первый взгляд, наряду с
напылением перспективными кажутся методы сварки и резки в твердой
фазе (сварка взрывом, диффузионная и холодная сварка давлением;
резка взрывом). Однако они требуют тщательной разделки кромок и
подгонки поверхностей стыков, поэтому в космосе до сих пор не
применялись. При определенных обстоятельствах можно использовать
резку взрывом, однако, по причинам безопасности, только на беспилот-
ных кораблях. Чрезвычайно благоприятным оказался электронный луч
[1], который можно использовать не только для сварки, но и для пайки,
резки и напыления. Вследствие его универсальности, высокой надеж-
ности и высокого КПД он не имеет в космосе сейчас конкурентов. Однако
не исключено, что в будущем это изменится.
Процессы сварки и термической резки в космосе отличаются от
протекающих на Земле прежде всего тогда, когда появляются жидкие
фазы. Молекулы жидкости, кроме кинетической (химическая и тепловая
энергия) энергии £к, обладают еще и потенциальной энергией Ед,
зависящей от силы тяжести, которая значительно ниже кинетической.
Для многих физических явлений на «молекулярном уровне» (поверхнос-
тное натяжение, сцепление, смачивание, капиллярное давление) энерге-
тические характеристики сравнимы с потенциальной энергией. Поэтому
эти явления в полях низкой гравитации протекают гораздо интенсивнее,
чем на поверхности Земли. В невесомости при сварке преобладает
поверхностное натяжение и смачивание. На рис. 1 показан общий случай
взаимодействия между жидким металлом и твердой фазой, а также
образующимися парами металла. На элемент на поверхности раздела
длиной dl действуют силы
П|-Ж — ^Т-Ж — “ От-Пб//,
где оп_ж, о-г-ж, сгг-п — коэффициенты поверхностного натяжения на
границах жидкость-собственный пар (п), жидкость^гвердое тело (т) и
твердое тело-пар. Соотношение этих сил зависит от распределения темпе-
Рис. 1. Схема взаимодействия жидкого
металла (/) с твердой фазой (3) и паром (2)
ратур на поверхностях раздела фаз.
Если на границах твердое тело-
жидкость и твердое тело-пар вели-
чина о не зависит от температуры, то
на границе жидкость-собственный пар
значение коэффициентов поверхност-
ного натяжения определяется в основ-
ном температурой. Зависимость сгп_ж от
температуры приближенно описывает-
ся уравнением
818
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
<*Р„-ж . ( Р ?/3
dT ~ [м) '
(1)
причем р — плотность жидкости; М — ее молекулярная масса; k —
константа. Видно, что (с?оп_ж/(/Т) < 0. Если вдоль поверхности раздела
жидкость-собственно пар градиент температур dT/dl, то получается
градиент поверхностного натяжения:
f ^°п-ж dT\,,
Ao = J[“aF"rfFj//- (2)
Он приводит к появлению градиента силы поверхностного натяжения
арп_ж/ат, вектор которой направлен в сторону понижения температу-
ры и инициирует массообмен v (рис. 2).
Другое распределение сил имеет место на поверхности раздела
жидкость^гвердое тело. В этом случае сила сцепления пропорциональна
свободной энергии £ж. Изменение этого параметра в соотношении с
единицей поверхности описано уравнением
А^Ж Пп-Ж Пт-Ж ит-п.
(3)
Поскольку от_ж и от_п не зависят от температуры, а оп_ж с
увеличением температуры уменьшается, то на поверхности раздела
жидкость -твердое тело при наличии температурного градиента возникает
градиент свободной энергии dE^/dT. Это приводит к возникновению
градиентов сцепления dF^/dl. Значение и направление силы сцепления
зависит от соотношения оп_ж, от_ж и от_п, которое определяется краевым
углом о:
(4)
cos и =
Рт-П ~ °т-ж
Рп-ж
и смачивании (б)
54*
819
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Схема взаимодействия между жидкостью и несколькими поверхностями твердого тела
при смачивании (о) и несмачивании (б)
В области л > в > л/2 (несмачивание) вектор этой силы (как на
поверхности раздела жидкость-пар) направлен в сторону более низкой
температуры и изменяется от максимального значения (при л) до нуля
(при л/2) (рис. 2, а). Между 0 <и<л/2 (смачивание) он, напротив,
направлен к более высокой температуре и его максимальное значение
соответствует о = 0 (полное смачивание) (рис. 2,6).
Интересен случай, когда жидкость имеет более одной поверхности
раздела с твердой фазой (рис. 3). Кроме распределения температур, здесь
необходимо учитывать угол между твердыми поверхностями. Из урав-
нений (3), (4) следует, что на несмачиваемой поверхности возникает
сумма сил сцепления, действующая в направлении расхождения угла, и
наоборот — на смачиваемой поверхности. Аналогичная картина с направ-
лением массообмена в жидкости. Подобным образом можно создать
условия для направленного сдвига и локализации жидкой фазы в опре-
деленной области. Таким образом, ясно, что в ванне расплавленного
металла может возникать как один, так и два тепловых потока: один
направлен в холодную, а другой — в горячую зону.
Описанные эффекты наблюдаются и исследуются в невесомости на
прозрачных соляных моделях [2].
Особенности сварки в космосе. Перечисленные эффекты учитыва-
ются при разработке технологии сварки в космосе. До определенной степени
эти закономерности проявляются и на Земле, однако их роль в некотором
смысле подавляется силой тяжести. Только перемешивание жидкого метал-
ла под воздействием электронного луча и эффекты рассеяния, связанные с
вязкостью и теплопроводностью, могут предотвратить или ослабить большое
влияние поверхностных сил. Большинство металлических материалов в
жидком состоянии имеют небольшую вязкость, умеренную теплопровод-
ность и очень высокое поверхностное натяжение. При небольшом объеме
расплава в условиях невесомости достаточно нескольких секунд или даже
долей секунды, чтобы образовать стабильные инициированные поверхнос-
тными силами потоки массообмена.
В космосе в связи с небольшой концентрацией тепловой энергии
трудно проплавить тонкий лист. Диаметр расплавленной ванны может
быть во много раз больше толщины изделия. При электронно-лучевой
резке это может привести к тому, что обе детали за местом реза опять
820
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Рис. 4. Концентрация металлических капель на нижней кромке реза при электронно-лучевой
резке в космосе
соединятся. Этого можно избежать, однако в ущерб образованию
оптимального температурного поля. При сварке в космосе жидкий металл
не вытесняется из зазора (что было бы очень опасно), а собирается на
нижней стороне изделия в области кромок реза. Благодаря соответству-
ющему формированию температурного поля удалось сконцентрировать
кристаллизующийся металл на одной из кромок реза (рис. 4).
Поведением жидкого металла при пайке и испарении в невесомости
можно управлять. Таким образом можно гарантировать, что припой будет
течь направленно или пар будет надежно отделяться от жидкой фазы.
Если учитывать все особенности поведения жидкого металла в
космосе, то полученные там сварные или паяные соединения не будут
уступать наземным с точки зрения герметичности, вязкости, прочности и
твердости. То же самое относится к качеству получаемых покрытий.
Остается только различие в микроструктуре и в содержании газа в швах.
Структура сварных соединений из нержавеющей стали, полученных в
космосе, отличается от наземных аналогов более тонкими границами
зерен и несколько меньшим содержанием сх-фазы. Она в значительной
степени свободна от водорода, но несколько обогащена кислородом.
Например, в титановом сплаве содержание водорода в основном металле
(исходное состояние) составляло 0,0056...0,0072, а в сварных швах —
только 0,0010...0,0015 %. Соответствующее содержание кислорода —
0,058...0,061 и 0,071...0,084 %.
Особенности эксплуатации конструкций в космосе. Ресурс эксплу-
атации сварных конструкций в космосе должен составлять несколько
десятилетий. В процессе эксплуатации элементы конструкций подверга-
ются различным внешним воздействиям. На рис. 5 показана типичная
схема нагрузок крупной несущей конструкции в космосе. Статические
нагрузки (кривая /), определяемые градиентами поля земной гравитации
и аэродинамическим сопротивлением остаточной атмосферы, чрезвычай-
но малы. Их значения зависят от формы конструкции, т. е. от ее
ориентации. Однако при проектировании космических конструкций
821
ИЗБРАННЫЕ ТРУДЫ
Рис. 5. Схема механических нагрузок на несущую крупногабаритную конструкцию в космосе:
1 — статические; 2 — ударные; 3, 4 — нагрузки, возникающие под действием управляющих или
стабилизирующих систем
статические нагрузки определить нельзя. Наряду с этим нельзя исклю-
чить даже редкие ударные нагрузки (кривая 2), возникающие при
монтаже или стыковке двух или нескольких конструкций. Это необ-
ходимо учитывать при расчете, так как такие нагрузки могут привести к
тому, что конструкции или их отдельные элементы полностью или
локально теряют свою устойчивость. Значительное постоянное воздей-
ствие вытекает из самой функции космических станций или платформ,
например, под действием управляющих или стабилизирующих систем или
экипажа (кривая 3 и 4). Эти (переменные) нагрузки относятся к низко-
частотному диапазону (10~3 до 10 Гц) и в течение десятилетий в принципе
приводят к хрупкому разрушению.
Движущаяся по околоземной орбите сварная конструкция дважды
пересекает границу между солнечной и теневой стороной. При этом солнеч-
ное излучение изменяется от максимума (примерно 1400 Вт/м2 [3]) почти
до нуля (рис. 6, кривая /). Вся конструкция, как и ее отдельные элементы,
подвержены этим колебаниям температур (кривая 2), что приводит к
большим деформациям. Однако из-за того, что конструкция очень жесткая,
возникают термические напряжения (кривая 3). Такие долгосрочные
циклические термические напряжения вместе с другими неблагоприят-
Рис. 6. Схема влияния солнечного излучения (/ ) на характер деформирования (2, 3) элементов
космической конструкции
822
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
ВНЕШНИЕ ФАКТОРЫ ВНУТРЕННИЕ ФАКТОРЫ
Рис. 7. Факторы и процессы, вызывающие деградацию материалов в космосе
ными факторами космического воздействия приводят к тому, что посто-
янно ухудшаются характеристики материалов, а, значит, и сварных
соединений, вследствие чего вся конструкция медленно разрушается.
На рис. 7 классифицированы важнейшие факторы, влияющие на
поэтапное ухудшение свойств материалов и соединений космических
конструкций. Под воздействием этих факторов в конструкционных ма-
териалах протекает ряд физико-химических процессов, которые в конце
концов отрицательно влияют на рабочие параметры конструкции в целом.
Комплексный характер этого влияния пока недостаточно исследован.
Прежде всего следует оценить влияние внешних факторов на деградацию
823
ИЗБРАННЫЕ ТРУДЫ
материалов. Немногочисленные данные указывают на то, что разрушение
начинается с поверхности и состоит по меньшей мере из двух этапов.
Вначале эти процессы протекают медленно и относительно равномерно.
Постепенно они проникают вглубь. На втором этапе образуются явно
выраженные «зоны распада», вследствие чего рабочие свойства кон-
струкционных материалов ухудшаются на 10... 100 %.
Выводы
Таким образом, недостаток знаний требует целенаправленной, комплек-
сной программы исследований поведения материалов в условиях космоса,
которая предусматривает математическое и физическое моделирование
космических условий для элементов крупногабаритных конструкций из
различных материалов с применением сварки, пайки, склеивания и
газотермического напыления. Физическое моделирование должно осу-
ществляться на тонкостенных масштабных моделях. Процессы распада
необходимо исследовать как в космосе (чтобы оценить одновременное
воздействие всех факторов), так и в лабораторных условиях на Земле
(для исследования влияния отдельных факторов). Первые шаги уже
сделаны. Имеющиеся результаты позволяют определить критерии выбора
оптимальных материалов, форм конструкций, срок службы космических
агрегатов и разработать методы контроля. Все это позволит углубить
знания в области материаловедения и сварочной техники.
1. Paton В.Е. Schweissen im Weltraum. — Dusseldorf: DVS, 1989. — S. 112-115.
2. Peculiarities of using welding processes for fabrication and prepair of largesized structures in space /
B.E. Paton et al. //Welding under the extreme condition. — Helsinki: Pergamon press, 1989. —
P. 181-188.
3. Беляков И.Т., Борисов Ю.Д. Технология в космосе. — М.: Машиностроение, 1974. — 290 с.
824
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
ARAKS — УПРАВЛЯЕМЫЙ
ИЛИ ЗАГАДОЧНЫЙ ЭКСПЕРИМЕНТ?*
Ф. Камбу, Ж. Лаверньо, В.В. Мигулин, А.И. Морозов, Б.Е. Патон,
Р. Пелла, А.Х. Писицы, А. Рем, Р.З. Сагдеев, В.Р. Шелдон, И.А. Жулин
ARAKS (искусственное излучение и северное сияние между о. Кергелен
и СССР) — французско-советский проект, направленный на изучение
инжекции электронного луча в ионо- и магнитосферу. На первом его этапе
был произведен запуск двух ракет «Эридан» с о. Кергелен (70° 2' Вост.
49° 35' Юг) 26 января и 15 февраля 1975 г. Последняя ступень каждой
ракеты включала две взаимодействующие друг с другом эксперименталь-
ные системы: электронно-лучевую пушку, устройства непрямого изме-
нения потенциала, детекторы потока частиц и отделяемый конус, отбра-
сываемый со скоростью 40 м-с-1 от головной части ракеты. На этом конусе
были размещены антенны, предназначенные для выявления радиоволн,
создаваемых электронным лучом при его взаимодействии с ионосферой.
Большие усилия были приложены для проведения управляемого эк-
сперимента, в ходе которого нужно было изменять энергию и интенсив-
ность электронного луча, варьировать угол его отклонения во время
инжекции, точно определять относительные траектории носового конуса
и головной части ракеты. Это удалось осуществить, поскольку преды-
дущие эксперименты уже дали хорошие результаты [1-3]. Для выпол-
нения упомянутого эксперимента были созданы многие наземные
измерительные стенды, причем важное значение имели оптические и
радарные измерения в Северном полушарии, в магнитно-сопряженной
точке о. Кергелен, а также сверхнизкие и сверхвысокие частотные
измерения в обеих точках. Кроме того, непосредственно перед пуском
ракеты «Эридан» над о. Кергелен на высоте ~80 км на парашютах
помещались рентгеновские датчики, доставленные туда ракетой «Areas».
Следовало убедиться, что никаких крупных геомагнетических возму-
щений не происходит как до, так и во время работы электронной пушки.
Рентгеновский эксперимент проводился Хьюстонским университетом.
Задачи. Изучение инжекции энергетических электронов в верхней
атмосфере можно разделить на три темы, причем каждая требует своей
методики проведения исследований, хотя все они дополняют друг друга
с физической точки зрения. Первая тема — это изучение ионизации и
видимых явлений (сияния) в магнитно-сопряженной точке с местом
пуска, вторая заключается в исследовании динамики инжектированных
частиц, третья состоит в изучении радиоволн, создаваемых электронным
’Nuture. - 1978. - 271, № 5647. - Р. 723-726.
825
ИЗБРАННЫЕ ТРУДЫ
лучом, а также влияния взаимодействия волн с частицами на сам луч.
Был найден удовлетворительный компромисс между этими задачами и
ограничениями, налагаемыми космическим экспериментом. Для опреде-
ления влияния магнитосферных электростатических полей на траектории
частиц выбрали два значения энергии — 15 и 27 кэВ.
Три угла инжекции электронного луча (0, 70, 140°) были использо-
ваны для изучения следующих явлений:
создание искусственного северного сияния и обратного отражения
частиц атмосферой в сопряженной точке;
магнитное отражение в зеркальной точке;
обратное рассеяние атмосферой инжектированных электронов в
Южном полушарии.
Переменную длительность импульсов (0,02, 1,28, 2,56 с) выбрали с
целью получения либо точного определения угла инжекции (20 мс), либо
большого количества энергии, вводимой в атмосферу (2,56 с и ток 0,5 А).
Одна из ракет была запущена на геомагнитный восток для компенсации
кривизны и градиентного дрейфа отраженных электронов в магнитном
поле. Вторую ракету запустили в направлении на север (26 января),
во-первых, для того, чтобы уменьшить размер участка воздействия луча
в сопряженной точке и таким образом облегчить наблюдение за световыми
явлениями, во-вторых, для получения большей информации от наблю-
дения за эмиссией луча благодаря лучшей траектории конуса относитель-
но головной части ракеты.
В данной статье основное внимание обращается на результаты,
которые по-прежнему остаются проблематичными либо по сравнению с
предыдущими экспериментами, либо по отношению к теоретическим
идеям, преобладающим в этой области.
Явления, наблюдаемые в точке сопряжения. Климатические
условия не позволили провести наземные наблюдения за оптическими
эффектами в атмосфере, поскольку первый пуск не состоялся из-за
астрономических сумерек, а при втором запуске была слабая облачность.
Поэтому выводы делать сложно, и мы можем только констатировать, что
яркость искусственного северного сияния в любом случае не превышала
седьмую звездную величину (чувствительность телевизионных устройств
позволяла фиксировать источники излучения до девятой звездной ве-
личины). Тем не менее искусственное сияние четко выявлялось в магнитно-
сопряженных областях при помощи радиолокационных станций импульс-
ного и непрерывного излучений, работавших на частотах 23 и 44 МГц в
Костромской и Вологодской областях (в течение всего первого полета и
последней трети второго полета). Точность измерения равнялась 2 км в
направлении север-юг и 10 км в направлении восток-запад. Для первого
запуска результаты хорошо согласуются с прогнозами, сделанными на
основании моделей геомагнитных полей POGO (8/71) и GSFC (12/66).
Для второго пуска согласование измеренных и теоретически определенных
сопряженных точек менее удовлетворительное, однако следует отметить,
826
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
что показатель магнитной активности был выше во время второго запуска
(Kj + 4 VS при Ку = 1 для первого запуска).
Изменение расстояний перпендикулярно визирной линии радарных
эхо-сигналов вызывалось боковым движением ракеты во время инжекции
электронов. Детальное изучение отраженных радиолокационных сигна-
лов, вызываемых воздействием электронов в нейтральной атмосфере,
является более важным. Мы обнаружили наличие двух типов отраженных
радиолокационных сигналов, которые можно было различить по ва-
риациям эффекта Допплера, соответствующего вариациям скорости от 30
до 200 м-с-1. Спектры, полученные для низкоскоростного компонента,
уже, чем эквивалентные спектры, зафиксированные в естественном ра-
диоизлучении северного сияния.
Удивляет разница во времени между началом инжекции электронов
в ионосферу на о. Кергелен и появлением отраженных радиолокацион-
ных сигналов в сопряженной точке. На рис. 1 показан разброс запазды-
вания отраженных радиолокационных сигналов для первого полета при
различной длительности последовательностей импульсов пушки и опре-
деленных углах инжекции электронов. Расчетное время перехода от
одной сопряженной точки к другой достигало 0,65 с для электронов при
27 кэВ, и 0,85 с — для электронов при 15 кэВ. Наряду с чрезвычайно
большим временем запаздывания (рис. 1) продолжительность отражен-
ных радиолокационных сигналов превышала длительность соответству-
ющих импульсов пушки (более чем 10 с). Как непредвиденное заранее
запаздывание, так и продолжительность отраженных радиолокационных
эхо-сигналов могли быть обусловлены или поведением луча вблизи ракеты,
или взаимодействием луча и плазмы вдоль траектории луча, или процессами
в ионосфере в сопряженных точках.
Инжекция электронов без обратного
тока способствует тому, что головная
часть ракеты, включая пушку, при-
обретает очень высокий положитель-
ный потенциал, который делает не-
возможным эмиссию электронов.
Когда такая инжекция происходит в
разреженной среде независимо от
того, ионизирована она или нет, то
существуют процессы, способные со-
здать эти обратные токи (сбор тер-
моэлектронов, ионизация нейтраль-
ного газа и т. д.). Для облегчения
сбора обратных токов могут быть
использованы два метода: либо уве-
личение поверхности сбора [1], либо
повышение проводимости среды пу-
тем инжекции плазмы (аргоновую
т,
4
3
2
с
0 1 2 3 t, с
Рис. 1. Задержка отраженных
радиолокационных сигналов (±-0,01 с) для
различной длительности импульсов тока
пушки с определенными углами инжекции
электронов: О — 0°; + — 70°
827
ИЗБРАННЫЕ ТРУДЫ
Рис. 2. Уровень телеметрируемых сигналов АРУ с рентгеновской «Areas» и ARAKS («Эридан»)
головных частей ракет. В каждом случае самый высокий сигнал является самым лучшим, а самый
низкий — самым плохим, где-то на середине между этими двумя крайними точками сигнал
является непригодным для восстановления полезных данных
плазму использовали при экспериментах «Электронное эхо» [2], а
цезиевую — в эксперименте ARAKS). Этот эксперимент продемон-
стрировал, что плазменный источник вызывает значительное возмущение
в области головной части ракеты, соответственно оказывая определенное
влияние на нейтрализацию пушки.
Автоматическое регулирование усиления (АРУ) сигналов теле-
метрии головных частей ракет «Эридан» и «Areas» показало подобные
возмущения на первой минуте активной фазы эксперимента ARAKS
26 января, хотя частоты телеметрии являются совершенно другими (250
и 1680 МГц), а эти две головные части находились на расстоянии 80 км
друг от друга на одной и той же линии геомагнитного поля. Некоторые
из этих данных приведены на рис. 2. Сильное возмущение отмечалось в
сигнале «Эридан» приблизительно в 2 ч 39 мин 10 с по всемирному
времени, когда был включен плазменный источник, и оно стало ин-
тенсивнее через 1,5 с во время первого длительного импульса пушки.
Среди электронов, составляющих обратный ток, можно выделить их
группу, на всех высотах имеющих большую температуру, чем ионосферная
плазма (0...300 эВ), а также другую группу высокоэнергетичных электронов
(1...3 кэВ) на больших высотах (>120...130 км). Имеющихся данных,
однако, недостаточно, чтобы сделать определенные заключения о по-
тенциале ракеты: -125 В или 1,5...2,0 кВ на высоте 120...130 км. На
меньших высотах, согласно результатам измерений, можно сделать вывод,
что потенциал ракеты менее 100 В.
Увеличение плотности электронов вблизи ракеты подтверждается
существованием высокочастотных радиоволн (10...75 МГц) с широким
спектром. На рис. 3 показаны радиошумы на двух частотах (50 и
75 МГц), измеренные на о. Кергелен во время работы электронной
828
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Рис. 3. Радиоиомехи на о. Кергелен: а — 50;
6—75 МГц. Самая нижняя кривая — ток инжектированного электронного луча
пушки. Эти помехи уже были зафиксированы при эксперименте «Зар-
ница-1» [3]; при ARAKS они возникли в направлении, очень сильно
отличающемся от перпендикулярного магнитным силовым линиям. Из-
мерения должны совпадать с наличием ореола вокруг ракеты, видимого
с Земли, когда она находится на малой высоте. Данные результаты
показали, что механизмы нейтрализации, которые существуют незави-
симо от других имеющихся условий, являются чрезвычайно сложными и
эти наблюдения не позволяют полностью их понять.
Рассеяние электронов атмосферой. Интенсивные потоки электро-
нов (Е > 8 кэВ) были отмечены на ракете широкоугольными детекторами
в процессе работы пушки. При инжекции, направленной вниз, измерен-
ные потоки электронов зависят от угла наклона инжекции и высоты
траектории ракеты. Потоки, измеренные на одной и той же высоте, были
различными для указанных двух полетов, возможно, из-за большого
различия в плотности атмосферы (рис. 4). Интенсивность измеренных
потоков и значения, вычисленные при помощи метода Монте-Карло для
инжекции, направленной вниз, хорошо согласуются. В случае инжекции,
направленной вверх, измеренные интенсивности потоков электронов на
несколько порядков выше значений, вычисленных по этому методу.
Таким образом, рассеяние электронов кажется важным процессом во
время инжекции, направленной вниз, но результаты, полученные при
инжекции вверх, пока не поддаются удовлетворительной интерпретации.
Взаимодействие волн и частиц; генерирование волн. Как и предпо-
лагалось, электронный луч генерирует радиоволны при проникновении
в плазму. Из различных устройств, используемых для изучения волн,
генерируемых лучом, мы впервые использовали широкополосную теле-
метрическую систему, передающую форму волны сигнала частотой до
5 МГц. Таким образом, мы могли измерить развитие во времени волно-
вого спектра при высоком разрешении во временно-частотной области. В
диапазоне 0,1...1,0 МГц было обнаружено, что временная структура
радиоимпульса точно повторяет структуру импульса пушки, в то время как в
случае волн более высокой частоты этого не происходит.
На рис. 5 показана общая характеристика радиоимпульсов (ана-
логично «сонограмме» ВЧ части принятых волн). Следует отметить, что
829
ИЗБРАННЫЕ ТРУДЫ
Е, см 2 с
1-108-
7
5 ’
3 -
1-107
7
5 -
3 -
100 120 140 160 180 200 Н, км
Угол инжектирования 134-J46'
%
Рис. 4. Электронные потоки (Е > 8 кэВ),
обнаруженные в 1975 г. широкоугольными
детекторами при инжекции, направленной
вниз: с — 26 января; б — 15 февраля 1975 г.
во время северного участка полета
боковое отклонение носового конуса
от траектории луча изменялось от 0,2
до 1,5 км. В таблице приведены неко-
торые результаты этих наблюдений в
сравнении с предыдущими [2].
Для частот, находящихся меж-
ду частотой плазмы и верхней гиб-
ридной частотой, эмиссия, вызван-
ная пушкой, в основном имеет вид
фронта волны (рис. 6), вероятно,
благодаря когерентной части спон-
танного излучения [4, 5]. В «свистя-
щей» моде (whistler mode), т. е. для
частот ниже электронной гирочасто-
ты, ARAKS дает важный результат:
непрерывное излучение зафиксиро-
вано даже при большом расстоянии
перпендикулярно лучу. Это позво-
ляет предположить существование
некоторых механизмов, при помощи
которых часть нестабильных мод,
захваченных лучом, преобразуются
в излучаемые моды.
Для очень низких частот во
время эксперимента ARAKS появля-
ется очень большая разница, кото-
рую пока что объяснить не удалось: цезиевый плазменный источник
вырабатывает квазимонохроматическую электро-статическую волну (ни-
какая магнитная компонента не обнаруживается), частота которой изме-
Рис. 5. Результаты высокочастотных излучений 26 января 1975 г. Интенсивность оттенка серого
цвета указывает на амплитуду волн, частота которых отложена по оси ординат. По оси абсцисс
отложено время полета, а внизу дана последовательность импульсов тока пушки
830
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
няется от 4,5 до 3,5 кГц. Цезий мог
достигнуть отделяемого конуса, где
проводились эти измерения.
В заключение можно сказать,
что проект ARAKS внес выдающийся
вклад в физику плазмы (возник-
новение неустойчивости плазмы в
неограниченном пространстве, вы-
званное электронным пучком), а
также в геофизику (топография гео-
магнитных полей, аналогия с сверх-
низкочастотной помехой VLF hiss).
Некоторые из этих вопросов трудно
объяснить и нам необходимо их
детально изучить, прежде чем ут-
верждать, что мы действительно спо-
собны проводить «управляемые» экс-
перименты.
7, А
0,5
Рис. 6. Форма электронного импульса (с) и
соответствующая амплитуда генерируемых
волн при частоте, близкой к частоте
плазмы (б)
1. Hess W.N. // Science. - 1969. - № 164. - Р. 1512-1513.
2. Winckler G.R. // Space Sci. Rev. - 1974. - № 15. - P. 751-780.
3. Cambou F. et al. // Space Res. — 1975. — № 15. — P. 203-205.
4. Alekhin G.U. et al. // Cos. Electrodyn. - 1973. - № 3. - P. 406-415.
5. Pellat R. et al. // Acad. Sci. - 1973. - № 276 В. - P. 685-687.
831
ИЗБРАННЫЕ ТРУДЫ
Принципы построения ИВЭ (источник вторичного элек-
тропитания. — Ред.) определяются совокупностью тре-
бований, предъявляемых к ним технологическим обосно-
ванием. Условия эксплуатации УРИ определяют подход
к проектированию специализированной бортовой
системы элетропитания, которые и были учтены на на-
чальных этапах разработки СТ И (стабилизированный
инвертор): 1) элементная база и схематические решения
должны обеспечивать высокое значение КПД преобразо-
вателя электрической энергии; 2) применение способов
повышения надежности не должно вызывать значитель-
ное увеличение массы и габаритов устройства; 3) совер-
шенствование должно идти по перспективным направ-
лениям, обеспечивающим эффективное улучшение массо-
габаритных показателей.
(Драбович Юрий Иванович (1925-1990),
канд. техн, наук,
Институт электросварки НАН Украины)
АКТИВНЫЕ ЭКСПЕРИМЕНТЫ В ОКОЛОЗЕМНОМ
КОСМИЧЕСКОМ ПРОСТРАНСТВЕ*
Б.Е. Патон, Д.А. Дудко, В.К. Лебедев, Ю.Н. Ланкин, О.К. Назаренко,
В.Д. Шелягин, В.В. Стесни, В.И. Пеккер, Е.Н. Байштрук, В.К. Мохнач,
Ю.В. Непорожний, Н.Н. Юрченко, Г.Ф. Пазеев
Описаны уникальные эксперименты по зондированию и возмущению околоземной
плазмы методом искусственной инжекции электронов с помощью специальной элек-
тронно-лучевой аппаратуры. Опыт создания такой бортовой аппаратуры оказал боль-
шое влияние на разработку промышленного оборудования для сварки и спецэлектро-
металлургии. В разрабатываемой в настоящее время наземной аппаратуре все больше
используются технические решения, первоначально апробированные в космических
установках.
Unique experiments on probing and perturbation of extraterrestrial plasma by the method
of artificial injection of electrons using a special electron beam equipment are described.
The experience in the development of such board equipment has a large influence on the
development of industrial equipment for welding and special electrometallurgy. In on-land
equipment, which is developed at the present time, the technical solutions, primarily
approved in space installations, are used to a considerable extent.
Ключевые слова: активные эксперименты, ионосфера, электронно-лучевая пушка
Современная электронно-лучевая аппаратура дает уникальные возмож-
ности для исследований околоземного космического пространства. Она
представляет собой достаточно мощный и гибкий инструмент, позволя-
ющий не только зондировать, но и возмущать ограниченные области
•Автоматическая сварка. — 1999. — № 10. — С. 74-80, 85.
832
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
околоземной плазмы. Точность измерения и регулирования направлен-
ных воздействий приближает активные методы изучения космического
пространства с помощью электронно-лучевых пушек к методам, приме-
няемым в наземных лабораториях.
При активных экспериментах с искусственной инжекцией электро-
нов ускоритель электронов (электронная пушка) устанавливается на борт
ракеты или спутника и осуществляет выброс (инжекцию) электронов
короткими импульсами, чтобы можно было отличить эффекты инжекции
от естественных явлений. Эксперименты с инжекцией электронов позво-
ляют получить сведения из области физики плазмы магнитосферы, в
частности, определить конфигурацию силовых линий магнитного поля,
электрическое поле, изучить эффекты, возникающие при прохождении
пучка электронов через космическую плазму, исследовать процесс втор-
жения пучка электронов в плотные слои атмосферы.
В бывшем СССР организатором и научным руководителем программ
по активным экспериментам в ионно- и магнитосфере являлись Институт
космических исследований и Институт земного магнетизма, ионосферы и
распространения радиоволн (ИЗМИРАН). К программе активных эк-
спериментов в ионосфере был привлечен ИЭС, имевший опыт создания
промышленного электронно-лучевого сварочного оборудования с 1958 г.
и бортового для первого в мире технологического эксперимента в космосе
по программе «Вулкан». Для этих экспериментов были разработаны
электронно-лучевые аппараты, выходные параметры которых близки к
параметрам промышленных сварочных установок. Однако по техни-
ческим характеристикам они существенно превосходили наземное обору-
дование. Разработанные аппараты отличались предельно малыми
габаритами, массой и энергопотреблением; стабильностью выходных
параметров; полностью автоматическим циклом работы; возможностью
измерения и передачи на Землю по каналам телеметрии основных рабочих
параметров; высокой надежностью.
Аппарат «Зарница». Первым советским активным экспериментом с
инжекцией мощного электронного пучка в магнитосферу Земли был
эксперимент «Зарница-1» [1, 2]. Блок-схема аппарата «Зарница» пока-
зана на рис. 1, общий вид — на рис. 2. По сравнению с установкой
«Вулкан» в аппарате «Зарница» была существенно повышена мощность
электронного пучка — до 3,3 кВт. Конструкция пушек и ускоряющее
напряжение остались без изменения.
Для получения тока инжекции до 0,5 А применены три параллельно
работающие электронные пушки. Соответственно на большую мощность
спроектированы источник ускоряющего напряжения, анодный преобра-
зователь напряжения и аккумуляторная батарея. В отличие от установки
«Вулкан» в аппарате «Зарница» все пушки работают одновременно и
настраиваются на приблизительно одинаковый ток. Запас по току эмиссии
позволяет получать ток инжекции 450 мА даже от одной пушки в случае
перегорания катодов остальных пушек.
55-8-1437
833
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Блок-схема электронно-лучевой установки «Зарница»: 1 — электронно-лучевые пушки;
2 — высоковольтный выпрямитель; 3 — анодный трансформатор; 4 — накальный
трансформатор; 5 — преобразователь тока накала; 6 — анодный инвертор; 7 — блок
управления; 8 — аккумуляторная батарея; 9 — блок преобразователей телеметрических
параметров (напряжение батареи U6, режим работы установки PC, ток накала ток пучка
ускоряющее напряжение пучка (/„); 10 — балластные сопротивления
Источник питания электронно-лучевых пушек, состоящий из высо-
копотенциального накального трансформатора 4, высоковольтного двух-
полупериодного полупроводникового выпрямителя 2, анодного транс-
форматора 3 и балластных сопротивлений 10, выполнен в виде моно-
литного блока совместно с электронно-лучевыми пушками.
Генератором прямоугольного напряжения, питающим анодный тран-
сформатор, является преобразователь напряжения, разработанный в
Институте электродинамики НАН Украины. Он выполнен на транзисто-
рах и работает на частоте 1 кГц.
Питание накального трансформатора осуществляется от преобразова-
теля 5, регулирование тока инжектора — изменением мощности накала
катодов электронно-лучевых пушек с помощью ШИМ питающего напря-
жения. Для стабилизации тока инжекции на заданном уровне используется
отрицательная обратная связь по току нагрузки анодного инвертора 6.
По программе эксперимента было предусмотрено два режима работы
установки — с током инжекции 280 и 450 мА. При этом ток модулирован
по амплитуде с частотой 0,5 Гц и глубиной модуляции 100 %.
Коммутация силовых и управляющих цепей, модуляция и стабили-
зация тока инжекции, а также защита от высоковольтных пробоев межэлек-
тродного промежутка электронно-лучевых пушек с автоматическим повтор-
ным включением после устранения причины пробоя осуществляется блоком
управления 7. Команды на включение аппарата и переход на другой режим
работы поступают на блок 7 с командоаппарата ракеты.
Надежность схемы управления обеспечивается использованием вы-
сококачественных комплектующих элементов, выбором коэффициента
834
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
нагрузки не более 0,5, резервированием каждого элемента. Схема выпол-
нена так, что позволяет проводить предполетную проверку каждого из
дублированных элементов, для чего разработан специальный контроль-
но-измерительный пульт. Все провода закольцованы для защиты от
отказов типа «обрыв».
В качестве источника постоянного тока использована аккумулятор-
ная батарея 8.
Работа аппарата контролируется путем измерения и передачи по
каналам телеметрии на Землю основных параметров установки. Соответст-
вующие электрические величины преобразуются в блоке 9 в унифицирован-
ные электрические сигналы постоянного тока, гальванически развязанные
с силовыми цепями аппарата. Далее эти напряжения поступали в блок
телеметрии ракеты.
Аппарат был установлен на борт метеорологической твердотоп-
ливной ракеты МР-12, которая была запущена 29 мая 1973 г. с космод-
рома Капустин Яр по баллистической траектории с апогеем 180 км.
Согласно программе эксперимента аппарат был включен после выхода из
плотных слоев атмосферы на высоте около 100 км. Импульсная инжекция
электронов производилась вдоль линий магнитного поля Земли. Угол
инжекции благодаря вращению ракеты вдоль
своей оси менялся за каждый оборот от 30 до 85°.
На первом режиме работы продолжительностью
60 с ток инжекции в импульсах составлял 300 мА
при энергии электронов 8,9 кэВ. После переклю-
чения на второй режим работы ток инжекции
увеличился до 440 мА, а энергия электронов
упала до 6,4 кэВ из-за снижения напряжения
аккумуляторной батареи вследствие увеличения
тока нагрузки. Работа на втором режиме продол-
жалась 103 с, после чего инжектор был переклю-
чен на непрерывный режим генерации с теми же
параметрами электронного пучка. В этом режиме
инжектор проработал еще 70 с до входа ракеты
в сравнительно плотные слои атмосферы, когда
ухудшившийся вакуум сделал невозможным
дальнейшую работу электронно-лучевых пушек.
На рис. 3 приведены образцы записи теле-
метрической информации с борта ракеты.
Для наблюдения эффектов искусственного
вторжения электронов в атмосферу в районе
Рис. 2. Общий вид электронно-лучевого аппарата «Зарница»:
7 — электронно-лучевые пушки;
2 — высоковольтный трансформатор, высоковольтный
выпрямитель и накальный трансформатор; 3 — силовой инвертор,
4 — аккумуляторная батарея
55*
835
ИЗБРАННЫЕ ТРУДЫ
Рис. 3. Запись телеметрических параметров
эксперимента «Зарница-1»: 1 — ток пучка;
2 — ускоряющее напряжение;
3 — напряжение аккумуляторной батареи;
4 — время (с)
запуска был размещен ряд станций с
оптическими (включая телевизион-
ные) и радиофизическими средства-
ми наблюдения [3]. Наземные опти-
ческие наблюдения позволили заре-
гистрировать и проследить эволюцию
свечения (по форме луча вдоль маг-
нитных силовых линий геомагнит-
ного поля), возникавшего при воз-
буждении электронным пучком ато-
мов и молекул ионосферы. Было по-
лучено около трехсот снимков, один
из которых представлен на рис. 4.
Максимальная яркость свечения до-
стигла 5-й звездной величины. Полу-
ченные данные свидетельствуют о
прохождении электронным пучком,
по меньшей мере, нескольких десят-
ков километров (от ракеты до области торможения) при сохранении
группировки электронов. Достаточно интересно также свечение типа
коронного разряда, обнаруженное вдоль траектории полета ракеты и
возникавшее только во время инжекции элекроннов.
В ходе эксперимента были получены радиолокационные данные о
рассеянии радиоволн на неоднородностях ионизации, генерируемых в
ионосфере на высотах около 110 км пучком инжектируемых электронов
(аналогично естественному рассеянию радиоволн при полярных ешь
ниях). Большой интерес представляет обнаруженное радиоизлучение на
частоте 44,5 мГц, появлявшееся во время инжекции электронов и мо-
дулированное на частоте вращения ракеты.
Второй запуск аппарата по программе «Зарница-2» был проведен
11 сентября 1975 г. Программа работы инжектора была аналогична программе
Рис. 4. Луч искусственного полярного
сияния на фоне звездного неба в
эксперименте «Зарнииа-1». Длина луча —
30 км, диаметр — 2 км
первого эксперимента. «Зарница-2»
была еще одним значительным шагом
в активных экспериментах, получен-
ные данные о потенциале ракеты бы-
ли крайне важны для понимания
функции разрядных процессов в око-
лоракетной области, исключитель-
ный интерес представляли данные о
радиоизлучении.
Установка ARAKS [3-5]. На-
копленный опыт в разработке уста-
навливаемой на ракетах и спутниках
электронно-лучевой аппаратуры поз-
волил создать для совместного совет-
836
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
ско-французского эксперимента ARAKS инжектор электронов, облада-
ющий рекордными по тем временам характеристиками. ARAKS — аб-
бревиатура английских слов Artificial Radiation and Aurora between
Kerghelen and Sogra; определяющая цель и содержание эксперимента:
искусственное полярное сияние и радиация на острове Кергелен и в
поселке Согра. Одновременно ARAKS — это название реки в Армении,
где было подписано соглашение о проведении эксперимента. С француз-
кой стороны в эксперименте участвовал Центр исследования космических
излучений и Национальный центр космических исследований (НЦКИ).
Остров Кергелен (Франция) и поселок Согра (Архангельская обл.)
были выбраны потому, что представляют собой уникальную пару
магнитно-сопряженных точек, обе находятся на суше и расположены в
высоких широтах разных полушарий (рис. 5).
В эксперименте использовали две французские ракеты «Эридан». В
состав научной аппаратуры каждой из них входило около пятидесяти
различных приборов общей массой более 450 кг, основным из которых
был инжектор электронов, разработанный в ИЭС им. Е.О. Патона. По
основным техническим параметрам инжектор аналогичен лучшему в то
время промышленному аппарату У-250 с пушкой У-530, т. е. он обес-
печивал мощность пучка 13,5 кВт, отклонение пучка на углы ±90° и
позволял работать в импульсном режиме. Однако по габаритно-массовым
и надежностным характеристикам он не шел ни в какое сравнение с
наземным оборудованием. Так, масса аппарата без аккумуляторной бата-
реи составляла 120 кг, высота 1,02 м, диаметр 0,5 м. Для сравнения
приведем аналогичные параметры установки У-250: масса силового
шкафа 180 кг, габариты 1,7x1,6 м; масса шкафа управления 250 кг,
габариты 1,6x0,5 м; масса электронно-лучевой пушки У-530 14,3 кг,
габариты 0,33x0,16 м.
Ускоритель электронов представляет собой автономный прибор,
предназначенный для инжекции электронного пучка с током 0,5 А и
энергией 15 и 27 кэВ по заданной программе. Конструктивно ускоритель
Рис. 5. Магнитно-сопряженные точки о. Кергелен — пос. Согра Архангельской обл.
(£. — расстояние до магнитной силовой линии в плоскости экватора,
выраженное в радиусах Земли R)
837
ИЗБРАННЫЕ ТРУДЫ
Рис. 6. Общий вид электронно-лучевой установки ARAKS:
1 — электронно-лучевая пушка; 2 — электромагнитная от-
клоняющая система; 3 — высоковольтный источник; 4 —
аппаратный контейнер; 5 — контейнер аккумуляторной батареи
выполнен в виде трех соединенных вместе бло-
ков (рис. 6): силовой аккумуляторной батареи,
приборного отсека и высоковольтного блока с
электронно-лучевой пушкой. Высоковольтный
блок выполнен в виде монолитного модуля, гер-
метизированного компаундом на основе эпок-
сидных смол [6], и во время работы находится в
вакууме. В приборном отсеке размещена низко-
вольтная часть аппарата. Блок-схема установки
приведена на рис. 7. Для питания силовой части
ускорителя применены стандартные серебряно-
цинковые аккумуляторы // емкостью 50 А-ч.
Нагруженная током 400 А аккумуляторная бата-
рея обеспечивает напряжение 36...38 В при ЭДС
65...67 В. Цепи управления и электронные блоки
ускорителя питаются от батареи управления /5.
Программно-временное устройство (ПВУ) также имеет автономный
источник питания — аккумуляторную батарею /6.
Рис. 7. Блок-схема электронно-лучевой установки ARAKS: 1 — электронно-лучевая пушка;
2 — блок источников накала и бомбардировки катода; 3 — выходной блок регулятора тока
пучка; 4 — регулятор тока пучка; 5 — ПВУ; 6 — высоковольтный коммутатор;
7 — высоковольтный выпрямитель; 8 — высоковольтный трансформатор; 9 — силовой инвертор;
10 — блок управления; 11 — силовая аккумуляторная батарея; 12 — отклоняющая катушка;
13 — регулятор тока электромагнитного отклонения пучка; 14 — блок преобразователей
телеметрируемых параметров, 15 — аккумуляторная батарея блока управления;
16 — аккумуляторная батарея ПВУ
838
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
В установке применена специально разработанная высоконадежная
виброустойчивая электронно-лучевая триодная пушка 1 с дисковым лантан-
боридным катодом, нагреваемым электронной бомбардировкой. Конст-
рукция пушки обеспечивает ее устойчивую работу в условиях сравнительно
низкого вакуума и стабильность трехмерных характеристик пучка в ши-
роком диапазоне изменения ускоряющего напряжения. Для инжекции пучка
в трех направлениях +70, 0, -70° разработана электромагнитная отклоняю-
щая система с явно выраженными полюсными наконечниками.
В источнике ускоряющего напряжения пушки используется широко-
полосный повышающий трансформатор 8 и полупроводниковый выпря-
митель 7. Для повышения надежности работы введено многократное
секционирование источника, применена оригинальная конструкция и
технология изготовления обмоток высоковольтного трансформатора и
схемы соединения его с высоковольтным выпрямителем. Эти меры, а
также введение специального корректирующего звена позволили по-
лучить нерезонирующий в широком диапазоне изменения тока нагрузки
высоковольтный источник. Схема высоковольтного выпрямителя рабо-
тоспособна при выходе из строя до 15 % его элементов. Электромагнитные
и тепловые нагрузки элементов источника ускоряющего напряжения были
выбраны из условия непрерывного потребления мощности 15 кВт в
течение 10 мин.
Для обеспечения двух значений ускоряющего напряжения разрабо-
тан специальный высоковольтный коммутатор галетного типа с масляной
изоляцией 6.
Блок подогрева катода электронной бомбардировкой размещен в
высоковольтном источнике и представляет собой источник бом-
бардирующего напряжения и стабилизатор тока бомбардировки. Соответ-
ствующие обмотки находятся на магнитопроводе силового трансформато-
ра. Стабилизатор тока бомбардировки, выполненный на магнитном уси-
лителе, обеспечивает точность поддержания тока 13 % при изменении
питающего напряжения на 50 %. Регулирование тока пучка электронной
пушки осуществляется подачей на промежуток катод-прикатодный элек-
трод управляющего напряжения, плавно регулируемого от 0 до 8 кВ. Для
этой цели служит выходной блок регулятора тока 3, вмонтированный в
высоковольтный источник.
Преобразование постоянного напряжения силовой аккумуляторной
батареи в переменное напряжение частотой 1000 Гц для питания повьь
шающего трансформатора источника ускоряющего напряжения осущес-
твляется силовым инвертором 9, разработанным в Институте элект-
родинамики. Инверторный блок включает транзисторный преобразова-
тель и блоки защиты. Транзисторный инвертор спроектирован с исполь-
зованием трехступенчатой схемы, состоящей из задающего генератора,
усилителя мощности и инвертора [7]. Для оптимизации работы силовых
транзисторов в широком диапазоне токов нагрузки и температуры исполь-
839
ИЗБРАННЫЕ ТРУДЫ
Рис. 8. Отделяемый носовой конус с
научным оборудованием и инжектор
электронов перед стыковкой
зовано регулируемое насыщение переключающих транзисторов по цепям
обратных связей [8].
Регулятор тока пучка 4 обеспечивает стабилизацию и регулирование
по заданной программе тока электронной пушки независимо от колебаний
ускоряющего и питающего напряжения, изменения параметров электронно-
лучевой пушки, колебаний температуры окружающей среды и т. п. [9].
Диапазон регулирования тока пучка 0,05...0,5 А, точность стабилизации
тока не хуже ±1 % при его изменении без регулятора на ±30 %.
Для стабилизации угла отклонения электронного пучка при коле-
баниях напряжения аккумуляторных батарей и изменении сопротивления
отклоняющих катушек вследствие их нагрева применен регулятор тока
отклонения 13.
Программное изменение тока пушки и отклонение электронного
пучка, синхронизированное внешними кварцевыми часами, обеспечивает
ПВУ, разработанное в ИЭС и изготовленное в ЦКИ. Часть измеритель-
ных приборов находилась в отделяемом от основного приборного отсека
контейнере. Перед стартом ПВУ инжектора и ПВУ отделяемого контей-
нера синхронизировались. Кварцевая стабилизация позволила надежно
связать показания приборов отделяемого контейнера с работой инжектора
электронов.
Детальные наземные испытания и анализ телеметрической инфор-
мации подтвердили правильность принятых технических решении и
высокую надежность инжектора.
Инжектор электронов устанавливался в носовой части французской
твердотопливной баллистической ракеты
«Эридан», запуски которой были осу-
ществлены 26 января и 15 февраля
1975 г. с о. Кергелен. Комплекс прибо-
ров на ракете выполнял детектирование
электронов и волновых излучений, а
также контроль потенциала ракеты. Из-
мерялась магнитная и электрическая
компонента волн в широком диапазоне.
Для компенсации положительного заря-
да тела ракеты, возникающего при уходе
электронов, применялся активный ме-
тод — выброс цезиевой плазмы от плаз-
могенератора, разработанного в Инсти-
туте атомной энергии им. И.В. Курчато-
ва. Отделяемый носовой конус с науч-
ным оборудованием и инжектор элект-
ронов показаны на рис. 8. Траекторные
изменения осуществлялись с помощью
имевшегося на о. Кергелен советского
радиолокатора.
840
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
Рис. 9. Один цикл работы установки ARAKS: 1„ — ток электронного пучка; Q — угол
отклонения электронного пучка относительно оси пушки; t — время
Пуск первой ракеты был проведен в плоскости геомагнитного ме-
ридиана на север от о. Кергелен. Главное внимание при этом уделялось
исследованию взаимодействия волн и частиц, так как усиление волн
эффективнее при инжекции вдоль магнитного поля, а также процессам,
относящимся к физике полярных сияний.
Согласно программе эксперимента ускоритель работал по циклу,
приведенному на рис. 9. Ускоряющее напряжение в первые две трети
полета было 27 кВ, затем переключалось на 15 кВ.
Пуск второй ракеты был проведен на геомагнитный восток с целью
изучения азимутального дрейфа электронов к востоку («электронного
эха»), а также влияния электрического поля на движение этих электронов.
Как и в первом пуске, исследовалось распределение частиц по энергиям и
углам после рассеяния в атмосфере под ракетой.
Анализ имеющейся телеметрии показал, что инжекторы обес-
печивали расчетные параметры электронного пучка и полностью выпол-
няли свою программу.
Комплекс приборов на ракете осуществлял детектирование электро-
нов и волновых излучений, а также контроль потенциала ракеты. Для
приема информации с советского бортового прибора «Спектр» в районе
о. Кергелен работала установка на советском научно-исследовательском
судне «Боровичи».
Непосредственно перед каждым запуском «Эридана» на высоту
80 км над о. Кергелен производились запуски ракеты ARKAS с пара-
шютированием детекторов рентгеновского излучения, вызванного рабо-
той электронной пушки. Эти эксперименты осуществлялись Хьюстонским
университетом США.
В Архангельской области были размещены двенадцать телевизион-
ных установок сверхвысокой чувствительности для регистрации искусст-
венного полярного сияния. Кроме того, оптические наблюдения во время
второго пуска выполняли с самолета-лаборатории Як-40. В Костромской
и Вологодской областях работали радиолокационные установки, а также
радиоспектрограф ИЗМИРАНа.
Плохие погодные условия не позволили получить такие оптические
данные, как во время экспериментов «Зарница». Радиолокационные же
наблюдения увенчались успехом. Точки прихода пучка на территорию
СССР позволили экспериментально проверить различные расчетные
841
ИЗБРАННЫЕ ТРУДЫ
модели магнитного поля Земли. Разница во времени между инжекцией
электронов в ионосфере над о. Кергелен и регистрацией их прихода
радарами в магнитно-сопряженной точке существенно отличалась от
расчетной. Длительность радарных сигналов была больше соответствую-
щего времени инжекции пучка. Эти результаты требуют дальнейшего
теоретического осмысления.
Получены интересные данные о возникновении и развитии неус-
тойчивости плазмы, т. е. о процессах, представляющих кардинальный
интерес для решения проблем управляемых термоядерных реакций.
Подробно научные результаты эксперимента ARAKS изложены в статье
[5]. Следует отметить, что ARAKS внес значительный вклад не только в
физику плазмы, но и в геофизику. Обнаружено много новых, не ожи-
давшихся ранее и трудно объяснимых эффектов, которые должны быть
детально проанализированы прежде, чем можно будет утверждать, что
мы способны осуществлять действительно управляемые (активные) эк-
сперименты в ионо- и магнитосфере Земли.
Опыт создания бортовой электронно-лучевой аппаратуры оказал
большое влияние на разработку промышленной аппаратуры для сварки
и спецэлектрометаллургии. В разрабатываемой сейчас аппаратуре все
больше используются технические решения и узлы, первоначально ап-
робированные в космических установках.
1. Формирование пучков электронов для технологических и исследовательских работ в космосе /
Б.Е. Патон, О.К. Назаренко, С.К. Падьора и др. // Космические исследования на Украине. —
1975. - Вып. 6. - С. 3-7.
2. Особенности аппаратуры и процессов электронно-лучевой сварки и резки в условиях космоса
/ Б.Е.Патон, О.К. Назаренко, В.И. Чалов и др. // Автомат, сварка. — 1971. — № 3. —
С. 3-8.
3. Жулип И.А., Камбу Ф., Сагдеев Р.З. Активные эксперименты в ионосфере и магнитосфере //
Наука и человечество. — М.: Знание, 1977. — С. 216-233.
4. Paton В.Е. Powerful electric accelerator for active space experiments // Space science instrumen-
tation. - 1978. - № 4. - P. 131-137.
5. Cambon F. ARAKS — controlled or puzzling experiment//Nature. — 1981. — 271, № 5647. —
P. 723-726.
6. Устройство для электронно-лучевой сварки / В.К. Лебедев и др. // БИ. — 1967. — № 1. —
С. 3-5.
7. Транзисторный инвертор / Г.Ф. Пазеев и др. // Там же. — 1974. — № 4. — С. 4-6.
8. Компенсационный стабилизатор постоянного напряжения последовательного типа / Ю.И.
Драбович и др. // Там же. — 1973. — № 4. — С. 7-10.
9. Ланкин Ю.Н., Байштрук Е.Н. Стабилизатор тока пучка электронно-лучевой пушки / /
Автомат, сварка. — 1974. — № 2. — С. 72-73.
842
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
АКТУАЛЬНЫЕ ЗАДАЧИ ПОЛУЧЕНИЯ МАТЕРИАЛОВ
ЭЛЕКТРОННОЙ ТЕХНИКИ
В УСЛОВИЯХ МИКРОГРАВИТАЦИИ*
Б.Е. Патон, В.Ф. Лапчинский, Е.А. Аснис, С.П. Заболотин,
П.И. Баранский, В.М. Бабич
Показана можлив!сть одержания в умовах мшрогравНацп методом електроно-проме-
нево'1 безтигельно! зонноТ плавки досконалих натвпровщникових монокристал1в, а
також вивчення ряду фундаментальних проблем ф!зики кристалгзацп.
We show the feasibility of producing perfect single semiconductor crystals under microg-
ravity conditions by the method of crucibles zone melting. A number of fundamental
problems in the physics of crystallization can also be solved under these conditions.
К изучению возможностей получения в условиях микрогравитации новых
уникальных материалов исследователи разных стран проявили большой
интерес в начале 1970-х гг. Были определены и основные классы ма-
териалов, производство которых в условиях микрогравитации экономи-
чески оправданно и перспективно: полупроводниковые материалы, сверх-
чистые химические элементы, предназначенные для легирования полуп-
роводников и металлов, а также композиционные материалы.
Существенное повышение качества полупроводников, легирующих эле-
ментов для них и металлов специального назначения является одной из
приоритетных задач практически всех научно-технологических центров ма-
териаловедческого профиля во всех промышленно развитых странах. Однако
детальный анализ современных технологий получения монокристаллов пока-
зывает [1], что гравитационное поле Земли создает неустранимые препятствия
на пути дальнейшего совершенствования их качества.
Это связано в первую очередь с тем, что транспорт атомов матрицы и
легирующих примесей в условиях кристаллизации контролируется процес-
сами термической и концентрационной конвекции, которые полностью
подавить практически невозможно. Конвективный перенос массы вслед-
ствие этих процессов приводит к деформации температурных и концент-
рационных полей в непосредственной близости к фронту кристаллизации,
обеспечивая тем самым не только появление негомогенностей в распреде-
лении примесных атомов и структурных дефектов, но также изменяя при
этом даже режим кристаллизации. В результате этого изменяется скорость
роста кристалла со всеми вытекающими последствиями.
К кристаллам, которые используются в опто- и микроэлектронике,
предъявляются весьма высокие требования по уровню их чистоты, гомо-
генности и совершенства. При этом не следует забывать, что из кремния
и германия сверхвысокой чистоты изготавливают детекторы ядерных
*Косм1чна наука i технологи!. — 1998. — 4, № 5/6. — С. 95-98.
843
ИЗБРАННЫЕ ТРУДЫ
излучений, без которых не могут работать в безопасных условиях ядерные
реакторы современных энергетических систем; на основе сверхчистого
кремния, легируемого впоследствии примесью фосфора методом ядерной
трансмутации (при облучении кристаллов Si тепловыми нейтронами),
изготавливают высоковольтные вентили и тиристоры большой мощности,
большие интегральные микросхемы, устройства СВЧ-техники и другие
приборы. Сложные полупроводниковые соединения элементов III—V,
II—VI групп (типа GaAs или CdS соответственно) используют для нужд
оптоэлектроники, аэрокосмической техники и ядерной энергетики.
Все вышеупомянутые материалы являются ключевыми как для
усовершенствования существующих, так и разработки принципиально
новых устройств, средств автоматики и твердотельной электроники.
Космические условия (высокий вакуум и микрогравитация) могут
быть эффективно использованы для реализации ряда металлургических
процессов, одним из которых является бестигельная зонная плавка
полупроводниковых монокристаллов, компонентов сложных полупро-
водниковых соединений, легирующих элементов и сверхчистых металлов
с помощью электронно-лучевого нагрева [5].
Современный уровень развития космической техники делает реаль-
ной практическую постановку вопроса о производстве в космосе мате-
риалов с уникальными свойствами.
Есть основания ожидать, что свойства полупроводниковых кристал-
лов, получаемых в космических условиях, по своим основным параметрам
будут близкими к теоретически ожидаемым, а сами материалы будут
пользоваться большим спросом в наиболее современных областях науки
и техники.
Одним из наиболее перспективных методов обработки материалов в
космосе (при сварке, плавлении, испарении и реализации иных высоко-
температурных процессов) является электронно-лучевой нагрев.
В течение ряда лет в Институте электросварки им. Е.О. Патона
совместно с Институтом физики полупроводников НАН Украины прово-
дятся теоретические и экспериментальные исследования возможностей
получения совершенных полупроводниковых монокристаллов в условиях
микрогравитации методом бестигельной зонной плавки электронным пучком
в форме диска и разработкой физико-технологических основ процесса
перекристаллизации, пригодного для применения в этих условиях.
Метод электронно-лучевой бестигельной зонной плавки имеет сле-
дующие преимущества:
высокую термическую эффективность (КПД процесса достигает
80 %); в связи с этим потребляемая мощность невелика, что очень важно
при дефиците энергии на борту длительно функционирующего космичес-
кого объекта;
указанный метод позволяет легко регулировать и удерживать задан-
ную высоту расплавленной зоны, что существенно при разработке и
реализации процесса направленной кристаллизации;
844
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
бестигельная зонная плавка позволяет получать материалы зна-
чительно более высокой чистоты и структурного совершенства, чем в
ампулах. Гомогенное зарождение кристаллов в условиях бестигельной
кристаллизации также благоприятствует получению значительно более
совершенной структуры, чем гетерогенное зарождение (при использо-
вании тиглей и ампул);
зонная электронно-лучевая плавка создает благоприятные условия для
получения плоского фронта кристаллизации в отличие от других видов
зонной плавки, в том числе при резистивном или индукционном нагреве;
в условиях микрогравитации (и связанным с нею отсутствием теп-
ловой конвекции) бестигельная зонная плавка позволяет наиболее полно
изучить влияние на структуру материалов других видов конвекции, в том
числе термокапилярной.
Практическое отсутствие гравитации обеспечивает ряд технологичес-
ких возможностей, которые нельзя реализовать в земных условиях, в
частности, позволить (при надобности) увеличивать длину зоны до
размеров периметра кристалла, получать более однородное температур-
ное поле вблизи фронта кристаллизации, значительно уменьшать ра-
диальное изменение концентрации примесей, повышая однородность ее
распределения по объему кристалла по сравнению с кристаллами, выра-
щенными в земных условиях.
Институт электросварки им. Е.О. Патона имеет 30-летний опыт
создания оборудования для электронно-лучевого нагрева в космосе. Это
оборудование неоднократно испытывалось на орбите в условиях микрог-
равитации и подтвердило свою надежность и эффективность.
Однако, несмотря на большое количество уже проведенных экспе-
риментов, перспективы использования космоса для организации промыш-
ленного производства уникальных материалов пока не совсем ясны [2, 4].
Полученные результаты экспериментов не всегда допускают однозначность
трактовки, а в ряде случаев — просто противоречат друг другу [3]. На фоне
подавленной тепловой конвекции (за счет микрогравитации) более от-
четливо начинают проявляться другие виды конвекции, которые также
оказывают свое влияние на процесс кристаллизации и свойства кристаллов.
Поэтому чрезвычайно важной, на наш взгляд, является проблема оценки
целесообразности использования микрогравитации для промышленного
производства материалов конкретного сортамента. В то же время уже сейчас
не вызывает сомнений целесообразность получения материалов в небольших
количествах, но с уникальными свойствами, таких как сверхчистые полуп-
роводники Si и Ge специального назначения, а также химических компо-
нентов для синтеза полупроводниковых соединений типа А3В5,А2В6, трой-
ных и более сложных полупроводниковых соединений, легирующих
материалов для всей полупроводниковой промышленности и цветной метать
лургии, а также для специальных нужд биологии и медицины.
Особое место в ряду уникальных возможностей (недостижимых в
земных условиях) принадлежит, безусловно, развитию фундаментальных
845
ИЗБРАННЫЕ ТРУДЫ
исследований в условиях микрогравитации, которые непосредственно связаны
с изучением физики фазовых переходов при больших переохлаждениях,
выяснением особенностей процесса кристаллизации в условиях микрог-
равитации, получением закономерностей, устанавливающих связь между
режимами роста кристаллов, их структурой, а, следовательно, и свойствами,
открывающими принципиально новые пути в овладении управляемой техно-
логией. К задачам этого круга относятся следующие.
1. Разработка физико-технологических основ механизма роста
кристаллов и выяснение особенностей процессов диффузии, тепло- и
массопереноса в условиях микрогравитации, а также определение влия-
ния на упомянутые процессы термокапиллярной конвекции.
2. Реализация принципиальной возможности выращивания кристал-
лов при гомогенном зарождении в условиях микрогравитации, которая
открывает путь к получению сильных переохлаждений расплава, с по-
мощью которых можно существенно расширить ассортимент выращивае-
мых монокристаллов (который в принципе не может быть реализован в
наземных условиях).
3. Поиск эффективных путей для практической реализации плоского
фронта кристаллизации и выращивания кристаллов в условиях микрогра-
витации с минимумом напряженного состояния.
Общий вид и принцип работы установки для бестигельной зонной плавки дисковым электронным
лучом: 1 — переплавляемый образец; 2 — верхний держатель; 3 — нижний держатель;
4 — расплавленная зона; 5 — переплавленный участок; 6 — электронно-лучевой нагреватель;
7 — катод; 8 — фокусирующее устройство; 9 — электронный пучок
846
КОСМИЧЕСКИЕ ТЕХНОЛОГИИ И КОНСТРУКЦИИ
4. Изучение и детальный анализ взаимосвязи между микрострукту-
рой материала и условиями его выращивания, что существенно повысит
возможность прогнозов в границах данной технологии и обеспечит полу-
чение материалов с заранее заданными свойствами.
Разработкой научно-методических основ получения монокристали-
ческих и особо чистых материалов в условиях микрогравитации, а также
созданием специализированного оборудования Институт электросварки
им. Е.О. Патона занимается с начала 1980-х гг. В работе принимали
участие Институт металлофизики НАН Украины, НПО «Научный
центр» (г. Зеленоград), КБОМ (г. Москва) и другие организации.
В настоящее время в Институте электросварки им. Е.О. Патона
создан и эксплуатируется в лабораторных условиях макет однопози-
ционной космической утановки для обработки материалов методом элек-
тронно-лучевого нагрева.
Зонная перекристаллизация материалов на установке осуществляет-
ся путем перемещения вдоль продольной оси образца высокотемператур-
ной зоны. Она образуется за счет бомбардировки материала пучком
электронов в форме диска, который формируется специальной кольцевой
электронной пушкой. При этом в вакууме 10-4...10-6 мм рт. ст. темпера-
турная обработка материала может производиться в диапазоне от 250 до
3000 °C. Принцип работы и общий вид установки показан на рисунке.
На указанной установке были получены монокристаллы кремния и
проведены исследования их структуры и электрофизических свойств.
Исследования показали, что в процессе зонного переплава кристаллог-
рафическая ориентация, задаваемая затравочным кристаллом, сохраня-
лась по всей длине образца (длина образца 90 мм).
Исследования электрофизических свойств этих кристаллов пока-
зали, что однократный проход зоны обеспечивает повышение среднего
значения удельного электросопротивления образца приблизительно в
четыре раза (от 15 до 60 Ом-см), что свидетельствует не только о высокой
эффективности очистки кристалла, но также о том, что поступательное
перемещение расплавленой зоны по длине кристалла заметным образом
не нарушает формы фронта кристаллизации.
Результаты исследования образцов с помощью рентгеновской диф-
рактометрии свидетельствуют о некотором повышении уровня микронап-
ряжений у концов слитка, что связано, по-видимому, с проявлением
температурных перепадов у его концов (при появлении расплавленой
зоны и ее исчезновении — в конце процесса перекристаллизации).
В условиях примесной проводимости равномерное распределение
удельного электросопротивления по диаметру слитков является также
свидетельством того, что и сама примесь по сечению слитка также
распределена достаточно равномерно.
Условия микрогравитации при прочих равных условиях позволят
обеспечить фронт кристаллизации наиболее близким к плоскому, что в
свою очередь значительно снизит уровень микронапряжений в кристаллах,
847
ИЗБРАННЫЕ ТРУДЫ
повысит их структурное совершенство и степень равномерности в рас-
пределении атомов легирующей примеси по объему кристалла, а, следо-
вательно, и концентрации основных носителей заряда и их подвижности.
Таким образом, проведенные наземные эксперименты по использо-
ванию бестигельной зонной плавки кристаллов кремния, осуществляемой
с помощью электронного луча, указывают на хорошую перспективу
применения данной технологии в условиях микрогравитации для полу-
чения полупроводников высокого качества, а также для ее применения с
целью решения ряда фундаментальных задач физики невесомости и
фазовых переходов.
Работа выполняется по заказу Национального космического аген-
тства Украины.
1. Космическое материаловедение / Под ред. Б. Фойебахера, Г. Хамахера, Р. Наумана. — М.:
Мир, 1989. — 478 с.
2. Выращивание монокристаллов полупроводников в космосе: результаты, проблемы, перс-
пективы / М.Г. Мильвидский, Н.А. Верезуб, А.В. Картавых и др. // Кристаллография. —
1997. - 42, № 5. - С. 913-923.
3. Регель Л. Л. Космическое материаловедение// Итоги науки и техники / ВИНИТИ. — 1984. —
21. - 4. 1. - 244 с.; 1987. - 29. - Ч. II. - 296 с.; 1990. - 34. - Ч. III. - 336 с.; 1991. -
36. - Ч. IV. - 364 с.
4. Baranskii P.I. Microgravitation and possible ways to preparing high-quality technically important
semiconductors // Int. Center for Gravity Materials Science and Applications; Clarkson University
Potsdam, N.Y., USA, May, 1994. - P. 40-42.
5. Paton B.E., Lapchinskii V.F. Welding in space and related technologies. — Cambridge Internati-
onal Science Publishing, 1997. — 121 p.
848
Раздел 1
СВАРКА И РОДСТВЕННЫЕ
ТЕХНОЛОГИИ В МЕДИЦИНЕ
Сварочные технологии победно шагают по земле, в под-
водном мире и космосе. Сварка начинает свой путь в
медицине. Она успешно применяется для соединения пов-
режденных тканей человека и восстановления жизнедея-
тельности его органов.
Б.Е. Патон
Электрическая сварка живых мягких тканей
Применяемое в хирургии высокочастотное электрооборудование до сих
пор использовалось только для рассечения мягких тканей и остановки
кровотечения. При этом оперируемые органы вынужденно теряют свои
функции, которые в дальнейшем не восстанавливаются. Если обратиться
к истории, то первые свидетельства применения электрооборудования в
медицине насчитывают около 100 лет. Предстояло пройти довольно
долгий путь, прежде чем стало возможно методами электрохирургии
получать соединения поврежденных мягких тканей и сохранять жизне-
деятельность органов человека и животных.
В начале 90-х годов прошлого столетия к решению этой проблемы
впервые обратился Борис Евгеньевич Патон. По его инициативе и при
его непосредственном участии в ИЭС были начаты работы, посвященные
созданию способа соединения с помощью сварки разрезов живых мягких
тканей. Б.Е. Патон поставил перед коллективом разработчиков и иссле-
дователей задачу создать возможности не только быстрого и бескровного
разъединения оперируемого органа с минимальным повреждением его
ткани, но также быстрого соединения разреза ткани без применения
шовного материала. При этом требовалось обеспечить восстановление
физиологических свойств живой ткани и сохранение функций опериро-
ванного органа.
В 1993 г. были проведены первые эксперименты в этом направлении,
показавшие принципиальную возможность, при определенных условиях,
соединить разрез живой ткани.
Для выполнения такой сложной, впервые в мировой практике
поставленной задачи, в 1996 г. был создан коллектив специалистов во
главе с Б.Е. Патоном и В.К. Лебедевым, который приступил к реализации
проекта «Электрическая сварка мягких живых тканей». В состав
исполнителей вошли ученые и инженеры ИЭС Е.О. Патона и Междуна-
родной ассоциации «Сварка», а также профессорский и врачебный
56 - 8-1437
849
ИЗБРАННЫЕ ТРУДЫ
персонал ряда разнопрофильных институтов и клиник города Киева
(Институт хирургии и трансплантологии им. А.А. Шалимова АМН
Украины, клиника «Охматдет», госпиталь СБУ и др.). Исследования
сварки живых тканей были проведены на более чем 1000 эксперименталь-
ных животных (белых крысах, кроликах, свиньях).
Для проведения экспериментов были разработаны образцы высоко-
частотного источника питания с микропроцессорной системой управ-
ления, биполярные сварочные инструменты типа зажимов и пинцетов,
специальные сборочно-сварочные инструменты для выполнения откры-
тых и малотравматичных операций. Были заданы определенные условия
образования сварного соединения живой ткани с использованием тока
высокой частоты, модулированного особым образом.
Чрезвычайная сложность решаемой задачи была обусловлена тем,
что живая ткань неоднородна и у различных органов имеет различную
структуру и свойства. Например, стенка кишечника или сосуда состоит из
нескольких слоев ткани, выполняющих различные функции и имеющих
различные физические свойства. Возраст ткани также сказывается на ее
свойствах.
Продолжились систематические исследования условий образования
сварного соединения. Для сварки живой ткани электротермомеханичес-
кое воздействие было подобрано таким образом, чтобы сварной шов со
временем мог замещаться полноценной живой тканью. В результате было
установлено, что основными факторами, способствующими соединению
при сварке живых тканей, являются нарушение целостности мембран
клеток, денатурация и коагуляция белка. Сделан вывод о том, что в
процессе сварки происходит только частичное свертывание белка,
эластина и коллагена, которые при механическом сжатии биполярным
электрохирургическим инструментом образуют структурное соединение
молекул, или «сваривание» живой ткани. Данные гистологических и
гистохимических исследований подтвердили, что при дозированном и
контролируемом энергетическом воздействии структурные компоненты
денатурированного белка в целом сохраняют характерное строение. Это
и создает феномен частичного сохранения компонентов живой соеди-
нительной ткани. Прочность же соединения, например, кишечника обус-
ловлена прохождением высокочастотного электрического тока и ме-
ханическим сжатием мышечных волокон стенки кишечника при коагу-
ляции белковых структур. При этом во время сварки происходит обра-
зование соединения и не возникает рубец, поскольку морфологическая
структура ткани органа через некоторое время восстанавливается почти
полностью. Так, обнаружено, что кровеносные сосуды стенки толстой
кишки через определенное время прорастают через линию соединения
кишечника. Доказано, что прочность такого соединения не уступает
природной прочности толстой кишки. Во время операции не происходит
ожог свариваемой ткани. Восстановление физиологической функции
разрушенного органа протекает быстро и не сопровождается развитием
850
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
осложнений. Получить такие результаты можно только при соблюдении
весьма высоких требований к системе управления процессом сварки
живых тканей. В то же время важно, чтобы управление было простым
для хирурга и не отвлекало его от выполнения основной задачи.
Комплекс исследований и разработок, выполненных с приоритетом
от 1998 г., позволил получить патенты Украины, Европы, США, Канады
и Австралии на способ соединения мягких тканей животных и человека,
на устройство и систему контроля, обеспечивающие требуемое качество
соединения [1—6].
Проведение коллективом разработчиков большой серии эксперимен-
тальных хирургических операций на животных и удаленных органах
человека показало положительные результаты применения сварочной
технологии; доказана их воспроизводимость. Это дало основание Мини-
стерству здравоохранения Украины выдать Свидетельство о государст-
венной регистрации сварочного оборудования, разработанного Инсти-
тутом электросварки им. Е.О. Патона и изготовленного Международной
ассоциацией «Сварка», и разрешить его применение в клинической
медицинской практике в 2001-2004 годах. Такое же Свидетельство было
выдано и на 2005-2010 годы. Получены Регистрационное удостоверение
и разрешение на применение в медицинской практике указанного обору-
дования и технологии от Федеральной службы по надзору в сфере
здравоохранения Российской Федерации. На основе всесторонних испы-
таний сварочного оборудования Министерство здравоохранения Рес-
публики Беларусь также приняло решение о возможности применения
данного оборудования в медицинской практике. Сведения об этой новой
работе впервые были представлены в статье Б.Е. Патона в журнале
«Автоматическая сварка» [7].
В настоящее время оборудование для сварки живых мягких тканей
сертифицировано. Оно состоит из источника питания ЕК-300М1 (с систе-
мой управления), предназначенного для клинического использования в
хирургии человека, и источника питания ЕК-150, предназначенного для
использования в ветеринарии. Для выполнения различных операционных
вмешательств разработан набор соответствующих медицинских свароч-
ных инструментов типа пинцет, зажим, лапароскопический зажим, а
также сборочно-сварочные приспособления для получения кольцевых
соединений полых органов. Указанное оборудование с набором инстру-
ментов выполняет четыре основные функции: сварка в автоматическом
режиме; заваривание кровеносных сосудов; сварка больших массивов
ткани (одномоментная сварка кишечника, удаление части легкого с
одновременной заваркой краев, удаление крупных опухолей с одномо-
ментной остановкой кровотечения); резка ткани с одновременным перек-
рытием мелких сосудов (удаление части органа, например печени, почки,
селезенки, с сохранением его жизнедеятельности). Достигнутый уровень
работы позволил на сегодняшний день применять в хирургической
практике сварочную медицинскую технологию в таких областях, как
56*
851
ИЗБРАННЫЕ ТРУДЫ
общая хирургия, травматология, торакальная хирургия, гинекология,
проктология, урология, маммология, общие абдоминальные хирурги-
ческие операции, отоларингология, сосудистая хирургия. Освоено более
70 хирургических методик. Эти разработки стали применять в мировой
практике впервые, о чем свидетельствуют патенты Украины, России,
США [8-16].
Применение сварочной технологии значительно, иногда в несколько
раз, сокращает длительность хирургического вмешательства, сокращается
время нахождения больного под наркозом. Операции проводятся на «сухом
операционном поле», кровопотеря сокращается в 3-6 раз. В послеопе-
рационном периоде сокращается потребность в применении лекарственных
препаратов, в том числе наркотических анальгетиков. Ускоряется в 2-5 раз
процесс восстановления морфологической структуры разрушенного органа.
Не зафиксировано возникновение гнойного воспаления тканей, под-
вергшихся сварке. Это связано с отсутствием в организме после операции
инородных тел, омертвевшей ткани. Применение сварочной технологии
делает проведение операций более экономичным. Поскольку не использу-
ются шовный материал, клипсы, исключается необходимость применения
дополнительных хирургических инструментов.
Клиническое применение способа электрической сварки мягких
живых тканей непрерывно прогрессирует и находит все больше сто-
ронников среди хирургов, а спектр операций, выполняемых с использо-
ванием этого способа, неуклонно расширяется. Новая технология не
только облегчает труд хирургов, но и способна облегчить страдания
многих миллионов людей, вынужденных подвергаться хирургическим
вмешательствам.
Разработчики способа электрической сварки живых мягких тканей
стали лауреатами Государственной премии Украины в области науки и
техники за 2004 год.
Клиническое освоение способа сварки в различных областях общей и
специализированной хирургии проведено в 35 клиниках 12 областей
Украины и в двух ведущих клиниках Москвы и Санкт-Петербурга. По
состоянию на начало 2008 года в Украине и России с применением сварочной
технологии проведено более двадцати тысяч операций на различных органах
человека.
Гипертермические методы сварки, резки и обработки живых био-
логических тканей
Под руководством Б.Е. Патона был разработан плазменный
хирургический комплекс «Плазмамед». Тем самым положено начало
развитию новой отрасли медицины — гипертермической хирургии [17].
На первом этапе была создана аппаратура, которая с помощью струи
низкотемпературной аргоновой плазмы способна осуществлять резку
паренхиматозных тканей и остановку внутрираневых кровотечений. По-
лучена положительная медико-техническая оценка этой аппаратуры и
852
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
разработаны методика плазменной сварки живых тканей кишечника и
желудка, а также способ соединения краев ран паренхиматозных органов.
В развитие этих исследований под руководством Б.Е. Патона и
Ю.А. Фурманова из специалистов ИЭС и Национального института
хирургии и трансплантологии им. А.А. Шалимова был организован
коллектив, который разработал термоструйный способ и аппаратуру для
сварки живых биологических тканей. Этот способ отличается простотой
и доступностью созданной для него аппаратуры, а также использованием
окружающего воздуха вместо аргона. Разработаны несколько вариантов
лабораторных макетов термоструйных хирургических инструментов и
источников питания для них. Данный метод был модифицирован для
обработки гнойных хирургических ран, для профилактики развития
раневой инфекции при огнестрельных повреждениях тканей, а также для
остановки внутрираневых кровотечений. Микробиологические и гисто-
логические исследования образцов тканей лабораторных животных пока-
зали высокую эффективность применения данного метода для санации
ран, инфицированных стойкими к антибиотикам штаммами микроор-
ганизмов. В настоящее время проводятся предклинические испытания
этого метода и макетных образцов аппаратуры.
Новизна разработок подтверждена патентами Украины [17-19].
Имплантанты, протезы и хирургический инструмент из металла
с эффектом памяти формы
Под руководством Б.Е. Патона успешно проводятся работы, направ-
ленные на создание сплавов с памятью формы и использование их в
медицине. Для практического использования таких материалов в меди-
цине очень важно, чтобы восстановление формы проходило при темпера-
туре человеческого тела, т. е. от 30 до 35 °C. В то же время деформацию
перед хирургическим применением, например вытягивание в линию
изделия, которое при нагревании должно приобрести форму спирали,
желательно производить при охлаждении до температуры проточной
воды, т. е. примерно до 10 °C. Таким условиям соответствуют новые
сплавы с памятью формы на основе титана и никеля, разработанные
совместно коллективом ученых ИМФ и ИЭС НАН Украины. У этих
сплавов температурный диапазон фазового превращения отвечает
условиям безопасного медицинского применения [20].
Группой сотрудников ИЭС во главе с Б.Е. Патоном разработана
конструкция и изготовлены имплантанты и инструменты из этих сплавов.
Некоторые из разработанных имплантантов и инструмент для манипули-
рования ими прошли клинические испытания.
Экстрактор предназначен для удаления камней или других препят-
ствий из трубчатых органов человека. Использование нитинола с допол-
нительным нагревом до температуры примерно 40 °C позволяет увеличить
жесткость инструмента, что способствует раздвижению стенок трубчатого
853
ИЗБРАННЫЕ ТРУДЫ
органа для беспрепятственного прохождения инструментом изгибов и
облегчает захват предмета или выбрасывание его из корзинки экстракто-
ра. Эта новая конструкция экстрактора прошла успешное опробование
при операциях удаления камней из мочеточника.
Скобки, изготовленные из сплава с памятью формы, применяются
для соединения обломков костей при операциях как опорно-двигательно-
го аппарата, так и при черепно-мозговых и стоматологических операциях.
Применение сплава с эффектом памяти формы позволяет значительно
упростить установку скобок по сравнению с известными образцами из
нержавеющей стали.
Пессарий, надеваемый на шейку матки, имеет вид спирали, которая
сжимается при температуре тела человека. Разработаны технология хими-
ческого серебрения этой спирали с бактерицидным эффектом и
аппликатор, упрощающий процесс ее надевания.
Эмболы новой формы, изготовленные из нитинола, применяются
для лечения онкологических заболеваний различных органов. Они легко
проводятся по кровеносным сосудам и закрепляются в необходимом по
роду заболевания месте.
Стенты новой конструкции из нитинола имеют повышенную жест-
кость в радиальном направлении благодаря разработанной трубчатой
форме и достаточную осевую гибкость для возможности прохождения по
кровеносным сосудам до места установки. Особенностью такого стента
является также пористая поверхность, позволяющая сохранять большую
порцию фармакологических средств для борьбы с рестенозом.
Разработаны и проходят доклиническую проверку стенты из нити-
нола для желчных протоков. По сути они являются протезами желчных
протоков на участке, где прошло удаление опухоли при хирургическом
вмешательстве. Благодаря самоустановке стента по диаметру протока упро-
щаются хирургические манипуляции. Аналогов в современной медицинской
технике такие стенты не имеют. Разрабатывается инструмент для установки
и удержания стента до окончания процедуры.
Разработан сплав с эффектом памяти формы, имеющий ферромаг-
нитные свойства. Такой сплав может найти применение в тех случаях,
когда требуется термическая обработка пораженного участка тела. Легкое
чрезкожное (интраваскулярное) введение инструмента из такого сплава
в нужное место и последующий индукционный нагрев позволяют
повысить температуру в заданных пределах.
Новизна решений во всех перечисленных работах подтверждена
патентами Украины [21-25].
1. Пат. 44805 Украша МПК А61В 17/00. Cnoci6 з’еднання м’яких бюлопчних тканин i пристрш його
здшенення / Б.е. Патон, В.К. Лебедев, Д.С. Ворона та ш. — Опубл. 15.03.2002; Бюл. № 3.
2. Пат. 39907 Украша МПК А61В 17/00. Cnocid з’еднання су дин та шших порожнистих органов
тварини або людини й пристрш для його здшенення / Б.6. Патон, В.К. Лебедев, Д.С. Ворона
та ш. — Опубл. 16.07.2001; Бюл. № 6.
3. Pat. 6,562037 В2 US МРСА61В 18/18. Bonding of soft biological tissues by passing high frequency
electric current therethrough / B.E. Paton, V.K. Lebedev, D.S. VoronaetaL — Publ. 13.05.2003.
854
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
4. Pat. Appl. Publ. 2002/0091385 Al US MPC A61B 18/14. Bonding of soft biological tissues by
passing high frquency electric current therethrough / B.E. Paton, V.K. Lebedev, D.S. Vorona et
al. - Publ. 11.07.2006.
5. European Pat. EP 1 054 637 Bl MPC A61B 18/12. Bonding of soft biological tissues by passing
high frequency electric current therethrough / B.E. Paton, V.K. Lebedev, D.S. Vorona et al. —
Publ. 26.04.2006; Bui. № 2006/17.
6. Pat. 748440 Australia. Bonding of soft biological tissues by passing high frequency electric current
therethrough / B.E. Paton, V.K. Lebedev, D.S. Vorona et al. — Publ. 09.02.1999.
7. Патон Б.Е. Электрическая сварка мягких тканей в хирургии // Автомат, сварка. — 2004. —
№ 9. - С. 7-11.
8. Пат. 28112 Украгна, МПК А61В 17/00. 1нструмент для з’еднання м’яких бюлопчних тканин
/ Б.е. Патон, В.К. Лебедев, Д.С. Ворона та in. — Опубл. 16.10. 2000; Бюл. № 5.
9. Пат. 74881 Украгна, МПК А61В 18/12. 1нструмент для з’еднання м’яких бюлопчних тканин
/ Б.6. Патон, В.К. Лебедев, О.М. Манова та ш. — Опубл. 15.02.2006; Бюл. № 2.
10. Пат. 74901 Украгна, МПК А61В 18/22. 1нструмент для з’еднання м’яких бюлопчних тканин
тварин i людини / Б.6. Патон, В.К. Лебедев, О.В. Лебедев та iH. — Опубл. 15.02.2000;
Бюл. № 2.
11. Пат. 75342 Украгна. Cnoci6 зварювання м’яких тканин тварин та людини / Б.6. Патон, В.К.
Лебедев, О.В. Лебедев та iH. — Опубл. 17.04.2006; Бюл. № 4.
12. Пат. 8342 Укра'гни МПК А61 В 17/04 В 23 К 13/00. 1нструмент для зварювання м’яких
иорожнистих оргашв тварин i людини. — Опубл. 5.08.05; Бюл. № 8.
13. Декларац. патент Украины на изобретение (полезная модель) «1нструмент для бшолярно!
високочастотно! коагуляцн живих м’яких тканин тварин i людини» по заявке № 200711208.
Решение о выдаче от 23.11.2007 / Б.Е. Патон, В.К. Лебедев, А.В. Лебедев и др.
14. Пат. 77064 Украгна. Cnoci6 зварювання бюлопчноТ тканини, cnoci6 керування зварюванням
бюлопчно! тканини (вар!анти) i пристрш для зварювання бюлопчно! тканини (Bapiam) / Б.С.
Патон, В.К. Лебедев, (5.В. Лебедев та ш. — Опубл. 16.10.2006; Бюл. 10.
15. Пат. 2294171 Россия МПК А61 18/2. Способ сварки мягких тканей животного и человека /
Б.Е. Патон, В.К. Лебедев, А.В. Лебедев и др. — Опубл. 27.02.07; Бюл. № 6.
16. Pat. 6.733.498 В2 US MPG А61В 18/18. System and method for control of tissue welding / B.E.
Paton, V.K. Lebedev, A.V. Lebedev et al. — Publ. 19.02.2002.
17. Плазменный хирургический комплекс «ПЛАЗМАМЕД» / Б.Е. Патон, В.С. Гвоздецкий, В.И.
Драновский и др. // Автомат, сварка. — 2000. — № 1. — С. 46-47.
18. Декларац. патент на eunaxid 64449 А Украгни, МПК 7А61В 17/00. Cnoci6 безшовного
з’еднання дефекпв стшок шлунково-кишкового тракту / Б.С. Патон, В.С. Гвоздецький, Ю.О.
Фурманов та ш. — Опубл. 16.02.2004; Бюл. № 2.
19. Пат. на корисну модель 23204 Украгна, МПК А61В 17/00. Cnoci6 безлшатурного з’еднання
дефекпв м’яких живих тканин / Б.С. Патон, В.С. Гвоздецький, Ю.О. Фурманов та 1н. —
Опубл. 10.05.2007; Бюл. № 6.
20. Особенности влияния легирования серебром сплава Ti-Ni медицинского назначения / Б.Е.
Патон, Д.М. Калеко, Ю.Н. Коваль и др. // Междунар. конф. «Современное материаловедение:
достижения и проблемы» (Киев, 26-30 сентября 2005 г.). — Киев, 2005. — С. 439—440.
21. Пат. 54585 Украгна, МПК С22С 9/01, 9/05. Феромагштний сплав на основ! Mini з ефектом
памятт форми / Б.С. Патон, Ю.М. Коваль, Д.М. Калеко, Л.М. Неганов. — Опубл. 17.03.2003;
Бюл. № 3.
22. Пат. 56280 Украгна, МПК А61В 17/22. Екстрактор для вилучення чужоргдних об’екттв з
иорожнистих оргашв / Б.€. Патон, О.Ф. Воз1анов, В.О. Гладишев та iH. — Опубл. 5.05.2003;
Бюл. № 5.
23. Пат. 8733 Украгна, МПК C22F 11/00, С22С 14/00. Сплав титан-н1кель-ср1бло-нюбп1 з
пам’яттю форми / Б.е. Патон, Д.М. Калеко, Ю.М. Коваль та in. — Опубл. 15.08.2005; Бюл.
№ 8.
24. Пат. 74300 Украгна, МПК СОЮ 5/00. Розчин для xiMi4noro срЮлення вироб1в з шкель-
титанових сплав!в з пам’яттю форми (штинолу) / Б.е. Патон, Д.М. Калеко, Ю.М. Коваль та
in. — Опубл. 15.11.2005; Бюл. № 11.
25. Пат. 76013 Украгна, МПК A16F 2/06. Трубчата деталь, що розширюеться, для
штралюмшально! опори (стента) та штралюмшальна опора / Б.е. Патон, Д.М. Калеко, Ю.В.
Пашчкш, С.В. Сало. — Опубл. 15.06.2006; Бюл. № 6.
855
ИЗБРАННЫЕ ТРУДЫ
СПОС1Б З’еДНАННЯ СУДИН
ТА ШШИХ ПОРОЖНИСТИХ ОРГАШВ ТВАРИНИ
АБО ЛЮ ДИНИ Й ПРИСТР1Й
ДЛЯ ИОГО ЗД1ИСНЕННЯ
Б.С. Патон, В.К. Лебедев, Д.С. Ворона, B.I. Карчемський,
Ю.О. Фурманов, О.В. Лебедев, В.А. Васильченко, Д.Ф. Сидоренко,
В.П. Смченко-Рибко, О.М. 1ванова, О.Ю. Фурманов,
С.В. Живодершков, А.О. Ляшенко, I.M. Савицька
ВинахЗ взноситься до медицини та ветеринар!!, точшше до xipyprii.
Нижче мова йде про з’еднання судин, маткових труб, Зм’явивЗних
канал!в та шших порожнистих оргашв вЗносно невеликого д!аметру.
Надал! yci pi та !м по/цбш органи називаються судинами.
В xipypri4Hift практищ з’еднання судин тд час проведения операщй
е важливим завданням i може бути вирнпене р!зними способами.
Особливе Micpe займае з’еднання судин малого д!аметра при прове-
дены мЗрох1рурпчних оперативних втручань, таких як реплантащя
(пришивания) вЗокремленню (ампутованих) сегментов ганщвок, пере-
садження (трансплантащя) оргашв та тканин тощо. Таке з’еднання
одержало назву мжросудинного анастомоза, який у свою чергу подЗяють
на мпсроартер1альний та мйкровенозний анастомози.
Вимоги, як! висуваються до мЗросудинного анастомозу: герме-
тичшсть з’еднання; прохЗшсть з’еднано! дЗянки; вЗсутшсть тромбоут-
ворення; вЗсутшсть натягу.
За способом з’еднання просвтв судин розр!зняють анастомози за
типом «ганець-у-ганець», коли з’еднання вЗбуваеться по oci судини та
за типом «кшець-у-бЗ», коли одна судина приеднуеться до inmoi пЗ
кутом через OTBip у його стшць
СлЗ вЗзначити, що кнують способи вЗновлення щлосп пошкод-
жено! стшки судини, яга використовують переважно на великих суд инах.
При цьому закриваються лшшш чи inmoi форми поранения судини, але
при цьому немае потреби у формуванш анастомоз!в. Багато з цих cnoco6iB
*Пат. 39907 УкраТна, MKI А 61 В 17/00. - Опубл. 16.07.2001; Бюл. № 6.
856
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
спрямоваш на зупинення кровотеч!, але не використовуються для з’еднан-
ня (анастомозурування) двох просвтв судини.
Накладення термоваскулярних ( термосу динних) анастомоз1в nid
diem електричного струму [1]
З’еднання проводяться шляхом здшснення таких маншулящй: на
кшц! судини одягаються гальця !з дроту; к!нщ судини розбортовуються
(манжетуються) на вказаних к!льцях; кожне к!льце нагр!ваеться стру-
мом, що пропкае по ньому; к!льця вручну зближуються до контактуван-
ня. При цьому вщбуваеться з’еднання (зварювання) двох к!нщв судини.
Переваги: швидюсть з’еднання; легка повторювашсть.
Недолши: наявшсть чужор!дного пла у стшц! судини, складшсть
формування манжети на дротяному юльц!.
Складтсть зйттавлення просейте судини за допомогою двох
тнцеттв
Утворення гемостаз!в — зупинення кровотеч! з використанням
нагр!вання тканини струмом високоТ частота, що протпсае кр!зь не!. Цей
поширений процес у так званому бшолярному BapiaHTi можна вважати
найближчим прототипом запропонованого винаходу.
Використання струм!в високо!' частоти для зупинення кровотеч!
в!доме з першо'Т чверт! столТття. Ця операщя проводиться таким чином.
Судина, яка шдлягае герметизацп, стискаеться спещалышм шнцетом так,
щоб перекрити циркуляцпо крови Пот!м на шжки шнцета подають
напругу високоТ частоти так, щоб струм пропкав в!д одше’Т нТжки шнцета
кр!зь стиснену судину до ТншоТ нТжки. Струм нагрТвае тканину. Наявний
в тканин! бТлок при температур! понад 55 °C декатуруе: молекули, що
мають глобулярну форму у вихщному стан!, розпрямляються й переплу-
туються, бТлок коагулюе. Завдяки цьому призведеш до дотику стшки
судини з’еднуються, судина герметизуеться, кровотеча припиняеться.
Було намагання з’еднати поздовжн! розрТзи стшок аорт та вен (див.
Bernard Sidel. M.Dunn. The mechanism of blood vessel closure by high
frequency electrocoagulation. Surgary, Genecology obstetrics, October,
1965) з використанням високочастотно'Т апаратури для зупинення крово-
теч! чи, як прийнято говорити, апаратури для високочастотно’Т електро-
коагуляцп судин. В названш робот! вщзначено труднощ! здшснення
з’еднання стшок судин та необхщшсть розробки нового обладнання та
прийом!в, котр! дозволили б зменшити до мйпмуму нестаб!льн!сть
з’еднань, прилипания шструмента до тканини, «надм!рну» коагулящю.
1нформацп щодо використання високочастотно! електрокоагуляцп для
одержания станового з’еднання судин чи шших тканин ми не маемо.
Прототипом пристрою для з’еднання (зварювання) тканин може бути
бшолярний ппщет для герметизацп судин шляхом електрочастотно'Т елект-
рокоагуляцп, описаний, зокрема, у тому ж лпературному джерел! [2].
Пшцет складаеться з двох електрично !зольованих одна в!д одно!
консолей !з штирями для подключения високочастотного кабелю з одного
боку та шжками-електродами з другого для стиснення судини й шд-
857
ИЗБРАННЫЕ ТРУДЫ
ведения до п поверхш напруги високо! частота. Ппщет тако! конструкцп
неможливо використовувати для вирпиення поставлено! задач!, осюльки
Bin не може забезпечитн сумнцення торщв з’еднуваних судин постшного
об’ему тканини, що нагр!ваеться, та поверхш шдведення струму до
електрод!в при зварюванш шших тканин.
Завдання даного винаходу складаеться в одержаны! стикових
з’еднань судин !з збереженням !х нормального функщонування одразу ж
теля утворення з’еднання. Cnoci6 одержания таких з’еднань мае бути
значно гнучшшим та б!лып щадним за герметизащю судин !з повною
втратою !х функщональних можливостей.
Поставлене завдання вир!шуеться в двох вар!антах через удосконален-
ня способу управлшня процесом електрокоагуляцп тканин, забезпечення
cniBBicHocri з’еднуваних судин за допомогою нашввтулок-електрод!в та
контрольованого зусилля стиснення тканин у Micni !х з’еднання.
На рис. 1, а зображено cnoci6 для з’еднання судин та шших
порожнистих оргашв тварин чи людини; на рис. 1, б — те ж саме з
меншим ступенем ушкодження тканини струмом; на рис. 2 — графт змш
у час! тиску та напруги, додано! до тканини; на рис. 3 — шетрумент для
з’еднання судин та !нших порожнистих оргашв тварин чи людини; вид
зверху; розр!з В~В.
Передбачаеться два вар!анти його виконання. Як ! в першому, так i
в другому вар!ант! використовуються розр!зн! цилшдричн! електроди
2 — нашввтулки (рис. 1, й) !з вставками !з м’яко! сшпконово! гуми 4.
За першим вар!антом на з’еднуваш судини накладають електроди на-
шввтулки 2. Гумов! вставки 4 при цьому перетискують судину —
кровотеча припиняеться. Пот!м в!двертають (манжетують) стшки судини
/ на зовшшню цилшдричну поверхню електроду ! поступово зводять
бранил назустр!ч один одному до дотикання торцями електрод!в-
нашввтулок, вкритими вщвернутими стшками судини. Стискають елект-
роди з таким розрахунком, щоб питомий тнек на тканину у м!сщ контакту
становив (0.5...1,5)-105 Па. П!сля цього плавно шдшмають напругу
високо! частота, шдведену до електрод!в до встановленого р!вня,
стаб!л!зуючи !! на цьому р!вш, а при зварюванн! судин д!аметром понад
1,5 мм модулюють !! прямокутними !мпульсами. П!сля закшчення
нагр!вання тканини пропкаючим по нш струмом, витримують з’еднання
протягом 2...3 с п!д тиском. Х!рурпчним шнцетом спочатку з одного
електрода зшмають в!дбортовку та розкривають нашввтулки, те ж саме
здшенюють ! на шш!й нашввтулщ. На цьому процес завершуеться.
За другим вар!антом (рис. 1, б) повторюються т! ж операцп до
стиснення електрод!в !з задании зусиллям. Зам!сть ще! операцп шеля
зведення нашввтулок у осьовому напрямку до упору перебортовують л!ву
частину судини на прав! нашввтулки або навпаки. П!сля цього беруть
шнцет з цилшдричними робочими поверхнями електрод!в 3, кожна з яких
охоплюе в!д 1/4 до 1/3 окружност!. Захоплюють цими електродами
двошарову вгдбортовку в д!аметральшй площиш, стискають тканину,
858
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
пропускають електричний струм високо! частота м!ж одним з електрод!в
шнцета та нашввтулками, пот!м пропускають струм м!ж шшим електро-
дом та нашввтулками. Таким чином, утворюють з’еднання приблизно на
половин! окружност!. Щоб утворити з’еднання по всьому зовшшньому
периметру двошарово!' вщбортовки, повертають шнцет на 90° та повторю-
ють пропускания струму спочатку через один електрод i пот!м через
другий. П!сля цього розводять в!льн! нашввтулки, зшмають звичайними
х!рург!чними шнцетами вщбортовку (тепер уже зварену), розводять
другу пару нашввтулок, видаляють з операщйно! зони шетрумент. На
щй операцп завершуеться утворення з’еднання. Здавалося б, гцо другий
вар!ант виконання з’еднання поступаеться за вс!ма статтями першому
вар!анту. Однак, як показуе досл!д, другий вар!ант дозволяе одержати
859
ИЗБРАННЫЕ ТРУДЫ
Рис. 2
з’еднання з меншим ступенем ушкодження тканини струмом при бьлып
низьких вимогах до точност! шструкцп. Тому цим дещо складним
BapiaHTOM не можна нехтувати.
Одержания з’еднання потр!бно! якост! можливе, якщо виконуються
так! умови:
1. Нагр!вання тканини починають з плавного шдшмання напруги
високо! частоти на електродах U (рис. 2), що шдводять струм до тканини.
П!дн!мання продовжуеться плавно, зокрема за лшшним законом, ста-
б!л!зуеться на попередньо визначешй умов! в залежност! в!д товщини
стшки судини або шшого порожнистого органу у межах в!д 25 до 75 В.
Стискання електрод!в силою Р (рис. 2) здшснюеться до подач! напруги
на електроди ! зшмаеться шсля закшчення нагр!вання тканини
електричним струмом.
2. В залежност! в!д товщини ст!нки судини обираеться частота
струму. Для судин д!аметром 1,0... 1,5 мм оптимальна частота — 1 МГц,
а для судин та порожнистих оргашв з товщиною стшки у стисненому стан!
1 мм та бьлыпою — 50 кГц.
3. При з’еднанш оргашв з товщиною стшки у стисненому стан! понад
0,5 мм — модулящя струму високо! частоти низькочастотними !мпуль-
сами, зокрема прямокутними, з частотою в!д 3...4 Гц (рис. 2).
4. Суворо контрольоване зусилля стиснення з питомим тиском в!д
0,5-108 Па до 2-105 Па з шдвищенням його в кшш нагр!вання у
1,2...2,0 рази (рис. 2).
Пристрш для зварювання судин (рис. 3), як уже вказувалося,
м!стить дв! пари розр!зних втулок-електрод!в цилшдрично! форми /5 та
16. Нашввтулки 16 закршлеш на коромислах 13, як! коливаються на осях
17. Коромисла пцльно входять у пару деталей //.На кшцях останшх
розм!щено нашввтулки 15. Вщстань м!ж нашввтулками 15 та 16 визна-
чають гвинти 12 з головками п!д спещальний ключ. Детал! / / закршлено
шд кутом па пружних консолях 3 та 22. Останш своТми кшцями жорстко
запакован! в !золяц!йну г!льзу 2 та приеднаш до штир!в / для
шдключення до джерела живлення високо! частоти. До консол! 22
прикршлено планку 19 з упорами 18, як! обмежують обертання держака
23. До останнього прикршлено цилшдричну шайбу 21 змшно! товщини.
860
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
Шд д!ею пружного зусилля, яке розвиваеться консоллю 3, виступ 20 з
електрслзолящйного матер)алу притискаеться до скошеного торця шайби
21. Завдяки цьому при обертанн! держака 23 змшюеться вщстань м!ж
консолями. До л!во! консол! 3 прикршлено половину корпусу 5 пристрою
для регулювання зусилля стиснення електрод!в. Друга половина корпусу
7 через р!зьбу з’еднана !з штоком 4, який, в свою чергу, через !золююч!
втулки 25 жорстко з’еднаний !з консоллю 22. Пружина 6 створюе
зусилля, стискаюч! консол! 3 та 22, а в!дтак й електроди, якщо упор 20
не стикаеться !з шайбою 21. Стушнь стиснення пружини 6, що зал ежить
в!д положения корпусу 7 в!дносно корпусу 5 визначае зусилля стиснення
електрод!в при виконанш зварювання. Пристрш працюе таким чином.
Перед початком операцп пристрш готують до робота. Для цього регулю-
вальним держаком 23 розводять консол! 3 та 22, повертаючи держак в!д
одного упору 18 до шшого, встановлених на планц! 19, на максимальну
в!дстань м!ж собою. Пот!м спещальним торцевим ключем розкручують
притискн! гвинти 12, при цьому шд д!ею пружин 14 розтискаються
електродш втулки 15, 16, в як! вклеен! силпсонов! затискач! 27. Точшсть
взаемного перем!гцення нашввтулок забезпечуеться направляючим стер-
жнем 9, який входить в !золящйну втулку 10.
Вид!ляють в!др!зки судини та п!сля цього накладають на них
пристрш для формування термоваскулярного анастомозу. На однш з
електродних нашввтулок закршлюють судину !з розрахунком, щоб кшець
861
ИЗБРАННЫЕ ТРУДЫ
розр!зано! судини виходив i3 з!мкнених електродних нашввтулок, i пот!м
ключем загвинчують гвинти /2, стискаюч! рухом! коромисла 13. Стушив
перетиснення судини в електроди! й нашввтулц! обмежуеться цилшдричною
втулкою 29, при цьому теч!я кров! з стиснених судин припиняеться. ГПсля
цього за допомогою двох м!крох!рурпчних шнцепв здшснюють розборто-
вування (манжетування) кожного юнця судини. ГПсля розбортовування
регулювальним держаком 23 плавно зводять кшц! консол! 3 та 22, а також
робоч! кшщ електродних нашввтулок 15, 16, на яких розбортоваш крово-
носнГ судини, тщльно стискають до певного тиску.
ПотГм пропускають високочастотний струм, який у м!сщ стикання
ендотемГальних стшок судинних манжет викликае коагулювання.
ПГсля цього на однш з електродних нашввтулок шнцетом скидають
розбортовану судину та ключом розкручують гвинт 12, звГльняючи
судину в!д верхньо! нашввтулки 16. Попм скидають розбортовану судину
Гз друго! нашввтулки 16 й ключем повертають гвинт 12, зв!льняючи
судину в!д верхньо! нашввтулки 16. Дал! починають акуратно скидати
розбортовану судину з двох нижшх нашввтулок i ткпьки шсля цього
регулювальним держаком 23 плавно розводять консолГ 3 та 22. Дал!
пов!льно виводять пристрш з операцшного поля. Зварювання закшчено.
При зварюванш за другим способом виконуються т! ж операцп аж
до зведення консолей 3 та 22 до стикання розбортованих судин. Дал!
перебортовують л!ву частину судини на праву нашввтулку або навпаки.
Для наступно! операцп використовують пшцет з цилшдричними
робочими поверхнями електрод!в. Захоплюють цим шнцетом в
д!аметральшй площин! вщносно судини подвшне в!дбортування, пропус-
кають струм м!ж одним електродом та нашввтулками i утворюють
з’еднання приблизно на 1/4 частини судини. П!сля цього пропускають
струм м!ж другим електродом шнцета та нашввтулками, утворюючи 1/4
шва. Розтискають шнцет та повертають його на 90°. Пропускають струм
м!ж одним електродом шнцета та нашввтулками, а пот!м м!ж другим
електродом та нашввтулками. Акуратно стискають подвшну манжету з
нашввтулок звичайним шнцетом, ключем повертають гвинт 12,
вив!льняючи судину, а пот!м розводять консол! 3 i 22 держаком 23 та
акуратно виводять пристрш з операцшного поля. На цьому операщя
з’еднання судини завершуеться.
Приклади використання
1. Зварювання аорти. Вар!ант № 1.
ПГсля введения шд наркоз б!лого лабораторного щура останшй
вкладався на спину та фжсувався на операцшному стол!. Пюля голшня
шерст!, обробки та обкладання операцшного поля проводилася серединка
лопаротом!я. Kpai рани прошивалися та розсовувалися. Кишечник ева-
куювався з черевноГ порожнини, вщводився л!воруч та вкривався. Тупо
вщцлялась нижня порожниста вена, штимно зрощена з аортою. Тупо, з
перес!ченням та коагулящею плок, в!д р!вня нирковоГ вени ! до
б!фуракцн, вщокремлювалась аорта. На аорту накладався пристрш з
862
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
розкритими нашввтулками-електродами та розсунутими браншами. Опе-
чатку в першу пару розеунутих нашввтулок розмщували проксимальну
частину судини, натягали та затискувала нашввтулками. Пот!м у другий
цилшдр, також !з натягом, розмпцувалися дистальну частину судини.
Натяг судини необхщний для створення п надлишку м!ж електродами та
профилактики н попадания м!ж краями затискача (рис. 1, а). Судина
перетинаеться ножицями по центру м!ж електродами. Провадилося ман-
жетування кшшв судини на електроди за допомогою м!крошнцет!в i пот!м
зведення електрод!в. Здшснювалося пропускания електроструму по
пристрою. Манжети зшмалися з електрод!в. В!дкривалася одна пара
нашввтулок-електрод!в, пот!м — innia. Виконувалося розведення
електрод!в та зняття зварено] судини з апарату. Провадився контроль
з’еднання, рана пошарово вшивалася.
Режим зварювання: напруга 50 В; тривалкть 1,2 с; тривалкть
збглынення напруги 150 мс; зусилля стиснення 2,6 Н.
2. Зварювання аорти. BapiaHT № 2.
До моменту манжетування хщ операцп такий же, як i у способ! № 1.
П!сля манжетування кшшв судини та зведення електрод!в дистальна
манжета вщверталася на проксимальну !з створенням дупл!катури. Про-
валилось охоплення дупл!катури шнцетом. Виконувалося зварювання
чверт! окружност! одним електродом шнцета, пот!м другим, пот!м шнцет
розвертали на 90°, здшенювали зварювання друго! нашвокружност!.
Дупл!катура манжет!в вщбортовувалася назад. Закшчення операцп таке
ж, як ! при способ! № 1.
Режим зварювання: напруга 32 В; тривалкть 0,4 с тривал!сть
зб!льшення напруги 150 мс; зусилля стиснення при зварюванш 1,50 Н;
частота 1000 кГц.
3. Вщновлення судини, яка мае дефект (пластика артерш фрагмен-
том артерп).
У кролика теля розтину м’яких тканин видыялася стегнова артер!я,
вир!зався фрагмент довжиною 2 см (так зване взяття трансплантанта).
На другш кшщвщ виконувалося те ж саме. Фрагмент стегново! артерп
та к!нець трансплантанта розмщувалися у пристро!, к!нщ !х манжету-
валися, провадилося пропускания струму для формування анастомозу.
Таким же чином з’еднувався !нший к!нець трансплантанта та другий
кшець артерй. Прох!дшсть артерп в!дновлювалася (пластика арте-
р!альним трансплантантом).
Режим зварювання: напруга 35 В; тривалкть 0,5 с; тривалкть
збгльшення напруги 150 мс; зусилля стиснення при зварюванш 1,50 Н;
частота 1000 кГц.
1. Wintermantel Е. The thermic vascular anastomosis (TVA). A net metod // J. History, Acta
Neurochir, Wien, 1981. - 56 (1-2); 5-24.
2. Долецький С.Я., Драбкин Р.Л., Ленюшкин А.И. Высокочастотная электрохирургия. — М.:
Медицина, 1980. — С.50.
863
ИЗБРАННЫЕ ТРУДЫ
BONDING OF SOFT BIOLOGICAL TISSUES
BY PASSING HIGH FREQUENCY ELECTRIC
CURRENT THERETHORUGH*
B.E. Paton, V.K. Lebedev, D.S. Vorona, V.I. Karchemsky,
Yu.A. Furmanov, A.V. Lebedev, V.A. Vasilchenko, D.F. Sidorenko,
V.P. lemchenko-Ribko, O.N. Ivanova, A.Yu. Furmanov,
E.V. Zhyvodernikov, A.A. Lyashenko, I.M. Savitskaya
A technique for bonding soft biological
tissue having an incision therein with
forceps adapted to grip a portion of the
tissue on both sides of the incision.
Electrodes are secured to the forceps for
contacting the tissue portion. An elec-
trical power source provides a high
frequency electrical signal to the elec-
trodes to be passed through the tissue
portion. The electrical power source is
controlled to provide the electrodes
with one voltage signal during a first
of two stages, and another voltage sig-
nal during a second of the two stages. During the first stage the voltage
rises linearly. During the second stage, the voltage is stabilized and is
modulated with a low frequency rectangular signal. A clamping means
applies force with the forceps to compress the tissue at one level or at
different levels during two time periods while the high frequency voltage is
passed through the electrodes. The tissue impedance is measured as a function
of time, with its minimal value being determined and stored. At an instant
when the impedance reaches its minimal value, the linear rise of the high
frequency voltage is stopped, and the voltage is stabilized at the attained
level. After that the ratio of the tissue impedance to its minimal value is
determined as a function of time. The passing of the high frequency voltage
to the electrodes is stopped as soon as such ratio reaches a preset value,
which is specific for each tissue being bonded. The material for making
electrodes is selected so that the electrode may serve as an effective heat
sink for conducting heat away from the tissue surface. The electrodes are
dimensioned relative to the thickness of tissue in a compressed state.
’Pat. 2002/0091385 Al USA, Int. Cl. A61B 18/14. - Publ. 11.07.2002.
864
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
ЭЛЕКТРИЧЕСКАЯ СВАРКА МЯГКИХ ТКАНЕЙ
В ХИРУРГИИ*
Б.Е. Патон
Отмечены основные недостатки существующих способов соединения мягких тканей
при хирургических операциях. Установлено, что при определенных условиях возмож-
но соединение разрезов различных органов и мягких тканей способом, основанным
на нагреве места соединения током высокой частоты. Этот способ имеет много общего
с контактной сваркой сопротивлением, поэтому именуется сваркой. Многочисленные
эксперименты, выполненные на животных, а позже и в клиниках, подтвердили воз-
можность и перспективность сварки в хирургии. В клиниках Киева прооперировано
свыше 2 тыс. пациентов. Перечислены проверенные и освоенные в киевских клиниках
хирургические вмешательства с эффективным использованием сварки.
Main drawbacks of the available methods for joining soft tissues in surgery operations
are noted. It has been established that under certain conditions it is possible to join
incisions in different organs and soft tissues by the method based on heating the joining
zone by a high-frequency current. This method has much in common with the resistance
welding method. That is why it is called welding. As proved by multiple experiments
made on animals, and later in clinics, the application of welding in surgery is feasible
and highly promising. More than 2000 patients were operated in the clinics of Kiev.
Surgical operations, approved and mastered by the Kiev clinics, characterised by the
efficient application of welding, are listed.
Ключевые слова: электрическая сварка, мягкие ткани, хирургия, соединение, аппаратура
и инструмент, преимущества
Важнейшими задачами современной хирургии являются разработка и
внедрение в клиническую практику новых способов соединения органов
и тканей, простых в исполнении для хирурга и щадящих для больного.
Существующие традиционные способы восстановления целостности ткани
с использованием шовных материалов, сшивающих аппаратов, клеевых
композиций и других средств не совершенны.
Так, при использовании шовных материалов существует опасность
нарушения кровообращения в зоне наложения швов, миграции микроор-
ганизмов по шовным нитям, что может привести к развитию гнойных
осложнений, перитонита, гранулем, анастомозитов и перианастомози-
тов. Существует также реальная угроза развития аллергических реак-
ций организма на инородное тело. Именно поэтому все большее коли-
чество исследований в хирургии посвящено поиску новых способов
соединения тканей.
Распространенный способ соединения тканей с помощью степлеров
предусматривает использование аналогов шовных нитей — металли-
ческих скобок, которые остаются в тканях и имеют те же недостатки, что
и нити. Кроме того, в зоне компрессии наблюдается выраженная ишемия
соединяемых тканей, что осложняет процесс регенерации.
•Автоматическая сварка. — 2004. — № 9. — С. 7-11.
57 - 8-1437
865
ИЗБРАННЫЕ ТРУДЫ
Склеивание тканей по ряду известных медикам причин также не
получило широкого применения.
Лазерная сварка не обеспечивает требуемой прочности соединений.
Лазерный нагрев с «припоем» на основе белка имеет некоторую перс-
пективу использования в хирургической практике, однако усложненная
технология может стать тормозом для широкого применения.
Электрическая сварка для соединения разрезов живой ткани и
органов при хирургических вмешательствах впервые была осуществлена
коллективом исследователей Института электросварки им. Е.О. Патона
НАН Украины (ИЭС) совместно с учеными и специалистами эксперимен-
тального отдела Института хирургии и трансплантологии (ИХиТ) АМНУ
при участии Международной ассоциации «Сварка» и активном финансо-
вом содействии американской компании CSMG. Вначале на животных
была выполнена серия экспериментов, в которых приняли участие
микрохирурги объединения «Охматдет». Работу поддержали амери-
канские хирурги во главе с известным американским проф. Дж. Куцом
из Луисвилля (США). Результаты начальных экспериментов украинско-
го коллектива дважды демонстрировались в США американским спе-
циалистам. Поскольку на следующем этапе внимание было сосредоточено
на общей хирургии и инженерных проблемах, то в состав коллектива
были введены сотрудники Центрального клинического госпиталя военно-
медицинского управления СБУ (клиническая база Национального ме-
дицинского университета). Исследования по микрохирургии были отло-
жены до создания совершенной техники и получения с ее помощью
положительных результатов по общей хирургии.
Опыт применения электрохирургии для резки тканей и гемостаза
насчитывает около ста лет. Коллектив исследователей заинтересовался
одним из электрохирургических приемов, так называемой биполярной
коагуляцией. При его осуществлении электрический ток высокой частоты
проходит через стенки «сжатого» сосуда или мелкие сосуды и вызывает
их нагрев. При температуре свыше 50...55 °C содержащиеся в ткани
белки — глобулины — начинают «разматываться» и переплетаться, в
результате чего происходит соединение сжатых стенок сосуда, что исклю-
чает кровотечение. Скорость коагуляции существенно зависит от темпе-
ратуры: чем она выше, тем быстрее белки коагулируют.
Биполярную коагуляцию часто используют для герметизации сосу-
дов диаметром до 1,5 мм. Герметизированный биполярной коагуляцией
сосуд выдерживает без потери герметичности давление, значительно
превосходящее артериальное.
Наши первые исследования показали, что при определенных
условиях благодаря биполярной коагуляции можно соединять не только
стенки тонкого сосуда, но и множество других слоев различных органов
и тканей. Однако предстояло выяснить, что требуется для того, чтобы
биполярную коагуляцию можно было использовать для соединения тка-
ней в месте разреза взамен традиционного соединения с помощью ниток
866
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
или металлических скобок. При этом необходимо было обеспечивать
надежность соединения органов или тканей, гарантирующего их функ-
ционирование в раннем послеоперационном периоде и скорейшее восста-
новление функций оперированного органа.
Многочисленные экспериментальные исследования показали, что
надежность соединения органов и тканей зависит от многих факторов, в
частности, формы кривой тока высокой частоты, формы кривой термичес-
кого цикла, абсолютных значений частоты, температуры нагрева сварива-
емых участков ткани и сжимающих их электродов, удельного давления
электродов, продолжительности нагрева ткани, ее физических свойств и
др. Надежное соединение тканей возможно только при благоприятном
сочетании перечисленных факторов.
Процесс соединения органов и тканей напоминает контактную свар-
ку сопротивлением и имеет с ней много общего. Поэтому далее этот
процесс будем называть сваркой.
Для того чтобы восстановление физиологических функций опери-
рованного органа или ткани протекало достаточно быстро и не влекло за
собой осложнений, термическое воздействие должно быть, с одной сто-
роны, минимальным, с другой — достаточным для получения надежного
соединения. Этим соответственно, кроме всего прочего, и отличается
процесс сварки от традиционного процесса биполярной коагуляции, при
котором перегрев ткани в месте расположения электродов или неудачное
его осуществление может привести к потере жизнеспособности ткани.
Важно также, чтобы сварочное оборудование и сварочный инструмен-
тарий были простыми и удобными для хирурга, не отвлекали его
внимание и не приводили к потере времени. Поэтому особое внимание
должно быть обращено на создание системы автоматического управления
сварочным комплексом.
Нашему коллективу удалось в значительной мере разрешить проб-
лемы, связанные с осуществлением сварки мягких тканей, создать лабо-
раторную аппаратуру с автоматической системой управления сварочным
процессом, необходимую для проверки технических решений, и довести
ее до применения в общей хирургии и гинекологии.
Аппарарута и хирургический инструмент. Установлено, что широко
распространенная аппаратура для коагуляции не пригодна для сварки.
Ученым и специалистам ИЭС им. Е.О. Патона НАН Украины в сот-
рудничестве с врачами удалось определить специфические требования,
которым должна удовлетворять аппаратура для сварки. К ним относятся,
в частности, изложенные выше требования. Кроме того, необходимо было
изыскать способы самонастраивания системы высокочастотного питания,
обеспечивающие образование сварных соединений при наименьшем теп-
ловом воздействии на ткань в условиях возможных изменений толщины
свариваемых слоев и их физических свойств. Настройка системы управ-
ления должна была проводиться автоматически без отвлечения хирурга
от выполнения его основных функций. В результате проведения комп-
57*
867
ИЗБРАННЫЕ ТРУДЫ
Рис. 1. Источник питания со встроенной
аппаратурой управления
Рис. 2. Биполярные пинцеты для сварки
Рис. 3. Зажим для сварки
лексных исследований разработаны
способ соединения мягких тканей, ус-
тройство и инструменты для его осу-
ществления. Идеи, заложенные в раз-
работки, признаны оригинальными и
на них выданы патенты [1-7]. Несо-
мненным достоинством аппаратуры
следует считать ее универсальность.
Она может быть успешно использова-
на в качестве коагулятора для резки,
а также для получения за один прием
кольцевых и линейных швов. Одна из
моделей источника питания со встро-
енной аппаратурой управления пока-
зана на рис. 1.
Хирургические инструменты вы-
полнены в биполярном варианте
(рис. 2-5). Наиболее часто использу-
ются пинцеты и зажимы. В тех слу-
чаях, когда хирургу трудно конт-
ролировать давление, ориентируясь
только на силу пальцев, удерживаю-
щих инструмент, пинцеты оснащают-
ся специальными приспособлениями.
Следует подчеркнуть, что стабили-
зация давления имеет существенное
значение. Поскольку у ткани малая
упругость, то чем больше сила, с ко-
торой электроды сжимают ткань, тем
меньше нагреваемый объем, что так
или иначе отражается на конечных результатах. При избыточном сжатии
неминуем электрический пробой свариваемых слоев, и наоборот, при
недостаточном сжатии нагреваемый объем чрезмерно велик.
Большое значение уделялось форме рабочей поверхности электродов
и материалу для их исполнения. Последний должен удовлетворять
условиям длительного использования (с короткими промежутками вре-
мени) без перегрева. Одним из важных показателей операции является
скорость ее выполнения, которая определяет время пребывания больного
под наркозом. Электрическая сварка
Рис. 4. Инструмент для стыковой сварки
(конец в конец) кишок
и в этом отношении перспективна, так
как созданный специализированный
инструмент предельно сокращает вре-
мя выполнения соединения. В част-
ности, таким инструментом (рис. 4)
сварка выполняется за один прием в
868
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
Рис. 5. Инструмент для лапароскопических
операций
течение 2...3 с. Эффективно при-
менение сварки и при лапароско-
пических операциях с использо-
ванием специализированного инст-
румента (рис. 5).
Эксперименты на животных.
Разработка инструментов, источ-
ника питания, системы управления
и программного обеспечения про-
водилась в тесном сотрудничестве
инженеров и врачей-эксперимента-
торов. Каждое техническое реше-
ние проходило проверку на животных, многократно уточнялось и вновь
проверялось. Одновременно выполнялись и медицинские исследования.
Вначале операции были проведены на белых крысах. После доказа-
тельства принципиальной возможности сваривания живых тканей выпол-
нена большая серия экспериментов на кроликах. Проведены следующие
оперативные вмешательства: закрытие холецистомной раны, аппендэк-
томия, закрытие гастротомной раны, формирование анастомозов толстого
кишечника конец в конец и бок в бок, электрорезекция печени и сварка
раны мочевого пузыря. После эвтаназии животных в сроке до четырех
лет производилась оценка сформированных соединений в сравнительном
аспекте с точки зрения степени выраженности некробиотических изме-
нений в зоне соединения, состояние степени выраженности некротических
изменений в зоне соединения, состояние эпитализации слизистой, на-
личия рубцовых стенозов и других сращений. Особое внимание уделялось
изучению состояния межкишечных анастомозов, выполненных с при-
менением сварочной технологии, и их сравнению с шовными соустьями
при традиционной методике.
Завершающим этапом экспериментальных исследований стали опе-
рации с использованием сварочной технологии на контрольной партии
свиней массой 20...25 кг (45 особей). Выбор вида животных обусловлен
тем, что структура биологических тканей свиньи и человека весьма
сходная. Одна из основных целей этого этапа — статистическая оценка
электрической сварки как элемента хирургической технологии. Одной из
первых операций на свиньях было сваривание стенки желчного пузыря.
По сравнению с холецистотомией со скобочным швом, наложенным с
помощью степлера «Autosuture», результаты сварки с точки зрения
эпителизации, интенсивности послеоперационных сращений и толщины
рубца были предпочтительнее. Затем последовали операции формиро-
вания брауновского соустья при наложении холецистоэнтероанастомозов.
Хорошие результаты позволили перейти к операциям с формированием
толсто-толстокишечных анастомозов с помощью сварочного пинцета, а
затем и к наложению концеконцевых анастомозов толстой кишки с
помощью специальных устройств, обеспечивающих соединение кишок за
869
ИЗБРАННЫЕ Т^УДЫ
один прием. В операциях на толстой кишке получены достаточно обна-
деживающие результаты. Через шесть месяцев линию шва удавалось
идентифицировать лишь морфологически. Все анастомозы были состоя-
тельны, проходимы, хорошо функционировали.
Одновременно проводились опыты по коагуляции ткани печени в
зоне действия электродов при соответствующих режимах сварки. При
этом создавалась коагуляционная борозда длиной до 60 мм, что позволяло
производить бескровную краевую резекцию печени.
Животные из контрольной партии выводились из эксперимента
через 14, 30, 60, 90 и 180 суток. Все прооперированные животные
выжили. Осложнений, связанных с оперативным вмешательством, не
наблюдалось. Проведенные исследования подготовили надежную почву
для широкого внедрения метода электросварки как основного и вспомо-
гательного способа соединения биологических тканей при операциях в
клинической практике.
Опыт применения сварки в клиниках. Проведенные в ИХиТ АМН
Украины экспериментальные исследования сварки тканей животных
позволили перейти к поэтапному клиническому применению разработан-
ного способа на человеке в Центральном клиническом госпитале ВМУ
СБУ и в ИХиТ. Вначале сварку применяли на удалении органов и на
тканях человека, отрабатывали методику получения соединения и ее
режимы. Затем сварочную технологию использовали при выполнении
открытых оперативных вмешательств на органах или той их части
(желудок, кишка), которые подлежали удалению.
Операция с применением электросварочных инструментов на чело-
веке (соединение раны желудка после гастротомии) впервые в клиничес-
кой практике выполнена в Центральном клиническом госпитале ВМУ
СБУ в июне 2000 г. В последующем там же выполнены операции на
желчном пузыре (рис. 6), пузырном протоке, маточных трубах и других
органах. Созданы инструменты для сварки желчного пузыря, желчных
протоков, толстой и тонкой кишки, маточных труб, матки, брюшины,
апоневроза кожи, подкожной клетчатки. Успешное выполнение 44 опе-
раций позволило Министерству
охраны здоровья Украины выдать
свидетельство о регистрации обо-
рудования для сварки органов и
тканей и разрешение на его кли-
ническое применение.
Сегодня это оборудование
применяется в ряде клиник Киева
(городской больнице № 1, на ка-
федре грудной хирургии и пульмо-
нологии Академии последиплом-
ного образования с отделением
«Политравма» больницы № 17), а
Рис 6. Сварной шов (указан стрелкой)
на разрезе желчного пузыря сразу же
после выполнения
870
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
также в Донецком онкологическом центре. В настоящее время с помощью
электросварки операции проводятся во многих областях хирургии
Прооперировано более 2 тыс. пациентов без летального исхода либо
серьезных осложнений. Тем не менее, предстоит еще много сделать для
расширения областей применения электрической сварки, совершенство-
вания хирургических приемов. Для этого потребуется прежде всего
расширение наших знаний о тканях как специфичной электропроводящей
среды и явлениях, протекающих в ней при нагреве, совершенствование
аппаратуры, разработка специализированных инструментов для быстрого
выполнения соединений. Все это должно быть в перспективе, а пока
следует шире использовать созданное оборудование, которое, как пока-
зывает опыт применения в клиниках, дает хорошие результаты.
В мае этого года украинская делегация ученых и специалистов
демонстрировала в США американским хирургам и представителям
медицинской промышленности возможности сварочной техники в хш
рургии. Присутствующие дали положительную оценку выполненной
украинским коллективом работы. В частности, проф. Дж. Куц, присут-
ствовавший на демонстрационных операциях, отметил, что выполнение
подобных операций (на кишечнике, печени и других органах) может
произвести революцию в хирургии в ближайшие годы (2-5 лет).
Преимущества сварки по сравнению с традиционными способами
соединения тканей. Опыт применения сварки в клинических условиях
подтвердил ее эффективность. Важным результатом является предотвра-
щение развития таких серьезных последствий применения шовных
материалов, скобок, клея, как:
неизбежное развитие воспалительной реакции в ответ на наличие
их в ране;
угроза распространения инфекции из полых органов (кишечник,
желудок) по ходу шовного материала с последующим развитием тяжелых
послеоперационных осложнений;
угроза стенозирования анастомозов вследствие развития грубых
рубцовых тканей в отдаленном послеоперационном периоде и др. При
выполнении операций на желчном и мочевом пузыре «инородные тела»
могут стать основой последующего конкрементообразования.
Перспективна электросварка при формировании анастомозов между
трубчатыми или полыми органами благодаря меньшей угрозе развития
анастомозитов, стенозов, инфицирования послеоперационных ран, обра-
зования гранулем, сером, лигатурных свищей, требующих нередко весьма
длительного лечения.
Применение электросварки при операциях на печени и селезенке
позволяет достичь максимального гемо- и холестатического эффекта, а
концентрация энергии на строго локальных участках — избежать пов-
реждений магистральных трубчатых структур (артериальных и венозных
сосудов, желчных протоков).
871
ИЗБРАННЫЕ ТРУДЫ
Использование сварочных технологий позволяет ускорить выпол-
нение оперативного вмешательства в среднем на 20...40 мин и сократить
примерно на 200...250 мл потерю крови, а иногда в несколько раз больше,
достичь экономического эффекта за счет сокращения показаний к
применению дорогих аппаратов и степлеров, экономии шовного мате-
риала, клипс и др.
Особо весомы преимущества электросварки при их сочетании с эндос-
копическими и лапароскопическими методами оперативного вмешательства,
что взаимно усиливает преимущества каждого из указанных методов отдель-
но (надежность, малая травматичность, миниинвазивность).
Весьма перспективной электросварка должна быть при выполнении
восстановительных операций на органах желудочно-кишечного тракта
прежде всего кишечника, желудка, с формированием анастамозов, в том
числе конец в конец, бок в бок для временной или окончательной
герметизации отрезков указанных органов после удаления патологичес-
кого очага.
В клинической практике в ургентной хирургии сварочные техно-
логии также могут широко применяться при остром аппендиците, травмах
паренхиматозных органов (гемостаз, резекция размозженной части орга-
на), перфоративных язвах желудка и двенадцатиперстной кишки, трав-
матических повреждениях легких и др. Сваривание поврежденных стенок
желчного пузыря, дистальной части общего желчного протока,
технически сложное выполнение другими методами билио- и панкреа-
тодигестивных анастомозов, удаление кист, гемангиом печени — вот тот
далеко неполный перечень показаний к применению электросварки орга-
нов и тканей в хирургии гепатобиллпарной системы.
Нежный рубец в зоне анастомозируемых органов увеличивает пер-
спективу применения указанного метода в тех областях хирургии, где
лигатурный и аппаратный шов технически трудновыполнимы. Это нало-
жение билио- и панкреатодигестивных анастомозов, операции по восста-
новлению проходимости маточных труб. Стенозы соустий особенно слож-
ны, так как ведут к изменению анатомического строения и функций
анастомозируемых органов. Эту проблему также следует попытаться
решить с помощью электросварки.
Сварочные технологии должны найти широкое применение в гинеко-
логической практике. Прежде всего при восстановлении проходимости
маточных труб в случае бесплодия различной этиологии, внематочной
беременности (нежный рубец, меньшая степень угрозы ее стенозирования
в результате рубцевания), а также при выполнении таких травматичных и
опасных своими осложнениями операций, как экстирпация и надвла-
галищная ампутация матки, которые выполняются практически бескровно.
Существенный эффект, как показывают первые результаты, может
быть получен в проктологии.
Полученные экспериментальные результаты дают основание пред-
полагать о вполне реальном применении электросварки в сосудистой
872
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
хирургии, нейрохирургии, где важно образование нежного рубца в зоне
операции, профилактике стенозов сосудов и др. Думаю, что в недалеком
будущем сварочные технологии будут успешно использоваться в трансп-
лантологии при формировании сосудистых соустий, в легочной хирургии.
В урологической практике электросварка тканей может найти приме-
нение для закрытия ран мочевого пузыря, уретры, соединения конец в
конец поврежденных мочеточников.
Перспективно применение сварочных технологий и в ларингологии.
В настоящее время уже созданы первые образцы сварочных инструментов
для этих целей, которые переданы в Центральный клинический госпиталь
ВМУ СБУ и нашли там клиническое применение.
Несомненно, области рационального применения сварки со временем
будут расширяться. Об этом со всей очевидностью свидетельствуют
результаты ее использования в клиниках. Сейчас говорят об актуальности
решения задачи обеспечения оперативного вмешательства в отдаленных
районах, где нет медицинской помощи, например, в космосе или опытной
станции. Можно предложить в дальнейшем применение роботов, угг
равляемых на больших расстояниях квалифицированным хирургом с
помощью телевизионных систем. В отмеченных условиях сварка упростит
операцию и позволит провести ее с лучшим результатом, меньшей
потерей крови.
1. Пат. 39907 Украша, MKI 7А61В17/ОО. Cnoci6 з’еднання судин та шших порожнистих оргашв
тварин, або людини та пристрш для його здюнення / Б.С. Патон та 1н. — Опубл. 16.07 01,
Бюл. № 6.
2. Пат. 44805 С2 Украша, МКИ 7А61В17/00. Способ з’еднання м’яких бюлопчних тканин i
пристр!й на його здшенення / Б.С. Патон та iH. — Опубл. 16.09.02, Бюл. № 9.
3. Пат. 26112 С2 Украгна, MKI 6А61В17/00.1нструмент для з’еднання м’яких бюлопчних тканин
/ Б.С. Патон та ш. — Опубл. 16.10.02, Бюл. № 5.
4. Пат. 200206556 Украгна. Cnoci6 зварювання м’яких тканин людини / Б.С. Патон та iH. —
Опубл. 15.01.04, Бюл. № 1.
5. Pat. И 2003/0158551 А1 USA. System and method control of tissue welding / B. Paton et al. —
Publ. 21.08.2003.
6. Pat. 6,562,037 B2 USA. Bonding of soft biological tissues by passing high-frequency electric current
therethrough / B. Paton et al. — Publ. 13.05.2003.
7. Pat. 199926669 B2 Australia, A61B17/36 A1. Bonding of biological tissue by passing high-frequency
electric current / B. Paton et al. — Publ. 02.09.1999.
873
ИЗБРАННЫЕ ТРУДЫ
SYSTEM AND METHOD FOR CONTROL OF TISSUE
WELDING*
B.E. Paton, V.K. Lebedev, A.V. Lebedev, Yu.A. Masalov,
O.N. Ivanova, M.P. Zakharash, Yu.A. Furmanov
A system and method for welding of biological tissue by applying an RF
voltage during a first stage to electrodes of a tissue welding tool; monitoring
tissue impedance, and determining a minimum tissue impedance value during
100
200
the first stage; determining relative tissue impedance; detecting when the
relative tissue impedance reaches a predetermined relative tissue impedance
value and starting a second stage; calculating the duration of the second
stage as a function of the duration of the first stage; and applying the RF
voltage during the second stage to the electrodes of the tissue welding tool.
•Pat. 2003/0158551 Al USA, Int. Cl. A61B 18/18. - Publ. 21.08.2003.
874
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
ПЛАЗМЕННЫЙ ХИРУРГИЧЕСКИЙ КОМПЛЕКС
«ПЛАЗМАМЕД»*
Б.Е. Патон, В.С. Гвоздецкий, В.И. Драновский,
В.Л. Джеппа, Ю.А. Фурманов, А.А. Ляшенко
Изложены основные результаты разработки ГКБ «Южное» совместно с Институтом
электросварки и Институтом клинической и экспериментальной хирургии плазменного
хирургического комплекса «Плазмамед», предназначенного для выполнения хирурги-
ческих операций по рассечению биологических тканей (деструкции) и остановки кро-
вотечений на раневых поверхностях (коагуляции).
Basic results obtained with the plasma surgical complex (PSC) «Plasmamed» developed
by the State Design Bureau «Yuzhnoye» in collaboration with the E.O. Paton Electric
Welding Institute and the Institute for Clinical and Experimental Surgery are presented.
The complex is intended for surgical operations of dissection of biological tissues (dest-
ruction) and hemostasia on injured surfaces (coagulation).
Ключевые слова: плазменная хирургия, плазматрон, гемостаз, деструкция, коагуляция
В современной хирургии воздействие высокотемпературной (около
10000 °C) плазменной струи на биологические ткани используется для их
рассечения, остановки кровотечения (гемостаз) и удаления новообразо-
ваний (опухолей, абсцессов и т. д.). Области применения плазменных
хирургических аппаратов обширны — общая хирургия, гинекология,
онкология, урология, нейрохирургия, ортопедия и травматология, ве-
теринария.
Главными положительными качествами плазменной хирургии явля-
ются бактерицидность, незначительная травматизация биологических
тканей и надежный гемостаз, особенно при операциях на паренхиматоз-
ных органах. В зависимости от параметров плазменной струи можно
выполнять операции как по рассечению тканей, так и по коагуляции
раневых поверхностей.
Плазменная хирургия развивается уже около трех десятилетий. В
1960-х - начале 1970-х гг. в США пытались создать плазменный скаль-
пель типа «Mark». Однако конструкция плазматрона, работающего на
смеси гелия и аргона, оказалась ненадежной. Кроме того, струя плазмы
с тепловой мощностью до 70 Вт и температурой около 6700 °C —
малоинтенсивна и нестабильна.
В бывшем Советском Союзе созданы плазменные хирургические
установки «СУПР-М» (гелий, изготовитель Смоленский авиационный
завод) и «Факел-01» (аргон, разработчик МВТУ им. Н.Э. Баумана,
изготовитель ОКБ «Факел», Калининградская обл.), нашедшие при-
менение в медицинской практике. В этих установках температура плаз-
менной струи достигала 10000 °C. В дальнейшем были созданы полевые
•Автоматическая сварка. — 2000. — № 1. — С. 46-47.
875
ИЗБРАННЫЕ ТРУДЫ
установки «Факел-11» (аргон) и «Гемоплаз-ВП» (воздух). Известна
также плазменная установка «УМПР-20» (разработка Ленинградского
политехнического института совместно с Военно-медицинской акаде-
мией), изготовленная в ограниченном количестве, поскольку промышлен-
ностью не выпускалась.
Как свидетельствуют рекламные материалы, в настоящее время в
России успешно проходит клинические испытания плазменный хирур-
гический аппарат «Plasmsurg-101» фирмы «Nikval International» АВ
(Швеция), в разработке которого принимали участие специалисты МВТУ
им. Н.Э. Баумана.
Несмотря на определенные успехи, плазмодинамический метод до
настоящего времени не нашел повседневного применения в медицинской
практике, по нашему мнению, из-за недостаточного эксплуатационного
совершенства существующих комплексов, их относительной дороговизны
(розничная цена 25000 дол. США) и отсутствия системного подхода при
внедрении плазменного метода.
В ГКБ «Южное» совместно с Институтом электросварки им. Е.О. Па-
тона и Институтом клинической и экспериментальной хирургии в рамках
конверсионной программы разработан плазменный хирургический комп-
лекс (ПХК) «Плазмамед», одобренный Украинским научно-технологи-
ческим центром.
Комплекс (рис. 1) состоит из сервисного блока с двумя манипулято-
рами, кабеля электропитания и выносной ножной педали. Внутри
сервисного блока расположены система хранения и подачи плазмообразу-
ющего газа (аргона), модуль водяного охлаждения плазматронов и система
преобразования и управления. Последняя включает блок управления и
индикации, блок преобразования и поджига,
панель питания и кабельной сети.
Подача аргона может осуществляться
как от двух вмонтированных баллонов
вместимостью по 5 л, так и от внешнего
баллона. Модуль водяного охлаждения вы-
полнен в виде циркуляционного контура с
радиаторами для сброса тепла в окружаю-
щую среду. Включать плазматроны можно
и с пульта, и с выносной ножной педали.
ПХК снабжен счетчиками моторесурса
плазматронов.
В случае появления неисправности
плазматрон выключается, а на панель уп-
равления и индикации выдается одно из
следующих донесений: «Нет воды» в плаз-
матроне-деструкторе; «Нет воды» в плаз-
матроне-коагуляторе; «Нет газа»; «Корот-
Рис. 1. Внешний вид ПХК
«Плазмамед»
876
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
кое замыкание» в цепи электропитания плазматронов; «Нет земли» при
разрыве цепи заземляющего провода.
Особенностью ПХК «Плазмамед» является то, что его система преоб-
разования и управления обеспечивает работу как трехэлектродного плаз-
матрона (с промежуточным пусковым электродом), так и выполненного по
двухэлектродной схеме, причем переход с одного режима электропитания
на другой обеспечивается автоматически при подсоединении плазматрона
того или иного типа. Сброс отводимого от плазматронов тепла в окружаю-
щую среду исключает ограничение на продолжительность работы плазмат-
ронов, вызванное нагревом охлаждающей жидкости.
Технические характеристики ПХК -«Плазмамед»
Плазмообразующий газ .................................................. аргон
Количество плазматронов, шт................................................ 2
Тепловая мощность плазменной струи, Вт ............................... 70...350
Ток дугового разряда, А................................................. 6...25
Напряжение питания дугового разряда, В ............................... 25.. .40
Количество режимов работы плазматронов по мощности —....................... 3
Ток .................................................... однофазный переменный
Напряжение, В ........................................................ 220±22
Частота, Гц .......................................................... 50... 60
Потребляемая мощность, кВт............................................... 1,6
Масса, кг ............................................................... 132
Габаритные размеры, мм ......................................... 460x560x2100
ПХК «Плазмамед» 2 сентября - 12 октября 1999 г. проходил
медико-биологические испытания в отделе экспериментальной хирургии
Института клинической и экспериментальной хирургии АМН Украины
(рис. 2) на животных (две белые крысы, 15 кролей и две свиньи). В ходе
испытаний с помощью ПХК производили такие хирургические мани-
пуляции, как рассечение апоневроза при выполнении срединной лапаро-
томии (рассечение брюшной стенки), частичную резекцию селезенки с
отсечением брыжейки в ее верхнем полюсе, а также печени. Все операции
осуществляли под наркозом в стерильных условиях. Эвтаназию живо-
тных проводили через 3, 7, 10, 21 сут после операции путем пере-
дозирования наркотических веществ.
Препараты описывали, фотографи-
ровали, брали части тканей на гисто-
логические исследования, был снят
видеофильм.
Все животные после проведен-
ных вмешательств легко выздоравли-
вали, отклонений в их поведении и
общем состоянии не зафиксировано.
Гистологические исследования тка-
ней, взятых в местах обработки плаз-
Рис 2. Медико-биологические испытания
ПХК «Плазмамед» в Институте клинической
и экспериментальной хирургии АМН
Украины
менной струей после вмешательства,
показали, что на 21 сут коагуляцион-
ный струп отсутствует, некротизиро-
877
ИЗБРАННЫЕ ТРУДЫ
ванные ткани окружены капсулой, сформированной грануляционной
тканью. Низкое содержание гликогена в гепатоцитах отмечено только
вокруг капсулы. На других участках зафиксирована паренхима с призна-
ками слабых воспалительных изменений (умеренная лимфоцитарная
инфильтрация стромы). Во всех случаях нейтрофильная инфильтрация
отсутствует.
При испытаниях ПХК работал без замечаний, за исключением
замены плавкого предохранителя, что было выполнено оперативно во
время операции. Пожелания медперсонала, высказанные в части усовер-
шенствования конструкции комплекса, будут учтены в процессе продол-
жения работ.
ФЕРОМАГН1ТНИЙ СПЛАВ НА OCHOBI М1Д1
3 ЕФЕКТОМ ПАМ’ЯТТ ФОРМИ*
Б.С. Патон, Ю.М. Коваль, Д.М. Калеко, Л.М. Неганов
Винахщ siдноситься до облает! металургн, а саме до термочутливих
сплав!в для виготовлення термочутливих елеменпв (тче), як! застосову-
ють у електричних комутащйних приладах, i може бути широко ви-
користаний у регуляторах температуря, а також пристроях для захисту
устаткування в!д дп критичних температур.
Вщомий сплав на основ! м!д! з ефектом пам’ят! форми (авт. св!д.
СРСР №1662119, 21.11.89 р.), що мютить (мае. %):
Алюмшш
Марганець
Hiкель ....
Зал1зо .
Ванадш ...
Кремшй ..
Бор ....
Мщь ....
9,5...12,2
0,01...2,8
0,01...2,8
0,2...0,5
0,03...0,5
0,01...0,2
0,01...0,2
.. основа
Основний недол!к сплаву полягае в тому, що вш слабко вщтворюе
магштш властивостй При магштшй шдукцп (В) 12000 гаус максимально
значения коерцитивно! сили (Нс) не перевищуе 2,5...3,0 ерстед. Тому
сплав не можна використовувати як ферочутливий елемент, наприклад у
теплових регуляторах. Окр1м цього, вказаний сплав мае вщносно низьку
границю цикл!чно1 мщносп, що зумовлено особлив!стю його мпсро-
структури. На рашшшх стад!ях тсплово! деформацп, шд впливом вузла
*Пат. 54585 Украша, MKI С 22 С 9/01, 9/05, С 22 К 1:00. - Опубл. 17.03.2003; Бюл. № 3.
878
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
спрямованого навантаження, яке забезпечуе примусове повертання спла-
ву в початкове положения при охолодженш нижче температури початку
прямого мартенситного перетворення (МП), в м!кроструктур! сплаву
з’являються тонк!, ледве помггш при оптичному зб!лыпенш, канали
руйнування сплаву. Встановлено, що так! канали виникають в мгсцях
концентрацп напруг, а також в окремих несприятливо ор!ентованих
зернах при напругах, вищих за границю витривалост!. Так, в зразках з
шдвшценим bmIctom ванад!ю (0,5 %) при деформацп кручениям на
1,5...2,0 % шсля 25...30 теплозмш в штервал! температур 25...400 °C у
м!сц! спрямованого навантаження з’являеться мережа тонких каналiB. Ц1
канали починають розповсюджуватися по границах зерен при термо-
циклюванн! шд навантаженням в штервал! температур 50...400 °C.
Внаслщок цього, п!сля 240...260 теплозмш через штервали прямого
(Мп - Мк) i зворотного (Ап - Ак) мартенситних перетворень, в умовах
постшноТ дп вуз ла спрямованого навантаження, вщбуваеться руйнування
сплаву по сформованш мереж! трпцин.
Найб!лып близьким за техшчною суттю до заявленого винаходу е
сплав Гейслера на основ! м!д! /Heusler F., Verhanl, deut, phys. Ges., 5,
219, 1903; Heusler F., Zs. Angew. 17. 260, 1904/, що кпстить (мае. %):
Марганець ............................................. 6,0... 18,7
Алюмшш ................................................ 6,0... 15,0
Мщь ..................................................... основа
Сплав — прототип при визначеному вщношенн! х!м!чних ком-
понент!в мае ефект пам’ят! форми, не стшкий до дп зовшшшх напружень
! шдвищенноТ температури, наприклад, при склад! Cu-12-Al-lO-Mn
(мае. %). При вщносно невеликш амплггуд! напруг (2...3 кг/мм2)
викриваеться малоциклова втомлешеть, яка розвиваеться в процес! де-
формацп сплаву шд д!ею магштного моменту, прикладеного до рухомо!
частини зразка. Це пов’язано з магнггопружною релаксащею, явищем,
аналопчним термопружному ефекту. Накладення магштного поля на
зразок феромагштного матер!алу викликае змшу його розм!р!в —
магштострикщю. В той же час, прикладене напруження, пов’язане з
деформащею, викликае змшу стану намагшчування зразка, внаслщок
чого виникае поверхневий струм, магштне поле якого перешкоджае змш!
магштного потоку у зразку. Ц! струми дифундують у глиб зразка,
вир!внюючи магштний пот!к. Таке перемпцення ! е тим релаксацшним
процесом, яке у пром!жнш облает! частот викликае максимум внут-
р!шнього тертя, у в!дпов!дност! з теор!ею релаксацшних явищ. Тому
основною причиною зниження магштних властивостей е втрата енергп,
що зв’язано з магштними ефектами, як i затухания в!д теплово!’ релак-
сацп, необх!дне для врахування при створенш нових феромагштних
сплав!в. Пщвищення температури при випробуваннях на втому до 400 °C
викликае зниження опору сплаву шд час дп знакозмшних навантажень i
помггну деградащю феромагштних властивостей. Значн! структурн! змши
879
ИЗБРАННЫЕ ТРУДЫ
полягають у розпад! Р-фази при стар!нш, а також у значному зниженш
внутршньо! енергп при переходах через пряме i зворотне мартенситш
перетворення i точку Кюр!. Так, у зазначеному сплав! деформащя в
облает! температур 300...400 °C в!дпов!дае максимуму границ! витрива-
лост!, положения яко! обумовлено частотою цикл!чного навантаження.
Свщченням того е те, що !з зб!льшенням частоти деформацп спосте-
р!гаеться штенсивне зростання пошкоджень в!д втомленост!, як! виявля-
ються на поверхневих прошарках сплаву. Це пов’язано з наявшстю
дефекпв на поверхн!, ix розм!рами, формою i розпод!лом, а також
зростанням р!вня залишкових напружень, обумовлених появою розтягу-
ючих напружень, як! форсують вщкриття трщин втомленост! по меж!
м!ж зернами. П!дб!р режим!в термомехашчно! обробки для означеного
сплаву не припиняе одночасного зниження мщност! та пластичност!, не
шдвищуе onip втомленост! матер!алу шд час теплово! деформацп.
Максимальне число стаб!льних цикл!в нагр!вання-охолодження для
означеного сплаву не перевищуе величини 0,6-103 теплозмш. Тому ви-
користовувати цей сплав у конструкщях, що потребують багаторазово!
стаб!льност! вщтворення заданих термомехашчних та магштних влас-
тивостей, не можна через низьку надшшсть ! довгов!чн!сть виготовлених
!з цього сплаву тче.
Техшчною задачею винаходу е створення феромагштного сплаву на
основ! м!д!, який вщтворюе ст!йкий ефект пам’ят! форми i у якого за
рахунок введения нових х!м!чних елеменпв збмьшиться число стаб!льних
цикл!в деформацп з постшно високим р!внем магштних властивостей !
в!дпов!дною точкою Кюр! в облает! температур -196...+400 °C.
Поставлена техшчна задача виршу еться за рахунок того, що у
феромагштний сплав на основ! м!д! з ефектом пам’ят! форми, що м!стить
марганець i алюмшш, вводить зал!зо, молЮден, хром 1 самарш при такому
сшввщношенш цих компоненпв (мае. %):
Марганец
Алюмшш
За?пзо ....
Мол1бдсн
Хром ...
Самарш .
Мщь ....
6,0....24,5
6,0...14,6
1,8...13,5
. 1,5...2,8
. 0,8...1,7
. 0,1...1,5
... основа
Введения в сплав зал!за в межах 1,8... 13,5 (мае. %) стаб!л!зуе ефект
пам’ят! форми для робочих температур -196 С...+400 °C, а також звужуе
пстерезис мартенситного перетворення до 15 °C, причому магштна про-
никн!сть ц сплаву зб!льшуеться в середньому на 10... 15 % вцшосно
сплаву-прототипу. Виконання сплаву з вмгстом зал!за менш, шж 1,8 %,
викликае послабления зв’язку м!ж сусщшми субзернами в структур!
сплаву, що викликае передчасне розповсюдження мереж! тр!щин (в
умовах спрямовано!' дп навантаження) при термоциклуванн! через тем-
пературя! штервали прямого i зворотного мартенситних перетворень.
880
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
Введения в сплав зал!за б!льш, шж 13,5 %, в поеднанн! з шшими
х!м!чними елементами викликае появу у матриц! сплаву крихких не-
розчинних карбщних сполук, суттево знижуюють мщшсть сплаву. Вве-
дения в сплав мол!бдену в межах 1,5...2,8 мае. % шдвищуе вщношення
границ! текучост! до границ! мщност! при термоциклуванш з великим
ступенем деформацп зразюв, знижуе вщпальну крихюсть i шдвищуе onip
повзучостп Магштш властивост! сплаву в зазначених межах характеризу-
ются високою початковою магштною проникшетю i шдвищеним
електричним опором. Виконання сплаву з вмгстом мол!бдену менш, шж
1,5 %, шдвищуе його крихк!сть в аустештному стан! ! повзучють мар-
тенситно! фази, а понад 2,8 % — знижуе границю мщност! при незначних
значениях деформацп, що викликае передчасне руйнування сплаву,
наприклад на етапах його термомехашчно! обробки.
Введения в сплав хрому в межах 0,8... 1,7 мае. % сприяе шдвигценню
стшкост! р-фази, стаб!л!защ! точки Кюр! при положенн! ц!е! точки в облает!
температур вище кшця зворотного мартенситного перетворення (Ак), зок-
рема при температурах понад 100 °C. Окр!м того, вказаний компонент
забезпечуе сплаву високу корозшну стшюсть i оптимальну пружшеть в
аустештному стан! (30...40 кг/мм2), що дозволяе усунути залишкову
деформащю при постшно прикладених зовшшшх напругах i д!юч!й темпе-
ратур!. Виконання сплаву з вмгстом хрому менш шж 0,8 % суттево знижуе
теплову ст!йк!сть сплаву i виключае можливгсть керування точкою Кюр!
при виготовленш сплаву, а понад 1,7 % — веде до зниження магштно!
проникност! i коерцетивно! сили, причому намагшчешеть сплаву помггно
знижуеться теля введения хрому понад 1,68 %.
Введения в сплав самар!я в межах 0,1... 1,5 мае. % суттево шдвищуе
магштш властивост! сплаву в середньому на 30...35 % вщносно вже
наданих йому властивостей, що зв’язано з перетворенням ромбоедрично!
кристал!чно! гратки в ОЦК (P-фазу) при температурах нижче кшця
прямого мартенситного перетворення (Мк). Виконання сплаву з вм!стом
самар!я понад 1,5 % не веде до помггного шдвищення магштних властивос-
тей, а менш н!ж 0,1 % — зовс!м не викликае шдвищення магштних
властивостей.
Пор!вняльний анал!з запропонованого науково-техшчного р!шення
з вщомим сплавом показав, що пропонований склад сплаву i сшв-
вщношення х!м!чних елеменпв в ньому в!др!зняеться в!д вщомого тим,
що введено нов! х!м!чш компоненти (Fe, Mo, Cr, Sm), як! забезпечили
шдвищення юлькост! стаб!льних цикл!в теплово! деформацп в 6...7 раз!в
(при умов! 100 % вщновлення вих!дно! геометрично! форми при
нагр!ванш вище температури Ак), атакож шдвищення коерцитивно! сили
у 4...5 раз!в для виготовлених тче.
Анал!з вщомих науково-техшчних р!шень показав, що деяк! х!м!чш
елементи, введен! в запропонований сплав, вщом!, наприклад А1, Мп, Ре
(Авт. свщ. 1803447 СРСР, С22С9/01. - Опубл. 23.03.93, Бюл. №11).
Але введения цих елеменйв не забезпечуе сплавам необхщний мш!мум
58-8-1437
881
ИЗБРАННЫЕ ТРУДЫ
Таблиця
№ сплаву XiMiHHi елементи, мае. %: Точка Мн
Мп AI Fe Мо Сг Sm Си •с
1 25,0 5,8 13,7 1,4 1,8 1,6 Основа -
2 24,5 6,0 13,5 1,5 1,7 1,5 » 386
3 23,0 7,5 12,4 1,6 1,6 1,4 » 264
4 21,2 8,0 11,6 1,7 1,5 1,3 » 243
5 19,8 9,0 10,3 1,8 1,4 1,2 >> 210
6 18,0 10,2 9,2 1,9 1,3 1,1 » 165
7 16,5 10,7 8,4 2,0 1,2 1,0 » 112
8 15,2 11,2 7,5 2,1 1,1 0,9 46
9 13,8 11,8 6,4 2,2 1,0 0,8 8
10 12,5 12,0 5,5 2,3 1,0 0,7 >> -27
И 11,0 12,2 4,6 2,4 1,0 0,6 » -45
12 9,5 12,7 3,2 2,5 0,9 0,5 -70
13 7,8 13,0 2,5 2,6 0,9 0,3 -145
14 6,0 14,6 1,8 2,8 0,8 0,1 -188
15 5,8 15,0 1,6 3,0 0,7 0,08 » -
Сплав-прототип
16 18,7 6,0 - - - - Основа -
17 14,5 8,0 - - - - по
18 10,6 12,4 - - - - » 80
19 9,2 13,0 - - - - » -140
20 6,0 15,0 - - - -
феромагштних властивостей i стшкоТ тепловоТ деформацп при термо-
циклуванн! через !нтервали температур прямого ! зворотного мартен-
ситних перетворень.
Для експериментально! оц!нки властивостей запропонованого спла-
ву було подготовлено 20 сумпией шгред!ент!в, 13 !з яких вщтворили
оптимальш результата (див. таблицю, сплави № 2...14). При виготовлен!
сплав!в за присадки використовували три л!гатурш з’еднання х!м!чно
чистих метал!в: Fe-Mo-Cr, Cu-Sm, Al-Мп, що дозволило при проведены
плавок знизити вм!ст окисних включень i усунути л!кващю теля роз-
ливання. Кожну плавку проводили в шдукшйшй печ! в атмосфер! х!м!чно
чистого аргону. П!сля виплавлення в мшроструктур! сплав!в не виявлено
газово! пористост!, осюльки при високих температурах була шдсилена
дегазуюча д!я модиф!катор!в. 1з одержаних в!дливок вир!зували зразки
розм!рами 0,6x6,0x40 мм. Кожен !з зразюв теля попередньо! термо-
мехашчно!' обробки поддавали резисто- та д!латометричним досл!дженням
з метою визначення критичних температур мартенситних перетворень
(МП, Мк, Ап, Ак) та в!дпов!дних точек Кюр! (0). При фазових
перетвореннях, тобто при проходженш процес!в упорядкування i розпо-
882
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
Закшчення таблиц!
К°сплаву Точка В Коер. сила, Нс Число стаб. цикл. Прим1тка
•с ерстед п-103
1 457 46,4 - Мехашчне руйнування зразка
2 420 81,4 1,1 Оптимальш результати
3 315 76,3 1,6
4 291 71,2 2,0
5 272 53,6 2.6
6 216 63,2 2,8
7 173 61,9 3 1
8 95 59,7 3,3
9 65 50,1 3,5
10 46 31,4 3,8
И 27 30,2 4,2
12 -15 25,6 4,4
13 -82 116,3 4,9
14 -97 95,8 5,3
15 -162 56,0 - Втдсутшй СПФ
Сплав-прототип
16 280 22,4 - Вщсутшй СПФ
17 147 18,0 0,3 Мехашчне руйнування зразгав
18 245 11,4 0,7
19 60 18,1 0,2
20 -185 3,6 - Вщсутшй СПФ
'Значения магштно! шдукцп (В) у Bcix наведених випадках поспйна, в межах 11200...11500 гаус.
рядкування, хщ залежност! електричного опору в!д температуры суттево
вщхиляеться в!д звичайного, що дозволяв надшно встановити зм!ну
фазовых процес!в i температуры! !нтервали !х проходження. Методом
крутильных вапв визначено магштн! властивост! i стушнь в!дновлення
геометричноТ форми шсля попередньо! деформацп зразюв закручуванням
нижче температури початку прямого мартенситного перетворення (Мп) i
наступного нагр!вання понад температуру початку зворотного мартен-
ситного перетворення (Ап). Основною частиною таких вапв являеться
крутильний важыь, який шдвшено на тонкому дрот! (нитц! шдв!су).
Дослщний зразок кршили на одному кшц! важеля i розташовували м!ж
полюсами постшного магн!ту. Пондеромоторна сила, що д!е на зразок з боку
неоднородного магштного поля, створюе момент кручения нитки п!дв!су, до
якого прикршлено горизонтально плече. Вщхилення важеля фжсувалося
автоматично записуючою системою, жорстко зв’язаною з системою кру-
тильних вапв. Основы результати дослщжень наведен! у таблиц!.
Анал!з результат!в дослщжень свщчить, що запропонований сплав
у заявлених межах (див. таблицю, сплави № 2...14) шсля попередньо!
деформацп закручуванням на 1,5 % нижче температури початку прямого
58»
883
ИЗБРАННЫЕ ТРУДЫ
мартенситного перетворення (Мп) i наступного нагр!вання понад темпе-
ратуру кшця зворотного мартенситного перетворення (Ак), повшстю
вщновлюе початкову форму на 100 % (оптимальний результат) у межах
(1,1...5,3)-103 цикл!в в штервал! температур -196...+500 °C, причому
стаб!льшсть вщтворення максимального значения коерцитивно! сили
(Нс = 25,6...81,4 ерстед) i точки Kropi (0 = -97...+ 420 °C) зафшсовано
при одному i тому ж значенш магн!тно! шдукцп (В = 11200-11500 гаус)
у вщповщних штервалах температур -188...+376 °C та -162...+457 °C. В
той же час, зразки сплаву-прототипу (див. таблицю, сплави №16...20)
мають у 4...5 раз нижчу коерцетивну силу (Нс = 2,5...22,4 ерстед) та в
5...7 раз!в менше число стаб!льних цикл!в ((0,2... 0,7)-103), що nin-
тверджуе необхщшсть введения в сплав вище означених компоненпв, як!
суттево шдвищують стаб!льн!сть заданих термомехашчних i магштних
властивостей запропонованих сплав!в.
Таким чином, пльки у заявлених межах х!м!чн! елементи забезпе-
чують одержания феромагштного сплаву на основ! мцц з ефектом пам’ят!
форми, що стаб!льно вщтворюе задан! властивост!, у якого за рахунок
формування специф!чно! структури одночасно забезпечуеться стшка
змша геометрично! форми в штервал! температур -196...+400 °C i при
цьому збер!гаються достатньо висок! магн!тн! властивост!, а саме,
магштна проникшсть i коерцитивна сила.
Використання запропонованого сплаву призведе до суттево! економп
коштовних матер!ал!в при виготовленш електронних регулятор!в темпе-
ратури. При цьому суттево шдвищиться надшшсть !х роботи, особливо
при низьких температурах, а також знизиться трудом!стк!сть при виго-
товленш.
Промислове виробництво зазначеного сплаву може бути здшснено
на металурпйних заводах, що спещал!зуються на випуску кольорових
сплав!в. Для цього необхщно застосувати стандарте технолопчне облад-
нання з деякими змшами в технолопчному ланцюгу.
884
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
ЕКСТРАКТОР ДЛЯ ВИЛУЧЕННЯ ЧУЖОР1ДНИХ
*
ОБ’еКТТВ 3 ПОРОЖНИСТИХ ОРГАШВ
Б.е. Патон, О.Ф. BoaianoB, В.О. Гладишев, В.С. Дзюрак, Д.М. Калеко,
Ю.М. Коваль, В.К. Лебедев, Л.М. Неганов
Винахщ вщноситься до медично’1 техшки i призначений для безопе-
ративного вилучения чужорщних об’екпв з порожнистих оргашв, пере-
важно вилучення камешв з сечовода.
Вщомий екстрактор В.П. Пашковського для витягування камешв з
сечовод!в (авторське свщоцтво СРСР №240173, кл. А61В17/22, 1969 р.),
що мае тросик, сплетений з металевих струн, чотирибраншевий кошик-схоп-
лювач i повщець з оливою, причому бранил котика виконан! такими, що
розходяться вщ тросика шд р!зними кутами i збшаються у початку
провщника пщ однаковими кутами, а перетин повщця таким, що поступово
зменшуеться вщ його початку в дистальному напрямку. В фронтальшй
проекцп екстрактор Пашковського мае сигаропод!бну форму, а в боковш
вш мае два вщщли — в нижнш половин! вузький для збереження постшним
пильного охоплення котика сечоводом i ромбопод!бний у верхшй половин!
для фшсацп та !золяцп каменя в!д ст!нок сечовода.
Недол!ками цього екстрактора е вщсутшсть над!йно! !ммоб!л!заци
каменя, травмування сечовода п!д час тракцп та необхщшсть тривало!
експозицп при проходженн! вигишв сечовода при великш величин!
каменя внаслщок недостатньо!’ пружност! дроту з не!ржав!ючо! стал!, з
якого зроблений цей котик, а також невелик! оперативн! можливост!,
зумовлен! перерегулюванням розм!р!в екстрактора. Кр!м того, сигаро-
под!бна форма екстрактора в боковш проекцп зменшуе можливост!
захоплення каменя внаслщок зменшення просвпу м!ж браншами по Mipi
сходження до м!сць Тх з’еднання.
Розм!ри екстрактора та його пружш властивост! можна регулювати,
якщо бранш! екстрактора виконати з металу, що мае ефект пам’ят! форми
! бюлопчну нейтральшсть, наприклад, !з сплаву шкель-титан, та управляти
екстрактором шляхом нагр!вання електричним струмом або шшим чином.
Найбьльш близьким за техшчною суттю до винаходу, що пропо-
нуеться, е «Апарат для вилучення чужорщних об’екпв з порожнистих
оргашв» за патентом СРСР №1.812.972, кл. А61В17/22, оп. 30.04.93
(Бюл. №16), що мютить гнучкий екстрактор з дротовим робочим нако-
нечником (повщцем) на юнщ, виконаний в форм! грушопод!бного котика
з чотирьох бранппв, що ор!ентуеться розширеною частиною до про-
вщника i виготовлений з матер!алу !з пам’яттю форми з можлив!стю
*Пат. 56280 Украша, 7А61В17/22. — Опубл. 15.05.2003; Бюл. № 5.
885
ИЗБРАННЫЕ ТРУДЫ
вигину шд задании кутом, катетер, приеднаний до гнучкого екстрактора,
в якому розмпцен! проводи, що шдводять струм, i блок управлшня
котиком у вигляд! джерела живлення, що управляеться з частотою i
тривалютю !мпульс!в, як! регулюються, вихщ якого з’еднаний з гнучким
екстрактором проводами, що проходить в середин! катетера.
Характерною особливютю екстрактора по вищезгаданому патенту е
використання катетера як штовхача дротового екстрактора, що вимагало
застосування такого сплаву з ефектом пам’ят! форми, що мае високу
температуру фазового перетворення, щоб при pyci по сечоводу котик не
прийняв «теплу» форму. Враховуючи, що температура сеч! перевищуе
39 °C, температура фазового перетворення повинна бути б!лып шж
40...45 °C. Витримування екстрактора при такш температур! зв’язане з
небезпекою ошку стшок сечовода. Разом з тим застосування катетера як
штовхача екстрактора тут змушене, бо використання в щй же якост!
мщних струмоведучих дрот!в неможливо через 1‘хшо високу пластичшсть
! зв’язаного з цим легкого петлеутворення.
Окр!м означених, у цього екстрактора е ще ряд недол!к!в. По-перше,
висока температура фазового перетворення матер!алу, з якого виготовлен!
бранил екстрактора, вимагае зовшшнього нагр!вання скручених бранппв
кошика з метою надання !м просторово! форми. Нагр!вання в стад!!
захоплення каменя повинно супроводжуватися в!зуальним рентгешвським
контролем, що зменшуе безпеку операцп. По-друге, висока температура
фазового перетворення викликае небезпеку ошку стшок сечовода. По-трете,
грушопод!бна форма кошика перешкоджае пильному охопленню кошика
сечоводом, що може бути причиною втрати каменя. I, нарепгп, застосування
катетера як штовхача, а не каналу, що спрямовуе вщносно жорсткий
екстрактор, ускладнюе просування останнього по сечоводу.
Одшею з умов усшшноТ роботи екстрактора для вилучення чужо-
рщних об’ект!в з порожнистих оргашв е незмшшсть форми екстрактора
при його багаторазовому використанш. При виготовленн! бранппв з
пол!кристал!чного сплаву з ефектом пам’ят! форми (СЕПФ) е небезпека,
що шсля вщносно невелико!’ кыькост! цикл!чних навантажень (приб-
лизно 12... 15 цикл!в деформацп) знизиться стушнь вщновлювання зада-
но! форми до 40 % початково! величини при нагр!ванш до температури
фазового перетворення. Це може призвести до виникнення проблем при
захопленн! каменя, внаслщок зменшення просв!ту м!ж браншами !
зниження !х жорсткост! в розкритому положенш кошика. Така влас-
тив!сть пол!кристал!чного СЕПФ призводить до необхщност! шсля за-
вершения кожно! операцн вилучення чужорщного пла вщновлювати
форму бранппв, що знижуе ефектившсть використання екстрактора. В
той же час сплав у монокристал!чшй форм!, волод!ючи спроможшстю до
быыпих зворотних високоеластичних деформацш, що досягають 8 % (для
пор!вняння, пол!кристал!чний СЕПФ мае межу пружного деформування
близько 4 %), дае можлиглсть зберегти мехашчш характеристики бранппв
886
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
кошика при обсяз! його використання, що перевищуе в 15...20 раз обсяг
використання пол!кристал!чного СЕПФ.
В основу винаходу поставлена задача удосконалення екстрактора
для вилучення чужорщних об’екпв з порожнистих оргашв за рахунок
виготовлення його з гнучкого катетера в вигляд! фторопластовоТ трубки
i дротового кошика !з чотирьох бранппв з монокристал!чного сплаву з
ефектом пам’ят! форми, як! мають електро!золящйне покриття, з по-
вщцем на дистальному кшщ i мщними емальованими проводами на
проксимальному к!нц!, приеднаними до електроапарата для змши форми
кошика i розташованими всередиш катетера з можлив!стю зворотно-пос-
тупального перем!щення вщносно нього.
Задача, яка поставлена, розв’язуеться таким чином, що в екстрактор!
для вилучення чужорщних об’екпв з порожнистих оргашв, що м!стить
гнучкий катетер i дротовий кошик з чотирьох бранппв, виготовлених !з
сплаву з ефектом пам’ят! форми з електро!золящйним покриттям, з
повщцем на дистальному кшщ ! мщними емальованими проводами на
проксимальному кшц!, приеднаними до електроапарата для зм!ни форми
кошика ! розташованими всередин! катетера з можливютю зворотно-пос-
тупального перем!щення вщносно нього, застосовують сплав в мо-
нокристал!чному стан!, що зазнае фазового перетворення при температур!
35...37 °C. Для надшного захоплення каменя браншам надаеться така
«тепла» форма, що шсля розкриття кошик в одшй проекцп мае форму
неправильного (витягнутого) шестикутника з кутами сходження бранппв
35...45°, а в шшш — под!бну боковш проекци екстрактора Пашковського.
При необхщност! розсування стшок сечовода вщбуваеться шляхом
збыьшення жорсткост! бранппв, останш нагр!ваються електричним струмом
контрольовано!’ величини. 3 метою впевненого проходження за камшь 1
наступного надшного його утримання екстрактор повинен перемщатися
всередин! катетера. Для зменшення перетину катетера I полегшення його
руху по сечоводу приводом зворотно-поступального перем!щення кошика
по катетеру повинш служити сам! проводи, як! шдводять струм, а для
збыыпення ixHboi жорсткост! до них приеднуеться сталева струна без
можливост! взаемного вщносного перем!щення струни ! провод!в.
Вщмшою екстрактора для вилучення чужорщних об’екпв з порож-
нистих оргашв, що пропонуеться, вщ аналопв е:
1) виготовлення бранппв кошика з сплаву з ефектом пам’ят! форми
в монокристал!чному стан!, що зазнае фазового перетворення при темпе-
ратур! 35...37 °C,
2) форма одше! з проекцш кошика в вигляд! шестикутника, витяг-
нутого в напрямку тракцп,
3) привщ зворотно-поступального перем!щення в вигляд! мщних
електропровод!в разом !з сталевою струною, приеднаною до них без
можливост! Тхнього взаемного вщносного перем!щення.
Медичи! позитивш якосп застосування такого екстрактора для
вилучення камешв з сечовода полягають в полегшеному захопленн!
887
ИЗБРАННЫЕ ТРУДЫ
каменя, надшному його утриманн! при тракцп або вилученш з котика
при медичних показниках, прискоренш проходження звужень сечовода.
Так! позитивш якост! екстрактора, що пропонуються, одержуються за-
вдяки застосуванню сплаву з ефектом пам’ят! форми, що мае температуру
фазового перетворення нижче температури сеч! в людському оргашзм!,
виготовленню бранппв з СЕПФ в монокристал!чному стан!, розширенню
просв!ту котика в одшй з проекщй ! звуженню просв!ту в ппшй проекцп
в проксимальнш частин! котика, можливост! закриття котика насунен-
иям на нього катетера, можливост! регулювання (зб!лыпення ! зниження)
жорсткост! бранппв котика включениям i виключенням струму 1’хнього
шд!гр!ву, забезпеченням жорсткост! i мщност! дротового приводу зворот-
но-поступального перем!щення котика вщносно катетера i вщносно
сечовода разом з катетером шляхом приеднання до м!дних струмоведучих
провод!в сталево!' струни без можливост! Тхнього взаемного перем!щення.
На рис. 1 показано екстрактор для вилучення чужорщних об’екпв
з иорожнистих оргашв в двох проекщях.
На рис. 2 показано екстрактор для вилучення чужорщних об’ект!в
з иорожнистих оргашв, повернутий на 45° i шдключений до апарата
управлшня нагр!ванням.
На рис. 3 показано дистальний кшець котика екстрактора.
На рис. 4 показано проксимальний кшець котика екстрактора.
Екстрактор (рис. 1) являе собою катетер разом з котиком з чотирьох
бранппв з монокристал!чного штинолу, сплаву з ефектом пам’ят! форми,
з’еднаного за допомогою м!дних провод!в з апаратом управлшня нагр!-
ванням (рис. 2). Бранш!, як! покрит! електро!золящйною шпвкою,
вигнут! таким чином, щоб Тхн! проекцп попарно сшвпадали при поворот!
котика на 90°. Вигин бранппв забезпечуе сходження Тхшх дистальних
частин шд стереокутом 35...45°, в той час як проксимальн! частини одше!
пари бранппв, розташованих в площиш, що проходить через в!сь симетрц
котика, сходиться шд тим же кутом, а друго! пари, розташовано! в
перпендикулярнш площиш, — п!д кутом 10°.
Катетер
Струмотдвщний
провгд (привщ
перемщення
котика)
Рис. 1
Апарат для
управлшня
_| нагреваниям
Рис. 2
888
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
Дистальна частина котика (рис. 3) утворюеться спаем Bcix чо-
тирьох бранппв разом з повщцем, який являе собою скручений метале-
вий вусик, i3 змшним перетином, що зменшуеться в напрямку в!д
котика. Для атравматичного проходження по сечоводу пов!дець на
к!нщ просочений оливою.
В проксимальнш частиш (рис. 4) бранил попарно спаян! м!ж собою
та припаян! до м!дних струмоведучих провод!в, що служить водночас i
приводом перемщення котика в катетер!. Для зб!лыпення жорсткост! з
метою перешкоди можливому петлеутворенню до мщних провод!в за
допомогою клею i нитяного бандажа приеднана сталева струна.
Бранш! котика виготовлен! з штинолу, сплаву з ефектом пам’ят!
форми, дозволеному для застосування в медичних шструментах. Вико-
нання бранппв з монокристал!чних сплав!в системи Ni-Ti (можливо
також використання шших СЕПФ з покриттям, що перешкоджають !'хн!й
взаемодп з внутр!шшми тканинами патента) дасть можлив!сть ста-
б!л!зувати мехашчш характеристики бранппв, незалежно в!д обсягу
використання екстрактора.
Маншулящя екстрактором проводиться таким чином. Заздалепдь за
допомогою цистоскопа за камшь в сечовщ послщовно вводить провщник
(тонкий др!т, по якому в сечовщ засовуеться катетер) ! катетер. Цистоскоп
i проводник витягають, а катетер залишають в сечоводи Котик, охолод-
жений до температури 10... 15 °C, з! стуленими м!ж собою i витягненими
вздовж поздовжньо! oci браншами вводить в катетер i заводить за камшь,
проштовхуючи по катетеру мщними проводами з! сталевою струною.
Шсля цього катетер витягають до тих nip, доки повшстю не вив!льниться
котик. При нагр!ванш сечею, температура яко! перевищуе 39 °C, штино-
лов! бранш! котика набувають задано! форми, i котик розкриваеться.
При цьому камшь в!дпов!дно! величини i конфпурацп обов’язково влучае
всередину котика через один з просвтв м!ж браншами. Шсля цього
889
ИЗБРАННЫЕ ТРУДЫ
катетер насуваеться на кошик, стискаючи бранил i !ммоб!л!.зуючи камшь
в котику. Дал! при одночасному витяганн! котика i катетера проводиться
тракщя каменя з сечовода.
В тих випадках, коли стшки сечовода деформован! настьльки, то
Тхня жорстюсть не дозволяе вловити камшь в кошик, то розкриваеться
самостшно, а також тод!, коли величина каменя не дозволяе безпечно
минати вигини сечовода, екстрактор шдключають до апарата управлшня
нагр!ванням, налаштованому таким чином, щоб нагр!вання дротових
бранппв не перевищувало 42 °C. При такому нагр!ванш зб!льшуеться
жорстюсть бранппв i в!дпов!дно зусилля, з яким бранил розсувають
стшки сечовода. Це полегшуе захоплення каменя в кошик i знижуе
тривалкть пролонговано! тракцп.
При неможливосп тракцп по сечоводу конкремент необхщно усу-
нути з котика. Така процедура значно полегшуеться в екстрактор!
пропоновано! конструкцп шляхом в!дкриття котика при зсув! катетера.
При цьому, якшо пружшсть спнок сечовода не дозволяе котиков!
розкритися в достатнш Mipi, можна ii подолати, збЕпыпуючи жорстюсть
дротових бранппв нагр!ванням електричним струмом. П!сля використан-
ня екстрактора кошик шдключають до апарата управлшня нагр!ванням i
нагр!вають до температури, що перевищуе температуру закшчення фазо-
вого перетворення (50 °C), впродовж 15 хвилин, вщновлюючи таким
чином мехашчн! характеристики бранлив котика для наступного ви-
користання.
Окр!м вилучення камешв з сечовода, екстрактор, що пропонуеться,
може бути використаний для вилучення також шших чужорщних об’екпв
з порожнистих оргашв людини i тварин, наприклад, з стравоходу,
жовчних проток, кровоносних судин тошо. Застосування його дозволяе
надшно захопити об’ект, утримати його при тракцп або усунути з котика
при медичних показниках, прискорити проходження звужень сечовода
або шших порожнистих оргашв.
890
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
РОЗЧИН ДЛЯ Х1М1ЧНОГО СР1БЛЕННЯ ВИРОБ1В
3 Н1КЕЛБ-ТИТАНОВИХ СПЛАВ1В
3 ПАМ’ЯТТЮ ФОРМИ (Н1ТИНОЛУ)*
Б.е. Патон, Д.М. Калеко, Ю.М. Коваль, Г.В.Маковська,
Л.М. Неганов, В.Б. Сгпваковський, Т.Ф. Татарчук
Винахщ мае в!дношення до одержания х!м1чних покритпв, зокрема,
ср!бних, i може бути використаний при виготовленш вироб!в ювел!рно! i
медично! промисловосп 3i сплав!в композицп шкель-титан з ефектом
пам’ят! форми або в надпружност!.
Сплави з ефектом пам’ят! форми останшм часом знаходять все
б!льше застосування в техшщ, медицин! i виробництв! прикрас. 3 вщомих
сплав!в штинол в!др!зняеться високою корозшною ст!йк!стю i б!осум!с-
шстю. Проте при використанн! в кл!шчних умовах бажаш не пльки
б!о!нертн!сть сплаву, а й асептичн! властивост!. Останш можуть забез-
печити покриття медичних вироб!в ср!блом.
Ейдомо розчини для х!м!чного нанесения ср!бного покриття на
металев! поверхш шсля мехашчного i х!м!чного !/або електрох!м!чного
очищения поверхш металу, що покриваеться, травлениям. Ср!бне
покриття наноситься зануренням металевого виробу в розчини р!зного
складу, що м!стять азотнокисле ср!бло ! щашди [Вайнер Я.В., Дасоян
М.А. Технология электрохимических покрытий. — Л.: Машиностроение,
1972. — 464 с.]. Температура розчину вище 60 °C.
Для контактного ср!блення метал!в шсля мехашчного чи х!м!чного
очищения поверхн! травления й осадження ср!бла ведуть з розчину, що
м!стить AgCl [Бойцов А.В., Бойцова Г.Ф., Авдонина Н.А. Благородные
металлы. — М.: Металлургиздат. — 388 с].
Найб!лып близьким до пропонованого е розчин для осадження
ср!бла на м!дн! 1 латуни! детал! [Кочман Э.Л., Ильин В.А. Раствор для
химического серебрения // Химические и электрохимические методы
защиты металлов». — Саратов, 1977. — С. 60], що м!стить (у г/л):
св1жеосаджений закис ср!бла ......................... 18...36
лимонну кислоту ..................................... 60...240
тюсечовину .......................................... 40...80
Проте цей розчин, як i назван! вище, непридатний для осадження
ср!бла на поверхню штинолу, завжди вкриту окисом титану. Процес
осадження дуже чутливий до якост! шдготовки поверхн! виробу i тому
мщшсть зчеплення покриття з виробом дуже нестабгльна.
’Пат. 74300 УкраТна, 7 С 0 1 G 500. - Опубл. 15.11.2005; Бюл. № 11.
891
ИЗБРАННЫЕ ТРУДЫ
В основу винаходу поставлена задача шдвищення мщност! зчеплен-
ня х1м1чного покриття штинолу ср!блом при зниженш вимог до тдготовки
поверхш металево!' детали
Поставлена задача розв’язуеться таким чином, в розчин для xi-
м!чного ср!блення, що мгстить (у г/л):
св!жеосаджений закис cpi6.na ............................................ 18...36
лимонну кислоту ......................................................... 60...240
тюсечовину............................................................... 40...80,
додатково вводить 40%-у плавикову кислоту HF, створюючи концент-
раций останньоТ в розчиш 40...200 г/л.
В!дм!нн!стю розчину, що пропонуеться для xiMi4Horo ср!блення, в!д
аналопв е додання 40%-но! плавиково! кислоти HF, створюючи ii
концентращю в розчин! 40...200 г/л.
Техшчний результат, що досягаеться при використанш розчину, що
пропонуеться для х!м!чного ср!блення, складаеться в спрощенш процесу
тдготовки поверхш виробу до осадження ср!бла i забезпеченш гарного
зчеплення ср!бного покриття з поверхнею детал! з штинолу.
Для експериментально! оцшки технолопчних властивостей розчину,
що пропонуеться для х!м!чного ср!блення сплаву з ефектом пам’ят! форми
системи шкель^гитан (штинолу), були приготоваш розчини з р!зною
концентращею !нгред!ент!в (див. таблицю).
Анал!з результате дослщження свщчить, що запропонований роз-
чин у заявлених межах (див. таблицю, склади №7-12) дае позитивний
результат щодо якост! покриття ср!блом.
№ з/п t, "С Х1м1чний склад, г/л Результат
Ag2O лимонна кислота тюсечо- вина HF
1 20 27,0 150,0 60,0 - Ср1бло не осаджуеться без поперед- нього травления поверхш
2 50 27,0 150 60,0 - Те саме
3 20 36,0 240 80,0 - »
4 50 36,0 240,0 80,0 -
5 50 25,5 141,5 56,6 25,0 »
6 50 34,0 226,0 75,5 25,0
7 60 24,5 136,0 54,5 40,7 Задов1льна яюсть
8 60 32,7 218,0 72,7 40,7
9 40 18,3 107,0 42,9 128,0
10 40 25,7 171,4 57,1 128,0
И 50 15,0 33,3 33,3 199,9 »
12 50 20,0 133,0 44,4 199,9 »
13 50 13,5 75,0 30,0 224,0 Зразок розчинився без ср!блення
14 50 18,0 120,0 40,0 224,0
892
СВАРКА И РОДСТВЕННЫЕ ТЕХНОЛОГИИ В МЕДИЦИНЕ
Таким чином, осадження ср!бла на поверхню штинолу без попе-
реднього травления !з задов!льною яюстю можливо титьки при наявност!
в розчин! не менш 40 г/л 40 %-! HF i припиняеться при концентрат!
плавиково! кислота б!льш 200 г/л.
Це свщчить, що т!льки в заявлених межах додаток плавиково!
кислоти до вщомого складу розчину для х!м!чного ср!блення дае по-
зитивний ефект.
Для х!м!чного осадження ср!бла в розчиш складу, що пропонуеться,
поверхню детал! з штинолу спочатку шддають мехашчному очищению
вщ забруднення, знежирюють, а пот!м, не роблячи додаткового трав-
ления, занурюють в розчин, який вм!щуе (г/л):
закис ср!бла А^гО (св!жеосаджену) ....................................... 18...36
лимонну кислоту ......................................................... 60...240
тюсечовину .............................................................. 40...80
40%-у плавикову кислоту ................................................. 40...200,
нагр!тий, °C до 40...60.
Використання розчину !з складом, що пропонуеться, дозволить
спростити шдготовку деталей медичного призначення перед покриттям
ср!блом, усуваючи операщю попереднього травления ! поеднав п з
операщею х!м!чного осадження ср!бла.
Бактерюлопчне дослщження зразюв штинолу !з ср!бним покриттям,
одержаним у розчин!, що пропонуеться, довело бактерицидну д!ю по-
криття у вщношенш Е.colli та гриб!в роду кандида, а також пом!рну
бактерицидну д!ю у вщношенш патогенного стаф!локока.
893
Наукове видання
НАЦЮНАЛЬНА АКАДЕМЫ НАУК УКРА1НИ
1НСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ iM. G.O. ПАТОНА
Борис бвгенович Патон
ВИБРАНТ ПРАЩ
(Росшською мовою)
Кшв, 1нститут електрозварювання
iM. е.О. Патона НАН Украши, 2008 piK
Оформления художника М.А. Панасюк
Редактори В. В. Вишневий, Р.С. Сухомуд
Коректори Н.О. Дмитриева, О.М. Лавриненко, О.М. Назарова,
B.I. Котляр, НА. Файницъка, Б. В. Хитровсъка, Т.В. Юштина
Комп’ютерна верстка Л.М. Герасименко, НС. Дмитрук,
Т.Ю. СнеДръова, A.I. Сулима
Шдписано до друку 02.10.2008. Формат 70x100/16.
Патр крейд. 1мпорт. глянцевий. Гарн. Укр. Петербург. Друк. офс.
Ф1з. друк. арк. 56 + 2,00 вкл. Ум. друк. арк. 75,4. Ум. фарбо-вщб. 87,1.
Обл.-вид. арк. 69,86. Наклад 2000 прим.
Зам. №8-1437
Гнститут електрозварювання iM. С.О. Патона НАН Украши,
03680, Кшв, вул. Беженка, И
ЗАТ ф!рма «В1ПОЛ»
03151 Кшв 151, вул. Волинська, 60
Свщоцтво про внесения до Державного реестру
cepin ДК № 752 вщ 27.12.2001
OJMTOU
ЮТАП1 №
Т'ВДЫ
v>
jpk ' )/4<’ 'i, . ф